














































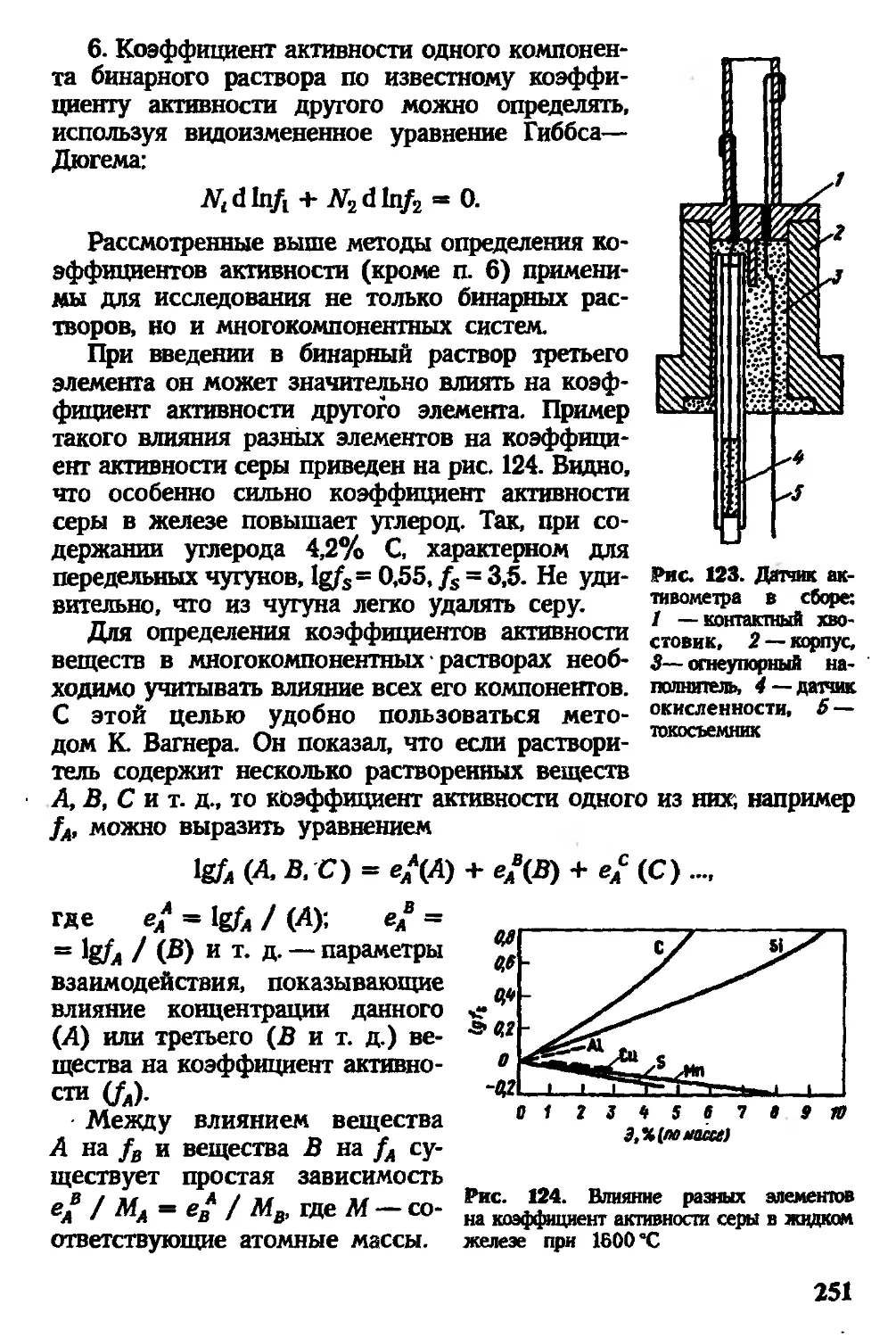
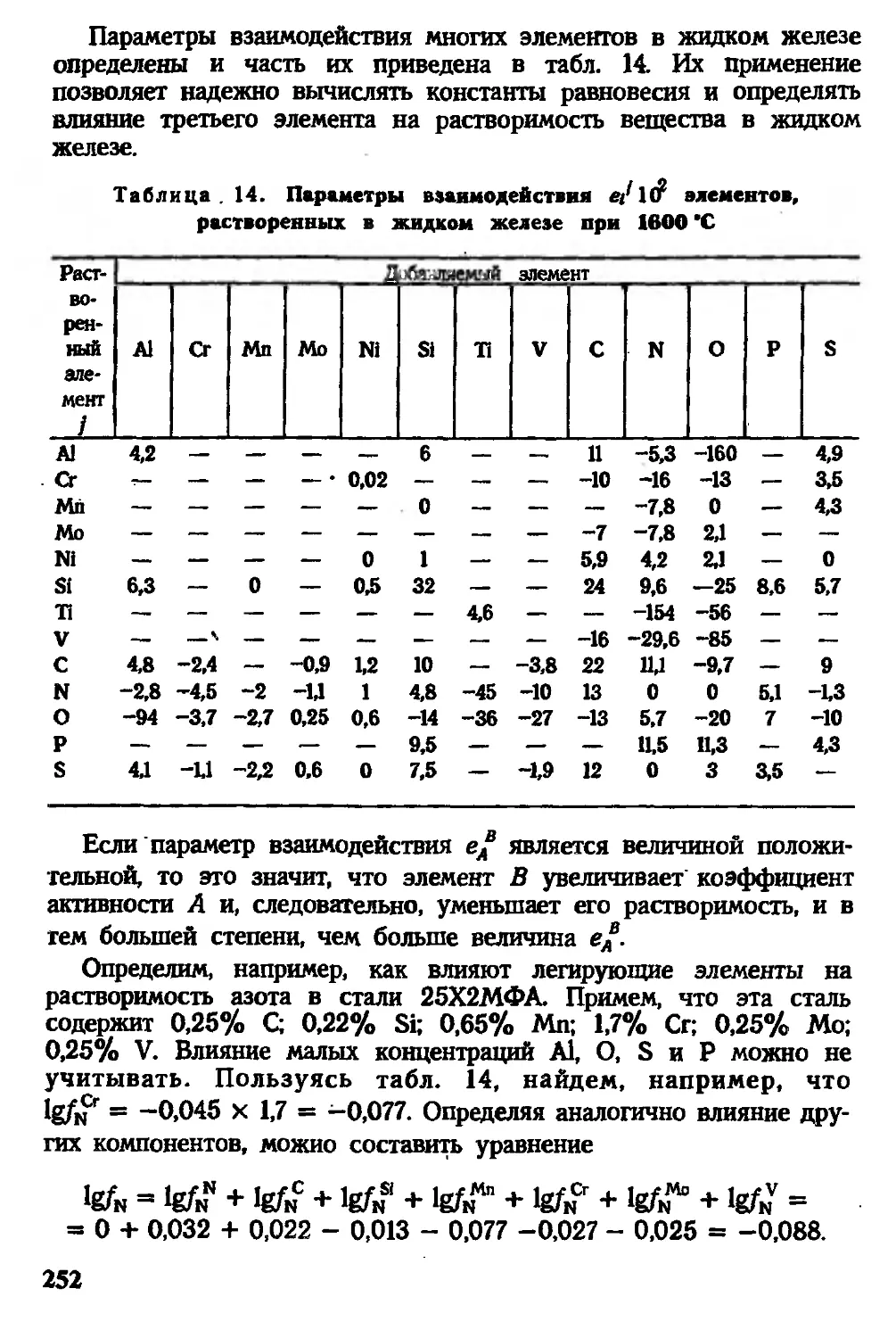










































Author: Поволоцкий Д.Я. Рощин В.Е. Мальков Н.В.
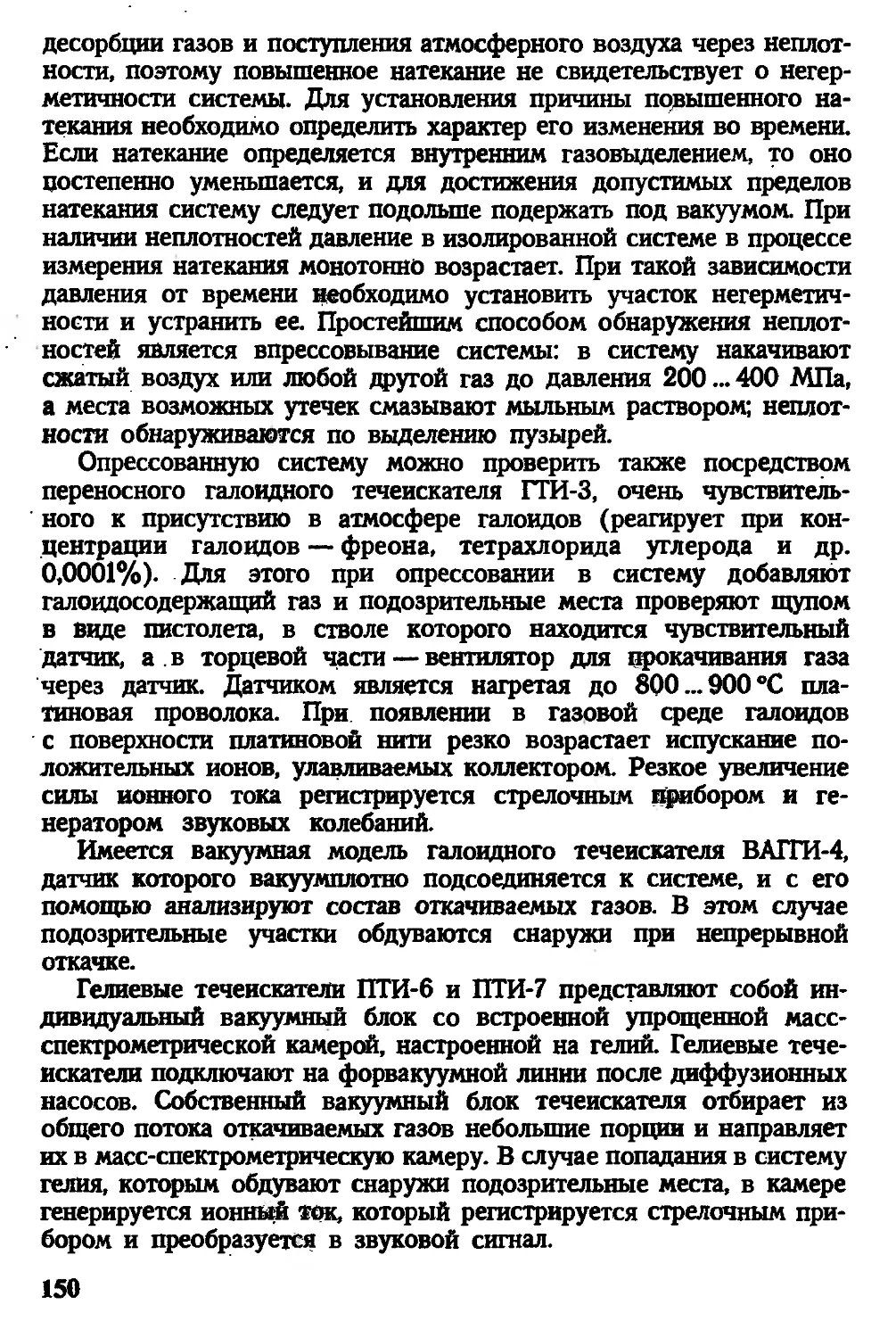
Tags: металлургия черных металлов железо, чугун и сталь металлургия учебник для вузов издательство металлургия ферросплавы электрометаллургия маширостроение электрические печи
ISBN: 5-229-01187-4
Year: 1995




Д.Я.Поволоцкий
BE. Рощин
Н. В. Мальков
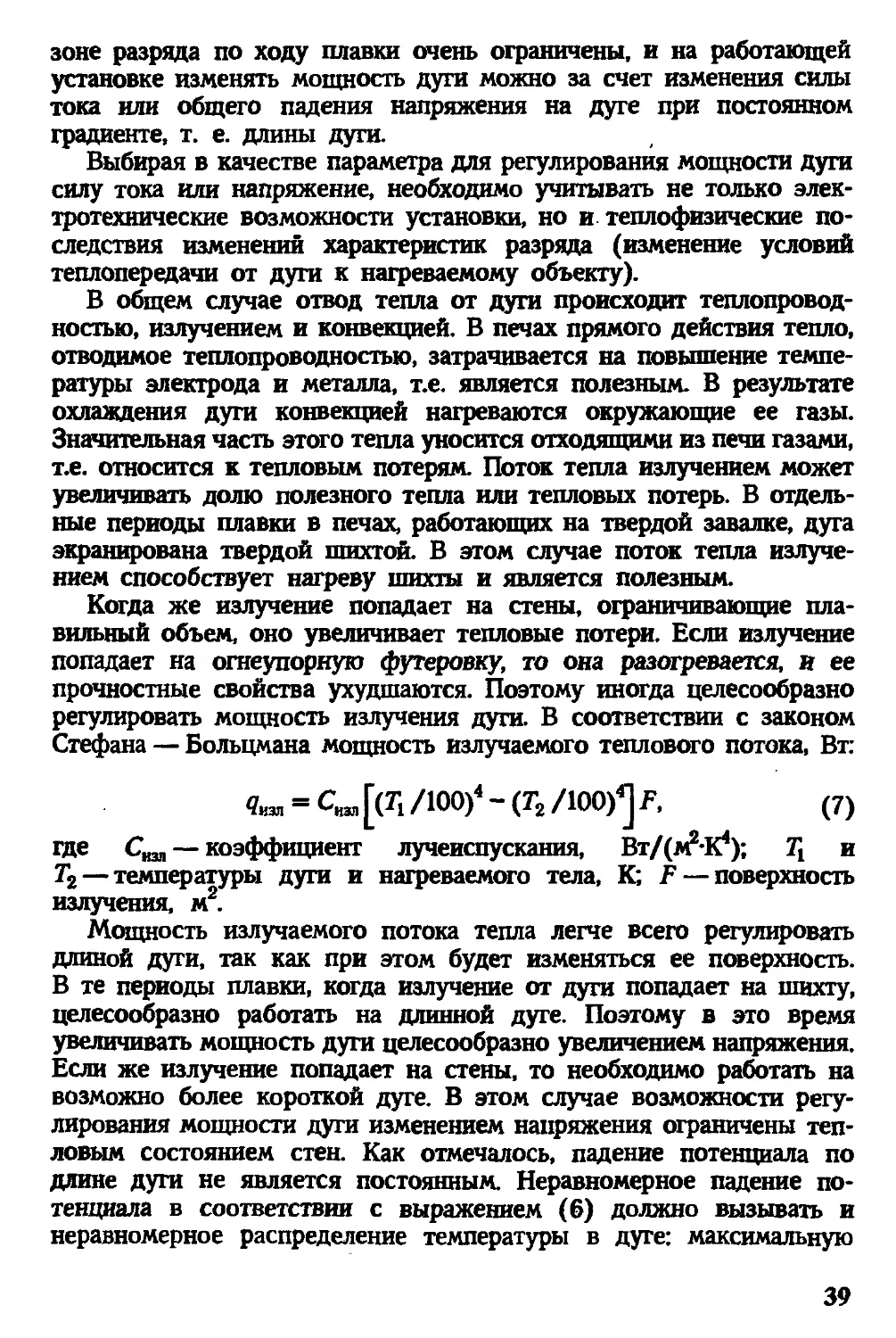
ЭЛЕКТРО-
МЕТАЛЛУРГИЯ
СТАЛИ
И ФЕРРОСПЛАВОВ
Д. Я. Поволоцкий
В.Е. Рощин
Н.В. Мальков
ЭЛЕКТРО-
МЕТАЛЛУРГИЯ
СТАЛИ
И ФЕРРОСПЛАВОВ
3-е издание, переработанное и дополненное
Рекомендовано Государственным комитетом
Российской Федерации по высшему образованию
в качестве учебника для студентов
высших учебных заведений, обучающихся
по направлению "Металлургия" и
специальности "Металлургия черных металлов"
МОСКВА "МЕТАЛЛУРГИЯ" 1995
Рецензент: кафедра «Металлургия стали» МВМИ
УДК 669.187:669.15—198
Электрометаллургия стали и ферросплавов: Учебник для вузов.
Поволоцкий Д. Я., Рощин В. Е., Мальков Н. В.
— 3-е нэд., перераб. и доп.—М.: Металлургия, 1995. — 592 с.
Учебник написан соответственно программе специального курса
вузов для студентов, специализирующихся. по электрометаллургии
стали н ферросплавов. В нем снстематизированно изложены теоре-
тические основы и практика производства стали и ферросплавов в
электрических печах, рассмотрено устройство печей.
Предназначен для студентов высших учебных заведений; может
быть полезен инженерам-производственникам и проектным работай
кам металлургической и машиностроительной промышленности.
Ил. 231. Табл. 22. Бнблиогр. список: 42 назв.
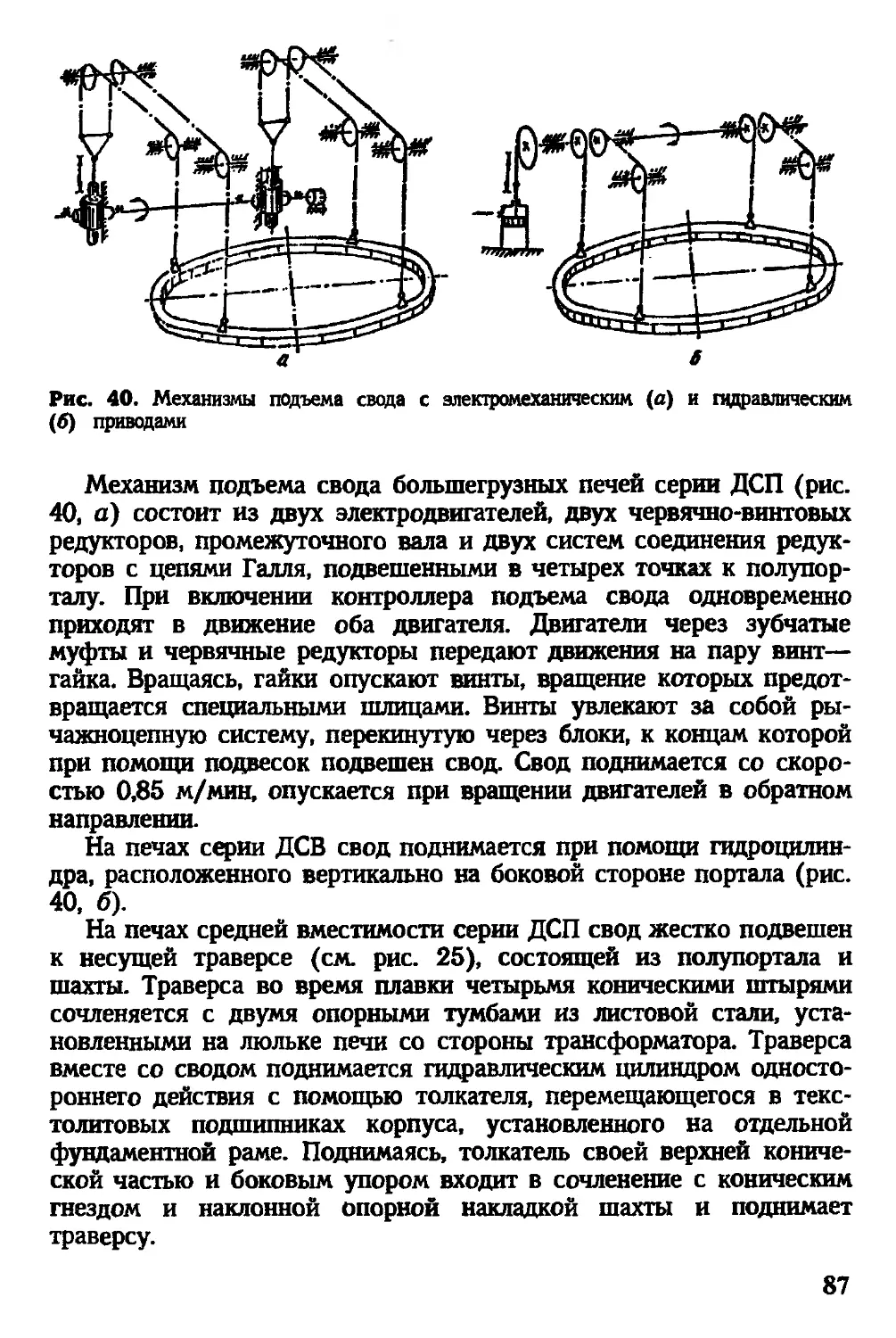
УЧЕБНИК
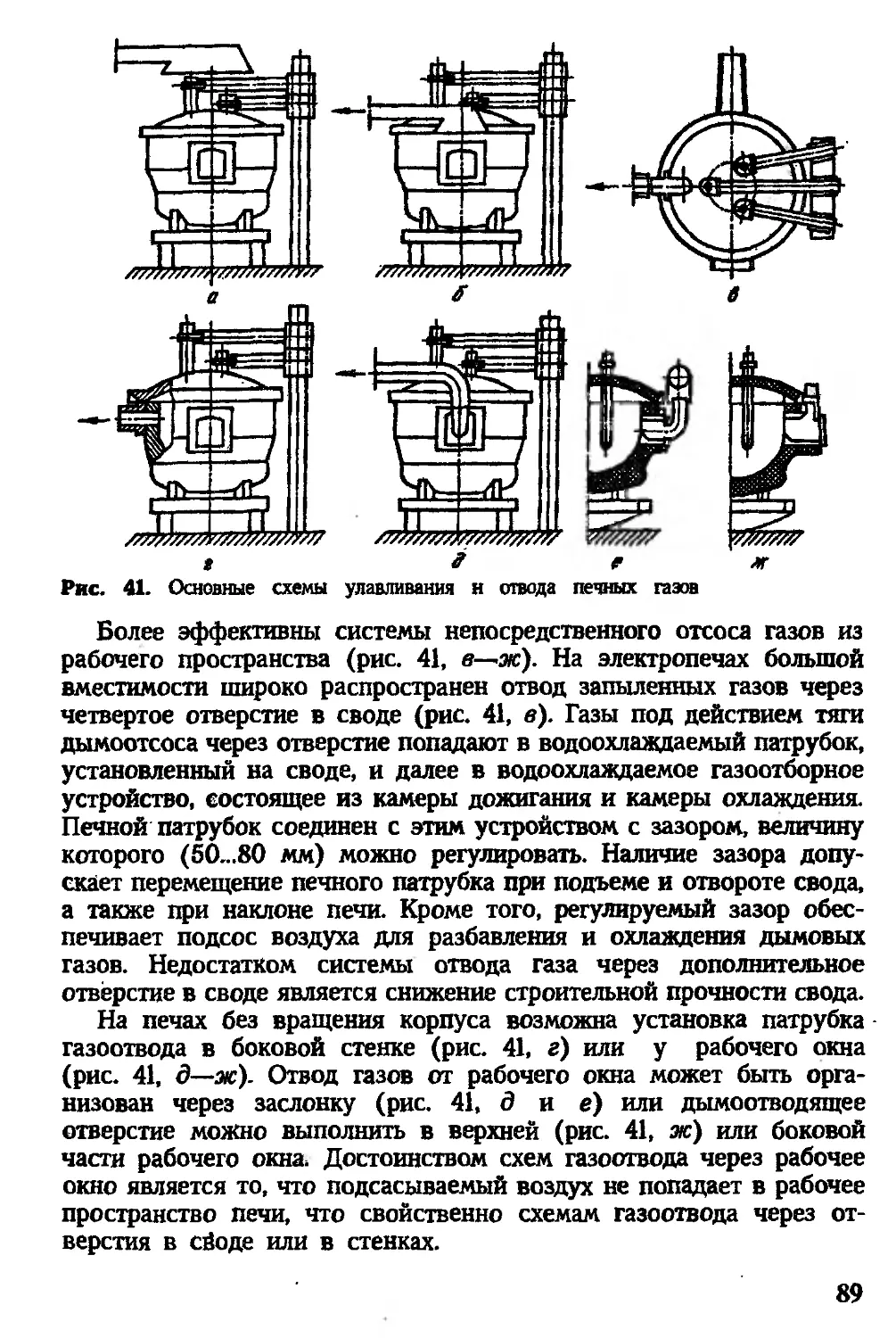
ПОВОЛОЦКИЙ Давид Яковлевич
РОЩИН Василий Ефимович
МАЛЬКОВ Николай Васильевич
ЭЛЕКТРОМЕТАЛЛУРГИЯ СТАЛИ И ФЕРРОСПЛАВОВ
Редактор издательства Савенков А. В.
Художественный редактор Девии С. К.
Технические редакторы Кулакова Э. А., Сперанская Н. А.
Корректоры Королева Ю. И., Мартынова И. М.
Лицензия ЛР № 010157 от 04.01.92. Подписано в печать 22.02.95.
Формат бумаги 60 х 88*/i6- Бумага офсетная № 2. Печать офсетная.
Усл. печ. л. 34,41. Уч-изд. л. 38,07. Усл. кр.-отт. 34,41.
Тираж 1000 экз. С-013. Заказ 3164. Изд. № 2539.
Ордена Трудового Красного Знамени издательство «Металлургия».
119857 Москва, ГСП, Г-34, 2-й Обыденский пер., 14.
Отпечатано с оригинал-макета в Челябинском Доме печати
454080, г. Челябинск, Свердловский пр., 60.
2604000000-013
П--------------без объявления
040(01)—95
ISBN 5-229-01187-4 © Д. Я. Поволоцкий, В. Е. Рощин, Н. В. Мальков
издательство «Металлургия», 1995
Оглавление
Предисловие................................................................... 7
Введение ..................................................................... 8
Часть I. Электрические плавильные печи черной металлургии.................... 17
Раздел I. Дуговые сталеплавильные печи....................................... 17
Глава 1. Общая характеристика электрических печей............................ 17
1. Значение электрических печей в металлургии (с 17). 2. Классифика-
ция электрических печей (с. 18)
Глава 2. Электрическая дуга как источник тепловой энергии ................... 25
1. Общие сведения о дуговом разряде (с. 25). 2. Особенности дуги
постоянного и переменного тока (с. 30). 3. Стабилизация дуги, регули-
рование ее мощности и излучающей способности (с. 34). 4. Горение
дуги в вакууме (а 40). 5. Особенности плазменной дуги (с 43)
Глава 3. Рабочее пространство дуговых печей ................................. 46
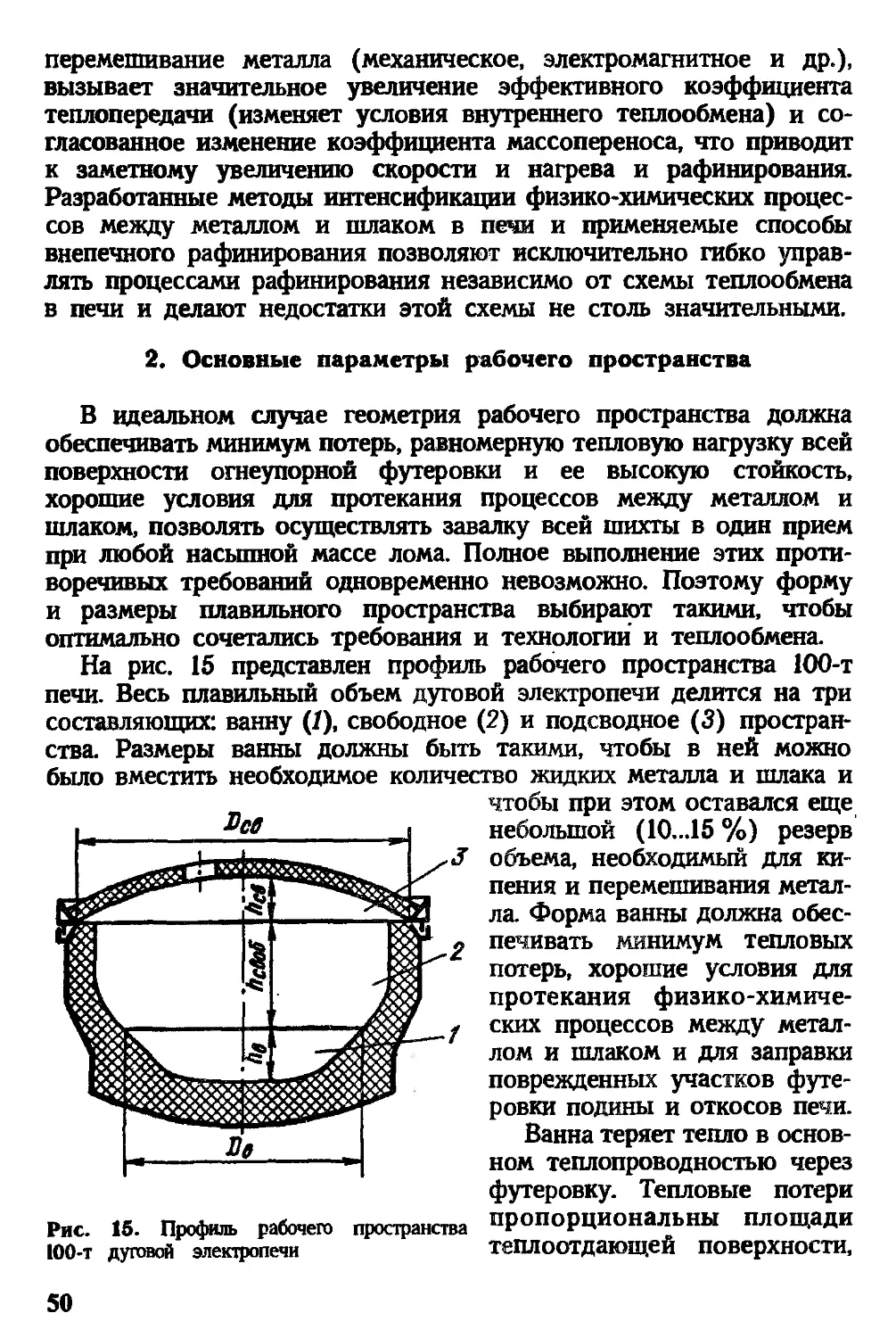
1. Теплообмен в рабочем пространстве (с 46). 2. Основные параметры
рабочего пространства (с 50). 3. Влияние геометрии рабочего простран-
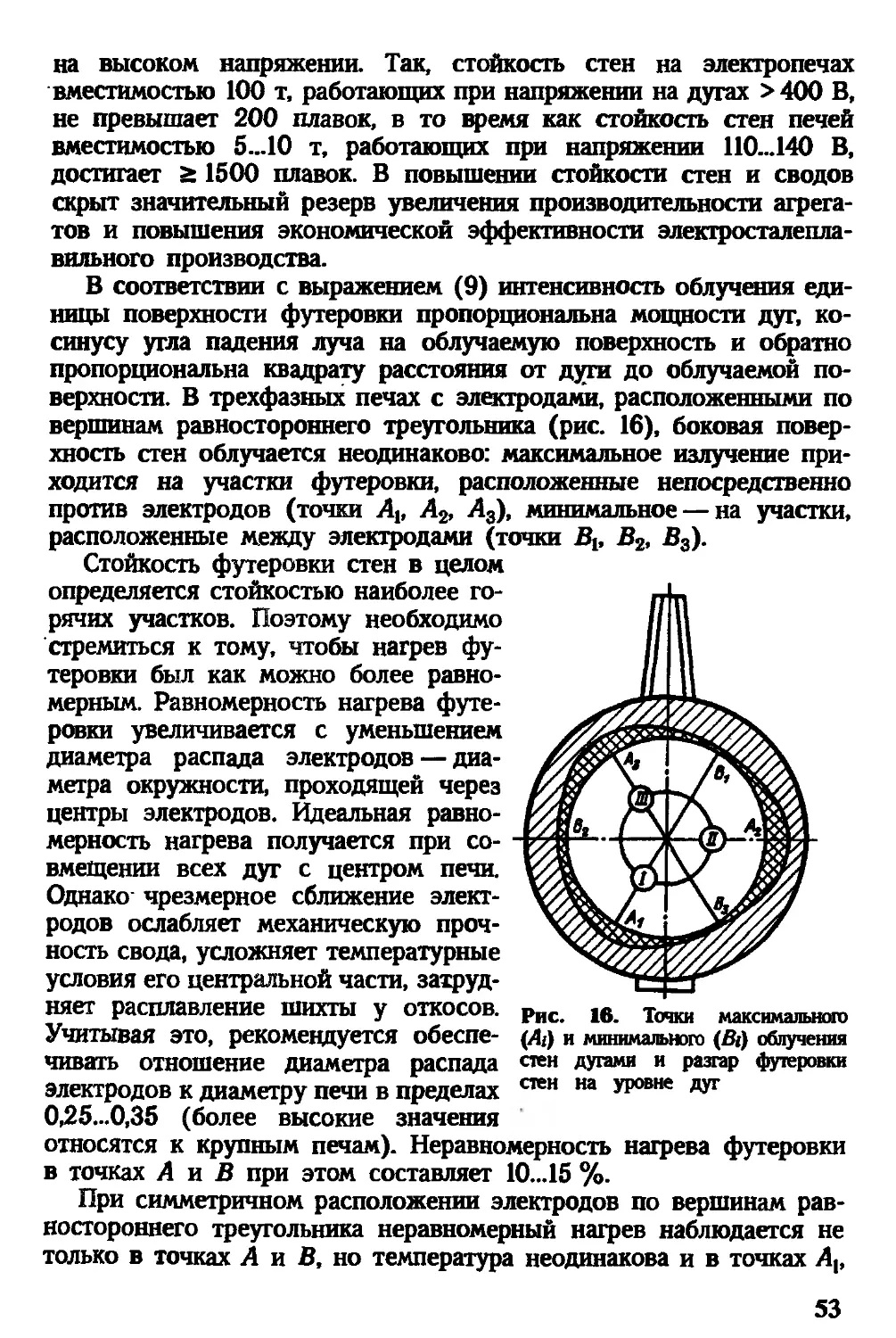
ства на стойкость футеровки (с 52)
Глава 4. Футеровка дуговых печей ............................................ 56
1. Особенности службы футеровки дуговых печей (с. 56). 2. Огнеупорные
материалы для дуговых печей (с. 58). 3. Кладка рабочего пространства
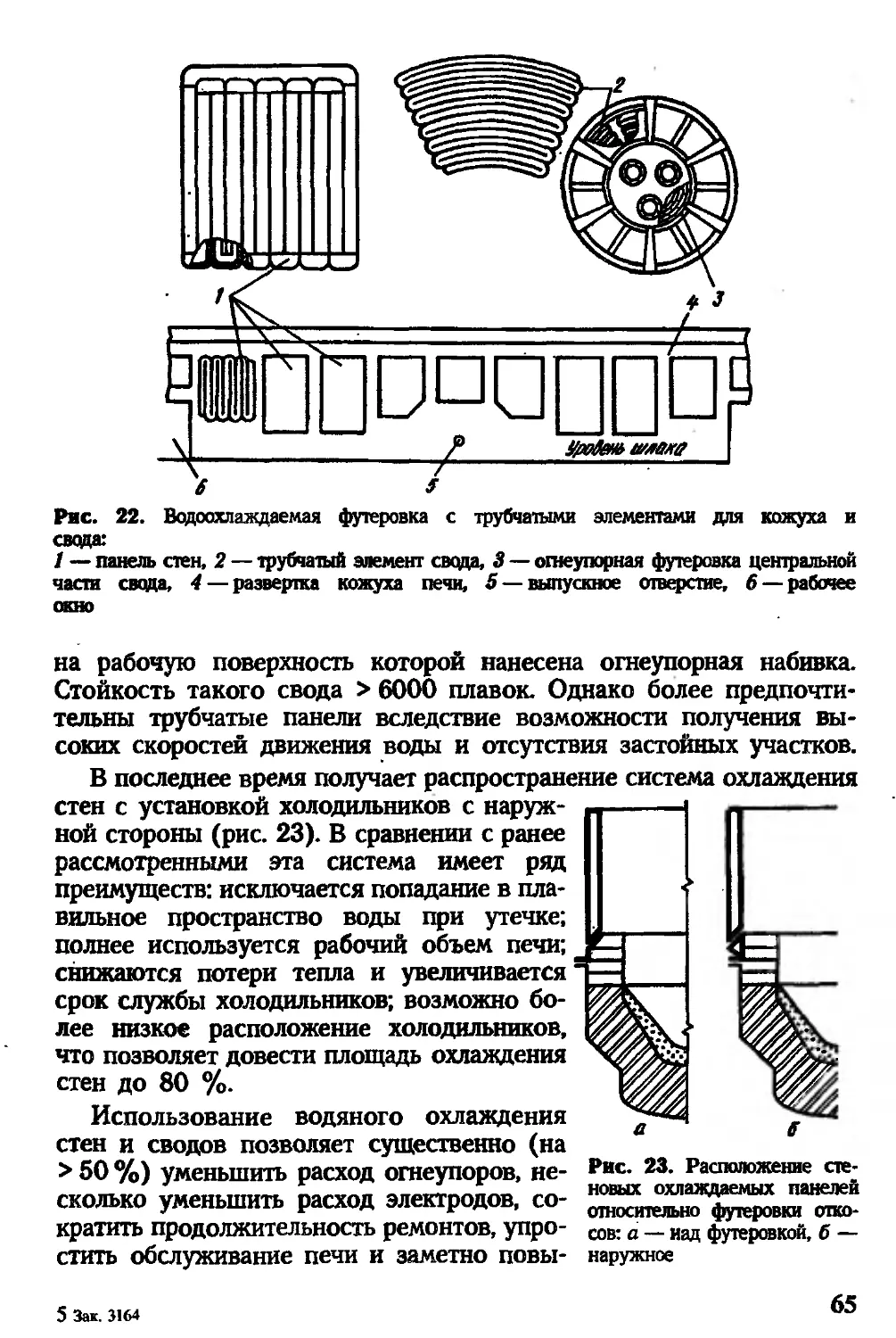
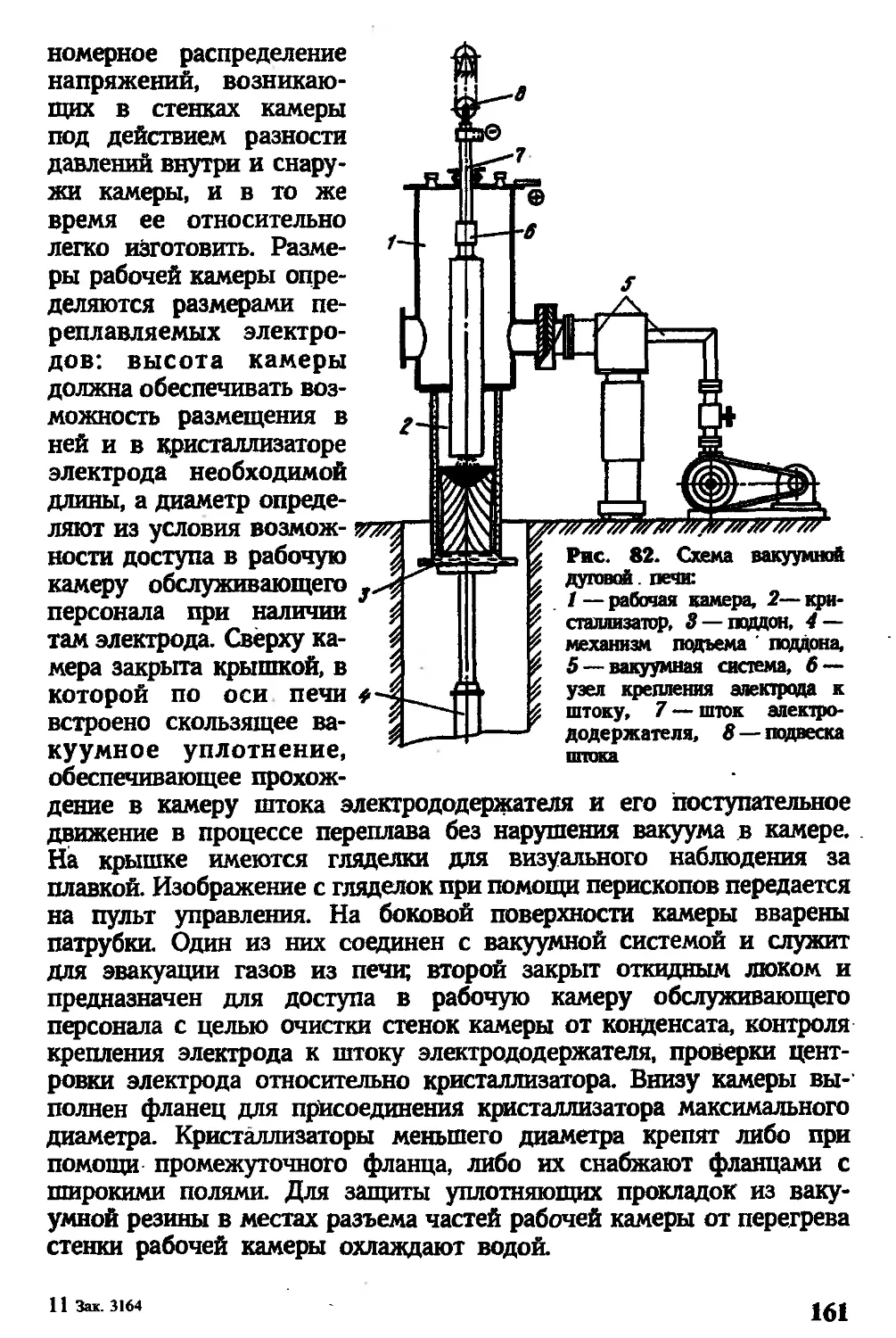
печи (с 59). 4. Охлаждение футеровки стен и свода (а 63)
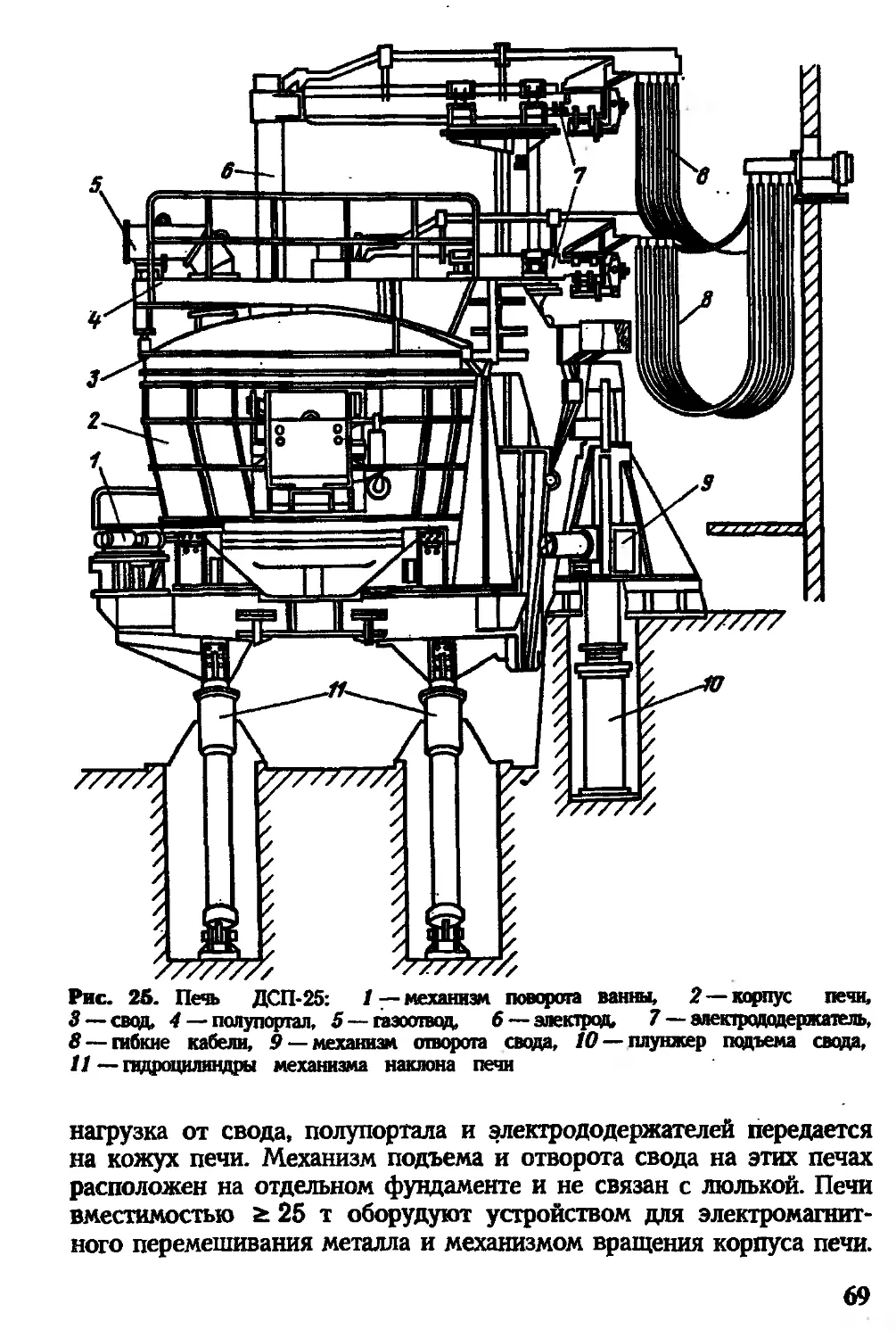
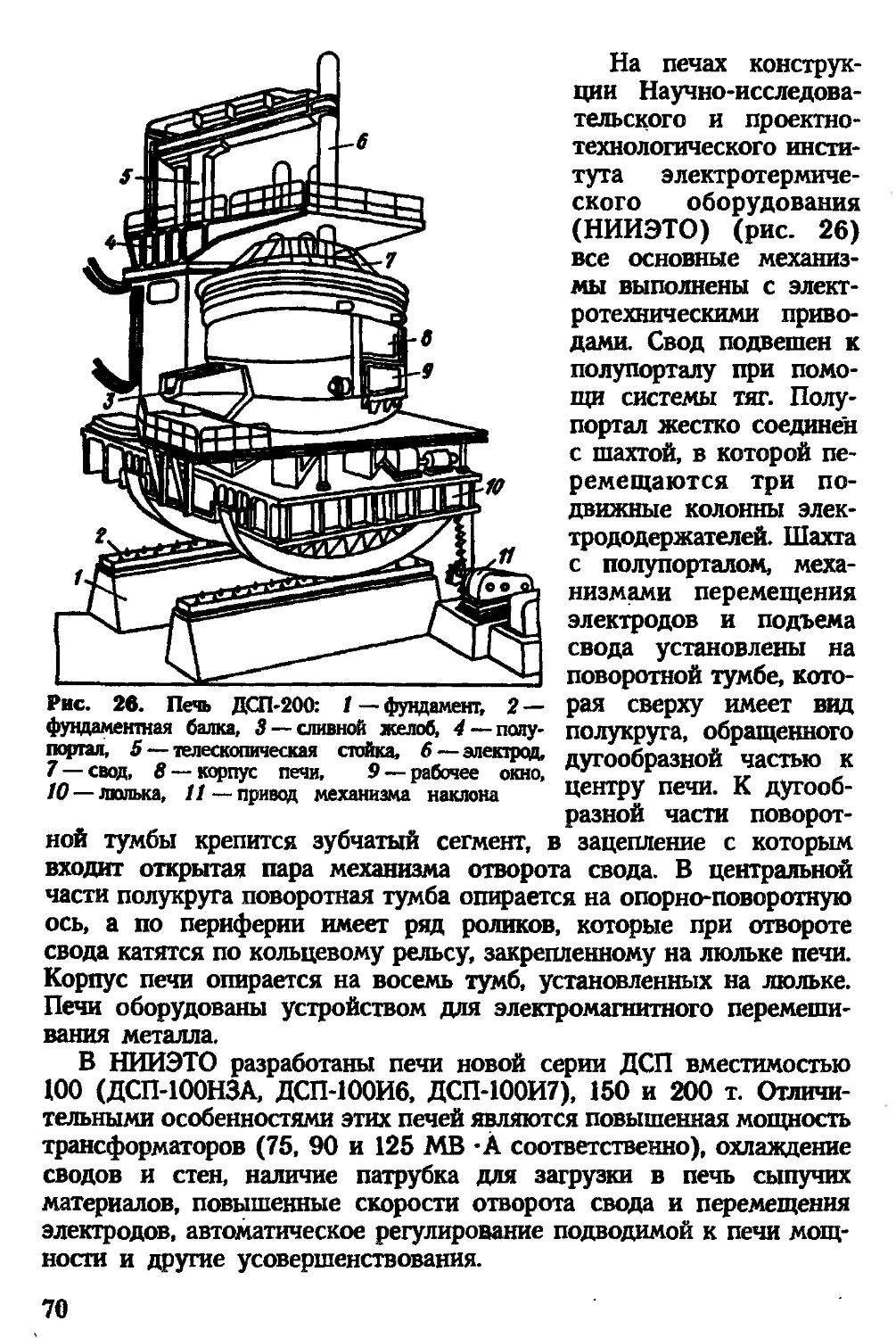
Глава б. Механическое оборудование печей .................................... 66
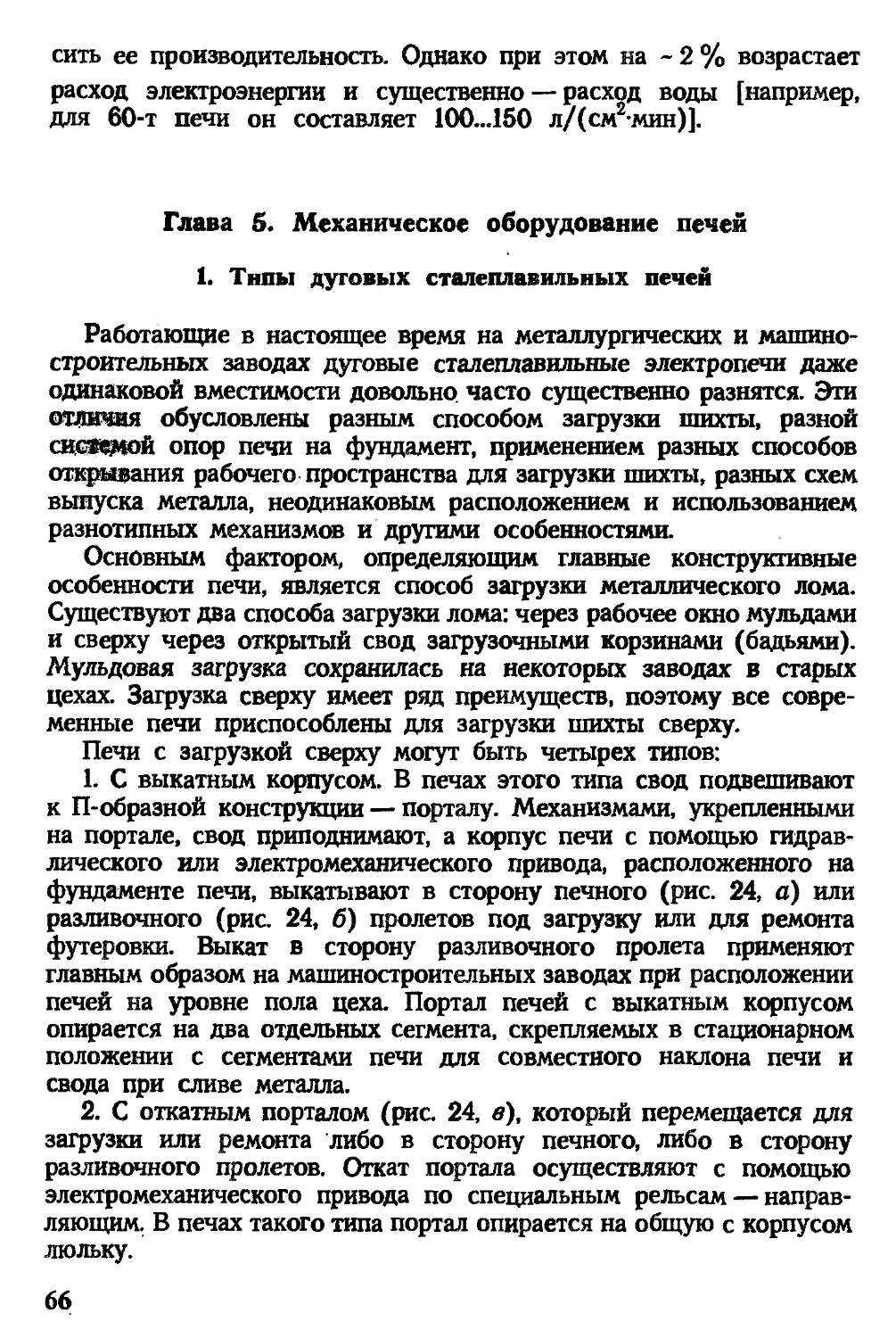
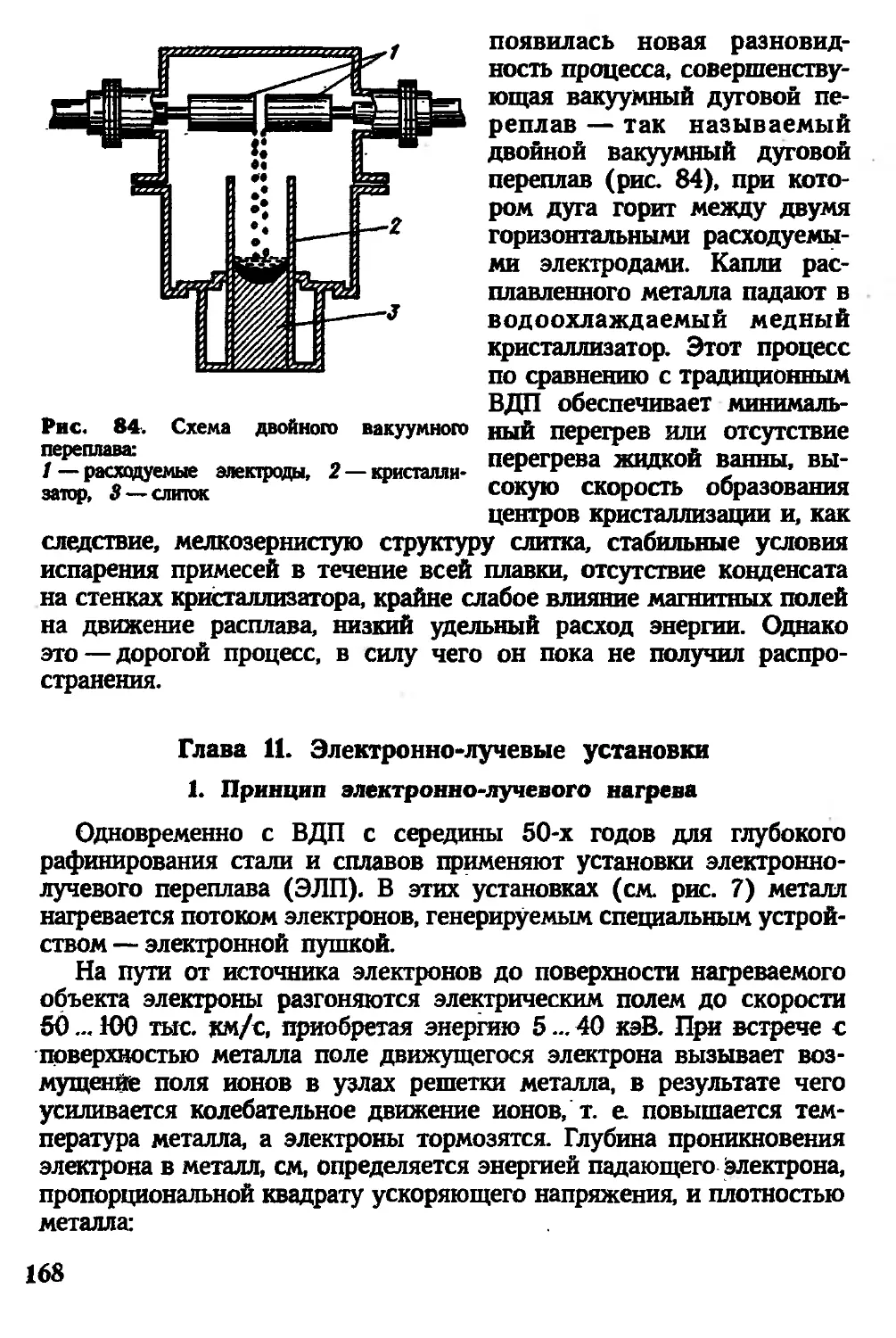
1. Типы дуговых сталеплавильных печей (с. 66). 2. Корпус и сводовое
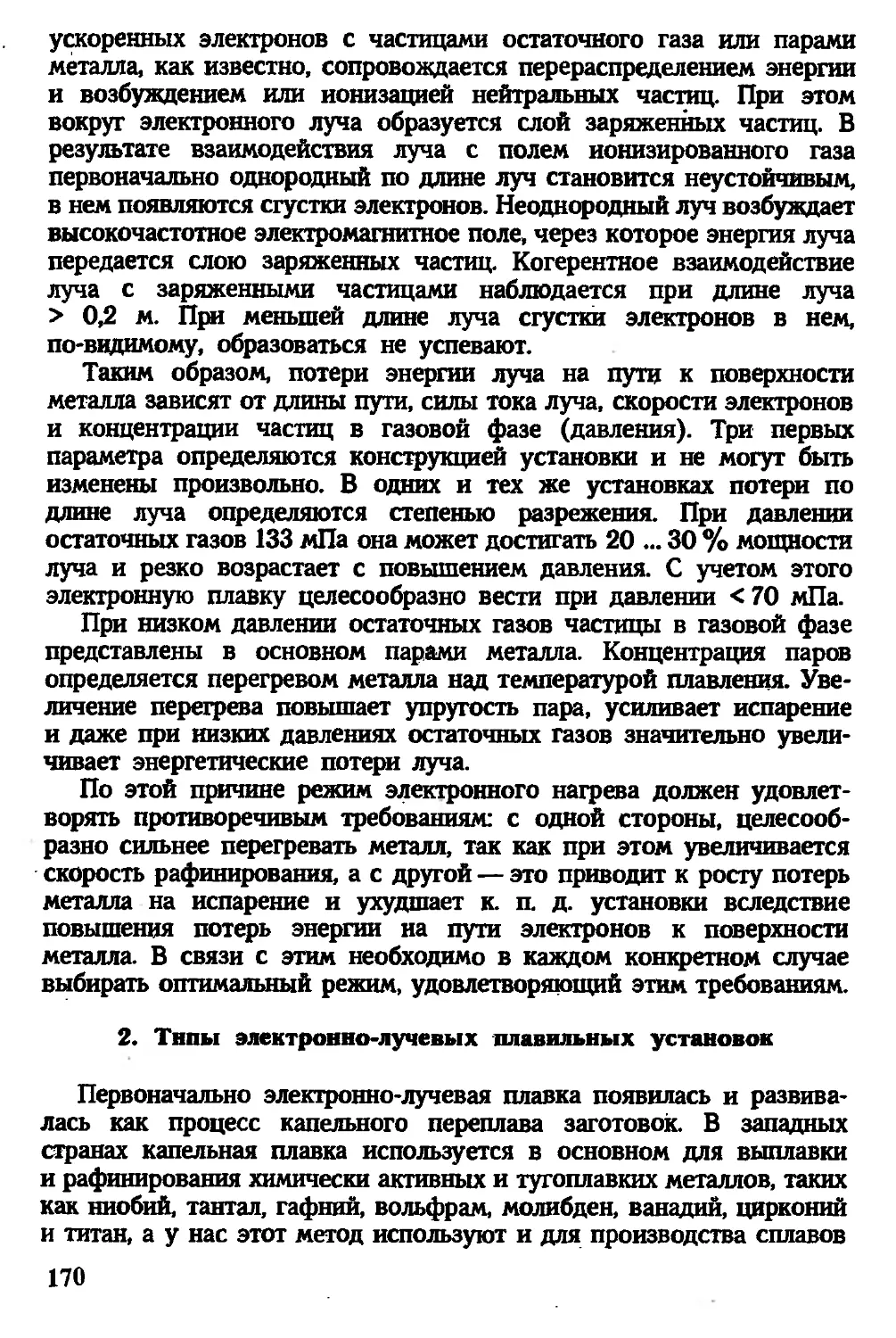
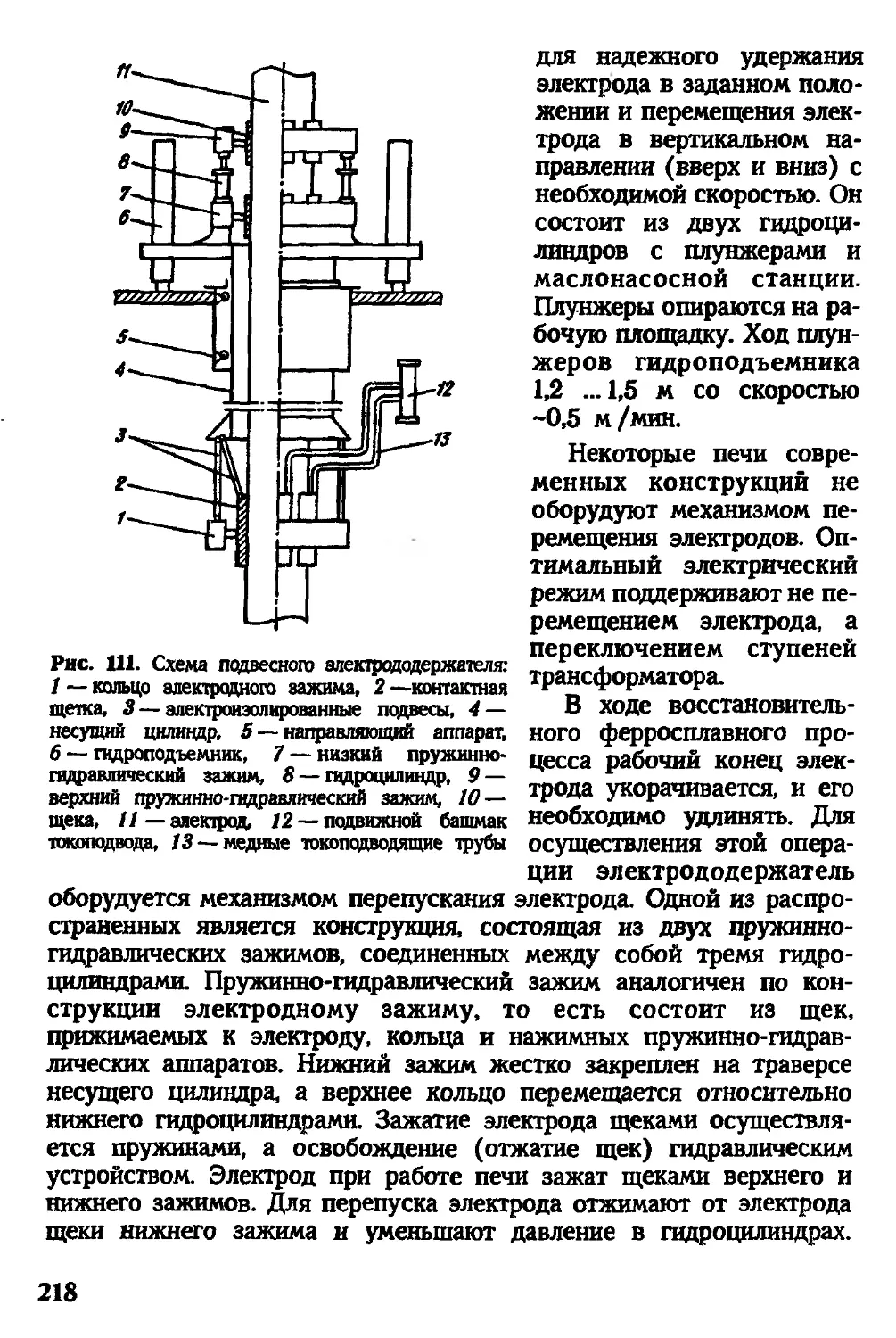
кольцо (с. 73). 3. Электрододержатели. Механизмы зажима и переме-
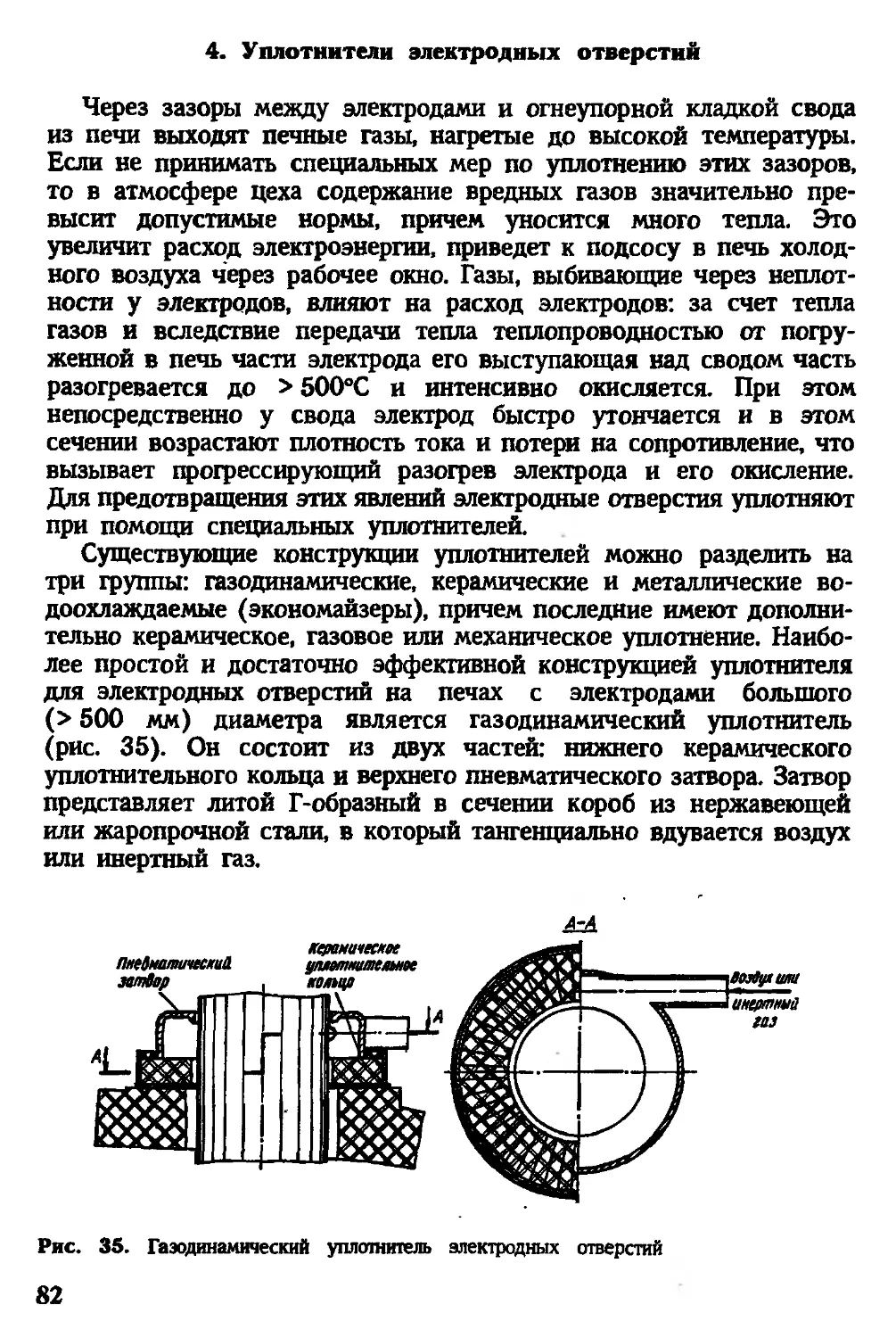
щения электродов (с. 76). 4. Уплотнители электродных отверстий (с 82).
5. Механизмы наклона, поворота и перемещения корпуса и свода печей
(с. 84). 6. Системы улавливания и отвода печных газов (с. 88)
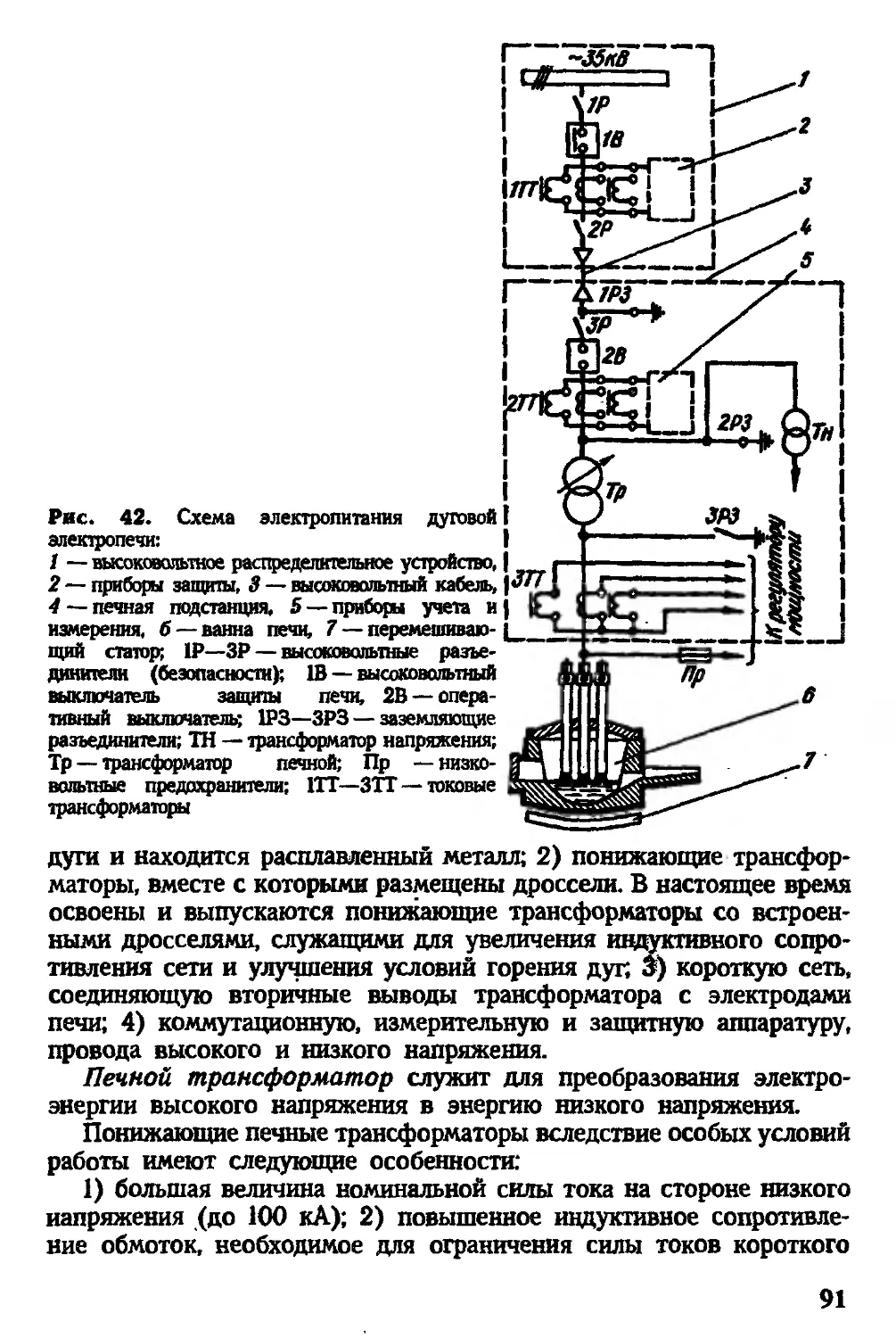
Глава 6. Электрическое оборудование и работа дуговых печей................... 90
1. Электрическая схема дуговых печей. Элементы оборудования (с. 90).
2. Короткая сеть (с. 97). 3. Электроды (с. 101). 4. Электрический режим
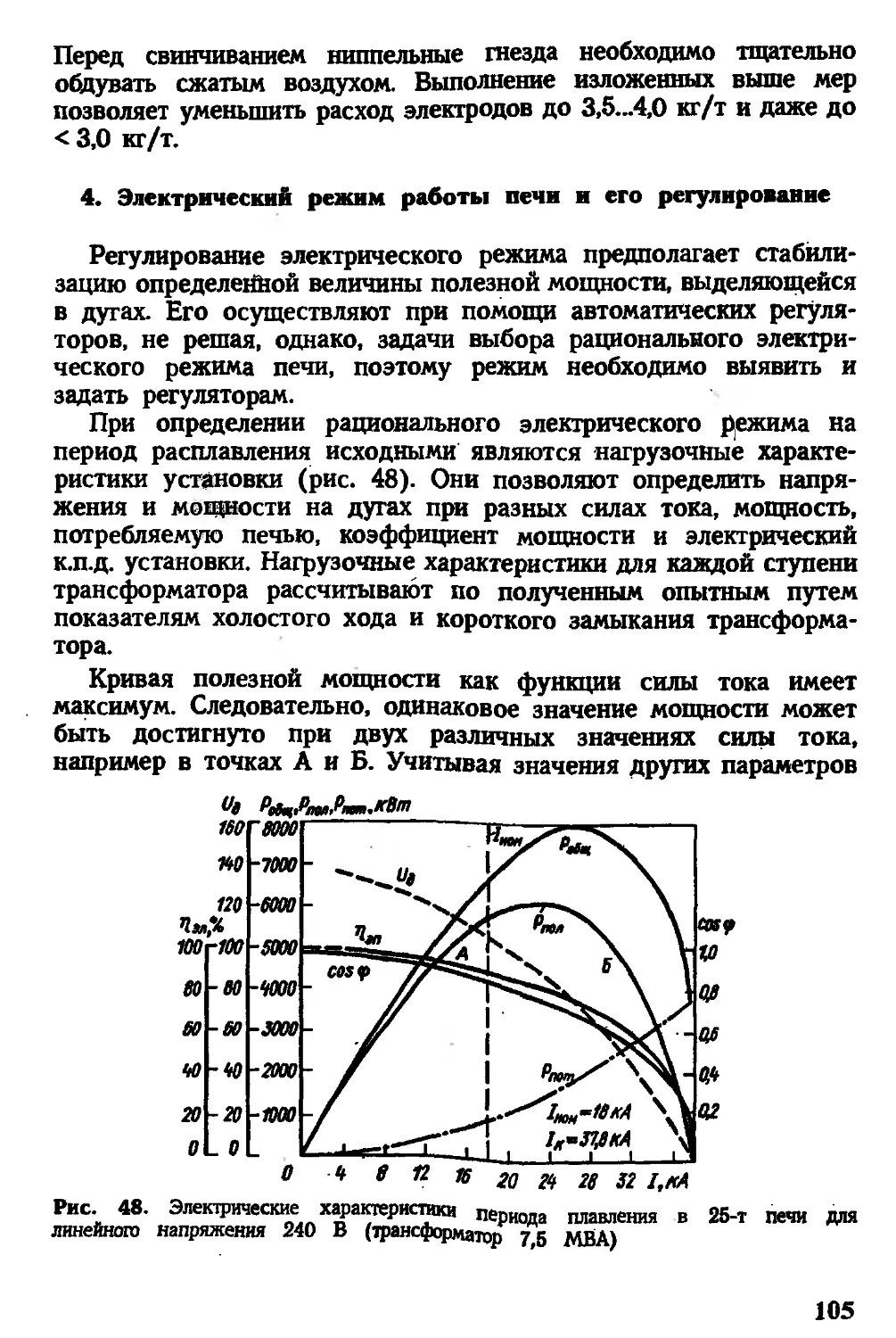
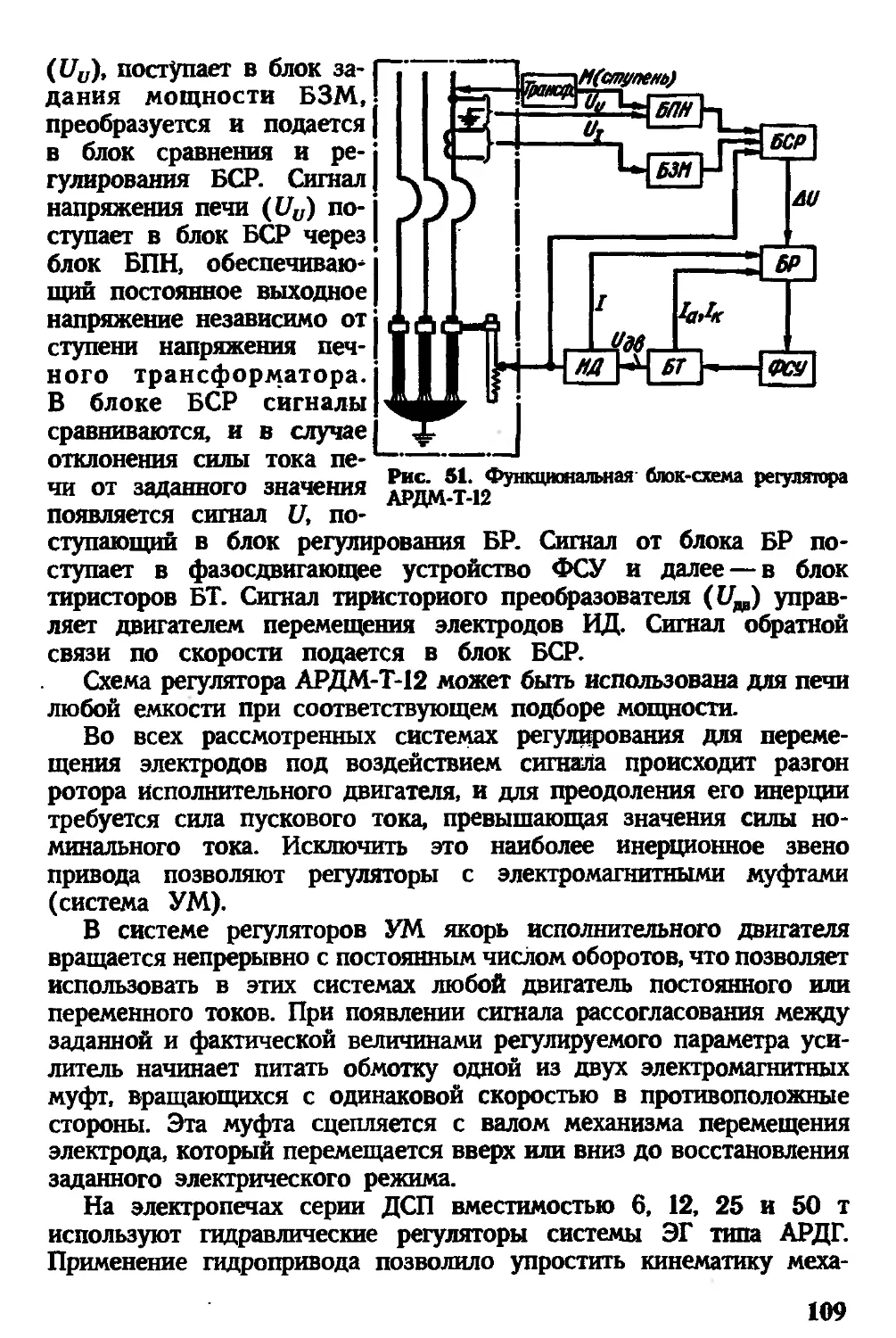
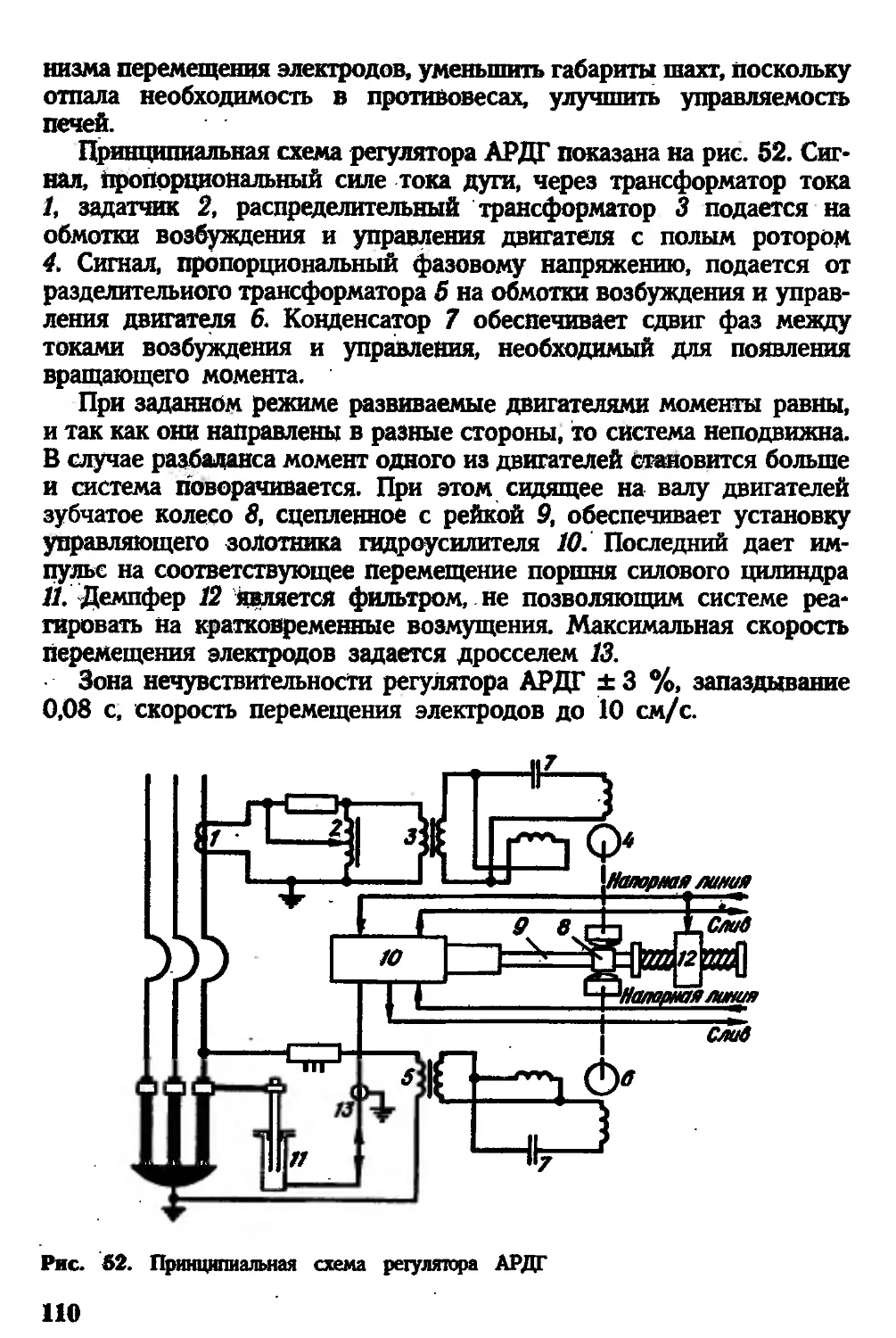
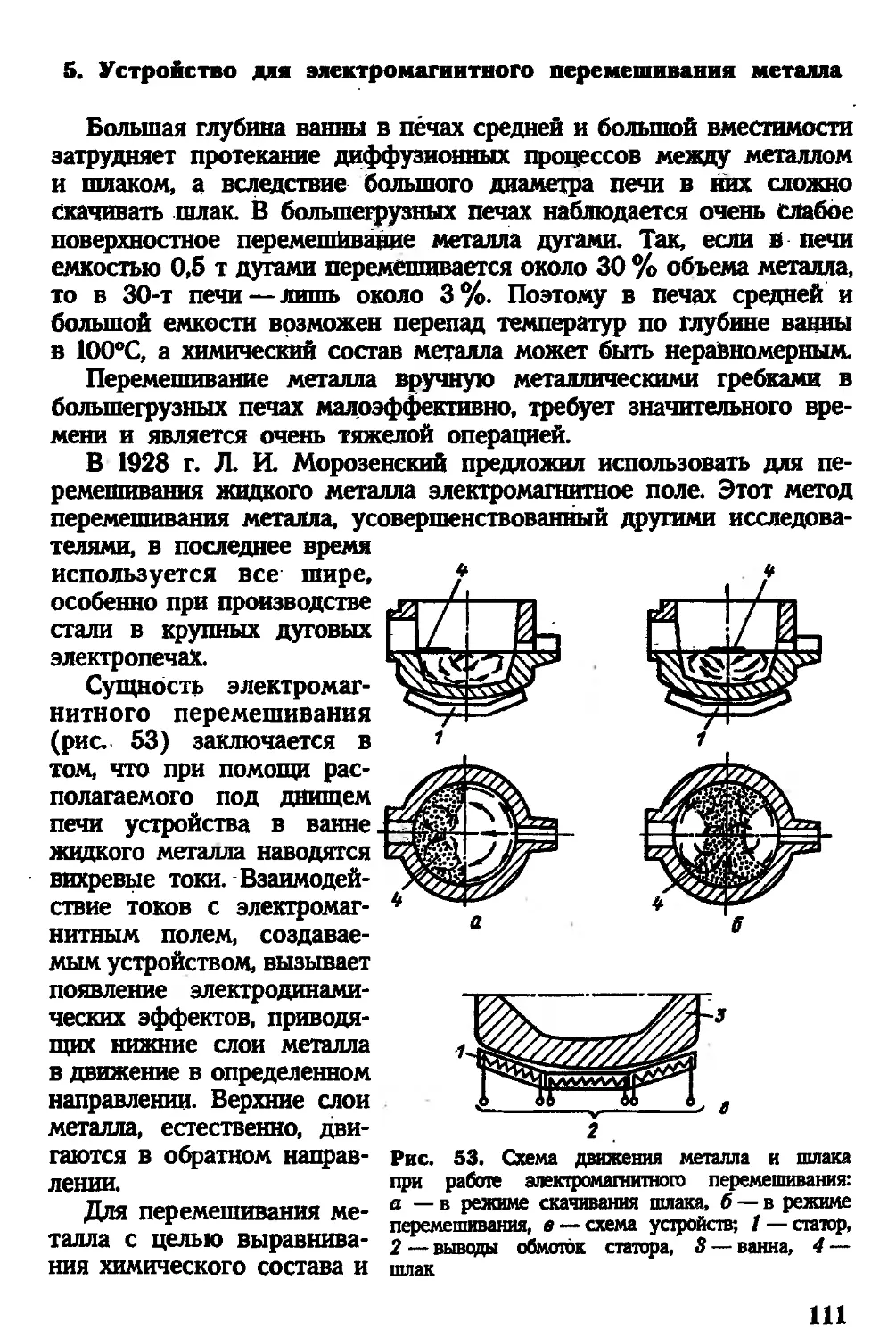
работы печи и его регулирование (с 105). 5. Устройство для электро-
магнитного перемешивания металла (с. 111). 6. Дуговые сталеплавильные
печи постоянного тока (с. 112)
Раздел II. Печи, плавильные установки и оборудование специального назна-
чения ...................................................................... 115
Глава 7. Индукционные печи................................................. 115
1. Общие сведения об индукционных печах (с, 115). 2. Основы элект-
рической работы индукционной тигельной печи (с 118). 3. Электрообо-
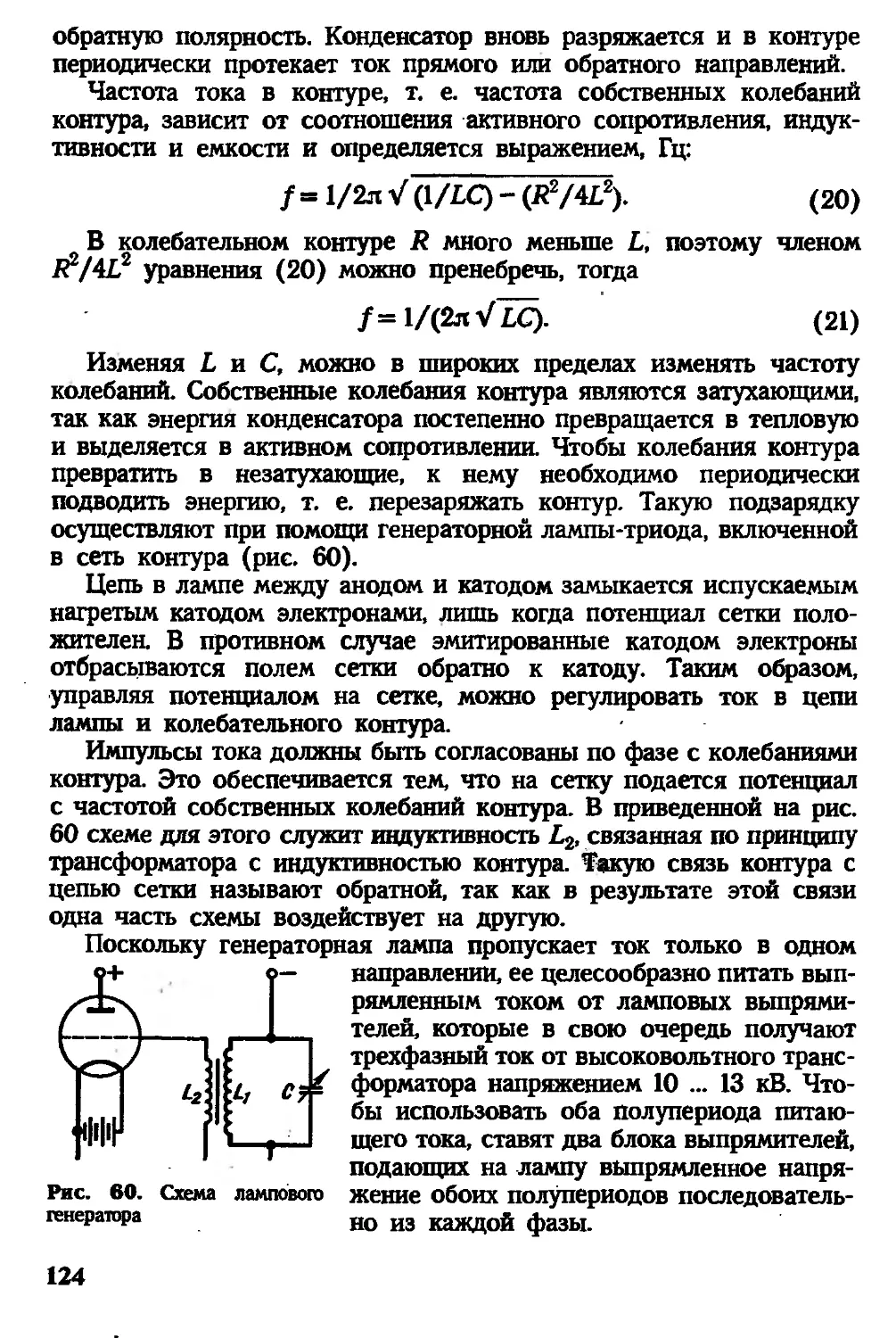
рудование индукционных тигельных печей (с 123). 4. Конструкция
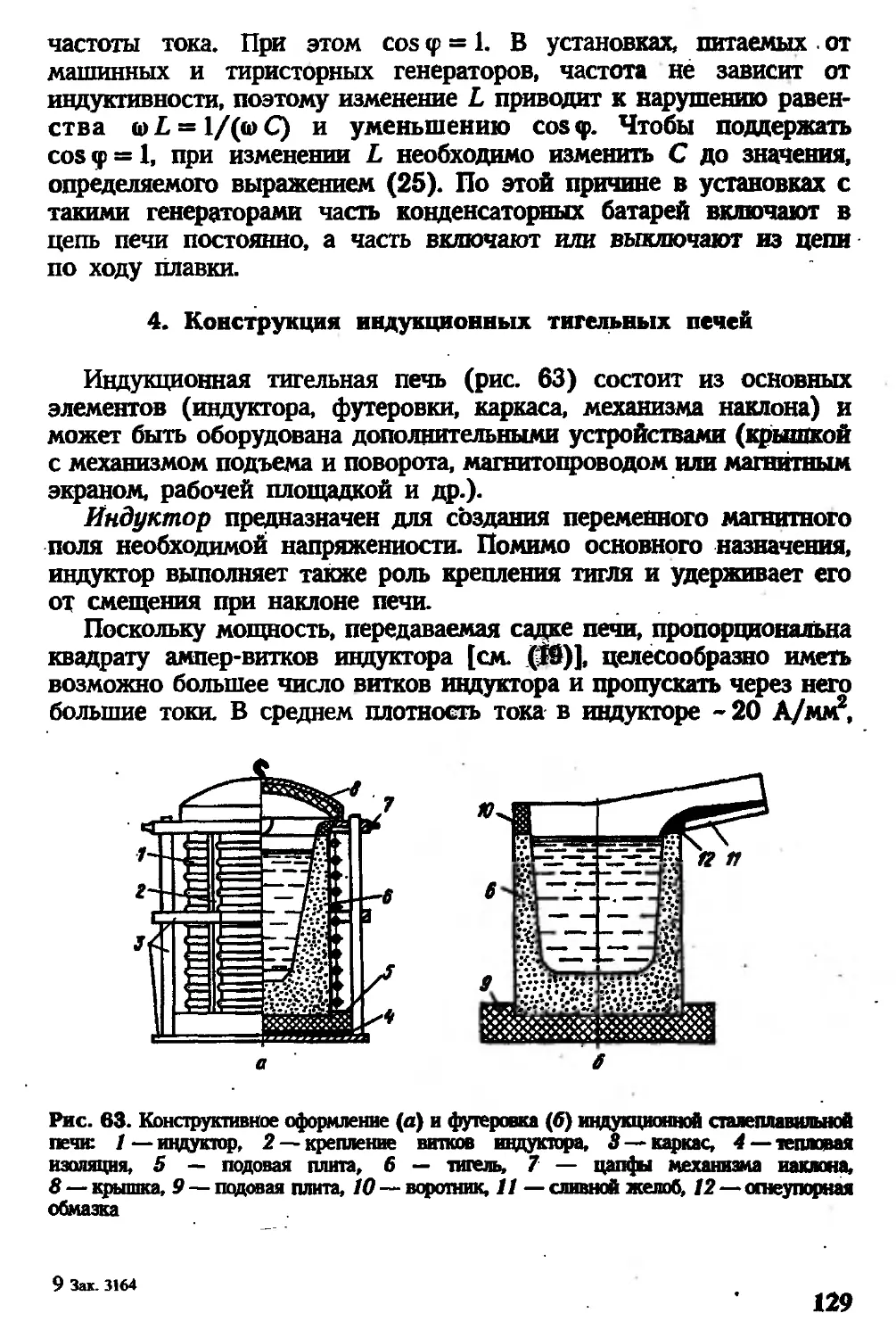
индукционных тигельных печей (с 129)
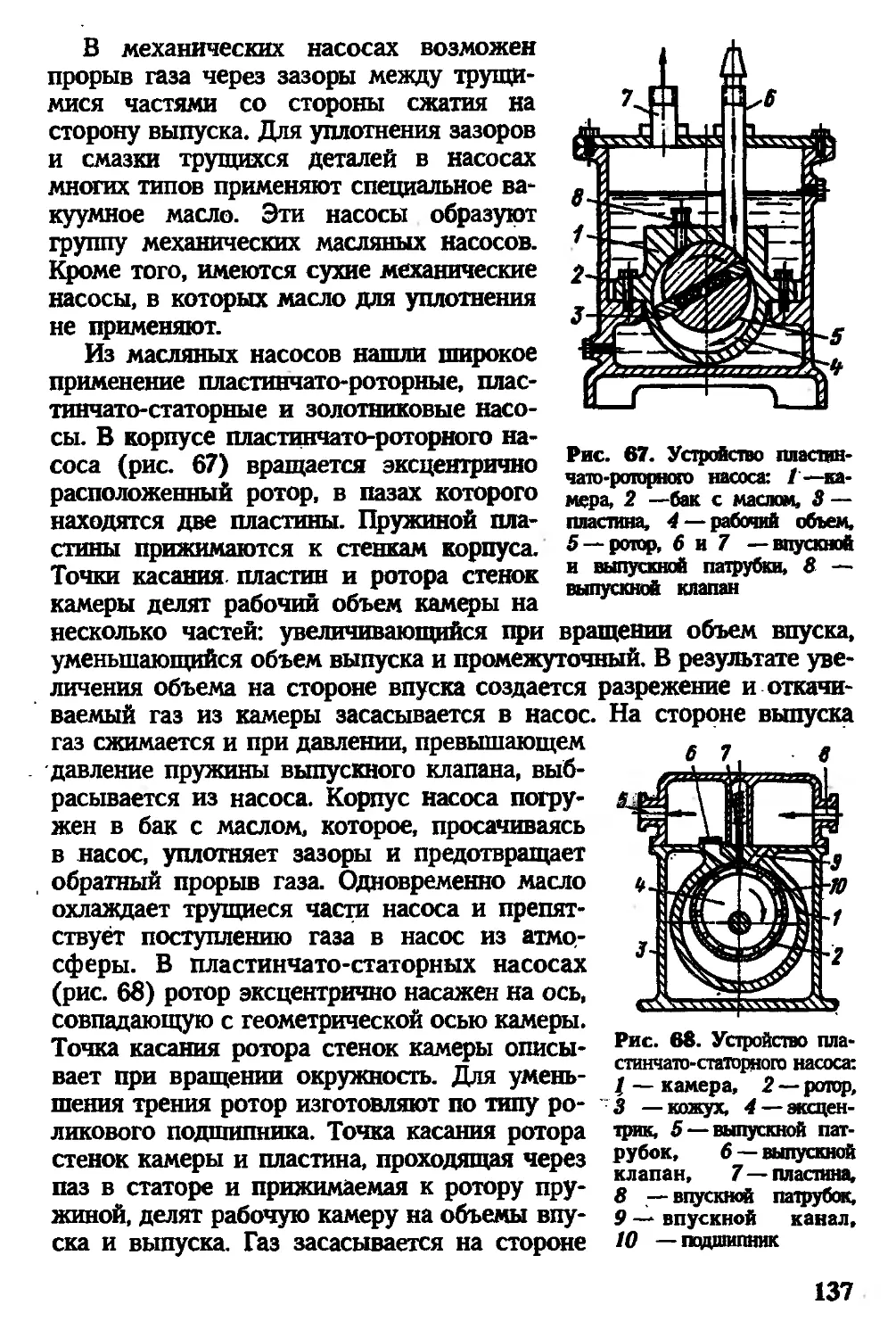
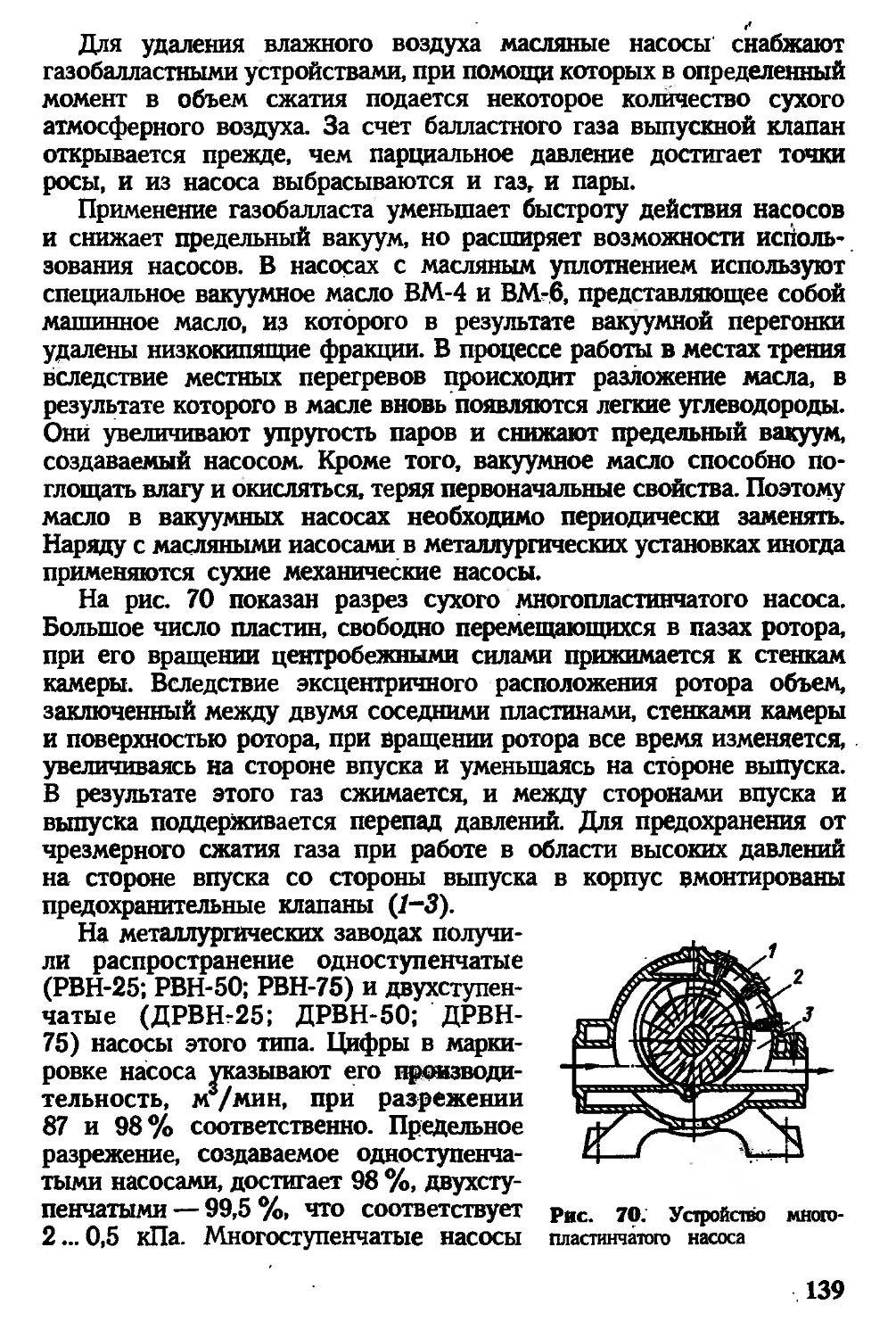
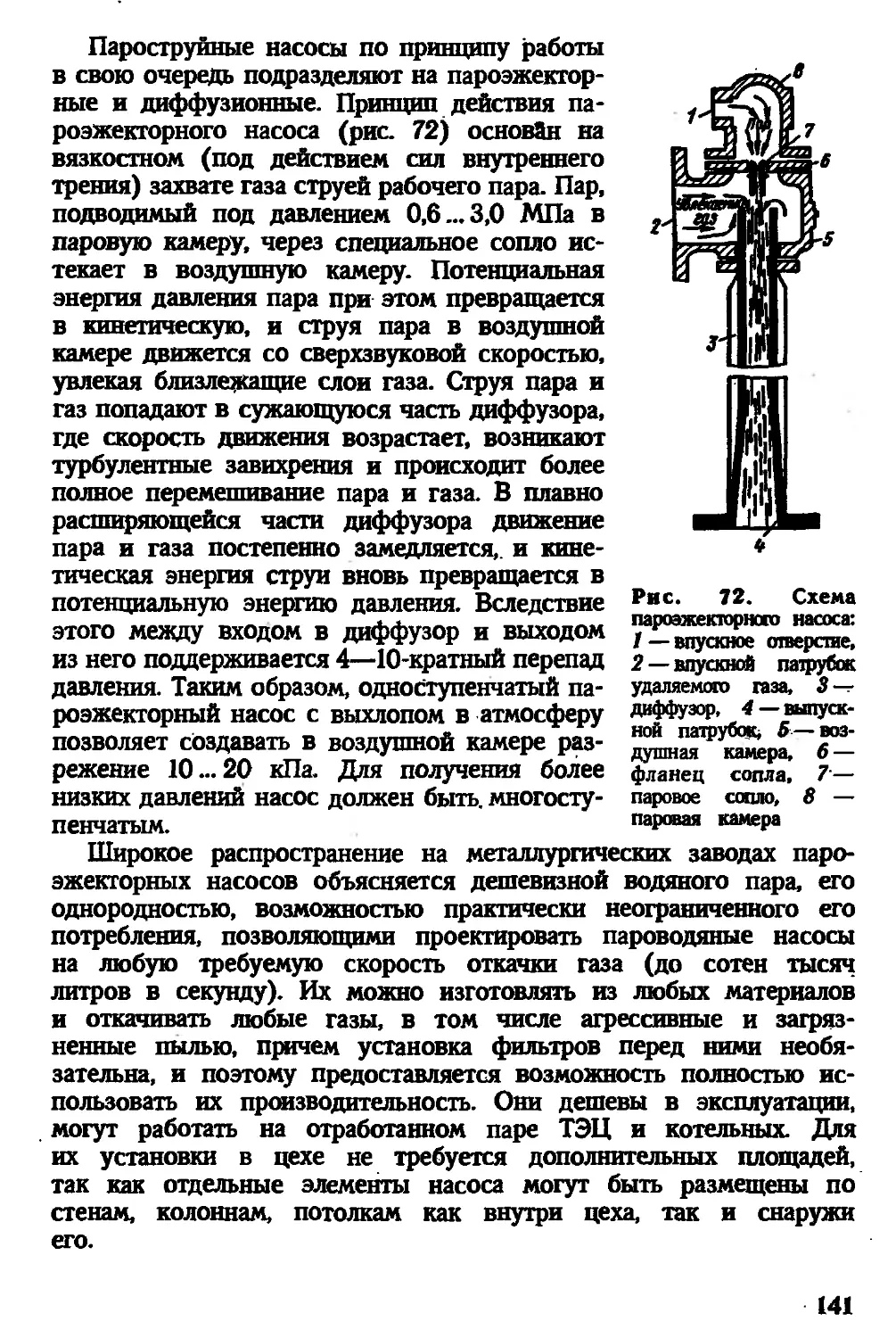
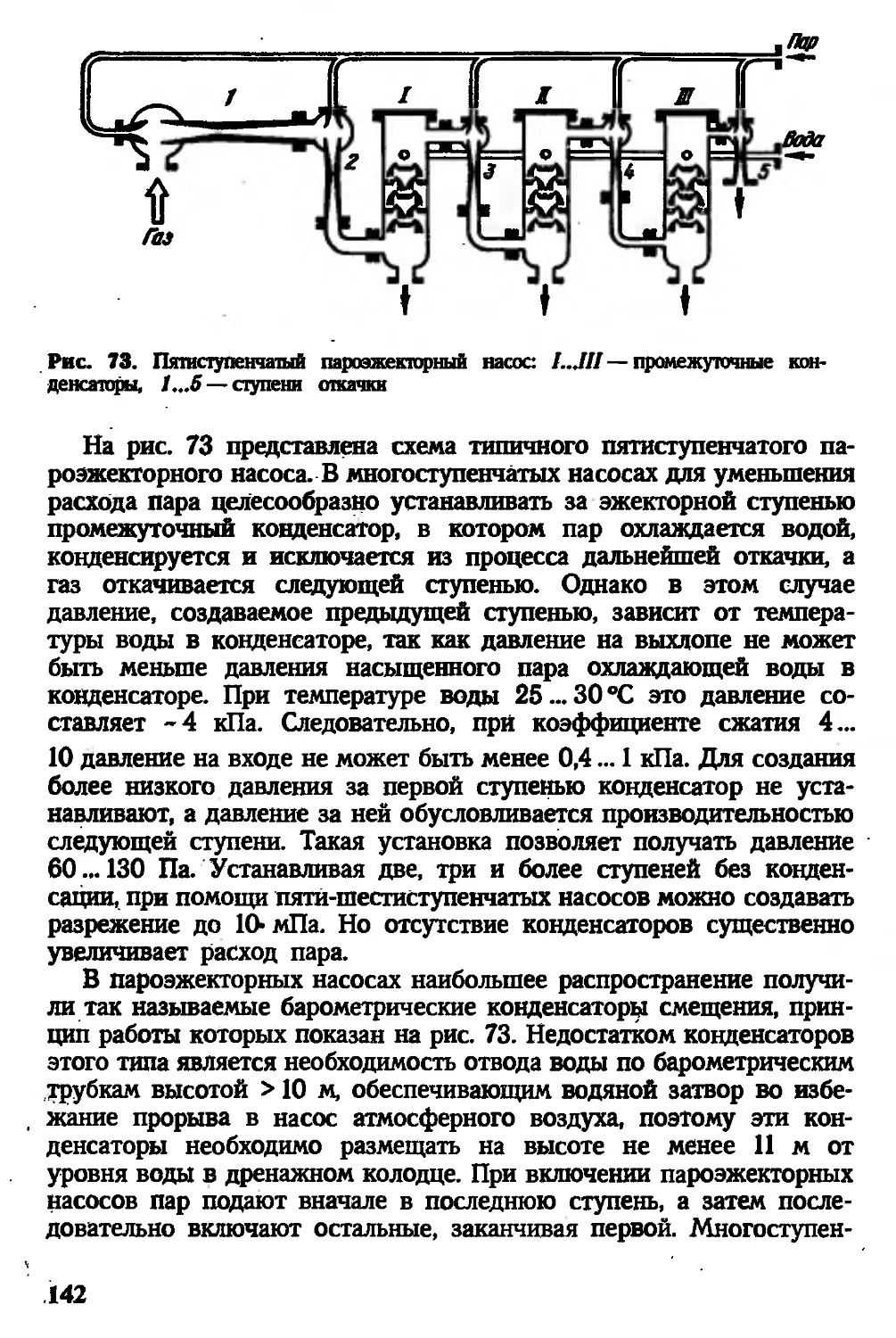
Глава 8. Техника получения и измерения вакуума............................. 134
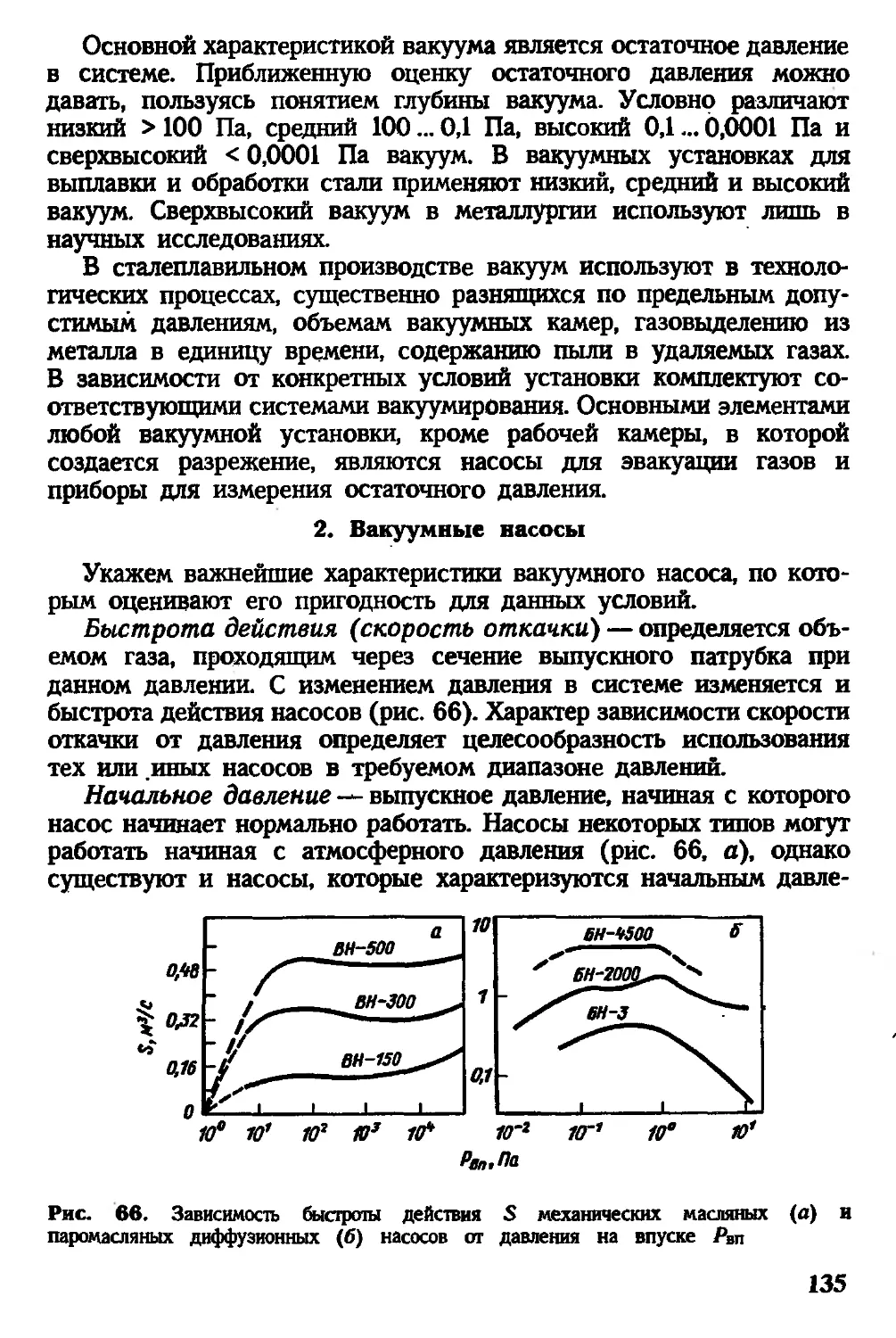
1. Использование вакуума в металлургии (с. 134). 2. Вакуумные насосы
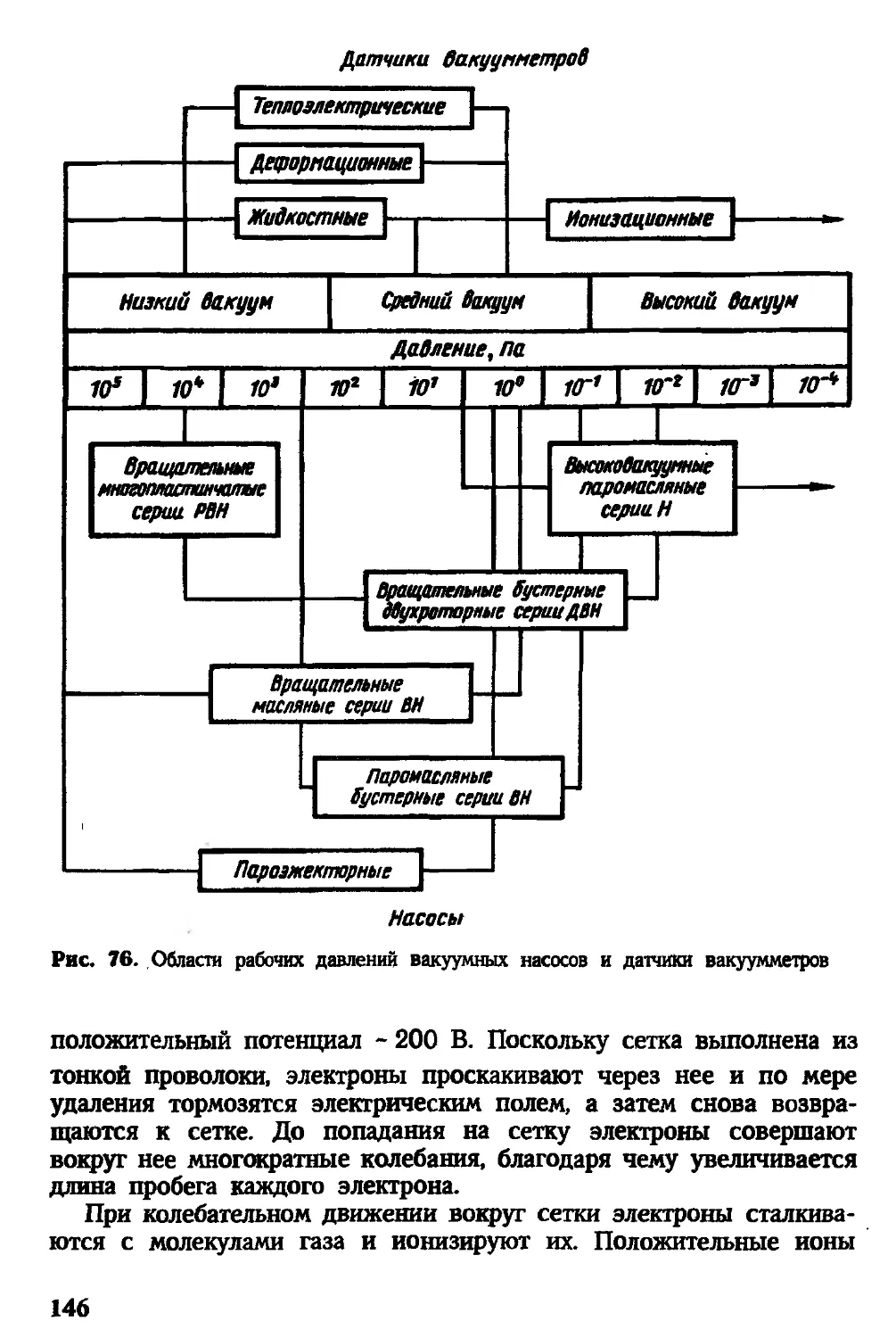
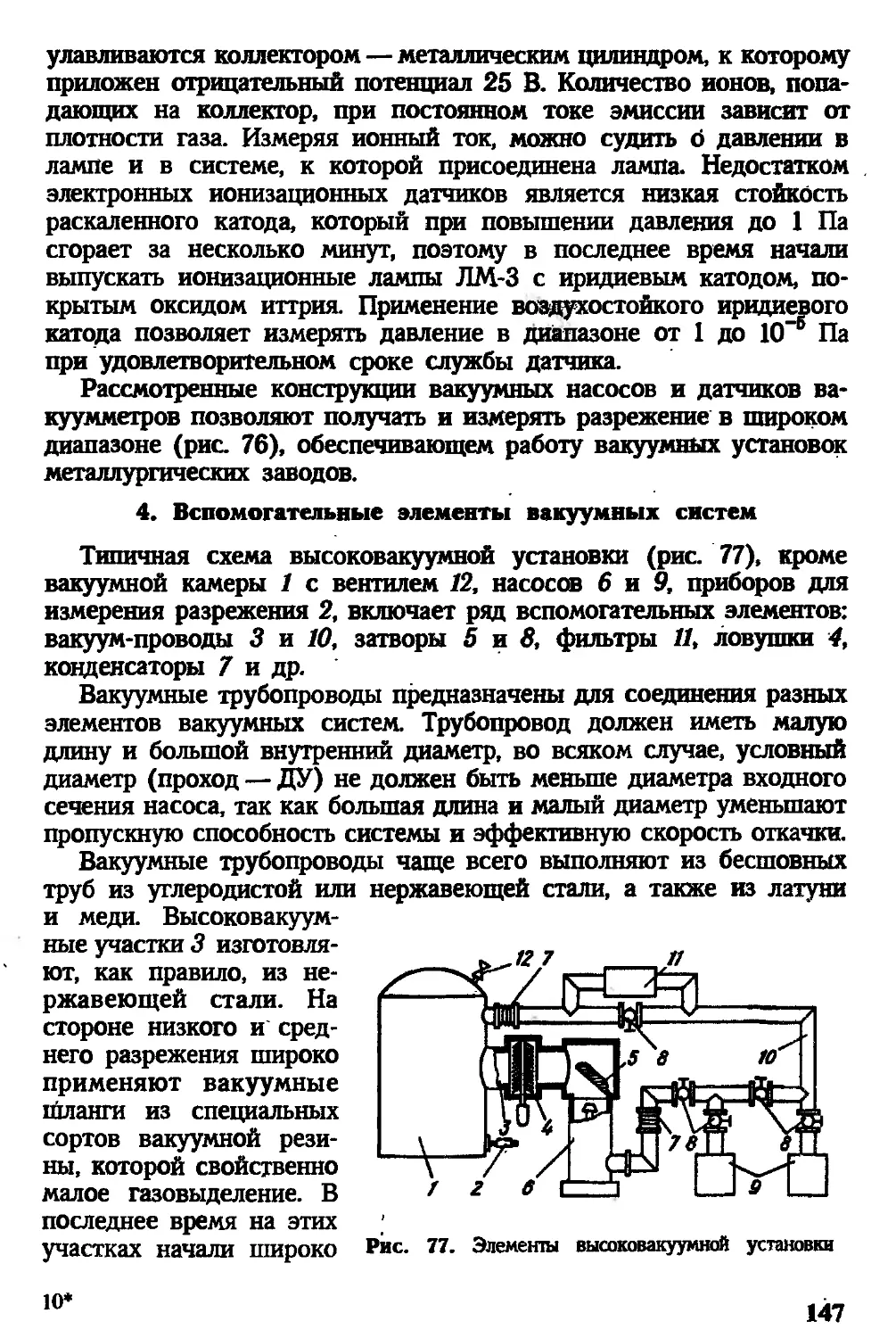
(с. 135). 3. Приборы для измерения вакуума (с 144). 4. Вспомогательные
элементы вакуумных систем (с. 147)
Глава 9. Вакуумные индукционные печи....................................... 151
1. Классификация вакуумных индукционных печей (с. 151). 2. Устройство
и работа вакуумных индукционных печей полунепрерывного действия
(с 153)
Глава 10. Вакуумные дуговые печи........................................... 158
1. Типы вакуумных дуговых печей (а 158). 2. Конструкция вакуумных
дуговых печей (с 160)
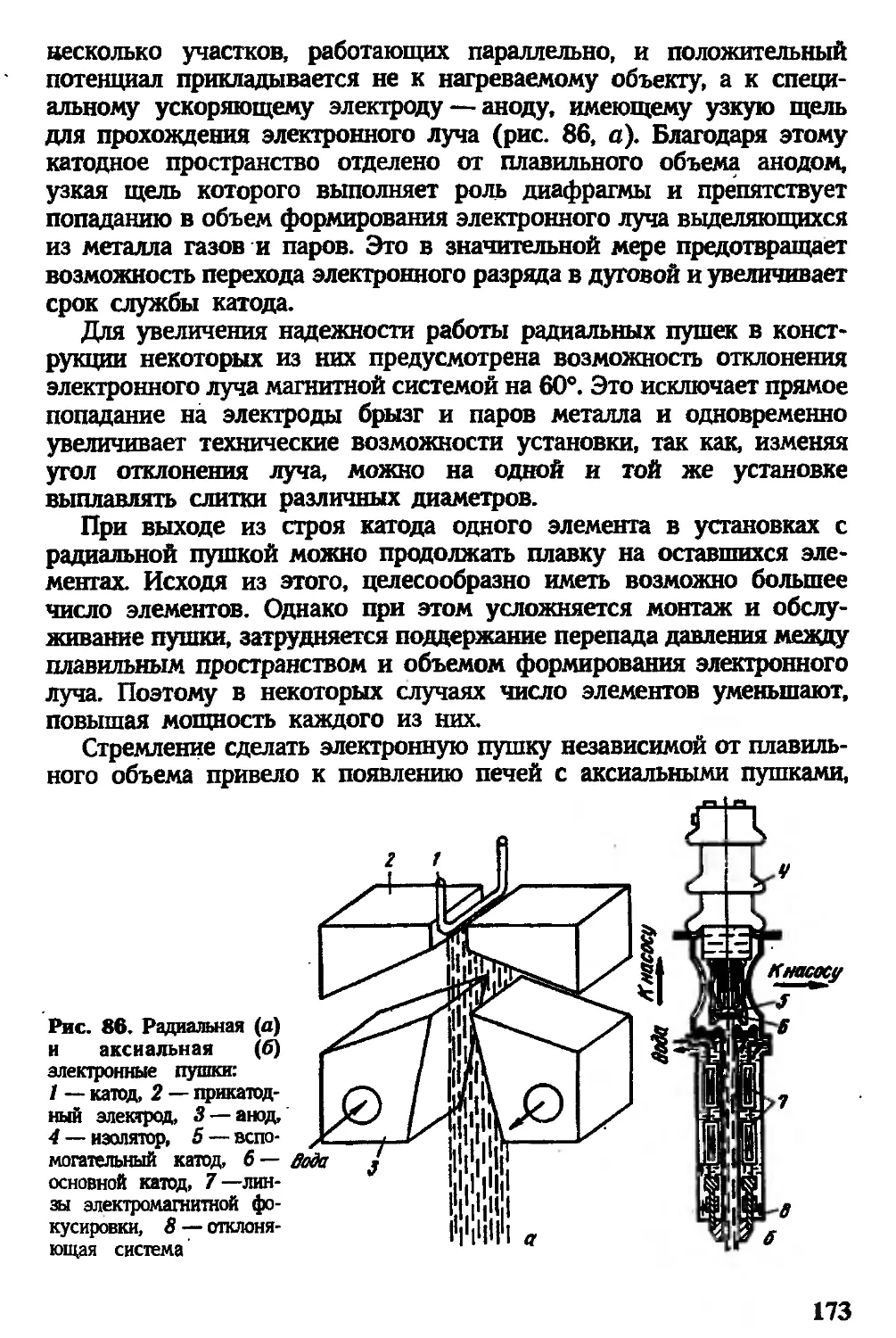
Глава 11. Электронно-лучевые установки..................................... 168
1. Принцип электроиио-лучевого нагрева (с 168). 2. Типы электронно-
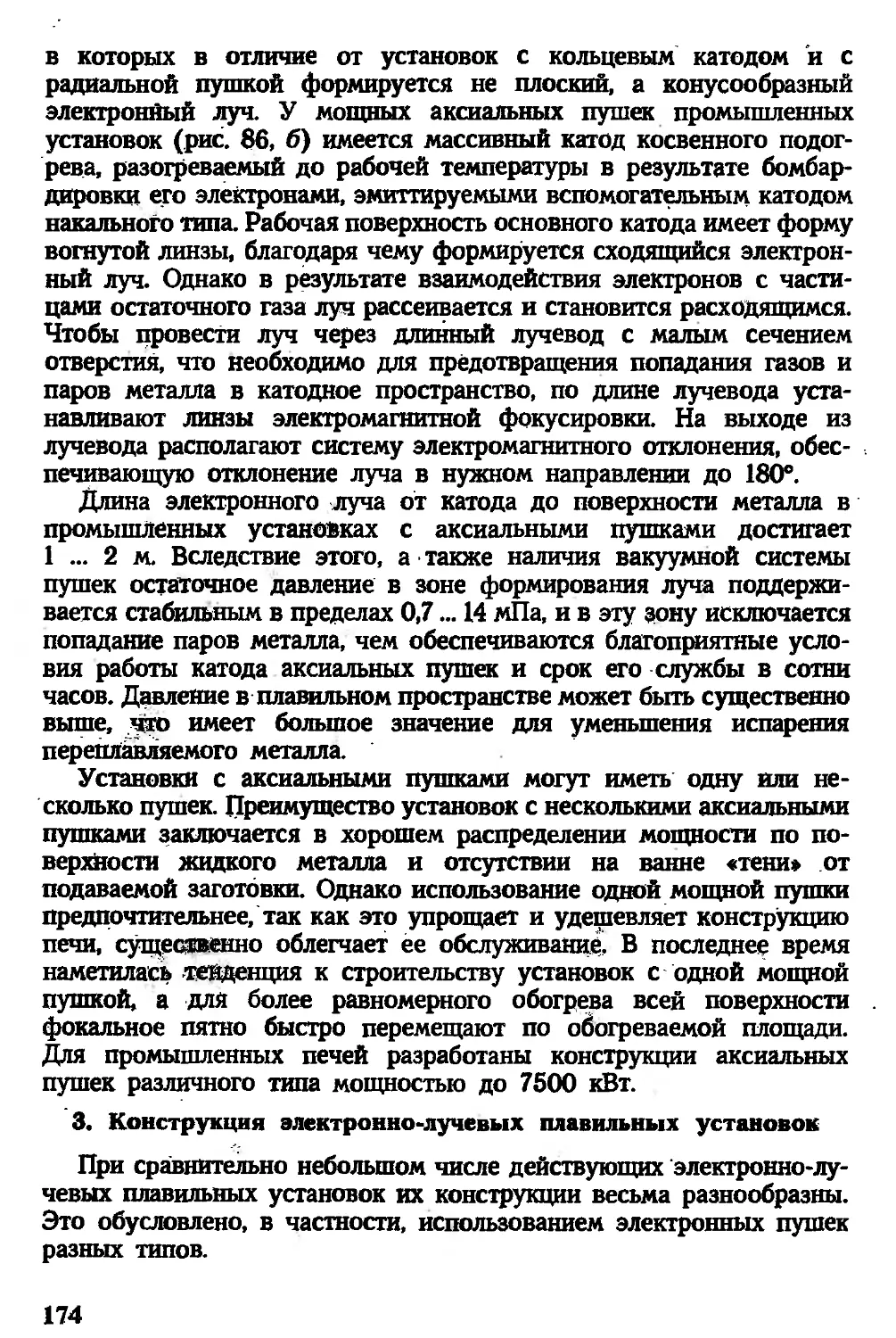
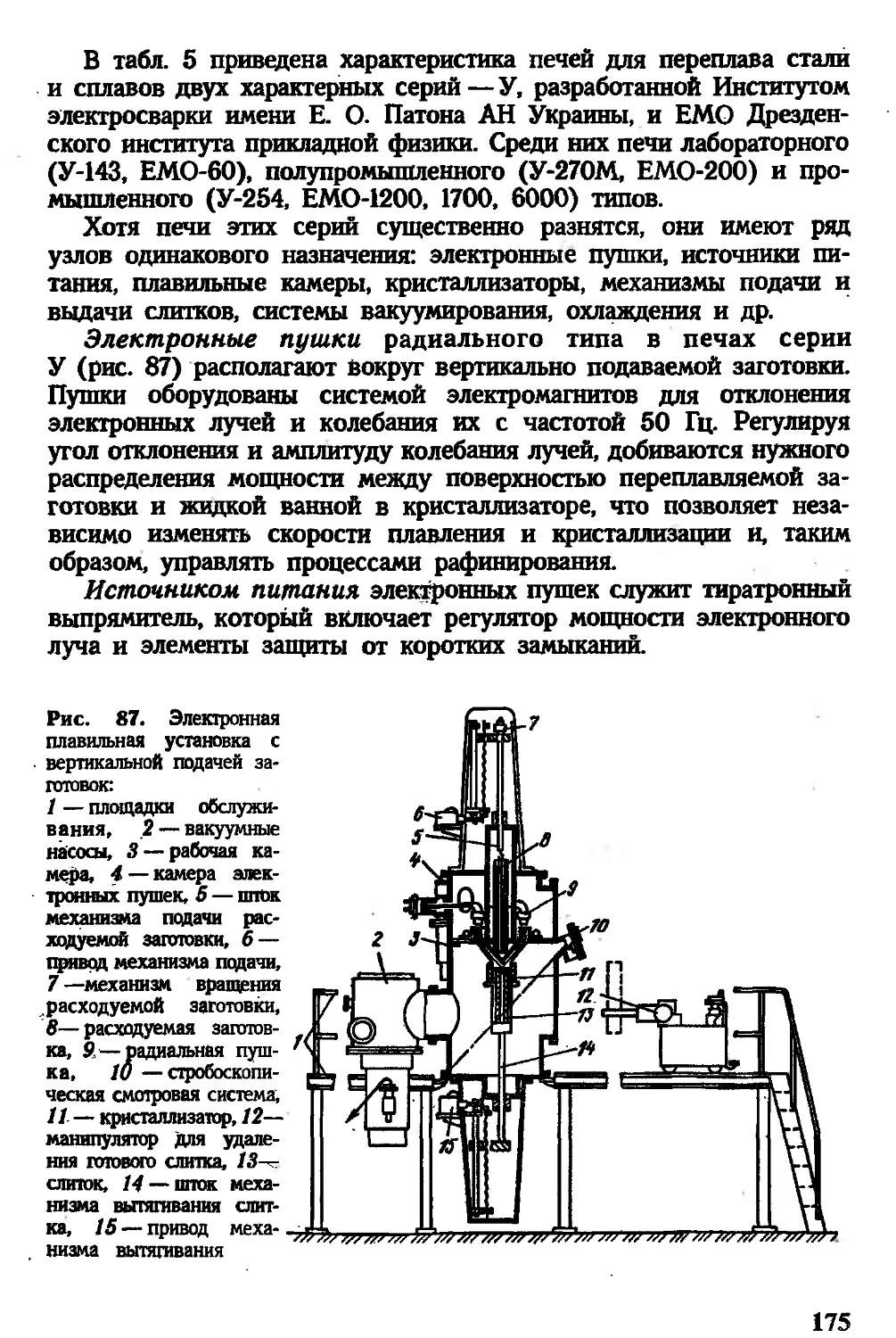
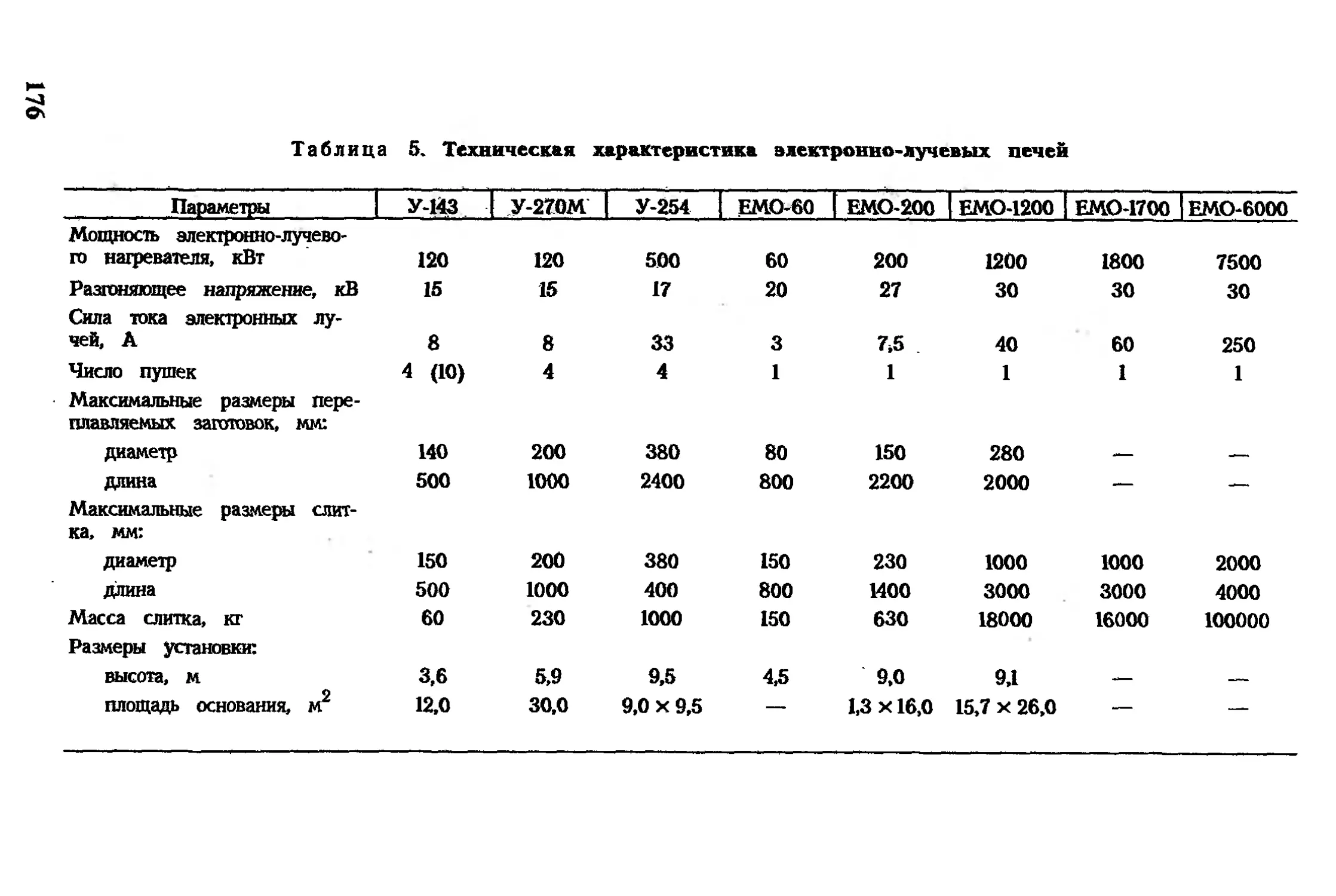
лучевых плавильных установок (с. 170). 3. Конструкция электронно-лу-
чевых плавильных установок (с. 174)
1*
3
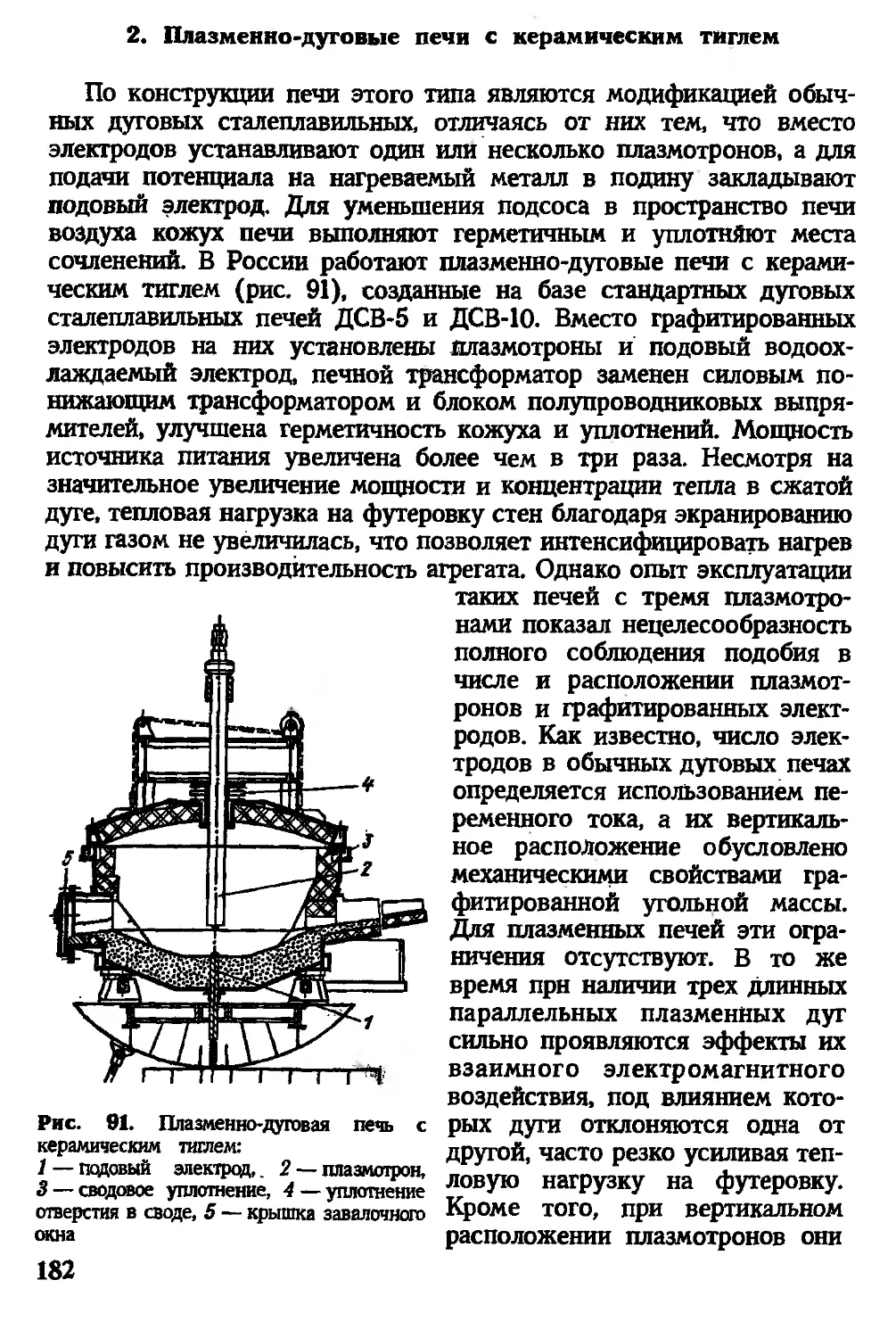
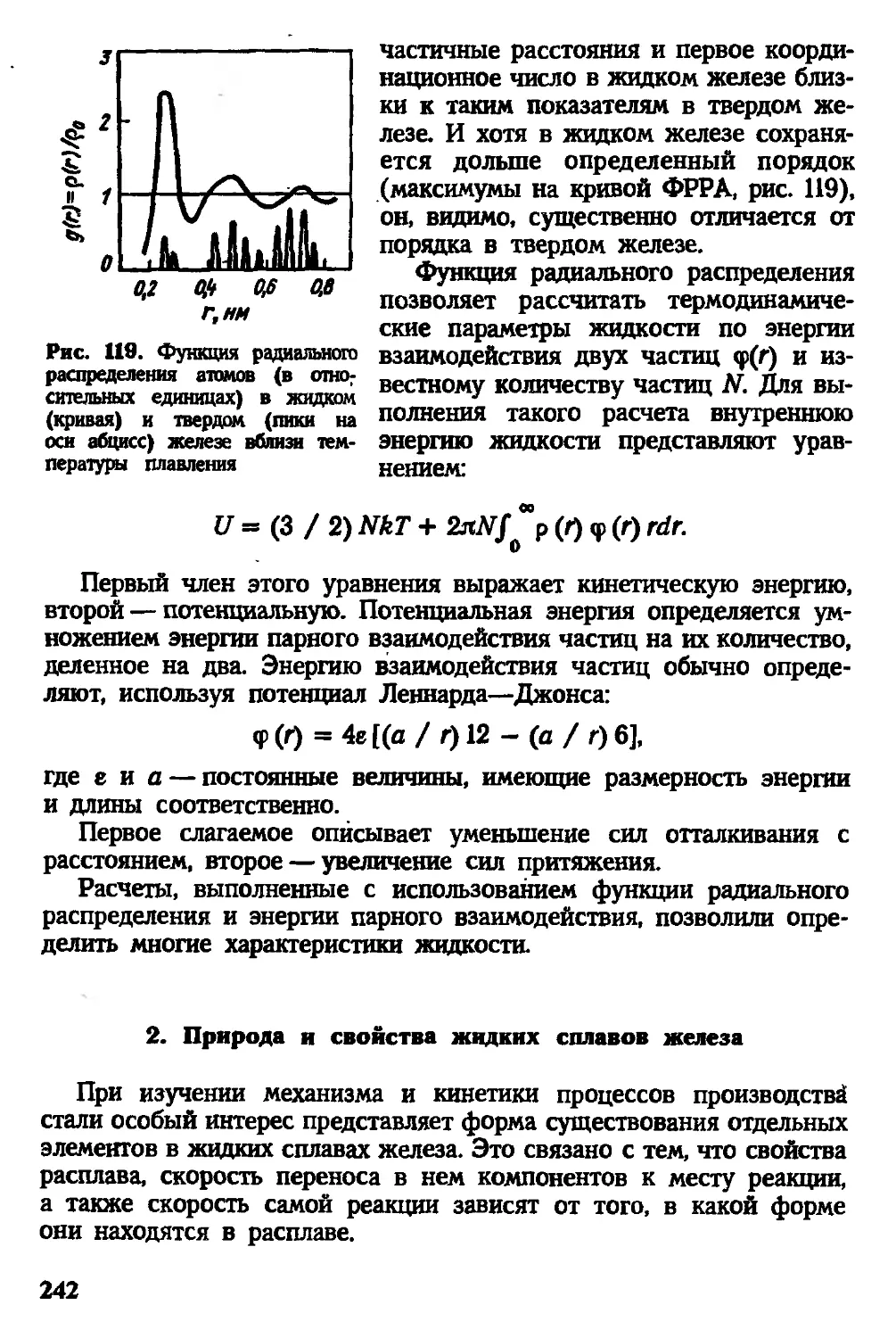
Глава 12. Плазменно-дуговые печи .......................................... 180
1. Получение и применение плазменной дуги в сталеплавильных печах
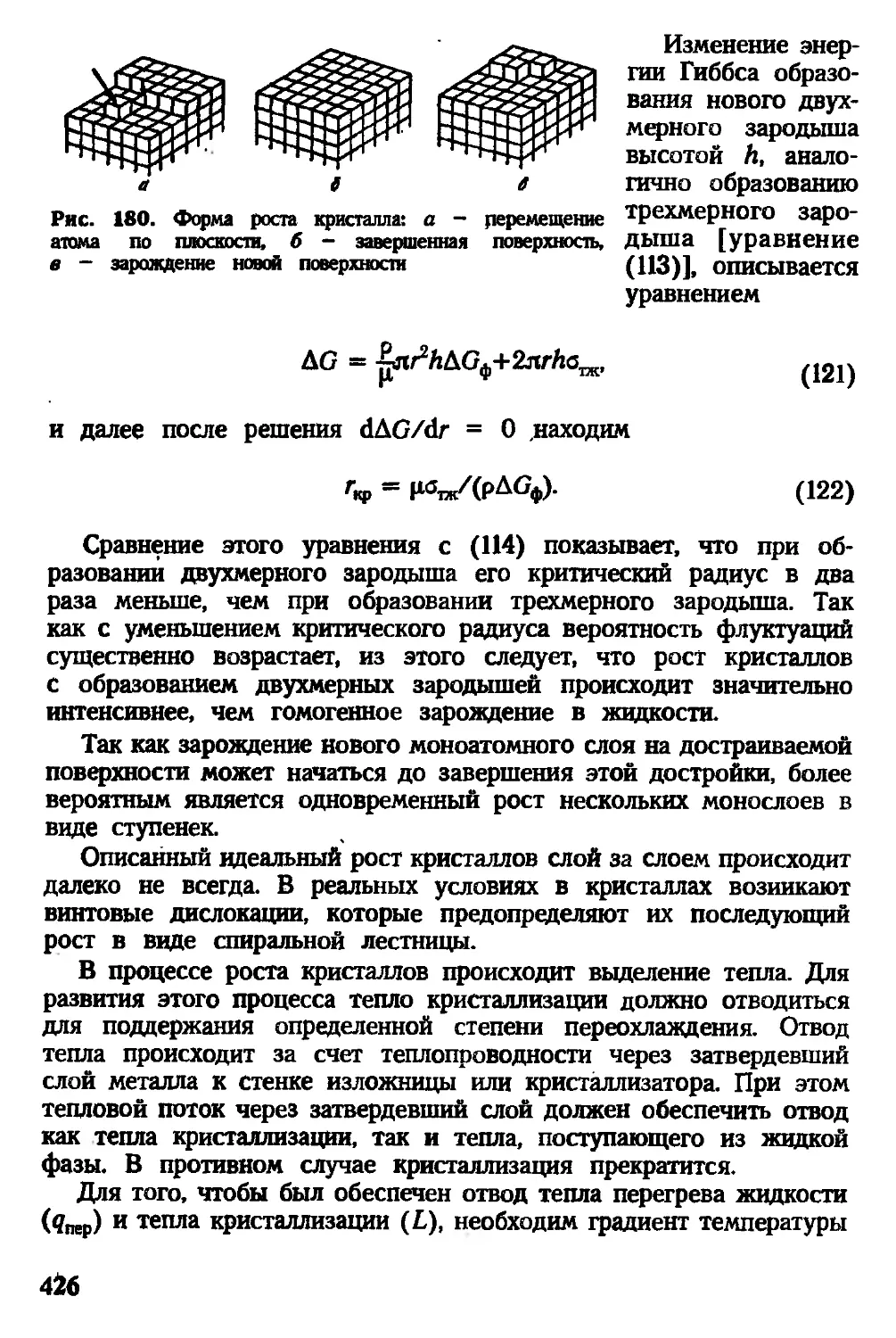
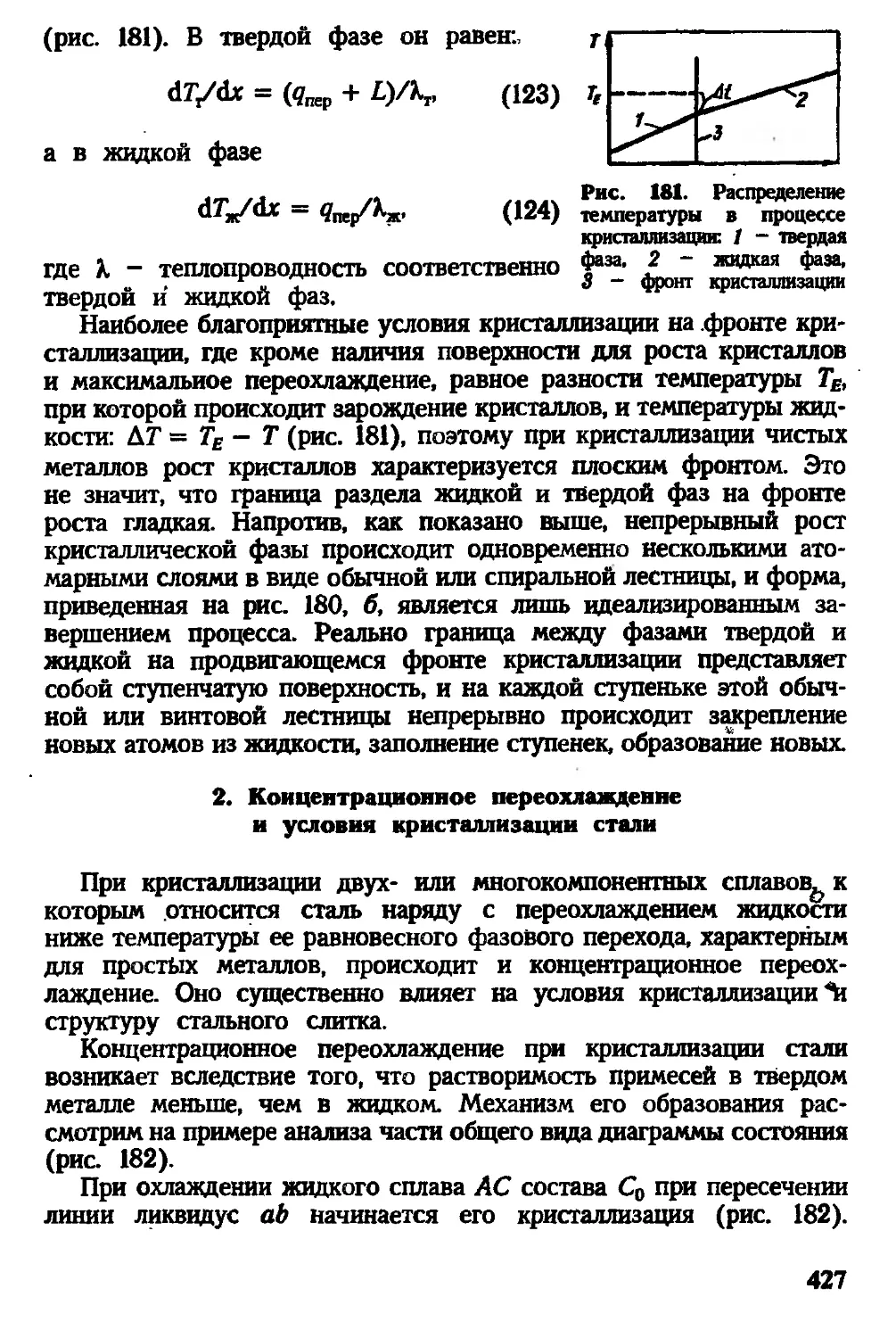
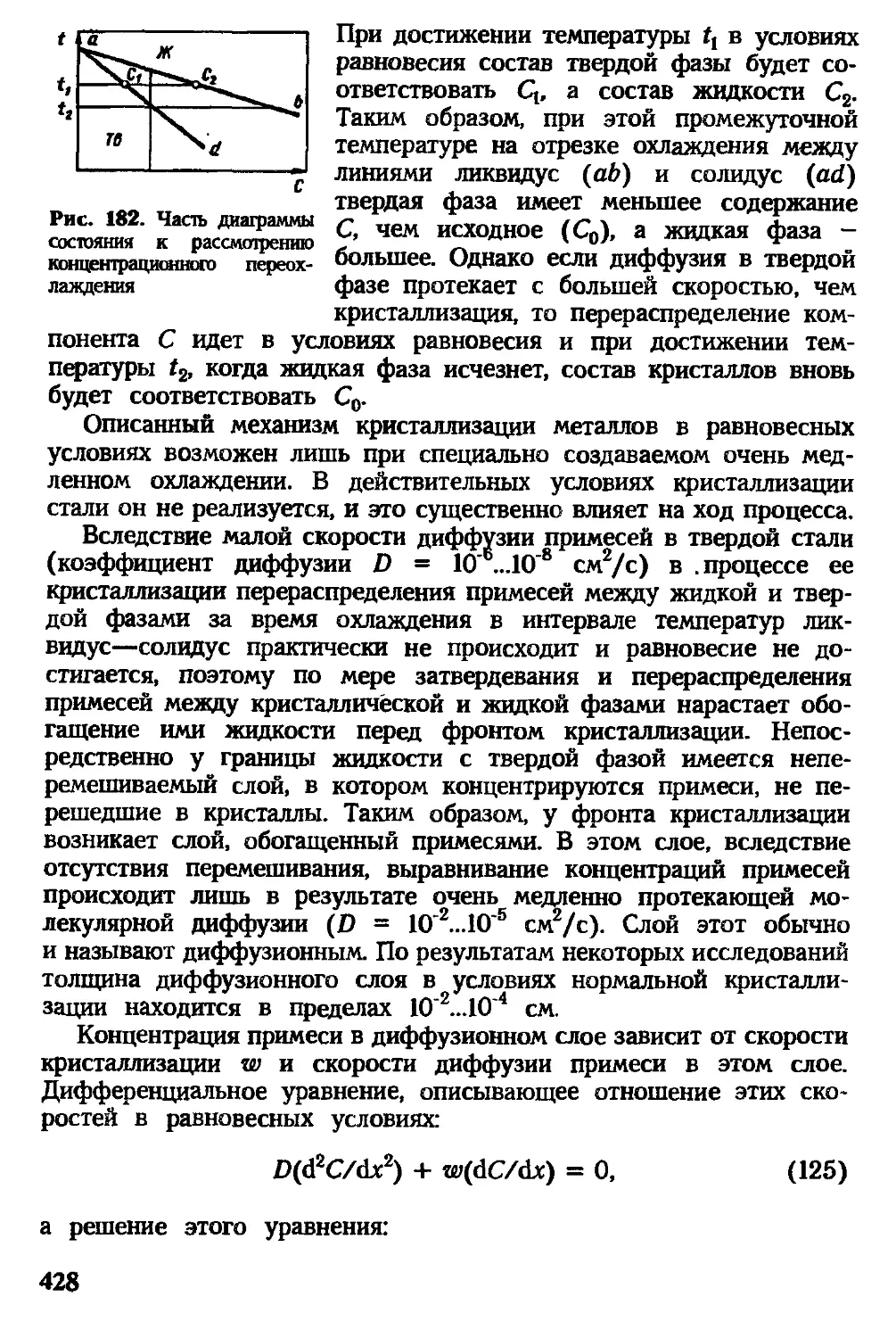
(с. 180). 2. Плазменно-дуговые печи с керамическим тиглем (а 182).
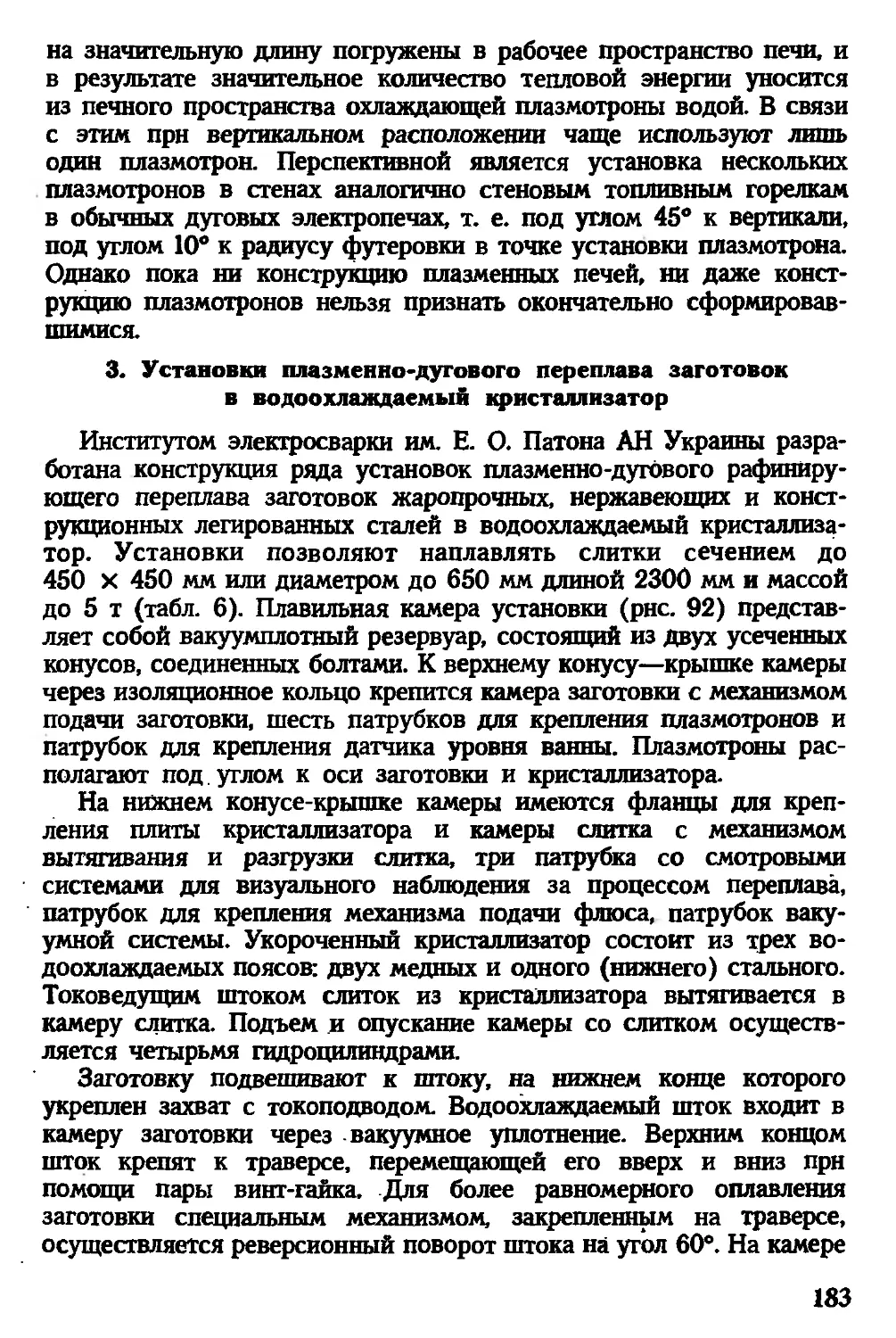
3. Установки плазменно-дугового переплава заготовок в водоохлаждаемый
кристаллизатор (а 183)
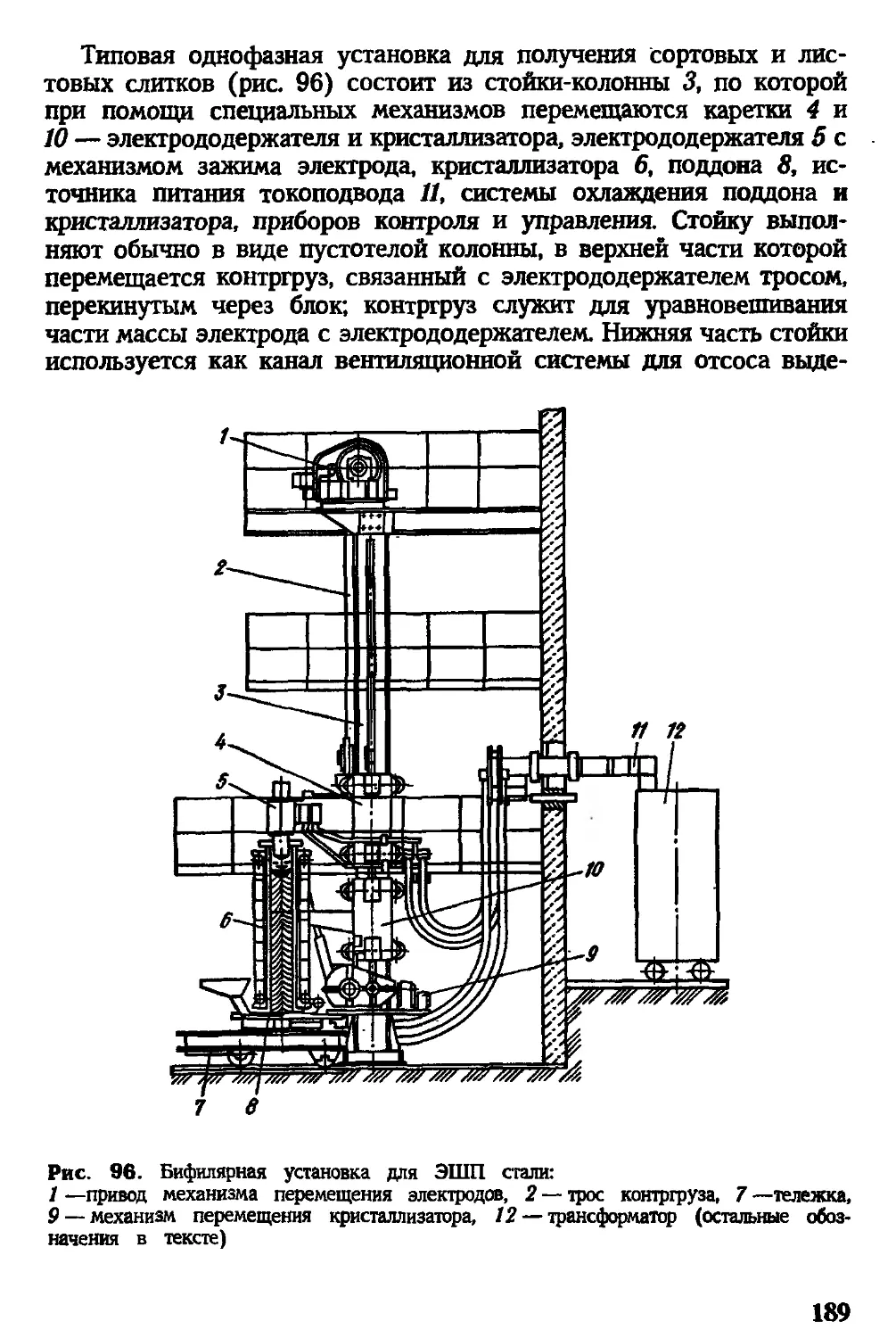
Глава 13. Установки электрошлакового перешива.............................. 186
1. Сущность способа электрошлакового переплава и возможные схемы
его осуществления (с 1861. 2. Конструкция установок ЭШП для полу-
чения слитков (с. 188). 3. Установки ЭШП специального назначения
(а 192)
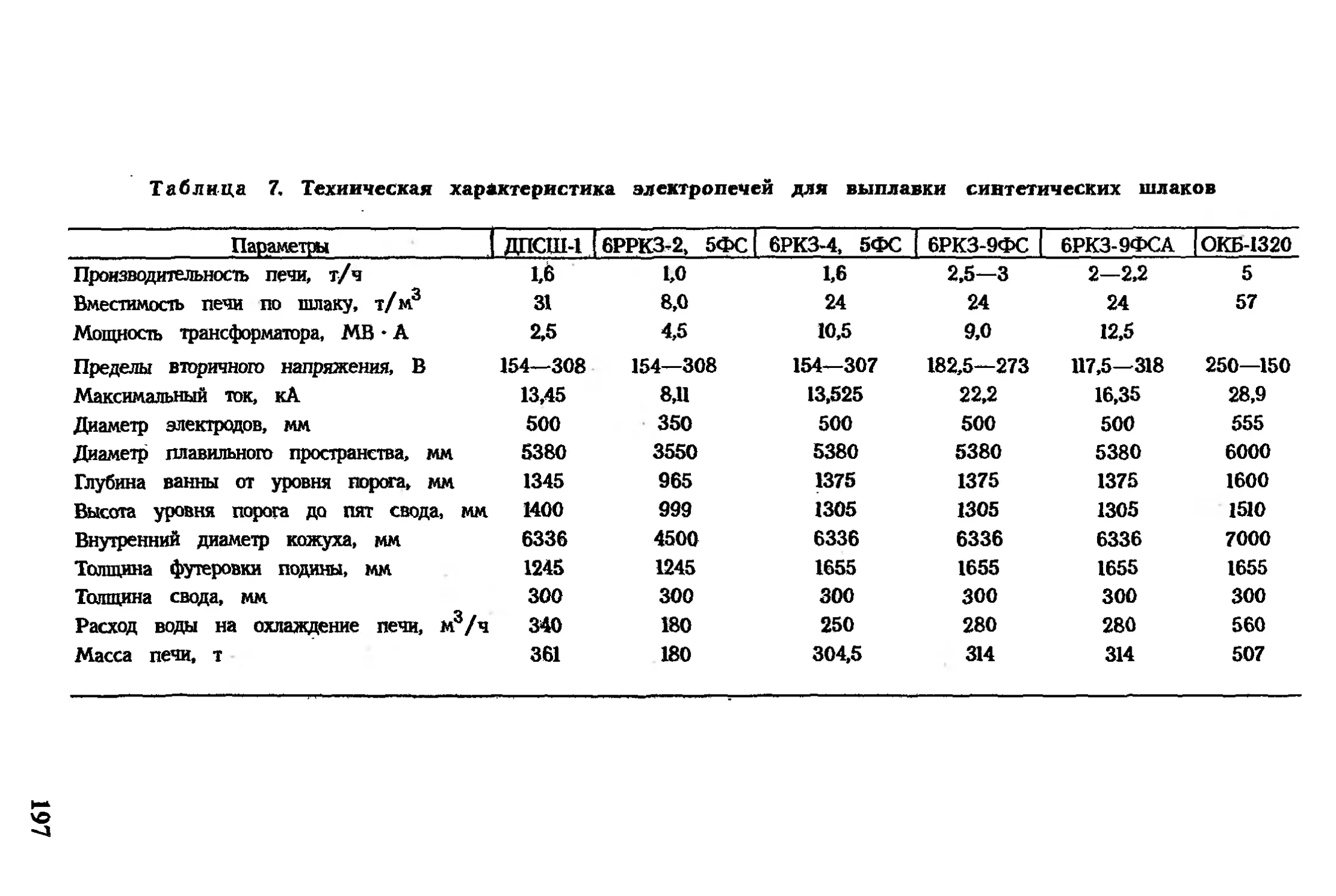
Глава 14. Шлаксплавильше печи.............................................. 196
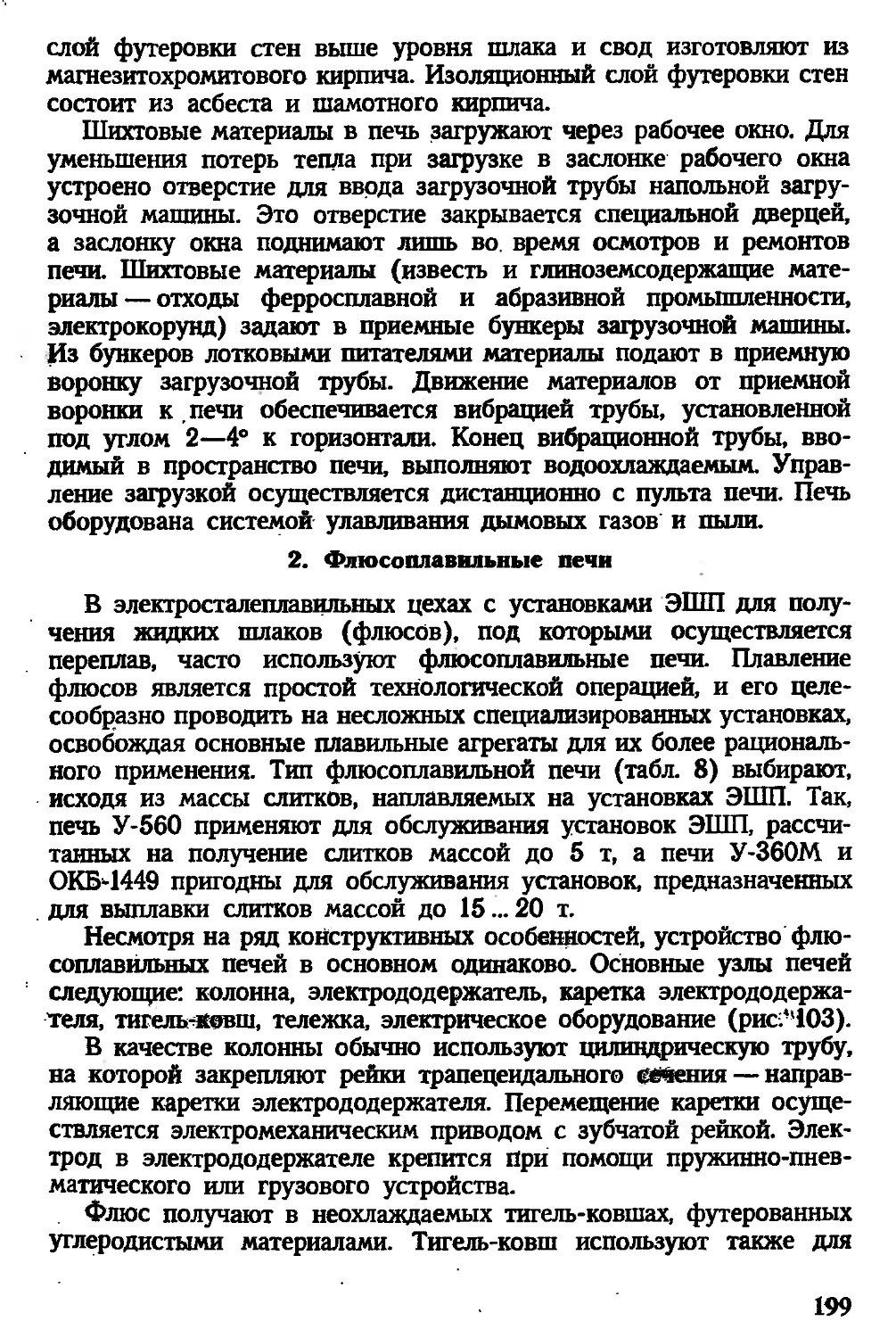
1. Печи для выплавки синтетических шлаков (с 196). 2. Флюсоплавиль-
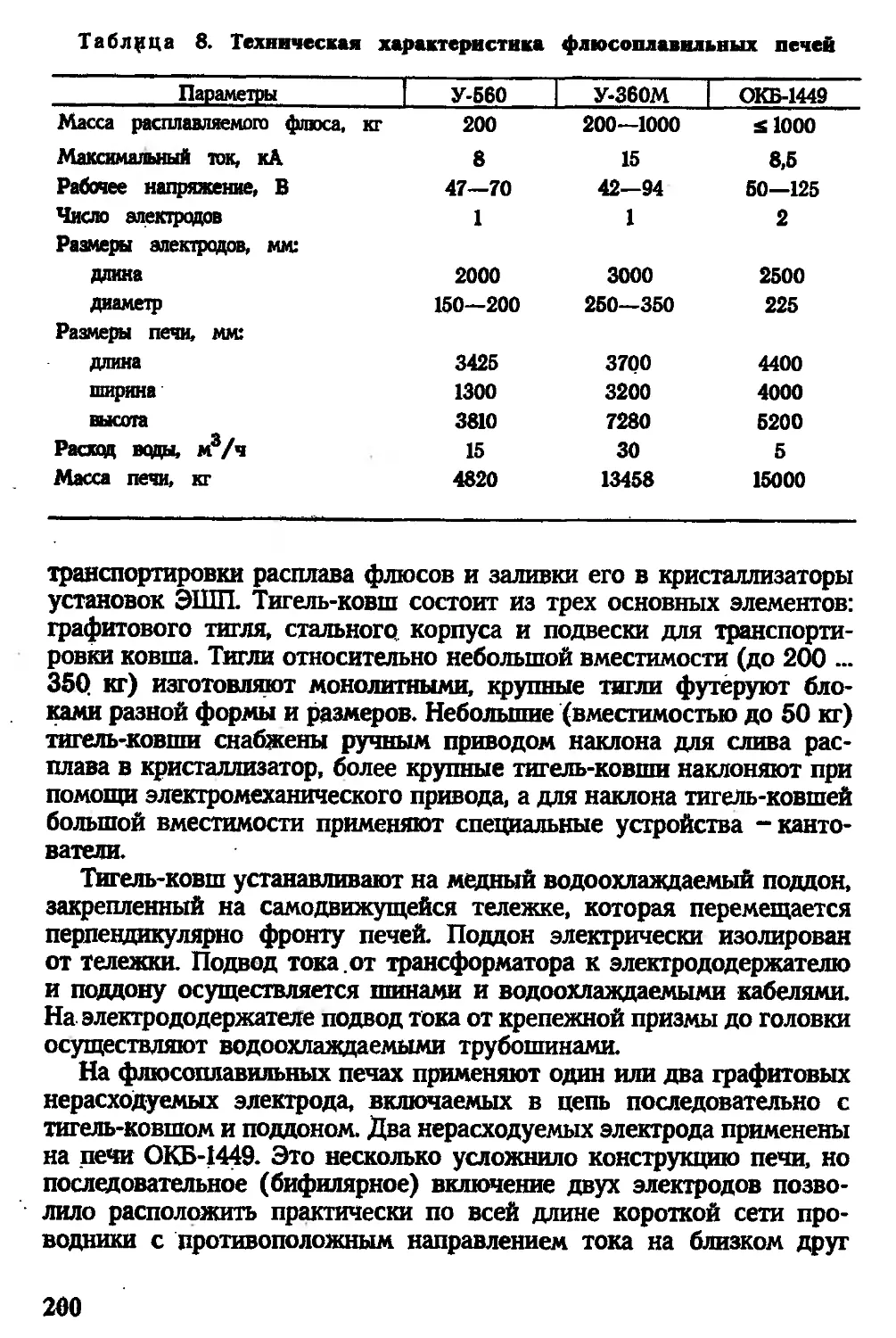
ные печи (с 199)
Раздел Ш. Ферросплавное печи .............................................. 202
Глава 15. Типы ферросплавных печей......................................... 202
1. Рудовосстановительные печи (с. 202). 2. Рафинировочные печи
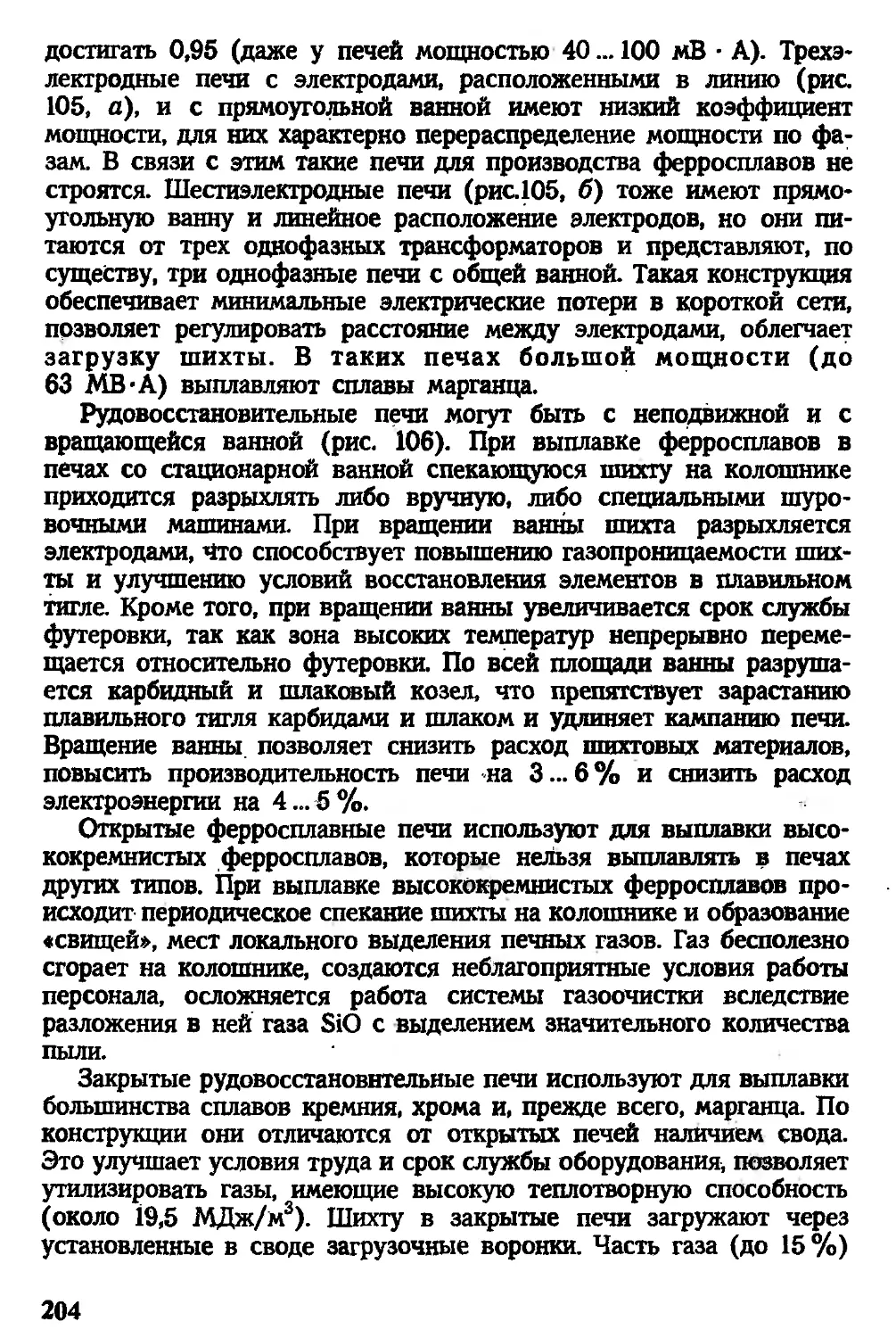
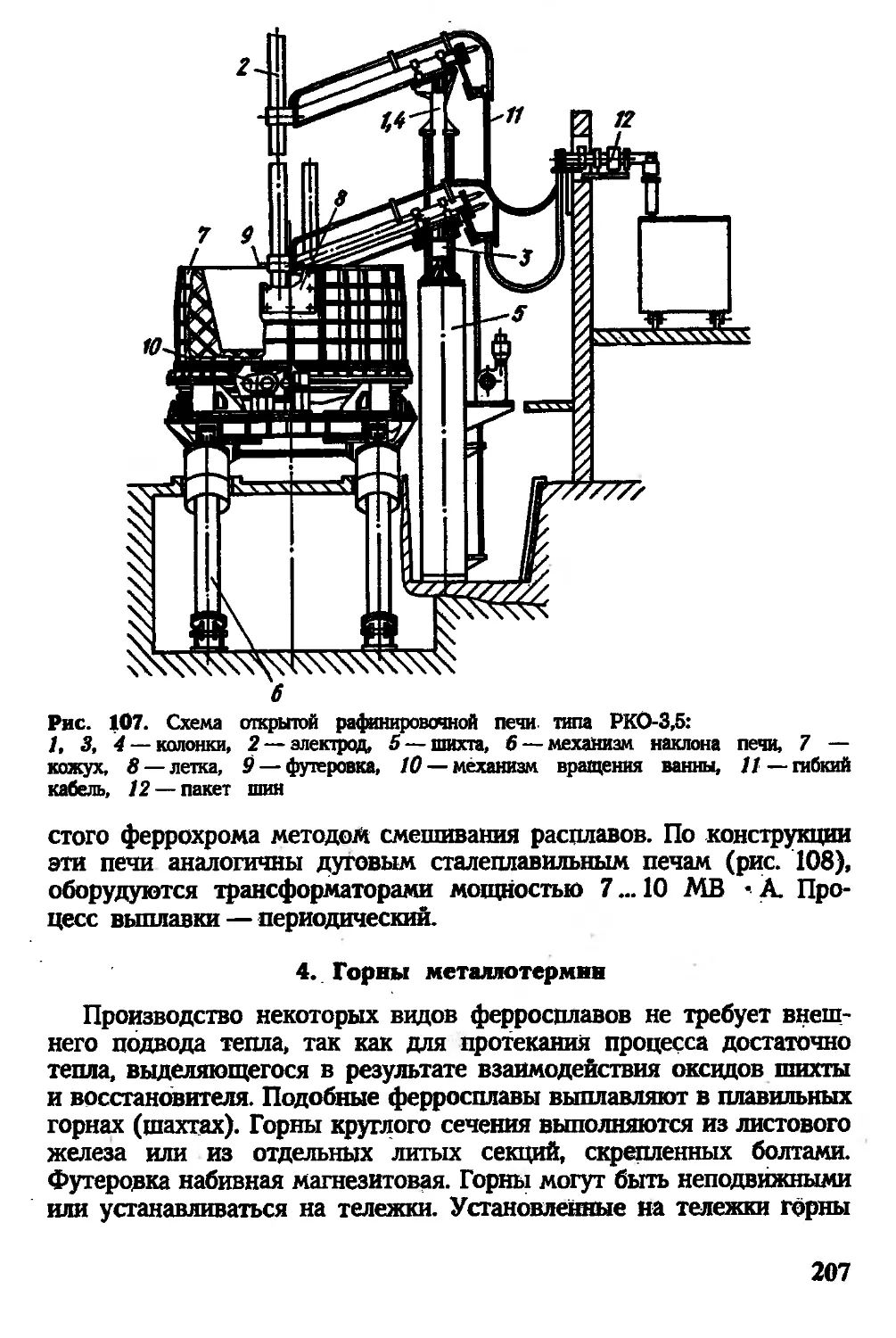
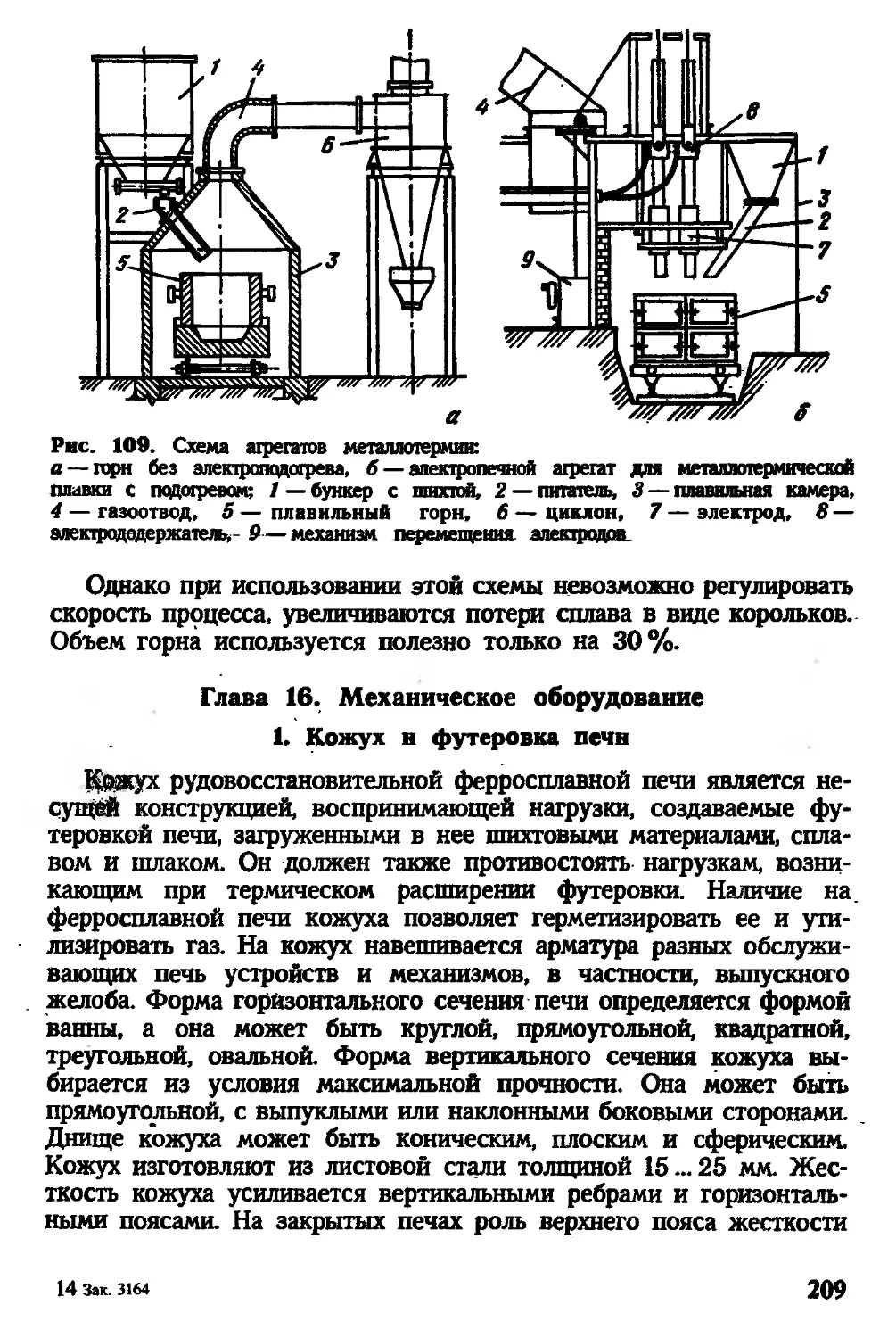
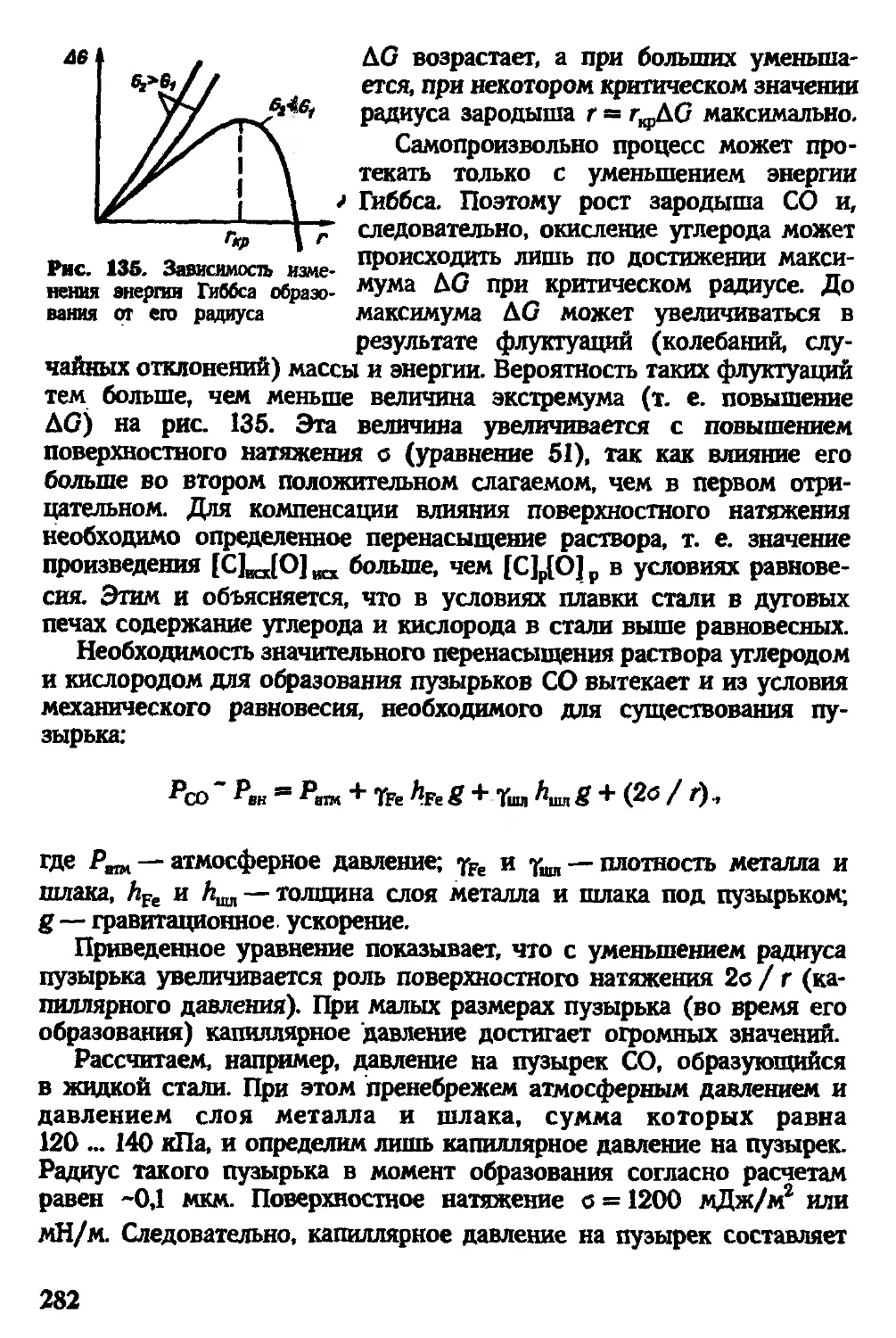
{с. 206). 3. Рудоплавильные печи (а 206). 4. Горны металлотермии
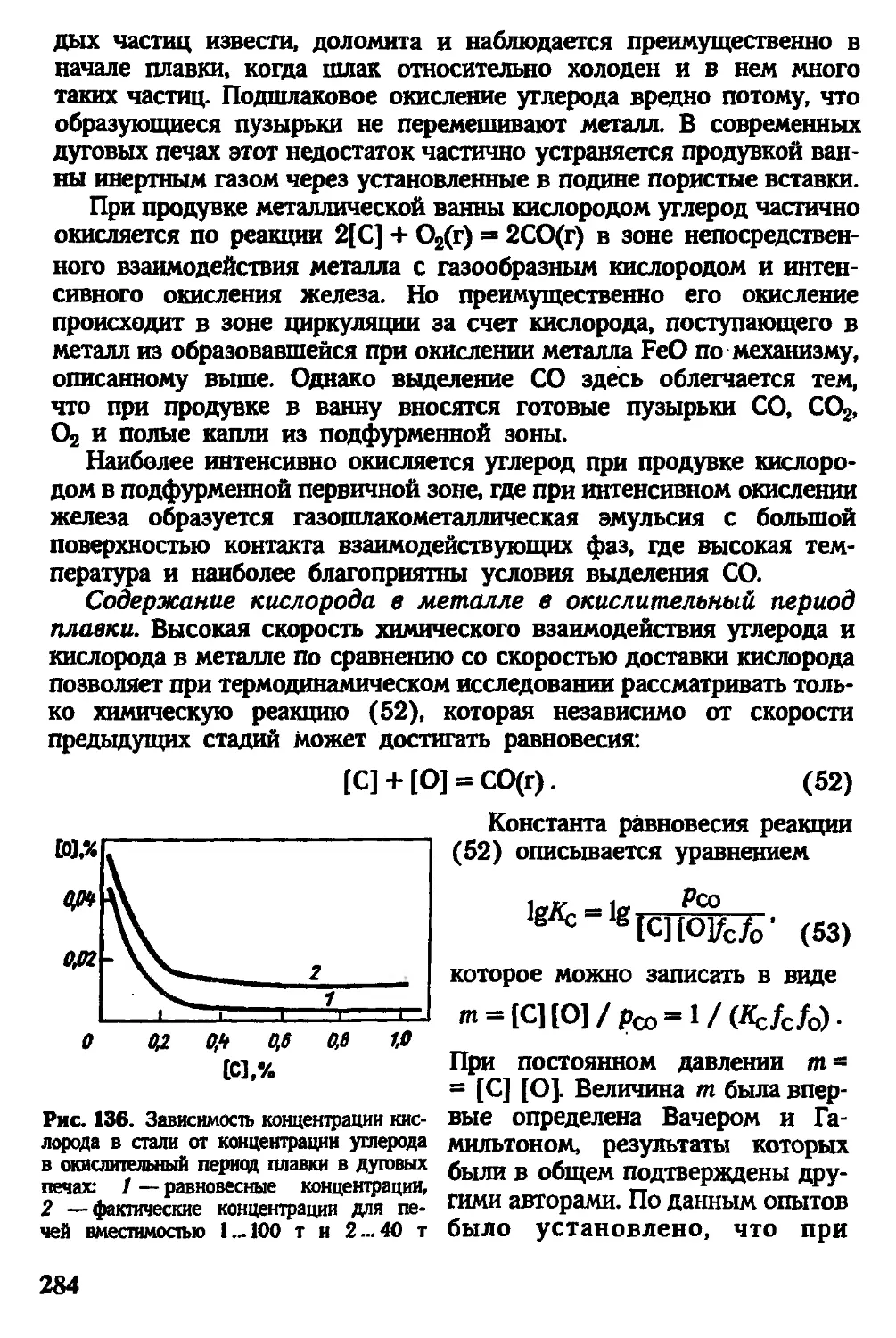
а 207)
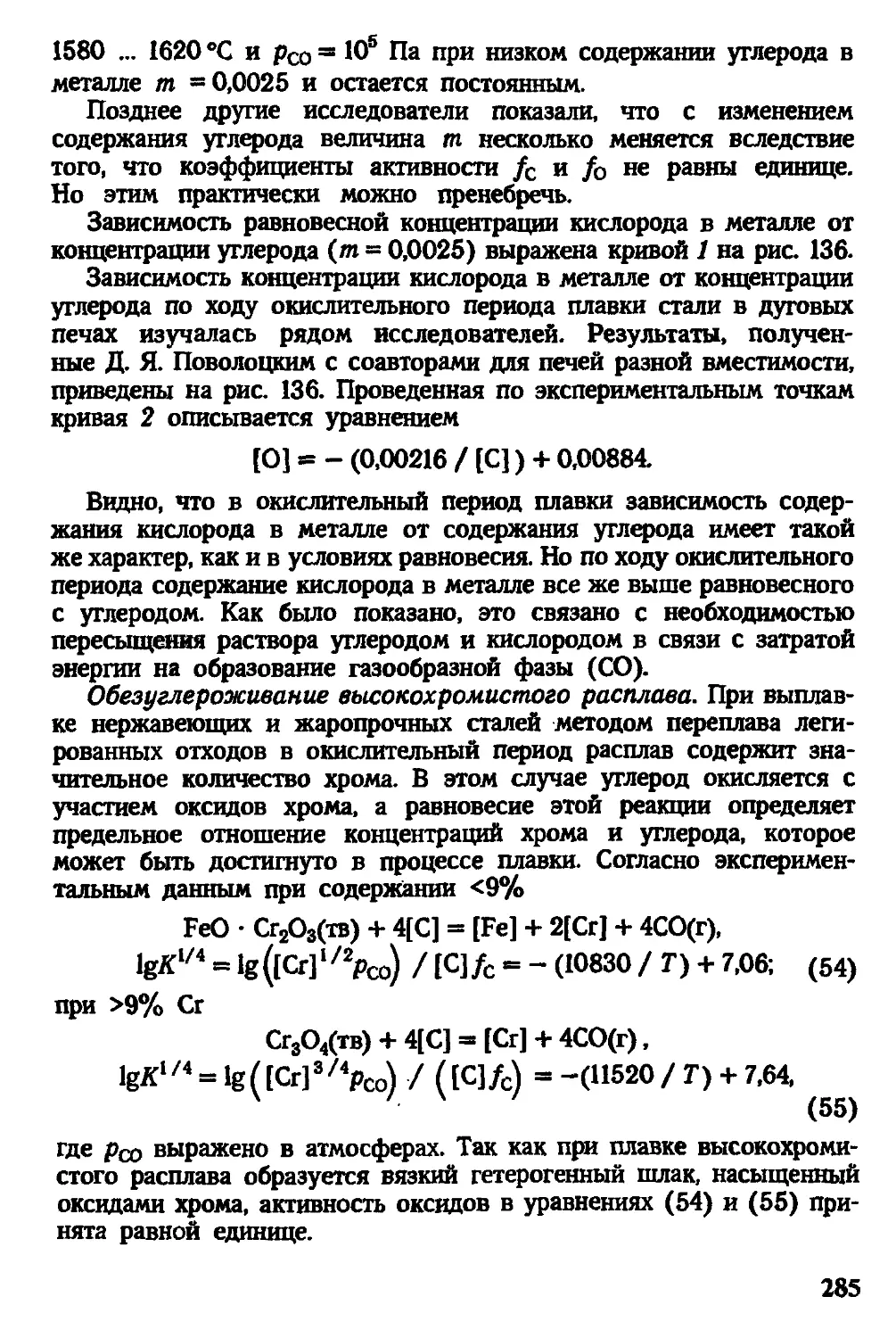
Глава 16. Механическое оборудование........................................ 209
1. Кожух и футеровка печи (а 209). 2. Определение параметров ванны
ферросплавной печи (с. 211). 3. Свод (с 216). 4. Электрододержатель
(с. 216). 5. Механизм вращения ванны (а 219). 6. Водяное охлаждение
(с. 220). 7. Система подачи материалов в печь (с 220). 8. Устройства
для прожига и заделки летки (с. 222). 9. Газоочистные устройства
Глава 17. Электрическое оборудование....................................... 223
1. Схема питания печи током (с. 223). 2. Трансформатор (а 227).
3. Короткая сеть (а 229). 4. Коммутационная аппаратура, управление
печью (а 231). 5. Электроды (а 232)
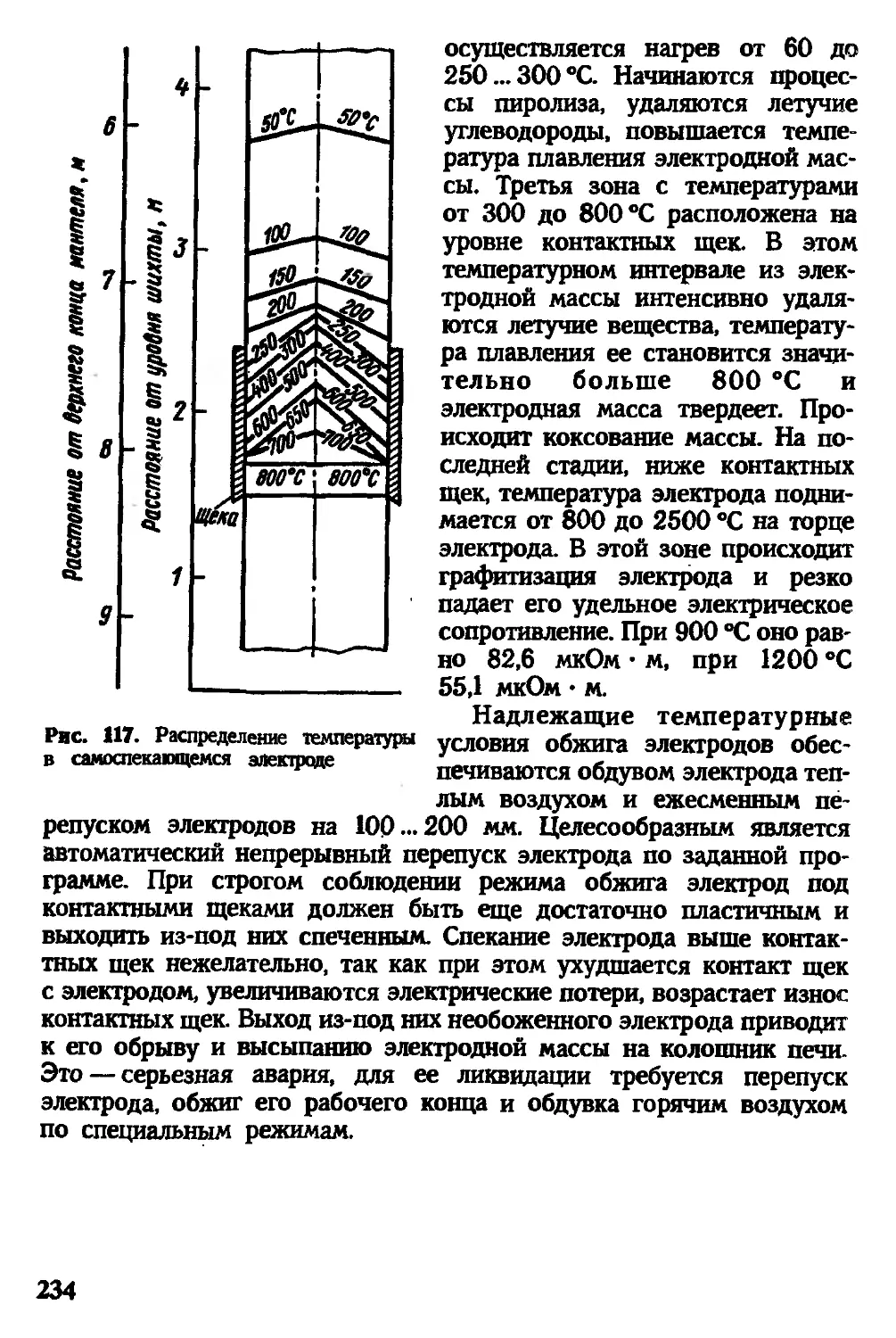
Часть II. Производство стали............................................... 235
Раздел IV. Физико-химические основы плавки стали в электрических печах 235
Глава 18. Строение и свойства жидкого железа и его сплавов................. 235
1. Теория жидкого состояния (с. 235). 2. Природа и свойства жидких
сплавов железа (с 242). 3. Химическая активность примесей в жидком
железе (с 247)
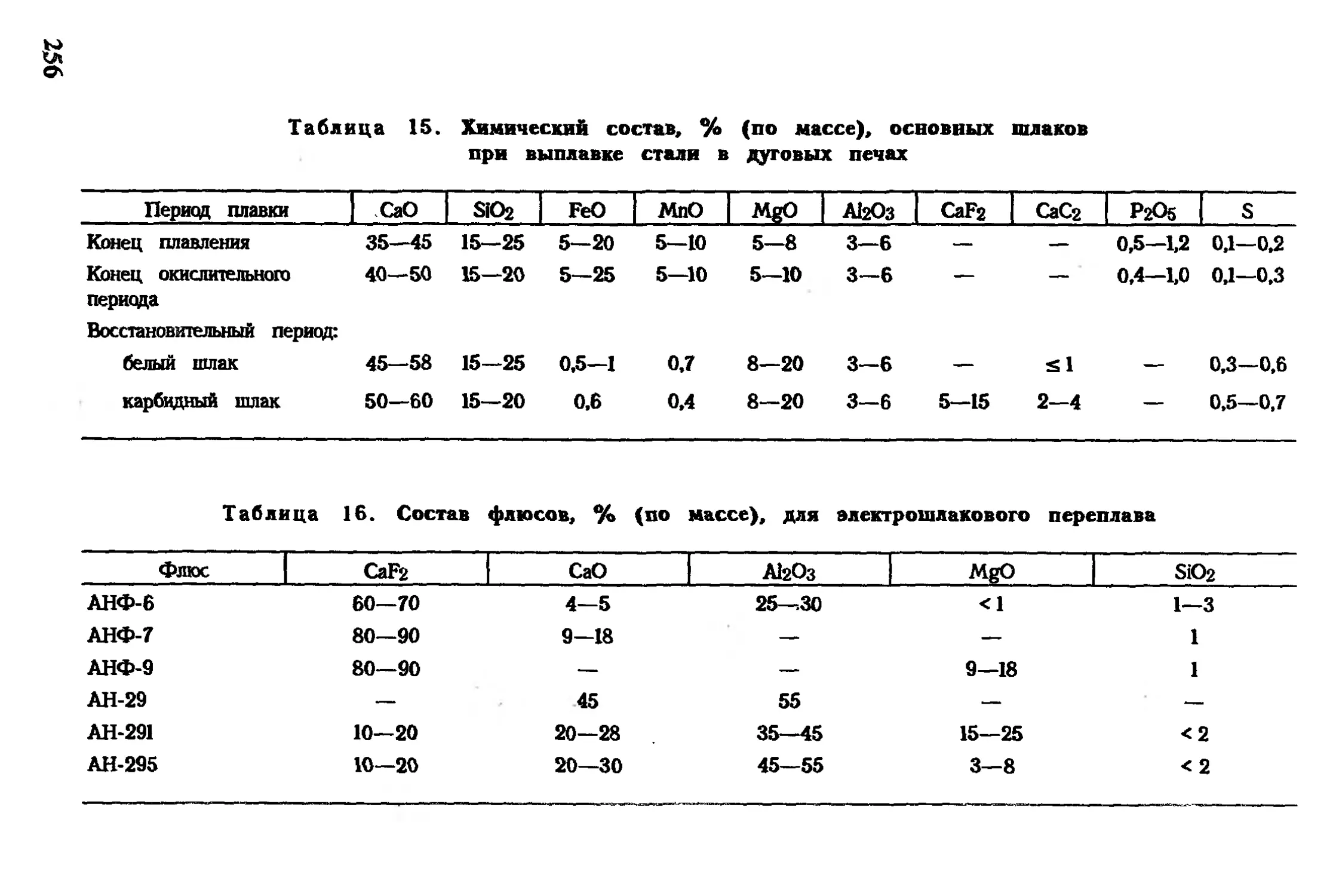
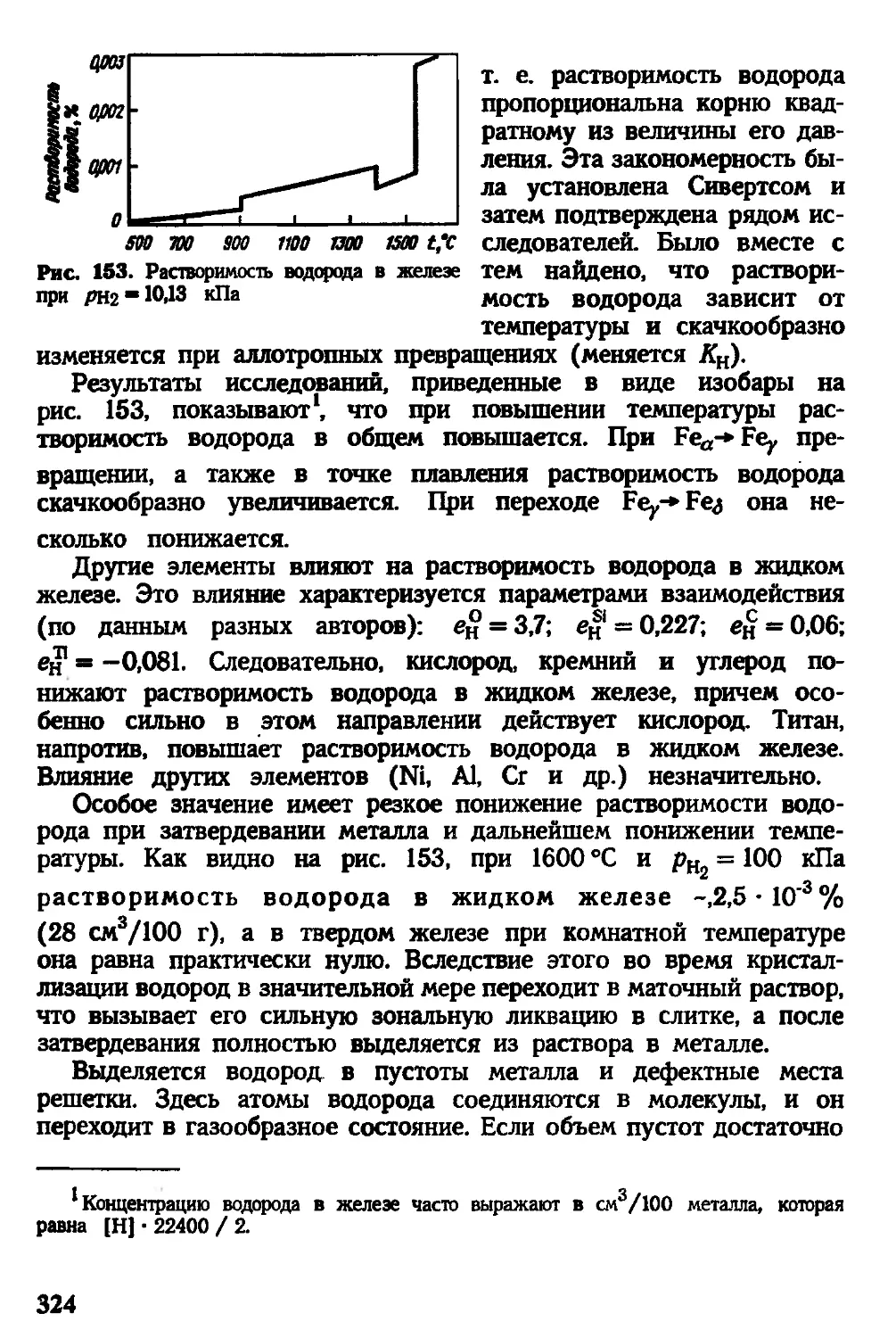
Глава 19. Шлвки сталеплавильных процессов.................................. 253
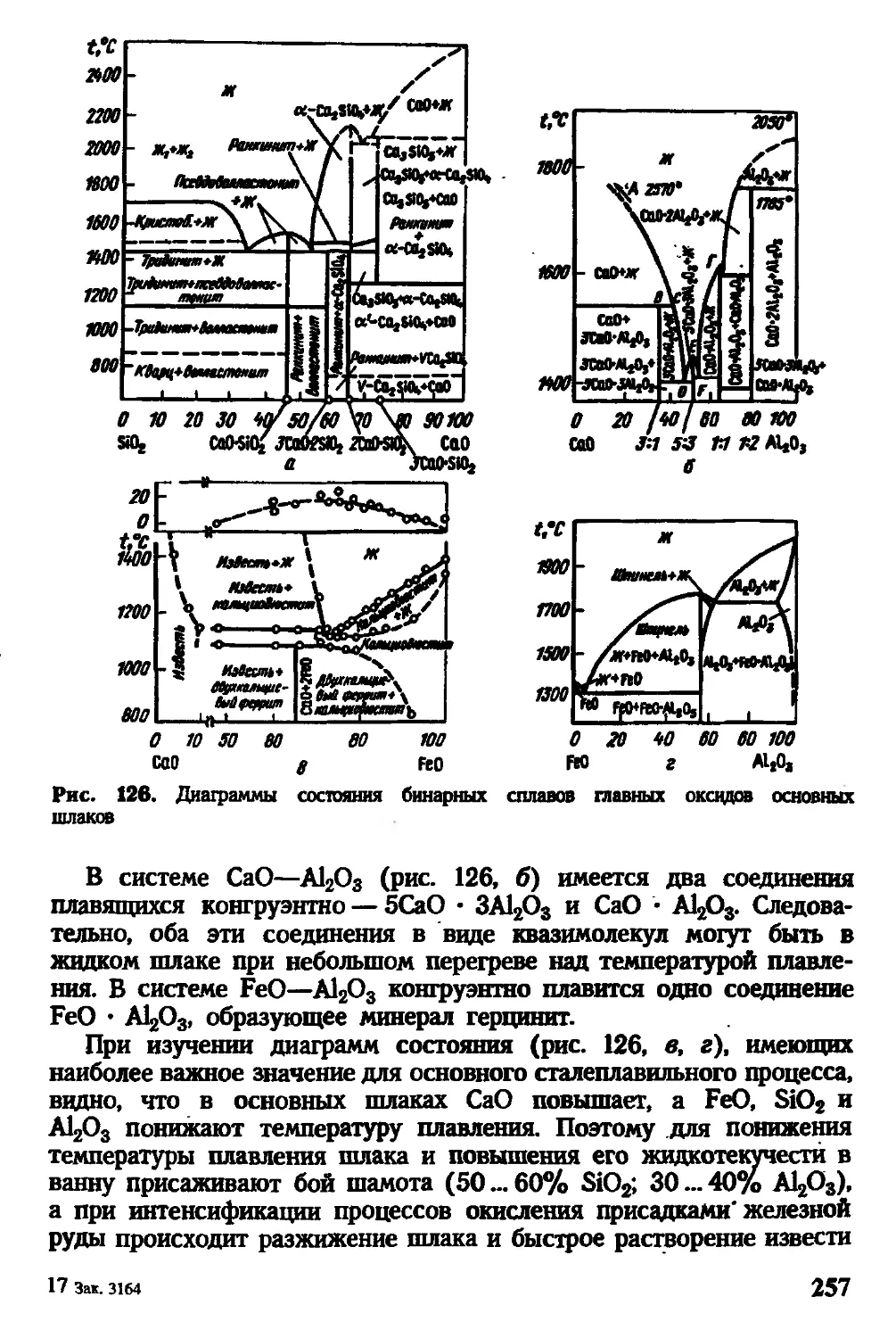
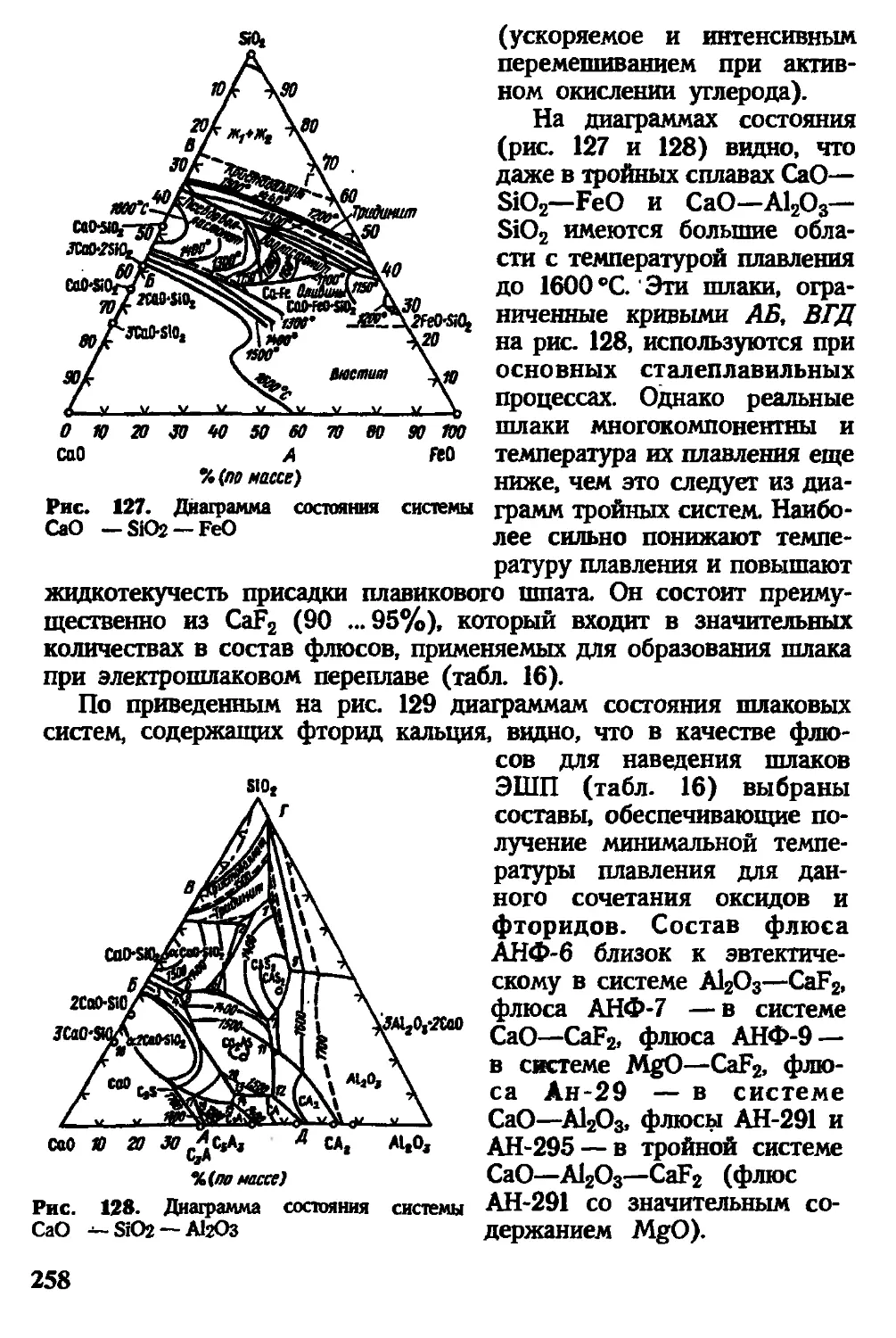
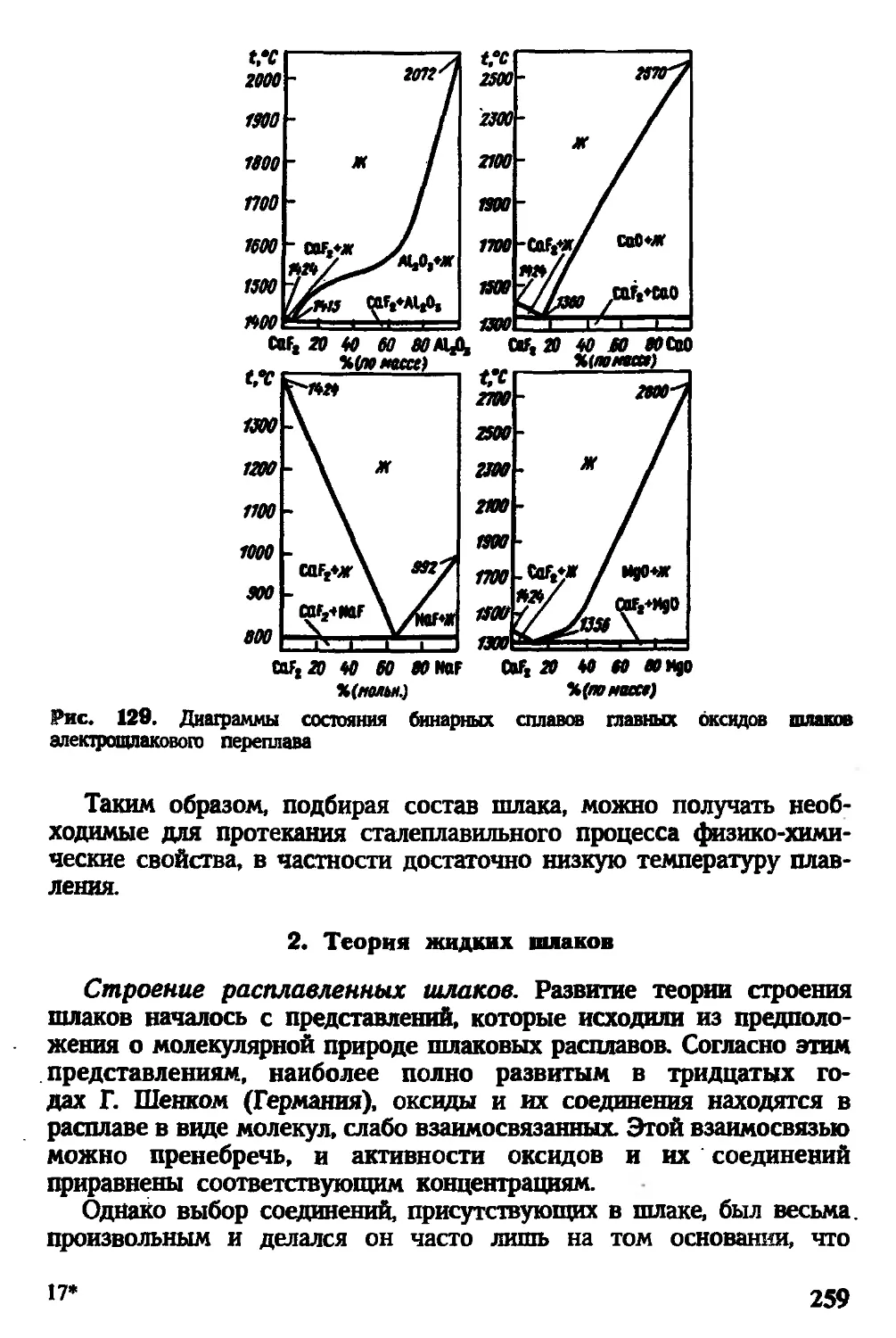
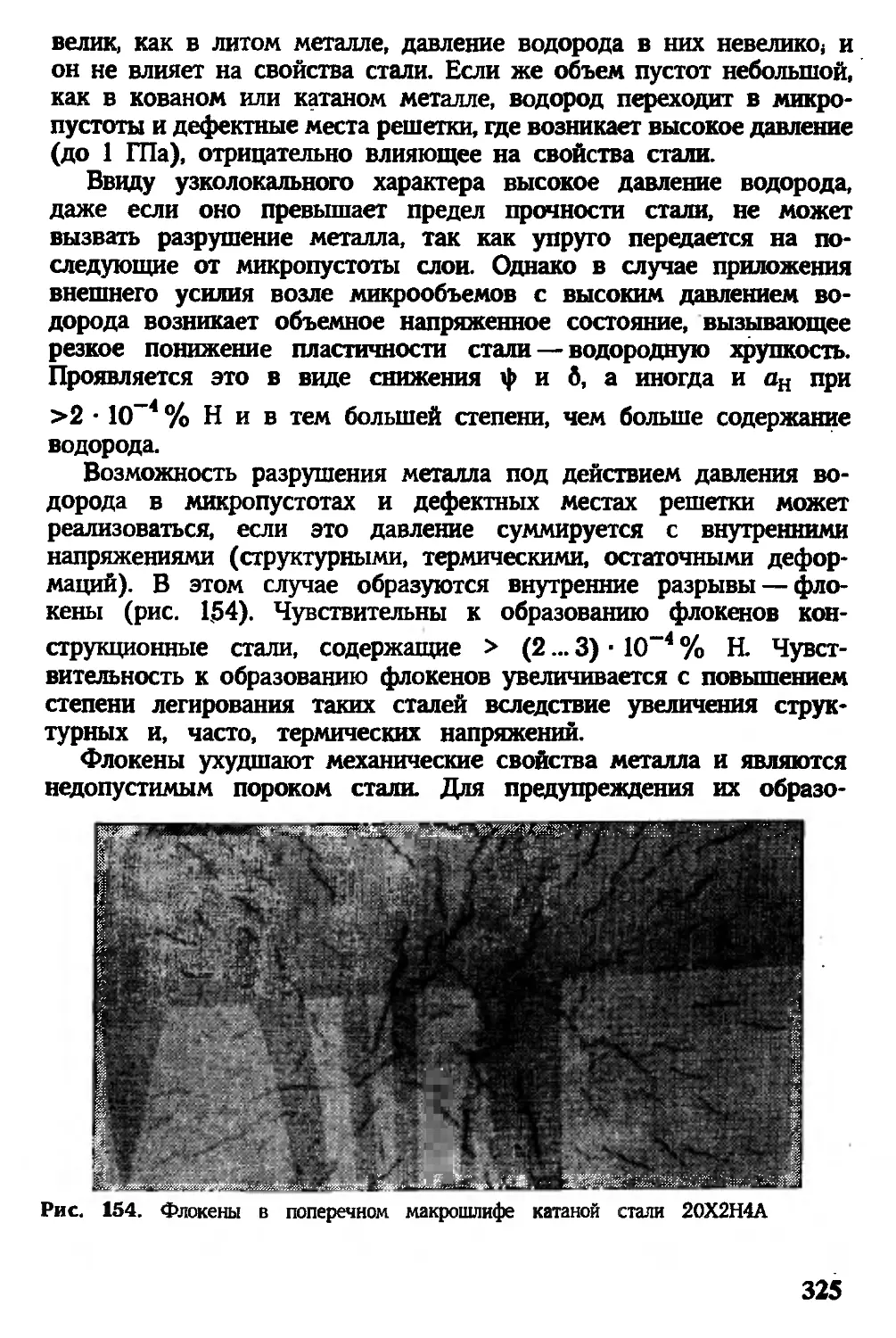
1. Состав шлаков и основные диаграммы шлаковых систем (с. 253).
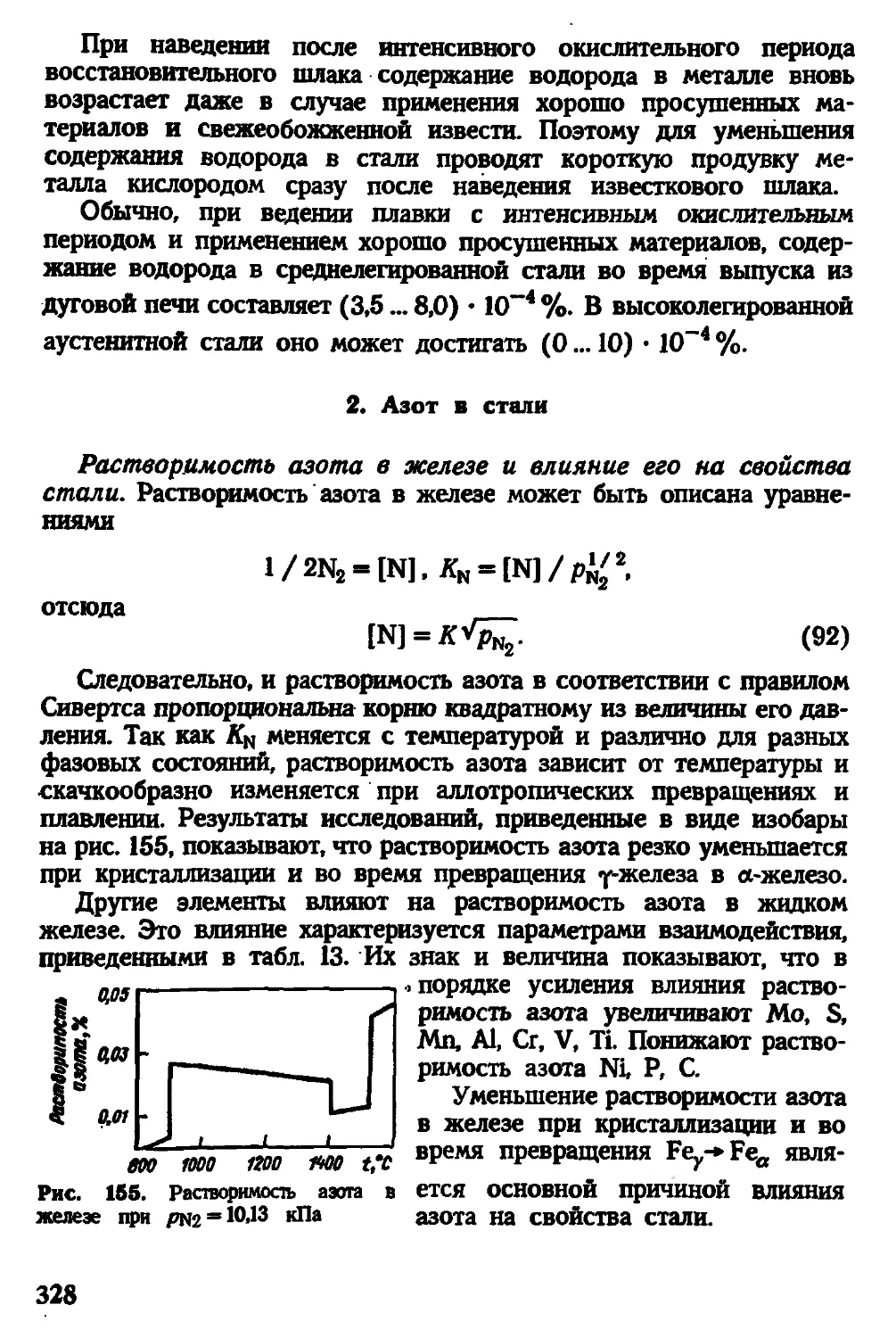
2. Теория жидких шлаков (с. 259). 3 Химические свойства шлаков
(с 268). 4. Физические свойства шлака (с 272)
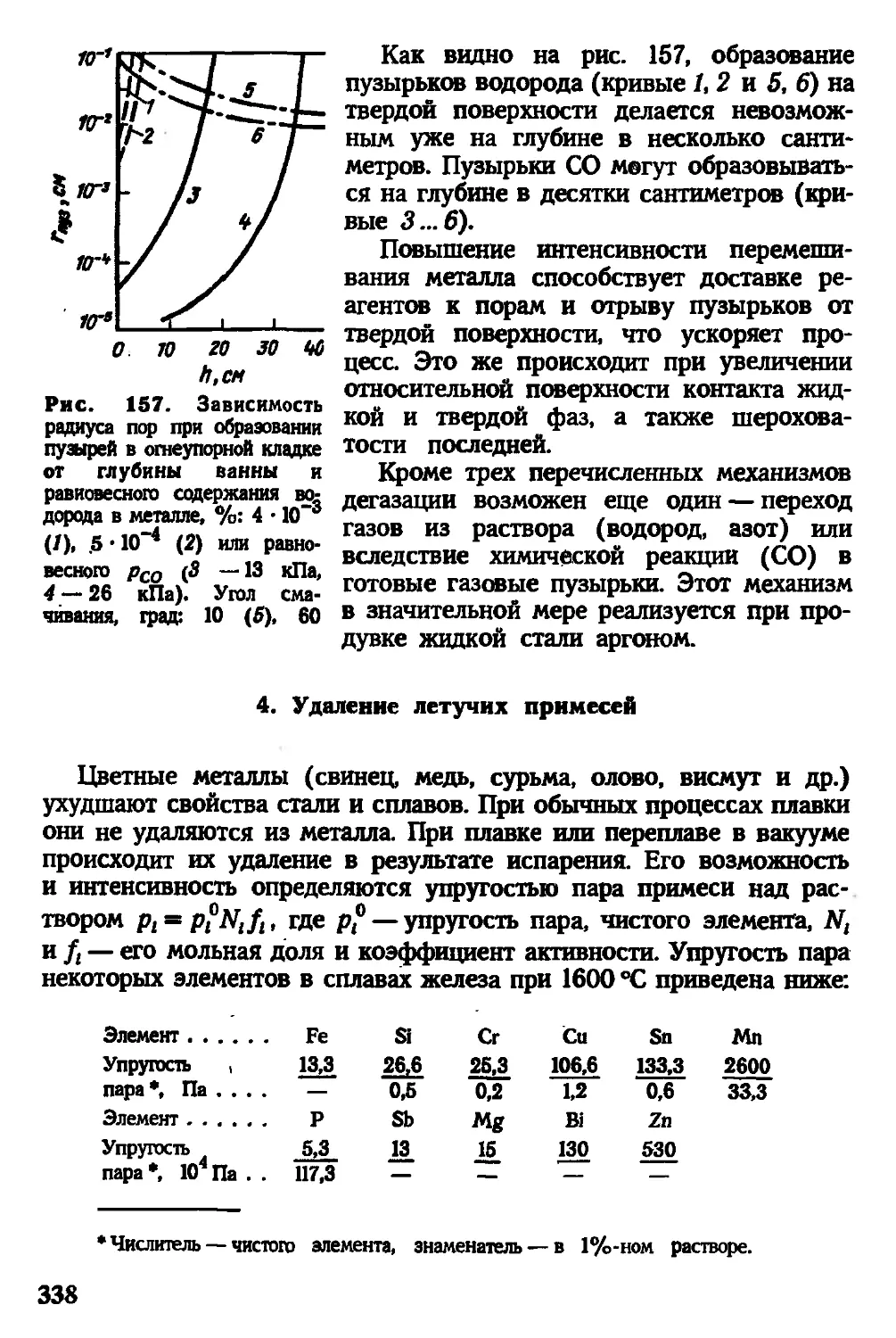
Глава 20. Реакции окисления и восстановления............................... 275
1. Особенности протекания окислительных процессов в электропечах
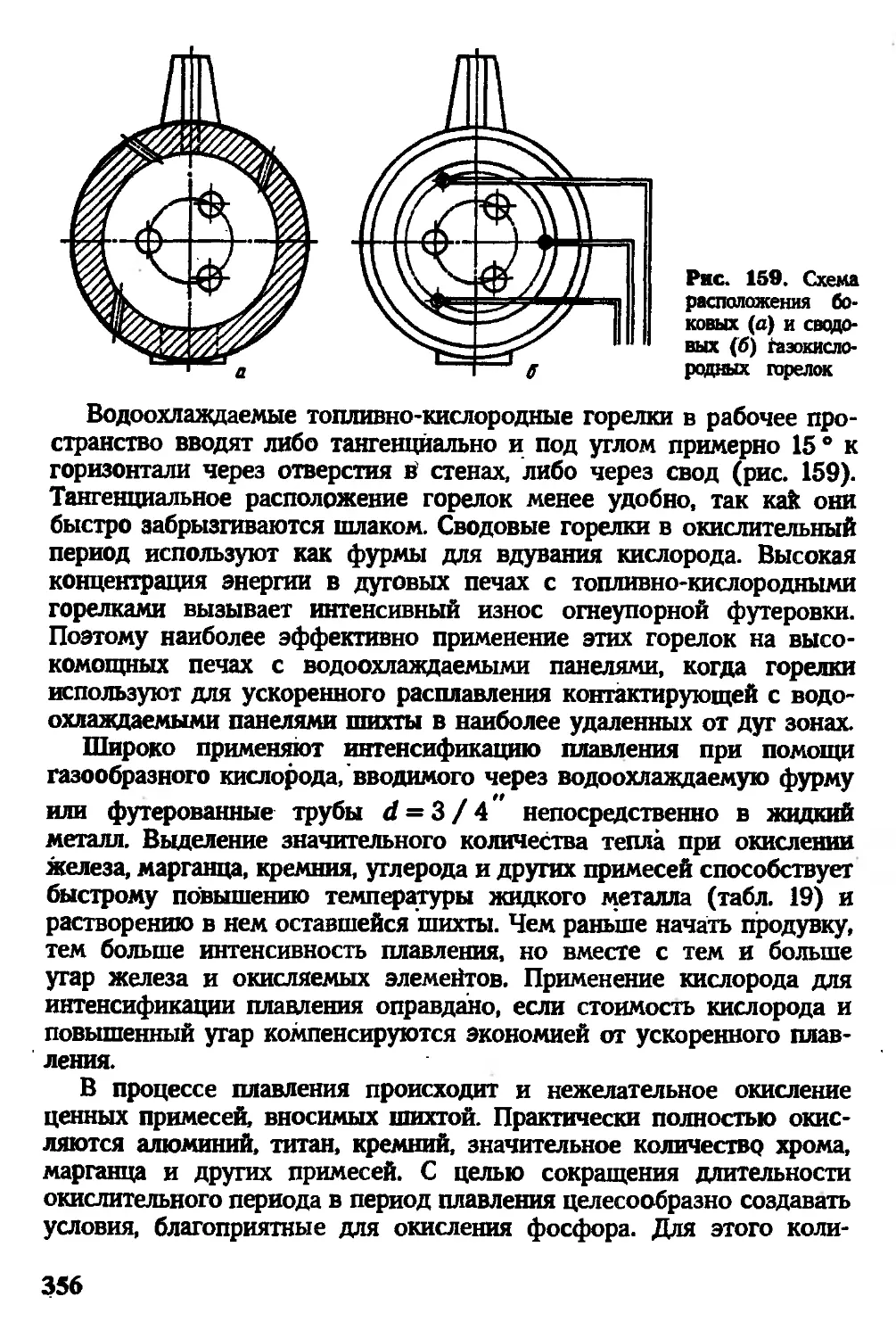
(с. 275). 2. Окисление углерода (с. 277). 3. Окисление и восстановление
кремния (с. 286). 4. Окисление и восстановление марганца (с 287). 5.
Окисление и восстановление хрома (с. 289). 6. Окисление вольфрама
(с. 290). 7. Удаление фосфора (с 291)
Глава 21. Десульфурация стали ............................................. 295
1. Сера в стали (с. 295). 2. Распределение серы между металлом и
шлаком (с. 297). 3. Взаимодействие серы с примесями в металле (с 302)
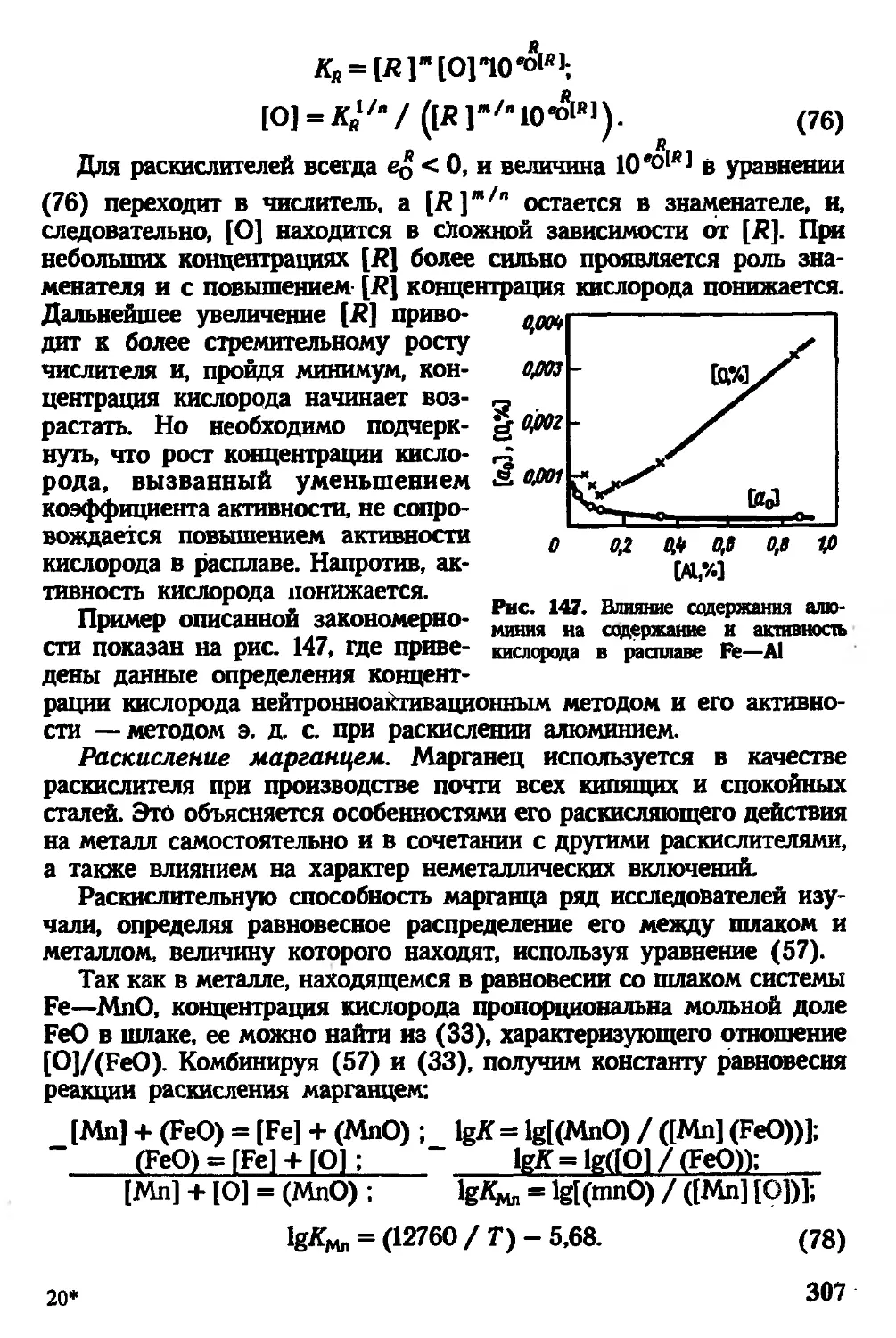
Глава 22. Раскисление стали ............................................... 304
1. Цель и методы раскисления (с. 304). 2. Взаимодействие раскислителей
с кислородом (с. 305). 3. Образование продуктов раскисления (с. 313).
4. Удаление продуктов раскисления (с. 316). 5. Раскисление шлаком
(с. 318). 6. Оксадные неметаллические включения в стали (с. 320)
Глава 23. Газя в стали..................................................... 323
1. Водород в стали (с. 323). 2. Азот в стали (с 328)
Глава 24. Рафинирование стали в вакууме................................... 331
1. Раскисление в вакууме (с. 331). 2. Удаление неметаллических вклю-
чений (с. 333). 3. Процессы дегазации (с. 335). 4. Удаление летучих
примесей (с. 338). 5. Взаимосвязь расплава с футеровкой (с 342)
4
Раздел V. Технология плавки стали в опсрьпых дуговых печах ................ 344
Глава 25. Основы технологии плавки в открытых дуговых печах................ 344
1. Методы плавки стали в дуговых печах (с. 344). 2. Шихтовые мате-
риалы (с. 346). 3. Подготовка печи к плавке (с. 351). 4. Загрузка шихты
(G 353). 5. Период плавления (с 354). 6. Окислительный период
(с. 357). 7. Раскисление. Восстановительный период (с. 360). 8. Пере-
плав легированных отходов (с. 367). 9. Особенности технологии плавки
в сверхмодных печах (а 369)
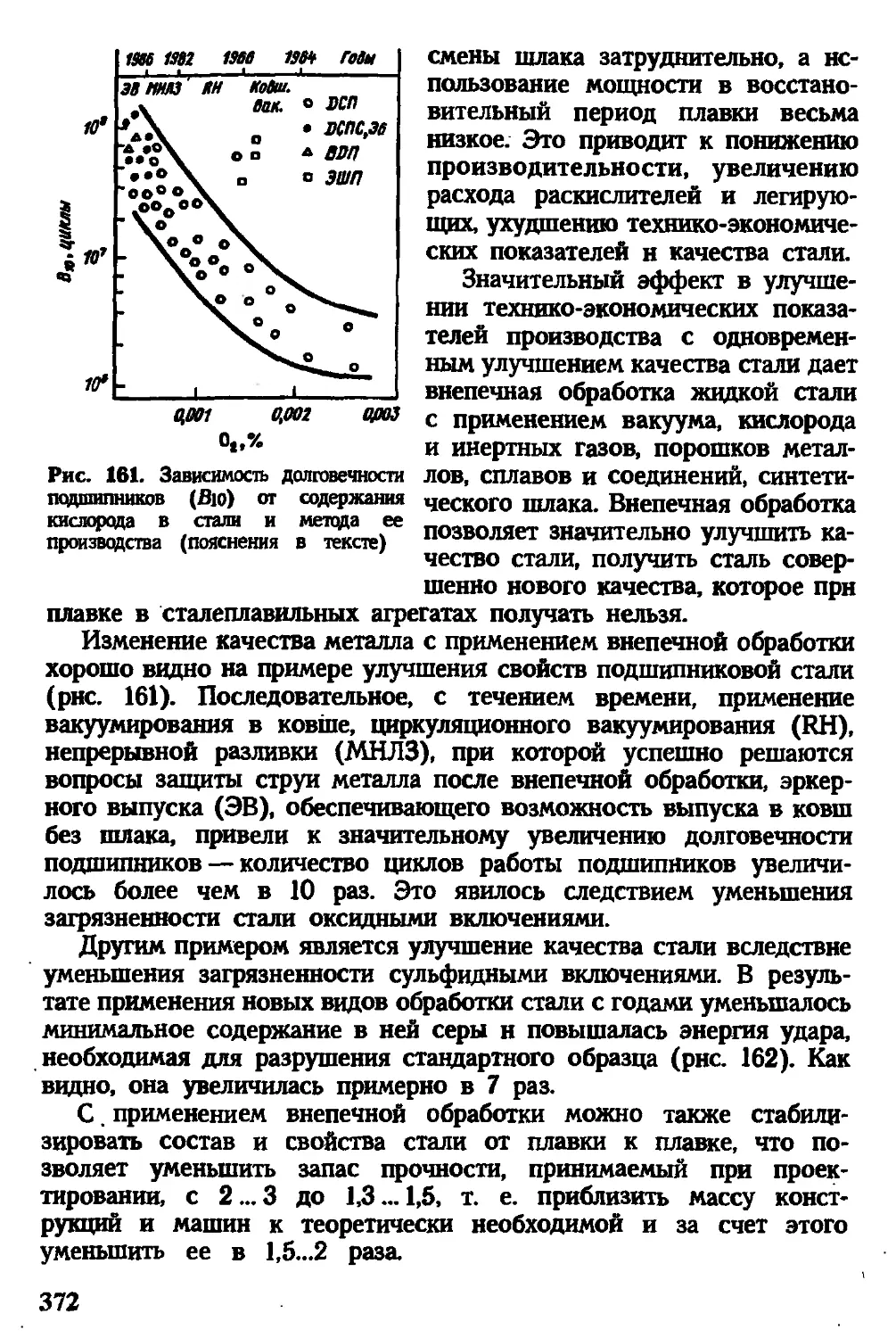
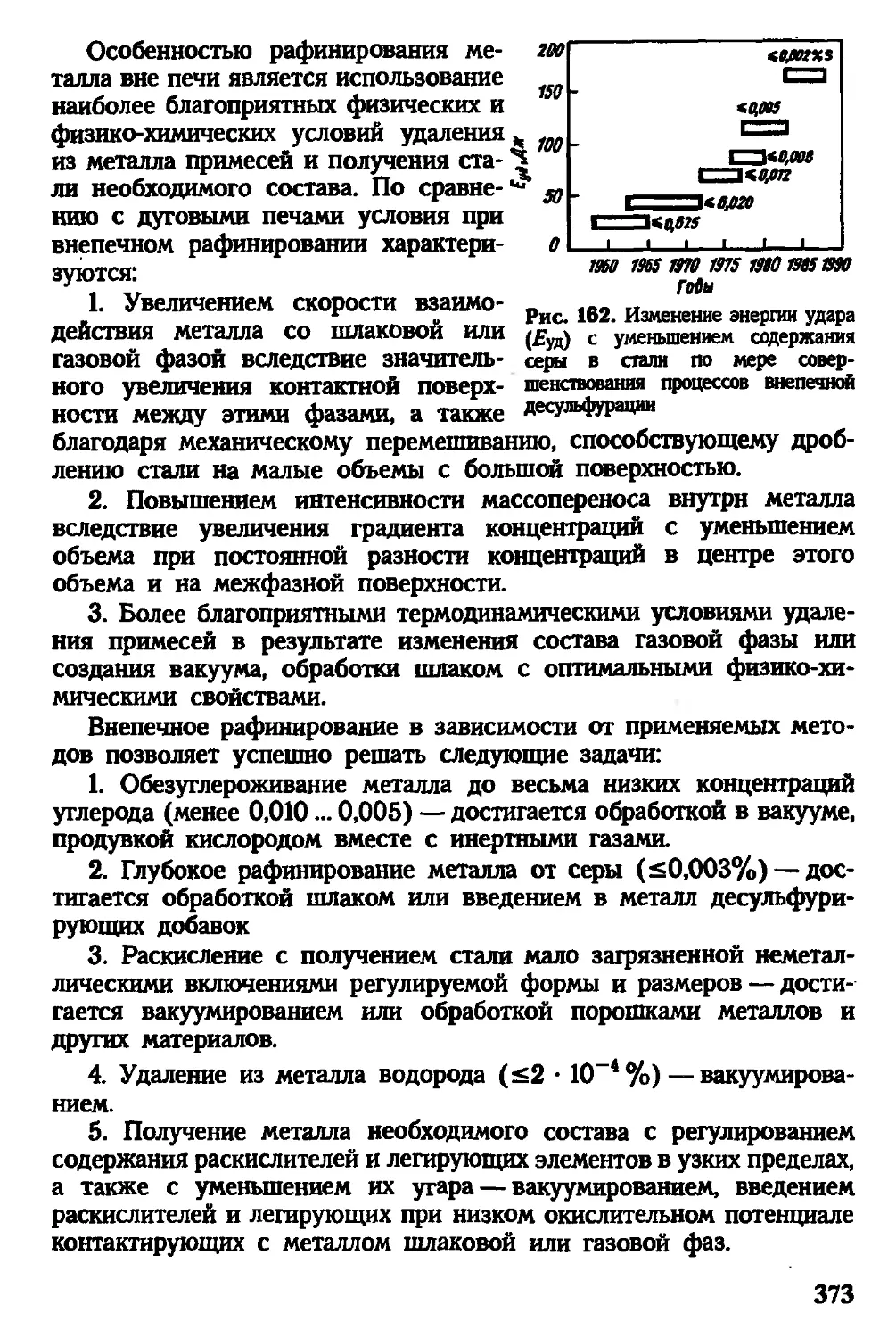
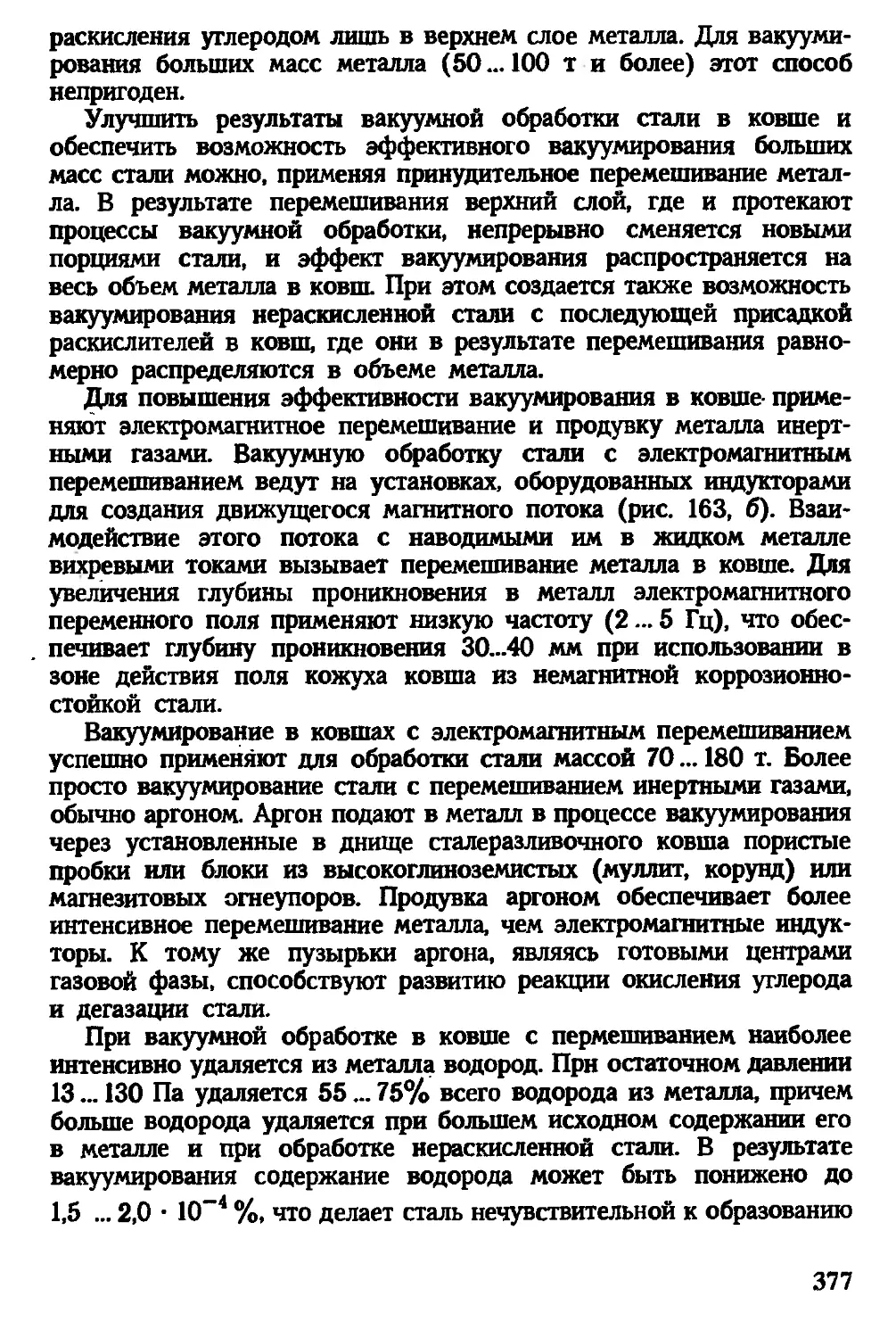
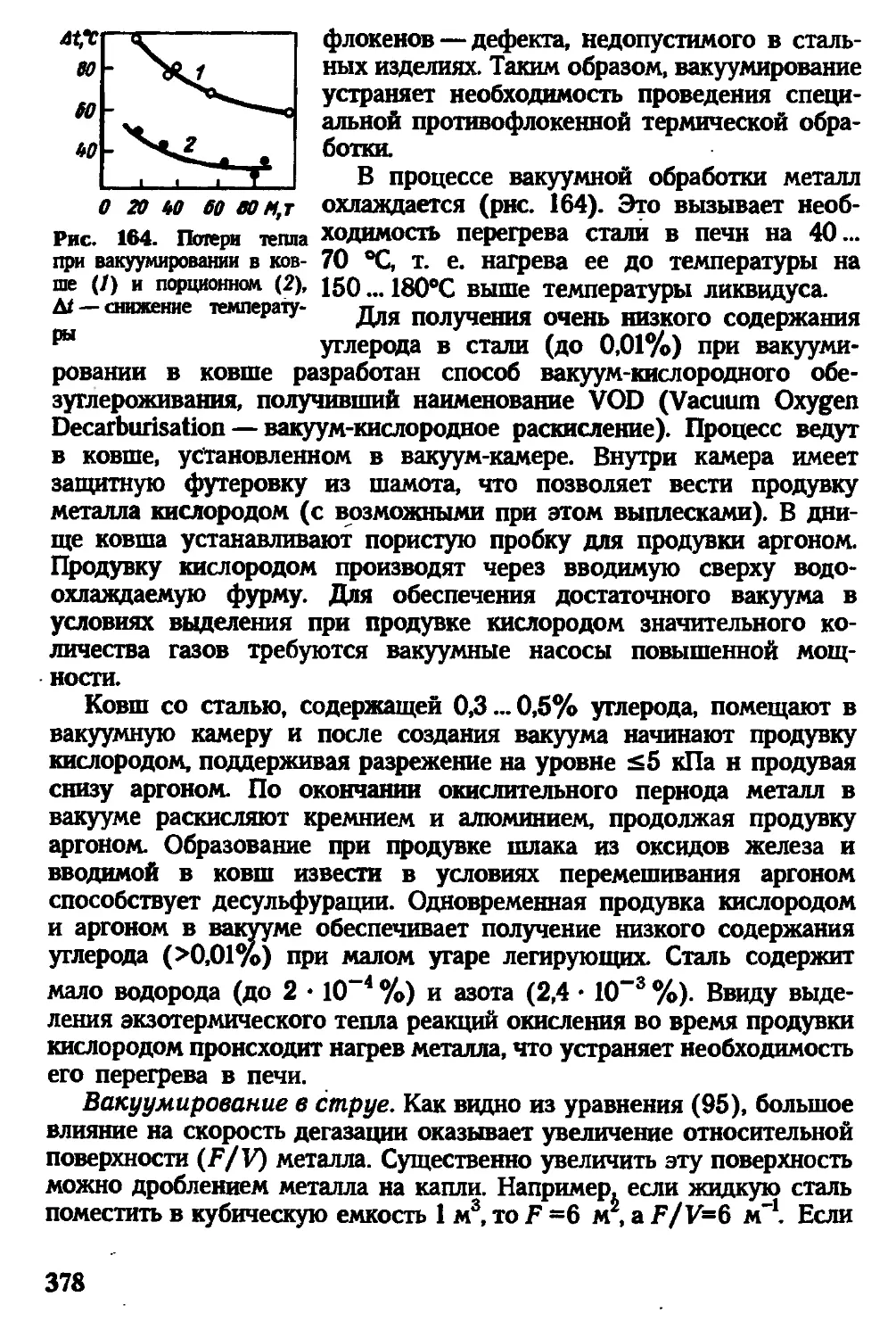
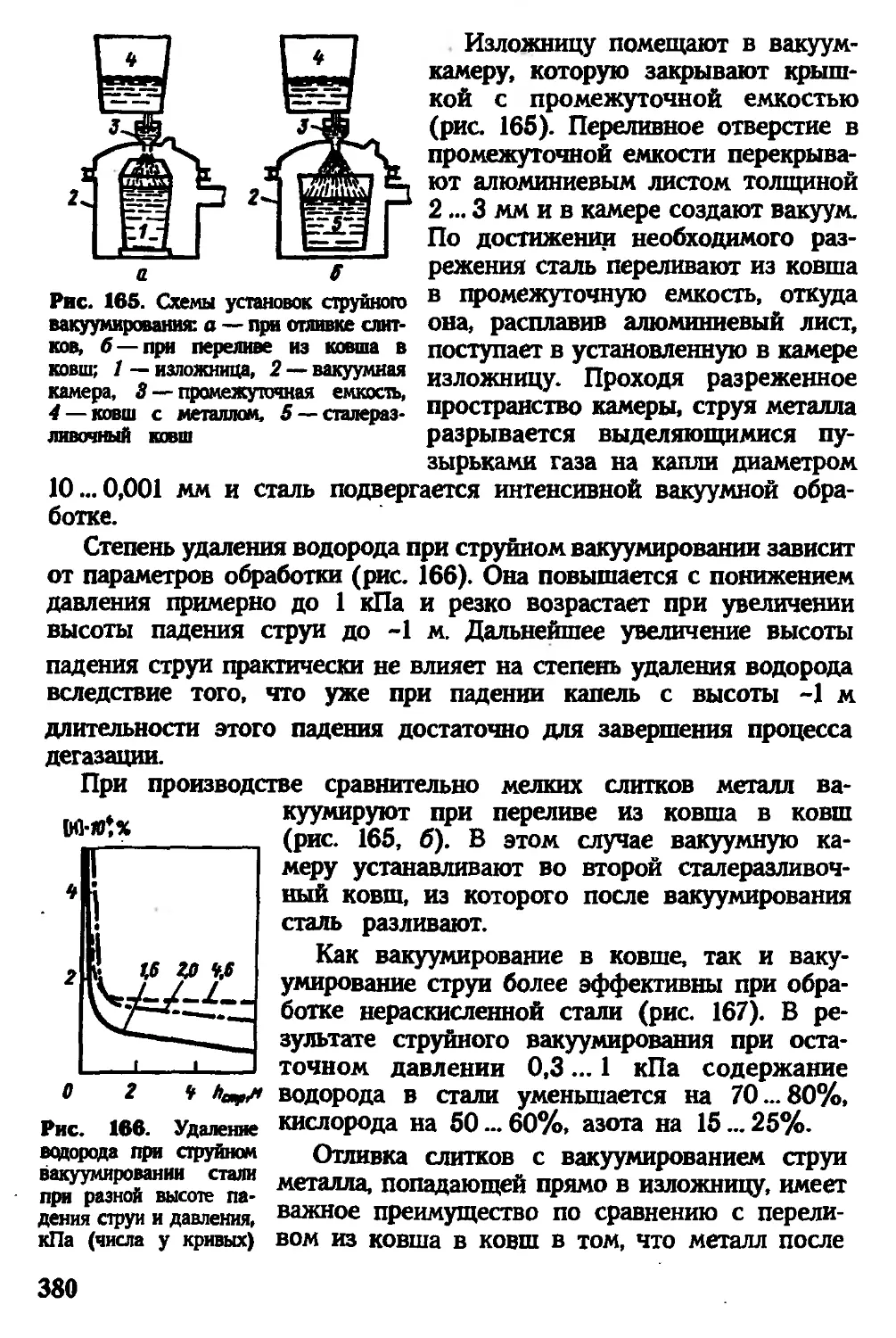
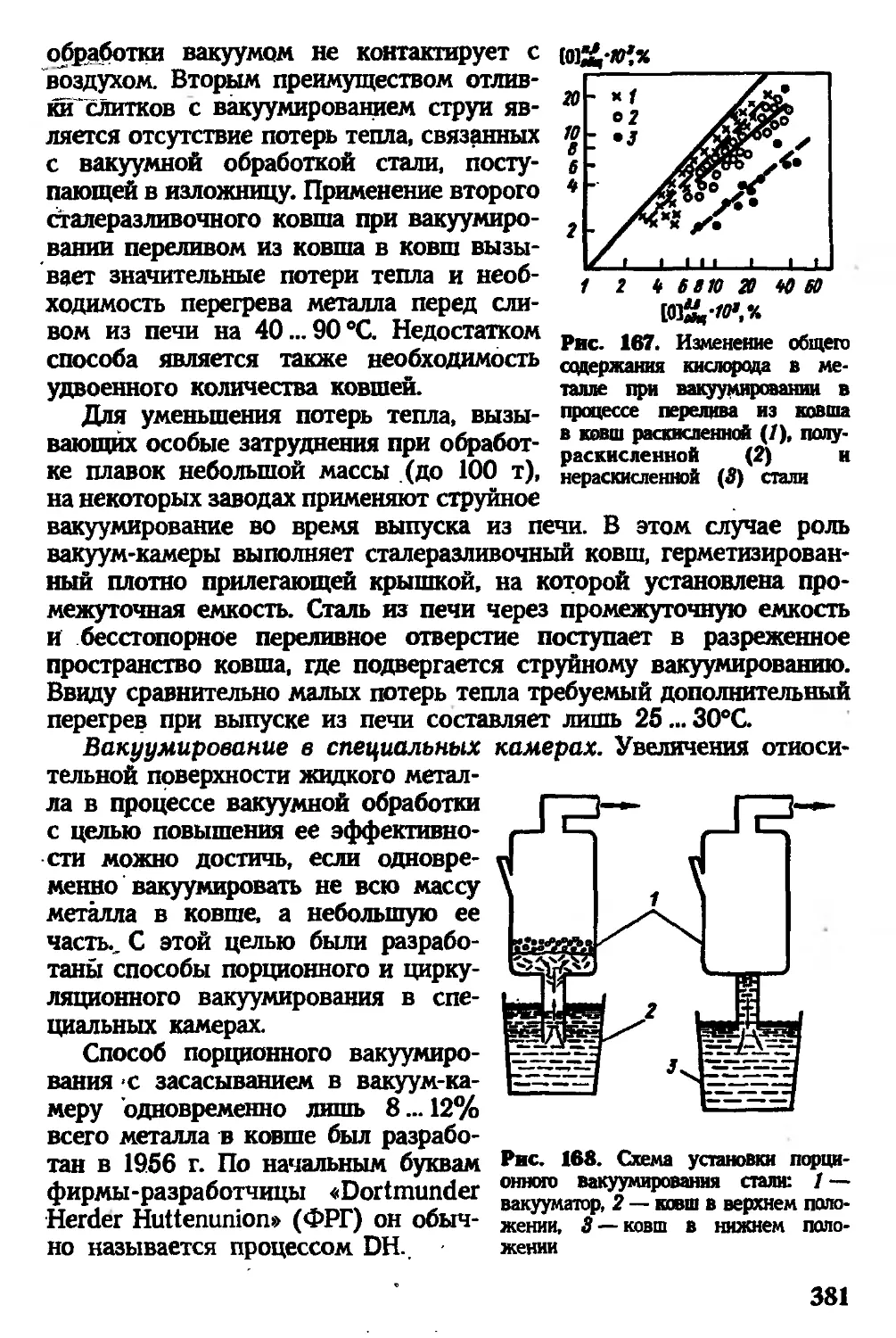
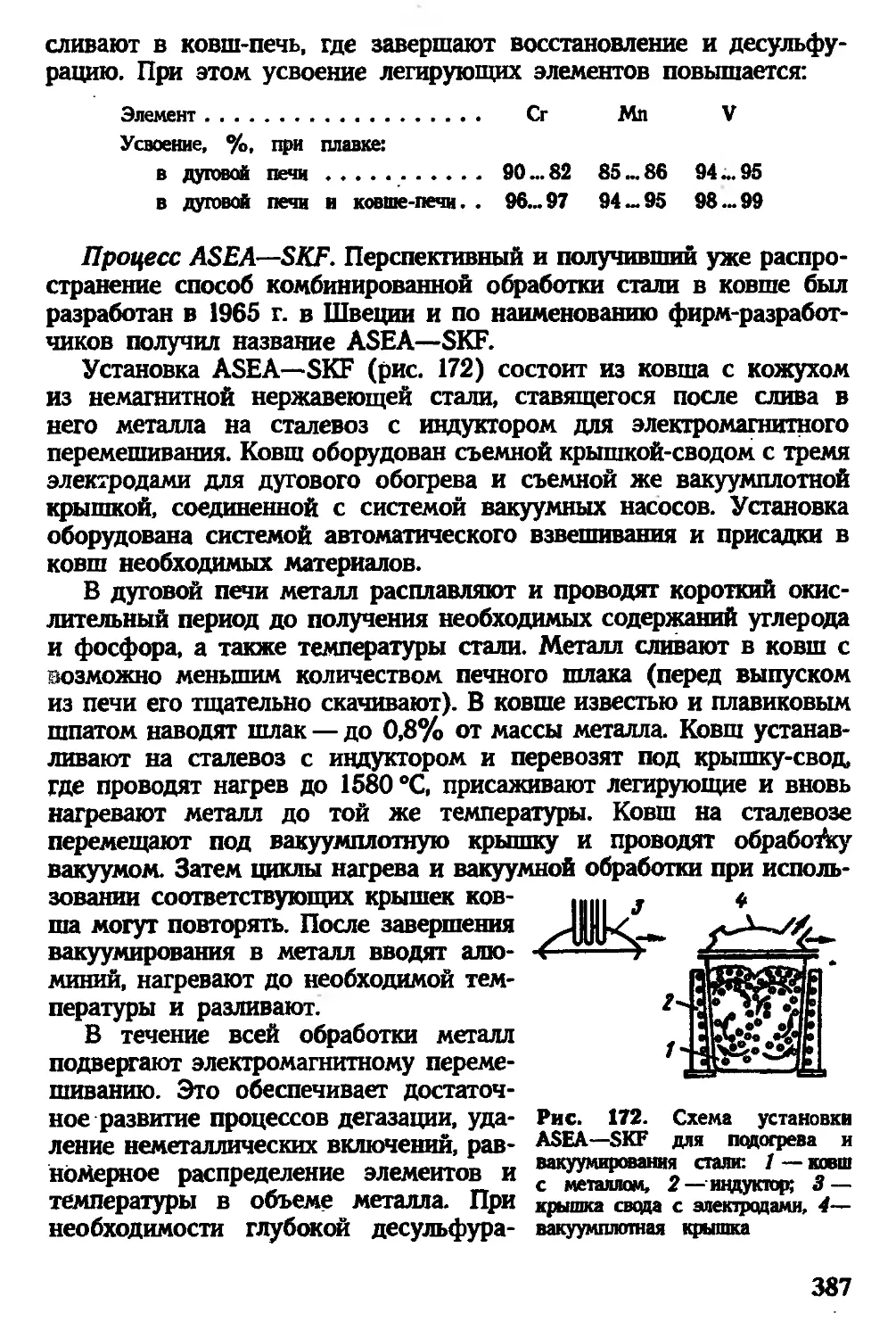
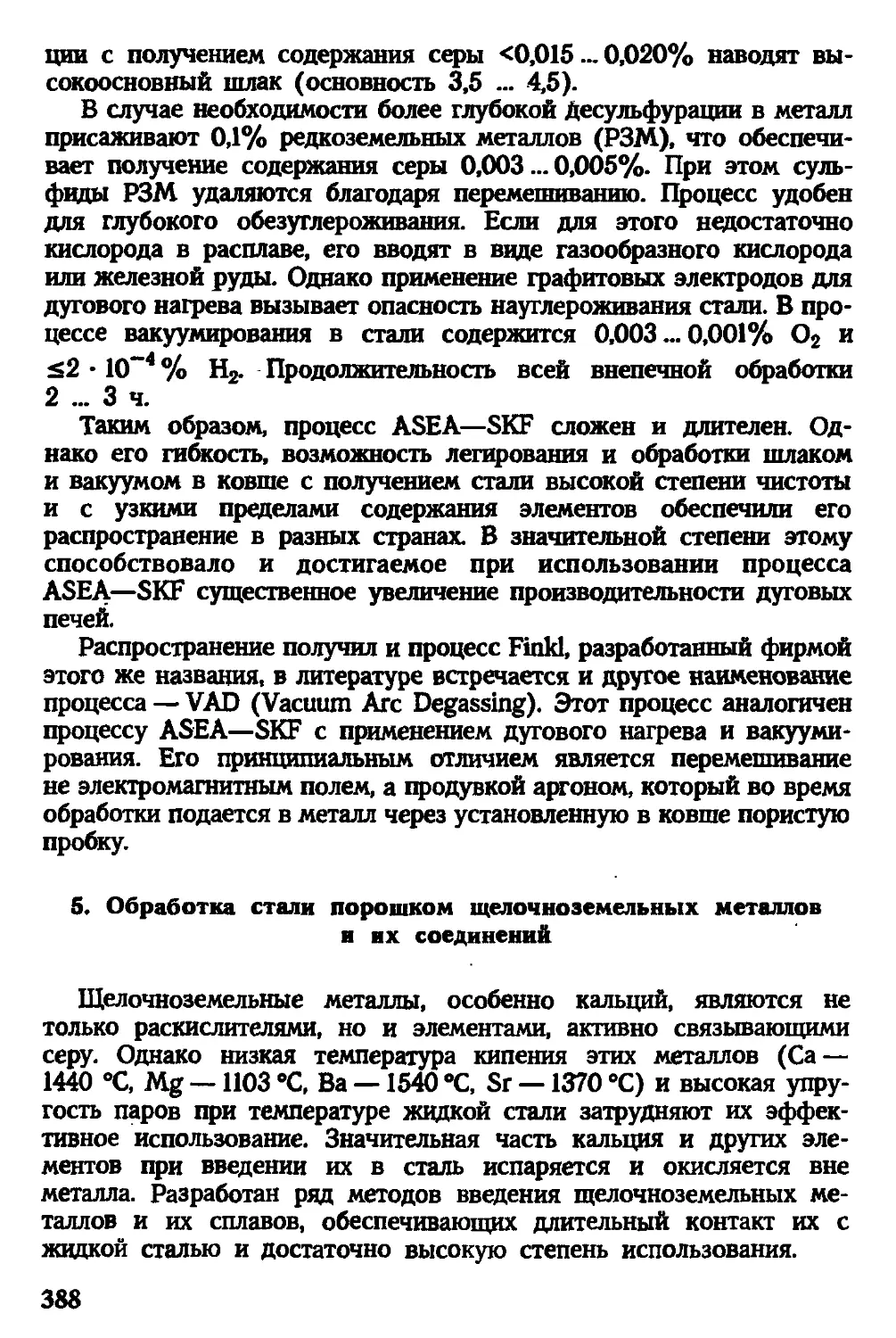
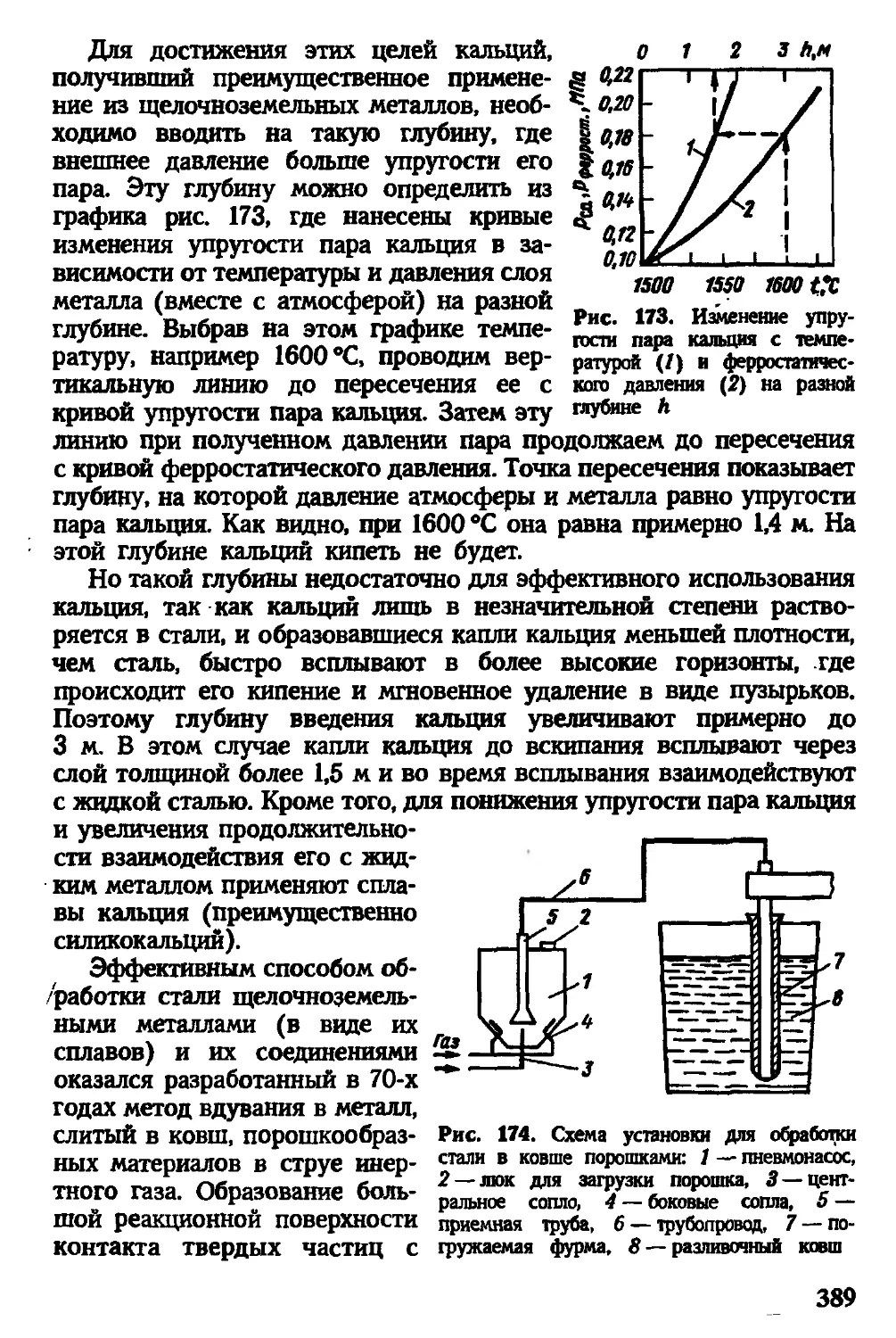
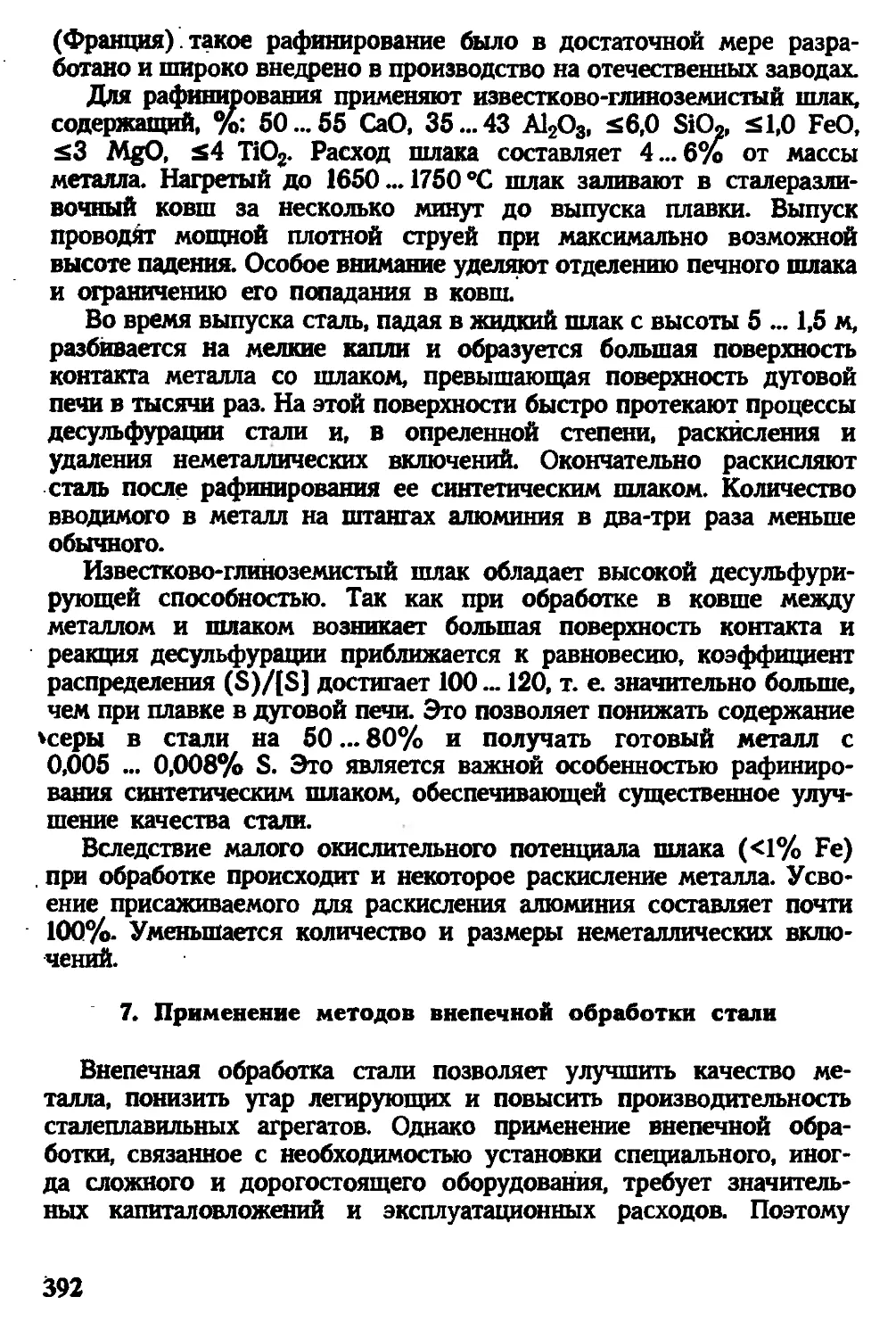
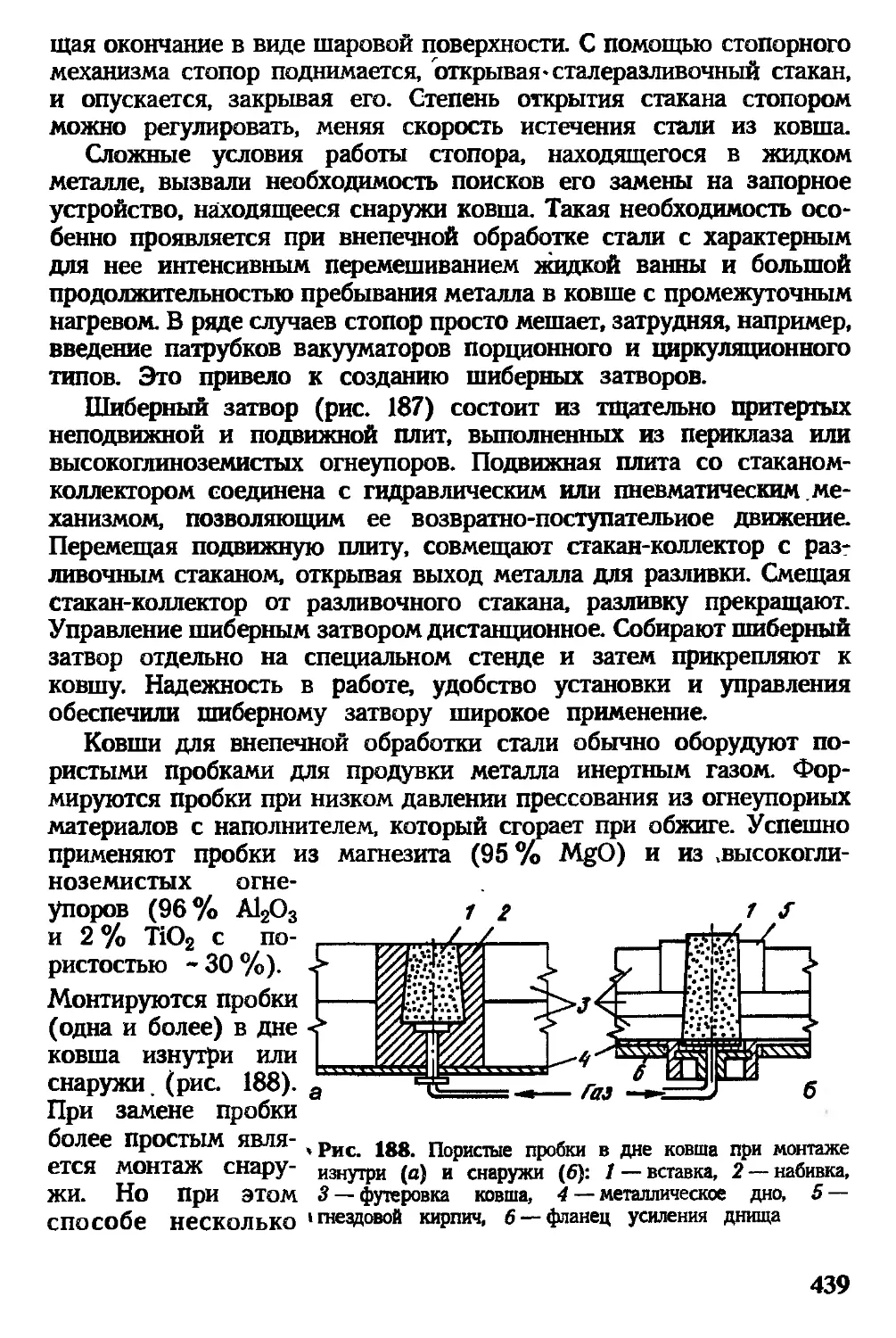
Глава 26. Внепечная обработка стали........................................ 371
1. Особенности процессов внепечной обработки (с. 371). 2. Продувка
стали в ковше инертным газом (с. 374). 3. Вмененное вакуумщювание
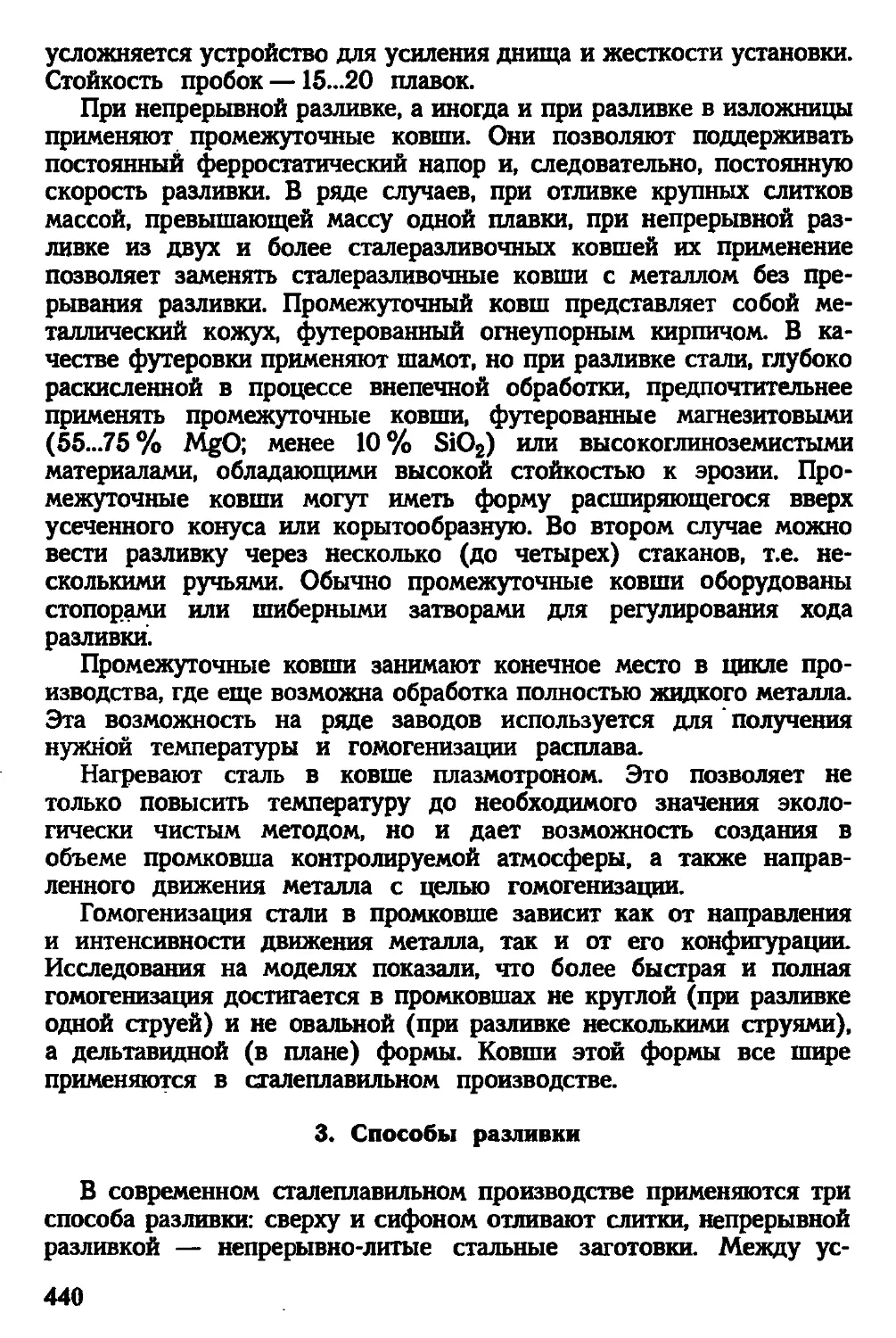
стали (с. 375). 4. Комбинированная обработка стали в ковше с нагревом
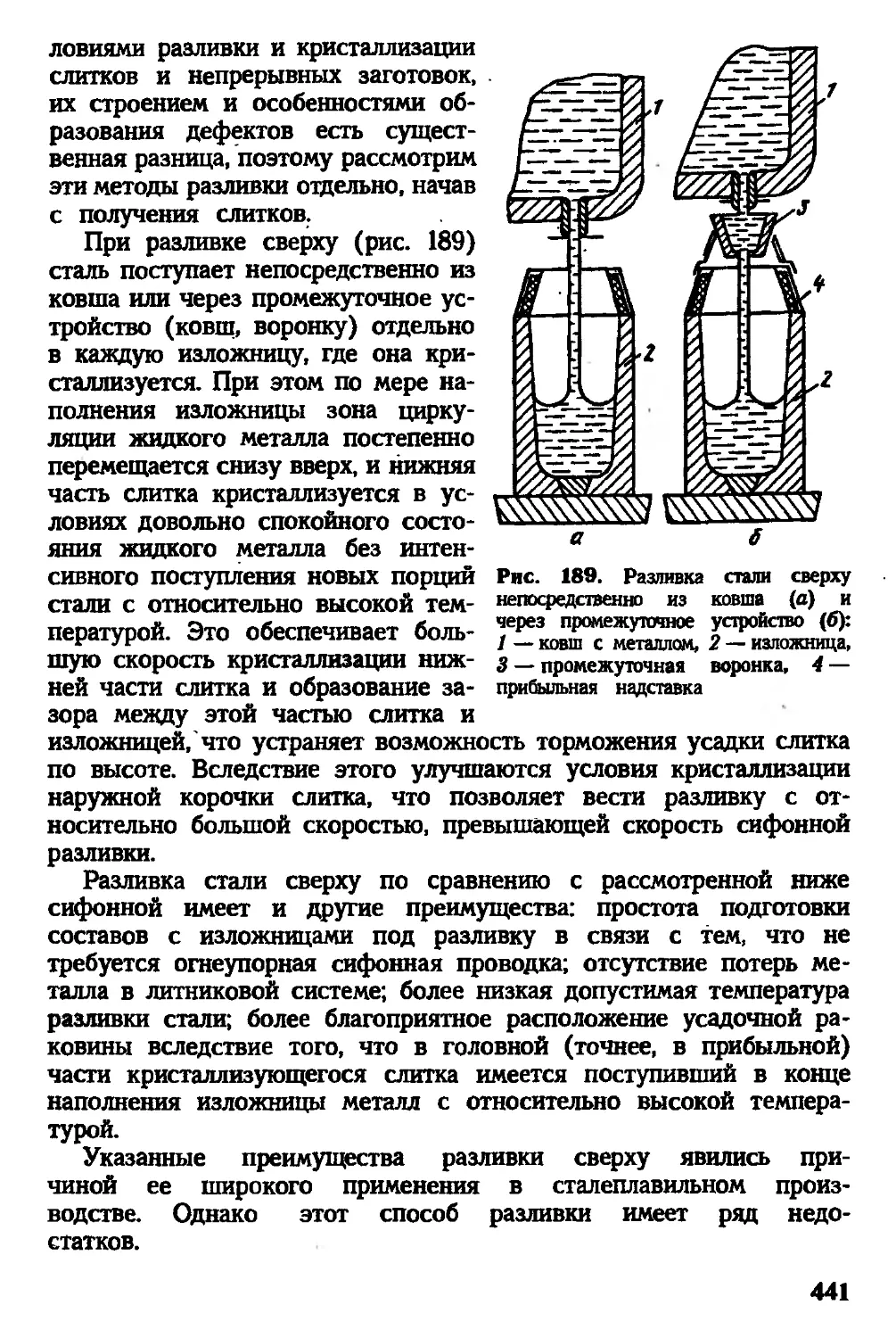
(а 386). 5. Обработка стали порошком щелочноземельных металлов и
их соединений (с. 388). 6. Обработка стали жидким синтетическим
шлакам в ковше (с. 391). 7. Применение методов внепечной обработки
стали (с. 392)
Глава 27. Выплавка коррозионностойкой стали................................ 396
1. Свойства и дефекты коррозионностойкой стали (с 396). 2. Технология
плавки переплавом (с. 399). 3. Технология плавки на углеродистой
шихте (с 403). 4. Комбинированные способы выплавки нержавеющей
стали (а 405)
Глава 28. Выплавка быстрорежущей стали .................................... 409
1. Свойства и дефекты быстрорежущей стали (с. 409). 2. Технология
плавки (с. 413)
Глава 29. Кислый процесс в дуговых печах .................................. 415
1. Особенности процесса и область его применения (с. 415). 2. Технология
плавки (с 417)
Раздел VI. Разливка стали.................................................. 422
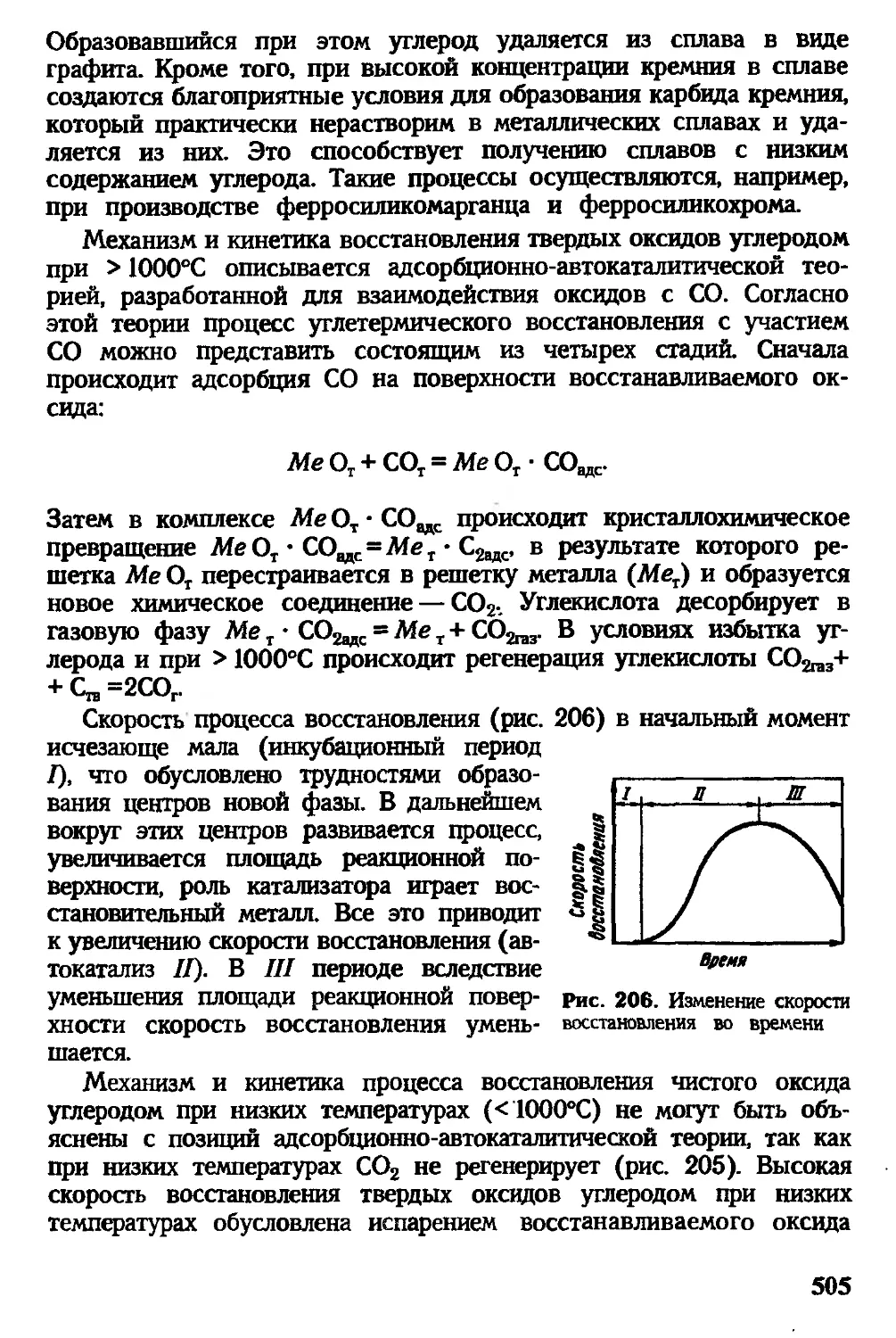
Глава 30. Кристаллизация стали ............................................ 422
1. Физико-химические условия зарождения и роста кристаллов (с. 422).
2. Концентрационное переохлаждение и условия кристаллизация стали
(с. 427). 3. Ликвация примесей при кристаллизации (а 433)
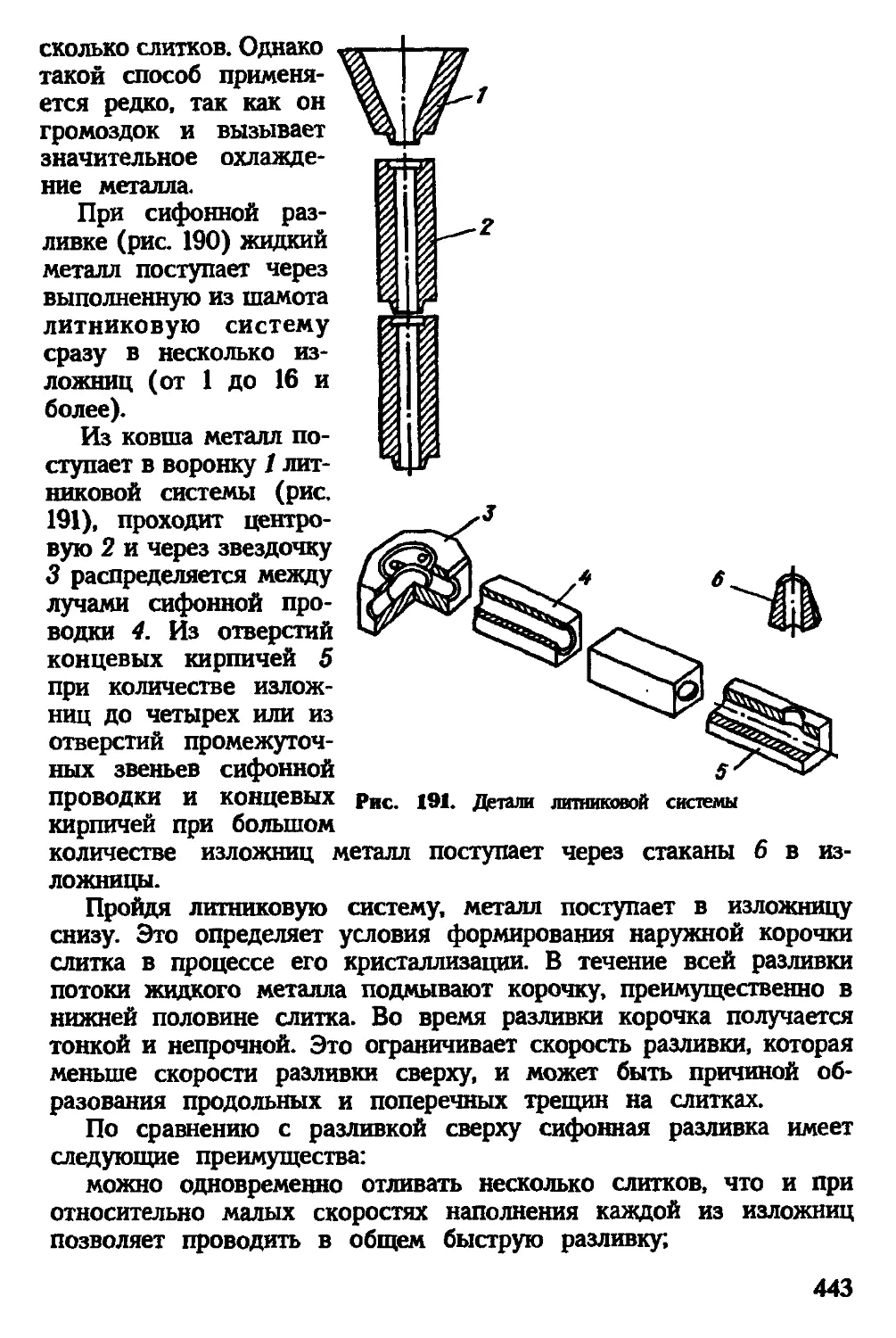
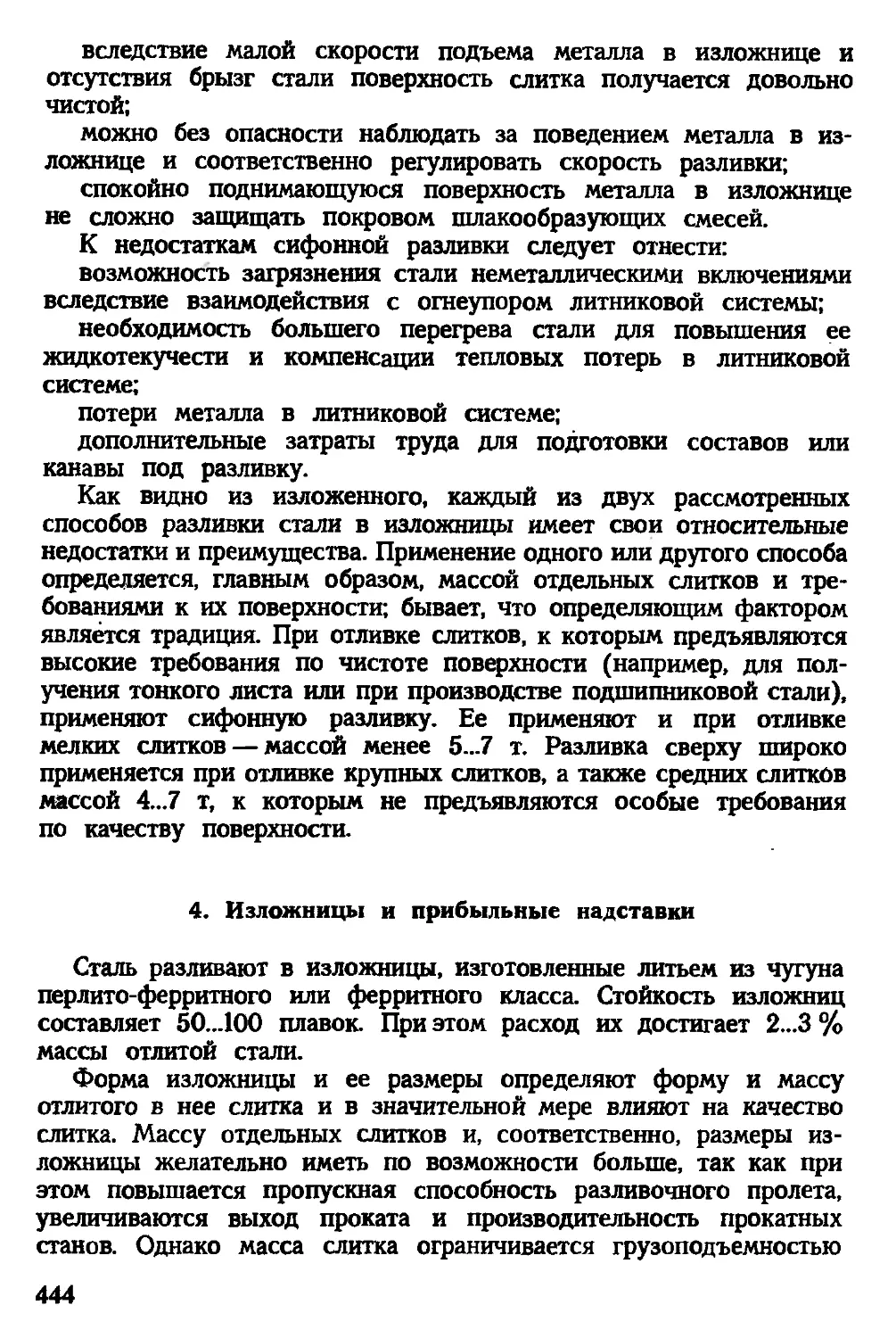
Глава 31. Разливка стали в изложницы и строение стального слитка .... 435
1. Классификация стали по степени раскисления (с. 435). 2. Сталераз-
ливочный ковш (с. 437). 3. Способы разливки (с 440). 4. Изложницы
и прибыльные надставки (с. 444). 5. Условия и механизм кристаллизации
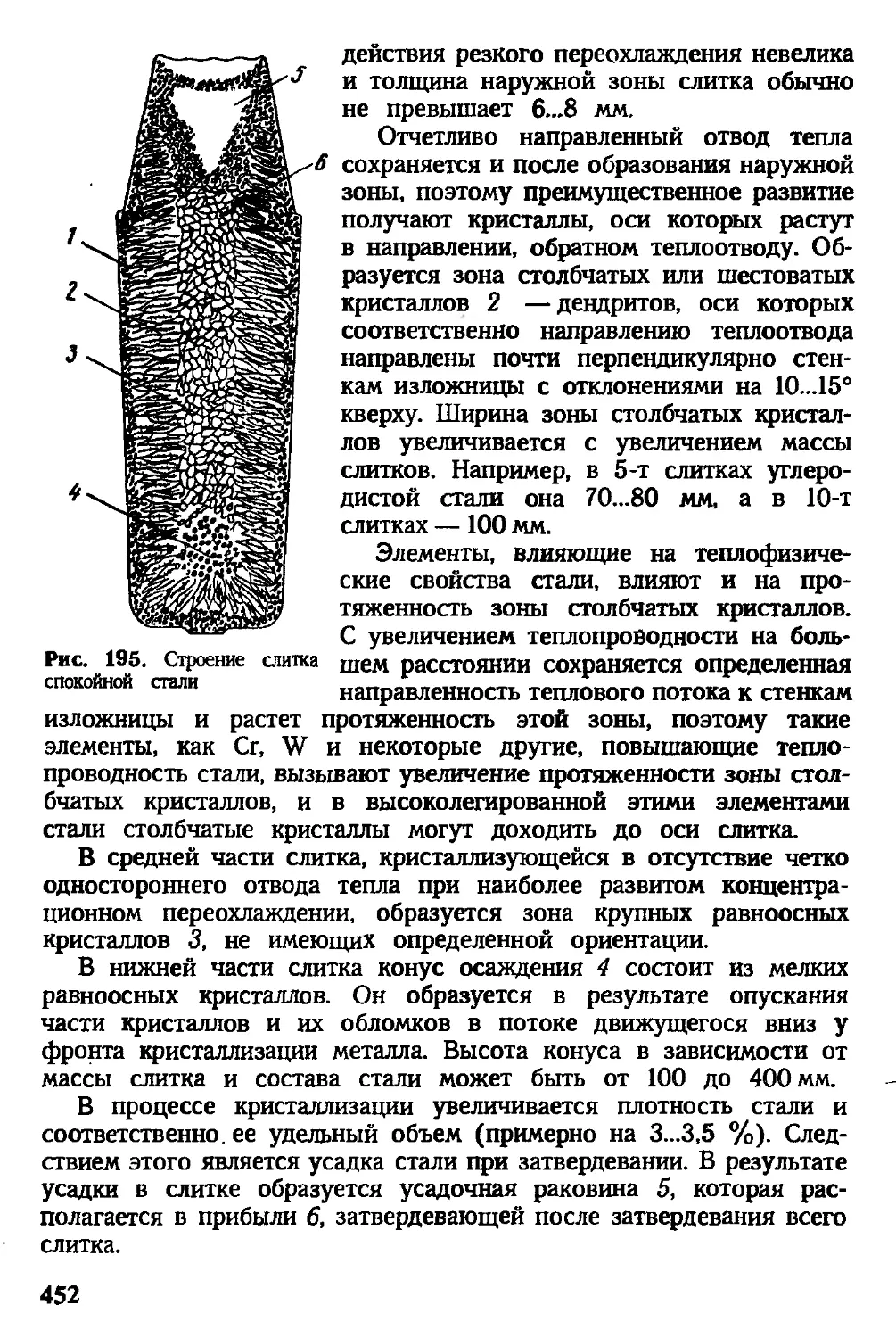
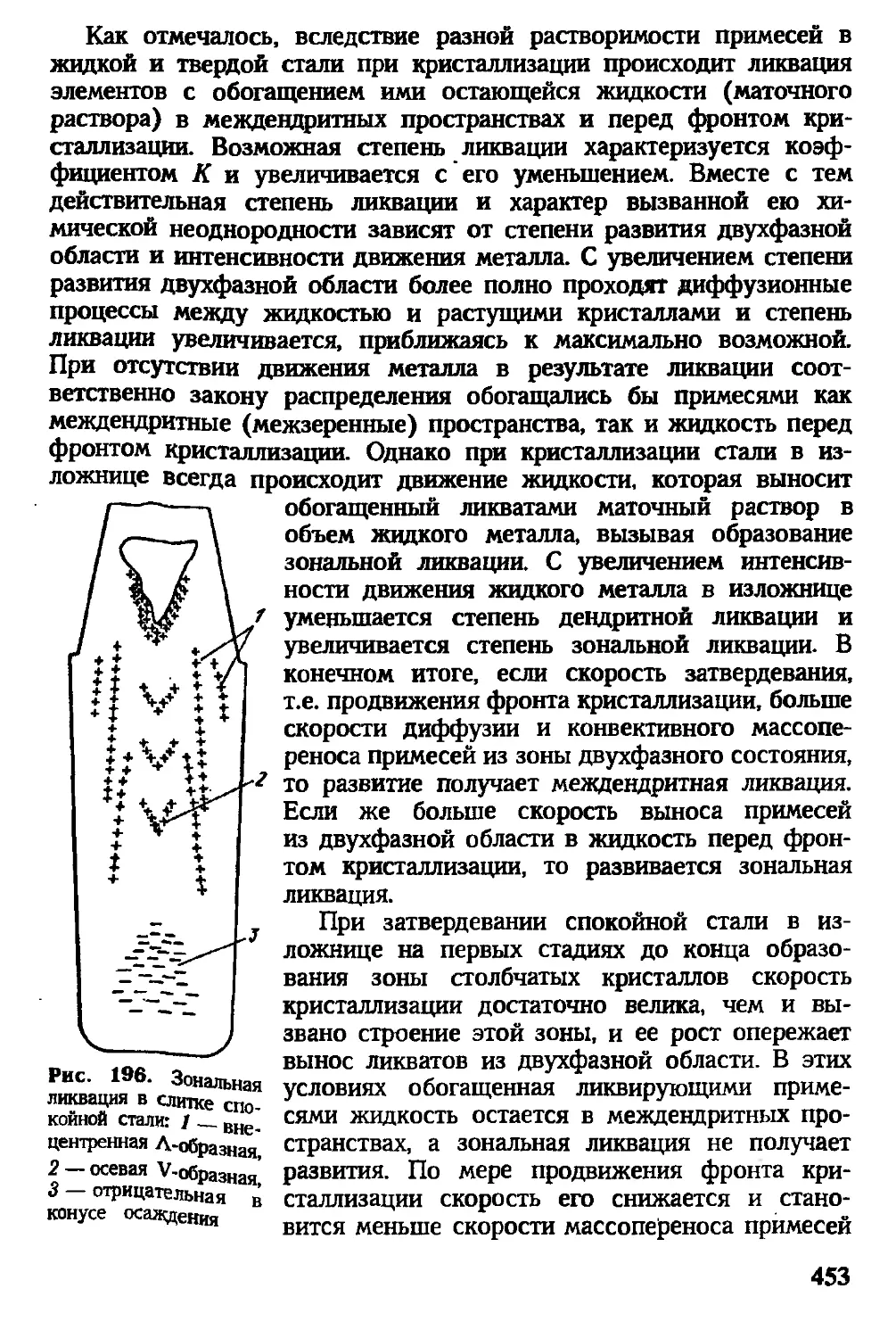
стали в изложницах (с. 447). 6. Строение слитка спокойной стали (с. 451).
7. Технология разливки (с 456)
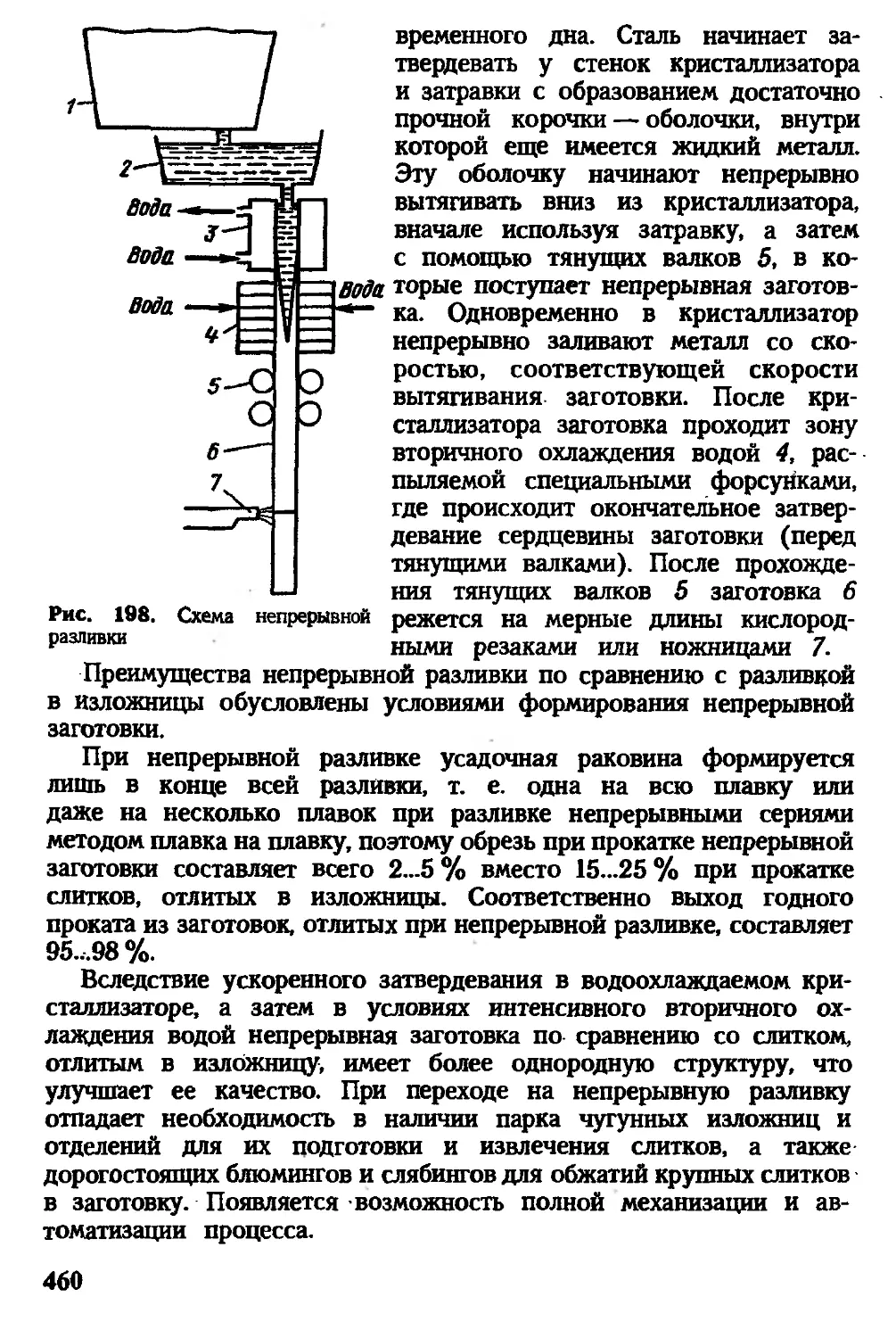
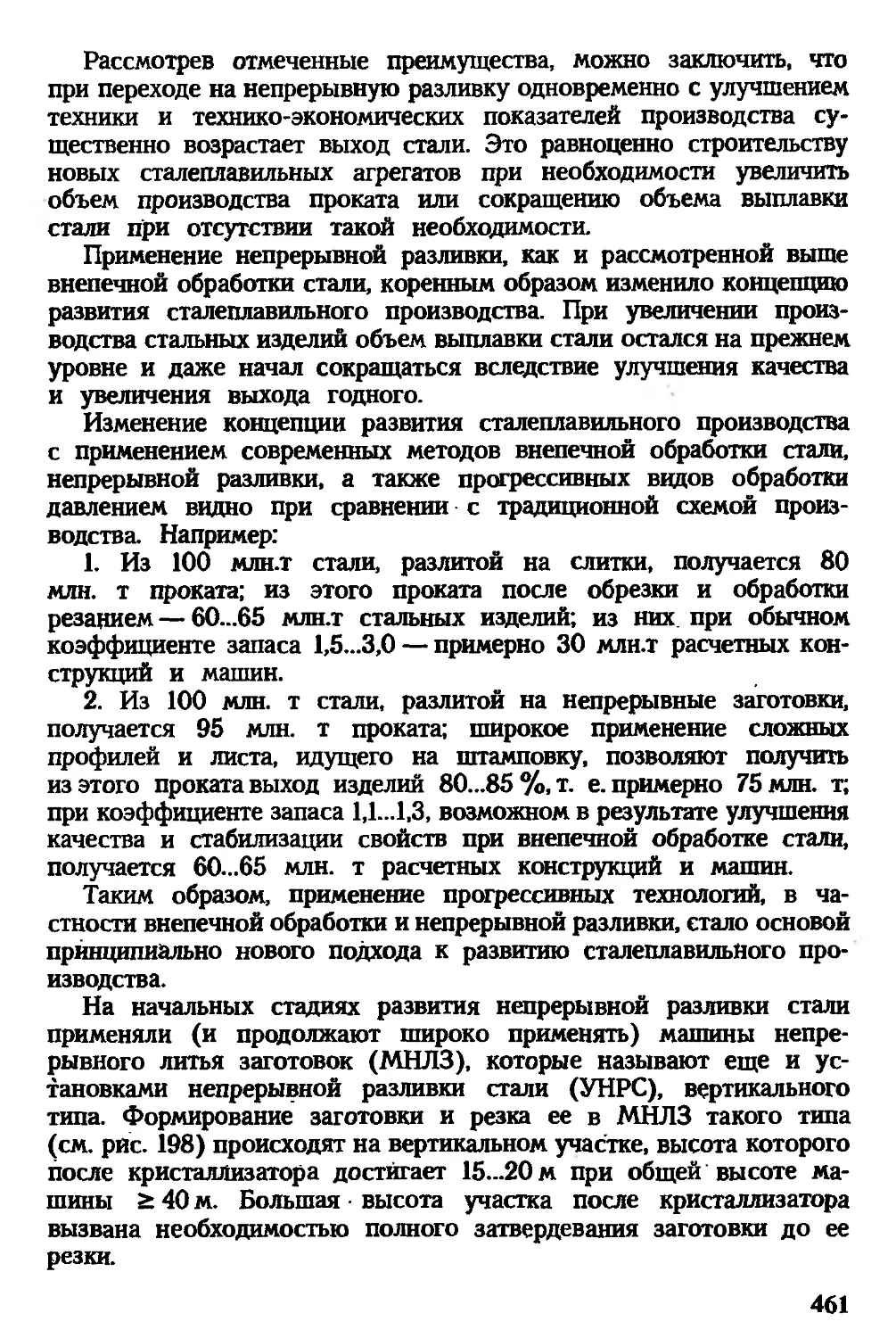
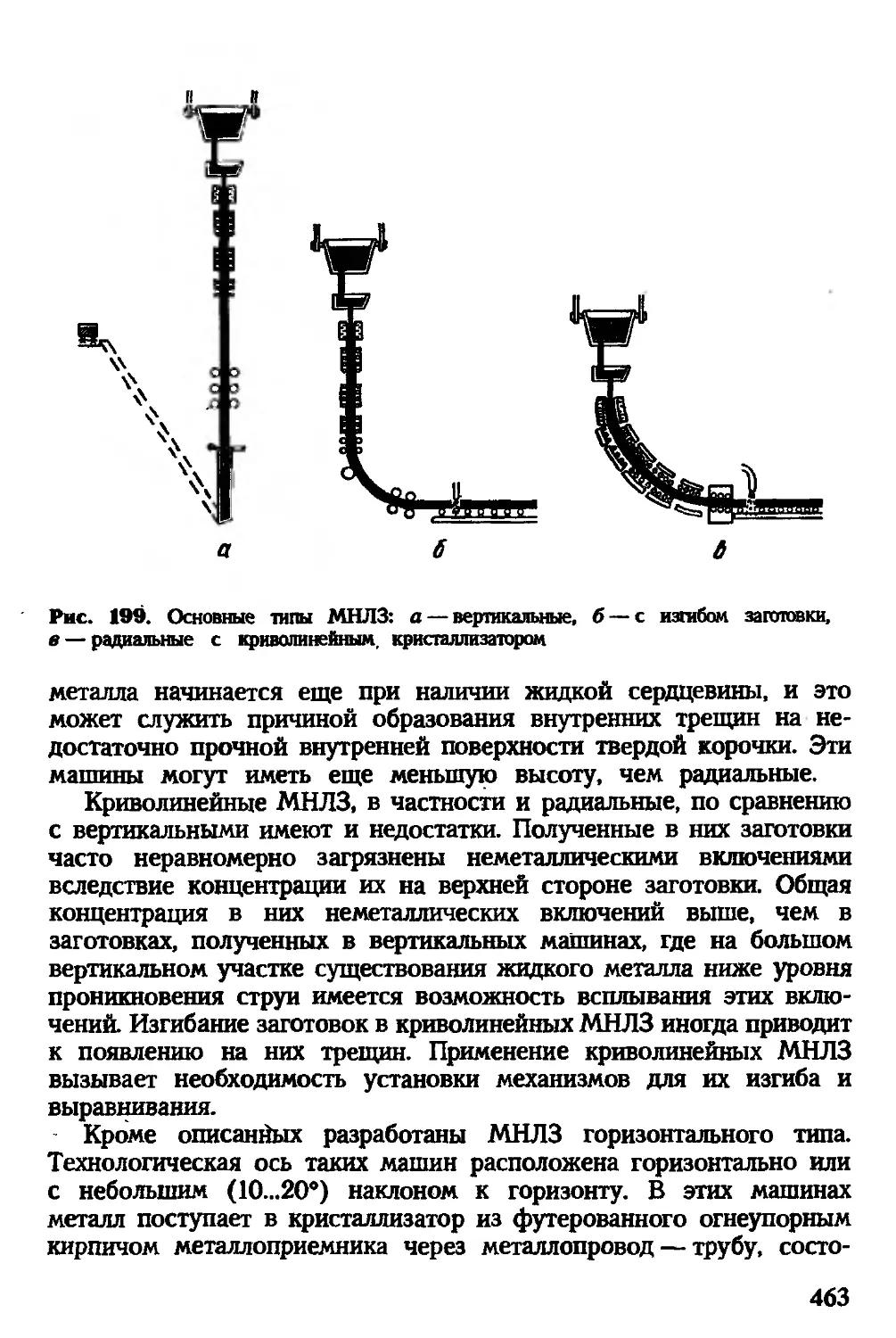
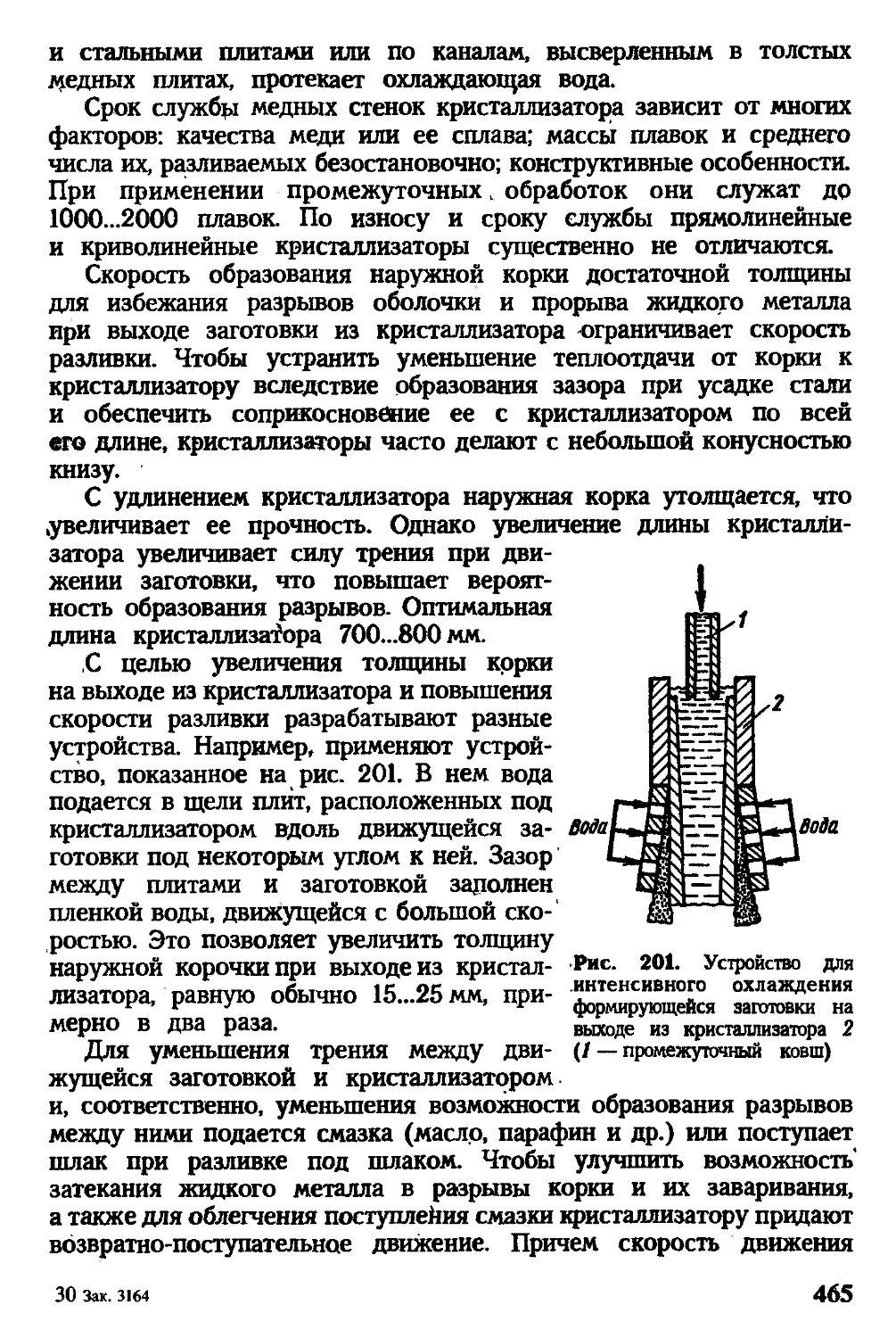
Глава 32. Непрерывная разливка стали....................................... 459
1. Основы процесса и конструкции машин (с. 459). 2. Особенности
формирования непрерывной заготовки (с. 466). 3. Технология разливки
(с. 467)
Раздел VII. Технологические процессы спецэлекгрометаллурпги ............... 471
Глава 33. Рафинирование металла методами спецэлекгрометаллурпги .... 471
1. Задачи спецэлекгрометаллурпги и способы их решения (с. 471) 2. Тех-
нологические возможности получения металла высокого качества в пер-
вичных агрегатах (с. 472). 3. Общие закономерности рафинирования
металла в агрегатах вторичного переплава (с. 473). 4. Условия рафини-
рования металла вакуумом, газом или шлаком при переплавных процессах
(с. 478)
Глава 34. Особенности выплавки стали и сплавов в первичных агрегатах 480
спецэлектрометаллургии..................................................
1. Технология плавки в открытых индукционных печах (с. 480). 2. Тех-
нология плавки в вакуумных индукционных печах (с. 483). 3. Технология
плавки в плазменно-дуговых печах с керамическим тиглем (с. 486)
Глава 35. Основы технологии рафинирующих переплавов ....................... 487
1. Производство и подготовка расходуемых электродов и заготовок
(с. 487). 2. Флюсы для ЭШП и их подготовка (с. 489). 3. Технология
вакуумного дугового переплава (с. 491). 4. Технология плазменного
5
дугового переплава (с. 493). 5. Технология электрошлакового переплава
!с. 494). 6. Сравнение эффективности рафинирующих переплавов
с. 495)
. Производство ферросплавов.......................................... 498
Раздел VIII. Физико-химические основы производства ферросплавов............. 498
Глава Зв. Особенност физико-химических процессов при производстве ферро- 498
сплавов ...................................................................
1. Выбор восстановителя (с 498). 2. Роль металлических растворов при
восстановлении оксидов (с. 500). 3. Роль шлака при восстановления
оксадов (с 502). 4. Восстановление углеродом (с. 503). 5. Металлотер-
мическое восстановление (с. 506). 6. Рафинирование ферросплавов от
примесей (с 509)
Глава 37. Оюсобы производства ферросплавов .................................... 510
Раздел IX Технология производства ферросплавов ................................ 515
Глава 38. Сырые материалы и подготовка их к плавке............................. 515
1. Руды и концентраты 1с. 515). 2. Восстановители (с. 516). 3. Железо-
содержащие материалы (с. 518). 4. Флюсы и осадители (с. 518). 5. Под-
готовка сьфых материалов к плавке (с. 519)
Глава 39. Бесшлановые процессы эледтрокарботермического производства ферро- 520
сплавов ...................................................................
1. Производство ферросилиция (с. 520). 2. Производство ферросиликох-
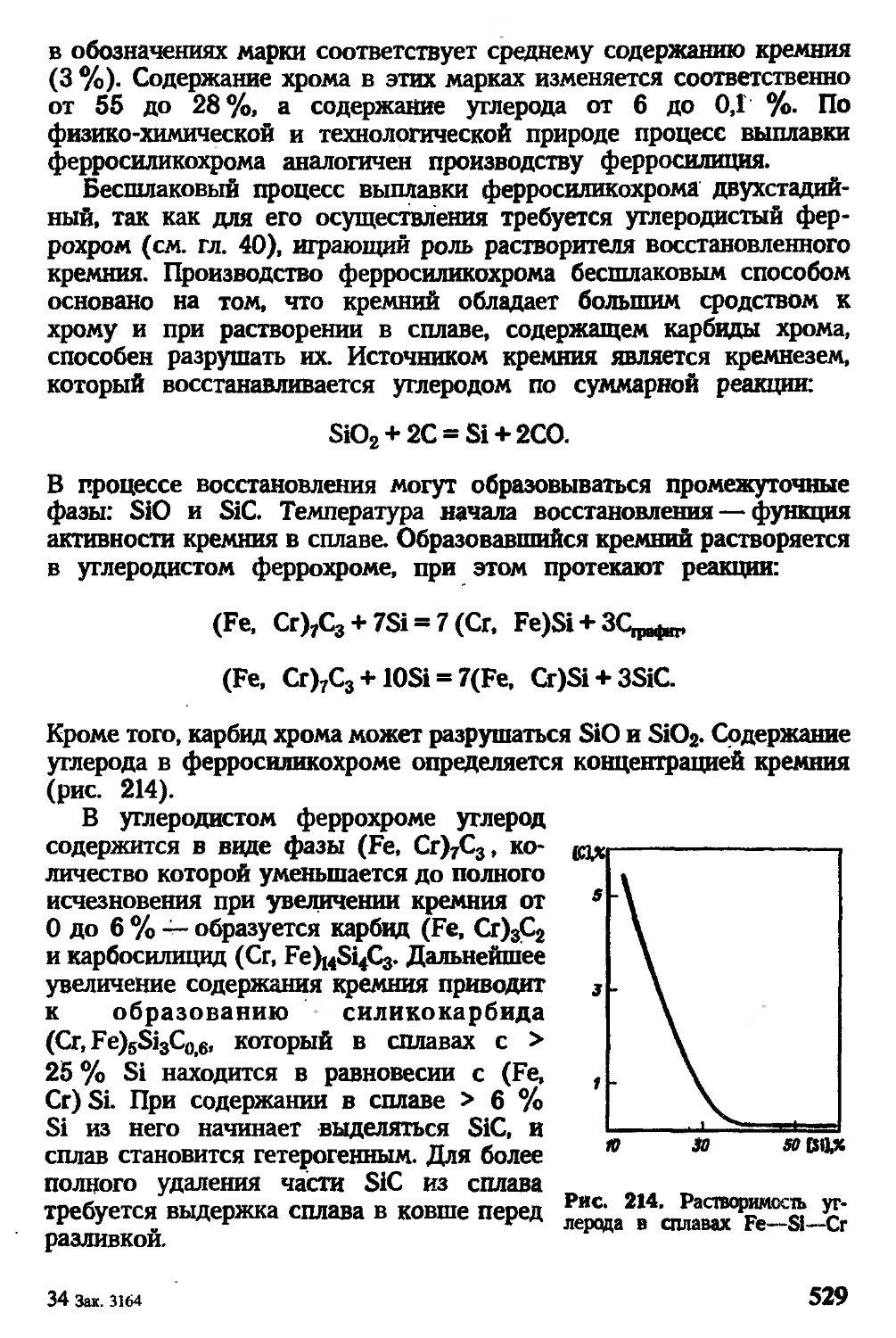
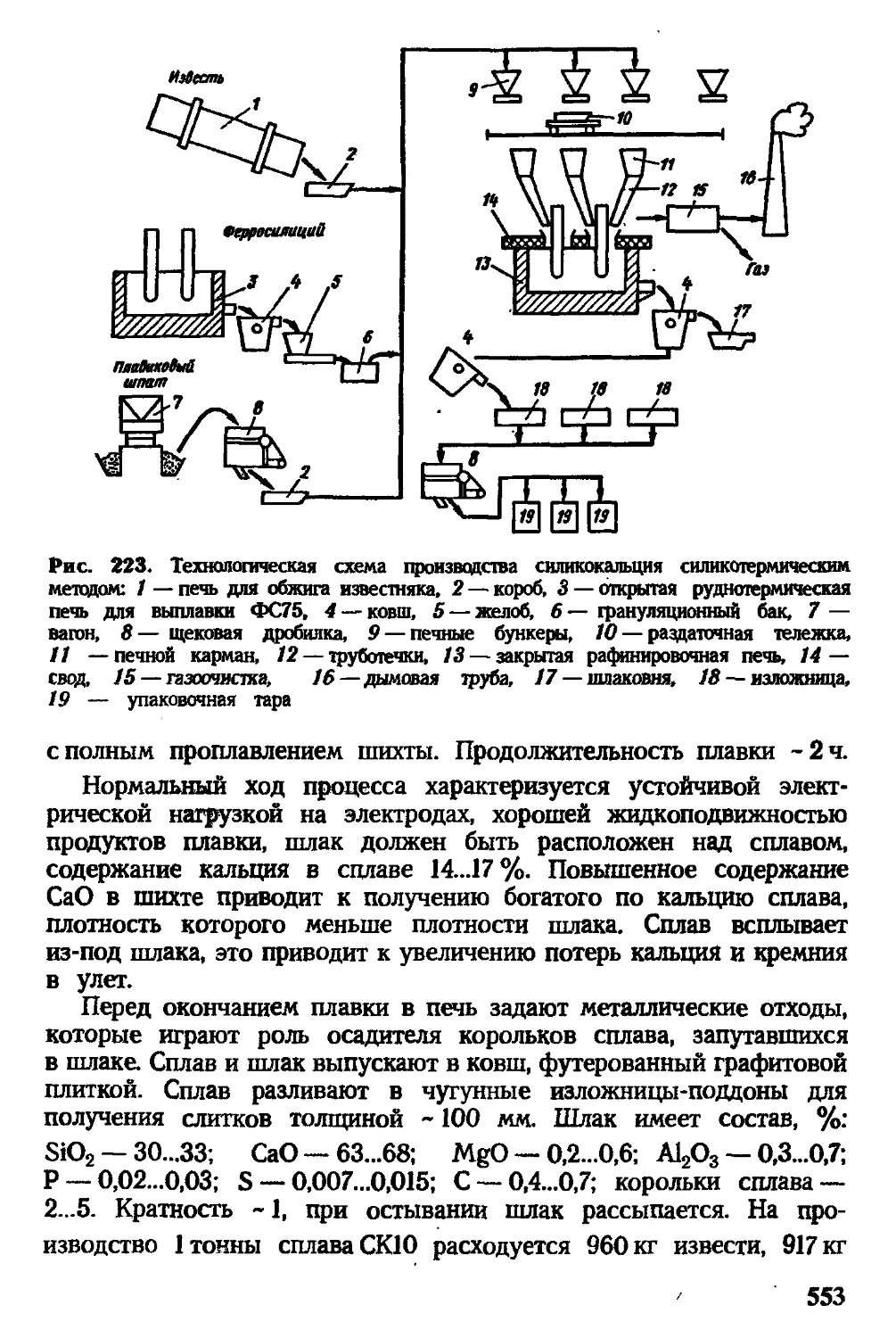
рома (с. 528). 3. Производство силикокальция (с. 531)
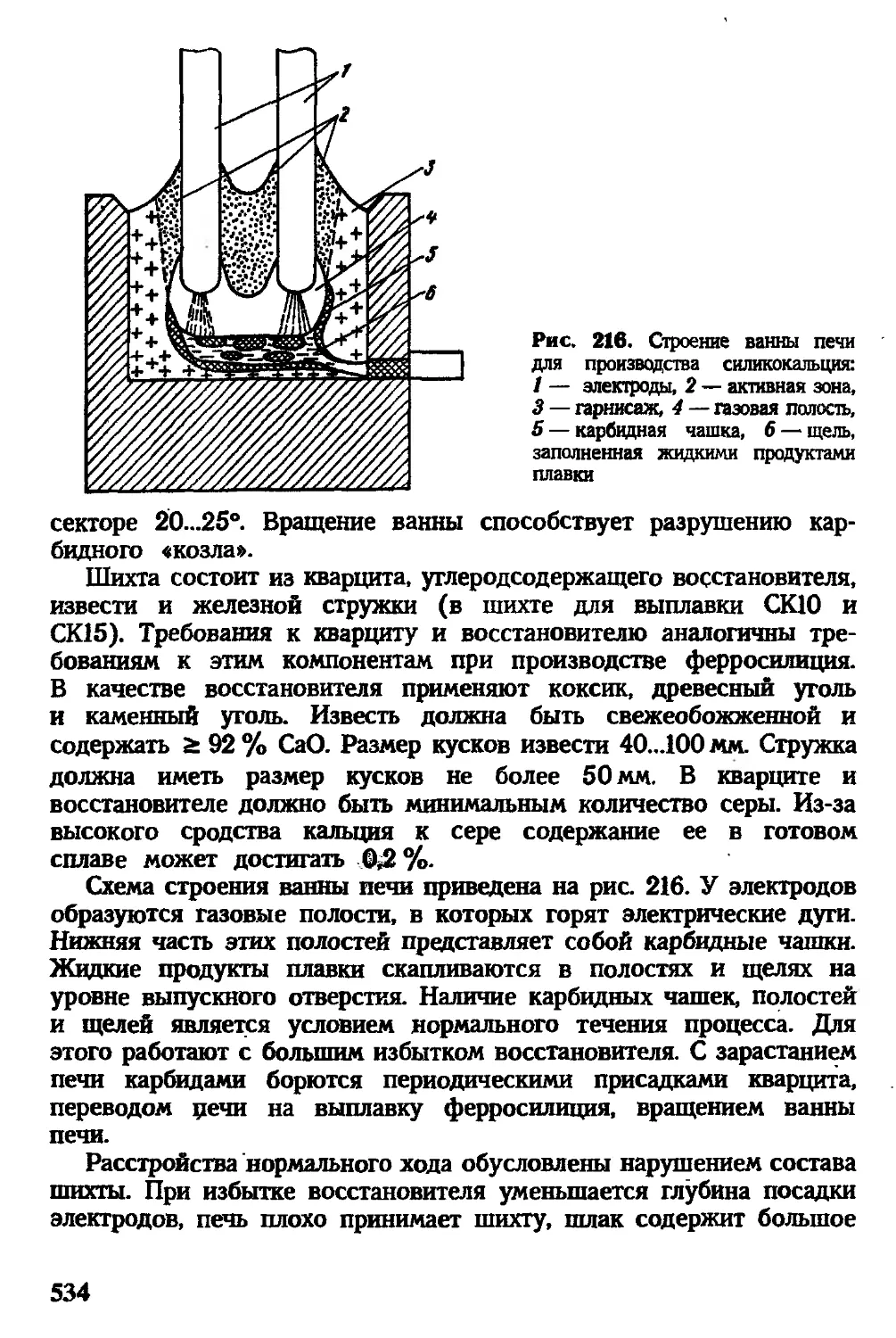
Глава 40. Шлаковые процессы алектрокарботермического производства ферро- 535
сплавов ...................................................................
1. Производство углеродистого ферромарганца (с. 535). 2. Производство
ферросиликомарганца (с. 541). 3. Производство малофосфористого мар-
ганцевого шлака (с. 543). 4. Производство углеродистого феррохрома
Jc. 544). 5. Производство ферросиликохрома одностадийным методом
с. 549)
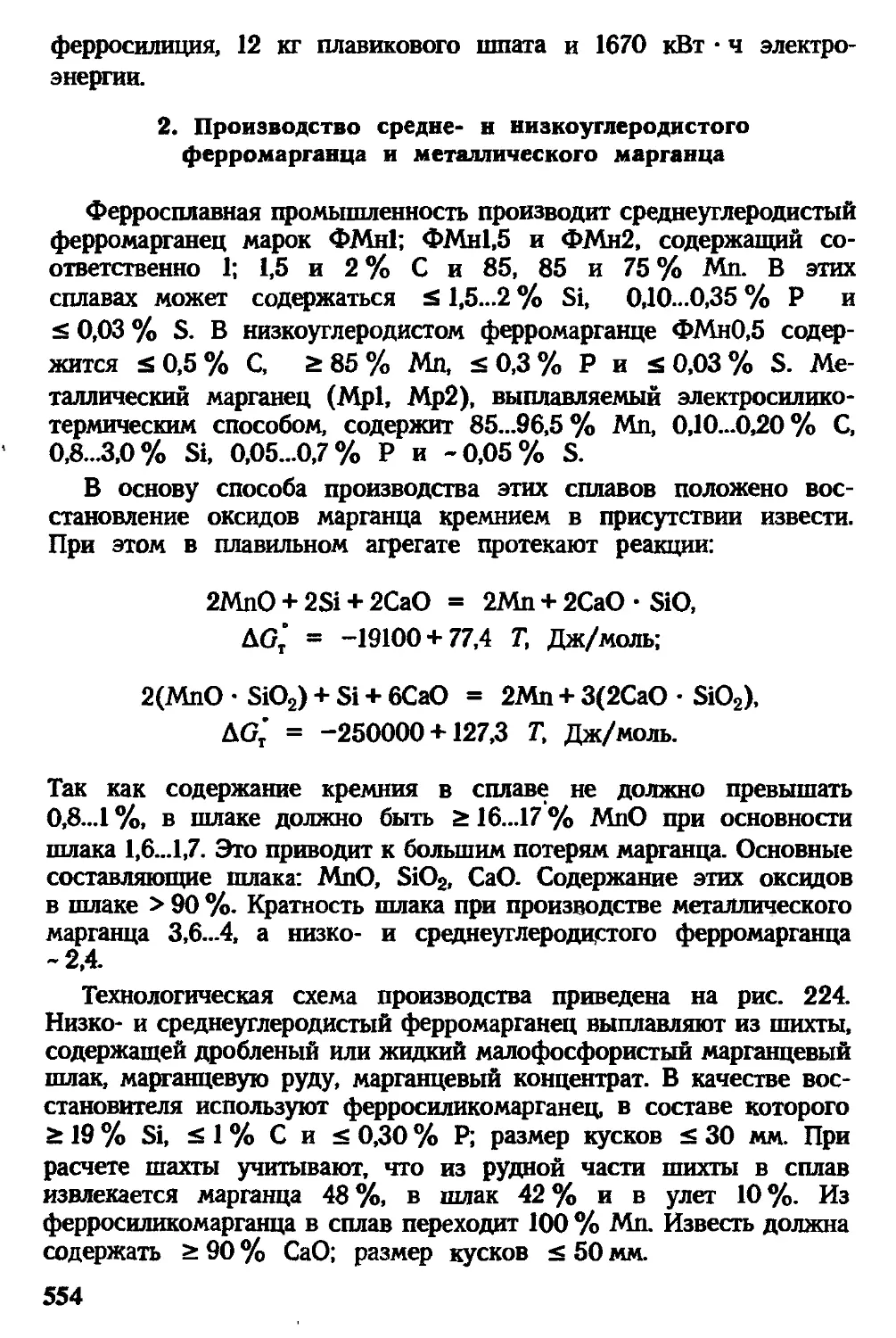
Глава 41. Электросиликотермическое производство ферросплавов................... 552
L Производство силикокальция (с. 552). 2. Производство средне- и
низкоуглеродистого ферромарганца и металлического марганца (с. 554).
3. Производство среднеуглеродистого феррохрома (с. 557). 4. Производ-
ство низкоугаеродистого феррохрома (с. 558)
Глава 42. Силикотермичесюе производство ферросплавов методом смешивания 561
расплавов .................................................................
1. Производство низкоуглеродистого феррохрома двухстадийным смеши-
ванием расплавов (с. 561). 2. Производство низкоуглеродистого ферро-
хрома одностадийным смешиванием расплавов (с. 562)
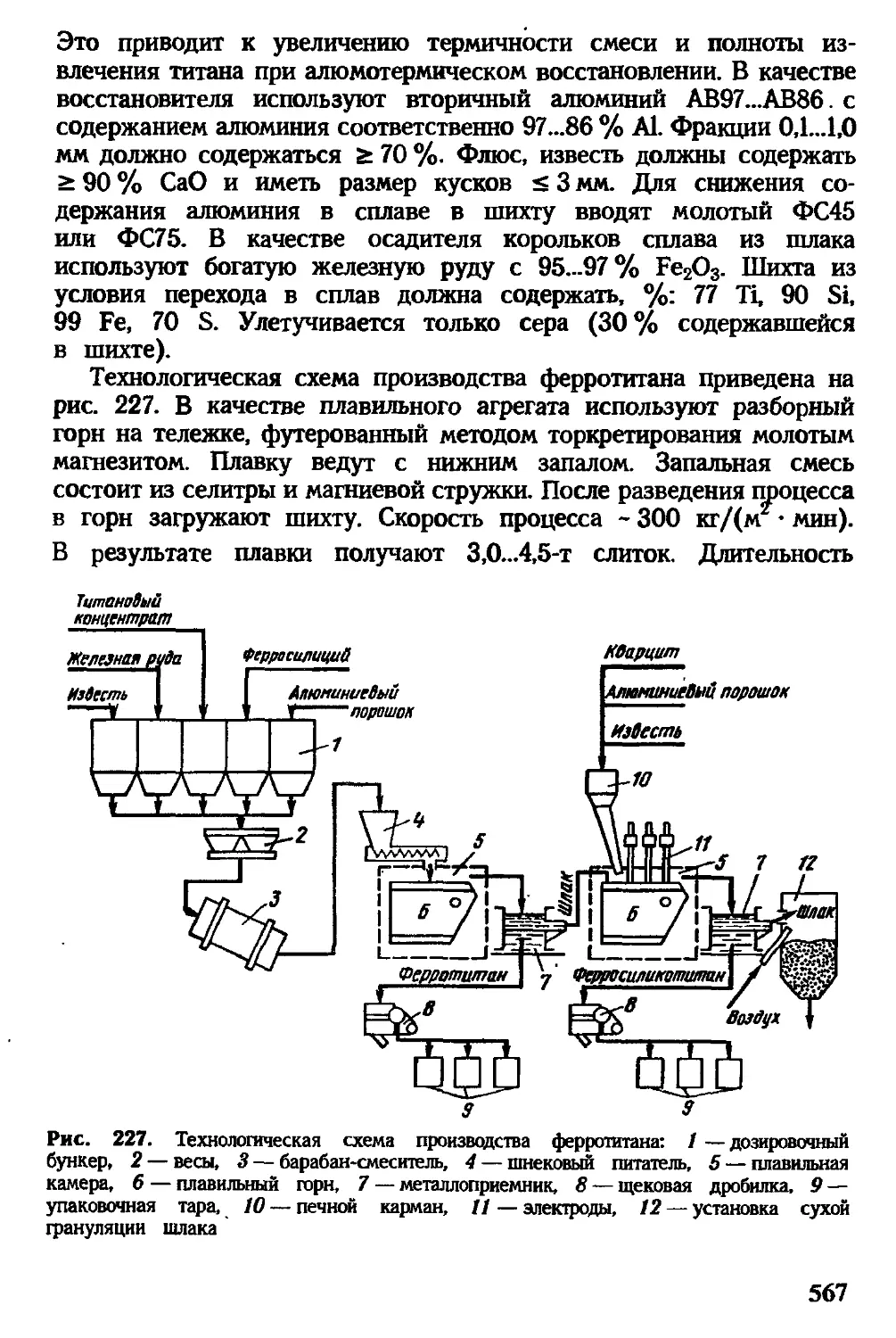
Глава 43. Алюмотермическое производство ферросплавов внепечным способом . 563
1. Производство металлического хрома (с. 563). 2. Производство ферро-
титана (с. 565). 3. Производство феррониобия (с 568)
Глава 44. Алюмотермическое производство ферросплавов с алектроподогревом 570
1. Производство низкоуглеродистого феррохрома и металлического хрома
(с. 570). 2. Производство ферротитана (с. 571). 3. Производство ферро-
вольфрама (с 572). 4. Производство феррониобия (с. 574)
Глава 45. Металлотермическое производство ферросплавов с использованием 574
комплексного восстановителя...........................................
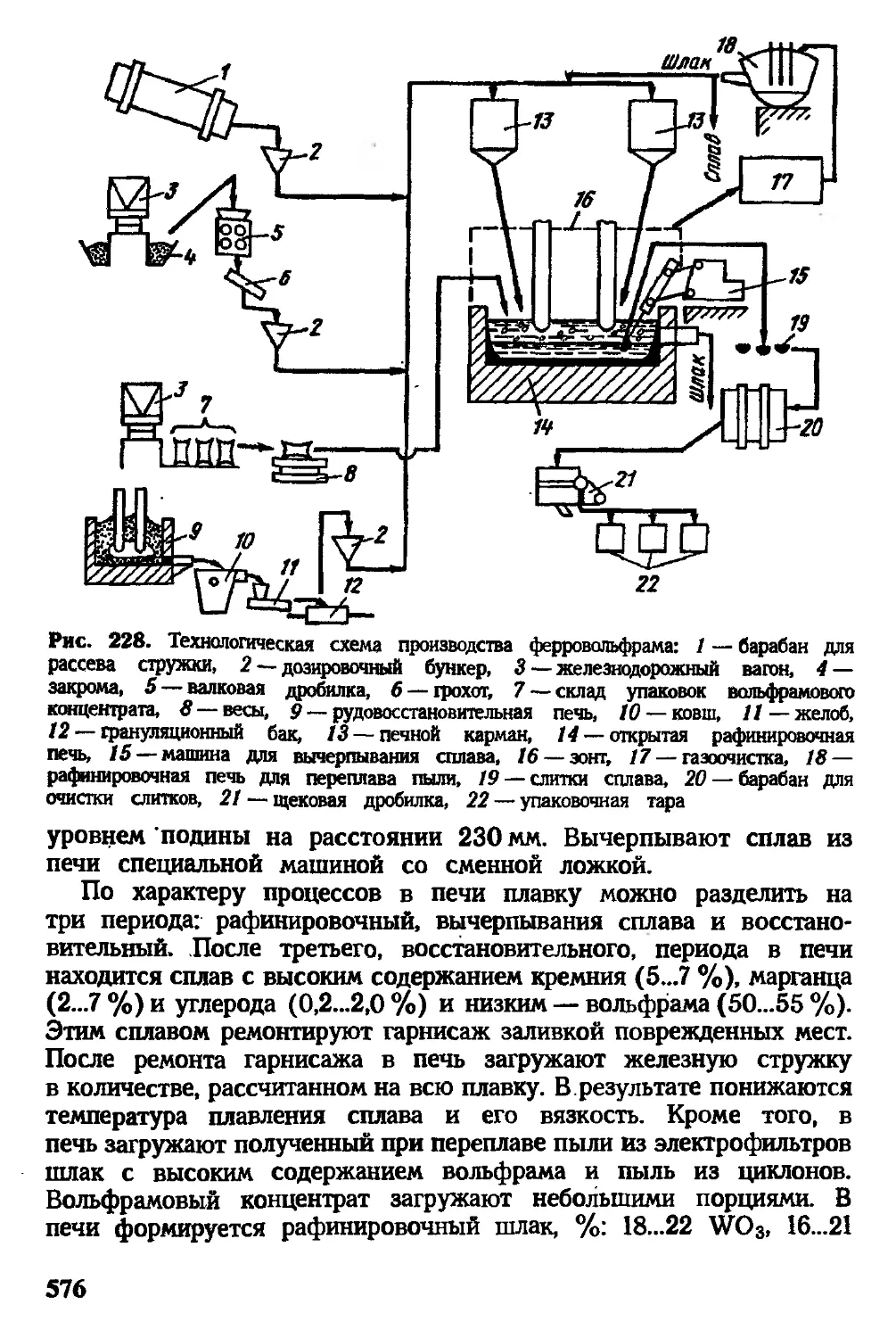
1. Производство ферровольфрама с вычерпыванием сплава (с 574).
2. Производство феррованадия (с. 578). 3. Производство ферромолибде-
на (с. 580)
Глава 46. Процессы рафинирования ферросплавов от примесей ............... 584
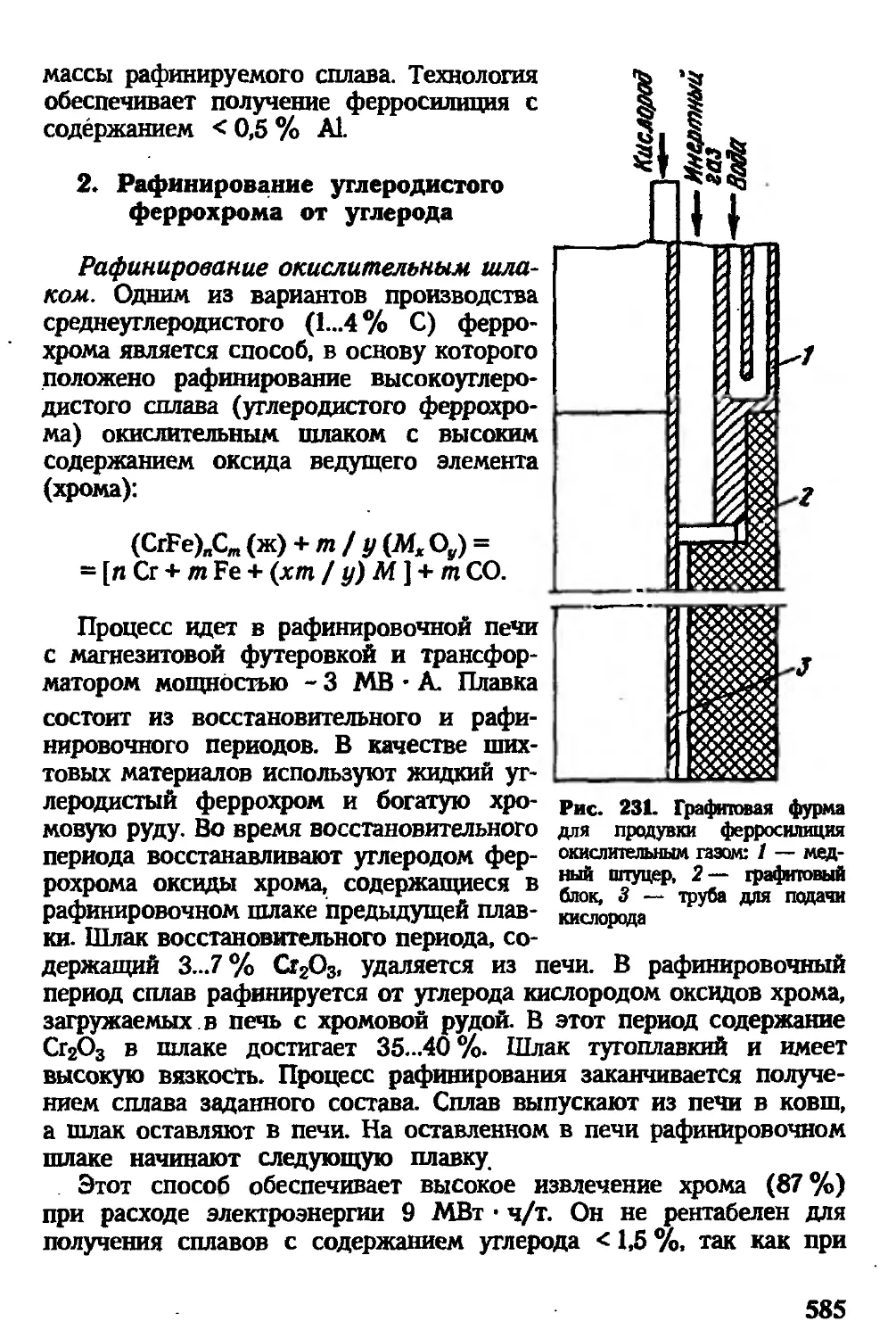
1. Рафинирование ферросилиция от алюминия (с 584). 2. Рафинирование
углеродистого феррохрома от углерода (с. 585). 3. Рафинирование уг-
леродистого ферромарганца от углерода (с. 588)
Рекомендуемый библиографический список................................... 590
б
Предисловие
Возникнув еще в конце прошлого века, в шестидесятых годах
нашего столетия электрометаллургия стали и ферросплавов по-
лучила, по существу, второе рождение в результате коренных
изменений существовавшего ранее способа плавки стали в дуговых
печах, а также возникновения и развития новых процессов-
электроплавки стали — вакуумного дугового и электрошлакового
переплавов, плазменной плавки и плавки электронным лучом.
Высокие технико-экономические показатели производства и воз-
можность получения металла с самыми высокими свойствами
вызвали непрерывное повышение роли электрометаллургии в
сталеплавильном производстве. Современная электрометаллургия
представляется одним из основных сталеплавильных процессов
будущего.
Развиваясь на основе новейших достижений современной науки
и техники, электрометаллургия обязана своими успехами в первую
очередь успехам физической химии металлургических процессов,
электротехники, вакуумной техники. Эти и некоторые другие
отрасли науки являются неотъемлемой частью электрометаллургии
стали и ферросплавов — как производственного процесса, так и
учебного курса.
Курс «Электрометаллургия стали и ферросплавов» — дисцип-
лина комплексная, включающая рассмотрение элементов и конст-
рукций печей, их электрического и механического оборудования,
а также электрической и тепловой работы, изучение физико-хи-
мических процессов при плавке стали и ферросплавов в элект-
рических печах в обычной атмосфере и в вакууме. Большая
широта охвата материала этого курса и непрерывное изменение
техники производства вызвали необходимость изложения в учеб-
нике лишь фундаментальных основ дисциплины. Детальное изу-
чение конструкций печей и установок, а также отдельных техно-
логических приемов должно происходить при прохождении прак-
тики.
Учебник в значительной части является 3-м переизданием книги
«Электрометаллургия стали и ферросплавов» / Д. Я. Поволоцкий,
В. Е. Рощин, М. А. Рысс и др. М.: Металлургия, 1984.—
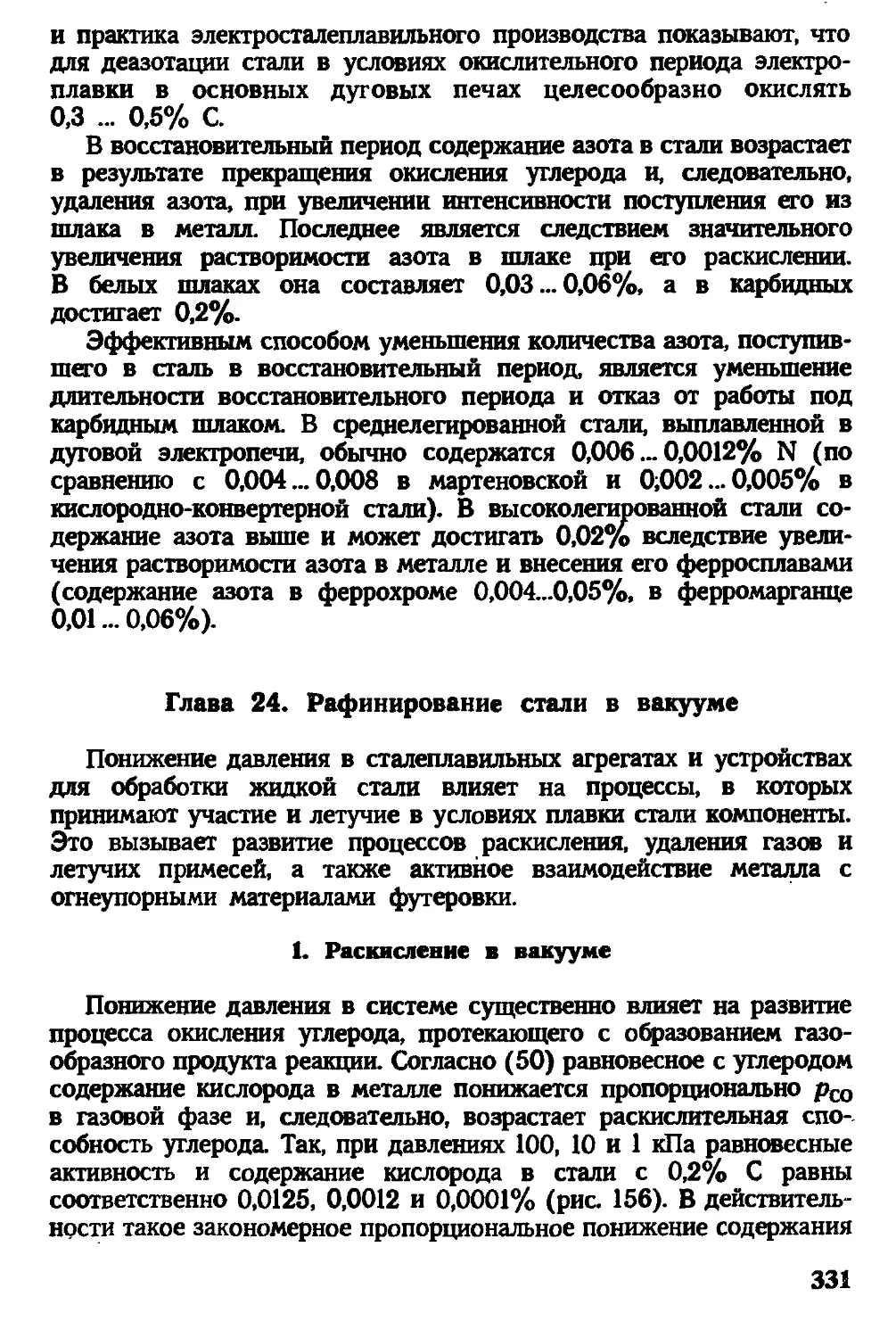
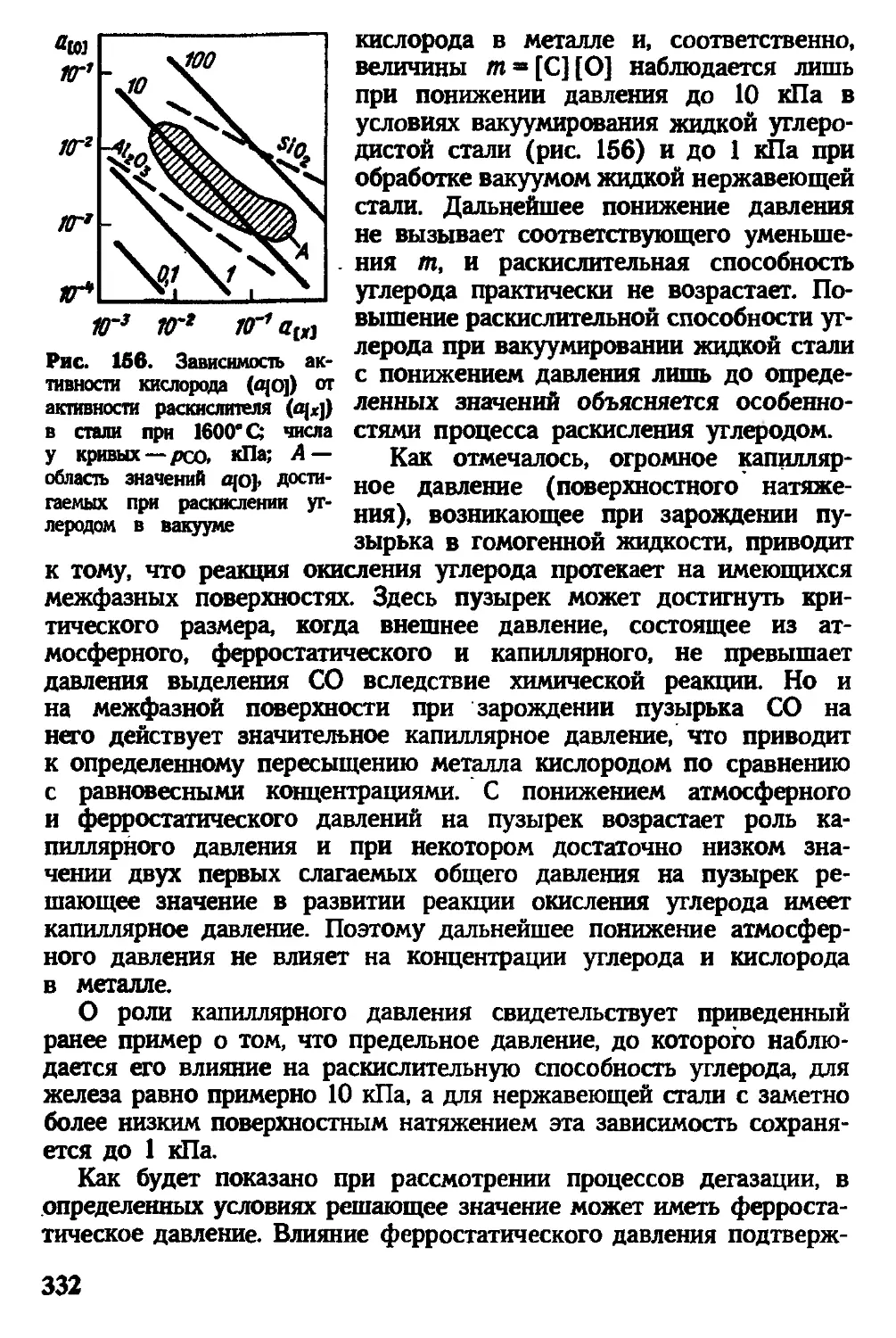
568 с. К настоящему изданию книга существенно переработана
и дополнена. Вновь написаны разделы Ш. «Ферросплавные печи»
и VI. «Разливка стали», а также вся третья часть «Производство
ферросплавов».
Введение и главы 18...24, 26, 30...32 написаны Д. Я. Поволоц-
ким; главы 1...14, 28, 29 и 33 — В. Е. Рощиным; главы 15...17 и
7
34...46 — Н. В. Мальковым; главы 25 н 27 — совместно Д. Я. По-
волоцким и В. Е. Рощиным.
Большую помощь при подготовке рукописи оказал коллектив-
ный рецензент: кафедра металлургии стали Московского вечернего
металлургического института, ее руководители — доктора техниче-
ских наук профессора В. А. Кудрин и Г. Н. Еланский. Авторы
искренне признательны сотрудникам этой кафедры за ценные советы
и замечания.
Введение
Краткий очерк истории электрометаллургии стали
Развитие современной техники и промышленности базируется
главным образом на применении металлов. Лишь имея металл с
определенными механическими, физическими и физико-химическими
свойствами, можно сооружать мощные гидроэлектростанции, атом-
ные реакторы и строительные конструкции и производить аппараты
химического производства, ракеты и электронные машины.
Интенсивное развитие техники и промышленности непрерывно
расширяет количество применяемых металлов и изменяет соотно-
шение в удельном объеме их производства. Однако в течение
продолжительного времени и теперь первостепенное значение для
развития промышленности имеет сталь. Сталеплавильное производ-
ство по объему и стоимости продукции превосходит производство
всех других металлов вместе взятых. В 1990 г. мировое производ-
ство стали превысило 770 млн. т (в том числе 154 млн. т выплавлено
в странах бывшего СССР). Для сравнения можно отметить, что
мировое производство алюминия и меди, которые по объему
производимой продукции занимают первое место среди цветных
металлов, достигает примерно 20 и 15 млн. т соответственно.
Огромные масштабы сталеплавильного производства, являюще-
гося основой современной цивилизации, обусловлены достаточно
широким распространением железных руд [в земной коре содержится
4,2 % Fe — четвертое место после О2 (49,13 %), Si 26 % и А17,45%],
относительной легкостью и дешевизной восстановления железа из
руд, прекрасными свойствами стали как конструкционного материала.
Сталь прочна и эластична, легко поддается механической обработке
и сваривается. Она замечательна еще тем, что присадками легиру-
ющих элементов и определенной термической обработкой можно в
широком диапазоне изменять ее механические свойства, а также
придавать ей особые физические и химические свойства (стали
электротехнические, нержавеющие, жаропрочные и др.).
8
Значение легированных сталей особенно возросло в последние
годы в связи с увеличением потребности в стали с особыми
свойствами, производство их составляет более 10% от общего
производства стали.
Хотя человечество использует железо в течение тысячелетий,
интенсивное развитие сталеплавильного производства началось лишь
со второй половины прошлого века, когда были разработаны
современные процессы выплавки стали. Мировое производство стали
в 1850 г. составило всего 50 тыс. т и ненамного превышало
производство меди и цинка, но в 1900 г. оно достигало 29 млн. т,
а в 1968 г. превысило 0,5 млрд. т.
Первым современным способом производства стали был процесс,
предложенный в 1856 г. Бессемером и вызвавший революционный
переворот в промышленности и железнодорожном строительстве.
Бессемеровский процесс впервые позволил получать жидкую сталь
из чугуна, причем в течение очень короткого времени.*
В бессемеровском процессе примеси окислялись в конвертере
при продувке жидкого чугуна воздухом. Вследствие очень интен-
сивного протекания процесса и быстрого завершения плавки
(10...20 мин) тепловые потери были невелики и количества теплоты,
выделяющейся в результате окисления примесей, было Достаточно
для нагрева стали до 1600°С.
В 1864 г. Мартен, применив регенерацию тепла, построил первую
печь, которая позволяла не только получать жидкую сталь из чугуна,
но и переплавлять стальной лом.
В своем первоначальном виде ни конвертерный, ни мартеновский
кислые процессы не обеспечивали удаление фосфора и серы из
металла, что ограничивало их применение. Этот недостаток был
преодолен в 1879 г., когда Томас и Джилкрист — его брат предло-
жили футеровать конвертер доломитом (томасовский процесс).
Основной процесс выплавки стали в томасовских конвертерах и
мартеновских печах расширил возможности сталеплавильного про-
изводства, объем продукции которого нарастал огромными темпами.
Одновременно с возникновением основных сталеплавильных про-
цессов появились первые электросталеплавильные печи. Способ
выплавки стали в электрических печах был запатентован еще в
1853 г. Пишоном (Франция), который разработал конструкцию ду-
говой печи косвенного действия, т. е. с дугами, горящими между
электродами над металлической ванной. Позднее (1879 г.) Сименс
создал печь прямого действия, в которой одним из полюсов
электрической дуги являлась металлическая ванна.
Однако прототипом современных сталеплавильных дуговых печей
явилась лишь изобретенная в 1899 г. Геру печь прямого действия
с двумя электродами, подводимыми к металлической ванне. Ток
9
между электродами при этом замыкался через ванну, а дуга горела
между каждым из электродов и металлом или, частично, покры-
вающим его шлаком.
Первые дуговые печи Геру с двумя электродами были мало-
мощными. Они работали при напряжении 45 В и силе тока 2 ...
3 кА на жидкой шихте, и использование их для ведения плавки
на твердой завалке вызывало значительные трудности. Совершен-
ствование таких печей осложнялось применением постоянного
тока.
Толчком к дальнейшему развитию электрометаллургии стали
послужило применение переменного тока. Первые трехфазные
дуговые печи были установлены в 1907 г. в США и в 1910 г. в
России. Вскоре такие печи были построены в Германии, Франции
и других странах.
Широкие возможности в выборе шихты, неограниченный сор-
тамент выплавляемой стали и высокое ее качество, легкость
регулирования тепловых процессов, маневренность в последова-
тельности плавок определили распространение трехфазных дуго-
вых печей, которые заняли важное место в сталеплавильном
производстве. В последующие годы трехфазные дуговые печи
были в значительной мере усовершенствованы, и в настоящее
время они представляют собой крупные легко управляемые агре-
гаты с высокой степенью автоматизации.
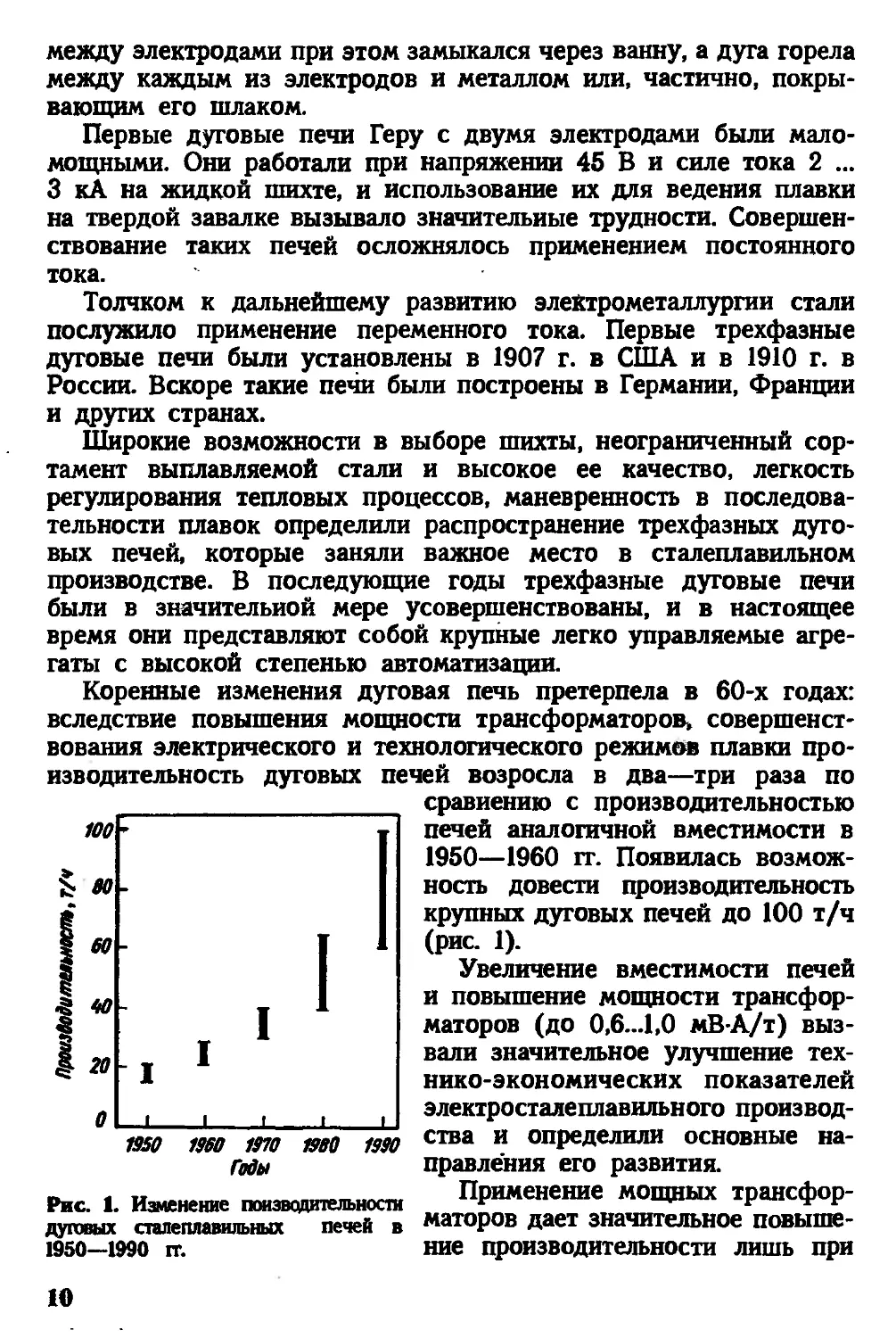
Коренные изменения дуговая печь претерпела в 60-х годах:
вследствие повышения мощности трансформаторов, совершенст-
вования электрического и технологического режимов плавки про-
изводительность дуговых печей возросла в два—три раза по
Годы
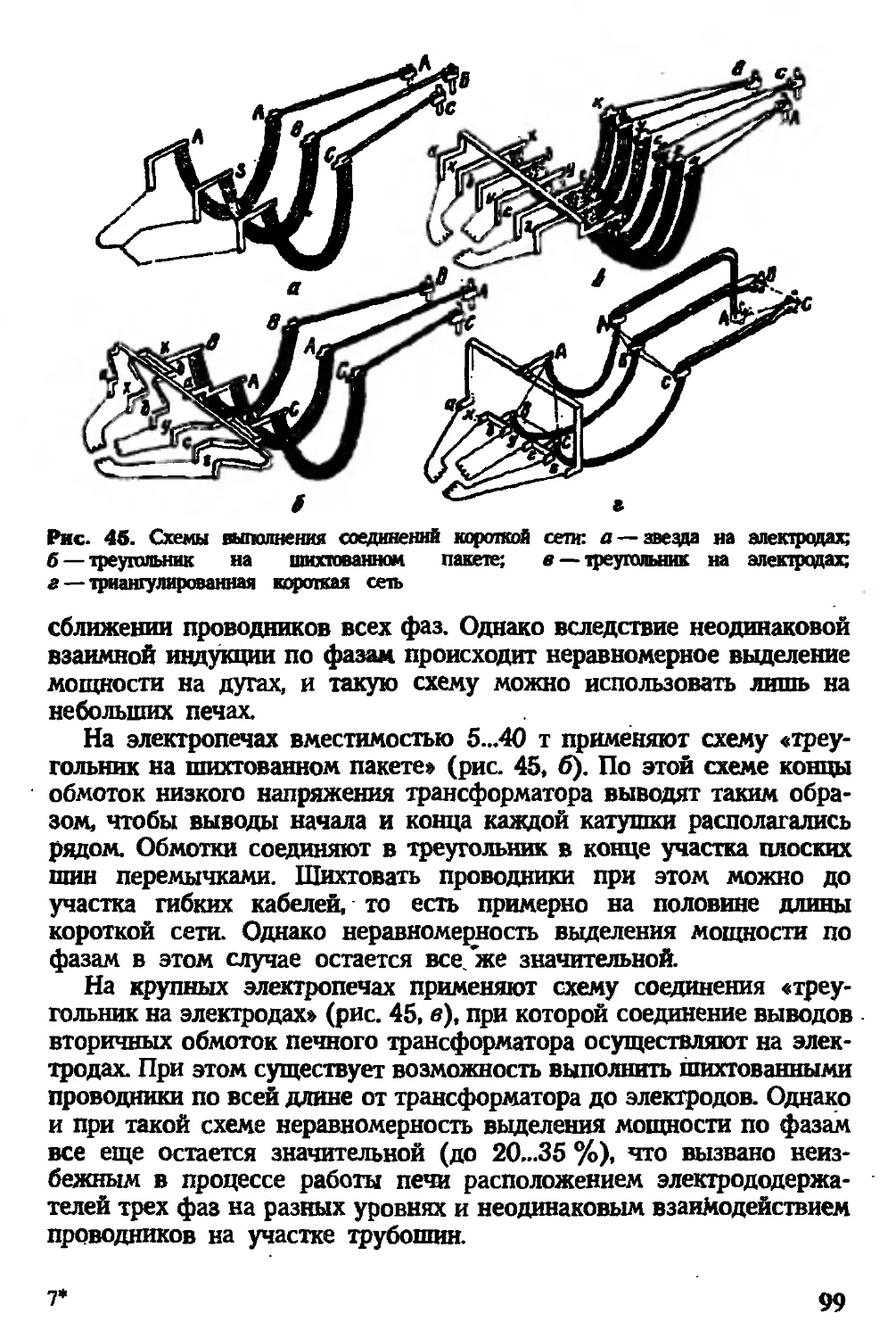
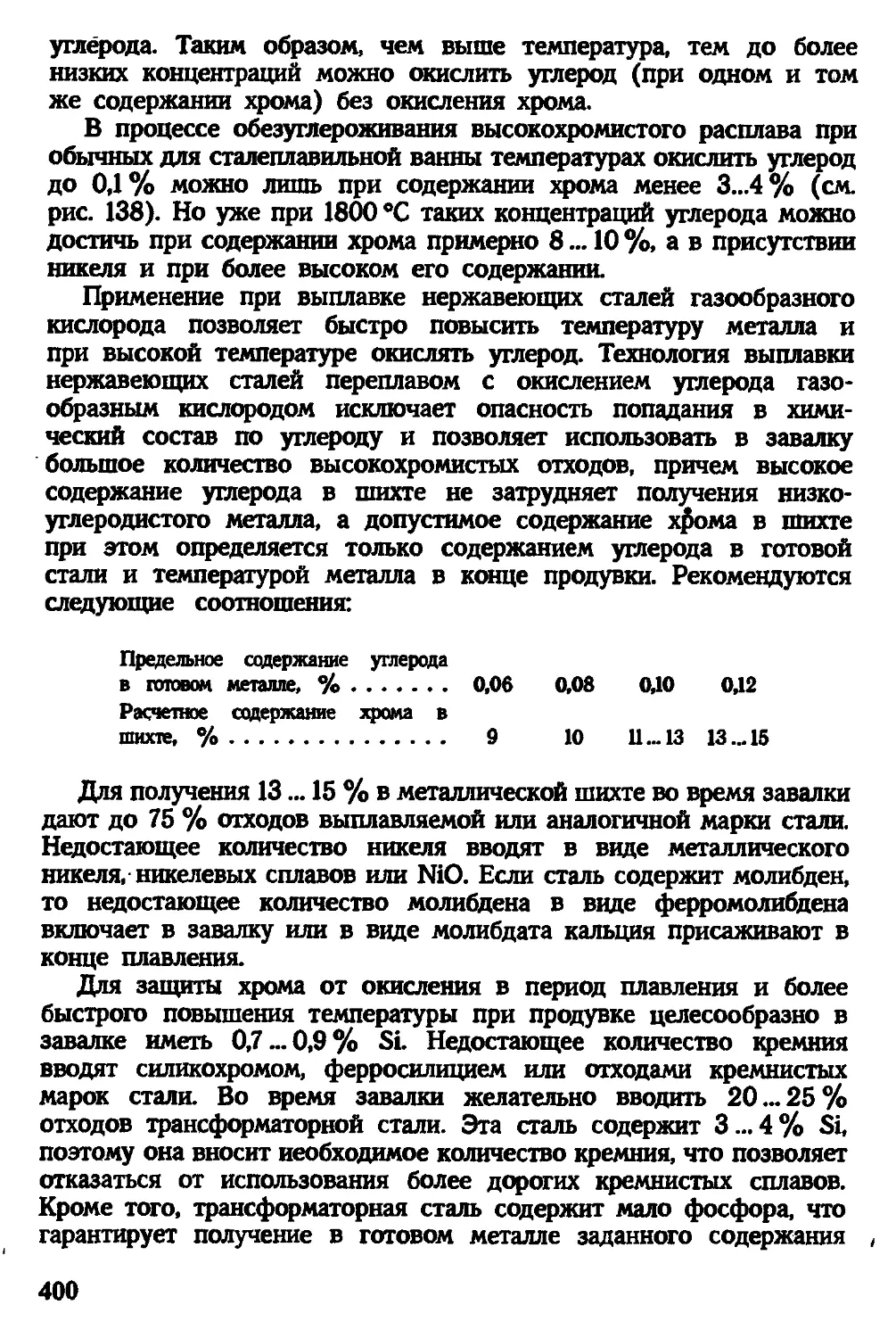
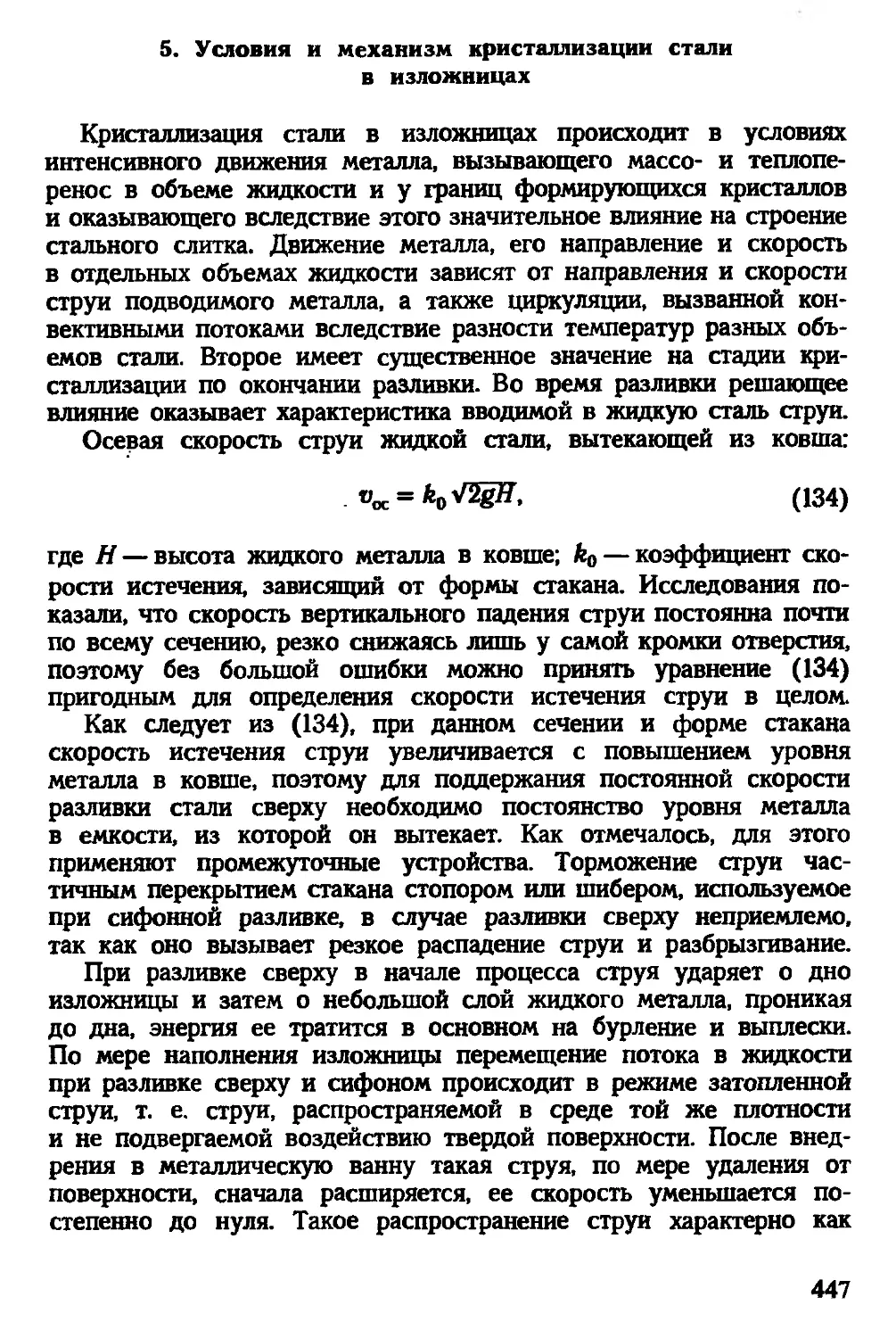
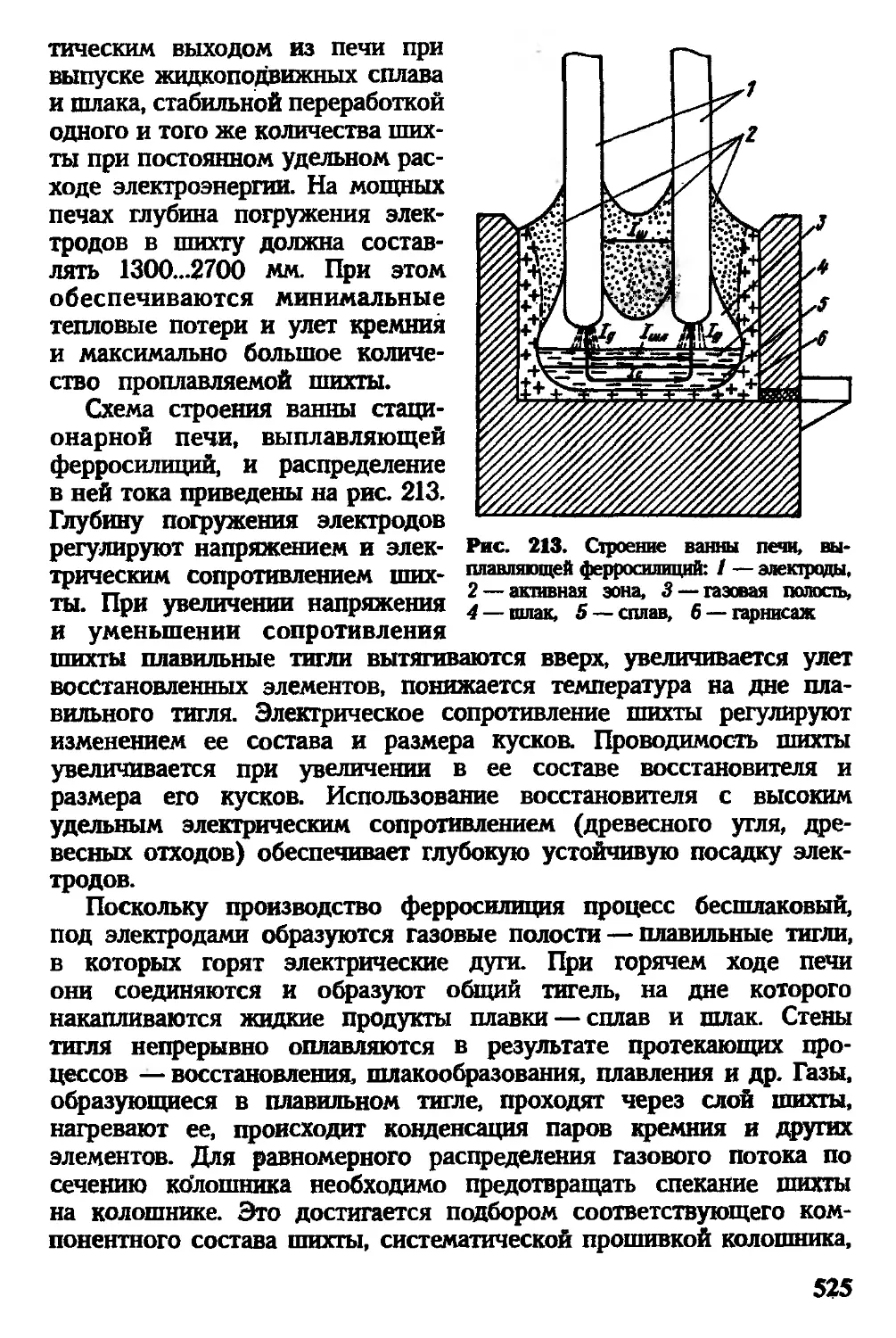
Рис. 1. Изменение поизводительносги
дуговых сталеплавильных печей в
1950—1990 it.
сравнению с производительностью
печей аналогичной вместимости в
1950—1960 гг. Появилась возмож-
ность довести производительность
крупных дуговых печей до 100 т/ч
(рис. 1).
Увеличение вместимости печей
и повышение мощности трансфор-
маторов (до 0.6...1,0 мВ-А/т) выз-
вали значительное улучшение тех-
нико-экономических показателей
электросталеплавильного производ-
ства и определили основные на-
правления его развития.
Применение мощных трансфор-
маторов дает значительное повыше-
ние производительности лишь при
10
эффективном использовании этой мощности. Поэтому при переходе
на мощные трансформаторы разрабатывалась новая технология
плавки, предусматривающая сокращение до минимума восстанови-
тельного периода, когда электрическая мощность используется не
эффективно. Разрабатывались методы внепечного рафинирования.
Повышение производительности дуговых печей и улучшение техни-
ко-экономических показателей их работы вызвали интенсивное раз-
витие электросталеплавильного производства.
На рубеже XIX и XX веков появились и другие-электропечи
для плавки стали — индукционные. Первая промышленная индук-
ционная печь с железным сердечником была установлена в Гизинге
(Швеция) в 1900 г. Затем индукционные печи с железным сер-
дечником и кольцевым плавильным каналом стали применять на
некоторых других заводах. Однако для плавки стали они распро-
странения не получили. С 1925 г. в промышленности начали,
применять индукционные печи без сердечника. Индукционная печь
явилась первым сталеплавильным агрегатом, использованным для
вакуумирования стали.
Вакуумная печь впервые применена Роном в 1920 г. Однако
тогда она не получила распространения вследствие высокого
остаточного давления (300...800 Па) и плохих технико-экономи-
ческих показателей при отсутствии особых потребностей. Такая
печь нашла применение лишь в лабораторной практике.
Развитие атомной энергетики в конце второй мировой войны
и в послевоенные годы вызвало существенное улучшение ва-
куумной техники и создание вакуумных насосов, позволяющих
получать остаточное давление 0,05...0,1 Па при достаточно вы-
сокой для промышленных насосов скорости откачки. Поэтому
в 1945—1946 гг. в США было построено несколько промыш-
ленных вакуумных индукционных печей. Однако значительное
и весьма быстрое развитие вакуумная индукционная плавка
получила в ряде стран в 1950—1951 гг. и в последующие
годы в связи с развитием ракетной техники и реактивной
авиации, требующих металл особой чистоты. В 1958 г. были
установлены вакуумные индукционные печи с тиглями вмес-
тимостью 2,5 т, в 1961 г. — б т, в 1968 г. —15 т, в 1978 г.
— 25 т.
, Потребность новых областей техники в металле особой чистоты
и с особыми свойствами вызывала интенсивное развитие в
послевоенные годы и другого вакуумного процесса — вакуумного
дугового переплава в водоохлаждаемом кристаллизаторе, позво-
ляющего получать не только весьма чистый металл, но и плотный
слиток без выраженной зональной химической неоднородности.
Вакуумным дуговым переплавом наплавляют слитки массой в
11
десятки тонн (практически можно наплавлять слитки любого раз-
мера).
Вакуумный дуговой переплав (ВДП) ведется при остаточном
давлении 0,2..;.1,2 Па; такое давление является оптимальным с учетом
дегазации металла и условий горения дуги. Дальнейшее понижение
давления оказалось возможным при замене дугового нагрева металла
нагревом электронным лучом, не требующим для своего прохождения
ионизации газов. Это, а также возможность переплавлять самые
тугоплавкие металлы (вольфрам, молибден и др.) и поддерживать
жидкую ванну в вакууме любое время вызвали развитие плавки
металлов электронным лучом, промышленное применение которой
началось в конце 50-х годов.
Наряду с процессами плавки в вакууме были разработаны новые
способы электроплавки в обычной атмосфере. Важное значение для
развития сталеплавильного производства имеет разработанный в
Институте электросварки им. Е. О. Патона АН Украины в 1952—
1953 гг. способ электрошлакового переплава расходуемых электро-
дов (ЭШП), который к настоящему времени наряду с ВДВ получил
широкое применение в качественной металлургии. Высокое качество
получаемого металла при небольших затратах и простоте производ-
ства обеспечили способу ЭШП быстрое распространение не только
на отечественных заводах, но и во многих других странах.
В последние годы находит применение и плазменный переплав
стали и тугоплавких металлов с получением слитка в водоохлаж-
даемом кристаллизаторе. Переплав в этом случае ведется в инертной
атмосфере аргона.
Развитие электрометаллургии в России
В 1913 г. в России было выплавлено 4,2 млн. т стали. По
производству черных металлов она занимала пятое место в мире,
значительно уступая передовым промышленным странам: в США
было выплавлено 31,8 млн. т стали (т. е. в 7,4 раза больше), в
Германии —17,1 млн. т (в 4 раза больше ).
Особенно сильно Россия отставала по развитию электрометал-
лургии. В 1913 г. в ней было лишь 12 электросталеплавильных печей
иностранного производства общей вместимостью 26 т, выплавлено
всего 3,5 тыс. т электростали. Ферросплавного производства по
существу не было, выплавка легированных сталей была возможна
лишь с использованием импортных ферросплавов. Отечественное
производство ферросплавов составляло всего около 500 т ферро-
силиция в год.
За годы гражданской войны черная металлургия нашей страны
была полностью разрушена. Продукция всей промышленности в
12
1920 г. составляла 13,8%, а черной металлургии — лишь 4,6% от
уровня 1913 г. В 1920 г. в нашей стране было выплавлено всего
194 тыс. т стали, что явилось исходным рубежом развития отече-
ственной металлургии после гражданской войны.
Имея передовую мощную металлургию, сегодня трудно оценить
как будто скромные успехи в повышении производства в первые
послевоенные годы. Но успехи эти грандиозны, так как достигнуты
они были в условиях полной разрухи, отсутствия даже примитивной
механизации, при полуголодном или голодном пайке, наконец, при
большой нехватке специалистов-инженеров. Но энтузиазм народа,
его пренебрежение всеми трудностями и ради великой цели —
победили.
За восемь лет черная металлургия в нашей стране была в
основном восстановлена, и в 1928 г. был достигнут довоенный
уровень производства стали — 4,2 млн. т. При этом производство
электростали значительно превысило довоенный уровень и составило
11 тыс. т. Крупнейшим производителем такой стали* был завод
«Электросталь» (г. Электросталь Московской обл.). В 1925—
1926 гг. на заводе «Электросила» (г. Харьков) были спроектированы
и построены две первые в нашей стране дуговые печи вместимостью
по 250 кг, положившие начало производству отечественных дуговых
печей для выплавки стали.
С 1929 г. началось интенсивное развитие народного хозяйства
страны. Быстрыми темпами развивалась промышленность, в том
числе сталеплавильное производство. В 1940 г. было выплавлено
18,3 млн. т стали, из которых 1,08 млн. т — в электрических печах.
Были построены крупные по тому времени электросталеплавильные
цехи на заводах «Электросталь» и «Днепросталь», Златоустовском
и Верх-Исетском металлургических заводах. Общая вместимость
электропечей в 1940 г. составила 1500 т.
Совершенствовалась конструкция сталеплавильных электропечей.
В 1932 г. были построены первые в нашей стране 5-т печи с
откатным сводом, а в 1940 г. — первые 30-т дуговые печи.
В 1930 г. начала работать первая электропечь для выплавки
феррохрома на Челябинском заводе ферросплавов (ныне Челябин-
ский электрометаллургический комбинат). Вскоре свою продукцию
стали давать ферросплавные печи Запорожского и Зестафонского
заводов ферросплавов. К 1940 г. сталеплавильное производство бы-
ло полностью обеспечено отечественными ферросплавами.
Большая работа, проводимая отечественными металлургами для
увеличения объема и совершенствования сталеплавильного и фер-
росплавного производства, была нарушена в 1941 г. вторжением
немецко-фашистских орд, захвативших территорию, где до войны
производили 50% всей стали. Необходимо было строить и нала-
13
живать работу новых заводов, частично перебазированных с
запада, а также улучшать работу старых заводов. Необходимо
было также на 80...90 % перестроить сортамент продукции
применительно -к нуждам обороны страны. С этой задачей ме-
таллурги справились и обеспечили фронт металлом. На востоке
страны производство стали возросло на 56 %. В тяжелые годы
Великой Отечественной войны был построен ряд предприятий
электрометаллургии стали и ферросплавов. В 1943 г. дал первый
металл фронту электросталеплавильный цех Челябинского ме-
таллургического завода. В 1944—1943 гг. начали работать три
новых завода ферросплавов — Актюбинский, Ключевской и Куз-
нецкий.
На оккупированной территории фашистские захватчики на-
несли огромные разрушения металлургическим заводам. По срав-
нению с 1940 г. производство стали в СССР упало в 1945 г. с
18,3 до 12,2 млн. т при значительном росте производства стали
на востоке страны. Но уже в 1948 г. был достигнут довоенный
уровень производства стали и проката.
В последующие годы отечественная металлургия, и в част-
ности элетрометаллургия, развивалась особенно' быстрыми темпа-
ми. Строились новые плавильные агрегаты, совершенствовалась
техника и Технология производства. На ряде заводов были по-
строены электросталеплавильные цехи с крупными (100...200-Т)
печами.
В пятидесятых годах в практику электроплавки начали вне-
дрять интенсификацию процесса кислородом, и в 1970 г. доля
выплавки электростали с применением кислорода превыси-
ла 80%.
В практику электросталеплавильного производства были вне-
дрены новые способы улучшения качества металла. Широкое
применение получили внепечное вакуумирование жидкой стали,
плавка стали и сплавов в вакуумных индукционных печах,
вакуумный дуговой переплав, электрошлаковый переплав.
В ферросплавном производстве совершенствовалась техноло-
гия и освоена выплавка новых сплавов для сталеплавильного
производства. К 1980 г. производство ферросплавов по сравне-
нию с 1950 г. выросло в шесть раз.
Электрометаллургия стали — процесс будущего
Основными путями быстрого и экономичного повышения
производства стали является развитие кислородно-конвертерного
процесса и электрометаллургии. Кислородно-конвертерный пе-
редел требует значительного расхода чугуна и* потребляет мало
14
металлического лома (обычно до 20...30 %), а электроплавка стали
позволяет переделывать значительное количество металлического
лома. Поэтому по характеру применяемой шихты эти два процесса
дополняют один другой.
Электрометаллургия наряду с кислородно-конвертерным про-
цессом — наиболее перспективный способ производства стали.
Особые преимущества производства стали в электрических печах,
не гребущих качественной шихты и обеспечивающих получение
стали любого состава, проявляются с понижением стоимости
электроэнергии, и в связи с развитием атомной энергетики
электрометаллургию можно назвать процессом будущего. Элек-
трометаллургия хорошо впишется и в общий цикл металлурги-
ческого производства в связи с развитием процессов прямого
восстановления железа из руд с получением железной губки
(90...95 % Fe), которую можно переплавлять в электрических
печах. Вследствие дефицита коксующихся углей схема «прямое
получение восстановительного железа — плавка в электросталеп-
лавильной печи», не требующая применения доменных печей,
при определенных условиях выгоднее схемы «доменная печь —
кислородный конвертер». Поэтому к концу нашего века она
получит широкое применение, что приведет к увеличению доли
электрометаллургии в сталеплавильном производстве.
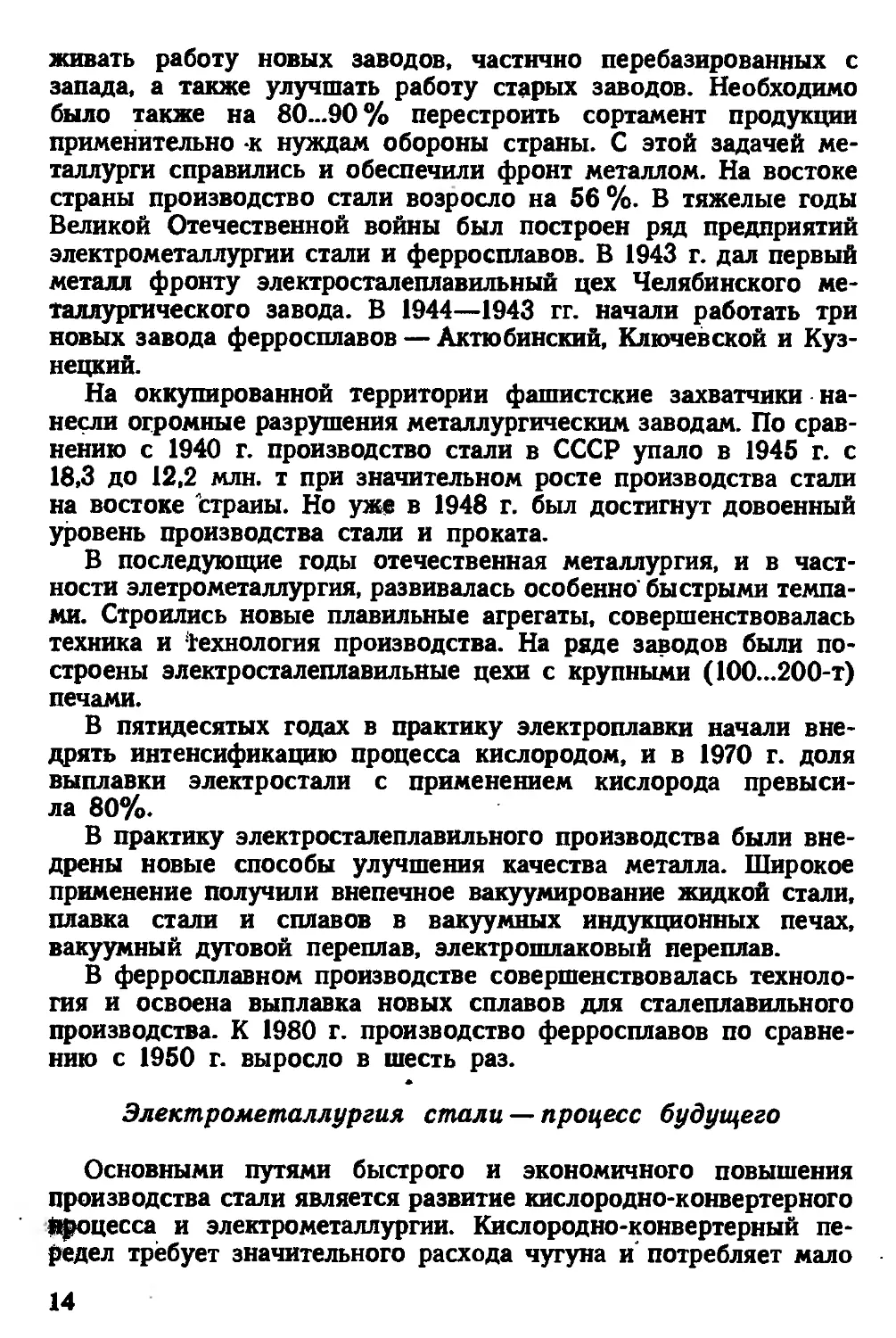
К концу XX века электросталеплавильное производство будет
занимать важное место в производстве стали. В электрических
печах будет, по-видимому, выплавляться более 40 % всей стали.
Но и теперь уже наблюдает-
ся существенное увеличение
производства электростали и
доли ее в общем производстве
стали (рис. 2). Расширяется и | 1
сортамент стали, выплавляв- ||
мой в электрических печах.
К началу войны с фаши-
стекой Германией в электри-
ческих печах выплавляли |»
преимущественно нержавею-11
щие и некоторые специаль-1 g
ные стали и сплавы. В со- * *
годы
роковых годах значительно
расширился сортамент леги-
рованной электростали, а за-
тем в электрических печах на-
чали выплавлять и обычную
углеродистую сталь.
Рис. 2. Мировое производство стали в
мартеновских печах (/), кислородных кон-
вертерах (2), дуговых электропечах (3), то-
масовских и бессемеровских конвертерах (4)
15
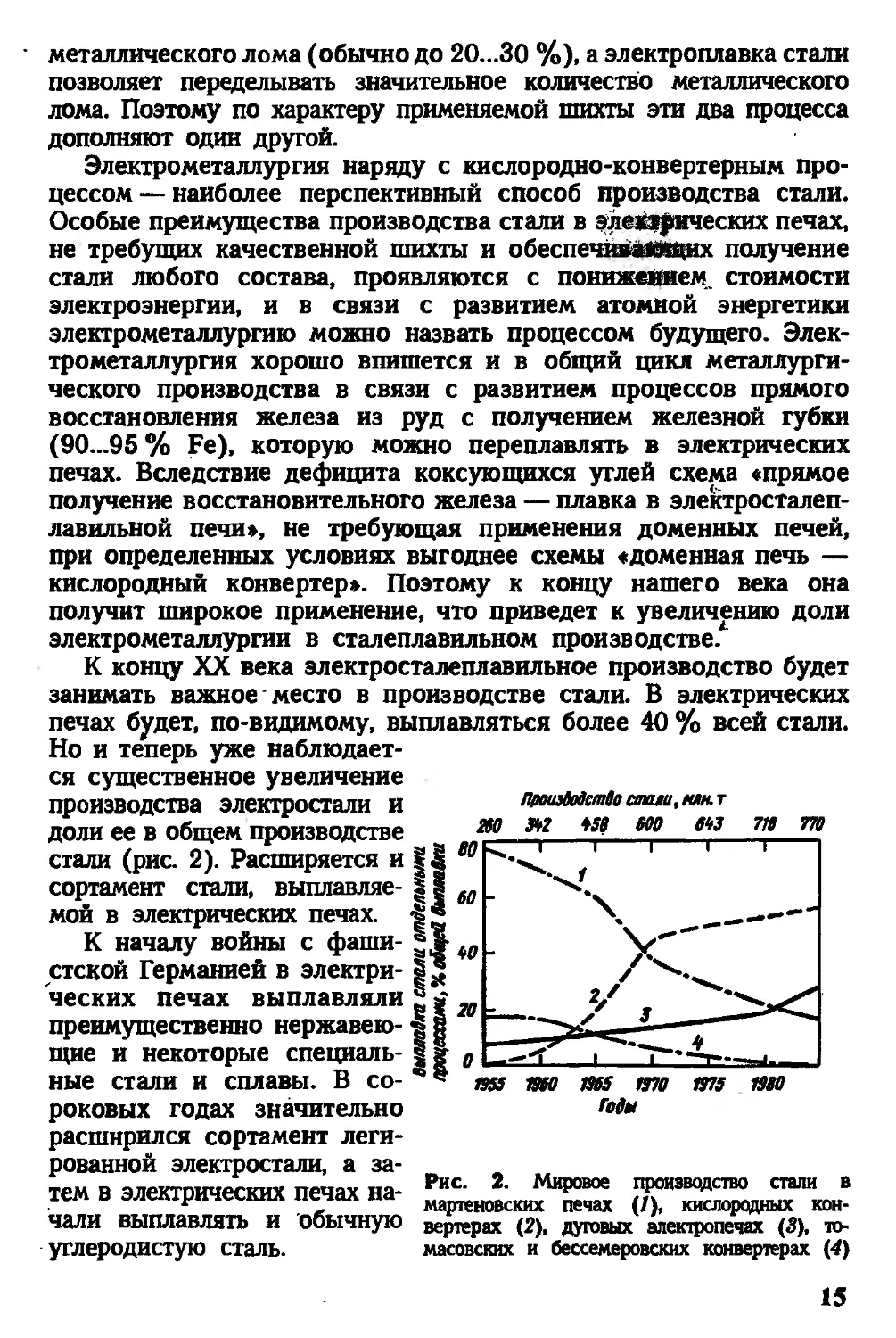
Улучшение работы электросталеплавильных печей, расшире-
ние сортамента выплавляемой в них стали и понижение ее
себестоимости вызвали интенсивное развитие электрометаллур-
гии в ряде промышленно развитых стран (табл. 1). При этом
увеличение производства электростали во много раз превосхо-
дило общее увеличение производства стали. Оно происходило
в результате не только введения новых сталеплавильных мощ-
ностей, но и замены в этих странах ряда мартеновских цехов
сталеплавильными.
Таблица L Производство электростали в некоторых промышленно
развитых странах
Страна Производство электростали по годам* Прирост производства с 1960 по 1990 гг., %
1937 1950 1960 1970 1980 1990 электро- стали всей стали
США 860 5478 7602 18216 24747 32605 329 о
V А 4 15Т "ЗВТ
Япония 438 7,5 753 15,6 4469 15119 15,8 26290 ”23Т 34634 31,4 674 399
ФРГ 443 3,6 234 2,4 2174 IT 49И 9,8 6132 14,0 7104 18,5 226 13
Италия 584 957 3157 38Т 6972 14124 •S5T 14249 жг 351 210
Франция 329 4,1 537 1494 8j 2600 10,9 3550 15,5 5396 2М 261 10
*В числителе — тыс. т, знаменателе — %
от всей выплавки стали в стране.
В СССР производство электростали в I960—1990 гг. увеличилось
с 5,8 до 20,1 млн. т, а доля электростали в общем объеме произ-
водства стали в 1990 г. составляла примерно 13%.
Рост электросталеплавильного производства одновременно с ро-
стом выплавки стали в кислородных конвертерах будет способст-
вовать улучшению баланса металлического лома и лучшему его
использованию. Повышение технико-экономических показателей про-
изводства за счет стоимости электроэнергии и применяемой шихты,
совершенствование конструкции электрических печей и технологии
плавки, улучшение качества металла обеспечат дальнейшее интен-
сивное развитие в России электрометаллургии стали.
16
Часть I. Электрические плавильные печи
черной металлургии
Раздел I. Дуговые сталеплавильные печи
Глава 1. Общая характеристика электрических печей
1. Значение электрических печей в металлургии
Преимущества электроплавки по сравнению с другими способами
сталеплавильного производства связаны главным образом с исполь-
зованием для нагрева металла электрической энергии. Выделение
тепла в электропечах происходит либо в самом нагреваемом металле,
либо в непосредственной близости от его поверхности. Это позволяет
в сравнительно небольшом объеме сконцентрировать большую мощ-
ность и нагревать с большой скоростью до высоких температур, в
отдельных случаях до температуры кипения. Расход тепла и изме-
нение температуры металла при электроплавке относительно легко
поддаются контролю и регулированию.
В отличие от мартеновского и конвертерного процессов выде-
ление тепла в электропечах не связано с потреблением окислителя.
Поэтому электроплавка может быть осуществлена в любой атмо-
сфере — окислительной, восстановительной или нейтральной и в
широком диапазоне давлений — в условиях вакуума, при атмосфер-
ном или избыточном давлении. Изменяя состав атмосферы и
давление газовой фазы, можно менять в нужную сторону условия
протекания окислительно-восстановительных процессов, по ходу
плавки вакуумировать металл или насыщать тем или иным элементом
из газовой фазы.
Лучше других агрегатов электропечь приспособлена и для пере-
работки металлического лома. Вся шихта в нее может быть загружена
в один или два приема, причем твердой шихтой может быть занят
весь объем печи. Металлизованные окатыши восстановительного
железа можно загружать в электропечь в один-два приема или
подавать непрерывно с помощью дозирующих устройств, управля-
емых электронными вычислительными машинами. Период плавления
в электропечах значительно короче, чем в мартеновских печах,
работающих скрап-процессом.
В электропечах выплавляют сталь обширного сортамента, но печи
разного типа и вместимости специализируют на выплавке сталей
сравнительно небольшого круга марок. Разная потребность народного
хозяйства в металле определенного назначения и существующие
2 Зак. 3164
17
технические и экономические возможности развития электросталеп-
лавильного производства определяют разные темпы увеличения
выплавки металла того или иного назначения.
Весь выплавляемый в электропечах сортамент можно разбить на
пять групп:
1) металл для мелкого стального и чугунного литья. Выплавляется
он в индукционных и дуговых печах малой вместимости преиму-
щественно с кислой футеровкой, установленных на машинострои-
тельных заводах или в литейных цехах металлургических заводов;
2) инструментальная и специальная сталь высокого качества,
которая производится в основном в дуговых печах малой (5—
15 т) вместимости;
3) конструкционная легированная сталь и сталь других анало-
гичных марок, выплавляемая в средних и крупных дуговых печах
вместимостью до 100 т;
4) рядовая сталь общего назначения, выплавляемая в крупных
дуговых печах вместимостью 100 т и более;
5) сталь и сплавы с особыми свойствами специального назна-
чения. Металл выплавляется или подвергается рафинирующему
переплаву в специальных сталеплавильных агрегатах — вакуумных
и плазменных печах, электронных плавильных установках, установках
электрошлакового переплава.
Первые три группы составляют традиционный электропечной
сортамент. Часть металла третьей группы в нашей стране выплавляют
в мартеновских печах, которые постепенно уступают свое место
электропечам и кислородным конвертерам. Производство рядового
металла в электропечах стало экономически целесообразным из-за
снижения цен на металлический лом, вызванного развитием кисло-
родно-конвертерного производства, и совершенствования самого
электросталеплавильного передела.
2. Классификация электрических печей
К плавильным электрическим печам относят все установки для
плавления металлов с использованием электрической энергии. Они
могут существенно различаться по способу превращения электри-
ческой, энергии в тепловую и передаче энергии от источника тепла
к нагреваемому металлу, а также по их назначению и исполнению.
В основу классификации электрических печей положен наиболее
общий и во многих случаях определяющий все остальные особен-
ности признак — способ превращения электрической энергии в теп-
ловую. По этому признаку все электрические печи можно разделить
на четыре группы: печи сопротивления, дуговые печи, индукционные
печи и установки электронно-лучевого нагрева.
18
Кроме того, принято подразделять электрические печи по способу
передачи тепла на печи прямого, косвенного и смешанного нагрева.
В печах прямого нагрева преобразование электрической энергии в
тепловую осуществляется либо в объеме нагреваемого металла, либо
непосредственно у его поверхности, в результате чего тепловая
энергия сразу поглощается металлом. В печах косвенного нагрева
электрическая энергия превращается в тепловую вне нагреваемого
металла, а тепловая энергия передается от источника тепловой
энергии металлу. Смешанный нагрев характеризуется одновременной
реализацией способов прямого и косвенного нагрева.
Электрический нагрев металла может осуществляться при обыч-
ном (атмосферном) давлении, в вакууме или при избыточном
(относительно атмосферного) давлении. Соответственно печи могут
быть открытыми, вакуумными или с избыточным давлением.
И, наконец, сталеплавильные электрические печи подразделяют
на группы по назначению и конструктивному оформлению: агрегаты
первичной выплавки металла (открытые дуговые, плазменно-дуговые
и индукционные) и установки для рафинирующих переплавов (ва-
куумные дуговые, плазменно-дуговые, элекгрошлаковые, электрон-
но-лучевые), а также открытые дуговые переменного или постоян-
ного токов, вакуумные с расходуемым или нерасходуемым элект-
родом, индукционные тигельные или канальные, электронно-лучевые
с кольцевым катодом, радиальной или аксиальной пушкой.
Печи сопротивления. Принцип работы этих печей основан на
том, что при прохождении тока по проводнику в нем выделяется
тепло. В соответствии с законом Джоуля—Ленца количество выде-
лившегося в проводнике тепла пропорционально квадрату силы тока,
сопротивлению проводника и времени прохождения тока, т. е. Q -
1,005/2Ят, Дж. Подбирая определенные значения силы тока и со-
противления, можно получить мощность, достаточную для расплав-
ления металлов.
Элементом сопротивления может служить специальный проводник
или непосредственно нагреваемое тело. Установки, в которых эле-
ментом сопротивления является само нагреваемое тело, называют
печами сопротивления прямого нагрева. Но сопротивление металла
обычно невелико, и его недостаточно для выделения в нем необ-
ходимой мощности. Поэтому для плавления металлов используют
печи сопротивления косвенного нагрева, в .которых тепло выделяется
в специальном проводнике и уже от него передается металлу.
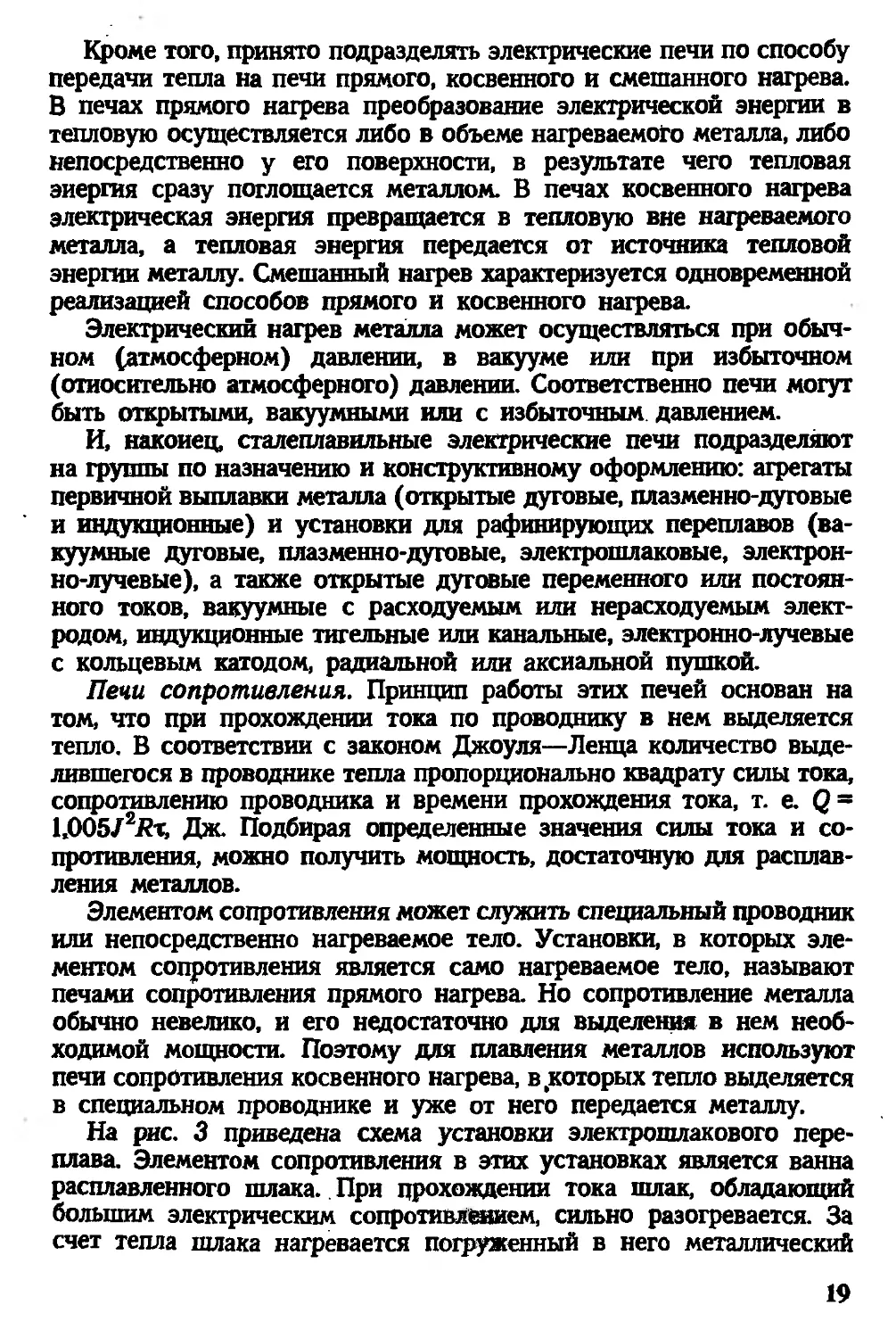
На рис. 3 приведена схема установки электрошлакового пере-
плава. Элементом сопротивления в этих установках является ванна
расплавленного шлака. При прохождении тока шлак, обладающий
большим электрическим сопротивлением, сильно разогревается. За
счет тепла шлака нагревается погруженный в него металлический
19
Рис. 3. Установка злектрошла-
кового переплава:
/ — расходуемый электрод,
2 — водосклажцаемый кристал-
лизатор, 3 — расплавленный
шлак, 4 наплавляемый слиток
электрод. Электрод с торца оплавляется,
металл каплями перетекает с электрода
через шлак в водоохлаждаемую излож-
ницу, в которой постепенно формируется
слиток.
Дуговые печи. Преобразование элек-
трической энергии в тепловую в дуговых
печах происходит в электрической дуге,
являющейся одной из форм разряда в
газах. При таком разряде в сравнительно
небольшом объеме дуги можно сконцен-
трировать огромную мощность и полу-
чить очень высокую температуру. Высо-
кая концентрация тепла в дуге позволяет
с большой скоростью плавить и нагревать
металл до высокой температуры.
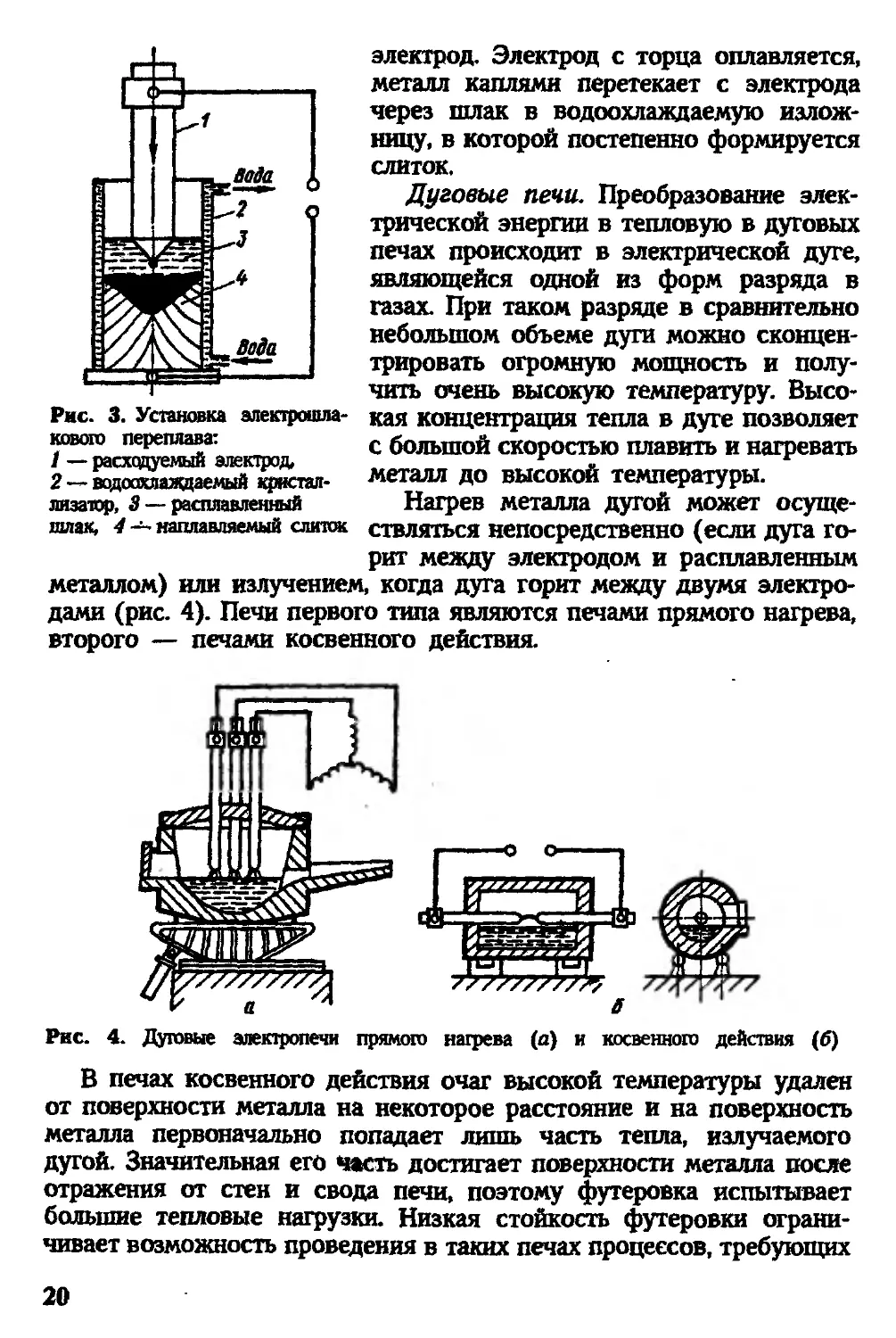
Нагрев металла дугой может осуще-
ствляться непосредственно (если дуга го-
рит между электродом и расплавленным
металлом) или излучением, когда дуга горит между двумя электро-
дами (рис. 4). Печи первого типа являются печами прямого нагрева,
второго — печами косвенного действия.
Рис. 4. Дуговые электропечи прямого нагрева (а) и косвенного действия (б)
В печах косвенного действия очаг высокой температуры удален
от поверхности металла на некоторое расстояние и на поверхность
металла первоначально попадает лишь часть тепла, излучаемого
дугой. Значительная его часть достигает поверхности металла после
отражения от стен и свода печи, поэтому футеровка испытывает
большие тепловые нагрузки. Низкая стойкость футеровки ограни-
чивает возможность проведения в таких печах процессов, требующих
20
нагрева металла свыше 1300...1400°С, и не позволяет применять их
для плавления сравнительно тугоплавких черных металлов. В черной
металлургии такие печи иногда используют в литейных цехах для
расплавления чугуна. В основном же они получили широкое рас-
пространение в цветной металлургии, где не требуется высоких
температур и важно обеспечить низкий угар дорогостоящих цветных
металлов.
Значительно лучше условия передачи тепла от дуги металлу в
печах прямого действия. В этом случае очаг высоких температур
максимально приближен к поверхности металла. Часть тепла из
зоны высоких температур поглощается металлом непосредственно
и отводится теплопроводностью. Значительно большая часть и
лучистой энергии сразу попадает на поверхность металла, а свод
печи защищен от воздействия дуг благодаря экранирующему дей-
ствию электродов. Вертикально расположенные электроды в печах
прямого действия работают в основном на растяжение. Это позволяет
использовать длинные графитовые электроды большого сечения,
допускающие работу на токе большой силы. Таким образом, зги
печи могут быть большой вместимости и производительности..
В зоне действия дуг интенсивно испаряется металл. По этой
причине дуговые печи прямого нагрева не получили широкого
применения для плавления дорогих цветных металлов. Но при
производстве стали сравнительно высокие температуры испарения
и относительно невысокая стоимость черных металлов делают этот
недостаток печей прямого действия не столь существенным, если
учесть их достоинства — большую скорость нагрева и возможность
проведения высокотемпературных процессов. Такие печи широко
применяют в сталеплавильной и ферросплавной промышленности.
Наиболее распространены трехфазные печи с дугой, горящей на
воздухе. По общему объему производства металла дуговые печи
занимают первое место среди электросталеплавильных агрегатов.
В последние годы получили распространение дуговые печи специ-
ального назначения, например дуговые вакуумные, которые также
являются печами прямого действия.
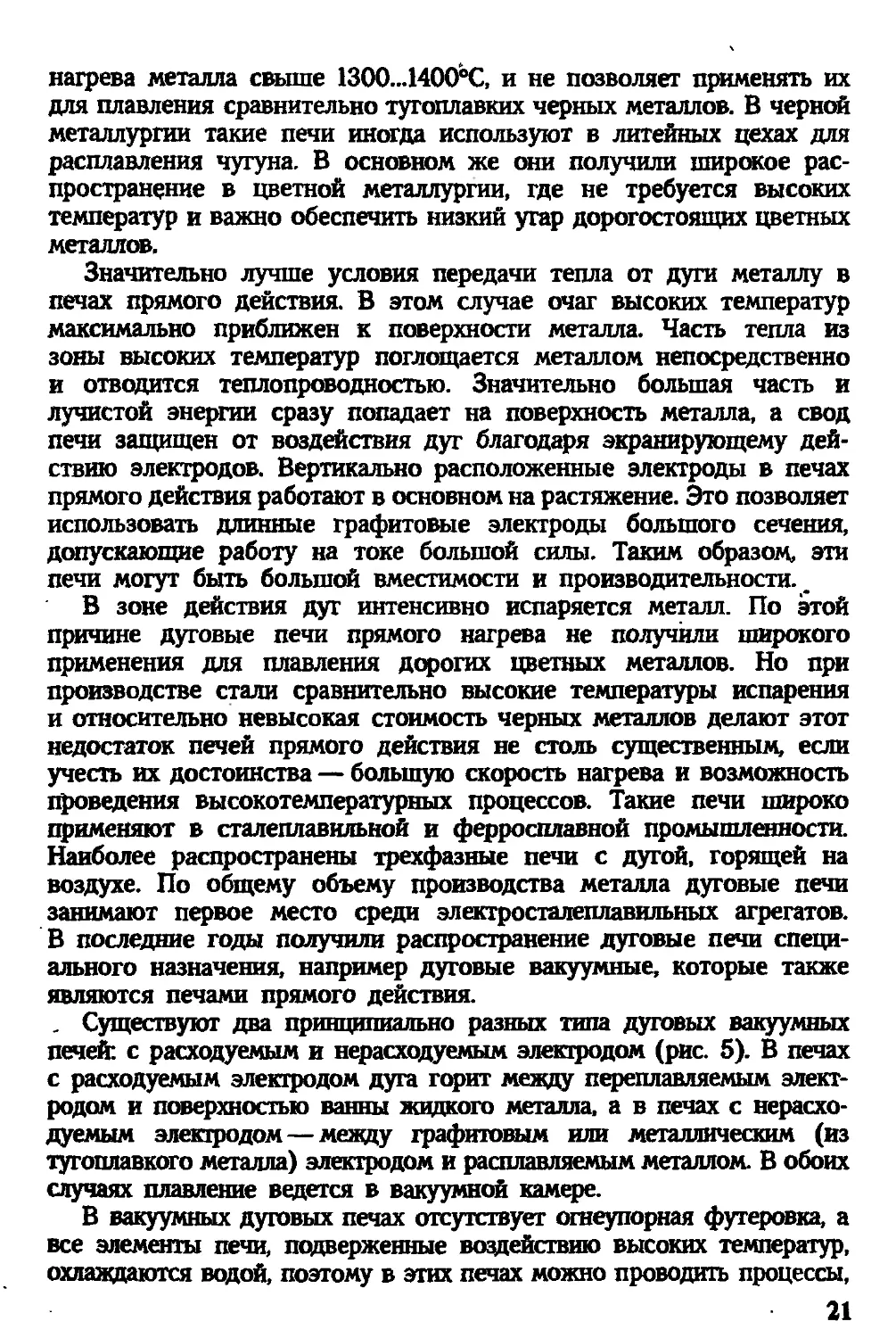
, Существуют два принципиально разных типа дуговых вакуумных
печей: с расходуемым и нерасходуемым электродом (рис. 5). В печах
с расходуемым электродом дуга горит между переплавляемым элект-
родом и поверхностью ванны жидкого металла, а в печах с нерасхо-
дуемым электродом — между графитовым или металлическим (из
тугоплавкого металла) электродом и расплавляемым металлом. В обоих
случаях плавление ведется в вакуумной камере.
В вакуумных дуговых печах отсутствует огнеупорная футеровка, а
все элементы печи, подверженные воздействию высоких температур,
охлаждаются водой, поэтому в этих печах можно проводить процессы,
21
Рис. 5. Вакуумные дуговые печи с расходуемым (а) и нерасходуемым (б)
электродами:
/—вакуумная камера, 2 — расходуемый электрод, 3 — кристаллизатор, 4 — наплав-
ляемый слиток, 5 — питатель для подачи шихты, 6 — тугоплавкая насадка нерасходуемого
электрода
требующие значительной концентрации тепла и высоких температур.
Используются они для плавления тугоплавких (молибдена, вольфра-
ма, ниобия, тантала) и тугоплавких активных (циркония, титана)
металлов, а также для переплава стали с целью улучшения ее
свойств в результате обработки вакуумом и изменения условий
кристаллизации.
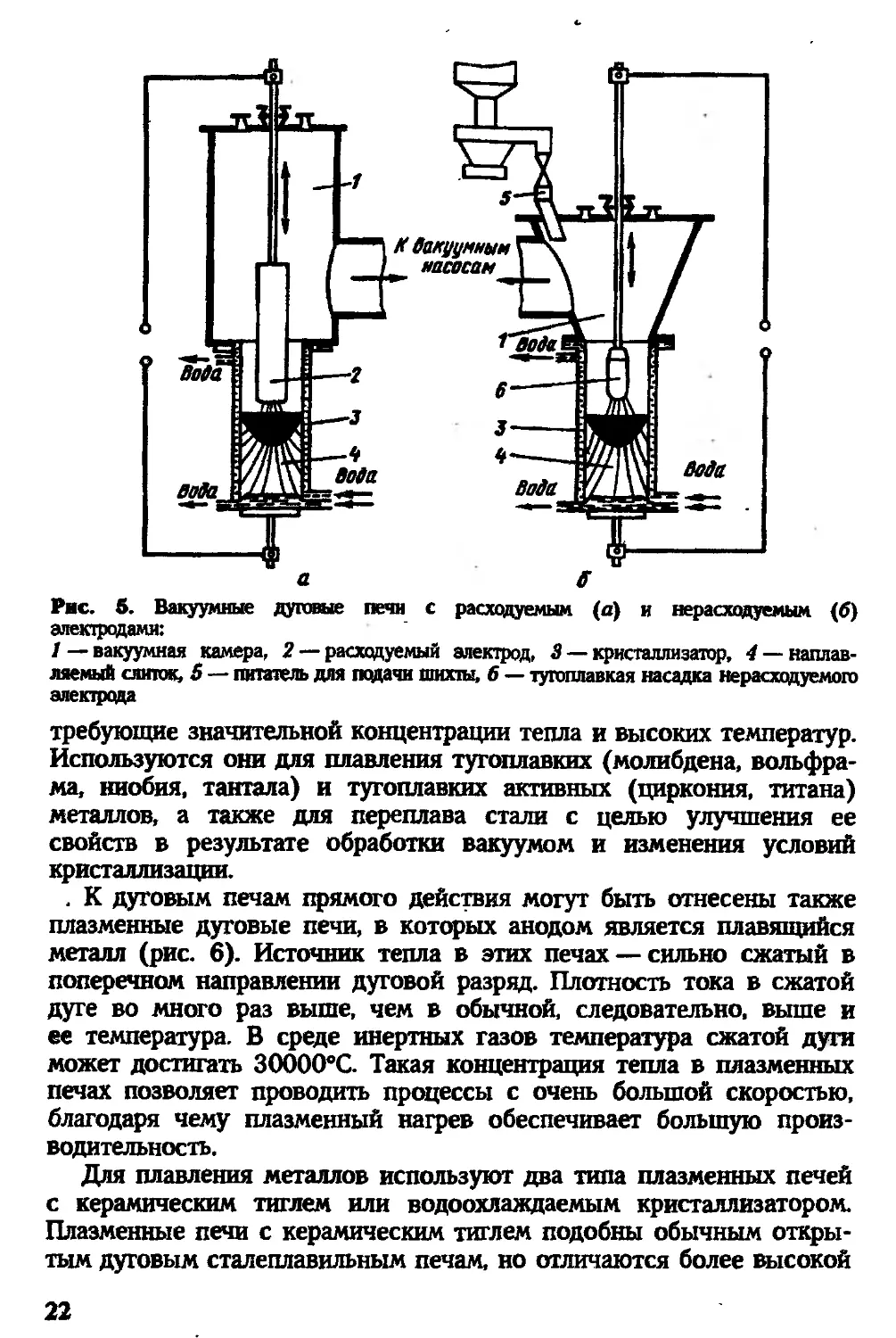
. К дуговым печам прямого действия могут быть отнесены также
плазменные дуговые печи, в которых анодом является плавящийся
металл (рис. 6). Источник тепла в этих печах — сильно сжатый в
поперечном направлении дуговой разряд. Плотность тока в сжатой
дуге во много раз выше, чем в обычной, следовательно, выше и
ее температура. В среде инертных газов температура сжатой дуги
может достигать 30000°С. Такая концентрация тепла в плазменных
печах позволяет проводить процессы с очень большой скоростью,
благодаря чему плазменный нагрев обеспечивает большую произ-
водительность.
Для плавления металлов используют два типа плазменных печей
с керамическим тиглем или водоохлаждаемым кристаллизатором.
Плазменные печи с керамическим тиглем подобны обычным откры-
тым дуговым сталеплавильным печам, но отличаются более высокой
22
, Рис. в. Плазменные дуговые печи:
а —с керамическим тиглем, б —с водоохлаждаемым кристаллизатором
производительностью и позволяют получать металл более высокого
качества. Печи с водоохлаждаемым кристаллизатором используются
для рафинировочного переплава, в результате которого свойства
металла улучшаются благодаря дополнительной обработке активным
газом и принудительной направленной кристаллизации в водоохлаж-
даемом кристаллизаторе.
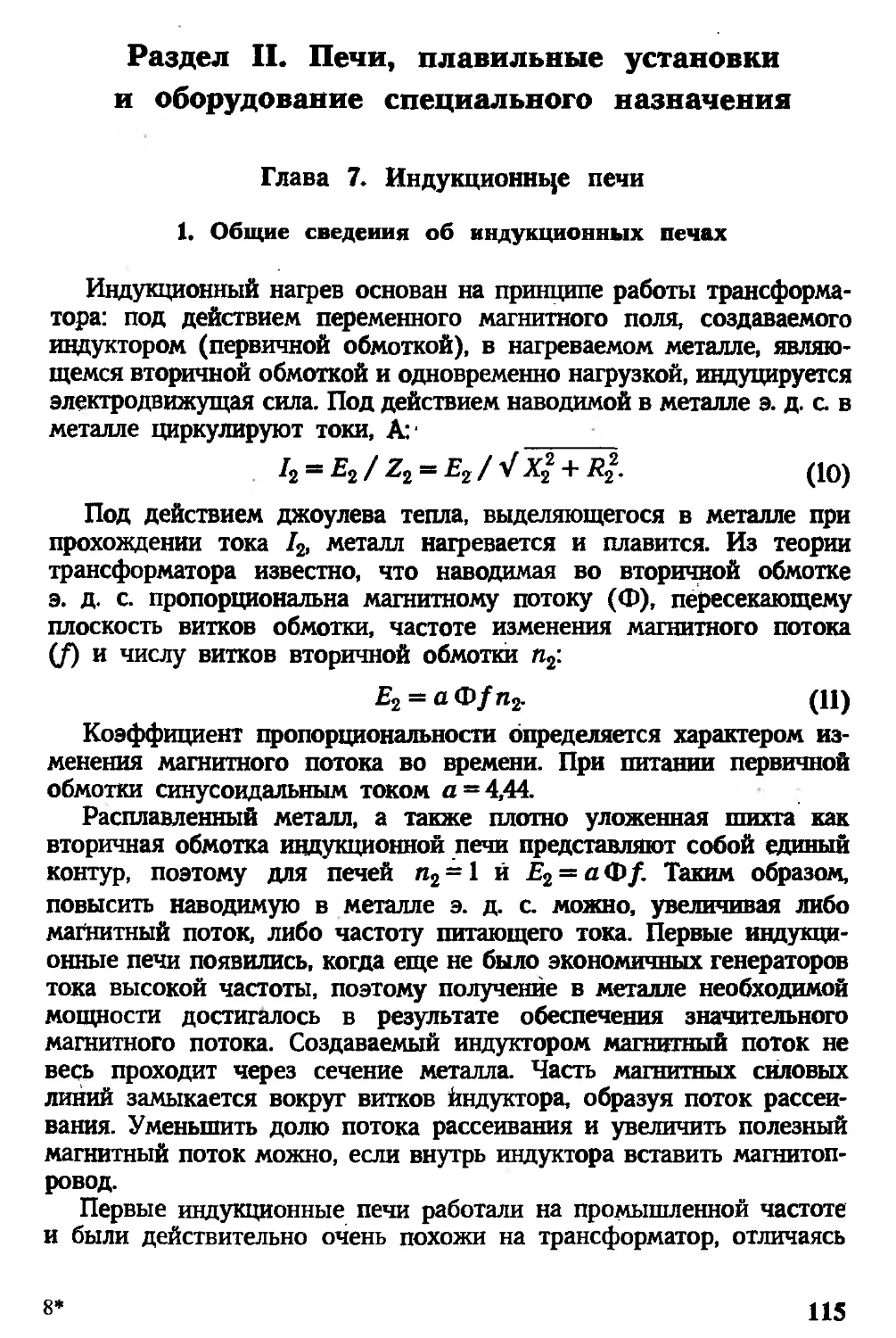
Индукционные печи. В индукционных печах металл нагревается
токами, возбуждаемыми в нем переменным магнитным полем ин-
дуктора. По существу индукционные печи также являются печами
сопротивления, но отличаются от них способом передачи энергии
нагреваемому металлу. В отличие от печей сопротивления электри-
ческая энергия в индукционных печах превращается в индукторе в
электромагнитную, затем в металле в электрическую и, наконец, в
металле же — в тепловую.
При индукционном нагреве тепло выделяется непосредственно в
нагреваемом металле, поэ-
тому использование тепла
оказывается наиболее пол-
ным. С этой точки зрения
индукционные печи — наи-
более совершенный тип
электрических печей.
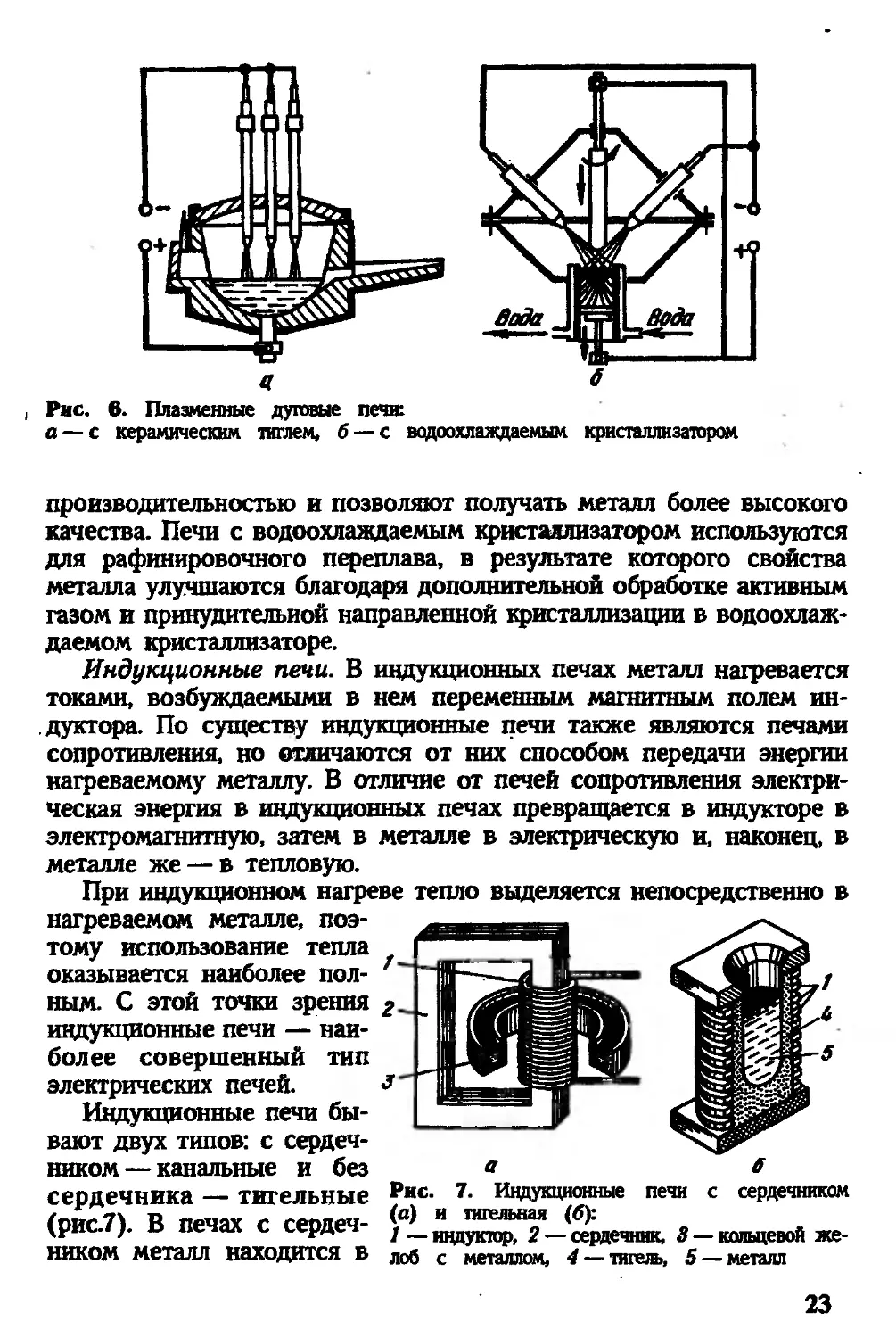
Индукционные печи бы-
вают двух типов: с сердеч-
ником — канальные и без
сердечника — тигельные
(рис.7). В печах с сердеч-
ником металл находится в
Рис. 7. Индукционные печи с сердечникам
(а) и тигельная (б):
1 — ивдуктор, 2 — сердечник, 3 — кольцевой же-
лоб с металлам, 4 — тигель, 5 — металл
23
кольцевом желобе вокруг индуктора, внутри которого проходит
сердечник. В тигельных печах внутри индуктора располагается тигель
с металлом. Применить замкнутый сердечник в этом случае невоз-
можно.
Вследствие ряда электродинамических эффектов, возникающих в
кольце металла вокруг индуктора, удельная мощность канальных
печей ограничивается определенными пределами. Поэтому эти печи
используют преимущественно для плавления легкоплавких цветных
металлов и лишь в отдельных случаях применяют для расплавления
и перегрева чугуна в литейных цехах Удельная мощность тигельных
печей может быть достаточно высокой, а силы, возникающие в
результате взаимодействия магнитных полей металла и индуктора,
способствуют перемешиванию металла. Тигельные печи применяют
для выплавки специальных, особенно низкоуглеродистых, сталей и
сплавов на основе никеля, хрома, железа, кобальта. Важным досто-
инством тигельных печей являются простота конструкции и малые
габариты печи. Благодаря этому индукционная тигельная печь может
быть полностью помещена в вакуумную камеру и в ней можно по
ходу плавки воздействовать на металл вакуумом. Вакуумные индук-
ционные тигельные печи получают все более широкое распростра-
нение для производства качественных сталей.
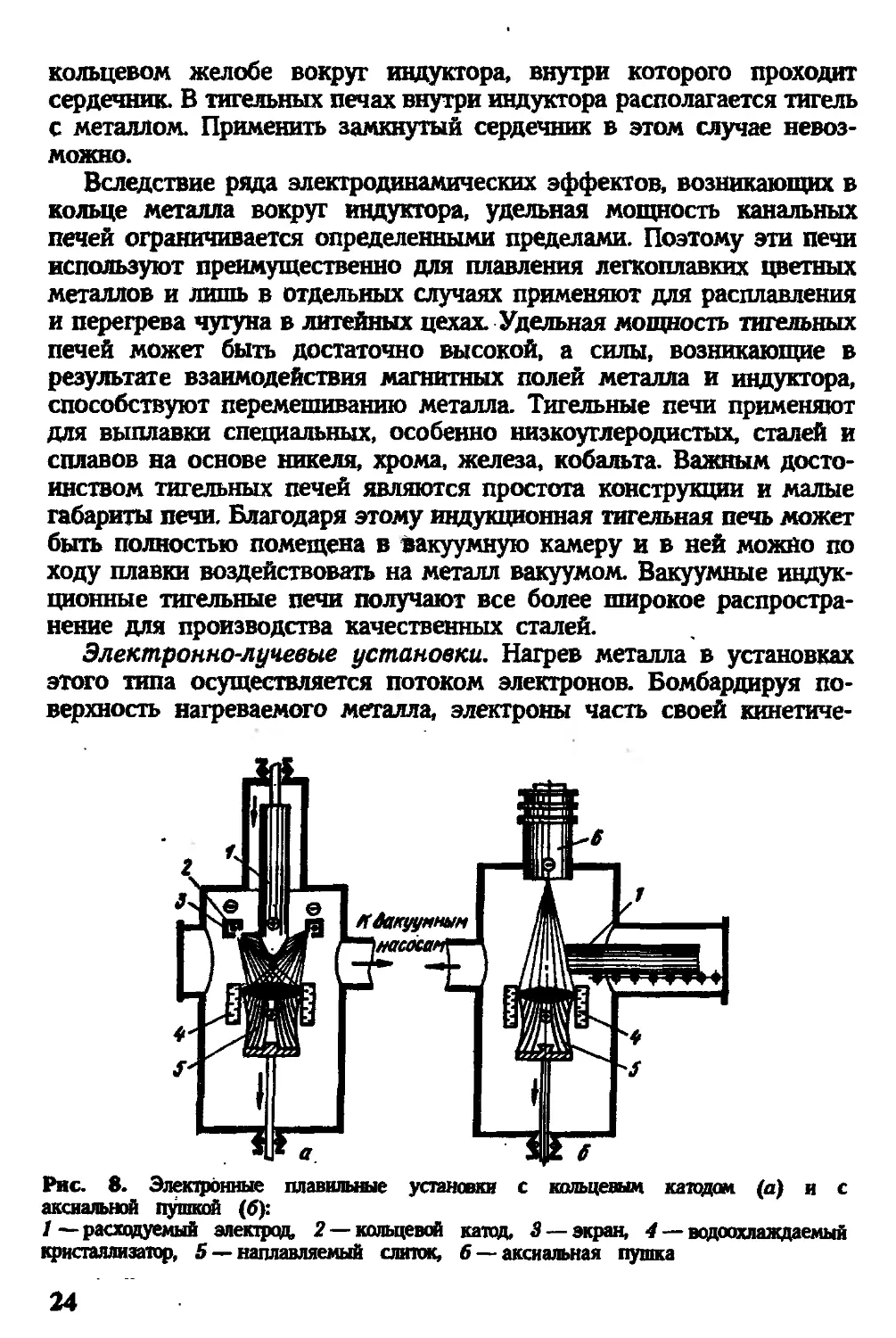
Электронно-лучевые установки. Нагрев металла в установках
этого типа осуществляется потоком электронов. Бомбардируя по-
верхность нагреваемого металла, электроны часть своей кинетиче-
Рис. 8. Электронные плавильные установки с кольцевым катодом (а) и с
аксиальной пушной (б):
/—расходуемый электрод, 2 —кольцевой катод, 3 — экран, 4 — водоохлаждаемый
кристаллизатор, 5 — наплавляемый слиток, б —аксиальная пушка
24
ской энергии передают его частицам, повышая тем самым темпе-
ратуру. Источником электронов является кольцевой катод, радиаль-
ная или аксиальная электронная пушка (рис. 8).
Получить плотный не рассеивающийся в пространстве поток
электронов можно только в вакууме при давлении < 10“2 Па,
вследствие чего электронные плавильные установки являются ваку-
умными. Их используют для производства слитков металла высокой
степени чистоты, получения высококачественных отливок.
Глава 2. Электрическая дуга как источник тепловой
энергии
1. Общие сведения о дуговом разряде
Трансформация электрической энергии в тепловую в дуговых
печах происходит в разрядном промежутке между торцом электрода
и поверхностью металла. Электрическая цепь на этом участке
замыкается дуговым разрядом. Дуговой разряд — одна из форм
разряда в газах. В обычном состоянии газ состоит из электроней-
тральных частиц и ток не-проводит. Он приобретает проводимость,
когда в нем помимо электронейтральных атамов и молекул появ-
ляются заряженные частицы — свободные электроны и ионы.
В зависимости от причин, вызывающих их появление, разряды в
газах подразделяют на несамостоятельные и самостоятельные. Не-
самостоятельными называют разряды, для поддержания которых на
газовый промежуток требуется воздействие внешних ионизаторов,
например рентгеновского излучения. Разряды, существование кото-
рых не обусловлено внешними ионизаторами, являются самостоя-
тельными. Дуговой разряд относится к числу самостоятельных
разоядов, характеризуется высокой плотностью тока
(1(г...1О3 А/мм2) и возможен только при определенных давлениях.
Для возбуждения дуги концы электродов, к которым приложено
напряжение, сначала приводят в соприкосновение, а затем разводят
на некоторое расстояние. При разведении электродов в точках
контакта увеличивается сопротивление и растет количество выде-
ляющегося на этом участке джоулева тепла, повышается температура
концов электродов.
Повышение температуры связано с увеличением кинетической
энергии движущихся частиц нагреваемого тела. В материале элек-
тродов наибольшей подвижностью обладают свободные электроны.
При высоких температурах кинетическая энергия электронов дости-
гает таких значений, при которых часть их может преодолеть
потенциальный энергетический барьер у поверхности и покинуть
25
электрод. Явление испускания электронов нагретым телом называется
термоэлектронной эмиссией.
Покинуть материал электрода электрон может лишь в том случае,
если его кинетическая энергия превышает работу выхода, т. е. если
WlVx/2 2 ®о^вых»
где т и е0 — масса и заряд электрона; vx — проекция его
скорости на нормаль к поверхности электрода; UBia — напряжение
электрического поля, при котором электрон может покинуть материал
электрода в вакууме.
Работа выхода электронов измеряется в электрон-вольтах
(1 эВ = 1,610“ Дж). Для некоторых материалов она равна:
Mg Al V Mo Fe C W
3,46 3,74 3,80 4,27 4,36 4,39 4,50
Зависимость плотности тока эмиссии от температуры электрода
описывается формулой Дэшмена: б == АТ2е-в/г, где б — плотность
тока эмиссии, А/см2; Т — температура; е — основание натураль-
ного логарифма; А и В — постоянные, зависящие от свойств
материала электродов. Из приведенной формулы следует, что с
повышением температуры ток эмиссии увеличивается очень быстро.
Например, повышение температуры вольфрамового катода с 1500 до
3500 К приводит к увеличению плотности тока эмиссии более чем
в 10 раз.
Покинуть материал катода свободные электроны могут также в
результате эмиссии электронов под действием электрического поля,
называемой электростатической или холодной эмиссией. Плотность
тока электрической эмиссии можно определить по формуле, анало-
гичной формуле Дэшмена для термоэлектронной эмиссии:
б = а£2ехр(-6/£), где Е — напряженность поля у поверхности
катода, а и b — постоянные, зависящие от условий эмиссии. Если
в области катода одновременно существуют оба фактора — высокая
температура и высокая напряженность поля, то на катоде наблю-
даются оба вида эмиссии. Плотность тока в этом случае можно
определить по формуле
б > А(Т + с£)2ехр[-6/(Г + с£)]. (1)
В электропечах одним из электродов значительное время является
расплавленный металл, поэтому температура печных электродов
всегда очень высока и процесс термоэлектронной эмиссии всегда
явно выражен.
Электростатическая эмиссия наблюдается при напряженности
электрического поля у катода порядка 1 МВ/см. Для достижения
26
такой напряженности в непосредственной близости от катода не-
обходимо обеспечить высокую концентрацию положительных заря-
дов, что возможно, например, при большой плотности газа.
При обычных условиях в дуговых электропечах электростатиче-
ская эмиссия играет подчиненную роль. Основная масса первичных
электронов появляется в результате термоэлектронной эмиссии.
В связи с этим электрическую дугу в плавильных печах можно
характеризовать как термоэлектронную, а для определения плотности
тока эмиссии в первом приближении пользоваться формулой Дэш-
мена.
Сила тока в дугах современных электропечей измеряется десят-
ками тысяч ампер. Для переноса такого количества зарядов требуется
огромное количество заряженных частиц, которое не может быть
обеспечено ни термоэлектронной, ни электростатической эмиссией.
Основная масса заряженных частиц, обеспечивающих протекание
тока в дуге, образуется в результате ионизации газовой среды.
Электроны, эмитированные катодом, в электрическом поле по-
лучают ускоренное движение ж аноду. Пройдя ускоряющую разность
потенциалов ДС7, электрон приобретает скорость V, км/с:
v = 593/577. (2)
На пути к аноду электроны сталкиваются с электронейтральными
молекулами и атомами. Если кинетическая энергия движущегося
электрона мала, то он может быть захвачен атомами электроотри-
цательных элементов с образованием отрицательных ионов, при
этом количество заряженных частиц не изменится. Движущийся с
большой скоростью электрон при столкновении с атомами или
молекулами может сообщить им такой импульс энергии, который
вызовет перемещение электронов в частице на более высокие
энергетические уровни или заставит один или несколько внешних
электронов покинуть частицу. В последнем случае появляются новые
свободные электроны и положительный ион.
Для удаления электрона из нейтральной частицы необходимо,
чтобы передаваемый ей электроном импульс энергии был больше
работы ионизации, т. е. работы, затрачиваемой на преодоление сил
притяжения между электроном и ядром. Работа ионизации At равна
произведению заряда электрона на потенциал ионизации, эВ:
А = е<Д- (3)
Величина потенциала ионизации определяется энергетическим
уровнем «выбиваемого» электрона. В табл. 2 приведены минималь-
ные значения потенциала ионизации некоторых газов и паров
отдельных элементов. Эти данные свидетельствуют о том, что
потенциал ионизации изменяется в соответствии с Периодическим
27
законом элементов. Наиболее легко ионизируются пары тяжелых
щелочных металлов, труднее всего — легкие инертные газы.
Для удаления второго электрона у однократно заряженного иона
требуется очень большая затрата энергии. Так, чтобы оторвать
самый внешний электрон, например от атома лития, нужно затратить
5,39 эВ. Энергия связи с ядром двух следующих электронов со-
ставляет 75,6 и 122,4 эВ соответственно. У атомов элементов, при-
сутствующих в печной дуге, эта энергия еще больше. Поэтому в
печной дуге происходит, как правило, лишь однократная ионизация.
Таблица 2. Минимальные потенциалы ионизации и возбуждения
некоторых элементов
Элемент Группа в периодической системе Порядковый номер элемента Атомная масса Наименьший потенциал, В
ионизации возбуждения
Cs 1 55 132,9 3,89 1,4
К 1 19 39,1 4,34 1,6
Na J 11 22,9 5,14 2,1
Li 1 3 6,9 5,39 1,8
Са 2 20 40.0 6.U —
Mg 2 12 24,3 7,61 2,7
Al 3 13 26.9 5,98 —
Zr 4 40 91,2 6,92 —
T1 4 22 47,9 6,81 —
Si 4 14 28,1 7,94 —
C 4 6 2,0 11,26 —
V 5 23 50,9 6,75 —
Mo 6 42 95,9 7,35 -
Cr 6 24 52,0 6,74 —
Mn 7 25 54,9 7,50 —
Fe 8 26 55,8 7,83 —
H 1 1 1,0 13,59 10.2
H2 — — — 5,40 7.0
N 5 7 14.0 14,53 6,3
n2 — — - 15,80 —
0 6 8 16.0 13.61 7,9
02 — — — 12,50 —
Kr 0 36 83,8 14,0 10,0
Ar 0 18 39,9 15,76 —
Ne 0 10 20,2 21,56 16,6
He 0 2 4.0 24,58 19,7
28
Значительно меньшей затраты энергии требует перемещение
электронов на более высокие энергетические уровни. Поэтому при
столкновении частиц более вероятно не удаление электронов, а
переход их на другие орбиты, т. е. возбуждение нейтральных частиц.
Если возбуждение будет достаточно устойчивым, а столкновения
достаточно частыми, то следующее соударение возбужденной час-
тицы с электроном может перевести ее в ионизированное состояние
при меньшей затрате энергии. В дуговом разряде такая ступенчатая
ионизация имеет очень большое значение.
Образовавшиеся в результате ионизации вторичные электроны и
ионы могут в свою очередь ионизировать нейтральные частицы,
если к моменту соударения с ними приобретут достаточный запас
кинетической энергии. При одинаковой величине заряда масса иона
не менее чем в 2000 раз больше массы электрона, поэтому до
столкновения ионы успевают приобрести в электрическом поле
значительно меньше кинетической энергии, и их участие в процессе
ионизации невелико. Основную работу по ионизации выполняют
эмитированные электроны непосредственно и через образованные
ими вторичные свободные электроны.
Параллельно с ионизацией в газовом промежутке идет деиони-
зация, в основном в результате рекомбинации, т.е. нейтрализации
противоположных зарядов частиц при их столкновении. Рекомби-
нация может происходить либо между электронами и положитель-
ными ионами, либо между ионами с разноименными зарядами. При
рекомбинации электрона и иона выделяется энергия, равная энергии
ионизации. Так как в результате их столкновения скорость образо-
вавшейся нейтральной частицы практически равна скорости иона,
то выделяющаяся энергия превращается в энергию излучения, длина
волны которого соответствует величине этой энергии, эВ:
A, = e0U, = nv = hc/K (4)
где v — частота излучения: X — длина волны излучения; с — скорость
света; h — постоянная Планка.
Выделяющаяся при рекомбинации столкнувшихся ионов энергия
может вызвать также изменение кинетической энергии частиц, т.е.
пойти на увеличение температуры газа. Оба вида рекомбинации
быстро развиваются при понижении температуры.
Деионизация газа может происходить и в результате диффузии
заряженных частиц из объема дугового разряда. Диффузия за
границы разрядного объема вызывается тепловым движением или
появлением неравномерностей распределения зарядов. Так как боль-
шей подвижностью обладают электроны, то они чаще выходят за
29
границы дуги. Но при этом они увлекают за собой положительные
ионы, и из объема дуги уходят одновременно заряды обоих знаков.
Поэтому в установившихся условиях процессы ионизации и деио-
низации уравновешиваются, и при данной температуре количество
свободных электронов, ионов и нейтральных частиц в разрядном
промежутке является вполне определенным.
2. Особенности дуги постоянного и переменного тока
Рис. 9. Схематиче-
ское изображение
электрической дуги
в воздухе:
1 — катодное пятно,
2 — столб дуга, 3 —
анодное пятно, 4 —
ореол дуга
Современные дуговые электропечные установки работают с ис-
точниками как постоянного, так и переменного токов. Род тока во
многом определяет особенности дуги, и условия горения дуги
переменного тока несколько отличаются от условий горения дуги
постоянного тока. Строение дуги постоянного тока показано на
рис. 9. У дуги постоянного тока один электрод постоянно является
катодом, второй — анодом. Во время возбуждения дуги при
разведении электродов и разогреве их концов термоэлектронная
эмиссия происходит с поверхности обоих электродов. Но испуска-
емые анодом электроны отбрасываются электрическим полем назад
к поверхности анода, а электронам,
эмитированным катодом, сообщает-
ся движение к аноду. Пройдя путь,
равный длине свободного пробега,
эти электроны сталкиваются с элек-
тронейтральными частицами и вы-
зывают их ионизацию. Ионизиро-
ванные частицы также ускоряются
электрическим полем и при столк-
новении ионизируют следующую
группу частиц и т. д.
В результате на некотором рас-
стоянии от поверхности катода, равном длине свободного пробега
электрона, лавинообразно развивается процесс деионизации. Непо-
средственно у катода образуется тонкий (порядка 0,1 мкм ) слой —
катодная область, на одной границе которого находится источник
электронов (поверхность катода), на второй — источник по-
ложительных ионов. Так как подвижность ионов значительно меньше
подвижности электронов, то последние быстрее проходят этот слой,
а в слое накапливается избыток положительных ионов, образуя
пространственный заряд, обусловливающий скачок потенциала.
В этой области создаются градиенты напряжения, достигающие
1 МВ/см.
В центре катодной части расположено ярко светящееся катодное
пятно. Это — участок поверхности катода, через который ток про-
30
никает в катод. В результате бомбардировки поверхности катода
ускоренными в электрическом поле положительными ионами этот
участок катода сильно разогревается. Приносимая ионами энергия
расходуется на тепловые потери, испарение материала катода, эн-
дотермические реакции и поддержание термоэлектронной эмиссии.
Нейтрализуясь на поверхности катода и оседая на нем, положитель-
ные ионы наращивают его, в результате чего торец катода приоб-
ретает форму конуса.
Начинающуюся за катодным пространством область интенсивной
ионизации называют столбом дуги. В нем образуется такое число
заряженных частиц, которое достаточно для переноса через газовый
промежуток зарядов, измеряемых силой тока в тысячи и десятки
тысяч ампер. Несмотря на огромное количество заряженных частиц,
суммарный потенциал газа в столбе дуги остается незначительным,
так как при ионизации образуется парное число частиц, имеющих
разноименные заряды, а количество первичных электронов с не-
скомпенсированным зарядом в общей массе заряженных частиц
невелико. Поэтому изменение потенциала в столбе дуги подчиняется
линейному закону.
Число разноименно заряженных частиц вновь становится неоди-
наковым в непосредственной близости от анода, где мала концен-
трация положительных ионов. Соответственно в анодной области
вновь наблюдается скачок потенциала.
Как и на катоде, на аноде выделяется анодное пятно, появляю-
щееся в результате бомбардировки анода электронами. Энергия
электронов расходуется на компенсацию тепловых потерь анодом
и частично — на выбивание с поверхности анода положительных
ионов. В результате потери анодом положительных ионов на торце
анода образуется кратер, и анод расходуется быстрее катода.
Падение напряжения в анодной и катодной областях невелико,
и в среднем сумма катодного и анодного падений напряжений равна
потенциалу ионизации газа, в котором происходит разряд. Основное
падение потенциала, равное разности приложенного напряжения и
потенциала Ионизации, приходится на столб дуги. Это свидетельст-
вует о том, что трансформация электрической энергии в тепловую
происходит также в основном в столбе.
Температура является характеристикой внутренней энергии тела
или частицы, и чем больше ее энергия, тем выше температура.
.В разрядном промежутке находятся свободные электроны, ионы и
нейтральные частицы. В период возбуждения дуги эти частицы
находятся в разном режиме движения и обладают разным запасом
энергии, т. е. имеют разную температуру. Преобразование электри-
ческой энергии в тепловую происходит в результате увеличения
в электрическом поле кинетической энергии заряженных частиц.
31
Наиболее быстро увеличивается скорость и кинетическая энергия
электронов, обладающих самой малой удельной (по отношению к
величине заряда) массой. Поэтому в период возбуждения дуги
температура электронов растет очень быстро.
Получив ускорение под действием поля, электроны сталкиваются
с нейтральными частицами и часть энергии передают им. В резуль-
тате температура электронов понижается, но при этом усиливается
движение нейтральных частиц, учащаются их взаимные столкновения
и повышается температура газа. Благодаря столкновениям происхо-
дит постоянный обмен энергией между частицами, и температура
всех составляющих газа выравнивается.
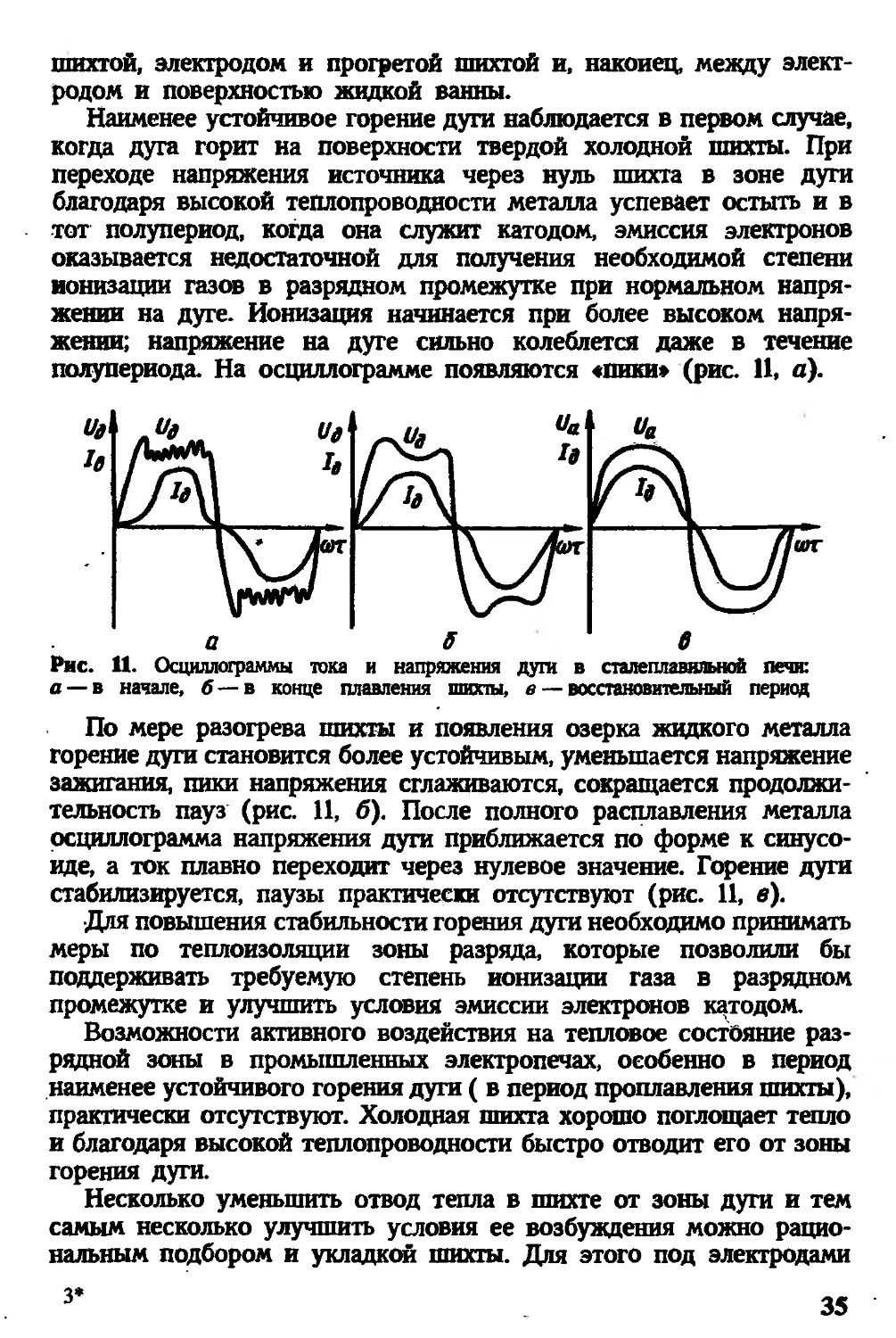
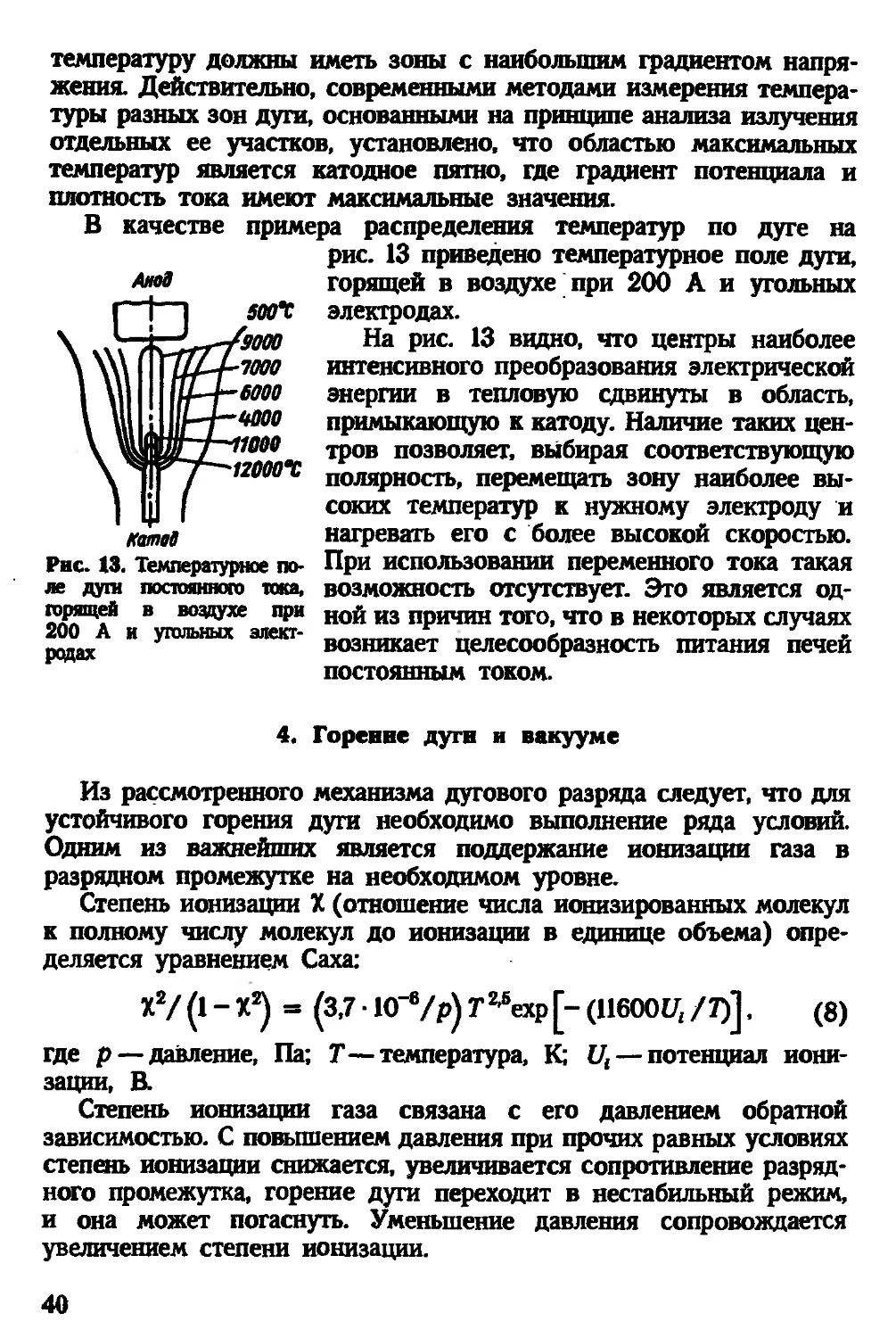
Ионы также принимают участие в преобразовании энергии поля
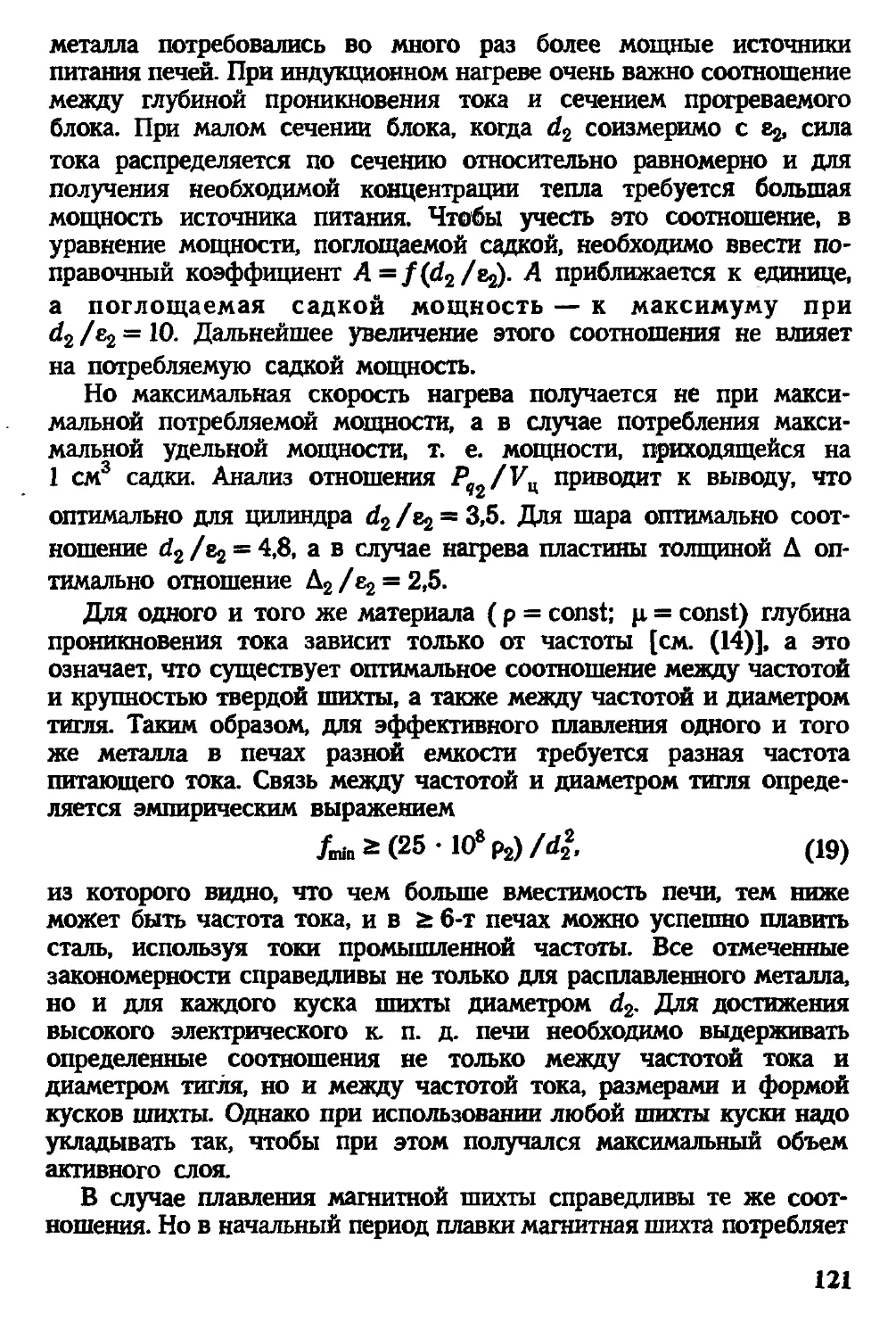
в тепловую энергию движения, но их роль вследствие меньшей
подвижности значительно меньше, чем электронов.
При устойчивом горении дуги температура всех частиц среды
почти одинакова и составляет несколько тысяч градусов. При такой
температуре газа энергия движущихся частиц настолько велика, что
соударение даже нейтральных атомов и молекул может привести к
их ионизации. Однако значительное число газа при столкновении
не ионизируется, а диссоциирует на электронейтральные атомы, не
принимающие участия в прохождении тока. Раскаленные газы в
диссоциированном состоянии образуют ореол дуги (рис. 9). В дис-
социированном состоянии газы становятся более активными в
химическом отношении и в отношении передачи тепла. Так, напри-
мер, теплопроводность воздуха, диссоциированного всего лишь на
10%, удваивается. Диссоциация газов в зоне дуги имеет большое
значение для теплофизических и физико-химических процессов в
дуговых печах.
В цепи постоянного тока состояние дуги после ее возбуждения
быстро стабилизируется. При устойчивом горении дуги число воз-
никающих в единицу времени зарядов вследствие ионизации равно
числу зарядов, исчезающих вследствие рекомбинации и диффузии.
При изменении режима работы дуги динамическое равновесие
нарушается, и в дуговом разряде возникают переходные режимы.
Скорость перехода в состояние нового равновесия очень велика
(длительность переходного режима измеряется милли- и микросе-
кундами).
Существенно изменяются условия горения дуги и ее характери-
стики при питании переменным током. В этом случае сила тока
дуги и тепловое состояние газового промежутка изменяются непре-
рывно. В течение каждого периода электрод является поочередно
то катодом, то анодом.
Уменьшение градиента потенциала в дуге переменного тока при
переходе напряжения через нулевую точку сопровождается и умень-
32
шением степени ионизации частиц: число новых заряженных частиц,
появляющихся в единицу времени, меньше числа частиц, исчезающих
в результате деионизации. При каждом прохождении тока через
нуль газовый промежуток охлаждается, деионизируется, и его про-
водимость уменьшается. В зависимости от условий охлаждения газа
в разрядном промежутке и характера изменения подводимого от
источника питания напряжения дуга после смены полярности может
возникнуть сразу, спустя некоторое время или вообще погаснуть.
Если в момент смены полярности проводимость промежутка
изменяется несущественно, что характерно для мощных хорошо
Теплоизолированных дуг, то дуга горит непрерывно, сила тока
плавно и без перерывов переходит через нулевое значение, а
вольт-амперная характеристика дуги (зависимость между током
и напряжением) изменяется по прямой (рис. 10, а). При большей
скорости охлаждения дуги проводимость разрядного промежутка
во время смены полярности может уменьшиться настолько, что
ток в цепи появляется лишь при определенном значении напря-
жения— напряжении зажигания (рис. 10, б). Вольт-амперная
характеристика в этом случае имеет вид ломаной линии, а дуга
в течение некоторого времени отсутствует, т. е. горит прерывисто.
Более интенсивная потеря тепла дугой приводит к тому, что для
ее зажигания требуется все более высокое напряжение. Напря-
жение зажигания может превысить напряжение горения дуги, на
осциллограмме появляются пики напряжения, форма осциллограмм
силы тока и напряжения и вольт-амперная характеристика дуги
усложняются (рис. 10, в). Если степень ионизации разрядного
промежутка при изменении полярности электродов снижается
6
Рис. 10. Осциллограммы и вольт-амперные характеристики дуг переменного тока:
а—теплоизолированной, б и в — охлаждающихся
3 Зак. 3164
33
очень сильно, а подводимого напряжения недостаточно для пробоя
газового промежутка, то дуга может не зажигаться или горение
дуги носит неустойчивый прерывистый характер, и затем дуга гаснет.
3. Стабилизация дуги, регулирование ее мощности
и излучающей способности
Для питания промышленных дуговых печей, как правило, исполь-
зуют переменный ток Это объясняется более низкой стоимостью
получения переменного тока и возможностью передачи на значи-
тельные расстояния со сравнительно небольшими потерями. Посто-
янный ток для питания дуговых печей до начала 80-х годов
использовали лишь в исключительных случаях, когда применение
переменного тока было либо невозможно, либо не обеспечивало
необходимого качества металла. Однако в 80-х годах начинается
интенсивное внедрение дуговых сталеплавильных печей постоянного
тока, что обусловлено созданием к этому времени источников
питания большой мощности и преимуществами использования дуги
постоянного тока — более спокойным электрическим режимом, резко
уменьшающим помехи в питающей энергосистеме, снижением уровня
шума, уменьшением расхода дорогостоящих электродов, огнеупорных
материалов и др.
По сравнению с дугой постоянного тока дуга в цепи переменного
тока менее устойчива, так как она дважды за период исчезает и
возбуждается вновь. Стабильное горение дуги отличается от неста-
бильного лишь длительностью пауз, в течение которых дуга отсут-
ствует. При непрерывном горении значение силы тока плавно
переходит через нулевое значение. Конечное значение длительности
пауз отвечает прерывистому, но устойчивому горению дуги. При
неустойчивом горении пауза стремится к бесконечности и проис-
ходит гашение дуги.
Неспокойная, прерывистая дуга в электропечах нежелательна, так
как в этом случае мощность трансформатора используется не
полностью, вследствие чего замедляется плавление металла, снижа-
ется производительность установки.
Появление пауз при смене полярности связано, как отмечалось
ранее, с деионизацией разрядного промежутка и с потерей эмисси-
онной способности катода. Сталеплавильные дуговые электропечи
являются печами прямого действия, в которых дуга горит между
электродом и поверхностью нагреваемого металла. Тепловое состо-
яние электрода в таких печах достаточно стабильно, а температура
металла может изменяться в значительных пределах. В зависимости
от периода плавки дуга горит между электродом и твердой холодной
34
шихтой, электродом и прогретой шихтой и, наконец, между элект-
родом и поверхностью жидкой ванны.
Наименее устойчивое горение дуги наблюдается в первом случае,
когда дуга горит на поверхности твердой холодной шихты. При
переходе напряжения источника через нуль шихта в зоне дуги
благодаря высокой теплопроводности металла успевает остыть и в
тот полупериод, когда она служит катодом, эмиссия электронов
оказывается недостаточной для получения необходимой степени
ионизации газов в разрядном промежутке при нормальном напря-
жении на дуге. Ионизация начинается при более высоком напря-
жении; напряжение на дуге сильно колеблется даже в течение
полупериода. На осциллограмме появляются «пики» (рис. 11, а).
Рис. 11. Осциллограммы тока и напряжения дуги в сталеплавильной печи:
а — в начале, б — в конце плавления шихты, в — юссаяовижяшый период
По мере разогрева шихты и появления озерка жидкого металла
горение дуги становится более устойчивым, уменьшается напряжение
зажигания, пики напряжения сглаживаются, сокращается продолжи-
тельность пауз (рис. 11, б). После полного расплавления металла
осциллограмма напряжения дуги приближается по форме к синусо-
иде, а ток плавно переходит через нулевое значение. Горение дуги
стабилизируется, паузы практически отсутствуют (рис. 11, в).
Для повышения стабильности горения дуги необходимо принимать
меры по теплоизоляции зоны разряда, которые позволили бы
поддерживать требуемую степень ионизации газа в разрядном
промежутке и улучшить условия эмиссии электронов катодом.
Возможности активного воздействия на тепловое состояние раз-
рядной зоны в промышленных электропечах, особенно в период
наименее устойчивого горения дуги ( в период проплавления шихты),
практически отсутствуют. Холодная шихта хорошо поглощает тепло
и благодаря высокой теплопроводности быстро отводит его от зоны
горения дуги.
Несколько уменьшить отвод тепла в шихте от зоны дуги и тем
самым несколько улучшить условия ее возбуждения можно рацио-
нальным подбором и укладкой шихты. Для этого под электродами
з*
35
шихту надо расположить так, чтобы в -начале плавления дуга была
направлена на мелкие куски шихты, которые быстрее нагреваются
и оплавляются. В этом случае горение дуги стабилизируется срав-
нительно быстро. Если под электродом окажется массивный кусок
шихты, на прогрев которого требуется много тепла, то дуга горит
неустойчиво длительное время. Повысить устойчивость горения дуги
можно в результате изменения условий ионизации газа в межэлек-
тродном промежутке. Обычно дуга горит в газах, имеющих довольно
высокий потенциал ионизации (см. табл. 2). Если под электроды
поместить материал, содержащий легкоионизирумый элемент, то в
разрядном промежутке появятся пары этого элемента, суммарная
степень ионизации газа при прочих равных условиях увеличится и
дуга станет более устойчивой.
Наиболее распространенным в металлургических цехах элементом
со сравнительно низким потенциалом ионизации является кальций,
потенциал ионизации которого (Uf* = 6,1 В) в два с лишним раза
меньше, чем у основных компонентов воздуха (С//*2 = 15,8 В;
Up2 = 12,5 В). Присадка под электроды кальцийсодержащих мате-
риалов, например извести или силикокальция, оказывает на дугу
стабилизирующее действие. Заметно повысить устойчивость дуги,
особенно в печах небольшой емкости, можно изменяя параметры
электрической цепи дуговых печей.
Рассматривая условия возбуждения и гашения дуги, до сих пор
принимали, что в электрической цепи печей дуге свойственно только
активное сопротивление, и поэтому индуктивным и реактивным
сопротивлением дуги пренебрегали. Фактически же электрическая
цепь реальных печей характеризуется значительным индуктивным
сопротивлением, величина которого увеличивается с ростом мощ-
ности печи.
Наличие в контуре дуги индуктивности несколько изменяет
условия гашения и возбуждения дуги при смене полярности. В цепи
переменного тока индуктивность аккумулирует запас потенциальной
электромагнитной энергии. Образуемая этой энергией электродви-
жущая сила препятствует изменению тока в цепи. Во время уве-
личения силы тока увеличивается и запас энергии в индуктивности,
причем ее электродвижущая сила в это время направлена навстречу
напряжению источника. Поэтому амплитудное значение тока в цепи
с индуктивностью меньше, чем в цепи, содержащей только активное
сопротивление (рис. 12).
При уменьшении напряжения источника и силы тока в контуре
накопленная в индуктивности энергия выделяется в цепь, препятствуя
снижению силы тока. За счет этого запаса энергии напряжение на
дуге и сила тока в контуре поддерживаются и при переходе
36
напряжения источника через нулевое
значение (рис. 12, б, в). К тому мо-
менту, когда запас энергии в индук-
тивности полностью исчерпывается,
напряжение источника достигает не-
которого значения при другой поляр-
ности. Если оно больше напряжения
зажигания дуги, то ток без паузы
меняет направление, и дуга горит не-
прерывно (рис. 12, б). Если же к
моменту прекращения тока в контуре
напряжение источника недостаточно
для поддержания разряда, дуга U3A
возбуждается вновь через некоторое
время Тц (рис. 12, в), но меньшее, чем
при отсутствии индуктивности (рис.
12, о).
Длительность пауз и в цепи
ТОЛЬКО С активным сопротивлением, Рис. 12. Длительность пауз в горении
и в цепи с индуктивностью опреде- в цепи с “пивным сопро-
гг /гг тт тивлением (а) или индуктивностью
ляется отношением Мд/1/, где ил— (б в}
напряжение устойчивого горения ду-
ги, U—амплитудное значение напряжения источника. С уменьше-
нием этого отношения паузы становятся короче. При одних и тех
же значениях отношения UR/U длительность паузы меньше, если
цепь содержит индуктивность, и чем больше отношение индуктив-
ного сопротивления к активному, тем короче паузы.
С повышением мощности электропечных установок их индуктив-
ное сопротивление увеличивается быстрее активного, поэтому на
мощных электропечах это отношение больше, чем на маломощных
печах небольшой вместимости, и на крупных печах дуга более
устойчива. Для повышения стабильности дуги малых печей на период
ее наиболее неустойчивого горения в цепь целесообразно включать
дополнительную индуктивность. Однако индуктивность уменьшает
коэффициент мощность (cost?) установки, в связи с чем установ-
ленная мощность трансформатора используется не полностью
и ухудшаются технико-экономические показатели работы установки,
поэтому, когда горение дуги становится устойчивым, индуктивность
из цепи необходимо выключить. В соответствии с особенностями
технологического процесса по ходу плавки в дуговых печах, особенно
в печах периодического действия, необходимо изменять подводимую
мощность. Во многих случаях мощность, выделяющуюся в дуге,
целесообразно перераспределять определенным образом между
37
разными нагреваемыми объектами, регулируя тем самым скорость
их нагрева. Поэтому кратко рассмотрим выделение тепла в дуге и
передачу его нагреваемым объектам.
Уже отмечалось, что преобразование электрической энергии в
тепловую в дуге происходит вследствие ускорения в электрическом
поле заряженных частиц, которые в дальнейшем передают часть
полученной энергии нейтральным атомам и молекулам. Мощность,
выделяющаяся в дуге, определяется количеством заряженных частиц
и ускоряющим напряжением и характеризуется произведением силы
тока на падение напряжения в дуге:
(5)
Так как основное падение напряжения приходится на столб дуги,
то и преобразование электрической энергии в тепловую также
происходит в основном в столбе. В среднем на каждую единицу
длины дуги (/д) приходится мощность:
I = (6)
где Е— градиент напряжения в дуге.
Из (5) следует, что изменять количество выделяющегося в дуге
тепла можно, варьируя силу тока или напряжение. Напряжение
можно регулировать, изменяя длину дуги при прежнем градиенте
потенциала в дуге или градиент напряжения при постоянной длине
дуги.
При прочих равных условиях градиент напряжения в дуге опре-
деляется составом газа, в котором происходит разряд. Градиент
напряжения тем больше и, следовательно, тем больше удельная
мощность дуги и выше ее температура, чем больше потенциал
ионизации газа. Средняя температура дуги (Гд, К) связана с потен-
циалом ионизации выражением Гд = 800Ц.
Эта формула не учитывает влияния на температуру дуги силы
тока, давления газа, способа охлаждения и других факторов и
поэтому является приближенной, и она позволяет оценить примерные
границы температуры дуги. С учетом того, что потенциал ионизации
металлов колеблется от 6 до 8 В (см. табл. 2), температура горящей
в парах металла дуги будет в пределах 4730... 6230°С. Потенциал
ионизации газов выше. Следовательно, выше и температура дуги,
горящей в. газах. Самый высокий потенциал ионизации (почти
25 В) свойствен легким инертным газам. Поэтому температура дуги
в инертных газах может достигать £ 15000°С.
Состав атмосферы, в которой происходит разряд, определяется
конструктивными особенностями установки и технологическими
условиями процесса. Возможности изменения состава атмосферы в
38
зоне разряда по ходу плавки очень ограничены, и на работающей
установке изменять мощность дуги можно за счет изменения силы
тока или общего падения напряжения на дуге при постоянном
градиенте, т. е. длины дуги.
Выбирая в качестве параметра для регулирования мощности дуги
силу тока или напряжение, необходимо учитывать не только элек-
тротехнические возможности установки, но и теплофизические по-
следствия изменений характеристик разряда (изменение условий
теплопередачи от дуги к нагреваемому объекту).
В общем случае отвод тепла от дуги происходит теплопровод-
ностью, излучением и конвекцией. В печах прямого действия тепло,
отводимое теплопроводностью, затрачивается на повышение темпе-
ратуры электрода и металла, т.е. является полезным. В результате
охлаждения дуги конвекцией нагреваются окружающие ее газы.
Значительная часть этого тепла уносится отходящими из печи газами,
т.е. относится к тепловым потерям. Поток тепла излучением может
увеличивать долю полезного тепла или тепловых потерь. В отдель-
ные периоды плавки в печах, работающих на твердой завалке, дуга
экранирована твердой шихтой. В этом случае поток тепла излуче-
нием способствует нагреву шихты и является полезным.
Когда же излучение попадает на стены, ограничивающие пла-
вильный объем, оно увеличивает тепловые потери. Если излучение
попадает на огнеупорную футеровку, то она разогревается, и ее
прочностные свойства ухудшаются. Поэтому иногда целесообразно
регулировать мощность излучения дуги. В соответствии с законом
Стефана — Больцмана мощность излучаемого теплового потока, Вт:
?Изл = Сюл[(Т1/100)4-(Т2/100)у, (7)
гДе Cm — коэффициент лучеиспускания, Вт/(м2-К4); 7j и
Т2— температуры дуги и нагреваемого тела, К; F— поверхность
излучения, м2.
Мощность излучаемого потока тепла легче всего регулировать
длиной дуги, так как при этом будет изменяться ее поверхность.
В те периоды плавки, когда излучение от дуги попадает на шихту,
целесообразно работать на длинной дуге. Поэтому в это время
увеличивать мощность дуги целесообразно увеличением напряжения.
Если же излучение попадает на стены, то необходимо работать на
возможно более короткой дуге. В этом случае возможности регу-
лирования мощности дуги изменением напряжения ограничены теп-
ловым состоянием стен. Как отмечалось, падение потенциала по
длине дуги не является постоянным. Неравномерное падение по-
тенциала в соответствии с выражением (6) должно вызывать и
неравномерное распределение температуры в дуге: максимальную
39
Аиов
SOO*C
9000
7000
6000
4000
1000
12000V
Катав
Рис. 13. Температурное по-
ле дуги постоянного тока,
горящей в воздухе при
200 А и угольных элект-
родах
температуру должны иметь зоны с наибольшим градиентом напря-
жения. Действительно, современными методами измерения темпера-
туры разных зон дуги, основанными на принципе анализа излучения
отдельных ее участков, установлено, что областью максимальных
температур является катодное пятно, где градиент потенциала и
плотность тока имеют максимальные значения.
В качестве примера распределения температур по дуге на
рис. 13 приведено температурное поле дуги,
горящей в воздухе при 200 А и угольных
электродах.
На рис. 13 водно, что центры наиболее
интенсивного преобразования электрической
энергии в тепловую сдвинуты в область,
примыкающую к катоду. Наличие таких цен-
тров позволяет, выбирая соответствующую
полярность, перемещать зону наиболее вы-
соких температур к нужному электроду и
нагревать его с более высокой скоростью.
При использовании переменного тока такая
возможность отсутствует. Это является од-
ной из причин того, что в некоторых случаях
возникает целесообразность питания печей
постоянным током.
4. Горение дуги и вакууме
Из рассмотренного механизма дугового разряда следует, что для
устойчивого горения дуги необходимо выполнение рода условий.
Одним из важнейших является поддержание ионизации газа в
разрядном промежутке на необходимом уровне.
Степень ионизации X (отношение числа ионизированных молекул
к полному числу молекул до ионизации в единице объема) опре-
деляется уравнением Саха:
X2/ (1 - X2) = (3,7 • Ю“7р) Т 2'4 * 6ехр [- (11600Ц /7)], (8)
где р— давление, Па; Т—температура, К; Ut— потенциал иони-
зации, В.
Степень ионизации газа связана с его давлением обратной
зависимостью. С повышением давления при прочих равных условиях
степень ионизации снижается, увеличивается сопротивление разряд-
ного промежутка, горение дуги переходит в нестабильный режим,
и она может погаснуть. Уменьшение давления сопровождается
увеличением степени ионизации.
40
Однако приведенное уравнение Саха справедливо лишь для малых
й средних значений степени ионизации, оно становится непригодным,
когда степень ионизации приближается к единице. К такому выводу
нетрудно прийти, проведя чисто математический анализ самого
уравнения, а также проанализировав физическую сторону явления.
С уменьшением давления при прочих равных условиях степень
ионизации вначале возрастает. Но уменьшение давления характери-
зует снижение концентрации атомов и молекул в межэлектродном
пространстве.
С уменьшением в разрядном промежутке концентрации частиц
длина свободного пробега электрона увеличивается, и ионизирующее
действие каждого электрона уменьшается. Проводимость разрядного
промежутка снижается, горение дуги становится неустойчивым, и
при некотором давлении и неизменных прочих условиях дуга может
погаснуть.
Таким образом, для каждой совокупности условий — состава
атмосферы разрядного промежутка, мощности дуги, напряжения
источника тока, скорости охлаждения столба дуги и др. — суще-
ствует порог давлений в разрядном промежутке, определяющий
область устойчивого горения дуги.
Эффективность рафинирования металла в процессе вакуумной
плавки во многом определяется глубиной вакуума, т.е. давлением,
при котором ведется плавка. Для повышения степени рафинирования
металла целесообразно давление уменьшать. Но, как следует из
изложенного, понижение давления ниже некоторого предела может
привести к неустойчивому горению дуги, и дуга будет стремиться
перейти в тлеющий или тихий разряд. Это ограничивает глубину
вакуума, используемого в дуговых печах.
Большинство промышленных дуговых вакуумных печей работают
при давлении КГ2—1 Па. Однако даже при незначительном пере-
греве металла выше температуры плавления упругость пара пере-
плавляемых металлов заметно выше остаточного давления газа в
печи. Поэтому в вакуумных дуговых печах в зоне дуги наблюдается
интенсивное испарение металлов, и в разрядном промежутке дав-
ление паров обычно на 1—3 порядка превышает давление остаточ-
ных газов.
Теоретический анализ уравнения Саха (8) для случая ионизации
смеси газов показывает, что если смесь состоит из двух компонентов,
то газ с меньшим потенциалом ионизации ионизируется сильнее, а
газ с большим потенциалом слабее, чем каждый их них в отдельности
при этом же общем давлении. Потенциал ионизации металлов
заметно меньше потенциала ионизации газов. Из этого следует, что
в дуговых вакуумных печах пары металлов должны ионизироваться
намного сильнее, чем газы.
41
Анализ спектров дугового разряда в вакуумных печах свидетель-
ствует о том, что ни остаточные, ни выделяющиеся в процессе
плавки из металла газы не участвуют в переносе зарядов через
разрядный промежуток. В спектрах таких разрядов присутствуют
лишь линии однократно ионизированного металла. В вакуумных
печах дуга горит фактически не в вакууме, а в разреженных парах
переплавляемого металла. Этим объясняются некоторые особенности
дугового разряда в вакуумных печах.
В частности, сравнительно низкий потенциал ионизации металлов
является причиной слабой зависимости напряжения от длины дуги.
В дуговых вакуумных печах градиент напряжения в столбе дуги
независимо от мощности печи и остаточного давления (от 10~3 до
100 Па) составляет 0,6...1,0 В/см для всех переплавляемых металлов.
Однако если давление газов в печи повысить до (6,6...9,2) кПа, то
вероятность столкновения электронов с атомами газа значительно
возрастет, и в столбе дуги появится ионизированный газ. При этом
увеличится и напряжение на дуге, причем чем выше потенциал
ионизации, тем больше падение напряжения на дуге, больше градиент
напряжения в столбе дуги и больше выделяющаяся мощность.
В некоторых случаях, например для уменьшения потерь металла
испарением, процесс в вакуумных дуговых печах иногда приходится
вести при повышенном давлении. Повышенное давление создают,
как правило, напуском в плавильную камеру инертных газов, которым
свойственен самый высокий потенциал ионизации. Поэтому напуск
инертных газов существенно изменяет режим горения дуги. В ча-
стности, по завершении его напряжение на дуге возрастает в
несколько раз.
Необходимо отметить еще одну особенность дугового разряда в
вакууме. В отличие от разряда при нормальном давлении дуга в
вакуумных печах горит при значительном градиенте давления в
газовой фазе. В атмосферу постоянно поступают новые порции
выделяющихся при плавлении металла и образующихся в результате
химических процессов газов. В то же время из объема плавильной
камеры газ непрерывно откачивается вакуумными насосами, и
поэтому в плавильной камере поддерживается направленный поток
газа от зоны плавления металла к патрубкам вакуумной системы.
Вследствие сопротивления, оказываемого движению газов ограни-
чивающими объем камеры стенками, концентрация газов в зоне
плавления несколько выше средней по всему объему* печи. Еще
более неравномерно распределены пары металлов. Испаряющийся
в зоне дуги металл быстро коцценсируется на сравнительно холодных
элементах установки, которые для конденсирующейся фазы служат
мощным вакуумным насосом. Концентрация паров металла на
небольшом удалении от зоны дуги становится равной нулю.
42
При нормальном течении процесса такие концентрационные усло-
вия в газовой фазе поддерживаются самопроизвольно. Благодаря
этому максимальная концентрация частиц, которые могут служить
переносчиками зарядов в межэлектродном пространстве, наблюда-
ется там, где она необходима, т. е. в зоне горения дуги. Если же
по какой-либо причине концентрация частиц не только в зоне
горения дуги, но и в пространстве повысится до критического
предела, при котором может начаться цепная реакция ионизации,
то концентрированный дуговой разряд может превратиться в раз-
мытый объемный разряд. Это превращение сопровождается резким
изменением концентрации тепла в разрядном промежутке и изме-
нением теплового воздействия разряда на металл.
Резкое повышение давления в окружающем дугу пространстве
может произойти, например, в результате бурного выделения газов
из металла. Для предотвращения нежелательных последствий этого
процесса и обеспечения устойчивого горения дуги в вакууме
необходимо, чтобы мощность вакуумных насосов при любом воз-
можном газовыделении была достаточна для поддержания стабиль-
ного давления во всем объеме вакуумной печи. Таким образом, для
устойчивого дугового разряда в вакууме давление должно поддер-
живаться не только в определенных пределах, но и возможно более
стабильным.
5. Особенности плазменной дуги
Термин «плазма» (греч. plasma — вылепленное, оформленное)
введен в 1929 г. И. Ленгмюром и Л. Тонксом для обозначения
особого состояния вещества, при котором отсутствует дальний
порядок в расположении частиц, что делает его подобным газу, но
в отличие от газа частицы взаимодействуют на больших расстояниях.
Такими свойствами обладает газ, образованный не электронейтраль-
ными молекулами и атомами, а частицами, несущими заряд,—
ионами, электронами, протонами и др., причем плотности положи-
тельных и отрицательных зарядов в плазме практически одинаковы.
Важнейшей характеристикой плазмы является степень ионизации.
В зависимости от степени ионизации различают «горячую» (высо-
котемпературную) плазму, степень ионизации которой приближается
к 100%, н «холодную» (низкотемпературную) со степенью иони-
зации 1%. В полностью ионизированное состояние переходит ве-
щество, нагретое до температуры в миллионы градусов, когда
вследствие большой кинетической энергии частиц нарушаются связи
между компонентами атомов. Согласно современным представлени-
ям, в состоянии высокотемпературной плазмы находятся Солнце и
другие звезды. Плазму с такими параметрами получают в лабора-
43
торных условиях, однако продолжительность существования ее очень
мала.
В технике пока находит применение лишь низкотемпературная
плазма. Понятие низкотемпературной плазмы применимо к газам,
когда в них наряду с нейтральными содержатся заряженные частицы,
поэтому плазма обязательно образуется при любых формах элект-
рического разряда в газах, в том числе и при дуговом. Однако
плазменной дугой принято называть не обычный дуговой разряд, а
дополнительно сжатую в поперечном сечении дугу.
Сжатие дуги газовым потоком или внешним магнитным полем
приводит к значительному увеличению плотности тока, вследствие
чего возрастает степень ионизации частиц и, следовательно, средняя
температура дуги, которая достигает 10000... 30000°С. В отличие
от обычного дугового разряда, когда температура столба дуги не
превышает 6000... 8000°С, такую дугу называют интенсивной или,
чаще, плазменной, хотя по физической сущности ее лучше бы
называть сжатой или отшнурованной.
В металлургических плазменных установках сжатие дуги осуще-
ствляется обычно газовым потоком, причем для этой цели могут
быть использованы теоретически все газы или их смеси. Однако к
плазмообразующим газам, используемым в плавильных установках,
предъявляют разнообразные и порой противоречивые требования,
которые ограничивают возможность применения некоторых из них.
В частности, плазмообразующие газы должны обеспечивать опре-
деленные физические характеристики плазмы (температуру, тепло-,
электропроводность и др.), взаимодействие между газовой фазой и
расплавленным металлом в нужном направлении, отсутствие взаи-
модействия с материалом электродов плазмотрона, а также быть
взрывобезопасными и нетоксичными, недорогими и доступными для
получения в большом количестве.
Практическое применение нашли инертные газы аргон и гелий,
а также водород, азот и смеси перечисленных газов, в некоторых
случаях используются в чистом виде или в смесях кислород и
воздух. При использовании двух- или многоатомных газов процессу
ионизации предшествует диссоциация молекул на атомы. Так, в
случае применения азота при 4000°С начинается диссоциация мо-
лекул, в интервале 10000... 15000°С образуются однократно заря-
женные ионы азота, а при >24000°С появляются двукратно заря-
женные ионы. Поскольку суммарная энтальпия плазменной дуги
включает физическое тепло газа, а также тепло диссоциации и
ионизации, выделяющееся при последующей рекомбинации атомов
и молекул, то при одинаковой температуре плазмы более высокие
значения энтальпии достигаются при использовании двух- или
многоатомных газов. По этой же причине применение двух- или
44
многоатомных газов увеличивает при прочих равных условиях
напряжение на дуге и мощность, выделяющуюся в ней, а также
повышает эффективность к.п.д. дуги.
Диссоциация и ионизация газа повышают, как уже отмечалось,
его химическую активность, что сопровождается повышением рас-
творимости плазмообразующего газа в металле. При этом наряду с
химическим поглощением газа существенное значение имеет и так
называемое электрическое поглощение, в результате которого можно
получать в твердом металле устойчивые растворы даже нераство-
римых в обычных условиях газов, например инертных. Наиболее
заметно электрическое растворение газов, образующих положитель-
ные ионы, при использовании постоянного тока, когда расплавленный
металл является катодом. Однако оно проявляется и при использо-
вании переменного тока, когда металл служит катодом лишь поло-
вину времени, и в том случае, когда металл электронейтрален (в
цепи с промежуточным электродом), а также при использовании
постоянного тока с использованием металла в качестве анода.
Механизм электрического поглощения, особенно когда металл яв-
ляется анодом, окончательно еще не выяснен, однако в практике
плазменно-дуговой плавки его успешно применяют для насыщения
металла газами, например азотом.
Омывание сжатой дуги относительно холодным потоком плаз-
мообразующего газа существенно изменяет условия передачи тепла
от дуги металлу и стенкам, ограничивающим плавильный объем:
основная часть тепла поглощается в анодном и катодном пятнах,
а тепловое излучение с боковой поверхности невелико. Это обес-
печивает при высокой скорости нагрева металла относительно
невысокую тепловую нагрузку на стенки плавильного объема.
Таким образом, по сравнению с обычной дугой сжатая или
плазменная дуга как источник тепловой энергии в плавильных печах
имеет ряд существенных преимуществ:
1. Высокая концентрация тепла (порядка 1 ГВт/м2) и малая
вследствие экранирования газовым потоком излучающая способность
позволяют проводить нагрев и плавление металла со значительно
более высокими скоростями.
2. Более высокая степень ионизации газа в столбе дуги обус-
лавливает более низкий градиент напряжения на дуге, в связи с
чем при одинаковом падении напряжения сжатая дуга в несколько
раз длиннее обычной. По этой причине плазменная дуга характе-
ризуется большей стабильностью электрических параметров, что
значительно упрощает ее регулирование и улучшает качество ме-
талла.
3. Плазменная дуга может поддерживаться при изменении в
плавильном объеме давления в широких пределах — от пониженного,
45
близкого к давлениям в вакуумных печах (- 1 Па), до избыточных
(О,З...О,5 МПа).
4. Использованием для сжатия дуги определенного газа над
ванной может быть создана любая атмосфера (нейтральная, восста-
новительная или окислительная) и проведена обработка жидкого
металла активными газами или газовыми смесями, а также комп-
лексная газошлаковая или газовакуумная обработка.
5. Плавка в плазменных печах с нейтральной атмосферой и
низким парциальным давлением вредных газов по возможностям
дегазации металла сопоставима с вакуумной индукционной плавкой.
Это позволяет осуществлять эффективную дегазацию металла без
использования дорогостоящего вакуумного оборудования, кроме
того, дегазация при повышенном давлении в плавильном объеме не
сопровождается повышенным испарением легирующих добавок.
6. Плазменный нагрев позволяет исключить загрязнение металла
материалом электродов, что особенно важно при производстве
низкоуглеродистых (£0,03 % С) сталей и сплавов, а также при
ведении плавки без окисления с повышенным количеством отходов
в шихте..
Глава 3. Рабочее пространство дуговых печей
1. Теплообмен в рабочем пространстве
В дуговых печах тепло передается металлу извне, а внутри него
распределяется теплопроводностью или конвекцией. Следовательно,
скорость нагрева металла определяется условиями внешнего и
внутреннего теплообмена и может лимитироваться как первыми, так
и вторыми. Условия внешнего теплообмена определяют количество
тепла, попадающего на тепловоспринимающую поверхность металла,
а условия внутреннего теплообмена — скорость выравнивания тем-
пературы металла. При этом в процессах теплообмена — получении
и отдачи тепла — кроме дуги и металла участвует огнеупорная
футеровка.
Дуговым сталеплавильным печам свойственен периодический
характер работы, при котором плавку можно разбить на три периода,
отличающиеся мощностью и направленностью тепловых потоков и
тепловым напряжением внутренней поверхности кладки стен и свода:
1. Вспомогательный, в течение которого выполняются вспомога-
тельные операции (выпуск металла, очистка, заправка и загрузка
печи), и мощность к печи не подводится. В этот период печь теряет
тепло, аккумулированное футеровкой. Длительность вспомогатель-
ного периода определяется организацией работ.
46
2. Энергетический или теплотехнический, в течение которого
осуществляется нагрев и плавление металла. Длительность этого
периода определяется полезной мощностью, поступающей в печь.
3. Технологический, складывающийся из окислительного и восста-
новительного периодов плавки. Продолжительность технологического
периода и потребляемая в этот период мощность определяются
требованиями технологии.
В первый период установленная мощность трансформатора не
используется, а в третий период используется лишь частично, но в
эти периоды имеют место значительные потери тепла футеровкой.
Для улучшения тепловой работы печи длительность этих периодов
целесообразно сократить до минимума.
С целью повышения технико-экономических показателей работы
агрегата на всем протяжении второго периода в печь необходимо
подавать максимально возможную мощность. При пока еще широко
распространенной в нашей стране так называемой «классической»
технологии выплавки легированной стали это требование справедливо
и для отдельных моментов третьего периода, например после присадки
крупной порции легирующих ферросплавов. Максимум подводимой в
печь мощности ограничивается или возможностями электрического
оборудования, или условиями теплообмена в рабочем пространстве и
экономическими соображениями.
. Наиболее благоприятны условия для нагрева металла в первой
части периода плавления. При правильно выполненной завалке дуги
очень быстро прожигают под электродами колодцы и погружаются
ниже уровня нёрасплавившейся шихты. Температура металла в это
время ниже температуры кладки стен и свода, поэтому часть акку-
мулированного футеровкой тепла расходуется на подогрев металла.
Тепловые потоки в это время направлены от дуги и от огнеупорной
футеровки к металлу. Хорошее тепловосприятие холодной шихты и
экранирование огнеупорной футеровки от излучения дуг нерасплавив-
шейся шихтой позволяют работать в этот момент на максимальной
мощности, обеспечиваемой электрооборудованием установки.
На современных мощных электропечах, работающих по прогрес-
сивной технологии с укороченным технологическим периодом, уста-
новленное электрооборудование обеспечивает мощность до 0,5...
1,0 МВА/т, что позволяет расплавлять завалку за 1,0-1,5 ч.
После расплавления основной части шихты излучение дуг воспри-
нимается не только металлом, но и футеровкой. Если принять дугу
за точечный источник излучения, то интенсивность облучения единицы
поверхности дугой, кВт/м2, можно определить по формуле Кеплера
g = k3Pacosa /4л/? 2, (9)
47
где Рд—мощность дуги, кВт; R — расстояние от источника из-
лучения до центра облучаемой площади, м; л — угол между на-
правлением луча и нормалью к облучаемой площади, град; ka —
поправочный коэффициент, учитывающий неодинаковое излучение
дуги в разных направлениях.
Неодинаковое излучение объясняется тем, что дуга сверху закрыта
электродом, а с боков — шлаком (после расплавления шихты).
Поэтому распределение излучения дуги должно зависеть от рада
факторов: степени наблюдаемого в трехфазных печах выдувания
дуги из-под электрода в сторону стен; соотношения диаметра
электрода и длины дуги; соотношения толщины шлакового покрова
и длины дуги; напряжения столба дуги и анодно-катодного падения
потенциала; состава шлака (два последних фактора определяют
длину дуги).
В зависимости от степени экранирования дуги в системе
дуга —ванна — кладка после расплавления шихты возможны две
схемы теплообмена:
1. При сильном экранировании дуги (большой диаметр электродов
и толстый слой шлака) основное количество тепла дуги поглощается
ограниченным объемом, расположенным под электродом. При этом
диаметр «горячей зоны», в которой тепло от дуги передается металлу
непосредственно теплопроводностью и на которую приходится около
90 % всего излучения, примерно равен двум диаметрам электродов.
При такой схеме теплообмена металл нагревается теплопровод-
ностью от горячих зон под дугами, а шлак, находящийся за пределами
горячих зон, и кладка нагреваются в основном от металла
(рис. 14, а). В этом случае температура шлака на значительном
Рис. 14. Схемы теплообмена в дуговых электропечах при сильном (а) и слабом
(б) экранировании дуги
48
расстоянии от дуг меньше температуры металла, а температура
кладки меньше температуры и шлака и металла.
2. При незначительном экранировании дуги ванна нагревается
теплом, поступающим от горячих зон и отражаемым кладкой на
шлак, от которого нагревается металл (рис 14, б). При такой схеме
тепловых потоков температура кладки выше температуры шлака, а
температура шлака выше температуры металла.
Количество тепла, передаваемого излучением, пропорционально
разности температур нагреваемого тела и источника тепла в чет-
вертой степени [закон Стефана—Больцмана, уравнение (7)]. Поэтому
в начале плавки, когда температура кладки значительно превышает
температуру шихты, величина теплового потока от кладки на шихту
достигает больших значений и резко уменьшается к концу плавки
по мере выравнивания температуры металла и кладки.
В то же время разность температур в четвертой степени дуги
и кладки остается очень большой и уменьшается к концу плавки
незначительно (на -10 %). В связи с этим в дуговых печах прак-
тически отсутствует саморегулирование интенсивности облучения
футеровки, характерное для пламенных печей, у которых темпера-
туры источника нагрева (факела) и футеровки сопоставимы.
Изменяющаяся во времени излучательная способность футеровки
на шихту и независимая от ее температуры интенсивность облучения
кладки дугами являются причиной весьма резких колебаний темпе-
ратуры внутренней поверхности футеровки. Скорость изменения
температуры ЗООО...4ООО°С может достигать в некоторых случаях
10000°С/ч. При этом в конце .плавки отдельные участки футеровки
получают тепла больше, чем теряют теплопроводностью и отражают,
и этот избыток тепла кладкой аккумулируется. В результате тем-
пература таких участков резко повышается, может превысить до-
пустимый предел и вызвать разрушение футеровки.
Первая схема теплообмена исключает опасность перегрева фу-
теровки, но менее благоприятна для протекания физико-химических
процессов между шлаком и металлом. При такой схеме теплообмена
отдельные участки поверхности раздела металл—шлак неравноценны
для процессов рафинирования: условия рафинирования благоприятны
в горячей зоне (шлак горячее металла) и неблагоприятны на
периферии (шлак холоднее металла).
Вторая схема обеспечивает более благоприятные условия рафи-
нирования металла шлаком по всей поверхности ванны, но создает
опасность перегрева отдельных участков футеровки.
Учитывая низкую стойкость футеровки мощных сталеплавильных
печей, более целесообразной следует считать первую схему тепло-
обмена. При этом использование даже такого простого приема, как
4 Зак. 3164
49
перемешивание металла (механическое, электромагнитное и др.),
вызывает значительное увеличение эффективного коэффициента
теплопередачи (изменяет условия внутреннего теплообмена) и со-
гласованное изменение коэффициента массопереноса, что приводит
к заметному увеличению скорости и нагрева и рафинирования.
Разработанные методы интенсификации физико-химических процес-
сов между металлом и шлаком в печи и применяемые способы
внепечного рафинирования позволяют исключительно гибко управ-
лять процессами рафинирования независимо от схемы теплообмена
в печи и делают недостатки этой схемы не столь значительными.
2. Основные параметры рабочего пространства
В идеальном случае геометрия рабочего пространства должна
обеспечивать минимум потерь, равномерную тепловую нагрузку всей
поверхности огнеупорной футеровки и ее высокую стойкость,
хорошие условия для протекания процессов между металлом и
шлаком, позволять осуществлять завалку всей шихты в один прием
при любой насыпной массе лома. Полное выполнение этих проти-
воречивых требований одновременно невозможно. Поэтому форму
и размеры плавильного пространства выбирают такими, чтобы
оптимально сочетались требования и технологии и теплообмена.
На рис. 15 представлен профиль рабочего пространства 100-т
печи. Весь плавильный объем дуговой электропечи делится на три
составляющих: ванну (/), свободное (2) и подсводное (3) простран-
ства. Размеры ванны должны быть такими, чтобы в ней можно
было вместить необходимое количество жидких металла и шлака и
Лео
Рис. 15. Профиль рабочего пространства
100-т дуговой электропечи
чтобы при этом оставался еще
небольшой (10...15 %) резерв
объема, необходимый для ки-
пения и перемешивания метал-
ла. Форма ванны должна обес-
печивать минимум тепловых
потерь, хорошие условия для
протекания физико-химиче-
ских процессов между метал-
лом и шлаком и для заправки
поврежденных участков футе-
ровки подины и откосов печи.
Ванна теряет тепло в основ-
ном теплопроводностью через
футеровку. Тепловые потери
пропорциональны площади
теплоотдающей поверхности,
50
т. е. поверхности раздела металл—футеровка и шлак—футеровка.
Минимальную удельную поверхность имеет, как известно, шар,
поэтому с точки зрения тепловой работы печи целесообразной
формой ванны является сферическая. Однако поддерживать в про-
цессе эксплуатации такую форму ванны трудно, так как магнези-
товый порошок, которым после каждой плавки заправляют повреж-
денные места футеровки по шлаковому поясу, ссыпается под углом
- 45° (угол естественного откоса магнезита). Поэтому оптимальной
формой ванны печи, работающей по классической технологии с
одновременным выпуском металла и шлака и обработкой металла
печным шлаком в ковше, является сферо-коническая с уклоном
конической части к горизонтали в 45°. Появление сверхмощных
печей, сокращение расхода огнеупорных материалов за счет замены
части футеровки водоохлаждаемыми панелями и уменьшение роли
печных шлаков в рафинировании металла привели к существенному
изменению формы и размеров ванны. В сверхмощных печах наряду
со сферо-конической формой ванны применяют и сферо-цилиндри-
ческую.
Важно соотношение между глубиной hB и диаметром зеркала
ванны De. Чем меньше глубина и больше поверхность зеркала, тем
больше удельная реакционная поверхность металл—шлак, тем бы-
стрее происходит рафинирование металла шлаком. С этой точки
зрения ванна должна быть мелкой. Но при одном и том же объеме
с уменьшением глубины ванны увеличивается диаметр кожуха и
теплоотдающая поверхность печи: соответственно увеличиваются
тепловые потери и расход электроэнергии. Еще сравнительно недавно
считали, что высококачественную сталь можно выплавлять в элек-
тропечах с глубиной ванны до 400...500 мм. По этой причине
рекомендовалось отношение диаметра ванны к ее глубине 5...6. Од-
нако использование разных методов интенсификации физико-хими-
ческих процессов в печи и внепечное рафинирование металла
синтетическим шлаком, вакуумом, продувкой аргоном или комплек-
сная обработка металла вне печи позволяют получать высококаче-
ственный металл и в крупных электропечах с меньшей величиной
этого отношения, близкой к принятым для кислых печей. В кислых
электропечах, где удельная поверхность раздела металл—шлак в
силу особенностей процесса не имеет такого большого значения,
как в основных, это отношение находится в пределах 3.5...4.0.
Диаметр зеркала ванны определяет и диаметр свободного про-
странства. Высоту свободного пространства (от зеркала ванны до
пят свода) определяют, исходя из необходимости разместить в этом
объеме (включая и объем ванны) всю твердую завалку и получить
при этом минимум тепловых потерь через боковую поверхность.
51
Высота свободного пространства в значительной мере определяет
и интенсивность облучения свода дугами, поэтому при определении
высоты необходимо исключить опасность ’чрезмерного перегрева
наиболее горячей центральной части свода.
Удовлетворительное выполнение этих требований соблюдается
при отношении Лсвоб /1?в = 0,4...0,5, причем меньшие значения отно-
сятся к более крупным печам. Такое соотношение обеспечивает
возможность загрузки в один прием лома с насыпной массой
1,6 т/м3. Использование более легковесного лома в электропечах
нецелесообразно, так как необходимый для загрузки лома объем
свободного пространства увеличивается в обратной пропорции на-
сыпной массе и резко возрастает при уменьшении последней до
<1,6.
Стрелу выпуклости кирпичного свода (Лсв) выбирают из условий
получения достаточной строительной прочности свода в разогретом
состоянии, так как свод постоянно испытывает сжимающие усилия
от распора. Механические напряжения в своде возрастают с уве-
личением диаметра свода (Da) и уменьшаются с увеличением стрелы
его выпуклости. При отношении ha/Da <0,1 напряжения очень
высоки и резко возрастают с дальнейшим уменьшением величины
отношения, а при отношении > 0,1 изменяются незначительно,
поэтому желательно, чтобы в рабочем состоянии это отношение
находилось в пределах 0,10—0,12.
В соответствии с этим выпуклость свода в холодном состоянии
определяется диаметром свода (диаметром кожуха печи) и коэф-
фициентом теплового расширения огнеупорного материала: чем
сильнее расширяется огнеупор при нагреве, тем меньше выпуклость
свода в холодном состоянии. При нагревании сильнее расширяются
кислые огнеупоры, поэтому для кислых печей Лсв =
= (1/12 + l/lOPc для магнезитохромитового свода hCB =
= (1/9 + 1/8)Рсв.
3. Влияние геометрии рабочего пространства на стойкость
футеровки
Простои печей большой вместимости (40...100 т) на ремонтах
футеровки стен и сменах сводов составляют 6...10 % календарного
времени. Главной причиной разрушения футеровки является чрез-
мерный перегрев отдельных участков футеровки, в связи с чем
наиболее быстро изнашивается нижний пояс боковой стенки, рас-
положенный напротив дуг, и центральная часть свода. Особенно
низка стойкость футеровки печей большой вместимости при работе
52
на высоком напряжении. Так, стойкость стен на электропечах
вместимостью 100 т, работающих при напряжении на дугах > 400 В,
не превышает 200 плавок, в то время как стойкость стен печей
вместимостью 5...10 т, работающих при напряжении 110...140 В,
достигает 1500 плавок. В повышении стойкости стен и сводов
скрыт значительный резерв увеличения производительности агрега-
тов и повышения экономической эффективности электросталепла-
вильного производства.
В соответствии с выражением (9) интенсивность облучения еди-
ницы поверхности футеровки пропорциональна мощности дуг, ко-
синусу угла падения луча на облучаемую поверхность и обратно
пропорциональна квадрату расстояния от дуги до облучаемой по-
верхности. В трехфазных печах с электродами, расположенными по
вершинам равностороннего треугольника (рис. 16), боковая повер-
хность стен облучается неодинаково: максимальное излучение при-
ходится на участки футеровки, расположенные непосредственно
против электродов (точки Ait А2, А3), минимальное — на участки,
расположенные между электродами (точки Blt В2, В3).
Стойкость футеровки стен в целом
определяется стойкостью наиболее го-
рячих участков. Поэтому необходимо
стремиться к тому, чтобы нагрев фу-
теровки был как можно более равно-
мерным. Равномерность нагрева футе-
ровки увеличивается с уменьшением
диаметра распада электродов — диа-
метра окружности, проходящей через
центры электродов. Идеальная равно-
мерность нагрева получается при со-
вмещении всех дуг с центром печи.
Однако чрезмерное сближение элект-
родов ослабляет механическую проч-
ность свода, усложняет температурные
условия его центральной части, затруд-
Рис. 16. Точки максимального
(А) и минимального (Bi) облучения
стен дугами и разгар футеровки
стен на уровне дуг
няет расплавление шихты у откосов.
Учитывая это, рекомендуется обеспе-
чивать отношение диаметра распада
электродов к диаметру печи в пределах
0,25...0,35 (более высокие значения
относятся к крупным печам). Неравномерность нагрева футеровки
в точках А и В при этом составляет 10...15 %.
При симметричном расположении электродов по вершинам рав-
ностороннего треугольника неравномерный нагрев наблюдается не
только в точках Л и В, но температура неодинакова и в точках А1(
53
А2, А3. Это связано с тем, что при близком параллельном располо-
жении проводников трехфазной цепи наблюдается перенос мощности
через электромагнитное поле с одной фазы на другую. По этой
причине мощность, выделяющаяся в дуге первой фазы, меньше
мощности дуги третьей фазы, которая в свою очередь меньше
мощности второй фазы. Исследование топографии разгара кладки
стен подтверждает более быстрый износ футеровки против электрода
второй, наиболее мощной (дикой) фазы.
Для выравнивания скорости износа футеровки необходимо умень-
шить неравномерность выделения мощности в дугах разных фаз,
чего можно достичь специальной конструкцией короткой сети и
использованием дополнительных устройств, о чем подробнее будет
изложено ниже. В некоторых случаях, по-видимому, целесообразно
смещать центр распада электродов относительно центра печи так,
чтобы несмотря на неравномерность выделения мощности в фазах
нагрев точек Alt А2, А3 был равномерным. Разработана также
конструкция печи с наклонными электродами, когда диаметр распада
электродов изменяется по высоте рабочего пространства и имеет
наименьшую величину на уровне порога рабочего окна.
Интенсивность облучения стен дугами можно уменьшить, как
это следует из выражения (9), уменьшая угол падения луча на
поверхность стен: интенсивность облучения стен в горячей зоне
тем меньше, чем сильнее они наклонены к вертикали.
Исходя из тепловой работы печи, стены целесообразно было бы
выполнять с наклоном внутрь печи. Но такая конструкция стен
мало подходит по условиям загрузки шихты и заправки нижних,
наиболее сильно разрушающихся участков стен. Поэтому широкое
распространение получили печи, у которых стены наклонены наружу.
Такой наклон стен, уменьшая тепловую нагрузку на наиболее горячие
участки футеровки, одновременно увеличивает теплоотдающую по-
верхность и приводит к возрастанию тепловых потерь. Поэтому
целесообразно наклон стен выполнять неодинаковым по высоте:
максимальный- угол наклона должен соответствовать участкам с
максимальной тепловой нагрузкой, и по мере уменьшения нагрузки
угол может быть уменьшен.
Максимальный разогрев испытывает нижний пояс кладки стен
высотой 300...400 мм над поверхностью ванны. Угол наклона стен
на этой высоте должен составлять 25...30 %. С дальнейшим увели-
чением высоты кладки интенсивность облучения резко уменьшается,
поэтому угол наклона также может быть уменьшен. В самой верхней
части с целью некоторого уменьшения диаметра свода, что значи-
тельно влияет на его стойкость, наклон стен можно выполнить
внутрь печи. Стойкость этих участков стен при этом снизится, но
54
вследствие увеличения стойкости свода суммарные простои печи
на ремонтах футеровки уменьшаются.
Наклон верхней части футеровки стен внутрь печи позволяет
получить положительный эффект на электропечах, где еще сохра-
нилась загрузка шихты мульдами через завалочное окно. При загрузке
шихты сверху выступающие ряды кирпича верхней части стен
повреждаются загрузочной бадьей, поэтому эффект, достигаемый на
таких печах за счет увеличения стойкости свода, не компенсирует
потери, связанные с более быстрым износом верхних рядов футеровки
стен. В этом случае, по-ввдимому, целесообразно при обратной ко-
нусности верхней части кожуха внутреннюю поверхность кладки этого
пояса выполнять цилиндрической, используя кирпичи разной формы.
Появление большегрузных печей, снабженных мощными транс-
форматорами с удельной мощностью 0,5...1,0 MBA и более, а также
внедрение новых технологических схем производства стали в боль-
шегрузных печах вызывают не только количественные, но и каче-
ственные изменения теплообменных процессов в рабочем простран-
стве, что в свою очередь определяет изменение традиционной формы
печи.
Новым элементом технологии плавки в электросталеплавильных
печах является использование в шихте губчатого железа. Для
переплава губчатого железа проектируют главным образом крупные
высокомощные печи с непрерывной загрузкой металлизованногз
сырья, в которых продолжительность вспомогательного и техноло-
гического периодов сокращена до минимума, а подавляющую часть
времени печь используют для проплавления металлизованных ока-
тышей. По сравнению с традиционной схемой выплавки стали для
этого периода плавки на металлизованных окатышах характерны
иные условия теплообмена, так как уровень подводимой мощности
и скорость загрузки сбалансированы, чтобы иметь постоянную
температуру ванны; стены в этом случае не экранированы шихтой
и подвергаются прямому излучению от дуг.
Роль теплообменных процессов в этих условиях становится более
значимой, что делает целесообразным и соответствующие изменения
геометрии печного пространства. Так, для переплава губчатого
железа делаются попытки создать специальные печи, например
конусообразные с широким основанием конуса на уровне откосов
и стационарным сводом, с использованием водоохлаждаемых эле-
ментов для футеровки стен, наклонными электродами и другими
конструктивными особенностями вплоть до создания стационарных
печей с выпуском стали через подину. Однако конструкция специ-
ализированных на переплаве окатышей печей и геометрия их
рабочего пространства пока не оптимизированы.
55
Глава 4. Футеровка дуговых печей
1. Особенности службы футеровки дуговых печей
При выборе огнеупорных материалов для футеровки дуговых
сталеплавильных печей необходимо учитывать, что отдельные уча-
стки футеровки работают в разных условиях. В связи с этим следует
отдельно рассматривать условия службы огнеупоров подины и откосов,
стен и свода.
Подина и откосы. В течение длительного времени огнеупорная
футеровка подины непосредственно контактирует с расплавленными
металлом и шлаком. После выпуска плавки и при загрузке холодной
шихты происходит резкое охлаждение подины. При загрузке шихты
корзиной подина в целом испытывает механический удар, а поверх-
ностный слой подины повреждается врезающимися кусками скрапа.
В период плавления при неудачно составленной завалке, когда под
электродами оказывается легковесная шихта, электроды могут опус-
титься до подины прежде, чем на ней образуется достаточный слой
жидкого металла. Направленные на тонкий слой металла дуги пере-
гревают и вымывают материал подины, образуя ямы.
Во время плавления и в окислительный период футеровка подины
насыщается Fe2O3. В восстановительный период оксвды железа пере-
ходят в обратном направлении — из футеровки в металл и шлак. При
сливе и после слива металла футеровка подины непосредственно
контактирует со шлаком и насыщается им. Еще в большей степени,
чем подина, воздействию шлаков при высоких температурах подвержена
футеровка откосов, поэтому откосы являются наиболее слабым уча-
стком футеровки электропечей.
Футеровка подины и откосов не только подвержена влиянию
отмеченных факторов, но и сама влияет на ход процесса в сталепла-
вильной ванне. Попадающий в шлак оксид магния снижает жидкоте-
кучесть шлака, уменьшает его химическую активность. В связи с этим
не только увеличивается расход огнеупорных материалов, но и тре-
буется больше времени на рафинирование металла, повышается расход
шлакообразующих на нейтрализацию вредного влияния MgO, увели-
чивается расход электроэнергии.
Исходя из назначения и условий работы футеровки подины и
откосов, к ней можно предъявить ряд требований. Рабочий слой
подины, непосредственно контактирующий с металлом и шлаком,
должен обладать высокой огнеупорностью, термостойкостью, проти-
востоять химическому и механическому воздействию металла и шлака.
Подина в целом должна быть достаточно механически прочной, чтобы
воспринимать механические удары при загрузке шихты, и обладать
большим тепловым сопротивлением.
56
Стены. Температурные условия работы внутренней поверхности
стен особенно тяжелы, так как в отдельные периоды плавки температура
некоторых ее участков может превысить огнеупорность материала, а
при открывании рабочего пространства и загрузке шихты быстро
охлаждаются. Скорость изменения температуры внутренней поверхно-
сти стен может достигать Ю000°С, что создает значительные терми-
ческие напряжения в футеровке. В связи с этим внутренний слой
футеровки стен должен иметь высокие огнеупорность и термостойкость,
низкий коэффициент теплового расширения и высокий коэффициент
температуропроводности, а для получения большого теплового сопро-
тивления футеровка стен должна быть хорошо теплоизолирована с
внешней стороны.
В особо тяжелых температурных условиях работает нижний пояс
футеровки стен высотой 300...400 мм, находящийся под прямым
излучением дуг и воспринимающий нагрузку от верхних слоев кладки
стен. Поэтому нижнюю часть стен следует выполнять из особо
огнеупорных материалов или, в крайнем случае, делать ее достаточно
большой толщины.
Свод — наименее долговечная часть футеровки дуговых печей. Он
испытывает значительные температурные колебания, прямо восприни-
мая по ходу плавки излучение выдуваемых из-под электродов дуг, а
также поглощая отражаемое шлаком и футеровкой стен тепло. В ре-
зультате температура свода, особенно его центральной части, может
превысить огнеупорность материала, и свод может подплавляться.
Особенно часто свод подплавляется при работе с очень жидкими
шлаками, обладающими большой отражательной способностью. При
подъеме и отвороте свода его излучение воспринимается холодными
элементами конструкции печи, и свод быстро остывает. Это вызывает
появление больших термических напряжений, приводящих к скалыва-
нию свода.
Свод постоянно испытывает сжимающую нагрузку от распора,
что снижает температуру начала его деформации. Выбивающиеся
из печи раскаленные газы содержат много пыли, которая оседает
на своде и при высокой температуре может вызвать его химическое
разрушение.
Огнеупоры в сводах дуговых печей должны обладать высокой
огнеупорностью, термостойкостью, химической стойкостью по от-
ношению к плавильной пыли, большими тепловым и электрическим
сопротивлениями. При недостаточном электрическом сопротивлении
материала свода электрическая цепь между фазами может частично
замкнуться по своду. Это может привести к появлению электрических
дуг между сводом и водоохлаждаемыми элементами уплотнений
электродов в своде, прогоранию водяной рубашки и попаданию в
печь воды.
57
2. Огнеупорные материалы для дуговых печей
Поскольку огнеупорных материалов, в которых сочетаются одно-
временно все требуемые свойства, не существует, то футеровку дуговых
печей приходится изготовлять в несколько слоев, выполняющих те
или иные функции. Это приводит к тому, что в футеровке дуговых
печей используют разнообразные огнеупорные материалы, обладающие
разными свойствами и используемые для разных целей. В зависимости
от технологического процесса футеровку дуговых печей можно вы-
полнять из кислых или основных огнеупорных материалов. Для
изготовления кислой футеровки используют кварцит и изделия из него
(динас) с содержанием основного компонента (SiO2) 95...97%. При
изготовлении динасового кирпича в качестве связующего материала
применяют известковый раствор (2,0...2,2%) и раствор сульфитного
щелока или патоки.
Для футеровки печей с основной кладкой применяют материалы
и изделия из магнезитового порошка с добавлением бедной хромовой
и железной руд. На ряде заводов в качестве огнеупорного материала
для футеровки электропечей применяют доломит и изделия из него.
Для кладки сводов используют высокоогнеупорные обожженные
магнезитохромитовые и периклазохромитовые изделия, изготавлива
емые из магнезитового порошка и хромовой руды. Изделия прессую
под большим давлением и подвергают высокотемпературному обжи! ,
при 1600°С.
Высокоогнеупорные магнезитохромитовые изделия подразделяют ни
следующие марки: ПХСП — периклазохромитовые сводовые повышен-
ноплотные, ПХСУТ— периклазохромитовые сводовые уплотненные
термостойкие, ПХСУ — периклазохромитовые сводовые уплотненные.
Основной составляющей (65...70%) этих изделий является оксвд
магния (периклаз). Содержание хромовой руды в зависимости от марки
кирпича находится в пределах 7...15%. Изделия ПХСП и ПХСУТ
предназначены для изготовления работающих в особо тяжелых усло-
виях сводов электропечей емкостью > 40 т, изделия ПХСУ могут быть
использованы для изготовления сводов печей меньшей емкости. Из-
делия этих марок изготовляют в виде прямого и пятового кирпичей.
Длина кирпича (и, следовательно, толщина свода) составляет 230, 300,
380, 460 или 520 мм.
Для кладки стен и изготовления сводов электропечей малой и
средней емкости применяют высокоогнеупорные хромомагнезнтовые
(хромитопериклазовые) изделия огнеупорностью > 2000°С, изготовля-
емые из хромита и спекшегося магнезита. Содержание основных
компонентов в хромомагнезитовых изделиях (кирпичах) должно быть
в следующих пределах: оксида магния > 42 %, полуторного оксида
хрома & 15 %.
58
Кладку подин и откосов выполняют из магнезитовых (периклазовых)
изделий огнеупорностью > 2000°С, изготовляемых прессованием из
обожженного до спекания магнезита. Магнезитовые изделия подраз-
деляются в зависимости от химического состава на три марки:
МО-91 (магнезитовые изделия обычной плотности, используемые для
кладки подин и откосов электросталеплавильных печей ниже уровня
шлака), МУ-91 (изделия уплотненные главным образом для кладки
откосов в районе шлакового пояса), МУ-89 (плотные изделия, исполь-
зуемые для кладки футеровки электропечей в исключительных случаях).
Цифры в маркировке магнезитовых изделий обозначают минимально
допустимое (в процентах) содержание оксида магния.
Для тепловой изоляции подины и стен, а также для футеровки
сливного желоба используют шамотный кирпич, который обладает
низкой теплопроводностью и высокой термостойкостью. Вследствие
низкой огнеупорности (168О...173О°С) и шлакоустойчивости шамотный
кирпич нельзя использовать для изготовления рабочего слоя футеровки,
но вследствие высокой термостойкости его широко применяют также
для футеровки сталеразливочных ковшей и припаса. Шамотные изделия
обычно содержат 60...62 % SiO2 и 35...37 % А12О3.
В футеровке для тепловой изоляции применяют также асбест,
порошок шамота и другие теплоизоляционные материалы.
3. Кладка рабочего пространства печи
В качестве примера на рис. 17 приведен разрез футеровки 200-1
печи.
Изготовление футеровки новой печи начинают с подины. Она
состоит, как правило, из трех слоев: верхнего набивного, образую-
щего после спекания монолитную массу, кирпичной кладки, и
теплоизоляционного слоя. Возможна работа печи и без набивного
слоя, но при этом толщина кирпичной кладки должна быть увеличена.
На большинстве электропечей общая толщина футеровки подины
равна максимальной глубине ванны. Для улучшения магнитной
связи между ванной и перемешивающим устройством на печах,
оборудованных электромагнитным перемешивающим устройством,
толщину подины целесообразно принимать равной 70...80% от
глубины ванны. Толщина огнеупорной кладки по центру 200-т печи,
оборудованной механизмом электромагнитного перемешивания, со-
ставляет -900 мм.
На металлическое днище укладывают изоляционный слой футе-
ровки, состоящий из листового асбеста /, шамотного порошка и
двух рядов на плашку шамотного кирпича 2 (рис.17). Для перекрытия
швов кладки подины каждый последующий ряд кирпича развора-
59
96880
Рис. 17. Разрез кожуха и футеровки 200-т дуговой электропечи
чивают на 45° по отношению к нижележащему. Магнезитовую
кладку 3 подины выполняют из пяти-шести рядов кирпичей, уло-
женных на ребро. Швы между кирпичами засыпают сухим подог-
ретым магнезитовым порошком крупностью 0.5...0.8 мм.
На ряде заводов кладку подины ведут «елочкой» от центра печи
к периферии. Между кладкой подины и изоляцией стенок кожуха
оставляют, температурный зазор 70...80 мм, который засыпают по-
рошкообразным асбестом. Откосы 5 выкладывают прямым и кли-
новым кирпичом М-91 или МП-91. Порошок МПП-85 (зернистого
состава: фракции < 0,1 мм 15...25%, 3...6 мм 10...30% и гб мм
S3 %) увлажняют раствором жидкого стекла. Полусухой массой
заполняют уступы в кирпичной кладке, затем ее наносят на подину
50-мм слоями 4 и трамбуют пневматическими молотками. На ряде
заводов подину набивают сухим порошком МПП-85 в один прием.
Плотность набивной подины и откосов проверяют металлическим
стержнем диаметром 5 мм, который при нажатии рукой должен
углубляться на S 10 мм.
По окончании набивки подины и откосов по всей сферической
ванне укладывают листовое железо, которое предохраняет набивной
слой от разрушения при первой завалке шихты и способствует
лучшей свариваемости набивного слоя на первой плавке.
60
Футеровку стен также, как правило, выполняют из трех слоев:
изоляционного, арматурного и рабочего. Для изоляционного слоя
б при кладке стен используют листовой асбест и шамотный порошок,
а иногда применяют и шамотный кирпич. Назначение изоляционного
слоя — уменьшить тепловые потери со стен, однако часто при
наличии изоляционного слоя существенно снижается стойкость
рабочего слоя футеровки, поэтому его выполняют не на всех печах.
Арматурный слой 7 позволяет более полно вырабатывать рабочий
слой кладки без повреждении кожуха. Толщина арматурного слоя
составляет 65...150 мм. Этот слой изготавливают, как правило, из
бывшего в употреблении хромомагнезитового или магнезитохроми-
тового кирпича.
Рабочий слой 8 выкладывают из кирпичей ПХСП, ПХСУТ или
хромопериклазового марок ХП1, ХП2 в направлении выпускного
отверстия к завалочному окну, а верхние два ряда кладут в обратном
направлении. Столбики у завалочного окна выкладывают вперевязку
до упора в арку. Каждый ряд кладки стен просыпают мелкозернистым
порошком.
Футеруют свод кирпичом ПХСП и ПХСУТ на специальном
шаблоне вне печи. Установленное по центру шаблона сводовое
кольцо проверяют на гидравлическую плотность, для чего его
опрессовывают под давлением 700...900 кПа для печей емкостью
100 т и 500 кПа — для печей малой емкости. Между кладкой
свода и сводовым кольцом выполняют тепловую изоляцию из
листового асбеста на шамотном растворе. Известны разные способы
наборки сводов. На рис. 18 изображены схемы кладки свода с
центральной аркой и кольцевого.
Рис. 18. Схемы кладки сводов с центральной аркой (а) и кольцевого (6)
61
При наборке свода по первой схеме центральная арка проходит
между отверстием для электрода второй фазы с одной стороны и
первой и третьей — с другой. По бокам электродных отверстий в
центральную арку упираются опорные арочки. Для укрепления
площадки под экономайзер на некотором расстоянии от края
отверстий для электродов в «ребре» устанавливается кирпич большей
длины.
Для печей малого тоннажа своды набирают по второй схеме,
начиная с установки пятовых кирпичей. Затем концентрическими
рядами всухую выкладывают купол свода.
Центральная часть свода изнашивается быстрее, чем периферий-
ная, поэтому на некоторых заводах центральную часть свода вы-
полняют увеличенной толщины. Для электропечей большой емкости
разработана конструкция свода со съемной частью. В этой конст-
рукции кроме основного сводового кольца предусмотрено водоох-
лаждаемое кольцо для центральной части свода.
Увеличить срок службы футеровки свода можно, снизив меха-
ническую нагрузку.на кирпичи кладки, в частности давление от
распора. С этой целью для крупных печей целесообразно применять
распорно-подвесные своды (рис. 19). В этом случае при кладке
свода между кирпичами закладывают стальные пластины так, что
они образуют ряды по прямым линиям, например по лучам, про-
ходящим через центр свода. Пластины скрепляют с кирпичами
Рве.. 19. Разрез распорно-подвесного свода электропечи
ДСП-100:
/ — сводовое кольцо, 2 — кладка свода, 3 — уплотнитель
электродного отверстия, 4 — несущая конструкция подвески,
5— подвесной уголок, 6 — палец, 7— тяга, S — подвесная
пластина
62
штифтами, а сами пластины крепят к уголкам. По окончании кладки
и прикрепления пластин к уголкам на свод накладывают несущий
каркас, к которому прикрепляют уголки и посредством которого
часть нагрузки от кирпичной кладки передают на сводовое кольцо.
Стойкость распорно-подвесного свода на —20 % выше стойкости
обычного распорного.
Для увеличения стойкости футеровки отдельные ее участки
целесообразно выполнять из огнеупоров с особыми свойствами, в
частности из плавленолитых огнеупоров. Литые огнеупорные блоки
получают плавлением тщательно перемешанных материалов в дуго-
вой печи и разливкой расплава в формы. Блоки из литых огнеупоров
используют для кладки футеровки по шлаковому поясу, в горячих
зонах и иногда вокруг выпускного отверстия. Электродные отверстия
иногда футеруют высокоглиноземистым (а» 70 % А12О3) кирпичом.
Такой кирпич обладает высоким электросопротивлением, что умень-
шает опасность замыкания цепи между фазами по своду.
4. Охлаждение футеровки стен и свода
Использование печных трансформаторов высокой удельной мощ-
ности и топливно-кислородных горелок позволило резко повысить
тепловые нагрузки и производительность дуговых печей, однако при
этом существенно ухудшилась стойкость огнеупорной футеровки.
Повышение теплоизлу-
чения на футеровку и
ее преждевременный
износ вызывает исполь-
зование в шихте значи-
тельной доли губчатого
железа. С учетом огра-
ниченности сырьевых
ресурсов для производ-
ства высококачествен-
ных огнеупоров это оп-
ределило необходи-
мость применения
водяного охлаждения
стен и сводов дуговых
печей (рис. 20).
На рис. 21, а приве-
дена схема холодильни-
Ф?6ЙО
Рис. 20. Разрез рабочего пространства дуговой
печи ДСП-100НЗА с водоохлаждаемыми панелями
в стенах и свода
ка, использовавшегося
на одном из заводов
Японии для охлаждения
63
Рис. 21. Элементы водоохлаждаемых стен:
а — холодильника, 6 — шлакодержателей, в —рабочего слоя охлаждаемых панелей;
1 — литой чугунный корпус, 2 — огнеупорный кирпич, 3 — трубы для воды, 4 —
стальной лист, 5— огнеупорная масса, 6 — усадочный зазор, 7 — шлакодержатель,
8— слой шлака
футеровки стен. Однако практика эксплуатации печей с водоохлаж-
даемой футеровкой позволила установить, что кирпичная кладка на
водоохлаждаемых панелях не нужна, так как всплески шлака,
оседающие на штырях специального профиля (шлакодержателях,
рис. 21, б), приваренных к горячей стороне панели, образуют
надежный гарнисаж (рис. 21, в). Длительного срока службы холо-
дильников и малых потерь тепла достигают подбором оптимальной
толщины металлической стенки, формы и размера шлакодержа-
телей, а также толщины и состава огнеупорной массы, наносимой
первоначально набивкой или торкретированием. В качестве огне-
упорной массы применяют в основном магнезит. Так как он дает
усадку, то между стенкой холодильника и огнеупорным слоем
образуется зазор, служащий дополнительной тепловой изоляцией.
Чтобы исключить возможность соприкосновения жидкой стали с
панелями, стены в нижней части футеруют огнеупорным кирпичом
на & 400 мм от уровня ванны, а над выпускным отверстием
панели располагают еще выше (рис. 22). Охлаждаемая поверхность
составляет примерно 70% площади стен. В тех случаях, когда
на заводе не хватает воды для применения полностью охлаждаемых
стен печей, водоохлаждаемые панели целесообразно устанавливать
в наиболее горячих зонах печи.
Водоохлаждаемый свод обычно состоит из центральной части,
футерованной огнеупорным кирпичом, и охлаждаемой внешней
части (см. рис. 20). Охлаждаемая поверхность составляет до 85 %
площади свода, а расход огнеупоров на тонну стали уменьшается
почти в 10 раз. На одном из отечественных заводов длительное
время эксплуатируется полностью водоохлаждаемый кессонный
свод. Он представляет собой плоскую водоохлаждаемую полость,
64
Рис. 22. Водоохлаждаемая футеровка с трубчатыми элементами для кожуха и
свода:
1 — панель стен, 2 — трубчатый элемент свода, 3 — огнеупорная футеровка центральной
части свода, 4 — развертка кожуха печи, 5 — тыпцскяж отверстие, 6 — рабочее
окно
на рабочую поверхность которой нанесена огнеупорная набивка.
Стойкость такого свода > 6000 плавок. Однако более предпочти-
тельны трубчатые панели вследствие возможности получения вы-
соких скоростей движения воды и отсутствия застойных участков.
В последнее время получает распространение система охлаждения
стен с установкой холодильников с наруж-
ной стороны (рис. 23). В сравнении с ранее
рассмотренными эта система имеет ряд
преимуществ: исключается попадание в пла-
вильное пространство воды при утечке;
полнее используется рабочий объем печи;
снижаются потери тепла и увеличивается
срок службы холодильников; возможно бо-
лее низкое расположение холодильников,
что позволяет довести площадь охлаждения
стен до 80 %.
Использование водяного охлаждения
стен и сводов позволяет существенно (на
> 50 %) уменьшить расход огнеупоров, не-
сколько уменьшить расход электродов, со-
кратить продолжительность ремонтов, упро-
стить обслуживание печи и заметно повы-
5 Зак. 3164
Рис. 23. Расположение сте-
новых охлаждаемых панелей
относительно футеровки отко-
сов: а — над футеровкой, б —
наружное
65
сить ее производительность. Однако при этом на - 2 % возрастает
расход электроэнергии и существенно — расход воды [например,
для 60-т печи он составляет 100...150 л/(см2-мин)].
Глава 5. Механическое оборудование печей
1. Типы дуговых сталеплавильных печей
Работающие в настоящее время на металлургических и машино-
строительных заводах дуговые сталеплавильные электропечи даже
одинаковой вместимости довольно часто существенно разнятся. Эти
отличия обусловлены разным способом загрузки шихты, разной
системой опор печи на фундамент, применением разных способов
открывания рабочего пространства для загрузки шихты, разных схем
выпуска металла, неодинаковым расположением и использованием
разнотипных механизмов и другими особенностями.
Основным фактором, определяющим главные конструктивные
особенности печи, является способ загрузки металлического лома.
Существуют два способа загрузки лома: через рабочее окно мульдами
и сверху через открытый свод загрузочными корзинами (бадьями).
Мульдовая загрузка сохранилась на некоторых заводах в старых
цехах. Загрузка сверху имеет рад преимуществ, поэтому все совре-
менные печи приспособлены для загрузки шихты сверху.
Печи с загрузкой сверху могут быть четырех типов:
1. С выкатным корпусом. В печах этого типа свод подвешивают
к П-образной конструкции — порталу. Механизмами, укрепленными
на портале, свод приподнимают, а корпус печи с помощью гидрав-
лического или электромеханического привода, расположенного на
фундаменте печи, выкатывают в сторону печного (рис. 24, а) или
разливочного (рис. 24, б) пролетов под загрузку или для ремонта
футеровки. Выкат в сторону разливочного пролета применяют
главным образом на машиностроительных заводах при расположении
печей на уровне пола цеха. Портал печей с выкатным корпусом
опирается на два отдельных сегмента, скрепляемых в стационарном
положении с сегментами печи для совместного наклона печи и
свода при сливе металла.
2. С откатным порталом (рис. 24, в), который перемещается для
загрузки или ремонта либо в сторону печного, либо в сторону
разливочного пролетов. Откат портала осуществляют с помощью
электромеханического привода по специальным рельсам — направ-
ляющим. В печах такого типа портал опирается на общую с корпусом
люльку.
66
Рис. 24. Основные типы
печей с завалкой лома сверху
3. С отворачивающимся сводом, который подвешивают к Г-об-
разной конструкции (полупорталу). Приподнятый свод вместе со
стойками и полупорталом поворачивают в горизонтальной плоскости
вокруг вертикальной оси на 75...900, открывая рабочее пространство.
В этом случае полупортал монтируют на люльке вместе с печью
(рис. 24, г) или он опирается на один отдельный сегмент.
4. С наклоняющимся сводом (рис. 24, д'). Приподнятый свод
наклоняют вместе с порталом в сторону разливочного пролета. Для
этого портал должен опираться на один или два независимых от
печи сегмента.
В нашей стране получили распространение в основном печи с
выкатным корпусом (серия ДСВ) и с поворотным сводом (серия
ДСП). Начиная с шестидесятых годов строят преимущественно
дуговые печи с поворотным сводом. Поэтому в дальнейшем при
изложении материала основное внимание будет уделяться печам
серии ДСП.
Техническая характеристика печей этой серии, находящихся' в
эксплуатации, приведена в табл. 3. На печах, разработанных специ-
альным конструкторским бюро Новосибирского завода электротер-
мического оборудования (СКВ НЗЭТО) (рис. 25), все механизмы,
за исключением механизма вращения корпуса, выполнены с гидрав-
лическими приводами. Основная несущая конструкция печи (люлька)
опирается на фундамент двумя сегментами. Свод жестко закреплен
на полупортале, соединенном с корпусом печи. При работе печи
5*
67
8
Таблица 3. Техническая характеристика дуговых сталеплавильных печей серии ДСП
Параметры Значения параметров печей ДСП вместимостью, т
6 12 25 50 100 100 200
Мощность трансформатора, М&А 4 8 15 32 50 80 125
Вторичное напряжение, В 281—118 318-120 370-128 465-159 590-200 761-259 825-320
Максимальный ток, кА 9,9 17,5 28,0 47,7 58,7 69,4 87,5
Диаметр, мм:
электрода 300 350 400 500 610 610 610
распада электродов рабочего пространства 1000 1000 1250 1600 1750 1700/1350 1800
на уровне откосов 2230 2740 3540 4560 5600 5900 7100
кожуха 3350 4260 4690 5800 6900 6900 8500
Глубина ванны от порога рабочего окна, мм 425 555 775 890 1100 1150 1480
Высота до пят свода, мм 1465 1415 1565 2015 2070 1900 2220
Масса металлоконструкций, т 70 88 154 265 460 510 900
Удельный расход электроэнергии, кВтч/т 500 470 460 425 405 440 400
Расход охлаждающей воды, м3/ч 20 30 35 40 70 500 120
Рис. 25. Печь ДСП-25: /—механизм поворота ванны, 2— корпус печи,
3 — свод, 4 — полупортал, 5 — гаэоотасд, 6 — электрод, 7 — алектрододержатель,
8— гибкие кабели, 9 — механизм отворота свода, 10 — плунжер подъема свода,
//—гвдроцилиндры механизма наклона печи
нагрузка от свода, полупортала и электрододержателей передается
на кожух печи. Механизм подъема и отворота свода на этих печах
расположен на отдельном фундаменте и не связан с люлькой. Печи
вместимостью i 25 т оборудуют устройством для электромагнит-
ного перемешивания металла и механизмом вращения корпуса печи.
69
Рис. 2в. Печь ДСП-200: / — фундамент, 2 —
фундаментная балка, 3 — сливной желоб, 4 — полу-
портал, 5 — телескопическая стойка, б — электрод,
7 — свод, 8 — корпус печи, 9 — рабочее окно,
10— люлька, 11—привод механизма наклона
ной тумбы крепится зубчатый сегмент,
На печах конструк-
ции Научно-исследова-
тельского и проектно-
технологического инсти-
тута электротермиче-
ского оборудования
(НИИЭТО) (рис. 26)
все основные механиз-
мы выполнены с элект-
ротехническими приво-
дами. Свод подвешен к
полупорталу при помо-
щи системы тяг. Полу-
портал жестко соединен
с шахтой, в которой пе-
ремещаются три по-
движные колонны элек-
трододержателей. Шахта
с полупорталом, меха-
низмами перемещения
электродов и подъема
свода установлены на
поворотной тумбе, кото-
рая сверху имеет вид
полукруга, обращенного
дугообразной частью к
центру печи. К дугооб-
разной части поворот-
в зацепление с которым
входит открытая пара механизма отворота свода. В центральной
части полукруга поворотная тумба опирается на опорно-поворотную
ось, а по периферии имеет ряд роликов, которые при отвороте
свода катятся по кольцевому рельсу, закрепленному на люльке печи.
Корпус печи опирается на восемь тумб, установленных на люльке.
Печи оборудованы устройством для электромагнитного перемеши-
вания металла.
В НИИЭТО разработаны печи новой серии ДСП вместимостью
100 (ДСП-ЮОНЗА, ДСП-100И6, ДСП-100И7), 150 и 200 т. Отличи-
тельными особенностями этих печей являются повышенная мощность
трансформаторов (75, 90 и 125 МВ -А соответственно), охлаждение
сводов и стен, наличие патрубка для загрузки в печь сыпучих
материалов, повышенные скорости отворота свода и перемещения
электродов, автоматическое регулирование подводимой к печи мощ-
ности и другие усовершенствования.
70
Рис. 27. Схемы выпуска металла из дуговых
б — сифоном, в—через донное отверстие, г— через
печей: а — традиционная,
отверстие в эркере
Появление мощных и сверхмощных печей привело и к изменению
схемы выпуска металла. Из электропечей, работающих по класси-
ческой технологии, металл сливают через выпускное отверстие,
расположенное в задней стенке выше уровня расплава в ванне (рис.
27, а). Для слива металла печь наклоняют в сторону сливного
желоба на угол до 45°. Такая схема обеспечивает возможность
одновременного слива в ковш металла и хорошо раскисленного
печного шлака, интенсивное перемешивание металла со шлаком в
ковше и эффективное рафинирование металла шлаком от серы и
кислорода.
В сверхмощных печах формировать рафинировочные шлаки не-
целесообразно, поэтому возникла необходимость при сливе плавки
«отсекать» печные шлаки от металла. Эта проблема была успешно
решена разработкой печей с сифонным выпуском (рис. 27, б), в
которых выпускное отверстие расположено ниже уровня металла,
а слив металла осуществляют через наклонный канал. Сифонный
выпуск, кроме того, позволяет оставлять в печи и часть жидкого
металла, что обеспечивает наиболее рациональное начало следующей
плавки на «болоте», однако требует такого же большого угла наклона
печи, что не позволяет упростить механизм наклона и увеличить
площадь водоохлаждаемой части стен.
Увеличить до 85% площадь водяного охлаждения стен, значи-
тельно упростить механизм наклона печи и уменьшить длину
короткой сети (токоподвода) позволяет донный выпуск (рис. 27,
в). Печи с донным выпуском наклоняют в сторону рабочего окна
на угол до 12°, что облегчает скачивание шлака. Выпуск металла
и шлака осуществляют через донное отверстие в центре подины,
выполненное в виде трубы из магнезиальных огнеупоров (рис. 28).
71
После выпуска
плавки отверстие
снизу закрывают
шиберным затво-
ром, а сверху за-
сыпают огнеупор-
ным порошком.
Донный выпуск
обеспечивает бы-
стрый и полный
слив металла и
шлака, что умень-
шает потери тепла
металлом, насы-
щение металла в
струе газами из
атмосферы. Кро-
ме того, такая схе-
ма выпуска сни-
жает износ огне-
упоров футеровки
ковша и электри-
печей с донным
Рис. 28. Запорное устройство сталевыпускного отверстия
в днище печи (эркера): 1 — корпус эркера, 2 — футеровка
эркера, 3 — наружные кольца, 4 — внутренние кольца,
5 — засыпка, 6 —плита, 7 —запорная пластина, 8 — гнез-
довий кирпич, 9 — рычаг привода, 10 — кронштейн
ческие потери в короткой сети. Недостатками
выпуском являются невозможность отсечки печного шлака, невоз-
можность рационального режима начала плавки на остатках жидкого
металла от предыдущей плавки и сложность обслуживания выпу-
скного отверстия. Для устранения этих недостатков выпускное
отверстие из центра подины было перенесено в специальный выступ
(эркер) у задней стенки (рис. 27, г). Уровень выпускного отверстия
печи с эксцентричным (эркерным) выпуском выше уровня подины,
что позволяет при наклоне печи на 10...120 сливать весь металл и
шлак, полностью отсекать печной шлак, а при необходимости
оставлять в печи и часть металла. Обслуживают выпускное отверстие
через сводик эркера, что значительно удобнее в сравнении со схемой
донноговыпуска.Таким образом, эксцентричный (эркерный) выпуск
наиболее перспективен для печей в новых электросталеплавильных
цехах.
Все электропечи условно подразделяют на печи малой, средней
и большой вместимости. Печи вместимостью 12, 25 и 50 т относят
к печам средней, а печи 100, 150, 200 т — к печам большой
вместимости. Для удобства организации работ в цехе дуговые
электропечи изготавливают в левом или правом исполнении, что
позволяет группировать вспомогательное оборудование на две печи.
Исполнение печи определяется расположением токоподвода от шин
72
трансформатора до электрододержателей, если Смотреть на печь со
стороны сливного желоба.
2. Корпус и сводовое кольцо
Корпус электропечи включает кожух, днище и сливной носок.
Кожух — это часть корпуса, расположенная выше порога рабочего
окна. Форма кожуха определяет профиль рабочего пространства
печи, следовательно, стойкость футеровки стен и свода, а также
величину тепловых потерь через стены и свод. Кожухи выполняют
цилиндрическими, ступенчатыми, коническими с «прямой» и «об-
ратной» конусностью, бочкообразными и цилиндро-коническими
(рис. 29).
Печи с цилиндрической формой кожуха (рис. 29, а) имеют .
наименьшую стойкость футеровки стен, поэтому их число умень-
шается вследствие замены кожухами более совершенных форм. При
ступенчатом кожухе (рис. 29, б) появляется возможность удалить
стены от дут, создать футеровке стен самостоятельную опору на
кожух, улучшить тепловые условия ее службы. На печах с кожухами
в виде расширяющегося кверху конуса (рис. 29, в) стойкость
футеровки стен еще больше, однако при этом необоснованно
увеличиваются габариты печи и диаметр свода. С точки зрения
тепловых процессов наиболее совершенной является форма кожуха
с обратной конусностью, т. е. с широким основанием внизу
Рис. 29. Формы кожуха и рабочего пространства дуговых электропечей
73
(рис. 29, г). Однако практически реализовать преимущества такой
формы при выплавке стали на металлическом ломе весьма затруд-
нительно, поэтому печи такой конфигурации появились лишь в
последнее время, причем это стало возможно при выплавке стали
из металлизированного сырья и внедрении охлаждаемой футеровки.
Бочкообразную форму кожуха (рис. 29, д) применяют главным
образом при реконструкции печей, когда необходимо получить
оптимальный угол наклона нижней, наиболее быстро изнашиваемой
части кладки стен без значительного увеличения габаритов печи и
диаметра свода. Наибольшее распространение получили печи с
цилиндро-коническими кожухами (рис. 29, е). Угол наклона кони-
ческой части кожуха составляет от 6 до 23е, а ее высота равна
1/3—2/3 высоты рабочего (свободного) пространства.
Кожухи изготовляют сварными из листовой стали Ст. 3. Толщина
листа для электропечей вместимостью до 100 т составляет 16...32 мм,
а для печей большей вместимости —40 мм. Для увеличения же-
сткости кожухи снабжают вертикальными и горизонтальными реб-
рами. Толщина ребер обычно равна толщине кожуха. Если при
ремонтах футеровки стен кожух необходимо снимать, то его сое-
диняют с днищем посредством пальцев с клиньями. Составные части
кожуха по вертикали (две полустенки) соединяют болтами с на-
кладками.
Часть корпуса печи, расположенную ниже порога рабочего окна,
относят к днищу. Разъем корпуса может быть выполнен по уровню
порога, несколько выше или несколько ниже его. На печах, на
которых во время холодных ремонтов остатки футеровки стен
убирают вместе с кожухом, разъем располагают обычно выше уровня
порога. Разъем ниже уровня порога используют в случаях, когда
массу днища с футеровкой необходимо уменьшать до грузоподъ-
емности кранов, используемых для снятия и установки днища при
ремонтах.
Наиболее рациональной формой днища является сферическая с
отношением хорды к радиусу 0,78...0,82, однако широко используют
и более простые в изготовлении днища, имеющие форму усеченного
конуса. На печах с устройствами для электромагнитного перемеши-
вания металла центральную часть днища изготавливают из немаг-
нитной стали, так как обычная сталь, являясь магнитным экраном,
значительно ослабляет магнитное сцепление между статором пере-
мешивающего устройства и ванной. Коэффициенты теплового рас-
ширения немагнитной и обычной стали неодинаковы, поэтому сварка
их недопустима. В этом случае центральную часть днища с пери-
ферийной соединяют заклепками. Толщина листа для днища
16...25 мм на печах вместимостью 5...100 т и 35 мм — на печах
Вместимостью 200 т.
74
Рис. 30. Общий вид рабочего окна: 1 — привод подъема заслонки, 2 — барабан,
3 — рама, 4 — блок, 5 — гляделка, 6 — арка, 7 — заслонка, 8 — гребенка,
9— порог
Рабочее окно в корпусе делают таких размеров, чтобы обеспечить
возможность свободно вводить мульду завалочной машины, извле-
кать из печи обломки электродов, проводить горячий ремонт
футеровки. Обычно ширину рабочего окна принимают равной
0,25 диаметра плавильного пространства, а высоту — 0,8 ширины.
Вырез для сталевыпускного отверстия чаще всего имеет форму
прямоугольника со сторонами 150 х 250 мм.
Для увеличения жесткости корпуса вырезы обрамляют листами
или литыми рамами. В рабочем окне (рис. 30) закрепляют водоох-
лаждаемую арку и направляющие стойки для водоохлаждаемой
заслонки. Плоскость скольжения заслонки наклонена к вертикали
на 10°, вследствие чего заслонка под действием силы тяжести
плотно прилегает к направляющим рамы. Для подъема заслонок на
корпусе печи закрепляют механизм с пневматическим, электромеха-
ническим или гидравлическим приводом.
На печах с поворотным корпусом к днищу приваривают рельсы
и зубчатые сегменты. Рельс (кольцевой опорный брус), которым
корпус опирается на четыре или восемь опорных тумб, крепят к
корпусу через промежуточную коробку (см. рис. 17).
К днищу и кожуху печей с традиционной схемой выпуска
прикрепляют сливной носок, состоящий из желоба и насадка. Насадок
75
Рис. 31. Сечения сводовых колец и песочных затворов
обычно выходит из строя раньше и его заменяют чаще. Если при
ремонтах остатки футеровки стен убирают вместе с кожухом, то
сливной носок прикрепляют только к днищу. На печах с эксцент-
ричным выпуском на месте сливного носка выполняют эркер.
Для удержания кирпичной кладки свода используют сводовое
кольцо, которое у печей емкостью до 40 т может быть неохлаж-
даемым (рис. 31, а), однако на большинстве печей применяют
водоохлаждаемые сводовые кольца (рис. 31, б—г). И те и другие
могут быть выполнены с вертикальной (рис. 31, бив) или наклонной
(рис. 31, а и г) внутренней стешсой. Использование колец с
наклонной стенкой позволяет выполнять футеровку свода без спе-
циального пятового кирпича.
Для уплотнения печи и предотвращения просачивания дымовых
газов между кожухом и сводовым кольцом печи оборудованы
песочным затвором, представляющим собой кольцеобразный желоб
с песком, в который погружен кольцеобразный нож сводового
кольца. Песочный затвор может быть съемным или совмещенным
с кожухом. Съемный песочный затвор прикрепляют к фланцу кожуха
или к вертикальному листу кожуха. На некоторых печах для
улучшения условий службы песочного затвора и футеровки стен в
верхней части под песочным затвором размещают водоохлаждаемое
кольцо (рис. 31, б).
3. Электрододержатели. Механизмы зажима и перемещения
электродов
Электрододержатели предназначены для удержания электродов
на заданной высоте и для подвода к ним электрического тока.
Конструкция электрододержателей должна удовлетворять ряду тре-
бований. Для уменьшения потерь в контакте и предотвращения
проскальзывания электродов конструкция электрододержателей дол-
76
Рис. 32. Элекгрододержатель, механизмы зажима и перемещения электрода:
1 — привод, 2 — противовес, 3 — рейка, 4 — амортизатор, 5 — кронштейн подвески
кабелей, 6 — каретка, 7 —ролики, в —блок подвески, 9 — канат, 10 — тяга, 11 —
пневматический цилиндр, 12 — рычаг, 13 — электрод, 14— трубошины, 15 — хомут,
16— тяга, 17 — стойка
жна обеспечивать плотный зажим электродов. Электрододержатели
должны быть достаточно жесткими, чтобы не прогибаться под
действием силы тяжести электродов и исключить возможность
вибрации. При длине дуги в несколько сантиметров вибрация или
перемещение электрода на несколько миллиметров существенно
влияют на> стабильность горения дуги.
Элекгрододержатель (рис. 32) состоит из головки, зажимающего
устройства, рукава, каретки или телескопической стойки, токопод-
вода и механизма перемещения электрода.
Головка электрододержателя состоит из двух выполняющих раз-
ные функции частей: механически прочного держателя и токопод-
водящей части с возможно более малым электрическим сопротив-
лением. На печах средней емкости электрод зажимают в неподвиж-
77
ном корпусе перемещением колодки, а на большегрузных печах
получила применение схема зажима электрода перемещением хомута.
Корпус головки охлаждают водой. Изготовляют его литым или
сварным из углеродистой, нержавеющей или жаропрочной стали, а
иногда из латуни. Подвод тока непосредственно к электроду обес-
печивают контактные щеки из омедненной стали, меди, а иногда
из хромистой (1% Сг) бронзы или латуни (80% Сг, 20% Zn).
Контактные щеки крепят и к подвижной и к неподвижной частям
головки. Площадь контакта должна обеспечивать плотность тока в
контакте, не превышающую допустимых значений. В частности, для
контакта медь—графит плотность тока не должна превышать
2,6 А/см2.
В процессе работы контактная поверхность щек окисляется, что
значительно увеличивает контактное сопротивление и потери мощ-
ности в контакте. Для удаления оксидной пленки контактную
поверхность головки необходимо периодически очищать металличе-
скими щетками. Окисление контактной поверхности тем меньше,
чем ниже температура контактирующих поверхностей и- чем плотнее
контакт между ними. Поэтому головку электрододержателя охлаж-
дают и исйользуют зажимные устройства, обеспечивающие посто-
янное высокое давление в контакте.
В настоящее время наибольшее применение нашли пружинно-
пневматические зажимные устройства (рис. 33, а—г). Зажим элек-
трода осуществляется усилием цилиндрической пружины, передава-
емым через рычаги и тяги на прижимную колодку или хомут.
Электрод освобождается при подаче в пневмоцилиндр сжатого
воздуха, который перемещает поршень и сжимает пружину. Эти
зажимы обеспечивают контактное давление порядка 30...100 Н/см2,
что не всегда достаточно для достижения требуемого контактного
сопротивления. Поэтому на сверхмощных печах в последнее время
применяют пружинно-пневматические зажимные устройства с пред-
варительно сжатыми тарельчатыми пружинами, обеспечивающими
контактное давление до 470 Н/см2. Аналогичны по конструкции
пружинно-гидравлические зажимы, в которых для отжима исполь-
зуется гидроцилиндр. Недостатком пружинных зажимных устройств
является снижение усилия зажима в результате остаточной дефор-
мации пружин, удлинения тяг при нагревании и появления люфтов.
Любое усилие прижима может обеспечить электромеханический
механизм зажима (рис. 33, <?), однако в силу ряда особенностей
для его осуществления используют электродвигатели, работающие
на низкой (3...6 Гц) частоте.
Пневмоэксцентриковый зажим (рис. 33, в) также обеспечивает
практически любые усилия прижима электрода к головке. Усилие
от подвижного пневмоцилиндра с шарнирно закрепленным на рукаве
78
Рис. 33. Зажимы электрода (В — воздух, Э — эксцентрик, Эл — электродвигатель,
СА — спираль Архимеда, Прв — противовес)
поршнем через ролик, движущийся по поверхности спирали Архи-
меда, передается на зажимной хомут. Отжим производится при
помощи того же пневмоцилиндра, который выполнен двухходовым.
Такие устройства наиболее пригодны для работы на большегрузных
печах с трансформаторами большой мощности. Для таких печей
разработано также пневмогрузовое зажимное устройство (рис. 33,
ж), в котором для зажима электрода использован противовес,
уравновешивающий перемещаемые части элекрододержателя и элек-
трод.
Зажимные устройства располагают сверху или внутри рукава,
представляющего собой консоль коробчатого типа, сваренную из
трубы или из углового или листового железа и усиленную ребрами
жесткости. Для изготовления рукавов часто используют немагнитную
нержавеющую сталь, что позволяет уменьшить их нагрев за счет
вихревых токов.
В конструкциях электрододержателя с кареткой (рис. 34, а и
б) подвижные части перемещаются вдоль вертикальных неподвиж-
ных стоек прямоугольного сечения. Все три стойки электропечи
вверху и внизу связаны в единую раму. Для жесткого и точного
перемещения электрода на необходимые расстояния поверхности
стоек, по которым перекатываются 8 или 16 направляющих роликов
каретки, должны быть строго параллельными.
79
Ряс. 34. Механизмы перемещения электродов (Гц — гидроциливдр, Пц — пневмо-
цилицдр противовеса, К — компрессор, Р —ресивер)
Рукава электрододержателей печей серии ДСП средней емкости
связаны с особой подвижной «телескопической» стойкой в одну
Г-образную конструкцию, перемещаемую вниз и вверх внутри не-
подвижной стойки (рис. 34, в—е). Неподвижные стойки представ-
ляют собой три пустотелых колонны, связанные в одну конструкцию
и покоящиеся на одной общей платформе.
При использовании электрододержателей с телескопической стой-
кой упрощается расположение зажимного устройства и токоведущих
шин, однако заметно возрастает масса подвижных частей и расход
металла.
Ток к головке электрододержателя подводится медными плоскими
шинами или трубошинами, закрепленными на изоляторах сверху
рукава. Преимуществом плоских шин является простота их обслу-
живания и ремонта из-за отсутствия воды. Однако вследствие
значительного нагрева токоподводов чаще приходится устанавливать
трубошины с водяным охлаждением. Обычно на каждом электро-
додержателе используют 2...Б трубошин диаметром 50...150 мм с
толщиной стенки 10...15 мм. Для уменьшения потерь на гистерезис
и вихревые токи в стойках и каретках трубошины располагают
симметрично с двух сторон каретки, и поэтому наводимые в стойках
80
и каретках магнитные поля, будучи направленными в противопо-
ложные стороны, взаимно ослабляются. В последнее время опро-
бованы и находят промышленное применение токоподводящие элек-
трододержатели, у которых рукава изготовлены из биметаллического
медно-стального листа или из алюминиевых сплавов. Использование
токоведущих рукавов электрододержателя позволяет уменьшить мас-
су электрододержателя, упростить его конструкцию, сократить расход
металла и повысить надежность работы печи.
Перемещение каретки по неподвижной стойке или перемещение
телескопической стойки, необходимое для поднятия электродов во
время завалки шихты и регулирования длины дуги, осуществляется
электромеханическим или гидравлическим приводом. Электромеха-
нические приводы исполняют с тросовым (см. рис. 34, а и г) или
реечным механизмом (рис. 34, б, в и е). На электропечах с тросовым
механизмом электроды опускаются при сматывании троса под
действием силы тяжести системы электрод—электрододержатель.
При упоре электрода натяжение троса ослабевает и специальное
устройство включает привод на подъем электрода. Во избежание
поломок электрода, опускающегося при использовании реечных
механизмов принудительно, устанавливают специальный амортиза-
тор, рассчитанный на определенное давление. При превышении этого
усилия срабатывает конечный выключатель и привод переключается
на подъем электрода.
Реечный механизм в сравнении с тросовым более надежен и
прост в обслуживании, имеет меньшую инерционность. Еще меньше
инерционность у гидравлического привода (рис. 34, д). Гидропривод,
кроме того, обеспечивает плавность движения, быстрое изменение
скорости перемещения электродов путем бесступенчатого регулиро-
вания, минимальное запаздывание электрода и исключает поломки
электрода при попадании под него токонепроводящих материалов.
И хотя этот механизм требует более тщательного ухода и частых
профилактических осмотров в процессе эксплуатации, он получает
все более широкое распространение.
Для уменьшения мощности привода всех типов, кроме гидрав-
лического, необходимо уравновешивать силу тяжести подвижных
частей системы электрод—электрододержатель. Обычно это осуще-
ствляют с помощью контргрузов (рис. 34, а—г), помещаемых внутри
стоек или в специальных шахтах. В некоторых случаях уравнове-
шивать силу тяжести можно пневматическим цилиндром (рис. 34, е).
Скорость перемещения электродов на действующих печах состав-
ляет 1...Ю см/с. Для сокращения продолжительности плавления
металла и повышения эффективности использования быстродейст-
вующих регуляторов необходимо, чтобы электроды перемещались с
возможно более высокими скоростями.
6 Зак. 3164
81
4. Уплотнители электродных отверстий
Через зазоры между электродами и огнеупорной кладкой свода
из печи выходят печные газы, нагретые до высокой температуры.
Если не принимать специальных мер по уплотнению этих зазоров,
то в атмосфере цеха содержание вредных газов значительно пре-
высит допустимые нормы, причем уносится много тепла. Это
увеличит расход электроэнергии, приведет к подсосу в печь холод-
ного воздуха через рабочее окно. Газы, выбивающие через неплот-
ности у электродов, влияют на расход электродов*, за счет тепла
газов и вследствие передачи тепла теплопроводностью от погру-
женной в печь части электрода его выступающая над сводом часть
разогревается до > 500°С и интенсивно окисляется. При этом
непосредственно у свода электрод быстро утончается и в этом
сечении возрастают плотность тока и потери на сопротивление, что
вызывает прогрессирующий разогрев электрода и его окисление.
Для предотвращения этих явлений электродные отверстия уплотняют
при помощи специальных уплотнителей.
Существующие конструкции уплотнителей можно разделить на
три группы: газодинамические, керамические и металлические во-
доохлаждаемые (экономайзеры), причем последние имеют дополни-
тельно керамическое, газовое или механическое уплотнение. Наибо-
лее простой и достаточно эффективной конструкцией уплотнителя
для электродных отверстий на печах с электродами большого
(> 500 мм) диаметра является газодинамический уплотнитель
(рис. 35). Он состоит из двух частей: нижнего керамического
уплотнительного кольца и верхнего пневматического затвора. Затвор
представляет литой Г-образный в сечении короб из нержавеющей
или жаропрочной стали, в который тангенциально вдувается воздух
или инертный газ.
4-d
Рис. 35. Газодинамический уплотнитель электродных отверстий
82
Рве. 36. Уплотнители электродных отверстий: а — керамический с залитым
змеевиком, б — лабиринтный экономайзер, в — экономайзер с газовым уплотнением
На печах средней и малой вместимости применяют керамические
уплотнители и экономайзеры (рис. 36). Керамические уплотнители
выполняют из материалов (циркона, корунда и др.), огнеупорность
которых выше огнеупорности материала свода. При установке
керамических уплотнителей газовыделения будут уменьшены глав-
ным образом вследствие меньшего износа уплотнителя в сравнении
с основным материалом свода. Для повышения стойкости керами-
ческого уплотнителя и, следовательно, более надежного уплотнения
их целесообразно выполнять охлаждаемыми.
Экономайзеры обеспечивают постоянные зазоры вокруг электро-
дов и охлаждают отходящие газы и электроды. Большинство эко-
номайзеров имеют воротники (рис. 36, б), которые позволяют
дополнительно уплотнять зазоры шлаковатой. На экономайзерах с
газовым уплотнением поверх водоохлаждаемого короба устанавли-
вают газовый затвор (рис. 36, в). Газовый поток охлаждает электроды
и препятствует газовыделению из печи.
На малых электропечах часто используют экономайзеры с до-
полнительным механическим уплотнением (рис. 37). Для уплотнения
зазоров между корпусом экономайзера и электродом используют
затягивающие секторы из жаропрочной стали, фигурные ролики и
другие приспособления.
Большое значение имеет способ установки уплотнителей. Погру-
женные в зазоры между электродами и сводом холодильники
охлаждают не только электрод, но и свод, благодаря чему увели-
чивается стойкость свода. Однако глубоко погруженный экономайзер
83
б*
Рис. 37. Экономайзер с механическим уплотнением: 1 — асбоцементная плита,
2 — уплотнение, 3 — корпус, 4 — направляющие, 5 — кронштейн, 6 — рычаг,
7 — противовес, 8 — уплотняющий сегмент, 9 — пружина, 10 — распорка,
// — направляющее кольцо, 12— миканит
может соприкасаться с сильно нагретым слоем свода, а при высоких
температурах хромомагнезитовые и магнезитохромитовые огнеупоры
электропроводны. Чтобы уменьшить опасность прогорания холо-
дильника в результате электрического пробоя, электродные отверстия
выкладывают высокоглиноземистым кирпичом, сохраняющим боль-
шое электрическое сопротивление и при высоких температурах,
экономайзеры погружают в зазоры не на всю толщину свода, а
лишь на часть ее. Масса экономайзера с водой может достигать
нескольких сотен килограммов. Чтобы разгрузить свод, холодильники
целесообразно подвешивать к сводовому кольцу или к специальным
балкам.
5. Механизмы наклона, поворота и перемещения корпуса
и свода печей
Механизм наклона предназначен для наклона печи в сторону
сталевыпускного отверстия для слива металла и шлака в конце
плавки и для наклона печи в сторону рабочей площадки при
скачивании шлака или сходе его самотеком. Полный слив металла
и шлака при традиционной схеме выпуска и сифоном обеспечивается
При наклоне печи на угол 40...450. Поэтому механизм наклона должен
обеспечивать плавный наклон желательно с регулируемой скоростью
84
Рис. 38. Механизмы наклона
в сторону разливочного пролета на угол 40...450 и в сторону рабочего
окна — на угол 10—15°. Расположение механизма должно исключать
засорение его брызгами металла и шлака и гарантировать возмож-
ность наклона печи в случае прорыва металла подины. Эти требо-
вания выполняются установкой двух независимых механизмов на-
клона сбоку под рабочей площадкой печи.
Старые печи большой вместимости серии ДСП оборудованы
двумя электромеханическими приводами (рис. 38, а), при одновре-
менном включении которых осуществляется наклон печи. В случае
выхода из строя одного из двигателей имеется возможность осу-
ществить наклон печи одним двигателем с его кратковременной
перегрузкой. Время наклона на 45° составляет 1,4 мин, ход рейки
при этом равен 4250 мм, скорость перемещения зубчатой рейки
наклона 3 м/мин.
Современные печи оборудованы гидравлическим приводом меха-
низма наклона (рис. 38, б). Два цилиндра укреплены на опорах
фундамента, а штоки шарнирно соединены с сегментами люльки.
Механизм поворота корпуса предназначен для поворота печи
вокруг вертикальной оси на угол 40° в одну и другую стороны
относительно нормального положения со скоростью -1 град/с.
Такой поворот позволяет прожигать не три, а девять колодцев под
электродами, что ускоряет плавление металла, особенно при исполь-
зовании легковесной шихты в печах большой вместимости.
Механизмами поворота оборудованы практически все печи серий
ДСП и ДСВ. Однако опыт эксплуатации печей малой и средней
вместимости ставит под сомнение целесообразность поворота ванны,
так как увеличение длительности плавления, вызванное необходи-
мостью поднимать электроды и свод при повороте ванны и допол-
нительными теплопотерями от поднятых электродов и свода, часто
не компенсируется преимуществами прожигания девяти колодцев
вместо трех. По этой причине механизмы поворота ванны на многих
85
действующих печах малой и средней вместимости либо демонтиро-
ваны, либо не используются.
Механизм выката ванны предназначен для выката печей серии
ДСВ под загрузку шихты бадьей. Этот механизм представляет собой
гидроцилиндр, жестко закрепленный на фундаменте печи между
опорными секторами, шток которого шарнирно соединен с опорами
секторов печи (рис. 39). Для защиты гидроцилиндра от брызг
металла и шлака сверху его накрывают металлическим кожухом.
Выкат ванны осуществляется по рольгангу, на который устанавли-
вают сегменты печи. Передняя часть рабочей площадки, мешающая
выкату, опускается при помощи специального механизма и вместе
с печью откатывается, заходя под оставшуюся часть рабочей
площадки. Масса перемещаемых частей печи с выкатным корпусом
после загрузки шихты составляет сотни тонн, в связи с чем требуется
применение мощной тележки, массивных и длинных фундаментов.
Портал должен опираться на два индивидуальных сегмента, а для
наклона печи опорные сегменты печи и портала должны жестко
соединяться с помощью замковых устройств.
Ряс. 39. Механизмы выката ванны ДСВ: 1 — балка, 2 — рама, 3 — гвдроцилиндр,
4 — упор, 5 — ролик
Механизм подъема свода с электромеханическим или гидрав-
лическим приводом предназначен для подъема свода на 120...150 мм
при выкате ванны или при повороте свода и на 40...50 мм — при
вращении корпуса.
86
Рис. 40. Механизмы подъема свода с электромеханическим (а) и гидравлическим
(б) приводами
Механизм подъема свода большегрузных печей серии ДСП (рис.
40, а) состоит из двух электродвигателей, двух червячно-винтовых
редукторов, промежуточного вала и двух систем соединения редук-
торов с цепями Галля, подвешенными в четырех точках к полупор-
талу. При включении контроллера подъема свода одновременно
приходят в движение оба двигателя. Двигатели через зубчатые
муфты и червячные редукторы передают движения на пару винт—
гайка. Вращаясь, гайки опускают винты, вращение которых предот-
вращается специальными шлицами. Винты увлекают за собой ры-
чажноцепную систему, перекинутую через блоки, к концам которой
при помощи подвесок подвешен свод. Свод поднимается со скоро-
стью 0,85 м/мин, опускается при вращении двигателей в обратном
направлении.
На печах серии ДСВ свод поднимается при помощи гвдроцилин-
дра, расположенного вертикально на боковой стороне портала (рис.
40, б).
На печах средней вместимости серии ДСП свод жестко подвешен
к несущей траверсе (см. рис. 25), состоящей из полупортала и
шахты. Траверса во время плавки четырьмя коническими штырями
сочленяется с двумя опорными тумбами из листовой стали, уста-
новленными на люльке печи со стороны трансформатора. Траверса
вместе со сводом поднимается гидравлическим цилиндром односто-
роннего действия с помощью толкателя, перемещающегося в текс-
толитовых подшипниках корпуса, установленного на отдельной
фундаментной раме. Поднимаясь, толкатель своей верхней кониче-
ской частью и боковым упором входит в сочленение с коническим
гнездом и наклонной опорной накладкой шахты и поднимает
траверсу.
87
Механизм отворота свода предназначен для открывания ра-
бочего пространства печей серии ДСП под загрузку шихты. На
печах малой и средней вместимости поворот системы вокруг оси
толкателя механизма подъема свода осуществляется горизонтальной
зубчатой рейкой, находящейся в зацеплении с телом толкателя
(см. рис. 25). Рейка жестко соединена со штоками двух гидроци-
линдров одностороннего действия. В конечном положении свод
фиксируется стопорными устройствами. Гидравлическая блокировка
позволяет поворот свода только после подъема его на требуемую
высоту.
Печи большой вместимости оборудованы механизмом отворота
свода с электромеханическим приводом. Механизм отворота и
опорный узел поворотного вала установлены на люльке. Вал крепят
к люльке при помощи верхней и нижней опор, имеющих опорные
и упорные подшипники. На поворотном валу закрепляют зубчатый
сегмент, который входит в зацепление с открытой конической
шестерней привода, и поворотную тумбу. На поворотной тумбе
установлены консоли и электрододержатели. В положении свода
над ванной поворотный вал фиксируется стопорным устройством.
6. Системы улавливания и отвода печных газов
Интенсификация процесса плавки в электропечах (продувка ме-
талла кислородом, применение трансформаторов высокой удельной
мощности, топливно-кислородных горелок) сопровождается увели-
чением выбросов печных газов и пыли. Содержание пыли в печных
газах в разные периоды плавки составляет 1...10 г/м3, что в десятки
раз превышает норму (150 мг/м3).
Для улавливания и отвода печных газов применяют разные
системы. Наиболее простой является схема, когда над печью уста-
навливают зонт (рис. 41, а). При этом дымовые газы над печью
разбавляются и охлаждаются подсасываемым из окружающего печь
Пространства воздухом. Однако до попадания в газоотсасывающую
систему горячие печные газы омывают электроды, элементы элек-
трододержателя и рабочую площадку. Нагрев электродов сопровож-
дается окислением и приводит к повышенному их расходу. Кроме
того, в этом случае улавливается всего 25...40% выделяющихся
газов, а остальные газы попадают в атмосферу, минуя систему
газоочистки.
Эффективность систем местного газоулавливания, например от
рабочего окна (рис. 41, б), несколько выше и составляет
50—60%. При улавливании газов с помощью зонта над рабочим
окном можно обеспечить эффективное уплотнение электродных
отверстий и уменьшить окисление электродов. Однако и при этой
схеме значительная часть газов попадает в атмосферу цеха.
88
Более эффективны системы непосредственного отсоса газов из
рабочего пространства (рис. 41, в~ж). На электропечах большой
вместимости широко распространен отвод запыленных газов через
четвертое отверстие в своде (рис. 41, в). Газы под действием тяги
дымоотсоса через отверстие попадают в водоохлаждаемый патрубок,
установленный на своде, и далее в водоохлаждаемое газоотборное
устройство, состоящее из камеры дожигания и камеры охлаждения.
Печной патрубок соединен с этим устройством с зазором, величину
которого (50...80 мм) можно регулировать. Наличие зазора допу-
скает перемещение печного патрубка при подъеме и отвороте свода,
а также при наклоне печи. Кроме того, регулируемый зазор обес-
печивает подсос воздуха для разбавления и охлаждения дымовых
газов. Недостатком системы отвода газа через дополнительное
отверстие в своде является снижение строительной прочности свода.
На печах без вращения корпуса возможна установка патрубка
газоотвода в боковой стенке (рис. 41, а) или у рабочего окна
(рис. 41, д—ж). Отвод газов от рабочего окна может быть орга-
низован через заслонку (рис. 41, д и е) или дымоотводящее
отверстие можно выполнить в верхней (рис. 41, ж) или боковой
части рабочего окна. Достоинством схем газоотвода через рабочее
окно является то, что подсасываемый воздух не попадает в рабочее
пространство печи, что свойственно схемам газоотвода через от-
верстия в сйоде или в стенках.
89
Системы отвода газа непосредственно из рабочего пространства
обеспечивают улавливание 70...80 % дымовых газов, однако при
этом не улавливают газы, выделяющиеся при загрузке шихты и
сливе металла. В отдельные периоды плавки газы попадают в
атмосферу цеха через открытое окно и неплотности между сводом
и корпусом, сводом и электродами и др.
Существенно повысить эффективность улавливания газов позво-
ляет расположение печей в индивидуальном шумо-пылезащитном
укрытии, из которого газы эвакуируют в систему газоочистки. Кожух
укрытия оборудуют двустворчатыми воротами, открывающимися на
короткое время для пропуска корзины с шихтой и снабженными
воздушной завесой. В верхней части кожух имеет узкий откидной
клапан для пропуска тросов загрузочного крана. Помимо повышения
эффективности газоулавливания и газоочистки такая система по-
зволяет - на 15 дБ снизить уровень шума от работающей элект-
ропечи.
Глава 6. Электрическое оборудование
и работа дуговых печей
1. Электрическая схема дуговых печей.
Элементы оборудования
Крупные дуговые электропечи являются мощным потребителем
электроэнергии, поэтому электросталеплавильные цехи включают в
мощные энергетические системы, объединяющие по нескольку элек-
тростанций. К цеховым понижающим подстанциям для уменьшения
потерь в линиях электропередач подводят энергию высокого напря-
жения (35...220 кВ). Это напряжение от высоковольтного распре-
делительного устройства по индивидуальной для каждой печи линии
подается к печной подстанции (рис. 42), в которой размещаются
понижающий печной трансформатор и вспомогательное оборудова-
ние. Пониженный до 110...1000 В ток подается непосредственно к
электропечи. Сила тока на этом участке электрической цепи дости-
гает десятков тысяч ампер, вследствие чего на участке от печного
трансформатора до электродов имеют место значительные потери
мощности. Для уменьшения этих потерь печную подстанцию мак-
симально приближают к печи, а участок цепи от трансформатора
до электродов делают возможно более коротким, поэтому этот
участок часто называют короткой сетью печи. Таким образом,
электрическая схема дуговых электропечных установок включает
следующее оборудование: 1) печь с электродами, исполнительными
механизмами регуляторов мощности печи с ванной, в которой горят
90
Рис. 42. Схема электропитания дуговой I
электропечи: I
1 — высоковольтное распределительное устройство, | <
2 — приборы защиты, 8 — высоковольтный кабель,
4~ печная подстанция, 5— приборы учета и| £7
измерения, б — ванна печи, 7 — перемешиваю- l__J
щий статор; 1Р—ЗР — высоковольтные разъе-
динители (безопасности); 1В — высоковольтный
выключатель защиты печи, 2В — опера-
тивный выключатель; 1РЗ—ЗРЗ — заземляющие
разъединители; TH — трансформатор напряжения;
Тр — трансформатор печной; Пр — низко-
вольтные предохранители; ГГГ—ЗТТ — токовые
трансформаторы
пт
7
ra~W
7Р
ТВ
7РЗ
ЗР
2В
2Р
Тр
J 2РЗ
ЗРЗ
4
S
дуги и находится расплавленный металл; 2) понижающие трансфор-
маторы, вместе с которыми размещены дроссели. В настоящее время
освоены и выпускаются понижающие трансформаторы со встроен-
ными дросселями, служащими для увеличения индуктивного сопро-
тивления сети и улучшения условий горения дуг, 3) короткую сеть,
соединяющую вторичные выводы трансформатора с электродами
печи; 4) коммутационную, измерительную и защитную аппаратуру,
провода высокого и низкого напряжения.
Печной трансформатор служит для преобразования электро-
энергии высокого напряжения в энергию низкого напряжения.
Понижающие печные трансформаторы вследствие особых условий
работы имеют следующие особенности:
1) большая величина номинальной силы тока на стороне низкого
напряжения (до 100 кА); 2) повышенное индуктивное сопротивле-
ние обмоток, необходимое для ограничения силы токов короткого
91
замыкания до 2,5...3,5 кратной величины по отношению к номи-
нальной силе тока, так как сталеплавильные печи работают с частыми
замыканиями электродов на шихту, зажигания дуги и обвале шихты
в период расплавления; 3) повышенная механическая мощность
крепления обмоток и отводов, рассчитанных на частые толчки токов
и короткие замыкания; 4) возможность регулирования напряжения
под нагрузкой в широких (до 1:5) пределах, в том числе возможность
раздельного регулирования трех фазовых напряжений.
Трансформатор состоит из трех обмоток высокого напряжения,
выполненных из медного провода относительно небольшого сечения,
и трех обмоток низкого напряжения, выполненных из шин большого
сечения. На первичной обмотке имеется ряд отпаек от разного
числа витков, что позволяет изменять соотношение числа витков
первичной и вторичной обмоток и величину вторичного напряжения,
так как
U2 = Z7ihi /л2,
где 172 — вторичное (выходное) напряжение трансформатора;
Ui — подводимое к трансформатору напряжение; пх и л2 — число
витков соответственно первичной и вторичной обмоток. Все шесть
обмоток посажены на три взаимосвязанные сердечника (магни-
топровода). Сердечник трансформатора с обмотками опускают в
плотно закрываемый кожух, заполняемый трансформаторным мас-
лом. Масло является хорошим электрическим изолятором и обладает
большой Теплопроводностью, что обеспечивает отвод тепла от
катушек и сердечника трансформатора. Нагревается трансформатор
за счет потерь мощности на активное сопротивление медных
обмоток и на перемагничивание сердечника. В случае повреждения
или оголения обмоток происходит разложение масла с выделением
газов. Об их появлении сигнализирует газовое реле в верхней
части бака трансформатора.
Для ограничения силы токов короткого замыкания в трансфор-
матор встраивают дроссель, включаемый и выключаемый специаль-
ным шунтирующим контактором. Современные печные трансформа-
торы снабжают устройствами переключения ступеней напряжения
под нагрузкой, которые позволяют изменять падение напряжения
на дуге без отключения печи.
Для питания цепей защиты, контроля и измерения, а также цепи
регулятора мощности дуги устанавливают трансформаторы тока,
являющиеся датчиками фактического тока, протекающего по фазе.
Выходной сигнал с трансформатора тока, пропорциональный фак-
тическому току в фазе, используют,как входной сигнал регулятора
мощности, систем контроля и защиты. Печные трансформаторы
92
оборудованы также приборами контроля уровня и температуры
масла. Для-защиты рабочих обмоток и переключающего устройства
от перенапряжений, наводимых со стороны обмотки высокого
напряжения, на трансформаторе устанавливают вентильные разряд-
ники. Печные трансформаторы рассчитаны на режим работы с
периодической перегрузкой на 20% в течение 1.5...2 ч и последу-
ющей работой на номинальном токе в течение 2,5 ч.
В связи с тем, что в современном сталеплавильном цехе печной
пролет размещен в середине цеха между шихтовым и разливочным
пролетами, а трансформатор устанавливают не далее 1...1,5 м от
печи, естественное охлаждение его осуществить затруднительно.
В то же время мощность тепловыделения в трансформаторе дости-
гает десятков и сотен киловатт, поэтому его необходимо охлаждать
принудительно. Для охлаждения применяют принудительную цирку-
ляцию масла, пропускаемого через водяной маслоохладитель.
Для удобства монтажа и демонтажа трансформатор снабжают
переставными катками, позволяющими закатывать его в подстанцию
широкой или узкой стороной по одной и той же стандартной колее
шириной 1524 мм.
Устройство для переключения ступеней напряжения пред-
назначено для ступенчатого изменения мощности, выделяющейся в
дугах. Регулирование мощности может осуществляться либо пере-
ключением схемы соединения первичных обмоток трансформатора
(со «звезды» на «треугольник» и наоборот), либо включением и
отключением части витков первичных обмоток и изменением коэф-
фициента трансформации.
Для современных сверхмощных дуговых печей сейчас изготав-
ливают трансформаторы, обеспечивающие примерно одинаковую
номинальную мощность на нескольких верхних ступенях напряжения.
В результате этого появилась возможность в период плавления
работать на меньших токах, уменьшив за счет этого электрические
потери в цепи, и снизить расход электродов. Например, при пере-
ключении ступеней высокого напряжения трансформатора, установ-
ленного на ДСП-100И6, его электрические параметры меняются
следующим образом:
Положение переключателя Номинальная мощность, МВ*А На низкой стороне:
ступеней и, В I, кА
1 80,0 761 - 60,7
2 80,0 722 64,0
3 80,0 686 67,3
4 80,0 654 70,6
5 76,4 625 70,6
93
Положение переключателя Номинальная мощность, MBA На низкой стороне:
ступеней 6 73,2 и. В 598 /, кА 70,6
11 54,9 449 70,6
Переключение с треуеольника на звезду ВВ
12 46,2 436 60,7
13 43,8 417 64,0
22 27,2 259 70,6
Переключением первичной обмотки трансформатора с «треуголь-
ника» на «звезду» вторичное напряжение уменьшается в VT раза.
Если при этом общее сопротивление цепи не изменяется, то в
V3” раза уменьшается и сила тока, в результате чего мощность дуги
уменьшается в 3 раза. Такое переключение возможно только при
отключенной нагрузке. В трансформаторах, переключаемых под на-
грузкой, вторичное напряжение регулируют только изменением числа
включенных витков первичной обмотки. Переключать витки вторич-
ной обмотки под нагрузкой невозможно вследствие очень больших
токов.
При переключении под нагрузкой для перестановки переключателя
с одного контакта на другой необходимо в какой-то момент времени
либо разорвать цепь, либо часть обмотки замкнуть накоротко
одновременным включением двух соседних контактов. Разрыв цепи
под нагрузкой сопровождается образованием дуг, разрушающих
контакты. Поэтому на практике пользуются вторым способом. На
переключателе имеются два подвижных контакта, которые в рабочем
положении замкнуты с одним и тем же контактом обмотки. При
переключении подвижные контакты перемещаются на соседний
контакт обмотки последовательно и на какое-то время часть обмотки
замыкается накоротко.
Чтобы ограничить силу тока в режиме короткого замыкания,
обмотку делят на большое число секций, и тогда разность потен-
циалов между соседними секциями и сила тока невелики. По этой
причине число ступеней напряжения у трансформатора с переклю-
чением под нагрузкой исчисляется десятками.
Аппарат для переключения напряжения без нагрузок достаточно
прост, но у него должен быть электрический привод, являющийся
довольно сложным элементом, и поэтому в целом по сложности
аппарат приближается к регулятору, работающему под нагрузкой.
Регулятор несколько дороже, но позволяет без отключения выклю-
чателя переходить с одного режима на другой, что снижает износ
выключателя, предотвращает охлаждение металла, ускоряет процесс
переключения.
94
Дроссель. При неустойчивых режимах работы печей малой и
средней вместимости необходимо включать дополнительное индук-
тивное сопротивление (дроссель). В современных устройствах дрос-
сель встраивают в трансформатор.
Величина относительного индуктивного сопротивления дросселей
колеблется в пределах от 5 до 30 %. Чтобы индуктивность дросселя
не падала с увеличением силы тока, дроссель выполняют с малой
индукцией в стальном сердечнике. Обмотку дросселя вместе с
сердечником и обмоткой трансформатора погружают в масло.
Выключатель, шунтирующий дроссель. Наличие дросселя в
цепи снижает коэффициент мощности установки, поэтому после
того, как заканчиваются обвалы шихты и в ванне печи появляется
жидкий металл, дроссель шунтируют с помощью специально встро-
енного в трансформатор приспособления с контактором. В установ-
ках, не имеющих такого приспособления, устанавливают шунтиру-
ющий выключатель.
Линия высокого напряжения. Для подвода тока от высоко-
вольтного распределительного устройства к печному трансформатору
применяют разъединители, выключатели мощности и высоковоль-
тный кабель. Кроме разъединителей, устанавливаемых в питающей
цепи, в целях безопасности предусматривают установку заземляющих
разъединителей.
Выключатели мощности. В схеме питания электропечи, как
правило, устанавливают два трехфазных выключателя мощности.
Один выключатель располагают в высоковольтном распределитель-
ном устройстве на отходящей линии, питающей печь. Он служит
для отключения печи при аварийных режимах, т.е. при коротких
замыканиях, когда сила тока превышает допустимые значения, при
перегревах трансформатора, бурном выделении газа в трансформа-
торе (витковое замыкание) и в других такого рода случаях. Второй
(оперативный) выключатель, располагаемый в непосредственной
близости к печи, служит для дистанционного отключения ее при
переходе со «звезды» на «треугольник» или наоборот, а также при
окончании плавки, снятии шлака, садке материалов завалочными
машинами.
В качестве оперативных выключателей для печей большой вме-
стимости, работающих при первичном напряжении трансформаторов
35 кВ, применяют воздушные выключатели, а для печей малой и
средней вместимости с первичным напряжением печных трансфор-
маторов 6...10 кВ — электромагнитные выключатели.
Воздушный выключатель. Основной элемент выключателя —
гасительная камера (рис. 43). Для отключения подают импульс на
отключающую катушку, которая открывает клапан, выпускающий
сжатый воздух из резервуара через отверстие 1 в изоляционный
95
Рис. 43. Воздушный выключатель
цилиндр 4-, воздух давит на поршень
6 и, преодолевая силу пружины 7,
поднимает вверх контакт 5. При раз-
рыве контактов 5 и 2 возникает ду-
га, вытесняемая потоком сжатого
воздуха через отверстия 3 во внут-
ренние полости контактов. После
прохождения переменного тока че-
рез нуль дуга уже не зажигается.
Недостатком воздушных выклю-
чателей является необходимость
комплектования печи установкой для
компрессии, осушки и очистки воз-
духа, состоящей из двух компрессо-
ров высокого давления (рабочего и
резервного), резервуара сжатого воз-
духа, устройства для осушки и очи-
стки воздуха. Так, печной выключа-
тель мощности типа ВВП-35 требует
иа одно отключение 1500 л воздуха
при давлении 21 МПа.
Электромагнитный выключатель. Для гашения дуг, возника-
ющих при разрыве главных контактов, в электромагнитных выклю-
чателях применен П-образный электромагнит, на среднюю часть
которого надета катушка магнитного дутья. В момент отключения
катушка последовательно включается в цепь и через нее протекает
полный ток отключаемой цепи. Между полюсными наконечниками
электромагнита создается интенсивное магнитное поле. Взаимодей-
ствуя с током дуги, это магнитное поле заставляет дугу перемещаться
в дугогасительную камеру, образованную радом параллельных ке-
рамических пластин. Перемещаясь в вырезах пластин, дуга отдает
пластинам свое тепло, удлиняется и гаснет.
Гашение дуги под воздействием магнитного поля обеспечивает
высокую износоустойчивость контактных частей выключателя. Элек-
тромагнитные выключатели надежны в работе и не требуют особого
ухода.
Воздушные разъединители служат для отключения и зазем-
ления электропечной установки, на линии которой предстоит про-
вести ремонтные работы. Отключают разъединители и заземляют
установку при выключенном выключателе мощности. Разъединитель,
заземляющий шины короткой сети, позволяет исключить возмож-
ность наведения в первичной обмотке печного трансформатора
токов, опасных для изоляции обмоток трансформатора и для лиц,
ведущих работу на стороне высокого напряжения.
96
Ножи и неподвижные контакты разъединителей изготовляют из
меди. При включенном и отключенном положении ножи запираются
специальным зацепом, что исключает самопроизвольное открытие
или закрытие их под влиянием силы тяжести, сотрясений и элект-
ромагнитных сил.
2. Короткая сеть
Короткая сеть (рис. 44) состоит из трех участков: 1) пакета
плоских шин 2 и 3, соединяющих выводы трансформатора 1 с
гибким токопроводом 4; 2) гибкого токопровода; 3) пакета медных
шин или водоохлаждаемых труб 5, соединяющих гибкий токопровод
с находящимся в электрододержателе 6 электродом 7. Короткая
сеть должна обеспечивать минимальные электрические потери, рав-
номерное распределение мощности по фазам и высокий коэффи-
циент мощности (cos<p). Для этого она должна иметь минимальное
активное и реактивное сопротивление и одинаковую индуктивность
на всех трех фазах. Вследствие большой потребляемой печью
мощности и относительно низкого напряжения дуги по короткой
сети протекают токи силой до 100 кА, поэтому токопровод короткой
сети выполняют большого сечения и, как правило, из меди. Большие
сечения, малая длина, сложные конфигурации и шихтовка провод-
ников усиливают обычно мало заметные при частоте 50 Гц явления
поверхностного эффекта (вытеснение тока из середины проводника
на поверхность), эффекта взаимодействия между собой тока одной
фазы, протекающего по нескольким параллельным проводникам, а
также взаимодействия общего тока одной фазы с током другой
фазы.
Электрический к.п.д. установки и ее coscp в значительной мере
определяются параметрами короткой сети. Полное сопротивление
Ряс. 44. Схема короткой сети
7 Зак. 3164
97
контура печи ZM складывается из сопротивления трансформаторного
агрегата Z^, сопротивления короткой сети Z^c и сопротивления
собственно рабочей печи Zn. Если трансформаторный агрегат вклю-
чает в себя дроссель или в установке имеется отдельный дроссель,
то добавляется сопротивление дросселя Zw.
Таким образом, полное сопротивление контура печи равно гео-
метрической сумме полных сопротивлений составляющих его уча-
стков: ZKn = Z^ + Z^z + Zn. Каждый из указанных участков обладает
активным и реактивным сопротивлениями, которые связаны с пол-
ным сопротивлением зависимостью Z = V/?2 + x2 . В большинстве
случаев индуктивное сопротивление рабочей части печи мало.
Можно принять Хп = 0 и Zn = /?„, тогда ZKn = Z^ + ZKC + /?„.
Поскольку сила тока короткого замыкания электродов на металл
не должна превышать 2,5...3,5-кратного от номинального значения,
вопрос о необходимости введения дополнительного сопротивления
дросселя в контур печи приходится решать в зависимости от
величины ZKC и характера режима работы печи.
Очень важным является уменьшение Индуктивного сопротивления
короткой сети, которое на крупных печах в 3...7 раз больше
активного и определяет коэффициент мощности (cos<p). Это дости-
гается путем возможного уменьшения длины проводников, сближе-
ния проводников с противоположными токами или разных фаз, а
также удаления от проводников опорных конструкций из магнитных
материалов. Сближение проводников с токами противоположных
направлений осуществляют путем деления их на несколько парал-
лельных проводников меньшего сечения и последовательного чере-
дования в одном пакете проводников с токами разного направления,
то есть шихтовкой. При шихтовке проводников индуктивность и,
следовательно, индуктивное сопротивление проводника, находяще-
гося в шихтовом пакете, определяются собственной индуктивностью
£1_{ и взаимными индуктивностями от соседних пакетов или про-
водников пакета М\_3, М\_п. Таким образом,
£1 = £1—1 ± ± М1—3± ± ... ± 2И1_Я, где L{ — полная индук-
тивность первого проводника или пакета. Знак величины М зависит
от направления тока в проводниках. Если токи направлены в
противоположные стороны, то величина М вычитается из величины
Возможности выполнения шихтовки проводников короткой сети
определяются схемой их соединения. Наиболее простой схемой
является схема короткой сети «звезда на электродах» (рис. 45, а).
По этой схеме обмотки вторичного напряжения трансформатора
соединены в звезду, а выводы сгруппированы пофазно. При этом
все участки короткой сети обтекаются линейным током. Возмож-
ности шихтовки при такой схеме заключаются в максимальном
98
Ряс. 45. Схемы выполнения соединений короткой сети: а — звезда на электродах;
б — треугольник на шихтованном пакете; в — треугольник на электродах;
г— триангулированная короткая сеть
сближении проводников всех фаз. Однако вследствие неодинаковой
взаимной индукции по фазам происходит неравномерное выделение
мощности на дугах, и такую схему можно использовать лишь на
небольших печах.
На электропечах вместимостью 5...40 т применяют схему «треу-
гольник на шихтованном пакете» (рис. 45, б). По этой схеме концы
обмоток низкого напряжения трансформатора выводят таким обра-
зом, чтобы выводы начала и конца каждой катушки располагались
радом. Обмотки соединяют в треугольник в конце участка плоских
шин перемычками. Шихтовать проводники при этом можно до
участка гибких кабелей, то есть примерно на половине длины
короткой сети. Однако неравномерность выделения мощности по
фазам в этом случае остается все же значительной.
На крупных электропечах применяют схему соединения «треу-
гольник на электродах» (рис. 45, в), при которой соединение выводов
вторичных обмоток печного трансформатора осуществляют на элек-
тродах. При этом существует возможность выполнить шихтованными
проводники по всей длине от трансформатора до электродов. Однако
и при такой схеме неравномерность выделения мощности по фазам
все еще остается значительной (до 20...35 %), что вызвано неиз-
бежным в процессе работы печи расположением электрододержа-
телей трех фаз на разных уровнях и неодинаковым взаимодействием
проводников на участке трубошин.
7*
99
Наиболее полные условия для выравнивания мощности по фазам
создаются при использовании триангулированной схемы короткой
сети (рис. 45, г). В этой схеме выводы вторичной обмотки транс-
форматоров соединены в треугольник шинами, и по остальным
проводникам течет линейный ток а сдвиг тока между фазами
составляет 120°. Выводы шин из трансформаторного помещения
расположены не в линию, как обычно, а по вершинам равносто-
роннего треугольника. Трубошины средней фазы приподняты и
образуют с крайними фазами также равносторонний треугольник
При этом проводники от выводов трансформатора до рабочих концов
электродов расположены по вершинам равностороннего треуголь-
ника и условия взаимной индукции всех трех фаз одинаковы. Однако
при нарушении взаимного расположения токопроводов разных фаз,
что в реальных условиях наблюдается довольно часто, возрастает
индуктивное сопротивление и увеличивается неравномерность рас-
пределения мощности по фазам.
Рассмотрим конструктивное выполнение отдельных участков ко-
роткой сети.
Участок плоских шин. Шины короткой сети подсоединяют к
выводам трансформатора через гибкие компенсаторы, выполненные
в виде пакетов гибких медных лент толщиной 0,5 мм, длиной
0,3...0,5 мм. Суммарная площадь сечения пакета компенсатора дол-
жна быть равна или больше площади поперечного сечения пакета
шин короткой сети. Наличие гибких компенсаторов позволяет уплот-
нить выводы трансформатора и гарантировать герметичность уплот-
нений при температурных расширениях шин короткой сети и при
вибрации бака трансформатора.
Пакет шин является наиболее протяженным участком короткой
сети. Однако удобные условия шихтовки проводников позволяют
свести иццуктивное сопротивление этого участка, составляющего
почти половину длины короткой сети, к 10...15 % от сопротивления
всей короткой сети.
Гибкий токопровод. Электроды печи передвигаются в верти-
кальной плоскости, наклоняются при наклоне печи для слива металла
и шлака и отворачиваются вместе со сводом для загрузки шихты
сверху (на печах ДСП), что вызывает необходимость выполнения
гибкого участка короткой сети.
Размеры и конструкция гибкой сети зависят от конструкции и
характера работы печи и общей ее компоновки. Общая длина гибкой
части короткой сети может быть соизмерима и даже больше длины
шихтованного пакета шин. Существенно уменьшить длину гибкой
части короткой сети позволяет использование донного или эркерного
выпуска плавки. Гибкую часть выполняют из медных гибких полых
неизолированных многожильных кабелей. Применение полых кабелей
100
обусловлено поверхностным эффектом. При частоте 50 Гц глубина
проникновения тока составляет примерно 10 мм. Внутренняя часть
применяемых для гибкого токопровода кабелей имеет джутовую
сердцевину. Для печей большой мощности, к которым необходимо
подводить токи в несколько десятков тысяч ампер, приходится
выполнять целые гирлянды параллельных кабелей. В современных
печах гибкую часть короткой сети выполняют из водоохлаждаемых
изолированных резиновым шлангом кабелей, что дает возможность
сблизить между собой пакеты фаз, а в системах, работающих по
схеме «треугольник на электродах», соединять в одну гирлянду
провода с прямой и обратной полярностью одной и той же фазы.
Это приводит к значительному уменьшению индуктивного сопро-
тивления гибкой части короткой сети. Применение гибких водоох-
лаждаемых кабелей особенно целесообразно при одновременном
использовании медных водоохлаждаемых труб токопровода по печи
к электродам с водоохлаждаемым электрододержателем, поскольку
при этом достигается удобство выполнения цепи водоохлаждения
короткой сети и электрододержателей.
Однако гибкий водоохлаждаемый токопровод требует более тща-
тельного ухода, частого осмотра и устранения утечки воды в местах
соединения. Увеличение массы заполненного водой кабеля требует
специальных приспособлений для монтажа и демонтажа кабелей.
На заводах, расположенных в зонах с суровыми климатическими
условиями, в обычно не отапливаемых электросталеплавильных цехах
при остановке печи на ремонт или длительный осмотр, а также
вынужденных остановках печи во избежание замерзания приходится
сливать воду водоохлаждаемых труб и кабелей. Для слива воды с
провисающей части водоохлаждаемых кабелей приходится отсоеди-
нять их от пакета шин и опускать на пол. Так как узел крепления
кабелей находится на уровне 5...8 м от рабочей площадки и имеет
сложное конструктивное исполнение, такой демонтаж с последую-
щим монтажом выполнить достаточно трудно.
3. Электроды
На дуговых сталеплавильных печах применяют электроды круг-
лого сечения, диаметр которых определяется допустимой плотностью
тока. От качества электродов и способа подвода к ним электриче-
ского тока значительно зависят потери электроэнергии, составляю-
щие - 10 % всей подводимой к печи мощности.
С учетом исключительно тяжелых условий, в которых находятся
электроды в процессе плавки, к ним предъявляют особые требования.
Материал электродов должен выдерживать высокие температуры,
101
Рис. 46. Схема производства электродов
быть достаточно механически прочным, обладать высокой электро-
проводностью и необходимой стойкостью против окисления, обес*
пёчивать в местах сочленения плотность контакта. Удовлетворять
этим требованиям могут только изделия из углерода. Сырьем для
изготовления электродов служат графит, лучшие сорта антрацита и
термоантрацита, каменноугольный, пековый и нефтяной коксы, ес-
тественный трафит, бой .электродных огарков. В качестве связую-
щего вещества применяют каменноугольный электродный пек. Для
сталеплавильных процессов применяют графитированные электроды
с более высокими физико-механическими и электротехническими
свойствами, чем у электродов других типов. Принципиальная схема
производства электродных изделий показана на рис. 46.
Все твердые кусковые материалы предварительно измельчают в
дробилках (щековых или валковых) до кусков размером 4O...7O мм,
после чего они поступают на прокаливание — термическую обра-
ботку без доступа воздуха. Прокаливанию с целью уменьшения
содержания влаги и летучих веществ подвергают все вцды углеро-
дистого сырья, кроме натуральных графитов. Прокаливание при
115О...135О°С обеспечивает электродам высокую механическую проч-
ность, плотность, термостойкость, высокую электропроводность.
Из прокалочного отделения твердые углеродистые материалы
поступают на’ измельчение в молотковых или валковых дробилках
и шаровых мельницах, а затем на рассев. Размолотый материал
102
разделяют на фракции при помощи вибрационных сит или барабан-
ных грохотов и подают на хранение в сортовые бункера.
Порошковый материал отвешивают в соответствии с дозировоч-
ным рецептом из сортовых бункеров, и подготовленную шихту
подают в смесительные машины с паровым обогревом для тщатель-
ного перемешивания с расплавленным каменноугольным пеком до
получения однородной массы. Приготовленную углеродистую массу
после охлаждения до определенной температуры направляют в
прессовое отделение. Заготовки прессуют в специальных горизон-
тальных прессах выдавливанием через мундштук круглого сечения.
После выпрессовки заготовки охлаждают в воде и подвергают
контролю по форме и длине. Отпрессованные заготовки обжигают
15...30 сут по графику, который подбирают в зависимости от вцда
и размеров изделий. При обжиге происходит коксование связующего,
и обжигаемые заготовки переводятся в новое качественное состо-
яние, характеризуемое определенными теплофизическими и элект-
ротехническими свойствами. После обжига электроды подвергают
графитизации в электрических печах сопротивления при
2600...2800°С. Сопротивлением служат сами изделия и материал
засыпки. В процессе графитизации изделия приобретают высокую
электрическую проводимость, увеличивается их теплопроводность,
повышается термостойкость, снижается окисляемость, улучшаются
механические свойства и обрабатываемость.
После графитизации и охлаждения электроды поступают в ме-
ханическое отделение для придания им на токарных станках необ-
ходимой формы и чистоты поверхности и для нарезки резьбы под
ниппель. У электродов с двух сторон вытачивают ниппельные гнезда
с цилиндрической или (предпочтительнее) конической резьбой.
При выборе поперечного сечения электродов следует учитывать
в первую очередь предельно допустимую удельную плотность тока,
которая в зависимости от качества электродов составляет от 10 до
35 А/см2. Электроды необходимо хранить в чистом сухом закрытом
помещении в штабелях высотой s 1,5 м с деревянными прокладками
между рядами, обращая особое внимание на сохранение в исправном
состоянии торцов и ниппельных гнезд.
Высокая стоимость шихтовых материалов, большие затраты энер-
гии и сложная технология изготовления графитированных электродов
определяют их очень высокую стоимость. Затраты на электроды
составляют 8...15 % себестоимости стали, поэтому уменьшение рас-
хода электродов, который обычно составляет 5...6 кг/т стали,
является весьма важной задачей.
Расход электродов в основном определяется: 1) эрозией (испа-
рением углерода в дуге и растворением его в шлаке) рабочих торцов
электродов, 2) окислением боковой поверхности, 3) промежуточными
103
в
Рис. 47. Водоохлаждаемый комби-
нированный электрод: 1—графитовый
электрод, 2 — графитовый, ниппель,
3 — наконечник, 4 — внутренняя обе-
чайка, 5 — металлическая часть
электрода, б — трубка подачи воды,
7 —фланец, 8 — подвод воды, 9 —
отвод воды
потерями в виде неиспользуемых
огарков и вследствие поломок элек-
тродов. Скорость эрозии торцов
электродов пропорциональна квад-
рату силы тока. Поэтому, как уже
отмечалось, современные печные
трансформаторы имеют несколько
высоких ступеней напряжения с
одинаковой мощностью, что позво-
ляет плавить металл на меньшей
силе тока и только за счет этого
снизить На 1,0... 1,5 кг/т расход
электродов.
Расход электродов, обусловлен-
ный их окислением с боковой по-
верхности, пропорционален продол-
жительности плавки и обусловлен
рядом конструктивных и техноло-
гических факторов. Уменьшить на
15—20 % расход электродов за счет
окисления позволяет покрытие их
боковой поверхности алюминием и
карбидом кремния, а также другими
защитными составами. На
25...30 % снизить расход графити-
рованных электродов позволяет ис-
пользование комбинированных
электродов с графитированной ра-
бочей и нерасходуемой водоохлаж-
даемой частями (рис. 47). Однако
комбинированные электроды пока
не получили заметного распростра-
нения вследствие больших затрат
времени и труда на их замену.
Потери от поломки электродов определяются качеством лома
(пакеты, крупногабаритный лом), условий хранения и эксплуатации
электродов. Нормально эти потери составляют 5—10% от общих
потерь. Электроды поглощают влагу из воздуха, поэтому перед
установкой на электропечь их необходимо просушивать в специ-
альных камерных печах. При свинчивании (наращивании) электро-
дов необходимо принимать меры по предупреждению излишнего
перенапряжения в местах ниппельного соединения. Свинчивание
следует проводить либо на специальных стендах, либо на печи.
104
Перед свинчиванием ниппельные гнезда необходимо тщательно
обдувать сжатым воздухом. Выполнение изложенных выше мер
позволяет уменьшить расход электродов до 3,5—4,О кг/т и даже до
< 3,0 кг/т.
4. Электрический режим работы печи и его регулирование
Регулирование электрического режима предполагает стабили-
зацию определенной величины полезной мощности, выделяющейся
в дугах. Его осуществляют при помощи автоматических регуля-
торов, не решая, однако, задачи выбора рационального электри-
ческого режима печи, поэтому режим необходимо выявить и
задать регуляторам.
При определении рационального электрического режима на
период расплавления исходными являются нагрузочные характе-
ристики установки (рис. 48). Они позволяют определить напря-
жения и мощности на дугах при разных силах тока, мощность,
потребляемую печью, коэффициент мощности и электрический
к.п.д. установки. Нагрузочные характеристики для каждой ступени
трансформатора рассчитывают по полученным опытным путем
показателям холостого хода и короткого замыкания трансформа-
тора.
Кривая полезной мощности как функции силы тока имеет
максимум. Следовательно, одинаковое значение мощности может
быть достигнуто при двух различных значениях силы тока,
например в точках А и Б. Учитывая значения других параметров
юогзооо
VtO -7000
120 -6000
ЮОгЮО -5000
ВО-80 -W00
№-60 -3000
W-W -2000
20 -20 -ЛОО
0L0L —
0 Ч 8 12 Л 2Q 28 32 1,кА
₽ис’ 48' ЭлектРическ,1е-характеристики периода плавления в 25-т печи для
линейного напряжения 240 В (трансформатор 75 MBA)
105
(r^, cosq>, Ртот), следует работать при режиме, соответствующем
меньшему значению силы тока.
Рациональный электрический режим периода плавления выбирают
на основе анализа зависимостей продолжительности плавления,
удельного расхода электроэнергии, стоимости передела 1 т стали и
коэффициента мощности от силы тока с учетом тепловоспринима-
ющей способности футеровки. Установление рационального элект-
рического режима в окислительный и восстановительный периоды
предусматривает, кроме того, определение оптимальной температуры
металла по ходу плавки, количества энергии; необходимой для
проплавления вводимых добавок, протекания эндотермических ре-
акций, повышения средней температуры металла и шлака до тре-
буемых значений, а также оптимальной ступени напряжения, обес-
печивающей требуемое значение температуры при наилучших'тех-
нико-экономических показателях.
Рациональный электрический режим поддерживают при помощи
автоматических регуляторов. В качестве контролируемой величины
могут быть выбраны полезная и активная мощность, сила тока,
напряжение на дуге, коэффициент мощности, коэффициент полез-
ного действия установки, а также разные соотношения этих пара-
метров.
В практике широкое применение нашли токовые и дифференци-
альные регуляторы мощности. Параметром регулирования в первом
втором —отношение напряжения к
силе тока, то есть сопротивление
фазы.
Структурная схема регулирования
электрического режима приведена на
рис. 49, а элементарное исполнение
регуляторов может быть разным.
В измерительном звене для уста-
новки задания применяют трансфор-
маторы, автотрансформаторы; по-
тенциометры, а для формулирования
регулируемого параметра — реле,
резисторы, электронные и магнит-
ные усилители и т. д. В качестве
силовых усилителей используют
контактные реле и контакторы, ма-
шинные, электронные, полупровод-
никовые, магнитные усилители, гид-
роусилители, золотники. Привод ис-
полнительного механизма может
случае является сила тока, во
Рис. 49. Функциональная блок-схема
автоматического регулирования печи:
1 — печь, 2 — звено измерения и
сравнения, 3 — задатчик, 4 — коррек-
тирующее звено, 5 —силовой усили-
тель, б — исполнительный механизм
106
включать двигатели переменного или постоянного токов, электро-
магнитные муфты, гидропривод и другие устройства. Комбинации
возможных элементов позволяют получать большое число принци-
пиальных схем регуляторов.
Системы для автоматического регулирования электрического ре-
жима дуговых печей по типу усилителя классифицируют на следу-
ющие группы:
1) ГД — генератор (элекгромашинный усилитель — ЭМУ) — дви-
гатель;
2) УД — усилитель (статический — магнитный, ионный, полупро-
водниковый и т. д.)—двигатель;
3) УМ — усилитель (статический) — муфта (трения или сколь-
жения);
4) ЭГ — электрогидравлика.
Часть отечественных дуговых сталеплавильных печей оснащена
автоматическими регуляторами с япектромаптинными усилителями
(серия ГД) типа РМД (регулятор мощности дуговых печей). Прин-
ципиальная схема регулятора РМД приведена на рис. 50.
Основной частью этих регуляторов является элекгромашинный
усилитель (ЭМУ), на обмотки управления ОУ( и ОУ2 которого
подается разность между заданной при помощи автотрансформа-
тора АТ и фактической (от токового трансформатора Тр() силой
тока дуги. При равенстве сигналов элекгромашинный усилитель
тока не вырабатывает, а электрод неподвижен. Рассогласование
сигналов вызывает появление тока того или иного направления
Рис. 60. Принципиальная схема регулятора типа РМД
107
в обмотках управления. При этом в рабочих обмотках ЭМУ появ-
ляется усиленный ток соответствующего направления, при протека-
нии которого в цепи якоря исполнительного двигателя ИД последний
начинает вращаться и поднимать или опускать электрод 3 до
возвращения электрического режима в заданные пределы.
В регуляторах РМД обмотки 4 и 5 стабилизирующего транс-
форматора Тр2 обеспечивают введение гибкой отрицательной об-
ратной связи по напряжению ЭМУ. Срезающие вентили Дт и Дн
уменьшают коэффициент усиления системы при больших рассог-
ласованиях. Обмотка 6 служит для введения жесткой обратной
связи, а обмотки 7 и 8 стабилизирующего трансформатора — для
введения сигнала производной от силы тока дуги.
Регулятор РМД имеет невысокую чувствительность (зона не-
чувствительности достигает 12...17 % регулируемой величины);
малое быстродействие (скорость перемещения электродов не более
1,5 м/мин) И низкую надежность, обусловленную использованием
вращающегося преобразователя.
Быстродействие регулятора удалось значительно повысить ис-
пользованием практически безынерционных элементов. Быстродей-
ствующий электронный электромашинный регулятор (БЭЭР) с зоной
нечувствительности ± 3 % позволяет повысить скорость перемеще-
ния электродов до 4,0...4,5 м/мин. Однако применение в этом
регуляторе большого числа электронных ламп и быстроходного
электромашинного. усилителя делает его ненадежным и сложным в
обслуживании. Поэтому позднее электронные лампы в схеме этих
регуляторов были заменены транзисторами.
Общим недостатком всех регуляторов с электромашинными уси-
лителями является необходимость тщательного ухода и относительно
частой замены изнашивающихся частей. Более надежными и удоб-
ными в работе являются стационарные устройства серии УД.
В нашей стране разработаны стационарные автоматические ре-
гуляторы дуговых печей с механической передачей на магнитных
усилителях (АРДМ-М) и на тиристорах (АРДМ-Т). Регуляторы на
магнитных усилителях имеют зону нечувствительности ± 5...7 %
при скорости перемещения электродов до 3,5 м/мин, а величина
зоны нечувствительности тиристорных регуляторов настраивается
на практически любое значение в пределах от 0 до ± 25 % при
скорости перемещения электродов 4 м/мин.
На рис. 51 приведена функциональная блок-схема регулятора
АРДМ-Т-12 (12 — мощность исполнительного двигателя, кВт), пред-
назначенного для регулирования мощности печей емкостью 200 т.
Входными сигналами регулятора являются сила тока и на-
пряжение печи. Напряжение, пропорциональное силе тока печи
108
(иц), поступает в блок за-
дания мощности БЗМ,
преобразуется и подается
в блок сравнения и ре-
гулирования БСР. Сигнал
напряжения печи (Uv) по-
ступает в блок БСР через
блок БПН, обеспечиваю-
щий постоянное выходное
напряжение независимо от
ступени напряжения печ-
ного трансформатора.
В блоке БСР сигналы
сравниваются, и в случае
отклонения силы тока пе-
чи от заданного значения
появляется сигнал U, по-
Рис. 51. Функциональная блок-схема регулятора
АРДМ-Т-12
ступающий в блок регулирования БР. Сигнал от блока БР по-
ступает в фазосдвигающее устройство ФСУ и далее — в блок
тиристоров БТ. Сигнал тиристорного преобразователя (U№) управ-
ляет двигателем перемещения электродов ИД. Сигнал обратной
связи по скорости подается в блок БСР.
Схема регулятора АРДМ-Т-12 может быть использована для печи
любой емкости при соответствующем подборе мощности.
Во всех рассмотренных системах регулирования для переме-
щения электродов под воздействием сигнала происходит разгон
ротора исполнительного двигателя, и для преодоления его инерции
требуется сила пускового тока, превышающая значения силы но-
минального тока. Исключить это наиболее инерционное звено
привода позволяют регуляторы с электромагнитными муфтами
(система УМ).
В системе регуляторов УМ якорь исполнительного двигателя
вращается непрерывно с постоянным числом оборотов, что позволяет
использовать в этих системах любой двигатель постоянного или
переменного токов. При появлении сигнала рассогласования между
заданной и фактической величинами регулируемого параметра уси-
литель начинает питать обмотку одной из двух электромагнитных
муфт, вращающихся с одинаковой скоростью в противоположные
стороны. Эта муфта сцепляется с валом механизма перемещения
электрода, который перемещается вверх или вниз до восстановления
заданного электрического режима.
На электропечах серии ДСП вместимостью 6, 12, 25 и 50 т
используют гидравлические регуляторы системы ЭГ типа АРДГ.
Применение гидропривода позволило упростить кинематику меха-
109
низма перемещения электродов, уменьшить габариты шахт, поскольку
отпала необходимость в противовесах, улучшить управляемость
печей.
Принципиальная схема регулятора АРДГ показана на рис. 52. Сиг*
нал, пропорциональный силе тока дуги, через трансформатор тока
1, задахчжх. 2, распределительный трансформатор 3 подается на
обмотки возбуждения и управления двигателя с полым ротором
4. Сигнал, пропорциональный фазовому напряжению, подается от
разделительного трансформатора 5 на обмотки возбуждения и управ-
ления двигателя 6. Конденсатор 7 обеспечивает сдвиг фаз между
токами возбуждения и управления, необходимый для появления
вращающего момента.
При заданием режиме развиваемые двигателями моменты равны,
и так как они направлены в разные стороны, то система неподвижна.
В случае разбаланса момент одного из двигателей становится больше
и система поворачивается. При этом сидящее на валу двигателей
зубчатое колесо 8, сцепленное с рейкой 9, обеспечивает установку
управляющего золотника гидроусилителя 10. Последний дает им-
пульс на соответствующее перемещение поршня силового цилиндра
11. Демпфер 12 является фильтром, не позволяющим системе реа*
тировать На кратковременные возмущения. Максимальная скорость
перемещения электродов задается дросселем 13.
Зона нечувствительности регулятора АРДГ ± 3 %, запаздывание
0,08 с, скорость перемещения электродов до 10 см/с.
Смб
Рис. 52. Принципиальная схема регулятора АРДГ
110
5. Устройство для электромагнитного перемешивания металла
Большая глубина ванны в печах средней и большой вместимости
затрудняет протекание диффузионных процессов между металлом
и шлаком, а вследствие большого диаметра печи в них сложно
скачивать шлак. В большегрузных печах наблюдается очень слабое
поверхностное перемешивание металла дугами. Так, если в печи
емкостью 0,5 т дугами перемешивается около 30 % объема металла,
то в 30-т печи — лишь около 3 %. Поэтому в печах средней и
большой емкости возможен перепад температур по глубине ванны
в 100°С, а химический состав металла может быть неравномерным.
Перемешивание металла вручную металлическими гребками в
большегрузных печах малоэффективно, требует значительного вре-
мени и является очень тяжелой операцией.
В 1928 г. Л. И. Морозенский предложил использовать для пе-
ремешивания жидкого металла электромагнитное поле. Этот метод
перемешивания металла, усовершенствованный другими исследова-
телями, в последнее время
используется все шире,
особенно при производстве
стали в крупных дуговых
электропечах.
Сущность электромаг-
нитного перемешивания
(рис 53) заключается в
том, что при помощи рас-
полагаемого под днищем
печи устройства в ванне
жидкого металла наводятся
вихревые токи. Взаимодей-
ствие токов с электромаг-
нитным полем, создавае-
мым устройством, вызывает
появление электродинами-
ческих эффектов, приводя-
щих нижние слои металла
в движение в определенном
направлении. Верхние слои
металла, естественно, дви-
гаются в обратном направ-
лении.
Для перемешивания ме-
талла с целью выравнива-
ния химического состава и
Рис. 53. Схема движения металла и шлака
при работе электромагнитного перемешивания:
а — в режиме скачивания шлака, б — в режиме
перемешивания, в — схема устройств; 1 — статор,
2 — выводы обмоток статора, 3 — ванна, 4 —
шпак
111
температуры по объему ванны и с целью облегчения операции
скачивания шлака используют «бегущее» поле, создаваемое стати-
ческим электромагнитом. Статор выполняют в виде вытянутого
сердечника, изогнутого по форме днища печи. Обмотки статора
питают двухфазным током низкой (0,5—2 Гц) частоты с углом
сдвига фаз 90°. Целесообразность использования токов низкой
частоты диктуется тем, что с понижением частоты возрастает глубина
проникновения тока в металл и перемешивающее усилие, а двух-
фазный электромагнит со сдвигом фаз на 90° создает «бегущее»
поле — плоское, перемещающееся в заданном направлении.
Переключением полюсов катушек можно изменить направление
движения металла на обратное. Переключение полюсов одной из
катушек вызывает встречное движение металла вдоль оси статора,
что может быть использовано для транспортировки шлакообразу-
ющих и легирующих добавок в горячую зону печи под электроды.
6. Дуговые сталеплавильные печи постоянного тока
Как отмечалось, современные дуговые печи начинали свое раз-
витие как агрегаты, работающие на постоянном токе (например,
печь Геру). Затем в силу ряда причин, основными из которых были
более высокая стоимость энергии постоянного тока, а также низкая
стойкость подин вследствие использования подовых электродов,
постоянный ток был заменен переменным. Однако успехи в развитии
техники преобразования энергии и появление - источников постоян-
ного тока большой мощности с учетом недостатков дуговых печей
переменного тока (относительно низкий коэффициент мощности,
помехи в питающих энергосистемах, высокий уровень шума, большой
расход электродов и др.) вновь пробудили интерес к использованию
в дуговых печах постоянного тока. Первые промышленные дуговые
сталеплавильные печи постоянного тока (ДСП ПТ) нового поколения
с графитированными электродами были введены в эксплуатацию в
начале 80-х годов, а уже к началу 90-х годов в мире работало
более 30 ДСП ПТ вместимостью от 12 до 150 т.
В нашей стране с 1981 г. в 12-т ДСП ПТ выплавляют высоко-
качественную сталь в среде аргона для снижения угара металла.
Кожух печи цилиндроконический, диаметр на верхнем уровне откосов
3000 мм. Футеровка выполнена из основных огнеупорных матери-
алов. Печь оснащена одним графитированным электродом диаметром
200 мм, связанным с минусом источника питания и выполняющим
роль катода. Анодом служит ванна жидкого металла, к которой,
плюсовой провод от источника питания подводится через специ-
альный подовый электрод, проходящий через подину печи. Для
питания печи использованы тиристорные источники постоянного
112
тока ТВ-10000/825. Параллельное включение двух таких источников
обеспечивает работу печи на токе до 16 кА при напряжении
650 В. В начале плавки в печи выделяется мощность 6,5—8,0 МВт,
которую к концу расплавления шихты снижают до 2,5—3,0 МВт.
При работе на токе 16 кА продолжительность расплавления состав-
ляет 1,30 ч, а удельный расход электроэнергии на расплавление
-480 кВт-ч/т. Расход графитированного электрода составляет
0,3...0,5 кг/т, а в плохо герметизированной печи с содержанием
азота 40...70 % удельный расход электрода достигает 0,7 кг/т. Шум
на рабочей площадке печи наблюдается только в первые 10...15 мин
работы и его уровень составляет - 90 дБ, что значительно ниже,
чем на аналогичной печи переменного тока (> 100 дБ). При
переплаве шихты обычного качества газовыделение из печи незна-
чительно.
Основной проблемой при создании современных ДСП ПТ остается
конструкция подового электрода и подины. На зарубежных печах
такого типа стойкость подины не превышает 800 плавок, подового
электрода — 2000 плавок. В конструктивном отношении токопрово-
дящая подина может выполняться в виде подового электрода (водо-
или воздухоохлаждаемого) стержневого, многоштыревого или пла-
стинчатого типа. Подовый электрод стержневого типа представляет
собой стальную болванку цилиндрической или цилиндроконической
формы, к которой подводится ток. Особенностью конструкции
подового электрода является наличие водоохлаждаемого контактного
конуса, который одновременно охлаждает нижнюю часть цилинд-
роконической болванки, контактирующей с жидким металлом. По-
довый электрод многоштыревого типа выполнен в виде множества
вертикальных параллельно расположенных в подине печи стальных
контактных штырей, являющихся наименее стойкими элементами
токопроводящей подины и требующих постоянного охлаждения.
В нижней части подового электрода размещена камера, в которую
подается воздух или инертный газ для охлаждения штырей подового
электрода. Для интенсификации охлаждения в штырях выполняют
вертикальные сверления для циркуляции охлаждающей воды. Подо-
вый электрод пластинчатого типа — медный вкладыш толщиной
15...20 мм и диаметром -0,8 диаметра кожуха, расположенный в
днище печи. С нижней стороны вкладыш имеет клеммы, проходящие
через днище и служащие для присоединения к ним токоподвода.
На вкладыше выполняют футеровку подины из кирпичей с углуб-
лениями под тонкие стальные пластинчатые элементы L-образной
формы. Пластина находится заподлицо с остальной поверхностью
кирпича. Кирпич укладывают так, что металлические пластины
соседних рядов контактируют между собой, обеспечивая электри-
8 Зак. 3164
113
ческую проводимость между верхним и нижним рядами кирпичей.
Днище печи принудительно охлаждают воздухом и изолируют от
кожуха специальной прокладкой.
Подовый электрод размещают соосно сводовому графитирован-
ному электроду. Вследствие отсутствия поверхностного эффекта и
Влияния соседних электродов токовая нагрузка сводовых электродов
ДСП ВТ превышает нагрузку на ДСП переменного тока. Допустимая
токовая нагрузка на сводовые графитированные электроды в печах
постоянного тока при диаметре электрода 600 мм достигает 100 кА,
что обеспечивает предельную мощность 70...80 МВт, достаточную
для питания современной 100-т печи. Использование одного графи-
тированного электрода в центре печи определяет достаточно рав-
номерный износ огнеупоров стен и уменьшает их расход. При этом
уменьшается удельный расход электродов и материалоемкость печи,
стабилизируется дуговой разряд, снижаются толчки тока и уровень
шума во время расплавления шихты. Снижение расхода графитиро-
ванных электродов в ДСП ПТ обусловлено тем, что при питании
печей постоянным током конец сводового графитированного элек-
трода-катода имеет более низкую температуру.
Данные зарубежных фирм свидетельствуют, что, несмотря на
увеличение капитальных затрат на строительство ДСП ПТ на - 25 %
по сравнению с ДСП аналогичной вместимости, они окупаются
менее чем за один год вследствие уменьшения эксплуатационных
расходов, причем основной частью экономии является сокращение
расхода графитированных электродов. Таким образом, применение
дуговых сталеплавильных печей постоянного тока обеспечивает:
1. Снижение удельного расхода электродов в два-три раза, т.е.
до 1,8...2,0 кг/т, а при вдувании в дугу аргона — до 0,5... 0,7 кг/т.
2. Снижение угара шихты в период расплавления до 1 ...1,5%
при вдувании в дугу инертного газа и хорошей герметизации печи.
3. Более высокую плотность тока в графитированном электроде.
4. Повышение равномерности Износа футеровки по периметру
печи и уменьшение расхода огнеупорных материалов.
5. Снижение уровня шума при работе печи на 10...15 дБ в
результате стабилизации дугового разряда и отсутствия толчков
тока, уменьшение пылегазовых выбросов.
6. Более спокойный электрический режим, резко уменьшающий
помехи в питающей энергосистеме.
114
Раздел II. Печи, плавильные установки
и оборудование специального назначения
Глава 7. Индукционное печи
1. Общие сведения об индукционных печах
Индукционный нагрев основан на принципе работы трансформа-
тора: под действием переменного магнитного поля, создаваемого
индуктором (первичной обмоткой), в нагреваемом металле, являю-
щемся вторичной обмоткой и одновременно нагрузкой, индуцируется
электродвижущая сила. Под действием наводимой в металле э. д. с в
металле циркулируют токи, А:
Z2 = В2 / Z2 = Е2 / V Х2 + /?2. (Ю)
Под действием джоулева тепла, выделяющегося в металле при
прохождении тока /2, металл нагревается и плавится. Из теории
трансформатора известно, что наводимая во вторичной обмотке
э. д. с. пропорциональна магнитному потоку (Ф), пересекающему
плоскость витков обмотки, частоте изменения магнитного потока
(/) и числу витков вторичной обмотки и2:
В2 = аФ/п2. (П)
Коэффициент пропорциональности определяется характером из-
менения магнитного потока во времени. При питании первичной
обмотки синусоидальным током а = 4,44.
Расплавленный металл, а также плотно уложенная шихта как
вторичная обмотка индукционной печи представляют собой единый
контур, поэтому для печей п2 = 1 й Е2 = а Ф/. Таким образом,
повысить наводимую в металле э. д. с. можно, увеличивая либо
магнитный поток, либо частоту питающего тока. Первые индукци-
онные печи появились, когда еще не было экономичных генераторов
тока высокой частоты, поэтому получение в металле необходимой
мощности достигалось в результате обеспечения значительного
магнитного потока. Создаваемый индуктором магнитный поток не
весь проходит через сечение металла. Часть магнитных силовых
линий замыкается вокруг витков йвдуктора, образуя поток рассеи-
вания. Уменьшить долю потока рассеивания и увеличить полезный
магнитный поток можно, если внутрь индуктора вставить магнитоп-
ровод.
Первые индукционные печи работали на промышленной частоте
и были действительно очень похожи на трансформатор, отличаясь
8*
115
Рис. 54. Индукционная канальная печь (а) и трансформатор (б)
Рис. 55. Трехфазная индукционная печь с
закрытым каналом для плавки меди: 1 — шахта
печи, 2 — подовый камень с вертикальным
каналом, 3 — сердечник однофазного индуктора
тем, что и первичная (индуктор), и вторичная (кольцо расплавлен-
ного металла) обмотки располагались вокруг одного ярма сердечника
(рис. 54).
Усовершенствование конструкций печей с сердечником привело
в дальнейшем к появлению печей с вертикальным закрытым каналом
(рис. 55). Отделение плавильного пространства от канала сделало
эти печи технологически более удобными и позволило питать их
трехфазным током промышленной частоты. Эти печи могут потреб-
лять более высокую удельную мощность и характеризуются высоким
электрическим к. п. д.
Значительный объем от-
носительно холодного ме-
талла над каналами, в ко-
торых нагревается металл,
обеспечивает низкий угар
элементов, так как пары,
образующиеся в каналах,
конденсируются в зонах
плавильного объема с более
низкой температурой. Ин-
тенсивная циркуляция ме-
талла, вызываемая электро-
магнитными и тепловыми
силами, ускоряет процесс
плавки и обеспечивает по-
лучение металла однород-
ного состава.
Эти свойства делают ин-
дукционную печь со сталь-
ным сердечником и закры-
тым каналом непревзойден-
116
ным электрическим плавильным агрегатом. Однако распространение
этих печей ограничивается низкой стойкостью футеровки канала,
работающей в очень тяжелых условиях. Печи этого типа не нашли
применения для плавления стали, но широко распространены в
цветной металлургии, где не требуется нагревать расплав до таких
высоких температур и важно обеспечить низкий угар дорогих
цветных металлов.
В индукционных печах без сердечника переплавляемый металл
загружается в тигель, устанавливаемый в индуктор (рис. 56).
Разместить замкнутый сердечник в этом случае невозможно, в
связи с чем значительная часть магнитных силовых линий за-
мыкается по воздуху, полезный магнитный поток мал, и для
получения в металле требуемой э. д. с. необходимо увеличивать
частоту питающего тока. Применение печей такого типа сдер-
живалось отсутствием экономичных генераторов высокой частоты.
Толчком к внедрению в широком масштабе индукционных ти-
гельных печей послужило стремительное развитие радиотехники,
в результате чего были созданы генераторы высокой и повы-
шенной частоты.
Преимущества тигельных печей по сравнению с канальными
связаны главным образом с отсутствием канала. Это значительно
упрощает конструкцию печи, позволяет полностью сливать жидкий
металл (в канальных печах часть жидкого металла необходимо
оставлять для замыкания кольца в начале плавки), облегчает осмотр
и ремонт поврежденных участков футеровки. Условия службы
футеровки тигля значительно лучше, чем футеровки канала. Это
дает возможность выплавлять в тигельных печах более тугоплавкие
металлы и от плавки к плавке изменять состав металла. Этим
устраняются ограничения, затрудняющие плавку стали в индукци-
онных канальных печах.
Рис. 56. Тигельная
индукционная печь (а)
и магнитный поток рас-
сеивания (6):
1 — индуктор, 2 — ти-
гель, 3 — металл
117
Сравнительно большое расстояние между индуктором и металлом
в тигле вызывает появление значительной индуктивной мощности,
снижает общий cosqt. Для компенсации индуктивной мощности
индукционные тигельные печи снабжают конденсаторными батаре-
ями. Использование преобразователя частоты и конденсаторов су-
щественно удорожает установку и ограничивает область применения
таких печей. В ней целесообразно плавить лишь металлы и сплавы,
которые невозможно или неэкономично плавить в других агрегатах.
Тигельные печи получили распространение в металлургии спе-
циальных сталей и сплавов. Их использование для этих целей связано
с преимуществами индукционного нагрева, когда тепло выделяется
в самом нагреваемом металле. Отсутствие концентрированного внеш-
него источника тепла и углеродсодержащих электродов позволяет
получать стали и сплавы высокой степени чистоты, например, по
углероду и газам, обеспечивает высокое и стабильное усвоение
легирующих добавок, что особенно важно при производстве сталей
и сплавов с дорогими и редкими добавками. Электродинамическое
движение металла обеспечивает получение однородного сплава. с
заданным химическим составом.
Индукционные тигельные печи при небольших габаритах имеют
высокую производительность, обеспечивают благоприятные условия
труда, процесс плавления в них легко поддается регулированию в
широких пределах. Основным технологическим недостатком индук-
ционных печей всех типов является малая активность шлака, что
затрудняет протекание физико-химических процессов между метал-
лом и шлаком. Это обусловлено нагревом шлаков с высоким
омическим сопротивлением в основном от металла. Поэтому шлаки
холоднее металла, им свойственна высокая вязкость, и вследствие
этого они малоактивны.
Номинальные вместимости отечественных индукционных тигель-
ных печей для выплавки стали: 0,06; 0,16; 0,25; 0,40; 0,60; 1,0; 1,6;
2,5; 4; 10; 25; 40 и 60 т.
2. Основы электрической работы ивдукционной
тигельной печи
В. индукционных печах можно переплавлять магнитную и немаг-
нитную шихты. Нагрев немагнитной шихты осуществляется джоу-
левым теплом, выделяющимся при циркуляции в металле индуци-
руемых полем йвдуктора вихревых токов Фуко. Магнитные мате-
риалы нагреваются, кроме того, и за счет потерь при их
перемагничивании, которые определяются шириной петли гистере-
зиса. Ферромагнитные свойства сохраняются, как известно, до точки
Кюри (740 ... 770 °C).
118
Рис. 57. Токи и маг-
нитные потоки в си-
стеме «аддуктор—сад-
ка: а — диаграмма то-
ков и магнитных
потоков, б — распре-
деление тока в метал-
лической садке
Рассмотрим нагрев немагнитных материалов. Для упрощения
представим шихту в виде сплошного блока цилиндрической формы,
помещенного внутрь индуктора (рис. 57). Поле, создаваемое соле-
ноидом в зазоре между ивдуктором и цилиндром, образует цилин-
дрическую волну, падающую на поверхность цилиндра. Вектор
напряженности магнитного поля в зазоре направлен вдоль оси
цилиндра, а напряженность электрического поля — по касательной
к поперечному сечению цилиндра. Проникающая внутрь цилиндра
волна индуцирует вихревые токи прежде всего в поверхностном
слое цилиндра. Эти токи /2 циркулируют в плоскости витков
индуктора в направлении, противоположном току индуктора 4- Токи
Z2 образуют свое электромагнитное поле, также противоположное
полю индуктора. Поэтому в более глубокие слои цилиндра поле
индуктора проникает ослабленным и плотность наводимого в более
глубоких слоях тока будет меньшей. Плотность тока б по мере
удаления от поверхности уменьшается и на- расстоянии х от
поверхности
бх = б0 ехр (—х/е), (12)
где б0 - плотность тока у поверхности; е — глубина проникновения
тока — условная величина, равная расстоянию от поверхности, на
котором плотность тока уменьшается в е раз по сравнению с
плотностью тока у поверхности.
Глубина проникновения тока зависит от частоты изменения
электромагнитного поля, удельного омического сопротивления р и
магнитной проницаемости р материала
е = И?л V р/(н/)- (13)
При нагреве немагнитной шихты р = 1 и р в начальный момент
одинаково по всему сечению, поэтому плотность тока по сечению
распределяется, как показано на рис. 51, б.
119
Активная мощность, кВт, выделяющаяся в цилиндре,
A2 = z22/?2io-3, (14)
где R2 — сопротивление стенки полого цилиндра, по которому
протекает ток Z2.
Выразим 12 через ток аддуктора Zt и коэффициент трансформации
k: Z2 = Z1k. Коэффициент трансформации равен отношению числа
витков первичной обмотки П] к числу витков вторичной обмотки
п2. Для индукционных печей n2 = 1, поэтому k = и
4 = A«i- (15)
Будем считать, что весь ток Z2 протекает в поверхностном слое
цилиндра толщиной е. Тогда
/?2 = Р212 /$ = р [(л d2) /(е2 Л2)], (16)
где Z2, S2 и d2- длина, сечение и диаметр вторичной обмотки.
Подставляя (15) и (16) в (14) с учетом (13), получим, кВт:
Р92 в 2 л 2(Zj n0)2 d2 /Л2) V р2 • 10 3, (17)
или _____
Р92 = 2 л 2(Zt и)2 d2 /h2) p2f • 10 3. (ig)
где п0 — число витков индуктора на единицу высоты металла в
тигле.
Таким образом, передаваемая садке мощность пропорциональна
квадрату удельных ампер-витков индуктора, боковой поверхности
садки, корню квадратному из частоты питающего тока, удельного
омического сопротивления и магнитной проницаемости садки. В на-
чале плавки основное количество тепла выделяется в поверхностном
слое, и он прогревается в первую очередь. Неравномерность прогрева
можно наблюдать визуально, если в высокочастотный индуктор
вставить массивный блок, например, из графита.
С повышением температуры сопротивление металла увеличива-
ется, поэтому спустя некоторое время после начала нагрева оно
становится максимальным у поверхности, а максимум плотности
тока смещается от поверхности в глубь цилиндра. При этом в нагрев
вовлекаются все новые слои металла, увеличиваются глубина про-
никновения тока и мощность, передаваемая садке. Неравномерность
распределения плотности тока по сечению нагреваемого цилиндра
значительно ускоряет нагрев, так как позволяет последовательно
концентрировать в отдельных слоях высокую мощность. Если бы
ток распределялся по всему сечению равномерно, то плотность тока
и концентрация тепла были бы незначительными и для прогрева
120
металла потребовались во много раз более мощные источники
питания печей. При индукционном нагреве очень важно соотношение
между глубиной проникновения тока и сечением прогреваемого
блока. При малом сечении блока, когда d2 соизмеримо с fy, сила
тока распределяется по сечению относительно равномерно и для
получения необходимой концентрации тепла требуется большая
мощность источника питания. Чтобы учесть это соотношение, в
уравнение мощности, поглощаемой садкой, необходимо ввести по-
правочный коэффициент А= f(d2/a^. А приближается к единице,
а поглощаемая садкой мощность — к максимуму при
d2 /е2 = Ю- Дальнейшее увеличение этого соотношения не влияет
на потребляемую садкой мощность.
Но максимальная скорость нагрева получается не при макси-
мальной потребляемой мощности, а в случае потребления макси-
мальной удельной мощности, т. е. мощности, приходящейся на
1 см3 садки. Анализ отношения P42/VK приводит к выводу, что
оптимально для цилиндра d2 = 3,5. Для шара оптимально соот-
ношение d2/®2 = 4,8, а в случае нагрева пластины толщиной А оп-
тимально отношение А2 /е2 = 2,5.
Для одного и того же материала ( р = const; р. = const) глубина
проникновения тока зависит только от частоты [см. (14)], а это
означает, что существует оптимальное соотношение между частотой
и крупностью твердой шихты, а также между частотой и диаметром
тигля. Таким образом, для эффективного плавления одного и того
же металла в печах разной емкости требуется разная частота
питающего тока. Связь между частотой и диаметром тигля опреде-
ляется эмпирическим выражением
.Anin (25- 108 р2) /dl, (19)
из которого видно, что чем больше вместимость печи, тем ниже
может быть частота тока, и в 6-т печах можно успешно плавить
сталь, используя токи промышленной частоты. Все отмеченные
закономерности справедливы не только для расплавленного металла,
но и для каждого куска шихты диаметром d2. Для достижения
высокого электрического к. п. д. печи необходимо выдерживать
определенные соотношения не только между частотой тока и
диаметром тигля, но и между частотой тока, размерами и формой
кусков шихты. Однако при использовании любой шихты куски надо
укладывать так, чтобы при этом получался максимальный объем
активного слоя.
В случае плавления магнитной шихты справедливы те же соот-
ношения. Но в начальный период плавки магнитная шихта потребляет
121
а s
Рис. 58. Схемы электродинамической
циркуляции металла
индукционных печах находится
мощность на -40% больше, чем
немагнитная. При нагреве магнит-
ной садки (р. > 1) сильнее выражен
и эффект неравномерного распре-
деления тока по сечению [см. (13)].
Большая потребляемая мощность и
более высокая концентрация тепла
позволяют нагревать магнитную
шихту с большей скоростью, чем
немагнитную. Выше точки Кюри
магнитные металлы нагреваются
так же, как немагнитные.
После расплавления металл в
в непрерывном движении, которое
возникает вследствие электродинамических эффектов, главным об-
разом — отталкивающих усилий между проводниками с противопо-
ложным направлением токов (индуктором и садкой) и сжимающих
между проводниками с одинаковым направлением токов (между
токопроводящими слоями садки). Электродинамические силы на-
правлены радиально к оси цилиндра, и создаваемое ими давление
достигает максимума у оси цилиндра, на середине его высоты (рис.
58). Под действием этих сил жидкий металл перетекает из области
с высоким давлением в места с более низким давлением, т. е. вверх
и вниз, в результате чего возникает циркуляция металла.
Естественное электромагнитное перемешивание металла способ-
ствует выравниванию температуры и состава по объему ванны и
ускоряет плавку. Но при циркуляции по схеме, показанной на рис.
58, а, на поверхности ванны образуется выпуклый мениск металла,
шлак стекает к стенкам тигля и обнажает поверхность металла. Для
предотвращения этого необходимо увеличивать расход шлакообра-
зующих, что ухудшает технико-экономические показатели работы
печи. Выпуклого мениска не получается, когда уровень металла в
тигле находится выше индуктора. В этом случае циркуляция не
выходит на поверхность, а у поверхности возникают завихрения,
создающие обратный мениск, и поверхность ванны становится почти
плоской (рис. 58, б). Для получения плоской поверхности индуктор
делают секционным, и после расплавления металла, когда подводи-
мую мощность можно уменьшить, верхнюю секцию отключают.
Уровень металла оказывается выше включенных витков индуктора,
и мениск не образуется.
Иногда интенсивность естественного перемешивания металла ока-
зывается недостаточной для получения однородного состава. В этом
случае целесообразно во время перемешивания переключать индук-
122
Рис. 59. Схема электрической печи иццукционных тигельных печей (а) и
колебательного контура (б)
тор от источника питания током повышенной частоты к источнику
питания током более низкой, например промышленной, частоты.
При этом глубина проникновения тока и электродинамическое
давление возрастают и усиливается циркуляция металла.
3. Электрооборудование индукционных тигельных печей
Электрическая цепь индукционных тигельных печей состоит из
источника питания, соленоида и емкости (рис. 59, а). Соленоидом
является индуктор печи, который относится одновременно и к ее
механическому оборудованию.
Источники питания. В зависимости от вместимости и назна-
чения индукционные тигельные печи питают токами разной часто-
ты — от 500 до 10е Гц. Для промышленных печей емкостью от
нескольких сотен килограммов до нескольких тонн наиболее часто
используют токи частотой 0,5... 10 кГц, для печей вместимостью
> 6 т —токи промышленной частоты (50 Гц), а для небольших
промышленных и лабораторных печей — токи высокой частоты.
Источниками ТВЧ питания индукционных печей являются преобра-
зователи частоты — ВЧ-генераторы. В настоящее время используют,
главным образом, генераторы трех видов — ламповые; машинные и
тиристорные преобразователи. Генератором ВЧ-колебаний в лампо-
вом преобразователе является колебательный контур, широко ис-
пользуемый также в радиопередающих и принимающих устройствах
(рис. 59, б).
Если к такому контуру, содержащему индуктивность L и емкость
С, подвести напряжение и зарядить обкладки конденсатора, а затем
замкнуть рубильник, то конденсатор начнет разряжаться н в контуре
появится ток. При прохождении тока через индуктивность в момент
его нарастания в ней создается запас энергии, противодействующий
изменению силы тока. После разрядки конденсатора этот запас
поддерживает ослабевающую силу тока в контуре, вследствие чего
обкладки конденсатора вновь заряжаются, но при этом получают
123
обратную полярность. Конденсатор вновь разряжается и в контуре
периодически протекает ток прямого или обратного направлений.
Частота тока в контуре, т. е. частота собственных колебаний
контура, зависит от соотношения активного сопротивления, индук-
тивности и емкости и определяется выражением, Гц:
/ = 1/2л V (1/£0-(7?2/4£2). (20)
В колебательном контуре R много меньше L, поэтому членом
7?2/4£2 уравнения (20) можно пренебречь, тогда
/= 1/(2л <£Q. (21)
Изменяя £ и С, можно в широких пределах изменять частоту
колебаний. Собственные колебания контура являются затухающими,
так как энергия конденсатора постепенно превращается в тепловую
и выделяется в активном сопротивлении. Чтобы колебания контура
превратить в незатухающие, к нему необходимо периодически
подводить энергию, т. е. перезаряжать контур. Такую подзарядку
осуществляют при помощи генераторной лампы-триода, включенной
в сеть контура (рис. 60).
Цепь в лампе между анодом и катодом замыкается испускаемым
нагретым катодом электронами, лишь когда потенциал сетки поло-
жителен. В противном случае эмитированные катодом электроны
отбрасываются полем сетки обратно к катоду. Таким образом,
управляя потенциалом на сетке, можно регулировать ток в цепи
лампы и колебательного контура.
Импульсы тока должны быть согласованы по фазе с колебаниями
контура. Это обеспечивается тем, что на сетку подается потенциал
с частотой собственных колебаний контура. В приведенной на рис.
60 схеме для этого служит индуктивность £2, связанная по принципу
трансформатора с индуктивностью контура. Такую связь контура с
цепью сетки называют обратной, так как в результате этой связи
одна часть схемы воздействует на другую.
Поскольку генераторная лампа пропускает ток только в одном
направлении, ее целесообразно питать вып-
рямленным током от ламповых выпрями-
телей, которые в свою очередь получают
трехфазный ток от высоковольтного транс-
форматора напряжением 10 ... 13 кВ. Что-
бы использовать оба полупериода питаю-
щего тока, ставят два блока выпрямителей,
подающих на лампу выпрямленное напря-
жение обоих полупериодов последователь-
но из каждой фазы.
Рис. 60. Схема лампового
генератора
124
В настоящее время выпускают генераторные лампы мощностью
до 100 кВт. Если мощность установки требует несколько ламп, то
их включают параллельно. Число ламп в установках обычно не
превышает четырех Срок службы генераторных ламп составляет
- 1000 ч работы. Коэффициент полезного действия их - 80%.
Машинные преобразователи. Для питания индукционных печей
применяют машинные генераторы двух типов: обычные синхронные
и индукторные. Частота тока, вырабатываемого обычным синхро-
нным генератором, зависит от числа пар полюсов обмотки возбуж-
дения р и числа оборотов ротора п и определяется по формуле,
Гц:
/= рп /60. (22)
Число пар полюсов ограничено трудностью исполнения обмотки,
скорость вращения ротора — появлением больших центробежных
сил, поэтому такие генераторы используют для получения токов
частотой до 1 кГц. Токи частотой > 1 кГц (до 1 МГц) получают
при помощи машинных генераторов индукционного типа. Генератор
этого типа характеризуется тем, что обе обмотки (возбуждения и
рабочая) размещены в статоре, а на роторе обмоток нет. Ротор
собирают из фигурных пластин электротехнической стали таким
образом, что в собранном вцде на его поверхности образуются
чередующиеся продольные выступы и впадины. Обмотка возбужде-
ния питается постоянным током и создает постоянное по величине
и направлению магнитное поле. При вращении ротора против пазов
обмотки возбуждения поочередно оказываются зубцы и впадины,
и магнитные силовые линии замыкаются то по ротору, то по воздуху,
в результате чего образуется пульсирующее магнитное поле. Под
действием этого поля в рабочей обмотке наводится изменяющаяся
по величине э. д. с., частота изменений которой, Гц:
/=2л/60, (23)
где г — число выступов на роторе; п — частота вращения ротора,
об/мин.
Сопоставление уравнений (22) и (23) показывает, что в генера-
торах индукторного типа значительно легче изготовить ротор с
большим числом зубцов, чем расположить такое же число пар
полюсов в обмотке возбуждения синхронного генератора, поэтому
в них можно генерировать токи значительно более высокой частоты.
Но при сравнительно низкой частоте (до 1 кГц) сиюфонные гене-
раторы более экономичны, и генераторы индукторного типа приме-
няют только в ВЧ-установках.
Ротор машинного генератора приводится во вращение трехфазным
асинхронным двигателем, выполняемым либо в отдельном корпусе,
125
Рис. 61. Схема тиристорного генератора
либо заодно с корпусом
генератора. Чтобы раз-
личать конструктивное
исполнение, агрегаты с
обособленным привод-
ным электродвигателем
принято называть гене-
раторами, а со встроен-
ным электродвигате-
лем — преобразовате-
лями. К. п. д. совре-
менных машинных гене-
раторов достаточно вы-
сок (80 ... 90%). Не-
достатки машинных генераторов — большая масса и значительные
габариты, массивные быстровращающиеся роторы и сложность
обслуживания агрегатов.
В последнее время вместо машинных преобразователей частоты
все чаще применяют тиристорные, основным элементом которых
являются высокомощные полупроводниковые, управляемые дио-
ды — тиристоры (рис. 61). Источником мощных электромагнитных
импульсов, как и в ламповом генераторе, в тиристорном преобра-
зователе является колебательный контур, образованный конденса-
тором СЗ и первичной обмоткой трансформатора 12 и связанный
через вторичную обмотку трансформатора 72 с индуктором печи.
Энергия в колебательный контур от источника питания подается
через тиристоры VS1 и VS2, частота открытия которых определяется
частотой следования управляющих импульсов от вспомогатель-
ного транзисторного генератора с регулируемой частотой импульсов,
например от симметричного мультивибратора. Управляющие импуль-
сы через трансформатор 71 и
конденсаторы С1 и С2, разде-
ляющие по постоянному току
управляющие электроды тири-
сторов, открывают тиристор
VS1 или VS2. При открытом
тиристоре VS1 ток от источ-
ника питания протекает через
дроссель L, служащий для
ограничения тока короткого
замыкания источника при од-
новременно открытых обоих
о
т
WW
Рис. 62. Характер изменения тока в цепи
тиристорного генератора
тиристорах, часть первичной
обмотки трансформатора 72 и
126
тиристор ESI, вызывая накопление зарядов на обкладках конденса-
тора СЗ. Характер нарастания тока и напряжения в контуре опре-
деляется самоиндукцией обмоток дросселя и трансформатора 71,
зарядкой конденсатора СЗ и в общем случае близок к синусоидаль-
ному (рис 62).
При появлении управляющего импульса противоположного на-
правления открывается второй тиристор ES2, что приводит к
быстрому разряду конденсатора СЗ через оба открытых тиристора.
При этом тиристор ESI закрывается, а через тиристор ES2, вторую
часть обмотки трансформатора 72 и дроссель протекает ток, причем
в колебательном контуре (в обмотке трансформатора 72) ток в
этот период времени противоположен по направлению току при
открытом тиристоре ESI. С появлением нового управляющего им-
пульса цикл снова повторяется.
Конденсаторы. Вследствие значительного зазора между индук-
тором и садкой индукционная тигельная печь обладает большой
индуктивностью, снижающей общий cos ф. Для компенсации индук-
тивной мощности индуктора установки тигельных печей снабжают
конденсаторами, которые, будучи включенными в цепь печи, служат
источниками, покрывающими безваттную мощность печи. Поскольку
самоиндукция дает положительный сдвиг фаз (сила тока отстает
от напряжения), а емкость — отрицательный (сила тока опережает
напряжение), то при равенстве индуктивного и емкостного сопро-
тивлений сдвига фаз не будет, кривая изменения силы тока совпадает
с кривой изменения напряжения и cos ф = 1.
Это условие соблюдается автоматически в контуре со свободными
колебаниями, поэтому в установках с ламповым генератором всегда
cos ф = 1. В установках с заданной частотой колебаний для дости-
жения этого равенства необходимо включать в цепь конденсаторы
и непрерывно корректировать их емкость. Поскольку xL = u>L, а
Хс = 1/wC, то cos ф = 1 при ю£ = 1/юС, где ю — угловая частота,
равная (о = 2л/. Отсюда 2л/£= 1/(2л/С) и потребляемая емкость
конденсатора
С=1/(4л2/£). (24)
Емкость конденсатора зависит от поверхности обкладок S, рас-
стояния между обкладками d и свойств диэлектрика, заполняющего
пространство между обкладками, т. е. от его диэлектрической про-
ницаемости еп. В простейшем случае (плоский конденсатор с двумя
обкладками) емкость конденсатора, см
C=(8„S)/(4ad). (25)
Если конденсатор собран из п пластин, соединенных через одну
параллельно, то
127
с = e„S (п-1)/(4л d). (26)
Конденсаторы применяют, как правило, собранными в группы
(батареи) из последовательно или параллельно соединенных эле-
ментов. При последовательном соединении
1/SC = 1/G + 1/С2 + 1/С3 +... + 1/С„; (27)
при параллельном соединении
2С = Ct + С2 + С3 + ... + Сп. (28)
Мощность при последовательном и параллельном соединении
равноценна, но предпочтительнее параллельное соединение конден-
саторов, так как оно обеспечивает небольшую силу тока генератора
и отсутствие перенапряжения на индукторе печи и конденсаторах.
Для индукционных печей применяют бумажно-масляные и кера-
мические конденсаторы. В бумажно-масляных конденсаторах обклад-
ками служит алюминиевая 7... 15-мкм фольга, а диэлектриком —
парафинированная или промасленная бумага. Конденсаторы нама-
тывают из лент в виде рулона, а затем спрессовывают в плоский
пакет. Пакеты погружают в банку с трансформаторным маслом и
герметично закрывают во избежание загрязнения масла.
Реактивную мощность конденсатора' можно повысить, если для
отвода выделяющегося в нем тепла погрузить в масло змеевик с
проточной водой или пропускать воду между двойными стенками
банки. Для увеличения теплоотдачи излучением банки снаружи
окрашивают в черный цвет. В высокочастотных установках с лам-
повыми генераторами широко применяют керамические конденса-
торы. Обкладкой в таких конденсаторах является тончайший слой
серебра, напыленный на внутреннюю и наружную поверхности
конденсатора перед обжигом керамики.
Преимуществом керамических диэлектриков является их высокая
диэлектрическая проницаемость (у некоторых сортов керамики она
достигает 1000 против 3... 4 у промасленной бумаги), недостат-
ком — трудность изготовления тонкостенных конденсаторов. Зна-
чительная толщина диэлектрика снижает емкость конденсатора,
поэтому эти конденсаторы рассчитывают на малые емкости.
Для получения необходимых емкости, мощности и напряжения
на обкладках отдельные конденсаторы собирают в батареи, соеди-
ненные последовательно или параллельно.
В процессе нагрева и плавления шихты электрические и магнит-
ные свойства ее изменяются. Это приводит к изменению индуктив-
ного сопротивления печи. В контуре со свободными колебаниями,
где wL = l/(wC), изменение индуктивности вызывает изменение
128
частоты тока. При этом cos ф = 1. В установках, питаемых . от
машинных и тиристорных генераторов, частота не зависит от
индуктивности, поэтому изменение L приводит к нарушению равен-
ства b>L = 1/(юС) и уменьшению cos гр. Чтобы поддержать
cos ф = 1, при изменении L необходимо изменить С до значения,
определяемого выражением (25). По этой причине в установках с
такими генераторами часть конденсаторных батарей включают в
цепь печи постоянно, а часть включают или выключают из цепи
по ходу плавки.
4. Конструкция индукционных тигельных печей
Индукционная тигельная печь (рис. 63) состоит из основных
элементов (индуктора, футеровки, каркаса, механизма наклона) и
может быть оборудована дополнительными устройствами (крышкой
с механизмом подъема и поворота, магнитопроводом или магнитным
экраном, рабочей площадкой и др.).
Индуктор предназначен для создания переменного магнитного
поля необходимой напряженности. Помимо основного назначения,
индуктор выполняет также роль крепления тигля и удерживает его
от смещения при наклоне печи.
Поскольку мощность, передаваемая садке печи, пропорциональна
квадрату ампер-витков индуктора [см. (19)], целесообразно иметь
возможно большее число витков индуктора и пропускать через него
большие токи. В среднем плотность тока в индукторе - 20 А/мм2,
Рис. 63. Конструктивное оформление (а) и футеровка (б) индукционной сталеплавильной
печи: 1—ицдуктор, 2— крепление витков индуктора, 3— каркас, 4—тепловая
изоляция, 5 — подовая плита, б — тигель, 7 — цапфы механизма наклона,
8— крышка, 9 — подовая плита, 10 ~воротник, 11 —сливной желоб, 12—огнеупорная
обмазка
9 Зак. 3164
129
Рис. 64. Трубки для изготовления индуктора
а электрические потери в нем даже при изготовлении его из чистой
меди достигают 20... 30%. Кроме того, индуктор дополнительно
нагревается потоком тепла от тигля. Во избежание перегрева
ицдуктор необходимо охлаждать. Сечение выбирают таким, чтобы
толщина стенки примерно в 1,3 раза превышала глубину проникно-
вения тока, сечение стенки при заданной силе тока обеспечивало
плотность тока £20 А/мм2, а сечение отверстия трубки — проход
количества воды, необходимого для отвода тепла. Наружный диаметр
трубки при этом должен позволять разместить по высоте индуктора
расчетное число витков.
Индуктор изготовляют, как правило, из медной трубки круглого
сечения. Однако иногда использование такой трубки невозможно,
так как при этом нельзя выполнить указанные выше требования,
поэтому в некоторых случаях приходится использовать неравносте-
пенные (рис. 64, а, б) или профилированные (рис. 64, в, г) трубки.
Использование профилированных трубок целесообразно для умень-
шения магнитного потока рассеивания, достигаемого в этом случае
с возможностью уменьшения зазора между тиглем и витками
индуктора.
Иногда расчетное число витков оказывается настолько малым,
что не позволяет плотно заполнить всю высоту индуктора. В этом
случае индуктор целесообразно изготовлять двухсекционным с уд-
военным числом витков и параллельным соединением секций. Секции
наматывают в противоположные стороны, так как только в этом
случае магнитные потоки секций складываются, а в месте стыка
секций напряжение крайних витков секций одинаково и не требует
усиленной изоляции (рис. 65). При одинаковом направлении витков
130
в месте стыка напряжение между витками
было бы равно напряжению источника.
На генераторной (подсоединенной к
источнику питания) секции делается не-
сколько промежуточных отводов. Подклю-
чая разное число витков секции к источ-
нику питания, можно, как в автотрансфор-
маторе, повышать напряжение на
индукторе выше номинального напряже-
ния источника питания и тем самым ре-
гулировать потребляемую печью мощ-
ность. Подключением п витков из имею-
щихся в секции пк витков можно на
индукторе получить напряжение 17и:
Рис. 65. Включение секций
двухсекционного индуктора
(29)
где UT — напряжение источника питания.
Витки индуктора взаимно изолируются стеклотканью с кремний-
органическим лаком. Изолированные витки сжимаются плитами из
изоляционного материала, стягиваемые при помощи брусьев. В не-
которых случаях каждый виток жестко крепят к изоляционным
стойкам независимо от других витков. В этом случае изоляция
витков необязательна.
Футеровка. Индуктор и помещаемый в него тигель устанавли-
вают на подину из шамотных блоков, шамотных кирпичей или (на
крупных печах) из жаропрочного бетона (рис. 63, б).
На промышленных печах тигель, образующий плавильное про-
странство печи, изготовляют непосредственно в печи. Для этого
собранный и установленный на подину индуктор закрепляют и
внутреннюю его поверхность изолируют асбестом. Затем на подину
насыпают порошкообразные огнеупорные материалы и пневматиче-
скими трамбовками уплотняют их слоями по 50... 70 мм. На уплот-
ненное днище устанавливают шаблон, сваренный из листовой угле-
родистой стали толщиной 2... 3 мм и имеющий форму, повторяющую
внутренние контуры тигля. В кольцевой зазор засыпают порошки
огнеупоров и уплотняют их такими же слоями. Футеровку выше
верхнего витка индуктора выполняют из обожженного кирпича, так
как обжечь этот участок тигля в печи очень трудно. Воротник и
сливной желоб футеруют кирпичом и обмазывают огнеупорной
обмазкой. ,
Тигли для печей небольшой вместимости можно изготовлять в
пресс-формах и устанавливать в печь в готовом воде, засыпая зазор
между тиглем и индуктором порошкообразными огнеупорами. Это
значительно ускоряет замену футеровки, но трудно осуществимо
?*
131
при большой вместимости тигля. Чтобы набивка тигля не создавала
перебоев в работе крупных установок, их снабжают двумя печами
и, либо печь полностью заменяют после выхода из строя тигля,
либо питание переключают на вторую печь. При этом футеровку
тигля крупных печей целесообразно выкладывать из обожженного
фасонного кирпича аналогично футеровке дуговых печей.
Для^ уменьшения магнитного потока рассеивания футеровка дол-
жна быть минимальной, толщины и при этом обеспечивать высокую
механическую прочность, не растрескиваться при смене температур
после слива металла и завалке холодной шихты, обладать высокой
огнеупорностью и шлакоустойчивостью. Особенно жесткие требо-
ваний предъявляют к огнеупорным материалам, используемым в
печах высокой частоты. Помимо перечисленных требований, в
огнеупорах для печей высокой частоты должны отсутствовать
токопроводящие и магнитные примеси, так как частицы этих при-
месей в высокочастотном поле нагреваются, оплавляются и раство-
ряют футеровку, приводя к прогоранию тигля.
Футеровка индукционных печей может быть кислой или основной.
Кислую футеровку изготовляют из кварцевого песка или кварцита
и используют, главным образом, в литейных цехах машинострои-
тельных заводов. Она дешевле основной футеровки, обладает более
высокой термостойкостью, характеризуется меньшей тепло- и элек-
тропроводностью. Срок службы тиглей из кислых материалов дли-
тельнее. Вместе с тем кислая футеровка восстанавливается многими
элементами, входящими в состав легированной стали, и поэтому на
металлургических заводах применяется ограниченно.
Для основной футеровки обычно применяют порошок магнезита,
реже — порошок из отходов хромомагнезитовых кирпичей. В неко-
торых случаях для изготовления тиглей используют технический
глинозем и цирконовый песок (цирконовый силикат). В качестве
связующих применяют борную кислоту, жидкое стекло, огнеупорную
глину и другие вещества.
Футеровку изготовляют из увлажненных или сухих материалов.
Вновь изготовленный тигель должен быть просушен и обожжен,
для чего проводят специальную обжиговую плавку. В тигель с
шаблоном загружают чугун и медленно поднимают нагрузку до
слабокрасного каления шаблонов. Если футеровка изготовлена из
увлажненных материалов, то печь сушат в течение 15... 20 ч, при
сухой массе продолжительность сушки уменьшают до нескольких
часов, затем нагрузку увеличивают и расплавляют чугун.
При первой плавке в печь стремятся загрузить как можно больше
чугуна, чтобы обжечь тигель до высоты, превышающей обычный
уровень металла. Чугун сильно перегревают, расплав становится
очень жидкотекучим и заполняет все неровности поверхности.
132
После обжиговой плавки на внутренней поверхности тигля об-
разуется тонкий (2... 3-мм) рабочий слой спеченной футеров-
ки. В дальнейшем толщина этого слоя постепенно увеличивается.
Неспеченный слой набивки выполняет роль буфера, воспринимаю-
щего термические и механические нагрузки рабочего слоя. Когда
футеровка спекается на всю толщину, тигель трескается и выходит
из строя. Стойкость футеровки зависит от состава огнеупорной
массы, частоты тока, режима работы и ряда других факторов. На
печах с основным тиглем она достигает 40... 100 плавок; стойкость
кислых тиглей может быть значительно больше.
Каркас является основой для крепления всех элементов печи.
На печах большой емкости его заменяют сплошным кожухом.
Элементы каркаса должны обладать большой прочностью и выдер-
живать значительные нагрузки. Каркас расположен в зоне сильного
электромагнитного поля индуктора, поэтому нагревается.
Для уменьшения потерь на нагрев каркаса необходимо ослабить
наводимые в нем токи. Наиболее просто это достигается тем, что
каркас разбивают на отдельные элекгроизолированные элементы, и
тогда его лучше изготовлять из немагнитных или неэлектропровод-
ных материалов. Однако наиболее доступным конструкционным
материалом является сталь, поэтому чаще всего каркас изготовляют
из стальных изолированных друг от друга частей.
Иногда целесообразно снизить вблизи каркаса напряженность
магнитного поля. Это может быть достигнуто установкой маг-
нитопроводов или магнитных экранов между ицдуктором и кар-
касом. Магнитопровод изготовляют в виде пакетов, набранных
из листов электротехнической стали толщиной 0,2... 0,5 мм и
устанавливаемых по окружности между индуктором и каркасом.
Вследствие более высокой магнитной проницаемости электротех-
нической стали по сравнению с воздухом магнитные силовые
линии замыкаются по магнитопроводу и каркаса не достигают.
Общее сечение магнитопровода должно быть таким, чтобы кон-
центрация выделяющегося в нем тепла была невелика и он
не нагревался. Это условие выполняется в том случае, если'
магнитопровод выполнен достаточно массивным. Часто масса маг-
нитопровода заметно превосходит массу садки. Магнитопроводы
усложняют конструкцию печи и затрудняют обслуживание ин-
дуктора, поэтому находят ограниченное применение. Более просты
и компактны печи с электромагнитными экранами, изготовляемыми
в вцде цилиндра из медного или алюминиевого листа и уста-
навливаемыми между индуктором и каркасом.
Сущность экранирования каркаса заключается в том, что элект-
ромагнитные волны, исходящие от индуктора, наводят в экране
токи, противоположные току индуктора. Эти токи создают поле,
133
противоположное полю индуктора, и оно достигает каркаса значи-
тельно ослабленным.
Для обеспечения небольших потерь в экране необходимо, чтобы
его толщина минимум в 1,3 раза превышала глубину проникновения
тока, поэтому?, электромагнитные экраны целесообразно применять
на установках высокой частоты. Для печей промышленной частоты
толщина медного экрана должна быть £ 1,3 см.
Механизм наклона. Этот механизм должен обеспечивать наклон
печи для полного слива металла. В настоящее время применяют
разнообразные механизмы. Для печей малой вместимости используют
механизмы, состоящие из лебедки с ручным или электромеханиче-
ским приводом и троса, перекинутого через блок. Более крупные
печи наклоняют при помощи тельфера, сцепляя его крюк с серьгой,
укрепленной на каркасе. Крупные печи оборудуют гидравлическим
Приводом наклона, подобным гидравлическому приводу наклона
дуговых печей.
Наклон печи осуществляется, как правило, вокруг цапф, ось
которых проходит под носком печи. В некоторых случаях вращение
начинается вокруг нижних цапф и осуществляется с. большей
скоростью, пока в гнездо не ложатся верхние цапфы. После этого
Печь поворачивается вокруг верхней пары цапф, но уже с меньшей
скоростью (увеличивается радиус точки приложения сил).
Крышка предназначена для уменьшения тепловых потерь излу-
чением с поверхности расплава и поддержания температуры шлака
на более высоком уровне. Последнее требование в некоторых случаях
приобретает особенно важное значение, так как шлаки в индукци-
онных печах’ нагреваются только под действием тепла металла.
Однако, учитывая, что при использовании индукционных печей, как
правило, не ставится задача глубокого рафинирования металла
шлаком, целесообразность усложнения конструкции печи при уста-
новке крышки сомнительна,. тем более, что крышку используют
лишь в течение ограниченного промежутка времени после полного
расплавления шихты.
Глава 8. Техника получения и измерения вакуума
1. Использование вакуума в металлургии
С целью повышения качества стали в сталеплавильных цехах
применяют вакуумную1 (при давлениях газа значительно ниже
атмосферного.)' обработку металлических расплавов.
1 _________________ . .
vacuum — пустота (лат.)
134
Основной характеристикой вакуума является остаточное давление
в системе. Приближенную оценку остаточного давления можно
давать, пользуясь понятием глубины вакуума. Условно различают
низкий > 100 Па, средний 100... 0,1 Па, высокий 0,1... 0,0001 Па и
сверхвысокий < 0,0001 Па вакуум. В вакуумных установках для
выплавки и обработки стали применяют низкий, средний и высокий
вакуум. Сверхвысокий вакуум в металлургии используют лишь в
научных исследованиях.
В сталеплавильном производстве вакуум используют в техноло-
гических процессах, существенно разнящихся по предельным допу-
стимым давлениям, объемам вакуумных камер, газовыделению из
металла в единицу времени, содержанию пыли в удаляемых газах.
В зависимости от конкретных условий установки комплектуют со-
ответствующими системами вакуумирования. Основными элементами
любой вакуумной установки, кроме рабочей камеры, в которой
создается разрежение, являются насосы для эвакуации газов и
приборы для измерения остаточного давления.
2. Вакуумные насосы
Укажем важнейшие характеристики вакуумного насоса, по кото-
рым оценивают его пригодность для данных условий.
Быстрота действия (скорость откачки) — определяется объ-
емом газа, проходящим через сечение выпускного патрубка при
данном давлении. С изменением давления в системе изменяется и
быстрота действия насосов (рис. 66). Характер зависимости скорости
откачки от давления определяет целесообразность использования
тех или .иных насосов в требуемом диапазоне давлений.
Начальное давление —- выпускное давление, начиная с которого
насос начинает нормально работать. Насосы некоторых типов могут
работать начиная с атмосферного давления (рис. 66, а), однако
существуют и насосы, которые характеризуются начальным давле-
ние. вв. Зависимость быстроты действия S механических масляных (а) и
паромасляных диффузионных (б) насосов от давления на впуске Рвп
135
нием ниже атмосферного (рис. 66, б). Перед включением таких
насосов в системе необходимо создавать предварительное разреже-
ние (форвакуум).
Максимальное выпускное давление — предельное давление на
стороне выпускного патрубка насоса, превышение которого.приводит
к возрастанию давления на стороне патрубка. Некоторые типы
насосов не могут выбрасывать откачиваемый газ в атмосферу, и
для обеспечения их нормальной работы сжатый газ со стороны
выпуска необходимо удалять другими насосами.
Предельный вакуум — минимальное давление, которое может
быть достигнуто данным насосом.
Принцип, работы насосов разных типов в значительной мере
определяется характером движения газов в диапазоне рабочих
давлений насоса. В зависимости от степени разрежения движение
газа может происходить в . турбулентном, инерционном, вязкостном,
молекулярно-вязкостном или молекулярном режимах.
В начальный момент откачки* газовый поток характеризуется
большой скоростью истечения и наличием завихрений, т. е. его
движение происходит в турбулентном режиме. С увеличением дав-
ления и скорости истечения завихрения исчезают, а режим движения
определяется силами инерции газовой среды, вследствие чего его
называют инерционным. При дальнейшем понижении скорости ис-
течения инерционный режим переходит в вязкостный. При этом
режиме газ у стенок почти не движется, а по мере удаления от
стенок одни слои газа скользят относительно других. Скорость
потока в этом случае не достигает максимума в центре трубопровода.
Характер движения такого потока определяется вязкостью газа.
В области низких давлений, когда длина свободного пробега молекул
становится соизмеримой с диаметром трубопровода, молекулы пе-
ремещаются, почти не взаимодействуя одна с другой. При этом
влияние внутреннего трения (вязкости) несущественно, и поток
движется в молекулярном режиме. В переходном от вязкого к
молекулярному режиму наряду с внутренним трением газа наблю-
дается независимое движение молекул.
В зависимости от диапазона давлений, в пределах которого
достигается максимальная производительность, насосы подразделяют
на форвакуумные, высоковакуумные и бустерные (промежуточного
разрежения). В металлургии, получили распространение насосы, ко-
торые по принципу действия могут быть разделены на две груп-
пы: 1) механические с вращающимся ротором, действие которых
основано на вытеснении движущимися частями газа, заполняющего
рабочий объем; 2) пароструйные, в которых используется эжекти-
рующее действие струи пара рабочей жидкости в результате диф-
фузии молекул газа в струю или вязкостного захвата их.
136
В механических насосах возможен
прорыв газа через зазоры между трущи-
мися частями со стороны сжатия на
сторону выпуска. Для уплотнения зазоров
и смазки трущихся деталей в насосах
многих типов применяют специальное ва-
куумное масло. Эти насосы образуют
группу механических масляных насосов.
Кроме того, имеются сухие механические
насосы, в которых масло для уплотнения
не применяют.
Из масляных насосов нашли широкое
применение пластинчато-роторные, плас-
тинчато-статорные и золотниковые насо-
Рис. 67. Устройство пластин-
чато-роторного насоса: Г—ка-
мера, 2 —бак с маслом, 3 —
пластина, 4— рабочий объем,
5 — ротор, б и 7 —впускной
и выпускной патрубки, 8 —
выпускной клапан
сы. В корпусе пластинчато-роторного на-
соса (рис. 67) вращается эксцентрично
расположенный ротор, в пазах которого
находятся две пластины. Пружиной пла-
стины прижимаются к стенкам корпуса.
Точки касания, пластин и ротора стенок
камеры делят рабочий объем камеры на
несколько частей: увеличивающийся при вращении объем впуска,
уменьшающийся объем выпуска и промежуточный. В результате уве-
личения объема на стороне впуска создается разрежение и откачи-
ваемый газ из камеры засасывается в насос. На стороне выпуска
газ сжимается и при давлении, превышающем
давление пружины выпускного клапана, выб-
расывается из насоса. Корпус насоса погру-
жен в бак с маслом, которое, просачиваясь
в насос, уплотняет зазоры и предотвращает
обратный прорыв газа. Одновременно масло
охлаждает трущиеся части насоса и препят-
ствует поступлению газа в насос из атмо-
сферы. В пластинчато-статорных насосах
(рис. 68) ротор эксцентрично насажен на ось,
совпадающую с геометрической осью камеры.
Точка касания ротора стенок камеры описы-
вает при вращении окружность. Для умень-
шения трения ротор изготовляют по типу ро-
ликового подшипника. Точка касания ротора
стенок камеры и пластина, проходящая через
паз в статоре и прижимаемая к ротору пру-
жиной, делят рабочую камеру на объемы впу-
ска и выпуска. Газ засасывается на стороне
Рис. 68. Устройство пла-
стинчато-статорного насоса:
I — камера, 2 — ротор,
3 —кожух, 4— эксцен-
трик, 5 — выпускной пат-
рубок, б — выпускной
клапан, 7—пластина,
8 — впускной патрубок,
9 — впускной канал,
10 —подшипник
137
Рис. 69. Устройство зо-
лотникового насоса:
/ — цилиндрическая обой-
ма, 2 — ротор, 3 — от-
верстие, 4 — шаровой шар-
нир, 5 — золотник (плун-
жер), б — выпускной
клапан
Значительно более
впуска, сжимается и через выхлопные клапан
и патрубок выбрасывается из насоса.
Производительность всех механических на-
сосов определяется объемом рабочей камеры
и скоростью вращения ротора. В пластинча-
то-роторных и пластинчато-статорных насо-
сах между подвижными частями возникают
значительные силы трения, что ограничивает
возможную скорость вращения ротора и со-
ответственно производительность насоса. По-
этому производительность насосов этих типов
невелика, и их используют либо как вспомо-
гательные, либо как самостоятельные для
создания разрежения до 1 Па в системах с
малым объемом. Из этой группы насосов
наибольшее распространение получили плас-
тинчато-роторный ВН-494 и пластинчато-
статорные ВН-461 и РВН-20 насосы.
производительными являются масляные насо-
сы золотникового (плунжерного) типа (рис. 69), в которых на
эксцентричный ротор насажена цилиндрическая обойма, выполненная
заодно с полым параллелепипедом, открытым сверху и через прорези
на боковой поверхности сообщающимся с камерой насоса. При
вращении ротора обойма скользит по стенке камеры, а параллеле-
пипед совершает в золотнике возвратно-поступательное и колеба-
тельное движения. Газ через полость параллелепипеда и прорези
поступает в увеличивающийся объем выпуска, затем сжимается и
выбрасывается через выпускной клапан.
В этих насосах параллелепипед выполняет роль впускного канала
и разграничивающей пластины. Отсутствие пластин, а следовательно,
и трения между их торцами и ротором позволит увеличить число
оборотов и повысить производительность насоса. Насосы этого типа
(ВН-10-2; ВН-20-1; ВН-150; ВН-300; ВН-500) имеют быстроту
действия десятки и согни литров в секунду (см. рис. 66, а), и их
широко применяют в промышленных установках для создания
разрежения до 1 Па.
Механические насосы всех типов с масляным уплотнением не
приспособлены для откачки паро-газовых смесей, в частности влаж-
ного воздуха. В этих насосах к моменту открытия выпускного
клапана газ сжимается и степень сжатия его может достичь 700. При
этом водяной пар, если даже его парциальное давление в камере,
из которой он откачивается, невелико, конденсируется, вода сме-
шивается с маслом и вместе с ним попадает на сторону впуска.
Там вода вновь испаряется и совершает новый кругооборот.
138
Для удаления влажного воздуха масляные насосы снабжают
газобалластными устройствами, при помощи которых в определенный
момент в объем сжатия подается некоторое количество сухого
атмосферного воздуха. За счет балластного газа выпускной клапан
открывается прежде, чем парциальное давление достигает точки
росы, и из насоса выбрасываются и газ, и пары.
Применение газобалласта уменьшает быстроту действия насосов
и снижает предельный вакуум, но расширяет возможности исполь-
зования насосов. В насосах с масляным уплотнением используют
специальное вакуумное масло ВМ-4 и ВМ.-6, представляющее собой
машинное масло, из которого в результате вакуумной перегонки
удалены низкокипящие фракции. В процессе работы в местах трения
вследствие местных перегревов происходит разложение масла, в
результате которого в масле вновь появляются легкие углеводороды.
Они увеличивают упругость паров и снижают предельный вакуум,
создаваемый насосом. Кроме того, вакуумное масло способно по-
глощать влагу и окисляться, теряя первоначальные свойства. Поэтому
масло в вакуумных насосах необходимо периодически заменять.
Наряду с масляными насосами в металлургических установках иногда
применяются сухие механические насосы.
На рис. 70 показан разрез сухого многопластинчатого насоса.
Большое число пластин, свободно перемещающихся в пазах ротора,
при его вращении центробежными силами прижимается к стенкам
камеры. Вследствие эксцентричного расположения ротора объем,
заключенный между двумя соседними пластинами, стенками камеры
и поверхностью ротора, при вращении ротора все время изменяется,
увеличиваясь на стороне впуска и уменьшаясь на стороне выпуска.
В результате этого газ сжимается, и между сторонами впуска и
выпуска поддерживается перепад давлений. Для предохранения от
чрезмерного сжатия газа при работе в области высоких давлений
на стороне впуска со стороны выпуска
предохранительные клапаны (1-3).
На металлургических заводах получи-
ли распространение одноступенчатые
(РВН-25; РВН-50; РВН-75) и двухступен-
чатые (ДРВН-25; ДРВН-50; ДРВН-
75) насосы этого типа. Цифры в марки-
ровке насоса указывают его производи-
тельность, м3/мин, при разрежении
87 и 98% соответственно. Предельное
разрежение, создаваемое одноступенча-
тыми насосами, достигает 98 %, двухсту-
пенчатыми — 99,5 %, что соответствует
2... 0,5 кПа. Многоступенчатые насосы
в корпус вмонтированы
Рас. 70. Устройство много-
пластинчатого насоса
139
Рис. 71. Принцип действия двухроторного насоса (а...в — последовательные
стадии всасывания и выхлопа)
применяют в качестве вспомогательных для быстрого удаления
основного количества газа из больших объемов, а также в качестве
самостоятельных в системах, не требующих большого разрежения,
но характеризующихся значительным газовыделением.
В последнее время все более применяются двухроторные сухие
механические насосы серии ДВН или насосы Рута (рис. 71).
В рабочей камере такого насоса синхронно встречно вращаются
две восьмеркообразные лопасти, приводимые в движение через
шестеренную передачу от общего вала. Благодаря точному испол-
нению и регулировке лопасти при вращении не касаются одна
другой и стен камеры, сохраняя зазоры порядка десятых долей
миллиметра. Отсутствие трения между движущимися частями по-
зволяет вращать лопасти со скоростью 2500... 3000 об/мин, что
обеспечивает высокую производитёльность насосов.
При сжатии газа через неуплотненные зазоры возможен его
обратный прорыв, поэтому коэффициент сжатия газа в этих насосах,
как правило, составляет 10... 50, и давление на впуске определяется
давлением выхлопа. Использование двухступенчатых насосов Рута
в сочетании с механическим масляным, подключенным последова-
тельно со стороны выпуска, позволяет получать предельное разре-
жение ~10-2 Па. В настоящее время в нашей стране выпускают
высокопроизводительные двухроторные насосы, скорость откачки
которых в интервале давлений 100... 5 Па достигает 5 м3/с. Эти
насосы целесообразно использовать в качестве бустерных в соче-
тании с механическими масляными.
В металлургических вакуумных установках широко используют
также пароструйные насосы, важным преимуществом которых яв-
ляется отсутствие в них движущихся частей. В связи с этим
пароструйные насосы более долговечны, характеризуются высокой
производительностью, менее чувствительны к содержанию в отка-
чиваемых газах металлургической пыли и паров воды.
140
Пароструйные насосы по принципу работы
в свою очередь подразделяют на пароэжектор-
ные и диффузионные. Принцип действия па-
роэжекторного насоса (рис. 72) основан на
вязкостном (под действием сил внутреннего
трения) захвате газа струей рабочего пара. Пар,
подводимый под давлением 0,6 ...3,0 МПа в
паровую камеру, через специальное сопло ис-
текает в воздушную камеру. Потенциальная
энергия давления пара при этом превращается
в кинетическую, и струя пара в воздушной
камере движется со сверхзвуковой скоростью,
увлекая близлежащие слои газа. Струя пара и
газ попадают в сужающуюся часть диффузора,
где скорость движения возрастает, возникают
турбулентные завихрения и происходит более
полное перемешивание пара и газа. В плавно
расширяющейся части диффузора движение
пара и газа постепенно замедляется,, и кине-
тическая энергия струи вновь превращается в
потенциальную энергию давления. Вследствие
этого между входом в диффузор и выходом
из него поддерживается 4—10-кратный перепад
давления. Таким образом, одноступенчатый па-
роэжекторный насос с выхлопом в атмосферу
позволяет создавать в воздушной камере раз-
режение 10... 20 кПа. Ддя получения более
низких давлений насос должен быть, многосту-
пенчатым.
Широкое распространение на металлургических заводах паро-
эжекторных насосов объясняется дешевизной водяного пара, его
однородностью, возможностью практически неограниченного его
потребления, позволяющими проектировать пароводяные насосы
на любую требуемую скорость откачки газа (до сотен тысяч
литров в секунду). Их можно изготовлять из любых материалов
и откачивать любые газы, в том числе агрессивные и загряз-
ненные пылью, причем установка фильтров перед ними необя-
зательна, и поэтому предоставляется возможность полностью ис-
пользовать их производительность. Они дешевы в эксплуатации,
. могут работать на отработанном паре ТЭЦ и котельных. Для
их установки в цехе не требуется дополнительных площадей,
так как отдельные элементы насоса могут быть размещены по
стенам, колоннам, потолкам как внутри цеха, так и снаружи
его.
Рис. 72. Схема
пароажекторного насоса:
/—впускное отверстие,
2 — впускной патрубок
удаляемого газа, 3 -т
диффузор, 4 — выпуск-
ной патрубок, 5 — воз-
душная камера, б —
фланец
паровое
паровая
сопла,
сопло,
камера
7 —
8 —
141
Рис. 73. Пятиступенчатый пароэжекторный насос: —промежуточные кон-
денсаторы, /...5— ступени откачки
На рис. 73 представлена схема типичного пятиступенчатого па-
роэжекторного насоса. В многоступенчатых насосах для уменьшения
расхода пара целесообразно устанавливать за эжекторной ступенью
промежуточный конденсатор, в котором пар охлаждается водой,
конденсируется и исключается из процесса дальнейшей откачки, а
газ откачивается следующей ступенью. Однако в этом случае
давление, создаваемое предыдущей ступенью, зависит от темпера-
туры воды в конденсаторе, так как давление на выхлопе не может
быть меньше давления насыщенного пара охлаждающей воды в
конденсаторе. При температуре воды 25... 30 °C это давление со-
ставляет -4 кПа. Следовательно, при коэффициенте сжатия 4...
10 давление на входе не может быть менее 0,4... 1 кПа. Для создания
более низкого давления за первой ступенью конденсатор не уста-
навливают, а давление за ней обусловливается производительностью
следующей ступени. Такая установка позволяет получать давление
60... 130 Па. Устанавливая две, три и более ступеней без конден-
сации,. при помощи пятй-шестиступенчатых насосов можно создавать
разрежение до 10-мПа. Но отсутствие конденсаторов существенно
увеличивает расход пара.
В пароэжекторных насосах наибольшее распространение получи-
ли так называемые барометрические коцденсаторы смещения, прин-
цип работы которых показан на рис. 73. Недостатком конденсаторов
этого типа является необходимость отвода воды по барометрическим
трубкам высотой > 10 м, обеспечивающим водяной затвор во избе-
жание прорыва в насос атмосферного воздуха, поэтому эти кон-
денсаторы необходимо размещать на высоте не менее 11 м от
уровня воды в дренажном колодце. При включении пароэжекторных
насосов пар подают вначале в последнюю ступень, а затем после-
довательно включают остальные, заканчивая первой. Многоступен-
142
Рис. 74. Принцип работы
трехступенчатого диффузион-
ного паромасляного насоса:
I...III — сг/тхеея откачки;
1 — корпус, 2 — водяное ох-
лаждение, 3 — кольцевой
канал для возврата масла
в кипятильник, 4 — злектро-
нагреватель, 5 — кипя-
тильник, б — концен-
трические паропроводы, 7
и 8 — выпускной и впускной
патрубки
чатые пароэжекторные насосы широко применяют в установках для
внепечной дегазации стали. За рубежом пяти-шестиступенчатые
насосы, работающие при давлениях 10... 1 Па, применяют и в
установках дуговых и индукционных плавильных печей, а также в
качестве выхлопных ступеней диффузионных насосов.
На рис. 74 представлена схема диффузионного паромасляного
насоса. Насос имеет водоохлаждаемый металлический корпус в виде
цилиндра с глухим днищем, в которое вставлены паропроводы с
соплами. Рабочую жидкость заливают в кипятильник, и она подог-
ревается электроподогревателем. Пары жидкости поднимаются по
паропроводам к соплам, выходят через них в объем насоса и
конденсируются на стенках, а образующийся конденсат по стенкам
стекает вниз и вновь попадает в кипятиль-
ник.
В результате постоянного испарения и
конденсации рабочей жидкости между па-
ропроводами и объемом насоса поддержи-
вается значительный перепад давлений.
Вследствие этого, а также благодаря спе-
циальной конструкции сопел пар истекает
в объем корпуса насоса со сверхзвуковой
скоростью. Молекулы откачиваемого газа
диффундируют в струю пара, при соударе-
нии с более тяжелыми частицами пара
получают направленное движение вниз и к
стенкам корпуса и скапливаются в зоне
конденсации пара. Там они увлекаются в
движение следующей ступенью откачки, по-
следовательно сжимаются каждой ступенью,
пока не попадут в зону действия насоса
предварительного разрежения и удаляются
из насоса.
Предельное разрежение, создаваемое
диффузионными насосами, определяется
числом ступеней насоса, конструкцией со-
пел, типом рабочей жидкости и Температу-
рой ее нагрева. В зависимости от создава-
емого разрежения диффузионные насосы
могут использоваться в качестве бустерных
или высоковакуумных.
Обычно у диффузионных насосов пре-
дусматривают не более пяти ступеней от-
качки, что позволяет создавать разрежение
порядка 10-s Па. Высоковакуумные насосы
143
характеризуются максимальной скоростью откачки при давлении
10"2...lO-3 Па, бустерные — при давлении порядка 10-г Па. Насосы
обоих типов могут работать при противодавлении не более 102 Па.
В качестве рабочих жидкостей для диффузионных насосов, при-
меняемых на металлургических заводах, получило распространение
специальное вакуумное масло типа Г марок ВМ-1, ВМ-2, ВМ.-3,
ВМ-5, ВМ.-7, представляющее собой продукт перегонки нефти, и
кремнийорганические жидкости — силиконы. Недостатками нефтя-
ных масел являются их чувствительность к перегреву и окисляемость
при контакте в разогретом состоянии с воздухом. При перегреве
масло разлагается с образованием легких углеводородов, в результате
чего изменяются упругость паров и характеристики насоса. Окис-
ление масла может вызвать осмоление насоса и резко изменить его
характеристики. Силиконовые масла более однородны по составу и
выдерживают длительное нагревание на воздухе до 150 ...200 °C,
поэтому они более удобны для использования в диффузионных
насосах. Однако использование силиконовых масел сдерживается
сложностью их получения и более высокой стоимостью.
3. -Приборы для измерения вакуума
Манометры для измерения давления ниже атмосферного часто
называют вакуумметрами. В вакуумной аппаратуре, используемой
на металлургических заводах, наиболее широкое применение нашли
деформационные, теплоэлектрические и ионизационные вакууммет-
ры.
Чувствительным элементом деформационных вакуумметров яв-
ляется тонкостенная серповвдная трубка Бурдона, мембрана или
сильфон. При изменении перепада давлений внешнего (атмосфер-
ного) и внутреннего (соответствующего давлению в измеряемой
системе) , изменяется радиус кривизны трубки, прогиб мембраны или
сильфона. Эти деформации очень малы, поэтому обычно используют
усиливающие устройства, увеличивающие показания стрелки. Такими
усиливающими устройствами могут быть механические системы,
индукционные, емкостные датчики и т. д. Деформационные ваку-
умметры Позволяют измерять давления в интервале
1 * 10б... 1 10~2 Па, однако наиболее чувствительны они в области
сравнительно высоких давлений и применяются, в основном, для
измерения давлений от 1 • 10б до 1 • 102 Па.
Принцип работы термоэлектрических вакуумметров основан на
зависимости теплопроводности разреженного газа от его плотности.
Термоэлектрические вакуумметры подразделяют на термопарные и
вакуумметры сопротивления (рис. 75, а, б). В термопарных ваку-
умметрах с изменением давления изменяется температура нити
144
накала, подогреваемой током постоянной величины. Температура
нити непрерывно измеряется термопарой, спай которой припаян к
нити, ilo величине т. э. д. с. судят о давлении в лампе, соединенной
с вакуумным объемом.
Термопарные датчику выпускаются в стеклянном баллоне и с
платиновой нитью накала (лампа ЛТ-2) или в металлическом корпусе
и с танталовой или никелевой нитью накала (лампа ЛТ-4М, термопара
хромель-копелевая). В датчиках вакуумметров сопротивления при
изменении давления изменяется сопротивление медной или плати-
новой нити, по которой пропускается стабилизированный ток.
Сопротивление нити измеряют по мостовой схеме, и по степени
разбалансировки моста судят о значении давления в лампе, соеди-
ненной с вакуумной системой. Датчики сопротивления также вы-
пускают в стеклянных и металлических баллонах.
Термоэлектрические манометры позволяют измерять давление в
пределах 102... 10“2 Па с относительной погрешностью 10... 50 %.
Для-измерений давлений в пределах 10-2... Ю-6 Па используют
ионизационные датчики. Из них наиболее распространена электрон-
ная ионизационная манометрическая лампа ЛМ-2 (см. рис. 75, в) с
катодом, сеткой и коллектором ионов. Нагреваемый стабилизиро-
ванным током катод эмиттирует электроны к сетке. На сетку подается
Рис. 75. Датчики вакуумметров: а — термопарный ЛТ-2, б — датчик сопротивления
М1-6, в — ионизационный ЛМ-2, 1 — стеклянный баллон, 2 — нить накала, 3—
термопара, 4— защитный колпачок (в нерабочем состоянии), 5 — металлический
корпус, б — рабочая нить, 7 — коллектор, 8 — сетка, 9 — катод
10 Зак. 3164
145
Датчики вакуумметров
Насосы
Рис. 76. Области рабочих давлений вакуумных насосов и датчики вакуумметров
положительный потенциал - 200 В. Поскольку сетка выполнена из
тонкой проволоки, электроны проскакивают через нее и по мере
удаления тормозятся электрическим полем, а затем снова возвра-
щаются к сетке. До попадания на сетку электроны совершают
вокруг нее многократные колебания, благодаря чему увеличивается
длина пробега каждого электрона.
При колебательном движении вокруг сетки электроны сталкива-
ются с молекулами газа и ионизируют их. Положительные ионы
146
улавливаются коллектором — металлическим цилиндром, к которому
приложен отрицательный потенциал 25 В. Количество ионов, попа-
дающих на коллектор, при постоянном токе эмиссии зависит от
плотности газа. Измеряя ионный ток, можно судить б давлении в
лампе и в системе, к которой присоединена лампа. Недостатком
электронных ионизационных датчиков является низкая стойкость
раскаленного катода, который при повышении давления до 1 Па
сгорает за несколько минут, поэтому в последнее время начали
выпускать ионизационные лампы ЛМ-3 с иридиевым катодом, по-
крытым оксидом иттрия. Применение воздухостойкого иридиевого
катода позволяет измерять давление в диапазоне от 1 до 10~Б Па
при удовлетворительном сроке службы датчика.
Рассмотренные конструкции вакуумных насосов и датчиков ва-
куумметров позволяют получать и измерять разрежение в широком
диапазоне (рис. 76), обеспечивающем работу вакуумных установок
металлургических заводов.
4. Вспомогательные элементы вакуумных систем
Типичная схема высоковакуумной установки (рис. 77), кроме
вакуумной камеры 1 с вентилем 12, насосав 6 и 9, приборов для
измерения разрежения 2, включает ряд вспомогательных элементов:
вакуум-проводы 3 и 10, затворы 5 и 8, фильтры 11, ловушки 4,
конденсаторы 7 и др.
Вакуумные трубопроводы предназначены для соединения разных
элементов вакуумных систем. Трубопровод должен иметь малую
длину и большой внутренний диаметр, во всяком случае, условный
диаметр (проход — ДУ) не должен быть меньше диаметра входного
сечения насоса, так как большая длина и малый диаметр уменьшают
пропускную способность системы и эффективную скорость откачки.
Вакуумные трубопроводы чаще всего выполняют из бесшовных
труб из углеродистой или нержавеющей стали, а также из латуни
и меди. Высоковакуум-
ные участки 3 изготовля-
ют, как правило, из не-
ржавеющей стали. На
стороне низкого и сред-
него разрежения широко
применяют вакуумные
шланги из специальных
сортов вакуумной рези-
ны, которой свойственно
малое газовыделение. В
Рис. 77. Элементы высоковакуумной установки
последнее время на этих
участках начали широко
10*
147
применять шланги из искусственных синтетических материалов,
например из поливинилхлорида и др. Для компенсации неточности
изготовления, облегчения монтажа, а также для защиты установок
от вибрации механических насосов и компенсации тепловых дефор-
маций в вакуум-проводах предусматривают компенсаторы — участки
резиновых труб, сильфоны, резиновые диски или тороиды и
т. п. С целью герметичного перекрытия вакуум-проводов, напуска
в вакуумную систему определенных количеств газов применяют
разные затворы, краны, вентили, натекатели с дистанционным управ-
лением от электромагнитных, электромашинных и пневматических
приводов.
Для перекрытия низковакуумных трубопроводов, а также трубо-
проводов небольших диаметров применяют вентили (ДУ-25, ДУ-50,
ДУ-80), напоминающие по конструкции водопроводные и газовые
краны, но имеющие сильфонное уплотнение штока. В высоковаку-
умных коммуникациях обычно применяют затворы форточного
(ДУ-85, ДУ-160, ДУ-260, ДУ-380, ДУ-500) или шиберного (ДУ-900,
ДУ-1200 и др.) типов. Затворы шиберного типа большого проходного
сечения используют, как правило, в шлюзовых устройствах, позво-
ляющих загружать в камеры крупногабаритные изделия без нару-
шения вакуума. Корпуса таких затворов изготовляют в виде пря-
моугольных коробок, и при открывании затвора клапанная тарелка
и рычаги запирающего механизма полностью уходят в закрытую
часть коробки (карман). Напуск в вакуумную систему атмосферного
воздуха перед вскрытием вакуумной камеры или другого газа,
необходимого для проведения технологических операций, осущест-
вляется при помощи натекателей, напоминающих по конструкции
игольчатые редукторы, в которых при вращении головки медленно
перемещается запорная игла и медленно изменяется зазор между
иглой и седлом. В результате обеспечивается плавное регулирование
количества пропускаемого натекателем газа.
В металлургических вакуумных установках откачиваемые газы
могут содержать много пыли. При попадании пыли в насосы
вследствие трения между движущимися частями может происходить
заклинивание трущихся поверхностей или резкое увеличение их
износа. Для защиты механических насосов от пыли на вакуум-про-
водах устанавливают фильтры. Распространение получили фильтры
очистки в основном двух конструкций. В фильтрах одной из этих
конструкций фильтрующим элементом служат слои смоченных ва-
куумным маслом ВМ.-4 колец длиной 15 мм из стальной трубы
диаметром 3/4. В других фильтрах газ фильтруется, проходя через
один или два слоя ткани, натянутой на стальной цилиндр с
продольными прорезями.
148
Недостаток фильтров обеих конструкции заключается в сложности
замены фильтрующих элементов, которые быстро забиваются пылью,
вследствие чего резко снижается пропускная способность системы.
При использовании диффузионных насосов возможно и загрязнение,
происходящее с обратной стороны вследствие миграции из насосов
в откачиваемый объем паров масла или другой рабочей жидкости,
достигающей 5 мг /(ч • см2). Для защиты рабочих камер от загряз-
нения парами рабочей жидкости или продуктами ее разложения
между насосами и камерой помещают специальные ловушки.
В вакуумных установках применяют механические (отражатель-
ные) и конденсационные (вымораживающие) ловушки одинаковых
конструкций, но с разными режимами охлаждения: температура
рабочих поверхностей у отражательных ловушек приблизительно
равна температуре откачиваемого газа, а у вымораживающих зна-
чительно ниже. Рабочие поверхности ловушек выполняют в виде
жалюзи, системы диафрагм, колец, пластин, образующих каналы в
виде щелей так, чтобы прямолинейно движущиеся пары не могли
пройти через них, не столкнувшись с поверхностью ловушки.
Для интенсификации конденсации паров на рабочих поверхностях
ловушки охлаждаются водой (механические) или жидким азотом,
фреоном и т. д. (конденсационные). Конденсационные ловушки не
только предотвращают миграцию масла, но и являются своеобразным
высоковакуумным насосом, так как на их рабочих поверхностях
одновременно конденсируются некоторые углеводороды, углекислый
и другие газы. Используют их, как правило, в высоковакуумных
установках.
Важнейшим требованием, предъявляемым к вакуумным системам,
является их герметичность. Установкой мощных насосов можно
добиться требуемых давлений даже при наличии неплотностей в
системе, но при этом вследствие натекания атмосферного воздуха
в системе будут постоянно находиться вредные газы при таких
парциальных давлениях, что их присутствие может резко снизить
качество металла. Для оценки герметичности системы проверяют
величину натекания по изменению давления в системе за опреде-
ленный промежуток времени при закрытых затворах, перекрывающих
вакуум-проводы к насосам. Величину натекания, м3 • Па/с, рассчи-
тывают по формуле:
АГ=(УАР)/т,
где V—объем изолированной системы, АР— изменение давления
в системе объемом V за время измерения т.
При отсоединении насосов давление в системе возрастает вслед-
ствие внутреннего газовыделения в результате главным образом
149
десорбции газов и поступления атмосферного воздуха через неплот-
ности, поэтому повышенное натекание не свидетельствует о негер-
метичности системы. Для установления причины повышенного на-
текания необходимо определить характер его изменения во времени.
Если натекание определяется внутренним газовыделением, то оно
постепенно уменьшается, и для достижения допустимых пределов
натекания систему следует подольше подержать под вакуумом. При
наличии неплотностей давление в изолированной системе в процессе
измерения натекания монотонно возрастает. При такой зависимости
давления от времени необходимо установить участок негерметич-
ности и устранить ее. Простейшим способом обнаружения неплот-
ностей является впрессовывание системы: в систему накачивают
сжатый воздух или любой другой газ до давления 200... 400 МПа,
а места возможных утечек смазывают мыльным раствором; неплот-
ности обнаруживаются по выделению пузырей.
Опрессованную систему можно проверить также посредством
переносного галовдного течеискателя ГТИ-3, очень чувствитель-
ного к присутствию в атмосфере галоидов (реагирует при кон-
центрации галоидов — фреона, тетрахлорида углерода и др.
0,0001%). Для этого при опрессовании в систему добавляют
галоццосодержащий газ и подозрительные места проверяют щупом
в виде пистолета, в стволе которого находится чувствительный
датчик, а . в торцевой части — вентилятор для прокачивания газа
через датчик. Датчиком является нагретая до 800 ...900 °C пла-
тиновая проволока. При появлении в газовой среде галоидов
с поверхности платиновой нити резко возрастает испускание по-
ложительных ионов, улавливаемых коллектором. Резкое увеличение
силы ионного тока регистрируется стрелочным прибором и ге-
нератором звуковых колебаний.
Имеется вакуумная модель галоидного течеискателя ВАГГИ-4,
датчик которого вакуумплотно подсоединяется к системе, и с его
помощью анализируют состав откачиваемых газов. В этом случае
подозрительные участки обдуваются снаружи при непрерывной
откачке.
Гелиевые течеискатели ПТИ-6 и ПТИ-7 представляют собой ин-
дивидуальный вакуумный блок со встроенной упрощенной масс-
спектрометрической камерой, настроенной на гелий. Гелиевые тече-
искатели подключают на форвакуумной линии после диффузионных
насосов. Собственный вакуумный блок течеискателя отбирает из
общего потока откачиваемых газов небольшие порции и направляет
их в масс-спектрометрическую камеру. В случае попадания в систему
гелия, которым обдувают снаружи подозрительные места, в камере
генерируется ионный ток, который регистрируется стрелочным при-
бором и преобразуется в звуковой сигнал.
150
Глава 9. Вакуумные индукционные печи
1. Классификация вакуумных индукционных, печей
Небольшие размеры индукционных печей дают возможность их
размещения в изолированных камерах относительно небольшого
объема, в которых можно осуществить плавление металла при
разрежении. Индукционная печь стала первым плавильным агрегатом,
приспособленным для плавления стали и сплавов в вакууме. Для
вакуумной индукционной плавки (ВИП) разработаны разнообразные
конструкции установок периодического или полунепрерывного дей-
ствия. Работа печей периодического действия характеризуется тем,
что после каждой плавки вакуумную плавильную камеру необходимо
разгерметизировать для замены изложницы или формы с отливкой
и загрузки следующей порции шихты. В печах полунепрерывного
действия заменяют изложницы и загружают шихту через шлюзовые
устройства без нарушения вакуума в плавильной камере, что
позволяет проводить без разгерметизации несколько плавок, число
которых обычно определяется стойкостью тигля.
Конструктивное исполнение печей периодического действия про-
ще, поэтому затраты на их сооружение нижа Однако ввиду
необходимости откачки большого количества газов в начале каждой
плавки для понижения давления от атмосферного до рабочего
установки периодического действия оборудуют более мощными
вакуумными насосами. Кроме того, металл, выплавленный в печах
периодического действия, может содержать большее количество
кислорода и газов, чем металл, полученный в печах полунепрерыв-
ного действия. Это связано с тем, что при разгерметизации печи
стенки тигля пропитываются оксидами, образующимися из остатков
металла, а поверхности печи, вакуумной камеры и расположенных
в ней устройств адсорбируют газы. В ходе вакуумной плавки в
результате десорбции газов в атмосфере над расплавом поддержи-
ваются более высокие парциальные давления вредных газов и,
следовательно, уменьшаются возможности его рафинирования, а
переход FeO из футеровки загрязняет расплав кислородом.
В печах полунепрерывного действия вследствие непрерывной
работы уменьшаются колебания температуры тигля и возрастает его
стойкость. Сокращение простоев на ремонтах тигля, а также иск-
лючение затрат времени на откачку камеры между плавками, замену
изложниц и совмещение конца плавки с началам другой обеспечи-
вают более высокую производительность печей этого типа. Все это
обусловило более широкое распространение в промышленности
печей полунепрерывного действия.
Конструктивно печи обоих типов могут выполняться со стаци-
онарной камерой и наклоняющимся тиглем, когда слив металла
151
осуществляется наклоном тигля в неподвижную камеру (рис. 78, а),
или поворотными, когда для слива металла наклоняется вся пла-
вильная камера (рис. 78, б, в).
Для наклона тигля в стационарной плавильной камере требуется
свободный объем, и необходимо размещать в вакууме механизмы
наклона, что усложняет конструкцию плавильной камеры, увеличи-
вает общий откачиваемый объем и вынуждает увеличивать мощность
вакуумных насосов. С этой точки зрения предпочтительнее конст-
рукция установок с наклоняющейся плавильной камерой, так как в
этом случае объем камеры в несколько раз меньше, а механизм
наклона расположен вне вакуумной камеры. Слив металла из печи
периодического действия с наклоняющейся плавильной камерой
осуществляется в одну изложницу, вкладываемую в специальный
разъемный патрубок перпеццикулярно или под углом к оси тигля,
который позволяет заменять изложницу, не снимая крышки печи
(см. рис. 78, б), или закрепляемую под сливным желобом тигля
изложницу так, что при повороте корпуса плавильной камеры угол
между осями тигля и изложницы изменяется (см. рис. 78, в).
Усложнение конструкции при этом оправдано уменьшением размы-
вания стенки изложницы струей металла.
Необходимость выпуска всей плавки в одну изложницу ограни-
чивает вместимость печей периодического действия с наклоняющей-
ся плавильной камерой; обычно она не превышает нескольких сотен
килограммов. На установках полунепрерывного действия с накло-
няющейся плавильной камерой камера разливки обособлена от
плавильной камеры. При наклоне плавильной камеры металл из
тигля сливается в желоб, по которому перетекает в камеру разливки
и распределяется по изложницам. В этом случае емкость печи не
ограничивается массой слитка и может достигать десятков тонн.
К недостаткам установок полунепрерывного действия такого тала
следует отнести большую массу наклоняющихся частей и необхо-
димость в подвижных вакуумных уплотнениях большого диаметра,
являющихся наиболее слабыми участками вакуумных систем. По
Рис. 78. Индукционные вакуумные печи; а — с наклоняющимся тиглем, б и
в — поворотные с закрепленной и качающейся изложницами
152
этим причинам поворотные печи полунепрерывного действия не
получили широкого распространения. Крупные промышленные ва-
куумные индукционные печи выполняют, как правило, с наклоня-
ющимся тиглем.
Отечественные индукционные сталеплавильные вакуумные печи
в маркировке, кроме серии и вместимости печи, содержат буквы,
характеризующие режим работы (П — периодический, Н — полунеп-
рерывный) и способ разливки (И — в изложницу, К — в кристал-
лизатор). Например, индукционная сталеплавильная вакуумная печь
ИСВ-2,5 НИ полунепрерывного действия снабжена тиглем вмести-
мостью 2,5 т и предназначена для отливки слитков в изложницу.
Печи вместимостью £ 0,4 т рассчитаны преимущественно на пери-
одический, а вместимостью >1 т — на полунепрерывный режим
работы.
2. Устройство и работа вакуумных индукционных печей
полунепрерывного действия
Несмотря на существенные различия в конструкции существую-
щих вакуумных индукционных печей полунепрерывного действия,
общим для них является наличие трех рабочих камер — загрузочной,
плавильной и разливочной (или камеры изложниц), а также ваку-
умной системы, источника питания, токоподвода, приборе» контроля
и управления.
На рис. 79 показана индукционная вакуумная печь с вертикально
расположенными камерами. Центральной частью конструкции явля-
ется плавильная камера, вокруг которой монтируют остальные
камеры и узлы установки. Рабочие камеры выполняют сварными
обычно в виде тел, сочетающих элементы шара и цилиндра. Такая
форма вакуумных сосудов наиболее предпочтительна для равномер-
ного распределения в металле кожухов напряжений, возникающих
в результате разности давлений внутри и снаружи сосуда.
При вертикальном расположении камеру загрузки, выполненную
в виде цилиндра с верхним откидным люком, устанавливают нижним
фланцем на съемной крышке плавильной камеры и отделяют от
плавильной камеры шиберным затвором. Размеры камеры загрузки
определяют из необходимости размещения в ней загрузочной бадьи
и механизма ее перемещения. В свою очередь диаметр бадьи должен
быть несколько меньше внутреннего диаметра тигля, а высота должна
быть такой, чтобы можно было завалить всю шихту двумя бадьями.
Бадью опускают в загрузочную камеру краном через открытый
люк и подвешивают на тросе, намотанном на барабан лебедки
механизма перемещения бадьи. После герметизации камеры загрузки
и эвакуации из нее газов до выравнивания давления с давлением
153
в плавильной камере открывают шиберный затвор и механизмом
перемещения бадью опускают в плавильную камеру, вводя ее на
некоторую глубину непосредственно в тигель печи. По мере оседания
шихты в результате плавления низлежащих слоев бадью поднимают
и выводят в камеру загрузки. После закрытия шиберного затвора
в камеру загрузки напускают воздух, выравнивая давление с атмо-
сферным. При равенстве давлений внутри и снаружи камеры
открывают люк и заменяют пустую бадью на заполненную шихтой.
Кожух плавильной камеры сваривают из немагнитной нержа-
веющей стали, что позволяет уменьшить потери мощности на
его нагрев в электромагнитном поле индуктора. Тем не менее
выделение тепла в кожухе под действием поля индуктора и
нагрев его излучением от металла вынуждают выполнять кожух
плавильной камеры водоохлаждаемым. На верхней съемной крыш-
ке плавильной камеры, кроме камеры загрузки, устанавливают
дозатор, позволяющий вводить в тигель в процессе плавки не-
большие порции легирующих добавок и раскислителей, а также
глвделки для визуального контроля за процессами в тигле по
ходу плавки и другие вспомогательные устройства, в том числе
Рис. 79. Индукционная вакуумная печь полунепрерывного действия:
/—камера для загрузки, II — плавильная камера, III — камера изложниц;
1 — устройство для измерения температуры и отбора проб, 2 — дозатор, 3 —
скребок для чистки тигля, 4 — индукционная печь, 5 — поворотный стол, б —
гидроподъемник, 7— механический насос, 8 — вакуумный затвор, 9 — вакуум-провод
высокого давления, 10 — диффузионный насос, 11—вакуум-провод низкого давления,
12— ловушка, 13 — шиберный затвор, 14— ломик для осаживания шихты, 15—
загрузочная бадья, 16 — привод механизма перемещения бадьи
154
предназначенные для контроля температуры металла, осаживания
шихты в тигле, отбора проб для последующего анализа процесса
плавки и др.
К стационарной цилиндрической части кожуха плавильной каме-
ры приваривают патрубки вакуумной системы. Со стороны слива
металла из тигля устанавливают устройство для чистки тигля от
остатков шлака и металла и гляделки для наблюдения за сливом
металла.
Индукционную печь подвешивают на опорах, закрепленных в
стационарной части кожуха или на съемной нижней крышке.
Вакуумная индукционная печь отличается от индукционной печи,
работающей при атмосферном давлении, главным образом конст-
рукцией индуктора. Особенности конструкции индуктора вызваны
тем, что при низком остаточном давлении газ легко ионизируется,
в результате чего может произойти электрический пробой между
витками индуктора, поэтому витки индуктора вакуумных печей
необходимо электроизолировать.
Однако выполнить электрическую изоляцию витков индукционных
печей не просто, так как витки индуктора соприкасаются с разогретой
футеровкой тигля, поэтому электроизоляцию витков индуктора осу-
ществляют наложением нескольких слоев стеклоленты и ленты из
резиностеклоткани с пропиткой их кремнийорганическими лаками,
погружением индуктора в раствор электроизоляционных термостой-
ких смол с последующим запеканием, напылением на индуктор
огнеупорного слоя или заливкой индуктора в затвердевающую
огнеупорную массу. Наложение стеклоленты возможно на трубку
индуктора, имеющую в сечении форму круга, так как во всех
остальных случаях невозможна.обеспечить плотное прилегание
ленты по всей поверхности, а наличие под лентой пузырей воздуха
недопустимо, так как это приводит к разрыву изоляции в вакууме
и электрическому пробою между витками.
Для изготовления тигля вакуумной индукционной печи применяют
более качественные огнеупорные материалы, подбирая их с учетом
возможных в вакууме процессов взаимодействия с металлом. Это —
чаще всего — порошки и огнеупорные изделия из электроплавленых
оксидов магния, алюминия, циркония или кальция. К нижней крышке
плавильной камеры присоединяют патрубок, через который в пла-
вильное пространство гидроподъемником вводят изложницы, нахо-
дящиеся на поворотном столе в камере изложниц.
Камеру изложниц отделяют от плавильной шиберным затвором,
позволяющим изменять в ней давление независимо от давления в
плавильном пространстве. Камеру изложниц устанавливают на те-
лежке, на которой она может откатываться в сторону для замены
изложниц после наполнения их металлом.
155
Рис. 80. Схема индукционной вакуумной печи с горизонтальной подачей изложниц:
/ — камера для загрузки, // — плавильная камера, /// — камера изложниц;
I — индукционная печь, 2 — система подвески печи, 3 — механизм наклона печи,
4 — привод механизма наклона, 5 —изложница
Вакуумная система установки включает механические золотни-
ковые насосы предварительного разрежения, бустерные паромасля-
ные насосы-ловушки, тканевые фильтры, вакуум-проводы, затворы,
вентили и приборы для измерения давления. Управляют вакуумной
системой с пульта, на котором сосредоточено управление и всеми
остальными механизмами, агрегатами и приборами установки. Вер-
тикальное расположение всех трех камер создает благоприятные
условия для проведения операций загрузки шихты и разливки
металла. Но установки такого типа имеют большую высоту и
соответственно требуют больших затрат на сооружение цеха. Поэ-
тому обычно две камеры, чаще всего камеру загрузки и плавильную,
располагают одну над другой, а камеру разливки выполняют на
уровне плавильной камеры. Изложницы под сливной носок тигля в
этом случае подают на тележках (рис. 80). На некоторых печах
для уменьшения высоты установки шихтовые материалы подают
при помощи шнековых или вибрационных питателей из бункеров,
установленных на уровне крышки плавильной камеры.
На рис. 81 показана крупная вакуумная индукционная печь для
переработки твердой шихты или рафинирования жидкого полупро-
дукта. Она состоит из стационарной плавильной камеры и камеры
(туннеля) изложниц. Полупродукт в эту печь заливают при низком
156
Рис. 81. Схема 27 -т индукционной вакуумной печи:
а — заливка полупродукта, б — загрузка шихты;
1 — пульт управления, 2 — рабочая площадка, 3 — ковш с полупродуктом, 4 —
тележка с загрузочными корзинами, 5 — стенд для подогрева промежуточного
ковша, б — туннель для изложниц, 7—разливочная тележка, 8 — изложницы, 9—
промежуточный ковш, 10— желоб, 11—индукционная печь, 12 и 13— камеры
плавильная и загрузки, 14 — трансформатор
А~А
давлении. Металл из тигля сливают в промежуточный ковш через
желоб, проходящий из плавильной камеры в разливочную. Проме-
жуточный ковш перемещается в туннеле над изложницами на
самоходной тележке, причем предусмотрена возможность отливки
как обычных слитков, так и высоких, используемых в качестве
расходуемых электродов на установках рафинирующего переплава.
Совершенствование вакуумно-индукционных печей в последние
годы ведется в направлении уменьшения размеров вакуумной пла-
вильной камеры, что вследствие уменьшения десорбции и натекания
газов позволяет быстрее достигать и поддерживать требуемую
величину разрежения с помощью насосов меньшей мощности,
модульного использования вспомогательных камер и оборудования,
благодаря чему появляется возможность сочленять плавильную
камеру с разливочными агрегатами для отливки слитков; для гори-
зонтальной или вертикальной непрерывной разливки или для про-
изводства порошков, автоматизации управления процессом плавки.
Комбинация системы управления из отдельных модулей, управляю-
щих работой печи и насосов, моделирующих процессы расчета
шихты и легирующих добавок, анализирующих состав откачиваемых
из печи и других газов, в сочетании с компьютером позволяет
157
полностью автоматизировать процесс плавки, обеспечить высокую
воспроизводимость результатов плавки и удовлетворить все возра-
стающие требования к чистоте и однородности металла.
Глава 10. Вакуумные дуговые печи
1. Типы вакуумных дуговых печей
Вакуумные дуговые печи (ВДП) могут работать с нерасходуемым
и расходуемым электродом (см. рис. 5). Нерасходуемый электрод
из вольфрама, графита или карбидов выполняет функции только
проводника тока, подводящего его к зоне горения дуги. При этом
в дуге неизбежно происходит испарение материала нерасходуемого
электрода, который попадает в переплавляемый металл и загрязняет
его. Для уменьшения испарения материала электрода, а также для
стабилизации горения дуги плавление осуществляют в инертных
газах при пониженном давлении.
ВДП с нерасходуемым электродом ограниченно применяют в
связи с загрязнением металла материалом электрода и обусловленной
этим необходимостью вести плавление с большой скоростью, что
ухудшает качество слитка. Их используют для переплава сыпучих
шихтовых материалов—активных металлов, например так называемой
губки титана, с целью получения литого слитка, из которого в
дальнейшем можно изготовить расходуемый электрод для переплава
в ВДП, а также с целью получения фасонных отливок. В последнем
случае применяют так называемые гарнисажные ВДП, в которых
металл наплавляют в водоохлаждаемый тигель, на стенках которого
образуется корочка твердого переплавляемого металла (гарнисаж).
ВДП с расходуемым электродом широко используют для полу-
чения слитков из тугоплавких и химически активных металлов, а
также стали и сплавов на основе никеля. Печи этого типа специ-
ализируют на переплаве того или иного металла. Так, для плавки
титана создана серия вакуумных дуговых печей ДТВ, для плавки
ниобия — ДНВ, для плавки тугоплавких металлов (тантала, вольфра-
ма и др.) — ДДВ. Сталь и сплавы на основе никеля плавят в
вакуумных дуговых печах серии ДСВ (табл. 4).
В печах серий ДСВ и ДТВ расходуемые электроды переплавляют
в глуходонные кристаллизаторы, которые постепенно наполняются
переплавленным металлом. Недостатком такой схемы переплава
является изменяющееся в процессе переплава расстояние от ваку-
умных насосов до зоны плавления и, следовательно, неодинаковые
условия удаления газов из металла в начале и в конце плавки.
158
Таблица 4. Техническая характеристика некоторых вакуумных дуговых печей
Параметры | ДСВ-3.2-П | ДСВ-4.5-Г2 | ДСВ-6.3-Г6 I ДСВ-8-П0 | ДСВ-8-П6 | ДСВ-11.2-Г37
Диаметр кристаллизатора, мм:
максимальный 320 450 630 800 820 1120
минимальный 160 160 320 500 560 630 ‘
Высота кристаллизатора, мм 1900 1200—1900 2900 2300—2900 4400 4500—5400
Масса слитка (сталь), т 0,175—1,05 0,195—2,06 1,35—6,35 2,88—10,0 8—17 10—37
Диаметр алектрода, мм 90—120 110—360 220—500 410—700 430—660 500—900
Длина алектрода, мм 3550 2750 4550 3550 6400 7600
Размеры печи, м:
основание 5,0 х 7,3 5.0 х 7,3 6,8 х 7,9 3,0 х 12,0 3,0 х 12,0 5,6 X 16,0
общая высота 12,0 12,0 13,9 20,0 20,0 23,9
высота над полом цеха 7,9 7,9 8,8 11,0 11,0 13,5
Мощность трансформатора, кВ-Л 1420 1420 2829 2829 2829 4230
Номинальная сила тока, кА 12,5 12,5 25 25 25 37,5
Номинальное напряжение, В 60 60 75 75 75 75
Расход веды, м3/ч 40 40 70 90 90 120
-Тугоплавкие металлы переплавляют в укороченные кристаллиза-
торы с подвижным поддоном, который по мере наплавления слитка
специальным механизмом опускают, вытягивая из кристаллизатора
формирующийся слиток. При этом зона плавления металла не
перемещается, и от начала до конца плавки сохраняются одинаковые
условия эвакуации газов, однако существенно усложняется конст-
рукция печи.
Для характеристики схемы переплава в маркировку печи
(см. табл. 4) включают буквы «Г» (глуходонный кристаллизатор)
или «В» (кристаллизатор с вытягиванием слитка). Цифры, входящие
в маркировку, означают: первая — максимальный диаметр кристал-
лизатора в дециметрах, вторая — максимальную массу слитка в
тоннах. Среди ВДП с глуходонным кристаллизаторм в настоящее
время наибольшее распространение получили печи двух типов:
ВДП со стационарным кристаллизатором и отъемным
поддоном. Из этих печей слиток выгружают, опуская поддон со
слитком. Затем подцон откатывают в сторону для уборки слитка.
Расходуемый электрод загружают в кристаллизатор снизу, поднимая
подцон с установленным на нем электродом.
ВДП с отъемным кристаллизатором. Наплавленный слиток
выгружают посредством опускания кристаллизатора с поддоном и
слитком, отворота или выката кристаллизатора из-под печи и
выталкивания слитка из кристаллизатора специальным механизмом
вверх. Загрузку электрода в подготовленный кристаллизатор осуще-
ствляют также сверху в обратной последовательности.
Более прогрессивной является конструкция печей с отъемным
кристаллизатором, так как при «нижней» разгрузке и загрузке
кристаллизатора увеличивается высота печи, усложняется центровка
электрода относительно кристаллизатора, а чистку кристаллизатора
необходимо осуществлять непосредственно на печи. При этом велики
и межплавочные простои, обусловленные проведением вспомога-
тельных операций непосредственно на печи. Недостатком «верхней»
загрузки и выгрузки является более сложная схема токоподвода и
подвода воды к кристаллизатору, а также необходимость одновре-
менного использования двух кристаллизаторов.
2. Конструкция вакуумных дуговых печей
Схема устройства вакуумной дуговой печи, предназначенной для
переплава стали, показана на рис. 82. Рассмотрим устройство от-
дельных узлов ВДП.
Рабочая камера является центральным узлом, вокруг которого
монтируются остальные части печи. Обычно камеру выполняют в
виде сварного цилиндра. Такая форма обеспечивает наиболее рав-
160
Рис. 82. Схема вакуумной
£ дуговой, печи:
1 — рабочая камера, 2— кри-
сталлизатор, 3 — поддон, 4 —
? механизм подъема ' под дона,
? 5 — вакуумная система, 6 —
$ узел крепления электрода к
й штоку, 7 — шток алектро-
додержателя, 8 — подвеска
штока
номерное распределение
напряжений, возникаю-
щих в стенках камеры
под действием разности
давлений внутри и снару-
жи камеры, и в то же
время ее относительно
легко изготовить. Разме-
ры рабочей камеры опре-
деляются размерами пе-
реплавляемых электро-
дов: высота камеры
должна обеспечивать воз-
можность размещения в
ней и в кристаллизаторе
электрода необходимой
длины, а диаметр опреде-
ляют из условия возмож-
ности доступа в рабочую
камеру обслуживающего
персонала при наличии
там электрода. Сверху ка-
мера закрыта крышкой, в
которой по оси печи
встроено скользящее ва-
куумное уплотнение,
обеспечивающее прохож-
дение в камеру штока электрододержателя и его поступательное
движение в процессе переплава без нарушения вакуума в камере.
На крышке имеются гляделки для визуального наблюдения за
плавкой. Изображение с гляделок при помощи перископов передается
на пульт управления. На боковой поверхности камеры вварены
патрубки. Один из них соединен с вакуумной системой и служит
для эвакуации газов из печи; второй закрыт откидным люком и
предназначен для доступа в рабочую камеру обслуживающего
персонала с целью очистки стенок камеры от конденсата, контроля
крепления электрода к штоку электрододержателя, проверки цент-
ровки электрода относительно кристаллизатора. Внизу камеры вы-
полнен фланец для присоединения кристаллизатора максимального
диаметра. Кристаллизаторы меньшего диаметра крепят либо при
помощи промежуточного фланца, либо их снабжают фланцами с
широкими полями. Для защиты уплотняющих прокладок из ваку-
умной резины в местах разъема частей рабочей камеры от перегрева
стенки рабочей камеры охлаждают водой.
11 Зах. 3164
161
Кристаллизатор выполняет одновременно несколько функций.
В нем накапливается жидкий металл и формируется слиток, стенки
кристаллизатора являются проводником электрического тока, по
которому ток от фланца подводится к .слитку и далее в зону
электрической дуги, через стенки кристаллизатора отводится акку-
мулируемое металлом тепло. Кроме того, стенки кристаллизатора
противостоят большому перепаду давлений снаружи и внутри печи.
Учитывая особенности работы кристаллизаторов, для их изготов-
ления используют материалы с высокой тепло- и электропроводно-
стью, плохо смачиваемые сталью и обладающие достаточной меха-
нической прочностью. Обычно применяют красную (чистую) медь
или хромистую бронзу марки БрХ0,8. Использование для этой цели
бронзы предпочтительнее, так как, лишь незначительно уступая меди
по тепло- и электропроводности, она заметно превосходит ее по
прочности. Стенки кристаллизатора должны быть достаточно толс-
тыми, главным образом чтобы в наиболее горячих зонах обеспечить
эффект продольного растекания тепла и исключить коробление.
Толщина стенок составляет 10—40 мм.
Обычно кристаллизаторы имеют круглое сечение, хотя передел
круглых слитков в дальнейшем сопряжен с рядом затруднений,
поэтому желательно было бы получать слитки квадратного сечения
или многогранные, однако вследствие неравномерного охлаждения
металла в таких кристаллизаторах не достигается необходимая
однородность металла. В нашей стране круглые кристаллизаторы
выпускаются следующих диаметров, дм: 1,6; 2,0; 2,5; 3,2; 4,0; 5,0;
5,6; 6,3; 7,1; 8,0; 10,0; 11,2; 12,5; 14,0; 16,0; 18,0.
Рабочую, часть кристаллизаторов (медную или бронзовую гильзу)
небольшого диаметра выполняют из бесшовных труб, гильзы боль-
шого диаметра сваривают из толстого листа. В процессе эксплуа-
тации в гильзах накапливается коробление, а внутренняя поверхность
изъязвляется боковыми дугами, что постепенно затрудняет извле-
чение слитка, ограничивает срок службы кристаллизатора. Учитывая
высокую стоимость кристаллизатора, увеличение срока его службы
имеет большое значение для снижения себестоимости переплавля-
емой стали.
Гильзу кристаллизатора вставляют в кожух из немагнитной стали,
а в пространство между стенками гильзы и кожуха подают охлаж-
дающую воду. Учитывая рост дефицита воды, перспективным яв-
ляется использование испарительной системы охлаждения кристал-
лизаторов, которая позволяет в несколько десятков раз уменьшить
расход воды. При этом охлаждаемую полость кристаллизатора
выполняют в несколько раз более широкой и соединяют с баком-
сепаратором, в который пароводяная смесь поступает по подъемной
трубе. Из бака-сепаратора вода по опускной трубе вновь поступает
162
в полость охлаждения кристаллизатора. Поверх кожуха кристалли-
затора иногда наматывают соленоид-катушку из медного провода,
питаемую от полупроводниковых выпрямителей. При этом в крис-
таллизаторе возникает продольное (аксиальное) магнитное поле.
Подбирая направление и напряженность этого поля путем изменения
силы и направления тока в катушке, можно компенсировать внешние
магнитные поля и тем самым исключить электродинамическое
движение металла в ванне кристаллизатора, а также воздействовать
на дугу, сжимая ее и уменьшая вероятность переброса дуги на
стенки кристаллизатора. Сверху и снизу кристаллизатор имеет
фланцы. Верхним фланцем кристаллизатор прикреплен к рабочей
камере, нижним фланцем соединен с поддоном.
Поддон закрывает кристаллизатор снизу, обеспечивая герметич-
ность печи. Подцон является также токоведущей частью; кроме
того, через него проходит значительная доля выделяющегося в дуге
тепла (в начале плавки до 50%).
Выполняют поддон в виде массивного (толщиной 60 ...80 мм)
штампованного диска, входящего внутрь или примыкающего к торцу
гильзы кристаллизатора и имеющего мощное водяное охлаждение.
Для уменьшения отходов металла в виде донной обрези слитков
иногда используют фигурный поддон, рабочая поверхность которого
как бы повторяет форму границы раздела между жидким и затвер-
девшим металлом в ванне кристаллизатора.
Механизм опускания и подъема поддона или поддона с
кристаллизатором предназначен для опускания отъемных узлов
нижней части печи при выгрузке слитков, подъеме их вместе с
электродом при загрузке электродов и плотного прижима отъемных
частей к стационарным для обеспечения герметичности и хорошего
•электрического контакта. Обычно применяют механизмы двух видов:
электромеханический с двумя ходовыми винтами, перемещающими
траверсу, в центре которой закреплен поддон; гидравлический, когда
под цон закрепляют на штоке плунжера, а цилиндр плунжера крепят
к фундаменту.
Механизм с электромеханическим приводом требует высокой
точности изготовления и сборки и менее надежен в эксплуатации,
поэтому на сталеплавильных печах чаще применяют гидравлический
привод, а для точного перемещения поддона в нижней части
металлоконструкций, поддерживающих камеру печи, предусмотрены
направляющие.
Электрододержатель вакуумных дуговых печей состоит из
штока, узла крепления электрода к штоку, подвески штока и
механизма перемещения. Шток служит для подвода тока к электроду
и воспринимает силу тяжести электрода, поэтому он должен обладать
необходимой прочностью и обеспечивать минимальные электриче-
11*
163
ские потери. В связи с этим шток изготовляют из двух труб —
медной и стальной. Медная труба располагается внутри стальной
и является основным токоведущим элементом. Наружная стальная
труба воспринимает нагрузку от электрода. Во внутреннюю трубу
подают под давлением охлаждающую воду, которая опускается,
охлаждая сильно нагревшийся к концу плавки нижний конец штока,
и между трубами поднимается вверх. Для улучшения уплотнения
места ввода штока в вакуумную камеру его наружную поверхность
хромируют и полируют.
Для крепления электрода к штоку пользуются разными схемами.
Например, к электроду предварительно приваривают огарок с ко-
ническим хвостовиком, которым он вставляется в разрезную часть
стальной трубы штока, внутренняя поверхность которой выполнена
с обратной конусностью. Разрезной участок трубы сжимается хо-
мутом с винтовым зажимом. Дополнительно хвостовик фиксируется
в трубе штока штифтами. Применяют также цанговый зажим,
захватывающий электрод за фасонную выточку на верхнем торце
электрода, и другие схемы крепления.
Шток при помощи гибкой или жесткой подвески связан с
механизмом перемещения электрода. Жесткой подвеской пользуются
преимущественно на печах для переплава небольших электродов,
масса которых, особенно в конце плавки, недостаточна для прео-
доления сил трения в уплотнении. В этом случае необходима
принудительная подача электрода вниз. На крупных печах применяют
гибкую подвеску электродов при помощи цепей или тросов. На
печах с гибкой подвеской электрод опускается под действием силы
тяжести электрода при сматывании троса или цепи. В этом случае
упрощается конструкция печи и уменьшается опасность повреждения
ее деталей при опускании электродов до упора.
Привод механизма перемещения электрода может быть электро-
механическим или гидравлическим. К приводу механизма переме-
щения электрода в установках ВДП предъявляют жесткие требования,
так как перемещением электрода осуществляется основное регули-
рование процесса плавки. Гидравлический привод очень чувствите-
лен, однако в зависимости от температуры и нагрузки изменяются
свойства масла и, следовательно, чувствительность привода. Гидрав-
лические приводы применяют в основном на крупных печах, на-
плавляющих слитки массой в десятки тонн. На печах, выплавляющих
7—12-т слитки, широко используют электромеханические приводы.
В качестве регулирующего импульса в схемах регулирования, полу-
чивших широкое распространение в последнее время, используются
частота и длительность перекрывания разрядного промежутка между
электродом и ванной кристаллизатора падающими каплями металла.
В момент перетекания капли сопротивление разрядного промежутка
164
уменьшается, соответственно уменьшается падение напряжения и
увеличивается сила тока. Импульсные провалы напряжения стано-
вятся более частыми по мере уменьшения длины дуги и увеличения
скорости плавления, при этом в цепи дуги возрастает переменная
составляющая силы тока. Эту переменную составляющую силы тока
отфильтровывают, усиливают и используют в качестве регулирую-
щего импульса, сравнивая ее при помощи соответствующих схем с
ее величиной при нормальном режиме плавки. Отклонение числа и
величины импульсов от нормальных служит сигналом для опускания
или подъема электрода до тех пор, пока режим не будет соответ-
ствовать заданному. При нормальном ходе процесса длина дуги
поддерживается постоянной и, несмотря на значительно различаю-
щуюся мощность разных печей, составляет 25... 30 мм.
Система вакуумирования дуговых печей (рис. 83) вслед-
ствие малого объема вакуумных камер и относительно посто-
янного газовыделения при последовательном оплавлении электрода
малыми порциями сравнительно проста. На малых печах система
вакуумирования состоит, как правило, из одного бустерного па-
ромасляного насоса, двух форвакуумных механических насосов,
затворов, вакуум-проводов, ловушки и приборов измерения дав-
ления. На более крупных печах дополнительно устанавливают
еще один бустерный насос и два-три высокопроизводительных
двухроторных насоса серии ДВН. Система обеспечивает поддер-
жание давления в ваку-
умной камере в пределах
0,1... 1,0 Па. Давление в
разрядном промежутке на
один-два порядка выше
вследствие интенсивного
испарения в дуге приме-
сей металла и газовыде-
ления из оплавляющего
электрода.
Источниками пита-
ния вакуумных дуговых
печей, специализирован-
ных на переплаве стали,
служат машинные генера-
торы постоянного тока,
вырабатывающие ток си-
лой в десятки тысяч ам-
пер и напряжением до
60...80 В или выпрями-
тели переменного тока.
Рис. 83. Схемы вакуумных систем дуговых
печей:
ДСВ-6,3-Г6 (а); ДСВ-8-П6 (б) и ДСВ-Ц.2-Г37
(в)!
1 — паромасляный насос БН-15000, 2 и 3 —
двухроторные насосы ДВН-5000 и ДВН-500, 4
и 5 — золотниковые насосы ВН-500 и ВН-300
165
Преимущество следует отдавать использованию полупроводнике*
вых выпрямителей, поскольку у них выше к. п. д. и они проще
и надежнее в эксплуатации. Применение токов постоянного на-
пряжения связано со сравнительно низкой температурой плавления
стали. Низкая температура плавления не позволяет на переменном
токе прогреть электрод до температур, обеспечивающих стабиль-
ную и достаточную для горения дуги эмиссию электронов. На
постоянном токе отсутствуют паузы в горении дуги, вызываемые
сменой полярности при переменном токе, температура в зоне
катодных пятен на катоде поддерживается постоянной и. дуга
горит устойчивее.
Источники питания устанавливают в обособленном помещении
рядом с печным пролетом. Ток от источника питания до печи под-
водится жёсткими шинами, а непосредственно к штоку, поддону и
кристаллизатору — гибкими водоохлаждаемыми кабелями. В насто-
ящее время широкое распространение получает бифилярно-коакси-
альная схема токоподвода, характеризующаяся чередованием птин
разной полярности и симметричным подводом тока с четырех сторон
к Штоку, поддону и кристаллизатору. Симметричное расположение
проводников позволяет получать вокруг печи равномерное магнитное
поле и ослабить движение металла в ванне кристаллизатора.
Учитывая, что в вакуумных дуговых печах трудно интенсифици-
ровать процесс переплава без ухудшения качества получаемого
слитка, повышение производительности агрегатов можно осущест-
вить только в результате сокращения межплавочных простоев,
связанных с выполнением ряда вспомогательных операций. Наиболее
полно это достигается при использовании двух неподвижных кри-
сталлизаторов и печи с верхней поворотной частью. Поворотная
часть крепится к порталу, который имеет возможность поворачи-
ваться вокруг телескопического вакуумного трубопровода. При этом
после окончания плавки в одном кристаллизаторе верхняя - часть
печи поднимается и надвигается на второй заранее подготовленный
к плавке кристаллизатор. Продолжительность простоев между плав-
ками на такой печи в четыре—шесть раз меньше, чем на обычных
печах
. В последнее время получают распространение и так называемые
агрегаты непрерывного плавления, которые комплектуются двумя
отдельными камерами печи с системами токоподвода, крепления и
перемещения электрода и кристаллизаторами. Общими для них
являются источник питания, вакуумная система, приборы контроля
и управления, которые попеременно переключаются от одной камеры
к другой. В результате на таких агрегатах можно начинать плавку
во второй камере примерно через 1 мин после окончания плавки
в первой.
166
Качество металла, получаемого методом ВДП, в значительной
мере определяется стабильностью тепловых процессов, т. е. дина-
мическим равновесием между мощностью дуги, с одной стороны,
и потерями тепла излучением и теплопроводностью слитка, электрода
и самой дуги г— с другой. Поддержание этого равновесия в процессе
переплава является сложной задачей вследствие непрерывного и
неравнозначного изменения длины электрода и слитка, поэтому
существующие в настоящее время системы автоматического регу-
лирования решают более узкую задачу: обеспечить постоянство
подводимого в плавильное пространство количества тепла.
Наиболее полно эта задача решается при использовании описан-
ных ранее импульсных регуляторов, которые управляют положением
и перемещением электрода в зависимости от Характеристик дуги,
главным образом напряжения на дуге и ее длины. Силу тока при
этом задают по программе, экспериментально подобранной в зави-
симости от размеров слитка и состава металла, изменяя ее чаще
вручную, реже — при помощи электронных управляющих мАшин.
Однако даже при использовании программных регуляторов тока
добиться постоянства теплового баланса не удается вследствие
невоспроизводимости во времени процесса переплава разных элек-
тродов из-за отклонений в геометрических размерах электродов в
результате удаления местных дефектов на их поверхности, неконт-
ролируемой формой усадочной раковины в литых электродах и т. п.
Решение поставленной задачи возможно, если в качестве импульса
для программного регулятора силы тока использовать не время, а
массу электрода. Для этого в процессе переплава необходимо иметь
информацию о количестве переплавленного металла. Такую инфор-
мацию позволяют получать системы непрерывного взвешивания
электрода, которые, однако, пока не нашли широкого распростра-
нения вследствие высокой стоимости и недостаточной надежности.
Тепловое состояние металла и, следовательно, его качество в
значительной мере определяются работой системы охлаждения кри-
сталлизатора. При охлаждении кристаллизатора водой на охлажда-
емой поверхности возможно образование пузырей пара или воздуха.
При этом интенсивность теплоотвода снижается, что не только
нарушает тепловое равновесие, но и приводит к более быстрому
износу кристаллизатора. В этой связи заслуживает внимания опыт
использования металлических теплоносителей для охлаждения кри-
сталлизаторов. В частности, для этих целей успешно опробован
эвтектический сплав натрия с калием (78 %), который находится в
жидком состоянии от -11 до 784 °C и широко используется для
охлаждения атомных реакторов.
В течение многих лет конструкции вакуумных дуговых печей
остаются в основном неизменными. Однако в последние годы
167
Рис. 84. Схема двойного вакуумного
переплава:
/—расходуемые электроды, 2 — кристалли-
затор, 3 — слиток
появилась новая разновид-
ность процесса, совершенству-
ющая вакуумный дуговой пе-
реплав — так называемый
двойной вакуумный дуговой
переплав (рис. 84), при кото-
ром дуга горит между двумя
горизонтальными расходуемы-
ми электродами. Капли рас-
плавленного металла падают в
водоохлаждаемый медный
кристаллизатор. Этот процесс
по сравнению с традиционным
ВДП обеспечивает минималь-
ный перегрев или отсутствие
перегрева жидкой ванны, вы-
сокую скорость образования
центров кристаллизации и, как
следствие, мелкозернистую структуру слитка, стабильные условия
испарения примесей в течение всей плавки, отсутствие конденсата
на стенках кристаллизатора, крайне слабое влияние магнитных полей
на движение расплава, низкий удельный расход энергии. Однако
это — дорогой процесс, в силу чего он пока не получил распро-
странения.
Глава 11. Электронно-лучевые установки
1. Принцип электронно-лучевого нагрева
Одновременно с ВДП с середины 50-х годов для глубокого
рафинирования стали и сплавов применяют установки электронно-
лучевого переплава (ЭЛП). В этих установках (см. рис. 7) металл
нагревается потоком электронов, генерируемым специальным устрой-
ством— электронной пушкой.
На пути от источника электронов до поверхности нагреваемого
объекта электроны разгоняются электрическим полем до скорости
50... Ю0 тыс. км/с, приобретая энергию 5... 40 кэВ. При встрече с
поверхностью металла поле движущегося электрона вызывает воз-
мущение поля ионов в узлах решетки металла, в результате чего
усиливается колебательное движение ионов, т. е. повышается тем-
пература металла, а электроны тормозятся. Глубина проникновения
электрона в металл, см, определяется энергией падающего Электрона,
пропорциональной квадрату ускоряющего напряжения, и плотностью
металла:
168
б - 2,1 • 10-12(U7p).
где U — ускоряющее напряжение, В; р — плотность металла,
г/см3. Из этой формулы, предложенной Шонландом, следует, что
мощность пучка электронов поглощается очень тонким поверхно-
стным слоем металла. Так, при ускоряющем напряжении 40 кВ
глубина проникновения электронов в сталь составляет -5 мкм.
Следовательно, электронный .нагрев является ярко выраженным
поверхностным нагревом, а передача тепла основной массе металла
осуществляется теплопроводностью или конвекцией.
Но при проникновении электронов в металл не вся их энергия
передается металлу. В результате взаимодействия с ионами решетки
траектория движения электронов изменяется, и при определенных
условиях электроны могут отразиться, унося с собой часть энергии.
Средняя доля энергии, уносимой отраженными электронами, состав-
ляет 35... 45 % первоначальной энергии. При этом потеря мощности
в результате отражения электронов может достигать 20 % мощности
бомбардирующего электронного пучка. При резком торможении
электронов часть их энергии теряется также в виде излучения.
Длина волны тормозного излучения, нм, зависит от энергии элект-
ронов: Хщп = 1,237 /U, и при ускоряющем напряжении в десятки
киловольт, которое используется в плавильных установках, возникает
рентгеновское излучение. Мощность тормозного рентгеновского из-
лучения зависит от силы электронного тока I, ускоряющего напря-
жения U, порядкового номера нагреваемого металла z и связана с
этими величинами уравнением
P^kll^z,
где k — коэффициент пропорциональности. В электронных плавиль-
ных установках мощность потерь на рентгеновское излучение не
превышает 0,5% мощности электронного луча, и при оценке
тепловой работы установок ее можно не учитывать. Однако с
увеличением ускоряющего напряжения мощность излучения быстро
возрастает, и при напряжениях >20 кВ рентгеновское излучение
может представлять опасность для обслуживающего персонала. При
напряжениях >50 кВ защита обслуживающего персонала от излу-
чения становится очень сложной, поэтому установки с таким
ускоряющим напряжением не строят. Заметные потери мощности
могут происходить также на пути электронного луча от катода до
поверхности металла. Эти потери слагаются из потерь энергии
отдельных электронов при столкновении их с частицами газа и
потерь, возникающих, в результате взаимодействия электронного
луча в целом с ионизированным остаточным газом. Столкновение
169
ускоренных электронов с частицами остаточного газа или парами
металла, как известно, сопровождается перераспределением энергии
и возбуждением или ионизацией нейтральных частиц. При этом
вокруг электронного луча образуется слой заряженных частиц. В
результате взаимодействия луча с полем ионизированного газа
первоначально однородный по длине луч становится неустойчивым,
в нем появляются сгустки электронов. Неоднородный луч возбуждает
высокочастотное электромагнитное поле, через которое энергия луча
передается слою заряженных частиц. Когерентное взаимодействие
луча с заряженными частицами наблюдается при длине луча
> 0,2 м. При меньшей длине луча сгустки электронов в нем,
по-вцдимому, образоваться не успевают.
Таким образом, потери энергии луча на пути к поверхности
металла зависят от длины пути, силы тока луча, скорости электронов
и концентрации частиц в газовой фазе (давления). Три первых
параметра определяются конструкцией установки и не могут быть
изменены произвольно. В одних и тех же установках потери по
длине луча определяются степенью разрежения. При давлении
остаточных газов 133 мПа она может достигать 20 ... 30 % мощности
луча и резко возрастает с повышением давления. С учетом этого
электронную плавку целесообразно вести при давлении < 70 мПа.
При низком давлении остаточных газов частицы в газовой фазе
представлены в основном парами металла. Концентрация паров
определяется перегревом металла над температурой плавления. Уве-
личение перегрева повышает упругость пара, усиливает испарение
и даже при низких давлениях остаточных газов значительно увели-
чивает энергетические потери луча.
По этой причине режим электронного нагрева должен удовлет-
ворять противоречивым требованиям: с одной стороны, целесооб-
разно сильнее перегревать металл, так как при этом увеличивается
скорость рафинирования, а с другой — это приводит к росту потерь
металла на испарение и ухудшает к. п. д. установки вследствие
повышения потерь энергии на пути электронов к поверхности
металла. В связи с этим необходимо в каждом конкретном случае
выбирать оптимальный режим, удовлетворяющий этим требованиям.
2. Типы электронно-лучевых плавильных установок
Первоначально электронно-лучевая плавка появилась и развива-
лась как процесс капельного переплава заготовок. В западных
странах капельная плавка используется в основном для выплавки
и рафинирования химически активных и тугоплавких металлов, таких
как ниобий, тантал, гафний, вольфрам, молибден, ванадий, цирконий
и титан, а у нас этот метод используют и для производства сплавов
170
на основе железа. Капельная электронно-лучевая плавка может
осуществляться с вертикальной или горизонтальной подачей расхо-
дуемой заготовки (рис. 85, а, б). При капельном электронно-лучевом
переплаве процессы плавления, рафинирования и затвердевания
связаны, хотя и не так жестко, как при ВДП. Более универсальной
является электронно-лучевая плавка с переливом (рис. 85, в), при
которой плавление ведется в медной водоохлаждаемой ванне, откуда
расплав непрерывно переливается в водоохлаждаемый кристаллиза-
тор. При этом процессы плавления, рафинирования и кристаллизации
разделены и для каждого из них могут быть обеспечены наиболее
благоприятные условия.
Известные конструкции электронных плавильных установок для
рафинирующего капельного переплава стали и сплавов могут быть
отнесены к одному из трех типов: с кольцевым катодом, радиальной
или аксиальной пушкой. В установках с кольцевым катодом
(см. рис. 7) источником электронов является кольцо из вольфра-
мовой проволоки, через которую пропускают переменный ток от
накального трансформатора. Для увеличения эмиссии электронов в
вольфрам вводят добавки тяжелых редкоземельных металлов, на-
пример лантана. Между катодом и переплавляемой заготовкой, а
также между катодом и ванной металла в кристаллизаторе прикла-
дывают ускоряющее напряжение, подключая катод и металл к
полюсам высоковольтного выпрямителя. Эмитгированные разогре-
тым катодом электроны формируются фокусирующим устройством
в электронный луч и направляются на поверхность расплавляемой
заготовки и жидкой ванны в кристаллизаторе.
Достоинство установок с кольцевым катодом заключается в
простоте конструкции излучателя электронов. Установки этого типа
были первыми электронными плавильными установками, применен-
ными в промышленных масштабах. Кроме того, по сравнению с
Рис. 85. Схемы электронно-лучевой плавки:
а и б —капельные переплавы горизонтальной и вертикальной заготовок, в — плавка
с переливом
171
другими типами установки с кольцевым катодом отличаются и более
высоким к. п. д. — расход энергии на плавление металла в них на
10—15 % меньше, чем в установках других типов. Объясняется это
тем, что в установках с кольцевым катодом положительный потен-
циал приложен непосредственно к нагреваемому металлу, и поэтому
исключено отражение электронов от поверхности металла. Элект-
рическое поле тормозит отраженные электроны и возвращает их к
поверхности металла, что предотвращает унос энергии из зоны
нагрева. В связи с этим установки такого типа иногда называют
печами автоэлектронного нагрева.
Однако наряду с очевидными преимуществами печам автоэлек-
тронного нагрева свойственны и очень серьезные принципиальные
недостатки, делающие их ненадежными в эксплуатации. Нестабиль-
ность их работы обусловлена в основном двумя причинами:
1. Ввиду близкого расположения катода от поверхности нагре-
ваемого металла в случае повышенного газовыделения или испарения
электронный разряд легко переходит в дуговой. Появление высо-
ковольтной дуги может привести к выходу из строя катода и
электрооборудования установки. Для предупреждения дуговых раз-
рядов при неизбежных в процессе переплава внезапных газовыде-
лениях необходимо применять сложную систему автоматического
регулирования, обеспечивающую резкое снижение напряжения при
повышении силы тока. Но в этом случае нарушаются баланс тепла,
поступающего к кристаллизующемуся слитку, и стабильность про-
цесса кристаллизации. Мерой, предупреждающей появление дуги,
является также использование вакуумных насосов с большим запасом
производительности, чтобы при любых возможных газовыделениях
из металла давление в зоне плавления не превышало 13 мПа.
Необходимость применения высоковакуумных насосов с таким за-
пасом производительности повышает стойкость установки.
2. Близкое расположение катода от жидкого металла обуслов-
ливает попадание на катод паров переплавляемого металла, катод
теряет эмиссионную способность. Кроме того, попадание на катод
паров легкоплавкого металла приводит к его перегоранию, поэтому
срок службы кольцевых катодов ограничен и составляет всего
несколько часов. Выход катода из строя прерывает плавку, снижает
производительность установки и ухудшает качество металла.
Вследствие этих принципиальных недостатков установки с коль-
цевым катодом распространения не получили, и в настоящее время
используются установки более совершенных типов.
Схема плавильных установок с радиальными пушками (устрой-
ствами для формирования электронного луча) аналогична схеме
установки с кольцевым катодом. Отличие заключается в том, что
катод выполняют не в виде единого кольца, а расчлененным на
172
несколько участков, работающих параллельно, и положительный
потенциал прикладывается не к нагреваемому объекту, а к специ-
альному ускоряющему электроду — аноду, имеющему узкую щель
для прохождения электронного луча (рис. 86, а). Благодаря этому
катодное пространство отделено от плавильного объема анодом,
узкая щель которого выполняет роль диафрагмы и препятствует
попаданию в объем формирования электронного луча выделяющихся
из металла газов и паров. Это в значительной мере предотвращает
возможность перехода электронного разряда в дуговой и увеличивает
срок службы катода.
Для увеличения надежности работы радиальных пушек в конст-
рукции некоторых из них предусмотрена возможность отклонения
электронного луча магнитной системой на 60°. Это исключает прямое
попадание на электроды брызг и паров металла и одновременно
увеличивает технические возможности установки, так как, изменяя
угол отклонения луча, можно на одной и той же установке
выплавлять слитки различных диаметров.
При выходе из строя катода одного элемента в установках с
радиальной пушкой можно продолжать плавку на оставшихся эле-
ментах Исходя из этого, целесообразно иметь возможно большее
число элементов. Однако при этом усложняется монтаж и обслу-
живание пушки, затрудняется поддержание перепада давления между
плавильным пространством и объемом формирования электронного
луча. Поэтому в некоторых случаях число элементов уменьшают,
повышая мощность каждого из них.
Стремление сделать электронную пушку независимой от плавиль-
ного объема привело к появлению печей с аксиальными пушками,
Рис. 86. Радиальная (а)
и аксиальная (б)
электронные пушки:
/ — катод, 2 — прикатод-
ный электрод, 3— анод,
4 — изолятор, 5 — вспо-
могательный катод, 6— Вода
основной катод, 7—лин-
зы электромагнитной фо-
кусировки, 8 — отклоня-
ющая система
173
в которых в отличие от установок с кольцевым катодом и с
радиальной пушкой формируется не плоский, а конусообразный
электронный луч. У мощных аксиальных пушек промышленных
установок (рис. 86, б) имеется массивный катод косвенного подог-
рева, разогреваемый до рабочей температуры в результате бомбар-
дировки его электронами, эмиттируемыми вспомогательным катодом
накального типа. Рабочая поверхность основного катода имеет форму
вогнутой линзы, благодаря чему формируется сходящийся электрон-
ный луч. Однако в результате взаимодействия электронов с части-
цами остаточного газа луч рассеивается и становится расходящимся.
Чтобы провести луч через длийный лучевод с малым сечением
отверстия, что необходимо для предотвращения попадания газов и
паров металла в катодное пространство, по длине лучевода уста-
навливают линзы электромагнитной фокусировки. На выходе из
лучевода располагают систему электромагнитного отклонения, обес-
печивающую отклонение луча в нужном направлении до 180°.
Длина электронного луча от катода до поверхности металла в
промышленных установках с аксиальными пушками достигает
1 ... 2 м. Вследствие этого, а также наличия вакуумной системы
пушек остаточное давление в зоне формирования луча поддержи-
вается стабильным в пределах 0,7... 14 мПа, и в эту зону исключается
попадание паров металла, чем обеспечиваются благоприятные усло-
вия работы катода аксиальных пушек и срок его службы в сотни
часов. Давление в плавильном пространстве может быть существенно
выше, что имеет большое значение для уменьшения испарения
переплавляемого металла.
Установки с аксиальными пушками могут иметь одну или не-
сколько пушек. Преимущество установок с несколькими аксиальными
пушками заключается в хорошем распределении мощности по по-
верхности жидкого металла и отсутствии на ванне «тени» от
подаваемой заготовки. Однако использование одной мощной пушки
предпочтительнее, так как это упрощает и удешевляет конструкцию
печи, существенно облегчает ее обслуживание. В последнее время
наметилась тенденция к строительству установок с одной мощной
пушкой, а для более равномерного обогрева всей поверхности
фокальное пятно быстро перемещают по обогреваемой площади.
Для промышленных печей разработаны конструкции аксиальных
пушек различного типа мощностью до 7500 кВт.
3. Конструкция электронно-лучевых плавильных установок
При сравнительно небольшом числе действующих электронно-лу-
чевых плавильных установок их конструкции весьма разнообразны.
Это обусловлено, в частности, использованием электронных пушек
разных типов.
174
В табл. 5 приведена характеристика печей для переплава стали
и сплавов двух характерных серий—У, разработанной Институтом
электросварки имени Е. О. Патона АН Украины, и ЕМО Дрезден-
ского института прикладной физики. Среди них печи лабораторного
(У-143, ЕМО-60), полупромышленного (У-270М, ЕМО-200) и про-
мышленного (У-254, ЕМО-1200, 1700, 6000) типов.
Хотя печи этих серий существенно разнятся, они имеют ряд
узлов одинакового назначения: электронные пушки, источники пи-
тания, плавильные камеры, кристаллизаторы, механизмы подачи и
выдачи слитков, системы вакуумирования, охлаждения и др.
Электронные пушки радиального типа в печах серии
У (рис. 87) располагают вокруг вертикально подаваемой заготовки.
Пушки оборудованы системой электромагнитов для отклонения
электронных лучей и колебания их с частотой 50 Гц. Регулируя
угол отклонения и амплитуду колебания лучей, добиваются нужного
распределения мощности между поверхностью переплавляемой за-
готовки и жидкой ванной в кристаллизаторе, что позволяет неза-
висимо изменять скорости плавления и кристаллизации и, таким
образом, управлять процессами рафинирования.
Источником питания электронных пушек служит тиратронный
выпрямитель, который включает регулятор мощности электронного
луча и элементы защиты от коротких замыканий.
Рис. 87. Электронная
плавильная установка с
вертикальной подачей за-
готовок:
1 — площадки обслужи-
в ания, 2 — вакуумные
насосы, 3 —рабочая ка-
мера, 4 — камера элек-
тронных пушек, 5 — шток
механизма подачи рас-
ходуемой заготовки, 6—
привод механизма подачи,
7 —механизм вращения
расходуемой заготовки,
8— расходуемая заготов-
ка, Я — радиальная пуш-
ка, 10 —стробоскопи-
ческая смотровая система,
11 — кристаллизатор, 12—
манипулятор для удале-
ния готового слитка, /3—
слиток, 14— шток меха-
низма вытягивания слит-
ка, 15 — привод меха-.
низма вытягивания
175
Таблица 5. Техническая характеристика электронно-лучевых печей
Параметры | У-143 | У-270М 1 1 У-254 | | ЕМО-60 [ ЕМО-200 | ЕМО -1200 | 1 EMO-1700 IEMO-6000
Мощность электронно-лучево- го нагревателя, кВт 120 120 500 60 200 1200 1800 7500
Разгоняющее напряжение, кВ 15 15 17 20 27 30 30 30
Сила тока электронных лу- чей, А 8 8 33 3 7,5 40 60 250
Число пушек 4 (10) 4 4 1 1 1 1 1
Максимальные размеры пере- плавляемых заготовок, мм: диаметр 140 200 380 80 150 280
длина 500 1000 2400 800 2200 2000 — —
Максимальные размеры слит- ка, мм: диаметр 150 200 380 150 230 1000 1000 2000
длина 500 1000 400 800 1400 3000 3000 4000
Масса слитка, кг 60 230 1000 150 630 18000 16000 100000
Размеры установки: высота, м 3,6 5,9 9,5 4,5 9,0 9,1 -—
2 площадь основания, м 12,0 30,0 9,0 X 9,5 — 1,3 х 16,0 15,7 х 26,0 — —
Плавильная камера предназначена для размещения переплавля-
емой заготовки, электронных пушек и кристаллизатора. Для удобства
чистки от возгонов внутренняя поверхность камеры должна быть
гладкой с минимальным числом труднодоступных мест. Камера
снабжена патрубками. При помощи одного или двух из них камера
сообщается с вакуумной системой, а один патрубок закрывается
съемной крышкой и служит люком для доступа внутрь камеры
обслуживающего персонала. На рабочей камере устанавливают не-
сколько гляделок для визуального наблюдения за процессом пере-
плава.
Поскольку установки ЭЛП работают при очень низком давлении
(S 0,1 Па), в них происходит интенсивное испарение металла и
быстрое загрязнение стекол смотровых устройств, поэтому для этих
установок важное значение имеет защита стекол от запыления.
Чаще всего для этого между металлом и смотровым стеклом
устанавливают поворотный диск с промежуточными защитными
стеклами, которые по мере запыления заменяют. Используют и
более сложные системы защиты, например стробоскопические
устройства. При этом смотровое стекло закрывают диском с узкой
щелью, которая при вращении диска обегает всю поверхность стекла.
Если частота вращения диска превышает 20—25 с-1, то изображение,
видимое через щель, сливается и воспринимается без мелькания.
Для защиты обслуживающего персонала от тормозных излучений
стенки рабочей камеры должны быть изготовлены из стали толщиной
10... 15 мм, а смотровые окна защищены специальными стеклами
толщиной - 40 мм. Стенки рабочей камеры воспринимают тепловое
излучение с поверхности заготовки и жидкой ванны в кристалли-
заторе, поэтому их охлаждают водой, рассчитывая систему охлаж-
дения на возможность отвода до 60% мощности установки.
Кристаллизатор в установках ЭЛП должен удовлетворять тем
же требованиям, что и в установках ВДП, поэтому и конструкции
кристаллизаторов подобны. Однако вследствие сложности изменения
фокусировки электронного луча жидкий уровень ванны в кристал-
лизаторах установок ЭЛП должен быть постоянным. В связи с этим
в установках ЭЛП применяют укороченные кристаллизаторы, из
которых слиток по мере наплавления вытягивают специальным
механизмом. Для облегчения вытягивания слитка кристаллизатор
выполняют обычно с переменным сечением по высоте: в верхней
части кристаллизатор имеет форму цилиндра, в нижней — расширя-
ющегося к низу конуса. Если выполнить кристаллизатор в форме
конуса на всю высоту, то в незатвердевшей части слитка возможен
прорыв жидкого металла. Наиболее теплонагруженной частью кри-
сталлизатора является верхний цилиндрический поясок, где осуще-
12 Зак. 3164
177
ствляется контакт кристаллизатора с жидким металлом. Тепловой
поток к этой зоне может достигать несколько миллионов ватт на
1 м2. Для предотвращения перегрева гильзы и во избежание дефор-
мации кристаллизатора необходимо обеспечить интенсивное водяное
охлаждение, поэтому для охлаждения кристаллизаторов воду про-
качивают специальными насосами под давлением 0,4... 0,8 МПа. Для
уменьшения локального перегрева кристаллизатора внутреннюю гиль-
зу изготавливают из медного или бронзового листа большой тол-
щины, так как при этом можно обеспечить большой тепловой поток
вдоль кристаллизатора.
Острофокусированный электронный луч при случайном отклоне-
нии способен быстро (за 10... 20 с) прожечь верхний фланец кри-
сталлизатора. Для защиты фланца кристаллизатора от прожигания
над ним устанавливают экран из тугоплавкого металла. В установках
ЭЛП обычно применяют круглые в поперечном сечении кристалли-
заторы, однако в отличие от ВДП электронные плавильные установки
позволяют при необходимости проводить также многогранные, квад-
ратные и плоские слитки.
Механизм вытягивания слитка представляет собой водоохлаж-
даемый шток с закрепленной на нем затравкой, проходящий через
вакуумное уплотнение под печь, где он соединен с приводом
вытягивания. Слиток вытягивают в водоохлаждаемую камеру, кото-
рую можно отделять от плавильной вакуумным затвором и выка-
тывать из-под печи. В этом случае для непрерывной работы уста-
новку необходимо комплектовать двумя однотипными механизмами
вытягивания, работающими поочередно. Вытягивание слитка требует
значительного усилия, при этом корочка затвердевшего металла
часто разрывается и выливается жидкий металл. Лучшее качество
поверхности слитка достигается в том случае, когда слиток вытя-
гивают не непрерывно, а периодически, с небольшими паузами,
причем перед началом вытягивания слиток слегка приподнимают,
чтобы сдвинуть его с места, не разрывая корочки.
Механизм подачи расходуемой заготовки на установках с
вертикальным расположением заготовки подобен аналогичному ме-
ханизму, используемому в ВДП. Часто для равномерного оплавления
заготовки в ЭЛП ее вращают с частотой 0,2... 0,04 с"1. В установках
серии ЕМО с горизонтально расположенной заготовкой подачу
осуществляют из двух отсеков, расположенных с противоположных
сторон плавильной камеры. Эти отсеки служат шлюзовыми камерами,
позволяющими вводить через них в печь во время плавки после-
довательно любое число заготовок. Подачу осуществляют при
помощи подвижных тележек
Системы, вакуумирования электронно-лучевых установок яв-
ляются самыми сложными и мощными по сравнению с элек-
178
тропечами других систем.
В системах вакуумирования
ЭЛЛ применяют высоковаку-
умные и бустерные паромас-
ляные, а также механические
насосы. Обычно используют
трехступенчатую систему эва-
куации* газов, включающую
три группы насосов: 1) ме-
ханические форвакуумные;
2) бустерные паромасляные
или Рута; 3) высоковакуум-
ные паромасляные.
На рис. 88 приведена ком-
поновка типичной печи «Ле&
больд» (Германия) для капель-
ного переплава тугоплавких
металлов.
Основным фактором, сдер-
Рис. 88. Компоновка печи для капельной
-плавки:
1 — две—четыре электронно-лучевые пушки,
2 — вертикальная заготовка, 3 —
горизонтальная заготовка, 4 — камера слитка,
5 — диффузионный насос
живающим широкое применение электронных плавильных установок
в сталеплавильном производстве, является их низкая производитель-
ность и, следовательно, низкий к. п. д. Так, при одинаковой мощ-
ности 150... 200 кВт скорость плавления в вакуумных дуговых печах
составляет 5... 10 кг/мин, а в электронных плавильных установках
0,4 ...0,5 кг/мин; при этом полный к. п. д. электронной плавки
составляет -10 %. Такой низкий к. п. д. электронной плавки объ-
ясняется необходимостью выдерживать каждую очередную порцию
загрязненного примесями металла, попадающего в ванну кристалли-
затора, в перегретом состоянии в течение определенного промежутка
времени, гарантирующего требуемую степень рафинирования. Су-
щественно повысить к. п. д. электронной плавки можно при про-
ведении процесса рафинирования металла не в интенсивно охлаж-
даемом кристаллизаторе, а в промежуточной емкости до попадания
порции металла в кристаллизатор. На рис. 89 показана установка
такого типа: жидкий металл с оплавляемой заготовки попадает в
кристаллизатор не сразу, а пройдя дополнительное рафинирование
в промежуточной емкости, выполненной в виде водоохлаждаемого
лотка. Наличие промежуточной емкости исключает падение в кри-
сталлизатор кусков переплавленного металла при возможном рас-
трескивании заготовки и позволяет переплавлять не только качест-
венно подготовленные заготовки, ноо и стружку, лом, порошок,
прессованные штабики и тому подобное. Кроме того, при подобной
конструкции установок обеспечивается более глубокое рафиниро-
12*
179
Рис. 89. Компоновка печи для переливной плавки:
1 — загрузочная камера, 2 — внутренняя подача для непрерывной плавки, 3 —
электронная пушка для сваривания заготовок, 4 — электронная пушка для плавления
и перегрева металла, 5 — слиток, б — камера слитка, 7 —диффузионный насос
ванне металла вследствие увеличения ступеней процесса и более
развитой поверхности испарения.
Глава 12. Плазменно-дуговые печи.
1. Получение и применение плазменной дуги
в сталеплавильных печах
Одним из экономичных и перспективных методов получения
металла высокого качества является плазменно-дуговая плавка
(ПДП), при которой нагрев и плавление металла происходят под
действием тепла, генерируемого в плазменной или сжатой дуге.
Сжатую высокотемпературную дугу получают при помощи специ-
альных устройств — плазмотронов. В металлургии применяют в
основном плазмотроны, в которых сжатие дуги осуществляется
потоком газа. Металлургический плазмотрон постоянного тока
(рис. 90) состоит из корпуса, в котором расположен коаксиально
электрододержатель; на нем крепятся сопло и другие детали. Снаружи
корпус окружен водоохлаждаемым кожухом. Наружная поверхность
кожуха обработана по ходовой посадке, позволяющей вводить
плазмотрон в печной объем через специальное уплотнение. Внутри
корпуса на электроизоляционных втулках закреплен электрододер-
жатель в виде водоохлаждаемого штока, в нижнюю часть которого
ввинчивается съемный катод из тугоплавких материалов. На верхней
части штока имеется наконечник для крепления контактных токо-
подводящих щек. Внизу к корпусу через уплотнительные кольца
180
-'4000
Рис. 90. Металлургический плазмотрон:
1 — сопло, 2 — электрод, 3 — кожух, 4 — корпус, 5 — электрододержатель
крепится медное съемное водоохлаждаемое сопло. Плазмотрон из-
готовляют из коррозионностойких материалов, и элементы его
конструкции , соединяют герметично.
В начальный момент при помощи осциллятора возбуждается
дежурная дуга между катодом и соплом плазмотрона, к которому
на время возбуждения дуги подводится положительный потенциал.
В момент появления дежурной дуги в кольцевой зазор между
электрододержателем и корпусом подают под давлением рабочий
газ. Газ, истекающий из плазмотрона тангенциально через сопло,
отрывает дугу от сопла, являющегося анодом, и замыкает цепь
между катодом плазмотрона и поверхностью нагреваемого металла,
к которому также подводится положительный потенциал. После
появления дуги между катодом плазмотрона и нагреваемым металлом
сопло плазмотрона отключают от электрической цепи и, поднимая
плазмотрон, растягивают сжатую газовым потоком дугу до необхо-
димой длины, достигающей 1... 2 м в зависимости от типа установки.
Как показано в гл. 2, сжатая дуга — очень удобное для стале-
плавильных процессов средство превращения электрической энергии
в тепловую, позволяющее с большой скоростью нагревать и плавить
металл, не загрязняя его материалом электрода, а также обрабатывать
расплав плазмообразующим газом. В настоящее время сжатую дугу
используют в качестве источника нагрева в печах с огнеупорной
футеровкой (керамическим тиглем) и установках плазменно-дугового
переплава заготовок в водоохлаждаемый кристаллизатор.
181
2. Плазменно-дуговые печи с керамическим тиглем
По конструкции печи этого типа являются модификацией обыч-
ных дуговых сталеплавильных, отличаясь от них тем, что вместо
электродов устанавливают один или несколько плазмотронов, а для
подачи потенциала на нагреваемый металл в подину закладывают
подовый электрод. Для уменьшения подсоса в пространство печи
воздуха кожух печи выполняют герметичным и уплотняют места
сочленений. В России работают плазменно-дуговые печи с керами-
ческим тиглем (рис. 91), созданные на базе стандартных дуговых
сталеплавильных печей ДСВ-5 и ДСВ-10. Вместо графитированных
электродов на них установлены плазмотроны и подовый водоох-
лаждаемый электрод, печной трансформатор заменен силовым по-
нижающим трансформатором и блоком полупроводниковых выпря-
мителей, улучшена герметичность кожуха и уплотнений. Мощность
источника питания увеличена более чем в три раза. Несмотря на
значительное увеличение мощности и концентрации тепла в сжатой
дуге, тепловая нагрузка на футеровку стен благодаря экранированию
дуги газом не увеличилась, что позволяет интенсифицировать нагрев
и повысить производительность агрегата. Однако опыт эксплуатации
Рис. 91. Плазменно-дуговая печь с
керамическим тиглем:
1 — подовый электрод,. 2 — плазмотрон,
3 — сводовое уплотнение, 4 — уплотнение
отверстия в своде, 5 — крышка завалочного
окна
182
таких печей с тремя плазмотро-
нами показал нецелесообразность
полного соблюдения подобия в
числе и расположении плазмот-
ронов и графитированных элект-
родов. Как известно, число элек-
тродов в обычных дуговых печах
определяется использованием пе-
ременного тока, а их вертикаль-
ное расположение обусловлено
механическими свойствами гра-
фитированной угольной массы.
Для плазменных печей эти огра-
ничения отсутствуют. В то же
время при наличии трех длинных
параллельных плазменных дуг
сильно проявляются эффекты их
взаимного электромагнитного
воздействия, под влиянием кото-
рых дуги отклоняются одна от
другой, часто резко усиливая теп-
ловую нагрузку на футеровку.
Кроме того, при вертикальном
расположении плазмотронов они
на значительную длину погружены в рабочее пространство печи, и
в результате значительное количество тепловой энергии уносится
из печного пространства охлаждающей плазмотроны водой. В связи
с этим при вертикальном расположении чаще используют лишь
один плазмотрон. Перспективной является установка нескольких
плазмотронов в стенах аналогично стеновым топливным горелкам
в обычных дуговых электропечах, т. е. под углом 45° к вертикали,
под углом 10° к радиусу футеровки в точке установки плазмотрона.
Однако пока ни конструкцию плазменных печей, ни даже конст-
рукцию плазмотронов нельзя признать окончательно сформировав-
шимися.
3. Установки плазменно-дугового переплава заготовок
в водоохлаждаемый кристаллизатор
Институтом электросварки им. Е. О. Патона АН Украины разра-
ботана конструкция рада установок плазменно-дугового рафиниру-
ющего переплава заготовок жаропрочных, нержавеющих и конст-
рукционных легированных сталей в водоохлаждаемый кристаллиза-
тор. Установки позволяют наплавлять слитки сечением до
450 х 450 мм или диаметром до 650 мм длиной 2300 мм и массой
до 5 т (табл. 6). Плавильная камера установки (рнс. 92) представ-
ляет собой вакуумплотный резервуар, состоящий из двух усеченных
конусов, соединенных болтами. К верхнему конусу—крышке камеры
через изоляционное кольцо крепится камера заготовки с механизмом
подачи заготовки, шесть патрубков для крепления плазмотронов и
патрубок для крепления датчика уровня ванны. Плазмотроны рас-
полагают под . углом к оси заготовки и кристаллизатора.
На нижнем конусе-крышке камеры имеются фланцы для креп-
ления плиты кристаллизатора и камеры слитка с механизмом
вытягивания и разгрузки слитка, три патрубка со смотровыми
системами для визуального наблюдения за процессом переплава,
патрубок для крепления механизма подачи флюса, патрубок ваку-
умной системы. Укороченный кристаллизатор состоит из трех во-
доохлаждаемых поясов: двух медных и одного (нижнего) стального.
Токоведущим штоком слиток из кристаллизатора вытягивается в
камеру слитка. Подъем и опускание камеры со слитком осуществ-
ляется четырьмя гидроцилиндрами.
Заготовку подвешивают к штоку, на нижнем конце которого
укреплен захват с токоподводом. Водоохлаждаемый шток входит в
камеру заготовки через вакуумное уплотнение. Верхним концом
шток крепят к траверсе, перемещающей его вверх и вниз при
помощи пары винт-гайка. Для более равномерного оплавления
заготовки специальным механизмом, закрепленным на траверсе,
осуществляется реверсионный поворот штока на угол 60°. На камере
183
Рис. 92. Принципиальная схема установки
плазменно-дугового переплава в кристал-
лизатор:
/ — тележка, 2 — привод механизма вытя-
гивания, 3 — шток механизма вытягивания,
4 — гвдроцилиндр, 5 — слиток, 6 — камера
слитка, 7 —площадка обслуживания, 8 —
кристаллизатор, 9 — камера плавильная,
10—плазмотрон, 11—балка, 12— пово-
ротная головка, 13 — привод подачи, 14—
привод вращения заготовки, 15 — площад-
ка обслуживания механизма подачи, 16—
заготовка, 17 — смотровые окна
заготовки установлены взрыв-
ной люк, который в рабочем
положении удерживается пру-
жинами, патрубок для системы
рециркуляции газа и патрубок с
люком для обслуживания каме-
ры. Для увеличения возможно-
стей рафинирования металла в
процессе переплава предусмот-
рена подача флюса в ванну кри-
сталлизатора по ходу переплава.
Флюс находится в специальном
бункере, нижний патрубок кото-
рого входит в патрубок дозато-
ра. Патрубок дозатора перекры-
вается клапаном, управляемым
электромагнитом. Для уравнове-
шивания давления в бункере он
соединяется с системой рецир-
куляции газа плавильной каме-
ры.
Установки снабжены шестью
плазмотронами. Особенностью
некоторых установок является
их питание переменным трехфаз-
ным током промышленной час-
тоты. Плазмотроны объединены
(по три) в два блока. Каждый
блок питается от своего сило-
вого трансформатора. Цепь меж-
ду плазмотронами замыкается
по ванне металла в кристалли-
заторе, как в обычной дуговой
печи. Для стабилизации темпе-
ратуры электродных пятен в
цепь плазмотрон—ванна от выпрямителя дополнительно подается
постоянный ток. Установки оборудованы системой рециркуляции
плазмообразующего газа производительностью до 50 м3/ч, вакуум-
ной системой для удаления воздуха из объема плавильной камеры,
приборами контроля и управления.
Как и электронно-лучевая плавка, плазменно-дуговая может
осуществляться не непосредственно в кристаллизатор, а в про-
межуточную емкость, из которой расплав постепенно перетекает
в кристаллизатор. В этом случае также разделяются процессы
Таблица 6. Техническая характеристика некоторых плазменно-дуговых печей с кристаллизатором
Параметры | У-365 I У-487 | У-468 | У-400 I У-466 | У-467* | У-500 | У-555 | У-600*
Прецизионные и жаро~ Азотируемые и шарико- Конструкционные
прочные сплавы подшипниковые стали и нержавеющие стали
Мощность плазмотрона, кВт 240 240 240 240 240 2000 2000 2000 1800
Длина заготовки, мм 1150 2000 1250 2000 2500 2000 3000 3500 3700
Размеры слитка, мм:
диаметр 150 150 150 250 200 70 х 250 630 630 650
длина 950 1200 950 1000 1200 (70 х 300) 1200 1500 2100 2200
Масса слитка, кг 130 170 130 380 300 450 3500 5000 5000
Скорость вытягивания слитка,
ММ/ мин 1—40 1,5—15 1—10 1,5—15 1,5—15 1,8—18 1,5—15 1,5—15 2—20
Размеры установки: высота, м 3550 7600 5260 10350 8100 7600 10000 11500 19350
«ь 2 площадь рабочей площадки, м 10,25 42 10,5 40 35 42 48 48 60
На переменном юкер
Рис. 93. Плазменная
установка с про-
межуточной емкостью
для переплава
скрапа:
1 — камера загрузки
скрапа, 2 —плазмо-
троны, 3 — проме-
жуточная плавильная
емкость, 4 — слиток,
5 — кристаллизатор
плавления, рафинирования и кристаллизаций, что существенно рас-
ширяет возможности изменения химического состава металла, уве-
личения степени рафинирования и управления структурой слитка.
Схема такой установки конструкции фирмы «Лейболъд» (Герма-
ния) представлена на рис. 93.
Глава 13. Установки электрошлакового переплава
1. Сущность способа электрошлакового переплава
и возможные схемы его осуществления
Электрошлаковый переплав (ЭШП), разработанный Институтом
электросварки имени Е. О. Патона АН Украины, возник в результате
усовершенствования электрошлаковой сварки. Характерной особен-
ностью процесса ЭШП (см. рис. 3) является отсутствие электриче-
ской дуги. Электрическая цепь между расходуемым электродом и
наплавляемым слитком, к которым подводится разность потенциалов,
замыкается через слой расплавленного шлака. Твердый шлак не
проводит ток. В жидком состоянии шлак становится электропро-
водным, но обладает высоким сопротивлением. На этом участке
электрической цепи выделяется много джоулева тепла, шлак нагре-
вается до 1700... 2000 °C, в результате чего оплавляется погруженный
в него конец расходуемого электрода. Металл электрода в виде
капель перетекает в ванну кристаллизатора и спустя некоторое время
кристаллизуется там в условиях направленного вниз теплоотвода и
высокого градиента температуры, создаваемого подогревом ванны
сверху от шлака и охлаждением поддона и кристаллизатора водой.
186
Роль рафинирующей среды при ЭШП играет шлаковая ванна,
причем, изменяя состав применяемого шлака, можно осуществлять
избирательное рафинирование металла от тех или иных примесей.
Шлаковая ванна выполняет также роль тепловой надставки, способ-
ствуя образованию плотной направленной структуры наплавляемого
слитка. Стабилизируя тепловые процессы вследствие аккумуляции
большого количества тепла и равномерно обогревая поверхность
металлической ванны по всему сечению кристаллизатора, шлак
позволяет получать этим способом слитки не только круглого, но
и любого сечения — квадратные, многогранные, прямоугольные с
большим соотношением длин широкой и узкой сторон, а также
полые отливки разной формы, заготовки прокатных валков, колен-
чатых валов и шатунов крупных судовых двигателей и др.
Учитывая широкие возможности получения методом ЭШП слит-
ков металла разного состава и большого ассортимента литых
заготовок при относительно невысокой стоимости оборудования для
его осуществления, у нас в стране и за рубежом эксплуатируют и
продолжают строить сотни электрошлаковых печей разных назна-
чений, типов и конструкций. Классифицировать эти печи сложно,
поэтому установки электрошлакового переплава целесообразно груп-
пировать по тем или иным существенным признакам.
Электрошлаковый переплав может быть осуществлен по разным
схемам. Наиболее простой схемой ЭПШ является переплав расхо-
дуемого электрода в глуходонный кристаллизатор при их полной
относительной неподвижности. Условием проведения процесса по
такой схеме является равенство сечений электрода и слитка, вслед-
ствие чего при оплавлении электрода шлаковая ванна сама пере-
мещается вверх.
Однако значительно чаще используют схемы ЭШП с относитель-
ным перемещением электрода и кристаллизатора (рис. 94). Наиболее
простым и поэтому наиболее распространенным является переплав
опускающихся электродов в глуходонный неподвижный кристалли-
затор (рис. 94, а). Переплав можно осуществлять и в укороченные
кристаллизаторы, при этом по мере наплавления слитка либо слиток
вытягивают из неподвижного кристаллизатора (рис. 94, б), либо
кристаллизатор перемещают относительно неподвижного слитка (рнс.
94, в). При этих схемах переплава используют расходуемые элект-
роды меньшего сечения, чем сечение слитка. Вместе с тем методом
ЭШП можно переплавлять электроды большего сечения, чем сечение
получаемого слитка. В этом случае используют уширенные в верхней
Части короткие кристаллизаторы, которые по мере наплавления
слитка перемещают вверх вслед за поднимающимся электродом
(рис. 94, г). ЭШП может быть осуществлен при питании установок
постоянным или переменным током, однофазным или трехфазным
187
Рис. 94. Схема осуществления ЭШП с относительным перемещением электрода
и кристаллизатора:
а — электрод опускается, кристаллизатор и слиток неподвижны, б — электрод и
слиток опускаются, кристаллизатор неподвижен, в — слиток неподвижен, электрод
опускается, кристаллизатор поднимается, е — слиток неподвижен, электрод и
кристаллизатор поднимаются
Рис. 95. Схема переплава нескольких электродов в одной шлаковой ванне:
а — на однофазной установке нескольких параллельно включенных электродов
(расщепленного электрода) с получением одного слитка, б — на трехфазной установке
трех электродов с получением нескольких слитков, в—двух последовательно
включенных электродов (бифилярная схема)
промышленной, пониженной или высокой частоты. Переплавлять
можно один сплошной или полый расходуемый электрод или два
и более электродов, причем несколько электродов можно переплав-
лять в общей шлаковой ванне и получать один или несколько
слитков (рис. 95).
2. Конструкция установок ЭШП Для получения слитков
Электрошлаковый переплав осуществляют, как правило, на воз-
духе, поэтому по сравнению с установками для ВДП, ЭЛП и ПДП
установки ЭШП более просты.
188
Типовая однофазная установка для получения сортовых и лис-
товых слитков (рис. 96) состоит из стойки-колонны 3, по которой
при помощи специальных механизмов перемещаются каретки 4 и
10 — электрододержателя и кристаллизатора, электрододержателя 5 с
механизмом зажима электрода, кристаллизатора 6, поддона 8, ис-
точника питания токоподвода 11, системы охлаждения поддона и
кристаллизатора, приборов контроля и управления. Стойку выпол-
няют обычно в виде пустотелой колонны, в верхней части которой
перемещается контргруз, связанный с электрододержателем тросом,
перекинутым через блок; контргруз служит для уравновешивания
части массы электрода с электрододержателем. Нижняя часть стойки
используется как канал вентиляционной системы для отсоса выде-
Рис. 96. Бифилярная установка для ЭШП стали:
1 —привод механизма перемещения электродов, 2 — трос контргруза, 7 —тележка,
9 — механизм перемещения кристаллизатора, 12 — трансформатор (остальные обоз-
начения в тексте)
189
ляющихся из кристаллизатора газов и пыли. Конструкция глуходон-
ных кристаллизаторов установок ЭШП аналогична конструкции
кристаллизаторов вакуумных дуговых печей. Вместе с тем более
равномерное выделение тепла в шлаковой ванне по сравнению с
дугой и большая тепловая инерция шлаковой ванны создают бла-
гоприятные условия для обогрева металла при ЭШП, что позволяет
переплавлять металл не только в круглые, но и в квадратные и
прямоугольные кристаллизаторы, получая сортовые и листовые
слитки. Для повышенной механической прочности прямоугольных
кристаллизаторов их усиливают ребрами жесткости.
Снизу кристаллизатор закрывают поддоном, устройство которого
аналогично устройству поддонов вакуумных дуговых печей, а сверху
на кристаллизатор устанавливают коробку, (на рис. 96 не показана),
связанную через прорезь в колонне с вентиляционной системой и
предназначенную для улавливания выделяющихся из кристаллизатора
газов и уменьшения подсоса в кристаллизатор атмосферного воздуха.
Поддон располагается на самоходной тележке, которая после окон-
чания плавки и подъема кристаллизатора Перемещает поддон со
слитком в зону действия мостового крана.
Многие новые установки оборудованы устройствами для сифон-
ной заливки шлака в кристаллизатор, исключающими необходимость
расплавлять шлак в кристаллизаторе в начале переплава. В этом
случае увеличивается производительность установки и улучшается
строение нижней части наплавляемого слитка.
Как уже отмечалось, установки ЭШП могут работать и на
переменном, и на постоянном токе. Применение постоянного тока
вызвано главным образом желанием использовать электролиз рас-
плавленной ванны и добиться более глубокой очистки от некоторых
примесей (серы, кислорода, водорода и др.), а также работать на
одном и том же оборудовании для ЭШП и ВДП. Отечественные
установки ЭШП питаются более дешевым переменным током. Прак-
тика показала, что при переплаве на переменном токе достигается
более глубокое рафинирование металла, в частности от серы, что
связано с явлением электрокапиллярной вибрации, т. е. изменением
межфазного натяжения на границе металл—шлак при смене поляр-
ности. Это изменение вызывает вибрирование поверхности раздела
и облегчает переход серы в шлак На отечественных заводах
установки ЭШП питаются от силовых трансформаторов. Недостаток
обычных однофазных установок заключается в неравномерности
загрузки фаз силовой цепи и невозможности выполнить скомпен-
сированный токоподвод на участке электрод—кристаллизатор, поэ-
тому такие установки характеризуются большим индуктивным со-
противлением. Индуктивность трехфазных печей с одним кристал-
лизатором и расположением электродов по вершинам
190
равностороннего треугольника меньше, но в них нельзя получать
слитки прямоугольного или квадратного сечений. Расположение трех
электродов в ряд для получения квадратного или прямоугольного
слитка, а также переплав электродов в разные кристаллизаторы
нарушают компенсацию токоподвода, приводят к переносу мощности
между фазами и неравномерному плавлению электродов. Установку
приходится отключать после расплавления одного электрода, когда
значительная часть двух других еще не переплавлена.
В последние годы разработаны однофазные установки ЭШП по
так называемой бифилярной схеме. По этой схеме в одном крис-
таллизаторе переплавляют два электрода одинакового сечения, вклю-
ченных последовательно и подаваемых в шлаковую ванну с одина-
ковой скоростью одним электрододержателем с двумя изолирован-
ными токоподводами. Тем самым обеспечивается бифилярность
токоподвода на всех участках, включая и расходуемые электроды,
и достигается значительное снижение индуктивности короткой сети.
При этом значительно увеличивается производительность установки
и на 25—30% снижается расход электроэнергии. Это достигается
в результате не только улучшения параметров короткой сети, но и
благоприятного распределения температур в шлаковой ванне. При
ЭШП, проводимом по обычной схеме, значительная доля тока
проходит на кристаллизатор (рис. 97, а и б), а выделяющееся при
этом тепло уносится охлаждающей водой. При бифилярной схеме
основное количество тепла выделяется между электродами и полнее
используется на плавление и перегрев металла (рис. 97, в). Это
стабилизирует тепловое состояние ванны, а также устраняет опас-
ность -«пробоев» между слитком и кристаллизатором, возникающих
при нарушении шлакового гарнисажа и приводящих к появлению
дефектов поверхности слитка.
Рас. 97. Схема прохождения тока и образование «пробоев» в установках ЭШП
с обычным (а, б) и бифилярным (в) с изоляцией кристаллизатора от поддона
(а) и без изоляции при подвисании слитка (б)
191
3. Установки ЭШП специального назначения
Наряду с получением слитков сплошного сечения ЭШП широко
применяют для получения полых слитков. Наличие отверстия в
полом слитке положительно влияет на его структуру и свойства,
поэтому металл полых слитков можно использовать для изделий
ответственного назначения как после деформации (ковки, раскатки,
прессования), так и в литом состоянии, причем металл полых слитков
превосходит по свойствам не только деформированный металл
обычной выплавки, но и металл из слитков ЭШП сплошного сечения.
Для получения полых слитков созданы специализированные печи,
на которых при необходимости можно получать не только полые
слитки, заготовки и изделия, но и слитки сплошного сечения, а
также полые и сплошные фасонные отливки. Эти печи более сложны
по устройству по сравнению с печами для выплавки сплошных
слитков, так как их оборудуют специальными устройствами, в ча-
стности дорном для формирования полости, проводом для его пе-
ремещения, аппаратурой для контроля положения дорна относитель-
но уровня ванны и управления скоростью его перемещения и др.
Получение полых слитков и заготовок возможно электрошлаковой
прошивкой слитка, наплавляемого в глуходонный кристаллизатор, в
коротком кристаллизаторе с жестко закрепленным на его фланцах
дорном и в коротком кристаллизаторе с погружным дорном (рис. 98).
Рис. 98. Схемы получения полых слитков электрошлаковой прошивкой (а) в
коротком кристаллизаторе с закрепленным на нем дорном (б) и с погружным
дорном (в):
/ — привод колебания дорна по вертикали, 2 — привод качания дорна в горизонтальной
плоскости, 3— шток дорна, 4— поддон, 5 — струбцины, б— кристаллизатор, 7—
слиток, 8 — дорн, 9 — кронштейн крепления дорна
192
При выплавке полых слитков с прошивкой перемещают относительно
жестко закрепленного дорна кристаллизатор вместе с поддоном и
слитком (рис. 98, а). Для улучшения внутренней поверхности и
структуры металла дорну при помощи специальных приводов со-
общают вращательные и возвратно-поступательные колебания. Вы-
сота выплавляемого по такой схеме слитка ограничивается устой-
чивостью штока дорна (чем меньше диаметр отверстия, тем меньше
высота слитка). При выплавке полых слитков с жестко закрепленным
на фланце кристаллизатора Дорном вместо массивного электрода
приходится использовать расщепленный электрод, набранный из
стержней небольшого диаметра (рис. 98, б). Расплавляются стержни
в кольцевом зазоре между кристаллизатором и дорном. При этом
коэффициент заполнения кристаллизатора (отношение площади сум-
марного сечения стержней к площади сечения кольцевого зазора)
не превышает 0,2—0,3, поэтому этим способом даже при исполь-
зовании длинных стержней можно получать слитки ограниченной
высоты (< 1500 мм). Увеличить высоту наплавляемого слитка и
использовать более дешевые массивные электроды позволяет при-
менение схемы переплава с погружным дорном (рнс. 98, в).
В процессе плавки такой дорн верхней частью вместе с кронштейном
крепления находится в шлаковой ванне ниже расходуемого элект-
рода; при этом кронштейн не касается металлической ванны.
Принцип вытягивания слитка ЭШП из кристаллизатора, заимст-
вованный из непрерывной разливки стали, позволил создать агрегаты
непрерывного действия, а также решить многие задачи получения
фасонных электрошлаковых отливок Метод получения фасонных
изделий в водоохлаждаемом кристаллизаторе на основе электрошла-
кового плавления расходуемого электрода называют электрошлако-
вым литьем (ЭШЛ). В настоящее время этот метод широко исполь-
зуется для производства литых заготовок деталей ответственного
назначения. Установки ЭШЛ сохраняют практически все узлы,
свойственные установкам ЭШП, но у них существенно возрастает
роль кристаллизатора и усложняется его конструкция. При этом в
зависимости от формы и размеров отливок применяют разные схемы
их получения: вытягиванием из кристаллизатора (рис. 99, а), запол-
нением водоохлаждаемой формы металлом расходуемого электрода,
переплавляемого непосредственно в форме (рис. 99, б) или в
специальной плавильной емкости (рис. 99, в), и др.
В последнее время появились большегрузные многоэлектродные
печи ЭШП портального типа, позволяющие наплавлять слитки
диаметром до 3 м, массой до 250 ...300 1. Потребность в таких
слитках невелика, поэтому эти печи целесообразно использовать
также для получения обычных передельных слитков или отливок
несложной формы.
13 Зак. 3164
193
Рас. 99. Схема получения фасонных отливок вытягиванием кольцевой заготовки
из криволинейного кристаллизатора (а), плавлением электрода непосредственно в
форме (б) и переливом металла из плавильной емкости (в)
Разработаны конструкции многоцелевых трехфазных установок,
позволяющих получать один слиток массой до 250 т или одновре-
менно три или шесть сплошных или полых слитков массой от 70 до
3,5 т (рис. 100). Жесколько (шесть или семь) неподвижных элект-
родов с суммарным сечением, равным сечению получаемых слитков,
переплавляют в перемещающийся по ходу плавки вверх короткий
кристаллизатор с широкой верхней частью, в которой находится
шлаковая ванна, и с более узкой нижней, в которой формируются
наплавляемые слитки. Эти печи могут быть использованы для
Рас. 100. Многоцелевые многоэлектродные установки для получения одного
крупного слитка (а), нескольких мелких слитков (б) и биметаллической фасонной
заготовки (в)
194
получения одного или нескольких слитков, а также заготовок
биметаллических или гомогенных валков прокатных станов или
других литых изделий несложной формы. Наружный слой металла
таких биметаллических заготовок получают переплавом расходуемых
электродов, а центральная часть может быть изготовлена из другого
металла.
Важным достижением в области металлургии электрошлакового
переплава в последние годы стало создание специальных установок
для получения стали с высоким содержанием азота, значительно
превышающим предел его растворимости при нормальных условиях.
В аустенитных сталях раство-
ренный азот, образуя сверхна-
сыщенный твердый раствор, за-
метно увеличивает их предел
текучести, а в ферритных ста-
лях, образуя дисперсные выде-
ления нитридов, азот способен
заменить углерод при форми-
ровании разных микроструктур,
образующихся при термической
обработке железоуглеродистых
сплавов, и придать стали более
высокие стабильные свойства.
Для производства этих новых
материалов важно, чтобы в рас-
плавленную сталь вводилось
достаточно большое количество
азота, превышающее предел его
растворимости под нормальным
давлением, и чтобы по ходу
затвердевания предотвращать
потери азота. Наиболее техно-
логичным достижение этих це-
лей оказалось в процессе элек-
трошлакового переплава стали
под высоким давлением. Спе-
циально для производства азот-
содержащих сталей нового
класса разработана конструкция
установки ЭШП, способной ра-
ботать при давлении до
4,2 МПа (рис. 101). Высокое
Давление в плавильной камере
Рис. 101. Схема установки ЭШП для
переплава под высоким давлением:
1 — привод перемещения электрода, 2 —
винт механизма перемещения, 3— подвиж-
ная рама, 4 — месдоза (датчик массы элек-
трода), 5— объемная часть печи, б — шток
электрододержателя, 7 — электрод, 8 —
рубашка водяного охлаждения, 9 — шлаковая
ванна, 10 — слиттж, 11 — кристаллизатор,
12—фланец, 13— камера высокого давле-
ния, 14— питатель для легирующего сплава,
15 — кабель, 16 — направляющая система
перемещения электрода, 17 — площадка тех-
нического обслуживания
13*
195
этой установки служит исключительно для предотвращения испаре-
ния азота, который непрерывно вводится в процессе переплава в
виде соединений, например SiN* непосредственно в металл через
шлаковую ванну. Легирование металла азотом из газовой фазы
оказывается неэффективным вследствие недостаточно продолжи-
тельного контакта каждой порции (капли) металла со шлаком.
Глава 14. Шлакоплавильные печи
1. Печи для выплавки синтетических шлаков
Печи для выплавки синтетических шлаков (табл. 7) — агрегаты
непрерывного действия, работающие на трехфазном токе промыш-
ленной частоты. По своим параметрам они сопоставимы с дуговыми
сталеплавильными и ферросплавными электропечами, но предназна-
чены для плавления не металлов, а шлаков, используемых в стале-
плавильных цехах при внепечном шлаковом рафинировании. Учи-
тывая особенности взаимодействия шлаковых расплавов с матери-
алами огнеупорной футеровки, необходимость периодического слива
из печи относительно небольших порций шлака, специфику исполь-
зуемых шихтовых материалов и другие особенности в их работе, в
конструкцию дуговых печей для плавления синтетических шлаков
привнесено много изменений, отличающих их от дуговых сталепла-
вильных и ферросплавных электропечей.
В серии этих шлакоплавильных печей базовой моделью является
ДПСШ-1 (дуговая печь синтетических шлаков), по аналогии с ко-
торой спроектированы остальные модели печей. Печь ДПСШ-
1 (рис. 102) выполнена стационарной с цилиндрическим кожухом
и плоским днищем, которым она опирается на фундаментные балки.
Для выпуска очередной порции шлака печь оборудована стацио-
нарным желобком и водоохлаждаемой шлаковой леткой с водоох-
лаждаемой пробкой. Открывается шлаковыпускное отверстие при
помощи механизма с электромеханическим и пневматическим при-
водом. При закрывании отверстия изопор с пробкой движется под
действием сил тяжести (собственной или контргруза).
Металл, накапливающийся на поДине в результате восстановления
оксидов из шихтовых материалов, выпускают один раз в два—три
месяца через металлическую летку, расположенную ниже шлаковой.
В рабочем состоянии печи эта летка забита углеродистой массой,
а отверстие в кожухе закрыто фланцем.
Электрододержатели для зажима графитированных электродов
выполнены с подвижными каретками, которые перемещаются по
вертикальным стойкам зубчатой рейкой, получающей движение от
196
Таблица 7. Техническая характеристика электропечей для выплавки синтетических шлаков
Параметры | ДПСШ-1 [бРРКЗ-2, 5ФС| 6РКЗ-4, 5ФС | 6РКЗ-9ФС | 6РКЗ-9ФСА | ОКБ-1320
Производительность печи, т/ч 1,6 1,0 1,6 2,5—3 2—2,2 5
Вместимость печи по шлаку, т/ м3 31 8,0 24 24 24 57
Мощность трансформатора, МВ • А 2,5 4,5 10,5 9,0 12,5
Пределы вторичного напряжения, В 154—308 154—308 154—307 182,5—273 117,5—318 250—150
Максимальный ток, кА 13,45 8,11 13,525 22,2 16,35 28,9
Диаметр электродов, мм 500 350 500 500 500 555
Диаметр плавильного пространства, мм 5380 3550 5380 5380 5380 6000
Глубина ванны от уровня норма, мм 1345 965 1375 1375 1375 1600
Высота уровня порога до пят свода, мм 1400 999 1305 1305 1305 1510
Внутренний диаметр кожуха, мм 6336 4500 6336 6336 6336 7000
Толщина футеровки подины, мм 1245 1245 1655 1655 1655 1655
Толщина свода, мм 300 300 300 300 300 300
Расход воды на охлаждение печи, м3/ч 340 180 250 280 280 560
Масса печи, т 361 180 304,5 314 314 507
Рис. 102. Печь для выплавки синтетических шлаков:
1—металлоконструкции основания, 2— кирпич шамотный, 3 — кирпич магнезитовый,
4 — порошок магнезитовый, 5 — блоки углеродистые, 6 — холодильник, 7 — система
гаэоотсоса, 8 — кирпич магнезиохромитовый, 9 — летка шлаковая, 10 — механизм
стопорный, 11—желоб сливной
электромеханического привода. Зажим электродов осуществляется
пружинно-пневматическим механизмом. На печи применена комби-
нированная водоохлаждаемая футеровка. Подина состоит из изоля-
ционного (асбест и два ряда щамотного кирпича), защитного
(выполняемого набивкой из магнезитового порошка) и рабочего
слоя. Рабочий слой выполняют из двух рядов углеродистых блоков,
уложенных на углеродистой массе, причем нижний ряд выкладывают
с зазорами между блоками, в которые набивают углеродистую массу,
а верхний ряд кладут без зазоров. Также без зазоров из клиновых
углеродистых блоков выкладывают откосы. Пространство между
блоками и кожухом заполняют углеродистой массой.
Стены на уровне шлакового пояса выкладывают из латунных
плитовых холодильников, которые чередуют по высоте с рядами
магнезитового кирпича. Поверхности холодильников, обращенные
внутрь печи, покрывают огнеупорной обмазкой. В процессе работы
печи на холодильниках образуется гарнисаж, который защищает
футеровку от взаимодействия с синтетическими шлаками. Рабочий
198
слой футеровки стен выше уровня шлака и свод изготовляют из
магнезитохромитового кирпича. Изоляционный слой футеровки стен
состоит из асбеста и шамотного кирпича.
Шихтовые материалы в печь загружают через рабочее окно. Для
уменьшения потерь тепла при загрузке в заслонке рабочего окна
устроено отверстие для ввода загрузочной трубы напольной загру-
зочной машины. Это отверстие закрывается специальной дверцей,
а заслонку окна поднимают лишь во. время осмотров и ремонтов
печи. Шихтовые материалы (известь и глиноземсодержащие мате-
риалы — отходы ферросплавной и абразивной промышленности,
электрокорунд) задают в приемные бункеры загрузочной машины.
Из бункеров лотковыми питателями материалы подают в приемную
воронку загрузочной трубы. Движение материалов от приемной
воронки к печи обеспечивается вибрацией трубы, установленной
под углом 2—4° к горизонтали. Конец вибрационной трубы, вво-
димый в пространство печи, выполняют водоохлаждаемым. Управ-
ление загрузкой осуществляется дистанционно с пульта печи. Печь
оборудована системой улавливания дымовых газов и пыли.
2. Флюсоплавильные печи
В электросталеплавильных цехах с установками ЭШП для полу-
чения жидких шлаков (флюсов), под которыми осуществляется
переплав, часто используют флюсоплавильные печи. Плавление
флюсов является простой технологической операцией, и его целе-
сообразно проводить на несложных специализированных установках,
освобождая основные плавильные агрегаты для их более рациональ-
ного применения. Тип флюсоплавильной печи (табл. 8) выбирают,
исходя из массы слитков, наплавляемых на установках ЭШП. Так,
печь У-560 применяют для обслуживания установок ЭШП, рассчи-
танных на получение слитков массой до 5 т, а печи У-360М и
ОКБ-1449 пригодны для обслуживания установок, предназначенных
для выплавки слитков массой до 15... 20 т.
Несмотря на ряд конструктивных особенностей, устройство флю-
соплавйльных печей в основном одинаково. Основные узлы печей
следующие: колонна, электрододержатель, каретка электрододержа-
теля, тигель-ковш, тележка, электрическое оборудование (рис/103).
В качестве колонны обычно используют цилиндрическую трубу,
на которой закрепляют рейки трапецеидального сечения — направ-
ляющие каретки электрододержателя. Перемещение каретки осуще-
ствляется электромеханическим приводом с зубчатой рейкой. Элек-
трод в электрододержателе крепится При помощи пружинно-пнев-
матического или грузового устройства.
Флюс получают в неохлаждаемых тигель-ковшах, футерованных
углеродистыми материалами. Тигель-ковш используют также для
199
Таблица 8. Техническая характеристика флюсоплавильных печей
Параметры | У-560 | У-360М | ОКБ-1449
Масса расплавляемого флюса, кг 200 200—1000 £1000
Максимальный ток, кА 8 15 8,5
Рабочее напряжение, В 47—70 42—94 50—125
Число электродов 1 1 2
Размеры электродов, мм:
длина 2000 3000 2500
диаметр 150—200 250—350 225
Размеры печи, мм:
длина 3425 3700 4400
ширина 1300 3200 4000
высота 3810 7280 5200
Расход воды, м3/ч 15 30 5
Масса печи, кг 4820 13458 15000
транспортировки расплава флюсов и заливки его в кристаллизаторы
установок ЭШП. Тигель-ковш состоит из трех основных элементов:
графитового тигля, стального, корпуса и подвески для транспорти-
ровки ковша. Тигли относительно небольшой вместимости (до 200 ...
35Q кг) изготовляют монолитными, крупные тигли футеруют бло-
ками разной формы и размеров. Небольшие (вместимостью до 50 кг)
тигель-ковши снабжены ручным приводом наклона для слива рас-
плава в кристаллизатор, более крупные тигель-ковши наклоняют при
помощи электромеханического привода, а для наклона тигель-ковшей
большой вместимости применяют специальные устройства - канто-
ватели.
Тигель-ковш устанавливают на медный водоохлаждаемый поддон,
закрепленный на самодвижущейся тележке, которая перемещается
перпендикулярно фронту печей. Поддон электрически изолирован
от тележки. Подвод тока от трансформатора к электрододержателю
и поддону осуществляется шинами и водоохлаждаемыми кабелями.
На электрододержателе подвод тока от крепежной призмы до головки
осуществляют водоохлаждаемыми трубошинами.
На флюсоплавильных печах применяют один или два графитовых
нерасходуемых электрода, включаемых в цепь последовательно с
тигель-ковшом и поддоном. Два нерасходуемых электрода применены
на печи ОКБ-1449. Это несколько усложнило конструкцию печи, но
последовательное (бифилярное) включение двух электродов позво-
лило расположить практически по всей длине короткой сети про-
водники с противоположным направлением тока на близком друг
200
Рве. 103. Флюсоплавильная печь:
1 — тележка, 2 — тигель-ковш, 3 — крышка, 4 — система загрузки флюса, 5 —
бункер, 6 —колонна, 7 — электрододержатель, 8— привод электрододержателя, 9—
токоподвод
от друга расстоянии, уменьшить потери энергии на электромагнитные
поля и заметно снизить удельный расход электроэнергии на рас-
плавление флюса. Роль токоподводящей контактной поверхности
тигель-ковшей выполняет выступающая из стального корпуса донная
часть тигля, которая касается поддона. Для большей надежности
контакта с поддоном днища тигель-ковшей большой вместимости
снабжают медными вставками.
Расплавляют флюс в следующей последовательности. Цеховым
краном тигель-ковш ставят на предварительно выдвинутую из-под
печи тележку с поддоном. Затем тележку возвращают в рабочее
положение, в тигель опускают электрод до касания с дном тигля.
Засыпают в тигель небольшую порцию флюса и включают элект-
рический ток Первые. порции флюса расплавляются в дуговом
режиме, а после появления жидкого шлака и замыкания им элект-
рической цепи между тиглем и электродом процесс переходит в
электрошлаковый режим. По мере оплавления твердого флюса в
тигель засыпают новые порции. Контролируют процесс визуально,
управляют электрическим режимом вручную.
После расплавления требуемого количества флюса и перегрева
расплава до требуемой температуры электрический ток выключают,
поднимают электрод и тележку с тигель-ковшом выкатывают из-под
печи для захвата тигель-ковша краном и транспортировки его к
установкам ЭШП.
201
Раздел III. Ферросплавные печи
Глава 16. Типы ферросплавных печей
1. Рудовосстановительные печи
Рудовосстановительными называются печи, в которых одновре-
менно с нагревом руд восстанавливается один или несколько оксвдов
руды за счет восстановителя, загружаемого вместе с ней, с обра-
зованием продукта, содержащего один или несколько элементов из
восстанавливаемых оксидов руды.
Рудовосстановительные печи, как правило, работают непрерыв-
ным процессом. Восстановитель — углерод. Электроды в. этих печах
постоянно погружены в шихту, которая загружается в печь по мере
ее проплавления, сплав и шлак выпускаются из печи периодически.
Непрерывным процессом выплавляются ферросилиций, углеродистый
феррохром, углеродистый ферромарганец, силикокальций, сили-
кохром и силикомарганец, высокомарганцовистый бесфосфористый
шлак. Печи этого типа оснащены мощными трансформаторами
(16,5 ... 102 МВ * А), так как реакция восстановления углеродом
протекает с поглощением тепла.
По конструкции эти печи могут быть открытыми, полузакрытыми
и герметизированными, с дожиганием газа под сводом (рис. 104).
Ванна печи может быть стационарной и вращающейся. В зависи-
мости от формы ванны печи бывают круглыми, прямоугольными и
овальными.
При питании переменным током нормальной (50 Гц) и пони-
женной (10 Гц) частоты печи могут быть однофазными и трехфаз-
ными. Перспективно использование печей, работающих на постоян-
ном токе. Однофазные печи применяются ограниченно, так как
являются однофазной нагрузкой в электрическую сеть. Это создает
асимметрию в трехфазной сети и необходимость регулирования
нагрузки в других фазах при изменении нагрузки печи. Трехфазные
печи строят с тремя электродами, которые располагают в линию и
по углам равностороннего треугольника, с шестью электродами,
расположенными в линию, и с двенадцатью, располагая их по кругу
(проект ВНИЭТО) (рис. 105).
В настоящее время наиболее распространены круглые трехфазные
печи (рис 105, в). Так как теплоотдающая поверхность относительно
мала, под электродами образуется общая плавильная ванна, что дает
возможность оборудовать печь только одной леткой. Эти печи можно
делать с вращающейся ванной. Если короткая сеть этих печей имеет
рациональную конструкцию и они снабжены установками компен-
сации реактивной мощности, то коэффициент мощности у них может
202
Рис. 104. Схемы печей:
а — открытой, б — закрытой, в — герметизированной, г — с дожиганием газа под
сводом; 1 — ванна печи, 2 — электрод, 3 — электродный зажим, 4 — зонт, 5 —
загрузочная машина, б —свод, 7 — загрузочный желоб, 8— газозаборный стакан,
9 — наклонный газоход, 10 — песочный затвор, // — загрузочная воронка, 12 —
свод, 13 — смотровые окна, 14 — уплотнение, 15 — горизонтальный газоход, 16 —
вертикальные газоходы, 17 — котлы-утилизаторы, 18— пароперегреватели
Рис. 105. Схемы печей, питаемых трехфазным переменным током от одного (в, .
в), трех (б, в) и шести (д) трансформаторов:
а, 6 — с прямоугольной, в, a — с круглой, д — с кольцевой ваннами; / —
трансформатор, 2 — короткая сеть, 3 — электрод, 4 — ванна печи, 5 — выпускной
желоб
203
достигать 0,95 (даже у печей мощностью 40... 100 мВ • А). Трехэ-
лектродные печи с электродами, расположенными в линию (рис
105, а), и с прямоугольной ванной имеют низкий коэффициент
мощности, для них характерно перераспределение мощности по фа-
зам. В связи с этим такие печи для производства ферросплавов не
строятся. Шестиэлектродные печи (рис105, б) тоже имеют прямо-
угольную ванну и линейное расположение электродов, но они пи-
таются от трех однофазных трансформаторов и представляют, по
существу, три однофазные печи с общей ванной. Такая конструкция
обеспечивает минимальные электрические потери в короткой сети,
позволяет регулировать расстояние между электродами, облегчает
загрузку шихты. В таких печах большой мощности (до
63 МВ*А) выплавляют сплавы марганца.
Рудовосстановительные печи могут быть с неподвижной и с
вращающейся ванной (рис. 106). При выплавке ферросплавов в
печах со стационарной ванной спекающуюся шихту на колошнике
приходится разрыхлять либо вручную, либо специальными шуро-
вочными машинами. При вращении ванны шихта разрыхляется
электродами, Что способствует повышению газопроницаемости ших-
ты и улучшению условий восстановления элементов в плавильном
тигле. Кроме того, при вращении ванны увеличивается срок службы
футеровки, так как зона высоких температур непрерывно переме-
щается относительно футеровки. По всей площади ванны разруша-
ется карбидный и шлаковый козел, что препятствует зарастанию
плавильного тигля карбидами и шлаком и удлиняет кампанию печи.
Вращение ванны, позволяет снизить расход шихтовых материалов,
повысить производительность печи на 3... 6 % и снизить расход
электроэнергии на 4...5%.
Открытые ферросплавные печи используют для выплавки высо-
кокремнистых ферросплавов, которые нельзя выплавлять в печах
других типов. При выплавке высококремнистых ферросплавов про-
исходит периодическое спекание шихты на колошнике и образование
«свищей», мест локального выделения печных газов. Газ бесполезно
сгорает на колошнике, создаются неблагоприятные условия работы
персонала, осложняется работа системы газоочистки вследствие
разложения в ней газа SiO с выделением значительного количества
пыли.
Закрытые рудовосстановнтельные печи используют для выплавки
большинства сплавов кремния, хрома и, прежде всего, марганца. По
конструкции они отличаются от открытых печей наличием свода.
Это улучшает условия труда и срок службы оборудования, позволяет
утилизировать газы, имеющие высокую теплотворную способность
(около 19,5 МДж/м3). Шихту в закрытые печи загружают через
установленные в своде загрузочные воронки. Часть газа (до 15 %)
204
из подсводного пространст-
ва проходит через шихту в
загрузочных воронках и
сгорает над ними. Как пра-
вило, загрузочные воронки
расположены симметрично
электродам, и шихта, загру-
жаемая в зазор между элек-
тродом и воронкой, служит
уплотнителем, препятствую-
щим чрезмерным потерям
печных газов в атмосферу.
Наличие свода на руднотер-
мической печи делает необ-
ходимым удлинение рабоче-
го конца электрода, что
приводит к дополнительным
потерям электроэнергии.
Недостатков закрытых пе-
чей лишены герметизиро-
ванные печи, у которых
электрододержатель поме-
щен в подсводное про-
странство. Шихта в печь по-
даётся по труботечкам. За-
зоры между электродами,
труботечками и сводом
Рве. 106. Схема закрытой печи типа РКЗ-ЗЗМ2
с вращающейся ванной и загрузкой шихты
через воронки:
1 — кожух, 2 — опорные ролики, 3 — привод
механизма вращения ванны, 4 — опорная плита,
5 — центральная опора, 6 — футеровка, 7 —
электрод, 8 — водоохлаждаемый свод, 9 —
загрузочная воронка, 10 — электродный зажим,
11 — контактные щетки, 12 — зонт, 13 — короткая
сеть, 14 — несущий цилиндр, 15 — направляющий
аппарат, 16 —гидроподъемник, 17—механизм
перепускания электродов
тщательно уплотнены, что
исключает потерю даже ми-
нимального количества газа.
Колошник печи обслужива-
ется самоходным и стацио-
нарным прошивающим
устройством. Установлено,
что количество тепла отхо-
дящих от печи газов соиз-
меримо с расходом элект-
роэнергии, в связи с этим
в последнее время в прак-
тике ферросплавного производства все шире применяют печи,
оборудованные устройствами для улавливания тепла отходящих
газов. На этих печах обеспечивают сжигание газа на колошнике
под сводом печи за счет подсасываемого воздуха. Газ разбавляется
воздухом в два—три раза. Над колошником печи устанавливается
205
пароперегреватель, а первичный нагрев воды и получение пара
осуществляются в горизонтальном и вертикальном газоходах. Газ
очищается в рукавных фильтрах (степень очистки 98 %). Шихта в
печь загружается через специальные отверстия в пароперегревателе.
Эти печи сохраняют технологические преимущества открытых печей,
позволяют утилизовать тепло отходящих газов и при их сооружении
сокращаются расходы на газоочистку.
2. Рафинировочные печн
Рафинировочные печи являются по существу рудовосстанови-
тельными печами, однако отличаются от последних конструкцией и
технологией производства в них ферросплавов. В рафинировочных
печах, (рис. 107) с использованием в качестве восстановителя крем-
ния либо кремния в смеси с алюминием выплавляют низкоуглеро-
дистые феррохром и ферромарганец, феррованадий, силикокальций.
В связи с тем, что реакции восстановления кремнием и алюминием
экзотермические, эти печи оборудуются трансформаторами малой
мощности (2 ... 7 МВ * А). Рафинировочные печи работают перио-
дическим процессом с полным проплавлением шихты. Плавка, как
правило, состоит из двух периодов: восстановительного и рафини-
ровочного.
По конструкции печи могут быть открытыми и закрытыми. Для
обеспечения полного выпуска продуктов плавки из печи они обо-
рудуются механизмом наклона. Печь вращается с помощью элект-
ромеханического привода и роликов, установленных на опорных
тумбах. Механизмы перемещения электродов и электрододержатели
аналогичны применяемым на дуговых сталеплавильных печах. Те-
лескопические стойки механизма перемещения электродов целесо-
образно крепить на отдельном от печи фундаменте. При наклоне
печи электроды поднимаются, ио не наклоняются. Это важно при
использовании самоспекающихся электродов. Процесс плавки ведет-
ся с открытыми дугами (напряжение 250...370 В). Это позволяет
избежать науглероживания расплава углеродом электродов.
3. Рудоплавильные печн
Рудоплавильными называют печи, в которых нагрев руды сопро-
вождается лишь ее расплавлением без проведения химической
реакции. Целью расплавления может быть необходимость гомоге-
низации нескольких оксидов, получение расплава для перелива в
другой агрегат.
Рудоплавильные печи используют для получения синтетических
шлаков для отработки стали, флюсов для электрошлакового пере-
плава, рудно-известкового расплава, для производства безуглероди-
206
Рис. 107. Схема открытой рафинировочной печи типа РКО-3,5:
1, 3, 4 — колонки, 2 — электрод, 5 —шихта, б —механизм наклона печи, 7 —
кожух, 8 — летка, 9 — футеровка, 10 — механизм вращения ванны, 11 — гибкий
кабель, 12 — пакет шин
стого феррохрома методом смешивания расплавов. По конструкции
эти печи аналогичны дуговым сталеплавильным печам (рис. 108),
оборудуются трансформаторами мощностью 7... 10 МВ А. Про-
цесс выплавки — периодический.
4. Горны металлотермии
Производство некоторых видов ферросплавов не требует внеш-
него подвода тепла, так как для протекания процесса достаточно
тепла, выделяющегося в результате взаимодействия оксидов шихты
и восстановителя. Подобные ферросплавы выплавляют в плавильных
горнах (шахтах). Горны круглого сечения выполняются из листового
железа или из отдельных литых секций, скрепленных болтами.
Футеровка набивная магнезитовая. Горны могут быть неподвижными
или устанавливаться на тележки. Установленные на тележки горны
207
Рис. 108. Схема рудоплавильной
печи типа РКЗ-10, 5РРН1:
1— механизм наклона печи, 2 —
кожух ванны печи, 3 — футеровка
ванны, 4 — свор, печи, 5 — патрубок
для отсоса газов, 6 — электро-
додержатель, 7 — механизм
перемещения электродов, 8 — ко-
роткая сеть, 9—трансформатор
подают для проведения плавки в плавильную камеру или ‘под
электроды дуговой пени (рис. 109).
Размеры горна и его конструкция должны соответствовать спо-
собу загрузки шихты в горн и тому, как остывает сплав и шлак
(плавка на блок, с выпуском шлака, с выпуском сплава и шлака).
Плавка в горне — процесс периодический и может осуществляться
по двум вариантам: с верхним запалом и с нижним.
Для плавки с нижним запалом используют разборный чугунный
горн, футерованный молотым магнезитом. Обычно горн устанавли-
вается на тележку, которая закатывается в плавильную камеру. На
дно горна загружается запальная смесь и поджигается электроза-
палом. Шихта из бункера шнековым дозатором равномерно загру-
жается в горн. Достоинства этой схемы — практически полное
использование объема горна, возможность регулирования скорости
проплавления, малые тепловые потери, так как зеркало жидкого
расплава постоянно покрыто слоем шихты.
Недостатками плавки с нижним запалом являются малая повер-
хность реагирования, так как восстановительные процессы идут на
границе твердая шихта — расплав, требуется достаточно высокий
уровень механизации, большие потери восстановленного элемента
в улет, большой вынос пыли.
Для проведения плавки с верхним запалом достаточно один раз
заполнить горн шихтой. Запальная смесь укладывается сверху на
шихту и поджигается электрозапалом. При плавке по этой схеме
уменьшается улет восстановленных элементов и вынос пыли, процесс
идет с большой скоростью, так как капли сплава, опускаясь,
нагревают нижние слои шихты, а также из-за большой поверхности
контакта реагирующих фаз.
208
Рис. 109. Схема гирегатов металлотермии:
а — горн без злектроподогрева, б — злектропечной агрегат для металлотермической
плавки с подогревом; / — бункер с шихтой, 2 — питатель, 3 — плавильная камера,
4 — газоотвод, 5 — плавильный горн, 6 — циклон, 7 — электрод, 8 —
алектродедержателз, 9—механизм перемещения электродов
Однако при использовании этой схемы невозможно регулировать
скорость процесса, увеличиваются потери сплава в вице корольков.
Объем горна используется полезно только на 30%.
Глава 16. Механическое оборудование
1. Кожух н футеровка печн
Кожух рудовосстановительной ферросплавной печи является не-
сущ^ конструкцией, воспринимающей нагрузки, создаваемые фу*
теровкой печи, загруженными в нее Платовыми материалами, спла-
вом и шлаком. Он должен также противостоять нагрузкам, возни-
кающим при термическом расширении футеровки. Наличие на.
ферросплавной печи кожуха позволяет герметизировать ее и ути-
лизировать газ. На кожух навешивается арматура разных обслужи-
вающих печь устройств и механизмов, в частности, выпускного
желоба. Форма горизонтального сечения печи определяется формой
ванны, а она может быть круглой, прямоугольной, квадратной,
треугольной, овальной. Форма вертикального сечения кожуха вы-
бирается из условия максимальной прочности. Она может быть
прямоугольной, с выпуклыми или наклонными боковыми сторонами.
Днище кожуха может быть коническим, плоским и сферическим.
Кожух изготовляют из листовой стали толщиной 15... 25 мм. Жес-
ткость кожуха усиливается вертикальными ребрами и горизонталь-
ными поясами. На закрытых печах роль верхнего пояса жесткости
14 Зак. 3164
209
выполняет короб песочного затвора. Места крепления выпускного
жйЯоба усиливаются либо дополнительными ребрами жесткости,
либо стальной плитой. Руднотермические печи оборудуются одним
или двумя выпускными желобами для выпуска сплава и шлака.
В ряде технологических процессов предусмотрен раздельный выпуск
сплава и шлака. В этом случае печь оборудуется специализирован-
ными летками на разных уровнях.
I пшм та tn ла и i л п ж
Рис. 110. Футеровка печи РКЗ-ЗЗМ2 для выплавки ферросилиция:
I...XIII — слои кладки; 1 — картон асбестовый, 2 — углеродистая масса, 3 — паста
графитовая, 4 — кирпич шамотный, 5 — шамот молотый, 6 — глинозем, 7 — углеродистый
блок
210
На стационарных печах кожух монтируется на фундаменте печи,
а на вращающихся — на опорной плите механизма вращения ванны.
Назначение огнеупорной футеровки ферросплавной печи анало-
гично назначению футеровки любого другого металлургического аг- ;
регата: концентрация тепла в плавильной зоне, уменьшение тепло-
потерь в окружающее пространство и уменьшение тепловых нагрузок
на металлические конструкции печи. Конструкция футеровки и ис-
пользуемые для ее изготовления материалы определяются техноло-
гией выплавки сплава и шлака. Большинство печей имеют трех-
слойную футеровку: наружный соприкасающийся с кожухом слой —
теплоизоляционный; внутренний соприкасающийся с жидкими про-
дуктами плавки, шихтой, газом — рабочий; слой между рабочим и
теплоизоляционным — арматурный. На руднотермических печах ра-
бочий слой футеровки защищен гарнисажем — тугоплавким конгло-
мератом из шихты, сплава и шлака. Значительная толщина футеровки
подины (-2 м) необходима для обеспечения большой тепловой
инерции нижней части печи. Рабочий слой футеровки на печах,
выплавляющих ферросилиций, силикокальций, кристаллический крем-
ний, углеродистый ферромарганец, силикомарганец и силикохром,
изготовляют из углеродистых блоков, а при выплавке углеродистого
феррохрома из магнезитовых огнеупорных материалов.
На рис. ПО приведен один из вариантов футеровки закрытой
вращающейся печи мощностью 23 МВ * А, предназначенной для
выплавки сплавов с кремнием. Такая футеровка служит 8... 10 лет.
Футеровка рафинировочных печей аналогична по конструкции и
используемым огнеупорным материалам футеровке дуговых стале-
плавильных печей.
Металлотермические горны, как правило, футеруют магнезито-
выми огнеупорными материалами. Футеровка либо набирается из
кирпичей, либо выполняется набивной. Срок службы футеровки
металлотермического горна достаточно большой, так как мало время
металлотермического процесса.
2. Определение параметров ванны ферросплавной печи
Геометрические параметры ванны выбирают на основании подо-
бия проектируемой печи хорошо работающим печам. Типовой рад
отечественных ферросплавных печей приведен в табл. 9, а техни-
ческие характеристики действующих печей — в табл. 10, 11.
При расчете геометрических параметров печи в качестве опре-
деляющего линейного размера используют расчетный диаметр элек-
трода
dg = 4Ip/(nJ),
где /р — рабочий ток в электроде, A; J— рациональное значение
14*
211
KJ
>-*
KJ
Таблица 9. Основные параметры стандартных ферросплавных электропечей
Параметры печи РКО-2,5 РКО-3,5 РКО-10,5 РКО-16,6 РКО-16,5 РКЗ-24 РКЗ-ЗЗ РПЗ-48 PK3-63
Мощность, МВ-А 2,5 3,5 10,5 16,5 i 24,0 33,0 48,0 63,0 Вторичное напряжение, В 178—89 371—260 250—100 210—132 245—155 250—130 137,0—238,5 175—325 Максимальный ток в электроде, кА 13,0 13,0 38,4 59,0 71,0 87,0 111,8 185,0 Диаметр электрода, мм 300—400 300—450 800 1200 1200 1500 2800 х 650 1900 Диаметр распада электро- дов, мм 1200—1400 1200—1400 — 2900 3400 4000 3300 5200 Максимальный ход элект- РОДа, мм 2700 2700 4000 6200 7200 8700 20340 x 6000 12200 Диаметр ванны, мм 2700 2700 4000 6200 7200 8700 20340 х 6000 12200 Глубина ванны, мм 1200 1300 1700 2300 2600 8700 2850 4240 Диаметр кожуха, мм 4300 5000 6200 7800—8300 8900 10500 7800 14000 Скорость вращения ван- ны. об/ч 5,4 5,4 1—2 1/33; 1/132 1/48:1/194 1/60; 1/200 — — Угол наклона ванны в сторону слива, град 30 30 30 — — — _ _ Примечание. Печи РКО — руднотермические круглые; РКЗ — руднотермические круглые закрытые; РПЗ — руднотермические прямоугольные закрытые.
213
Таблица 10. Технические данные некоторых работающих ферросплавных печей
Сплав Мощность печи, кВА Диаметр электрода, мм Диаметр распада, мм Диаметр ванны, мм Глубина ванны, мм Толщина подины, мм А’2 р’2, кВ-А/м2 Плотность тока в электроде, А/см2
Ферровольфрам 3500 450 1200 3120 1000 1000 1,6 3125 7,7
16500 1200 2800 5000—7000 2250 2150 0.42 2700 5,3
Углеродистый ферро- хром 36000 1650 Нет св. 10300 5080 Нет св. Нет св. Нет св. Нет св.
Малоуглеродистый феррохром 7000 350 1050 3200 1400 1800 2,6 8140 12,5
Безуглеродистый фер- рохром 3500 250 900 3000 1200 1800 2,5 5560 13,3
48 %-ный ферросили- кохром 33000 1500 3900 8350 3650 2650 — 2764 7,5
Металлический марга- нец 5000 400 1250 Нет св. 1000 1480 Нет св. 3205 7,2
25 %-ный ферросили- ции 21000 3 1200 3100 6740 2350 » • 2250 1,02 2990 6,6
50 %-ный ферросили- ций 60000 1400 3810 Нет св. 2500 Нет св. Нет св. Нет св. 7,0—8,0
65 %-ный ферросили- ций 33000 1500 3900 8400 3500 Нет св. 1,0 2782 5,3
75 %-ный ферросили- ций 75000 1800 3900 Нет св. Нет св. Нет св. Нет св. Нет св. 5,5
Силикомарганец * 48000 2800 х 650 * * Печь прямоугольная шестиэлектродная. 2 Отношение расстояния от электрода до ’3 Мощность, отнесенная к площади круга 3300 2034 х 6000 футеровки к диаметру распада электрода. 28500 электрода. 2270 1,3 Нет св. 4,9
Таблица 11. Технические данные печных трансформаторов
Сплав Число ступеней напряже- ния Максималь- ное напря- жение, В Рабочее на- пряжение, В Минималь- ное напря- жение, В Сила то- ка на ра- бочей сту- пени на- пряжения, А Мощность печи, кВт cosy» Состояние печи
Ферровольфрам 5 215 187 150 10,8 2060 0,975 о
17 204 178,5—190,5 130 59,9 14630 0,893 о
Углеродистый феррохром 33 Л-300 Нет св. Л-180 Нет св. Нет св. Нет св. о
Д-180 Д-100
Малоуглеродистый феррохром 5 384 292 270 6,1 5650 0,959 о
Безуглеродистый феррохром 5 351 330—351 281 6Д—5,4 3090 0,972 о
48 %-ный ферросиликохром 23 237 197 121 97,0 31600 0,86 2 3
Металлический марганец 5 320 220—230 212 9,0 2970 0,90 о
25 %-ный ферросилиций 17 204 178—182 137 73,9 18960 0,849 3
50 %-ный ферросилиций Нет св. Нет св. 280—300 Нет св. 69,5 Нет св. 0,790 3
65 %-ный ферросилиций 17 204 178—182 137 78,7 19600 0,786 3
Нет св. 282 Нет св. 142 Нет св. Нет св. Нет св. 3
75 %-ный ферросилиций Нет св. 380 Нет св. 220 Нет св. Нет св. Нет св. 3
Силикомарганец 1 23 238,5 208—233 137 111,8 45900 0,93 3
* Печь прямоугольная шестиэлектродная.
% При работе печи с УПК.
3 О — открытое, 3 — закрытое.
плотности тока в электроде. А/см2. Рациональная плотность тока
в самоспекающихся электродах 6... 8 А/см2, в угольных — 7 ...
12 А/см2, в графитированных —13,8... 32 А/см2.
С геометрическими параметрами ванны диаметр электрода связан
зависимостью:
B^Ktd3,
где Bt — геометрический параметр ванны; Kt—эмпирический коэф-
фициент, зависящий от типа печи и от технологии выплавки сплава
в ней (табл. 12).
При выборе коэффициентов для расчета расстояния между
электродами (/э) следует учитывать, что при малом 13 происходит
наложение реакционных зон, следствием чего является большая
концентрация мощности и повышение температуры. Уменьшается
сопротивление шихты, что приводит к высокой посадке электродов
и повышенным потерям тепла и восстановленных элементов в улет.
При слишком большом диаметре распада электродов увеличиваются
потери тепла из-за больших размеров ванны печи, наблюдается
холодный ход печи, под электродами образуются отдельные, не
связанные между собой плавильные тигли, что приводит к затруд-
нениям в выпуске жидких продуктов плавки.
У печей с вращающейся ванной наружный диаметр кожуха
печи равен: 2?к = 2?к + 4б, где 4 6 — толщина футеровки стен, при-
нимаемая из условия температуры кожуха не выше 100—150
°C. Глубина ванны (Лв) зависит от диаметра электрода, плотности
тока в нем, мощности печи, рода выплавляемого сплава. У от-
крытых печей Лв связана с диаметром электрода соотношением
1,8... 2,0 d3 а у закрытых — 2,0... 2,5 <2Э. Причем меньшие зна-
чения— для шлаковых процессов, а большие — для бесшлаковых.
Толщина подины в мощных печах составляет 2 м, а общая
высота печи Яп = Лв+2 м.
Расчеты геометрии рафинировочной печи аналогичны использу-
емым для расчета геометрии дуговых сталеплавильных печей, причем
dp9 может быть уменьшен и, следовательно, может быть уменьшен
диаметр ванны (2?в). Это обусловлено прежде всего уменьшением
размера тигля и изменением его формы. Плавильный тигель не
перегревается, так как постоянно охлаждается надвигающейся ших-
той. Происходит разрушение хорошо электропроводного карборунца.
Уменьшаются размеры вязкого электропроводного слоя, располо-
женного вокруг газовой полости. Вращение ванны печи также
улучшает условия работы огнеупорной футеровки.
В связи с этим меньшие значения (табл. 12) могут быть
использованы для расчетов параметров печей с вращающейся ванной,
а большие значения — для расчетов параметров стационарных печей.
215
Следует также учитывать, что DB у закрытых печей больше, чем у
открытых, на величину, равную диаметру электрода.
Таблица 12. Значения коэффициента Kt
для рудовосстановительных печей
Геометрический параметр печи Ki для процесса
бесшлакового 1 шлакового
Расстояние между электродами (/в) 2,15 ...2,85 2,24 ...3,0
Диаметр ванны (£в) 5,10 ...5,20 5,60 ...5,80
Высота ванны (Яв) 1,80 ...2,00 2,00... 2,50
Заглубление электродов в пиону (Лв) 1,10.„1,20 0,85 ...1,25
3. Свод
Свод предназначен для герметизации печи, что позволяет утили-
зировать колошниковый газ, содержащий до 85 % СО. Конструкция
свода, уплотнительных устройств и технология плавки должны
исключить попадание воздуха в подсводное пространство. Как
правило, плавка ведется с избыточным давлением под сводом,
превышающим атмосферное примерно на 70 Па. Стык свода и
кожуха печи герметизируется песочным затвором.
При загрузке шихты в печь через воронки, расположенные
симметрично электродам, зазор между сводом и электродами уплот-
няется шихтой. При других способах загрузки (например, по тру-
ботечкам, заделанным в свод) этот зазор уплотняется специальными
устройствами, аналогичными используемым на дуговых печах.
По конструкции своды могут быть литыми из жаропрочного
бетона, из фасонного кирпича, который набран в каркас из водо-
охлаждаемых немагнитных труб, и металлическими водоохлаждае-
мыми. Последние наиболее широко используются в отечественной
практике на руднотермических печах Эти своды состоят из десяти
водоохлаждаемых секций, которые снизу футеруются- огнеупорным
бетоном, а сверху шамотным кирпичом. Секции набираются в
сводовое кольцо, опирающееся на рабочую площадку, и подвеши-
ваются с помощью элекгроизолированных тяг либо к сводовым
консольным балкам, либо к перекрытию цеха. Секции свода элект-
роизолированы одна от другой и от сводового кольца. В своде
предусмотрены три отверстия для загрузочных воронок и электродов,
два отверстия для газозаборных стаканов и семь отверстий для
установки газовзрывных клапанов.
4. Электрододержатель
На ферросплавных печах применяют подвесные и рукавные
электрододержатели, аналогичные используемым на дуговых стале-
216
плавильных печах. Подвесными электрододержателями оборудованы
руднотермические, а рукавными — рафинировочные печи. Поскольку
устройство электрододержателей рукавного типа подробно изложено
в гл. 5, в этой главе основное внимание будет уделено подвесному
электрододержателю.
Конструкция электрододержателя должна обеспечить надежность
зажатия и подвески электрода, его перемещение с заданной скоро-
стью, надежность и удобство перепуска, минимальные электрические
потери на этом участке короткой сети, оптимальный тепловой режим
обжига самоспекающихся электродов.
Подвесной электрододержатель (рис. 111) состоит из электродно-
го зажима с контактными щеками, несущего цилиндра, механизмов
перемещения и перепуска электродов.
Электродный зажим — металлическая конструкция, состоящая из
контактных щек и кольца, в котором размещены нажимные (пру-
жинно-винтовые либо гидравлические) аппараты. Контактные щеки
предназначены для подвода электроэнергии к электродам. Обычно
они имеют высоту 0,7... 0,9 диаметра электрода и ширину 300...
400 мм. Изготовляют их из меди и медных сплавов. Контактные
щеки с помощью электроизолированных подвесов крепятся к ниж-
нему фланцу несущего цилиндра. Ток к контактным щекам подво-
дится медными водоохлаждающими трубами.
Кольцо электродного зажима полое, имеет квадратное поперечное
сечение и состоит из двух полуколец, соединенных стальными
пальцами с надетыми на них бронзовыми втулками. Последнее
необходимо для разрыва магнитного контура. В кольце смонтировано
6...8 аппаратов для прижима контактных щек к телу электрода.
Кольцо электродного зажима также подвешивается к нижнему
фланцу несущего цилиндра с помощью электроизолированных под-
весов. Все элементы электродного зажима охлаждаются водой.
Несущий цилиндр (мантель) служит конструкцией, к которой
крепятся электродный зажим и механизмы перепускания и переме-
щения электрода, подвижный башмак токопровода. Несущий цилиндр
предохраняет поверхность электрода от запыления. В зазор между
несущим цилиндром и электродом подается нагретый до 40 °C
воздух, что улучшает условия спекания электродной массы. Несущий
цилиндр изготовляют из листовой стали толщиной 10... 16 мм. Диа-
метр несущего цилиндра больше диаметра электрода на 100... 200 мм,
а длина его определяется расстоянием от колошника печи до
площадки, на которой наращивается электрод. Нижняя часть цилин-
дра имеет съемные водоохлаждаемые щитки. Несущий цилиндр
перемещается в роликовом направляющем аппарате.
Механизм перемещения электрода (гидравлический подъемник)
крепится к верхней траверсе несущего цилиндра. Он предназначен
217
Рис. Ш. Схема подвесного электрододержателя:
1 — кольцо электродного зажима, 2 —контактная
щетка, 3 — электроиэодированные подвесы, 4 —
несущий циливдр, 5 — направляющий аппарат,
6 — гидроподъемник, 7 — низкий пружинно-
гидравлический зажим, 8 — гцдроцилиндр, 9 —
верхний пружинно-гцдравлический зажим, 10 —
щека, 11—электрод, 12 — подвижной башмак
токоподвода, 13 — медные токоподводящие трубы
для надежного удержания
электрода в заданном поло-
жении и перемещения элек-
трода в вертикальном на-
правлении (вверх и вниз) с
необходимой скоростью. Он
состоит из двух гидроци-
линдров с плунжерами и
маслонасосной станции.
Плунжеры опираются на ра-
бочую площадку. Ход плун-
жеров гидроподъемника
1,2 ...1,5 м со скоростью
-0,5 м/мин.
Некоторые печи совре-
менных конструкций не
оборудуют механизмом пе-
ремещения электродов. Оп-
тимальный электрический
режим поддерживают не пе-
ремещением электрода, а
переключением ступеней
трансформатора.
В ходе восстановитель-
ного ферросплавного про-
цесса рабочий конец элек-
трода укорачивается, и его
необходимо удлинять. Для
осуществления этой опера-
ции электрододержатель
оборудуется механизмом перепускания электрода. Одной из распро-
страненных является конструкция, состоящая из двух пружинно-
гидравлических зажимов, соединенных между собой тремя гидро-
цилиндрами. Пружинно-гидравлический зажим аналогичен по кон-
струкции электродному зажиму, то есть состоит из щек,
прижимаемых к электроду, кольца и нажимных пружинно-гидрав-
лических аппаратов. Нижний зажим жестко закреплен на траверсе
несущего цилиндра, а верхнее кольцо перемещается относительно
нижнего гидроцилиндрами. Зажатие электрода щеками осуществля-
ется пружинами, а освобождение (отжатие щек) гидравлическим
устройством. Электрод при работе печи зажат щеками верхнего и
нижнего зажимов. Для перепуска электрода отжимают от электрода
щеки нижнего зажима и уменьшают давление в гидроцилиндрах.
218
Затем отжимают от электрода контактные щеки электродного за-
жима, и электрод под собственным весом опускается. После этого
контактные щеки прижимают к электроду, электрод также зажимают
в щеках нижнего кольца механизма перепускания и отжимают щеки
верхнего кольца. Гвдроцилиндрами верхнее кольцо поднимается в
первоначальное положение, щеки верхнего кольца прижимаются к
электроду. Перепуск осуществляют на 1... 2 см за 1... 2 ч. Наиболее
целесообразен непрерывный перепуск со скоростью 1 см/ч. Пере-
пуск осуществляется без отключения питания печи током.
5. Механизм вращения ванны
При вращении ванны рудовосстановительной печи повышается
газопроницаемость шихты за счет ее рыхления; удаляются настыли
на футеровке, а также устраняются вредные последствия недостатка
или избытка восстановителя. Оптимальная частота вращения ванны
обратно пропорциональна диаметру электрода и диаметру распада
электродов, глубине погружения электрода, прочности конгломерата
спекшейся шихты и пропорциональна производительности печи.
Время одного оборота ванны определяется формулой М. А. Рысса:
х = л- Dp-K-d9-ha-vC/(N-g),
где т — время одного оборота ванны, ч; Dp — диаметр распада
электродов, м; К—геометрический параметр ванны, равный 1,2 при
выплавке ФС45 и ФСХ, 1,4 — при выплавке ФС65.75.90 и 1,5 — при
выплавке СК25.30; d9— диамехр электрода, м; А,— глубина погру-
жения электродов в шихту, м; v— плотность конгломерата, в зоне
плавления равная 2,2 т/м3; С — доля кремния в конгломерате,
составляющая 0,55... 0,7; N — расход электроэнергии на один элек-
трод, кВт • ч; g — количество восстановленных элементов сплава
под одним электродом, т/кВт • ч.
Обычно скорость вращения ванны печи составляет один оборот
в 60... 100 ч. Оптимальным для рудовосстановительных печей яв-
ляется сектор вращения в 60—100°, для рафинировочных — 360°.
Привод механизма вращения состоит из шунтового двигателя
постоянного тока мощностью 0,5... 2,0 кВт, редукторной передачи
с передаточным отношением (1... 2) • Ю5. На выходном валу редук-
торной передачи установлена ведущая коническая шестерня. Ванна
печи устанавливается на железобетонную опорную плиту, которая
имеет центральную упорную цапфу. Цапфа помещается в упорный
подшипник, монтируется на фундаменте. По периферии опорной
плиты монтируют ведомую шестерню и кронштейны для установки
опорных роликов (катков). Масса печи через опорные катки пере-
дается на кольцевой рельс, смонтированный на фундаменте.
219
Использование шунтового двигателя постоянного тока позволяет
плавно регулировать скорость вращения путем включения в элект-
рическую цепь двигателя шунтового реостата.
Механизм вращения снабжен автоматическим программным ре-
гулятором, задающим режим вращения, отключающим механизм
вращения при отключении питания печи током, снижении мощности.
6. Водяное охлаждение
На мощной открытой рудовосстановительной печи температура
в зоне работы электродного зажима составляет 400 °C, при интен-
сивном спекании шихты в колошнике и образовании свищей она
может подниматься до 900... 1000 °C, т. е. происходит интенсивный
разогрев механизмов и конструкций, расположенных над колошником
печи. Для обеспечения нормальных условий работы оборудования,
сокращения электрических потерь интенсивно охлаждаются водой
все детали печи, расположенные над колошником печи: электродный
зажим, элекгроизолированные подвески электродного зажима, ниж-
ний фланец, щиток несущего цилиндра, траверса, к которой крепятся
подвижной башмак и токоподводящие трубы, все элементы короткой
сети (над колошником).
На закрытых сводом печах тепловое излучение на оборудование
над колошником уменьшается, однако его все равно охлаждают.
Дополнительно на закрытых печах охлаждают свод, загрузочные
воронки и газозаборные стаканы. Каждая цепь водяного охлаждения
питается от распределительной колонки и каждая питающая ветвь
снабжена регулирующим вентилем. Во избежание отложения накипи
на стенках трубопроводов и охлаждаемых деталей температура
отходящей охлаждающей воды не должна превышать 50 °C. Давление
воды в подводящих ветвях должно составлять £ 0,3 МПа. Расход
воды на открытых печах достигает 3... 5 м3 на 1000 кВ • А уста-
новленной мощности трансформатора, на охлаждение металлического
свода расходуется воды -100 м3/ч.
7. Система подачи материалов в печь
Система подготовки, транспортировки и загрузки шихты в печь
(рис. 112) состоит из склада шихты 1, отделения подготовки шихты
2, цеховых бункеров суточного запаса и печных бункеров, с которыми
печь соединена механизмами транспортировки шихты (транспорте-
рами, элеваторами, скипами, тельферами, труботечками), устройст-
вами для дозирования (взвешивающие устройства порционного или
непрерывного действия), распределения по печным карманам, кон-
троля уровня шихты в каждом бункере и механизмами управления
запорных устройств на труботечках.
220
Склад шихты оборудован механизмами для разгрузки вагонов и
транспортировки материалов (краны с грейферными захватами).
Склад, как правило, располагается в отдельном здании.
Отделение подготовки шихты имеет в своем составе дробильное
и моечное оборудование, сушильные и прокалочные печи, агломе-
рационные установки, грануляторы тарельчатого или барабанного
типов, брикетировочные прессы, установки для предварительного
восстановления шихты, устройства для сортировки материалов по
крупности.
Вдоль печных карманов — металлических емкостей, устанавлива-
емых над печью, располагается транспортерная лента с разгружаю-
щим устройством (гребковое устройство, автостела). Шихта из
печных бункеров на транспортерную ленту дозируется автоматиче-
ским взвешивающим устройством. Эта схема пригодна для загрузки
герметизированных и укрытых печей.
На открытых печах материалы загружаются напольными загру-
зочными машинами (бросковая машина П. С. Плюйко, машины с
быстро движущейся лентой, с переворачиваемым коробом). Как
правило, в дополнение к загрузочным машинам, на рабочей площадке
расположена машина для подгребания шихты к электродам и для
обслуживания («прошивки») колошника.
Для закрытых печей важно правильно распределить материалы
по поверхности колошника, чтобы разница между ее уровнем под
течкой и между течками была оптимальной. Для этого создается
Рис. 112. Схема движения материалов и загрузки их в печь:
1 — склад шихты, 2 —отделение подготовки шихты, 3 — транспортерная галерея,
4— бункера суточного запаса, 5 — автоматические дозаторы, б —раздаточный транс-
портер, 7 —автостела, в —печные бункера, 9 — труботечки, 10— печь, //—система
газоочистки, 12 — разливочный ковш
221
топографический чертеж распределения шихты на колошнике с
учетом угла ее естественного опсоса, который для температур
подсводового пространства составляет 30... 40°.
8. Устройства для прожига и заделки летки
Сплав и шлак сливаются из рудовосстановительной печи через
отверстия, называемые летками. При производстве некоторых спла-
вов (например, феррбникеля) и синтетического шлака их выпускают
через раздельные летки. Шлаковая легка — телескопическая конст-
рукция из водоохлаждаемых конических холодильников — закрыва-
ется водоохлаждаемым шлаковым стопором. Летка для сплава
закрывается огнеупорной массой, состоящей из огнеупорной глины,
коксика, пека с использованием электромеханической или пневма-
тической пушки, ствол которой заполняется легочной массой, вы-
давливаемой через конический носок в легочное отверстие поршнем.
Для выпуска сплава массу бурят механизированным буром или
прожигают электрической дугой (между легочной массой и метал-
лическим прутом); ток подается либо от специального трансформа-
тора, либо от одной из фаз печного трансформатора.
9. Газоочистные устройства
Выплавка ферросплавов сопровождается интенсивным выде-
лением в атмосферу тепла, пыли и газов. Отходящие газы от-
крытых рудовосстановительных печей состоят в основном из ок-
сида углерода, сгорающего на колошнике печи с образованием
диоксида углерода, который затем разбавляется воздухом. Со-
отношение воздуха и печнйх газов в газовоздушной смеси со-
ставляет 100:1, и она содержит (0,4... 2)' • 103 кг/м3 пыли, причем
при выплавке некоторых ферросплавов в ней содержатся вредные
компоненты: СгОз, SiO3, МпО и др. Для отсоса газов над ко-
лошником печи устанавливается зонт, который газоотводящим пат-
рубком соединяется с газоочисткой. Температура отходящих от
зонта газов зависит от степени разбавления воздухом и достигает
200 °C. Газовоздушная смесь очищается в рукавных тканевых
фильтрах и в электрофильтрах. Последние применяются при вып-
лавке металлического марганца и рудно-известкового расплава
на печах РКЗ-10,5. РР-Н1. Остаточное содержание пыли состав-
ляет соответственно 25 и 45 мг/м3, а степень очистки газа
достигает 93 %. Тканевые рукавные фильтры работают эффек-
тивнее электрофильтров и обеспечивают остаточное содержание
пыли 10... 15 мг/м3. Сухая пыль, уловленная тканевыми филь-
трами, возвращается на передел без дополнительной сушки. Од-
нако тканевые рукавные фильтры дороги: стоимость их составляет
30% от стоимости печной установки.
222
ttzetaz*
Рис. 113. Схема мокрой газоочистки закрытой рудовосстановительной печи:
1 — наклонный газоход, 2 —скруббер, 3 — труба-расширитель, 4 —центробежный
каплеотделитель, 5 — центробежная газоотдувка, 6 — свеча, 7 — коллектор чистого
На закрытых печах успешно используется мокрая схема газоочи-
стки (рис. 113), состоящая из скруббера, трубы-распылителя и
центробежного водоотделителя. Эксплуатация газоочисток такого
типа показала высокую степень очистки [остаточная запыленность
(6... 30) • 10-6 кг/м3] газа и надежность в работе. При мокрой
газоочистке колошниковый газ при контакте с водой сразу охлаж-
дается. Воду в дальнейшем необходимо очищать от твердых частиц
и растворенных веществ для того, чтобы обеспечить работу газо-
очистки оборотным водяным циклом. На печи устанавливаются две
одинаковые газоочистительные установки. Стоимость мокрой сис-
темы газоочистки - 10 % стоимости печной установки.
Очищенный колошниковый газ закрытых ферросплавных печей
является высококалорийным топливом с теплотворной способностью
- 10 МДж/м3. Он используется для отопления котлов, в печах
обжига извести, для предварительного восстановления и подогрева
шихты.
Глава 17. Электрическое оборудование
1. Схема питания печи-током
Принципиальная электрическая схема питания ферросплавной
печи током приведена на рис. 114. Она практически не отличается
от схемы питания током дуговой печи, приведенной на рис.
42. Электрическая схема ферросплавной печи включает главную,
223
вспомогательные и промежуточную цепи. Главная цепь — пер-
вичная и вторичная стороны печного трансформатора. Проме-
жуточная цепь — это специальные обмотки транформатора, сое-
диненные с устройствами для компенсации реактивной мощности.
К вспомогательным относятся цепи измерения и контроля, за-
щиты и автоматики, управления.
Высокое напряжение подводится через разъединители и выклю-
чатели высокого напряжения, установленные вместе с защитными
и измерительными аппаратами в помещении распределительного
устройства электрической установки или на открытой площадке.
Токи на крупных печах измеряются на высокой стороне через
трансформаторы тока. Измеряют напряжение на первичной стороне
через трансформаторы напряжения и на вторичной стороне непо-
средственным подключением приборов.
Рудовосстановительные, рафинировочные и рудоплавильные пе-
чи являются мощными потребителями электрической энергии. Еди-
ничная мощность рудовосстановительных печей достигает 63...
81 МВ * А, рафинировочных и рудоплавильных — 10 МВ * А. Рас-
ход электроэнергии при производстве ФС45 составляет 4580...
4756 кВт * ч/т, а при выплавке рудно-известкового расплава
- 2,7 МВт • ч/т. В себестоимости ферросплавов стоимость элек-
троэнергии может достигать 40 % (производство ФС65).
Ферросплавные печи, как и любые другие электротехнические
агрегаты, должны работать в оптимальном электрическом режиме:
соотношения между основными электрическими параметрами —
рабочим током и напряжением, мощностью и коэффициентом мощ-
ности— должны обеспечивать наилучшие технико-экономические
показатели процесса. Выбор оптимального электрического режима
и работа с его использованием являются главнейшей задачей
персонала, обслуживающего печь.
Для руднотермических бесшлаковых процессов характерен ста-
бильный электрический режим. Печь все время находится под током.
Под каждым электродом образуется газовая полость, ограниченная
с боков расплавленной шихтой, снизу — расплавом, сверху — торцом
электрода. В газовой полости горит дуга, а появление самой газовой
полости вокруг нижнего конца электрода обусловлено давлением
потока электронов. В газовой полости находятся ионизированные
пары многих металлов и элементов и ионизированные газы. Длина
разрядного промежутка, расстояние от нижнего конца электрода до
поверхности расплава может составлять 120... 300 мм. Температура
в столбе дуги достигает 5000... 8000 °C, а диаметр газовой полости
500... 1000 мм. Мощность, выделяемая в газовых полостях элект-
рическими дугами, является главной составляющей полезной мощ-
224
ности. Часть подводимой к электродам электрической энергии
расходуется при движении тока через шихту. Это приводит к
чрезмерному разогреву шихты вне плавильного тигля, нарушению
нормального хода восстановительного процесса, поэтому стремятся
работать с «холодным» колошником, то есть уменьшить до минимума
разогрев шихты вне плавильной зоны на колошнике печи. Последнее
достигается использованием твердых восстановителей с высоким
электрическим сопротивлением.
При шлаковых руднотермических процессах размеры газовой
полости резко сокращаются, и она может совсем отсутствовать.
Это обусловлено гидростатическим давлением, создаваемым жидким
шлаком. В этих процессах основной составляющей полезной мощ-
ности является мощность,
выделяемая током при его
движении через металличе-
ский и шлаковый расплавы.
В рафинировочных и
рудоплавильных печах, ра-
ботающих с полным про-
плавлением шихты, полез-
ная мощность выделяется в
открытых дугах и при про-
хождении тока через шлак
и сплав от одного электрода
к другому. Шлак и сплав
должны быть прогреты до
надлежащих температур.
Для этих печей характерен
нестабильный электриче-
ский режим, так как энер-
гетические нагрузки различ-
ны в отдельные периоды
плавки. При силикотермиче-
ском восстановительном
процессе максимальные
энергетические нагрузки в
период расплавления ших-
ты; затем, с развитием вос-
становительных процессов,
их снижают — восстановле-
ние оксидов кремнием про-
текает с выделением тепла.
В рудовосстановитель
ных и рафинировочных пе-
Рис. 114. Принципиальная электрическая схема
питания ферросплавной печи током:
/ — печь, 2 —печной трансформатор, 3 — ко-
роткая сеть, 4 — измерительный трансформатор,
5 — воздушный разъединитель, 6 — масляный вы-
ключатель
15 Зак. 3164
225
чах, работающих в дуговом режиме, электрические дуги горят в
разных условиях. Закрытая дуга руднотермического бесшлакового
процесса требует для своего поддержания меньшего напряжения,
чем открытая дуга, горящая в рафинировочной печи. При потере
дугового режима, когда фактическое полезное фазовое напряжение
(Цф) меньше оптимального, электроды погружаются в расплав
(шлак, сплав), растут потери электрической энергии в короткой сети
пропорционально квадрату напряжения. При чрезмерном превыше-
нии фактического оптимального значения увеличивается длина
дуг, плавильные тигли вытягиваются вверх, растут потери тепла на
колошнике печи, увеличивается улет восстановленных элементов
(кремния, марганца, кальция), понижается температура на подине
печи, появляются затруднения в выпуске шлака и сплава из печи.
Полезное фазовое напряжение (U„$) принято рассчитывать по
методу, предложенному А. С. Микулинским, который разработан на
основе принципа подобия параметрам хорошо работающих печей:
^пф = ^Дшл»
где С7Пф — полезное фазовое напряжение, В; т — показатель степени,
зависящий от типа руднотермического процесса (т = 0,33 для бес-
шлаковых процессов и т-025 для шлаковых процессов); Р^ —
полезная мощность, кВ • А; С — коэффициент пропорциональности,
зависящий от марки выплавляемого ферросплава: С = 3,2 ...3,6 для
ФС45; 3,4... 3,7 для ФС75; 5,3... 5,5 для ФМн 70... 78; 5,7*... 6,0 для
СК10...30; 5,7 ...6,5 для ФСМн 10 ...26; 7,6 ...8,5 для ФСХ48 и
ФХП800... 900.
Полезное фазовое напряжение связано с напряжением на транс-
форматоре соотношением
Цр = \/з”игПф/Чэ,,соз<р,
где т]эЛ — электрический к. п. д. печной установки.
Величина рабочего тока (/р) может быть определена по формуле:
1р = Рн/(/зЦр),
где Р„ — номинальная мощность печи, кВ * А.
Практика производства показывает, что руднотермические печи
не специализируют на производство ферросплава одной марки.
Кроме того, при выплавке конкретного сплава необходимо учитывать
возможность варьирования компонентного состава шихты и соот-
ношения компонентов в шихте. В связи с этим для выбора опти-
мального электрического режима ферросплава печи оборудуют
трансформаторами с большим числом ступеней напряжения.
Известно, что коэффициент мощности установки (cosq>) изме-
няется при изменении напряжения. Он увеличивается при увеличении
226
напряжения, так как при этом увеличивается длина дуг, представ*
ляющих собой активную нагрузку.
На рис. 115 представлены электрические характеристики печи
мощностью 10 МВ * А. Видно, что при уменьшении силы тока, росте
напряжения (Г/д) активная мощность (Ра) и полезная мощность
(Дюя) увеличиваются до определенного предела.
Полезная и активная мощности связаны уравнением:
р = р — р = Р — ЧТ%Р
'акт ' акт.потерь * акт м 1 jvkc,
где RK — активное сопротивление транформатора.
Электрический к. п. д.. печи представляет собой отношение
Лэл = Дтол
а электрический к. п. д. — произведение
Лэн Лм ’ Лг
где Th — тепловой к. п. д. печи, характеризующий степень полезного
использования тепла в печи. Чем мощнее печь, тем выше т^, так
как уменьшается относительная доля тепловых потерь, и тепло
используется лучше. Обобщающим показателем оптимальности элек-
трического режима, совершенства технологии, квалификации обслу-
живающего печь персонала является удельный расход электроэнер-
гии, кВт • ч/т:
W=Q/G,
где Q — расход электроэнергии за отчетный период, кВт • ч; G —
масса сплава, выплавленного за это время, т.
2. Трансформатор
Трансформатор является основным элементом печной установки
для производства ферросплавов. Он должен обеспечить токи боль-
шой величины на вторичной стороне,
сочетание очень малого напряжения на
вторичной стороне со сверхвысоким
напряжением на первичной стороне,
регулирование напряжения под нагруз-
кой в широком диапазоне, малое зна-
чение напряжения короткого замыка-
ния и возможность, при необходимости,
раздельного регулирования значений
трех фазовых напряжений.
При выплавке ферросплавов с ис-
Рлй» ВДЛ________________
0 10 X 30 Ы кА
пользованием в качестве восстановите- Рис 115 Элек1рические ирак.
ля углерода процесс плавки протекает теристики рудовосстановительной
непрерывно, следовательно, трансфер- печи
15*
227
матор печи непрерывно используется на полную мощность. Уста-
новлено, что с увеличением мощности трансформатора уменьшаются
удельные тепловые потери, улучшаются условия протекания восста-
новительных процессов и, как следствие, снижается удельный расход
электроэнергии.
Полезная мощность трансформатора, кВ А,
PnBX = G- W7(24A-cosq>),
где G — суточная производительность печи, т/сутки; W— удельный
расход электроэнергии, кВт * ч/т; К — коэффициент использования
печи на максимальной мощности, учитывающий технологические
простои и условия, осложняющие ее работу. Для печей, работающих
непрерывным процессом, К - 0,97... 0,98, а для печей рафинировоч-
ных К - 0,75... 0,90, так как в этом случае неизбежны отключения
печи при загрузке шихты в печь, выпуске жидких продуктов плавки,
перепуске и наращивании электродов. Кроме того, для печей,
работающих с открытыми дугами, характерен неустойчивый режим
работы; costp — коэффициент мощности печи. Для мощных рудо-
восстановительных печей cos <р = 0,65... 0,87 и для рафинировочных
и рудовосстановительных с УЛК cos <р = 0,90... 0,96.
Рудовосстановительные печи оборудуют либо трехфазными транс-
форматорами, либо тремя однофазными. Одним трехфазным транс-
форматором оборудуют печи малой мощности (10... 15 МВ • А).
Мощные печи оборудуют группой из трех однофазных трансфор-
маторов. Применение такой схемы позволяет улучшить конструкцию
короткой сети и повысить cosq>, уменьшить трудоемкость ремонта
при повреждении одной из фаз. Появляется возможность незави-
симого регулирования напряжения и мощности каждой фазы. Умень-
шаются капитальные затраты на сооружение печи, так как в этом
случае достаточно в запасе иметь только один однофазовый транс-
форматор.
Для регулирования напряжения без отключения печи трансфор-
Рис. 116. Схема включения установки
продольной компенсации реактивной мощности:
1 — печной трансформатор, 2 —вольт-доба-
вочный трансформатор, 3 — конденсаторная
батарея, 4 — печь
матерный агрегат выполняют
из двух единиц: регулировоч-
ного автотрансформатора с пе-
реключением ступеней напря-
жения и основного трансфор-
матора с постоянным
коэффициентом трансформа-
ции. Элементы конструкции
трансформатора (сердечники,
обмотки) охлаждаются за счет
принудительной циркуляции
масла через охлаждающие
228
устройства. Трансформатор может иметь специальные обмотки,
которые соединяются с устройствами компенсации реактивной мощ-
ности. Один из вариантов такой установки представлен на рис.
116. В этой схеме установка продольно-емкостной компенсации ре-
активной мощности (УПК) подсоединена к обмоткам вольт-доба-
вочного трансформатора. УПК повышает коэффициент мощности
за счет компенсации реактивного сопротивления печи и увеличения
вторичного напряжения.
3. Короткая сеть
Короткая сеть — система проводников, по которой подводят ток
от выводов вторичной обмотки печного трансформатора к элект-
родам. Параметры короткой сети оказывают большое влияние на
коэффициент мощности, симметрию нагрузки фаз, электрический
к. п. д. и так далее. В электрическом балансе печи потери в
короткой сети составляют 35 % общих потерь или 7... 15 % номи-
нальной мощности.
Потери мощности в короткой сети обусловлены ее активным и
реактивным сопротивлением:
где — полное сопротивление короткой сети; RKC — активное
сопротивление; Х^. — реактивное сопротивление.
В короткой сети протекают токи 100 кА, обусловливая появ-
ление вокруг проводников сильных магнитных полей. Наличие
магнитного поля вокруг проводника с переменным током приводит
к неравномерности распределения тока по сечению проводника
(поверхностный эффект и эффект близости) и увеличению активного
сопротивления. Активное сопротивление в значительной мере зависит
по закону Ома от температуры:
^ = W/S)[i + «(*-*o)l.
где Rt—сопротивление при данной температуре; р0 — удельное
сопротивление проводника при 20 °C; I — длина проводника, м; S —
сечение проводника, мм; t — рабочая температура (для водоохлаж-
даемых проводников 1 = 50 °C).
Таким образом,
R^Rfi^,
где — коэффициент, учитывающий поверхностный эффект; —
коэффициент, учитывающий эффект близости.
Реактивное сопротивление любого участка короткой сети может
быть рассчитано по формуле:
229
X = 2nf (2L ~ 2Ml 2),
где f—частота тока; L — собственная индуктивность пакета про-
водников с токами одного направления; Af 12— взаимная индуктив-
ность между пакетами проводников с токами противоположных
направлений.
При большой силе тока высокое реактивное сопротивление
приводит к загрузке печи большой реактивной мощностью и боль-
шому падению напряжения в короткой сети. Для уменьшения
реактивного сопротивления сокращают длину сети, располагают
максимально близко один к другому проводники разных фаз,
испоДьлуют бифилярный токопровод, выбирают проводники с наи-
выгодиейшей формой сечения, так как коэффициент самоиндукции
уменьшается с увеличением отношения периметра к площади по-
перечного сечения. Собственную индуктивность пакета шин прямо-
угольного сечения можно определить по формуле
£ = (4л/л) (а-+^/3),
где п — число шин в пакете, b — ширина шин, а — расстояние
между шинами, h — высота шины.
При конструировании короткой сети следует особое внимание
уделять схеме короткой сети. Наиболее широко применяется схема
«треугольник» на электродах. При этом по всем проводникам
короткой сети течет фазовый ток, а по электроду — линейный. Такая
схема позволяет иметь высокий cos<p.
Наименьшим реактивным сопротивлением обладает схема с тремя
однофазными трансформаторами, расположенными вблизи печи. При
этом короткую сеть конструируют без шинопроводов, с непосред-
ственным подключением пакета кабелей к трансформатору.
Для уменьшения активного сопротивления элементы короткой
сети охлаждаются водой, гибкие ленты и кабели располагают в
стороне от прямого воздействия колошника и защищают изоляцией
из асбеста. Сечение проводников выбирают так, чтобы плотность
тока в медных шинах не превышала 1,5... 2,0 к/м}£, в алюминиевых
0,8 А/мм2, в гибких кабелях 1,0... 1,7 А/мм2, в контактах башмаков
0,1... 0,2 А/мм2 и в медных водоохлаждаемых трубах 4,0...
7,0 А/мм2.
Соединения элементов короткой сети определяет электрические
параметры печи в целом (рис. 114). При увеличении силы тока
ухудшается cos<p и увеличиваются электрические потери, поэтому
активная и полезная мощности возрастают до определенного предела,
а затем понижаются. Максимум Рпол соответствует cos <р = 0,78, а
максимум Р0КТ — cos <р = 0,707. Потери в короткой сети, харакгери-
230
зуемые Рптр>, увеличиваются пропорционально квадрату тока. При
больших токах РПотер> возрастает сильнее, чем печи, поэтому,
как правило, работают на левой части кривой Рщ,, при высоких
значениях cos<p и малых активных и реактивных электрических
потерях.
При увеличении мощности печи растет индуктивное сопротив-
ление печного контура. Это затрудняет получение удовлетворитель-
ных значений cos<p и Р^ при заданном рабочем напряжении.
Уменьшения реактивного сопротивления печного контура рудо-
росстановительной печи можно достичь также за счет применения
тока пониженной частоты, а свести к нулю — за счет использования
постоянного тока. Однако обеспечение питания мощных печей
такими источниками тока представляет пока большие технические
трудности.
4. Коммутационная аппаратура, управление печью
Коммутационная аппаратура — комплекс устройств для включе-
ния и отключения печи. Устанавливается она в главной цепи
первичной стороны печного трансформатора (рис. 114). Разъедини-
тель представляет собой группу ножевых рубильников на изоляторах,
которые могут дистанционно выключаться при отключенной печи.
В качестве печных выключателей используются масляные «горшко-
вые» выключатели типа ВМЫЗО и ВММ-10 с малым количеством
масла, предназначенным для усиленного гашения дуг. Во вспомо-
гательную цепь трансформатора для защиты от аварийных ситуаций
включены газовые реле, реле максимального тока (защита от
коротких замыканий), реле тепловой защиты и так далее. Эти реле
связаны в печным выключателем и отключают печной трансформатор
при отклонениях от установленных режимов.
Для контроля температурного режима работы футеровки йодины
в нее устанавливаются термопары. Термопары устанавливают также
в подсводовом пространстве закрытой печи, в наклонном газоходе, в
газопроводах системы газоочистки. Определяют температуры воз-
духа, подаваемого на обдув электродов.
Для определения давления под сводом и в тракте газоочистки
устанавливаются датчики, связанные с манометрами и дифферен-
циальными манометрами, контролируется расход газа и содержание
в нем СО, СО2, Н2 и О2.
Управление печью может осуществляться вручную по пока-
заниям контрольно-измерительных приборов и автоматически. Ав-
томатические регуляторы работают на принципе баланса между
током и напряжением. Автоматическое регулирование элекгри-
231
ческого режима с помощью ЭВМ построено по принципу зам-
кнутой системы. Это значит, что управляющее воздействие по
сигналу от ЭВМ является ответом на изменение одного илн
нескольких технологических параметров, проанализированных ло-
гической частью ЭВМ
5. Электроды
Электроды являются участками короткой сети и служат для
подвода электрического тока от контактных щек в рабочее про-
странство печи. Они должны обладать достаточной механической
прочностью, высокой электрической проходимостью, малой осыпа-
емостью, быть термостойкими и противостоять окислению на воздухе
при высоких температурах. Этим требованиям удовлетворяют уголь-
ные, графитированные и самоспекающиеся электроды из углероди-
стых материалов.
Угольные электроды применяют при выплавке кристаллического
кремния, а графитированные — при выплавке безуглеродистого фер-
рохрома, хрома, марганца и сплавов. Самоспекающиеся электроды
применяют преимущественно на руднотермических печах, работаю-
щих непрерывным процессом, так как их можно изготовить прак-
тически любого диаметра и любой формы, перепускать без отклю-
чения печи током, они имеют малую по сравнению с графитиро-
ванными и угольными электродами стоимость.
Технология изготовления графитированных и угольных электро-
дов рассмотрена в гл. 6. Самоспекающиеся электроды представляют
собой металлический кожух, заполненный электродной массой, спе-
кающейся и графитизирующейся в процессе работы электрода на
печи.
Кожух самоспекающегося электрода изготовляется из листовой
стали толщиной 1,25... 4,0 мм отдельными секциями длиной 1,5...
2,0 м. Поперечное сечение секции может быть либо круглым, либо
прямоугольным. Кожух служит формой для электродной массы,
обеспечивает прохождение электрического тока от контактных щек
к обожженной части электрода, способствует передаче тепла из
плавильного тигля к необожженной части электрода, предохраняет
электрод от окисления. Внутри кожуха имеется 3... 12 внутренних
ребер высотой 100... 300 мм, которые увеличивают поверхность
кожуха, соприкасающуюся с электродной массой, повышают проч-
ность электрода, улучшают электрическую проводимость. Поверх-
ность ребер надрезается в виде «язычков.», которые отгибаются
поочередно в разные стороны. «Язычки» улучшают сцепление
электродной массы с кожухом. Секции кожуха свариваются газовой
или электрической (постоянный ток) сваркой.
232
Электродная масса должна содержать S 9,0 % золы, 19 % летучих
веществ, температура размягчения у нее должна быть & 60 °C
(табл. 13).
Таблица 13. Физико-механические показателик
ачества электродной массы
Показатели качества Норма
марка А марка Б 1 марка ЭМУГ
Содержание золы, % £8 £9 £7
Выход летучих веществ, % 13—18 13—19 13—18
р, МОм-м £90 £150 £87
og, МПа ;>1,47 &1,47 2:1,47
Коэффициент текучести массы 1,5—2,5 2,0—3,0 1,7—2,5
Составляют электродную массу из термоантрацита (48... 49%)
коксика или смеси коксика с графитовой стружкой (28... 32 %) и
связующего вещества — каменноугольного пека (20... 23 %).
Термоантрацит получают путем прокаливания антрацита при 1250
...1300 °C. При этом уменьшается электрическое сопротивление
антрацита и увеличивается прочность.
Графитовую стружку вводят в электродную массу с целью
снижения удельного электрического сопротивления. Каменноуголь-
ный пек получают из каменноугольной смолы при ее термической
обработке.
Технология изготовления электродной массы предусматривает
термообработку антрацита и кокса и их дробление, дозирование
компонентов шихты и их смешивание, прессование из готовой массы
брикетов, которые затем загружаются в кожухи самоспекающихся
электродов. Возможны варианты с заливкой жидкой электродной
массы .в кожухи электродов. Верхний уровень электродной массы,
заполняющей кожух электрода, должен отстоять от контактных щек
на 4...5 м.
Распределение температур в теле самоспекающегося электрода
приведено на рис. 117.
Тепло для обжига электродной массы в процессе работы печи
поступает из плавильного тигля по обожженной части электрода, с
колошника печи и от сгорающих газов, выделяется в месте контакта
контактные щеки — электрод и при движении тока по обоженной
части электрода.
По высоте спекающийся электрод можно разделить на четыре
зоны. В первой (- 1-м) зоне электродная масса нагревается от 25 до
60... 65 °C, плавится н сливается в блок. Во второй (- 1-м) зоне
233
осуществляется нагрев от 60 до
250... 300 °C. Начинаются процес-
сы пиролиза, удаляются летучие
углеводороды, повышается темпе-
ратура плавления электродной мас-
сы. Третья зона с температурами
от 300 до 800 °C расположена на
уровне контактных щек. В этом
температурном интервале из элек-
тродной массы интенсивно удаля-
ются летучие вещества, температу-
ра плавления ее становится значи-
тельно больше 800 °C и
электродная масса твердеет. Про-
исходит коксование массы. На по-
следней стадии, ниже контактных
щек, температура электрода подни-
мается от 800 до 2500 °C на торце
электрода. В этой зоне происходит
графитизация электрода и резко
падает его удельное электрическое
сопротивление. При 900 °C оно рав-
но 82,6 мкОм м, при 1200 °C
55,1 мкОм * м.
Надлежащие температурные
Рис. 117. Распределение температуры условия обжига электродов обес-
печиваются обдувом электрода теп-
лым воздухом и ежесменным пе-
репуском электродов на 100-200 мм. Целесообразным является
автоматический непрерывный перепуск электрода по заданной про-
грамме. При строгом соблюдении режима обжига электрод под
контактными щеками должен быть еще достаточно пластичным и
выходить из-под них спеченным. Спекание электрода выше контак-
тных щек нежелательно, так как при этом ухудшается контакт щек
с электродом, увеличиваются электрические потери, возрастает износ
контактных щек. Выход из-под них необоженного электрода приводит
к его обрыву и высыпанию электродной массы на колошник печи.
Это — серьезная авария, для ее ликвидации требуется перепуск
электрода, обжиг его рабочего конца и обдувка горячим воздухом
по специальным режимам.
234
Часть II. Производство стали
Раздел IV. Физико-химические основы
плавки стали в электрических печах
Глава 18. Строение и свойства жидкого железа
и его сплавов
1. Теория жидкого состояния
Жидкость по степени порядка в расположении частиц и интен-
сивности их взаимодействия, а также по роду свойств занимает
промежуточное положение между твердыми (кристаллическими)
телами и газом. Однако строение жидкости изучено в меньшей
степени, а теория жидкого состояния существенно отстает в своем
развитии от теорий газов и кристаллов. Это является следствием
трудности определения структуры жидкости и создания теории
жидкого состояния ввиду интенсивного взаимодействия частиц при
их большой неупорядоченности.
Теории газов и кристаллов в значительной мере разработаны
благодаря тому, что они опираются, соответственно, на предельные
случаи: бесконечное разрежение частиц при их полной неупорядо-
ченности (идеальный газ) или полное упорядочение частиц при
большой плотности (идеальный кристалл). Для жидкости такой
простой идеальной модели не существует, и это чрезвычайно
усложняет развитие теории жидкого состояния. Тем не менее
исследования, среди которых особое значение имеют работы оте-
чественных ученых Я. И. Френкеля, В. И. Данилова, Н. Н. Боголю-
бова и др., в определенной степени позволяют описать строение и
свойства жидкости, в частности жидкого металла.
Прежде чем перейти к изучению жидкого состояния, напомним
кратко известные данные о хорошо изученных характерных особен-
ностях в строении и свойствах твердых металлов и газов.
Твердые металлы имеют кристаллическое строение, при котором
атомы или ионы расположены в определенном порядке в так
называемых «узлах» кристаллической решетки. Параметры этой
решетки, т. е. расстояния между центрами атомов, имеют порядок
нескольких десятых долей нанометра, что примерно соответствует
диаметрам атомов. Поэтому валентные электроны, принадлежащие
235
внешним оболочкам, в твердом металле коллективизируются и
находятся под воздействием ряда атомов. Характерным дЛя твердых
тел является коллективное перемещение большого количества частиц
под действием внешних сил.
Для газов характерен полный беспорядок расположения частиц,
которые находятся в хаотическом движении. Свободный пробег
частиц и скорость их движения в газе значительно больше, чем в
твердом теле. Энергия беспорядочного движения частиц составляет
основную часть в запасе их энергии. Простейшими частицами газа
являются молекулы.
Определенное сходство между жидкостью и газом (изотропность,
способность занимать форму сосуда и др.) привело к мнению, что
жидкость представляет собой уплотненный силами межчастичного
взаимодействия газ и строение их идентично. Такое мнение получило
широкое распространение, так как соответствовало теории Ван-дер-
Ваальса, который в 1873 г. показал непрерывность перехода от
жидкости к газу. Он предложил уравнение, применимое как к газу,
так и к жидкости:
(Р + а / V2) (V - b) = RT, (31)
где а — постоянная, учитывающая силы молекулярного притяжения;
b — постоянная, учитывающая размеры молекул.
Развитые на основе уравнения Ван-дер-Ваальса представления
были перенесены и на жидкий металл. Однако сходство жидкостей
с газами оказалось закономерным лишь при высоких температурах,
близких к критической, и небольших давлениях, т. е. когда жидкость
малую плотность по сравнению с твердым телом.
Рентгеноструктурный анализ, некоторые результаты которого
будут приведены ниже, показал, что при температурах, близких к
температуре кристаллизации, а именно эта область состояний пред-
ставляет интерес при изучении процессов производства стали,
расположение частиц в жидкости не беспорядочно, а в некоторой
мере сходно с расположением их в твердых кристаллах. Сходство
жидкостей, в частности жидких металлов, с кристаллическими телами
следует также из .ряда опытных данных, из которых приведем
следующие.
Увеличение объема большинства металлов при плавлении незна-
чительно и составляет 2,5... 5%. Расстояние между частицами при
этом увеличивается всего на 0,8... 1,6%. Это показывает, что при
плавлении в жидком металле сохраняется некоторое сходство в
расположении частиц в твердом металле.
При плавлении мало изменяется и энергия взаимодействия между
частицами, а также степень их беспорядочности. О первом свиде-
236
тельствует сравнительно небольшая теплота плавления [для железа
ДЯт = 14500, а ДЯИСП = 352700 Дж/(г-атом)]. О втором — малое
изменение энтропии при плавлении AS,,,, = ДНга /Тт, равное 5—
10 Дж/(г-атом • град). Напомним, что согласно правилу Трутона,
изменение энтропии при испарении Д5ИСП = ДНИСП / Тксп составляет
88 Дж/(г-атом • град), т. е. значительно больше, чем ASm.
Атомные теплоемкости металлов незначительно меняются при
плавлении. Для твердых и жидких железа, марганца и никеля,
например, они соответственно, равны 41,87 и 34,12; 46,47 и 46,40;
35,8 и 35,8 Дж/(г-атом * град). Следовательно, вблизи темпера-
туры плавления характер теплового движения частиц в кристаллах
и жидкости одинаков. Т. а частицам жидкости свойственно пре-
имущественно не поступательное движение, как в газах, а ко-
лебательное. Как и в твердом теле, частицы большую часть
времени колеблются около положений равновесия. Тепловое дви-
жение в жидкости складывается из этцх колебаний и относительно
редких активизированных скачков из' одного положения равно-
весия в другое.
Как и твердые тела, жидкости могут разрушаться без значитель-
ного местного удлинения с образованием хрупкого излома. Это
происходит в случае кратковременной нагрузки, когда период ее
приложения меньше среднего времени оседлой жизни частиц,
т. е. времени, в течение которого они колеблются около положений
равновесия, а затем переходят в новое положение. Хрупкий излом
жидкости наблюдали, например, при ударе копра со скоростью
23 м/с о струю. Киносъемка показала, что отлетающие при ударе
обломки жидкости имеют форму, характерную для хрупкого излома.
Таким образом, имеющиеся экспериментальные данные свиде-
тельствуют о том, что при небольшом перегреве над температурой
плавления жидкость сохраняет некоторые, структурные особенности
и свойства твердых тел. Они послужили основой для развития
модельных представлений о жидком состоянии.
К наиболее распространенным моделям жидкости относятся мо-
* дели «свободного объема» и «дырочная». ,
Согласно модельной теории свободного объема жидкость состоит
из объема составляющих ее частиц и «свободного объема», обра-
зовавшегося вследствие скачкообразного уменьшения плотности при
плавлении. При этом образуются как бы отдельные ячейки, в которых
вследствие свободного объема происходит колебание частиц. При-
нимается, что каждая частица колеблется в своей ячейке независимо
от других. Определяется средний потенциал взаимодействия частицы
с окружающими ее частицами («стенками ячейки») и рассчитывается
сумма состояний всей системы.
237
Модель свободного объема оказалась полезной для описания
явлений переноса. Так, А. И. Бачинский принял, что динамическая
вязкость жидкости обратно пропорциональна величине свободного
объема:
Л = « / (^ - V„),
где Уж и — объемы 1 моля жидкости и твердого тела, а —
постоянная для данной жидкости.
Это правило хорошо согласуется с опытными данными.
Особое значение для наших представлений о жидком состоянии
имеет так называемая дырочная теория Я. И. Френкеля, получившая
развитие и в работах других исследователей. Согласно этой теории
при нагреве и тем более при плавлении объем увеличивается не'
только за счет увеличения расстояния между частицами, но и,
главным образом, за счет возникновения добавочных вакантных
узлов — «дырок». Количество этих дырок при нагреве металла
увеличивается постепенно, а при плавлении скачкообразно вследст-
вие потери устойчивости в расположении частиц.
Значительное увеличение количества дырок при плавлении вы-
зывает резкое увеличение коэффициентов диффузии, осуществляе-
мой через вакантные места, и повышение растворимости.
Радиус образуемых дырок или полостей имеет размер порядка
десятых нанометра, т. е. такого же порядка, как и параметр решетки.
Так как возникновение дырок и полостей равновероятно в любой
группе частиц, они непрерывно появляются в одних местах и
исчезают в других.
Увеличение амплитуды колебаний частиц и расстояний между
ними, а также образование большого количества дырок сильно
искажают правильное расположение атомов в пространственной
решетке при плавлении. При этом нарушается дальний порядок в
расположении атомов, но сохраняется ближний порядок, т. е. ха-
рактерное для кристаллов правильное расположение атомов в рав-
новесных положениях в «узлах решетки» на некотором расстоянии
от произвольно выбранного центрального атома. С учетом ближнего
порядка строение жидкости иногда называют квазикристаллическим.
Ближний порядок распространяется на небольшие расстояния,
оцениваемые примерно в 1—2 нм. С возрастанием расстояния от
произвольно выбранного центрального атома возрастает степень
неопределенности в относительном расположении более отдаленных
атомов. Этот рост степени неопределенности заключается, главным
образом, в плотностно-геометрическом эффекте и усиливается вслед-
ствие увеличения статистического разброса около положения рав-
новесия, обусловленного тепловыми колебаниями атомов.
238
Плотностно-геометрический эффект легко представить на примере
расположения твердых шаров в плоском сосуде, т. е. сосуде с
однослойным их размещением. Если из сосуда с плотно упакован-
ными шарами убрать, допустим, один шар, порядок взаимного
расположения их после встряхивания не изменится; это моделирует
кристаллическое состояние. Но можно убрать такое количество
шаров, что после встряхивания будет наблюдаться лишь ближний
порядок возле выбранного шара (6 шаров), а на расстоянии трех
или более радиусов от этого шара имевшегося ранее порядка может
не оказаться, т. е. дальний порядок будет нарушен. Такой же эффект
наблюдается в жидкости вследствие образования дырок.
Тепловое движение частиц в жидкости вблизи температуры
плавления также подобно движению в тепловой фазе. Оно состоит
из колебаний возле центров равновесия и относительно редких
скачков из одного центра равновесия в другой. В случае несфери-
ческих молекул к этому добавляются вращение и вращательные
колебания частиц.
Средняя продолжительность оседлой жизни в положении подвиж-
ного равновесия в узле квазикристаллической решетки, т. е. задерж-
ка между перескоками (т), согласно уравнению (32) пропорцио-
нальна периоду колебаний (•%) вблизи этого положения равновесия
и сильно зависит от температуры, причем уменьшается с ростом
последней:
т = ibexpflF / (ЙТ)], (32)
где W— энергия активации, k — постоянная Больцмана, т. е. газовая
постоянная, отнесенная к одной частице.
Период колебания вблизи положений равновесия равен вели-
чине порядка IO-12... 10"14 с, а время между перескоками для
одноатомных жидкостей 10~и с. Следовательно, в жидкости колеба-
ние атомов около некоторого среднего положения не изменяется в
течение 10... 1000 колебаний.
Значительное число совершающихся в жидкости скачков частиц
с места на место и соответственно малая по сравнению с переме-
щением в кристаллах продолжительность оседлой жизни вызывают
проявление основного внешне видимого свойства жидкостей —их
текучести. Значительное повышение температуры жидкости над
точкой плавления вызывает резкое уменьшение времени оседлой
жизни частиц и приближение характера их движения к наблюдаемому
в газе.
С учетом теплового движения частиц в жидкости наличие или
отсутствие порядка в их расположении следует рассматривать в
239
зависимости от времени t, в течение которого протекает процесс
или производится наблюдение.
Так как вблизи температуры плавления т значительно больше т0,
в зависимости от времени t следует различать три типа структур
по степени разупорядоченности частиц:
1. Мгновенную структуру без заметного упорядочения кристал-
лического типа для быстро протекающих процессов при t « т0.
Такой характер структуры высокой степени неупорядоченности
обусловлен тем, что в данных условиях фиксируется не среднее
положение атомов в центрах их колебаний, а мгновенные положения.
Вместе с тем размах нерегулярных тепловых атомов в жидкости
сравним с межатомными расстояниями.
2. Среднюю структуру ближнего окружения произвольно выб-
ранного атома, существующую при т»^»т0. Такая кратковре-
менная квазикристаллическая структура небольших групп атомов
наиболее близка к структуре твердых тел.
3. Среднюю структуру радиального ближнего порядка при
t »т. Именно эта структура, существенная для медленных и
равновесных процессов, наблюдается на кривых, экспериментально
полученных при определении рассеяния атомами рентгеновских
лучей или нейтронов. Хотя за время их получения (десятки минут
и часы) положение атомов меняется, среднестатистическое распре-
деление их остается постоянным.
Из представлений о квазикристаллическом строении жидкости не
следует, что в ней имеются кристаллы. Имеет место лишь упоря-
дочение, которое удовлетворительно описывает модель строения
жидкости из сиботаксисов или кластеров (роев, гроздей).
Согласно этой модели определенная упорядоченность (ближний
порядок) сохраняется в пределах отдельных групп частиц — класте-
ров, из которых состоит жидкость. Кластеры не имеют четких
границ. Они непрерывно появляются и исчезают. При этом атомы,
принадлежащие к одному кластеру, переходят к другому, вновь
возникающему. В местах соединений кластеров наблюдается разу-
порядочение их поверхностных слоев. Поэтому в каждый данный
момент времени порядок в расположении частиц убывает от центра
кластера к его поверхности.
Отмечая значительный вклад приведенных модельных представ-
лений в развитие теорий жидкого состояния, следует признать, что
они, все же, позволяют лишь весьма грубо описать свойства
жидкости. Полное количественное описание свойств жидкости, пред-
ставляющей собой систему огромного количества взаимодействую-
щих между собой частиц, дает лишь использование методов стати-
стической физики.
240
Рис. 118. Функция радиального
распределения атомов в жидком
железе (1550 °C). Распределение
в твердом Fey показано верти-
кальными линиями
Базовой функцией, характеризующей
строение жидкости, является функция
радиального распределения атомов
(ФРРА). Ее рассчитывают по данным
экспериментального изучения рассеяния
атомами жидкости рентгеновских лучей
или нейтронов. Для выяснения смысла
этой функции примем, что р (г) — число
атомов в единице объема на расстоянии
г от произвольно выбранного централь-
ного атома. Тогда число атомов, распо-
ложенных между сферами с радиусами
г и r + dr, будет равно dn(r) =
= 4лг 2drp ( г). Определяемая этим со-
отношением функция р(г) и является
ФРРА, размерность которой —
ат/см3. Если построить график в коор-
динатах 4лг2р(г) и г (рис. 118), то
площадь нцже кривой между двумя лю-
быми значениями г численно равна чис-
лу атомов, содержащихся в соответствующем объеме.
Кривая радиального распределения атомов осциллирует (колеб-
лется) вокруг кривой средней плотности, сливаясь с ней на рас-
стоянии около 1 нм, что свидетельствует о распространении ближ-
него порядка лишь на это небольшое расстояние от фиксированного
атома.
Положение первого максимума показывает расстояние между
центрами колебаний ближайших соседей, а ограниченная ими пло-
щадь дает количество ближайших к выбранному атому атомов,
т. е. координационное число. Для жидкого железа, например, при
1550 °C согласно рис. 102 и другим экспериментальным данным
координационное число равно 8,2... 11,7, а расстояние между атомами
0.252...0.260 нм. Для твердого железа эти числа равны 12 и 0,252 нм
соответственно. Следовательно, при небольшом перегреве над тем-
пературой плавления в жидком железе имеет место ближний порядок,
подобный тому, который наблюдается в твердой фазе.
Более наглядно наличие ближнего порядка видно при использо-
вании вместо pt(r) отношения g(r) = р (г) / р0, где р0 — средняя
плотность распределения атомов в жидкости (рис. 119). Наиболее
четко выделяется первый максимум функции g(r), второй и третий
максимумы выражены слабее. Обращает на себя внимание, что лишь
первый максимум кривой g (г) жидкого железа вполне соответствует
максимуму для твердого железа, следовательно, лишь первые меж-
16 Зак. 3164
241
0,2 tfi Ofi Qfi
г,нм
Рис. 119. Функция радиального
распределения атомов (в отног
сительных единицах) в жидком
(кривая) и твердом (пики на
оси абцисс) железе вблизи тем-
пературы плавления
частичные расстояния и первое коорди-
национное число в жидком железе близ-
ки к таким показателям в твердом же-
лезе. И хотя в жидком железе сохраня-
ется дольше определенный порядок
(максимумы на кривой ФРРА, рис. 119),
он, видимо, существенно отличается от
порядка в твердом железе.
Функция радиального распределения
позволяет рассчитать термодинамиче-
ские параметры жидкости по энергии
взаимодействия двух частиц <р(г) и из-
вестному количеству частиц N. Для вы-
полнения такого расчета внутреннюю
энергию жидкости представляют урав-
нением:
U = (3 / 2) NkT + 2лАГ/о"Р (г) <р (г) rdr.
Первый член этого уравнения выражает кинетическую энергию,
второй — потенциальную. Потенциальная энергия определяется ум-
ножением энергии парного взаимодействия частиц на их количество,
деленное на два. Энергию взаимодействия частиц обычно опреде-
ляют, используя потенциал Леннарда—Джонса:
<р (г) = 4е [(а / г) 12 — (а / г) 6],
где е и а — постоянные величины, имеющие размерность энергии
и длины соответственно.
Первое слагаемое описывает уменьшение сил отталкивания с
расстоянием, второе — увеличение сил притяжения.
Расчеты, выполненные с использованием функции радиального
распределения и энергии парного взаимодействия, позволили опре-
делить многие характеристики жидкости.
2. Природа и свойства жидких сплавов железа
При изучении механизма и кинетики процессов производств^
стали особый интерес представляет форма существования отдельных
элементов в жидких сплавах железа. Это связано с тем, что свойства
расплава, скорость переноса в нем компонентов к месту реакции,
а также скорость самой реакции зависят от того, в какой форме
они находятся в расплаве.
242
Вопрос о форме существования компонентов в жидких сплавах
чрезвычайно сложный, тем более, что нельзя говорить с какой-то
одной форме частиц данного элемента в растворе. Результаты
определения физических структурно-чувствительных свойств распла-
вов (плотности, вязкости, электропроводности и др.), данные фи-
зико-химического анализа, рентгеноструктурный и другие исследо-
вания, привлекаемые для изучения природы расплавов, позволяют
отметить одновременное присутствие в жидком железе элементов
в разных состояниях.
Металлоиды (С, О, S, Р), электроотрицательность которых зна-
чительно выше, чем у железа, образуют в расплавах с ним ионную
и ковалентную связи, причем последняя осуществляется путем
образования квазимолекул соответствующих оксидов, сульфидов и
т. п.
Среди металлоидов, образующих растворы с жидким железом,
особый интерес представляет углерод, который является непремен-
ным компонентом всех сталей.
В расплавах железа углерод, по-вцдимому, находится преимуще-
ственно в виде катионов С44*. Это подтверждается перемещением
имеющего, по сравнению с железом, меньший радиус и большой
заряд иона углерода в сторону катода под действием постоянного
электрического поля.
Вполне вероятным является также, что углерод находится и в
форме квизимолекул Fe3C. Но так как каждый атом углерода может
быть равновероятно связан с любыми из ближайших соседних атомов
железа, которые, к тому же, непрерывно меняются, можно предпо-
ложить, что группировки Fe3C неустойчивы, и они обмениваются
атомами с окружающим раствором.
Число ближайших к атому углерода атомов железа (координа-
ционное число) д расплаве можно оценить с учетом типа образу-
ющегося раствора и представлений о сохранении ближнего порядка
в расположении атомов при плавлении.
Атомы углерода располагаются в центрах или середине граней
элементарных кубических ячеек, внедряясь в октаэдрических или
тетраэдрических промежутках (порах) между атомами железа.
Твердые растворы внедрения образуются если отношение ра-
диусов атомов растворенного вещества и растворителя < 0,59. От-
ношение радиусов атомов углерода (/£ = 82,4 пм) и железа
(rFe = 126 пм) равно 0,65, т. е. больше. Поэтому внедрение ато-
мов углерода сопровождается искажением кристаллической ре-
шетки с увеличением свободного объема. Это подтверждается
уменьшением плотности расплавов с повышением содержания уг-
лерода.
16*
243
Относительно большой размер атомов углерода позволяет считать,
что они располагаются, преимущественно, в самых больших проме-
жутках (порах) между атомами железа.
В объемноцентрированной решетке б-феррита, образуемой при
содержании < 0,2... 0,5% С, самые большие поры тетраэдрические,
а в гранецентрированной (при 0,2... 0,5 < С S 1,7%) — октаэдриче-
ские. Соответственно, при С £ 0,2... 0,5% каждый атом углерода
будет окружать четыре ближайших атома железа, а при более
высоком содержании углерода — шесть атомов железа.
Вследствие сохранения ближнего порядка при незначительном
перегреве над температурой плавления остается описанное распо-
ложение атомов.
Кислород растворяется в жидком железе, по-вццимому, с обра-
зованием группировок типа молекул FeO. Об этом свидетельствуют
значительные тепловой эффект и изменение изобарно-изотермиче-
ского потенциала растворения: ^О2(г) = [О];
ДО 0 = —117200 — 2,897’ Дж/моль. По мнению рада исследователей
это подтверждается также повышением растворимости кислорода с
повышением температуры вследствие увеличения в металле числа
свободных мест (дырок). Влияние температуры описывается урав-
нением:
(FeO) = [Fe] + [О]; ДО 0 = 121000 - 52,377' Дж/моль;
1g [О, %] / (FeO) = 1g [О, %] = - (6320 / Т) + 2,734. (33)
Можно, однако, предположить, что кислород не образует с
железом устойчивых и постоянных молекул. Более вероятно, что
атом кислорода (или скорее ион О2-) временно связывается с
одним атомом железа (ионом Fe2+), а затем с другим.
Существование кислорода в форме аниона подтверждается пе-
ремещением его под действием постоянного электрического поля в
сторону анода.
Сера, по-видимому, также существует в жидком железе в виде
аниона S — в постоянном электрическом поле, и она переме-
щается в сторону анода. Вместе с тем сера образует в жидком
железе группировки типа молекул FeS. Об этом свидетельствуют
значительный тепловой эффект растворения серы (ДЯ =
— —132000 Дж/г-атом при ^1700 °C) и острый максимум на
диаграмме состояния, соответствующий составу, % (ат.): 50 Fe и
50 S. Можно, однако, предположить, что квазимолекула FeS не
стабильна во времени и в ней происходит периодическая замена
одних ионов железа другими.
244
Фосфор образует в жидком железе преимущественно упорядо-
ченные группировки квазимолекул Fe2P. Об этом можно судить по
большому тепловому эффекту растворения фосфора
(ДЯ 0 = -121400 Дж/г-атом) и отчетливому максимуму на диаграм-
ме состояния, отвечающему составу Fe2P.
Кремний образует в жидком железе, по-видимому, группировки,
подобные молекулам FeSi. Об этом свидетельствует значительный
тепловой эффект растворения кремния в жидком железе, который
достигает максимума при равных концентрациях [по 50% (ат.)]
железа и кремния (ДЯ = 94200 Дж/г-атом при 1600 °C). Это следует
также из диаграммы состояния железо—кремний, на которой имеется
острый максимум, соответствующий соединению FeSi.
При растворении в жидком железе металлических примесей (№,
Мп, Сг и' др.) часть электронов их внешних оболочек коллективи-
зируется и образуется металлическая связь.
Растворение примесей в жидком железе вызывает изменение его
свойств, что влияет на ход сталеплавильных процессов. Наиболее
полно изучено действие отдельных элементов на вязкость и повер-
хностные натяжения сплавов на основе железа.
Вязкость (внутреннее трение) — свойство текучих тел (жидкостей
и газов) сопротивляться перемещению одного слоя относительно
другого. Сила F, которую необходимо приложить для сдвига слоев
по площади S, пропорциональна градиенту скорости (закон Ньюто-
на):
F = r]S (dw / dx).
Величина ц называется коэффициентом динамической вязкости
(размерность Н • с/м2, или Па • с, или пуаз, равный 0,1 Па • с).
Он количественно характеризует сопротивление жидкости смещению
ее слоев. Величина, обратная вязкости <р — 1 / ц, называется теку-
честью.
Коэффициент вязкости расплавленных металлов в значительной
мере зависит от температуры:
т] = Аехр (Еч / RT), (34)
где А — постоянная; Еч— энергия активации вязкого течения. При
температурах сталеплавильных процессов (1570... 1650 °C) вязкость
жидкого железа (0,004... 0,006 Па • с) того же порядка, что и
вязкость воды при комнатной температуре.
Углерод понижает вязкость жидкого железа на 20... 30% при
содержаниях его до 0,5... 1,0%. При дальнейшем повышении содер-
жания углерода изменение вязкости имеет сложный характер, но
245
она все же меньше, чем у чистого железа. Марганец, кремний и
хром в несколько меньшей степени, но тоже понижают вязкость
жидкого железа.
Повышают вязкость жидкого железа кислород, сера, азот. Это
влияние проявляется при весьма низких концентрациях (сотые доли
процента), особенно при растворении кислорода (при растворении
0,05% кислорода вязкость железа возрастает на 30... 40%).
Для сталеплавильщиков представляет интерес влияние примесей
на поверхностные свойства жидкого металла, так как при значи-
тельной поверхностной активности вследствие адсорбции (поверх-
ностного сгущения) концентрация их у межфазной поверхности
может существенно превышать среднюю концентрацию в объеме.
Такое поверхностное сгущение оказывает влияние на степень и
интенсивность развития отдельных процессов.
Связь поверхностного сгущения с изменением поверхностного
натяжения (б, мДж/м2) выражается уравнением Гиббса:
rt = - (С; - ЯТ) (do / dQ, (35)
где Г4 — избыточная концентрация адсорбированного t-того компо-
нента на поверхности фаз, моль/м2; Ct — концентрация t-того ком-
понента в растворе, моль/м3.
Поверхностное натяжение жидкого железа при 1550 °C равно
1800... 1850 мДж/м2. Растворение в железе других компонентов
обычно вызывает понижение поверхностного натяжения.
Наиболее сильными поверхностно-активными элементами из
обычно имеющихся в стали являются кислород и сера. При повы-
шении содержания этих элементов поверхностное натяжение жид-
кого железа понижается и при содержании 0,2% любого из них
о = 1,0 1,1 Дж/м2.
Слабой поверхностной активностью в жидком железе обладают
углерод, кремний, фосфор, титан. При повышении содержания
углерода или кремния до 3... 4% поверхностное натяжение умень-
шается лишь на 30... 40 мДж/м2. А при повышении содержания
марганца или хрома до таких значений б уменьшается на
0,08 ... 0,1 Дж/м.
Используя известные значения б, по уравнению (35) можно
вычислить величину адсорбции Г{, определив концентрацию, повер-
хностное натяжение и затем производную do / dC(, например гра-
фическим методом. Зная к тому же число Авогадро (NA =
= 6,02 • 1023 молекул/моль), можно вычислить площадь Ft, прихо-
дящуюся на одну частицу в адсорбированном слое:
Ft = 1 / (Г^А). Такой расчет, например, показывает, что максималь-
246
ное сгущение кислорода на поверхности (23,4 • 10 6 г-атом/м2)
достигается при его содержании 0,05%. При этом площадь, прихо-
дящаяся на одну молекулу в адсорбированном слое, составляет
7 • 10 -20м2, т. е. поверхностный слой состоит в основном из мо-
лекул Fe2O3.
3. Химическая активность примесей в жидком железе
Известные законы идеальных растворов неприменимы для реаль-
ных растворов, в которых энергия взаимодействия разноименных
частиц не равна энергии взаимодействия одноименных частиц.
В частности, для реальных растворов обычно не выполняется закон
действующих масс и константа равновесия зависит не только от
температуры, но и от концентрации компонентов в растворе, т. е. не
является действительной константой равновесия. Для учета откло-
нений растворов от идеального состояния концентрации в термо-
динамических уравнениях заменяют активностями. Соответственно
этому вместо применяемых для совершенных и разбавленных рас-
творов выражений химических потенциалов р, = р/°) + /гтЧпЛГ, и
р, = р/°) + RTlnQ для реальных растворов р, = р,ст ЯТЧпа,. На-
помним, что в приведенных уравнениях р/°) и р;ст— химические
потенциалы соответственно чистого растворителя (при концентра-
ции, равной единице, и условии соответствия закону Генри) и
вещества в стандартном состоянии; Nlt Qua — мольная доля,
массовая концентрация и активность соответственно.
Следовательно, активность является формально введенной вели-
чиной, с помощью которой химический потенциал компонента
реального раствора выражают так же, как через концентрации Nt
или Q выражают химические потенциалы компонентов совершенных
или разбавленных растворов. Упрощенно активностью можнс^назвать
ту эффективную концентрацию, при которой реальный раствор
приобретает термодинамические свойства идеального.
Термодинамическая зависимость свободной молярной энергии от
активности вещества в растворе определяется уравнением, в котором
Gt° представляет свободную молярную энергию i-того компонента
при а,° = 1:
Gj0 - G,° = RT Ina, - RT Ina,0 = RT Ina,. (36)
Вместо активностей обычно пользуются коэффициентами активно-
стей f и концентрациями. Эти три величины связаны соотношением
a=fN.
247
Следовательно, коэффициент активности характеризует величину
отклонения от законов идеальных растворов. Для идеального рас-
твора /=1, при положительном отклонении от идеального раствора
f > 1, при отрицательном отклонении f < 1.
Величина и характер отклонения коэффициента активности за-
висят от выбора стандартного состояния. Непременным условием
выбора состояния является применимость к раствору законов иде-
альных систем, т. е. возможность принять /=1. Этим условиям
удовлетворяют чистое вещество или разбавленный раствор, к кото-
рому применим закон Генри. Положительные отклонения от закона
Генри (f > 1) соответствуют отрицательным отклонениям от закона
Рауля (f < 1) и наоборот.
При выборе в качестве стандартного состояния чистого вещества
активность его в этом состоянии равна 1, что делает возможным
сравнение разных данных и упрощает расчеты. С этой же целью
для разбавленных растворов, к которым применим закон Генри, в
качестве стандартного принимают 1%-ный раствор. Величину хими-
ческого потенциала и, следовательно, активности такого раствора
вычисляют экстраполяцией по закону Генри из области бесконечного
разбавления (состояние сравнения) до стандартного состояния.
Схема определения стандартного состояния для растворителя (кон-
центрированный раствор компонента А) и рас-
творенного вещества (разбавленный раствор
компонента В) показана на рис. 120. Для на-
глядности на этом рисунке приведено изменение
упругости пара компонентов с концентрацией.
В конкретных случаях определения стандартно-
го состояния упругость пара можно заменить,
например, отношением РНг8 / РН2 и, соответст-
венно, [% S] вместо % В в описанном ниже
методе расчета коэффициента активности серы
в железе.
Рис. 120. Стандартное
состояние и состояния
сравнения компонентов
в бинарной системе:
/—стандартное состоя-
ние и состояние срав-
нения для компонента
А; 2 — закон Рауля;
3— состояние сравне-
ния для компонента В;
4 — стандартное состо-
яние для компонента
В; S — закон Генри
Существует несколько способов определения
коэффициентов активности веществ в растворе:
1. Измерение упругости пара и сравнение ее
с упругостью пара над раствором в стандартном
состоянии. Этот метод может быть применен,
когда упругость паров одного из металлов в
растворе достаточна велика, и поэтому он не
используется для изучения растворов на основе
железа.
2. Определение активности компонента по
изменению температуры затвердевания раствора:
248
Ina, = (ДЯт //?)[(!/ Tm) - (1 / 7D],
(37)
где Тт — температура плавления чистого растворителя; Т{—темпе-
ратура плавления растворителя при его концентрации Этот метод
нашел применение для изучения свойств некоторых ферросплавов,
но не применяется для стали.
3. Определение равновесных концентраций компонентов в двух
контактирующих несмешивающихся жидкостях. Метод применим,
если известна активность вещества в одной из фаз. Для определения
активности его в другой фазе используют закон Нернста—Шилова,
согласно которому в условиях равновесия коэффициент распреде-
ления L вещества между фазами — величина постоянная:
L = at/a2. Зная L и активность вещества в одной из фаз, можно
найти активность его в другой фазе. Этот метод был использован
для определения коэффициентов активности алюминия, кремния,
меди по распределению их между жидкими железом и серебром.
Его обычно применяют для определения активности компонентов
шлака. Пример такого определения будет приведен в следующей
главе.
4. Изучение равновесия химической реакции с участием компо-
нента, коэффициент активности которого необходимо узнать. Этим
методом определили коэффициенты активности рада элементов в
жидком железе, представляющих особый интерес (S, С, О). Рас-
смотрим его подробнее на примере раствора серы в жидком железе,
изученного Дж. Чипменом.
Над расплавленным железом при заданной температуре пропу-
скали газовую смесь Н2 и H2S контролируемого состава до дости-
жения равновесия реакции:
Н2(г) + [S] = H2S(r);
К e Ph2s / Рн2аз — Ph2s / (Ph2[3]/s)-
В уравнении константы этой реакции были
известны отношение парциальных давлений
Рн2з / Рн2 (оно задавалось и для данного
опыта поддерживалось постоянным) и [S]
(определялось анализом). Неизвестны конс-
танта К и коэффициент активности серы.
Результаты исследования показали
(рис. 121), что зависимость [S] - р^ / рН2
нелинейна, т. е. отношение К — рН2§ /
/ (Ph2[S]) без учета коэффициента активности
Рис. 121. Зависимость
равновесного содержания
серы в жидком железе
при 1600 *С от состава
газовой фазы. Штриховая
линия соответствует закону
Генри
249
Рве. 122. Зависимость
lg/С и 1g/ от сод ержания
серы в жидком железе
серы не является постоянным и изменя-
ется с содержанием серы. Следовательно,
раствор серы в железе нецдеален, но при
малых концентрациях серы близок к иде-
альному (кривая, построенная по экспери-.
ментальным данным, совпадает с прямой,
проведенной из начала координат). Поэ-
тому бесконечно разбавленный раствор
серы в железе можно принять за состояние
сравнения и действительную величину
константы равновесия найти из пересече-
ния линии IgK с осью координат, соот-
ветствующей 0% S (рис. 122). При этом fs =1 и К — КЗная
действительную константу равновесия К и К при любом содержа-
нии серы, можно найти коэффициент активности серы из уравнения
/ = К /К, значение которого сохранится и для 1%-ного раствора
(см. рис. 120 и 121).
Подобным же образом были найдены значения коэффициентов
активности углерода в реакции
[С] + СО2(г) = 2С0(г); К = Рсо / ЫОД
и кислорода в реакции
[О] + Н2(г) = Н2О(г); К = рН2о / (Рн^ОУо).
5. Определение э. д. с. элемента, имеющего электроды из ме-
талла с разным содержанием изучаемого элемента. В одном из
электродов (сравнения) активность этого элемента (а,) должна
быть известна. Активность в другом электроде (а{ ) определяется
по результатам замера э. д. с. из уравнения Е =
* RT / (nF 1паг / а, ), где п — число переноса, т. е. число зарядов
иона потенциалопределяющего вещества в случае только ионной
проводимости; F— число Фарадея (96941 Кл/г-экв).
Метод э. д. с. хорошо разработан для определения активности
кислорода «в жидком железе. Используемый для этого датчик
окисленности (активометр) представляет собой кварцевую трубку,
в которой помещен электрод сравнения (обычно смесь молибдена
с его диоксидом или хрома с его оксидом, активность кислорода
в которых известна) с токосъемниками; в нижней части трубки
электрод сравнения контактирует с впаянным или вмазанным элек-
тролитом в виде таблетки из диоксид а циркония, стабилизированного
3% СаО и обладающего чисто ионной проводимостью. Активометр
в сборе приведен на рис. 123.
250
6. Коэффициент активности одного компонен-
та бинарного раствора по известному коэффи-
циенту активности другого можно определять,
используя видоизмененное уравнение Гиббса—
Дюгема:
Nt d 1пД + N2d Inf2 = 0.
Рассмотренные выше методы определения ко-
эффициентов активности (кроме п. 6) примени-
мы для исследования не только бинарных рас-
творов, но и многокомпонентных систем.
При введении в бинарный раствор третьего
элемента он может значительно влиять на коэф-
фициент активности другого элемента. Пример
такого влияния разных элементов на коэффици-
ент активности серы приведен на рис. 124. Видно,
что особенно сильно коэффициент активности
серы в железе повышает углерод. Так, при со-
держании углерода 4,2% С, характерном для
передельных чугунов, lg/s= 0,55, fs = 3,5. Не уди-
вительно, что из чугуна легко удалять серу.
Для определения коэффициентов активности
веществ в многокомпонентных • растворах необ-
ходимо учитывать влияние всех его компонентов.
С этой целью удобно пользоваться мето-
дом К. Вагнера. Он показал, что если раствори-
Рис. 123. Датчик ак-
тинометра в сборе:
1 — контактный хво-
стовик, 2 — корпус,
3— огнеупорный на-
полнитель, 4 — датчик
окисленности, 5 —
токосъемник
тель содержит несколько растворенных веществ
А, В, С и т. д., то коэффициент активности одного из них*, например
/л, можно выразить уравнением
IgXi (А, В, С) = еДА) + еА\В} + еАс (С) ...,
где е/ = lg/л / (А); е/ =
= lg/л / 00 и т- Д- — параметры
взаимодействия, показывающие
влияние концентрации данного
(А) или третьего (В и т. д.) ве-
щества на коэффициент активно-
сти (Л).
- Между влиянием вещества
А на fB и вещества В на fA су-
ществует простая зависимость
еА / МА = ев / Мв, где М — со-
ответствующие атомные массы.
Рис. 124. Влияние разных элементов
на коэффициент активности серы в жвдком
железе при 1600 °C
251
Параметры взаимодействия многих элементов в жидком железе
определены и часть их приведена в табл. 14. Их применение
позволяет надежно вычислять константы равновесия и определять
влияние третьего элемента на растворимость вещества в жидком
железе.
Таблица. 14. Параметры взаимодействия е/1£? элементов,
растворенных в жидком железе при 1600*С
Раст- ве- рен- НЫЙ эле- мент / ДЛЬ^Ёиемый элемент
Al Cr Mn Mo Ni Si n V C N О P S
Al 4,2 — — — 6 — — 11 -5,3 -160 — 4,9
Cr — — — — • 0,02 — — — -10 -16 -13 — 3,5
Mn — — — — 0 — — — -7,8 0 — 4,3
Mo — -7 -7,8 2,1 — —
Ni — — — — 0 1 — — 5,9 4,2 2.1 0
Si 6,3 — 0 — 0,5 32 — — 24 9,6 —25 8.6 5,7
n — — — — — — 4,6 — — -154 -56 — —
V 4 — -16 -29,6 -85 — —
C 4,8 -2,4 — -0,9 1,2 10 — -3,8 22 11,1 -9,7 — 9
N -2,8 —4,5 -2 -1,1 1 4,8 -45 -10 13 0 0 5,1 -L3
О -94 -3,7 -2,7 0,25 0,6 -14 -36 -27 -13 5,7 -20 7 -10
P — — — — — 9,5 — — — 11.5 11,3 — 4,3
S 4Д -LI -2,2 0,6 0 7,5 — -1,9 12 0 3 3,5 —
Если параметр взаимодействия е/ является величиной положи-
тельной, то это значит, что элемент В увеличивает коэффициент
активности А и, следовательно, уменьшает его растворимость, и в
тем большей степени, чем больше величина е/.
Определим, например, как влияют легирующие элементы на
растворимость азота в стали 25Х2МФА. Примем, что эта сталь
содержит 0,25% С; 0,22% Si; 0,65% Мп; 1,7% Сг; 0,25% Мо;
0,25% V. Влияние малых концентраций А1, О, S и Р можно не
учитывать. Пользуясь табл. 14, найдем, например, что
Ig/iJ* = —0,045 х 1,7 = —0,077. Определяя аналогично влияние дру-
гих компонентов, можно составить уравнение
ig/N = ig/iF + igtf + igf® + ig/r + ig/NCr + igAT + ig/Nv =
- 0 + 0,032 + 0,022 - 0,013 - 0,077 -0,027 - 0,025 = -0,088.
252
Следовательно, коэффициент активности азота в стали 25Х2МФА
равен 0,82, т. е. активность азота на 18% ниже, чем в чистом
железе, а растворимость соответственно выше.
Глава 19. Шлаки сталеплавильных процессов
1. Состав шлаков и основные диаграммы шлаковых систем
Жидкий шлак представляет собой расплав оксидов и является
побочным продуктом плавки. Однако он играет весьма важную
роль в протекании процессов в дуговых сталеплавильных печах
и существенно влияет на качество стали. В зависимости от со*
става шлак может быть окислительным или восстановительным
по отношению к металлу и растворенным в нем примесям. Меняя
состав шлака и, соответственно, активность находящейся в нем
FeO, можно регулировать окислительно-восстановительные про-
цессы в ванне. В шлак могут переходить из металла вредные
для стали примеси —сера и фосфор. Шлак защищает металл
от насыщения азотом из печной атмосферы и поглощает из
стали неметаллические включения. Шлак ограничивает интенсив-
ность нагрева металла и уменьшает локальный перегрев его в
области электрических дуг.
В состав сталеплавильных шлаков входят оксиды с разными
химическими свойствами: основные — CaO, MgO, MnO, FeO; кис-
лотные — SiO2, Р20б, AI2O3» Ре2®з> Сг2О3. Но указанные свойства
у разных составляющих шлака существенно отличаются, в связи с
чем, например, последние два оксида часто относят к амфотерным,
так как в шлаковом расплаве в зависимости от условий они могут
проявлять основные или кислотные свойства. Наиболее ярко выра
женными основными свойствами в сталеплавильных шлаках обладает
СаО, а кислотными свойствами — SiO2 и Р2ОВ.
, В зависимости от состава шлака и, соответственно, его физико-
химических свойств различают два главных типа сталеплавильных
шлаков: кислые, в которых преобладает кремнезем (48... 65%), и
основные, в которых преобладают основные оксиды и отношение
концентраций CaO/SiO2>l,5... 1,6. В процессе плавки шлак образу-
ется в результате: 1) окисления компонентов шихты (FeO, SiO2,
MnO, P2O6, Сг2О3); 2) введения специальных добавок железной руды
(Fe2O3, SiO2 и др.), восстановителя (С), шлакообразующих — извести
(СаО), плавикового шпата (CaF2), шамота (SiO2, А12О3 и др.), песка
(SiO2) ; 3) ошлакования огнеупорной футеровки печи (MgO, Л12О3,
SiO2).
253
При кислом процессе шлак формируется при активном взаимо-
действии образующихся при окислении расплава оксидов железа,
кремния и марганца с кремнеземом кварцитовой футеровки печи,
а также добавками песка, применяемого в качестве шлакообразую-
щего материала. В результате такого взаимодействия получается
шлак, насыщенный кремнеземом. Преобладающую часть кислых
шлаков составляют три компонента, сумма которых SiO2 + FeO+
+МпО = 85... 95%. Причем содержание кремнезема колеблется обыч-
но в пределах 50... 62%. Следовательно, кислый шлак представляет,
по существу, железомарганцевый силикатный расплав с высоким
содержанием кремнезема. Минералогический состав твердых шлаков
кислого процесса хорошо изучен. Значительную часть их составляют
кварц (SiO2) и тридимит (SiO2). Кроме того, имеются кристаллы;
родонита (МпО • SiO2), тефроита (2МпО • SiO2), фаялита
(2FeO • SiO2), кнебелита (FeO • МпО • SiO2).
О прочности и возможности существования указанных соедине-
ний в жидких шлаках можно в некоторой мере судить по диаграммам
состояния (рис. 125). Как видно, на диаграммах оксидных систем
кислых шлаков нет острых максимумов. Следовательно, присутст-
•С
1800
1700
tmutM
10
5
1500
% ***
Красто5*ж
t*C Г
1400
1300
1200
noo
Мпг$|О4
1300
ТрЖ/фтя/рри/ит
Тривимшп-еж Фацет
НК
nfwntffpcmm
О 20 40 50 80 1О0
SiOf Fe,SiO« feo
% (т массе)
10
WnO-SiOj
50
30 50 70 00
Mn2SIOt,%
ЗЮ.
W'SIOi
40
TftO-SiO,
20
гмпо-яо,
80
Омнет
изо*
Ж,+Жг
ms* ms'
-*
1800
1700
1800
1500
1400
1300
1200\*пееррфт\тф
Крис/тбммшмк
WO*
ТриОиштНК
1291*
«ям
/перрит
40 60 80 100
(k rtnStO, S10t
Im массе)
Рис. X25. Диаграммы состояния шлаковых систем
(Ж—жидкость) кислых сталеплавильных процессов
О
ИпО
^’0)
Фаямт* (feO-MnO) ** «».
v-----U---У-.' V_м__и.
00 60 40 20 МпО
%(т массе)
ж
254
вующие в кислых шлаках силикаты в расплаве не прочны. Из
диаграммы рис 125 также видно, что при обычных для сталепла-
вильных процессов температурах (1500... 1650 °C) предел раствори-
мости SiO2 в железомарганцевом расплаве составляет 48... 50%.
Следовательно, кислые шлаки обычно насыщенны кремнеземом и
часть кремнезема может находиться в шлаке в виде мелких взве-
шенных в расплаве кристалликов. Растворимость кремнезема в
кислых шлаках повышается до 57% при введении в него 12% СаО.
В условиях плавки содержание СаО составляет обычно 1... 8%.
При плавке в основной дуговой печи шлак формируется при
взаимодействии образовавшегося при окислении металла расплава
оскцдов FeO, SiO2 и MnO с известью и другими шлакообразующими
материалами, присаживаемыми в печь с шихтой или позднее. При
этом образуется многокомпонентный шлак. По ходу плавки его
состав и физико-химические свойства существенно меняются. По-
вышается концентрация главного основного оксида СаО в шлаке и,
обычно, понижается содержание FeO (табл. 15).
В затвердевших основных шлаках сталеплавильных процессов
обнаружены минералы, которые можно объединить в следующие
группы: 1) силикаты 2СаО ♦ SiO2—ортосиликат кальция;
СаО • SiO2 — волластонит; 2MgO • SiO2 — форстерит;
СаО • MgO • SiO2 — монтичеллит; 2MgO • FeO • SiO2 — оливин и
др.; 2) шпинели MgO • Л12О3 — благородная шпинель; Fe3O< — маг-
нетит; 2СаО • Fe2O3 — феррит кальция; FeO • Сг2О3 — хромит; (Mg,
Fe)O - (Al, Сг)2О3 — хромистая шпинель (пикотит); 3) свободные
оксиды СаО, FeO, MnO, MgO; 4) фосфаты ЗСаО • Р2ОВ; 3FeO • Р2О5;
5) сульфиды CaS, MnS. О возможности сохранения группировок,
аналогичных указанным соединениям, в жидком основном шлаке
можно в некоторой мере судить по диаграммам состояния, важней-
шие из которых приведены на рис. 126... 128.
Как видно из рис. 126, а, в системе СаО—SiO2 линия ликвидуса
имеет два явных максимума, соответствующих соединениям мета-
силиката кальция (СаО • SiO2) и ортосиликата (2СаО • SiO2). Сле-
довательно, оба эти соединения плавятся конгруэнтно1. Можно
полагать, что в жидком основном шлаке преобладают группировки
типа ортосиликата кальция не только вследствие повышенного
содержания оксида кальция, но и ввиду более острого максимума
на диаграмме состояния и более высокой температуры плавления
2СаО * SiO2 (2130 °C) по сравнению с температурой плавления
СаО • SiO2 (1544 °C).
1 Конгруэнтный — совпадающий, т. е. оставшийся неизменным при плавлении;
инконгруэнтный— распадающийся при плавлении, неустойчивый в жвдком шлаке.
255
Таблица 15. Химический состав, % (по массе), основных шлаков
при выплавке стали в дуговых печах
Период плавки СаО SIO2 FeO МпО MgO AI2O3 CaF2 СаС2 Р2О5 S
Конец плавления 35—45 15—25 5—20 5—10 5—8 3—6 — — 0,5—1,2 0,1—0,2
Конец окислительного 40—50 15—20 5—25 5—10 5—10 3—6 — — 0,4—1,0 0,1—0,3
периода
Восстановительный период:
белый шлак 45—58 15—25 0,5—1 0,7 8—20 3—6 — £1 — 0,3—0,6
карбидный шлак 50—60 15—20 0,6 0,4 8—20 3—6 5—15 2-4 — 0,5—0,7
Таблица 16. Состав флюсов, % (по массе), для электрошлакового переплава
Флюс CaF2 СаО AI2O3 MgO SiO2
АНФ-6 60—70 4—5 25—30 <1 1—3
АНФ-7 80—90 9—18 — — 1
АНФ-9 80—90 — — 9—18 1
АН-29 — 45 55 — —
АН-291 10—20 20—28 35—45 15—25 <2
АН-295 10—20 20—30 45—55 3—8 <2
0 to 50 ВО 80 100
Cao g FeO
Рис. 126. Диаграммы состояния бинарных сплавов главных оксидов основных
шлаков
О 20 W 60 60 100
FeO г А1,0,
В системе СаО—А12О3 (рис. 126, б) имеется два соединения
плавящихся конгруэнтно — 5СаО • ЗА12О3 и СаО • А12О3. Следова-
тельно, оба эти соединения в виде квазимолекул могут быть в
жидком шлаке при небольшом перегреве над температурой плавле-
ния. В системе FeO—А12О3 конгруэнтно плавится одно соединение
FeO • А12О3, образующее минерал герцинит.
При изучении диаграмм состояния (рис. 126, в, г), имеющих
наиболее важное значение для основного сталеплавильного процесса,
видно, что в основных шлаках СаО повышает, a FeO, SiO2 и
А12О3 понижают температуру плавления. Поэтому для понижения
температуры плавления шлака и повышения его жидкотекучести в
ванну присаживают бой шамота (50... 60% SiO2; 30... 40% А12О3),
а при интенсификации процессов окисления присадками'железной
руды происходит разжижение шлака и быстрое растворение извести
17 Зак. 3164
257
01Q2f)30W506070M90100
СаО А ПО
*/• (по массе)
Рис. 127. Диаграмма состояния системы
СаО — S1O2 — FeO
(ускоряемое и интенсивным
перемешиванием при актив-
ном окислении углерода).
На диаграммах состояния
(рис. 127 и 128) видно, что
даже в тройных сплавах СаО—
SiO2—FeO и СаО—А12О3—
SiO2 имеются большие обла-
сти с температурой плавления
до 1600 °C. Эти шлаки, огра-
ниченные кривыми АБ, ВГД
на рис. 128, используются при
основных сталеплавильных
процессах. Однако реальные
шлаки многокомпонентны и
температура их плавления еще
ниже, чем это следует из диа-
грамм тройных систем. Наибо-
лее сильно понижают темпе-
ратуру плавления и повышают
жидкотекучесть присадки плавикового шпата. Он состоит преиму-
щественно из CaF2 (90 ...95%), который входит в значительных
количествах в состав флюсов, применяемых для образования шлака
при электрошлаковом переплаве (табл. 16).
По приведенным на рис. 129 диаграммам состояния шлаковых
систем, содержащих фторид кальция, видно, что в качестве флю-
Рис. 128. Диаграмма состояния системы
СаО — SiO2 — AI2O3
сов для наведения шлаков
ЭШП (табл. 16) выбраны
составы, обеспечивающие по-
лучение минимальной темпе-
ратуры плавления для дан-
ного сочетания оксидов и
фторидов. Состав флюса
АНФ-6 близок к эвтектиче-
скому в системе А12О3—CaF2,
флюса АНФ-7 — в системе
СаО—CaF2, флюса АНФ-9 —
в системе MgO—CaF2, флю-
са Ан-29 — в системе
СаО—А12О3, флюсы АН-291 и
АН-295 — в тройной системе
СаО—А12О3—CaF2 (флюс
АН-291 со значительным со-
держанием MgO).
258
CaF, го 60 во 80 nA Ctf. го 60 № OOtaO
Wt20 00 60 00 tW Wt 20 60 60 «Идо
ЪрЮИвеС»)
Рис. 129. Диаграммы состояния бинарных сплавов главных оксидов шлаков
электрошлакового переплава
Таким образом, подбирая состав шлака, можно получать необ-
ходимые для протекания сталеплавильного процесса физико-хими-
ческие свойства, в частности достаточно низкую температуру плав-
ления.
2. Теория жидких шлаков
Строение расплавленных ишаков. Развитие теории строения
шлаков началось с представлений, которые исходили из предполо-
жения о молекулярной природе шлаковых расплавов. Согласно этим
представлениям, наиболее полно развитым в тридцатых го-
дах Г. Шенком (Германия), оксиды и их соединения находятся в
расплаве в виде молекул, слабо взаимосвязанных. Этой взаимосвязью
можно пренебречь, и активности оксидов и их соединений
приравнены соответствующим концентрациям.
Однако выбор соединений, присутствующих в шлаке, был весьма,
произвольным и делался он часто лишь на том основании, что
17*
259
подстановка выбранного вида соединения в уравнение закона дей-
ствующих масс позволяла получать удовлетворительное постоянство
константы равновесия данной реакции. Г. Шенк, например, считал,
что основные сталеплавильные шлаки состоят, главным образом, из
соединений СаО • SiO2, 2Fe • SiO2, 2MnO • SiO2, ЗСаО • Fe3O4,
4CaO - P2O6. Эти соединения достаточно характеризуют свойства
шлака.
Химическая активность оксидов принималась равной концентра-
ции оксида в свободном состоянии, т. е. не связанного в соединения.
Так как оксид кальция, например, связан в силикаты — (СаО SiO2),
фосфаты — (СаО • Р2О5) и ферриты — (СаО • FeO), концентрация
свободного оксида кальция (СаО)„ равна разности между общей
концентрацией У (СаО) и связанной в соединения: СаОсв =
— (СаО) — (СаО)ао 2 — (CaO)p2Og — (CaO)Fe. Аналогично можно
найти свободные концентрации, т. е. активности других оксидов.
Сделанный Г. Шенком выбор химических соединений в шлаке нельзя
признать обоснованным. Согласно диаграмме состояния СаО—SiO2,
как отмечалось выше, с большим основанием можно было принять
существование 2СаО • SiO2, а не СаО * SiO2. Можно было бы также
принять существование соединений СаО * Fe2O3 и ЗСаО Р2О5 вме-
сто ЗСаО • Fe3O4 и 4СаО • Р2О5 соответственно. Другие металлурги,
согласные с представлениями Г. Шенка, приняли существование в
жидком шлаке других соединений, например ассоциированных мо-
лекул (2СаО * SiO2)2 и (СаО * SiO2)2. При таком написании они
смогли объяснить высокие значения активности закиси железа в
шлаковом расплаве системы СаО—FeO—SiO2 при повышенной мо-
лярной доле FeO вследствие уменьшения общего количества молекул
в расплаве. Необходимость выбора своего структурного состава
шлака для каждого типа процесса без достаточного основания
свидетельствует об ошибочности теории, принимающей молекулы
за структурные единицы шлакового расплава. Молекулярной теории
противоречат и экспериментальные данные.
Рентгеноструктурные исследования показывают, что кристалли-
ческие оксиды металлов, их силикаты, алюминаты, ферриты, фосфаты
состоят не из молекул, а из ионов, расположенных в узлах
кристаллической решетки. Например, соединение 2СаО
• SiO2(Ca2SiO4) состоит из ионов Са2+ и SiO4", ЗСаО • Р2О5 •
’ ^2^5 [^аз(РО4)2] — из ионов Са 2+ и РО4~. Нет оснований считать,
что при плавлении и обычном незначительном перегреве над
температурой плавления в жидком шлаке из этих ионов образуются
отдельные молекулы. И в шлаковом расплаве остаются ионы, но в
жидкостях они более подвижны и происходит электролитическая
260
диссоциация соединений и перегруппировка ионов, которые пере-
ходят из одних сочетаний в другие. Эти сочетания катионов и
анионов соответствуют определенным химическим соединениям.
Ионное строение жидких шлаков подтверждается эксперимен-
тальными данными: электропроводностью жидких шлаков; элек-
тролизом шлаков с выделением из них металла (например, железа
из расплава FeO—SiO2); возможностью построения гальванических
элементов, электролитом в которых является твердый или жидкий
шлак
Согласно ионной теории в шлаковом расплаве, состоящем из
катионов и анионов, преобладают ионные (гетерополярные) связи,
возникающие при образовании взаимодействующих ионов
противоположного знака. Наряду с этим в шлаке имеются ковален-
тные (гомеополярные) связи, возникающие при образовании элект-
ронных пар, общих для взаимодействующих атомов, в переходом их
с «атомных орбит» на «молекулярные орбиты», охватывающие все1
ядра молекулы или другого комплекса атомов. В шлаке ковалентные
связи имеют место, например, при образовании комплексных анионов
SiOj-, РО|“ и др.
В жидком шлаке при введении отдельных оксидов, сульфидов и
фторидов образуются преимущественно следующие ионы:
FeO-»Fe2++O2-; СаО-»Са2++О2-; MnO-»Mn2++O2-; MgO-»Mg2++
+О2"; МА+О^гАЮГ; Р2О6+ЗО2-»2РОГ:
CaF2-Ca2++2F"; Fe (Ca,Mn) S-»Fe2+(Ca2+,Mn2+) +S2".
О вероятности присутствия в шлаке тех или иных комплексных
анионов судят по термодинамическим данным образования и устой-
чивости в расплаве соответствующих соединений, в частности по
диаграммам состояния. Учитывая ионную природу жидких шлаков,
можно утверждать, что взаимодействие шлака с металлом имеет
электрохимический характер. Это подтверждается возможностью
построения гальванического элемента, электролитом в котором яв-
ляется расплавленный шлак, а электродами жидкие чугун и сталь.
Э. д. с. возникает вследствие существования скачка электрохими-
ческого потенциала на границе жидких фаз. Учитывая электрохи-
мический характер взаимодействия между металлом и шлаком,
распределение примесей между этими фазами можно записать
схематически реакциями*:
(Fe2+) = [Fe] - 2е; (Мп2+) = [Мп] - 2е;
'Здесь и далее, как обычно принято в технической литературе, квадратными
скобками обозначены компоненты, растворенные в металле, а круглыми — в шлаке.
261
(О2”) = [О] = 2е ; (S) 2“=[S] + 2е;
(Fe3+) = (Fe2+) - е; (РО?-) = [Р] + 4(C)2-) - 5е.
Однако при любом отдельно взятом из приведенных переходов
нарушится электронейтральность обеих фаз. Рассмотрим, например,
переход кислорода из шлака в металл, происходящий в окислитель-
ный период плавки. При этом будем, конечно, иметь в виду, что
обратный переход вызовет обратный эффект.
При переходе анионов кислорода в жидкое железо вследствие
недостатка отрицательных ионов шлак зарядится положительно, а
металл вследствие перехода вместе с кислородом избытка электронов
— отрицательно. Так как избыточные заряды выталкиваются к
поверхности, на границе металл—шлак появится отрицательно за-
ряженный слой металла и положительно заряженный слой шлака.
Этот двойной электрический слой вызывает возникновение скачка
электрического потенциала, тормозящего дальнейший переход ани-
онов кислорода в жидкое железо. Поэтому заметный переход
анионов кислорода из шлака в металл может происходить лишь в
том случае, когда он не сопровождается увеличением плотности
обкладок двойного слоя и скачка потенциала. Это условие выпол-
няется, если, например, одновременно с анионами в металл переходит
эквивалентное по заряду количество катионов. Такому переходу
способствует расположение двойного слоя: отрицательно заряжен-
ный слой металла притягивает катионы.
Из катионов, имеющихся в шлаке, в металл будут переходить
те, которые в ряду напряжений наименее отрицательны, т. е. наи-
более благородны. В сталеплавильной ванне таким металлом явля-
ется железо, а затем марганец. Следовательно, наиболее вероятным
вместе с анионами является переход из шлака в металл катионов
железа и, в определенных условиях, марганца. Переход катионов
кальция и магния из шлака в металл невозможен, так как в ряду
напряжений они значительно более отрицательны, чем железо, и
будут им вытесняться, переходя в шлак. К тому же кальций и
магний в жидких железе и стали очень мало растворимы.
Соответственно изложенному одновременный переход анионов и
катионов можно записать, например, реакциями:
(Fe2+) = [Fe] - 2е
+ (О2") = [О] + 2е
(Fe2+) + (О2”) = [Fe] + [О]
аналогично (Fe2+) + (S2-) » [Fe] + [S].
262
Поступление определенных ионов из шлака в металл без роста
электрического потенциала и плотности двойного электрического
слоя возможно также путем одновременного перехода в противо-
положных направлениях анионов:
[S] + 2е = (S2~)
[S] + (О2") = (S2“) + [О]
или катионов:
[Мп] —2е = (Мп2+)
| (Fe2+) = [Fe] - 2е
[Mn] + (Fe2+) = [Fe] + (Mn2+)
Таким образом, согласно ионной теории через границу раздела
металл—шлак переходят заряженные частицы. Такой переход осу-
ществляется одновременным перемещением частиц по меньшей мере
двух сортов. Происходящий при этом одновременный переход в
одном направлении катионов и анионов можно, упрощая, записать
в виде перехода соединений, наличие которых ионная теория не
отрицает и, напротив, предполагает наличие таких соединений в
ваде группировок ионов, вызывающих микронеоднородность шлака.
Например, окислительная способность шлака, характеризуемая
интенсивностью перехода кислорода из шлака в металл, определяется
не только общей концентрацией анионов кислорода в шлаке, но и
концентрацией катионов Fe2+. Так как переход анионов О2- и
катионов Fe происходит одновременно, можно упрощенно записать
(FeO)- - [Fe] + [О]. Однако для определения рада свойств расплава,
в частности термодинамической активности (FeO), и описания
механизма и кинетики процесса необходимо учитывать, что FeO в
шлаке существует в виде ионов Fe2+ и О2”.
Определение активностей компонентов шлака. Определить
термодинамическую активность шлака, необходимую для количест-
венного описания протекающих при выплавке стали процессов,
можно расчетом по составу шлака и температуре или эксперимен-
тально в сплавах, которыми можно приближенно заменить реальные
шлаки. Первый из этих методов нашел широкое применение.
Значительный вклад в развитие методов определения термоди-
намической активности компонентов шлака на основе современных
взглядов об ионной природе шлаковых расплавов внес М. И. Тем-
кин, который предложил с этой целью теорию совершенных ионных
263
растворов. Согласно этой теории совершенный ионный раствор
должен удовлетворять следующим условиям: 1) он состоит только
из ионов и не содержит электронейтральных частиц; 2) ближайшими
соседями в нем, как и в кристалле, являются только разноименные
ионы, т. е. катионы окружены только анионами, а анионы только
катионами; 3) все катионы равноценны в отношении их взаимодей-
ствия с анионами, так же как и все анионы равноценны в отношении
их взаимодействия с катионами.
Следовательно, распределение частиц в совершенном ионном
растворе чисто статическое, но в отличие от обычного идеального
раствора незаряженных частиц в совершенном ионном растворе
имеется дополнительный порядок расположения ионов, обусловлен-
ный их зарядом. Вследствие того, что энергия взаимодействия всех
ионов одного знака со всеми ионами другого знака равноценна,
теплота смешения при образовании совершенного ионного раствора,
как и при образовании идеального раствора, равна нулю. Однако
энтропия смешения совершенного ионного раствора отличается от
энтропии смешения идеального раствора, так как анионы не могут
замещать катионы и наоборот, т. е. расплав состоит как бы из двух
независимых идеальных растворов — раствора катионов и раствора
анионов. Соответственно энтропия смешения равна сумме энтропий,
вычисленных отдельно для анионов и для катионов, а активность,
совпадающая в совершенном ионном растворе с ионной долей,
равна отношению числа данных ионов к общему числу ионов только
того же знака. Например, ионные доли железа, кальция и кислорода
в шлаке
*Fe2+ = W+/ £ п+; М>2+= «С2+/ £ «+; ^о2-= «о2-/ S
Для шлака, содержащего rrij молей СаО и т2 молей FeO, количество
молей ионов железа равно количеству молей FeO, т. е. nFe2+=
» m2. Аналогично ^2+= ; ло2-=Л11 + тг; £ л+= mt + т2;
2 п“= л^ + т2, соответственно
AFe2+»/n2/(mI+m2); ACa2+“w»i/(wi+m2)-’
= 1, активности СаО и FeO: dcao— М>2+'М)2-^ aFeo= М'е2+'М>2--
Равенство ионной доли кислорода единице в приведенном при-
мере объясняется тем, что принят был шлак, в котором кроме
кислорода никаких анионов не было. В реальных шлаках, где
имеются и другие анионы, количество соответствующих молей ионов
можно вычислить по следующим уравнениям:
ns2-= ns- nSio$-= nSio2I npof~= 2пр2о5! паю2+ 2па12оз:
264
nO2~— nFeO+ ЛМпО+ ЛСаО+ nMgO~ 2ЛЯО2— nAl2°3— ^Лр2°5’
Как видно, при определении количества молей ионов кислорода
в шлаке из суммы ионов кислорода, вносимых основными оксидами
железа, марганца, кальция и магния, необходимо вычитать количество
молей ионов кислорода, связываемого кислотными оксидами при
образовании комплексных анионов. Как было показано, при введении
моля SiO2 связывается два моля О2", моля А12О3 — один моль
О2-, моля Р2О5 — три моля О2-. Соответствующее количество молей
и вычтено в приведенном уравнении.
Приведенные уравнения позволяют определить количество молей
каждого из анионов и катионов и отдельно анионов и катионов по
данным химического анализа шлака. Исследования рада ученых
показали, что удовлетворительные результаты расчетов констант
равновесия с использованием теории совершенных ионных растворов
получаются лишь при концентрации кремнезема в шлаке до 5...
10%, т. е. когда преобладающую часть анионов составляют простые
ионы О2-. При увеличении концентрации в шлаке сложных крем-
нийкислородных комплексов Sj~ и других сложных анионов наблю-
даются отклонения от теории совершенных растворов и д ля расчетов
она делается не применимой, так как расчетная величина константы
равновесия меняется с изменением состава шлака.
Согласно теории микронеоднородности жидкого шлака, предло-
женной О. А. Есиным, отклонения от теории совершенных ионных
растворов объясняются неравномерностью энергии взаимодействия
отдельных ионов с другими ионами. Так, в шлаковом расплаве,
состоящем из ионов Са2+(г = 0,106 нм), Fe2+(r=0,83 нм), О2-(г =
= 0,14 нм) и Sj~(г = 0,279 нм), катионы железа, имеющие отношение
заряда к радиусу 2/0,083, более сильные, чем катионы кальция
2/0,106, поэтому большой комплексный анион SiOj" более устойчив
возле катионов кальция и располагается преимущественно возле
них. В окружении катионов железа он менее устойчив и может
разрушаться с образованием анионов кислорода и более сложных
кремнийкислородных комплексов. Поэтому возле катионов железа
располагаются преимущественно анионы кислорода. В результате
этого в шлаковом расплаве возникает большая упорядоченность,
чем это предусмотрено теорией совершенных ионных растворов.
Изменение характера и энергии связи между компонентами в
шлаковом расплаве по сравнению с таковыми в компонентах,
образующих шлак, учтено теорией регулярных ионных растворов,
разработанной В. А. Кожеуровым. При определении энергии связи
265
между ионами для расчета активности В. А. Кожеуров учитывал
лишь теплоту смешения компонентов. Энтропию смешения он
подсчитал по теории совершенных ионных растворов.
При построении термодинамики шлаковых расплавов В. А. Ко-
жеуров отказался от выделения комплексных ионов в качестве
самостоятельных структурных единиц, так как такое выделение
проводится по чисто геометрическому принципу. Так, в твердых
силикатах комплекс SiO*- выделяется рентгенографически потому,
что ион кремния всегда окружен четырьмя ионами кислорода.
Однако эти же ионы кислорода взаимодействуют с рядом распо-
ложенными другими анионами, что влияет на энергию внутренних
связей в группе SiOj", поэтому статистическую термодинамику
шлаковых расплавов он построил с учетом взаимодействия про-
стейших атомных ионов (Са, Mn, Mg, Fe, Si, О и др.). Это привело
к тому, что форма связи ионов в расплаве не влияет на выражение
активности и константы равновесия. Приняв, что шлаковый расплав
состоит только из простейших атомных ионов, В. А. Кожеуров
впервые дал общее выражение для коэффициентов активности
многокомпонентного основного шлака системы FeO, МпО, СаО,
MgO, SiO2 и Р2О5 с одним общим анионом кислорода. Энергии
смешения, найденные В. А. Кожеуровым полуэмпирическим путем,
для приведенной системы равны: Q^— -42 кДж; Q35= —113
кДж; 0зв= -201 кДж, остальные Qv- 0 (где нумерация компонентов
соответствует приведенному выше порядку из записи, например,
Q25= ОмлО-SKg)- Используя эти значения энергий смешения,
В. А. Кожеуров получил следующие уравнения для коэффициентов
активности:
(ЮОО /Т) Г2,18хмпх$|+ 5,90 (Xcj+ xMg)Xsi+10,50xCaXpJ; (38)
1g/(Mi)= teZcFfe)" (218° /r)xsi: (39)
lg/(P)= lg/(Fe)~ (Ю500 /T)xCa, (40)
где x — ионная доля соответствующего катиона в шлаке.
Обработав экспериментальные данные других исследований,
В. А. Кожеуров получил значения констант равновесия:
fc — __***” . •^Мп • = 6700 __ „
^-[Mn]xFe T Д- (41)
^(Rq) _ 6320 _ 2724.
10] “ [О] ’ lgA° ” Т (42)
266
, ХР tin.
” [р® ‘
Кр = 2,34 • 10"2.
(43)
В первом приближении принято, что КР не зависит от температуры.
В качестве примера определим содержание марганца, фосфора
и кислорода в металле в равновесии со шлаком, содержащим, %:
12,02 FeO; 8,84 MnO; 42,68 СаО; 14,97 MgO; 19,34 SiO; 2,15 Р2ОВ.
Состав шлака, моль/100 г шлака:
Оксид.......... FeO MnO СаО MgO SiO Р2О5
Число молей .... 0,167 0,125 0,761 0,371 0,322 0,015
Подсчитаем общее число молей катионов на 100 г шлака:
6
2 tyk = 0,167 + 0,125 + 0,761 + 0,371 + 0,322 + 0,015 = 1,761 и
г=1
получим ионные доли катионов (например, xFt= 0,167/1,761 =
= 0,095):
К3™™........... Fe2+ Мп2+'Са2+ Si2+ Р5+
Xi............ 0,095 0,071 0,432 0,211 0,182 0,08
Вычисляем коэффициенты активности FeO, MnO и Р2ОБ. Коэф*
фициент активности при 1600 °C FeO вычисляем по уравнению (38):
lg/(l%)= U7 • 0,071 • 0,182 + 3,15 • (0,432 + 0,211) 0,182 +
+ 5,60 • 0,432 • 0,08 =0,439; = 2,75.
Коэффициент активности МпО вычисляем по уравнению (39):
- 0,439 - 1,17 • 0,182 = 0,226; /(М1) = 1,67.
Коэффициент активности Р2О5 вычисляем по уравнению (40):
lg/(P)= 0,439 - 5,60 • 0,432 = -1,98; 0,0105.
Решая уравнения (41)—(43) относительно соответственно [Мп],
[О] и [Р] с подстановкой вычисленных значений х{ и/^, находим, %:
[Мп]. . Ip. , . 0Л69.
^Mir^Fe /(Fe) 2,86 • 0,095 • 2,75
rm 0,095 - 2,75 nn_Q.
[°]------------------------- 0,059;
rpi = —Хр/(Р)— ------0>008 " 0.0Ю5-------- q gig
л/2^2/Д 0,0234 F2 (0,095-2,75)^
267
Позднее В. А. Кожеуров распространил разработанный им метод
на шлаки, содержащие разные анионы, в том числе отличающиеся
зарядом (валентностью). Этот метод нашел широкое применение
для расчета активностей компонентов шлакового расплава. Наряду
с теоретическими методами определения активности компонентов
шлака существуют и экспериментальные. Они основаны на изучении
распределения вещества между металлом и шлаком. Характерным
примером такого определения является исследование распределения
кислорода металлом и шлаком разного состояния, выполненное
Дж. Чипманом с сотр.
Реакция распределения кислорода может быть записана уравне-
нием
[Fe] + [О] = (FeO); К = / а[о] •
Для определения К необходимо знать значения активности FeO в
шлаке и активности кислорода в металле. Так как кислород образует
в металле весьма разбавленный раствор при отсутствии значительных
количеств других примесей, активность кислорода может быть
заменена концентрацией. В этом случае К можно определить экс-
периментально, если в качестве стандартного состояния для FeO
принять шлак, состоящий из FeO, для которого afFeo)= 1- При этом
К=1/[0].
По результатам исследования при 1600 °C под чисто железистым
шлаком растворимость кислорода в железе, т. е. равновесная его
концентрация, составляет 0,23%. Соответственно А =1/0,23, а ак-
тивность FeO в шлаке любого состава равна a(Fe) = [0]/0,23.
Определив опытным путем равновесное содержание кислорода
в металле с данным шлаком, по этому уравнению можно найти
активность FeO в этом шлаке при 1600 °C, и наоборот, зная
активность FeO в шлаке, можно вычислить равновесную концент-
рацию кислорода в металле.
3. Химические свойства шлаков
Среди химических свойств шлака для развития сталеплавильных
процессов наиболее важны основность и окислительная способность.
Основность, определяющая избыток основных оксидов над кислот-
ными и имеющая смысл лишь для основных шлаков, характеризу-
ет способность шлака поглощать из металла серу и фосфор. Пред-
ложено несколько выражений основности шлака. Простей-
шим из них является отношение весовых концентраций оксида
кальция и кремнезема (CaO)/(SiO2). При всей простоте, однако,
268
выраженная таким образом основность довольно определенно ха-
рактеризует свойства шлака, так как СаО — наиболее сильный основ-
ной оксид, а кремнезем, обладая в шлаке отчетливо выраженны-
ми кислотными свойствами, среди кислых оксидов существенно
преобладает количественно.
Выражение основности шлака через отношение (CaO)/(SiO) на-
шло широкое применение в практике сталеплавильного производства,
оно оказывается обычно достаточным и при выполнении исследо-
вательских работ. Предложены также выражения основности шлака
с учетом содержания Р2О5, обладающего резко выраженными кис-
лотными свойствами. Для процессов электрометаллургии стали они
ие имеют особого значения, так как шлаки электроплавки содержат
мало Р2О5 даже в окислительный период (см. табл. 15).
С позиций современных представлений об ионной структуре
жидких шлаков основность следует выражать концентрацией ионов
кислорода. Однако приведенное выше уравнение для определе-
ния концентрации кислорода условно, так как оно применимо лишь,
когда в шлаке не образуется значительное количество сложных ком-
плексных анионов, т. е. для совершенных ионных растворов.
Исходя из представлений об ионном строении шлаков, Дж. Дафф
предложил определить меру химической активности ионов кислорода
в шлаке оптической основностью.
Согласно электронно-координационной теории кислота это веще-
ство, которое может принять электронную пару, а основание —
вещество, которое может отдать эту электронную пару. Таким
образом, основание является донором, а кислота акцептором элек-
тронных пар. Оптическая основность является мерой способности
ионов кислорода в шлаке быть донором электронов, которая может
быть определена спектроскопически, т. е. переходами в системе
уровней энергии в кристаллах (квазикристаллах) и сопутствующими
им явлениями.
Оптическая основность (X) чистых оксидов определяется
электроотрицательностью катионов по Полингу
X = 1 /т = 1 / [1,36(Х - 0,26)], (44)
где у — параметр основности; X — электроотрицательность по По-
лингу. Значения индивидуальной оптической основности, рассчитан-
ные по уравнению (44), приведены ниже:
Оксид .. . СаО MgO AI2O3 МпО Z1O2 TIO2
Л 1,00 0,78 0,605 0,59 0,59 0,55
Оксид . . . СггОз V2O3 FeO БегОз SiO2 Р2О5
А 0,55 0,53 0,51 0,48 0,48 0,40
269
Для оксидов переходных металлов, имеющих незавершенные
электронные оболочки, предложены и другие значения оптической
основности, например AFeO = 0,94; AFe2o3 = 0,72, полученные по
средним величинам электронной плотности. Оптическая основность
шлака выражается уравнением
Л = 2Х<Л'’ (45)
где Л, — оптические основности отдельных оксидов; Xt — эквива-
лентные доли оксидов. Например, в смеси оксидов АО и ВО
%АО — ХАО гО(ЛО) / (ХАО ZO(AO) + ХВО ZO(BO)) >
гдехло — мольная доля оксида АО; z0 — количество атомов кисло-
рода в молекуле оксида.
Пример расчета оптической основности шлака, состав которого
дан в первой строке, приведен в табл. 17. Оптические основности
отдельных оксидов Л; приведены выше. По данным табл. 17 опти-
ческая основность шлака: Л= 1-0,376 + 0,48-0,376 + 0,51-0,108 +
+ 0,48 • 0,026 + 0,78 • 0,128 = -0,72.
Таблица 17. К расчету оптической основности шлака
Показатели Компоненты ШЛВК8 Сумма
Cat) SfO2 FeO 1 РегОз MgO
Содержание, % 45 25 17 3 10 100
п 0,833 0,417 0,239 0,019 0,250 1,758
Xi 0,474 0,237 0,136 0,011 0,142
0,474 0,474 0J36 0,033 0,142 1,259
0,376 0,376 0,108 0,026 0,128
W 0,48 0,51 0,48 0,78
Оптическая основность применяется при исследовании сталепла-
вильных процессов. В частности, как будет показано, с ее исполь-
зованием получены интересные результаты при изучении удаления
фосфора из стали.
Окислительная способность шлака характеризует скорость пере-
дачи кислорода в металл и, соответственно, скорость и возможную
степень окисления примесей металлической ванны. Так как кислород
из шлака в металл передается при одновременном переходе железа,
реакцию, определяющую окислительную способность шлака, как
отмечалось, можно записать уравнением
270
(FeO) = [Fe] + [О]; К = [О] / aFeO.
В условиях равновесия жидкого железа с чисто железистым
шлаком, когда = 1 и К = [О], растворимость кислорода в
металле согласно исследованиям Тейлора и Чипмана, выражается
уравнением
lg(O] = - (6320 / Т) + 2,734.
При равновесии с основным шлаком содержание кислорода в жидком
железе зависит от состава шлака (рис. 130), причем кривые посто-
янного содержания кислорода повторяют кривые изоактивности
(постоянной активности) FeO (рис. 131).
Кривые изоактивностей (FeO) (см. рис. 131) не параллельны
стороне (СаО + MgO) — (SiO2), т. е. не постоянны при постоянном
содержании (FeO). Для
данного содержания
(FeO) в шлаке ее изоак-
тивность изменяется, до-
стигая максимума при
составах шлака, отвеча-
ющих образованию ор-
тосиликата (Са, Mg)2SiO4
Это соответствует
основности, равной 2,
при выражении ее в виде
(CaO + MgO)/(SiO). При
увеличении или умень-
шении основности ак-
тивность FeO понижает-
ся вследствие повыше-
ния энергии связи ее с
расплавом. При высокой
основности это является,
по-видимому, результа-
том образования группи-
ровок типа феррита
кальция (2СаО * Fe^),
а при низкой основно-
сти — группировок типа
силикатов.
Лишь для кислых
СаО» Я? к то во so w so «юно
МдО СаО+МдО,*/.
Рис. 130. Концентрация кислорода в железе,
равновесная со шлаком при 1600’С
СаО» 50 80 70 № SO W 30 20 ЮМ
мдо СаО+МдО,%(№лан.)
Рис. 131. Активность оксидов железа в основных
шлаках
шлаков, содержащих
>40% SiO2 и <10% FeO,
271
линии изоактивности FeO почти параллельны стороне
(СаО + MgO) — (SiO2), т. е. активность FeO примерно пропорцио-
нальна ее концентрации. Следовательно, при расчете распределения
кислорода между металлом и кислым шлаком можно пользоваться
концентрацией FeO в шлаке, а не активностью. Согласно исследо-
ванию А. Д. Крамарова, коэффициент распределения между метал-
лом и таким шлаком выражается уравнением
L = [О] / (FeO) = -(6400 / Т) + 0,756.
4. Физические свойства шлака
Значительное влияние на скорость развития процессов между
металлом и шлаком оказывает вязкость шлака. Это вызвано тем,
что с изменением вязкости изменяется скорость диффузии ком-
понентов. В условиях, когда шлак неподвижен, справедливо урав-
нение i]D = const (где D — коэффициент диффузии, см2/с). Сле-
довательно, скорость диффузии обратно пропорциональна вяз-
кости. В неспокойном шлаке с увеличением его вязкости
уменьшается скорость массопереноса вследствие уменьшения ин-
тенсивности перемешивания.
Вязкость шлака зависит от его температуры и состава. Как следует
из уравнения (34), с увеличением температуры вязкость шлака
уменьшается. При температуре сталеплавильных процессов (1550...
1650 °C) основные шлаки имеют низкую вязкость, составляющую
0,01... 0,3 Па • с. Но с понижением температуры вязкость этих шлаков
резко возрастает, как показано в качестве примера на рис. 132.
Вязкость основных шлаков увеличивается с повышением содер-
жания СаО и особенно MgO. Существенно повышается кажущаяся
вязкость шлака при наличии в нем нерастворенных частиц размером
10~3... 10-2 мм, вызывающих значительное увеличение внутреннего
трения. В основном шлаке такими частицами могут быть кристаллы
туры
периклаза (MgO), извести, оксидов
хрома.
Вязкость основных шлаков
уменьшается при введении Fe2O3,
SiO2, А12О3 и CaF2. Так как эти
компоненты увеличивают раство-
римость СаО и MgO в шлаке, их
присадка в шлак вызывает пони-
жение и кажущейся плотности.
Наиболее сильный эффект по-
нижения вязкости основного шла-
ка наблюдается при введении в
272
него плавикового шпата (CaF2). Это широко используется при
выплавке стали в дуговых печах и особенно при ЭШП. Как
отмечалось, CaF2 является одним из главных компонентов большин-
ства флюсов, применяемых для получения шлака при ЭШП. Вязкость
кислых шлаков значительно выше вязкости основных шлаков и
может превышать ее на целый порядок. Она существенно возрастает
с повышением содержания кремнезема выше предела растворимости,
когда он находится в шлаке в виде взвеси кристалликов. Понижается
вязкость таких шлаков с повышением содержания в них СаО или
оксидов железа. Поэтому присадки в ванну кислей печи извести и
железной руды вызывают повышение жидкоподвижности шлака и
интенсификацию окислительных процессов.
Электропроводность жидких шлаков не только представляет
интерес для изучения их структуры, но и имеет значение для
протекания процессов в электросталеплавильных агрегатах. Можно,
например, отметить электрошлаковый переплав, при котором нагрев
ванны происходит за счет тепла, выделяемого при прохождении
тока через шлак. Электропроводность жидких шлаков может быть
обусловлена движением электронов или ионов или одновременно
теми и другими частицами. Ионная проводимость, в отличие от
электронной, связана с массопереносом в расплаве и с развитием
электродных реакций, т. е. электролизом. Последнее позволяет оп-
ределять долю каждой из проводимости по результатам определения
выхода по току. Как известно, он равен отношению фактически
полученного при электролизе продукта к количеству его, соответ-
ствующему закону Фарадея.
Шлаки сталеплавильных процессов обладают преимущественно
ионной проводимостью. Значительная доля электронной проводи-
мости имеет место лишь при высоком содержании в шлаке FeO,
для которой такой вид проводимости характерен.
Изменение характера и количества ионов определенного сорта
может вызвать изменение проводимости. Поэтому электропроводи-
мость шлака изменяется с его составом. Известно, например, что
частичная замена FeO или МпО в шлаке на СаО в расплавленных
силикатах понижает их электропроводимость. Это, по-видимому,
-объясняется меньшей подвижностью относительно крупных катионов
Са2+ по сравнению с Fe2+ и Мп2+.
Влияние состава на электропроводимость шлаков системы СаО—
А12О3—CaF2, представляющей особый интерес для ЭШП, видно на
рис. 133, где нанесены линии постоянной удельной электропрово-
димости— изоконтуры при 1600 °C. Проводимость таких шлаков
при обогащении расплавов фторидом кальция возрастает. С повы-
шением температуры электропроводимость шлаков возрастает, при-
18 Зак. 3164
273
10 20 JO 00 50 60 № OOCaft
Рис 133. Удельцая электропроводимость шлаков
системы СаО—AI2O3 при 1600 "С
чем зависимость эта имеет
экспоненциальный характер:
х = —Вехр(£х/ (ЯТ) ],
где В — постоянная, харак-
терная для данного электро-
лита; £х — энергия актива-
ции.
Важное значение для ре-
шения вопроса о структуре
шлаковых расплавов и для
процессов плавки имеет по-
верхностная энергия, которая на границе с газовой фазой обычно
называется поверхностной энергией, а на границе с другой конден-
сированной фазой (металлом) — межфазным натяжением. Поверх-
ностная энергия определяет возможность разделения или прилипания
металла и шлака, поглощение шлаком неметаллических включений
из металла, интенсивность поступления в металл кислорода, водорода
из печной атмосферы. Поверхностное и межфазное натяжение шлака
зависят от его состава. На рис. 134 приведен пример влияния состава
шлака на межфазное натяжение шлака на границе с жидким железом
по результатам исследования С. И. Попеля. Как видно, повышение
содержания А12О3 и СаО в расплаве СаО—A12Q3—SiO2 вызывает
повышение межфазного натяжения. Добавки к такому расплаву FeO
и МпО вызывают существенное понижение межфазного натяжения.
В общем можно отметить, что при сталеплавильных процессах
межфазное натяжение шлака на границе с металлом весьма большое,
что делает малой величину адгезии, характеризуемой работой (WB),
мДж/м2, которую необходимо затратить
0 Ю 20 Я 00 Я Я 70
°А(нольн.)
Рис. 134. Влияние содержания
отдельных оксадов в шлаке ис-
ходного состава СаО + AI2O3 +
+S1O2 на межфазное натяжение
его с жидким железом
против сил сцепления двух соприкаса-
ющихся между собой жидкостей:
= ®м.г ®ш.г + ®м.ш> ГД® ®м.г И ®ш.г
соответственно поверхностное натяже-
ние металла и шлака; бм ш — межфазное
натяжение на границе металла со шла-
ком. Работа адгезии между металлом и
шлаком обычно меньше работы когезии
(работы против сил сцепления частиц
в одной из фаз — для шлака
WK => 2бш г). Это обеспечивает хорошее
отделение металла от шлака. Большой
величиной адгезии к стали
274
(>800 мДж/м2) обладают лишь шлаки с повышенным содержанием
CaQ (4 ... 6%) —карбидные шлаки. Как показали исследова-
ния С. И. Попеля, с повышением содержания СаС2 в шлаке адгезия
его к стали увеличивается (особенно с повышением содержания в
ней углерода), а когезия в шлаке убывает. Вследствие превышения
адгезии фаз над когезией металл плохо отделяется от шлака, и он
загрязняется оксидными включениями.
Глава 20. Реакции окисления и восстановления
1. Особенности протекания окислительных процессов
в электропечах
Электроплавка стали по сравнению с другими способами стале-
плавильного производства имеет ряд принципиальных особенностей,
связанных с условиями протекания окислительно-восстановительных
процессов в ванне.
При мартеновском процессе нагрев ванны осуществляется в
результате сжигания топлива в рабочем пространстве печи. Для
хорошей теплотехнической работы печи воздух вводят с избытком
(5... 15%), поэтому над ванной всегда имеется окислительная ат-
мосфера. Окислительный характер печной атмосферы относительно
металла определяется значительным перепадом давлений кислорода
между этими фазами. Парциальное давление кислорода в атмосфере
мартеновской печи составляет -103 Па. В то же время упругость
диссоциации FeO (равновесное парциальное давление кислорода
реакции окисления железа до FeO) при 1600 °C равна ~10~3 Па, а
в углеродистой стали она еще ниже. Это создает условия непре-
рывного поступления кислорода из печной атмосферы в металл.
Ввиду отмеченных обстоятельств мартеновский процесс по своей
природе является окислительным, и в.мартеновской ванне хорошо
протекают реакции окисления примесей. Процессы, связанные с
получением восстановительного шлака с низким содержанием FeO,
в мартеновской печи затруднены из-за непрерывного поступления
кислорода из печной атмосферы.
Окислительным по своей природе является и кислородно-кои-
вертерный'процесс, который развивается лишь при сосредоточенном
подводе на поверхность металла кислорода, поступающего из рас-
положенной над этой поверхностью фурмы со скоростью, близкой
к скорости звука. В месте удара кислородной струи о металл
возникает реакционная зона диаметром 300 ...400 мм с очень вы-
сокой температурой (порядка 2500 °C) и большим избытком кис-
лорода. Происходит интенсивное окисление железа с образованием
18*
275
железистого шлака с первых же минут продувки. При взаимодействии
металла с этим шлаком происходит интенсивное окисление в нем
примесей. Частично эти примеси окисляются и непосредственно
газообразным кислородом. Поэтому восстановительный шлак и,
следовательно, восстановительный период по ходу кислородно-кон-
вертерного процесса провести невозможно.
Выделение тепла в дуговых печах не требует подвода окислителей,
и поэтому процесс электроплавки в отличие от мартеновского и
конвертерного процессов по своему характеру не является окисли-
тельным. Более того, в дуговой печи в зоне горения дуг при высокой
температуре и избытке углерода всегда имеется восстановительная
атмосфера. Это позволяет успешно вести восстановительные про-
цессы и затрудняет окисление примесей, которое происходит только
при специальном введении в ванну окислителей.
При поддержании в дуговой печи положительного давления,
препятствующего подсосу воздуха, во всем объеме печи создается
восстановительная атмосфера, содержание СО в которой составляет
60... 70%. Благодаря этому обеспечиваются благоприятные условия
для проведения восстановительного периода плавки с получением
восстановительного шлака с низким содержанием FeO.
Окисление металла кислородом печной атмосферы в дуговых
печах происходит в незначительной степени во время загрузки
Шихты и ее плавления, а также в окислительный период при подсосе
воздуха под не полностью опущенную заслонку рабочего загрузоч-
ного окна. В основном же окисление примесей металла происходит
за счет кислорода, поступающего из шлака или вводимого непо-
средственно в металл при продувке.
Как отмечалось в предыдущей главе, переход кислорода из шлака
в металл, т. е. окислительная способность шлака определяется ак-
тивностью растворенной в нем FeO, и такой переход может быть
описан уравнением (FeO) = [Fe] + [О]. Следовательно, для интенси-
фикации окислительных процессов в ванне необходимо поддержи-
вать достаточно высокую концентрацию FeO в шлаке. Это прово-
дится присадкой в шлак железной руды. При введении в ванну
железной руды в шлаке повышается содержание Fe2O3 (гематитовые
руды) или Fe2O3 и FeO (Fe2O3 — магнетитовые руды). На границе
раздела шлака с металлической ванной или с имеющимися в шлаке
корольками железа Fe2O3 восстанавливается до FeO (Fe^) + [Fe]=
= 3(FeO), которая затем частично переходит в металл. Таким образом,
оксиды железа, вводимые в шлак железной рудой, являются источ-
ником кислорода, поступающего в металл и расходуемого на окис-
ление примесей. Во время окислительного периода при подсосе
воздуха и наличии в печи кислорода оксиды железа являются также
передатчиком кислорода из печной атмосферы в металл через шлак.
276
В этом случае на поверхности раздела шлака с печной атмосферой
происходит окисление FeO до Fe2O3: 2(FeO) +1/2 О2 = (Fe2O3).
Образовавшийся оксид Fe2O3 восстанавливается затем на поверхно-
сти раздела металл—шлак до FeO, который переходит в металл.
Таким образом, кислород поступает в металл, где в основном
расходуется на окисление примесей.
Для интенсификации окислительных процессов кислород подают
в газообразном состоянии непосредственно в металл. Продувка
металла кислородом осуществляется вводимой манипуляторами в
металл стальной трубкой с напыленным защитным покрытием или
водоохлаждаемой фурмой, имеющей несколько отверстий, располо-
женных под углом 15 ...40° к ее оси. Фурму вводят через специ-
альное отверстие в своде и во время продувки опускают так, что
выходные отверстия находятся на уровне 100... 200 мм над уровнем
шлака.
Струя кислорода, подаваемого к фурме под давлением
1,0 ... 1,2 МПа, внедряется в металл, и в зоне внедрения на повер-
хности газовых струй и пузырей происходит окисление железа:
2[Fe] + О2(г) = 2(FeO). Наряду с этим происходит непосредственное
окисление примесей металла кислородом: [SiJ,+ О2 = (SiO2); 2[Мп] +
+ О2 = 2(МпО); 2[С] + О2 = 2(СО); 2[Р] + 2,5О2 = (Р2О5).
Образующаяся в зоне внедрения кислорода FeO в значительной
мере растворяется в металле: (FeO) = [FeO] + [О]. В результате этого
про продувке кислород переносится в объеме металла и окисление
примесей происходит не только непосредственно в месте продувки,
но и на границе реакционной зоны (лунки), а также на других
межфазных поверхностях металла с футеровкой, шлаком.
По способности к окислению в условиях плавки стали в открытых
печах примеси можно разделить на три группы: 1) обладающие
большим, по сравнению с железом, сродством к кислороду и
полностью окисляющиеся в окислительный .период плавки (Si, Ti,
Al, В, V); 2) обладающие меньшим, по сравнению с железом,
сродством к кислороду и практически совсем не окисляющиеся (Ni,
Мо, Си, Со); 3) обладающие сродством к кислороду немного
большим, чем железо, и, ввиду низкой по сравнению с железом
концентрации в металле, окисляющиеся в большей или меньшей
степени в зависимости от условий плавки (Мп, Сг). Особое место
занимает углерод, образующий газообразные продукты окисления.
2. Окисление углерода
Механизм и кинетика окисления углерода. Окисление угле-
рода — важнейший процесс плавки, влияющий на развитие других
физических и химических процессов в ванне. Такое влияние окис-
277
ления углерода связано с образованием большого количества газо-
образного СО, объем которого во много раз превышает объем
металла, через который она проходит. При окислении каждых
0,1% С объем выделяемого СО (при 1500°) примерно в 100 раз
больше объема металла. Выделение огромного количества СО,
всплывающего в виде пузырьков через металл и шлак, вызывает
интенсивное перемешивание каждой из этих фаз. Это усиливает
массоперенос в металле и шлаке, а также между этими фазами и
увеличивает, таким образом, скорость конвективной диффузии рас-
творенных в них компонентов и, соответственно, скорость реакций,
лимитируемых диффузионными явлениями. Перемешивание интен-
сифицирует также конвективную теплопередачу в ванне и способ-
ствует лучшему усвоению ею тепла. Всплывающие пузырьки СО
поглощают из металла растворенные в нем водород и азот и уносят
эти газы из стали. Вызываемое всплывающими пузырьками пере-
мешивание способствует удалению из стали неметаллических вклю-
чений.
Окисление углерода является сложным гетерогенным процессом,
состоящим из нескольких стадий. Если не рассматривать второсте-
пенную для условий электроплавки стадию поступления кислорода
из печной атмосферы и начать с изучения взаимодействия металла
со шлаком, то этот процесс можно описать следующими стадиями:
1) конвективная диффузия FeO в толще шлака в направлении
межфазной поверхности шлак—металл; 2) переход кислорода (вме-
сте с железом) в металл через границу раздела шлак—металл;
3) конвективная диффузия кислорода в металле к месту развития
химической реакции; 4) акт самой химической реакции в металле;
5) зарождение новой газообразной фазы пузырьков СО, образую-
щейся в результате реакции; 6) удаление пузырьков СО из металла
в печную атмосферу. Суммируя все эти стадии, процесс можно
описать уравнением: [С] + [О] = СО(г). Большое влияние процесса
окисления углерода на ход плавки вызывает значительный интерес
к изучению кинетики этого процесса, т. е. определению лимитиру-
ющей стадии его развития.
Известно, что скорость многостадийного процесса определяется
уравнением
Чфоц = О / Ч + 1 / v2 + 1 / v3... )-1,
где к,, v2, v3 — скорости отдельных стадий процесса. Если скорость
одной из стадий значительно меньше каждой из остальных, то
остальными 1/v можно пренебречь и скорость всего процесса
примерно равна скорости этой самой медленной стадии, называемой
лимитирующей. Если же несколько стадий имеют близкие значения
278
скоростей, то все они должны быть учтены соответственно приве-
денному уравнению.
Имеется ли лимитирующая стадия при протекании процесса окис-
ления углерода и если имеется, то какая? Для ответа на этот вопрос
приходится пользоваться данными косвенных экспериментальных ис-
следований. Одним из методов таких исследований является опре-
деление характера зависимости скорости процесса от содержания
окисляемого элемента — в данном случае углерода. В качестве кри-
терия можно принять определяемый по уравнениям формальной
кинетики порядок (п) гетерофазного процесса окисления по угле-
роду, скорость которого выражается уравнением w = dC / dr = kC,
где k — константа скорости. Определенный таким образом порядок
процесса, по-видимому, отличается от обычно определяемого в хи-
мической кинетике порядка химической реакции. Но в этом его
позитивная, в данном случае, особенность, что он сам по себе
учитывает ход процесса в целом, со всеми свойственными ему в
условиях промышленных агрегатов сложными физическими и фи-
зико-химическими взаимодействиями.
Для оценки порядка процесса по углероду определяли постоян-
ство константы скорости в кинетических уравнениях нулевого
(dC / dt = — k или k = (С — Со) / т), первого (dC / dr = — kC или
k = ln(Co / С) / т) и второго (dC/dx = —kC2 или k =
= (1 / С - 1 / Со) / т) порядков. Кроме того, при графическом ана-
лизе наносили данные в виде уравнений прямой С = —кт + Со;
InC = кт + 1пС0; 1 / С = кт + 1 / Со, соответственно для нулевого,
первого и второго процесса по углероду.
Результаты исследования показали, что при содержании углерода
в металле больше на -0,1% скорость процесса его окисления
описывается уравнением нулевого поряцка: из трех сопоставленных
констант константа скорости нулевого порядка сохраняла наилучшее
постоянство для всего массива опытных данных и на графиках
линейная зависимость получена тоже для нулевого порядка.
Следовательно, при содержаниях >0,1% С скорость окисления
не зависит от его содержания и лимитируется стадией внешнего
(по отношению к металлу) массопёреноса — доставки в металл
кислорода.
При содержании углерода - 0,1% режим его окисления меняется
и при дальнейшем их понижении описывается кинетическим урав-
нением первого порядка (лучшее постоянство k и линейность на
графиках). Следовательно, в этом случае скорость процесса зависит
от содержания углерода и лимитируется скоростью его массопере-
носа в металле.
279
Другим методом оценки лимитирующей стадии является опреде-
ление температурной зависимости скорости процесса. При изучении
процесса окисления углерода было установлено, что его скорость
резко возрастает с температурой, и эта зависимость имеет экспо-
ненциальный характер.
Экспоненциальная зависимость скорости процесса от температуры
характерна для химических реакций и для молекулярной диффузии.
Однако энергия активации скоростей этих процессов различна и
обычно составляет тысячи кДж/моль для химических реакций и
десятки и сотни кДж/моль для диффузии. Изучение процесса
окисления углерода позволило различным исследователям найти
величину энергии активации в пределах 60... 170 кДж/моль и сделать
вывод, что лимитирующей стадией процесса является диффузионная.
Диффузионными стадиями являются первые три из перечислен-
ных. Какая же из них является лимитирующей? Ответ на этот
вопрос также следует из установленной экспоненциальной зависи-
мости. Скорость конвективной диффузии, какой являются первая и
третья стадии, зависит главным образом от интенсивности переме-
шивания и лишь в незначительной мере косвенно от температуры.
Это позволяет предположить, что стадией процесса окисления
углерода является вторая, т. е. переход кислорода в металл через
поверхность раздела шлак—металл. Это согласуется со сделанным
выше выводом, что при содержании углерода ^0,1% С лимитиру-
ющей стадией процесса является массоперенос.
Переход элементов через поверхность металл—шлак можно от-
нести к молекулярной диффузии через неперемешиваемый слой,
существующий со стороны каждой из фаз на границе их раздела.
Толщина такого слоя уменьшается с повышением интенсивности
перемешивания и в условиях сталеплавильной ванны во время
кипения, вызванного окислением углерода, со стороны металла она
оценивается в 0,03... 0,10 мм, а со стороны вязкого шлака еще
больше. Энергия активации диффузии того же порядка^ х что и
найденная для процесса окисления углерода. Таким образом, с
большой степенью вероятности можно утверждать, что лимитиру-
ющей стадией процесса окисления углерода при содержании его
>0,1% является поступление кислорода в металл. Это подтверждается
опытами и практикой сталеплавильного производства. В окислитель-
ный период плавки стали в дуговых печах скорость окисления
углерода увеличивается с увеличением удельной поверхности кон-
такта металла и шлака (отнесенной к единице массы металла), т. е. с
повышением интенсивности перехода кислорода в металл через
межфазную границу. При всех используемых способах доставки
кислорода в металл (присадки железной руды, продувка ванны
кислородом) скорость окисления углерода повышается пропорцио-
280
нально увеличению интенсивности доставки. При этом практически
любая скорость введения кислорода в металл не вызывает сущест-
венного повышения его концентрации в стали; введенный кислород
быстро взаимодействует с углеродом.
Так как скорость взаимодействия углерода с кислородом в металле
столь широка, что она значительно превышает скорость поступления
кислорода, можно было ожидать, что химическая реакция в металле
достигает равновесия. Однако, как будет показано ниже, это не
совсем так: концентрации кислорода и углерода (при содержаниях
его более 0,05... 0,07%) не достигают равновесных. Такой результат
можно объяснить тормозящим влиянием образования газообразной
фазы (пятая стадия процесса обезуглероживания).
При образовании (зародыша) газового* пузырька в процессе
окисления углерода изменение энергии Гиббса системы равно из-
менению этой энергии в результате химической реакции и работы
образования новой поверхности между образующимся пузырьком и
жидким металлом
ДО = (02 - Gt)n + ас, (48)
где п — количество молей; Gi и 02— молярная энергия Гиббса
системы до и после химической реакции; а — площадь поверхности;
с — поверхностное натяжение;
' асао' a[qa[O]^co (49)
где индексы 0 и р обозначают исходное и равновесное состояния.
Имея в виду, что общее давление в пузырьке равно сумме
внешнего давления Р (атмосферного, слоя металла и слоя шлака)
и давления поверхностного натяжения (2с / г) и допуская для СО
приближение идеальных газов, получим
пРТ = PcoVco -(Р +2с/г) (4/ 3) лг3. (50)
Подставляя в (48) уравнения (49) и (50), с учетом величины
поверхности как функции радиуса, получим
ДО = -(4 / 3) лг3(Р + 2с / г) In /
/ (tfcpiofco) } + 4лг2с. (51)
Процесс может протекать лишь когда 02 < Gt, при этом знак
изменения ДО зависит от радиуса зародыша г, так как соответственно
уравнению (51) при малых его значениях г3 меньше а2, а при
больших наоборот. Соответственно, при малых г с его увеличением
281
Рис. 135. Зависимость изме-
нения анергии Гиббса образо-
вания от его радиуса
ДО возрастает, а при больших уменьша-
ется, при некотором критическом значении
радиуса зародыша г = г^ДО максимально.
Самопроизвольно процесс может про-
текать только с уменьшением энергии
t Гиббса. Поэтому рост зародыша СО и,
следовательно, окисление углерода может
происходить лишь по достижении макси-
мума ДО при критическом радиусе. До
максимума ДО может увеличиваться в
результате флуктуаций (колебаний, слу-
чайных отклонений) массы и энергии. Вероятность таких флуктуаций
тем больше, чем меньше величина экстремума (т. е. повышение
ДО) на рис. 135. Эта величина увеличивается с повышением
поверхностного натяжения о (уравнение 51), так как влияние его
больше во втором положительном слагаемом, чем в первом отри-
цательном. Для компенсации влияния поверхностного натяжения
необходимо определенное перенасыщение раствора, т. е. значение
произведения TCLJO1 больше, чем [С]Р[О]Р в условиях равнове-
сия. Этим и объясняется, что в условиях плавки стали в дуговых
печах содержание углерода и кислорода в стали выше равновесных.
Необходимость значительного перенасыщения раствора углеродом
и кислородом для образования пузырьков СО вытекает и из условия
механического равновесия, необходимого для существования пу-
зырька:
рсо~ рвн s + TFe hFeg + Тш, hmg + (2<з / г).
где — атмосферное давление; yFe и — плотность металла и
шлака, ЛРе и — толщина слоя металла и шлака под пузырьком;
g — гравитационное, ускорение.
Приведенное уравнение показывает, что с уменьшением радиуса
пузырька увеличивается роль поверхностного натяжения 2с / г (ка-
пиллярного давления). При малых размерах пузырька (во время его
образования) капиллярное давление достигает огромных значений.
Рассчитаем, например, давление на пузырек СО, образующийся
в жидкой стали. При этом пренебрежем атмосферным давлением и
давлением слоя металла и шлака, сумма которых равна
120 ... 140 кПа, и определим лишь капиллярное давление на пузырек.
Радиус такого пузырька в момент образования согласно расчетам
равен -0,1 мкм. Поверхностное натяжение о = 1200 мДж/м2 или
мН/м. Следовательно, капиллярное давление на пузырек составляет
282
(2о / г) = (2 • 1200 • 10-3) / Ю7 = 2,4 • 107 Н/м2 » 24 МПа.
Такое огромное давление на несколько порядков выше равновесного
давления СО, выделяемого при окислении углерода (0,1... 0,3 МПа),
и может быть подсчитано из уравнения константы равновесия по
уравнению
т = [С] [О] / (Рсо ’ IO'5) = 0,0025,
где рсо — парциальное давление СО в пузырьке, Па (подробнее оно
будет рассмотрено ниже). Например, при содержании углерода в
стали 0,2% и равновесном с ним содержании кислорода 0,012%
(см. рис. 136) давление СО равно: рс0= (0,2 • 0,012) /
/ (0,0025 • Ю'Б) = 0,1 • 106 Па - 0,1 МПа. При содержании 0,6% [С]
и 0,005% [О]рсо = 0,12 Мпа.
Следовательно, зарождение пузырьков газообразной фазы в го-
могенном металлическом расплаве невозможно. Зародыши новой
газообразной фазы в' условиях выплавки стали образуются на
межфазных поверхностях металла, подины и других твердых тел.
Этому способствует скопление молекул газа на поверхности твердого
тела, плохо смачиваемого насыщенной газом жидкостью, и наличие
на твердой поверхности не заполненных металлом шероховатостей,
пор и капилляров, размеры которых больше критических размеров
пузырька, т. е. того радиуса, при котором капиллярное давление на
пузырек невелико и он может существовать в гомогенном метал-
лическом расплаве.
В указанных порах имеется уже газовая фаза, на которой и
окисляется углерод с образованием СО. По мере развития реакции
объем газа в поре увеличивается и он в виде пузырька растет,
выдаваясь в металл. При достижении некоторого размера, когда
выталкивающая пузырек сила превышает прочность связи его с
газом в поре, пузырек, имея уже радиус больше критического,
всплывает. Окисление углерода на поверхности подины имеет важное
значение, так как образующиеся при этом пузырьки СО при
всплывании вызывают перемешивание всей толщи металла и шлака.
Реакция окисления углерода продолжается и на поверхности
всплывающих пузырьков, в которые переходит образующийся СО,
вызывая увеличение их размеров. Этому способствует поверхностная
активность углерода и особенно кислорода, которые адсорбируются
на поверхности пузырька.
При определенных условиях углерод может окисляться и на по-
верхности раздела шлак—металл, т. е. в подшлаковом слое. Это
происходит, по-видимому, на поверхности плавающих в шлаке твер-
283
дых частиц извести, доломита и наблюдается преимущественно в
начале плавки, когда шлак относительно холоден и в нем много
таких частиц. Подшлаковое окисление углерода вредно потому, что
образующиеся пузырьки не перемешивают металл. В современных
дуговых печах этот недостаток частично устраняется продувкой ван-
ны инертным газом через установленные в подине пористые вставки.
При продувке металлической ванны кислородом углерод частично
окисляется по реакции 2[С] + О2(г) = 2СО(г) в зоне непосредствен-
ного взаимодействия металла с газообразным кислородом и интен-
сивного окисления железа. Но преимущественно его окисление
происходит в зоне циркуляции за счет кислорода, поступающего в
металл из образовавшейся при окислении металла FeO по механизму,
описанному выше. Однако выделение СО здесь облегчается тем,
что при продувке в ванну вносятся готовые пузырьки СО, СО2,
О2 и полые капли из подфурменной зоны.
Наиболее интенсивно окисляется углерод при продувке кислоро-
дом в подфурменной первичной зоне, где при интенсивном окислении
железа образуется газошлакометаллическая эмульсия с большой
поверхностью контакта взаимодействующих фаз, где высокая тем-
пература и наиболее благоприятны условия выделения СО.
Содержание кислорода в металле в окислительный период
плавки. Высокая скорость химического взаимодействия углерода и
кислорода в металле по сравнению со скоростью доставки кислорода
позволяет при термодинамическом исследовании рассматривать толь-
ко химическую реакцию (52), которая независимо от скорости
предыдущих стадий может достигать равновесия:
[С] + [О] = СО(г). (52)
Рис. 136. Зависимость концентрации кис-
лорода в стали от концентрации углерода
в окислительный период плавки в дуговых
печах* 1 — равновесные концентрации,
2 —фактические концентрации для пе-
чей вместимостью 1... 100 т и 2...40 т
Константа равновесия реакции
(52) описывается уравнением
lg^c = lg(C][^c/o. (53)
которое можно записать в виде
т = [СИО]/рсо»1/(Кс/с/о).
При постоянном давлении т -
= [С] [О]. Величина т была впер-
вые определена Вачером и Га-
мильтоном, результаты которых
были в общем подтверждены дру-
гими авторами. По данным опытов
было установлено, что при
284
1580 ... 1620 °C и рсо — 10s Па при низком содержании углерода в
металле т =0,0025 и остается постоянным.
Позднее другие исследователи показали, что с изменением
содержания углерода величина т несколько меняется вследствие
того, что коэффициенты активности /с и /о не равны единице.
Но этим практически можно пренебречь.
Зависимость равновесной концентрации кислорода в металле от
концентрации углерода (т = 0,0025) выражена кривой 1 на рис. 136.
Зависимость концентрации кислорода в металле от концентрации
углерода по ходу окислительного периода плавки стали в дуговых
печах изучалась рядом исследователей. Результаты, получен-
ные Д. Я. Поволоцким с соавторами для печей разной вместимости,
приведены на рис. 136. Проведенная по экспериментальным точкам
кривая 2 описывается уравнением
[О] = - (0,00216 / [С]) + 0,00884.
Видно, что в окислительный период плавки зависимость содер-
жания кислорода в металле от содержания углерода имеет такой
же характер, как и в условиях равновесия. Но по ходу окислительного
периода содержание кислорода в металле все же выше равновесного
с углеродом. Как было показано, это связано с необходимостью
пересыщения раствора углеродом и кислородом в связи с затратой
энергии на образование газообразной фазы (СО).
Обезуглероживание высокохромистого расплава. При выплав-
ке нержавеющих и жаропрочных сталей методом переплава леги-
рованных отходов в окислительный период расплав содержит зна-
чительное количество хрома. В этом случае углерод окисляется с
участием оксидов хрома, а равновесие этой реакции определяет
предельное отношение концентраций хрома и углерода, которое
может быть достигнуто в процессе плавки. Согласно эксперимен-
тальным данным при содержании <9%
FeO • Сг2О3(тв) + 4[С] = [Fe] + 2[Сг] + 4СО(г),
lgKI/4 = lg([Cr]I/2pco) / [С] fc - - (10830 / Г) + 7,06; (54)
при >9% Сг
Сг3О4(тв) + 4[С] = [Сг] + 4СО(г),
lgKI/4 = lg([Cr]3/4pco) / ([С]/с) =-(11520/Г) + 7,64,
где Рсо выражено в атмосферах. Так как при плавке высокохроми-
стого расплава образуется вязкий гетерогенный шлак, насыщенный
оксидами хрома, активность оксидов в уравнениях (54) и (55) при-
нята равной единице.
285
На рис. 137 приведено опре-
деленное по уравнениям (54),
(55) влияние содержания хрома
в расплаве на равновесное со-
держание углерода в зависимости
°т Рсо> температуры и содержа-
ния обычно вводимого в высо-
кохромистую сталь никеля. Зави-
симость от содержания никеля
обусловлена его влиянием на ко-
эффициент активности углерода
(согласно данным табл. 13, пара-
метр взаимодействия
G#r
4«-
42-
42-
V-
0
[Ст,%]
Рис. 137. Влияние содержания хрома
в расплаве на равновесное содержание
углерода в зависимости от pqq, темпе-
ратуры и содержания никеля (сплошные —
без никеля, штриховые — 10%Ni)
е? = 0,012).
Как видно на рис. 137, повы-
шение содержания хрома в рас-
плаве вызывает увеличение рав-
новесного содержания углерода.
Никель оказывает обратное, но
меньшее влияние. Понижения равновесного содержания углерода
как в хромистых, так и в хромоникельных расплавах можно достиг-
нуть, повышая температуру или понижая парциальное давление СО
в системе. Обе эти возможности, как будет показано, используются
в сталеплавильном производстве.
3. Окисление и восстановление кремния
Окисление кремния в процессе плавки можно записать реакцией
[Si] + 2(FeO) = 2[Fe] + (SiO2); ДО ° = -351,71 + 0Д27Г, кДж/моль.
Константа равновесия этой реакции
KSi ~ °(SCfe) / (a[Si]a^%O)) * a(SQ>) ([ SiJ^CFep)) (56)
где активность железа принята равйой единице, так как концентрация
железа в стали близка к 100%. При плавке в основных печах
образующийся кремнезем связывается в шлаке в прочные соединения
типа силикатов, по-видимому, главным образом ортосиликата кальция
2СаО * SiO2. Вследствие этого активность кремнезема в основном
шлаке очень мала и при достаточно высокой активности FeO,
характерной для периода плавления и окислительного периода
плавки, кремний практически полностью окисляется. Обычно это
окисление полностью происходит в период плавления.
286
Лишь в восстановительный период плавки в основных дуговых
печах при понижении содержания FeO до <0,5% может происходить
некоторое восстановление кремния, как показывает практика, не
превышающее 0,08... 0,12%.
Иначе дело обстоит при плавке в кислой печи, где наводится
шлак с высоким содержанием кремнезема.
Кислый шлак, как отмечалось, состоит преимущественно из трех
оксидов: SiO2, FeO, МпО. Рассмотрим для простоты бинарную
систему SiO2—FeO; система SiO2—МпО аналогична и введение МпО
качественно не изменит результат.
В соответствии с уравнением (56) степень окисления кремния
уменьшается, т. е. возможность восстановления увеличивается с
увеличением активности кремнезема в шлаке. Максимальная актив-
ность SiO2 достигается, когда образуется насыщенный им раствор,
равновесный с твердым кремнеземом.
В бинарной системе FeO—SiO2 (рис. 125) предел насыщения
достигается при составе, соответствующем линии ликвидуса, что
при температурах сталеплавильного процесса составляет - 50%
SiO2. При таком содержании SiO2 активность его, как и твердого
кремнезема, с которым раствор равновесный, равна единице. Вме-
сте с тем на линии ликвидуса достигается не только максимальная
активность SiO2, но и минимальная активность FeO, который
полностью связан SiO2 и не имеется в «свободном» состоянии.
При этом достигается минимальная окислительная способность
шлака и создаются наиболее благоприятные условия для во-
сстановления кремния.
Высокая активность в кислом шлаке SiO2, содержание которого
>50%, и низкая активность FeO приводят к тому, что при кислом
процессе кремний окисляется не полностью. К концу окислительного
периода вследствие повышения содержания кремнезема, который,
находясь в шлаке частично в виде взвешенных кристалликов,
повышает вязкость шлака и уменьшает интенсивность массопереноса
к металлу FeO, а также в результате повышения температуры
кремний даже восстанавливается и содержание его в стали повы-
шается до 0,15... 0,30%.
Восстановление кремния происходит главным образом не за счет
диссоциации кремнезема, а в результате восстановления его угле-
родом SiO2 + 2[С] = [Si] + 2С0(г). Реакция эта протекает на повер-
хности подины с участием материала футеровки.
4. Окисление и восстановление марганца
Окисление или восстановление марганца в процессе плавки стали
в дуговых печах происходит на границе раздела металла со шлаком:
287
[Mn] + (FeO) = (MnO) + [Fe]; ДО °= -123,35 + 0.056T, кДж/моль.
Константа равновесия этой реакции равна
(°MnOaFe) / (c[Mn]a(ftC)) =
= [(MnO) / [Mn] (FeO)] //^, (57)
где концентрации (МпО) и (FeO) выражены в мольных долях или
процентах по массе, а активность марганца, образующего с железом
раствор, близкий к идеальному, принята равной его массовому
содержанию.
Исследования рада авторов показали, что коэффициенты актив-
ностей (МпО) и (FeO) равны единице лишь для шлаков, состоящих
только из оксидов марганца и железа. Для таких шлаков численное
значение константы К^, например, по данным Чипмана, выражается
уравнением
ДОмн = lg{(MnO) / (FeO) [Mn]} = (6440 / Г) - 2,95. (58)
Для реальных стелеплавильных шлаков величина коэффициентов
активностей отличается от единицы; не равно единице и отношение
/мпо / Лео • Оксид МпО имеет в шлаке более выраженные основные
свойства, чем FeO. В кислых шлаках катионы марганца образуют
с кремнекислородными анионами соединения, более прочные, чем
катионы железа и / /FeO становится <1. В основных шлаках
(CaO)/(SiO2) > 2, напротив, рост активности катионов опережает
рост активности катионов железа и отношение /мпо/Лео становит-
ся >1.
Для реальных сталеплавильных шлаков отношение Л«по//рео
близко к единице при основности шлака примерно 2. При большой
основности шлака отношение / /FeO = 1,2... 1,3. Эту величину и
следует учитывать при определении по уравнениям (57) и
(58) для условий окисления (восстановления) марганца при плавке
стали в основных дуговых печах. Возможность применения этих
уравнений для практических целей обусловлена тем, что в процессе
плавки в дуговых печах реакция окисления (восстановления) мар-
ганца достигает равновесия.
Примем, например, /мпо//гео= 1’25 и определим содержание
марганца в металле при содержаниях 10% FeO и 15% МпО в
основном шлаке:
_ (МпО) = 15 • 1,25 _ 1,87
“ (FeO) [Мп] /(рад, 10 [Мп] [Мп]1
288
При 1600 °C, согласно (55):
Ig/f^ = (6440 / 1873) - 2,95 = 0,48; = 3,02.
Следовательно, [Мп] = 1,87 / 3,02 = 0,62%. Как видно из уравнения
(58), степень окисления марганца в значительной мере зависит от
температуры. При ее повышении равновесное содержание марганца
в металле возрастает.
5. Окисление и восстановление хрома
Хром, как и марганец, по ходу плавки может окисляться или
восстанавливаться в зависимости от состава и температуры процесса.
Реакция окисления (восстановления) хрома протекает на границе
металл—шлак и она может идти с образованием СгО и Сг2О3. В кис-
лом шлаке хром находится преимущественно в виде СгО и реакция
окисления для кислого процесса
[Cr] + (FeO) = (СгО) + [Fe];
<= («сю) / ([Cr]^) = (CrO)/(QQ)/.([Cr](FeO)/(R»q>).
Заменяя в первом приближении активности СгО и FeO в шлаке
концентрациями, получим
(СгО) / [Сг] = Acr(FeO) или 1,31 (Сг) / [Cr] = X^(FeO).
Следовательно, распределение хрома между металлом и шлаком,
т. е. степень окисления хрома пропорциональна содержанию FeO в
шлаке. В основных шлаках среди оксидов хрома преобладает Сг2О3,
который, обладая кислотными свойствами и связываясь с СаО,
устойчив в таких шлаках. Поэтому при основном процессе преи-
мущественно протекает реакция 2[Cr] + 3(FeO) = (Сг2О3) + 3[Fe]. При
замене активностей Сг2О3 и FeO в шлаке концентрациями можно
упрощенно записать:
(Сг2О3) / [Сг]2 = *cr(FeO) 3 или 1,46 (Сг) / [Сг]2 = ^(FeO) 3.
Следовательно, и при основном процессе коэффициент распре-
деления хрома между металлом и шлаком, характеризующий степень
его окисления, увеличивается с повышением содержания FeO в
шлаке. Однако зависимость здесь более сложная, чем при кислом
процессе.
19 Зак. 3164
289
(FeO),%
Ряс. 138. Влияние со-
держания FeO в шлаке на
коэффициент распределения
хрома между шлаком и ме-
таллом в окислительный период
плавки стали Х18Н10Т
приводит к окислению
Зависимость (Сг)/[Сг] от содержания
FeO в шлаке при основном процессе плавки
высокохромистой стали в дуговых печах
приведена по опытным данным на рис.
138. Строго говоря, она не описывается
упрощенным уравнением для основного
процесса, что, по-видимому, обусловлено
перенасыщением шлака оксидами хрома и
выделением в нем твердых Сг2О3 и шпи-
нелей типа СгО • Сг2О3. Но явное влияние
содержания FeO в шлаке на степень окис-
ления хрома на рис. 138 очевидно.
В расплаве с высоким содержанием
хрома он обладает более высоким срод-
ством к кислороду, чем углерод. Это,
как видно из уравнений (54) и (55),
хрома при плавке нержавеющих сталей.
6. Окисление вольфрама
Окисление вольфрама происходит на границе металл—шлак пре-
имущественно до WO2:
[W] + 3 (FeO) = (WO3) + 3 [Fe];
= a(W%) / ([W]^) - (WO3)/WO3 / Л W] (FeO) 3/(FeO)} •
(69)
Учитывая, что (WO3) s 1,26 (W), уравнение (56) можно преобразо-
вать и записать уравнение коэффициента распределения вольфрама:
= (W) / [W] = Xw(FeO) / 1,26/WO3. (60)
Оксид вольфрама обладает кислотными свойствами и в кислом
шлаке не связан в соединения. Вследствие этого степень окисления
вольфрама при кислом процессе невелика, и он в значительной
мере остается в металле.
В основных шлаках оксид вольфрама связывается с оксидом
кальция, образуя соединения (СаО * WO3). При этом коэффициент
активности оксида вольфрама уменьшается и, соответственно с
уравнением (60), степень окисления вольфрама возрастает.
Так как коэффициенты активностей WO3 и FeO зависят от
основности шлака, можно с учетом уравнения (60) записать, что
коэффициент распределения вольфрама между шлаком и металлом
290
Рис. 139. Влияние основности шлака на коэф-
фициент распределения вольфрама между металлом
и шлаком
tfSiO,
является функцией основности шлака, содержания в нем FeO и
температуры:
Lw = (W) / [W] =/{(СаО / SiO2), (FeO), tj.
Результаты исследований подтвердили (рис. 139), что большое
влияние на коэффициент распределения вольфрама оказывает основ-
ность шлака, которая выражена с учетом образования в шлаке
4СаО Р2О5 и вычислена с использованием в качестве концентраций
мольных долей. При высокой основности (22,5) окислительного
шлака значительная часть вольфрама переходит в шлак.
7. Удаление фосфора
В отличие от рассмотренных выше элементов фосфор является
вредной примесью в стали. Находясь в стали, фосфор придает ей
хрупкость и сильно повышает склонность к хрупкому излому. Он
также повышает порог хладноломкости, т. е. температуру резкого
падения ударной вязкости. Поэтому максимально допустимое со-
держание фосфора в стали ограничивают довольно узким пределом,
который с учетом требований к металлу и возможностей дефосфо-
рации составляет 0,015... 0,050%.
Удаление фосфора из металла в шлак можно записать стехио-
метрическим уравнением
2[Р] + 5(FeO) + 4СаО = (4СаО • Р2О6) + 5[Fe];
JC = <i(4CaO-P2ps)/
Чипман и Винклер, изучавшие термодинамику окисления фосфора,
заменили, как это часто делают, активности фосфора в металле
концентрацией вследствие образования разбавленного раствора. Кро-
ме того, они приняли, что для основных шлаков dicao • р2о5 пропор-
циональна молярной доле . р^, а активность СаО определяли
291
как Ncao’ — мольную долю оксида кальция, не связанного кислот-
ными оксидами: - 21VSiO2 - 4tfP2Og - гЛЦ^. При таких
допущениях они получили по результатам экспериментального ис-
следования:
Ig^P = lg^(4Ca0-p2os) / [Р]2^^'} = (40067 / Т) - 15,06.
С позиций ионной теории шлаков удаление фосфора можно описать
уравнением
[Р] = 5Лг (Fe2+) + 4(О2-) = (РОГ) + % [Fe];
= в(РсГ) = (РОГ) /(Kj~)
а а6/22+ а4 2_ [Р] (Fe2 V2(O2-)4/4+ /4 2- ‘ /тип
[Р] (Fe ) (О2 ) 1 J' 74 7 7(Fte2+)7(O2 ) (62)
Уравнения (61) и (62) позволяют сделать одинаковые выводы о
влиянии состава шлака на коэффициент распределения фосфора
между шлаком и металлом, т. е. степень дефосфорации. Рассмотрим
уравнение (62), полученное на основе современных представлений
о структуре шлаковых расплавов. Для этого перепишем его в виде:
(РОГ) / [Р] - //„з-] • (63)
Как видно из уравнения (63), коэффициент распределения фосфора
между шлаком и металлом, т. е. степень дефосфорации при посто-
янной температуре (постоянном Кр), увеличивается с повышением
концентрации катионов железа и анионов кислорода в шлаке.
Следовательно, дефосфорация происходит более полно с увеличе-
нием содержания в шлаке FeO (катионы Fe2+) и основных оксидов
(анионы О2”).
Одинаково ли влияние основных оксидов в шлаке на степень
дефосфорации? Нет, вследствие разных радиусов катионов и воз-
никновения в результате взаимодействия их с анионами микроне-
однородности шлака.
Ион POf- имеет большой радиус (0,276 нм), близкий к радиусу
иона SiO^- (0,279 нм), но меньшее отношение заряда к радиусу.
Вследствие этого он менее устойчив в окружении катионов с
относительно малым радиусом и концентрируется возле слабых
катионов Са2+. Следовательно, повышение содержания катионов
Са2+ вызывает увеличение устойчивости РО®“ в шлаковом расплаве
292
и понижает коэффициент активности /ро3~- В соответствии с (63),
это вызывает увеличение коэффициента распределения фосфора
между шлаком и металлом.
Повышение содержания в шлаке кислотного оксида SiO2 вызы-
вает уменьшение коэффициента распределения фосфора вследствие
уменьшения концентрации анионов кислорода и в результате повы-
шения коэффициента активности ионов РО^-, места которых нрем-
некислородные анионы частично занимают возле катионов Са
Одним из показателей возможности дефосфорации стали шлаком
является его фосфатная емкость Сро3-. Она может быть получена
преобразованием реакции (62), которая с учетом распределения
кислорода между шлаком и металлом принимает вид:
[Р] + (%) [О] + (%) (О2") - (РОГ).
М" = <М") / {I%Р] l%016/W-)3/2}.
откуда фосфатная емкость
Сро3- = (%роГ)/ ([%Р][%0]^2)
Фосфатная емкость зависит от состава шлака, в частности
характеризуемого его оптической основностью. Так, по дан-
ным А. Бергмана (ФРГ), с увеличением оптической основности
шлаков типа сталеплавильных с 0,65 до 0,75 IgCpo3” линейно
увеличивается с 4,1 до 5,4. Соответственно, с повышением оптиче-
ской основности увеличивается и коэффициент распределения фос-
фора между шлаком и металлом
(рис. 140).
Анализ уравнения (63) позво-
ляет. заключить, что дефосфора-
ции способствуют не только по-
вышение концентрации СаО и по-
ниже ни е концентрации SiO2,
т. е. повышение основности шла-
ка, но также повышение содержа-
ния FeO в шлаке.
Однако катионы железа играют
двоякую роль в процессе дефос-
форации. Их положительная роль
характеризуется уравнением (63)
и следует из того, что кислород
может переходить из шлака
Рис. 140. Влияние оптической основности
на коэффициент распределения фосфора
между металлом и шлаком
293
(CaO)/(FeO)
Рис. 14L Зависимость коэффи-
циента распределения фосфора от
основности шлака
R « (СаО) / (ЗЮг) и отношения
и окислять фосфор лишь одновременно
с компенсирующим переходом катио-
нов железа из шлака в металл. Отри-
цательная роль катионов железа заклю-
чается в том, что в соседстве с ними
ионы POf“ неустойчивы и, соответст-
венно, активность их велика. Устойчи-
выми они становятся лишь при замене
катионов железа катионами кальция.
Следовательно, должно быть оптималь-
ное соотношение между концентраци-
ями СаО и FeO в шлаке, при котором
степень дефосфорации максимальна.
Исследования подтвердили необхо-
димость оптимального отношения
(CaO)/(FeO) для удаления фосфора из
металла. Например, по данным, приве-
денным на рис. 141, наибольшая степень
дефосфорации достигается при (CaO)/(FeO) « 3 и увеличивается с
повышением основности шлака.
Необходимость избытка основных оксидов в шлаке делает
дефосфорацию металла возможной лишь при плавке стали в
основных печах в окислительный период, когда в шлаке до-
статочно высоко содержание FeO (катионов Fe2+). При пони-
жении содержания FeO в шлаке, особенно в восстановительный
период, происходит восстановление фосфора с переходом его
в металл. Это вызывает необходимость удаления окислительного
фосфорсодержащего шлака перед наводкой восстановительного
шлака.
В окислительный период плавки стали в дуговых печах реакция
окисления фосфора обычно достигает равновесия и изменение
состава шлака изменяет направление реакции, которая в соответствии
с новыми условиями протекает в сторону окисления или в сторону
восстановления.
Исследования В. А. Григоряна и других авторов показали, что
фосфор может переходить в шлак в фосфцдной форме в восста-
новительных условиях. Но для этого требуется очень низкий по-
тенциал кислорода в системе (порядка 10““... 10”18 Па). Это вызы-
вает необходимость присадки в металл значительного количества
элементов, обладающих высоким сродством к кислороду (например,
10... 20% алюминия), что затрудняет применение процесса в ста-
леплавильном производстве.
294
На степень дефосфорации стали значительно влияет темпе-
ратура ванны. Как показали результаты исследований, в частности
описанные уравнением (61), с повышением температуры коэф-
фициент распределения фосфора между металлом и шлаком уве-
личивается, т. е. степень дефосфорации металла уменьшается.
Так как при выплавке стали система металл—шлак обычно до-
стигает равновесия, такое влияние температуры проявляется и
по ходу плавки.
Глава 21. Десульфурация стали
1. Сера в стали
Сера обладает неограниченной растворимостью в жидком железе
и очень малой растворимостью в твердом. Как видно на рис. 142,
где приведен «железный» угол диаграммы состояния Fe—S, пре-
дельная растворимость серы в Fe,, при 1365 °C составляет 0,05%,
а при 1000 °C — 0,013. В Fee растворимость серы ничтожна — при
комнатной температуре 0,002... 0,003%.
Вследствие понижения растворимости во время кристаллизации
стали и ее охлаждения сера выделяется из раствора в виде включений
сульфидов FeS или оксисульфидов FeS—FeO. Выделение включений
в конце затвердевания, когда имеются уже сформировавшиеся
кристаллы, и даже в твердом состоянии при охлаждении приводит
к тому, что они располагаются по границам зерен, ослабляя их
связь и ухудшая свойства металла.
При комнатной и близких к ней
температурах включения сульфидов
понижают механические свойства
стали, характеризующие пластич-
ность (относительные сужение и
удлинение) и сопротивление хруп-
кому разрушению (ударную вяз-
кость). В литом металле это влия-
ние может проявится во всех на-
правлениях. В катаных или кованых
стальных изделиях, где сульфидные
включения вытянуты в виде строчек
в направлении горячей пластиче-
ской деформации, отрицательное
влияние серы проявляется лишь в
Рис. 142. «Железный» угол диаграммы
Fe—S
295
направлении, перпендикулярном линии вытяжки в процессе этой
деформации.
Сульфиды отрицательно влияют на хладостойкость стали. С уве-
личением содержания серы повышается порог хладноломкости и
понижается ударная вязкость при низких температурах. Особенно
сильно это проявляется при увеличении содержания серы более
0,002... 0,003%, т. е. когда это содержание становится выше пре-
дела растворимости в твердой стали. Повышение содержания серы
в стали на 0,01% в диапазоне 0,002... 0,005% вызывает падение
удариой вязкости при —40... —60 °C на 20... 30%.
При температурах горячей обработки металла давлением
(850 ... 1200 °C) сера вызывает понижение технологической плас-
тичности стали, называемого красноломкостью (потеря пластичности
при температуре красного каления). Красноломкость проявляется в
образовании рванин и трещин во время обработки давлением
вследствие оплавления оксисульфидов и сульфидов по границам
зерен. Она является также причиной образования трещин в сварных
швах Как видно из диаграмм рис. 142, красноломкость может
возникать при >0,01 %S — содержании, превышающем предел рас-
творимости в Fej,. Степень влияния серы на свойства стали зависит
от характера сульфидных включений и их расположения в металле,
что определяется воздействием некоторых сульфцдообразующих
элементов, вводимых в сталь для раскисления.
Раскисление будет подробно рассмотрено в следующей главе.
Отметим, что применяется оно для понижения содержания кислорода
в металле.
При раскислении стали марганцем и кремнием без алюминия или
с небольшим количеством алюминия (до 0,006... 0,02%) образуются
сульфиды и, преимущественно, оксисульфиды в виде обособленных
беспорядочно разбросанных обычно крупных глобулей (тип I)
(рис. 143). При более полном раскислении (удалении кислорода)
алюминием сульфидные включения выпадают в виде цепочек гло-
булей или пленок (тип П). Критическое содержание алюминия, при
котором образуются включения второго типа, составляет примерно
0,01... 0,10% в малоуглеродистой стали и 0,005...0,020% в средне-
и высокоуглеродистой.
Дальнейшее увеличение количества вводимого в сталь алюминия
приводит, к образованию относительно крупных, обычно неправиль-
ной формы включений, беспорядочно расположенных в металле
(тип Ш). Эти включения состоят из сульфидов алюминия, марганца
и железа.
Наиболее вредно сера влияет на механические свойства стали и
склонность к красноломкости при образовании включений ти-
296
Рис. 143. Типы сульфидов в литой стали
(х400): а — глобули оксисульфидов, б — це-
почки FeS и MnS, в — AI2O3
па П. Влияние это меньше при образовании включений типа Ш и
еще меньше при образовании включений типа I. Особо влияет на
склонность к возникновению красноломкости марганец. В стали, не
содержащей марганца, красноломкость возникает при очень малой
концентрации серы, критическая величина которой зависит от
состава металла и условий деформации. Практикой металлургиче-
ского производства установлено, что отношение концентраций мар-
ганца и серы, которое необходимо для получения высокой техно-
логической -пластичности металла, обеспечивающей горячую обра-
ботку давлением без возникновения красноломкости, равно 7... 10 для
стали с содержанием серы до 0,05%. Однако , радикальным способом
уменьшения вредного влияния серы на свойства, стали является
понижение ее содержания.
2. Распределение серы между металлом и шлаком
Понижение содержания серы в металле в процессе плавки
происходит в результате перехода ее в шлак. Растворение серы в
шлаковых расплавах возможно в виде сульфатных ионов (SO*-)
при парциальном давлении кислорода рОг > 10 Па и в виде суль-
297
фидных ионов (S2 ) при Ро2 < Ю 1 Па> В условиях взаимодействия
шлака с металлом в сталеплавильных агрегатах pOz < 10~3 Па
(упругость диссоциации FeO). Поэтому поглощение серы шлаком
можно записать в сульфидной форме:
1/SS2 + (О2-) - 1/2О2 + (S2-);
К = “(S2") / а(С?_) ( Ро2 / Ps2) 2- (64)
Для шлака данного состава величина постоянная, а при малых
концентрациях серы коэффициент ее активности можно принять
равным единице и записать c^s2") =• (S). Тогда уравнение (64) пре-
образуется в
Х = Cs = (S) / p(S2)J /2 (б5)
Полученную константу Gs называют сульфидной емкостью шлака.
Она характеризует способность шлака поглощать серу. Как видно,
для данного состава шлака при постоянной температуре равновесная
концентрация в нем серы определяется отношением
(P(Oj) / Р($2)У2 в ra3oBO® фазе. С увеличением этого отношения
равновесная концентрация серы понижается. С увеличением основ-
ности шлака и температуры его сульфидная емкость возрастает.
Влияние основности видно из уравнения (64), где она выражена в
виде П(с?“)-
Возможная степень десульфурации стали шлаком определяется
термодинамическим коэффициентом распределения серы между шла-
ком и металлом. Этот коэффициент зависит от сульфидной емкости
и может быть получен из реакции десульфурации, которую в общем
виде можно записать уравнением [Fe] + [S] = (FeS). Согласно со-
временным представлениям об ионной структуре жидких шлаков
десульфурации можно записать уравнением
[Fe] + [S] = (Fe2+) + (S2-);
L - _ №№№
S C[S] (S]/s \ ’ (66)
298
а также уравнением (67), полученным преобразованием уравнения
(65) сульфидной емкости шлака с учетом реакций растворения серы
и кислорода в металле 1/2S2 = [S] и 1/2О2 = [О]:
[S] + [О2-] = (S2“) + [о];
g(S?~)aIQ] ЛГ8НОУ8г-/о
S fl[S]a(d2'") [S]No2-/s/o2- (67)
Согласно (66) и (67) увеличению коэффициента распределения се-
ры между шлаком и металлом, т. е. степени десульфурации спо-
собствуют понижение мольной доли анионов серы Ns2~ и повышение
мольной доли анионов кислорода в шлаке. Оба эти условия
выполняются с повышением содержания основных оксидов в шлаке
и понижением содержания кислотных оксидов.
Согласно представлениям о структуре ионов, составляющих
основные сталеплавильные шлаки, при введении основных оксидов
в шлаке повышается концентрация анионов кислорода и увеличи-
вается относительное (например, на 100 г шлака) количество ани-
онов. В случае введения кислотных оксидов SiO2 или Р2Об обра-
зуются сложные кремнекислородные или фосфоркислородные ком-
плексы, на что расходуются анионы кислорода и что сопровождается
уменьшением общего количества анионов.
Относительно влияния на конкуренцию анионов кислорода в
шлаке все основные оксиды (СаО, MnO, MgO, FeO) равноценны:
1 моль каждого из них вносит в шлак 1 моль ионов кислорода. Но
по способности к десульфурации они не равноценны вследствие
разных радиусов составляющих их катионов (имеющих одинаковый
заряд). Анионы серы, имеющие при одинаковом заряде больший
радиус, чем анионы кислорода (rs2- = 0,174 нм; г02- = 0,132 нм),
концентрируются преимущественно возле крупных катионов кальция
(^2+= 0,106 нм) и в меньшей степени у катионов марганца
(гмп2+ “ 0.091 нм). Анионы же кислорода, напротив, концентриру-
ются у катионов железа (rFe2+ = 0,083 нм) и катионов магния
(rMg2+= 0,078 нм). Следовательно, повышение содержания СаО
(катионов Са2+) вызывает понижение коэффициента активности
серы и повышение активности кислорода в шлаке, что в соответствии
с уравнениями (66) и (67) в условиях равновесия приводит к
увеличению степени десульфурации. В меньшей мере влияет повы-
шение содержания МпО в шлаке. Таким образом, десульфурации
способствует главным образом повышение содержания СаО и пони-
жение содержания SiO2 и Р2О6 в шлаке, т. е. увеличение основности
299
(S)/£SJ
в
6
ч
2
«л
0
1 1,5 3J) V
(Cft0)/(SI04)
Рис. 144. Влияние основности шлака
на коэффициент распределения серы
между металлом и шлаком в окис-
лительный период плавки в дуговых
печах
Ц01 0050} Ц5 1 510 SO
(FCO>t%
Рис. 145. Влияние содержания FeO
в шлаке на коэффициент
распределения серы при разных мо-
лярных долях «свободных» оснований
(числа у кривых): / — доменные шла-
ки, //—восстановительные шлаки
электроплавки, /// — окислительные
шлаки электроплавки
шлака. Это подтверждается экспери-
ментальными данными, полученными
как в лабораторных, так и производ-
ственных условиях (рис. 144). Свое-
образно влияние содержания FeO в
шлаке на коэффициент распределе-
ния серы между металлом и шлаком.
Согласно результатам ряда исследо-
ваний при (FeO) до 2... 3% наблю-
дается обратная пропорциональность
между содержанием FeO и коэффи-
циентом распределения серы. При
дальнейшем повышении (FeO) такая
зависимость не наблюдается. Эти ре-
зультаты в виде графика приведены
на рис. 145, где мольная доля сво-
бодных основных оксидов вычислена
для восстановительных шлаков до-
менной и электроплавки по уравне-
нию = «СаО + 2/3«MgO - «SIO2 “
- «ai2o3> а для окислительных шлаков
по уравнению N=ncao+nMgo+
+лМпО-2лЯО2-4«Р2О5 —число мо-
лей в 100 г шлака. Такое свое-
образное влияние FeO позволяет
объяснить ионная теория шлаковых
расплавов.
FeO вносит в шлак катионы же-
леза и анионы кислорода, которые
оказывают противоположное дейст-
вие на десульфурацию стали. Как
отмечалось, повышение содержания
(О2~) и, следовательно, увеличение
общего числа анионов согласно
уравнениям (66) и (67) способсгеу-
ют десульфурации. Повышение кон-
центрации (Fe2+), согласно уравнению (66), напротив, ухудшает
десульфурацию.
При высоком содержании FeO в шлаке, когда велики концент-
рации и (О2-), и (Fe2-), с изменением этого содержания влияние
анионов кислорода и катионов железа практически компенсируется.
300
Если же содержание (FeO) низкое, то с его изменением концентрация
(О2-) меняется незначительно, а концентрация (Fe2+) — весьма
существенно.
Например, при увеличении (FeO) с 0,5 до 1,0% концентрация
катионов (Fe2+) увеличится в два раза, а анионов (О2-) почти не
изменится, так как они вносятся в шлак всеми основными оксидами
и в основном шлаке концентрация их велика. Поэтому при .низком
содержании FeO в шлаке резко проявляется его отрицательное вли-
яние на коэффициент распределения серы между металлом и шлаком.
В условиях внепечной обработки есть большая, по сравнению с
плавкой печи, возможность выбора состава шлака. Поэтому в ковше
десульфурацию обычно проводят шлаком на основе алюминатов
кальция с содержанием FeO менее 0,3... 0,5%. В равновесии в таким
шлаком коэффициент распределения между шлаком и металлом
может достигать величин, больших, чем в печи, на два порядка и
более (рис. 146, а). Для стали, содержащей в результате раскисления
или восстановления алюминий, реакция десульфурации
(СаО) + 2 /3[А1] + [S] = (CaS) + 1 / 3(А1А) =
Л = a(CaS)^(^o3) / (a(CaO>aAi/3as) • (68)
Или, принимая fs и fu равными единице и включая в К стехиомет-
рические постоянные А12О3, СаО и CaS, получим
*' = (S)/([S][A1]2/3). (69)
05 07 0J3 1,1 1,3 15 1,7 0 0J92 0/Н ЦК 0J98
(%Са0)/(%Л120л) £%А13
Рис. 146. Равновесное распределение серы между жидким шлаком СаО—AI2O3
и низколегированной сталью: а — при 0,04% [AlJ; б — в шлаке, насыщенном
СаО. Области насыщения: A — AI2O3; В —СаО
301
Как видно, на степень десульфурации существенно влияет концен-
трация алюминия. Это подтверждается экспериментально
(рис. 146, б). При постоянной концентрации алюминия в стали
коэффициент распределения серы зависит от отношения
(СаО)/(А12О3) в шлаке (рис. 146, а). При 1600 °C для насыщенного
СаО шлака (S)/[S] = 1500. Следовательно, если в таком шлаке 1%
S (около половины насыщения и значительно больше, чем бывает
в практике), то равновесное содержание [S] = 7 • 10-4 %.
В реальных условиях в шлаках на основе алюминатов кальция
имеется MgO, мало влияющий на десульфурацию, и SiO2, повыша-
ющий растворимость СаО и ухудшающий десульфурацию. Обычно
для десульфурации в ковше используют покровные шлаки, содер-
жащие, %: 50... 70 СаО, 20... 30 Л12О3, 5... 10 SiO2, 4... 8 MgO. При
обработке в ковше без нагрева для увеличения жидкотекучести
образующегося шлака в смесь для продувки металла добавляют
5 ... 10% CaF2, который, не влияя на коэффициент распределения
серы, играет роль разбавителя.
3. Взаимодействие серы с примесями в металле
Элементы, имеющиеся в жидкой стали, могут оказывать суще-
ственное влияние на коэффициент активности серы, увеличивая или
уменьшая таким образом коэффициент распределения серы между
шлаком и металлом, т. е. степень десульфурации. Определяется это
влияние параметрами взаимодействия ^ = [/]lg/s- Как видно из
табл. 14, положительные значения е[ для углерода, кремния, алю-
миния. Следовательно, эти элементы увеличивают коэффициент
активности серы и способствуют десульфурации. Это в полной мере
проявляется на практике. Подшипниковая, сталь, содержащая -1%
С, и электротехническая сталь с ~ 3,5% Si выделяются относительной
легкостью десульфурации разными шлакообразующими смесями в
ковше. Еще легче осуществляется десульфурация чугуна.
Ряд элементов могут при определенных условиях взаимодейст-
вовать с серой, связывая ее в сульфиды. Способность к такому
взаимодействию характеризуется изменением энергии Гиббса реакций
образования сульфидов. При температурах сталеплавильных процес-
сов (1873 К) она составляет
Сульфвд................. CeS CaS MgS MnS
-AG, кДж/моль........ 400 338 180 140
Как видно, большой десульфурирующей способностью обладают
церий и кальций.
302
Особое значение для десульфурации и модифицирования (видо-
изменения) сульфидов в результате восстановления из них других
элементов имеет кальций, широко применяемый в сталеплавильном
производстве. Вследствие очень высокого сродства кальция к сере
при температурах плавки стали и, соответственно, весьма низких
равновесных концентрациях этих элементов определение термоди-
намических параметров их взаимодействия затруднено и данные
различных авторов разнятся. Например, при расчете с использова-
нием приведенного выше значения AG = —338 кДж/моль при
1873 К и условии, что = 1, К = = 2,6 • 10-9. Согласно
другим данным, полученным косвенным путем при изучении реакции
СаО(ге) + [S] = CaS(ra) + [О];
К ~ a[QJ / S] ~ °[О]а[Св] / (a[S]°(Ca]) = ^(СаО) / ^(CaS)>
lg*$ - 1g (“[SjOfCa]) = -19980 / T + 5,90. (70)
При 1600 °C K$ = 1,7 • 10-5. Если, например, = 0,003, то равно-
весная концентрация серы, примерно равная активности, составит
0,005%. Столь высокая десульфурирующая способность кальция
используется для получения особонизкого содержания серы внепеч-
ной обработкой в ковше.
Очень высокой десульфурирующей способностью обладают ред-
коземельные металлы. Это видно из приведенного выше значения
изменения энергии Гиббса образования сульфида церия, который
наиболее широко из этих металлов применяется в сталеплавильном
производстве.
Обычно присутствующий в стали марганец является слабым
десульфуратором. Поэтому в процессе плавки и выпуска металла
в ковш и выдержки в ковше десульфурация стали марганцем
происходить не может.
Взаимодействие марганца и серы с выделением включений суль-
фида марганца происходит во время кристаллизации стали. Этому
способствует понижение температуры металла сначала до линии
ликвидуса, а затем и солидуса, а также значительное увеличение
содержания серы в маточном растворе. Последнее связано с очень
малой растворимостью серы в твердом металле и обусловленной
этим высокой степенью ликвации. В процессе кристаллизации сера
остается в маточном растворе, где содержание ее может повыситься
в десятки раз. Когда оно превышает равновесие с марганцем,
начинается образование включений сульфида марганца, которые
выделяются по границам образовавшихся уже зерен металла.
303
Глава 22. Раскисление стали
1. Цель и методы раскисления
В процессе выплавки стали в дуговых печах в металле имеется
некоторое количество кислорода. Содержание его, как было показано
выше, зависит от содержания углерода. Во время кристаллизации
в изложницах или формах взаимодействие углерода с кислородом
продолжается и даже усиливается вследствие значительной ликвации
кислорода, т. е. повышения содержания его в маточном растворе
вследствие малой растворимости в твердом металле. Это вызывает
образование газообразной СО и эффект кипения. Если такое кипение
происходит очень интенсивно, металл поднимается («вскипает»),
затем опускается и слиток или отливка получаются неплотными, с
газовой пористостью и непригодными для использования. Для
получения качественного слитка кипение необходимо регулировать
(кипящая сталь) или совсем предотвратить (спокойная сталь).
Осуществляется это понижением содержания растворенного в стали
кислорода: до 0,025... 0,030% для получения кипящей стали и
<0.005% для получения спокойной стали.
Понижение содержания кислорода в стали или связывание его
в достаточно прочные соединения, когда он уже не может взаимо-
действовать с углеродом, называется раскислением.
Наиболее распространенным методом раскисления является глу-
бинное или осаждающее раскисление. Применяется оно при выплавке
стали во всех сталеплавильных агрегатах и осуществляется присадкой
в металл (поэтому и называется «глубинное») элементов, связыва-
ющих кислород в достаточно прочные оксиды. Более или менее
полное удаление образовавшихся оксидных включений — продуктов
раскисления происходит в результате их осаждения — всплывания
или выноса потоками металла и перехода в шлак или на твердые
межфазные поверхности.
Вторым методом раскисления является диффузионное раскисле-
ние, которое происходит в результате развития диффузионных
процессов между металлом и шлаком, содержащим <1% FeO. Такой
шлак может быть восстановителем по отношению к металлу и
понижать в нем содержание кислорода.
Третий метод раскисления заключается в обработке стали ваку-
умом. Основан он на том, что в вакууме понижается равновесное
с углеродом содержание кислорода.
Рассмотрим подробнее процессы, протекающие при раскислении,
уделив основное внимание глубинному раскислению.
304
2. Взаимодействие раскислителей с кислородом
Общие закономерности. При глубинном раскислении в металл
вводят элементы-раскислители, образующие при данных термодина-
мических условиях (составе, температуре, давлении), оксиды, более
прочные, чем FeO, и нерастворимые стали. При необходимости
получения спокойной стали элемент-раскислитель должен обладать
в данных условиях большим сродством к кислороду не только по
сравнению с железом, но и по сравнению с углеродом, так как
необходимо исключить возможность развития реакции обезуглеро-
живания и образования пузырьков СО.
Взаимодействие раскислителя (R) с кислородом в металле в
общем виде можно записать реакцией
т[Л] + п[О] = (ЛмОя);
Кн = / (°[“] °[O]) = a(&oj / ([Л]7" IO] 7") • (71)
где а[Я j и а[0] — активность; a fR и /о — коэффициенты Активности
раскислителя и кислорода; — активность оксида — продукта
раскисления.
Если в результате раскисления образуется чистый оксид в виде
отдельной фазы, то его активность ^(/^о,,) равна единице и уравнение
(71) можно переписать в виде
^ = [Л]7Г[О]7о“. (72)
Полученная в уравнении (72) константа равновесия характеризует
раскислительную способность элемента. Часто, пренебрегая коэф-
фициентами активностей, ее записывают в виде уравнения (73),
выражая раскислительную способность произведением концентраций,
а не активностей:
Яя = [ЯГ(ОГ- (73)
Многие экспериментальные данные для определения К были
получены при определении между газовой фазой, состоящей из
водяного пара и водорода, и раскислителем, растворенным в жидком
железе:
т[/? ] + пН2О = (Ям0 я) + пН2;
К = (рн2 / Рн2о) (1 / [Л ] “ ) • (74)
В этом случае парциальные давления воды и водорода в газовой
фазе задаются, т. е. они известны, а необходимость в определении
содержания кислорода, растворенного в металле после раскисления,
20 Зак. 3164
305
отпадает. Последнее имеет важное значение, так как обычным
методом вакуум-плавления определяется общее содержание кисло-
рода в металле (растворенного и в оксидных включениях), а при
расчете необходимо учитывать лишь содержание растворенного.
Для применения уравнения (74) с целью нахождения термоди-
намических данных, характеризующих раскислительную способность
элементов, используют данные для реакции:
Н2(г) + [О] = Н2О; К = рН2о / (Рн21ОГ) ;
IgA = (9440 / Т) - 4,536. ' (75)
Тогда константы равновесия реакций раскисления могут быть по-
лучены суммированием реакций:
т[Д ] + пН2О(г) = (RmO„ ) + пН2(г); lg/f
+ иН2(г) + п[О] = пН2О; + lgX2
Другим способом определения раскислительной способности эле-
ментов, применяемым в настоящее время, является изучение реакции
(72) при непосредственном определении активности кислорода в
металле описанным выше методом э. д. с. В. И. Явойский,
В. П. Лузгин, А. Ф. Вишкарев и другие исследователи изучили
таким методом раскислительную способность многих элементов.
Если пренебрежение коэффициентом активности кислорода в
бинарном сплаве Fe—О при низких его концентрациях оправдано,
то это далеко не всегда допустимо в случае введения в металл
раскислителей. Как видно из табл. 14, являющиеся раскислителями
алюминий, титан, кремний понижают коэффициент активности кис-
лорода. В меньшей мере f0 понижают такие раскислители, как
марганец и хром. Характерно, что все раскислители понижают
активность кислорода в металле. Это вполне закономерно, так как
энергия взаимодействия раскислителей с кислородом больше, чем
для железа и кислорода.
Следовательно, раскислители не только связывают часть кисло-
рода в соединения, выделяемые в виде оксидных включений. Они
также понижают активность кислорода, оставшегося в растворе
Изменение коэффициента активности кислорода в металле при
растворении раскислителей вызывает появление минимума на кривой
раскисления — [О]=ДЯ]. Рассмотрим уравнение (72) константы
равновесия реакции раскисления, приняв fR = 1. Согласно определе-
нию параметра взаимодействия е£, имеем:
lg/o = eoR[/?].
тогда
306
KR = [7?]"[O]n10'°[R1;
[О] = K„l/n / ([Я ]м/" ГО4»1"1). (76)
Для раскислителей всегда е$ < 0, и величина 10 *о1Я] в уравнении
(76) переходит в числитель, а [Я ]т/п остается в знаменателе, и,
следовательно, [О] находится в сложной зависимости от [Я]. При
небольших концентрациях [Я] более сильно проявляется роль зна-
менателя и с повышением [Я] концентрация кислорода понижается.
Дальнейшее увеличение [Я] приво-
дит к более стремительному росту
числителя и, пройдя минимум, кон-
центрация кислорода начинает воз-
растать. Но необходимо подчерк-
нуть, что рост концентрации кисло-
рода, вызванный уменьшением
коэффициента активности, не сопро-
вождается повышением активности
кислорода в расплаве. Напротив, ак-
тивность кислорода понижается.
Пример описанной закономерно-
сти показан на рис. 147, где приве-
0 0,2 ОМ Ofi 0,0 1fi
[AL,’/.]
Рис. 147. Влияние содержания алю-
миния на содержание и активность
кислорода в расплаве Fe—Al
дены данные определения концент-
рации кислорода нейтронноактивационным методом и его активно-
сти — методом э. д. с. при раскислении алюминием.
Раскисление марганцем. Марганец используется в качестве
раскислителя при производстве почти всех кипящих и спокойных
сталей. Это объясняется особенностями его раскисляющего действия
на металл самостоятельно и в сочетании с другими раскислителями,
а также влиянием на характер неметаллических включений.
Раскислительную способность марганца ряд исследователей изу-
чали, определяя равновесное распределение его между шлаком и
металлом, величину которого находят, используя уравнение (57).
Так как в металле, находящемся в равновесии со шлаком системы
Fe—MnO, концентрация кислорода пропорциональна мольной доле
FeO в шлаке, ее можно найти из (33), характеризующего отношение
(O]/(FeO). Комбинируя (57) и (33), получим константу равновесия
реакции раскисления марганцем:
[Mn] + (FeO) = [Fe] + (MnO) ; IgX = lg[(MnO) / ([Mn] (FeO))];
(FeO) = [Fe] + [O]; ~ IgK = lg([O] / (FeO));______
[Mn] + [O] = (MnO) ; 1ёЯм„ = lg[(mnO) / ([Mn] [O])];
Ig/C^ = (12760 / 7’)-5,68.
(78)
20*
307
Рис. 148. Равновесные кон-
центрации марганца и кис-
лорода в железе при 1600 *С
Раскислительная способность марганца со-
гласно уравнению (77) приведена на рис.
148. Сопоставление данных, приведенных
на рис. 148, с окисленностью металла в
окислительный период плавки в дуговых
печах (рис. 137) показывает, что содержа-
ние кислорода в стали в процессе плавки
ниже равновесного с марганцем при обыч-
ных его содержаниях в металле до 1%.
Следовательно, в процессе плавки марганец
не может раскислять сталь.
Однако, как следует из (77), раскислительная способность мар-
ганца повышается с понижением температуры. Поэтому при охлаж-
дении стали до температуры кристаллизации марганец может рас-
кислять металл. Это имеет важное значение при производстве
кипящих сталей, которые раскисляют одним марганцем. Присадками
марганца регулируют интенсивность кипения стали в изложнице.
Раскисляющее действие марганца в этом случае проявляется вслед-
ствие охлаждения металла и в результате ликвации кислорода.
Раскисляющее действие марганца проявляется и при совместном
с другими раскислителями раскислении спокойных сталей. Как будет
показано, это объясняется более легким, при определенных условиях,
образованием жидких зародышей продуктов раскисления, содержа-
щих МпО.
Раскисление кремнием. Кремний применяется в качестве рас-
кислителя при производстве почти всех спокойных' сталей, что
обусловлено его высокой раскислительной способностью и благо-
творным влиянием на характер неметаллических включений.
Исследование раскислительной способности кремния выполнено
рядом авторов. Можно отметить, например, обстоятельное исследо-
вание Гоксена и Чипмана, которые сплавы Fe—Si—О (от 0,004 до
15% Si) расплавляли в кварцевых тиглях в индукционной печи и
при заданной температуре приводили его в равновесие с газовой
смесью водяных паров и водорода контролируемого состава. Ком-
бинируя, как это показано выше, термодинамические данные для
реакций взаимодействия растворенного металла кремния с водяным
паром [см. (74)] и для реакции (75), получили константу равновесия
реакции окисления кремнием:
SiO2(TB) = [Si] + 2[О]; Ка = a(Sf]a^O]. (78)
Активность твердого кремнезема (1т = 1710 °C) равна единице и
поэтому в уравнении константы не учитывается. Температурная
зависимость константы равновесия от температуры выражается
308
уравнением
Ig^s. = -(32000 / Т) + 12,29. (79)
Как видно из табл. 14, кремний понижает коэффициент активности
кислорода. Одновременно изменяется коэффициент активности крем-
ния с изменением его концентрации и концентрации кислорода.
Однако оказалось, что удовлетворительное постоянство сохраняет
произведение массовых концентрации, выражаемое уравнением
(80) без учета коэффициентов активности:
*s = [Si][O]2.
(80)
Это объясняется тем, что увеличение коэффициента активности
кремния с повышением концентраций в определенной степени
компенсируется одновременным уменьшением коэффициента актив-
ности кислорода. Следовательно, уравнение (80) пригодно для оцен-
ки содержания кислорода в металле, равновесного с заданным
содержанием кремния. Изучая раскислительную способность кремния
с определением активности кислорода методом э. д. с, В. И. Явой-
ский и соавторы получили уравнение
KSi = [Si]a(o]; № = -(27860 / Т) + 10,28. (81)
При 1600 °C содержание кислорода по уравнению (79) и его
активность по уравнению (81), равновесные с данным содержанием
кремния:
[Si], %........................
[О], %....................
в[О]- %.........................
0,01 0J од. ОД
0,0530 0,0170 0,0110 0,0095
0,0494 0,0156 0,0106 0,0090
Сопоставление этих удовлетворительно согласующихся значений с
данными, приведенными на рис. 137, показывает, что в окислительный
период плавки содержание кислорода в стали может быть выше
равновесного с кремнием. Например, при содержании углерода 0,1 и
0,2.% содержание кислорода в стали равно, соответственно, 0,04 и
0,02%. Следовательно, при таком содержании углерода кремний
может раскислять металл при концентрации его 0,1... 0,2% и более.
Кремний при обычных его концентрациях в металле в качестве
раскислителя (0,17... 0,37) понижает содержание кислорода в стали.
Однако при раскислении одним кремнием не всегда удается получить
качественный слиток спокойной стали. В процессе кристаллизации
вследствие ликвации кислорода и углерода в стали возможно
развитие реакции окисления углерода с образованием пузырьков
СО, вызывающих возникновение пористости металла и даже рослости
слитков.
309
Раскисление алюминием. Алюминий является сильным раскис-
лителем, и он применяется при производстве спокойных сталей.
Присадка алюминия в металл позволяет полностью успокоить сталь
и избежать возникновения пористости слитков и отливок вследствие
окисления углерода и выделения пузырьков СО. Раскислительная
способность алюминия явилась предметом изучения многими исс-
ледователями. Они встретились с рядом трудностей, обусловленных,
главным образом, очень малыми равновесными концентрациями
алюминия и кислорода, которые меньше допускаемых ошибок
анализа. Тщательно проведенные исследования ряда авторов позво-
лили достаточно надежно определить термодинамические данные
реакции раскисления алюминием.
Можно, например, отметить результаты обстоятельного исследо-
вания Гоксена и Чипмана, применивших для определения термоди-
намических данных реакции взаимодействия растворенного в металле
алюминия с водяным паром или, наоборот, продукта раскисления
А^Оз с водородом. Комбинируя эти данные с реакцией взаимодей-
ствия водорода с растворенным в металле кислородом, они получили
константу равновесия реакции раскисления алюминием:
А12О3(тв) = 2[А1] + 3[0];
Км = = [А1] 2[0 ]3/2 /о • (82)
Исследования показали, что произведение /^/о близко к единице
и приближенное значение константы равновесия можно получить,
применяя вместо активностей алюминия и кислорода их концент-
рации:
ig^Ai- lg([Al]2[O]3) = -(64000 / Г) + 20,63. (83)
Уравнение (83) позволяет рассчитать раскислительную способ-
ность алюминия. При 1600 °C, например, [А1]2[О]3 = 3,5 • 10-м.
Следовательно, уже при 0,005% А1 в металле в равновесии содер-
жится всего 0,0011% [О], а при 0,010% А1 содержание кислорода
понижается до 0,0007%. В этих условиях возможность реакции
окисления углерода исключается.
Описанные результаты исследований относятся к случаю об-
разования глинозема. Однако образование А12О3 в процессе рас-
кисления происходит лишь при избытке алюминия в зоне про-
текания реакции. Как показало изучение продуктов раскисления
алюминием, при избытке кислорода может происходить образо-
вание герцинита (FeO • А12О3) или расплава FeO + А12О3 пере-
менного состава. Образование герцинита может быть описано
реакцией
310
FeO • A12O3(tb) = [Fe] + 4[O] + 2[A1];
lgK = lg([O]4[Al]2) = -(71730 / T) + 23,25. (84)
Совместное раскисление кремнием, марганцем и алюминием.
Обычно сталь раскисляют не одним из описанных раскислителей
(Мп, Si, Al), а всеми тремя. Это обеспечивает более полное
раскисление, а также образование продуктов раскисления, более
полно удаляющихся из стали и в меньшей степени ухудшающих ее
свойства. Марганец обладает слабой раскислительной способностью
и при содержаниях кислорода, получаемых при введении в сталь
кремния и алюминия, сам по себе не может раскислять металл.
Однако некоторыми исследователями установлено влияние марганца
на раскислительную способность кремния и алюминия. Ниже при-
ведены равновесные с кремнием концентрации кислорода в металле
без марганца и при 0,4% Мп:
[Si], %................ 0,1 0,2 0,3
0,017/0,012 0,011/0,0095 0,0095/0,0085
.........
* Числитель —без марганца, знаменатель с 0,4% [Мп].
Как видно, марганец повышает раскислительную способность
кремния. В отдельных исследованиях отмечено также небольшое
повышение раскислительной способности алюминия в присутствии
марганца. Влияние марганца на раскислительную способность крем-
ния и алюминия можно объяснить образованием сложных продуктов
раскисления, содержащих МпО. При этом не только уменьшается
активность в них оксидов раскислителя, но и увеличивается коли-
чество связываемого кислорода.
Сравнение раскислительной способности элементов. Наибо-
лее достоверные данные о раскислительной способности элементов,
применяемых для раскисления стали, приведены на рис. 149. Здесь
же штриховой линией нанесено содержание кислорода в зависимости
от содержания углерода по ходу плавки перед раскислением.
В процессе производства стали раскислять металл, предотвращая
реакцию окисления углерода, могут кремний и все расположенные
ниже элементы, наиболее сильными раскислителями из которых
являются редкоземельные металлы (церий и лантан). Однако рас-
кислительная способность кремния лишь немного ниже, чем у
углерода, а степень ликвации углерода значительно выше. Поэтому,
используя для раскисления только кремний, невозможно получить
слиток спокойной стали хорошего качества; интенсивная ликвация
311
Рис. 149. Раскислительная способ-
ность элементе®
углерода приводит к взаимодействию
его с кислородом с выделением пу-
зырьков СО. Для получения плотного
слитка необходимо применять и бо-
лее сильные раскислители, чем крем-
ний. Из таких раскислителей наиболь-
шее применение получил алюминий.
Элементы, расположенные выше
углерода и имеющие, следовательно,
меньшую раскислительную способ-
ность, не могут предотвратить реак-
цию окисления углерода. Однако в
процессе кристаллизации малоугле-
родистой стали при низкой темпера-
туре жидкого металла они взаимо-
действуют с кислородом, уменьшая
интенсивность окисления углерода.
Это используется при производстве кипящей стали, куда для регу-
лирования кипения обычно вводят марганец, а иногда — ванадий.
На рис. 149 приведена раскислительная способность элементов
при раздельном их применении. Как было показано, при совместном
введении одни элементы могут влиять на раскислительную способ-
ность других. Это и имеет место в практических условиях произ-
водства спокойной стали, которую раскисляют несколькими раскис-
лителями с целью получения достаточно низкого содержания кис-
лорода в металле и наиболее подходящих для удаления из стали и
влияния на ее свойства неметаллических включений.
Кроме указанных на рис. 149 в качестве раскислителя нередко
применяется кальций. Он обладает очень большой раскислительной
способностью. Согласно расчетам при давлении паров кальция
100 кПа равновесное содержание кислорода составляет 10-8 %.
Однако равновесие между кальцием и кислородом не может быть
достигнуто вследствие высокой упругости паров кальция и ничтож-
ной растворимости его в жидком железе и стали.
Температура кипения кальция при нормальном давлении 1440 °C.
Упругость его пара при 1600 °C составляет 180 кПа; при таких
давлении и температуре растворимость кальция в жидком железе
составляет всего 0,032%. В стали она немного больше. Поэтому
кальций взаимодействует с кислородом в стали лишь во время его
введения и быстро удаляется из металла в газообразном состоянии.
Для подавления кипения кальция и увеличения продолжительности
пребывания его в жидкой стали разработана специальная технология
введения его в глубь металла.
312
Все раскислители, кроме алюминия, обычно присаживают в сталь
в виде сплавов, технология производства и применения которых
будет описана в следующих главах.
3. Образование продуктов раскисления
Исследование раскислительной способности отдельных элементов
показало термодинамическую возможность образования разных про-
дуктов раскисления, в том числе и сложных, состоящих из двух и
более оксидов. Эти продукты раскисления выделяются в виде
оксидной фазы, образующей отдельные неметаллические включения.
Возникновение новой фазы в гомогенной среде, как и в процессе
окисления углерода, связано с образованием новой поверхности
раздела и требует преодоления энергии межфазного натяжения.
Вместе с тем имеются отличия, связанные с отсутствием изменения
давления и влияния его на термодинамические параметры процесса.
Рассмотрим влияние размера зародыша продукта раскисления на
возможность его роста, используя общую теорию процессов фазовых
превращений, развитую В. Гиббсом, М. Фольмером и отечественным
ученым Я. И. Френкелем.
При протекании реакции раскисления изменение свободной энер-
гии системы равно сумме изменений свободной энергии химической
реакции и работы образования новой поверхности раздела между
старой и новой фазами:
Д0= У(р/ц)(02-01) + ао, (85)
где V и а — объем и поверхность кристаллического зародыша; р и
р, — плотность и молекулярная масса продукта раскисления; 6, и
Gs — молярная свободная энергия системы до и после химической
реакции; о — поверхностное натяжение на границе фаз металл—за-
родыш неметаллического включения.
Если зародыш сферический и имеет радиус г, то
AG = (4 / 3) л г3(р / р) (02 - Gj) + 4л г2б. (86)
Как и зарождение пузырька, процесс раскисления может протекать
лишь в случае, когда Gs < G} (рис. 136, кривая 3). При этом знак
изменения AG зависит от величины г, так как при малых ее значениях
г3 <г2, а при больших г3 > г2. Соответственно, при малых г с его
увеличением AG возрастает, а при малых величинах уменьшается.
При некотором критическом значении г = гкр Д-G максимально.
Критический радиус зародыша может быть определен, если
производную ДО [уравнение (86)] по г приравнять нулю:
313
dAG / dr = 4л r£(p / p) (G2 - Gj) + 8л r^a = 0;
гч, = [2<3 / (Gi “ G2>] (H / P) (87)
но Gt — G2 = RT in (K2 / Ki), где K2 — константа равновесия, a —
соотношение исходных концентраций компонентов.
Например, для реакции раскисления кремнием
[S] + [О] = SiO2(TB);
«2 - «эю2(Р) / ([Si](p)[O] 2(р)); К = aSi02(H) / ([SiWOjJ)),
где (р) и (и) означают концентрации компонентов в исходном и
равновесном состояниях. Учтя, что сЯ02 — 1, получим для этой
реакции
Gi - G2 = RT In (и> = RT In^r,
2 (SiKp)[OJ2(p) С
где С / С — пересыщение, необходимое для развития процесса
раскисления. Следовательно, (87) можно записать в виде
гкр = (2б р) / [ЯГ pin (С' / О] • (88)
Таким образом, для развития процесса раскисления необходимо
образование зародыша новой фазы продукта раскисления не менее
критического радиуса. При увеличении поверхностного натяжения
для сохранения критического радиуса требуется существенное по*
вышение перенасыщения расплава. Образование зародышей крити-
ческого радиуса происходит в результате флуктуаций массы и
энергии. С использованием теории флуктуаций была рассчитана
интенсивность образования новой фазы в гомогенной жидкости.
Вероятность образования зародышей оксидной фазы в жидком
металле можно оценить, пользуясь уравнениями теории зарождения
новой фазы:
/ = Дехр [-ДО*/(ЯГ)],
в котором изменение свободной энергии при образовании зародыша
ДО* = (16я/3)[рв2<з3_в] /
/ [Р2Я2Г2(1пС'/С)2], (89)
где /—число зародышей, возникающих в единицу времени в 1 см3;
А — коэффициент, учитывающий число атомов на поверхности
314
зародыша критического размера и в единице объема исходной фазы
и зависящий от межфазного натяжения на границе металл—вклю-
чение.
Согласно (89), основное влияние на интенсивность образования
зародышей, как и на критический радиус, оказывает изменение
свободной энергии и, следовательно, степень пересыщения по срав-
нению с равновесной, межфазное натяжение и температура.
При большом межфазном натяжении зародыши новой фазы могут
образовываться лишь при больших концентрационных пересыщениях
по сравнению с условиями равновесия. Это может вызывать обра-
зование' таких продуктов раскисления, которые в условиях равно-
весия не самые устойчивые. Межфазное натяжение шлака на границе
с металлом увеличивается с повышением содержания А12О3 и по-
нижением содержания FeO. Это же относится к продуктам раскис-
ления, которые образуют, посуществу, шлаковые включения. Но эти
включения могут образовываться и в твердом состоянии, при
котором межфазное натяжение очень возрастает.
Согласно определению ряда исследователей при образовании
включений из МпО и FeO при о,.. „ = 0.180 Дж/м2 они могут
образоваться при пересыщении, равном 1,5 (гк = 16 Нм). Включения
FeO—МпО—SiO2, имеющие межфазное натяжение 0,7 Дж/м2, вы-
деляются лишь при десятикратном, а жидкие включения FeO—А12О3,
имеющие ом_в — 1 Дж/м2, — при стократном пересыщении. Для
образования твердых включений SiO2 при бн в = 1,3 Дж/м2 степень
пересыщения должна быть 6 * 10s, а твердых включений А12О3 при
бм_в = 1,5 Дж/м2 — 1 • 104 (гк = 36 Нм). Вследствие необходимости
огромных пересыщений вероятность образования зародышей одно-
компонентных оксидов — продуктов раскисления, особенно при рас-
кислении сильными раскислителями, очень мала, поэтому, как по-
казали исследования, первоначально образуются имеющие малое
межфазное натяжение на 1ранице с металлом двухкомпонентные
зародыши в результате одновременного протекания двух реакций:
т[Я] + л[О] = (ЯтОп); [Fe] + [О] = (FeO). Например, при раскислении
алюминием образуются зародыши с высоким содержанием FeO,
затем по мере роста состав зародышей изменяется, стремясь к
равновесному с металлом.
Взаимодействие раскислителей с кислородом и образование не-
металлических включений — продуктов раскисления происходит на
разных стадиях производства стали. Соответственно этому в жидком
металле образуются докристаллизационные включения — первичные
во время присадок раскислителей и вторичные при охлаждении
металла и, следовательно, изменении термодинамических условий.
315
Затем при кристаллизации в результате резкого изменения термо-
динамических условий и ликвационных явлений образуются крис-
таллизационные включения. Образование этих включений, продуктов
раскисления, происходит согласно описанным выше закономерно-
стям. Но образование вторичных, а тем более кристаллизационных
включений облегчается наличием готовых частиц новой фазы.
Раскисление в определенной степени продолжается и в твердом
металле с образованием послекристаллизационных включений.
4. Удаление продуктов раскисления
Удаление включений продуктов раскисления происходит в ре-
зультате перехода их в шлак или в футеровку, с которой контактирует
металл. Процесс этот состоит из нескольких последовательных
стадий: перемещения в объеме металла и подхода к межфазной
границе металл—адсорбирующая фаза; перехода через межфазную
границу; поглощения шлаком. Решающее влияние на скорость
процесса оказывают перемещение включений в металле и доставка
их к межфазной границе. В спокойной жидкости, когда массоперенос
не влияет на траекторию движения частиц, скорость всплывания
частиц сферической формы определяется формулой Стокса:
w = (2 / 9) (Рм - Рш)] /ц, (90)
где g— ускорение силы тяжести; г—радиус частицы; рм и рш —
соответственно плотность жидкого металла и шлака; ц — вязкость
металла.
Согласно формуле Стокса решающее влияние на скорость всплы-
вания оказывает радиус частиц. Поэтому для более быстрого
очищения стали от продуктов раскисления желательно получать по
возможности крупные глобулярные включения. Расчеты показывают,
что крупные жидкие частицы nFeO • mAl2O3 достаточно быстро
всплывают из стали:
Диаметр частицы, мкм................... 30
Плотность частицы, т/а/? ....... 3,9
Скорость всплывания, мм/мин .... 90
30 100 100
3,0 3,9 3,0
117 1000 1304
Следовательно, в сталеплавильных печах даже из нижних гори-
зонтов металлической ванны 0,1-мм включения всплывают в течение
S1 мин, а 30-мкм— в течение 5... 10 мин. В сталеплавильных ков-
шах продолжительность всплывания в 2... 4 раза больше.
Частицы продуктов раскисления укрупняются, главным образом,
вследствие их соединения. Оно осуществляется в результате коа-
лесценции (слияния) жидких частиц, коагуляции (спекания) твердых
316
частиц, адгезии (прилипания) жидких частиц к твердым. Наиболее
интенсивно укрупнение происходит в результате коалесценции жид-
ких частиц, между которыми при соударениях получается относи-
тельно большая поверхность контакта. Поэтому жидкие включения
достигают относительно больших размеров (до 30... 100 мкм и
более) и быстро всплывают.
Всплывание крупных жидких включений имеет важное значение
при раскислении всеми раскислителями, в том числе и сильными
раскислителями (Al, Zr, Ti), чистые оксиды которых тугоплавки, ио
вместе с FeO образуют легкоплавкие включения. Об этом свиде-
тельствует, например, быстрое снижение общего содержания кис-
лорода после присадки алюминия в неперемешиваемую ванну, а
также наличие крупных глобулярных продуктов раскисления алю-
минием лишь в первые минуты раскисления.
Твердые включения, в частности корунда, плохо укрупняются и,
имея малые размеры (3... 8 мкм), медленно всплывают. К тому же
частицы корунда имеют неправильную форму и при всплывании
они «парят», двигаясь не по вертикали, а по сложным траекториям.
С уменьшением размеров степень парения уменьшается, но интен-
сифицируется броуновское движение. Вследствие этого скорость
всплывания твердых включений корунда незначительна и их всплы-
вание не имеет практического значения.
Подвод включений корунда и других мелких твердых частиц
неправильной формы к поверхности металла со шлаком и с футе-
ровкой осуществляется, главным образом, в результате массопере-
носа их с потоками металла. Поэтому удаляются они интенсивно
лишь при перемешивании. Преимущественно это происходит в ковше
во время выпуска металла из печи и, в меньшей мере, во время
разливки. Подводу включений корунда способствует их сложная
неопределенная форма и, вследствие этого, значительные моменты
инерции и гидравлическое сопротивление, препятствующее переме-
щению легких (по сравнению с металлом) частиц в сторону больших
скоростей, т. е. от межфазной границы в глубь металла.
Включения, доставленные к поверхности шлака или футеровки,
остаются на ней в результате эффекта «зацепления». Затем они
шлаком ассимилируются (поглощаются или растворяются), а к
твердой поверхности прилипают, привариваются. Процесс этот обыч-
но протекает весьма интенсивно, но при большой скорости массо-
переноса частиц потоками металла может влиять на удаление
включений из стали.
Возможность зацепления частиц и их поглощения шлаком или
прилипания к стенке зависит от поверхностных свойств включений.
Ее вероятность увеличивается с повышением межфазного натяжения
на границе включения со шлаком. Как отмечалось, для оксидных
317
включений, характерных для обычных продуктов раскисления, меж-
фазное натяжение с металлом увеличивается с повышением содер-
жания А12О3. Поэтому высокоглиноземистые включения и особенно
корунд наиболее легко переходят в шлак и на футеровку. Таким
образом, крупные (более 20... 30 мкм) включения жидких продуктов
раскисления удаляются, преимущественно, путем всплывания в шлак.
Такие включения образуются при раскислении любыми раскислите-
лями и в большей мере при комплексном раскислении. Количество
продуктов раскисления, образовавшихся в жидком состоянии, зависит
от типа раскислителя и концентраций его и кислорода в месте
реакции. Удаление мелких (до 10 мкм) включений, особенно твердых,
происходит, преимущественно, в результате массопереноса их к
поверхности шлака и стенок, где они ассимилируют или прилипают.
Из продуктов раскисления обычно применяемых раскислителей (Мо,
Si, Al) наиболее интенсивно таким образом удаляются высокогли-
нозеМистые включения, особенно корунд.
Условия и степень удаления включений, образовавшихся на
разных стадиях производства стали, существенно отличаются. Наи-
более благоприятные условия удаления докристаллизационных вклю-
чений, перемещению которых не препятствуют твердые образования.
Тем не менее, они (в том числе первичные включения) частично
остаются в стали и влияют на ее качество. Это подтверждается
исследованиями и практикой сталеплавильного производства. В ча-
стности, тем, что при одинаковой степени понижения* содержания
растворенного в металле кислорода (до 0,002... 0,005%) во время
введения раскислителей (А1 и Si) или при вакуумировании (о ко-
тором речь будет ниже), в первом случае, когда образуются
первичные продукты раскисления, сталь более загрязнена оксидными
включениями, ухудшающими ее качество. Прямым подтверждением
наличия в готовой стали докристаллизационных включений является
понижение содержания оксидных включений при фильтрации жидкой
стали через керамические фильтры после раскисления. Такая филь-
трация опробована и применяется в промышленных условиях. Кри-
сталлизационные включения практически полностью остаются в
стали.
5. Раскисление шлаком
В практике сталеплавильного производства применение получило
и раскисление шлаком. Основано оио на законе распределения,
согласно которому для рассматриваемого случая в условиях равно-
весия при данной температуре отношение активностей FeO в шлаке
и кислорода в металле — величина постоянная: (aFeO) / 1ао] = А. При
плавке стали в дуговых печах равновесие не достигается, но переход
318
кислорода осуществляется лишь в направлении равновесного рас-
пределения. При высоком содержании FeO в шлаке он является по
отношению к металлу окислительным и происходит переход кисло-
рода из шлака в металл, как это было подробно описано выше.
При низком содержании FeO в шлаке этот оксид является по
отношению к металлу восстановительным, и кислород удаляется из
металла в шлак, т. е. происходит раскисление. Так как такое рас-
кисление осуществляется путем диффузии, оно получило название
диффузионного раскисления.
Для диффузионного раскисления необходимо получить низкое
содержание FeO в шлаке (менее 0,5... 1%). Это достигается при-
садками в шлак раскислителей (С, Si), восстанавливающих FeO.
При диффузионном раскислении в печи наряду с диффузией
кислорода из металла в шлак раскислители диффундируют в об-
ратном направлении. В результате в металле повышается содержание
углерода и кремния и образуются продукты раскисления последним.
Диффузия раскислителей в металл имеет решающее значение
при выплавке высокоуглеродистой стали (например, 1ПХ15), когда
активность кислорода в металле ие больше, чем в шлаке (при
0,3 ... 0,6% FeO), и он из металла ие диффундирует. При выплавке
малоуглеродистой стали вследствие высокой активности в ней
кислорода он частично диффундирует в восстановительный шлак.
Однако и в этом случае содержание кислорода в металле ие
понижается ниже равновесного с растворенными в нем элемента-
ми-раскислителями (С, Si).
Крупным недостатком диффузионного раскисления является боль-
шая продолжительность процесса вследствие медленной диффузии.
Продолжительность диффузионного раскисления превышает
1,5 ... 2 ч, что понижает производительность дуговых печей. Поло-
жительный стороной диффузионного раскисления является то, что
во время его проведения раскислители в металл не присаживают и
продукты раскисления образуются в небольших количествах лишь
вследствие диффузии раскислителей из шлака (обычно Si) и пре-
имущественно в верхних слоях металлической ванны. Но при
диффузионном раскислении ие удается достаточно полно удалить
кислород из стали и в конце плавки приходится дополнительно
применять глубинное раскисление кремнием и алюминием
Следовательно, диффузионное раскисление малоэффективно и
при его проведении содержание кислорода в стали определяется не
распределением его между металлом и шлаком, а процессами
глубинного раскисления.
Исследования отечественных ученых показали, что при глу-
бинном раскислении в начале восстановительного периода по-
лучается сталь, не уступающая по степени чистоты от оксидных
319
включений металлу, полученному с диффузионным раскислением.
Восстановительный же шлак необходим для предупреждения вто-
ричного окисления и для лучшей десульфурации. Такой метод
раскисления получил широкое применение при выплавке конст-
рукционной стали в дуговых печах. Основной недостаток диф-
фузионного раскисления в печи — очень медленное протекание
процесса — может быть устранен при обработке стали синте-
тическим шлаком в ковше. Такая обработка будет рассмотрена
ниже при изучении процесса внепечного рафинирования.
6. Оксидные неметаллические включения в стали
Частицы оксидов в большей или меньшей мере остаются в
металле и, как и сульфиды и нитриды, образуют в стали отдельную
фазу неметаллических включений. По происхождению оксидные
включения можно разделить на экзогенные и эндогенные. Экзоген-
ные включения вносятся в сталь извне в результате механического
воздействия металла на футеровку. Так как такие включения обычно
крупные, они быстро всплывают из металла и среди оставшихся в
стали включений их доля невелика (до 10... 15%).
Основную часть оксидных включений в стали составляют Эндо-
генные включения, образовавшиеся в самом металле преимущест-
венно в результате процессов раскисления во время присадки
раскислителей и охлаждения жидкой стали — докристаллизацион-
ные включения, и во время ее кристаллизации — кристаллизационные
включения.
Обычно содержание оксидных неметаллических включений в спо-
койной стали составляет 0,01... 0,03%. В их состав входит
60 ... 90% AI2O3; 2... 30% SiO2; 1... 10% MnO. Кроме этих оксидов
Рис. 150. Включения корунда в твердой стали: а — строчечное расположение
включений корунда в стали ЗОХГСНА (хЮО), б — вид включений гексагональной
формы (х 900)
320
Рис. 151. Включения марганцевой шпинели (галаксита): а — отдельное включение
(Х1500); б —строчечное расположение в стали ЗОХГСНА (х400)
встречаются Сг2О3, MgO и др. Оксидные включения находятся в
твердой стали в виде соединений разных оксидов: силикатов, шпи-
нелей и др. В виде чистого оксида часто встречается лишь корунд.
Корунд является a-модификацией глинозема Л12О3. На металло-
графических шлифах при рассмотрении под микроскопом в отра-
женном свете кристаллы корунда имеют вид зерен неопределенной
формы или шестиугольников, чаще неправильной формы
(рис. 150, б). Обычно они располагаются в виде отдельных дезори-
ентированных гроздьев мелких, не сомкнутых между собой крис-
таллов. В катаной или кованой стали эти гроздья вытягиваются в
направлении деформации металла, образуя строчки (рис. 150, а).
Имея очень высокие твердость (9 единиц по десятичной шкале) и
температуру плавления, включения корунда при обработке давлением
не деформируются.
Кроме корунда в стали, раскисленной алюминием, имеются
включения шпинели на основе А12О3. Наиболее часто встречаются
включения железной шпинели — герцинита (FeO * А12О3) и марган-
цевой шпинели — галаксита (МпО * А12О3), образующие между собой
непрерывной ряд твердых растворов^ а также другие включения
систем FeO—А12О3 и МпО—А12О3. На металлографических шлифах
эти включения имеют вид прямоугольных кристаллов правильной
кубической формы (рис. 151, а) или треугольников. Они часто
располагаются также отдельными гроздьями, которые при прокатке
или ковке вытягиваются в строчки (рис. 151, б). Однако при этом
сами кристаллы герцинита и галаксита, имея высокую твердость,
не подвергаются пластической деформации. Изменяется лишь их
взаимное расположение.
Встречаются и другие шпинели на основе алюминия, в ча-
стности магнезиальная шпинель (MgO А12О3). Выделяющийся при
21 Зак. 3164
321
в
Рис. 152. Включения силикатов (а,
б) и алюмосиликатов с кристаллами
корунда (в), х 800
раскислении кремнезем SiO2 в виде самостоятельных включений
в стали встречается редко. Но образованные им с другими ок-
сидами силикаты представляют большую группу неметаллических
включений в стали. Обычно включения силикатов весьма сложны
вследствие растворения ими других оксидов, сульфидов и т. а,
с которыми они образуют разные соединения и механические
смеси. Часто они в стали имеют вид сложных конгломератов,
в которых можно различить рад минералов. Наиболее часто в
стали встречаются включения силикатов железа (FeO * SiO2 —
фаялит) и марганца (МпО SiO2 — родонит). На металлографи-
ческих шлифах они имеют вид глобулей с кристаллами других
минералов на поверхности (рис. 152, а); иногда располагаются
в виде сложных скоплений (рис. 152, б). При температурах го-
рячей обработки давлением они пластичны и во время прокатки
или ковки вытягиваются. Часто встречаются также включения
алюмосиликатов, в частности муллита (ЗА12О3 * 2SiO2) и силли-
манита (А12О3• SiO2) ромбической и овальной формы. Распола-
гаются они преимущественно группами (рис. 152, в). Эти вклю-
чения иепластичны и иедеформируемы.
В легированных сталях в состав неметаллических включений
могут входить оксиды хрома, титана, ванадия и др.
322
Оксидные включения отрицательно влияют на некоторые свойства
стали.
При обработке давлением скопления оксидных включений (а
часто и сами включения) вытягиваются в направлении течения
металла. Поэтому включения существенно влияют на свойства стали
поперек направления течения металла при ковке или прокатке.
Влияние это является следствием нарушения однородного напря-
женного состояния металла и концентрации напряжений возле
включений, играющих роль надрезов и концентратов напряжений,
особенно при угловатой форме или с острыми краями. Так как
концентрация напряжений вызывает возникновение объемного на-
пряженного состояния, включения ухудшают свойства металла, ха-
рактеризующие его пластичность (относительное удлинение и от-
носительное сужение) и ударную вязкость. Наиболее сильно влияние
включений проявляется, обычно, на ударной вязкости, особенно
чувствительной к надрезам металла и концентраторам напряжений.
Понижение ударной вязкости, например, при наличии строчечных
включений в плоскости излома, может достигать 30;.. 70%. Стро-
чечные включения могут вызывать расслаивание металла под дей-
ствием внешних нагрузок. Это вызывает быстрый износ и забрако-
вание стальных изделий.
Глобулярные оксидные включения, расположенные на контак-
тной поверхности, понижают износостойкость и усталостную проч-
ность. При быстро меняющихся нагрузках' включения выкроши-
ваются, вызывая усиленный износ, а также усталостное разру-
шение стальных изделий. Оксидные включения вызывают
специфические дефекты в стали: пористость, точечную неодно-
родность, волосовины и др.
Глава 23. Газы в стали
1. Водород в стали
Растворимость водорода в железе и влияние его на свойства
стали. Водород растворяется в железе и его сплавах в атомарном
(ионном) состоянии. Атомы (ионы) водорода из-за своих малых
размеров распределяются в промежутках между атомами железа,
образуя растворы внедрения.
Растворимость водорода в железе может быть описана уравне-
ниями:
1/2Н2 = [Н], Ян = [Н]/р£/2,
отсюда
21*
323
ПРОЗ
500 700 000 1100 000 7500 t‘C
Рис. 153. Растворимость водорода в железе
при РН2 “ 10,13 кПа
т. е. растворимость водорода
пропорциональна корню квад-
ратному из величины его дав-
ления. Эта закономерность бы-
ла установлена Сивертсом и
затем подтверждена радом ис-
следователей. Было вместе с
тем найдено, что раствори-
мость водорода зависит от
температуры и скачкообразно
изменяется при аллотропных превращениях (меняется Кн).
Результаты исследований, приведенные в виде изобары на
рис. 153, показывают1 *, что 1фи повышении температуры рас-
творимость водорода в общем повышается. При Fe^-»Fey пре-
вращении, а также в точке плавления растворимость водорода
скачкообразно увеличивается. При переходе Fe,,-» Fe«j она не-
сколько понижается.
Другие элементы влияют на растворимость водорода в жидком
железе. Это влияние характеризуется параметрами взаимодействия
(по данным разных авторов): = 3,7; е® = 0,227; вд — 0,06;
вн - -0,081. Следовательно, кислород, кремний и углерод по-
нижают растворимость водорода в жидком железе, причем осо-
бенно сильно в этом направлении действует кислород. Титан,
напротив, повышает растворимость водорода в жидком железе.
Влияние других элементов (Ni, Al, Сг и др.) незначительно.
Особое значение имеет резкое понижение растворимости водо-
рода при затвердевании металла и дальнейшем понижении темпе-
ратуры. Как видно на рис. 153, при 1600 °C и pHg = 100 кПа
растворимость водорода в жидком железе ~,2,5 10'3 %
(28 см3/100 г), а в твердом железе при комнатной температуре
она равна практически нулю. Вследствие этого во время кристал-
лизации водород в значительной мере переходит в маточный раствор,
что вызывает его сильную зональную ликвацию в слитке, а после
затвердевания полностью выделяется из раствора в металле.
Выделяется водород в пустоты металла и дефектные места
решетки. Здесь атомы водорода соединяются в молекулы, и он
переходит в газообразное состояние. Если объем пустот достаточно
1 Концентрацию водорода в железе часто выражают в см3/100 металла, которая
равна (HJ • 22400 /2.
324
велик, как в литом металле, давление водорода в них невелико^ и
он не влияет на свойства стали. Если же объем пустот небольшой,
как в кованом или катаном металле, водород переходит в микро-
пустоты и дефектные места решетки, где возникает высокое давление
(до 1 ГПа), отрицательно влияющее на свойства стали.
Ввиду узколокального характера высокое давление водорода,
даже если оно превышает предел прочности стали, не может
вызвать разрушение металла, так как упруго передается на по-
следующие от микропустоты слои. Однако в случае приложения
внешнего усилия возле микрообъемов с высоким давлением во-
дорода возникает объемное напряженное состояние, вызывающее
резкое понижение пластичности стали — водородную хрупкость.
Проявляется это в виде снижения ф и д, а иногда и ан при
>2 • 10-4 % Н и в тем большей степени, чем больше содержание
водорода.
Возможность разрушения металла под действием давления во-
дорода в микропустотах и дефектных местах решетки может
реализоваться, если это давление суммируется с внутренними
напряжениями (структурными, термическими, остаточными дефор-
маций). В этом случае образуются внутренние разрывы — фло-
кены (рис. 154). Чувствительны к образованию флокенов кон-
струкционные стали, содержащие > (2... 3) 10“4 % Н. Чувст-
вительность к образованию флокенов увеличивается с повышением
степени легирования таких сталей вследствие увеличения струк-
турных и, часто, термических напряжений.
Флокены ухудшают механические свойства металла и являются
недопустимым пороком стали. Для предупреждения их образо-
Рис. 154. Флокены в поперечном макрошлифе катаной стали 20Х2Н4А
325
вания в случае, если содержание водорода в металле превышает
указанные содержания, применяют термическую обработку, обес-
печивающую снятие внутренних напряжений в металле и неко-
торое удаление водорода. Однако она требует значительных вре-
мени и средств.
Удаление водорода из жидкого металла в процессе плавки и
после нее является важной задачей сталеплавильщиков.
Водород в стали в процессе плавки. В металлическую ванну
водород вносится шихтовыми материалами и может поступать из
печной атмосферы. Изменение содержания водорода в металле по
ходу плавки определяется разностью скоростей двух противоположно
направленных процессов: 1) поступления водорода в металл; 2) уда-
ления водорода из металла.
Поступление водорода в металл в окислительный и восстанови-
тельный периоды возможно в результате перехода его через шлак
из печной атмосферы и в результате введения его в шлак шлако-
образующими материалами. В обоих случаях водород сначала по-
глощается шлаком вследствие растворения им влаги.
Влажность атмосферы дуговых печей зависит, главным образом,
от относительной влажности окружающего воздуха (обычно 1...3%).
При такой влажности и 1600 °C равновесное содержание водорода
в стали составляет (2,4... 4,1) • 10~4 %. Обычно содержание водорода
в стали выше Следовательно, решающее влияние на содержание
водорода в электростали оказывает не влажность воздуха, а влаж-
ность шлакообразующих материалов. При введении этих материалов
в печь вода растворяется в шлаке, что вызывает повышение
содержания в нем водорода.
В шлаке водород, по-вцдимому, находится в виде ионов гвдро-
ксила (ОН-). Растворению влаги в шлаке
Н2О(г) + (О2-) = 2(ОН“)
соответствует квадратичная зависимость между концентрацией во-
дорода в шлаке и парциальным давлением водяных паров в равно-
весной с ним шлаковой фазе (Н) = К^р^, а также увеличение
растворимости водорода в шлаке с увеличением активности ионов
кислорода (ао~)> т- е- с повышением содержания (СаО) и увели-
чением основности шлака.
В общем растворимость водорода в основных шлаках невелика
й по некоторым данным в окислительный период она составляет
(7... 15) • 10~4 %. В кислых шлаках она еще меньше. Но и такая
растворимость водорода достаточно, высока, чтобы вызвать интен-
326
сивное поступление водорода в металл. Переход водорода из шлака
в металл идет согласно уравнению
2(ОН") = 2[Н] + [О] + (О2-),
Х<НЙО](Яо~)/(аОн-)2.
согласно которому в условиях равновесия содержание водорода В
металле снижается с увеличением активности анионов кислорода в
шлаке, т. е. повышением его основности. Равновесное распределение
водорода между шлаком и металлом не достигается, но отмеченное
влияние основности шлака в некоторой мере проявляется. Сущест-
венное значение при этом имеет увеличение вязкости шлака, вы-
зывающее уменьшение интенсивности массопереноса водорода из
шлака в металл.
Но решающее значение в уменьшении интенсивности поступления
водорода в металл при плавке стали в дуговых печах имеет
уменьшение влажности шлакообразующих материалов (применение
свежеобожженной извести, прокаливание материалов, присаживае-
мых в ванну, особенно после прекращения ее кипения).
Удаление водорода из металла происходит в окислительный
период плавки в результате экстрагирования его пузырьками СО.
Это экстрагирование является следствием стремления к равновес-
ному распределению водорода между металлом и пузырьками СО,
в которых при образовании парциальное давление водорода равно
нулю. Увеличение интенсивности выделения пузырьков СО по ходу
окислительного периода вызывает увеличение интенсивности уда-
ления из металла водорода. Следовательно, повышению скорости
удаления водорода способствует повышение скорости обезуглеро-
живания металла.
Таким образом, основными методами понижения содержания
водорода в металле в процессе плавки являются уменьшение
влажности шлакообразующих материалов, особенно
присаживаемых в восстановительный период, и увеличение ско-
рости окисления углерода. Для более быстрого и полного уда-
ления водорода из металла увеличивают количество подаваемых
в ванну в единицу времени железной руды и газообразного
кислорода. Второй метод более эффективный, если кислород не
содержит значительное количество влаги (более 0,1... 0,5 г/м3).
К концу окислительного периода даже при весьма интенсивной
продувке ванны кислородом не удается получить содержание
водорода в металле менее (2,5... 3,0) • Ю-4 %, да и такое со-
держание получается редко.
32.7
При наведении после интенсивного окислительного периода
восстановительного шлака содержание водорода в металле вновь
возрастает даже в случае применения хорошо просушенных ма-
териалов и свежеобожженной извести. Поэтому для уменьшения
содержания водорода в стали проводят короткую продувку ме-
талла кислородом сразу после наведения известкового шлака.
Обычно, при ведении плавки с интенсивным окислительным
периодом и применением хорошо просушенных материалов, содер-
жание водорода в среднелегированной стали во время выпуска из
дуговой печи составляет (3,5... 8,0) • 10-4 %. В высоколегированной
аустенитной стали оно может достигать (0... 10) • 10-4 %.
2. Азот в стали
Растворимость азота в железе и влияние его на свойства
стали. Растворимость азота в железе может быть описана уравне-
ниями
1 / 2N2 = [N], KN = [N] / р^ 2,
отсюда
(92)
Следовательно, и растворимость азота в соответствии с правилом
Сивертса пропорциональна корню квадратному из величины его дав-
ления. Так как меняется с температурой и различно для разных
фазовых состояний, растворимость азота зависит от температуры и
скачкообразно изменяется при аллотропических превращениях и
плавлении. Результаты исследований, приведенные в виде изобары
на рис. 155, показывают, что растворимость азота резко уменьшается
при кристаллизации и во время превращения ^железа в а-железо.
Другие элементы влияют на растворимость азота в жидком
железе. Это влияние характеризуется параметрами взаимодействия,
приведенными в табл. 13. Их знак и величина показывают, что в
Рис. 165. Растворимость азота в
железе при PN2 = KM3 кПа
•> порядке усиления влияния раство-
римость азота увеличивают Mo, S,
Мп, Al, Сг, V, Ti. Понижают раство-
римость азота Ni, Р, С.
Уменьшение растворимости азота
в железе при кристаллизации и во
время превращения Fej,-*Fee явля-
ется основной причиной влияния
азота на свойства стали.
328
При отсутствии в стали элементов, образующих нитриды при
высокой температуре (Ti, Al, Zr, V), после образования Fea
начинается выделение азота из раствора в виде включений нит-
ридов железа (FejN, Fe<N, Fe8N). Это выделение может про-
должаться длительное время после охлаждения и, так как оно
происходит в основном при низкой температуре, выделяющиеся
включения весьма дисперсны. Размер их порядка пикометра.
Дисперсные включения нитридов железа располагаются по кри-
сталлографическим плоскостям и, препятствуя перемещению дисло-
каций, вызывают охрупчивание металла. Результатом этого является
падение ударной вязкости и уменьшение относительных сужения и
удлинения при одновременном повышении твердости и прочностных
свойств. Как и выделение нитридов железа, падение ударной вязкости
увеличивается с течением времени хранения или эксплуатации
стальных изделий, достигая минимума через 20... 30 сут. Поэтому
описываемое явление получило название старения.
Старение может быть ускорено искусственно, если закаленное
железо или сталь подвергнуть холодной пластической деформации,
увеличивающей скорость распада твердого раствора и выделения
нитридов железа. В результате старения ударная вязкость может
уменьшиться в 4...6 раз. Она характерна для малоуглеродистой
стали, не раскисленной алюминием или ванадием.
Присадка в сталь элементов, связывающих азот в нитриды при
высоких температурах, устраняет склонность стали к старению.
Такими элементами являются: алюминий, образующий нитриды в
основном во время затвердевания и в твердом металле до темпе-
ратуры превращения Fe,,-*Fea; ванадий и цирконий, образующие
нитриды во время кристаллизации; титан, образующий нитриды в
жидкой стали и во время кристаллизации.
Наибольшее применение получил алюминий, широко применяе-
мый и в качестве раскислителя. При обычных концентрациях азота
и алюминия в стали образуют нитриды в твердом металле. Но
включения этих нитридов, выделяясь при более высокой температуре
(в областях существования Fe<j и Fey), имеют на два—три порядка
большие размеры, чем включения нитридов железа. Поэтому они
не оказывают такого влияния на движение дислокаций и не вызывают
старения.
Следовательно, спокойная сталь, раскисленная алюминием, не
склонна к старению. Однако в стали, раскисленной алюминием,
может наблюдаться понижение ударной вязкости. Это проявляется
при высоких содержаниях азота и алюминия (например, 0,01% N и
0,2% А1), когда в металле образуется межзеренный излом, прохо-
329
дящий по границам зерен первичного аустенита. Образование такого
излома вызвано ослаблением связи между зернами вследствие
выделения по их границам включений нитрида алюминия, и оно
свидетельствует об ухудшении свойств металла.
Вместе с тем, азот нашел применение как легирующий элемент
для повышения прочностных свойств, коррозионной стойкости и
немагнитных свойств, а также стабилизации у-фазы аустенитных
коррозионностойких сталей. Улучшение механических свойств обус-
ловлено образованием раствора, пересыщенного азотом. Присутствие
атомов азота, внедренных в решетку аустенита, вызывает ее иска-
жение, вследствие чего повышается прочность и не ухудшаются
другие свойства. Стабилизируется у-фаза вследствие расширения
области ее существования.
Азот в стали в процессе плавки. В сталеплавильную ванну
азот поступает с шихтовыми материалами. Металлический лом, скрап
и чугун обычно содержат 0,002... 0,008% N. Дополнительно азот
переходит в металл из печной атмосферы в период плавления.
Этому способствует восстановительная атмосфера в области дуг и
в общем незначительное окисление металла, а также диссоциация
азота в дугах.
После образования окислительного шлака, растворяющего очень
мало азота (0,002... 0,008%), поступление азота в металл из печной
атмосферы практически прекращается. Поэтому раннее шлакообра-
зование позволяет получить меньшее содержание азота в металле
к началу окислительного периода.
Во время окислительного периода азот частично удаляется из
металла вследствие экстрагирования его пузырьками СО. Количество
удаленного азота увеличивается с увеличением количества окислен-
ного углерода.
В работах ряда исследователей было установлено существование
прямолинейной зависимости между изменением содержания азота
в стали A[N] и количеством окисленного углерода, т. е. разностью
между содержанием углерода в металле в начале [С]о и в конце
[С] окислительного периода:
A[N] = -К([С]0 - [С]).
При интенсивном кипении количество азота, выделившегося в
окислительный период, достигает 30... 50% его исходного содер-
жания. К концу окислительного периода содержание азота в стали,
как и при мартеновском процессе, составляет обычно
0,004 ... 0,008%.
Удовлетворительное удаление азота из металла достигается при
достаточно большом количестве окисленного углерода. Исследования
330
и практика электросталеплавильного производства показывают, что
для деазотации стали в условиях окислительного периода электро-
плавки в основных дуговых печах целесообразно окислять
0,3 ... 0,5% С.
В восстановительный период содержание азота в стали возрастает
в результате прекращения окисления углерода и, следовательно,
удаления азота, при увеличении интенсивности поступления его из
шлака в металл. Последнее является следствием значительного
увеличения растворимости азота в шлаке при его раскислении.
В белых шлаках она составляет 0,03... 0,06%, а в карбидных
достигает 0,2%.
Эффективным способом уменьшения количества азота, поступив-
шего в сталь в восстановительный период, является уменьшение
длительности восстановительного периода и отказ от работы под
карбидным шлаком В среднелегированной стали, выплавленной в
дуговой электропечи, обычно содержатся 0,006... 0,0012% N (по
сравнению с 0,004... 0,008 в мартеновской и 0,002... 0,005% в
кислородно-конвертерной стали). В высоколегированной стали со-
держание азота выше и может достигать 0,02% вследствие увели-
чения растворимости азота в металле и внесения его ферросплавами
(содержание азота в феррохроме 0,004...0,05%, в ферромарганце
0,01... 0,06%).
Глава 24. Рафинирование стали в вакууме
Понижение давления в сталеплавильных агрегатах и устройствах
для обработки жидкой стали влияет на процессы, в которых
принимают участие и летучие в условиях плавки стали компоненты.
Это вызывает развитие процессов раскисления, удаления газов и
летучих примесей, а также активное взаимодействие металла с
огнеупорными материалами футеровки.
1. Раскисление в вакууме
Понижение давления в системе существенно влияет на развитие
процесса окисления углерода, протекающего с образованием газо-
образного продукта реакции. Согласно (50) равновесное с углеродом
содержание кислорода в металле понижается пропорционально рсо
в газовой фазе и, следовательно, возрастает раскислительная спо-
собность углерода. Так, при давлениях 100, 10 и 1 кПа равновесные
активность и содержание кислорода в стали с 0,2% С равны
соответственно 0,0125, 0,0012 и 0,0001% (рис. 156). В действитель-
ности такое закономерное пропорциональное понижение содержания
331
КГ3 КГг гг1ам
Рис. 156. Зависимость ак-
тивности кислорода (qo]) от
активности раскислителя (q»])
в стали при 1600* С числа
у кривых — рсо, кПа; А —
область значений qo]. дости-
гаемых при раскислении уг-
леродом в вакууме
кислорода в металле и, соответственно,
величины т [С] [О] наблюдается лишь
при понижении давления до 10 кПа в
условиях вакуумирования жидкой углеро-
дистой стали (рис. 156) и до 1 кПа при
обработке вакуумом жидкой нержавеющей
стали. Дальнейшее понижение давления
не вызывает соответствующего уменьше-
ния т, и раскислительная способность
углерода практически не возрастает. По-
вышение раскислительной способности уг-
лерода при вакуумировании жидкой стали
с понижением давления лишь до опреде-
ленных значений объясняется особенно-
стями процесса раскисления углеродом.
Как отмечалось, огромное капилляр-
ное давление (поверхностного натяже-
ния), возникающее при зарождении пу-
зырька в гомогенной жидкости, приводит
к тому, что реакция окисления углерода протекает на имеющихся
межфазных поверхностях. Здесь пузырек может достигнуть кри-
тического размера, когда внешнее давление, состоящее из ат-
мосферного, ферростатического и капиллярного, не превышает
давления выделения СО вследствие химической реакции. Но и
на межфазной поверхности при зарождении пузырька СО на
него действует значительное капиллярное давление, что приводит
к определенному пересыщению металла кислородом по сравнению
с равновесными концентрациями. С понижением атмосферного
и ферростатического давлений на пузырек возрастает роль ка-
пиллярного давления и при некотором достаточно низком зна-
чении двух первых слагаемых общего давления на пузырек ре-
шающее значение в развитии реакции окисления углерода имеет
капиллярное давление. Поэтому дальнейшее понижение атмосфер-
ного давления не влияет на концентрации углерода и кислорода
в металле.
О роли капиллярного давления свидетельствует приведенный
ранее пример о том, что предельное давление, до которого наблю-
дается его влияние на раскислительную способность углерода, для
железа равно примерно 10 кПа, а для нержавеющей стали с заметно
более низким поверхностным натяжением эта зависимость сохраня-
ется до 1 кПа.
Как будет показано при рассмотрении процессов дегазации, в
определенных условиях решающее значение может иметь ферроста-
тическое давление. Влияние ферростатического давления подтверж-
332
дает нередко наблюдаемое при переплаве в дуговых вакуумных
печах «подкипание» стали у стенок кристаллизатора, где меньше
глубина ванны и, соответственно, меньше ферростатическое давле-
ние, а также то, что в агрегатах разной вместимости достигается
разное предельное значение произведения [С] [О].
В связи с изложенным, если обработка расплава вакуумом пре-
следует цель использовать главным образом преимущества углерод-
ного раскисления, то нет необходимости создавать в агрегате
глубокий вакуум. Достаточным будет снижение давления от 100 до
0,1... 0,2 кПа, которое обычно легко осуществляется при помощи
самых простых насосов. Уменьшение же давления ниже 0,1 кПа
требует значительных затрат, а его влияние на условия раскисления
углеродом асимптотически приближается к нулю.
Однако и при достигаемой в промышленных условиях степени
раскисления углеродом в вакууме (рис. 156) он все же при содер-
жаниях более примерно 0,1% оказывается более сильным раскис-
лителем, чем кремний, и сопоставим с раскисляющим действием
алюминия при обычном содержании этого элемента в стали до
0,01%.
Повысить раскислительную способность углерода в вакууме
можно, облегчая условия выделения углерода введением в металл
готовых газовых пузырьков, например продувкой нейтральным газом.
Согласно экспериментальным данным продувка металла аргоном
позволяет заметно понизить давление, при котором наблюдается его
влияние на степень раскисления, т. е. увеличить раскислительную
способность углерода. Так, при одинаковых условиях содержание
кислорода в металле после вакуумирования в спокойном состоянии
соответствовало равновесному давлению СО 16 кПа, после вакуу-
мирования ,с перемешиванием 4,5 кПа, а' при вакуумировании с
продувкой аргоном — 3 кПа.
Раскисление углеродом в вакууме влияет и на другие процессы
рафинирования стали. Барботаж металла пузырьками СО способст-
вует дегазации стали и флотации неметаллических включений,
т. е. рафинированию от кислорода, водорода, азота и неметалличе-
ских включений.
2. Удаление неметаллических включений
В процессе обработки вакуумом включения могут удаляться из
металла механическим способом, а также распадаться и растворяться
в металле в результате изменения термодинамических параметров,
вызванного понижением давления.
Понижение содержания неметаллических включений в стали и
сплавах при обработке вакуумом происходит преимущественно
333
механическим путем в результате всплывания, переноса их на
границы фаз потоками металла, а также флотации всплывающими
газовыми пузырьками. При процессах переплава в вакууме расхо-
дуемых электродов этому способствуют гидродинамические условия
перемещения включений при движении образующейся на торце
электрода пленки.
Диссоциация оксидных включений может быть записана реакцией
RmOn = m[R] + (n / 2) O2(r); К = [R]mptf / a^. (93)
Как следует из уравнения константы (93), понижение давления
в системе вызывает сдвиг равновесия в сторону более полного
разложения оскццных включений. Однако диссоциация этих вклю-
чений возможна лишь, когда упругость диссоциации оксина (Ро2)
больше парциального давления кислорода в системе. Между тем
упругость диссоциации оксидов продуктов раскисления при обра-
зовании чистого раскислителя в виде отдельной фазы при 1900 К со-
ставляет, Па: Аф3—10"м; SiO2 —10“и; МпО — Ю"8; СаО —Ю'18.
Так как в жидкой стали раскислители образуют разбавленные
растворы, упругость диссоциации их оксидов, согласно (93), уве-
личивается (обычно на 3... 4 порядка). Но и при этом она остается
значительно меньше давления в условиях вакуумных плавки и
переплава, которое не понижается менее 10-1... 10"* Па. Поэтому
термическая диссоциация оксидных неметаллических включений в
промышленных вакуумных установках выплавки стали и сплавов и
их переплава происходить не может.
Дело коренным образом меняется при взаимодействии оксидных
включений с растворенным в жидкой стали углеродом:
/гтОя + п[С] = тИ + «СО: К-[*П&/(С]7г. (94)
Как видно из (94), с понижением давления происходит более
полное восстановление оксида. Так как понижение давления не
влияет на раскислительную способность раскислителей (кроме уг-
лерода), во всяком случае не повышает ее, при низких давлениях
возможно восстановление оксидных включений углеродом. Это
следует из термодинамических расчетов и подтверждается рядом
исследований, в которых было показано присутствие СО в. отходящих
газах при вакуумировании хорошо раскисленной стали, т. е. стали,
в которой практически весь кислород находился в оксидных вклю-
чениях.
Несмотря на термодинамическую возможность восстановления
оксидных включений, в первую очередь менее устойчивых по
сравнению с глиноземом оксидов марганца и кремния, доля вклю-
334
чений, удаленных в результате восстановления, невелика и, по-ви-
димому, не превышает 20... 25%. Об этом свидетельствуют экспе-
рименты по переплаву в вакууме и в атмосфере нейтрального газа,
а также наличие оксидной пленки на поверхности жидкого металла
при переплаве в вакууме. Очевидно, что незначительное восстанов-
ление оксидных включений обусловлено кинетическими затрудне-
ниями протекания процесса.
Неметаллические включения нитридов ванадия, алюминия и рада
других раскислителей устойчивы лишь в твердом металле, а при
плавлении они диссоциируют. В жидкой стали включения нитридов
могут быть в ваде нитридов титана и циркония. Упругость диссо-
циации (Pj]2) этих нитридов при образовании чистого раскислителя
в виде отдельной фазы при 1900 К соответственно равна 10~8 и
Ю~10 Па, а с учетом растворения раскислителя в жидкой стали на
3... 4 порядка выше. Следовательно, в условиях вакуумной обработки
жидкой стали эти включения остаются устойчивыми.
3. Процессы дегазации
Из элементов, находящихся в обычных условиях при комнатной
температуре в газообразном состоянии, в жидких стали и сплавах
растворены кислород, водород и азот. Прямое удаление из металла
кислорода при обработке вакуумом практически невозможно,
т. к. парциальное давление кислорода, равновесное с насыщенным
раствором кислорода даже в чистом железе, при 1600 °C составляет
величину порядка 0,6 мПа, что с учетом содержания кислорода в
воздухе 21% соответствует общему давлению 2,9 мПа. Удаление
кислорода из жидкой стали, содержащей элементы, которые пони-
жают коэффициент активности кислорода, возможно при более
низком давлении, но в практике обработки стали вакуумом, как
правило, не используются ни такие низкие давления, ни металл с
таким высоким содержанием кислорода.
Удаление растворенных в стали газов при обработке вакуумом
обусловлено уменьшением их парциального давления в атмосфере
с уменьшением общего давления над металлом. Как отмечалось,
растворимость водорода и азота в жидком железе по закону Сивертса
пропорциональна корню квадратному их парциального давления.
Необходимо, однако, учитывать, что такое соотношение соблюдается
лишь в том случае, когда двухатомный газ находится в растворе в
ваде простых частиц — атомов и ионов. При наличии химических
связей между частицами растворенного газа и компонентами рас-
плава наблюдаются отклонения от закона Сивертса. Поэтому соот-
ношения, описываемые этим законом, в практике сталеплавильного
335
производства справедливы лишь для водорода, а для азота, который
может взаимодействовать с компонентами расплава, часто наблю-
даются заметные отклонения от закона Сивертса. К тому же ряд
элементов (Сг, V, А1), которые в жидкой стали не связывают азот
в нитриды, понижают коэффициент активности азота, уменьшая
возможность его удаления.
Не учитывая понижение содержания азота в металле в результате
описанного выше механизма удаления неметаллических включений
нитридов титана и циркония, отметим три возможных механизма
удаления растворенных в металле водорода и азота: 1) образование
газовых пузырьков в жидком металле и их всплывание: 2) удаление
(десорбция) с поверхности раздела металл—атмосфера; 3) образо-
вание пузырьков на межфазной твердой поверхности и их всплы-
вание.
Как было показано при рассмотрении реакции окисления углерода,
гомогенное зарождение пузырьков СО невозможно вследствие боль-
шого капиллярного давления. Еще менее вероятна возможность
образования в жидком металле пузырьков водорода или азота,
концентрация которых весьма мала. Как будет показано, она обычно
недостаточна для преодоления даже одного ферростатического
давления на глубине уже нескольких сантиметров. Поэтому первый
из указанных механизмов не реализуется. Процесс десорбции водо-
рода и азота из жидкой стали можно представить состоящим из
трех стадий:
1. Перенос растворенных в металле водорода и азота из объема
к поверхности раздела с газовой фазой.
2. Адсорбция атомов водорода и азота в поверхностном слое
жидкого металла: [Н] = Нпов; [N] = Nn0B.
3. Молизация адсорбированных атомов в молекулы и переход
их в газовую фазу: 2НПОВ = Н2; 2Nn0B = N2.
Скорость первой и второй стадий описывается уравнением пер-
вого порядка:
dC / dr =-k (F / V) (С — Спав), (95)
где (С - Спов) — градиент концентрации растворенного вещества,
равновесной в данный момент времени; k — константа скорости;
F и V—соответственно поверхность и объем металла.
Скорость третьей стадии описывается уравнением второго по-
рядка:
dC/dx = F(k2C^B- kip), (96)
где и k2 — константы скоростей прямой и обратной реакций;
р —парциальное давление газа над расплавом.
336
Когда эта стадия является самой медленной, то С^, = С, так как
концентрации газа в объеме и на поверхности успевают выравни-
ваться. Экспериментально установлено, что скорость удаления газов
из металла описывается уравнением первого порядка. Следовательно,
лимитирующей стадией рассматриваемого процесса является первая
или вторая стадия. На основе закономерностей формальной кинетики
трудно разделить влияние адсорбционных и диффузионных процес-
сов. Даже влияние поверхностно-активных элементов (О, S) на
процесс дегазации, используемый часто для оценки адсорбционной
стадии, не является убедительным доводом в пользу этой стадии.
Ведь поверхностное сгущение таких элементов вызывает уменьшение
активной поверхности расплава, что, согласно (96), приводит к
замедлению переноса вещества. Поэтому по результатам экспери-
ментальных данных принимают, что лимитирует процесс дегазации
жидкого металла диффузионно-адсорбционная стадия, скорость ко-
торой описывается кинетическим уравнением (95). Интегрирование
этого уравнения приводит к уравнению:
С = Ср + (Со - Ср) exp (-kF / V)x, (97)
где Со — исходная концентрация, (при т = О).
Как видно из (97), время т дегазации стали до заданной
концентрации примеси с данными исходной и равновесной ее
концентрациями уменьшается с увеличением константы скорости
k и относительной поверхности F/V. Константу скорости можно
увеличивать повышением интенсивности перемешивания, а отно-
сительную поверхность — уменьшением объема металла.
Образование пузырей на твердой межфазной поверхности (третий
механизм) происходит при наличии на ней пор, размер которых
должен быть достаточно велик для образования пузырька радиусом
не менее критического, т. е. способного к самопроизвольному росту
и, вместе с тем, достаточно мал, чтобы пузырек не заполнялся
жидким металлом. Первое из этих условий было рассмотрено при
изучении реакции окисления углерода, второе определяется углом
смачивания твердой поверхности жидким металлом.
Условия образования пузырьков газа на твердой поверхности
показаны графически на рис. 157. Они возможны в области левее
сплошных линий 1... 4, определяющих условие зарождения пузырьков
не менее критического радиуса, и ниже штрих-пунктирных линий
5, 6, определяющих возможность наличия пор, не заполненных
жидким металлом. Следовательно, пузырьки на межфазной поверх-
ности могут образоваться в области глубин левее пересечения
соответствующих сплошных и штрих-пунктирных линий, т. е. кривых
минимального и максимального размера пор.
22 Зак. 3164
337
h,cn
Рис. 157. Зависимость
радиуса пор при образовании
пузырей в огнеупорной кладке
от глубины ванны и
равновесного содержания во-
дорода в металле, %: 4 • 10~3
(/), .5 • Ю"4 (2) или равно-
весного рсо (3 —13 кПа,
4 — 26 кПа). Угол сма-
чивания, град: 10 (5), 60
Как видно на рис. 157, образование
пузырьков водорода (кривые 1, 2 и 5, 6) на
твердой поверхности делается невозмож-
ным уже на глубине в несколько санти-
метров. Пузырьки СО могут образовывать-
ся на глубине в десятки сантиметров (кри-
вые 3...6).
Повышение интенсивности перемеши-
вания металла способствует доставке ре-
агентов к порам и отрыву пузырьков от
твердой поверхности, что ускоряет про-
цесс. Это же происходит при увеличении
относительной поверхности контакта жид-
кой и твердой фаз, а также шерохова-
тости последней.
Кроме трех перечисленных механизмов
дегазации возможен еще один — переход
газов из раствора (водород, азот) или
вследствие химической реакции (СО) в
готовые газовые пузырьки. Этот механизм
в значительной мере реализуется при про-
дувке жидкой стали аргоном.
4. Удаление летучих примесей
Цветные металлы (свинец, медь, сурьма, олово, висмут и др.)
ухудшают свойства стали и сплавов. При обычных процессах плавки
они не удаляются из металла. При плавке или переплаве в вакууме
происходит их удаление в результате испарения. Его возможность
и интенсивность определяются упругостью пара примеси над рас-
твором pt = p^Nift, где р® — упругость пара, чистого элемента, Nt
и fi — его мольная доля и коэффициент активности. Упругость пара
некоторых элементов в сплавах железа при 1600 °C приведена ниже:
Элемент Fe Si Cr Си Sn Mn
Упругость , 13,3 26,6 25,3 106,6 133,3 2600
пара*, Па ... . — 0,5 0,2 1,2 0,6 33,3
Элемент р Sb Mg Bi Zn
Упругость л 5,3 13 15 130 530
пара *, 10 Па . . 117,3 — — — —
•Числитель — чистого элемента, знаменатель — в 1%-ном растворе.
338
С повышением температуры она возрастает. .Испарение — слож-
ный процесс, который может быть описан следующими стадиями:
1) перенос растворенных примесей к поверхности жидкий металл—
газ; 2) адсорбция примесей в поверхностном слое; 3) испарение
(десорбция) адсорбированных примесей в атмосферу; 4) отвод
примесей от поверхности испарения в газовой фазе.
Следует полагать, что при перемешивании жидкого металла
конвективными потоками и непрерывной откачке газа скорости
массопереноса в жидком металле и отвод примесей от поверхности
испарения достаточно велики и не лимитируют процесс. В этих
условиях удаление примесей может лимитироваться либо скоростью
диффузии через неперемешиваемый пограничный слой, либо про-
цессами адсорбции и последующего испарения. В глубоком вакууме
(Ю*1... 10~* Па), при котором длина свободного пробега молекул
значительно больше характерного размера сосуда, и к системе
применимы законы идеальных газов, скорость испарения с единицы
площади поверхности описывается уравнением Ленгмюра:
wHC„ = ap7VAf/(2«^T)^, (98)
где р° — упругость пара вещества; f—коэффициент активности
соответственно закону Рауля; М — молярная масса пара; N„ —
молярная поверхностная концентрация вещества; а— коэффициент
Ленгмюра, учитывающий обратную конденсацию частиц испаряю-
щегося вещества при соударении их с поверхностью.
В уравнении (98) обычно неизвестны коэффициент Ленгмюра
а, коэффициент активности цветных металлов в стали и сплавах f
и молярная масса М, поскольку неизвестно число атомов п в
молекуле. Каждая из этих величин часто трудно определима. Так,
в газообразном состоянии молекулы цветных металлов могут со-
стоять как из одного атома, так и из двух—восьми. Поэтому обычно
находят экспериментально входящее в уравнение (98) безразмерное
произведение В = af'/n (М = nA, где А — атомная масса). По
данным В. А. Бояршинова, для свинца В - 0,18, для висмута — 0,05,
для сурьмы — 0,005.
Так как в вакууме наряду с примесями испаряется и основа
сплава, то для характеристики процесса рафинирования удобно
пользоваться безразмерным коэффициентом разделения К, характе-
ризующим отношение концентрации примеси в удаляющейся части
сплава к концентрации примеси в расплаве:
K = N^/N. (99)
Чем больше К, тем выше эффективность очистки. Несмотря на
испарение при К -1, концентрация примеси в расплаве будет оста-
ваться постоянной и лишь при К > 1 уменьшаться.
22*
339
Если рафинирование лимитируется скоростью испарения, то,
воспользовавшись уравнением Ленгмюра и приняв, что коэффициент
активности и Nn растворителя равны единице, а коэффициенты
Ленгмюра примеси и растворителя одинаковы для газа, образующего
«-атомные молекулы, преобразуем (99) к виду:
К11 = (N„ / п) (р6// р°) У/Мй/М, (ЮО)
где Мо и Pq — молярная масса и упругость пара основного ком-
понента расплава и растворителя.
При взаимодействии между частицами примеси и растворителя
коэффициент разделения приближенно может быть рассчитан также
по уравнениям для одноатомного газа
К = (p°Nn/р0°)ехр [Дб/(/??)] >/м0/М, (Ю1)
и для «-атомного газа
Кк= (АТТ1/") (р°//Ро°) ехр[лДб/(/??)] Vmo/M(1O2)
где AG— парциальный термодинамический потенциал образования
низшего соединения рафинируемого металла с примесью, кДж/моль
примеси.
При Кк > 1 в результате испарения концентрация примеси в
поверхностном слое уменьшается, возникает градиент концентрации
и направленный из объема к поверхности поток частиц примеси.
Скорость диффузии примеси через неперемешиваемый пограничный
слой толщиной б описывается уравнением Фика:
wn = -D(AC/Ax), (ЮЗ)
где С—концентрация примеси в объеме, D — коэффициент диф-
фузии, АС/ dx — градиент концентрации по нормали к поверхности.
Минус в уравнении (103) объясняется тем, что диффузия про-
исходит в направлении уменьшения концентрации и АС / dx < 0.
При установившемся процессе градиент диффузии постоянен, поэ-
тому АС/Ах можно заменить ДС = (Сп — С) / б. Тогда
wn = —(D / б) (Сп — С).
Если предположить, что испарение происходит быстрее, чем диф-
фузионный подвод, то Сп < С и тогда можно записать
wn = (D / б) С.
Выражая концентрацию в мольных долях, получим
wn = (D/6)[(^p)/M], (Ю4)
где р — плотность примеси, г/см3.
340
С учетом (104) и того, что скорость подвода основного компо-
нента расплава к поверхности испарения много больше скорости
подвода примеси, коэффициент разделения для диффузионного
режима
Kn = (w/w + w0) • (1/N)~ (w / Wq) (1 / N) = (D / б)(р/Mw0).
Затруднения при ведении эксперимента пока не позволяют на-
дежно определить толщину пограничного слоя металлических рас-
плавов. Для многих примесей пока нет надежных данных о величине
коэффициента диффузии, поэтому ограничимся лишь качественной
оценкой полученного уравнения.
Толщина диффузионного слоя б не является фиксированной. Она
зависит от состояния расплава, уменьшаясь с увеличением интен-
сивности его перемешивания, и находится в обратной зависимости
от градиента концентрации, увеличиваясь с уменьшением градиента.
Из этого следует, что диффузионная стадия очистки может оказаться
лимитирующей в области низких концентраций примеси, а также
при недостаточной интенсивности перемешивания расплава.
Цветные металлы присутствуют в расплаве в очень небольших
количествах, поэтому процесс их удаления, вероятно, лимитируется
диффузионной доставкой через неперемешиваемый слой. В этом
случае для увеличения интенсивности рафинирования целесооб-
разно принимать меры, направленные на увеличение интенсив-
ности перемешивания расплава и величины его поверхности. Как
и для рассмотренного процесса дегазации, в случае испарения
адсорбционную стадию трудно отделить от диффузионной. По-
этому в этом случае следует рассматривать диффузионно-ад-
сорбционную стадию с общими формально-кинетическими зако-
номерностями. На рафинирование расплавов от примесей и в
кинетическом и в диффузионно-адсорбционном режимах влияет
температура. В кинетическом режиме повышение температуры
вызывает увеличение упругости пара, что способствует удалению
летучих примесей.
Влияние температуры на процессы рафинирования, протекающие
в диффузионно-адсорбционном режиме, проявляются в изменении
с температурой коэффициентов диффузии и адсорбции. Связь между
этими величинами выражается уравнениями D =
= Doexp[-ED/ (RT)] и k = &оехр[-Еа / (RT)], где D и k — коэф-
фициенты диффузии и адсорбции, соответственно; Do и k0 —
предэкспоненциальные факторы (множители); ED и Еа — энергии
активации процессов диффузии и адсорбции. Энергии активации
диффузии и адсорбции также зависят от температуры и уменьшаются
с повышением температуры.
341
с повышением температуры.
Учет одновременного влияния температуры на эти величины
после подстановки их в формулу (99) показывает, что с ростом
температуры значения коэффициента разделения и, следовательно,
эффективность рафинирования несколько уменьшаются и в диффу-
зионно-адсорбционном режиме. Повышение температуры хотя и не
увеличивает эффективности очистки, но заметно увеличивает ин-
тенсивность испарения. Кажущееся противоречие между влиянием
температуры на интенсивность и эффективностью рафинирования
объясняется тем, что одновременно испаряется и примесь, и основ-
ной компонент расплава. Испарение многих примесей из стали
сопровождается значительными потерями железа. Поэтому необхо-
димо выбирать такой режим обработки металла вакуумом, чтобы
достаточная глубина рафинирования достигалась при разумной ин-
тенсивности испарения.
5. Взаимосвязь расплава с футеровкой
В некоторых вакуумных агрегатах (индукционная вакуумная печь,
установки внепечной дегазации) жидкая сталь (сплав) в вакууме
контактирует с огнеупорной футеровкой. Так как огнеупоры состоят
из оксидов металла, а сталь содержит некоторое количество углерода,
то в вакууме возможно восстановление металлов из футеровки
углеродом по реакции М0га + [С] — [М] + СОГ, где М — металл,
содержащийся в оксиде (Al, Si, Mg, Zr и т. д.).
В результате этой реакции сталь загрязняется примесью металла,
переходящего из футеровки. Если это металл, обладающий большим
сродством к кислороду и азоту, то при взаимодействии его в стали
с кислородом и азотом в результате образования оксидов или
нитридов сталь загрязняется неметаллическими включениями. Этим
снижается эффект рафинирования металла от включений. Иногда
может оказаться нежелательным даже незначительное дополнитель-
ное легирование расплава, например кремнием или алюминием.
В этих случаях из состава огнеупорных масс необходимо исключить
кремнезем или глинозем.
Особенно нежелательно присутствие в составе огнеупорной фу-
теровки материалов, способных обогащать расплав примесями, от-
рицательно влияющими уже при малых содержаниях. Например,
сильно влияют на свойства жаропрочных сплавов микродобавки
бора, а использование в качестве связующего при изготовлении
тиглей индукционных печей борной кислоты может привести к
заметному восстановлению бора. Нежелательными могут оказаться
примеси и других металлов, поэтому в зависимости от конкретных
условий из состава футеровки необходимо исключать те или иные
342
компоненты, которые могут быть источниками загрязнения.
Для футеровки вакуумных агрегатов широко используются маг-
незитовые огнеупоры. Магний при температуре жидкой стали имеет
высокую упругость пара (см. с. 338) и в вакууме интенсивно
испаряется. Поэтому в вакууме возможно восстановление магния
из футеровки:
Mg0ra + [M] = A10FDHA + Mgr.
В этом случае металлами, восстанавливающими магний, могут
быть Al, Si, Сг, Fe.
Так как магний из расплава испаряется, то по этой реакции
металл обогащается оксидами. В присутствии углерода заметного
увеличения содержания в расплаве оксидов не происходит, т. е. ок-
сиды взаимодействуют с углеродом и СО удаляется из металла. Но
при выплавке малоуглеродистых, например нержавеющих хромони-
келевых сталей, в процессе выдержки может происходить заметное
повышение содержания оксидов.
Термодинамические расчеты показывают, что вследствие высокой
упругости диссоциации MgO в магнезитовом тигле вообще невоз-
можно получить малоуглеродистый металл с низким содержанием
кислорода. Однако выдержка жидкого железа в магнезитовом тигле
даже в течение двух часов не приводила к заметному повышению
концентрации кислорода, что объясняется, по-видимому, кинетикой
процесса (главным образом, малой скоростью диффузии магния к
поверхности процесса испарения). В присутствии в железе хрома,
кремния и алюминия скорость поступления кислорода из футеровки
увеличивается и может достигать 0,05% в час.
343
Раздел V. Технология плавки стали
в открытых дуговых печах
Глава 26. Основы технологии плавки
в открытых дуговых печах
1. Методы плавки стали в дуговых печах
Как отмечалось, до начала 60-х годов во всех странах сталь
выплавляли в дуговых электропечах вместимостью до 100 т, стены
и своды которых были полностью футерованы огнеупорным кир-
пичом, а удельная мощность трансформатора не превышала
200 ... 250 кВ-А/т. У нас в стране значительная доля электростали
и в настоящее время выплавляется в таких печах. Вследствие низкой
производительности этих печей, большого (550... 650 кВт-ч/т) рас-
хода электроэнергии, электродов, огнеупоров и других материалов
себестоимость выплавленной в них стали весьма высока, что
ограничивает их использование преимущественно выплавкой каче-
ственной легированной стали специального назначения. Примени-
тельно к таким печам еще в 20-е годы была разработана технология
выплавки качественной стали с длительной выдержкой металличе-
ского расплава в печи и проведением двух технологических периодов
обработки расплава — окислительного и восстановительного. Такую
технологию в настоящее время принято называть классической.
Появление в начале 60-х годов дуговых печей с трансформато-
рами высокой (400... 500 кВ'А/т), а затем и сверхвысокой
(1000 кВ-А/т и более) мощности, применение в их стенах и сводах
водоохлаждаемых панелей обусловило развитие концепции сверх-
мощной дуговой печи. Проведение технологических периодов в
таких печах становится нецелесообразным, так как во время этих
периодов мощность трансформатора используется лишь частично.
Для более полного использования мощности трансформатора и
эффективной работы сверхмощной печи ее целесообразно исполь-
зовать лишь для расплавления шихты и нагрева металла до необ-
ходимой температуры, а операции рафинирования от вредных при-
месей, получения особонизкого содержания углерода, раскисления
и легирования необходимо проводить в агрегатах внепечной обра-
ботки стали, сводя к минимуму продолжительность и других вспо-
могательных операций —заправки печи, загрузки шихты, выпуска
металла и т. д. Современная мощная дуговая печь используется как
агрегат для расплавления шихты и получения жидкого полупродукта,
превращение которого в сталь заданного состава и качества осу-
ществляется методами внепечной (ковшовой) металлургии. Таким
344
методом производят углеродистую и легированную конструкционную
сталь, а также сталь специального назначения — подшипниковую,
коррозионностойкую, электротехническую и другую. Однако сталь
некоторых марок, например жаропрочную, быстрорежущую инстру-
ментальную и т. п., и в настоящее время выплавляют в печах малой
и средней вместимости по классической технологии электроплавки.
Классическая технология имеет несколько вариантов, выбор ко-
торых определяется составом выплавляемой стали и предъявляемыми
к ней требованиями, а также качеством шихты. В зависимости от
этих факторов технология плавки даже в одной печи может
существенно различаться. Существуют две основные разновидности
классической плавки легированной стали: 1) на углеродистой («све-
жей») шихте; 2) переплав легированных отходов. Углеродистая
шихта характеризуется повышенным содержанием углерода, фосфо-
ра, серы и отсутствием или незначительным количеством легирующих
элементов. Для передела такой шихты в качественную сталь тре-
буется специальный окислительный период, в течение которого
окисляется углерод, фосфор и некоторые сопутствующие элементы:
кремний, хром, марганец, ванадий и др. Наличие окислительного
периода — характерная особенность технологии плавки на свежей
шихте, поэтому она называется еще плавкой с полным окислением.
Плавка высококачественной стали на свежей шихте включает сле-
дующие этапы: 1) подготовку шихтовых материалов; 2) подготовку
печи к плавке; 3) загрузку шихты; 4) период плавления; 5) окис-
лительный период; 6) восстановительный период.
Выплавка рядовой стали, а также высококачественной с внепеч-
ной обработкой металла, проводится по упрощенной технологии под
одним шлаком с интенсивным использованием кислорода и харак-
теризуется отсутствием восстановительного периода. Проведение
всех периодов плавки позволяет очистить металл от вредных
примесей — фосфора и серы. Окисление углерода в окислительный
период вызывает кипение ванны и способствует дегазации метал-
ла — удалению растворенных в нем водорода и азота. Поэтому
плавка с полным окислением позволяет получить из рядовой шихты
качественную сталь. Недостаток этого метода плавки заключается
в потере некоторых содержащихся в шихте легирующих элементов
(хрома, ванадия и др.) и большой продолжительности плавки.
При плавке методом переплава легированных отходов окисли-
тельный период исключают из суммарного процесса плавки, в
результате чего некоторые из содержащихся в шихте легирующих
элементов не окисляются и остаются. Это позволяет полнее ис-
пользовать легирующие элементы, содержащиеся в отходах, и умень-
шить расход ферросплавов. Однако отсутствие окислительного пе-
риода затрудняет удаление фосфора, поэтому для плавки методом
345
переплава требуется чистая по фосфору шихта. Кроме того, отсут-
ствие кипения ванны не позволяет удалять в течение плавки
растворенные газы, что требует принятия дополнительных мер их
удаления. На плавках методом переплава для ускорения нагрева
металла, понижения в нем содержания углерода и растворенных
газов ванну часто продувают газообразным кислородом.,В резуль-
тате экзотермических реакций с железом, кремнием и углеродом
температура ванны быстро повышается, хром и другие легирующие
элементы при этом окисляются незначительно, а выделяющаяся СО
оказывает дегазирующее действие. Такую разновидность технологии
переплава называют плавкой с частичным окислением.
2. Шихтовые материалы
Для получения стали в электропечах необходимы следующие
шихтовые материалы: металлическая часть, шлакообразующие, окис-
лители, добавочные материалы (раскислители и легирующие) и
науглероживатели.
Металлическая часть. Осипову шихты для электропечей состав-
ляет металлический лом: на 1 т выплавляемой в электропечи стали
в среднем расходуется -950 кг лома. Примерно треть этого коли-
чества составляет брак, литейные отходы, обрезь слитков, отходы
при прокатке и ковке, а также стружка от обдирки слитков, то есть
собственные отходы металлургических заводов. Остальная часть
складывается из отходов, возвращаемых заводами-потребителями, и
лома, собранного отделениями Вторчермета. Кроме того, в ограни-
ченных количествах используется специально выплавляемая шихто-
вая заготовка—мягкое железо, а также передельный чугун и
губчатое железо в виде металлизованных окатышей. Металлический
лом делится на две группы: нелегированные (А) и легированные
(Б) отходы. Нелегированный (углеродистый) Лом не должен быть
загрязнен цветными металлами (свинцом, цинком, оловом и др.),
особенно никелем, медью и мышьяком, которые практически пол-
ностью переходят из шихты в металл и могут существенно влиять
на его свойства. Нежелательно также, чтобы в углеродистых отходах
содержалось >0,05% Р, так как удаление таких количеств фосфора
требует продолжительного окислительного периода. Поэтому метал-
лический лом должен быть освобожден от лома цветных металлов
и рассортирован по происхождению.
На заводах качественных сталей в электросталеплавильных цехах
выплавляют стали сотен марок. Часть из них содержит элементы,
не поддающиеся окислению и трудно удаляемые при использовании
обычных процессов. Отходы, содержащие такие элементы, могут
346
быть использованы при выплавке стали определенного сортамента,
поэтому отходы легированных сталей должны быть рассортированы
в группы марок, близкие по составу, и храниться отдельно от других
отходов. Отходы некоторых наиболее сложнолегированных марок
следует хранить помарочно.
Металлический лом должен иметь определенные габариты. Мел-
кий лом, как правило, более окислен, замусорен и загрязнен маслом.
Значительная окисленность лома не позволяет точно оценить долю
угара металла, что чревато непопаданием в заданный химический
состав готовой стали. Разложение в зоне дуг ржавчины (гидрооксвда
железа) и масла приводит к появлению в атмосфере печи атомарного
водорода. Малая насыпная масса мелкого лома не позволяет завалить
в печь всю шихту в один прием, вследствие чего после расплавления
первой порции шихты приходится производить подвалку. Это сни-
жает производительность печи и увеличивает потери тепла.
Особые трудности представляет переплав стружки. Длинная витая
стружка затрудняет загрузку; как правило, она сильно загрязнена
маслом и уже на месте получения смешивается с отходами стали
других марок, а часто и со стружкой цветных металлов. По этим
причинам стружку следует переплавлять на заводах Вторчермета и
электросталеплавильным цехам поставлять изготовленные из нее
болванки известного химического состава. Стружка, поставляемая
непосредственно в, электросталеплавильные цехи, должна быть спрес-
сована и обожжена. Нежелательно, чтобы в шихте были'чрезмерно
крупные куски (бракованные слитки, недоливки и т. п.). В дуговой
печи можно расплявлять крупногабаритный лом, но продолжитель-
ность плавления при этом увеличивается, длительное время прихо-
дится работать на высокой мощности, что отрицательно сказывается
на стойкости футеровки.
Для производства стали некоторых марок в состав шихты вводят
предварительно выплавленную заготовку. Чаще всего она по своему
составу представляет собой низкоуглеродистую сталь с ограничен-
ным содержанием углерода, фосфора и серы, т. е. мягкое железо,
полученное методом плавки на свежей шихте. Мягкое железо
намного дороже углеродистого лома, и его использование отрица-
тельно сказывается на себестоимости стали. Использование в шихте
мягкого железа может быть оправдано только серьезными техно-
логическими затруднениями выплавки стали нужной марки.
В связи с дефицитом качественного лома для электроплавки
давно изыскивают материалы, которые могли бы заменить лом.
В частности, неоднократно предпринимались попытки заменить часть
лома передельным чугуном. Однако все эти попытки были безус-
пешны. При переделе чугуна в сталь необходимо окислить значи-
тельное количество углерода, кремния, фосфора, а электропечи
347
плохо приспособлены для проведения окислительных процессов. Для
плавки стали в дуговых печах все более широко применяют губчатое
железо в виде металлизованных окатышей (90... 95% Feo61u,
85 ... 90% FeMer). Преимущества применения губчатого железа вме-
сто скрапа и лома: однородность и надежность контроля химического
состава, низкое содержание цветных металлов, возможность непре-
рывной автоматической загрузки в печь, повышение производитель-
ности печи, уменьшение уровня шума во время плавления. Эти
преимущества компенсируют недостатки использования губчатого
железа — повышение расхода электроэнергии, обусловленное увели-
чением расхода извести для нейтрализации пустой породы губчатого
железа и, как следствие, увеличение количества шлака в печи.
Шлакообразующие. При выплавке стали в основных дуговых
печах для образования основного шлака используют известь, изве-
стняк, плавиковый пшат, шамотный бой и песок (табл. 18). Наиболее
важной составляющей шлаковых смесей является известь, которую
получают обжигом известняка в шахтных печах при 1100... 1300 °C.
Для выплавки высококачественной стали используют только свеже-
обожженную известь. При хранении известь интенсивно поглощает
влагу из воздуха с образованием гидроксида кальция Са(ОН)2,
который рассыпается в порошок. Влага, внесенная известью в печь,
вызывает обогащение стали водородом. Поэтому применение пыле-
ватой извести (так называемой пушонки) в электропечах совершенно
недопустимо.
Вместо извести в окислительный период можно использовать
необожженный известняк. Применяют известняк, содержащий >97%
СаСО3 (>54% СаО). Известняк не гигроскопичен, его можно дли-
тельно хранить. Разложение СаСО3 в электропечи вызывает выде-
ление пузырьков СО2, которые обеспечивают перемешивание металла
и шлака и способствуют дегазации металла. Окислительный
СО2 окисляет примеси в металле, в частности углерод. Отрицатель-
ной стороной применения известняка вместо извести является
дополнительная затрата электроэнергии на разложение карбоната
кальция.
Для разжижения высокоосновных шлаков применяют плавиковый
шпат, песок и шамотный бой. Особенно сильно понижает вязкость
плавиковый шпат CaF2. К тому же использование CaF2 позволяет
разжижать высокоосновные шлаки без уменьшения их основности,
что чрезвычайно важно для эффективного удаления серы. Поэтому
широкое применение для наводки шлака получил плавиковый шпат,
который в случае его использования при электроплавке должен
содержать 90... 95% CaF2, <3,0% SiO2 и <0,2% S. Песок
(SiO2) также понижает температуру плавления основных шлаков,
348
Таблица 18. Химический состав, %, шлакообразующих и окислителей
Материал СаО GaF2 Ре2Оз SiO2 МпО MgO Ре20з+ +А12Оз СаСОз р S Н2О
Известь £88 — — 2,0 — £1,5 £1,5 — 0,15
Известняки:
Тургоярский £54,3 — 0,7 — £0,4 £0,5 0,008 0,005 —
Агаповский <52,0 — 1,0 — £2,0 £0,5 — 0,030 0,050 —
Гурьевский £54,5 — 0,7 — £0,5 £0,6 — 0,015 0,010 —
Плавиковый шпат:
Ф-95 — £95 — 1,5 — — — 2,0 — — 1,0
Ф-92 — £92 — 3,0 — — — 3,0 — — 1,0
Ф-85 — £85 — П. с. — — — П. с. — — П. с.
Ф-75 — £75 — — — — — П. с. — — П. с.
Железная руда:
криворожская — — 96,7 1,4 0,16 — — 0,02 0,087 —
высокогорская — — 74,6 4,3 — — 0,039 Сл. —
магнитогорская — — 78,2 5,5 0,08 — — 0,02 0,21 —
бакальская — — 82,9 10,0 Примечание. Указаны только нормируемые составляющие. П. с.— по соглашению. 0,014 0,013
но при этом понижается и основность шлака. Поэтому в основных
печах песок применяется ограниченно, тогда как в кислых печах
он — главный шлакообразующий материал. Основное требование,
предъявляемое к песку,— высокое (£95%) содержание SiO2. При
выплавке нержавеющих сталей и для разжижения густых магнези-
альных шлаков иногда используют бой шамотных огнеупоров,
содержащих -60% SiO2 и 35% Л12О3.
Окислители. Для интенсификации окислительных процессов в
металл необходимо вводить кислород Источниками кислорода слу-
жат железная руда, окалина и агломерат. Широкое распространение
получила также продувка металла газообразным кислородом. Же-
лезную руду применяют при выплавке стали методом полного окис-
ления. Присадка руды небольшими порциями обеспечивает длитель-
ное равномерное кипение металла без повышения температуры ме-
талла, так как присаживаемая руда постоянно охлаждает металл.
Это имеет особое значение для эффективного удаления фосфора?
Руду вводят во время завалки и в окислительный период Руда,
присаживаемая в окислительный период через шлак, должна быть
в кусках определенного размера, желательно 50... 100 мм в диаметре.
Мелкая руда растворяется в шлаке, а крупные куски вызывают
бурное вспенивание металла в шлаке. Руда должна удовлетворять
и требованиям по химическому составу, т. е. содержать много ок-
сидов железа и мало кремнезема, серы и фосфора (табл. 20.).
Иногда вместо руды используют заменители — агломерат и ока-
лину от проката. Окалина от проката углеродистых сталей яв-
ляется наиболее чистым окислителем, но вследствие малой плот-
ности она задерживается в шлаке и плохо усваивается металлом.
Для интенсификации окисления углерода во время окислительного
периода плавки на свежей шихте, а также для быстрого по-
вышения температуры металла, окисления избыточного углерода
и сопутствующих примесей при переплаве легированных отходов
широко применяют продувку металла кислородом. Газообразный
кислород чистотой около 99,5% подается в ванну под давлением
1... 1,2 МПа. Основное требование, предъявляемое к газообраз-
ному кислороду — низкое содержание влаги (S1 г/м3). Поэтому
перед продувкой кислород должен быть осушен в специальных
поглотителях влаги.
Раскислители и легирующие. Для раскисления стали и ее ле-
гирования раскислители и легирующие элементы применяют в чистом
виде или в ввде сплавов с железом или друг с другом. Характеристика
и способы производства ферросплавов будут рассмотрены в спе-
циальных разделах. Сплавы, применяемые в качестве раскислителей
и легирующих, должны удовлетворять ряду требований:
350
во-первых, содержание основного легирующего элемента в сплаве
должно быть максимальным. При низком содержании легирующих
элементов увеличивается масса присадки, что увеличивает время ее
проплавления и ведет к повышению расхода электроэнергии и
снижению производительности печи. Исключение составляют фер-
росплавы тугоплавких металлов — ферровольфрама и ферромолиб-
дена, для более быстрого растворения которых желательно иметь
более низкое их содержание в сплаве;
во-вторых, сплавы должны быть чистыми от вредных для стали
примесей, шлаковых включений и газов. Это особенно важно, потому
что значительную часть их присаживают в печь лишь к концу
плавки или в ковш, когда рафинирование металла уже закончено;
в-третьих, куски сплавов должны быть определенного габарита.
Наличие крупных кусков удлиняет время их растворения.
Науглероживатели. К числу науглероживателей относят мате-
риалы, содержащие углерод и используемые для увеличения содер-
жания углерода в металле. Они входят либо в состав шихты, либо
их вводят в жидкий металл. Для науглероживания в электропла-
вильных цехах используют главным образом чугун, кокс и элект-
ронный бой, в редких случаях (вследствие дефицита) — древесный
уголь и сажу. Основным требованием, предъявляемым к науглеро-
живателям, является низкое содержание вредных примесей (главным
образом серы) и небольшая зольность.
3. Подготовка печи к плавке
Для поддержания огнеупорной футеровки печи в рабочем со-
стоянии необходимы ремонты наиболее пострадавших ее участков.
Поэтому после каждой плавки печь тщательно осматривают, подину
прощупывают железным штырем, выявляют все поврежденные места
и принимают меры по устранению обнаруженных разрушений.
После выпуска плавки печь необходимо очистить от остатков
шлака и металла. Систематическое накопление остатков шлака на
подине приводит к ее зарастанию и уменьшению объема ванны.
Кроме того, смешиваясь с заправочным материалом, шлак понижает
их огнеупорность и способстует размягчению футеровки при высоких
температурах. Наличие остатков металла на подине также недопу-
стимо, особенно при переходе на выплавку стали другой марки или
плохом состоянии подины. При смене марки выплавляемой стали
остатки металла могут явиться причиной непопадания в заданный
состав металла, например по никелю, хрому, молибдену и т. д. На-
личие остатков не дает также возможности провести качественный
ремонт подины, так как металл препятствует свариванию заправоч-
ных материалов с футеровкой.
351
Остатки шлака и металла удаляют металлическими скребками
вручную. Это очень тяжелая операция, тем более что ее выполняют
под прямым тепловым излучением футеровки и по возможности
быстро, пока шлак и металл не застыли, а футеровка достаточно
разогрета для сваривания с заправочным материалом. В случае
сильного зарастания подины для восстановления ее прежних раз-
меров специально назначается плавка стали неответственного на-
значения, выплавляемой с полным окислением. На подину заваливают
руду и в окислительный период проводят интенсивное кипение, что
приводит к размыву футеровки и восстановлению размеров ванны.
По удалении остатков шлака и металла поврежденные участки
футеровки ремонтируют. Подину и откосы заправляют сухим маг-
незитовым порошком, а места их небольших повреждений — порош-
ком, смоченным в жидком стекле. Наиболее пригоден для заправки
специальный мелкозернистый порошок с размером зерна 0 ... 1,5 мм
без включений извести и доломита (белые и серые зерна). В состав
заправочных смесей иногда включают размолотый бывший в упот-
реблении магнезитовый кирпич. Для заправки печей, в которых
выплавляют хромистые стали, в состав заправочных смесей может
входить хромистая руда и молотый хромомагнезитовый кирпич.
После значительного ремонта подины для ее закрепления следует
провести плавку без окисления при сравнительно низкой тепловой
нагрузке.
Печи небольшой вместимости заправляют, как правило, вручную
лопатами, а передний откос — специальной ложкой. Для
механизированной заправки средних и крупных печей предложено
несколько конструкций заправочных машин. В рабочее пространство
печи машины опускают краном сверху либо вводят через рабочее
окно. Лучшие результаты получены при горячих ремонтах с ис-
пользованием огнеупорной массы, подаваемой в печь торкрет-ма-
шинами. Огнеупорная масса, которая должна хорошо прилипать к
горячим стенкам, быстро высыхать и спекаться, достигая высокой
прочности, получается из порошков магнезита, обожженного доло-
мита и хромовой руды с добавлением связующих добавок: глины,
хроматов, боратов, щелочных силикатов.
При назначении для выплавки стали той или иной марки следует
учитывать состояние футеровки печи. К концу ее кампании нельзя
назначать выплавку стали, осуществляемую с повышенной тепловой
нагрузкой по температурному режиму или по продолжительности.
При значительном расхождении составов предыдущей и предстоящей
плавок нужно назначить плавку стали промежуточного состава.
Выплавлять легированную конструкционную сталь можно, начиная
с третьей плавки после полного ремонта стен, а стали ответственного
назначения — с пятой.
352
4. Загрузка шихты
На современных печах шихту загружают сверху при помощи
загрузочной бадьи. Старые печи загружают, пользуясь мульдами.
В первом случае вся шихта загружается в один-два приема и
независимо от вместимости печи длительность загрузки составляет
5... 10 мин. Длительность завалки мульдами зависит от насыпной
массы шихты и вместимости печи. Завалка мульдами печи вмести-
мостью 40 т продолжается 40... 50 мин. Металлизованные окатыши
загружают непрерывно в процессе их плавления через специальное
отверстие в своде. Быстрая завалка позволяет сохранить тепло,
аккумулированное кладкой печи, в результате чего сокращается
продолжительность плавления, уменьшается расход электроэнергии
и электродов и увеличивается стойкость футеровки. При завалке
лома сверху порядок укладки шихты в бадье предопределяет рас-
положение ее в печи. Для предохранения подины от ударов крупных
падающих кусков на дно бадьи желательно загружать небольшое
количество мелкого лома. Наиболее крупную шихту догружают
вперемежку с шихтой средних размеров в центральную часть бадьи
так, чтобы в печи крупные куски оказались непосредственно под
электродами. По периферии распределяют куски средних размеров,
а сверху засыпают мелочь. Такая последовательность загрузки бадьи
обеспечивает наиболее плотную укладку шихты в печи, что важно
для стабильного горения дуг. Наличие сверху мелочи обеспечивает
в начале плавления быстрое погружение электродов и исключает
прямое воздействие дуг на футеровку стен, а присутствие в шихте
под электродами крупных кусков замедляет проплавление колодцев
и исключает возможность погружения электродов до подины раньше,
чем накопится слой жидкого металла, защищающий подину от
прямого воздействия дуг.
Для достижения оптимальной укладки шихта должна состоять
на 35 ...40% из крупного лома, на 4О...45% — из среднего и на
15... 20% — из мелкого, причем примерно половину мелочи нужно
загружать вниз, а вторую половину — поверх остальной завалки.
При наличии в шихте легирующих сплавов или элементов их надо
располагать так, чтобы обеспечилась максимальная скорость их
плавления и минимальный угар. Тугоплавкие металлы, такие как
ферромолибден или ферровольфрам, следует загружать в централь-
ную часть бадьи, легкоплавкие металлы, например никель, который
в зоне дуг интенсивно испаряется,— ближе к откосам.
Содержание углерода в шихте должно быть на 0,3... 0,5% выше
нижнего предела в стали заданной марки. Недостающее количество
углерода вводят в составе добавок чугуна, кокса и электродного
боя. В результате введения чугуна в металле, увеличивается содер-
23 Зак. 3164
353
жание фосфора, поэтому чугуном пользуются только на плавках с
полным окислением и дозируют его количество s20% от массы
шихты. Чугун характеризуется низкой температурой плавления,
поэтому его загружают вместе с мелким ломом поверх всей завалки.
Кокс и электродный бой для лучшего усвоения загружают поверх
первой порции мелкого лома.
Для раннего образования шлака, предохраняющего металл от
окисления и для дефосфорации в процессе плавления в завалку
вводят известь в количестве 2... 3%. В зависимости от состояния
подины известь загружают либо на подину, либо на часть ранее
загруженной металлической шихты. Для дефосфорации металла уже
в период плавления на плавках с полным окислением в завалку
дают 1,0 ...1,5% железной руды. При зарастании подины руду
засыпают непосредственно на подину, в остальных случаях ее
загружают в бадью поверх части металлической шихты.
При завалке мульдами последовательность загрузки должна обес-
печивать такой же порядок распределения шихты в печи, как и при
загрузке бадьей. С целью сокращения длительности загрузки ее
целесообразно производить двумя завалочными машинами. При
работе дуговых печей с использованием в шихте губчатого железа
вначале в печь загружают скрап, а после образования на подине
жццкого металла начинают непрерывную загрузку металлизованных
окатышей.
5. Период плавления
Главная задача в этом периоде плавки — как можно быстрее
перевести металл в жидкое состояние. Длительность периода плав-
ления зависит от вместимости печи, мощности трансформатора,
состава выплавляемой стали, электрического режима и рада других
факторов. Абсолютная продолжительность этого периода изменяется
от 1 до 4 часов, что составляет 1/3 ... 2/3, а в случае внепечной
доводки — и большую часть продолжительности всей плавки.
Большое тепловосприятие ванны в период плавления позволяет
в этот период работать с максимальной мощностью и при макси-
мальном напряжении на дуге. Лишь в самом начале плавления,
когда дуги открыты и расположены высоко (рис. 158, а), излучение
длинных дуг может привести к перегреву футеровки свода и стен.
Поэтому в первые минуты рекомеццуется применять более низкое
напряжение. После образования колодцев дуги оказываются экра-
нированными шихтой, что позволяет перейти к плавлению при
максимальных напряжении и мощности. Работа на самой высокой
ступени напряжения в период плавления целесообразна по двум
причинам. Во-первых, чем выше напряжение, тем при той же
354
Рис. 158. Этапы плавления шихты: а — начало; в — конец плавления; б —
проплавление колодца
мощности меньше сила тока и тем меньше потери в цепи, т. е. тем
выше электрический к.п.д. Во-вторых, чем выше напряжение, тем
длиннее дуга и тем на большую поверхность шихты распространяется
ее излучение.
Если шихта подобрана и уложена правильно, то расположенная
сверху мелкая шихта быстро проплавляется и дуги погружаются в
шихту, не оказав на футеровку заметного воздействия. В этом
случае расплавление с самого начала можно вести на максимальной
мощности.
Дуги прожигают в твердой шихте колодцы диаметром на ЗО...4О%
больше диаметра электродов. В процессе прожигания колодцев
тепловосприятие шихты максимально, так как дуга горит непосред-
ственно в твердой шихте, а боковое излучение дуг воспринимается
стенками колодцев. Через 30... 40 мин, считая от начала плавления,
электроды опускаются в крайнее нижнее положение — до поверх-
ности скопившегося на подине жццкого металла (рис. 158, б).
С этого момента скорость плавления несколько замедляется, так
как тепло аккумулируется в основном жидким металлом, он пере-
гревается и в нем растворяется твердая шихта. Лишь небольшая
часть тепла дуги передается твердой шихте излучением на стенки
колодцев.
Ускорение плавления шихты вне зоны действия дуг может быть
достигнуто применением топливно-кислородных горелок, работаю-
щих с применением природного газа или мазута. При использовании
горелок продолжительность плавления и расход электроэнергии
сокращается примерно на 15... 20%, хотя общий расход энергии на
плавку несколько увеличивается. Положительный экономический
эффект достигается главным образом за счет увеличения произво-
дительности печи и уменьшения удельного расхода электродов.
23*
355
Рис. 159. Схема
расположения бо-
ковых (а) и сводо-
вых (б) газокисло-
родных горелок
Водоохлаждаемые топливно-кислородные горелки в рабочее про-
странство вводят либо тангенциально и под углом примерно 15 ° к
горизонтали через отверстия в стенах, либо через свод (рис. 159).
Тангенциальное расположение горелок менее удобно, так как они
быстро забрызгиваются шлаком. Сводовые горелки в окислительный
период используют как фурмы для вдувания кислорода. Высокая
концентрация энергии в дуговых печах с топливно-кислородными
горелками вызывает интенсивный износ огнеупорной футеровки.
Поэтому наиболее эффективно применение этих горелок на высо-
комощных печах с водоохлаждаемыми панелями, когда горелки
используют для ускоренного расплавления контактирующей с водо-
охлаждаемыми панелями шихты в наиболее удаленных от дуг зонах.
Широко применяют интенсификацию плавления при помощи
газообразного кислорода, вводимого через водоохлаждаемую фурму
или футерованные трубы d = 3 / 4 непосредственно в жидкий
металл. Выделение значительного количества тепла при окислении
железа, марганца, кремния, углерода и других примесей способствует
быстрому повышению температуры жидкого металла (табл. 19) и
растворению в нем оставшейся шихты. Чем раньше начать продувку,
тем больше интенсивность плавления, но вместе с тем и больше
угар железа и окисляемых элементов. Применение кислорода для
интенсификации плавления оправдано, если стоимость кислорода и
повышенный угар компенсируются экономией от ускоренного плав-
ления.
В процессе плавления происходит и нежелательное окисление
ценных примесей, вносимых шихтой. Практически полностью окис-
ляются алюминий, титан, кремний, значительное количество хрома,
марганца и других примесей. С целью сокращения длительности
окислительного периода в период плавления целесообразно создавать
условия, благоприятные для окисления фосфора. Для этого коли-
356
Таблица 19. Тепловой аффект и повышение температуры ваииы
при окислении 1% элемента газообразным кислородом
Реакция AQ*, мДж/кг At, °C
[С] + {О2}“{СО2} 32,2 340
[0+1/2(02) = <СО} Щ 118
[Fe] + l/2{Q2}=(FeO) 3,99 43
[Мп 1+1/2402} = (МпО) 6,35 67
[Si] + (O2} = (SiO2) 35,4 270
2[Сг] +3/2(02} =(СггОз) 10,9 115
♦Тепловой эффект.
чество руды и извести в завалку следует рассчитывать таким
образом, чтобы к концу периода плавления основность шлака была
>1,6, а содержание FeO превышало 12%. При соблюдении этих
условий в период плавления окислится более половины фосфора,
внесенного шихтой.
После полного расплавления шихты и тщательного перемешива-
ния ванны при классической технологии отбирают пробу металла
на полный химический анализ и на 3/4 скачивают шлак, с которым
удаляется значительная часть окислившегося фосфора. В случае по-
лучения в первой пробе пониженного содержания углерода шлак
скачивают полностью и, используя кокс или электродный бой, на-
углероживают металл. Затем в печь присаживают известь с плави-
ковым шпатом в количестве 1,5... 2,0% от массы металла и после
их растворения приступают к окислительному периоду. Применение
губчатого железа в виде металлизованных окатышей существенно
влияет на условия плавления. Вследствие непрерывной подачи ока-
тышей в печь плавление шихты значительную часть времени сов-
падает с ее загрузкой. Характерным при этом является относительно
устойчивое горение дуг и увеличение полезной мощности на 10...
15% по сравнению с плавлением скрапа. Во время загрузки и плав-
ления окатышей углерод окисляется остаточными оксидами железа
окатышей, что позволяет отказаться от продувки ванны кислородом
и сокращает продолжительность окислительного периода.
6. Окислительный период
В окислительный период плавки, проводимой по классической
технологии, необходимо реализовать следующие основные меропри-
ятия: 1) окисление до необходимого содержания углерода; 2) по-
нижение содержания фосфора ниже допустимых пределов в готовой
357
стали; 3) возможно полное удаление растворенных в металле газов
(водорода и азота); 4) нагрев металла до температуры, превышаю-
щей на 120... 130 °C температуру ликвидуса. Если плавка ведется
без восстановительного периода, то в окислительный период нужно
также удалить серу из металла до содержания ниже допустимого
предела.
Углерод и фосфор окисляются присадками железной руды и
известью. Начинать присадку руды следует после предварительного
подогрева металла, чтобы сразу же после введения руды началось
окисление углерода и кипение металла. Руду и известь необходимо
загружать равномерными порциями, поддерживая энергичное кипе-
ние металла. Шлак в этот период должен быть пенистым, жцдко-
подвижным и самотеком сходить через порог рабочего окна. Обес-
печение самопроизвольного стекания и обновления шлака в условиях
непрерывного повышения температуры металла необходимо для
эффективного удаления фосфора. Присаживать очередную порцию
руды и извести необходимо при уменьшении интенсивности кипения
металла, вызванного предыдущей порцией. Введение крупных порций
нежелательно, так как это может вызвать охлаждение металла и
кипение будет слабым. Избыток в ванне непрореагировавшей руды
при последующем повышении температуры может вызвать бурное
окисление углерода и привести к выбросу металла и шлака из печи.
Во избежание этого руду надо присаживать так, чтобы скорость
окисления углерода поддерживалась в пределах 0,4... 0,6 %/ч в
начале периода и 0,2... 0,3 %/ч в конце.
Для контроля за ходом окислительных процессов регулярно через
каждые 5...10 мин отбирают пробы металла, в которых контролируют
содержание фосфора и углерода. При содержании фосфора <0,02%
окисление рудой можно прекратить.'Правильно организованный тем-
пературный режим окислительного периода, постоянное обновление
шлака при поддержании основности в пределах 2,7... 3 и высоком
содержании в нем FeO (15... 20%) позволяют без особых затруд-
нений понизить содержание фосфора до 0,010... 0,012% и менее.
Кроме режима фосфора, в окислительный период регламентиру-
ется режим углерода. Технологическими инструкциями обычно пре-
дусматривается, чтобы за период кипения было окислено
>0,3% С при выплавкё высокоуглеродистой стали, содержащей
>0,6% С, и >0,5% С при выплавке средне- и низкоуглеродистой
стали. Для крупных печей эти количества могут быть несколько
уменьшены. Окисление такого количества углерода необходимо для
дегазации металла. Поэтому по достижении необходимых значений
концентрации форсфора окисление углерода целесообразно интен-
сифицировать. Очень высокие скорости выгорания углерода позво-
ляет получить продувка металла газообразным кислородом. Так, в
358
печи вместимостью 40 т при расходе кислорода 1200 м3/ч скорость
окисления углерода составляет 3... 4 %/ч при содержании
0,9 ... 1,0% С и 0,7 ...0,8 %/ч при содержании 0,20% С, причем
скорость обезуглероживания возрастает с увеличением интенсивно-
сти продувки.
Окисление углерода газообразным кислородом позволяет сокра-
тить длительность периода, благодаря чему при расходе кислорода
4... 7 м3/т на 5... 10% увеличивается производительность печей и
на 5... 12% снижается расход электроэнергии. Для уменьшения угара
железа продувку ванны кислородом следует начинать после нагрева
металла и проводить ее при включенной печи. После окисления
углерода благодаря большому тепловому эффекту этой реакции
(см. табл. 17) температура металла быстро возрастает, поэтому в
момент появления из печи (догорающего оксвда углерода) печь
необходимо отключить. В процессе продувки отбирают пробы ме-
талла, в которых контролируют содержание углерода. К концу
продувки содержание углерода должно быть немного ниже предела
для заданной марки, в результате чего с учетом вносимого ферро-
сплавами углерода и науглероживания от электродов обеспечивается
получение заданного содержания его в металле. Однако, чтобы
предотвратить переокисление металла, содержание углерода к концу
окисления >0,1%, исключение составляет выплавка стали, в которой
углерод является нежелательной примесью. Для стали таких марок
стандартами устанавливается только верхний предел содержания
углерода.
Содержание марганца в окислительный период обычно не рег-
ламентируется. Реакция окисления марганца в этот период близка
к равновесию, поэтому нормальный ход плавки с необходимым
повышением температуры к концу периода сопровождается во-
сстановлением марганца из шлака. В окислительный период окис-
ляется и хром, причем значительное количество окисляется еще
в процессе плавления. Скачивание шлака периода плавления и
постоянное его обновление в течение окислительного периода
способствует дальнешйему окислению хрома и потере его со
шлаком. Тугоплавкие оксиды хрома сильно понижают текучесть
шлака и затрудняют процесс ' окисления фосфора. Поэтому ис-
пользование хромистых отходов на плавках с полным окислением
нецелесообразно. Однако иногда с целью использования содер-
жащихся в шихте никеля и молибдена в завалку вводят некоторое
количество хромоникелевых и хромоникельмолибденовых отходов
в таком количестве, чтобы содержание хрома в первой пробе
не превышало 0,4%.
Интенсификация окисления газообразным кислородом позволяет
быстро поднять температуру металла до необходимого уровня.
359
Однако при продувке кислородом металл легко и перегреть, что
нежелательно, так как перегрев отрицательно влияет на состояние
футеровки, ухудшает условия дефосфорации и может привести к
увеличению в металле содержания азота. Поэтому при продувке
нельзя допускать перегрева ванны, охлаждая ее при необходимости
железной рудой.
Достижением нужного содержания фосфора, углерода и необхо-
димой температуры исчерпываются основные задачи окислительного
периода. После присадки последней порции руды или окончания
продувки кислородом делают 210-мин выдержку, во время которой
отбирают пробу на анализ и замеряют температуру металла. Общая
продолжительность окислительного периода составляет 40... 70 мин,
а в случае применения газообразного кислорода она может быть
сокращена до 30 мин. В окислительный период удаляется 40... 60%
серы, вносимой шихтой. Успешной десульфурации способствует
высокая основность шлака (не менее 2,7... 2,8) и его постоянное
обновление. Благоприятные условия для удаления серы в окисли-
тельный период создаются при введении вместе с кислородом
порошкообразной извести.
7. Раскисление. Восстановительный период
По окончании окислительного периода сталь раскисляют. При
этом возможны два варианта выполнения такой технологической
операции: 1) глубинное раскисление без наводки восстановительного
шлака, т. е. без восстановительного периода; 2) диффузионное и
глубинное раскисление с проведением восстановительного периода.
Глубинное раскисление без скачивания окислительного и наводки
восстановительного шлака начали применять в связи со значитель-
ным увеличением мощности печных трансформаторов, которая в
восстановительный период используется в малой степени. Минуя
восстановительный период выплавляют главным образом углероди-
стую и низколегированную конструкционную стали, а также сталь,
которую затем подвергают специальному внепечному рафинирова-
нию.
При выплавке стали под одним шлаком (без наводки восстано-
вительного) после окончания окислительного периода в печь при-
саживают кусковой 45- или 75%-ный ферросилиций (0,1%) и
ферромарганец из расчета получения среднего заданного содержания
марганца в металле. Затем при выплавке хромсодержащей стали в
печь присаживают феррохром из расчета получения среднего за-
данного содержания хрома в стали. Длительность раскисления в
печи составляет 10... 20 мин, после чего сталь выпускают в ковш,
где окончательно раскисляются ферросилицием и алюминием.
360
Выплавка стали под одним шлаком позволяет сократить длитель-
ность плавки и уменьшить расход электроэнергии и раскислителей,
а также упростить ведение плавки. Однако при выплавке стали, к
которой предъявляют повышенные требования по свойствам и в
которой необходимо получить пониженное содержание оксидных
включений, особенно при низком (<0,15... 0,20%) содержании уг-
лерода, или низкое (<0,0015... 0,020%) содержание серы, а также
при выплавке стали, в которую вводят значительное количество
окисляемых легирующих элементов (Al, Ti, V, W, Сг), раскисление
проводят под восстановительным шлаком, который наводят после
скачивания окислительного шлака. Прогрессивным методом выплав-
ки такой высококачественной стали без восстановительного периода
является описанное ниже специальное внепечное рафинирование,
во время которого проводят и раскисление.
Цели восстановительного периода (если он применяется): 1) рас-
кисление металла; 2) удаление серы; 3) корректировка химического
состава металла; 4) регулирование температуры металла; 5) подго-
товка к выпуску высокоосновного жидкоподвижного шлака. В на-
чале восстановительного периода содержание углерода должно быть
на 0,03 ...0,10% меньше нижнего предела в готовой стали. При
меньшем содержании углерода металл необходимо науглеродить.
Для этого на поверхность металла после скачивания окислительного
шлака присаживают кокс или электродный бой и металл переме-
шивают. При этом усваивается примерно 60... 70% углерода кокса
и 70... 80% углерода, вносимого электродным боем. Науглерожива-
ние нежелательно, так как увеличивается продолжительность плавки.
Кроме того, нужно учитывать, что открытая поверхность металла
быстро охлаждается и он поглощает из атмосферы водород и азот,
уже не удаляемые в востановительный период. Поэтому окисли-
тельный период должен быть проведен так, чтобы необходимость
науглероживания исключалась.
Восстановительный период начинают наведением известкового
шлака из смеси извести, плавикового шпата и шамота в соотношении
5:1:1 в количестве 2,0... 3,5% от массы металла. Для быстрого
проплавления шлаковой смеси первые 10... 15 мин после включения
тока рекомендуется работать на средней ступени напряжения транс-
форматора. Остальную часть времени рафинирование проводят на
низшей ступени напряжения, за исключением случаев присадки
большого количества ферросплавов. Проводимую мощность регули-
руют в соответствии с температурой металла.
Длительное время при плавке легированных сталей применяли
технологию, основанную на диффузионном раскислении металла
через шлак, когда раскисляющие вещества (кокс, ферросилиций,
алюминий) в виде порошков присаживали на шлак. Углерод, кремний,
361
кальций и алюминий в шлаке восстанавливают оксиды железа,
марганца и хрома и в объеме печи образуется восстановительная
атмосфера. Понижение содержания оксидов железа в шлаке вызы-
вает переход кислорода из металла в шлак. Диффузионное раскис-
ление можно проводить под белым или карбидным шлаком. Для
получения белого шлака в начале восстановительного периода его
обрабатывают порошком кокса, а затем смесью порошков кокса и
75%-ного ферросилиция, причем количество кокса в смеси посте-
пенно уменьшается. После 25... 40 мин выдержки шлак светлеет (в
нем понижается содержание оксидов железа, марганца, хрома). При
остывании такой шлак рассыпается в белый порошок. Расход кокса
на раскисление под белым шлаком составляет 1... 2 кг на 1 т
металла. При увеличении расхода кокса до 2...3 кг/т количество
углерода достаточно не только для восстановления оксидов тяжелых
металлов и компенсации окисляющего влияния атмосферы, но
некоторая его часть может восстанавливать оксид кальция по
реакции СаО + ЗС - CaQ + СО. Образованию карбида кальция спо-
собствуют высокие температура и концентрация в шлаке углерода
и оксида кальция, а также восстановительная атмосфера. В герме-
тизированной печи образуется карбидный шлак, содержащий >2%
СаС2. Такой шлак при охлаждении рассыпается в виде серого
порошка.
Выдержка под карбидным шлаком сопровождается значительным
науглероживанием металла, поэтому под карбидным шлаком можно
раскислять только высокоуглеродистые стали. Если выплавляют
среднеуглеродистые стали, вместо карбидного шлака наводят сла-
бокарбцдный, содержащий 1,0... 1,5% СаС2, что уменьшает скорость
науглероживания металла. Карбид кальция хорошо смачивает металл,
поэтому при выпуске и разливке возможно запутывание карбидного
шлака в металле с образованием грубых шлаковых включений. Во
избежание этого перед выпуском плавки карбидный шлак необхо-
димо перевести в белый. для чего в нем надо окислить избыточный
углерод и карбид кальция. За 20«..30 мин до выпуска в печь
присаживают шлаковую смесь с повышенным содержанием плави-
кового шпата и шамота и на некоторое время оставляют открытым
рабочее окно. Усиленный приток воздуха окисляет углерод и карбид
кальция, в результате чего шлак превращается в белый.
Диффузионный обмен между шлаком и металлом протекает с
малой скоростью, поэтому раскисление металла через шлак требует
значительного времени, что является серьезным недостатком этого
способа раскисления. Технология диффузионного раскисления пре-
дусматривает протекание реакций между раскислителями и оксидами
железа либо в слое шлака, либо на границе раздела металл—шлак,
при котором металл не будет загрязняться продуктами раскисления.
362
Рис. 160. Зависимость
содержания кислорода
в металле от содер-
жания углерода до (а)
и после (б) диффузион-
ного раскисления
Это преимущество диффузионного раскисления может быть реали-.
зовано при условии, что скорость перехода кислорода из металла
в шлак будет превосходить скорость встречной диффузии раскис-
лителей. В этом случае раскисление металла должно происходить
без увеличения содержания в нем раскислителей. Одним из раскис-
лителей является углерод. В начале восстановительного периода
содержание кислорода определяется содержанием углерода, но пре-
вышает равновесные значения (рис. 160). Если бы при выдержке
под белым или карбидным шлаками раскисление углеродом проис-
ходило в шлаке или на границе раздела металл—шлак, то после
раскисления содержание кислорода в металле должно быть меньше
равновесного с углеродом. Однако многочисленные эксперименталь-
ные данные свидетельствуют о том, что в процессе выдержки под
белым и карбидным шлаками содержание кислорода в металле не
становится меньше равновесного с углеродом, а лишь приближается
к состоянию равновесия (рис. 160). При этом выдержка под белым
шлаком сопровождается науглероживанием металла на 0,02... 0,04%,
под слабокарбвдным — на 0,03... 0,06%, под карбидным — до 0,1%.,
Следовательно, при диффузионном раскислении не только кислород
переходит в шлак, но и углерод из шлака диффундирует в металл,
где вступает во взаимодействие с кислородом.
Диффузионное раскисление другими раскислителями также со-
провождается увеличением их содержания в металле, причем со-
держание кислорода не уменьшается ниже равновесных с сильными
раскислителями. Таким образом, роль диффузионного раскисления
сводится к понижению концентрации кислорода до равновесия с
углеродом, а понижение его содержания при раскислении порошками
ферросилиция и алюминия через шлак происходит в глубине металла,
т. е. в результате глубинного раскисления и, следовательно, про-
дукты раскисления также образуются в металле. Роль диффузионного
раскисления уменьшается с увеличением вместимости печи, так как
вместе с этим уменьшается удельная поверхность контакта металла
363
со шлаком, что замедляет диффузионный обмен между ними и
поэтому для интенсификации раскисления целесообразно, особенно
в крупных печах, раскислители вводить, непосредственно в жидкий
металл. Этим способом можно за несколько минут удалить из
металла кислорода больше, чем за 1,5... 2,0 ч диффузионного рас-
кисления.
Однако из этого не следует, что выдержка под восстановительным
шлаком бесполезна. Восстановительный шлак препятствует поступ-
лению кислорода из атмосферы в металл, способствует удалению
включений (продуктов глубинного раскисления) и десульфурации
металла. Поскольку все эти задачи в восстановительный период
целесообразно решать комплексно, то в настоящее время при
выплавке металла ответственного назначения в печах малой и
средней вместимости без внепечной обработки применяют техноло-
гию, сочетающую преимущества диффузионного и глубинного рас-
кисления.
По этой технологии после скачивания окислительного шлака на
зеркало маталла в виде ферромарганца, ферросилиция, силикомар-
ганца, силикохрома, алюминия, сплава АМС и других сплавов
присаживают металлические раскислители. Количество присадок
должно быть таким, чтобы обеспечить содержание марганца на
нижнем пределе в заданной марке стали и ввести 0,15 ...0,20%
кремния и примерно 0,05 ...0,10% алюминия. Затем присаживают
шлаковую смесь и после образования жидкого шлака его обраба-
тывают раскислительной смесью. Уже первые порции раскислитель-
ной смеси наряду с порошком кокса содержат молотые ферроси-
ликокальций, в дальнейшем количество кокса в раскислительных
смесях уменьшается.
В результате обработки такими .смесями в печи образуется
слабокарбцдный или белый шлак, содержащий <0,6% FeO и
50 ... 60% СаО при основности 2,5 ...3,0 и характеризующийся
высокой десульфурирующей способностью. Количество кислорода
в металле благодаря глубинному раскислению резко уменьшается,
• что увеличивает скорость десульфурации. Увеличению скорости
десульфурации способствует и повышение жидкотекучести шлака
при сохранении высокой основности, что достигается присадками
плавикового шпата. Плавиковый шпат, кроме того, может прямо
влиять на десульфурацию, образуя с серой CaS и летучее соединение
'SFe. Коэффициент распределения серы между шлаком и металлом
составляет 15... 40, а в наиболее благоприятных условиях достигает
60.
Десульфурации металла во время выпуска плавки способствует
глубокое раскисление металла и шлака, формирование к выпуску
жидкоподвижного высокоосновного шлака и слив металла вместе
364
со шлаком мощной компактной струей. Поэтому перед выпуском
шлак разжигают присадками плавикового пшата и раскисляют
порошком алюминия, а за 3...5 мин до выпуска в металлическую
ванну присаживают алюминий, который, являясь сильным раскис-
лителем, глубоко раскисляет металл. После раскисления в стали
должно оставаться 0,02... 0,05% растворенного алюминия для свя-
зывания поступающего во время выпуска и разливки из атмосферы
кислорода и для регулирования величины зерна аустенита. Установ-
лено, что присутствие в металле избыточного алюминия делает сталь
мелкозернистой. Объясняется это, по-ввдимому, модифицирующим
влиянием выделяющихся по границам зерна при кристаллизации
дисперсных включений нитрида алюминия, тормозящих рост зерен.
В зависимости от марки стали и необходимости получения зерна
определенного размера для окончательного раскисления вводят от
0,4 до 1,2 кг/т алюминия. После раскисления алюминием 70... 90%
всех включений в стали представлено глиноземом, который при
прокатке образует строчки включений, ухудшающие свойства стали,
особенно в поперечном направлении. Поэтому иногда для оконча-
тельного раскисления применяют и другие раскислители: ферротитан,
силикокальций и др. При раскислении силикокальцием природа
включений (продуктов раскисления) резко отличается: преобладаю-
щими становятся глобулярные включения, благодаря чему улучша-
ются свойства поперечных образцов. Окончательное раскисление
алюминием'и силикокальцием можно проводить также в ковше,
присаживая их на дно ковша сливом или под струю металла.
Одной из главных задач восстановительного периода является
доводка металлического расплава до заданного химического состава.
Поэтому в начале восстановительного периода сразу после образо-
вания шлакового покрова отбирают пробу металла на определение
содержания углерода, марганца, хрома и никеля. При диффузион-
но-осадочном раскислении марганец вводят на получение нижнего
предела заданного содержания, имея в виду, что некоторое коли-
чество марганца может восстанавливаться из оставшегося в неболь-
шом количестве шлака окислительного периода. Феррохром вводят
в печь в начале восстановительного периода. При выплавке высо-
кохромистой стали феррохром перед присадкой необходимо подог-
реть в нагревательной печи до красного цвета. Это увеличит
производительность печи, уменьшит расход электроэнергии и будет
способствовать повышению стойкости футеровки. Для корректиров-
ки содержания хрома после некоторой выдержки отбирают две
пробы металла. Отбор двух параллельных проб позволяет проверить
правильность взвешивания шихты и уточнить количество необходи-
мых' присадок. Корректировку по хрому следует проводить с учетом
содержания углерода, которое проверяется в каждой пробе. В цехе,
365
как правило, имеется феррохром разных марок — от безуглероди-
стого до содержащего 8% С. Использование более дешевого угле-
родистого феррохрома выгоднее, поэтому при возможности коррек-
тировку следует проводить углеродистым феррохромом. Одновре-
менно подбором соответствующей марки феррохрома корректируют
и содержание углерода. Корректировать содержание хрома в конце
рафинировки низколегированных сталей разрешается на <0,2%,
высокохромистых — на ^0,8% и не позднее чем за .10 мин до
выпуска. Усвоение хрома составляет 96... 98%.
Никель обладает значительно меньшим сродством к кислороду,
чем железо, и в ванне практически не окисляется. Основную часть
никеля из расчета получения его на нижнем пределе заданного
содержания дают в завалку. Корректировать содержание никеля
необходимо как можно раньше, желательно в окислительный период.
Вызвано это тем, что электролитический никель содержит водород,
а гранулированный — влагу. Удалить вносимые никелем газы можно
только в процессе кипения ванны, поэтому предварительную кор-
ректировку необходимо выполнить в окислительный период, а
окончательную — не позже, чем за 10 мин до выпуска и на ^0,2%.
При выплавке стали по ответственным заказам корректировку
желательно проводить только более чистым электролитическим
никелем. Усвоение никеля при выплавке стали составляет 98... 100%.
Практически не окисляется в ванне печей и молибден, поэтому
на плавках с окислением ферромолибден вводят в период кипения
из расчета получения в стали нижнего предела его содержания. На
плавках стали с высоким содержанием молибдена его можно вводить
во время завалки. Взамен ферромолибдена иногда используется
порошок молибдата кальция СаМоО4, который также можно вводить
во время завалки или в начале окислительного периода. Из молибдата
кальция молибден практически полностью восстанавливается желе-
зом, углеродом и другими элементами.
Легирование вольфрамом также следует вести в начале восста-
новительного периода, а на высоколегированных вольфрамом сталях
ферровольфрам лучше вводить во время завалки. Вследствие туго-
плавкости ферровольфрама (температура плавления более 2000 °C)
его растворение продолжается довольно долго, поэтому окончатель-
ную корректировку необходимо закончить не позднее чем за 30 мин
до выпуска при введении его более 0,30% и не позднее 20 мин —
при меньших количествах. Тяжелые металлы (ферромолибден и
ферровольфрам) оседают на подину и для их лучшего усвоения
металл необходимо часто и тщательно перемешивать. Усвоение
вольфрама составляет -90%. Ванадий легко окисляется, поэтому
феррованадий присаживают в восстановительный период в хорошо
366
раскисленный металл не позднее чем за 15 мин до выпуска при
введении его в количестве 0,5%, и не позднее чем за 30 мин при
более значительных присадках.
Очень легко окисляется титан. Ферротитан присаживают в хорошо
нагретый и хорошо раскисленный металл за 10... 15 мин до выпуска.
При выплавке нержавеющей стали с титаном перед присадкой
ферротитана шлак обновляют, раскисляют порошком алюминия и
принимают меры для устранения подсоса в печь атмосферного
воздуха. Легирование металлическим титаном или 80%-ным ферро-
титаном можно производить в ковше. Усвоение титана составляет
-50%.
Длительность восстановительного периода определяется време-
нем, необходимым для образования раскислительного шлака, рас-
кисления шлака и металла, десульфурации и легирования металла
и в настоящее время составляет 60... 120 мин. С целью увеличения
производительности печей эти процессы целесообразно интенсифи-
цировать или проводить процессы раскисления, десульфурации и
легирования другим более простым агрегатом, проводя в них
рассмотренное ниже внепечное рафинирование.
8. Переплав легированных отходов
В готовые металлоизделия превращается лишь немногим более
половины выплавляемой стали. При разливке в изложницы уже на
металлургических заводах 25 ...40% качественной стали уходит в
брак, обрезь, отходы при прокате и термообработке. Значительное
количество отходов образуется и в металлообрабатывающей про-
мышленности. Например, в шарикоподшипниковой промышленности
коэффициент выхода годного составляет 0,60, в транспортном
машиностроении 0,86, в общем машиностроении — 0,82 и т. д. Та-
ким образом, около половины выплявляемой стали возвращается на
переплав. Кроме того, на переплав направляются изношенные и
устаревшие изделия из качественного металла.
При переплаве отходов качественной стали необходимо наиболее
рационально использовать содержащиеся в них легирующие элемен-
ты. Такие элементы, как алюминий и титан, практически полностью
окисляются и уходят в шлак еще в период плавления. Другие (хром,
ванадий, вольфрам и др.) окисляются и в окислительный период.
С целью максимального извлечения этих элементов плавку целесо-
образно вести без окисления, т. е. без присадок руды и с ограни-
чением окислительных процессов в период плавления. Такой метод
ведения плавки на легированных отходах называют переплавом.
367
Существуют две разновидности технологии плавки методом пе-
реплава: 1) без окисления; 2) с частичным окислением.
При переплаве углерод и фосфор практически не окисляются,
поэтому содержание фосфора в шихте не должно превышать
допустимых пределов в готовой стали, а содержание углерода ввиду
возможного науглероживания от электродов и из шлака должно
быть на 0,05... 0,10% ниже, чем в готовой стали (но не менее
0,08 ... 0,1%). Поэтому в состав шихты кроме собственных отходов
или отходов близкой по составу стали вводят мягкое железо или
низкоуглеродистые отходы с низким содержанием фосфора. При
необходимости использования феррохрома и ферровольфрама их
вводят во время завалки, причем ферровольфрам дают под элект-
роды, а феррохром на откосы. С целью раннего образования шлака
для защиты металла от окисляющего действия атмосферы и науг-
лероживания электродами шлакообразующие вводят во время за-
валки, а после начала образования колодцев забрасывают под
электроды.
Отсутствие кипения металла делает невозможным удаление газа
из металла, поэтому при выплавке стали методом переплава состо-
янию шихтовых материалов уделяется особое внимание: они должны
быть сухими, лом не проржавленным, шлакообразующие и легиру-
ющие добавки прокалены. Но даже при соблюдении этих мер пре-
досторожности на плавках методом переплава в металле содержание
азота увеличивается. Предотвратить насыщение металла азотом и
даже уменьшить его содержание по сравнению с исходным можно
введением с шихтой известняка вместо извести в количестве 1,0...
1,5% от массы шихты. Образующийся при его диссоциации СОг вы-
деляется в виде пузырьков и дегазирует металл. Для этой же цели
до 2% известняка присаживают в процессе плавления шихты.
Даже при отсутствии окислительного периода часть легирующих
элементов окисляется в период плавления, поэтому при выплавке
стали с высоким содержанием хрома, вольфрама или ванадия шлак
не скачивают. Скачивание шлака периода плавления при выплавке
этих марок стали можно производить лишь после раскисления при
необходимости науглероживания, при получении магнезиального
шлака или при повышенном содержании марганца. В остальном
технологический процесс идет как обычно. При выплавке стали
методом переплава усвоение легирующих элементов из шихты
ориентировочно составляет, %: А10; Ti 0... 10; Si 50... 70; V 70 ... 80;
Mn 70 ...80; Сг 85 ...90; W 90 ...95.
Благодаря этому значительно сокращается расход ферросплавов,
уменьшается количество вводимых добавок и длительность восста-
новительного периода. С учетом отсутствия окислительного периода
производительность печи возрастает на 15... 20%. Кроме того,
368
уменьшаются расходы электроэнергии, электродов, огнеупоров, рас-
кислителей, шлакообразующих, на зарплату и общезаводские.
С целью интенсификации плавки и дегазации металла на многих
заводах при выплавке стали методом переплава используется газо-
образный кислород. Такая технология переплава называется плавкой
с частичным окислением.
При использовании кислорода шихту подбирают так, чтобы
содержание фосфора было меньше допустимых пределов в стали,
а содержание углерода на 0,1... 0,2% превышало верхний предел.
Для этого в шихту включают ^80% отходов выплавляемой или
другой подходящей стали и ^20% углеродистых отходов, содержа-
щих <0,02% Р. Для увеличения содержания углерода в шихту
включают необходимое количество кокса или электродного боя, а
для раннего шлакообразования 1,5 ...2,0% извести или известняка
и 0,3... 0,5% шамотного боя. За 10... 15 мин до полного расплавления
отбирают предварительную пробу для химического анализа и начи-
нают продувку металла кислородом. В момент полного расплавления,
что определяется по началу горения углерода, отбирают пробу
металла и ведут продувку до требуемого содержания углерода.
Окисленного углерода должно быть £0,15%
По окончании продувки снова отбирают пробу металла и начисто
скачивают шлак. При высоком содержании в шихте хрома, вольфрама
или ванадия перед скачиванием шлак раскисляют. Восстановитель-
ный период проводят как обычно.
Усвоение легирующих элементов при переплаве отходов с час-
тичным окислением несколько ниже и примерно составляет, %: Si
0; Мп 20... 30; V 30... 40; Сг 60... 80; W 85... 90. Для уменьшения
угара ванадия, хрома и вольфрама в шихту иногда добавляют
кремнистые отходы или ферросплавы. Окисление кремния протекает
с большим выделением тепла (см. табл. 20), благодаря чему тем-
пература металла быстро возрастает и более дорогие хром, вольфрам
и ванадий окисляются в меньшей степени.
9. Особенности технологии плавки в сверхмощных печах
Исходя их необходимости возможно более полно использовать
мощность трансформатора, функции сверхмощной электропечи сво-
дятся к быстрому и экономичному расплавлению шихты, окислению
примесей (или их части) и к нагреву металла. При этом возрастает
роль рада процессов, не имеющих столь существенного значения
для печей малой и средней вместимости, работающих по классиче-
ской технологии. В частности, для сверхмощных печей важное
значение приобретает сокращение длительности обычно продолжи-
тельных вспомогательных операций — заправки печи, загрузки лома,
выпуска плавки и т. д.
24 Зак. 3164
369
Обычно износ футеровки подины н откосов в высокомощных
печах меньше, чем в печах, работающих по классической технологии,
что обусловлено значительным сокращением длительности плавки.
Это позволяет в ряде случаев отказаться от традиционной заправки
подины после каждой плавки н работать с оставлением в печи
части (10... 15%) жидкого металла и шлака на последующую плавку,
что ускоряет плавление шихты, шлакообразование, улучшает условия
работы футеровки и уменьшает длительность плавки. В этом случае
печь полностью опорожняют через 6... 10 плавок, а печи с донным
или эркерным выпуском еще реже — примерно один раз в неделю.
Такая схема работы печи («на болоте») позволяет улучшить пока-
затели ее работы, так как оставшийся в печи шлак обеспечивает
возможность более ранней дефосфорации металла следующей плавки
и способствует сокращению ее длительности, а оставшийся жидкий
металл защищает футеровку подины от локального перегрева дугами
и позволяет вести плавление на высокой мощности.
Сверхмощные печи работают почти исключительно на нелегиро-
ванной углеродистой шихте с полным окислением примесей. При
загрузке шихты необходимо следить, чтобы крупногабаритный ту-
гоплавкий лом располагался только под электродами и не попадал
в зоны контакта с водоохлаждаемыми панелями стен, так как в
последнем случае его плавление будет затруднено. Важное значение
приобретает выбор времени и способа загрузки извести. В новых
цехах используется система загрузки извести из расположенных в
верхней части бункерного пролета бункеров через отверстия в своде
печи. В этом случае часть извести загружают на подину до завалки
первой порции металлической шихты, а часть извести загружают в
печь непрерывно или небольшими порциями во время плавления.
Такая схема загрузки позволяет быстрее получать активные шлаки,
ускорять процесс дефосфорации н защищать футеровку от мощного
излучения дуг в конце периода плавления за счет их погружения
в шлаковый расплав.
Для экономичной и высокопроизводительной работы сверхмощ-
ных печей важнейшее значение имеет рациональная технология
периода плавления. Главными задачами этого периода являются
быстрое н экономичное расплавление шихты и максимально воз-
можное удаление из металла фосфора. Быстрое расплавление шихты
обеспечивается высокой удельной мощностью трансформатора, ра-
циональным выбором электрического и шлакового режимов плавки,
позволяющим увеличить продолжительность работы печи на мак-
симальной мощности, использованием дополнительных источников
тепла — топливно-кислородных горелок и внепечного подогрева ло-
ма, использованием кислорода для интенсификации плавления. Усло-
вием использования на протяжении всего периода плавления опти-
370
мального электрического режима с работой на высшей ступени
вторичного напряжения трансформатора при максимальной длине
дуг, мощности, коэффициента мощности (cos <р) и относительно
небольшом токе является надежное экранирование дуг в конце
периода плавления шлаковым расплавом. Практически это обеспе-
чивают увеличением количества шлака периода плавления, доводя
его кратность до 0,05 ...0,07, и вспениванием шлака. В практике
работы сверхмощных печей обычно используют искусственное вспе-
нивание шлаков пузырьками СО. Для этого порошок кокса вводят
на шлак или, что более эффективно, вдувают в расплав непосред-
ственно под шлак. В этом случае окисление углерода идет непо-
средственно в шлаке, пузырьки СО не успевают укрупниться и шлак
насыщается большим количеством мелких пузырьков газа, образу-
ющих устойчивую пену.
Быстрое и раннее шлакообразование, увеличение количества и
искусственное вспенивание шлака в конце периода плавления при
достаточном расходе окислителей способствует быстрой и доста-
точно полной дефосфорации металла. К концу периода плавления
при использовании шихты обычного качества концентрация фосфора
в металле, как правило, не превышает 0,015%.
Как уже отмечалось, рафинирование и доводка металлического
расплава, получаемого в сверхмощных печах, осуществляются в
агрегатах внепечной обработки, набор которых в цехе определяется
сортаментом выплавляемой стали, требованиями к ее качеству, видом
используемых шихтовых материалов. Подготовка металла в печи к
внепечной обработке заключается в нагреве металла с учетом вида
этой обработки, уточнении состава полупродукта и отсечки окис-
лительного шлака при сливе металла в ковш. Быстрому нагреву
металла способствует продувка расплава газообразным кислородом,
для чего могут быть использованы сводовые топливно-кислородные
горелки. Полную отсечку окислительного шлака при весьма быстром
(2... 3 мин) выпуске металла обеспечивают донный и эркерный слив
плавки.
Глава 26. Внепечная обработка стали
1. Особенности процессов внепечной обработки
Увеличение вместимости дуговых печей и удельной мощности
трансформаторов делает проведение процессов рафинирования в
сталеплавильных агрегатах, особенно с восстановительным периодом,
нерациональным. Как было показано, рафинирование стали в со-
временных мощных дуговых печах большой вместимости вследствие
малой удельной поверхности ванны, низкой скорости и слабой
степени развития процессов между металлом и шлаком, сложности
24*
371
Рис. 161. Зависимость долговечности
подшипников (Вю) от содержания
кислорода в стали и метода ее
производства (пояснения в тексте)
смены шлака затруднительно, а ис-
пользование мощности в восстано-
вительный период плавки весьма
низкое. Это приводит к понижению
производительности, увеличению
расхода раскислителей и легирую-
щих, ухудшению технико-экономиче-
ских показателей н качества стали.
Значительный эффект в улучше-
нии технико-экономических показа-
телей производства с одновремен-
ным улучшением качества стали дает
внепечная обработка жидкой стали
с применением вакуума, кислорода
и инертных газов, порошков метал-
лов, сплавов и соединений, синтети-
ческого шлака. Внепечная обработка
позволяет значительно улучшить ка-
чество стали, получить сталь совер-
шенно нового качества, которое при
плавке в сталеплавильных агрегатах получать нельзя.
Изменение качества металла с применением внепечной обработки
хорошо видно на примере улучшения свойств подшипниковой стали
(рнс. 161). Последовательное, с течением времени, применение
вакуумирования в ковше, циркуляционного вакуумирования (RH),
непрерывной разливки (МНЛЗ), при которой успешно решаются
вопросы защиты струи металла после внепечной обработки, эркер-
ного выпуска (ЭВ), обеспечивающего возможность выпуска в ковш
без шлака, привели к значительному увеличению долговечности
подшипников — количество циклов работы подшипников увеличи-
лось более чем в 10 раз. Это явилось следствием уменьшения
загрязненности стали оксидными включениями.
Другим примером является улучшение качества стали вследствие
уменьшения загрязненности сульфидными включениями. В резуль-
тате применения новых видов обработки стали с годами уменьшалось
минимальное содержание в ней серы н повышалась энергия удара,
необходимая для разрушения стандартного образца (рнс. 162). Как
видно, она увеличилась примерно в 7 раз.
С. применением внепечной обработки можно также стабили-
зировать состав и свойства стали от плавки к плавке, что по-
зволяет уменьшить запас прочности, принимаемый при проек-
тировании, с 2... 3 до 1,3... 1,5, т. е. приблизить массу конст-
рукций и машин к теоретически необходимой и за счет этого
уменьшить ее в 1,5...2 раза.
372
Особенностью рафинирования ме- гео
сдогхз
талла вне печи является использование _ с
наиболее благоприятных физических и
физико-химических условий удаления * f00 _ L—J
из металла примесей и получения ста- ,,
ли необходимого состава. По сравне-
нию с дуговыми печами условия при । кмх
внепечном рафинировании характери- 01_____i—u—i———l
I960 1965 т 1375 1960 0551990
Го5ы
зуются:
1. Увеличением скорости взаимо- _ 1й_ ,,зцп„д„„п
. г „ Рис. 162. Изменение энергии удара
>««тпт«гт чпггппггп ттттту „ * *
действия металла СО шлаковой или (£уд) с уменьшением содержания
газовой фазой вследствие значитель- серы в стали по мере север-
ного увеличения контактной поверх- шенствования процессов внепечной
ности между этими фазами, а также десульфурации
благодаря механическому перемешиванию, способствующему дроб-
лению стали на малые объемы с большой поверхностью.
2. Повышением интенсивности массопереноса внутри металла
вследствие увеличения градиента концентраций с уменьшением
объема при постоянной разности концентраций в центре этого
объема и на межфазной поверхности.
3. Более благоприятными термодинамическими условиями удале-
ния примесей в результате изменения состава газовой фазы или
создания вакуума, обработки шлаком с оптимальными физико-хи-
мическими свойствами.
Внепечное рафинирование в зависимости от применяемых мето-
дов позволяет успешно решать следующие задачи:
1. Обезуглероживание металла до весьма низких концентраций
углерода (менее 0,010... 0,005) — достигается обработкой в вакууме,
продувкой кислородом вместе с инертными газами.
2. Глубокое рафинирование металла от серы (<0,003%) — дос-
тигается обработкой шлаком или введением в металл десульфури-
рующих добавок
3. Раскисление с получением стали мало загрязненной неметал-
лическими включениями регулируемой формы и размеров — дости-
гается вакуумированием или обработкой порошками металлов и
других материалов.
4. Удаление из металла водорода (<2 • 10-4%)— вакуумирова-
нием.
5. Получение металла необходимого состава с регулированием
содержания раскислителей и легирующих элементов в узких пределах,
а также с уменьшением их угара — вакуумированием, введением
раскислителей и легирующих при низком окислительном потенциале
контактирующих с металлом шлаковой или газовой фаз.
373
6. Выравнивание состава и температуры металла в объеме ковша,
регулировка температуры продувкой инертным газом, дополнитель-
ным нагревом в ковше.
Внепечное рафинирование осуществляется разными методами. Их
применение в соответствии с требованиями, предъявляемыми к
конкретной стали, позволяет превратить дуговую печь в агрегат по
расплавлению шихты и получению продукта, обеспечить максималь-
ную производительность электрических печей и создать оптимальные
условия для поточного производства продукции высокого качества.
2. Продувка стали в ковше инертным газом
Наиболее простым способом внепечной обработки стали с целью
улучшения ее качества является продувка жидкого металла в ковше
инертным газом, которую применяют как самостоятельно, так и при
обработке стали другими более сложными методами. Пузырьки газа,
всплывающие при продувке через весь слой металла, оказывают на
него рафинирующее действие. Вследствие увеличения интенсивности
массопереноса в ковше выравниваются состав и температура в
объеме металла. Интенсивное перемешивание ускоряет доставку
неметаллических включений к поверхности металл—шлак и удаление
их из стали. Этому же способствует удаление неметаллических
включений с пузырьками продуваемого газа вследствие их адсобции
на поверхности этих пузырьков.
Наиболее часто для продувки в ковше применяют аргон, который
получают на кислородных станциях металлургических заводов при
разделении воздуха с целью--производства кислорода. Расход аргона
при продувке составляет 0,3... 2,0 м3/т стали. Газ в металл подают
через погружаемую фурму («ложный стопор»), через пористую
огнеупорную пробку в днище ковша или через пористые швы в
днище ковша. Наиболее простым способом обработки стали аргоном
является продувка с применением «ложного стопора», представля-
ющего собой стальную трубу, футерованную снаружи огнеупорными
катушками. Для усиления эффекта перемешивания и некоторого
удаления всплывающих пузырьков газа от стопора иногда исполь-
зуют стопоры с огнеупорной пробкой, насаженной на выходную
часть трубы и имеющей расположенные радиально или перпенди-
кулярно оси стопора отверстия для выхода газа. Недостаток ложного
стопора состоит в том, что при продувке наиболее интенсивное
движение газа происходит вдоль стопора, и это приводит к его
размыванию и попаданию частиц огнеупоров в сталь. К тому же
стопоры представляют собой устройства разового использования.
Поэтому широкое применение для продувки металла получили
огнеупорные пористые пробки. Они-будут рассмотрены ниже при
описании сталеразливочных ковшей.
374
На отечественных заводах применяют также продувку аргоном
через трубку, устанавливаемую в шиберном затворе.
В процессе продувки аргоном понижается содержание оксидных
включений на 20... 70%. Максимальное снижение содержания не-
металлических включений происходит при содержании в стали
>0,02% А1, т. е. когда образуются преимущественно включения
корунда.
Важное значение имеет состав шлака. При продувке под окис-
лительным шлаком в результате интенсификации процессов пере-
мешивания возможно окисление металла шлаком и повышение
содержания оксидных включений в стали. Поэтому необходима
отсечка печного шлака на выпуске и наводка в ковше нового шлака
из материалов, не содержащих оксидов железа, например известко-
во-глиноземного.
При продувке аргоном достаточный слой шлака на поверхности
металла в ковше нужен не только для теплоизоляции металла, но
и для предупреждения контакта его с окислительной атмосферой
воздуха. В условиях интенсивного барботажа ванны аргоном это
может привести к заметному вторичному окислению, а также
некоторому поглощению азота.
3. Внепечное вакуумирование стали
Вакуумирование в ковше. Вакуумирование стали в ковше яв-
ляется наиболее простым способом внепечной обработки стали
вакуумом. Его осуществляют в установках, состоящих из вакуумной
камеры и соединенной с ней вакуум-проводами станции вакуумных
насосов (рис. 163).
При выпуске стали, предназначен-
ной для вакуумирования в ковше,
необходимо принять меры с целью
попадания возможно меньшего коли-
чества шлака в ковш. Увеличение
толщины слоя шлака в ковше вызы-
вает повышение его гидростатическо-
го давления на металл и уменьшает
эффект выкуумирования. Желательно,
чтобы слой шлака в ковше не пре-
вышал 25 мм. Попадания окисли-
тельного шлака в ковш с металлом
следует вообще избегать, так как в
востановительных условиях вакуум-
ной камеры возможно восстановление
фосфора в сталь.
а В
Рис. 163. Схемы установок ваку-
умирования в ковше: а — без
принудительного перемешивания, б—
с электромагнитным перемешиванием;
/ —ковш с металлом, 2— вакуум-
ная камера, 3 — крышка вакуумной
камеры, 4 — окно, 5 —
люк для раскислителей и легирующих,
б — индуктор
375
Сталеразливочные ковши, в которых проводят вакуумную обра-
ботку, футеруют обычным шамотным кирпичом. Возможно приме-
нение и других огнеупоров: высокоглиноземистых, доломита, маг-
незита.
Для вакуумирования стали ковш с металлом устанавливают в
вакуумной камере, которую герметически закрывают крышкой. С по-
нижением давления в камере происходит процесс дегазации стали,
вызывающий перемешивание металла и шлака выделяющимися пу-
зырьками газа.
Вакуумирование раскисленной стали в ковшах вместимостью
12 ... 22 т при остаточном давлении 2... 4,5 кПа вызывает пониже-
ние содержания водорода в стали на 3... 18 * 10-4%, а в 12-т ковшах
при остаточном давлении 0,25... 0,60 кПа — на 1,2... 3,3 • 10“4 %
(конечное содержание водорода 4,3... 5,6 * 10“4 %). Кислород и азот
из металла практически не удаляются.
При вакуумировании нераскисленной стали происходит удаление
и кислорода из металла вследствие взаимодействия 'его с углеродом
с образованием СО. Это влияет и на эффективность дегазации, так
как всплывающие пузырьки СО вызывают возникновение эффекта
кипения, которое усиливает массопереиос в слое металла, где
происходит окисление углерода, и на некоторой глубине ниже этого
слоя. Кроме того,, пузырьки СО экстрагируют из металла водород,
интенсифицируя его удаление.
При эвакуации воздуха из вакуумной камеры кипение нераскис-
ленного металла начинается при понижении давления до 80... 65 кПа
и достигает максимума при 4... 1,5 кПа. Дальнейшее понижение
давления в камере не вызывает интенсификации кипения вследствие
описанного выше определяющего при этом влияния капиллярного
давления поверхностного натяжения на условия зарождения пузырь-
ка, а также ферростатического давления.
При вакуумной обработке нераскисленной стали в ковшах вме-
стимостью 10... 30 т содержание водорода может быть понижено
до 3... 4 • 10“4 %, а кислорода до 0,003... 0,009%. Содержание
углерода при этом может быть понижено на 0,02... 0,07%. Однако
в конце вакуумирования нераскисленной стали в нее необходимо
вводить раскислители. Но без искусственного перемешивания рас-
пределение их в объеме металла в ковше неравномерно, что делает
такой способ внепечной обработки стали непригодным. Вакуумиро-
ванию в ковше подвергают лишь полностью раскисленную сталь.
Однако эффективность вакуумирования в ковше уменьшается с
увеличением массы стали вследствие значительного увеличения
ферростатического давления и развития процессов дегазации и
376
раскисления углеродом лишь в верхнем слое металла. Для вакууми-
рования больших масс металла (50... 100 т и более) этот способ
непригоден.
Улучшить результаты вакуумной обработки стали в ковше и
обеспечить возможность эффективного вакуумирования больших
масс стали можно, применяя принудительное перемешивание метал-
ла. В результате перемешивания верхний слой, где и протекают
процессы вакуумной обработки, непрерывно сменяется новыми
порциями стали, и эффект вакуумирования распространяется на
весь объем металла в ковш. При этом создается также возможность
вакуумирования нераскисленной стали с последующей присадкой
раскислителей в ковш, где они в результате перемешивания равно-
мерно распределяются в объеме металла.
Для повышения эффективности вакуумирования в ковше- приме-
няют электромагнитное перемешивание и продувку металла инерт-
ными газами. Вакуумную обработку стали с электромагнитным
перемешиванием ведут на установках, оборудованных индукторами
для создания движущегося магнитного потока (рис. 163, б). Взаи-
модействие этого потока с наводимыми им в жидком металле
вихревыми токами вызывает перемешивание металла в ковше. Для
увеличения глубины проникновения в металл электромагнитного
переменного поля применяют низкую частоту (2... 5 Гц), что обес-
печивает глубину проникновения 30...40 мм при использовании в
зоне действия поля кожуха ковша из немагнитной коррозионно-
стойкой стали.
Вакуумирование в ковшах с электромагнитным перемешиванием
успешно применяют для обработки стали массой 70... 180 т. Более
просто вакуумирование стали с перемешиванием инертными газами,
обычно аргоном. Аргон подают в металл в процессе вакуумирования
через установленные в днище сталеразливочного ковша пористые
пробки или блоки из высокоглиноземистых (муллит, корувд) или
магнезитовых огнеупоров. Продувка аргоном обеспечивает более
интенсивное перемешивание металла, чем электромагнитные индук-
торы. К тому же пузырьки аргона, являясь готовыми центрами
газовой фазы, способствуют развитию реакции окисления углерода
и дегазации стали.
При вакуумной обработке в ковше с пермешиванием наиболее
интенсивно удаляется из металла водород. При остаточном давлении
13... 130 Па удаляется 55... 75% всего водорода из металла, причем
больше водорода удаляется при большем исходном содержании его
в металле и при обработке нераскисленной стали. В результате
вакуумирования содержание водорода может быть понижено до
1,5 ... 2,0 • 10-4 %, что делает сталь нечувствительной к образованию
377
at,"с
80
80
80
О 20 80 60 BOM,T
Рис. 164. Потери тепла
при вакуумировании в ков-
ше (/) и порционном (2),
Д/ — снижение температу-
ры
флокенов — дефекта, недопустимого в сталь-
ных изделиях. Таким образом, вакуумирование
устраняет необходимость проведения специ-
альной противофлокенной термической обра-
ботки.
В процессе вакуумной обработки металл
охлаждается (рнс. 164). Это вызывает необ-
ходимость перегрева стали в печн на 40...
70 °C, т. е. нагрева ее до температуры на
150... 180°С выше температуры ликвидуса.
Для получения очень низкого содержания
углерода в стали (до 0,01%) при вакууми-
ровании в ковше разработан способ вакуум-кислородного обе-
зуглероживания, получивший наименование VOD (Vacuum Oxygen
Decarburisation — вакуум-кислородное раскисление). Процесс ведут
в ковше, установленном в вакуум-камере. Внутри камера имеет
защитную футеровку из шамота, что позволяет вести продувку
металла кислородом (с возможными при этом выплесками). В дни-
ще ковша устанавливают пористую пробку для продувки аргоном.
Продувку кислородом производят через вводимую сверху водо-
охлаждаемую фурму. Для обеспечения достаточного вакуума в
условиях выделения при продувке кислородом значительного ко-
личества газов требуются вакуумные насосы повышенной мощ-
ности.
Ковш со сталью, содержащей 0,3... 0,5% углерода, помещают в
вакуумную камеру и после создания вакуума начинают продувку
кислородом, поддерживая разрежение на уровне ^5 кПа н продувая
снизу аргоном. По окончании окислительного периода металл в
вакууме раскисляют кремнием и алюминием, продолжая продувку
аргоном. Образование при продувке шлака из оксидов железа и
вводимой в ковш извести в условиях перемешивания аргоном
способствует десульфурации. Одновременная продувка кислородом
и аргоном в вакууме обеспечивает получение низкого содержания
углерода (>0,01%) при малом угаре легирующих. Сталь содержит
мало водорода (до 2 • 10-4 %) и азота (2,4 • 10“3 %). Ввиду выде-
ления экзотермического тепла реакций окисления во время продувки
кислородом происходит нагрев металла, что устраняет необходимость
его перегрева в печи.
Вакуумирование в струе. Как видно из уравнения (95), большое
влияние на скорость дегазации оказывает увеличение относительной
поверхности (F/V) металла. Существенно увеличить эту поверхность
можно дроблением металла на капли. Например, если жидкую сталь
поместить в кубическую емкость 1 м3, то F =6 м5, a Г/У=6 мч. Если
378
же раздробить металл на капли, то относительная поверхность
каждой капли будет равна:
Диаметр капли, мм...................
с 2
Г, м................................
F/V, м"1............................
10 5 1
0,6 1,2 6
600 1200 6000
Этому же будет равна относительная поверхность всего металла,
находившегося в емкости V= 1 м3. Поэтому эффективным методом
вакуумирования стали является вакуумная обработка струи, которая,
как будет показано ниже, дробится на мелкие капли с огромной
удельной поверхностью. Так как эти капли имеют сферическую
форму, можно записать:
F / V = 4я г2 / [(4/3) л г3] = 3/г, (105)
где г — радиус капель.
Тогда уравнение (105) примет вид
dC/dt = k(Cs-C) (3/г). (106)
Константа скорости k в уравнении (106) определяет скорость
молекулярной диффузии через пограничный слой толщиной б и
характеризуется D — коэффициентм диффузии: k = D/б. При малом
размере капель г соизмеримо с толщиной пограничного слоя б и,
приняв коэффициент пропорциональности а, можно записать
а б = г. Тогда уравнение (106) можно преобразовать в уравнение:
dC/dt = (D/в) (3/г) (Cs - С) о За D (Cs - С) /г2. (107)
Из (107) следует, что скорость дегазации обратно пропорцио-
нальна Л т. е. существенно увеличивается с повышением степени
дробления капель металла при обработке в вакууме. Действительно,
при дроблении жидкой стали на капли во время струйного вакуу-
мирования процессы окисления углерода и дегазации завершаются
в течение короткого времени, исчисляемого секундами.
Промышленное применение вакуумной обработки стали в струе
началось в начале 50-х годов при отливке крупных слитков с целью
удаления водорода для придания стали иммунитета к флокенам.
Это достигается при содержании водорода не более 2 • 10-4 % и
особенно важно при изготовлении поковок из слитков массой 50 ...
400 т, так как позволяет избежать длительной и дорогой противо-
флокенной термической обработки По этой причине, а также
вследствие сравнительной простоты осуществления струйной отлив-
ки в изложницу в настоящее время более 90% всех крупных слитков
отливается в вакууме.
379
Изложницу помещают в вакуум-
камеру, которую закрывают крыш-
кой с промежуточной емкостью
(рис. 165). Переливное отверстие в
промежуточной емкости перекрыва-
ют алюминиевым листом толщиной
2... 3 мм и в камере создают вакуум.
По достижении необходимого раз-
режения сталь переливают из ковша
Рис. 165. Схемы установок струйного в промежуточную емкость, откуда
вакуумирования: а — при отливке слит- она, расплавив алюминиевый лист,
ков, б—при переливе из ковша в поступает в установленную в камере
^ера7 изложницу. Проходя разреженное
4—ковш с металлом, 5 — сталераз- пространство камеры, струя металла
ливочный ковш разрывается выделяющимися пу-
зырьками газа на капли диаметром
10... 0,001 мм и сталь подвергается интенсивной вакуумной обра-
ботке.
Степень удаления водорода при струйном вакуумировании зависит
от параметров обработки (рис. 166). Она повышается с понижением
давления примерно до 1 кПа и резко возрастает при увеличении
высоты падения струи до -1 м. Дальнейшее увеличение высоты
падения струи практически не влияет на степень удаления водорода
вследствие того, что уже при падении капель с высоты -1 м
длительности этого падения достаточно для завершения процесса
дегазации.
При производстве сравнительно мелких слитков металл ва-
куумируют при переливе из ковша в ковш
(рис. 165, б). В этом случае вакуумную ка-
меру устанавливают во второй сталеразливоч-
ный ковш, из которого после вакуумирования
сталь разливают.
Как вакуумирование в ковше, так и ваку-
умирование струи более эффективны при обра-
ботке нераскисленной стали (рис. 167). В ре-
зультате струйного вакуумирования при оста-
точном давлении 0,3... 1 кПа содержание
16 Z0 V
° 2 ♦ водорода в стали уменьшается на 70... 80%,
Рис. 166. Удаление кислорода на 50... 60%, азота на 15... 25%.
водорода при струйном Отливка слитков с вакуумированием струи
Xy”“oTCCT^ «еталла, попадающей прямо в изложницу, имеет
дения гтруи и дявпрния, важное преимущество по сравнению с перели-
кПа (числа у кривых) вом из ковша в ковш в том, что металл после
380
обработки вакуумом не контактирует с
воздухом. Вторым преимуществом отлив-
кислитков с вакуумированием струи яв-
ляется отсутствие потерь тепла, связанных
с вакуумной обработкой стали, посту-
пающей в изложницу. Применение второго
сталеразливочного ковша при вакуумиро-
вании переливом из ковша в ковш вызы-
вает значительные потери тепла и необ-
ходимость перегрева металла перед сли-
вом из печи на 40... 90 °C. Недостатком
способа является также необходимость
удвоенного количества ковшей.
(о#-»?*
12k 6 в 10 20 60 60
Рис. 167. Изменение общего
содержания кислорода в ме-
талле при вакуумировании в
Рис. 168. Схема установки порци-
онного вакуумирования стали: 1 —
вакууматор, 2 — ковш в верхнем поло-
жении, 3 — ковш в нижнем поло-
жении
Для уменьшения потерь тепла, вызы- процессе перелива из ковша
вающйх особые затруднения при обработ-
ке плавок небольшой массы (до 100 т), нераскисленной (5) стали
на некоторых заводах применяют струйное
вакуумирование во время выпуска из печи. В этом случае роль
вакуум-камеры выполняет сталеразливочный ковш, герметизирован-
ный плотно прилегающей крышкой, на которой установлена про-
межуточная емкость. Сталь из печи через промежуточную емкость
и бесстопорное переливное отверстие поступает в разреженное
пространство ковша, где подвергается струйному вакуумированию.
Вввду сравнительно малых потерь тепла требуемый дополнительный
перегрев при выпуске из печи составляет лишь 25... 30°С.
Вакуумирование в специальных камерах. Увеличения относи-
тельной поверхности жидкого метал-
ла в процессе вакуумной обработки
с целью повышения ее эффективно-
сти можно достичь, если одновре-
менно вакуумировать не всю массу
металла в ковше, а небольшую ее
часть.. С этой целью были разрабо-
таны способы порционного и цирку-
ляционного вакуумирования в спе-
циальных камерах.
Способ порционного вакуумиро-
вания 'С засасыванием в вакуум-ка-
меру одновременно лишь 8... 12%
всего металла в ковше был разрабо-
тан в 1956 г. По начальным буквам
фирмы-разработчицы «Dortmunder
Herder Huttenunion» (ФРГ) он обыч-
но называется процессом DH..
381
Обработка стали происходит в футерованной вакуум-камере
(рис. 168), в которую металл засасывается через футерованный
изнутри и снаружи патрубок вследствие создания в камере разре-
жения. Одновременно засасывается 8... 12% общей массы металла
в ковше. Уровень металла в вакуум-камере примерно соответствует
внешнему атмосферному давлению.
При движении ковша вниз или вакум-камеры вверх металл
вытекает из вакуум-камеры в ковш (остается лишь в патрубке), а
при обратном движении вновь засасывается в камеру, где подвер-
гается вакуумной обработке. Таким образом, сталь, находящаяся в
ковше и вакуумированная, перемешивается и достигается однород-
ность обработанного металла. Эти циклы обработки повторяют
многократно (30... 50 раз), доводя коэффициент рециркуляции (от-
ношение суммарной массы металла, прошедшей вакуум-камеру за
время всех циклов обработки, к массе металла в ковше) примерно
до 4.
Для уменьшения потерь тепла вакуум-камеру перед вакуумиро-
ванием нагревают до 1500... 1560 °C с использованием системы
электронагрева или газокислородными горелками. За время вакууми-
рования температура металла понижается всего на 10... 30 °C. До-
полнительное охлаждение металла может происходить в случае
присадки значительного количества некоторых ферросплавов (фер-
ромарганца, феррохрома).
Многократная обработка в вакууме относительно небольших
порций металла, поступающих в вакуум-камеру в условиях интен-
сивного перемешивания, создает благоприятные условия для рас-
кисления углеродом и дегазации стали. Это позволяет при остаточном
давлении в вакуум-камере 60... 130 Па глубоко раскислять металл,
понижая содержание кислорода до 0,005% и менее перед присадкой
раскислителей, и получать сталь с небольшим количеством оксидных
включений. Оказалось возможным проводить глубокое обезуглеро-
живание и получать содержание углерода <0,01%, что имеет важное
значение при производстве некоторых сталей, например электротех-
нической. Содержание водорода в металле при порционном вакууми-
ровании понижается до 1,5... 2 • 10-4 %.
Интенсивное перемешивание металла при поступлении в ва-
куум-камеру и обратно в ковш создает и другие преимущества
порционного вакуумирования по сравнению со способами, опи-
санными выше. В процессе вакуумирования можно вводить в
металл через специальный загрузочный патрубок со шлюзом зна-
чительное количество ферросплавов, осуществляя легирование и
раскисление. При этом существенно уменьшается угар легирующих
элементов и раскислителей. Усвоение элементов увеличивается
382
и примерно составляет, %: 95 Si и 95 Мп, 80 А1, 70 Ti,
<100 Сг. Малый угар и благоприятные условия контроля по-
зволяют получать сталь с узкими пределами колебаний содер-
жания элементов, %: ±0,015 С; ±0,050 Мп; ±0,005 А1;
±0,015 Ti; +0,010 V.
Поскольку сталь обрабатывают отдельными порциями, масса
металла в ковше при порционном вакуумировании практически не
ограничивается. При этом можно использовать вакуумные насосы
небольшой производительности.
Установки порционного вакуумирования представляют собой
сложные сооружения. Они состоят из комплекса устройств, обес-
печивающих опускание и подъем вакуум-камеры или ковша, системы
вакуум-проводов с шарнирными соединениями, устройства для ав-
томатического взвешивания и загрузки в вакуум-камеру раскисли-
телей и легирующих материалов, а также устройства, обеспечива-
ющего нагрев вакуум-камеры, охлаждение отсасываемых газов и
другие функции.
Важным вопросом работы порционных вакууматоров является
выбор огнеупорной футеровки вакуум-камеры. Это обусловлено
сложными условиями службы этой футеровки, испытывающей хи-
мическое воздействие металла, в частности очень активного при
разрежении растворенного в стали углерода, эрозионный износ
движущегося металла, а также термические удары. Обычно ваку-
ум-камеру футеруют муллитовыми и магнезитохромитовыми огне-
упорами. Стойкость футеровки вакуум-камер составляет
200 ... 300 плавок, а стойкость патрубков в два раза меньше.
Циркуляционное вакуумирование. Другим способом обработки
скидкой стали в вакууме малыми
порциями является циркуляцион-
ное вакуумирование, разработан-
ное в 1959 г. фирмами
«Ruhrstahl» и «Heraeus» (ФРГ) и
по начальным буквам этих фирм
названное процессом RH.
Схема установки циркуляцион-
ного вакуумирования приведена
на рис. 169. Вакуум-камера, фу-
терованная огнеупорными мате-
риалами, имеет два патрубка, ко-
торые погружаются в находящий-
ся в ковше металл. При создании
вакуума металл поднимается по
этим патрубкам в камеру, после ' сгия для горелки
Рис. 169. Схема
установки циркуля-
ционного вакууми-
рования и устройство
вакууматора: а —
ковш с металлом,
б— вакууматор; 1 —
подъемный патрубок,
2 — сливной патру-
бок, 3 — нижняя
съемная часть, 4—
загрузочный патру-
бок, 5 — вакуум-
провод, 6 — отвер-
383
чего в подъемный патрубок (правый на рис. 169) подают аргон,
играющий роль транспортирующего газа. Поднимаясь, пузырьки
аргона инжектируют жидкую сталь в вакуум-камеру, откуда она
через сливной патрубок вновь поступает в ковш. Происходит
непрерывная циркуляция металла через вакуум-камеру.
В зависимости от массы металла в ковше (от 20 до 400 т) рас-
ход аргона изменяется от 100 до 1000 л/мин, а скорость циркуляции
стали — от 10 до 120 т/мин. Коэффициент рециркуляции ~4 до-
стигается за 10... 15 мин. Во время циркуляции происходит фонта-
нирование и разбрызгивание металла в вакуум-камере, что способ-
ствует развитию процессов раскисления углеродом и дегазации
стали. Вытекая из сливного патрубка с большим динамическим
напором, струя металла интенсивно перемешивает жидкую сталь в
ковше, обеспечивая равномерность состава.
В процессе ' циркуляционного вакуумирования снижается со-
держание растворенного в стали кислорода, т. е. раскисление
углеродом. Начинается оно спустя некоторое время, в течение
которого давление понижается примерно до 6,5... 7,0 кПа. Далее
при быстром понижении давления до 0,6... 0,7 кПа в течение
-5 мин содержание растворенного в стали кислорода снижается
до .минимума, соответствующего 0,002... 0,004%. Процесс угле-
родного раскисления завершается через 10 мин от начала цир-
куляционного вакуумирования. При этом коэффициент циркуляции
достигает 3,5... 4,0.
В процессе вакуумной обработки наблюдается снижение и об-
щего содержания кислорода, причем происходит оно в значи-
Рис. 170. Ход циркуляционного
вакуумирования стали, содержащей
0,38% Q 0,11% Si; 0,65% Мп;
0,003% А1, в 150-т ковше: изме-
нение давления Р и содержаний
общего Oj н растворенного [О]
- кислорода
тельной мере после стабилизации со-
держания растворенного кислорода на
минимальном уровне (рис. 170). Это
свидетельствует о том, что при цир-
куляционнном вакуумировании проис-
° ходит удаление из стали оксидных
неметаллических включений. Такое
удаление и, как видно, очень быстрое,
обусловлено интенсивным движением
металла при его циркуляции. Таким
образом, создаются хорошие условия
выноса неметаллических включений к
поверхности раздела шлак—металл в
ковше и перехода их в шлак. Су-
щественное значение может иметь и
укрупнение включений при их стол-
кновениях и коалесценции (слиянии)
384
ко
100
во
во
401-
л-
го-
юг
0 5 10 15 X T,MW-
Рис. 171. Изменение сум-
марного содержания кислорода
в стали во время циркуляци-
онного вакуумирования при
скоростях движения металла
0,7 м/с (диаметр подъемного
Патрубка 30 см, расход аргона
24 м3/ч) и 2,1 м/с (диаметр
патру&са 40 см, расход аргона
60 mVh)
жидких частиц или коагуляции твердых
частиц. Образующиеся крупные, особен*
но в результате коалесценции, частицы
могут быстро удаляться из стали в ре-
зультате всплывания.
Удаление неметалических включений
до минимума в процессе обработки за-
вершается позднее, чем углеродное рас-
кисление. Поэтому циркуляционное ваку-
умирование частично или полностью рас-
кисленной стали с целью удаления оксид-
ных неметаллических включений требует
затраты значительного времени на обра-
ботку (15 ... 25 мин) и многократного
прохождения металла через вакууматор
(коэффициент рециркуляции 4...5).
Скорость и степень углеродного раскисления в определенной
мере зависят от относительного количества газообразной фазы в
газометаллической смеси, поступающей в вакуум-камеру, и интен-
сивности перемешивания. Последняя влияет и на скорость и степень
удаления неметаллических включений из стали. Такая связь четко
проявляется при сравнении изменения общего содержания кислорода
в стали в процессе вакуумирования от скорости движения металла,
зависящей от расхода транспортирующего газа и диаметра подъем-
ного патрубка (рис. 171). Как видно, с увеличением расхода аргона
и диаметра подъемного патрубка, вызывающим повышение скорости
движения металла, удаление кислорода в растворе и включениях
происходит быстро и до более низкого содержания.
В условиях интенсивного перемешивания металла при циркуля-
ционном вакуумировании возможно введение в сталь значительного
количества ферросплавов, ограничиваемого лишь пределом ее ох-
лаждения. Это позволяет производить раскисление и легирование в
конце вакуумирования. Ферросплавы и легирующие вводятся через
специальный патрубок-шлюз в вакуум-камере. Перед вакуумирова-
нием вакуум-камеру нагревают до 1300... 1450 °C. За время ваку-
умирования и в результате введения ферросплавов температура
понижается на 30... 50 °C, что требует перегрева стали в печи.
По эффективности вакуумирования циркуляционное ваку-
умирование не отличается от порционного. Посредством его можно
проводить глубокое обезуглероживание ( <0,010... 0,005% С), рас-
кисление ( <0,005... 0,003 % [О]), получать металл с низким содер-
жанием оксидных включений благоприятного типа и низкое содер-
жание водорода (<2 • 10~4%).
25 Зак. 3164
385
4. Комбинированная обработка стали в ковше с нагревом
Ковш-печь. Широкое распространение для внепечной обработки
стали получил разработанный в 1971 г. фирмой «Daido Steel» (Япо-
ния) процесс рафинирования в ковше-печи (процесс LF — Ladle
Furnace). Ковш-печь футерован огнеупорной кладкой: в зоне шла-
кового пояса — магнезито-доломитовым кирпичом (87% MgO и 7 ...
10% СаО); остальная часть стен и днище — высокоглиноземистым
кирпичом (86 ...87% А12О3 и 9% SiO2). В днище ковша устанав-
ливаются одна—три пористые пробки, например корундовые (96%
А12О3 и 2% TiO2, пористость 31%). Стойкость футеровки .ковша в
зоне шлакового пояса 15... 25 плавок, остальной части ковша — до
50 плавок, пористой пробки — 3...5 плавок. Ковш накрывается
крышкой с патрубками для подачи присадок и контроля процесса
и с тремя отверстиями для графитовых электродов. Мощность
трансформаторов установок ковш-печь по сравнению с дуговыми
печами невелика (100... 160 кВа/т). Она ограничивается повышен-
ным износом кладки ковша выше уровня металла ввиду малого (по
сравнению с дуговой печью) диаметра ковша.
Основные требования к ковшу-печи: контроль атмосферы над
ванной (она должна быть нейтральной или слегка восстановитель-
ной); регулируемый нагрев металла без сильного износа футеровки
и отрицательного влияния на состав металла (наприМер, науглеро-
живания); интенсивное перемешивание ванны без загрязнений ме-
талла атмосферой (вторичного окисления, азотирования).
После слива стали в ковш-печь и установки его под крышкой
в ковше-печи наводят шлак на основе алюминатов кальция, обла-
дающий высокой десульфурирующей способностью и защищающий
металл от вторичного окисления. Примерный состав его, %: 55 ... 60
СаО; 32... 36 А12О3; 2... 7 SiO2; 3 ... 5 MgO. Расход шлаковой сме-
си — 16... 20 кг/т, расход аргона — 12... 18 м3/(т • мин). Работают
с короткими дугами, погружая электроды в тплак (опасность науг-
лероживания) или с длинными дугами (усиленный износ футеровки).
Вследствие наличия в ковше-печи шлака с высокой десульфу-
рирующей способностью и интенсивного перемешивания аргоном
коэффициент распределения серы (S)/[S1 достигает 500... 1000. Мо-
жет быть получено содержание <0,003% S. Содержание кислорода,
связанного во включения, понижается примерно на 30%, а водо-
рода — на 35%. Повышается точность получения заданного состава
стали.
Легирование можно проводить в ковше-печи, используя дуговую
печь лишь для расплавления лома. При выплавке высоколегирован-
ной хромом стали в дуговой печи лишь расплавляют лом и
ферросплавы и раскисляют шлак ферросилицием. Затем сплав
386
сливают в ковш-печь, где завершают восстановление и десульфу-
рацию. При этом усвоение легирующих элементов повышается:
Элемент................................. Cr Мп V
Усвоение, %, при плавке:
в дуговой печи...................... 90 ...82 85... 86 94... 95
в дуговой печи и ковше-печи. . 96...97 94 ™ 95 98...99
Процесс ASEA—SKF. Перспективный и получивший уже распро-
странение способ комбинированной обработки стали в ковше был
разработан в 1965 г. в Швеции и по наименованию фирм-разработ-
чиков получил название ASEA—SKF.
Установка ASEA—-SKF (рис. 172) состоит из ковша с кожухом
из немагнитной нержавеющей стали, ставящегося после слива в
него металла на сталевоз с индуктором для электромагнитного
перемешивания. Ковш оборудован съемной крышкой-сводом с тремя
электродами для дугового обогрева и съемной же вакуумплотной
крышкой, соединенной с системой вакуумных насосов. Установка
оборудована системой автоматического взвешивания и присадки в
ковш необходимых материалов.
В дуговой печи металл расплавляют и проводят короткий окис-
лительный период до получения необходимых содержаний углерода
и фосфора, а также температуры стали. Металл сливают в ковш с
возможно меньшим количеством печного шлака (перед выпуском
из печи его тщательно скачивают). В ковше известью и плавиковым
шпатом наводят шлак — до 0,8% от массы металла. Ковш устанав-
ливают на сталевоз с индуктором и перевозят под крышку-свод,
где проводят нагрев до 1580 °C, присаживают легирующие и вновь
нагревают металл до той же температуры. Ковш на сталевозе
перемещают под вакуумплотную крышку и проводят обработку
вакуумом. Затем циклы нагрева и вакуумной обработки при исполь-
зовании соответствующих крышек ков-
ша могут повторять. После завершения
вакуумирования в металл вводят алю-
миний, нагревают до необходимой тем-
пературы и разливают.
В течение всей обработки металл
подвергают электромагнитному переме-
шиванию. Это обеспечивает достаточ-
ное развитие процессов дегазации, уда-
ление неметаллических включений, рав-
номерное распределение элементов и
температуры в объеме металла. При
необходимости глубокой десульфура-
Рис. 172. Схема установки
ASEA—SKF для подогрева и
вакуумирования стали: 1 — ковш
с металлом, 2 — аддуктор; 3 —
крышка свцца с электродами, 4—
вакуумплотная крышка
387
ции с получением содержания серы <0,015... 0,020% наводят вы-
сокоосновный шлак (основность 3,5 ... 4,5).
В случае необходимости более глубокой Десульфурации в металл
присаживают 0,1% редкоземельных металлов (РЗМ), что обеспечи-
вает получение содержания серы 0,003... 0,005%. При этом суль-
фиды РЗМ удаляются благодаря перемешиванию. Процесс удобен
для глубокого обезуглероживания. Если для этого недостаточно
кислорода в расплаве, его вводят в вцде газообразного кислорода
или железной руды. Однако применение графитовых электродов для
дугового нагрева вызывает опасность науглероживания стали. В про-
цессе вакуумирования в стали содержится 0,003... 0,001% О2 и
<2 • 10“4 % Н2. Продолжительность всей внепечной обработки
2 ... 3 ч.
Таким образом, процесс ASEA—SKF сложен и длителен. Од-
нако его гибкость, возможность легирования и обработки шлаком
и вакуумом в ковше с получением стали высокой степени чистоты
и с узкими пределами содержания элементов обеспечили его
распространение в разных странах. В значительной степени этому
способствовало и достигаемое при использовании процесса
ASEA—SKF существенное увеличение производительности дуговых
печей.
Распространение получил и процесс Finkl, разработанный фирмой
этого же названия, в литературе встречается и другое наименование
процесса — VAD (Vacuum Arc Degassing). Этот процесс аналогичен
процессу ASEA—SKF с применением дугового нагрева и вакууми-
рования. Его принципиальным отличием является перемешивание
не электромагнитным полем, а продувкой аргоном, который во время
обработки подается в металл через установленную в ковше пористую
пробку.
5. Обработка стали порошком щелочноземельных металлов
и их соединений
Щелочноземельные металлы, особенно кальций, являются не
только раскислителями, но и элементами, активно связывающими
серу. Однако низкая температура кипения этих металлов (Са —
1440 °C, Mg —1103 °C, Ва —1540 °C, Sr —1370 °C) и высокая упру-
гость паров при температуре жидкой стали затрудняют их эффек-
тивное использование. Значительная часть кальция и других эле-
ментов при введении их в сталь испаряется и окисляется вне
металла. Разработан ряд методов введения щелочноземельных ме-
таллов и их сплавов, обеспечивающих длительный контакт их с
жидкой сталью и достаточно высокую степень использования.
388
Для достижения этих целей кальций,
получивший преимущественное примене-
ние из щелочноземельных металлов, необ-
ходимо вводить на такую глубину, где
внешнее давление больше упругости его
пара. Эту глубину можно определить из
графика рис. 173, где нанесены кривые
изменения упругости пара кальция в за-
висимости от температуры и давления слоя
металла (вместе с атмосферой) на разной
глубине. Выбрав на этом графике темпе-
ратуру, например 1600 °C, проводим вер-
тикальную линию до пересечения ее с
кривой упругости пара кальция. Затем эту
о 1 2 3 Л,М
§ 0.22
Ч 0.20
«4#
* 0,12
0.10
1500 1550 №00 tX
Рис. 173. Изменение упру-
гости пара кальция с темпе-
ратурой (/) и ферростаппес-
кого давления (2) на разной
глубине Л
линию при полученном давлении пара продолжаем до пересечения
с кривой ферростатического давления. Точка пересечения показывает
глубину, на которой давление атмосферы и металла равно упругости
пара кальция. Как видно, при 1600 °C она равна примерно 1,4 м. На
этой глубине кальций кипеть не будет.
Но такой глубины недостаточно для эффективного использования
кальция, так как кальций лишь в незначительной степени раство-
ряется в стали, и образовавшиеся капли кальция меньшей плотности,
чем сталь, быстро всплывают в более высокие горизонты, где
происходит его кипение и мгновенное удаление в виде пузырьков.
Поэтому глубину введения кальция увеличивают примерно до
3 м. В этом случае капли кальция до вскипания всплывают через
слой толщиной более 1,5 м и во время всплывания взаимодействуют
с жидкой сталью. Кроме того, для понижения упругости пара кальция
и увеличения продолжительно-
сти взаимодействия его с жид-
ким металлом применяют спла-
вы кальция (преимущественно
силикокальций).
Эффективным способом об-
работки стали щелочноземель-
ными металлами (в виде их
сплавов) и их соединениями
оказался разработанный в 70-х
годах метод вдувания в металл,
слитый в ковш, порошкообраз-
ных материалов в струе инер-
тного газа. Образование боль-
Рис. 174. Схема установки для обработки
стали в ковше порошками: 1 — пневмонасос,
2— люк для загрузки порошка, 3— цент-
ральное сопло, 4 — боковые сопла, 5 —
приемная труба, б — трубопровод, 7 — по-
гружаемая фурма, 8 — разливочный ковш
шой реакционной поверхности
контакта твердых частиц с
389
жидкой сталью при вдувании порошка через погруженную в металл
фурму обеспечивает интенсивное взаимодействие кальция со сталью.
Схема установки для обработки стали в ковше порошкообразными
материалами приведена на рис. 174. Порошок загружают в пневмо-
насос, где происходит его аэрация путем подачи газа через цент-
ральные и боковые сопла. Аэрированный порошок поступает в
приемную трубу и далее по трубопроводу в металл через фурму,
погруженную в него примерно на 3 м. После выпуска из печи ковш
с металлом помещают под погружаемую фурму и начинают продувку.
С появлением на выходе фурмы устойчивой газопорошковой струн
фурму погружают в металл.
Другим эффективным способом введения кальция и его сплавов
в жидкую сталь является метод присадок порошка, плакированного
(закатанного) стальным листом в проволоку. Диаметр сердцевины
этой проволоки 8... 14 мм, масса порошка в 1 м 100... 500 г. Про-
волоку поставляют в цех на катушках (вместимостью 1100... 3300 м),
которые помещают в выдающую систему (трайб-аппарат). Через
направляющую трубу барабанными и роликовыми питателями про-
волоку с сердечником подают в ковш вертикально или под углом
к вертикали ^30 °. Скорость подачи проволоки в металл —
100 ... 3000 -м/мин в течение примерно 2... 3 мин при расходе
силикокальция 0,2... 1,0 кг/т. Введение проволоки с сердечником
непременно сопровождается продувкой аргоном через пористую
пробку z(100 ...150 л/мин) для гомогенизации расплава.
Продолжительность плавления в жидком металле стальной обо-
лочки проволоки с сердечником из порошка составляет 1... 3 с. За
это время проволока успевает проникнуть на глубину ^3 м, где и
происходит плавление кальция или его сплавов.
Усвоение кальция, т. е. количество его, перешедшее в раствор,
составляет 10... 15%, а содержание в готовой стали 10... 20 • 10-4 %.
Использование кальция, т. е. количество, перешедшее в раствор и
израсходованное на десульфурацию, раскисление и модификацию
включений, составляет 60... 65%. Таким образом, потери кальция
при введении его в виде силикокальция на глубину -3 м составляют
35 ...40%.
При введении кальция (силикокальция) в сталь содержание
кислорода в металле понижается на 25... 55% (до 0,0015... 0,0025%)
и серы на -20... 80% (до 0,001... 0,002%).
Следует отметить, что такой же степени десульфурации можно
достичь, продувая сталь порошками соединении кальция, например
из предварительно сплавленного флюса состава, %: 65 СаО;
20 А12О3; 15 CaF2 при расходе 2,5 кг/т. Степень десульфурации при
этом определяется главным образом составом покровного шлака.
390
Однако роль кальция заключается не только в десульфурации и
раскислении, но и, что очень важно, в модификации остающихся в
стали сульфидных и оксидных включений. Обладая высоким хими-
ческим сродством к сере и кислороду, кальций восстанавливает из
этих включений другие элементы и замещает их.
В стали сера находится преимущественно в сульфиде марганца
MnS. При введении в жидкую сталь кальция он связывает серу в
сульфид кальция CaS, заменяя в узлах кристаллической решетки
марганец. Образовавшиеся в результате такой модификации суль-
фиды уже при содержании в. них -10% Са имеют глобулярную
форму и в процессе горячей обработки давлением не деформируются,
т. е. не образуют вытянутых включений, существенно понижающих
пластичность и ударную вязкость стали.
Кислород после окончательного раскисления алюминием нахо-
дится в стали преимущественно в форме корунда (А12О3), который
в виде строчек включений остроугольной формы ухудшает механи-
ческие свойства стали и вызывает образование в ней дефектов.
Кальций восстанавливает алюминий, замещая его в оксиде. Степень
замещения зависит от содержания кальция в стали. С увеличением
этого содержания последовательно образуются СаО - 6 А12О3,
СаО • 2А12О3, СаО • А12О3, 12 СаО • 7 А12О3 с промежуточными об-
ластями, где сосуществуют эти оксиды, а при низком содержании
кальция и СаО - 6 А12О3 с А12О3. Чтобы удалить кластеры А12О3,
образующие при обработке давлением строчки, необходимо
[Са0]/(А1203)>0,032. Однако свойства стали улучшаются, когда в
ней отсутствуют тугоплавкие включения СаО • 6А12О3 и
СаО • 2А12О3, а образуются СаО • А12О3 и 12СаО • 7А12О3 (соответ-
ственно с 1600 и 1420 °C). Для их образования необходимо
[Са]/(А1203)>0,20... 0,25. Для этого необходимо ввести в сталь
0,05 ...0,20% силикокальция, которые не деформируются при го-
рячей обработке давлением и практически не влияют на свойства
стали.
Образование включений СаО • А12О3 и 12СаО • 7А12О3 улучшает
условия разливки стали, так как устраняет возможность зарастания
сталеразливочного стакана, происходящего вследствие отложения на
его поверхности включений ALO? и СаО 6А12О3 или только
СаО • 6А12О3.
6. Обработка стали жидким синтетическим шлаком в ковше
При рафинировании в ковше жидким синтетическим шлаком
большая реакционная поверхность контакта достигается в результате
взаимодействия металла и шлака. Предложенное еще в 20-х годах
отечественным инженером А. С. Точинским, а затем Р. Перресом
391
(Франция). такое рафинирование было в достаточной мере разра-
ботано и широко внедрено в производство на отечественных заводах.
Для рафинирования применяют известково-глиноземистый шлак,
содержащий, %: 50... 55 СаО, 35 ...43 А12О3, £6,0 SiO,, £1,0 FeO,
£3 MgO, £4 TiO2. Расход шлака составляет 4... 6% от массы
металла. Нагретый до 1650... 1750 °C шлак заливают в сталеразли-
вочный ковш за несколько минут до выпуска плавки. Выпуск
проводит мощной плотной струей при максимально возможной
высоте падения. Особое внимание уделяют отделению печного шлака
и ограничению его попадания в ковш.
Во время выпуска сталь, падая в жидкий шлак с высоты 5 ... 1,5 м,
разбивается на мелкие капли и образуется большая поверхность
контакта металла со шлаком, превышающая поверхность дуговой
печи в тысячи раз. На этой поверхности быстро протекают процессы
десульфурации стали и, в опреленной степени, раскисления и
удаления неметаллических включений. Окончательно раскисляют
сталь после рафинирования ее синтетическим шлаком. Количество
вводимого в металл на штангах алюминия в два-три раза меньше
обычного.
Известково-глиноземистый шлак обладает высокой десульфури-
рующей способностью. Так как при обработке в ковше между
металлом и шлаком возникает большая поверхность контакта и
реакция десульфурации приближается к равновесию, коэффициент
распределения (S)/[S] достигает 100... 120, т. е. значительно больше,
чем при плавке в дуговой печи. Это позволяет понижать содержание
'серы в стали на 50... 80% и получать готовый металл с
0,005 ... 0,008% S. Это является важной особенностью рафиниро-
вания синтетическим шлаком, обеспечивающей существенное улуч-
шение качества стали.
Вследствие малого окислительного потенциала шлака (<1% Fe)
. при обработке происходит и некоторое раскисление металла. Усво-
ение присаживаемого для раскисления алюминия составляет почти
100%. Уменьшается количество и размеры неметаллических вклю-
чений.
7. Применение методов внепечной обработки стали
Внепечная обработка стали позволяет улучшить качество ме-
талла, понизить угар легирующих и повысить производительность
сталеплавильных агрегатов. Однако применение внепечной обра-
ботки, связанное с необходимостью установки специального, иног-
да сложного и дорогостоящего оборудования, требует значитель-
ных капиталовложений и эксплуатационных расходов. Поэтому
392
при решении вопроса о необходимости внепечной обработки стали
и выборе способов ее осуществления необходимо проводить ана-
лиз преимуществ, которые могут быть получены в результате
применения внепечной обработки с учетом изменений показателей
иа всех стадиях производства и службы готовой металлопро-
дукции.
Важными критериями выбора средств внепечной обработки яв-
ляются требования, предъявляемые к конкретной стали, и возмож-
ности отдельных способов такой обработки (табл. 20).
Таблица 20. Основные возможности применения
методов внепечной обработки стали
Цель обработки Эффективные метод ы
Углеродное раскисление до низко- го содержания оксидных вклю- чений Вакуумирование порционное и циркулярное в ргруе, при выпуске в ковше, процесс ASEA—SKF
Глубокое обезуглероживание (до 0,020 ...0,005% С) Порционное и циркуляционное вакуумирование, вакуумное обезуглероживание
Удаление водорода Все методы обработки вакуумом
Глубокая десульфурация Обработка в ковше-печи, продувка порошками щелочноземельных металлов и их соединений, обработка жидким синтетическим шлаком в ковше, процесс ASEA—SKF
Внепечное легирование, низкий угар легирующих и узкие пределы их содержания в стали Обработка в ковше-печи, ASEA.—SKF (неогра- ниченный ввод легирующих), вакуумное обезугле- роживание 02, порционное и циркуляционное вакуумирование
Получение благоприятной формы неметаллических включений Обработка порошками щелочноземельных металлов и их соединений, порционное и циркуляционное вакуумирование
Усреднение состава и температуры металла t Порционное и циркуляционное вакуумирование, продувка аргоном, процесс ASEA— SKF, обработка в ковше-печи
Контроль температуры ' Процесс ASEA—SKF, обработка в ковше-печи
В соответствии с требованиями к металлу при производстве
стали определенного назначения внепечная обработка является
совершенно необходимой. Так, при производстве стали, пред-
назначенной для изготовления изделий, работающих в условиях
Заполярья или других районах с очень низкой температурой,
393
необходимо обеспечить достаточно высокую хладостойкость (спо-
собность противостоять разрушению при низких температурах).
В значительной мере это достигается глубокой десульфурацией
и модификацией неметаллических включений при продувке ме-
талла в ковше щелочноземельными металлами и их соединениями
или обработкой жидким синтетическим шлаком. Эти методы об-
работки стали эффективны также для улучшения свариваемости
и уменьшения склонности к растрескиванию сварных конструкций,
вызванных влиянием сульфидных включений. Улучшение свари-
ваемости и пластичности металла особенно важно при произ-
водстве толстолистовой и высокопрочной стали, работающей при
очень высоких нагрузках.
Совершенно необходимой стала внепечная обработка в вакууме
при изготовлении особонизкоуглеродистой (<0,005... 0,010% С)
стали — электротехнической, для эмалирования, для холодноката-
ного листа. Так как в сталеплавильных агрегатах, в частности
в дуговой печи, получать сталь с содержанием <0,015 ... 0,020% С
практически невозможно, внепечная обработка таких сталей стала
составной частью технологического цикла производства. Наиболее
эффективной для этих целей оказалась обработка на установках
порционного и циркуляционного вакуумирования, высокопроиз-
водительных и легко вписываемых в поточную технологическую
линию производства стали.
Внепечная обработка в вакууме необходима и при производстве
подшипниковой стали высокой степени чистоты, служебные свой-
ства которой, как будет показано ниже, в значительной мере
зависят от природы и содержания оксидных включений в металле.
Высокое содержание углерода в подшипниковой стали (-1%)
вызывает глубокое углеродное раскисление в вакууме с пони-
жением содержания кислорода в металле перед присадкой рас-
кислителей до 0,0015 ...0,0020%. Благодаря этому после при-
садки раскислителей (кремния и алюминия), в результате которой
содержание растворенного в стали кислорода не изменяется или
понижается до 0,0010%, образуется очень мало оксвдных вклю-
чений.
Для внепечного вакуумирования подшипниковой стали успешно
применяются обработка вакуумом на порционных и циркуляционных
установках, а также в ковшах с перемешиванием аргоном. Хорошие
результаты дает процесс ASEA—SKF.
Эффективным средством придания стали иммунитета к флокенам
явилась обработка стали в вакууме. Способы вакуумирования в
ковше с перемешиванием аргоном, струи при отливке крупных
слитков, в установках порционного и циркуляционного типа находят
394
все более широкое применение в сталеплавильных цехах при про-
изводстве стали для крупных поковок и проката.
Для получения стали особой степени чистоты с заданными
специальными свойствами в технологическом цикле ее производства
применяют последовательно несколько видов внепечной обработки.
Примером такой обработки может быть разработанный и применя-
емый фирмой «Daido Steel» (Япония) процесс ELVAC.
Процесс ELVAC состоит из четырех стадий; Electric furnace —
плавка в дуговой электропечи; Ladle furnace — рафинирование в
ковше-печи; Vacuum treating — вакуумная обработка в циркуляци-
онном вакууматоре; Continuous casting — непрерывная разливка.
Дуговая печь при использовании процесса ELVAC служит лишь
для расплавления металлической шихты и одновременно для окис-
ления фосфора и части углерода. Поэтому имеется возможность
максимального использования мощности трансформаторов и удель-
ная мощность установленных трансформаторов составляет
1280 кВ • А/т.
Наводка восстановительного высокоосновного шлака при интен-
сивном перемешивании аргоном в ковше-печи позволяет понизить
содержание кислорода и серы до 0,002... 0,003% каждого. Легиро-
вание в ковше-печи обеспечивает низкий угар окисляющих элементов
(хрома, ванадия и др.) или его отсутствие. Получают строго
контролируемую температуру металла. На следующей стадии вне-
печной обработки при циркуляционном вакуумировании происходит
дальнейшее понижение содержания кислорода в стали до
0,0015 ... 0,0020 % и, соответственно включений. Снижается со-
держание водорода до (1,5... 2,0) - 10~4 %, а также азота на 20 ...
25% относительных. Получают сталь с узкими пределами содержа-
ний элементов и однородную во всей массе плавки.
Описанные возможности (см. табл. 22) и характерные примеры
использования внепечной обработки стали не могут быть оконча-
тельным критерием ее выбора. Применительно к конкретному цеху
вопрос о целесообразности использования и методе внепечной
обработки решается соовегственно сортаменту стали, предъявляемым
к ней требованиям, условиям работы цеха и технико-экономической
эффективности введения в технологический цикл производства стали
такой обработки.
В этой главе не рассмотрен процесс АКР главным образом
не потому, что он не относится к «ковшевой» металлургии (вне-
печная стадия его проводится в специальном конвертере), а по-
тому, что этот процесс является специфическим для производства
нержавеющей стали. В соответствующей главе он будет рас-
смотрен.
395
Глава 27. Выплавка коррозионностойкой стали
1. Свойства и дефекты коррозионностойкой стали
Изделия из нержавеющих и жаропрочных сталей предназначены
для работы в агрессивных средах при обычных или высоких
температурах, поэтому основным требованием, предъявляемым к
сталям этой группы, является коррозионная стойкость (способность
противостоять воздействию агрессивной среды при обычной тем-
пературе) или жаростойкость (сопротивление воздействию газовой
среды или пара высоких температур). Жаростойкие стали, как
правило, должны быть и жаропрочными, т. е. противостоять при
высокой температуре в течение заданного времени разрушению и
ползучести — постепенной и усиливающейся с течением времени
деформации под постоянной нагрузкой.
Коррозионной стойкостью обладают изделия, на поверхности
которых в агрессивных средах образуется прочная пассивирующая
пленка, препятствующая проникновению и взаимодействию агрес-
сивного вещества с более глубокими слоями металла.
К наиболее сильным пассивирующим элементам в окислительных
средах относится хром. На поверхности нержавеющих и жаропроч-
ных сталей в окислительных средах образуется пленка оксидов
хрома толщиной в 2... 3 нм, т. е. в несколько атомных слоев. При
повреждении этой пленки в течение 0,001 с происходит репассива-
ция. Плотность пленки и антикоррозионные свойства увеличиваются
с повышением содержания хрома. При содержании 12 ...13 % Сг
сталь становится нержавеющей, т. е. устойчивой в атмосфере и в
окисляющих средах. Увеличение содержания хрома до 28... 30%
делает ее стойкой к сильно агрессивным средам.
Хром является ферритообразующим элементом, поэтому стали с
высоким содержанием хрома (16 ...30%) относятся к ферритному
классу. Устойчивость феррита делает их невосприимчивыми к
закалке, поэтому они имеют невысокие прочностные свойства, что
ограничивает их применение. Чисто ферритные стали с 25... 28%
Сг (Х25, Х28 и зерна) используют как жаростойкие, не несущие
нагрузок.
Прочность и пластичность металлов зависят от многих факторов:
типа кристаллической структуры, энергии связи атомов в кристал-
лической решетке, чистоты металла, химического состава, чистоты
границ и т. д. Сопротивление пластической деформации определя-
ется, главным образом, количеством несовершенств в строении
кристаллической решетки, и в первую очередь дислокаций. Высокую
прочность можно получить, если существенно уменьшить или,
наоборот, значительно увеличить количество дислокаций.
396
Создание бездефектных материалов пока не нашло практического
разрешения, но упрочнение в результате увеличения количества
дислокаций и других несовершенств используется очень широко.
Упрочнение сталей, представляющих твердые растворы, происходит
в результате взаимодействия примесных атомов, не образующих
основного твердого раствора, с дислокациями. Однако более зна-
чительно упрочняет сталь блокирование сдвигов высокодисперсными
частицами другой фазы, появляющимися в результате легирования
и соответствующей термической обработки.
Наибольшему упрочнению соответствует тонкая структура с
выделениями второй фазы размером 0,02... 0,05 мкм, равномерно
распределенными по всему объему зерна. Рост выделений до
2:0,10 мкм приводит к разупрочнению стали.
В тех случаях, когда одновременно требуются коррозионная
стойкость и высокая прочность, применяют хромистые стали мар-
тенситного класса с пониженным 12... 18% содержанием хрома. Эта
стали можно закаливать, содержание углерода в них обычно со-
ставляет 0,1... 0,4% (стали 1X13... 4X13). При необходимости полу-
чения закалки высокой твердости содержание углерода может быть
повышено до 1% (сталь 9X18). Стали мартенситного класса исполь-
зуют для изготовления ножей, ножниц, хирургического инструмента,
пресс-форм для пластмасс, а стали с высоким содержанием угле-
рода — для изготовления работающих в коррозионных средах ша-
рикоподшипников. Но все они непригодны для работы при высоких
температурах.
С повышением температуры силы связи атомов в кристал-
лическолй решетке ослабляются, увеличивается диффузионная по-
движность атомов и упрочняющая фаза (в основном карбиды
хрома) перерождается—укрупняется, сфероидизируется, происхо-
дит перераспределение легирующих элементов между твердым рас-
твором и упрочняющей фазой. Это приводит к разупрочнению
стали. Длительному сохранению прочности при Высокой темпе-
ратуре способствует торможение диффузионных процессов, что
может быть достигнуто оптимальным легированием. В жароп-
рочных сталях упрочняющей фазой наряду с карбидами хрома
являются карбиды ванадия, молибдена, вольфрама и других эле-
ментов, а также интерметаллцдные соединения типа А2В, где
в качестве элемента А входят Fe и Сг, а в качестве элемента
В — Mo, W, Nb, Ti или соединения Ni3(Ti, Al). Добавки ту-
гоплавких элементов (Mo, W, Nb, Та) оказывают на упрочняющую
фазу и стабилизирующее действие, так как эта элементы по-
вышают температуру рекристаллизации и ослабляют диффузион-
ные процессы. Их действие усиливается, если вводится не один,
а несколько элементов, ослабляющих диффузию. По этой причине
397
жаропрочные стали легируют, как правило, набором разных эле-
ментов.
Процессы диффузионного обмена заторможены также в случае,
когда сталь не испытывает полиморфных превращений, поэтому в
качестве жаропрочных сталей часто используются сложнолегиро-
ванные чисто ферритные или аустенитные стали.
Стали ферритного класса до последнего времени применялись
лишь как жаростойкие. Однако в последнее время разработаны и
успешно внедряются и жаропрочные ферритные стали, например
сталь 12Х2МВ8ФБ, упроченная частицами интерметаллидной фазы
FeW.
Значительно более высокую жаропрочность имеют аустенитные
стали. Особенно' широко применяют аустенитные стали (12... 20%
Сг) с использованием в качестве аустенитообразующего элемента
никеля (7... 30%). Никель относится -к коррозионностойким ме-
таллам и повышает коррозионную стойкость сталей в растворах
солей и щелочей, а также в слабоокисляющих средах При со-
держании до 20... 30% он повышает жаропрочность железохро-
мистых сплавов.
Другим аустенитообразующим элементом является марганец, но
действие его значительно слабее, особенно при высоком содержании
хрома, поэтому вместе с марганцем целесообразно вводить неболь-
шие количества никеля (2... 4%) или азота. Для получения высокой
жаропрочности рекомендуются присадки углерода с ванадием, мо-
либденом, вольфрамом, ниобием и азотом.
Хромоникелевые, хромоникельмарганцевые и хромомарганцевые
стали хорошо противостоят общей коррозии, но чувствительны к
межкристаллитной коррозии, особенно после медленного охлаждения
в интервале 500... 850 °C. Объясняется это выделением при этих
температурах карбидов хрома, которые располагаются по границам
зерна. В растворах электролитов карбиды образуют с обедненными
углеродом участками зерна гальванические пары. В результате струк-
турной неоднородности границы зерен подвергаются более сильному
коррозионному разрушению.
Аустенитные стали становятся нечувствительными к интеркри-
сталлитной коррозии, если содержание углерода в стали меньше
предела растворимости его в аустените при комнатной температуре,
т. е. менее 0,02... 0,03%. Производство стали с таким содержанием
углерода в дуговых электропечах затруднено. Поэтому при выплавке
коррозионностойких аустенитных сталей верхний предел содержания
углерода устанавливают обычно на уровне 0,08... 0,12%, а дальней-
шее понижение концентрации углерода в растворе производят
присадками карбидообразующих элементов — титана или ниобия.
Количество вводимого титана определяется содержанием углерода
398
и для достаточно полного связывания углерода количество титана
не менее чем в пять раз должно превышать количество углерода.
Высокое содержание хрома и титана в сталях такого типа
обусловливает интенсивное окисление металла при разливке с
образованием в изложнице на поверхности металла корочки, богатой
оксидами и нитридами титана.-Завороты корочки при наполнении
изложницы приводят к многочисленным дефектам поверхности
слитка, которые вынуждают подвергать слиток сплошной обдирке
на глубину 10... 20 мм.
Оставшиеся в слитке скопления нитридов и оксидов образуют
краевую или общую неоднородность макроструктуры (так называ-
емую титановую пористость). Степень развития этого дефекта
возрастает с увеличением содержания титана в стали.
Для улучшения качества поверхности слитка и уменьшения
титанистой пористости нержавеющую сталь приходится разливать
с большой скоростью, защищать поверхность металла в изложнице
восстановительной атмосферой или шлаками, а струю металла при
разливке — инертными газами.
2. Технология плавки переплавом
При сохранившемся пока монопроцессе производства коррози-
онностойкой стали (без окисления углерода вне печи) из нескольких
возможных вариантов выплавки стали Х18Н9Т и стали ряда анало-
гичных марок применяется один — плавка методом переплава с
использованием газообразного кислорода. Метод переплава позво-
ляет использовать в шихте большое количество отходов высоколе-
гированных сталей и обеспечивает высокое использование легиру-
ющих элементов, содержащихся в шихте. Но при переплаве отходов
без окисления в дуговых печах металл науглероживается электро-
дами, что вызывает необходимость иметь по расплавлении содер-
жание углерода ниже допустимых пределов в стали. Это ограничи-
вает возможности использования высоколегированных отходов и
вынуждает включать в состав шихты определенное количество
специально выплавляемого малоуглеродистого и чистого по фосфору
и сере мягкого железа, что повышает себестоимость стали. Неце-
лесообразно также использовать высокохромистые отходы и на
плавках с окислением, так как условия окисления углерода и хро-
ма таковы, что даже при сравнительно низком содержании хрома
(>1 %) трудно окислить углерод, не окисляя при этом хром.
Но сродство к кислороду у хрома и у углерода с изменением
температуры меняется одинаково: с повышением температуры срод-
ство хрома к кислороду уменьшается в большей мере, чем сродство
399
углерода. Таким образом, чем выше температура, тем до более
низких концентраций можно окислить углерод (при одном и том
же содержании хрома) без окисления хрома.
В процессе обезуглероживания высокохромистого расплава при
обычных для сталеплавильной ванны температурах окислить углерод
до 0,1% можно лишь при содержании хрома менее 3...4% (см.
рис. 138). Но уже при 1800 °C таких концентраций углерода можно
достичь при содержании хрома примерно 8... 10 %, а в присутствии
никеля и при более высоком его содержании.
Применение при выплавке нержавеющих сталей газообразного
кислорода позволяет быстро повысить температуру металла и
при высокой температуре окислять углерод. Технология выплавки
нержавеющих сталей переплавом с окислением углерода газо-
образным кислородом исключает опасность попадания в хими-
ческий состав по углероду и позволяет использовать в завалку
большое количество высокохромистых отходов, причем высокое
содержание углерода в шихте не затрудняет получения низко-
углеродистого металла, а допустимое содержание х$ома в шихте
при этом определяется только содержанием углерода в готовой
стали и температурой металла в конце продувки. Рекомендуются
следующие соотношения:
Предельное содержание углерода
в готовом металле, %....... 0,06 0,08 ОДО 0Д2
Расчетное содержание хрома в
шихте, %................... 9 10 11 ...13 13 ...15
Для получения 13... 15 % в металлической шихте во время завалки
дают до 75 % отходов выплавляемой или аналогичной марки стали.
Недостающее количество никеля вводят в виде металлического
никеля, никелевых сплавов или NiO. Если сталь содержит молибден,
то недостающее количество молибдена в виде ферромолибдена
включает в завалку или в виде молибдата кальция присаживают в
конце плавления.
Для защиты хрома от окисления в период плавления и более
быстрого повышения температуры при продувке целесообразно в
завалке иметь 0,7 ...0,9 % Si. Недостающее количество кремния
вводят силикохромом, ферросилицием или отходами кремнистых
марок стали. Во время завалки желательно вводить 20... 25 %
отходов трансформаторной стали. Эта сталь содержит 3...4% Si,
поэтому она вносит необходимое количество кремния, что позволяет
отказаться от использования более дорогих кремнистых сплавов.
Кроме того, трансформаторная сталь содержит мало фосфора, что
гарантирует получение в готовом металле заданного содержания ,
400
ЦК 55 t! IS
Расплав. шихта,'А
Рис. 175. Влияние времени
продувки кислородом (количе-
ства расплавившейся шихты)
на угар хрома
фосфора. При отсутствии отходов транс-
форматорной стали в завалку для разбав-
ления фосфора необходимо вводить отхо-
ды малофосфористых углеродистых ста-
лей.
Для улучшения дегазации металла во
время кипения шихта должна вносить
>0,3 % С. При необходимости науглеро-
живания электродный бой или кокс дают
на подину перед завалкой. На подину
присаживают, кроме того, известь (0,5...
1,0%) и иногда для уменьшения угара
хрома — хромистую руду (0,5%).
Плавление ведут на максимальной мощ-
ности со снижением ее к концу периода.
После расплавления 7О...8О% шихты на-
чинают продувку ванны кислородом. Это позволяет сократить
продолжительность периода плавления и уменьшить расход элект-
роэнергии. Но ранняя продувка, когда в печи много нерасплавив-
шейся шихты, сопряжена с большим угаром хрома (рис. 175).
Поэтому для уменьшения угара хрома продувку обычно начинают
после расплавления 70 ...80 % шихты.
С целью более быстрого нагрева ванны продувку ведут на
включенной печи. За счет тепла экзотермических реакций окис-
ления кремния, хрома и железа и нагрева металла дугами его
температура быстро увеличивается. При определенной температуре,
зависящей от содержания в металле хрома и углерода, начинается
окисление углерода. Этот момент фиксируется по появлению из
печи светящегося пламени. После этого печь отключают, отбирают
пробу на полный химический анализ и продолжают продувку
ванны до получения необходимого содержания углерода. В про-
цессе продувки ванна сильно перегревается и температура металла
может достичь >1800 °C. Высокая температура металла отрица-
тельно сказывается на стойкости футеровки. Поэтому после окон-
чания продувки ванну быстро раскисляют силикомарганцем или
силикохромом и ферромарганцем и присаживают расчетное ко-
личество подогретого докрасна феррохрома. С целью более бы-
строго охлаждения металла на некоторых заводах дополнительно
присаживают до 5% чистых отходов выплавляемой марки стали.
Предварительно глубинное раскисление ванны силикохромом, си-
ликомарганцем и ферромарганцем предотвращает окисление хрома,
вносимого феррохромом, и способствует восстановлению хрома
из шлака. К концу продувки шлак содержит 30 ...45% СГ2О3,
10...25% MgO, 15...20% SiO2, 3 ...10% СаО, 5...10% МпО,
26 Зак. 3164
401
5... 15% FeO, 5... 10% A12O3, 2...6% TiO3. Высокое содержание
тугоплавких оксидов хрома в шлаке делает его гетерогенным,
очень вязким и малоактивным.
Для восстановления хрома из шлака его обрабатывают по-
рошками силикохрома и ферросилиция, забрасывая их под элек-
троды, где шлак более жидкоподвижен. Раскисление силикохромом
предпочтительнее, так как при этом металл одновременно ле-
гируется хромом. Силикохром значительно дешевле безуглероди-
стого феррохрома, поэтому легирование хромом присадками си-
ликохрома целесообразнее.
В результате раскисления шлака кремнием он обогащается крем-
неземом. Если по ходу раскисления в шлак не давать дополнительно
извести, то в печи формируется кислый шлак с основностью
(CaO+MgO)/SiO2 = 0,6... 0,8. Накопление SiO2 в шлаке замедляет
процесс восстановления хрома кремнием, поэтому такие шлаки
содержат 15 ...25 % Сг2О3.
Понизить содержание оксидов хрома в шлаке можно присадками
извести. СаО понижает активность кремнезема в шлаке и способ-
ствует восстановлению хрома кремнием. Но известь вносит углерод,
что увеличивает опасность науглероживания металла в восстанови-
тельный период. Кроме того, присадки извести увеличивают коли-
чество шлака, что даже при низком содержании оксидов хрома в
шлаке может явиться причиной больших потерь хрома со шлаком.
Поэтому нецелесообразно иметь основность шлака более 1,5 ...
1,6. Такие хорошо раскисленные полукислые шлаки содержат <7%
Сг, что обеспечивает сквозное усвоение хрома из шихты до 85%.
Но полукислые шлаки не могут извлекать из металла серу и
окисляют значительное количество титана, присаживаемого в печь,
поэтому полукислые шлаки после тщательного раскисления сили-
кохромом, ферросилицием, а затем силикокальцием или алюминием
полностью скачивают. Вместо полукислого шлака присадками изве-
сти и плавикового пшата в соотношении 4:1 наводят высокоос-
новный восстановительный шлак, под которым проводят легирование
титаном. Перед присадкой ферротитана шлак обрабатывают порош-
ком алюминия.
Титан имеет меньшую плотность, чем железо, поэтому присадки
ферротитана обогащают титаном главным образом верхние слои
расплава. Для равномерного его распределения по всему объему
ванны требуется тщательное перемешивание металла, осуществляе-
мое на печах малой вместимости металлическими гребками вручную,
а на крупных печах — с помощью механизма электромагнитного
перемешивания. После перемешивания металла в течение 6—8 мин
плавку сливают.
На степень усвоения титана кроме состава шлака сильное влияние
402
оказывает температура металла. Высокая температура способствует
протеканию эндотермической реакции окисления титана кремнеземом
шлака [Ti] + (SiO2) = [SiJ+(TiO2) - Q. Чем выше содержание крем-
незема в шлаке и температура металла и шлака, тем меньше усвоение
титана. Обычно усваивается 45... 50 % Ti, присаживаемого в печь
в виде ферротитана.
Недостатком описанного процесса выплавки нержавеющей стали
со сменой шлака являются потери хрома со скачиваемым шлаком.
Уменьшить потери хрома со скачиваемым шлаком можно, применяя
одношлаковый процесс плавки с выпуском ее под раскисленным
шлаком периода продувки. Такой процесс особенно эффективен для
крупных (>100-т) печей, где вследствие малой удельной поверхности
ванны при крупных ее размерах процесс замедлен, а смена шлака
затруднена. Особенности технологии одношлаковым процессом сле-
дующие. Расчетное содержание хрома в шихте на 1... 3% (например,
для стали Х18Н10Т с 12 до 13... 15 %). Для уменьшения вязкости
шлака во время продувки кислородом в печь присаживают известь.
По окончании продувки шлак раскисляют, как описано выше, но
его не скачивают; под этим шлаком и выпускают металл из печи.
Во время выпуска металла в ковш раскисляют алюминием и легируют
титаном. Перемешивание металла и шлака в ковше во время выпуска
и раскисления алюминием вызывает частичное восстановление хрома
из шлака. Усвоение увеличивается на 2... 4 % (абсолютных), достигая
87... 88 %. Выпуск под окислительным шлаком делает практически
невозможным легирование тиганом в печи, поэтому легирование
титаном проводят в ковше, что обеспечивает повышение произво-
дительности печи на -10 %.
Недостатком плавки нержавеющей стали одношлаковым процес-
сом является неудовлетворительная десульфурация под полукислыми
шлаками, поэтому таким процессом плавку ведут при использовании
достаточно чистой по сере шихте.
3. Технология плавки на углеродистой шихте
Нержавеющую сталь из нелегированных отходов выплавляют
лишь в исключительных случаях — при отсутствии легированных
отходов , или при выплавке стали с очень низким (^0,03%)
содержанием углерода.
Завалку составляют из углеродистых отходов и чугуна таким
образом, чтобы в период кипения окислять 0,3...0,5 % С. Недоста-
ющее количество углерода вводят в виде кокса и электродного боя.
В завалку и во время плавления присаживают известь в количестве
2... 3 % от массы металлической шихты. После полного расплавления
403
шихты и достижения температуры металла 1550...1570 °C ванну
продувают кислородом с расходом 0,4...0,5 м3/(т * мин) и давлении
1,2...1,5 МПа. Продувку ведут под напряжением. За время продувки
должно окислиться > 0,2 % С. При выплавке стали с повышенным
содержанием углерода фосфор окисляют рудой, а заканчивают
окислительный период продувкой ванны кислородом. Содержание
фосфора в конце окислительного периода не должно превышать
0,010%. По достижении необходимых содержаний фосфора и
углерода окислительный шлак скачивают. На зеркало металла при-
саживают ферромарганец или силикомарганец из расчета введения
0,3...0,4% Мп и шамотным боем наводят глиноземистый шлак в
количестве 0,6...0,8 % от массы металла. Из шамотного боя, МпО,
образующегося при раскислении металла марганцем, и оксида магния
футеровки образуется небольшое количество полукислого шлака,
обладающего большим электрическим сопротивлением. Наличие тон-
кого слоя такого шлака облегчает нагрев металла и ускоряет
проплавление больших масс присаживаемого феррохрома. Ферро-
хром предварительно хорошо прогревают в нагревательных печах.
В процессе проплавления феррохрома шлак раскисляют молотым
75%-ным ферросилицием в количестве 2...4 кг/т. Иногда для более
полного восстановления из шлака оксидов хрома шлак раскисляют
порошком алюминия.
После полного расплавления феррохрома и нагрева металла
шамотный шлак начисто скачивают, а из извести (10...15 кг/т) и
плавикового шпата (2:1) наводят основной известковый. В ванну
присаживают кремнийсодержащие ферросплавы (ферросилиций и
силикохром), а также тяжеловесные отходы стали аналогичного
выплавляемой стали состава — до 80...1000 кг/т. Корректируют со-
держание малоокисляемых и тугоплавких добавок (молибден и др.).
При выплавке стали, легированной титаном, шлак за 5...10 мин до
выпуска раскисляют алюминием (2 кг/т), в печь присаживают
ферротитан или металлический титан, металл тщательно перемеши-
вают, продувая аргоном, и сливают в ковш.
При выплавке стали, содержащей < 0,03 % С, возникают допол-
нительные трудности. Чтобы получить в готовой стали такое
содержание углерода даже при условии легирования самыми низ-
коуглеродистыми ферросплавами, его концентрация перед началом
рафинирования не должна превышать 0,015...0,020 %. В дуговой
печи такие концентрации углерода можно получить только продувкой
металла газообразным кислородом или одновременной продувкой
ванны кислородом и аргоном.
В процессе плавки необходимо внимательно следить за состоя-
нием электродов и не допускать падения огарков, ниппелей, отко-
ловшихся кусков электродов. Для уменьшения науглероживания
404
металла целесообразно использовать известь только газового обжига,
не допускать попадания так называемого «пережога» (извести с
налетом на поверхности сажистого углерода).
Восстановительный период лучше проводить под полукислым
магнезиально-восстановительным шлаком, так как под таким шлаком
скорость науглероживания меньше, чем под основным. Но полукис-
лые шлаки не позволяют удалять серу и вызывают повышенный
угар титана,-поэтому для удаления серы приходится предпринимать
специальные меры, например продувать металл порошкообразными
десульфураторами, а легирование титаном проводить в ковше.
4. Комбинированные способы выплавки нержавеющей стали
Интенсивное окисление хрома при низком содержании углерода
вызывает необходимость большого расхода рафинированного фер-
рохрома и затрудняет получение нержавеющей стали с содержанием
3S 0,01% С. Глубокое обезуглероживание высокохромистого рас-
плава при незначительном угаре хрома может быть достигнуто
(см. рис. 138) с применением методов понижения парциального
давления СО, образующегося при окислении углерода. Такие методы
основываются на использовании аргона или вакуума. Они представ-
ляют современные процессы про-
изводства коррозионностойкой
стали.
В 1968 г. в США разработан
процесс аргоно-кислородного обе-
зуглероживания (Argon-Oxygen -
Deoxydation), названный по на-
чальным буквам AOD и получив-
ший широкое применение при
производстве нержавеющих и жа-
ропрочных сталей. С применени-
ем этого процесса, получившего
в нашей стране название АКР —
аргоно-кислородное рафинирова-
ние, дуговая печь служит только
для расплавления металла, кото-
рый затем заливают в конвертер.
Конвертер АКР (рис. 176) футе-
рован основными огнеупорными
материалами. С одной стороны
нижней боковой части конвертера
установлено 3...5 фурм для про-
дувки аргоном. Стойкость футе-
Рис. 176. Футеровка 80-т конвертера
AOD: а — обожженный смолодоломито-
вый, б — смолодоломитовый повышенного
качества, в — обожженный доломитовый
кирпич, г — смолодоломитовая набивная
масса
405
т,тн
Рис. 177. Ход процесса АКР
Период обезуглероживания
ровки конвертера составляет
50...100 плавок, .поэтому в элек-
тросталеплавильных печах обыч-
но на одну электродуговую печь
устанавливают три конвертера.
Один из них находится в работе,
второй — на охлаждении, тре-
тий — на ремонте футеровки.
Процесс АКР ведут следую-
щим образом. Конвертер накло-
няют и заливают в него расплав-
ленный в дуговой печи металл
(с содержанием углерода
1,0...3,0%), присаживают известь
для образования основного шла-
ка и десульфурации, выводят
конвертер в вертикальное поло-
жение, начиная одновременно
продувку кислородом и аргоном,
ведут в три стадии (рис. 177),
последовательно изменяя по мере снижения содержания углерода
в металле отношение количеств кислорода и аргона от 3/1 в
начале продувки до 1/1 в середине ее и до 1/2 в конце.
Это соответствует необходимости увеличения доли аргона для
понижения парциального давления СО при низкой концентрации
углерода, а также позволяет не допускать излишнего перегрева
металла. При необходимости для охлаждения металла в конвертер
присаживают металлический лом или железную руду. Период обез-
углероживания заканчивают по достижении заданного содержания
углерода в металле (0,03%, а при необходимости и 0,01%).
Продолжительность периода обезуглероживания составляет
50...60 мин.
По завершении обезуглероживания подачу кислорода прекра-
щают и продувку ведут только аргоном. В ванну присаживают
шлаковую смесь, в которую для восстановления хрома вводят
ферросилиций. Примерное соотношение компонентов смеси:
CaO;CaF2:FeSi (75%)=3:1:2; количество смеси ~3...4% от массы
металла. Состав образующегося конечного шлака, %: 39...52 СаО;
38...36 SiO2; 1,0...1,5 Cr2O3; 0,2...0,5 MnO; 5,5...6,5 MgO;
5,5...6,5 CaF2. Таким образом, в шлаке остается < 1 % Сг. Усво-
ение хрома составляет 98,0...98,5 %. При необходимости получения
низкого содержания серы (0.003...0.005 %) шлак скачивают и
наводят новый, продувая одновременно ванну аргоном. Общая
406
продолжительность процесса в конвертере АКР составляет
70...90 мин.
Для повышения температуры ванны и, следовательно, повы-
шения усвоения хрома, а также увеличения скорости окисления
углерода фирма «Кгирр» (ФРГ) разработала процесс КСВ—
S (Кгирр Combined Blowing—stainless), при котором проводят
одновременную продувку металла кислородом и нейтральным га-
зом (Ar, N2) через водоохлаждаемую фурму сверху и, аналогично
АКР, через боковые придонные фурмы. После слива в конвертер
полупродукта, расплавленного в дуговой печи, через эти фурмы
ведут продувку сверху и снизу при одинаковом отношении ко-
личеств кислород/нейтральный газ. По достижении температуры
1700...1720 °C в конвертер присаживают известь и легирующие.
Начиная с - 0,15 % С, рафинирование ведут только через боковые
придонные фурмы. Такая технология продувки обеспечивает более
высокую скорость окисления углерода в процессе КСВ—S, чем
в процессе АКР. Высокая основность шлака (1,8) в восстано-
вительный период и слив его вместе с металлом обеспечивают
хорошую десульфурацию и защиту от вторичного окисления. При
необходимости окончательное рафинирование проводят в ковше-
печи.
Для получения особонизкого содержания углерода в нержа-
веющей стали применяют и внепечную обработку в ковше ва-
куумом — способ VOD, описанный выше. При этом в дуговой
печи расплавляют металл с необходимым содержанием хрома
(на верхнем пределе), никеля и 0,4...0,5% углерода. Плавку сли-
вают в ковш с шиберным затвором. Ковш устанавливают в
вакуум-камере и в вакууме производят продувку металла аргоном
[(0,03...0,04 м3/(т-мин)] снизу и кислородом
[(0,25...0,35 м3/(м-мин)] сверху. Концентрация углерода в конце
окислительного периода 0,01...0,02 %. После завершения продувки
кислородом вакуумируют, продолжая продувку аргоном. Затем
металл раскисляют кремнием и алюминием.
При использовании окислительного вакуумирования в ковше
усвоение хрома составляет 97...98%, т. е. оно такое же, как при
АКР. Однако при процессе VOD после вакуумирования в металле
ниже содержание кислорода (0,0025...0,0050 %), что обеспечивает
более низкое содержание оксидных включений и более высокое
качество стали.
Процесс VOD получил применение при производстве нового
класса коррозионностойкой стали — со свободными межузлиями,
т. е. без образования раствора внедрения. Ферритная хромомолиб-
деновая сталь этого класса по сравнению с аустенитной никель-
407
молибденовой обладает более высоким сопротивлением внутризе-
ренной коррозии и лучшей вязкостью. Получается сталь этого класса
при содержании £ 0,005 % С и 0,003 % N.
Одновременно отмеченные ультранизкие содержания и углерода
и азота можно достичь окислительной обработкой в вакууме.
Например, хромомолибденовую ферритную сталь, содержащую
0,0003...0,0010 % С и 0,0001...0,0004 % N, получают процессом VOD,
который ведут в два периода: 1 — обезуглероживание кислородом
в вакууме с продувкой через донные пробки аргоном; 2 — продувка
только аргоном в вакууме.
Другим способом производства такой стали (и не только
такой) является процесс окислительного циркуляционного ваку-
умирования, названный RH—ОВ, так как в процессе RH про-
водится продувка металла кислородом (Oxygen Blowing). Сталь
(по возможности без шлака) сливают в ковш-печь, где наводят
шлак на основе алюминатов кальция для десульфурации и при-
саживают легирующие, но не раскисляют кремнием и алюминием.
В металл погружают патрубки циркуляционного вакууматора и
начинают вакуумировать и одновременно продувать кислородом
через расположенные в вакуум-камере ниже уровня металла фур-
мы типа «труба в трубе». Через внешнюю трубу вдувают аргон
или азот для охлаждения, а через внутреннюю — кислород. При
понижении содержания углерода до уровня 0,002...0,001 % за-
вершают окислительный период и продувку продолжают только
инертным газом при давлении в вакуум-камере 1...3 кПа для
углеродного раскисления, в результате которого содержание в
стали углерода понижается до . £ 0,0010 %, а кислорода — 003 %
(растворенного и во включениях А12О3). Окончательно сталь
раскисляют в вакуум-камере кремнием и алюминием и допол-
нительно вакуумируют. В готовой стали получают 0,0010 % С
и 0,0004% N.
Окислительное циркуляционное вакуумирование с наводкой
шлака для десульфурации проводят в ковше без подогрева, т. е. не
в ковше-печи. В этом случае для нагрева, необходимого в связи
с присадкой шлакообразующих в ковш и некоторого количества
ферросплавов в вакуум-камеру, используют химическое тепло
окисления алюминия. Алюминий в количестве 0,2...0,4% вводят
в металл, находящийся в вакуум-камере. Его окисление при про-
дувке кислородом (1...2 тыс. м3/ч) вызывает повышение тем-
пературы металла на ЗО...1ОО°С за 20...40 мин. Окисление уг-
лерода во время продувки начинается после окисления алюминия
до содержания менее 0,03...0,04 %. Далее процесс ведется, как
описано выше.
408
Глава 28. Выплавка быстрорежущей стали
1. Свойства и дефекты быстрорежущей стала
Быстрорежущая сталь относится к rpyiffle инструментальных
сталей, т. е. сталей, используемых для изготовления разнообразного
инструмента. Эти стали должны обладать высокой твердостью,
прочностью и износостойкостью, а в некоторых случаях должны
удовлетворять и ряду дополнительных требований, в частности быть
коррозионно стойкими, длительно сохранять неизменными размеры
и форму инструмента, способность противостоять значительным
динамическим нагрузкам.
Строгое разграничение сталей на конструкционные и инструмен-
тальные возможно лишь по области применения, но не по химиче-
скому составу. Вследствие высокой износостойкости и прочности
инструментальные стали широко используют и для других целей:
для изготовления подшипников качения, пружин, деталей топливной
аппаратуры, шестерен, ходовых винтов, червяков и других деталей.
В то же время для изготовления некоторых видов инструмента
используют конструкционные, шарикоподшипниковые и другие стали.
В последние годы непрерывно сокращается применение сравни-
тельно простых по составу инструментальных сталей (углеродистых
и легированных одним или двумя элементами) и увеличивается
использование высоколегированных, имеющих повышенные твер-
дость и прочность, износоустойчивость, теплостойкость, стойких
против коррозии. Значительно возросло число инструментальных
сталей специализированного назначения, т. е. применяемых в огра-
ниченных условиях эксплуатации, в которых они обеспечивают
лучшую стойкость.
К числу инструментальных сталей специального назначения от-
носят и быстрорежущую сталь. Ее используют главным образом
для изготовления металлорежущего инструмента, предназначенного
для резания с высокимим скоростями. Кроме того, ее применяют
для изготовления тяжелонагруженных штампов холодного выдавли-
вания, а также для ряда деталей, работающих при нагреве: подшип-
ников качения, игл топливной аппаратуры и т. д.
В готовых изделиях быстрорежущая сталь дожна обладать вы-
сокой твердостью (HRC 63...66, а для резания труднообрабатываемых
изделий до HRC 66...69), высокой прочностью и сопротивлением
пластической деформации, теплостойкостью (красностойкостью, а
для ряда инструмента — возможно лучшей вязкостью).
Твердость стали определяется сопротивлением пластической де-
формации и контактным напряжениям, возникающим в рабочей
409
кромке инструмента. С увеличением твердости возрастает износо-
устойчивость, увеличивается возможность получения более чистой
и ровной поверхности обрабатываемого металла и самого инстру-
мента, уменьшается налипание обрабатываемого металла на повер-
хность режущего инструмента. Инструменты с недостаточной твер-
достью не могут резать или деформировать: они быстро теряют
форму и размеры под действием возникающих напряжений.
Твердость определяется химическим составом и структурой стали
и зависит от содержания углерода в твердом растворе Fee (мар-
тенсита), количества и дисперсности выделившихся карбидов или
интерметаллидов и от количества остаточного аустенита.
Быстрорежущие стали относятся к ледебуритному классу. Они
содержат >0,6% С и приобретают высокую твердость и износо-
устойчивость в результате мартенситного превращения при закалке
и дисперсионного твердения при высоком отпуске (52О...65О°С),
вызываемого выделением упрочняющей фазы — в основном карби-
дов вольфрама, молибдена, ванадия.
Твердость инструментальной стали является важнейшим, но не
единственным свойством, определяющим эксплуатационные харак-
теристики инструмента. До 70% мелких режущих инструментов
ломаются преждевременно до наступления нормального износа, что
свидетельствует об очень важном значении прочности и вязкости
инструментальной стали. Прочность характеризует сопротивление
изгибающему или крутящему моменту, а вязкость — сопротивление
образованию трещин и разрушению ударных нагрузок. При исполь-
зовании сталей высокой прочности повышается стойкость инстру-
мента и производительность обработки, становится возможным
резание с большой подачей и резание материалов большей проч-
ности. Достаточно высокая вязкость в сочетании с высокой проч-
ностью предупреждает выкрошивание, образование трещин и по-
ломку инструмента.
В отличие от твердости прочность зависит от большого числа
факторов: содержания углерода в а-растворе, напряжений, величины
зерна, состояния его пограничных слоев, дисперсности и распреде-
ления карбидов. Поэтому при одних и тех же значениях твердости
прочность может изменяться в широких пределах. Твердость и
вязкость изменяются обычно противоположным образом: высокой
твердости соответствуют низкие значения вязкости.
Однако в отличие от твердости, необходимой в поверхностном
слое режущей кромки инструмента, высокую прочность и вязкость
надо иметь по всему сечению, так как изгибающие, крутящие и
ударные нагрузки воспринимаются всем его сечением, поэтому
инструмент целесообразно обрабатывать, чтобы поверхность имела
410
высокую твердость, а сердцевина сохранила необходимую вязкость.
Такого состояния инструмента можно достичь специальной закалкой
и оптимальным легированием.
Присутствие в быстрорежущих сталях 3,8...4,4% Сг придает им
способность закаливаться на воздухе. Повышение вязкости дости-
гается легированием элементами, образующими устойчивые карбиды,
поскольку они способствуют сохранению мелкого зерна. Незначи-
тельно увеличивает вязкость хром. Более эффективно влияют во-
льфрам, молибден и ванадий. Присадка 0,1...0,2 % V действует так
же, как 0,4...0,5% Мо или 0,8...1,2% W.
Значительно, повышает вязкость стали никель. Однако никель
способствует сохранению остаточного аустенита, распад которого
в процессе службы инструмента изменяет его служебные характе-
ристики. По этой причине содержание никеля в инструментальной
стали ограничивают до < 0,4 %. Тем не менее, в структуре зака-
ленной стали присутствует до 20...35 % аустенита, для более полного
превращения которого в мартенсит требуется многократный отпуск
при 520...600°С. В готовом инструменте из быстрорежущих сталей
аустенит практически отсутствует.
Фосфор и сера увеличивают хрупкость стали, причем фосфор
придает хладоломкость, а сера — красноломкость. Поэтому фосфор
и сера для инструментальных сталей являются вредными примесями,
допускается содержание фосфора 0,03 %, серы 0,015 %. При таком
содержании фосфора и серы, при мелком зерне, почти полном
отсутствии аустенита, оптимальном количестве карбидов и их рав-
номерном распределении быстрорежущие стали после дисперсного
твердения при отпуске сохраняют удовлетворительную вязкость и
имеют высокую прочность.
Для режущего инструмента, работающего при высоких нагрузках
и в условиях значительного разогрева режущей кромки, очень важной
является красностойкость. Красностойкость определяется устойчи-
востью твердого раствора (металлической матрицы) против распада
при нагреве, природой и дисперсностью выделившихся из него
карбидов и их устойчивостью против коагуляции, температурой
фазового превращения а-»у. Красностойкость характеризуется ми-
нимальной температурой, при которой наступает заметное изменение
стойкости инструмента. Различают быстрорежущие стали нормальной
и повышенной красностойкости. За нормальную принимают крас-
ностойкость стали Р18 (18 % W). Она сохраняет твердость не менее
HRC 60 при нагреве до 615...620°С. Увеличение красностойкости
до 64О...65О°С позволяет повысить стойкость инструмента в 2...3 ра-
за, а при увеличении красностойкости до 7ОО...725°С стойкость
инструмента возрастает в 10...15 раз.
411
В сталях нормальной красностойкости дисперсионное твердение
вызывается выделением карбидов вольфрама, молибдена и в не-
большом количестве ванадия. Для получения необходимых свойств
эти стали должны содержать 9...18%W, 6...9%Мо при l,0...2,5%V.
Стали такого типа (Р18, Р12, Р9, Р6МЗ, Р6М5, Р9М4 и др.)
используют наиболее широко: их производство составляет 80...90 %
общего производства быстрорежущих сталей.
В сталях повышенной красностойкости выделяется больше кар-
бида ванадия, более устойчивого против коагуляции. В сталях,
легированных кобальтом, выделяется также интерметаллид. Такие
стали (Р18Ф2, Р14Ф4, Р12ФЗ, Р9Ф5, Р18Ф2К5, Р9К5, Р10Ф5К5 и
др.) сохраняют твердость HRC 60 до 650°С. Красностойкость
7ОО...725°С характерна для сплавов, у которых при дисперсионном
твердении выделяются интерметаллиды.
Красностойкость быстрорежущих сталей (как и жаропрочных)
возрастает с усложнением состава стали, когда ее легируют не
одним, а несколькими "элементами. Это приводит к выделению при
дисперсионном твердении карбидов более сложного состава и
образованию легированного феррита, что увеличивает их устойчи-
вость при нагреве.
Особенности химического состава быстрорежущих сталей обус-
ловливают особенности литой структуры. Эти стали имеют, значи-
тельный температурный интервал кристаллизации и различия состава
и плотности кристаллизующихся фаз (металлической основы и
карбидов). При охлаждении вначале образуются зерна твердого
раствора Fe-б, а затем кристаллизуется легкоплавкая эвтектика
(карбиды и аустенит). Эвтектика выделяется по границам ранее
образовавшихся зерен в виде сетки, часто принимая скелетообразную
форму. При последующем охлаждении из аустенита выделяются
вторичные карбиды. Чем медленнее происходит кристаллизация, тем
грубее выделения эвтектики. Сетка эвтектики раздробляется и почти
полностью устраняется только при уменьшении поперечного сечения
в процессе горячей деформации в 10...15 раз. Но раздробить крупные
скопления карбидов и получить хорошую однородную структуру
удается только при З0...40-кратном уменьшении сечения при дефор-
мации.
Для уменьшения карбидной ликвации быстрорежущие стали
необходимо разливать не мелкие слитки (массой 100...400 кг).
Неплохие результаты получены при отливке слитков массой
750...1000 кг прямоугольного сечения 250...500 мм, но при этом
усложняемся технология кузнечного передела. Для улучшения струк-
туры и измельчения карбидов в металле, разлитом на 750...1000-кг
слитки круглого или квадратного сечения, ковку заготовок быстро-
режущей стали часто ведут с одной или несколькими осадками.
412
Уменьшение карбидной неоднородности может быть достигнуто
также в результате предварительной гомогенизации слитков.
2. Технология плавки
Необходимость разливки быстрорежущих сталей на мелкие слитки
ограничивает возможность выплавки их в крупных печах. Как
правило, быстрорежущие стали выплавляют в печах вместимостью
до 10 т по классической технологии. Высокое содержание в быст-
рорежущих сталях вольфрама, молибдена, а иногда и кобальта и их
большая плотность способствуют насыщению этими элементами
футеровки печи, поэтому выплавлять быстрорежущие стали целе-
сообразно в специализированной печи. Это стабилизирует усвоение
элементов металлом, позволяет точнее выдерживать заданный состав
стали и выплавлять металл с содержанием дорогостоящих элементов,
близким к нижнему допустимому пределу.
Быстрорежущие стали содержат большое количество легирующих
элементов (3,8...4,4% Cr, 4,5...19,0% W, 1,0...5,0% V), которые
могут быть окислены и потеряны со шлаком. В связи с этим
проведение окислительного периода на плавках с использованием
в завалку отходов этих сталей нецелесообразно.
Выплавка быстрорежущих сталей на свежей шихте также затруд-
нительна, так как при этом в восстановительный период необходимо
присаживать ферровольфрам, феррохром, феррованадий в количе-
стве, составляющем почти половину массы жидкого металла в печи,
поэтому быстрорежущие стали целесообразно выплавлять методом
переплава. Отходы быстрорежущих сталей переплавляют без окис-
ления или с продувкой ванны кислородом. Оба метода позволяют
использовать в завалке большое количество отходов и обеспечивают
высокое усвоение легирующих элементов.
При выплавке без окисления шихта состоит из отходов стали
выплавляемой или близкой по составу марки (до 80 %), ферромо-
либдена, ферровольфрама, феррохрома. Поскольку на плавках ме-
тодом переплава фосфор не окисляется, то в состав шихты необ-
ходимо включать отходы сталей с низким содержанием фосфора
или мягкое железо.
При загрузке в корзину ферровольфрам располагают поверх всей
шихты в центр корзины, феррохром — к стенкам, мягкое железо —
в середину. Такое расположение шихты в корзине обеспечивает в
печи попадание мягкого железа под электроды, феррохрома —
к откосам печи, а ферровольфрама — в центр печи между элект-
родами. При таком распределении шихты достигается максимальная
скорость плавления, малый угар и незначительное науглероживание
ферровольфрама от электродов.
413
Желательно, чтобы содержание молибдена, вольфрама и хрома
в шихте было несколько ниже допустимого предела в готовой стали.
Это гарантирует от необходимости разбавления металла в печи
мягким железом, если шихта была взвешена недостаточно точно и
содержание этих элементов после расплавления окажется несколько
выше ожидаемого.
Перед завалкой на подину дают 1,5...2,0% шлаковой смеси из
извести или известняка, шамота и плавикового шпата. Плавление
ведут на максимальной мощности. По ходу плавления в печь
дополнительно присаживают известь и плавиковый шпат. После
полного расплавления шихты ванну тщательно перемешивают, от-
бирают пробу металла и начинают раскисление шлака. В процессе
плавления часть ванадия, хрома и вольфрама окисляется и переходит
в шлак Для их восстановления шлак раскисляют порошком кокса
и 75 %-ного ферросилиция, соответственно 1...3 и 7 кг/т. Момент
присадки первой раскислительной смеси считается началом рафи-
нировки.
По получении анализа первой пробы присаживают необходимое
количество феррохрома. Подбором феррохрома соответствующей
марки одновременно корректируют содержание углерода. Рекомен-
дуется так рассчитывать содержание углерода в шихте, чтобы
корректировку по содержанию хрома можно было провести более
дешевым углеродистым феррохромом. Если откорректировать со-
держание углерода присадками феррохрома невозможно, то шлак
после частичного раскисления можно скачивать. Раскислительный
шлак скачивают также при получении магнезиального шлака или
при неудовлетворительной его основности.
Рафинировочный шлак наводят смесью извести, плавикового
шпата и шамотного боя в соотношении 5:1:1. Общее количество
смеси 15...25 кг/т при работе со скачиванием шлака и 10...15 кг/т
при работе без скачивания. Шлак периодически раскисляют смесью
порошков ферросилиция и алюминия в количестве примерно 2 и
2 кг/т, соответственно.
Легируют металл ванадием и корректируют состав по вольфраму
не позднее, чем за 20...40 мин до выпуска (в зависимости от
количества вводимых ферросплавов). За 2...3 мин до выпуска на
штанге вводят алюминий (-0,3 кг/т). Продолжительность рафини-
ровки составляет 1,0...1,5 ч.
На плавках быстрорежущих сталей обязательным является частое
и тщательное перемешивание ванны. Это связано с тем, что
ферровольфрам медленно растворяется в металле и часть его может
остаться на подине. Перемешивание способствует более равномер-
ному распределению его в объеме ванны.
414
Для интенсификации -процессов при выплавке быстрорежущих
сталей часто используют газообразный кислород. Продувка ванны
кислородом уменьшает длительность расплавления, способствует
увеличению температуры металла и ускоряет процесс растворения
ферровольфрама, способствует повышению, однородности стали и
удалению из нее газов. При введении в ванну газообразного
кислорода увеличивается степень окисления ценных легирующих
элементов. Для уменьшения потерь вольфрама, хрома и ванадия в
состав шихты целесообразно вводить отходы кремнистых сталей
или ферросилиций из расчета содержания в завалке 0,5...0,7 % Si.
Окисление кремния и железа сопровождается быстрым нагревом
металла, благодаря чему извлечение вольфрама из шихты на плавках
с продувкой кислородом может оказаться даже выше, чем на плавках
без окисления. При выплавке быстрорежущих сталей методом пе-
реплава с использованием газообразного кислорода феррохром не
вводят во время завалки, а присаживают в начале рафинирования.
В остальном технология плавки не отличается от описанной выше —
классической.
Глава 29. Кислый процесс в дуговых печах
1. Особенности процесса и область его применения
Футеровка печей состоит почти из чистого кремнезема и шлаки
кислого процесса обычно насыщены SiO2. Высокая вязкость кислых
шлаков замедляет диффузионные процессы в ванне и поэтому в
. кислой печи реакции между металлом и шлаком протекают с меньшей
скоростью, чем в основных.
Высокое содержание в шлаке диоксида кремния делает невоз-
можным переход из металла в шлак фосфора и серы, поэтому в
печах с кислой футеровкой отсутствует условия для проведения
важнейших металлургических процессов — дефосфорации и десуль-
фурации металла. Кроме того, высокая химическая активность в
кислом шлаке кремнезема делает возможным восстановление крем-
ния из кислой футеровки углеродом, марганцем и более активными
кислороду элементами, что ограничивает при кислом процессе
возможности легирования металла, поэтому в дуговых печах с кислой
футеровкой выплавляют ограниченный сортамент марок стали, вклю-
чающий лишь простые среднеуглеродистые (0,25...0,40 С), а также
хромоникелевые, хромомолибденовые и некоторые другие средне-
углеродистые легированные стали. Выплавка в них сложнолегиро-
ванных сталей и сплавов, содержащих марганец, титан, алюминий,
цирконий и др., практически невозможна.
415
В то же время в отношении тепловой работы печи кислая
футеровка предпочтительнее. По сравнению с основными кислые
шлаки обладают более высоким омическим сопротивлением, что
позволяет нагревать жидкий металл более короткой дугой на высокой
ступени напряжения печного трансформатора. Это улучшает пере-
дачу тепла металлу и увеличивает электрический к.п.д. установки,
так как электрические потери в цепи определяются главным образом
силой тока. Доля жидкого периода плавки (суммарная продолжи-
тельность окислительного и восстановительного периодов) в кислых
печах намного меньше, чем в основных, так как при кислой плавке
не проводят рафинирование от фосфора и вводят меньшее коли-
чество легирующих присадок. Большая удельная доля периода
плавления позволяет полнее использовать мощность трансформатора,
ввиду чего кислые печи целесообразно оборудовать трансформато-
ром и более высокой удельной мощности, чем в случае основных
печей. Это позволяет быстрее расплавлять металл и сокращать
длительность плавки в целом.
В связи с отсутствием условий для дефосфорации и десульфу-
рации металла форма ванны кислых печей отличается от формы
ванны основных печей. Для печей с кислой футеровкой удельная
поверхность зеркала металла не имеет особого значения, поэтому
форму ванны целесообразнее выбирать, исходя из минимума теп-
ловых потерь, что достигается при более глубокой ванне. Умень-
шению тепловых потерь через кладку и более быстрому нагреву
металла способствует также более низкая теплопроводность кислых
огнеупоров. Из-за отсутствия длительных периодов рафинирования
металла от фосфора и серы это обеспечивает более высокий
тепловой к.п.д., значительное сокращение длительности плавки,
уменьшение расхода электроэнергии и электродов.
Меньшая продолжительность плавки и более высокая термостой-
кость кислых огнеупоров обусловливает более высокую стойкость
футеровки в кислых печах: она в несколько раз выше, чем основной.
И так как стоимость песка и динасового кирпича намного меньше
стоимости магнезитовых огнеупоров, то удельные затраты на фу-
теровку кислых печей в 2,5...3,0 раза ниже, чем основных.
Высокая термостойкость кислой футеровки допускает периоди-
ческий характер работы с многократным разогревом и охлаждением
печи. Основные огнеупоры при таких условиях растрескиваются, а
пропитанные известковым шлаком слои основной футеровки при
охлаждении рассыпаются в порошок.
Из сопоставления преимуществ и недостатков кислых печей
следует, что кислые печи лучше основных приспособлены для
плавления и нагрева металла и значительно уступают им по
возможностям получения качественного металла из обычной шихты.
416
В шихту кислых печей, кроме оборотного скрапа, необходимо
вводить специально выплавляемую в основных печах шихтовую
заготовку или лом с низким содержанием фосфора и серы. Дефицит
и высокая стоимость таких шихтовых материалов ограничивает
использование печей с кислой футеровкой.
Вместимость кислых печей, как правило, составляет до 10 т и
их применяют в литейных цехах при плавке стали и чугуна для
фасонных отливок. К этому металлу обычно не предъявляют особых
требований по содержанию фосфора и серы: содержание фосфора
и серы в стали для литья, обычно допускается до 0,5% каждого
из этих компонентов. В литейных цехах особое значение приобретает
жидкотекучесть металла, возможность агрегата быстро расплавлять
и нагревать металл, выдавать металл малыми порциями, приспособ-
ленность к периодической работе. С этой точки зрения печи с
кислой футеровкой более удобны, чем основные.
Использование кислых печей при выплавке стали для отливок
имеет и экономические преимущества, поскольку для футеровки
этих печей используются менее дефицитные и более дешевые
огнеупорные материалы, меньше расход шлакообразующих, элект-
роэнергии, электродов. Даже высокая вязкость кислых шлаков в
литейном производстве приобретает положительное значение, так
как при таком шлаке удобнее заполнять формы из малых ковшей.
Однако затруднения с обеспечением фасонно-литейных цехов
ломом с низким содержанием фосфора и серы приводят к тому,
что на некоторых заводах у части печей даже в литейных цехах
футеровка выполнена из основных огнеупоров, поскольку это дает
возможность использовать оборотный скрап из основных печей в
шихте для печей с кислой футеровкой.
2. Технология плавки
Принципиальные особенности кислого процесса предопределяют
ряд отличий технологии выплавки стали в кислых дуговых печах
по сравнению с плавкой в основных печах. В кислых печах сталь
обычно выплавляют методом переплава с кипением или без кипения.
Технология без кипения находит ограниченное применение при
переплаве хромистых, хромоникелевых, хромокремнистых и хромо-
молибденовых сталей, так как отсутствие кипения позволяет полнее
использовать хром из отходов. В основном плавка в кислой печи
проводится с кипением ванны, поскольку, как и в основном процессе,
кипение способствует рафинированию металла от газов.
Шихтовые материалы. Ввиду того, что в процессе кислой
плавки фосфор и сера не удаляются, а их содержание в стали за
счет вводимых добавок даже несколько увеличивается, шихтовые
27 Зак. 3164
417
материалы должны содержать фосфора и серы на £ 0,01 % меньше,
чем допускается в готовой стали. В соответствии с этим собственные
отходы не должны превышать массы завалки, а остальную часть
составлять скрап и отходы основной мартеновской или электропеч-
ной углеродистой стали.
Меньшая активность FeO в кислых шлаках и более высокая
вязкость затрудняют окисление углерода. Но так как кислые шлаки
менее проницаемы и для газов (азота и водорода), то интенсивность
окисления углерода в кислой печи не имеет такого большого
значения, как в основной. Плавка стали в кислых печах даже при
скорости выгорания углерода 0,3% С/ч позволяет получать сталь,
содержащую примерно 3...4 см3 водорода на 100 г стали, что в
1.5...2 раза меньше, чем в стали, выплавленной в основных печах.
Ввиду этого кислые плавки шихтуют на выгорание меньшего
количества углерода. Шихтовые материалы должны внести такое
его количество, чтобы в период кипения окислилось 0,1...0,2% С.
При необходимости недостающее количество углерода в завалку
вводят в виде кокса, электродного боя или малофосфористого и
малосернистого чугуна.
Металлический лом не должен быть ржавым, так как оксиды
железа, растворяя SiO2, способствуют разрушению кислой футеровки.
При использовании сильно окисленного лома вредное действие
оксидов железа можно нейтрализовать, добавив в шихту необходимое
для их ошлакования количество кварцевого песка. В остальном
требования к шихтовым материалам и порядку завалки их в печь
аналогичны требованиям, предъявляемым к исходным материалам
при основной плавке.
Период плавления. Процесс плавления проводят так же, как и
в основных печах. Но так как шихта кислых печей, как правило,
более легковесна и более склонна к образованию мостов, то ее
необходимо сталкивать чаще, чем в основных печах. По этой же
причине к моменту проплавления колодцев под электродами может
оказаться мало жидкого металла, он может сильно перегреться, в
результате чего может начаться восстановление кремнезема подины.
Видимым эффектом этого процесса является появление из печи
белого дыма, содержащего монооксцд кремния SiO. При появлении
такого дыма необходимо поднять электроды и столкнуть шихту.
Для уменьшения угара железа и легирующих элементов в период
плавления в печь присаживают шлак от предыдущей плавки, квар-
цевый песок или отработанную формовочную землю и известь или
известняк. К моменту полного расплавления ванна покрыта желе-
зистым шлаком, содержащим - 40 % FeO, 45...50 % SiO2, 20 % MnO
и в небольших количествах СаО, А12О3 и другие оксиды.
418
Окислительный период. В течение окислительного периода при
проведении кислой плавки решают в основном те же задачи, что
и при проведении основного процесса, за исключением дефосфо-
рации металла. Вследствие высокого содержания монооксида железа
в шлаке окисление углерода и вызванное этим кипение ванны может
начаться без дополнительных присадок окислителей, когда металл
прогреется .до определенной температуры. Скорость окисления уг-
лерода при этом составляет 0,2...0,3 % С/ч. Для повышения интен-
сивности окисления углерода и кипения ванны необходимо хорошо
нагреть металл или дополнительно присадить окислители. Присадку
железной руды и продувку ванны газообразным кислородом про-
изводят так же, как и в основной печи. В этом случае окисление
углерода происходит со скоростью, не меньшей скорости его
окисления в дуговых печах.
Вызвать интенсивное кипение ванны можно также присадкой
извести. Известь разрушает в кислом шлаке устойчивые группировки
железа с кремнекислородными комплексами, вследствие чего уве-
личивается активность FeO и окислительная способность шлака,
поэтому присадки извести действуют как присадки в шлак железной
руды. Кроме того, оксид кальция резко снижает температуру
плавления кислых шлаков и увеличивает их жидкоподвижность, что
также увеличивает их окислительную способность, так как повы-
шение жидкотекучести облегчает подвод FeO к месту реакции.
Необходимо учитывать, что наличие в шлаке свободного оксида
кальция вызывает интенсивное разъедание кислой футеровки, поэ-
тому присадки извести для разжижения шлаков и увеличения их
окислительной способности должны быть умеренными. Для кислых
процессов оптимальным является содержание СаО в шлаках в
пределах 6...8%.
Вследствие более низкой активности МпО в кислом шлаке при
кислом процессе более полно, чем при плавке в основной печи,
окисляется марганец. Наличие в шихтовых материалах повышенного
количества марганца приводит не только к его большому угару, но
и сопровождается разрушением футеровки, так как оксиды марганца
в шлаке действуют аналогично оксидам железа и кальция.
Восстановление кремния происходит главным образом вследствие
восстановления кремнезема футеровки углеродом. При этом воз-
можны и другие реакции:
SiO2 + 2[С] = [Si] +2{СО} -
SiO2 + 2[Fe] = [Si] +2(FeO) - Q2;
SiO2 + 2[Mn] - [Si] +2(MnO) - Q3.
(Ю5)
(Ю6)
(Ю7)
27*
419
Взаимодействие углерода с кремнеземом вследствие образования
газообразного продукта реакции представляет собой необратимый
процесс. Реакции (106, 107) могут протекать как в прямом, так и
в обратном направлении. Развитие прямой или обратной реакции
определяется температурой ванны, химическим составом металла и
шлака, консистенцией шлака.
Реакции (105)...(107) эндотермичны и поэтому повышение тем-
пературы металла способствует восстановлению кремния. Реакция
(105) протекает при достаточно высокой температуре и при недо-
статке в зоне реакции FeO. В хорошо прогретом металле по этой
реакции углерод восстанавливает кремнезем футеровки, а образую-
щийся кремний окисляется на границе раздела металл—шлак FeO
или МпО по реакциям (106) или (107).
Если же концентрация оксидов железа и марганца в шлаке
невелика или вследствие большой вязкости шлака затруднена их
диффузия к границе раздела металл-шлак, в металле может проис-
ходить накопление восстановленного кремния. Таким образом, ре-
гулируя температуру ванны, содержание FeO в шлаке и консистенцию
шлака в окислительный период кислой плавки можно регулировать
не только интенсивность окисления углерода, а также окисление
или восстановление марганца, но также и ход реакций окисления
и восстановления кремния.
При интенсификации окислительных процессов присадками же-
лезной руды или вдуванием газообразного кислорода нежелательно
получать сильножелезистые шлаки, так как они способны растворять
кислую футеровку. Во избежание этого руду надо давать мелкими
порциями и только по расходовании предыдущей порции, а продувку
кислородом вести менее интенсивно, чем в основных печах. Для
этой же цели в окислительный период целесообразно присаживать
небольшие порции песка, поддерживая состояние насыщения шлака
кремнеземом.
К концу окислительного периода, который определяется по со-
держанию углерода, шлак содержит 55...60 % Si02, причем примерно
половина шлака образована материалом футеровки.
Восстановительный период. Из-за отсутствия условий для
удаления серы и в связи с ограниченными возможностями легиро-
вания восстановительный период в кислой печи либо вообще
отсутствует, либо проводится по упрощенной технологии. При
выплавке углеродистой стали задачи восстановительного периода
сводятся к раскислению металла. Если плавка выпускается из печи
целиком, то можно проводить так называемый кремневосстанови-
тельный процесс. Шлак окислительного периода при этом загущают
присадками кварцевого песка и металл нагревают. В густом шлаке
диффузия FeO к поверхности металла замедляется, благодаря чему
420
кремний, восстанавливающийся по реакциям (105)...(107) из футе-
ровки и шлака, накапливается в металле и восстанавливает содер-
жащиеся в нем оксиды. Скорость восстановления кремния при
кремневосстановительном процессе достигает 0,01 %/мин, поэтому
реакциями восстановления кремния надо уметь хорошо управлять.
Чрезмерное их развитие может привести к получению излишнего
содержания кремния. По этой же причине кремневосстановительный
процесс мало пригоден в цехах мелкого литья, где плавку разливают
малым порциями в несколько приемов, так как оставшийся в печи
металл будет обогащаться кремнием. Прекратить увеличение содер-
жания кремния можно присадками в шлак извести, разжижающей
шлак и способствующей его окислительной способности. В цехах
мелкого литья металл в печи целесообразнее раскислять присадками
ферросилиция, а окончательное раскисление марганцем и алюминием
проводить в ковше.
При выплавке легированных сталей ответственного назначения
шлак окислительного периода удаляют на 70...80 % и присадками
песка, шамотного боя и извести заводят маложелезистый шлак. Под
этим шлаком металл раскисляют ферросилицием или силикомарган-
цем и легируют. Окончательное раскисление алюминием производят
в печи за 2...3 мин до выпуска или в ковше. Количество алюминия
для раскисления выбирают таким, чтобы не только предотвратить
развитие процесса окисления углерода при охлаждении и кристал-
лизации металла, но и ослабить вредное влияние повышенного в
кислой стали содержания серы. В некоторых случаях требуется
получение крупнозернистой структуры отливок. Сталь таких отливок
не следует раскислять алюминием, так как его избыток способствует
измельчению структуры.
Получить плотные отливки из кислой стали без раскисления
алюминием довольно трудно, так как даже хорошо просушенные
песчаные формы содержат около 5 % влаги, кислород которой
попадает в металл, поэтому при выплавке без присадок алюминия
сталь должна быть хорошо раскислена в печи. Это достигается,
например, многократным скачиванием шлака или раскислением его
молотым коксом, в результате чего содержание FeO в шлаке удается
понизить до 5...7%. Содержание кремния в металле, необходимое
для получения качественных отливок без алюминия, возрастает с
повышением содержания в стали углерода. Например, при 0,015 %
С необходимо, чтобы содержание кремния составляло 0,4...1,5 %,
при 0,5 % С оно должно быть 1,1...2,2 % Si, поэтому величину зерна
в отливках в определенных пределах целесообразнее регулировать
термической обработкой.
421
Раздел VI. Разливка стали
Глава 30. Кристаллизация стали
1. Физико-химические условия зарождения и роста кристаллов
Выплавка стали в сталеплавильных агрегатах и ее внепечная
обработка завершаются разливкой и кристаллизацией стали в из-
ложницах, кристаллизаторах. Условия процесса кристаллизации и
характер его развития существенно влияют на качество слитка
или непрерывной заготовки и, в конечном итоге, на выход годной
стали и качество готовой продукции.
Сталь кристаллизуется вследствие
уменьшения энергии Гиббса в процессе
перехода из жидкого состояния в твердое.
Молярная энергия Гиббса жидкости и твер-
дой фазы с температурой изменяется не
одинаково. В некоторой точке линии из-
менения энергии Гиббса пересекаются
(рис. 178), и в точке пересечения эти
энергии для обеих фаз равны. При от-
клонении от этой точки в сторону более
низких температур, т. е. при охлаждении
Рис. 178. Изменение энергаи (на рис. 178 В сторону Ть Г2), термо-
BqSh№x(/b динамически стойкой является твердая фа-
зависимости от температуры так как при переходе из жидкого
состояния в твердое уменьшается энергия
Гиббса. Если, например, переход из жидкого состояния в твердое
происходит при температуре Ть то уменьшение энергии Гиббса
фазового перехода А Оф = G2 — G1( если же при температуре
Т2, то ДСф = G4 — G3. Следовательно, с увеличением переохлаж-
дения количество освобождаемой энергии Гиббса увеличивается.
Изменение энергии Гиббса фазового перехода из жидкого со-
стояния в твердое выражается уравнением:
АСф = АЯ- TAS,
(Ю8)
где АЯ и AS — изменение энтальпии и энтропии при затвердевании
соответственно; Т—температура кристаллизации.
Изменение энергии Гиббса такого перехода равно разности
этих энергий в жидком (Ож) и твердом (GTO) состояниях:
422
^=GK-Gm. (109)
Поэтому
Д6ф = (Яж - Ята) - Т (5Ж - 5та). (ЦО)
Изменение энтальпии и энтропии может быть выражено урав-
нениями:
ДЯ = Яж - Ята = L;
Д5 = 5Ж — STO = L/TE , (П1)
где L - скрытая теплота затвердевания.
Решая совместно уравнения (109)...(111), получим:
Дбф = L — TL/Te = ЦЬТ/ТЕ), (112)
где ДГ—переохлаждение жидкости.
Однако изменение энергии Гиббса при кристаллизации происходит
не только вследствие уменьшения ее при фазовом переходе. Кри-
сталлизация сопровождается образованием новой фазы, т.е. новой
поверхности раздела фаз, и, следовательно, возникновением энергии
межфазового натяжения. Поэтому изменение энергии Гиббса при
кристаллизации равно сумме изменений энергий — затвердевания
и межфазной.
При образовании, например, сферического зародыша новой фазы
изменение энергии Гиббса
LG = (4/3)(р/р.)лг3Д6ф + (ИЗ)
где °тж _ межфазное натяжение между жидкостью и зародышем;
р и ц - плотность и молярная масса зародыша.
По аналогии с выводом о зарождении новой фазы при рас-
кислении стали [см. (88)] согласно (113) критический радиус
зародыша новой фазы
^кр = (^бтжН^СрД^ф)’ (114)
Подстановкой (114) в (113) получим:
ДО* = (^^^/(Зр^дт4), (115)
423
где AG* — изменение энергии Гиббса, необходимое для гомогенного
образования зародыша критического размера. Его величина получена
подстановкой (112) в (114):
г«р = {^^TE)/(pLLT). (П6)
Зародыши критического размера образуются в результате флук-
туаций массы. Чем меньше радиус критического зародыша, тем
больше вероятность его образования. Как следует из (116),
уменьшается с увеличением переохлаждения. Согласно расчетным
данным, например, при переохлаждениях железа на 100, 200 и
500°С соответственно = 1,4 • 10'6, 6,8 • Ю 7 и 2,7 • 10’7 см. При
кристаллизации стали в изложницах и водоохлаждаемых кристал-
лизаторах, как показали опыты, переохлаждение не превышает
5...10°С. Необходимость значительно больших переохлаждений делает
гомогенное зарождение кристаллической фазы при затвердевании
стали маловероятным.
Более вероятным является гетерогенное образование кристал-
лических зародышей, чему способствует наличие в расплаве при
кристаллизации большого количества экзогенных и эндогенных ча-
стиц, способных быть центрами кристаллизации — подложками. Это-
му способствуют и неровности поверхности изложниц и кристал-
лизаторов.
Большая вероятность гетерогенного образования зародышей но-
вой кристаллической фазы при затвердевании по сравнению с
гомогенным зарождением обусловлена меньшим межфазным на-
тяжением [см. (ИЗ), (116)]. И именно поэтому эффективными цен-
трами кристаллизации в жидкости могут быть лишь те твердые
частицы, которые достаточно хорошо смачиваются сталью. При
этом изменение энергии Гиббса при гетерогенном образовании
(AGJ^™P) должно быть меньше этого изменения при гомогенном
образовании (AG™„):
AG^p = <pAG™„ (117)
где фактор <р < 1.
Диаграмма межфазной энергии при контакте трех фаз в случае
гетерогенного зарождения кристаллов приведена на рис. 179. При
равенстве энергий в горизонтальном направлении
б«т ®кг 4" б^соэб (118)
424
или
cose = (Ожг - Gj/O^. (119)
Угол 6 является углом смачивания
твердого тела жидкостью.
Фактор <р в (117) может быть выражен
уравнением:
<5/глг
КРИСШИЛЛОО /**♦»
/vj X.
в/\ бжг.
Тверды поверхностей
Рис. 179. Поверхностная энергия
на границе двух твердых и
жидкой фаз
<р = (2 + cos6)(l - cosG)2/4. (120)
При & = 180° cosG = —1 и <р = 1, т.е. уравнение (117) пре-
вращается в Дб^ = ДО^.; при е е [0; 180°] <р < 1 и
ДО*етР < ЛО™^; при е = 0, <р = 0 и AG^P = 0. Следовательно,
лишь при краевом угле смачивания 6 €Е [0; 180°] возможно ге-
терогенное зарождение новой кристаллической фазы. С умень-
шением этого угла, т. е. с уменьшением межфазной энергии
на границе зародыш — подложка, увеличивается вероятность ге-
терогенного зарождения кристаллов. Это условие достигается
при наличии близких структур подложки и кристаллизующейся
фазы. В наибольшей степени это имеет место, когда подложка
представляет собой тот же материал, что и кристаллизующийся
на ней. Этим пользуются для улучшения структуры слитка вве-
дением в кристаллизующуюся сталь центров кристаллизации, в
том числе кристаллов железа.
После образования устойчивых зародышей критического и боль-
шего размера в переохлажденной жидкости происходит рост этих
зародышей в кристаллы. Для объяснения механизма, физических
и физико-химических условий этого роста предложен рад теорий,
среди которых наиболее вероятной представляется предложенная
Фольмером на основе термодинамики Гиббса адсорбционная теория.
Сущность ее в следующем.
При поступлении атома затвердевающей жидкости на поверхность
зародыша он не включается сразу в кристаллическую решетку
этого зародыша, а лишь теряет одну степень свободы, имея воз-
можность перемещаться по этой поверхности. Такое перемещение
и происходит, в результате чего расположенные на этой поверхности
атомы соединяются между собой с образованием двухмерных за-
родышей и уменьшением энергии Гиббса. Эти зародыши растут
до завершения заполнения поверхностного слоя (рис. 180, а, б).
До или после завершения заполнения одного моноатомного слоя
на ней зарождается новый моноатомный слой (рис. 180, в).
425
Рис. 180. Форма роста кристалла: а - перемещение
атома по плоскости, б - завершенная поверхность,
в - зарождение новой поверхности
Изменение энер-
гии Гиббса образо-
вания нового двух-
мерного зародыша
высотой h, анало-
гично образованию
трехмерного заро-
дыша [уравнение
(ИЗ)], описывается
уравнением
до = ^лдбф+глгЛб^, (121)
и далее после решения dAG/dr = 0 .находим
^кр ~ (122)
Сравнение этого уравнения с (114) показывает, что при об-
разовании двухмерного зародыша его критический радиус в два
раза меньше, чем при образовании трехмерного зародыша. Так
как с уменьшением критического радиуса вероятность флуктуаций
существенно возрастает, из этого следует, что рост кристаллов
с образованием двухмерных зародышей происходит значительно
интенсивнее, чем гомогенное зарождение в жидкости.
Так как зарождение нового моноатомного слоя на достраиваемой
поверхности может начаться до завершения этой достройки, более
вероятным является одновременный рост нескольких монослоев в
виде ступенек.
Описанный идеальный рост кристаллов слой за слоем происходит
далеко не всегда. В реальных условиях в кристаллах возникают
винтовые дислокации, которые предопределяют их последующий
рост в виде спиральной лестницы.
В процессе роста кристаллов происходит выделение тепла. Для
развития этого процесса тепло кристаллизации должно отводиться
для поддержания определенной степени переохлаждения. Отвод
тепла происходит за счет теплопроводности через затвердевший
слой металла к стенке изложницы или кристаллизатора. При этом
тепловой поток через затвердевший слой должен обеспечить отвод
как тепла кристаллизации, так и тепла, поступающего из жидкой
фазы. В противном случае кристаллизация прекратится.
Для того, чтобы был обеспечен отвод тепла перегрева жидкости
(?пе₽) и тепла кристаллизации (L), необходим градиент температуры
416
(рис. 181). В твердой фазе он равен:.
г
Рис. 181. Распределение
температуры в процессе
кристаллизации: 1 - твердая
фаза. 2 - жидкая фаза,
3 - фронт кристаллизации
dr/dx = (9пер + А)/Хт, (123)
а в жидкой фазе
dT^/dx = ^пер/Л.^, (124)
где X. - теплопроводность соответственно
твердой й жидкой фаз.
Наиболее благоприятные условия кристаллизации на фронте кри-
сталлизации, где кроме наличия поверхности для роста кристаллов
и максимальное переохлаждение, равное разности температуры ТЕ,
при которой происходит зарождение кристаллов, и температуры жид-
кости: ДТ = ТЕ - Т (рис. 181), поэтому при кристаллизации чистых
металлов рост кристаллов характеризуется плоским фронтом. Это
не значит, что граница раздела жидкой и твердой фаз на фронте
роста гладкая. Напротив, как показано выше, непрерывный рост
кристаллической фазы происходит одновременно несколькими ато-
марными слоями в виде обычной или спиральной лестницы, и форма,
приведенная на рис. 180, б, является лишь идеализированным за-
вершением процесса. Реально граница между фазами твердой и
жидкой на продвигающемся фронте кристаллизации представляет
собой ступенчатую поверхность, и на каждой ступеньке этой обыч-
ной или винтовой лестницы непрерывно происходит закрепление
новых атомов из жи дкости, заполнение ступенек образование новых.
2. Концентрационное переохлаждение
и условия кристаллизации стали
При кристаллизации двух- или многокомпонентных сплавов^ к
которым относится сталь наряду с переохлаждением жидкости
ниже температуры ее равновесного фазового перехода, характерным
для простых металлов, происходит и концентрационное переох-
лаждение. Оно существенно влияет на условия кристаллизации^
структуру стального слитка.
Концентрационное переохлаждение при кристаллизации стали
возникает вследствие того, что растворимость примесей в твердом
металле меньше, чем в жидком. Механизм его образования рас-
смотрим на примере анализа части общего вида диаграммы состояния
(рис. 182).
При охлаждении жидкого сплава АС состава Со при пересечении
линии ликвидус ab начинается его кристаллизация (рис. 182).
427
Рис. 182. Часть диаграммы
состояния к рассмотрению
концентрационного переох-
лаждения
При достижении температуры tt в условиях
равновесия состав твердой фазы будет со-
ответствовать Q, а состав жидкости С2.
Таким образом, при этой промежуточной
температуре на отрезке охлаждения между
линиями ликвидус (ab) и солидус (ad)
твердая фаза имеет меньшее содержание
С, чем исходное (Со), а жидкая фаза -
большее. Однако если диффузия в твердой
фазе протекает с большей скоростью, чем
кристаллизация, то перераспределение ком-
понента С вдет в условиях равновесия и при достижении тем-
пературы t2, когда жидкая фаза исчезнет, состав кристаллов вновь
будет соответствовать Со.
Описанный механизм кристаллизации металлов в равновесных
условиях возможен лишь при специально создаваемом очень мед-
ленном охлаждении. В действительных условиях кристаллизации
стали он не реализуется, и это существенно влияет на ход процесса.
Вследствие малой скорости диффузии примесей в твердой стали
(коэффициент диффузии D = Ю'6...1О’8 см2/с) в .процессе ее
кристаллизации перераспределения примесей между жидкой и твер-
дой фазами за время охлаждения в интервале температур лик-
видус—солидус практически не происходит и равновесие не до-
стигается, поэтому по мере затвердевания и перераспределения
примесей между кристаллической и жидкой фазами нарастает обо-
гащение ими жидкости перед фронтом кристаллизации. Непос-
редственно у границы жидкости с твердой фазой имеется непе-
ремешиваемый слой, в котором концентрируются примеси, не пе-
решедшие в кристаллы. Таким образом, у фронта кристаллизации
возникает слой, обогащенный примесями. В этом слое, вследствие
отсутствия перемешивания, выравнивание концентраций примесей
происходит лишь в результате очень медленно протекающей мо-
лекулярной диффузии (D = 10 2...10 s см2/с). Слой этот обычно
и называют диффузионным. По результатам некоторых исследований
толщина диффузионного слоя в условиях нормальной кристалли-
зации находится в пределах 10‘2...10 4 см.
Концентрация примеси в диффузионном слое зависит от скорости
кристаллизации w и скорости диффузии примеси в этом слое.
Дифференциальное уравнение, описывающее отношение этих ско-
ростей в равновесных условиях:
Z>(d2C/dx2) + w(dC/dr) = О,
(125)
а решение этого уравнения:
428
= Cmexp[-(W/D)x]+Co, (126)
где Сж - концентрация примеси в жидкости на удалении х от
границы кристаллизации; Спк - концентрация примеси в жидкости
на границе кристаллизации; Со - исходная концентрация примеси;
D - коэффициент диффузии примеси в жидкости. Принимая
fe0 = С„/Со, после преобразований из (126) получим:
Сж = C0[(l-fe0)/fe0]exp[-(w/Z))x]+C0. (127)
Уравнение (127) позволяет определять концентрацию примеси
в диффузионном слое на заданном удалении от фронта кристал-
лизации и, соответственно, равновесную температуру ликвидуса.
Эту температуру можно определить по диаграмме состояния, поль-
зуясь уравнением
TL = ТЕ - тСж, (128)
где температура TL — температура ликвидуса в объеме, где кон-
центрация примеси равна Сж; ТЕ— температура плавления чистого
металла; tn — угловой коэффициент наклона линии ликвидуса.
При постоянных значениях m и fe0, решая совместно уравнения
(127) и (128), получим
tl = Г£-тС0|1 + [(l-fe0)/fe0]exp[-(w/O)x]J.. (129)
При х = 0, согласно (129), TL = ТЕ — mC0/k0.
Действительная температура в какой-либо точке жидкой фазы
зависит от условий охлаждения жидкости, и при градиенте тем-
ператур в расплаве Д77Дх
Тх= ТЕ- - (Д7/Дх)х. (130)
Как видно из (130), при постоянном значении градиента тем-
ператур изменение температуры в направлении движения фронта
кристаллизации будет линейным.
На рис. 183 в соответствии с уравнениями (127) и (130)
равновесная температура ликвидуса сопоставлена с температурой
расплава перед фронтом кристаллизации. В случае, когда линии
этих температур расходятся (рис. 183, а), кристаллизация происходит
по описанному для чистых металлов механизму и фронт кри-
сталлизации плоский. Если отдельные кристаллы, опережая соседей,
429
Рис. 183. Возникновение, концентрационного
переохлаждения: 1 - температура жидкости,
2 - равновесная температура ликвидуса
выступают из плоскости кри-
сталлизации, они попадают в
слой с более высокой тем-
пературой и расплавляются.
Для кристаллизации стали
характерным является ход
процесса, показанный на рис.
183, б. Как видно, при этом
в расплаве перед фронтом
кристаллизации возникает
температурный градиент, в
результате чего в некотором
слое перед этим фронтом (на
рис. 183, б ои заштрихован) температура жидкости ниже температуры
ликвидуса. Возникает состояние, которое Б. Чалмерс назвал кон-
центрационным переохлаждением. Максимального значения кон-
центрационное переохлаждение (ДР) достигает на некотором рас-
стоянии от границы кристаллизации.
При описанном направленном затвердевании, происходящем в
начале кристаллизации стали в изложницах или кристаллизаторах,
вследствие концентрационного переохлаждения возникают условия
для кристаллизации в слое, несколько удаленном от фронта кри-
сталлизации. Это существенно отличает условия кристаллизации
сплавов от кристаллизации чистых металлов. Действительно, в
условиях концентрационного переохлаждения в слое, удаленном
ет границы затвердевания, возможна кристаллизация при наличии
центров для ее развития (подложек). В качестве таких центров
на разных стадиях затвердевания стального слитка могут быть
растущие кристаллы и отдельные твердые частицы.
На начальной стадии затвердевания в условиях интенсивного
отвода тепла и стенке изложницы или кристаллизатора идет на-
правленный рост кристаллов примерно перпендикулярно к стенке,
т. е. навстречу тепловому потоку. При движении фронта затвер-
девания отдельные кристаллы* которые по каким-то причинам
опередили своих соседей, пронизывают пограничный слой жидкости
и попадают в слой с концентрационным переохлаждением. Здесь
на них начинается кристаллизация переохлажденной жидкости: Так
происходит рост кристаллов в направлении, противоположном отводу
тепла. Но при концентрационном переохлаждении от этих кристаллов,
представляющих собой главные оси будущих завершенных кри-
сталлических образований, растут перпендикулярно. этим главным
осям новые кристаллические ветви — оси второго порядка. Пер-
пендикулярно осям второго порядка в условиях концентрационного
переохлаждения растут оси третьего порядка и т. д. В результате
430
образуются кристаллы древовидной конфигурации .
— дендриты, описанные в 1878 г. Д. К. Черновым J
(рис. 184). дК
Вследствие интенсивного отвода тепла и значи- tSwgf
тельного концентрационного пересыщения перед
фронтом затвердевания быстро растут главные оси
дендритов, которые являются стволами для роста
ветвей более высоких порядков. Боковые ветви более
высоких порядков растут в условиях меньшего пе-
реохлаждения и менее развиты. К тому же они Рис- *84. Схема
взаимно ограничивают возможность роста. пкчрпнпяи
Развитие дендритной кристаллизации и скорость р }
роста дендритов определяются главным образом скоростью теп-
лоотвода и степенью переохлаждения расплава. При недостаточной
скорости теплоотвода, ио его четко выраженной направленности
при кристаллизации формируется структура из растущих столбчатых
кристаллов, параллельных тепловому потоку. Эти. кристаллы не
имеют боковых ветвей второго и более высокого порядков. На
границе затвердевания между кристаллами появляется мнржество
ячеек поэтому эта столбчатая структура получила название ячеистой.
Однако для кристаллизации стали в изложницах и кристалли-
заторах более характерна дендритная кристаллизация в наружных
зонах, где происходит интенсивный отвод тепла, с довольно четким
направлением главных осей в сторону теплового потока.
По мере охлаждения температурный градиент между твердым
металлом и жидкостью уменьшается и влияние определенной
направленности теплового потока ослабляется. Одновременно уве-
личивается концентрационное переохлаждение вследствие повы-
шения концентрации примесей в жидкой фазе и расширения
зоны этой повышенной концентрации. При этом исчезает причина
интенсивного роста кристалла в определенном направлении, т.е.
исчезают условия интенсивного развития и направленности глав-
ных осей дендритов и определенной ориентации их в объеме
металла.. Появляется возможность зарождения кристаллов не на
поверхности фронта кристаллизации, а в объеме оставшегося
жидкого металла.
Так как переохлаждение жидкой стали в процессе затвердевания
небольшое (1...10°С), объемная кристаллизация возможна, если в
условиях переохлаждения жидкости имеются центры кристаллизации
для гетерогенного зарождения новой кристаллической фазы. В
качестве таких центров на начальной стадии объемной кристал-
лизации могут быть имеющиеся в жидкой стали твердые частицы,
например неметаллических включений. Образовавшиеся на них за-
родыши затем растут, превращаясь в кристаллы.
431
лт
Рис. 185. Скорость
образования зародышей
(С.О.) и скорость роста
кристаллов (С.Р.) в зави-
симости от переохлаждения
Отсутствие четко выраженной направ-
ленности отвода тепла в условиях объемной
кристаллизации существенно влияет на ха-
рактер структуры дендритов. В этих ус-
ловиях возможность роста каждого из кри-
сталлов во всех направлениях равновероятна,
поэтому в них нет главных осей — кри-
сталлы получаются равноосными. Они рас-
тут из зародыша одновременно во все сто-
роны до тех пор, пока не встретятся. Это
и определяет их форму.
Размер образовавшихся кристаллов за-
висит от условий кристаллизации. Как показал Г. Тамман, изучавший
кристаллизацию прозрачных органических веществ, решающими при
этом являются скорость образования зародышей новых кристаллов
и скорость их роста.
Изменения величин скоростей образования кристаллических за-
родышей и их роста приведены на рис. 185. Возрастание скорости
образования кристаллических зародышей в области малых пере-
охлаждений вызвано увеличением вероятности их образования по
мере роста- переохлаждения и уменьшения критического размера
[см. уравнения (114), (116), (122)]. Уменьшение его в области
больших переохлаждений обусловлено уменьшением подвижности
частиц при понижении температуры. Но нисходящая ветвь кривой
в области больших переохлаждений, полученная Г. Тамманом на
склонных к аморфизации органических веществах, при кристал-
лизации металлов не наблюдается. Высокая подвижность атомов
в жидких металлах и малая энергия активации их пересыщения
приводят к тому, что они трудно переохлаждаются и при обычных
для затвердевания стали скоростях охлаждения не переходят в
аморфное состояние, поэтому при кристаллизации стали в из-
ложницах или кристаллизаторах наблюдается лишь восходящая ветвь
и максимум кривой зависимости скорости зарождения кристаллов
от переохлаждения.
Зависимость скорости роста кристаллов от переохлаждения, как
и скорости образования зародышей новой фазы, экспоненциальна
и обусловлена теми же явлениями. Но в первом случае
ДТ входит в уравнение в первой степени, а во втором случае
— во второй, поэтому ускоряющее влияние переохлаждения на
образование зародышей сильнее, чем на рост кристаллов. Это
вызывает смещение максимумов кривых на рис. 185.
Соотношение величин скоростей зарождения кристаллов и их
роста при данном переохлаждении влияет на формирование кри-
492
сталлической структуры. При высоком переохлаждении (ДТ} иа
рис. 185), когда скорость зарождения кристаллов существенно
опережает скорость их роста, в процессе кристаллизации фор-
мируется мелкозернистая структура. Это имеет место, например,
в начале кристаллизации, когда происходит интенсивный теплоотвод
от жидкой стали к стенкам изложницы или кристаллизатора, с
которыми она приходит в контакт. При малом переохлаждений
(ДТ2), когда опережающей является скорость роста кристаллов,
зародышей образуется меньше и структура получается крупно-
зернистой.
Рассмотренные физические условия формирования кристалли-
ческой структуры являются одним из факторов, определяющих
строение стального слитка.
3. Ликвация примесей при кристаллизации
Следствием концентрационного переохлаждения при избиратель-
ной кристаллизации является возникновение ликвации примесей.
Этот процесс существенно влияет на качество слитка, поэтому
рассмотрим его на конкретном примере кристаллизации сплава
Fe—S при формировании стального слитка.
При охлаждении сплава Fe—S (рис. 142) из жидкого состояния
после пересечения линии ликвидус и до 988°С кристаллизуется
Fe<j и образуется двухфазная область кристаллов Fe$ + L. По
мере понижения температуры остающаяся жидкость обогащается
серой. Таким образом, в случае последовательной кристаллизации
от стенок изложницы перед фронтом растущих кристаллов про-
исходит обогащение раствора серой, и этот процесс, а также
его результат называется ликвацией' или сегрегацией..
В условиях, когда перенос примеси от фронта кристаллизации
в твердой стали практически не происходит, т.е. к моменту окон-
чательного затвердевания металла, равновесное содержание серы
в нем не достигается, концентрация ее в жидкости непрерывно
нарастает до полной кристаллизации. В результате в объеме металла,
затвердевшем в последнюю очередь, содержание серы будет су-
щественно больше, чем в объемах, затвердевших на начальной
стадии. Так и происходит в процессе кристаллизации стальных
слитков.
Например, как это видно на рис. 142, при содержании серы
в жидкой стали на разливке 0,03 % на последних стадиях за-
твердевания ее содержание может достигать 0,15%. Это и на-
блюдается в стальных слитках. Даже при получаемом внепечной
обработкой особо низком содержании серы (<0,003 %), значительно
28 Зак. 3164
433
меньшем, чем растворимость ее в твердой стали при температуре
кристаллизации, и меньшем, чем растворимость при комнатной
температуре, происходит ликвация серы, следствием чего является
образование в небольшом количестве сульфидных включений.
Степень развития ликвации отдельных элементов в процессе
кристаллизации стали определяется коэффициентом распределения,
равным отношению их концентраций в твердой и жидкой фазах
в условиях равновесия: k = Сп/Ск. Этот коэффициент, опреде-
ляющий развитие ликвации в сплавах при их затвердевании, зависит
от взаиморасположения линий ликвидуса и солидуса, и увеличивается
с увеличением расстояния между ними. Чем больше интервал
кристаллизации и больше развита двухфазная твердо-жидкая область,
тем больше развита ликвация. Степень ликвации повышается с
увеличением разности (1—К).
Значения К и (1—К) ряда присутствующих в стали элементов
приведены в табл. 21. Как видно, в наибольшей степени возможна
ликвация серы и кислорода, в меньшей — углерода и фосфора,
и в совсем незначительной — марганца и хрома.
Коэффициент распределения К действителен для условий рав-
новесия, которые при кристаллизации стали не реализуются, поэтому
для расчетов ввели понятие эффективного коэффициента К^, ве-
личина которого зависит от скорости затвердевания и концентрации
примеси в жидкости. Использование этого коэффициента позволяет
определить содержание примеси в твердой фазе в зависимости
от доли затвердевшего металла (g):
С'тв = ЯэфСоО ~ £)(*эф " °- (131)
Таблица 21. Коэффициенты распределения элементов в стали
Элемент К в Fea 1-К
в Fea в Fej,
Сера 0,02 0,98 0,98
Кислород 0,02 0.98 0,98
Углерод 0,13 0,87 0,64
Фосфор 0.13 0,87 0,64
Кремний 0,66 0,34 0,50
Марганец 0,84 0,16 0,05
Хром 0,97 0,03 0,03
434
Так как Кзф = С'„/С'ж, из (131) получим уравнение для оп-
ределения содержания примесей в остающейся после затвердевания
определенной доле металла (g) жидкости:
С'ж = Vo(l-g)(^"°, (132)
где эффективный коэффициент распределения в зависимости
от равновесного коэффициента распределения К выражается урав-
нением:
= К [К+(1-К)ехр(-wfi/Z))] (133)
где w - скорость затвердевания; б - толщина диффузионного
иеперемешиваемого слоя перед фронтом кристаллизации; D -
коэффициент диффузии примеси в расплаве. Концентрации С'п
и С'ж отмечены штрихами, чтобы отличить их как неравно-
весные.
В процессе кристаллизации обогащенная ликвирующими эле-
ментами жидкость частично остается между дендритами, частично
перемещается в слое перед фронтом кристаллизации, частично
переносится потоками в оставшийся жидким объем металла. Это
вызывает образование разных видов химической неоднородности
ликвационного происхождения. Степень их развития зависит от
гидродинамики и условий массопереноса в жидкости во время
кристаллизации.
Глава 31. Разливка стали в изложницы и строение
стального слитка
1. Классификация стали по степени раскисления
Сталь, в зависимости от степени раскисления, подразделяют
на кипящую, спокойную и промежуточную — полуспокойную. Это
в значительной мере определяет условия разливки стали, ход ее
кристаллизации и строение стального слитка.
Кипящая сталь на разливке, т.е. после раскисления, содержит
-0,025% растворенного в металле кислорода. Во время разливки
в изложницы и кристаллизации этот кислород взаимодействует с
углеродом с образованием газовой фазы СО — возникает эффект
кипения. Основная масса газа при этом кипении удаляется из
28*
435
металла, но часть остается в слитке, компенсируя усадочные пустоты
и предотвращая образование усадочной раковины. Вследствие этого
при производстве кипящей стали получается малая обрезь металла
при прокатке (7...12%), что обеспечивает значительно больший
выход годного, чем при производстве спокойной стали, обрезь
которой составляет 15...20% (из них 12...18 % от головной части).
При изготовлении сортового проката расход слитков спокойной
стали на 8...12 % выше, чем кипящей.
Отмеченное преимущество кипящей стали, а также меньший
расход раскислителей, высокая пластичность кипящей стали обус-
ловили широкое ее производство и применение. На долю кипящей
стали приходится около трети общего объема сталеплавильного
производства.
Однако качественный слиток кипящей стали может быть получен
лишь при некоторой оптимальной интенсивности кипения, доста-
точно высокой для полного удаления образующегося газа в начале
кристаллизации до образования плотной корочки толщиной не
менее 1О...12мм и не очень высокой во избежание вскипания
металла. Это ограничивает возможный . сортамент стали, так как
оптимальную интенсивность кипения можно получить лишь при
содержаниях углерода в пределах O.O5...O.27 %. При содержании
< 0,05 % С кипение слабое вследствие недостатка углерода, а
при содержании >0,27% С — из-за недостатка кислорода. Вслед-
ствие раскисляющего действия ряда важнейших элементов (Сг,
Mn, Si} Ti, V, В) легированную ими кипящую сталь получить
нельзя. Выплавить кипящую сталь с высокими механическими
свойствами и тем более специальными свойствами не представляется
возможным, поэтому преимущественно выплавляют спокойную, в.
том числе легированную сталь, на долю которой приходится при-
мерно 2/3 общего производства стали.
В электрических печах кипящую сталь выплавляют очень редко,
а в отечественной электрометаллургии ее совсем' не производят,
поэтому, отсылая интересующихся производством кипящей стали
к учебникам «Металлургия стали» и специальным монографиям
по разливке, мы будем рассматривать только разливку, формирование
и структуру слитка спокойной стали.
В спокойной стали содержание растворенного в металле кис-
лорода (без кислорода, связанного в оксидные включения) не
превышает 0,002...0,005 %, поэтому во время разливки и кри-
сталлизации стали кислород не взаимодействует с углеродом. Пу-
зырьки СО не образуются и сталь не кипит. Это определяет
характер кристаллизации стали и структуру стального слитка со
свойственными ему усадочными явлениями, структурой, зонами
неоднородности.
436
2. Сталеразливочный ковш
Из дуговой сталеплавильной печи сталь сливают в сталераз-
ливочный ковш. Однако ковш служит не только для разливки
стали: в ковше сталь раскисляют. При взаимодействий металла
и шлака происходит изменение их состава. Из металла удаляется
часть неметаллических включений. В результате взаимодействия
металла с воздухом и с футеровкой ковша возможно вторичное
окисление и загрязнение стали включениями.
С развитием внепечной обработки ковш является также агрегатом
для рафинирования жидкой стали. Эта дополнительная и очень
важная в современном сталеплавильном производстве функция,
вызывающая необходимость проведения в ковше ряда сложных
физико-химических процессов, вызывает дополнительные требования
к его устройству.
Ковш имеет форму усеченного
конуса с широким основанием
вверху (рис. 186). Круглое се-
чение конуса обеспечивает ми-
нимальную относительную повер-
хность охлаждения и, соответ-
ственно, минимальные потери
тепла. Поэтому отношение вы-
соты ковша к его диаметру близ-
ко к единице.
Ковш выполнен из стального
сварного кожуха, опоясанного ре-
брами жесткости/ в которые в
местах увеличенной прочности
установлены цапфы. За эти цап-
фы, расположенные для предуп-
* Рис. 186. Сталеразливочный ковш со
стопором: 1 — цапфа, 2 —гнездо стакана,
3 —стакан, 4 —стопор, 5 —стопорный ме-
ханизм, 6 —футеровка
реждения возможности опроки-
дывания выше центра тяжести,
ковш захватывается крюками тра-
версы сталеразливочного крана.
Внутри ковш футерован огнеупорным кирпичом или огнеупорной
массой.
Если ковш предназначен только для приема сливаемого из
печи металла и разливки, его футеруют шамотным кирпичом,
укладываемым не менее чем в два ряда. Применяют также набивную
и наливную самотвердеющую футеровку на основе кварцитов.
Стойкость футеровки ковша 7...15 плавок.
Особо высокие требования предъявляют к футеровке ковшей,
используемых для внепечной обработки стали. Она должна состоять
437
из огнеупоров на основе оксидов, достаточно стойких в условиях
особо низкого окислительного потенциала при обработке в вакууме,
порошками сплавов кальция и воздействии шлака. Она должна
в наименьшей степени ухудшать способность шлака к десульфурации.
Она не должна быть источником науглероживания или (например,
при производстве подшипниковой стали) источником поступления
титана. Футеровка должна быть достаточно прочной и достаточно
стойко противостоять эрозии шлаком.
Отмеченным требованиям в наибольшей степени удовлетворяют
огнеупорные материалы на основе магнезита, а также глинозема.
Обычно для зоны шлакового пояса, т.е. уровня, где во время
внепечной обработки в ковше находится шлак, применяют маг-
незитовые (периклазовые) огнеупоры (2s 95 % MgO), магнезито-
доломитовые (87 % MgO; 7 % СаО), а также магнезито-графитовые
(до 5 % графита). Эти огнеупоры хорошо противостоят агрес-
сивному действию шлака. Однако они имеют очень большую
плотность (3,5...4,0 г/см3), что увеличивает массу ковша, очень
чувствительны к смене температур, относительно дороги, поэтому
для остальной части ковша пр
3Al2O3-2SiO2; 72% Л12О3 и
(86...87% А12О3) огнеупоры,
огнеупоров 60...80 плавок.
Рис. 187. Устройство шиберного за-
твора (в закрытом состоянии): 1 —
футеровка ковша, 2.—гнездо стакана,
3 —разливочный стакан, 4 — непод-
вижная плита, 5— подвижная плита,
б — стакан-коллектор, 7 — гвдроци-
линдр. 8 — шток
меняют муллитовые (минерал муллит
25 % SiO2) и высокоглиноземистые
Стойкость футеровки из указанных
В дне ковша устанавливают гнез-
довой кирпич, в который перед каж-
дой плавкой вставляют разливочный
стакан. Обычно разливочные стаканы
изготавливают из магнезита, который
во время разливки плавки обычно
не размывается. При разливке стали,
загрязненной включениями А12О3,
стакан даже зарастает. Как отмеча-
лось, это можно устранить обра-
боткой стали кальцием. Применяют
также продувку стакана кислородом,
что требует перерыва разливки.
Для открытия и закрытия стакана
применяют стопор (рис. 186) или
шиберный затвор (рис. 187). Стопор
стальной стержень диаметром
- 50 мм, на который надеты выпол-
ненные из шамота полые цилинд-
ры-катушки. В нижней части стержня
навинчена шамотная пробка, имею-
438
щая окончание в виде шаровой поверхности. С помощью стопорного
механизма стопор поднимается, открывая-сталеразливочный стакан,
и опускается, закрывая его. Степень открытия стакана стопором
можно регулировать, меняя скорость истечения стали из ковша.
Сложные условия работы стопора, находящегося в жидком
металле, вызвали необходимость поисков его замены на запорное
устройство, находящееся снаружи ковша. Такая необходимость осо-
бенно проявляется при внепечной обработке стали с характерным
для нее интенсивным перемешиванием жидкой ванны и большой
продолжительностью пребывания металла в ковше с промежуточным
нагревом. В ряде случаев стопор просто мешает, затрудняя, например,
введение патрубков вакууматоров порционного и циркуляционного
типов. Это привело к созданию шиберных затворов.
Шиберный затвор (рис. 187) состоит из тщательно притертых
неподвижной и подвижной плит, выполненных из периклаза или
высокоглиноземистых огнеупоров. Подвижная плита со стаканом-
коллектором соединена с гидравлическим или пневматическим ме-
ханизмом, позволяющим ее возвратно-поступательное движение.
Перемещая подвижную плиту, совмещают стакан-коллектор с раз-
ливочным стаканом, открывая выход металла для разливки. Смещая
стакан-коллектор от разливочного стакана, разливку прекращают.
Управление шиберным затвором дистанционное. Собирают шиберный
затвор отдельно на специальном стенде и затем прикрепляют к
ковшу. Надежность в работе, удобство установки и управления
обеспечили шиберному затвору широкое применение.
Ковши для внепечной обработки стали обычно оборудуют по-
ристыми пробками для продувки металла инертным газом. Фор-
мируются пробки при низком давлении прессования из огнеупорных
материалов с наполнителем, который сгорает при обжиге. Успешно
применяют пробки из магнезита (95 % MgO) и из «высокогли-
ноземистых огне-
упоров (96% А12О3
и 2 % ТЮ2 с по-
ристостью - 30 %).
Монтируются пробки
(одна и более) в дне
ковша изнутри или
снаружи, (рис. 188).
При замене пробки
более Простым ЯВЛЯ- W рис 188 Пористые пробки в дне ковша при монтаже
ется монтаж снару- изнутри (а) и снаружи (6): 1 — вставка, 2 — набивка,
ЖИ. Но При этом 3 — футеровка ковша, 4 — металлическое дно, 5 —
способе несколько 'гнездовой кирпич, б — фланец усиления днища
439
усложняется устройство для усиления днища и жесткости установки.
Стойкость пробок —15...20 плавок.
При непрерывной разливке, а иногда и при разливке в изложницы
применяют промежуточные ковши. Они позволяют поддерживать
постоянный ферростатический напор и, следовательно, постоянную
скорость разливки. В ряде случаев, при отливке крупных слитков
массой, превышающей массу одной плавки, при непрерывной раз-
ливке из двух и более сталеразливочных ковшей их применение
позволяет заменять сталеразливочные ковши с металлом без пре-
рывания разливки. Промежуточный ковш представляет собой ме-
таллический кожух, футерованный огнеупорным кирпичом. В ка-
честве футеровки применяют шамот, но при разливке стали, глубоко
раскисленной в процессе внепечной обработки, предпочтительнее
применять промежуточные ковши, футерованные магнезитовыми
(55...Т5 % MgO; менее 10 % SiO2) или высокоглиноземистыми
материалами, обладающими высокой стойкостью к эрозии. Про-
межуточные ковши могут иметь форму расширяющегося вверх
усеченного конуса или корытообразную. Во втором случае можно
вести разливку через несколько (до четырех) стаканов, т.е. не-
сколькими ручьями. Обычно промежуточные ковши оборудованы
стопорами или шиберными затворами для регулирования хода
разливки.
Промежуточные ковши занимают конечное место в цикле про-
изводства, где еще возможна обработка полностью жидкого металла.
Эта возможность на ряде заводов используется для получения
нужной температуры и гомогенизации расплава.
Нагревают сталь в ковше плазмотроном. Это позволяет не
только повысить температуру до необходимого значения эколо-
гически чистым методом, но и дает возможность создания в
объеме промковша контролируемой атмосферы, а также направ-
ленного движения металла с целью гомогенизации.
Гомогенизация стали в промковше зависит как от направления
и интенсивности движения металла, так и от его конфигурации.
Исследования на моделях показали, что более быстрая и полная
гомогенизация достигается в промковшах не круглой (при разливке
одной струей) и не овальной (при разливке несколькими струями),
а дельтавцдной (в плане) формы. Ковши этой формы все шире
применяются в сталеплавильном производстве.
3. Способы разливки
В современном сталеплавильном производстве применяются три
способа разливки: сверху и сифоном отливают слитки, непрерывной
разливкой — непрерывно-литые стальные заготовки. Между ус-
440
ловиями разливки и кристаллизации
слитков и непрерывных заготовок,
их строением и особенностями об-
разования дефектов есть сущест-
венная разница, поэтому рассмотрим
эти методы разливки отдельно, начав
с получения слитков.
При разливке сверху (рис. 189)
сталь поступает непосредственно из
ковша или через промежуточное ус-
тройство (ковш, воронку) отдельно
в каждую изложницу, где она кри-
сталлизуется. При этом по мере на-
полнения изложницы зона цирку-
ляции жидкого металла постепенно
перемещается снизу вверх, и нижняя
часть слитка кристаллизуется в ус-
ловиях довольно спокойного состо-
яния жидкого металла без интен-
Рис. 189. Разливка стали сверху
непосредственно из ковша (а) и
через промежуточное устройство (б):
/ — ковш с металлам, 2 — изложница,
3 — промежуточная воронка, 4 —
прибыльная надставка
сивного поступления новых порций
стали с относительно высокой тем-
пературой. Это обеспечивает боль-
шую скорость кристаллизации ниж-
ней части слитка и образование за-
зора между этой частью слитка и
изложницей,'что устраняет возможность торможения усадки слитка
по высоте. Вследствие этого улучшаются условия кристаллизации
наружной корочки слитка, что позволяет вести разливку с от-
носительно большой скоростью, превышающей скорость сифонной
разливки.
Разливка стали сверху по сравнению с рассмотренной ниже
сифонной имеет и другие преимущества: простота подготовки
составов с изложницами под разливку в связи с тем, что не
требуется огнеупорная сифонная проводка; отсутствие потерь ме-
талла в литниковой системе; более низкая допустимая температура
разливки стали; более благоприятное расположение усадочной ра-
ковины вследствие того, что в головной (точнее, в прибыльной)
части кристаллизующегося слитка имеется поступивший в конце
наполнения изложницы металл с относительно высокой темпера-
турой.
Указанные преимущества разливки сверху явились при-
чиной ее широкого применения в сталеплавильном произ-
водстве. Однако этот способ разливки имеет ряд недо-
статков.
441
Существенный недостаток разливки сверху проявляется в начале
процесса, когда струя металла, вытекающая под большим фер-
ростатическим напором из промежуточного устройства или, осо-
бенно, непосредственно из ковша при большой высоте в нем
слоя металла, с большой силой ударяется о дно изложницы. При
этом возможно приваривание металла к дну изложницы, что тормозит
его последующую усадку и вызывает образование продольных и
поперечных трещин. При ударе струи о дно изложницы возникает
и другое нежелательное явление — разбрызгивание металла. Об-
разовавшиеся брызги окисляются и, попадая на стенки изложницы,
остаются на них. Так как при наличии окисленной пленки эти
брызги не свариваются с поднимающимся металлом, они образуют
на поверхности слитка плены, подкорковые пузыри и другие де-
фекты.
Для уменьшения отрицательного влияния удара струи о дно
изложницы на качество поверхности слитка стремятся в начале
наполнения изложницы по возможности постепенно открывать ста-
леразливочный стакан стопором или шиберным затвором. При
этом первые порции металла поступают на дно изложницы с
Рис. 190. Разливка стали сифоном:
1 — ковш с металлом, 2 — центровая,
3 — сифонная проводка, 4 — излож-
ница, 5 — поддон
меньшей скоростью и с меньшим
разбрызгиванием до образования
слоя жидкого металла, в опреде-
ленной мере смягчающего удар
струи после полного открытия ста-
кана. Таким образом, уменьшаются
возможность приваривания стали к
дну изложницы и разбрызгивание.
С целью уменьшения ферроста-
тического напора струи, поступаю-
щей в изложницу, применяют про-
межуточные устройства (рис. 189,
б), в которых высота слоя жидкого
металла значительно меньше, чем
в сталеразливочном ковше, в течение
большей части разливки. Примене-
ние таких устройств позволяет под-
держивать постоянный ферростати-
ческий напор в течение всей раз-
ливки и, следовательно, постоянную
ее скорость.
Применение промежуточных ков-
шей корытного типа с несколькими
(двумя, четырьмя) стаканами позво-
ляет одновременно разливать не-
442
сколько слитков. Однако
такой способ применя-
ется редко, так как он
громоздок и вызывает
значительное охлажде-
ние металла.
При сифонной раз-
ливке (рис. 190) жвдкий
металл поступает через
выполненную из шамота
литниковую систему
сразу в несколько из-
ложниц (от 1 до 16 и
более).
Из ковша металл по-
ступает в воронку 1 лит-
никовой системы (рис.
191), проходит центро-
вую 2 и через звездочку
3 распределяется между
лучами сифонной про-
водки 4. Из отверстий
концевых кирпичей 5
при количестве излож-
ниц до четырех или из
отверстий промежуточ-
ных звеньев сифонной
проводки И КОНЦевЫХ Рис. 191. Детали литниковой системы
кирпичей при большом
количестве изложниц металл поступает через стаканы б в из-
ложницы.
Пройдя литниковую систему, металл поступает в изложницу
снизу. Это определяет условия формирования наружной корочки
слитка в процессе его кристаллизации. В течение всей разливки
потоки жидкого металла подмывают корочку, преимущественно в
нижней половине слитка. Во время разливки корочка получается
тонкой и непрочной. Это ограничивает скорость разливки, которая
меньше скорости разливки сверху, и может быть причиной об-
разования продольных и поперечных трещин на слитках.
По сравнению с разливкой сверху сифонная разливка имеет
следующие преимущества:
можно одновременно отливать несколько слитков, что и при
относительно малых скоростях наполнения каждой из изложниц
позволяет проводить в общем быструю разливку;
443
вследствие малой скорости подъема металла в изложнице и
отсутствия брызг стали поверхность слитка получается довольно
чистой;
можно без опасности наблюдать за поведением металла в из-
ложнице и соответственно регулировать скорость разливки;
спокойно поднимающуюся поверхность металла в изложнице
не сложно защищать покровом шлакообразующих смесей.
К недостаткам сифонной разливки следует отнести:
возможность загрязнения стали неметаллическими включениями
вследствие взаимодействия с огнеупором литниковой системы;
необходимость большего перегрева стали для повышения ее
жидкотекучести и компенсации тепловых потерь в литниковой
системе;
потери металла в литниковой системе;
дополнительные затраты труда для подготовки составов или
канавы под разливку.
Как видно из изложенного, каждый из двух рассмотренных
способов разливки стали в изложницы имеет свои относительные
недостатки и преимущества. Применение одного или другого способа
определяется, главным образом, массой отдельных слитков и тре-
бованиями к их поверхности; бывает, что определяющим фактором
является традиция. При отливке слитков, к которым предъявляются
высокие требования по чистоте поверхности (например, для пол-
учения тонкого листа или при производстве подшипниковой стали),
применяют сифонную разливку. Ее применяют и при отливке
мелких слитков — массой менее 5...7 т. Разливка сверху широко
применяется при отливке крупных слитков, а также средних слитков
массой 4...7 т, к которым не предъявляются особые требования
по качеству поверхности.
4. Изложницы и прибыльные надставки
Сталь разливают в изложницы, изготовленные литьем из чугуна
перлито-ферритного или ферритного класса. Стойкость изложниц
составляет 50...100 плавок При этом расход их достигает 2...3 %
массы отлитой стали.
Форма изложницы и ее размеры определяют форму и массу
отлитого в нее слитка и в значительной мере влияют на качество
слитка. Массу отдельных слитков и, соответственно, размеры из-
ложницы желательно иметь по возможности больше, так как при
этом повышается пропускная способность разливочного пролета,
увеличиваются выход проката и производительность прокатных
станов. Однако масса слитка ограничивается грузоподъемностью
444
кранов, показателями работы прокатных цехов. При производстве
стали ряда марок (подшипниковая, быстрорежущая и др.) масса
слитка ограничивается 1...5 т вследствие увеличения физической
и химической неоднородности, причины которой будут рассмотрены
ниже.
Форма изложницы определяется назначением слитка и условиями
его горячей пластической деформации. Слитки квадратного сечения
с вогнутыми и выпуклыми гранями (рис. 192, а —в) применяют
для получения сортового проката (круглый и квадратный профили,
швеллеры, уголки и т. п.), слитки прямоугольного сечения (рис.
192, г, д) используют для прокатки на лист, а круглого сечения
(рис. 192, ё)— для получения труб. Изложницы с волнистыми
гранями (рис. 192, вид) для отливки слитков квадратного и
прямоугольного сечения применяют для более быстрого охлаждения
и образования прочной наружной корочки твердого металла, что
уменьшает вероятность возникновения продольных трещин. Для
слитков, которые поступают на горячую пластическую деформацию
прессованием или ковкой, применяют изложницы восьмигранного
сечения (рис. 192, ж).
Для разливки спокойной стали применяют преимущественно
изложницы, расширяющиеся кверху, с конусностью от 1,5 до
4,5 % на сторону для слитков, идущих на прокатку, и до 8...10%
Рис. 192. Поперечное сечение изложниц для отливки слитков спокойной стали
(пояснения в тексте)
445
для слитков, поступающих на ковку. Обычно такие изложницы
глуходонные, но посредине в дне изложницы имеется отверстие
для стока воды и удаления мусора. При сифонной разливке
в это отверстие при подготовке состава (канавы) вставляют
огнеупорный стаканчик, а при разливке сверху — стальную проб-
ку, предохраняющую дно изложницы от размывания струей ме-
талла.
Большое значение имеет отношение высоты слитка до при-
быльной части Н к среднему диаметру D, определяемому для
слитков квадратного и прямоугольного сечения как (А+В) / 2 (см.
рис. 192). Увеличение отношения Н /D позволяет понизить степень
химической неоднородности в слитке, а также уменьшить степень
обжатия при обработке давлением и повысить производительность
прокатных станов. Однако увеличение отношения Н fD вызывает
образование более глубокой рыхлости в осевой зоне слитка, по-
вышает чувствительность к образованию трещин вследствие уве-
личения ферростатического давления жидкого металла на наружную
корочку. Поэтому на основе практических данных выбирают оп-
тимальные значения Н /D слитков, соответственно проектируя раз-
меры изложниц. Обычно это отношение принимают равным 2...3.5,
а при производстве > 100-т слитков — 1,0-1,2.
Отношение массы изложницы к массе слитка спокойной стали
обычно составляет 0,9...1,3, увеличиваясь с уменьшением массы
слитка.
Прибыльные надставки, устанавливаемые на изложницы (рис.
189), применяют для утепления головной части слитка с целью
вывода в нее всей усадочной раковины. Обычно применяют чугунные
надставки, футерованные внутри шамотным кирпичом и набивной
огнеупорной массой. Стойкость футеровки составляет примерно
100 наливов. Выполненная в виде усеченного конуса с уширением
книзу, надставка легко снимается с головной части слитка после
его полного затвердевания. Применяется и утепление надставок
песчано-целлюлозными вкладышами.
Масса металла в прибыльной части слитка составляет 12—18%
общей массы слитка. Большая относительная масса прибыльной
части, которая при прокатке идет в обрезь, необходима во избежание
вытягивания усадочной раковины в тело слитка и забракования
проката.
Изложницы для разливки устанавливают на поддоны — чугунные
плиты толщиной 100...200 мм. Поддоны для сифонной разливки
имеют в центре углубление, в которое устанавливают звездочку,
и отходящие от него отдельные каналы для установки сифонной
проводки (см. рнс. 190, 191).
446
5. Условия и механизм кристаллизации стали
в изложницах
Кристаллизация стали в изложницах происходит в условиях
интенсивного движения металла, вызывающего массо- и теплопе-
ренос в объеме жидкости и у границ формирующихся кристаллов
и оказывающего вследствие этого значительное влияние на строение
стального слитка. Движение металла, его направление и скорость
в отдельных объемах жидкости зависят от направления и скорости
струи подводимого металла, а также циркуляции, вызванной кон-
вективными потоками вследствие разности температур разных объ-
емов стали. Второе имеет существенное значение на стадии кри-
сталлизации по окончании разливки. Во время разливки решающее
влияние оказывает характеристика вводимой в жидкую сталь струи.
Осевая скорость струи жидкой стали, вытекающей из ковша:
ooc = fe0V2gff, (134)
где Н — высота жидкого металла в ковше; k0 — коэффициент ско-
рости истечения, зависящий от формы стакана. Исследования по-
казали, что скорость вертикального падения струи постоянна почти
по всему сечению, резко снижаясь лишь у самой кромки отверстия,
поэтому без большой ошибки можно принять уравнение (134)
пригодным для определения скорости истечения струи в целом.
Как следует из (134), при данном сечении и форме стакана
скорость истечения струи увеличивается с повышением уровня
металла в ковше, поэтому для поддержания постоянной скорости
разливки стали сверху необходимо постоянство уровня металла
в емкости, из которой он вытекает. Как отмечалось, для этого
применяют промежуточные устройства. Торможение струи час-
тичным перекрытием стакана стопором или шибером, используемое
при сифонной разливке, в случае разливки сверху неприемлемо,
так как оно вызывает резкое распадение струи и разбрызгивание.
При разливке сверху в начале процесса струя ударяет о дно
изложницы и затем о небольшой слой жидкого металла, проникая
до дна, энергия ее тратится в основном на бурление и выплески.
По мере наполнения изложницы перемещение потока в жидкости
при разливке сверху и сифоном происходит в режиме затопленной
струи, т. е. струи, распространяемой в среде той же плотности
и не подвергаемой воздействию твердой поверхности. После внед-
рения в металлическую ванну такая струя, по мере удаления от
поверхности, сначала расширяется, ее скорость уменьшается по-
степенно до нуля. Такое распространение струи характерно как
447
а В
для разливки сверху, так и для си-
фонной разливки, но направления
движения при этих двух способах
разливки противоположны (рис.
193). К тому же, распространение
струи при сифонной разливке более
длинное, так как она вносит от-
носительно горячий металл, имею-
щий меньшую плотность, чем жид-
кий металл в изложнице, и направ-
ление его естественного подъема
совпадает с направлением движения
струи.
Глубина проникновения струи в
жидкий металл при разливке сверху
при начальной скорости ее на входе
v0 может быть приблизительно оп-
„ ределена по уравнению
Рис. 193. Схема распределения по-
токов и эпюры их скоростей .в из- , _ >
ложнице при разливке стали сверху ~ 0,6 fo/(2g), (135)
(а) и сифонам (б)
потому что это уравнение не учитывает разность плотностей
струи и жидкой ванны вследствие их разных температур.
Из-за ограниченной глубины проникновения струи (1...2,2м при
начальной скорости струи 4...6м/с) зона интенсивного переме-
шивания ею металла по мере наполнения изложницы поднимается,
а влияние конвективных, потоков, направленных вниз у фронта
кристаллизации, усиливается (рис. 193, а). Таким образом, по
мере наполнения изложницы роль конвективных потоков, вызванных
охлаждением у фронта кристаллизации, постепенно увеличивается,
а по окончании разливки она является определяющей.
Направление и скорость движения металла в изложнице оп-
ределяют массо- и теплоперенос в жидкости и, таким образом,
оказывают большое влияние на формирование слитка.
Суммарный перенос вещества (q) в жидкости в результате мо-
лекулярной (qM) и турбулентной (qT) диффузии определяется уравнением:
q = qn + qT = - (D + e) dC/dx,
(136)
где Due — коэффициенты молекулярной и турбулентной диффузии
соответственно; dC/dx — градиент концентраций на расстоянии
х. Знак минус в (136) указывает на то, что вещество переносится
в сторону меньших концентраций.
448
Влияние условий движения жидкости на массоперенос вещества
в ней описывается диффузионным критерием Нуссельта:
Ыид = Кк/Д (137)
где
K=(D + e)x-, Nufl = (D + e)/D. (138)
Критериальное уравнение, описывающее массоперенос в одно-
фазном потоке, имеет вид:
Nun = ARe"Pr“, (139)
где критерий Рейнольдса Re -vd/v и критерий Прандтля для
процесса диффузии Рг = v/D; v — скорость движения жидкости;
о — кинематическая вязкость; d — гидравлический диаметр потока.
Как видно из уравнений (136)...(139), в зависимости от скорости
движения жидкости и соответственно коэффициента е турбулентной
диффузии меняется режим массопереноса. С увеличением скорости
движения режим его изменяется от ламинарного к турбулентному,
что усиливает турбулентную массопередачу. Это интенсифицирует
перенос вещества от фронта кристаллизации в объем металла И
усиливает неоднородность слитка.
Интенсивный турбулентный массоперенос вызывает и интен-
сивный конвективный теплообмен в жидком металле. Это влияет
на ход кристаллизации и может быть причиной возникновения
трещин на слитке вследствие замедления кристаллизации наружной
корочки и даже ее частичного размывания.
Теплообмен между затвердевающим металлом и изложницей,
поддоном, атмосферой, обеспечивающий отвод тепла и кристал-
лизацию, осуществляется всеми видами теплопередачи. В жидком
металле тепло передается конвекцией, а в образовавшейся твердой
корочке и затем растущем слое твердой стали — теплопроводностью.
После образования твердой корочки вследствие усадки стали
между образуемым слитком и изложницей появляется газовый
зазор. Так как происходит это при высокой температуре, когда
сталь пластична, тонкая корочка под действием ферростатического
давления сначала упруго прижимается к изложнице. Но, по мере
ее утолщения и упрочнения, она может выдержать ферростатическое
давление жидкой стали и в процессе дальнейшей усадки металла
отходит от изложницы, образуя газовый зазор между слитком и
изложницей. В зазоре тетию от слитка к изложнице передается
29 Зак. 3164
449
8.
а Ш В I * б
Рис. 194. Изменение температуры по
зонам кристаллизующегося слитка: I —
твердый металл, 11 — двухфазная область,
III — жидкая сталь
•в»оо
‘.•о ° °
преимущественно излучением и теплопроводностью, и тепловое
сопротивление в нем существенно влияет на передачу тепла от
кристаллизующегося слитка. С образованием зазора коэффициент
теплоотдачи от металла к изложнице уменьшается в два-три раза
по сравнению с теплоотдачей в период плотного контакта слитка
с изложницей.
В результате отвода тепла в процессе кристаллизации возникает
перепад температур по зонам образующегося слитка (рис. 194). Ве-
личина этого перепада характе-
ризует ширину двухфазного
(твердо-жидкого) состояния у
фронта кристаллизации. Если
перепад температур в сечении
затвердевающего слитка t>t
больше интервала кристаллиза-
ции = т. е.
At/Ы < 1 (рис. 194, а), то про-
исходит последовательное за-
твердевание с непрерывным
продвижением фронта кристаллизации и двухфазной зоны к оси
слитка. При этом наряду с зонами твердого и жидкого металла
всегда имеется развитая зона двухфазного состояния. Если
Ы/Ы г: 1, то происходит объемное затвердевание металла и в сечении
слитка до его затвердевания имеются только зоны жидкого и двух-
фазного состояния (рис. 194, б).
Перепад температур Ы определяется критерием Био:
Bi = (а/Х)х, (140)
где а — коэффициент теплоотдачи с поверхности слитка; X —
коэффициент теплопроводности стали; х — половина толщины слит-
ка.
С увеличением критерия Био, т.е. с увеличением коэффициента
теплоотдачи и уменьшением теплопроводности стали, градиент тем-
ператур по сечению слитка увеличивается, поэтому углеродистые
и среднелегированные высокоуглеродистые стали с большой теп-
лопроводностью и широким интервалом кристаллизации затверде-
вают с развитой зоной двухфазного состояния. Наоборот, высо-
колегированные (например, коррозионностойкие) стали с узким
интервалом кристаллизации и низкой теплопроводностью кристал-
лизуются последовательно без образования или со слаборазвитой
двухфазной зоной.
Теплофизические свойства стали определяют и скорость ее
кристаллизации в изложнице, т. е. линейную скорость продвижения
450
фронта затвердевания. При одномерном нестационарном тепловом
потоке эта скорость
d f/d т = (р/Х Ср) (d2 1/dx2), (141)
где t — температура; т — время; р — плотность; Ср — теплоемкость;
х — координата (толщина) затвердевшего слоя.
Решение (141) приводит к закону квадратного корня:
х = kVr. (142)
Экспериментально — методами выливания стали на разных ста-
диях кристаллизации, фиксирования фронта затвердевания через
разные отрезки времени добавками серы, радиоактивных изотопов
и др. подтверждена справедливость этого уравнения и определен
коэффициент k. В зависимости от состава стали и геометрии
слитка k = 20—35 мм/мин1 , увеличиваясь с повышением степени
легирования. Подставив в уравнение (142) среднее значение k и
приняв величину затвердевшего слоя х, равной радиусу слитка
R, получим уравнение для определения времени полного затвер-
девания, мин:
(1/£2)7?2 = 1,32-Ю-3.
Однако (142) удовлетворительно описывает скорость кристал-
лизации лишь примерно в первой половине затвердевания. Вслед-
ствие образования развитой двухфазной зоны и опускания из
нее кристаллов в длинную часть слитка в процессе затвердевания
происходят отклонения от закона квадратного корня: сначала ско-
рость кристаллизации уменьшается, а к концу затвердевания уве-
личивается.
6. Строение слитка спокойной стали
Соответственно условиям кристаллизации в слитке образуются
зоны, отличающиеся различным кристаллическим строением (рис.
195).
Наружная зона 1 кристаллизуется в условиях большого пере-
охлаждения при очень интенсивном отводе тепла и наличии большого
количества центров кристаллизации, роль которых играет повер-
хность изложницы. Вследствие этого в наружной зоне образуется
большое количество мелких равноосных кристаллов. Протяженность
29*
451
действия резкого переохлаждения невелика
и толщина наружной зоны слитка обычно
не превышает 6—8 мм.
Отчетливо направленный отвод тепла
сохраняется и после образования наружной
зоны, поэтому преимущественное развитие
получают кристаллы, оси которых растут
в направлении, обратном теплоотводу. Об-
разуется зона столбчатых или шестоватых
кристаллов 2 —дендритов, оси которых
соответственно направлению теплоотвода
направлены почти перпендикулярно стен-
кам изложницы с отклонениями на 10—15°
кверху. Ширина зоны столбчатых кристал-
лов увеличивается с увеличением массы
слитков. Например, в 5-т слитках углеро-
дистой стали она 70...80 мм, а в 10-т
слитках —100 мм.
Элементы, влияющие на теплофизиче-
ские свойства стали, влияют и на про-
тяженность зоны столбчатых кристаллов.
С увеличением теплопроводности на боль-
шем расстоянии сохраняется определенная
направленность теплового потока к стенкам
изложницы и растет протяженность этой зоны, поэтому такие
элементы, как Сг, W и некоторые другие, повышающие тепло-
проводность стали, вызывают увеличение протяженности зоны стол-
бчатых кристаллов, и в высоколегированной этими элементами
стали столбчатые кристаллы могут доходить до оси слитка.
В средней части слитка, кристаллизующейся в отсутствие четко
одностороннего отвода тепла при наиболее развитом концентра-
ционном переохлаждении, образуется зона крупных равноосных
кристаллов 3, не имеющих определенной ориентации.
В нижней части слитка конус осаждения 4 состоит из мелких
равноосных кристаллов. Он образуется в результате опускания
части кристаллов и их обломков в потоке движущегося вниз у
фронта кристаллизации металла. Высота конуса в зависимости от
массы слитка и состава стали может быть от 100 до 400 мм.
В процессе кристаллизации увеличивается плотность стали и
соответственно, ее удельный объем (примерно на 3-3,5 %). След-
ствием этого является усадка стали при затвердевании. В результате
усадки в слитке образуется усадочная раковина 5, которая рас-
полагается в прибыли 6, затвердевающей после затвердевания всего
слитка.
452
Как отмечалось, вследствие разной растворимости примесей в
жидкой и твердой стали при кристаллизации происходит ликвация
элементов с обогащением ими остающейся жидкости (маточного
раствора) в междендритных пространствах и перед фронтом кри-
сталлизации. Возможная степень ликвации характеризуется коэф-
фициентом К и увеличивается с его уменьшением. Вместе с тем
действительная степень ликвации и характер вызванной ею хи-
мической неоднородности зависят от степени развития двухфазной
области и интенсивности движения металла. С увеличением степени
развития двухфазной области более полно проходят диффузионные
процессы между жидкостью и растущими кристаллами и степень
ликвации увеличивается, приближаясь к максимально возможной.
При отсутствии движения металла в результате ликвации соот-
ветственно закону распределения обогащались бы примесями как
междендритные (межзеренные) пространства, так и жидкость перед
фронтом кристаллизации. Однако при кристаллизации стали в из-
ложнице всегда происходит движение жидкости, которая выносит
Рис. 196. Зональная
ликвация в слитке спо-
койной стали: / __ вне.
центренная Л-образная,
2-осевая V-образная,
3 — отрицательная в
конусе осаждения
обогащенный ликватами маточный раствор в
объем жидкого металла, вызывая образование
зональной ликвации. С увеличением интенсив-
ности движения жидкого металла в изложнице
уменьшается степень дендритной ликвации и
увеличивается степень зональной ликвации. В
конечном итоге, если скорость затвердевания,
т.е. продвижения фронта кристаллизации, больше
скорости диффузии и конвективного массопе-
реноса примесей из зоны двухфазного состояния,
то развитие получает междендритная ликвация.
Если же больше скорость выноса примесей
из двухфазной области в жидкость перед фрон-
том кристаллизации, то развивается зональная
ликвация.
При затвердевании спокойной стали в из-
ложнице на первых стадиях до конца образо-
вания зоны столбчатых кристаллов скорость
кристаллизации достаточно велика, чем и вы-
звано строение этой зоны, и ее рост опережает
вынос ликватов из двухфазной области. В этих
условиях обогащенная ликвирующими приме-
сями жидкость остается в междендритных про-
странствах, а зональная ликвация не получает
развития. По мере продвижения фронта кри-
сталлизации скорость его снижается и стано-
вится меньше скорости массопереноса примесей
453
Рис. 197. Серный отпечаток с продольного
темплета 23-т слитка никелевой стали
из двухфазной области в слой
жидкости, примыкающий к этому
фронту. Вследствие значительно-
го концентрационного переох-
лаждения наступают условия, при
которых слой, обогащенный при-
месями, еще может существовать
в жидком состоянии, а следую-
щий, необогащенный слой уже
может кристаллизоваться. Проис-
ходит перенос кристаллизации че-
рез обогащенный примесями
слой, который в это время ос-
тается еще жидким. В уже за-
твердевшем металле образуются
прослойки жидкости, обогащен-
ной примесями, которые при за-
твердевании дают полосы вне-
центренной ликвации — «усы»
(рис. 196). Процесс образования
жидких прослоек и, как следствие,
ликвационных полос может по-
вторяться.
Внецентренная ликвация серы
выявляется при снятии серного
отпечатка с продольного и по-
перечного сечений слитка. На
рис. 197 представлен серный от-
печаток продольного сечения
слитка, на котором выявились по-
лосы внецентренной ликвации.
В верхней части слитка на
>1/3 высоты (и чем ближе к
головной части, тем более резко)
образуется осевая ликвация (см.
рис. 196). Она имеет вид V-об-
разных скоплений ликвирующих
элементов и отчетливо проявля-
ется на серных отпечатках (рис.
197). Этот вид ликваций, по-ви-
димому, следствие перемещения
последних объёмов обогащенной
ликватами жидкости при усадке
стали. Так как в верхней части
454
слитка сталь затвердевает в последнюю очередь, там в наибольшей
степени жидкость обогащается примесями и наиболее четко про-
является осевая Ликвация.
Механизм образования осевой ликвации достаточно надежно не
выявлен, и есть разные предположения при его описании.
Степень развития зональной ликвации зависит от массы слитка,
его формы и состава стали. Она увеличивается с увеличением
времени затвердевания и размера поперечного сечения, поэтому с
увеличением массы слитка степень зональной ликвации возрастает.
Степень зональной ликвации в слитках массой 6...8 т составляет
для серы 40...70 %, для фосфора 20...30%, для углерода 10...15%.
В 23-т слитке, серный отпечаток с которого приведен на рис 197,
степень зональной ликвации серы достигла 120 %, т.е. в ликвационных
зонах здоровой части слитка (исключая прибыль) содержание серы
было в 2,2 раза больше среднего в металле (в ковшовой пробе).
Ликвация примесей ухудшает качество стали, поэтому в процессе,
производства стальных слитков принимают возможные меры для
уменьшения степени ее развития.
Дефекты слитка. Ряд дефектов стального слитка образуется
вследствие усадки стали при затвердевании. Одним из них являются
трещины. Поперечные трещины образуются при подвисании слитка
вследствие затекания металла в изъяны на поверхности изложницы,.
а также в стык изложницы и прибыльной надставки. Мерой
предупреждения таких дефектов является применение изложниц
с хорошей поверхностью, и тщательная установка надставки.
Причинами появления продольных трещин на слитках могут
быть тангенциальные напряжения, возникающие при неравно-
мерной усадке, а также прорывы образовавшейся твердой корочки
в процессе затвердевания под напором- ферростатического дав-
ления жидкой стали. Это происходит при быстром нарастании
ферростатического давления и медленном росте, твердой корки.
Во избежание возникновения этого дефекта необходимо регу-
лировать температуру жидкого металла и скорость разливки.
Склонность стали к образованию трещин зависит от ее пла-
стичности при > 11ОО...12ОО°С. Сера, понижающая пластичность
стали-и вызывающая появление краснолома, увеличивает склон-
ность стали к образованию трещин, особенно при наличии суль-
фидов в виде цепочек или пленок (II тип). Наибольшей склон-
ностью к образованию продольных трещин обладают круглые
слитки с минимальной удельной поверхностью.
В результате усадки стали могут образовываться и внутренние
дефекты в слитке — усадочные раковины, поры, которые рас-
полагаются на некоторую глубину под прибыльной частью и
иногда являются причиной чрезмерной обрези при прокатке. Эти
455
дефекты возникают вследствие неудовлетворительной работы при-
были. Образование в процессе затвердевания всяких перемычек,
мостов, изолирующих отдельные объемы жидкого металла от при-
были, приводят к такого вида дефектам. Вероятность их появления
в слитке зависит от формы изложницы, метода утепления прибыли,
технологии разливки. Необходимость предупреждения пороков уса;
дочного происхождения в слитке и привела к применению изложниц,
уширенных кверху. Использование таких изложниц смещает тепловой
центр кристаллизующегося металла в верхнюю, более массивную
часть слитка, где сталь будет дольше сохраняться в жидком состоянии
и питать объемы, уменьшающиеся при усадке.
Ряд дефектов слитка, таких как подкорковые пузыри, завороты
корки, плена, не связан с усадкой стали.
Подкорковые пузыри располагаются у поверхности слитка, уда-
ляясь от нее на глубину < 20...30 мм. Наиболее вероятной причиной
образования пузырей является заливание металлом остатков не-
сгоревшей смазки изложницы. Выделяющиеся при испарении смазки
газы образуют пузыри. Пузыри, расположенные на глубине до
2...3.ММ, при нагреве под прокатку или ковку переходят в окалину.
Расположенные более глубоко пузыри раскатываются в тонкие
трещины — волосовины. Для предупреждения их образования не-
допустимы густая смазка изложницы и недостаточное ее обезво-
живание.
Заворот корки — название, которое характеризует природу об-
разования дефекта. Речь идет о корке, которая имеется на поверхности
жидкого металла во время его подъема в изложнице. Она представляет
собой окисленный металл, шлаковые включения с газовыми пузырями
и, имея плотность меньше плотности стали, плавает на поверхности.
При прорывах корочки, обычно на расстоянии Ю...40мм от стенки
изложницы, часть ее прилипает к стенке изложницы, переходя
затем на слиток. В результате на поверхности слитка образуются
«завороты корочки», плены, скопления шлаковых включений. Скрытый
заворот корочки вызывает расслоение при прокатке. Часто этот
дефект обнаруживают уже при изготовлении деталей. Этот опасный
дефект может быть причиной аварии.
При разливке сверху плены на поверхности слитка могут об-
разовываться и вследствие попадания брызгов металла на стенки
изложницы. Окисляясь, эти брызги не свариваются с металлом,
и на поверхности слитка располагаются в виде скоплений — плен.
7. Технология разливки
Наряду с формой и размерами изложницы большое влияние
на качество слитка оказывает технология разливки. Важнейшими
456
параметрами этой технологии являются температура и скорость
разливки.
С температурой разливки стали, влияющей на процессы кри-
сталлизации, связано образование усадочной раковины и усадочной
рыхлости, характер макро- и микроструктуры металла, образование
дефектов поверхности слитка.
При разливке стали с пониженной температурой увеличивается
брак металла, связанный с заворотом корочки и подкорковыми
пузырями. В то же время при перегреве стали повышается склонность
слитков к образованию трещин, повышается вероятность возник-
новения усадочных дефектов, усиливается развитие зональной и
дендритной ликваций, увеличивается толщина зоны столбчатых
кристаллов.
С перегревом стали связана грубая дендритная структура у
высоколегированных коррозионностойких и жаропрочных сталей,
которая приводит к ухудшению их деформируемости при горячей
пластической обработке.
Такие противоположные влияния температуры стали на качество
слитка и стальных изделий вызывают необходимость выбора оп-
тимальной температуры разливки — разной для разных методов
разливки и зависящей от состава стали. При сифонной разливке
и разливке сверху через промежуточную воронку температура
должна быть выше с учетом тепловых потерь.
Температура стали в ковше в начале разливки должна превышать
температуру ликвцдус на 8О...11О°С. Для этого она должна быть
на П0...130°С выше температуры ликвцдус на выпуске плавки из
печи, если непосредственно после этого следует разливка, и на
1ОО...12О°С выше в ковше после внепечной обработки.
Оптимальная температура стали некоторых марок при разливке
сифоном, принятая на отечественных заводах, следующая:
Сталь........... 12ХНЗА, ЗОХГСА, ШХ15, ШХ15СГ
18Х2Н4ВА 40ХНМА
t, °C........... 1580...1620 1570...16Ю 1520...1550
С температурой разливки тесно связана скорость разливки, которая
также влияет на качество стали. В определенной мере температура
и скорость разливки взаимно компенсируются в исправлении от-
рицательного влияния на качество стального слитка. Повышение
скорости разливки вызывает образование тех же дефектов, что и
повышение температуры, а понижение скорости — те же, что и
понижение температуры, поэтому чрезмерно перегретую сталь следует
разливать медленно, а относительно «холодную» сталь — быстро.
457
Скорость разливки регулируют применением стаканов разного ди-
аметра (обычно 40...80 мм) и изменением степени его открытия
(обычно при сифонной разливке) или изменением уровня стали в
промежуточном устройстве (при разливке сверху). При этом скорость
разливки равна 0,7-6 т/мин при скорости подъема в изложнице
5-15 мм/с.
Скорость разливки после образования лужицы металла на дне
изложницы доводят до требуемой и лишь при подходе уровня
металла к прибыльной надставке замедляют. В надставку для возможно
длительной подпитки жидким металлом сталь заливают значительно
медленнее. При массе металла в прибыли < 18 % продолжительность
ее наполнения составляет 50...130 % от продолжительности наполнения
тела слитка.
Для более концентрированного сосредоточения усадочной раковины
в прибыли и уменьшения усадочной пористости с целью увеличения
выхода годного применяют разные методы утепления прибыли. Ши-
рокое применение получили одноразовые экзотермические вкладыши,
обычно ' состоящие из двух слоев — экзотермического, контактиру-
ющего с металлом, и наружного теплоизоляционного. Экзотермический
слой готовится на основе алюминиевого порошка (- 50 %), древесных
опилок и окислителя (селитра, окалина и др.)? Выход годного уве-
личивается на 5...10%, но способ требует дополнительных затрат.
Более дешевым (но и менее эффективным) является применение
люнкеритовых смесей, засыпаемых на поверхность поднимающегося
в изложнице металла при сифонной разливке. Примерный состав
смесей: 15-28 % Al; 5...10 % ферросилиция, 20-25 % древесного
угля; 5...20 % коксика; 20...30 % шамотного порошка; 15 % боксита.
Расход —1,5-3,0 кг/т.
Для предохранения поверхности металла в изложнице от вза-
имодействия с атмосферой применяют разливку под жидким шлаком,
который образуется из смесей, вводимых в изложницу. Применяют
смеси изолирующие с низкой основностью (например: 30...50%
SiO2; 10—25% А12О3; 2-15% СаО + MgO; 2-15% К;>О + Na2O;
1—10 % Fe2O3; 10...30 % С) и абсорбционные с высокой основностью
(например: 30-50 % SiO2; 2-10 % А12О3; 30-60 % СаО +
MgO; 0—20 % К2О + Na2O; 0—5 % Fe2O3; 0—5 % С). Образуемый
этими флюсами на поверхности поднимающегося металла шлак
предотвращает образование корочки, уменьшает вторичное окис-
ление, абсорбирует неметаллические включения.
Применяют и шлакообразующие смеси других составов, в том
числе содержащие горючие компоненты (Al; Si, — Са и др.), при
сгорании которых ускоряется формирование жидкого шлака. Расход
смесей или брикетов 3...8 кг/т.
458
Для защиты струи металла из ковша или промежуточного
устройства применяют обдув ее, например из радиально распо-
ложенных в прикрепленной вокруг сталеразливочного стакана коль-
цевой трубе сопел, аргоном, а также вдувание аргона в изложницу.
Проще и надежнее это делать при сифонной разливке.
С целью улучшения условий формирования кристаллической
структуры слитка и интенсификации тепло- и массообменных про-
цессов в объеме затвердевающего металла разрабатывают способы
внешнего воздействия на кристаллизующийся металл: механическое,
электромагнитное или пульсационное перемешивание, низкочастот-
ную и ультразвуковую вибрацию. При разливке в изложницы
применение этих методов вызывает конструктивные затруднения,
и они пока не используются. Некоторое применение получила
вибрация, например с частотой 60 Гц и эксцентриситетом 0,3 м,
при вращении в горизонтальной плоскости поддона с изложницей
или возвратно-поступательном движении погруженного в металл
полого стержня в вертикальной плоскости. Отмечено улучшение
качества стали.
Глава 32. Непрерывная разливка стали
1. Основы процесса и конструкции машин
Непрерывная разливка металла, предложенная еще в 1855 г.
Г. Бессемером, была впервые применена для получения стальных
заготовок лишь в 1939 г. в Германии. Но широко применять в
сталеплавильном производстве ее начали после второй мировой
войны. Вследствие существенных преимуществ она вскоре в зна-
чительной мере вытеснила разливку в изложницы и заняла до-
минирующее положение в сталеплавильном производстве ряда про-
мышленно развитых стран. К 1990 году в мире на долю непрерывной
разливки приходилось уже более половины всей разливаемой стали,
в том числе в Японии 93,9 %, в ФРГ 91,3 %, в Италии 96,1 %,
в США 67,1%; в бывшем СССР —18,0% разлитой стали.
Прежде чем рассматривать преимущества непрерывной разливки
перед разливкой в изложницы, обеспечившие ее быстрое развитие,
рассмотрим кратко сущность процесса (рис. 198).
При непрерывной разливке жидкая сталь из сталеразливочного
ковша 1 через промежуточный 2 заливается в сквозной (без-
донный) водоохлаждаемый кристаллизатор 3. В начале разливки
в кристаллизатор вводят стальную затравку, исполняющую роль
459
временного дна. Сталь начинает за-
твердевать у стенок кристаллизатора
и затравки с образованием достаточно
прочной корочки — оболочки, внутри
которой еще имеется жидкий металл.
Эту оболочку начинают непрерывно
вытягивать вниз из кристаллизатора,
вначале используя затравку, а затем
с помощью тянупщх валков 5, в ко-
боба ——«
❖
б
7,
торые поступает непрерывная заготов-
— ка. Одновременно в кристаллизатор
непрерывно заливают металл со ско-
ростью, соответствующей скорости
вытягивания заготовки. После кри-
сталлизатора заготовка проходит зону
вторичного охлаждения водой 4, рас-
пыляемой специальными форсунками,
где происходит окончательное затвер-
девание сердцевины заготовки (перед
тянущими валками). После прохожде-
ния тянущих валков 5 заготовка 6
Рис. 198. Схема непрерывной режется на мерные длины кислород-
разливки ними резаками или ножницами 7.
Преимущества непрерывной разливки по сравнению с разливкой
в изложницы обусловлены условиями формирования непрерывной
заготовки.
При непрерывной разливке усадочная раковина формируется
лишь в конце всей разливки, т. е. одна на всю плавку или
даже на несколько плавок при разливке непрерывными сериями
методом плавка на плавку, поэтому обрезь при прокатке непрерывной
заготовки составляет всего 2...5 % вместо 15...25 % при прокатке
слитков, отлитых в изложницы. Соответственно выход годного
проката из заготовок, отлитых при непрерывной разливке, составляет
95...98%.
Вследствие ускоренного затвердевания в водоохлаждаемом кри-
сталлизаторе, а затем в условиях интенсивного вторичного ох-
лаждения водой непрерывная заготовка по сравнению со слитком,
отлитым в изложницу, имеет более однородную структуру, что
улучшает ее качество. При переходе на непрерывную разливку
отпадает необходимость в наличии парка чугунных изложниц и
отделений для их подготовки и извлечения слитков, а также
дорогостоящих блюмингов и слябингов для обжатий крупных слитков
в заготовку. Появляется возможность полной механизации и ав-
томатизации процесса.
460
Рассмотрев отмеченные преимущества, можно заключить, что
при переходе на непрерывную разливку одновременно с улучшением
техники и технико-экономических показателей производства су-
щественно возрастает выход стали. Это равноценно строительству
новых сталеплавильных агрегатов при необходимости увеличить
объем производства проката или сокращению объема выплавки
стали при отсутствии такой необходимости.
Применение непрерывной разливки, как и рассмотренной выше
внепечной обработки стали, коренным образом изменило концепцию
развития сталеплавильного производства. При увеличении произ-
водства стальных изделий объем выплавки стали остался на прежнем
уровне и даже начал сокращаться вследствие улучшения качества
и увеличения выхода годного.
Изменение концепции развития сталеплавильного производства
с применением современных методов внепечной обработки стали,
непрерывной разливки, а также прогрессивных видов обработки
давлением видно при сравнении с традиционной схемой произ-
водства. Например:
1. Из 100 млн-т стали, разлитой на слитки, получается 80
млн. т проката; из этого проката после обрезки и обработки
резанием — 60...65 млн.т стальных изделий; из них при обычном
коэффициенте запаса 1,5...3,0 — примерно 30 млн.т расчетных кон-
струкций и машин.
2. Из 100 млн. т стали, разлитой на непрерывные заготовки,
получается 95 млн. т проката; широкое применение сложных
профилей и листа, идущего на штамповку, позволяют получить
из этого проката выход изделий 80...85%,т. е. примерно 75 млн. г,
при коэффициенте запаса 1,1...1,3, возможном в результате улучшения
качества и стабилизации свойств при внепечной обработке стали,
получается 60...65 млн. т расчетных конструкций и машин.
Таким образом, применение прогрессивных технологий, в ча-
стности внепечной обработки и непрерывной разливки, стало основой
принципиально нового подхода к развитию сталеплавильного про-
изводства.
На начальных стадиях развития непрерывной разливки стали
применяли (и продолжают широко применять) машины непре-
рывного литья заготовок (МНЛЗ), которые называют еще и ус-
тановками непрерывной разливки стали (УНРС), вертикального
типа. Формирование заготовки и резка ее в МНЛЗ такого типа
(см. рис. 198) происходят на вертикальном участке, высота которого
после кристаллизатора достигает 15...20 м при общей высоте ма-
шины 2:40 м. Большая высота участка после кристаллизатора
вызвана необходимостью полного затвердевания заготовки до ее
резки.
461
Нарастание твердой корочки непрерывной заготовки описывается
приведенным ранее уравнением х = k Vx, а время затвердевания
х = (l/^2) х2. Согласно опытным данным глубина жидкой фазы
£ж кристаллизующейся заготовки при поперечном разрезе ее а,
см, и скорости вытягивания V, см/мин, может быть выражена
уравнениями L* = (0.029...0.034) c?v, см, —для плоской заготовки
и £ж = 0,024 (TV, См, — для квадратной заготовки. При обычных
для таких МНЛЗ скоростях вытягивания 0,7...0,9м/мин протяжен-
ность жидкой фазы в квадратной заготовке сечением, например,
200 мм достигает 8,5 м, а с увеличением сечения существенно
возрастает. Возрастает она и с увеличением скорости разливки,
но протяженность всей заготовки включает еще длину участка
резки, зависящей от способа резки, и длину мерной заготовки,
определяемой условиями прокатки. В результате получается ука-
занная большая высота МНЛЗ вертикального типа,, обусловившая
ряд ее недостатков. Основными из них являются / высокое фер-
ростатическое давление в кристаллизующейся заготовке, вызыва-
ющее необходимость применения малой скорости разливки, что
понижает производительность, а также удорожание строительных
конструкций и затруднение их обслуживания, так как для таких
МНЛЗ требуется' строительство высоких башен или углубление.
Ввиду недостатков МНЛЗ вертикального типа наряду с ними
в середине 60-х годов начали применять и машины с расположением
технологических узлов по криволинейной оси (рис. 199). Получили
применение машины с прямолинейным кристаллизатором и С по-
следовательным изгибом и выпрямлением более чем в одной
точке или на четырех точках (рис. 199, б). Наиболее широко
применяется высокопроизводительная МНЛЗ с криволинейным кри-
сталлизатором радиального типа и с последовательным выпрям-
лением заготовки (рис. 199, в).
Широкое распространение радиальных МНЛЗ. небольшой высоты
с криволинейным кристаллизатором объясняется ее металлургиче-
скими и технико-экономическими преимуществами по сравнению
с машинами другого типа, особенно с вертикальными. Низкое
ферростатическое давление позволяет проводить разливку с большой
скоростью без опасения прорывов твердой корочки жидким ме-
таллом. Последовательный переход заготовки в горизонтальное
положение делает возможным получение заготовки практически
неограниченной длины. По сравнению с вертикальной МНЛЗ в
1.5...2 раза меньше капитальные затраты и проще техническое
обслуживание.
Применяют и криволинейные МНЛЗ с переменным радиусом
кривизны и постепенным разгибанием заготовки. В них деформация
462
Рис. 199. Основные типы МНЛЗ: а — вертикальные, б — с изгибом заготовки,
в — радиальные с криволинейным, кристаллизатором
металла начинается еще при наличии жидкой сердцевины, и это
может служить причиной образования внутренних трещин на не-
достаточно прочной внутренней поверхности твердой корочки. Эти
машины могут иметь еще меньшую высоту, чем радиальные.
Криволинейные МНЛЗ, в частности и радиальные, по сравнению
с вертикальными имеют и недостатки. Полученные в них заготовки
часто неравномерно загрязнены неметаллическими включениями
вследствие концентрации их на верхней стороне заготовки. Общая
концентрация в них неметаллических включений выше, чем в
заготовках, полученных в вертикальных машинах, где на большом
вертикальном участке существования жидкого металла ниже уровня
проникновения струи имеется возможность всплывания этих вклю-
чений. Изгибание заготовок в криволинейных МНЛЗ иногда приводит
к появлению на них трещин. Применение криволинейных МНЛЗ
вызывает необходимость установки механизмов для их изгиба и
выравнивания.
Кроме описанйых разработаны МНЛЗ горизонтального типа.
Технологическая ось таких машин расположена горизонтально или
с небольшим (10...20*) наклоном к горизонту. В этих машинах
металл поступает в кристаллизатор из футерованного огнеупорным
кирпичом металлоприемника через металлопровод — трубу, состо-
463
ящую из металлического корпуса и огнеупорного стакана из нитрида
бора, карбида кремния и т.п. Металлопровод и кристаллизатор
соединены между собой жестко, и это соединение является наиболее
ответственным участком машины, не всегда обеспечивая надежность
её работы.
МНЛЗ горизонтального типа относительно компактны и просты.
Низкое ферростатическое давление при разливке на таких машинах
обеспечивает затвердевание без нарушений равномерного роста
корочки, но высокое трение при вытягивании вызывает опасность
разрывов ее в кристаллизаторе. Это, а также недостаточная на-
дежность узла металлопровод-кристаллизатор пока ограничивают
применение МНЛЗ горизонтального типа.
Важнейшим узлом МНЛЗ, в значительной мере определяющим
качество стали, является кристаллизатор. Он должен обеспечивать
оптимальный отвод тепла и однородную по всему периметру
толщину образующейся в нем затвердевшей заготовки. При этом
в условиях резких перепадов температур между жидким металлом
и кристаллизатором должна быть исключена возможность его де-
формации, коробления. Конструкция кристаллизатора должна давать
возможность быстро изменить сечение отливаемой заготовки при
изменении заказанного сортамента.
Внутренняя стенка кристаллизатора
Рис. 200. Кристаллизатор МНЛЗ:
/ — медные плиты, 2 — стальные
плиты, 3 — охлаждающая веда
работает в особо тяжелых условиях,
так как с одной стороны она кон-
тактирует с жидкой сталью, а с другой
— с охлаждающей водой. К тому же
она испытывает ферростатическое дав-
ление и истирающее действие движу-
щейся в кристаллизаторе заготовки. С
учетом этих особенностей и, главным
образом, получения необходимых для
охлаждения стали теплофизических
свойств внутреннюю стенку делают из
меди, которую для повышения темпе-
ратуры разупрочнения иногда легируют
хромом.
На МНЛЗ применяют кристаллиза-
торы трех типов: сборные, трубчатые,
блочные. Наиболее распространены
кристаллизаторы, собираемые из тонких
(15...20мм) и толстых (50...70мм) бо-
ковых плит, которые крепятся Шпиль-
ками к жестко укрепленным стальным
плитам (рис. 200). Между медными
464
и стальными плитами или по каналам, высверленным в толстых
медных плитах, протекает охлаждающая вода.
Срок службу медных стенок кристаллизатора зависит от многих
факторов: качества меди или ее сплава; массы плавок и среднего
числа их, разливаемых безостановочно; конструктивные особенности.
При применении промежуточных. обработок они служат до
1000...2000 плавок. По износу и сроку службы прямолинейные
и криволинейные кристаллизаторы существенно не отличаются.
Скорость образования наружной корки достаточной толщины
для избежания разрывов оболочки и прорыва жидкого металла
ири выходе заготовки из кристаллизатора -ограничивает скорость
разливки. Чтобы устранить уменьшение теплоотдачи от корки к
кристаллизатору вследствие образования зазора при усадке стали
и обеспечить соприкосновение ее с кристаллизатором по всей
сто длине, кристаллизаторы часто делают с небольшой конусностью
длины кристалли-
Рис. 201. Устройство для
.интенсивного охлаждения
формирующейся заготовки на
выходе из кристаллизатора 2
(1 — промежуточный ковш)
книзу.
С удлинением кристаллизатора наружная корка утолщается, что
увеличивает ее прочность. Однако увеличение
затора увеличивает силу трения при дви-
жении заготовки, что повышает вероят-
ность образования разрывов. Оптимальная
длина кристаллизатора 700...800 мм.
С целью увеличения толщины корки
на выходе из кристаллизатора и повышения
скорости разливки разрабатывают разные
устройства. Например, применяют устрой-
ство, показанное на рис. 201. В нем вода
подается в щели плит, расположенных под
кристаллизатором вдоль движущейся за-
готовки под некоторым углом к ней. Зазор
между плитами и заготовкой заполнен
пленкой воды, движущейся с большой ско-'
ростью. Это позволяет увеличить толщину
наружной корочки при выходе из кристал-
лизатора, равную обычно 15...25мм, при-
мерно в два раза.
Для уменьшения трения между дви-
жущейся заготовкой и кристаллизатором
и, соответственно, уменьшения возможности образования разрывов
между ними подается смазка (масло, парафин и др.) или поступает
шлак при разливке под шлаком. Чтобы улучшить возможность'
затекания жидкого металла в разрывы корки и их заваривания,
а также для облегчения поступления смазки кристаллизатору придают
возвратно-поступательное движение. Причем скорость движения
30 Зак. 3164
465
вниз и вверх разная. Опускается кристаллизатор со скоростью,
равной скорости вытягивания заготовки, а поднимается в три
раза скорее. Амплитуда такого движения кристаллизатора в за-
висимости от конструкции МНЛЗ 1О...15мм, а частота от 10 до
120 цикл/мин.
Важную роль в технологическом процессе непрерывной разливки
играет следующая непосредственно за кристаллизатором зона вто-
ричного охлаждения. При поступлении в нее заготовки оболочка
имеет еще небольшие толщину и прочность, а ее деформация
может привести к образованию разрывов и прорывов металла.
Это вызывает необходимость интенсивного охлаждения для быстрого
нарастания толщины оболочки. С другой стороны, по мере на-
растания корки и понижения ее температуры понижается пла-
стичность и при интенсивном охлаждении возможно образование
трещин. Это требует регулирования с выбором оптимального режима
вторичного охлаждения.
Система вторичного охлаждения кроме устройств охлаждения
включает и опорные элементы, обычно в виде холостых роликов,
которые препятствуют деформации заготовки, ее вспучиванию под
действием ферростатического давления жидкой сердцевины.
Вторичное охлаждение производится непосредственно струями
воды, подаваемой из форсунок. Вода подается в виде раздробленных
мелких капель с углом раскрытия струн 1OO...12O0, что обеспечивает
интенсивное и равномерное охлаждение заготовки.
Из зоны вторичного охлаждения полностью затвердевшая за-
готовка поступает в тянущие валки, которые обеспечивают заданную
скорость вытягивания заготовки. Далее следует зона резки, обычно
двумя газокислородными горелками, которые сцепляются с заго-
товкой и движутся с ней, пока не отрежут мерную длину.
2. Особенности формирования непрерывной заготовки
Формирование заготовки при непрерывной разливке в общем
подчиняется тем же закономерностям, что и формирование слитка
в изложнице. Это позволяет не рассматривать физические и фи-
зико-химические условия кристаллизации непрерывной заготовки,
а лишь описать отличительные особенности ее формирования.
Гидродинамика жидкого металла в оболочке формирующейся
заготовки при непрерывной разливке характеризуется теми же
зонами циркуляции, что и в оболочке формирующегося слитка
в изложнице: интенсивного перемешивания под воздействием струн;
конвективного перемешивания; застойной, в которой присутствие
твердой фазы затрудняет конвективные потоки. Особенность фор-
мирования непрерывной заготовки в большой протяженности зоны
466
конвективного перемешивания. Это обусловлено тем, что при про-
тяженности жидкой сердцевины на глубину 7...8м и более струя
заливаемой стали проникает лишь на глубину 1...1,2м. Образование
протяженной зоны лишь конвективного перемешивания оказывает
большое влияние на формирование заготовки, особенно в осевой
части.
Кристаллические зоны в непрерывной заготовке те же, что и
в слитке, отлитом в изложнице: мелких кристаллов; столбчатых
кристаллов; крупных неориентированных кристаллов в осевой части.
При отливке заготовок малых сечений зона столбчатых кристаллов
может простираться до оси.
Большая скорость кристаллизации и относительно небольшая
продолжительность затвердевания непрерывной заготовки обеспе-
чивают значительно меньшую степень развития в ней ликвационных
явлений, чем в слитке, отлитом в изложницу. Однако при кри-
сталлизации непрерывной заготовки вследствие наличия протя-
женной жидкой сердцевины, являющейся тепловым центром, ко-
торый затвердевает в последнюю очередь, и наличия в большей
его части конвективных потоков получает значительное развитие
осевая ликвация и осевая пористость. Эта ликвация образуется
в условиях затвердевания жидкости в замкнутом по горизонтали
пространстве и обмена лишь в вертикальных направлениях, где
концентрации примесей существенно не разнятся. В этих условиях
по мере роста оболочки твердой стали обогащенный ликватами
маточный раствор постепенно перемещается к центру, в зону
будущих равновесных кристаллов. Здесь происходит объемная- кри-
сталлизация с отсечением отдельных объемов жидкости, обога-
щенной ликватами. В результате, при окончательном затвердевании
образуется рассредоточенная осевая пористость и ликвация, име-
ющая часто вид пятен.
При разливке высокоуглеродистой стали на сортовые заготовки
в осевой зоне может получить значительное развитие ликвационная
неоднородность по углероду. Содержание его может быть на
0,1...0,3 % выше, а редом в зоне вокруг пятна на 0.05...0.08 %
ниже, чем в ковшовой пробе.
3. Технология разливки
Технология непрерывной разливки стали должна обеспечить
высокую производительность и высокое качество металла. Эти
две задачи не всегда совместимы, так как скорость разливки и,
соответственно, скорость вытягивания заготовки влияют на ее
качество, и существенное увеличение скорости разливки может
привести к образованию разных дефектов.
30*
467
Увеличения скорости разливки часто достигают применением
МНЛЗ с двумя или с четырьмя ручьями. Одновременная разливка
несколькими ручьями из одного промежуточного ковша сокращает
ее продолжительность. При этом усложняются конструкция и об-
служивание МНЛЗ, увеличивается ее стоимость, но удельные затраты
на 1т заготовок уменьшаются.
Скорость разливки определяется условиями получения качест-
венной заготовки и зависит от состава стали, ее температуры,
конструкции МНЛЗ. Для получения качественной заготовки не-
обходимо иметь низкое содержание в стали вредных примесей
— фосфора и особенно серы (не выше 0,010...0,020 %), вызывающей
возникновение красноломкости. Необходимо также иметь одно-
родный металл в ковше по температуре и составу. Все это
достигается внепечной обработкой.
С увеличением скорости вытягивания заготовки уменьшается
степень развития ликвационных процессов, повышается произво-
дительность МНЛЗ. Но высокая скорость разливки, как и перегрев
металла, увеличивает вероятность образования разрывов оболочки
заготовки и прорыва металла при выходе из кристаллизатора,
вызывает появление продольных трещин в оболочке заготовки
вследствие трения ее о стенки кристаллизатора, образование про-
дольных трещин после выхода из кристаллизатора вследствие про-
гиба граней оболочки под действием ферростатического давления.
Это вынуждает применять оптимальную скорость вытягивания за-
готовки. В зависимости от конструкции машин она изменяется
от 0,5 до 6...8м/мин.
Производительность МНЛЗ повышается с применением серийной
разливки методом «плавка на плавку». Состоит метод в том, что
без остановки разливают одну за одной несколько плавок, меняя
сталеразливочные ковши с разными плавками, но через один про-
межуточный ковш, в котором непрерывно находится сталь. Чтобы
исключить возможность значительного понижения уровня металла
в промежуточном ковше во время смены сталеразливочного ковша,
сталеразливочные ковши (один, из которого разливают, и второй,
подготовленный к разливке) устанавливают на поворотный стенд,
с которого быстро проводится смена. Разливают таким методом
непрерывно от 2 до 20...25 плавок. Количество плавок, которые
можно разлить, не прерывая поступление металла в кристаллизатор,
определяется главным образом стойкостью огнеупоров промежуточного
ковша. Важным при этом является й организация производства.
Для увеличения интенсивности всплытия неметаллических вклю-
чений применяют электромагнитное торможение металла, вытека-
ющего из промежуточного ковша в кристаллизатор. Электромаг-
нитное поле создают индуктором, окружающим кристаллизатор.
468
С целью улучшения структуры заготовки (разрушения столбчатой
структуры), уменьшения осевой пористости и ликвации применяют
электромагнитное перемешивание жидкого металла после выхода
из кристаллизатора. Для этого индуктор помещают в зоне вторичного
охлаждения. Он создает магнитное поле, проникающее через обо-
лочку в жидкую сердцевину, и вызывающее там вращательное
движение. Возникающие потоки снижают температурный градиент
на границе жидкого металла с твердой фазой и таким образом
устраняют возможность столбчатой кристаллизации, способствуя
развитию зоны равноосных кристаллов. При этом уменьшается
возможность образования мостов, разделяющих отдельные объемы
жидкости, что ослабляет ликвацию, в частности серы и углерода.
Последнее позволило включить в число сталей, разливаемых на
МНЛЗ, подшипниковую сталь и получать ликвацию углерода на
том же уровне, что и при сифонной разливке (отношение кон-
центраций углерода в центре и в ковше 1...1Д5). Вследствие пе-
ремешивания жидкой стали в сердцевине уменьшается осевая по-
ристость.
Непрерывная разливка стали может быть причиной повышения
загрязненности ее оксидными неметаллическими включениями в
результате вторичного окисления. По сравнению с сифонной раз-
ливкой непрерывная разливка более опасна в этом отношении
вследствие того, что она ведется обязательно с применением
промежуточного ковша. Это приводит к появлению второй струи,
вытекающей из ковша; и увеличению удельной поверхности контакта
жидкой стали с атмосферой в два раза и более. К тому же
непрерывная разливка проводится относительно медленно (0,8...1,0
т/мин, в изложницы до 4...6 т/мцн), что увеличивает' время вза-
имодействия стали с окислительными фазами и вероятность вто-
ричного окисления:
Сисуема непрерывной разливки стали и участки вторичного
окисления металла вследствие взаимодействия ее с контактирующими
фазами показаны на рис. 202. Как видно, с самого выхода стали
из сталеразливочного ковша и до поступления ее в кристаллизатор
она последовательно взаимодействует с воздухом, шлаком в про-
межуточном ковше, огнеупорами промежуточного ковша, частицами
шлака и образовавшихся при окислении воздухом оксидных пленок,
внедренных в металл со струей, подсасываемым в соединении
стакана с ковшом воздухом, огнеупорным погружным стаканом
и шлаком, образовавшимся в кристаллизаторе. Особую роль играет
взаимодействие металла с воздухом.
Как показали исследования, поступление в металл кислорода
(из воздуха) на пути от сталеразливочного ковша в кристаллизатор
вносит основную долю во вторичное окисление. В результате
469
Рис. 202. Участки вторичного окисления стали:
/ — сталеразливочный ковш, 2 — промежуточный
ковш, 3 — погружной стакан, 4 — кристаллизатор
МНЛЗ
Вюдух-сталь
Шлак-сталь
Огнеупоры-сталь
Капли шпака-стать
Пузыри Воздуха-сталъ
Воздух-сталь
Огнеупоры-сталь
этого окисления содержа-
ние кислорода (растворен-
ного и, главным образом,
в виде оксидных включе-
ний) может увеличиваться
на 0.001...0.003 %. Такое
увеличение превышает со-
держание кислорода в ста-
ли после глубокого вне-
печного раскисления и су-
щественно ухудшает
качество стали, особенно
подвергнутой внепечной
обработке, поэтому при
разливке применяются ме-
ры защиты металла от вто-
ричного окисления.
На поверхности металла
в промежуточном ковше
наводят покровный шлак
присадками флюсов. Со-
став образуемого шлака
обычно, %: 40...50 СаО;
15...20 CaF2; 10...30 Д12О3;
5...10 SiO2; 5...10 MgO.
Шлакообразующую смесь
дают и в кристаллизатор.
Футеровку промежуточного ковша делают из магнезитовых (55...75%
MgO и < 10 % SiO2) или высокоглиноземистых (85 % А12О3)
материалов.
Для предупреждения непосредственного контакта струи металла,
поступающей из сталеразливочного ковша в промежуточный и
из промежуточного в кристаллизатор, применяют погружные ста-
каны, подводящие сталь из ковша под поверхность металла (рис.
201 и 202). Погружные стаканы делают из нейтрального по от-
ношению к стали материала с содержанием 2: 85 % Д12О3.
Особые сложности вызывает предупреждение попадания воздуха
в стыки между погружным стаканом и сталеразливочным ковшом
(на рис. 202 не показан), погружным стаканом и промежуточным
ковшом. В этих местах в силу условий гидродинамики потока
возникает разрежение, что вызывает засасывание воздуха. Жесткое
крепление стакана и ковша невозможно из-за наличия движущейся
плиты шиберного затвора. С учетом этого разработаны разные
устройства создания в местах стыка атмосферы аргона.
470
Раздел VII. Технологические процессы
спецэлектрометаллургии
Глава 33. Рафинирование металла методами
спецэлектрометаллургии
1. Задачи спецэлектрометаллургии и способы их решения
Современная техника нуждается в материалах, способных работать
в самых разнообразных условиях — от температуры, близкой к аб-
солютному нулю, до нескольких тысяч градусов, в агрессивных
средах, в глубоком вакууме, под действием радиоактивных излучений,
резких теплосмен, больших знакопеременных и вибрационных нагрузок.
Стремительный рост скоростей и нагрузок на транспорте и в общем
машиностроении, появление новых областей техники, таких как ра-
кетостроение, ядерная энергетика и других, потребовали создания
металлов со свойствами, которые невозможно обеспечить традици-
онными способами производства.
Взаимодействие жидких металлов в процессе выплавки с огне-
упорными материалами, шлаками и атмосферой неизбежно приводит
к загрязнению нежелательными примесями и неметаллическими вклю-
чениями, существенно ухудшающими их свойства, а кристаллизация
расплавов в обычных условиях сопровождается ликвационными про-
цессами и дефектами усадочного характера, углубляющими отрица-
тельное влияние примесей, неметаллических включений и уменьша-
ющими выход годного металла. Для повышения чистоты металлов
и улучшения их физико-механических свойств возможны разные
ввды воздействия на жидкий металл (обработка спощальными шлаками,
продувка разными газами, вакуумирование, высокотемпературная об-
работка, принудительное охлаждение при кристаллизации и др.).
Практическое осуществление этих воздействий (каждого в от-
дельности и их комбинации) привело к созданию рода новых
способов выплавки или вторичного переплава металла. В результате
в последние десятилетия сложилась новая самостоятельная отрасль
металлургического производства — так называемая специальная
электрометаллургия. Основой специальной электрометаллургии яв-
ляются процессы вторичного рафинирующего переплава (элект-
рошлаковый, вакуумно-дуговой, электронно-лучевой и плазменно-
дуговой). Эти способы характеризуются возможностью максималь-
ного воздействия как на жидкий металл, так и на процессы его
затвердевания, что обеспечивает максимальную чистоту и одно-
родность полученного металла.
471
Однако перечисленные способы относятся к числу вторичных
(переплавных) процессов. Их общий недостаток заключается в
том, что они требуют предварительной выплавки металла в другом
сталеплавильном агрегате и последующей подготовки затвер-
девающего металла в виде расходуемого электрода или заготовки,
пригодных для переплава. Это существенно уменьшает сквозной
выход годного металла и увеличивает его себестоимость.
Этот недостаток приобретает особое значение в случае необ-
ходимости получения высококачеШственного металла, содержащего
значительные количества элементов, характеризующихся высокой
химической активностью. Вследствие взаимодействия со шлаком
и атмосферой усвоение таких добавок в обычном агрегате невелико
и нестабильно, что существенно увеличивает себестоимость металла
и затрудняет получение стали и сплавов многих, например пре-
цизионных (точно заданного состава), марок
В связи с этим параду с процессами вторичного рафинирующего
переплава развиваются и способы выплавки специальных сталей
и сплавов из шихтовых материалов. К числу первичных метал-
лургических агрегатов для выплавки стали и сплавов специального
назначения следует отнести открытые и вакуумные индукционные
печи, а также плазменно-дуговые печи с керамическим тиглем.
В последнее время в первичные агрегаты трансформируются и
электронно-лучевые плавильные установки, возникшие и исполь-
зовавшиеся первоначально как типичные агрегаты рафинирующего
переплава.
2. Технологические возможности получения металла
высокого качества в первичных агрегатах
Использование открытых индукционных печей в качестве пла-
вильного агрегата специальной электрометаллургии обусловлено
прежде всего преимуществами индукционного нагрева. Превращение
энергии электромагнитного поля в тепловую непосредственно в
нагреваемом металле исключает возможность его локального пе-
регрева и, следовательно, гарантирует высокое усвоение добавок.
Отсутствие высокотемпературного очага и изоляция поверхности
металла относительно холодными шлаками обеспечивают получение
металла с малым содержанием газов и, при необходимости, углерода,
а непрерывное электродинамическое воздействие на металл спо-
собствует формированию однородного по составу и температуре
расплава.
Более широкие возможности получения высококачественного
металла свойственны вакуумной индукционной плавке (ВИП), так
472
как наряду с отмеченными преимуществами индукционного на-
грева, которые позволяют уменьшить в процессе плавки по-
ступление в металл нежелательных примесей, в вакуумных печах
вследствие испарения возможно удаление ряда примесей из рас-
плава, т.е. его рафинирование. Кроме того, отсутствие шлака
и низкое парциальное давление кислорода в печной газовой среде
позволяют добиваться стабильного и высокого усвоения расплавом
химически активных добавок, что расширяет возможности пол-
учения сложнолегированных сталей и сплавов. Достоинством ВИП
является возможность сливать металл из печи и разливать его
по изложницам или в формы в контролируемой атмосфере или
в вакууме. Вместе с тем, высокая стоимость сложного обору-
дования, необходимого для осуществления ВИП, большие энер-
гетические затраты и низкая производительность печей не по-
зволяют широко применять их для выплавки стали и сплавов
сравнительно недорогих марок. Перспективными для этого яв-
ляются плазменно-дуговые печи с керамическим тиглем. Конт-
ролируемый состав атмосферы в плазменных печах, отсутствие
шлака или легко осуществляемая корректировка его состава обес-
печивают высокое усвоение легирующих добавок, а высокая кон-
центрация тепла в плазменной дуге позволяет быстро нагревать
и плавить металл. Кроме того, в плазменных печах возможно
легирование металла газом или рафинирование расплава вслед-
ствие интенсивного его взаимодействия с плазмообразующим
газом.
3. Общие закоиомериости рафинирования металла
в агрегатах вторичного переплава
Все переплавные процессы (ВДП, ЭЛП, ЦДЛ И ЭШП) осу-
ществляются по аналогичной схеме: нагревается торец расходуемого
электрода (заготовки), металл постоянно оплавляется, в виде тонкой
пленки стекает к местам формирования капель, отдельными каплями
переносится в кристаллизатор, где последовательно затвердевает,
формируя наплавляемый слиток. Сходные гидродинамические ус-
ловия движения жидкого металла, а также близкие теплофизические
условия формирования слитка предопределяют общность ряда за-
кономерностей рафинирования металла от взвешенных частиц и
растворенных примесей. В то же время разные способы нагрева
и использование разных рафинирующих сред для дополнительного
рафинирования металла вносят в протекание этих процессов не-
которые особенности.
473
Так, общим для всех рафинирующих переплавов является зна-
чительная степень удаления взвешенных частиц уже на первой
стадии существования жидкого металла (пленочного течения по
торцу электрода). Это обусловлено малой толщиной пленки и
условиями течения металла в ней.
Все не диссоциирующие при плавлении металла включения,
размеры которых превышают толщину пленки, при выплавлении
из твердой матрицы выступают над пленкой, входя в контакт с
газовой (при ЭШП шлаковой) фазой. Вследствие большого меж-
фазного натяжения с металлом выступающие над пленкой включения
выталкиваются из пленки и либо поглощаются шлаком, либо дви-
гаются на поверхности пленки в газовой фазе. Во втором случае
эти включения в дальнейшем оказываются на поверхности капли,
а при погружении капли в металлическую ванну остаются на
поверхности.
Мелкие включения, размеры которых меньше толщины пленки,
смываются потоками металла и двигаются вместе с ним внутри
пленки. Наличие градиента скорости движения потоков в пленке
вызывает их перемещение поперек потоков, в результате которого
значительная часть и этих включений оказывается либо на по-
верхности пленки, либо на межфазной границе жидкий—твердый
металл. Вероятность выхода таких включений на межфазные границы
возрастает с уменьшением толщины пленки и увеличением градиента
скорости потоков в пленке, причем при одинаковых условиях
она выше для несферических частиц.
Надежных сведений о толщине и режиме течения металла в
ней при разных переплавных процессах нет. Однако можно за-
ключить, что среди рафинирующих переплавов максимальная тол-
щина пленки и наименьший градиент скоростей движения потоков
в ней характерны для ЭШП, так как в этом случае металл
движется только под действием силы тяжести, испытывая со
стороны шлака выталкивающую Архимедову силу и сопротивление
сил трения. При переплаве заготовок в вакууме или в газовой
фазе эти силы практически отсутствуют, причем при плавлении
металла дугой толщина пленки уменьшается, а градиент скоростей
в ней возрастает вследствие сдувающего воздействия дуги.
Соответственно этому наибольший эффект рафинирования металла
от взвешенных в нем частиц на стадии пленочного течения ха-
рактерен для ВДП, а наименьший — для ЭШП.
Дальнейшему рафинированию металл подвергается в ванне кри-
сталлизующегося слитка. Неметаллические включения, попавшие
в объем ванны, всплывают, чему способствует последовательная
кристаллизация снизу вверх, а растворенные примеси ликвируют
в верхнюю часть слитка. Благодаря избирательному характеру
474
кристаллизации на рост кристаллов в первую очередь потребляется
наиболее чистый металл. Кристаллизация металла в кристаллизаторах
установки рафинирующего переплава протекает при большом тем-
пературном градиенте в ванне и значительном тепловом потоке,
так как с одной стороны ванна постоянно подогревается, а с
другой стороны тепло отводится через затвердевшую часть слитка
на водоохлаждаемые стенки кристаллизатора и поддон. В таких
условиях происходит рост уже имеющихся кристаллов, а не об-
разование новых центров кристаллизации, поэтому в водоохлаж-
даемых кристаллизаторах растут преимущественно нитевидные де-
ндритные кристаллы (рис. 203, а), на рост которых из расплава
идет наиболее чистый металл, а примеси оттесняются растущими
кристаллами в верхнюю часть слитка, образуя перед фронтом
растущих кристаллов обогащенную ликватами зону. При устано-
вившемся процессе кристаллизация идет с постоянной скоростью,
а литая структура слитка характеризуется высокой плотностью
и однородностью. Изменение теплового потока через фронт кри-
сталлизации вызывает изменение скорости кристаллизации и при-
водит к появлению структурной и химической неоднородности.
Так, при уменьшении. поступления в ванну тепла, вызванном
нарушением электрического режима или увеличением скорости
отвода тепла, скорость кристаллизации увеличивается. В этих
условиях ускоряется рост главных осей дендритов, увеличивается
расстояние между вторичными осями и меняется соотношение
между площадью, занимаемой осями дендритов и более загряз-
ненными межосными участками. В некоторых случаях главные
оси дендритов могут «прорасти» обогащенную ликватами зону
и она окажется изолированной от ванны. В изолированных участках
могут образоваться новые центры кристаллизации и сформироваться
структура, отличная от структуры основного тела слитка.
Увеличение поступления тепла в ванну или уменьшение ско-
рости отвода тепла к водоохлаждаемым элементам вызывает
замедление кристаллизации, уменьшение расстояния между осями
второго порядка и появление более плотной структуры, поэтому
скачкообразное изменение баланса тепла в ванне, вызванное
колебаниями электрического режима, внезапным отходом ох-
лаждающегося слитка от стенок кристаллизатора или другими
причинами, неизбежно отражается на структуре слитка. При
неоднократном изменении баланса тепла появляется дефект, на-
зываемый «послойной кристаллизацией» и выражающийся в
чередовании слоев с плотной и более рыхлой структурой (рис.
203, б), участки металла с разной структурой отличаются
содержанием примесей, и поэтому при определенной степени
развития послойная кристаллизация становится браковочным
475
Рис. 203. Дендритная структура (а) и дефекта: послойная кристаллизация (6), .
пятнистая ликвация (в) слитка ВДП
476
дефектом. В связи с этим поддержание стабильного теплового
баланса является важнейшим требованием к процессам рафини-
рующего переплава.
Для эффективного рафинирования расплава в процессе кри-
сталлизации необходимо не только постоянство условий, но и
выраженный направленный снизу вверх рост кристаллов, по-
скольку в этом случае создаются благоприятные условия для
оттеснения примесей в маточный раствор. Так как рост кристаллов
происходит в направлении, перпендикулярном фронту кристал-
лизации, то более ярко выраженный рост кристаллов обеспе-
чивается при малой глубине и плоской форме ванны. Получить
плоскую ванну и обеспечить наиболее благоприятные условия
для рафинирования металла в процессе кристаллизации можно
при ЭЛП, так как поверхностный нагрев электронным лучом
позволяет получать необходимый для успешного рафинирования
вакуумом и формирования качественного слитка перегрев по-
верхностных слоев металла в ванне при ее малой глубине.
Уменьшить глубину ванны при ВДП и ЭШП можно снижением
подводимой мощности, но при этом металл недостаточно про-
гревается и у кристаллизатора может находиться в вязком те-
стообразном состоянии. На поверхности слитка в этом случае
обнаруживаются пережимы, плохо проварившиеся участки и дру-
гие дефекты. При большой глубине ванны значительная часть
кристаллов растет радиально и в осевой зоне слитка срастающиеся
кристаллы могут изолировать объемы расплава, обогащенные
ликватами. Эти участки вследствие более низкой температуры
плавления кристаллизуются в последнюю очередь, и часто их
структура отличается от структуры слитка. На травленых тем-
плетах они выявляются В виде пятен повышенной травимости,
поэтому этот дефект получил название пятнистой ликвации (рис.
203, в). Пятнистая ликвация свидетельствует о неоднородности
химического состава и является браковочным дефектом.
Пятнистая ликвация не образуется, если глубина ванны не
превышает определенных значений. Для слитков ВДП и ЭШП
массой до нескольких тонн оптимальна глубина ванны, равная
диаметру кристаллизатора. Глубина ванны при ВДП и ЭШП
определяется скоростью жестко связанных процессов плавления
• и кристаллизации, и для каждой марки стали или сплава, для
каждого диаметра кристаллизатора необходимо подбирать элек-
трический режим таким образом, чтобы глубина ванны под-
держивалась в оптимальных пределах. Пятнистая ликвация может
образоваться и при глубине ванны, не превышающей диаметра
кристаллизатора, особенно в случае переплава сталей с развитой
двухфазной зоной и движении металла в жидкой ванне.
477
По-видимому, при интенсивном движении растущие дендриты могут
искривляться потоками металла или даже обламываться, перекрывая
зоны расплава с ликватами. Для предупреждения образования де-
фекта в этом случае необходимо принимать меры по устранению
движения металла.
4. Условия рафинирования металла вакуумом, газом
или шлаком при переплавных процессах
Дополнительное рафинирование металла при переплавных про-
цессах осуществляется воздействием рафинирующих сред — ва-
куумом (при ВДП и ЭЛП), плазмообразующими газами (при
ПДП) или шлаком (при ЭШП, частично при ПДП). Каждая
порция металла подвергается воздействию той или иной рафи-
нирующей среды на трех стадиях существования его в жидком
виде: на торце оплавляемого электрода или заготовки в виде
тонкой пленки, в процессе формирования и перетекания капли
с торца электрода в ванну кристаллизатора и в ванне кри-
сталлизатора. Пока нет достоверных данных о роли каждой
стадии в общем процессе рафинирования, но, очевидно, удаление
основных количеств примесей происходит уже на первой стадии.
Действительно, пленка жидкого металла на торце электрода об-
ладает наиболее развитой поверхностью. Развитая поверхность
способствует большой скорости испарения примесей или перехода
их в шлак. На поверхности раздела металл’—газ благоприятны
условия для восстановления включений углеродом и для их
диссоциации. Роль стадии каплеобразования и перетекания капли
в общем процессе рафинирования, по-видимому, менее суще-
ственна, так как хотя капля и обладает развитой поверхностью,
продолжительность жизни каждой из капель измеряется сотыми
долями секунды. Для третьей стадии — обработки металла ра-
финирующими средами в ванне кристаллизатора свойственна
небольшая удельная поверхность контакта фаз. Однако процессы
рафинирования при ПДП (процессы легирования газом) металла
могут получать здесь существенное развитие вследствие более
высокой температуры металла и относительно большой дли-
тельности этой стадии.
Действительно, на ранее рассмотренных стадиях температура
металла может лишь незначительно превышать температуру его
плавления, так как расплавившийся металл тут же стекает в
кристаллизатор. В ванне кристаллизатора поверхностные слои
металла дополнительно подогреваются дугой, электронным лучом
или теплом, поступающим от перегретого шлака. В разных
478
агрегатах степень перегрева неодинакова, но максимальный перегрев
металла всегда достигается на поверхности жидкой ванны.
Наиболее широки возможности регулирования температуры
перегрева металла и продолжительности существования жидкого
металла и, следовательно, обработки его вакуумом при ЭЛП.
Концентрируя электронный луч на оплавляемой заготовке или
на поверхности жидкой ванны, можно независимо управлять
скоростями плавления заготовки и кристаллизации слитка. По-
скольку современные конструкции электронных пушек позволяют
вести ЭЛП в широком диапазоне давлений, то в принципе это
позволяет неограниченно долго выдерживать жидкий металл в
вакууме при любой температуре вплоть до температуры кипения,
регулируя скорость испарения и обеспечивая необходимую глу-
бину рафинирования вакуумом.
Независимое регулирование скоростей плавления заготовки
и кристаллизации слитка возможно и при ПДП. Плазменная
дуга позволяет также перегревать металл до высокой температуры
и тем самым управлять скоростью процессов рафинирования
и степенью их завершенности. Важнейшими из них являются
процессы испарения и растворения газов, причем при ПДП
обеспечиваются исключительно благоприятные условия для рас-
творения плазмообразующего газа, так как наряду с обычным
химическим поглощением сильно диссоциированного газа в плаз-
менных печах происходит и так называемое электрическое по-
глощение газовых частиц (ускоренных электрическим полем и
впоследствии нейтрализованных ионов). В плазменных печах не-
редко достигают «сверхравновесных» (т.е. превышающих рас-
считанные по уравнениям химического поглощения) концентраций
плазмообразующих газов.
Практически полностью отсутствуют возможности управления
скоростями процессов рафинирования при ВДП и ЭШП. При
этих переплавах скорость плавления определяет и скорость кри-
сталлизации, так что произвольно изменить продолжительность
обработки металла рафинирующей средой нельзя. Отсутствует
и возможность заметного влияния на температуру металла, а
при ВДП вследствие отмеченных в гл. 2 обстоятельств нельзя
существенно изменить давление в газовой фазе. При ЭШП про-
цессами рафинирования можно управлять путем подбора состава
шлака, но это не осуществляется непосредственно в процессе
переплава. Вместе с тем постоянство условий рафинирования
при ВДП и ЭШП является в определенной мере достоинством
этих процессов, так как при нормальном и правильно органи-
зованном переплаве оно гарантирует высокое и стабильное от
плавки к плавке качество металла.
479
Глава 34. Особенности выплавки стали и сплавов
в первичных агрегатах спецэлектрометаллургии
I. Технология плавки в открытых индукционных печах
Плавку стали в индукционных тигельных печах можно вести
кислым и основным процессом. В кислом тигле индукционных
печей, как и в кислых дуговых печах, нежелательно выплавлять
стали, содержащие марганец, титан, алюминий, цирконий и другие
активные элементы, так как оксиды марганца, взаимодействуя
с кислой футеровкой, могут вызвать ее преждевременный износ,
а титан, алюминий, цирконий энергично восстанавливают кремний
шлака и футеровки.
При проведении кислой индукционной плавки, как и вообще
при кислых процессах, отсутствуют условия для перехода из металла
в шлак фосфора и серы. Кроме того, в индукционных печах в
связи с более низкой температурой шлака и большей глубиной
ванны менее благоприятны условия для окисления углерода, поэтому
плавку в кислом тигле ведут, как правило, без окисления. И
хотя при необходимости избыток углерода можно удалить, не
рекомендуется, чтобы содержание углерода в шихте превышало
допустимое в готовой стали более чем на 0,1 %, а содержание
фосфора и серы должно быть ниже допустимых пределов.
При плавке стали в индукционных печах с основным тиглем
можно использовать любой скрап, так как процесс окисления
марганца, кремния и углерода протекает достаточно быстро, а
при необходимости в основной печи можно удалять также фосфор
и серу. Но поскольку индукционные печи вследствие более низкой
температуры пыщка и меньшей удельной поверхности раздела ме-
талл—шлак приспособлены для этих процессов хуже, чем дуговые
печи, то целесообразнее плавка в индукционных печах переплавом
или сплавлением чистых шихтовых материалов.
Рассмотрим элементы наиболее сложного варианта технологии
плавки стали в индукционной печи с основным тиглем на свежей
шихте.
Шихтовые материалы и их загрузка. Шихту для индук-
ционных печей следует составлять, учитывая рациональный подбор
размеров кусков шихты и плотную их укладку в печи. В мелких
кусках шихты генерируется недостаточно высокая удельная мощ-
ность, что приводит к увеличению длительности плавления и
расхода электроэнергии. Чем ниже частота тока, тем больше
глубина его проникновения и тем меньше удельная мощ-
ность, поэтому размеры кусков шихты следует увели-
480
чивать с уменьшением частоты
тока. Рекомендуют следующие
соотношения:
Частота тока, кГц >10 Ю 1 <0,5
Размеры кусков шихты, мм <5 >5 >10 >20
Шихта не должна быть сильно окислена, так как при этом
между отдельными кусками достигается плохой электрический кон-
такт, вихревые токи замыкаются в каждом куске шихты, а это
увеличивает продолжительность плавления и расход электроэнергии.
Плавка проходит тем быстрее и электроэнергии расходуется тем
меньше, чем плотнее уложена шихта. Наиболее рационален сле-
дующий способ укладки шихты. На дно тигля для смягчения
ударов крупных кусков следует уложить мелкую шихту и для
предохранения металла от окисления завалить немного шлака,
ферромарганца и ферросилиция. На дно целесообразно укладывать
также тугоплавкие ферросплавы, температура плавления которых
выше достигаемых'в тигле температур. При таком расположении
они начнут растворяться сразу после появления первых порций
жидкого металла. Наиболее крупные куски, а также тугоплавкие
компоненты шихты следует уложить у стенок тигля на 2/3 высоты
индуктора так, чтобы магнитные силовые линии пересекали мак-
симальную площадь сечения кусков. Остальную часть шихты за-
гружать до 2/3 высоты по оси тигля с максимальной плотностью
укладки, а выше — менее плотно. Не рекомендуется заполнять
тигель выше уровня индуктора, так как куски, лежащие выше
индуктора, не пересекаются магнитными силовыми - линиями и
нагреваются в основном вследствие теплопроводности от ниже-
лежащих кусков, но затрудняют осаживание шихты в процессе ,
плавления. На небольших печах шихту загружают вручную. Печи
большой вместимости можно загружать бадьей, что позволяет
сократить продолжительность загрузки до 1...2 мин.
Плавление. После включения печи между кусками шихты в
местах плохого контакта происходят электрические разряды. В
цепи индуктора эти разряды вызывают толчки тока, поэтому плав-
ление начинают на пониженной мощности источника. По мере
прекращения толчков источник тока переключают на полную мощ-
ность. Плавление шихты начинается у стенок тигля на половине
высоты ицдукгора, затем постепенно распространяется вниз и
вверх, поэтому шихта должна иметь возможность опускаться и
погружаться в жидкий металл. Однако в верхней части тигля
куски шихты могут заклиниваться и свариваться, образуя «мосты».
Зависание шихты нежелательно, так как оно может привести к
31 Зак. 3164
481
сильному неконтролируемому перегреву жидкого металла и раз-
рушению футеровки. Даже временное зависание шихты увеличивает
продолжительность плавления и расход электроэнергии. Для ус-
транения зависания шихту в процессе плавления необходимо пе-
риодически осаживать при помощи ломика с резиновой изоляцией
ручки. По мере оседания шихты постепенно догружают оставшуюся
часть ее, следя за тем, чтобы холодные куски не попадали в
жидкий металл, так как это может вызвать вспенивание металла
и сваривание холодной шихты в верхней части тигля с образованием
трудноустранимых мостов. Нельзя допускать также оголения металла,
что ведет к окислению и насыщению его газами. Во избежание
этого при необходимости в тигель по ходу плавления присаживают
шлаковую смесь, состоящую из извести, плавикового шпата и
шамота. Во время плавления необходимо следить за показаниями
приборов и поддерживать максимальную мощность источника тока
и cos <р установки равным единице. По мере перегрева и оплавления
шихты реактивная мощность установки изменяется, что требует
периодической подстройки контура в резонанс. Подстройку осу-
ществляют включением или отключением конденсаторов.
Окисление примесей. Окисление марганца, кремния и фосфора
начинается в период плавления. При высоком содержании фосфора
в шихте шлак периода плавления во избежание восстановления
фосфора при повышении температуры необходимо удалить. Новый
шлак наводят из извести, плавикового шпата и шамота. Для
повышения активности сравнительно холодных шлаков при ин-
дуктивной плавке содержание плавикового шпата в шлаковой смеси
увеличивают до 20%. Такие шлаки интенсивно разрушают фу-
теровку, поэтому в индукционной печи стараются не проводить
процессы, требующие активного участия шлака. Для улучшения
взаимодействия между шлаком и металлом шлак теплоизолируют
(закрывают тигель крышкой) или даже подогревают дугой, эле-
ментами сопротивления и другими способами. При необходимости
дополнительного окисления примесей (фосфора и углерода) в
тигель малыми порциями присаживают железную руду и шлаковую
смесь. Интенсивное кипение металла в тигле может привести к
его выплескиванию, поэтому очередную порцию руды присаживают
после успокоения ванны. Расход железной руды составляет 3...5 %
от массы металла.
Окисление примесей возможно также и путем продувки металла
газообразным кислородом, однако интенсивность продувки металла
вследствие опасности его выплескивания из тигля должна быть
невелика.
Раскисление и рафинирование. В индукционных печах возможно
и диффузионное, и глубинное раскисление. Технология раскисления
482
металла в индукционной печи мало отличается от технологии
раскисления в дуговых электропечах. Однако интенсивное элек-
тродинамическое движение металла значительно ускоряет процессы
раскисления, распределения присадок и рафинирования металла
от продуктов раскисления, поэтому в индукционных печах рас-
кисление и рафинирование металла требуют меньшей затраты вре-
мени. Вместе с тем преимущества диффузионного раскисления в
связи с низкой температурой шлака выражены в индукционных
печах еще слабее, чем в дуговых. При необходимости в индукционных
печах можно проводить и десульфурацию металла. Для этого
необходимо несколько раз скачивать и наводить высокоосновный
восстановительный шлак, применять подогрев шлака, увеличивать
расход плавикового шпата. Это вызывает увеличение продолжи-
тельности плавки, снижает стойкость футеровки, усложняет работу,
поэтому составление шихты и ведение процесса должны быть
такими, чтобы исключить необходимость специального проведения
десульфурации.
2. Технология плавки в вакуумных индукционных печах
Преимущества вакуумной плавки наиболее полно реализуются
при бесшлаковом процессе, поэтому ВИП обычно ведется без
шлака и отличается сравнительной простотой: получение требуемого
состава достигается либо переплавом соответствующих отходов,
либо сплавлением чистых материалов. Поскольку плавка ведется
в герметичном кожухе, а процесс плавления и нагрева в индук-
ционных печах характеризуется высокой скоростью, то возможности
оперативного вмешательства и корректировка состава металла по
ходу плавки ограничены. В связи с этим при ВИП обычно не-
обходимы точный предварительный расчет и тщательное взвеши-
вание шихты.
К шихтовым материалам для ВИП предъявляют высокие тре-
бования. Поскольку в процессе плавки отсутствуют условия для
удаления фосфора и серы, то шихтовые материалы тщательно
анализируют на содержание этих примесей. При выплавке жа-
ропрочных сталей и сплавов, составляющих значительную долю
сортамента индукционных вакуумных печей, в исходных материалах
ограничивают содержание примесей цветных металлов. Вакуумная
плавка позволяет рафинировать металл от примеси цветных металлов,
но удаление их больших количеств требует много времени и
резко повышает себестоимость металла.
Шихтовые материалы не должны быть окисленными и вносить
в плавильную камеру много адсорбированных газов и влагу, поэтому
все шихтовые материалы подвергают предварительной дегазации
31*
483
при 800...900°С и давлении 130...13 Па в течение 5...6 ч. Прокаливают
шихту в вакуумных электрических печах сопротивления. Окис-
ляющиеся компоненты шихты после прокаливания подвергают
осветлению для удаления с поверхности окалины и ржавчины.
Ржавчина и окалина удаляются механическим способом при
соударении кусков шихты во вращающемся барабане. Дегази-
рованную и осветленную шихту можно хранить ограниченное
время, так как при хранении вновь происходит ее окисление
и насыщение газами и влагой.
Составляющие шихты тщательно взвешивают и загружают в
корзины. При загрузке, тигля корзиной сверху порядок укладки
шихты в корзины должен соответствовать наиболее целесооб-
разному расположению шихты в тигле. Корзины специальными
тележками передают в печной пролет и краном устанавливают
в камеру загрузки печей полунепрерывного действия или за-
гружают шихту в тигель печей периодического действия.
После замены тигля перед плавкой металла ответственного
назначения проводят обжиговую и две-три промывных плавки,
одну из которых проводят на воздухе и одну-две — в вакууме.
Целью вакуумных промывных плавок является не только под-
готовка тигля к выплавке стали определенной марки, но и
установление технологического вакуума (для большинства печей
0,65 Па), проверка вакуумной системы и натекания в вакуумные
камеры. Расплавление ведут при максимальной мощности. В
процессе разогрева и плавления шихты удаляется основное ко-
личество вносимых шихтой газов. При ЗОО...4ОО°С происходит
десорбция газов, испарение и разложение загрязнений, вносимых
металлом, при 7ОО...1ООО°С почти полностью удаляется водород,
а в момент расплавления выделяется основная масса оксида
углерода и азота. Вследствие неравномерности нагрева садки
все эти процессы взаимно перекрываются и в момент расплавления
возможно бурное газовыделение и вскипание металла с обра-
зованием в верхней части тигля труднорасплавляемых «ворот-
ников». Поэтому в случае бурного газовыделения целесообразно
на время повысить давление в плавильной камере, перекрывая
затворы на вакуум-проводах, ведущих к насосам. В результате
выделения газов давление в камере быстро возрастает и ин-
тенсивность газовыделения уменьшается. Уменьшить интенсив-
ность выделения газов можно также уменьшением подводимой
к печи мощности, но это приводит к увеличению продолжи-
тельности плавки, поэтому не всегда целесообразно. Для дегазации
и рафинирования расплава от летучих примесей достаточен пе-
регрев на 50...100°С выше температуры ликвидуса. При более
сильном перегреве интенсивность испарения возрастает, но при
484
этом быстро разрушается футеровка тигля, поэтому рафинирование
проводят при умеренном перегреве. Продолжительность вы-
держки зависит от состава стали или сплава, качества шихтовых
материалов и технологии процесса.
В процессе выдержки металл раскисляется растворенным в
нем углеродом. При выплавке безуглеродистых сталей и сплавов
углерод для раскисления присаживают в виде кокса, кусочков
электродного боя, чугуна. Углеродсодержащие материалы при-
саживают малыми порциями и следят за реакцией ванны. Если
после присадки очередной порции углеродистых материалов
не происходит интенсивного вскипания, то присадку углеро-
дистых материалов прекращают, так как дальнейшие добавки
углерода приведут к повышению его концентрации в расплаве.
Раскисление безуглеродистых сталей и сплавов можно про-
водить также водородом и природным или другим углеводо-
родсодержащим газом, которыми можно обдувать поверхность
ванны или продувать металл. После наполнения плавильной
камеры водородом концентрация кислорода заметно снижается
лишь в первые 5 мин, поэтому раскисление водородом или
природным газом обдувом поверхности требует много времени.
При продувке газов через металл продолжительность раскисления
уменьшается примерно в пять раз. Для повышения эффек-
тивности раскисления углеродом расплав иногда продувают
не только активными, но и инертными газами, так как внесение
в металл готовых пузырей обеспечивает выделение оксида
углерода и значительно повышает его раскислительную спо-
собность. При использовании для раскисления водорода и при-
родных газов необходимо соблюдать меры техники безопасности,
так как при попадании в плавильную камеру воздуха может
произойти взрыв.
Раскисление углеродом и газами не всегда обеспечивает тре-
буемый уровень содержания кислорода, поэтому раскисление за-
канчивают сильными металлическими раскислителями — алюмини-
ем, ферроцерием, а при выплавке сплавов на никелевой основе
часто используют никелькальциевые и никельмагниевые лигатуры.
Раскисление кальцием и магнием необходимо проводить при по-
вышенном давлении, создаваемом напуском в плавильную камеру
аргона, чтобы исключить возможность выбросов металла из тигля.
После раскисления расплав легируют. Марганец присаживают
в конце плавки для уменьшения его испарения, так как в вакууме
марганец интенсивно испаряется. Ранняя присадка сильных нит-
ридообразующих (титана, циркония) может привести к повышен-
ному содержанию в металле нитридов, а ранняя присадка РЗМ,
кальция, магния — к загрязнению металла оксидными включениями.
485
После присадки всех легирующих элементов ванну переме-
шивают, переключая индуктор к источнику питания низкой ча-
стоты, и металл сливают из тигля. Перед сливом металла в
плавильной камере целесообразно напуском аргона увеличить
давление до 5...10 кПа — это уменьшает раскрытие струи и раз-
брызгивание металла. Такое давление целесообразно поддерживать
и во время затвердевания слитка, так как при затвердевании
возможно дополнительное выделение газов и образование по-
ристости слитка. Повышенное давление затрудняет газовыделение
и способствует получению более плотной литой структуры. На
установках полунепрерывного действия сразу после слива металла
в тигель загружают следующую порцию шихты и начинают
следующую плавку. Если изложницу подавали в плавильную
камеру, то слиток убирают в камеру разливки либо сразу, либо
после полного затвердевания. В последнем случае следующую
плавку начинают при повышенном давлении. В печах перио-
дического действия после затвердевания слитка в камеру на-
пускают воздух, камеру разгерметизируют, производят смену
изложниц и загрузку следующей шихты.
3. Технология плавки в плазменно-дуговых печах
с керамическим тиглем
Преимущества ПДП также наиболее полно реализуются при бес-
шлаковом процессе. При плавке без шлака используют шихту с малым
содержанием фосфора и серы. Вместе с тем ПДП позволяет вести
процесс со шлаком и удалять эти вредные примеси. При любом
варианте плавки желательно, чтобы шихта не была сильно окисленной,
поэтому иногда шихту целесообразно осветлять как для вакуумной
индукционной плавки. В остальном требования к шихте для ПДП
не отличаются от требований, предъявляемых к шихте для обычной
дуговой плавки.
При загрузке печи на подину загружают малогабаритную шихту,
предохраняющую подину от разрушения и обеспечивающую хороший
электрический контакт с подовым электродом. Для связывания кислорода
воздуха, оставшегося в объеме печи после промывки его рабочим
газом, в шихту целесообразно вводить небольшое количество материалов,
связывающих кислород (силикокальций, ферросилиций, магний и др.).
Перед включением печи из плавильного объема необходимо вытеснить
воздух рабочим газом. Для этого в один из плазмотронов подают
аргон или другой плазмообразующий газ, подняв при этом второй
плазмотрон до предела и давая тем самым выход воздуху. Через
7...8 мин плазмотрон опускают и начинают плавку.
486
В начале плавления энергия дуги хорошо поглощается холодной
шихтой в анодном пятне и теплопроводностью передается ос-
тальной шихте. Под плазмотронами очень быстро прожигаются
узкие колодцы. В дальнейшем тепло дуги поглощается в основном
скапливающимся на подине печи жидким металлом, который
сильно перегревается и растворяет твердую шихту. Таким образом,
в отличие от обычных дуговых печей расплавление шихты в
плазменных печах происходит снизу и значительное время фу-
теровка экранирована от излучения с поверхности жидкого ме-
талла твердой шихтой. Это позволяет значительно увеличить
нагрузку и сократить время расплавления по сравнению с плав-
лением обычной дугой.
После расплавления и нагрева металла производят выдержку
расплава для его рафинирования и при необходимости приса-
живают раскислители и легирующие. Вследствие высокой тем-
пературы контактирующих с дугой слоев газа и высокой степени
диссоциации двухатомных газов при плазменной плавке кон-
центрации газов в металле изменяются в соответствии с из-
менением их парциального давления в печной атмосфере. Это
дает возможность регулировать, например, содержание азота в
металле изменением его концентрации в атмосфере и получать
легированную азотом сталь без использования специальных азо-
тированных ферросплавов. Плазменная плавка в атмосфере ней-
трального газа, содержащего < 0,02 % активных газовых примесей,
при давлении 100 кПа термодинамически эквивалентна проведению
процесса при разрежении -2 Па и позволяет эффективно де-
газировать большие массы металла без использования вакуумного
оборудования. Слабым звеном ПДП в печах с керамическим
тиглем является выпуск и разливка металла, так как в это
время рафинированный металл контактирует с воздухом. Раз-
работанные меры по защите металла от воздействия воздуха
во время выпуска и разливки пока недостаточно эффективны.
Глава 35. Основы технологии рафинирующих переплавов
I. Производство и подготовка расходуемых электродов
и заготовок
Вторичному переплаву подвергают литые, катаные и кованые
электроды и заготовки из металла открытой выплавки или пол-
ученного в вакуумных индукционных печах При этом в зависимости
от вида переплава к электродам и заготовкам предъявляют разные
требования.
487
Наиболее высокие требования предъявляют к электродам для
ВДП. При плавлении в вакууме отсутствуют возможности допол-
нительного легирования, поэтому состав металла электрода для
ВДП и заготовки для ЭЛП должен обеспечивать с учетом угара
при переплаве попадание в заданный химический состав. Наличие
на поверхности электрода или заготовки окалины, ржавчины или
за1рязнений недопустимо, так как их разложение в вакууме уве-
личивает в плавильном объеме парциальное давление вредных
газов и ухудшает качество металла после переплава. Падение
кусочков окалины и загрязнений в ванну кристаллизатора может
привести к образованию грубых дефектов.
Высокие требования, предъявляемые к форме электрода для
ВДП, объясняются особенностями дугового разряда в вакуумных
дуговых печах, где электрод, являющийся катодом, окружен анодом
(кристаллизатором) со всех сторон. Нарушение центровки электрода
относительно кристаллизатора вследствие его кривизны может при-
вести к появлению боковых дуг, нарушению установившегося ба-
ланса тепла в слитке и появлению дефектов кристаллизации. В
случае образования устойчивого бокового разряда возможны про-
жигание дугой кристаллизатора и попадание в печь воды, что
может привести к взрыву печи.
Перед употреблением поверхность электродов для ВДП и за-
готовок для ЭЛП полностью обтачивают на токарных станках
или зачищают наждачными кругами. Глубокие дефекты (трещины,
раковины) вырубают после зачистки поверхности. Наличие на
поверхности электродов и заготовок трещин, раковин и других
местных дефектов не допускается, так как при оплавлении от
них могут отваливаться нерасплавившиеся куски, которые тонут
в ванне жидкого металла и на темплетах обнаруживаются в виде
пятен с совершенно другой структурой. Такой дефект, получивший
название «белое пятно», в слитках рафинирующих переплавов со-
вершенно недопустим.
К электродам для ПДП и ЭШП предъявляют несколько более
низкие требования, что объясняется более высокой стабильностью
режима этих переплавов и возможностью компенсировать по-
падание небольшого количества окалины раскислением по ходу
переплава. Тем не менее не допускаются кривизна электродов
> 5 мм на 1 м длины, глубокие раковины, плены, поперечные
трещины и другие дефекты, могущие привести к отколу и
падению кусков электрода. Поверхность электродов обычно под-
вергают сплошному травлению или зачистке, а грубые повер-
хностные дефекты вырубают или зачищают.
Получить плотные заготовки без усадочных раковин и пузырей
правильной формы с хорошим состоянием поверхности можно
488
деформацией обычных слитков на кузнечных молотах или прессах.
Однако себестоимость кованых заготовок высока, поэтому их ис-
пользование оправдано лишь в исключительных случаях для ВДП
некоторых труднодеформируемых сталей и сплавов, которые не
выдерживают ВДП в литом состоянии вследствие растрескивания.
Электроды и заготовки удовлетворительного качества можно
изготовлять прокаткой обычных слитков на блюминге. Однако
при прокатке часто возникают затруднения в получении длинных
прямых заготовок для ВДП. Кроме того, катаные заготовки
также являются дорогими, хотя дешевле кованых. Поскольку
стоимость электродов существенно влияет на себестоимость пе-
реплавленного металла, значительный экономический эффект дает
применение вместо деформированных более дешевых литых элек-
тродов и заготовок.
Литые электроды и заготовки можно получить отливкой в
кокиль или на машинах непрерывного (полунепрерывного) литья.
ЭЛП можно подвергать слитки, полученные в обычных излож-
ницах. Для отливки электродов обычно применяют кокили с
вертикальным разъемом. У полученных таким образом литых
электродов небольшого диаметра практически по всей длине
наблюдается узкая прерывающаяся усадочная раковина. Электроды
большого (> 500 мм) диаметра отливают в кокили с надставкой
обычного типа. При тщательном соблюдении технологии такие
электроды имеют плотную сердцевину.
Однако более совершенным способом получения электродов
для вторичных переплавов является их отливка на МНЛЗ. Но
поскольку МНЛЗ обычно не приспособлены для получения элек-
тродов требуемых размеров (сечения), то из непрерывнолитых
заготовок лишь иногда продольной резкой слябов получают элек-
троды квадратного сечения. Чаще для получения расходуемых
электродов требуемой формы применяют специальные многоручь-
евые машины полунепрерывного литья, которые отличаются от
обычных непрерывных отсутствием устройств для поперечной резки.
Из металла, выплавляемого в вакуумных индукционных печах,
литые электроды получают разливкой в вакууме в кокили разных
конструкций. При этом всегда целесообразно вести разливку через
промежуточный ковш, чем предотвращается попадание в электрод
шлака.
2. Флюсы для ЭШП и их подготовка
Важнейшее влияние на металлургические процессы и электро-
технические параметры ЭШП оказывают состав и свойства шлаков
(флюсов). Шлак при ЭШП не только рафинирует металл от
489
нежелательных примесей, но и является генератором тепла, фор-
мирует поверхность слитка, защищает металл от взаимодействия
с газами, участвует в замыкании электрической цепи и выполняет
ряд других функций, поэтому к нему предъявляют следующие
требования по химическому составу, физическим и физико-хими-
ческим свойствам:
1. Шлак должен обеспечивать протекание физико-химических
процессов, связанных с рафинированием металла от раство-
ренных примесей и неметаллических включений, защиту ак-
тивных легирующих элементов (алюминия, титана и др.) от
окисления, стабильность химического состава по высоте на-
плавляемого слитка.
2. При рабочих температурах (1500...1900°С) шлак должен
иметь электрическую проводимость порядка 1...6 См/см. Высокая
электрическая проводимость шлака может не обеспечить необ-
ходимую концентрацию тепла, а высокое сопротивление может
привести к появлению дуговых разрядов.
3. Шлак должен быть легкоплавким, иметь высокую темпе-
ратуру кипения и мало изменять вязкость в широком интервале
температур, т. е. быть «длинным». Такой шлак образует ровную
тонкую корочку гарнисажа и позволяет получать слиток с высоким
качеством поверхности. Использование тугоплавкогр («коротко-
го») шлака приводит к появлению ряда поверхностных дефектов.
4. Шлак должен иметь высокое межфазное натяжение на
границе с металлом и обладать высокой адгезией к неметал-
лическим включениям. Это способствует хорошему отделению
шлака от металла и обеспечивает хорошее отслоение корочки
шлака от поверхности слитка, а также способствует извлечению
шлаком неметаллических включений. Кроме того, шлаки не должны
содержать дефицитных компонентов, должны легко дробиться,
не быть слишком гигроскопичными и дорогими.
Чаще всего ЭШП применяют для глубокой десульфурации
металла, рафинирования от неметаллических включений и пол-
учения плотной однородной структуры. В связи с этим наиболее
широко используют десульфурирующие шлаки.
Высокой десульфурирующей способностью обладает оксид каль-
ция, но катионы Caz+ образуют с анионами О2' прочные связи,
обусловливающие высокую температуру плавления шлаков и зна-
чительное изменение их вязкости при . изменении температуры.
Поэтому чаще используют шлаки на основе более дефицитного
фторида кальция, к которому для увеличения десульфурирующей
способности добавляют СаО.
Но CaF2 и СаО обладают высокой электрической проводимостью.
Для увеличения электрического сопротивления к ним целесообразно
490
добавлять глинозем, образующий в расплаве крупные /анионы
AlgOy-, А1|“ и уменьшающий проводимость расплава. Шлак, со-
держащий 25...30 % А12О3 и 60...70 % CaF2> плавится при -1300 °C,
а при температурах ЭШП находится в сильно перегретом состоянии,
из-за чего становится очень активным.
Нежелательными примесями в шлаках для ЭШП являются лег-
ковосстановимые оксиды (железа, марганца, хрома, кремния и
др.), так как при переплаве металла, содержащего высокоактивные
легирующие элементы, ойи восстанавливаются этими элементами,
в результате чего содержание, например, титана и алюминия из-
меняется по высоте слитка. При наличии над ванной свободного
кислорода оксиды переменной валентности (железа, марганца, титана
и др.) являются, кроме того, переносчиками кислорода из атмосферы
в металлическую ванну. На поверхности раздела шлак—атмосфера
оксиды окисляются до высших, которые затем попадают на границу
раздела шлак—металл. Там вновь восстанавливаются до низших
оксидов, отдавая кислород металлу. Перекачиванию кислорода из
атмосферы в металл способствует циркуляция шлака и обновление
атмосферы.
В качестве исходного сырья при производстве флюсов используют
плавиковый шпат с ^95% CaF2, глинозем, известь, каустический
магнезит, кварцевый песок и другие материалы. Шихтовые материалы
сплавляют в флюсоплавильных печах и подвергают рафинированию
от нежелательных примесей — влаги, оксидов железа, серы, свинца,
углерода. Плавленые флюсы подвергают грануляции и в виде
гранул диаметром 0,2...3,0мм поставляют в цехи ЭШП. Перед
использованием флюсы прокаливают в топливных или электрических
печах при 300...800°С для удаления влаги в течение 4...6ч. Срок
хранения прокаленного флюса обычно не должен превышать 2сут.
При предварительном плавлении флюса в тигель-ковшах и заливке
в кристаллизатор установки ЭШП жидкого флюса используют
непрокаленный флюс.
3., Технология вакуумного дугового переплава
Непосредственно перед загрузкой в печь поверхность расхо-
дуемого электрода протирают мягкой ветошью, смоченной в бензине
или ацетоне. На большинстве печей электрод загружают снизу.
При этом вначале собирают поддон с кристаллизатором, на поддон
устанавливают электрод, центрируют его относительно кристалли-
затора и механизмом подъема поддона весь узел поднимают вверх,
вводя верхний конец электрода в' вакуумную камеру. Через люк
вакуумной камеры обслуживающий персонал закрепляет электрод
491
в штоке и механизмом перемещения электрода шток с электродом
поднимает в верхнее положение.
Печь герметизируют, откачивают до технологического вакуума
и проверяют натекание. При достижении заданного разрежения
и допустимой величины натекания начинают процесс переплава.
Процесс можно разделить на три стадии: разведение ванны, пе-
реплав и выведение усадочной раковины. Начинается процесс
переплава при максимальной мощности, чтобы быстрее получить
в кристаллизаторе ванну жидкого металла. Для уменьшения теп-
ловой нагрузки от дуги на поддон иногда на него укладывают
так называемую затравочную шайбу — диск диаметром несколько
меньшим, чем у кристаллизатора, толщиной 20...30мм, из того
же металла, что и электрод. Благодаря этому дуга возбуждается
не между поддоном и электродом, а между электродом и за-
травочной шайбой. Для исключения приваривания шайбы к элек-
троду в момент короткого замыкания и появления при подъеме
электрода дуги между шайбой и поддоном на шайбу укладывают
несколько витков стружки, благодаря которой исключается не-
посредственный контакт при коротком замыкании между шайбой
и электродом.
После возбуждения дуги из металла электрода и затравочной
шайбы формируется жидкая ванна. Когда жидкий металл полностью
закроет поддон, процесс переводят на рабочий режим, понижая
мощность до оптимальной для данных условий.
Продолжительность переплава составляет основную долю про-
должительности плавки и на печах разной мощности колеблется
от трех до 20 ч. Основное в процессе переплава — поддержание
стабильного режима, при этом нельзя допускать переброса дуги
на стенки кристаллизатора, коротких замыканий между электродом
и ванной, появления объемного разряда.
В конце плавки постепенным плавным снижением мощности
можно уменьшить скорость плавления и полностью исключить
образование усадочных дефектов.. При этом по всей высоте сли-
ток будет плотным, что в некоторых случаях позволяет суще-
ственно уменьшить головную обрезь слитка. Однако изменение
скорости плавления вызывает изменение скорости кристалли-
зации, что влияет на строение слитка, поэтому в случае вы-
ведения усадочной раковины структура верхней части слитка
отличается от структуры тела слитка. При переплаве металла
ответственного назначения изменение структуры, а следователь-
но, и свойств является недопустимым, поэтому для увеличения
производительности печи выведение усадочной раковины про-
водить нецелесообразно, лучше печь отключить сразу после
сплавления электрода.
492
После отключения печь выдерживают под вакуумом до полной
кристаллизации слитка. Затем напускают воздух, охлаждают слиток
до темно-красного цвета для того, чтобы произошла его усадка
и он легче извлекался из кристаллизатора, и выгружают слиток.
Вакуумную камеру, кристаллизатор и поддон чистят от конденсата
и готовят для следующей плавки.
Слитки ВДП имеют очень плохую поверхность. Это является
следствием того, что в процессе переплава в вакууме на стенках
кристаллизатора выше уровня жидкого металла конденсируются
пары металлов и намерзают мелкие брызги. Конденсат и брызги
образуют так называемую корону толщиной несколько милли-
метров на высоту 15...20 см выше уровня ванны. При последующем
повышении уровня жидкого металла корона частично сплавляется
со слитком, а частично в неизменном виде сохраняется на его
поверхности, образуя неровную корку, которую перед дефор-
мацией слитка необходимо полностью удалить, поэтому слитки
ВДП (как и слитки ЭЛП) перед ковкой или прокаткой полностью
обтачивают на токарных станках на глубину до 10 мм.
4. Технология плазменного дугового переплава
Как и при ВДП, расходуемую заготовку вводят в камеру заготовки
установки ПДП снизу через плавильную камеру и камеру слитка.
Подъем заготовки осуществляют механизмом вытягивания слитка.
После закрепления заготовки в камере заготовки печь герметизируют
и промывают плазмообразующим газом. Механизмом перемещения
заготовку опускают в кристаллизатор до соприкосновения с токо-
ведущей медной водоохлаждаемой затравкой. Между заготовкой и
электродом плазмотрона возбуждают дугу и отрезают от заготовки
небольшую часть. Заготовку приподнимают, а металл на затравке
полностью расплавляют и выдерживают некоторое время с целью
его рафинирования. Затем включают механизм подачи заготовки, а
после начала ее плавления включают механизм вытягивания слитка.
После достижения определенного уровня наплавленного слитка процесс
переводят в стационарный режим, поддерживаемый автоматически.
Плавление заготовки происходит под действием тепла, пе-
редаваемого ей конвекцией и излучением от плазменных факелов,
а также от поверхности расплавленного металла в кристаллизаторе.
Если заготовка включена в электрическую цепь, то к этому
добавляется тепло, выделяющееся на аноде. Для равномерного
оплавления торца заготовки ее в процессе переплава реверсивно
вращают. В процессе переплава на поверхность жидкой ванны
в кристаллизаторе для дополнительного рафинирования металла
493
и улучшения качества поверхности слитка можно присаживать
шлакообразующие смеси, а также модифицирующие добавки. В
конце плавки, как и при ВДП, путем последовательного выклю-
чения плазмотронов возможно полное выведение усадочной рых-
лости. Слитки ПДП вследствие отсутствия короны имеют хорошую
поверхность и не нуждаются в обдирке перед деформацией.
5. Технология электрошлакового переплава
К электродам перед их подачей на установку приваривают ин-
вентарную головку (огарок) с захватом для транспортировки краном
в вертикальном положении. Краном электрод подвозят к электро-
додержателю установки и навесу зажимают в головке электродо-
держателя. Кристаллизатор и поддон очищают от остатков шлака,
корольков металла и налета. На поддон укладывают затравочную
шайбу. Если температура охлаждающей воды ниже температуры в
цехе, то на поддоне и кристаллизаторе возможна конденсация влаги;
в этом случае перед началом плавки их насухо протирают ветошью.
Существуют две разновидности технологии процесса: с твердым или
жидким стартом.
В первом случае шлак расплавляют непосредственно в кри-
сталлизаторе. Для этого на затравочную шайбу укладывают не-
сколько витков стружки и засыпают некоторое количество тер-
митной смеси, состоящей из А1—Mg-порошка и калиевой селитры.
В качестве наполнителя, тормозящего сгорание смеси, используют
рабочий флюс. Электрод опускают до соприкосновения со стружкой
и в зазор между электродом и кристаллизатором засыпают рабочий
флюс (3...4% от массы плавки). При подаче напряжения цепь
замыкается по стружке, по которой проходит ток большой силы.
Стружка оплавляется и воспламеняет термитную смесь. Под дей-
ствием тепла экзотермической реакции и дуги, возникающей между
электродом и поддоном, плавится рабочий флюс. В момент, когда
жидкий шлак замкнет цепь между электродом и поддоном, процесс
из дугового переходит в электрошлаковый. Внешне это проявляется
в прекращении бросков тока.
Более современна плавка с жидким стартом. В этом случае
электрод сразу опускают на определенное расстояние от поддона,
к поддону и электроду подводят напряжение. После этого си-
фоном заливают в кристаллизатор расплавленный шлак. В момент
касания шлака поверхности электрода цепь замыкается и в ней
появляется ток. Процесс сразу начинается в электрошлаковом
режиме. Через 1О...15мин после начала плавки процесс переводят
в рабочий режим. При правильно подобранном режиме переплава
494
торец электрода имеет форму правильного конуса с основанием,
диаметр которого равен диаметру электрода, или правильной приз-
мы (при переплаве квадратных и прямоугольных электродов).
Если подача электрода превышает скорость плавления, то его
торец приобретает округлую форму, а электрод погружается в
шлак неоплавившейся цилиндрической частью. При подаче элек-
трода со скоростью, меньшей скорости плавления, основание ко-
нуса становится меньше сечения электрода, а по горизонтальному
пОясу электрода на поверхности шлаковой ванны могут появиться
электрические дуги. В процессе переплава допускаются броски
тока до 25 % от среднего значения и кратковременные (до
30 с) отклонения тока от нормального до нуля. Благодаря теп-
ловой инерции шлаковой ванны эти отклонения не представляют
такой опасности, как при ВДП.
В конце плавки уменьшается длина электрода и, следовательно,
его сопротивление. Для поддержания постоянной скорости плавления
это требует соответствующей корректировки электрического режима,
которая проводится по заранее разработанной программе. В конце
плавки, не отключая питания установки, прекращают подачу элек-
трода. Электрод выдерживают до оплавления погруженной в шлак
части, что сопровождается постепенным снижением рабочего тока
до нуля. В некоторых случаях между торцом электрода и по-
верхностью шлаковой ванны возможно появление дуговых разрядов.
В этот момент трансформатор отключают, а огарок электрода
поднимают. По окончании плавки слиток выдерживают в кри-
сталлизаторе до полного затвердевания металла и шлака. В за-
висимости от массы слитка эта выдержка может достигать не-
скольких часов. Поскольку при ЭШП слиток формируется в шла-
ковом гарнисаже, поверхность слитка получается ровной и чистой.
Перед деформацией слиткам ЭШП не требуется ни обточка, ни
зачистка.
6. Сравнение эффективности рафинирующих переплавов
Рафинирующие переплавы являются дополнительным металлур-
гическим переделом, уменьшающим выход годного металла и по-
вышающим, следовательно, его себестоимость. Дополнительная сто-
имость металла рафинирующих переплавов объясняется следующими
факторами:
1) дополнительным расходом металла при подготовке расхо-
дуемых электродов (заготовок), потерями металла при переплаве
и дополнительном переделе переплавленных слитков, к ним относятся
потери при деформации слитков на расходуемые заготовки, при
обточке или зачистке расходуемых заготовок, а также при тер-
495
мической обработке, зачистке и деформации переплавленных
слитков;
2) расходами на оборудование установок рафинирующего пе-
реплава, их обслуживание и эксплуатацию;
3) энергетическими и вспомогательными затратами при под-
готовке электродов, их переплаве и последующем переделе слит-
ков.
Экономический эффект от применения металла рафинирующих
переплавов достигается на металлообрабатывающих заводах в ре-
зультате уменьшения размеров и массы изделий и у потребителей,
эксплуатирующих эти изделия, в результате увеличения срока
их службы. Целесообразность использования металла того или
иного рафинирующего переплава определяется соотношением по-
лучаемого эффекта у потребителей с повышением стоимости ме-
талла. Наиболее сложными и, следовательно, дорогими являются
установки для переплава заготовок в вакууме — ВДП и ЭЛП.
Эти виды переплава требуют также наиболее сложной и ка-
чественной подготовки расходуемых заготовок и их поверхности,
а в дальнейшем — полной обточки или сплошной глубокой за-
чистки поверхности слитков (см. табл. 20). Круглые .слитки, по-
лучаемые этими способами переплава, перед прокаткой приходится
предварительно деформировать на кузнечных молотах или прессах,
поэтому металл, получаемый ЭЛП и ВДП, имеет наиболее вы-
сокую стоимость.
Вместе с тем эти виды переплава позволяют получать металл
наиболее высокого качества. Так, при ВДП происходит заметное
рафинирование металла от вредных цветных металлических примесей
(свинца, висмута, сурьмы), почти полностью удаляется водород,
на ЗО...65% в зависимости от класса стали снижается содержание
кислорода, на 25...30 % уменьшается содержание азота. В результате
ЭЛП водород удаляется почти полностью, на 40-90% снижается
содержание кислорода, на 40-80% удаляется азот и на 60-90%
удаляются легкоплавкие цветные металлы. Металл ЭЛП характе-
ризуется минимальной газонасыщенностью, максимальной плотно-
стью и наилучшим сочетанием механических свойств по сравнению
с металлом, лолученным другими способами.
Большими технологическими возможностями при существенно
более низких затратах обладает ПДП. Как уже отмечалось, ПДП
можно осуществлять при нормальном или повышенном давлении,
а также в вакууме; подбором состава плазмообразующего газа
в плавильном пространстве можно создавать окислительную, вос-
становительную или нейтральную среду; поверхность металла может
быть чистой или на ней можно наводить шлак требуемого состава.
При ПДП можно на 30—80% снизить содержание кислорода, в
496
полтора—два раза — водорода и азота, на 30...50 % — содержание
цветных металлов, а при использовании соответствующих шлаков
снизить в три — пять раз содержание серы. Достоинства этого
способа позволяют предполагать, что по мере решения ряда тех-
нических затруднений этот способ получит в ближайшем будущем
широкое применение.
Для массового производства стали наиболее приемлемым яв-
ляется ЭШП, который не требует сложного оборудования и обес-
печивает существенное повышение качества металла. К несом-
ненным преимуществам ЭШП по сравнению с другим наиболее
распространенным способом переплава ВДП относится более про-
стая конструкция установки, возможность работы на более де-
шевом переменном токе и использования более дешевых рас-
ходуемых электродов, высокое качество поверхности слитка, воз-
можность получения, квадратных, прямоугольных слитков или
отливок сложной конфигурации, более высокий выход годного
металла. Металл ЭШП характеризуется высокой плотностью и
однородностью, он чище металла ВДП по сульфидным вклю-
чениям, но уступает последнему по содержанию газов и цветных
металлических примесей.
В ряде случаев целесообразно сочетать достоинства разных
способов переплава, последовательно переплавляя металл на разных
установках, например ЭШП и ВДП, ЭШП и ЭЛП.
32 Зак. 3164
497
Часть III. Производство ферросплавов
Раздел VIII. Физико-химические основы
производства ферросплавов
Глава 36. Особенности физико-химических процессов
при производстве ферросплавов
I. Выбор восстановителя
Основной реакцией большинства ферросплавных процессов яв-
ляется окислительно-восстановительная реакция типа
(2/л) МетОп + (2a/b)R = (2т/п)Ме + (2/6) ЯаО4,
К - (а[ме] а(^о6))Ла(Мто„) а(я] ) > (143)
где Me — восстанавливаемый металл, R — восстановитель.
Это обусловлено тем, что в минеральном сырье (рудах, кон-
центратах) восстанавливаемый элемент содержится преимущественно
в виде оксидов. В том случае, если ведущий элемент находится
в виде сульфидов, карбонатов и т.п. соединений, руду обжигают
с целью перевода элемента в оксидные соединения.
В реакции (143) переход высшего оксида в низший и в металл
в соответствии с принципом последовательности превращений
А. А. Байкова происходит последовательно через образование всех
устойчивых в данных условиях оксидов.
Например, восстановление титана из ТЮ2 проходит следующие
стадии:
TiO2 -* Ti3Os Ti2O3 Ti.
Окислительно-восстановительную реакцию (143) можно в общем
виде на один моль кислорода записать как состоящую из двух
частных реакций:
а) (2/п) МетОп = (2т/п) Me + О2,
~ (.Ро^м» о'< ~ 19ДЗ Tig (Ро^МетОп I
б) (2а/6) R + О2 =» (2/6) RaOb ;
а2 = 1/(Ро2)яаод;
498
~ + НМЗ Tig (Po^RjOt •
Выраженная через и К2 константа равновесия реакции (143)
имеет вид:
lgAp = lg*l + lg*2-
Изменение свободной энергии реакции (143):
Д0т» = - 19,13 TlgXp = - 19,13 Г [1g (Ро2Коя " 1g <J>oJRllPn] •
Следовательно, реакция (143) возможна тогда, когда упругость
диссоциации оксида восстановителя (Ро2)яо меньше упругости дис-
социации оксида восстанавливаемого элемента, т. е.
(Ро2)л»жоя > (Po^Raob
или
(А^т)м»жоп > (Д^т)йао6 •
Величина ДОу может быть рассчитана, как функция температуры
по уравнению:
Д0т° = ДИВэз + fcp • dr - ТД§^3 - Т • Jc/T • dr, (144)
293 293
где ср— теплоемкость. Уравнение (144) справедливо, если в ин-
тервале 293—Г нет фазовых превращений. В противном случае
необходимо дополнительно учитывать энтальпию и энтропию фа-
зового превращения.
На рис. 204 приведено изменение энергии Гиббса образования
оксидов элементов, представляющих интерес для ферросплавного
производства, при реальных температурных условиях ферросплавных
процессов. Видно, что. прочность оксидов увеличивается от 'NiO
до СаО, причем с повышением температуры сродство металлов
и кремния к кислороду уменьшается, так как с повышением
температуры изменение свободцой энергии реакции оксидов уве-
личивается.
Особыми свойствами обладает углерод, сродство к кислороду
у которого с повышением температуры увеличивается.
32*
499
<Л0 800 1200 то 2000 t,*c
Рис. 204. Изменения энергии Гиббса
ДО/ реакций образования оксвдов
с температурой
Теоретически каждый элемент, об-
разующий прочный оксид, может
быть восстановителем для элемента,
обладающего меньшим сродством к
кислороду, однако для практической
реализации восстановительного про-
цесса необходимо, чтобы
KAOrXoJ-KAGrXoJfel^
Дж/моль.
Если эта разница меньше, то по-
лученный сплав содержит большое
количество восстановителя.
С учетом сродства к кислороду,
а также стоимости при производстве
ферросплавов в качестве восстано-
вителей применяют углерод, кремний
и алюминий.
Данные, представленные на рис. 204, относятся к взаимодействию
отдельных чистых фаз — металла, газообразного кислорода и оксида.
В реальных условиях ферросплавного производства восстанавли-
ваемый оксид находится в многокомпонентном оксидном рас-
плаве — шлаке, а восстановленный металл — в жидком сплаве. Это
усложняет оценку термодинамических условий восстановления по
сравнению с представленной на рис. 204.
2. Роль металлических растворов при восстановлении оксидов
Функцию растворителя восстановленного элемента при произ-
водстве ферросплавов играет железо. Оно вводится в шихту для
производства ферросплавов либо в виде оксидов, либо в метал-
лическом виде (стружка, металлизированные окатыши). Железо
восстанавливается легче большинства других присутствующих в
шихте металлов, оно переходит в сплав, существенно влияя на
развитие процессов восстановления.
Образуя с другими элементами растворы, железо понижает их
активность, что необходимо учитывать при расчете константы
равновесия Например:
(МпО) + С = [Мп] + СО;
500
„ _ [QMn] Pco _ [Mn]f MnPcp
(oMno)[°cl (MnO)/Mno ’ (145)
где MnO — концентрация в мольных долях; [сс] ~ 1> так как фер-
ромарганец насыщен углеродом, то это — величина постоянная.
Как видно из (145), понижение активности металла в ферросплаве
(в приведенном примере — марганца) вследствие растворения железа
улучшает термодинамические условия восстановления ведущего эле-
мента из оксида.
Роль железа как растворителя заключается в понижении тем-
пературы плавления сплава, что позволяет вести процесс при
более низкой температуре.
Понижение температуры начала восстановления обусловлено
уменьшением общей энергии системы за счет образования раствора.
Степень восстановления элемента тем выше, чем ближе раствор
по составу к устойчивому химическому соединению в этой системе.
При образовании растворов на основе железа уменьшается
парциальное давление пара восстановленного элемента и, следо-
вательно, потери его в «улет» (с газовой фазой).
Положительная роль образования металлических растворов со-
стоит в том, что снижается степень взаимодействия восстановленного
элемента с СО, уменьшается вторичное карбццообразование. При-
мером этого может служить карботермическое восстановление алю-
миния из корунда.
При отсутствии железа в системе процесс восстановления про-
текает по реакции:
А12О3 + ЗС-*2А1 + ЗСО.
Образовавшийся алюминий взаимодействует с СО с образованием
оксикарбцца по реакции:
2А1 + СО = А12О3.
При наличии железа восстановленный алюминий образует с
ним раствор, активность алюминия понижается, это препятствует
вторичному карбидообразованию:
А12О3 + ЗС + 2Fe = 2[Fe - Al] + ЗСО.
Производство ферросплавов, а не чистых металлов позволяет
использовать в шихте не дорогие концентраты глубокого обогащения,
а дешевые полиметаллические руды с высоким содержанием железа.
501
3. Роль шлака при восстановлении оксидов
Из анализа константы равновесия уравнения (143) следует,
что для увеличения степени восстановления металла необходимо
увеличивать а(Мяоп) и понижать П(^о4) в шлаке. Повышение ак-
тивности достигается либо за счет получения шлака с
высокой концентрацией восстанавливаемого оксида, либо добав-
лением в шлак таких оксидов, соединений, которые замещают
восстанавливаемый оксцд в химических соединениях, а сами при
этом не восстанавливаются.
Для снижения активности оксида восстановителя в шлаке
а№°») в ШИХТУ вводят флюс, содержащий соединения, образующие
с RaOb прочные химические соединения.
При .рудотермическом процессе с использованием в качестве
восстановителя углерода печь все время заполнена шихтой, которая
опускается в нижние горизонты печи по мере ее плавления,
восстановления и выпусков .жидких продуктов плавки. Горизонт
(по высоте печи) образования жидкой шлаковой фазы определяется
температурой плавления минералов шихты или химических сое-
динений, образующихся в процессе плавки.
При выплавке углеродистого ферромарганца шлак образуется
на. незначительной глубине от поверхности шихты в результате
взаимодействия МпО и SiO. В этом случае восстанавливается
марганец углеродом из жидкого шлака.
При получении ферросилиция жидкий шлак образуется только
в нижних горизонтах печи, ввиду высокой температуры плавления
минералов, входящих в состав шихты и образующихся в процессе
плавки. Под электродами образуются газовые полости, в которых
горят электрические дуги. Восстановление кремния углеродом про-
исходит не из шлака, а из твердого кремнезема.
Таким рбразом, условия шлакообразования оказывают влияние
и на соотношение между температурой и скоростью плавления
шихты и температурой и скоростью восстановления.
От физических свойств шлака зависит также полнота осаждения
корольков сплава в металлическую ванну и потери восстановленного
элемента со шлаком.
Свойства шлака влияют на полноту и скорость протекания
химических реакций, так как они зависят от скорости массопереноса
в шлаке (конвективного и диффузионного), особенно при больших
количествах шлака (кратность 3...3.5).
502
4. Восстановление углеродом
Карботермические реакции, восстановление углеродом, СО можно
выразить следующими уравнениями:
MemQn + лСО - тМе + пСО2; (146)
2Меп0п + пС = 2тМе + пСО2; (147)
МепОп +пС-тМе + пСО.. (148)
Константа равновесия реакции (146) является функцией соот-
ношения СО и СО2 в газовой фазе: Хр =/(СО / СО2). В условиях
равновесия газовая смесь, состоящая из СО и СО2, должна быть
нейтральной по отношению
к восстанавливаемому ок-
сиду (Л1еяОя) и продукту
его восстановления (Me).
На рис. 205 представлено
изменение составов равно-
весных газовых смесей при
изменении температуры при
восстановлении Fe2O3;
Fe3O4; FeO; MnO2; Mn2O3;
MnO; Cr2O3 и SiO2 и на-
несена кривая равновесия
реакции С + СО2= 2СО при
давлении 0,1 МПа. Приве-
денные данные свидетель-
со,.%
500 воо по воо т то поо 1200 t*c
Рис. 205. Диаграмма равновесных составов
газовых фаз для реакций восстановлений ок-
сидов СО
ствуют о том, что восстановление Fe2O3; МпО2; Мп3О4 посредством
СО может протекать при незначительном содержании последней
в составе газовой фазы. Восстановление Fe3O4 до железа требует
высокого содержания СО в газовой фазе. Причем с повышением
температуры в реакции восстановления FeO равновесное содержание
СО в составе газовой фазы увеличивается.
Оксиды Сг2О3, МпО и SiO2 не могут быть восстановлены СО,
так как при незначительном содержании СО2 в составе газовой
фазы процесс восстановления становится практически невозможным.
Кроме того, при низких (< 1000вС) температурах СО неустойчива
и распадается с образованием СО2 и углерода. В ферросплавных
печах восстановление MnO, SiO2, Сг2О3 и других прочных оксидов
осуществляется углеродом по реакции (148). Эта реакция эндо-
термическая и невозможна без подвода тепла. Уравнение константы
равновесия реакции (148) имеет вид:
~ (аме ’ Рсо)/(ал<« о ) •
г т П
503
Анализ этого уравнения показывает, что для увеличения степени
восстановления металла из оксида необходимо увеличивать ак-
тивность МетОп в шлаке, понижать активность восстановленного
металла в сплаве и рсо в газовой фазе.
Характерной особенностью реакции восстановления оксцдов уг-
леродом является образование газообразного вещества — СО, легко
удаляемого из зоны реакции. В результате увеличиваются полнота
протекания реакции .(реакция практически необратима) и степень
извлечения восстанавливаемого элемента в сплав.
Температура начала восстановления оксида металла углеродом
по реакции (148) может быть определена из уравнения:
Т ________________________________________________________
(A$3i - (Д^2 + 38,31 [(1/п) lga(Mmon) - («/«) 1ga[Afe] - Igp] ’
где (ДЯ0!, (ДЗ^ь и (ДЗТ% — средние для интервала темпе-
ратур значения изменения энтальпии и энтропии образования со-
ответственно СО и МетОп; O(Afemon) — активность восстанавливаемого
оксида в шлаке; OfMej — активность восстановленного металла в
сплаве; р — давление в газовой фазе.
При восстановлении из оксцдов элементов, имеющих высокое
сродство к углероду (Ti, Cr, Zr, Мп и др.), реакция восстановления
протекает с образованием промежуточной фазы — карбида:
(2/п) МетОп + (2 + 2т/k) С = (2т/пК) MekC„ + 2СО. (149)
Наряду с промежуточной фазой Ме4С„ могут образовываться про-
межуточные оксикарбиды типа Ме4С„О4.
Изменение энергии Гиббса в реакции (149) меньше, чем в
реакции с образованием элемента. Преимущественное развитие ре-
акции (149) приводит к получению сплавов с высоким содержанием
углерода — углеродистых ферросплавов.
Карботермическим процессом можно получить сплавы и с низким
содержанием углерода. Для этого необходимо увеличивать в сплаве
содержание кремния. Кремний обладает большим сродством к
металлам, чем углерод:
(AGT%feaSit < (№?)мепсп-
Поэтому кремний способен разрушать карбиды по реакции:
МетСп + feSi -* AfemSit + пС.
504
Образовавшийся при этом углерод удаляется из сплава в виде
графита. Кроме того, при высокой концентрации кремния в сплаве
создаются благоприятные условия для образования карбида кремния,
который практически нерастворим в металлических сплавах и уда-
ляется из них. Это способствует получению сплавов с низким
содержанием углерода. Такие процессы осуществляются, например,
при производстве ферросиликомарганца и ферросиликохрома.
Механизм и кинетика восстановления твердых оксидов углеродом
при > 1000°С описывается адсорбционно-автокаталитической тео-
рией, разработанной для взаимодействия оксидов с СО. Согласно
этой теории процесс углетермического восстановления с участием
СО можно представить состоящим из четырех стадий. Сначала
происходит адсорбция СО на поверхности восстанавливаемого ок-
сида:
Me От + СОТ = Me От • СОадс.
Затем в комплексе Me От • СОадс происходит кристаллохимическое
превращение МеОт ♦ СОяяг=Л1ет • С9ядг, в результате которого ре-
шетка Me От перестраивается в решетку металла (AfeT) и образуется
новое химическое соединение — СО2. Углекислота десорбирует в
газовую фазу Me т • СО9ядг = Me т + Сб^. В условиях избытка уг-
лерода и при > Ю00°С происходит регенерация углекислоты CO^*
+ Сга =2СОГ.
Скорость процесса восстановления (рис. 206) в начальный момент
исчезающе мала (инкубационный период
Г), что обусловлено трудностями образо-
вания центров новой фазы. В дальнейшем
вокруг этих центров развивается процесс,
увеличивается площадь реакционной по-
верхности, роль катализатора играет вос-
становительный металл. Все это приводит
к увеличению скорости восстановления (ав-
токатализ II). В III периоде вследствие
уменьшения площади реакционной повер- Рис. 206. Изменение скорости
хности скорость восстановления умень- восстановления во времени
шается.
Механизм и кинетика процесса восстановления чистого оксида
углеродом при низких температурах (< 1000°С) не могут быть объ-
яснены с позиций адсорбционно-автокаталитической теории, так как
при низких температурах СО2 не регенерирует (рис. 205). Высокая
скорость восстановления твердых оксидов углеродом при низких
температурах обусловлена испарением восстанавливаемого оксида
505
(.^ет^пУт "* (^ет^л)пар-
Парообразный оксид металла переносится на твердый восста-
новитель
Ст + (Ме„Оп
)пар QAfe^)^.
Затем в образовавшемся комплексе происходит кристаллохи-
мическое превращение -* Me • С0ад(..
Ма последней стадии процесса происходит десорбция СО в
газовую фазу
Ме-СО^Ме + СО^.
С повышением температуры увеличивается упругость пара вос-
станавливаемого оксида, поэтому при высоких температурах, когда
развивается адсорбционно-автокаталитический механизм, по-види-
мому, заметную роль в восстановлении играет и перенос паров
оксида металла на восстановитель.
Кинетика восстановления оксидов углеродом при высоких тем-
пературах с появлением жидких расплавов может быть описана
контактным механизмом, согласно которому скорость и полнота
восстановления оксида из шлака зависит от температуры, скорости
диффузии оксида к поверхности раздела шлак—восстановитель,
скорости удаления продуктов реакции, вязкости шлака и т.д.
5. Металлотермическое восстановление
Реакции восстановления оксидов кремнием1 и алюминием опи-
сываются уравнением:
(2/л) МетО„ + Si = (2т/n ) Me + SiO2, (150)
(2/л) MemQn + 4^ Al - (2m/n)Me + %A12O3. (151)
Изменение энергии Гиббса (рис. 207) в реакциях восстановления
кремнием оксидов MnO, Cr2O3, Nb2O5, МоО3, WO3, V2O5 лежит'
в области отрицательных значений, следовательно, Мп, Сг, Nb,
Mo, W, V могут быть восстановлены кремнием, a Ti и Zr не
могут, так как значения реакций восстановления TiO2 и
ZrO2 кремнием >0.
1 Восстановление металлоидом—кремнием также принято называть металлотермическим,
так как оно сходно с восстановлением металлами.
506
2512
1672-
83,1-
0 -
«/>
I -ягу
u. CM./
О '
Рис. 208. Зависимость
AGr от температуры реакций
восстановления еисцдов алю-
минием
/—N1O, 2 — MoOg, 3 —
FeaPj. 4-WO3, S-V^Og,
6 — МП2О3, 7 — СгчРз* 8 —
NbjOg, 9— В2О3, 10 — ТЮ2.
//—СаО, 12 — ИгОг
%NbI0J*Si-*ANb*SiOj
%Mn,(k*St-4tMtwH0t
5 -167,2
•ч -2512
-334,
-418,1
TiO^Si—SiO^TI
—
wno^s-ajSSSS
ffiMoS^Si 7JMQT^0t t
400 800 1200 1600 2000 T2
Рис. 207. Зависимость AG^ от температуры
реакций восстановления оксцдов кремнием
Алюминий обладает большим сродством к кислороду, чем крем-
ний, и может восстановить из оксцдов титан и цирконий (рис. 208).
Металлотермические реакции протекают с выделением тепла, ко-
торого может быть достаточно для проведения процесса восста-
новления без подвода тепла извне.
Уравнение теплового баланса самопроизвольного (без подвода
тепла) процесса имеет вид:
Оэкз Qp + 0п>
где Qski — тепловой эффект реакций восстановления; Qp — тепло,
необходимое для расплавления продуктов реакции и нагрева их
до требуемой температуры; Q„ — тепловые потери.
При силикотермическом восстановлении выделяющегося тепла
недостаточно для самопроизвольного протекания процесса (иск-
лючение составляет восстановление МоО3), поэтому процесс про-
водят в электропечах и получают при этом средне- и малоуг-
леродистые ферросплавы.
Алюмотермические процессы высокоэкзотермичны, для их осу-
ществления не требуется подвод тепла извне, и поэтому их проводят
507
вне печи в специальных плавильных шахтах — плавильных горнах.
Этим способом получают малоуглеродистые ферросплавы и тех-
нически чистые металлы.
Температура металлотермического процесса может быть опре-
делена из выражения:
Г =1420+ 10,7 б Я,
где б Я =s Оу/т% — удельная теплота металлотермического процесса;
Qx — тепло, выделяющееся в экзотермических реакциях, кДж;
/Пх— масса шихтовых материалов, г-ат.
Степень восстановления металла из оксида кремнием и алюминием
зависит от температуры, ’активности SiO2 и А12О3 в шлаке, со-
держания Si и А1 в сплаве. Для увеличения степени восстановления
металла необходимо понижать температуру процесса. Однако при
этом повышается вязкость шлака, затрудняется массоперенос, что
ведет к уменьшению степени восстановления и увеличению потерь
сплава в виде корольков с вязким шлаком. Металлотермичедкие
процессы проводят при температурах, обеспечивающих получение
шлаков с высокой жццкоподвижностью и хорошее разделение
шлака и сплава.
Степень восстановления, металла из оксида увеличивается при
снижении активности SiO2 и А12О3 в шлаке. Это достигается
введением в шихту флюса — извести, которая с кремнеземом и
глиноземом образует прочные химические соединения. Степень
восстановления металла из оксида увеличивается также при уве-
личении расхода восстановителя, однако это приводит к увеличению
содержания восстановителя в сплаве.
Кинетика металлотермического восстановления хорошо описы-
вается контактным механизмом взаимодействия.
В начале процесса на восстановителе образуется оксидная пленка,
затрудняющая развитие диффузионных процессов. При 900...1000°С
эта пленка разрушается, происходит вспышка, резкое увеличение
скорости восстановительной реакции.
При алюмотермическом процессе хороший контакт восстано-
вителя и оксида металла обусловлен плавлением алюминия (тем-
пература плавления 660°С) и растеканием его по поверхности
твердого оксцда. Вследствие уменьшения межфазной энергии на
границе раздела жидкий алюминий — твердый оксид при их вза-
имодействии происходит капиллярное растекание алюминия по по-
верхности зерен оксида, ускоряемое образованием трещин и рас-
слоений.
508
При силикотермическом процессе при низких температурах (до
появления жидких фаз) взаимодействие между восстановителем
и оксидом происходит за счет образования промежуточных фаз
(механизм описан выше). Но в этом случае, в отличие от уг-
летермического процесса, происходит испарение не только оксцца
восстанавливаемого металла, но и кремния.
В случае восстановления легкоплавких оксидов, например оксидов
молибдена (МоО3 — плавится при 795°С), хороший контакт с вос-
становителем обусловлен капиллярным растеканием оксида по зер-
нам восстановителя.
•Металлотермические процессы заканчиваются в жидких фазах.
При этом реакции восстановления протекают на поверхности капель
восстановителя с растворением в них восстановленных элементов.
6. Рафинирование ферросплавов от примесей
В ферросплавах присутствуют две группы примесей: вредные
(S, Р, As, примеси цветных металлов) и нежелательные (С, Si,
Al).
Источником вредных примесей являются шихтовые материалы,
а присутствие нежелательных примесей обусловлено технологией
производства ферросплава.
Низкое содержание вредных примесей в ферросплавах, как
правило, достигается использованием для их производства чистых
шихтовых материалов. Если исходная руда содержит много вредных
примесей, то на стадии подготовки ее к плавке стремятся создать
условия для максимального их удаления. В частности, при пи-
рометаллургической и химической подготовке марганцевых руд
существенно снижается содержание в руде фосфора. Для снижения
содержания серы титановые концентраты подвергают окислитель-
ному обжигу.
Поведение вредных примесей в плавильном агрегате обусловлено
конкретными физико-химическими особенностями восстановитель-
ного процесса. В некоторых случаях (при использовании грязной
шихты) принимаются меры для получения сплава с низким со-
держанием серы, фосфора и других элементов.
Рафинирование ферросплавов от нежелательных примесей (С,
Si, Al) осуществляется вне восстановительного агрегата. Для ра-
финирования используют обработку расплавов окислительными шла-
ками. Рафинирование от углерода (или кремния) этим методом
протекает по реакции:
[Ж, (1 + л)С, Fe] + (ЖО) - [2Ме, пС, Fe] + CO. (152)
509
В качестве окислителя углерода в этом случае могут быть
использованы оксиды ведущего элемента (МеО) и железа (Fe2O3
и Fe3O<).
Высокоуглеродистые ферросплавы рафинируют от углерода также
продувкой кислородом в конвертере
[Me, (l + n)C, Fe] + ^O2-[Me, пС, Fe]+CO. (153)
Реакции (152) и (153) протекают с образованием газообразного
вещества — СО, поэтому с понижением давления равновесие реакций
сдвигается в сторону низких концентраций углерода в сплаве.
На этом основано вакуумтермическое рафинирование ферросплавов
от углерода.
При окислительном рафинировании ферросплавов от кремния
и алюминия необходимо понижать активность SiO2 и Л12О3 в
шлаке. Это достигается использованием в качестве флюса извести
[Ж, (l + n)Si, Fe] + 2 (МеО) + 2 (СаО) -
= [ЗЖ nSi, Fe] + (2СаО ♦ SiO2).
(154)
Глава 37. Способы производства ферросплавов
Выбор технологической схемы производства ферросплава обус-
ловлен его химическим составом и технико-экономическими по-
казателями производства, химическим составом используемой шихты,
требуемыми физико-химическими условиями протекания процесса
и возможностями их реализации в разных металлургических аг-
регатах.
В настоящее время основными способами производства фер-
росплавов являются: электротермический, металлотермический, элек-
тролитический, доменный. Кроме того, некоторое количество фер-
росплавов производят вакуумтермической обработкой в жидком
и твердом состоянии, рафинированием высокоуглеродистых фер-
росплавов от углерода путем продувки в кислородном конвертере,
смешением жидких расплавов и т.п.
Электротермическое производство по роду используемого вос-
становителя можно разделить на электрокарботермическое и элек-
трометаллотермическое. При электрокарботермическом процессе вос-
становитель — углерод. В качестве плавильных агрегатов используют
мощные рудовосстановительные печи, работающие непрерывным
процессом с закрытым колошником (шихта загружается по мере
510
ее проплавления), сплав и шлак выпускают периодически. Элек-
трокарботермические процессы, в зависимости от кратности шлака,
т.е. отношения массы образующегося в печи шлака к массе сплава,
могут быть бесшлаковыми (кратность шлака 0,05.-0,10) и шлаковыми
(кратность шлака а 0,4). Кратность шлака определяется прежде
всего количеством и составом пустой породы руды и золы угле-
родсодержащего восстановителя. Бесшлаковым процессом выплав-
ляют ферросилиций, ферросиликохром, силикокальций и др., а
шлаковым —углеродистые ферромарганец и феррохром, ферроси-
ликохром, высокомарганцовистый бесфосфористый шлак, элекгро-
корунд и др.
При электрометаллотермическом производстве в качестве вос-
становителя используют кремний, алюминий либо смесь кремния
и алюминия. Плавку осуществляют в рафинировочных печах и
плавильных горнах, оборудованных установкой для электроподог-
рева, и периодическим процессом с полным проплавлением шихты
и последующим выпуском жидких продуктов плавки: сплава и
шлака. В плавильных горнах плавку можно вести «на блок».
Кратность шлака в этих процессах составляет 0.8...2.5. Электро-
силикотермическим процессом выплавляют среднеуглеродистые и
малоуглеродистые ферромарганец и феррохром, силикокальций. При
использовании в качестве восстановителя алюминия электроме-
таллотермическим способом выплавляют низкоуглеродистый
(< 0,04 % С) феррохром, ферровольфрам с 80 % W, силикоцирконий
и др., а при использовании смеси кремния и алюминия — фер-
рованадий, силикованадий и др.
Внепечным металлотермическим способом получают ферросплавы
с низким содержанием углерода (< 0,03 %) и технически чистые
металлы. Для производства используют очень чистые руды и
концентраты глубокого обогащения с минимальным содержанием
вредных примесей, которые в процессе плавки практически пол-
ностью переходят в сплав. В качестве восстановителей используют
алюминий, кремний и смесь кремния и алюминия. Металлотер-
мические процессы периодические с полным проплавлением шихты.
С целью сокращения тепловых потерь, снижения расхода восста-
новителя и повышения качества сплавов ведутся работы по осу-
ществлению полунепрерывной или непрерывной металлотермической
плавки.
Одним из вариантов внепечной металлотермической плавки яв-
ляется производство низкоуглеродистого феррохрома методом сме-
шивания расплавов.
Электролиз можно лишь условно отнести к методам производства
ферросплавов, так как он используется для получения очень чистых
511
металлов и рафинирования загрязненных. Электролитическим про-
цессом водных растворов получают металлические никель и мар-
ганец, а электролизом расплавленных солей — алюминий. При любой
технологической схеме для электролиза требуется применение по-
стоянного тока небольшого напряжения, но большой силы. Такой
постоянный ток получают с помощью полупроводниковых крем-
ниевых или германиевых выпрямителей. Процесс осуществляется
в электролизных ячейках, в которых находятся электроды и элек-
тролит.
Доменное производство ферросплавов является карботермиче-
ским, в котором функции восстановителя и теплоносителя выполняет
кокс. В доменных печах выплавляют ферросплавы, производство
которых не требует очень высоких температур, с пониженным
содержанием ведущего элемента. Этим способом производят фер-
росилиций с содержанием -10% Si, ферромарганец с 80% Мп,
ферросиликомарганец (зеркальный чугун) с 10...25 % Мп и
- 5 % Si, ффрофосфор с 15 % Р. В доменных ферросплавах
высоко содержание углерода, серы и фосфора. Высокое содержание
серы и фосфора обусловлено большим расходом кокса. Объем
производства ферросплавов доменным способом постоянно со-
кращается.
На рис. 209, 210 приведена классификация ферросплавных про-
цессов, предложенная М. А. Рыссом. Выбор рациональной тех-
нологической схемы зависит от состава сплава, качества приме-
няемых материалов и имеющихся средств.
a
Рис. 209. Классификация электротермического производства ферросплавов и тех-
нически чистых металлов углевосстановительным процессом (в) с последующим
рафинированием сплавов (б)
513
a
Металлотермический, процесс (периодический)
Силикотермический А люмотермический Комплексный
1. Внепечной (смешением жидких расплодов) (.Электропечной 3. Внепечной ЧЗлектропечной З.Внепечной ВЭлектропечной
I
1 Феррохром среднеуглеро- дистый (Феррохром низкоуглеро- дистый З.Ферромарга- нец среднеуг- леродистый 4 Ферромарга- нец малоугле- родистый 5. Мореанец ме- таллический В.Силикохаль- ций и др. (Ферротитан (257в3ч) гФерроВана- дий 3 Ванадий металличе- ский й Хром метал- лический 5. Феррохром азотированный ВФеррониоБий (.Лигатуры (с бором,каль- цием, барием, ниобием,Вана- дием, титаном и др. (Феррохром низноуглероди- стый (fO,CH%C) 2. Сплавы бора З.Ферроалюмо- цирноний Ч.Силикоцирко- ний 5. Ферродоль- <ррам(807М) 6. Ферротитан (W70Tl) 7 Феррониобий В. Лига туры (с РЭМ,нио- бием,тита- ном и др.) (.Ферромолиб- ден г.Хромомолиб- денобая лига- тура и др. (.Феррованадий (.Ферровольфрам З.Силикобонадий и др.
(Феррохром низкоуглеро- дистый (Железохром- марганцевая лигатура и др.
б
Рис. 210. Классификация производства ферросплавов, лигатур и технически чис-
тых металлов металлотермическим процессом (а) и прочими процессами (б)
514
Раздел IX. Технология производства
ферросплавов
Глава 38. Сырые материалы и подготовка их к плавке
Для получения ферросплавов необходимы следующие шихтовые
материалы: руды или концентраты, содержащие восстанавливаемый
элемент, восстановители, железосодержащие элементы, флюсы и
осадители.
1. Руды и концентраты
Основу рудной части шихты составляют богатые руды и кон-
центраты глубокого обогащения. Используются также и бедные
(марганцевые^ хромовые, никелевые и ванадиевые) руды, требующие
сложной пирометаллургической подготовки к плавке.
Основные требования, которым должна удовлетворять руда,
поступающая на передел, следующие:
1. Высокое содержание ведущего элемента. Оно определяет и
качество получаемого сплава и технико-экономические показатели
процесса. Установлено, что уменьшение содержания марганца в
шихте на 1 % приводит к снижению производительности печи
на 2,3%. Уменьшение содержания Сг2О3 в хромовой руде на
1 % увеличивает расход электроэнергии получения высокоуглеро-
дистого феррохрома на 3%, а низкоуглеродистого — на 4,8%.
2. Низкое содержание вредных примесей: серы, фосфора, меди
и др. Содержание этих элементов определяет не только качество
получаемого ферросплава, но и технологическую схему передела.
Для удаления серы руды и концентраты подвергают окислительному
обжигу, а для удаления фосфора — пирометаллургической пере-
работке.
3. Высокое отношение содержании ведущего элемента к железу.
Сродство к кислороду у железа меньше, чем £ большинства
ведущих элементов в руде. В связи с этим при высоком содержании
железа в руде невозможно будет получить сцлав с высокой кон-
центрацией ведущего элемента. В марганцевых рудах отношение
содержаний марганца к железу должно быть >9, а в хромовых
— хрома к железу — 2,2...2,9.
4. Предпочтительный, отвечающий требованиям физико-хими-
ческих условий производства состав пустой породы. Например,
для производства углеродистого феррохрома можно использовать
руду с высоким содержанием кремнезема, так как кварцит
входит в состав шихты в качестве флюса, а для производства
33*
515
рафинированного феррохрома необходима руда с низким содер-
жанием кремнезема. Для его ошлакования потребуется дополни-
тельное количество извести. Это увеличит кратность шлака и
расход электроэнергии.
В некоторых случаях (в частности, в кварците) оговаривается
количество «пустой» породы. От него зависят количество обра-
зующегося В печи шлака и технико-экономические показатели
процесса.
5. Руды и концентраты должны иметь высокую восстановимость,
которая определяется минеральным составом руды, количеством
и составом пустой породы, .характером залегания минерала в
массе пустой породы, пористостью и размером кусков. В частности,
хромовые руды, содержащие хром в виде железохромита
(FeO • Сг2О3), имеют большую восстановимость, чем руды с маг-
нохромитом (MgO • Сг2О3). Высокую восстановимость имеют кар-
бонатные руды, так как при нагревании они растрескиваются,
увеличивается их пористость и, следовательно, площадь реакционной
поверхности.
Установлено, что низкую восстановимость имеют руды вкрап-
ления, а высокую — с послойным залеганием минерала в массе
пустой породы.
6. Оптимальный размер кусков. Он определяется способом про-
изводства ферросплава, размерам и типом печи и др. Процессы
в рудовосстановительных печах требуют использования более круп-
ной руды, чем в рафинировочных Пылеватые руды и мелкие
концентраты нецелесообразно загружать в печь без принятия спе-
циальных мер, предупреждающих вынос пыли.
2. Восстановители
Ранее было показано, что в качестве восстановителей при
производстве ферросплавов используют углерод, кремний и алю-
миний. Выбор этих элементов обусловлен их термодинамическими
свойствами и экономическими соображениями.
В качестве углеродсодержащих восстановителей используются
разные материалы: уголь (древесный, бурый и каменный), кокс
(каменноугольный, буроугольный, пековый, нефтяной), полукокс,
древесные отходы. При выборе углеродсодержащего материала
руководствуются следующими соображениями. Восстановитель дол-
жен иметь высокую реакционную способность, которая определяется
скоростью взаимодействия углерода восстановителя с углекислотой:
С + С02 = 2СО.
516
От реакционной способности восстановителя зависит темпе-
ратура начала восстановления элемента из оксида и полнота
протекания восстановительного процесса. Установлено, что почти
все углеродистые материалы при 1500...2000°С имеют практически
одинаковую реакционную способность, что обусловлено их гра-
фитизацией («графитовый эквивалент»). Но поскольку скорость
графитизации у разных материалов при низких температурах
разная, при температурах ниже 1500...1300°С они имеют разную
реакционную способность.
Важным показателем качества восстановителя является его
электрическое сопротивление. Высокое электрическое сопротив-
ление углеродсодержащего восстановителя обеспечивает глубокую
посадку электродов в ванне, работу на высоких напряжениях
и cos <р. Состав золы восстановителя и ее количество определяют
качество получаемого сплава и технико-экономические показатели
его производства. В золе должно быть минимальным содержание
серы и фосфора и максимальным — оксида ведущего элемента,
например, кремнезема при использовании восстановителя для
производства ферросилиция, ферросиликохрома, ферросиликомар-
ганца.
Восстановитель не должен спекаться в процессе плавки, должен
иметь высокую термоустойчивость, газопроницаемость, оптималь-
ный размер кусков и низкую стоимость. Наиболее полно этим
требованиям удовлетворяют древесный уголь и каменноугольный
кокс. Однако в связи с дефицитом древесного и коксующегося
углей перспективными материалами для производства ферро-
сплавов являются формованный кокс, торф и кокс из торфа,
буроугольный кокс, рудококсы разных 'составов.
В качестве кремнийсодержащих восстановителей используют
ферросилиций с содержанием - 75 % Si, ферросиликомарганец
и ферросиликохром с разным содержанием кремния. Эти фер-
росплавы применяют в дробленом и гранулированном виде. Размер
кусков кремнийсодержащих материалов определяется физико-хи-
мическими и технологическими условиями процесса. Кроме того,
при производстве безуглеродистого феррохрома методом сме-
шивания расплавов используют жидкий ферросиликохром ФСХ48
с > 50% Si.
Алюминий для металлотермических процессов используют в
виде порошка (фракция 0...0Д мм), крупки (фракция 0,1...3,0
мм) и стружки. Алюминиевую крупку и порошок получают
распылением через форсунку жидкого первичного или вторичного
алюминия. Стружка является отходом механической обработки
алюминиевых изделий.
517
3. Железосодержащие материалы
Железосодержащие материалы должны соответствовать сле-
дующим требованиям:
1) высокое содержание металлического железа;
2) низкое содержание вредных примесей серы, фосфора, меди;
3) низкое содержание кислорода, так как на его связывание
потребуется дополнительное количество восстановителя;
4) малое содержание шлакообразующих (при большем их
содержании увеличивается кратность шлака и расход электро-
энергии);
5) оптимальный гранулометрический состав или хорошая дро-
бимость;
6) низкая стоимость.
В качестве железосодержащих могут использоваться разные
материалы: чугунная и стальная стружка, железистые кварциты,
окалина, отходы огневой зачистки металла, сварочный шлак,
железная руда и металлизованные окатыши. Наиболее полно
перечисленным требованиям удовлетворяет стружка углеродистых
сталей и отходы огневой зачистки металла. Использование чу-
гунной стружки ограничено получением сплавов для литейного
производства, так как в ней содержится до 1,2 % Р. При ис-
пользовании окалины и железной руды увеличивается расход
восстановителя; руда, кроме того, вносит в печь большое ко-
личество шлакообразующих. Железистые кварциты вместо же-
лезной стружки целесообразно использовать при производстве
кремнийсодержащих сплавов только в том случае, если это
будет экономически оправдано. Металлизованные окатыши от-
вечают почти всем требованиям за исключением одного — у
них высокая стоимость.
4. Флюсы и осадители
Флюсы предназначены для ошлакования пустой породы руды,
золы восстановителя и электродной массы, продуктов окисления
кремния и алюминия в металлотермических реакциях, снижения
вязкости и температуры плавления образующихся шлаков, по-
вышения активности в шлаке оксида восстанавливаемого элемента
и др.
По своим химическим свойствам флюсы могут быть основными,
кислотными (кислыми) и нейтральными. В качестве основных
флюсов используют известь, богатую железную руду; в качестве
кислотных — кварциты, железистые кварциты; в качестве нейт-
ральных — плавиковый шпат, флюоритовую руду. Материалы, ис-
518
пользуемые в качестве флюсов, должны иметь высокую флюсующую
способность, оптимальный гранулометрический состав, содержать
минимальные количества вредных примесей.
Осадители являются компонентом шихты металлотермического
производства ферросплавов с низкой плотностью (ферротитан,
ферробор и др.). Осадитель присаживается на поверхность рас-
плава в конце металлотермической плавки. В качестве осадителя
используют богатые железные руды. Они должны иметь высокую
восстановимость, низкое содержание фосфора и серы, мини-
мальное количество влаги, оптимальный гранулометрический со-
став.
5. Подготовка сырых материалов к плавке
Технологическая схема подготовки руд к ферросплавному
производству включает рад операций. Руду дробят, сортируют
по крупности, обжигают во вращающихся шахтных и других
печах с окислительной и восстановительной газовой средой,
усредняют с целью повышения стабильности химического со-
става, обогащают и окомковывают. При обогащении руд фер-
росплавного производства наряду с рудоразборкой, флотацией,
магнитной сепарацией и гравитационным обогащением широко
используют методы пирометаллургического обогащения, осно-
ванного на селективном восстановлении элементов в процессе
пирометаллургического передела и получении богатого по ве-
дущему элементу шлака с низким содержанием вредных при-
месей.
Для производства ферромарганца используются низкофос-
фористые концентраты, полученные разными химическими ме-
тодами (гаустанитный метод, химическое обогащение). Для пол-
учения концентратов, содержащих ванадий и никель, используют
технологические схемы, включающие несколько металлургиче-
ских агрегатов (доменную печь, кислородный конвертер и др.).
Окомкование руд осуществляют агломерацией, прессованием
и окатыванием. Агломерации подвергают в основном марган-
цевые и хромовые руды и бокситы. Брикетирование используется
для окомковывания марганцевых и вольфрамовых концентратов,
а окатывание — для марганцевых и хромовых концентратов.
К числу нетрадиционных методов подготовки руды к плавке
относится производство моношихты. Ее получают при коксо-
вании путем добавления руды к коксующемуся углю (рудококс),
брикетированием и окатыванием (руднотопливные брикеты и
окатыши), совместным обжигом руды и флюса во вращающейся
печи (рудоизвестковая смесь).
519
Перспективным направлением подготовки руды к плавке яв-
ляется ее металлизация (частичное восстановление) вне ру-
довосстановительной печи. Используется предварительное вос-
становление хромовых окатышей и мелких хромовых концен-
тратов. Применение металлизованной руды повышает
производительность печи, снижает расход восстановителя, ста-
билизирует ход печи и др.
В последнее- время ведутся работы по совершенствованию кон-
струкции рудовосстановительных печей с целью создания воз-
можности использования в шихту мелких неокомкованных руд и
концентратов. Хорошие результаты получены на печах, оборудо-
ванных загрузкой мелкой шихты через полые электроды, а также
на шахтных печах с плазменным нагревом.
Подготовка к плавке восстановителей, флюсов, железосодержащих
материалов сводится к их дроблению, сортировке по крупности,
прокаливанию и усреднению.
Глава 39. Бесшлаковые процессы
электрокарботермического производства ферросплавов
1. Производство ферросилиция
Ферросилиций используют при производстве стали для рас-
кисления и легирования; в ферросплавном производстве в качестве
кремнийсодержащего материала при силикотермическом производ-
стве ферросплавов; в горнорудной промышленности для приго-
товления тяжелых суспензий при гравитационном обогащении руд;
в химических технологиях для получения кремнийорганических со-
единений, взрывчатых веществ и др.
Ферросилиций относится к большой группе ферросплавов и
его производством занято более половины всех ферросплавных
мощностей России. Отечественный стандарт на ферросилиций пре-
дусматривает производство сплавов, содержащих в среднем 20,
25, 45, 65, 69, 75, 90 и 92% Si. Среднее содержание входит
в обозначение марки ферросилиция. Например, в сплаве ФС69
содержится 67—72% Si. Отсутствие в стандарте сплавов, содер-
жащих - 50% Si, обусловлено тем, что они наиболее склонны
к рассыпанию из-за перекристаллизации лебоита (фазы, соответ-
ствующей по составу силициду FeSi2 5 и содержащей 53,5...56,5%
Si) при охлаждении сплава.
520
Кремний — металлоид по химическим свойствам, плотность
его 2,334 г/см3, температура плавления 1410 °C, кипения — 2630 °C.
В жидком состоянии кремний и железо неограниченно взаимно
растворимы, а в твердом — образуют силициды FemSi„ с отношением
Fe / Si = 1:3; 1:1; 1:2; 3:2 и др. Наиболее прочным из них является
FeSi = 1410 °C и ДН273 ~ “80,4 кДж/моль). В системе Fe—Si,
кроме силицидов, есть три эвтектики: 1—20 % Si; 2—51 % Si;
3—59% Si. Температуры плавления эвтектик соответственно 1195,
1212 и 1207 °C. Температура плавления ферросилиция стандартных
марок не превышает 1370 °C.
С кислородом кремний образует два оксида SiO2 и SiO. Кремнезем
(SiO2) существует в разных температурных модификациях, отли-
чающихся плотностью и кристаллической структурой (а- и р-кварц;
а-, р- и у- тридимит; а- и р- кристобалит и кремнеземистое
стекло). SiO существует при температурах > 1500 °C. Этот оксид
имеет высокую упругость пара и легко возгоняется.
В системе Si—С известно прочное соединение SiC (карборунд).
Этот карбцц имеет температуру возгонки 2700 °C, теплоту обра-
зования -51,92 кДж/моль и плотность 3,2 г/см3. В сплавах Si—Fe
карборунд не растворяется.
При производстве ферросилиция кремний восстанавливается уг-
леродом из кремнезема при температурах, когда
(ДОг)со < (A6T)sio2’
по суммарной реакции
SiO2, + 2CI = Si, + 2COr,
(155)
ДОт = 666664-364,98 Т, Дж/моль.
Константа равновесия этой реакции равна:
Яр = Рсо«
так как аа02 = 1; ас = 1, а восстановленный кремний ни с СО,
ни с SiO2 и С не образует растворов, его активность аа = 1.
Таким образом, восстановление возможно лишь в том случае,
когда рсо будет превышать атмосферное. Если принять рсо~
= 101,325 кПа, то теоретическая температура начала реакции (155)
будет равна 1669 К.
521
Рис. 211. Схема
процессов в системе
Fe—Si—О—С при
производстве
ферросилиция
Реакция (155) описывает только конечные изменения в процессе,
протекающем по сложной схеме с образованием промежуточных
фаз SiO и SiC, испарением кремнезема, растворением в железе
восстановленного кремния с образованием сплава. Многообразие
процессов, протекающих в системе Fe—Si—О—С, при разных
температурах изучали Я. С. Щедровицкий, С. И. Хитрик, П. В.
Гельд и др. На рис. 211 приведена схема взаимодействия, пред-
ложенная Н. В. Толстогузовым. В соответствии с этой схемой
образование ферросилиция происходит на последней стадии процесса
в результате взаимодействия SiC либо с SiO в присутствии Fe,
либо с Fe:
SiC + SiO + Fe = [Fe -2Si] + CO, (156)
SiC + Fe e FeSi + C^^,
(157)
Из этих реакций следует, что железо растворяет восстановленный
кремний, при этом повышается его активность, понижается тем-
пература начала восстановления (от 1530 °C для сплава с 90%
Si до 1225 °C для сплава с 10% Si). Железо разрушает карбиды
кремния, что способствует сдвигу реакции в сторону образования
кремния. Степень восстановления кремнезема составляет 98 %;
в шлак переходит 2% SiO2.
Наряду с кремнеземом при производстве ферросилиция вос-
станавливаются другие оксиды, содержащиеся в шихтовых мате-
риалах. Они восстанавливаются С, SiC, Si до чистых элементов,
карбидов и силицидов. Оксиды железа, фосфора, титана восста-
навливаются практически полностью, а А12О3, СаО, MgO и др.
восстанавливаются частично. Глинозем в зависимости от условий
процесса восстанавливается на 10...55 %, известь — на 15-50 %,
магнезия — на 20...25 %. Невосстановленные оксиды сплавляются
с кремнеземом и образуют шлак. Его количество колеблется в
пределах 2 — 6%. Обычно шлаки содержат 30...40 % SiO2; 2...10%
SiC; 20—30% Д12О3; 12...25% СаО; 0,3-2,0 % MgO. Температура
плавления таких шлаков 15ОО...17ОО°С. При 1700 °C вязкость шлаков
1...5Па-с. Высокая вязкость шлака приводит к затруднениям при
удалении его из печи. В результате ванна печи зарастает шлаком,
522
снижается производительность печи, увеличивается удельный расход
электроэнергии. Во избежание этого следует использовать для
производства чистые материалы, полностью удалять шлак из печи.
Последнее достигается глубокой и устойчивой посадкой электродов,
оптимальным количеством восстановителя в шихте, вращением ванны
печи и — в исключительных случаях — присадкой извести.
Технологическая схема производства ферросилиция приведена
на рис. 212.
Плавка ферросилиция, как отмечалось, процесс бесшлаковый,
поэтому необходимо использовать чистое сырье, с низким со-
держанием оксидов алюминия, кальция, титана, фосфора, а в
некоторых случаях и железа. В качестве кремнийсодержащих руд
Рис. 212. Технологическая схема производства ферросилиция: / — железнодорожный
вагон, 2 — закрома для хранения шихтовых материалов, 3 — бункер, 4 — грейфер,
5 — барабан для рассева стружки, 6 — отсев, 7 — транспортер, 8 — пластинчатый
питатель, 9 — конусная дробилка, 10 — моечный барабан, 11 — грохот обезвоживающий,
12 — ленточный ’ транспортер, 13 — отсевы, 14 — бункер, 15 —двухдечный грохот,
16— четырехвалковая дробилка, 17— элеватор, 18— ленточный ‘питатель, 19 —
дозировочный бункер, 20— ррзатор, 21—сбрасывающая тележка, 22— печной
бункер, 23 — завалочная машина броскового типа, 24 — труботечка, 25—отвод
газа, 26 — трехфазная открытая руднотермическая печь, 27 — трехфазная закрытая
руднотермическая печь, 28 — ковш для жвдкого сплава, 29 — машина для
разливки сплава, 30 — тележка, 31— ковш, 32 — изложницы для разливки сплава,
33 — кантовальное устройство, 34 — шламы, 35 — газоочистка, 36 — короб, 37 —
грануляционный бак, 38 — ковш со сплавом
523
используют кварц, кварцит и халцедон, горные породы с содер-
жанием SiO2 от 95 до 98 %. Хороший кварцит содержит 96...Э8 %
SiO2, ~ 1 % А12О3 -1 % (СаО + Mg) и < 1 % Р2О5. Технологическая
схема подготовки кварцита к плавке включает подготовку по
крупности и промывку с целью удаления глинистых соединений.
Для производства сплавов с содержанием 18-45% Si применяют
кварцит крупностью 25...80 мм. а сплавов с 75 и 90% Si —
50...120 мм. Желательно использование стабилизированного по круп-
ности кварцита.
При выплавке сплавов ФС20, 25, 45, 65 используют наиболее
дешевый восстановитель — орешки металлургического кокса. При
производстве ФС69Э с низким содержанием алюминия (<0,1%)
используют особо чистые сорта углеродистого восстановителя с
малым количеством золы, а при производстве ФС90 и ФС92
используют древесный уголь и древесные отходы. При подготовке
к плавке восстановитель подвергают дроблению до размера кусков
5...20 мм и сортировке по крупности.
Железо в шихту для производства ферросилиция вводят в
виде стружки углеродистых сталей, раздробленной до ~ 50-мм.
Недопустимо использование железной руды, чугунной стружки и
стружки легированных сталей.
Шихту рассчитывают из условий, что SiO2 в процессе плав-
ки восстанавливается на 98%, FeO — на 99%, А12О3 — на
10...55 %, СаО — на 15...50 %, а Р2О5 — на 100 %. Восстановленный
кремний переходит в сплав на 100 %, железо — на 80...90 %,
алюминий — на 50-80%, кальций — на 40-70%, фосфор —на
0-50%, а сера на 100% переходит в улет.
Ферросилиций выплавляют в круглых печах мощностью
16,5-115 МВД разных конструкций — стационарных и вращающихся,
открытых и закрытых, герметизированных и др. Рабочий слой
футеровки новых печей выполнен из угольных блоков (рис. 213).
В процессе эксплуатации на них образуется гарнисаж, который
и является фактически рабочим слоем футеровки, предохраняющим
угольные блоки от разрушения. Для поддержания надлежащего
дугового режима рабочее напряжение должно быть 150...250 В,
а рабочий ток — 35-100 кА.
Ферросилиций выплавляют непрерывным процессом. Нормальный
ход процесса в открытой печи характеризуется равномерным га-
зовыделением по всей поверхности колошника, отсутствием на
колошнике спекшихся участков и мест локального выхода газов —
«свищей», равномерным сходом шихты у электродов и в меж-
электродном треугольнике, устойчивой глубокой посадкой элект-
родов и равномерной электрической нагрузкой на них, система-
524
тическим выходом из печи при
выпуске жидкоподвижных сплава
и шлака, стабильной переработкой
одного и того же количества ших-
ты при постоянном удельном рас-
ходе электроэнергии. На мощных
печах глубина погружения элек-
тродов в шихту должна состав-
лять 13OO...27OO мм. При этом
обеспечиваются минимальные
тепловые потери и улет кремния
и максимально большое количе-
ство проплавляемой шихты.
Схема строения ванны стаци-
онарной печи, выплавляющей
ферросилиций, и распределение
в ней тока приведены на рис. 213.
Глубину погружения электродов
регулируют напряжением и элек-
трическим сопротивлением ших-
ты. При увеличении напряжения
и уменьшении сопротивления
шихты плавильные тигли вытягиваются вверх, увеличивается улет
восстановленных элементов, понижается температура на дне пла-
вильного тигля. Электрическое сопротивление шихты регулируют
изменением ее состава и размера кусков. Проводимость шихты
увеличивается при увеличении в ее составе восстановителя и
размера его кусков. Использование восстановителя с высоким
удельным электрическим сопротивлением (древесного угля, дре-
весных отходов) обеспечивает глубокую устойчивую посадку элек-
тродов.
Поскольку производство ферросилиция процесс бесшлаковый,
под электродами образуются газовые полости — плавильные тигли,
в которых горят электрические дуги. При горячем ходе печи
они соединяются и образуют общий тигель, на дне которого
накапливаются жидкие продукты плавки — сплав и шлак. Стены
тигля непрерывно оплавляются в результате протекающих про-
цессов — восстановления, шлакообразования, плавления и др. Газы,
образующиеся в плавильном тигле, проходят через слой шихты,
нагревают ее, происходит конденсация паров кремния и других
элементов. Для равномерного распределения газового потока по
сечению колошника необходимо предотвращать спекание шихты
на колошнике. Это достигается подбором соответствующего ком-
понентного состава шихты, систематической прошивкой колошника,
525
разрыхлением шихты за счет вращения ванны печи, загрузкой
относительно большого количества шихты около электродов. Шихту
следует загружать небольшими порциями и поддерживать посто-
янный уровень засыпи. Перегруз шихты приводит к смещению
плавильной зоны вверх, а недогруз — к излишним потерям тепла
и повышенному улету восстановленных элементов.
Открытые печи загружают завалочными машинами, а на мощных
печах предусмотрена загрузка с помощью труб, соединенных с
печными карманами. Нарушения нормального хода процесса обус-
ловлены неправильными шихтовкой и подачей материалов в печь,
отступлениями от оптимального электрического режима и т.д.
Очень важно точно дозировать восстановитель. При недостатке
восстановителя происходит закварцеваниё печи, шихта сильно спе-
кается, на колошнике образуются «свищи». Наблюдаются неустой-
чивая посадка электродов и колебания нагрузки. Происходит быстрое
укорочение концов электродов. При длительной работе печи с
недостатком восстановителя разрушается гарнисаж в результате
взаимодействия карбидов с кислым шлаком, возможен прорыв
сплава в любом месте футеровки печи.
Избыток восстановителя приводит к уменьшению глубины по-
садки электродов, становится слышна работа дуг, плавильные тигли
сужаются, практически прекращается выход шлака, сплав выходит
при выпуске холодным.
К основным нарушениям в работе электрического оборудования
относится использование коротких и чрезмерно длинных электродов.
Работу на коротких электродах сопровождают те же явления,
которые характерны для работы с избытком восстановителя. При
чрезмерно длинных электродах в них теряется много электроэнергии,
кроме того, возможны посадка электродов в шлак и потеря дугового
режима. Печь перестает принимать шихту.
Целесообразно выплавлять ферросилиций в печах с вращающейся
ванной. При этом объем газовых полостей уменьшается в три-четыре
раза по сравнению с их объемом при стационарной ванне. Меняется
конфигурация газовой полости. Она формируется с набегающей
стороны электрода, а со сбегающей практически отсутствует. Шихта
«вспахивается» неподвижными электродами, что препятствует спе-
канию колошника и увеличению площади активных зон более
чем в два раза. Шихту в относительно большем количестве следует
заваливать с набегающей стороны электрода.
Оптимальные скорости вращения ванны — один оборот за
70...90 ч при выплавке ФС75 и ФС90 и один оборот за 5O...7O ч
при выплавке ФС18, 20, 25, 45 и 65 предотвращают односторонний
износ электродов, способствуют разрыхлению шихты по всей по-
верхности колошника, упрощают конструкцию короткой сети.
526
Выше отмечалась целесообразность использования при выплавке
ферросплавов (в том числе и ферросилиция) закрытых печей.
В закрытых печах освоено производство ФС18, 20. 25, 45 и 65.
Нормальный ход процесса в закрытой печи характеризуется в
основном теми же явлениями, которые сопровождают выплавку
в открытых печах. Исключение составляют явления, характеризу-
ющие работу колошника. На закрытой печи колошник недоступен
для наблюдения. К явлениям, характерным только для закрытых
печей, относятся равномерность схода шихты в загрузочных воронках
и труботечках, наличие небольшого избыточного давления, о чем
свидетельствует невысокое пламя сгорающего газа над загрузочными
воронками, отсутствие забивания конденсатами и пылью подсво-
дового пространства и газоходов печи.
Забивание подсводового пространства коцценсатами и пылью
обусловлено поступлением в эти зоны газообразных продуктов,
содержащих SiO2, SiO, С, Si и SiC. Эти вещества образуют настыли,
перекрывающие подсводовое пространство и газоходы, и препят-
ствуют свободной циркуляции газа. Избыточное давление газа
под сводом должно быть 0...70Па, а содержание водорода не
должно превышать 8%.
С целью интенсификации восстановительных процессов и по-
вышения технико-экономических показателей плавки в последнее
время проводятся работы по созданию разрежения под сводом
печи.
Ванна закрытой печи имеет практически такое же строение,
как и ванна открытой. Расстройства нормального хода обусловлены
избытком и недостатком восстановителя в шихте, зависанием шихты
в труботечках и загрузочных воронках, забиванием подсводового
пространства конденсатами и пылью, прогаром свода и воронок
и попаданием в печь воды, нарушением оптимального режима
перепуска электродов.
Выпускают жидкие продукты плавки из печи периодически.
Количество выпусков должно быть оптимальным. При слишком
частых выпусках нарушается тепловое состояние нижней части
печи из-за больших потерь тепла. Это приводит к затруднениям
в выпуске сплава и шлака и потерям сплава при разливке. Слишком
редкие выпуски приводят к накоплению больших количеств сплава
и шлака в плавильном тигле, что снижает скорость восстанови-
тельных процессов, увеличивает потери кремния в улет. Опти-
мальным считается 6...7 выпусков в смену при выплавке ФС18,
20, 25 и 4...5 выпусков для ФС45, 65, 75, 90. Сплав и шлак
выпускают в ковш, футерованный шамотом или графитовой плиткой.
Разливку ведут в горизонтальные изложницы-под доны для получения
плоских слитков, на конвейерных и карусельных машинах, в- во-
527
доохлаждаемые изложницы-кристаллизаторы и на грануляционных
установках.
Для уменьшения ликвации кремния и других элементов толщина
плоских слитков не должна превышать 100...120 мм. После дробления
и сортировки по крупности ферросилиций упаковывается в гер-
метичную тару. Хранить и обрабатывать ферросилиций следует
в сухих и хорошо проветриваемых помещениях. Это обусловлено
тем, что при содержании в ферросилиции >33% Si он способен
самопроизвольно рассыпаться с образованием ядовитых и взры-
воопасных веществ. Особенно склонны к рассыпанию сплавы с
высоким содержанием алюминия, кальция и фосфора.
Шлак, выпускаемый из печи вместе со сплавом, может содержать
от 40 до 70 % сплава в виде корольков. Корольки утилизируют
повторным расплавлением шлака. Шлак используют также для
раскисления стали.
Технико-экономические показатели производства ферросилиция
приведены в табл. 22.
Таблица 22. Технико-экономические показатели
производства ферросилиции
Сплавы Печи Расход на 1 базовую тонну
кварцита, кг железной Сдр^ОККИ, кг коксика, кг электрод- ной мас- сы, кг электро- энергии, кВт • ч
ФС20 Закрытые 450 750 215 10 2200
ФС25 Закрытые 520 750 260 12 2800
Отбытые 1015 560 485 19 4300
ФС45 Закрытые 1050 560 475 16 4800
ФС65 Закрытые 1600 370 750 40 7100
Открытые 1785 223 840 54 8400
ФС90 Закрытые 1930 250 845 54 9100
Открытые 2600 20 1200 48 13100
2. Производство ферросиликохрома
Ферросиликохром используют для получения феррохрома с со-
держанием - 2% С и при выплавке высокохромистой коррози-
онностойкой стали для раскисления и легирования металла кремнием
и хромом. В нашей стране ферросиликохром выплавляют шести
марок ФСХ13, ФСХ20, ФСХ26, ФСХЗЗ, ФСХ40 и ФСХ48. Цифра
528
в обозначениях марки соответствует среднему содержанию кремния
(3 %). Содержание хрома в этих марках изменяется соответственно
от 55 до 28%, а содержание углерода от 6 до 0,1 %. По
физико-химической и технологической природе процесс выплавки
ферросиликохрома аналогичен производству ферросилиция.
Бесшлаковый процесс выплавки ферросиликохрома двухстадий-
ный, так как для его осуществления требуется углеродистый фер-
рохром (см. гл. 40), играющий роль растворителя восстановленного
кремния. Производство ферросиликохрома бесшлаковым способом
основано на том, что кремний обладает большим сродством к
хрому и при растворении в сплаве, содержащем карбиды хрома,
способен разрушать их. Источником кремния является кремнезем,
который восстанавливается углеродом по суммарной реакции:
SiO2 + 2С = Si + 2СО.
В процессе восстановления могут образовываться промежуточные
фазы: SiO и SiC. Температура начала восстановления — функция
активности кремния в сплаве. Образовавшийся кремний растворяется
в углеродистом феррохроме, при этом протекают реакции:
(Fe, Сг)7С3 + 7Si = 7 (Сг, Fe)Si + ЗСц,^
(Fe, Сг)7С3 + 10Si = 7(Fe, Cr)Si + 3SiC.
Кроме того, карбид хрома может разрушаться SiO и SiO2. Содержание
углерода в ферросиликохроме определяется концентрацией кремния
(рис. 214).
В углеродистом феррохроме углерод
содержится в виде фазы (Fe, Сг)7С3, ко-
личество которой уменьшается до полного
исчезновения при увеличении кремния от
0 до 6 % — образуется карбцд (Fe, Сг)3С2
и карбосилицид (Сг, Fe)MSi4C3. Дальнейшее
увеличение содержания кремния приводит
к образованию силикокарбида
(Сг, Fe)5Si3C0i6, который в сплавах с >
25 % Si находится в равновесии с (Fe,
Cr)Si. При содержании в сплаве > 6 %
Si из него начинает выделяться SiC, и
сплав становится гетерогенным. Для более
полного удаления части SiC из сплава
требуется выдержка сплава в ковше перед
разливкой.
Рис. 214. Растворимость уг-
лерода в сплавах Fe—Si—Cr
34 Зак. 3164
529
Для обеспечения хорошего контакта между каплями углеро-
дистого феррохрома и восстановленным кремнием необходим ми-
нимальный размер капель феррохрома и большой путь их движения
в ванне печи. Выполнение первого требования достигается ис-
пользованием гранулированного феррохрома и тщательного его
распределения по шихте, второго — глубокой посадкой электродов,
благодаря чему реакционная зона весьма протяженна.
Шлак образуется в результате сплавления невосстановленного
кремнезема с балластными оксидами пустой породы кварцита и
золой кокса. Кратность шлака не превышает 0,06. В нем содержатся,
%: -50 SiO2; 25 А12О3; 10 SiC; 6 СаО; 2 MgO; 1,5 Сг2О3 и 1
FeO. Из-за присутствия в нем большого количества SiC он ге-
терогенен и имеет высокую вязкость, являющуюся причиной за-
путывания в нем корольков сплава.
Шихта для производства ферросиликохрома состоит из кварцита,
коксика, передельного углеродистого феррохрома и железной струж-
ки. Требования к кварциту, углеродистому восстановителю и стружке
такие же, как и при производстве ферросилиция. Передельный
углеродистый феррохром должен быть гранулированным.
Выплавку осуществляют в открытых и закрытых рудовосста-
новительных печах со стационарной и вращающейся ванной мощ-
ностью от 16,5 до 50 MBA. Футеровка печей угольная, но рабочим
слоем футеровки является гарнисаж из тугоплавких конгломератов.
Плавка — процесс непрерывный.
Нормальный ход процесса характеризуют те же явления, которыми
сопровождается нормальный ход выплавки ферросилиция. Изменения
химического состава шихты и размера кусков ее компонентов,
нарушение электрического режима и неправильное обслуживание
колошника приводят к нарушениям нормального хода печи. Особое
внимание уделяется процессу шлакообразования. Вязкость шлака
высока, поэтому он плохо выходит из печи и накапливается в
плавильном тигле. Для обеспечения нормальных условий выпуска
шлака и снижения содержания в*нем SiC одновременно загружают
в печь известь, плавиковый пшат и стальную стружку.
Недостаток бесшлакового метода при выплавке ферросилико-
хрома в закрытой печи — образование большого количества воз-
гонов, температура спекания которых 1000 °C. Так как в закрытой
печи при нормальном уровне колошника и глубокой посадке элек-
тродов температура в подсводовом пространстве < 1000 °C, то
образование возгонов не влияет существенно на ход плавки.
Сплав и шлак выпускают из печи три-четыре раза в смену
в ковш, футерованный шамотом. После выпуска сплав вьщерживают
в ковше 45...75мин для удаления в шлак карбида кремния и
530
перехода корольков сплава из шлака в металл. Температура сплава
за это время уменьшается на 300...400°С, при этом уменьшается
растворимость углерода в сплаве и облегчается образование карбида
кремния.
В ковше на поверхности сплава образуется корка, состоящая
из шлака, карбида кремния и корольков сплава. Ее возвращают
на переплав. Сплав разливают на разливочной машине, гранулируют
и используют в жидком виде для производства низкоуглеродистого
феррохрома методом смешивания расплавов. Технико-экономические
показатели производства ферросиликохрома бесшлаковым методом
на ферросплавных заводах:
Завод Расход материалов, кг/т: А Б в
углеродистого феррохрома .... 574 492 542
кварцита 1366 1007 1270
железной стружки 77 71 123
коксика . . 115 346 567
электродной массы 34 32 41
Расход электроэнергии, кВт • ч/т . . . . 5930 5338 5953
Усвоение сплавом, %:
хрома 95,9 — —
кремния . - 91,5 — —
3. Производство силикокальция
Силикокальций используют для раскисления и десульфурации
стали, а также для модифицирования неметаллических включений.
В чугунолитейном производстве его применяют для графитизации
и получения однородного серого чугуна. На основе сплавов с
содержанием 15 и 20 % Са производят модификаторы и комплексные
раскислители. Некоторые чистые металлы выплавляют кальцийси-
ликотермическим методом.
У нас в стране выплавляют силикокальций с содержанием
кальция 10...30 % Са (например, СК10, СК15 и др.). В сплавах
СК10 и СК15 содержится соответственно 20 и 25 % Fe, а в
сплавах СК20, СК25 и СКЗО — соответственно 15, 10 и б % Fe.
Кальций — металл плотностью 1,55 г/см3 с температурами плав-
ления 851 и кипения 1487 °C. С кремнием кальций образует в
твердом состоянии силициды: Ca2Si, CaSi, CaSi2 и две эвтектики.
Наиболее прочен силицид CaSi (ДЯ298 = -157 кДж/моль), он пла-
вится без разложения. В жидком состоянии у кремния с кальцием
34:
531
неограниченная взаимная растворимость. Кальций и железо взаимно
не растворяются. Растворителем кальция и железа при производстве
силикокальция служит кремний. Кислород и кальций образуют
прочный оксид СаО (ДЯ298 = 634,5 кДж/моль), имеющий темпе-
ратуру плавления 2627 °C. В системе Са—С наиболее устойчив
карбцд CaCj (ДН^8 = -59,7 кДж/кг), температура плавления 2160 °C.
С серой кальций образует сульфид CaS (ДНод = -460,55 кДж/моль)
и с фосфором — фосфиды Са3Р2, СаР и СаР5.
Электрокарботермическое производство силикокальция основано
на совместном восстановлении СаО и SiO2 углеродом при высоких
температурах, когда (^)СаО> и (ДСт’)а20 > (ДСт’)со- При
этом одновременно протекают реакции:
СаО + ЗС = CaCj + СО,
SiO2 + 2С = Si + 2СО,
SiO2 + С = 3SiC + 2СО,
SiO2 + CaQ = CaSi + 2CO,
2CaO + 3Si = 2CaSi + SiO2.
Совместное восстановление по реакции
СаО + SiO2 + ЗС = CaSi + ЗСО
протекает при > 1580°С. Особенность совместного карботермиче-
ского восстановления СаО и SiO2 состоит в том, что восстановлению
предшествует шлакообразование. В системе СаО—SiO2 имеются
химические соединения и эвтектики, плавящиеся при температурах
ниже 1580 °C. В таких условиях восстановление становится не-
возможным. Для получения в реакционной зоне высоких температур,
обеспечивающих восстановление кальция и кремния, процесс ведут
с большим избытком восстановителя, что приводит к образованию
карбидов кремния и кальция по реакциям:
SiO2 + ЗС = SiC + 2СО,
СаО + ЗС = CaQ + СО.
Эти карбиды, переходя в шлак, делают его тугоплавким, что
способствует получению в реакционной зоне требуемых температур.
Одновременно в разных температурных зонах печи происходят
процессы, в которых участвуют С, СаО, SiO2, СаО • SiO, SiO, Si,
SiC, CaC2 и CaSi. Имеет место диссоциация соединений, испарение
компонентов и конденсация их в верхних «холодных» зонах печи.
Железо, присутствующее в печи, взаимодействует с карборундом
532
2SiC + Fe = FeSi2 + 2Cipa(J)m.
Образовавшийся силицид реагирует с парами кальция по реакции:
FeSi2 + Са = CaSi + FeSi.
Это уменьшает потерю кальция в улет. При достаточном количестве
железа сплав становится тяжелее шлака. Это способствует хорошему
разделению продуктов плавки в печи и в ковше после выпуска.
Оптимальное соотношение железа и извести в шихте 0,6...2,9.
Конечный шлак содержит 45...55% SiO2; 15...20% СаО: при-
мерно 10% SiC; 1О...15% СаС^ 2...3% А12О3; остальное—MgO
Ряс. 215. Технологическая схема производства силикокальция: 1 — кварцит, 2 —
кокс, 3— каменный уголь, 4—рревеааА уголь, 5— известь, 6— грохот двухдечный,
7 — отсевы, 8 — трохот однодечный, 9 — дробилка двухвалковая, 10 — дробилка
конусная, 11 — грейфер, 12— трохот, 13— железнодорожный вагон, 14— закрома,
15— моечный барабан, 16 и 17 — наклонный и горизонтальный транспортеры,
18 — бункера дозировочные, 19 — дозировочная тележка, 20 — печные бункера,
21 — изложница, 22 — короб, 23 — барабан для упаковки сплава, 24 — ковш для
сплава, 25— тележка, 26— печь руднотермическая
и FeO. Кратность шлака не превышает 0,1. Для хорошего разделения
сплава и шлака температура последнего должна быть не менее
1800...1850 °C. При этом силикокальций (tm - ~ 1230 °C) сильно пе-
регревается, что приводит к большим потерям кальция в улет.
Технологическая схема производства силикокальция приведена
на рис. 215. Для его выплавки используются открытые рудотер-
мические печи мощностью 10 —15 MBA с угольной футеровкой.
Ванна печи вращается со скоростью один оборот за 70 ч в
533
Рис. 216. Строение ванны печи
для производства силикокальция:
1 — электроды, 2 — активная зона,
3 — гарнисаж, 4 — газовая полость,
5 — карбидная чашка, 6 — щель,
заполненная жвдкими продуктами
плавки
секторе 20...250. Вращение ванны способствует разрушению кар-
бидного «козла».
Шихта состоит из кварцита, углеродсодержащего восстановителя,
извести и железной стружки (в шихте для выплавки СК10 и
СК15). Требования к кварциту и восстановителю аналогичны тре-
бованиям к этим компонентам при производстве ферросилиция.
В качестве восстановителя применяют коксик, древесный уголь
и каменный уголь. Известь должна быть свежеобожженной и
содержать а 92% СаО. Размер кусков извести 40...100мм. Стружка
должна иметь размер кусков не более 50 мм. В кварците и
восстановителе должно быть минимальным количество серы. Из-за
высокого сродства кальция к сере содержание ее в готовом
сплаве может достигать 0,2 %.
Схема строения ванны печи приведена на рис. 216. У электродов
образуются газовые полости, в которых горят электрические дуги.
Нижняя часть этих полостей представляет собой карбидные чашки.
Жидкие продукты плавки скапливаются в полостях и щелях на
уровне выпускного отверстия. Наличие карбидных чашек, полостей
и щелей является условием нормального течения процесса. Для
этого работают с большим избытком восстановителя. С зарастанием
печи карбидами борются периодическими присадками кварцита,
переводом речи на выплавку ферросилиция, вращением ванны
печи.
Расстройства нормального хода обусловлены нарушением состава
шихты. При избытке восстановителя уменьшается глубина посадки
электродов, печь плохо принимает шихту, шлак содержит большое
534
количество карборунда. Недостаток восстановителя приводит к
образованию большого количества шлака, снижению содержания
кальция в сплаве, наблюдается холодный ход печи. Следствием
избытка извести в шихте является увеличение количества шлака,
а недостатка — уменьшение содержания кальция в сплаве.
Выпускают сплав и шлак из печи через 2 ч в ковш, футерованный
графитовой плиткой. После тщательного удаления шлака сплав
разливается в чугунные изложницы-поддоны. Силикокальций, полу-
ченный карботермическим методом, способен рассыпаться. Поэтому
хранить его необходимо в герметичной таре, а обрабатывать в
хорошо проветриваемых помещениях.
На производство 1 т СКЗО расходуется 1875 кг кварцита, 748 кг
извести, 265 кг каменного угля, 600 кг коксика, 370 кг древесного
угля, 134 кг электродной массы и 11,8МВт-ч электроэнергии. Из-
влекается в сплав кальция 67 %, а кремния — 75 %.
Глава 40. Шлаковые процессы электрокарботермического
производства ферросплавов
1. Производство углеродистого ферромарганца
Углеродистый ферромарганец используют при производстве стали
для раскисления, легирования и десульфурации металла.
У нас в стране выплавляют углеродистый ферромарганец марок
ФМп78, ФМп75 и ФМп70, содержание марганца в которых со-
ставляет соответственно 78, 75 и 70 %. В этих сплавах содержится,
%: 7 С, 1...9 Si, 0,05...0,60 Р, <0,03 S.
Марганец — металл VII группы Периодической системы элементов
Д. И. Менделеева. Атомная масса 54,9 г-ат, температура плавления
1244 °C. Марганец металл полиморфный и, в зависимости от тем-
пературы, он может существовать в а-, ₽-, у- и б-модификациях.
У марганца аномально высокая упругость пара, температурная
зависимость которой в интервале 1244...1550 °C описывается урав-
нением:
IgpMn = -12546/7- + 10,483.
Марганец и железо полностью взаимно растворимы в жидком
и твердом состояниях. У сплавов с 75...80 % Мп температура
плавления - 1380 °C. С углеродом марганец образует карбиды Мп23С6,
Мп3С, Мп5С2 и Мп7С3, содержащие соответственно 5,4; 6,77; 8,03
и 8,57% С. В системе Mn—Si известно несколько химических
535
соединений — силицидов типа Mn„Sin с т/п = 6:1; 9:2; 3:1; 1:1
и др. Силициды марганца прочнее карбидов, поэтому при увеличении
в сплаве кремния содержание углерода уменьшается, так как идет
реакция:
Mn4C + 4Si = 4MnSi + Сграфаг
С кислородом марганец образует оксиды МпО2, Мп2О3, Мп3О4
и МпО, у которых соответственно ДЯ298 = 520,4; 960,5; 1387,5
и 385,2 кДж/моль. Наиболее прочный оксид МпО диссоциирует
при -1800 °C. Наиболее прочными соединениями в системе Мп—Р
является Мп3Р2, а в системе Мп—S — сульфид типа MnS. Сульфид
MnS соединение прочное (ДН298 = -205,2 кДж/моль), имеет
малую растворимость и в жидком и в твердом марганце.
У марганца высокое сродство к азоту, эти элементы взаимо-
действуют с образованием нитридов типа Mn4N, Mn5N2, Mn^
и Mn3N2. Содержание азота в сплавах с марганцем может достигать
9,22 %.
Углетермическое восстановление марганца осуществляется из
марганецсодержащих материалов (руды, концентрата, окатышей,
брикетов), в которых наряду с оксидами марганца присутствуют
оксиды железа,, фосфора, кремния, кальция и др.
Высшие оксиды марганца имеют сравнительно низкую прочность
и диссоциируют по реакциям:
2МпО2 = Мп2О3 + 1/2О2,
ЗМп3О2 = 2Мп3О4 Чг 1/2О2,
Мп3О4 = ЗМпО + 1/2О2
Температуры диссоциации: МпО2 — 480 °C, Мп2О3 — 950 °C и
Мп3О4 — 777 °C.
В верхних горизонтах печи эти оксиды могут быть восстановлены
СО до МпО. Этот оксид СО не восстанавливается; так как
(Дб^мпо < (AGjJco- Углеродом высшие оксиды марганца восста-
навливаются в интервале температур 250...800 °C . Мп углеродом
восстанавливается по реакциям:
МпО + С = Мп + СО, (158)
ДСГ’ = 575270 - 339,77 Т, Дж/моль;
ЗМпО + 4С = Мп3С + ЗСО, (159)
ДОТ" в 510814 - 340,82 Т, Дж/моль.
По реакции (158) температура начала восстановления — 1420 °C, ,
а по (159) —1223 °C. Следовательно, реакция восстановления до
536
карбида имеет преимущественное развитие, и сплав получается
с содержанием -7% С.
Особенностью восстановления при производстве углеродистого
ферромарганца является то, что шлакообразование предшествует
восстановлению, и марганец преимущественно восстанавливается
из шлака. Это обусловлено тем, что для производства используется
сырье с высоким содержанием SiO2. При содержании в руде
10% SiO2 доля марганца, восстановленного из шлака, составляет
48%, а при содержании SiO2 —17—80%.
Образование легкоплавких шлаков в системе МпО—SiO2 по-
нижает температуру в печи. Плавление шлака можно грубо пред-
ставить изотермическим процессом. Это значит, что пока нахо-
дящаяся в контакте со сплавом шихта не нагреется до температуры
плавления и не перейдет в жидкое состояние, поднять температуру
сплава не представляется возможным.
Восстановление марганца из шлака сильно затруднено. Это
обусловлено, прежде всего, сегрегацией компонентов шихты по
плотности. Кокс всплывает в шлаковой ванне, образуется «коксовая
подушка», и реакция восстановления из объемной становится по-
верхностной. Скорость восстановления падает. Активность МпО
в шлаке значительно отличается от единицы. Для повышения
активности оксида марганца в шлак вводят СаО, связывающий
кремнезем в более прочные соединения. В связи с этим процесс
производства углеродистого ферромарганца может быть флюсовым
и бесфлюсовым. Кремний восстанавливается из шлака по реакциям:
МпО • SiO2 + ЗС = MnSi + ЗСО, (160)
MnO-SiO2 + 4С = Мп + SiC + ЗСО. (161)
По (160) температура начала восстановления 1295 °C, а по
(161) —1430 °C.
Низкие фактические температуры в горне печи затрудняют
восстановление кремния. Присадка извести приводит к образованию
прочных силикатов кальция и к снижению степени восстановления
кремния. Кремний из шлака может быть восстановлен также по
реакции:
(Mn,Fe)7C3 + (SiO2) = [Si]^ + СО.
Чем выше температура в горне печи, тем легче восстанавливается
кремний.
Фосфор и железо восстанавливаются практически полностью
и переходят в сплав. Железо растворяет восстановленный марганец,
понижает его активность и упругость пара, уменьшаются потери
марганца в улет.
537
Рис. 217. Технологическая схема производства углеродистого ферромарганца: / —
железнодорожный вагон. 2 — мОетовой кран, 3 — магнит, 4 — грейфер, 5 — закрома,
6 — пластинчатый питатель, 7 — бункер, 8 — щековая дробилка, 9 — закрома' для
возвратов производства, 10— грохот, И—отсевы, 12— дробилка, 13— до-
зировочные бункеры, 14—дозировочная тележка, 15— печные бункеры, 16—
труботечка, 17— газоочистка, 18— руднотермическая закрытая печь, 19— ковш дм
сплава, 20 — тележка, 21 — шлаковня, 22 — разливочная машина
Содержание серы в сплаве не превышает 0,04%, так как
образующийся MnS мало растворим в сплаве.
При бесфлюсовом способе получают конечный шлак с высоким
содержанием марганца и низким — фосфора (50...55% МпО;
- 30% SiO2; -5% СаО; 1% FeO, ~б% А12О3; 0,2% Р2О5).
Температура плавления такого шлака 1300...1350 °C Этот кислый
шлак используют при производстве ферросиликомарганца с низким
содержанием фосфора.
Шлак флюсового способа производства углеродистого ферро-
марганца содержит в своем составе: 11...17 % Mn; 36...41 % СаО;
33...34% SiO2; 3...4% MgO. Основность его 1,2...1,3.
Технологическая схема производства приведена на рис. 217.
Природным сырьем для производства ферромарганца являются мар-
ганцевые руды, содержащие полезный минерал, примеси и пустую
породу. Марганец входит в состав более 150 минералов, но про-
мышленное значение имеют руды, содержащие пиролюзит (МлО2),
браунит (Мп2О3), гаусманит (Мп3О4), псиломелан
(МлО • МпО2 • лН2О), родохрозит (МпСО3) и родонит (МпО • SiO2).
Главными примесями являются фосфор и железо, а в пустой
породе содержатся кремнезем, глинозем и известь. В соответствии
538
с требованиями ферросплавного производства на передел должна
поступать руда с <47 % Мп, S 11 % SiO2, Mn/Fe > 8
и Р/Мп < 0,0035. Если состав руды не соответствует этим тре-
бованиям, то ее обогащают промывкой, магнитной сепарацией,
флотацией и гравитационным способом. Для подготовки к плавке
бедных марганцевых руд используют комплексные методы обо-
гащения, позволяющие не только повысить содержание марганца
в концентрате, уменьшить содержание кремнезема, но и снизить
содержание фосфора. Для снижения содержания кремнезема и
фосфора в руде используют химическое обогащение, гаусманитный
метод, пирометаллургическое обогащение, основанное на разных
средствах фосфора и марганца к кислороду. Мелкие марганцевые
руды и концентраты окомковывают агломерацией, окатыванием и
брикетированием. Широко используется производство моношихты
(рудококса и руднотопливных окатышей). Значительный экономи-
ческий эффект дает загрузка в рудовосстановительную печь пред-
варительно подогретых марганецсодержащих материалов.
Очень крупные запасы марганцевых руд расположены на тер-
ритории Украины (- 2 млрд. т). Запасы руды в России составляют
- 300 млн. т, и находятся они в основном на Урале и в Западной
Сибири.
В качестве восстановителя используется коксик фракции 8...25
мм, железо вносится железной стружкой. При флюсовом способе
в состав шихты вводятся известняк или доломит. Поступившие
на передел материалы при необходимости сушат, дробят, сортируют
по крупности, усредняют и дозируют. При расчете шихты для
бесфлюсового производства принимают следующее распределение
элементов между сплавом, шлаком и газовой фазой соответственно,
%: 62, 28 и 10 % Мп; железо — 95,5 и 0 Fe; 70,5 и 25 Р;
0,50 и 50S.
Для выплавки углеродистого ферромарганца используют печи
РПЗ-63 и РКГ-81 разных модификаций. Особенностью этих печей
является полная герметизация ванны и загрузка шихты по тру-
ботечкам, расположенным на некотором расстоянии от электродов.
Рабочий слой футеровки печей выполняют из углеродистых блоков.
Печи оборудованы самоспекающимися электродами. Полезное фа-
зовое напряжение 145...210В.
Схема строения ванны печи приведена на рис. 218. Нормальный
ход процесса характеризуется равномерным газовыделением вокруг
электродов, равномерным сходом шихты в труботечках, глубокой
и устойчивой посадкой электродов, равномерной нагрузкой по
фазам и систематическим выходом из печи определенных количеств
сплава и шлака. Избыточное давление газа под сводом не должно
539
Рис. 218. Строение ванны печи, вы-
плавляющей углеродистый ферромарганец:
1 — печные карманы, 2 — труботечки,
3 — электрод, 4 — водоохлаждаемый свод,
5 — шлак, 6 — сплав
превышать 5 Па, а его температура
— 750 °C. В газе должно содер-
жаться < 9 % Н2. При недостатке
восстановителя в шихте увели-
чиваются потери марганца со шла-
ком, в сплаве высоко содержание
фосфора и мало содержание крем-
ния. Наблюдается большой расход
электродов, разрушается углеро-
дистая футеровка печи. Избыток
восстановителя приводит к умень-
шению глубины посадки элект-
родов, увеличению тепловых по-
терь и повышенному улету вос-
становленного марганца.
Сплав и шлак выпускают через
1,5...2ч. На прямоугольных печах
— из трех леток поочередно.
Ковш под сплав футеруют ша-
мотным кирпичом, а шлак пере-
ливается в нефутерованные шла-
ковые чаши. Сплав разливают на
разливочной машине конвейерно-
го типа в слитки толщиной -85
мм. Шлак бесфлюсового способа
производства после охлаждения
дробят и используют при про-
изводстве силикомарганца.
Технико-экономические показатели производства углеродистого
ферромарганца флюсовым и бесфлюсовым методами:
Способ выплавки................................Бесфлюсовый Флюсовый
Расход материалов, кп
марганцевой руды.................................. 2500 2300
марганцевого агломерата........................ 290 —
железной стружки................................ — 90
коксика........................................ 475 390
железной руды.................................. 225 —
известняка...................................... — 840
электродной массы............................... 34 30
Энергоемкость электроэнергии, кВт • ч/т . . 3400 4150
Извлечение марганца, %............................. 55 67
540
2. Производство ферросиликомарганца
Силикомарганец используют в качестве кремнийсодержащего ма-
териала для силикотермического производства средне- и малоуг-
леродистого ферромарганца и металлического марганца, а также
при производстве стали для раскисления и легирования металла.
У нас в стране выплавляют силикомарганец товарный (СМнЮ,
СМн14, СМн20, СМн26), в котором цифра в обозначении марки
соответствует нижнему пределу содержания кремния в сплаве, и
передельный (СМнП-В; СМнП-1; СМнП-2) с содержанием 27...28 %
Si. Содержание углерода зависит от содержания кремния и убывает
от 3,5 до 0,05% с увеличением последнего от 10 до 28%. В
сплаве содержится, %: 60...65 Мп, 0,05...0,35 Р (наибольшее значение
для марок с индексом Р).
Процесс образования силикомарганца при плавке начинается
с диссоциации и восстановления посредством СО высших оксидов
марганца до МпО. Затем МпО восстанавливается углеродом до
карбида Мп. В зоне высоких температур SiO2 восстанавливается
до Si, SiO, SiC. Наличие металлической фазы облегчает восста-
новление кремнезема и образование силикомарганца по реакции:
4SiO2 + 7С + Мп4С — 4MnSi + 8СО.
Поскольку МпО и SiO2 обладают большим сродством, они вза-
имодействуют с образованием легкоплавких силикатов марганца,
восстановление марганца и кремния из которых протекает при
1295 °C по реакции:
МпО • SiO2 + ЗС = MnSi + ЗСО,
ДО.' = 3821660 - 2435,67 Т, Дж/моль.
Возможны и другие варианты этого процесса с образованием
Mn4C, SiC, Мп. Однако при соответствующих температуре и расходе
углерода процесс восстановления идет с образованием силицидов
марганца.
При добавке в систему СаО происходят разрушение силикатов
марганца и образование кальциевых силикатов. В результате об-
легчается восстановление марганца и затрудняется — кремния. Не-
обходимость использования флюса возникает при переработке бед-
ных марганцевых руд с высоким содержанием кремнезема в пустой
породе. Флюс в этом случае препятствует получению сплава с
чрезмерно высоким соотношением Mn/Si и тугоплавкого «вязкого»
541
шлака. Оптимальным в конечном шлаке считается
CaO/SiO2 = 0,52...0,58.
Восстановление марганца и кремния облегчается в присутствии
железа, которое восстанавливается из оксидов и вводится в шихту
в виде стальной стружки. Наличие в печи большого количества
кислого шлака способствует практически полному восстановлению
фосфора и переходу его в сплав.
Конечный шлак содержит 14...16 % МпО; 45...60 % SiO2; 7...8 %
А12О3; 12...15 % СаО и 3...4 % MgO. Кратность шлака О,65...О,7.
Товарный силикомарганец выплавляют в рудотермических печах
типа РПЗ-бЗ, РКЗ-16,5 и РКГ-75. Печи имеет угольную футеровку
и самоспекающиеся электроды.
Шихта состоит из марганцевых концентратов, шлака бесфлю-
сового способа производства, углеродистого ферромарганца, квар-
цита, коксика и флюса. В качестве флюса чаще всего используют
доломит. Шихта рассчитывается из условия, что 75% марганца
переходит в сплав, 17 % — в шлак, а 8 % улетучивается. Нормальный
ход процесса характеризуется глубокой устойчивой посадкой элек-
тродов, равномерной нагрузкой по фазам, систематическим выходом
из печи жцдких продуктов плавки. Избыточное давление под
сводом не должно превышать 2...5Па, а температура под сводом
— 750 °C. Недопустима работа с избытком восстановителя и на
коротких электродах, так как в этих случаях нарушается тепловое
состояние нижней, части печи.
Сплав и шлак выпускают через 2 ч. Сплав — в ковш, футе-
рованный шамотом, шлак — в стальные шлаковые чаши. Товарный
силикомарганец разливают на разливочной машине конвейерного
типа. Шлак гранулируют.
Передельный силикомарганец марок СМнП-В, СМнП-1, СМнП-2
и СМн26 должен содержать минимальное количество железа, уг-
лерода и фосфора. В связи с этим для его производства используют
высокомарганцовистый бесфосфористый шлак, коксик, известняк.
Вязкость образующихся шлаков снижают добавкой в шихту пла-
викового шпата, перегревом шлака и использованием соответст-
вующего электрического режима. В процессе плавки в сплав пе-
реходит 93% Мп и 65% Si. Шлак имеет основность 0,5, а
кратность шлака 0.8...1. Выплавка производится в печах типа РКЗ-16,5
непрерывным процессом. После выпуска сплав обязательно вы-
держивается в ковше 40...60мин. За это время всплывают частицы
карбцца кремния и графита, в результате чего содержание углерода
снижается на 50...80%. Сплав подвергается грануляции.
Технико-экономические показатели производства товарного и
передельного силикомарганца на одну базовую тонну СМн17:
542
Силикомарганец Расход, кп СМн17 СМн26
шлака среднеуглеродистого ферромарганца (25% Мп) .... — /250 —
руды марганцевой (48% Мп) . . 940 / 870 —
бесфосфористого шлака (48% Мп) -/- 1740
марганцевого агломерата 1110/1530 —
кварцита 330 / 525 510
коксика сухого 540 / 460 757
электродной массы 32/39 60
Энергоемкость, кВт • ч 4300 / 4400 6160
Использование Мп, % 66,1/64 81
* Числитель — без флюса, знаменатель — с флюсом.
3. Производство малофосфористого марганцевого шлака
Сущность пирометаллургического метода дефосфорации мар-
ганцевых концентратов состоит в избирательном восстановлении
элементов в процессе плавки. Готовым продуктом процесса является
концентрат малофосфористый передельный (КМФП) или мало-
фосфористый марганцевый шлак. Обычно он содержит 38...40%
Мп и 0.012...0.017 % Р.
Фосфор, железо и марганец имеют разное сродство к кислороду.
Это дает возможность при соответствующих условиях восстановить
из шахты углеродом и перевести в сплав практически 100%
фосфора и железа и минимальное количество шлака.
Для того чтобы образующийся шлак имел высокую жидко-
текучесть, в шихту добавляют кремнезем (в шлаке содержится
28...30% SiO2). Попутный сплав содержит, %: 35...50 Мп; 40...55
Fe; 2,5...4,5 Р; -3 С; -0,8 Si и -0,007 S. Кратность металла
0,1. Присутствующий в марганцевом концентрате СаО понижает
активность фосфора в жидкбм шлаке и степень его восстановления.
Большую роль при восстановлении фосфора играет железо, которое
растворяет восстановленный фосфор, образует соединения Fe2P,
что приводит к увеличению степени восстановления фосфора.
В качестве шихтовых материалов для производства малофос-
фористого марганцевого шлака используют марганцевый концентрат,
марганцевый агломерат, коксик, кварцит и железную стружку.
Плавку ведут в печах РКЗ-16,5 непрерывным способом. Важной
проблемой этого процесса является выбор материала рабочего
слоя футеровки. Углеродистые блоки быстро разрушаются.
543
Магнезитовый кирпич также имеет низкую стойкость из-за
химического взаимодействия MgO с марганцеворудным расплавом.
Шлак и сплав выпускаются через 2ч в установленные каскадно
футерованный ковш и стальную чашу. Шлак разливают на раз-
ливочной машине конвейерного типа.
Удельный (на 1т) расход материалов, кг, и электроэнергии,
кВт * ч, при производстве малофосфористого марганцевого шлака
в рудотермической печи:
Марганцевая руда................................ 192
Агломерат (48% Мп)............................ .1028
Шлак производства силикомарганца................. 27
Коксик........................................... 72
Электродная масса.............................. 6,25
Электроэнергия................................. 1200
Извлечение марганца, %........................... 82
4. Производство углеродистого феррохрома
Углеродистый феррохром используют при производстве .стали
для легирования металла хромом и углеродом, при выплавке хром-
содержащих сталей методом аргонокислородного рафинирования
(АКР). В ферросплавном производстве углеродистый феррохром
применяют для получения ферросиликохрома по двухстадийной
технологии, средне- и малоуглеродистого феррохрома конвертерным
методом, азотированного феррохрома.
В мировой практике ферросплавного производства получают
товарный и передельный углеродистый феррохром. Товарный фер-
рохром марок ФХ650А и ФХ800А содержит соответственно, %:
6,5 и 8 С, 60 и 65 Сг, по 0,03 Р, 0,06 S и 2 Si. В феррохроме
ФХ65ОБ и ФХ800Б содержание фосфора и серы увеличено со-
ответственно до 0,05 и 0,08%, а в ФХ800С4 и ФХ800СБ —
содержание кремния до 5...10 %. Передельный феррохром ФХП850,
ФХП850А и ФХП900 содержит, %: 65 % Сг, соответственно
8,5; 8,5 и 9,0 С, 2 Si, 0,06...0,07 S, 0,04 Р.
Хром — элемент ГУа группы Периодической системы элементов
Д. И. Менделеева с молекулярной массой 51,9, плотностью 7,19
г/см3 и -температурой плавления 1875°С. Хром и железо в жидком
и твердом состояниях образуют непрерывный ряд твердых растворов.
Температура плавления сплавов с 65...70% хрома 1600...1630°С.
С углеродом хром образует карбиды Сг23Св, Сг7С3 и Сг3С2 соот-
ветственно с 13,3; 5,68 и 9% С. Карбиды хрома — соединения
прочные. Температура плавления, °C: Сг23Св — 1550, Сг7С3—1780,
544
Сг3С2 —1980. В системе Сг—О наибольший интерес представляют
оксиды СгО3, Сг2О3 и СгО3. СгО разлагается при - 870 °C, температуре
плавления Сг2О3 и СгО3 соответственно 2265 и 1950 °C. Оксид
СгО3 (валентность хрома +6) — сильный окислитель, он образуется
в высокоизвестковых шлаках при совместном обжиге хромовой
руды и известняка, выплавке рудоизвесткового расплава и получении
рафинированного феррохрома. С кремнием хром образует силициды
типа CrmSi„ с mlп = 3:1; 5:3; 1:1; 1:2 и температурами плавления
соответственно 1710, 1597,1545 и 1553 °C. Силициды хрома прочнее
карбидов хрома, поэтому с увеличением содержания в сплаве
кремния содержание углерода в нем уменьшается. Фосфор хорошо
растворим в жидком хроме, а в твердом присутствует в виде
фосфидов Сг3Р, Сг2Р, СгР и СгР2.
Эти фосфиды прочнее фосфидов железа, поэтому дефосфорация
хрома окислительным способом (подобно дефосфорации стальной
ванны) малоэффективна.
Процесс производства углеродистого феррохрома основан на
восстановлении хрома и железа, содержащихся в хромовой руде,
углеродом. Хром восстанавливается по реакциям:
7Сг2О3 + 27С = 2СгС + 21СО,
ДОТ’ = 510730 - 339,17 Т, Дж/моль;
Сг20з + ЗС = 2Сг + ЗСО,
ДОТ’ = 545710 - 360,53 Т, Дж/моль.
Температура начала восстановления до карбида ИЗО °C, а до эле-
ментарного хрома 1240 °C. Возможно также восстановление по
реакции:
SCrA + lSC = гСгзСг + ЭСО,
ДО." = 730940 - 511,68 Т, Дж/моль.
По этой реакции восстановление начинается при 1117 °C. В
связи с тем, что хром углеродом восстанавливается преимущественно
до карбидов, сплав получается с высоким содержанием углерода.
При содержании в сплаве - 60 % Сг в нем может присутствовать
-12 % С. Железо в хромовой руде содержится в виде железо-
хромовой шпинели, которая восстанавливается углеродом по ре-
акции:
(FeO • Сг2О3) + С = Fe + Сг2О3 + СО,
ДОТ = 491460 - 425,3 Т, Дж/моль.
35 Зак. 3164
545
Восстановление железа облегчает процесс плавки. В результате
образования сплава снижается активность хрома, в системе со-
здаются более благоприятные энергетические условия восстанов-
ления.
Кремнезем, присутствующий в шихте, восстанавливается угле-
родом по рассмотренным схемам.. Возможны реакции:
2Cr + 3SiO2 = 3Si + Cr2O3,
(Fe, Cr)3C2 + 3SiO2 + 4С = 3(Fe, Cr)Si + 6CO.
При высоком расходе восстановителя количество восстанов-
ленного кремния в сплаве может достигать 2...4%.
В передельном углеродистом феррохроме допускается высокое
содержание углерода (£9%) и кремния (>2%), а в товарном
содержание этих элементов ограничено, поэтому в процессе плавки
товарного углеродистого феррохрома в печи создают условия для
рафинирования сплава от углерода и кремния. В шихте используют
трудновосстановимую хромовую руду, содержащую магнохромит
(MgO • Сг2О3), который восстанавливается углеродом при 1546 °C.
В результате на границе раздела шлак—сплав создается рудный
слой, содержащий большое количество оксидов хрома. Капли сплава
с высоким содержанием углерода и кремния, образовавшиеся над
рудным слоем, проходят через последний и частично рафинируются:
Сг20з + (Cr,Fe)7C3 = 7[Cr, Fe] + 3CO;
2Cr2O3 + 3Cr3Si = 13Cr + 3SiO2.
Шлак производства углеродистого феррохрома формируется из
пустой породы руды, флюса и золы восстановителя. Основные
составляющие шлака: SiO2, MgO, А12О3. Поскольку углеродистый
феррохром плавится при -1550 °C, шлак должен иметь температуру
плавления -1650 °C. Если шлак будет чрезмерно легкоплавким, в
печи образуются настыли сплава, при тугоплавком шлаке будут
неоправданными большой расход электроэнергии и повышенный
улет восстановленных элементов. Оптимальный по составу шлак
должен содержать, %: -30 SiO2; -33 MgO; -26 А120з и
< 8 % Сг2О3. Если первичный шлак, образующийся при сплавлении
пустой породы руды и золы кокса, не отвечает этим требованиям,
к шихте добавляют флюс — кварцит. Кратность шлака 0,8...1,3.
Шихта для производства углеродистого феррохрома состоит
из хромовой руды, коксика и кварцита. В хромовой руде хром
546
содержится в виде хромита FeO * Сг2О3, магнохромита (Mg,Fe)Cr2O3,
алюмохромита FeO • (СгД1)2О3 и хромпиконита (Mg,Fe) • (СгД1)2О3.
Примесями являются Fe, Р, V, Ti, Си и др., а в пустой породе
содержатся SiO2 и др. Содержание Сг2О3 в руде должно быть
- 50 %, Сг2О3 / FeO >3, £ 10 % SiO2, S 0,008 % Р. По текстурным
особенностям руда может быть сплошной и вкрапленной, а по
прочности — крепкой (кусковой), рыхлой и порошковой. Бедные
руды подвергают гравитационному обогащению. В концентрате
содержится - 51 % Сг2О3. Потребность ферросплавных заводов Рос-
сии в хромовой руде покрывается запасами Донского месторождения
(Казахстан). Технологические схемы подготовки руды к плавке
включают кроме обогащения подготовку по крупности, усреднение,
агломерацию, окатывание и брикетирование. В последнее время
за рубежом используют предварительный нагрев и восстановление
хромовых окатышей во вращающихся трубчатых печах.
Технологическая схема производства углеродистого феррохрома
приведена на рис. 219. Для выплавки используют открытые и
Рис. 219. Технологическая схема производства углеродистого феррохрома: .1 —
железнодорожный вагон, 2 — кран мостовой, 3 — грейфер, 4 — закрома, 5 — пла-
стинчатый питатель, 6 — отсевы кварцита, 7 — щековая дробилка, 9 — бункер,
10 — грохот двухдечный, //—отсевы, /2 —дробилка, /3 — дозировочные
бункеры, 14 —дозировочная тележка, /5 —печные бункеры, 16 — труботечки,
17 — руднотермическая печь, /8 —ковш, 19 — тележка, 20 — шлаковня, 21 —
желоб, 22 — грануляционный бак, 23 — короб
35*
547
закрытые рудовосстановительные печи мощностью < 115 МВ • А.
Так как реакция науглероживания сплава в процессе плавки рав-
новесия не достигает, печи имеют магнезитовую футеровку. При
производстве товарного углеродистого феррохрома используют ку-
сковые трудновосстановимые руды, а при производстве передельного
— легковосстановимую смесь кусковых и порошкообразных руд.
В качестве восстановителя применяют коксик. В печь загружают
также кварцит и металлосодержащие отходы. Шихта рассчитывается
с учетом перехода в сплав хрома — на 92 %, железа — на 95 %.
Избыток восстановителя на открытых печах 10%, а на закрытых
1...2 %.
При использовании для выплавки закрытых печей шихту не-
обходимо тщательно усреднять и сортировать по крупности. Со-
держание в руде фракции 10...70 мм должно быть £ 50 %.
Строение ванны печи, выплав-
ляющей товарный углеродистый
феррохром, приведено на рис.
220. Нормальный ход процесса
на открытой печи характеризу-
ется глубокой устойчивой посад-
кой электродов, равномерным
газовыделением по всей повер-
хности колошника, системати-
ческим выходом при выпуске
жидкоподвижных шлака и сплава.
Выплавка, ведется с горячим ко-
лошником для увеличения улета
серы. Нарушения нормального
хода обусловлены отклонением
от требуемого соотношения ком-
понентов шихты, оптимального
электрического режима плавки и
нормального состояния электро-
дов.
При недостатке восстановите-
ля наблюдается высокое содер-
жание в шлаке оксидов хрома,
Рис. 220. Строение ванны печи, вы-
плавляющей углеродистый (товарный)
феррохром: / — электроды, 2 — активная
эона, 3 — шлак, 4 — рудный слой, 5 —
сплав, 6 — гарнисаж
а в сплаве — пониженное содер-
жание кремния и углерода. Работа с избытком восстановителя
приводит к высокой посадке электродов и к затрудненному выпуску
жидких продуктов плавки из-за их высокой вязкости. К серьезным
отклонениям от нормального хода процесса приводит колебание
в содержании в шихте кварцита. Сплав и шлак выпускают од-
548
повременно через каждые 2ч в ковш, футерованный шамотом,
или в стальной ковш со шлаковым гарнисажем от предыдущей
плавки. Для уменьшения потерь сплава со шлакрм в виде корольков
его разжижают добавлением плавикового шпата, силикатной глыбы
и др. Сплав разливают в чугунные изложницы на разливочной
машине конвейерного типа. Передельный углеродистый феррохром
гранулируют. Шлак отправляют в отвал.
Технико-экономические показатели производства тонны углеро- дистого феррохрома:
Углеродистый феррохром Передельный Товарный
Расход материалов, кп
руды хромовой (50% СггОз) . . . . 2050 1900
хромового шлака (30% СггОз) . . . *— 100
коксика 415 450
кварцита 67 40
электродной массы 32 33
Расход электроэнергии, кВт-ч 3300 3400
Извлечение хрома, % 86 83
5. Производство ферросиликохрома одностадийным
методом
При существующем уровне цен на электроэнергию и материалы
целесообразно силикохром с 18...30 % Si выплавлять шлаковым
одностадийным методом, а богатый по кремнию с низким со-
держанием углерода — бесшлаковым двухстадийным (см. гл. 39).
Шлаковый метод основан на совместном восстановлении кварцита
и хромовой руды углеродом по реакциям:
ЗСг2О3 + 13С = 2Сг2О3 + 9СО,
SiO2 + 2C = Si + 2C0,
Cr2C2 + 3Si = 2CrSi + 2C
и по суммарной реакции:
Cr2O3 + 2SiO2 + 7С = 2CrSi + 7CO.
По достижении в сплаве 50% (ат.) Si наряду с CrSi может
образовываться карборунд. При меньшем содержании кремния в
549
21
Ряс. 221. Технологическая схема производства ферросиликохрома шлаковым (од-
ностадийным) методом: / — железнодорожный вагон, 2 — кран мостовой, 3 — грейфер,
4—6 — закрома, 7 — бункер, 8 — пластинчатый питатель, 9 — конусная дробилка,
10— моечный барабан, 11—грохот, 12— валковая дробилка, 13—
бункеры, 14 — ррзкравачная тележка, 15 — печной карман, 16 — труботечки, 17 —
руднотермическая печь, 18 — ковш для сплава, 19 — тележка, 20 — шлаковня,
21 — грануляционный желоб, 22 —бак с водой, 23 —изложницы, 24 — щековая
дробилка, 25— шаровая- мельница, 26— сепаратор
сплаве карборунд разрушается оксидами железа, кремния и хрома:
ЗСг + 2SiC + SiO2 = 3CrSi + 2CO.
Шлак формируется из пустой породы хромовой руды, невос-
становленных оксидов, кварцита и золы кокса. Состав шлака, %:
43 SiO2; 23 MgO; 23 А12О3; 3 SiC; 3 СаО; 1 Сг2О3. Кратность
шлака -0,8.
Шлаковый способ производства обеспечивает получение сплава
с 0,02 % С при содержании - 45 % Si. При бесшлаковой технологии
такое содержание углерода в сплаве можно получить при >53%
Si.
Технологическая схема производства ферросиликохрома шлако-
вым методом приведена на рис 221. Шихта состоит из хромовой
руды, кварцита и коксика. Компоненты шихты дробят, сортируют
по крупности и усредняют. При расчете состава шихты принимают
усвоение сплавом, %: 86 Сг, 60 Si, 55 Р, 1 S, 0,1 С. Выплавка
550
— процесс непрерывный в от-
крытых и закрытых рудотерми-
ческих печах с трансформато-
рами мощностью
10.5...40 мВ • А. Футеровка пе-
чей угольная. Электроды само-
спекающиеся.
Строение ванны печи при-
ведено на рис. 222.
Нормальный ход процесса ха-
рактеризуется глубокой устой-
чивой посадкой электродов, рав-
номерным газовыделением по
всей поверхности колошника.
При избытке восстановителя в
шлаке увеличивается содержа-
ние SiC, повышается вязкость
шлака, затруднен выход его из
печи, уменьшается глубина по-
садки электродов. Недостаток
восстановителя приводит к
уменьшению содержания крем-
Рис. 222. Строение ванны печи, выплав-
ляющей ферросиликшром одностадийным ме-
тодом: /— электроды, 2 —активная эона,
3 — шлак, 4 — сплав, 5 — гарнисаж
ния в сплаве, интенсивному спеканию колошника и др.
Сплав и шлак выпускают из печи каждые 1,5-2 ч в ковш,
футерованный шамотом. После выдержки сплав разливают в из-
ложницы и гранулируют. В отвальном шлаке может Содержаться
до 15 % сплава в виде корольков. Поэтому шлак обогащают, а
извлеченный сплав переплавляют в рудотермической печи.
Технико-экономические показатели шлакового способа произ-
водства ферросиликохрома в пересчете на тонну:
Метод плавки.............................Без обогащения
шлака
Расход, кп
руды хромовой (50 % СггОз) . . 1200
коксика........................ . . 720
древесной щепы................... 135
кварцита........................ 1344
Энергоемкость, кВт-ч............... 7860
Извлечение хрома, % ...... . 88
С обогащением
шлака
1145
684
128
1248
7464
94
551
Глава 41. Электросиликотермическое производство
ферросплавов
1. Производство силикокальция
Этот способ производства основан на восстановлении извести
кремнием в электропечи. Он выгодно отличается от электрокар-
ботермического отсутствием карбидообразования.
Сродство к кислороду у кремния меньше, чем у кальция:
(AGT’)Si02 > (ДОт’)СаО- Однако в процессе восстановления образуется
не элементарный кальций, а силицид кальция, что способствует
резкому уменьшению активности кальция и протеканию восста-
новительной реакции в сторону образования сплава.
Кальций из извести кремнием восстанавливается по реакциям:
4СаО„ + 551ж = 2 (CaSi2)M + 2СаО • SiO2,
ДОТ’ = 147484-16,03 Т, Дж/моль;
4СаО1В + 351ж = 2 (CaSi)M + 2СаО ♦ SiO2>
ДОТ’ = -81475-14,53 Т, Дж/моль;
3(2СаО • SiO2) + 5Si = 2 (CaSi2) + 4 (СаО • SiO2),
Д0т’ » 321437-102,2 Т, Дж/моль.
Равновесие этих реакций достигается при сравнительно низком
содержании кальция в сплаве, поэтому силикотермическим методом
выплавляют сплавы СК10, СК15 и СК20. При изменении техно-
логического режима и увеличении расхода электроэнергии этим
способом можно получить сплавы с 28...33 % Са.
Шлаки этого способа производства преимущественно состоят
из SiO2 и СаО. Вязкость шлака снижают добавками плавикового
пшата.
Технологическая схема производства силикокальция силикотер-
мическим методом представлена на рис. 223. В состав шихты
входит известь, гранулированный ферросилиций ФС75 и плавиковый
шпат. При расчете шихты принимают использование кремния фер-
росилиция 85 %, степень восстановления кальция 25 % и потери
сплава со шлаком 12%. Оптимально в шихте CaO/Si = 0,9...1,1.
Для выплавки используют закрытую рафинировочную печь с транс-
форматором мощностью 3,5 МВ • А. Футеровка стен и подины
выполняется из угольных блоков, а свода — из периклазохроми-
тового кирпича. Печь оборудована графитированными электродами,
ванна вращается со скоростью 1 об/ч, процесс плавки периодический
552
Рис. 223. Технологическая схема производства силикокальция силикотермическим
методом: / — печь для обжига известняка, 2 — короб, 3 — открытая руднотермическая
печь для выплавки ФС75, 4 — ковш, 5 — желоб, 6 — грануляционный бак, 7 —
вагон, 8— щековая дробилка, 9— печные бункеры, 10— раздаточная тележка,
11 —печной карман, 12— труботечки, 13— закрытая рафинировочная печь, 14—
свод, 15— газоочистка, 16—ррмсивгя труба, 17 — шлаковня, 18— изложница,
19 — упаковочная тара
с полным проплавлением шихты. Продолжительность плавки ~2ч.
Нормальный ход процесса характеризуется устойчивой элект-
рической нагрузкой на электродах, хорошей жидкоподвижностью
продуктов плавки, шлак должен быть расположен над сплавом,
содержание кальция в сплаве 14...17%. Повышенное содержание
СаО в шихте приводит к получению богатого по кальцию сплава,
плотность которого меньше плотности шлака. Сплав всплывает
из-под шлака, это приводит к увеличению потерь кальция и кремния
в улет.
Перед окончанием плавки в печь задают металлические отходы,
которые играют роль осадителя корольков сплава, запутавшихся
в шлаке. Сплав и шлак выпускают в ковш, футерованный графитовой
плиткой. Сплав разливают в чугунные изложницы-поддоны для
получения слитков толщиной -100 мм. Шлак имеет состав, %:
SiO2 — 30...33; СаО—63...68; MgO — 0,2...0,6: А12О3 — 0,3...0,7:
Р — О,О2...О,ОЗ; S — O.OO7...O.O15; С — О,4...О,7; корольки сплава —
2...5. Кратность -1, при остывании шлак рассыпается. На про-
изводство 1 тонны сплава СК10 расходуется 960 кг извести, 917 кг
553
ферросилиция, 12 кг плавикового пшата и 1670 кВт • ч электро-
энергии.
2. Производство средне- н низкоуглеродистого
ферромарганца и металлического марганца
Ферросплавная промышленность производит среднеуглеродистый
ферромарганец марок ФМн1; ФМн1,5 и ФМн2, содержащий со-
ответственно 1; 1,5 и 2 % С и 85, 85 и 75 % Мп. В этих
сплавах может содержаться 1,5...2 % Si, 0,10-0,35 % Р и
< 0,03 % S. В низкоуглеродистом ферромарганце ФМнО,5 содер-
жится 0,5 % С, & 85 % Мп, < 0,3 % Р и 0,03 % S. Ме-
таллический марганец (Мр1, Мр2), выплавляемый электросилико-
термическим способом, содержит 85—96,5 % Мп, 0,10—0,20 % С,
0,8-3,0 % Si, 0,05-0,7% Р и -0,05% S.
В основу способа производства этих сплавов положено вос-
становление оксидов марганца кремнием в присутствии извести.
При этом в плавильном агрегате протекают реакции:
2MnO + 2Si + 2СаО = 2Мп + 2СаО • SiO,
AGT = -19100 + 77,4 Г, Дж/моль;
2(МпО • SiO2) + Si + бСаО = 2Мп + 3(2СаО • SiO2),
AGT’ = -250000 + 127,3 Г, Дж/моль.
Так как содержание кремния в сплаве не должно превышать
0,8-1 %, в шлаке должно быть & 16-17 % МпО при основности
шлака 1,6-1,7. Это приводит к большим потерям марганца. Основные
составляющие шлака: MnO, SiO2, СаО. Содержание этих оксцдов
в шлаке > 90 %. Кратность шлака при производстве металлического
марганца 3,6—4, а низко- и среднеуглеродистого ферромарганца
-2,4.
Технологическая схема производства приведена на рис. 224.
Низко- и среднеуглеродистый ферромарганец выплавляют из шихты,
содержащей дробленый или жидкий малофосфористый марганцевый
шлак, марганцевую руду, марганцевый концентрат. В качестве вос-
становителя используют ферросиликомарганец, в составе которого
> 19 % Si, < 1 % С и < 0,30 % Р; размер кусков < 30 мм. При
расчете шахты учитывают, что из рудной части шихты в сплав
извлекается марганца 48 %, в шлак 42 % и в улет 10 %. Из
ферросиликомарганца в сплав переходит 100 % Мп. Известь должна
содержать > 90 % СаО; размер кусков < 50 мм.
554
Рис. 224. Технологическая схема производства средне- и низкоуглеродистого
ферромарганца: / — железнодорожный вагон, 2 — мостовой кран, 3 — грейфер, 4 —
бункер, 5 — закрома, 6 —ленточный питатель, 7 — щековая дробилка, 8 — питатель,
Р —грохот, 10 — ленточный транспортер, //—барабан для сушки руды, 12 —
барабан для сушки силикомарганца, 13 — коробы, 14 — ковш для сплава, 15 —
руднотермическая печь, 16— тележка, /7—печь для обжига известняка, 18—
печной бункер, 19 и 20 — ъозкроютж бункеры и тележка, 21 — печные карманы,
22 — жидкий бесфосфористый марганцевый шлак, 23 — рафинировочная печь, 24 —
изложница, 25 — слиток сплава, 26 — шлакоразливочная машина, 27 — рольганг,
28 —камера для вакуумирования сплава, 29— бункер с питателем, 30 — очистка
сплава, 31 — металлический барабан для упаковки сплава
Для выплавки используют рафинировочные печи с трансфор-
маторами мощностью 3.5...5 МВ * А и магнезитовой футеровкой.
Плавка — периодический ~3-ч процесс. Перед загрузкой твердой
части шихты печь заправляют известью с отходами разделки сплава,
затем заваливают твердую часть шихты и расплавляют ее на
максимальной мощности при напряжении 260...280В. Рафинируют
и доводят сплав при пониженной мощности и напряжении - 230 В.
Для ускорения рафинирования сплав продувают сжатым воздухом.
При высоком содержании кремния в сплаве в печь присаживают
марганцевую руду и известь, а при малом содержании кремния
в сплаве — ферросиликомарганец. Сплав и шлак из печи выпускают
одновременно в стальной ковш, ошлакованный в предыдущем
выпуске. Сплав разливают на разливочной машине конвейерного
типа, а шлак — либо в изложницы, либо на конвейерной машине.
555
Шлак содержит, %: -30 MnO, -30 SiO2, 30...33 СаО, -2,0 MgO,
-2,0 А12О3, -1,0 FeO.
При производстве металлического марганца используют только
жидкий малофосфористый шлак, гранулированный передельный вы-
сококремнистый ферросиликомарганец и известь. При составлении
шихты считают, что полезно используются - 71 % Si из ферро-
силикомарганца, 46,5% Мп из шлака и 100% Мп из ферроси-
ликомарганца. Фосфор шихты переходит в сплав (60%), в шлак
(30%) и в улет (10%).
Выплавка — периодический процесс в рафинировочной печи с
магнезитовой футеровкой, графитированными электродами и транс-
форматором мощностью 5 МВ' А. Печь заправляют известью и
заливают малофосфористый марганцевый шлак; на шлак загружают
ферросиликомарганец (30...40 % требуемого количества). Плавление
ведут на максимальной мощности, в восстановительный период
мощность снижают. Для ускорения рафинирования от кремния
ванну продувают сжатым воздухом.
Корректируют состав сплава добавлением либо материалов, со-
держащих оксиды марганца с известью, либо ферросиликохрома.
Сплав и шлак выпускают в ковш, ошлакованный шлаком преды-
дущей плавки. Шлак содержит до 5 % корольков сплава. Для
получения плотного слитка сплав вакуумируют 10 мин при оста-
точном давлении 35...50 Па. После - З-ч охлаждения сплав разливают
в изложницы.
Технико-экономические показатели производства малоуглероди-
стого ферромарганца и металлического марганца:
Материал......................... Ферромарганец Металлический мар-
(80% Мп) ганец (90% Мп)
Расход материалов, кп
руды марганцевой (48% МпО) 1610 —
бесфосфористого шлака (48%) — 2100
силикомарганца ФСМн17 . . . 1075 —
силикомарганца ФСМн26 . . . 550 630
извести 550 1500
массы электродной 16 —
электродов графитированных — 10
Расход электроэнергии, кВт*ч/т 1600 2500
Сквозной расход электроэнергии, кВт*ч/т . . . — 9350
Использование марганца .... 54 64,5
556
3. Производство среднеуглеродистого феррохрома
Среднеуглеродистый феррохром предназначен для легирования
среднеуглеродистой хромсодержащей стали. В ием 1—4% С (на-
пример, в ФХ10------1% С) и 65% Сг. Каждая марка средне-
углеродистого феррохрома может быть двух классов (А или Б)
по содержанию фосфора. Класс А— 0,03 % Р, класс Б — 0,05 % Р.
Один из вариантов получения среднеуглеродистого феррохрома
основан на восстановлении хрома и железа хромовой руды кремнием.
Процесс может осуществляться с добавкой и без добавки извести
в шихту (флюсовый и бесфлюсовый способы).
При бесфлюсовом способе восстановление протекает по реакции:
Уг FeO • Сг2О3 + [Si]Ffe_Si_Cr = [Cr +Fe] + SiO2,
AGT’ = 138164 + 41,86 Т, Дж/моль.
По мере накопления SiO2 в шлаке процесс восстановления за-
трудняется. Для рафинирования сплава от кремния и углерода
в печи создают рудный слой, для чего используют при производстве
кусковую хромовую руду. Шлак этого способа производства со-
держит 27...35 % Сг2О3. Кратность шлака 2,2...2,3. В шлаке и
сплаве низко содержание фосфора, так как отсутствует в шихте
основной его источник — известь.
Флюсовый метод предусматривает введение в шихту извести.
Уравнение суммарной реакции восстановления имеет вид:
% Cr2O3 + Si + 2СаО = V3 Сг + 2СаО • SiO2.
Известь снижает активность SiO2 в шлаке и способствует уве-
личению степени восстановления хрома.
При бесфлюсовом способе выплавки шихту составляют из ку-
сковой хромовой руды с содержанием -50% Сг2О3 и ферроси-
ликохрома (с -30% Si). Плавку ведут в рафинировочной печи
с трансформатором мощностью 3.5...5.0 МВ • А. В печь загружают
всю навеску хромовой руды и -90% потребного на плавку
количества ферросиликохрома. Шихту расплавляют на максимальной
мощности. В восстановительный период мощность снижают. Кор-
ректируют химический состав либо добавками хромовой руды,
либо феРРосиликохрома. Сплав и шлак выпускают из печи од-
новременно в ковш, футерованный шамотом. Сплав разливают в
чугунные изложницы. Бесфосфористый шлак с высоким содер-
жанием оксцдов хрома является ценным сырьем для производства
557
передельного углеродистого феррохрома. Полное использование шла-
ка позволяет повысить сквозное извлечение хрома до 90%.
При выплавке среднеуглеродистого феррохрома флюсовым ме-
тодом используют хромовую руду, известь, ферросиликохром с
50% Si и передельный углеродистый феррохром. Плавку в ра-
финировочной печи ведут в три периода. Два периода — про-
плавление двух навесок шихты. Затем шлак выпускается и за-
валивается в печь третья навеска шихты, которая проплавляется,
а сплав доводится по химическому составу. Выпускают сплав и
шлак в ковш, наполненный шлаком.
Технико-экономические показатели производства среднеуглеро-
дистого феррохрома [на базовую тонну (60% Cr)J бесфлюсовым
и флюсовым методом:
Метод Флюсовый Бесфлюсовый
Расход материалов, кг. хромовой руды (50% СгаОз) 1400 1940
силикохрома (50% Si) ... . 515 —
силикохрома (30% Si) . . . . — 750
извести 1230 —
углеродистого феррохрома передельного (60% Сг) . . . . 120 —
массы' электродной 15 25
Расход электроэнергии, кВт-ч . . 2150 1800
Извлечение хрома, % 87 62
4. Производство низкоуглеродистого феррохрома
Низкоуглеродистый феррохром предназначен для легирования
хромсодержащих конструкционных, нержавеющих, окалиностойких
и др. сталей с низким содержанием углерода. В низкоуглеродистом
феррохроме содержится 0,01—0,50% С (например: в ФХ001 —
£ 0,01 % С, а в ФХ025 — S 0,25 % С), 65...68 % Сг, а содержание
фосфора зависит от класса сплава. В сплаве класса А (ФХ001А)
0.02...0.03 % Р, а класса Б — 0,03-0,05 % Р.
Электросиликотермическим способом выплавляют низкоуглеро-
дистый феррохром, содержащий >0,04% С. Процесс основан на
восстановлении хромовой руды кремнием в присутствии извести
по реакции:
FeO • Сг2О3 + 2 [Si]Ffe_Sj_Cr+ 4СаО =
= [2Cr + Fe) + 2(2СаО • SiO2).
(162)
558
Наличие извести способствует понижению активности SiO2 в
шлаке и увеличивает полноту восстановления хрома из руды.
Реакция эта экзотермическая, но, несмотря на меньшую полноту
реакции, процесс ведут при высокой температуре. Это необходимо
для снижения вязкости хромистых шлаков, так как от вязкости
шлака зависит скорость массопереноса. Одновременно с хромом
из шихты восстанавливаются Са, Mg, Р, S и другие элементы.
По мере снижения содержания в феррохроме кремния растет
способность сплава растворять углерод, который поступает из
электродов и ферросиликохрома. Для уменьшения науглероживания
сплава электродами процесс ведут с открытыми дугами и принимают
меры, исключающие контакт электродов со шлаком и сплавом.
Шлак при производстве низкоуглеродистого феррохрома форми-
руется на Ц из СаО и SiO2. Основность шлака 1.8...2.0. Кратность
шлака
Технологическая схема производства приведена на рис. 225.
Шихта для производства низкоуглеродистого феррохрома состоит
из хромовой руды, передельного ферросиликохрома и извести.
Перед плавкой руду дробят до < 20-мм кусков, усредняют и (в
зимнее время) сушат. Если руда ггоедназначена для производства
феррохрома с содержанием < 0,06 % С, ее прокаливают при 1100 °C
с целью удаления углерода (карбонатного и элементарного). Размер
кусков передельного ферросиликохрома (дробленый или гранули-
рованный) должен быть S 25 мм. Известь должна быть свеже-
обожженной с содержанием 94 % СаО в кусках размером s 40
мм. Шихту составляют с учетом восстановления 85% Сг2О3,
95 % FeO, 100 % Р2О5. В сплав переходит 94 % Сг, 95 % Fe
и 80% Р. Полезно используется 86% Si ферросиликохрома.
Для выплавки низкоуглеродистого феррохрома используют от-
крытые футерованные магнезитом рафинировочные печи с транс-
форматорами мощностью 3...5 МВ * А. Процесс плавки состоит
из проплавления шихты и рафинирования металла. Шихту про-
плавляют при полной мощности трансформатора и высоком на-
пряжении, а рафинирование — при пониженной мощности и от-
носительно коротких дугах с целью уменьшения теплопотерь. Шихту
в печь загружают в три приема. После проплавления шихты
первой и второй завалок выпускают шлак в стальной нефуте-
рованный ковш. В печь загружают оставшуюся часть шихты и
проплавляют. В рафинировочный период доводят содержание в
сплаве кремния. Выпускают сплав и шлак в стальной ковш, за-
полненный для образования гарнисажа шлаком от предыдущего
выпуска. Для получения плотного слитка перед разливкой сплав
вакуумируют 3...5 мин при остаточном давлении 4ОО...533Па и
559
Рис. 225. Технологическая схема производства низкоуглеродистого феррохрома:
/ — железнодорожный вагон, 2 и //—закрома, 3— грейфер, 4— бункер,
5 — пластинчатый питатель, 6—щековая дробилка, 7—однодечный грохот, 8 —
ленточный Транспортер, 9 — питатель, 10 — барабан для сушки хромовой руды,
12 — короб, 13 — ковш, 14 — печь для сушки ферросиликохрома, 15 —
рудовосстановительная печь, 16 — грануляционный бак, 17— пластинчатый питатель,
/8—печь для обжига известняка, 19 — печные бункера, 20 — питатели, 21—
дозировочная тележка, 22 и 23 —отходы производства, 24 — рафинировочная печь,
25 — шлаковня, 26 —сепарация шлаков, 27— бутобой, 28— слиток, 29 — изложница,
30 — рольганг, 31 — щековая дробилка, 32 — барабан, 33 — питатель, 34 — решетка,
35 — мелочь на переплав
разливают в плоские изложницы для получения слитков толщиной
-100 мм. Уменьшению газовой пористости слитка способствует
также разливка под слоем шлака в изложнице. Отвальный шлак
содержит, %: 50...53 СаО, 26...2Э SiO2, 5...7 А12О3, 8...11 MgO,
0.5...0.8 FeO и 3,5...5,5 Сг2О3. При остывании такой шлак рассыпается
в тонкий порошок вследствие перехода ₽ - 2СаО • SiO2 -» а -
2СаО ‘ SiO2. Это превращение сопровождается увеличением объема
на 12 %. Рассыпавшийся шлак сепарируют для извлечения корольков
сплава, а затем используют в литейном и строительном производстве.
На производство тонны низкоуглеродистого феррохрома рас-
ходуется 1736..1849кг хромовой руды (50% Сг2О3), 6О9...7ООкг
передельного ферросиликохрома (>50% Si), 1484...1683 кг извести,
*»13 кг электродной массы. Расход электроэнергии составляет
2650...3223 кВт • ч/т, а извлечение хрома — 72...78 %.
560
Глава 42. Силикотермическое производство ферросплавов
методом смешивания расплавов
1. Производство низкоуглеродистого феррохрома
двухстадийным смешиванием расплавов
Это — наиболее прогрессивный современный метод получения
низкоуглеродистого (с 0,04 % С) феррохрома, используемого в
производстве сталей коррозионностойких и для криогенной техники.
Сущность метода состоит в восстановлении оксидов хрома
кремнием в присутствии извести по реакции (162). Однако в
этом случае процесс осуществляется вне электрической печи. Тех-
нологическая схема приведена на рис. 226. В рудоплавильной
печи мощностью 10...15 MB-А получают из хромовой руды и
извести рудоизвестковый расплав, содержащий, %: 28...31 Сг2О3,
40...45 СаО, 7...8 MgO, 7...8 А12О3; 10...12 FeO; 1...2 SiO2. В таком
ХротВая руда,
Храмовый кдарц/ип,мкс
Рис. 226. Схема смешения расплавов при производстве низкоуглеродистого
феррохрома: 1 — рудоплавильная печь, 2 — рудовосстановительная печь, 3 и 4 —
ковши для смешивания расплавов (смесители), 5 — рудоизвестковый расплав
(а30%Сг2О3), 6 — «богатый» ферросиликохром (а 45 % Si), 7—«бедный»
ферросиликохром (S 25 % Si), 8 — промежуточный шлак (15 % Сг2О3), 9 — товарный
феррохром, 10 — товарный шлак (а» 2 % Сг2О3)
расплаве высока активность Сг2О3 и достаточное количество СаО
для связывания кремнезема, образующегося при восстановлении
кремнием, в двухкальциевый силикат. Расплав из печи сливают
в первый смеситель (ковш), в который затем заливают из второго
36 Зак. 3164
561
смесителя вторичный феррохром, содержащий - 25 % Si. Процесс
вдет при большом избытке оксидов хрома в шлаке. В результате
в первом смесителе получают товарный сплав с содержанием
< 0,04 % С, 70 % Сг, < 0,8 % Si и промежуточный шлак с 14...16 %
Сг2О3. Этот шлак переливают во второй смеситель и смешивают
с жидким передельным ферросиликохромом, содержащим - 50 %
Si и < 0,02 % С. Передельный ферросиликохром получают в ру-
довосстановительной печи. Во втором смесителе процесс вдет
при большом избытке восстановителя, что обеспечивает высокую
степень восстановления Сг2О3 из промежуточного шлака. В ре-
зультате получают отвальный шлак с 2...3 % Сг2О3 и вторичный
ферросиликохром (с - 25 % Si), который заливают в первый сме-
ситель.
Низкое содержание углерода в товарном сплаве обусловлено
не только отсутствием внешнего источника углерода (электродов),
но и тем, что в ковше при смешивании расплавов развиваются
высокие температуры, что способствует удалению углерода по эн-
дотермическим реакциям взаимодействия с оксидами железа и хрома.
Этот метод обеспечивает использование 98% Si и 95% Сг
ферросиликохрома.
2. Производство низкоуглеродистого феррохрома
одностадийным смешиванием расплавов
Сущность процесса также состоит в восстановлении хромовой
руды кремнием в присутствии извести вне электрической печи.
В рудоплавильной печи получают рудноизвестковый расплав. Шлак,
содержащий 50 % Сг2О3 и 50 % СаО, плавится в нейтральной
атмосфере при 1937°С, а в окислительной атмосфере — при меньшей
температуре вследствие образования хромитохромата кальция
9СаО • СгО - Сг2О3. Из печи рудноизвестковый расплав с
1900...1950°С выпускают в футерованный магнезиальным кирпичом
смеситель, куда заливают с большой скоростью передельный фер-
росиликохром (с = 50 % Si). После смешивания шлака и фер-
росиликохрома температура в смесителе поднимается до
2000...2030°С. Затем для лучшего перемешивания расплав пере-
ливают из одного смесителя в другой два-четыре раза. В результате
переливов температура шлака уменьшается до 1780...1790°С, а сплава
— до 1690°С. Сплав перед разливкой вакуумируют 1О...15мин при
остаточном давлении 1О...5ОПа и разливают в плоские изложницы.
Для уменьшения газонасыщенности сплава разливка в изложницы
может вестись под шлаком. Толщина слитков - 250 мм.
562
Отвальный шлак содержит, %: 2...6 Cr2O3; 40...47 СаО; 8...10
MgO, 6...8 А12О3; 24...28 SiO2, 0,2...0,5 FeO, 1...2 корольки сплава.
Кратность шлака 2,5. На одну тонну низкоуглеродистого феррохрома
расходуется 1710 кг хромовой руды (== 50 % Сг2О3), 570 кг пере-
дельного ферросиликохрома (248% Si), 1370 кг извести. Расход
электроэнергии составляет 2750 кВт * ч/т, а степень восстановления
хрома — 80 %.
Глава 43. Алюмотермическое производство ферросплавов
внепечным способом
1. Производство металлического хрома
Металлический хром применяют для легирования при произ-
водстве низкоуглеродистых высокохромистых сталей и сплавов, в
которых железо — нежелательная примесь. В металлическом хроме
промышленных марок содержится, %: 97...Э9 Сг (например, в
Х98.5 — 98,5 % Сг), 0,3...0,5Si, 0.2...1.5А1, 0,6...1,2 Fe, 0,03...0,04 С.
Стандартом на металлический хром предусмотрены ограничения
в содержании серы, фосфора, меди, мышьяка, висмута, сурьмы,
цинка, свинца, олова и кобальта.
Процесс производства металлического хрома основан на вос-
становлении оксида хрома алюминием в присутствии извести:
Сг2О3+2А1 = 2Сг + А12О3,
AG’ = -359630 + 37,5 Т, кД^к/коль.
Реакция эта экзотермическая. При 2227°С удельная теплота
реакции 1912 кДж/кг. При плавке металлического хрома необходимая
теплота процесса и температура составляют соответственно
2973 кДж/кг и 2300°С. Недостающее количество тепла вносится
термитной добавкой — натриевой селитрой, которая окисляет алю-
миний по реакции
6NaN03 + 10Al = 3Na20 + 3N2 + 5Al203
с удельной теплотой 8809 кДж/кг.
Добавка извести снижает вязкость глиноземистых шлаков и
активность оксидов алюминия в шлаке, но повышает активность
оксидов хрома, улучшаются термодинамические и кинетические
условия восстановления.
36*
563
Шлак процесса формируется из А12О3 и СаО. Причем присадку
извести рассчитывают так, чтобы в конечном шлаке образовался
гексаалюминат кальция СаО • 6А12О3, плавящийся при 1847°С При
избытке извести получаются легкоплавкие, медленно затвердевающие
шлаки. Конечный шлак содержит, %: -10 Сг2О3; 0,6 SiO2; 0,9
FeO; 76 А12О3; 8 СаО; 3 MgO; -0,3 Na2O. Кратность шлака
1,3-1,4.
Металлический хром получают из шихты, содержащей оксид
хрома, алюминиевый порошок, натриевую селитру и известь. Оксид
хрома должен содержать >98% Сг2О3 и <0,15 % FeO, в нем
ограничены содержания серы и углерода. Алюминиевый порошок
получают из первичного алюминия марок А0..А85, содержащего
99,85...99 % А1.
В алюминиевом порошке должно содержаться > 70 % фракции
0,1-1,0 мм. Натриевая селитра должна содержать > 99 % Na2NO3,
а известь — > 90 % СаО. Размер кусков извести и натриевой
селитры не должен превышать 2...3мм. Шихту рассчитывают с
учетом перехода в сплав 92% Сг, 50% Si и 100% Fe. Под-
готовленную шихту тщательно перемешивают в барабанном сме-
сителе.
Плавку металлического хрома ведут периодическим процессом
«на блок» с выпуском жидких продуктов. Плавильный горн фу-
терован магнезитовым кирпичом и установлен на специальной
тележке. Используют вариант плавки с нижним запалом. После
зажигания запальной смеси шихту подают на колошник горна
малыми порциями. Недопустимо раскрытие колошника и перегруз
его шихтой. При раскрытии колошника увеличиваются потери
тепла, а при толстом слое шихты (перегрузе) селитра разлагается
под действием тепла колошника. Процесс идет горячо. Скорость
проплавления шихты 900..1300 кг/(м2 • мин).
При плавке «на блок» после окончания процесса вагонетку с
плавильным горном выкатывают из ^плавильной камеры. После
остывания блок сплава замачивают в воде, дробят и упаковывают
в тару.
При плавке с выпуском из горна жидких продуктов плавки
сплав и шлак сливают в чугунную изложницу, дном которой
служит блок металлического хрома толщиной 200—250 мм. Сплав
и шлак выпускают в изложницу в два приема. Сливают вначале
частично шлак, а затем, под шлак, — оставшийся в горне расплав.
На 1т сплава расходуется 1552 кг Сг2О3, 595 кг Al-порошка,
129 кг натриевой селитры и 102 кг извести.
С целью повышения качества получаемого металлического хрома
металлотермический процесс можно проводить в вакууме или в
564
аргоне. При этом можно получить металлический хром с £ 0,015 %
N2 и £ 0,02 % С, пониженным содержанием свинца и других
примесей.
2. Производство ферротитана
Ферротитан при производстве стали используют для легирования
и раскисления. При добавке в коррозионную сталь титан уменьшает
межкристаллитную коррозию и улучшает свариваемость стали. Фер-
росплавная промышленность производит ферротитан с содержанием
2O...68% Ti (например, ФТи40^40% Ti), 5...35 % Al; 0,5...35%
Si, 0.2...1.0 % С. В сплавах контролируется также содержание углерода,
серы, фосфора, меди, ванадия, молибдена, циркония и олова.
Титан — металл массой 47,88 г-ат, с температурой плавления
- 1670°С. В жидком состоянии титан и железо неограниченно
взаимно растворимы, а в твердом образуют цнтерметаллиды FeTi2
и FeTi. В системе Ti—О2 образуются оксиды: TiO2, Ti3O5, Ti2O3
и TiO с температурами плавления соответственно 1850, 2180,
2120 и 1740°С. Причем ТЮ2 обладает кислотными свойствами, а
ТЮ — основными. Титан с углеродом образуют прочный карбид
TiC (f^-SlTT’C, а с кремнием — силициды Ti„Si„ с т/п = 5:3;
1:1; 1:2. Из силицидов наиболее прочен Ti5Si3 [tm = 2120°С).
В основу алюмотермического производства ферротитана поло-
жено восстановление ильменита (FeO • Ti) алюминием в при-
сутствии извести:
3FeO • ТЮ2 + 2А1 = 3Fe + ЗТЮ2 + А1203,
6TiO2 + 2Al = 3Ti2O3 + А12О3,
AG’ = -87270 + 2,1 Т, кДж/моль;
3Ti2O3 + 2Al = 6ТЮ + А12О3,
AG’ = -41860 + 14,1 Т, кДж/моль;
ЗТЮ + 2А1 = 3Ti + Al2O3,
AGt = -114950 + 48,64 Т, кДж/моль.
Основной оксид ТЮ с А12О3 образует TiO • А12О3, что затрудняет
восстановление титана. В присутствии извести разрушается
TiO А12О3 и образуется СаО • А12О3.
Однако при избытке извести возможно ее взаимодействие с
TiO2:
565
СаО + TiO2 = СаО • TiO2.
Это ведет к снижению активности ТЮ2 в шлаке и уменьшению
степени восстановления титана. Оптимальное количество извести
в шихте равно 20 % от массы алюминия. Шлак алюмотермического
процесса формируется из А120з и ТЮ2 и СаО (сумма этих оксидов
в шлаке составляет 95...99%). Кратность шлака 1,3.
При алюмотермическом восстановлении оксидов титана можно
создать такие условия, что тепла, выделяющегося в результате
реакций, будет достаточно для расплавления сплава и шлака и
покрытия всех тепловых потерь процесса. При восстановлении
оксидов алюминием выделяется тепла:
TiO2-*Ti 6Я = 596 кДж/кг,
FeO-*Fe 6Н = 956 кДж/кг,
Fe2O3 * Fe 6Н = 5359 кДж/кг.
Эти данные свидетельствуют о том, что повышение в составе
шихты для производства ферротитана Fe2O3 приводит к повышению
термичности процесса и способствует восстановлению титана.
Для нормального протекания процесса необходима удельная
теплота процесса 2,5...2,6МДж/кг. Если требуемой термичности
шихты не удается достичь изменением состава, то ее подогревают.
Удельная теплота процесса увеличивается на 125,6 кДж/кг на каждые
100°С подогрева.
Поскольку титан с кремнием образуют более прочные соединения,
чем титан с алюминием, для увеличения степени восстановления
титана и уменьшения содержания в сплаве алюминия в шихту
вводят ферросилиций для получения в сплаве 5...5,5 % Si.
Для производства ферротитана используют концентраты, по-
лучаемые гравитационным, магнитным и флотационным обогаще-
нием и содержащие, %: 38...42 ТЮ2, 53 Fe2O3, 2,5...4,0 SiO2,
1.5...2.5 А12О3 и 0,04 S. В ильменитовом концентрате содержание
серы может достигать 0,25 %. Для уменьшения содержания серы
такой концентрат подвергают окислительному обжигу при —800 °C.
В результате обжига содержание серы снижается до 0,04 %,
кроме того, происходит окисление FeO до Fe2O3 по реакции:
2(FeO • TiO2) +1/2 О2 = Fe2O3 + TiO2.
566
Это приводит к увеличению термичности смеси и полноты из-
влечения титана при алюмотермическом восстановлении. В качестве
восстановителя используют вторичный алюминий АВ97...АВ86. с
содержанием алюминия соответственно Э7...86 % А1. Фракции 0,1-1,0
мм должно содержаться й: 70 %. Флюс, известь должны содержать
> 90 % СаО и иметь размер кусков < 3 мм. Для снижения со-
держания алюминия в сплаве в шихту вводят молотый ФС45
или ФС75. В качестве осадителя корольков сплава из шлака
используют богатую железную руду с 95-97% Fe2O3. Шихта из
условия перехода в сплав должна содержать, %: 77 Ti, 90 Si,
99 Fe, 70 S. Улетучивается только сера (30% содержавшейся
в шихте).
Технологическая схема производства ферротитана приведена на
рис. 227. В качестве плавильного агрегата используют разборный
горн на тележке, футерованный методом торкретирования молотым
магнезитом. Плавку ведут с нижним запалом. Запальная смесь
состоит из селитры и магниевой стружки. После разведения процесса
в горн загружают шихту. Скорость процесса ~ 300 кг/(мг • мин).
В результате плавки получают 3,0-4,5-т слиток. Длительность
Тшпашйый
концентрат
Рис. 227. Технологическая схема производства ферротитана: 1 —дозировочный
бункер, 2 — весы, 3 — барабан-смеситель, 4 — шнековый питатель, 5 — плавильная
камера, б — плавильный горн, 7 — металлоприемник, 8 -— щековая дробилка, 9 —
упаковочная тара, 10 — печной карман, 11 — электроды, 12 — установка сухой
грануляции шлака
567
плавки = 18 мин. Поскольку плотность ферротитана невелика, капли
его запутываются в шлаке. Для осаждения капель сплава в конце
плавки в горн загружают осадительную смесь богатой железной
руды и алюминия: оксиды железа понижают вязкость шлака, а
капли восстановленного алюминием железа растворяют капли фер-
ротитана. Все это способствует уменьшению потерь сплава со
шлаком.
Для более полного осаждения капель сплава используют также
электроподогрев шлака. При плавке на блок без довосстановления
титанистых шлаков горн перед разборкой охлаждают 10 ч, после
чего его разбирают, снимают блок шлака, блок сплава охлаждают
дополнительно в баке с водой. Отвальный шлак содержит, %:
11...18 TiO2, 1...3 SiO2, 67...70 А12О3, 0...19 СаО, 0,5...1,5 FeO.
С целью уменьшения потерь титана со шлаком и получения
высокоглиноземистого полупродукта ведут также плавку с выпуском
жидких продуктов в металлоприемник (см. рис. 227). Из метал-
лоприемника шлак переливают в плавильный горн, в который,
кроме того, загружают известь, кварцит, ферросилиций и алюми-
ниевый порошок. Горн помещают под электроды (см. рис. 109, б).
В результате плавки получают ферросиликотитан (- 25 % Ti,
- 30 % Si и 10...25 % Al) и высокоглиноземистый полупродукт
(-70% А12О3, 2...4% ТЮ2, 16...17% СаО, 0,1...0,3% FeO).
На тонну ферротитана расходуется 880 кг ильменитового кон-
центрата (42 % ТЮ), 405 кг алюминиевого порошка, 105 кг извести,
23 кг ферросилиция ФС75 и 100 кг железной руды. Извлечение
титана в сплав — 78%.
3. Производство феррониобия
Феррониобий применяют для легирования стали. У нержавеющих
и коррозионностойких сталей при присадке ниобия увеличиваются
пластичность и коррозионная стойкость, а у конструкционных
свариваемость, прочность и пластичность. Промышленные марки
феррониобия содержат 35...70 % Nb (например, ФН0 — 55...70 %
Nb, а ФН4 — 35 % Nb). Содержание кремния может быть от
1,5 до 25 %, а алюминия — от 3 до 8 %. Углерода в феррониобии
от 0,1 до 0,5 %.
Ниобий — металл с атомной массой 92,91 г-ат, плотностью 8,6
г/см3 и температурой плавления 2468°С.
В жидком состоянии ниобий и железо неограниченно взаимно
растворимы, а в твердом — образуют интерметаллиды Nb3Fe2 и
NbFe. Температура плавления сплавов с 60...65 % Nb составляет
1670°С. В системе Nb—Al три химических соединения: Nb2Al,
568
NbAl и NbAl3, содержащие соответственно 8,85; 12,4 и 46,56%
Al. С кислородом ниобий образует оксиды Nb2O5 (Д7^ = —1900,8
кДж/моль), NbO2 (АЯ° = —799,3 кДж/моль) и NbO (A#j =—408,2
кДж/моль). Nb2O5 — кислотный оксид, плавящийся при 1510°С.
Силициды ниобия тугоплавкие. Температуры плавления Nb<Si, Nb6Si3
и NbSi2 соответственно 2600, 2480 и 2150°С.
Феррониобий получают восстановлением оксида ниобия алю-
минием:
3Nb2O5 + 10Al = 6Nb + 5Al2O3,
AGi =-461753+ 74,86 Т, Дж/моль.
Полнота извлечения ниобия в сплав по этой реакции -зависит
от а(А12°з) и а(№2°5)' При ввеДении флюса, извести с целью
снижения c^AigOg) уменьшается и так как Nb2O5 — кислот-
ный оксид и с СаО образует довольно прочные соединения. С
учетом этого количество извести должно быть минимальным, обес-
печивающим высокую степень восстановления ниобия и получение
шлака с требуемыми физико-химическими свойствами. Оптимальным
считается количество извести, составляющее 30 % от массы Nb2O5.
При восстановлении алюминием Nb2O5 выделяется тепла
3207кДж/кг. Теоретически этого вполне достаточно для само-
произвольного протекания процесса. Однако в реальных условиях
требуется повышение термичности процесса за счет использования
железной руды и натриевой селитры.
Наряду с ниобием из шихты восстанавливаются тантал, титан,
железо, фосфор. Шлак состоит из А12О3, СаО, Nb2O5 и др. Кратность
шлака 1,1.
В качестве ниобийсодержащего сырья используют технический
оксид Nb?O5 и пирохлоровый концентрат. Технический Nb2O5 со-
держит, %: 85...95 Nb2O5, 2...3 РегО3, 0.8...1.0 TiO2, а пирохлоровый
концентрат а 36 Nb2O5, < 11,4 TiO2( S 11,4 SiO2. Ниобиевые кон-
центраты радиоактивны, поэтому требуется соблюдение специальных
требований по безопасности при работе с ними.
В качестве восстановителя используют порошок первичного
алюминия, а в качестве флюса — дробленую известь. Роль термитных
добавок выполняют железная руда и натриевая селитра. При вос-
становлении чистого Nb2O6 термитных добавок не требуется. Ком-
поненты шихты дозируют, исходя из усвоения ниобия сплавом
на 94,4 %, а железа — на 95,9 %. Избыток восстановителя к те-
оретически необходимому составляет 10%.
569
Плавку ведут в плавильном горне с магнезитовой футеровкой
по двум вариантам: «на блок» и с выпуском жидких продуктов
плавки. Используют вариант плавки с нижним запалом. После
расплавления запальной смеси в горн шнековым питателем подают
дозированную и тщательно смешанную шихту (см. рис. 109,
а). Оптимальной считается скорость проплавления 160...180
кг/(м2 мин). При нормальной скорости подачи шихты зеркало
расплава закрыто материалами.
По окончании плавки «на блок» горн выкатывают из за-
грузочной камеры и охлаждают до полной кристаллизации рас-
плава (> 10 ч). Затем плавку разбирают, блок сплава отделяют
от шлаковой шляпы, охлаждают в бассейне с водой, затем
сплав дробят и упаковывают. При плавке с выпуском жидких
продуктов плавки используют наклоняющийся горн. По окончании
плавки сливают часть шлака в горизонтальную чугунную из-
ложницу, а затем через 1...2 мин в изложницу сливают оставшийся
в горне расплав. В отвальном шлаке содержится, %: - 6 Nb2O6,
-15 СаО, - 70...75 А12О3, -1 FeO и др.
На тонну феррониобия (50% Nb + Ta) расходуется 2692 кг
ниобиевого концентрата (~ 30 % Nb2O5), 862 кг алюминия, 200 кг
железной руды, 0...80 кг извести и 584 кг натриевой селитры.
Извлечение ниобия составляет 94,4%.
Глава 44. Алюмотермическое производство ферросплавов
с электроподогревом (электропечным способом)
Этот способ позволяет компенсировать недостающее количество
тепла металлотермического процесса, уменьшить расход термитных
добавок (оксидов железа, натриевой селитры) и алюминия, повысить
качество получаемых сплавов. Алюмотермическим способом с пред-
варительным расплавлением части шихты в электропечи выплавляют
низкоуглеродистый феррохром и металлический хром, ферросили-
коцирконий, ферротитан, ферровольфрам и др.
1. Производство низкоуглеродистого феррохрома
и металлического хрома
Алюмотермическим способом
плавления части шихты в
низкоуглеродистый феррохром
низким содержанием примесей.
с использованием рас-
электропечи выплавляют
(ФХ003А и ФХ004А) с
Количество кремния в
570
сплавах не превышает 0,5...0,7%, серы— 0,015...0,020 % и
фосфора — 0,010-0,018 %.
Для производства используют хромовый концентрат (> 58,5 %
СггОз), порошок первичного алюминия, известь и небольшое ко-
личество селитры. Физико-химические особенности процесса рас-
смотрены в главе 36.
Плавку ведут в наклоняющемся плавильном горне, который
закатывают для расплавления части оксидов под электроды. Процесс
начинают с проплавления под электродами запальной смеси, со-
стоящей из хромового концентрата, порошка алюминия и селитры.
Затем в горн загружают смесь концентрата и извести и проплавляют.
На 'зеркало расплава при поднятых электродах шнековым питателем
(равномерно) загружают восстановительную часть шихты. По окон-
чании процесса в горизонтальную изложницу сливают часть шлака,
а после образования в ней шлакового гарнисажа сливают сплав.
Шлак содержит, %: ~ 60 Л120з, 2...4 Cr2O3, 10...13 СаО, 20...24
MgO и др. Он используется при производстве клинкера высо-
коглиноземистого цемента.
На производство 1т низкоуглеродистого феррохрома этим ме-
тодом расходуется 1640 кг хромового концентрата, 445 кг алюми-
ниевого порошка, 30 кг натриевой селитры, 335 кг извести, 14 кг
электродов и 1140 кВт * ч электроэнергии.
По аналогичной технологии получают и металлический хром.
Под электродами проплавляется примерно 30% оксидной части
шихты. Затем при отключенных электродах ведут обычный ме-
таллотермический процесс. Использование печи позволяет исключить
из шихты натриевую селитру и уменьшить в сплаве содержание
азота. Степень восстановления хрома увеличивается до 93 %. Шлак
используют при производстве синтетического шлака для обработки
стали и высокоглиноземистого цементного клинкера.
2. Производство ферротитана
Использование электропечного способа при производстве фер-
ротитана обусловлено необходимостью регулирования теплового
режима процесса, снижения расхода алюминия.
В основу процесса положено также восстановление оксида
титана алюминием в присутствии извести. В качестве плавильного
агрегата используют электропечь с магнезитовой футеровкой. Про-
цесс плавки периодический. Шихта состоит из ильменитового кон-
центрата, железной руды, алюминиевого порошка, ферросилиция
и извести. В первый период плавки проплавляется электрическими
дугами рудная часть шихты, состоящая из титанового концентрата
571
и извести (=40% общего количества титанового концентрата).
Затем электропечь отключают и проводят восстановительный период
плавки: загружают в ванну смесь концентрата, железной руды,
алюминиевого порошка и извести. Загрузка осуществляется шне-
ковым питателем, равномерно по всей поверхности ванны. Идет
металлотермическая плавка, по окончании которой в печь загружают
железотермический осадитель, состоящий из железной руды, алю-
миниевого порошка и извести. В конце плавки ведут электродуговой
подогрев шлака с целью улучшения условий осаждения капель
сплава.
Сплав и шлак выпускают в предварительно ошлакованную печным
шлаком изложницу. Часть шлака оставляют в печи.
При электропечном способе производства на тонну ферротитана
расходуется 1880 кг концентрата (- 42 % ТЮ2), 405 кг алюминиевого
порошка, 105 кг извести и 23 кг ферросилиция ФС75.
3. Производство ферровольфрама
При производстве стали вольфрам используется для легирования.
Он повышает пределы прочности и текучести стали, сопротивление
износу, прочность и твердость при высоких температурах, придает
стали способность самозакаливаться и др.
Алюмотермическим методом производят ферровольфрам с со-
держанием вольфрама 70 (ФВ70А), 75 (ФВ75) и 80 % (ФВ80А).
Количество алюминия в этих сплавах не должно превышать со-
ответственно 6,0; 5,0 и 4,0 %; молибдена — 6.0...7.0 %; углерода
0,1, 0,15 и 0,3 %. Обязательно контролируются содержания фосфора,
серы, меди, мышьяка, олова. Вольфрам — металл с атомной массой
183,85 г-ат плотностью 19,3...19,9 г/см3 и температурой плавления
3410°С. С железом вольфрам в жидком состоянии неограниченно
взаимно растворимы, а в твердом образуют химические соединения
Fe2W и Fe7W6. Температура плавления сплавов с 1^..П % W
около 2700...2750°С, поэтому производство их с выпуском жидкого
сплава при использовании обычных ферросплавных печей невоз-
можно. Кислородные соединения вольфрама представлены оксидами
W3O, WO2, Wl9O48, W20O68 и WO3, из которых важнейший WO3
(ДЯт = -831,7 кДж/моль, tm = 1473°С). Температуры плавления
карбидов W2C и WC соответственно 2550 и 2870°С, а силицидов
W3Si2 и WSi2 2327 и 2165°С. Известны также соединения вольфрама
с серой (WS2) и фосфором (W<P2, WP и WP2).
Алюмотермическое производство ферровольфрама основано
на восстановлении WO3 алюминием по экзотермической ре-
акции:
572
WO3 + 2A1 = W + A12O3,
AG’=-568150 + 58,7 T, кДж/моль.
Для повышения степени восстановления вольфрама необходимо
повышать Gfwo3) и понижать в шлаке. Первое достигается
использованием концентратов глубокого обогащения, второе — ис-
пользованием СаО, который поступает в печь с шихтой в виде
шеелитового концентрата СаО • WO3. Образовавшийся в результате
восстановления глинозем разрушает вольфрамат кальция
СаО • WO3 + А12О3 = WO3 + Ca0 • А12О3.
Это способствует повышению O(wo^) в шлаке и увеличению
степени восстановления вольфрама.
В процессе плавки из шихты алюминием восстанавливаются
по экзотермическим реакциям Mo, Fe, Si и др.
Тепла, выделяющегося в экзотермических реакциях, недостаточно
для расплавления сплава и его хорошего разделения со шлаком,
поэтому плавку необходимо вести с подводом тепла.
Шлак формируется из А12О3, СаО, SiO2, МпО и др. Кратность
шлака 1...1.5.
Шихта алюмотермического производства ферровольфрама со-
стоит из молибдено-шеелитового концентрата (КШМ1), содержащего
%: > 65 WO3, S 3,0 Мо, < 1,2 SiO2, СаО—ост., А1-порошка
(алюминий первичный), стальной стружки, железной руды и извести.
Перед плавкой концентрат и алюминиевый порошок в соотношении
81:19 брикетируют.
Выплавку производят периодическим процессом в дуговой печи
ДСП-1,5 с магнезитовой футеровкой. Мощность трансформатора
печи 1 МВ А. Ванна печи съемная, имеет летку для выпуска
шлака. Плавка ведется «на блок» с выпуском отвального шлака.
Плавку начинают с загрузки в плавильную ванну части брикетов
и расплавления их запальной смесью, состоящей из железной
окалины и алюминиевого порошка. После образования жидкой
ванны опускают электроды и подают электроэнергию. Загружают
оставшуюся часть шихты с учетом скорости проплавления
50...55 кг/мин. Работают с электродами, погруженными в шлак
(С7Пф = 60 В). Это обеспечивает хороший прогрев шлака и срав-
нительно полное осаждение капель сплава на подину печи. Перед
окончанием плавки довосстанавливают шлак алюминиевой крупкой.
Если в отвальном шлаке < 0,5 % WO3, шлак выпускают из печи.
Слиток ферровольфрама остается в печи. На поверхности слитка
образуется слой сплава, обогащенный молибденом, кремнием и
573
алюминием. При разделке слитка он отделяется, а затем подвергается
рафинирующему переплаву.
На 1т ферровольфрама расходуется 1555 кг шеелитового кон-
центрата, 345 кг алюминиевого порошка, 20 кг извести, 80 кг же-
лезной окалины, 45 кг железной стружки, 425 кВт * ч электроэнергии.
Извлечение вольфрама составляет 99%.
4. Производство феррониобия
Алюмотермическое восстановление в электропечи применяется
при использовании для производства феррониобия бедных пиро-
хлоровых концентратов [>38% (Nb2O6 + Та2ОБ)] с SiO2/(Nb2O6+
+ Та2О5) = 0,32 и TiO2 / (Nb2O5 + Та2ОБ) = 0,32. В состав шихты,
кроме того, входят алюминиевый порошок и железная руда. От-
сутствие в шихте извести обусловлено тем, что СаО содержится
в минерале пирохлоре — (Na, Са)2 • (Nb, Ti)2O6 • (F, ОН). При рас-
чете шихты степень восстановления ниобия 95 %, а отношение
в шихте Al/О = 0,8...1,0.
Для выплавки используют дуговую сталеплавильную печь ДСП-
S. ванна которой футерована магнезитовым кирпичом. Плавка
— периодический процесс, который проводится с предваритель-
ным расплавлением оксцдной части пирохлорового концентрата
(примерно 45...50% от потребного на плавку) и железной руды.
Затем в жидкую ванну при отключенных электродах загружают
восстановительную часть шихты (алюминиевый порошок, пиро-
хлоровый концентрат) порциями, равномерно по всей поверхности
ванны. После проплавления всей шихты расплав в печи вы-
держивают 2...3 мин и сливают в разъемную чугунную изложницу,
ошлакованную шлаком предыдущей плавки.
Шлак этого способа производства феррониобия содержит, %:
0,07 Nb2O5, 71...78 А12О3, 9...17 СаО, 5...8 MgO и др. На 1т
феррониобия (- 50 % Nb + Та) расходуется 2425 кг пирохлорового
концентрата, 585 кг порошка первичного алюминия, 145 кг желе-
зосодержащих материалов.
Глава 45. Металлотермическое производство ферросплавов
с использованием комплексного восстановителя
1. Производство ферровольфрама с вычерпыванием сплава
Этим способом производят ферровольфрам марок ФВ70, ФВ70Б
и ФВ65, содержащий соответственно 70, 70 и 65% W. В этих
574
сплавах содержится, %: 0,5...1,2 Si, 0,3...0,7 С, 0,04...0,1 Р, 0,08...0,15
S и др. От алюмотермического ферровольфрама эти сплавы от-
личаются большим содержанием марганца, кремния, углерода, серы
и фосфора и меньшим — вольфрама. В основу производства фер-
ровольфрама с вычерпыванием сплава положено восстановление
вольфрамового концентрата кремнием и углеродом.
WO3 может быть восстановлен кремнием:
2WO3 + 3Si = 2W + 3SiO2,
ДО’ = -351220 + 34,96 Т, Дж/моль
и углеродом:
WO3 + 3C = W + 3C0,
ДО; = 307250 - 321,1 Т, Дж/моль.
В силикотермической реакции тепло выделяется, а в карбо-
термической— поглощается. Тепла, выделяющегося в силикотер-
мической реакции, недостаточно для самопроизвольного протекания
процесса, поэтому силикокарботермический процесс возможен лишь
в электропечи.
Из вольфрамсодержащего сырья кремнием и углеродом вос-
станавливаются железо, марганец, кремний, так как температуры
в печи достигают 1850°С. Поскольку содержание и марганца, и
кремния в ферровольфраме ограничено, сплав рафинируют от
этих элементов шлаками с 10...25 % WO3.
В ферровольфраме содержится < 0,7 % С. Это обусловлено
работой с недостатком углеродистого восстановителя и значи-
тельным окислительным потенциалом шлака.
Технологическая схема производства ферровольфрама с вы-
черпыванием сплава приведена на рис. 228. В качестве ком-
понентов шихты используют вольфрамовый концентрат, ферро-
силиций ФС75, пековый кокс и стальную стружку. Состав шихты
рассчитывается с учетом того, что в сплав переходит 98...9Э
% W, ~ 5 % Мп, 5 % Si, а в шлак соответственно 0,05; 90
и 95%.
Выплавку ведут в открытых вращающихся печах с транс-
форматором мощностью 3,5 МВ • А. Ванна печи футерована
магнезитовым кирпичом, а фактически рабочим слоем футеровки
является металлический гарнисаж из ферровольфрама. Печь обо-
рудована леткой для выпуска шлака, которая расположена над
575
Рис. 228. Технологическая схема производства ферровольфрама: 1 — барабан для
рассева стружки, 2 — дозировочный бункер, 3 — железнодорожный вагон, 4 —
закрома, 5 — валковая дробилка, 6 — грохот, 7 — склад упаковок вольфрамового
концентрата, 8 — весы, 9 — рудовосстановительная печь, 10 — ковш, //—желоб,
12 — грануляционный бак, 13— печной карман, 14— открытая рафинировочная
печь, 15 — машина для вычерпывания сплава, 16 — зонт, 17 — газоочистка, 18—
рафинировочная печь для переплава пыли, 19 — слитки сплава, 20 — барабан для
очистки слитков, 21 — щековая дробилка, 22 — упаковочная тара
уровнем подины на расстоянии 230 мм. Вычерпывают сплав из
печи специальной машиной со сменной ложкой.
По характеру процессов в печи плавку можно разделить на
три периода: рафинировочный, вычерпывания сплава и восстано-
вительный. После третьего, восстановительного, периода в печи
находится сплав с высоким содержанием кремния (5...7 %), марганца
(2...7 %) и углерода (0,2...2,0 %) и низким — вольфрама (50...55 %).
Этим сплавом ремонтируют гарнисаж заливкой поврежденных мест.
После ремонта гарнисажа в печь загружают железную стружку
в количестве, рассчитанном на всю плавку. В. результате понижаются
температура плавления сплава и его вязкость. Кроме того, в
печь загружают полученный при переплаве пыли из электрофильтров
шлак с высоким содержанием вольфрама и пыль из циклонов.
Вольфрамовый концентрат загружают небольшими порциями. В
печи формируется рафинировочный шлак, %: 18...22 WO3, 16...21
576
FeO , 28...33 SiO2; 10...15 MnO; 8...11 СгО, 1Д..3.0 Л120з; l,2...3,0 ‘
MgO. Этим шлаком сплав рафинируется от кремния, марганца и
углерода по реакциям:
2C + %CaWO4 = %W + % СаО + 2СО,
AGT = 43915 - 324,9 Т, Дж/моль;
Si+%CaWO< = %W+ %CaO + SiO2,
ДО’» 242834 - 32,36 T, Дж/моль;
Mn + %CaWO< = %W + % СаО + MnO,
AG> 177100-3,18 Т, Дж/моль;
2С + Vi FeWO<+ Иг W + Fe + 2СО,
AGT — 92470 - 253,72 Т, Дж/моль;
Si+H2FeWO4 = ^W + Fe + SiO*
ДОт= 581965 + 121,5 Т, Дж/моль;
2Mn+^FeWO< = Иг W + Fe + 2МрО^
ДО; = 477295 + 85,96 Т, Дж/моль.
Реакции идут на поверхности раздела металл — шлак. Кокс в
этот период вводится в ванну только для вспенивания шлака.
Пенистый шлак обладает высоким электрическим сопротивлением,
что обеспечивает глубокую посадку электродов и хороший прогрев
сплава. Продолжительность периода рафинирования 4...4,5ч.
К концу первого периода за счет присадок концентрата с
увеличенным количеством кокса добиваются снижения содержания
WO3 в шлаке до 10...12 %. Если к концу первого периода сплав
имеет стацдартный состав, то приступают к его вычерпыванию.
Основной задачей этого периода является поддержание сплава в
тестообразном состоянии. Это достигается работой на коротких
дугах, завалкой концентрата небольшими порциями, поддержанием
шлака во вспененном состоянии за счет присадок кокса. Про-
должительность периода 1...1,5ч.
В восстановительный период присаживают в печь ферросилиций
и небольшое количество кокса с целью снижения содержания
WO3 в шлаке до 0,25 %. В результате сплав обогащается кремнием
и восстановленными из шлака марганцем и железом. Несмотря
на восстановление из шлака вольфрама, концентрация его в сплаве
снижается до 52...54 %, Продолжительность восстановительного
37 Зак. 3164
577
периода 30...40мин. Конечный шлак содержит, %: 0,05 WO3;
45...50 SiO2; « 2 FeO; 15...20 МпО; 25...32 СаО. Шлак выпускается
из печи через летку.
Потери вольфрама при выплавке предотвращаются загрузкой
концентрата в мешках, тщательной утилизацией вольфрамсодер-
жащих отходов, надежной системой улавливания пыли.
На базовую тонну (-72% W) сплава расходуется 1530 кг воль-
фрамового концентрата (- 60 % WO3), 108 кг ферросилиция ФС75,
87 кг пекового кокса, 102 кг железной стружки и 3550 кВт • ч
электроэнергии. Извлечение вольфрама составляет 99%.
2. Производство феррованадия
Феррованадий используют для легирования стали. Ванадий по-
вышает пределы прочности и текучести, ударную вязкость стали,
понижает чувствительность стали к старению, благоприятно влияет
на стойкость режущего инструмента. Сталь, легированная ванадием,
имеет высокую твердость, износо-, теплостойкость и др.
Ферросплавная промышленность производит феррованадий с со-
держанием ведущего элемента (ванадия) 35, 50 и 75% (ФВд35,
ФВд50, ФВд75). В этих сплавах регламентируется содержание
углерода, марганца, кремния, алюминия, серы, фосфора и других
элементов.
Ванадий — металл с атомной массой 50,9 г-ат, температурой
плавления 1900°С и плотностью 6,11 г/см3. В жидком состоянии
железо и ванадий неограниченно взаимно растворимы. Температура
плавления сплавов с - 38% V 1450°С. Температуры плавления
кислородных соединений ванадия V2O5, VO2, V2O3 и VO соот-
ветственно 1545, 675, 1967 и 1970°С. VO и V2O3 — оксиды основные,
VO2 — амфотерный, a V2O6 — кислотный. С углеродом ванадий
образует карбиды V5C, V2C, V4C3, VC и V2C3, из которых наиболее
прочен VC с tm = 2830°С. В системе V—Si известны силициды
VsSi^]V5Si3 И VS*2’ а в системе V—А1 — интерметаллиды VgAl8
В основу технологии производства феррованадия положено вос-
становление ванадия (V2O5) кремнием и алюминием в присутствии
извести:
%V2OB + Si = 4/5V + SiO2,
AGT e -325000 + 75,0 Т, кДж/моль;
%V2O5 + V3A1 = ^W + %A12O3,
578
AGj = -442210 + 24,8 T, кДж/моль.
В процессе восстановления могут образоваться низшие оксиды
ванадия V2O3 и VO, которые при взаимодействии с SiO2 образуют
прочные силикаты. Это затрудняет дальнейшее восстановление ва-
надия.
Чтобы предотвратить образование силикатов ванадия, в шихту
вводят известь, которая связывает кремнезем в прочный силикат
кальция. Уравнение реакции восстановления ванадия кремнием с
участием СаО имеет вид:
%V2O5 + Si +2СаО = 2СаО • SiO2 + V,
AG’= -472564 + 75,27 Т, кДж/моль.
Алюминий восстанавливает V2O6 полнее, чем кремний. Реакция
восстановления алюминием характеризуется меньшим изменением
энергии Гиббса, чем реакция восстановления кремнием. Восста-
новление алюминием VO и V2O5 также протекает с большой
полнотой.
Шихта для производства Fe—V состоит из V2O5 (87...90%
VgOg), получаемой из кусинских, первоуральских и качканарских
титаномагнетитов, которые подвергаются сложному пирометаллур-
гическому и химическому обогащению (рис. 229). В качестве
восстановителей используют дробленый ФС75 и гранулированный
алюминий, флюс — известь, железосодержащая часть шихты —
стальная обрезь.
Плавку ведут в дуговой электропечи сталеплавильного типа.
Печь оборудована трансформатором мощностью 3500 кВ • А. Фу-
теровка печи магнезитовая. Плавка состоит из трех периодов:
двух восстановительных и рафинировочного. В первый восстано-
вительный период ванадий восстанавливается из рафинировочного
‘шлака предыдущей плавки и V2O5 кремнием и алюминием в
присутствии извести. Восстановители под аются с большим избытком.
В результате получают сплаве содержанием 25...30%V, 21...23%
Si и 0,3...0,5 % С и шлак с & 0,35 % V2O5. Шлак скачивают.
Продолжительность первого периода ~ 1,5 ч. Затем проводят второй
восстановительный период, для чего в печь загружают технический
V2O5, известь, ферросилиций и алюминий. Поскольку в восста-
новительных реакциях выделяется .тепло, работают на пониженной
мощности. В восстановительных процессах принимают участие не
только кремний и алюминий, входящие в состав шихты, но и
кремний, содержащийся в сплаве. В результате получают сплав
с 35...40% V и 9...12% Si и шлак с <0,35% V2O6. Продол-
579
Офлюсованный
кусинский
концентрат
^89%
Полупродукт
шлак
fj,7%Уг05
Измельчение шлака,
отмагничивание
железных включений
| Железо
Сильвинит
Окислительный
овжие
втруВчатой печи
Одожженный
шлак
71,3% V205
Выщелачивание
ванадия
(видное и кислотное},
осаждение Vt05
Феррованадий
(SOKV)
4^83%
90%VtQs
е
Рис. 229. Схема производства V2Q5 и феррованадия
заданного на передел)
(iyv — выход ванадия от
жительность этого периода -1ч. Шлак скачивают и приступают
к рафинированию сплава от кремния: загружают в печь технический
V2O5 с известью в соотношении 1:1. В сплаве увеличивается
содержание ванадия (до 45...50 %) и уменьшается — кремния (до
S 1,5 %). В шлаке этого периода 12...16 % V2O5. Продолжительность
периода - 1ч.
Рафинировочный шлак сливают в шлаковню и используют в
следующей плавке. Сплав разливают в вертикальные чугунные
изложницы. После остывания слитки разделывают и упаковывают
в тару. На базовую тонну феррованадия (40 % V) расходуется
860 кг технической. V2O6 (75 %), 400 кг ФС75, 80 кг алюминия,
20 кг стальной обрези и 1500 кВт • ч электроэнергии. Извлечение
ванадия при алюмосиликотермической плавке в электропечи со-
ставляет 99,5 %.
3. Производство ферромолибдена
Ферромолибден широко используется при производстве стали
для легирования. Для молибденсодержащих сталей характерны мел-
козернистость и высокая прокаливаемость, отсутствие склонности
к отпускной хрупкости. Молибденом легируют конструкционные,
нержавеющие, жаропрочные, инструментальные стали.
580
Ферросплавная промышленность производит ферромолибден ма-
рок ФМобО, ФМо58, ФМо55, ФМо52 с содержанием молибдена
соответственно не менее 60, 58, 55 и 52%. Кремния в этих
сплавах от 0,8 до 6 %, а углерода 0,05—0,5 %. Регламентируется
также содержание серы (0,1—0,2%), фосфора, меди, мышьяка,
олова, сурьмы, свинца, цинка и висмута.
Молибден — металл с атомной массой 95,95 г-ат, плотностью
10,23 г/см3 и температурой плавления 2610°С. В жидком состоянии
молибден и железо неограниченно взаимно растворимы, а в твердом
образуют интерметаллиды FeMo и Fe7Mo6. Температура плавления
сплавов с 60 % Мо 1800°С. Это затрудняет выпуск жидкого
сплава из плавильного агрегата. В системе Мо—С известны два
карбида: Мо2С и МоС с соответственно 2380 и 2570°С. С
кислородом молибден образует оксиды МоОз (АЯ2э8 = -754,9
кДж/моль) и МоО2 (АА^эв = “586 кДж/моль). Температура плав-
ления МоО3 795°С. Газообразный МоО3 образуется при 520...720°С.
Температурная зависимость давления пара Ро6щ, МПа, над МоО3
имеет вид:
1g Р0бщ =-1545/7'+0,526.
Оксид МоО2 плавится при - 1900°С. Однако вследствие высокого
давления пара МоО2 при нагреве наблюдаются большие потери
молибдена в результате испарения. В системе Мо—Si известны
силициды Mo3Si, Mo5Si3 и MoSi2. Из сульфидов Мо наибольший
интерес представляет MoS2, так как он входит в состав концентрата,
поступающего на производство ферромолибдена.
В основу технологии производства ферромолибдена положено
силикоалюмотермическое восстановление оксидов молибдена (МоОз
и МоО2) вне печи.
Молибден из МоОз и МоО2 кремнием восстанавливается по
реакциям:
% МоОз + Si = % Мо + SiO2,
AGT = -469870 + 65,6 Т, кДж/моль;
МоО2 + Si = Мо + SiO2,
AGi = -343040 + 19,52 Т, Дж/моль
и алюминием:
^зМоОз + ^А! = %Мо + % А120з,
581
AGr = -633400 + 51,2 T, Дж/моль,
МоО2 + 4^з Al = Mo + Уз А12О3,
AG’ = -519140 + 5,15 Т, Дж/моль.
Для самопроизвольного протекания процесса (без подвода тепла
извне) термичность должна составлять 2.0...2.1 МДж/кг плиты.
Тепла, выделяющегося при силикотермической реакции (если ис-
пользовать чистый кремний), достаточно для самопроизвольного
протекания процесса (6Я81 = ~ 2,8 МДж/кг). При использовании
ферросилиция бЯРеа = 1,5...1,6 МДж/кг, и этого тепла уже не-
достаточно для самопроизвольного протекания процесса. Термич-
ность процесса повышают введением в шихту железной руды и
алюминия. Оптимальной считается температура 185О...19ОО°С, причем
порядка 42% оксидов железа руды восстанавливается до железа,
а остальные 58 % — до FeO. FeO и А12О3, образовавшийся при
окислении алюминия, переходит в шлак, понижающий его тем-
пературу плавления и вязкость.
Образующийся в результате восстановительных процессов шлак
содержит SiO2, FeO и А12О3, для снижения его вязкости и тем-
пературы плавления в шихту дополнительно вводят известь и
плавиковый шпат. Реальные шлаки производства ферромолибдена
имеют вязкость 6,5...12 Па • с при 1800°С.
Технологическая схема производства ферромолибдена приведена
на рис. 230.
Шихта для производства состоит из Мо-концентрата, 75 % фер-
росилиция, Al-порошка, извести, плавикового пшата, железной руды
и стальной стружки. Концентрат содержит 45...48 % Мо, 33-38%
S и 4...8 % SiO2. Перед использованием в шихту для производства
ферромолибдена его подвергают окислительному обжигу при
- 650°С. В концентрате после обжига содержится, %: 80...90 МоО3;
0,05—0,15 S; 3...10 SiO2 и др. Обожженный концентрат из-
мельчают, до фракции < 10 мм. Компоненты шихты тщательно
перемешивают и загружают в плавильный агрегат. В качестве
плавильного агрегата используют высокошахтный плавильный
горн, футерованный шамотным кирпичом. Сверху горн накрыт
футерованным огнеупорным кирпичным сводом, в котором
имеется отверстие, связанное газопроводом с системой газо-
очистки.
Плавильный горн устанавливают на песочное основание, в ко-
тором выполняется «гнездо» для приема сплава. Для выпуска
шлака горн оборудован леткой. Плавка — процесс периодический.
582
Ферросияикоалюниний
Рис. 230. Технологическая схема производства ферромолибдена: / — железнодорожный
вагон, 2 — печь для обжига, 3 — газоочистка, 4 — дымовая труба, 5 — конусная
дробилка, 6 — рудотермическая печь, 7 — ковш, 8 — изложница, 9 — молотковая
дробилка, 10 — печь для обжига известняка, И — барабан для рассева металлических
отходов, 12 — бункеры, 13 — дозатор, 14 — смешивающий барабан,
15 — плавильный, горн, 16—газоочистка, 17— рафинировочная печь, 18— слиток,
19 — охладительный бак, 20 — щековая дробилка, 21 — упаковочная тара
Перед плавкой горн заполняют шихтой на ~ 300 мм ниже верхнего
края для предотвращения выплесков. Плавку ведут с верхним
запалом, оптимальная скорость плавления шихты 10...12
г/(см3-мин). Продолжительность процесса 25...40мин. В течение
- 50-мин выдержки по окончании плавки осаждаются корольки
сплава, запутавшиеся в шлаке. Шлак после выдержки выпускают
в шлаковню, а затем гранулируют. Сплав охлаждают в «гнезде»
7...8 ч, а затем для окончательного охлаждения помещают на 4
ч (примерно) в бак с водой. Остывший блок сплава очищают
от шлака, дробят и упаковывают в тару.
На базовую тонну ферромолибдена (60 % Мо) расходуется
1190 кг концентрата (- 51 % Мо), 360 кг ферросилиция ФС75, 57
кг алюминия, 270 кг железной руды, 230 кг стальной стружки,
65 кг извести и 30 кг плавикового пшата. Извлечение молибдена
составляет 98,7...99%.
583
Глава 46. Процессы рафинирования ферросплавов
от примесей
I. Рафинирование ферросилиция от алюминия
Для производства высококачественной трансформаторной стали
требуется ферросилиций марок ФС65 и ФС75 с содержанием
<0,1 % А1, а в стандартных сплавах содержится 1.5...2.5 % А1.
Технологические схемы рафинирования ферросилиция от алю-
миния построены на окислении алюминия газообразным кислородом
и кислородом, связанным с другими элементами, сродство к кис-
лороду у которых меньше, чем у алюминия (СО2; FeO; SiO2).
Реакции окисления алюминия газообразным кислородом и SiO2
в присутствии СаО и без нее имеют вид:
Уз А1 (ж) + О2(г) = Уз А12О3, АОт = -720 кДж;
Уз А1 (ж) + SiO2(ж) = Уз Л12О3 + Si, Дб’ = —210 кДж;
4^ А1 (ж) + О2(г) + SiO2 (ж) = % Al2SiOB, Дб’ » -820 кДж;
¥з А1 (ж) + О2(г) + СаО (ж) = Уз Са3А12О6, Дб' = —750 кДж.
Анализ изменения энергии Гиббса указанных реакций сви-
детельствует, что при окислении алюминия газообразным кис-
лородом благоприятно присутствие в системе кремнезема и из-
вести.
Рафинирование жидкого сплава от алюминия кислородом в
присутствии SiO2 и СаО осуществляют в разливочном ковше,
покрытом футерованной крышкой. Кислород подают в сплав через
графитовую фурму (рис. 231), погружаемую на глубину до 800 мм.
Свод оборудован системой отвода газообразных продуктов рафи-
нирования в газоочистку.
Кислород через фурму подают с интенсивностью - 200 м3/ч.
Расход порошкообразных извести и кварцита —160 кг/т сплава.
Время рафинирования 13 мин. За это время содержание алюминия
в сплаве снижается с 1,5 до 0,1 %. Потери кремния при этом
<0,5% (абс.).
Другим вариантом рафинирования ферросилиция от алюминия
является обработка жидкого сплава в ковше при выпуске твердыми
окислительными смесями, содержащими известь, железную руду,
кремнезем. Расход окислительной смеси составляет 3...15 % от
584
Рис. 231. Графитовая фурма
для продувки ферросилиция
окислительным газом: 1 — мед-
ный штуцер, 2— графитовый
блок, 3 — труба для подачи
кислорода
массы рафинируемого сплава. Технология
обеспечивает получение ферросилиция с
содержанием < 0,5 % А1.
2. Рафинирование углеродистого
феррохрома от углерода
Рафинирование окислительным шла-
ком. Одним из вариантов производства
среднеуглеродистого (1...4 % С) ферро-
хрома является способ, в основу которого
положено рафинирование высокоуглеро-
дистого сплава (углеродистого феррохро-
ма) окислительным шлаком с высоким
содержанием оксида ведущего элемента
(хрома):
(СгРе)яСт(ж) + т/у«О!,) =
= [п Сг + т Fe + (хт / у) М] + т СО.
Процесс вдет в рафинировочной печи
с магнезитовой футеровкой и трансфор-
матором мощностью - 3 МВ А. Плавка
состоит из восстановительного и рафи-
нировочного периодов. В качестве ших-
товых материалов используют жидкий уг-
леродистый феррохром и богатую хро-
мовую руду. Во время восстановительного
периода восстанавливают углеродом фер-
рохрома оксиды хрома, содержащиеся в
рафинировочном шлаке предыдущей плав-
ки. Шлак восстановительного периода, со-
держащий 3...7% Сг2О3, удаляется из печи. В рафинировочный
период сплав рафинируется от углерода кислородом оксидов хрома,
загружаемых , в печь с хромовой рудой. В этот период содержание
Сг2О3 в шлаке достигает 35...40%. Шлак тугоплавкий и имеет
высокую вязкость. Процесс рафинирования заканчивается получе-
нием сплава заданного состава. Сплав выпускают из печи в ковш,
а шлак оставляют в печи. На оставленном в печи рафинировочном
шлаке начинают следующую плавку.
Этот способ обеспечивает высокое извлечение хрома (87%)
при расходе электроэнергии 9 МВт • ч/т. Он не рентабелен для
получения сплавов с содержанием углерода < 1,5 %, так как при
585
этом возрастают потери хрома и увеличивается расход электро-
энергии.
Рафинирование газообразным кислородом. Массовым спосо-
бом производства среднеуглеродистого феррохрома является обе-
зуглероживание жидкого углеродистого феррохрома газообразным
кислородом и образовавшимися при этом оксидами хрома по
реакциям:
VS Сг7С3 + О2 = 7Л Сг + СО,
AGT = -516800 + 73,4 Т, Дж/моль;
%7 СгуСз + О2 = ?Л7 Сг2О3 + %7 СО,
AGT — —282600 + 46,1 Т, Дж/моль;
VS CrA + 1*Сг2 О3 = 3 Сг + СО,
AGi = +316800 -162,9 Т, Дж/моль;
%Сг + 1^02 = VSCr2O3,
AGt=-377510 + 85,61 Т, Дж/моль.
Из анализа уравнений изменения энергии Гиббса следует, что
при окислении кислородом при низких температурах преиму-
щественно окисляется хром до оксидов, а при высоких — углерод
до СО. Установлено, что
1g {[Сг] • [С]} = -10850/7* + 7,12.
Из этого уравнения следует, что при содержании в сплаве 70%
Сг равновесные содержания углерода при 1600, 1700, 1800 °C
составят соответственно 3,1; 1,7; 0,92 %.
При производстве среднеуглеродистого феррохрома в кон-
вертере углеродистый феррохром продувают кислородом как
сверху, так и снизу через сплав.
Кислородный конвертер, в котором возможна продувка и
сверху и снизу, футерован периклазохромитовым кир-
пичом, медная водоохлаждаемая фурма расположена на
боку конвертера. Жидкий углеродистый феррохром продувают
в несколько приемов. В первый период кислород подают через
сплав снизу. В результате окисления хрома, кремния и железа
происходит разогрев сплава до 17ОО...18ОО°С. Для увеличения
количества выделяющегося в экзотермических реакциях тепла
перед продувкой в конвертер загружают алюминий 0,5...0,8%
586
от массы плавки. Углерод в первый период продувки окисляется
незначительно.
Во втором периоде дутье подают сверху. Происходит интенсивное
окисление углерода кислородом дутья и кислородом оксидов хрома,
образовавшихся в результате окисления компонентов сплава. Со-
держание углерода снижается с 5...8% до 1,0—1,7 %. Для по-
вышения температуры расплава перед концом плавки в конвертер
загружают 200...400 кг отходов среднеуглеродистого феррохрома.
По окончании продувки делают 7...10-мин выдержку, в течение
которой происходит разделение шлака и сплава. При выпуске из
конвертера на струю расплава присаживают ферросиликохром для
восстановления оксидов хрома шлака. Сплав разливают в изложницы.
Конечный шлак содержит 70—80% Сг2О3. Его используют при
выплавке углеродистого феррохрома.
Конвертер с верхним дутьем аналогичен по конструкции кон-
вертерам, используемым для производства стали. После заливки
в конвертер углеродистого феррохрома в конвертер загружают
алюминий (40—50 кг на плавку). В начальный период продувки
интенсивность подачи кислорода 25 м3/мин. Продолжительность
плавки 30-40 мин. По окончании продувки в конвертер загружают
600...800 кг отходов среднеуглеродистого феррохрома и 15—20 кг
ферросиликохрома ФСХ48 для раскисления шлака. Сплав разливают
в изложницы. На тонну сплава расходуется 1230-1260 кг угле-
родистого феррохрома, 5—8 кг алюминия и ~ 100 м3 кислорода.
Извлечение хрома составляет 80—71 %.
Вакуумтермическое рафинирование. В‘основу процессов по-
ложено обезуглероживание жидкого или твердого феррохрома в
вакууме по реакциям:
[С ]ре—Сг + [О]ре—Сг = СО (г),
з [С ]Fe—Сг + (Сг2О3) = ЗСО (г) + 2Сг
[С]Ре_Сг + ^О2(г) = СО(г).
Следовательно, чем ниже давление СО в газовой фазе, тем ниже
концентрация углерода в феррохроме.
Одним из вариантов вакуумтермического метода является про-
цесс, осуществляемый в вакуумной индукционной печи. Вакуу-
мируется жидкий низкоуглеродистый феррохром (0,07-0,09% С)
с целью получения сплава с особо низким содержанием углерода.
Твердый низкоуглеродистый феррохром загружается в вакуумную
индукционную печь и расплавляется при остаточном давлении
587
130 Па. Вакуумируют жидкий сплав при 164О...168О°С и остаточном
давлении 5О...13ОПа. Обезуглероживание идет за счет кислорода,
содержащегося в исходном сплаве. За время расплавления сплава
содержание углерода снижается до 0,04-0,06 %. Конечное со-
держание углерода в сплаве определяется продолжительностью
вакуумирования.
При вакуумировании жидкого сплава уменьшается также со-
держание в нем азота, серы, свинца, цинка, олова и других
примесей.
Для получения феррохрома с содержанием 0,01—0,03 % С при-
меняют способ вакуумтермической обработки твердого углероди-
стого феррохрома окислителями (оксидами хрома, кремнеземом,
оксидом железа и др.) при 1250...1400°С. Однако при выборе
окислителя следует учитывать, что сплав будет загрязняться ок-
сидами пустой породы окислителя (MgO, А12О3, СаО), которые
в условиях процесса не могут быть восстановлены. Кремнезем
может восстанавливаться, что приводит к образованию силицидов
хрома и повышению до 5-8% содержания кремния в сплаве.
В практике ферросплавного производства трудности подбора окис-
лителя преодолеваются использованием окисленного феррохрома,
который получают путем окислительного обжига измельченного
(< 16 мм) углеродистого феррохрома во вращающейся печи при
9ОО...11ОО°С или распылением жидкого сплава кислородом. В окис-
ленном феррохроме содержится 8-13 % О2. Окисленный феррохром
смешивают в соотношении 1:1 с дробленым углеродистым фер-
рохромом и связующим веществом (хромовым ангидридом, рас-
твором сахарной патоки и др.). Полученную шихту брикетируют
и 12...16 ч сушат брикеты при 15О...18О°С. Вакуумтермическую об-
работку брикетов ведут при 13ОО...134О°С и остаточном давлении
66...133 Па в течение -80 ч в вакуумной печи сопротивления. На
базовую тонну феррохрома (- 60 % Сг) расходуется 1100 кг уг-
леродистого феррохрома и 7000 кВт * ч электроэнергии.
3. Рафинирование углеродистого ферромарганца
от углерода
В основу процесса положено рафинирование от углерода
жидкого углеродистого ферромарганца (- 7 % С) газообразным
кислородом с целью получения среднеуглеродистого ферромар-
ганца (~ 1,3 % С). При этом марганец, кремний, железо и углерод
окисляются газообразным кислородом. В окислении углерода
участвуют оксиды, образовавшиеся при окислении компонентов
588
сплава. Содержание углерода интенсивно снижается при
1550...1600°С.
Жидкий углеродистый ферромарганец продувают кислородом,
подаваемым в ковш сверху через водоохлаждаемую фурму. В
начальный период продувки интенсивно окисляются марганец, крем-
ний, железо (углерод практически не окисляется). В результате
экзотермических реакций температура сплава повышается с 1300
до 1550...1650°С. При этих температурах интенсивно окисляется
углерод. Продувку заканчивают при 175О°С и содержании ~ 1,3 %
С. Дальнейшее обезуглероживание приводит к большим потерям
марганца.
В процессе плавки в ковше формируется окислительный шлак
с высоким содержанием оксидов марганца, которые взаимодействуют
с материалом футеровки ковша и разъедают ее.
Процесс сопровождается образованием большого количества за-
пыленного газа, что обусловлено высокой упругостью пара марганца.
Часть пыли образуется также в результате окисления металлических
частиц, выносимых газом из реакционной зоны. Для предотвращения
потерь марганца установка оборудуется надежной системой улав-
ливания* отходящих газов и очистки от пыли. Пыль содержит
- 90 % МП3О4 и - 4 % FeO и др., ее используют в окомкованном
виде при производстве углеродистого ферромарганца.
Высокомарганцовистый Шлак процесса также применяют при
производстве углеродистого ферромарганца.
На тонну рафинированного ферромарганца расходуется 1,3 т
углеродистого ферромарганца, 90 лг кислорода. Сквозной расход
электроэнергии составляет 2950 кВт • ч/т, а усвоение марганца
сплавом — 80 %.
Рекомендуемый библиографический список
К разделу I
Альперович М. Е. Автоматизация и оптимизация основных про-
цессов спецэлектрометаллургии. —М.: Металлургия, 1990. — 177 с.
Дуговые сталеплавильные печи. Атлас/ Зинуров И. Ю., Стро-
ганов А. И., Кузнецов Л. К. и др. —М.: Металлургия, 1974. —
180 с.
Егоров А. В. Расчет мощности и параметров электропечей чер-
ной металлургии. —М.: Металлургия, 1990. — 280 с.
Поволоцкий Д. Я., Гудим Ю. А., Зинуров И. Ю. Устройство и
работа сверхмощных дуговых сталеплавильных печей. —М.: Метал-
лургия. 1990. —176 с.
Самохвалов Г. В., Черныш Г. И. Электрические печи черной
металлургии. —М.: Металлургия, 1984. — 232 с.
Сосонкин О. М., Кудрин В. А. Водоохлаждаемый свод элекг-
родуговой печи. —М.: Металлургия, 1985. —144 с.
К разделу II
Альперович М. Е. Автоматизация и оптимизация основных про-
цессов спецэлектрометаллургии. —М.: Металлургия, 1990. — 177 с.
Бортничук Н. И., Крут янский М. М. Плазменно-дуговые пла-
вильные печи.—М.: Энергоиздат, 1981. —120 с.
Егоров Л. В. Расчет мощности и параметров электропечей чер-
ной металлургии. —М.: Металлургия, 1980. — 280 с.
Самохвалов Г. В., Черныш Г. И. Электрические печи черной
металлургии. —-М.: Металлургия, 1984. — 232 с.
Электрошлаковые печи./Под ред. Патона Б. Е. и Медовара Б. И.
— Киев: Наукова думка, 1976. — 416 с.
К разделу III
Гасик М. И., Гладких В. А., Игнатьев В. С. и др. Проектиро-
вание электрометаллургических цехов. — Киев — Донецк: «Вища
школа», 1987. —143 а
Егоров А. В. Расчет мощности и параметров электропечей чер-
ной металлургии. —М.: Металлургия, 1990. — 280 с.
Кармадонов А. Ф. Механическое оборудование ферросплавных
цехов.—М.: Металлургия, 1968. — 210 с.
Электрические промышленные печи. Дуговые печи и установки
специального нагрева / Свенчанский А. Д., Жердеев И. Т., Кру-
чинин А. М. и др.—М: Энергия, 1981. — 296 с.
590
К разделу IV
Григорян В. А., Белянчиков Л. Н„ Стомахин А. Я. Теорети-
ческие основы элекгросталеплавильных процессов. —М.: Металлур-
гия, 1987. — 271 с.
Еланский Г. Н. Строение и свойства металлических расплавов.
—М.: Металлургия, 1991. —160 с.
Кожеуров В. А. Термодинамика шлаков. —М.: Металлургиздат,
1955. —164 с.
Линчевский Б. В. Термодинамика и кинетика взаимодействия
газов с жидкими металлами. —М.: Металлургия, 1986 — 222 с.
Михайлов Г. Г, Поволоцкий Д. Я. Термодинамика раскисления
стали. —М.: Металлургия, 1993. — 144 с.
Поволоцкий Д. Я. Раскисление стали. —М: Металлургия, 1972.
— 208 с.
Физико-химические расчеты электросталеплавильных процессов/
Григорян В. А., Стомахин А. Я., Пономаренко А. Г. и др. —М:
Металлургия, 1989. — 288 с.
Эллиот Д. Ф. Термохимия сталеплавильных процессов / Пер. с
англ. —М.: Металлургия, 1969. — 252 с.
К разделу V
Морозов А. Н. Современное производство стали в дуговых пе-
чах. —М: Металлургия, 1983. —184 с.
Поволоцкий Д. Я., Гудим Ю. А. Выплавка легированной стали
в дуговых печах.—М: Металлургия, 1987. —136 с.
Поволоцкий Д. Я., Гудим Ю. А., Зинуров И. Ю. Устройство и
работа сверхмощных дуговых сталеплавильных печей—М.: Метал-
лургия, 1990. —176 с.
Сойфер В. М. Выплавка стали в кислых электропечах.— М:
Металлургия, 1987.— 121 с.
Спектор А. Г, Зельбет Б. М., Киселева С. А. Структура и
свойства подшипниковых сталей. —М.: Металлургия, 1980. — 264 с.
К разделу VI
Ефимов В. А. Разливка и кристаллизация стали. —М.: Металлур-
гия, 1976. — 552 с.
Качество слитка спокойной стали / Колосов М. И., Строга-
нов А. И., Смирнов Ю. Д., Охримович Б. П. —Мл. Металлургия,
1972.—408 с.
Оно А. Затвердевание металлов. —М.: Металлургия, 1980. —
149 с.
591
Шмрга Л. Затвердение и кристаллизация стальных слитков /
Пер. с чешек. —М.: Металлургия, 1985. — 248 с.
К разделу VII
Калугин А. С. Электронно-лучевая плавка металлов. —М.: Ме-
таллургия, 1980. —168 с.
Клюев М. М. Плазменно-дуговой переплав. —М.: Металлургия,
1980. —256 с.
Клюев М. М., Волков С. Е. Электрошлаковый переплав. —М.:
Металлургия, 1984. — 208 с.
Линчевский Б. В. Вакуумная индукционная плавка. —М.: Метал-
лургия, 1975. — 240 с.
Рафинирующие переплавы стали и сплавов в вакууме / Бояр-
шинов В. А., Шалимов А. Г., Щербаков А. И. и др. —М.: Ме-
таллургия, 1979. — 304 с.
К разделу VIII
Бобкова О. С. Силикотермическое восстановление металлов.—
М.: Металлургия, 1991. —173 с.
Взаимодействие оксидов металлов углеродов / Елютин В. П.,
Павлов Ю. А., Полянов В. П., Шеболдаев С. Б. —М.: Металлур-
гия, 1976. — 359 с.
Гельд П. В., Есин О. А. Процессы высокотемпературного вос-
становления. —М.: Металлургиздат, 1957. — 646 с.
Толстогузов Н. В. Теоретические основы и технология плавки
кремнистых и марганцевых сплавов. —NL: Металлургия, 1992. —
238 с.
К разделу IX
Алюминотермия / Лякишев Н. П., Планер Ю. Л., Игнатен-
ко Г. Ф., Лаппо С. И. —М.: Металлургия, 1978. — 324 с.
Гасик М. И., Лякишев Н. П., Емлин Б. И. Теория и техноло-
гия производства ферросплавов.—М: Металлургия, 1988. — 784 с.
Емлин Б. И., Гасик М. И. Справочник по электротермическим
процессам.—М: Металлургия, 1978. — 288 с.
Рысс М. А. Производство ферросплавов. —М..: Металлургия,
1985. —244 с.
Ферросплавы: справ, изд. / Мизин В. Г, Чирков И. А., Игнать-
ев В. С. —М.: Металлургия, 1992. — 415 с.