/






































































































































































Text
М. А. Рысс
ПРОИЗВОДСТВО
ФЕРРОСПЛАВОВ
Издание 2-е,
переработанное и дополненное
МОСКВА
«МЕТАЛЛУРГИЯ» 1985
УДК 669.168
Рецензент: докт. техн, наук проф. М. И. Гасик
УДК 669.168
Производство ферросплавов. Рысс М. А. М.: Металлургия, 1985. 344 с.
Во втором издании (первое — в 197-6 г.) систематизированы п об-
общены теоретические и практические вопросы металлургии ферроспла-
вов с учетом последних достижений промышленности и перспектив ее
развития. Рассмотрены способы повышения качества, охрана окружа-
ющей среды и возможности использования побочных продуктов при
выплавке ферросплавов.
Предназначена для инженерно-технических работников ферроспла-
вной промышленности. Ил. 74. Табл. 109. Библиогр. список: 134 назв.
МАРК АБРАМОВИЧ РЫСС
ПРОИЗВОДСТВО ФЕРРОСПЛАВОВ
Редактор издательства Е. К. Полторацкая
Художественный редактор Ю. И. Смурыгин
Технический редактор Г. Б. Жарова
Корректоры В. М. Гриднева, Ю. И. Королева
Переплет художника В. 3. Казакевича
ИБ № 2686
Сдано в набор II.01.85. Подписано в печать 04.05.85. Т-10561. Формат
бумаги 84Х108‘/з2. Бумага типографская № 1. Гарнитура литературная.
Печать высокая. Усл. печ. л. 18,Об. Усл. кр.-отт. 18,06, Уч.-изд. л. 21,49.
Тираж 2840 экз. Заказ 92. Цена I р. 50 к. Изд. № 0991.
Ордена Трудового Красного Знамени издательство «Металлургия»,
119857, ГСП, Москва, Г-34, 2-й Обыденский пер., д. 14
Владимирская типография Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
600000, г. Владимир, Октябрьский проспект, д. 7
Светлой памяти моего отца
А. Г. РЫССА посвящается
эта книга
Предисловие
«Основными направлениями экономического и социального
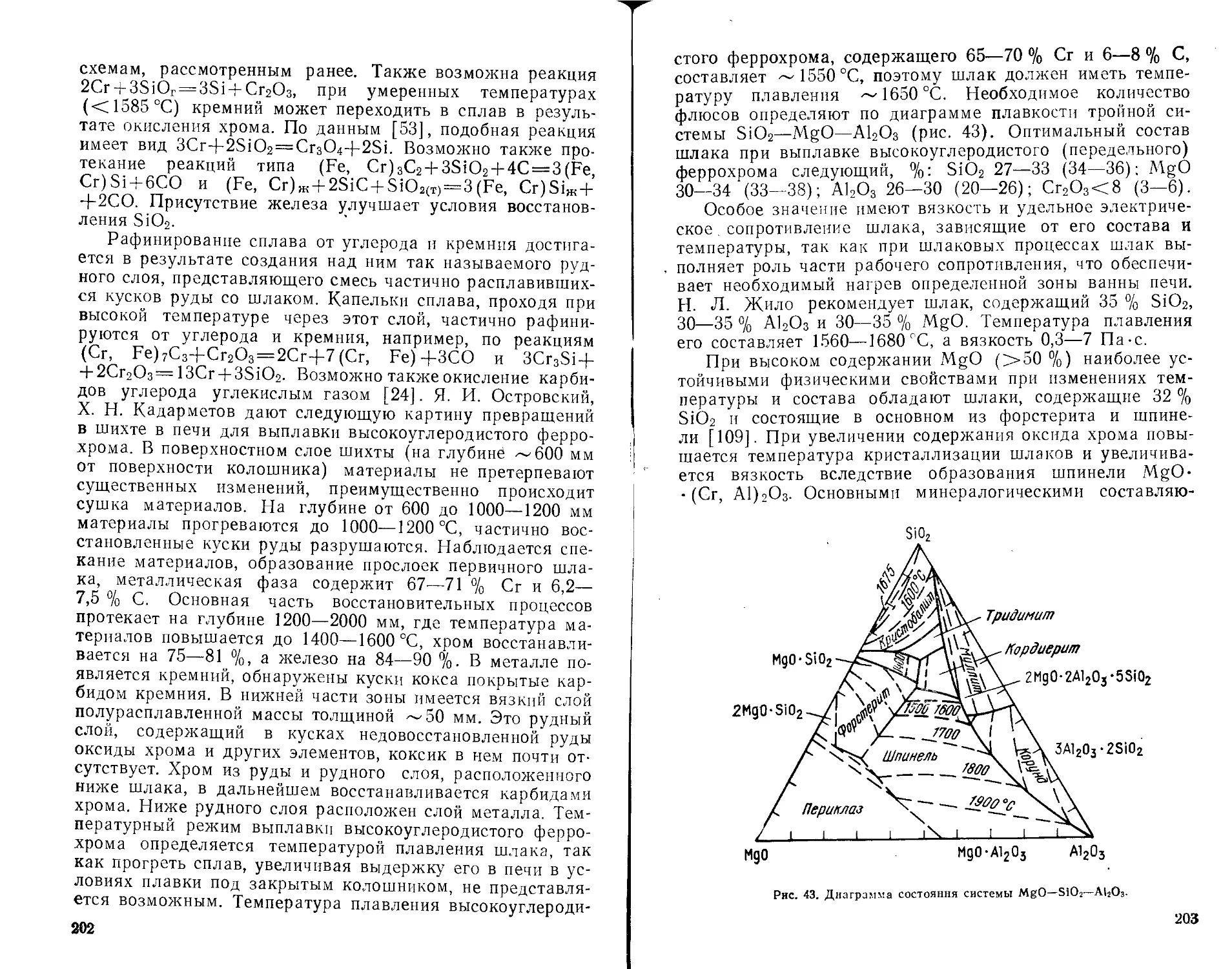
развития СССР на 1981 —1985 гг. и на период до 1990 г.»,
утвержденными XXVI съездом КПСС, предусматривается,
что в черной металлургии главным направлением даль-
нейшего развития должны стать улучшение качества и уве-
личение выпуска эффективных видов металлопродукции.
Выполненные в последние годы коллективами отечест-
венных предприятий и институтов научные исследования и
технические разработки привели к усовершенствованию
принятых и к созданию ряда новых технологических про-
цессов производства ферросплавов. Во втором издании
настоящей книги автор предпринял попытку обобщить эти
достижения, а также имеющиеся данные о производстве
ферросплавов за рубежом.
Ограниченный объем книги вызвал необходимость уде.-
лить основное внимание технологии производства ферро-
сплавов и значительно сократить справочный и в том числе
библиографический материал. Большинство физико-хи-
мических величин и структур двойных сплавов, приведен-
ных без ссылок на литературу, даны по следующим основ-
ным источникам: В. А. Рябинин и др. «Термодинамические
свойства веществ», М., «Химия», 1977; А. Е. Вол, И. К. Ка-
ган «Строение и свойства двойных металлических систем»,
М., «Металлургия», 1954—1979; «Свойства элементов», под
ред. Г. В. Самсонова, М., «Металлургия», ч. I и ч. II —
1976; К- Дж. Смитлз «Металлы», М„ «Металлургия», 1980;
Б. И. Емлин, М. И. Гасик «Справочник по электротермиче-
ским процессам», М., «Металлургия», 1978; «Термодинами-
ческие свойства индивидуальных веществ», под реД.
В. П. Глушко, М„ «Наука» в 4-х т., 1978—1982. При ана-
лизе физико-химических условий процессов производства
ферросплавов автор использовал работу П. В. Гельда и
О. А. Есина «Процессы высокотемпературного восстановле-
ния», Металлургиздат, 1957, а также ряд других работ
упомянутых авторов и работы Н. П. Лякишева, В. П. Елю-
^ИНЛ’ туС’ Дитрика, Н. А. Ватолина, М. И. Гасика,
• И. Емлина, Я. С. Щедровицкого и др. Необходимые рас-
четы были выполнены, в основном, по методикам, предло-
женным Л. П. Владимировым в работе «Термодинамичес-
кие расчеты равновесия металлургических реакций», М.,
«Металлургия», 1970. Также широко были использованы
работы по технологии ферросплавов упомянутых авторов и
работы Г. Ф. Игнатенко, В. Г. Мизина, Р. А. Невского,
Ю. Л. Плинера, В. А. Кравченко, А. С. Дубровина, Г. Н. Ко-
жевникова, О. С. Бобковой, И. Т. Жердева, Н. В. Толстогу-
зова, X. Н. Кадарметова, Т. И. Сигуа, Б. П. Сафонова,
Г. В. Серова, И. И. Барашкина, В. И. Жучкова, В. П. Зай-
ко, Б. И. Байрамова и др., внесших большой вклад в раз-
витие ферросплавной промышленности СССР.
В заключение автор выражает глубокую благодарность
работникам лабораторий и цехов ЧЭМК за неоценимую
помощь при выполнении ряда исследований и особую при-
знательность товарищам В. С. Зельдину, А. Ф. Коневу,
Р. Е. Дмитриевой, О. С. Бобковой, А. С. Дубровину,
Т. П. Сириной, В. В. Мураховскому, В. П. Зайко, а также
рецензенту издания М. И. Гасику за их советы, позволив-
шие значительно улучшить книгу.
Введение
Черные металлы играют в народном хозяйстве страны исключительно
важную роль.
От роста производства черных металлов, расширения их сорта-
мента и улучшения качества во многом зависит расширение социа-
листического воспроизводства, ускорение технического прогресса во всех
отраслях народного хозяйства, повышение эффективности общественно-
го производства в целом. Большое внимание уделяется увеличению
производства качественных сталей, необходимых для развития машино-
строительной, авиационной, химической и других важнейших отраслей
промышленности. Особое значение среди качественных сталей имеют
легированные и модифицированные стали, свойства которых улучшены
благодаря введению в их состав легирующих и модифицирующих эле-
ментов: хрома, никеля, марганца, вольфрама, молибдена, кальция, ва-
надия и др. Иногда эти элементы вводят в ванну сталеплавильной печн
в чистом виде, но чаще всего, в виде ферросплавов.
Ферросплавами называют сплавы железа с кремнием, марганцем,
хромом, ванадием и другими элементами, а иногда сплавы других эле-
ментов, например, сплав кальция и кремния — силикокальций, применя-
ющиеся при выплавке стали для улучшения ее свойств (связывания
вредных примесей, раскисления и легирования). По принятой термино-
логии в ферросплавах помимо основного элемента, обычно железа или
кремния, имеются один или несколько ведущих элементов, ради которых
сплав выплавляют, нежелательные примеси, количество которых неве-
лико и строго ограничивается, и вредные ппимеси, содержание которых
4
ограничивается тысячными и сотыми долями процента. Например, в низ-
коуглеродистом феррохроме хром — ведущий элемент, железо — основ-
ной, кремний — нежелательная примесь, а углерод, фосфор и сера—
вредные примеси. Комплексные ферросплавы содержат несколько веду-
щих элементов, например, в ферросиликохроме — кремний и хром.
Лигатурами называют все сплавы иа иежелезиой основе (никелевой,
хромовой и др.). Ферросплавы иа железной основе, применяемые только
для легирования, часто также называют лигатурами (например, лигату-
ра с бором, селеном, кремииймагнпевая лигатура и др.). Целесообраз-
ность легирования стали и сплавов ферросплавами, а не технически
чистыми металлами объясняется тем, что в этом случае достигается
уменьшение угара ведущего элемента, облегчается его введение в сталь,
а стоимость ведущего элемента в ферросплавах и лигатурах обычно
значительно ниже, чем в технически чистых металлах.
Начало промышленного производства ферросплавов относится к
60-м годам XIX в., когда во Франции была освоена технология вос-
становительной плавки в тигельных печах. В последующем некоторое
развитие получила выплавка ферросплавов в доменных печах, однако
недостаточно высокая температура этих процессов не позволяла произ-
водить высокопроцентные сплавы и сплавы тугоплавких металлов. Это
затруднение было устранено в дальнейшем путем использования элек-
тротермии. Основоположником электротермии был русский ученый
В. В. Петров, открывший в 1802 г. явление электрической дуги и впер-
вые в мире осуществивший восстановление окислов углеродом с при-
менением электрической дуги. Электротермический способ производства
низкоуглеродистых ферросплавов с использованием в качестве вос-
становителя кремния был разработан Ф. М. Бекетом в 1907 г. В даль-
нейшем этот метод получил самое широкое распространение. Другой
способ получения низкоуглеродистых ферросплавов — алюмииотермиче-
ский процесс —был разработан русским академиком Н. Н. Бекетовым.
Позднее были осуществлены процессы производства иизкоуглеродистых
ферросплавов продувкой углеродистых сплавов окислительными газами,
вакуумированием жидких и твердых сплавов, методом смешивания
расплавов и позже путем смешивания жидкого расплава и твердого
восстановителя [1—6]. Разрабатываются различные способы рафиниро-
вания ферросплавов плавкой в электроннолучевых и плазменных пе-
чах [7]. Так, В. Н. Гусаровым был предложен оригинальный способ
производства ферровольфрама с вычерпыванием сплава [6].
В послевоенные годы были освоены отечественные высокоэффектив-
ные угле- и силикотермические способы производства силикокальция и
ряда сплавов иа их основе [8]. Было повышено качество ферросплавов
как по химическому (повышено содержание ведущих элементов, сниже-
но содержание вредных примесей), так и по гранулометрическому
составу, организовано производство фракционированных и порошкообраз-
ных сплавов. Одновременно происходило усовершенствование алюми-
иотермического процесса за счет предварительного нагрева шихты, при-
менения осадителей, использования электроэнергии для предваритель-
ного расплавления шихты и т. д., а также значительного расширения
сортамента выплавляемых сплавов [9; 10, с. 27—38; 11, 12]. Совер-
шенствовалась техника ферросплавного производства. Для восстанови-
тельных процессов начали широко использовать печи с вращением ванны
и закрытые, печи с вращением и наклоном ванны для рафинировочных
процессов, а также вакуумные печи сопротивления, индукционные ва-
куумные и др. [13—15]. Мощность ферросплавных печей превысила
100 MBA, что значительно улучшило технико-экономические показатели
производства. Ниже приведены данные, характеризующие изменение
5
техннко-экономическнх показателей при увеличении мощности электро-
печей: Завод А Б В
Установленная мощность электропе- чей, MBA (проектная) Мощность одной электропечи, MBA 132 198 630
16,5 33,0 63,0
Расчетная производительность цеха, тыс. т 190 300 1200
Стоимость цеха, приведенная к сопо- ставимым условиям, тыс. руб. . . 15 600 23 000 50 000
Штаты цеха, приведенные к сопоста-’ вимым условиям, число человек . . 508 527 750
Выработка за год на одного работа- ющего, т 375 560 1600
Удельные капитальные вложения иа 1 MBA, тыс. руб 120 120 80
Удельные капитальные вложения иа 1 т продукции, руб 82 78 42
В СССР электропечи мощностью 63 и 81 MBA составляли в 1980 г.
22,2 % от общей мощности электропечей ферросплавного производства
и доля их должна повыситься к 1985 г. до 30 %. Одновременно совер-
шенствовалось оборудование для подготовки и подачи шихты, причем
широко внедрялась автоматизация этих процессов, для разливки фер-
росплавов начали применять машины, в том числе конвейерного типа,
механизированы операции по очистке и отгрузке продукции и т. п.
Большое внимание стало уделяться вопросам охраны природы, т. е.
газоочистным установкам, комплексному использованию сырья и т. п.
Объем производства ферросплавов неуклонно возрастает.
Отечественное производство электротермических ферросплавов бы-
ло начато в 1910 г. в очень небольших количествах (~500 т в год) на
заводе «Пороги» (близ г. Сатка) и по существу отечественная ферро-
сплавная промышленность была создана в годы Советской власти.
Первая печь иа Челябинском заводе ферросплавов (теперь это Челя-
бинский ордена Ленина, ордена Трудового Красного Знамени электро-
металлургический комбинат — ЧЭМК) была пущена 7 ноября 1930 г.
Вскоре же были построены Зестафонскнй (ЗЗФ) и Запорожский (ЗФЗ)
ферросплавные заводы, а затем в годы Великой Отечественной войны
Актюбинский (АЗФ), Кузнецкий (КЗФ) и Ключевской (КлЗФ) заводы
ферросплавов и в послевоенные годы — Серовский (СЗФ), Стахановский
(СФЗ), Ермаковскпй (ЕЗФ) и Никопольский (НЗФ) заводы. В настоя-
щее время СССР занимает первое место по производству ферросплавов
и является очень крупным экспортером их на мировой рынок *. Даль-
нейшее развитие ферросплавной промышленности СССР будет осуще-
ствляться за счет как реконструкции действующих, так и строительства
новых цехов и заводов, в частности будет продолжено строительство
Никопольского и Ермаковского и начато строительство Восточно-Си-
бирского ферросплавных заводов. Новые ферросплавные предприятия
будут оснащаться самым современным оборудованием, в том числе уни-
кальными закрытыми печами мощностью до 60—100 MBA, использовать
передовую технологию и обеспечат выпуск продукции на уровне самых
высоких требований отечественной промышленности и мирового рынка.
* Некоторые вопросы развития производства ферросплавов различ-
ными методами и данные об объеме их производства рассмотрены в
работах [16—27].
6
Глава 1
СЫРЫЕ МАТЕРИАЛЫ
Требования к рудам и их выбор
Как правило, ферросплавные заводы используют руды или
рудные концентраты, не требующие дополнительного обо-
гащения. Исключение составляют бедные марганцевые и
реже хромовые руды, которые подвергают пирометаллурги-
ческому обогащению с получением богатых по содержанию
ведущего элемента шлаков, которые затем перерабатывают
в конечную продукцию, и железистого попутного продукта,
например по процессу Юди*, а также ванадиевые, никеле-
вые руды и некоторые руды редких элементов, требующие
сложного металлургического передела [27, 28].
При оценке качества руд на первом месте стоит вопрос
о содержании в них ведущего элемента, но и этот критерий
изменяется. В связи с усиливающимся истощением запасов
богатых руд в настоящее время потребители удовлетворя-
ются все более бедными рудами. При решении вопроса об
использовании в производстве того или иного сорта руды
должны быть оценены технические и экономические резуль-
таты работы на этой руде. При этом в первую очередь сле-
дует учитывать, что уменьшение доли марганца в шихте на
1 % при прочих равных условиях снижает производитель-
ность печи на 2,3 % [29], а уменьшение содержания Сг2О3 в
руде на 1 % снижает производительность печи и соответст-
венно увеличивает расход электроэнергии при производст-
ве низкоуглеродистого феррохрома на 4,8 % и высокоугле-
родистого феррохрома на 3,0 %.
Ценность руды повышается с уменьшением содержания
в ней вредных примесей: фосфора, серы, меди и т. п. Коли-
чество вредных примесей зачастую определяет технологию
передела. Например, фосфористые марганцевые руды необ-
ходимо подвергать дефосфорации переплавом на богатые
шлаки или другим методом, что повышает стоимость пере-
дела и снижает ценность руды. Очень важное значение
имеет состав цементирующей связки руды. Если хромовые
РУДЫ с железистой связкой легко восстановимы и обеспечи-
вают получение рафинированного феррохрома с высокими
* Пат. (США), № 2830890, 1958; пат. (США), № 2934422, 1960.
7
технико-экономическими показателями, то использование
руд с магнезиальным цементом вызывает ряд трудностей,
приводящих к ухудшению технико-экономических показа-
телей производства. Хромовые и марганцевые руды с по-
вышенным содержанием в цементе кремнезема потребуют
дополнительного расхода флюса при силикотермическом
способе производства рафинированных сплавов и вызовут
ухудшение качества продукции и технико-экономических
показателей производства, но могут быть успешно исполь-
зованы при выплавке шлаковым способом ферросилико-
хрома и силикомарганца. Важным условием при оценке
качества руды является высокое значение соотношения ве-
дущего элемента и железа. Это соотношение должно со-
ставлять для марганцевых руд более 9 : 1, для хромовых
низшего сорта не менее 2,2:1 и для руд первого сорта
2,9: 1 п выше. Снижение этого соотношения не позволяет
получить стандартные сплавы по содержанию ведущего
элемента без предварительного обогащения руд и ухудша-
ет технико-экономические показатели производства.
К кварцу и кварцитам дополнительно предъявляют тре-
бования по минимальному содержанию шлакообразующих
примесей (оксидов кальция и магния п особенно глинозе-
ма); необходимо также, чтобы водопоглощение их не пре-
вышало 5 % и они не давали значительного количества ме-
лочи при дроблении и нагревании. Для вольфрамовых и
молибденовых концентратов очень важными являются тре-
бования по ограничению содержания примесей фосфора,
мышьяка и ряда цветных металлов (Sb, Sn и др.).
Существенную роль при выборе руды играет ее фракци-
онный состав, который очень часто определяет технико-эко-
номические показатели производства. Общего правила об
оптимальных размерах кусков руды не существует; они за-
висят от сорта руды, размера и типа печи, способа производ-
ства. Для бесшлаковых и шлаковых рудовосстановительных
процессов (особенно при использовании закрытых печей)
необходимо использование руды в более крупных кусках,
чем для большинства рафинировочных процессов. Пылева-
тые руды и флотационные концентраты нельзя загружать
непосредственно в печи без принятия специальных мер,
предупреждающих вынос мелких частиц, который может
составлять 2^15% от количества заданной руды. Потери и
производственные затруднения в этом случае могут быть
устранены за счет предварительного окускования их раз-
личными методами (агломерацией, брикетированием, гра-
нуляцией и т. д.), но в каждом случае должна быть опре-
8
делена его экономическая эффективность. Как правило, и
химический и фракционный состав руды значительно изме-
няются даже в пределах одного месторождения, а иногда и
одного рудника. Для обеспечения постоянства шихтовки,
т. е. неизменности технологического режима, на заводе не-
обходимо иметь механизированные склады достаточной
вместимости, на которых производится сортировка по
фракциям и усреднение по химическому составу, а также в
случае необходимости — дробление или окускование руды.
Склады для дорогостоящих руд и концентратов должны
быть закрытыми, под навесом следует хранить порошковые
руды, так как при хранении на открытых площадках они
впитывают от 10 до 20 % влаги [27].
Восстановители
Правильный выбор восстановителя и соответствующая его
подготовка в значительной степени определяют технико-
экономические показатели производства. По химическим
свойствам в качестве восстановителей оксидов руды при
выплавке ферросплавов можно применять многие элемен-
ты. Однако экономически выгодно применять углерод,
кремний и алюминий. Наиболее широко используют угле-
род, а если необходимо предотвратить науглероживание
выплавляемого сплава, то применяют более дорогие крем-
ний и алюминий.
В качестве углеродсодержащего восстановителя могут
быть использованы различные материалы: древесный, бу-
рый и каменный уголь, нефтяной, пековый или каменно-
угольный кокс, различные полукоксы, древесные отходы и
Др. Углеродистые восстановители, применяемые при выплав-
ке ферросплавов, должны обладать хорошей реакционной
способностью, высоким удельным электрическим сопротив-
лением, соответствующим для каждого сплава химическим
составом золы, достаточной прочностью, оптимальным раз-
мером куска, хорошей газопроницаемостью и термоустой-
чивостью, невысокой стоимостью [30, 31, с. 113—117].
Под реакционной способностью углеродистого восстановителя по-
нимают его .химическую активность по отношению к определенной
реакции, данному оксиду, которая зависит от размера, степени упорядо-
ченности и характера упаковки кристаллов углерода, от плотности и
пористости материала, характера его поверхности, адсорбционной спо-
собности по отношению к реагирующему газу, от содержания различных
примесей н др. Реакционная способность восстановителя характеризу-
ется условной величиной, определяемой по скорости реакции СОг + С=
9
=2С0*. Иногда о реакционной способности судят по реакции горения
углерода С + О2=СО2 или по взаимодействию углерода и SiO2 [30].
Почти все углеродистые материалы при нагревании до
высоких температур (1800—2300 К) выравнивают свою
химическую активность, приближаясь к так называемому
графитовому пределу, однако в процессе плавки различ-
ные углеродистые материалы проявляют свои специфичес-
кие свойства и присущую им реакционную способность, так
как скорости графитизации для различных материалов
различны и проходят в печи эти -процессы до разной степе-
ни полноты. На реакционную способность кокса определен-
ное влияние оказывают минеральные включения, содержа-
щиеся в золе угля, а также искусственно внесенные. Так,
отмечено повышение реакционной способности при внесении
в угольную шихту для изготовления кокса или в готовый
кокс солей щелочных металлов, железной руды и др. На
рис. 1 приведена зависимость реакционной способности ря-
да производственных и опытных коксов, а также некото-
рых других видов углеродистых материалов от температу-
ры опыта. Хотя и в этом случае наблюдается тенденция к
сближению значений реакционной способности различных
?том температуры, но разли-
чие между ними остается су-
щественным. Исследование
скорости восстановления
смеси оксидов А12О3 и SiO2
разными восстановителями
при 1850°С в вакууме пока-
зало, что они имеют различ-
ную реакционную способ-
ность и при высокой темпе-
ратуре. Заметное различие
значений скорости образо-
вания SiC наблюдалось для
различных восстановителей
при относительно низких
температурах (—'1900 К)
(и сравнительно небольшой
продолжительности опы-
та — 15 мин).
При высокой реакцион-
ной способности восстано-
вителя процесс начинается
углеродистых материалов с
СО, %
100
90
80
70
60
50
90
30
20
10
873 1000 1100 1200 1300 7,5
Рис. 1. Зависимость реакционной
способности твердых топлив от
температуры:
/ — донецкого кокса; 2 — кемеров-
ского кокса; 3 — кокса с добавкой
30 % железной руды; 4—нефтяного
кокса; 5—антрацита; 6 — древес-
ного угля
* Этот метод, основанный на газификации кокса в струе диоксида
углерода СО2 при 950—1050 °C, заложен в ГОСТ 10089—73.
10
при более низких температурах, т. е. в более высоких
горизонтах печи, и происходит более полное восстанов-
ление. Высокое электрическое сопротивление восстано-
вителя обеспечивает работу при более высоком рабо-
чем напряжении, т. е. при более выгодных электрических
характеристиках печной установки. В составе золы восста-
новителя должно быть минимальное количество вредных
примесей, так как они в значительной степени переходят в
готовую продукцию. Желательно, чтобы зола содержала
максимально высокое количество полезного элемента, на-
пример кремнезема при выплавке ферросилиция, и мини-
мальное количество шлакообразующих при использовании
восстановителя в бесшлаковых процессах. Для восстанови-
теля желательно невысокое содержание летучих, отсутствие
склонности к спеканию, что обеспечивает хорошее газо-
выделенпе на колошнике печи и облегчает ее обслужива-.
ниэ. При подготовке, дозировании и подаче шихты восста-
новитель должен давать минимальное количество мелочи,
т. е. обладать достаточной механической прочностью. При
увеличении количества мелочи ухудшается работа печей
вследствие снижения газопроницаемости колошника.
Очень хорошим восстановителем является древесный
уголь, обладающий высокими удельными электрическим
сопротивлением и реакционной способностью, чистотой.
Древесный уголь уменьшает спекание шихты, что особенно
важно при выплавке высокопроцентных сплавов кремния.
Древесный уголь—пористый высокоуглеродистый продукт,
получаемый из древесины в результате ее нагрева без до-
ступа или с очень ограниченным доступом воздуха в ретор-
тах или углевыжигательных печах различных систем. Со-
став древесного угля зависит от конечной температуры
переугливания и от вида использованной древесины. Дре-
весный уголь имеет достаточную прочность и малую исти-
раемость, лучшим является уголь из твердых пород дере-
ва. Высокая пористость древесного угля обеспечивает его
высокую реакционную способность.
Ретортный уголь характеризуется повышенным содер-
жанием твердого углерода, большей однородностью хими-
ческого и гранулометрического состава и меньшей стоимо-
стью. Он более мелок, чем печной, но, так как его не нуж-
но дробить, отходы при подготовке шихты практически
одинаковы (~20 %). Сравнительные плавки кристалличе-
ского кремния на печном и ретортном древесном угле
показали, что, несмотря на увеличение в последнем случае
расхода электроэнергии на 1080 МДж/т (300кВт-ч/т), сто-
11
имость сплава снизилась. Однако при углетермическом
производстве богатого силикокальция такой уголь не-
пригоден, так как при его использовании резко ухудшают-
ся все показатели производства. Следовательно, в каждом
случае должно быть сделано технико-экономическое обо-
снование выбора того или другого вида древесного угля.
Древесный уголь способен самовозгораться, характеризуй
ется резкими колебаниями содержаний золы и влаги (от 5
до 40 %), что затрудняет правильную дозировку восстано-
вителя, кроме того, он дорог. В связи с этим древесный
уголь применяют, как правило, лишь при плавке кристал-
лического кремния и 90 %-ного ферросилиция, силикоалю-
миния и силикокальция и стремятся заменить его различ-
ными древесными отходами (щепой, стружкой, опилками и
т. п.), что дает значительный экономический эффект [14].
Применение древесных отходов обеспечивает уменьшение
спекания шихты и улучшение газопроницаемости, повыше-
ние электрического сопротивления шихты и снижение испа-
рения восстановленных элементов, тепловых потерь и уно-
са пыли, позволяет регулировать температуру в печи и дает
возможность вести восстановление руд, имеющих темпера-
туру плавления значительно ниже температуры требуемой
для восстановления. Хорошими восстановителями являются
нефтяной и пековый кокс, обладающие достаточной меха-
нической прочностью, высокой реакционной способностью
и низким содержанием золы и летучих. Различие реакцион-
ной способности нефтяных коксов разных видов невелико,
все эти восстановители склонны к графитизации при тем-
пературах плавки, что ухудшает их реакционную способ-
ность и снижает электрическое сопротивление. Этот недо-
статок, а также высокая стоимость ограничивают их при-
менение только для выплавки кристаллического кремния
или особо чистых по примесям ферросплавов (ряда сортов
высокопроцентного ферросилиция, ферровольфрама).
За рубежом в качестве восстановителя успешно исполь-
зуют торфяные брикеты и торфяной кокс, характеризую-
щиеся высокой реакционной способностью, пористостью,
чистотой и низкой электрической проводимостью [27]. Вы-
сокая стоимость этих материалов (на единицу содержаще-
гося в них углерода) и значительные транспортные
издержки при их перевозке в настоящее время препятст-
вуют их широкому применению в СССР, однако при орга-
низации крупномасштабного производства их в определен-
ных районах положение может коренным образом изме-
ниться. При этом следует учитывать, что в СССР имеются
12
большие запасы малофосфористых торфов (<0,05 % Р),
причем опытные работы по их использованию показали
преимущество торфа перед рядом других восстановите-
лей [35].
Использование в качестве восстановителя торфа способ-
ствует снижению расхода коксующихся углей, улучшению
восстановимости подготовленного сырья и получению фер-
росплавов с более низким содержанием фосфора. Широко
используют в качестве восстановителя и каменный уголь.
В отечественной практике каменный уголь (антрацит) сис-
тематически применяют как восстановитель при выплавке
силикокальция, углеродистого феррохрома, карбида каль-
ция, фосфора [33, 34] и реже—при выплавке ферросили-
ция и других сплавов [32, с. 16—24]. За рубежом каменный
уголь при выплавке ферросплавов используют более широ-
ко [27].
Следует использовать угли более малозольные (антрациты) или с
соответствующим составом золы (например, с высоким содержанием
кремнезема и глинозема при выплавке силикоалюминия) [35, 36]. Моло-
дые (газовые, длиннопламенные) и бурые угли являются наиболее реак-
ционноспособными, обладают высоким электрическим сопротивлением,
недефицитны и имеют невысокую стоимость. Проведенными нами на
ЧЭМК работы по замене части коксика буроугольными брикетами по-
казали, что их применение обеспечивает улучшение хода печи и дает
экономию ~0,3 руб. на 1 т 50 %-ного силикохрома. Широкое примене-
ние каменного угля позволит уменьшить дефицит кокса.
Наиболее широко используют при выплавке ферроспла-
вов наиболее дешевый сорт восстановителя — «орешек»
металлургического кокса («коксик»), получающийся как
отсев при сортировке доменного кокса. В зависимости от
качества использованного для производства угля и условий
получения кокса на коксохимическом заводе свойства кок-
сика различны, но общим его недостатком являются невы-
сокие электрическое сопротивление и реакционная способ-
ность, относительно большое содержание золы, серы и фос-
фора и высокое, нестабильное содержание влаги. Коксик
имеет губчатую структуру с большим количеством трещин,
пористость его колеблется в пределах 35—55 %. Кажущая-
ся плотность кокса составляет 800—1000 кг/м3. Теплоем-
кость кокса возрастает с повышением конечной температу-
ры коксования и уменьшается с увеличением зольности
кокса, колеблясь в интервале 1,38—1,53 кДж/(кг-К). Теп-
лопроводность монолитного куска кокса при 300 К равна
0,47—0,81 Вт/(м-ч-К) и с повышением температуры до
1400 К возрастает до 1,7—2 Вт/(м-ч-К). Летучие кокса
(магнитогорского), полученного при 1300—1400 К имеют
13
следующий состав, % (объем и.): СОг13,2; СО 24,1; СН40,9;
Н2 39,5 и N2 22,3. Свойства коксика в зависимости от
размера выделенной фракции изменяются следующим об-*
разом:
Размер фракции, мм.................. 25—50
Содержание, %:...............
летучих ........................... 2
золы................................. 6
твердого углерода ................. 92
13—25
2,5
6,5
91
6—13 6
4 6
8 10
88 84
Электрическое сопротивление коксика фракции 25—
40 мм примерно на 10—15 % ниже, чем у орешка (10—
25 мм). Замена отсеянного коксика-орешка дробленым
фракции 25—40 мм при выплавке 45 %-ного ферросилиция
на ЗФЗ привела к снижению производительности печей на
13 % и росту удельного расхода электроэнергии на 6 %.
Стремление улучшить технико-экономические показатели
производства и уменьшить дефицитность коксующихся уг-
лей определили значительный объем работ по созданию
специальных видов восстановителей для ферросплавного
производства. В последние годы для производства ферро-
сплавов опробованы коксы из газовых и бурых углей, фор-
мованный кокс, различные виды полукоксов, углекварцито-
вый кокс и т. д. [30, 37]. Эти работы особенно важны если
учесть, что мировые запасы коксующихся углей составляют
всего 19,8 % от общих запасов углей, а добыча их — 28—
29 %. При прогнозируемых темпах развития черной метал-
лургии запасы коксующихся углей будут исчерпаны менее
чем за 100 лет.
Кокс из молодых (газовых, длиннопламенных) углей
обладает высоким электрическим сопротивлением и реакци-
онной способностью. Опыты, проведенные с газовым коксом
[38, с. 39—50] и формованным из газовых углей [35, с. 54—
58] при выплавке 75 %-ного ферросилиция, показали, что
посадка электродов была более устойчива, чем на обычном
коксе, печь могла работать при более высоком напряжении,
увеличилась производительность печи и снизился удель-
ный расход электроэнергии. Положительные результаты
были получены В. Г. Мизиным, Б. П. Сафоновым,
В. А. Кравченко и при работе на коксах, полученных из
шихты с повышенным (до 60 %) количеством газовых уг-
лей. В этом случае получены снижение расхода электро-
энергии на 4,4 % и рост производительности печи на 10%
(в том числе 5,4 % за счет работы при более высоком ца-
пряжении).
14
Качество кокса из газовых углей можно значительно
улучшить в результате введения в шихту полукокса из бу-
рых углей Канско-Ачинского бассейна. Буроугольный по-
лукокс, получаемый методом высокоскоростного пиролиза,
характеризуется высокой реакционной способностью. До-
бавка 25 % полукокса в шихту обеспечила получение кок-
са, реакционная способность которого в два раза, а элект-
рическое сопротивление в пять раз выше, чем коксового
орешка. Успешно используют в качестве углеродистого
восстановителя полукокс из длиннопламенных углей. По-
лукокс получают в шахтных печах с внутренним обогревом
газовым теплоносителем. Полукокс уже сейчас занимает
второе место после металлургического коксика в качестве
восстановителя при производстве ферросплавов в СССР.
Электрическое сопротивление полукокса при температурах
до 1200 К в тысячи раз больше, чем у обычных коксов, а
при более высоких температурах оно приближается к элек-
трическому сопротивлению обычных коксов. Полукокс со-
держит ~15 % летучих, механически мало прочен, но это
не препятствует его использованию в ферросплавных пе-
чах. как и повышенная зольность, так как основной состав-
ляющей золы является кремнезем.
При выплавке ферросилиция и ферросиликохрома наи-
лучшие результаты получены при замене в шихте ~50 %
коксика полукоксом. Применение полукокса стабилизиро-
вало работу закрытых печей при выплавке сплавов крем-
ния. Расход электроэнергии снижается на 3—6 %, произ-
водительность печей увеличивается на 3—10 %, снижается
расход сырья и улучшается качество сплавов вследствие
снижения в них содержания фосфора. При рациональной
схеме использования полукокса, включающей поставку
ферросплавным заводам полукокса фракции 10—25 мм для
производства сплавов кремния и валового полукокса для
производства углеродистого феррохрома и аналогичных
процессов, экономическая эффективность его использова-
ния повышается. Для получения специальных видов кокса
Для электротермических производств разработаны и начи-
нают использовать в промышленности процессы непрерыв-
ного коксования, а также новое оборудование — верти-
кальные, ретортные, кольцевые печи и печи с движущими-
ся колошниковыми решетками.
На заводе в г. Лаухгаммере (ГДР) из бурых углей по-
лучают 1 млн. т/год брикетированного кокса, используемого
в небольших доменных печах и для рудной электротермии.
Процесс включает сушку исходного угля до влажности
15
^12 %, брикетирование тонкоизмельченного угля, медлен-
ную сушку и коксование полученных брикетов в специаль-
ной печи непрерывного действия.
На непрерывно действующей установке производитель-
ностью 200 т/сут в г. Каммерере (США) освоено произ-
водство формованного кокса из неспекающегося угля с вы-
ходом летучих веществ -~45 %. Кокс содержит 92,9 %С;
4,5% золы и 0,6 % S (на сухую массу). Выход летучих ве-
ществ составляет 1,6 %. Размер коксовых брикетов 32Х
Х28Х19 мм. Применение формования позволяет получать
кокс требуемого состава и формы, ликвидировать дробле-
ние кокса, уменьшить количество мелочи. Некоторые свой-
ства формованного кокса приведены в работе [37ф.
В СССР и США проведены исследования по коксованию
углей в кольцевых печах непрерывного действия. В США
в г. Дорчестере работает кольцевая печь с подом диамет-
ром 5,35 м. Кокс используют в производстве ферросплавов.
В г. Рок Спрингс (США) находится в эксплуатации коль-
цевая печь диаметром 7,93 м, вырабатывающая кокс из не-
спекающихся углей для выплавки элементарного фосфора.
Кокс содержит 91,6 % С и 0,5 % влаги, выход летучих ве-
ществ составляет ~1,5 %.
Для получения специального кокса в ряде стран приме-
няют процесс коксования угля на непрерывно движущейся
колосниковой решетке. В США и Канаде на нескольких
установках производят из углей с выходом летучих 16—
44 % кокс для электротермических и химических произ-
водств. Температура процесса составляет 1400—1500 К.
Горячий кокс выдается с конца колосниковой решетки в
шахтную печь, где подвергается дополнительному прокали-
ванию для снижения выхода летучих веществ. Годовая
мощность установок по углю равна 180 тыс. т. В Англии в
г. Коулвилле для производства кокса используется уста-
новка, состоящая из пяти ретортных печей непрерывного
действия; производительность установки 200 т/сут. Полу-
чаемый кокс применяют для выплавки ферросплавов, мел-
кие фракции — для агломерации.
В настоящее время ведут работы по получению рудоуг-
леродных композиций. При этом количество рудной (мине-
ральной) части может колебаться в широком диапазоне.
Способ получения таких материалов, разработанный инсти-
тутом ВУХИН, Уральским научным центром АН СССР
(УНЦ АН СССР) и ЧЭМК, заключается в коксовании
угольных шихт, содержащих добавки, в обычных коксовых
печах. Электрическое сопротивление получаемого углеквар-
16
h
цитового кокса при 1500—2000 К в несколько раз выше,
чем у обычного кокса.
Углекварцитовый кокс испытан на ЧЭМ.К при производ-
стве 90 %-ного ферросилиция вместо дефицитного и доро-
гостоящего древесного угля. При этом производительность
печей увеличилась на 6,5 %, расход электроэнергии умень-
шился на 4,5 %. Аналогичные испытания были успешно
проведены на ЗФЗ при выплавке 75 % - и 90 %-ного ферро-
силиция. Успешно был получен и железококс. Препятстви-
ем для широкого использования углекварцитового кокса и
аналогичных материалов, получаемых при слоевом коксо-
вании, является его повышенная крупность и низкая проч-
ность. При одностадийном дроблении углекварцитового
кокса образуется большое количество высокозольной мело-
чи, реализация которой затруднительна.
При разработке технологии получения рудоуглеродис-
тых композиций в большинстве случаев стремятся комп-
лексно решить проблему подготовки рудных материалов к
плавке и улучшить условия восстановления металлов путем
совместного окускования рудных и углеродистых составля-
ющих шихты, что обеспечивает достаточно высокую меха-
ническую прочность кусков шихты, хорошую восстанови-
мость оксидов, благоприятные условия восстановления ве-
дущих элементов и высокое электрическое сопротивление
шихты. Кроме того, имеется возможность использовать
мелкие фракции руд, концентраты и недефицитные углеро-
дистые материалы.
Окускование измельченной рудоуглеродистой шихты
осуществляется путем брикетирования или гранулирования.
Способы получения брикетов и гранул можно разделить на
две основные группы: 1) в состав шихты вводят только
часть оксидов, необходимых для плавки, а другую часть
подают непосредственно в ферросплавную печь; 2) в сос-
тав шихты вводят все компоненты, необходимые для полу-
чения ферросплавов для улучшения условий восстановле-
ния оксидов и изменения механизма реакций (получение
моношихты). В свою очередь в каждой группе способов
можно выделить две подгруппы, различающиеся характе-
ром обработки брикетов или гранул перед их использова-
нием в электропечах. К первой подгруппе относятся спосо-
бы, в которых предусмотрена термическая обработка
брикетов (гранул) при температуре выше 600 °C, что обеспе-
чивает хорошую транспортабельность материала, высокие
термо- и токостойкость, частичное или полное восстанов-
ление легковосстановимых оксидов. Кроме того, при терми-
2 М. А. Рысс J7
ческой обработке из брикетов и гранул удаляются летучие
вещества, что позволяет использовать брикеты в закрытых
электропечах и устранить забивание газоходов смолистыми
веществами. Ко второй подгруппе относятся способы, в ко-
торых упрочнение брикетов (гранул) достигают сушкой
при невысоких температурах (130—180 °C) или же другим
видом обработки (автоклавная обработка и т. п.). На
основе технологии брикетирования шихты с органическими
связующими веществами разработаны способы получения
брикетов и коксобрикетов с использованием кремнеземсо-
держащих материалов, хромовой руды, извести, железной
руды и окалины. При получении брикетов с хромовой ру-
дой ее содержание в шихте может составлять 80—85 %.
Опытные плавки на таких брикетах показали, что расход
электроэнергии снижается на 2,4 %, а производительность
печи увеличилась на 3,7 %.
Ко второй группе способов получения рудоуглеродис-
тых композиций (моношихты) относится способ, применен-
ный на ЗЗФ. Способ заключается в брикетировании шихты
из руды и ткварчельского спекающегося угля в соотно-
шении 60—85 и 40—15 %. В качестве связующего использу-
ют сульфит-спиртовую барду (с. с. б.), расход которой
составляет 7—8 %. Брикеты подвергают сушке и коксова-
нию при 900—1200 К. Плавки, проведенные на брикетах
разного состава, подтверждают перспективность разрабо-
танного способа. Способ получения окускованной моно-
шихты разработан также на заводе «Сибэлектросталь».
В качестве углеродсодержащего компонента используют не
уголь, а продукт его термической переработки — полукокс
или кокс. Для выплавки 75%-ного ферросилиция окуско-
вывают шихту следующего состава: 59 % кварцитовых от-
ходов, 32 % полукокса из длиннопламенных углей, 9 % же-
лезной окалины. Гранулирование осуществляется в тарель-
чатом грануляторе. Гранулы диаметром 10—20 мм подсу-
шивают в шахтной печи при 380 К До влажности =< 1 %.
Опытные плавки, проведенные в промышленной печи с
закрытым колошником, дали положительные результаты:
извлечение кремния повысилось, удельный расход электро-
энергии снизился. Положительные результаты получены
при использовании торфяных и торфорудных брикетов. На
ЧЭМК торфобрикеты успешно использовали для выплавки
75 %-ного ферросилиция и 50 %-ного силикохрома.
В 1978 г. была изготовлена партия торфобрикетов, содер-
жащих 20—25 % оксидов РЗМ, и проведенные нами на
ЧЭМК плавки показали возможность их применения в ме-
18
таллургическом переделе. Опытно-промышленные и про-
мышленные испытания необходимо продолжать с другими
видами торфов и различным рудным сырьем. За рубежом
торфяные брикеты и торфяной кокс успешно используют
для выплавки ферросплавов [27]. Значительный интерес
представляет применение в качестве восстановителя при
производстве ферросплавов гидролизного лигнина в виде
лигнинных, лигниноугольных и лигнинорудных (шихтовых)
брикетов, что было предложено Иркутским институтом на-
родного хозяйства. Этот материал, представляющий собой
отходы микробиологической промышленности. (более
2,5 млн. т в год), не находит применения и почти целиком
вывозится в отвалы. В лигнине содержится до 30 % твер-
дого углерода и незначительное (3—5 %) количество золы.
В золе лигнина содержится 80 % оксидов кремния; 4,8 %
оксидов железа; 3,5 % оксидов алюминия и 10,64 % окси-
дов кальция. Лигнин представляет собой тонкий порошок
и должен окусковываться тем или другим способом.
В. П. Окладниковым разработаны способы его брикетиро-
вания, получения шихтовых лигнобрикетов или получения
кускового лигнинного угля, который по основным свойст-
вам близок к древесному углю твердолиственных пород
(твердого углерода в нем 85—90 %).
Опытные плавки с использованием восстановителей из
лигнина, проведенные под руководством проф. С. И. Хитри-
ка, дали обнадеживающие результаты. В табл. 1 приведе-
Таблица 1. Сравнительные результаты опытных плавок 75 %-иого
ферросилиция
Показатели Обычная шихта Шихта, брикетированная с лигнином
обожжен- ная необож- женная
Средняя фактическая мощность печи, кВт Производительность печи, кг/сут . . Извлечение кремния, % Расход на 1 баз. т, кг: кварцита сухого кокса стальной стружкн сухих брикетов Расход электроэнергии, МДж/т (кВт-ч/т) 837 1550 82,8 1970 840 169,3 46 742 (12 984) 805 1980 96,9 20,1 2774 35 208 (9760) 806 2066 96,2 27,0 4182 33 955 (9432)
2*
19
Таблица 2. Состав и свойства различных видов углеродистых восста
Восстановители Влага рабочая, % Состав абсолютно сухой массы*
зола S р летучие
Кокс:
донецки^ 5 9,5—10,5 1,5—1,6 0,015 1,6—2,0
кузнецкий 5 11,5—12,6 0,4—0,5 0,038 1—2
пековый 3,8 0,40 0,25 0,005 0,65
нефтяной 3,1 0,16 0,58 0,005 3,6
газовый 15,6 8,8 1,7 0,006 1,5
торфяной 4 5,7—10,7 0,24 0,058 12,5
формованный .... 16,9 14 2,45 0,04 2,3
буроугольный . . . — 8,5—10,0 0,17 0,04 8,0—9,0
углекварцитовый . . 4,73 25,2 1,5 0,025 1,62
Коксик:
челябинский .... 12,0 10,92 0,5 0,058 1,63
магнитогорский . . . 13,0 11,65 0,69 0,05 1,74
губахинский- .... 13,0 14,20 1,78 0,027 1,96
кемеровский .... — 11,30 0,45 0,04 1,61
запорожский .... 19,3 11,3 2,39 0,02 1,80
Полукокс ангарский . . 8,9 27,0 0,84 0,03 5,6
Антрацит 4,5 18,0 2,25 1,0 6,0
Древесный уголь:
березовый 6,0 0,5—1,2 0,02 0,037 19,0
СОСНОВЫЙ 6,0 1,0—1,8 0,02 0,017 27,0
Древесная щепа . . . 36,9 0,2—1,7 — 0,02 85,5
Примечание. В золе жнтся 3,0—5,0 % Р2О5, 0,8—1,6 метал; % S, 3 1ургнческого к< 5—5,0% МпзО4 экснка соде и ~17 % ржится целочны от 0,4 до X оксидов.
* Остальное твердый углерод.
20
новителеи
Состав золы, % Удельное элект- рическое сопро- тивление, Ом» см Реакционная спо- собность при 1500 °C, мл/(г«с) Пористость, %
S1O2 А1,О, Fe2O, СаО MgO р
34—38 18—27 18—30 2—6 1—3 0,1— 0,2 2,6—6,3 0,92— 1,44 52,0
.42—56 23—34 6—16 3—5 1—3 0,3— 0,5 2,4—2,5 0,55 44,0
47—59 14—18 10—18 6—7 1,5—3 0,08 3,12 0,34 27,8
12—30 6—20 7—12 2—4 4—6 0,33 3,3-10» 0,42 20,4
45,80 25,2 21,3 5,98 5,98 0,13 2,0 1,85 50,0
48,96 21,15 3,84 4,56 1,41 0,1 — — 56,0
52,5 25,0 13,5 3,5 0,8 0,08 87,3 9,03 49,2
19,2 18,7 21,6 40,8 40,8 0,05 40-102 15,0 31,9
70—72 18—16 10—12 2,4 2,4 — 509 2,55 42,5
47,52 30,78 9,67 6,30 2,4 0,58 2,16 0,68 41,8
47,42 32,65 12,11 5,85 1,96 0,37 2,04 0,65 41,1
44,32 36,92 10,19 3,60 1,0 0,08 4,72 0,78 40,2
54,5 22,3 14,2 6,8 6,8 0,62 2,42 1,066 48,8
38,1 28,7 25,5 4,5 2,7 0,6 2,29 0,56 50,5
75,7 11,2 7,8 1,0 2,1 0,01 50—300 9,5 57,5
18,50 16,7 55,50 4,76 1,87 Нет св. 1000 0,51 6,0
2,32 3—14 1—56 28,8— 50 6,9 » (1,0—2,5)Х ХЮ» 11,1 77,0
2,4 2,65 2,76 28,8— 50,0 — » — — 78,0
— — — 34,62 6,78 » (1,0—2,5) X Х10® 11,1 —
0.8% ТЮ2, от 0,15 до 0,25% Сг2О3 . ДО 2 % ВаО. Е золе древесис го угля содер-
21
ны результаты опытных плавок ФС75 на печи мощностью
1200 кВА. По расчетам института Гипросталь в этом слу-
чае обеспечивается снижение стоимости 1 т сплава на
24,13 руб. Примерные состав и свойства различных видов
восстановителей, используемых при производстве ферро-
сплавов, приведены в табл. 2. На ряде заводов часть вос-
становителя при плавке ферросилиция и силикохрома за-
меняют содержащими карбид кремния отходами графити-
зации электродного производства (~28 % SiC, 19 % SiO2,
49 % С, ост. Fe, А12О3 и др.) и производства карборунда
(~ 63 % SiC, 22 % SiO2, 9 % С, ост. Fe, А12О3 и др.). При-
менение этих отходов особенно эффективно при производ-
стве низкопроцентных сплавов кремния, в этом случае со-
держание в шихте большого количества железа обеспечи-
вает быстрое и полное разложение SiC с образованием
ферросилиция (при выплавке ФС45 использование углеро-
да и кремния отходов составляет 80—90 %, а при плавке
ФС75 — лишь 30—40 %).
Существует определенное оптимальное количество вво-
димых в шихту отходов. Так, при выплавке ФС45 на
ЧЭМК расход электроэнергии составляет 18360 МДж/т
(5100 кВт-ч/т). При введении в шихту 50 кг отходов
графитизации на колошу, содержащую 350 кг кварцита,
расход электроэнергии снизился до 4996 кВт-ч/т. При
увеличении количества отходов в колоше до 100 кг расход
электроэнергии возрос до 18119 МДж/т (5033 кВт-ч/т).
В последнем случае имели место затруднения с обслужива-
нием колошника, вызванные мелкозернистостью отходов.
Эффективность применения отходов зависит от содержания
в них SiC и при снижении его ниже 20 % их использование
без предварительной подготовки становится нерациональ-
ным. В табл. 3 приведены содержание SiC в различных
Таблица 3. Содержание SiC и золы в отдельных фракциях отходов
графитизации иа ЧЭМК
Фракция, мм Выход фракции, % Массовая доля, %
С ЗОЛЫ*
Средняя проба 17,63 42,41
>6 19,1 11,7 34,61
6—3 19,7 13,8 31,7
3—1 25,5 13,18 24,04
<1 35,7 26,16 41,9
* Основные составляющие золы S1O2 и SiC.
22
Рис. 2. Изменение физико-химических свойств смесей коксового орешка с угле-
родистыми материалами:
/ — антрацитом рядовым; 2— антрацитом класса >25 мм; 3 — бурым углем; 4 —
буроугольным коксом; 1'—4' — кривые аддитивности тех же смесей
фракциях отходов графитизации и процентное содержание
этих фракций в общей пробе. Следует рассевать отходы,
выделяя наиболее мелкие и богатые по содержанию SiC
фракции, и затем окомковывать их. Крупные фракции кок-
са можно использовать при производстве электродов.
На практике, как правило, используют смеси различных
восстановителей добиваясь оптимальных значений электри-
ческой проводимости, газопроницаемости и реакционной
способности шихты. На рис. 2 приведены удельные значения
электрического сопротивления (р) насыпного слоя смесей
ряда восстановителей. Из рис. 2 видно, что смешением
23
различных материалов можно в довольно широких преде-
лах варьировать физико-химические свойства восстанови-
теля, в том числе и электрическое сопротивление. При этом
удельное электрическое сопротивление смесей не подчиня-
ется правилу аддитивности. Примером удачного составле-
ния восстановительной смеси может служить предложенный
нами состав из полукокса, кремнеземистого шлака с 5—
75 % Si и кокса, который в разные годы обеспечивал
ЧЭМК значительный экономический эффект > 1,5 млн. руб.
в год. При составлении восстановительных смесей следует
особое внимание уделять использованию различных видов
дешевых и недефицитных восстановителей (каменный и
бурые угли, торф, лигнин и т. п.).
Железосодержащие материалы
Основным железосодержащим компонентом шихты при вы-
плавке сплавов кремния является стружка углеродистых
сталей. Применение чугунной стружки допустимо лишь
при выплавке сплавов, предназначенных для использова-
ния в чугунолитейном производстве, так как содержащийся
в ней фосфор 1,2 %) практически полностью переходит
в сплав. Недопустимо применение стружки легированных
сталей и стружки, загрязненной примесями цветных метал-
лов. Исключение может составлять использование хромис-
той стружки при выплавке хромсодержащих сплавов и
т. п. Недопустимо применение длинной спутанной стружки,
затрудняющей дозирование шихты, и использование заму-
соренной, содержащей большие количества масла, и окис-
Таблица 4. Состав железосодержащих материалов
Материалы Массовая
Feo6m Fe2O3 FeO SiO2 I
Железная стружка .... Железистые кварциты: 96,48 — 0,62 0,73
уральские 33,78 33,61 13,19 44,4 .
криворожские 37,2 — — 32,0
курские 33,8 — —— 41,0
Окалина Отходы от огневой зачистки — 35,6 53,0 1,75 Si
СЛИТКОВ 90,0 Ост. О2 — Сл.
Сварочный шлак 51,0 — — —
Криворожская железная руда 66,14 35,6 53,0 7,11
Металлнзованные окатыши . 78,1 63,08 FeMeT 21,74 12,48
24
к
ленной железной стружки. При использовании сильно окис-
ленной стружки увеличивается расход электроэнергии и
восстановителя, а стружка, содержащая гидриды оксидов
железа, кроме того, способствует повышению содержания
водорода в сплаве.
Неоднократные попытки использовать при восстанови-
тельных процессах вместо стружки железную руду и ока-
лину не дали положительного эффекта, так как в этом
случае необходимо увеличить содержание углерода в ших-
те примерно на 20 кг на 100 кг руды для восстановления
оксидов железа, что сводит на нет ожидаемое увеличение
электрического сопротивления шихты и глубины посадки
электродов. Кроме того, 100 кг даже хорошей руды вносят
~ 13 кг шлакообразующих примесей, что позволяет сделать
вывод о нецелесообразности использования руды (или
железного агломерата) в восстановительных процессах
производства ферросплавов. Это подтверждается опытом
работы [39]. На ЧЭМК в результате замены стружки ока-
линой при выплавке ФС75 увеличился расход электроэнер-
гии на 2,5 % и коксика на 4,3 %. Перспективным железосо-
держащим материалом для ферросплавной промышленно-
сти могут быть отходы, получающиеся при огневой зачистке
металла в прокатных цехах, при высоком содержании же-
леза они имеют хороший гранулометрический состав. Ус-
пешно опробована замена части железной стружки губча-
тым железом, содержащим 86 % Fe06m, 8 % SiO2, 2 %
Л12О3 и др. Отмечено улучшение хода печи, снижение удель-
ного расхода электроэнергии и повышение производитель-
ности.
доля, %
Сг Мп СаО MgO АЦО, s р
0,51 0,71 0,09 Са 0,15 Си 0,23 А1 0,056 0,026
0,1 ТЮ2 — — — — 0,1 0,08
- — —- — - 0,078 0,034
— — > 1 —— 0,09 0,09
— 1,43 1,40 0,60 0,9 0,1 0,3
0,4 — 0,03 0,03
0,6 0,4 1,5 0,1 0,15
— 0,12 0,9 0,6 2,6 0,03 0,04
— 0,56 МпО 0,78 0,55 0,80 — 0,013
25
В связи с дефицитностью железной стружки и значи-
тельными затратами на ее перевозку в отдельных районах,
например в Восточной Сибири, может стать целесообраз-
ным использование железистых кварцитов в том случае,
если экономия на стоимости сырья и транспорте будет боль-
ше, чем убытки от увеличения расхода электроэнергии и со-
ответствующего снижения производительности печей. Же-
лезистые кварциты содержат 25—40 % Fe. Брикеты и ока-
тыши из «хвостов» от обогащения железистых кварцитов
(12—15% Беобщ, 60—67 % SiO2, 0,6—1,4 % А12О3, 2—
3 % СаО и 2—4 % MgO) и газового угля могут быть успеш-
но использованы при выплавке ферросилиция. По данным
А. А. Чайченко в опытной плавке на печи мощностью
1,2 MBA расход электроэнергии был на 12,3 % ниже, чем
при плавке на обычной шихте.
Как показали исследования ДМетИ (А. Г. Кучер) и Ста-
хановского завода ферросплавов в качестве железосодер-
жащего материала могут быть использованы отходы обога-
щения железистых кварцитов (45—48 % Fe) с минималь-
ным содержанием СаО4-А12О3 (1,5%). При сложившихся
ценах на железную стружку применение отходов обогаще-
ния железистых кварцитов может оказаться экономически
эффективным при выплавке сплавов ФС25, ФС-45 и ФС65.
В качестве железосодержащего материала при выплавке
75 %-ного ферросилиция успешно использованы обожжен-
ные окатыши из магнетита или металлизованные окатыши.
В металлотермических процессах как железосодержащий
материал и дополнительный источник кислорода использу-
ют высокосортные железные руды (табл. 4).
Флюсы
В качестве шлакообразующей присадки в ферросплавной
промышленности используют известь, плавиковый шпат, ре-
же — кварцит, бокситы и высокосортные железные руды.
Известь должна содержать >90 % СаО, <3 % SiO2)
<3% MgO и минимальное количество углерода и фосфора.
Лучшей по качеству является известь, полученная обжигом
во вращающихся трубчатых печах, однако для производст-
ва силикокальция необходимо использовать крупнокуско-
вую известь, полученную в шахтных печах и содержащую
>94 % СаО. Плавиковый шпат по ГОСТ 7618—70 должен
содержать >65 % CaF2 и <30 % SiO2, а лучшие сорта
>92 % CaF2 и <:5 % SiO2. Иногда используют флюорито-
26
вую руду, содержащую >55 % CaF2. Кроме низкого содер-
жания кремнезема, желательно иметь в плавиковом шпате
минимальное содержание вредных примесей.
В качестве флюса используют также кварцитовую ме-
лочь и боксит, которые должны содержать минимальное ко-
личество вредных примесей — фосфора, серы. В некоторых
случаях в качестве флюса целесообразно применять различ-
ные отходы, например, отработанные катализаторы, содер-
жащие кроме глинозема такие ценные элементы как хром,
марганец, молибден и др.
Некоторые способы подготовки
сырых материалов к плавке
При осуществлении на заводе ряда технологических процес-
сов, требующих применения руды различного качества, по-
ступившую на завод руду необходимо складировать в соот-
ветствии с этими требованиями и перед подачей на печи ус-
реднять для обеспечения стабильности свойств. В случае
необходимости руду рассеивают и измельчают или, наобо-
рот, окусковывают, подвергают сушке или обжигу и пред-
варительному восстановлению. Подготовка кварцитов к
плавке состоит из дробления, отсева от мелочи 20—25 мм и
менее, рассева на фракции в соответствии с требованиями
технологии и мойке (при которой содержание глинозема в
кварците снижается на 20—30 %), что позволяет снизить
содержание алюминия в сплаве и улучшить технико-эконо-
мические показатели производства в результате уменьше-
ния количества образующегося шлака.
Восстановитель рассеивают с выделением необходимой
фракции, отсевом мелочи и последующим дроблением круп-
ной фракции, которую затем также подвергают рассеву. Не-
обходимо усреднение восстановителя и (или) сушка его до
определенной и постоянной влажности. Применяемую же-
лезную стружку необходимо дробить и прокаливать, в не-
которых случаях желательна экстракция масла. Неокуско-
ванную мелочь наиболее удобно загружать в печь через по-
лый электрод, что исключает применение дополнительного
оборудования, кроме системы конвейеров. Через полый
электрод можно загружать материал, имеющий частицы
размером 0—10 мм. Однако, количество материала, загру-
жаемого через полый электрод, не должно превышать 20—
30 % от общего количества шихты, так как дальнейшее
Увеличение загрузки может вызвать чрезмерное охлажде-
ние в зоне дуги. Загрузка мелочи через электрод имеет так-
27
же следующие достоинства: увеличение производительности
печи, глубины погружения электродов и коэффициента мощ-
ности печи; возможность прямого воздействия на процесс
путем изменения скорости подачи смеси через полый элек-
трод; снижение удельного расхода электродов (до 50%) и
вероятности их поломки. Использование полых электродов
характерно для зарубежной практики производства карби-
да кальция, ожидается их широкое применение при произ-
водстве ферросплавов.
Уменьшение запасов богатых марганцевых руд и непре-
рывно растущая потребность металлургии в марганце по-
требовали проведения комплекса работ по использованию
бедных руд при производстве марганцевых ферросплавов,
так как применяемый в промышленности метод электроме-
таллургического обогащения марганцевых руд становится
все более дорогим по мере снижения содержания в руде
оксидов марганца. Дальнейшее совершенствование обыч-
ных методов обогащения марганцевых руд не облегчает ме-
таллургического передела, так как фосфор только перерас-
пределяется между сортами концентратов, в результате чего
в более богатых сортах отношение Р/Мп получается ни-
же, чем в сырой руде, но зато получаются низкосортные
концентраты, требующие дополнительного обогащения. В
настоящее время ведутся усиленные поиски эффективных
химических, пирогидрометаллургических и других методов
дефосфорации и обескремнивания марганцевых руд, их
брикетирование, окомкование и агломерация, производство
моношихты и т. д. [1, 25].
Химические методы обогащения дают возможность по-
лучать даже из низкосортных руд и шлаков соединения
марганца высокой чистоты, но они дороги, а высокая сте-
пень очистки не всегда необходима для производства фер-
росплавов. В связи с этим наибольший практический инте-
рес для извлечения относительно дешевого металла — мар-
ганца представляют комбинированные методы обогащения
марганцевых руд [40].
Институтом «Уралмеханобр» азотнокислотный процесс применен
для доводки концентратов из карбонатных руд. В этих рудах марганец
представлен родохрозитом (МпСОз) и манганокальцитом (СаМп)СОз,
которые в результате обжига при 900—1000°С образуют гаусманит
(Мп3О4), поэтому в СССР этот процесс называют гаусманитовым. Бла-
годаря использованию этого процесса значительно снижается содержа-
ние фосфора и повышается содержание марганца в конечных концент-
ратах. Так, при доводке концентрата из руд Полуночного месторожде-
ния содержание марганца увеличилось с 28 до 48 %, а фосфора умень-
шилось с 0,13 до 0,05 %. Извлечение марганца в гаусманитовый кон-
28
центрат составило 90—96 % от количества его в исходных концентра-
тах, подвергавшихся доводке, что соответствует извлечению марганца
57—78 % от количества его в руде. Сущность гидрометаллургического
метода, разработанного в ДМетЙ, состоит в спекании при температуре
~830 °C измельченной до фракции <0,16 мм марганцевой руды или
концентрата с содой (Ыа2СОз) или содо-поташной смесью (К2СО3+
+ Ка2СОз), являющейся побочным продуктом комплексной переработки
нефелинов. После выщелачивания полученного спека горячей водой
фосфор и кремнезем переходят в раствор, а весь марганец остается в
осадке. При обработке по этому методу низкосортного марганцевого
концентрата с 32,5 % Мп, 0,24 % Р и 20,8 % SiO2 был получен кон-
центрат, содержащий 37 % Мп, 0,02 % Р и 10 % SiO2. Этот метод поз-
воляет снизить в концентрате или руде содержание фосфора в десять
раз и кремнезема в два раза, что очень важно для снижения потерь
марганца в шлаках. Преимуществом разработанного способа является
возможность получения в качестве второго полезного продукта белой
сажи, которая широко используется в шинной и резинотехнической
промышленностях. Реализация сажи существенно снижает стоимость
обогащенного марганцевого концентрата.
Сернистокислотный процесс впервые был испытан в промышленном
масштабе в США. Из оксидной марганцевой руды, содержащей 18—
29 % Мп и 25—42 % SiO2, получен конечный продукт с 64,78 % Мп,
0,25 % S, 0,56 % Fe, 0,01 % Р, 2,82 % SiO2- Известны и другие процессы
химического обогащения марганцевых руд: сульфитный, аммонийный
и др. [40]. Более совершенные методы обогащения и дефосфорации
марганцевых руд привели к получению тонкоизмельченных концент-
раторов, что, в свою очередь, требует их окускования. На ЗЗФ были
проведены испытания по окускованию и плавке гаусманитовых кон-
центратов. В результате испытаний установлено, что наиболее прием-
лемым методом подготовки к плавке концентратов после выщелачива-
ния являются: для карбонатного гравитационного — агломерация; для
оксидного флотационного крупностью <0,2 мм — окомкование. Из аг-
ломерата был выплавлен углеродистый ферромарганец, содержащий
<0,3 % Р, а из окатышей — силикомарганец марки СМн-17 с 0,23 % Р.
Извлечение марганца в сплав соответственно составило 75,0 и 77,8 %.
Успешно решена задача получения окатышей из тонко-
измельченных и флотационных концентратов. Опытные
плавки, проведенные М. А. Кекелидзе, на окатышах показа-
ли, что по сравнению с работой на богатых чиатурских кон-
центратах производительность печи повышается на 8,8%,
удельный расход электроэнергии снижается на 8 %. Разра-
ботана и широко внедрена в производство технология полу-
чения агломерата из марганцевых руд (рис. 3). Агломера-
ция шламов Чиатурского месторождения (~27 % Мп,
~32% SiO2 и ~ 5 % Fe2O3) позволила получить продукт,
пригодный для производства силикомарганца. Агломерация
марганцевых руд широко распространена и за рубежом.
Агломерации подвергают, в основном, марганцевые руды
фракции <10 мм. На многих заводах для этой цели уста-
новлены агломерационные установки фирмы «Lurgi»
(«Лурги») (ФРГ). На таких установках, в частности, про-
изводится агломерация мелочи на заводе фирмы «Юнион
29
Концентрат
2-0мм
Известняк
1-0мм
Кокаин
2-0мп
возврат
в (6)-О мн
Первичное сношение
Вторичное смешение и увлажнение
Укладка шихты на агломерационную машину
J
Спекание с применением комбинированного топлива
у-
Дробление агломерата Во 100-О мм
-р
Грохочение агломерата
на злектровцбрационных грохотах
--------------------------------------------।
100-0 мм 8(6)-Омм
I I
В бункера В шихту
злектроплавилоного цеха (возврат)
Рис. 3. Технологическая схема агломерации марганцевых руд
Карбайд» в г. Боарнуа (Канада) для мощной ферромар-
ганцевой печи (72 MBA, 100 тыс. т/год углеродистого фер-
ромарганца), на заводе фирмы «Ниппон кокан» в г. Ниига-
те (Япония), где работают две печи по 40 MBA для произ-
водства ферромарганца, силикомарганца и т. д. [21].
Одновременно ведутся работы по окатыванию и брике-
тированию марганцевых руд. В 1976 г. на ЗЗФ введена в
эксплуатацию брикетпровочная фабрика для получения
брикетов из марганцевой руды и моношихтовых брикетов
для выплавки углеродистого ферромарганца и силикомар-
ганца по технологии ГПИ им. В. И. Ленина (А. Т. Хвичия,
С. М. Мазмишвили). В работе [41] показано, что путем
термобрикетирования можно получать удовлетворительные
по физико-механическим, химическим и металлургическим
свойствам термобрикеты из мелких марганцевых концент-
ратов и отдельных видов малофосфористых торфов. В сос-
таве шихты было 60—70 % концентрата и 40—30 % торфа.
Прочность на сжатие составляла 10—15 кН/на брикет.
30
Экономия применительно к предприятию мощностью
450 тыс. т/год марганцевого агломерата при замене послед-
него рудноторфяными термобрикетами только по подготов-
ке сырья может составлять ~ 5 млн. руб/год.
А. И. Хвпчия с сотрудниками разработал способы под-
готовки марганцевой руды к плавке методом получения мо-
ношихты и брикетов моношихты из марганцевых концен-
тратов и угля [35, с. 69]. Опубликованы работы, посвящен-
ные изучению состава, обогащению и оценке качества хро-
мовых руд, используемых при выплавке ферросплавов
[40]. Растет и доля порошковых руд в общей добыче их. В
настоящее время масштабы промышленного обогащения
хромитовых руд еще невелики. Доля хромитовых концен-
тратов всех сортов в экспорте хромовых руд не превышает
8—10 %. Однако с каждым годом она увеличивается и име-
ет тенденцию к быстрому росту в связи с истощением запа-
сов богатых кусковых хромитовых руд. В настоящее время
все более острой становится проблема получения концен-
тратов этих сортов из бедных хромитовых руд путем их
обогащения и последующего окомкования или брикетирова-
ния полученных концентратов. В промышленной практике
применяют гравитационные методы обогащения (отсадку,
обогащение в тяжелых суспензиях, концентрацию на столах
и на винтовых сепараторах), флотацию и сухую магнитную
сепарацию в сильном магнитном поле. Для улучшения ра-
боты печей при использовании порошковых хромовых руд
практикуется ряд способов подготовки руды: 1) получение
и обжиг окатышей из тонкоизмельченных руды и угля при
1300 °C во вращающейся трубчатой печи и подача горячих
окатышей в электропечь; 2) агломерация руды в присутст-
вии флюсов на машинах конвейерного типа; 3) использова-
ние сырых окатышей и брикетов; 4) совместный обжиг ру-
Ды и известняка в трубчатых вращающихся печах и т. д.
Эффективность предварительной подготовки хромовой руды
путем брикетирования шихты при производстве феррохро-
ма показана в работе [42].
Брикеты используют на заводе фирмы «Interlake Steel»
(«Интерлейкстил») в г. Беверли (США), для производства
силикохрома одностадийным способом, на заводе «Вейсвей-
лер» фирмы «Gesellschaft fur Elektrometallurgie» («Гезель-
Шафт фюр электрометаллуржи») (ФРГ), для производства
Различных сортов феррохрома. Процесс предусматривает
Дробление руды, брикетирование ее на валковых прессах и
Доследующую сушку брикетов в сушильной печи. Брикет-
ные фабрики предпочтительнее строить на заводах-потре-
31
бителях (ферросплавных заводах) , так как брикеты плохо
выдерживают транспортировку и перегрузки [21]. Завод
для производства феррохрома фирмы «Оутикумпу Ой» в
г. Торнио (Финляндия) полностью работает на окатышах
из тонкоизмельченного концентрата. На этом заводе отхо-
дящие газы закрытой электропечи очищают и после сжига-
ния используют для предварительного нагрева окатышей.
В Швеции на заводе фирмы «Ferrolegeringer» («Ферро-
легерингар») в г. Трольхетт'ане применяют автоклавный
способ окомкования мелкой хромитовой руды с получением
прочных окатышей (с 1975 г.). Молотую руду (крупностью
0,2 мм) смешивают со связующим (гашеной известью и
кремнистой пылью), увлажняют и окомковывают на диско-
вом окомкователе, получая окатыши диаметром 15—20 мм.
Кремнистая пыль поступает из фильтров, установленных за
печами для выплавки силикохрома. Окатыши загружают в
вагонетки и ставят в автоклавы, работающие при давлении
1,7 МПа и температуре 205 °C. Продолжительность выдерж-
ки в автоклаве 8 ч. Окатыши используют для выплавки
феррохрома. Оборудование рассчитано на производство
150 тыс. т окатышей в год. Управление всем процессом ав-
томатизировано [43]. На ферросплавных заводах Японии
широко применяют предварительно восстановленные окаты-
ши для производства углеродистого феррохрома [44]. Рабо-
та на предварительно восстановленных окатышах дает сле-
дующие преимущества: обеспечивается глубокая и устойчи-
вая посадка электродов в шихте, повышается коэффициент
мощности благодаря возможности работать при более высо-
ком напряжении, снижается на 40 % удельный расход элек-
троэнергии, обеспечивается устойчивость хода печи, облег-
чается переход с одной руды на другую, появляется воз-
можность использовать дешевые и недефицитные виды
восстановителей, улучшаются условия эксплуатации элек-
тродов.
При производстве низкоуглеродистого феррохрома для
получения рудоизвесткового расплава широко применяют
загрузку в печь горячих руды и извести, в том числе и пос-
ле совместного обжига их в трубчатых вращающихся печах
[3]. Установлена возможность предварительного восстанов-
ления хромовой руды в кипящем слое [4]. В последнее вре-
мя все большее внимание уделяется вопросам окускования
шихты и для выплавки кремнийсодержащих сплавов.
Н. М. Дехановым и С. И. Хитриком было опробовано бри-
кетирование шихты для выплавки ферросилиция. Опытной
плавкой в промышленных печах была также показана воз-
32
можность использования песчано-рудного агломерата для
производства ферросилиция. Известно использование мело-
чи в виде брикетов в производстве ферросилиция [44].
Для ванадиевых и ниобиевых сплавов нами разработаны
и успешно опробованы в промышленных условиях методы
пирометаллургического обогащения исходного сырья, что
позволило получить товарные сплавы из некондиционного
сырья. Перспективны работы по предварительной обработке
молибденового концентрата, различным методам обработки
вольфрам- и молибденсодержащих отходов перед плавкой,
что значительно повышает экономичность процесса и ка-
чество получаемых сплавов. Выбор вида сырых материалов.'
и метода их подготовки к плавке должен быть сделан на
основе экономического анализа конкретных условий орга-
низации производства ферросплавов в данном районе с
учетом стоимости материалов и транспортных издержек,
объема производства, качества получаемой продукции, сто-
имости электроэнергии, необходимых капитальных вложе-
ний, ожидаемых эксплуатационных расходов и т. п.
Глава 2
ФЕРРОСИЛИЦИЙ
Применение и состав ферросилиция
и кристаллического кремния
Кремний является хорошим раскислителем, поэтому его сплавы исполь-
зуют при производстве сталей многих марок. Расход ферросилиция
(в пересчете на ФС45) составляет ~ 0,65 % от выпуска стали. Обычно
в сталях содержится 0,12—0,35 % Si, в высоколегированных кремнистых
сталях его содержание достигает 2—3 % и более. В трансформаторной
стали кремний снижает потери на гистерезис. В сочетании с другими
элементами, особенно с хромом, кремний добавляют в инструменталь-
ные, коррозионно- и жаростойкие, рессорно-пружинные и другие стали.
Введение в конструкционную сталь до 2 % Si повышает ее твердость,
прочность, пределы упругости и текучести. Кроме того, на 1 т литья
расходуется в пересчете на ФС18 20 кг ферросилиция и потребление
ферросилиция в литейном производстве составляет 30—40 % от потреб-
ления сталеплавильной промышленностью.
Ферросилиций также широко используют в качестве восстановите-
ля в металлотермических процессах для приготовления термитных сме-
сей и взрывчатых веществ, при получении кремнийорганических соеди-
Вений, для изготовления сварочных электродов и в ряде других об-
ластей промышленности. Технически чистый кремний используют для
3 М. а. Рысс 33
Таблица 5. Химический состав ферросилиция согласно стандартам
Страна Стандарт Марка сплава Массо- вая до- ля Si % (не меиее) Массовая
Мп Сг р
СССР ГОСТ 1415—78 ФС92 92 0,2 0,2 0,03
ФС90 90 0,2 0,2 0,03
США ASTM А 100—1969 Сорт А 92—95 0,25 0,25 0,025
Сорт В 83—88 0,35 0,25 0,025
Япония JIS G 2302—1969 FeSil 88—93 — — 0,05
ФРГ DIN 17560, 1965 FeSi90 87—95 — — 0,04
СССР ГОСТ 1415—78 ФС75 74—80 0,4 0,4 0,05
ФС75л 74—80 0,3 0,3 0,05
ФС75э 74—80 0,3 0,2 0,04
США ASTM А 100—1969 Сорт С 74—79 0,40 0,30 0,035
Япония JIS G2302—1969 FeSi2 75—80 0,05
ФРГ DIN 17560, 1965 FeSi75 73—79 0,05
СССР ГОСТ 1415—78 ФС69э 67—72 0,3 0,3 0,04
ФС65 63—68 0,4 0,4 0,05
США ASTM А 100—1969 Сорт Д 65—70 0,50 0,50 0,035
СССР ГОСТ 1415—78 ФС45 41—47 0,6 0,5 0,05
США ASTM А 100—1969 Сорт Е 47—51 0,75 0,50 0,04
Япония JIS G 2302—1969 FeSi3 40—45 — 0,05
ФРГ DIN 7560 FeSi45 42—48 — — 0,05
СССР ГОСТ 1415—78 ФС25 23—27 0,9 — 0,06
США ASTM А 100—1969 Сорт F 20—24 1,0 0,06
Япония JIS G 2302—1969 FeSi4 25—30 — 0,10
ФРГ DIN 7560, 1965 FeSi25 20—30 — 0,08
СССР ГОСТ 1415—78 ФС20 19-23 1,0 0,10
ФС20л 19—23 — — 0,20
Таблица 6. Химический состав кристаллического кремния по
ГОСТ 2169—69
Марка Si а % (ие менее) Массовая доля, % (не более) Сумма определяе- мых примесей, % (ие более)
Fe Al Са
Кр00 99,0 0,4 0,4/0,3 0,4 1,0
КрО 98,8 0,5 0,4/0,3 0,4 1,2
Кр1 98,0/98,1 0,7 0,7/0,6 0,6 2,0
Кр2 97,0 1,0 1,2 0,8 3,0
КрЗ 96,0 1,5 1,5 1,5 4,0
Примечание. В знаменателе даны показатели для металла со Знаком
качества.
34
разных стран
ДОЛЯ, — ’ % (не более) По требованию потребителя поставляется с содержанием
А1 С Ni Си Ti Са
S
0,02 2,5 —— 0,5 —
0,02 3,5 — — — — —
0,025 2,0 0,10 0,10 0,10 0,20 0,1 s£0,50 % Al; s£0,75 % С; <0,10 % Ti '
0,025 1,75 0,15 0,10 0,10 0,20 0,1 —
0,03 — 0,2 — — — —
0,04 1—2,5 0,1 — — — — —
0,02 — — — •— — — —
0,02 1,5 — — —— — —
0,02 0,1 0,1 — — 0,05 0,01 —
0,025 1,5 0,10 0,10 0,10 0,20 0,75 Al<0.5 %, Ni<0,l %, s£0,10 % Cr, Ti< s£0,2 %
0,02 1,0 0,2 — - — — —
0,04 1—2 0,1 — 1 — — —
0,02 0,1 0,1 — — 0,04 0,1 —
0,02 2,5 — — — 1 — s£l,0 % Al
0,025 1,25 0,10 0,20 0,20 0,20 —
0,03 2,0 — — — — — s£0,3 % Cr
0,025 1,25 0,10 0,30 0,30 0,20 — <0,4 % Al
0,02 , 1 0,2 — — — 1 , 1
0,04 1,5 0,2 — 1 — 1 —
0,03 1,0 0,8 — — 1 — =C0,3 % Cr
0,02 1,0 0,8 — — — 1 —.
0,10 0,8 — — — > 1 —
0,04 0,8 0,8 — — — — —
0,02 1,0 1,3 — — — . — —
0,02 1,0 — — — — — —
получения полупроводниковых материалов, силуминов, кремнистых
бронз, ряда лигатур и т. д. Значение сплавов кремния видно из того,
что печи для их выплавки составляют ~60 % мощности ферросплавной
промышленности. Кроме этого, за рубежом значительное количество
низкопроцентного ферросилиция выплавляют в доменных печах. За пе-
риод 1974—1980 гг. мощность печей на выплавке ферросилиция увели-
чилась на 16 % и кристаллического кремния на 40 %. Химический со-
став ферросилиция и кристаллического кремния по отечественным и за-
рубежным стандартам приведен в табл. 5, 6. Осваивается производство
ФС50, содержащего 47—52 % Si, <0,02 % S, <0,05 % р, <2,0 % А1,
<0,02 % Мп и <0,5 % Сг. Сплавы, предназначенные для длительного
хранения, не должны содержать 50—70 % Si, так как они склонны к
Рассыпанию при хранении. Для мировой практики характерна тенден-
ция к использованию более богатого по содержанию кремния ферроси-
лиция, а также брикетов и комплексных сплавов на основе ферросили-
ция и кристаллического кремния.
3* 35
Сырые материалы, их подготовка к плавке
Кремнийсодержащие материалы. Кремний после кислорода
наиболее распространенный элемент в природе и составляет
15 % массы земной коры, которая содержит 27,7 % кисло-
родного соединения кремния — кремнезема (SiO2). Извест-
но более двухсот разновидностей природного кремнезема:
песок, кварц, кварцит,торный хрусталь, опал и многие дру-
гие. Для выплавки кремния й его сплавов используют наи-
более дешевые и в то же время богатые кремнеземом мате-
риалы: кварцит, кварц и кварцевый песчаник. Главным
минералом кварцитов и большей части песчаников являет-
ся кварц—широко распространенный минерал, представ-
ляющий собой более или менее чистый кремнезем SiO2.
Кварц—-плотный минерал кристаллического строения с
плотностью 2,65 г/см3 и твердостью 7. Чистый кварц бес-
цветен или молочно-белого цвета. Температура плавления
его ~ 1700 °C. Кварц имеет относительно высокую стои-
мость и применяется при производстве кристаллического
кремния. Кварцитами называют кремнистые песчаники, в
которых цементируемое вещество и цемент представлены
минералами кремнезема. Кварциты обычно характеризуют-
ся высокой плотностью и значительным сопротивлением
сжатию (100—140 МПа), имеют светлую окраску с различ
ными оттенками серого, желтого, розового и других тонов.
Состав и свойства кварца и кварцитов ряда месторождений
приведены в табл. 7. С увеличением содержания SiO2 в
Таблица 7. Химический состав и некоторые физические свойства
Показатели Гора Хрустальная (Свердлов- ская обл.) Норвегия Тарасовское (Ростовская обл.)
Химический состав, %: Кварц
SiO2 ; . ....... 99,33 99,7 97,74
TiO2 Сл. — —
А120з » 0,20 0,42
^егОз 0,21 0,10 0,14
СаО 0,35 Сл. 0,12
MgO 0,11 » 0,10
ВаО — » —
Плотность, г/см3 Нет св. Нет св. 2,480
Водопоглощение, % • • • • » 2,71
Огнеупорность, °C » » 1760
36
кварце (кварците) увеличивается извлечение кремния и
производительность печи и снижается удельный расход
электроэнергии. Для выплавки ферросилиция пригодны не
все кварциты, так как различные типы их, даже одинаково-
го химического состава, отличаются друг от друга поведе-
нием в плавке — в стадии как нагревания, так и восстанов-
ления при высоких температурах. Эти различия зависят от
характера и содержания примесей, структуры кристалли-
ческих фаз и других факторов, обусловленных генезисом
кварцитов.
Нами изучалось восстановление кварцитов уральских Месторожде-
ний: Бакальского (КБ), Первоуральского (КП) и Золотой Сопки (Че-
лябинская обл.) (КЗС) углеродом. Кварциты имели следующий хими-
ческий состав, %: ;
SiO2 АЦО, Fe g О, СаО Т1Ог MgO ВаО П. п. п
КБ - - - . . 98,28 0,72 0,27 0,16 0,05 0,19 0,23 0,19
кп . . . . . 98,67 0,32 0,26 0,21 0,12 0,10 — 0,09
кзс. . . . . 97,32 0,73 0,78 0,62 0,07 0,49 — 0,35
Бакальские кварциты представлены в основном разновидностью,
состоящей из зерен кварца, размер их колеблется от 0,09 до 0,55 мм
с преобладанием крупнозернистого кварца. Других минералов (рутила,
магнетита, мусковита и др.) в кварците немного (1,5—3 %). Перво-
уральские кварциты имеют зерна размером 0,05—0,30 мм. Из примесей
в очень небольшом количестве встречаются гидрооксиды железа, слюда
и т. п. Цемент в кварцитах отсутствует, т. е. состав их мономинсраль-
ный В кварцитах Золотой Сопки отмечены две разновидности. Пер-
вая—очень плотная полнокристаллическая мелкозернистая структура
(размер зерен 0,09—0,20 мм). В породе встречаются жильный кварц,
кварца и кварцита ряда месторождений
Гора Караульная (Свердловская обл.) Бакальское (Челябинская обл.) Овручское (Житомир- ская обл.) Гора Тауиус (ФРГ) Норвегия Конгломерат из Шарона (США)
Кварцит
98,20 96,63 97,34 98,9 98,6 98,0
0,10 0,05 0,08 — — 0,10
0,86 0,60 1,44 0,5 0,80 0,73
0,24 1,45 0,55 0,2 0,25 0,78
0,20 0,22 0,29 Сл. 0,25 —
0,07 0,24 0,36 Сл. 0,10 —
— 0,81 — — —
2,654 Нет св. 2,653 Нет св. Нет св. 2,640
0,12 » 0,04 » » Нет св.
1760 1750 » »
37
О 20 40 60 80 100 T,m
Рис. 4. Зависимость скорости
восстаиовлеиия кварцитов при
1575 {1—3} и 1715 °C (4—6) от
их природы
dK,MM
Рис. 5. Зависимость скоро-
сти восстановления кварци-
тов при 1648 °C (т—20 мии)
от их крупности
углеродистое вещество, гидрооксиды железа. Вторая имеет слоистую
текстуру и повышенное содержание гидрооксидов железа.
На рис. 4 показаны суммарная скорость восстановления кварцитов,
определенная по убыли массы реагентов. При 1575 °C скорость восста-
новления кварцитов КБ (кривая 2) и особенно КЗС (кривая 3) больше
скорости восстановления КП (кривая /); при 1715 °C наблюдается об-
ратное (кривые 4—6). Большая скорость восстановления КЗС при
1715 °C объясняется интенсивным разрушением их структуры, что при-
водит к резкому увеличению активной поверхности, а следовательно
к более интенсивному восстановлению. При переходе кварцита в жид-
кое состояние интенсивности его испарения н восстановления резко воз
растают и в этих условиях главную роль играет состав кварцитов.
Кварциты КЗС содержат большое количество шлакообразующих при-
месей, и образование жидких шлаков снижает скорость восстановле-
ния. Результаты промышленного опробования подтверждают худшие
технологические качества кварцитов Золотой Сопки. Ниже приведены
показатели производства ферросилиция на кварцитах различных место-
рождений, % (за 100 % принята работа на кварцитах Золотой Сопки):
Кварцит ..........................
Сплав ............................
Производительность печи, % . . .
Удельный расход, %:
электроэнергии ...................
кварцита .......................
коксика . ......................
древесного угля ................
КБ КП КБ
ФС45 ФС75 ФС90
102,6 118,9 106,5
98,76 87,9 92,9
97,90 84,0 92,0
98,0 81,5 90,4
— — 96,8
Значительное влияние на скорость восстановления квар-
цитов оказывает их крупность (рис. 5). Для кварцитов КБ
и КП кажущаяся константа скорости с увеличением разме-
38
ра кусков резко снижается, а для КЗС практически не из-
меняется. Это определяется микроструктурой и минерало-
гическим составом кварцита, что должно учитываться при
определении оптимального размера куска кварцита, давае-
мого в шихту. Изучение поведения антоновских кварцитов
при нагревании позволило [38, с. 97—107] также сделать
вывод о необходимости согласования крупности задаваемо-
го в плавку кварцита с его структурой.
На ЧЭМК при опытных плавках ФС75 с использованием
кварцита трех фракций (20—50, 50—100 и 100—150 мм)
был получен соответственно следующий удельный расход
электроэнергии, МДж/т (кВт-ч/т): 30780 (8550), 30168
(8380) и 32256 (8960). Это свидетельствует о важности пра-
вильного выбора крупности кварцита. Выполненные иссле-
дования и производственный опыт показывают необходи-
мость тщательного исследования кварцитов для определе-
ния пригодности их в качестве сырья для выплавки
ферросилиция и путей улучшения их подготовки к ней.
Дробление кварцита и кварца осуществляется на щековых
и конусных дробилках, грохочение — на вибрационных гро-
хотах и во вращающихся барабанах, в которых одновре-
менно осуществляется и мойка. Кварц, применяемый при
производстве кристаллического кремния, дробится до кус-
ков размером ~50 мм. При производстве ФС45 в закрытых
печах разные заводы используют кварцит следующей круп-
ности, мм: Кузнецкий (КМК) 20—70; Запорожский 25—70;
ЧЭМК 25—80; «Мариэтта» (США) 35. Содержание основ-
ной фракции колеблется в пределах 75—95 %. При выплав-
ке ФС20 и ФС25 принят размер куска 20—80 мм. При вып-
лавке 75 % - и 90 %-ного ферросилиция обычно используется
более крупный кварцит, мм: 20—80 (Стахановский завод),
50—120 (Мюккенберг, ГДР), 25—75 (Калверт — Сити,
США), 50—120 (ЧЭМК). В последнее время выполнены ис-
следования условий изготовления и применения брикетов
из кварцита и восстановителя [45—47]. В странах, богатых
лесом, например в Бразилии, при производстве ферроспла-
вов широко используется древесный уголь, в том числе по-
лучаемый из эвкалипта.
Крупный древесный уголь, применяемый при производ-
стве кристаллического кремния, дробится и отсевается от
мелочи, для плавки используется фракция 10—80 мм. Ре-
тортный древесный уголь дроблению не подвергается. Дре-
весный уголь, используемый при выплавке сплавов крем-
ния, обычно не отсевается от мелочи. Хорошие результаты
Дает применение в шихте древесных отходов, что уменьша-
39
ет спекаемость колошника, обеспечивает хорошую газопро-
ницаемость его, повышает электрическое сопротивление
шихты и снижает вероятность забивания подсводового про-
странства при выплавке ферросилиция в закрытых печах,
облегчая ведение плавки.
Древесные опилы успешно использовали на ЧЭМК при
выплавке кристаллического кремния. При расходе на 1 т
кристаллического кремния 0,5 м3 опил (200 кг/т) были по-
лучены увеличение производительности печи иа 1,7 %,сни-
жение расхода электроэнергии иа 864 МДж/т (240 кВтХ
Хч/т) и экономия дорогостоящего древесного угля на
86 кг/т. При использовании древесной щепы (30—0 мм) при
выплавке ФС65 в закрытой печи в количестве 80—90 кг на
1 т сплава снижается на 4—5 % удельный расход электро-
энергии и улучшаются технико-экономические показатели
процесса [48]. Введение в шихту при выплавке ФС65 106 кг/
/т одубины (отхода от производства дубильного экстракта)
позволило снизить расход электроэнергии примерно на
720 МДж (200 кВт-ч) на 1 т сплава [49]. Широко исполь-
зуют различные древесные отходы (щепу, кору, кукуруз-
ную кочерыжку и т. п.) и в зарубежной практике.
При выплавке кристаллического кремния или особо чис-
тых высокопроцентных сплавов его необходимы чистые
шихтовые материалы, поэтому применяют мелочь нефтяно-
го или пекового кокса. Попытки использования более деше-
вого сернистого нефтяного кокса при выплавке ФС75 вместо
части коксика-орешка не дали положительных результатов.
Так, на ЧЭМК увеличился расход электроэнергии с
31864 МДж (8851 кВт-ч) на 1 т сплава по мере роста на-
вески сернистого (~3,6% S) нефтяного кокса до
34560 МДж/т (9600 кВт-ч/т) при 24 %, до 35352 МДж/т
(9820 кВт-ч/т) при 47 % и до 37728 МДж/т (10480 кВтХ
Хч/т) при 73,3 % его от всего заданного восстановителя.
Еще большее снижение показателей было отмечено при ис-
пользовании сернистого нефтяного кокса на КЗФ, где при
замене 50 % коксика удельный расход электроэнергии уве-
личился на 35,6%. Неудовлетворительные показатели свя-
заны в какой-то мере с повышенным улетом кремния в виде
сернистых соединений. Используемые в производстве кри-
сталлического кремния нефтяной и пековый кокс должны
иметь размер кусковО—15 или 5—15мм, если есть возмож-
ность использовать для других нужд отсев 0—5 мм. За
рубежом в качестве восстановителя успешно используют
торфяные брикеты и торфяной кокс, характеризующиеся вы-
сокой реакционной способностью, пористостью, чистотой и
40
низкой электрической проводимостью. В Финляндии разра-
ботан метод получения торфяного кокса, по которому про-
сеянный дробленый торф влажностью ~40 % в сушильных
барабанах высушивают до влажности 10 % и затем коксу-
ют при 1000 °C во вращающейся печи. Отсеянную мелочь
брикетируют. Полученный кокс используют как восстанови-
тель при выплавке кристаллического кремния и ферросили-
ция [21].
При опытных плавках на ЧЭМК было установлено, что
введение торфяного кокса в шихту (на 50 кг кварцита —
15 кг коксика-орешка и 18 кг торфяного кокса) вызывает
увеличение глубины посадки электродов, но при этом на-
блюдается спекание шихты на колошнике. Это приводит к
образованию «свищей», а следовательно, к потере тепла и
кремния, росту удельного расхода электроэнергии. В спек-
шейся шихте было обнаружено значительное количество
силикатов натрия и калия (SK2O-j-Na2O = 4,37 %), вноси-
мых золой торфяного кокса, это и вызвало спекание ших-
ты. В связи с этим необходимы как подбор определенного
вида торфяного кокса, так и разработка технологического
режима работы с его использованием.
При плавке ферросилиция в электропечах пригодны для
применения сорта каменного угля с малым содержанием
золы и летучих — антрациты и тощие угли, которые широ-
ко используют в зарубежной практике. Однако в отечест-
венной практике каменные угли пока не нашли широкого
применения. Первые опыты не дали положительных резуль-
татов, позже было отмечено повышение качества ферроси-
лиция при использовании в составе восстановительной сме-
си 30 % тощего угля (25—13 мм) при некотором ухудшении
технико-экономических показателей [50]. Небольшое коли-
чество каменного угля используется при производстве кри-
сталлического кремния [51]. В опытных плавках на закры-
той печи мощностью 23 MBA на ЧЭМК при выплавке ФС25
было введено в виде тощего угля 20 % от общего количест-
ва углерода в шихте. При этом улучшилась работа колош-
ника печи, посадка электродов была глубокой и устойчи-
вой, производительность печи выросла на 2,6 % при том же
Удельном расходе электроэнергии. Увеличивающийся дефи-
цит кокса и дешевизна каменного угля, возможность сниже-
ния количества примесей в ферросилиции и электрической
проводимости ферросплавных шихт требуют широкого ис-
пользования каменных углей в качестве восстановителя в
ферросплавном производстве. Для производства ферросили-
ция перспективно использование формованного кокса из
41
газовых и слабоспекающихся углей, из бурого угля, полу-
кокса и т. п.
Формованный кокс из газовых углей был успешно опро-
бован при выплавке 75 %-ного ферросилиция [35, с. 54—
58]. Ход печи характеризовался более глубокой и устойчи-
вой посадкой электродов и расширением реакционных зон
Производительность печи выросла на 3,6—4 % при сниже-
нии удельного расхода электроэнергии на 3—4,2 % и эконо-
мии кварцита и кокса. Высокие технико-экономические по-
казатели были достигнуты при выплавке ФС75 на коксикеиз
шихты с повышенным (до 60%) количеством газовых уг-
лей. Опытные плавки показали (по сравнению с работой на
кузнецком коксике) рост производительности печи на 6,8 %
и снижение расхода электроэнергии на 936 МДж/т
(260 кВт-ч/т) [38, с. 39—50].
По данным В. А. Кравченко, при использовании кокса из
смеси малометаморфизированных газовых и длиннопламен-
ных углей (в соотношении 3:1) удельный расход электро-
энергии снизился на 2,7 % и производительность печи повы-
силась на 6,2 %. Работы по освоению технологии производ-
ства ферросилиция различных марок на ангарском полу-
коксе были начаты на КЗФ и продолжены на ЧЭМК. Было
установлено, что лучшие результаты обеспечивает введение
в шихту ~50 % восстановителя в виде полукокса, что зна-
чительно улучшает ход печи. Так, на КЗФ в этом случае
при производстве ФС75 в открытой печи обеспечен рост
производительности на 2 % и снижен расход электроэнер-
гии на 5,7 %, при выплавке ФС45 в закрытой печи произво-
дительность выросла на 11 % и удельный расход электро-
энергии снижен на 9,5 % [30].
На ЧЭМК введение в шихту 50 % ангарского полукокса
позволило успешно освоить выплавку в закрытых печах
сплавов как с низким (ФС20, ФС25), так и с высоким
(ФС65, ФС70) содержанием кремния. Наблюдалось улуч-
шение хода печей и условий труда эксплуатационного пер-
сонала при введении в шихту ангарского полукокса. В тех
случаях, когда желательно иметь минимальную загрязнен-
ность золы кокса А12О3, CaO, MgO и т. п., например, при
выплавке ФС90 и ФС75ч, целесообразно применение угле-
кварцитового кокса, обладающего повышенным электриче-
ским сопротивлением и хорошей реакционной способностью,
а также достаточной прочностью. Позже нами был разра-
ботан метод получения такого кокса одновременно с гра-
фитизацией электродов в печах сопротивления. Наиболее
эффективно углекварцитовый кокс был использован на
42
ЧЭМК при выплавке ФС90, что позволило значительно
улучшить технико-экономические показатели производства:
Расход электроэнергии, МДж/т (кВт-ч/т) 44086/(12 246)/43 920(12 200)
Себестоимость сплава, руб — коп . (112—33)/(103—50)
Примечание, Числитель — для древесного угля, знаменатель — для уг-
лекварцитового кокса.
При выплавке ферросилиция основным восстановителем
является коксик-орешек. Коксик, производимый на различ-
ных заводах, имеет разные свойства, поэтому его необходи-
мо хранить отдельно и при введении в шихту учитывать его
физико-химические свойства и требования технологического
процесса. Коксик (полукокс) подвергают грохочению для
отсева мелочи и крупной фракции, которую направляют для
дробления на валковые дробилки. После дробления коксик
вновь подвергают рассеву на вибрационных грохотах. Раз-
меры кусков коксика следует подбирать в зависимости от
его физико-химических свойств, мощности и рабочего на-
пряжения печи. Например, для печен мощностью 8,5—
12,5 MBA при рабочем напряжении 140—170 В желательно
иметь коксик фракции 8—20 мм. С повышением мощности
печи можно использовать коксик фракции до 25—35 мм.
При всех условиях коксик фракции <5 мм для производст-
ва ферросилиция непригоден и его следует отсевать. Так,
при выплавке ФС75 замена коксика фракции 8—25 мм кок-
сиком фракции 0—25 мм или введение в шихту 12% вос-
становителя в виде отсевов 0—8 мм увеличивает расход
электроэнергии на 720 МДж (200 кВт-ч) на 1 т сплава [6].
При содержании в коксике крупных кусков электрическая
проводимость шихты резко возрастает, что уменьшает глу-
бину посадки электродов и, следовательно, вызывает боль-
шие потери тепла восстановленного кремния и захолоданию
пода печи. Практика работы заводов в последние годы по-
казала, что соотношение размеров кусков кварцита и кокси-
ка постепенно снижается и обычно составляет 3—5, причем
большее значение относится к высокопроцентным сплавам.
Следует стремиться к тому, чтобы в шихте крупность квар-
цита и коксика была возможно более однородной, недопу-
стимы как крупные, так и мелкие куски и того, и другого.
Особо важное значение имеет тщательное перемешивание
компонентов загружаемой в печь шихты. Состав и свойства
различных видов восстановителей были приведены в
табл. 2.
Исследованиями, выполненными А. И. Литвиненко, по-
казано, что степень восстановления смеси из кварцита, кок-
43
сика и железа снижается с увеличением крупности матери-
алов и возрастает по мере повышения степени перемешива-
ния шихты. Наибольшая скорость восстановления наблюда-
ется при использовании брикетированной шихты. При
плавке ФС45 на брикетированной шихте в печи мощностью
3,5 MBA было отмечено улучшение технико-экономических
показателей производства по сравнению с плавками на
обычной шихте. Вместо части восстановителя при плавке
ферросилиция также используют отходы, содержащие SiC.
Железосодержащие материалы. Основным железосодер-
жащим компонентом шихты при выплавке ферросилиция
является стружка углеродистых сталей. Применение чу-
гунной стружки допускается только при производстве низ-
копроцентного ферросилиция, предназначенного для ис-
пользования при плавке чугуна. Желательно использование
стружки и отходов кремнистых сталей. Стружку необходи-
мо дробить на стружкоизмельчителе до 50 мм или отсевать
от витой стружки. Применение железной окалины вместо
стружки несколько улучшает условия работы колошника и
выход шлака из печи, но увеличивает удельный расход
электроэнергии и восстановителя в связи с расходом их на
восстановление оксидов. Нецелесообразным является и при-
менение железной руды, так как она вносит большое коли-
чество шлакообразующих и требует дополнительных значи-
тельных затрат электроэнергии и восстановителя на вос-
становление оксидов железа и нагрев шлака. Замена струж-
ки железной рудой при выплавке ФС45 привела к увеличе-
нию расхода электроэнергии до 27828 МДж/т (7730 кВтХ
Хч/т), т. е. примерно на 10800 МДж/т (3000 кВт-ч/т).
Применение железной руды ухудшает качество сплава
вследствие восстановления примесей из нее, а пылеватые
руды, кроме того, резко снижают газопроницаемость ко-
лошника. В связи с этим при дефиците железной стружки
более перспективно использование в качестве железосодер-
жащих материалов отходов от огневой зачистки стали, ме-
таллизованных окатышей или железистых кварцитов. Хи-
мический состав железосодержащих материалов был приве-
ден в табл. 4. Представляет интерес добавка в шихту пла-
викового шпата (2 % от массы кварцита) при производстве
ФС75, что улучшает ход печи и повышает ее производитель-
ность на 7,7 % при снижении удельного расхода электро-
энергии на 7,5%, а также добавка извести. В последнее
время проведены обширные исследовательские и опытно-
промышленные работы по окускованию шихты для вы-
плавки ферросилиция, рассмотренные в гл. 1.
44
физико-химические свойства кремния
и его соединений
^Кремний занимает промежуточное положение между металлами и не-
металлами в Периодической системе элементов Д. И. Менделеева. Это
второй элемент IV главной группы, серо-стального или черного цвета с
металлическим блеском, твердый и хрупкий. Электронная структура
его ls22s22p63s23p2. Элементарный кристалл кремния представляет со-
бой куб с ребром длиной 0,5417 нм. В соединениях с неметаллами крем-
ний проявляет преимущественно положительные валентности 4 и 2.
Кремний образует соединения почти со всеми металлами и проявляет
отрицательную валентность 4. Кремний имеет следующие основные фи-
зико-химические свойства: атомную массу 28,08; плотность 2,33 г/смэ;
температуру плавления 1683 К, кипения 2953 К. Упругость пара над
жидким кремнием описывается уравнением, Па: ]gpsi =9,017—
—16260/7. Кремний образует с кислородом ряд соединений [51]. В твер-
дом состоянии низшие оксиды кремния (SiO, Si2O3, Si3O4), по-видимому,
могут существовать только в метастабильном состоянии. Стандартная
.энергия образования SiO из элементов изменяется в пределах от
—424,99 до —437,23 кДж/моль, а энтропия равна 27,17 Дж/(моль-К).
Деплота образования газообразного оксида SiO составляет (—89,45) —
>(—91,96) кДж/моль, а энтропия $298 = 211,5 Дж/(моль-К). Зави-
симость изменения свободной энергии образования газообразного окси-
! да SiO от температуры имеет вид для реакции 81ж + 0,5О2 = 51Ог;
iAG° = — 163217—42,61 7 Дж/моль.
I В природе часто встречается диоксид кремния SiO2 (кремнезем),
существующий в различных модификациях (табл. 8) и имеющий сле-
дующие основные свойства: температуру плавления 1993 К, кипения
: 3048 К; теплота плавления 8,54 кДж/моль, испарения 697,8 кДж/моль;
'удельная теплоемкость при 298 К 0,931 кДж/(кг-К). Теплота образова-
ния одного моля SiO2 составляет SiГТ)4-O2(i-)=SiO2(Cc.KBapuj, AH° =
=—872,1 кДж и для этой реакции А<?298—1690 к =—883500—
—12,57 lg Т+218,7 Дж/моль. Состав газа над кремнеземом, равновес-
ные парциальные давления и давления насыщенного пара р® при-
ведены в табл. 9 [1]. Подробно термодинамический анализ свойств крем-
незема приведен в работе Г. Л. Шика [52]. С углеродом кремний обра-
зует карбид кремния (карборунд) SiC, теплота образования которого
62,8 кДж/моль. Энтропия SiC составляет 16,5 Дж/(К-моль), для опре-
деления изменения энергии Гиббса образования карборунда из элемен-
тов может быть использована следующая зависимость: SiT+CT=SiCT;
ДО® = _ 100525 + 34,887 Дж/моль. Плотность карборунда 3,2 г/см3, тем-
пература плавления (испарения) колеблется, по различным данным, от
2450 до 2950 К. Подробно термодинамика силицидов металлов и карби-
i Да кремния и их свойства рассмотрены в работах [53—55].
С железом кремний сплавляется в любых соотношениях (рис. 6) и
образует ряд силицидов: Fe3Si, FesSi3, FeSi, FeSi2 и др., из которых
наиболее прочным является FeSi, его температура плавления 1410 °C и
А#273 =—80,38 кДж/моль. Структура твердых силицидов подробно
; Рассмотрена в монографии П. В. Гельда и Ф. А. Сидоренко [54]. Стан-
' Дартные сорта ферросилиция имеют температуру плавления, не пре-
вышающую 1370 °C. Так, сплав с содержанием 40—47 % Si плавится
‘ПРи 1370—1260°С, сплав с 74—80 % Si — при 1320—1340°С. Плотность
45
^Таблица 8. Характеристика различных модификаций кремнезема
Модификация Кристаллическая форма Плотность» г/см# Температур- ная область устойчивости, К Примечание
а-кварц Тригональная 2,65 <846 Широко распространен в природе
Р-кварц Гексагональная 2,53 845—1143 При обычной температуре не суще- ствует: переход -*-а-»-р сопровожда- ется увеличением объема на 2,4 %
а-тридимит Ромбическая 2,27 <390 Выше 390 К переходит в Р-тридимит
Р-тридимнт Гексагональная 2,24 ' 390—436 При обычной температуре не сущест- вует <
у-тридимит То же 2,23 436—1743 Устойчив при 1143—1743 К
а-кристобалит Тетрагональная 2,33 443—453 В природе очень редок
Р-кристобалит Кубическая 2,22 >453 Не существует при обычной темпера- туре
Китит Тетрагональная —. Метастабиль-
Коэсит Моноклинная — ны в обыч- ных уело- Обнаружен в природе
Стишовит Тетрагональная — ВИЯХ
Кремнеземистое стекло Аморфная 2,20 1983 (жидкость) При более низкой температуре—в переохлажденном состоянии
Температура, *С
Таблица 9. Состав газа над кремнеземом, равновесные парциальные
давления pi и давления насыщенного пара р®
Показатели Температура, К
1000 1690 1873 2001 2500 3000
Состав газа, % (объ- емн.): SiO 60,1 62,5 61,7 61,3 59,6 57,6
О 7,0 5,72 5,3 5,6 6,0 6,6
О2 29,5 28,3 28,3 ' 27,8 26,5 25,8
SiO2 Парциальные давле- ния: 0,43 3,48 4,7 5,3 8,1 10,0
-lgp°si 16,74 6,83 5,58 4,85 2,73 1,32
—te PsiO, 20,18 8,31 6,65 5,67 2,90 1,13
-Igp© 18,99 8,094 6,546 5,650 3,033 1,311
-^Po, 18,35 7,40 5,865 4,950 2,386 0,722
~~ 1g Psi 34,86 17,38 14,888 13,60 9,194 6,380
~~ 12 PgiO 18,02 7,056 5,484 4,610 2,037 . 0,368
зы (см. рис. 6) имеют соотношение плотности (а:е:т]) =
= 1,11 : 1,05: 1,00 в ФС45 сплаве фаза е (FeSi) и $ (лебо-
ит) имеет соотношение плотности 1,00:0,78; наконец, в
ФС75 и ФС90 соотношение плотности кремния и лебоита
составляет 0,7 : 0,39. Лебоит очень неустойчив и при медлен-
ном охлаждении распадается на Si и FeSi.
Установлено, что рассыпанию при хранении во влажной
атмосфере подвержены те сплавы кремния, которые, с од-
ной стороны, содержат лебоит, а с другой — примеси фос-
Рис, 7. Полнтермы вязкости (v) промышленных образцов
ферросилиция
48
фора, алюминия, кальция. Лебоит образуется в интервале
53,5—56,65 % Si и затвердевает при 1220 °C. Для преду-
преждения рассылаемое™ сплава на практике не произво-
дят сплавы, близкие по составу к лебоиту, стремятся сни-
зить содержание алюминия, фосфора и кальция и обеспе-
чить быстрое застывание слитка ферросилиция, чтобы не
допустить образования лебоита в результате ликвации рас-
плава и обеспечить присутствие фосфора в более устойчи-
вой форме фосфида кремния.
Физико-химические условия процесса
Восстановление кремнезема твердым углеродом в условиях
электрической печи протекает по следующей суммарной ре-
акции: 8Ю2(ж)+2Ст = 51ж+2СОг, для которой по данным
[36], АС = 666664—364,96 Т Дж и теоретическая темпера-
тура начала ее равна 1554 °C. Ряд авторов называют близ-
кие температуры начала восстановления кремнезема угле-
родом. П. В. Гельд, О. А. Есин [53] считают, что заметный
сдвиг равновесия в этой реакции в сторону восстановления
кремнезема можно ожидать начиная с 1600 °C. По наблю-
дениям Бруннера взаимодействие кремнезема с углеродом
не происходит при 1500 °C, но интенсивно протекает при
1670°C. В вакууме температура начала восстановления
SiO2 углеродом снижается. Константа равновесия сум-
марной реакции может быть написана в следующем ви-
де: A’p=Pcoasi/(acasio2)> гДе Р со-—парциальное давление
СО; aSi, asio2, ас —активности кремния, кремнезема и уг-
лерода.
При чистых исходных материалах кремнезем и углерод
находятся в свободном состоянии, тогда aSio2 и ас равны
единице и Kp=p^oasi, т. е. протекание реакции восста-
новления кремния определяется парциальным давлением
оксида углерода. В промышленных печах для производст-
ва ферросилиция давление на колошнике примерно равно
атмосферному, поэтому устанавливающееся в зоне восста-
новления парциальное давление оксида углерода лишь не-
значительно превышает атмосферное давление. Отсюда сле-
дует, что чем выше концентрация кремния в сплаве, тем
выше температура процесса. Фактически восстановление
кремнезема углеродом происходит не по приведенной сум-
марной реакции, а с образованием промежуточных продук-
тов, согласно сформулированному А, А. Байковым принци-
пу последовательности превращений. П. В. Гельд считает,
что восстановление кремнезема при производстве богатых
4 М. А. Рысс 49
кремнием сплавов проходит через промежуточное образо-
вание монооксида кремния и предлагается следующая схе-
si с
ма восстановления кремнезема до кремния: SiO2—>-SiO—>-
->Si. По Я. В. Дашевскому и С, И. Хитрику, восстановле-
ние кремнезема осуществляется углеродом, кремнием и
карбидом кремния по схеме:
С,Si.SiC С,SiC
SiO2------->SiO----->Si. (1)
Ф. С. Марон вводит в качестве промежуточного продук-
та реакции карбид кремния, предлагая следующую схему:
Испарение диссоциация
$Ю-2(ж) *" SiChlnap)’, (2)
С SiO,,SiO
SiO(r)->SiC—>Si. (3)
По В. П. Елютину, до 1800 °C основным процессом яв-
ляется образование SiC в результате прямого взаимодей-
ствия углерода с SiO2 через промежуточную стадию воз-
гонки SiO2 с образованием парообразной фазы и последу-
ющей ее адсорбцией на графите. При температурах
>1800 °C преобладает взаимодействие SiC с SiO2 с образо-
ванием Si и SiO в газовой фазе. Кроме того, при темпера-
турах >2000 °C возможна сублимация SiC и разложение
его на составные элементы:
Испарение
S1O2 > SiOfJnap)
С SiO.
->SiC-> Si,SiO.
(4)
Испарение кремнезема при температурах процесса мо-
жет иметь место. Так, по данным [14], испарение кремне-
зема имеет место при 2800 °C. В. В. Мураховский обнару-
жил испарение кремнезема при значительно более низкой
температуре (1720°С). По данным В. А. Кравченко, при
восстановлении кремнезема образуются и низшие оксиды
кремния по следующей схеме:
SiO2->Si2O3^Si3O4->SiO->SiC-*Si. (5)
И. В. Рябчиков считает, что на первой стадии происхо-
дит образование SiO в результате испарения кремнезема,
при этом получают развитие процессы диссоциации SiO2->
->SiO-p/2O2 и восстановления SiO2-|-CO = SiO-|-CO2 и в
обищу виде процесс может быть представлен схемой:
Г о
„ SiO с _ SiO2,StO_. SiO?
S1O2 — » ------- SiC -----------— Si ------s- SiO
Диссоциация До175О‘С 1750-1850°С >165О°С
50
я. С. Щедровицким предложена следующая схема:
1) SiO2(JK)+C-^SiOr+CO; 2) ‘/2SiOr+C->’/2SiC + 'ДСО;
3) ’ASiCWASi^+'ASiO/, 4) 74SiO2+’/2SiC^/4Si>K +
-р/2СО. Здесь не приведены возможные ответвления, на-
пример, взаимодействие SiOr с SiC, представляющее собой
сумму реакций 3 и 4. Ниже эта схема показана графически:
Si + S i 0 2
с с
З'°2(ж) ------7*- Si0 ------------s,c 5'(Ж)
> 1777 С '^-^Экзотермическая | > 1755 С
Si (ж)
В работе [57] приведена следующая последовательность
реакций при восстановлении кремния: 1) 25 °C, SiO2—С;
2) 25—1541 °C, SiO2—С—SiO—СО; 3) 1541 °C, SiO2—С—
SiC—SiO—СО; 4) 1541—1870°С, SiO2— SiC—SiO—СО;
5) 1870 °C, SiO2—SiC—Si—SiO—СО; 6) 1870 °C, SiC—Si—
SiO—CO; 7) 1838 °C, SiO2—Si—SiO—CO; 8) при всех тем-
пературах Si—SiO—CO.
В работах [58, 59] предполагается, что при восстановле-
нии SiO2 углеродом и карбидом кремния наряду с СОГ и
SiOr образуется нестехиометрический конденсированный
кремнекислородный остаток. Эти процессы могут быть опи-
саны уравнениями:
SiO2(K) + (1 — х) С(к) = (1 — х) СО(Г) + xSiO(r) + [Si(i_ху О](К>;
(2 - х) SiO2(K) + (1 - х) SiC(K) = (I — х) СО(Г) + xSiO(r) +
+ 3 [Si(i—x)O(i—s/ax)](K). (6)
Учитывая, что по данным И. С. Куликова, кремнезем,
испаряясь, диссоциирует в основном на оксид кремния и
кислород, и то, что в печи находится свободный углерод,
следует считать основным кремнийсодержащим продуктом
испарения кремнезема оксид кремния. Основными состав-
ляющими газовой фазы при относительно высоких темпера-
турах можно считать СО и SiO. Такие вещества, как СО2,
SiO2, Si2O2, Si, SiC2, Si2C и т. д. должны присутствовать в
газовой фазе лишь в незначительных количествах. Это сле-
дует прежде всего из расчетов равновесия С+СО2=2СО и
результатов термодинамического анализа высокотемпера-
турного испарения кремнезема [52]. Присутствие SiC в вы-
ломках из рабочего пространства или из настылей печей,
выплавляющих ферросилиций, подтверждается многочис-
ленными исследователями. Наблюдается также зарастание
4*
51
карбидом кремния ванны печи для выплавки кристалличе-
ского кремния. Исследование образцов материалов, отоб-
ранных из тигля работающих печей [57], показало, что кар-
бид кремния является промежуточным продуктом в процессе
производства кремния и его сплавов. Этот вывод содер-
жится и в целом ряде более новых публикаций, в которых
подчеркивается роль промежуточных продуктов SiC и SiO
в процессе восстановления кремния [38, с. 18—34; 58]. По-
видимому, все рассмотренные выше схемы имеют то или
иное развитие в процессах "производства кремния и его
сплавов в электропечи, так как присутствие SiO и SiC в
этих печах подтверждается многими исследованиями и в
системе Si—О—С вероятны следующие частные реакции:
SiO2(T) + С = SiOr + СОГ; ДО0 = 639828 —
— 335,61 Т Дж/моль; (7)
SiOr + Ст = SiT + СОГ; ДО» = 46402 — 43,47 Т Дж/моль; (8)
SiT 4- Сг = SiCT; ДС° =— 100525 4- 34,887 Дж/моль; (9)
SiO2(5K) 4- 2СТ = 4- 2СОГ; AG" = 666664 —
— 364,96 7 Дж/моль; (10)
l/2SiO2(«) + 3/2СТ = l/2SiC 4- СОГ;
AG0 = 321797— 171,577 Дж/моль; (11)
SiOr + 2СТ = SiCr 4- СОГ; Дб° = 299551 —
— 166,03 7 Дж/моль; (12)
1/2510г(ж) 4" SiC — 3/2Siffi 4~СОГ;
AG" = 407711 — 199,46 7 Дж/моль; (13)
SiOr + SiC = 2SiT 4- COr;
AG" .-= 122147—68,55 7 Дж/моль; (14)
2SiO2(T) + SiC = 3SiOr 4- COr;
AG° = 122147—68,55 7 Дж/моль; (15)
SiO2(T) 4- SiT = 2SiOr;
AG" = 593426 — 292,14 7 Дж/моль; (16)
SiT 4- l/2O2 = SiOr;
bG° =— 163217 — 42,61 7 Дж/моль; (17)
SiT 4- CO2(t) = SiOr + CO;
AG" = 124146— 130,83 7 Дж/моль; (18)
2COr 4- SiCT = SiO2 4- 4COr;
52
дб° —— 98852— 168,08Т Дж/моль; (19)
2СО-2(г) Ч~ SiCT = SiO Ц- ЗСОГ;
/\£° = 370431 — 330,22 Т Дж/моль. (20)
На ход реакции восстановления кремнезема в значи-
тельной степени влияет присутствие железа, которое, раст-
воряя кремний, выводит его из зоны реакции, улучшая тер-
модинамические условия ее протекания и снижая потери
кремния. Отсутствие в шихте железа приводит к исключе-
нию из приходной части теплового баланса процесса тепла
растворения кремния в железе, составляющего 2,5—3 %
прихода тепла. Присутствие железа значительно снижает
температуру начала процесса восстановления кремнезема.
Расчетная температура начала его в зависимости от содер-
жания кремния в сплаве составляет:
Содержание кремния в сплаве, % Ю 20 45 75 90 100
Температура начала восстановле-
ния кремнезема, °C ........ 1225 1257 1400 1510 1530 1579
Благотворное влияние железа также определяется тем,
что оно легко разрушает карбид кремния, являющийся од-
ним из промежуточных продуктов восстановления кремне-
зема, способствуя сдвигу реакции в сторону образования
кремния. Ниже приведена температура (К) начала реакций
взаимодействия карбида кремния с кремнеземом и моноок-
сидом кремния и испарения (или разложения) его по раз-
личным реакциям (числитель) по данным [39,54] (знаме-
натель— результаты расчета). Для реакции непосредствен-
ного разложения карборунда SiCT = Sir+CT температура,
по данным [39, 54], колеблется в пределах от 2423 до
3125 К.
SiCT + SiO2(T) = 2SiO2 + Ст; 2200/2079 (21)
SiCT + 2SiO2(T) = 3SiO(r) + СОГ; 2000/1934 (22)
2SiCT + SiO2(5K) = 351ж + 2CO(r); 2353/2257 (23)
SiCT + CT + SiO2(T) = 2Siffi + 2COr; 1982/1968 (24)
SiCT + 2SIO2(H() = COr + 3SiOr; 1998/1937 (25)
SiCT + SiOr = 2Б1Ж + COr; 2403/2876 (26)
Взаимодействие карбида кремния и железа по реакции
'nFe4-«SiC=FemSi„+nC начинается с 1500 К и интенсив-
но проходит при 1500—1600 К. Продуктом реакции явля-
ются ферросилиций и графит. Расчеты показывают, что из-
53
менение энергии Гиббса реакции разрушения карбида
кремния железом в интервале 1100—1700 °C имеет отрица-
тельное значение, что и объясняет неустойчивость его в
присутствии железа:
Т, К............... 1400 1600 1800 2000 2200
—AG, Дж............ 12 125 17 266 27 442 35 075 43000
Рассмотренные данные и проведенные исследования [5,
14, 39, 53, 57—60] позволяют наметить следующую прибли-
женную схему протекания процессов в активной зоне (тиг-
ле) ферросилициевой печи. На глубине ~200 мм шихта
претерпевает значительные изменения. Кварцит оплавляет-
ся, кокс с поверхности превращается в карбид кремния, из
железной стружки образуются капельки сплава, содержа-
щего до 20 % Si. Насыщение железа кремнием происходит
преимущественно в результате взаимодействий SiO с угле-
родом и SiC с расплавленным железом, а также за счет
паров кремния. У поверхности газовой полости заканчива-
ется преобразование материалов в конденсированных фа-
зах. Кварцит полностью расплавляется, начинается обра-
зование нестехиометрического кремнекислородного остатка,
кокс преобразован в карбид кремния, постепенно повыша-
ется (по-разному для различных марок ферросилиция)
содержание кремния в сплаве. В тигле, в зоне наиболее вы-
соких температур появляется SiO, образующийся в резуль-
тате взаимодействия кремнекислородной жидкости с угле-
родом и карбидом кремния, а в непосредственной близости
к плазменному шнуру, где температура достигает несколь-
ких тысяч градусов, также происходит диссоциация окси-
дов кремния. В более холодных зонах тигля образуется
кремний в результате восстановления SiO по разным схе-
мам. В этой зоне наблюдаются различные конденсаты, со-
стоящие из дисперсных частиц кремния и SiC, скрепленных
аморфным SiO2 или кристобалитом.
«Дно» тиглей характеризуется составами, в которых ос-
новными фазами являются анортит (CaO-Al2O3-2SiO2), ге-
ленит (2СаО-А12О3-SiO2), SiC, силикатное стекло и ко-
рольки сплава с переменным содержанием кремния. Ниже
уровня «дна» тиглей формируется шлакокарбидная зо-
на, основными компонентами которой являются А12О3, СаО
и SiO2 примерно в таком же соотношении, как и в конечных
шлаках, и крупнокристаллический SiC, содержание которо-
го колеблется в пределах от 30 до 60 %.
В зоне медленного схода шихты и в боковом гарнисаже
активных восстановительных взаимодействий не происхо-
54
дит и эти зоны играют второстепенную роль в процессах
формирования сплава. Гарнисаж стен в основном состоит
из кристобалита, реже тридимита, остатков кокса, чаще
псевдоморфозов SiC по коксу. В зоне медленного схода
шихты (между электродами) наблюдаются тяжелые ноз-
древатые конгломераты, пористая агломератовидная масса
из преобразованных шихтовых материалов, по химическому
составу промежуточных между гарнисажем стен и материа-
лом из стен газовых полостей, шлак и сплав переменного
состава. Эти зоны не являются постоянными, их размеры и
форма изменяются в зависимости от периода плавки, мар-
ки выплавляемого сплава, подводимой мощности, частоты
вращения ванны печи и др.
В электропечи наряду с восстановлением кремнезема
происходит частичное восстановление примесей из кварци-
та и золы восстановителей (AI2O3, CaO, MgO и т. д.). В не-
которых случаях при восстановлении примесей углеродом
могут образовываться карбиды соответствующих элемен-
тов, которые затем разрушаются железом или кремнием.
Примеси часто восстанавливаются кремнием, возможно
также и образование силицидов металлов в результате взаи-
модействия их карбидов и кремнезема. Реальность проте-
кания реакции восстановления примесей подтверждается
содержанием в промышленных сортах ферросилиция значи-
тельных количеств алюминия, кальция, магния, бария и т. д.
В восстановительных условиях печной плавки значительное
количество фосфора из шихты переходит в сплав. Содержа-
щаяся в ней сера в основном удаляется в виде летучих сое-
динений с кремнием: SiS и SiS2.
Шлакообразование
Производство ферросилиция относится к бесшлаковым про-
цессам, но тем не менее получение сплава всегда сопровож-
дается получением некоторого количества шлака (на 1 т
ФС45 получается 25—50 кг шлака и па 1 т ФС75 35—70 кг
Шлака). Причиной шлакообразования являются примеси
Шихтовых материалов, которые по физико-химическим ус-
ловиям процесса не могут быть полностью восстановлены
(глинозем, оксиды кальция, бария, магния и т. п.) и кото-
рые ошлаковываются кремнеземом. При недостатке восста-
новителя шлак обогащается кремнеземом, а также карбидом
Кремния вследствие разрушения гарнисажа. Результа-
ты анализа шлаков приведены в табл. 10. В шлаках обна-
ружены следующие собственно шлаковые минеральные
55
gT а б л и ц a 10. Химический и фазовый составы ферросилициевых шлаков
0. S X S х > Ц S с Е фазы 3; 2; 6; 4; 5; 9; 10; 11; 13 9; 5; 4; 6; 11; 10; 13 9; 1; 6; 10; 13 9; 2; 3; 10; 13 9; 1; 10; 11; 13
FeO О) 05 Ш [ь.ймЦ-.соЬисо’^оОь. СО b- О <О’Г Ю & г- О СО OOCO^tOCOOCMCM о о со —
05 £• ся coioS- ся ю 1 g «5 е» из о ся го g о in е- . 1 „ <э о о" 05 СЯ О и ю 00 ~ - Ж Ж
СО Е“ • N. Q Ю 5 СМ СО Ю о о* о о
Доля, % и Си ci. ”2 о с о —< со - е * * о й О | ] о * « О л О о 0> О —М о г-10) ж ж
К от я о о о от О <л Ф СО —« СО О Г- СМ О 05 _Ь-~ Ю СМ СМ^ СО О СМ СМ СЬ СО 0005ЮЬ*ЮСОФСМ^,’,*»Л г—< w-и
£ ВаО | о со СО ср -м* О U0 <О О СМ О | | Q0 СГ> | . со о 00 ю со со* ’ ' Г- со J 'со со см
1 MgO | lO СМ О 00 05 ь- о о --• 1ПО О>СЬ<ОООСОЮ—«00Ю р£ —'1X5—-ОСЯ — ся — оО
1 SiO8 О 05 о ъ- о см GO со со СМ со —' Ь- Г- О СО срсО<0Ь.Ю’М*^ОЮ00©О СО^СМ’-'СМСОСОСОСМ—ИСМ«М
| CaO ю со Ю ь- см Ю’гРЮСОт^ООСМ СМ - О> 00 о со 00>^~иСМ*00—«СОТ^Ь-СОСО см -Н СМ СМ СМ СМ со СО
О Q О _ со СМ 10т^»^со0ь-ь*о-м05<оао -О ЮСО—'IOt^cO-^COiOOcO СО-мСОт^-ФСОСМСМСОСОСОсМ
I Марка | сплава О О LQ ю 1О Ю Ю LO ю Ю о о СМСМСМСМ-*’*’ФСОЬ^Г-О5О5 OOOOOOOOCJOOO
Завод-изгото- витель « mmmm^OTmcTioimOTcn-
i;
фазы: геленит — 2СаО-А!2О3-SiO2 (1); анортит — СаО-
• АкОз-ЗБЮг (2); сарколит ЗСаО-А12О (3); гексаалюми-
нат кальция— СаО-6А12О3 (4); корунд — А12О3 (5); шпи-
нель — MgO • А12О3 (6); диалюминат кальция — СаО • 2А12О3
(7); сульфид кальция — CaS (8) и силикатное стекло (9),
которое составляло основу большинства проб. К приме-
сям, образующимся не в процессе кристаллизации рас-
плава, а попадающих в него извне, относятся карбид
кремния (10), графит, кокс (11), кварцит, кристобалит (12),
а также частицы ферросилиция (13) и кремния. Шлаки
также содержат карбиды кальция и бария (на ЧЭМК),
сульфиды. Заметного различия в составе шлака при вып-
лавке ФС20, ФС25, ФС45, ФС75 и ФС90 не наблюдается.
Некоторое различие состава шлаков разных заводов объяс-
няется особенностями шихтовых материалов, а также со-
ставом используемых флюсов. Шлаки имеют высокую темпе-
ратуру плавления (1500—1700°C), характеризуются значи-
тельной вязкостью, составляющей 1—5 Па-с даже при
1700 °C, причем вязкость их повышается при повышении
содержания кремнезема и карбида кремния (например, при
недостатке восстановителя).
Поскольку в шлаке содержится 40-—70 % сплава в виде
корольков, то его следует утилизировать. Согласно данным
[61] корольки утилизируют расплавлением отвальных шла-
ков от производства ФС45, ФС75, ФС90 в ФС20, обладаю-
щем почти вдвое большей плотностью. При этом уменьша-
ются потери сплава и увеличивается производительность
конвейерных разливочных машин при разливке ФС20. На-
ми предложено использовать шлаки для раскисления стали,
что обеспечивает экономию 0,71 руб/т стали.
Вследствие высокой вязкости шлак частично остается в
печи и вызывает зарастание ванны, при этом снижается
производительность печи, увеличивается удельный расход
электроэнергии и сокращается продолжительность кампа-
нии. В связи с этим необходимо полностью удалять из печи
образовавшийся шлак, что достигается при глубокой и ус-
тойчивой посадке электродов и достаточном количестве вос-
становителя в шихте. Полному удалению шлака способст-
вует вращение ванны печи, обеспечивающее разрушение
карбидов и равномерный прогрев подины печи [14]. В не-
которых случаях при скоплении шлака его удаляют при по-
мощи извести, задаваемой в печь. Хорошие результаты да-
ет введение в печь отходов от производства силикокальция,
содержащих сплав, карбиды кальция и кремния и оксид
Кальция. Однако введение флюсующих приводит к увели-
57
чению количества шлака и повышению удельного расхода
электроэнергии и в ряде случаев—к ухудшению качества
сплава, так как вызывает загрязнение его кальцием. Основ-
ные меры борьбы со шлакообразованием при производстве
кремния и его сплавов сводятся к строгому контролю за
введением в печь достаточного количества восстановителя
и применению возможно более чистых материалов.
Технология производства кремния и его сплавов
Расчет шихты для производства ферросилиция ведут из ус-
ловия распределения оксидов в процессе плавки (табл. 11).
Допускают, что сера и фосфор из стружки переходят в
сплав, а сера коксика улетучивается. Распределение вос-
становленных элементов принимают согласно данным табл.
12. Принятый состав колош шихты приведен в табл. 13.
Для выплавки ферросилиция (рис. 8) используют трехфаз-
ные печи мощностью 16,5—115 MBA. Для получения кри-
сталлического кремния чаще используют однофазные двух-
электродные печи мощностью до 16,5 MBA или трехфазные
мощностью до 50 MBA. Печи выполняют открытыми (для
Таблица 11. Распределение оксидов в процессе выплавки
ферросилиция
Окснд Сплав Распре- деление оксидов, о/ /0 Окснд Сплав Распре- деление оксидов, %
З ч со я Я к о <у о я со со переходит в шлак восстанавли- вается переходит В шлак
SiO2 ФС20, ФС45, 98* 2 СаО ФС20 40 60
ФС75, ФС90 ФС45 45 55
Fe2O3 ФС20, ФС45, 99 1 ФС75 50 50
ФС75, ФС90 ФС90 60 40
А12Оз ФС20, ФС45 55 45 MgO ФС20 15 85
ВаО ФС75 70 30 ФС45 20 80
ФС90 80 20 ФС75 25 75
ФС20 10 90 ФС90 30 70
ФС45 15 86 SO3 ФС20, ФС45
ФС75 20 80 Р2О6 ФС75, ФС90 100 —
ФС90 30 70
* В том числе при выплавке ФС18, ФС45, ФС75 и ФС90 соответственно вос-
станавливается До SiO 1,5; 4; 6 и 12 %, до кремния 95,5; 94, 92 и 88 %.
58
Таблица 12. Распределение восстановленных элементов при
выплавке ферросилиция____________________________________
Элемент Сплав Распределение эле- ментов, %
в сплав в улет
Si ФС20, ФС45, ФС75, ФС90 100 —
Fe ФС20, ФС45, ФС75, ФС90 99 1
Al ФС20, ФС45 80 20
ФС75, ФС90 85 15
Са ФС20, ФС45 50 50
ФС75, ФС90 70 30
Mg ФС20, ФС45 40 60
ФС75, ФС90 60 40
Ba ФС20, ФС45 30 70
ФС75, ФС90 50 50
P ФС20, ФС45, ФС75, ФС90 50 50
S ФС20, ФС45, ФС75, ФС90 — 100
производства высокопроцентных сплавов), закрытыми, гер-
метизированными и с дожиганием газа под сводом, часто с
вращением ванны. Такие печи позволяют снизить расход
шихтовых материалов и электроэнергии и затраты труда,
очищать выбросы в атмосферу и использовать колошнико-
вые газы. Наблюдаемый значительный прирост мощности
электропечной установки вызван тем, что при этом сокра-
щаются капитальные и эксплуатационные затраты.
Закрытая печь (см. рис. 8) по конструкции основных уз-
лов аналогична открытой, конструкция свода может быть
-различной. При выплавке ферросилиция широко применяют
металлический водоохлаждаемый секционный свод, футе-
рованный снизу огнеупорной обмазкой. На охлаждение тако-
го свода на печи мощностью 16,5 MBA расходуется
~100м3 воды за 1 ч при перепаде температур 2—4 °C. Из-
вестны конструкции сводов, выполненных из водоохлаждае-
мого трубчатого каркаса и футеровки из фасонного огнеу-
порного кирпича или блоков из огнеупорного бетона. Нами
успешно испытывались и неохлаждаемые сводовые секции
из огнеупорного бетона. Закрытые печи освоены для про-
изводства ФС20, ФС25, ФС45 и ФС65. При их использова-
нии снижается расход шихтовых материалов и электроэнер-
гии и уменьшаются затраты труда. Они решают вопрос за-
щиты окружающей среды от загрязнения и позволяют ути-
лизировать отходящие газы. На рис. 9 показана конструк-
ция герметизированной печи для выплавки 75 %-ного фер-
росилиция на заводе в г. Арэ (Япония), на котором ра-
59
Таблица 13. Состав колоши шихты для выплавки ферросилиция, кг
Материалы ФС20*1 ФС25*1
Кварцит Коксик (сухой) .... Полукокс (сухой) .... Углекварцитовый кокс (су- хой) . Железная стружка . . . 300/300 140—150/140—150 —/195—200 ' -/- 600—660/600—660 300/300 140—150/90 —/72—75 -/- 400—440/400—440
*’ Закрытые печи. *2 Открытые печи.
ботают такие печи мощностью 15 и 60 MBA. Печь мощ-
ностью 15 MBA имеет следующие основные параметры:
диаметр электродов 1050 мм, диаметр кожуха 8100 мм,
диаметр ванны 6460 мм, высота свода 4100 мм, число га-
зоотводов 4, сила тока 59,9 кА и диапазон вторичного на-
пряжения 80—170 В. Восемнадцать дверей, расположен-
ных по окружности ванны, выполняют функции предохра-
нительных клапанов против взрывов. Труботечки и газо-
отводы расположены вокруг электродов, что способствует
равномерной загрузке сырья и предотвращает накопление
пыли под крышкой и в газоотводах.
Для улучшения схода шихты, уменьшения колебаний
давления газа и облегчения работы по обслуживанию элек-
тродов печи оборудованы механизмами для разбивания кор-
ки вокруг электродов. С целью увеличения длительности
кампании печи применяется вращающаяся ванна. Другое
решение предложено фирмой «Элкем» на заводе в г. Бре-
мангере (Норвегия) [62]. Печь работает с 1977 г. Ванна пе-
чи состоит из двух частей: нижней (неподвижной) и верх-
ней (вращающейся). Верхняя часть (так называемое коль-
цо) выполнена с внутренним отверстием в форме шести-
угольника. Частота вращения кольца 1 оборот за 3—5 ч.
Благодаря такой конструкции нет необходимости «проши-
вать» шихту. Большое значение при такой конструкции;
ванны имеет правильное размещение точек загрузки ших- !
ты. На данной печи таких точек 12, т. е. по четыре на элек-1
трод. Основные параметры печи: диаметр кожуха 6000 мм, ?
глубина ванны (вместе с кольцом) 2500 мм, высота кольца ;
900 мм, диаметр электродов 950 мм. Характерной конструк-
тивной особенностью печи является высокий свод. Загрузка ।
шихты автоматизирована. На печи достигнуто извлечение i
60 (
ФС45*1 ФС65*1 ФС75*3 ФС90*2
300 300 300 300
140—145 80—85 140—145 —
— 78—83 — —
— 160—165
180—190 65—70. 30—35 —
кремния 91,4 %, ранее
было 85—87 %. Расход
восстановителя умень-
шился на 10 %. Перс-
пективна конструкция ру-
довосстановительных пе-
чей с парогенераторами
и дожиганием газа под
сводом печи. Впервые та-
кие печи мощностью
75 MBA начали эксплуа-
тироваться на заводе
—----------------------------г. Варгон (Швеция) [63].
Затем мощность этих
трех печей была повышена до 115 MBA. Параметры печи
мощностью 75 MBA были следующие: мощность трансфор-
маторов 75 MBA; используемая мощность 45 МВт; удель-
ный расход энергии 41760МДж/т (11600кВт-ч/т кремния);
диаметр электродов 1800 мм; диаметр кожуха 11,8 мм;
плотность тока в электродах 5—5,5 А/см2; рабочий ток в
электродах 140 кА; вторичное напряжение 220—380 В.
Оборудование парогенератора и разрез печи приведены
на рис. 10. Установка состоит из следующих основных час-
тей: 1) куполообразного (трубчатого) пароперегревателя,
который вместе с огнеупорной изоляцией и наружным
стальным кожухом выполняет также роль свода (пылеуло-
вительной камеры) (рис. 10,1); 2) короткого горизонталь-
ного газоотвода, соединенного с вертикальным газоотво-
дом; оба канала снабжены дополнительными трубчатыми
теплообменниками (рис. 10,2); 3) аварийной свечи газа,
выбрасываемого в атмосферу, минуя котел-утилизатор
(рис. 10,3); 4) вертикального котла-утилизатора с нижним
отводом газа (рис. 10,4); 5) спаренных вентиляторов, ко-
торые создают поток газа и направляющих газ на газо-
очистку (рис. 10,5). Доля тепловых потерь, которая может
быть использована, зависит, в основном, от к. п. д. котла,
температуры газа при входе в котел и на выходе из эконо-
майзера и составляет в условиях завода в г. Варгоне при
температуре отходящих газов 395°C—46,8 %, при 649°C—
75,6%, и при 900 °C—83,0%. При рабочей нагрузке печи
40 МВт можно вырабатывать от 37 до 45 т/ч пара
(~1000 т/сут). Это дает возможность получить дополни-
тельную мощность от утилизации тепла более 8 МВт.
Характерной особенностью печи является малый объем
образующихся газов благодаря их высокой температуре в
61
Рис. 8. Рудовосстановительная закрытая вращающаяся печь типа РКЗ-ЗЗМ2 с
загрузкой шихты через воронки:
1— кожух ванны; 2 — опорно-поворотиая часть механизма вращения; 3— при-
вод механизма вращения ваины; 4 — поддон опорный железобетонный; 5 — цент-
ральная цапфа; 6 — футеровка; 7 — электрод диаметром 1500 мм; 8 — свод водо-
охлаждаемый; 9 — воронки водоохлаждаемые; 10 — кольцо нажимное электродо-
держателя; // — щеки контактные; 12— вытяжной зонт; 13— короткая сеть;
14 — несущий цилиндр; 15 — фиксатор; 16 — гидроподъемники; 17 — механизм
перепуска электродов
Рис. 9. Разрез герметизированной печи мощностью 15 MBA:
Л 4 — транспортер; 2 — бункер; 3 — дозатор; 5 — печной бункер; 6 — труботечка;
7 —отводная труба грязного газа прн отключенной газоочистке; 8 — зонт; 9 —
подвижное прошивающее устройство; 10 — ковш; // — электродный зажим; 12 —
электрод; 13 — механизм вращения ванны; 14 — кожух ванны; /5 — смотровые
окна н аварийные клапаны; 16 — труба Вентури; /7 — свод печи; 18 — стацио-
нарное прошивающее устройство; 19 — орошаемый газоход; 20 — газоотвод; 21 —
защитный цилиндр; 22 — короткая сеть; 23 — устройство для удаления пыли;
24 ~ водяной затвор; 25 — свечи грязного газа с его дожиганием; 26 — каплеот-
делитель; 27 — эксгаустер; 28 — дымовая труба с дожиганием газа; 29 — газо-
провод
газоотводах. Окончательный объем отходящих газов со-
ставляет ~3640 м3/мин, что значительно ниже, чем в от-
крытых ферросплавных печах такой же мощности. Газо-
очистное оборудование состоит из двух тканевых (рукав-
ных) фильтров, работающих под давлением. Степень
очистки газов составляет 98%. Шихту в печь загружают
пРи помощи завалочной машины через щелевидные отвер-
стия, расположенные с каждой стороны пароперегревателя,
имеющего гексагональную форму.
Сооружение установки для утилизации тепла отходя-
щих газов позволило значительно уменьшить размеры обо^
РУДования для газоочистки, что привело к уменьшению об-
щего объема капитальных затрат и потребления энергии по
63
Рис. 10. Разрез печи мощностью 75 МВД с дожиганием газа под сво-
дом н оборудование парогенератора
сравнению с использованием обычной открытой ферро-
сплавной печи. Кроме того, значительно улучшились про-
изводственные условия для обслуживающего персонала
благодаря уменьшению теплового излучения от печи. Воз-
можность использования вторичных ресурсов для выработ-
ки энергии в сочетании с экономией затрат на оборудование
для очистки воздуха — существенные факторы, свидетель-
ствующие о целесообразности подобных конструктивных ре-
шений. Ванны печей для выплавки ферросилиция выполня-
ются круглыми, реже треугольными (однофазная двухэлек-
тродная печь для выплавки кристаллического кремния имеет
овальную форму ванны) с угольной футеровкой. Удач-
ный вариант схемы футеровки печи мощностью 23 MBA
приведен на рис. 11. Для набивки швов угольной кладки
применяют подовую массу. Иногда сборку угольной поди-
ны ведут полностью из строганых блоков на графитовой
пасте. Известны также полностью набивные подины из по-
довой массы.
Высота угольных стен горна печи обычно составляет
1200—1900 мм. Для обкладки днища и стенок кожуха ис-
64
пользуют асбестовый лист толщиной 10—15 мм. Подину и
стены выполняют из алюмосиликатного кирпича, подину
футеруют насухо (за исключением второго и третьего рядов,
выкладываемых на растворе), а стены — на глинисто-мер-
А7/7/7
Рис. И. футеровка печи для выплавки ферросилиция мощностью 23 MBA:
* •— кожух ванны; 2 — листовой асбест; 3 — крупка алюмосиликатная; 4 — кир-
блЧ ВЫСОкоглиноземнстый; 5 — кирпич алюмосиликатный; 6—11 и 12— угольные
6**оки; ю — канал для выхода газов; 13 14 н 17 — трубы медные диаметром
v мм; 15 — летка; 16 — леточная плита; 18 — набнвка из подовой массы; 19 —
кирпич кремнеземистый
5 М. А. рысс gij
Таблица 14. Основные параметры отечественных ферросплавных
Параметры Тип
РКО-2,5 РКО-3.5 РКЗ-10,5
Мощность трансфор- матора, MBA . . . 2,5 3,5 10,5
Вторичное напряже- ние, В . . . 178—89 371—260 255—162
Максимальный ток иа электроде, кА . . . 13,0 13,0 36,0
Диаметр электрода, мм .... 300—450 300—450 550
Диаметр распада электродов, мм . . 1200—1400 1200—1400 1750
Максимальный ход электрода, мм . . . 2350 2350 2000
Диаметр ванны*, мм 2700 2700 4000
Глубина ванны, мм 1200 1300 2340
Диаметр кожуха*, мм 4200 5000 7000
Частота вращения ванны, об/ч .... 5,4 5,4 1—2,7
Угол наклона ванны в сторону слива, град 30 30 30
* Числитель — для бесшлакового, знаменатель — для шлакового процесса.
Примечание. РКО — руднотермнческие круглые, открытые печи; РКЗ —
закрытые.
тельном растворе. Между кожухом и футеровкой имеется
слой засыпки из алюмосиликатной крупки (100—150 мм),
компенсирующий тепловое расширение кладки и служащий
добавочной теплоизоляцией. Геометрические размеры печи
во многом обусловливают технико-экономические показате-4
ли ее работы и определяются в зависимости от мощности
печи, диаметра электродов и диаметра их распада, а также
условий эксплуатации печи. В некоторых случаях ванн)!
выполняют сменной. Печи работают на самоспекающихся!
электродах. При производстве металлического кремния ис-4
пользуют угольные или, что дешевле, экструдированные са|
мообжигающиеся электроды. Рациональная плотность то-1
ка в самообжигающихся электродах составляет ~6 А/см21
Желательно иметь на печи устройство для изменения диа<
метра распада электродов. В табл. 14 приведены основные
параметры ферросплавных электропечей, причем печш
РКО-16,5, РКЗ-16,5, РКЗ-24, РКЗ-ЗЗ и PK3-63 предназна-1
66
электропечей
печей
РКО-16,5; РКЗ-16,5 РКЗ-24 РКЗ-ЗЗ РПЗ-48 PK3-63
16,5 24 33 48 63
210—132 245—155 250—130 137,0—238,5 175—325
59,0 71,0 87,0 111,8 185,0
1200. 1200 1500 2800 x 650 1900
2900 3400 4000 3300 5200
1200 1500 1600 1200 1200
6200/6700 7200 8800/9500 20 340/6000 12 200
2300 2600 3000 2850 4240
7800/8300 8900 10 800/12 500 22 140X7800 14 000
1 1 1 1 1 1 1 1
33 ~ 132 48 — 194 60 — 200 80 200
— — — — —
руднотермические круглые закрытые; РПЗ — руднотермнческне прямоугольные
Чены для выплавки сплавов кремния. При выплавке крем-
ния и его сплавов электрический режим работы печи в про-
цессе плавки, как правило, не изменяется; рабочее напря-
жение составляет обычно (для печей 20—40 кВА) 150—
250 В (более высокое — для более мощных печей) при токе
35—90 кА. С увеличением рабочего напряжения растет
cos<p, а следовательно, и РПол. Так, для печи мощностью
12 MBA изменение электрических характеристик при рабо-
те на различных напряжениях составляет:
Напряжение, В.............................. 166,5
Электрические потери, кВт (%):
полная мощность....................... 10 320(100)
электрические потери................ 1344 (13)
полезная мощность................... 8976 (87)
185
11 735 (100)
1344 (11,5)
10 392(88,5)
Решающее значение для получения высоких технико-эко-
номических показателей имеет правильный выбор полезно-
5*
67
го фазового напряжения t/пол.фаз- При улучшении т| в ре-
зультате повышения t/пол.фаз происходит ухудшение тепло-
вого к. п. д., поэтому необходимо всегда находить опти-
мальные значения. В работе [64] приведены следующие
данные о влиянии напряжения на показатели производства
ФС45 на печах мощностью 33 MBA:
1, кА . . . . 79—83 84—87 87—91 90—95
i/пол.фаз, В . Производи- 120—114 ПР—106 106—100 97—93
тельность, т/сут Удельный рас- ход электро- энергии, МДж 130—135 143—150 140—146 130—140
(кВт-ч) . . . 18360—19080 (5100—5300) 16884—17280 (4690—4800) 17640—18000 (4900—5000) 18360—19080 (5100—5300)
Для печей мощностью ~25 MBA оптимальные значения
сЛтол.фаз равны для ФС20—80—85 В, для ФС45—75—80 В и
для ФС75—80—89 В. Для печи мощностью 63 MBA при
выплавке ФС45 t/пол.фаз со-
ставляет 114 В [79], причем
без установки продольной
компенсации (УПК) актив-
ная мощность печи будет
45 МВт, а с УПК при том
Же t/пол.фаз И При /Эл =
= 165 кА мощность соста-
вит ~ 64 МВт, т. е. на 40 %
выше. Практикой уставов-
Рнс. 12. Схема плавильного простран-
ства печн для выплавки ФС75 (стрел-
кой показано направление вращения
ванны):
1 — стационарная ванна; 2 — вращаю-
щаяся ванна
лено, что на хорошо рабо-
тающих печах отношение
тока к рабочему напряже-
нию составляет ' 300—400,
увеличиваясь с ростом мощ-
ности печи с 10 до 100 MBA.
При выплавке кремния и его
сплавов печь работает с за-
крытой дугой и электрод по-
гружен в своеобразный ти-
гель из продуктов плавки
(рис. 12), в котором выде-
ляется основное количество
энергии. Объем тигля зави-
сит от марки выплавляемо-
го сплава и пропорционален
подаваемой мощности, по-
68
Рнс. 13. Технологическая схема производства ферросилиция:
/ — ленточный транспортер; 2 — закрома; 3 — грейферный кран; 4 — железнодо-
рожный вагон; 5 — барабан для рассева стружки; 6 — бункер; 7 — конусная Дро-
билка; 8— пластинчатый питатель; 9—моечный барабан; 10— обезвоживающий
грохот; // — отсевы; 12 — грохот двухситный; 13 — дробилка кокса; 14 — элева-
тор; 15— дозировочные бункера; 16 — дозатор; /7 —печные бункера; 18— зава-
лочная машина; 19 — труботечка; 20 — открытая рудовосстановительная печь для
выплавки ФС75 и ФС90;’ 21, Я — ковш для сплава; 22 — тележка; 23 — закрытая
рудовосстановительная печь для выплавки ФС20, ФС25, ФС45, ФС65 и ФС70;
25 — машина для разливки сплава; 27 — короб; 28 — бак для грануляции спла-
ва; 29 — газоочистка
скольку при установившемся тепловом состоянии коли-
чество тепла, потребляемого единицей объема шихты для
своего нагрева и проведения реакций, является определен-
ной величиной. Плавку ферросилиция ведут непрерывным
процессом, при этом основной задачей является обеспече-
ние нормальной работы колошника и летки. Нормальный
ход технологического процесса (схема его показана на
рис. 13) характеризуется следующими показателями:
1. Равномерным газовыделением по всей поверхности
колошника, отсутствием потемневших спекшихся участков
и местных сильных выделений газа —«свищей».
2. Равномерным сходом шихты у электродов и в треу-
гольнике между ними.
3. Устойчивой глубокой посадкой электродов в шихте,
составляющей не менее 1400 мм при выплавке ФС20,
ФС25 и ФС45 и не менее 1700 мм при выплавке ФС65,
69
ФС75 и ФС90. Расстояние от торца электрода до подины
печи должно быть 500—800 мм.
4. Регулярным выходом при каждом выпуске сплава,
жидкоподвижного шлака и свободным выходом газа.
5. Устойчивой нагрузкой на электродах.
6. Равномерной переработкой загружаемой шихты при
нормальном удельном расходе электроэнергии.
Глубина погружения электродов в шихту определяется
напряжением между электродом и подиной! печи, рабочим
током на электроде, электрическим сопротивлением шихто-
вых материалов и особенностями внутреннего строения
ванны печи и регулируется изменением либо электрическо-
го сопротивления печи, либо (что более желательно) рабо-
чего напряжения, либо (реже) диаметра распада электро-
дов. Для изменения электрического сопротивления печи
увеличивают или уменьшают электрическую проводимость
шихтовых материалов путем изменения состава шихтовой
смеси или размеров кусков шихты. При увеличении в ших-
товой смеси количества углеродистого восстановителя или
его крупности повышается электрическая проводимость
шихты, при уменьшении крупности коксика, замене части
рядового коксика коксиком или полукоксом с повышенным
электрическим сопротивлением, древесным углем или до-
бавке древесных отходов снижается ее электрическая про-
водимость шихты.
Процесс плавки в печи происходит главным образом у
электродов в тиглях. В верхней части тигля холодная шихта
образует своеобразный свод. Стенки и свод тигля непрерыв-
но оплавляются и замещаются новыми порциями поступа-
ющей сверху шихты. Таким образом, тигель нельзя рас-
сматривать как застывший сосуд под электродом. Это скорее
зона высоких температур, образовавшаяся у конца элек-
трода. При горячем ходе печи нижние части тиглей сое-
диняются, образуя общий тигель. Нижняя часть тигля пред-
ставляет собой газовую полость. Расстояние между торцом
электрода и поверхностью расплава («дном» тигля) состав-
ляет 200—400 мм. Шихта, расположенная у стен печи,
прогревается настолько слабо, что в этих местах плавления
не происходит и шихтовые материалы спекаются в плотный
монолит (гарнисаж). Быстрое проплавление шихты возле
электрода способствует поддержанию рыхлого столба ма-
териалов вокруг него. Поскольку реакции восстановления
также происходят, главным образом, вокруг электрода, га-
зы, образующиеся внизу возле дуг, нагреты до высокой тем-
пературы и, проходя через вышележащие слои шихты, на-
70
гревают их. Прохождение горячего газа через более холод-
ную шихту вызывает конденсацию паров кремния. Если газы
проходят по большей площади вокруг электрода, их ско-
рость мала и большее количество паров конденсируется на
шихте. Сужение площади рыхлых материалов вокруг элек-
тродов ухудшает подогрев шихты и увеличивает потери от
испарения. Для равномерного распределения по колошнику
выходящих из печи газов, предотвращения спекания ко-
лошника и образования «свищей» при выплавке ферросили-
ция необходимо вращать ванну печи и проводить периоди-
ческую прошивку шихты при выплавке высокопроцентных
сплавов. Завалку шихты необходимо проводить непрерывно
или небольшими порциями по мере оседания шихты на от-
дельных участках. В первую очередь шихту заваливают в
наиболее горячие участки колошника вокруг электродов.
Загрузка лишней шихты недопустима, так как увеличение
столба материалов вызывает смещение плавильной зоны
вверх и нарушение теплового режима в зоне реакции. Не-
достаточное количество шихты в печи приводит к увеличе-
нию потерь тепла с уходящими газами и потерь кремния в
улет.
Применявшаяся до последнего времени ручная завалка
шихты, обеспечивая хорошее качество завалки, была трудо-
емка для обслуживающего персонала. В настоящее время
на отечественных заводах завалка шихты в открытые печи
осуществляется при помощи завалочных машин системы
Плюйко. Известны и другие конструкции завалочных ма-
шин и механизмов для обслуживания колошника открытых
печей [14]. На печах большой мощности с вращающейся
ванной, по-видимому, будет целесообразна завалка шихты
по трубам, проведенным из печных карманов. Этот метод
завалки становится единственно возможным для закрытых
печей. Количество заваливаемой за смену шихты опреде-
ляется, исходя из расхода электроэнергии печью и расхо-
да ее на каждую тонну загруженного с шихтой кварцита
[16920 МДж (4700 кВт-ч) при выплавке ФС55, 17280—•
17640 МДж (4800—4900 кВт-ч) при выплавке ФС20 и
ФС75 и 19080—19548 МДж (5300—5430 кВт-ч) при вып-
лавке ФС90]. При ведении технологического процесса мо-
гут наблюдаться отклонения от нормального хода печи.
1. Недостаток восстановителя ведет к неустойчивой по-
садке электродов и колебаниям нагрузки, за электродами
Тянутся длинные кварцевые нити, тигли сужаются, проис-
ходит сильное спекание шихты, на колошнике наблюдаются
частые «свищи», летка сильно «газит», из летки выходит
71
густой шлак (или, при длительной работе с недостатком
восстановителя, выход шлака прекращается), рабочие кон-
цы электродов сильно утоньшаются и быстро укорачивают-
ся. Температура в печи на глубине 500—600 мм от поверх-
ности колошника при выплавке ФС45 повышается до 1800—
2000 °C, что приводит к усиленному испарению и потерям в
улет не только монооксида кремния, но и восстановленного
кремния. Работу с недостатком восстановителя называют
закварцеванием печи. В случае длительной работы печи с
недостатком восстановителя наблюдается расстройство ра-
боты летки — летка закрывается с трудом или вообще не
закрывается, наблюдается просачивание металла в любом
месте арочки и даже прорыв футеровки печи сплавом. Это
вызвано размягчением гарнисажа у передней стенки вслед-
ствие разрушения карбидов кислым шлаком. Для исправле-
ния хода печи следует добавить восстановитель в шихту,
давать коксик в виде добавок, усилить обслуживание ко-
лошника. Если эти меры не дают положительного результа-
та, то следует несколько проплавить тигель электрода над
леткой и при выключенной печи дать в тигель 150—500 кг
коксика.
2. Избыток восстановителя, при котором посадка элек-
трода становится высокой, из-под самих электродов бьют
«свищи» (печь «рвет»), тигли сужаются, слышна работа
дуг (характерный гул), шихта круто обваливается у элек-
тродов, нагрузка на электродах спокойная, из печи прекра-
щается выход шлака, выход сплава уменьшается и его
температура снижается. Длительная работа с избытком
восстановителя в шихте приводит к замораживанию ко-
лошника печи и зарастанию печи шлаком при резком сни-
жении производительности. Работа с избытком восстанови-
теля на печи для выплавки кристаллического кремния
очень опасна, так как приводит к зарастанию ванны карби-
дом кремния. На печах со стационарной ванной это вызы-
вает аварийную остановку печи для чистки ванны или по-
требует ее проплавления [65]. В случае вращения ванны
потребуются значительные усилия, чтобы восстановить нор-
мальное положение, но показатели работы печи будут ухуд-
шены. Для исправления хода печи необходимо уменьшить
количество восстановителя в шихте, дать в печь несколько
колош шихты с резко пониженным количеством восстано-
вителя («тяжелые» колоши) или некоторое количество чис-
того кварцита и улучшить обслуживание печи.
3. Работа на коротких электродах как по внешним приз-
накам, так и по результатам подобна работе с избытком
72
восстановителя. Из-под электродов бьют свищи, тигль су-
жаются, слышна работа дуг, шихта круто обваливается у
электродов, на печи прекращается выход шлака, выход ме-
талла уменьшается.
4. Работа с чрезмерно длинными электродами при высо-
кой их посадке вызывает увеличение потерь электроэнер-
гии в самих электродах, а при глубокой посадке электродов
часто приводит к тому, что электроды «садятся» в шлак,
теряется дуговой режим работы печи, печь «не принимает
шихту». Работа с чрезмерно длинными электродами, как
правило, приводит к «закварцеванию» печи из-за стремле-
ния обслуживающего персонала «посадить» электроды.
При скоплении в печи шлака и его нерегулярного выхода в
печь даются добавки извести.
Выплавка кремния и его сплавов в печах с вращаю^
щейся ванной имеет ряд технологических особенностей
[14]. В этом случае изменяется строение рабочего прост-
ранства печи, Объем газовой полости под электродами
уменьшается в три — четыре раза по сравнению с объемом
при работе с неподвижной ванной. Газовая полость форми-
руется, в основном, с набегающей стороны электрода, а со
сбегающей стороны или совсем отсутствует, или развита
очень слабо. Асимметричность газовой полости объясняется
перемещением газового разряда к набегающей стороне
электрода вследствие увеличения электродинамической си-
лы при повышении плотности тока в шихте с этой стороны
до 0,7—0,9 А/см2, что в три раза выше, чем на сбегающей
стороне того же электрода. Снижение частоты вращения
ванны приводит к уменьшению уплотнения шихты с набе-
гающей стороны электрода. В этом случае газовая полость
получает определенное развитие и на сбегающей стороне
электрода. По данным [81], на печи мощностью 16,5 MBA
Для выплавки ФС75 при очень высокой частоте вращения
ванны радиальные размеры полостей, окружающих элек-
троды, выравниваются и их формы приближаются к форме
полостей в печи с неподвижной ванной, а при дальнейшем
увеличении частоты вращения полость формируется в ос-
новном на сбегающей стороне электрода. Это может быть
обусловлено более благоприятными условиями горения дуг
на сбегающей стороне электрода, где от него отодвигалась
Шихта, имевшая более высокую температуру, а следова-
тельно, и более высокую электрическую проводимость. Од-
нако авторы работы [81] не устанавливают связь этих из-
менений с технико-экономическими показателями работы
печи и не дают рекомендаций по выбору оптимальной час-
73
тоты вращения. При вращении ванны печи шихта как бы
«вспахивается» неподвижными электродами, что обеспечива-
ет увеличение активной зоны более чем в два раза (рис.
12), печь хорошо «принимает шихту», глубокая посадка
электродов обеспечивает уменьшение потерь кремния в улет
и повышение всех технико-экономических показателей про-
цесса.
Опыт показывает, что избыток восстановителя по срав-
нению с теоретически необходимым на печах с вращаю-
щейся ванной должен быть снижен примерно на 30 % по
сравнению с принятым для находящихся в аналогичных ус-
ловиях печей со стационарной ванной, например при произ-
водстве ФС75 с 8,0 до 5,5 %. Более глубокая посадка элек-
тродов и прогрев всей площади пода печи обеспечивают
лучшее удаление шлака и разрушение карбидов, что спо-
собствует улучшению хода процесса и увеличению кампа-
нии печи.
Важнейшее значение имеет правильный выбор режима
вращения ванны печи. Очень высокая частота вращения
ванны приводит к ухудшению работы колошника, неустой-
чивой посадке электродов, затруднениям в работе летки, и,
следовательно, снижению технико-экономических показате-
лей производства. При уменьшении частоты вращения ван-
ны ниже оптимальной теряется эффект вращения. Для оп-
ределения оптимальной частоты вращения ванны печи ре-
комендуется пользоваться следующей формулой, которая
определяет продолжительность оборота ванны печи т (ч)
по скорости проплавления кольца, по которому проходит
электрод:
т = (nDpkdhpC)/(Ng), (27)
где Dp — диаметр распада электродов, м; k — отношение
сечения, проплавляемого в ванне печи электродом, к проек-
ции погруженной в шихту части электрода, зависит от марки
сплава и может быть принята равной 1,2 для ФС45, СиХрП
и кристаллического кремния, 1,4 для ФС65, ФС75 и ФС90
и 1,5 для силикокальция; d—диаметр электрода, м; h—глу-
бина погружения электрода в шихту, м; р— плотность кон-
гломерата в зоне плавления (~2250 кг/м3); С — содержа-
ние в проплавляемой в межэлектродном пространстве кон-
гломерата основного элемента, составляющее при выплав-
ке кремния и его сплавов 0,55—0,7 и более высокое дтя
высокопроцентных сплавов; N— расход электроэнергии
одним электродом за 1 ч, Дж; g — количество восстанов-
ленных элементов сплава при расходе 1 Дж электроэнер-
?4
гии, кг/Дж. Расчетная частота вращения ванны, получен-
ная по приведенной формуле, хорошо согласуется с отече-
ственной и зарубежной практикой. Она составляет для
печей мощностью 21 MBA примерно один оборот за 90 ч
при выплавке ФС75 и один оборот за 70 ч при выплавке
ФС20, ФС25 и ФС45. Вращение ванны печи, выплавляю-
щей кремний и его сплавы, должно быть реверсивным в
секторе 70—90°, что обеспечивает разрушение карбидов
и разрыхление шихты на колошнике по всему сечению ван-
ны, устойчивую работу летки и нормальный выпуск спла-
ва и шлака, значительно улучшает условия службы элект-
родов. Круговое вращение ванны ведет к одностороннему
обгару электродов, серьезным затруднениям в работе лет-
ки и, не имея никаких преимуществ перед реверсивным
вращением ванны печи в секторе 100°, заметно ухудшает
технико-экономические показатели производства.
Особенности технологического процесса плавки
в закрытых печах
Отечественный опыт выплавки ферросплавов в закрытых
печах обобщен Я. С. Щедровицким [22]. Основные задачи
правильного обслуживания закрытой печи сводятся к под-
держанию необходимого давления под сводом, обеспечению
равномерного схода шихты, предотвращению чрезмерного
выбивания газа через загрузочные воронки и забивания
пылью подсводового пространства и газоходов печи. Строе-
ние ванны закрытой печи при выплавке ферросилиция
практически не отличается от строения ванны открытой
печи, поэтому характер процессов в горне открытой и за-
крытой печей одинаков.
И. Т. Жердев отмечает, что в закрытых печах шихта на
пути к колошнику прогревается в воронках до 350—600 °C
и теряет не менее 65 % гигроскопической влаги; выделяется
значительная часть летучих; диоксид углерода СО2 при по-
вышении температуры образует монооксид СО, на что рас-
ходуется углерод шихты. Газовую фазу подсводового про-
странства характеризует высокое содержание монооксида
Углерода; при попадании непросушенной шихты скачками
повышается содержание Н2. Разрежение под сводом созда-
ет условия для окисления монооксида углерода с повыше-
нием температуры, что приводит к выходу из строя
оборудования; для воссоздания нормальной газовой фазы
требуется дополнительный углерод. Изучение состава
Настылей и пыли из подсводового пространства показало,
75
Что их основными составляющими были кремнезем, карбид
.кремния, кремний и, в некоторых пробах, углерод. Глав-
ными составляющими газовой фазы в печи являются СО,
SiO2 и конденсаты, выпадающие из газовой смеси, образу-
ющиеся в результате или превращения самих составляю-
щих, или их взаимодействия по следующим реакциям:
SiO + СО2^СО + SiO2; (28)
2СО->С + СО2; ’ (29)
SiO 4- СО -> С + SiO2; (30)
3SiO + СО-> SiC + 2SiO2; (31)
2SiO->Si + SiO2. (32)
Согласно данным [22], около половины конденсатов яв-
ляются продуктами реакции (31) и -~30 % получены по
реакции (32). Состав пыли в подсводовом пространстве из-
меняется в зависимости от марки выплавляемого сплава.
Так, при выплавке ФС25 пыль содержит большое количест-
во графита в виде мелких чешуек. При выплавке ФС45 в
пыли возрастает количество SiC, SiO и продуктов его окис-
ления— лешательерита и кристобалита. При выплавке
ФС75 содержание пыли увеличивается, при этом в пыли
повышается доля SiO и продуктов его окисления и разло-
жения. Состав пыли при выплавке различных сплавов крем-
ния приведен в табл.15.
Зарастание подсводового пространства конденсатами из
колошниковых газов, при прочих равных условиях, являет-
ся, главным образом, результатом недостатка углерода в
ванне печи. Однако избыток восстановителя также приво-
дит к выходу колошниковых газов в большом количестве с
более высокой температурой и с повышенным содержанием
в них SiO вследствие недостаточного погружения электро-
дов в шихту. Для обеспечения нормального хода восстано-
вительного процесса в закрытой печи необходимо при про-
чих равных условиях ограничивать поступление в подсво-
довое пространство газообразных продуктов, способных
образовывать конденсаты. Для уменьшения подсоса воз-
духа загрузочные воронки и течки должны быть за-
полнены шихтой, а печные бункера — заполнены не менее^
чем на 1/3. При нормальной работе печи (мощностью
27 MBA) перепуск электродов диаметром 1400 мм произ-
водится через 4 ч. Величина перепуска электродов состав-
ляет ~1,0—1,5 мм на 3600 МДж (1000 кВт-ч) израсходо-
ванной электроэнергии. Нормальная работа печи харак-
76
теризуется следующими
признаками: 1) равномер-
ное выделение в воронках
вокруг электродов невысоко-
го и неяркого пламени;
2) равномерный сход ших-
ты вокруг каждого электро-
да; 3) рыхлая шихта в во-
ронках свободно «прошива-
ется» в любой точке; 4) ус-
тойчивая и глубокая (3,0—
3,7 м нижнего обреза щек)
посадка электродов в шихте
при полной и одинаковой
электрической нагрузке по
фазам при одинаковых фа-
зовых напряжениях; 5) ре-
гулярный выход жидкопод-
вижного шлака при каждом
выпуске; 6) появление не-
большого язычка пламени в
конце выпуска из леточного
отверстия. Вокруг электро-
дов выходит 10—15 % ко-
лошникового газа с темпе-
ратурой 650°C. Давление
под сводом печи должно со-
ставлять 0—30 Па, а раз-
ность давлений в трех точ-
ках под сводом должна быть
не более 5 Па; разрежение
под сводом не допускается.
Температура газа под сво-
дом должна быть 500—
600 °C и не выше 700 °C, а в
газоходе—не более 200 °C.
Разрежение в начале на-
клонного газохода должно
составлять 50—200 Па, пе-
ред скруббером 200—400 Па,
после трубы Вентури — не
Менее 16000 Па.
Содержание водорода под
сводом и в тракте чистого
77
газа должно быть не выше 8 %, СО в тракте чистого газа
80—90 %, содержание О2 в чистом газе— менее 0,9 % и ко-
личество отходящих газов составляет (на печи 23 МВа) —
2000—3000 м3/ч. Так, при выплавке ФС65 должно отби-
раться 1200 м3 газа на 1 т сплава. Уменьшение количества
отбираемого газа свидетельствует о повышенном уходе га-
за через воронку, т. е. об ухудшении состояния колошника
или замедлении восстановительных процессов. Лучше ра-
ботать на трех трактах газоотбора. В этом случае давле-
ние и температура под сводом нормализуются и стабилизи-
руются, потери газа составляют < 15%. Вопытном порядке
изучена работа закрытой печи с разрежением под сво-
дом 3—5 Па. При этом выбросы запыленных, высокотемпе-
ратурных колошниковых газов из воронок сокращаются на
60—80 %. При работе с разрежением температура под сво-
дом изменяется от 500—700°C у стен печи, до 1000°C и
выше в центре у электродов, а перепад давлений под сво-
дом не превышает 2—3 Па. Содержание кислорода в ко-
лошниковом газе увеличивается не более, чем на 0,2 %.
Исследуемый режим взрывобезопасен. Стабилизация тех-
нологического и электрического режимов при работе с раз-
режением обеспечивает рост производительности печи в
среднем на 7,5 % и сокращение удельного расхода электро-
энергии на 3,7%. Значительно улучшаются условия труда
на рабочей площадке и на своде печи. Содержание осадка
в воде после газоочистки (это характеризует запыленность
отходящих газов) допускается не выше 20—30см3/л; рас-
ход электроэнергии на колошу (300 кг кварцита) должен
быть для ФС20 и ФС25 5400 МДж (1500 кВт-ч), для ФС45
и ФС65 5040 МДж (1400 кВт-ч). В работе закрытых печей
наиболее часто наблюдаются отклонения от нормального
хода (кроме обычных для открытых печей), характеризую-
щиеся следующими признаками:
1. Зависание шихты в воронках характеризуется повы-
шением температуры газа под сводом на данном участке
колошника и воды в воронках, а также слабым выделением
газа на участке, где зависла шихта. Это может привести к
раскрытию колошника, чрезмерному нагреву свода и воро-
нок, забиванию подсводового пространства и прогару во-
ронок, свода и т. д. Для исправления хода печей необходи-
мо прошить шихту в воронках, чтобы обвалить ее в местах
подвисания и давать в воронки небольшими порциями кокс.
2. При недостатке восстановителя повышаются запылен-
ность газов под сводом (содержание осадка в воде после
газоочистки >30 см3/л) и температура газа под сводом.
78
При длительной работе с недостатком восстановителя за-
бивается устье газохода, возрастает давление газа под сво-
дом, что в дальнейшем приводит к забиванию подсводово-
го пространства. Для снижения давления под сводом
необходимо прочистить устье газохода и подсводовое прост-
ранство. Для исправления положения необходимо увели-
чить навеску восстановителя.
3. Забивание пылью стакана и наклонного газохода вы-
звано недостатком восстановителя в печи и подсосом воз-
духа в подсводовое пространство, или засорением отвер-
стий в форсунках, или понижением давления воды, ороша-
ющей наклонный газоход. При забивании газохода увели-
чивается перепад давления в газоходе (>2000 Па). В этом
случае необходимо прочистить стакан и наклонный газоход
и проверить исправность форсунок.
4. Значительный перепад давления между точками за-
меров под сводом (>2 Па) свидетельствует о забивании
подсводового пространства или об образовании перегоро-
док в нем. Если после устранения причины, вызвавшей уве-
личение перепада давлений, он будет выше нормального,
нужно произвести чистку подсводового пространства.
5. Повышение температуры подсводового пространства
может быть вызвано появлением разрежения в какой-либо
части подсводового пространства и проплавлением колош-
ника печи, вызванным зависанием шихты в воронках.
6. Увеличение содержания водорода в подсводовом про-
странстве свидетельствует о повышении влажности шихты
или о наличии течи воды из воронок или секций свода,
причем в случае течи воды содержание водорода в газе
повышается (^13 % в чистом газе). В этом случае необхо-
димо отключить печь и устранить течь.
При повышении содержания кислорода в газе более
0,9 % должно быть увеличено давление под сводом печи
До 20—30 Па и приняты меры к ликвидации подсоса воз-
духа. Если содержание кислорода повысилось до 2 %, то
печь должна быть немедленно отключена для устранения
подсоса воздуха. Для нормального хода технологического
процесса в закрытой печи особое значение имеет устойчи-
вая работа системы отбора и очистки газа, которая должна
обеспечить удаление газа и пыли из подсводового простран-
ства печи и устройств газоотвода и предупредить их заби-
вание. В случае необходимости, например, при выплавке
высокопроцентного ферросилиция, работают обе нитки га-
зоочистки. При выплавке ФС20 и ФС25 навеска восстано-
вителя на колошу должна учитывать повышенное содержа-
79
ние углерода в сплаве (до 1,2 % для ФС20 и до 0,8 % для
ФС25). Принятая частота вращения ванны — один оборот
за 90—-120 ч. Соотношение компонентов шихты следующее:
Кварцит Полукокс Коксик Стружка
ФС20 . . . . 1 0,30 0,35 2,0
ФС25 . . . . 1 0,30 0,35 1,7
Используется вторичное напряжение 182—187 В при то-
ке ~65 кА. При выплавке ФС45 и ФС65 принято следую-
щее соотношение компонентов шихты:
Кварцит Полукокс Коксик Стружка
ФС45 1 0,30 (0,27—0,38) (0,63—0,7)
ФС65 1 0,30 (0,28—0,33) (0,20—0,25)
Частота вращения ванны печи —один оборот за 60—
100 ч. Принято рабочее напряжение для печи мощностью
27 MBA—225 В и при включенной УПК—188 В и соответст-
венно токе 72 и 84 кА. Ход колошника спокойный, посадка
электродов глубокая (~2,5 м) и устойчивая, затруднений
в работе летки не наблюдается. Для улучшения выхода
шлака периодически вводят добавки извести в количестве
10 кг на 1т сплава. Забивания подсводового пространства не
наблюдается, хотя в некоторых случаях требуется очистка
от пыли газоотводных стаканов, осуществляемая без отклю-
чения печи. Также получают сплав с 70 % Si. Закрытая
печь мощностью 60 MBA для производства 50 %-ного фер-
росилиция эксплуатируется на заводе в г. Аштабьюле
(США). Печь оборудована треугольной ванной с двумя лет-
ками, работает с нагрузкой 50 MBA на самоспекающихся
электродах диаметром 1397 мм; диаметр распада электро-
дов 3810 мм, вторичное напряжение 280—320 В, фазовый
ток 69,5 кА.
Состав колоши шихты приведен в табл. 16. Соотноше-
ние доли кокса и угля в колоше колеблется в пределах от
0,40 до 0,46. Более высокое соотношение приводит к чрез-
мерному повышению электрической проводимости шихты,
а более низкое — к излишне горячей работе колошника. При
выплавке борсодержащего ферросилиция используют гра-
нулированную буру, а при выплавке марганецсодержащего
ферросилиция — передельные высокоуглеродистые сплавы
марганца. Рабочий конец электродов (ниже контактных
щек) составляет ~2 м, а расстояние между электродом и
подиной ~2,3—2,4 м. Один раз в сутки длину электродов
замеряют прутковым щупом. При помощи длинной трубы,
80
Таблица 16. Состав колоши шихты для выплавки 50 %-ного
ферросилиция
Материал Масса, кг Размер, мм Состав, %
Кварц 399 100X50 99,1 % SiO2
Гравий' 798 38X7 99,0 % SiO2
Железная стружка 626 Мелкий лом и дроб- 89,5 % Fe
леная стружка в со- отношении 1 : 1
Малозольный уголь 467 19X3 74 % Ств
Кокс 213 19X3 85 % Ств
Нефтяной кокс 14—28 SJ50 99 % Ств
Переплав 45,4 s£12,7 —
по которой подается сжатый воздух, через отверстия в сво-
де печи плавильщик предотвращает образование зависаний
шихты между фазами и удаляет настыли с участков свода
в районе электродов. При выплавке 75 %-ного ферросили-
ция в печах такой конструкции наблюдаются определенные
трудности.
На ЧЭМК в печи мощностью 21 MBA в течение 30 сут
была успешно проведена кампания выплавки ФС75 в за-
крытой печи. Печь работала при напряжении 175 В и токе
69,24 кА, cos ф составлял 0,78. Ванна печи вращалась в сек-
торе 40° с частотой один оборот за 90 ч. Ход печи характе-
ризовался устойчивой глубокой посадкой электродов в
шихте (~2,6 м). Лучшие показатели были [производитель-
ность печи 43,5 т/сут и удельный расход электроэнергии
33480 МДж (9300 кВт-ч)] достигнуты при работе на квар-
ците фракции 50—120 мм и навеске восстановителя, состо-
ящей из 110 кг полукокса и 90 кг коксика на 300 кг кварци-
та. Отмечена необходимость четырех выпусков в смену,
так как при трех выпусках сплав нагревается до 2000 °C.
Более успешно производится 75 %-ный ферросилиций в за-
крытых печах специальных конструкций, например, на за-
воде в г. Бремангере (Норвегия) на рассмотренной выше
печи.
Расход материалов и их гранулометрический состав сле-
дующие:
Расход, кг/т Фракция, мм
Кварцит 1740 8—100
Кокс 611 0—20
Уголь 449 0—30
Железорудные окаты-
ШИ ....... 282 10—20
6 М. А. Рысс
81
Газы отбирают из-под свода печи и направляют для
очистки на рукавный фильтр. Печь работает экономично,
извлечение кремния составляет 91,4 % (85—87 % Для от-
крытой печи). Выплавка 75 %-ного ферросилиция также ус-
пешно осуществлена в герметизированной печи мощностью
15 MBA (см. рис. 9). Шихта состоит из кварца, кокса, дре-
весного угля, окалины и древесных отходов. Их смесь не-
прерывно поступает в печь по загрузочным трубам в ванну
печи. Основные задачи персонала при ведении процесса за-
ключаются в предотвращении зависания шихты вокруг
электродов, обвалов шихты, свищей и скопления пыли под
сводом. Температура под сводом поддерживается в преде-
лах 400—500 °C.
На Г т сплава выделяется 1600—1900 м3 газа следую-
щего состава: 80,7 % СО; 14,5 % Н2; 1,9 % СО2; 2,3 % (б2+
-f-N2). Теплота сгорания газа составляет~5600 кДж/м3.
При загрузке свежей шихты содержание водорода повы-
шается до 20 %, а затем постепенно снижается до 10%.
Пыль имеет следующий состав. %: SiO2 84,36; Fe2O3 2,74;
А12О3 0,91; СаО 0,3; MgO 1,21; С 9,90. Эксплуатационные
затраты на герметизированной печи значительно меньше,
чем на открытой печи. Имеются данные об успешной рабо-
те печи мощностью 60 MBA [44].
Однако трудности эксплуатации закрытых и герметизи-
рованных печей делают более предпочтительным использо-
вание для производства сплавов кремния рассмотренных
нами печей с дожиганием газа под сводом (см. рис. 10).
Печь имеет все преимущества открытой печи и обеспечива-
ет производство 75 %-ного ферросилиция с расходом элек-
троэнергии 31320МДж/т (8700 кВт-ч/т). Аналогичная печь
на заводе в г. Вакатаве (Япония) мощностью 32 MBA по-
зволила снизить удельный расход электроэнергии с 34200
МДж (9500 кВт-ч/т) до 30960 МДж/т (8600 кВт-ч/т) и по-
высить использование кремния с 85 до 92 %. Схема техно-
логического процесса производства ферросилиция в печи
с дожиганием газа под сводом с утилизацией тепла отхо-
дящих газов для выработки электроэнергии приведена на
рис. 14. Показатели, характеризующие работу такой печи
в сравнении с работой открытой печи, следующие:
Мощность трансформатора, MBA 32/32
Используемая мощность, МВт . . 21/23
Количество отходящих газов, тыс.
мз/ч........... (150—230)/(60—70)
Температура отходящих газов. °C (280—400)/(800—900)
Число рукавных фильтров .... 2/1
Примечание. Числитель — открытая печь, знаменатель — печь с дожи-
ганием газа под сводом.
82
Рис. 14. Схема технологического процесса в рудовосстановительиой печи с дожи-
ганием газа под сводом:
/ — электросеть; 2 — печной трансформатор;. 3 — печь; 4 — изложницы для фер-
росилиция; 5 — отходящие печные газы; 6— башенный охладитель; 7 — холодный
воздух: 8 — вентилятор; 9 — рукавный фильтр; 10 — очищенный газ; 11 — аварий-
ная свеча; /2 — парогенератор; 13 — перегретый пар; 14 — конденсационная
турбина; 15 — генератор; 16 — конденсатор; П — насос для конденсата; 18 — на-
сос для’ охлаждающей воды; 19 — градирня; 20 — подача выработанной элект-
роэнергии в сеть
Утилизация тепла отходящих газов снижает расход
электроэнергии на 20 %, а в целом (с учетом улучшения по-
казателей) экономится 30 % электроэнергии по сравнению
с открытой печью. Примерный состав газов и пыли при про-
изводстве кремния и его сплавов приведен в табл. 17, 18.
Пыль состоит на 16—30 °/о из относительно крупных (5—
Ю мкм) частиц шихты и очень мелких конденсированных
возгонов (78 % частиц<1 мкм). За 1 ч печь мощностью
Таблица 17. Химический состав газа (под сводом печи) при выплавке
ферросилиция
Массовая доля, %
Сплав со со2 о2 N, сн, + нг
ФС20 ФС25 ФС45 ФС75 72,6—85,9 79,6—87,0 84,0—88,8 92—94 4,0—10,1 4,7—12,05 0,60—2,32 0,5—1,5 0,1—0,2 0,3—0,63 0,84—2,8 0,5—1,5 0,2—1,75 1,4—2,0 0,5—4,34 0,8—5,1 9,25—14,59 5,2-8,92 5,71 — 12,1 5,6—11,1
6*
83
^Таблица IS. Химический состав пыли при выплавке кремния и его Сплавов
I Массовая доля, %
Sic ю СЧ b- ОО Ю о СО TF СО ci « в 1 1 1 1 1 1 ° СЧ СО Ю -- CN о О .СО СО сч" X
СЛ 2,9—4,65 2,25—3,6 2,95—12,55 2,65—10,2 2,85—11,1 2,85—9,6 Не опр.
о S О ОО СЧ —• сч QO О TF со III Ills оо со -и сч ю сч со со" со со' сч сч
со ю ю ю со о о . - - - - Q- О СЮ ю О О К 11 °- °. 1 1 ° СЧ СЧ О о со СО о о о о о д о* о* <£ о
[ FeO 6,0—9,6 3,7—7,5 3,22—6,48 3,02—4,0 1,5—2,7 1,5—1,95 2,3 (Fe2O3)
'O*IV | о со о со сч со сч" СО СО СО III 1 1 1 о- 00 сч ОО СО СЧ о 2 2- сч~
CaO | MgO 00 1 Q, О О со со сч сч к III 1 1 1 ° —• СЧ СЧ со сч со о 00 й?. —7 —7 X
ю оо _ ю о. „ “ Г- ► Г) С со со сч СЧ rv] *11 III”-- со ю сою - сч со - * ° о о"
G LQ Ю О СЧ со СС N ’Т’ ООО* О О О G III 1 1 1 ° со о ю о Ю со О * — со rf СО - Д о * ~ - о О О О о
2 7л 65,7—78,4 68,2—76,8 72,8— 91,35 76,2—90,3 80—90 83—92 70
Сплав О Ю LO ю LO о СЧ СЧ rf СО о- о ООО О О О d ZV A. А А. V V V V V v Л
10 MBA выбрасывает в воз-;
дух 250—500 кг такой пыли
в зависимости от марки вы-
плавляемого сплава. Ис-
пользование эффективных
систем газоочистки на за-
крытых печах при неболь-
шом объеме отсасываемого
.. газа позволяет снизить за-
пыленность выбросов до
30 мг/м3 предотвратить за-
грязнение воздушного бас-
сейна и улучшить условия
труда рабочих. Открытая
печь при производстве ФС75
без газоочистки выбрасыва-
ет газы при концентрации
пыли до 2 г/см3 и после мо-
крой газоочистки 0,25—0,5
г/см3. Для охраны окружаю-
щей среды современные
ферросплавные печи обору-
дуют газоочистными уста-
новками. Стоимость системы
очистки газов составляет
10 % капитальных затрат
на всю печную установку
закрытой печи и до 30 °/о
для открытой печи.
На закрытых печах ра-
ботают, как правило, мок-
рые газоочистки, оснащен-
ные трубами Вентури (рис.
15). Расход воды в этом слу-
чае для печи 27 MBA со-
ставляет ~60 м3/ч (менее
25 °/о расхода воды на цен-
тробежных скрубберах для
таких же объемов газа).
Концентрация пыли в отхо-
дящих газах закрытых пе-
чей до 30 г/м3, в очищенном
газе ~30 мг/м3, т. е. эффек-
тивность пылеулавливания
>99%. Сточные воды га-
зоочистных установок подвергаются очистке от шлама, ци-
анидов и т. п. в прудах-шламонакопителях или в вакуум-
фильтрах или других аппаратах и вновь направляются на
газоочистку.
В открытых печах требуется подсос большого количест-
ва воздуха под зонт печи во избежание загрязнения воздуш-
Кпотребителю
Рнс. 15. Схема очистки газа закрытой ферросплавной печи:
—печь; 2 — газоотвод; 3 — орошаемый коллектор отходящего газа; 4 — полый
скруббер; б — труба Веитури высокого перепада; 6 — центробежный каплеотде-
литель; 7 — газодувка; 8— байпас; 9—11 — дублирующая система газоочистки
|Может работать одновременно с основными); 12 — шламоотделитель; 13 — труба
Вентури низкого перепада
85
ной среды цеха. Большие объемы отходящего газа (~250—
350 тыс. м3) обусловливают необходимость установки мощ-
ных пылеулавливающих устройств производительностью до
150—200 м3 пыли в сутки (для печи 20 MBA). Применение
в этом случае мокрой газоочистки неэкономично, а высокое
электрическое сопротивление пыли затрудняет использова-
ние электрофильтров. В связи с этим на открытых печах
используют рукавные фильтры, перед которыми для очист-
ки от крупных и раскаленных частиц устанавливают пыле-
уловители грубой очистки. Уловленная пыль после окомко-
вания возвращается в печь или используется в производст-
ве огнеупорного кирпича, для опрыскивания изложниц, в
качестве теплоизолирующего материала, в промышленно-
сти стройматериалов и т. д. Отходящие газы закрытых
ферросплавных печей имеют теплоту сгорания 8500—
12500 кДж/м3. Печь мощностью 36 МВт выделяет ~9000
м3/ч газа, что соответствует примерно 2 т нефти. Исполь-
зование тепла отходящих печных газов дает возможность
компенсировать ~20 % электрической энергии, подводимой
к печи.
Выпуск, разливка и разделка сплава
Выпуск ферросилиция из печи производится периодически
по мере его накопления. Слишком частые выпуски сплава
приводят к большим потерям тепла и понижению темпе-
ратуры в районе выпускного отверстия, что затрудняет вы-
ход сплава и шлака, а также к увеличению потерь сплава
при выпуске и разливке его. При слишком редких выпус-
ках замедляется процесс восстановления кремнезема,
уменьшается глубина посадки электродов в шихте и увели-
чиваются потери кремния в улет. Обычно при выплавке
ФС20 и ФС25 производят шесть — семь и при выплавке
ФС45, ФС65, ФС75 и ФС90 — четыре — пять выпусков в
смену через равные промежутки времени. Вскрытие летки
производится простреливанием ее из специального ружья,
прожигом электрической дугой или кислородом, пробива-
нием железным прутом или при помощи бура.
Продолжительность операции выпуска составляет 15—
25 мин. Летка должна быть открыта широко и периодичес-
ки прошуровываться железным прутом для того, чтобы
обеспечить полный выход шлака из печи. По окончании
выпуска очко летки закрывают возможно глубже коничес-
кой пробкой из смеси электродной массы и песка или из
смеси огнеупорной глины, коксика и мелкой электродной
массы вручную или пушкой. Мелко закрытая летка вызы-
86
вает разогрев гарнисажа передней стенки печи, что приво-
дит к нарушению нормальной работы летки и разъеданию
футеровки печи в районе летки. Ферросилиций выпускают
в ковш, футерованный шамотным кирпичом или графито-
вой плиткой, и затем разливают в слитки, в чугунные из-
ложницы или в чушки на разливочной машине конвейерно-
го типа. Изложницы и мульды разливочной машины
обрызгивают известковым молоком. Максимальная произ-
водительность такой машины обеспечивается при толщине,
слитка 70—80 мм и составляет для ФС45~80 т/сут. Тем-
пература- сплава перед разливкой должна составлять
~ 1400°C. Потери при разливке на машине достигаютЗ %.
Для интенсификации процесса затвердевания слитков был
предложен суспензионный метод, сущность которого состо-
ит во введении в разливаемый сплав твердых частиц спла-
ва того же химического состава, что позволяет увеличить
производительность машины и утилизировать отходы обра-
зующиеся при дроблении сплава. Толщина слитка 75 %-но-
го ферросилиция, разлитого в чугунные массивные излож-
ницы, не должна превышать 100 мм, так как при слитке
толщиной 180 мм различие содержания кремния в отдель-
ных точках слитка может достигать 10 % (абс.). На очень
мощных печах жидкий сплав по желобу направляется в
сборные изложницы вместимостью до 2000 т, где каждая
плавка разливается в слиток толщиною 70—100 мм, кото-
рый успевает затвердеть до следующего выпуска. В течение
недели в изложнице наплавляется «слоеный пирог» сплава,
затем он остывает 5 сут (сплав разливают в другую излож-
ницу) и потом убирается при помощи экскаватора. Такая
разливка улучшает качество сплава и снижает затраты на
ее осуществление.
Слитки (чушки) сплава передают в остывочное отделе-
ние. где после остывания и проверки химического состава
их, при необходимости, дробят и сплав упаковывают в де-
ревянную или металлическую тару. Разливка слитков дол-
жна быть механизирована. Цехи должны быть оборудованы
Установками для дробления и грохочения сплавов, чтобы
обеспечить выполнение заказов на ферросилиций в куске
заданных размеров и массы. На рис. 16 приведена технологи-
ческая схема принятая на заводе в г. Колверт-Сити (США),
которая позволяет сократить затраты на рабочую силу,
Улучшить гранулометрический состав продуктов и их чи-
стоту, удобно хранить и отгружать их и предотвращает за-
грязнение воздуха. Часть ферросилиция заказывают в виде
кРупки с размером частиц 10—2 и 3—0 мм. Излишняя ме-
87
лочь должна быть сбрикетирована. В том случае, когда по
условиям дальнейшего использования сплав необходимо
иметь в измельченном состоянии, его гранулируют на спе-
циальной установке. Грануляционная установка состоит из
приемника с желобом для приема струи из ковша и подачи
ее к водяным форсункам — «рассекателям», предназначен-
ным для разбивки сплава на гранулы, грануляционного
бака (3x5X6 м), заполненного проточной водой и предна-
значенного для охлаждения гранулированного сплава, кор-
зинки, которая опускается в бак и служит для сбора гра-
нул, и кантовального устройства, предназначенного для сли-
ва сплава из ковша в приемник.
Представляет интерес двустадийный процесс «Грансхот»
для получения крупных гранул, разработанный фирмой
«Уддехольм» (Швеция). Сначала жидкий сплав поступает
в промежуточное устройство, откуда его разливают на пли-
ту из огнеупорного кирпича. Диспергированные шарики по-
падают в резервуар с водой и охлаждаются. Таким обра-
зом, непосредственный контакт струи расплава с водой ус-
транен. После сушки и рассева получают ФС75 и ФС90
фракций 0—3, 3—6 и 6—35 мм. Для обогащения руд в тя-
желых суспензиях требуется мелкий окатанный 15 %-ный
ферросилиций. Его получают либо дроблением в шаровой
мельнице гранулированного сплава либо распылением струи
Рис. 16. Технологическая схема системы дробления, рассева и хранения ферро-
силиция:
/ — ковшовый погрузчик; 2 — транспортер; 3 — грохот; 4 — питатель; 5 — дробил-
ка; 6 — грохот; 7 — бункер; 8 — питатель; 9 — грохот
88
сплава паром и последующей классификацией полученных
сферических частиц.
Состав промышленных плавок ферросилиция приведен в
табл. 19. Кроме того, ферросилиций ФС75 может содер-
Таблица 19. Химический состав ферросилиция и кремния
промышленных плавок
Марка сплава Массовая-доля, %
Si Fe Al Са Mg р s Мп Сг С
ФС20 21,11 76,52 0,55 0,12 0,19 0,05 0,02 0,6 0,44 0,76
ФС25 24,80 72,77 0,67 0,15 0,22 0,04 0,01 0,52 0,38 0,44
ФС45 45,6 52,35 0,67 0,41 0,40 0,025 Сл. 0,38 0,14 0,03
ФС65 65,48 32,18 1,02 0,38 0,56 0,03 0,01 0,240 0,04 0,05
ФС75 76,5 20,57 0,72 1,40 0,48 0,03 Сл. 0,19 0,06 0,05
ФС90 90,20 4,08 2,88 1,75 0,93 0,02 Сл. 0,03 0,09 0,02
Кроо 99,06 0,30 0,25 0,95 0,05 0,01 0,01 0,03 0,01 0,03
жать, %: N 0,015; Си0,03; Т10,1; Ва0,3; Мо0,01; ВО,001;
РЬ 0,002; Sn 0,002; Zn 0,002; As 0,002. В ФС20 и ФС65 содер-
жится от 0,5 до 2 см3/100 г водорода, а в ФС65 и ФС75
после разливки 5 см3/100 г. При длительном хранении его
содержание в ФС75 может возрасти до ^60 см3/100 г. Тер-
модинамика растворения водорода в железо-кремниевых
расплавах приведена в работе [32, с. 212—215]. В тех слу-
чаях, когда требуется ферросилиций с очень низким содер-
жанием алюминия, титана и других примесей кроме техно-
логических мер (работа на чистых шихтовых материалах,
снижение соотношения тока и напряжения, отказ от подсып-
ки ковшей коксовой мелочью, увеличение выдержки сплава
перед разливкой, введение флюсов в печь и т. п.) сплав пе-
ред разливкой подвергают дополнительному рафинирова-
нию различными методами: обработкой сплава в сталепла-
вильных печах синтетическими шлаками, продувкой в ков-
ше газообразным хлором или углекислым газом, обработкой
в ковше синтетическими окислительными шлаками и по-
следующей продувкой сплава кислородоазотной смесью
иДр. [35, с. 47—49, с. 66—71].
Обработка хлором позволяет получить сплав с содержа-
нием 0,02 °/о А1; 0,5 % Ti; 0,01 % С и следами кальция. Та-
кие методы получения чистого ферросилиция, как правило,
Дешевле, чем производство его из особо чистых материалов.
Продувка также снижает содержание в ферросилиции не-
металлических включений с 0,8—1,2 до 0,3—0,6 %, основ-
ными составляющими которых являются SiO2(~75 %) и
89
А120з (~17%). Комбинированный способ рафинирования
ФС75 с обработкой металла шлаком, содержащим сидерит
и плавиковый шпат (4:1), и продувка его кислородно-азот-
ной смесью позволяет получить сплав, содержащий>0,1 %
А1 [36]. Снижение потерь кремния и возможность ведения
процесса при оптимальном температурном режиме обеспе-
чивает процесс газопорошкового рафинирования при высо-
кой степени удаления алюминия [71]. Кристаллический
кремний для удаления кальцйя, алюминия и других приме-
сей обрабатывают продувкой в ковше хлором, кислородом
и другими газами.
Материальный и энергетический баланс плавки
Балансы на ферросилициевых печах выполнялись неодно-
кратно (для открытых печей С. И. Хитриком, В. Д. Мароном
и Е. И. Корочкиным, Я. С. Щедровицким и для закрытых—
Г. Ш. Микеладзе и Я- С. Щедровицким). В табл. 20 приве-
ден расход материалов и электроэнергии на 1 баз. т сплава
избыток твердого углерода в шихте и использование крем-
ния, в табл. 21 баланс элементов и в табл. 22—результаты
материальных балансов по данным перечисленных авторов
и работ НИИМ и ЧЭМК. Тепловой баланс процессов полу-
чения ФС45 и ФС75 в открытой печи приведен в табл. 23.
В табл. 24 приведен тепловой баланс производства ФС65 в
закрытой печи. Ниже приведены результаты сравнения дан-
Таблица 20. Расход материалов и электроэнергии на t баз. т сплава,
избыток твердого углерода и извлечение кремния по данным
ряда балансов
Марка
сплава
Расход материалов, кг Расход электроэнер- гии, мДж (МВтч) Избыток твердого углерода, % Извлече- ние крем- ния , %
кварцита коксика стальной стружки электрод- ной массы
Открытые печи
ФС45 995 530
ФС75 1840 985
569 13,0 17 150(4764) 8,5
193 30,0 31 356(8710) 8,9
95,3
Не опр.
Закрытые печи
ФС45 1040 533 644 18,0 16 866 (4685) Нет 94.8
ФС65 1480 827 332 20,6 26298(7305) » 91.97
90
Таблица 21. Баланс основных элементов при выплавке сплавов кремния в открытых и закрытых печах, % (£) 52ЭФ 0ИНЧ1ГВЯ
| Алюминий | (е) s/эф
(О) 51ЭФ
(6) 59ЭФ
(£>£ЮФ
1 Железо 1 (£) егэФ
(о) егэФ
(£) ёээф
(б) ею®
1 Углерод 1 (Б) 52ЭФ
(О) 32ЭФ
(е) 59ЭФ
(е) ею®
1 Кремний 1 (е) 32ЭФ
(0) 52ЭФ
(€) 39ЭФ
(£) еюФ
Материал
Примечание. Буква в скобках рядом с маркой ферросплава означает: О — открытая печь; 3 — закрытая печь.
91
Таблица 22. Материальный баланс прн производстве сплавов
кремния, %
Материал ФС45 (О) ФС65 (3) ФС75 (О) Материал ФС45 (О) ФС65 (3) ФС75 (О)
Задано Получено
Кварцит . . . 44,3 51,52 59,2 Сплав .... 44,1 35,54 31,7
Коксик . . . 26,6 29,44 33,12 Шлак . . . 1,1 0,56 2,2
Железная Влага н масло 6,85 5,34 5,76
стружка . . . 28,1 11,80 6,34 СО ... 41,4 54,41 53,1
Электродная SiO 0,98 Пыль 2,76
масса . . ; . 0,77 0,73 0,98 Летучие . . . 0,59 1,22 0,67
Железные 0,17 Угар углеро-
прутья . . . — 0,31 Да 2,6 — 2,22
Воздух . . . — 6,46 — Невязка 2,38 2,93 1,59
Примечание. О — открытая; 3 — закрытая печь.
ных теплового баланса закрытой печи при выплавке ФС45,
ФС65 и ФС75.
Марка ферросилиция ФС45 ФС65 ФС75
Расход тепла, %: восстановительные процессы . 67,0 65,85 58,03
нагрев сплава 15,3 12,27 8,54
» шлака . , 0,6 0,17 0,16
испарение влаги 2,5 2,26 2,11
потери с колошниковым газом 5,7 3,76 5,7
» с пылью — 0,07 0,83
теплоотдача с кожуха н подины 8,9 3,21 3,76
охлаждение свода и воронок . — 5,66 11,73
Неучтенные потерн —' 6,75 9,14
Балансовый расход тепла на производство ферросили-
ция ФС45, ФС65, ФС75 в расчете на 1 т годного по данным
НИИМ приведен ниже.
Марка ферросилиция ФС45 ФС65 ФС75
• Расход тепла, 106кДж:
восстановительные процессы 10,17 16,32 22,23
иагрев сплава 2,3 3,06 3,27
» шлака 0,1 0,04 0,04
испарение влаги 0,38 0,56 0,80
потери с колошниковым газом 1,0 0,92 2,14
потерн с пылью ...... — 0,02 0,33
теплоотдача с кожуха и подины 1,34 0,80 2,09
охлаждение свода и воронок . —— 1,42 . 4,48
92
Таблица 23. Тепловой баланс процессов получения ФС45 н ФС75
в открытой печн
Приход тепла МДж/т сплава %
Окисление углерода коксика и элек- тродов до оксида углерода .... 4145/7076 19,75/18,9
Образование силицидов железа . . 758/328 3,6/0,9
Образование силикатов алюминия и кальция ; 38,6/41,6 0,19/0,09
Вносится шихтой при температуре окружающей среды 25 °C 34,5/52,8 0,17/0,14
» электроэнергией . . 16023/29669 76,29/79,97
Итого • • • • 20997/37167 100,0/100,0
Продолжение табл. 23
Расход тепла МДж/т сплава ’ %
Восстановление кремния из кварцита 14025/25707 66,81/69,2
» глинозема из кварци- та, золы коксика н электродной массы 158/272 0,75/0,73
» оксида кальция из квар- цита, из коксика и электродной массы Диссоциация оксида железа . . . Уносится сплавом при 1800 °C . . . » шлаком при 1860 °C . . . 25,54/45,22 69,1/116,4 1853/2046 64,5/132,7 0,12/0,12 0,32/0,31 8,82/5,5 . 0,3/0,35
» газообразными продуктами (в основном СО) при средней темпе- ратуре поверхности колошника 600 °C и удельной теплоте 813,4 кДж/м2 . 1624/2981 7,75/8,02
Потери тепла:
кладкой при средней температуре кожуха 100 °C и удельном тепло- вом потоке 5021 кДж/м2 .... излучением колошника 240,7/456,4 543,9/950,4 1,15/1,22 2,57/2,55
Потери электроэнергии в трансфор- маторе и токопроводе печи. . . . 2390/4461 11,4/12,0
Итого 20999/37167 100,0/100,0
фс П Римечание- В числителе — данные для ФС45, в знаменателе — для
93
Таблица 24. Тепловой баланс производства ФС65 в закрытой печи
Приход тепла 101 кДж %
Вносится электроэнергией 3748,5 99,03
Тепло шихтовых материалов 36,6 0,97
Итого 3785,1 100,0
Продолжение табл. 24
Расход тепла 10> кДж 7»
Восстановление оксидов . 2492,4 65,85
Уносится сплавом 464,6 12,27
» шлаком . 6,36 0,17
» колошниковым газом . 142,22 3,76
» пылью 2,8 0,07
Испарение влаги шихты 85,46 2,26
Теплоотдача кожуха и подины печн Теряется с водой для охлаждения свода, воронок 121,4 3,21
и газохода .... 214,35 5,66
Неучтенные потери 255,52 6,75
Итого . . 3785,1 100,0
Данные для ФС75 показывают несовершенство техноло-
гии его производства в закрытой печи на момент составле-
ния баланса.
Увеличение мощности печи сопровождается уменьшением
относительных тепловых потерь. Учитывая, что на охлажде-
ние сводов печей затрачивается 10—20 % тепловой мощно-
сти необходимо переходить на неохлаждаемые секции.
Опытные малые железобетонные секции на ЧЭМК работа-
ли 9—10 мес и имели наружную температуру 108—164 °C
[72]. Установлены значительные колебания температуры
сплава от выпуска к выпуску на закрытых печах:
Si, %'(мощность
печи)'...... 18(21 MBA) 18 (16,5 MBA) 45 75
t, °C .... . 1685—1793 1535—1670 1625—1700 1575—1770
На печах открытого типа температура сплава на выпус-
ке была на 100 °C ниже. Это свидетельствует о возможности
снижения удельного расхода электроэнергии на закрытых
печах.
94
Производство сплавов для модифицирования
и микролегирования чугуна и стали
на основе ферросилиция
В последние годы заметно увеличилось производство ряда
комплексных сплавов, изготовленных на основе ферроси-
лиция и содержащих дополнительно барий, марганец, ще-
лочноземельные металлы (ЩЗМ), РЗМ. и другие элемен-
ты. Это связано с ростом потребности в сталях с особыми
свойствами и в отливках из высокопрочного чугуна, необхо-
димостью устранить отбел чугуна. Применение таких фер-
росплавов улучшает качество металла и обеспечивает по-
вышение долговечности изделий из него и снижение расхо-
да металла при производстве изделий. В табл. 25 приведен
состав некоторых специальных сплавов, производимых в
СССР и зарубежом. Производство таких сплавов осущест-
вляется или присадкой в шихту при выплавке ферросили-
ция, концентратов, или передельных сплавов, содержа-
щих необходимые элементы, или введением металлических
добавок, содержащих эти элементы, в ковш, в изложницу
или в струю сплава при его разливке. Часто используют и
комбинацию этих методов, когда часть дополнительных
элементов вводится в шихту при выплавке ферросилиция,
а остальные растворяют тем или иным способом в жидком
сплаве. Реже используют методы сплавления твердых эле-
ментов, металлотермии и др. В каждом конкретном случае
должно быть найдено оптимальное решение, обеспечиваю-
щее высокую эффективность производства, использование
недефицитного сырья и охрану природной среды. Следует
отметить, что большое количество производимых сплавов и
еще большее число патентов свидетельствуют не только об
интересе к этой проблеме п ее важной роли в промышлен-
ности, но также и об отсутствии научного выбора оптималь-
ного химического состава сплавов. Серьезной является так-
же проблема обеспечения нормальных санитарно-гигиени-
ческих условий при производстве этих сплавов, особенно
содержащих такие элементы как стронций, барий и т. п. [73].
Ю. П. Канаев и Г. И. Сальников углетермическим процессом из
карбонатного концентрата (30,1 % Мп, 9,2 % SiO2, 1,0% FeO, 1,6 %
А12О3, 10,5 % СаО и 30,2 % п. п. п), кварцита, коксика и ангарского
полукокса (в соотношении 1:1) получили сплав, содержащий, %:
Si 22—27, Мп 4—6; Р 0,1—0,5; А1<1,0; S<0,02. Сплав успешно ис-
пользовался в литейном производстве. Выплавка сплава характеризо-
валась устойчивой работой печи, высоким использованием марганца
(92,4 %) и низким расходом электроэнергии 108000 МДж/т (3000 кВтХ
Хч/т) [74]. В США углетермическим процессом из кварцита, железной
95
стружки, древесной щепы, окатышей гидрата оксида церия и каменного
угля производят сплав с 36—40 % Si и 9—10,5 % Се. Использование
церия в этом процессе составляет 90—94 %. А. И. Литвиненко опробо-
вал внепечной способ получения ферросилиция с добавками РЗМ путем
вдувания в жидкий сплав оксидов РЗМ с использованием азота в ка-
честве транспортировочного газа. Содержание РЗМ достигало 4 %, ис-
пользование их колебалось в пределах от 60 до 90 %. Для добавки
стронция в ферросилиций жидкий сплав обычно обрабывают шлаком,
богатым стронцием. При получении стронциевого ферросилиция с очень
низким содержанием кальция сначала получают из целестинового кон-
центрата (95 % SrSO4) углевосстановительным процессом сплав с 15—
55 % Sr; 40—75 % Si. Отношение Са : Sr в сплаве составляет <0,1 %.
Полученный сплав присаживают в жидкий ферросилиций в количестве,
необходимом для обеспечения в нем 0,5—1,0 % Sr.
На ЧЭМК стронциевый ферросилиций получали заливкой стронцие-
во-кремниевой лигатуры или металлического стронция в ковше жидким
ферросилицием. Сплав имел следующий состав, %: Sr 0,83—1,7;
Si 67,5—71,1; Al 0,9—1,5; Са 0,3—0,91 [75]. Для получения литиевого
ферросилиция металлический литий сплавляли с 75 °/о-ным ферросили-
цием в печи сопротивления. Предложено получать сплав расплавлением
в струе или подачей его на дно изложницы при разливке ферросилиция.
Должное внимание необходимо уделить дроблению, классификации и
упаковке таких материалов, что обеспечит наиболее экономичное ис-
пользование их.
Управление и контроль производства
Современные печи работают в автоматическом режиме. Правильность
хода технологического процесса контролируют по результатам экспресс-
анализа сплава, электрическому режиму работы печи, внешним призна-
кам работы печи и летки, по составу, количеству и параметрам газа
на закрытых печах, физическому состоянию и химическому составу
выходящего со сплавом шлака. Новым является освоенное на заводе
в г. Аштабьюле (США) управление мощными печами с применением
ЭВМ. Для диалога оператора с машиной служат пульт управления с
дисплеем и печатное устройство. Для ввода данных о состоянии тех-
нологического оборудования или переменных параметров процесса ис-
пользуют цифровые и аналоговые устройства. Аналоговые входные уст-
ройства сигнализируют о величине тока и напряжения, расходе мате-
риалов, температуре, давлении и составе газа и др. ЭВМ осуществляет
управление всеми основными параметрами работы печей, механизмом
перепуска электродов и в нормальном режиме и при ликвидации ава-
рий, рассчитывает момент выпуска плавки, управляет дозировкой ших-
ты и ее подачей на печи, работой газоочистки и т. д. Система сигнали-
зирует оператору о всех отклонениях параметров от установленных пре-
делов и выходе из строя оборудования и выдает всю необходимую
технологическую информацию, в том числе ежесуточно вычисляет себе-
стоимость продукции и показатели работы печи.
Программа ЭВМ предусматривает предпочтительное регулирование
нагрузки по напряжению при сохранении постоянства заданного поло-
жения концов электродов. Если переключатель ступеней напряжения
вРеменно блокирован, то программа допускает регулирование величины
т°ка посредством соответствующего перемещения электрода. ЭВМ ре-
гулирует потребление мощности всем заводом с целью максимизации
коэффициента использования нагрузки, не допускает пиков нагрузки,
7 И. А. Рысс 97
превышающих заданные величины. Исходя из тенденции изменения со-
става сплава, на которую указывают анализы плавки, или в ответ на
требование, вводимое на пульте управления, о переходе на выплавку
другого сплава или об изменении состава сплава, система рассчитывает
новый состав колоши, необходимый для обеспечения заданного конеч-
ного состава, и посылает команду программе управления дозировкой
шихты на составление нужной колоши. Печной карман, в который не-
обходимо загружать колошу шихты, выбирают на основе определения
радиоизотопными индикаторами уровня шихты во всех печных карма-
нах. Программа загрузки шихты в печь обеспечивает подачу среднего
суммарного количества шихты, требуемого печью в зоне вокруг каждо-
го электрода, исходя из мощности, потребленной отдельным электро-
дом. Работа печей с управлением от ЭВМ позволила снизить удельный
расход электроэнергии на 5 %, увеличить рабочее время на 2,5 %, и
рост среднесуточной производительности на 10 %. Необходимо контро-
лировать по химическому и фракционному составу качество шихтовых
материалов и точность их дозирования, соответствие действительной
влажности коксика расчетной и т. п.
Качество продукции контролируют по соответствию химического
и фракционного состава стандарту (по требованию потребителей, и
по содержанию газов). Такая схема контроля характерна, в основных
чертах, для производства большинства ферросплавов.
Технико-экономические показатели
производства сплавов кремния
Расход материалов и электроэнергии на производство
кремния и его сплавов приведен в табл. 26. Дальнейшее
повышение технико-экономических показателей производ-
ства должно происходить, прежде всего, в результате
уменьшения потерь восстановленного кремния в улет, ко-
Таблица 26. Расход материалов на выплавку сплавов кремния
Марка сплавов Типы печей Расход материалов на 1 баз. т КГ Расход электроэнергии, МДж/т (кВт*ч/т)
кварцита железной стружки кокснка нефтяного кокса древесно- го угля электрод- ной массы
ФС20 Закрытые 450 750 215 10 7 920 (2200)
ФС25 Закрытые 520 750 260 — — 12 10 080 (2800)
ФС45 Открытые 1015 560 485 — — 19 16 920 (4700)
Закрытые 1050 560 475 — — 16 17 280(4800)
ФС65 Закрытые 1600 370 750 — — 40 25 560(7100)
ФС75 Открытые 1785 223 840 — — 54 30 240 (8400)
Закрытые 1930 250 845 — — 54 32 760(9100)
ФС90 Открытые 2600 20 1200 — — 48 47 160 (13 100)
Кр1 2950 — — 275 1450 90* 48 600(13 500)
Угольные электроды.
98
торые практически составляют (в процентах от заданного
в печь в виде кремнезема в кварците кремния) при произ-
водстве ФС20—3 %, ФС45—5 %, ФС75-10 %, ФС90—15—
20 % и кристаллического кремния ~25 %. Значительными
резервами повышения технико-экономических показателей
производства являются улучшение методов подготовки
сырья, использование специальных восстановителей, повы-
шение точности дозирования шихты, уменьшение потерь
сплавов при разливке и т. д. Особое внимание должно быть
уделено экономии электроэнергии.
Использование печей с дожиганием газа под сводом
позволит улучшить технико-экономические показатели про-
изводства, благодаря снижению затрат труда, использова-
нию отходящих газов и улучшению условий службы обору-
дования. Значительным резервом является увеличение мощ-
ности печей (при этом уменьшаются как капитальные вло-
жения, так и эксплуатационные расходы на 1 т продукции),
а также повышение их надежности, что снизит потери
вследствие простоев и расходы на ремонт.
Глава 3
СИЛИКОАЛЮМИНИЙ И ФЕРРОАЛЮМИНИЙ
Применение алюминия в металлургии
Алюминий является сильным раскислителем и применяется в количест-
ве 0,3—1 кг/т для раскисления почти всех сталей и для регулирования
размеров зерна аустенита с повышением пластичности и вязкости стали.
Комплексный сплав — силикоалюминий также является сильным рас-
кислителем. Для раскисления стали применяют сплавы с 20 % AI и
40 % Si, с 18—30 % А1 и 40—75 % Si; 45 % Al и 35 % Si; 10 % Al и
50 % Si и др. В 1939 г. на Днепровском алюминиевом заводе была
’•первые осуществлена выплавка железистого силикоалюминия : высо-
ким содержанием алюминия (до 70 %) в печах мощностью 10 MBA.
В СССР в 1966 г. па ДАЗ’е было организовано крупное промышленное
производство силикоалюминия. Его производят также в ФРГ, Франции,
Канаде и других странах. Основное количество силикоалюминия ис-
пользуют в качестве жидкого полупродукта для получения силумина и
сплавов на его основе. При производстве сплава из железистых видов
сырья получают ферросиликоалюмииий, который успешно может быть
использован в черной металлургии. Для раскисления стали используют
также ферроалюминий, получаемый сплавлением стали с алюминием
в дуговых печах или, что лучше, смешением жидкой стали и жидким алю-
минием в ковше. Некоторое количество ферросиликоалюминия произво-
7* 99
Рис. 17. Технологическая схема комплексного использования каолинов,
кианитов, бедных бокситов и других алюмосиликатов
дят расплавлением чушкового алюминия в жидком 75 °/о-ном ферроси-
лиции.
Основным преимуществом электротермического метода производст-
ва алюминокремниевых сплавов является использование широко рас-
пространенных в природе алюмосиликатных пород: глин, каолинов,
силлиманитов, бокситов и т. д. Вместо того, чтобы производить слож-
ную химическую переработку по удалению кремнезема из алюминоси-
ликатных пород, целесообразнее одновременно использовать содержа-
щиеся в них алюминий и кремний. Кроме того, необходимо учитывать,
что современные электролизеры с единичной мощностью 500—1000 кВА
имеют тепловой к. п. д. 34—40 % (64—75 % для рудовосстановительных
печей мощностью 15 20 MBA) и это обеспечит снижение расхода элек-
троэнергии с 54 до 46,8 МДж/кг (с 15,3 до 12,7 кВт-ч/кг) алюминия,
а также то, что электротермические методы обеспечивают снижение
себестоимости силумина на 23—35 % и капиталовложений — на 40—
50 %. На рис. 17 приведена технологическая схема комплексного ис-
пользования каолинов, кианитов, бедных бокситов и других алюмоси-
ликатов [76].
Физико-химические основы процесса
производства сплавов алюминия
Алюминий — элемент III группы Периодической системы элементов
Д. И. Менделеева и его электронная структура ls22s22p63s23p'— самый
распространенный в природе металл, содержание его в земной коре
8,8 %. Это серебристо-белый металл, его элементарная кристаллическая
решетка — куб с центрированными гранями. Твердость по минералоги-
ческой шкале 2,75. Алюминий имеет следующие физико-химические
свойства: атомную массу 26,98; плотность при 293 К 2,7 г/см3; валент-
ности 1, 2 и 3; температуру плавления 933 К и кипения 2773 К. С же-
100
лезом алюминий сплавляется в любых соотношениях, в системе А1—Fe
существуют алюминиды FeAl3, FeAl3, Fe2Al5, FeAlj и Fe3Al. С кремнием
алюминий сплавляется в любых соотношениях и образует эвтектику при
11,7% Si и 850 К- Карбид алюминия А14С3 неустойчив в присутствии
железа и кремния, при температурах >2373 К карбид А14С3 диссоцииру-
ет. В присутствии А12О3 карбид А14С3 образует оксикарбиды: А14О4С и
А12ОС. В системе А1—О в обычных условиях алюминий находится в
виде прочного оксида А12О3. При высоких температурах большую роль
играют оксиды АЮ и А12О. Образование оксидов алюминия происходит
по реакциям (AG^, Дж):
2А1 ш + 3/2О2 = А120з(т) ; AGj. =— 1682290 + 322,257; (33)
,А1Ж+ 1/2О2 = А1Ог; АС® =— 14655 — 55,767; (34)
2А1Ж + 1/2О2 = А12Ог; ДѰà =— 196930 - 54,727; (35)
А12О3 — порошок белого цвета, амфотерен, температура плавления —
2326 К и кипения 3930 К.
Отсутствие надежных термодинамических данных по
оксикарбидам алюминия затрудняет достоверный термоди-
намический анализ всех ступеней последовательного вос-
становления А12О3 углеродом, протекающего по схеме:
А12О3->А14О4С->А12ОС->А14Сз->А1.
При взаимодействии глинозема с углеродом, в первую
очередь, наиболее вероятно появление оксикарбидов алю-
миния, а затем при температуре >1970 К—карбида алю-
миния. При температурах >2373 К происходит разложение
образующегося карбида (А14Сз) на углерод и алюминий.
Исследованиями фазового состава содержимого работаю-
щей печи, в частности шлаков и подовой настыли, установ-
лено, что количество карбида алюминия А14С3 в их составе
очень невелико, и основной причиной, затрудняющей веде-
ние плавки, является образование карбида кремния [76].
При нагреве А12О3 и SiO2 возможно образование из
каолина муллита по реакции:
з (А12О3 • 2SiO2) = ЗА12О3 • 2SiO2 + 4SiO2. (36)
Следовательно, восстановление должно происходить в
Две стадии: восстановление SiO2, затем муллита углеродом
по реакциям:
1/2 (ЗА12О3 • 2SiO2) + 2С = Si + 2/ЗА12О3 + 2СО; (37)
1/2 (ЗА12О3 • 2SiO2) + 13/2С = Si + ЗА1 + 13/2СО. (38)
Реакция совместного восстановления алюминия и крем-
ния из чистых оксидов описывается уравнением:
ЗА12О3 + 2SiO2 + 13С = 6А1 + 2Si + 13СО;
AG®. = 5178653 — 2354Т. (39)
101
Процесс носит ступенчатый характер. В интервале
1400—1600 °C происходит, в основном, образование SiC и
SiO, а также А14С3 в результате взаимодействия А12О3 и
углерода. Взаимодействие А12О3 с углеродом в интервале
1600—2000 °C сопровождается образованием оксикарбидов,
карбида алюминия и субоксидов алюминия. При темпера-
турах >1800 °C преимущественно образуются газообраз-
ные субоксиды алюминия и наблюдается интенсивное вза-
имодействие А12О3 с SiC с образованием газообразных суб-
оксидов алюминия и кремния. При взаимодействии А12О3
с А14С3 в интервале 1800—2000 °C образуются моноокси-
карбид алюминия и газообразные субоксиды алюминия.
Газообразные субоксиды алюминия в интервале 1500—
1700 °C восстанавливают SiO2 до Si, а с SiC образуют
кремнпевоалюминиевый сплав. При взаимодействии с уг-
леродом они образуют карбид и тетраоксикарбид алюми-
ния. В зонах с более высокой температурой субоксид алю-
миния может восстанавливаться углеродом до алюминия.
Я. С. Щедровицкий [5] делает вывод, что решающее
значение имеют реакции 2А12О3-ф9С->А14С3-ф6СО от
1948 °C, затем Al4C3+SiO2=SiC+4Al+2CO; 2А14С3+
-|-3SiO2 = 8Al + 3Si+6CO; 3SiO2+Al4C3 = 3Si+4Al+3CO
и А12О3-|-ЗС = 2А1-|-ЗСО от 2094 °C. Такой ступенчатый ха-
рактер процесса является наиболее вероятным. Ограниче-
ние содержания алюминия в сплаве, как указывает
М. Б. Рапопорт, определяется реакцией разрушения кар-
бида алюминия кремнеземом: 2Al4C3+3SiO2 = 8Al + 3Si +
+6СО, по которой образуется сплав с 72 % А1 и 28 % Si.
Присутствие в системе железа улучшает условия для вос-
становительного процесса, поскольку оно облегчает начало
восстановления кремнезема и глинозема. Железо, а также
марганец и хром образуют тройные фазы с алюминием и
кремнием: от FeAl4,5Si до FeAlSi, Al2Mn3Si5, Al9Mn3Si,
Al3CrSi и др., что также облегчает восстановление алюми-
ния и кремния.
Технология производства силикоалюминия
и ферросипикоалюминия
Выплавку силикоалюминия в СССР ведут в открытых
круглых печах мощностью 16,5—24 MBA непрерывным про-
цессом с закрытым колошником. Футеровка печи угольная.
Полезное фазовое напряжение составляет ~50 В. Для
улучшения показателей рекомендуется компенсация реак-
102
тивной мощности. Основным сырьем служат различные алю-
мосиликаты, например, обогащенный каолин (46—48 %
SiO2, 37—39 % А12О3, 0,4-0,8 % Fe, 0,4-0,8 % Ti, 0,4 %
СаО и другие примеси), дистен-силлиманиты, глинозем и
углеродистые восстановители; концентрат газового угля и
нефтяной кокс. Шихтовые материалы представляют собой
мелкодисперсный материал и требуют предварительного
брикетирования. Готовые брикеты содержат в среднем
48 % каолина, 17 % глинозема, 33 % восстановителя и 2 %
связующего. Брикеты загружают в печь по труботечкам.
На 350 кг брикетов должно расходоваться 1000 кВт-ч
электроэнергии. При повышенном расходе электроэнергии
увеличивается оплавление гарнисажа и испарение низших
оксидов кремния и алюминия. В случае слишком быстрого
схода шихты увеличивается образование настыли на поди-
не печи, что приводит к подъему электродов и затруднени-
ям при выпуске.
Нормальная работа печи характеризуется устойчивой и
глубокой (~1800 мм) посадкой электродов в шихте и рав-
номерным газовыделением по всей поверхности колошника,
наличием конусов шихты вокруг электродов. Выплавка
силикоалюминия характеризуется значительным образова-
нием карбида кремния, часть оксидов шихты не восстанав-
ливается, переходя в шлак. Мощность высокотемператур-
ного источника тепла, электрической дуги, снижена. Основ-
ной причиной этих осложнений является высокая электри-
ческая проводимость шихты, в том числе вследствие избыт-
ка восстановителя. Для снижения электрической проводи-
мости шихты в печь систематически загружают смесь квар-
цита с восстановителем (1: 1). Загрузку брикетов при этом
временно прекращают. При недостатке восстановителя
наблюдается неустойчивая нагрузка на электродах, в печи
накапливается шлак, затягивающий выпускное отверстие,
а электроды поднимаются вверх. Для исправления хода
печи к электродам подают небольшими порциями газовый
Уголь. Лучшие результаты получены, когда 75—60 % вос-
становителя вводится в виде газового угля и 25—40 % —
нефтекокса. Выпуск сплава производится непрерывно через
°Дну или две летки в футерованный ковш. Выпускное от-
верстие периодически (по 15—20 мин в течение каждого
часа) прожигают электрической дугой, добиваясь полного
Удаления шлака. В случае значительных затруднений при
выпуске прибегают к прожигу канала летки кислородом.
Сплав содержит 60—62 % А1; 36—38 % Si; 1,4—2,3 % Fe;
о,5—1,0 % Ti; 0,8—1,2 % Са; 1,5—2,2 % С и 14—18 % не-
103
металлических включений. Шлак обычно содержит 30—
60 % А12О3; 20—50 % SiC; 2—20 % SiO2; до 5 % (Л14С3 +
+AI4O4C) и 1,5—2 % СаО. После выпуска для очистки
сплава от неметаллических примесей применяют рафини-
рование, этот процесс основан на явлении смачивания не-
металлических примесей флюсами.
Рафинирование разбавленного первичного сплава про-
изводится в две стадии: 1) рафинирование от неметалли-
ческих примесей флюсами при 750—950 °C (смесь фтори-
стых и хлористых солей натрия, калия и алюминия перево-
дят в шлак, который затем удаляют из расплава); 2) филь-
трация после постепенного охлаждения сплава до 600 °C
через кварцевую крупку в фильтровальной воронке для
разделения образующейся твердой кристаллической фазы
(интерметаллические включения и неметаллические соеди-
нения) и эвтектического сплава (силуминового расплава),
при этом остаток на фильтре содержит до 60—70 % метал-
лической фазы.
Для увеличения выхода годного разрабатываются новые
способы рафинирования: центробежный, в статическом
электромагнитном и в бегущем магнитном полях. После
рафинирования сплав, содержащий 59—62 % А1; 34—37 %
Si; 1,5—1,9 % Fe; 0,5—0,7 % Ti; 0,9—0,8 % С, в жидком виде
передается в отделение получения силумина или на разлив-
ку в чушки. Остатки на фильтре содержат 72—76 % А1;
16—22 % Si; 1,5—2,6 % Fe; 2—4 % Мп и небольшие коли-
чества других примесей (Cr, Са, Sn), которые после пере-
плава могут быть использованы для комплексного раскис
ления или в качестве восстановителя при металлотермиче-
ских процессах. На 1 т рафинированного сплава расходу-
ется 2,1 т каолина, 0,8 т глинозема, 1,2 т газового угля,
0,28 т нефтяного кокса; расход электроэнергии составляет
510 ГДж (14500 кВт-ч).
В целях экономии глинозема выплавку силикоалюминия
осуществляли из кусковой шихты, состоящей из углероди-
стого восстановителя, кварцита и электрокорунда. Опытные
плавки были проведены в круглой печи при мощности в
9830 кВт. Колоша шихты содержала 136 кг электрокорун-
да, 112 кг кварцита, 131 кг газового угля. Фактическое ко-
личество углерода в шихте составило 85 % от теоретически
необходимого. Особенностью опытных плавок были более
стабильная работа печи и устойчивая посадка электродов.
Полученный сплав 60, 63 % А1, 35, 77 % Si, 0,80 % Ti и
2,2 % Fe. Общий расход шихты снизился на 5,5 % в резуль-
тате уменьшения потерь в улет, расход глинозема снизился
104
на 26,2 % и электроэнергии на 4,1 %. В тех случаях, когда
к силикоалюминию предъявляют менее жесткие требова-
ния по содержанию железа, в качестве шихты может быть
использована зола минерального топлива. Первые поло-
жительные опыты были проведены В. П. Елютиным и
Р. Н. Григорашем, которые из золы челябинских углей по-
лучили сплав с ~20 % А1 и ~45% Si Г. Ш. Микеладзе
получил из золы ткибульских сланцев и сланцевого кокса
сплав: 33,36 % А1, 42—46 % Si и 14—18 % Fe. Расход элек-
троэнергии составлял 46800 МДж/т (13000 кВт-ч/т) сплава,
извлечение алюминия 75 %, кремния 70%. Сплав с 33 %
А1 и 33 % Si был получен из ткибульского угля и из отхо-
дов от его обогащения (расход на 1 т сплава соответст-
венно 2,5 и 2,8 т) при расходе электроэнергии 49914 МДж/т
(13865 кВт-ч/т) на опытной печи мощностью 1000 кВА.
Силикоалюминий и ферросиликоалюминий выплавляли
из окускованного силлиманитового концентрата (минерал
состава AlfAlSiOs]). Возможно использование и галлуази-
товых (галлуазит содержит 44,75 % SiC>2 и 36,94 % А12О3,
остальное Fe2O3, FeO, СаО, К2О и Na2O) или бокситопо-
добных глин, аргилитов, а также обогащенных диаспоро-
вых кварцитов, из которых был получен концентрат с
70 % А12О3 и 15—18 % SiO2. Успешно опробована выплав-
ка ферросиликоалюминия из отходов Экибастузского уголь-
ного месторождения, содержащих 49,3—72,7 % золы, 12,8—
17,2 % летучих, 3—6 % влаги и 14,5—33,5 % С. Примерный
состав золы, %: SiO2 63; А12О3 31; СаО 0,7; MgO 0,5;
FeO 2,5. При плавке в печи 1,2 MBA был получен сплав
содержащий 62,5 % Si и 13,5 % А1, на 1 т сплава расходо-
валось 1510 кг угольных отходов, 539 кг кварцита, расход
электроэнергии 37548 МДж/т (10430 кВт-ч/т). Извлечение
кремния и алюминия в сплаве составляло соответственно
91,8 и 85 % [77]. Успешно опробована выплавка ферроси-
ликоалюминия из бокситов [78]. Ферроалюминий выплав-
ляли непрерывным процессом на печи мощностью 1,2 MBA
из электрокорунда, железной стружки и коксика. Получен-
ный сплав содержал 8—20 % А1, 2—3,5 % Si, 3—1 % С,
<0,03 % S и <0,04 % Р. Расход электроэнергии состав-
лял 14040 МДж/т (3900 кВт-ч/т).
Для выплавки ферромарганецалюминиевого сплава ФМнА исполь-
зовали электрокорунд, передельный углеродистый ферромарганец,
стальную стружку и коксик. Плавку вели непрерывным методом. На 1 т
сплава, содержащего 8—11 % А1, 35—40 % Мп и 2—4 % Si, израсхо-
довано 400 кг электрокорунда, 440 кг углеродистого ферромарганца,.
340 кг стружки, 160 кг коксика, расход электроэнергии составил
12960 МДж (3600 кВт-ч). Комплексный раскислитель ФАМС (10 % А1,
105
25 % Мп, 13 % Si) получают непрерывной плавкой, расходуя иа 1 т
сплава 700 кг ставролитового концентрата (36—50 % А12О3, 36—38 %
SiO2 и 13—15 % Fe2O3), 400 кг СМн17, 380 кг кокса, 630 кг стружки
при расходе электроэнергии 18720 МДж (5200 кВт-ч). Сплав такого
состава не рассыпается при хранении. Сплавы типа АМС могут быть
получены углевосстановптельным процессом из марганцевых руд и
каменного угля [79, с. 57—59, с. 104—105]. Необходимость проведения
работ по производству комплексных алюминиевых ферросплавов вызва-
на следующими причинами: 1) ограниченностью запасов высококачест-
венных бокситов для производства алюминия, наличием больших запа-
сов комплексного сырья и алюмииоСодержащих отходов; 2) высокой
стоимостью первичного алюминия, высоким угаром его при раскислении
стали, ограниченностью ресурсов вторичного алюминия и высоким со-
держанием в нем вредных примесей; 3) высокой эффективностью исполь-
зования комплексных сплавов. Так, разработанный нами на ЧЭМК
сплав ЖАК-1, содержащий 50—65 % А1. 2—7 % Са, 10—30 % Fe и
<14 % Si успешно опробован в промышленных масштабах для хими-
ческого закупоривания конструкционной кипящей стали, разливаемой в
16—20-т слитки на ММК. При введении сплава ЖАК-1 вместо грану-
лированного алюминия улучшается макроструктура слябового раската,
что позволяет снизить головную обрезь на слябинге на 1,14 %.
В работе [79, с. 176—178] показано, что расход алюминия в виде
ферроалюминия при раскислении стали уменьшен в 2,5 раза. При ис-
пользовании сплава ФАМнС уменьшился расход углеродистого ферро-
марганца в два раза, а расход алюминия и ферросилиция — на 20 %.
Снижение затрат при использовании комплексных сплавов сопровожда-
ется улучшением качества металла. По данным А. В. Маринина при
раскислении стали ферроалюминием (~60 % А1) увеличивается удар-
ная вязкость, особенно при отрицательных температурах, возрастает вы-
ход толстого листа высшего качества. Э. Н. Михайлов показал, что
применение сплава Мп—А1 (51 % Мп, 12,4 % А] и 2,7 % Si, 2 % Си
ост. Fe) для раскисления конструкционной кислородно-конвертерной
стали в ковше более эффективно, чем раздельное введение в металл
марганца и алюминия. При раскислении сплавом Мп—А1 улучшается
макроструктура металла, уменьшается его загрязненность неметалличе-
скими включениями и повышаются механические свойства. Выбор сырья
и способа производства алюминосодержащих сплавов должен в каж-
дом отдельном случае определяться экономическим расчетом для кон-
кретных условий.
Глава 4
СПЛАВЫ КАЛЬЦИЯ
Применение и состав сплавов кальция
Кальций легко взаимодействует с кислородом, серой, азотом, водородом
и многими другими элементами и при высоких температурах восстанав-
ливает оксиды большинства металлов, поэтому его применяют для рас-
кисления и десульфурации расплавленных металлов. Однако высокая
106
стоимость и сложность хранения и использования металлического каль-
ция ограничили применение его в промышленном масштабе в черной
металлургии. Соединения кальция с кремнием — силициды кальция,
значительно дешевле и более устойчивы при нормальной температуре.
В связи с этим для раскисления, десульфурации и дегазации стали и
литейного чугуна, для регулирования размера и формы неметаллических
включений в стали, для графитизации и получения однородного серого
чугуна используют силикокальций — сплав кальция с кремнием или
тройной сплав кальция, кремния и железа, который обладает повышен-
ной плотностью и кальций которого лучше усваивается жидкой сталью.
Кроме того, силикокальций марок СКЮ и СК15 является основой для
производства многих комплексных раскислителей и модификаторов. Не-
которое количество силикокальция используют в пиротехнике, для по-
лучения некоторых чистых металлов кальцийсиликотермическим мето-
дом и т. д.
Химический состав сплавов кальция по стандартам ряда стран при-
веден в табл. 27. Силикокальций марок СК25 и СКЗО содержит 2—4 %
SiC и более, <1 % силиката кальция, 10—36 см3 О2, 36—210 см3 Н2 и
до 70 см3 N2 на 100 г сплава. Содержание серы в них колеблется в пре-
делах 0,05—0,08 % и может достигать 0,13—0,20 %. В СКЮ и СК15,
полученном углеродотермическим способом, содержится «0,6 °/о С и
«2 % AI. При обработке жидкого силикокальция смесью извести
(65 %) и плавикового шпата (35 %) при расходе смеси 5 кг/т и при
переливе сплава из ковша в ковш содержание углерода снижается с 1,0
до 0,1—0,06 %• Фазовый состав рафинированного от углерода силико-
Таблица 27. Химический состав сплавов кальция
Марка Массовая, доля, %
Са | Si Al | S | Р | С | Fe | Ti
СССР ГОСТ 4762—71
СКЮ >10 — 1,0 — 0,02 0,2 >25
СКЮ >15 — 1,0 — 0,02 0,2 >20
СК20 >20 — 2,0 — 0,04 1,0 <15
СК25 >25 — 2,0 — 0,04 0,5 «10
СКЗО >30 — 2,0 — 0,04 0,5 <6
США ASTM А—495—64
30—33 | 60—65 | 1,5 | 0,07 | 0,02 | 1,0 | 3,0 [ 0,2
Япония JIS G 2314—1969
CaSil >30 55—65 — 0,05 1,о —— —г
CaSi2 25—29 55-65 — 0,05 1,0 —
CaSi3 25-30 50—55 — — 1,0 — —
Италия UNI 3102—61
— 30—35 60—65 3,0 0,10 0,10 1,0 — —
х — 20—25 60—70 3,0 0,10 0,10. 1,0 '> —
107,
кальция марки СКЗО примерно следующий, %: SiC 0,20; SiCB 9,09; CaSi2
81,5; FesSis 4,65; Са25!зА14 4,23, примесей 0,33.
Силикотермический силикокальций марок СКЮ и СК15, производ-
ство которого освоено в СССР в последние годы [9], значительно более
чист по содержанию вредных примесей. В пересчете на сплав с 30 % Са
он содержит примерно по 0,016 % S и Р, 0,08 % С, тогда как для си-
ликокальция марок СК25 и СКЗО характерно 0,08 % S, 0,02 °/о Р и
1,15 % С. Расход силикокальция обычно колеблется в пределах 2—4 кг/т
стали.
Сырые материалы для выплавки сплавов кальция
Шихта для углеродотермического производства силико-
кальция состоит из кварцита, извести, коксика, древесного
и каменного угля. Требования к кварциту и восстановите-
лю, используемым при производстве силикокальция, анало-
гичны предъявляемым при производстве ферросилиция
(см. гл. 2). Крупность материалов для плавки должна
быть следующей: кварцита 50—100 мм, коксика 5—20 мм,
древесного угля 8—100 мм, каменный уголь должен быть
в куске <60 мм и отсеян от мелочи <10 мм; известь из
шахтных печей должна быть крупностью 40—100 мм. Из-
весть должна быть свежеобожженной и содержать не ме-
нее 94 % СаО. Плохо обожженная известь резко повышает
расход электроэнергии и восстановителя, снижает произ-
водительность печи, производит к расстройству хода ее и к
уменьшению продолжительности кампании. Примерный
химический состав известняков используемых для получе-
ния извести приведен в табл. 28.
Таблица 28. Химический состав флюсовых известяков некоторых
месторождений СССР________________________________
Месторождение Массовая доля, %
СаО | MgO | Si02 | А120з | Fe2Os | Р2О, SO3 | п. п. п.
Европейская часть СССР
Пикалевское . Барсуковское 53,0 54,5 1,1 0,78 1,4 0,79 0,2 0,12 0,50 0,55 0,02 Сл. 0,05 0,13 43,73 43,13
53,5 0,70 1,60 0,80 0,70 0,005— 0,02 0,30 42,37
Елеиовское 40,0 14,0 1,60 0,80 0/70 0,02 0,50 42,37
Урал
Агаповское Тургоякское .154,0 54,77 0,7 0,3 1,70 0,54 0,50 0,438 0,50 0,74 0,03 0,017 0,04 0,015 42,53 43,18
П р и м е ч а и и е. Чис литель - - данны е для юрмальных известняков, зиаме<
иатель — для доломитнзироваиных.
108
При силикотермическом производстве силикокальция
может быть использована известь с вращающихся печей
крупностью 0—50 мм, содержащая ^90 % СаО и
^0,017 % Р. Однако использование шахтной извести и в
этом случае предпочтительно, так как вследствие более
высокого содержания СаО экономится ферросилиций, сни-
жается расход электроэнергии и увеличивается производи-
тельность печи. Применяемый при силикотермическом про-
изводстве силикокальция ферросилиций должен быть гра-
нулированный или дробленый (<20 мм) и содержать
68—72 % Si, при выплавке СКЮ и СК15 и ~90 % Si при
выплавке СКЗО, а плавиковый шпат должен быть в кусках
>50 мм и содержать >55 % CaF2 и 7 % SiO2.
В зарубежной практике производства силикокальция
исходным материалом часто является технический карбид
кальция, имеющий примерно следующий состав: 78 % СаС2,
17 % СаО и 5 % примесей MgO, Fe2O3, А12О3, SiO2 и др.
Получают его плавкой в мощных (до 100 MBA) электропе-
чах из извести и углеродистого восстановителя при рас-
ходе электроэнергии 9000 МДж/т (~2500 кВт-ч/т).
Физико-химические основы процесса
Кальций — элемент II группы Периодической системы элементов
Д. И. Менделеева с порядковым номером 20, занимает по распростра-
ненности в природе шестое место: содержание его в земной коре 3,6 %.
.Большая часть кальция находится в природе в виде известняка, мела,
мрамора (СаСОз), гипса (CaSO4-2H2O), доломита (Ca-Mg)CO3 и др.
Кальций — серебристо-белый, блестящий пластичный металл, атомная
масса его 40,08. Электронная структура атома кальция ls22s22p63s33p64s2.
Имеются трн аллотропические модификации кальция: а-(кубическая
решетка), переходящая при 300 °C в [3-модификацию (центрированная
кубическая решетка), которая при 450 “С переходит в у-модификацию
(кубическая объемноцеитрированная решетка). Кальций обладает сле-
дующими физико-химическими свойствами: валентность 2; плотность
1,55 г/см3; температура плавления 1124 К и кипения 1760 К. Реакция
образования оксида кальция характеризуется значительными измене-
ниями термодинамического потенциала AG° (Дж/моль): в области тем-
ператур 1124—1760 К: Саж + 0,5О2=СаОт; AG^- =—641839+107,17 Т
И при окислении парообразного кальция в области температур 1760—
2500 К Саг + 0,5О2 = СаОт; \G°T =—795910+195,19 Т. С углеродом
кальций образует прочный карбид СаС2 (АД298 =^9,02 кДж/моль), су-
ществующий в четырех модификациях. Температура плавления СаС2
2573 К, плотность 2,22 г/см3. С кислородом кальций дает исключительно
прочное соединение — оксид кальция СаО (АД298 =—636 кДж/моль);
температура плавления СаО 2860 К, кипения 3773 К и теплота плав-
ления 51,25 кДж/моль. Энергия образования карбида кальция из эле-
ментов может быть подсчитана по уравнениям:
109
Саж + 2СТ = СаС2(т>; дст = — 57,359 — 28,47- 1°“3т кДж/моль;
(40)
(1124— 1963 К)
Саг + 2СТ = СаС2(т); Д(3°г =-214,406 + 51,5-КГ3 Т кДж/моль.
(41)
(1963— 2200 К)
С кремнием кальций образует три соединения (рис. 18): силицид
Саг51 существует при температурах <910 °C в твердых равновесных
сплавах, содержащих >60 % Са; CaSi кристаллизуется в области 78—
42 % Са непосредственно из жидкого расплава при 1245 °C; CaSia су-
ществует при температурах <980 °C в твердых сплавах, содержащих
<42 % Са, и в твердых сплавах, содержащих 60—42 % Са, при темпе-
ратурах <1020 °C. При застывании промышленных сплавов, содержа-
щих >30 °/о Са, первыми выделяются столбчатые кристаллы CaSij
(41,7 % Са), а в эвтектике выделяются т] — FeSi + Al + Si. При содер-
жании <23 % Са в первой фазе выделяется кремний (в виде игл и час-
тично широких пластин), a CaSij находится в эвтектике. Наиболее проч-
ным силицидом является CaSi ='—150,7 кДж/моль), который
плавится без разложения. Для CaSij и Ca2Si теплота образования рав-
на соответственно —150,72 и —209,34 кДж/моль. Кальций и железо
взаимно не растворяются. Вместе с тем в жидком состоянии и железо,
и кальций в отдельности неограниченно растворяются кремнием. С се*
рой кальций дает прочный сульфид CaS (А//098 =—460,55 кДж/моль)
и с фосфором фосфиды Са3Рг, СаР и CaPg.
С кремнием кальций образует три соединения (рис. 18): силицид
кальция основан на процессе совместного восстановления кальция и
кремния из их оксидов углеродом. Особенность процесса заключается
в том, что образованию сплава предшествует шлакообразование. Шлак
преимущественно состоит из тугоплавких соединений — карбидов крем-
ния и кальция. Для разделения шлака и сплава и выпуска их из печи
необходимо иметь температуру >2100 К. При этом силикокальций,
имеющий температуру плавления <1500 К очень перегревается, что спо-
собствует дополнительным потерям кальция (переходу в газовую фазу).
При восстановлении извести углеродом в электроплавильной печи об-
разуется карбид кальция по суммарной реакции СаО + ЗС = СаСг + СО,
13оо
jo 1300
^Г/ОО
^1100
Сз
1000
$ 900
800
100
О 10 го 30 )о 50 60 70 80 90 100
Со Содержание,°Jo (am) Si
Рис. 18. Диаграммы со-
стояния системы Са—Si
110
2300
V 2CaO-SiO2
2100
«-2СаО-Si02
+СаО
1100х-
20
СаО
a-2CaO-Si02
Жидкость В
Й 1500
1300
1900
I
§ 1700
Кристобалит +В
Тридимит +<х- СаО • Si02
Тридимит +fl- СаО • Si 02
Жидкости .4
4*5 \
W 60
Содержание, 7,
80
100
S i02
Рис. 19. Диаграмма состояния системы СаО—SiOs
‘температура начала протекания которой 2038 К. При совместном вос-
становлении СаО и SiO2 углеродом температура осуществления про-
цесса по суммарной реакции 2SiO2 + CaO + 5C = CaSi2+5CO составляет
— 1853 К; для SiO2+CaO + 3C = CaSi)K+3CO требуется температура
1830 К- Одновременно в печи идут реакции шлакообразования. В сис-
теме СаО—SiO2 (рис. 19) имеются соединения: 3CaO-2SiO2—плавится
инконгруэнтно при 1723 К; 3CaO-2SiO2 — плавится инконгруэнтно при
1751 К; 2CaO-SiOs — плавится конгруэнтно при 2403 К и 3CaO-SiO2 —
образуется в кристаллических смесях при 2173 К. Кроме того, в систе-
ме существуют три эвтектики с температурами плавления: 1711 К
(SiO2+CaO-SiO2); 1748 К (CaO-SiO2+3CaO-2SiO2) и 2373 К
(2CO-SiO2 + CaO). Следовательно, образование шлака происходит рань-
ше, чем может начаться восстановление по приведенным выше суммар-
ным реакциям, т. е. для его протекания необходимы более высокие
температуры. Так, И. В. Рябчиков считает, что восстановление силика-
тов кальция карбидом кремния возможно при >2050 К. Но, принимая
во внимание, что восстановителем также могут быть кремний и СаС2,
будут и другие варианты процесса.
Образование CaSi при взаимодействии SiC и СаО происходит по
реакции CaO + SiC = CaSi + CO; AG° =—198959—236,25 Т, Дж.
Признанный за рубежом способ получения силикокаль-
Ция заключается в осуществлении суммарной реакции:
2SiO2 + 2C + CaC2 = CaSi2 + 4CO, теоретическая температу-
тУра начала которой 1793 К- Возможна и реакция СаС2+
+SiO2 = CaSi + 2CO, для которой Д0°=953040—480,7 Т\
Дж/моль. Но уже при 982 К возможна реакция SiO2(T)+
+СаС2 — SiC+CaO-j-CO. Также возможны и другие реак-
ции с участием карбида кальция, например, CaC2-|-SiC-|-
+2SiO2=CaSi2-|-2Si-J-4CO. В связи с этим механизм полу-
111
чения силикокальция на основе взаимодействия твердой
СаО и SiO2 должен учитывать роль карбидов кремния и
кальция, а также роль кремния. Установлено взаимодейст-
вие силикатов кальция с углеродом по реакциям:
СаО • SiO2 + ЗС = CaSi + ЗСО; (42)
2(СаО • SiO2) 4- ЗС = SiC + 2СаО • SiO2 + 2СО; (43)
2СаО • SiO2 + 9С = 2СаС> +SiC + 4СО; (44)
2СаО • SiO2 + 6С = СаС2 + CaSi + 4СО. (45)
Таким образом, можно представить, что в верхних го-
ризонтах печи происходит образование моносиликата
кальция, а затем по мере нагревания протекают реакции:
2 (СаО • SiO2) + ЗС = SiC + 2СаО • SiO2 + 2СО; (46)
2СаО • SiO2 + SiC = CaSi2 + СО. (47)
Одновременно в соответствующих температурных об-
ластях происходит большое количество процессов с учас-
тием С, SiO2, СаС2, СаО, SiO, Si, CaSi2, CaSi и испарение
компонентов (соединений) с конденсацией их в верхних
зонах печи. В качестве примера можно привести реакции:
СаС2 + SiO2 = CaSi + 2СО;
AG® = 953040 — 480,7 Т Дж/моль; (48)
СаСг + 2SiO = CaSi + Si + 2СО;
AG» =—• 2480 — 67,173т + 2,84TlgT Дж/моль; (49)
2CaC2 + 3SiO = 2CaO + 3SiC + CO;
AGO =— 1018498 — 399,35 T Дж/моль; (50)
4CaO + 2SiC = CaSi + 2CaO-SiO2;
AG®. = 409483 — 219,56 7 Дж/моль; (51)
СаО + Si + C = CaSi + CO;
AGO = 395800 — 203,9T Дж/моль; (52)
ЗСаО + 3Si = 2CaSi + CaO • SiO2;
AGO = 38900 + 2,851g T — 66,1 T (53)
Присутствие железа способствует образованию крем-
нистого сплава и повышает долю силикотермического вос-
становления кальция. Возможно и взаимодействие сили-
цида железа и паров кальция:
112
FeSi2 + Ca = CaSi + FeSi;
Д6» =_ 78108 >31,727 Дж/моль. (54)
При введении железа получаемый силикокальций ока-
зывается тяжелее шлака, это улучшает разделение распла-
вов в печи и после выпуска. Для осуществления процесса
в оптимальных условиях соотношение содержаний железа
и извести в шихте должно быть в пределах 0,6—2,9 [80].
Процесс может быть описан реакцией:
5/11 SiO2 + 1/1 ICaO + 3/22Fe + С = 1/1 lCaSi2 +
, + 3/22FeSi + 5/22FeSi + 5/22Si + CO, (55)
для которой AG®, =350300—199,62 7, Дж/моль, AG°=0 при
1755 К- Силикотермическое восстановление извести выгод-
но отличается отсутствием карбидообразования. В табл.
29 приведены константы равновесия и парциального дав-
ления SiO для частных реакций взаимодействия СаО с Si
и парами SiO [8]. Как видно из табл. 29, при нагревании
извести с кремнием в интервале 1500—1700 °C возможно
образование силицидов, причем наибольшее предпочтение
имеет реакция 1 с получением дисилицида и ортосиликата
кальция. Достаточно высокое давление паров при темпера-
турах >1700 °C по реакциям 6 и 7 будет снижать исполь-
зование кремния. В контакте с известью SiO может восста-
навливать кальций или разлагаться. При использовании в
качестве восстановителя кремния ферросилиция следует
учитывать активности элементов систем Si—Fe и Si—Ca—
Fe. Однако имеющихся данных недостаточно для оценки
реакций в широком диапазоне температур, поэтому расче-
ты выполнены в предположении, что в жидких сплавах
тройной системы сосуществуют силициды железа и каль-
ция, характерные для низких температур [8]. В ферроси-
лиции, содержащем >50 % Si, присутствуют несвязанный
кремний и лебоит. Взаимодействие такого ферросилиция с
СаО происходит по реакции:
4СаО + 5(Si) + FeSi2 — 2 (CaSi2) + FeSi2 + 2CaO • SiO2. (56)
Поскольку дисилициды кальция и железа сосуществуй
Ют в расплаве, то по термодинамическим характеристикам
эта реакция должна незначительно отличаться от реакции
1 (см. табл. 29). Если содержание кремния в восстанови-
теле <50%, то дисилицид железа может разрушаться из-
вестью по реакции: 4CaO+5FeSi2 = 2 (CaSi2) +5FeSi+
+2CaO-SiO2. Моносилицид железа также может взаимо-
действовать с СаО по реакции 4CaO+10FeSi = CaSi2+
8 М. Д. Рысс ИЗ
+CaSi+2F5Si3+2CaO-S1O2. При избытке извести в при-
сутствии силицидов железа кремний дисилицида кальция
может восстанавливать кальций из оксида: 4СаО+
+3CaSi2 = 5CaSi+2CaO-S1O2, поэтому при обработке
сплавов тройной системы, в которой содержатся дисилици-
ды кальция и железа известью возможно увеличение содер-
Таблица 29. Значения и psi0 для частных реакций
взаимодействия оксида кальция с кремнием и SiO
1 Номер 1 реакции Реакция AG° = f (D- Дж/моль Кр и PsiO п₽и 7- к
1773 1973
1 4СаОтв 5Si®= =2 (CaSi2)j« + 2CaO- • SiO2(TB) —147 484—16,03 7' 1,52-106 5,49-104
2 4СаОтв + 38!ж= = 2(CaSi)a<-l-2CaO.- • SiO2(TB> —81 475—14,53 7' 1,44-10» 8,21-102
3 ЗСаОтвН- 5SiiK = — 2 (Са * Si2) ж Н- СаО • • SiO2( ж) —30 254—36,42 7’ 6,20- Ю2 5,04-Ю2
4 3 (2Са О • S1O2) тв “Г + 5Si;K = 2 (CaSigJ’Hc + 4-4 (СаО' SiO2) ж 321 437—102,20 7' 7,42-10—6 6,76-10—4
5 2MgOTE4- 2СаОТв4- 4- 5S1;k = 2 {С aSig) ж 4“ 4-2MgO-SiO2(TB) —61 663— 3,14 Тя 9,54-101 6,25-101
6 Са Оув -- 3 Si ж = = С a Sip (ж) 4" SiOr 291 074—145,74 T 1,09-10—1 8,07-10-1
7 2 (СаО • SiO2) ж 4~ Si® = = 2СаО • SiO2(tb)4- 4-2SiOr 495 173— — 234,677 7’ 1,68-Ю-1 7,77-10—1
8 7CaOTB+5SiOr= = Са5!2(Ж) + ЗС2СаО- • SiO2)rB —1 897 826+ +680,61 T 8,51-10—ь 1,15-10-3
9 2CaOTB--2SiOr = Si;K 4- 4-2CaO-SiO2(TB) —729 633+ +275,45Т 2,80-10—4 3,45.10-3
10 2СаО • SiO 2 (тв)4“ 4-2SiOr = 2(CaO. SiO2) ж 4- Si?K —495 172+ +234,67 7' 6,84-10—2 3,75-10—1
И 4 (2CaO • S1O2) тв4" 4-5SiOr;=7(CaO- • SiO2) ж4-Са812(ж) —1 077 213+ +537,88 7' 1,87-Ю-1 8,23-10г-1
12 2SiOr = Si® 4- SiOg (тв) 2 585 189+ +289,43 7' 8,70-10—2 6,51-10-1
114
жания кальция в металлической фазе. Во Франции способ
получения силикокальция основан на реакциях:
CaQ 2SiO2 ~Ь 2С —*-CaSi2 -J- 4СО; (57)
2Si + СаО + С -> CaSi2 + СО, (58)
что обеспечивает высокое содержание кальция в сплаве,
а в качестве восстановителя используют СаСг, кремний
и углерод. Г. С. Беляев считает, что при использовании в
качестве восстановителя ФС75, представляющего собой
двухфазный сплав, состоящий из свободного кремния и ле-
боита, состав которого примерно соответствует формуле
Fe2Sis, в восстановлении кремний лебоита не участвует,
так как активность его невелика. Подсчет свободного крем-
ния (%) рекомендуется вести по формуле: SiCB =
= 2,25 Sio6m—121,25.
В промышленном масштабе силикотермическое произ-
водство сплавов кальция марок СКЮ и СК15 впервые бы-
ло осуществлено на ЧЭМК [8, 81]. Позднее в ИМет УНЦ
АН СССР и на ЧЭМК было предложено [80] и освоено в
промышленных условиях работниками ЗФЗ и «УкрНИИ-
спецсталь» производство сплавов СКЮ и СК15 углеродо-
термическим методом. В промышленных условиях успешно
опробовано получение силикокальция марок СКЮ и СК15
смешением в ковше жидкого силикокальция марки СК28
и соответствующего количества жидкого низкопроцентного
ферросилиция. Расход электроэнергии в этом случае сос-
тавляет 25200—26280 МДж/т (7000—7300 кВт-ч/т). Этот
метод очень перспективен для получения комплексных
сплавов типа Fe—Са—Si—Сг или Fe—Са—Si—Мп.
Технология выплавки силикокальция
Углеродотермический способ. Силикокальций углеродотер-
мическим процессом выплавляют в трехфазных печах с
угольной футеровкой мощностью 10—15 MBA при линей-
ном напряжении низкой стороны — 135 В и токе на элек-
тродах — 58 кА. Технологическая схема производства при-
ведена на рис. 20. При выплавке сплава марок СКЮ и
СК15 в шихту дополнительно вводят железную стружку.
Напряжение дуги в среднем составляет 30 В, полезное на-
пряжение — 55 В, что определено необходимостью иметь
глубокую и устойчивую посадку электродов в шихте, нор-
мально составляющую >700 мм. За рубежом используют
и однофазные печи. Для создания более равномерного теп-
8*
45
левого режима в рабочем пространстве печи, улучшения
условий для восстановления кальция и кремния и обеспе-
чения необходимых условий для разрушения карбидов не-
обходимо вращать ванну печи в секторе 20—25° с частотой
один оборот за 70 ч. В случае сильного зарастания ванны
карбидами угол вращения уменьшается до 10—15°. Вра-
щение ванны позволяет между сменой футеровки произво-
дить выплавку силикокальция тремя—четырьмя кампания-
ми длительностью по 2,5—3 мёс, между которыми для раз-
рушения образовавшегося в печи «козла» из карбидов и
шлака печь должна быть переведена на один—полтора ме-
сяца на выплавку ФС45. Вращение ванны печи позволяет
сократить число капитальных ремонтов до одного в год
вместо трех на стационарной печи.
После капитального ремонта печь для разогрева рабо-
тает на выплавке ФС45~1 мес. На печи с вращающейся
ванной перевод на выплавку силикокальция осуществля-
ется как с проплавлением ванны известью (первая кампа-
ния после смены футеровки печи), так и без проплавления.
Выплавку силикокальция ведут непрерывным процес-
сом, шихту загружают в печь по мере ее проплавления.
У электродов поддерживают небольшие конусы, что позво-
Рис. 20. Технологическая схема углеродотермнческого производства силикокальция:
/ — кварцит; 2— кокс; 3 — каменный уголь; 4 — древесный уголь; 5 — известь;
6 — грохот двухситиый; 7 — отсевы; 8 — грохот одиоситиый; 9— дробилка двух-
валковая; 10 — дробилка конусная; 11 — грейферный край; 12 — грохот; 13 — же-
лезнодорожный вагон; 14— закрома; 15 — моечный барабан; 16, 17—транспор-
тер; 18— дозировочные бункера; 19 — тележка дозировочная; 20 — печные бунке-
ра; 21 — изложницы; 22 — короб; 23 — барабан для упаковки сплава; 24— ковШ
для сплава; 25— тележка; 26— электропечь
116
I
ляет обеспечить равномерное выделение газов по всему ко-
лошнику, улучшает использование тепла отходящих газов
и уменьшает улет кальция и кремния. Нормальная работа
характеризуется устойчивой и глубокой посадкой электро-
дов в шихте.
Для обеспечения хорошей работы печи необходимо как
можно дольше сохранять низкий уровень колошника, по-
этому шихту заваливают вручную (при выплавке СКЮ и
СК15 загрузка шихты осуществляется завалочной маши-
ной), непрерывно подгребают ее гребками с колошника к
электродам и удаляют настыли карборунда с поверхности
колошника. Расход электроэнергии на колошу шихты (с
200 кг кварцита) составляет 5868—6120 МДж (1630—
1700 кВт-ч) (для выплавки СК15—4320 МДж (1200 кВт\
Хч). При расчете шихты принимают использование каль-
ция 62 % (для СК15—75%) и кремния 67%. Избыток
твердого углерода (с учетом добавок) в шихте должен со-
ставлять 16—20 %.
Навески древесного и каменного угля в колоше уста-
навливают постоянными, а количество коксика изменяют в
зависимости от навески извести, фактического содержания
влаги в восстановителях и от хода печи. Примерный состав
колоши шихты следующий: 200 кг кварцита, 85 кг извести,
50 кг древесного угля, 40 кг каменного угля и 90—100 кг
коксика. При выплавке СК15 колоша шихты состоит из
200 кг кварцита, 60 кг извести, 50 кг древесного угля, 35 кг
каменного угля и 35 кг железной стружки. Увеличение кон-
центрации СаО в шихте до отношения CaO/SiO2?«0,35
приводит к повышению концентрации кальция в сплаве до
31—35%. Дальнейшее увеличение этого отношения приво-
дит к резкому снижению использования кальция, концен-
трация кальция в сплаве более не возрастает.
Восстановительные процессы при выплавке силикокаль-
ция протекают в наиболее горячих зонах печи, т. е. у элек-
тродов, вокруг которых образуются газовые полости,
имеющие в своей нижней части карбидные «чашки». Обра-
зовавшийся сплав скапливается в полости («щели), находя-
щейся на уровне выпускного отверстия. Сохранение этих
«чашек» и наличие полости («щели») является обязатель-
ным условием нормального протекания процесса. Этому
способствует работа с большим избытком восстановителя,
однако чрезмерное развитие процесса карбидообразования
приводит к зарастанию печи карбидами, в основном, кар-
борундом, и перекрытию полости и ходов из нее, т. е. к
прекращению выхода сплава и газа из летки. Для предот-
117
вращения этого в печь периодически вводят кварцит, в от-
дельных случаях—-известь. При холодном ходе печи из
весть вводить нельзя, так как это приведет лишь к образо
ванию жидкого шлака. При нормальном ходе печи после
каждого выпуска в тигли у электродов дают единовремен-
ные добавки кварцита (400—600 кг) для разрушения име-
ющихся карбидов.
Следует стремиться к выплавке сплава с более высо-
ким содержанием кальция, та-к как в этом случае снижа-
ются бесполезные затраты на восстановление кремния. Од-
нако, с ростом концентрации кальция в сплаве, растут и
потери кальция и кремния в улет, достигающие 20 % от
массы загруженной шихты, поэтому оптимальным следует
считать содержание кальция в сплаве 30—33 %. Из печи
должно выходить минимальное количество шлака, имею-
щего следующий примерный состав: 45—55 % S1O2, 15—
20 % СаО, 10 % SiC, 10—15 % СаС2, остальное AI2O3, MgO,
FeO и др. При разложении водой 1 кг шлака нормального
состава из него выделяется 30—60 л ацетилена. Эта вели-
чина называется литровостью шлака. Основными отклоне-
ниями от нормальной работы печи являются следующие:
I. Избыток восстановителя сверх нормального, при ко-
тором уменьшаются глубина посадки электродов в шихте
и расход шихты, наблюдается спекание колошника, плохо
открывается и туго шуруется летка (иногда не шуруется
совсем), увеличивается выход карборунда во время выпус-
ка. Содержание кальция в сплаве повышается, литровость
шлака >60 л. Для исправления хода печи следует умень-
шить навеску коксика в колоше и при необходимости увели-
чить навеску извести в колоше или массу единовременных
добавок кварцита. При большом избытке восстанови-
теля, когда ванна печи быстро зарастает карбидом крем-
ния, и при невозможности увеличения единовременных до-
бавок кварцита (низкое содержание кальция в сплаве) для
исправления хода печи необходимо ввести в печь 200—
300 кг извести иод один какой-либо электрод. Эту опера-
цию можно производить один—два раза в сутки. Если при
всех прочих признаках избытка восстановителя из печи
выходит жидкий шлак, давать единовременные добавки
извести нельзя.
2. Недостаток восстановителя, при котором увеличива-
ется выход шлака во время выпуска, колошник работает
вяло при большом расходе шихты, содержание кальция в
сплаве снижается, сплав выходит холодный, летка закры-
вается с трудом. Необходимо увеличить навеску коксика в.
118
колоше и уменьшить количество кварцита. Можно также
временно увеличить навеску древесного угля до 60—80 кг
на колошу.
3. Избыток извести в шихте, при котором уменьшается
глубина посадки электродов в шихте и появляется жид-
кий шлак, количество которого увеличивается от выпуска
к выпуску. Необходимо уменьшить навеску извести.
4. Недостаток извести в шихте, вызывающий снижение
содержания кальция в сплаве; необходимо увеличить на-
веску извести.
5. Интенсивное зарастание ванны печи карбидом крем-
ния, в результате чего прекращается выход газа из летки;
необходимо прекратить загрузку шихты в печь и в течение
нескольких часов проплавлять тигли электрическими ду-
гами. Если эта операция не исправляет положение, то про-
жигают новое очко летки — на 100 мм выше прежнего.
Выпуск силикокальция проводится каждые два часа в
футерованный графитовой плиткой ковш. Температура
сплава на выпуске —1900°C, что значительно выше его
температуры плавления и вызывает дополнительные поте-
ри кальция в улет. Снижение содержания кальция состав-
ляет при выпуске 0,5—1,5 %. Разливка сплава производит-
ся в чугунные поддоны. Уход за леткой аналогичен приня-
тому при выплавке ферросилиция, но при каждом выпуске
летка должна быть обязательно прошурована или, в край-
нем случае, прожжена кислородом с таким расчетом, что-
бы из очка показалось пламя (газовый факел). Пример-
ный состав углеродотермического силикокальция марки
СКЗО следующий, %: Si 64,12; Са 30,52; Fe 3,77; Al 1,59;
S 0,09; Р 0,021; С 1,29 и марки СК15, %: Са 17,97; Si 58,80;
Al 1,31; С 0,3; Fe 21,5; Р 0,03.
Сплав состоит из дисилицида кальция (<77%), сво-
бодного кремния (<2О°/о), лебоита (5—15 %) и SiC
(<8 %). Увеличение содержания кальция в сплаве повы-
шает в нем содержание углерода согласно уравнению:
[С] =0,238 % [Са]—5,72. И. Ю. Пашкеев ии В. А. Кожеу-
ров показали, что с повышением температуры сплава и со-
держания кальция в нем растворимость углерода увеличи-
вается и ниже перитектической температуры углерод из
Расплава кристаллизуется только в виде SiC. В сплаве со-
держится заметное количество серы (до 0,2%), так как
кальций образует с ней прочный сульфид CaS. В условиях
ЧЭМК наибольшее количество серы в сплав вносится квар-
цитом (53%), коксиком (25%) и каменным углем (11 %).
Слиток сплава вынимают из поддона в зависимости от его
119
Таблица 30. Изменение состава по высоте медленно охлажденного
1,5-т слитка силикокальция (Л — расстояние от верха)
h, мм Массовая доля*, %
Са Ва С Fe Al s
0—70 29,34 0,83 0,25 5,60 1.31 0,055
70—140 30,32 1,12 0,08 4,46 1,36 0,005
170—220 29,92 1,23 0,34 4,39 1,67 0,150
250—320 28,42 0,10 1 ;36 4,99 1,65 г—
320—400 26,42 0,82 3,70 4,99 1,41 0,152
* Остальное — кремний.
толщины через 1 —1,5 ч после выпуска. Разбитый и очи-
щенный сплав поплавочно пакуют в железные барабаны.
При относительно медленном охлаждении (толстого слит-
ка) наблюдается значительная ликвация элементов в слит-
ке силикокальция (табл. 30). При этом карбид кремния
образует твердую фазу, содержащую 70 % Si и имеющую
плотность 3,2 г/см3, т. е. более высокую, чем у расплава,
вследствие чего он опускается в нижние зоны слитка.
Выплавка силикокальция марок СКЮ и СК15 углеро-
дотермическим способом осуществляется в печи мощно-и|
стью 15 MBA. Состав колоши шихты следующий: 200 кгН
кварцита (фракции 80—20 мм); 65 кг извести (80—10 мм);И
70 кг коксика-орешка (20—5 мм); 40 кг древесного угля™
(55—0 мм); 40 кг каменного угля (50—0 мм) и 45 кг же-
лезной стружки. Избыток восстановителя 4—6%. Плавку
ведут непрерывным процессом. Колошник активный, по
внешнему виду холоднее, чем при выплавке ФС75, и не-
сколько горячее, чем при выплавке ФС45. Электрический
режим плавки устойчивый, рабочее напряжение 125—
145 В и ток 52—58 кА. Шихту загружают завалочными ма-
шинами к электродам, вокруг которых поддерживают ко-
нусы высотой 500 мм. В сутки производится 12 выпусков
сплава и шлака в футерованный графитовой плиткой ковш
и после тщательного удаления шлака сплав разливают в J||
чугунные поддоны. Затруднений с выпуском сплава прак-И
тически не наблюдается, кратность шлака 0,1. Примерный И
состав сплава, %: Са 15,7; Si 49,8; Al 1,0; Р 0,30; S 0,02:
С 0,02 и остальное железо. Примерный состав шлака, %: И
SiO2 20,0; FeO 0,4; А12О3 0,2; СаО 45,9; MgO 0,5; МпОО,13;И
Р 0,04; SiC 10,4 и остальное СаС2. Показатели процесса И
могут быть существенно улучшены при использовании И
120
Известь
ГТ?"
Рис. 21. Технологическая схема силнкотермического производства силикокальция:
/ — печь для обжига известняка; 2 — короб; 3 — руднотермическая печь; 4 —
ковш для сплава; 5 —короб; 6 — бак для грануляции сплава; 7 —тележка; 8 —
железнодорожный вагон; 9 — грейфер; 10— дробилка щековая; 11 закрома;
12 — автоматические порционные питатели; 13 — дозировочные бункера; 14 —
загрузочная бадья и весовая тележка; 15 — дымовая труба; 16 — печные бун-
кера; /7 — труботечки; 18 — газоочистка; 19 — газ; 20 — электропечь трехфазная
закрытая; 21 — сплав; 22 — изложницы для разливки сплава; 23 — шлаковня;
24— бункер; 25 — рольганг; 26 — весы
брикетированной шихты, более дешевого и недефицитного
сырья, что способствует повышению извлечения кальция и
кремния на 6,8—14,7 % [82]. Промышленные плавки на
ЧЭМК в 1982 г. также показали наличие больших резер-
вов этого способа производства силикокальция марок
СКЮ иСК15.
Силикотермический способ. Выплавку силикокальция
марок СКЮ и СКЮ силикотермическим способом ведут в
печи мощностью 3,5 MBA при рабочем напряжении 150 В
и токе 12145 А. Технологическая схема процесса приведе-
на на рис. 21. Футеровку печи выполняют следующим обра-
зом: зона плавления (подина и стены) — из угольных бло-
ков в один ряд на подовой массе, наружная кладка — из
магнезиального кирпича. Печь закрыта сводом из пери-
клазохромитового кирпича. Электроды графитированные.
Уплотнение вокруг электродов в виде плавающей шайбы.
Загрузка шихты осуществляется по труботечкам через во-
ронки, которые в периоды между загрузками шихты за-
121
крыты крышками. Расчет количества шихты ведут, исходя
из следующих условий (для СК15): извлечение кремния-
85 % (в том числе угар 3 %), потери сплава со шлаком в
виде корольков— 12 %, содержание кремния в ферроснли-i
ции — 68,5 %, извлечение кальция — 25% и расход элек-
тродов — 12 кг на 1т сплава и прожигового железа —
11,4 кг на 1 т сплава. В расчете принимают, что 5% угле-
рода электродов расходуется на восстановление СаО до
СаС2, который переходит в шл’ак. Расход плавикового шпа-
та принимают равным 15 кг на 100 кг ферросилиция. При-
мерный состав колоши шихты следующий: 200 кг извести,
190 кг ферросилиция, 25 кг плавикового шпата. Целесооб-
разно использовать в плавке СКЮ и СК15 ферросилиций,
содержащий 68—70 % Si. При более высоком содержании
кремния наблюдается повышенный угар кремния на по-
верхности ванны печи вследствие низкой плотности (3,03 г/
/см3 при 86 % Si), при низком содержании кремния наблю-
дается резкое увеличение всех расходных коэффициентов в
пересчете на единицу кальция.
Присадка плавикового шпата значительно улучшает
условия протекания процесса и разделение сплава и шла-г
ка, что уменьшает окисление сплава. Оптимальное соотно-
ношение СаО и ферросилиция в шихте колеблется в преде-
лах 0,9—1,1. Для уменьшения потерь кальция (испарения)
в первой половине плавки проплавляют шихту с соотноше-
нием 0,2—0,8, а во второй половине — с соотношением
1,0—3,0 [83]. Для создания более равномерного теплового
режима в рабочем пространстве печи, уменьшения потерь
тепла и улучшения условий службы футеровки печи и сво-
да осуществляется реверсивное вращение ванны печи в
секторе 70° с частотой один оборот за 3 ч. Процесс плавки
периодический с полным проплавлением шихты. За плав-
ку, продолжающуюся ~2 ч, заваливают 11 колош шихты.
После полного проплавления шихты в печь задают до
500 кг металлсодержащих отходов вместе с известью и по
расплавлении их производят выпуск плавки. Расход элек-
троэнергии на колошу шихты составляет —1260 МДж
(~350 кВт-ч). Нормальная работа печи характеризуется
относительно спокойной нагрузкой на электродах, содер-
жанием кальция в сплаве 16—19%. Шлак выходит из пе-
чи равномерно и при остывании рассыпается. Основные
отклонения от нормальной работы печи следующие: 1) низ-
кое содержание кальция в сплаве, которое объясняется из-
бытком ферросилиция в шихте или низким СаО в извести;
2) высокое содержание кальция в сплаве, которое являет-
122
Таблица 31. Балансы кремния, кальция и железа при
силикотермической выплавке силикокальция марки СК15, %
Материалы Кремний Кальций Железо
Задано
Ферросилиций .... Известь ...;.. 99,51/96,71 0,14/0,04 0,04/1,43 95,03/92,73 84,85/93,14 0,85/0,60
Плавиковый шпат . . 0,35/3,25 4,93/5,84 0,21/1,73
Железо прутьев . . . — — 14,09/4,53
Получено
Сплав 82,86/75,55 29,52/22,43 98,77/99,61
В том числе годный . . 62,53/66,79 22,29/19,83 74,59/88,05
Шлак 15,14/23,66 64,20/76,10 —
Пыль 2,00/0,79 6,28/1,47 1,23/0,39
Примечание. Числитель — для открытой печи, знаменатель — для закры-
той.
ся следствием недостатка восстановителя и повышенного
содержания кремния в нем; 3) плохо рассыпающийся, не-
достаточно подвижный шлак, который получается при не-
достатке плавикового шпата в шихте.
Сплав и шлак выпускают из печи одновременно четыре
раза в смену в ковш, футерованный графитовой плиткой с
теплоизоляционным слоем из алюмосиликатного кирпича
Сплав разливают в чугунные изложницы, обливаемые один
раз в смену известковым молоком, в слитки толщиной
ЮО мм, которые после остывания дробят в куски размером
До 200 мм и упаковывают в металлические барабаны. При-
мерный состав сплава следующий, %: С а 15,86; Fe 21,03;
Si 62,54; Al 0,5; S 0,010; P 0,01; C 0,06. Шлак имеет следу-
ющий состав, %: SiO2 30—33; СаО 63—68; MgO 0,2—0,6;
А12О3 0,3—0,7; Р 0,02—0,03; S 0,007—0,015; С 0,4—0,7 и
сплава 2—5. Примерный состав пыли, %: СаО 56; SiO2
29,01; FeO 2,73; MgO 1,81; А12О3 0,64; С 2,2; S 0,04; Р 0,22.
Балансы кремния, кальция и железа при силикотерми-
ческой плавке силикокальция (в открытой и закрытой пе-
чах) представлены в табл. 31. Материальный баланс плав-
ки приведен ниже:
123
Задано, %:
ферросилиция . . . 43,21/40,01
извести ............. . 48,05/49,38
плавикового шпата . 3,6/7,43
круглого железа . . 1,44/0,45
электродов .... 9,98/0,62
кислорода для окис-
ления ................ 2,72/1,30
оксида хрома из свода —/0,18
оксида магния из сво-
да и футеровки . . . —/0,63
Получено, %:
сплава
шлака
пыли . .
газов . .
Невязка . .
47,80/41,24
40,54/56,72
4,98/1,62
5,33/0,71
1,35/0,29
Примечание. Числитель — для открытой печи, знаменатель — для за-
крытой.
Тепловой баланс приведен ниже.
Приход тепла,
%:
электроэнер-
гии . . . .
тепло шихты
экзотерми-
ческие реак-
ции . . . .
89,04/79,94
0,34/0,42
10,62/22,64
Расход тепла, % :
со сплавом . . .
со шлаком . . .
потери кожухом н
днищем . . . .
потери колошником
в том числе через
свод...............
с газом и пылью .
Невязка . . . . .
25,9/27,68
20,45/45,86
1,13/3,14$!
38,79/18,3®
и
112,72/—
6,26/2,84
7,47/2,11
Примечание. Числитель — для открытой печи, знаменатель—для за-
крытой.
Балансы показали имеющиеся значительные резервы
улучшения технико-экономических показателей за счет
уменьшения потерь сплава и закрытия печи сводом. Осу-
ществление последнего на ЧЭМК уже позволило сокра-
тить расход электроэнергии примерно на 20—25 %. В по-
следнее время нами на ЧЭМК, разработана технология
силикотермического производства чистого высокопроцентно-
го силикокальция. Сплав выплавляют в закрытой враща-
ющейся печи. Технология обеспечивает повышение произ-
водительности труда и снижение себестоимости сплава,
значительно улучшает условия труда эксплуатационного
персонала и надлежащую охрану окружающей среды.
Сплав имеет примерно следующий химический состав, %:
Са 33,21; Si 59,34; Al 0,58; С 0,06; Fe 6,24; Р 0,01; S 0,06;
Mg 0,1; Cr 0,3; Ain 0,1. Сквозной расход электроэнергии
уже в начальный период составляет 38880 МДж
(~ 10800 кВт-ч) на 1 т сплава и имеются большие резер-
вы для его снижения.
124
Производство кальцийсодержащих лигатур
На основе силикотермического процесса получения силикокальция на
ЧЭМК разработано и освоено производство ряда многокомпонентных
сплавов [84]. При совместном восстановлении оксидов (СаО и МеО)
процесс протекает по реакции:
ЗСаО + 2 [FeSi2 + 2Si] + МеО = [CaSi2 + FeSi2 + MeSi] + (2CaOSiO2).
(59)
Этим методом на ЧЭМК нз извести, ферросилиция, плавикового
шпата и концентрата оксидов РЗМ получают лигатуру, содержащую
10—20 % Са, 25—30 % Fe и 0,5—10 % РЗМ (остальное кремний). На
одну плавку расходуют 800—2200 кг извести, 1300—2500 кг ферроси-
лиция марки ФС65, 300 кг плавикового шпата и 50—400 кг концентра-
та РЗМ. Расход шихтовых материалов изменяется в зависимости от
требуемого содержания РЗМ в лигатуре, которое обычно колеблется
в пределах от 1,5 до 10 %. Расход электроэнергии на 1 т сплава
6848 МДж (~1900 кВт-ч). Извлечение РЗМ в сплав —70 %.
Лабораторные и опытно-промышленные плавки показали, что си-
ликотермическим процессом можно получить кальцийсодержащие лига-
туры с титаном, ванадием, хромом, ниобием, цирконием, марганцем н
другими элементами путем ввода в шихту для выплавки силикотермн-
ческого силикокальция оксидов этих элементов. Следует отметить, что
при этом было установлено заметное снижение содержания кальция в
сплавах, начиная с содержания в лигатуре 8—10 % восстановленных
элементов. Кальцийсодержащие лигатуры сложного состава целесооб-
разно получать в две стадии: на первой стадии в электропечи выплав-
ляют силикокальций (или более сложный кальцийсодержащий сплав),
а на второй — в расплав вводят добавляемый металл, например по ре-
акции:
[4CaS i 2 + 5FeS i 2] + 2Л4е = [4CaSi2 -f- 3FeSi2 + 2FeSi + 2M eS i]. (60)
Этим способом на ЧЭМК получают лигатуры, содержащие 6—20 °/о Са,
20—30% Fe 35—50 % Si, а также один из следующих элементов:
2—8 % Mg, 8—18 % Ti, 6—15 % V, н 5—10 % Al или их комбинации
(например, V+Al, Ti + Al, Al+Mg и др.). Добавляемый металл в виде
слитков или скрапа может быть введен в силикокальций в плавильной
печи, в ковше или в специальной футерованной воронке. Таким мето-
дом получают значительное количество сплавов, используемых для мо-
дифицирования чугуна (модификаторов). За рубежом широко использу-
ют никельмагниевые и никельмедьмагниевые лигатуры, но они дороги н
содержат дефицитные элементы, дороги и дефицитны цериймагниевые
и аналогичные сплавы. В связи с этим в СССР все время увеличива-
ется интерес к относительно дешевым и недефицитным модификаторам
на основе сплава Fe—Si—Си—Mg. Аналогичное положение имеет мес-
то и за рубежом (табл. 32). В ряде случаев в состав лигатур вводят
также РМЗ и барий. Достонством лигатур является то, что при их
использовании усвоение магния повышается до 30—80 % (5—7 % —
при использовании чистого магния). Магнийсодержащие сплавы ус-
пешно опробованы также при производстве стали, что еще более повы-
сило интерес к ним.
Лигатуру с 4—7 % Mg, 2—5 % Са и 45—60 % Si изготавливают
последовательным растворением в жидком печном ферросилиции сна-
чала силикокальция, а затем магния. Было опробовано силикотермиче-
ское восстановление магния для получения лигатур в промышленных
125
Таблица 32. Химический состав некоторых модификаторов для
получения высокопрочного чугуна
Массовая доля, %
Марка Mg | Са | Si | Ва | РЗМ
СССР
ЖКМК-1 6—12 8—15 40—55 3—9
ЖКМК-2 3—6 8-15- 40—55 3—9
ЖКМК-3 6—12 8—20 40—55 <10 <10 1
ЖКМК-4 3—6 8—20 40—55 —
ЖКМК-5 6—12 8—20 40—55 - j
ЖКМК-6 3—6 8—20 40—60 — - 4) j -
Япония
NF5 4—7 40—50 — 1
NF 10:45 8—13 __ 40—50 —
NF 20—45 18—23 — 40—50 ;— i*
NC5 4—7 26—31 48—62 -— — 4 '
NC10 8—13 24—29 49—59 —™
NC25 23—18 20—25 38—50 —
NFR5 4—7 — 45—55 -— 0,5-1,5 «
NFR9 8—10 — 40—50 -— 0,5—1,5 Г
NFR20 18—23 — 50—60 — 1,5—2,5 J;
NFC 20 18—23 4—8 50—60 ;j|l
Са—Si—Mg 10 30 50—60 M
Fe—Si—Mg 15 — 45 — Я
США
Ba—Si — 40—55 40—55 J
Mg—Fe 8—10 — 43—47 — 3
Fe—Mg 8—10 — 43—47 0.45—0,6 ”
Si—Ce 8—10 — 43—47 — 1,8—2,2
условиях. Восстановление MgO кремнием может протекать по реакции:
3MgOT -|- SSi^ = MgO SiO>(jK) -h М§231ж, (61)
в присутствии извести — по реакции:
2MgOT -|- СаОт -f- 2Siж = СаО-ЗЮ2(ж) + MggSi^. (62)
Опытные плавки проводили иа печи мощностью 3500 кВА, выплав-
лявшей силикокальций силикотермическим методом. Магнийсодержащие
добавки вводили без изменения основной шихты по ряду вариантов.
Вначале было опробовано введение в ковш смеси плавикового шпата
н магнезита в соотношении 0,3. Извлечение магния составляло 10,3—
18,2%, максимальное содержание магния в сплаве 1,59 %. Увеличение
содержания магния за счет увеличения навески магнезита не представ-
лялось возможным, так как тепла расплава ие хватало иа расплавление
больших количеств холодных материалов. Можно было несколько
улучшить положение предварительным подогревом материалов, но по-
лучить сплав с высоким содержанием магния по этому способу невоз-
126
можно. Была опробована выплавка модификатора с введением в шихту
обожженного доломита. Колоша шихты содержала 130 кг извести,
160—180 кг ферросилиция ФС75, 90 кг плавикового шпата и 120 кг
доломита. Полученный сплав содержал 11,7—16,2 % Са, 54,3—57,1 % Si
и 3,0—3,9 % Mg-. Во время загрузки шихтовой смеси в закрытую печь
происходит интенсивное выделение газов через отверстия в своде. При
этом появляются длинные и широкие языки слабосветящегося пламени.
С окончанием завалки шихты выделение газа быстро и почти полностью
прекращается, но при повышении температуры в печи начинается бур-
ное кипение расплава. Химический анализ возгона показал, что пары
более чем иа 90 % состоят из магния.
Промышленные плавки показали, что, хотя магний и успешно вос-
станавливается, получить сплав с высоким содержанием его в сущест-
вующих печах невозможно, так как при температурах >1550 °C и
>3 % Mg сплав начинает кипеть с выделением газообразного магния,
Этим методом возможна выплавка более сложных низкомагниевых ли-
гатур. В печи мощностью 1,2 MBA С. Г. Горяевым получен ряд комп-
лексных модификаторов с магнием и кальцием. Расход шихтовых ма-
териалов на плавку, состав полученных сплавов приведены в табл. 33.
Для получения лигатур с высоким содержанием магния и кальция на
ЧЭМК использовали имевшийся опыт растворения магния в сплавах
Са—Si и с одновременным восстановлением в печи оксидов бария,
РЗМ или присадкой их в ковш. Процесс сплавления силикокальция и
магния осуществляется в промежуточном ковше при разливке сплава.
На 1 г сплава расходуется примерно 950 кг извести, 850 кг ферросили-
ция ФС65, 110 кг плавикового шпата, 105 кг магния. Расход электро-
энергии составляет 6408 МДж (1780 кВт-ч). Извлечение магния состав-
ляет ~70 % и достигает в отдельных плавках 90—95 %. Выплавку мо-
дификатора с барием ведут силикотермическим методом в печи
мощностью 2500 кВА. Из шихты, содержащей (на колошу) 200 кг из-
вести, 190 кг ферросилиция ФС75, 50 кг плавикового шпата и 100—
122 кг сернокислого бария, получают сплав на основе кремния, содер-
жащий 5,8 % Ва, 15 % Са, 27 % Fe и 1,2 % Mg. После сплавления с
магнием комплексный модификатор содержит 5,5 % Ва, 13 °/о Са,
25 % Fe и 6 % Mg. Извлечение магния —82 %. При необходимости со-
держание магния в лигатуре можно повысить до 10—12 %.
Получение комплексных модификаторов, содержащих наряду с
кальцием и магнием РЗМ, путем растворения соответствующих метал-
лов или их сплавов в 15 %-ном силикокальпии в ковше одновременно
с растворением магния нецелесообразно вследствие как высокой стои-
мости металлических РЗМ, так и низкого усвоения их расплавом. На
ЧЭМК освоено производство модификаторов с РЗМ восстановлением
хлоридов РЗМ, их оксидов или аналогичного сырья в процессе плавки
силикокальция. Из шихты состоящей из 2200 кг извести, 2000 кг ферро-
силиция ФС65, 300 кг плавикового шпата (60 % Сарг) и 350 кг кон-
центрата РЗМ (98 % в пересчете на CeOs) (магний присаживали в
ковш) получают сплав содержащий 16,3 % Са, 21 % Fe, 8,2 % Mg и
7,4 % РЗМ. В шлаке было 0,5 % РЗМ в пересчете на СеОа. Таким же
способом производится лигатура Si—V—Са. По ТУ 14—139—76—80 она
Должна содержать 30—50 % Si; >4,0 % V, >8% Са; <1,0 % С;
<0,1 % Р; <0,05 % S. При использовании ее для производства рель-
совой стали стойкость рельс повысилась примерно на 30 %, экономия
от ее применения составляет 2400 руб. на 1 т лигатуры [84]. На про-
изводство 1 т лигатуры расходуется 715 кг ФС65, 780 кг извести, 110 кг
Плавикового шпата, 175 кг феррованадия. Расход электроэнергии
5220 МДж (1450 кВт/ч). Лигатуры Fe-—Si—Са—Ti—Al имеют следую-
127
Таблица 33. Расход шихтовых материалов и химический состав сплавов
Тип лигатуры Расход материалов,
извести (94,8 % СаО) доломита (55 % СаО и 38 % MgO) 75 %-ного ферросилиция баритового концентрата (86 % BaSO4) карбоната стронция (80 % SrCO3 и 2 % SrSO4)
I II III IV V VI 200—300 700 700 200—300 300 300 400—500 500 500 500 550—750 580—620 600—650 610 570—600 630 200—400 200—400 200 200—400 100—200 200
щий состав (по ТУ 14-139-92—77 с изменением № 1): 20 % Fe, 50—
40 % Si, 10—20 % Са, 8-—18 % Ti и 2-—6 или 6—10 % А1. Примерный
состав колоши шихты при выплавке таких лигатур следующий: 190 кг
ферросилиция ФС65, 180—205 кг извести, 20—35 кг плавикового шпа-
та, 30—50 кг отходов титана и 50—300 кг алюминия. Отходы титана и
алюминий вводятся в расплав вне печи. Экономический эффект от ис-
пользования 1 т комплексных сплавов составляет 192 руб. при выплав-
ке колесной и 143 руб при выплавке бандажной стали. Низкокремни-
стая железо-кальций-алюминиевая лигатура была получена в печи мощ-
ностью 1,2 MBA по реакции:
5СаО + 8 [FeAl2 + Al] = [ЗСаА12 + 8FeAl2] + (2СаО-А12О3). (63)
В полученном сплаве содержалось 8—12 % Са, 30—40 % Fe, 5—10 % Si,
остальное алюминий. Одновременно получается шлак, близкий по соста-
ву к синтетическому шлаку для обработки стали. Установлена возмож-
ность получения лигатур с высоким содержанием кальция. Процесс ос-
нован на том, что в тройной системе Si—Са—Fe при понижении содер-
жания кремния увеличивается разность плотностей фаз, находящихся
в расплаве, и образуются фазы с ограниченной взаимной растворимо-
стью, что приводит к расслоению расплава. В промышленных условиях
в ковше объемом 1,4 м3 смешивали жидкий феррохром и силикокаль-
ций марки СК 15. После остывания были получены следующие сплавы:
легкий (60 % Са, 1,63 % Fe, 3,99 % Cr, 17,57 % Si, 0,28 % Al и 0,89 % С)
и тяжелый (0,16 % Са, 21,36 % Fe, 57,15 % Cr, 19,97 % Si, 0,35 % Al
и 0,33 % С).
Технико-экономические показатели производства
Основными способами улучшения технико-экономических показателей
производства сплавов кальция являются следующие: 1) подбор опти-
мального электрического режима плавки; 2) улучшение качества ших-
товых материалов, в частности в результате повышения содержания
СаО в извести; 3) увеличение кампании печи, в том числе путем уве-
личения размеров ваниы; 4) ликвидация потерь сплавов при выпуске,
разливке и разделке их, составляющих в настоящее время ~10 %;
128
кг/т Массовая доля, %
флюори- тового концент- рата (95,6 % CaF2) Mg Ва Са Sr Si Fe S Р
50—100 100 100 ’ 100 100 100 4,66 3,18 4,60 3,10 14,94 7,90 7,32 21,93 14,99 21,58 12,36 15,94 10,23 4,29 5,82 2,25 59,60 54,74 58,30 60,61 56,40 61,32 12,81 13,95 14,60 14,92 17,23 16,06 Сл. 0,022 Сл. 0,014 Сл. 0,012 0,03 0,03 0,03 0,03 0,03 0,03
5) увеличение мощности печных агрегатов для производства сплавов
кальция и организация его производства в специализированном цехе.
В этом случае возможен перевод печи с выплавки силикокальция иа
выплавку ферросилиция через СКЮ—СК15, использование всех каль-
цийсодержащих отходов при их выплавке, разрушение «козла» силико-
кальциевой печи плавкой ферросилиция ФС18 с использованием его
для производства СКЮ и СК15 методом смешения и т. д.
Глава 5
СПЛАВЫ МАРГАНЦА
Применение и состав сплавов марганца
Активно соединяясь с кислородом и серой, марганец является раскис-
лителем и десульфуратором жидкой стали. Как легирующая добавка,
марганец оказывает измельчающее действие на структуру стали и уве-
личивает глубину прокаливания. При повышении содержания марганца
До 7 % увеличиваются предел прочности стали на разрыв и предел те-
кучести. Сопротивление атмосферной коррозии сильно увеличивается
при содержании >10% Мп. Инструментальные стали содержат до
0>4 % Мп, конструкционные — до 0,6 % Мп, легированные марганцем —
от 0,8 до 28 % Мп. Известностью пользуется износостойкая высокомар-
гаицовистая сталь (12—14% Мп, 1,1—1,3% С), применяемая для из-
готовления рабочих органов землеройных машин, дробильно-помольиого
оборудования и т. п. При производстве нержавеющей стали марганцем
заменяют дефицитный никель. Расход марганца составляет ~1 % от
Массы выплавляемой стали, наблюдается тенденция к увеличению его
Расхода, Марганец входит также в состав многих цветных сплавов на
9 М. А. Рысс 129
основе алюминия и меди, его применяют в электротехнике и т. д. Сор-
тамент марганцевых сплавов (табл. 34, 35) в основном построен по со-
держанию углерода, при этом низкоуглеродистые сплавы характеризу-1
ются и низким содержанием фосфора. Сортамент на силикомарганец
(табл. 36) построен по содержанию кремния, при этом сплавы с вы-
соким содержанием кремния имеют более низкое содержание углерода
и фосфора. В табл. 37 приведен состав металлического марганца.
Таблица 34. Химический состав ферромарганца по ГОСТ 4755—80
Марка
Массовая доля, % (не более)
Содержание
марганца,
% (не менее)
С | Si | Р | S
Низкоуглеродистый ферромарганец
ФМнО,5 85,0 0,5 2,0 0,30 0,03
Среднеуглеродистый ферромарганец
ФМн1,0А 85,0 1,0 1,5 0,10 0,03
ФМн1,0 85,0 1,0 2,0 0,30 0,03
ФМн1,5 85,0 1,5 2,5 0,30 0,03
ФМн2,0 75,0 2,0 2,0 0,35 0,03
Высокоуглеродистый ферромарганец
ФМн78А 78,82 7,0 2,0 0,05 0,03
ФМн78К 78,82 7,0 1,0 0,35 0,03 А
ФМн78 78,82 7,0 2,0 0,35 0,03 *1
ФМн75АС6 75,0 7,0 6,0 0,05 0,03 V
ФМн75С4 75,0 7,0 4,0 0,45 0,03 V
ФМн75С9 75,0 6,0 9,0 0,45 0,03 V
ФМн75 75,0 7,0 1,0 0,45 0,03 V
ФМн70 70,0 7,0 2,0 0,55 0.03 |
Марганцевые руды и их подготовка к плавке
Марганец занимает по распространенности двенадцатое место, его со-
держание в земной коре 9-Ю-2 %; входит в состав большого числа
минералов, но руды промышленного значения образуют лишь немногие
минералы, важнейшими из которых являются браунит (Мп20з, 60—
69 % Мп), гаусманит (Мп3О4, 72,1 % Мп), пиролюзит (MnOs, 60—•
63 % Мп), манганит (МпО-ОН, 62,4 % Мп), псиломелан (МпО-йМпОз-
•пН2О, 45—60 % Мп) н родохрозит (МпСО3, 47,8% Мп). По усло-
виям образования различают следующие важнейшие типы месторож-
дений марганцевых руд: осадочные, метаморфические и месторождения
коры выветривания. Осадочные морские месторождения образуют круп-
ные залежи руд в пластах. К ним относятся Чиатурское, Никопольское,
Болыпетокмакское и Полуночное месторождения в СССР. Руды пред-
ставлены преимущественно пиролюзитом, псиломеланом, реже мангани-
том, а также карбонатными разновидностями, содержащими повышен-
ное количество железа, фосфора н серы. Ценные вторичные руды,
содержащие до 60 % Мп, образуются при выветривании метаморфизо-
Г а б л и ц а 35. Химический состав ферромарганца по стандартам ряда стран
9*
130
По спецификации допускается максимальное содержание углерода: 0,5; 0,3; 0,15; 0,10; 0Л>7 %. п 2—2,5 % N. *3 1—2 % N.
Низкоуглеродистый ферромарганец
131
Таблица 36. Химический состав силикомарганца (ГОСТ 4756—77)
Массовая доля, %
Марки силикомарганца Мп (не меиее) С р s
Si не более
СМн26 - - . >26,0 60,0 0,2 0,05 0,03
СМн20 20,0—25,9 65,0 1,0 0,1 0,03
СМн20Р- - 20,0—25,9 65,6 1,0 0,25 0,03
СМн17 17,0—19,9 65,0 7,7 0,1 0,03
СМн17Р 17,0—19,9 65,0 1,7 0,35 0,03
СМн14 14,0—16,9 65,0 2,5 0,25 0,03:
СМн14Р 14,0—16,9 65,0 2,5 0,35 0,03
СМнЮ 10,0—13,9 65,0 3,5 0,35 0,03
ваииых руд (Индия, ЮАР). Месторождения коры выветривания образо-
вались из бедных первичных руд различного происхождения (Гана, Ма-
рокко, Бразилия и др.) представлены преимущественно пиролюзитом,
псиломеланом-вадом. Перспективными месторождениями марганца мо-
гут стать железомарганцевые конкреции дна океана, в которых сосре-
доточено значительно больше марганца, чем во всех известных конти-
нентальных месторождениях, и имеющие следующий примерный со-
став, %: Мп 24,2; Fe 6,5; Ni 1,17; Со 0,25; Си 1,43; SiO2 13,4; СаО 2,0;
MgO 1,35; А120з 4,45; п. п. п. 25,2. .
: СССР располагает крупнейшими запасами марганцевых руд, состав-
ляющими — 2,5 млрд, т, в табл. 38 приведен их примерный состав.
В СССР наиболее распространены карбонатные и смешанные руды|
(70,3%); оксидных руд 28,3 %, окисленных 1,1 %, силикатных и же-
лезомарганцевых— 0,3%. Никопольское месторождение (—-80 % до-
бычи в СССР) характеризуется типичными пластовыми залежами руды
осадочного происхождения. Среднее содержание марганца 29 % и фос-
фора 0,2 %. Руды необходимо подвергать дефосфорации вследствие по-
вышенного содержания в них фосфора. Болыпетокмакское месторожде-
ние представлено в основном карбонатными рудами. Среднее содержа-
ние марганца 16,1 %, фосфора 0,151 %, поэтому необходима их пред-
варительная дефосфорация. На Чиатурском месторождении (—20%
добычи) содержание марганца колеблется в пределах от 15 до 57 %,
а фосфора — от 0,1 до 0,25 %, оксидных руд —66,0 %, остальные —
карбонатные. Вся добываемая руда подвергается обогащению. Низким
содержанием фосфора (0,04—0,08 %) характеризуются марганцевые
месторождения Казахстана (Атасуйское и Джездинское).
За рубежом крупные месторождения марганцевых руд находятся
в Габоне, Бразилии, Индии, Южной Африке, Австралии и Гане. Наи-
более развитые капиталистические страны — Англия, Франция, ФРГ —
не имеют своих запасов марганцевых руд и всю потребность в мар-
ганце вынуждены покрывать за счет ввоза, в США имеются очень огра-
ниченные запасы бедных (20 % Мп) руд. Состав руд и концентратов
различных месторождений зарубежных стран приведен в табл. 39. Тех-
нические требования на отечественные марганцевые руды п концентра-
ты приведены в табл. 40, 41. Ниже приведены показатели качества
132
Таблица 37. Химический состав металлического марганца по ГОСТ 6008—75
133
Таблица 38, Химический состав марганцевых руд и концентратов
Руда Массовая
Мп Fe Р SiO2
Чиатурская мытая, 1-го сорта 49—53 0,4—1,2 0,14—0,17 6—11,0
Чнатурский пероксидный концентрат 57,4 0,2 2,7
Чиатурская карбонатная РУДа 23,39 1,2 Не опр. 7,31
Никопольская, концент- рат сорта А 48—51 0,7—1,2 0,16—0,19 7,5—10,5
Никопольский концентрат 2-го сорта 36—38 1,5—2,9 0,20—0,22 18—24
Никопольская карбонат- ная сырая (смешанная) 33,3 2,5 0,20 12,7
Большетокмаский кон- центрат карбонатной ру- ды 27,16 1,80 0,178 14,87
Усинская карбонатная 19,3 5,96 0,177 14,8
Усинская родохрозито- вая 37,8 4,99 0,075 9,26
Полуночный концентрат карбонатной руды . . 31,0 2,5 0,19 15,0
Джездппский концентрат 34,0 4,0 0,024— 9,0—26
Атасуйская (Восточный Караджал) 32,0 10,4 0,036 0,043 14,3
марганцевых концентратов Джездннского месторождения по
ТУ 14-9-160—78.
Содержание марганца, %................................. 30,0
Допустимое отклонение по содержанию марганца, % (не бо-
лее) ................................................. 2,0
Содержание фосфора, % (не более)...................... 0,08
Содержание влаги, % (не более)............'............ 10,0
Крупность мм ......................................... 2—00
' В связи с ограниченностью запасов высококачественных руд и не-
прерывно растущей потребностью металлургии в марганце все большее
значение приобретает использование бедных руд, их подготовка к плав-
ке. При этом следует учитывать, что снижение содержания марганца
в сырье па 1 °/о приводит к повышению удельного расхода электроэнер-
гии на 1,01—2,2 %, уменьшению извлечения марганца и производитель-
ности печи на 0,64—1,63 и 0,99—1,48 % соответственно. Широко внед-
ряются комплексные методы обогащения, дефосфорации и обескремни-
вания руд. Для окускования пылеватых руд и тонкоизмельченных н
флотационных концентратов разрабатываются методы агломерации,
брикетирования и окатывания, что позволяет улучшить технико-эконо-
мические показатели производства сплавов марганца.
134
различных месторождений СССР
ДОЛЯ, %
AI2O3 СаО MgO ВаО н2о s
1,6—2,2 0,9—1,5 0,15—0,4 0,2—0,4 5-9 Не опр.
1,5 1,8 0,5 0,7 Не опр. Не опр.
1,47 22,65 Не опр. п. п. п. 33,31 ВаО 1,79 0,44
1,2—1,6 1,0—1,4 0,1—0,9 0,1—0,2 8—13 Не опр.
1,5—2,5 2-3 0,5—2,0 Не опр. 12—16 0,02—0,04
2,95 6,0 1,5 п. п. п. 21,0 Р/Мп 0,006 Не опр.
3,12 1,76 11,08 14,8 1,74 3,2 п. п. п. 31 25,0 Р/Мп 0,0066 0,009 0,31 Не опр.
0,83 3,72 2,12 28,2 0,31
Не опр. 8,0 9,9 1,9 Не опр. 1,22 30,0 ВаО 4,05 0,006 '0,0018 Не опр. Не опр.
Не опр. Не опр. Не опр. Не опр. 0,00634 Не опр.
Фосфор в марганцевых рудах присутствует в виде графонита —>
(Fe, Мп, Са)3(РО4)2, стюарита — Мп3(РО4)2-4Н2О, курскита —
Ca8(PO4)4(CO3)F и ряда других фосфорсодержащих минералов.
Трудности удаления фосфора объясняются тесной связью фосфора
с марганцевыми минералами руды. На рис. 22 приведены данные
М. И. Гасика по распределению фосфора, марганца, кальция и кремния
между минеральными составляющими марганцевой руды. Как видно
из рис. 22, высокому содержанию (интенсивности излучения) марганца
в минерале соответствует и повышенная концентрация (интенсивность
излучения) фосфора [25, с. 50—53]. Вопросу обогащения и дефосфо-
рации марганцевых руд посвящено много работ [1, с. 5, 29, 40 и др.].
Трудности дефосфорации марганцевых руд при их обогащении требу-
ют организации селективной добычи и обогащения руд с пониженным
содержанием фосфора и легко обогатимых руд, разработки новых ме-
тодов дефосфорации марганцевых руд, а также подготовки марган-
цевого сырья к плавке. Большое число разработанных химических ме-
тодов дефосфорации марганцевых концентратов объясняется большим
разнообразием как видов руд, так и форм содержания в них фосфора.
При дитионатном методе через суспензию из шлама и раствора дитио-
ната кальция (Т:Ж=1:4) пропускают газ, содержащий SO2 и SO3.
Растворяясь в воде, эти газы образуют сернистую и серную кислоты.
° сернистой кислоте интенсивно растворяются оксиды марганца с
135
Таблица 39. Химический состав марганцевых руд ряда
месторождений зарубежных стран
Руда Массовая доля, %
Мп | Fe | Р | S | SiO2 |a120j СаО | MgO BaSOt
Индия
I класс 51,13 10,10 0,024 0,036 8,15 1,24 0,82 0,51 —
II класс 51,11 6,80 0,087 — 5,60 2,17 0,95 0,38 —
III класс 52,58 4.60 Южно- 0,215 Африк1 0,025 гнская 2,00 Респу 1,38 блика 0,66 0,32 —
I класс 49,26 10,82 0,046 — 2,84 4,53 — — 1,28
II класс 45,96 13,33 0,039 — 2,41 4,98 — — 1,09
III класс 40,33 14,91 0,044 Г ана 2,24 8,10 — 1,61
Нсута 46,1— 61,6 О.П | - Марокко 0,3— 5,5 — —
Бу—Аззер 56-57 - - 1 - Габон 4-5 - - — 0,3
51,0 1,75 0,12 Нет св. 5,3 2,6 0,1 0,1 п. п. п. 12,7
Таблица 40. Требования к качеству марганцевых концентратов
чиатурского бассейна по ТУ 14-9-157—78 (взамен ТУ 14-9-50—73)
Концентраты Сорт Массовая доля, %
Мп (не менее) МпО2 (не менее) О2 (не более) п. п. п. влаги (не более)
Пероксидные I — 87 5 9
II — 82 8 — 8
III — 72 10 — 8
Оксидные I 48 — 10 — 9
II 42 — 15 — 11
III 35 20 — 15
IV 22 — 30 — 15
IV6 18 — 35 — 15
Карбонатные Г. I 26 16 22 10
II 15 — 35 22 15
ф 21 — 20 22 18
Примечание. Г — гравитационный; Ф — флотационный.
136
Рис. 22. Диаграмма распределения
элементов (Р, Мп, Са и Si) между
минеральными составляющими мар-
ганцевой руды
образованием марганцевой соли
дитионовой кислоты и сульфата
марганца по реакциям: МпО2+
4-SOs-MnO2+SO2—>
->MnSO4. В присутствии избытка
дитионата кальция происходит об-
разование дитионата марганца:
MnSO4+ CaS2O;;-rMnS2O6. Выще-
лоченную пульпу нейтрализуют
известковым мюлоком до pH 4—5,
затем она аэрируется для окисле-
ния FeO и удаления избытка ди-
оксида серы. В осадок выпадают
соединения железа, фосфора, алю-
миния и кремния. Из очищенного
раствора добавлением негашенной
извести осаждают Мп(ОН)2 и при
этом вновь получают дитионат
кальция, который возвращают в
процесс: MnS2O6 + Са(ОН)2->-
->Мп(ОН)2+Са82Об. Осадок от-
фильтровывают, промывают, су-
шат и прокаливают при ~ 1030 °C.
Концентрат содержит 62 % Мп,
1,5 % SiO2, 0,01 % Р и 8 % СаО.,
При гаусманитовом способе на
первой стадии проводят окисли-
и юо гоо зоо до зоо зоо
Длина маршрута, мкм
тельный обжиг сырой руды для пе-
ревода различных минеральных форм марганца в труднорастворимый
оксид — гаусманит (Мп3О4), на второй стадии выщелачивают обож-
женный концентрат в слабом растворе HNO3 для избирательного рас-
творения фосфора. Количество удаляемого фосфора составляет 78—
89 %. По гидрометаллургическому методу ДМетИ измельченные мар-
ганцевые концентраты смешивают с содой и спекают. Полученный спек,
содержащий растворимые в воде фосфаты и силикаты натрия (калия),
направляют на измельчение и выщелачивание, при котором в раствор
переходят фосфаты и силикаты натрия, а осадок представляет собой
обесфосфоренный и обескремненный концентрат, который после про-
мывки окусковывают. Раствор (фильтрат) очищают от кремнезема и
фосфора и используют в начальной стадии процесса, что обеспечивает
низкий расход соды. Содержание фосфора может быть снижено в де-
сять раз. Из других методов обогащения марганцевых руд следует от-
метить хлорирование и бактериологические методы, которые позволили
получить из бедных руд концентрат с содержанием 51,4 % Мп при из-
влечении марганца 70—90 %.
В настоящее время в ферросплавной промышленности
основным методом дефосфорации при одновременном обо-
гащении марганцевых руд и концентратов является элек-
трометаллургический, различные варианты которого будут
подробно рассмотрены ниже. Электрометаллургический
137
Таблица 41. Требования к качеству оксидных и окисленных (О),
карбонатных (К) и карбонатно-оксидиых (КО) марганцевых
концентратов Марганецкого ГОКа Никопольского бассейна по ТУ
14-9-172—79
Тип Сорт Массовая доля, %
марганца (не менее) влаги* п. п. п.
Концентраты оксидных и смешанных марганцеых руд
О Пиролюзит 52 5/-
о А 47 14/— —
о, ко - I 43 16/- ' —
о, ко I—Б 41 16/—
о, ко II 34 22/— —
о, ко III 25 23/— —
Концентраты флотационные оксидных марганцевых руд
О о, ко I II 43 34 -/27 -/27 —
Концентраты карбонатных руд
к I 25 22/— 17
к 11 22 23/— 15
Примечание. Содержание фосфора (%) в концентратах оксидных руд:
кусковом, агломерационном — 0,130ч-0,245, флотационном — 0,16-7-0,43, в концент-
ратах карбонатных руд: флотационном — 0,16-5-0,43, карбонатном — 0,164-0,24.
* Числитель — для группы I; знаменатель — для группы II.
метод основан на использовании различия химического
сродства марганца и фосфора к кислороду. При внедрении
новых экономичных способов дефосфорации марганцевых
концентратов может быть получен большой экономиче-
ский эффект [85]. Применение мелких и влажных кон-
центратов в плавке снижает технико-экономические пока-
затели и небезопасно для обслуживающего персонала,
поэтому при подготовке марганцевых концентратов к элек-
троплавке их сушат. На рис. 23 показана печь для сушки
марганцевых концентратов в слое на газовой подушке. Та-
кая печь на НЗФ имеет производительность 61,5 т/ч при
расходе природного газа 7,6 м3 на J т влажного концент-
рата (15,4 % влаги).
Одним из наиболее эффективных способов подготовки
марганцевого сырья к металлургическому переделу явля-
ется агломерация. При использовании агломерата для вы-
138
Рис. 23. Установка для сушки марганцевых концентратов:
/ — питатель; 2 — камера; 3 —циклоны; 4 — газораспределительная решетка;
5 — направляющий лоток; 6 — камера смешения продуктов сгорания с воздухом;
7 — горелки
плавки 82%-ного силикомарганца в печи мощностью
10,5 MBA расход электроэнергии снижается на 302 МДж
(84 кВт-ч) на 1 т сплава, производительность печи повы-
шается на 0,9 т/сут. Целесообразность применения агломе-
рата при выплавке низкофосфористого марганцевого шла-
ка и сплавов марганца показана и в ряде других работ
[35, с. 114—121]. Рассмотрению вопросов агломерации мар-
ганцевых руд посвящено большое число работ [86, с. 22—
23, 27—29, 78—79]. Разнообразие используемых руд и кон-
центратов, а также изменение их свойств в результате раз-
личных методов их обогащения требуют разработки опти-
мального режима агломерации для каждого конкретного
случая. Ниже, для примера, приведены технико-экономи-
ческие показатели производства неофлюсованного агломе-
рата на аглофабрике НЗФ [1].
Фактическая производительность, т/сут...................... 2574,4
Удельная производительность, т/(м2-ч)................... 1,02
Расход:
марганцевого концентрата, кг/т............................ 1205,5
коксовой мелочи, кг/т...................................... 120,1
природного газа, м3/т . .................................... 5,5
электроэнергии, МДж/т (кВт-ч/т).......................... 321 (89,1)
Извлечение марганца, %....................................... 95,9
13Ь
Полученный агломерат содержит 40—50 % Мп и
<0,9 % С, крупность его 5—200 мм. При получении агло-
мератов из смеси никопольских концентратов 1-го и 2-го
сортов и концентратов 2-го и 3-го сорта Д. А. Кисейным
было установлено, что содержание возврата в шихте дол-
жно быть —25 % и влажность концентрата не должна пре-
вышать 9—10%. Существует оптимальное содержание уг-
лерода в шихте. При увеличении содержания углерода до
8 % происходит оплавление верхних слоев шихты, вследст-
вие чего ухудшается газопроницаемость и нижние слои
шихты остаются непропеченными. Снижение его до 5 %
ухудшает прочность агломерата вследствие недостаточно-
го количества жидкой фазы. Необходимость усреднения
марганцевых концентратов очевидна. Важной задачей яв-
ляется освоение производства агломерата из карбонатных
руд. При этом следует отметить предпочтительность ис-
пользования в электроплавке углеродистого ферромарган-
ца офлюсованного марганцевого агломерата. Однако его
получение по проектной технологии не дает удовлетвори-
тельных результатов, так как агломерат с основностью 1,4
самопроизвольно рассыпается на воздухе в течение не-
скольких суток, и, что хуже, такой свежий агломерат пол-
ностью разрушается уже в загрузочных воронках электро-
печи. Улучшение стойкости офлюсованного агломерата до-
биваются добавками плавикового шпата [87, с. 35—41],
железорудного концентрата, доломита и др. [25]. Успешно
освоена агломерация с использованием в шихте в качестве
флюсующей добавки гранулированного шлака от произ-
водства углеродистого ферромарганца следующего соста-
ва, %: SiO2 34,6; FeO 0,3; А12О3 3,8; СаО 37,9; MgO 2,1;
Мп 14,64; Р 0,007. Использование при выплавке силико-
марганца марки СМн17 такого агломерата на НЗФ обес-
печило экономию 338 тыс. руб в год.
Агломерация является наиболее рациональным мето-
дом подготовки к плавке карбонатного гаусманитового кон-
центрата. Также успешно осуществлена и агломерация
гравитационных концентратов и карбонатного крупностью
<5 мм, флотационных концентратов или смеси карбонат-
ной руды и высокодисперсного марганцевого концентрата.
Имеет место следующий механизм восстановительно-окис-
лительных процессов по ходу спекания: восстановление
МпО2 марганцевой руды начинается в зоне подогрева ших-
ты и протекает в ней до Мп2О3, в зоне размягчения и рас-
плавления идут реакции восстановления Мп2О3 до Мп3О4
и МпО; по выходе из зоны расплавления часть МпО окис-
J40
ляется кислородом просасываемого воздуха. Увеличение
количества углерода в шихте обеспечивает возрастание
степени восстановления оксидов марганца по МпО. Иссле-
дование фазового состава марганцевых агломератов в за-
висимости от условий их формирования выполнено Н. Т. За-
гю и В. В. Перовой. Отмечено, что с увеличением количе-
ства в шихте углерода уменьшается количество гаусманита
(М.П3О4), а также увеличивается количество силиката
и манганозита (МпО), что объясняется в первом случае
созданием восстановительной атмосферы, во втором — до-
стижением температуры расплава, достаточной для обра-
зования марганцевых силикатов. Марганец в агломератах
находится в соединениях с кислородом как в виде свобод-
ных оксидов, так и в виде силикатов, кристаллических или
аморфных. Количественные соотношения между оксидны-
ми и силикатными составляющими, их состав и структура
определяют восстановимость, механическую прочность,
электрическую проводимость и другие свойства агломе-
рата и зависят в свою очередь от состава шихты и режима
спекания. Положительное влияние флюсующих добавок
заключается в увеличении общего количества силикатной
связки, упрочняющей агломерат с одновременным увели-
чением доли свободных оксидов марганца, что улучшает
их восстановимость.
Из опыта подготовки к плавке железных руд известны
преимущества метода окомкования перед агломерацией,
особенно при использовании в качестве необходимого сырья
тонк-оизмельченных руд при использовании которых низка
скорость спекания. Проводятся работы [35, с. 146—147; 86,
с. 79—81] по исследованию и промышленному внедрению
метода окатывания марганцевых концентратов. Безобжи-
говым методом из флотационных концентратов с использо-
ванием в качестве связующего водного расплава сульфит-
но—спиртовой барды (с. с. б.) и упрочнением низкотемпе-
ратурной (170—180°С) сушкой получены прочные окатыши.
Работу по окомкованию обесфосфоренного гаусманит-
ного концентрата выполнил М. А. Кекелидзе. При окаты-
вании на тарельчатом грануляторе с диаметром тарелки
3 м с частотой вращения 12 об/мин была достигнута про-
изводительность 1,0—1,2 т/ч с получением прочных окаты-
шей. С. И. Хитриком опробовано получение обожженных
окатышей из флотационного концентрата (36 % Мп, 16 %
SiO2, 0,4 % Р и 2—24 % влаги) Никопольского месторож-
дения (30—50 % концентрата крупностью 50 мкм) на ча-
шевом окомкователе диаметром 5,5 м с высотой борта
141
0,8 м; окатыши обжигали на конвейерной машине площа-
дью всасывания 18 м2. Производительность окомкователя
составляла 16—18 т/ч. Сырые окатыши удовлетворитель-
ной прочности (16 Н/окатыш и 25 сбрасываний) получа-
лись без связующих добавок. Производительность обжиго-
вой машины по готовому продукту составляла 4,5—6,2 т/ч.
Окатыши содержали, %: М.п 37,5; Fe2O3 8,6; SiO2 22,4; Р
0,4; А12О3 2,1; СаО 5,4; MgO, BaO, S, п. п. п. ост.
Ввиду значительного потребления тепла на реакции
разложения высших оксидов марганца целесообразно вве-
дение в шихту твердого топлива в количестве 0,8—1,0 %.
Рекомендуемая температура обжига 1200—1150 °C. Так-
же целесообразно использовать обожженные концентраты,
так как в закрытых печах при диссоциации оксидов и кар-
бонатов марганца происходит нежелательное разбавление
образующегося газа выделяющимися при диссоциации га-
зами. При использовании окатышей из предварительно
обожженных концентратов снижается расход электроэнер-
гии и восстановителя и повышается производительность пе-
чей. Из обожженных концентратов при добавке 6—8 %
с. с. б. и сушке при 160-—180 °C получены прочные окаты-
ши. При введении в шихту для окомкования до 15 % кок-
сика (крупностью 0,5—0 мм) были получены рудо-коксо-
вые окатыши удовлетворительного качества.
На заводе «Касима» (Япония) марганцевые концентра-
ты окомковывают на грануляторе производительностью
ПО т/ч, затем обжигают во вращающейся печи (d=3,5 м
и 7=75 м). Имеется положительный опыт выплавки сили-
комарганца на сырых брикетах [88]. Брикеты изготавлива-
ли (в скобках — навеска компонентов в килограммах на
колошу) из марганцевого концентрата крупностью 3—0 мм
(150), речного песка (25), угля (50) и связки, представля-
ющей собой смесь битума БИ-111 и мазута в соотношении
1 : 1 (9) и с. с. б. (13,5). При сравнительных плавках на
печи мощностью 1,2 MBA использование марганца при ра-
боте на брикетах было на 7 °/о выше, чем при работе на
рудных концентратах, и на 10 % выше, чем при работе на
агломерате.
А. Т. Хвичия при опытных плавках силикомарганца на
брикетах естественной сушки на печи мощностью 16,5 MBA
получил снижение себестоимости силикомарганца по
сравнению с плавкой на обычной шихте на 19,2 руб/т (рас-
ходы на брикетирование составляли 3 руб/т). В промыш-
ленных масштабах успешно освоено брикетирование кон-
центратов марганцевых руд на ЗЗФ [86, с. 56—58].
142
Б. М. Равич предложил окускование марганцевых концен-
тратов методом термобрикетирования, в котором роль свя-
зующего-восстановителя выполняют некоторые виды неде-
фицитных каменных углей и торфа, переходящие при на-
греве до определенных температур (573—713 К) в пласти-
ческое состояние. При опытных работах были получены
прочные брикеты с высокими значениями водо- и термоус-
тойчивости, а также термопрочности.
А. Т. Хвичия был предложен способ окускования ком-
понентов шихты коксованием, сущность которого заключа-
ется в том, что в тонкоизмельченной исходной шихте вместо
кокса применяют коксующиеся угли, а в некоторых слу-
чаях — смесь угля с каким-нибудь углеводородным связу-
ющим (смолой, пеком и т. п.) и затем смесь, подобно кок-
сованию углей подвергают нагреву до 1000 °C без доступа
воздуха. Продукт обжига, состоящий из двух компонентов,
называют рудококсом, а из трех и более — моношихтой.
Способ успешно опробован при подготовке шихты к плав-
ке из различных марганцевых концентратов или их смесей.
Так, из моношихт на основе марганцевых руд 2-го сорта
(62,23 %), ткварчельского угольного концентрата (21,9 %),
окалины (4,09 %), песка (3,03%), извести (8,75 %) был
получен стандартный углеродистый ферромарганец. При
этом расход электроэнергии был снижен на 18 % и восста-
новителя на 10%, а извлечение марганца увеличилось на
10%.
Физико-химические свойства марганца и его соединений
Марганец — металл серебристого цвета. Это переходный элемент седь-
мой побочной подгруппы Периодической системы элементов Д. И. Мен-
делеева с электронной структурой ls22s22pe3s23pe3d54s2. Марганец име-
ет следующие физико-химические свойства:
Атомная масса .... 54,938 Температура, К:
гт , , плавления............... 1517
Плотность, г/см3: кипения................. 2368
а-Мп..................... 7,469 Теплота, кДж/г-атом:
(3-Мп.................... 7,244 плавления............... 7,37
у-Мп..................... 7,210 испарения . . . ' . . 225,0
Существует восемь состояний окисления от 0 (цианамидный комп-
лекс) до 7. Упругость паров марганца при 1828 К составляет
13,3322 кПа, а при 2093 К 66,66 кПа, поэтому при выплавке марганца,
его сплавов и высокомарганцовистых сталей всегда наблюдаются поте-
ри марганца в улет, которые тем больше, чем выше температура про-
цесса и содержание марганца в металле. В жидком состоянии железо
и марганец полностью взаимно растворимы, химических соединений они
Не образуют. Сплавы железа с 75—85 % Мп легкоплавки, температура
143
Таблица 42. Некоторые свойства оксидов марганца
Оксид -"гэв1 кДж/моль —Д<?298- кДж/моль Решетка Температура, К
разложе- ния кипе- ния
МпО2 520,4 466,4 Т етраэдрическая 1120
Мп2О3 960,5 882,2 Ромбоэдрическая 1620* —
Мп3О4 1387,5 1280,3 Объемноцентрироваи- 1863 2900
ная, тетрагональная
МпО 385,2 363,0 Кубическая 2058 4323
• Температура плавления.
плавления их ~ 1280 °C. Диаграмма состояния системы Мп—С пред-
ставлена на рис. 24. В системе Мп—С наиболее вероятны Мп?С3 и
Мп23С6. Существует ряд силицидов марганца (рис. 25). Наиболее проч-
ным из них является MnSi (Л/У^дд =—60,78 кДж/моль). С кислородом
марганец образует ряд оксидов (табл. 42). В системе Мп—Р известно
существование фосфидов Мп5Р2, МпР, МпР2 и МпР3, из которых наи-
более устойчивым является Mn5P2. С серой марганец образует сульфи-
ды MnS (A#298 = 205,2 кДж/моль). Сульфид марганца MnS — очень
прочное химическое соединение и имеет малую растворимость как в
твердом, так и в жидком марганце. Марганец образует с азотом
нитриды Mn<N, MngN2, Mn2N
и МпзЖ Теплота образова-
ния из элементов составля-
ет для Mn«N —126,9, для
Mn5N2 — 201,8 и для Mn3N2 —
140 кДж/моль. Кроме химиче-
ских соединений, в системе
Мп—N возможно образование
твердых растворов. Раствори-
мость азота в а-Мп была опре-
делена равной ~0,15 %, а в
fj-Мп значительно больше.
Твердые растворы содержат
2,31—3,26 % Ns на основе
Mn4N, а при содержании азота
6,52—9,22 % в сплавах при-
сутствуют твердые растворы иа
основе Mn4N и Mn5N2. Содер-
жание в сплаве 9,22 % N2 соот-
ветствует соединению Mn5N2.
Свойства марганца, его окси-
дов и карбидов рассмотрены
П. В. Гельдом и О. А. Есиным
[53] и в ряде более поздних
работ, посвященных физико-
химическим свойствам марган-
ца и его соединениям [89].
Содержание, °/о (по массе)
Мп С
1500
1^00
1300
1100
£ 1100
1000
300
£ 800
700
600
500
О 5 10 15 го г5 30 35
Мп Содержание,°/о(ат) С
Рис. 24. Диаграмма состояния
системы Мп—С
144
Мп Содержание,°/о(по массе) Si
Мп Содержание, °/о (am) Si
Рис. 25. Диаграмма состояния системы Мп—S1
Производство сплавов марганца
Высвкоуглеродистый ферромарганец. Для выплавки высо-
коуглеродистого ферромарганца используют открытые и
все чаще закрытые электрические печи мощностью до
85 MBA. Поперечный разрез цеха для выплавки углеродис-
того ферромарганца в закрытых печах приведен на рис. 26.
Печи выполняют открытыми, закрытыми и герметичными,
как круглыми, так и прямоугольными, в том числе шести-
электродными, иногда с вращением ванны с частотой около
одного оборота за 100 ч. Новые печи оборудованы счетно-
решающим устройством, которое регулирует массу, состав
и подачу шихты из бункера, а также автоматизированной
системой подготовки шихты. Футеровка печей угольная.
Используют набивные самообжигающиеся электроды.
Плавку ферромарганца ведут при напряжении на электро-
дах 110—220 В. Зависимость показателей производства
углеродистого ферромарганца флюсовым методом от вто-
ричного фазового напряжения приведена на рис. 27. Умень-
шение извлечения марганца и увеличение удельного рас-
10 М. А. Рысс
145
хода электроэнергии при повышении напряжения выше оп-
ределенного предела объясняется следующим:
1. Марганец обладает высокой упругостью паров, в свя-
зи с чем потери его от испарения при нормальных условиях
производства достигают 8—10 %, а при неправильном
электрическом режиме печи могут повышаться до ^20 %.
Для уменьшения потерь марганца от испарения необходи-
мо не допускать образования в печи зон перегрева. Элект-
роды должны быть расположены в шихте достаточно глу-
боко, чтобы пары марганца успевали конденсироваться в
верхних слоях шихты. Обычно это условие соблюдается
при полезном фазовом напряжении 50—90 В (более высо-
кое для более мощных печей).
2. Температура начала восстановления оксида марган-
ца МпО до карбида (1223 °C) и температура начала шла-
кообразования (1250 °C) практически совпадают, что при
неблагоприятных условиях, в том числе при перегреве пла-
вильной зоны, приводит к переходу значительной части
МпО в шлак. Восстановление МпО из силиката, находяще-
Рис. 26. Цех с печами мощностью 75 MBA для выплавки углеродистого ферро-
марганца фирмы «Элкем» (Норвегия):
/ — электропечь; 2~ дозаторы; 3 — элеватор; 4— трансформатор; 5 — короткая
сеть; 6 — электрод; 7 — гидродомкраты механизма перемещения электродов; 8 —
печные бункера; 9— транспортер; 10— вращающийся реверсивный транспортер;
11— свод печи; 12— механизм открывания и закрывания летки печи; 13 — ковш
146
гося в жидком шлаке,
требует значительно боль-
ших затрат времени и
энергии, чем восстанов-
ление МпО в твердом
шлаке.
Высокоуглеродистый
ферромарганец произво-
дят двумя способами:
флюсовым и бесфлюсо-
вым. Последний имеет
ряд преимуществ по срав-
нению с флюсовым: выше
сквозное извлечение мар-
ганца из руды; больше
Рис. 27. Зависимость извлечения мар-
ганца и удельного расхода электро-
энергии от фазового напряжения
производительность пе-
чей, выплавляющих угле-
родистый ферромарганец, ниже содержание фосфора в си-
ликомарганце и в рафинированном ферромарганце, по-
скольку в шихте для их выплавки применяют малофосфо-
ристый марганцевый шлак, образующийся при бесфлюсо-
вом способе производства углеродистого ферромарганца.
Однако из бедных руд углеродистый ферромарганец может
быть получен только флюсовым способом, так как эти ру-
ды содержат много кремнезема. Применение в шихте мар-
ганцеворудного концентрата, марганцевого и железорудно-
го агломерата, кокса и флюсов обусловливает многообра-
зие химических реакций в ванне печи. При плавке высоко-
углеродистого ферромарганца в процессах восстановления
наибольшую роль играет МпО, так как высшие оксиды мар-
ганца при высоких температурах диссоциируют (табл. 43).
В верхних горизонтах ферросплавной печи протекают сле-
дующие химические реакции (в скобках — тепловой эф-
фект, кДж/кг):
1) 2МпО2 + СО=Мп2Оз + СО2(+ 1178); 2) ЗМп2О3+СО=
=2Мп3О4 + СО2 ( + 378); 3) Мп3О4 + СО = ЗМпО + СО2Х
Х( + 237);4) 3Fe2O3 + CO = 2Fe3O4+ СОД + 117); 5) СаСО3=
= СаО + СОД—1797); 6) MgCO3=MgO +СО2 (—1195);
Ч МпСО3=МпО+СОД—1015); 8) Fe3O4+CO = 3FeO +
+ СО2{—79,4); 9) FeO+C = Fe+CO (—2207); 10) Н2ОЖ=
= Н2О11ар (—2253).
Из этих данных видно, что реакции косвенного восста-
новления МпО2, Мп2О3, Мп3О4 и Fe2O3 экзотермические.
10*
147
Таблица 43. Термодинамические данные реакций термической
диссоциации кислородных соединений марганца по результатам
Масс-спектрометрических исследований
Номер реак- ции Реакция 1g Ро = (-Л/Т) + в, Па Интервалы температур, К
1 4МпО2(т) = 2Мп2 О3(1) 4- (-9680/7)4-15,98 560—640
+°2(г) г
2 6Мп2 О3(т) = 4Мп3 О4(т) 4- +°2(г) (—11740/7)4-13,92 810—910
3 2Мп3 О^т) — 6МпО(Т) 4- + °2(г) (-23910/7)4-17,73 1270—1350
4 2МпО(т) =2Мп(г) 4-О2(г) (-24730/7)4-14,00 1602—1747
Взаимодействие Fe3O4 с СО и FeO с углеродом, а также
термическая диссоциация карбонатов являются эндотерми-
ческими процессами. Образующийся в ванне печи МпО мо-
жет быть восстановлен только твердым углеродом по реак-
ции: 2MnO + 2C = 2Mn + 2CO; AG «=545490—320,7 Т и
AG = 0 при 1701 К и до карбида 2МпО + 20/7С =
= 2/7Мп7С3+2СО; ДО« =531110—336,0 Т и AG=0 при
1581 К. Следовательно наибольшее развитие имеет реак-
ция восстановления до карбида, что и определяет высокое
содержание углерода в сплаве. Появление низших карби-
дов в соответствии с принципом Байкова о последователь-
ности превращений становится возможным лишь после
того, как углерод и высшие карбиды будут израсходованы.
Условия равновесия в системе Мп.гСу—С—МпО—СО
осложнены существованием фаз переменного состава. Да-
же в случае заторможенности образования последних в
системе может возникать в различных температурных усло-
виях большее число частных равновесных состояний:
МпО+10/7С= 1/7Мп7Сз+СО (<1100°C); 7Мп7С3 + МпО =
= 10Мп5С2 + СО (< 1050 °C); 4Мп5С2 + МпО = 7Мп3С + СОХ!
X (950—1050 °C); 2Мп7С3 + МпО = 5Мп3С + СО (950—1
—1000°C). Содержащийся в руде фосфор почти полностью
восстанавливается углеродом по реакциям: 2/5Р2О34-2С =
=4/5РН~2С0 и 2/5P2Os+2Mn=4/5P + 2MnO или карбида-
ми марганца по реакциям: 1/2Р2О5+Мп3С+3/4О2 =
= 1 /2Мп Р +1 /2Мп2 Р 4- 6/4Мп О2+С О.
148
Восстановительные усло-
вия процесса и малая раство-
римость сернистого марганца
(MnS) в сплаве способствуют
удалению серы и ее содержа-
ние в ферромарганце обычно
не превышает 0,04 %. Восста-
новление кремния затруднено
тем, что весь кремнезем шла-
ка связан в силикат марганца,
и низкими температурами в
горне печи при выплавке
углеродистого ферромар-
ганца. Жидкие капли
ва, осаждаясь на
насыщенного
подину печи,
Таблица 44. Распределение
элементов
Элемент Переходит, % Улет, %
в сплав в шлак
Мп 62 28 10
Fe 95 5 —
Si 10 90 —
Р 70 5 25
S — 50 50
углеродом спла-
взаимодействуют
со шлаковым расплавом, что приводит к восстановле-
нию кремния по схеме: (Мп, Ре)7С3ф- (SiO2)->-[Si]Mn, Fe +
—j-CO. Реакция M-nSiCF-pSC^AinSi-J-3C0 возможна выше
1568 К [7], суммарная реакция Мп51О3-г4С = 81Сф-ЗСОф-
ф-Мп— выше 1700 К. Образование в этих условиях карби-
дов марганца вероятнее по реакции 4MnSiO3 + 5C=4SiO2 +
ф-МщС*, которая возможна выше 1668 К.
В присутствии извести уже выше 1000 К возможна сум-
марная реакция 4Мп51О3 + 4СаОф-5С = Мп4Сф-4Са51О3ф-
+4СО или реакция 4(2MnO-SiO2) + 12С + ЗСаО = 2Мп3С +
ф-Мп231ф-3 (СаО-SiO2) ф-СО, которая возможна выше
1538 К. Таким образом, введение в систему извести облег-
чает восстановление марганца, одновременно связывает
кремнезем и затормаживает его восстановление. С увели-
чением количества CaO-SiO2 в шлаке повышается актив-
ность МпО, поэтому марганец из основных расплавов мо-
жет восстанавливаться даже при относительно высоком со-
держании МпО.
Бесфлюсовый углеродистый ферромарганец плавят не-
прерывным процессом, загружая шихту по мере ее про-
плавления. Колоша состоит из 300 кг марганцевой руды,
60—70 кг коксика и 15—20 кг железной стружки. Круп-
ность коксика 8—25 мм и руды 5—70 мм. Для закрытых
Печей необходимо поддерживать влажность руды 2±1 °/о и
коксика 5±1 %. Отношение Р/Мп в руде должно быть
<0,0045. Использование крупнокусковых руд, в том числе
и карбонатных, улучшает показатели производства. При
Расчете шихты принимают распределение элементов, приве-
денное в табл. 44. Нормальная работа открытой печи ха-
* Здесь и далее для упрощения коэффициентов вместо Мп2зС6.
149
Рис. 28. Схема строения рабочего
пространства электропечи в попе-
речном сечении:
1 — холодная сыпучая шихта; 2 —
нагретая сыпучая шихта; 3— за-
твердевшая разогретая шихта; 4 —
оплавленная шихта; 5 — смесь
шихты со шлаком; 6 — расплав
рактеризуется наличием по-
стоянного конуса шихты (вы-
сотой 300 мм) вокруг электро-
дов, что способствует равно-
мерному выделению по всей
поверхности колошника газов,
устойчивой посадкой электро-
дов в шихте (1200—1500 мм),
сходом шихты без обвалов, со-
ответствием заданным соста-
ва сплава и шлака, свободно
выходящих из печи при вы-
пуске. Температура плавления
сплава ~ 1260 °C и шлака
1300—1400 °C. В случае зави-
сания шихты у электродов
возможны ее обвалы, что при
влажной шихте может приве-
сти к выбросу раскаленной
шихты и жидкого шлака из пе-
чи; образующиеся при этом свищи имеют высокую темпера-i
туру (~1000°С), могут вывести из строя механической
оборудование печи и способствуют большому улету мар-
ганца. Необходимо периодически прошивать спекшиеся
участки колошника, обваливать зависшую шихту у элек-
тродов или вращать ванну печи.
Схема строения рабочего пространства ферромарганце-^
вой печи (прямоугольной) показана на рис. 28 (слева пе-
редняя стенка, где происходит основная завалка шихты).
Повышенное содержание углерода в шихте, хотя и несколь-
ко снижает содержание марганца в шлаке, но одновремен-
но увеличивает восстановление кремния и потери марган-|
ца испарением в результате меньшей глубины посадки
электродов, что в свою очередь повышает удельный расход
электроэнергии. Нормальная работа печи характеризу-
ется отсутствием сколько-нибудь заметных электрических
дуг и незначительным погружением электродов в шлак.
В случае работы печи с недостатком восстановителя
сплав получается с низким содержанием кремния и высо-
ким содержанием фосфора, посадка электродов излишне
глубокая, нагрузка на электродах неустойчивая, повыша-
ются потери марганца в шлаке (нормальным считается со-
держание в шлаке 37—41 % МпО), снижается производи-
тельность печи, повышается удельный расход электроэнер-
гии. Недостаток восстановителя может привести к разру-
150
тению угольной футеровки печи, особенно в районе летки.
Выпуск шлака и сплава производится одновременно пять—
шесть раз в смену через летку в футерованный алюмосили-
катным кирпичом или в стальной, ошлакованный в преды-
дущем выпуске ковш. Разливка сплава производится в из-
ложницы или на разливочной машине конвейерного типа.
Для полного отделения шлака от металла используют
промежуточную изложницу с сифоном. Примерный хими-
ческий состав углеродистого ферромарганца, %: Мп 80,5;
Si 0,32; С 6,56; Р 0,32; S 0,01; Fe 11,5. Сплав содержит
0,01—0,02% О2, 0,015—0,025 % N2 и 10—18 см3/100 г Н2.
Типичный состав шлака, %: МпО 40,3; SiO2 29,0; СаО 6,0;
А12О3 8,0; MgO 1,5; FeO 0,8; С 0,32; Р 0,01.
Шлаки подвергают дроблению и используют в качестве
сырья при производстве силикомарганца. Возможна грану-
ляция шлаков, в том числе с добавкой мелких фракций
шихтовых материалов, а также отходов производства (ме-
лочи, коксика, марганцевых шламов и т. п.). Грануляция
шлаков позволяет значительно уменьшить трудоемкость
операций, связанных с уборкой шлака и его подготовкой к
плавке.
Представляет интерес выплавка углеродистого ферро-
марганца в герметизированной печи .мощностью 72 MBA в
г. Борнуа (провинция Квебек; Канада). Печь имеет диа-
метр кожуха 15000 мм, его высота — 8802 мм; глубина ван-
ны 6300 мм, диаметр—12100 мм; диаметр электродов
1900 мм. Печь питается от трех однофазных трансформато-
ров по 24 MBA каждый. Диапазон вторичного напряжения
104—340 В и расчетный ток в электродах 133000 А при ра-
бочем напряжении 285 В. Расчетная нагрузка — 33 МВт
при cos = 0,489-т-0,502. Скорректированный cos ф равен
0,90. Печь работает бесфлюсовым процессом, примерный
состав колоши шихты следующий: 2100 кг марганцевой ру-
ды (3 % влаги); 630 кг агломерата, 450 кг кокса (4 % вла-
ги); 90 кг известняка; 65 кг железосодержащих материа-
лов. Система непрерывной загрузки печи позволяет пода-
вать шихту в шесть точек к каждому электроду. Для
отвода колошникового газа имеется два газоотвода от
свода печи, по которым газ идет на газоочистку. Управле-
ние загрузкой шихты и контроль за ходом плавки ведется
при помощи ЭВМ. Выпуск сплава производится через две
летки на передней части печи, расположенные на высоте
800 мм от подины и на 30° по обе стороны от линии, про-
ходящей через центр одного электрода. Две летки для вы-
пуска шлака находятся на высоте 2000 мм от подины с
151
другой стороны печи и имеют диаметральное расположе-
ние относительно леток для сплава. Количество агломера-
та в шихте изменяли от 10 до 30 % суммарного количества
руды и агломерата без заметного влияния на работу печи
(крупность агломерата 19—76,2 мм). Содержание СО в га-
зе составляло 30 %, что свидетельствует о хорошем разви-
тии реакции взаимодействия СО и оксидов шихты. Темпера-
тура газа под сводом составляла 200—400 °C.
Выпуск сплава и шлака производят по израсходовании
432000 МДж (120 МВт-ч) электроэнергии. Сплав по не-
скольким желобам направляется в одну из трех разборных
изложниц сечением 7900X9400 мм, вместимостью ~350 т.
Металл удаляют из изложницы через 24 ч. Шлак выпуска-
ют в две такие же изложницы по короткому желобу и уда-
ляют из них один раз в две—три смены. Для заделки вы-
пускных отверстий используют пушки, способные создать
давление 180 кН и перекрыть струю металла диаметром
75—ПО мм. Суточная производительность печи составляет
~275 т сплава, содержащего 78,3 °/о Мп и 0,3 % Si. При-
мерный состав шлака следующий, %: МпО 44,2; SiO2 21,2;
А12О3 19,4; СаО 7,4. Расход электроэнергии на 1 т сплава
составляет 7920 МДж (2200 кВт-ч). Интересен опыт одно-
временного подогрева шихты и грубой очистки газа в
шахтных печах, установленных над рудовосстановитель-
ными печами на заводах Японии. Отходящие печные
газы, проходя через шихту и газоочиститель системы «Ро-
токлон», содержат <0,2 г/м3 пыли, причем 90 % пыли
улавливаются шихтой в шахтной печи и возвращаются в
плавку. Основное количество углеродистого ферромарганца
выплавляют флюсовым способом. Желательно использо-
вать руды, содержащие <10 % SiO2, и с возможно низким
содержанием фосфора. Для получения 79—80 %-ного фер-
ромарганца соотношение Мп : Fe в руде должно быть
~7,1. При расчете шихты принимают, что 75 % Мп пере-
ходят в сплав, 13,6 % — в шлак и 11,4% — в улет. Содер-
жащиеся в руде SiO2 и А12О3 должны быть офлюсованы из-
вестью или доломитом, чтобы затормозить образование
MnO-SiO2 и восстановление SiO2.
При плавке в закрытой печи РПЗ-63М2 рабочий торец
электрода должен находиться от подины на расстоянии
900—1300 мм. Длина электродов ниже контактных щек
должна составлять 3700—3900 мм, расстояние между элек-
тродами— 3,3 м, максимальный ток в электроде 112 кА И
пределы вторичного напряжения 239—138 В. Для нормаль-
ной работы печи характерны следующие признаки: 1) рав-
152
номерное выделение вокруг электродов невысокого и неяр-
кого пламени и равномерный сход шихты вокруг каждого
электрода; 2) устойчивое, глубокое погружение электро-
дов в шихту, полная и равная мощность по электродам;
3) равномерный выход металла и шлака в соответствии с
количеством загруженной шихты и расход электроэнергии:
4) давление под сводом печи 3—5 Па; 5) температура газа
под сводом <700 °C и в газоходе <300 °C; 6) газ содержит
<6% Н2, 70—80 %СО и <1,0 % О2; 7) количество отходя-
щих газов ~ 10000 м3/ч; 8) основность шлака (СаО +
+ MgO)/SiO2= 1,14-1,3 и содержание марганца в отваль-
ном шлаке < 14 %.
Наиболее часто встречаются следующие отклонения от
нормальной работы печи:
1. Зависание шихты в труботечках, что приводит к наг
рушению герметичности колошника и к его проплавлению.
2. Недостаток восстановителя в шихте приводит к глу-
бокой и неустойчивой посадке электродов, понижению то-
ковой нагрузки на электродах (при нормальной их длине),
повышению содержания марганца в отвальном шлаке, сни-
жению количества кремния в металле. Для исправления
хода печи необходимо дать единовременное небольшое ко-
личество кокса под электроды (150—200 кг), при необходи-
мости увеличить количество коксика в шихте и перейти на
более высокую ступень напряжения.
3. Избыток восстановителя приводит к уменьшению со-
противления шихты, увеличению токовой нагрузки на элек-
тродах, неглубокой посадке электродов. Для исправления
хода печи необходимо уменьшить количество коксика в
шихте и перейти на более низкую ступень напряжения. Из-
быток восстановителя обнаруживается по увеличению со-
держания кремния в сплаве, снижению содержания марган-
ца в шлаке.
4. Работа на коротких электродах характеризуется уси-
лением выделения газов у электродов, слышна работа дуг,
шихта в воронках часто обваливается.
5. Забивание пылью наклонного газохода вызвано ра-
ботой с высокой посадкой электродов, забиванием отвер-
стий в форсунках или понижением давления воды. При за-
бивании газохода увеличивается разрежение в газоходе
(>800 Па). Для исправления этого необходимо прочис-
тить наклонный газоход и проверить исправность форсунок.
Если форсунки забиты, необходимо перейти на другие бло-
ки газоочистки.
153
6. Повышение давления таза под сводом вызвано скоп-
лением пыли и шлака в устье газохода или забиванием
подсводового пространства, образованием перегородок в
нем. Чаще всего забивание подсводового пространства вы-
звано кипением шлака у электродов, нарушением располо-
жения шихты при сгорании воронок.
7. Повышение температуры в подсводовом пространстве
и газоходе может быть вызвано уменьшением длины элек-
тродов, появлением разрежения в какой-либо части подсво-
дового пространства и подсосов воздуха в печь, что веде!
к горению газа. |
8. Повышение содержания водорода в отходящих газаз
свидетельствует о повышении влажности шихты или о на-)
личии течи воды из воронок или секций свода, причем, в|
случае течи воды содержание водорода в газе резко возрас-1
тает. При увеличении содержания водорода в газе до 6 %
необходимо проверить работу газоанализаторов и влаж]
ность шихтовых материалов. При резком повышении со]
держания водорода (>8,0%) необходимо отключить печь]
обнаружить и устранить течь воды. |
9. Плохой выход шлака из печи свидетельствует о era
повышенной вязкости вследствие избытка флюса в шихте.
При этом снижается содержание кремния в сплаве. Однако,
при значительном повышении основности шлака (>1,3)
содержание кремния в сплаве может повышаться. Шлак с
высокой основностью и содержанием <4 °/о MgO интенсив-
но рассыпается. При недостатке флюса, т. е. основности
шлака <1,1 повышается содержание кремния в сплаве.
При этом шлак рассыпается меньше или вообще не рассы-
пается, возрастает интенсивность зеленой окраски шлака.
Изменение состава сплава и шлака могут быть вызваны
колебаниями состава сырья, неправильной его подачей пли
неточностью работы дозаторов.
Выпуск металла производится три—пять раз в смену в
футерованный алюмосиликатным кирпичом ковш вмести-
мостью 8 м3, а шлака — в стальные нефутерованные чаши
вместимостью 16 м3; продолжительность выпуска 20—40 мин.
Ферромарганец разливают на конвейерных машинах, а
шлак вывозят в чашах в цех шлакопереработки. Ферро-
марганец (НЗФ) имеет следующий примерный состав, %:
Мп 75,3; Si 0,92; С 6,65; Fel5,9; Р 0,41; S 0,01; А1 0,04;
Ti 0,08; №0,4; СгО, 15; Си 0,1; N2 0,02; О2 0,02 и Н2 15
(N2, О2, н2, см3 на 100 г сплава). Шлак содержит, %: Si
34,6; Fe 0,3; А12О3 3,8; СаО 37,9; MgO 2,1; Мп 14,64; Р 0,007.
Полученные при разливке и классификации мелкие
154
фракции сплавов целесообразно брикетировать [90]. Отме-
чено, что растворение брикетов и усвоение из них марган-
ца сталью выше, чем при использовании кусковых ферро-
сплавов. Важнейшее значение имеет правильное использо-
вание отвальных шлаков, в которых теряется 22,2 % Мп из
общих потерь его 28,1 % [91]. Основное количество шлака в
настоящее время используют в строительной индустрии и
это ведет к безвозвратным потерям марганца. Для снижения
этих потерь следует снижать кратность шлака и содержа-
ние в нем марганца, а также увеличивать использование
шлаков в металлургических переделах, например, при про-
изводстве силикомарганца в виде шлакоугольных брикетов.
О. В. Курнушко [92] показал возможность использования
шлаков от производства высокоуглеродистого ферромарган-
ца в доменном производстве. Значительный интерес пред-
ставляет разработанный в Канаде способ переплава шлака
в плазменно-дуговом реакторе с удлиненной дугой косвен-
ного нагрева. Полученный ферромарганец содержал 70—
90 % Мп, <0,01 %Р, <0,01 S и от 0,3 до 8 % Si в зависи-
мости от назначения сплава. Извлечение марганца из шла-
ка составляло >75 %. Освоена технология производства
марганцевого агломерата, офлюсованного таким гранули-
рованным шлаком, что позволило уменьшить расход мар-
ганцевого сырья и коксовой мелочи. При этом снизилась
стоимость 1 т агломерата на 0,83 руб, а использование та-
кого шлака для производства СМн'17 в условиях НЗФ да-
ло экономию 338 тыс. руб/год.
Отвальные кусковые марганцевые шлаки успешно ис-
пользовали и при выплавке литейного чугуна в доменной
печи объемом 930 м3, а гранулированный шлак был исполь-
зован для производства агломерата, который применялся
для выплавки передельного чугуна на доменной печи объ-
емом 2000 м3. В условиях Ново-Липецкого металлургичес-
кого комбината (НЛМК) замена в агломерационной шихте
марганцевой руды гранулированным шлаком позволит
уменьшить потребность в марганцевой руде на 480 тыс. т
и во флюсе на 170 тыс. т в год и обеспечит повышение
сквозного извлечения марганца на 8 % [92]. Следует отме-
тить успешные опытные работы по производству высокоуг-
леродистого ферромарганца под шлаком основностью 0,4—
0,8 (полуфлюсовым способом), что улучшает технико-эко-
номические показатели производства.
Резервом интенсификации процесса плавки высокоугле-
родистого ферромарганца является замена известняка из-
вестью или офлюсованным агломератом, что может позво-
155
лить снизить удельный расход электроэнергии на 10—15 %)
и кокса на 20—25 % и уменьшить выход колошникового га-
за на 40—42 %. Прочный офлюсованный агломерат из
оксидных концентратов, содержащих 16—18 % SiO2, полу-
чен при введении в шихту обожженного при 1600—1800 °C
металлургического доломита. При выплавке высокоуглеро-
дистого ферромарганца на таком агломерате производи-
тельность печи повысилась на 15%, извлечение марганца;
на 2,6 % [93]. Шихта для выплавки низкофосфористого вы-
сокоуглеродистого ферромарганца (ФМн78А) состоит из
передельного малофосфористого шлака (43,2 % Мп; 30,8 %
SiO2; 7,6% СаО; 1,5 % MgO; 3,6 % А12О3; 0,011 %Р) изве-
стняка, доломита, железной стружки и коксика. Содержа-
ние марганца в шлаке 12,6 % кратность его 3,5. Улучшение
показателей производства достигается в результате освое-
ния производства малофосфористых концентратов гидроме-
таллургическим способом, а также нагрева шихты, что спо-
собствует повышению производительности печи на 35—
46 % и снижению удельного расхода электроэнергии на
32—35 %.
Значительным резервом повышения извлечения марган-
ца и снижения содержания фосфора в ферромарганце явля-
ется использование в производстве передельного марганце-
вого шлака с низким содержанием кремнезема SiO2 (20—
22%) в результате замены части его глиноземом А12О3
(9—11 %). О. В. Курнушко показал, что в этом случае воз-
можно получение ферромарганца с соотношением Р/Мп в
1,6—1,8 раза меньшим, чем в металлическом марганце. При
этом сквозное извлечение марганца повысилось на 8—
14 %, а расход электроэнергии снизился на 38%. Также
показана возможность получения низкофосфористсго спла-
ва марки ФМн78А из низкофосфористых руд и концентра-
тов месторождения Ушкатын III (Казахстан) с удовлетво-
рительными технико-экономическими показателями и высо-
ким извлечением (^84%) марганца в сплав [94]. Расход
материалов и электроэнергии для производства высокоуг-
леродистого ферромарганца приведен в табл. 45.
Использование бедных низкосортных руд и стремление
повысить технико-экономические показатели процесса по-
требовали разработки соответствующих технологических
процессов их передела. К. Джиркану приводит описание
трехванной электропечи, в крайних отделениях которой
плавят руду с недостатком восстановителя и флюсом, обра-
зующийся при этом фосфористый чугун выпускают из печи,
а шлак с высоким содержанием марганца и низким коли-
156
Таблица 45. Расход материалов (кг) и электроэнергии (кВт-4) иа
1 баз. т углеродистого ферромарганца (76 % Мп) и бесфосфористого
высокомарганцевого шлака (48 % Мп), а также извлечение марганца
при производстве ( % )
Показатели Углеродистый ферромарганец Бес фосфорис* тый марган- цевый шлак**
обычный низкофос- фористый обычный*1
.Расход материалов, кг: руды марганцевой су- хой (48 °/0 Мп) . . Бесфм то 2450 осовый соб Флюсовый способ 2440/1900 1060/192
агломерата (48 % Мп) 275 -/- —/1028
железорудного сырь^ ' 200 — -/- —/27
шлака силикомарганца — — —/— 95/—
бесфосфористого шлака — 3285 —/— -/-
железной стружкн . — 195 150/— -/-
коксика сухого . . 490 605 430/375 . 85/72
каменного угля . . . — — 300/— -/-
кварцита - — -/- 115/—
известняка — 2350 650/122 -/-
доломита — 205 -/- -/-
электродной массы 33 Нет св. —/4,2 —/6,25
электродов графити- рованных — — 24/— 7,0/—
Расход электроэнергии, МДж (кВт-ч) .... Извлечение марганца, % 131,40 25092 13392 (3720) 4320(1200)
(3650) 58 (6970) 50 7200 (2000) 80/84,5 3733(1037) —/81,9
•’ Числитель — без подогрева, знаменатель — с подогревом шихты. *2- Числи-
тель — периодический, знаменатель — непрерывный процесс.
чеством примесей переходит в среднее отделение, в которое
добавляют коксик, железную стружку и флюсы для вы-
плавки ферромарганца. Известен процесс, по которому
ферромарганец плавят в закрытой печи с вращающейся
ванной. Колошниковые газы отводят в специальную шахт-
ную печь, установленную над сводом электропечи, где они
подогревают шихту и очищаются от пыли; в результате
снижается расход электроэнергии, уменьшается расход
восстановителей и увеличивается извлечение марганца. По-
казатели такого процесса приведены в табл. 45.
На заводе в г. Касима (Япония) успешно применен
предварительный нагрев шихты и частичное восстановле-
157
Рис. 29. Технологическая схема получения марганцевых ферросплавов с приме-
нением нагретой шихты:
1 — бункера для холодной шихты; 2 — вращающаяся печь; 3 — бункер; 4 — кон-
тейнер; 5 — печной бункер; 6 — электропечь; 7 — газоочистка; 8 — узел окомко-
ваиня пыли
ние марганцевой руды (рис. 29). Максимальную темпера-
туру 1200 К поддерживают в трубчатой печи в течение
150 мин. При этом сырые материалы теряют ~23 % массы
вследствие удаления влаги, кислорода, летучих и окисления
углерода шихты. В качестве топлива используют очищен-
ный газ из рудовосстановительной электропечи. Получен-
ную при его очистке пыль возвращают во вращающуюся
печь в виде окатышей. Отмечена возможность работы печи
на мелкой шихте. Герметизированная электропечь мощно-
стью 40 MBA работает на напряжении 204 В и токе 100 кА.
Применение конденсаторов позволяет иметь cos <р = 0,96.
Расход шихты на 1 т ферромарганца составляет: 1660 кг
марганцевой руды (49,5 % Мп), 585 кг железомарганцевой
руды (33,9 % Мп), 160 кг доломита, 87 кг известняка,
400 кг кокса, 95 кг каменного угля. Извлечение марганца
73 % при кратности шлака 0,765; удельный расход электро-
энергии 7056 МДж (1960 кВт-ч). Зависимость удельного
расхода электроэнергии от температуры предварительного
нагрева шихты во вращающейся печи приведена на рис. 30.
Процесс обеспечивает стабильную работу электропечи и
очень эффективен [95]. По методу Юди в обжиговую печь
загружают на 1 т сухой руды (размер куска 12,5 мм, со-
158
t°C
держание марганца 12— |
13 % и железа 15—20 %)
300 кг известняка и неко-
торое количество угля.
При обжиге удаляются
кристаллизационная во- Лппп)
да и СО2, а большая
часть железа восстанав- $
ливается до FeO. Горя-
ЧУЮ РУДУ (1000—1200 °C) Рис. 30. Зависимость удельного расхода
J v ~ 7 электроэнергии от температуры подогрева
. загружают В ОТража- шихты во вращающейся печи
тельную печь, в которой
при 1350 °C происходит расплавление рудо-флюсовой
смеси. Расплав заливают в первую электропечь, в кото-
рой при 1350 °C осуществляется металлургическое обо-
гащение рудо-флюсового расплава. Шлак, выпускаемый из
печи, содержит 16—17 % Мп и 1—2 % Fe. Фосфористый
чугун содержит 2 % С, 0,1 % Мп и 3,5 % Р- Во второй элек-
тропечи получают углеродистый ферромарганец или сили-
комарганец. В обоих случаях в печь заливают жидкий мар-
ганцевый шлак из первой электропечи и дают углеродистый
восстановитель с известью в первом случае или с кварци-
том— во втором. Извлечение марганца достигает 95 %.
Для получения среднеуглеродистого ферромарганца
плавят силикомарганец с 16—18% Si, 70 °/о Мп и 1 % С;
для получения малоуглеродистого ферромарганца — сили-
комарганец с содержанием 40 % Si и используют в качест-
ве восстановителя кристаллический кремний. Углеродистый
ферромарганец является товарной продукцией, а силико-
марганец частично передают в жидком виде в третью
печь и частично отправляют потребителю. В результате
продувки в основном конвертере фосфористого чугуна, по-
лучаемого в первой электропечи, на 1 т ферромарганца
получают 1 т стальных слитков. Расход электроэнергии
составляет 19800 МДж/т (5500 кВт-ч/т) ферромарганца.
В третьей печи из жидкого шлака, полученного в первой
печи, и жидкого силикомарганца, полученного во второй
печи, выплавляют средне- или малоуглеродистый ферро-
марганец. Использование дешевой бедной руды, получение
в качестве побочного продукта стальных слитков, хорошая
утилизация тепла жидких расплавов обеспечивают эконо-
мичность процесса.
Успешно была опробована выплавка ферромарганца на
офлюсованном агломерате, полученном из концентратов
карбонатных руд, содержащем, %: Мп -~35; SiO2 15; А12О3
159
2,5; Р 0,22; СаО 19—23; MgO 6—2 (19 % СаО и 6 % MgO
получены при использовании доломита в качестве флюса)
и низкофосфористом марганцевом шлаке в количестве, обес-
печивающем соотношение содержаний фосфора и марганца,
равное 0,0045. Был получен ферромарганец с 80 % Мп, 1—
2 % Si и 0,04 % Р. Содержание МпО в шлаке составляло
14 %. Кратность шлака не превышала 1,4. Средний расход
электроэнергии на 1 баз. т ферромарганца составил
15869 МДж (4408 кВт-ч). Можно полагать, что на мощных
печах он не будет превышать 13860 МДж/т (3850 кВт-ч/
/т). Показана целесообразность двухстадийной переработ-
ки бедных железомарганцовистых руд в электропечи на
высококачественный чугун и марганцовистый шлак, кото-
рый затем может быть переработан на углеродистый фер-
ромарганец. В опытных плавках извлечение марганца из
руды в шлак составляло 90 %, а из шлака в сплав 70 %.
А. Г. Кучер и П. Ф. Мироненко [87, с. 25—34] показали эф-
фективность предварительного обжига карбонатных руд
при 950—1050 °C, в том числе в результате удаления при
этом части фосфора в газовую фазу.
Выплавка новых высокоэкономичных сплавов на основе углеродис-
того ферромарганца широко осваивается в последние годы. На НЗФ
был разработан и освоен высококремнистый углеродистый ферромар-
ганец. Такой сплав быстрее усваивается жидкой сталью и содержит
меньше углерода. Сплав легко получить, если формировать в печи вы-
сокоосновный шлак с содержанием серы 2—5 %. Как видно из рис. 31,
с повышением содержания кремния в сплаве снижается удельный рас-
ход электроэнергии и увеличивается извлечение марганца. Легкоплав-
кий сплав ФМн50, содержащий 50—60 % Мп, получен из необогащен-
ных руд и успешно опробован при производстве стали [96, с. 240-—247].
Низкофосфористый углеродистый ферромарганец с содержанием
<6 % Si успешно выплавляют из шлака производства среднеуглеро-
дистого ферромарганца [96, с. 232—233]. Г. В. Медведев получил сплав
АМС (20,7% Мп; 30,1 % Si; 7,6 % Al; 0,07 % Р; 0,24 % С) односта-
дийным процессом в печи мощностью 16,5 MBA. На 1 т сплава расхо-
довалось 1,49 т марганцевой руды,
CSiJ,7«
Рис. 31. Зависимость удельного
расхода электроэнергии (/) и из-
влечение марганца [Мп} (2) в фер-
ромарганец при различном содер-
жании в нем кремния [Si]
1,55 т угля; расход электроэнергии
составил 26820МДж (7450 кВт-ч).
Извлечение марганца составило
71 %. По данным А. Т. Хвичия,
сплав АМС может быть получен
при использовании брикетирован-
ной шихты. Сплав, содержащий
54—60 % Мп, 32—38 % Si и 0,07—
0,12 % Р можно получать довос-
становлением расплавленного
шлака товарного силикомарганца
при пропускании его через кокс,
разогретый до 1800—1850 °C. По
данным Н. М. Деханова и А. П.
Александрова извлечение мар-
ганца составляло в этом случае
;160
'll % и кремния — 32 %, в результате чего сквозное использование мар-
ганца повысилось до 90 %. Для легирования стали в ковше разработа-
ны сплавы, состав которых приведен в табл. 46. Сплав получили од-
ностадийным углевосстановительным процессом. Извлечение ванадия в
сплав составляло 80 %. Азотированный сплав получали методом твер-
дофазного азотирования порошка сплава. Экономический эффект от
использования таких сплавов составляет 2—4 руб/т стали.
Таблица 46. Химический состав марганцевованадиевых сплавов
Марка сплава Массовая доля, %
Мп V N Si с s - р
ФМнВд4 >40 >8 <2 <8 <0,03 <0,4
СМнВд >40 >8 — 10—18 <4 <0,03 <0,4
СМнВдН >40 >8 1,3—4,8 10—18 <4 <0,03 <0,4
Разработана технология выплавки комплексного сплава Fe—Сг—
Мп—Si—С (-42% Сг; 20 % Мп; 10 % Si; 5% С; 0,07 % Р) непре-
рывным углевосстановительным процессом из хромовых и бедных мар-
ганцевых руд Казахстана при достаточно высоком использовании по-
лезных элементов: хрома — 92—94 %; марганца-—70—75 % и крем-
ния— 40—45 %. Экономический эффект от использования сплава
ФМХнСбОО достигает 0,7—3,1 руб/т стали. Опытные работы показали
возможность получения такого сплава с 2—8 % А1 либо введением и
шихту бокситового агломерата либо (для получения низкого содержа-
ния алюминия в сплаве) присадкой жидких алюминия или силумина в
ковш со сплавом ФХМнСбОО. Разработана технология выплавки спла-
ва ФХМнСбОО с применением бедных углей в качестве восстановителя.
Показатели выплавки сплава в печи мощностью 1,2 кВА приведены в
табл, 47. Из марганцевого концентрата, шлака от производства высоко-
углеродистого ферромарганца, обожженной боратовой руды, известняка,
кварцита, коксика и каменного угля на ЗФЗ разработан непрерывный
способ производства углевосстановительным методом сплава КМКБА,
содержащего 42—48 % Si, 18—22 % Мп, 5—7 % Са, 0,65—1,2 % В и
5—8 % А1. Основные показатели плавки приведены в табл. 48.
Бесфосфористый высокомарганцевый шлак. Шлак яв-
ляется высокомарганцовистым и низкофосфористым полу-
продуктом, предназначенным для выплавки богатого сили-
комарганца, металлического марганца и специальных ли-
гатур. Выплавку шлака ведут периодическим процессом в
наклоняющихся печах с магнезитовой футеровкой мощно-
стью 5 АША или непрерывным процессом в закрытых печах
мощностью 16,5 MBA. Согласно ТУ 14-9-181—79 шлак дол-
жен содержать 38,0—4,0 % Мп и 0,012—0,017 %Р, а для
специальных лигатур <0,012 %Р. По ТУ НЗФ 4—73 мало-
фосфористый марганцевый шлак должен иметь состав, при-
веденный в табл. 49. На ЗФЗ марганцевый передельный
шлак должен иметь следующий химический состав:
1ПМП47— >47% Мп; <0,012 % Р (для ШМП47—В)
И М. А. Рысс lfjl
Таблица 47. Показатели выплавки сплава
Варианты выплавки
Показатели I п III
Количество выплавленного
сплава, т 70 10 7,5
Производительность печи, т/сут 4,2 4,3 3,0
Расход материалов иа 1 т спла- ва, т: хромовой руды 1,045 к 0,960 0,960
марганцевой руды .... 0,920 0,930 0,958 ...
кокса 0,330 — —
кварцита 0,118 0,103 0,130
экибастузской вскрышиой по- 0,295
роды — —
карагандинского угля . . . — 1,080 —
экибастузского угля . . . — — 1,240
Расход электроэнергии, МДж/т 19260
(кВт-ч/т) 14940 13860
(4150) (3850) (5350)
Содержание в сплаве, %: 33,2
хрома 36,2 37,5
марганца 19,2 17,7 20.7
кремния 7,7 19,9 13,5
Извлечение элементов, %:
хрома 94,0 92,8 94.0
марганца 84,5 77,0 87,5
кремния 39,0 54,0 37,9
и 0,013% р (для ШМП-47—1); ШМП—45 >45% Мп,
^0,010 % Р (для ШМП-45—В) и 0,017 % Р (для ШМП-45—
1). Примерный состав шлака следующий, %: С 0,17;
SiO2 25,6; FeO 0,2; А12О3 5,4; СаО 4,6; MgO 3,5; Р 0,011;
Мп 45,2. Шихту рассчитывают таким образом, чтобы обес-
печить в ходе плавки полное восстановление содержа-
щихся в руде железа и фосфора и незначительной части
марганца.
При выплавке высокомарганцовистого шлака периоди-
ческим процессом имеет место распределение элементов,
приведенное в табл. 50. Обычный состав колоши на одну
плавку на печи мощностью 5 MBA следующий: 12,5 т мар-
ганцевой руды (48 % никопольской I сорта), 0,9 т коксика,
1,2 т кварцитовой мелочи, 1,0—1,3 т шлаков силикомар-
ганца, 0,5 т отходов собственного производства, 1 т отхо-
дов углеобогащения. Марганцевую руду предварительно
просушивают (до влажности 4,0%) в печи «кипящего
слоя». Шлак дробят до кусков <80 мм. При периодическом
162
Таблица 48. Основные показатели выплавки сплава КМКБА в печи
мощностью 1000 кВА
Плавки серии
Показатели I II III
Содержание в сплаве, %: кремния 52,50 51,60 53,00
марганца 24,10 23,80 23,40
кальция 7,15 8,22 7,90
бора 0,98 0,96 0,91
алюминия 5,80 6,15 6,10
магния 0,75 0,80 0,66
фосфора 0,07 0,08 0,03
углерода 0,30 0,30 0,25
Расход шихтовых материалов, т/т сплава: кварцита 1,12 0,97 1,07
марганцевого коицеитрата II сорта 0,515 — —-
марганцевого карбоиатиого концентрата — 0,90 . —
шлака производства углеро- дистого ферромарганца . . — — 0,62
известняка 0,28 0,165 0,20
обожженной боратовой руды 0,140 0,138 0,135
ткибульского камеииого уг- ля 1,0 0,99 0,86
коксика 0,63 0,64 0,65
Извлечение элементов, %: коемния 81,4 83,0 82,3
марганца 92,5 93,9 93,0
кальция 51,0 52,10 51,4
бора ... 71,0 71,5 71,0
алюминия 73,5 73,7 72,6
Расход электроэнергии, МДж/т (кВт-ч/т) сплава 34200 (9500) 35100 (9750) 34020 (9450)
Таблица 49. Состав марганцевого малофосфористого шлака
Марка Массовая доля, % Назначение
марганца (ие менее) фосфора (ие более)
МФШ А 41 0,012 Для производства иизкофос- фористого ферромарганца
МФШ Б 40 0,015
МФШ В 40 0,019 Для производства силикомар- ганца
МФШ Г 30 Неогранич. То же
и*
163
Таблица 50. Распределение элементов
Элемент Переходит, % Улет, %
в сплав в шлак
Мп 3/17 93/80 3,0/3,0
Si • 0,5/0,5 95/98 4,5/1,5
Р 65/80 5/6,0 . 30/14,0
Fe 90/95 10/5,0 -/-
Примечание. Числитель — периодический, знаменатель — непрерывный
процесс.
процессе для предотвращения разрушения футеровки к
стенам печи заваливают коксик, отвальный шлак и пере-
рабатываемые отходы. Затем, начиная с бортов печи, за-
гружают марганцевую руду и кварцитовую мелочь. Мощ-
ность повышают постепенно со ступени напряжения 160—
170 В и через 40—60 мин печь переводят на рабочее напря-
жение 130—140 В (рабочий ток ~18 кА). По мере
проплавления в центр печи или вокруг электродов новые
порции шихты подгребают от бортов печи к электродам
гребками. За 40 мин до выпуска обработку колошника
полностью прекращают.
Готовность плавки определяется полным проплавлени-
ем шихты, достаточной жидкоподвижностью шлака и рас-
ходом электроэнергии 45000 МДж (12500 кВт-ч). Качество
шлака, определяемое содержанием в нем фосфора, который
содержится в основном в виде капель фосфористого спла-
ва, зависит от степени отделения их от шлака. Полнота
отделения в свою очередь зависит от разности плотностей
сплава и шлака, вязкости шлака и межфазного натяжения
на границе сплав—шлак; технолог обязан обеспечить
условия для отделения капель сплава. Целесообразно вве-
дение в шихту некоторого количества оксидов железа, что
способствует увеличению извлечения марганца в шлак из
руды на 8 %. Влияние расхода электроэнергии на содержа-
ние марганца и фосфора в бесфосфористом шлаке харак-
теризуется следующими данными:
Расход электроэнергии, МДж/т
(кВт-ч/т) 3960 4381 4882 5182
Содержание в шлаке, % (1100) (1217) (1356) (1420)
марганца 49,1 48,3 47,4 46,2
фосфора 0,022 0,017 0,014 0,012
Отношение Р/Мп-105 .... 45 35 29 26
164
Шлак имеет следующий состав, %: МпО 62,0—66,0;
SiO2 25—27; FeO 0,2—0,6; СаО 3,5—5,0; А12О3 2,0—4,0;
MgO 1,0—2,0; Р 0,01—0,017. В. С. Зельдин рекомендует
поддерживать основность (СаО + MgO)/SiO2^0,15-i-0,20;
Повышение основности шлака нежелательно, так как спо-
собствует увеличению восстановления марганца в попутный
сплав и ухудшает условия дефосфорации шлака. Выпуск
шлака производится два—три раза в смену в стальные
нефутерованные ковши и один раз в двое суток выпускают
в ошлакованный ковш образующийся железомарганцевый
сплав («попутный металл»), содержащий 52—62 % Мп;
28—37 % Fe, 3,0—6,0 % С, 0,5—2,7 % Si и 2,5—4,0 % Р, ко-
торый находит применение при выплавке автоматной стали;
количество его невелико: 50—70 кг на 1 т шлака. Полезной
использование марганца составляет 94 %. Расход материа-
лов и электроэнергии на 1 баз. т бесфосфористого шлака
(полученного описанным способом) были приведены в
табл. 45. Непрерывным процессом плавку шлака ведут в
печи РКЗ-16,5 при плотности тока на самоспекающихся
электродах 5 А/см2 и рабочем напряжении 170—185 В.
В шихту на 100 кг марганцевого неофлюсованного агломе-
рата с 44 °/о Мп вводят 6,25 кг коксика. Добавка 4—5 кг чу-
гунной стружки снижает удельный расход агломерата на
15—18 %, кокса — на 25—30 % и электроэнергии — на 7,5—
8 %. При этом содержание фосфора в шлаке не превышает
0,02 %. Давление газа под сводом печи должно составлять
2—5 Па и температура 100—300°C. Состав газа, %: Н2^
^6, СО 70—80, О2<2. Распределение элементов приведено
в табл. 50. Улучшение производства достигнуто введением
в шихту щелочей в виде 7,7 кг пегматита на 100 кг марган-
цевого агломерата; при этом увеличилось на 6,5 %
извлечение марганца в шлак, снизился иа 576 МДж
(160 кВт-ч) удельный расход электроэнергии, повысилась
производительность печи на 10 °/о и выход шлака марки А
на 21 %. Примерный состав полученного шлака следую-
щий, %; МпО 55,5, (Мп 43); SiO2 27,8; Р,О5 0,057;
(Р 0,025); А12О3 4,1; СаО 5,1; MgO 1,7; Fe 2,8; FeO 0,3;
1,1 П. п. п.
Шлак и сплав выпускают четыре раза в смену в уста-
новленные каскадно футерованный ковш (для сплава) и
стальную шлаковую чашу. Разливка шлака осуществляет-
ся на машине конвейерного типа, сплав разливают в излож-
ницы.
Расход материалов и электроэнергии приведен в
табл. 45. Поскольку угольная подина печи разрушается по-
16S
путным сплавом, то рекомендуется работа на вогнутой маг-
незитовой подине.
С. И. Хитриком показана возможность повышения стой-
кости футеровки в результате образования гарнисажа при
водяном охлаждении кожуха и летки печи. На НЗФ устой-
чивая работа печи наблюдалась при плавке малофосфорпс-
того марганцевого шлака (47—52 % Мп и 0,025—0,029 % Р)
непрерывным процессом с образованием гарнисажа на не-
футерованных стенах. Положительные результаты получе-
ны и на печи РК.3-16,5 при выплавке шлака непрерывным
процессом: при охлаждении кожуха печи удалось добиться
образования слоя гарнисажа толщиной -~740 мм. Перспек-
тивным является предложенный и опробованный Г. Ш. Ми-
келадзе непрерывный метод плавки передельного марган-
цовистого шлака в электропечи без футеровки с охлаждае-
мым кожухом и периферийной загрузкой шихты, что обес-
печивает создание гарнисажа, заменяющего футеровку, и
способствует снижению расхода электроэнергии на 15 %.
Малофосфористый высокомарганцовистый шлак может быть ус-
пешно получен из низкокачественных руд. Г. В. Толстогузов и
Н. Ф. Якушевич из обожженного концентрата карбонатных руд Усин-
ского месторождения (33,52 °/о Мп; 9,25 °/о Fe; 0,30 % Р; 17,0 % S1O2;
11,09 % MgO; 2,13 °/о А120з) получали шлаки, содержащие 36—37 % Мп,
20—24 °/оSiO2, 0,6—1,2 % Fe и <0,03 °/о Р. Присутствие в руде 7—8 % Fe
способствует получению шлака с меньшим содержанием фосфора, так
как большое количество корольков металла обеспечивает высокие ско-
рости его восстановления. Содержание марганца в шлаке определяется
концентрацией в нем оксидов железа. При понижении содержания же-
леза в шлаке до 1,0—1,5 % марганец из шлака восстанавливается не-
значительно. При повышенном содержании фосфора в руде необходимо
увеличить степень восстановления, количество железа в шлаке должно
быть 0,5—0,7 %. Это увеличивает потери марганца с попутным сплавом
на 10 %. На опытных плавках в печи мощностью 2,5 MBA Т. В. Хаза-
нова показала, что из карбонатных руд Никопольского месторождения
можно получить кондиционный шлак с 35—40 °/о Мп и 0,012—0,025 % Р
при расходе электроэнергии 3870 МДж (1075 кВт-ч) на 1 т шлака и
извлечении марганца в шлак 84,3 °/о.
Силикомарганец широко используют как полупродукт
при производстве рафинированного ферромарганца .и ме-
таллического марганца (СМн20 и СМн26), а также как
комплексный раскислитель и легирующую добавку (СМн17,
СМн14 и СМнЮ) при выплавке стали различных марок.
Марганец повышает раскислительную способность кремния.
В сравнимых условиях при раздельном раскислении стали
угар марганца составлял 46 °/о, кремния 37 %> о при рас-
кислении силикомарганцем 29 % для обоих элементов. В
СССР силикомарганец получают одновременным восстанов-
лением кремния и марганца из шихты, состоящей из мар-
166
MnO
MnSiO3
Содержание SiO2,%
S1O2
Рис. 32. Диаграмма состояния системы MnO—SiOz
ганцевой руды, бесфосфористого марганцевого шлака (при
выплавке богатого силикомарганца), кварцита и коксика.
За рубежом (а ранее и в СССР) в качестве источника мар-
ганца в ряде случаев применяют передельный углеродис-
тый ферромарганец, однако такой процесс менее экономи-
чен. Восстановление марганца углеродом при производстве
силикомарганца протекает аналогично тому, как это имеет
место при выплавке углеродистого ферромарганца, т. е.
ступенчато: МпО2->Мп2Оз->-МпзО4->-МпО->-Мп. Одновре-
менно происходит восстановление кремнезема по рассмот-
ренной нами ранее суммарной реакции SiO2 + 2C = Si+
4-2СО. Фактически мы имеем дело с более сложной систе-
мой МпО—SiO2 (рис. 32), и необходимо учитывать образо-
вание силикатов марганца. Я. С. Щедровицкий показывает,
что реакция MnSi()3>3C = MnSi + ЗСО возможна при тем-
пературах >1568 К. Суммарная реакция MnSiO3-|-4C =
==SiC + 3CO4-Mn возможна выше 1700 К. Непосредственно
такая реакция может идти вправо при условии частичного
перехода марганца в газовую фазу. Образование в этих ус-
ловиях карбидов марганца немногим вероятнее по реакции
4MnSiO3+5C = 4SiO2 + Mn4C + 4CO (>1668 К) и менее ве-
роятно по реакции 4MnSiO3-|-17C = 4SiC + Mn4C+12CO
01813 К). При температурах существования газообразно-
167
го SiO, но <2238 К, протекает реакция MnO + SiO=Mn-|-
+SiO2, для которой AG°=—1411760 + 631,79 Т. Таким об-
разом, совместное восстановление МпО и SiO2 при доста-
точных концентрациях углерода приводит к образованию
силицидов, а не карбидов марганца.
Процессы образования силикатов марганца, налагаясь
на реакцию МпО + С = Мп-|-СО, а в некоторых случаях и
опережая ее, по мере обогащения смеси кремнеземом за-
трудняют прямое восстановление марганца. Зависимость
кинетики восстановления кремния от состава смеси МпО%
+ SiO2 имеет более сложный характер: МпО, связывая
SiO2, затрудняет восстановление, а образующийся марга-
нец облегчает восстановление как растворитель и химиче-
ский реагент. Достаточно высокая степень восстановления
наблюдается при 1400 °C для смеси оксидов до соотношения
МпО : SiO2 = 2 : 1, а при 1500 °C — до МпО : SiO2= 1 : 1.
В шихте с высоким содержанием МпО процессы шлакооб-
разования несколько отстают, а в шихте с высоким содер-
жанием SiO2— опережают восстановление. После появле-
ния металлического марганца одновременно со шлакооб-
разованием начинается восстановление кремния.
Введение в систему СаО приводит к разрушению сили-
катов марганца по реакции MnSiO3-|-CaO = CaSiO3-|-MnO;
эта реакция экзотермическая: AG? =—75521—5,32 Т кДж/
/моль. Суммарная реакция 4MnSiO3-j-4CaO+5C = Mn4C +
+ 4CaSiO3 + 4CO возможна при температурах >997 К. Та-
ким образом, введение в систему извести улучшает условия
восстановления марганца, одновременно связывая кремне-
зем и затормаживая его восстановление, и, следовательно,
является нежелательным при производстве силикомарган-
ца. Однако при получении силикомарганца из бедных руд,
содержащих много кремнезема, в шихту вводят известь во
избежание получения сплава с чрезмерно высоким соотно-
шением содержаний кремния и марганца и образования
слишком вязкого шлака. Отношение СаО: SiO2 в конечном
шлаке при плавке силикомарганца из таких руд составляет
0,52—0,58. При бесфлюсовом процессе шлаки содержат 8—
10% (CaO + MgO), 44—48 % SiO2, 14—18% А12О3 и 24—
30 % МпО [5, с. 27—37] и подлежат повторному переплаву.
Исследования показали, что максимальный выход сплава
возможен при основности 0,8—1,2, но повышение основно-
сти сопровождается снижением использования кремния и
уменьшением его содержания в сплаве. Отмечено предпоч-
тительное введение доломита, так как в этом случае обес-
печивается равная вязкость при несколько меньшем коли-
1G8
честве флюса. Существенно облегчает восстановление мар-
ганца и кремния присутствие в шихте железа. Марганец
начинает переходить в сплав, как и при выплавке углеро-
дистого ферромарганца, еще до образования силикатов мар-
ганца. Силициды марганца являются более стойкими сое-
динениями, чем карбиды, поэтому чем выше содержаний
кремния в силикомарганце, тем ниже в нем содержание уг-
лерода. Диаграмма состояния системы МпО—SiO2 (см.
рис. 32) показывает, что в расплаве имеется легкоплавкая
эвтектика (при 58 % МпО) с температурой плавления
1240 °C, поэтому с учетом перегрева шлака на 100—150 °C
температура в печи для выплавки силикомарганца не пре-
вышает 1400 °C.
Силикомарганец выплавляют непрерывным процессом с
закрытым колошником в открытых, закрытых и герметизи1
рованных печах со стационарной и вращающейся ванной
мощностью до 81 MBA при рабочем напряжении 120—200 В)
обычно с угольной футеровкой. Известны шестиэлектродныё
круглые и прямоугольные печи с питанием от трех одно-
фазных трансформаторов с высокими электрическими ха-
рактеристиками. В качестве шихтовых материалов исполь-
зуют марганцевые руды или марганцевый агломерат, шлак
Таблица 51. Состав колоши шихты для выплавки СМн17
Материал Расход материалов, кг, по вариантам
1 1 II III IV V VI VII VJII IX
Марганцевая руда Марганцевый агло- 450 300 300 40 — — 430 150 820
мерат — 100— — — — —— 430 430
Шлак ферромар- ганца: 120
среднеуглеро- дистого (33 %
Мп) углеродистого — — 75 75 120 90 — — —
iz (38 % Мп) . . — — — 200 180 210
Кварцит .... но по 90 60 60 80 120 220 300
Коксик (влажный) Железная струж- 135 135 100 80 75 90 200 370 370;
ка Доломит .... Малофосфорн- 15 30 30 — — — — — 30 30
стый шлак (44 9/о Мп) . • Отходы силико- — — — — — — — 1400 250'
марганца . . . — — — — 30 (200
-—
169
от бесфлюсового производства углеродистого ферромарган-
ца, шлаки от производства рафинированного ферромарган-
ца, бесфосфористый высокомарганцевый шлак. Восстанови-
телем является коксик фракции 10—20 мм (в некоторых
случаях используют древесные отходы), кремнеземсодер-
жащим материалом — кварцит крупностью 20—80 мм и
флюсом — доломит с 17—20 % MgO.
Шихтовка сырья для выплавки силикомарганца может
иметь различные варианты. Примерный состав колоши
пихты при выплавке СМн17 приведен в табл. 51. Тот или
гной набор материалов определяется как стремлением мак-
симально полно использовать шлаки других производств,
гак и заданным составом сплава, прежде всего, по содер-
канию фосфора. Применение при выплавке СМн17 в руд-
ной части шихты неофлюсованного марганцевого агломера-
та позволило улучшить технико-экономические показатели
процесса. Выплавку СМн17 в закрытой печи РПЗ-48 ведут
при рабочем напряжении 198—218,5 В и токе 106—96 кА.
Загрузка шихты непрерывная, нижний конец электрода
должен находиться от подины на расстоянии 0,9—1,2 м
(длина электрода ниже контактных щек 3—3,3 м). Нор-
мальная работа печи характеризуется устойчивой посадкой
электродов, равномерным сходом шихты; давление газа под
сводом должно составлять 3—5 Па, температура sO750°C
и состав С 8 % Н2, 70—80 % СО и С 1 % О2. Количество
отходящего газа—8000 м3/ч. Основность шлака 0,3—0,4 и
содержание в нем марганца не более 15 %. Выпуск сплава
производится четыре раза в смену в футерованный алюмо-
силикатным кирпичом ковш, а шлака в стальные нефутеро-
ванные чаши вместимостью 11 м3. Продолжительность вы-
[уска 20—40 мин. Сплав разливают на машине в чушки, а
глак направляют в цех шлакопереработки. Грануляцией от-
ельного шлака может быть получена шлаковая пемза вы-
окого качества. Примерный состав шлака следующий, %:
In 74,9; Si 17,2; Р 0,28; Fe 6,22; С 1,6, состав отвального
злака, %: SiO2 50,78; Р2О5 0,05; FeO 0,52; А12О3 10,66;
СаО 12,48; MgO 3,65. Кратность шлака 0,65—0,75. В ходе
плавки необходимо обеспечить полную токовую нагрузку.
В случае падения тока вводят дополнительное количество
коксика. Недопустима работа с высокой посадкой электро-
дов (с избытком восстановителя) или с короткими электро-
дами (выбросы и обвалы шихты), что приводит к захола-
живанию горна печи и снижению производительности.
На закрытых печах недопустимо оплавление воронок и
свода, а также забивание подсводового пространства
170
пылью. Повышенное давление под сводом свидетельствует
об образовании перегородок под сводом, уменьшении длины
электродов или появления разрежения в какой-либо части
подсводового пространства. Обычно эти нарушения являют-
ся следствием неправильной дозировки восстановителя.
Увеличение содержания водорода в отходящих газах сви-
детельствует о повышении влажности шихты или наличии
течи воды, причем, в случае течи воды содержание водоро-
да в газе резко возрастает (^15 %). При резком повыше-
нии содержания водорода (>8%) необходимо отключить
печь и устранить течь. На рис. 33 показана схема превра-
щений шихтовых материалов в рабочем пространстве за-
крытой печи для выплавки силикомарганца. А. П. Ем дал
следующую схему превращений шихтовых материалов в пе-
чи для выплавки силикомарганца: кварцит по мере его
опускания в ванне превращается из 0-кварцита в 0-кристо-
балит и затем в кварцевое стекло, которое при 1500—
1600°C растворяется в шлаке и образует марганцевое стек-
ло. Марганцевый агломерат сначала обогащается марган-
цем в процессе косвенного восстановления, а затем при
1200—1250°С расплавляется и образует шлаковую фазу.
Металлическая фаза появляется при температуре ~ 1300 К
на глубине около 500 мм. С повышением температуры про-
исходит коагуляция мелких корольков сплава и фильтра-
ция их через шлак в металлический расплав. Сход шихто-
вых материалов, загруженных в силикомарганцевую печь
(открытую и закрытую), происходит в узких зонах (шири-
Рис- 33. Схема превращений шихты в рабочем пространстве печи, выплавляю-
силикомарганец:
vri~ Слаборазогретая шихта; 2 — разогретая шихта; 3 — частично окомковаииая
Уплотненная шихта; 4 — полужидкая шихта (с большим содержанием шлака);
шлак; 6 — сплав
171
Ной 200—250 мм), окружающих электроды. Материальный
баланс выплавки товарного силикомарганца в открытой пе-
чи приведен ниже:
Задано
Марганцевая руда 704,865/57,275
Коксик (влажный) 219,020/17,796
Электроды . . 10,84/0,881
Стальная стружка 23,830/1,936
Доломит ..... 62,755/5,11
Кварцит .... 185,610/15,082
Невязка .... 23,741/1,920
Получено
Сплав ... 380,5/30,919
Шлак .’.... 251,75/20,456
Улет и угар . . 39,924/3,243
- Колошниковый
газ ............... 417,0/33,886
Влага ..... 137,352/11,160
Отходы .... 4,135/0,336
Итого .... 1230,661/100,0
Итого . . . . 1230,661/100,0
Ниже приведен тепловой баланс выплавки товарного силикомар-
ганца:
Приход тепла, %
Вносится электроэнерги-
ей ..................... 42,862
Тепло шихтовых мате-
риалов .................. 0,293
Экзотермические реакции 2,552
Потенциальная энергия
коксика и электродной
массы................... 54,293
Итого........... 100,0
Расход тепла, %
Диссоциация оксидов . 44,193
Разложение доломита . • 0,881
Уносится сплавом . . 5,762
» шлаком . . 4,246
Испарение влаги шихты 1,624
Уносится пылью . . . 1,331
Физическое тепло газов 5,044
Излучение колошника . 1,308
Теплоотдача кожуха пе-
чи ..................... 0,693
Потенциальная энергия
колошниковых газов . 34,918
Итого........... 100,0
Материальный баланс выплавки товарного силикомарганца в за-
крытой печи мощностью 23 MBA по данным Я. С. Щедровицкого был
следующий:
Задано Получено
Смесь марганце- Металл .... 209,6/25,7
вого концентрата и агломерата . . . 584,7/71,61 Шлак Отходы из ковша 249,4/30,6
Кварцит .... Кокс 65,4/8,0 104,4/12,8 и копильника . Газы, потери и не- 39,1/4,8
Зола кокса . . . Электродная масса Зола электродной массы .... Отходы .... Сталь (кожуха и для прожига лет- ки) ...... Глина и кирпич . Песок 11,9/1,46 9,6/1,2 0,4/0,05 35,6/4,36 1,3/0,15 0,5/0,06 2,5/0,31 вязка 318,2/38,9
Примечание. Числитель — в тоннах, знаменатель — в процентах.
172
Уменьшение выхода металла и увеличение выхода шлака по срав-
нению с приведенным выше балансом для открытой печи объясняются
ухудшением качества марганцевого сырья, снижением содержания мар.-
ганца в нем. По данным [97] имеет место следующее распределение
элементов при выплавке СМн17 в закрытой печи, %:
Элемент Мп Si Fe Р
Переходит, %:
в сплав . . . . 69,7 38,7 91,8 79,2
в шлак 20,3 54,4 5,2 2,2
Потери и улет, % • 10,0 5,9 3,0 18,6
Следовательно имеются большие резервы для улучшения показа-
телей производства. М. И. Гасик показал, что добавки в шихту при
выплавке малофосфористого шлака в качестве разжижителя щелочь-
содержащих материалов при выплавке силикомарганца с 0,25 % Р по-
вышают извлечение марганца в сплаве на 17 %, производительность
печи иа 10 % и снижают расход электроэнергии на 1440 МДж/т
(400 кВт-ч/т) сплава. Представляет интерес использование в шихте
для выплавки силикомарганца пегматита (68—72 °/о SiO2, 13—15 %
А12О3, 8—12 % N2O + K2O, 0,1—0,4 % СаО) вместо доломита и части
кварцита. По данным И. Н. Казакова и соавт. в этом случае себестои-
мость сплава снижается на 9,46 руб. Вместо части кварцита, малофос-
фористого шлака и при полном исключении из шихты доломита успеш-
но использовали в плавке силикомарганца шлакоугольные брикеты, со-
стоящие из шлака от производства силикомарганца, угля марки Ж и
с. с. б. в качестве связующего [98], при этом извлечение марганца из
марганцеворудного сырья повысилось на 4—6 %. При использовании
отвального шлака углеродистого ферромарганца, содержащего до 20 %
Мп, при выплавке СМн17 в печах РПЗ-48 снизился расход флюса и
повысилось сквозное извлечение марганца на 4,4 %.
Опытные работы под руководством В. А. Кравченко показали воз-
можность замены части кварцита и коксика шунгитовыми породами
(47,5 % SiO2; 0,33 % ТЮ2; 4,30 % А12О3; 1,98 % FeO; 0,70 % MgO:
0,17 % СаО; 0,11 % N2O; 0,31 % К2О и 43 % С). М. И. Гасик [99] при
выплавке СМн17 в герметичной печи РКГ-75 использовали в шихте
магнезиальный марганцевый агломерат, полученный спеканием шихты,
состоящей из 55—60 % марганцевого концентрата (32,2 % Мп), 33—
39 % магнезиальный порошок (82 % MgO) и 6—7 % коксовой мелочи.
Полученный агломерат имел температуру плавления на 80—120 °C
выше, чем неофлюсованный агломерат. При промышленном опробова-
нии такого агломерата для выплавки силикомарганца, даже частичном,
с подшихтовкой обычных марганецсодержащих материалов производи-
тельность печи повысилась на 4,5 %, извлечение марганца и кремния в
сплав соответственно на 2,3 и 2,4 %. Удельный расход электроэнергии
снизился на 0,74 %. А. Т. Хвичия проводил выплавку силикомарганца из
предварительно нагретых брикетов моношихты. При нагреве брикетов
До 600 °C в трубчатой печи теплом сгорания колошниковых газов
электропечи удельный расход электроэнергии снижается на 25 %, про-
изводительность повышается иа 35 % и угар кремния и марганца сни-
жается в два раза.
Передельный силикомарганец СМнП26, применяемый
при производстве металлического марганца, должен содер-
.173
Таблица 52. Распределение
элементов
Элемент Переходит, % Улет, %
в сплав в шлак
Мп 85 9 6
Si 57 38 5
Р 56 34 10
Fe 95 5 ’—
жать минимальное количество
железа, углерода и фосфора,
поэтому его выплавляют из
бесфосфористого высокомар-
ганцовистого шлака. Бесфос-
фористый шлак применяют в
кусках размером 25—80 мм,
кварцит—25—80 мм, кок-
сй’к — 5—20 мм, известняк —
25—40 мм и плавиковый
шпат — ^50 мм. Шихту рас-
считывают из условия распре-
деления элементов между продуктами плавки, приведенно-
го в табл. 52. Основность шлака принимают равной 0,55 и
примерный расчетный состав шихты следующий: 100 кг
бесфосфористого шлака, 31 кг кварцита, 42 кг коксика (су-
хого), 3 кг известняка и доломита. Кратность шлака 0,8—
1,0. Плавку ведут непрерывным процессом с закрытым ко-
лошником в печах мощностью 5 и 16,5 MBA. Рабочее на-
пряжение на низкой стороне -~150 В. Шихту загружают по
мере ее проплавления, вокруг электродов поддерживают
конусы высотой 100—150 мм.
Нормальная работа печи характеризуется устойчивой
посадкой электродов с глубиной погружения их в шихту
500—700 мм, равномерным выпуском из печи сплава и
шлака, содержащего не более 6 % Мп. Избыток восстанови-
теля или работа на крупном коксике приводят к высокой
посадке электродов и захолаживанию пода печи, недоста-
ток восстановителя вызывает кипение шлака под электро-
дами. При скоплении в печи большого количества туго-
плавкого шлака необходимо введение плавикового шпата и
уточнение навески известняка. Выпуск сплава производят
пять раз в смену в стальной ковш, ошлакованный шлаком
от производства рафинированного феррохрома. После вы-
пуска сплав выдерживают в ковше в течение 40—60 мин,
что приводит к уменьшению содержания углерода в сплаве
на 50—80 % в результате всплывания частиц карбида крем-
ния. После выдержки и скачивания шлака сплав гранули-
руют. Средний химический состав сплава, %: С 0,04—0.08;
Мп 63,67; Si 28—30; Fe 1,5—2,0; Р 0,03—0,04. Химический
состав отвальных шлаков, %: Мп 3,2—4,5; SiO2 43—47;
СаО 22—30; А12О3 12—16; MgO 6—10; FeO 0,3—0,7;
С-~3,5. Важнейшим показателем качества силикомарганца
является содержание в нем углерода. Растворимость угле-
рода в системах Мп—Si—С и Мп—Fe—Si—С быстро сни-
174
Таблица 53. Использование марганца, расход материалов и
электроэнергии на 1 баз. т силикомарганца (82 % Si+Mn)
Показатели СМН17 СМн26
РКЗ-16,5 без шлака РПЗ-63 без шлака РПЗ-63 со шлаком
Расход материалов, кг: малофосфористого шлака (48 % Мп) 373
марганцевого концентрата (48 °/о Мп) 1020 990 1015
бесфосфористого шлака (48 % Мп) — — — 1675
марганцевого агломерата (48 % Мп) 895 775 396
кварцита 382 386 386 —
коксика сухого 454 431 444 720
доломита . . 43 46 42 53*
электродной массы — — — 50**
Расход электроэнергии, МДж (кВт-ч) 14616 14864 14882 21240
Извлечение марганца, % (14616) 73,1 (4129) 77,8 (4134) 76,7 (5900) 83
*’ В том числе 12 кг извести. ♦* Графитированные электроды.
жается с ростом содержания кремния. Растворимость угле-
рода повышается с ростом температуры, а при одинаковых
температуре и содержании кремния растворимость углеро-
да в системе Мп—Si—С гораздо выше, чем в системе
Мп—Fe—Si—С. Температура влияет на содержание углеро-
да в сплавах,, содержащих <30 % Si. Расход материалов и
электроэнергии на 1 баз. т различных марок силикомарганца
и извлечение марганца приведены в табл. 53.
В последние годы было выполнено большое число исследований по
производству силикомарганца из низкокачественных руд [96, с. 15—
25, 94—100, 226—233; 100, с. 226—228 и др.]. Многообразие руд оп-
ределило и большое число технологических решений: предварительная
выплавка богатого шлака, подшихтовка богатых руд или шлаков, ис-
ключение из шихты кварцита или введение извести, предварительная
агломерация или обжиг руд, использование в качестве восстановителя
каменного угля и древесных отходов, подбор соответствующего шлако-
вого (а значит и температурного) режима и т. п„ которые обеспечивают
получение стандартного силикомарганца. Выбор той или иной техноло-
гической схемы в каждом случае должен определяться требованиями
обеспечения максимальной экономической эффективности.
На агломерате из никопольского концентрата (36,61 % Мп; 6,83 °/о
Fe, 0,220 % Р, 24,56 % SiO2, 5,12 % СаО, 1,52 % MgO, 4,62 % Л12О3 и
173
Р/Мп=0,006) и богатого шлака был получен силикомарганец с
71,51 % Мп, 15,62 % Si и 0,22 % Р при расходе электроэнергии
,20225 МДж (5618 кВт-ч). Расход материалов на 1 баз. т сплава со-
ставил: 1366 кг агломерата, 1366 кг низкофосфористого шлака, 291 кг
кварцита, 749 кг коксика (сухого), 458 кг доломита. В сплав перешло
64,4 % Мп, 30,5 % Si и 63,8 % Р. По мнению А. Д. Крамарова из
бедных усинских руд возможна выплавка силикомарганца с содержа-
нием 60—65 °/о Мп, 14—16 % Si и 0,45—0,55 % Р- Г- В. Медведев по-
казал целесообразность выплавки силикомарганца на смеси джездин-
ской и карбонатной караджальской руд. При использовании этих руд
в шихте в соотношении 1 : 1 был получен сплав с 68,7 % Мп, 17,9 % Si
и 0,12 % Р. Содержание МпО в шлаке 6 % при кратности его 1,7. из-
влечение марганца 85 %. А. Т. Хвичия показал, что второсортные мар-
ганцевые руды, брикетированные с каменным углем, могут быть ус-
пешно использованы при выплавке силикомарганца. Из карбонатной
руды с отношением Р/Мп = 0.0056 был получен силикомарганец с
0,37 °/о Р, переход марганца в сплав составлял 72,8 %, кремния 60,9 °/о
и улет фосфора 52,9 %. В. Ф. Лысенко и В. А. Гладких [100, с. 226—
228] показали, что из брикетов естественной сушки из марганцевого
шлама (21,5 % Мп), газового угля и с. с. б. получен силикомарганец, со-
держащий до 42 % Si, 48—52 % Мп, 8—12 % Fe, 0,2—0,3 % Р и 0.08—
0,2 % С, при извлечении марганца —90 %.
Выплавляли силикомарганец из обожженного карбонатного кон-
центрата с применением боксита и термообработанного ткибульского
угля. Извлечение марганца составило 85 % и удельный расход элект-
роэнергии 19440 МДж (5400 кВт-ч) [96, с. 15—25]. Показано [96,
с. 94—100], что совместное окускование карбонатного концентрата с
углем создает условия интенсивного восстановления марганца и фос-
фора до образования жидкой фазы и тем самым способствует повыше-
нию извлечения марганца в сплав и улету фосфора. При использова-
нии руд месторождения Ушкатын III (Каз. ССР) и ангарского полу-
кокса был получен сплав, содержащий 65,09 % Мп, 18,41 °/о Si и
0,025 % Р- Извлечение марганца составляло 77,58 %, кратность шлака
0,67 и его основность 0,42. Расход шихты в опытных плавках на 1 т
сплава составил: 2351 кг руды, 846 кг ангарского полукокса, 94 кг из-1
вестняка и 165 кг кварцита [96, с. 226—230]. Ю. П. Канаев и
Г. И. Сальников из карбонатного концентрата (30,1 % Мп; 9,2 % SiO2;
1,9 % FeO; 1,6 % А12О3; 10,5 % Са; 0,33 % Р; 30,2 % п. п. п.), кварцита,
коксового орешка, полукокса и стальной стружки в промышленных ус-
ловиях получили сплав, содержащий —25 % Si и 4—5 % Мп, расход
электроэнергии составил 10728 МДж/т (2980 кВт-ч/т) и при извлече-
нии марганца 92,4 %. В. А. Вихлевщук успешно опробовал богатый
сплав >55%, Мп, 30—34 % Si, <0,35 % Р, <0,35 % С, <0,030 % S).
Экономический эффект от его использования составляет 0,1—0,2 руб/т
стали. Последующие работы [101] подтвердили высокую эффективность
использования этих руд. Было получено следующее распределение эле-
ментов между продуктами плавки. %:
Мп Si Р РЬ Zn Си
Металл . . . . 83,52 53,62 70,1 — 2,97 85,66
Шлак . . . . . 9,28 42,8 10,3 1,33 2,06 9,79
Улет . . 7,2 3,58 9,6 98,67 94,97 4,55
Перспективно использование для выплавки силикомарганца ' мар-
ганцевого агломерата, офлюсованного оксидом магния [1, с. 41—42],
176
отходов производства электротермического силумина [1, с. 41—43], а
также интересны другие работы по комплексному использованию сырья
[102, с. 22—23, с. 39—40 н др.]. Очень чистый по фосфору силикомар-
ганец может быть получен из отвальных шлаков производства марган-
цевых сплавов. При выплавке в мощных печах товарного силикомар-
ганца с использованием марганцевых шлаков с повышенной основностью
увеличена производительность печи на 3—5 °/о и на 2—5 % извлече-
ние марганца при незначительном повышении расхода электроэнергии
[96, с. 171 —173]. Использование жидких шлаков позволяет снизить
расход электроэнергии на 50 %.
Низко- и среднеуглеродистый ферромарганец. Рафини-
рованный ферромарганец получают восстановлением окси-
дов марганцевой руды и бесфосфористого марганцевого
шлака кремнием силикомарганца в присутствии извести,
связывающей кремнезем в прочные силикаты. Взаимодей-
ствие в системе основной шлак—металл для двух случаев
восстановления марганца из оксида марганца и тефроита
описывается реакциями: 1) 2 МпОж + [Si] * + 2 СаОт =
= 2Мпж + 2СаО • SiO2(T); AG^^ к = —19100 + 77,4 Т;
2) 2MnO-SiO2 + [Si]* + 4CaOT = 2Мпж + 2(2СаО-SiO2)T;
AGJ773 1873 k ——250000+ 127,3 Т. Для обеспечения требуе-
мого стандартом содержания кремния в металле 0,8—1,0 %
равновесная концентрация оксида марганца должна со-
ставлять 15—17 % при основности шлака 1,5—1,6; этим
объясняются высокие потери марганца при этих процессах.
Плавку ведут в наклоняющихся и вращающихся печах
мощностью 2,5—5,0 MBA с магнезиальной футеровкой
при рабочем напряжении 130 — 280 В. В шихте исполь-
зуют жидкий или дробленый бесфосфористый марганцевый
шлак (>47% Мп и 0,011—0,017 % Р), марганцевую руду
(концентрат), силикомарганец (>19% Si, >65 % Мп,
>1,0% С и <0,30 % Р фракции (<30 мм) и известь
(’>90 % СаО фракции <50 мм). Если в шихте отсутству-
ет бесфосфористый шлак, то силикомарганец должен со-
держать <0,8 % С. Руда должна быть просушена до влаж-
ности 1—3%. Процесс периодический и состоит из следу-
ющих операций: заправки ванны; заливки шлака и набора
нагрузки; загрузки твердой части шихты; расплавления
Шихты и доводки расплава и выпуска плавки. Шихту со-
ставляют из 100 кг бесфосфористого марганцевого шлака,
25—35 кг марганцевого концентрата, 45—55 кг силикомар-
ганца и 65—70 кг извести. Ванну печи заправляют извес-
тью и отходами от разделки сплава. После набора нагрузки
производят завалку шихты, которую по мере проплав-
* 1 %-ный раствор.
12 м. А. Рысс 177
Таблица 54. Расход (на 1 баз. т) материалов, электроэнергии и
использование марганца при производстве рафинированного
ферромарганца и металлического марганца
Показатели Среднеугле- родистый ферромарга- нец (80 % Мп) Металлический марганец (90%Мц)
электротерми- ческий электролитичес- кий*
Расход материалов, кг:
руды марганцевой сухой (48 % Мп) карбонатного сухого кои- 1650 — 4250/-
— /10000
центрата (25 %) . . . — —
бесфосфористого шлака (48%) силикомарганца СМи17 — 2100 -/-
(17/65) силикомарганца СМн26 1050 — -/-
(30/64) — 650 -/-
извести .... . . 530 1550 /—
серной кислоты (100 %) — — 1100/2500
сульфата аммония . . . — — 1650/1800
воды аммиачной . . . угля и мазута в пересчете 8,0 — 500/500 470/—
на условное топливо —
электродной массы . . . электродов графитирован- 17 — -/-
ных — 10 -/-
Расход электроэнергии, МДж(кВт-ч) . . . . 5670(1575) 9000 (2500) 40680(11300)
57600(16000)
Сквозной расход электро-
энергии, МДж (кВт-ч) . . — 34380 (9550) -/-
Извлечение марганца, °/о 54,0 63,5 44,0/36,0
* Числитель — иа пероксидиой руде, знаменатель - иа карбонатном концент-
рате.
ления сталкивают с бортов ванны к электродам. Для про-
плавления 100 кг рудной части шихты (бесфосфористый
марганцевый шлак и марганцевая руда) расходуется 360—•
396 МДж (100—ПО кВт-ч) электроэнергии.
Набор нагрузки и плавление шихты ведут при напря-
жении 276—254 В, а рафинирование и доводку сплава при
232 В. Для ускорения рафинирования ванну один—два ра-
за перемешивают сжатым воздухом. Увеличение продол-
жительности выдержки расплава способствует снижению
содержания кремния в сплаве. При повышенном содержа-
нии кремния в печь добавляют руду и известь и продолжа-
178
ют рафинирование сплава. При
низком содержании его вводят
силикомарганец. Выпуск сплава
производится в стальной ковш,
ошлакованный шлаком предыду-
щего выпуска. Разливку ведут на
разливочной машине конвейерно-
го типа или в металлические из-
ложницы. Шлак (30 % МпО;
31 % SiO2; 33 % СаО; 2,0 % MgO;
[С], %
Рис. 34. Зависимость содержа-
ния углерода от температуры
марганцевых сплавов (Мп :
: Fe«6 : 1, p==10l,3 кПа)
2,1 % А12О3; 0,8 % FeO) разлива-
ют в изложницы или на разли-
вочной машине. При производст-
ве среднеуглеродистого ферро-
марганца обычно работают без
ввода в шихту бесфосфористого марганцевого шлака. Тех-
нико-экономические показатели производства рафиниро-
ванного ферромарганца приведены в табл. 54. Навеску си-
ликомарганца в этом случае принимают постоянной, а в за-
висимости от содержания кремния и фосфора в силикомар-
ганце, марганца, влаги и фосфора в марганцевой руде из-
меняется навеска руды и извести. Основность шлака под-
держивается в интервале 0,9—1,1, содержание марганца
в конечном шлаке 25—33 %.
В последние годы предложен ряд усовершенствований
процесса производства рафинированного ферромарганца.
Известно получение рафинированного ферромарганца сме-
шением в печи с магнезиальным сводом рудоизвесткового
расплава и жидкого силикомарганца, что обеспечивает
снижение расхода электроэнергии на 33%, повышение из-
влечения марганца на 7-—8 % и повышение эффективности
обезуглероживания на 10 % и десульфурации на 5 %. Так-
же известен внепечной силикотермический процесс с ис-
пользованием твердого или жидкого силикомарганца [103,
с. 1—7]. Фирма «Union Carbide» («Юнион Карбайд»)
(США), разработала и внедрила на своих заводах новый
процесс производства среднеуглеродистого ферромарган-
ца, получивший название процесс MOR («Manganese Oxy-
gen Refining»), который заключается в продувке высокоуг-
леродистого ферромарганца кислородом в ковше [ЮЗ,
с- 1—7]. Конечная температура процесса достигает 1750 °C,
что обеспечивает получение необходимого содержания уг-
лерода (рис. 34). Тепло, необходимое для повышения тем-
пературы сплава с 1300 °C при выпуске его из печи до
1750°C, выделяется при окислении марганца и углерода.
12*
179
В начале продувки большая часть кислорода расходуется
на окисление марганца, в результате чего температура ме-
талла повышается с 1300 до 1550 °C. В интервале 1550—
1650 °C наблюдается высокая скорость удаления углерода.
При температуре >1650 °C скорость удаления углерода
уменьшается и растет доля кислорода, расходуемого на
окисление марганца, что вызывает дальнейшее повышение
температуры. Продувка заканчивается при 1750 °C и со-
держании углерода ~1,3 %. Дальнейшее снижение со-
держания углерода (до <1 %) вызывает интенсивное
окисление марганца. Имеет место сильное разъедание ог-
неупоров, поэтому важны надлежащая подготовка и ис-
пользование ковшовых 1 огнеупоров, надежно работающих
при 1800 °C. Марганец обладает высокой упругостью пара,
поэтому в процессе продувки и разливки образуется боль-
шое количество запыленного газа. Кроме того, 25—50 %
твердого появляется в газе в результате распыления и уно-
са металлических частиц, которые окисляются на выходе
из ковша, где осуществляется продувка. Распыление ме-
талла может быть минимальным при надлежащей конст-
рукции кислородного сопла и оптимальной установке его
по отношению к поверхности ванны металла.
Для улучшения технико-экономических показателей
процесса производится улавливание марганца из отходя-
щих газов и других побочных продуктов. Пыль обычно со-
держит — 90 % МП3О4, 4 % FeO и небольшое количество
оксидов кальция, магния и кремния; ее собирают, окомко-
вывают и возвращают в печь для производства высокоуг-
леродистого ферромарганца. Шлак, который образуется в
процессе продувки, используется в печи для производства
высокоуглеродистого ферромарганца наряду с другими по-
бочными продуктами, содержащими марганец, такими, на-
пример, как настыли в ковше, выплески металла и т. д.
На хорошо работающей установке MOR марганец распре-
деляется между продуктами плавки следующим образом:
сплав — 80 %, запыленные отходящие газы — 13 %, шлак—•
5%, всплески металла, настыли и другие потери—2 %.
Сравнение различных процессов получения среднеуглеро-
дистого ферромарганца, представленное в табл. 55 показы-
вает, что потребление электроэнергии даже при усовершен-
ствованных силикотермических процессах восстановления
значительно выше, чем в процессе MOR. Кроме того про-
цесс MOR характеризуется более низкими капитальными
вложениями.
180
Таблица 55. Потребление энергии при различных способах получения
рафинированного ферромарганца
Показатели Силикотерми- ческий печной процесс Рудиоизвестко- вый расплав* MOR
Расход материалов, т: силикомарганца (17,5% 0,7/0,7
Si) . марганцевой руды (49 % 1,1 —
Мп) 1,1 1,3/1,2 —
извести высокоуглеродистого фер- 0,5 0,4/0,3 —
ромарганца (80 % Мп) . — -/- 1,3
Расход кислорода, м3 . . Расход электроэнергии для производства: силикомарганца [15480 МДж/т (4300 кВт-ч/т)] . -/- 90 м3
силикомарганца .... рудноизвесткового рас- плава (наклоняющаяся 16800 (4700) 11600 (3150)/ /11600 (3150)
печь) Общий расход электроэиер- 4450 (1250) 9600(2700)/ /7300(2050)
ГИИ 21420(5950) 21060(5850)/ /18720 (5200) 10620 (2950)
Примечание. При выплавке высокоуглеродистого ферромарганца расход
электроэнергии составляет 9900 МДж (2750 кВт-ч) и 7920 МДж (2200 кВт-ч) на
1 т ферромарганца соответственно с получением 15 %-ного и 30 %-иого шлака.
* Числитель — твердый силикомарганец в одном ковше, знаменатель—жидкий
силикомарганец в двух ковшах. * В
На заводе «Хатиро» (Япония) рафинированный ферро-
марганец производят в 10-т (7,5 м3) конвертере с магнези-
товой футеровкой, вращающемся с частотой 5—55 об/мин.
Марганцевую руду нагревают до 400—550 °C во вращаю-
щейся печи и загружают вместе с известью и плавиковым
шпатом в конвертер, в который заливают силикомарганец
при 1400 °C. Продолжительность обработки в конвертере
от 2 мин 10 с до 3 мин 30 с. Содержание углерода в спла-
ве 0,98—1,68 %. Производительность установки 2000 т/мес.
В последнее время показана возможность выплавки рафи-
нированного ферромарганца из концентратов и ряда низ-
косортных руд различных месторождений различными тех-
нологическими приемами. В частности, успешно проведено
рафинирование силикомарганца при помощи чиатурской
181
карбонатной марганцевой руды, что позволило снизить рас-
ход электроэнергии и повысить извлечение марганца.
Металлический марганец. Существует три способа про-
изводства мсталличсского марганца: алюминотермический,
электротермический и электролитический. На отечествен-
ных заводах алюминотермический марганец в настоящее
время не производится, так как даже при выборе особо
чистого и богатого марганцем, сырья сплав получается за-
грязненным фосфором, алюминием и другими вредными
примесями [27, с. 216—226]. В СССР основную массу ме-
таллического марганца производят электротермическим
способом: восстановлением кремнием безжелезистого вы-
сококремнистого силикомарганца'оксидов марганца высо-
комарганцевого бесфосфористого шлака. Особо чистый, хо-
тя и более дорогой, марганец получают путем электроли-
за. ДМетИ и ЗФЗ разработали и внедряют получение
металлического марганца с повышенным (10—20%) содер-
жанием железа. Это значительно повышает технико-эко-
номические показатели процесса и вместе с тем не препят-
ствует использованию сплава при выплавке хромомарган-
цевых и других сталей высокого качества.
Электротермическое производство металлического мар-
ганца по отечественной схеме, осуществляется в три ста-
дии: 1) выплавка высокомарганцовистого бесфосфористо-
го шлака; 2) получение высококремнистого передельного
силикомарганца СМнП25; 3) выплавка металлического
марганца. Первые две стадии были рассмотрены выше.
Физико-химические основы третьей стадии аналогичны вы-
плавке рафинированного ферромарганца. Схема производ-
ства металлического марганца приведена на рис. 35. Вы-
плавку металлического марганца ведут периодическим про-
цессом во вращающихся и наклоняющихся печах мощно-
стью 5 MBA с магнезиальной футеровкой. Набор нагрузки
,и расплавление шихты происходят при рабочем напряже-
нии 255—321 В, восстановительный период плавки —при
255—285 В и прогрев расплава перед выпуском — при 232—
255 В. Шлак дают в печь в жидком виде, силикомарганец—
в гранулах размером ~10 мм и известь — крупностью
0—50 мм. При расчете шихты принимают распределение
элементов между продуктами плавки, приведенное в табл.
56. Полезное использование кремния силикомарганца при-
нимают 70,8%. Расчетный состав колоши шихты: 100 кг
марганцевого шлака, 34,3 кг силикомарганца СМнП26 и
76,4 кг извести. Основность конечного шлака 1,4—1,6.
182
Марганцедая руда
//а склад
Рис. 35. Схема производства металлического марганца электротермическим спо-
собом
После выпуска очередной плавки для сохранения футе-
ровки производят заправку ванны печи отходами от раз-
ливки и разделки сплава и известью, которые дают в наи-
более разрушенные места. После заправки ванны по всей
площади подины распределяют около 30—40 % силикомар-
ганца и затем заливают 10 т шлака. После набора нагруз-
ки на шлак загружают оставшуюся часть извести в соот-
ветствии с массой залитого шлака.
После расплавления шихты и прогрева расплава загру-
жают остальной силикомарганец в твердом или жидком
183
Таблица 56. Распределение элементов
Элемент Переходит, % Улет, %
в металл в шлак
Марганец:
из бесфосфористого шлака . . . 46,5 45 8,5
из силикомарганца Железо: 100 — —
нз бесфосфористого шлака . . . 90 10 —.
из силикомарганца 100 — — .
Фосфор ШИХТЫ 60 30 10
виде. Загрузку последних корректирующих порций сили-
комарганца производят за 20—40 мин до конца плавки.
Для ускорения рафинирования от кремния металл переме-
шивают за 30 мин до конца плавки продувкой (два—четы-1
ре раза) воздухом под давлением 0,3—0,4 МПа. Окончание
плавки определяется расходом электроэнергии (на 1 т за-
литого шлака 3600—4320 МДж (1000—1200 кВт-ч), состо-
янием ванны и составом металла. Изменение состава ме-
талла и шлака по ходу плавки приведено на рис. 36. При-
Рис. 36. Изменение химического состава металла и шлака по ходу плавки ме-
таллического марганца:
/ — переключение трансформатора с третьей иа четвертую ступень; II—сталки-
вание извести с откосов; III и IV — начало и конец дачи 2/з навески силикомар-
ганца; V — переключение трансформатора с четвертой на пятую ступень; VI—
продувка ваииы воздухом
184
сутствие в конечном шлаке манганозита и тефроита
свидетельствует о неполном протекании восстановительных
процессов. Шлаки содержат до 5 % металлических король-
ков, что делает целесообразным их извлечение. Металл и
шлак выпускают в установленные каскадно стальные ков-
ши. Ковш под металл ошлакован шлаком от предыдущего
выпуска. Для снижения температуры металла и затверде-
вания шлака ковш выдерживают в течение 2 ч, после чего
металл разливают в металлические изложницы. Пример-
ный химический состав электротермического марганца, %:
Мп 97,1—96,8; Fe 0,6—1,4; Р 0,048—0,052; С 0,08—0,10;
А1 0,35; Са 0,1; Mg 0,26. Примерный состав конечного
шлака, %: Мп 15,1; SiO2 28,8; СаО 46,5; А12О3 1,7; MgO 2,8;
FeO 0,3; С 0,05; Р 0,01; ТЮг 0,20. Расход материалов и
электроэнергии на 1 баз. т электротермического металли-
ческого марганца и извлечение марганца приведены в
табл. 54. Возможна замена бесфосфористого марганцево-
го шлака марганцевым концентратом, полученным азотно-
кислым методом и содержащим 0,005—0,038 % Р, что
обеспечивает повышение производительности (ликвидацию
одной стадии передела), качества сплава и сквозного из-
влечения марганца.
Производство электролитического марганца. Способ основан на
электролизе сернокислых солей марганца и позволяет даже из бедных
руд получить очень чистый металл. Окисленные марганцевые руды
(концентраты) подвергают восстановительному обжигу во вращающейся
трубчатой печи при температуре ~700°С, чтобы перевести марганец в
оксид МпО2, хорошо растворимый в серной кислоте. Шихта состоит из
смеси сухой руды и 10 % тонкоизмельчеиного каменного угля. Карбо-
натные руды не требуют обжига.
Оксид марганца МпО переводят в раствор, обрабатывая руду сер-
ной кислотой* MnO + H2SO4->-MnSO4+H2O. Одновременно в раствор
в виде сульфатов переходят железо, никель, кобальт, медь и другие
металлы. Будучи значительно более электроположительными, чем мар-
ганец. они выделяются на катоде даже в случае очень незначительного
их содержания в растворе, поэтому электролит необходимо тщательно
очищать. Выщелачивание производится до полной нейтрализации
(pH 4,0н-5,0). Раствор содержит 40 г/л (40 кг/м3) Мп и 180. г/л
(180 кг/м3) (NH4)2SO4. После фильтрации нейтральный раствор очи-
щают от примесей при помощи газообразного сероводорода или суль-
фида аммония. Для этого чаще используют аммиачную воду коксохи-
мического производства, содержащую до 180 г/л (180 кг/м3) сульфида
аммония и до 210 г/л (210 кг/м3) свободного аммиака. При избытке
сульфида аммония образуется MnS, реагирующий затем с соединениями
тяжелых металлов: MnS + NiSC>4=MnSO4-i-NiS. Переходят в осадок
. * Часто используют отработанный электролит электролитических
ванн, состоящий из сульфата аммония (135—145 г/л), серной кислоты
(20—30 г/л) и небольшого количества сульфата марганца.
185
NiS, CoS, CuS, FeS и т. д., а также осажденные аммиаком Fe(OH)2 и
Fe(OH)3. Содержание примесей в марганцевом электролите после
очистки примерно составляет: меди — 0,00008, железа — 0,002, мышья-
ка— 0,00015, молибдена — 0,0003 г/л. Очищенный раствор (после от-
стоя и фильтрации) должен содержать 33—35 г/л марганца и 145—
155 г/л сульфата аммония. Затем раствор обрабатывают железным ку-
поросом (чтобы удалить железо, мышьяк, молибден) и затем сульфа-
том аммония (NH4)2SO4. При этом MnSO4 переходит в комплексное
соединение с аммонием, что способствует отложению марганца на ка-
тоде при электролизе.
Электролизные ванны сварены ,из винипластовых листов. В каж-
дую ванну помещают восемь катодов из нержавеющей стали или лис-
тового титана и девять анодов из сплавов 99 % РЬ и 1 % Ag. Анодные
пространства отделяют от катодных диафрагмами из водопроницаемо-
го холста (бельтинга) или полихлорвиииловой ткани. Питающий рас-
твор непрерывно подают в катодное пространство ванны со стороны ев
торца и с другой стороны выводят анодный раствор. Скорость обмена
раствором 30 мл/ч иа 1 А. Электролиз ведут 24 ч при токе 2 кА и на-
пряжении 5 В, плотности тока на катоде 250 А/м2 и на аноде 815 А/м2,
температуре раствора 35—38 °C. Электролит в катодном пространстве
содержит 12—15 г/л Мп, 135—145 г/л (NH4)2SO4. Марганец осажда-
ется иа катоде в виде тонкого блестящего и хрупкого слоя, его снима-
ют с катода, изгибая последний в противоположных направлениях. По-
лученные чешуйки переплавляют в индукционной печи и разливают в
чушки. Металл содержит 99,77 % Мп, 0,0404 % С п 0,014 % S При
необходимости большего снижения содержания серы в металле можно
провести десульфурацию его в индукционной печи или под высокомар-
ганцевыми кислыми шлаками на основе МпО — SiO2 (60—65 % МпО,
32—33 % SiO2) или рафинирующей смесью следующего состава, %:
СаО 40; А12О3 20; CaF2 20; N3A1F6 12 [25]. Расход материалов и элек-
троэнергии на 1 баз, т электролитического металлического марганца и
извлечение марганца приведены в табл. 54. Чистый марганец может
быть получен электролитическим рафинированием электротермического
марганца. Аноды отливают из электротермического марганца с 94,5—•
96 % Мп, а полученный металл содержит до 99,9 % Мп, 0,01 —
0,005 % Fe, 0,001 % Р. Расход электроэнергии 10800 МДж/т
(~3000 кВт-ч/т).
Показана возможность получения чистого марганца электролизом
расплавленных сред с использованием анодов, отлитых из электротер-
мического марганца, доменного ферромарганца и попутного металла.
Оптимальными электролитами являются смеси КС1 и МпС12 или КС! с
NaCl и с МпС12, содержащие 15—18 % МпС12. Качественные катодные
осадки получены при плотности тока иа катоде 2—3 А/см2 и темпе-
ратуре 700—720 °C или электролизом марганцевого концентрата в элек-
тролите системы МпО—S1O2—СаО при температуре >1400 °C в электро-
лизере с угольным анодом и катодом*. Прн электролитическом произ-
водстве марганца, кроме бедных руд и ферромарганца, могут быть ис-
пользованы маргаиецсодержащие растворы, полученные при перера-
ботке шлаков от производства ферровольфрама, урана, сталеплавиль-
ных шлаков.
Азотсодержащие марганцевые ферросплавы. Такие
сплавы можно получить различными способами: насыщая
* Пат. (Бельгия), № 667030, 1965.
186
жидкий расплав газообразным или твердым азотсодержа-
щим компонентом, азотируя порошки ферросплавов в твер-
дом состоянии или из смеси порошков сплава, азотоноси-
теля (цианамид кальция и др.) и связки с последующим
брикетированием или спеканием или методом СВС [102]
(самораспространяющегося высокотемпературного синте-
за). Некоторые вопросы взаимодействия азота с металлами
рассмотрены в работе [104]. В случае азотирования спла-
вов в жидком состоянии при постоянном давлении азота
растворимость его при повышении температуры снижает-
ся: 1g[ % N] =3090/7'—1,55. Промышленный металличе-
ский марганец марки Мр1 при 1300°С и Pn2=100 кПа
может растворить 2,5 % N2, а при 1500°С—1,6 % N2.
Растворимость азота в жидком марганце растет с повыше-
нием парциального давления [% N] =/Cn В. П. Пе-
репелкин и В. А. Боголюбов предложили вести процесс
азотирования в камере под давлением азота 0,8—1,2 МПа.
Недостатком азотирования жидких марганца и его спла-
вов является сравнительно низкая концентрация азота в
полученном продукте. При твердофазном азотировании
можно получить высокое содержание азота, но скорость
азотирования лимитируется диффузией, что снижает ско-
рость процесса. Кроме того, получаемые этим ме-
тодом порошкообразные сплавы имеют низкую плотность
и азот хуже усваивается жидкой сталью (примерно на
60—80 %). Для повышения плотности их рекомендуется
переплавлять.
До недавнего времени в СССР производили электроли-
тический азотированный марганец. Сотрудниками
ЦНИИЧМ, ДметИ и ЗФЗ освоено производство сплава на
основе силикотермпческого марганца. Марганец измельча-
ют (фракция ~2 мм) в шаровой мельнице в атмосфере
азота; азот подогревают. Процесс ведут в вакуумной элек-
тропечи при давлении не ниже 133 Па и температуре 900—
950 °C, общая продолжительность азотирования 70 ч. Со-
держание азота в спеке достигает 8 %, расход на 1 т про-
дукта электроэнергии составляет 3600 МДж (1000 кВт-ч)
и азота ~ 18 м3. Извлечение марганца 97,2%. Г. Ш. Мам-
пория и Л. И. Топшашвили успешно опробовали твердо-
фазное азотирование среднеуглеродистого (ФМн1) и уг-
леродистого (ФМн78) ферромарганца. При 600—700 °C
ФМн1 усваивает до 12—13 % N, а при 700—800 °C ФМн78
Усваивает 4 % N. Одновременно происходит обезуглерожи-
вание сплавов, например при 8-ч выдержке для ФМн1 со-
держание углерода снижается с 1 до 0,1 %. Нами предло-
187
жен эффективный способ получения азотсодержащих фер-
росплавов, в том числе и сплавов марганца методом СВС.
В этом случае перемешанные порошки ферросплавов прес-
суют в брикеты и помещают в установку постоянного дав-
ления, которую заполняют азотом; давление азота 2—•
15 кПа. Брикет поджигают и азотирование брикетов про-
исходит в режиме горения. Весь процесс азотирования,
включая охлаждение полученных сплавов, занимает 20—•
30 мин. Температура в зоне горения 1500—2000 °C. Полу-
ченные сплавы характеризуются высоким содержанием
азота и высокой плотностью, что обеспечивает хорошее ус-
воение азота ванной сталеплавильного агрегата. Этим спо-
собом можно получить и азотсодержащие лигатуры слож-
ного состава. Твердофазный процесс азотирования paci
пространяется и на сплавы марганца с железом, кремнием!
хромом и другими элементами. При взаимодействии с азо]
том образуются не только нитриды марганца (кремния)!
но и силиконитриды и силикокарбоннтриды. Возможна
производство азотированных лигатур и более сложного со]
става [105].
Глава 6
ФЕРРОХРОМ
Применение феррохрома
Хром является одним из важнейших легирующих металлов. Присадка
хрома повышает пределы прочности и текучести стали при медленном
снижении относительного удлинения. В углеродистых сталях присутст-
вие хрома увеличивает ее твердость и износостойкость. Окалиностойкие
стали содержат 3—12 % Сг, нержавеющие и кислотостойкие стали —
>12% Сг. Хром широко применяют при производстве сложнолегиро-
ванных сталей, что позволяет получить высокие эксплуатационные ка-
чества при необходимых свойствах стали. В последние годы все шире
используют и легированные хромом чугуны. Черная металлургия по-
требляет ~60 % добываемого хрома. Для легирования стали исполь-
зуют в основном феррохром — сплав хрома и железа и ферросилико-
хром — сплав железа, хрома и кремния. Сортамент хромовых сплавов,
основанный на содержании в сплаве углерода, приведен в табл. 57, 58.
По принятой терминологии сорта, содержащие <2 % С, называют ра-
финированным феррохромом. В тех случаях, когда в получаемых хро-
мистых сплавах ограничено содержание железа, применяют вместо
феррохрома металлический хром (табл. 59) или специальные лигатуры
188
Таблица 67. Состав феррохрома по ГОСТ 4757—79
Массовая доля, % менее)
о S с Si р S А1
Группа Марка 4>
т* ° не более
к Z
Низкоуглеро- ФХ001А 68 0,01 0,8 0,02 0,02 0,7 —-
дистый ФХ001Б 68 0,01 0,8 0,03 0,02 0,7 —
ФХ002А 68 0,02 1,5 '0,02 0,03 — —
ФХ002Б 68 0,02 1,5 0,03 0,03 — —
ФХ003А 68 0,03 1,5 0,02 0,03 0,7 —' -
ФХ003Б 68 0,03 1,5 0,03 0,03 0,7 -*
ФХ004А 68 0,04 1,5 0,02 0,03 0,3 —
ФХ004Б 68 0,04 1,5 0,03 0,03 0,3 —-
ФХ005А 65 0,05 1,5 0,03 0,03 — —
ФХ005Б 65 0,05 1,5 0,05 0,03 — —«
ФХ006А 65 0,06 1,5 0,03 0,03 0,3 —
ФХ006Б 65 0,06 1,5 0,05 0,03 0,3 —
ФХ010А 65 0,10 1,5 0,03 0,03 0,3 —
ФХ010Б 65 0,10 1,5 0,05 0.03 0,3
ФХ015А 65 0,15 1,5 0,03 0,03 0,3 —
ФХ015Б 65 0,15 1,5 0,05 0.03 0,3 —
ФХ025А 65 0,25 2,0 0,03 0.03 .— —-
ФХ025Б 65 0,25 2,0 0,05 0,03 — —
ФХ050А 65 0,50 2,0 0,03 0,03 — —
ФХ050Б 65 0,50 2,0 0,05 0,03 — —
Среднеуглеро- ФХ100А 65 1,0 2,0 0,03 0.04 — —
дистый ФХ100Б 65 1,0 2,0 0,05 0,04 — —
ФХ200А 65 2,0 2,0 0.03 0.04 — —
ФХ200Б 65 2,0 2,0 0,05 0,04 — —
ФХ400А 65 4,0 2,0 0,03 0,04 — —
ФХ400Б 65 4,0 2,0 0,05 0,04 — —
Высокоуглеро- ФХ650А 65 6,5 2,0 0,03 0,06 — —•
ДИСТЫЙ ФХ650Б 65 6,5 2,0 0,05 0,08 — —
ФХ800А 65 8,0 2,0 . 0,03 0,06 — —
ФХ800Б 65 8,0 2,0 0,05 0,08 — —
ФХ800СА 60 8,0 5,0—10,0 0,03 0,03 — —
ФХ800СБ 60 8,0 5,0—10,0 0,05 0,03 — —
Азотирован- ФХН100А 60 0,06 1,0 0,02 0,03 0,7 1
ный ФХН100Б 60 0,06 1,0 0,03 0,03 0,7 I
ФХН200А 65 0,06 1,0 0,03 0,03 — 2
ФХН200Б 65 0,06 1,0 0,04 0,03 — 2
ФХН400А 65 0,06 1,0 0,03 0,04 — 4
ФХН400Б 65 0,06 1,0 0,04 0,04 — 4
ФХН600А 60 0,03 1,0 0,03 0.04 — 6
ФХН600Б 60 0,03 1,0 0,04 0,04 — 6
Примечание. В обозначении марок феррохрома буквы означают: Ф —
железо; X — хром, С —кремний, Н — азот. Буквы А н Б указывают на различие
в массовой доле фосфора. Цифры означают максимальное содержание углерода
в марках низко-, средне- и высокоуглеродистого феррохрома и минимальное со-
держание азота в марках азотированного феррохрома.
189
Таблица 58. Химический состав некоторых марок феррохрома по
стандартам Японии
Сплав Марка Массовая Доля, %
Сг С f Si S I р 1 N
Япония (JIS G 23117, 1969)
Азотированный
I FCr № 1
| FCr Xs 2
60—651 <0,10
60—65j <0,10
<1,0 I <0,03 I <0,04 1,25
<1,0 | <0,03 I <0,04 1,00
Япония (JIS G 2303, 1969)
Высокоуглероди- FCrHl 65—70 <6,0 <1,5 <0,08 <0,04 —.
стый FCrH2 60—65 <6,0 <2,0 <0,08 <0,04 —.
FCrH5 55-60 <8,0 <8,0 <0,05 <0,04 —
Среднеуглероди- FrC3 60—65 <4,0 <3,5 <0,04 0,05 —
стый FCr4 55—60 <4,0 <3,5 <0,04 <0,05 —
Низкоуглероди- FCrLl 65-70 <0,10 <1,5 <0,04 <0,03 —
СТЫЙ FCrL2 60—65 <0,03 <1,0 <0,03 <0,03 —
FCrL3 60—65 <0,06 <1,0 <0,03 <0,04 —
Таблица 59. Химический состав металлического хрома по ГОСТ
5905-»-79
Массовая доля, %
Марка Сг (ие менее) Si Al Fe c S P Cu
X99A 99,0 0,3 0,2 0,6 0,03 0,02 0,02 0,01
Х99Б 99,0 0,3 0,5 0,6 0,03 0,02 0,02 0,01
X98,5 98,5 0,4 0,5 0,6 0,03 0,02 0,02 0,02
X98 98,0 0,5 0,7 0,8 0,04 0,03 0,03 0,04
X97 97,0 0,5 1,5 1,2 0,05 0,04 0,03 0,05
Продолжение
Марка Массовая доля, %
As. Bi sb Zn Pb Sn Co N
X99A 0,01 0,0005 0,008 0,006 0,0008 0,004 0,005 0,04
Х99Б 0,0! 0,0005 0,008 0,006 0,0008 0,004 — 0,05
X98,5 0,01 0,0005 0,008 0,01 0,001 0,004 — —
X98 -— — —• — — — — —•
X97 — — — — — — — —.
190
на основе хрома. Ограничение содержания хрома в высокоуглероднстом
феррохроме до >65 % препятствует использованию более бедных руд.
Ряд зарубежных фирм с успехом производит высокоуглеродистый фер-
рохром с 55—60 % Сг. Успешно используют и высокоуглероднстый фер-
рохром, содержащий до 11 °/о Si.
Сырые материалы для выплавки сплавов хрома
Среднее содержание хрома в земной коре составляет 0,035 %. Основ-
ными хромсодержащими минералами хромовой руды являются хром-
шпинелиды, часто называемые хромитами. Хромиты образуют несколь-
ко разиовидиостей: собственно хромит FeCr2O4, (46,5 % Сг), магнохро-
мит (Mg, Fe)Cr2O4 (42 % Сг), алюмохромит Fe(Cr, А1)2О4 (37 % Сг),
и хромпикотит (Mg, Fe) • (Сг, А1)2О4 (33 % Сг). Несмотря на то, что
залежи хромовых руд широко распространены, промышленное значе-
ние имеет лишь ограниченное число месторождений. Потребности оте-
чественной ферросплавной промышленности полностью покрываются
хромовыми рудами Донского месторождения (Актюбинская обл.,
Каз. ССР). Большие запасы хромовых руд имеются (в скобках — за-
пасы руд, млн. т) в ЮАР (2000), Зимбабве (600), Турции (10), Фи-
липпинах (7,5), Канаде (5), Бразилии, Финляндии и других странах.
Химический состав хромовых руд некоторых отечественных и зарубеж-
ных месторождений приведен в табл. 60.
Донские руды делятся иа крепкие (кусковые), рыхлые и порош-
ковые, по текстурным особенностям — на сплошные (массивные) и
вкрапленные. Их примерный состав приведен в табл. 60, 61. Наиболь-
шее количество кремнезема и фосфора содержится в рудах с кремни-
стым цементом, а оксидов железа — в рудах с железистым цементом.
Фосфор концентрируется в карбонатах, фосфоритах и апатитах, содер-
жание его составляет 0,003—0,05 %. Характерный химический состав
цементирующих пород, по данным X. Н. Кадарметова, приведен в
табл. 62. Основные сопутствующие минералы: серпентин (H4Mg3Si2O9) и
различные карбонаты, количество которых составляет 5—40 % при сред-
них значениях 8—15 %, гидроксидов железа — от следов до 10 % И
свободных оксидов <3 %. В заметных количествах присутствуют мар-
ганец (0,08—0,29 % МпО), никель (0,02—0,23 % N1O), кобальт (до
Таблица 60. Химический состав хромовых руд различных
месторождений
Руды Массовая доля, %
СГ2О3 FeO MgO AlaOa SIO2 п. п. п.
Донские (СССР): кусковые 58,7 13,9 14,0 9,1 1,7 0,9
рыхлообломочиые . . . 56,2 14,1 15,7 11,4 2,8 1,4
рыхлые 54,6 12,5 15,4 10,3 7,1 1,2
бурые (охристые) . . . 52,7 16,9 13,2 12,9 3,9 2,9
серые кусковые ..... 48,9 11,3 21,4 8,1 8,0 1,8
Селуква (Зимбабве) . . . 51,05 18,65 11,95 16,0 2,35 Нет св.
Белемаи (Турция) . . . 51,6 17,3 14,26 13,20 3,6 »
Майсор (Индия) .... 47,0 16,0 13,0 8,0 5,0 »
Сварткоп (ЮАР) .... 48,6 23,7 11,8 13,0 2,1 »
191
Таблица 61. Химический состав хромовых руд донского
от текстуры
Текстура руд Массовая
SiO2 MgO AI,O„ FeO |
Массивная . ; . 0,6-1,7 13,5—14,0 9,4—9,8 12,8—13,9
Густовкраплен- иая . 2,6—7,1 12,8—15,4 10,5—10,3 16,3—12,0
Средневкраплен- иая 7,2—11,8 12,0—18,5 14,8—8,8 12,6—11,7
Редковкраплениая 11,7—1,1 15,1—13,9 16,4—25,5 12,0—12,7
Таблица 62. Характерный химический состав цементирующих пород
хромовых руд
Цементы Массовая доля, %
SiO2 MgO ai2o, СаО FeO* Fe2O3* Cr2O3 p П.П.П.
1 4,8 3,2 9,4 72,0 3,6 1 6,0
2 12,0 2,65 10,53 1,81 — 55,93 3,5 — 13,3
3 6,8 24,6 2,5 24,7 0,2 — — 0,02 40,4
4 23,6 30,0 1,2 13,3 3,2 — — — 27,7
5 30,2 19,8 35,8 — 3,4 —. — — 10,3
6 36,0 35,2 2,2 0,1 4,6 — 0,8 0,01 14,0
7 41,1 27,0 1,3 5,3 6,1 — — 0,02 18,9
8 50,8 27,4 0,8 — 5,6 — — 0,02 12,7
9 78,2 2,0 3,3 — 7,6 — — 0,63 7,3
* Пересчитаны.
0,16 % СоО), ванадий (0,01 —1,17 % V2O5), титаи, медь и ряд других
элементов. Содержание углерода в виде карбонатов 0,05—1,0 % и в
виде органических соединений до 0,1 %.
Технология выплавки определенных марок феррохрома требуег
применения различных хромовых руд, которые значительно различают-
ся по поведению в плавке. При выплавке высокоуглеродистого ферро-
хрома марки ФХ650 доля богатых кусковых руд с массивной или гус-
товкраплеииой текстурой и крупнокристаллической структурой должна
быть 40—50 %, а ФХ800 — 25—30 %. Поскольку эти руды трудновос-
становимы, тугоплавки и плохо растворимы в шлаках, то они образу-
ют в печи на поверхности раздела шлак — металл рудный слой, нали-
чие которого позволяет получить сплавы с заданным содержанием
углерода и кремния. Крупнокусковые руды также необходимы при вы-
плавке средиеуглеродистого феррохрома бесфлюсовым силикотермиче-
ским методом и ферросиликохрома одностадийным методом. Для вы-
плавки передельного феррохрома целесообразно использовать наиболее
бедные руды, ио имеющие рыхлое строение и хорошо восстанавливаю-
щиеся.
Хромовые руды, применяющиеся для выплавки рафинированного
феррохрома, должны содержать минимальное количество кремнезема,
192
месторождения доля, % в зависимости что уменьшит расход извести и потери хрома в шлаке. Хромовые руды с повы- . шеииым содержанием кремнезема целе- сообразно использовать при выплавке
СггО® высокоуглеродистого и передельного “п. п. п. феррохрома, это обеспечивает снижение
63,2—58,7 56,1—54,0 50,2—45,6 38,6—40,8 расхода кварцита и уменьшение кратно- 0,5—1,9 сти шлака. При выплавке рафинирован- ного феррохрома восстановительные 1,2—3,7 процессы идут в расплаве, поэтому сле- дует применять порошковые руды, а при 3,2—3,6 их отсутствии руду следует измельчать 6,2—6,0 до фракции <20 мм. Особенно иежела- тельиы кусковые магнезиальные руды,
применение которых повышает иа 5—
8 % расход электроэнергии и ферросиликохрома. Легковосстаиовимые
руды с железистым цементом рационально употреблять в смеси с дру-
гими рудами, что обеспечивает улучшение восстановимости рудной сме-
си, предупреждает разрушение футеровки печей вследствие агрессив-
ности перегретого феррохрома с пониженным содержанием хрома
и т. д. Донские хромовые руды для ферросплавного производства
в соответствии с ТУ 14-9-220—81 поставляют марок ДХ-1-1 и ДХ-1-2,
которые содержат соответственно >50 и >47 % Сг2О3 при соот-
ношении оксидов хрома и железа не менее 3,5 и 3,0, Содержание
кремнезема <7 и 9 %, фосфора <0,005 % и серы <0,05 %.
Размеры кусков поставляемой руды составляют 0—10, 10—80, 80—300,
0—300, 10—20 и 20—80 мм. Содержание хрома в руде является важней-
шим показателем ее качества. Так, по данным С. В. Безобразова, при про-
изводстве рафинированного феррохрома при повышении содержания
Сг2О3 в руде с 48,0 до 53,9 % кратность шлака снижается с 3,26 до
2,74 и потери хрома с отвальным шлаком уменьшаются с 13,0 до
9,35 %, а повышение содержания Сг2О3 на 1 % увеличивает произво-
дительность печи на 2,63—4,85 % и снижает расход электроэнергии иа
2,43—4,18 %.
Истощение запасов богатых хромовых руд привело к добыче бед-
ных руд (уже в 1970 г. ~52 % объема добычи составляли руды с 30—
45 % Сг2О3) и к расширению работ по обогащению бедных руд, и в
частности, по повышению отношения хрома к железу в них [106, с. 89—
111, 531—542]. Для донских хромовых руд высокие показатели обога-
щения обеспечиваются гравитационными методами. При промышлен-
ном опробовании из руды с 45,6 % Сг2О3 были получены концентраты
с 54,3—57,3 % Сг2О3 [106, с. 89—111]. Руда, предназначенная для вы-
плавки рафинированного феррохрома должна подвергаться сушке до
Влажности 0,5—1,5 %. Рекомендованный [3] совместный обжиг руды и
Известняка во вращающихся печах при 1100 и 1200 °C, в результате ко-
торого в окислительной среде образуется хромитохромат кальция
(9СаО-4СгО3-Сг2О3), и для состава с 50 % Сг2О3 и 50 % СаО темпера-
тура плавления составляет 1022 °C (в нейтральной атмосфере в системе
СаО—Сг2О3 самая низкая температура плавления 1930 °C для того же
состава) ие нашел широкого применения в промышленности. Это объ-
ясняется как образованием настылей во вращающихся печах, так и,
главным образом, образованием токсичных соединений, содержащих
СгО3. Совместный обжиг в восстановительных условиях ие может быть
Рекомендован по тем же причинам, хотя содержание СгО3 резко сни-
жается (и растет температура плавления расплава). Кроме того, сов-
местный обжиг в трубчатых печах приводит к получению иестабиль-
13 М. А. Рысс
193
5 10 15 20 25
Продолжительность опыта, мин
Рис. 37. Кинетика восстановления хро-
ма и железа в хромоугольных окаты-
шах (7—III) и в кусковой хромовой
руде (IV, V) (арабские цифры у кри-
вых—температура восстановления)
Рис. 38. Скорость восстановления хро-
моугольных окатышей (/) и кусковой
хромовой руды (2) в шлаковом рас-
плаве при 1700 °C
ного по химическому составу материала, что осложняет последующее
ведение плавки.
Мелкие порошковые руды и концентраты не всегда мо-
гут быть эффективно использованы в плавке (например,
при выплавке высокоуглеродистого феррохрома). Возни-
кает необходимость проводить окускование руд тем или
иным методом. Агломерация хромовых руд затруднена вы-
сокой температурой плавления зерен хромшпинелнда
(>2000 °C) и цементирующих пород (>1400 °C); их спе-
кание происходит только при достижении 1400—1450 °C и
даже 1810 °C [106, с. 167—184], что создает значительные
трудности в работе агломерационных установок. В про-
мышленных условиях агломерацию хромовых руд прово-
дят в Японии [107]. Смесь, состоящую из хромовой руды,
коксика, магнезита и кремнезема спекают в агломераци-
онной чаше при 1550 °C. Агломерат имеет высокую проч-
ность, выход годного 85 %. Широко используют око.мкова-
ние хромовых руд, что наиболее целесообразно для очень
мелких концентратов. Так, из руды г. Оутокумму (Фин-
ляндия) с 24 % Сг2О3 и 1,6—1,7 % Cr/Fe получают концен-
трат крупностью <0,074 мм (80%), который окомковы-
вают в чашевом грануляторе и обжигают в шахтной печи
при 1200 °C; достигаемая прочность 150—200 кг/окатыш
при их крупности 20 мм.
При выплавке передельного феррохрома на ЧЭМК в
печи мощностью 16,5 MBA на хромоугольных окатышах
расход электроэнергии снизился на 7 % и производитель-
ность печи повысилась на 13 %. Окатыши готовили из хро-
мовой руды и ангарского полукокса. Максимальная проч-
ность окатышей достигалась при помоле 70—80 % руды и
194
восстановителя до фракции 0,074—0 мм. Шихту увлаж-
няли до влажности 3—5 % и давали 3—4 % жидкого стек-
ла плотностью 1300 г/л. Сушили окатыши в потоке ды-
мовых газов или подогретого воздуха при 120—130 °C. Су-
хие окатыши имели прочность 0,7—1 кН/окатыш. Восста-
новимость оксидов хрома и железа в окатышах значитель-
но выше, чем в кусковой хромовой руде (рис. 37, 38).
Оксиды хрома и железа в окатышах восстанавливаются
с достаточно высокой скоростью уже при 1250—1300 °C, а
в хромовой руде такая же скорость восстановления окси--
дов достигается лишь при 1700 °C. В шлаковом расплаве,
содержащем 30 % MgO, 30 % SiO2, 30 % А12О3 и 10 % Сг2О3
и нагретом до 1700 °C, окатыши восстанавливаются при-
мерно в десять раз быстрее, чем руда, причем процесс вос-
становления окатышей опережает их расплавление. Ис-
следования показали высокую технико-экономическую эф-
фективность предложенной схемы подготовки шихты для
производства передельного феррохрома.
Автоклавный способ окомкования мелкой хромовой ру-
ды успешно применяют на заводе в г. Трольхеттане (Шве-
ция). Хромовую руду размалывают до крупности <0,2 мм,
при этом примерно 1/3 руды имеет крупность <0,07 мм.
Молотую руду смешивают со связующим, гашеной изве-
стью и кремнистым материалом и увлажняют. Кремнистый
материал поступает из фильтров, установленных за печа-
ми для выплавки ферросиликохрома. Полученную массу
окомковывают на дисковом окомкователе с получением
окатышей диаметром 15—20 мм. Окатыши загружают на
вагонетки и ставят в автоклавы, работающие при темпе-
ратуре около 205 °C. Окатыши успешно применяют при
выплавке феррохрома. Однако процесс плавки с исполь-
зованием окатышей имеет ряд существенных недостатков:
1) высокие капиталовложения; 2) необходимость высокой
степени организации производства и наличия квалифици-
рованного персонала при загрузке в печь горячих окаты-
шей; 3) высокие затраты на измельчение и обжиг; 4) ог-
раничения по составу сырья (содержание кремнезема в
Руде ограничено для предупреждения спекания шихты во
вращающейся обжиговой печи). Это сдерживает примене-
ние процесса окомкования окатышей для производства
сплавов хрома. В промышленных масштабах окомкование
освоено в Финляндии, Японии (с нагревом и восстановле-
нием окатышей) и других странах.
В последние годы получило более широкое распростра-
нение брикетирование хромовых руд. В настоящее время
13* 195
этот способ окускования применяют так же широко, как и
окомкование, причем ему придают еще большее значение.
Предприятия, рассчитанные на применение шихты, состо?
ящей на 100 % из брикетов имеются в ЮАР, ФРГ, Индии,
Японии [108]. Ряд предприятий проектируют и реконстру.
ируют с целью применения брикетированной шихты. Сырь?
ем для производства брикетов служат хромовая руда, га-
шеная известь и меласса. Мелкую хромовую руду подвер-
гают грохочению, и подрешетный продукт крупностью
6,3—9,5 мм транспортируют к вращающейся сушильной
печи; после сушки содержание влаги снижается до <2,5 %.
Температура газа в сушильной печи составляет на входе
700—900, на выходе 70—120 °C, в зависимости от разме-
ров установки и содержания влаги в материале. Известь
гидратируют на 93—97 %, а затем смешивают с рудой, по-
сле этого в смесь добавляют мелассу при 35—40 °C. Для
хорошего перемешивания трех компонентов смесь должна
пройти через два-три смесителя. Плотность брикета регу-
лируется скоростью подачи материалов в пресс.
После брикетирования материал подвергают грохоче-.
нию: подрешетный продукт крупностью 25,4—38 мм воз-
вращается в первый смеситель, а надрешетный поступает
на склад. Высота материала на складе не должна превы-
шать 2—3 м, иначе брикет станет чрезмерно горячим, и
меласса потеряет связующие свойства. Склады для брике-
тов рассчитаны на хранение их в течение 3—6 мес. Бри-
кеты содержат по 2,5—3,5 % мелассы и гашеной извести.
Размер брикетов может быть различным в зависимости от
требований. Обычно они имеют длину 51 —127, ширину
38—63 и толщину 25,4—51 мм. Чем больше размер полу-
чаемых брикетов, тем меньше степень износа отдельных
элементов брикетирующего пресса. Процесс брикетирова-
ния позволяет также добавлять в брикеты флюсы и вос-
становители.
При использовании брикетов или окатышей из хрупкой
кусковой руды содержание углерода в феррохроме дости-
гает 7—8 %, кремния — 1 %. Причиной высокого содер-
жания углерода является высокая реакционная способ-
ность брикетов. Если содержание углерода в феррохроме
необходимо уменьшить, то при существующей технологии
это можно сделать только добавлением крупнокусковой
руды. Извлечение хрома составляет 80—90 %, но при пе-
реработке шлака можно дополнительно извлечь 5—6 %
хрома. Расход энергии при работе на холодной шихте со-
ставляет 13600—14400 МДж/т (3500—4000 кВт-ч/т) спла-
196: 1
ва и зависит главным образом от вида руды. Увеличенное
количество шлака при использовании связующих компен-
сируется улучшением теплообмена в печи в результате
лучшей газопроницаемости шихты, что также значительно
уменьшает унос пыли с отходящими газами. На шихте, со-
стоящей на 100 % из брикетов, работает фирма «Р. М,
Элойз» (ЮАР), на двух открытых печах мощностью
30 MBA каждая, которые в настоящее время работают с
нагрузкой 25 МВт, фирма «Саманкор» (ЮАР), использо-
вавшая кусковую руду в закрытой печи мощностью 48 MBA,
перешла на применение брикетов. Таким образом, брике?
тированную шихту можно применять в печах любого типа.
Более широкое применение брикетов по сравнению с
горячими восстановленными окатышами и агломератом в
шихте печей для выплавки феррохрома в последние годы
объясняется рядом причин: низкими капитальными и
эксплуатационными затратами, несложностью оборудова-
ния и относительной простотой процесса, независимостью
работы установки для брикетирования и рудовосстанови-
тельной печи. С установки для брикетирования брикеты
отправляют на склад, поэтому установка может находить-
ся в любом месте — около печи, на руднике или на цент-
ральном пункте по распределению брикетов различным
предприятиям. При работе на брикетах нет ограничений по
химическому составу хромовой руды; можно использовать
руды, содержащие 5—6 % SiO2 и более, которые обычно
образуют настыли во вращающейся печи. Брикеты хромо-
вой руды являются также хорошим шихтовым материалом
для производства ферросиликохрома; уже несколько пе-
чей при выплавке ферросиликохрома работают на шихте,
состоящей на 100 % из брикетов.
Преимущества хромоугольных окускованных шихт в
наибольшей степени могут быть реализованы при сочета-
нии их плавки с предварительным нагревом и металлиза-
цией. В Японии на производстве высокоуглеродистого фер-
рохрома работает печь мощностью 23 MBA, в которою
загружают предварительно частично восстановленные горя-
чие окатыши, что снижает расход электроэнергии на 46 %.
Такие процессы позволяют использовать пылеватые руды и
дешевые восстановители и флюсы. Используемая в каче-
стве флюса известь должна иметь >90 % СаО и до
0,011 % Р и не содержать углеродсодержащих материа-
лов. Требования к углеродистому восстановителю и квар-
циту аналогичны предъявляемым при производстве фер-
росилиция, кроме более жестких требований к коксику
197
по содержанию фосфора (желательно <0,02 % Р) при
производстве высокоуглеродистого феррохрома и ферроси-
ликохрома и серы (<0,5 %) при производстве высокоуг-
леродистого феррохрома.
Физико-химические свойства хрома
и его соединений
Хром (от греческого слова chroma — цвет) переходный элемент VI
группы Периодической системы элементов Д. И. Менделеева, имеет
электронную структуру Is2 2s2 2р6 3s2 Зрв 3d5 4s1. Твердость по мине-
ралогической шкале 8,5. Это серебристо-белый блестящий металл, об-
ладающий следующими физико-химическими свойствами: атомная
масса 52,01; валентность 1—6; плотность 719 г/см3; температура
плавления 1855 °C, кипения 2469 °C. С железом хром обладает полной
взаимной растворимостью в твердом и жидком состоянии (рис. 39)
Температура плавления высокоуглеродистого феррохрома —1500 °C и
иизк'лтлеродистого 1600—1630 °C. С углеродом хром образует прочные
карбиды Сг23С6 (5,7 % С), Сг7С3 (9,01 % С) и Сг3С2 (13,34 % С), имею-
щие температуру плавления 1520, 1780 и 1890 °C соответственно. Диа-
грамма состояния системы Сг — С приведена на рис. 40. В системе
Сг— Fe —С существуют двойные карбиды: (Cr, Fe)2aCe; (Сг, Fe)7C3;
(Cr, Fe)3C2.
Высокоуглеродистый феррохром имеет в своем составе углерод в
основном в виде (Cr, Fe)7C3, а рафинированный содержит углерод в
виде (Сг Fe)23C3 С кремнием хром образует ряд силицидов: Cr3Si
(15,25% Si); Cr5Si3 (24,45 % Si); CrSi (35,05 % Si); CrSi2 (51,9 % Si),
имеющие температуры плавления 1710, 1597, 1545 и 1550 °C соответст-
венно. Строение и свойства жидких сплавов хрома с кремнием рассмот-
рены П. В. Гельдом. В тройной системе Fe—Сг—Si при 15 и 25 % Fe в
Рис. 39. Диаграмма состояния системы Fe—Сг
о го цо во во юо
Ге Содержание,°/о С г
Рис. 40. Диаграмма состояния системы Сг—С
198
[С], %
J'F
4
J
2
20 30 40 50 [Si],%
41. Зависимость содержа-
углерода от количества
О
сплаве обнаруживаются силициды (Сг,
Fe) Si и (Сг, Fe)Si2. Первый сплав с
32—35 % Si плавится при 1500 °C, вто-
рой с 52 % Si плавится при 1350—
1400 °C. Ферросиликохром с 60 % Si со-
стоит из кремния и (Fe, Сг)Si2; с 50 %
Si — из (Fe, Cr)Si2; с 40 % Si —из (Fe,
Сг) Si2 и (Fe, Cr)Si; с 30 % Si — из
(Fe, Сг) Si и (Fe, Cr)3Si2; с 20 % Si —
из (Fe, Cr)3Si2 н а-раствора. Прн взаи-
модействии силицидов с углеродом мо-
гут образовываться тройные фазы
MemSinCj,. Силициды хрома прочнее его
карбидов, поэтому в сплавах Fe—Сг—Si
при увеличении содержания кремния по-
нижается содержание углерода (рис.
41). С кислородом хром образует ряд
оксидов (табл. 63). Наиболее прочным
является оксид Сг2О3, в виде которого
хром в основном находится в рудах и
шлаках. В кислых шлаках встречается и
вительных процессах. В высокоизвестковых
ных процессах частично образуется СгО3.
сульфиды CrS, Cr2S3 и Cr3S4. С
фиды Сг3Р, Сг2Р, СгР и СгР2. С азотом хром образует прочные соеди-
нения нитриды Cr2N и CrN. С повышением температуры термодинами-
ческая прочность нитридов снижается. Температура плавления Cr2N
— 1700 °C, CrN диссоциирует при 1500 °C, плотность их соответственно.
Таблица 63. Некоторые свойства оксидов хрома
Рис.
НИЯ
кремния в ферроснликохроме
CrO, особенно при восстано- .
шлаках при окислитель-
Хром с серой образует
С фосфором хром образует фос-
Оксид Плот- кость, г/см3 Температура, К Л ^298’ кДж/моль сП й298’ Дж/(моль-К)
плавле- ния кипения
СгО3 2,8 458 Нет св. 579,9 17,2
СгО2 4,8 Нет св. То же Нет св. Нет св.
Сг7О3 5,21 2697 Разлагается 1130,5 19,4
Сг3О4 Нет св. Нет св. Нет св. 1505,5 Нет св.
СгО То же То же То же 366,2 12,74
равна 6,5 и 6,18 г/см3. Растворимость азота в жидком хроме составля-
ет 4,2 % N при 1898 °C и 6,5 % N для переохлажденного расплава при
1600 °C. Растворение азота в хроме значительно понижает температу-
ру его плавления. Твердый хром, насыщенный азотом при 800—1000 °C
может содержать его до 21 %.
Технология производства сплавов хрома
Высокоуглеродистый феррохром. Процесс основан на вос-
становлении оксидов хрома и железа, содержащихся в хро-
мовой руде, углеродом. Термодинамические характеристи-
ка
Таблица 64. Изменение AG° реакций восстановления оксидов хрома
углеродом
Реакция ДИ -TbST. кДж/моль Температура, при которой Д G°T =0, к.
Сг2О3 + 13/3С = 2/зСг3С2+ЗСО 730 940—511,68 Т 1430
2/зСг2О3 + ,8/7С = 1/21Сг7Сз+2СО 511 128—364,57Т 1403
2/зСг2О3+2С=4/зСг+2СО 546 624—360,8 7- 1513
Сг2О34-ЗС=2Сг 4" ЗСО 786 523—523,3 7- 1500
3 (FeO • Сг2О3) 4- 3C=3Fe4- ЗСг20з4* 4-ЗСО 491 490—415,3 7- 1185
MgO • Сг2О3+ ЗС=2Сг+М gO 4- ЗСО 720 350—520,8 7- 1546
ки реакций восстановления оксида хрома, железистой и
магнезиальной шпинелей приведены в табл. 64. Темпе-
ратура начала восстановления оксида хрома углеродом до
карбида равна ИЗО °C, а до элементарного хрома 1240 °C,
поэтому при восстановлении оксида хрома углеродом не-
возможно избежать науглероживания сплава вследствие
образования карбидов. Одновременно происходит частич-
ное восстановление из руды других оксидов. Восстановле-
ние оксидов железа облегчает процесс плавки, так как
снижается температура плавления сплава, в системе со-
здаются более благоприятные энергетические условия, а
уменьшение концентрации хрома в сплаве сдвигает равно-
весие реакции в сторону восстановления хрома и повыша-
ет его извлечение.
А. Н. Морозов показал, что хром и железо системы
Fe—Сг—О начинают восстанавливаться из шпинелей при
1050—1150 °C одновременно, однако при низких темпера-
турах скорость восстановления железа выше, чем хрома;
в результате образуются карбид типа (Fe, Сг)3С и метал-
лическое железо. При более высоких температурах про-
дуктом реакции является карбид типа (Сг, Ре)7Сз. Шпи-
нели этой системы восстанавливаются более быстро и
полно, чем чистый оксид хрома при той же температуре. С
повышением содержания в хромовых рудах магния уве-
личивается количество хрома, восстанавливаемого в обла-
сти высоких температур (1250 °C и выше). Восстановление
хромовых руд с кремнистым и железистым цементом на-
чинается при 900—1100 °C. Нагрев до 1200 °C приводит к
200
образованию в рудах обоих типов металлических частиц
на поверхности образцов и в трещинах, внутри зерен хром-
шпинелидов они обнаружены после нагрева до 1300—
1400 °C.
При 1700—1800 °C наблюдается снижение степени вос-
становления руды от поверхности к центру. Скорость вос-
становления уменьшается вследствие интенсивного спека-
ния рудных зерен, что приводит к ухудшению условий
транспортировки газа-восстановителя в объем куска ру-
ды. Резкое увеличение скорости восстановления массивных
хромовых руд наблюдается в начале плавления зерен
хромшпинелида и образования жидкого шлака при 1900—
2000 °C. Следовательно, полнота и скорость восстановле-
ния хромовых руд определяются их химическим и грану-
лометрическим составом, температурой и продолжитель-
ностью выдержки, текстурой и структурой руд. Восстанов-
ление оксидов железа опережает восстановление оксидов
хрома во всех интервалах температур и на всех типах хро-
мовых руд, однако для различных руд в различных и ши-
роких пределах. В общем виде можно принять схему вос-
становления углеродом железа и хрома из хромовой ру-
ды, предложенную С. С. Лисняком и Н. Ф. Евсеевым и по-
казанную на рис. 42.
При благоприятных условиях (применении легковос-
становимых руд, избытке восстановителя и использовании
в качестве флюса кварцита) получает значительное разви-
тие и реакция восстановления кремнезема, причем содер-
жание кремния в сплаве достигает 2—4 %, что желательно
при производстве передельного феррохрома. Восстановле-
ние кремнезема осуществляется твердым углеродом по
Нестехиометршеская феррохромшпинель
Mg oj6 (Fe.Cr, А1 )203,6
i
Феррохромпикотит
(Мд,Fe) ( Fe,Cr,Al )2 04
Fe-------1 |
Хроппикотит
Fe + CrxCu ——-----' v I
x К Хромшпинель
Mg (Сг,А1 )2 O4
MgO—--------------------* I '-------------------— -----*-MgAl2O4
CrxCy
Рис. 42. Схема восстановления железа и хрома углеродом из хромовой руды
20Г
схемам, рассмотренным ранее. Также возможна реакция
2Cr + 3SiOr = 3Si + Cr2O3, при умеренных температурах
(<1585 °C) кремний может переходить в сплав в резуль-
тате окисления хрома. По данным [53], подобная реакция
имеет вид 3Cr+2SiO2=Cr3C)4-]-2Si. Возможно также про-
текание реакций типа (Fe, Cr)3C2 + 3SiO2 + 4C=3(Fe,
Cr)Si + 6CO и (Fe, Сг)ж + 281С + 51О2(т) = 3(Fe, Cr)Siffi +
+2СО. Присутствие железа улучшает условия восстанов-
ления SiO2.
Рафинирование сплава от углерода и кремния достига-
ется в результате создания над ним так называемого руд-
ного слоя, представляющего смесь частично расплавивших-
ся кусков руды со шлаком. Капельки сплава, проходя при
высокой температуре через этот слой, частично рафини-
руются от углерода и кремния, например, по реакциям
(Сг, Fe)7C3+Cr2O3=2Cr+7 (Cr, Fe) +ЗСО и 3Cr3Si+
+ 2Сг2О3= 13Cr + 3SiO2. Возможно также окисление карби-
дов углерода углекислым газом [24]. Я. И. Островский,
X. Н. Кадарметов дают следующую картину превращений
в шихте в печи для выплавки высокоуглеродистого ферро-
хрома. В поверхностном слое шихты (на глубинё ~600 мм
от поверхности колошника) материалы не претерпевают
существенных изменений, преимущественно происходит
сушка материалов. На глубине от 600 до 1000—1200 мм
материалы прогреваются до 1000—1200 °C, частично вос-
становленные куски руды разрушаются. Наблюдается спе-
кание материалов, образование прослоек первичного шла-
ка, металлическая фаза содержит 67—71 % Сг и 6,2—
7,5 % С. Основная часть восстановительных процессов
протекает на глубине 1200—2000 мм, где температура ма-
териалов повышается до 1400—1600 °C, хром восстанавли-
вается на 75—81 %, а железо на 84—90 %. В металле по-
является кремний, обнаружены куски кокса покрытые кар-
бидом кремния. В нижней части зоны имеется вязкий слой
полурасплавленной массы толщиной ~50 мм. Это рудный
слой, содержащий в кусках недовосстановленной руды
оксиды хрома и других элементов, коксик в нем почти от-
сутствует. Хром из руды и рудного слоя, расположенного
ниже шлака, в дальнейшем восстанавливается карбидами
хрома. Ниже рудного слоя расположен слой металла. Тем-
пературный режим выплавки высокоуглеродистого ферро-
хрома определяется температурой плавления шлака, так
как прогреть сплав, увеличивая выдержку его в печи в ус-
ловиях плавки под закрытым колошником, не представля-
ется возможным. Температура плавления высокоуглероди-
202
стого феррохрома, содержащего 65—70 % Сг и 6—8 % С,
составляет ~ 1550 °C, поэтому шлак должен иметь темпе-
ратуру плавления ~ 1650 °C. Необходимое количество
флюсов определяют по диаграмме плавкости тройной си-
стемы SiO2—MgO—А12О3 (рис. 43). Оптимальный состав
шлака при выплавке высокоуглеродистого (передельного)
феррохрома следующий, %: SiO2 27—33 (34—36); MgO
30—34 (33—38); А12О3 26—30 (20—26); Сг2О3<8 (3—6).
Особое значение имеют вязкость и удельное электриче-
ское . сопротивление шлака, зависящие от его состава и
температуры, так как при шлаковых процессах шлак вы-
полняет роль части рабочего сопротивления, что обеспечи-
вает необходимый нагрев определенной зоны ванны печи.
Н. Л. Жило рекомендует шлак, содержащий 35 % SiO2,
30—35 % А120з и 30—35 °/о MgO. Температура плавления
его составляет 1560—1680 °C, а вязкость 0,3—7 Па-с.
При высоком содержании MgO (>50 %) наиболее ус-
тойчивыми физическими свойствами при изменениях тем-
пературы и состава обладают шлаки, содержащие 32 %
SiO2 и состоящие в основном из форстерита и шпине-
ли [109]. При увеличении содержания оксида хрома повы-
шается температура кристаллизации шлаков и увеличива-
ется вязкость вследствие образования шпинели MgO-
- (Gr, А1)2О3. Основными минералогическими составляю-
Рис. 43. Диаграмма состояния системы MgO—SiO2—А4О3.
203
Рис. 44. Футеровка ванны печи мощностью 16,5 MBA для выплавки передельного
феррохрома:
/ — кирпич магнезиальный; 2— набивка магнезиальная; 3 — кирпич алюмосили-
катный; 4 — порошок магнезиальный; 5 — асбест листовой; б — змеевики
щими шлаков являются стекло переменного состава, фор-
стерит (2MgO-SiO2) и алюмомагнезиальная шпинель
(MgO-Al2O3), возможны кордиерит (2MgO-2А12О3-5SiO2),
муллит (3Al2O3-2SiO2) и др. Потери хрома в шлаке возрас-
тают с увеличением количества остаточного хромшпинели-
да и повышением отношения MgO/Al2O3. Состав шлака луч-
ше всего подбирать, используя различные руды, в качестве
флюса обычно используют кварцит, шлак от производства
ферросиликохрома и, реже, боксит. Конечные шлаки дол-
жны обеспечить полноту восстановления оксидов хрома и
железа, получение сплава заданного состава, обладать до-
статочной жидкоподвижностью, обеспечить хорошую по-
садку электродов и хорошо отделяться от сплава при вы-
пуске, разливке и в изложницах. Кратность шлаков со-
ставляет 0,8—1,3, доля шлакообразующих оксидов из
хромовых руд достигает 90 %.
Выплавку высокоуглеродистого феррохрома ведут в
открытых и закрытых печах мощностью до 115 MBA. Фу-
теровка печей магнезиальная (рис. 44). Для производства
высокоуглеродистого феррохрома используют кусковые
руды, для передельного — смесь кусковых и порошковых
руд. При производстве чардж-хрома используют низко-
сортные хромовые руды. Иногда в шихте используют бо-
гатый (27—32 % Сг2О3) шлак, получаемый при бесфлюсо-
вом производстве среднеуглеродистого феррохрома, или
конвертерный. В некоторых случаях для снижения содер-
жания серы в сплаве в шихту вводят марганцевую руду
204
или ферромарганец. В последнее время в связи с увеличе-
нием мощности печей и исчерпанием запасов богатых кус-
ковых руд приобрело важное значение окускование руд-
ной мелочи и предварительное восстановление и нагрев
шихты [24, 107, 108, ПО]. При расчете шихты принимают
использование хрома 92 % и железа 95 %, избыток восста-
новителя 6—10 % Для открытых и 1—2 % для закрытых
печей. Состав колоши шихты следующий: 700 кг хромовой
руды, 160—170 кг коксика, 20—30 кг шлака от производ-
ства ферросиликохрома и 50—100 кг оборотных отходов.
Плавку высокоуглеродистого феррохрома ведут с горя-
чим колошником, чтобы увеличить улет серы. Расход элек-
троэнергии на проплавление 1 т рудной части шихты
составляет 5580—5950 МДж (1550—1650 кВт-ч). Нормаль-
ный ход технологического процесса характеризуется рав-
номерным проплавлением шихты, устойчивой и глубокой
посадкой электродов, выделением по всей поверхности ко-
лошника языков светло-желтого пламени и свободным вы-
ходом из печи жидкоподвижных сплава и шлака заданно-
го состава. Наиболее характерными признаками наруше-
ния технологического процесса являются следующие.
1. Недостаток восстановителя характеризуется шлако-
ванием у электродов, их чрезмерно глубоким погружени-
ем в шихту, повышенным содержанием в шлаке Сг2О3 и
снижением содержания в сплаве углерода и кремния.
2. Избыток восстановителя характеризуется высокой
посадкой электродов, обвалами шихты с образованием сви-
щей, выделением белого пламени на колошнике; повыша-
ется содержание в сплаве кремния, сплав холодный и не
выходит полностью из печи; при повышении отношения
MgO/Al2O3 наблюдается шлакование густым шлаком с за-
путавшимся в нем коксиком, который образует на колош-
нике прочную монолитную корку; избыток углерода вызы-
вает повышенные потери хрома.
3. Повышенное содержание SiO2 в шлаке, на это ука-
зывают жидкий и холодный шлак, темный колошник печи,
холодный сплав с повышенным содержанием углерода.
4. Недостаток SiO2 в шлаке характеризует повышенная
температура сплава на выпуске, тугоплавкие, вязкие шла-
ки с большим числом корольков сплава, плохо выходящие
из печи, образование шлаковых настылей вокруг электро-
дов и выделение белого дыма.
5. Недостаток кремнезема и углерода в шихте, об этом
свидетельствуют тугоплавкие и вязкие шлаки с низким со-
205
держанием
SiO2 и
пониженное
содержание
углерода
в
сплаве, высокая посадка электродов.
6. Недостаток коксика при избытке кварцита
вызывает
образование холодных и вязких шлаков с высоким содер-
жанием SiO2, Ст2О3 и FeO; посадка электродов низкая, вы-
сокое содержание углерода и низкое кремния в сплаве;
при
значительном избытке SiO2 возможно раскрытие колош-
ника
образованием
зеркала
жидкого
шлака
лектродов
7. Избыток коксика и кварцита в шихте вызывает по
с
У
вышение содержания углерода и кремния в сплаве; из лет-
ки выходит ошлакованный кокс, посадка электродов не-
устойчивая.
8. Избыток коксика при недостатке SiO2 в шлаке ха-
рактеризуется высокой посадкой электродов, образуются
свищи, из тиглей выбрасывается коксик;
шлаки
горячие,
с низким содержанием оксида хрома, но вязкие и не всег-
да выходят из печи.
9. Избыток А12О3 в шлаке вызывает шлакование у
электродов, неустойчивую посадку их; холодный сплав, пе-
нистые шлаки. 1
Нарушение шлакового режима может привести к раз-
рушению гарнисажа и аварийным прогарам печи. Прогар
футеровки может также произойти в результате увеличе-
ния жидкотекучести сплава при понижении в нем содер-
жания хрома, углерода или его перегреве. Успешно осва-
ивается производство высокоуглеродистого феррохрома в
закрытых печах. При нормальной работе печи давление
под сводом ~ 10 Па и температура газов 100—200 °C. Газ
имеет следующий примерный состав: 70—90 % СО, до
8 % Н2 и до 1,0 % О2- Теплота сгорания газа достигает
10000—11000 кДж/м3. Запыленность газа при входе в га-
зоочистку составляет ~10 г/м3, в пыли содержится 18—
21 % Сг20з- Необходима тщательная подготовка шихты к
плавке. Закрытые печи должны работать на усредненных
по гранулометрическому и химическому составу хромовых
рудах и на коксике с постоянной влажностью (4—6 %).
Количество кусковой или окускованной хромовой руды
фракции 80—10 мм должно быть ^80 %.
При производстве сплава в закрытых печах необходи-
мо соблюдать все особенности ведения процесса (опреде-
ленный состав газа, расход воды на газоочистку и т. п.),
характерные для их эксплуатации, которые аналогичны
описанным в гл. 1. Схема производства высоко- и средне-
углеродистого феррохрома с предварительным восстанов-
лением хромовых руд в твердом состоянии, разработана
206
фирмой «Шова Денко» (Япония). В обжиговой печи до-
стигается восстановление хрома до 60 % и железа до 80 %
и горячие окатыши задают в закрытую рудновосстанови-
тельную печь. Процесс позволяет перерабатывать относи-
тельно бедные и порошкообразные хромовые руды, обес-
печивая получение высоких технико-экономических пока-
зателей. Так, при производстве феррохрома с 55—65 % Сг,
8 °/о С и 3 % Si получены показатели (в сравнении с
обычным процессом на той же печи из тех же руд), при-
веденные ниже.
Удельные расходы:
электроэнергии, МДж/т (кВт-ч/т) 7850 (2200)/15 200 (4300)
хромовой руды, кг/т................ 1900/2100
кокса, кг/т.......................... 600/500
топлива, кг/т...................... 200/—
Примечание. Числитель — для процесса SRC, знаменатель — для обыч-
ного процесса.
Кроме того, возможно использование таких окатышей
для одностадийного производства ферросиликохрома. При
выплавке на заводе в г. Уейбенке (ЮАР) в закрытых пе-
чах чардж-хрома (52—54 или 56—58 % Сг; 8 % С; 3,0—
4,5% Si; </0,03 % Р; 0,045 % S) используют хромовую
руду с отношением Cr/Fe=l,5 : 1 или концентрата с Cr/Fe =
= 2,2 : 1. В печь задают 50 % кусковой руды и 50 % брике-
тов. Флюсами являются кварцит и доломит. Извлечение
хрома низкое, так как в отвальных шлаках содержится
12— 15 % Сг, но в целом процесс экономичен ввиду исполь-
зования дешевого сырья.
Завод в г. Вайсвейлере (ФРГ) производит высокоугле-
родистый феррохром из предварительно восстановленных
окатышей, причем отмечены следующие особенности:
1) увеличивается электрическое сопротивление шихты, об-
легчается поддержание глубокой посадки электродов, по-
является возможность работать при более высоком напря-
жении и следовательно с более высоким cos ср; 2) умень-
шается интенсивность газовыделения, увеличивается
подсводовое пространство, не происходит зависания шихты;
3) увеличивается вдвое производительность печи, снижа-
ется на 40 % расход электроэнергии и повышается до 95 %
извлечение хрома.
Для снижения содержания серы в сплаве необходимо
Повысить содержание углерода в нем, уменьшить количе-
ство крупнокусковой руды и увеличить количество бога-
того шлака от бесфлюсового производства среднеуглеро-
207
дистого феррохрома в шихте. С целью получения высоко»
углеродистого феррохрома с марганцем (1—3 % Мп) в
шихту вводят 30—50 кг марганцевой руды или равноцен-
ное количество ферромарганца. Введение в шихту серпен-
тизированных хромовых руд (с содержанием 34—5%SiO2
и более) обеспечивает получение сплава с низким содер-
жанием серы. Самая низкая степень распределения серу
между металлом и шлаком получена при работе на «крас-
ных» и «бурых» рудах с железистым цементом. Большое ко-
личество в руде фазы MgO-Cr2O3 (54—63 %) затрудняет
получение низкосернистого сплава.
Известны методы десульфурации высокоуглеродистого
феррохрома обработкой его карбидом кальция в индукци-
онной печи, продувкой кислородом, обработкой жидкого
феррохрома жидкими отвальными шлаками флюсового
производства рафинированного феррохрома и др. [ИО,
с. 189]. Низкосернистый и низкофосфористый феррохром
ФХ650 может быть получен смешением жидких сплавов
ФХ800 и ФХ200 или флюсовым методом при высокой ос-
новности шлака.
Сплав и шлак выпускают через одну летку одновремен-
но три-четыре раза в смену, в футерованный алюмосили-
катным кирпичом или в стальной ковш со шлаковым гар-
нисажем от предыдущего выпуска. Шлак из ковша сли-
вают в установленные каскадно чугунные шлаковни.
Для уменьшения потерь сплава с отвальными шлаками
в виде металлических корольков используют шлаковни с
наклонным днищем и металлоприемником и в ходе выпус-
ка присаживают в шлак разжижающие добавки (плавико-
вый шпат, силикатную глыбу). По окончании выпуска лет-
ку закрывают огнеупорной глиной как можно глубже, так
как неглубоко закрытая летка может вызвать разогрев при-
легающего гарнисажа и прогар футеровки в этом районе.
Разливку высокоуглеродистого феррохрома производят
через очко в нижней части ковша либо в сборные чугунные
изложницы, либо в большие изложницы методом «плавка
на плавку», либо на машинах конвейерного типа, передель-
ный сплав гранулируют. Сплав содержит, %: Cr~70; С 5—
8; Si 1,3—2 (передельный 2,5—5); S 0,03—0,06; А1^0,4;
Са 0,03—0,06; Ti 0,03; Мп 0,23; Ni 0,35; Си 0,007; В 0,0009;
V 0,19; Мо 0,002; РЬ 0,001; Sn 0,001; As 0,0016; Со 0,036;
Zn 0,001. Остывший сплав дробят и классифицируют, мел-
кую фракцию успешно используют в качестве добавки к
электродной массе [111]. Отвальные шлаки имеют следу-
ющий состав, %: Сг2О3 3—6; СаО 1,3—2,3; MgO 38—41;
А120з 19—22; SiO2 27—34; FeO 1,0; P 0,002; S 0,15—0,75;
кратность шлака 0,89—1,35. При выплавке высокоуглеро-
дистого феррохрома имеет место следующее распределе-,
ние элементов, %:
Сг Fe Si s Р
Сплав . . . . 92 95 3 10 98
Шлак . . . . 8 5 90 70 1
Улет . . . . 0 0 7 20 1
Ниже приведен тепловой баланс высокоуглеродистого
’ феррохрома для открытой (13,5 MBA) и закрытой
(10,5 MBA) печей, по данным X. Н. Кадарметова.
Приход тепла, %: Расход тепла, %:
Электроэнергия . 96,06/99,8 Восстановительные
Тепло шихты . . 0,57/0,20 реакции.. 49,03/46,75
Сгорание газов на Со сплавом .... 12,56/14,28
колошнике . . . 5,37/— Со шлаком .... 18,54/22,65
---------------------------- Испарение влаги ших-
Итого .... 100/100 ™........... 3,27/3,30
. Уносят:
газы.... 2,94/1,39
пыль.... 0,03/0,02
Потери:
кожухом и подиной 5,35/4,89
с охлаждающей во-
дой* ............. —/4,57
через электроды . 0,06/0,09
через колошник (и
невязка) .... 8,22/2,06
Итого.................... 100/100
Примечание. Числитель — для открытой печи, знаменатель — для за-
крытой.
* Для охлаждения свода, воронок и стакана газоотсоса.
Тепловой к. п. д. для открытой печи 0,77 и для закрытой
0,83, электрический — соответственно 0,91 и 0,90. Общий
к. п.д. без учета потенциальной энергии колошниковых га-
зов составил для открытой печи 0,70 и для закрытой 0,74,
а с ее учетом—соответственно 0,48 и 0,47. При использо-
вании газа к. п.д. возрастает соответственно до 0,85 и 0,76.
Серовским заводом ферросплавов освоена выплавка высо-
коуглеродистого феррохрома на закрытых печах, при этом
значительно улучшилось использование электроэнергии, ее
расход на 1 т сплава составил 11340 МДж (3150 кВт-ч)
[1260 МДж (3500 кВт-ч) в момент снятия баланса]. Даль-
14 М. А. Рысс
209
нейшее улучшение использования тепла возможно в ре-
зультате использования печей с дожиганием газа под сво-
дом и хорошей подготовки шихты, в том числе ее окускова-
ния, предварительного нагрева и восстановления.
Я. Н. Островским опробован в промышленных масштабах электро-
топливный способ выплавки высокоуглеродистого феррохрома. При
вдувании воздуха для полного или частичного сжигания образующихся
печных газов непосредственно в печи для подогрева слоя шихты было
достигнуто снижение удельного расхода электроэнергии на 5,5 % и уве-
личение производительности печи на 7 %. Для получения высокоугле-
родистого феррохрома повышенной чистоты в США применяют способ,
заключающийся в рафинировании исходного сплава с 68—71 % Сг,
5—6 % С, 2—3 % Si и 0,07 °/о S продувкой его в реакторе с магнези-
товой футеровкой (вместимостью 4 т) кислородом через вертикальную
водоохлаждаемую фурму. Одновременно добавляют известь для ошла-
кования кремнезема. В результате продувки получен сплав следующего
состава, %: С<4,25; Si<l,0; S<0,03; Ti<0,02; Сг~65. Полученный
Шлак имеет высокое содержание хрома и довосстанавливается силико-
хромом или направляется на переплав. Снижение содержания серы
обеспечивается и обработкой сплава магнием или кальцием. Известно
также использование качающегося конвертера для окислительного ра-
финирования высокоуглеродистого феррохрома. Десульфурацию жид-
кого феррохрома до 0,005—0,007 % S производят в низкочастотных ин-
дукционных печах [44]. При необходимости повышения содержания
хрома в сплаве проводят селективное восстановление железа и товар-
ный сплав плавят из полученных богатых шлаков, т. е. процесс ведут
аналогично рассмотренному для марганцевых сплавов. Предложено
[35, с. 205—206] использовать циклонную печь, работающую на ко-
лошниковых газах, для расплавления и частичного восстановления ших-
ты, а для восстановления — закрытую электропечь. Предварительный
нагрев шихты до 1500 °C увеличивает производительность печи на 36 %
и снижает расход электроэнергии на 26%, а нагрев до 1350°С с час-
тичным восстановлением соответственно на 50 и 33 Не-
значительный интерес представляет пуск в эксплуатацию плазмен-
ной печи для выплавки высокоуглеродистого феррохрома мощностью
10,8 MBA на заводе в г. Крюгерсдорфе (ЮАР) [112]. Плазменный
способ позволяет экономично перерабатывать бедные (~ 40 % Сг2О3)
пылеватые руды и использовать вместо кокса каменный уголь. Капи-
тальные затраты па плазменную печь, производящую 50 тыс. т высоко-
углеродистого феррохрома в год, ~на 40 % меньше, чем на обычную
печь такой же производительности. Ожидается, что эксплуатационные
расходы снизятся на ~25 %. К преимуществам плазменного способа
относятся также независимость подводимой мощности от электричес-
кого сопротивления шихты; значительно более высокое извлечение хро-
ма; гораздо меньшие потери хрома со шлаком (~25 % от потерь при
обычном электропечном способе). Плазменная печь представляет собой
печь закрытого типа с контролируемыми атмосферой и давлением
Особый интерес представляет плазменный процесс ЕРР фирмы «Фостер
Уилер» (Великобритания), который позволяет извлекать металлы пла-
тиновой группы из хромовой руды и получать хромсодержащий про-
дукт (~51 % Сг) из бедных хромовых руд [ИЗ]. В США разработан
двухстадийный способ производства высокоуглеродистого феррохрома
из хромовой руды (рис. 45), содержащей <20 % Сг2О3 [48]. Мелкую
руду через бункер 1 загружают в реактор предварительного восстанов-
210
ления 2 с устройством 3 для
отвода газов. Содержащиеся в
руде оксиды железа частично
восстанавливаются горячими
газообразными продуктами ре-
акций восстановления, протека-
ющих в плазменной дуге 4.
Железо после измельчения по-
лупродукта отделяется от хро-
мита в магнитном сепараторе 5,
а обогащенный хромит по тру-
бе 6 поступает в инжектор 7 и
в струе природного газа вдува-
ется в зону плазменной дуги,
где происходит его восстанов-
ление. Жидкие феррохром и
шлак разделяются в ванне 8,
откуда шлак сливают в чашу
9, а сплав в ковш 10. Известны
и другие работы в этом пер-
спективном направлении [114,
115]. Расход сырья и электро-
энергии и извлечение хрома
при производстве высокоугле-
родистого феррохрома приве-
дены в табл. 65. Дальнейшее
Рис. 45. Схема двустадийного процес-
са производства феррохрома с приме-
нением плазменного иагрева
улучшение технико-экономиче-
ских показателей возможно в
результате соответствующей подготовки хромовых руд (рассева и ус-
реднения руд, окомкования и предварительного восстановления их), вы-
плавки высокоуглеродистого феррохрома в закрытых и плазменных пе-
чах и извлечения корольков сплава из отвального шлака, потери в ко-
тором могут достигать 7 %. Шлаки могут быть использованы как
строительный материал (бутовый камень, щебенка) и как наполнитель
для жаропрочных бетонов.
Таблица 65. Техиико-экономические показатели производства
передельного и высокоуглеродистого феррохрома
Показатели Феррохром
передельный высокоуглеро- дистый
Расход материалов, кг/т: хромовой руды (50 % Сг2О3) . . богатого шлака (30 % Сг2О3) . . коксика кварцита электродной массы Расход электроэнергии, МДж/т (кВт-ч/т) Извлечение хрома, % 2050 415 67 32 11,880(3300) 86 1900 100 450 40 33 12 240 (3400) 83
Примечание. Показатели даны на 1 баз. т с 60 °/о Сг.
14*
211
Таблица 66. Состав ферросиликохрома по ГОСТ 11861—77
Марка Массовая доля, %
S. Сг С р S
ФСХ13 10—16 >55 <6,0 <0,04 <0,03
ФСХ20 16—23 >48 <4,5 <0,04 <0,02
ФСХ26 23—30 >45 <3,0 <0,03 <0,02
ФСХЗЗ 30—37 >40 <0,9 <0,03 <0,02
ФСХ40 37—45 >35 <0,2 <0,03 <0,02
ФСХ48 >45 >28 <0,1 <0,03 <0,02
На основе высокоуглеродистого феррохрома производят ряд лига-
тур. В США выпускают сплав «Кромсол», содержащий, %: Сг 57—62;
С<6,5; Sic 1,5; Мп 4-—6; S<0,04.
Успешно опробована выплавка комплексных сплавов марок
ФХМнС—500 (5,5 % С; 46 % Сг; 19 % Мп; 11,7% Si), ФХМнСК,
ФХМнСТ и ФХМиСКТ (с повышенным содержанием кремния и титана).
Установлено, что применение комплексных ферросплавов обеспечивает
повышение извлечения хрома, марганца и кремния при их выплавке и
снижение расхода легирующих элементов (хрома на 32,3 %, марганца
на 20,3 % и кремния на 21,8 % при обработке стали и дает экономию
в размере 2,1 руб/т жидкой стали [116]. Известен сплав содержащий
8—20 % Si, 35—60 % Сг, 20—35 % Мп, 0,4—4 % А1, 0,2—4 % Са,
0,2—2 % Mg и остальное Fe. Для легирования отливок также успешно
используют сплав, содержащий, %: Cr>55; Si 10—20; С 3—8; Са 0,1—
1; А1 0,1—1,0; N2<l,0. Особо чистый феррохром марки ФХ650 (>65%
Сг; <6,0 % С; <1,5 % Si; <0,05 % S; <0,03 % Р) производят на АЗФ
Методом смешения жидкого высокоуглеродистого феррохрома и сред-
неуглеродистого конвертерного феррохрома.
Ферросиликохром выплавляют шлаковым или бесшла-
ковым методами непрерывным процессом в открытых и за-
крытых печах со стационарной и вращающейся ванной мощ-
ностью до 40 MBA при рабочем напряжении обычно в 145—
200 В. Состав ферросиликохрома приведен в табл. 66. Со-
держание кремния и хрома в сплаве определяется его на-
значением. Более высокое содержание кремния и более
низкое — хрома устанавливаются при необходимости полу-
чить низкоуглеродистый сплав. Технологический процесс
при бесшлаковом методе плавки аналогичен процессу про-
изводства ферросилиция.
Для совместного восстановления Сг20з и SiO2 при шла-
ковом процессе Я. С. Щедровицкий [5] предлагает следу-
ющую схему:
1. Образование сплавов железа с ограниченным содер-
жанием углерода: РеСг2О4+С = Ре+Сг2Оз+СО.
2. Усвоение сплавом хрома с повышением содержания
углерода: FeCr2O4+6C= (Fe, Сг)3С2+4СО.
212
3, Усвоение сплавом кремния при понижении содержа-
ния углерода в результате протекания реакций типа (Fe,
Сг)зС2+35Ю2+4С —3(Fe, Сг) Si-ф-бСО; эта реакция раз-
вивается при температуре >1415 °C и облегчается тем, что
силициды хрома и железа более прочны, чем их карбиды,
4. Образование карборунда наряду со сплавом Fe—Сг—
Si после достижения в нем 50 % (ат.) Si. Образованию SiC
до того, как содержание кремния в сплаве будет соответст-
вовать формуле (Fe, Сг) Si, мешает разрушение его окси-
дами железа, хрома и кремния. Так, реакция 3(Fe, Сг)ж+
-|-2SiC-|-SiO2(T) = 3(Fe, Сг)51ж-|-2СО осуществляется при
температуре >1200 °C.
Исследованиями формирования сплава и шлака при од-
ностадийном (шлаковом) процессе производства ферроси-
ликохрома, выполненными X. Н. Кадарметовым, показано,
что в этом случае в верхних зонах ванны на глубине 150—
250 мм образуется высокоуглеродистый феррохром и ха-
рактерный для него шлак, ниже, на глубине 250—350 мм,
ферросиликохром и конечный шлак. Одновременно шлак
обедняется SiO2 (с 44 до 30 %) и SiC (с 23 до 3 %) и со-
ответственно обогащается MgO и, особенно А12О3.
В переходной зоне шлак существенно изменяет состав
в результате довосстановления SiO2 и уменьшения отноше-
ния MgO/Al2O3 в связи с испарением магния, восстанавли-
вающегося в насыщенной кремнием системе и ошлакова-
нием золы коксика, в которой имеется А12О3 и отсутствует
MgO. Одновременно в результате интенсивного восстанов-
ления кремния, разрушения карбидов железа и хрома и
образования силицидов железа и хрома происходит рафи-
нирование сплава от углерода с выделением SiC. Верхняя
зона получения высокоуглеродистого феррохрома погло-
щает 28,8 % от общего количества подводимой энергии.
В том числе 7,9 % теряется с отходящими газами, а 3,4 и
17,5 % расходуется соответственно на восстановление же-
леза и хрома. На зону образования SiC приходится ,
23,4 % и на зону восстановления кремния 47,8 % энергии,
из которых 30,1 % расходуется на восстановление SiO2 до
кремния и 4,1 % — на восстановление его до SiO, 7,9 % —
На расплавление кремния и 11,2% — на шлакообразова-
ние, но 5,5 % компенсируется за счет тепла, выделяющего-
ся при растворении кремния в феррохроме.
Для успешного ведения плавки исключительно важное
значение имеет правильный выбор шлаков, свойства кото-
рых изучались в ряде работ. Н. Л. Жило исследовала вяз-
кость шлаков системы MgO—SiO2—А12О3 при 1450—
213
1675°С. Установлено, что при 1675°C вязкость шлака с
35—40 % SiOs и MgO/Al2O3> 1,0 не превышает 0,3 Па-с,
при 1550°С вязкость шлака с 35 % SiO2 только в узких
пределах MgO/Al2O3= 1,0-н 1,1 снижается до 1,5 Па-с, а
шлака с 40 % SiO2 при MgO/Al2O3=l,14-l,3—до 1,0 Па-с.
Вязкость натуральных шлаков (39 % SiO2 и MgO/Al2O3 =
= 1,2 и 34—36 % SiO2 и MgO/А12О3= 1,154-1,2) прй
1500°С<1,0 Па-с.
Такой шлак, по данным Л. Н. Русакова, имеет следую-
щий фазовый состав, % (объемн.): 25—40 форстерита, 3—.
10 шпинели, 40—60 стекла алюмосиликатного состава.'
В шлаке присутствуют SiC и реликты кокса, значительно
повышающие его кажущуюся вязкость, поэтому недопустим
избыток восстановителя, превышающий 2—3%.
Сырыми материалами при бесшлаковом процессе явля-
ются кварцит, коксик, железная стружка (требования к ним
аналогичны изложенным в гл. 3) и передельный ферро-
хром в гранулированном или дробленом виде фракции
<10 мм. Известно использование шлаков от конвертерное
го производства среднеуглеродистого феррохрома. В некое
торых случаях коксик частично заменяют карборундсодер-
жащими отходами электродного производства, полукоксом,
древесными отходами и т. п. Успешно опробованы брикеты
из торфа и отходов графитизации. На одном из заводов ко-
лоша шихты для выплавки сплава с 50 % Si состоит из
300 кг кварцита, 130 кг сухого коксика, 135—145 кг пере-
дельного феррохрома и 10—20 кг железной стружки. Ре-
комендуемый избыток восстановителя—7—8% [117].
В процессе плавки восстановленный из кварцита кремний
разрушает карбиды хрома и железа, содержащиеся в пере-
дельном феррохроме: (Сг, Fe)7C3-]-7Si = 7(Сг, Fe)Si-|-3C;
VsCryCs-J-Si=7/3Cr-|-SiC. Возможно также протекание ре-
акций 1/3Cr7C3-|-1/2SiO2=7/3Cr-|-I/2Si-|-CO; 2(Сг, Fe)7C3+
-)-8SiO = 7 (Сг, Fe)2Si+6CO+SiO2.
Обслуживание колошника печи для выплавки ферроси-
ликохрома то же самое, что и при производстве высокопро-
центного ферросилиция. Частота вращения ванны печи при
выплавке 50 %-ного ферросиликохрома составляет один
оборот за 50—60 ч. Выпуск сплава производится четыре —
пять раз в смену в ковш, футерованный алюмосиликатным
кирпичом. Содержание углерода в сплаве повышается при
частых выпусках и недостаточно тщательном отделении
сплава от шлака, всегда содержащего значительно больше
углерода, а также при высокой и неустойчивой посадке
электродов.
214
Отмечается [118], что применение в качестве восстано-
вителя смеси полукокса и отходов графитизации в отно-
шении 70 : 30 при использовании оборотного шлака обес-
печивает стабильное получение сплава, содержащего
^0,025 % С, с высокими технико-экономическими показа-
телями. Содержание углерода в сплаве снижается по мере
увеличения в нем содержания кремния и продолжительно-
сти выдержки сплава в ковше, так как карбид кремния не-
растворим в ферросиликохроме и постепенно всплывает из
сплава. Снижение содержания углерода обычно достигает-
ся достаточной выдержкой сплава в ковше (~1,5 ч) перед
разливкой, в том числе в термостате, реже дополнительной
обработкой сплава высокоизвестковым шлаком, а также
смесью железной руды, извести, песка и плавикового шпата.
Выплавка ФСХ48 в закрытой печи аналогична выплав-
ке в ней ФС65. Используют кварцит фракции 25—80 мм,
коксик фракции 5—20 мм, гранулированный или дробленый
передельный феррохром и железную стружку. Примерный
состав колоши шихты: 300 кг кварцита, 66 кг коксика, 90 кг
полукокса, 17 кг стружки и 135 кг передельного феррохро-
ма. На печи мощностью 40 MBA работают при напряжении
190—200 В и токе ПО А. Нормальная работа закрытой пе-
чи характеризуется следующими основными признаками:
1. Равномерное, спокойное выделение газов над обечай-
ками вокруг электродов, сгорающих ровным соломенно-
желтым пламенем, и непрерывный сход шихты в загрузоч-
ных воронках, без зависания и спекания.
2. Глубокое и устойчивое погружение электродов в ших-
ту; длина рабочего конца электрода (от нижнего обреза
щек до торца электрода) должна быть от 3,3 до 4,2 м.
3. Давление газа под сводом во всех точках должно быть
в пределах от 0 до 19,6 Па.
4. Температура газов под сводом во всех точках долж-
на быть одинаковой и постоянной от 600 до 800 °C.
5. Постоянное количество отходящих газов следующего
состава, %: СО 80—90; Н2й^8; СО2 2—5; О2<Д 1.
6. Выход жидкоподвижного шлака при каждом выпус-
ке в количестве 50—70 кг на 1 т металла.
7. Равномерный расход электродов, средняя величина
перепуска каждого электрода должна быть от 0,6 до 0,7 мм
На 3600 МДж (1 МВт-ч) израсходованной электроэнергии.
Наиболее часто встречающиеся отклонения от нормаль-
ной работы печи и меры по их исправлению аналогичны
имеющим место при выплавке ФС65 в закрытой печи. Для
ФСХЗО содержание углерода в сплаве на выпуске состав-
215
ляет 2—3 %, а после грануляции 0,5—1 % С. Вместе с тем
образцы со стенок ковша содержат 34—67 % SiC. В ФСХ48
на выпуске содержится 0,2—0,4 % С, после выдержки и гра-
нуляции лишь 0,02—0,04 % С, а в шлаковой корке содер-
жится % С. После выдержки из ковша удаляют шла-
ковую корку и сплав разливают в слитки или гранулируют.
Когда требуется особо чистый по содержанию углерода
сплав, среднюю часть сплава в ковше, наименее загрязнен-
ную углеродом, гранулируют'отдельно. Снижение содержа-
ния фосфора в ферросиликохроме (и одновременно углеро-
да) может быть достигнуто обработкой сплава основным
синтетическим шлаком или отвальными жидкими шлаками
производства рафинированного феррохрома. Содержание
фосфора может быть снижено в два раза и более и зави-
сит от кратности шлака. При этом происходит довосстанов-
ление хрома и осаждение корольков сплава, обеспечиваю-
щее снижение содержания хрома в отвальных шлаках при-
мерно на 70 %. Для снижения содержания алюминия жид-
кий сплав обрабатывают в ковше хромовой рудой (11,5%
от массы металла). Выплавку сплава с 10—30 % Si ведут
на пониженном колошнике, при толщине слоя шихты 1300—
1500 мм и глубине посадки электродов ~700 мм. Шихта
состоит из кварцита фракции 50—20 мм (25—30 %), кокси-
ка фракции 20—8 мм (14—15%), передельного феррохро-
ма (48—50 %) и железной стружки (7—10%). Избыток
твердого углерода в шихте составляет 3—5 %. Сравнитель-
но невысокая температура восстановления низкопроцент-
ного сплава и хорошая газопроницаемость колошника оп-
ределяют спокойный ход процесса. Сплав выпускают из
печи пять — семь раз в смену. Продолжительность выпус-
ка 10—15 мин, температура сплава 1350—1450°С.
За рубежом находит широкое применение шлаковый ме-
тод производства ферросиликохрома, основанный на сов-
местном восстановлении оксидов хромовой руды и кварци-
та углеродом. Этот способ обеспечивает повышение каче-
ства сплава; для получения сплава с содержанием 0,02 % С
достаточно, чтобы в нем было ~45% Si, вместо 53 % Si
при бесшлаковом способе. Соответственное увеличение со-
держания хрома в сплаве, снижение трудовых затрат за
счет исключения добавочного передела и повышенное из-
влечение хрома обеспечивают экономичность процесса. На
одном из отечественных заводов в плавке использовали ру-
ду фракции 15—80 мм следующего гранулометрического со-
става: Т>50 мм—25%; 50—15 мм—55 %, <15 мм—20 %
и порошковую руду крупностью <10 мм, доля которой в
216
шихте достигала 40 %. Кварцит был в кусках 15—80 мм и
коксик 5—20 мм. Колоша шихты состояла из 300 кг квар-
цита, 260 кг хромовой руды, 153—163 кг коксика и 30 кг
древесной щепы. Показатели производства улучшаются при
использовании окускованных шихт, ангарского полукокса
и отходов графитизации [119]. Шихту загружали неболь-
шими порциями по мере ее проплавления. У электродов
поддерживали небольшие конусы. Нормальная работа печи
характеризовалась равномерным выделением газов по всей
поверхности колошника, отсутствием свищей и шлакова-
ния у электродов, ровным сходом шихты, устойчивой и глу-
бокой посадкой электродов (600—700 мм) и хорошим вы-
ходом сплава и шлака.
При избытке восстановителя шлак имеет пониженное
содержание SiO2 и повышенное SiC, становится вязким и
плохо выходит из печи. Посадка электродов неглубокая,
много свищей и белый дым вокруг электродов. Снижается
расход шихты, в центре колошника она темнеет. В дальней-
шем прекращается выход шлака из печи, начинается про-
цесс шлакования, заканчивающийся раскрытием и про-
плавлением колошника. При недостатке восстановителя по-
вышается концентрация SiOa в шлаке и снижается содер-
жание кремния в сплаве. Шихта спекается, при глубокой
посадке электродов теряется нагрузка, появляются свищи,
шлакование и затем раскрывается колошник. Высокое от-
ношение MgO/AI2O3 в шлаке приводит к перегреву шлака
и сплава, снижению кремния в сплаве, а при низком шлак
становится пенистым, вязким. Сплав и шлак выпускают од-
новременно. Средний состав полученного сплава, % : Si 42,5;
Сг 37,5; С 0,04, состав шлака, %: SiO2 43,0; MgO 23; А12О3
23; SiO 3; СаО<3,0; Сг2О3 1. Кратность шлака ~0,8, оп-
тимальное отношение MgO/Al2O3 равно 1,04-1,2. В отваль-
ном шлаке содержится ~15 % сплава, который должен из-
влекаться при обогащении и затем переплавляться.
Успешно опробовано производство одностадийным спо-
собом ферросиликохрома с 18 и 30 % Si. Примерное содер-
жание SiO2 в шлаке составляло для ФСХ18—38—42 % и для
ФСХЗО 40—45 %. Избыток углерода — не более 3 %. Плав-
ку ФСХЗО проводили в печи мощностью 10,5 MBA, при ра-
бочем напряжении 148,5 В и токе 40 кА. Колоша шихты
состояла из 300 кг кварцита, 480—500 кг хромовой руды
(60 % фракции >15 мм), 200—215 кг коксика (сухого),
30 кг древесной щепы и 5 кг плавикового шпата. Сплав со-
держал в среднем 0,67 % С, 30,1 % Si, 53,3 % Сг и 0,03 %
217
Р. Расход электроэнергии (без обогащения шлаков) соста-
вил 28368 МДж (7880 кВт-ч/т)..
Успешно выплавляли шлаковым методом и низкокрем-
нистый сплав с 10—14 % Si [120]. Плавку проводили в пе-
чи мощностью 10,5 MBA при рабочем напряжении 158 В.
В шихте использовали хромовую руду (80 % фракции
>20 мм и 47,8 % Сг2О3), кварцит фракции>20 мм и ко-
ксик размером 5—20 мм. Колоша шихты состояла из 600 кг
хромовой руды, 130 кг кварц-ита и 185 кг коксика. Шихту
загружали в печь завалочной машиной. Колошник печи ра-
ботал нормально в течение всей кампании, газовыделение
было равномерным, ошлакования колошника не происходи*
ло. Посадка электродов в шихте составляла 0,5- 0,8 м. Mel
талл разливали на слитки или гранулировали. 1
В опытной кампании извлечение хрома в сплав состави]
ло 91,3 %, кремния ~39,2 %. Избыток восстановителя а
шихте (без учета углерода электродов) составил в сред]
нем 8%. Состав металла был следующим, %: Si 13,0; Сп
61,6; С 5,3; Р 0,027; S 0,007. Состав шлака был следующим]
%; SiO2 44,2; MgO 37,2; А12О3 14; FeO 0,4; СаО 1,5; Cr2OJ
2,3. Производительность печи составила 48 т/сут, расход
материалов и электроэнергии приведен ниже.
Кварцит, кг.....................
Хромовая руда (сухая, 50 % Сг20з), кг
Коксик (сухой), кг..............
Железная стружка, кг ...... .
Электроэнергия, МДж (кВт-ч) . . .
Примечание. Числитель — иа 1 т сплава, знаменатель — иа 1 баз. т
сплава.
На заводе в г. Твело (Зимбабве) выплавляют ферроси-
ликохром с 36—40 % Сг и 40—46 % Si одностадийным
(шлаковым) процессом в печах мощностью 17,5 MBA с
вращающейся ванной и угольной футеровкой; электроды
самоспекающиеся диаметром 1100 мм, рабочее, напряжение
160—175 В. На печи имеются три поочередно используе-
мые летки, каждая из которых смещена относительно бли-
жайшего электрода на 12°. В плавку используют хромо-
вую руду в кусках размером 25—150 мм (фракции <7 мм
2—5%), кварц фракции 20—150 мм и кокс фракции 15—
40 мм. Избыток восстановителя принят равным 8 %, содер-
жание SiO2 в шлаке 48 %- Расход электроэнергии на 1 т
сплава составляет 24200 МДж (6750 кВт-ч), извлечение
хрома 90—93 %.
1975,0/1595,0 ’
561,0/453,0
26,2/21,2
17 388 (4830,0) /14 058 (3905,0)
218
В Японии на заводе г. Тояма успешно производится вы-
сокопроцентный ферросиликохром шлаковым методом в за-
крытой печи мощностью 40 MBA [121]. Печь имеет следу-
ющие характеристики: диаметр кожуха 11,5 м, диаметр
ванны 8,93 м, высота кожуха 6,16 м, глубина ванны 3,9 м,
электроды самоспекающиеся диаметром 1,5 м, вторичное
напряжение 155—325 В, максимальный вторичный ток
115 кА, число леток 8. Ванна печи имеет реверсивное вра-
щение частотой один оборот за 72 ч. Важнейшими за-
дачами эксплуатационного персонала считаются обеспече-
ние устойчивой посадки электродов в шихте на глубину
1,8—2,5 м, требуемого состава шлака (~46% S1O2, 24 %
А12О3, 25 % MgO, остальное — СаО, FeO, С, SiC, Сг2О3) и
введение заданного количества восстановителя. Расход
шихты на 1 т сплава составляет: 1297 кг хромовой руды,
(средний состав 44,32 % Сг2О3; 9,92 % SiO2; 17,57 % FeO;
9,68 % А12О3; 14,56 % MgO), 37 кг возвратов 1360 кг квар-
цита (97,4 % SiO2), 24 кг стальной стружки, 816 кг кокса
и 50,5 кг электродной массы. Руду дают в кусках размером
10—70 .мм, кварцит фракции 50—100 мм и кокс фракции
10—50 мм. Расход электроэнергии 25380 МДж (7050 кВтХ
Хч/т), кратность шлака 0,715, извлечение хрома 90,6%.
Примерный состав отходящего газа, %: СО 83,1; Н2 8,0;
О2 0,3; СО2 6,2 и прочие 2,4. Состав уловленной пыли сле-
дующий, %: Сг 0,70—1,56; SiO2 64,8—87,4; СаО 0,46—1,3;
MgO 7,4—16,5; А120з 0,54—0,61; FeO 0,52—1,1; S<0,832;
С 3,5.
Преимуществом процесса является получение ферроси-
ликохрома с низким содержанием углерода и кремния при
более высоком содержании в нем хрома. В табл. 67 при-
ведены технико-экономические показатели производства
ферросиликохрома различными методами, а в табл. 68—
70 представлены материальный и тепловой балансы и рас-
пределение элементов при бесфлюсовом методе получения
ферросиликохрома. Тепловой и общий к. п.д. печи состав-
ляют соответственно 0,823 и 0,734, а с учетом потенциаль-
ной энергии коксика и электродной массы 0,486 и 0,434. Для
Шлакового процесса выплавки в закрытой печи характерно
следующее распределение элементов (по данным Я. С. Ще-
дровицкого), %:
Сг Si Р S С
Сплав .... 86,3 57,2 53,7 0,63 0,11
Шлак........... 9,7 31,9 42,1 26,0 7,3
219
Таблица 67. Технико-экономические показатели производства
ферросиликохрома различными методами
Показатели Бесшлаковый метод Шлаковый метод
без обогаще- ния шлаков с обогаще- нием шлаков v
Расход материалов, кг: кварцита 1080 1344 1248
хромовой руды сухой (50 % СгзОз) — 1200 1144,8 .
передельного феррохрома . 530 —
сухого коксика . .... 530 720 684,0
древесной щепы — 135,6 128,4
Расход электроэнергии, МДж (кВт-ч) 19 620(5450) 28296 (7860) 26870(7464)
Извлечение хрома, % . . . . 96,0 88,0 94,0
Сквозной расход электроэнер- гии, МДж (кВт-ч) .... 25 920 (7200) — »1
Сквозное извлечение хрома, % 83 —
Примечание. Показатели даны иа 1 баз. т (48 % Si).
Таблица 68, Материальный баланс выплавки ферросиликохрома
Задано КГ (%) Получено КГ (%)
Коксик Кварцит Передельный феррохром Стружка Электродная масса . . Отходы силикокальция Железо прутьев . . . Железо кожуха . . . Итого 175 370 (26,17) 320 730 (47,86) 141 535 (21,12) 11 705 1,75 10 000 (1,49) 6000 (0,89) 4242 (0,63) 630 (0,09) 670212 (100,00) Сплав Шлак Пыль с колошника . . Пыль от горна .... Газ Сплав в отходах . . . Карбид кремния . . . Сгоревший углерод . . Масло стружки . . . Летучие электродной массы Итого 288 997 (43,12) И 180 (1,67) 20 944 (3,12) 234 (0,03) 338 221 (50,46) 8304 (1,24) 2235 (0,33) 8557 (1,28) 386 (0,06) 1608 (0,24) 680 666 (101,55)
22Д
Таблица 69. Тепловой баланс выплавки ферросиликохрома на
1 баз. т сплава с 40 % Сг
Статьи баланса МДж кДж на 1 кг сплава %.
Приход тепла
Электроэнергия 5134,4 17 787 91,78
Шихта 3,3 12 0,06
Сгорание газов над колошии-
КОМ 165,8 574 2,97
Экзотермические реакции . . 291,6 997 5,19
Итого 5595,1 19370 100,0
Расход тепла
Восстановление оксидов . . 3798 13 157 67,89
В том числе: SiO2 до Si 3503 12 109 62,65
SiO2 до SiC 50,6 170,5 0,90
SiO2 до SiO 189 649 3,38
FeO до Fe 7,0 23,8 0,12
А120з до Al 33,9 155 0,61
MgO до Mg 11,6 36 0,21
P2O5 до P 2,5 8,4 0,44
Диссоциация карбидов хрома 44,5 154,2 0,79
Уносится сплавом 717,3 2480,5 12,83
» шлаком 35,7 123 0,64
» карбидом кремния . 9,1 31 0,16
Итого, полезные затраты тепла 4604,8 15 946 82,33
Потери с колошниковыми га- зами 200,1 696 3,59
Испарение влаги шихты . . 49,9 173 0,89
Восстановление 178,4 616 3,19
Потери: с пылью 19,5 68 0,35
через кожух ванны . . . 160 553 2,86
через летку 22 76 0,39
Прочие потери (невязка) . . 358,4 1240 6,40
Итого, потери тепла . . 989,3 3423 17,67
221 >
Таблица 70. Распределение элементов между продуктами плавки
ферросиликохрома
Распределение элементов, %
Продукты плавки Si Сг Fe Al р S
Металл 91,51 95,95 100,7 41,47 55,15 0,96
Металл в отходах . 2,63 2,76 2,89 1,10 1,60 0,02 ,
Пыль с колошника . 4,99 0,98 3,92 9,85 3,96 2,10 j
Карбид кремния, всплывший из сплава 1,06 .— п
Шлак 1,05 — 42,99 3,0 4,94
Невязка (газ) . .' . + 1,24 —0,31 +7,51 —4,53 —36,29 —91,01
Извлечение корольков из шлака и их переплав способ-
ствует снижению расхода электроэнергии при одностадий-
ном (шлаковом) способе до 23760—25740 МДж/т (6600—
7150 кВт-ч/т) и существенно повышает использование хро-
ма и кремния. Более высокое содержание хрома в ферро-
силикохроме, полученном этим способом, обеспечивает зна-
чительный экономический эффект при производстве низко-
углеродистого феррохрома, составляющий около ~10 руб.
на 1 т феррохрома, и увеличение выхода марки ФХ006 на
30 %. Авторы работы [122] считают, что сплав с содержа-
нием кремния <30 % следует плавить одностадийным спо-
собом, а с более высоким содержанием кремния — двуста-
дийным (бесшлаковым). По-видимому такие выводы недо-
статочно правильны, так как в зависимости от качества
руды и других шихтовых материалов, характеристик печей
и т. п. в каждом конкретном случае должна быть опреде-
лена оптимальная технология.
Среднеуглеродистый феррохром. Выплавка среднеугле-
родистого феррохрома осуществляется по различным схе-
мам. Рафинирование высокоуглеродистого феррохрома хро-
мовой рудой по реакции:
(Cr,Fe)„ Ст(Ж) + m/у Мех Оу = [nCr + mFe +
+ (кт!у) А4е]ж + тСО (64)
обеспечивает повышенное извлечение хрома (87 %), но свя-
зано с высоким сквозным расходом электроэнергии [32400
МДж/т (~9000 кВт-ч/т)] [33]. Способ нецелесообразен
при необходимости получить феррохром с содержанием
<1,5 % С и при работе на бедных и пылеватых рудах, так
как в этом случае резко возрастают потери хрома и расход
электроэнергии. Процесс обычно осуществляется в печи
222
мощностью ~3 MBA и состоит из двух периодов: восста-
новительного и рафинировочного. В восстановительный пе-
риод проводят восстановление оксидов хромовой руды уг-
леродом. Шлак этого периода (3—7 % Сг2О3) стараются
возможно более полно удалить из печи. В рафинировочном
периоде происходит окисление углерода сплава кислородом
оксидов оставшихся в печи рудных настылей и присажи-
ваемой богатой кусковой хромовой руды. Образуются вяз-
кие и тугоплавкие шлаки, содержащие 35—40 % Сг2О3, 3—
5 % FeO и рудный слой. По получении сплава заданного
состава его выпускают. Для того, чтобы вместе со сплавом
не выходил из печи богатый рафинировочный шлак (кото-
рый будет довосстановлен в следующей плавке), на его по-
верхность дают некоторое количество хромовой руды.
Восстановление хромовой руды ферросиликохромом.
Процесс осуществляется в печах с магнезитовой футеров-
кой мощностью 5—10 MBA при рабочем напряжении 260—
300 В по реакции:
1/2FeCr2O4 + [Silver = [Cr + 1/2Fe] + SiO2;
№т = 138164 + 41,867. (65)
Одновременно происходит восстановление оксида желе-
за. По мере накопления в шлаке кремнезема затрудняется
дальнейшее восстановление оксида хрома. В плавке ис-
пользуют ферросиликохром с 27—34 % Сг и кусковую хро-
мовую руду, что обеспечивает создание в печи рафинирую-
щего рудного слоя. Навеска ферросиликохрома изменяется
в зависимости от содержания Сг2О3 и составляет ~12 кг
на 100 кг руды с 50 % Сг2О3. В печь задают всю навеску
хромовой руды и 90 % ферросиликохрома, остальной фер-
росиликохром добавляют после расплавления всей завалки
в зависимости от состава отбираемых из ванны проб спла-
ва. Расход электроэнергии составляет 3600 МДж
(~ 1000 кВт-ч) на 1 т руды. Сплав и шлак выпускают од-
новременно в футерованный алюмосиликатным кирпичом
копильник. Разливку сплава производят через нижнее оч-
ко копильника в чугунные изложницы. Процесс характери-
зуется высокой производительностью и низким сквозным
Расходом электроэнергии 23040 МДж/т (~6400 кВт-ч/т).
Получающийся при этом способе богатый шлак с 27—35 %
Сг2О3 используют при выплавке передельного и высокоуг-
леродистого феррохрома. Кратность шлака составляет 2,2—
2,3, извлечение хрома составляет на последнем переделе
55—62 %, при сквозном извлечении 55—58 %. Экономичес-
223
кая эффективность процесса в значительной степени опре-
деляется качеством используемой хромовой руды, что вид-
но из следующих данных:
Расход, кг:
хромовой руды ..................
ферросиликохрома................
Расход электроэнергии, МДж/т
(кВт-ч/т).........................
Извлечение хрома, %...............
1940/2000
750/830
6480—6840 (1800—1900)/7920
8640 (2200—2400)
60—62/55—57
Примечание. Числитель — данные, полученные при использовании кус»
ковой руды, знаменатель — при использовании порошковой руды.
При условии полного использования получающегося
шлака этот способ может существовать как экономичный,
дающий низкофосфористый сплав (так как в процессе ис-
ключена известь — основной носитель фосфора) и бесфос-
фористый шлак — ценное сырье для производства пере-
дельного феррохрома. Сквозное извлечение хрома может
быть увеличено в этом случае до 90%. Возможен флюсо-
вый метод выплавки среднеуглеродистого феррохрома, ана-
логичный получению низкоуглеродистого феррохрома, ко-
торое будет рассмотрено ниже, и отличающийся от нега
лишь введением в шихту передельного феррохрома. I
В последнее время был предложен ряд новых вариан!
тов силикотермического процесса производства среднеугле!
родистого феррохрома. В США предложено получать сплая
смешением в ковше низкопроцентного ферросиликохрома
(10—18 % Si; 52—65 % Сг) с рудо-известковым расплавом
(20—50 % оксидов хрома и 6—10 % оксидов железа) или
продувкой кислородом в ковше жидкого кремнистого фер-
рохрома с одновременной добавкой в ковш хромовой руды.
Однако, в настоящее время все большее значение при-
обретает обезуглероживание высокоуглеродистого фер-
рохрома в конвертере с кислородным дутьем. Конвертер
футерован фасонным магнезитохромитовым кирпичом тол-
щиной 230 мм (на подине 400 мм). Медная фурма распо-
ложена так, чтобы можно было осуществлять продувку кис!
лородом как через сплав, так и сверху. Для охлаждения
фурмы одновременно с кислородом (99,2—99,5 % Ог, дав!
ление 12 МПа) подают воду (1—2 л/мин). Используют так!
же конвертер с верхним дутьем. Продувку производят в не!
сколько периодов. Заливку жидкого (~ 1600 °C) высоко!
углеродистого феррохрома ведут при подаче кислорода
~100 м3/ч и наклоне конвертера на 35°, чтобы сплав hJ
224
мог залить фурму. После заливки задают алюминий в ко-
личестве 0,5—0,8 % от массы плавки, что обеспечивает по-
вышение температуры >1700 °C и, следовательно, окисле-
ние углерода. Присадка 0,5 кг алюминия на 1 т сплава по
данным С. И. Хитрика повышает извлечение хрома. В пер-
вый период заливки кислородное дутье подают в сплав.
При этом идут экзотермические реакции: 4/зСг+О2=
2/зСг20з; ^ДСгуСз + О2 = 14/2?Сг20з + 12/г?СО; Fe+1/2O2 =
=FeO; Si + O2 = SiO2. Это обеспечивает разогрев сплава
до 1725—1825 °C и повышение концентрации оксида хро-
ма в шлаке. Окисление углерода в этот период незна-
чительно и происходит преимущественно в результате взаи-
модействия с оксидом хрома. Повышенное содержание
кремния (> 1,0 %) в феррохроме нежелательно, так как он
окисляется первым и образующиеся кислые шлаки разру-
шают футеровку. Расход кислорода в начале этого периода
составляет 150—200 м3/ч и воды ~2 л/мин и по мере ра-
зогрева сплава расход кислорода увеличивается до макси-
мального (800 м3/ч). Общий расход кислорода составляет
1,5—2,0 м3/мин на 1 т сплава.
Во второй период после разогрева сплава наклоняют
конвертер на ~20° и дают дутье сверху. При этом идут
реакции: 1/зСгуСз-|-1/2С)2=СС)-|-7/зСг; 1/зСг2О-|-Сг7С =
=23/зСг+СО; СО+1/2О2 = СО2 и температура сплава по-
степенно повышается до 1825—1875 °C. В этот период про-
исходит наибольшее снижение содержания углерода с 5—
8 до 1,0—1,7 %, интенсивность дутья 250—400 м3/ч, расход
воды 1 л/мин. Водяной пар активно участвует в процессе
окисления примесей. Так, Ю. А. Данилович и А. Н. Моро-
зов экспериментально изучили термодинамику процесса
взаимодействия паро-водородной смеси с феррохромом
(60—70 % Сг) и установили, что окисление происходит по
реакции ЗСг-|-4Н2Ог==СгзО4"|_4Н2.
Длительность периода и расход кислорода (~60 м3 на
1 т сплава) зависят от времени, необходимого для сниже-
ния содержания углерода до заданных пределов. Затем в
случае получения среднеуглеродистого феррохрома в кон-
вертер дают 200—600 кг отходов сплава и температура ра-
сплава повышается еще на 30—40 °C. Подачу кислорода
прекращают. Сплав выдерживают в конвертере 7—10 мин
Для лучшего отделения шлака, затем сливают его. При про-
изводстве низкоуглеродистого феррохрома в этот период
снижают содержание углерода до 0,9—1,2%.
Дальнейшее снижение содержания углерода возможно
в результате или еще большего повышения температуры
15 м. а. Рысс 225
процесса, что ограничивается стойкостью футеровки,
применения вакуума. Последний способ проще технически,
и более экономичен. На конвертер надевают вакуумный
колпак (третий период) и постепенно создают разрежение
3999—10664 Па, кислород продолжают подавать на по-
верхность ванны, но в небольшом количестве, только для
окисления оксида углерода. В этот период содержание уг-
лерода в сплаве может быть снижено до 0,2—0,5 %. При
максимальном разрежении дают 10-мин выдержку без по-
дачи кислорода и затем сливают сплав в изложницу. Во
время слива на струю расплава для восстановления окси-
дов хрома из шлака задается ферросиликохром из расчета
50 кг на 1 т сплава. Изменение состава сплава и шлака и
температуры сплава по ходу плавки, по данным О. В. Гее-
ва, показано на рис. 46. Конечные шлаки содержат 70—
80 % Сг2О3 и используются при выплавке высокоуглероди-
стого феррохрома.
Исследования Б. А. Баума показали, что обезуглерожи-
вание происходит в кинетическом режиме, т. е. для ускоре-
ния окисления углерода необходимо принимать меры, при-
Рис. 46. Изменение состава сплава н шлака от температуры сплава /м по ходу
продувки плавки (7 и // — первый н второй периоды с вертикальным и гори-
зонтальным положением конвертера)
226
водящие к увеличению скорости химической реакции:
повышать температуру сплава, что увеличит константу ско-
рости и активность углерода в расплаве, а также увеличи-
вать реакционную поверхность раздела фаз и т. д. Извлече-
ние хрома при выплавке низкоуглеродистого феррохрома
низкое и составляет по твердому сплаву всего 53 % и по
жидкому металлу 66 % [97, с. 47—52]. Из всего окисливше-
гося хрома (33,4 %) ~70 % переходит в шлак и 30 % теря-
ется. Расчетный материальный баланс конвертерной плав-
ки среднеуглеродистого феррохрома, по данным С. И. Хит-
рика приведен ниже:
Задано, % Получено, %
Передельный ферро- Сплав 70,20
хром 83,78 Шлак 17,06
Алюминий .... 0,42 Газы 12,35
Кислород .... 15,50 Невязка 0,39
Из футеровки . . . 0,30
—' Итого . ... . 100,00
Итого 100,00
Тепловой баланс показывает, что основными статьями
его приходной части является тепло заливаемого сплава
(37—50 %), окисления хрома (26—46 %), углерода (11,8—
16,3 %) и кремния (4,2—9 %). Основными статьями расход-
ной части являются тепло сплава (25—37 %), шлака (9,8—
15,6%) и газа (10,3—13,3%) и тепловые потери конверте-
ра между плавками (12,2—20,9%). Конвертерный средне-
углеродистый феррохром содержит, %: Сг 65—69; Si 0,3—
1,2; С 0,8—2,0; S 0,02—0,04; Р 0,03—0,04. В последнее вре-
мя все более широкое распространение приобретает про-
дувка сверху. Конвертер вращается с частотой до 10 об/
/мин, футеровка из магнезиального кирпича. Технико-эко-
номические показатели производства среднеуглеродистого
феррохрома по различным технологиям приведены в
табл. 71.
Низкоуглеродистый феррохром. Основное количество
низкоуглеродистого феррохрома производится различными
видами силикотермического способа, т. е. путем восстанов-
ления ферросиликохромом оксидов хромовой руды в присут-
ствии флюса — извести. Эти процессы подробно рассмот-
рены О. С. Бобковой [3] и Г. А. Кожевниковым и В. П. Зай-
ко [24]. Силикотермическое восстановление оксида хрома
протекает по схеме СГ2О3—>-СгО->-Сг. На рис. 47 приведена
температурная зависимость изменения изобарно-изотерми-
ческого потенциала реакций восстановления оксидов хрома
15* 227
Таблица 71. Техиико-экоиомические показатели производства
среднеуглеродистого феррохрома
Показатели Способ производств конвер- терный
флюсовый бесфлюсовый
Расход материалов, кг: хромовой руды (50 % Сг20з) . - 1400 1940
ферросиликохрома (48 % Si) . 494 ~ —
ферросиликохрома (30 % Si) . — 750 —
извести 1230 — «3
феррохрома передельного (60 % Сг) . . 120 1250 ®
массы электродной ..... 15 25 —
Расход кислорода, м3 — ~ 100 -
Расход электроэнергии,МДж (кВт-ч) 7740(2150) 6480(1800) —
Извлечение хрома, % .... 87 62 82 -8
Примечание. Показатели даны на 1 баз. т (60 % Сг).
кремнием [122]. Одновременно в печи происходит восста-
новление оксидов кальция, магния, фосфора, серы и т. д.,
о чем свидетельствует присутствие этих элементов в сплаве.
Содержание в расплаве СгО, по-видимому, является причи-
ной низкого использования кремния при плавке, так как
одновременно с восстановлением хрома под действием кис-
лорода воздуха может идти реакция СгО +'ДОг-э-'/гСггОз.
Расчеты показывают, что кислородом воздуха окисляется
~20% кремния, заданного в плавку. Поскольку по мере
Дб’Д кДж
1500 2000 2500 5000
Температура, К
Рис. 47. Температурная зависимость
нзмеиення ДО реакций восстановления
оксидов хрома кремнием
накопления в шлаке кремне-
зема затрудняется дальней-
шее восстановление оксида
хрома, то в шлак вводят из-
весть, связывающую SiO2 в
прочные силикаты по реак-
циям: CaO + SiO2 —СаО-
•SiO2; 2CaO + SiO2 = 2CaO-
• SiO2. Благодаря этому
восстановление будет про-
текать более полно и по-
следняя стадия может быть
описана реакцией: 2СгО+
+ Si + 2CaO = 2Сг + 2СаО-
•SiO2. Реакцию восстанов-
ления хромовой руды крем-
нием ферросиликохрома
228
принято описывать уравнением (65). Однако при опре-
делении термодинамической вероятности протекания реак-
ций восстановления хрома в электропечи из хромовой ру-
ды ферросиликохромом возникают осложнения связанные
со следующими факторами: 1) хром восстанавливается из
хромшпинелидов переменного состава; 2) кремний ферро-
силикохрома связан при температурах плавки в силициды;
3) существенную роль в восстановительных процессах иг-
рают низшие оксиды хрома и кремния; 4) в шлаковом рас-
плаве имеются значительные количества оксидов кальция,
магния, алюминия, железа и т. д. Учитывая изложенное,
Б. И. Емлин указывает, что реакцию восстановления хрома
и железа кремнием можно записать только в общем виде:
т—< . о • / X • /71 \
FeO + Si — -----------
+ (““М Fe + SiOm.
\У + п )
(66)
Равновесие этой реакции можно изучить на основании
определения коэффициента распределения кремния между
сплавом и шлаком различного состава. В. Н. Бороненков
[32, с. 35—46], используя положение теории регулярных
растворов и принимая ряд допущений, рассчитал равновес-
ное содержание оксида хрома в шлаке в зависимости от
концентрации кремния в феррохроме (рис. 48). Как пока-
зывает анализ, содержание оксида хрома в промышленных
шлаках выше расчетного, т. е. равновесие реакции восста-
новления хрома на практике не достигается. Согласно дан-
ным О. С. Бобковой, концентрацию оксида хрома в шлаке
можно определить по формуле (% Сг2О3) =—0,54 [% Si] +
+7,7. Прямолинейная зависимость не отражает равновес-
ных условий, а характеризует конкретные условия восста-
новления. Влияние температуры на содержание кремния в
сплаве, находящемся в равновесии со шлаком различной
основности, представлено на рис. 49. Даже при снижении
основности шлака до 0,99 можно при температурах
+ 1700 °C получать сплав с содержанием кремния <1,5%
при концентрации оксида хрома в шлаке ~3°/о. Совмест-
ное влияние температуры и отношения (CaO+MgO)/SiO2
в шлаке на коэффициент распределения кремния показано
на рис. 50. Максимальное значение lg+si достигается при
температурах +1700 °C при основности (CaO+MgO)/
/SiO2« 1,6 (на промышленных плавках основность шлака
поддерживается на уровне 2,0—2,2). При более высоких
температурах для достижения максимального значения
229
Т а б л и ц a 72. Химический состав различных фракций отвального
шлака феррохрома
Плотность фрак- ции, г/см3 Содержа- ние фрак- ции в шлаке, % Массовая доля, %
СзО SiO2 AI2Os MgO FeO Cr2Oj
Исходный шлак 100,0 49,76 25,22 8,67 9,92 0,65 8.18
3,32 19,1 11,77 5,32 18,32 33,29 3,82 32,45
3,72—3,01 27,6 48,98 25,52 7,84 10,41 0,16 6,30
3,01—2,90 53,3 63,42 31,51 1,10 1,20 0,16 £>,95
lg^s> необходимо повышение основности до 2,0. В промыш-
ленных условиях состав шлаков определяется из условия
получения достаточно нагретого сплава и шлака, чтобы обе-
спечить подвижность шлака и сплава, хорошие условия их
разделения, выпуска и разливки.
Основными составляющими шлака являются у-
(~69%) и р- (~ 5 %) двухкальциевые силикаты, релик-
товые зерна рудного хромшпинелида и хромовая шпинель
(20—25 %), мервинит, мелелит, диопсид и стекло. Хром в
шлаке присутствует в виде металлических корольков пере-
менного состава и в основном в оксидной форме [32, с. 25—
37] в виде Сг2О3 в составе шпинели и диопсида, в виде
СгО в синем стекле и в виде металлического хрома, обра-
зовавшегося в результате распада ЗСгО = Сг2О3%Сг, про-
текающего с понижением температуры. Шлак по плотности
может быть разделен на ряд фракций, значительно разли-
чающихся по химическому составу (табл. 72). Ниже приве-
ден примерный фракционный Состав рассыпавшегося шла-
ка:
Фракция, мм . . 0,1 0,10—0,063 0,063—0,050 <0,050
Содержание, % . 0,6—1,8. 40—44 13—17 Остальное
Шлак феррохрома содержит 0,6—2,2 % корольков спла-
ва размером 3,3—20 мкм и скрапины значительно больших
размеров.
При производстве низкоуглеродистого феррохрома ших-
та состоит из хромовой руды, ферросиликохрома (~50 %
Si и 0,03 % С) и извести. Перед подачей на печи руду ус-
редняют и дробят до размеров кусков <7 20 мм и затем
просушивают в трубчатой печи. Состав шихты определя-
ется из следующих условий:
230
Восстановление Сг2О3 из руды, %.......................... 75—85
» FeO из руды, %........................... 90—95
» P2OS из руды, %............................... Ю0
Переход кремния в ферросиликохром, %...................... 70—86
Восстановление магния, %............................. .... 25
(CaO)/(SiO2)................................................. 0,87
Распределение восстановленных элементов приведено
ниже, %:
Cr Fe Р А I
Сплав............... 9- 95 80
Шлак...................... 5 — —
Улет................. — — 20 100
Выплавку низкоуглеродистого феррохрома ведут перио-
дическим процессом в стационарных или наклоняющихся и
вращающихся печах мощностью <10 MBA с магнезиаль-
ной футеровкой. Схема процесса приведена на рис. 51. При
выплавке ФХ006 и ФХ010 обычно работают на вторичном
напряжении 330—350 В и графитированных электродах.
Желательно использовать электроды с повышенной эксплу-
атационной стойкостью, например пропитанные неоргани-
ческими солями. При этом повышается выход высших ма-
рок феррохрома. Остальные марки феррохрома, как пра-
№00 1900 2000 2100 2200 2300
Температура, К
Рис. 48. Зависимость концентрации оксида хрома в шлаке от содержания крем
ния в феррохроме:
1—3 — расчетные данные; 4 — содержание по данным Б. В. Воскресенского и
В. П. Зайко
Рис. 49. Влияние температуры нэ содержание кремния в феррохроме при раз-
личных соотношениях CaO/SiO^:
1 — 1,80; 2 — 1,40; 3 — 0,99
Рис. 50. Влияние температуры и основности шлзка на коэффициент распределе-
ния кремния:
1 — 1900; 2 — 2001,. 1 — 2100: 4 — 2200; 5 — 2300 К
231
вило, плавят при более низком напряжении, используя
самоспекающиеся электроды. Ферросиликохром загружают
в печь в смеси с рудой и известью, таким образом, восстанов-
ление руды протекает одновременно с расплавлением ших-
ты, что приводит к уменьшению длительности плавки и сни-
жению удельного расхода электроэнергии, благодаря луч-
шему использованию тепла экзотермических реакций вос-
становления оксидов хрома и железа кремнием. Выплавка
низкоуглеродистого феррохрома в наклоняющихся и вра-
щающихся печах осуществляется следующим образом. По-
сле выпуска сплава производят удаление настылей с бор-
тов и сливного носка. При работе печи с переплавом отхо-
дов последние загружают к бортам печи. Затем на подину
дают ферросиликохром первых двух завалок. Включают
печь и набирают нагрузку в течение 10—15 мин. Руду и из-
весть первых трех завалок (на одну завалку обычно дается
2,1 т руды, 1,9 т извести и 720—760 кг ферросиликохрома)
по мере набора мощности загружают равномерно к электро-
дам. Плавку ведут на короткой дуге, чтобы обеспечить воз-
можно более спокойную и полную электрическую нагрузку
и не допускать погружения электродов в шлак. При пра-
вильном обслуживании печи полное проплавление шихты
достигается при расходе электроэнергии 558—612 МДж
(155—170 кВт-ч) на 100 кг загруженной руды. После.про-
плавления первых двух колош из печи выпускают шлак.
Затем очищают сливной носок, включают печь и на поди-
ну загружают 80—90 % ферросиликохрома третьей и чет-
вертой завалок. Постепенно набирают нагрузку и загружа-
ют руду и известь третьей и четвертой колош. За 20 мин до
конца плавки дают оставшийся ферросиликохром неболь-
шими порциями в течение 10—15 мин. По проплавлении
третьей и четвертой завалок и при нормальном содержа-
нии кремния (0,5—1,0 %) в сплаве выпускают сплав и
шлак. Температура шлака на выпуске ~ 1800 °C и сплава
~1760 °C. Перед выпуском шлак довосстанавливают вве-
дением кускового ферросиликохрома. Если взятые пробы
покажут повышенное содержание кремния в сплаве, то вы-
пуск задерживается и сплав подвергается рафинированию
за счет увеличения длительности выдержки сплава в печи
(с дополнительным расходом электроэнергии 5400 МДж (до
1500 кВт-ч) и присадки в расплавленную ванну шихты без
ферросиликохрома.
Для ускорения рафинирования ванна должна постоян-
но перемешиваться за счет сталкивания холодной шихты с
бортов печи в расплав. Если указанные меры не обеспечат
232
получения годного сплава, то необходимо слить шлак и на-
чать новую плавку при уменьшении навески ферросилико-
хрома. Повышение содержания кремния в сплаве может
быть вызвано следующими основными причинами: 1) из-
бытком ферросиликохрома, о котором свидетельствуют
сильное разъедание ванны и горячий ход печи; 2) низким
содержанием СаО в шлаке (нормальное содержание со-
ставляет 50—52 %), что может быть следствием малой на-
вески извести или низкого содержания СаО в извести. При-
знаками низкой основности шлака являются; холодный ход
печи, зарастание бортов ванны, жидкий шлак и холодный
вязкий сплав. Нормальному ходу технологического процес-
са соответствует содержание оксида хрома в шлаке 3,5—
5 %. Повышенное содержание оксида хрома в шлаке свиде-
тельствует о холодном ходе печи, недостатке извести или
ферросиликохрома. Выпуск сплава и шлака по этой техно-
Хромодая
Рис. 51. Технологическая схема производства ннзкоуглеродистого феррохрома:
1 — железнодорожный вагон; 2 —закрома; 3— грейферный кран; 4 — бункер;
5 — пластинчатый питатель; 6 — щековая дробилка; 7 — односнтный грохот; 8—
ленточный транспортер; 9 — питатель с решеткой; /0 —барабан для сушки хро-
мовой руды; 11— закрома для хранения шихтовых материалов; 12 — короб;
13 — ковш для сплава; 14 — барабан для сушки ферросиликохрома; /5 — рудно-
термическая печь; 16 — бак для грануляции сплава; 17 — транспортер; 18 — печь
для обжига известняка; 19 — дозировочные бункера; 20 — автоматические доза-
торы; 2/— монорельсовая раздаточная тележка; 22 — крупная руда; 23 — хром-
Содержащие отходы собственного производства; 24 — хромсодержащая фракция;
25 — рафинировочная печь; 26 — шлаковня; 27 — установка для сепарации шла-
ка; 28— бутобой; 29 — слиток; 30— изложница; 31 — рольганг; 32— дробилка;
33 — барабан; 34 — питатель; 35 — решетка; 36 — мелочь на переплав
233
логип производится через сливной носок или летку в сталь-
ной ошлакованный ковш. Для предотвращения разрушения
подины (путем сохранения на ней защитного слоя сплава)
максимальный угол наклона печи должен составлять 25°.
Материальный и тепловой балансы плавки рафинированно-
го феррохрома приведены ниже:
Задано, % Получено, %
Хромовая руда . . . . 44,72 'Сплав . . •............ 23,35
Известь .................. 39,63 Шлак................... 69,82
Ферросиликохром . . . 15,65 Влага и п. п. п. . . . 5,68
-----------------------------Улети невязка .... 1,15
Итого.................... 100,00 ----------------;-------------
Итого.................. 100,00
Приход тепла, %
Тепло шихты . . 0,45
Окисление кремния 47,31
Шлакообразова-
ние ............. 7,01
Электроэнергия . 45,23
Итого . . . . 100,00
Расход тепла, %
Тепло уносимое:
сплавом ............................. 8,81
шлаком..........................32,19
Диссоциация:
Сг2О3 ...........................26,52
FeO ... ;................ 3,92
силицидов....................... 3,69
Испарение влаги и летучих . . 3,74
Тепловые и электрические потери
(по разности)................. 21,93
Итого............................. 100,00
К.п.д. рафинировочной печи составляет 51,2%. Потери
через колошник печи составляют ~20% от израсходован-
ной электроэнергии, поэтому значительным резервом сни-
жения удельного расхода электроэнергии является закры-
тие печей сводом, желательно неохлаждаемым, а также ис-
пользование горячей шихты. В некоторых случаях начало
плавки (до 2/з по времени) ведут на шлаках пониженной
основности. Это снижает содержание углерода в сплаве.
Показано снижение содержания углерода в сплаве при за-
ливке в печь жидкого ферросиликохрома [123]. Разливка
сплава производится в чугунные или стальные плоские из-
ложницы, покрытые известковым раствором, толщина слит-
ка ~ 100 мм. При разливке феррохрома всех марок наблю-
дается значительная ликвация примесей, которая снижа-
ется с уменьшением толщины слитка. При разливке под
шлаком наблюдается следующее изменение состава сплава
по высоте слитка толщиной 250 мм:
294
Элемент . ................
Содержание, %, по высоте
слитка:
верх................ .
серел^на ...............
низ.....................
С Si Сг Р
0,112 1,16 70,15 0,11
0,031 0,79 76,10 0,033
0,049 0,77 75,00 0,032
Обычно феррохром содержит 0,05—0,15 % О2; 0,04—
0,08 % N2 и 15—40 см3/100 г Н2. С повышением содержания
в сплаве хрома повышается растворимость в нем азота и
водорода [123]. Для получения плотного слитка феррохром
перед разливкой вакуумируют в специальной камере в те-
чение 3—5 мин при остаточном давлении 3999—5332 Па.
Содержание газов в феррохроме после вакуумирования сни-
жается примерно на 30 % (водорода на 50—60 %), а плот-
ность увеличивается с 5 до 7,4 г/см3, но это ведет к поте-
рям 5—10 % сплава в виде настылей в ковше, поэтому по-
лучение плотного слитка часто обеспечивают разливкой
сплава под слоем шлака. В этом случае также обеспечива-
йся снижение газонасыщенности сплава примерно в два
раза. Разливка под слоем шлака, осуществляемая при зна-
чительно больших скоростях, чем в стальные изложницы,
позволяет снизить содержание азота до 0,035 %.
Значительный интерес представляет грануляция ферро-
хрома по способу «грансхот». Расплавленный металл из ков-
ша выливают на круглую огнеупорную плиту, расположен-
ную над центральной частью ванны с охлаждающей водой.
Струя расплавленного металла, ударяясь о плиту, дробится
на капли, образующие гранулы, которые охлаждаются при
попадании в воду. Около 95 % гранул имеют размер от 2
до 25 мм. Гранулы собирают в воронкообразный контей-
нер из толстого стального листа, помещенный в ванну. Из
контейнера гранулы попадают в сборник и затем непрерыв-
но удаляются из него черпаковым конвейером. Способ ха-
рактеризуется высокой эффективностью и простотой и спо-
собствует значительному уменьшению затрат на разливку
и разделку сплава, улучшает санитарно-гигиенические ус-
ловия и уменьшает потребность в производственной площа-
ди. Шлак необходимо сепарировать для извлечения содер-
жащихся в нем корольков сплава. Полученный в результа-
те сепарации тонкий шлаковый порошок используют для
нужд литейного и стекольного производства, известкования
кислых почв и т. д. Наиболее современным процессом про-
изводства низкоуглеродистого феррохрома является метод
смешения рудоизвесткового расплава с жидким (или твер-
235
дым) ферросиликохромом вне печи, обеспечивающий по-
лучение сплава с 0,02—0,06 % С при высоких технико-эко-
номических показателях. Технологическая схема процесса
приведена на рис. 52. В наклоняющейся электропечи мощ-
ностью 10—15 MBA получают из хромовой руды (концен-
трата) и извести рудоизвестковый расплав, содержащий
-30% Сг20з, 7—8% MgO, 7-8% А12О3, 10-12 % FeO,
1—3 % SiO2 и 40—45 % СаО. Такой расплав обладает до-
вольно большой активностью при восстановлении кремни-
ем и содержит достаточное количество СаО для связывания
образующегося кремнезема в двухкальциевый силикат.
Расплав сливают в ковш (смеситель), в который затем за-
ливают вторичный ферросиликохром с —25% Si, из вто-
рого ковша. В результате реакции, идущей в условиях боль-
шого избытка окислителя, получают товарный низкоугле-
родистый феррохром, содержащий 0,02—0,06 % С и <0,8 %'
Si, и промежуточный расплав с 14—16 % Сг2О3, который во
втором ковше смешивают с ферросиликохромом, содержа-
щим — 45% Si и 0,01—0,02 % С, получаемым в рудовос-
становительной печи. В результате смешения в условиях
большого избытка восстановителя получают отвальный
шлак с 2—3 % Сг2О3 и промежуточный ферросиликохром,
используемый на первой стадии процесса. Процесс харак-
теризуется очень высоким использованием кремния ферро-
силикохрома (до 98 %) и хрома (до 95%), а также низ-
ким расходом извести и электроэнергии. Предложенный
для повышения технико-экономических показателей процес-
са совместный обжиг хромовой руды и известняка и загрузка
горячей смеси (—1100°C) в печь для выплавки рудоиз-
Рис. 52. Схема получения ннзкоуглеродистого феррохрома смешением жндкнх
расплавов:
1 — хромистый концентрат; 2 — известь; 3 — хромовая руда; 4 кварцит; 5 —
кокс; 6 — шлак с 30 % Сг2О3; 7 — шлак с 15 % Сг2О3; S —феррохром; 9 — ферро-
силикохром с 25 % Si; 10 — ферросиликохром с 45 % Si; // — шлак с <2 %
Сг2О3
236
весткового расплава не нашли широкого применения вслед-
ствие имеющего место образования настылей и неудовлет-
ворительных санитарно-гигиенических условий. Ожидавшее-
ся [3] снижение температуры плавления рудоизвесткового
расплава на практике реализовано не было. Целесооб-
разно получать рудоизвестковые расплавы из руд с пони-
женным содержанием MgO и повышенным — оксидов же-
леза. На Серовском заводе ферросплавов рудоизвестковый
расплав получают в печах мощностью 5—15 MBA. Исполь-
зуют хромовую руду фракции $720 мм и известь фракции
<7 40 мм.
Характер завалки шихты определяется крупностью и
минералогическим составом руды. Мелкую руду в смеси с
известью загружают в один прием, кусковую — с повышен-
ным содержанием оксида магния загружают постепенно,
иначе крупные куски оседают на подину. Вследствие этого
на подине печи скапливается очень вязкий расплав, кото-
рый плохо выходит из печи. При использовании мелкой ру-
ды состав расплава одинаков по глубине ванны печи, в ней
образуется гарнисаж, масса выпускаемого расплава и его
состав (при стабильном качестве руды) колеблются незна-
чительно (содержание оксидов хрома в пределах ±1 % и
колебание массы <77 %). Улет руды и извести ~ 1 %, пыль
содержит, %: Сг2О3 25—30; SiO2~8; СаО ~ 22; MgO ~ 25;
Р 0,01—0,03; S <70,07.
Расплав выпускают при 1900 °C в футерованный магне-
зиальным кирпичом ковш. Количество заливаемого в тот же
ковш ферросиликохрома рассчитывают, исходя из 100%-
ного полезного использования кремния. Тепловой баланс
процесса приведен ниже.
Приход тепла, %
Тепло рудоизвесткового
расплава................65,8
Тепло жидкого ферроси-
ликохрома ..............11,2
Экзотермические реакции 23,0
Расход тепла, %
Нагрев:
сплава.......................14,4
шлака......................55,4
Потери тепла на нагрев ковша
и другие виды теплообмена . 6,7
Избыток тепла для повышения
температуры процесса и про-
плавления твердой шихты . . 23,5
Ковш заполняется рудоизвестковым расплавом на 3/<
объема и затем в него заливается жидкий ферросилико-
хром со скоростью 150—200 кг/мин. При такой скорости
заливки реакции быстро распространяются по всему объему
ковша, но без выброса расплава из него. Количество зада-
ваемого ферросиликохрома рассчитывают, исходя из сте-
237
хиометрического соотношения восстановления оксидов хро-
ма и железа из расплава. Тепло, выделяющееся в резуль-
тате экзотермических реакций, используют для проплавле-
ния дополнительного (до 30%) количества твердой шихты
(или отходов). Для более полного протекания процесса вос-
становления расплав переливают несколько раз из ковша в
ковш. Извлечение хрома из руды ~92 %. Уловленная пыль
(25—31 % Сг2О3; 25—33 % СаО; 11 — 16 % SiO2; 0,2—1,1 %
С; 12—16 % MgO; 4—7 % А12О3; 7,1—9,0 % FeO) использу-
ется при получении рудоизвесткового расплава. Феррохром
имеет кажущуюся плотность ~-7 г/см3 и следующий химиче-
ский состав (Pb, Bi и Cd в сплаве не обнаружены), %: Сг
70—76; Si 0,01 — 1,0; С 0,02—0,04; Р 0,015—0,030; АКО,07;
Ti <0,004; Си <0,01; Sn <0,0005; As <.0,(К; Sb 0,004—
0,01; Со 0,01—0,04; S<0,02; N2 0,02—0,10; О2 0,010—
0,040; Н2 0,0001—0,003. При получении феррохрома смеше-
нием расплавов создаются более благоприятные условия
для удаления углерода, вносимого жидким ферросиликохро-
мом, чем при обычном силикотермическом процессе в печи,
благодаря более высокой температуре процесса и большей
активности кислорода вследствие более низкой концентра-
ции кремнезема в расплаве. Содержание кремния в ферро-
хроме можно регулировать количеством задаваемого фер-
росиликохрома. Более низкое содержание цветных метал-
лов, чем при обычном силикотермическом процессе, объяс-
няется большим испарением их благодаря более высокой
температуре процесса. Сплав разливают в металлические
поддоны (толщина слитка 70 мм) или в ошлакованную ем-
кость под 250—300 мм слоем шлака (толщина слитка
'—'200—300 мм). Кратность шлака ~2,5, основность ~ 1,7.
Состав шлаков следующий, %; Сг2О3 2—6; СаО 40—47;
MgO 8—10; А12О3 6—8; SiO2 24—28; FeO 0,2; металличе-
ских корольков 1—2.
Значительное повышение технико-экономических пока-
зателей процесса достигается, благодаря присадке во время
смешения твердой шихты необходимого состава [3]. При
увеличении расхода восстановителя для получения ферро-
хрома с 3—4 % Si суточная производительность печи уве-
личивалась на 12,2 %, благодаря повышению использования
хрома из рудной части шихты до 83,4 % и дополнительному
поступлению хрома из восстановителя. Удельный расход
электроэнергии снизился на 12,3 % [124].
Возможно проведение процесса с использованием дроб-
леного ферросиликохрома (до фракции 10—40 мм). Недо-
статками работы с дробленым восстановителем являются
238
Таблица 73. Технико-экономические показатели производства
иизкоуглеродистого феррохрома
Способ производства
Показатели силнкотермический* смешением жидких расплавов феррохро- ма, содержащего 0,04 % С
Расход материалов, кг: хромовой руды (50 % Сг2О3) ферросиликохрома (48 %) . . извести . ....... графитированных электродов (электродной массьТ . . . Расход электроэнергии, МДж. (кВт-ч). Использование хрома, % . . 1782/1940 615/660 1560/1300 12,0/15,0 10105(2807)/ 11520(3200) 75,64/70,0 1710 570 1370 18,9 9900(2750) 80,0
Примечание. Данные приведены на 1 баз. т (60 °/о Сг).
* Числитель — низкоуглеродистого феррохрома, знаменатель — феррохрома, со-
держащего 0,04—0,06 % С.
увеличение потерь при дроблении, дополнительные затраты
тепла на нагрев его при восстановлении и более низкая
температура процесса, что вызывает повышение содержа-
ния углерода в феррохроме. Технико-экономические показа-
тели производства низкоуглеродистого феррохрома различ-
ными способами приведены в табл. 73. Технология получения
низкоуглеродистого феррохрома с особо низким содер-
жанием примесей заключается в селективном восстановле-
нии кремнием примесей из рудоизвесткового расплава в
попутный металл и последующем восстановлении из рафини-
рованного расплава железа и хрома. Восстановление ведут
до получения в расплаве 20—25 % оксида хрома, а затем
после осаждения капель попутного металла сливают 50—•
90 % расплава в другой агрегат, где происходит довосста-
новление расплава. Феррохром, полученный по данной тех-
нологии, имеет следующий состав, %: Сг 81—88; Р 0,01—•
0,14; Со 0,003—0,01; N2 0,03—0,09.
Целый ряд хромсодержащих комплексных лигатур мо-
жет быть изготовлен путем получения рудоизвесткового
расплава с оксидами восстанавливаемых металлов и после-
дующего восстановления оксидов из расплава кремнийсо-
держащим (или алюминокремнийсодержащим) восстанови-
телем. Такие лигатуры могут содержать вольфрам, молиб-
ден, ванадий, марганец и другие элементы. В настоящее
239
tci,%
0 20 40 60 60 100
Выдержка, мин
Рис. 53. Зависимость содержания
углерода в жидком феррохроме
от продолжительности вакуумиро*
вания (садка 650 кг, температура
1660—1680 X).
время этим способом из хромовой руды, бесфосфористого
марганцевого шлака и ферросиликохрома в значительных
количествах производят хроммарганцевую лигатуру, содер-
жащую, %; Мп 16—55; Сг 30—65; С 0,02—0,05; Si 0,1—2,0;
Р 0,02—0,043.
В последние годы ЧЭМК совместно с НИИМ было осво-
ено промышленное производство феррохрома с особо низ-
ким содержанием углерода, азота и некоторых цветных ]
металлов методом вакуумирования жидкого низкоуглероди- д' ’
стого феррохрома. Плавку ведут в индукционной печи пери- И
одического действия, имеющей следующие технические ха-
рактеристики: мощность преобразователя повышенной час-
тоты 500 кВт; напряжение 1500/750 В; рабочая частота
1 кГц; рабочее давление в плавильной камере 66,6—
133,3 Па. Загрузку твердого феррохрома осуществляют за
один прием в тонкостенном цилиндрическом контейнере,
вмещающем всю садку (~650 кг). В период расплавления
поддерживают остаточное давление менее 130 Па, а ваку-
умирование жидкой ванны ведут при 1640—1680 °C и дав ЙЬ
лении 50—130 Па в течение ~1 ч 10 мин. Зеркало ванны И,
при этом спокойное, слабое вскипание наблюдается лишь у |Н
стенок тигля. Ванна периодически перемешивается токами Тг
промышленной частоты. Длительность плавки 4 ч при рас-
ходе электроэнергии на 1 т сплава 4140 МДж (1150 кВт-ч).
Разливку сплава ведут максимально быстро при остаточном
давлении ~ 1300 Па в горизонтальную стальную изложни-
цу. Слиток толщиной 60—70 мм получается плотным (7,1—•
7,3 г/см3) с хорошей поверхностью. Потери сплава вследст-
вие испарения в вакууме и в виде мелких брызг ~2,7 %;
концентрация хрома за время плавки снижается примерно
на 1 %. При расплавлении содержание углерода в сплаве
понижается с 0,07—0,09 до 0,04—0,06 %, дальнейшее его
снижение определяется длительностью выдержки в вакуу-
ме (рис. 53). Шлаковая пленка на поверхности ванны резко
240
затормаживает окисление углерода, поэтому совершенно
недопустима загрузка в печь загрязненного феррохрома.
В вакуумированном сплаве обычно содержится кислорода
0,07—0,12 %, азота 0,04—0,06 и водорода 5 см3/100 г спла-
ва. Раскисление сплава алюминием (2 кг/т) в конце плавки
снижает содержание кислорода до ^0,05 %. Изменением
режима плавки можно понизить содержание азота в ферт
рохроме до 0,017—0,025 %. Содержание водорода в таком
феррохроме 0,0002—0,0004 %, серы—0,005 %. При вакуу-
мировании из феррохрома удаляются примеси цветных ме-
таллов, их содержание составляет, 10 4 %: Pb<5; Zn<5;
В>5; Sb<2; Sn<20; As 30—50; Си 140—130. Выход сплава
с ^0,01 % С составляет 60—80 %• При необходимости фер-
рохром может быть азотирован в жидком состоянии. При
температуре ~1630°С и давлении азота, близком к атмос-
ферному, получен сплав с 2—2,7 % Na. Слиток плотный (7,3—
7,5 г/см3), азот распределяется в нем равномерно (отклот
нение для 650-кг плавки не превышало ±0,15 %) и практик
чески полностью усваивается сталью при легировании. На
1 т сплава расходуется 1100 кг феррохрома и 6840 МДж
(1900 кВт-ч) электроэнергии. Улучшение технико-эконо-
мических показателей процесса может быть получено при
использовании печей большей емкости и жидкой завалки.
В последние годы на ЧЭМК совместно с НИИМ и
УралНИИЧМ освоено производство азотированного ферро-
хрома путем барботажа жидкого сплава азотом в ковшах
с пористым днищем. Масса барботируемого сплава дости-
гает 10 т, а содержание азота в нем—3 %. Дополнительные
затраты на азотирование 1 т сплава не превышают 20 руб,
а при замене им спеченного азотированного феррохрома
экономия достигает 500 руб/т за счет дешевизны сплава и
более высокого усвоения азота сталью.
Чистый по углероду и фосфору кремнистый (7—9 % Si) ферро-
хром, используемый при производстве сварочных электродов, может
быть получен смешением в ковше низкоуглеродистого феррохрома и
ферросиликохрома или непосредственно в рафинировочной печи введе-
нием в шлак за 5—25 мин до выпуска плавки ферросиликохрома в ко-
личестве, обеспечивающем необходимое содержание кремния. Это обе-
спечивает извлечение хрома 87—89 % и низкое содержание углерода и
фосфора в сплаве. Для легирования стали и чугуна также используют-
ся лигатуры типа Si—Сг—А1 (например, КХА5: 40—50 % Сг, 20—30 %
Si и 2—6 % А1), Сг — W (>30 % W, Сг — ост.), Ni—Si—Сг (например,
НКХ1: 15—35 % Сг, 35—55 % Ni, 1—4 % Мо, 6—20 % Si) и др.
Обезуглероживание феррохрома в твердом состоянии в
вакууме.
Метод позволяет получить относительно дешевый фер-
рохром с содержанием 0,01—0,03 % С путем окисления уг-
16 М. А. Рысс 241
лерода, находящегося в сплаве, окислителями (оксидами
хрома, кремния, железа и т. п.) в вакууме при 1250—
1400 °C. Сложный и многоступенчатый процесс обезуглеро-
живания феррохрома протекает между твердыми фазами
(высокоуглеродистым феррохромом и окислителем) непре-
рывно изменяющегося состава. Даже в наиболее простой
системе (Сг-—Fe—С—О) (при обезуглероживании ферро-
хрома оксидами железа) фазовый состав феррохрома мо-
жет изменяться по схеме [24]: ’
а + (Сг, Fe)7Cg->a + (Сг, Ре)7Сз + (Cr,Fe)23 С6-э-
->a + (Сг, Ре)2з С->а, . (67)
где a — твердый раствор хрома и железа переменного сос-
тава с небольшим количеством углерода, растворимость ко-
торого зависит от температуры. В общем виде обезуглеро-
живание феррохрома при его нагреве с окислителями в
вакууме может быть описано следующим уравнением:
[(Сг, Fe)nCm]T + (— МехО J = / пСг + nFe + — Me') + COr,
(68)
и по стадиям процесса:
(Сг, Ре)7Сз + — МехОу = (Cr,Fe)23 С6 ф — Me ф- СО;
(69)
4- (Cr, Fe)# Св + — МехОу = (Cr.Fe) + — Me + СО. (70)
6 у " 6 у
Хотя имеется термодинамическая возможность обезуг-
лероживания феррохрома оксидами никеля при атмосфер-
ном давлении, а оксидами железа — уже при незначитель-
ном вакууме (21328—34658 Па), практически это осущест-
влено быть не может вследствие высоких геттерных свойств
хрома и его сплавов. Значительное содержание оксида угле-
рода непосредственно у реакционной поверхности приводит
к быстрому установлению равновесия и затуханию реакции.
По этой же причине малый эффект дает проведение подоб-
ных процессов в атмосфере инертного газа и даже при не-
прерывном промывании им системы, поэтому необходимо
повышать вакуум. Положительное влияние степени ваку-
умирования на скорость обезуглероживания может быть
объяснено также двухступенчатым механизмом восстанов-
242
ления оксидов углеродом карбидов хрома в начальные пе-
риоды процесса. Восстановление оксидов твердым углеро-
дом при атмосферном давлении происходит через газовую
фазу:
(1/у) МехОу + СО->(х/у) Me < СО2
СО2 + VeCr23 Се -> 23/6Сг + 2СО
1/6Сг23С8 + (1/у) МехОа -> 2:!/(1Сг + (х/у) Me + СО . (71)
Подтверждением такого механизма процесса является
четкая зависимость скорости обезуглероживания от измель-
чения реагентов и практическое отсутствие такой зависи-
мости от давления прессования брикетов, т. е. от степени
контакта окислителя с карбидом. Однако в заключитель-
ной стадии процесса при очень малых значениях рсо и
Рсо2 кинетические возможности его настолько ограничены,
что дальнейшее течение процесса может осуществляться
лишь при непосредственном взаимодействии оксида и угле-
рода, т. е. скорость обезуглероживания на последней ста-
дии зависит лишь от скорости диффузии реагентов. Вслед-
ствие очень малых скоростей диффузионных процессов вза-
имодействие углерода с окислителем практически прекра-
щается еще до достижения равновесия, поэтому для получе-
ния сплава с заданным содержанием углерода (<0,02 %)
необходимо вводить в брикет до 2 % избыточных оксидов,
что неизбежно вызывает загрязнение феррохрома неметал-
лическими включениями. Загрязненность получаемого фер-
рохрома в значительной степени зависит от рода применяе-
мого окислителя. При использовании руд или концентратов
сплав будет загрязняться как избытком восстановителя, так
и оксидами пустой породы (MgO, А12О3, СаО и др.), кото-
рые в условиях процесса не могут восстанавливаться. При
использовании кремнезема образуются силициды хрома и
содержание кремния в сплаве повышается до 5—8%, что
недопустимо при выплавке сталей многих марок, хотя за
рубежом такой феррохром и производится в значительных
количествах. Ввиду высокой стоимости не нашли широкого
применения оксиды никеля и хрома. Кроме того, использо-
вание оксида никеля суживает область применения сплава
только выплавкой хромоникелевых сталей. Трудности были
устранены в результате использования окисленного углеро-
дистого феррохрома.
Окисленный феррохром получают путем окислительного
обжига во вращающейся печи при 900—1100°С предвари-
тельно измельченного (до фракции <0,16 мм) высокоугле-
16*
243
родистого феррохрома, который затем повторно размалыва-
ют до крупности 0,16 мм (фракции 0,2 мм <1,5% и
0,16 мм <8,5%). Химический состав окисленного ферро-
хрома, %: Сг 59—65; С 2,5—5,6; Si 0,8; Fe 19—21; Р и S
=<70,03; кислород 8—13. При окислении в первую очередь и
в большей степени окисляются углерод и хром. Шихту рас-
считывают из условия получения в ней 2,5 % избытка кис-
лорода. Примерно на 100 кг передельного феррохрома вво-
дят 100 кг окисленного феррохрома. Исходные материалы
тщательно перемешивают всухую (~45 мин), а затем со
связующим (~60 мин), которым служит 10 %-ный раствор
хромового ангидрида или раствор сахарной патоки (25 кг
патоки плотностью 1,0 на 100 кг воды), или казеиновый
клей (15 кг сухого порошка на 1 т шихты). Хромовый ан-
гидрид ядовит и требует осторожного обращения. Затем
шихту брикетируют и брикеты сушат при 300—400 °C в те-
чение 4—5 ч (связующее — хромовый ангидрид) или при
150—180 °C в течение 12—16 ч (связующее — сахарная па-
тока). Высушенные брикеты загружают на тележки ваку-
умной печи. Технологический процесс обезуглероживания
состоит из трех периодов: нагрева садки, изотермической
выдержки и охлаждения. Температуру повышают в строгом
соответствии с количеством выделившегося газа, так как в
процессе обезуглероживания при содержании углерода
2,5—3,0 % и кремния 0,6—1,2 % в феррохроме образуется
эвтектика с температурой плавления 1240—1280 °C, поэто-
му повышение температуры выше указанных пределов до
выделения примерно половины всего расчетного количест-
ва газов может привести к сплавлению брикетов. Опти-
мальная температура обезуглероживания брикетов близка
к 1300—1340 °C. При более высоких температурах (и дав-
лениях <6,7 Па) наблюдается значительная сублимация
хрома. Максимальная температура процесса достигается
только в конце его и составляет 1330—1400 °C. Процесс ве-
дут при остаточном давлении 65—133 Па. Его окончание
определяется по прекращению выделения газа и общему
количеству выделившегося газа, которое составляет
186,6 м3 на 100 кг углерода в садке. Общая продолжитель-
ность процесса 80—100 ч. Для интенсификации процесса до-
бавляют в шихту ~17% CaF2 (или СаО). По окончании
обезуглероживания печь выключают и ведут охлаждение
(~30 ч). После снижения температуры до 400—500 °C в
печь впускают воздух.
При необходимости получения азотированного ферро-
хрома в печь после обезуглероживания при температуре
244
~1100°С и давлении 101308 Па вводят газообразный азот
чистотой >99,5 % и затем давление азота поддерживают
примерно на 4 кПа выше атмосферного. При понижении тем-
пературы <800°C для ускорения охлаждения пропускают
азот через печь, поддерживая в ней избыточное давление
1,33—2 кПа. Процесс охлаждения садки ведут до 500—
550°C. Азотирование практически не затягивает процесса,
так как протекает во время охлаждения печи. При азоти-
ровании образуется комплексный нитрид хрома (Cr, Fe)2N
при среднем содержании азота в сплаве до 7,5%. Более
высокие концентрации азота достигаются в результате
образования высшего нитрида CrN при замедленном
охлаждении феррохрома (~10 ч) в атмосфере азота при
1000—1100 °C. На производство 1 баз. т вакуумтермическо-
го феррохрома в однокамерной печи расходуется 1100 кг
передельного феррохрома и 28080 МДж (7800 кВт-ч) элек-
троэнергии. Извлечение хрома составляет — 90%.
Очень чистый и по углероду (<0,02 %), и по кислороду,
и азоту феррохром получают в вакуумных печах сопротив-
ления по методу ДМетИ в результате выдержки тонких
пластин сплава марок ФХ006—ФХ010 при ~ 1400°C и ос-
таточном давлении 133 Па в течение 24—30 ч. После окон-
чания процесса обезуглероживания печь отключают и дела-
ют выдержку без разгерметизации до достижения темпера-
туры 500° С, после этого в печь впускают воздух, открывают
крышки и заменяют тележку. На 1 т низкоуглеродисто-
го феррохрома расходуют 1060 кг феррохрома и 9720 МДж
(2700 кВт-ч) электроэнергии.
При использовании исходного феррохрома в виде гранул
диаметром <3 мм или пластин толщиной ~10 мм возмож-
но успешное азотирование такого сплава при 1300—1350 °C.
Содержание азота в сплаве достигает 7%. Технико-эконо-
мические показатели таких процессов могут быть значи-
тельно повышены при использовании четырехкамерных про-
ходных печей, которые обеспечивают проведение различных
периодов процесса в отдельных камерах и ускорение его,
при этом резко снижаются потери тепла, и улучшается ка-
чество сплава. Успешно проведено обезуглероживание из-
мельченного (от —170 до 200 меш) высокоуглеродистого
феррохрома (~6,8 % С) при 1250°С в вакууме пароводо-
родной газовой смесью. Полученный сплав содержал
<0,01 % С.
Алюминотермическое производство специальных сортов
феррохрома и металлического хрома. Некоторое количество
Низкоуглеродистого феррохрома, в том числе и азотирован-
245
Таблица 74. Основные реакции процесса получения хрома и его
сплавов
Реакция Количество Тепловой эффект Удельная те- плота реак- ции при 2227 °C, 1 кДж/кг
кислорода в оксиде, % металла в оксиде, % алюминия на 1кг ок- сида» кг реакции при 2227 °C, кДж на 1 кг оксида, кДж
Cr2O3 + 2А1 = =2Сг + AI2O3 31,6 68,40 0,36 393978 2591,6 1912,5
3FeO + 2Al = — 3Fc 4 AI9O3 22,2 77,8 0,25 848246 3827,2 314!,4
3SiO2 + 4Al = =3Si + 2Al2O3 53,3 46,7 0,60 493205 2763,3 1712,4 ;
5NaNO3+10AI = =3Na2O+3N2+ -F5AI2O3 56,5 16,5N в селитре 0,53 6871376 13473,1* 8809,0** 1, 1
* При 25 °C.
ного, производится из чистых по углероду материалов алю-
минотермическим методом. Этим методом получают также
металлический хром и целый ряд безжелезистых хромсо-
держащих сплавов — лигатур, которые служат для легиро-
вания специальных сталей и сплавов [9, И, 27]. Тепло, не-
обходимое для протекания алюминотермического процесса
производства хрома и его сплавов, выделяется при проте-
кании реакций восстановления оксидов алюминием, основ-
ные из которых приведены в табл. 74. При производстве
азотированного феррохрома некоторое количество тепла
вносят подогретые шихтовые материалы. Если этого общего
количества тепла недостаточно для обеспечения требуемой
температуры процесса, в шихту вводят термитные добавки,
например селитру, которые, окисляя алюминий, вносят не-
достающее количество тепла. В качестве флюса применяют
известь, добавка которой снижает вязкость глиноземистых
шлаков, улучшает кинетические условия процесса и увели-
чивает извлечение хрома в результате повышения активнос-
ти оксида хрома. В последнее время все большее распро-
странение получил комбинированный метод, в котором
недостающее количество тепла компенсируется использова-
нием электроэнергии для расплавления рудной части ших-
ты при прогреве шлака.
При выплавке металлического хрома и его сплавов не-
обходимые удельная теплота процессов и их температура
246
составляют соответственно: для хрома' 2973 кДж/кг и
2300 °C, для низкоуглеродистого феррохрома 3100—
3180 кДж/кг и 2360 °C и для азотированного феррохрома
2720—2850 кДж/кг и 2090 °C. Хромсодержащими материа-
лами служат оксид хрома (>98 %Сг2О3; <0,015—0,03 %
S; <0,15 % FeO, 0,05—0,1 % С) и хромовый концентрат,
получаемых гравитационным обогащением хромовой ру-
ды, который имеет следующий состав: 58—61 % Сг2О3;
0,5—1,6 % SiO2; 12—14 % FeO; 12—16 % MgO; <0,08 % С;
<0,01 % Р. Алюминиевый порошок, приготовленный из
первичного алюминия, содержит <15% фракции 0,0—
0,1 мм, >70 % фракции 0,1—1,0 мм и <20 % фракции 1,0—
3,0 мм. Натриевая селитра должна быть свежевысушенной,
иметь размер кусков <2 мм и содержать >=99,0% NaNO3
и <0,2 % влаги. Хромистый шлак от производства метал-
лического хрома, используемый для снижения температуры
при выплавке азотированного феррохрома, содержит
~ 12 % Сг2О3 и должен иметь следующий гранулометриче-
ский состав: 2—7 % фракции >0,8 мм, 3—8 % фракции
0,3—0,8 мм и 85—95 % фракции <0,3 мм. Известь должна
содержать ^90 % СаО и иметь крупность <3 мм. Для
- расчета шихты пользуются коэффициентами перехода эле-
ментов из шихты в сплав, полученными на практике (табл.
75). Обычный состав колош для плавки хрома и его спла-
вов приведен в табл. 76.
Шихту в течение 30—40 мин тщательно перемешивают в
барабанном смесителе. За одну плавку проплавляют от
2000 до 6000 кг оксида хрома или хромового концентрата.
Для алюминотермической плавки хромовых сплавов исполь-
зуют плавильные шахты различной конструкции. Плавку
металлического хрома, низкоуглеродистого феррохрома и
хромоалюминиевой лигатуры ведут с нижним запалом. На
подину шахты насыпают 200—250 кг шихты (см. рис. 54).
Таблица 75. Коэффициенты перехода элементов
Сплав Переходит в сплав, %
хром в том числе хром в ко- рол ька х кремний железо
Металлический хром .... 92 4 50 100
Низкоуглеродистый феррохром 85 3 50 100
Азотированный феррохром . 80 5 70 100
Хромоалюминиевая лигатура . 95 10 50 100
247
Таблица 76. Состав колош для плавки сплавов хрома
Материал Расход материалов, кг, для сплавов
металл»- чес кого хрома низкоуглеро- дистого фер- рохрома* азотирован- ного ферро- хрома хромо- алюмиии- евой ли- гатуры
Оксид хрома 100 -/- __
Хромовый концентрат . — .• 100/100 100 100 •
Шлак от производства — -/- 42,0—0,50 '—
металлического хрома .
Алюминиевая крупка . 37 31/27 39,8 49,5
Натриевая селитра . . 0,9 18/1,8 26,0 17,0J|
Известь 9 —/20,5 —
* Числитель — внепечной, знаменатель — электропечной. '
В лунку на поверхности шихты помещают запальную смесь
(150 г магниевой стружки и 50—75 г селитры). После вос-
пламенения запальной смеси и начала процесса подаю?
шихту по колошнику тонким слоем. Нельзя допускать от-
крытия колошника, так как это вызывает потерю тепла и
Рис. 54. Установка для внепечной выплавки металлического хрома <иа блок*'
/ — плавильный горн; 2 — вытяжной зонт; 3 — дополнительный бункер; 4 —эле
ватор; 5 — смеситель
248
повышает переход алюминия
в сплав. Недопустимо покры-
тие колошника толстым слоем
шихты, что приводит к разло-
жению селитры под действием
тепла колошника (наблюда-
ется выделение бурых газов).
Разложение селитры также
вызывает повышение содержа-
ния алюминия в металле. Про-
цесс идет горячо. Общая про-
должительность плавки со-
ставляет ~5 мин. Плавку
азотированного феррохрома
ведут с верхним запалом, т. е. в
Рис. 55. Наклоняющийся пла-
вильный горн
плавильную шихту загру-
жают сразу всю шихту, которую затем поджигают сверху
при помощи запальной смеси. Плавка идет очень горячо и
продолжается 3—4 мин. После остывания блок сплава от-
деляют от шлака. Сплав для облегчения разбивки и очистки
замачивают. После замочки блок разбивают, сплав очища-
ют и упаковывают в тару.
Плавку металлического хрома также ведут с выпуском
металла и шлака полунепрерывным процессом. Плавку про-
водят в наклоняющемся плавильном горне (рис. 55), футе-
рованном магнезитовым кирпичом (с засыпкой швов маг-
незиальным порошком) и установленном на специальной
вагонетке. Изложницу для приема расплава выполняют из
сборных чугунных колец, подиной служит блок металличе-
ского хрома высотой 200—250 мм. Перед началом плавки
на подину горна загружают 150—250 кг шихты, которую
поджигают запальной смесью (50—75 г селитры и 100—
150 г магниевой стружки). После распространения процес-
са по всей поверхности колошника ведут непрерывную за-
грузку смешанной шихты элеватором таким образом, чтобы
зеркало расплава было закрыто тонким слоем шихты, что
предупреждает разложение селитры и потери тепла.
Оптимальное количество восстановителя составляет
100—101 % к теоретическому, содержание алюминия в ме-
талле при этом не превышает 0,5 %, использование алюми-
ния 97,5 %. В середине плавки задают на переплав 100 кг
Металлических отходов. В конце плавки с последними пор-
циями шихты задают 200—250 кг извести из расчета полу-
чения гексаалюмината кальция СаО-6А12О3, имеющего тем-
пературу плавления 1847 °C. При избытке извести получа-
ют легкоплавкие и медленно затвердевающие шлаки. Об-
249
Рис. 56: Схема двухкамерной вакуум-
ной установки:
1 — плавильная камера; 2 — плавиль-
ный горн; 3—воронка; 4 — сливная
труба; 5 — изложница; 6 — кристалли-
зационная камера
щая продолжительность
плавки на 30—40 колош
12—20 мин. Однако она
может колебаться в более
широких пределах в зави-
симости от ряда факто-
ров: гранулометрическо-
го состава шихты, струк-.
туры оксида хрома и т. д.
Скорость проплавления
шихты составляет 90—
130 кг/(м2-мин). После
проплавления, выдержки
в течение 2—3 мин в из-
ложницу сливают шлак
слоем 200—300 мм, затем
горн возвращают в пер-
воначальное положение, а
через 1—2 мин производят полный слив металла и шлака.
После остывания блок шлака и металла поступает на раздел-
ку. В металл из шихты переходит 40 % Si, 100 % Fe, 40 % С,
65 % S и 20 °/о Р; кратность шлака 1,35; примерный хи-
мический состав, %: Сг 10 (в пересчете на Сг2О3); SiC>2
0,6; FeO 0,09; А12О3 75,7; СаО 8,0; MgO 3; Na2O 0,3.
Металлический хром может быть получен металлотер-
мической плавкой с предварительным расплавлением части
оксидов. При предварительном проплавлении ~30% окси-
дов извлечение хрома возрастает с 88,1 до 92,5 %, расход
алюминия снижается на 47 кг/т металла. Исключение в
этом случае из шихты селитры снижает загрязненность хро-
ма азотом и улучшает условия труда, вследствие уменьше-
ния содержания СгО3 в пыли и конденсате. Довосстановле-
нием шлака углеродом в электропечи получают высокоуг-
леродистый бескобальтовый феррохром и полупродукт для
получения синтетических шлаков или высокоглиноземистый
цементный клинкер.
Алюминотермической плавкой в вакууме или атмосфере
аргона можно получить металлический хром с 0,001—
0,015 % N, <0,02 % С и пониженным содержанием свинца,-
цинка и других вредных примесей. Схема двухкамерной
вакуумной плавильной установки приведена на рис. 56.
Шихта состоит из окатышей из оксида хрома, хромата
кальция и алюминиевого порошка в соотношении 10: (2—
3) : (4—5). Окатыши прокаливают при 550 °C. Перед плав-ЯИ
кой в камере создается разрежение до 1,333 кПа и затем в
систему вводят аргон до давления 20 кПа. Затем в горн
загружается 50—100 кг шихты и она поджигается электро-
запалом. Проплавление шихты (~ 1500 кг) ведут при одно-
временной откачке выделяющихся газов. Слив продуктов
реакции в изложницу ведется при 0,133—1,333 кПа.
Металлический хром можно также получать электролизом водных
растворов шестивалентного хрома. Электроэкстракция из раствора хро-
мовой кислоты проводится в прямоугольных ваннах футерованных
свинцом или фторопластом. Анодами служат свинцовые пластины, ка-
тодные основы изготавливают из нержавеющей стали или алюминия.
Электролит содержит 250—300 г/л СгО3 и 2,5—5 г/л H2SO4. Плотность
тока 2800—8000 А/м2, напряжение 5—8 В. Удельный расход электро-
энергии 144000—252000 МДж (40—70 МВт-ч). Расход хромового ан-
гидрида равен примерно 2—2,5 т на 1 т металлического хрома. Полу-
ченный хром содержит, %: Fe 0,15—0,92; Si и Al<0,001; S 0,01—0,016;
Р 0,001; С 0,01—0,03; Ni 0,020; Н2 0,04; О2 0,01—0,5. Водород легко
удаляется в вакууме при нагревании до 100—600 °C. В США металли-
ческий хром в основном получают силикотермическим способом — вос-
становлением оксида хрома кристаллическим кремнием в присутствий
извести в открытой электропечи. В СССР опробован способ электро-
силикотермического производства металлического хрома с использова-
нием в качестве восстановителя специального безжелезистого силико-
хрома, получаемого углетермическим восстановлением оксида хрома и
г кварца смесью пекового кокса и древесного угля. Полученный таким
методом хром содержал, %; Si 0,2—0,1; Feci; S и Р~0,01;
43 0,05—0,1.
Более высокие показатели были получены при силикотермическом
производстве металлического хрома с частичным расплавлением окси-
дов шихты. Перед началом восстановительной стадии процесса в
электропечи расплавляли всю навеску извести (из расчета получить
шлак основностью 2) и 65 % общего количества оксида хрома; затем
печь отключали и в расплав давали смесь из остального количества
оксида хрома и крупки (<1 мм), кристаллического кремния (из рас-
чета 29,4 кг на 100 кг оксида хрома). Кратность шлака составила 2,5,
температура процесса 1930°C. Состав полученного металла был следу-
ющий, %: Сг 96,92—98,44; S1 0,36—1,18; Fe 0,86—1,16; С 0,029—0,030.
S 0,005—0,025. Извлечение хрома составило 84 %, расход кремния
450 кг и расход электроэнергии 9360 МДж (2600 кВт-ч) на 1 т ме-
талла.
С предварительным расплавлением части оксидов и вы-
пуском сплава и шлака получают алюминотермический низ-
коуглероднетый феррохром. Плавку ведут в специальном
электропечном агрегате (рис. 57) с выкатывающейся ван-
ной футерованной магнезиальным кирпичом. Количество
концентрата для плавки составляет 3000 кг. Шихта диффе-
ренцирована, состав ее приведен в табл. 77. Электропечь
включают после проплавления запальной части шихты.
Рудную часть шихты дают постепенно, по мере ее проплав-
ления, которое продолжается 80—100 мин при расходе
250
251
Рис. 57. Электропечиой агрегат для
алюминотермической плавкн:
1— плавильный горн; 2 — бункер для -
шихты; 3 — экран; 4 — электроды; 5 —
вытяжной зонт
7128—8280 МДж (1980—
2300 кВт-ч) электроэнер-1
гии; после этого произво-
дится прогрев расплава в
течение 10—15 мин. За-
тем печь отключают и
шихту перевозят в сосед-
нюю плавильную камеру,
из бункера которой по
желобу поступает восста-
новительная часть шихты,
загрузка которой продол-
жается 3—6 мин. По окон-
чании восстановительно-
го процесса расплав вы-
держивают 3—5 мин в
ковше, затем сливают
сплав и шлак в изложни-
: АЬО, 50—60; МеО 14—18:
цу. Полученный сплав
содержит, % Сг 76—80;
Si 0,2—0,3; Al <0,05; С
0,02—0,03; S и Р<0,01 %.
Примерный состав шлака,
СаО 13—20; SiO2 0,5—2;
FeO 1,0—2,0; Сг 3—9 в пересчете на Сг2О3. Для получения
азотированного феррохрома марки ФХ100Н сплав насыща-
ют азотом натриевой селитры, вводимой в шихту в количе-
стве 30 % от массы концентрата. Избыток тепла, образую-
щийся при введении в шихту такого количества селитры,
расходуется на плавление балластных добавок (молотого
шлака металлического хрома), количество которых состав-
ляет от 50 до 80 % от массы концентрата. Для более пол-
ного усвоения азота плавку ведут с верхним запалом. Ско-
рость проплавления шихты 350—400 кг/(м2-мин). Более
быстрый ход плавки связан с недостаточным количеством
балласта в шихте и вызывает снижение содержания азота
в сплаве. При меньшей скорости плавки выделяются бурые
пары оксидов азота, выход металла резко уменьшается и
сплав плохо отделяется от шлака. Расход материалов и ис-
пользование хрома при алюминотермическом производстве
хрома и его сплавов приведены в табл. 78.
Металлотермическую плавку хромоалюминиевой лигатуры ведут иа
«блок» из хромистого концентрата, содержащего <1,0% SiOs. В ших-
ту на 100 кг концентрата дают 19,5 кг алюминиевого порошка и 17 кг
натриевой селитры или 15 кг хромового ангидрида. Более экономичен
252
Таблица 77. Состав шихты
Материал Количество, кг
запала рудной части восстанови» тельной части
Хромистый концентрат . . . 200 1400 1400
Алюминиевый порошок . . . 60 ' 750
Известь — 700 ——
Натриевая селитра .... 35 —
Таблица 78. Расход материалов, электроэнергии и извлечение хрома
при алюминотермическом производстве сплавов хрома
Показатели Металличес- кий хром*1 Низкоуглеро- дистый фер- рохром (60 % Сг) Азотирован- , иый ферро- хром “ Л
Расход материалов, кг:
хр ом истого концентрата (60 % Сг2О3) 1550/1550 1630 2030
алюминиевой крупки . . . 595/560 440 800
извести 100/128 335 900*а
селитры 130/20 22 500
электродной массы .... —/— 18 —
Расход электроэнергии, кВт-ч —/600 1100 —
Извлечение хрома, % . . . . 93/93 89 72
*’ Числитель — внепечной, знаменатель — электропечной. *2 Шлак от пронз-
водства металлического хрома.
способ получения хромоалюминиевой лигатуры методом смешения в
ковше расплавленного алюминия и жидкого феррохрома. Полученная
таким способом лигатура имеет более низкое содержание кремния и
серы и более высокое отношение Al/Si, а также более низкое содержа-
ние примесей цветных металлов, чем металлотермическая лигатура.
Для получения однородного сплава, содержащего >20 % А1 и ~55 %
Сг, температура процесса смешения должна быть не ниже 1500 °C и
ковш следует подогреть до 750 °C. Результаты исследования диаграммы
Fe—Сг—А1, растворимости углерода в расплавах системы Fe—Сг—А1
и особенностей плавки лигатуры этим методом приведены в работе
[32, с. 53—80]. Промышленное освоение этого способа позволило сни-
зить себестоимость 1 т лигатуры с 1020,1 до 563,23 руб и получить
определенные преимущества при плавке сплавов сопротивления. Алю-
минотермической плавкой производят лигатуру Сг — Ti. В шихту дают
750 кг перовскитового концентрата, 480 кг алюминиевой крупки и
1000 кг монохромита кальция. Извлечение хрома составляет 87 % и
титана 32 %, оно может быть повышено соответственно до 92 и 37 %
253
при проведении процесса с предварительным расплавлением части ших-
ты. Лигатура имеет следующий примерный состав, %: Сг 67—70; Ti 15—
20; Si 2—3; Al 5—10; Fe 4—6; С «0,06; S 0,04. Лигатуру Cr — Mo по-
лучают алюминотермическим способом с верхним запалом из шихты,
состоящей из оксида хрома, алюминиевого порошка и обожженного мо-
либденового концентрата гидрометаллургического производства, плави-
кового шпата и извести. Температура процесса —2300 °C, плавка идет
более спокойно на уплотненной шихте. Извлечение молибдена достига-
ет 95 % и хрома 83 %. Лигатура содержит 45—51 % Мо, 45—51 % Сг,
«0,45 % Si и <1 % Fe.
Для получения лигатуры А1—Мо—Сг—Fe, как и для многих дру-
гих лигатур с высоким содержанием алюминия, перспективным спосо-
бом является переплав алюминия, необходимого для насыщения ме-
талла. В этом случае на дно плавильной шахты укладывают 100 кг
чушкового алюминия и на него засыпают порошкообразную шихту, со-
стоящую из 420 кг оксидов молибдена, 320 кг оксида хрома, 520 кг
алюминиевого порошка, 60 кг железной руды, 90 кг извести и 110 кг
плавикового шпата. Металл, восстановленный в ходе проплавления
алюминотермической части шихты, расплавляет и растворяет уложен-
ный на подину алюминий и к концу плавки металл ( — 31 % Мо,
— 5,7 % Fe; — 24 % Сг; —0,4 % S1) был достаточно однороден по сече-
нию слитка.
Глава 7
ФЕРРОВОЛЬФРАМ
Применение и состав ферровольфрама
Вольфрам повышает пределы прочности и текучести стали при незна-
чительном уменьшении относительного удлинения, повышает твердость
и износостойкость ее. Особенно важно положительное влияние воль-
фрама на механические свойства сталей при повышенных температу-
рах, повышение теплостойкости и стойкости против отпуска, поэтому
вольфрам является главным легирующим элементом сталей для инст-
рументов горячей обработки и быстрорежущих сталей. Отечественный
ферровольфрам соответствует самым высоким требованиям (табл. 79).
Выплавка ферровольфрама некоторых марок с молибденом объясня-
ется присутствием в вольфрамовом концентрате некоторых месторож-
дений значительного количества молибдена (2,0—4,5 %).
Сырые материалы
Общее содержание вольфрама в земной коре незначительно (по
А. П. Виноградову, 1-Ю-4 %) и он очень рассеян. В наиболее богатых
рудах содержится до 3 °/о WO3, но обычно в вольфрамовых рудах 0,5—
1,0 % и в комплексных месторождениях 0,1—О,3°/о WO3. Руды для полу-
чения 60%-ных концентратов обязательно подвергают обогащению. Наи-
более важными рудными минералами являются группа вольфраматов же-
554
леза и марганца (гюбнерит, вольфрамит, ферберит), вольфрамат каль-
ция (шеелит) и молибденошеелит (зейригит). Вольфрамит (Fe, Mn)WC>4
представляет собой изоморфную смесь вольфраматов железа и марган-
ца, образующих непрерывный ряд твердых растворов. Крайние члены
этого ряда—ферберит FeWO4 и гюбнерит MnWO4—редко встречаются в
чистом виде. На практике ферберитом называют минералы, в которых
FeWO4: MnWO4>80 : 20 и гюбнеритом называют минералы, для кото-
рых это отношение <20 : 80. Минералы с промежуточным значением
этого отношения, называют вольфрамитом. Они имеют наибольшее рас-
пространение в природе и составляют основную часть добычи вольфра-
мовых руд. Минералы этой группы окрашены в черный, коричневый и
красновато-коричневый цвет. Содержание WO3 колеблется от 70,0 до
76,6 %, железа — от 3 до 23 % и Мп О — от 0,2 до 23%. Шеелит
(CaWO4)— минерал плотностью 5,9—6,1 г/см3 и твердостью 4,5—5,0;
цвет — от светло-желтого до буровато-красного. Содержание WO3 ко-
леблется в пределах 71—80 %. Молибденошеелит [Ca(W, Мо)О4] со-
держит 70—79 % WO3 и 6—16 % Мо. Плотность 5,8—6,2 г/см3 и твер-
дость 4,5. Цвет серый, медово-желтый. В рудах вольфрамовых место-
рождений из других рудных минералов наиболее часто встречаются:
касситерит, молибденит, висмутовый блеск, халькопирит, пирит, арсе-
нопирит, магнетит, гематит и др.
Очень крупные запасы вольфрамовых руд имеются на юго-востоке
Китая (горная система Наньлин), а также имеются крупные запасы
е США. Австралии, Канаде, Боливии, Бирме, Южной Корее, Турции,
Бразилии, Португалии, Таиланде, Японии. Основные месторождения
вольфрамовых руд в СССР расположены в Забайкалье, Средней Азии,
г Амурской обл., на Алтае, Кавказе, Чукотке и в других районах.
Выплавка ферровольфрама на отечественных заводах
производится из вольфрамитового и шеелитового концент-
ратов, химический состав которых приведен в табл. 80.
В качестве восстановителя при выплавке ферровольфрама
используют мелочь (в кусках ^720 мм) нефтяного или пеко-
вого кокса, гранулированный ферросилиций (68—75 % Si),
а при металлотермической плавке — порошкообразный пер-
вичный алюминий. Железо вводят в виде стружки мелкой
обрези простых углеродистых сталей или вольфрамсодер-
жащих отходов. При алюминотермической плавке в качест-
ве термитной добавки иногда вводят железную окалину, а
флюсующим материалом служит известь.
Свойства вольфрама и его соединений
Вольфрам — металл серебристо-белого цвета с электронной структурой
Is2 2s2 2р6 3s2 Зр6 3d10 4s2 4р6 4d10 5s2 5р6 • 6s2 и co следующими фи-
зико-химическими свойствами: атомной массой 182,85; плотностью
19,3 г/см3; валентностью 2—6; температурой плавления 3380 °C. С уг-
леродом вольфрам образует карбиды W2C и WC (температура плав-
ления соответственно 2550 и 2870 ”С) и с кремнием образует силициды
W3Si2 и WSi2 (температура плавления соответственно 2327 и 2165 °C).
С кислородом вольфрам образует ряд оксидов: W3O, WO2, Wi9O46 или
WO2,53, W20O58, или WO2e и WO3, из них важнейшим является WO3 с
255
Таблица 79. Состав ферровольфрама по стандартам ряда стран
Массовая до
Стандарт Марка сплава W (ие менее) Mo Мп Si с р S
не более
ГОСТ 17293—82 ФВ80а 80 6,0 0,2 0,8 0,10 0,03 0,02
(СССР) ФВ75а 75 7,0' 0,2 1,1 0,15 0,04 0,04
ФВ70а 70 7,0 0,3 2,0 0,3 0,06 0,06
ФВ70 70 1,5 0,4 0,5 0,30 0,04 0,08
ФВ70Б 70 2,0 0,5 0,8 0,5 0,06 0,10
ФВ65 65 6,0 0,6 1,2 0,7 0,10 0,15
5450—80 (ИСО) FeW80 70—85 1,0 0,6 1,0 1,0 0,05 0,06
FeW80 LG 70—85 0,50 1,0 1,0 0,10 0,05 0,08
JIS G 2306—78 FW1 75—85 — 0,50 0,50 0,60 0,05 0,05
(Япония) DIN . 17563—65 FeW80* 75—85
0,6 0,6 1,0 0,05 0,05
(ФРГ)
* (As+Sb+Sn)<0,2 %.
Таблица 80. Химический состав вольфрамовых концентратов по
Марки wo8. % (не менее) Массовая доля, %
МпО SIO2 р S As Sn Си
КВГ-1 65 18,0 5,0 0,05 0,7 0,1 0,15 0,1
КВГ-2 60 15,0 5,0 0,05 0,8 0,1 0,2 0,15
кши 65 1,0 1,5 0,02 0,45 0,1 0,1 0,05
кш 60 2,0 10,0 0,04 0,6 0,05 0,08 0,1
КМШ-1 65 0,1 1,2 0,03 0,3 0,02 0,01 0,1
КМШ-2 60 0,1 5,0 0,04 0,3 0,04 0,02 0,1
КМШ-3 55 4,0 10,0 0,04 0,6 0,2 0,2 0,1
квг(Т) 60 Не норм. 5,0 0,1 1,0 0,1 1,0 0,1
квг(К) 65 То же 5,0 0,1 0,7 0,08 1,0 0,4
КШ(Т) 55 » Не норм. 0,3 1,5 0,1 0,2 0,04
теплотой образования равной 831,7 кДж/моль и температурой плавле-
ния 1473 °C. С серой вольфрам образует сульфид WS2, с фосфором
фосфиды W4P2, WP и WP2, с железом вольфрам образует соединения
Fe2W (62,2 %) и Fe7W6 (73,8 % W). Диаграмма состояния системы
Fe — W приведена на рис. 58. Температура плавления промышленных
сплавов (с 74—77 % W)~3000 К, поэтому производство их с выпуском
256
0,10 0,04 0,04 4,0
0,20 0,06 0,06 — — 5,0
0,30 0,08 0,10 — — 6,0
0,15 0,04 0,08 0,03 0,03 0,03 .—
0,20 0,05 0,10 —
0,30 0,08 0,20 — — — .—
0,25 0,10 0,10 0,05 — — 0,10
0,20 0,10 0,10 0,05 — — 1,0
0,10 0,10 0,08 0,05 0,05 — —
0,2 0,10 0,10 0,08 — __ —
ГОСТ 213—73
(не более)
Мо СаО РЬ Sb Bi влаги
0,1 Не норм. 0,2 0,2 0,2 2
0,2 Тб же 0,4 0,4 0,4 2
0,5 0,02 0,01 0,01 6
1,0 Не нормируется 6
3,0 Не норм. 0,01 0,01 0,01 4
3,0 То же 0,1 0,01 0,01 6
3,0 » 0,1 0,1 0,1 6
0,06 0,01 2,5 2,0 Не нормируется То же 2 2
0,04 Не нормируется 6
WO3^>WO21^WO2,53-^WO2-^W.
жидкого сплава при использо-
вании обычных ферросплавных
печей невозможно.
Технология выплавки фер-
ровольфрама
Вольфрам может быть
легко восстановлен из его
оксидов алюминием, кре-
мнием и углеродом по
реакциям:
%WO3+%A1 = %W +
+ 2/зА12О3;
ДС°=—527193 + 21,027’;
(72)
2/3WO3 + Si=2/3W+SiO2;
AG«=—351222 + 34,967’;
(73)
2/3WO3+2C = %W + 2CO;
ДО» =— 327332 +339,88 T.
(74)
При восстановлении
WO3 алюминием выделя-
ющегося тепла достаточ-
но для проведения вне-
печной плавки, восстанов-
ление кремнием и углеро-
дом можно осуществить
лишь в электропечи. Про-
цесс восстановления WO3
углеродом теоретически
начинается при 963 К и
протекает через проме-
жуточные стадии по сле-
дующей схеме:
(75)
' Наряду с восстановлением углеродом WO3 в печи про-
текают реакции восстановления примесей: FeO, МпО, SiO2
17 М. А. Рысс
257
Рис. 58. Диаграмма состояния систе-
мы Fe—W
(теоретическая темпера-
тура начала процессов
соответственно 950, 1420
и 1541 °C). Следователь-
но, в процессе плавки
ферровольфрама относи-
тельно легко будет вос-
станавливаться WO3, не-
сколько труднее FeO и
наиболее трудно МпО и
SiO2. При температурах
плавки (<1850 °C) воз-
можно восстановление и
переход в значительных
количествах в сплав мар-
ганца и кремния, содержа-
ние которых в ферровольфраме ограничено. Для предотвра-
щения этого сплав рафинируют окислительными шлаками
с 10—25 % WO3. Карбидообразующая способность вольфра-
ма ниже, чем хрома и марганца, поэтому ферровольфрам,
полученный при восстановлении углеродом в условиях не-
большого недостатка восстановителя, содержит < 1 % С.
Наиболее распространенным в мировой практике спосо-
бом производства ферровольфрама является восстановле-
ние оксидов концентрата углеродом, при котором сплав
наплавляют в электропечи «на блок», извлекаемый из нее
в твердом состоянии [27]. Для ведения процесса использу-
ют две печи; расход электроэнергии велик при низком из-
влечении вольфрама. Для получения более чистого сплава
иногда [36] используют два передела: выплавку передель-
ного сплава и его дальнейшее рафинирование, что повыша-
ет стоимость сплава и увеличивает потери вольфрама. Кро-
ме того, часть сплава, особенно края и низ блока, оказыва-
ется загрязненной шлаком и имеет повышенное содержание
углерода. Подготовка плавильных шахт, дробление блока
и сортировка сплава связаны с дополнительными потерями
вольфрама и значительными затратами ручного труда. Все
это делает такой процесс менее экономичным по сравнению
с применяемым в СССР способом плавки с вычерпыванием
сплава. По этому способу плавку ведут в трехфазных пе-
чах с вращающейся ванной мощностью 3500 кВА при рабо-
чем напряжении 187 В. Частота вращения ванны печи —
один оборот за '/з ч. Печь для производства ферровольфра-
ма футеруют магнезиальным кирпичом. В дальнейшем в
печи образуется гарнисаж — металлическая чаша из высо-
258
копроцентного (>80'% W) ферровольфрама, которая явля-
ется рабочей футеровкой. Шихту рассчитывают с учетом
следующего перехода примесей в сплав: сера—15%, оло-
во — 30 %, мышьяк — 15%, фосфор — 100 %, медь — 100 %,
молибден—100%. Максимальное содержание примесей в
смеси концентратов приведено в табл. 81. Содержание ок-
сида марганца в смеси концентратов зависит от количества
шеелитового концентрата (табл. 82).
Таблица 81. Максимальное содержание примесей в смеси
концентратов__________________________________
Марка сплава Массовая доля, %
s р Sn Си As Мо
ФВ70 0,50 0,025 0,20 0,10 0,20 1,0
ФВ70Б 0,70 0,04 0,23 0,15 0,30 1,4
ФВ65 0,75 0,06 0,50 0,22 0,40 4,0
Таблица 82. Максимальное содержание МпО в смеси концентратов
Количество шее- лита в смеси, % Массовая доля МпО, % Количество шее- лита в смеси, % Массовая доля МпО, %
ФВ70 ФВ70Б, ФВ65 ФВ7) ФВ70Б, фВбэ
10 11,5 12,5 70 5,5 6,5
30 9,5 ю,5 90 3,5 4,5
50 7,5 8,5 100 2,5 3,5
Количество кокса на колошу шихты (на 100 кг концен-
трата) устанавливается, исходя из основного условия веде-
ния процесса — плавки на рабочем шлаке с высоким содер-
жанием оксида вольфрама (~10% WOS), что предотвра-
щает переход в сплав примесей (углерода, кремния, мар-
ганца) и составляет обычно 7—11 кг. Количество железа,
необходимое на 100 кг концентрата, рассчитывают из усло-
вия получения сплава с 74 % W. Расход ферросилиция
составляет 8 кг (на 100 кг концентрата) на колошу шихты.
Этот расход должен обеспечить получение отвальных шла-
ков с содержанием <0,30 % WO3. При увеличении доли ше-
елита увеличивается и навеска ферросилиция [32, с. 94—
98], что видно из данных, приведенных ниже.
Доля шеелита в смеси концентра-
тов, % ....................... 40—60 60—80 80
Навеска ферросилиция, кг . . . 8,5 9,0 10,0
17*
259
Восстановители и железосодержащие материалы после
дозирования подают саморазгружающимися контейнерами
в печные карманы. Загрузка в печь концентрата произво-
дится в мешках при помощи специальной машины. Выплав-
ку ферровольфрама ведут периодическим процессом. Про-
изводится заправка бортов перед плавкой для сохранения
металлического гарнисажа путем заливки поврежденных
мест сплавом, взятым с подины печи, и дачи в эти места от-
ходов, получаемых при разделке сплава. После выпуска
шлака сплав на подине печи имеет следующий состав, %-
W 52—55; Si 5—7; Мп 2—4; С 0,2—1,9; Fe 33; Си 0,09;
S 0,04; Р 0,03; Мо 0,90.
В начале периода рафинирования в, печь задают все
отходы производства и всю навеску железной стружки, рас-
считанную на всю плавку, в результате чего снижают со-
держание вольфрама в сплаве, а следовательно, и его вяз-
кость щ таким образом улучшают условия рафинирования
сплава. Окисление примесей протекает по реакциям:
. 2С + 2/3CaWO4 = 2/3W + 2/3СаО + 2СО; (76)
Si + 2/3CaWO4 = 2/3W + 2/3CaO + SiO2; (77)
2Mn + 2/3CaWO4i= 2/3W + 2/3CaO + 2MnO; ‘(78)
2C + 1/2FeWO4 =j= V2(W + Fe) + 2CO; : (79)
Si + V2^eWO4 = 1/2(W + Fe) + SiO2; ‘ (80)
2Mn + 1/2FeWO4 = V2(W + Fe) + 2MnO. ; (81)
Печь прогревают в течение 30 мин и начинают завалку
концентрата порциями 300—500 кг. В печи наводят рафи-
нировочный шлак, содержащий, %: WO3 18—22; FeO 16—
21; SiO2 28—33; MnO 10—15; СаО 8—11; MgO 1,2—3,0;
A12O3 1,8—3,0.
Рафинирование сплава от кремния и марганца происхо-
дит на поверхности раздела металл — шлак. В начале пе-
риода рафинирования окисление примесей идет с большой
скоростью, затем с уменьшением концентрации кремния и
марганца в сплаве и обогащением сплава вольфрамом про-
цесс замедляется. Обязательным условием быстрого рафи-
нирования сплава от примесей является горячий ход печи,
поэтому его ведут на максимальной мощности. В период
рафинирования кокс присаживают только для вспенивания
шлака, чтобы не допустить открытых дуг, что приводит к
захолаживанию подины печи и разрушению верхней части
металлического гарнисажа. Пенистый шлак имеет повы-
шенное электрическое сопротивление, что обеспечивает глу-
260
бокую посадку электродов и хороший прогрев сплава. В
конце периода рафинирования начинают загрузку концент-
рата с коксом, для формирования рабочего шлака, содер-
жащего ~10% WO3. Процесс активного рафинирования
обычно заканчивается интенсивным кипением ванны. При
соответствии состава сплава заданному начинают его вы-
черпывание.
Сплав вычерпывают при помощи машины системы
ЧЭМК стальными ложками, вмещающими 50 кг спла-
ва. Печь обслуживается одной машиной. Вычерпывание
сплава производится по всей поверхности подины и
печь вращают с частотой ~3 об/ч. Главной задачей в
этот период является поддерживание сплава в тестообраз-
ном состоянии. Чтобы не допустить захолаживания подины
в процессе вычерпывания, концентрат заваливают неболь-
шими порциями (100—200 кг). Кокс дают также небольши-
ми порциями для поддержания нормального рабочего шла-
ка примерно следующего состава, %: WO311,18; FeO 25,9;
SiO2 33,9; MnO 15,8; СаО 10,8; MgO 2,48; А12О3 2,74. Обыч-
но с каждой колоши заваленного концентрата вычерпывают
70—75 кг сплава в зависимости от содержания в кон-
центрате вольфрама, состояния гарнисажа и уровня поди-
ны печи. Чрезмерное вычерпывание сплава приводит к оп-
лавлению бортов, результатом чего может явиться аварий-
ный прогар печи. Если скорость загрузки концентрата
уменьшается или в шихте недостаточно восстановителя, то
шлак перегревается, вспенивание его уменьшается или пол-
ностью прекращается, электроды поднимаются, появляются
открытые электрические дуги и подина печи захолаживает-
ся. Скорость завалки концентрата также определяется со-
стоянием вычерпываемого сплава. Если сплав холодный и
плохо черпается, то необходимо уменьшить скорость завал-
ки, а при чрезмерно горячем сплаве необходимо увеличить
скорость завалки, чаще заваливать концентрат и кокс. К
концу вычерпывания сплава завалка концентрата прекра-
щается. Содержание WO3 в шлаке снижается до 5—8 %.
Затем проводится довосстановление шлака для обеднения
его по содержанию оксида вольфрама перед выпуском его
из печи. Доводку производят присадкой ферросилиция и
небольшого количества кокса.
Процессы довосстановления шлака кремнием протека-
ют преимущественно на поверхности и в верхних слоях шла-
ка (вследствие небольшого различия плотностей ФС75 и
шлака). Образующиеся при этом капли кремнистого спла-
ва, представляющие собой силициды вольфрама и железа
17а м. А. Рысс 261
при оседании, проходя через шлак, восстанавливают окси-
ды вольфрама, железа и марганца. При увеличении навески
ферросилиция уменьшается длительность периода довос-
становления, снижается содержание WO3 в шлаке и значи-
тельно повышается производительность печи. Состав ко-
нечного шлака следующий, %: WO3 0,05—0,20; SiO2 45—•
50; FeO 0,3—2,0; МпО 15—20; СаО 25—32. При содержа-
нии >0,3 % WO3 шлак направляют на переплав. Вольфрам
находится в шлаке в виде зерен фазы ряда гюбнерита —
вольфрамита, шеелита и тунгстенита (WS2) и в восстанов-
ленной форме в виде металлических включений, содержа- ;
щих 20—30 % W.
Поведение отдельных элементов по ходу плавки опреде-
ляется следующим. Количество ошлакованного МпО зави-
сит от количества SiO2, не связанного в силикат кальция,
поэтому увеличение в шихте доли шеелита увеличивает
степень перехода марганца в сплав. В период доводки шла-
ка происходит восстановление МпО до остаточного содер-
жания его в шлаке, соответствующего стехиометрическому
соотношению в системе CaO-SiO2—MnO-SiO2. Высокая
удельная мощность печи, а также горячий ход печи способ-
ствуют восстановлению марганца и его переходу в сплав.
Условия удаления из сплава марганца и кремния улучша-
ются при вращении ванны печи, при котором обеспечивает-
ся равномерный прогрев металла на подине.
Получение сплава с низким содержанием марганца воз-
можно при проведении плавки с выпуском недовосстанов-
ленного шлака, который затем довосстанавливается в печи,
выплавляющей сплав обычного качества, или путем при-
садки в шихту кремнистых флюсов или железной руды для
ошлакования МпО. Присадка железной руды тормозит вос-
становление оксида марганца из шлака вследствие образо-
вания в шлаковом расплаве соединений типа mFeO-nMnO.
При увеличении количества ферросилиция, заданного на до-
водку шлака, возрастает содержание SiO2 в нем и снижает-
ся содержание марганца и углерода в сплаве, что видно из
следующих данных:
Количество ферросилиция, кг (на
100 кг концентрата).........- 4,5 5,25 6,0
Содержание, %:
марганца . ................ 0,19 0,16 0,13
углерода................... 0,25 0,19 0,16
Науглероживание сплава происходит в основном в пе-
риод доводки шлака и перепуска электродов. С повышени-
262
ем содержания кремния в сплаве увеличивается его жидко-
подвижность и выделение тепла в ванне в результате окис-
ления кремния при рафинировании, что способствует полу-
чению сплава с низким содержанием углерода. Интенсив-
ное окисление углерода приводит к бурному кипению ванны.
При этом пузыри СО перемешивают расплав, что спо-
собствует восстановлению WO3 и FeO и окислению крем-
ния и марганца. Плавка с выпуском шлака без его довос-
становления (с довосстановлением в другой печи) обеспе-
чивает получение сплава с 0,07—0,20 % С. Находящийся в
концентрате пирит при загрузке в печь разлагается по ре-
акции FeS2—>-FeS-|-S с удалением элементарной серы в га-
зовую фазу. Также возможно окисление серы кислородом
легковосстановимых оксидов, например, по реакции
3FeS2+4WO3->-4W+3Fe+6SO2 с удалением SO2 в газовую
фазу. Сера может также окисляться на поверхности шлака
кислородом воздуха: FcS-J-O2^Fc-[-SO2. Основное количе-
ство серы остается в шлаке в виде MnS, CaS и WS2. Повы-
шение содержания кремния и марганца в сплаве в период
доводки облегчает получение низкосернистого сплава. В
процессе выплавки ферровольфрама основное количество
фосфора (~80%) из шихтовых материалов переходит в
сплав, в шлаке его остается -~3% и с газами уносится
~ 15%. В период довосстановления оксидов вольфрама сплав
обогащается фосфором в результате протекания реакции
(Са3(РО4)2) +5/2[Si] =2[Р]+3(СаО) +5/2(SiO2). Выплавка
ферровольфрама без довосстановления шлака обеспечивает
более низкое содержание фосфора в сплаве (на 35 %), чем
выплавка по обычной технологии. Фосфор, медь и молиб-
ден во время плавки почти полностью переходят в сплав, а
мышьяк, олово, висмут, сурьма и свинец возгоняются и
улавливаются электрофильтрами. В табл. 83 приведены ба-
ланс элементов, в табл. 84—тепловой баланс плавки фер-
ровольфрама. Характерные отклонения от нормального хо-
да процесса следующие:
1. Кремнистый, марганцовистый или углеродистый сплав
указывают на то, что рафинирование прошло холодно, не-
достаточна длительность рафинирования и, возможно, в
этот период был обедненный шлак. В этом случае необхо-
димо продолжить рафинирование, завалку концентрата вес-
ти небольшими порциями, с достаточным прогревом шлака..
Если шлак богат WO3, то концентрат не заваливают, а
тщательно прогревают ванну и систематически разрыхляют
сплав на подине ложками.
17а*
263
^Таблица 83. Распределение элементов и оксидов между продуктами плавки
Продукты плавки Распределение элементов и оксидов, %
W Мп р S с Си Sn As Мо Fe ( SiO2 | СаО А1,О, MgO
Металл Пыль, уловленная 98,15 3,22 70,40 7,50 1,36 64,43 25,27 17,6 94,46 92,33 4,73 — 1,52 —
электрофильтрами Пыль после элект- 1,46 4,97 18,32 3,13 0,82 13,15 53,0 55,1 1,47 1,99 1,74 2,67 4,6 2,38
рофильтров .... 0,34 1,46 4,41 0,85 0,24 3,92 15,9 23,6 0,63 0,56 0,53 0,79 1,96 0,72
Шлак . ... 0,05 90,00 5,50 58,90 — 21,40 1,23 Сл. 0,8 5,31 99,10 96,10 98,1 96,90
Газ — — 29,62 97,58 — — —- — — — — -
Невязка — 4-0,35 4-1-37 — — —2,9 +4,3 +3,7 +2,64 —0,19 —6,20 +0,53 —6,18 +2,27
Таблица 84. Тепловой баланс выплавки ферровольфрама
Статьи Рафини- рование, % Вычерпы- вание, % Довосста- новление, % Простой, % За период баланса, %
рафиниро- вание вычерпы- вание довосста- новление простой общий
Электроэнергия Воздух Шихта 70,33 14,22 1,38
Экзотермические реакции:
2/3WO3+Si = 2/3W+SiO2 1,17
2MnO + Si = 2Mn+SiO2
Приход тепла
55,97 25,76 — 30,50
11,47 7,37 24,09 6,16
0,09 13,69 — 0,60
8,68 0,50
— 0,22 — —
10,63 8,20 — 49,33
2,18 2,33 1,41 12,08
0,02 4,35 — 4,97
2,76 3,26
— 0,07 — 0,07
2FeO + Si=2Fe+SiO2 3,76 'l —— * 1,19 1,19
WO3+3Mn=W + 3MnO 0,09 — — — 0,04 — — — 0,04
S “FOo— SO2 0,13 0,09 — ' — 0,05 0,02 — — 0,07
MnO+SiO2=MnO-SiO2 — — 0,56 — — — 0,17 — 0,17
CaO-SiO2=CaO-SiO2 —— — 0,04 — — — 0,14 * — 0,14
FeO + SiO2 = FeO • SiO2 —— — 0,02 — — — 0,01 — 0,01
С + O2-- CO2 5,18 13,24 5,57 — 2,52 1,77 — — 6,54
00+7202 = 002 7,39 18,99 7,88 — 3,22 6,62 2,50 -— 9,34
Итого 100,00 100 100 100 43,37 19,02 31,78 5,83 100
Расход тепла
Восстановление оксидов: 2/3WO3+2C = 2/3W + 2CO FeO + C=Fe+CO 4,43 0,43 23,23 1,98 — . 1,92 0,19 4,42 0,37 — — 6,34 0,56
Уносится сплавом 14,19 — — — 2,70 — — 2,70
» шлаком 30,25 — — — 9,62 — 9,62
Испарение влаги шихты . . . 0,84 0,72 0,45 — 0,37 0,13 0,14 — 0,64
Потери; с отходящими газами . . . 58,58 51,83 65,40 89,44 25,41 9,85 20,78 5,23 61,27
через кожух печи . . . . . через днище 1,65 0,48 1,34 0,40 0,85 0,25 2,77 0,82 0,72 0,21 0,26 0,07 0,27 0,08 0,16 0,05 1,41 0,41
через зонт 2,18 1,78 1,12 3,68 0,93 0,36 0,36 0,20 1,85
Аккумулировано ванной . . . Невязка 28,08 3,33 2,85 1,68 1,68 3,29 12,18 1,44 0,54 0,32 0,53 0,19 12,72 2,48
ю Итого 100 100 100 100 43,37 19,02 31,78 5,83 100
СЛ ,
Таблица 85. Химическим состав ферровольфрама промышленных
Способ получения Массовая
W Si Мп с s 1
Плавка на блок Плавка с вычерпыва- 82,5 0,17 0,23 0,621 0,01
нием сплава .... Алюмннотермический 74,34 0,27 0,15 0,15 0,07
процесс ...... 82—86 0,4—0,6 0,1 0,1—0,2 0,007— 0,009
2. Образование несваривающегося («грязного») сплава
или смеси сплава с концентратом на подине может произой-
ти при завалке концентрата в непрогретый шлак, от чрез-
мерной завалки концентрата и т. д. Образование богатого,
тугоплавкого слоя на подине препятствует ведению рафи-
нирования и вычерпывания сплава. Дальнейшая завалка
концентрата в этом случае обогащает шлак, что приводит
к чрезмерному разъеданию бортов печи, поэтому для ис-
правления хода печи следует прекратить завалку концен-
трата и тщательно прогреть подину. Рекомендуется дать в
печь железосодержащие материалы.
3. Работа на очень богатых шлаках приводит к разру-
шению гарнисажа. В этом случае необходимо принять сле-
дующие меры (в зависимости от степени оплавления): до-
бавить кокс для того, чтобы обеднить и захолодить шлак;
заправить откос крошками сплава, а при более сильном
разрушении — сплавом с подины; отключить печь и тща-
тельно заправить отходами сплава и сплавом с подины раз-
рушенные борта ванны.
4. В случае высокой подины при выпуске шлака возмо-
жен выход в летку бедного кремнистого сплава. Для пре-
дотвращения этого уровень летки следует держать на 100—•
150 мм выше уровня подины.
Вычерпанный ферровольфрам загружают в очистной
барабан, где производится очистка поверхности слитков от
шлака, затем сплав дробят и упаковывают.
Важнейшей задачей
при
плавке
ферровольфрама
ется предотвращение любых потерь вольфрама, стоимосп
которого в сырье составляет -~97 °/о от стоимости сплава
Это достигается загрузкой концентрата в печь в мешках
тщательным сбором и переплавом всех вольфрамсодержа
щих отходов, обеспечением выпуска отвального шлака, со
266
плавок
ДОЛЯ, %
р Си Sn РЬ Мо Bi As Sb
0,015 0,04 0,038 0,0013 Не опр. Не опр. 0,05 Не опр.
0,029 0,11 0,11 0,001 1,40 0,001 0,01 0,005— 0,01
0,Ol- О.02 0,08— 0,15 Не опр. 0,0003— 0,0008 5—5,5 Не опр. Al 3-3,8 Не опр.
держащего <0,1 % WO3, и надлежащей системой пылеу-
лавливания. В СССР принята двухстадийная система
очистки дымовых газов, состоящая из последовательно ра-
ботающих батарейных циклонов и электрофильтра. В цик-
лонах улавливается пыль, состоящая из частиц размером
^0,5 мм, по составу и свойствам мало отличающаяся от
задаваемой шихты, и поэтому ее переработка не вызывает
каких-либо затруднений. Пыль из электрофильтров в зна-
чительной части представляет собой сконденсированные
возгоны и имеет следующий примерный состав, %: WO3
23,5; Мо 1,29; МпО 8,72; FeO 11,94; Л12О3 4,27; SiO2 6,99;
СаО 10,37; Си 0,38; РЬ 6,67; Bi 3,21: Sn 1,01; Sb 0,29; Zn
1,93; As 0,26; P 0,18; S 0,66; C 2,9; (K2O-f-Na2O) 7,8. К. n. д.
no WO3 для батарейных циклонов составляет -~55 °/о и Для
электрофильтров до 90 %. Их эффективность в значитель-
ной степени зависит от крупности и вида используемых кон-
центратов, режима плавки и скорости газа в газоочистных
аппаратах. Химический состав ферровольфрама промыш-
ленных плавок, полученного различными методами, приве-
ден в табл. 85.
Существенно снижается содержание примесей цветных
металлов при использовании нового способа переработки
уловленной пыли [125]. Пыль окомковывают на чашевом
грануляторе, затем переплавляют в герметизированной пе-
чи, оборудованной системой газоочистки. Футеровка печи
выполнена с зазорами и покрыта пористой вольфрамсодер-
жащей массой, а днище имеет отверстия, через которые
свинцововисмутистый сплав сливают в изложницу, установ-
ленную под печь. Под действием углерода, содержащегося
в пыли и углерода электродов, происходит восстановление
цветных металлов и переход их в свинцововисмутистый
сплав, содержащий 44,8 % РЬ; 46,62 % В1; 7,75 °/о Sn; 0,4 %
267
Си. Этот сплав направляют на заводы цветной металлургии.
Шлак содержит, %: WO3 30—50; Pb 0,02—0,4; Bi <0,1;-
Cu 0,1—0,3; Zn 0,46—1,18; SiO2>5; СаО 7—10; МпО 5—10;
FeO 1—7 и др. и перерабатывается при плавке ферроволь-1
фрама. Удельный расход сырья на 1 баз. т ферровольфра-
ма при производстве ферровольфрама следующий: 1530 кг
вольфрамового концентрата (60 % WO3), 108 кг ферроси-
лиция ФС75, 44 кг отходов силикокальция, 87 кг пекового
кокса, 102 кг железной стружки и 50 кг электродной мас-
сы. Расход электроэнергии составляет 12780 МДж/т
(3550 кВт-ч/т), извлечение вольфрама 99 %. Существенное
снижение себестоимости ферровольфрама может быть до-
стигнуто при использовании в плавке дешевых вольфрам-
содержащих отходов, в частности осерненного катализато-
ра, кусковых отходов, содержащих карбид вольфрама, или
пыли от заточки твердосплавного инструмента.
Некоторое количество высокопроцентного ферроволь-
фрама получают в СССР алюминотермическим методом в
электропечи из шеелитового концентрата марок КМША и
КМШО. Принят следующий состав шихты: 100 кг шеели-
тового концентрата, 23 кг алюминиевой крупки и 3 кг же-
лезной обсечки. Для уменьшения выноса пылевидного кон-
центрата его брикетируют вместе с алюминиевой крупкой,
добавляя на 100 кг концентрата 1,6 кг декстрина, 2,44 кг
сульфитного щелока и 5 кг воды. Плавку ведут на блок при
рабочем напряжении 65 В и токе 6 кА; шахта печи смен-
ная, футерована набивкой из электродной массы; металло-
приемник и подину футеруют магнезитовым кирпичом. Про-
цесс ведут с нижним запалом, продолжительность проплав-
ления навески шихты (на 2,5 т концентрата) ~ 1 ч, после
чего производится раскисление шлака смесью алюминиевой
крупки с молотой известью. Основную часть шлака выпус-
кают через летку, расположенную на 100—150 мм выше
уровня раздела фаз, а блок сплава остается в печи до пол-
ного затвердевания, затем его дробят и сортируют. Содер-
жание оксида вольфрама в отвальном шлаке составляет
<0,2%. Расход материалов на 1 баз. т (72 % W) сплава
при этом способе выплавки ферровольфрама следующий:
295 кг алюминия первичного чушкового, 1550 кг шеелита
(60 % WO3), 16 кг железной руды, 8 кг извести, 50 кг же-
лезной стружки, 19 кг электродов графитированных, расход
электроэнергии 7200 МДж (2000 кВт-ч). Извлечение воль-
фрама составляет 97 %.
Внепечной плавкой с верхним запалом из шихты, со-
стоящей из 550 кг оксида хрома, 360 кг искусственного ше-
268
елитового концентрата, 30 кг натриевой селитры и 280 кг
алюминиевого порошка, была получена чистая (61,3 % Сг;
33,7% W; 4,5% А1; 0,27 % Si; 0,35 % Fe; 0,06 % С;
0,017% S; 0,003 % Р; 0,004 % Си; 0,02 % As; по 0,001"%
Pb, Sn и Sb и 0,1 % Ni) хромовольфрамовая лигатура, поз-
волившая заменить в ряде случаев металлические воль-
фрам и хром. Нами разработаны и производятся лигатуры
W—Si (10—20 % Si) и W—Мо, предложена W—Ni—Si
(20—40 %W, до 10 % Ni и 10—40 % Si) и другие вольфрам-
содержащие лигатуры с пониженной температурой плавле-
ния.
Глава 8
ФЕРРОТИТАН
Применение и состав ферротитана
Титан, как правило, в виде ферротитана применяют при производстве
стали для раскисления, легирования и дегазации. При производстве
нержавеющих и жароупорных сталей титан связывает углерод в карбид
титана, что улучшает свариваемость и сопротивляемость коррозии. Ста-
ли, обработанные титаном или содержащие некоторое количество его,
обладают повышенными механическими свойствами. Состав ферроти-
тана по стандартам ряда стран приведен в табл. 86.
Сырые материалы
Титан широко распространен в природе (десятое место и 0,6 %) и вхо-
дит в состав разнообразных минералов (табл. 87), содержащих его
оксиды. Руды титана можно разделить на два типа: коренные ильме-
нотитаномагнетитовые и россыпные рутилильменитцирконовые [126].
В СССР к коренным титаномагнетитовым относятся руды Кусинского,
Качканарского и других месторождений. В среднем руда Кусинского
месторождения содержит 53 % Fe и 14,21 % TiOj. В Канаде, в провин-
ции Квебек, разрабатывают крупнейшее месторождение гематитоильме-
нитовых руд Лак-Тио. Руда содержит ~75 % ильменита, 20 °/о гемати-
та и 5 % прочих минералов. Типичные россыпные месторождения —
прибрежные пески Австралии. В песках содержится 5—6 % тяжелых
минералов. Тяжелый шлих содержит в среднем 30,2 % рутила, 38,8 °/о
циркона, 26,5 % ильменита. Все перечисленные месторождения титано-
вых руд относятся к комплексным и в результате их обогащения по-
лучают целый ряд полезных продуктов, содержащих цирконий, вана-
дий, железо, кобальт и др.
Основным сырьем для получения ферротитана в СССР
служат ильменитовые концентраты. Согласно ТУ 48-4-236—
269
^Таблица 86. Химический состав ферротитана по стандартам ряда стран
Таблица 87. Минералы титана, используемые в промышленности
Название Окраска Формула Плот- ность, т/м* Coдер- жание, TiO2, %
Ильменит Бурая или бу- ро-черная с ме- таллическим блеском FeO-TiO2 4,56— 5,24 <53
Рутил Красноватая TiO2 4,2 90—98
Лейкоксен Темно-бурая до белой TiO2-nH2O 3,8—4,0 66—79
Ксантитан Светло-желтая TiOafA^Oa) 'лНгО 2,5—3,0 80—95
Сф’ен (титанит) От желтой до черной CaO-SiO2-TiO2 3,4—3,6 34—42
Перовскит Различная CaO-TiO2 4 58—59
72 новый концентрат 1-го сорта, используемый для про-
изводства ферротитана, должен содержать 50—54 % TiO2;
^0,08% Р2О5; 0,05 % Сг2О3; ^1,5 % Н2О. Титановый кон-
центрат подвергают окислительному обжигу при 600—
800 °C во вращающейся печи, обогреваемой природным га-
зом. Основной целью обжига ильменитового концентрата
является снижение содержания серы (до 0,1—0,15 %), пол-
ное удаление влаги, нагрев концентрата перед смешиванием
до 300—450 °C для улучшения теплового баланса плавки.
Обжиг позволяет также повысить степень окисленности
концентрата по реакции 2FeTiO34-1/2O2 = Fe2TiO5-|-TiO2.
Влияние степени обжига ильменитового концентрата на по-
казатели производства ферротитана иллюстрируется на
рис. 59.
Для производства
ферротитана, особенно
богатого, используют от-
ходы металлического ти-
тана и некоторых его
сплавов. В качестве вос-
становителя используют
крупку из вторичного
алюминия (фракции
0,1 —1,0 мм >55 %, 1,0—
3,0 мм <Д25 % и 0—0,1 мм
sC30%) и порошкооб-
разный ферросилиций
ФС75. Алюминиевую
крупку получают распы-
ПриОес, /
Рис. 59. Зависимость извлечения ти-
тана (/). расхода алюминия (2) и от-
ношения AI/Ti в ферротитане (5) от
привеса ильменитового концентрата во
время обжига
271
лением жидкого алюминия через форсунку сжатым воз-
духом или что лучше, инертным газом. Технологическая
схема производства приведена на рис. 60. Максимальная
производительность пульверизации обеспечивается при тем-
пературе металла 710—750 °C. Г. Ф. Игнатенко разработа-
на технология получения рудовосстановительной смеси, по-
лучаемой смешением концентрата, железной окалины и
извести с жидким алюминием в специальном смесителе, что
обеспечивает повышение технико-экономических показате-
лей производства. Максимальное количество алюминия в
шихту можно задать при условии работы на холодном кон-
центрате (температура <50°C) и алюминии, нагретом до
660—680 °C. При более высокой температуре на стенках
смесителя образуются настыли, нарушающие процесс сме-
шения. Температура используемой в плавку моношихты
100—200 °C.
В связи с образованием прочного силицида титана
TisSis, увеличение содержания кремния в сплаве до 5—
5,5 % приводит к значительному повышению извлечения
титана и уменьшению остаточного содержания алюминия
в сплаве. Отношение Ti : (Si-|-Al) в сплаве остается прак-
тически постоянным при существенных изменениях в соста-
ве сплава, поэтому целесообразно повышать содержание
кремния в шихте. Это достигается введением крупки
(<3 мм) 45—75 %-ного ферросилиция. В качестве флюса
используют молотую (3,0 мм) известь с содержанием 90 %
СаО и <1,0 % С. В железотермитном осадителе использу-
ют богатую железную малофосфористую (<0,017 % Р)
руду крупностью <5,0 мм. Руду просушивают для удале-
ния влаги. Применяемый в плавке кварцит должен содер-
жать >95 °/о SiO2 и измельчается до фракции <5 мм.
Кварцит, как и поваренную соль (фракции <5 мм), для
улучшения кинетических условий процесса за счет раство-
рения глиноземистой пленки на частицах алюминиевого
Рве. 60. Схема производства алюминиевой крупки:
1 — плавильная печь; 2 — котел; 3 — камера распыления; 4 — транс-
портер; 5 — бункер; 6 — бадья
272
порошка и снижения вязкости шлака, сушат перед плав-
кой. Отходы титана сушат и при 100—150 °C задают в пла-
вильный горн перед плавкой.
Технология выплавки ферротитана
Титан имеет две аллотропные модификации а и (гексагональную и
кубическую гранецентрированную) с температурой перехода 882,5 °C;
электронная структура типа ls22s22p63s23p63</24s2.
Чистый титан — металл серого цвета с серебристым блеском, имею-
щий следующие физико-химические свойства: атомную массу 47,90;
плотность 4,5 г/см3; валентности 2, 3 и 4; температуру плавления
1668 °C. С железом титан образует два соединения: TiFe2 (30 % Ti) и
TiFe (46,2 % Ti) (рис. 61), из которых прочным является TiFe; TiFe2
может существовать только в твердом сплаве. С углеродом титан об-
разует прочный карбид TiC с температурой плавления 3177 °C. С крем-
нием титан образует силициды: TigSig, TiSi и TiSi2, из них наиболее
прочное соединение Ti5Sia, имеющее температуру плавления 2120 °C.
С алюминием титан образует соединения TiAl и TiAU и с кислородом
образует оксиды ТЮ2, Ti2Og и TiO. Низшие оксиды титана — основные,
TiO2 — оксид амфотерный. Температура их плавления соответственно
составляет 1950, 2130 и 2020 °C. Кроме этих оксидов, установлено су-
ществование Ti3Og, TieOt и Ti3O. При нагреве на воздухе >800 °C TiO
окисляется до TiO2. Т1О2 можно восстановить углеродом в электриче-
ской печи по реакциям: TiO2+2C = Ti+2CO и TiO2+3C=TiC-|-2CO.
-Теоретическая температура начала восстановления по первой реакции
1684, по второй 1047 °C, поэтому при восстановлении титановых кон-
центратов углеродом всегда получается высокоуглеродистый сплав при-
мерно следующего состава; 15—20 °/о Ti, 5—8 °/о С, 1—3 °/о Si, осталь-
ное железо и другие примеси. Вследствие высокого содержания углерода
такой сплав может применяться только для раскисления и дегазации уг-
леродистых сталей и непригоден для легирования при выплавке нержа-
веющих и других специальных сталей. Рафинированием такого сплава
оксидом TiO2 в США получен ферротитан с 3—5 °/о С и 16—30 °/о Ti.
Снизить содержание углерода в сплаве можно введением в сплав крем-
ния, который связывает титан в прочные соединения — силициды тита-
на. Этот сплав носит название силикотитана и содержит 20—25 % Ti,
20—25 % Si и jgl % С. При полной или частичной замене в шихте
кварцита бокситом можно получить сплав Ti—Al—Si (30 % Ti, 12—
14 % Al, 8'—10 % Si). Эти сплавы также имеют ограниченное приме-
нение вследствие высокого содержания в них кремния и алюминия.
Извлечение титана в этих процессах составляет 70—75 % [27].
Наиболее распространенным способом получения фер-
ротитана является алюминотермическое восстановление ок-
сидов концентрата по следующим основным реакциям
(в скобках удельная теплота, кДж/кг оксида): 1) ТЮ2 +
+ 4/3Al=Ti + 2/3A!2O3 (2495); 2) SiO2 + 4/3Al = Si + 2/3Al2O3
(4074); 3) 2FeO + 4/3Al = 2Fe+2/3Al2O3 (4003); 4) 2/3Fe2O3 +
4/3Al = 4/3Fe + 2/3A!2O3 (5359). Оксиды железа восстанавли-
ваются почти полностью (99%), кремнезем восстанавли-
вается на 90 %, а оксид TiO2—на 75—80 %. Титан,
остающийся в шлаке, находится в виде низших оксидов
273
Содержание, °/о(по массе)
Рис. 61. Диаграмма состояния системы Ti—Fe
(примерно поровну TiO и ТЪОз), которые трудновосстан
вимы.
Для нормального протекания
обходима термичность процесса
плавки ферротитана н>
в
пределах 71
атом, что достигается соответствующим составом шихты и
ее подогревом до 150—250 °C за счет подачи на смешение
274
концентрата непосредст-
венно после обжига с тем-
пературой до 450 °C. По-
догрев шихты повышает
удельную теплоту процес-
са приблизительно на
2 кДж/г-атом на каждые
100 °C подогрева. Кроме
того, подогрев шихты поз-
воляет уменьшить добав-
ки железной руды или
совсем избежать ее при-
менения и ведет к увели-
чению содержания титана
в сплаве, уменьшению
расхода алюминия, сни-
жению кратности шлака и
шихты
Рис. 62. Зависимость извлечения тита-
на и состава ферротитана от количе-
ства алюминия (% от теоретически
необходимого) в шнхте
потерь титана. Однако подогрев
>250°C приводит к переводу части FeO в Fe2O3,
что потребует добавочного расхода алюминия и при повы-
шении температуры процесса ухудшит восстановление
TiO2.
В процессе производства ферротитана происходит рас-
творение титана в железе и образование соединений титана
с алюминием и кремнием, что способствует развитию реак-
ции восстановления и увеличивает переход титана в сплав.
Увеличению перехода титана в сплав способствует также
повышение количества алюминия в шихте. Но это приводит
также к повышению содержания алюминия в сплаве (рис.
62). Существенное значение для уменьшения отношения
Al/Ti в сплаве и увеличения извлечения титана из концент-
рата может иметь рост содержания кремния в металле.
Установлено [10], что значение коэффициента пропорцио-
нальности k в соотношении % Ti=/s (% Al + % Si) остается
постоянной величиной для самых разнообразных содержа-
ний титана, кремния и алюминия в ферротитане. Поскольку
силициды титана являются более прочными, чем его алю-
миниды, введение кремния в шихту приводит к связыва-
нию титана в силициды и к сдвигу равновесия в сторону
повышенного перехода титана в сплав. Практикой установ-
лено оптимальное отношение Si/Ti — 0,22—0,24 и Al/Ti=
= 0,26-4-0,28 в сплаве при выплавке его на ильменитовых
концентратах. Оксид титана TiO, являясь довольно силь-
ным основанием, может образовывать соединение с глино-
земом, что будет благоприятствовать развитию реакции
восстановления в направлении его образования. Для того,
275
чтобы воспрепятствовать этому процессу, необходимо вво-
дить в шихту более сильные основные оксиды, способные
заменить TiO в его соединениях с глиноземом. В качестве
такого основания используется СаО. Это повышает восста-
новление титана, но понижает температуру процесса и уве-
личивает потери металла в шлаке в виде запутавшихся в
нем частиц, что существенно снижает эффект применения
извести. Оптимальное количество извести — около 20 % от ]
массы алюминия. ’ |
Расчет шихты ведут на 100 кг обожженного ильменито- |
вого концентрата из условия, что переходит в металл ти- I
тана 77 %, кремния 90 %, железа 99 %, марганца 90 %, се- I
ры 70 %; переходит в шлак титана 23 % (из них 11,5 % в I
виде TiO и 11,5% в виде Т120з), кремния 10 %, железа I
1 %, марганца 10 %, цинка 100 % и серы 30 % — в улет. I
Все примеси алюминиевого порошка, кроме цинка и А120з, I
а также железо и кремний ферросилиция полностью пере- I
ходят в сплав. Недостающее количество железа переходит I
в сплав из железотермитного осадителя. В осадитель за- I
дают известь в количестве 20 % от массы алюминиевого |
порошка. Ниже приЕ
плавки.
Задано, кг:
Концентрата.........
Алюминиевого порошка
Железной руды . . .
Извести.............
Ферросилиция ....
Всего...............
,ен расчетный материальный баланс
Получено, кг:
100,0 Сплава.................. 70,14
45,63 Шлака................... 90,34
6,05 Улет..................... 0,92
8,91 Невязка.................. 0,08
0,89 ' Всего................. 161,48
161,48
Удельную теплоту процесса рассчитывают для состава
шихты, полученного при составлении материального ба-
ланса плавки. Для расчета принимают следующее количе-
ство тепла, выделяющегося при алюминотермическом вос-
становлении оксидов (кДж/кг): Ti2O->-Ti (596); Fe3O4-*
->FcO (1089); TiO2^TiO (617); Fe2O3^Fe (5359); TiO2-*
->Ti2O3 (440); Fe2O3->FeO (1758); FeO-^Fe (956); SiO^
->Si (4074); Fe3O4->-Fe (1150); MnO->Mn (2407).
При выплавке ферротитана тепло экзотермических ре-
акций распределяется следующим образом: нагрев сплава
29,2%, нагрев шлака 52,5 % и тепловые потери 18,3 %-
Температура процесса составляет ~1950 °C.
Ведение плавки. Примерный состав шихты внепечной
плавки ферротитана приведен в табл. 88. На одну плавку
расходуют 4—6 т ильменитового концентрата. Взвешенную
и смешанную шихту подают в плавильную шахту, пред-
Таблица 88. Состав шихты внепечной плавки ферротитана
Содержание, кг на колошу
100
12—20 15—25
0—10 5—25
0—10
Часть шихты
Запал . . . .
Основная шихта
Железотермитный
осадитель . . .
Шихта для дово-
становления шлака
100
10—25
10—30
10—30
3—15 0—5 2—5
10—60 0—10 5—20 1—8
0—20
0—15
ставляющую собой цилиндрический кожух, футерованный
огнеупорным (периклазохромитовым и хромито-периклазо-
вым) кирпичом. Плавку ферротитана ведут с нижним за-
палом. На подину загружают 100—150 кг шихты, которую
затем поджигают при помощи запальной смеси, состоящей
из 50—75 г селитры и 100—150 г магния, или электрозапа-
лом. При использовании чушкового алюминия и переплав-
ляемых отходов (кускового титана) их загружают под эту
шихту. После начала реакции в горн равномерно со ско-
ростью 300 кг/(м2-мин) загружают шихту. Это обеспечи-
вает закрытие зеркала расплава тонким слоем шихты и ми-
нимальные потери тепла. Чрезмерная завалка шихты мо-
жет привести к выбросам шихты и расплава из горна. Нор-
мальная продолжительность плавки на 5 т концентрата
составляет 15—18 мин. Замедленный ход плавки может
быть вызван низкой удельной теплотой процесса, недостат-
ком восстановителя или недостаточным нагревом шихтовых
материалов. Бурный ход плавки возможен при повышенном
количестве влаги в шихте или футеровке. В этом случае
плавку необходимо прекратить. По окончании плавки на
поверхность расплава задают железотермитный осадитель,
что несколько разжижает шлак, через который пройдет
дождь перегретых капелек железа. Капли увлекут с собой
более легкие корольки ферротитана, повышая переход ти-
тана в сплав. Введение железной руды в шихту также по-
вышает извлечение титана вследствие уменьшения потерь
металла в корольках как вследствие роста плотности спла-
ва, так и в связи с улучшением тепловых условий протека-
ния процесса.
277
Рис. 63. Зависимость показате-
лей выплавки ферротитана от
температуры процесса
После проплавления пер-
вой части основной шихты
производят довосстановление
жидкого шлака, находящегося
в горне довосстановительной
шихтой, затем — сливают до-
восстановленный шлак (полу-
продукта) в изложницу. Пос-
ле этого горн возвращают в ис-
ходное положение, под носком
горна устанавливают шахту
для приема сплава и шлака и
проплавляют вторую часть ос-
новной шихты в два приема.
После проплавления первой
части в шахту сливают шлак
на высоту -~300 мм для обра-
зования гарнисажа. После
окончания плавки (проплав-
ления оставшейся шихты)
вновь заливают шлак в шахту
на высоту 50—100 мм и после 5-мин выдержки сливают
металл, который вытесняет из шахты шлак. По необходи-
мости, для наиболее полного осаждения капель металла,
снижения тепловых потерь и уменьшения шлаковой корки
на поверхность колошника можно давать железотермитный
осадитель или известь. Процесс довосстановления во мно-
гом зависит от режима проплавления основной части ших-
ты, оптимизации состава и температуры нагрева ее, каче-
ства титановых отходов и других факторов. Вялый ход
плавки может быть вызван использованием холодного шла-
ка, что в свою очередь влияет на результаты довосстанов-
ления. После застывания и охлаждения сплав и клинкер
поступают на разделку. Показатели внепечной выплавки !
ферротитана зависят от температуры процесса. Максималь-
ное извлечение титана соответствует температуре продук- f
тов в момент окончания реакций ~2130°С (рис. 63). I
Освоена выплавка ферротитана электропечным спосо- i
бом (с предварительным расплавлением части ильменито-
вого концентрата и извести в электропечи). Основными
целями применения электропечи являются обеспечение воз-
можности регулировать тепловой режим процесса, умень-
шение количества или исключение железной руды из сос-
тава основной части шихты и, следовательно, снижение
расхода алюминия, а также повышение содержания тита-
278
Таблица 89. Состав шихты электропечноб выплавки ферротитана
Часть шихты Содержание, кг
ильменито- вого кон- центрата железной РУДЫ вторично- го алюми- ниевого порошка ферроси- лиция извести
Рудная. Основная . . . , Железотермитный осадитель . . , 20—40 80—60 0—15 100 45—60 35—40 6-6 3—8 5—10 10—25
на в сплаве до 30—34 %. Состав шихты электропечной вы-
плавки ферротитана приведен в табл. 89. На плавку рас-
ходуется 4—6 т ильменитового концентрата. После зажига-
ния дуг начинают загрузку в электропечь рудной части
шихты, проплавление которой ведут с закрытым колошни-
ком при расходе электроэнергии 5400 МДж (1500 кВт-ч)
на 1 т ильменитового концентрата. После проплавления,
рудной части электропечь отключают, электроды поднима-
ют, задают основную часть шихты и проводят восстанови-'
тельный период плавки, а также проплавление железотер-'
митного осадителя. После окончания плавки допускается
прогрев расплава дугами в течение 5—20 мин для улучше-
ния условий осаждения сплава. Лучшие показатели про-
цесса обеспечиваются при проплавлении 40 % от общей
навески ильменитового концентрата в шихте. Расход ших-
товых материалов на 1 т ферротитана составляет 880 кг
Т а б л и ц а 90. Баланс плавки по элементам
Расход, кг
в шлаке
в корках
подины
2
X
2
£
CD
x
Q.
E
X
Я О)
X ч
<и
и
и
О)
S
Й x
§2
U g
S3
Ti
Al
Si
Fe
Си
13 303
20 606
1 975
21 387
694
9 870
2 700
1 711
20 189
669
2804
67
907
16
243
92
30
0,8
214
103
39
261
6
14
62,3
5,3
5,6
0,2
17 990
1 941
13 227
20 855
2 017
21 392
692
4-66
—249
—42
—5
+2
77,62
94,58
96,34
99,97
99,74
о
ч
а
X
ч
2
3
*
§
4)
2
£
Я
□
ч
ч
2
2
3
279,
ильменитового концентрата (42 % TiO2), 405 кг алюминие-
вого порошка, 105 кг извести, 23 кг ферросилиция ФС75.
Баланс плавки по элементам приведен в табл. 90. При
плавке ферротитана суммарный улет составляет 0,8—
1,3%. Химический состав конденсата и пыли, %: ZnO
34,43; MgO 16,92; TiO2 5,71; А12О3 9,89; FeO 7,92; СаО 3,38;
SiO2 1,05; Р2О5 0,13; S 0,11. Промышленный ферротитан
содержит, %: Ti 25—31; Si 3,3—5,0; Al 5,5—7,2; С 0,05—
0,10; S 0,01—0,02; Р 0,02—0,03 и значительное количество
кислорода, азота и водорода, содержание которых в обычном
и богатом (60—70 % Ti) сплаве соответственно составляет
0,08—0,21 и 0,75—0,96 % О2, 0,036—0,045 и 0,581—0,595 %
N2 и 55,0—78,3 и 30,5—42,1 Н2 см3/100 г. Примерный со-
став шлака следующий, %: ТЮ2 И —18; SiO2 1—3; А12О3
67—70; СаО 10—19; MgO 1,0—1,5; FeO 0,5—1,5. Кратность
шлака ~ 1,3, вязкость его при 1600—1800 °C составляет
— 0.5 Па-с. Шлаки от производства ферротитана, которые
не были довосстановлены непосредственно в плавильном
горне, подвергают переработке для дополнительного извле-
чения титана и получения высокоглиноземистого полупро-
дукта. Жидкий шлак довосстанавливают в чугунных из-
ложницах, в которые жидкий шлак ( — 2000 кг) перелива-
ют из металлоприемника. Во время заполнения изложницы
в струю шлака задают 150 кг извести, 175 кг молотого
кварцита и 35 кг алюминия. Затем изложницу подают под
электроды и задают в нее 250 кг железной руды, 200 кг из-
вести, 100 кг ферросилиция ФС75 и 540 кг алюминиевого
порошка. Расход электроэнергии составляет 1152—
1332 МДж (320—370 кВт-ч) на плавку. Получаемый в
результате довосстановления силикотитан содержит, %:
Ti 17—22; Si 18—23; Al 25—30; С 0,15—0,35; S 0,01—0,02;
Р 0,02—0,05. Довосстановление твердых шлаков проводят
в электросталеплавильной печи. В печи проплавляют
1300 кг шлака, 130 кг кварцита и 50 кг извести. Восстано-
вительная часть шихты содержит 65—130 кг железной ру-
ды, 50 кг железной обсечки, 60—НО кг ферросилиция
ФС75, 220—280 кг алюминиевого порошка и 50 кг извести.
Другой вариант шихты: на 100 кг шлака задают 5—20 кг
алюминиевого порошка, ==^10 кг чушкового алюминия, 10—
20 кг извести, 4—20 кг ферросилиция ФС75, <С2,5 кг пова-
ренной соли и s£10 кг железорудных окатышей. Расход
электроэнергии на плавку составляет 6120—7200 МДж
(1700—2000 кВт-ч). В результате получают 0,4 т силико-
титана (23,4—25,4 % Ti; 22,4—29,6 % Si; 10—25% Al) и
1500—1600 кг полупродукта (16—17 % СаО; 2,2—3,7 %
280
TiO2; 1,5—3,3% SiO2; 70—72 % A12O3; 4,3—5,4 % MgO и
0,1—0,3 % FeO). Сплав может поставляться с содержанием
марганца до 25 % и хрома до 15 %.
Стандартный ферротитан можно получать, заменяя пе-
ровскитовым концентратом от 25 до 100 % рудной части
шихты с одновременным введением в шихту от 12,5 до
50 % железной руды (от навески концентрата). Перовски-
товый концентрат должен быть нагрет до 873—973 °C, что-
бы обеспечить температуру шихты не ниже 573 °C. Наибо-
лее экономичной является замена 25 % ильменитового кон-
центрата. При этом извлечение титана возрастает до 77 %.
Среднее содержание титана в сплаве повышается с 27,5 до
29,4 %. Полученный сплав содержит 0,5—0,9 % Nb. В ду-
говой электропечи из перовскитового концентрата можно
получать ферротитан с 38—45 % Ti при извлечении 68—
70 % (с применением осадителя). По способу Ключевско-
го завода ферросплавов ферротитан с 37,5—40,0 % Ti может
быть получен двустадийной электропечной плавкой с
предварительным расплавлением перовскитового концент-
рата (~50% от общего количества титановых концентра-
тов) и последующим проплавлением ильменитового кон-
- центрата с алюминием при отключенной печи. На 1 т спла-
ва в этом случае расходуется 380 кг алюминиевого порошка,
извлечение титана составляет 71 %. Ферротитан с вы-
соким содержанием титана можно получать переплавом
отходов титана с металлическим железом в индукционной
печи [11].
Производство лигатур
Внепечным способом производится хромтитановая лигатура на шихте
следующего состава: 550 кг оксида хрома Сг2О3, 550 кг оксида титана
TiO2, 625 кг алюминиевого порошка, 550 кг бихромата калия, 132 кг
извести. Лигатура имеет следующий состав, %: Сг 64—70; Ti 18—23;
Si <0,6; Al 9—12; Fe 1,0—1,8; С <0,06; S <0,02. Извлечение хрома
на плавке составляет 90%, титана 52 %. Более высокие технико-эко-
номические показатели были получены при производстве такой лигату-
ры в электропечи с предварительным расплавлением части оксидов.
Это позволяет отказаться от термитных добавок и снизить расход алю-
миния на 1 т лигатуры на 130 кг [9]. Внепечным алюминотермическим
\ способом «на блок» выплавляют лигатуру А1—Ti—Мо, используя в ка-
честве молибденсодержащего сырья оксид молибдена МоО3. Лигатура
содержит, %: Мо 48—53; Ti 6—10; Fe 0,2—0,8; Si 0,1—0,7; Сг 0,04—0,4.
18 М. А. Рысс
Глава 9
ФЕРРОМОЛИБДЕН
Применение и состав ферромолибдена I
Добавка молибдена обеспечивает получение однородной мелкокрис-
таллической структуры стали, увеличивает прокаливаемость стали и I
способствует устранению хрупкости в результате отпуска. Молибден Я
широко применяют при изготовлении конструкционных сталей, содер- Я
жащих 0,15—0,50 % Мо. В быстрорежущей стали молибден заменяет
часть вольфрама. Молибден в сочетании с другими легирующими эле- I
ментами находит широкое применение при производстве нержавеющих, Я
жаропрочных, кислотостойких и инструментальных сталей и сплавов с
особыми физическими свойствами. Добавка молибдена в чугун увели- Я
чивает его прочность и сопротивление износу. Для легирования стали
обычно используют ферромолибден (табл. 91), а также металлический
молибден (для легирования специальных сплавов), молибдат кальция
и технический триоксид молибдена МоО3 (>50 % Мо, — 0,10 °/о С и
—0,12 % S). В черной металлургии используют —95 % всего добывае-
мого молибдена.
Сырые материалы и подготовка их к плавке
Основным рудным минералом молибдена является молибденит — суль-
фид молибдена MoS2, на долю которого приходится >98 °/о мировой '
добычи и разведанных запасов молибдена. Это мягкий (твердость
1—1,5) минерал блестящий свинцово-серого цвета, по внешнему виду
похожий на графит, но вдвое тяжелее его (плотность 4,7—5,0 г/см3).
Чистый минерал содержит 59,95 % Мо и 40,05 % S. Минералы молиб-
дена рассеяны и концентрация его в рудах невелика. Промышленной
переработке подлежат руды, содержащие 0,2 % Мо (а иногда и менее).
Значительное количество молибдена добывают в виде медно-молибде-
новых руд. Наиболее крупными месторождениями молибдена являются
«Клаймакс» (Колорадо, США), где в руде содержится 0,6 % молибде-
нита, «Ла-Корн» (Канада), «Чугикамата», «Бродви» (Чили), в СССР
Таблица 91. Химический состав ферромолибдена по стандартам__
Страна Стандарт Марка сплава Мо, % (не ме- нее)
W Si
СССР ГОСТ 4759—79 ФМобО 60 0,3 0,8
ФМо58 58 0,5 1,0
ФМо55А 55 0,5 1,0
ФМо55Б 55 0,8 1,5
ФМо52 52 1,0 5,0
США ASTM А 132—74 — 60 — 1,0
Япония JIS G 2307 FMoH 55-65 — 3,0
1978 FMoL 60—70 — 2,0
Массовая доля, % 1
S
Р
С
0,10
0,12
0,12
0,15
0,20
0,15
0,20
0,10
0,05
0,05
0,08
0,10
0,10
0,05
0,10
0,06
0,05
0,08
0,08
0,10
0,5
0,10
6,0
0,1
282
некоторых стран
(не более)
Си As sb Sn Pb 2n
0,5 0,02 0,01 0,01 0,01 0,01
0,8 . 0,03 0,02 0,02 0,01 0,01
0,8 — 0,02 0.02 — —
1,0 — 0,05 0,05 — —
1,0 — — — — —
1,0 — — 0,010 0,01 —
0,50 — — — — —
0,50 — — — — —
Тырны-Аузское, Каджаранское, Сорское (Кавказ), очень богатые руды
в Забайкалье (содержание молибдена в руде с5°/о). В основном ме-
тодом флотационного обогащения руд получают концентраты, состав
которых приведен в табл. 92.
Сырой молибденовый концентрат, содержащий 35 % S,
для удаления серы подвергают окислительному обжигу в
многоподовых печах. Сырой концентрат подают на первый
(верхний) под печи, а затем перегребают лопатками через
отверстия в подах печи и после обжига разгружают через
разгрузочное отверстие. Обжиг протекает по суммарной
реакции:
MoS, + 7/,О» = МоО3 + 2SO,;
№ = — 1123670 — 340,2 1g Т + 351,3 Т. (82)
Реакция окисления сульфида молибдена начинается
при 360 °C для концентрата фракции 0,063 мм; с увеличе-
нием размеров частиц молибденита до 0,09—0,127 мм тем-
пература возгорания возрастает примерно до 500 °C. Ско-
рость реакции возрастает с повышением температуры.
Однако МоО3 обладает высокой летучестью, увеличиваю-
,, щейся с повышением температуры (упругость пара МоОз
возрастает с 120 Па при 610 °C до 1347 Па при 780°С),
поэтому принята температура обжига концентрата 650 °C.
Реакция окисления сопровождается значительным выделе-
нием тепла и внешний подогрев, осуществляемый в резуль-
тате сжигания газа, необходим только на последней стадии
обжига (на восьмиподовой печи газ подают на 7-й и 8-й
поды), где концентрация сульфида уже невелика. В интер-
вале 400—600 °C MoS2 непосредственно взаимодействует с
кислородом с образованием МоОз, минуя стадию образо-
вания МоО2. Наблюда-
— емое при 600 °C обра-
___ зование МоО2 происхо-
дит по реакции:
Bi MoS2 + 6MoO3-*MoO2+
— +2SO2.
0,01 Практически в обо-
0,01 жженном концентрате
~ в виде МоО2 находится
_ 5—10 % Мо. Парал-
— лельно идут реакции
— образования молибда-
~ тов: СаМоО4, СиМоО4,
___ FeMoO4, РЬМоО4 и т. п.
18*
283
Таблица 92. Химический состав молибденового концентрата по
ГОСТ 212—69
Марки Мо, % '(не ме- нее) Массовая доля, % (не более) J
SiOa As Sn Р Си Na2O wo2 sb j
кмг-в 58,0 0,3 0,04 0,01 0,01 0,01 0,8 1,5 0,01
КМГ-1 55,0 0,5 0,05 0,01 0,01 0,01 0,8 3,0 0,01
КМГ-2 53,0 1,0 0,07 0,01 0,02 0,02 1,0 3,5 0,01
КМФ-1 51,0 5,0 0,04 0,03 0,03 0,4 — — —
КМФ-2 48,0 7,0 0,06 0,05 0,04 0,8 — — —
КМФ-3 47,0 9,0 0,07 0,07 0,05 1,5 — —
КМФ-4 45,0 12,0 0,07 0,07 0,05 2,5 — —
и окисление сульфидов побочных металлов по реакци-
ям: 4FeS2 + 1102 = 2Fe203 + 8S02; 3FeS + 5O2 = 2Fe3O4 +
+ 3SO2; CuS + 3/2O2 = CuO + SO2; Cu2S + 3/2O2 = Cu2O + SO2.
Образующийся SO2 в присутствии оксидов железа и ме-
ди, выполняющих роль катализаторов, при температурах
^600°C частично окисляется по реакции SO2-F1/2O2 =
= SO3. Взаимодействуя с оксидами металлов, SO3 обра-
зует сернокислые соли, например Fe2O3+3SO3 = Fe2(SO4)3.
Образование этих соединений нежелательно, так как они
разлагаются лишь при температуре ~ 1200 °C и это приво-
дит к повышению содержания серы в обожженном концент-
рате.
Значительную спекаемость имеют концентраты с повы-
шенным содержанием щелочей. В этом случае наблюдается
оплавление и окомкование концентрата и повышение со-
держания серы в огарке. Условиями нормального протека-
ния процесса обжига являются хорошее перемешивание
обжигаемого материала и свободное удаление из сферы
реакции сернистого газа. Очень важно для нормального
протекания процесса обжига обеспечить равномерную за-
грузку концентрата, постоянство шихты по содержанию
молибдена и заданному гранулометрическому составу кон-
центрата. Шихтовка партий концентрата производится та-
ким образом, чтобы обеспечить максимальную продолжи-
тельность работы на концентрате с постоянным содержа-
нием молибдена с учетом следующих коэффициентов
перехода примесей в сплав: медь 85 %, сера 60 %, мышьяк
80 %, олово 70 %, сурьма 50 %, вольфрам 100%, свинец
5 %. Температурный режим для восьмиподовой печи ста-
раются поддерживать следующим:
284
Номер пода . 1 2
Температура,
°C........... 100—400 500—550
3, 4, 5 6, 7 8
600—650 600—650 500—550
Обожженный концентрат выпускают непрерывно с вось-
мого пода в кюбель. Он имеет следующий состав, %: МоО3
80—90; FeO 2—8; SiO2 3—10; CuO 0,4—2,0; S 0,05—0,15;
P 0,02—0,15. Для выплавки ферромолибдена марки ФМобО
содержание серы допускается ^0,1 %, для ФМо58,
ФМо55А— 0,12%; для ФМо55Б— 0,15%, для ФМо52 —
0,20 %. Такой концентрат частично используют для леги-
рования стали. Особое внимание при обжиге концентрата
уделяют пылеулавливанию. Обычно используют сочетание
циклонов и электрофильтров. После обжига концентрат из-
мельчают до фракции < 10 мм, что обеспечивает повышение
перехода молибдена в сплав и уменьшение его потерь.
В качестве восстановителя оксидов молибдена и железа,
вносимых концентратом и железной рудой, используют
ферросиликоалюминий, который должен содержать 8—
13 % А1 и Д>=77 % Si-fAl. Размер зерен его должен быть
<0,8 мм. Оптимальные условия процесса плавки обеспе-
- чиваются при соотношении крупности зерен концентрата и
ферросиликоалюминия близком к 0,6.
Железную руду применяют как железосодержащий ма-
териал и дополнительный источник кислорода, необходи-
мый для достижения оптимальной термичности шихты.
Вместе с тем железная руда выполняет роль флюса, так
как оксиды железа частично переходят в шлак и делают
его более жидкоподвижным. Руда должна содержать
^60 % Fe, <10,017 % Р и <10,05 % S. Железо в руде дол-
жно быть в виде Fe2O3. Перед употреблением в плавку ру-
ду просушивают п измельчают до фракции <3 мм. Часть
железа вводят в виде мелкой железной обсечки или струж-
ки, которая должна быть от простых низкоуглеродистых
сталей (<0,25 % С, 0,05 % S и Р) н не должна содержать
легирующих элементов, кроме молибдена. Стружку (об-
сечку) прокаливают для удаления влаги и масла. Для
разжижения шлака употребляют флюсы: известь (>90 %
СаО) и плавиковый шпат О90 % CaF2 и <5 % SiO2), ко-
торые размалывают до размера частиц <13 мм.
Физико-химические свойства молибдена
и его соединений
Молибден — металл серебристо-белого цвета. Электронная структура
его ls22s22p63s23pe3d104s24pe4d55s1. Молибден имеет следующие физико-
химические свойства: атомную массу 95,94; плотность 10,23 г/см3; тем-
пературу плавления 2610 °C. Некоторые соединения молибдена и их
свойства приведены в табл. 93. В плавке используют в основном оксид
Таблица 93. Некоторые свойства соединений молибдена
Свойства Mos2 МоОа МоО, Мо,С МоС
Температура плавления, °C 1700 795 2200 2405 2470
29g» Дж/моль 362,8 746,1 588,7 66,15 40,61
—298> Дж/моль . . . 304,8 668,6 534,7 33,5 23,47
Продолжение табл. 93
Свойства MoSij СаМоОд FeMoO, Na2MoO< -J
Температура плавления, °C —Д//^98, Дж/моль .... —ДО298’ Дж/моль 2030 131,5 130,88 1515 1547 1440,3 1056 1080,6 985,2 687 1 1471,1 1
молибдена МоОз. С железом молибден образует сплавы в любых про"
порциях, в твердом виде молибден образует с железом соединения
FeMo и Fe7Moe. При содержании >50 % Мо эти сплавы имеют высо-
кую температуру плавления (например, при 60 % Мо—1800°С), что
делает
Мо
о
2800г-
организацию выпуска жидкого сплава затруднительной. В систе-
ме Мо—Si (рис. 64) установлено
три силицида: Mo3Si, Mo3Si2 и
MoSi2. Оксиды молибдена имеют
небольшую прочность и могут быть
легко восстановлены углеродом,
кремнием и алюминием. Восста-
новление молибдена углеродом по
реакции 2/3МоО3 -20 2/3Мо + 2СО;
ДС° = 209210—309,97 7 легко осу-
ществимо в дуговой электропечи,
но этот процесс связан со значи-
тельными потерями молибдена и
затрудняет удаление углерода из
сплава, так как одновременно идет
реакция 2/3МоО3+ 7/»С = ’/3Мо2С +
+ 2СО; Д</|- = 214908—316,1 7.
Содержание, % (am.) Si
10 20 X 40
- 2625
2400
ft 1600
| 2000
- \2O7O
0,27
(Кидпость
ЛГ*М0351
,, 2120° I
1,65 5,5 || ||
a Mo + MdjSi ’lMO3Si-M05sy'
0 2 4 6 в 10 12 14 16
Но Содержание, % (помассе)
18 20
Si
Рис. 64. Диаграмма состояния систе-
мы Мо—Si
Образующиеся промежуточные
оксиды диффундируют в частицы
восстановителя, а газообразные
286
продукты (СО + СО2) десорбируют с его поверхности. Возможна также
реакция 4МоО34-СО=Мо4Оц + СО2; Дб298 =—295 кДж/моль.
Технология производства ферромолибдена
За рубежом используют углеродовосстановительный про-
цесс для выплавки ферромолибдена «на блок». [27]. Бри-
кеты из обожженного концентрата и порошка древесного
угля или торфяного кокса и железную стружку проплав-
ляют в небольших печах (однофазных мощностью 300—
500 кВА и трехфазных 500—1500 кВА). Плавку высокоуг-
леродистых брикетов (восстановительный процесс) череду-
ют с плавкой брикетов, составленных с недостатком вос-
становителя (период рафинирования). После наплавления
блока печь останавливают, блок охлаждают, затем дробят
и сортируют. Все отходы проплавляют в другой печи на
передельный сплав, который переплавляют в первой печи.
Процесс характеризуется высоким расходом электроэнер-
гии 16020 МДж/т (4450 кВт-ч/т), повышенными потерями
молибдена и относительно высоким содержанием углерода
в сплаве (6—8 % С). Сплав содержит 35—50 % Мо и 1 —
- 2 % Si. В СССР используют только силикоалюминотермиче-
ский метод получения ферромолибдена. Восстановление мо-
либдена идет по реакциям:
2/3МоО3 4- Si = 2/3Мо 4- SiO2;
AG» =_ 469870 4- 65,6 7’; (83)
Мо02 4- Si = Мо 4- SiO2;
ДО°Г =— 343040 4- 19,52 Т- ’ (84)
2/3Мо03 + 4/3А1 = 2/3Мо 4- 2/3А12Оз;
ДС°=—633400 4- 51,27’; (85)
МоО, + 4/3А1 = Мо 4- 2/3А12О3;
ДО°Г=_ 519140 4- 5,157’. (86)
Равновесие приведенных реакций сильно сдвинуто впра-
во и практикой установлено, что в процессе плавки восста-
навливается >99 % оксидов молибдена. Окисление крем-
ния оксидами железной руды сопровождается дополнитель-
ными выделениями тепла. Восстановление оксида железа
руды Fe2O3 до Fe составляет -~42 %, а остальное количе-
ство Fe2O3 восстанавливается до FeO, при этом FeO пере-
ходит в вязкий высококремнеземистый шлак и способству-
ет его разжижению.
287
Металлотермические процессы ведут к одновременному
образованию из шихты металла и шлака, которые расслаи-
ваются по плотности. Поскольку процессы идут в течение
короткого промежутка времени, после чего температура ра-
сплава начинает быстро понижаться, то очень важно иметь
жидкие шлаки, чтобы избежать запутывания корольков
(капель) металла в шлаке. Достигается это введением в
шлак FeO (из железной руды, как сказано выше) и глино-
зема. Глинозем вводят в шлак путем замены части восста-
новителя — кремния алюминием, что значительно увеличи-
вает приход тепла, приводит к повышению температуры
расплава и уменьшению вязкости шлака. Кроме того, за-
мещение части кремнезема в шлаке глиноземом также
уменьшает его вязкость. Оптимальная температура процес-
са 1850—1950 °C. Расчет из условия обеспечения термично-
сти процесса 1900 кДж/кг шихты дает примерно следую-
щий состав колоши: 100 кг молибденового концентрата,
30 кг ферросилиция ФС75, 38—39 кг ферросиликоалюми-
ния, 22 кг железной руды, 20 кг железной стружки, 5 кг
извести. Шихта тщательно перемешивается в смесильном
барабане. На одну плавку расходуется 42 колоши. Плавку
ферромолибдена ведут в футерованном алюмосиликатным
кирпичом цилиндре—плавильной шахте, поставленном на
песочное основание, в котором сделано углубление («гнез-
до») для приема расплавленного сплава. Плавильная шах-
та имеет летку для выпуска шлака. Сверху шахту закры-
вают футерованным сводом, имеющим отверстие для отво-
да газов, которые направляют в электрофильтры. Ведение
плавки в закрытой сводом шахте снижает тепловые потери,
позволяет несколько снизить расход алюминия, уменьшить
потери молибдена в шлаках и улучшить условия труда. За-
груженную в шахту шихту уплотняют трамбовкой, что спо-
собствует повышению извлечения молибдена на 0,1 %. Вы-
сота слоя шихты примерно на 300 мм ниже верхнего края
цилиндра. Выплавку ферромолибдена ведут с верхним за-
палом, что обеспечивает снижение потерь молибдена. Вос-
пламенение шихты производится при помощи запальной
смеси. Плавка продолжается 25—40 мин. Минимальные по-
тери молибдена в шлаках достигаются при скорости про-
цесса 10—12 г/(см2-мин). Нормальный ход технологичес-
кого процесса характеризуется признаками: 1) обильный
выход газов; 2) при выпуске и взятии пробы шлак обра-
зует нити, а по охлаждении шлак становится стекловид-
ным, цвет его светло-синий до темного; 3) при застывании
в шлаковне шлак образует умеренную выпуклость.
288
Жидкий шлак (не дающий нитей), имеющий темную ок-
раску при остывании, является признаком повышенного со-
держания оксидов железа и в большинстве случаев указы-
вает на получение повышенного содержания молибдена и
кремния в сплаве, а также на загрязненность сплава неме-
таллическими включениями. Присутствие в шлаке большо-
го количества металлических корольков свидетельствует о
повышенной вязкости шлака и указывает на необходи-
мость корректировки его состава. Слабое и неравномерное
выделение газов указывает на холодный ход плавки. Не-
стандартный сплав и отходы задают в шихту или дают.в
расплав в конце плавки.
Для предупреждения потерь молибдена в виде король-
ков в шлаке после окончания плавки делается 40—50-мин
выдержка для полного оседания корольков сплава. После
выдержки шлак выпускают в изложницу. Шлак с содержа-
нием >0,35 % Мо переплавляют в электропечи. Пример-
ный состав промышленных плавок ферромолибдена, %: Мо
59,5—61,5; Si 0,15—0,90; Си 0,40—0,60; Sb и Sn 0,04—0,05;
С 0,04—0,1; S0,06—0,08; Р 0,03—0,04. Примерный состав шла-
ка, %: Мо 0,06—0,15; SiO2 62—68; FeO 7—11; А12О3 9—13;
е СаО 6—8; MgO 1—3. Основные минеральные составляю-
щие шлака: анортит (CaO-Al2O3-SiO2), пироксены (FeO-’
•SiO2, MgOSiO2 и СаО-MgO-SiO2) и свободный SiO2.
Вязкость шлаков колеблется в широких пределах от 1,5 до
12,5 Па-с при 1800 °C и увеличивается с ростом содержания
свободного SiO2 и анортита. Блок сплава оставляют в гнез-
де на 7—8 ч до полного затвердевания и затем для оконча-
тельного охлаждения помещают в бак для замочки, в ко-
торый подают воду. Здесь сплав в течение 4 ч полностью
остывает. Затем сплав дробят и после чистки упаковыва-
ют в тару. Баланс элементов и тепловой баланс плавок
ферромолибдена приведены в табл. 94, 95.
Повышение качества ферромолибдена достигается раз-
личными способами. Так, повышение удельной теплоты про-
цесса обеспечивает 'снижение содержаний свинца, цинка,
висмута, сурьмы, мышьяка. Вакуумирование сплава в жид-
ком состоянии показало возможность снижения в нем со-
держаний цинка, сурьмы, олова, висмута до следов, свин-
па— до<0,001 %, кремния — на 16—48%, меди — на 20—
56 %, фосфора — на 3—15% и углерода—на 18—50%.
Присадка в сплав при вакуумировании 0,5 % ферроцерия
снижает содержание серы в семь раз, продувка кислоро-
дом снижает содержание углерода до 0,10—0,04 % и крем-
ния— до 0,12—0,07 %.
289
Таблица 94. Баланс элементов при плавке ферромолибдена
Эле- мент Внесено в шихту, %
молибде- новым концент- ратом 75 %-ным ферроси- лицием алюминие- вой круп- кой железной РУДОЙ плавиковым шпатом железной стружкой
Мо 100 - —
Fe 5,11 16,56 0,02 30,95 — 47,37
Си 86,40 4,45 0,35 1,63 0,17 7,01
РЬ 100.0 Не обн. Сл. Не оби. Сл.
Zn 93,63 — 0,023 0,71 — 5,637
Sb 83,81 7,66 2,28 2,56 3,69
Sn 100 Сл. Сл. - Не обн. Сл. - -
Bi 100 Не обн. Не обн. Не оби. Не оби. —
Продолжение табл. 94
Эле- мент Перешло в материал, %
сплав шлак шлак на слнтке поднна - «спек» песок с подины и невязка настыль в шахте улет
Мо 94,97 0,32 0,11 3,26 — 1 ,0 0,14 0,20
Fe 77,70 3,48 13,58 3,50 — 1,00 —
Си 74,58 3,46 13,40 3,51 — 0,76
РЬ 3,54 1,11 4,76 0,62 —46,04 0,38 43,551
Zn 0,97 0,98 2,26 1,98 —52,16 0,20 41,451
Sb 21,40 — — 5,80 +26,40 1,15 0,141
Sn 61,50 — — — — —. —
Bi 0,69 —» — 1,21 —58,60 39.40’1
Перспективен метод отмывки обожженного в печи кк
пящего слоя концентрата 7 %-ным раствором азотной кис
лоты, что обеспечивает получение по обычной технологи:
сплава, содержащего, %: Мо 60—68; Si 0,03—0,17; Р 0,016-
0,031; S 0,08—0,20; С 0,004—0,07; Си 0,08-0,15; As 0,01;
Bi 0,0002; Pb 0,005; Sb <0,004; Sn 0,009; Zn< 0,004. В этом
случае также улучшаются условия возгонки, утилизации
рения и снижается расход восстановителя. Представляет
интерес инжекционный способ производства ферромолибде-
на с применением реактора Уддакон [127], который пред-
ставляет собой низкочастотную индукционную печь с встро-
енным в ее нижней части индуктором канального типа.
Реактор снабжен фурмой для ввода в жидкий металл раз-
290
Таблица 95. Тепловой баланс плавки ферромолибдена
Статья прихода При- ход, % Статья расхода Рас- ход. %
Физическое тепло шихтовых мате- риалов .... Тепло от восста- новления оксидов (с учетом тепло- ты образования дисилицидов же- леза и молибда- тов) 0,25 99,75 Тепло сплава Тепло шлака Тепловые потери В том числе тепло: аккумулированное футеров- кой и кожухом шахты . , излучаемое поверхностью шлака . лучеиспускание и конвекция от кожуха уносимое пылью и газами . . Невязка 26,26 57,49 16,25 53,24 45,45 0,04 1,27 0,85
Итого . . . 100,0
Итого ....... 100,0
личных порошкообразных материалов. Опытный реактор
этого типа работает на заводе фирмы «Уддехольмс АБ»
•в г. Хагфорсе (Швеция).
Опыты по производству ферромолибдена проводили при
массе садки 5—8 т и мощности индуктора ~2500 кВт. За-
пуск реактора начинается с заливки в него ~ 1,5 т жидкого
металла, выплавленного в отдельной печи. В расплав за-
гружают чушковый или гранулированный чугун в количе-
стве, обеспечивающем общую массу железа ~3 т. В по-
лученный расплав при температуре около 1500СС вдувают
смесь оксида молибдена МоО3 (содержащую 60 % Мо и
90 % МоО3) с угольной пылью и получают 50 %-ный ферро-
молибден (содержание углерода в готовом продукте не
превышает 0,1 %). Затем плавку выпускают, оставляя в
печи ~ 1 т жидкого металла. При повторном цикле в реак-
тор вводят ~2,5 т Fe и т МоО3. На каждой плавке
получают приблизительно 1100 кг шлака. Расход электро-
энергии составляет 12240 МДж/т (3400 кВт-ч/т) ферромо-
либдена. Продолжительность всего цикла 240 мин, в том чис-
ле операция расплавления (с загрузкой чугуна) — 40 мин;
продолжительность продувки 160 мин, регулирование хи-
мического состава — 35 мин и выпуск плавки — 5 мин. Это
обеспечивает годовую производительность ~3100 т в пере-
счете на молибден при трехсменной работе и ~5000 ч рабо-
ты в год. Разработана технология плавки ряда молибден-
содержащих лигатур. Предложенный нами кремнистый
291
ферромолибден, содержащий ~50 % Мо и 10—20% Si,
легко измельчается и хорошо усваивается металлом.
О. И. Казачковым [102, с. 74—75] разработана технология
получения лигатуры Ст—Ni—Мо следующего состава
%: Сг 32—56; Ni 20—29; Мо 20—30; А1 2—8; С 0,03—0,04;
Fe 0,6—1,0; Si 0,3—0,4. Алюминотермическую плавку ведут
в электропечи, футерованной магнезиальным кирпичом.
После расплавления металлической части шихты печь от-
ключают и загружают восстановительную шихту равно-
мерными порциями в течение 5—7 мин. После окончания
плавки расплав выдерживают 2—3 мин и затем сливают в
изложницу. Расход шихтовых материалов на одну плавку
составляет: 980 кг оксида хрома, 150 кг извести, .160 кг
натриевой селитры, 510 кг алюминия, 365 кг никеля и 375
кг молибденовых отходов. Извлечение ведущих элементов:
хрома — 87 %, молибдена — 93,8 %, никеля — 93,5 %. С вы-
сокой экономической эффективностью производят лигатуры
Сг — Мо, Мо — W, Сг — Ni — Мо — Si и др.
Технико-экономические показатели производства
Важнейшей задачей производства ферромолибдена являет-
ся обеспечение высокого использования молибдена, кото-
рое составляет в отечественной промышленности 98,75 %.
Это достигается устройством совершенной системы пыле-
улавливания' и тщательным сбором и полной утилизацией
всех металлсодержащих отходов. Пылевидные отходы, не-
стандартный сплав и чистые отходы от очистки сплава пе-
реплавляют в процессе металлотермической плавки. До-
извлечение молибдена из шлаков, содержащих >0,35 % Мо,
производится переплавом их в электропечи на блок в сме-
си с другими молибденсодержащими отходами. По наплав-
лению блока массой 10—12 т с содержанием 47—51 % Мо
ванну печи выкатывают из-под электродов и разделывают
сплав. Кроме того, за период плавки через летку выпуска-
ют ~5 т сплава с 40—45 % Мо. Полученный сплав пере-
плавляют в металлотермической плавке. Уловленная в
электрофильтрах пыль содержит, %: Мо 12—13; Bi 3—3,5;
РЬ 6—10; Zn 9—10; Си 0,5; Sn<0,005; SiO2 15—17; FeO
10—12; СаО 1,5—2,0; MgO 2—5; А12О3 5—7 и др. Количе-
ство пыли ~3% от массы проплавленного концентрата.
На ЧЭМК разработана технология переработки этой пыли
с извлечением ценных компонентов в свинцово-висмутовый
сплав [32, с. 126—128].
Пыль окомковывают на грануляционной чаше и проплав-
ляют в герметизированной дуговой электропечи. Шихту
292
составляют из 1000 кг пыли, 30 кг кокса, 100 кг извести и
100 кг плавикового шпата. После полного проплавления
шихты и 10—15-мин выдержки выпускают шлак, содержа-
щий, %: Мо 12—13; Pb==£2; Bi 0,04—0,08; Zn 4—6; SiO2
17—24; FeO 14—15; СаО 14—22; MgO 1—4 и др. Затем
через летку, расположенную ниже, выпускается сплав со-
става, %: Bi 40—42; РЬ 56—58; Мо 0,01; Си 1; Zn 0,05—
0,07 и др. Выход сплава составляет ~5 % от всей перера-
ботанной пыли.
Полученный сплав направляют на заводы цветной ме-
таллургии, шлак перерабатывают при металлотермической
плавке ферромолибдена. Такая схема переработки пыли
позволяет получить значительную экономию за счет реа-
лизации свинцововисмутового сплава и снизить примерно
в два раза содержание свинца и висмута в ферромолибде-
не. Возможна также гидрометаллургическая переработка
пыли [32, с. 129—132]. Расход материалов на производст-
во 1 баз. т (60 % Мо) ферромолибдена составляет 1191 кг
молибденового концентрата (51 % Мо), 260 кг железной
руды, 260 кг стальной стружки, 362 кг ферросилиция мар-
ки ФС75, 57 кг алюминия, 265 кг извести; 30 кг плавико-
вого шпата, 380 м3 природного газа. Расход электроэнер-
гии составляет 2710 МДж (750 кВт-ч).
Удешевлению производства ферромолибдена будет спо-
собствовать организация улавливания рения, содержаще-
гося в концентратах (до 500 г/т). Исследования показали,
что наиболее целесообразно проводить обжиг концентрата
сначала в многоподовой печи, где переводятся в газовую
фазу 30—60 % рения, и затем подвергать огарок дополни-
тельному окислительному обжигу (его можно проводить
выборочно — для наиболее богатых рением концентратов).
Возможен обжиг концентрата в печи кипящего слоя, что
дает 90 % возгонки рения с последующей гидрометаллур-
гической обработкой сернистого (1,5—2,0 % S) огарка.
Значительным резервом снижения себестоимости сплава
является переработка отработанных молибденовых ката-
лизаторов и шламов от их переработки. При переплаве от-
работанного катализатора вместе с известью и при исполь-
зовании в качестве восстановителя алюминия получен пе-
редельный сплав (67 % Мо; 7,37 % Si; 0,03 % S; 0,053 % Р;
1,4 °/о Си), который перерабатывается при плавке ферромо-
либдена, и глиноземистый полупродукт (71—75 % А12О3,
2,5—4,5 % SiO2, 0,6-0,9 % FeO, 12—13,5% СаО, 6,2—
8,8 % MgO и 0,05—0,08 % TiO2), пригодный для выплавки
синтетического шлака для обработки жидкой стали.
293
В некоторых случаях для легирования специальных
сталей и сплавов используют металлический молибден, по-
лучаемый восстановлением чистого оксида молибдена
МоОз водородом, в результате чего получается порошко-
образный металл, превращаемый затем в компактные за-
готовки методом порошковой металлургии, вакуумной ду-
говой, или электроннолучевой плавкой. Известны и другие
способы получения молибдена: восстановление МоО3 угле-
родом, кальцием или магнием, ' термическая диссоциация
галогенидов молибдена, электролиз расплавленных сред
и др.
Глава 10
ФЕРРОВАНАДИЙ
Применение и состав феррованадия
Пределы прочности и текучести, а также ударная вязкость стали по-^1
вышаются при содержании в ней ванадия без снижения относительных |
сужения и удлинения. Ванадий связывает азот и снижает чувствитель- I
иость стали к старению, повышает твердость, износостойкость н устой- I
чивость против отпуска, а также теплостойкость стали, что благопри- I
ятно влияет на стойкость режущего инструмента. Ванадий широко I
используют при производстве конструкционных, жаропрочных и инстру- I
ментальных сталей. В последнее время все чаще применяется микро-
легирование ванадием конструкционных сталей, что значительно повы- |
шает их качество. Для легирования стали ванадием используют ферро- ”
ванадий (табл. 96) или специальные ванадийсодержащие лигатуры.
Реже для легирования стали используют ванадийсодержащие шлаки,
ванадийсодержащие металлизированные окатыши и т. п. материалы.
Минералы и руды ванадия
Среднее содержание ванадия в земной коре довольно значительно:
0,015 °/о, однако он относится к редким элементам, так как очень рас-
сеян в природе. Наиболее распространенные рудные минералы вана-
Таблица 97. Химический состав железованадневых материалов
Материал Массовая 1
FeO Fe2Os V& МпО 1
Кусинский агломерат . . Первоуральская руда . . Качканарский концентрат 21—22 21—23 26,7 55-57 32—36 53,3 0,80—0,82 0,6—0,7 0,55 0,2—0,3 0,2—0,3 0,37
g|
Таблица 96. Химический состав феррованадия по стандартам
некоторых стран
V, % Массовая доля, % (не более)
Марка сплава (не менее) С I si I Р I S Al I As
ТУ 14-5-98—78* (СССР)
ФВдЗбА 35 0,75 2,0 0,10 0,10 0,5 0,05
ФВдЗбВ /35 0,75 2,0 0,10 0,10 0,5 0,05
ФВдЗбС 35 1,00 3,0 0,15 0,10 0,5 0,05
ASTM А 102—64 (США)
Grad А 50—60 1 70—80 J 0,2 1,0 0,050 0,050 0,75 Мп 0,50
Grad В 50—60 \ 70—80 f 1,5 2,5 0,06 0,050 1,5 0,50
Grad С 50—60 1 70—80 } 3 8 0,10 0,10 1,5 —
JIS G 2308—1978 (Япония)
FeV 1 | 75—85 I 1 0,2 I 2,0 I 0,10 1 1 0,10 I 4,0 I —
FeV 2 1 45—55 | 0,2 1 2,0 1 0,10 I 0,10 1 4,0 1 —
* в марке ФВдЗбА содержание марганца ограничено 2 % н меди во всех
марках ограничено 0,5 %.
дия: ванадит — РЬ5(УО<)зС1 (10,9 % V), патронит VsS* (19—24 % V),
карнотит Кг(иО2)-МС^-ЗИгО-V2O5 (~10 % V) и деклуазит —
(Zn, Cu)P(VO4)OH (12,5 % V). Промышленные ванадиевые руды мож-
но классифицировать следующим образом: собственно ванадиевые ру-
ды, комплексные руды черных и цветных металлов (карнотиты, тита-
номагнетиты и др.), горючие и другие полезные ископаемые (битумы,
горючие сланцы, фосфориты и др.). СССР располагает крупнейшими в
уральских месторождений
доля, %
Сг2О, SIOj тю2 СаО MgO A12Os Р S
0,5—0,8 0,1—0,2 0,10 4—10 12—16 6,60 4—5 4—4,5 2,7 2—3 5—7 3,1 3—5 6—7 3,0 3—7 10—12 2,66 0,01—0,03 0,01—0,02 0,01 0,04 0,04—0,08 0,04
295
>
мире месторождениями комплексных железованадиевых руд, содер
жащими миллионы тонн ванадия. Это Кусинское, Первоуральское
Качканарское и другие месторождения Урала, Керченское, Лисаковское
и Аятское (Казахстан) и др. В капиталистических странах крупные
месторождения ванадиевых руд находятся в Южной Африке, США
Финляндии, Австралии и др. странах. В настоящее время основным ис
точником ванадия в СССР служат ванадийсодержащие железные руды
месторождений Урала (табл. 97).
>
Физико-химические свойства ванадия
и его соединений
Ванадий — металл с электронной структурой ls22s22p63s23p63d34s!
кристаллизующийся в кубической объемноцентрированной
системе
имеющий следующие свойства: атомную массу 50,94; валентность 2—5
плотность 6,09 г/см3; температуру плавления 1912 °C. С железом вана
дий обладает полной взаимной растворимостью как в жидком,
так и в
твердом состоянии. Сплав, содержащий 31 % V, имеет миннмальнук
температуру плавления 1468 °C. С углеродом ванадий образует ряд кар
бидов: V5C, V2C, V4C3, VC и V2C3, из которых наиболее прочным яв
ляется карбид VC с температурой плавления 2830 °C; с кремнием ва
надий образует силициды (рис. 65): V3Si, V5S13 и VSi2. С кислородом
ванадий образует ряд оксидов, из них в металлургии ванадия имею!
значение основные оксиды VO и V2O3 (температура плавления соответ
ственно 1700 и 2000 °C), амфотерный оксид V2O4. Наибольшее значе-
ние имеет кислотный оксид V2O3 (температура плавления 675 °C
А/Ц18 =—1556,7 кДж/моль и AG3Oo =—1459,5 кДж/моль). Из диаг-
раммы состояния системы V—А1 (рис. 66) следует, что в твердом ме-
таллическом ванадии может растворяться до 35 % А1. Химические со-
единения типа V2A18, VAI3 плавятся с разложением. С азотом ванадий
образует два нитрида: V3N и VN.
Технология производства феррованадия
Низкое содержание ванадия в рудах определило сложный
технологический процесс производства,
представляющий
собой сочетание ряда металлургических и химических пе-
ределов. Целью доменного передела является получение
ванадистого чугуна из руды при максимальном извлечении
ванадия. Сложность этого процесса состоит в образовании
тугоплавких и вязких титанистых шлаков и невозможности
вести процесс горячо вследствие опасности образования
тугоплавких карбидов титана (3140°C), приводящих к об-
разованию настылей в горне доменной печи. Если вследст-
вие высокого содержания титана руда не пригодна для до-
менной плавки, то ее перерабатывают в электропечах.
Так, титаномагнетиты комплекса «Busheld» (ЮАР) имею-
296
V Содержание, 7° (am.) Si
О 10 20 30 дО SO 60 70 80 90 100
Рис. 65. Диаграмма состояния системы V—Si
щие состав, %: Fe 53—56; Ti 12—15; V 1,4—1,9; Cr2O3
0,15—0,30; СаО<0,1; MgO 0,4—1,0; SiO2 1,0—1,8; А12О3
2,5—3,5, перерабатываются следующим образом. Руду пре-
дварительно восстанавливают при 1100°C в трубчатых пе-
чах длиной 61 м и диаметром 4 м. Шихта состоит из руды,
каменного угля и флюса. Движение шихты и газов прямо-
точное. При этом из руды удаляются 30—40 % кислорода,
каменный уголь полностью превращается в полукокс. Го-
рячий продукт из трубчатой печи загружают в электро-
печь. Печь выплавляет в сутки 320 т чугуна, содержащего
1,2—1,25 % V, который продувают кислородом и получают
шлак с 25 °/о V2O5 и металлический полупродукт, перераба-
тываемый на сталь [128]. В этом случае в чугун переходит
85—90 % ванадия, при плавке в доменных печах 80—82 %.
При конвертерном переделе из чугуна с 0,5—0,6 % V полу-
чают ванадийсодержащий шлак примерно следующего со-
става, %: SiO2 20,8; V 11,6 (в виде FeO-V2O3); MgO 1,1;
MnO 4,5; СаО 1,2; Сг20з 10; железо и его оксиды осталь-
ное. Присутствие СаО в шлаке нежелательно вследствие
образования ванадатов кальция, что снижает степень из-
влечения ванадия при водном выщелачивании. Извлечение
ванадия из чугуна в шлак составляет —85 %. Дальнейший
передел отсепарированного от металлических включений
(остаточное содержание железа <6°/о) тонкоизмельченно-
го (с0,13 мм) конвертерного шлака осуществляется гид-
рометаллургическим способом,
щ м. а. Рысс 297
Al Содержание, 7° (am.) V
Рис. 66. Диаграмма состояния системы V—А1
Технологическая схема извлечения ванадия из конвер-
терных шлаков, разработанная Н. П. Слотвинским-Седа-
ком в ЦНИИЧМ, приведена на рис. 67. Схема включает
стадии тонкого измельчения шлака, грануляции (окомко-
вание) шихты, состоящей из шлака и щелочных добавок
обжига гранул в печах кипящего слоя или трубчатых, вы-
щелачивания растворимых соединений ванадия из гранул,
повышения содержания ванадия и снижения содержания
фосфора и других примесей пентоксида ванадия V2O5. Схе-
ма позволяет заменить сильвинит содой и таким образом
отказаться от сложной схемы очистки газов от хлористого
водорода, повысить производительность обжиговых печей на
50—90 % и степень вскрытия ванадия на 5—6%, снизить
трудоемкость и повысить качество технического пентокси-
да ванадия V2O5 и одновременно получить чистый пенто-
298
Рнс. 67. Принципиальная технологическая схема извлечения ванадия из конвер-
терных шлаков ЦНИИЧМ:
А измельченный шлак (140 кг/т V2O5); Б, Б'— сода и едкий натр; В — вода;
Г — серная кислота; Д — аммиак; Е— оксид кальция; ПГ—природный газ;
Л воздух, обогащенный кислородом; I — пек в отвал или на грануляцию ших-
ты; // — плавленый технически чистый оксид V2O5; /// — сухой или плавленый
чистый оксид V2O5; IV — шлак в отвал; V — сливные воды на извлечение ва-
надия и санитарную очистку; V/ —отходящие газы (КГ— на очистку); 1 —
смещение (АВ); 2 — увлажнение шихты; 3 — разрыхление; 4 — грануляция; 5 —
рассев; 6 — обжиг; 7 — очистка газа от пыли; 8 — водное выщелачивание- 9,
№ кислотное выщелачивание (две стадии); 11— отмывка кислоты; 12 — при-
готовление кислоты (Г); 13 — контрольное фильтрование; 14 — выщелачивание
шлака (/); 15 — фильтрование; 16— осветление; 17 — осаждение оксида ванадия
V2O5; 18 — сгущение; 19 — сушка н плавка оксида ванадия V2O5; 20 — репульпа*
ция осадка (промывка); 21 — обработка осадка
ксид ванадия. Извлечение ванадия из шлака составляет
80—85 %. Плавленый технический оксид ванадия V2O5 со-
держит, %: V2O5 87—90; SiO2 1,0—1,7; Fe2O3 4,9—5,6-
Cr2O3 0,1—2,0; A12O3 0,4—0,8; MnO 1,0—1,7; CaO 0,4—0,7;
MgO 0,4—0,7; P 0,005; (Na2O + K2O) остальное. Следует
отметить, что наряду с V2O3 в техническом пентоксиде ва-
надия содержатся и низшие оксиды (VO, V2O3, VO2),
19* , 299
количество которых достигает 45 %. При переработке кап
нотита тонкоизмельченную руду смешивают с поварен
ной солью, подвергают окислительному обжигу в трубча
той печи в течение 1—2 ч при 800—850 °C и выщелачива
ют водой. При обработке богатых ураном руд горячий
огарок вносят в раствор бикарбоната натрия. Из ще
лочного раствора ванадий и уран выпадают в виде спите
тического карнотита, который вновь сплавляют с поваренной
солью, и после выщелачивания водой в осадке оста
ются соединения урана, а из раствора выделяется V2O5.
Тптаномагнетиты также могут перерабатываться по
гидрометаллургической схеме. Так, на заводах Финляндии
тонкоразмолотый концентрат с 68 °/о Fe, 2,2 % ТЮ2 и 1,0 %
V2O5 окатывают с Na2O4 и обжигают при 1200 °C в тече-
ние 12 ч. Окатыши выщелачивают с получением ванадатногс
раствора и после сушки направляют в доменное про-
изводство. Из раствора затем осаждают ванадий. Ферро-
ванадий может быть получен путем восстановления пенто-
ксида ванадия V2O5 углеродом, кремнием или алюминием
Углеродотермическое восстановление не получило распро-
странения, так как из двух реакций:
2/5У2О5(ж) + 2Сгр = 4 5VT + 2СОГ;
AG“ = 352259 —300,03 7; -
%V2O5(K) + «/sQp = 4/5VCt + СОГ;
AG0,. = 258744 — 294,677
преимущественное развитие
нием карбида. Практически
сплав содержит 4—6 % С и
выплавке большинства легированных ванадием сталей, по-
этому большая часть феррованадия производится восста-
новлением пентоксида ванадия кремнием и алюминием.
Восстановление V2O5 кремнием происходит по реакции:
%V2O5 + Si = 44V + SiO2;
AGO =_ 326026 + 75,247. (89)
Одновременно могут образоваться низшие оксиды V2O3 и
VO. Изменение изобарно-изотермического потенциала для
реакций
%V2O3 + Si = 4/3V + SiO2;
AGO =_ 105038 + 54>767;
2VO + Si = 2V + SiO2;
300
(8'
(8а
„ г
получит реакция с образова»
получающийся в этом случае
его нельзя использовать при
(90)
Таблица 98. Изменение энергии Гиббса, тепловые эффекты и
удельные теплоты процесса алюминотермического восстановления
оксидов ванадия
Реакции AG0» Дж/моль O2, при 1000—1800 К Дж/моль 6Н, кДж/г-атом
V2O5->V —441707+24,7 T 475746 115,14
vo2->v —349179+33,49 Т 380999 88,92
v2o3->v —251627+31,4 Т 279134 59,87
VCH-V —197617+31,82 Т 228892 43,12
ДО» 25414 + 50,37 Т (91)
йри высокой температуре имеет положительное значение,
что указывает на трудность их осуществления. Эти оксиды
взаимодействуют с кремнеземом, образуя силикаты вана-
дия, из которых дальнейшее восстановление ванадия еще
более затруднено, поэтому в шихту вводят известь, связы-
вающую кремнезем и препятствующую образованию сили-
катов ванадия. В присутствии оксида кальция реакция при-
нимает вид:
2/5V2O5 + Si + 2СаО = 4/5V +- 2СаО SiO2;
ДС° =_ 472564 + 75,27 Т. (92)
Алюминотермическое восстановление V2O5 так же, как
и низших оксидов, при температурах процесса характери-
зуется значительным изменением AG (табл. 98), что обес-
печивает высокое извлечение ванадия. Этому также спо-
собствует сравнительно низкая температура плавления
V2O5 (675°C). В настоящее время основным является си-
ликотермический способ производства феррованадия.
Плавку ведут в электросталеплавильной печи. Свод, поди-
ну и стены печи выполняют из магнезиального кирпича.
Используют графитированные электроды, что способствует
уменьшению перехода углерода в сплав. Шихтовыми ма-
териалами являются гранулированный оксид ванадия
V2O5, дробленый (10—30 мм) ФС75, алюминий в гранулах
размером >30 мм, металлоотсев — отходы, полученные при
сепарации конвертерного шлака, стальная обрезь и из-
весть. Плавка феррованадия складывается из двух про-
цессов: восстановительного и рафинировочного. В первый
период восстановительного процесса ведут восстановление
ванадия из V2O5 и оборотных продуктов плавки (рафини-
ровочного шлака) в условиях значительного избытка вос-
301
становителя — ферросилиция и на известковых шлаках.
Для восстановления шлака можно применять коксовую ме-
лочь. Содержание V2O5 в отвальном шлаке этого периода
не должно превышать 0,35 %, а сплав содержит 25—30 %
V, 21—23 % Si и 0,3-0,5 % С.
Во второй период сплав обогащают ванадием восста-
новлением пентоксида ванадия V2O5 кремнием и алюмини-
ем до содержания 35% V и 10—12% Si. Оксид ванадия
V2O5 загружают в смеси с известью в соотношении 1 : 1,5.
Содержание кремния в сплаве в конце восстановительного
периода составляет 9—12%, а ванадия 35—40 %. Отваль-
ный шлак содержит, %: СаО 50—55; MgO 5—10; SiO2
28—30; А12О3 8—10; V<0,35. После слива шлака начина-
ют рафинирование сплава от кремния, для чего в печь за-
гружают пентоксид ванадия с известью в соотношении 1 : 1.
При снижении содержания кремния <2 % производят
слив рафинировочного шлака и выпуск сплава в чугунные
разъемные изложницы. Затем сплав разделывают и упа-
ковывают, а получающиеся отходы возвращают на пере-
плав.
Рафинировочный шлак (40—45 % СаО, 20—25 % SiO2,
10—15 % MgO, 10—15 % V2O5), возвращают в печь в вос-
становительный период следующей плавки. Полученный
сплав содержит, %: V 40—45; Si 1,5; Al 0,90; Мп 1,2—1,4;
Сг 0,7—0,95; Р 0,08; S 0,05; Си 0,08—0,5; Sn 0,005—0,02;
As 0,01; Pb, Zn 0,005. На 1 баз. т (40 % V) феррованадия
расходуется 710 кг плавленого пентоксида ванадия (100 %
V2O5), 425 кг ферросилиция ФС75, 75 кг вторичного алю-
миния, 1350 кг извести, 300 кг железной обрези и метал-
лоотсевов, 25 кг графитированных электродов; расход
электроэнергии составляет 4860 МДж (1350 кВт-ч). Из-
влечение ванадия при плавке феррованадия 99,5%, а
сквозное извлечение ванадия из руды до феррованадия со-
ставляет ~ 60 %.
Используют выплавку ванадиевых сплавов из конвер-
терных шлаков, минуя стадию химического выделения из
них V2O5. А. И. Пастуховым был опробован принцип селек-
тивного восстановления элементов из шлака в две стадии:
1) обогащение шлака восстановлением оксидов железа уг-
леродом; 2) металлотермическое восстановление обогащен-
ных шлаков с последующим рафинированием промежуточ-
ных сплавов от кремния, титана и алюминия теми же
обогащенными шлаками. Расчеты температур начала вос-
становления оксидов из ванадиевого шлака углеродом пока-
зывают, что сначала будет восстанавливаться железо, за-
302
тем ванадий и хром. Исследованиями установлено, что при
1290—1390 °C из шлака восстанавливалось до 86 % Fe при
одновременном переходе в металл <5 % V и <9 % Сг.
В обогащенном шлаке отношение V:Fe составило 1,0—1,5
(0,20—0,25 в исходных шлаках). При восстановлении обо-
гащенных шлаков ферросилицием ФС75 и алюминием был
получен сплав состава, %: V 20—26; Мп 10—15; Сг 2—4;
Si 14—18; Ti 3—6. Последующее рафинирование его обо-
гащенными шлаками позволило получить сплав, содержа-
щий 26—34 % V; 14—18% Мп и 4—6% Сг. Сквозной ко-
эффициент извлечения ванадия был на 10 % (абс.) выше,
чем по существующей химико-технологической схеме. По-
вышенное содержание в сплаве марганца и хрома допус-
тимо при выплавке большинства сталей.
Нами на ЧЭМК разработан способ выплавки из конвертерного
шлака (17—20 % V2O5; 2,5—3,5 % Сг2О3; 17—20 % SiO2; 7—11 % МпО;
8—12 % А12О3; 6—9 % тю2; 0,25—2,8 % СаО; 5—8 % MgO; 0,03—
0,07 % Р и 40—49 % Ре0бщ) лигатуры Fe—V—Si—Мп (ферросиликова-
надий), содержащей, %: V 8—13; Si 8—20; Ti 0,9—3,0; Мп 5—8;
Сг 2—3,5; С 0,3—1,6; Р 0,03—0,11; S 0,003—0,006; железо остальное
[129]. Плавку ведут в печи мощностью 3,5 MBA с магнезиальной фу-
теровкой на рабочем напряжении 167 В. На плавку загружают 2500 кг
конвертерного шлака, 2500 кг извести, 800 кг ферросилиция ФС75, 80 кг
плавикового шпата и до 100 кг пекового кокса с соответствующим сни-
жением навески ферросилиция ФС75. По израсходовании 19800 МДж
(~5500 кВт-ч) электроэнергии в шлак загружают 100—150 кг ферро-
силиция ФС75 для довосстановления оксидов ванадия из него. При
расходе —27400 МДж (6500 кВт-ч) сплав и шлак выпускают в ковш,
футерованный графитовой плиткой. Кратность шлака —3, в него пере-
ходят — 7 %, ванадия, 10 % хрома, 70 % титана, 80 % фосфора и 15 %
марганца.
На рис. 68 приведена зависимость содержания марганца, углерода,
хрома, титана в сплаве от количества кремния в нем. При увеличении
содержания в сплаве кремния с 6 до 18 % снижается содержание в нем
фосфора с 0,08—0,12 до 0,03—0,05 %. Содержание ванадия в сплаве
определяется составом шлака, а также количеством ферросилиция И
углерода в шихте. Содержание ванадия в сплаве снижается при уве-
личении навески ферросилиция ФС75, вследствие разбавления сплава
кремнием, железом и примесями. Оптимальное количество кокса в ших-
те определяется состоянием подины, при ее углублении навеска кокса
увеличивается.
Содержание ванадия в шлаке зависит от количества вводимого
восстановителя (ФС75 и кокса) и тщательности проплавления шихты
и обработки бортов печи. С повышением содержания кремния в спла-
ве с 9,8 до 16,5 % количество V2O5 в шлаке снижается с 1 до 0,15 %.
На 1 т сплава с 10% V расходуется 1490 кг конвертерного шлака
(с 8 % V), 360 кг ферросилиция ФС75, 77 кг плавикового шпата,
1290 кг извести, 56 кг кокса, 27 кг электродной массы. Расход элект-
роэнергии 9900 МДж (2750 кВт-ч). Извлечение ванадия 84 %.
Технико-экономические показатели процесса могут быть значи-
тельно улучшены при организации сепарации шлаков, что позволит
повысить использование ванадия и соответственно снизить расход ма-
303
7
Рис. 68. Зависимость содержания марганца (/),
углерода (2), хрома (3), титана (4) в ферроси-
днкованадни от содержания в нем кремния
Содержание алюминия
6 ишлте, 7о
от теоретического
Рис. 69. Зависимость содер-
жания ванадия (а), извле-
чения ванадия (б) и содер-
жания алюминия в сплаве
(в) от количества восстано-
вителя в шихте
териалов и электроэнергии, а также при использовании печи, закрытой
хромитопериклазовым сводом, что по результатам опытных плавок,
позволяет уменьшить расход электроэнергии на 30 %.
В США углевосстаиовительным процессом из ваиадийсодержащих
материалов (шлаков) получают сплав с 35 % Si, который затем рафи-
нируют пентоксидом ванадия V2Os или ванадистыми шлаками и изве-
стью. Полученный сплав содержит, %: V 25—30; Si 1—2; С <0,3;
Сг «2; Мп <2; А1 <0,08; S 0,05; Р 0,08 [27].
Безуглеродистый высокопроцентный феррованадий по-
лучают алюминотермическими методами — как внепечной,
так и электропечной плавкой [27]. Этот способ является ос-
новным в США и ряде других стран. Внепечную плавку
ведут с нижним запалом в шахте с магнезиальной футеров-
кой. Шихту рассчитывают на получение слитка массой 50 кг,
скорость проплавления шихты ~ 200 кг/(м2-мин). Зависи-
мость извлечения ванадия и состава сплава от количества
восстановителя приведена на рис. 69, из которого видно, что
лучшие показатели достигаются при содержании алюминия
100—102 % к теоретически необходимому. Дальнейшее по-
вышение количества восстановителя приводит к уменьше-
нию плотности сплава и росту потерь в корольках. Удель-
ная теплота алюминотермического восстановления V2O5,
равная 115,14 кДж/г-атом, значительно выше необходимых
87,9 кДж/г-атом, поэтому в шихту необходимо вводить не-
которое количество балластных добавок. Максимальный
304
выход металла достигается при введении в шихту извести
в количествах 30—40 % от массы V2O5. Присадка СаО и
MgO снижает вязкость и увеличивает межфазное натяже-
ние на границе сплав — шлак, что способствует лучшему
осаждению корольков сплава и повышению использования
сплава. Рекомендуется иметь в шлаке 6—7 % СаО и 4—
5 % MgO.
Алюминотермический феррованадий выплавляют з
плавильном агрегате, футерованном магнезиальным кирпи-
чом, с нижним запалом. Скорость проплавления шихты
~-200 кг/(м2-мин), масса слитка 300—500 кг. В качестве
основного сырья используют технический пентоксид ванадия,
содержащий 47—50 % V2O5; 5,5—7,0 % FeO и примеси SiO2,
А120з, СаО и др. Алюминотермический феррованадий имеет
следующий состав, %: V 85; Si 2; Р 0,05; Ti 0,1; Мп 1,5;
S 0,1; С^0,06. В сплав переходит 87—95 % ванадия, расход
алюминиевого порошка ~890 кг/т. В шлаке содержится до
4,5 % оксидов ванадия.
При электропечной плавке пентоксид ванадия с избыт-
ком алюминия проплавляют на подине электропечи, затем
включают печь и проплавляют шлак, что способствует
- осаждению богатых алюминием корольков сплава. После
слива отвального шлака (<1,0 % V) на зеркало сплава за-
дают новую порцию V2O5 (или оксидов железа), которая
рафинирует сплав от избытка алюминия, а образующийся
.при этом богатый шлак используют в следующей плавке.
. Извлечение ванадия в этом случае составляет 95—97 % и
расход электроэнергии 12600 МДж (~3500 кВт-ч) на 1 т
сплава с 80 % V, но содержание углерода в сплаве дости-
гает 0,25 По-
плавку ванадийалюминиевой лигатуры ведут с нижним
запалом в горне с магнезиальной футеровкой со скоростью
проплавления шихты 190—200 кг/(м2-мин). При расчете
шихты принимают следующие коэффициенты перехода эле-
ментов в сплаве: ванадия—98 %; кремния—80 %; железа—
99 %, фосфора—90 %, серы—50 %; углерода—60 %. Расчет-
ное количество алюминия увеличивается на 10 %, учитывая
угар его в ходе плавки. Лигатура содержит, %: V 78—82;
Si 0,6—1; Al 17—20; Fe 0,6—1,1; С 0,12; S 0,15; Р 0,1. Для
получения 1 т лигатуры (80 °/о V) расходуется 1970 кг тех-
нического пентоксида ванадия (75% V2O5), 900 кг алюми-
ниевого порошка и 600 кг извести. Извлечение ванадия со-
ставляет 95 %. Плавку можно вести также методом метал-
лотермического переплава. Шихта состоит из 490 кг
плавленого пентоксида ванадия, 300 кг алюминиевого по-
305
рошка, 30 кг извести и 100 кг шлака от предыдущих плавок.
На подину горна укладывают 45 кг алюминиевых чушек
(13 % от общего количества алюминия), затем ведут плав-
ку с верхним запалом.
Особо чистую ванадийалюминиевую лигатуру выплав-
ляют с уменьшенными навесками шихты (100—120 KrV2O5),
так как при большей навеске заметно разъедается магне-
зиальная футеровка и в сплаве повышается содержание
железа и кремния. Для легирова'ния ванадием сплавов на
никелевой основе алюминотермическим способом в элек-
тропечи получают никельванадиевую лигатуру, содержа-
щую 40—48 % V; 1,2—2,8 0/0 Al; 1,8—4,6 % Fe; 0.9—
1,7 % Si; 0,06—0,1 % С и остальное никель. Из шихты, со-
стоящей из 100 кг V2O5, 120 кг Сг20з, 90 кг алюминиевого
порошка, 18 кг извести и 12 кг селитры, выплавляют хро-
мованадиевую лигатуру, содержающую 36,7—38,9 % V и
60,5—62,0 % Сг. Переход в сплав ванадия составляет 87 %,
хрома 87 %.
В качестве заменителя, более дешевого, чем феррованадий, в США
производят также карбид ванадия. Его получают нагревом V,O: до
600°С во вращающейся печи в среде, содержащей углеводороды. При!
этом V2O5 превращается в V2O4, который загружают во вторую вра-
щающуюся печь с аналогичной фазой, где он при нагреве до 1000 °C
восстанавливается в оксикарбид ванадия. Этот продукт брикетируют а
коксом или графитом с избытком 1 % против стехиометрического ко-
личества и нагревают в вакууме до 1500°C. Готовые брикеты содержат
82—87 % V и 8—13 °/о С. В США * производят высокоазотистую 16—
17% N2) лигатуру азотированием при 900—1100°С марганецваиадие-
вого сплава (5—30 % Мп, 50—75 % V). Предусмотрено окускование
готового продукта брикетированием с применением связующего.
Нами предложено и успешно опробовано получение вы-
сокоазотистого феррованадия методом СВС. Сплав полу-
чен в литом состоянии и содержал ~7 % N2 при 35—40 %
V. Алюминотермическим способом можно получить техни-
чески чистый ванадий (до 97 % V) восстановлением чисто-
го оксида V2O5 алюминием с добавкой в качестве флюсов
СаО и CaF2. В результате вакуумной обработки такого спла-
ва можно получить металл с 99 % V. Более чистый метал-
лический ванадий можно получить восстановлением чисто-
го оксида V2O5 в вакууме углеродом, кальцийтермическим
восстановлением V2O5, термическим разложением подида
ванадия и электролизом водных растворов. Основное вни-
мание при производстве феррованадия должно быть уделе-
но уменьшению потерь ванадия на всех переделах, так как
* Пат. (США), Ns 3304175, кл. 75—134, 1964.
306
г
малая концентрация ванадия в исходных рудах и в связи с
этим очень сложный процесс извлечения его определяют его
высокую стоимость.
Глава 11
ФЕРРОНИОБИЙ
Применение и состав феррониобия
Присадка ниобия к нержавеющим и жаропрочным сталям способствует
увеличению их пластичности и коррозионной стойкости. Введение нио-
бия в конструкционные стали улучшает их свариваемость и повышает
прочность и пластичность стали, предотвращает коррозию сварного
шва. Ниобий необходим для производства сталей и сплавов, применяе-
мых при высоких температурах [130]. Для легирования стали исполь-
зуют феррониобий, состав которого приведен в табл. 99.
Таблица 99. Химический состав феррониобия по стандартам
.- некоторых стран
Марка сплава Массовая доля, % (не более)
, №+Та S1 А1 Tf С S Р классов
А В
ГОСТ 16773—71 (СССР)
ФИО 55,0—70,0 1,5 3,0 1,5 0,10 0,03 0,10 0,10
ФН1 55,0—70,0 1,5 3,0 1,5 0,10 0,05 0,15 0,40
ФН2 50,0—70,0 2,0 6,0 3,0 0,25 0,05 0,15 0,40
ФНЗ 50,0—70,0 15,0 5,0 8,0 0,20 0,05 0,20 0,4
ФН4 >35,0 25,0 8,0 — 0,50 0,10 0,5 0,5
ASTM А 550—78 (США)
Sn Та Р; S Мп
Для конструкци- 60—70 4,0 3,0 0,25 0,5 5,0 0,10 3,0
онных сталей
Для высоколеги- 60—70 2,5 2,0 0,15 0,3 2,0 0,05 2,0
рованных сталей
Высокой чистоты 60—70 0,40 2,0 0,02 0,10 0,50 0,02 0,50
JIS G 2319—1918 (Япония)
FNbl 1 >60 [>3,01 4,0 10,351 0,201 0,201 10,201 —
F.Nb2 1 >60 |>3,0| 6,0 1 3,0 |0,20| 0,201 |0,20] —
20*
307
Минералы и руды ниобия
Ниобий является редким элементом, содержание его в земной коре со-
ставляет 0,001 %. Как правило, ниобию сопутствует тантал, и на прак-
тике всегда имеем дело с ниобиевотанталовыми рудами. Наиболее рас-
пространенными минералами являются колумбит (колумбий — другое
название ниобия) — (Fe, Мп) (Nb, Та) 2О6 — сложный ниобат и тан-
талат железа и марганца, содержащий 82—86 % (Nb2O5 + Ta2O6), пиро-
хлор (Nb, Ca,...)2(Nb, Ti)2O6(F, ОН), содержащий 37,5—65,6 % Nb2O5
и до 5,8 % Та2О5, лопарит (Na, Са, Sr, Се) (Nb, Ti)O3, содержащий
~11 % Nb20s и 1 % Ta2Os. Главнейшими типами месторождений ниобия
являются колумбитоносные граниты, пирохлоровые граниты, гранитные
пегматиты и лопаритовые нефелиновые сиениты. Наибольшие запасы
Таблица 100. Химический состав технического пентоксида ниобия*1
по ТУ 48-05-28—71
•Марка Nb2O5, % (не менее) Массовая доля, % (не более)
SiO2 тю2 Fe2Os S с р п, п. п.*2
НбОФ-О 95 0,3 0,8 2,0 0,03 0,05 0,10 0,5
Н60Ф-1 90 0,4 0,8 3,0 0,05 0,05 0,15 1,5
НбОФ-2 85 1,0 1,0 Не огр. 0,10 0,10 0,30 2,0
*’ Содержание пентоксида тантала в пентоксиде ниобия должно быть
<0,3 %. »2 При 800°C.
ниобия находятся в Бразилии, Канаде, Нигерии, Уганде. Запасами
ниобия СССР располагает. Обогащение ниобиевых руд, имеющих слож-
ный состав, проводится комбинированными методами. В СССР в
качестве сырья для получения феррониобия применяют пирохлоровый
концентрат и технический пентоксид ниобия Nb2O5 состава, приведен-
ного в табл. 100. Ниобиевый концентрат согласно ТУ 48-0506-1—74 дол-
жен содержать >38 % (Nb2O5+), <0,8 % Р, <11,4% SiO2,
<11,4% TiO2, <0,11 % S; <1,0%влаги. Колумбитовые концентраты
I сорта должны содержать >60 и II сорта >50 % N'b2O5. Согласно
ГОСТ 4837—72 пирохлоровый концентрат должен содержать >38 %
(Nb2O5+Ta2O5); отношение содержания примесей к (Nb2O5+Ta2O5)
должно быть не более, %: 0,0025 фосфора, 0,32 диоксида кремния и
диоксида титана, 0,003 серы и содержание влаги <1,0 %.
Необходимо отметить радиоактивность ниобиевых концентратов,
что требует соблюдения специальных требований по безопасности прЦ
работе с ними.
Технология производства феррониобия
Ниобий имеет электронное строение ls22s22p63s23p63rf104s24p64rf65s* 1, кри-
сталлическая структура — объемноцентрированный куб. Основные фи-
зико-химические свойства ниобия следующие: атомная масса 92,91;
плотность 8,6 г/см3; валентности 2, 3, 4 и 5; температура плавления
2468 °C. С железом ниобий образует непрерывный ряд растворов. Из-
308
вестны соединения ниобия с железом Nb3Fe2 и NbFe2 с температурой
плавления соответственно 1830 и 1655 °C. Температура плавления про-
мышленных сплавов, содержащих 60—65 % Nb не превышает 1670 °C.
С углеродом ниобий образует карбиды Nb2C и NbC. Температура плав-
ления NbC 3500± 125 °C. В системе Nb—Al существуют три соединения:
Nb3Al (8,85 % Al), Nb2Al (12,4 % Al) и NbAl3 (46,56 % Al). В металли-
ческом ниобии растворяется <5 °/о А1. В системе Nb—Si имеются три
тугоплавких силицида Nb<Si, Nb5Si3, NbSi2 с температурой плавления
соответственно 2600, 2480 и 2150 °C. С кислородом ниобий образует
три оксида: Nb2O3, NbO2 и NbO, теплота образования которых соответ-
ственно составляет 1900,8, 799,3 и 408,2 кДж/моль. Nb2O6 является кис-
лотным оксидом и имеет температуру плавления 1510 °C.
Пентоксид ниобия Nb20s может быть восстановлен уг-
леродом, кремнием и алюминием по следующим уравнени-
ям [36]:
a/5Nb2O5 + 2С = 4/5Nb + 2СО;
AG» = 393065 — 286,04 Т- (93)
2/5Nb2O5 + 14/5С = 4/5NbC + 2СО;
AG» = 329426 — 283,15 Т- (94)
a/5Nb2O5 + Si = 4/5Nb + SiO2;
AG° = — 285490 4- 89,2 T; (95)
2/5Nb2O5 4- 4/3Al = 4/5Nb 4- %A12O3;
AG» = — 461753 + 74,867. (96)
Все эти реакции легко осуществимы. Теоретическая тем-
пература начала реакций (93) и (94) составляет соответст-
венно 1100 и 890 °C. Но поскольку феррониобий используют
для легирования сталей с очень низким содержанием угле-
рода, а при углеродотермическом восстановлении его насы-
щение сплава углеродом неизбежно, то выплавка ферро-
ниобия этим методом применяется главным образом для
переработки бедных концентратов; при этом получается
сплав, содержащий 22—37 % Nb и ~о % С, при извлечении
ниобия 98 %. В работах Н. П. Лякишева и В. А. Боголюбо-
ва показано, что из концентрата с 30 % Nb2O5 можно полу-
чить сплав с 20 % Nb и 3—5 % С. Более богатый сплав вы-
ходит из лабораторной печи с трудом. С повышением содер-
жания кремния содержание углерода в сплаве снижается:
при 24 % Si сплав содержит 0,5 % С. Вакуумтермической
обработкой брикетов из углеродистого феррониобия с окис-
лителем (пентоксидом ниобия Nb2O5 или магнетитом) мож-
но получить сплав с 0,1—0,2 % С. При вакуумировании уда-
ляется 40—80 % кремния и 80—90 % серы. При восстанов-
лении оксида ниобия Nb2Os кремнием наряду с реакцией
309
восстановления ее до металла будут протекать реакции не
полного восстановления Nb2Os до низших оксидов. Довос
становление низших оксидов ниобия кремнием связано
большими трудностями и приводит к получению кремнисто
го сплава при больших потерях ниобия в шлаке. Вследст
вие низкого извлечения ниобия (~70 %) и содержания i
сплаве ^12 % Si силикотермический способ производств?
феррониобия не получил распространения.
Наиболее полное использование ниобия достигается npi
восстановлении его алюминием. Этот метод широко приме
няют в промышленности. Максимально возможный уровеи!
извлечения ниобия из Nb2Os при протекании алюминотер
мического восстановления по реакции 3Nb2O54-10Al =
= 6ЬтЬ+5А120з определяется равновесными концентрация
ми ниобия в сплаве и оксида Nb2O5 в шлаке. Тепловой эф
фект этой реакции равен—2664,5 кДж. Расчеты Н. П. Ля
кишева показывают, что в интервале 1727—2027 °C алюми
нотермическое восстановление Nb2Os должно протекать
практически полностью: извлечение ниобия при 1727ЭС со
ставляет 99,93 % и при 2027°C 99,67 %. Это подтвержден?
экспериментом. Высокотемпературное восстановление Nb2O,
алюминием
протекает
в диффузионном
режиме
и ЛИМИТИ-1
рующей стадией процесса является подвод ионов ниобия из|
оксидного расплава к границе раздела металлической и шла-!
ковой фаз, поэтому повышение температуры расплава вы-
зывает снижение концентрации Nb2O5 в шлаковом расплаве.
При алюминотермическом восстановлении выделяется
3207 кДж на 1 кг Nb2Os. В связи с содержанием в пирохло-
ровых концентратах большого количества трудновосстанови-
мых оксидов и кристаллизационной влаги удельная теплота
процесса восстановления составляет -~48 кДж/г-атом ших-
ты, что значительно меньше, чем необходимо при промыш-|
ленной плавке 92 кДж/г-атом шихты. Поэтому для повы-|
шения удельной теплоты процесса выплавки феррониобия
добавляют железную руду (что обеспечивает и получение
более легкоплавкого сплава) и бертолетовую соль или нат-|
риевую селитру. При восстановлении чистого пентоксида
Nb20s и железной руды выделяется достаточно тепла для
нормального протекания процесса без термитных добавок.
Обычно шихта содержит 100 кг ниобиевого концентрата,
40—43 кг порошка первичного алюминия, 8,5 кг железной
руды и 26 кг натриевой селитры. Плавку ведут с нижним
запалом в чугунных разъемных шахтах диаметром 1,6 м,
футерованных магнезиальным кирпичом. Плавка с верхним
запалом ухудшает технико-экономические показатели про-
310
цесса. Дозированную и тщательно смешанную шихту пода-
ют шнековым питателем. Нормальная продолжительность
плавки на 2500 кг концентрата составляет 6—8 мин. Более
быстрый ход плавки объясняется повышенной удельной
теплотой процесса, избыточным количеством восстановите-
ля или селитры в шихте. При их недостатке процесс идет
замедленно, «холодно», реакции восстановления идут не-
полностью. Все это приводит к повышению содержания
алюминия в сплаве и снижению извлечения ниобия. Нерав-
номерный ход плавки с выбросами шихты и расплава бы-
вает при плохом смешении шихты. В результате снижается
выход сплава. По окончании плавки в некоторых случаях
производится слив шлака и затем выпуск сплава в излож-
ницу. При повышенном содержании серы в концентрате для
снижения ее содержания в сплаве перед началом плавки в
шахтесжигают известковый запал, содержащий 100—150кг
извести, 100 кг селитры и 50 кг алюминиевого порошка.
Получающийся в результате сгорания запала известково-
глиноземистый расплав рафинирует капли сплава от серы,
снижая ее содержание на 50—60 %.
Улучшение качественных показателей производства
феррониобия достигается брикетированием шихты. В ка-
честве связки используют раствор жидкого стекла и не-
большого количества (10—20 г на 1 л воды) хромпика в
количестве 2—4 % от массы шихты. Спрессованные брике-
ты высушивают в течение 30 мин при 250°C. Получающую-
ся при изготовлении брикетов мелочь используют в качест-
ве запальной части, что уменьшает потери шихты. При ис-
пользовании брикетированной шихты извлечение ниобия
увеличивается с 83 до 95,8 % и расход алюминия снижается
с 920 до 800 кг на 1 т сплава [11]. Состав сплава, получае-
мого при выплавке его из пирохлоровых концентратов, сле-
дующий, %: Nb 60; Si 10; Ti 5; Al 3; Fe 19; Zr 1; Ta 1;
P 0,15; C 0,1; S 0,03; Cu 0,02; Pb, Zn и Sb 0,005; Sm 0,01;
As<0,03. Состав шлака, %: A12O3 60; TiO2 4; Nb2O5 2,6;
CaO 10; MgO 1,7; SiO2 5,9; FeO 0,9; SrO2 4,9; Na2O 4.
Вязкость шлака при 1500 °C составляет 0,5 Па-с.
На заводе в г. Аруса (Бразилия) из богатых пирохло-
ровых концентратов в плавильных горнах с магнезиальной
футеровкой и покрытием песчаной постели смесью тонко-
измельченных извести и плавикового шпата производят
феррониобий плавкой с верхним запалом при большой мас-
се слитков — Пт. Шихта на плавку состоит из 18 т кон-
центрата, 6 т порошка первичного алюминия и 4 т порош-
ка гематита. Извлечение ниобия составляет —97 %.
311
Плавку низкокремнистого феррониобия марок ФИО,
ФН1, ФН2 ведут из технического оксида ниобия Nb2Os и
особо малофосфористой гематитовой железной руды. Оп-
тимальное содержание ниобия в сплаве составляет 60—
70 %. Шихта состоит из: 100 кг пентоксида ниобия, 52—
56 кг порошка первичного алюминия, 38—40 кг железных
окатышей, 20 кг железной окалины, 30 кг извести и 0,1 кг
селитры. Максимальное извлечение ниобия достигается
при содержании в шихте 110 %'восстановителя к теорети-
чески необходимому и при содержании в сплаве 4,5 % А1,
при 30 % извести от массы пентоксида ниобия и при 72—
76 % Nb в сплаве [92].
Плавку ведут с нижним запалом в наклоняющемся
плавильном агрегате с магнезиальной футеровкой, прием-
ная изложница состоит из чугунного кольца и блока ме-
таллического хрома толщиной 200—220 мм, который слу-
жит подиной. При нормальном ходе плавка идет с закры-
тым шихтой зеркалом расплава. Скорость проплавления
шихты 160—180 кг/(м2*мин). После окончания плавки
сливают шлак и сплав с выдержкой 1—2 мин после слива
части шлака для образования шлакового гарнисажа. Пос-
ле остывания блока производят очистку, разделку и упа-
ковку сплава. Примерный состав сплава, %: Nb 65,8; Si
0,92; Al 3,59; Ti 0,93; P 0,14; C 0,024; S 0,013; Pb, Sn, Zn,
Sb, Са и Bi<0,001. Примерный состав шлака, %: A12O3
73,5; Nb2O5 6,10; СаО 15,20; MgO 3,21; FeO 1,15; SiO2
0,42; Cr2O3 18. Ниобий в шлаке содержится преимущест-
венно в виде оксидных соединений — ниобатов кальция
Таблица 101. Материальный баланс при выплавке феррониобия
Задано КГ (%) Получено КГ (%)
Пентоксида нио- бия Алюминиевого порошка . . . Железной руды Извести . . . Магнезитового порошка . . Перешло из фу- теровки . . . 1000,0 (49,2) 490,0 (24,1) 350,0 (17,3) 110,0 (5,4) 40,0 (2,0) 41,0 (2,0) Металла Шлака Потери В том числе: пентоксида ниобия . алюминиевого порошка Железной руды . . . Извести Магнезитового порошка Невязка 913,0 (44,9) 1045,0 (51,5) 78,4(3,9) 42,6 (2,1) 19,1 (0,9) 11,5(0,6) 4,2 (0,2) 1,0(0,1) —5,4 (—0,3)
Всего за- дано .... 2031,0 (100,0) Всего получено 2031,0(100,0)
312
Таблица 102. Тепловой баланс при выплавке феррониобия
Статья прихода . Приход, кДж (%) Статья расхода Расход, кДж (%)
Восстановление: пентоксида ниобия оксида железа . . диоксида кремния диоксида титана . Экзотермические ре- акции восстановле- ния Растворение: алюминия .... кремния .... оксида кальция . Всего тепло раство- рения 3 094 880(60,2) 1 789 850 (34,8) 46 970 (0,9) 2 000 (0,1) 4 933 700 (96,0) 85 980(1,7) 67 000(1,3) 51 000(1,0) 203 980 (4,0) Тепло: металла . . шлака . . Потери тепла (по разности) 1 107000(21,4) 3 693 000 (72,0) 337680(6,6)
Итого . . 5 137680 (100,0)
Итого . . . . 5 137680(100,0)
сложного состава. Материальный и тепловой балансы про-
цесса приведены в табл. 101, 102. По данным [12], в сплав
переходит 94,4 % ниобия, 95,9 % железа, 4,7 % алюминия,
93 % кремния, 60 % титана, 24 % углерода, 87,1 % фос-
фора и 35 % серы.
На 1 баз. т (50 % Nb+Ta) феррониобия расходуется
(в числителе — при плавке на концентрате, а в знамена-
теле — при плавке на пентоксиде ниобия) следующее ко-
личество материалов, кг:
Ниобиевый концентрат (30 % Nb2Os) • 2692
Пентоксид ниобия.......................... 2573
Алюминиевая крупка........................ 862/386
Железная руда............................. 200/285
Известь............................... —/80
Селитра................................ 584/—
Извлечение ниобия составляет 88,6 и 92,6 % соответ-
ственно при плавке на концентрате и на оксиде ниобия.
Дальнейшее улучшение показателей производства обе-
спечивается плавкой в дуговой сталеплавильной печи, что
позволяет повысить качество сплава и уменьшить потери
ниобия. Футеровка печи магнезиальная. При выплавке
феррониобия в электропечи типа ДС-6Н1 колоша шихты
20 м. А. Рысс 313
состоит из 100 кг ниобиевого концентрата, 35—45 кг алю-
миниевого порошка и 18—25 кг железной руды. Плавка
ведется из 24—30 колош шихты и состоит из двух частей.
Первая часть шихты состоит из 45—50 % необходимого
на плавку ниобиевого концентрата и железосодержащих
оксидов, во вторую часть входят оставшиеся материалы.
На проплавление 100 кг первой части шихты расходу-
ется 241—306 МДж (67—85 кВт-ч) электроэнергии и при
проплавлении второй части расходуется 360—450 МДж
(100—125 кВт-ч) на 100 кг шихты. Шихту загружают
постепенно, что предотвращает захолаживание расплава.
После проплавления всей шихты производится выдержка
расплава в течение 2—3 мин для окончания восстановле-
ния расплава и осаждения корольков сплава. Затем про-
изводится слив расплава в ошлакованную в предыдущем
выпуске изложницу. Степень извлечения ниобия в сплав
при электропечной плавке зависит от отношения алюми-
ния к кислороду в шихте и резко возрастает при повыше-
нии этого отношения с 0,4 до 0,8. По данным А. Ф. Коне-
ва, при 1950°C и A1/O = 0,8-f1,0 на 27 плавках низкокрем-
нистого феррониобия извлечение ниобия составляло
>95 %.
Феррониобий, полученный при электропечной плавке
пирохлоровых концентратов по приведенной технологиче-
ской схеме, имеет следующий химический состав %-
(Nb + Ta) 56-62; Si 10,7-12,5; Al 2-6; Ti 3—8; P 6,10—
0,25; C 0,05—0,15; S 0,004—0,05. Шлак содержит, %:
A12O3 71—78; СаО 9—17; Si^l,4; MgO 5—8- FeO 0,8—1,5;
ZrO2 2,5—2,9; Nb205<0,07. Ha 1 баз. т (50 % Nb%-Ta)
сплава при электропечной плавке феррониобия расходует-
ся 2425 кг ниобиевого концентрата (30 % Nb2O54-Ta2O5),
585 кг первичного алюминиевого порошка, 145 кг желез-
ной руды и железной обсечки. Расход электроэнергии
7200 МДж/т (2000 кВт-ч/т). Для уменьшения продолжи-
тельности легирования и более равномерного распределе-
ния ниобия в сталеплавильной ванне была разработана
технология получения из пирохлорового концентрата в
наклоняющихся плавильных шахтах с выпуском расплава
в чугунные изложницы железониобиевой лигатуры, имею-
щей более низкую температуру плавления, чем стандарт-
ный феррониобий. .Химический состав лигатуры %• (Nb—I—
+Та) 20-30; С^0,2; Si 7; Al 5; Р 0,3; S 0,05; Ti 5.
В электропечи методом селективного восстановления
перерабатывают колумбитовые руды, содержащие повы-
шенные концентрации олова и фосфора. На первой стадии
314
процесса получают безоловянистый и бесфосфористый
шлак и попутный металл, содержащий $СЗ % Sn. На вто-
рой стадии процесса из полученного шлака выплавляют
стандартный феррониобий. Нами на ЧЭМК электроплав-
кой перерабатывались высокофосфористые концентраты
(14—19 о/ Р2О5) с получением сплава, содержащего, %:
Nb 5—12; Si 30—35; Са 1—6; Р 0,03—0,2; S<0,05 [131].
Для производства сплавов с ниобием на никелевой основе, в ко-
торых железо является вредной примесью, применяют никельииобиевую
лигатуру имеющую по ТУ 14-5-67—75 следующий состав (ННб-1), %:
(Nb + Ta) 30—45;'Al <3,0; Si<l,0; Fe<l,2; С<0,1; никель — остальное.
Плавку ведут со сливом шлака и сплава в электропечи. На первой ста-
дии в печи расплавляют электролитический никель, затем при отклю-
ченной печи на поверхности металлического расплава проплавляют
восстановительную часть шихты, состоящую из технического пентокси-
да ниобия, первичного алюминиевого порошка и извести. При промыш-
ленной выплавке никельниобиевой лигатуры на 1 т ее (30 % Nb+Ta)
расходуется 1670 кг пентоксида ниобия (30 % Г^ЬгОб+ТагОй)450 кг
никеля 210 кг порошка первичного алюминия, 40 кг натриевой селит-
ры 135 кг извести и 1440 МДж (400 кВт-ч) электроэнергии. Извлече-
ние ниобия—85,5 %, никеля — 95 %. Освоена выплавка ниобиймарган-
цевой и хромниобиевой лигатур. Состав лигатур по ТУ 14-5-12 72
приведен ниже*, %:
Безжелезистая ХНб
Железистая ХНбЖ .
Ti C S P
1,0 0,05 0,02 0,10
1,0 0,03 0,02 0,15
Nb+Ta Fe Al Si
55—65 2,0 2,0 1,0
55—65 15,0 2,5 1,5
Хромниобиевую лигатуру плавили внепечным способом. Шихта сос-
тояла из пентоксида ниобия, оксида хрома, хромата кальция и порош-
ка первичного алюминия соответственно в соотношении 1 : 0,4 : 0,2 : 0,6.
Железохромниобиевую лигатуру плавили в электропечи мощностью
1000 кВА с предварительным расплавлением смеси из 650 кг хромового
концентрата и 230 кг извести. На расплав задавали 920 кг пентоксида
ниобия, 510 кг алюминиевого порошка и 200 кг хромового концентрата.
По окончании восстановления на расплав задавали доводочную смесь
из 40 кг железной руды, 180 кг извести, 30 кг натриевой селитры и 48 кг
алюминиевого порошка. Шлак и сплав сливали в изложницу. Извлече-
ние в слиток ниобия 92—96 % и хрома 90—95 %. Плавку ниобиймар-
ганцевой лигатуры ведут на шихте, состоящей из 600 кг техническо-
го пентоксида ниобия (96 % ХЬгОб + ТагОб), 230 кг порошка первичного
алюминия, 300 кг обогащенной железной руды (97 % РегО3) и 60 кг
извести. После плавки низкокремнистого феррониобия в разогретый
плавильный горн загружают 240 кг металлического марганца фракции
<50 мм. Процесс проплавления алюминотермической части шихты
протекает спокойно, без выбросов расплава, и после 2 3-мин выдерж-
ки, необходимой для расплавления и растворения марганца, расплав
сливают в чугунную изложницу. Полученный сплав имеет состав, %.
Nb 45,1; Мп 27,4; Si 1,2; Al 2,5; Ti 1,6; С 0,04; S 0,01; Р 0,08. Сплав
хорошо отделяется от шлака, имеет плотную однородную структуру.
Извлечение ниобия составляло 92,5 % и марганца —90 °/о. В США для
' • Остальное хром.
20*
315
присадки ниобия в сталь предложен сплав*, содержащий 20—35 % Nb,;
15—30 % Мп, 15—35 % Si, остальное — железо. Разработана легко-
плавкая лигатура Nb—Сг—Мп (Nb : Сг : Мп= 1 : 1,5 : 1), температура
плавления ее не превышает 1400 °C и скорость растворения которой в
два раза выше, чем у стандартного феррониобия [12]. Алюминийнио-
биевая лигатура марки АНб в соответствии с ТУ 14-5-66—76 должна
иметь следующий состав, %: (Nb + Ta) 17—25; Al 28—40; Si<10; Р<‘
<0,8; Ti<7; Cu<5. Лигатуру выплавляют в электропечи с предвари-'
тельным расплавлением алюминия, предназначенного для насыщения
металла. Безусловно возможны и в ряде случаев целесообразны и дру-
гие сочетания составов ниобпйсодержащих лигатур.
Основной задачей технологов по обеспечению рентабельности про-
изводства при выплавке феррониобия и ниобиевых лигатур является
обеспечение высокого качества сплава и полного использования ниобия,
предупреждение потерь сплава и экономия алюминия. Металлический
ниобий обычно получают восстановлением соответствующих соединений
ниобия натрием, кальцием и магнием и в вакууме карбидом ниобия
или углеродом. Также используют термическое разложение галогенов
и электролиз расплавленных солей. Для рафинирования металла при-
меняют методы плавок в печах с расходуемым электродом, электрон-
нолучевой, во взвешенном состоянии, гарнисажной, зонной н т. д.
Глава 12
СПЛАВЫ С ЦИРКОНИЕМ
Применение циркония в металлургии обусловлено тем, что он является
одним из энергичнейших раскислителей стали. Кроме того, связывая в
прочные соединения азот и серу, цирконий, нейтрализует их вредное
влияние на сталь. В сочетании с другими легирующими присадками
цирконий повышает вязкость, прочность, износостойкость и сваривае-
мость стали. Присаживают цирконий в сталь в виде сплавов, состав
которых приведен в табл. 103. Цирконий является довольно распрост-
раненным элементом, содержание которого в земной коре составляет
0,02 %. Свойства наиболее важных минералов циркония приведены в
табл. 104. Различают два основных типа месторождений циркония:
коренные и россыпи. Важнейшее значение имеют современные и древ-
ние прибрежно-морские россыпи, которые обычно представляют собой
комплексные руды циркония и титана, реже содержащие также торий,
уран и другие ценные элементы. Наиболее крупные месторождения цир-
кония находятся в США, Индии, Бразилии и Австралии. Запасы цирко-
ниевых руд в СССР обеспечивают потребность отечественной промыш-
ленности в цирконии и его сплавах. Циркониевый концентрат поставля-
ется по ОСТ 48-82—74 (табл. 105). Кроме того, циркониевый концентрат
может содержать торий и уран, суммарно в эквиваленте не более 0,1 %
тория. Это необходимо учитывать при работе с циркониевым концеи-
* Пат. (США), № 3445223, 1967.
316
Таблица 103. Химический состав ферросиликоциркоиия и
ферроалюминоциркония
Марка Zn % (не менее| Массовая доля, % (не более)
Si/Zr AI С р S Си Ni Fe Si
ФСЦр 50 45 Ферр 0,55 0CIUI 9,0 гкоци 0,2 ркони 0,14 й по '1 0,02 "У 14 3,0 -5-83—77
ФСЦр 40 38 1,1 7,5 0,2 0,15 0,02 3,0 — — - —
ФСЦр 35 35 1,3 6,0 0,2 0,15 0,02 3,0 — — -—
ФСЦр 30 28 1,5 6,0 0,4 0,20 0,04 3,0 — — —
ФСЦр 25 25 1,7 5,0 0,5 0,25 0,04 3,5 — — —
АЦр-1 Ферроалюминоцирконий по ТУ 14 18 I — [Ост.10,081 0,081 0,01 1 — -5-40—74 0,4 Ост. 3,5
АЦр-2 15 Ост.|0,20 0,15 0,01 — 0,4 Ост. 3,0
ФСЦр Мр 40 35 Ферросиликоцирконий с марганцем 0,9 17,510,310,1510,0213,0|>15 Мп
ФСЦр Мр 30 28 1,1 8,5 0,5 0,20 0,04 3,0 1>15 Мп —
Таблица 104. Свойства рудообразующих минералов циркония
Название минерала Формула Окраска Плот- ность, г/см3 Твердость по Моосу zr. %
Циркон ZrO2-SiO2 Бесцветная, бледно- желтая, серая до красновато-бурой, ре- же зеленая 4,7 7—8 49,5
Бадде- леит ZrO2 От бесцветной до чер- ной 5,7 6-7 72,5
Эвдиалит Na13(Ca, Fe)2 Cl(Zr, Si)20 O52 Синевато-красная и бурая 2,9 5,5 11—17
Таблица 105. Химический состав циркониевого концентрата по ОСТ
48-82—74
Марка ZrOa, % (не менее) Массовая доля, % (не более)
Ре2О, тю2 Alicia СаО MgO p2os Н2О
КПП 65 0,09 0,33 1,8 0,1 0,1 0,15 0,5
КЦЗ-1 65 0,10 0,4 2,0 0,1 0,1 0,15 0,5
КЦЗ-2 60 — — — — — — —
317.
Zr
Содержание, 7<,(am.) Si
10 Id 20 JO 4<7 60 60 708090
Содержание, % (по массе) Si
0 5
It
Phc. 70. Диаграмма состояния системы Zr—Si
тратом. Цирконий имеет электронное строение ls22s22p63s23p63dl04s2X
X4p64d25s2 и следующие физико-химические свойства: атомную массу
91,22; плотность 6,52 г/см3; валентности 2 и 4; температуру плавления
1852±10°С. С железом цирконий дает прочное соединение FeZr2 с тем-
пературой плавления ~ 1800 °C и с углеродом — прочный карбид Zr2C
(температура плавления 3530 °C). С кислородом цирконий образует
ряд соединений; ZrO2, Zr2O3, ZrO. Диоксид циркония ZrO2— (амфотер-
ный) представляет собой порошок белого цвета, с температурой плав-
ления 2700—2900 °C и теплотой образования 1086,47 кДж/моль. Диа-
граммы состояния систем Zr—Si и Zr—AI приведены на рис. 70 и 71.
С азотом цирконий образует очень прочное соединение
ZrN с температурой плавления ~3300°С и с серой проч-
ный и тугоплавкий сульфид ZrS2. При восстановлении ок-
сида циркония углеродом одновременно протекают две
реакции:
ZrO2 + 2С = Zr + 2СО; AG’. = 831498 —340,8 Т; (97)
ZrO2 + ЗС = ZrC + 2СО; AG^. = 664026 — 373,04 Т. (98)
Температура начала реакций соответственно составля-
ет 2167 и 1507 °C по данным [36] и 800 °C по данным [7],
что свидетельствует о преимущественном развитии реак-
ции (98), поэтому не представляется возможным получить
ферроцнрконий этим способом. На практике используют
метод получения комплексного кремнипсодержащего спла-
ва, так как в присутствии кремния затрудняется процесс
318
Zr Содержание, 7° (am) Al
Q 2 4 0 10 20 30 40 00 0000
Zr Содержание, 7« (по массе) Al
Рис. 71. Диаграмма состояния системы Zr—Al
образования карбидов циркония. Низкопроцентный ферро-
силикоцирконий (<'30 % Zr) можно выплавить непрерыв-
ным процессом в электропечи, применяя углеродистые вос-
становители. В шихту в этом случае вводят цирконовый
концентрат, кварц и древесный уголь [27]. По данным
А. Дж. Роббита, этим способом можно получить сплав с
35—40 % Zr и 40—45 % Si. По данным Г. В. Карсанова,
углеродотермическим способом можно получить снлико-
цирконий с 10—14 % Zr, 28—37 % Si и 0,01—0,10 % С.
В опытных плавках при проплавлении шихты из 150 кг
циркониевого концентрата (40 % ZrO2; 48 % SiO2), 18 кг
древесного угля, 75 кг ферросилиция и 70 кг извести полу-
чали сплав с 22—27 % Zr и 28—44 % Si при содержании
углерода <0,2 %. Использование циркония составляло
.-40% [36].
319
Низкокремнистый ферросиликоцирконий был получен
одностадийным процессом путем восстановления
концен-
трата антрацитом в электропечи, причем Ким Ен Хый и
Ли Сен Су считают, что в этом случае сначала удаляется
кремний по реакции SiO2+C = SiO4-CO, а затем происхо-
дит восстановление циркония. Для обеспечения хорошей
газопроницаемости шихты порошкообразный цирконовый
концентрат подвергают окомкованию или брикетированию.
Одним из важнейших условий осуществления этого про-
цесса является точная дозировка углеродистого восстанови-
теля в шихте. Несоблюдение этого условия приводит к на-
рушению хода печи вследствие заполнения ванны печи ту-
гоплавкими карбидами или оксидами. Успешному осуще-
ствлению этого процесса будет способствовать проведение
его в печи с вращающейся ванной, что улучшит условия
разрушения карбидов. Высокое извлечение циркония
(<95°/о) и использование дешевого восстановителя дела-
ют этот процесс очень перспективным. Был предложен
способ выплавки кальцийциркониевого сплава путем вос-
становления кремнезема и бадделеитового концентрата
карбидом кальция и древесным углем. В настоящее время
за рубежом большую часть богатых циркониевых сплавов
получают восстановлением руд 90%-ным ферросилицием в
электропечах. По этому способу смесь из оксида циркония
или силиката циркония (ZrO2-SiO2) расплавляют вместе с
известью или смесью извести и соды и в расплав вводят
ферросилиций. Полученный сплав содержит 40—45 % Zr
и 40—45 % Si. Широкое распространение получил алюми-
нотермический способ производства силикоциркония с ис-
пользованием в качестве восстановителя алюминия и крем-
ния. Восстановление ZrO2 алюминием протекает по реак-
ции:
ZrO2 + 4/3А1 = Zr + 2/3А12О3; ДО’ =— 23027 + 20,1Т. (99)
Количество тепла, выделяемое на 1 кг оксида, состав-
ляет всего 281 кДж, в связи с чем внепечная плавка требует
введения очень большого количества термитных доба-
вок, поэтому ферросиликоцирконий выплавляют в электро-
печи. При высоких температурах AG° имеет положитель-
ное значение, что указывает на трудность осуществления
данной реакции. Равновесие в этой системе устанавлива-
ется при очень высоком содержании алюминия в сплаве и
значительной концентрации оксидов циркония в шлаке.
Процесс восстановления облегчается в присутствии окси-
дов кремния и железа, которые восстанавливаются легче
,320
диоксида циркония. Полученные при этом кремний и же-
лезо растворяют цирконий и облегчают восстановление
ZrO2. Диоксид циркония восстанавливается выше 572°C
кремнием:
ZrO2 + Si = Zr + SiO2; AG°. = 252502 — 298,98 T. (100)
Технология алюминотермической плавки ферросилико-
циркония в электропечи разработана и усовершенствована
В. А. Боголюбовым, Г. В. Кирсановым, Б. А. Шушлебиным
,и др. В качестве шихтовых материалов используют цирко-
новый концентрат, алюминиевый порошок, молотый (0,5—
10 мм) 75%-ный ферросилиций, просушенную железную
руду или железорудные окатыши (>63% Fe) и известь с
>90 % СаО (<3 мм). При расчете шихты принимают
следующий переход элементов в сплав: цирконий 85 %,
титан 90 %, кремний из оксидов—90 %, кремний из ферро-
силиция 100%, железо 100 % и фосфор—90%. Использо-
вание алюминия на восстановление оксидов и переход в
сплав 90%. Оптимальным количеством ферросилиция в
шихте является 20 % от массы цирконового концентрата,
при более высоком количестве кремния снижается извлече-
ние циркония и его содержание в сплаве. Оптимальное ко-
личество извести----41 % и железной руды— — 50% к
массе концентрата. Состав шихты в зависимости от вы-
плавляемого сплава на 100 кг концентрата приведен в
табл.106.
Таблица 106. Состав шихты для выплавки сплавов циркония, кг
Материалы ферросиликоцирконий с полупродуктом Ферросилико- цнрконий с корундом Ферросиликоцирконий с марганцем
I 11 ш I II III I 11 Ш
Цирконовый концентрат . . 63 37 45 45 0— 63 37
Известь . . . 20—44 2—6 2—6 10,5 6,4 20—44 2—6 2-6
Алюминиевый порошок . . 45,7— 9—11 23 24 37,3 50—52 20—15
Железорудные окатыши . . . 51,4 9—12 5—6 9 9 3 9—12 5—6
75%-пый фер- росилиций — 5—6 5—6 — 1,6 5—6 5—6
Силикомарга- нец — — — — — — — 0—50 50—0
Примечание. I—III — части шихты.
321 ‘
Плавку ведут на 15—30 колошах шихты в сталепла-
вильной печи типа ДС-0Н1 с угольной рабочей футеровкой.
При выплавке ферросиликоциркоиия (ферросиликоцпрко-
ния с марганцем) с попутным получением глиноземистого
полупродукта расплавление I (рудной) части шихты ведет-
ся при напряжении 162 В и токе 7—8 кА. Проплавление
каждых 100 кг шихты продолжается ~2 мин. Проплавление
восстановительной II и довосстановительной III частей ших-
ты для предупреждения перегрева' расплава и уменьшения
потерь циркония ведется при напряжении 130 В и токе
4—5 кА. Расход электроэнергии при расплавлении 100 кг
шихты составляет 270—324 МДж (75—90 кВт-ч) для руд-
ной части, 90—126 МДж (25—35 кВт-ч) для восстанови-
тельной части и 270—342 МДж (75—95 кВт-ч) для вос-
становительной части. По окончании плавки расплав сли-
вают в изложницу, имеющую шлаковую «подливку»
толщиной 40—50 мм от предыдущей плавки.
При плавке ферросиликоциркоиия с получением цирко-
нового корунда проплавление I и II частей шихты ведут
при напряжении 162 В и токе 7—8 кА, расход электроэнер-
гии составляет 252—306 МДж (70—85 кВт-ч) на I часть
и 180—234 МДж (50—65 кВт-ч) на II часть. После рас-
плавления I и II частей производится слив цирконового ко-
рунда в изложницу. При напряжении 144 В и токе 5—6 кА
производится проплавление довосстановительной части
шихты при расходе электроэнергии 108—144 МДж (30—
40 кВт-ч) на 100 кг шихты и затем производится слив рас-
плава в изложницу со шлаковой «подливкой». После осты-
вания блока расплава производят разделку и упаковку и
шлака и сплава. Цирконовый корунд также после дробле-
ния упаковывают в железные бочки. Полученный сплав со-
держит 50 % Zr, 22 % Si, 6 % Al, 0,6 % Ti, 0,05 % С и
0,09 % Р- В сплаве очень много газов (~500 см3/Ю0 г
кислорода и 120 см3/100 г водорода). Примерный химичес-
кий состав шлака, %: ZrO2 10,0; SiO2 1,31; А12О3 60,7; СаО
22,35; MgO 3,4; FeO 0,53. Вязкость шлака при 1650°C
~2,0 Па-с. Получаемый цирконовый корунд содержит, %:
ZrO2 32; SiO2 2,7; СаО 1,8; MgO 1,7; Fe 1,8; А12О3 осталь-
ное. Состав металла: 35—45 % Zr, 25—35 % Si, 1,2—5,2 %
Al. На 1 т силикоциркония расходуется 5040 МДж
(1400 кВт-ч) электроэнергии, 1070 кг цирконового концен-
трата (60 % ZrO2), 500 кг крупки вторичного алюминия,
115 кг железной руды, 60 кг 75 %-ного ферросилиция и
400 кг извести. Извлечение циркония достигает 83%.
322
Возможна выплавка силикоциркония силикотермичес-
ким процессом в футерованной угольными блоками накло-
няющейся печи со сводом. Шихту, состоящую из цирконо-
вого концентрата (100 кг), 75 %-ного ферросилиция (67 кг)
и извести (30 кг), постепенно загружают под электричес-
кие дуги. После проплавления шихты и выдержки расплав
сливают в чугунную изложницу. Примерный состав полу-
чаемого сплава, %: Zr 36; Si 47; Ti 1,0; С 0,08; Р 0,08.
В шлаке содержится 10—15 % ZrO2. Извлечение циркония
составляет -—70 %. Оптимальные условия протекания про-
’ цесса создаются при температуре процесса 1900—2000 °C,
основности шлака 0,8—1,0 при соотношении Zr/Si в спла-
ве, близком к единице. Силикотермический силикоцирконий
лишь немного дешевле алюминотермического, поскольку,
несмотря на применение более дешевого восстановителя,
извлечение циркония из концентрата ниже, а расход элек-
троэнергии значительно выше.
Ферроалюминоцирконий выплавляют в электропечи
алюминотермическим методом с разливкой сплава и шла-
ка. Для расчета шихты приняты следующие коэффициенты
перехода элементов в сплав: цирконий 50%, титан 80 %,
кремний 90%, железо 99 % и фосфор 100%. Использова-
ние алюминия на восстановление оксидов и переход в сплав
составляет 80 % Запал состоит из 100 кг цирконового кон-
центрата, 12 кг железной руды, 45 кг алюминиевой крупки,
30 кг извести и 24 кг селитры. Рудовосстановительная часть
шихты из 480 кг диоксида циркония (>93% ZrO2, <3%
SiO2 и крупность зерен <3 мм), 255 кг железной окалины
(<3 мм), 507 кг железорудных окатышей, 645 кг алюми-
ниевой крупки из первичного алюминия и 530 кг извести
(<2 % SiO2 и крупность >3 мм). После проплавления ос-
новной шихты на поверхность расплава задают осадитель
(173 кг железной руды, 77 кг алюминиевой крупки и 100 кг
извести) и расплав выдерживают под током 10—15 мин.
Сплав содержит 16,5—19,5 % Zr; 21—28 % Al; 47,5—•
51,5 % Fe; 2,2—3,2 % Si. На 1 т сплава расходуется 416 кг
диоксида циркония, 616 кг алюминиевой крупки, 840 кг
~ железной руды и окалины, 30 кг селитры и 500 кг извести.
Расход электроэнергии составляет 2520 МДж (700 кВт-ч),
извлечение циркония 60 %.
В ЦНИИЧМ разработали двухстадийиую технологию получения
ферроалюминоциркониевой лигатуры [132]. На первой стадии из шихты
(55,7 % цирконового концентрата, 11,2 % железной руды, 16,9% алю-
миния и 16,2 % извести) получают ферросиликоциркоиий (29,1 % Zr;
29,6 % Si; 1,1 °/о Al; 40,1 % Fe; 0,1 % Са; 0,1 % С) и известковоглино-
323
земистый циркоиийсодержащий продукт (40,9 % ZrO2; 2,8 % SiO2;
30,45 % А12О3; 1,8 % Реовщ; 16,2 % СаО; 3,8 % MgO; 0,035 % С;
0,075 % Р; 0,016% S). На второй стадии в электропечи из шихты,
содержащей 47 % полупродукта, 26,9 % железной руды и 26,1 % алю-
миния был получен сплав, содержащий, %: Zr 26,2; Al 30,2; Si 2,8;
Fe39,2; Ca0,l; Mg 0,19; P 0,035; S 0,003; Ni 0,06. Извлечение циркония
в ферросиликоциркоиий—18 %, в полупродукт — 81 % и в ферроалю-
миноцирконий----48 %.
В опытно-промышлеииых плавках был также получен ферроалю-
миноцирконий с марганцем, содержащий 15,2 % Zr, 53 % Si и 9,2 % Мп
[133]. Сквозное извлечение циркония составляло 82—95,9 %, сплавы со-
держали в пять—десять раз меньше серы, в два—три раза меньше фос-
фора и в десять раз меньше никеля, чем допускается нормами
ТУ 14-5-40—74. Достигнуто снижение себестоимости лигатуры на
276 руб/т.
Глава 13
СПЛАВЫ БОРА
Применение и сортамент сплавов
Бор вводят в виде малых добавок (0,001—0,003 °/о) в стали для повы-
шения их нрокаливаемости, а также ( <3 % В) в некоторые специаль-
ные стали и чугуны. Так, белый чугун, содержащий 3,5—4,5 % Ni и
0,7—1,1 % В, обладает исключительно высоким сопротивлением истира-
нию и применяется для отливки деталей насосов, подвергающихся
сильному износу [130]. Сортамент сплавов с бором приведен в табл. 107.
Кроме того бор входит в состав ряда лигатур с никелем, хромом, мар-
ганцем, титаном, ванадием, цирконием, кальцием и т. д.
Физико-химические свойства бора
и его соединений
Бор имеет электронную структуру ls22s22p' и следующие физико-хими-
ческие свойства: атомную массу 10,811; валентности 3 и 5; плотность
2,34 г/см3; температуру плавления 2075°C. Диаграмма состояния Fe—В
показана на рис. 72. В изученной области существуют бориды железа
Fe2B с температурой плавления 1389 °C и FeB с температурой плавле-
ния 1540 °C, Сплавы с 12—16 % В имеют температуру плавления 1480—
1550 °C, сплав с 20 °/о В — около 1428°С. В системе В—А1 имеются два
соединения: А1В2 и А1В12. С кремнием бор образует силициды B3Si и
B6Si. Известны бориды TiB2, VB2, NbB2, Мо2В5 и др.
Борсодержащее сырье
Наиболее важное промышленное значение имеют минералы кернит
NaB4O7-2H2O и бура Na2B4C>7- ЮН2О с максимальным содержанием
В2О3 соответственно 40—50 и 30—35 %, а также улексит NaCaB5O9-
324
Рис. 72, Диаграмма состояния систе-
мы В—Fe
О А 8 12 16 20
-Количество остаточной
Олаеи, 7е
Рис. 73. Влияние количества
остаточной влаги в боратовой
руде на расход алюминия (/)
н извлечение бора (2) при вы-
плавке сплава с расчетным со-
держанием бора 5 %
•8Н2О и колеманит Са2В6Ои-5Н2О. Для месторождений СССР, важ-
нейшим из которых является Индерское (Казахстан), характерны аша-
ритовые (MgBO2-OH) и гидроборацитовые (CaMgB6Ol(-6Н2О) руды,
Таблица 107. Химический состав ферробора по стандартам
некоторых стран
Марка сплава в. % Массовая доля, % (не более)
Si А1 с
СССР
ФБ10 >10 7—15 8—12 .—
ФБ10А >10 5 8—12 .—
ФБ6 >6 12 6—12 —
ФБ6А >6 5 6—12 •—
ФРГ
FeB16 15-18 1,0 4,0 0,10
FeB18 18—20 2,0 2,0 0,10
FeB12C 10—14 — —
FeB17C 14—19 4,0 0,5 2,0
Япония
FBH1 19—23 4,0 0,5 2,0
FBH2 14—18 4,0 0,5 2,0
FBL1 19—23 2,0 12 0,1
FBL2 14—18 2,0 10 0,1
Примечание. Содержание фосфора и кобальта в сплавах мцрок FeB16,
FeB18, FeB12C и FeBITC составляет ^.0,005 %, марганца <;0,5 %; содержание
серы в сплавах FeB16, FeB18<^0,001 %, в FeB12C и FeB17C^0,l %.
325
содержащие 35—50 % В2О3, а также донбуритовые руды. Химический
состав отечественных боратовых руд, %: В2О3 10—30; SiO2 1,5—14;
СаО 15—25; MgO 10—31; FeO 2—3; С 2—4,0; Na2O 2—6; S 5—10;
п. п. п. 15—20. Руду перед плавкой обжигают во вращающихся печах
при ~700 °C для удаления кристаллизационной влаги, резко снижающей
технико-экономические показатели процесса (рис. 73), и измельчают
до 10—20 мм.
Для плавки чистых и богатых бором лигатур используют химиче-
ски чистый (~98 % В2О3) и технический (85—94 % В2О3) борный ан-
гидрид и техническую борную кислоту (55—57 % В2О3). При выплавке
ферробора марок ФБ-2 и ФБ-3 вместо „алюминиевого порошка исполь-
зуют стружку вторичного алюминия, железо вводят в виде железной
руды или железной окалины, в качестве флюса применяют свежеобож-
женную молотую известь.
Технология производства сплавов бора
Бор может быть восстановлен углеродом из оксидов с те<
ретической температурой начала восстановления 1751
1702 °C:
2/3В2О3 + 2С = 4/3В + 2СО; АС» = 741704 —366,41 Д; (101)
2/3В2О3 4- 7/3С = VAC 4- 2СО; AG» = 722169 — 365,72 Т,
(102)
Поскольку карбид бора является очень прочным хими-
ческим соединением, то в этом случае полученные сплавы
будут неизбежно содержать до 2 % С. Извлечение бора бу-
дет достигать 42 %. В отечественной практике углеродовос-
становительный процесс распространения не получил. За
рубежом предусмотрено карботермическое производство
ферробора. Восстановление бора кремнием возможно лишь
при условии получения сплава с очень высоким содержани-
ем кремния при низком содержании бора. Нагревом бри-
кетов из колеманита (CajBgOn-S Н2О), железной окалины
и ферросилиция (связующее — жидкое стекло) до 2300 °C
были получены сплавы с 3—4 % В и 19—20 % Si. Восста-
новление алюминием происходит по реакции:
2/3В2О3 + 4/3А1 = 4 3В + 2/3А12О3;
AG93-2-2зоок =—294010 + 68,75 Т. (103)
При получении ферробора восстановление облегчается
образованием борида железа: B2O34-2A14-2Fe=2FeB-(-
AI2O3.
При восстановлении В20з алюминием выделяется
3287 кДж тепла на 1 кг борного ангидрида, что соответст-
вует удельной теплоте процесса при полном восстановле-
нии В2О3 алюминием, равной 32,65 кДж/г-атом. Для нор-
326
мального протекания процесса получения сплавов с бором
эта величина должна быть значительно больше (оптималь-
ная удельная теплота при выплавке ферробора из борато-
вых руд должна составлять 5750 кДж/кг шихты), поэтому
ферробор выплавляют внепечным способом с использова-
нием значительного количества термитных добавок или в
электропечи. Применяя в качестве термитной добавки бер-
толетову соль, можно получить ферробор с 13—14 % В и
5—6 % А1 при извлечении бора —65 %.
, Внепечной плавкой с верхним запалом успешно вы-
плавляют ферроборовую лигатуру с высоким содержанием
алюминия по способу, предложенному В. А. Боголюбовым
и И. С. Кумышом. Колоша шихты состоит из 10 кг борного
ангидрида, 12 кг железной окалины, 5 кг алюминиевого
порошка, 8 кг алюминиево-магниевого порошка, 1 кг пла-
викового шпата и 0,2 кг натриевой селитры. Продолжи-
тельность плавки на шихте из 50 колош — около 1 мин. Ли-
гатура содержит 17—20 % В, 8—11% А1, 0,5—0,7 % Si.
Извлечение бора достигает 75%. В связи с низкой плот-
ностью образующегося сплава очень эффективно использо-
вание железотермитного осадителя, что позволяет увели-
чить использование бора на плавке с 50 до 70 % и снизить
расход алюминия на 40 % [И].
Электропечной способ плавки позволяет проводить ра-
финирование ферробора от примесей, изменять состав и
жидкоподвижность шлака, выбирать необходимую темпе-
ратуру его плавления, обеспечивает снижение (на 45 %)
расхода алюминия и повышение содержания бора в спла-
ве. Значительное улучшение показателей может быть дос-
тигнуто ведением плавки с предварительным проплавле-
нием боратовой руды, что позволяет снизить ее потери с
17 до 3 % и уменьшить расход алюминия в результате уда-
ления сульфатной серы (на взаимодействие с которой рас-
ходуется ~19 % А1). Химический состав сырой (А) и обож-
женной (Б) боратовой руды при проплавлении в электро-
печи изменяется следующим образом, % (числитель — до
проплавления, знаменатель — после):
В2О3 Si 02 FeO А1гО3 СаО MgO С S п. л. л
д 16,43 4,76 0,89 1,77 18,3 9,4 2,68 5,4 19,3
А 29,86 9,18 1,72 3,4 35,7 18,0 0,07 0,02 Нет
т? 21,75 4.9 0,05 3,6 22,7 14,0 2,44 6,1 5,2
D 30,0 7,0 1,4 5,3 32,3 20,4 0,10 0,05 Нет
327
Рис. 74. Зависимость извлечения
бора (а), расхода алюминия (б),
содержания алюминия в металле
[А!] и расхода руды (в) от отно-
сительного количества алюминия в
шихте выплавки ферробора на
обожженной боратовой руде (за
100 % примято стехиометрически
необходимое количество алюми-
ния)
Ферробор повышен-
ного качества (марок
ФБ20 и ФБ17) выплавля-
ют в электропечи «на
блок», используя борный
ангидрид (для марки
ФБ10) или борную кисло-
ту (для ФБб) и порошок
первичного алюминия.
Процесс ведут с двумя
выпусками шлака, для
чего основную часть ших-
ты и железотермитный осадитель делят на две равные час-
ти. Плавка начинается с проплавления запальной части
шихты и затем на образующемся расплаве зажигают дуги.
После проплавления первой части шихты при отключенной
печи проплавляют первую половину осадителя. Расплав
выдерживают — 10 мин, затем выпускают шлак, проплав-
ляют оставшуюся шихту и вновь сливают шлак. После окон-
чания процесса ванну выкатывают из-под электродов и ох-
лаждают до полной кристаллизации сплава ( — 40 ч). Оп-
тимальная скорость проплавления шихты 120—130 кг/(м2Х
Хмин). Увеличение скорости проплавления может привес-
ти к выбросам шихты, а при снижении скорости проплав-
ления увеличивается слой гарнисажа и, следовательно,
потери бора. Предварительный прогрев ванны.печи газом
до 800 °C позволил повысить извлечение бора на 3—5%.
На рис. 74 показано изменение основных технологи-
ческих показателей процесса выплавки ферробора из
обожженной боратовой руды в зависимости от относитель-
ного количества алюминия в шихте (за 100 % принято
стехиометрически необходимое на восстановление бора,
железа, кремния и сульфата кальция) [9]. Максимальное
извлечение бора наблюдается при отношении СаО/А^Оз
в шлаковом расплаве, равном 0,20—0,25. Использование
железотермитного осадителя при выплавке сплавов с бо-
ром особенно эффективно в связи с низкой плотностью бо-
328
Таблица 108. Показатели процесса выплавки ферробора с
железотермнтным осадителем
Количество железной руды в осадителе на 100 кг боратовой руды, кг Состав металла, % Извлече- ние бора, % Расход алюминия иа 1 т ферробора (5 % В), кг
В А1 Si
6,04 8,96 4,71 50,2 650
8,9 6,10 3,66 4,04 55,3 620
17,6 6,11 4,66 4,26 63,4 530
18,3 7,31 3,36 4,57 71,0 460
ра (табл. 108), извлечение бора в слиток составляет 60—
65%, сплав содержит 8—11 % В и по 6—10 % Si и А1.
На 1 баз.т ферробора (5 % В) расходуется 935 кг обож-
женной руды, 30 кг борной кислоты (ее дают при плавке
бедной руды), 500 кг алюминиевой стружки, 60 кг чушко-
вого алюминия, 130 кг железной стружки, 380 кг окали-
ны, 20 кг извести. Расход электроэнергии составляет
1872 МДж/т (520 кВт-ч/т). Повышение качества сплава
и извлечения бора, снижение расхода алюминия и произ-
водственного цикла обеспечивает плавка с выпуском спла-
ва и шлака в изложницу [32, с. 144]. В результате плавки
получают 1000 кг ферробора, содержащего, %: В 15—22;
Si 2—3; Al 3—6; С 0,03—0,20; Р и S 0,01—0,02. Шлак со-
держит, %: А12О3 68; В2О3 6; СаО 12; FeO 3; MgO ~ 10;
SiO2^~ 1. Бор в шлаке находится в основном в виде пиробо-
рата 2СаО-В2О3. Основные минеральные составляющие —
корунд (30—45%) и магниевые шпинели (35—40 %).
Извлечение бора около 61 %• Потери бора распределяют-
ся следующим образом: в шлаках 21,4 %, в отходах 9,6 %,
улет и невязка 7,3%. При плавке на борном ангидриде
(числитель) и на борной кислоте (знаменатель) на 1 т спла-
ва (5 % В) расход материалов и электроэнергии следую-
щий:
Расход материалов, кг:
бориого ангидрида ..........................
борной кислоты....................... . .
алюминиевого порошка......................
железной руды.............................
извести ..................................
Расход электроэнергии, МДж (кВт-ч) . . .
325/—
—/455
320'300
650;655
80/175
1404 (390)/1638 (455)
Наиболее широко употребляемый сплав с бором — фер-
робор марок ФБ10 и ФБ6 выплавляют в электропечи, фу-
терованной набивкой из электродной массы, металлоприем-
21 м. а. рысс 329
ник выкладывают из магнезиального кирпича. Шихта со-
стоит из трех частей: запальной смеси (боратовой руды,
железной окалины и вторичного алюминия), основной ших-
ты (боратовой руды, железной окалины и вторичного алю-
миния) и осадителя (железной окалины и вторичного алю-
миния). Количество запальной смеси 8—10 % от общей мас-
сы шихты, основной шихты — 70 %, осадителя 20—22 %.
При электропечной плавке ферробора этих марок обыч-
но в одном горне после слива первой плавки проводят про-
плавление второй навески шихты, затем вновь сливают
шлак и охлаждают плавку в горне в течение 32 ч. Приме-
няемую вместо алюминиевого порошка для снижения стои-
мости сплава алюминиевую стружку перед плавкой сушат
при 400—450 °C и просеивают для удаления примесей.
При электропечной плавке получают сплав, содержащий
8—12% В, 6—10 % Si, 6—10 % Al. На 1 т сплава (5 % В)
расходуется 935 кг обожженной боратовой руды, 500 кг
алюминиевой стружки, 60 кг чушкового алюминия, 30 кг
борной кислоты, 360 кг железной окалины и 130 кг желез-
ной стружки и 20 кг извести. Расход электроэнергии
1980 МДж (550 кВт-ч). Сквозное извлечение бора (с уче-
том потерь при обжиге)—составляет > 50 %.
Никельбор можно выплавлять как внепечным, так и электропечным
методами. Состав шихты приведен в табл. 109.
Внепечную плавку ведут в горне с магнезиальной футеровкой с верх-
ним запалом, скорость 350 кг/(м2-мин) при удельной теплоте процесса
в 5,23 кДж/т. Плавка идет очень бурно. Электропечную плавку ведут
при рабочем напряжении 64 В. Рудную часть шихты проплавляют
форсированно в течение 29—30 мин, чтобы избежать разрушения маг-
незиальной футеровки, и после 5—10 мин выдержки загружают восста-
новительную шихту и после ее проплавления на поверхность расплава
Таблица 109. Состав шихт внепечной и электропечной плавки
никельбора и хромобора, кг
Составляющие шихты Ннкельбор Хромобор
Борный ангидрид . . . . . 100/100 10/-
Оксид никеля (N1O) .... 68/93 -/-
Алюминомагниевый порошок (50 % Mg) 68/- 11,5/—
Алюминиевый порошок . . . 50/84 7,5/64,6
Известь 20/40 NaNO3 1,9/—
Борная кислота (52—55 % В2О3) -/- CaF2 3,7/62,5
Оксид хрома Сг2О3 -/- 32/100
Примечание. Числитель — внепечной, знаменатель - - электропечной.
330
загружают осадитель. Затем расплав прогревают 10 мин, выпускают
шлак и печь отключают. Наплавленный блок разделывают через 30—
40 ч. Примерный состав сплава, %: В 13; А1 7; Si 1,5; С 0,1; Р 0,08;
S<0,010; никель остальное. На 1 т сплава (5 °/о В) расходуется 1330 кг
борного ангидрида (или эквивалентное количество борной кислоты),
1265 кг оксида никеля (NiO), 1155 кг первичного алюминиевого порош-
ка, 725 кг извести. Расход электроэнергии составляет 9936 МДж
(2760 кВт-ч).
Хромобор выплавляют в печи с магнезиальной футеровкой с пред-
варительным расплавлением борной кислоты на шихте состава, показан-
ного в табл. 109. После выдержки расплава борной кислоты в течение
10—15 мин печь отключают и на поверхность расплава дают смесь ок-
сида хрома с алюминием. Примерный химический состав хромобора, %:
В 9,28; Si 0,80; Al 0,98; Fe0,41; Сг 86,80; С 0,038. Шлаки содержат до
8 % В2О3, 10 % Сг2О3 и 77—80 % А12О3. На 1 т хромобора расходуется
940 кг борной кислоты, 1500 кг оксида хрома и 970 кг алюминиевого
порошка. Извлечение бора составляет 70 % и хрома —86 %. Некоторое
количество хромоборовой лигатуры выплавляют внепечным способом.
Состав шихты приведен в табл. 109. Лигатура имеет следующий при-
мерный состав, %: В 10,2; А1 0,1; Si 0,3; Сг 89. Извлечение бора —78 %
и хрома >95 %. Электропечной плавкой «на блок» производят ферро-
хромоборовую лигатуру. Ниже приведен состав шихт электропечной
плавки феррохромобора, кг:
Борный ангидрид .......................... 100/—
Хромовый концентрат........................ 110/58
Алюминиевый порошок........................ 110/65
Известь..................................... 25/22
Борная кислота (52—55 % В2О3).............—/100
Железная окалина........................... 25/13
Хромовый концентрат имеет крупность до 1 мм и просушивается
при 150—200 °C. Шихту так же, как при выплавке ферробора, разделя-
ют на три части: запальную, основную и осадительную. Лигатура име-
ет следующий состав, %: В 17—22; А1 1,6—2,2; Si 1,0—1,2; Сг 37—42;
Fe 33—38; С 0,15; S 0,002; Р 0,012; Си 0,03—0,04. На 1 баз. т лигатуры
(5 % В) расходуется 590 кг борной кислоты, 400 кг хромового кон-
центрата, 375 кг алюминиевого порошка, 80 кг железной окалины и
100 кг извести. Извлечение бора —74 %. В промышленных условиях
опробованы комплексные среднеуглеродистая и углеродистая ферро-
хромборовые лигатуры, которые по ТУ 14-106-85—76 и ТУ 14-141-57—
76 имеют состав, %:
В Сг Si AI
ФХБТН-1 . . . . . . 9—14 >50 1,5—5 0,5—3,5
УФХБТН-1 . . . . . 3—6 55—70 3—8 <2,5 Продолжение
Мп Ti С Fe
ФХБТН-1 . . . . . . 1—5 0,5—2,5 0,5—2 Ост.
УФХБТН-1 . . . . . 1-6 0,5—3 3—6 Ост.
Лигатуру марки ФХБТН-1 плавят в электропечи на «блок». За-
пальная часть шихты включает железную и боратовые руды, хромовый
концентрат, алюминиевый порошок и известь. Основная часть шихты,
21*
331
проплавляемая под дугами, состоит из борной кислоты, боратовой руды,
бората кальция, хромового концентрата, высокоуглеродистого ферро-
хрома, ферросилиция, алюминиевого порошка, титановой стружки, фер-
ромарганца, извести. В состав осадительной части шихты входят борат
кальция, хромовый концентрат, алюминиевый порошок и известь. Из-
влечение бора составляет 67,4 %. Углеродистую лигатуру получали пе-
реплавом в электропечи высокоуглеродистого феррохрома, бората каль-
ция, алюминиевого порошка, ферротитана, металлического марганца и
ферросилиция. Извлечение бора составляет 42 %. Методом металло-
термического переплава получают комплексный сплав грейиал, содер-
жащий, %: В> 1,0; Si»6,0; Al>15,0; Ti>10,0; Zr>l,5; С<0.2; Мп<2,0;
S и Р<0,06.
Промышленная плавка грейнала ведется в стационарном плавиль-
ном агрегате (диаметр ванны 1,4 м) с магнезиальной футеровкой. Из-
мельченную металлическую часть шихты нагревают до 400 ° С и уклады-
вают на подину плавильного агрегата. Затем в ванну загружают алю-
минотермическую часть шихты и ведут плавку с верхним запалом. Ско-
рость проплавления шихты 120 кг/(м2-мин), длительность плавки для
получения 1 т сплава ~4 мин. Переход легирующих в сплав составля-
ет: бора 88 %; титана 99,5 %; циркония 100 %; алюминия 91,7 %.
Толщина слитка грейнала не должна превышать 100 мм, так как при
ее увеличении резко повышается ликвация .тегирующих элементов. Уве-
личить массу слитка без ухудшения его качества можно ведя плавку
в наклоняющемся плавильном горие с выпуском сплава и шлака. Рас-
ход шихтовых материалов на 1 т сплава составляет: 440 кг ферробора
(5 % В), 150 кг силикоциркония (40 % Zr), 150 кг титановых отходов,
630 кг алюминиевого порошка, 1000 кг железной руды и 150 кг извести.
Ряд лигатур был получен нами при силикотермическом восстанов-
лении бора. Было установлено, что введение в шихту оксида кальция
(18 % от количества борного ангидрида) обеспечивает извлечение бора
до 50 %. В присутствии элементов переходной группы восстановление
бора повышается до 61—90 % [134]. При плавках на шихте, содержа-
щей 20 °/о дибората кальция, 60 % ферросилиция ФС75, 10 °/о плавико-
вого шпата, 10 °/о титана и извести 70—85 % от количества восстанови-
теля получали кремнистый металл с содержанием 1,7—2,1 % В, 4,0—
7,6 % Са, 7,7—9,9 % Ti. Извлечение бора составило 65—75 %. Металл
с содержанием 3—4 % В, 14—18 % Zr, 0,8—1,5 % Са при извлечении
бора 80—90 % получили из шихты состава: 36 % двухводного дибората
кальция, 22 % цирконового концентрата, 43 % извести и 165—250 %
ФС75 к количеству задаваемой извести.
В промышленной печи мощностью 3500 кВА из конвертерного ва-
надиевого шлака выплавили лигатуру с содержанием 0,64 % В; 11,64 %
V; 9,87 % Si. Извлечение бора составило 61 %. В печи мощностью
2,5 MBA получили лигатуру, содержащую 1,05 % В, 12,85 % Са,
30,10 % Fe, 0,50 % Al, 0,15 % С, 0,32 °/о Mg, остальное — кремний. Ших-
та состояла из 1750 кг извести, 2350 кг 65 %-ного ферросилиция, 300 кг
плавикового шпата и 700 кг дибората кальция (43 % В2О3). Извлечение
бора составило 34 %.
Библиографический список
1. Емлин Б. И., Гасик М. И. Справочник по электротермическим про-
цессам М.: Металлургия, 1978. 228 с.
2. Электрометаллургия стали и ферросплавов:/Учеб. пособие для ме-
тал. спец. вузов/Д. Я. Поволоцкий, В. Е. Рощин, М. А. Рысс и др.
М.: Металлургия, 1974. 550 с.
3. Бобкова О. С. Силикотермическое восстановление металлов. М.:
Металлургия, 1981. 131 с.
4. Гасик М. И., Емлин Б. И. Электрометаллургия ферросплавов. Киев:
, «Вигца школа», 1983. 364 с.
5. Щедровицкий Я- С. Сложные кремнистые ферросплавы. М.: Ме-
таллургия, 1966. 176 с.
6. Рысс М. А. Производство ферросплавов. М.: Металлургия, 1968.
392 с.
7. Кац Я. Л., Гейхман М.В.—Черная металлургия. Бюл. НТИ, 1981,
№ 8, с. 3—13.
8. Кожевников Г. Н., Зайко В. П., Рысс М. А. Электротермия лига-
тур щелочно-земельных металлов с кремнием. М.: Наука, 1978.
224 с.
9. Алюминотермия.///. П. Лякишев, Ю. Л. Плинер, Г. Ф. Игнатенко
и др. — М.: Металлургия, 1978. 424 с.
10. Снижение потерь при производстве ферросплавов. М..: «Металлур-
гия», 1982. 96 с.
11. Плинер Ю. Л., Игнатенко Г. Ф. Восстановление окислов металлов
алюминием. —М.: «Металлургия», 1967. 248 с.
12. Лякишев Н. П., Тулин Н. А., Плинер Ю. Л. Легирующие сплавы и
стали с ниобием. М.: Металлургия, 1981. 191 с.
13. Гасик М. И. Самообжигающиеся электроды рудовосстаиовительных
печей. М.: Металлургия, 1976. 368 с.
14. Рысс М. А. Печи с вращающейся ванной для производства ферро-
сплавов. М.: Металлургия, 1964. 128 с.
15. Шевченко В. Ф. Устройство и эксплуатация оборудования ферро-
сплавных заводов. Справочник. М.: Металлургия, 1982. 208 с.
16. Ч умарова И. В. Новые технологические процессы в производстве
ферросплавов за рубежом. М.: Черметииформация. 1983. Сер. 5.
Вып. 2. 19 с.
. 17. Электрические промышленные печи/Под ред. А. Д. Свенчанского.
М.: Энергия, 1981. 296 с.
18. Еднерал Ф. П. Электрометаллургия стали и ферросплавов. М.: Ме-
таллургия, 1977. 487 с.
19. Крамаров А. Д., Соколов А. И. Электрометаллургия стали и фер-
росплавов. М.: Металлургия, 1978. 376 с,
20. Романова П. М. Черная металлургия капиталистических и разви-
вающихся стран. Справочник в 2-х ч.:Д7. М. Романова, Т. В. Ро-
гачева. М.: Черметииформация, 1980. ч. I. 186 с.; ч, II. 109 с.
21. Чумарова И. В., Розенцвейг Я. Д. Современное состояние произ-
водства и использование ферросплавов за рубежом. — Черная ме-
таллургия. Бюл. НТИ, 1980, № 16, с. 12—15.
22. Щедровицкий Я- С. Производство ферросплавов в закрытых печах.
М.: Металлургия, 1975. 312 с.
23. Казанец И. П., Борисов А. Ф., Ванников В. А. и др. Черная метал-
лургия. Бюл. НТИ, 1977, № 20, с. 3—8.
333
24. Кожевников Г. Н., Зайко В. 17. Электротермия сплавоа хрома. М.:
Наука, 1980. 187 с.
25. Гасик М. И. Электротермия марганца. Киев: Техника, 1979. 167 с.
26. Производство ферросплавов: Науч. тр../МЧМ СССР. М.: Металлур-
гия», 1980, № 8, 104 с.
27. Дуррер Р., Фолькерт Г. Металлургия ферросплавов. М.: Металлург-
издат, 1976. 479 с.
28. Чумарова И. В. Восстановление мелких хромитовых руд в плазмен-
нодуговом реакторе. М.: Черметинформация. 1979, сер. 5, вып 1
200 с.
29. Фролов В. Ф., Ярцев К. Н., Зубанов В. Г. — Черная металлургия
Бюл. НТИ, 1976, № 2, с. 36—37.
30. Мизин В. Г., Серов Г. В. Углеродистые восстановители для ферро-
сплавов. М.: Металлургия, 1976. 272 с.
31. Производство ферросплавов: Науч. тр. МЧМ СССР. М.: Металлур-
гия, 1978, Xs 6, с. 124.
32. Сборник трудов Челябинского электрометаллургического комби-
ната. Челябинск: Южно-Уральское книжное изд-во, 1970. вып. 2,
244 с.
33. Рысс М. А., Ходоровский Я- И. Производство ферросплавов. М.:
Металлургиздат, 1960. 292 с.
34. Рысс М. А. Производство металлургического электрокорунда. —
М.: Металлургия, 1971. 128 с.
35. Всесоюзное совещание ферросплавщиков. Труды НТО. М.: ЦНИИ
ЧМ, 1963, т. XXXII. 237 с.
36. Производство ферросплавов. Электрометаллургия.//?. П. Елютин,
Ю. А. Павлов, Б. Е. Левин и др. М.: Металлургиздат, 1975. 436 с.
37. Сухоруков В. И., Нефедов П. Я-, Рывкин И. Ю. и др. Производство
специальных видов кокса для электротермических процессов. М.г
Черметинформация, 1974, сер. 10, вып. 3, 15 с.
38. Совершенствование производства ферросилиция на Кузнецком за-
воде ферросплавов/Науч. тр. Кемерово: книжное изд-во, 1967, № 1,
256 с.
39. Щедровицкий Я. С. Высококремнистые ферросплавы. Свердловск:
Металлургиздат, 1961. 256 с.
40. Масляницкий Н. Н., Мильнер Р. С. Химическое обогащение трудио-
обогатимых марганцевых руд. М.: Черметинформация, 1975. 17 с.
41. Равия Б. М., Менковский М. А., Красномовец А. В. и др. Черная
металлургия. Бюл. НТИ, 1976, № 9, 37 с.
42. Мельниченко А. А., Аганичев П. В., Журавлев В. М.— Сталь, 1968,
№ I, с. 35—36.
43. Ny Teknik, 1975, № 27, S. 1, 6, 7.
44. Чумарова И. В. Прогресс в производстве ферросплавов за рубе-
жом. М.: Черметинформация, 1978, с. 5, вып. 1, с. 29.
45. Хитрик С. И., Мураховский В. В., Гончаренко В. Д. и др. — Чер-
ная металлургия. Бюл. НТИ, 1974, № 3, с, 36—38.
46. Воробьев В. П., Складников В. П., Зельбер Б. И. — Цветные ме-
таллы, 1976, № 1, с. 35—36.
47. Приходько Т. И., Потапенко В. Е. — Черная металлургия. Бюл.
НТИ, 1981, № 16, с. 54—55.
48. Любкин 10. Е., Руденко В. А., Прокопец В. Г. — Сталь,’ 1979, №3,
с. 191 — 192.
49. Мураховский В. В., Гончаренко В. Д„ Луговцев И. В. и др. — Чер-
ная металлургия. Бюл. НТИ, 1979, № 1, с. 20—21.
50. Серов Г. В., Мизин В. Г., Молчанов И. Е. и др. — Сталь, 1977,
№ 6, с. 513—515.
334
51. Кожевников Г. И., Водопьянов А. Г. Низшие окисли кремния и
алюминия в электрометаллургии. М.: Наука, 1977. 144 с.
52. Schick Н. L. — Chem. Reviews, 1960, № 4, р. 331—362.
53. Гельд П. В., Есин О. А. Процессы высокотемпературного восста-
новления. Свердловск: Металлургиздат, 1957. 646 с.
54. Гельд П. В., Сидоренко Ф. А. Силициды переходных металлов чет-
вертого периода. М.: Металлургия, 1971. 586 с.
55. Карбид кремния/Под ред. Хашша Г. и Рол Р. М.: Мир, 1972.396 с.
56. Гельд П. В., Баум Б. А., Петрушевский М. С. Расплавы ферро-
сплавного производства. М.: Металлургия, 1973. 288 с.
57. Лаптев Д. М., Васильев В. В., Мизин В. Г. и др. — Изв. вузов.
Черная металлургия, 1976, № 12, с. 16—18.
58. Ростовцев С. Т„ Ашин А. К- Анкудинов Р. В. и др. — Изв. АН
СССР. Металлы, 1972, № 6, с. 34—41.
59. Ашин А. К„ Акундинов Р. В., Костелов О. А. и др. Металлургия
и коксохимия. Киев: Техника, 1975, № 43, с. 46—52.
60. Горох А, В., Русаков Л. Н. Петрографический анализ процессов
в металлургии. М.: Металлургия, 1973. 287 с.
61. Веселов С. А., Барашкин И. И., Солошенко П. С. и др. — Сталь,
1974, № 7, с. 614.
62. Выплавка 75 %-ного ферросилиция в закрытой печи мощностью
8,5 MBA. М.: Черметинформация, 1981, сер. Ферросплавное про-
изводство, Вып. 6, 9 с.
63. «Proceedings of the 32nd Electric Furnace Conference AIME, Man-
chester», 1975, v. 32, p. 180—182.
64. Ахметшин H. Ф., Чистяков Г. Д., Щедровицкий Я. С. — Сталь, 1981,
№ 6, с. 34—36.
65. Вангин С. И., Чистяков А. С. Технический кремний. М.: Металлур-
гия, 1972. 206 с.
66. Солошенко В. П., Лихачев А. Г., Солошенко П. С. и др. — Черная
металлургия. Бюл. НТИ, 1979. № 8, с. 40—42.
67. Канаев 10. П., Молчанов Н. Е. — Сталь, 1979, № 12, с. 924—925.
68. Серов Г. В.. Молчанов Н. Е., Прокопец В. Г. и др. — Сталь, 1980,
№ 5, с. 386—388.
69. А. с. 611943 (СССР)/Шестаков С. С., Рысс М. А., Бородин Н.Е.
Опубл, в Б. И., 1978, № 23, с. 84.
70. Минаев В. М., Мизин В. Г., Серов Г. В. и др. — Сталь, 1978, № 10,
с. 904—906.
71. Минаев В. М., Литвиненко А. И., Мизин В. Г. — Производство
ферросплавов: Науч. тр./МЧМ СССР. М.: Металлургия, 1980, № 8,
с вд_____5g
72. Васильев В. И., Рысс М. А. — Сталь, 1978, № 4, с. 328—330.
73. Кулиньски 3. Производство сплавов для модифицирования и мик-
ролегирования стали. М.: МСНТИ ЧМ. «Информсталь», 1979. 26 с.
74. Канаев Ю. П., Сальников Г. И. — Сталь, 1982, № 10, с. 35—37.
75. Рысс М. А. Сплавы селена, урана, бериллия, стронция и лития в
черной металлургии. М.: Черметинформация, 1975, сер. 5, вып. 3,
9 с.
76. Электроплавка алюмосиликатов/Гасик Л4. И., Хитрик С. И., Ем-
лин Б. И. и др. М.: Металлургия, 1971. 304 с.
77. Емлин Б. И., Манько В. А., Невский Р. А. и др. — Сталь, 1974, №4,
с. 272—273.
78. Емлин Б. И., Манько В. А., Друнский М. И. и др. — Сталь, 1973,
№ 10, с. 903—904.
79. Теория и практика получения и применения комплексных ферро-
сплавов/Материалы к науч.-техн. коиф. 3—5 окт. 1974 г./АН Груз.
335
ССР. ин-т металлургии им. 50-летия СССР. — Тбилиси Мицниереба
1974. 308 с.
80. А. с. 301357 (СССР)/Кожевников Г. Н., Рысс М. А. Опубл, в Б. И.
1971, № 14, с. 71.
81. Гусаров В. И., Пигасов С. Е., Рысс М. А и др. — Сталь, 1971, №8,
с. 813—915.
82. Литвиненко А. И., Кравченко В. А., Александров А. П. — Б. И.
Черная металлургия 1974, № 2, с. 46—48.
83. А. с. 250961 (СССР)/Рысс М. А., Беляев Г. С. Опубл, в Б. И
1969, № 27, с. 45.
84. Зайко В. П., Рысс М. А., БайрсГмов Б. И. — Сталь, 1981, № 7,
с. 41—42.
85. Дашевский В. Я., Кашин В. И., Тищенко К. И. и др. — Черная ме-
таллургия. Бюл. НТИ, 1975, № 11, с. 33—36.
86. Металлургия марганца: Тезисы докл. III Всесоюз. совещания./АН
СССР ИМет. М.: НТО, 1981. 152 с.
87. Физико-химические процессы в электротермии ферросплавов: Науч.
тр./Под ред. М. И. Гасика. М.: Наука, 1981. 253 с.
88. Сухоруков .4. И., Соседка П. М., Хитрик С. И, — Сталь, 1970, №2,
с. 135—136.
89. Kubaschewski О., Evans Е.—Metallurgical Thermochemistry. Per-
gamon Press. L.. 1958, 426 p.
90. Эйдельман Л. П.—Черная металлургия. Бюл. НТИ, 1980, № 21,
с. 53—54.
91. Гасик М. И., Гладких В. А., Лысенко В. Ф. и др. Использование
марганцевых шлаков. М.: Черметинформация, 1981. Вып. 1. 27 с.
92. Курнушко О. В., Зубаков В. Т., Ермолов В. М. и др. — Сталь, 1982,
№ 3, с. 40—42.
93. Гасик М. И., Зубанов В. Т„ Щербацкий Б. В. и др. — Сталь, 1982,
№ 9, с. 51—53.
94. Габдуллин Т. Г., Байсанов С. С., Такенов Т. Д. и др. — Сталь,
1980, № 7, с. 583—584.
95. Чумарова И. В. Производство марганцевых сплавов за рубежом.
М.: Черметинформация, 1976, сер. 5, вып. 4, 23 с.
96. Совершенствование технологии производства марганцевых сплавов:
Материалы 2-й Грузинской респ. научно-техн. конф. — Тбилиси:
Мецниереба, 1978. 316 с.
97. Щедровицкий В. Я., Саранкин В. А., Стебливец Л. И. и др. -г-
Сталь, 1982, № 5, с. 37—39.
98. Гасик М. И., Лысенко В. Ф., Матюшенко В. И. и др. — Черная ме-
таллургия. Бюл. НТИ, 1975, № 6, с. 42—43.
99. Гасик М. И., Кучер И. Г., Величко Б. Ф„ Ткач Т. Д. — Сталь, 1983,
№ 1, с. 34—36.
100. Восстановительные процессы в производстве ферросплавов. М.:
Наука, 1977, 244 с.
101. Байсанов Т. Г.. Такенов С. С., Талымбеков М. Ж- и др. — Сталь,
1980, № 9, с. 779—781.
102. А. с. 557117 (СССР)/Максимов Ю. М„ Калмыков А. Д. Опубл, в
Б. И. 1977, № 17, с. 95.
103. Производство среднеуглеродистого ферромарганца путем продувки
кислородом в ковше. М.: Черметинформация. 1981. Сер. Ферро-
сплавное производство, вып. 5. 11 с.
104. Газы и примеси в ферросплавах./М. И. Гасик, В. С. Игнатьев,
А. Ф. Каблуковский и др. М.: Металлургия, 1970. 148 с.
336
105. Гасик Л. И., Игнатьев В. С., Гасик М. И. Структура и качество
промышленных ферросплавов и лигатур. — Киев: Техника. 1975.
151 с.
106. Труды ин-та «Уралмеханобр». Свердловск: книжн. изд-во, 1965,
вып. 12. 559 с.
107. Чумарова И. В., Перевалов Н. Н. Черная металлургия. Бюл. НТИ,
1981, № 12, с. 3—23.
Г08. Rath D., Rottmann D. — Electric Furnace Conference Proceedings,
1980, v. 38, p. 128—132.
109. Жило H. Л., Острецова И. С., Чарушникова Г. В., Першина Р. Ф.—
Изв. вузов. Черная металлургия, 1982, № 4, с. 35—40.
• ПО. Рысс М. А. Производство ферросплавов. — М.: Металлургия, 1975.
335 с.
111. Островский Я. И., Кулинич В. И., Королев А. А. и др. — Черная
металлургия. Бюл. НТИ, 1975, № 3, с. 39.
112. Eng. and Mining J., 1982, v. 183, № 1, p. 131.
ИЗ. Чу.чарова И. В. Производство феррохрома за рубежом. М.: Чер-
метинформация, 1982. Сер. Ферросплавное производство, вып. 2.
39 с.
114. Кац Я. Л., Гейхман М. В. Черная металлургия. Бюл. НТИ, 1981,
№ 8, с. 3—13.
115. Pickles С. A., Wang S. S., McLean А. а. о. — Transactions of the
Iron and Steel Institute of Japan, 1978, v. 18, № 6, p. 369—381.
116. Рыскина С. Г., Жучков В. И., Новолодский В. П. и др. — Черная
металлургия. Бюл. НТИ, 1974, № 16, с. 38—39.
117. Воробьев В. П., Вундер А. Ю„ Засыпкин В. В. — Сталь, 1978, №9,
с. 821—823.
118. Вундер А. Ю., Засыпкин В. В., Бродский А. Я. и др. — Черная ме-
таллургия. Бюл. НТИ, 1979, № 3, с. 42—43.
119. Кулинич В. И., Мизин В. Г., Кожевников Г. Н. и др. — Черная
металлургия. Бюл. НТИ, 1979, № 1, с. 21—23.
120. Нахабин В. П., Королев А. А., Кулинич В. И. и др. — Черная ме-
таллургия. Бюл. НТИ, 1974, № 2, с. 44—45.
121. Shiro Nagasawa. — Electric Furnace Conference Proceedings. 1973,
• AIME, 1974. v. 31, p. 125—130.
122. Кулинич В. И., Островский Я. И., Нечаева Н. В. — Черная метал-
лургия. Бюл. НТИ, 1976, № 6, с. 43—46.
123. Бродский А. Я-, Королев А. А., Сердитое Ю. П. и др. — Сталь,
1978, № 6, с. 519—521.
124. Бобкова О. С., Топильский С. П., Веретенников О. К- и др. — Чер-
ная металлургия. Бюл. НТИ, 1979, № 11, с. 37—38.
125. Агаркова Н. А., Рысс М. А., Гусаров В. Н. и др.—Сталь, 1969,
№ 6, с. 525—527.
126. Титан./Гармата Б. А., Петрунько А. Н., Галицкий И. В. и др. М.:
Металлургия, 1983. 558 с.
127. Jernkontorets Annaler, 1975, v. 159, № 1, S. 1—6; 1976, v. 160, №4,
S. 191 — 194.
128. Hal] J.—J. S. Afr. Inst. Mining and Met., 1980, v. 80, № 9, p. 323—
326.
129. Байрамов Б. И., Зайко В. П., Рысс М. А. Черная металлургия.
Бюл. НТИ, 1978, № 21, с. 31—32.
130. Бор, кальций, ниобий и цирконий в чугуне и стали: Пер. с англ.
Мчедлишвили В. А., Ховрин В. В./Под ред. Зунирова С. М. М.г
Металлургиздат, 1971. 459 с.
131. Зайко В. П., Байрамов Б. И., Рысс М. А. — Сталь, 1982, № 6,
с. 37—38.
337
132. Трегубенко В. В., Шушлебин Б. А. Производство ферроалюмииий-
циркониевой лигатуры из циркониевого концентрата. М.: Чермет-
ииформация. 1979, Сер. 5. Вып. 3. 12 с.
133. Трегубенко В. В., Шушлебин Б. А., Галкин М. В. и др. Черная
металлургия, Бюл. НТИ, 1980, № 9, с. 44—47.
134. Силикотермическое получение борсодержащих лигатур./Попов В.П.,
Зайко В. П., Рысс М. А. и др. — В кн.: Производство ферроспла-
вов. М.: Металлургия, 1975, вып. 4, с. 101—107.
Предметный указатель
Агломерат 138—143
— офлюсованный 140
Агломерация 16, 29, 30, 134, 138—
143
Агрегат электропечной для алю-
минотермической плавки 251, 252
Азотирование 133
Алюминиды 101
Алюминий 99—101
Алюмосиликаты 103
Антрацит 13
Бадделеит 317
Байкова принцип последователь-
ности превращений 49
Балансы:
материальный 92, 124, 172, 209,
220, 234, 276, 312
тепловой 92, 94, 124, 172, 209,
221, 234, 237, 264, 265, 313
элементов 91, 123, 172, 176,184,
209, 219, 220, 222, 235, 247, 264,
279
Бекета способ 5
Бекетова способ 5
Боксит 26, 105
Бор 324
Бориды 324
Брикетирование 17, 18, 134, 197
Брикеты буроугольные 13
— коксовые 16
— лигнинные 19
— лигнпнорудные 19
— лигниноугольные 19
— моношихты 31
— торфяные 12, 18, 40
Бронзы кремнистые 35
Бура 324
Ванадий 294, 296
Ванадит 294
Ванны печей:
вращающаяся 68
круглая 64
338
овальная 64
прямоугольная 145, 150
стационарная 68
треугольная 64
частота вращения 73—76
Вольфрам, свойства 254, 255
Вольфрамат кальция 255
Вольфрамит 255
Восстановитель углеродистый:
виды 9
зольность 12
пористость 11
реакционная способность 9—11
электрическое сопротивление 9,
11
электрическая проводимость 23
Гарнисаж 55, 70
Гаусманит 28
Горн плавильный наклоняющийся
249
Граниты колумбитоносные 308
— пирохлоровые 308
Гранулирование 17, 235
Гранулятор тарельчатый 18
Грейнал 332
Гюбнерит 255
Деклуазит 294
Дистен — силиманиты 103
Дитнопат кальция 137
Железококс 17
Известь 26
Ильменит 271
Кальций, свойства 106, 107, 109
— модификации 109
Карбид алюминия 101
— бора 326
— ванадия 296
— вольфрама 255
— кальция 13, 28, 109
— кремния 45
— ниобия 309
— титана 273
— циркония 318
Карнотит 294
— синтетический 300
Кварц 36
Кварциты антоновские 39
— бакальские 37
— железистые 24, 26, 36, 37
Кернит 324
Кокс буроугольный 20
— газовый 14, 15, 20
— доменный 13
'— каменноугольный 9
— нефтяной 9, 10, 20
— пековый 9, 20
— торфяной 12, 20, 40, 41
— углекварцитовый 14, 17, 42
— формованный 14, 16, 20, 42
Коксик 13, 14, 20
Колеманит 325
Колошника газопроницаемость 11,
12
Колумбит 308
Концентрат вольфрамитовый 255
— ильменитовый 269, 271
— марганцевый 136
— молибденовый 283, 284
— ниобиевый 308, 311
— пирохлоровый 308, 311
— хромовый 331
— шеелитовый 255, 256
— циркониевый 316, 317
Кремнезем 36
— модификации 46
Кремний 33, 45
— кристаллический 12, 33, 34, 40
Крупка алюминиевая 272
Ксантитан 271
Лейкоксен 271.
Летка 86
Лигатуры ваиадийалюмиииевые
305, 306
— калийсодержащие 125—129
— молибденсодержащие 291, 292
— никельниобиевые 315
— ферроборовые 327
— феррохромборовые 331
— хромалюмппиевые 252, 253
— хромитотитановые 281
— хромппобиевые 315
Лигнин гидролизный 19
Лопарит 308
Марганец:
свойства 129, 130, 143
металлический 133, 183
модификации 143
электролитический 185
Материалы железосодержащие 44,
285
— кремнийсодержащие 36—44
Машина завалочная 71
— разливочная конвейерного ти-
па 87
— системы ЧЭМК 261
Модификаторы комплексные 127
Молибден:
свойства 282, 286
металлический 294
модификации 286
Молибденит 282
Молибденошеелит 255
Моношихта 18
Никельбор 330
Ниобий 307, 308
Нитриды ванадия 296
— марганца 144
— хрома 199
— циркония 318
Обжиг окислительный 283
Обогащение гидрометаллургичес-
кое 29, 297
— гравитационное 31
— комбинированное 28
— пирогидрометаллургическое 33
— флотационное 31
— химическое 28, 29
Оборудование газоочистное 63
Окалина 24
Окатыши металлизованные 24
Оксиды:
алюминия 101
бора 326
ванадия 296
вольфрама 255
кальция 109
марганца 144
молибдена 286
ниобия 309
титана 273
хрома 199
циркония 318
Окускование 17, 29
Опилы древесные 40
Отходы графитизации 22, 23
— древесные 20, 39, 40
— огневой зачистки слитков 24,25
— обогащения железистых квар-
цитов 26
Параметры ферросплавных печей
66, 67
Парогенератор 61, 64
Патронит 294
339
Пегматиты гранитные 308
Перовскит 271
Печн:
вертикальные 15
герметизированные 59, 63, 145,
151
закрытые 59, 62, 145, 152, 169
коксовые 16
кольцевые 15, 16
круглые 169
многоподовые 283, 284
открытые 58, 145, 169
полузакрытые 169
прямоугольные 145, 150, 169
ретортные 15, 16
рудовосстановительные 61, 83
с вращением ванны 59, 145, 169
— движущейся колошниковой
решеткой 15, 16
— дожиганием газа под сводом
59
шестиэлектродные 145, 169
Пирохлор 308
Плотность кажущаяся 13
Полукокс ангарский 19, 42
— буроугольный 15
— из длнннопламенных углей 15
Прокаливание 27
Процесс:
азотнокислый 28
алюминотермическнй 246—254,
301
бесшлаковын 55
гаусманитовый 28, 137
гидрометаллургический 137
калийсиликотермический 107
металлотермнческин 252
MOR 180
непрерывного коксования 15
непрерывный 69, 105
силикоалюмипотермический 287
силикотепмический 108, 109,
111 — 113, 121—125, 301
углеродовосстановительный 287
углеродотермический 95, 108, ПО,
115—121
электрометаллургический 137,
138
электротермический 100, 133, 183
Реактор «Уддакон» 290
Реакционная способность 42
Режим работы печей автоматиче-
ский 97
Рудококс 143
Руды:
ашарнтовые 325
боратовые 326, 328
ванадиевые 294
гематитоильменитовые 269
гидроборацитовые 325
донбуритовые 326
железованадиевые комплексные
295
ильменотитанмагнетитовые 269
марганцевые 28, 132, 134—136
- ниобиевотанталовые 308
порошковые 31
рутилильменптцирконовые 269
флюоритовые 26, 27
хромитовые 31
хромовые 191 —193
Рутил 271
Сепарация магнитная сухая 31
Сиениты лопаритовые нефелино-
вые 308
Силикоалюминий 13, 99, 102—105
Силикокальций 12, 13, 107, 108
Силикомарганец 166
— передельный 173
Силициды 45
— бора 324
— ванадия 296
— вольфрама 255
— кальция 1 10, 113, 114
— марганца 144, 169
— молибдена 286
— ниобия 309
— титана 273
— хрома 199
Силумины 35
Система газоочистки 84, 85
Смесь запальная 283
— рудовосстановительная 272
Сплавы комплексные на основе
ферросилиция 96
— марганцевованадиевые 161
Способ:
бесфлюсовый 147—149, 157
бесшлаковый 212, 213, 215
внепечной 276, 277, 281
«грансхот»
инжекционный 290
завалки шихты 71
обезуглероживания в вакууме
239
одностадийный 213, 217, 218
окомкования автоклавный 32,
195
плазменный 210, 211
подготовки сырых материалов
к плавке 27
340
получения концентратов 28, 30,
31
суспензионный 87
углетермический 12
флюсовый 145—147, 157
шлаковый 212, 216, 218
электролитический 133
электропечной 278
электротермический 133
электротопливный 210
Стружка стальная 24, 44
Сфен 271
Сульфид марганца 144
— молибдена 282, 283
— циркония 318
Сульфитно-спиртовая барда 18
Танталат железа 308
— марганца 308
Термобрикеты 30, 31
Технологическая схема:
агломерации марганцевых руд
30
извлечения ванадия нз конвер-
терных шлаков 299
комплексного использования као-
линов, кианитов, бедных бокси-
тов 100
получения марганцевых ферро-
сплавов 158, 183
производства низкоуглероднсто-
го феррохрома 233
силикотермнческого производ-
ства силикокальция 121
углеродотермического производ-
ства силикокальция 116
Титан 269
— модификации 273
Титанит 271
Титаномагнетнты 296, 300
Торф малофосфорнстый 13
Уголь березовый 20
— бурый 9, 14
— газовый 13, 14
— длинпопламенный 13, 14
— древесный 9, 11, 12, 20
— каменный 9, 13
— коксующийся 14
— лигнинный кусковой 19
— ретортный 11
— сосновый 20
Улексит 324
Установка грануляционная 88
— двухкамерная вакуумная 250
— для выплавки металлического
хрома на «блок» 248
— — сушки марганцевых концен-
тратов 139
Устройства пылеулавливающие 86
Ферберит 255
Ферроалюминий 99
Ферроалюминоцирконнй 317, 323
Ферробор 325, 328 -330
Феррованадий 294—304
— азотированный 306
— безуглеродистый 304
— химический состав 295
Ферровольфрам 12, 254—269
Ферромарганец азотированный
186—188
— высокоуглеродистый 130, 131,
145—159
— низкоуглероднстый 130, 131,
159, 177, 227—233
— рафинированный 177, 179, 181,
234
— среднеуглеродистый 130, 131,
159, 177, 178, 222
Ферромолибден 282—294
Феррониобий 307—316
Ферросиликоалюминий 99, 105, 106
Ферросиликохром 15, 197, 207,
212—222
Ферросилнкоцнрконий 317, 319—•
323
Ферросилиций 12—16, 19, 26, 33—
99
— доменный 35
Феррохром азотированный 189,
190, 241. 245
— высокоуглеродистый 189, 190,
198—212
— низкоуглеродистый 189, 190
— передельный 194
— рафинированный 192, 193, 208
— среднеуглеродистый 189, 190
Феррохромбор 331
Фильтры рукавные 86
Фосфиды кальция 110
— марганца 144
— хрома 199
Футеровка печей 64, 65
Хром 188, 198
— металлический 190, 249, 251
Хромиты 191
Хромшпинелиды 191
Циркон 317
Цирконий 316
Шахта плавильная 258, 288
Шеелит 255
Шлак бесфосфористый высокомар-
341
ганцевистый 161—166
— марганцевый 154
рафинировочный 302
— сварочный 24
— фсрросилициевый 56
Шлакообразование 55—58
Шлакообразующие 11, 26
Шпат плавиковый 26
Эвдиалит 317
Электроды:
глубина посадки 41, 70
графитированные 66
диаметр распада 66
набивные самообжимакмциеся
145
полые 28
самоспекающиеся 66
угольные 66
Электрокорунд 105
Электрофильтры 288
Юдн метод 158
Оглавление
Предисловие.......................................... 3
Введение............................................. 4
Глава 1. Сырые материалы............................. 7
Требования к рудам и их выбор...................... 7
Восстановители..................................... 9
Железосодержащие материалы.........................24
Флюсы...................................................... 26
Некоторые способы подготовки сырых материалов к плавке . 27
Глава 2. Ферросилиций................................33
Применение и состав ферросилиция и кристаллического кремния 33
Сырые материалы, их подготовка к плавке............36
Физико-химические свойства кремния и его соединений ... 45
Физико-химические условия процесса.................49
Шлакообразование.................................. 55
Технология производства кремния и его сплавов .... 58
Особенности технологического процесса плавки в закрытых
печах..............................................75
Выпуск, разливка и разделка сплава.................86
Материальный и энергетический баланс плавки .... 90
Производство сплавов для модифицирования и мнкролегирова-
ния чугуна и стали на основе ферросилиция...................95
Управление и контроль производства ........................ 97
Технико-экономические показатели производства сплавов крем-
ния ........................................................98
Глава 3. Силикоалюмииий и ферроалюминий.......................99
Применение алюминия в металлургии...........................99
Физико-химические основы процесса производства сплавов
алюминия...................................................100
Технология производства силнкоалюминня и ферросиликоалю-
миния......................................................102
Глава 4. Сплавы кальция................................106
Применение и состав сплавов кальция........................106
Сырые материалы для выплавки сплавов кальция .... 108
Физико-химические основы процесса..................... . 109
Технология выплавки силикокальция ........................ 115
Производство кальцийсодержащих лигатур.................125
Технико-экономические показатели производства .... 128
Глава 5. Сплавы марганца ....................................129
Применение и состав сплавов марганца...................129
Марганцевые руды и их подготовка к плавке . . . . . 130
Физико-химические свойства марганца н его соединений . . 143
Производство сплавов марганца..........................145
Глава 6. Феррохром.......................................188
Применение феррохрома..................................188
Сырые материалы для выплавки сплавов хрома . . . . 191
243
Физико-химические свойства хрома и его соединений . . . 198
Технология производства сплавов хрома ................... 199
Глава 7. Ферровольфрам....................- 254
Применение и состав ферровольфрама....................254
Сырые материалы.......................................... 254
Свойства вольфрама и его соединений...................255
Технология выплавки ферровольфрама ......................257
Глава 8. Ферротитан.........................................269
Применение и состав ферротитана..........................269
Сырые материалы........................................... -269
Технология выплавки ферротитана..........................273
Производство лигатур..................................281
Глава 9. Ферромолибден..................................282
Применение и состав ферромолибдена....................282
Сырые материалы н подготовка их к плавке..............282
Физико-химические свойства молибдена и его соединений . . 286
Технология производства ферромолибдена.................2&1
Технико-экономические показатели производства .... 292
Глава 10. Феррованадий............................'. . 294
Применение и состав феррованадия......................294
Минералы и руды ванадия...............................294
Физико-химические свойства ванадия и его соединений . . 296
Технология производства феррованадия .................... 296
Глава 11. Феррониобий...................................307
Применение и состав феррониобия............................ 307
Минералы и руды ниобия................................308
Технология производства феррониобия...................308
Глава 12. Сплавы с цирконием............................316
Глава 13. Сплавы бора...................................324
Применение и сортамент сплавов........................324
Физико-химические свойства бора и его соединений . . . 324
Борсодержащее сырье.................................... 324
Технология производства, сплавов бора . ...... 326
Библиографический список................................333
Предметны?! указатель...................................338