/


















































































































Text
Е. Г. СТЕЦЕНКО, Ю. Н. КОНАРЕВ
КОЛЕНЧАТЫЕ ВАЛЫ
ТЕПЛОВОЗНЫХ
ДИЗЕЛЕЙ
МОСКВА «ТРАНСПОРТ» 1985
УДК 621.436—233.132.629.424.1
Стеценко Е. Г., Конарев Ю. Н. Коленчатые валы тепловоз-
ных дизелей. — М: Транспорт, 1985. 110 с.
Рассмотрены теоретические и практические вопросы, свя-
занные с ремонтом, обслуживанием и проектированием чугун-
ных коленчатых валов тепловозных дизелей, а также методы
оценки их размеров, конструктивных форм и допусков.
Изложены методы расчета и измерения параметров и конт-
роля состояния коленчатых валов.
Книга рассчитана на инженерно-технических работников.
Ил. 44, табл. 18, библиогр. 15 назв.
Рецензент В. Т. Созаев
Заведующий редакцией В. А. Дробииский
Редактор В. В. Глебова-Авилова
3602030000-200 56 85
^049 (01)-85
© Издательство «Транспорт», 1985
ПРЕДИСЛОВИЕ
Современные магистральные тепловозы, созданные в Совет-
ском Союзе, оснащены дизелями различной мощности от 2000
до 6000 л. с., у которых коленчатые валы изготовлены из чугу-
на. Длительная эксплуатация и массовое изготовление этих ди-
зелей позволили отработать технические требования к конструк-
ции, технологии изготовления и эксплуатации чугунных колен-
чатых валов. Коленчатый вал является наиболее трудоемкой
как в изготовлении, так и в обслуживании деталью дизеля. От
прочности коленчатого вала в значительной степени зависит на-
дежность, а от его размеров и конструкции — масса дизеля в
целом как наиболее важного показателя для тепловозных ди-
зелей.
За двадцать лет эксплуатации тепловозных дизелей с чугун-
ными коленчатыми валами их конструкция претерпела серьез-
ные изменения: была заменена марка чугуна, введены силовая
накатка галтелей шеек роликами, газовое азотирование, улуч-
шены механические и химические свойства чугуна, введены но-
вые, более эффективные (оптические) методы контроля геомет-
рических параметров коленчатых валов (соосность коренных
шеек) и их опор, усовершенствованы технологические приемы
укладки коленчатых валов на основе технически обоснованных
допустимых норм износа шеек вала и коренных вкладышей
и др.
Расчеты запасов прочности коленчатых валов различной кон-
струкции с учетом механических свойств чугуна и эксплуатаци-
онных условий их работы получили за последние годы даль-
нейшее усовершенствование.
Применявшийся до последнего времени метод расчета колен-
чатого вала по разрезной схеме на жестких опорах, приводив-
ший к снижению надежности коленчатого вала, заменен расче-
том по неразрезной схеме на реальных податливых опорах, при-
сущих данной конструкции дизеля.
Использование перечисленных изменений и усовершенство-
ваний, а также рациональных методов расчета позволило более
точно определить напряженное состояние вала и его запас проч-
ности при достижении максимально допустимой ступенчатости
опор вала, а следовательно, повысить эксплуатационную надеж-
ность чугунных коленчатых валов.
Изложенный в книге материал отражает накопленный опыт
технической эксплуатации чугунных коленчатых валов и может
быть полезен работникам локомотивных депо и ремонтных за-
водов.
3
I. ВЛИЯНИЕ КОНСТРУКТИВНЫХ ФОРМ
КОЛЕНЧАТЫХ ВАЛОВ НА ПРОЧНОСТЬ
И ДОЛГОВЕЧНОСТЬ
1. Общие сведения
Создание модифицированных чугунов, которые используют
для изготовления коленчатых валов двигателей средней мощ-
ности, а также средней частоты вращения, позволило в боль-
шинстве случаев отказаться от применения стальных кованых
валов. Особенностью этого чугуна является сравнительно высо-
кий предел прочности его на растяжение 390—510 МПа, а после
термической обработки этот показатель достигает 540—690 МПа.
Наиболее положительным фактором, способствующим приме-
нению чугуна для изготовления таких коленчатых валов явля-
ется возможность придать валу при его изготовлении (отливке)
наиболее рациональную конструкцию для обеспечения равно-
прочное™ по всем его сечениям.
В переходных поверхностях шатунных и коренных шеек ва-
ла возникают большие концентрации напряжений и снижение
их может быть достигнуто изменением конструкции, т. е. равно-
мерным распределением этих напряжений. Резкое изменение
сечения приводит также к трудностям при термообработке ва-
ла и снижению механических свойств из-за наличия остаточных
напряжений в этих сечениях.
Форма элементов вала, шероховатость обрабатываемой по-
верхности имеют большее влияние на предел выносливости, чем
его материал [5]. Кроме того, малый расход металла, неболь-
шие трудоемкость и затраты на обработку вала позволяют ма-
лыми капитальными вложениями организовать крупносерийное
производство таких валов.
По данным Всесоюзного научно-исследовательского тепло-
возного института, приведенным ниже, чугунные валы в 4—6
раз менее трудоемки, чем стальные:
Материал Высокопроч- ный чугуи Сталь
Отходы в стружку, кг 330 4200
Общий расход металла на изготов-
ление коленчатого вала, кг 2186 10 000
Чугунные коленчатые валы имеют полые шатунные и корен-
ные шейки (рис. 1, а), позволяющие равномерно распределять
металл в процессе его отливки между щеками и шейками.
Вследствие этого уменьшается концентрация напряжений в со-
4
пряжениях (особенно в сече-
ниях, проходящих через пере-
ходные поверхности шеек).Ва-
лы со сплошными шейками
(рис. 1, б) отличаются низким
пределом выносливости, так
как концентрация напряжений,
возникающая вследствие не-
равномерного распределения
напряжений в сопряжениях
Рис. 1. Типы коленчатых валов:
а — с полыми шейками; б — со сплош-
ными шейками
щек с шейками и по объему щеки, достигает недопустимых зна-
чений. В свою очередь, резкое изменение сечений приводит к
некачественной термообработке и снижению механической проч-
ности вала из-за наличия остаточных напряжений в его элемен-
тах. Коленчатые валы со сплошными шатунными и коренными
шейками используются только тогда, когда масса и особенно
стоимость изготовления вала не имеют первостепенного значе-
ния.
У коленчатых валов с полыми шейками предел выносливос-
ти увеличивается прчти в 2 раза по сравнению с валами, не
имеющими полых шеек, а поэтому размеры таких шеек и в це-
лом размеры вала могут быть значительно меньше. При конст-
руировании тепловозного дизеля эта особенность приобретает
немаловажное значение. Так, уменьшение диаметра коренной
шейки и особенно диаметра шатунной шейки приводит к сни-
жению массы и размеров шатуна, а это, в свою очередь, снижа-
ет размеры противовесов, картера, самого цилиндрового блока
и в целом дизеля.
Применение стальных кованых валов длиной до 4000 мм для
тепловозных дизелей мощностью до 4400 кВт, т. е. для дизелей
массового выпуска, практически затруднено и экономически не
целесообразно, так как срок службы (ресурс) стальных валов
примерно такой же, как и у чугунного.
Эксплуатация тепловозных дизелей с чугунными коленчаты-
ми валами показала их способность длительное время работать
без повреждений и с наименьшим износом, не превышающим
износ стальных валов. Это достигнуто путем применения более
совершенной конструкции их элементов, выбора оптимального
химического состава чугуна с учетом механической прочности,
применения термообработки и других технологических факторов.
Характерными конструктивными особенностями чугунных
коленчатых валов различных типов тепловозных дизелей явля-
ются полые шейки с бочкообразными отверстиями, рациональная
не требующая механической обработки форма щек, монолитные
противовесы, правильно выбранные диаметры шеек и радиус
кривошипа, обеспечивающие оптимальное их перекрытие, и др.
Размеры основных элементов чугунных коленчатых валов
тепловозных дизелей приведены в табл. 1. Толщина стенок ко-
5
ренной и шатунной шеек большинства приведенных в табл. 1
конструкций чугунных коленчатых валов равна между собой и
близка к толщине щек этих валов. Такое сочетание указанных
элементов литого коленчатого вала способствует равномерному
распределению напряжений по всем его сечениям, что повышает
уровень надежности коленчатого вала при его эксплуатации.
Кроме того, сравнительно малые толщина щек и радиусы гал-
телей шеек создают условия для изготовления дизелей неболь-
ших габаритных размеров при сравнительно большом количест-
ве цилиндров наряду с высокой их цилиндровой мощностью.
Сравнительно большие радиусы перехода от сечения к сечению
снижают концентрацию напряжений, повышают предел вынос-
ливости всего вала при снижении расхода металла на единицу
передаваемой валом мощности. Поломки таких коленчатых ва-
лов в эксплуатации происходят из-за усталостных трещин, воз-
никающих поперек щек при изгибе вала на отдельных его участ-
ках. Причиной возникновения усталостных трещин является не-
достаточная жесткость щек при наличии резких переходов (ма-
лых радиусов галтелей) в месте соединения шатунных и корен-
Таблица 1
Параметры Дизели
2Д100, 10Д100 14Д40 11Д45 ЗД70 5Д49
Мощность, кВт Угол заклинивания ша- 1470/2210* 36 1470 90 2210 90 2210 90 2210 90
тунных шеек, град 127 150
Радиус кривошипа, мм Диаметр шейки, мм: 150 135 130
коренной 204 250 250 231 220
шатунной Диаметр отверстия шей- ки, мм: 172 165 165 191 200
коренной 88 150 160 130 140
шатунной Толщина стенки шейки, мм: 56 90 90 90 120
коренной 58 50 45 50,5 40
шатунной 58 37,5 37,5 50,5 40,
Радиус галтели шейки, мм 8 8 8 8 15
Перекрытие шеек, мм 61 57,5 57,5 76 80
Ширина щеки, мм 298 358 358 350 300
Толщина щеки, мм 54 48 52 72,5 64
Диаметр шейки антиви- братора, мм 130 206 206 180 206,5
Радиус галтели шейки антивибратора, мм 15 12 12 15 16
• В числителе— для дизеля
2Д100, а в знаменателе—для 10Д100.
6
них шеек со щеками или вследствие неравномерного износа ко-
ренных подшипников, вызывающего большие знакопеременные
изгибные напряжения. Поэтому при создании новой конструк-
ции коленчатого вала необходимо стремиться к тому, чтобы его
щеки имели такую форму и размеры, которые смогли бы вы-
держивать допустимые для этого сечения напряжения, возни-
кающие в валу от действия инерционных сил и газа, а также от
реализации крутящего момента.
Влияние неравномерного износа коренных подшипников на
напряженное состояние чугунного коленчатого вала при работе
дизеля значительно меньше, чем на стальной вал. Это объясня-
ется тем, что модуль упругости чугуна (140 000 МПа) меньше
модуля упругости стали (210 000 МПа).
Сравнительно простым способом снижения уровня изгибных
напряжений вала является установка противовесов такого ко-
личества и размеров, которые не оказывали бы отрицательного
воздействия на изменение частоты изгибно-крутильных колеба-
ний всей системы. Вместе с этим имеются случаи поломки вала
и от недостаточной жесткости и завышенной деформации кар-
тера дизеля или подвесок его блока при работе дизеля. Возни-
кающий при этом прогиб коленчатого вала приводит к появле-
нию усталостных трещин также поперек щек. Особенно это от-
носится к дизелям с V-образным расположением цилиндров, у
которых при работе происходит неравномерный нагрев по высо-
те блока, вызывающий температурные деформации и значитель-
ное искривление геометрической оси постелей коленчатого
вала.
2. Основные элементы конструкции коленчатых валов
[галтели, шейки, щеки)
Резкое изменение формы сечения влияет на возникновение
концентрации напряжения. Вместе с тем значительный фактор
концентрации, т. е. отношение наибольшего местного напряже-
ния к номинальному, в отдельных сечениях зависит частично от
свойств материала и геометрической формы сечения. Эксплуа-
тационные данные показали, что увеличение податливости ма-
териала, достигнутого путем создания рациональной конструк-
ции сечений, предотвращает возникновение резкого повышения
напряжений. Так, разрушения от кручения начинаются большей
частью от кромки масляного отверстия или галтели шеек и раз-
виваются в виде усталостной трещины по диагонали поверх-
ности шатунной или коренной шейки. Разрушения от изгиба, ко-
торые происходят после сравнительно короткого периода эксп-
луатации дизеля, возникают при недостаточной жесткости щеки
и начинаются от галтели шейки, развиваясь в виде усталостной
трещины, пересекающей щеку коленчатого вала. Трещины могут
7
возникать в любом колене, но наиболее часто появляются в
щеках, расположенных в средней части коленчатого вала.
Галтели коренных и шатунных шеек являются самыми наг-
руженными участками коленчатого вала. Напряжение в галтели
достигает наибольшего значения в месте перекрытия коренной и
шатунной шеек, в сечении сопряжения галтели с поверхностью
шейки. Обычно напряжение в галтели шатунной шейки больше,
чем в галтели коренной, а это приводит к разрушению вала,
т. е. появлению усталостной трещины в шатунной шейке, потому
что диаметр ее всегда меньше диаметра коренной и создается
более резкий переход в этом сечении вала, приводящий к зна-
чительному возрастанию степени концентрации напряжений.
Степень концентрации напряжения обычно выражается про-
изведением значения напряжения в наименьшем сечении на ко-
эффициент концентрации напряжений. Значения коэффициентов
концентрации напряжения в коленчатом вале во многих случаях
при проектировании нового дизеля определяют на фотоупругих
материалах в поляризованном свете. Коэффициент концентра-
ции напряжений приобретает наибольшее значение только в том
случае, если материал вала был бы абсолютно упругим или
абсолютно хрупким под действием статической или динамичес-
кой нагрузки. Вследствие того что применяемый материал для
валов обладает относительно большой вязкостью, то напряже-
ния в местах концентрации не достигают наибольших значений
из-за его местной текучести, в результате чего нагрузка в се-
чении перераспределяется более равномерно. Это особенно про-
является при статических нагрузках или при низкой частоте вра-
щения вала, так как в этом случае имеется достаточно времени
для пластической деформации материала. Таким образом, влия-
ние коэффициента концентрации на напряжение в наиболее
опасных сечениях вала незначительно и тем меньше, чем плас-
тичней материал.
При динамических нагрузках, когда времени недостаточно
для пластических деформаций материала, коэффициент концент-
рации имеет особенно большое значение, хотя действительное
его значение не достигает теоретического, так как в процессе
нагружения всегда имеется некоторая локальная текучесть ма-
териала. С повышением частоты вращения вала время протека-
ния пластических деформаций уменьшается, поэтому развива-
ется усталостная трещина. Скорость развития трещины зависит
от длительности приложения нагрузки и пластических свойств
материала.
Процесс роста макроскопической усталостной трещины мо-
жет быть разделен на три периода. В первом, переходном пе-
риоде, начинающемся сразу же после зарождения трещины, ее
длина и скорость роста невелики. Развитие трещины происходит
вдоль плоскостей скольжения, лежащих в зоне действия наи-
больших напряжений. Во втором периоде трещина растет под
8
прямым углом к внешним растягивающим напряжениям, что
соответствует периоду установившегося роста трещин, при ко-
тором скорость роста трещины длительное время пропорцио-
нальна ее длине. Третий период протекает при быстром нара-
стании процесса разрушения и заканчивается изломом детали.
Процесс распространения усталостных трещин в каждом
периоде может быть как непрерывным, так и скачкообразным.
Анализ отказов ответственных деталей, вызванных уста-
лостью материала, показывает, что в суммарном сроке службы
до отказа детали период развития усталостной трещины сос-
тавляет 90—97% срока службы.
Такая зависимость существует только при отсутствии кон-
центраторов напряжений или явных дефектов, которые по свое-
му действию могут быть приравнены к ним. Если процесс уста-
лостного разрушения происходит без искусственного ускорения
всех стадий развития трещин, то она может быть обнаружена
только после определенного количества циклов нагружения:
для деталей с концентраторами напряжений это количество
составляет 10—50% и зависит от степени концентрации, уровня
нагруженности, свойств материала, среды и т. п.
Всякая трещина при определенных условиях нагружения и
длине, превышающей критическую, обусловливает возможность
внезапного хрупкого разрушения. Однако не всякая трещина
может быть причиной для отбраковки детали. Пока трещина не
вызывает хрупкого разрушения или недопустимой деформации,
в определенных условиях работы механизма детали могут ра-
ботать. Поэтому устанавливать связь между скоростью роста
трещин и допускаемым критическим их размером следует в
каждом конкретном случае работы машины.
С возникновением трещины поле напряжений претерпевает
существенное изменение, у вершины трещины возникает кон-
центрация напряжений. Характеризует это явление параметр ин-
тенсивности напряжений, отражающий совместное влияние при-
ложенных нагрузок и длины на напряженное состояние у верши-
ны трещины, т. е. перераспределение напряжений в теле детали
вследствие образования трещиньк
Теоретическое значение коэффициента концентрации напря-
жений для галтелей вала, подверженных переменным напряже-
ниям от изгиба и кручения, зависит от отношения D/d и а/r, где
D — диаметр коренной шейки; d — диаметр шатунной шейки;
г — радиус галтели.
Действительный коэффициент концентрации напряжений
нельзя рассматривать как единственный критерий, определяю-
щий значение концентрации напряжений в галтелях шеек, так
как в этом случае имеется ряд других факторов (размеры эле-
ментов вала и его форма).
Истинное значение концентрации напряжений может быть
определено только при испытаниях на усталость натурных ко-
9
Таблица 2
Параметры Дизели
Д100 14Д100 ПД45 ЗД70 5Д49
Диаметр шейки, мм: шатунной, d 172 165 165 191 200
коренной, D 204 250 250 231 220
Радиус галтели шей- ки, мм: шатунной, г 8 12 12 8 15
коренной, п 8 8 8 8 15
r/d 0,046 0,073 0,073 0,042 0,075
ri/Di 0,039 0,032 0,032 0,034 0,068
ленчатых валов. Так, для коленчатых валов дизеля типа Д100
при радиусе галтели 8 мм коэффициент концентрации нор-
мальных напряжений при изгибе щеки в плоскости колена ра-
вен 2,90 [13]. При увеличении радиуса галтели до 10—16 мм,
рекомендованного классификационными обществами, значение
этого коэффициента снижается до 2,63—2,07, при этом запас
прочности повышается в 1,1—1,4 раза по сравнению с исходным:
Рис. 2. Форма и размеры галтелей и
Коэффициенты концентрации напря-
жений по профилям галтелей шатун-
ных шеек коленчатого вала дизеля
11Д45:
а — до изменения конструкции вала;
б — после изменения конструкции вала
10
значением.
В дизелестроении широко
используются эмпирические
зависимости для выбора раз-
меров галтелей: отношение
r/d^0,06. Наименьшая степень
концентрации напряжений до-
стигается при r=d. Реализа-
ция приведенных эмпириче-
ских соотношений конструк-
тивных размеров элемен-
тов вала позволяет создать та-
кой коленчатый вал, который
имеет более высокие запасы
прочности при одинаковых ме-
ханических свойствах матери-
ала.
Размеры конструктивных
элементов коленчатых валов
тепловозных дизелей, приве-
денные в табл. 2, свидетельст-
вуют о том, что соотношения
их менее благоприятны, чем
это рекомендуется классифи-
кационными обществами ряда
стран, особенно для радиуса
галтели г=8 мм.
На основании данных табл. 2
для коленчатого вала дизеля 11Д45 были изменены формы и
размеры галтелей коренных и шатунных шеек (рис. 2). Вместо
галтели с радиусами 8 и 5 мм на производственном объединении
«Коломенский завод» были введены галтели сложного профиля
с радиусом 4 и 12 мм с поднутрением в щеку на 2-0>3 мм при
сохранении ширины канавки галтели 8 мм. Эти изменения при-
вели к значительному уменьшению коэффициента концентрации
напряжений к„ в галтелях шатунных шеек на 25% по сравне-
нию с исходным валом, т. е. вместо ка =2,06; 2,64; 3,96; 3,68, в
среднем к а =3,0, получены значения к, =2,92; 2,90; 2,90; 2,54;
2,21, в среднем ка =2,0. Такие изменения способствовали увели-
чению наименьшего запаса прочности вала в 1,5 раза.
Подобные конструктивные усовершенствования для напря-
женных коленчатых валов целесообразно реализовать также пу-
тем создания эллиптической галтели с шириной a=^bd при
b=(D—d)/2 и n^(b3/a3)d или параболической галтели с
шириной a = Q,707}bd при r=d (рис. 3).
Эксперименты показывают, что если радиус галтели в точке
наибольших напряжений равен диаметру меньшей шейки вала,
то ослабляющий эффект, возникающий в переходной зоне, сво-
дится к минимуму. Однако при изготовлении эллиптической гал-
тели возникают некоторые затруднения, так как в этом случае
удлиняется шейка, кроме того, получить правильную эллипти-
ческую форму галтели сложно.
Преимущество параболической галтели состоит в уменьше-
нии длины галтели примерно на 30%, что создает возможность
увеличить длину шейки, а это иногда является необходимым
требованием при проектировании дизеля.
Для сохранения длины шейки при реализации эллиптичес-
кого или параболического радиуса галтели можно использовать
врезание галтели в тело щеки. При этом толщина щеки долж-
на быть такой, чтобы положительный суммарный эффект, полу-
чаемый от большего радиуса галтели и врезания его в щеку, не
приводил бы к понижению прочности щеки из-за уменьшения ее
толщины.
Рис. 3. Формы галтелей:
а — эллиптическая; б — параболическая
Рис. 4. Галтели, выполненные при
неправильной форме шлифовального
круга:
а — подрезание щеки; б — подрезание
шейки
11
При выполнении галтели с подрезанием щеки или шейки
наблюдается излишнее подрезание поверхности шейки или обра-
зование угла в сопряжении с поверхностью щеки из-за непра-
вильной формы шлифовального круга (рис. 4, а). Этот дефект
наиболее часто встречается при шлифовании коленчатых валов,
что приводит к сокращению срока службы вала.
Благоприятные условия сохранения радиуса галтели при
шлифовании создаются в том случае, когда щека вала имеет
утолщение (рис. 4, б), при этом шлифовальный круг врезается
в шейку минимально.
Исследования коленчатых валов дизеля 5Д40 [4] показали,
что отношение ширины подшипника к его диаметру a/d недос-
таточное и приводит к провалу несущей способности подшипни-
ка. Так, для всех коренных подшипников дизеля 5Д49 a/d = 0,35,
шатунных a/d=0,54, в то время как на дизелях такого же клас-
са (ЗД70, ПД45) по наиболее нагруженным опорам a/d=0,44 =
= 0,62 и по шатунным a[d=0,6 = 0,7. Недостаточная ширина под-
шипников, а следовательно, длины шеек при эксплуатации
дизелей 5Д49 привели к задирам трущихся поверхностей (осо-
бенно шатунных подшипников). Случаи задира коренных под-
шипников возникают значительно реже. Наиболее часто у ко-
ренных подшипников наблюдается повышенный износ. Это объ-
ясняется тем, что работа всех коренных подшипников связана
друг с другом, т. е. при увеличении износа одного подшипника
происходит перераспределение нагрузок по всем коренным под-
шипникам этого вала, что не встречается в шатунных подшипни-
ках. Следовательно, основным средством увеличения несущей
способности подшипников дизелей 5Д49 без изменения часто-
ты вращения коленчатого вала и размеров блока, т. е. расстоя-
ния между центрами цилиндров, является изменение схемы
уравновешивания вала, увеличение длины шейки за счет уве-
личения относительной ширины подшипников, снижение шеро-
ховатости поверхностей трения вала и подшипников и др.
Шейки коленчатого вала, их диаметр и длина, сплошная или
полая конструкция, перекрытие шеек являются важными фак-
торами, обеспечивающими прочность вала и условия смазки их
подшипников. Полые шейки способствуют лучшему распреде-
лению напряжений по сечениям вала как в самих щеках, так и
в коренных и шатунных шейках в месте перехода их в щеку.
Номинальное сопротивление изгибу и кручению у полых шеек
существенно не снижается. Экспериментами установлено, что
при наличии отверстия в шатунной шейке, равного полови-
не ее наружного диаметра, момент сопротивления сечения как
при изгибе, так и при кручении снижается не более чем на
5—6%. В целом прочность вала не снижается, а в большинстве
случаев повышается, так как отсутствие сердцевины в шейках
улучшает, особенно для литых валов, структуру металла по всем
его сечениям и создает условия равномерного распределения
12
напряжений по всему валу.
Статические испытания [5]
коленчатых валов со сплошны-
ми и полыми шейками показа-
ли, что наибольшая концентра-
ция напряжений при сплошных
шейках вала располагается по
оси, проходящей через центры
шатунной и коренной шеек в
точке т (рис. 5, а). При полых
шейках наибольшая концен-
трация рассредоточивается в
двух точках п от этой оси
(рис. 5, б). С увеличением ди-
аметра отверстия напряжения
в каждой из двух точек будут
возрастать и превысят напря-
жения в сплошных шейках.
По соотношению этих значе-
Рис. 5. Расположение наибольшей
концентрации напряжений:
а — в сплошных шейках; б — в полых
шейках
ний определяются оптимальные размеры отверстий в шейках.
Для большинства коленчатых валов, имеющих перекрытие шеек,
отношение диаметра отверстия к диаметру шейки является оп-
тимальным, если di/d=0,5. Фактические соотношения //щ/^кДля
коренных и difd для шатунных шеек у коленчатых валов тепло-
возных дизелей приведены в табл. 3.
Следовательно, у коленчатых валов (14Д40, 11Д45, 5Д49) с
V-образным расположением цилиндров, выпускаемых производ-
ственным объединением «Коломенский завод», соотношения ди-
аметра отверстия шейки к ее наружному диаметру и деформа-
ционная и силовая связь имеют наилучшие показатели [14].
Длина шейки определяется в основном по критерию обеспе-
чения условий гидродинамической смазки в соответствующем
подшипнике. Нагрузка на подшипник, помимо других факторов,
зависит от отношения длины шейки или ширины подшипника к
Таблица 3
Параметры Дизели
дюо 14Д40 11Д45 ЗД70 5Д4Э
Диаметр шейки, мм: коренной dK 204 250 250 231 220
шатунной d 172 165 165 191 200
Диаметр отверстия шей- ки, мм: коренной dKi 88 150 160 130 140
шатунной rfi 56 90 90 90 120
dgtldx 0,43 0,60 0,64 0,56 0,63
dt/d 0,32 0,54 0,54 0,47 0,60
13
его рабочему диаметру a/d. Оптимальная нагрузка составляет
а/г/=0,б4-1,0. Если это соотношение выше или ниже, нагрузка
на рабочую поверхность подшипника значительно повышается
и несущая способность такого подшипника снижается. При уз-
ком подшипнике увеличивается утечка масла и толщина масля-
ного слоя, обеспечивающие условия гидродинамической смазки
снижаются до значения, которое может привести к контакту
трущихся поверхностей. При широком подшипнике возникают
трудности в подаче достаточного количества смазки на всю тру-
щуюся поверхность (особенно краев подшипника), вследствие
чего у трущейся пары также возникают условия металлического
контактирования и схватывания [4].
Для того чтобы смазка из подшипника не выдавливалась,
давление на рабочей поверхности шатунной шейки (рв) долж-
но быть не более 14 МПа для подшипников с баббитовым ан-
тифрикционным слоем и 21 МПа для подшипников из свинцо-
вистой бронзы [4].
Фактические соотношения ширины вкладыша к его диаметру
для коленчатых валов тепловозных дизелей приведены в
табл. 4.
Для предварительной оценки температуры выходящего из
подшипника масла используют характеристику pv (произведение
давления в рабочем слое подшипника на окружную скорость).
При наличии баббитового антифрикционного слоя она составля-
ет 86 Н (м-с), при свинцовистой бронзе 170 Н (м-с).
Следовательно, для всех типов подшипников зоны наимень-
ших толщин масляного слоя за цикл работы шейки вала сов-
падают с участками существенного снижения относительной ско-
Таблица 4
Параметры Дизели
дюо 14Д40 ПД45 ЗД70 5Д49
Диаметр шейки, мм: коренной dK 204 250 250 231 220
шатунной d 172 165 165 191 200
Ширина подшипника, мм: коренного а\ 69 90 1 108 \* V 78 ) / 101 \* к 78 ) 78
шатунного а 87 94 94 114 107
ai/dx /0,33 \** 10,22 ) 0,36 /0,44 \** \ 0,31 ) / 0,44 \** ПГзГ/ 0,35
a/d /0,50 \** V0~42/ 0,57 0,57 0,60 0,54
♦ Числитель—наиболее нагруженный подшипник.
*♦ Знаменатель—для канавочных подшипников.
14
рости скольжения поверхностей трения, определяемой скоростью
движения вала по линии центров его шеек. Нагрузки в этих
зонах по абсолютному значению составляют 40—60% от наи-
больших нагрузок.
В двухтактных дизелях 10Д100 и ПД45 наибольшие нагруз-
ки в зоне газовых сил в 3,2—3,7 раза выше наибольших нагру-
зок в зоне инерционных сил, поэтому наименьшие толщины мас-
ляного слоя в зоне газовых сил и наибольшие в зоне инерцион-
ных сил близки по своему значению. В четырехтактных дизелях
типов 5Д49 и ЗД70 инерционные силы близки к наименьшим
газовым, поэтому наименьшая толщина масляного слоя в ша-
тунных подшипниках в зоне газовых сил дизеля типа 5Д49 при-
мерно в 3 раза больше наименьшей толщины в зоне инерцион-
ных сил. Однако по протяженности действия наименьших тол-
щин за один цикл работы цилиндра зона инерционных сил зна-
чительно больше, чем зона газовых сил, и это является опреде-
ляющим фактором в работе подшипника.
В наиболее нагруженных коренных подшипниках дизеля
5Д49, как, например, третий, пятый и седьмой, расчетная наи-
меньшая толщина масляного слоя составляет 3—3,5 мкм, что
значительно меньше такой же толщины, имеющей место в наих
более нагруженных подшипниках дизелей 11Д45 и 10Д100. Ха-
рактеризуется это тем, что длительная работа коленчатого ва-
ла в условиях режима граничного трения может приводить к
повышенному износу пары трения, а при определенных услови-
ях — к задирам шеек вала и подшипников. Основной причиной
этого является малое значение отношения ширины подшипника,
а следовательно, длины шейки к ее диаметру, что указывалось
при оценке радиуса и величины галтели шейки.
Для практической оценки этого соотношения используют эм-
пирические зависимости [5]. Наибольшее давление сгорания в
большей степени, чем фактор pv, ограничивается предельно до-
пустимым давлением на поверхности вкладыша из условий наг-
рузки на шатунную шейку, когда скорость поршня и отноше-
ние хода поршня к диаметру цилиндра невелики. При повышен-
ных скоростях поршня и увеличенном отношении хода поршня
L к диаметру цилиндра D фактор pv становится лимитирующим.
Если отношение ширины подшипника к его диаметру a/d=0,8,
то требования к прочности подшипника и нагрузке его должны
повышаться.
Масляные каналы в коренной и шатунной шейках служат
для подвода смазки к подшипникам. От расположения и раз-
меров масляных каналов зависит прочность вала. В шатунной
шейке вала наиболее рационально располагать каналы под пря-
мым углом к ее вертикальной оси, так как в этом случае он бу-
дет находиться в плоскости нейтральной оси шейки. При таком
расположении каналов масло подается на поверхность шатун-
ной шейки до в. м. т., т. е. до зоны дейстчия наибольшего давле-
15
ния сгорания. Это особенно выгодно для работы подшипника,
когда силы газов выше сил инерции. Однако при таком распо-
ложении каналов в них необходимо устанавливать заглушки.
Наклонные или вертикальные каналы, а также любые ка-
навки для распределения масла допускаются при условии
подвода масла в зону низких давлений на подшипниках. Для
быстроходных дизелей, где преобладают силы инерции, выход
канавки на поверхность шейки согласуется с конструкцией
шатунного вкладыша, располагается под прямым углом к ее
вертикальной оси, но с противоположной стороны, т. е. про-
ходит через всю шейку. Такое расположение каналов является
наиболее рациональным для правильной организации смазки
шатунной шейки и ее подшипника.
Кроме того, при таких масляных каналах смазочные канав-
ки в подшипнике располагают только в нижнем нерабочем
вкладыше, по окружности, в средней его части. В этом случае
масло попадает на рабочую поверхность подшипника через
канавки, расположенные у стыков вкладышей с обеих сторон.
Коленчатый вал с полыми коренными и шатунными шей-
ками, у которого масляный канал проходит через отверстие
в коренной и шатунной шейках, показан на рис. 6, а. При та-
ком расположении каналов требуется устанавливать заглушки
на каждой шейке. В коленчатых валах с полыми коренными
и шатунными шейками, имеющими наклонные каналы (рис. 6,
б), их соединяют иногда с помощью трубок. При такой конст-
рукции заглушки не нужны.
Опыт эксплуатации показал, что постановка в этом случае
алюминиевых трубок имеет преимущество перед стальными,
так как они приводят к снижению предела выносливости ко-
ленчатых валов. Большое значение при этом имеет тщательная
обработка кромок масляных отверстий путем их плавного за-
кругления и полирования.
Размеры масляных каналов должны быть регламентирова-
ны исходя из размеров шатунных шеек. Диаметр канала дол-
жен составлять 0,08 d (d — диаметр шатунной шейки). Радиус
закругления кромок отверстий не должен быть меньше 0,04 d,
Рис. 6. Масляные каналы в коренных и шатунных шейках:
а — без установки трубки; б — с установкой трубки
16
а угол наклона масляных каналов к оси шеек — не менее 60°.
Уменьшение этого угла увеличивает эллиптическое отверстие
канала на поверхности шейки, что также снижает предел вы-
носливости вала.
Щеки коленчатого вала, особенно чугунного, должны иметь
такие размеры, чтобы напряжения их от изгиба не превышали
напряжения в шатунной шейке. Кроме того, размеры колен-
чатых валов (толщина щеки, диаметры шатунной и коренной
шеек, радиус кривошипа) должны иметь такое соотношение, при
котором изгибающие моменты во всех его элементах при при-
нятых допущениях защемления коренной шейки не приводили
к завышенным изгибным напряжениям, принятым при расчете
вала.
Перекрытие коренных и шатунных шеек оказывает боль-
шое влияние на прочность коленчатого вала и, в частности, на
сопротивление изгибу, т. е. чем меньше коэффициент перекры-
тия, тем меньше напряжения в галтелях [1]. Кроме того, при
отрицательном перекрытии шеек относительное понижение
прочности вала незначительно, так как напряжения в коренной
и шатунной шейках не влияют друг на друга.
Не оказывает отрицательного влияния перекрытие шеек ва-
ла и на напряжения при кручении.
Перекрытия шеек определяются по формуле
S = 0,5(rf+dK)-/?,
где J? — радиус кривошипа; dK — диаметр коренной шейки.
Коэффициент перекрытия определяется по формуле
₽ = /?/(/?+ S).
Если р<1, то положительное перекрытие, — отрица-
тельное.
Изменение радиуса кривошипа влияет на перекрытие ко-
ренной и шатунной шеек. Вал с нулевым перекрытием будет
иметь меньшую прочность по сравнению с валами, имеющими
положительное перекрытие, и незначительно большую проч-
ность по сравнению с валами, имеющими отрицательное пере-
крытие.
Размеры щеки должны быть такими, чтобы обеспечить рав-
номерное распределение металла и напряжений по всем эле-
ментам вала. В противном случае такой вал в эксплуатации
будет ломаться поперек щеки, с выходом трещины от галтели
шатунной к галтели коренной шеек. Критерием, определяющим
толщину щеки, является ее сопротивление изгибу, которое
приблизительно должно быть равно сопротивлению изгиба
шатунной шейки, особенно для чугунных коленчатых валов.
Эти соотношения, необходимые для получения равного сопро-
тивления изгибу щеки и шатунной шейки, должны составлять:
ширина щеки — c = l,6d, толщина щеки — b = 0,475d.
17
Рис. 7. Конструкции щек коленчатых валов
Эффективным способом повышения предела выносливости
щеки, а следовательно, коленчатого вала на изгиб является
увеличение ее толщины. Увеличение ширины щеки дает относи-
тельно небольшой эффект. Так, увеличение толщины щеки
на 10% приводит к увеличению предела выносливости щеки на
изгиб на 40%, а увеличение ширины щеки на 10% сопротив-
ление изгибу повышает только на 5%.
Различные конструкции щек чугунных коленчатых валов
приведены на рис. 7. Скос щек под углом 45° (рис. 7, а) поз-
воляет повысить их прочность, уменьшить массу, а также оп-
тимизировать размеры и форму противовесов.
Незначительный скос щеки вала (рис. 7, б) позволяет обес-
печить необходимый зазор между валом и стенкой картера,
а также рациональное крепление противовесов. Однако при
полых шейках и наличии скосов (особенно аналогичных, по-
казанным на рис. 7, б) прочность вала заметно снижается, так
как чрезмерное скашивание приводит к высокой концентрации
напряжений.
Конструктивная схема дизеля определяет форму щеки вала.
В частности, форма щеки, приведенная на рис. 7, в, применя-
ется в тех случаях, когда коленчатый вал не является лими-
тирующим фактором конструкции дизеля. Эта форма щеки
самая простая в изготовлении, так как в этом случае исполь-
зуется только
один способ обработки — обтачивание.
а)
Рис. 8. Формы щеки коленчатого
вала дизеля 11Д45:
а — до изменения формы; б — после
изменения формы
Конструкция щеки, пока-
занная на рис. 7, г применяет-
ся тогда, когда необходимо сни-
зить массу вала. Однако из-
готовление такой щеки (с ис-
пользованием механической
обработки) более сложно в
сравнении с предыдущим слу-
чаем, так как здесь необходи-
мо фрезерование или обработ-
ка долблением.
Например, изменение фор-
мы и размеров щеки коленча-
18
i ых валов дизеля 11Д45 (рис. 8) вызвано необходимостью по-
вышения прочности валов. Испытания нового вала дизеля
11Д45 показали, что принятые изменения этих элементов умень-
шили коэффициент концентрации напряжений в галтелях ша-
тунных шеек на 25% по сравнению с исходным валом.
Так как расчетный изгибающий момент в элементах ко-
ленчатого вала зависит главным образом от принимаемых
допусков защемления коренной шейки, а не от формы щеки,
то такая неопределенность исходных данных приводит к раз-
нообразию методов расчета вала, применяемых различными
исследователями. Однако большинством исследователей при-
няты допущения, что напряжения в щеке от непосредственного
растяжения значительно меньше напряжений от изгиба, по-
этому определение запасов прочности в сечениях щеки обычно
выполняется путем расчета вала на изгиб, причем критиче-
ская точка расположена на галтели шатунной шейки в плос-
кости колена, так как максимальные напряжения от изгиба
в галтели коренной шейки обычно меньше, чем в галтели ша-
тунной шейки. Расчет запаса прочности производится по
следующим формулам:
по нормальным напряжениям
п°-i .
’ KaaV Ф» °т
по тангенциальным напряжениям
= т-1
«Что + Фг Ъп ’
где О-i — предел выносливости при симметричном изгибе (по данным ис-
пытаний механических свойств высокопрочного чугуна);
к, — эффективный коэффициент концентрации напряжений при из-
гибе, устанавливается при испытании с учетом размеров образ-
цов. Так, при величине отношения радиуса галтелей к толщи-
не щеки, равном 0,16, к» =3,3;
о,, — амплитудное значение нормальных напряжений цикла, опреде-
ляется как алгебраическая полуразность наибольших и наимень-
ших напряжений;
чт — среднее значение нормальных напряжений цикла, определяется
как алгебраическая полусумма максимальных и минимальных
напряжений;
’Р’« — коэффициент, отражающий влияние асимметричности нагрузки
в течение цикла (принято считать равным 0,2);
Т—1 — предел выносливости при симметричном кручении, определяется
на лабораторных образцах (по данным испытаний механических
свойств высокопрочного чугуна);
Kt — эффективный коэффициент концентрации напряжений при кру-
чении, определяемый на образцах, с учетом диаметра образца
(принимается для высокопрочного чугуна равным 2);
— амплитудное значение тангенциальных напряжений в цикле,
определяется как алгебраическая полуразность наибольших и
наименьших напряжений;
19
rm — среднее значение тангенциальных напряжений в цикле, опреде-
ляется как алгебраическая полусумма наибольших и наимень-
ших напряжений;
Ч'т — коэффициент, отражающий влияние асимметричности нагрузки
в течение цикла (принято считать равным 0,05).
Запас прочности коленчатого вала определяется условиями
эксплуатации, при которых происходит изменение относитель-
ного расположения его опор (суммарная ступенчатость) вслед-
ствие неравномерного износа трущихся пар (шейки вала и его
подшипника) и отклонение от номинальных значений давления
газа в процессе работы, возникающее из-за неправильного ре-
гулирования топливной аппаратуры, колебаний атмосферного
давления, тепловых деформаций блока цилиндров и т. п.
Опыт эксплуатации тепловозных дизелей с чугунными ко-
ленчатыми валами различных конструкций показал, что для
надежной их работы наименьшие значения запасов прочности
элементов изношенного коленчатого вала должны быть не ниже
минимально допустимых значений (п= 1,7-*-1,8).
Исследования напряженного состояния изношенных колен-
чатых валов дизелей 2Д100 показали, что при суммарной сту-
пенчатости по смежным опорам вала, равной 0,14 мм, запас
прочности его снижается на 25%, а при ступенчатости 0,53мм —
почти в 2 раза. Ориентировочно можно считать, что наличие
суммарной ступенчатости по смежным опорам любого участка
вала, равной 1/600 расстояния между серединами двух смеж-
ных коренных шеек, приводит к снижению запаса прочности
этого вала на 100%.
Использование этих валов для дизеля 10Д100, мощность
которого в 1,5 раза выше мощности дизеля 2Д100, привело к
тому, что допустимую суммарную ступенчатость между смеж-
ными опорами пришлось снизить на 20%.
Э. Тепловые деформации блока цилиндров и их влияние
на напряженное состояние коленчатого вала
Для повышения надежности коленчатого вала в эксплуата-
ции определяют величины перемещения опор блока цилиндров
дизеля, возникающие под воздействием неравномерно рас-
пределенных по элементам корпуса блока цилиндров высоких
температур, возникающих при его работе.
Измерения температурных полей и перемещения опор двух
блоков цилиндров дизелей 5Д49 и 1 ОД 100 показали, что они
значительно отличаются. Блоки двухтактных дизелей (1 ОД 100)
со встречнодвижущимися поршнями имеют практически рав-
номерный нагрев как по длине, так и по высоте блока с не-
значительным (на 12—15°С) перегревом средней части блока
по отношению к крайним его участкам.
У четырехтактных дизелей 5Д49 с V-образным расположе-
нием цилиндров температура верхней части блока в местах
20
расположения крышек цилинд-
ров, т. е. в зоне наибольшего
нагрева блока, на 50—60°С
выше, чем в нижней части бло-
ка (рис. 9), что приводит к
значительному перемещению
опор коленчатого вала.
В исследованиях, проведен-
ных во ВНИИЖТе, эти вели-
чины определялись на специ-
альном стенде, где реализовы-
вался режим нагрева блока,
позволяющий получить темпе-
ратурное поле, аналогичное
полю реального двигателя (с
Попер отсека Ьлокой
Рис. 9. Изменение температуры по-
длине блока:
1 — в верхнем поясе; 2 — в нижнем по-
гочки зрения разницы темпе- ясе
ратур). Этот стенд представ-
ляет собой натурный блок цилиндров дизеля 5Д49, установлен-
ный на поддизельную раму. В результате нагрева блоки ци-
линдров нагревателями было установлено, что вследствие раз-
личия температур верхнего, среднего и нижнего поясов возни-
кает перемещение опор коленчатого вала, причем средние опо-
ры перемещаются вверх относительно крайних. Общую кривиз-
ну геометрической оси всех опор блока (линии вала) измеряли
оптическими приборами с точностью до 0,003 мм. Температуру
блока цилиндров измеряли до нагрева, после нагрева и после
остывания блока. Причем измерения после нагрева блока про-
изводились при установившемся температурном режиме, т. е.
когда температуры в контрольных точках не изменялись в тече-
ние 30 мин. Для получения средневзвешенных значений переме-
щений опор блока при наибольшей разности температур, возни-
кающих во время работы дизеля, измерение температур в конт-
рольных точках выполняли 50 раз. При проведении эксперимен-
та оценивалось также влияние затяжки болтов, крепящих блок
с поддизельной рамой, на изменение положения линии колен-
чатого вала до затяжки болтов и после их затяжки.
Значения перемещения опор можно также определить пу-
тем получения эмпирических характеристик этих перемещений
в зависимости от наибольшей разности температур.
Для получения зависимостей, характеризующих перемеще-
ние опор, в функции наибольшей разницы температур эти ве-
личины измерялись при разнице температур в пределах А/=
= 104-50° С и после измерения Д/=10°С. При этом учитывал-
ся тот факт, что во время эксперимента контролируемый па-
раметр (линия вала в блоке) подвергается воздействию ряда
различных возмущающих факторов. Так, температура окру-
жающей среды изменялась от 5 до 21°С, что влияло на ско-
рость нагрева блока цилиндров, а среднее время измерения
21
несоосности опор достигало 20±3 мин, т. е. измерения явля-
лись неточными. Поэтому полученные замеры при этом обра-
батывались с учетом указанных переменных величин.
Средневзвешенное значение перемещений опор
X = 2 xi,
/=1
где а, — число замеров, в результате которых получено Хц
п — общее число измерений.
Средняя квадратичная ошибка измерения а0.’
2 *1 (X, - Х)2
г2 ___________
s0 - п — 1
Средняя квадратичная ошибка средневзвешенного значения
°о____
У2“/ («-1)2®/ ’
где 2 принимается от i=l до п.
Результат измерения а=Х±ах или a=Xz
где Ух — вероятная ошибка измерения; УХ=0,6745 ах-
Перемещения опор под коленчатый вал после нагрева бло-
ка привели к значительным изменениям линии вала. Линия
вала, характеризующая изменения абсолютных величин пере-
мещения средних относительно крайних опор блока, не уста-
новленного на поддизельную раму, показана на рис 10. При
закреплении блока на поддизельной раме величины перемеще-
ния опор блока при его нагреве уменьшаются в среднем на
20%, что целесообразно учитывать при эксплуатации этих ди-
зелей. Изменения макрогеометрии сопряжения блок цилинд-
ров — коленчатый вал дизеля 5Д49 повышают рабочие напря-
жения в элементах коленчатого
Рис. 10. Характер перемещения опор
блока при его нагреве
вала и в первую очередь в
расчетных сечениях щек.
Значения амплитудных на-
пряжений при соосных и не-
соосных опорах, соответству-
ющих температурным дефор-
мациям блока цилиндров, при-
ведены в табл. 5.
Амплитудные напряжения в
расчетных сечениях щек вслед-
ствие возникновения темпера-
турных деформаций блока зна-
чительно возрастают. На-
ибольшее увеличение напряже-
22
Таблица 5
Параметры № колена
1 2 з 4 5 в 7 8
Напряжения в рас- четных сечениях, МПа: при соосных опо- 44 22,4 21,3 24,9 33 21 15,3 19,7
рах 23,7 15,4 £Г~ 39" 24,9 21,7 20,9 14,4
при несоосных опорах: от температурных 50,5 33,3 22,9 35,3 42,9 27,6 39,2 47,9
деформаций блока 43J 18,9 40,8 39,0 29,4 42,9 37,6 15,2
от температурных 44,6 24,0 27,8 39,6 39,0 30,3 49,8 31,3
деформаций блока, из- 24,6 15,1 35,6 38,0 46,1 49,5 25,7 30,0
носа трущихся поверх- ностей вала, подшип- ников Запасы прочности: при соосных опо- 1,8 3,5 2,9 2,7 1,9 3,0 3,3 4,2
.а —
рах 3,8 4,3 3,0 1,9 2,6 2,8 3,4 4,8
при несоосности 1,7 2,5 3,0 2,1 1,7 2,4 2,0 1,8
опор вала от темпера- 2,0 3,9 1,9 1,8 2,4 1,8 2,0 4,2
турных деформаций блока
Примечание. В числителе—леаая сторона колена, в знаменателе—правая.
ний возникает в крайних коленах. Это объясняется особенностя-
ми температурных деформаций блока цилиндров дизеля 5Д49.
Такое перераспределение напряжений вызывает снижение за-
паса прочности коленчатого вала от исходного уровня.
Приведенный расчетный запас прочности получен в предпо-
ложении, что исходный блок перед нагревом имел соосные
опоры. В действительности блоки цилиндров, поступающие в
эксплуатацию, имеют различные сочетания несоосности и часто
превышают заданную несоосность, что приводит к дополни-
тельным перегрузкам вала.
Приведенные перегрузки, возникающие в отдельных случа-
ях, достигают значительных величин. Так, в левой щеке чет-
вертого колена напряжения увеличиваются на 14,7 МПа, в
правой щеке шестого колена — на 27,8 МПа, в левой щеке
седьмого колена — на 34,5 МПа. Запасы прочности четвертого
и пятого колена в этом случае не превышают п—1,9. Минималь-
ный запас прочности возникает в правой и левой щеке соответст-
венно шестого и седьмого колена — Ппнп=1,6.
Безаварийная работа коленчатого вала обеспечивается при
достаточном запасе прочности, заложенном при изготовлении
дизеля с учетом изменения условий работы вала, возникаю-
щих в эксплуатации и выражающихся в увеличении несоосно-
сти опор и общей кривизны линии вала.
Опыт эксплуатации дизелей 1 ОД 100 позволил установить,
что запас прочности, обеспечивающий безотказную эксплуата-
23
Таблица
№ колена расчетный запас прочности коленчатого вала дизеля 10Д100 № колена Расчетный запас прочности коленчатого вала дизеля ЮДЮО
Опоры соосны Суммарная несо- осность опор Опоры соосны Суммарная несо- осность опор
1 2,2/3,2 2,2/2,7 6 3,3/2,9 2,9/2,7
2 3,5/3,3 3,4/3,2 7 3,2/3,2 2,9/2,2
3 3,3/3,2 3,0/3,0 8 2,9/2,9 2,7/1,8
4 3,3/3,7 3,2/3,2 9 3,5/3,2 3,7/3,2
5 2,9/2,7 2,9/2,6 10 4,0/3,7 1,9/3,3
Примечание. В числителе—левая сторона колена, в знаменателе—правая.
цию дизелей, должен быть не менее 1,7—1,8 с учетом отме-
ченных параметров. Расчеты коленчатого вала этого дизеля с
учетом тепловых деформаций и изменения линии вала, кото-
рые возникают в эксплуатации, показывают, что самый низкий
запас прочности, который может иметь место в условиях нор-
мальной эксплуатации этого дизеля, может быть 1,8 (табл. 6).
Расчеты коленчатых валов с учетом изменения макрогео-
метрии линии вала, возникающей вследствие температурных
деформаций блока цилиндров, дают возможность обоснованно
определять минимально допустимые запасы прочности колен-
чатых валов и разрабатывать нормы их содержания в эксплуа-
тации.
4. Размеры и нормы содержания коленчатых валов
в эксплуатации
Размеры коленчатого вала зависят от мощности дизеля
и могут быть определяющим фактором при выборе габаритных
размеров и массы дизеля в целом. Основным требованием,
предъявляемым к конструкции коленчатого вала, является до-
статочный запас прочности, гарантирующий необходимую на-
дежность вала в эксплуатации. Запас прочности на стадии про-
ектирования определяется как отношение допустимого напря-
жения к расчетному. При расчетах коленчатых валов необхо-
димо учитывать, что одной из основных причин их отказов яв-
ляется изгиб щеки вследствие неравномерного износа вкла-
дышей и образования повышенной ступенчатости.
Точность определения запасов прочности на стадии проек-
тирования во многом зависит от выбора расчетной схемы ко-
ленчатого вала. К расчетной схеме предъявляются следующие
требования: соответствие реальным условиям работы вала с
учетом несоосности (вызванной различными факторами) ко-
24
Рис. 11. Основные нагрузки, действующие на колено
вала
репных шеек и их опор; точность определения напряжений
должна быть приемлемой для практического применения.
Исследования показали, что целесообразен следующий под-
ход к решению этой задачи.
Применительно к коленчатым валам используется расчет-
ная методика, основанная на работах С. П. Тимошенко,
И. И. Трапезина, Е. А. Шороха и В. Ф. Грозы. Основой этого
метода является условие непрерывности упругой линии вала
на опорах. Нагрузки, действующие на колено вала, показаны
на рис. 11. Углы поворота опорных сечений определяются для
каждой промежуточной опоры в двух взаимно перпендикуляр-
ных плоскостях — в плоскости колена и в перпендикулярной
ей. За лишние неизвестные принимаются надопорные изгибаю-
щие моменты. Для каждых двух смежных пролетов составля-
ется по два уравнения, отражающих условие непрерывности
упругой оси на опорах:
^2 л—1 '
~ ~ Ч п-1 CtS Tfn-1 Мп-1 - (С1,л + С1, П-1) c‘g 7„ Мп -
ci.n-i „ COS’M„
+ *1.п sin Тя + <1.п +
Л , cos Tn+i cos Тл \ cos Тя .
+ ^2,л sin Тп - С2,Л sin 7п+1 ) Мп+1 - С2,п sjn ^n+I ~
= “2, л-I Nn-1 f2, n-1 Qn-i ~ vl,n sin Тл Tn +
+ «1,Л cos T„ Nn + ^i.n cos Tn Qn + sn sin MT„;
~~^2,n—l ^n-l + (kl, n-1 + c2,n) Mn + (cl,n — *l,n) cos Tn +
+ (ft2,n cos Tn + c2,n
COST„ + 1SinT„ \ sin
sin Тл+i / Mn+1 + C2'n sin T„+1 "
= п2,л-1 cos ln Tn +sn C0S7„AfTn-
- «1,» sin Tn Nn - (l,n sin Tn Qn - sn-l MT,n-l,
25
где Мп , Мп +1— надопорные изгибающие моменты, действующие в
плоскостях, перпендикулярных плоскостям близле-
жащих от опор колен;
М', Мд+1— надопорные изгибающие моменты, действующие в
этих же плоскостях справа от опор;
7— угол между плоскостями смежных кривошипов;
Nn ,Тп — составляющие, действующие на шатунную шейку
n-го колена;
Qn — сила инерции неуравновешенной части половины
колена;
Л?тп— крутящий момент на n-й опоре;
с, k, и, t, v, s— коэффициенты, учитывающие геометрию колен и ма-
териал вала.
Общее число таких уравнений, необходимое для расчета
коленчатого вала на прочность, позволяет раскрыть статиче-
скую неопределенность системы. Практическое применение
данного метода возможно при использовании ЭВМ.
Применительно к многоопорным коленчатым валам метод
расчета по неразрезной схеме в матричной форме был разра-
ботан В ХПИ как для случая с абсолютно жесткими опорами,
так и при реальной податливости опор [3].
По этой методике вектор лишних неизвестных представлен
в виде
м =
т, х
т\, У
тп-ъ
тп-1,
У
Разрешающее уравнение имеет вид
М - E~lN,
где Б-1 — обращенная матрица Б, составленная из коэффициентов податли-
вости элементов вала н опор;
М — вектор, зависящий от действующих на вал нагрузок.
Определив расчетным путем наибольшие и наименьшие
нормальные и касательные напряжения, можно найти ампли-
тудные и средние значения данных напряжений. Амплитудные
и средние напряжения позволяют определить запасы Щрочно-
сти по нормальным и касательным напряжениям (па и ns):
_ a-i8» Еупр .
’ °а k„ *фа + Зт ’
Т-1 £упр
е йфт ’'а + 44 \
26
где O-i и т-1 — пределы выносливости материала вала при симметричном
цикле нагружения,
еа , — коэффициенты, учитывающие изменение предела выносли-
вости вследствие увеличения абсолютных размеров де-
тали;
еупр — коэффициент, учитывающий упрочнение коленчатого вала;
, kx — эффективные коэффициенты концентрации нормальных и
касательных напряжений в галтели при изгибе и кру-
чении,
йфа, — коэффициенты, учитывающие неравномерность напряжений
при изгибе н кручении вследствие колеиообразности вала;
фа , — коэффициенты влияния статических нормальных и каса-
тельных напряжений.
Общие запасы прочности определяются по формуле
Па п.
П = --тт-— ---.
Значение запаса прочности коленчатого вала зависит от
О_1 (t-j).
Предел выносливости при изгибе гладких образцов (без
надреза), полученных из отливки массивных сечений (до диа-
метра 200 мм), может достигать 200 МПа (высокопрочный
чугун средней пластичности, перлитная основа). Однако эти
значения предела выносливости высокопрочного чугуна могут
быть больше. Пределы выносливости при изгибе высокопроч-
ного чугуна с перлитной основой достигают 300—400 МПа, а
после термической обработки 350—450 МПа, при этом отно-
сительное удлинение составляет 2—7%, а твердость НВ 280—
370.
Значения нормальных и касательных напряжений необхо-
димо определять с учетом коэффициентов концентрации напря-
жений в галтелях коленчатого вала. Коэффициенты концент-
рации нормальных ka и касательных kT напряжений в боль-
шинстве случаев определяются экспериментально. Повышенные
значения ka при изгибе наблюдаются у коленчатых валов ди-
зелей со средней частотой вращения. Для них характерны
изломы от изгибных напряжений.
Так как значение ka связано с определением номинальных
напряжений, то очень важно правильно выбрать расчетное
сечение. Для коленчатых валов с большим перекрытием шеек
выбирается косое сечение щеки. Напряжения с достаточной
точностью рассчитываются по методике [7], разработанной
на основе экспериментального исследования коленчатых валов.
Значения коэффициентов концентрации напряжений, опреде-
ленные по этой методике, хорошо согласуются с результатами
тензометрирования ряда различных по конструкции и разме-
рам коленчатых валов.
27
На предел выносливости вала существенное влияние ока-
зывают также такие показатели, как качество поверхности,
поверхностное упрочнение (накатка роликами, дробеструйная
обработка, чеканка или вибронакатка, азотирование), которые
обычно учитываются при расчете вала на прочность. Вызван-
ные перечисленными факторами изменения предела выносли-
вости учитываются коэффициентом А>1,0.
Кроме того, существенное влияние оказывает также способ
изготовления коленчатого вала. При сравнении предела вынос-
ливости штампованных и кованых коленчатых валов, имеющих
одинаковые максимальные показатели прочности, наименьшие
значения этих показателей у штампованных валов были выше,
чем у кованых, на 15—20%.
Важным преимуществом расчета по неразрезной схеме в
сравнении с разрезной является возможность учета изменения
несоосности, возникающей в эксплуатации вследствие различ-
ных факторов, таких, как износ шеек и вкладышей, темпера-
турные, динамические деформации блока и др. При этом ди-
намическую несоосность с достаточной для практических
целей точностью можно определить расчетным путем (для дизе-
лей с подвесным коленчатым валом — путем решения плос-
кой задачи теории упругости, например методом конечных
элементов).
Использование неразрезного метода расчета коленчатого
вала позволяет определить минимально допустимый запас проч-
ности. Для этого необходимо рассчитать вал двигателя (с уче-
том происходящих в эксплуатации изменений макрогеометрии),
являющегося наиболее надежным по данному узлу.
Проведенные во ВНИИЖТе расчеты коленчатого вала ди-
зеля ДЮО показали, что с учетом изменения несоосности в
эксплуатации (за период до капитального ремонта) происхо-
дит понижение запаса прочности до п=1,8. Данное значение
запаса прочности является предельно допустимым для чу-
гунных коленчатых (с учетом изменений несоосности) ва-
лов.
Важным результатом применения метода расчета вала по
неразрезной схеме явилось определение обеспечивающих безот-
казную эксплуатацию эксплуатационных норм износа вкла-
дышей коренных подшипников. Эти нормы являются опреде-
ляющими при установлении пробега тепловоза между капи-
тальными и текущими ремонтами, а также при прогнозирова-
нии срока службы коленчатого вала. Опыт эксплуатации ди-
зелей типа ДЮО подтверждает эти положения.
II. ХАРАКТЕРИСТИКА ЧУГУНА,
ПРИМЕНЯЕМОГО ДЛЯ КОЛЕНЧАТЫХ ВАЛОВ
5. Влияние качества литья
на прочность коленчатых валов
Коленчатые валы тепловозных дизелей типов Д100, 11Д45,
14ДЮ изготовляли из высоколегированного чугуна. Однако эти
валы имели низкую надежность и высокую стоимость. Для
коленчатых валов стали использовать высокопрочный чугун
с глобулярным графитом (ВПЧ 60-2). В основу этой марки
чугуна был положен серый чугун марки СЧ15-32 с добавкой
небольшого количества магния.
Химический состав чугуна для изготовления коленчатых
валов приведен в табл. 7.
Эти чугуны отличаются механическими свойствами. Так,
высокопрочный чугун с глобулярным графитом перлитной
структуры имеет более высокий предел прочности при растя-
жении (на 45%) и предел прочности при сжатии (на 43%) по
сравнению с легированным чугуном.
Механические свойства этих чугунов приведены в
габл. 8.
Проведенные испытания на предел выносливости легирован-
ного и высокопрочного чугуна с глобулярным графитом на об-
разцах, имеющих концентраторы напряжений в виде бурта
шириной b и диаметра поперечного отверстия а, а также нали-
чие данных о влиянии размеров образца на предел выносливо-
сти позволили оценить эффект концентрации напряжений для
сопоставляемых чугунов и влияние концентраторов напряжения
на размеры элементов коленчатого вала, изготовленного из
высокопрочного чугуна.
Сопоставляя значения эффективных коэффициентов концент-
рации (табл. 9), полученных при испытании образцов на пре-
дел выносливости, изготовленных диаметром 25 мм и выше из
высокопрочного чугуна с глобулярным графитом, легирован-
ного чугуна и стали, ориентировочно определяют и величины
эффективных коэффициентов концентрации для натурного чугун-
ного коленчатого вала.
Значения эффективных коэффициентов концентрации, опре-
деленных для основных элементов коленчатого вала дизеля
типа Д100, изготовленного из высокопрочного чугуна с глобу-
лярным графитом, приведены в табл. 10.
29
Таблица 7
Чугун Химический состав, %
С SI Мп р 3 Сг N1 Ма
Легированный 2,15— 2,45 2,2- 2,5 1,1 — 1,3 0,045 0,045 0,4- 0,6 1,01 - 1,2 0,9— 1,1
Высокопрочный с глобулярным графи- том 3,3 — 3,5 2,3— 3,5 0,6— 0,7 0,09 0,015 —— —
Таблица 8
Показатели Механические свойства чугуна
легированного высокопрочного с глобулярным графитом
Ферритовая структура I Перлитовая 1 структура
Предел прочности, МПа: при растяжении ов 440 420—440 560-640
при сжатии асж 140 140—170 180—200
при изгибе а. 90 — 90—110
Стрела прогиба 1=100 мм, Твердость НВ 1,4
255,0—286,0 207,0—229,0 255,0—289,0
Предел выносливости, МПа: при изгибе а—1 130* 150** 180**
при кручении т j 120* 115 135
Ударная вязкость ак, МПа 0,05—0,075 — —
Диаметр образца; *</=9,48 мм; **</=40,0 мм.
Таблица 9
Показатели Результаты прочностных испытаний образцов из различных материалов
легированный чугун чугун с глобулярным графитом сталь 35
Ферритовая структура Перлитовая структура
Предел прочности при растя- жении ав1, МПа 210—250 440 580 520—650
Предел выносливости при сим- метричном изгибе <3_j МПа 100—105 150 180 220—300
Эффективный коэффициент концентрации напряжений на бурте ка , 6/d=0,027=0,055 — 1,37 1,77 2,40
Эффективный коэффициент концентрации напряжений 1—1,05 1,09 1,41 2,0
Поперечное отверстие, ajd— =0,2 1,6 — — 1,6
Бурт, 6/(7=0,055 1,11 — —
30
Таблица 10
Элементы коленчатого вала дизеля типа ДНЮ Эффективный коэффициент концентрации напряжений
к° « г
Коренная шейка 1,2—1,6 1,6 1,17 1,6
Шатунная шейка 1,1—1,46 1,5 1,17 1,5
Щека (галтель) 1,9—2,5 1,16—1,5
Примечание. В числителе—галтель, в знаменателе—поперечное отверстие.
6. Совершенствование технологии отливки
коленчатых валов
Модифицированные чугуны, которые имеют в состоянии
отливки предел прочности на растяжение 390—500 МПа, после
термической обработки могут иметь более высокие механичес-
кие свойства, так как при этом снимаются внутренние напря-
жения, возникающие при отливке. Однако, как показали спе-
циальные исследования, значительное увеличение предела проч-
ности чугуна влечет за собой ухудшение демпфирующих свойств
вала и уменьшение сопротивляемости износу его шеек. Кроме
того, с повышением прочности чугуна затрудняется получение
отливки высокого качества.
Опыт применения чугуна с глобулярным графитом при от-
ливке коленчатых валов тепловозных дизелей показал, что
нормализация или закалка с последующим отпуском таких
валов обеспечивает предел прочности на растяжение не менее
580 МПа. Коэффициент предела выносливости у натурных чу-
гунных валов обычно больше, чем у стальных валов, но при
испытании гладких лабораторных образцов с надрезами, т. е.
с концентраторами напряжений, это соотношение имеет обрат-
ное значение. Это наблюдается также и в том случае, когда
сечения вала резко меняют свою форму, т. е. когда переходы
в сечениях предотвращают возникновение резких повышений
напряжений. Повышение концентраторов напряжений создают
графитовые включения, которые могут быть представлены в
виде острых кромок, влияние которых настолько велико, что
наличие острых надрезов от следов механической обработки
уменьшает свое влияние на понижение предела выносливости.
Испытания чугуна с глобулярным графитом (ВПЧ), приме-
няющегося для отливки коленчатых валов тепловозных дизелей
на производственных объединениях завода им. Малышева и
31
«Коломенский завод», позволили выявить влияние различия
в технологии обработки чугуна на его химический состав, ми-
кроструктуру и механическую характеристику.
Наибольшее значение для повышения предела выносливо-
сти высокопрочного чугуна имеет технология обработки его
магнием и термическая обработка. На производственном объе-
динении завода им. Малышева ковш чугуна массой 4,5—4,8 т
подается на тележке в камеру, где в него вводится магний.
Продолжительность бурного реагирования чугуна с магнием
продолжается 60—70 с. Затем чугун тщательно перемешивает-
ся и заливается в формы. На производственном объединении
«Коломенский завод» из-за малого объема ковша обработка
магнием производится только 2/з объема плавки. При этом ковш
с металлом поступает в специальную камеру и в него погру-
жается, стальной колокол, в котором находится магний. Про-
должительность этого процесса составляет 2—3 мин, после
чего ковш подается к печи и в него выливается оставшаяся
треть чугуна. Весь металл в ковше тщательно перемешивается
и заливается в формы.
Как показали исследования, особенности технологии обра-
ботки чугуна магнием оказывают значительное влияние на
коагуляцию графита.
Процесс кристаллизации чугуна после его заливки в форму
на обоих заводах происходит при вертикальном положении
форм коленчатых валов, причем в верхней части формы нахо-
дятся ll-я и 12-я коренные шейки. Такое расположение вала
приводит к различной скорости кристаллизации чугуна в верх-
ней и нижней частях вала. Это подтверждается также тем, что
предел прочности чугуна такого коленчатого вала имеет зна-
чительное отличие в верхней и нижней его частях. Перепад
предела прочности нижней и верхней частей вала составляет
у валов производственного объединения завода им. Малышева
103 МПа. В нижней части вала чугун обычно прочнее. У чугу-
на валов производства «Коломенского завода» эта разница
в различных частях вала небольшая.
Среднее значение предела прочности чугуна в верхней части
(в зоне 11-й и 12-й шеек) у коленчатых валов Коломенского
завода выше, чем у валов завода им. Малышева, и составляет
234 МПа, т. е. выше почти в 1,5 раза. Это приводит к тому,
что все коленчатые валы производства Коломенского завода
по пределу прочности удовлетворяют требованиям технических
условий (а^450 МПа), в то время как 14% всех валов произ-
водства завода им. Малышева имеют предел прочности меньше
450 МПа.
При изучении микроструктуры чугуна использовались об-
разцы, вырезанные из натурных нетермообработанных валов
и прошедшие механические испытания. При этом было устано-
влено, что в чугуне валов Коломенского завода глобулярный
32 1*
графит очень неоднороден по размерам и неправильно распре-
делен в металлической основе. Среди глобулей правильной
формы имеется большое количество графита неудовлетвори-
тельной формы и в виде очень мелких глобулей, расположен-
ных в виде цепочек. Нередко встречается также пластинчатый
графит в виде скоплений.
Некоторое различие в микроструктуре нетермообработан-
ных чугунов коленчатых валов выпуска указанных заводов
объясняется различием в химическом составе чугуна и ско-
ростью его кристаллизации. У валов Коломенского завода чугун
содержит углерода 3,5—3,8%, что ближе к верхней границе
нормы технических условий (2,8—3,8%), в то время как у
валов завода им. Малышева содержание его ближе к нижней
границе допуска (2,8—3,1%).
Особенности технологии отливки чугуна для коленчатых
валов и их термической обработки, принятые на производствен-
ных объединениях завода им. Малышева и «Коломенский
завод», приведены в табл. 11, а результаты металлографичес-
ких исследований этих отливок даны в табл. 12.
При анализе технологических процессов изготовления
коленчатых валов на этих заводах установлено также, что
весь цикл термической обработки вала на производственном
объединении завода им. Малышева продолжается 12 ч, при
Таблица 11
Показатели Производственное объединение
«•Коломенский завод» завод им. Малышева
Предел прочности, МПа:
низ по заливке 729 596
верх по заливке Относительное удлине- ние, %: 727 493
низ по заливке 4,3 1,7
верх по заливке 3,2 2,1
Термическая обработка Нормализация при t = =880-н900°С; отпуск при ^=500ч-550’С Отпуск при t — 650°С
Обработка чугуна маг- 2/з объема плавки (ков- Весь объем плавки при
нием ша) под колоколом при f=1390-M410°C в тече- ние 120 с t = 1400’С в течение 60-70 с
Отношение предела прочности образца с над- резом к пределу прочнос- ти гладкого образца 0,97—1,0 0,83
Примечание. Техническими условиями на изготовление коленчатых валов предел
прочности должен быть не менее 450 МПа, а относительное удлинение—1,0%.
‘/22—6098
33
этом продолжительность отпуска при температуре 650°С соста-
вляет 3 ч (допускается проведение отпуска при температуре
600°С, но в течение 5 ч).
Коленчатые валы объединения «Коломенский завод» подвер-
гают обязательной нормализации и отпуску по следующему
режиму: загрузка валов в печь, нагретую До температуры
300°С; медленный нагрев (80°С в 1 ч) до температуры 600°С;
выдержка при температуре 600°С в течение 2 ч; нагрев до тем-
пературы (890°±10°С); выдержка при температуре 890°С в те-
чение 5—6 ч; охлаждение в печи до 850°С; охлаждение на
выведенной из печи платформе до температуры 300°С.
После окончания процесса нормализации валы подверга-
ются отпуску по следующему режиму: посадка вала в печь,
нагретую до 300°С; медленный нагрев до 500—550°С (скорость
нагрева — 80°С в 1 ч); выдержка при температуре 500—550°С
в течение 5—6 ч; медленное остывание с печью до температуры
300°С (скорость остывания 50° в 1 ч); охлаждение на выве-
денной из печи платформе.
Для оценки механических свойств высокопрочного чугуна
коленчатых валов, изготовленных на указанных заводах, были
взяты стандартные образцы, вырезанные непосредственно из
этих валов. В результате статистической обработки результа-
тов испытания образцов на механическую прочность чугуна,
взятых от 100 валов, установлено, что предел прочности чугуна
производства Коломенского завода несколько выше (на
180 МПа) предела прочности чугуна производства завода
им. Малышева (рис. 12). Такое повышение предела прочности
Ов способствует повышению предела выносливости о i коленча-
тых валов.
Для чугуна с глобулярным графитом и перлитной структу-
рой металлической основы соотношение ^=0,394-0,41. Если
воспользоваться этим соотношением, то предел выносливости
чугуна производственного объединения «Коломенский завод»
составляет 249 МПа, а производственного объединения завода
им. Малышева 217 МПа. Эта разница может явиться объясне-
Таблица 12
Наименование Химический состав, %
с S1 мп S Mg
Нормы по техническим условиям Коломенский завод* Завод им. Малышева** 2,8—3,8 3,5—3,8 2,8—3,1 1,8—2,4 1,7—2,1 2,1—2,7 0,5-0,9 0,82 0,73 Не ме- нее 0,03 0,014 0,016 0,025— 0,12 0,068 0,058
* Форма графита с разорванными краями.
** Форма графита круглая.
34
Рис. 12. Кривые распределения предела прочности высокопроч-
ного чугуна коленчатых валов:
1 — валы, изготовленные иа производственном объединении завода
им Малышева; 2 — валы, изготовленные на производственном объеди-
нении «Коломенский завод»
нием того, что количество случаев разрушений коленчатых
валов завода им. Малышева выше количества случаев разру-
шений валов производства Коломенского завода, работающих
на дизелях одного типа.
Приведенные сопоставления технологии производства чугу-
нов двух заводов, их механические свойства и статистические
данные о надежности коленчатых валов в эксплуатации, изго-
товленных из этих чугунов, дают основание отдать предпочте-
ние технологии, применяемой производственным объединением
«Коломенский завод».
III. МЕТОДЫ ПОВЫШЕНИЯ ПРЕДЕЛА ВЫНОСЛИВОСТИ
И ИЗНОСОСТОЙКОСТИ КОЛЕНЧАТЫХ ВАЛОВ
7. Общие сведения
Повысить прочность коленчатых валов можно путем поверх-
ностного упрочнения.
В практике дизелестроения существуют хорошо зарекомен-
довавшие себя способы упрочнения коленчатых валов, изготов-
ленных из высокопрочного чугуна с глобулярным графитом, к
которым относятся прежде всего накатывание (пластическая
7г2* 35
деформация) галтелей роликами, азотирование, а также хро-
мирование рабочих поверхностей шеек.
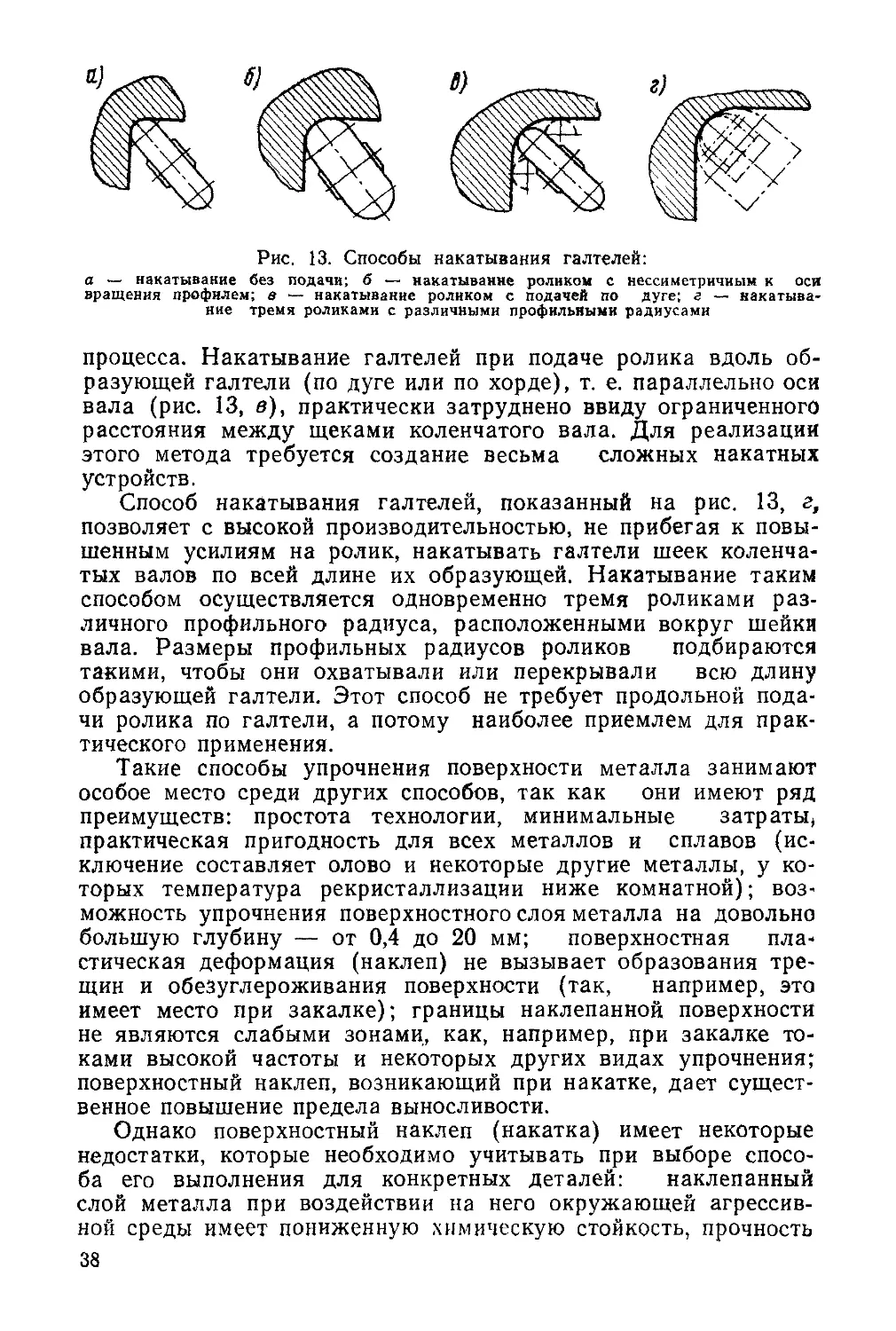
Накатывание роликами галтелей чугунных коленчатых
валов, изготовленных из ВПЧ, повышает их предел выносливо-
сти на 50% и более [6].
На заводе «Русский дизель» чеканка галтелей крупных
многоопорных стальных коленчатых валов значительно увели-
чила их надежность. Для упрочняющей обработки этих валов
был применен метод поверхностного упрочнения при помощи
вибрирующего ролика. Кроме того, для повышения износостой-
кости и предела выносливости коленчатых валов из высокопроч-
ного чугуна широкое распространение получило азотирование.
Установлено, что предел выносливости образцов, вырезанных из
натурных коленчатых валов, в результате их азотирования
повышается со 165 до 355 МПа, т. е. в два с лишним раза.
Однако горячая правка образцов снижает их предел выносли-
вости с 355 до 255—235 МПа, т. е. на 28—34%, в зависимости
от остаточной стрелы прогиба после правки.
Процент снижения предела выносливости на образцах мо-
жет быть отнесен и к натурным коленчатым валам, так как в
процессе правки вала на поверхности его шеек, особенно в
местах концентрации напряжений, могут возникнуть остаточ-
ные растягивающие напряжения, а также микротрещины.
Чтобы избежать прогиба вала во время его азотирования,
в настоящее время разработан такой технологический процесс,
который предусматривает вращение вала в период всего цикла
азотирования, что почти полностью исключает необходимость
его правки.
Как показывает практика применения различных методов
поверхностного упрочнения шеек валов против износа, хоро-
шие результаты дает хромирование, которое наряду с повы-
шением износостойкости шеек уменьшает интенсивность нара-
стания ступенчатости между соседними опорами вала, снижа-
ет величину изгибающих моментов и замедляет усталостные
процессы. Хромирование не вызывает коробления вала, что
очень важно при его упрочнении. Однако этот способ упрочне-
ния валов дизелей большой и средней мощности не получил
широкого распространения из-за высоких затрат на его выпол-
нение. Но учитывая успехи физики металлов и гальванотехни-
ки, значительное увеличение производства электроэнергии и
хромового ангидрида признано целесообразным; для дизелей
малой мощности более широко применять хромирование как
при изготовлении новых валов, так и при их ремонте.
8. Пластическая деформация (накатывание)
поверхности галтелей
Применение высокопрочного магниевого чугуна (ВПЧ) с
шаровидным графитом для коленчатых валов тепловозных ди-
зелей, обладающим повышенной износостойкостью и более
высокими механическими свойствами, все же не решило про-
блемы увеличения срока службы этих валов. Статистические
данные и тщательный металлографический анализ изломов
коленчатых валов показали, что разрушения коленчатых валов
в своем большинстве вызваны появлением и развитием уста-
лостных трещин в наиболее напряженных местах вала — гал-
телях шатунных и коренных шеек. Чаще всего эти изломы
у валов дизелей типа Д100 возникают по щекам между первой
коренной и первой шатунной, между четвертой коренной и
четвертой шатунной, между седьмой коренной и седьмой ша-
тунной, между восьмой коренной и восьмой шатунной, между
одиннадцатой коренной и десятой шатунной шейками.
Зона наибольшей напряженности галтелей у различных кон-
струкций валов примыкает к щеке (при щеках малой жестко-
сти) или к цилиндрической части шейки. Поэтому при механи-
ческом упрочнении поверхности металла методом накатывания
галтелей шеек у чугунных коленчатых валов целесообразно
охватывать всю поверхность галтели, т. е. производить накаты-
вание по всей длине ее образующей, хотя зона наибольшей
концентрации напряжений может и не распространяться по
всей галтели.
Накатывать галтели можно как жестко фиксированным ро-
ликом или шариком, так и роликом, самоустанавливающим-
ся относительно галтели. При самоустанавливающемся ролике
накатывание галтели может выполняться как с поперечной
подачей ролика, так и без подачи. Преимущество приспособле-
ний с самоустанавливающимся роликом состоит в том, что
такие приспособления исключают появление дефектов накаты-
вания (ненакатанные участки, сплывы металла, искажение про-
филя галтели) из-за неправильного взаиморасположения роли-
ка и накатываемой галтели. Однако эти способы накатывания
галтелей имеют и существенные недостатки, которые затруд-
няют их широкое использование. Так, накатывание без подачи
ролика с радиусом его профиля /?пр, равным радиусу галтели
/? (рис. 13,а), требует даже для галтели небольшого радиуса
(примерно 5 мм), больших усилий на ролик (свыше 2000 кгс),
что вызывает необходимость создания специализированного
оборудования, обеспечивающего реализацию боковых усилий
на станину станка. Накатывание коническим роликом (про-
филь ролика несимметричен к оси вращения) (рис. 13, б) тре-
бует большой частоты вращения вала для достижения необ-
ходимой прокатки металла, что снижает производительность
37
Рис. 13. Способы накатывания галтелей:
а — накатывание без подачи; б — накатывание роликом с нессиметричиым к оси
вращения профилем; в — накатывание роликом с подачей по дуге; г — накатыва-
ние тремя роликами с различными профильными радиусами
процесса. Накатывание галтелей при подаче ролика вдоль об-
разующей галтели (по дуге или по хорде), т. е. параллельно оси
вала (рис. 13, в), практически затруднено ввиду ограниченного
расстояния между щеками коленчатого вала. Для реализации
этого метода требуется создание весьма сложных накатных
устройств.
Способ накатывания галтелей, показанный на рис. 13, г,
позволяет с высокой производительностью, не прибегая к повы-
шенным усилиям на ролик, накатывать галтели шеек коленча-
тых валов по всей длине их образующей. Накатывание таким
способом осуществляется одновременно тремя роликами раз-
личного профильного радиуса, расположенными вокруг шейки
вала. Размеры профильных радиусов роликов подбираются
такими, чтобы они охватывали или перекрывали всю длину
образующей галтели. Этот способ не требует продольной пода-
чи ролика по галтели, а потому наиболее приемлем для прак-
тического применения.
Такие способы упрочнения поверхности металла занимают
особое место среди других способов, так как они имеют ряд
преимуществ: простота технологии, минимальные затраты,
практическая пригодность для всех металлов и сплавов (ис-
ключение составляет олово и некоторые другие металлы, у ко-
торых температура рекристаллизации ниже комнатной); воз-
можность упрочнения поверхностного слоя металла на довольно
большую глубину — от 0,4 до 20 мм; поверхностная пла-
стическая деформация (наклеп) не вызывает образования тре-
щин и обезуглероживания поверхности (так, например, это
имеет место при закалке); границы наклепанной поверхности
не являются слабыми зонами, как, например, при закалке то-
ками высокой частоты и некоторых других видах упрочнения;
поверхностный наклеп, возникающий при накатке, дает сущест-
венное повышение предела выносливости.
Однако поверхностный наклеп (накатка) имеет некоторые
недостатки, которые необходимо учитывать при выборе спосо-
ба его выполнения для конкретных деталей: наклепанный
слой металла при воздействии на него окружающей агрессив-
ной среды имеет пониженную химическую стойкость, прочность
38
в результате поверхностного наклепа возрастает (повышаются
противокоррозионные свойства) вследствие увеличения оста-
точных сжимающих напряжений; поверхностный наклеп прак-
тически не повышает контактный предел выносливости метал-
ла; поверхностный наклеп мало повышает твердость поверх-
ности — всего на 30—35% и максимально до 75%, тогда как
большинство других методов поверхностного упрочнения дает
повышение твердости на 100% и больше; при повышении пре-
дела выносливости поверхностным пластическим деформирова-
нием уменьшается пластичность металла и тем самым нес-
колько снижается сопротивление его ударным нагрузкам, осо-
бенно в вязкой стадии разрушения. Поэтому при выборе режи-
ма упрочнения наклепом необходимо избегать интенсивных
способов обработки.
При накатывании упрочняемой детали поверхностный слой
металла деформируется, что приводит к повышению его проч-
ности, сопровождающейся возникновением остаточных сжима-
ющих напряжений.
Поверхностное деформирование (наклеп) металла отлича-
ется от равномерного по сечению деформирования (например,
волочение или холодная прокатка) тем, что поверхностный
наклеп дает значительно большее повышение предела вынос-
ливости, чем равномерный наклеп, так как при этом в поверх-
ностных слоях металла возникают сжимающие остаточные
напряжения.
После накатывания остаточные сжимающие напряжения
в поверхностном слое металла могут достигать значительных
значений (350 МПа и более). Эти напряжения, складываясь
с растягивающими напряжениями от внешних сил, уменьшают
значение последних и, следовательно, поверхностный слой в
этом случае оказывается менее напряженным, чем в ненака-
танных деталях. Сжатые слои детали также замедляют ско-
рость роста трещин усталости [12].
Усилие на ролики накатного приспособления является ос-
новным параметром процесса накатывания, так как оно в наи-
большей степени влияет на величину и характер распределения
остаточных напряжений. Поэтому выбор величины усилия,
необходимого при накатывании данного металла, производят
на образцах, вырезанных из основного металла упрочняемой
детали. Причем диаметр образца и радиус галтелей должны
быть равны диаметру шейки и галтели упрочняемого вала.
Значения остаточных напряжений в этом случае определяют
методом Закса на дисках толщиной 25 мм, вырезанных из
накатанных образцов.
Степень пластической деформации и остаточные напряже-
ния связаны с величиной контактных давлений при накатыва-
нии. Чрезмерная пластическая деформация может вызвать
разупрочнение поверхностного слоя металла, возникновение
39
микротрещин, т. е. возникновение явления «перенаката», при-
водящего не к повышению, а к снижению прочностных и упру-
гих свойств металла у поверхности детали.
Устройства для накатывания коленчатых валов различают-
ся по характеру нагрузки, приложенной к накатным роликам.
Существуют три варианта устройств: со статической, ударной
и комбинированной (вибрирующей) нагрузками на ролики.
Коленчатые валы накатывают на токарных станках с ис-
пользованием накатных приспособлений или на специальных
станках для накатывания коленчатых валов, а также на уст-
ройствах для внестаночного наклепа (накатки) галтелей вала.
Для создания усилия на ролики в устройствах со статичес-
кой нагрузкой используют гидравлические, пневматические
или комбинированные (пневмогидравлические) приводы, а
также пружинные механизмы.
Пневмогидравлические приводы наиболее удобны в управ-
лении и сохранении заданного режима накатывания, так как
они позволяют достигать высокого уровня автоматизации всех
операций процесса накатывания. Наиболее широкое распрост-
ранение устройств с пневмогидравлическим приводом получи-
ло накатное устройство, разработанное Всесоюзным научно-
исследовательским институтом железнодорожного транспорта
(ВНИИЖТ) совместно с производственным объединением за-
вода им. Малышева (рис. 14). С помощью этих устройств за
одну установку вала можно накатывать галтели или одновре-
менно на всех коренных и шатунных шейках, или раздельно,
исходя из конкретных производственно-технических условий.
Устройство позволяет использовать для накатывания галтелей
шеек коленчатых валов универсальные токарные станки без их
существенной переделки, что исключает необходимость проек-
тирования дорогостоящего и сложного специального оборудова-
ния, упрочняющее накатывание галтелей как коренных, так и
шатунных шеек производится на вращающемся коленчатом
валу, что гарантирует от деформации оси вала под действием
собственной массы; автоматизация проведения цикла накаты-
вания обеспечивает постоянство установленного режима и по-
зволяет осуществить бесступенчатое регулирование всех пара-
метров режима накатывания; устройство сбалансировано с
помощью противовесов через кулисы, на противоположных
концах которых имеются скобы с накатными роликами и поэ-
тому в процессе накатывания оно не нагружает вал своей мас-
сой и не вызывает дополнительного его прогиба, т. е. не вызы-
вает деформации вала в процессе его упрочнения.
Для этого же в процессе упрочнения вал вращают, а ролики
плавно нагружают. Снимают нагрузки плавно за один оборот,
для чего накатное устройство снабжено полуавтоматическим
управлением. После одного полного оборота вала командоап-
парат, подающий в заданной последовательности команды
40
Рис. 14. Накатное устройство с пневмогидравлическим приводом:
/ — воздушная сеть; 2 — электропневмокран; 3 — электропровод к командоаппарату;
4 — гидравлический дроссель; 5 — гибкие шланги высокого давления; 6 — пневмо-
гидравлический усилитель; 7 — устройство для зажима коленчатого вала; 8 — тру-
бопровод для заполнения системы жидкостью
исполнительным органам станка, осуществляет подачу масла
из пневмогидроусилителя в силовые цилиндры скоб и обеспе-
чивает автоматическое сохранение выбранного режима в те-
чение всего цикла накатывания одной шейки вала.
С целью обеспечения равномерного уплотнения (наклепа)
металла всей поверхности галтели, а также для снижения уси-
лия накатывания и уменьшения коробления вала каждую гал-
тель накатывают одновременно тремя роликами, каждый из
которых выполнен различным радиусом по своему профилю.
Для устранения провисания вала от собственной массы в
проемы станины станка вмонтированы четыре подвижные
подпружиненные опоры, которые с помощью пневмоцилиндров
выдвигаются в верхнее рабочее положение, фиксируемое жест-
кими регулируемыми ограничителями. В процессе накатки эти
опоры попеременно убираются вниз при подходе суппорта
станка к месту их расположения. Управление опорами произ-
водится с помощью расположенного на суппорте станка спе-
циального кулачка, который поочередно выключает золотники
цилиндров соответствующих опор.
41
Значительное распространение получили также накатные
приспособления для накатывания галтелей коленчатых валов
и галтелей пальцев кривошипов. Для удобства установки на-
катываемого коленчатого вала на станок верхний ролик на-
катного устройства смонтирован на откидной скобе. Усилие на
ролик контролируется гидравлическим манометром. Двух- и
четырехроликовые пружинные накатные устройства с самоуста-
навливающимися роликами позволяют накатывать одновремен-
но обе галтели одной шейки. Для облегчения вписывания
роликов в галтель шейки при ее накатывании они жестко
монтируются на поворотных траверсах приспособления.
Четырехроликовое приспособление является наиболее со-
вершенным, так как возникающие при накатывании усилия,
действующие параллельно оси вала и попарно направленные
в разные стороны, гасятся самой рамой приспособления. При-
способление крепится к суппорту станка, а его масса частично
воспринимается накатываемым коленчатым валом, что является
существенным его недостатком.
Накатные устройства для накатывания коленчатого вала,
созданные в HATH, отличаются тем, что их профильные роли-
ки, накатывающие галтели шеек вала, не связаны с корпусом
приспособления. Давление на профильные ролики передается
от корпуса приспособления через дополнительные ролики таким
образом, что каждый профильный ролик получает три точки
опоры (точка касания с галтелью вала и две точки касания
с дополнительными роликами). Вследствие этого профильные
ролики самоустанавливаются по про-
филю галтели. Нагружаются профильные
ролики в приспособлении тарированной
пружиной, что является существенным
недостатком этого устройства.
Для увеличения производительности
труда процесс упрочнения галтелей шеек
коленчатого вала совмещают с чистовой
обработкой цилиндрической части по-
верхности шеек по схеме (рис. 15). В то
время когда профильные ролики 1 интен-
сивно накатывают металл галтелей, ши-
рокий цилиндрический ролик 2 сглажи-
вает шероховатость поверхности шейки,
уравновешивая при этом усилия, возни-
кающие при нагружении профильных ро-
ликов.
Для накатывания коленчатых валов
применяются также полуавтоматические
и автоматические накатные станки. В
полуавтоматическом бесцентровом стан-
ке совмещены операции упрочняющего
42
Рис. 15. Схема совме-
щенного накатывания
галтелей н цилиндриче-
ской поверхности шеек
коленчатого вала:
i — профильные ролики для
галтелей; 2 — цилиндриче-
ский ролик для шейки
накатывания галтелей и сглаживающего накатывания цилин-
дрической поверхности шейки. Накатывают одну шейку вала на
таком станке в течение 25—30 с.
В практике упрочнения шеек коленчатых валов применяют-
ся также устройства с ударной или комбинированной (вибри-
рующей) нагрузкой на ролики. Возбудителем нагрузки в этих
устройствах являются пневматические или механические (экс-
центрики) чеканочные механизмы. Эти устройства, основанные
на упрочнении вибрирующим роликом, практически сочетают
в одном агрегате обычное пружинное однороликовое устройст-
во и чеканочный механизм. Такое сочетание усилия сжатой
пружины и ударной (пневматического привода или эксцентри-
ка) нагрузки при пластической деформации обеспечивает
наибольшую глубину упрочненного слоя металла.
Недостаток этого способа — значительный шум, возника-
ющий при работе устройства. Такие устройства рекомендуются
в основном для упрочнения крупных деталей, поэтому энергия
удара поглощается самой деталью и она не отражается на
состоянии станка. Режим упрочнения регулируется изменением
давления на ролик, частотой ударов, а также подбором роли-
ков с различными профильными радиусами.
Для упрочнения крупных коленчатых валов наряду со ста-
ционарными накатными устройствами и специальными станка-
ми для накатывания галтелей шеек на заводах-изготовителях
и в особенности на ремонтных предприятиях находят примене-
ние и переносные накатные устройства для внестаночного уп-
рочнения валов. Возбудителем нагрузки в этом случае является
пневматический молоток со специальным бойком, который на-
носит частые удары по галтели вала. От этих ударов на галте-
ли остается след в виде заметной дорожки. Скорость продви-
жения бойка и частота ударов выбираются такими, чтобы по-
лучить достаточно высокий класс шероховатости поверхности
галтели.
9. Особенности технологии накатывания
Для коленчатых валов дизелей типа Д100, изготовленных
из высокопрочного чугуна с глобулярным графитом, имеющим
химический состав: 3,10% С; 0,77% Мп; 1,8% Si; 0,06% Р;
0,05% S; 0,05% Сг; 40% феррита; менее 5% цементита; сорби-
тообразный перлит, местами тонкопластинчатый ов = 460 МПа;
6 = 3,6%; НВ 207; усилие накатывания составляет 20000-Н.
Установлено, что при этом усилии остаточные наибольшие
сжимающие напряжения наблюдаются на глубине 2 — 5 мм
от поверхности детали, а поверхностная твердость возрастает
с 30 до 50% по отношению к ненаклепанному металлу.
Такое накатывание следует производить как при изготовле-
нии новых валов, так и при их шлифовании на ремонтный
43
Рис. 16. Схема обработки Шлифова-
нием и накатыванием шейки колен-
чатого вала:
1 — шлифовальный круг; 2 — зона на-
клепанного металла галтели
Прорезание галтелей перед
размер. При этом накатыванию
подлежат галтели всех корен-
ных и шатунных шеек. Перед
накатыванием цилиндрическую
поверхность шейки сошлифо-
вывают на 0,2 мм и прорезают
галтели на глубину 0,7—1,2
мм. Изменение профиля шей-
ки и толщина удаляемого при
этих операциях слоя (0,2 мм)
металла с поверхности шейки
показаны на рис. 16.
накаткой является ответствен-
ной операцией. Выполняют эту операцию с помощью двух
профильных дисковых резцов, закрепленных в одной головке
(скобе) накатного приспособления, которые за одну установку
на токарном станке прорезают обе галтели одной шатунной или
коренной шейки вала. Такое приспособление обеспечивает вы-
сокую производительность и постоянный качественный профиль
галтели. При этом усадка галтели достигает 0,03 мм.
Головки (скобы) для профильных резцов по конструкции
одинаковы с накатными скобами, имеют три державки с под-
держивающими роликами. Подача державки с резцами для
прорезания осуществляется гидравлическим силовым приводом.
Величина заглубления резцов в цилиндрическую часть шейки
ограничивается упором, установленным при наладке приспосо-
бления. Чтобы сохранить возможно большую длину цилиндри-
ческой части шейки при прорезании ее галтелей, профиль рез-
ца выполняют радиусами 8 и 2,5 мм. Шероховатость поверхно-
сти прорезанной галтели должна быть не ниже Rz^- Глубина
кольцевой проточки галтели должна быть не менее 0,8—1,3 мм,
причем заход галтели на щеку допускается не более 0,2 мм,
кроме одиннадцатой коренной шейки.
После прорезания галтелей их накатывают профильными
роликами. В процессе накатывания упрочняемая поверхность
смазывается жидким машинным маслом в смеси с олеиновой
кислотой. Смазывающая жидкость не должна содержать каких-
либо механических примесей. Накатка производится только
при вращении вала заданной технологическим процессом ско-
ростью. Прекращать вращение вала в процессе накатывания
запрещается, так как остановка его вызывает местные вмяти-
ны на галтелях, создающие концентраторы напряжений.
Коленчатый вал на накатном станке устанавливают в опре-
деленной последовательности. На хвостовик вала под антиви-
братор надевают специальную втулку и закрепляют винтом.
Эту часть вала устанавливают на центр задней бабки, а про-
тивоположную (фланцевую) — в шпиндельную бабку станка.
После закрепления вала на его упрочняемые шейки надвигают
44
скобы с накатными роликами и закрепляют. После накатыва-
ния галтелей одной пары шеек (коренной и шатунной) коман-
доаппарат, которым снабжено накатное устройство, отключа-
ет гидросиловую систему и двигатель станка. Затем откидные
скобы раскрепляют и передвигают суппортом станка вручную
на следующую пару шеек.
Накатывание галтелей первой и одиннадцатой коренных
шеек выполняется с помощью дополнительной оснастки. При
накатывании первой коренной шейки, имеющей одну галтель,
второй опорой для накатных роликов служит галтель, предус-
мотренная на технологической втулке, устанавливаемой на пер-
вую шейку и закрепляемой на хвостовике антивибратора перед
установкой коленчатого вала на накатном станке.
Одиннадцатая коренная шейка, имеющая большую длину,
чем остальные шейки, накатывается с применением сменного
комплекта роликодержателей (головок) с увеличенным рассто-
янием между роликами или с использованием для этой цели
третьей дополнительной скобы со специальным комплектом
роликодержателей.
Чтобы добиться наибольшего повышения предела выносли-
вости коленчатых валов при наименьшем их короблении, каж-
дую галтель коренных и шатунных шеек вала накатывают
одновременно тремя роликами с различными профильными ра-
диусами при обязательном вращении коленчатого вала. Про-
фильный радиус роликов подобран с таким расчетом, чтобы
обеспечить равномерный наклеп металла по всей Поверхности
галтели. Для галтелей коренных и шатунных шеек коленчатого
вала дизеля типа ДЮО, имеющих радиус 8 и 2,5 мм, профиль-
ные радиусы роликов должны иметь следующие размеры:
7,6 и 2,5; 8,0 и 2,5; 8,4 и 2,5 мм при общем диаметре ролика
75 мм. Наклон роликов к оси вала составляет 65—70°, а усилие
накатывания на каждую пару роликов, опирающихся на две
противоположные галтели одной шейки, должны быть в пре-
делах (20,0+3>°) кН, что соответствует давлению масла в си-
ловых гидроцилиндрах накатного устройства (2,4+0’3) МПа.
Частота вращения коленчатого вала не должна превышать
50 об/мин и при указанном усилии должна достигать
8—12 об/мин. Галтели коленчатых валов, поступающих в ре-
монт, должны обязательно подвергаться накатыванию незави-
симо от того, производилось оно ранее или нет. Если на ре-
монтируемом коленчатом валу галтели не были достаточно
глубоки, то перед его накатыванием галтели прорезают про-
фильными резцами.
Перечень технологических операций и технические требова-
ния, выполняемые при обработке шеек упрочняемого вала
дизеля типа ДЮО приведены в табл. 13.
Контролируют усилие накатывания по показаниям мано-
метров на силовых гидроцилиндрах, профиль роликов измеряют
45
Таблица 13
№
опера-
ции
Операция
Технические требования
1
2
Обтачивание шестой коренной
шейки, фланцев и хвостовиков
Обтачивание всех корённых
шеек и галтелей
Предварительное шлифование
коренных шеек, фланцев и хво-
стовиков
4 Обтачивание шатунных шеек,
Щек и галтелей
5 Предварительное шлифование
шатунных шеек
6 Прорезание галтелей первой
и одиннадцатой коренных шеек
7 Прорезание галтелей на всех
коренных и шатунных шейках
8 Накатка галтелей на всех ко-
ренных и шатунных шейках
9
Окончательное шлифование
шатунных шеек
Поднутрение фланцев, шеек и хво-
стовиков не допускается
Биение предварительно обработан-
ных коренных шеек и буртов не более
0,1 мм; риски и поднутрение буртов
галтелей не допускаются
Овальность и конусность не более
0,05 мм; допускаются лыски и ссадины
не более одной на шейке площадью
и глубиной соответственно не более
1 см2 и 0,2 мм
Риски, задиры и забоины щек, гал-
телей не допускаются; вал проверить
на наличие пороков металлургического
характера
Овальность и конусность не более
0,05 мм; допускаются лыски и ссади-
ны не более одной на шейке пло-
щадью и глубиной соответственно не
более 1 см2 и 0,2 мм; перекос шатун-
ной шейки на всей рабочей длине до-
пускается не более 0,02 мм относи-
тельно оси коренной шейки; эксцен-
тричность шатунной шейки к оси ко-
ленчатого вала ±i27+0,1 мм
Не допускаются дробление поверх-
ности галтелей, вмятины и задиры на
поверхности галтелей и шеек; заглуб-
ление галтелей в щеку допускается
до 0,2 мм
Не допускаются дробление поверх-
ности галтелей; вмятины и задиры на
галтелях н шейках; заглубление гал-
телей в щеку допускается до 0,2 мм
Накатку галтелей производить при
усилии (20,0+3,°)кН, что соответству-
ет показаниям манометров на гидроци-
линдрах (2,4+0,3) МПа, на два роли-
ка в течение 8+°’5 оборотов вала с
частотой вращения 50 об/мин
Риски, забоины и царапины на по-
верхности шеек не допускаются; до-
пускаются лыски и забоины не более
одной на шейке площадью и глуби-
ной соответственно не более 1 мм2
и 0,05 мм; овальность и конусность
не более 0,02 мм; корсетность, боч-
кообразность и рифленость поверх-
ностей шеек не допускаются
46
Продолжение табл. 13
№ опера- ции Операция Технические требования
10 Окончательное шлифование коренных шеек, фланцев и хво- стовиков Риски, забоины и царапины на по- верхности шеек не допускаются; лыс- ки и забоины не более одной на шей- ке площадью и глубиной соответст- венно не более 1 мм2 и 0,05 мм; овальность и конусность не более 0,02мм; корсетность, бочкообразнбсть и рифленость поверхностей не допус- каются: на всех коренных шейках, кроме одиннадцатой, шлифование ше- ек не производить
по шаблону, состояние накатанных галтелей с целью выяв-
ления наружных дефектов (ненакатанных участков, наплывов,
вмятин, значительной шероховатости поверхности и др.) про-
веряют визуально.
Наличие ненакатанных участков свидетельствует об иска-
жении профиля накатных роликов или формы галтели после
прорезания. Другие виды искажения галтелей (вмятины, зади-
ры и наплывы) могут возникнуть в результате попадания гря-
зи, стружки на накатываемые поверхности или при заклини-
вании накатных роликов.
Значительная шероховатость поверхностей галтелей после
их накатки может быть вследствие некачественной обработки
поверхности галтелей после их прорезания, неправильно
подобранного профиля роликов или недостаточного усилия
накатывания.
Исправляют дефекты накатывания повторным накатывани-
ем. В этом случае допускается также повторная механическая
обработка галтелей.
Повышать давление на накатные ролики можно только в
том случае, если это не приведет к увеличению размеров ко-
робления вала (биению коренных шеек). Тогда накатывать
галтели можно и без их предварительного заглубления, но при
условии, если глубина галтели будет такой, что последующее
окончательное шлифование цилиндрической части шеек не Со-
шлифует накатанную поверхность.
После накатывания галтелей шейки вала окончательно
шлифуют, а затем полируют или суперфинишируют. Припуск
на шлифование шеек оставляется не менее 0,2 мм на сторону,
учитывая возможные коробления вала после накатывания гал-
телей.
Профиль галтели должен выполняться с большой точностью
(рис. 17). Допущенные отклонения от профиля приводят к
47
Рис. 17. Профиль галтели шеек ко-
ленчатого вала дизеля типа ДЮО
дефектам накатывания (при-
пуску, наплывам металла и
ДР-)-
Коробление коленчатого ва-
ла, т. е. кривизна линии вала,
или несоосность его шеек обу-
словливаются режимом его на-
катывания. Эти дефекты вала
зависят от величины остаточ-
ных напряжений, возникающих
при накатывании галтелей: чем
больше остаточные напряже-
ния, тем больше кривизна ва-
ла. Таким образом, уменьше-
ние кривизны коленчатого ва-
ла, т. е. несоосности его шеек,
шеек вала имеют боль-
при высоком уровне наклепа галтелей
шое значение, так как это уменьшает напряженность коленча-
того вала при его работе, т. е. увеличивает прочность вала и
улучшает условия работы его подшипников. Эти два условия
трудно совместимы, так как, с одной стороны, чем больше вели-
чина остаточных напряжений, тем выше предел выносливости
Вала, а с другой — рост этих напряжений приводит к увеличе-
нию коробления вала.
Уменьшить коробление коленчатого вала при его накатыва-
нии можно, если упрочнять вал при его вращении с обязатель-
ным использованием подвижных люнетов, выставленных по
оси вращения вала с достаточной точностью.
Величина допустимого коробления при накатывании огра-
ничивается практически припуском на шлифование цилиндри-
ческих поверхностей шеек, однако завышенный припуск на шли-
фование свыше 0,2 мм на сторону приводит к снижению произ-
водительности обработки вала и к снижению класса шерохова-
тости его поверхности.
Несоосность коренных шеек должна быть при шлифовании
его полностью устранена с допуском не более 0,05 мм на всей
его длине. Холодная правка вала после его накатывания не
допускается, так как она может снять частично или даже пол-
ностью остаточные напряжения, вызываемые накатыванием, и
эффекта от накатки не будет.
Создание более жестких валов (с большим перекрытием
шеек, утолщением шеек и т. д.) также может привести к сни-
жению величины коробления вала при его накатке.
При отработке режима накатывания галтелей шеек колен-
чатых валов дизелей типа ДЮО при помощи накатного устрой-
ства (ВНИИЖТ и производственное объединение завод им.
Малышева) величины коробления вала определялись по биению
его коренных шеек до и после накатывания при помощи инди-
48
*/а2*
катора в процессе вращения вала. Из сопоставления этих зна-
чений для валов, накатанных с различными усилиями, выявле-
но, что величина коробления в большой степени зависит от
усилия на накатные ролики. При этом было установлено, что
биение третьей, четвертой и пятой шеек превышает биение всех
остальных. Такая закономерность отмечается на всех коленча-
тых валах, накатанных с усилием от 10 до 30 кН (на два ро-
лика). С увеличением усилия накатывания наибольшее биение
третьей коренной шейки возросло с 0,04 мм при усилии 10,0 кН
до 0,20 мм при усилии накатывания 30,0 кН (рис. 18). Таким
образом, с увеличением усилия накатывания (в изучаемом ди-
апазоне) наблюдается рост предела выносливости коленчатого
вала, но одновременно возрастает и его кривизна, причем на-
иболее интенсивный рост биения шеек происходит с превыше-
нием усилия накатывания за пределом 30,0 кН.
С целью выявления релаксации вала, т. е. состояния вала
после его накатки, в течение месяца производились обмеры
валов, накатанных при усилии на два ролика 20,0 кН. Резуль-
таты таких обмеров не показали сколько-нибудь заметных на-
рушений геометрии коленчатых валов, т. е. релаксация остаточ-
ных напряжений в посленакатный период «жизни» вала прак-
тически не происходит. Следовательно, при накатывании гал-
телей с применением накатного устройства, разработанного
ВНИИЖТом и производственным объединением завода им. Ма-
лышева, биение коренных шеек вследствие деформации вала
незначительно и легко устраняется при последующем шлифо-
вании шеек. При этом способе накатывания величина коробле-
ния значительно меньше, чем при ударном наклепе пневмати-
ческой чеканкой. Так, на тех же коленчатых валах дизеля
типа Д100 пневматическая чеканка приводила к биению ко-
ренных шеек до 0,8—1,0 мм, причем последующая шлифовка
шеек обеспечивала только временное устранение биения, кото-
рое вновь частично восстанав-
ливалось после непродолжи-
тельного хранения валов.
В процессе накатывания
происходит пластическая де-
формация поверхностного слоя
металла, что вызывает умень-
шение диаметра вала. Сам по
себе процесс пластической де-
формации ведет к увеличению
объема металла за счет его
сдвига, но так как при этом
происходит процесс раскаты-
вания металла галтелей, вы-
давливание его в ненакатан-
ные зоны, а также заполнение
3-6098
Рир. 18. Зависимость предела вы-
носливости н коробления коленча-
тых валов от усилия накатывания:
1 — предел выносливости; 2 — коробле-
ние
49
пор и других внутренних пустот металла, то в результате этого
наблюдается усадка металла по галтелям и уменьшение их ди-
аметра.
Хорошо прокатанные галтели по рекомендованному режиму
характеризуются также высоким классом шероховатости их
поверхности, поэтому этот показатель является достаточно
объективным для визуальной оценки выполненного процесса.
При усилии накатывания 20,0 кН (на два ролика) класс шеро-
ховатости поверхности галтелей соответствует параметру ше-
роховатости Rz1,25. Однако шероховатость поверхности после на-
катывания в основном характеризуется не высотой гребешков,
а величиной микропор, образовавшихся в результате выпада-
ния графита в процессе механической обработки и накатки.
Это особенно характерно для высокопрочного чугуна с глобу-
лярным графитом.
10. Химико-термическая обработка (азотирование)
Наиболее распространенным методом упрочнения чугунных
коленчатых валов является химико-термический (азотирова-
ние), обеспечивающий повышение предела выносливости и из-
носостойкости.
Предел выносливости образцов в результате азотирования
повышается со 165 до 355 МПа. Однако горячая правка азоти-
рованных образцов, которая применяется при изготовлении ва-
лов, снижает предел выносливости с 355 до 235 МПа.
Снижение предела выносливости правленых коленчатых ва-
лов объясняется тем, что в процессе правки на поверхности
коленчатого вала, в особенности в местах концентрации на-
пряжений (галтелях), могут возникать остаточные растягива-
ющие напряжения, а также микротрещины.
При выборе режима азотирования валов необходимо учи-
тывать следующее: глубину слоя, поверхностную твердость, а
также распределение ее по глубине слоя, хрупкость азотиро-
ванного слоя, допускаемую деформацию и коробление вала.
Эти характеристики азотированных коленчатых валов зависят
от химического состава чугуна перед обработкой состояния по-
верхности, температуры и допустимой продолжительности про-
цесса азотирования, степени диссоциации аммиака и ряда дру-
гих факторов.
Общая глубина азотированного слоя (рис. 19, а), а также
его твердость (рис. 19, б) в значительной степени зависят от
легирующих элементов [8].
Продолжительность процесса азотирования и температура
печи не всегда оказывают положительное влияние на глубину
и твердость азотированного слоя. Так, чрезмерное повышение
температуры азотирования приводит к снижению поверхност-
50
Рис. 19. Влияние легирующих
дость (б) азотированного слоя
3 — Сг; 4
элементов на общую глубину (а) и твер-
при 1=550°С, т=24 ч: 1 — Si; 2 —. Мп;
— Мо; 5 — Ni; 6 — W
ной твердости, но более высокая температура дает более глу-
бокий азотированный слой, за одно и то же время продолжи-
тельности процесса приводит к постепенному замедлению воз-
растания глубины азотированного слоя.
Повышение температуры азотирования резко увеличивает
также скорость диффузии атомов азота. Однако повышение
температуры азотирования вызывает увеличение коробления и
деформации детали. Стремление азотированного слоя увели-
чить свой объем встречает сопротивление неразрывно связан-
ной со слоем сердцевины. В результате взаимодействия обе-
их частей сечения возникает напряженное состояние, кото-
рое характеризуется сжатием азотированного слоя и растя-
жением сердцевины, что и вызывает деформацию деталей.
Помимо деформации, возможно и коробление азотированных
деталей, возникающее из-за неправильной укладки деталей при
их загрузке в печь (провисание длинных деталей), несиммет-
ричной формы и разнотолщинности стенок деталей, несиммет-
ричной защиты от азотирования поверхностей, обусловленных
конструкцией детали, и нарушения защитной пленки (пробоя
азотирования).
Для снижения деформации при азотировании деталей ре-
комендуется максимально повышать отношение площади сече-
ния деталей к периметру азотированного слоя. Это может быть
достигнуто путем защиты нерабочих поверхностей от азотиро-
вания и рациональным размещением азотированного слоя. Де-
формации могут быть снижены также уменьшением техноло-
гической глубины азотированного слоя и установления наи-
меньших припусков на азотируемых поверхностях.
Снижение деформации и коробления при азотировании мо-
жет быть достигнуто и технологическими мероприятиями: азоти-
рованием деталей на глубину ближе к нижнему пределу зада-
3*
51
ваемой технологами глубины слоя, понижением температуры
азотирования, повышением степени диссоциации аммиака. Од-
нако чрезмерное увеличение степени диссоциации аммиака вы-
зывается рядом других дефектов азотированной поверхности:
уменьшением и равномерным распределением внутренних на-
пряжений перед азотированием, что достигается замедлением
охлаждения после отпуска, равномерным съемом металла пе-
ред азотированием, введением стабилизирующего отпуска; за-
нижением температуры отпуска, которая должна быть на
40—70°С выше температуры азотирования, при выдержке, до-
статочной для завершения превращений, протекающих в серд-
цевине деталей при их азотировании.
Существенным недостатком азотирования, как указывалось
выше, является длительность процесса. Для ускорения этого
процесса предлагаются следующие пути:
состав газа в печи на всем протяжении процесса азотирова-
ния должен поддерживаться оптимальным: атомы азота долж-
ны достаточно активно подводиться к поверхности азотируе-
мой детали, а водород должен быстрее отводиться от нее; необ-
ходимо также добиваться, чтобы диссоциация аммиака проис-
ходила не по всему объему печи, а только на поверхности азоти-
руемых деталей;
на азотируемой поверхности не должно быть никаких пле-
нок химических соединений, грязи, жира и других веществ,
препятствующих диффузии азота в металл. Вместе с тем по-
верхность должна адсорбировать атомы азота;
ускорение процесса азотирования на небольшую глубину
(0,2—0,3 мм) можно достичь путем активизации газовой фазы
на азотируемой поверхности. Для глубины более 0,3 мм про-
должительность азотирования будет определяться главным об-
разом скоростью диффузии азота. Чтобы ускорить нарастание
глубины азотированного слоя, надо повышать температуру про-
цесса, но это уменьшает твердость поверхности. Следователь-
но, для достижения глубины азотированного слоя более 0,3 мм
наиболее рациональным способом сокращения продолжитель-
ности процесса является способ комбинированных режимов
азотирования.
Азотирование чугунных коленчатых валов тепловозных ди-
зелей 14Д40, 11Д45 и 5Д49, освоенное производственным объ-
единением «Коломенский завод», выполняется при соблюдении
следующих технологических требований:
для получения высоких механических свойств сердцевины и
наименьших внутренних напряжений отливки коленчатых валов
подвергают термической обработке;
отливки коленчатых валов из высокопрочного чугуна с гло-
булярным графитом нормализуют путем загрузки их в печь
при температуре не более 300°С с последующим повышением
52
ее в течение 15 ч до температуры (890±10)°С и выдержкой в
течение 7—8 ч.
Коленчатые валы, прошедшие нормализацию, охлаждают
вместе с подиной тремя мощными вентиляторами, работающи-
ми одновременно в течение 2—2,5 ч, а затем на воздухе в те-
чение 6 ч.
После нормализации производится отпуск в той же печи,
которая загружается при температуре не более 300°С. Нагрев
печи до температуры 590—600°С длится не менее 6—7 ч, с по-
следующей выдержкой в течение 8 ч.
Охлаждение печи с валами ведется до температуры 300°С
и заканчивается на выдвинутой открытой подине. Затем валы
подвергают химической обработке и снова термически обраба-
тывают (стабилизация).
Для стабилизации валы снова загружают в печь при темпе-
ратуре до 100°С с дальнейшим повышением ее до 600—630°С
и выдерживают в течение 12 ч, а затем охлаждают до темпе-
ратуры 300°С. Темп охлаждения до 600°С должен быть не более
80°С в 1 ч. Дальнейшее охлаждение валов происходит на воз-
духе.
Валы, прошедшие стабилизацию, второй раз механически
обрабатывают с сохранением припуска на всех шейках под азо-
тирование, равного 0,5 мм на диаметр.
Азотирование выполняется в печи при гооизонтальном по-
ложении одновременно пяти коленчатых валов. Загружают печь
при температуре 100—200°С с постепенным (50—60°С в 1 ч)
повышением температуры до 550—560°С. При этой температу-
ре валы выдерживают в течение 30—35 ч при диссоциации ам-
миака 25—40%. В дальнейшем температуру постепенно подни-
мают до 570—580°С и коленчатые валы выдерживают в тече-
ние ПО—125 ч при диссоциации аммиака 35—65%. При дости-
жении заданной выдержки печь с валами охлаждается до тем-
пературы 400—450°С, а затем подина откатывается и валы ох-
лаждаются под кожухом до температуры 200°С, после чего их
охлаждение заканчивается на открытом воздухе.
Изложенный процесс термической обработки и азотирова-
ния коленчатого вала, выполняемый без его вращения, т. е. в
неподвижном состоянии, приводит к значительному короблению
вала — до 0,6—0,8 мм, что вызывает необходимость его прав-
ки, которую выполняют при нагреве до температуры 480—
500° С с выдержкой в течение 2—3 ч. Число таких правок до-
стигает двух-трех, а в отдельных случаях пяти. Достигнув
в результате правки общей кривизны вала 0,3 мм, его шлифу-
ют, а затем полируют.
Принятая технология изготовления чугунных коленчатых
валов приводит к тому, что в готовом коленчатом валу глубина
азотированного слоя на отдельных коренных и шатунных шей-
ках становится не менее 0,4 мм при разнотолщинности этого
53
слоя, колеблющегося от 0,4 до 0,8 мм, а следовательно, и к
значительному разбросу твердости азотированных рабочих по-
верхностей одной шейки.
Износостойкость азотированных коленчатых валов значи-
тельно повышает их долговечность в эксплуатации. Этот про-
цесс поверхностного упрочнения является наиболее эффектив-
ным, так как он создает упрочненный слой по всей поверхно-
сти, в том числе на поверхности трения и на участках ва-
ла, ослабленных конструктивными концентраторами напря-
жений.
Характер и износ трущихся поверхностей азотированного
коленчатого вала, так же как и неупрочненного вала, в боль-
шой степени определяются условиями смазки. Были проведе-
ны исследования для определения оптимальных гидродинами-
ческих характеристик в масляном слое подшипников азотиро-
ванного коленчатого вала дизеля 11Д45. Исследования прово-
дились при номинальном режиме работы дизеля (We = 2200 кВт,
« = 750 об/мин). Исходя из конструкции подшипников дизеля
11Д45 и режима его работы были выбраны параметры под-
шипников, которые приведены ниже. За исходные значения ра-
диальных зазоров подшипников были взяты нижние пределы
установочных зазоров, реализуемые при сборке узла коленча-
тый вал—подшипник. Температура масляного слоя принята
средней из температур масла на входе в дизель и на выходе
из подшипника, а коэффициент динамической вязкости выби-
рался по вязкостно-температурной характеристике масла М.12Б
[4]. Форма трущихся поверхностей шеек вала и подшипников
была принята цилиндрической.
Подшипники коленчатого вала...........коренные латунные
Радиус шейки вала, мм................... 125 82,5
Ширина рабочей части бесканавочного
вкладыша, мм............................ 73 94
Ширина рабочей части вкладыша с канав-
кой, мм................................. 43 54
Радиальный зазор, мм.................. 0,125 0,100
Окружная скорость, м/с................ 9,82 6,48
Коэффициент динамической вязкости, Па с 2,59 2,59
Давление подачи масла, МПа............ 0,25 0,25
Для определения гидродинамических характеристик под-
шипников были выбраны следующие значения относительных
эксцентриситетов х, равных отношению абсолютных эксцентри-
ситетов вала к радиальным зазорам в подшипниках: для ко-
ренных — 0,984; 0,944; 0,904; 0,840; для шатунных — 0,976;
0,936; 0,888; 0,840, что при значениях радиальных зазоров в
подшипниках, приведенных выше, соответствует наименьшим
толщинам масляного слоя hmin, равным для коренных подшип-
ников 2,0; 7,0; 12,0; 20,0 мкм, для шатунных — 2,4; 6,4; 11,2;
16,0 мкм.
54
Таблица 14
Параметры Материал подшипника
АО9-2 Бр.СЗО
Износ шейки вала из высокопрочного чугуна, мг/100 ч: 77,5 85,3
неазотированного
азотированного Износ подшипника: 49,2 63,07
с неазотированным валом 52,48 62,5
с азотированным валом Давление, вызывающее задир, МПа: 37,96 54,30
неазотированного чугуна 19,3 17,6
азотированного чугуна 24,4 21,5
Полученные значения толщин масляного слоя в коренных
и шатунных подшипниках азотированного коленчатого вала ди-
зеля 11Д45 обеспечивают в установившемся режиме жидкост-
ное трение. Такие условия смазки трущихся пар, а также повы-
шенная их износостойкость способствуют значительному повы-
шению надежности работы этого узла в эксплуатации.
Азотирование существенно снижает износ не только шеек
вала, но и его подшипников, т. е. азотированные шейки имеют
преимущество в антифрикционных свойствах (табл. 14).
При исследовании микротвердости и износостойкости азо-
тированных образцов шеек вала по мере постепенного износа
их поверхностного слоя (рис. 20) было выявлено изменение
свойств трущейся поверхности. Твердость азотированного слоя
при износе сначала резко, а затем постепенно падает и на рас-
стоянии от поверхности 580—620 мкм приближается к твердо-
сти неупрочненного слоя. При
исходной толщине азотирован-
ного слоя на высокопрочном
чугуне около 400 мкм ощути-
мый эффект износостойкости
отмечается на глубине до
250—350 мкм.
Измерения радиального из-
носа шеек натурного коленча-
того вала, выполненные с при-
менением метода вырезанных
лунок, показали, что средний
износ за пробег тепловоза
650 тыс. км составляет 9,8 мкм
при интервале значений от 6,8
до 14,0 мкм, а средний диамет-
ральный износ — 14,1 мкм при
интервале от 10,9 до 23,6 мкм.
100 100 300 WO 500
Расстояние ат поверхности
азотированного слоя о, мкм
Рис. 20. Изменение твердости и из-
носа по глубине азотированного слоя
в высокопрочном чугуне:
1 — твердость азотированного слоя: 2 —
износ при работе с подшипниками из
Бр. СЗО; 3 — износ при работе с под-
шипниками из сплава АО9-2
55
Рис. 21. Кривые предела выносливо-
сти коленчатых валов дизеля 11Д45:
1 — азотированные валы; 2 — неазоти-
рованные валы
У пятой шейки (наиболее на-
груженной) наибольший ради-
альный износ равен 9,8 мкм.
Такой разброс величин ра-
диального и диаметрального
износов на различных валах и
даже на одном вале за одина-
ковый пробег тепловоза объяс-
няется, очевидно, тем, что глу-
бина азотированного слоя на
отдельных шейках, как отме-
чалось ранее, колеблется в
пределах от 0,4 до 0,8 мм.
Подобные незначительные
диаметральные износы и ма-
лая овальность коренных и
шатунных шеек азотированных
коленчатых валов не вызыва-
ют необходимость их перешли-
фовывания на протяжении длительной работы, что способству-
ет малому износу подшипников и редкой их замене. Таким об-
разом, азотированные коленчатые валы способствуют созданию
тепловозных дизелей с применением более форсированных режи-
мов их работы, т. е. с увеличенным давлением сгорания топли-
ва в цилиндре и повышенными нагрузками на коленчатый вал
и его подшипники.
Проведенные усталостные испытания натурных отрезков
коленчатого вала при изгибе, изменяющемся по симметрично-
му циклу при базе испытаний 30-Ю6 циклов, показали
(рис. 21), что предел выносливости, отнесенный к среднему
сечению шатунной шейки, равен 62 МПа. Для неазотирован-
ных валов этот показатель не превышает 47 МПа. Следова-
тельно, азотирование коленчатых валов, изготовленных из вы-
сокопрочного чугуна с глобулярным графитом ВПЧ 60-2,
позволило повысить предел выносливости их на 32°/о
[Ю].
Незначительное повышение предела выносливости чугунных
коленчатых валов на форсированных тепловозных дизелях не
всегда обеспечивает высокую их надежность. Так, поломки ко-
ленчатых валов в эксплуатации из-за усталостного разру-
шения (трещины), проходящие по щекам через галтели, до-
стигают 14% числа валов, поступающих в капитальный ре-
монт.
Для упрочнения коленчатых валов был применен комбини-
рованный метод упрочнения — азотирования и накатывания
(метод пластической деформации галтелей накатыванием ро-
ликами). Такое комбинированное упрочнение выполняется дву-
мя способами.
56
Первый способ. Перед азотированием коленчатого вала его
галтели накатываются роликами по режиму, изложенному вы-
ше. Остаточные сжимающие напряжения в галтелях вала, воз-
никшие в процессе накатывания, частично снимаются в процес-
се нагрева вала при азотировании, но при этом в азотирован-
ном слое формируются остаточные сжимающие напряжения за
счет химико-термической обработки. По величине и глубине за-
легания эти напряжения значительно уступают напряжениям,
возникающим в процессе накатывания. Поэтому для увеличе-
ния остаточных сжимающих напряжений в поверхностных слоях
галтелей коленчатых валов выполняется повторное накатывание
галтелей после азотирования с таким же режимом, как и при
первом накатывании.
Проведенные исследования микроструктуры азотированно-
го слоя с двойным накатыванием, а также предела выносли-
вости таких образцов показали, что в азотированном слое тре-
щин нет. В тонком поверхностном азотированном слое (0,02 мм)
в виде е-фазы при накатке возникают сдвиги металла и он от-
слаивается от основной азотированной поверхности. Так как
углубление галтели не подвергается шлифованию и не входит
в соприкосновение с подшипником, то оставшиеся на галтели
отдельные участки е-фазы не смогут отразиться на работе под-
шипника, т. е. не приведут к ухудшению работы пары трения
подшипник — коленчатый вал.
Эксплуатация партии коленчатых валов с комбинирован-
ным упрочнением подтвердила целесообразность применения
такого вида упрочнения.
Предел выносливости образцов, прошедших комбинирован-
ное упрочнение, повысился на 69% против образцов, не под-
вергавшихся какому-либо упрочнению. Это подтверждается ис-
следованиями [8], показывающими положительное влияние
остаточных напряжений сжатия, существующих в азотирован-
ном слое (рис. 22).
В большинстве случаев сочетание остаточных напряжений,
возникающих в результате азотирования, и напряжений от из-
гиба таково, что суммарные наибольшие напряжения растяже-
ния возникают за пределами азотированного слоя. Такое распо-
ложение очага разрушения снижает вредное влияние дефектов
поверхности в виде рисок, раковин и др. Вместе с тем по мере
роста глубины азотированного слоя напряжения сжатия в нем
уменьшаются, что связано с появлением е-фазы. При больших
количествах е-фазы на поверхности детали могут быть не сжи-
мающие, а растягивающие напряжения, что и снижает ее пре-
дел выносливости.
Второй способ. Коленчатый вал, предназначенный для азо-
тирования, должен иметь обработанные галтели с припуском,
толщина которого превышает толщину азотированного слоя.
На поверхности припуска рекомендуется наносить специальные
57
Рис. 22. Эпюры напряжений при ис-
пытании на предел выносливости
изгибом азотированных образцов:
1 — распределение напряжений, вызван-
ных изгибающим моментом; 2 — рас-
пределение остаточных напряжений: 3 —
результирующая эпюра напряжений
защитные покрытия от азотирования, что будет способствовать
улучшению окончательной обрабатываемости галтели. Профиль
припуска должен обеспечивать после его удаления механиче-
ским путем создание разделительных (неупрочненных) зон
между границами азотированного и неазотированного слоев
шириной 1—5 мм. Предел выносливости коленчатых валов,
прошедших упрочнение по второму способу, также значительно
возрастает.
11. Хромирование поверхности шеек
Износ трущихся поверхностей в большой степени зависит
от класса шероховатости их обработки, а также от твердости
и ориентации зерен поверхностных слоев металла трущихся
пар. Применение различных методов обработки поверхности
шеек приводит и к различному их состоянию. Так, известно, что
при перенаклепе поверхностного слоя происходит отслоение
металла в виде чешуек, так как при этом теряется устойчивое,
упругое или упругопластическое равновесие в слое, вследствие
чего этот слой гофрируется, ломается, что приводит к образо-
ванию чешуек и ухудшению шероховатости поверхности.
После шлифования или полирования возникают микротре-
щины в тонких пленах металла над глобулями графита, кото-
рые при деформировании раскрываются и вспучиваются над
поверхностью.
Таким образом, структурная неоднородность металла не по-
зволяет достигнуть в процессе обработки трущейся поверхно-
сти равномерной ее деформации, что приводит к снижению клас-
са шероховатости поверхности. После удаления деформирован-
ных и разрушенных плен методом полирования или суперфи-
нишной обработкой получается поверхность с открытыми гло-
булями графита.
Трудоемкость процесса полирования значительно возраста-
ет по мере снижения качества предварительной шлифовальной
операции.
Проведенные опыты показали, что работоспособность под-
шипников в паре с полированными после шлифования шейка-
ми значительно возрастает по сравнению с шейками, прошед-
шими только шлифование, так как при этом количество дефор-
58
мированных плен металла над глобулями графита значительно
сокращается.
Интенсивное изнашивание шеек наблюдается также при
работе дизеля в атмосфере с повышенным содержанием пыли
или при работе на топливе с большим содержанием серы. При
этом на поверхности шеек появляются риски глубиной до
2—3 мкм, а в отдельных случаях на некоторых участках шей-
ки глубина рисок достигает 100 мкм, указывающая на то, что
при определенных режимах работы двигателя возможны крат-
ковременные разрушения сплошности масляного слоя и обра-
зования узлов схватывания, приводящих к повреждению поверх-
ностей шейки вала и подшипника. Такие условия могут воз-
никнуть при пуске дизеля или перегревах масла, когда толщи-
на масляного слоя становится менее 2—3 мкм, а также при
вибрациях дизеля, вызывающих на отдельных участках трения
мгновенное сближение трущихся поверхностей, т. е. металли-
ческое контактирование.
Другой фактор, который может вызвать интенсивное изна-
шивание шеек вала, — это агрессивная среда (картерные га-
зы) . При этом образуются твердые растворы и сложные хими-
ческие соединения металла с кислородом, азотом, углеродом,
значительно отличающиеся по антифрикционным свойствам от
основного металла. Следовательно, применение эффективных
методов повышения износостойкости шеек вала будет способ-
ствовать увеличению долговечности коленчатого вала и его
подшипников.
Ввиду того что основным видом износа шеек является абра-
зивный, которому сопутствует схватывание и отделение хруп-
ких пленок, образовавшихся в результате пластической дефор-
мации поверхностного слоя шеек, повышение износостойкости
может быть достигнуто путем применения различных методов
поверхностного их упрочнения, к которым прежде всего отно-
сится хромирование.
Хромирование коленчатых валов стало целесообразным про-
цессом упрочнения как при изготовлении, так и при ремонте
двигателей. Осаждение на шейках вала износостойкого, одно-
родного по качеству и толщине хромового покрытия обеспе-
чивает принятым технологическим процессом хромирования.
Реализация указанных требований может быть достигнута
лишь при наличии специальных приспособлений, учитывающих
конструктивные особенности хромируемой детали. Однако на-
дежность сцепления хрома с поверхностью, на которую он осаж-
дается, до некоторой степени зависит и от материала детали.
Наибольшие трудности получения прочного соединения хрома
(осадка) с основным металлом возникают на шейках коленча-
того вала, отлитого из высокопрочного чугуна, содержащего
большой процент углерода и кремния.
59
Многочисленные исследования и опыт хромирования чугун-
ных валов показали, что наиболее качественное покрытие мо-
жет быть получено лишь при полном погружении коленчатого
вала в ванну, которое может осуществляться как при горизон-
тальном, так и при вертикальном положении вала. Конструк-
ция и размеры ванны для хромирования выбираются в соот-
ветствии с габаритными размерами валов.
Питание электроэнергией установок для хромирования осу-
ществляется мотор-генератором и выпрямителями. Тип мотор-
генератора выбирается в зависимости от потребляемого токаг
который должен быть пропорционален общей площади хроми-
руемых шеек и заданной наибольшей плотности тока. Так, для
получения тока до 5000 А в длительном режиме при напряже-
нии 12 В следует применять два параллельно соединенных мо-
тор-генератора АНД 5000/2500 с параллельным включением их
якорей. Обмотки возбуждения генераторов соединяются также
параллельно. Ванны для хромирования оборудуются контроль-
ными и регистрирующими приборами. Применяется также про-
граммное управление с автоматическим регулированием тем-
пературы, плотности тока, а также чередованием в определен-
ной последовательности режимов процесса.
Для получения строго определенных размеров хромируе-
мых шеек применяются специальные приспособления, состоя-
щие из катодной подвески, анодов с экранами и анодных вы-
йодов.
Большое влияние на качество покрытия оказывает предва-
рительная подготовка поверхности к хромированию. Геометри-
ческая форма и шероховатость поверхности шеек перед хроми-
рованием должны отвечать требованиям, предъявляемым к
готовому валу. Режимы предварительного шлифования шеек
должны выбираться такими, чтобы поверхности шеек не имели
шлифовочных трещин. Для удовлетворения этих требований не-
обходимо отбалансировать шлифовальные круги и охладить
обрабатываемую поверхность.
После шлифования шеек их галтели подвергают накатыва-
нию, создающему сжимающие напряжения в поверхностных
слоях галтели, которые нейтрализуют в известной степени на-
пряжения в растянутом хромовом слое. Подготовленные к хро-
мированию шейки вала измеряют и дефектоскопируют. Затем
масляные отверстия шеек заделывают свинцом так, чтобы его
уровень был ниже поверхности шейки на 0,2—0,3 мм.
Перед монтажом анодных головок на коленчатый вал его
обезжиривают в щелочной ванне с последующей промывкой
проточной водой. Качество обезжиривания определяют по сма-
чиваемости поверхности. Сцепление хрома с основным метал-
лом во многом зависит от качества обезжиривания. Во избежа-
ние окисления шеек вала монтировать анодные головки реко-
мендуется немедленно после обезжиривания. Перед монтажом
60
все контактные поверхности токоведущих шин подвижных при-
способлений и рабочие поверхности анодов зачищают до метал-
лического блеска.
Коленчатый вал с установленными на нем приспособления-
ми погружают в ванну таким образом, чтобы расстояние от
уровня зеркала электролита до поверхности ближайшей хро-
мируемой шейки было не менее 100 мм, а между выступающи-
ми частями приспособления и стенками ванны — не менее 100—
150 мм. Процесс хромирования вала может начинаться только
после уравнения температур вала и ванны, после чего вал
декапируется при плотности тока 20—25 А/дм2 в течение
15—20 с.
Хромирование шеек коленчатого вала может производиться
при разных режимах и составах электролита. Этот процесс ре-
комендуется вести при плотности тока 60 А/дм2. Наиболее це-
лесообразно применять режим хромирования с периодическим
изменением направления тока. Переменная полярность позво-
ляет получить более равномерное, гладкое и менее напряжен-
ное покрытие.
Состав электролита должен быть таким, чтобы напряжение
в осадке хрома было наименьшим.
Шейки коленчатых валов с таким покрытием шлифуют ме-
нее твердыми шлифовальными кругами и затем обрабатывают
войлочными кругами или полирующими головками, что в зна-
чительной степени снижает трудоемкость финишной операции.
Припуск на обработку в этом случае должен быть выдержан
наименьшим, не превышающим 0,03 мм.
По окончании хромирования коленчатый вал промывают
горячей водой, а после демонтажа приспособлений пассивиру-
ют в течение 1—2 мин при температуре 70—80°С раствором,
содержащим хромпика 0,1%, кальцинированной соды 0,2%. За-
тем вал промывают водой и обдувают сжатым воздухом.
Качество хромового покрытия оценивается по его цвету и
надежности сцепления с основным металлом. Не допускается
на рабочей поверхности шеек отслаивание хрома, непокрытие
отдельных участков и хрупкий осадок серого цвета.
Диаметр шеек, покрытых хромом по первому режиму, дол-
жен соответствовать чертежному размеру с припуском на шли-
фование 0,05—0,08 мм. Толщину осажденного слоя хрома оп-
ределяют путем сопоставления диаметров шеек до и после их
хромирования. Для удаления водорода с поверхности и снятия
внутренних напряжений вал после хромирования подвергают
термической обработке при температуре 180—220°С в течение
2—2,5 ч.
При хромировании деталей, работающих со знакоперемен-
ными нагрузками, следует учитывать уровень их предела вы-
носливости. Надежность таких валов не должна быть ниже до-
пустимой.
61
При электроосаждении в слое хрома возникают внутренние
растягивающие напряжения, являющиеся результатом сокра-
щений объема осажденного хрома. Этим сокращениям препят-
ствует прочное сцепление покрытия с основным металлом, в ре-
зультате чего хромовое покрытие оказывается растянутым.
Внутренние напряжения в хромовом осадке с увеличением его
толщины возрастают до значительных размеров, а увеличение
концентрации электролита ванны напряжения снижаются. Для
получения наименьшего напряженного осадка хрома при по-
крытии шеек коленчатого вала необходимо поддерживать мак-
симально допустимые температуры электролита, при этом надо
помнить, что чрезмерное повышение температуры приводит к
снижению твердости и износостойкости хромового покрытия.
Проведенные испытания хромированных чугунных коленча-
тых валов показали, что предел выносливости таких валов сни-
жается на 5—10% по сравнению с нехромированными и с уве-
личением толщины хрома эта зависимость повышается.
Предварительно накатанные коленчатые валы, а затем хро-
мированные все же обладают высоким пределом выносливости
по сравнению с ненакатанными. Сочетание накатывания галте-
лей шеек с их хромированием в различных вариантах значи-
тельно повышает предел выносливости, а следовательно, и срок
службы коленчатого вала. Если хромированный вал не накаты-
вать, то его предел выносливости составит не более 50 МПа.
При накатке галтелей усилием 20 000 Н и при толщине хрома
250 мкм предел выносливости достигает 80 МПа, а при накат-
ке галтелей усилием 20 000 Н и толщине хрома 450 мкм пре-
дел выносливости составит 78 МПа. Нехромированный вал,
но с накатанными галтелями усилием 20 000 Н имеет предел
выносливости, достигающий 87,5 МПа.
Сглаживание неровностей и доводку размеров хромирован-
ных шеек вала до чертежных значений достигают шлифованием
или полированием. Для шлифования хромированных шеек при-
меняют абразивные круги на керамической связке (ЭБ или
КЗ). Рекомендуется следующий режим полирования:
Окружная скорость круга, м/с................... 30—35
Поперечная подача на один двойной ход, мм . . . 0,002—0,005
Окружная скорость вала, м/мии.................. 20—25
Расход смазочно-охлаждающей жидкости, л/мин 20—25
Этот режим должен строго выполняться, так как при его на-
рушении могут появляться трещины, выявить которые практи-
чески трудно. Кроме того, нарушение этого режима может сни-
зить класс шероховатости поверхности, а следовательно, и ра-
ботоспособность шеек.
Шероховатость поверхности шеек вала должна быть не ни-
же Кг Оценка шероховатости поверхности производится про-
филографом или путем сравнения с эталонными образцами.
При неудовлетворительной механической обработке шеек (дроб-
62
леной поверхности, огранке) или отслаивании хрома такой вал
в сборку не допускается. Дефектное покрытие удаляют с шеек
химическим или электролитическим способом, после чего вал
подвергают термической обработке при температуре 160—180°С
в течение 1,5—2 ч и повторно шлифуют, а затем снова хроми-
руют.
Восстановление одиночных шеек вала методом хромирова-
ния может производиться неограниченное количество раз.
Отрицательное влияние хромирования на предел выносли-
вости чугуна в значительной степени компенсируется повыше-
нием его износостойкости.
Проведенные испытания [4] коленчатого вала дизеля типа
Д100 с первой, второй и третьей хромированными коренными
шейками (1, 2, 3) в паре с подшипниками с баббитовой залив-
кой марки БК-2 показали значительное снижение (в 3 раза и
более) интенсивности износа трущихся поверхностей по срав-
нению с нехромированными поверхностями. Это объясняется
тем, что баббитовые подшипники быстро прирабатываются в
результате пластического перераспределения массы антифрик-
ционного слоя заливки, хорошего поглощения этим слоем абра-
зивов и удержанием в нем масла.
По сравнению с другими парами трения коэффициент тре-
ния для пары хром—баббит имеет самое низкое значение. Пос-
ле шлифования хромированные и нехромированные шейки ис-
R0.32
zy.
Условия испытания отвечали самым тяжелым эксплуатацион-
ным режимам работы дизеля. Переход с одного режима на
другой производился, как и при поездной работе, в течение
1 мин. Через каждые 600 ч работы дизеля его разбирали для
изучения поверхностей трения шеек и подшипников, измеряли
детали, отбирали пробы масла и т. д. Общая продолжитель-
ность испытания составила 4000 ч. Визуальной оценкой по-
верхностей хромированных шеек установлено, что приработка
их протекала сравнительно медленно. После 1250 ч работы ди-
зеля наблюдались еще следы шлифования. Однако прирабо-
танные участки поверхности шеек имели шероховатость, не
превышающую Rz/-- Нехромированные шейки вала за это же
время прирабатывались полностью. Трущиеся поверхности дан-
ных шеек имели большую шероховатость, превышающую R fy3
и отдельные риски глубиной до 40—50 мкм. После 4000 ч ра-
боты дизеля хромированные шейки имели однородную шерохо-
ватость без глубоких рисок и повреждений.
Для высокопрочного чугуна среднее значение неровностей
нехромированных шеек составляло 1,98 мкм, а наибольшее —
16,35 мкм (одиночные риски), тогда как для хромированных
шеек эти значения не превышали 1,26 мкм и 4,72 мкм соответ-
ственно.
63
Подшипники, работавшие с хромированными шейками, име-
ли также более высокий класс шероховатости поверхности, чем
подшипники, работавшие с нехромированными шейками.
При сравнении значений износа первой, второй и третьей
хромированных шеек с износом этих же шеек нехромированно-
го вала из высокопрочного чугуна, испытанного в аналогичных
условиях, можно сделать вывод (табл. 15), что хромовое по-
крытие обеспечивает значительное уменьшение истирания тру-
щихся поверхностей. Средний износ хромового покрытия на
первой коренной шейке (наиболее изнашиваемой) в 3,2 раза
меньше износа первой коренной шейки, не покрытой хромом.
Таблица 15
Покрытия шеек № коренных шеек
1 2 3 4 5 6 8 9 10 п 12
Хромовое 0,75 0,57 0,40 1,65 0,97 1,10 1,17 1,53 0,68 1,18 0,57 1,25
Высокопрочный без покрытия 2,42 1,28 1,06 1,45 0,73 0,98 1,44 1,68 0,86 0,90 0,93 1,89
Скорость нарастания износа сопряженных поверхностей
трения шеек и подшипников коленчатого вала имеет тесную
взаимосвязь и обусловливается свойствами их материалов. Если
шейка вала в процессе его работы более стойкая к поврежде-
нию, то и интенсивность износа подшипника становится замет-
но ниже, так как трущаяся поверхность такой шейки имеет не-
ровности меньшей высоты от тех неровностей, которые способ-
ны при критической толщине масляной пленки, равной 3 мкм
(для дизелей типа ДЮО), повредить сопряженную поверхность
подшипника.
Повышенная износостойкость хромированных шеек и малая
высота микронеровностей на их поверхности определяют мини-
мальный суммарный износ трущейся пары. Не покрытые хро-
мом шейки коленчатого вала, изготовленного из ВПЧ, легко
повреждаются и поэтому приобретают при трении сравнитель-
но большую высоту микронеровностей, вызывающих более
интенсивное изнашивание сопряженных с ними подшипни-
ков.
Как показал опыт применения упрочнения чугунных колен-
чатых валов тепловозных дизелей, наиболее целесообразным
является комплексный метод упрочнения их шеек путем накат-
ки галтелей с последующим хромированием цилиндрической
части шейки. Такой метод упрочнения крупных коленчатых ва-
лов транспортных дизелей значительно повышает их долговеч-
ность. По своим прочностным свойствам и износостойкости ко-
ленчатые валы, прошедшие комплексное упрочнение, способст-
вуют значительному увеличению межремонтных пробегов теп-
ловоза.
64
IV. ЭКСПЛУАТАЦИЯ КОЛЕНЧАТЫХ ВАЛОВ
12. Виды повреждений коленчатых валов
рядных и V-образных дизелей
Несмотря на низкий процент поломок и отбраковки по тре-
щинам коленчатых валов, их абсолютное количество, заменя-
емое новыми, ежегодно достигает нескольких сотен. Большин-
ство отбракованных коленчатых валов тепловозных дизелей
является валами рядных дизелей типа Д100.
Анализ статистических данных, поступающих от тепловозо-
ремонтных заводов и линейных мастерских (локомотивных де-
по), показывает, что большинство трещин и поломок коленчатых
валов имеют усталостный характер и чаще всего возникают в
галтелях, т. е. в сопряжении шейки со щекой. При продолжи-
тельной работе вала с такими трещинами они распространяют-
ся на щеки с выходом на противоположные галтели.
Большой опыт эксплуатации этих валов на магистральных
тепловозах показывает, что трещины и места поломок валов
распределяются хотя и неравномерно, но по всем без исклю-
чения шейкам и щекам, т. е. по всей длине вала (рис. 23) и
это дает основание считать, что коленчатые валы дизелей ти-
па Д100 являются достаточно равнопрочной конструкцией.
Анализ причин разрушения, а также расчет коленчатого вала
на прочность подтвердили указанный вывод.
Было также установлено, что разрушение валов происходит
как при малых, так и при сравнительно больших пробегах
тепловоза, т. е. при малых и больших износах коренных шеек
и коренных вкладышей. Однако большая часть разрушений
имела место после длительной работы дизеля, соответствующей
четырем-пяти годам работы тепловоза.
Исследования большого количества изломов показали, что
лишь небольшой процент общего числа поломок зависит от
дефектов литья в виде пористости, шлаковых включений, плен
и т. п. Изломы по перечисленным причинам происходят в ос-
новном на ранней стадии работы вала, т. е. при пробеге теп-
ловоза 50—150 тыс. км, что соответствует первому году работы
дизеля.
Большая часть поломок валов, кроме случаев хрупких раз-
рушений, вызванных повреждениями смежных узлов дизеля,
происходит из-за низкого предела выносливости всего вала,
который, как показали испытания натурных валов до их уп-
рочнения, не превышает 350 МПа. Разрушения такого ха-
рактера происходят после возникновения неравномерного по
длине вала износа рабочих вкладышей коренных подшипников
или коренных шеек и образования завышенной суммарной сту-
пенчатости между смежными коренными шейками вала.
65
По данным статистики, установлено, что наибольший про-
цент поломок коленчатых валов дизеля типа Д100 происходит
по щекам 19 и 20 верхнего коленчатого вала. Из общего ко-
личества верхних коленчатых валов, вышедших из строя по
трещинам и поломкам, 55—60% приходится на валы, забра-
кованные по указанным двум щекам. Значительное количество
разрушений верхних и нижних коленчатых валов встречается
в щеках 14, 15, 16 и 6,7, 8 обоих валов (см. рис. 23).
Изучение характера и причин разрушения валов по этим
сечениям показало, что почти во всех случаях они связаны с
интенсивным износом рабочих канавочных коренных вклады-
шей соответствующих шеек. Эта выработка вкладышей всегда
44,5
1 2 3 4 5 Е 7 8 9 10 11 11 13 /4 15 15 17 18 19 20
1 2 3 4 5 Б 7 8 9 10 11 12 13 10 15 1Б 17 18 19 20
Рис. 23. Распределение повреждений коленчатых валов по щекам, %:
а — верхнего вала; б — нижнего вала
66
предшествует возникновению трещин вала. Возникновение уста-
лостных трещин может быть только на тех шейках, где суммар-
ная разница (ступенчатость), состоящая из износа смежных ко-
ренных рабочих вкладышей и соответствующих коренных шеек,
достигает значительных величин. Дальнейшее развитие трещин
снижает жесткость вала по данному сечению и увеличивает ин-
тенсивность износа соответствующих вкладышей. Нередко мож-
но видеть, что при длине трещины 100 мм и более разница в
толщинах вкладышей уже достигает 0,3—0,5 мм и более.
Частые разрушения нижнего вала в щеках 19, 20 имеют
другую причину. Эти разрушения вызваны не столько разницей
в интенсивности износа смежных рабочих вкладышей коренных
шеек 10 и 11, сколько износом рабочих вкладышей шейки 12.
Установлено, что рабочий вкладыш коренной шейки 12 нижне-
го вала изнашивается в несколько раз интенсивней, чем шейки
11. Вследствие этого ступенчатость между 11-й и 12-й опорами
вала в период работы дизеля до первой переборки (текущего
ремонта тепловоза) только по вкладышам достигает 0,1—0,15 мм
(при норме 0,08), причем опора И всегда оказывается выше
опоры 12. Это происходит в связи с тем, что коренная шейка
12 нижнего вала поддерживает тяжелый ротор тягового генера-
тора. Под действием веса ротора эта шейка всегда находится
прижатой к нижнему (рабочему) вкладышу, что и вызывает из-
гиб вала на участке коренных шеек 10—12 с провисанием его
на опоре 10. Такое провисание достигает порядка 0,12—0,16 мм
и более и складывается из износа шейки и вкладыша этой
опоры. При работе дизеля под действием цилиндровых сил это
провисание полностью выбирается, что приводит к циклическо-
му знакопеременному изгибу на участке щек 19—20. Такой из-
гиб коленчатого вала способствует возникновению и развитию
по указанным сечениям усталостных трещин и изломов колен-
чатого вала. Как и в предыдущем случае, такие трещины раз-
виваются по галтелям коренных шеек с выходом через щеку на
галтель шатунной шейки 10.
Сокращение числа поломок вала по коренным шейкам 10
и 11 может быть достигнуто недопущением в эксплуатации сту-
пенчатости, превышающей 0,08 мм между вкладышами 11 и 12,
а также опорами 10 и 11, т. е. своевременной заменой рабочих
вкладышей этих постелей.
Важным фактором, способствующим сокращению таких по-
ломок, является и соблюдение соосности якоря тягового гене-
ратора и коленчатого вала на всем протяжении эксплуатации
тепловоза. Эта несоосность контролируется разностью в толщи-
не эластичной муфты тягового генератора в верхней и нижней
ее частях. Большая величина разнотолщинности свидетельству-
ет о значительном износе шейки 12 нижнего коленчатого вала
и ее рабочего вкладыша, т. е. о нарушении соосности якоря и
коленчатого вала.
67
Исследования напряженного состояния изношенных коленча-
тых валов дизелей типа ДЮО показали, что при суммарной сту-
пенчатости по смежным опорам вала, равной 0,14 мм, запас
прочности снижается на 25%, а при ступенчатости 0,53 мм —
почти в 2 раза. Ориентировочно можно считать, что наличие
суммарной ступенчатости по смежным опорам, равной Vaoo
расстояния между серединами двух смежных коренных шеек,
приводит к снижению запаса прочности этого вала на 100%.
Таким образом, строгое соблюдение установленных допусков
на износ коренных шеек вала и коренных рабочих вкладышей
способствует значительному снижению числа случаев поломок
коленчатого вала.
Отмеченная равнопрочность коленчатых валов рядных дизе-
лей типа ДЮО все же не обеспечивает в эксплуатации примерно
равную частоту поломок по всем щекам верхнего коленчатого
вала. Особенно это относится к щекам 19 и 20 (10-ому колену),
где частота поломок достигает 56,3% всех случаев, зарегистри-
рованных по верхнему валу.
Для выявления характера нагружения верхнего коленчатого
вала в зоне колеса 10 и выявления причин повышенного числа
случаев его поломок по указанному колену был произведен пол-
ный расчет этого вала с учетом сил, возникающих от верти-
кальной передачи и роторной воздуходувки. При этом было
установлено, что условия работы верхнего коленчатого вала от-
личаются необычным характером распределения сил, действую-
щих на коренные шейки И и 12 (рис. 24). При работе дизеля
эти шейки нагружают рабочий 11 и нерабочий 12 вкладыши.
Различное направление вертикальных составляющих сил, дей-
ствующих на указанные вкладыши, особенно проявляется при
угле поворота вала а = 72°, при этом сумма их достигает 12,2 т.
Специфическая конструкция вала и наличие конической шес-
терни в зоне колена 10 для передачи мощности на нижний вал
и условия его нагружения таковы, что на коренных шейках 10
и 12 вал испытывает значительный прогиб. В трех из десяти
расчетных положениях направление нагрузки на шейках 10 и
12 противоположны направле-
Рис. 24. Схема установки верхнего
коленчатого вала на участке между
десятой и двенадцатой опорами при
работе дизеля типа ДЮО
ниям нагрузки на шейке 11;
еще в четырех положениях на-
правления нагрузки на двух
соседних шейках (на 10 и 11
или на И и 12) противополож-
ны направлениям нагрузки со-
ответственно на шейках 12
или 10. Векторы результирую-
щих сил коренных шеек 11 и
12 верхнего коленчатого вала
направлены при работе дизеля
в разные стороны и вызывают
68
прогиб вала на величину зазо-
ра в подшипниках, предусмот-
ренного конструкцией, и вели-
чину суммарного износа рабо-
чего вкладыша 11 подшипника
и нерабочего вкладыша 12
подшипника.
Таким образом, на участке
колена 10 верхнего коленчато-
го вала 70% времени его ра-
боты вал работает с изгибом
на величину зазора «на мас-
ло», что по своим последстви-
ям равносильно влиянию сту-
пенчатости, равному примерно
0,2 мм. При износе, т. е. сту-
пенчатости, по подшипникам и
Рис. 25. Взаиморасположение рабо-
чих и нерабочих вкладышей корен-
ных подшипников верхнего коленча-
того вала дизеля типа Д100 перед
его капитальным ремонтом:
1 — рабочие вкладыши; 2 — нерабочие
вкладыши
шейкам вала это значение соот-
ветственно увеличивается.
Проведенные расчеты показали, что при зазоре «на масло»,
равного 0,15—0,23 мм, запас прочности этого участка снижает-
ся с 2,8 до 1,92 и с 2,0 до 1,78 соответственно. При достижении
браковочной величины зазора «на масло», равного 0,45 мм, за-
пасы прочности снижаются до 1,50, т. е. до значения менее
допустимого для чугунных коленчатых валов.
Применение упрочняющего накатывания галтелей коленча-
того вала обеспечивает повышение запаса прочности его на
60%. Поэтому при максимально допустимом зазоре «на масло»
0,45 мм и при отсутствии чрезмерной ступенчатости между не-
рабочими вкладышами И и 12 коренных подшипников запас
прочности вала на этом участке будет достаточным. При сумми-
ровании зазора «на масло» со ступенчатостью между смежными
опорами запас прочности на участке колена 10 будет меньше
1,50, т. е. не будет удовлетворять требованиям, обеспечиваю-
щим необходимый уровень надежности тепловозного дизеля.
На рис. 25 показан характерный случай взаиморасположе-
ния рабочих и нерабочих вкладышей десятого, одиннадцатого
и двенадцатого коренных подшипников верхнего коленчатого
вала, выявленный при поступлении дизеля в капитальный ре-
монт, т. е. после пробега тепловоза около 650 тыс. км.
До 1966 г. при эксплуатации дизелей типа Д100 наблюда-
лась интенсивная поломка нижних коленчатых валов около шей-
ки под антивибратор. Средний пробег тепловоза, при котором
происходили поломки коленчатого вала на шейке под антиви-
братор, равен 408 тыс. км, а наиболее часто встречающаяся
(модальная) величина этого пробега составляет 414 тыс. км.
Наибольшее количество случаев повреждений как по эмпи-
рическому, так и по теоретическому распределению имеет
место в интервалах 300—400 и 400—500 тыс. км пробега тепло-
69
воза (по теоретической кривой 24%). Высокий процент случа-
ев поломки шейки под антивибратор объясняется прежде всего
несовершенством ее конструктивных форм. В первые годы по-
стройки дизелей типа Д100 они были оборудованы коленча-
тыми валами, у которых переходная поверхность на шейке под
антивибратор имела радиус 8 мм при диаметре шейки 120 мм.
Малый радиус галтели вызывал значительную концентрацию
напряжений и, следовательно, приводил к понижению предела
выносливости коленчатого вала по данному сечению.
Анализ большого количества поломок и характер развития
трещин показали, что все они имеют чисто усталостный харак-
тер и возникают в результате наличия концентраторов напря-
жения (галтель малого радиуса и кромка шпоночного паза,
расположенная в непосредственной близости у галтели), сов-
падающих с зоной наибольших изгибных напряжений.
Эти данные явились основанием для изменения конструк-
тивных элементов шейки под антивибратор. Диаметр шейки
и радиус ее галтели были значительно увеличены.
Проведенные конструктивные изменения — повышение диа-
метра шейки с 120 до 130 мм, радиуса галтели с 8 до 15 мм и
укорочение шпоночного паза на 20 мм — обеспечили значитель-
ное снижение поломок шейки под антивибратор нижнего ко-
ленчатого вала дизеля типа ДЮО с 40,8%' в 1961 г. до 3,2%
в 1968 г., а в дальнейшем почти полную ликвидацию такого ви-
да поломок.
Таким образом, из перечисленных факторов, как показа-
ли исследования свойств различных материалов, применяющихся
для изготовления коленчатых валов дизелей, большое влия-
ние на величину запаса прочности вала оказывает коэффици-
ент концентрации напряжений в галтели при изгибе. Этот ко-
эффициент зависит от радиуса галтели и его формы. Так,
при увеличении радиуса галтели с 8 до 12 мм эффективный
коэффициент концентрации напряжений при изгибе (/G, )
уменьшался с 3,3 до 2,3, что привело к повышению запаса проч-
ности по нормальным напряжениям па примерно в 1,4 раза
и общего запаса прочности п в 1,27 раза, т. е. на 27%.
Работа азотированных коленчатых валов V-образных ди-
зелей первых выпусков отличалась также низкой надеж-
ностью в основном из-за поломки его шеек по первому ко-
лену.
Первые зафиксированные поломки азотированных валов
дизелей типа 11Д45 показали, что износы их шеек и подшип-
ников за пробег тепловоза около 600 тыс. км составили незна-
чительную величину (0,015—0,02 мм), а поэтому происшед-
шие поломки могли быть объяснены только тем, что в эксплу-
атации на этих дизелях создаются такие условия, при кото-
рых напряжения в элементах вала превышают допустимые,
т. е. предел выносливости его не обеспечивал длительной ра-
70
боты. Подобные разрушения происходили по первому колену,
первой щеке (со стороны антивибратора).
Проведенные в связи с этим расчеты коленчатого вала, вы-
полненные по неразрезной схеме, показали, что наименьший
запас прочности относится именно к первой щеке, а при де-
фектах литья этот показатель может иметь недопустимые зна-
чения. Одновременно для выявления более детальных причин
разрушений коленчатых валов по первому колену производ-
ственным объединением «Коломенский завод» был проведен
комплекс исследований напряженности коленчатого вала при
работе дизеля. Эти исследования показали, что в коленчатом
вале с частотой вращения 650—725 об/мин развиваются такие
резонансные колебания, которые приводят к значительному
повышению напряжений в элементах первого колена вала. Для
устранения явления резонанса и снижения напряженности пер-
вого колена был разработан новый комбинированный антивиб-
ратор, что позволило снизить уровень изгибных напряжений в
галтелях первой шатунной шейки на 20—25%.
Кроме разрушений по первому колену, за этот период за-
фиксировано несколько случаев разрушений и по другим шей-
кам коленчатого вала, так как общий наименьший запас проч-
ности валов первой конструкции не превышал значения 1,68.
Для повышения изгибной жесткости щек, снижения коэффи-
циента концентрации напряжений в галтелях, улучшения ус-
ловий работы вала и уменьшения количества поломок были
внесены конструктивные и технологические изменения:
увеличена ширина щеки в плоскости среднего сечения пере-
крытия коренной и шатунной шеек, а также толщина щеки
примерно на 10% (см. рис. 8);
применена механическая обработка боковых поверхностей
щек, что обеспечило стабильность их толщины;
изменена форма галтели шатунных и коренных шеек путем
доводки ее радиуса соответственно до 8 и 12 мм;
введено измерение в эксплуатации ступенчатости постелей
коленчатого вала в блоке по подвескам при помощи оптиче-
ских приборов типа КГИ-2 (ступенчатость не допускается вы-
ше по смежным постелям 0,03 мм и по несмежным — 0,05 мм)
и восстановление диаметра постели и профиля зубчатого сты-
ка подвесок и бугелей (при ремонте дизеля прилегание зуб-
чатого стыка подвески коренного подшипника допускается не
менее 75—80% общей поверхности);
регламентирован обязательный осмотр и ремонт попереч-
ных маятников комбинированного антивибратора при каждом
ремонте дизеля.
Сменяемость разрушенных валов в зависимости от срока их
службы приведена на рис. 26. Среднее значение приведенных
кривых соответствует седьмому году работы дизеля или про-
бегу примерно 900 тыс. км, что соответствует интервалу рабо-
71
Рис. 26. Дифференциальная (1) и
интегральная (2) кривые распреде-
ления количества смененных колен-
чатых валов дизеля 11Д45 из-за раз-
рушения в зависимости от срока
эксплуатации
ты тепловоза между капиталь-
ными ремонтами, а наимень-
ший пробег тепловоза до вы-
хода из строя коленчатых ва-
лов по разрушению составля-
ет около 80 тыс. км. По этим
данным также сделано рас-
пределение всех случаев раз-
рушения валов по шейкам (в
% от общего числа забрако-
ванных валов).
Приведенные данные пока-
зывают, что 90% забракован-
ных валов выходят из строя
по шатунным шейкам 1 и 6,
которые имеют поломки по
галтеле со стороны щеки. По
остальным шейкам большинст-
во изломов проходит по щекам.
У дизелей 5Д49 (16ЧН26/26) при пробеге 400 тыс. км, что
соответствует ’/в запланированного пробега до капитального
ремонта, процент поврежденных коленчатых валов в эксплуа-
тации более чем в 2 раза превышает повреждения валов дизе-
лей 11Д45, которые обнаруживаются, как правило, при раз-
борке дизеля при капитальном ремонте. Такое положение яв-
ляется прежде всего следствием несовершенства применяемых
методов определения необходимых запасов прочности коленча-
того вала этого дизеля в стадии его проектирования, а также
недостатком конструкции опорного узла вала и степени его
влияния иа напряженное состояние коленчатого вала. При экс-
плуатации этих дизелей установлено, что положение опорного
узла за сравнительно небольшой пробег тепловоза значитель-
но изменяется (деформируется) и это происходит от неправиль-
ного усилия затягивания болтов этого узла, а также от несим-
метричного расположения болтов относительно поверхности
разъема бугеля. Эти деформации настолько велики, что они
приводят к значительному изменению диаметра отверстия опор-
ного узла в вертикальной плоскости. Если для опорного узла
дизеля типа ДЮО это значение составляет всего 0,02 мм, то
для V-образных дизелей указанное изменение достигает 0,13—
0,15 мм, что приводит к появлению несоосности опор даже при
отсутствии искривления блока дизеля в продольном его на-
правлении. Эта несоосность в эксплуатации достигает 0,15 мм
и более.
Другим важным фактором, влияющим на напряженное сос-
тояние коленчатого вала, является упругая податливость опор
V-образных дизелей, которая возникает по направлению дей-
ствия сил в блоке цилиндров при работе дизеля. Величина этой
72
податливости в 1,5 раза превышает такую величину, возника-
ющую по вертикальной оси блока цилиндров.
Вертикальная упругая податливость усугубляется конст-
руктивным исполнением крышки коренного подшипника (зуб-
чатый стык и др.). Так, при снижении усилия затягивания бол-
тов крышки, возникающем в эксплуатации из-за плохой рабо-
ты зубчатого стыка, податливость опор возрастает более чем
в 2 раза. Так как снижение затягивания по всем опорам не-
равномерно, то и податливость всех опор неравномерна. На-
пример, двукратное относительное увеличение податливости од-
ной из опор в дизеле 5Д49 вызывает увеличение амплитудного
значения изгибающего момента, а следовательно, и напряжений
в коленчатом вале на 58%. В конструкциях дизелей 11Д45 и
5Д49 при оценке влияния ослабления уровня затягивания на
напряженное состояние вала должна учитываться также допол-
нительная несоосность опор. При этом значение коэффициен-
тов запаса прочности коленчатых валов, подсчитанное с учетом
действительных величин несоосности и податливости опор бло-
ка цилиндров, может быть рекомендовано для оценки прочно-
сти коленчатых валов при проектировании новых дизелей.
13. Интенсивность износа неазотированных
и азотированных коленчатых валов
Износ коренных и шатунных шеек коленчатых валов ряд-
ных и V-образных тепловозных дизелей имеет различный ха-
рактер и интенсивность. Интенсивность износа зависит от сос-
тояния трущихся поверхностей шеек, т. е. от шероховатости
поверхности и ее твердости, а характер износа — от угла за-
клинивания шатунных шеек, от их взаиморасположения и по-
рядка вспышки в цилиндрах дизеля.
Дизели 2Д100 первого выпуска имели коленчатые валы,
изготовленные из хромоникелемолибденового чугуна. Для этих
валов характерна высокая интенсивность нарастания износа.
К пробегу тепловоза 380 тыс. км (10 тыс. мото-ч) средний
диаметральный износ первой, наиболее изнашиваемой корен-
ной шейки нижиего коленчатого вала достигал 230 мкм при
наибольшем радиальном износе 210 мкм и овальности 180 мкм
(рис. 27, а).
Такая интенсивность износа происходила по всем корен-
ным шейкам нижнего и верхнего валов с некоторой неравно-
мерностью по окружности. Это приводило к беспрерывному
увеличению ступенчатости между рабочими поверхностями ко-
ренных шеек.
Усовершенствование дизелей и, в частности, модернизация
масляной системы (повышение подачи масляного насоса, раз-
дельный подвод смазки к верхнему и нижнему валам) значи-
73
Рис. 27. Интенсив-
ность износа первой
коренной шейки ко-
ленчатого вала ди-
зеля типа ДЮО:
а — хромоникелемолиб-
деновый чугун; б — вы-
сокопрочный чугуи; 1 —
диаметральный износ;
2 — овальность; 3 —
радиальный износ
тельно уменьшили износ всех шеек коленчатого вала. Средний
износ первой коренной шейки того же вала хромоникелемо-
либденового чугуна уменьшился соответственно до 110, 80,
55 мкм. Применение для этих же валов высокопрочного чугуна
позволило в дальнейшем еще больше снизить средний износ
шеек. Так, для той же первой коренной шейки нижнего ко-
ленчатого вала при работе дизеля примерно в одинаковых
условиях износ соответственно составил 65, 50, 35 мкм
(рис. 27, б).
Внедрение некоторых конструктивных и технологических
усовершенствований значительно снизило износ шеек вала,
тогда как характер износа, зависящий от тактности дизеля,
конструкции вала, т. е. угла заклинивания шатунных шеек,
порядка вспышки в цилиндрах, частоты вращения вала и дру-
гих конструктивных факторов, остался без изменения. Устано-
влено также, что большинство коренных шеек этого вала изна-
шивается по окружности неравномерно. На рис. 28 показан
характер износа большинства коренных шеек вала. Наиболь-
ший радиальный износ а совпадает с биссектрисой угла, обра-
зованного плоскостями 1 и 2, прилегающих к этой шейке кри-
вошипов. На различных коренных шейках одного и того же
вала этот износ различен. На первой коренной шейке наи-
больший износ наблюдается со стороны первой шатунной
шейки. Характер износа коренных шеек и его наибольшая ве-
личина зависят не от цилиндровой силы, а от сил инерции,
вращающихся неуравновешенных масс. Это означает, что из-
нос коренных шеек у коленчатых валов, имеющих противо-
весы, будет более равномерным.
Анализ данных, накопленных в эксплуатации, позволил до-
статочно точно выяснить степень неравномерности износа ко-
ренных шеек по длине вала. Приведенные на рис. 29 графики
радиального износа коренных шеек, измеренные в восьми
74
плоскостях, т. е. через 45° поворота вала, характеризуют не-
равномерность износа на любой стадии работы дизеля. За
первую плоскость вала принята плоскость, проходящая через
ось щеки первой шатунной шейки, которая находится в это
время в верхней мертвой точке. Эти графики также показыва-
ют, что наибольшие диаметральный и радиальный износы име-
ет первая коренная шейка, причем ее износ в среднем на 30%
выше остальных коренных шеек. Второй шейкой по абсолют-
ной величине износа является четвертая коренная шейка, а
затем восьмая.
Показанная неравномерность износа шеек приводит к бес-
прерывному интенсивному увеличению суммарной ступенчатос-
ти между смежными опорами вала.
На интенсивность нарастания суммарной ступенчатости
между смежными коренными шейками влияет также деформа-
ция блока цилиндров дизеля, происходящая в эксплуатации,
которая для тепловозов ТЭЗ имеет определенную закономер-
ность, выявленную при измерении большого количества бло-
ков, находящихся в эксплуатации на тепловозах, имеющих
пробег от 500 до 600 тыс. км. Эти измерения позволили устано-
вить, что все блоки деформируются с искривлением оси посте-
лей коленчатого вала выпуклостью вверх. Такое искривление
за указанный период работы тепловоза достигает 100 мкм по
верхнему валу и 60 мкм по нижнему валу, а ступенчатость по
отдельным смежным постелям при этом достигает 60—70 мкм
(при допуске 30 мкм). Такие величины ступенчатости на от-
дельных участках по длине блока возможны также в резуль-
тате несоблюдения технических требований при изготовлении
новых блоков, или при их капитальном ремонте.
Ступенчатость между рабочими поверхностями шеек по
длине вала в различных его плоскостях также различна. Она
возрастает в процессе эксплуатации дизеля. Наибольшая сту-
пенчатость у верхнего вала при радиальном износе первой ко-
ренной шейки, равном 150 мкм, возникает между первой и вто-
рой шейками и равна 98 мкм, а у нижнего вала между вось-
мой и девятой шейками и равна 99 мкм.
Рис. 28. Распределение износа
по сечению коренной шейки
коленчатого вала дизеля типа
Д100 (7-я шейка)
75
а) мкм
г) мкм
д)мкм
Рис. 29. Графики величин радиального износа коренных шеек колен-
чатого вала дизеля типа ДЮО в восьми плоскостях:
а _ о»; б — 45'; в — 90°; г — 135°; д — 180°; е — 225°; ж — 270°; з — 315°
76
Приведенные данные свидетельствуют о том, что радиаль-
ный износ коренной первой шейки характеризует ступенчатость
между всеми коренными шейками по длине вала и, таким об-
разом, может быть принят как критерий оценки пригодности
коленчатого вала к дальнейшей его эксплуатации. Следова-
тельно, чтобы продлить срок службы вала, необходимо стре-
миться к уменьшению износа первой коренной шейки, т. е. к
устранению причин, вызывающих такой износ.
Установлено, что значительный радиальный (односторон-
ний) износ первой коренной шейки зависит от взаиморасполо-
жения шатунных шеек I, II, III, IV и V. При существующем
порядке вспышек в цилиндрах (1—6—10—2—4—9—5—3—7—
8) дизеля типа ДЮО, шатунная шейка I располагается в од-
ной полуокружности, а II, III, IV и V — во второй. При та-
ком взаиморасположении рядом стоящих шатунных шеек пер-
вая коренная шейка с большей части одного полного оборота
вала прижимается к вкладышам одной и той же поверхностью,
расположенной в противоположной стороне смежной шатун-
ной шейки, что и вызывает односторонний радиальный износ.
Избежать этого явления можно, очевидно, только путем изме-
нения порядка вспышки в цилиндрах, а следовательно, более
рационального расположения по окружности шатунных шеек.
Наилучшим вариантом в этом случае является заклинивание
шатунных шеек через 72°, т. е. при порядке вспышек 1—9—2—
10—3—6—4—7—5—8. Это приведет также к улучшению усло-
вий работы коренных шеек 7 и 8, так как нагрузка на указан-
ные две шейки рассредоточена и значительно уменьшится.
Таким образом, при равномерном распределении порядка
вспышки в цилиндрах можно значительно снизить суммарную
нагрузку на первую коренную шейку и более правильно рас-
пределить нагрузки по всем коренным шейкам вала, улучшив
условия работы пар трения, и снизить интенсивность их износа.
Наибольшая ступенчатость между смежными коренными
шейками существующей конструкции коленчатого вала распо-
лагается в следующих плоскостях: в нулевой плоскости она
образуется между первой и второй шейками, в плоскости 45° —
между второй и третьей шейками, а в плоскости 90° — между
девятой и десятой и т. д. Такой разнообразный характер
расположения наибольшего износа коренных шеек вала, их
овальности и ступенчатости приводит к тому, что изгиб вала
при его вращении происходит в различных плоскостях. Таким
образом, вал при вращении работает со знакопеременным из-
гибом, приводящим к возникновению и развитию усталостных
трещин. Компенсация такого износа коренных шеек вала пу-
тем постановки рабочих вкладышей различной толщины для
сохранения прямолинейности его геометрической оси не пред-
ставляется возможной. В силу этого в период эксплуатации ко-
ленчатого вала его относительная надежность гарантируется
77
лишь принятой предельным значением овальности коренных
шеек. Рабочие вкладыши при этом должны сохраняться одина-
ковой толщины (в пределах допуска).
Кроме овальности, трущиеся поверхности коренных шеек
приобретают также некоторую конусность. Эта конусность не
превышает 0,02—0,03 мм на длине шейки и поэтому такое на-
рушение макрогеометрии вала заметного ухудшения условий
работы пары трения шейка—подшипник практически не вызы-
вает. Овальность шейки оказывает существенное влияние на
интенсивность износа подшипника и приводит также к его ча-
стичному разрушению в виде отслоения баббитового (анти-
фрикционного) слоя. Вместе с тем повышенная овальность шей-
ки ускоряет общий износ самой шейки. Причиной более интен-
сивного износа овальной шейки является разрыв масляного
слоя, так как часть окружности шейки в процессе ее износа
принимает форму дуги, радиус которой больше радиуса под-
шипника. Масляный клин такой трущейся пары разрывается
или уменьшается его толщина вследствие более низкого дав-
ления в масляном слое, что и приводит к ненормальным усло-
виям работы трущейся пары (рис. 30). В этом случае жидко-
стное трение переходит в полужидкостное или полусухое, при-
водящее к более интенсивному износу трущейся пары.
Интенсивный износ поверхности шейки 1 вала, и особенно
вкладышей 2 ее подшипников возникает также от повышенной
шероховатости рабочей поверхности шейки. Если высота гре-
бешков трущейся поверхности больше наименьшей толщины
масляного слоя, то такая трущаяся пара будет изнашиваться
более интенсивно.
На дизелях типа Д100 известны случаи, когда период более
интенсивного износа трущейся пары заканчивается полным
разрушением ее поверхности. Это происходит потому, что тру-
щаяся поверхность шейки коленчатого вала, изготовленного из
высокопрочного чугуна, шлифовалась при его вращении в сто-
рону, противоположную вращению вала при работе дизеля,
Рис. 30. Взаимное расположение подшипника и коренной шейки
коленчатого вала;
а — неизношеиная шейка; б — изношенная шейка
78
вследствие чего вершины
микронеровностей трущейся
поверхности шейки вала, воз-
никшие как следствие его об-
работки и разрывов металли-
ческой основы, образующихся
в местах выхода на поверх-
ность графитовых зерен, име-
ют наклон в сторону вращения
вала при работе дизеля (рис.
31), что и вызывает интенсив-
ный износ, а иногда приводит
к задирообразованию таких
трущихся пар. Следует отме-
тить, что тщательное шлифова-
ние, а затем полирование шей-
Рис. 31. Схема образования микро-
неровностей при шлифовании шеек
коленчатого вала:
1 — шлифовальный круг; 2 — шейка ко-
ленчатого вала; 3 — зерно графита
ки при вращении вала в направлении вращения его при работе
дизеля будут способствовать значительному снижению интен-
сивности износа его шеек.
Интенсивный износ шеек вала, как следствие шероховатости
трущихся поверхностей, характерен особенно для первого пе-
риода работы (приработки) дизеля. Установлено, что абсолют-
ный износ вала за первые 20 ч работы дизеля равен или
больше того значения, которое возникает за последующие
2500 ч работы [12].
Детальное изучение состояния трущейся пары шейка—под-
шипник дизеля 11Д45 позволило установить, что в различные
периоды службы коленчатого вала интенсивность износа 1
овализации 2 (рис. 32) коренных шеек различна. Так, в пе-
риод приработки коленчатого вала, заканчивающегося после
пробега тепловоза 80—100 тыс. км, интенсивность овализации
в среднем достигает 0,01 мм за 20 тыс. км пробега. В течение
второго периода, соответствующего пробегу тепловоза 550—600
тыс. км, интенсивность овализации в 3 раза меньше и составля-
ет не более 0,01 мм за 60 тыс. км и, наконец, в третьем периоде
работы вала после пробега 600 тыс. км интенсивность овализа-
ции снова возрастает.
Рис. 32. Интенсивность износа и
овализации первой коренной шей-
ки коленчатого вала дизеля типа
ДЮО
79
Рис. 33. Дифференциальные
кривые распределения величин
диаметров шеек коленчатых
валов дизелей 11Д45:
1 — шатунные шейки новых ва-
лов; 2 — коренные шейки новых
валов; 3 — шатунные шейкн мак-
симально изношенных валов; 4 —
коренные шейки максимально из-
ношенных валов
250,00 2^9,98 2^9,96 2^9,9^ d,MM
Последний период работы коленчатого вала дизеля типа
ДЮО наступает после возникновения овальности равной
0,10—0,12 мм. Такая овальность шейки, как указывалось выше,
вызывает более интенсивный износ не только самой шейки, но и
вкладыша ее подшипника с последующим разрушением бабби-
тового антифрикционного слоя.
Для других марок дизелей предельная эксплуатационная
овальность коренных шеек отличается, так как эта овальность
в значительной степени зависит от давления коренной шейки
на рабочий вкладыш подшипника, частоты вращения вала, рас-
стояния между опорами коренных шеек, давления масла и др.
Интенсивность образования овальности шатунной шейки
верхнего и нижнего коленчатых валов на измеритель пробега
тепловоза приведена в табл. 16. Эти данные показывают, что
овальность коренных шеек как на измеритель пробега тепло-
воза, так и по абсолютной величине, кроме овальности шейки,
меньше средней овальности шатунной шейки верхнего и
нижнего валов. До пробега тепловоза около 200 тыс. км наи-
большая овальность шатунных шеек была у нижнего вала.
Наибольшая интенсивность износа, как и на коренных шейках,
отмечается в первый период работы тепловоза, до 60 тыс. км,
а в дальнейшем она снижается. К пробегу тепловоза около
300 тыс. км интенсивность образования овальности этих шеек
на обоих валах заметно снижается и составляет 55—60% на-
чальной. Сравнивая интенсивность овализации по отдельным
валам, можно видеть, что у шатунных шеек верхнего вала
овальность на 10—35% меньше, чем у нижнего вала.
Образование конусности на шатунных шейках верхнего и
нижнего валов происходит без какой-либо закономерности.
Конусность увеличивается примерно с одинаковой интенсив-
ностью, как и на коренных шейках, и в большинстве своем не
выходит за пределы, установленные для новых валов.
Азотированные коленчатые валы применяются на V-образ-
ных тепловозных дизелях, где нагрузка на шейку значительно
превышает такую же нагрузку у коленчатых валов дизелей
80 3*
Таблица 16
Средний пробег тепловоза, тыс. км Наибольшая овальность шатунных шеек, мкм Средияя овальность всех шеек Овальность на 10* км пробега тепловоза Отно- шение оваль- ности верхне. го вала к ниж- нему, %
№ шеек
1 2 3 4 5 6 7 8 9 10
Верхний вал
63,0 17,7 17,0 13,0 19,0 17,0 17,0 17,0 18,0 17,0 18,0 17,5 2,77 87
143,0 27,6 31,0 33,0 30,0 31,0 28,0 26,0 31,0 28,0 28,0 29,5 2,07 65
197,0 29,0 28,0 34,0 33,0 32,0 32,0 28,0 36,0 30,0 36,0 31,8 1,62 70
272,0 48,6 48,0 51,0 45,0 36,0 42,0 38,0 51,0 49,0 41,0 45,3 1,67 84
Нижний вал
60,0 18,2 21,0 21,0 20,0 20,0 21,0 18,0 23,0 20,0 20,0 20,2 3,4 —
139,0 49,0 46,0 44,0 45,0 44,0 46,0 46,0 47,0 38,0 48,0 45,2 3,27 —
199,0 48,1 44,0 42,0 44,0 46,0 43.0 49,0 48,0 45,0 46,0 45,3 2,29 —
291,0 56,0 56,0 55,0 51,0 51,0 57,0 52,0 48,0 59,0 55,0 54,0 1,86 —
типа ДЮО. Абсолютные износы шеек валов и их темп износа
до капитального ремонта тепловоза с V-образным дизелем зна-
чительно ниже, чем у неазотированных валов дизелей типа
ДЮО. Чтобы с большей точностью изучить степень нарастания
интенсивности износа шеек азотированных валов, был приме-
нен метод искусственных баз (вырезанных лунок). Абсолют-
ные значения износа шеек определялись путем обычного
микрометража валов, поступающих в капитальный ремонт, а ис-
ходные размеры шеек новых валов брались по данным фор-
муляров, заполняемых на дизелестроительном заводе.
Дифференциальные кривые распределения диаметров ша-
тунных и коренных шеек новых коленчатых валов дизелей
11Д45 и коленчатых валов, находящихся в эксплуатации, а
также средний износ коренных шеек, который не превышает
0,02 мм, и шатунных шеек — 0,025 мм, приведены на рис. 33.
Эти данные характеризуют все коленчатые валы, находящиеся
в эксплуатации, независимо от срока их службы и поэтому
они не позволяют судить об интенсивности износа шеек в раз-
личные периоды их службы.
Чтобы оценить интенсивность износа шеек таких валов, все
анализируемые валы распределены по интервалам годов их
выпуска. По этим данным внутри каждого интервала были
выбраны наиболее изношенные шейки, а по ним подсчитаны
средние диаметры. Все эти интервалы расположены на диа-
грамме (рис. 34) в порядке возрастания срока эксплуатации
коленчатых валов отдельно по коренным и шатунным шейкам.
Установленная статистическая связь между износом шеек
коленчатых валов и сроком их эксплуатации может быть вы-
ражена линейными уравнениями: для коренных шеек dK =
==97,7—0,22 т и шатунных £?ш=97,3—0,22 Т, где dK и dm —
соответственно диаметры коренных и шатунных шеек; Т —
срок эксплуатации коленчатых валов в годах.
__ По приведенным данным можно определить средний износ
hi в любой i-й период эксплуатации вала путем вычитания из
da координаты di. Приведенные зависимости хорошо согласу-
ются с ранее сделанным выводом, что интенсивность нараста-
ния износа в первый год эксплуатации значительно выше, чем
в последующие. Среднее нарастание износа в год по шатун-
ным шейкам составляет 0,0088, а по коренным 0,005 мм.
Эти данные полностью согласуются с данными по износу, полу-
ченными методом искусственных баз. За 12 лет работы вала
наибольший диаметральный износ составил 0,035 мм, ради-
альный износ — 0,025 мм, а овальность — 0,016 мм. Таким
образом, овальность шеек коленчатого вала дизеля 11Д45
в процессе эксплуатации практически не увеличивается, по-
этому срок службы или ресурс коленчатого вала такого клас-
са дизелей следует определять не по скорости нарастания
82
Рис. 34. Характер изменения средних значений максимально
изношенных шеек коленчатых валов дизелей 11Д45 в зави-
симости от срока их эксплуатации:
а — коренные шейкн; б — шатунные шейки; — диаметр ко-
ренных шеек новых коленчатых валов; dt, d', d3 — диаметры
коренных шеек соответственно при первом, втором и третьем капи-
тальных ремонтах
овальности шеек, а по скорости нарастания их диаметрального
износа.
Дополнительным критерием оценки пригодности коленча-
того вала к дальнейшей эксплуатации является ступенчатость
между смежными коренными шейками по их образующим.
Средний радиальный износ коренных шеек до капитального
ремонта показывает, что наибольшая разница по износу смеж-
ных шеек возникает между восьмой и девятой шейками и сос-
тавляет 4,5 мкм.
В абсолютных значениях эти величины для каждой корен-
ной шейки составляют: для первой — 12,0 мкм; второй — 11,5;
третьей — 12,2; четвертой — 10,0; пятой — 7,3; шестой — 10,7;
седьмой — 8,1; восьмой — 7,1; девятой — 11,6; десятой —
10,3 мкм.
Допустимая ступенчатость, определяемая прочностным рас-
4* 83
четом вала, составляет 0,05 мм. Такого значения ступенчатости
при установленном темпе ее нарастания коленчатые валы ди-
зеля 11Д45 могут достигнуть при пробеге тепловоза более
9000 тыс. км, а наибольший диаметральный износ коренной
шейки при таком пробеге составит 0,15 мм.
Наибольший допустимый размер коренной шейки коленча-
того вала может быть определен по формуле
^mln = ^пост 2Нк ^гаах,
где dnOCT=265+0,05MM— номинальный диаметр постели коренного подшип-
ника;
Як = 7,39 мм -— наибольшая толщина вкладышей коренных подшип-
ников;
5тах = 0,38 мм— верхний (допустимый) зазор «на масло» в корен-
ном подшипнике;
d min= 249,89 мм— соответствует среднему диаметральному износу ко-
ренной шейки 0,09 м.
Установленные два критерия допустимого диаметрального
износа коренных шеек — по ступенчатости 0,15 и по зазору
«на масло» 0,38 мм — показывают, что ограничивать износ
вала следует по зазору «на масло», при котором максималь-
ный диаметр коренной шейки может быть 249,89 мм.
Таблица 17
Серия тепловоза Интенсивность износа шеек коленчатого вала на 10 000 км, мкм
коренных 1 шатунных
Интервал
ТЭ7 2— 7/4,2
ТЭЗ 8—11/8,7 6—9,5/8
тэш ол 4— 8/5,7 5—8/6,3
2ТЭ1 ОЛ 6— 9/7,6 5—8/6,7
ТЭП60 (вал азотирован) 0— 5/1,7 0—5/1,8
Примечание. В числителе—интервалы, в знаменателе—среднее значение.
Допустимый наименьший размер шатунной шейки опреде-
ляется по формуле, приведенной выше, т. е. с учетом допусти-
мого верхнего зазора «на масло», равного 0,31 мм и составит
<Сп= 164,91 мм.
Средняя скорость износа шатунных и коренных шеек колен-
чатого вала может быть определена из приведенных линейных
уравнений зависимости темпа износа от срока эксплуатации
(см. рис. 34), так как темп износа остается постоянным и рав-
ным коэффициенту, принятому для данного уравнения.
Такой расчет показал, что средняя скорость износа корен-
ных и шатунных шеек азотированного коленчатого вала дизеля
11Д45 будет составлять 2,2 мкм в год.
84
Следовательно, ресурс коленчатого вала ограничивается
износом шатунной шейки и составляет 21,5 года.
При сопоставлении интенсивности износа шеек азотирован-
ных коленчатых валов дизеля ПД45 с неазотированными ко-
ленчатыми валами дизелей других марок, установленных на
магистральных тепловозах, можно сделать вывод, что интен-
сивность износа шеек коленчатого вала дизеля 11Д45 в 3—
4 раза ниже, чем на других магистральных тепловозах
(табл. 17).
Таким образом, срок службы (ресурс) азотированного ко-
ленчатого вала дизеля 11Д45 по износу шеек без перешлифов-
ки не ограничивает срок службы дизель-генераторной установ-
ки, который установлен 16 лет.
14. Эксплуатационные нормы содержания коленчатых валов
Одним из важных условий, обеспечивающих высокий уро-
вень надежности коленчатых валов в эксплуатации, является
длительное сохранение прямолинейности оси постелей в блоке
цилиндров или картере. Техническими условиями на изготов-
ление блоков цилиндров тепловозных дизелей установлено, что
несоосность постелей многоопорных коленчатых валов не долж-
на превышать 0,02—0,03 мм для смежных и 0,04—0,05 мм для
несмежных постелей. Эти допуски обусловлены точностью, ко-
торую может обеспечить технологическое оборудование и
контрольные средства, применяемые на заводах-изготовите-
лях и ремонтных заводах.
Расчет коленчатого вала на прочность ведется при нуле-
вой несоосности постелей. Однако технологическое оборудова-
ние не позволяет изготовить эти детали с расчетной точностью,
а в некоторых случаях даже с точностью, заданной технически-
ми условиями. Это значительно ухудшает условия работы ко-
ленчатого вала и приводит к снижению моторесурса дизеля.
Установлено, что общая кривизна оси постелей нового или
отремонтированного блока цилиндров часто достигает 0,10 мм,
так как окончательная обработка постелей вала выполняется
слесарным способом (шабрением) с проверкой их ступенчато-
сти при помощи вала-калибра (фальшвала) или линейки, а не
оптическими приборами, дающими более точные результаты
измерения. Это приводит к тому, что уже в первый период ра-
боты дизеля его коленчатый вал испытывает напряжения, зна-
чительно превышающие расчетные.
В дальнейшем при одностороннем износе коренных шеек
и неравномерном износе коренных рабочих вкладышей на
каждой постели блока суммарная ступенчатость для отдельных
коренных шеек коленчатого вала достигает 0,3 мм и более.
Это создает аварийные условия работы коленчатого вала и,
85
как следствие, появление усталостных трещин и его разру-
шение.
Основным наиболее эффективным методом устранения этих
недостатков в эксплуатации является замена изношенных ко-
ренных рабочих вкладышей. Замена изношенного коленчатого
вала или восстановление соосности постелей блока цилиндров
до значений, заданных техническими условиями, могут быть
осуществлены только в заводских условиях. При одиночной
замене, т. е. когда вкладыши заменяются не комплектно, необ-
ходимо соблюдать условие, при котором ступенчатость между
новыми вкладышами и оставшимися в смежных постелях не
превышала первоначального допуска, чем и достигается опти-
мальная работа коленчатого вала. Это требование относится к
таким коленчатым валам, у которых коренные шейки имеют
односторонний износ (валы дизелей Д100 и Д50 всех типов).
При концентричном износе коренных шеек (валы с противо-
весами) вкладыши для замены изношенных должны иметь тол-
щину, равную толщине новых вкладышей плюс радиальный
износ соответствующей шейки вала. Своевременная и правиль-
ная замена изношенных коренных вкладышей предохраняет
коленчатый вал от завышенного местного прогиба его и об-
разования трещин.
Для поддержания осевого разбега вала в пределах допус-
тимого изношенный упорный вкладыш также заменяют неза-
висимо от его радиального износа. Это предупреждает чрез-
мерные продольные колебания вала и возникновение в нем
повышенных напряжений, приводящих к поломке вала по его
щекам.
Разрушение подшипникового узла, а иногда и поломка ва-
ла возникают из-за неправильной или некачественной сборки
коренных подшипников. Тонкостенные коренные вкладыши, к
которым относятся вкладыши дизеля 11Д45, требуют особой
тщательности в сборке и обеспечения их стыкового иатяга, так
как заниженный натяг вкладышей может привести к их про-
ворачиванию, перекрытию смазочных каналов и разрушению
вкладышей. Неплотное прилегание вкладыша к постели (ко-
робление), возникающее вследствие завышенного натяга, при-
водит к возникновению между вкладышем и постелью
фретинг-коррозии, проникновению продуктов коррозии на по-
верхность шейки вала и к повышенному износу самой шейки
вала и рабочего вкладыша, а иногда и к разрушению антифрик-
ционного слоя.
Вкладыши, имеющие минимально допустимые натяги, ра-
ботают значительно лучше, а долговечность их до разрушения
антифрикционного слоя значительно выше, чем у вкладышей,
имеющих максимально допустимый натяг.
Для повышения работоспособности вкладышей и предохра-
нения их от проворачивания повышают класс шероховатости
86
тыльной стороны вкладыша и их постелей, а также применяют
покрытие этих поверхностей тонким слоем эластомера
ГЭН 150(B). Поэтому при постройке, капитальном ремонте и
эксплуатации дизеля большое внимание уделяется изготовле-
нию, сборке и состоянию узла коленчатый вал — подшипник.
Для достижения высокого качества изготовления и сборки
дизеля на дизелестроительных и ремонтных заводах применя-
ют специальные измерительно-сборочные стенды, к которым
предъявляются повышенные требования: высокая жесткость
стенда и создание сборщику хороших условий работы на нем;
базовые плоскости стенда должны располагаться на одной пря-
мой с отклонением не более 0,01 мм на 1000 мм длины; скре-
щивание между правой и левой плоскостями стенда не долж-
но превышать 0,03 мм на всей длине; точность измерения
всех геометрических параметров цилиндрового блока и колен-
Эти требования вызываются тем, что цилиндровые блоки
дизелей и коленчатые валы не обладают высокой жесткостью
и при установке их на стенд, не удовлетворяющий таким тре-
бованиям, будут деформироваться, а прямолинейная ось пос-
телей вала — искривляться в соответствии с кривизной базо-
вых плоскостей стенда.
Если цилиндровый блок дизеля, поступающий на сборку,
имеет хорошую (в пределах допуска) прямолинейность, а сбо-
рочный стенд отвечает техническим требованиям, то укладка
нового или отшлифованного (отремонтированного) коленчато-
го вала на опоры такого блока превращается в простую
сборочную операцию, не требующую высокой квалификации
сборщика. Поэтому у предназначенного для сборки дизеля ци-
линдрового блока и коленчатого вала должны тщательно изме-
рять диаметры, несоосность (ступенчатость) всех опор колен-
чатого вала и несоосность коренных шеек коленчатого вала.
Для измерения несоосности широко применяют прибор
КГИ-2 (спаренная оптическая система — автоколлиматор и
зрительная труба), позволяющий точно измерять на базе ав-
токоллимации при шаговом методе.
15. Несоосность (ступенчатость) опор
и коренных шеек коленчатых валов
Из всех геометрических параметров цилиндрового блока
дизеля, подвергающихся систематическому измерению при ре-
монте, ступенчатость опор коленчатого вала необходимо из-
мерять с высокой точностью. Так, у цилиндровых блоков тепло-
возных дизелей с чугунными коленчатыми валами этот пара-
метр не превышает 0,03 мм между смежными опорами и
0,05 мм на всей длине блока. Измерить ступенчатость с га-
87
Рис. 35. Схема контроля ступенчатости постелей коленчатого вала методом
автоколлимации:
1 — шаговый мостик; 2 «— зеркало шагового мостика; 3 •— автоколлиматор
рантированной точностью можно на оптическом приборе КГИ-2
и, в частности, применением автоколлиматора марки АК-ГУ
и шагового мостика, входящих в комплект этих приборов.
При измерении ступенчатости опор коленчатого вала блок
цилиндров устанавливают на измерительно-сборочный стенд,
а шаговый мостик — в ближайшие к автоколлиматору первые
две опоры коленчатого вала (рис. 35). Это положение шагово-
го мостика контролируют малогабаритным уровнем, располо-
женным на одной из базовых опор мостика. При последующих
установках шагового мостика в каждые две опоры пузырек
этого уровня должен располагаться в середине его шкалы.
Мостик в заданном положении закрепляют подпружиненными
упорами, что предохраняет его от сдвига [11].
При первом положении шагового мостика автоколлиматор
устанавливают так, чтобы нулевые деления его окулярного мик-
рометра располагались на нулевых индексах при закреплен-
ных установочных винтах. При правильно установленном ав-
токоллиматоре, т. е. когда оптическая ось его располагается
под прямым углом к отражаемой поверхности зеркала шаго-
вого мостика в обеих взаимно перпендикулярных плоскостях,
отраженное и окулярное перекрестия автоколлиматора должны
совпадать.
Рис. 36. Взаимное расположение от-
раженного и окулярного перекрестий
автоколлиматора:
а — правильное; б — неправильное
88
Наиболее высокой точности установки автоколлиматора
добиваются в том случае, когда бисектор (сдвоенная линия)
отраженного перекрестия располагается симметрично по отно-
шению к линии перекрестия окулятора автоколлиматора
(рис. 36, а).
Закончив установку автоколлиматора и записав нулевые
отсчеты, шаговый мостик переставляют на последующие опоры
измеряемого блока цилиндров, не изменяя положение автокол-
лиматора.
Ступенчатость каждой последующей пары смежных опор
измеряют путем совмещения отраженного и окулярного пере-
крестий, использовав для этого только лимбы окулярного мик-
рометра, по шкале которого отсчитывают ступенчатость в се-
кундах.
Для блока цилиндров с 12-ю опорами коленчатого вала
(дизель типа ДЮО) должно быть 11 отсчетов. Отсчеты по вер-
тикальному лимбу относятся к ступенчатости опор в вертикаль-
ной плоскости, а по горизонтальному лимбу — к ступенчато-
сти опор в горизонтальной плоскости так называемой змейке
(рис. 37).
Если в процессе измерения (взятия отсчетов) будет обнару-
жено, что показание лимбов при установке шагового мостика
на одну и ту же пару опор будет значительно (свыше трех
делений) отличаться друг от друга, то такой шаговый мостик
или сам автоколлиматор, или состояние измеряемых опор не-
обходимо предварительно проверить. Неповторяемость пока-
заний лимбов может быть и при неправильном совмещении
перекрестий. Совмещать перекрестия всегда следует вращением
лимба окулярного микрометра только по часовой стрелке.
Цена одного деления шкалы окулярного микрометра автокол-
лиматора марки AK-IV при измерении ступенчатости опор в
блоке цилиндров дизеля типа ДЮО с помощью шагового мос-
тика, имеющего расстояние между базовыми опорами 305 мм,
равна 0,0015 мм, а при расстоянии 405 мм — 0,002 мм.
Результаты измерения ступенчатости по всем опорам ко-
ленчатого вала в вертикальной и горизонтальной плоскостях
записывают, а затем пересчитывают в линейные величины
(табл. 18).
а — в вертикальной плоскости (ступенчатость); б — в горизонтальной плоскости
(змейка)
89
Таблица 18
№ уста - новкн шагово- го мос- тика (заме- ра) п1 Число делений шкалы окуляр- ного микро- метра а, с Координата изме- ряемой точки (опоры) на спрям- ленную абсциссу Отклоне- ние опо- ры от об- щей оси У1 , мкм № уста- новки шагово- го мос- тика (заме- ра) п1 Число делений шкалы окуляр- ного микро- метра О1 , с Координата измеряемой точки (опоры) на спрямлен- ную абсциссу Отклоне- ние от обшей осн у 1 , мкм
ах, с ах» мкм л,, с <21 , МКМ
1 2 3 4 5 6 7 8 9 10
Вертикальная плоскость Горизонтальная плоскость
(ступенчатость) (змейка)
1 0 — 4 — 6 — 6 1 0 + 9 + 13,5 + 13,5
2 -4- 5 + 1 + 1,5 — 4,5 2 — 1 + 8 + 12 +25,5
3 + 7 + з + 4,5 0 3 + 1 + 10 + 15 +40,5
4 + 3 — 1 — 1,5 — 1,5 4 —13 — 4 — 6 +34,5
5 + 12 + 8 +12 +10,5 5 —15 — 6 — 9 +25,5
6 + 15 + 11 + 16,5 +27 6 —14 — 5 — 7,5 + 18
7 + 5 + 1 + 1,5 +28,5 7 —17 — 8 —12 + 6
8 — 3 — 7 —10,5 + 18 8 —13 — 4 — 6 0
9 — 8 —12 —18 0 9 — 7 + 2 + з + з
10 0 — 4 — 6 — 6 10 — 3 + 6 + 9 + 12
11 + 8 + 4 + 6 0 11 —17 — 8 —12 0
Примечание. Координата спрямленной абсциссы: для вертикальной плоскости—
'a=Sa (nt *=+44/11=+4; для горизонтальной плоскости —99/11 = —9.
Порядковые номера установок шагового мостика ni записывают в гра-
фы 1 и 6, в графы 2 и 7 — угловые отклонения последующих опор от пре-
дыдущих, т. е. координаты измеряемых точек а (при вращении лимба от
нулевого индекса по часовой стрелке — показания шкал положительные, со
знаком плюс, против часовой стрелки — отрицательные, со знаком ми-
нус); значения координат спрямленной абсциссы а определяют подсчетом
из алгебраической суммы всех показаний шкалы в вертикальной или гори-
зонтальной плоскости, разделенной на число отсчетов по автоколлиматору
пг, т. е. a=2afnt.
В графы 3 и 8 записывают координаты каждой измеряемой точки по
отношению к спрямленной абсциссе определяемой с учетом знака и зна-
чения координаты спрямленной абсциссы. Так, если координата спрямлен-
ной абсциссы равна +4, а показание шкалы 0, то координата первой точ-
ки 0—(+4) =—4. При показании лимба +5 координата второй точки
+5—(+4)= + 1 и т. д.
В графы 4 и 9 записывают координаты той же точки, пересчитанные в
микроны Я1 (цена одного деления равна 1,5 мкм), ai = a-l,5 мкм, тогда at
для первой точки —4-1,5 = —6 мкм; для второй точки +1 • 1,5= +1,5 мкм
и т. д.
В графы 5 и 10 помещают отклонения опор </, от общей оси их, т. е.
от прямой, проходящей через первую и последнюю опоры коленчатого ва-
90
ла в измеряемом блоке цилиндров. Искомое значение определяют из алге-
браической суммы координат предыдущей и последующих точек. Так, от-
клонение первой точки равно —6 мкм; второй —6-j-l,5 =—4,5 мкм и т. д.
По данным граф 5 и 10 строят зависимости отклонения каждой точки
опоры в блоке цилиндров от прямой, проходящей через первую и последую-
щую опоры. Отклонения в вертикальной плоскости — ступенчатость
(рис. 37, а), в горизонтальной плоскости — змейка (рис. 37, б).
Приведенные рисунки, характеризующие взаиморасположение опор в
блоке цилиндров дизеля типа Д100, позволяют оценить отклонения их от
допускаемых значений, установленных техническими условиями на обра-
ботку и сборку дизеля. В данном случае ступенчатость в вертикальной
плоскости между смежными опорами не превышает 18 мкм, а между не-
смежными •— 34,5 мкм, что значительно ниже нормы, обусловленной тех-
ническими условиями. Ступенчатость в горизонтальной плоскости также
не превышает заданной нормы.
Эти данные используются при изготовлении или ремонте
блока цилиндров, а также при укладке коленчатого вала на
опоры блока.
В дополнение к измерениям ступенчатости постелей колен-
чатого вала перед укладкой вала в блок цилиндров необходимо
измерять также и несоосность коренных шеек самого вала.
Измерения должны выполняться с помощью автоколлиматора
при свободном расположении без защемления измеряемого ва-
ла на двух узких опорах 3 (рис. 38). Ширина опоры не долж-
на превышать длины цилиндрической части коренной шейки.
Расстояние между опорами соответствует расстоянию между
крайними коренными шейками. Поверхности опор, на которые
укладывают коленчатый вал при его измерении, выполняют в
виде призм или полуокружностей, соответствующих диаметру
коренных шеек. Одну из опор вала закрепляют на чугунной
плите 4 или бетонном фундаменте. Вторая опора остается не-
закрепленной, что создает условия, при которых поверхности
обеих опор при укладке на них коленчатого вала расположат-
ся на одной оси. У одного из концов коленчатого вала устанав-
ливают штатив 2 с автоколлиматором такой же марки, какой
применяется для измерения блока цилиндров, а шаговый
мост 1 — на ближайшую к автоколлиматору первую пару ко-
ренных шеек. Зеркало моста при этом должно быть обращено
к объективу автоколлиматора. Установка автоколлиматора,
Рис. 38. Схема измерения несоосности коренных шеек коленчатого вала
дизеля 14Д40
91
первый отсчет по его окулярному микрометру и все последую-
щие измерения несоосности шеек вала выполняют в такой же
последовательности, как и при измерении ступенчатости посте-
лей коленчатого вала в блоке цилиндров. Выполнив все изме-
рения вала, его поворачивают на 90° вокруг своей осн вправо
или влево, а шаговый мост ставят на первую от автоколлима-
тора пару коренных шеек и снова устанавливают автоколли-
матор и измерения повторяют.
Показания шкалы окулярного микрометра автоколлимато-
ра пересчитывают по изложенной выше методике, а результа-
ты записывают в соответствующую таблицу. За действитель-
ные измерения принимают те, у которых более высокие зна-
чения.
Этот метод измерения несоосности постелей в блоке ци-
линдров и коренных шеек коленчатых валов позволяет изготов-
лять и ремонтировать базовые детали дизеля (блока цилиндров
и коленчатого вала) с заданной техническими условия-
ми точностью, что повышает надежность работы в эксплу-
атации.
Опыт эксплуатации и проведенные исследования дизелей,
отремонтированных с применением для измерений оптических
приборов КГИ-2, показали, что при повышении точности изго-
товления несоосности коренных шеек коленчатого вала и пос-
телей блока цилиндров выход коленчатых валов по усталост-
ным разрушениям снизился примерно на 40%.
16. Методы измерения износа шеек
Овальность или радиальный износ коренных шеек колен-
чатого вала — это один из основных параметров, по которым
дизель ставят на капитальный ремонт. Предельную овальность
шеек устанавливают из условий работы коленчатого вала с
максимально допустимой суммарной ступенчатостью между
смежными опорами, которая складывается из ступенчатости,
образованной разницей радиальных износов соседних коренных
шеек, измеренных в одной плоскости, разницей толщин сосед-
них рабочих вкладышей, измеренных в вертикальной плоско-
сти, и ступенчатостью постелей коленчатого вала, определен-
ной оптическими приборами. Это условие вытекает из необхо-
димости работы коленчатого вала с напряжениями, не превы-
шающими предельно допустимые. Кроме того, предельная
овальность или радиальный износ принимаются из условия
сохранения неразрывности масляного слоя в паре трения и
сохранения наименьшего темпа износа трущихся поверхностей
этой пары.
Для сохранения этих условий на протяжении длительного
срока эксплуатации дизеля между плановыми ремонтами шейки
92
коленчатого вала необходимо измерять систематически, не
прибегая к разборке дизеля. Существуют два метода измере-
ний: один с использованием измерительного прибора с индика-
тором часового типа ценой деления 0,01 мм и другой — метод
вырезанных лунок (искусственных баз) с использованием спе-
циальных приборов УПОИ-6, обеспечивающих точность изме-
рения 0,001 мм. Первым методом измеряют шейки валов, име-
ющие сравнительно большой износ и у которых средняя часть
шейки в виде пояска, не изнашивается и является как бы ба-
зой определения износа, а метод вырезанных лунок применя-
ется только для коленчатых валов, у которых поверхность
шейки имеет повышенную твердость (закалена, хромирована
или азотирована).
Принципиальная схема прибора с индикатором часового ти-
па (шейкомера), применяющегося для измерения радиального
износа шеек коленчатого вала, имеющих неизношенную сред-
нюю часть (поясок), показана на рис. 39. В корпусе шейко-
мера 3 закреплены две неподвижные призматические опоры 4
и индикатор часового типа 2, измерительная ножка которого
выставляется так, чтобы при нулевом показании его стрелки
наконечник индикатора 1 располагался на одной прямой, про-
ходящей через вершины обеих призматических опор. Такая ус-
тановка индикатора выполняется перед началом измерения
износа по контрольной плите. При установке шейкомера на
изношенную шейку призматические опоры должны распола-
гаться по обе стороны от неизнашиваемого пояска 5, а наконеч-
ник индикатора на пояске и находиться в одной плоскости,
перпендикулярной поверхности шейки 6. В этом положении
стрелка индикатора будет показывать средний радиальный
износ а поверхностей шейки, расположенных с обеих сторон
от пояска на одной прямой, проходящей вдоль оси измеряемой
шейки.
Шейкомером можно измерять коренные и шатунные шейки
коленчатого вала как вынутого из блока цилиндров дизеля, так
и при расположении его в самом блоке, но со снятыми подшип-
никами на измеряемой шейке. В этом случае используют спе-
циальный кронштейн 1, который закрепляют вместе с шейкоме-
ром на каблучке соответствующего бугеля 6 блока цилиндров
дизеля (рис. 40). Подпружиненные зажимы 2 шейкомера
позволяют его корпусу 3 перемещаться в кронштейне перпенди-
кулярно поверхности измеряемой шейки при вращении колен-
чатого вала в постелях блока цилиндров. При этом призмати-
ческие неподвижные опоры шейкомера и наконечник индикато-
ра 4 все время будут прижаты к поверхности шейки 5 вала.
Радиальный износ шейки вала можно отсчитывать в любой
заданной плоскости его поворота. Фиксируют угол поворота
по указателю градуированного диска эластичной муфты при-
вода тягового генератора тепловоза.
93
Рис. 39. Схема шейкомера Рис. 40. Схема измерения радиаль-
ного износа шеек коленчатого вала
дизеля типа Д100 при помощи шей-
комера (при расположении вала в
блоке цилиндров)
Для определения овальности коренной шейки при располо-
жении коленчатого вала в блоке дизеля радиальный износ
измеряют между диаметрально расположенными точками шей-
ки в одной плоскости, а затем два таких же измерения в плос-
кости, перпендикулярной первым измерениям. Из суммы пер-
вых двух измерений вычитают сумму двух последующих из-
мерений, полученная разница и есть овальность шейки.
На коленчатом валу наибольший радиальный износ опре-
деляют путем многократных измерений износа при помощи
шейкомера в различных точках шейки по ее окружности. На-
ибольшую овальность определяют также путем суммирования
двух замеров наибольших радиальных износов в одной плос-
кости, а затем двух замеров в плоскости, перпендикулярной
плоскости первых измерений, с последующим вычитанием
этих двух сумм.
Метод вырезанных лунок относится к методу определения
износа деталей машин при помощи искусственных баз. На
изнашиваемой поверхности детали делают небольшие углубле-
ния заранее известной формы, равномерно суживающиеся в
глубину тела детали и позволяющие по уменьшению углубле-
ния оценивать износ этой поверхности.
Из различных по своей форме и способам получения уг-
лублений наиболее удобными оказались лунки, вырезанные
94
алмазным резцом (рис. 41).
Эти лунки малы и влияния на
служебные свойства поверх-
ности и прочность самих дета-
лей не оказывают. Такая фор-
ма лунки обеспечивает изме-
рение ее длины с большой точ-
ностью. Зная радиус вращения
вершины резца г, можно опре-
делить глубину лунки h=l\l&r.
Следовательно, линейный из-
нос плоской поверхности опре-
деляется путем измерения дли-
ны лунки до начала работы
детали 1\ и в конце ее работы
/г-
ДЛ = Л1-Л2=0,125(^-/|)4' .
или
/2
Д/г = 0,125 — •
Рнс. 41. Схема измерения вырезан-
ной лунки
Глубина лунки на выпуклой поверхности определяется по
формуле
ДЛ = 0,125^-^
Глубина лунки на вогнутой поверхности:
Z2
Д^О.125^,
где У? — радиус кривизны измеряемой поверхности;
I — длина вырезанной лунки.
По изменению длины лунки вследствие износа поверхности
при помощи приведенных формул определяют радиальный
износ шейки коленчатого вала в заданной точке путем вычи-
тания из значения глубины лунки, измеренного до начала ра-
боты вала, глубину в конце его работы. Опытным путем [15]
установлено, что лунки по своей длине должны располагаться
на поверхности всегда перпендикулярно рискам, возникающим
при обработке детали. Если лунка будет располагаться вдоль
рисок, то определить положение ее концов будет трудно.
Вырезание лунок и измерение их длины осуществляются
специальными приборами марки УПОИ-6, серийно выпускаемы-
ми заводом «Калибр». Эти приборы являются универсальными,
так как их можно использовать не только для измерений ради-
95
ального износа шеек коленчатого вала, но и для других деталей
двигателей (цилиндровых втулок, поршневых колец, поршневых
пальцев, плунжеров насосов и др.).
Прибор УПОИ-6 предусматривает как совмещение в одном
тубусе двух функций — вырезание и измерение лунок, так и
разделение этих функций в самостоятельных тубусах (рис. 42).
При раздельном расположении механизма вырезания лунок
и микроскопа прибора их тубусы (корпуса) должны иметь оди-
наковые внешние размеры (диаметр и длину).
Механизм для вырезания лунок имеет две скорости подачи
головки с резцом на изнашиваемую поверхность. Большая ско-
рость применяется для подвода головки вплотную к поверхно-
сти детали. В это время острие алмазного резца, выступающее
относительно колец головки, может врезаться в изношенную
поверхность. Однако это не произойдет, так как глубокое вре-
зание ограничивается трещоткой, вмонтированной в рукоятку,
приводящей во вращение резец. Такое устройство предохраняет
острие алмазного резца от перегрузок и поломок. При выреза-
нии лунок применяется малая скорость путем вращения руко-
ятки подачи резца. После окончания вырезания лунки головка
с резцом под действием пружины возвращается в исходное по-
ложение.
Алмазный резец заточен в виде трехгранной призмы с уг-
лом при вершине 130°. Лунка вырезается плоской гранью
резца, которая является режущей кромкой с отрицательным пе-
редним углом. Глубина врезания резца в металл, т. е. глубина
лунки, определяется двумя способами: настройкой головки с
резцом с помощью эксцентриковой втулки, насаженной на голов-
ку, или шкалой рукоятки подающего механизма. При выреза-
нии лунок и их измерении, т. е. при измерении износа шеек
коленчатого вала, каждый из тубусов закрепляется в специаль-
ном переходнике. Положение обоих тубусов фиксируется в пе-
реходнике шпоночным пазом, предусмотренным на каждом ту-
бусе, и упорным буртом. Это способствует быстрому совме-
щению входного зрачка микроскопа с вырезанной лункой, не-
Рис. 42. Вырезающий тубус прибора
УПОИ-6:
переходник; 2 — вырезающий тубус;
3 — коленчатый вал
96
обходимое при ее измерении. Наблюдаемая под микроскопом
поверхность с лункой должна быть освещена равномерно. Ес-
ли освещенность лунки не дает четкого совмещения шкалы оку-
ляра с концами лунки, то улучшать освещенность можно из-
менением положения лампы осветителя. Для контроля осве-
щенности используют юстировочное кольцо, входящее в ком-
плект этих приборов. При этом необходимо следить, чтобы све-
товое пятно от осветителя заходило приблизительно на 2—4 мм
ниже круговой риски юстировочного кольца. Если при работе
с прибором даже после наладки по юстировочному кольцу
лунка не будет контрастной (черной на светлом поле поверх-
ности детали), то регулирование положения лампы осветите-
ля повторяют. Такой юстировкой достигают наиболее четкого
изображения вырезанной лунки на проверяемой поверхности.
Кроме того, юстировкой и наладкой прибора достигается вы-
резание строго симметричных лунок, а также четкое изобра-
жение их в окуляре микроскопа.
Юстировку и наладку прибора производят в основном при
замене резцов и лампы осветителя.
Для определения фактической длины лунки необходимо
знать цену деления окуляра микроскопа и его увеличение. Зная
цену деления объекта-микрометра, которая обычно равна
10 мкм, подсчитывают цену деления шкалы микроскопа
W = Z/.10/a,
где Ц — цена деления объекта микрометра;
а — число делений шкалы окуляра микроскопа.
Для вырезания одной лунки глубиной 0,02—0,03 мм число
поворотов резцедержателя должно быть не менее: для чугу-
на — 42—45, стали — 50, хромированных, азотированных или
закаленных поверхностей — 50—60. Последние 3—5 резов вы-
полняют без подачи резца на металл, что обеспечивает при-
дание лунке правильной формы и в плане и профиле, необ-
ходимой для достижения высокой точности измерения из-
носа.
Подающий механизм вырезающего тубуса имеет две скоро-
сти подачи резца на металл. Один оборот головки малой ско-
рости подающего механизма передвигает резец в глубь детали
примерно на 100 мкм. Если измеряемая лунка имеет длину 100
делений шкалы микроскопа, что соответствует длине лунки,
равной 1, 3 мм, то глубина ее при радиусе вращения резца
г = 8,5 мм на плоскости будет составлять примерно 0,03 мм. Та-
кое соотношение длины лунки к глубине позволяет измерить
радиальный износ шейки коленчатого вала в долях микрона,
возникающий за короткое время работы дизеля, соответствую-
щее даже нескольким десяткам часов.
97
Используя переходник для закрепления вырезающего и из-
мерительного (микроскопа) тубусов, лунки вырезают по окруж-
ности в одном или двух поясах по длине шейки (четыре или
восемь лунок). Такого числа лунок на каждой шейке вала до-
статочно для измерения радиального износа по всей окружно-
сти шейки, а также ее овальности в заданном поясе.
17. Укладка коленчатого вала
на опоры блока цилиндров
В эксплуатации, а также при капитальном ремонте дизелей
особое внимание уделяют правильной укладке коленчатого ва-
ла на опоры блока цилиндров или картера. Сохранение прямо-
линейности оси коленчатого вала в процессе работы дизеля
обеспечивает его долговечность. При укладке вала во время ре-
монта дизеля в заводских условиях необходимо выполнять тех-
нические требования на ремонт дизелей, т. е. максимально
уменьшать ступенчатость между опорами коленчатого вала в
блоке цилиндров, перешлифовывать и накатывать галтели ко-
ренных и шатунных шеек коленчатого вала и заменять изношен-
ные вкладыши подшипников новыми. В эксплуатационных усло-
виях производится частичная или полная укладка коленчатого
вала.
При изготовлении дизеля, когда ступенчатость опор колен-
чатого вала и несоосность коренных шеек вала соответствуют
требованиям технических условий на их изготовление, укладка
коленчатого вала на опоры блока цилиндров значительно
упрощается. При этом толщина коренных вкладышей для всех
опор определяется из условий сохранения зазора «на масло».
Зная номинальный диаметр опоры Dn, номинальный диаметр
коренной шейки DB и номинальный зазор «на масло» А толщи-
, (О о ) + д
на вкладыша о = п______
Если диаметры всех опор, всех шеек вала, ступенчатость
и несоосность выполнены в допускаемых пределах, то подсчи-
танная таким образом толщина коренного вкладыша для лю-
бой шейки данного вала может быть принята для всех шеек
этого вала. Уложенный на такие вкладыши коленчатый вал не
требует дополнительного контроля его положения в дизеле,
т. е. нет необходимости контролировать вал на провисание.
При укладке коленчатого вала, помимо зазора «на прови-
сание», необходимо учитывать возможный изгиб вала, вызыва-
емый заменой вкладышей. В некоторых случаях это может
быть определяющим.
Схемы взаиморасположения трех смежных коренных шеек
коленчатого вала, которые имеют допустимую для новых или
отремонтированных валов овальность, показаны на рис. 43.
98
Рис. 43. Схема расположения трех смежных коренных шеек коленчатого вала:
а — первоначальное положение вала; б — положение вала при повороте на 90°
Если при укладке такого вала необходимо ориентироваться на
зазор «на провисание» (рис. 43, а), то для средней шейки по-
требуется заменить вкладыш на 0,02 мм толще, чем крайние,
а при повороте этого вала на 90° (рис. 43, б) средний вкла-
дыш должен быть тоньше на 0,02 мм, чем крайние. Зазор «на
провисание» средней шейки во втором положении вала дости-
гает 0,04 мм. Однако подобную замену вкладышей производить
не следует, чтобы не вызвать дополнительного изгиба коленча-
того вала в течение одного его оборота и интенсивного износа
вкладыша и шейки вала.
На дизель-генераторных установках типа Д100, где якорь
тягового генератора, имеющий большую массу, одним концом
опирается на свободный конец нижнего коленчатого вала, про-
висание вала возникает не только из-за овальности или сту-
пенчатости его опоры. Расположенные ближе к генератору
шейки 8, 9, 10, 11 нижнего коленчатого вала, как правило,
также имеют провисание, достигающее 0,15 мм (у шейки 10) и
более. Такое провисание на новых или капитально отремонти-
рованных дизелях вызывается двумя причинами: большой мас-
сой якоря генератора и несоосностью якоря и коленчатого вала.
От массы якоря провисание достигает 0,10—0,12 мм, а от не-
соосности якоря и вала — 0,05—0,06 мм.
Для сохранения в течение длительного времени наилучших
условий работы нижнего коленчатого вала на указанном уча-
стке коренных шеек (провисание вала не превышает допусти-
мого значения) соосность якоря и коленчатого вала должна
быть такой, чтобы разница в толщинах эластичной муфты ге-
нератора при установке на поддизельную раму не превышала
О или —0,05 мм. При реализации такого допуска ось якоря
в первый период работы дизеля с новым или отремонтирован-
ным коленчатым валом будет располагаться ниже оси колен-
чатого вала, а по мере износа рабочего вкладыша 12-го под-
шипника их соосность будет близка к нулевым значениям при
провисании вала у коренной 10-й шейки в пределах
0,10—0,12 мм. Установка в этом случае рабочего вкладыша
большей толщины нецелесообразна.
Для дизелей с коленчатыми валами, имеющими обработан-
ные щеки, укладку вала контролируют по расхождению щек.
Однако такой контроль не позволяет точно оценить несоос-
ность опор. Расхождение щек только на двух смежных коленах
может быть вызвано несколькими причинами: выработкой сред-
99
него коренного вкладыша, несоосностью средней коренной шей-
ки со смежными шейками или несоосностью средней постели
коленчатого вала со смежными постелями.
Все эти причины связаны прямой зависимостью с расхож-
дением щек и могут быть выявлены только в том случае, если
на этом участке вала приложена внешняя сила (вес поршневой
группы). При отсутствии внешней силы расхождение не пре-
вышает 0,02—0,03 мм.
На более длинном участке вала большая несоосность ко-
ренных шеек возможна и при отсутствии внешних сил, так
как жесткость более длинного участка вала значительно ниже,
а прогиб вала от собственного веса увеличивается при незна-
чительном увеличении расхождения щек. Например, у колен-
чатых валов дизелей типа Д50 при стреле общего прогиба
вала, равной 0,05 мм, расхождение щек каждого колена соста-
вит только 0,01 мм. Такое же расхождение щек может быть при
провисании только одной коренной шейки на 0,02 мм.
Разнообразие причин, вызывающих расхождение щек, при-
водит к неточностям при определении ступенчатости по опо-
рам коленчатого вала. Это встречается и при сборке отремон-
тированного дизеля, который имел значительный срок службы.
Привалочные плоскости картера и блока цилиндров такого
дизеля имеют обычно большую кривизну, которая в процессе
сборки приводит к искажению оси постелей коленчатого вала,
а затем и самого вала. Кривизна оси всех постелей, стрела
прогиба которой достигает 0,15 мм, вызывает расхождение щек
каждого колена вала только на 0,03 мм. Такое расхождение
щек обычно допускается при сборке дизеля, тогда как несоос-
ность постелей, а следовательно, и несоосность смежных и не-
смежных коренных шеек не должна превышать 0,07 мм. Сле-
довательно, расхождение щек до 0,05 мм может быть допу-
щено только на одном колене. Расхождение щек до 0,03 мм мо-
жет быть допущено только на трех смежных коленах, а до
0,02 мм — на всех шести коленах.
Расхождение щек у колена, ближайшего к якорю генерато-
ра, прямо пропорционально несоосности якоря с ближайшей
коренной шейкой вала. Контроль расхождения щек этого коле-
на позволяет дать оценку качества центровки коленчатого вала
с валом якоря генератора при сборке. Это расхождение для ка-
питально отремонтированных дизелей типа Д50 должно иметь
положительную величину и достигать 0,03 мм. Это обеспечи-
вает наилучшие условия работы коренного подшипника опоры 7.
При полной укладке изношенного вала в дизель типа ДЮО,
т. е. при замене всех рабочих коренных вкладышей, толщина
вкладышей должна быть такой же, какая была установлена
при сборке нового или капитально отремонтированного дизеля.
В тех случаях, когда по косвенным замерам провисания корен-
ных шеек вала (при измерении пластинчатым щупом) потре-
100
буется новый вкладыш, его толщина может отличаться от тол-
щины вкладыша, который был установлен при постройке или
капитальном ремонте дизеля не более чем на 0,03 мм.
При частичной укладке коленчатого вала дизеля типа ДЮО
в эксплуатационных условиях, т. е. при частичной замене из-
ношенных рабочих коренных вкладышей внимание нужно уде-
лять правильному определению толщины вновь устанавливае-
мых вкладышей. Новый вкладыш должен иметь толщину, близ-
кую к толщинам двух смежных вкладышей, или быть равен
полусумме толщин этих вкладышей при учете ступенчатости
опор, которая была достигнута при постройке или капитальном
ремонте дизеля и зафиксирована в его паспорте. При отсутст-
вии данных о ступенчатости опор толщину нового вкладыша
определяют по формуле
где bit &2 — толщины рабочих вкладышей на двух соседних постелях;
г — наименьший радиальный износ соответствующей коренной шей-
ки, г = 0,02 мм.
Одиночная замена вкладышей у дизеля типа ДЮО чаще
всего производится на четвертой, восьмой, десятой и двенадца-
той опорах. Толщины сменяемых вкладышей дополнительно
сравнивают с толщинами рабочих вкладышей шестой и один-
надцатой опоры. Причем четвертый и восьмой вкладыши срав-
ниваются с шестым, а десятый и двенадцатый с одиннадца-
тым. Разница в толщинах указанных вкладышей не должна
превышать 0,05 мм. В тех случаях, когда будет установлено,
что смене подлежат и другие вкладыши, их толщину опреде-
ляют также по приведенной выше формуле. Не рекомендуется
допускать, чтобы износ всех рабочих вкладышей превышал
0,1 мм, так как общее смещение оси вала в дизелях типа ДЮО
на величину, превышающую указанный допуск, ухудшает за-
цепление шестерен вертикальной передачи и работу цилиндров.
В эксплуатации иногда производят одиночную замену раз-
рушенных крышек опор (подвесок) коленчатого вала, а следо-
вательно, и замену вкладышей подшипника этой опоры. Выпол-
нение этих работ требует особой тщательности, так как заме-
на крышки может привести к значительному нарушению соос-
ности (ступенчатости) между смежными опорами.
Новую крышку опор блока цилиндров дизеля типа ДЮО,
предварительно обработанную по размерам под каблучки и по
диаметру данной опоры, с припуском на слесарную обработку
(шабрение), сначала подгоняют по каблучкам с соответствую-
щим натягом и закрепляют штатными болтами, а затем изме-
ряют полученный диаметр опоры, определяют смещение полу-
окружностей крышки и бугеля в горизонтальной плоскости и
приступают к ее шабрению. Дальнейший контроль совпадения
101
полуокружностей выполняют трехопорным технологическим ва-
лом (фалыпвалом), который укладывают в смежные с заме-
няемой крышкой опоры. Крышки смежных опор после уста-
новки в них фалыпвала закрепляются болтами. Окончательно
обработанная новая крышка должна иметь на поверхности по-
луокружности опоры равномерно разбросанные мелкие пятна
контрольной краски, которая была нанесена на среднем кольце
трехопорного фалыпвала. Новый рабочий вкладыш на заменен-
ной крышке должен быть таким, чтобы его толщина не отли-
чалась от толщины вкладышей на смежных опорах более
0,05 мм. При смене рабочих вкладышей все нерабочие вкла-
дыши, за исключением первой, одиннадцатой и двенадцатой
опор, не заменяются. Указанные вкладыши должны заменяться
только в том случае, если их толщина меньше толщины сосед-
них вкладышей на 0,05 мм.
Выполнение указанных условий обеспечит сохранение зазо-
ра «на масло» в пределах допуска, а также суммарную ступен-
чатость по нерабочим вкладышам. При частичной укладке ни-
жнего коленчатого вала необходимо следить также за тем, что-
бы биение эластичной муфты генератора не превышало реко-
мендованного ранее установленного допуска (0 или —0,05 мм).
Завышенное биение муфты можно устранить путем утолщения
или утонения рабочего вкладыша двенадцатой опоры нижнего
коленчатого вала. Однако толщина этого вкладыша может пре-
вышать толщину соседнего одиннадцатого вкладыша только
на 0,03 мм или быть меньше на 0,05 мм. В тех случаях, когда
использование этого допуска не приведет к желаемым резуль-
татам, генератор необходимо переставить с заменой его под-
кладок согласно соответствующей инструкции.
Рабочий вкладыш двенадцатой опоры верхнего вала заме-
няют очень редко, так как износ его практически незначи-
телен.
В тех случаях, когда пять или больше рабочих вкладышей
изношены или разрушены, заменяют все рабочие вкладыши,
так как подбор новых вкладышей в этом случае затруднен и
может привести к значительному отклонению заданного поло-
жения оси коленчатого вала.
При частичной замене рабочих вкладышей коленчатого вала
дизеля типа ДЮО замена нерабочих вкладышей обычно не про-
изводится, так как они практически не изнашиваются (за ис-
ключением разрушенных, а также нерабочих вкладышей на
первой, одиннадцатой и двенадцатой опорах, которые в экс-
плуатации подвергаются незначительному износу). Замена не-
рабочих вкладышей на указанных опорах по износу должна
производиться только в том случае, когда разница в их тол-
щинах со смежными вкладышами превышает 0,05 мм.
Частичная укладка коленчатого вала V-образных дизелей,
где подвески опор его имеют зубчатый стык, выполняется не
102
только с заменой рабочих вкладышей, но и с выполнением круп-
ного ремонта самих подвесок. Это вызвано тем, что эксплуата-
ция таких дизелей сопровождается значительным износом зуб-
чатого стыка бугелей и подвесок коренных подшипников и са-
моподтяжкой этих подвесок с последующим возникновением
ступенчатости по опорам и уменьшением зазора «на масло», т.е.
с нарушением укладки коленчатого вала. Кроме того, при из-
носе зубчатого стыка уменьшается уровень затяжки болтов
подвесок, что приводит к появлению динамической нагрузки на
эти болты и их обрыву.
Для сохранения удовлетворительных условий работы колен-
чатого вала в эксплуатации выполняют частичную укладку ва-
ла с обязательным выполнением следующих работ:
не отсоединяя вала от генератора, при помощи пластинча-
того щупа проверяют провисание и зазоров «на масло» повеем
коренным шейкам; при этом зазор «на провисание» коренных
седьмой и восьмой шеек (дизель 11Д45) должен быть
0,12—0,15 мм, шестой и девятой — 0,08—0,10 мм. Провисание
остальных коренных шеек должно быть не более 0,05 мм, а сум-
марный зазор «на масло» (измеренный под шейкой и над шей-
кой) — не менее 0,15 мм;
при обнаружении отступлений по какой-либо опоре от ука-
занных требований болты остальных подвесок перезатягиваются
с обязательным предварительным отсоединением генератора от
коленчатого вала (перезатяжку производят через одну подвес-
ку). Если после перезатяжки всех опор зазоры «на масло» бу-
дут больше 0,15 мм, а «на провисание» меньше 0,05 мм (кро-
ме дефектной подвески), то ремонтируют только дефектную
подвеску;
при отсутствии или значительном уменьшении зазора «на
провисание» коленчатого вала на участке между шестой и де-
вятой опорами (пластинчатый щуп 0,05 мм под шейки не вхо-
дит) и уменьшении зазора «на масло» по этим же подшипни-
кам до 0,15 мм, такие подвески разбирают, поверхности при-
легания рабочих вкладышей шабрят по валу-калибру диамет-
ром (265^одб)> мм> Добиваясь зазоров «на провисание» и за-
зоров «на масло», указанных выше;
после пришабрения дефектных подвесок укладку коленча-
того вала по всем опорам проверяют повторно. Если после вы-
полненного ремонта зазор «на провисание» по какой-либо под-
веске обнаружится снова, то ремонт этой подвески повторяют с
обязательным шабрением ее по валу-калибру.
При шабрении какой-либо подвески на глубину более 0,1 мм
вкладыши этого подшипника подбирают с верхним пределом
натяга по его стыкам, что предохраняет его от проворачива-
ния во время работы дизеля.
103
18. Дефектоскопия коленчатых валов
Контроль состояния коленчатых валов обеспечивает без-
аварийную работу дизеля, а также позволяет дать оценку уров-
ня надежности этой ответственной детали. При эксплуатации
тепловозных дизелей применяют несколько методов выявления
трещин в коленчатых валах [9]. Наибольшее распространение
получил магнитно-порошковый метод, с помощью которого мож-
но обнаружить трещины только в сырых чугунных коленчатых
валах. Определить трещины в азотированных валах при помощи
магнитно-порошкового метода, как показал опыт, значительно
труднее. Недостатком данного метода является то, что после
дефектоскопирования валов они трудно поддаются размагничи-
ванию вследствие сложности их формы и больших размеров.
При постановке на дизель такого коленчатого вала на различ-
ных его участках скапливаются ферромагнитные частицы, ко-
торые в большом количестве имеются в дизельном масле. Это
часто приводит к тому, что в парах трения возникает металли-
ческое контактирование, вызывающее задир и разрушение тру-
щихся поверхностей.
Для снижения остаточного намагничивания переменный ток
подводится к понижающему трансформатору через автотранс-
форматор с плавным изменением выходного напряжения от О
до 220 В. При этом контроль коленчатого вала выполняется в
действующем магнитном поле, которое снижается путем плав-
ного уменьшения до нуля выходного напряжения на зажимах
автотрансформатора. В этом случае намагничивание коленча-
того вала после дефектоскопирования близко к нулю.
Для контроля нижнего коленчатого вала дизеля типа ДЮО,
находящегося в дизеле, магнитно-порошковый метод нельзя при-
менять из-за неизбежного загрязнения этим порошком масла в
картере дизеля. В этом случае для сырых и азотированных ва-
лов применяют ультразвуковой метод, трудоемкость которого
значительно выше магнитно-порошкового метода. Ультразвуко-
вой метод применяют и для азотированных валов, вынутых из
дизеля, т. е. при его капитальном ремонте.
Применение ультразвукового контроля для чугунных колен-
чатых валов ограничивается тем, что ультразвуковые волны в
чугуне теряют 75% своей энергии на расстоянии 100—120 мм,
тогда как в стальных валах эти потери не превышают
10—12% на расстоянии 800—1000 мм. Кроме того, в легирован-
ном чугуне и частично в высокопрочном пластинки графита или
глобули, как известно, располагаются неравномерно, скапли-
ваясь в какой-то его области в виде цепочек. При дефектоскопи-
ровании такая цепочка будет выявляться как небольшая ложная
трещина. Помимо пластинок или глобулей графита, в чугуне
коленчатых валов в том или ином количестве имеются поры,
небольшие раковины и различные неметаллические включения,
204
что также создает помехи для ультразвукового контроля.
Опыт эксплуатации чугунных коленчатых валов показыва-
ет, что большинство возникающих трещин имеет усталостный
характер. Чаще всего они образуются на галтелях в местах
сопряжения коренных и шатунных шеек со щеками коленчато-
го вала. Длина трещин может быть от 8—10 до 250 мм и бо-
лее. На одной галтели может быть и несколько трещин. Обыч-
но они располагаются последовательно, с небольшим проме-
жутком между ними. При дальнейшей работе вала трещины со-
единяются в единую трещину. Большие трещины могут иметь
выход на обе стороны щеки. Одновременно с ростом трещины
в длину увеличивается и ее глубина. Установлено, что трещи-
ны длиной 35—40 мм имеют глубину 1,5—1,8 мм- а трещины
длиной 200—300 мм углубляются в металл до 50—60 мм. По
окружности шейки трещины располагаются в основном в ниж-
ней части колена, со стороны шатунной шейки. Трещины, раз-
вивающиеся в чугуне, имеют очень малое раскрытие. Так, тре-
щины длиной до 80 мм обычно не заметны при осмотре нево-
оруженным глазом. Более короткие трещины с большим тру-
дом различаются даже через лупу с четырехкратным увеличе-
нием. Поперечные трещины могут развиваться не только на
галтелях, но и на цилиндрической части шеек от смазочного от-
верстия. Помимо поперечных трещин, на галтелях и шейках
вала могут быть различного рода продольные трещины. В боль-
шинстве случаев это не усталостные трещины, а различного ро-
да литейные пороки металла (расслоения, плены и др.).
Трещины в хвостовике под антивибратором начинают раз-
виваться или с торцовой поверхности первой коренной шейки,
или с поверхности галтели сопряжения этой шейки с хвостови-
ком. С поверхности трещины входят в металл под различными
углами, составляющими с торцовой поверхностью первой корен-
ной шейки угол 20—60°. Такие трещины могут быть обнаруже-
ны ультразвуковым методом со стороны первой коренной
шейки.
При выявлении трещин в хвостовике антивибратора дефек-
тоскоп работает по однощуповой схеме, когда одна и та же
пластинка титана бария служит одновременно для передачи и
приема ультразвуковых колебаний. Контроль трещин в хвосто-
вике можно производить не только без отъема антивибратора,
но и без выемки коленчатого вала из дизеля, но при снятом
первом коренном подшипнике. В этом случае вал необходимо
проворачивать на 360°.
Так как усталостные трещины в чугуне имеют шерохова-
тые поверхности, то отраженный ультразвуковой луч будет
иметь большое рассеивание, что позволяет принимать сигналы
от трещин и при косом падении на них ультразвукового луча.
При выполнении такого контроля щуп ультразвукового прибо-
ра плавно перемещается по поверхности первой коренной шей-
105
ки. Для улучшения контакта поверхностей щупа и шейки вала
применяется дизельное масло. На наличие дефектов указывает
вертикальное отклонение линии развертки на экране электрон-
но-лучевой трубки дефектоскопа УЗД-64. Вследствие того, что
расстояние от щупа до дефектов может меняться только в сра-
внительно небольших пределах, то и сигналы от этих дефек-
тов будут находиться в определенном месте экрана трубки.
Поперечные трещины на коренных и шатунных шейках ко-
ленчатых валов обычно проходят вдоль галтели примерно в
средней ее части. Такого вида трещины хорошо выявляются
ультразвуком с применением поверхностных волн. Поверхност-
ные ультразвуковые волны обладают рядом особенностей, они
могут распространяться по искривленным траекториям, т. е.
следуя изгибам поверхности детали. Так, при распространении
ультразвука по детали, поверхностные волны могут частично
отразиться от ее края, а частично выйти на ее боковую поверх-
ность, изменив направление движения на 90°. Чем лучше скруг-
лены края детали, тем большая часть энергии звука попадает
на боковую грань детали. При достаточно плавных скруглени-
ях на переходах детали отражения ультразвуков от ее краев
может и не быть.
Поверхностные ультразвуковые волны сильно затухают в
чугуне. Поэтому для контроля всей поверхности шейки щуп
необходимо обвести вокруг шейки. Если перед щупом на рас-
стоянии 50—100 мм окажется продольная трещина, то ультра-
звуковые волны отразятся от нее и воспримутся тем же щу-
пом. Сигнал на экране электронно-лучевой трубки будет пере-
мещаться одновременно с перемещением щупа. При сближении
щупа с трещиной сигнал перемещается в левую сторону экра-
на и высота сигнала увеличивается, достигая наибольших раз-
меров, когда трещина находится в непосредственной близости от
щупа. При перемещении щупа над трещиной высота сигнала
резко падает. Трещины, находящиеся под серединой щупа, на
экране дефектоскопа не фиксируются, что и является одним из
способов уточнения их местонахождения.
Для определения длины трещины щуп перемещается вдоль
шейки. Если такое перемещение в обе стороны невозможно, то
размеры продольной трещины устанавливаются магнитным или
другим методом (например, цветным).
Трещины, берущие свое начало от смазочного отверстия, мо-
гут быть продольные и поперечные. Поэтому контроль шейки
возле смазочного отверстия производится двумя щупами по-
следовательно. Трещины, возникшие в результате шлифования,
на шейках коленчатого вала выявляются теми же щупами, что
и усталостные трещины на галтелях. Сигнал от них на экране
дефектоскопа по сравнению с усталостными трещинами имеет
меньшую величину и менее устойчив при перемещении щупа по
шейке.
105
Поверхностные волны для дефектоскопии получают путем
трансформации продольных колебаний с использованием плас-
тинок из титана бария. Для необходимой ориентации поверхно-
стных волн изготовляются призмы из оргстекла с углом ввода
ультразвуковых колебаний от пластинки титана бария, равным
65° (рис. 44). При таком угле ввода и происходит трансформа-
ция продольных колебаний в поверхностные.
При изготовлении щупов для поверхностных волн важно оп-
ределить размеры контактной поверхности щупа и выбрать ра-
диус скругления его ребра. В широких щупах часть энергии по-
верхностных колебаний будет гаситься на границе оргстекло—
металл, а при остром угле на ребре призмы щупа продольные
колебания в оргстекле отразятся от этого угла, что приведет к
образованию нежелательных помех. Эти недостатки устраняют-
ся путем дополнительной обработки радиуса щупа.
Поверхностные волны представляют собой ультразвуковые
колебания, которые распространяются в относительно неглубо-
ком (1,5—2,0 мм) поверхностном слое детали. Поэтому их ча-
сто называют волнами поверхностного слоя. Нарушения спло-
шности в поверхностном слое приводят к отражению в нем
ультразвуковых колебаний. Наибольшее удаление от поверхно-
сти детали дефектов, нарушающих сплошности (отверстия и
др.) находится в пределах 1,0—1,2 мм. При двухщуповой схе-
ме работы ультразвукового дефектоскопа путь ультразвука как
от помех, так и от дефектов становится приблизительно одина-
ковым, но ложных сигналов от дефектов будет больше и их
легко спутать с помехами от графитовых скоплений.
Рис. 44. Схема щупа для контроля поперечных трещин на
галтелях коренных и шатунных шеек коленчатого вала:
7 — призма щупа; 2 — соединительный штекер; 3 — керамическая
пластинка титана бария; 4 — текстолитовый демпфер
107
Спаренный щуп, работающий по двухщуповой схеме, имеет
контактную поверхность, сравнительно более точно выполнен-
ную по кривизне шейки вала. Источником ультразвуковых ко-
лебаний является пластинка титана бария толщиной 2,5—3,0 мм.
Частота излучаемых колебаний 1,06—0,8 МГц. Сама пла-
стина, а также текстолитовый демпфер приклеены к призме
щупа карбинольным клеем. Константановые проводники к обе-
им поверхностям пластинки титана бария припаяны кадмиевым
припоем. Для подстройки колебаний пластинки в резонанс с
выходным колебательным контуром дефектоскопа параллель-
но с пластинкой титана бария подключены катушки.
В спаренном щупе направление излучения и приема пере-
дающего и приемного щупов скрещиваются в средней части
галтели, что обеспечивает наилучшую чувствительность дефек-
тоскопа при контроле трещин по всей галтели.
К числу помех, возникающих при ультразвуковом дефекто-
скопировании чугунных коленчатых валов, относится неодно-
родность металла (раковины, поры, скопления графита и др.).
Согласно техническим требованиям на изготовление чугунных
коленчатых валов тепловозных дизелей на рабочих поверхно-
стях шеек вала (за исключением галтелей) допускается не бо-
лее трех газовых раковин диаметром до 3 мм при глубине до
2 мм, а также не более десяти на одну шейку отдельных не-
больших газовых раковин диаметром до 1 мм при глубине до
0,5 мм. Допускается также при соблюдении некоторых условий
мелкая пористость диаметром до 1 мм.
Большинство из этих дефектов обнаруживается ультразвуко-
вым дефектоскопом, поэтому в практике их классифицируют на
более и менее опасные. Для уменьшения количества сигналов
от менее опасных дефектов ультразвуковой контроль чугунных
коленчатых валов производится на более низких частотах с
применением сдвоенных щупов, а для увеличения чувствитель-
ности дефектоскопа контроль наличия дефектов производится в
основном поверхностными ультразвуковыми волнами. К числу
дефектов, которые не выявляются, относятся шлаковые вклю-
чения и пустоты площадью менее 0,8—1 мм2. Дальнейшее сни-
жение чувствительности дефектоскопа обычно не производится,
так как это приведет к невыявлению усталостных трещин.
Хаотическое размещение в металлической основе графита
зачастую имеет вид цепочек на поверхности шейки. Такая це-
почка будет выявляться не только ультразвуковым дефектоско-
пом, но и магнитным. Для выяснения истинной природы тако-
го дефекта необходимо предварительно установить минималь-
ное усиление дефектоскопа на эталоне и произвести проверку
дефектного места. При таком усилении цепочка графита обыч-
но не выявляется. Однако для подтверждения такого решения
производится вторичный контроль этого места. Для повторного
контроля может быть реализован цветной метод.
108
СПИСОК ЛИТЕРАТУРЫ
1. Б ирге ль И. А., Шорр Б. Ф., Иосилевич Г. Б. Расчет иа
прочность деталей машин. М.: Машиностроение, 1979. 702 с.
2. Горшков А. А., Волошенко Н. В. Литые коленчатые валы.
М.: Машиностроение, 1964. 195 с.
3. Гроза В. Ф., Ш о р о х Е. А. Статический расчет многоупорного
коленчатого вала на упругих опорах. — Известия вузов СССР. № 9, 1965,
с. 18—23.
4. Захаров С. М„ Никитин А. П. Гидродинамические характери-
стики подшипников коленчатых валов тепловозных дизелей. — Тр. ВНИИЖТ,
1977, вып. 570, с. 160.
5. К е р-В и л ь с о н В. Конструкция и прочность коленчатого вала. М.:
Машгиз, 1963. 108 с.
6. Ку Д р я в ц е в И. В., Зайцев Г. 3. Промышленное использование уп-
рочняющего поверхностного деформирования деталей машин. — Тр.
ЦНИИТМАШа, 1963, вып. 40, с. 25-32.
7. Л е й к и н А. С. Напряженность и выносливость деталей сложной
конфигурации. М.: Машиностроение, 1968. 372 с.
8. Л а х т и н Ю. М. Прогрессивные методы термической и химико-тер-
мической обработки. М.: Машиностроение, 1974. 184 с.
9. Левы кии Ф. В. Дефектоскопия деталей локомотивов. М.: Транс-
желдориздат, 1962. 128 с.
10. Салтыков М. А., Горбунов М. Н. Повышение эксплуатацион-
ных свойств литых коленчатых валов путем совершенствования технологии
изготовления и упрочнения ППД. — Вестник машиностроения, 1977, № 3,
с. 53—55.
И. Стеценко Е. Г., Минченко Н. И. Оптико-механические методы
измерения при ремонте локомотивов. М.: Транспорт, 1979. 116 с.
12. Стеценко Е. Г., Школьник Л. М. Повышение надежности и
долговечности коленчатых валов транспортных дизелей. М.: Транспорт, 1965
136 с.
13. Стеценко Е. Г., Тихонов Ю. Г. Требования, предъявляемые к
коленчатым валам для иовышения надежности их работы — Тр ВНИИЖТ
1971, вып. 427, с. 24—38.
14. Тищенко А. Т., Салтыков М. А. Деформационная и силовая
взаимосвязь конструктивных элементов в литых коленчатых валах при кру-
чении и изгибе. — Вестник ВНИИЖТа, 1982, № 7, с. 36—39.
15. Хрущев М. М., Беркович Е. С. Определение износа деталей
машин методом искусственных баз. М. АН СССР, 1959. 218 с.
ОГЛАВЛЕНИЕ
Предисловие . ...........................................3
I. Влияние конструктивных форм коленчатых валов на прочность
и долговечность
1. Общие сведения .......................................4
2. Основные элементы конструкции коленчатых валов (галтели, шей-
ки, щеки) ..........................................................7
3. Тепловые деформации блока цилиндров и их влияние на напряжен-
ное состояние коленчатого вала ................................... 20
4. Размеры и нормы содержания коленчатых валов в эксплуатации 24
II. Характеристика чугуна, применяемого для коленчатых валов
5. Влияние качества литья на прочность коленчатых валов . . .29
6. Совершенствование технологии отливки коленчатых валов . . .31
III. Методы повышения предела выносливости и износостойкости
коленчатых валов
7. Общие сведения.................................................35
8. Пластическая деформация (накатывание) поверхности галтелей 37
9. Особенности технологии накатывания.............................43
10. Химико-термическая обработка (азотирование) . . . . .50
11. Хромирование поверхности шеек .................................58
IV. Эксплуатация коленчатых валов
12. Виды повреждений коленчатых валов рядных и V-образных дизелей 65
13. Интенсивность износа неазотированных и азотированных коленча-
тых валов ..........................................73
14. Эксплуатационные нормы содержания коленчатых валов . . .85
15. Несоосность (ступенчатость) опор н коренных шеек коленчатых
валов 87
16. Методы измерения износа шеек ..................................92
17. Укладка коленчатого вала на опоры блока цилиндров . . .98
18. Дефектоскопия коленчатых валов ...............................104
Список литературы .......................................109
Евгений. Григорьевич Стеценко
Юрий Николаевич Конаргв
КОЛЕНЧАТЫЕ ВАЛЫ ТЕПЛОВОЗНЫХ ДИЗЕЛЕИ
Обложка художника Е. Н. Волкова
Технический редактор А. Г. Алахвердова
Корректор Н. А. Хасянова
ИБ № 3193
Сдано в набор 27.11.84. Подписано в печать 17.04.85. Т-09830. Формат 60X90716, Бум.
тип. № 2. Гарнитура литературная. Высокая печать. Усл. печ, л. 7, Усл, кр.-отт, 7,51.
Уч.-изд. л. 7,59. Тираж 6000 экз. Заказ 6098, Цена 50 коп, Изд, № 1-3-1/1 № 3195,
Ордена «Знак Почета» издательство «ТРАНСПОРТ»,
103064, Москва, Басманный туп., 6а.
Ордена Трудового Красного Знамени тип. изд-ва Куйбышевского обкома КПСС.
443086 ГСП, г. Куйбышев, пр. Карла Маркса, 201.
Государственный комитет СССР по делам издательств,
полиграфии и книжной торговли
Ордена «Знак Почета»
издательство «ТРАНСПОРТ»
ГОТОВЯТСЯ К ИЗДАНИЮ КНИГИ:
ПОЙДА А. А., ХУТОРЯНСКИЙ Н. М., КОНОНОВ В. Е.
Тепловозы: (Механическое оборудование, устройство и ре-
монт). Учебник для техн. школ. — М.: Транспорт, 1986. —
30 л. — В пер.: 1 р. 20 к. 50 000 экз.
Подробно описано устройство, работа и ремонт основных
агрегатов и узлов тепловозов 2ТЭ10В, ТЭП70 и ТЭМ2: дизелей
и их систем (топливной, масляной, воздухоснабжения), охлаж-
дающих устройств, приводов вспомогательных машин и агрега-
тов, рам и кузовов, ударно-тяговых приборов, тележек, песоч-
ной и противопожарной систем Приведены основы организа-
ции ремонта тепловозов.
Для учащихся технических школ машинистов тепловозов.
ПУШКАРЕВ И. Ф., ПАХОМОВ Э. А. Контроль н оценка
технического состояния тепловозов. — М.: Транспорт, 1985 —
11 л. — 80 к.
Изложены методологические основы технической диагности-
ки тепловозов. Дан краткий анализ системы их обслуживания
и ремонта. Рассмотрены способы оценки непрерывных и дискрет-
ных систем, а также принципы построения диагностической си-
стемы управлении техническим состоянием тепловозов.
Для инженерно-технических и научных работников. Может
быть полезна разработчикам средств диагностирования теплово-
зов, а также студентам вузов железнодорожного транспорта.
Заказы принимаются:
отделениями издательства «Транспорт», центральным мага-
зином «Транспортная книга» (107078, Москва, Садовая Спасская
ул, д. 21). Отдел «Книга—почтой» указанного магазина (113114,
Москва, 1-й Павелецкий пр, д 1/42, корп. 2) и отделения изда-
тельства высылают литературу наложенным платежом.
4*