/




















































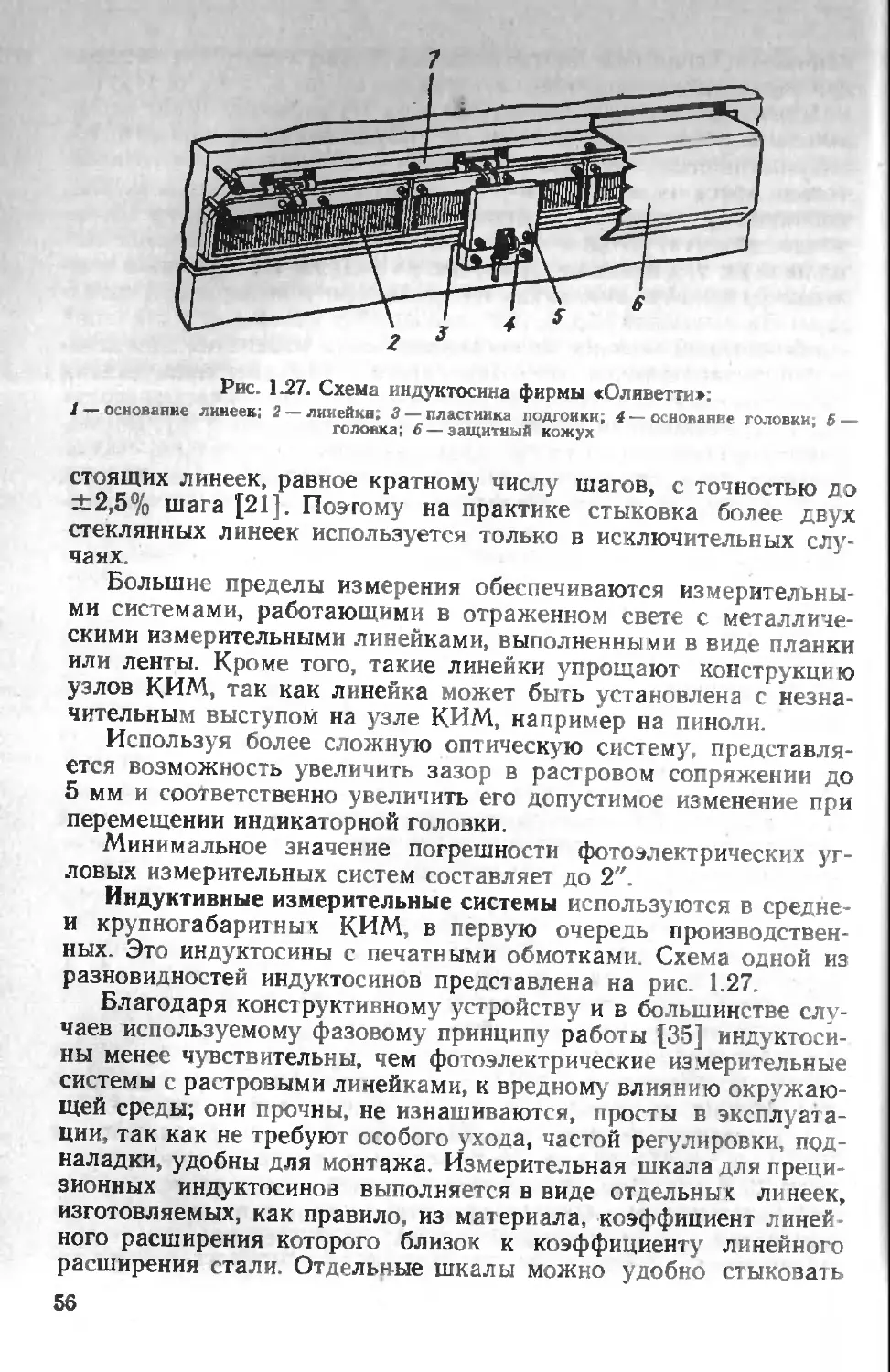





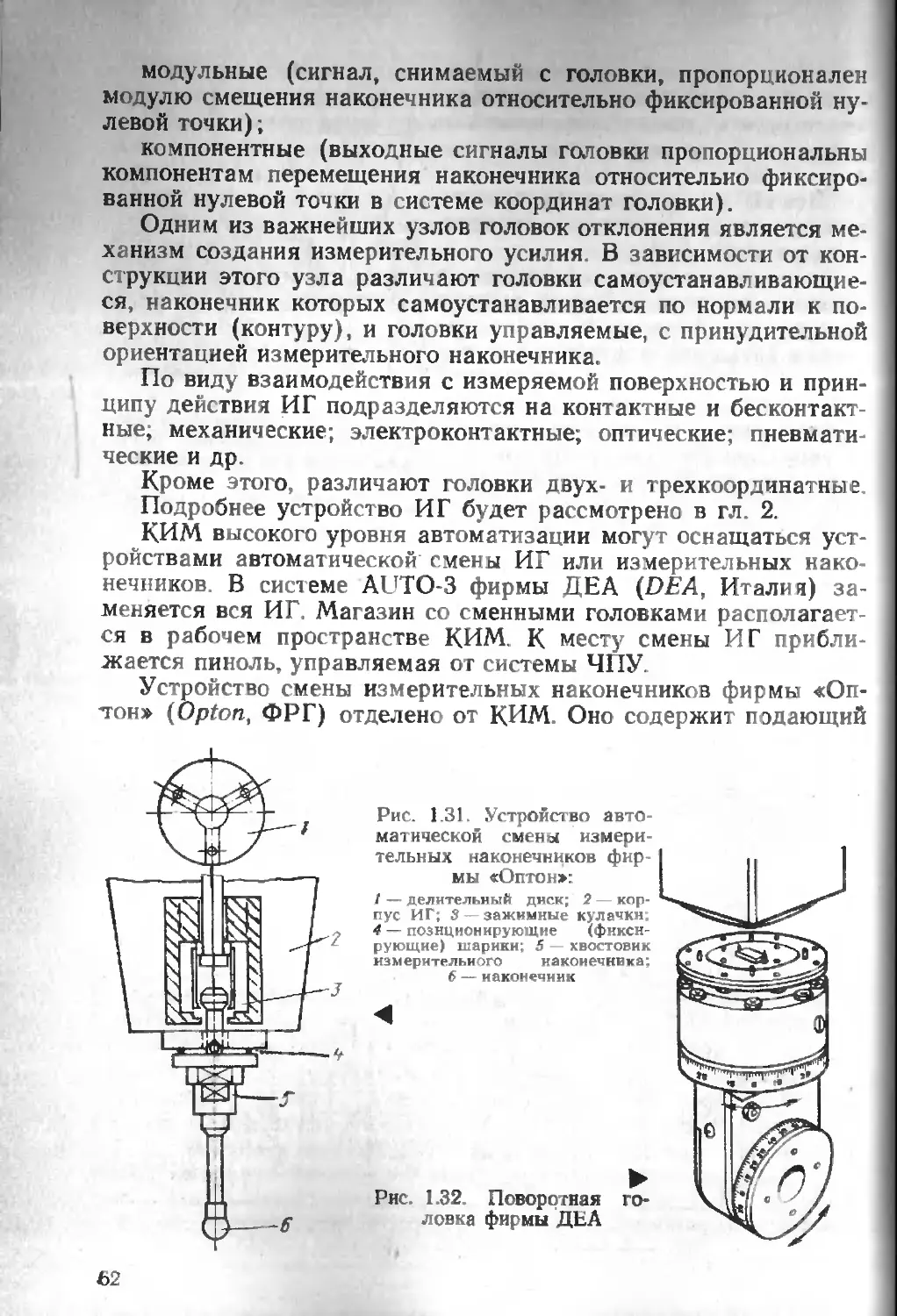


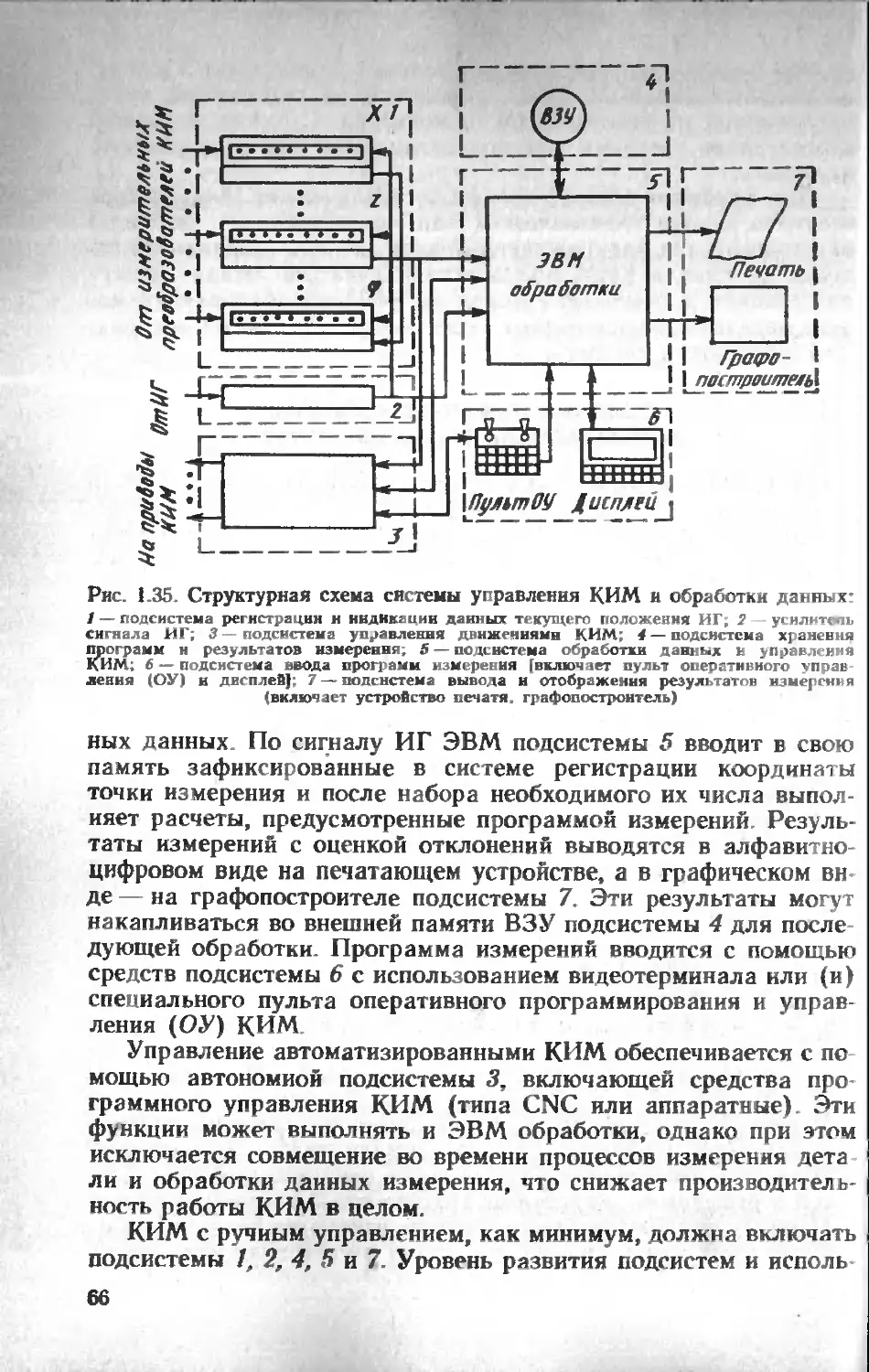






































































































































































































































Text
ИЗМЕРИТЕЛЬНЫЕ
МАШИНЫ
и их применение
« МАШИНОСТРОЕНИЕ >
Координатные
ИЗМЕРИТЕЛЬНЫЕ
МАШИНЫ
и их применение
МОСКВА
♦ МАШИНОСТРОЕНИЕ »
1988
ББК 30 605
К64 »
УДК 531 714.2 004 14
Авторы В.-А. А. Гапшис, канд техн наук; А. Ю Каспарайтнс, канд. техн,
наук; М. Б. Модестов, инж.; В.-З. А. Раманаускас, канд. техн, наук;
Н. А. Серков, канд. техн, наук; В. А. Чудов, канд. техн наук
Рецензент канд. техн наук М. А. Палей
Координатные измерительные машины н их примене-
К64 ние/В.-А А Гапшис, А. Ю Каспарайтнс, М. Б. Модестов
и др. — М. • Машиностроение, 1988 — 328 с., ил.
ISBN 5-217-00003-1
Рассмотрено устройство координатных измерительных машин (КИМ)
и их измерительных головок. Изложена методика координа гных измере-
ний. Приведено программно-ма тематическое обеспечение КИМ Даны ре
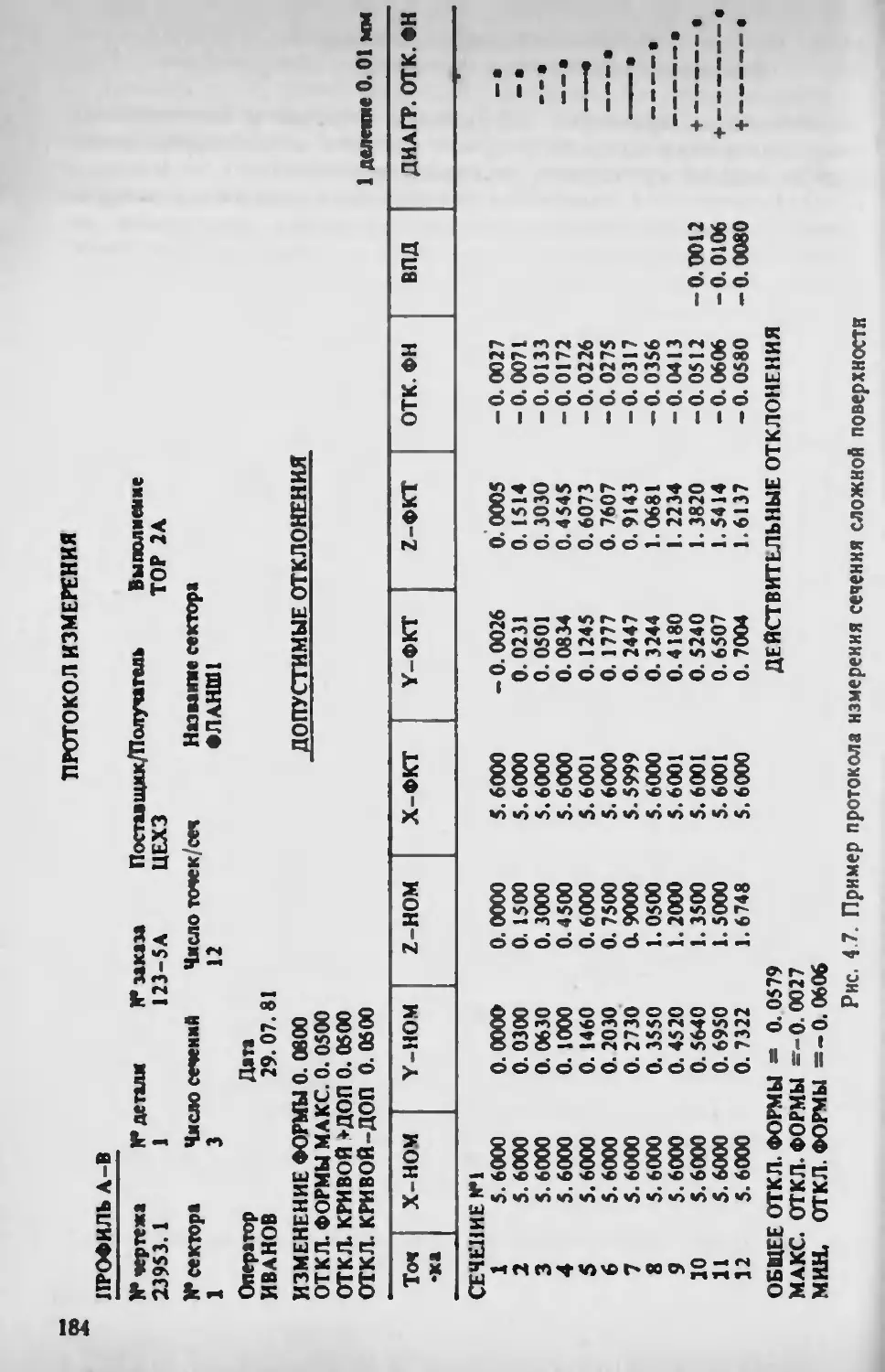
комендацни по измере! ню сл< жных пространственных поверхно.гей.
Указаны области применения КИМ
Для инженерно-технических работников, занимающихся вопросами
геометрических измерений в промышленности, а также специалястов, за-
нимающихся автоматизацией метрологических операций
2203000000-003
К --------------- 3—88
038(01)—88
ББК 30.6С5
ISBN 5-217-00003-1 © Издательство «Машиностроение», 1988
ПРЕДИСЛОВИЕ
В решениях XXVII съезда КПСС указано на необходимость
опережающего развития машиностроения, причем к числу наи-
более важных и актуальных задач отнесено коренное повыше-
ние качества выпускаемой продукции.
Надежность правильно сконструированной машины, функ-
ционирование ее узлов в расчетном режиме, а значит, и ресурс
в определяющей степени зависят от геометрической точности из-
готовления деталей по сопрягаемым поверхностям. Повышение
требований к качеству машин влечет за собой ужесточение до-
пусков Каждое десятилетие допуски ужесточаются примерно в
1,5 раза Одновременно повышается и доля трудоемкости опера-
ций контроля в технологическом процессе изготовления деталей
и изделий, совершенствуются измерительные средства. В маши-
ностроении контроль занимает около 15% общей трудоемкости
продукции, а в капитальных вложениях доля измерительных
средств и контрольного оборудования достигает 20% объема
средств, расходуемых на технологическое, оборудование.
Для полного контроля деталей промышленность получила
широкоуниверсальное, автоматическое, достаточно гибкое сред-
ство контроля — координатные измерительные машины (КИМ)
укомплектованные мини- или микроЭВМ для управления КИМ
и обработки результатов измерения. КИМ пригодны для конт-
роля деталей с разнообразными поверхностями. С их примене-
нием повышается точность и достоверность результатов измере-
ния Использование принципов оперативного и диалогового про-
граммирования дало возможность упростить применение КИМ
как универсального средства контроля в единичном и мелкосе-
рийном производствах.
В КИМ используется координатный метод измерения, сво-
дящийся к последовательному нахождению координат ряда то-
чек изделия и последующему расчету размеров. Его главное
достоинство — универсальность, возможность автоматизации
процесса измерения. Именно это привело к его широкому исполь-
зованию не только в КИМ, но и в разметочных машинах и в стан-
ках с числовым программным управлением (ЧПУ), оснащенных
3
измерительными головками касания, координатными шкалами и
ЭВМ в системе управления
КИМ значительно упрощает метрологическую подготовку
производства нового изделия, так как отпадает необходимость
создания значительного количества средств специальной измери-
тельной оснастки. Протокол с результатами контроля, выдавае-
мый КИМ, повышает ответственность изготовителей за качество
обработки.
Новые задачи по обеспечению качества изготовления деталей
и выработки рекомендаций для сборки возникают с применением
КИМ в ГПС КИМ в составе ГПС должна иметь возможность
автоматически принять деталь, опознать ее, выбрать программу
измерения и измерительные наконечники, произвести измерения,
передать результаты измерения ЭВМ высшего ранга для приня-
тия решения о пригодности детали и технологического процесса
или о необходимости ввести корректировку. В памяти ЭВМ на-
капливаются данные об отклонениях размеров проверенных де-
талей, и эти данные статистически обрабатываются.
В мировой практике уже имеется ряд примеров применения
универсальных КИМ в измерительных модулях, работающих по
безлюдной технологии и встраиваемых в ГПС, и специальных
КИМ для ГПС—так называемых измерительных роботов
В книге использованы результаты НИР и ОКР по созданию
КИМ и отдельных их устройств в Вильнюсском филиале
ЭНИМС и Институте машиноведения АН СССР [5, 8, 11, 20, 30,
44, 52], а также результаты анализа работ зарубежных авто-
ров. Изложены принципы координатных измерений, их метроло-
гические основы, структурная схема и конструкция КИМ в це-
лом и основных ее узлоз, систем и устройств. Уделено внимание
измерительным головкам, программно математическому обеспе-
чению КИМ, измерению сложных поверхностей. Проанали-
зированы погрешности координатных измерений с учетом
. параметров реальных объектов измерения и реальных ус-
ловий эксплуатации. Представлены основные сведения о нор-
мировании погрешностей КИМ, методах и средствах аттестации
КИМ. Рассмотрены вопросы применения КИМ. в том числе и в
ГПС Дан обзор отечественных и закупаемых по импорту совре-
менных КИМ с анализом их характеристик.
Предполагается, что книга даст возможность специалистам
машиностроения ознакомиться с особенное гями КИМ, их отдель-
ными элементами, рациональными областями применения КИМ
и их мет рологическими возможностями.
Предисловие и п.п. 7.1, 7.2, 7.4 и 7 5 написаны В. А. А Гаити-
сом, п п 1.1, 13. 14, 2.1. 2 2 и гл 6—А Ю Каспарайтисом,
п п. 1.5, 2.1, 2.3, 5.2, 5.3 и 7.3— М. Б. Модестовым, п.п 1.6, 3.3
3.6 и гл 4— В А Раманаускасом, п. п. 1 2. 5.1, 5.3, 5 4, 7.3 и 7.4 —
Н А Серковым, п. п. 3.1-—3.3 и предисловие — В А Чудовым.
4
СПИСОК СОКРАЩЕНИЙ
ГАП — гибкое автоматизированное производство
ГМД —гибкий магнитный диск
ГПС — гибкая производственная система
ГЭ — геометрический элемент
ИГ — измерительная головка
ИГК — измерительная головка касания
ИГН — измерительная головка нулевая
ИГО —измерительная головка отклонения
ИН — измерительный наконечник
ИО — исполнительный орган
ИП — измерительный преобразователь
ИР — измерительный робот
ИС — измерительная система
КИМ — координатная измерительная машина
КРС — координатно-расточной станок
МЛ — магнитная лента
НП — номинальная поверхность
ОЗУ — оперативное запоминающее устройство
ПЗУ — постоянное запоминающее устройство
ПМО — программно-математическое обеспечение
РП — реальная поверхнос гь
САИ — система автоматизации измерений
САП —система автоматизированного производства
САПР —система автоматизированного проектирования
СВТ — средства вычислительной техники
СИ --средство измерения
СКД — система координат детали
СКК — система координат калибратора
СКМ — абсолют чая система координат машины
СКО — относительная система координат машины
СКУ —система координат управления
СЛ — слежение за поверхностью, контуром
СУОД — система управления и обработ ки данных
СП - сложная поверхность
УВК —управляющий вычислительный комплекс
УВМ — управляющая вычислительная машина
ЭКПВМ - электронная клавишная программируемая вычисли-
тельная машина
ЭНП - поверхность, эквидистантная номинальной
ЭПТ - элементарная поисковая траектория
ЭРП — поверхность, эквидистантная реальной
ЯПИ — язык программирования измерений
5
Глава 1
УСТРОЙСТВО КООРДИНАТНЫХ
ИЗМЕРИТЕЛЬНЫХ МАШИН
1.1. ПРИНЦИП РАБОТЫ И СТРУКТУРНАЯ СХЕМА КИМ
Работа КИМ основана на координатных измерениях, т. е. на
поочередном измерении координат определенного числа точек
поверхности детали и последующих расчетах линейных и угло-
вых размеров, отклонений размера, формы и расположения в
соответствующих системах координат. Используются три основ
ные системы координат: абсолютная система координат машины
(СКМ) относительная система координат машины (С КО) и
система координат детали (СКД). СКМ образуют направляю-
щие координатных перемещений и измерительные системы КИМ;
начало СКМ выбирается произвольно. Направление осей СКО
совпадает с направлением осей СКМ, а начало совмещается с
центром или другой точкой калибратора (геометрического эле-
мента, неподвижного во время измерения). СКО обеспечивает
едина во координатных данных при измерении несколькими чув-
ствительными элементами КИМ, взаимодействующими с изме-
ряемой поверхностью, в случае изменения их параметров илн
положения в СКМ. Результаты измерения представляются в
СКД. которая формируется путем измерения положения в СКМ
выбранных базовых поверхностей детали. СКД может изменять-
ся в процессе измерения, Все операции по расчету систем коор-
динат и трансформации значений координатных данных выпол-
няются по программе автоматически, на основе данных измере-
ний, вводимых в системы координат машины
Координатные измерения реализуются комплексом аппара-
турных и программных средств. КИМ условно можно разделить
на базовую часть, содержащую узлы координатных перемеще-
ний, измерительные преобразователи (ИП) и измерительную го-
ловку (ИГ) и предназначенную для непосредственного измере
ния координат точек, и управляющий вычислительный комплекс
(УВК) на основе ЭВМ. предназначенный для управления про-
цессом измерения, обработки и представления данных измере-
ния Габариты, конструкция, точность базовой части в основном
определяются параметрами измеряемых деталей и условиями
эксплуатации. Для определения структуры УВК решающими
являются тип ИП и ИГ базовой части КИМ. требуемая степень
б
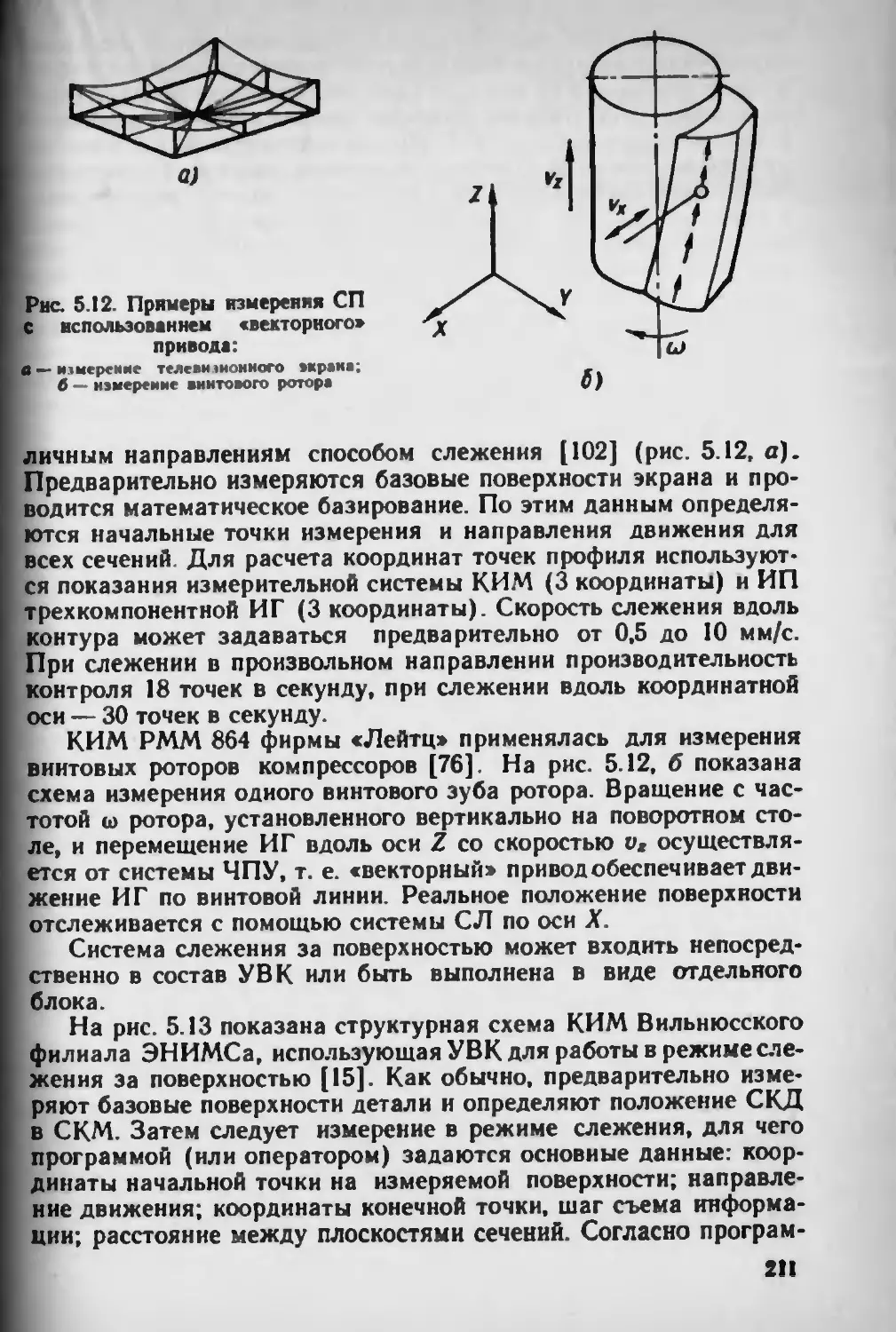
Рис. 1.1. Структурная схема КИМ
автоматизации измерения, показатели программно-математиче-
ского обеспечения и требования к форме представления резуль-
татов измерения. Состав и показатели программно-математиче-
ского обеспечения зависят от спектра метроioiических задач и
степени автоматизации КИМ.
Структурная схема К.ИМ представлена на рис. 1.1. Координа-
ты точек детали измеряются в СКМ (Хм, Ум. 2М), реализуемой
прецизионными линейными перемещениями ИГ 1 относительно
измеряемой детали. Деталь или ИГ перемещаются с помощью
узлов 2 координатных перемещений базовой части КИМ. Пере-
мещения отсчитываются посредством ИП 3 в направлении всех
координатных осей СКМ Перемещения ИГ или детали механи-
зированных и автоматических КИМ производятся электромеха-
ническими приводами 4 или вручную. Для обеспечения доступа
к измеряемым поверхностям определенного класса деталей и
упрощения расчетных операций при измерении в полярной, ци-
линдрической и сферической системах координат базовая часть
КИМ снабжается поворотными столами 5, предоставляющими
возможность поворачивать детали относительно одной или не-
скольких осей, расположенных под различными углами в про-
странстве
Координаты точек могут считываться при движении узлов
КИМ или в состоянии их покоя Первый режим реализуется с
7
применением нулевых измерительных головок (головок касания)
или головок отклонения. В головках касания в момент сопри-
косновения измерительного наконечника с измеряемой поверх-
ностью происходит дискретное изменение электрического сигна-
ла, являющееся командным сигналом на останов и реверс при-
водов. Головки данного типа не дают информации о значении
и направлении смещения их измерительных наконечников. При
взаимодействии же наконечника ИГО с измеряемой поверхно-
стью представляется информация о значении, а иногда и направ-
лении смещения измерительного наконечника из исходного поло-
жения. Отсчет координат точек проводится после достижения
нулевых показаний встроенных в ИГО измерительных преобра-
зователей или по команде от системы управления. Во втором
случае координаты точек определяются суммированием показа-
ний измерительных преобразователей ИГО и КИМ. Измерения
в динамическом режиме обладают высоким быстродействием и
универсальностью, однако несколько меньшей точностью (глав
ним образом, из-за колебаний подвижных узлов КИМ).
Точность измерения повышается при измерении в статическом
режиме, когда отсчет координат точек производится в состоянии
покоя подвижных узлов КИМ. Этот способ измерения реализует-
ся только с применением ИГО
Измерения в динамическом режиме реализуются при ручном
и автоматическом управлении, а в статическом — только при
автоматическом управлении, за исключением КИМ с жесткими
измерительными наконечниками, устанавливаемыми вместо ИГ.
Такие наконечники используются в малогабаритных ручных
КИМ невысокой точности.
Обработку электрических сигналов ИГ и ИП. управление
электроприводами, обработку и представление данных измере-
ний осуществляет УВК В состав УВК входят нормирующие пре-
образователи 6. 7 ИП ИГО и ИП базовой части КИМ, блок
управления электроприводами 8, которые через блок связи 9 или
непосредственно соединены с ЭВМ 10. К нормирующим преобра-
зователям 7 подсоединены счетчики с устройствами цифровой
индикации, индицирующие текущие значения положения ИГ
относительно детали. Управление подвижными узлами КИМ в
автоматическом режиме осуществляется от ЭВМ, а в ручном —
от специального пульта И. ЭВМ, кроме управления измеритель-
ными органами КИМ. выполняет обработку данных измерения.
Эта об[ аботка включает следующие операции:
1 Определение координат и поправок отдельных измеритель-
ных наконечников измерительных головок. Необходимую инфор-
мацию для этих расчетов получают измерением калибрато-
ра 72— аттестованной с высокой точностью образцовой детали
(сферы или куба), сохраняющей в процессе измерения неизмен-
ное положение относительно СКМ. Выполнение данной операции
8
необходимо после каждого изменения параметров или положе-
ния ИГ относительно узла КИМ, на котором она закреплена.
Результаты вводятся в память ЭВМ и учитываются при расче-
тах геометрических паоаметров деталей.
2. Формирование систем координат детали, которые необхо-
димы для правильной оценки результатов измерения, возможно-
сти переставлять деталь в процессе измерения, не теряя при этом
единства измерений. СКД может быть сформирована относи-
тельно любых геометрических элементов детали, однозначно
определяющих положение и ориентацию СКД в СКМ. Число
СКД не ограничивается.
3. Выполнение расчетов геометрических параметров деталей.
При этом учитываются координаты и параметры отдельных
измерительных наконечников ИГ, производится тоансформация
результатов, связанная с образованием нескольких систем коор-
динат.
4. Выполнение статистической обработки результатов изме-
рений.
5. Подготовка данных для автоматического управления с уче-
том уже выполненных операций и полученных результатов изме-
рения.
6. Представление результатов измерения в необходимом объе-
ме и в удобном для пользования виде.
Для выполнения функций управления КИМ. обработки и
представления данных ЭВМ снабжается следующими основны-
ми периферийными устройствами; накопления и ввода данных —
с перфоленты 13, магнитной ленты 14, магнитного диска 15;
представления данных — алфавитно-цифровое печатающее уст-
ройство 16, графопостроитель 17, дисплей 18. Для оперативного
программирования пульт ручного управления 11 снабжается
специальной клавиатурой с символическими обозначениями кон-
кретных подпрограмм измерения.
Порядок измерения на КИМ зависит от устройства УВК, ба-
зовой части, средств и методов подготовки программ и включа-
ет следующие операции:
1 По чертежу или образцу детали определяются и с исполь-
зованием соответствующей символики обозначаются параметры,
подлежащие контролю.
2. Определяется последовательность измерений и расчетов:
системы координат детали; необходимое число, форма и ориен-
тация измерительных наконечников; способ установки и креп-
ления детали; форма представления результатов измерений.
Состав измеряемых поверхностей и рассчитываемых разме-
ров. параметров отклонений формы и взаимного расположения
зависит от возможностей прогоаммнс-математического обеспече-
ния и мощности средств вычислительной техники. Все современ-
ные КИМ предоставляют возможность измерять детали с типо-
9
выми поверхностями—плоскостями, цилиндрами, конусами, сфе-
рами или их сегментами. Число измеряемых точек может
колебаться в довольно широких пределах, от минимального, одно-
значно определяющего рассматриваемую линию или поверхность,
до нескольких сотен От числа точек измерения зависит точность
расчетов характеристик поверхности и производительность из-
мерения. Не преследуя специальных целей, как правило, изме-
ряют до 20 точек на каждой поверхности. С уменьшением числа
точек измерения повышается вероятность возникновения значи-
тельных погрешностей измерения вследствие влияния отклонений
формы, повреждений и местных загрязнений измеряемых поверх-
ностей. Увеличение числа точек снижает производительность кон-
троля.
Наиболее совершенные КИМ могут измерять детали со спе-
циальными сложными криволинейными поверхностями — зубча-
тые колеса, лопатки турбин, распределительные валы и т п.,
а также произвольные криволинейные поверхности, не описывае-
мые аналитически.
Для измерения деталей сложной формы с большим числом
поверхностей различных форм и расположения КИМ снабжа-
ются ИГ, в которые одновременно может быть установлено до
25—40 измерительных наконечников Необходимая универсаль-
ность может достигаться поворотом ИГ или их сменой в процес-
се измерения, осуществляемыми вручную или по программе с
помощью ЭВМ.
Установка и крепление детали предусматриваются такими,
чтобы она в процессе измерения не сдвигалась и не деформиро-
валась; кроме того, должен быть обеспечен доступ к измеряемым
поверхностям
3. В соответствии с разработанным планом проведения изме-
рения составляется программа измерения, включающая подготов-
ку системы управления КИМ, калибровку измерительных нако-
нечников ИГ, определение СКД, измерение координат точек,
ввод номинальных значений и предельных отклонений измеря
емых параметров, расчет их фактических значений, распечатку
протоколов и представление данных в графическом виде.
Информация об измеряемой поверхности может быть собрана
путем дискретных измерений каждой точки отдельно или непре-
рывным слежением по поверхности. В первом случае при измере-
нии в каждой точке измерительный наконечник вводится в со-
прикосновение с измеряемой деталью и выводится из него после
снятия показаний измерительных систем. Такой способ является
основным при измерении линейных и угловых размеров, откло-
нений взаимного расположения; он особенно удобен при изме-
рении деталей с указанными типовыми поверхностями. Для его
реализации используются оба типа ИГ. При измерении слеже-
нием измерительный наконечник вводится в контакт с измеряе-
10
мой поверхностью и без отрыва перемещается по контуру в
определенных сечениях. Во время движения считываются зна-
чения координат необходимого для расчетов числа точек. Для
считывания информации может быть принято постоянным или
расстояние по координате протяжки, или расстояние между дву-
мя следующими рядом точками, или расстояние по контуру, или
угол в полярной системе отсчета, или высота хорды между со-
седними точками отсчета и т. д. Данный способ измерения яв-
ляется основным для определения размеров и отклонений формы
криволинейных поверхностей. Реализуется он только с примене-
нием измерительных головок отклонения.
4. Измерение первой детали включает установку детали на
предметном столе КИМ; ввод прсг раммы измерения; ручную ка-
либровку измерительных наконечников; ручное измерение коор
д инат точек на базовых поверхностях детали для формирования
СКД; ручное или автоматическое измерение детали и расчет из-
меряемых параметров. Результаты расчетов в процессе измере-
ния накапливаются в памяти ЭВМ. Эти данные в дальнейшем
используются для расчета производных геометрических элемен-
тов.
5. Результаты измерений представляются в виде распечатан-
ных протоколов и на экране дисплея, или выводятся на внешние
машинные носители информации, накапливаются во внешней па-
мяти, пересылаются в другую ЭВМ. Результаты измерений от-
клонений формы и взаимного расположения для удобства ана-
лиза могут быть представлены в графическом виде.
Содержание и формат протоколов и графиков с результатами
измерений могут программироваться с выдачей как минималь-
ной информации о действительных размерах, так и полных оце-
ночных данных.
При измерении последующих деталей калибровка ИГ и опре-
деление положения детали могут быть исключены или все опе-
рации могут быть выполнены автоматически.
1.2. МЕТОДЫ КООРДИНАТНЫХ ИЗМЕРЕНИЙ И ТИПЫ КИМ
Координатные измерения в КИМ
Все методы координатных измерений, независимо от того,
где они реализуются (на КИМ, измерительных роботах или ме-
таллорежущих станках), основаны на методе сравнения с мерой
(ГОСТ 16263—70), в качестве которой выступают шкалы изме-
рительных преобразователей (датчики перемещений) измери-
тельных систем КИМ. КИМ в соответствии с этим методом
можно рассматривать как прибор сравнения двух величин, одна
из которых является измеряемой координатой (координатой на-
конечника измерительной головки, находящегося в контакте с де-
II
Рис. 1.2. Методы координатных измерений
талью, т. е. координатой точки поверхности детали), а другая —
координатой корпуса ИГ в системе координат КИМ (координа-
той шкалы датчика перемещений). Таким образом, КИМ как
прибор сравнения имеет два входа —сигнал ИГ и показание
датчика перемещений.
Сравнение указанных величин в соответствии с ГОСТ 16263—
70 может проводиться тремя разновидностями метода сравнения
с мерой нулевым методом, дифференциальным методом, методом
противопоставления.
На рис 1 2 показаны схемы взаимодействия датчиков пере-
мещений КИМ, ИГ и измеряемой детали при реализации различ-
ных методов координатных измерений как в ручных, так и в ав-
томатических КИМ [41]
Рассматриваемые методы иллюстрируются измерением одной
координаты х, и условно считается, что одна из точек (базовая)
совпадает с началом шкалы датчика координатных перемещений.
Чаще всего в КИМ применяются нулевые ИГ, выдающие
командный (пороговый) сигнал на считывание показаний датчи-
ков перемещений КИМ при касании наконечником поверхности
12
детали. Реже используются головки отклонения, которые выдают
сигнал, пропорциональный отклонению наконечников от некото-
р>го нулевого положения (расчетной точкой ИГ) [30] В руч-
ных КИМ часто применяются жесткие измерительные наконеч-
ники
Нулевой метод, наиболее часто применяемый, рассмотрим на
примере измерения с помощью ручной КИМ. Измерение линей-
ного размера вдоль координаты осуществляется следующим об-
разом (рис. 1.2,а). Перемещают жесткий измерительный нако-
нечник 2 до соприкосновения с поверхностью измеряемой дета-
ли 1. Наконечник 2 установлен через переходник 3 на каретке 4,
которая перемещается вдоль шкалы 5 датчика, расположенного
на основании КИМ. Отсчет значения измеряемой величины А
осуществляется .по шкале 5 датчика перемещений КИМ:
А=хк—100,2 мм.
Отклонение величины А от номинала определяется как
В=Л—Дн=10С,2—100,0=0,2 мм.
Описанный нулевой метод измерения на ручной КИМ, являю-
щийся разновидностью метода сравнения с мерой, определяется
по ГОСТ 16263—70 как метод сравнения с мерой, в котором ре-
зультирующий эффект воздействия на прибор сравнения изме-
ряемой величины, воспроизводимой мерой, доводят до нуля.
В рассматриваемом случае до нуля доводится зазор между
измеряемой поверхностью и жестким наконечником, а в каче-
стве меры (многозначной) выступает шкала координатного дат-
чика КИМ.
Применение жесткого измерительного наконечника ограничи-
вает точностные возможности координатных измерений (боль-
шие усилия измерений) и не позволяет их автоматизировать.
Для решения задачи автоматизации измерений используют
ИГ (нулевые и отклонения).
При работе КИМ с нулевой головкой также реализуется опи-
санный выше нулевой метод сравнения с мерой (рис. 1.2, а) т. е.
при касании измерительным наконечником измеряемой поверх-
ности (зазор сведен до нуля) выдается сигнал, по которому осу-
ществляется съем показаний с датчика перемещений КИМ
В головках отклонения выходной сигнал пропорционален сме-
щению наконечника относительно корпуса Схемы их возмож-
ных взаимодействий с измеряемой поверхностью и датчиками
КИМ значительно разнообразнее. Поэтому при использовании
и КИМ головок отклонения могут быть реализованы несколько
разновидностей метода сравнения с мерой (нулевой метод, диф-
ференциальный метод, метод грот ивопоставления)
На рис 1 2,6 показана схема взаимодействия ИГ отклонения
с измеряемой поверхностью и датчиком перемещения КИМ при
13
нулевом методе сравнения с мерой. Здесь: 1 — измеряемая де-
таль, 2 — измерительный наконечник 3— корпус головки откло-
нения, 4 — каретка, несущая головку, 5— шкала датчика одн< й
координаты (х) КИМ, 6 — шкала датчика ИГ. В соответствии с
нулевым методом корпус 3 головки перемещается до тех пор,
пока показания ИГ не станут равными нулю (хг=0), т е дово-
дится до нуля результирующий эффев г воздействия многознач-
ной меры и измеряемой величины на прибор сравнения. В этом
положении снимается псказание шкалы датчика перемещений
КИМ и производится обработка результатов измерения:
А=хк = 100,2 мм; 8=А-АН=100,2-100,0 =0,2 мм.
При такой реализации нулевого метода сравнения с мерей
достигается высокая точность измерений. Метод нашел приме-
нение в прецизионных КИМ, однако при этом необходимо допол-
нительное время на «успокоение» приводов.
Дифференциальный метод — это метод сравнения с мерой, в.
котором на измерительный прибор воздействует разность изме-
ряемой величины и известной, воспроизводимой мерой.
При дифференциальном методе сравнения с мерой корпус ИГ»
расположенный на каретке 4 (рис. 12,в), устанавливается по
датчику КИМ на заданный номинальный размер Ан (100,0 мм),
а по шкале 6 датчика ИГ определяется (считывается) отклоне-
ние б измеряемого размера А от А„:
8= А — Ан=0,2 мм.
Этот метод при измерении сложных пространственных по-
верхностей (сложных контуров) иногда называют методом эта-
лонной (образцозой) траектории.
Метод противопоставления — это метод сравнения с мерой, в
котором измеряемая величина и величина, воспроизводимая ме-
рой, одновременно воздействуют на прибор сравнения, с помо-
щью которого устанавливается соотношение между эт ими вели-
чинами
Применительно к координатным измерениям метод противо-
поставления представлен на рис. 1.2,г. Измеряемая величина
(измеряемая поверхность детали 1, размер А —100,2 мм) воздей-
ствует на наконечник 2, а величина, воспроизводимая мерой, со-
ответствует положению Kopnvca 3 головки. Измерительная голов-
ка устанавливает соотношение между величинами А и Хц‘
A—xK-J-хг= 100,14 0,1 = 100,2 мм;
6=А — Ая=0.2 мм.
При работе КИМ по методу противопоставления съем пока-
заний хг может осуществляться в любом положении наконечни-
ка 2 относительно корпуса при соблюдении условия одновремен-
14
пости съема показаний хг и хк. Измерения при методе противопо-
ставления провидятся обычно в динамическом режиме при отно-
сительном перемещении наконечника и измеряемой поверхности.
Метод противопоставления предоставляет широкие возмож-
ности для КИМ и получает в настоящее время распространение
в координатных измерениях.
Следует отметить, что при реализации дифференциального
метода при измерении сложных пространственных поверхностей
основную трудность представляет подготовка информации для
проведения измерения (составление и изготовление управляю-
щей программы) и реализация эталонной траектории в процессе
измерения. При нулевом методе и методе противопоставления,
наоборот, как правило, основная трудность заключается в об-
работке результатов измерений.
Типы координатных измерительных машин
В настоящее время уже насчитывается свыше 100 моделей
КИМ, различающихся по назначению, принципу действия, компо-
новке, методу измерения, диапазону измерения, точности прово-
димых измерений, уровню автоматизации и др.
В работах [1, 11, 61, 63, 67] представлены обзоры КИМ, рас-
смотрены их кинематические и конструктивные схемы, описаны
характерные примеры выпускаемых КИМ
На рис. 1.3 представлена классификационная схема, иллюст-
рирующая деление всего множества координатных измеритель-
ных машин на группы в соответствии со следующими признака-
ми, определяющими их функциональные возможности [43]:
метод измерения, реализуемый в КИМ (нулевой, дифферен-
циальный и противопоставления);
уровень автоматизации основных операций процесса измере-
ния.
На развитие КИМ существенное влияние оказала автомати-
зация двух операций:
управления движением исполнительных органов КИМ;
считывания, обработки и записи результатов измерения.
Каждая из указанных операций независимо одна от другой
может выполняться оператором вручную (КИМ групп 1.1—141
либо быть автоматизирована (КИМ групп 2.2- 2 4, 3.2—3.4).
Автоматическое управление движением исполнительных ор-
ганов КИМ подразделяется на два вида
движение исполнительных органов КИМ осуществляется от
системы ЧПУ в соответствии с управляющей программой; взаи-
мосвязь движений по координатам реализует специальное уст-
ройство - интерполятор системы ЧПУ (КИМ групп 2.2—2.4);
взаимосвязь движений по координатам осуществляется с по-
мощью следящей «копировальной» системы КИМ, где в каче-
15
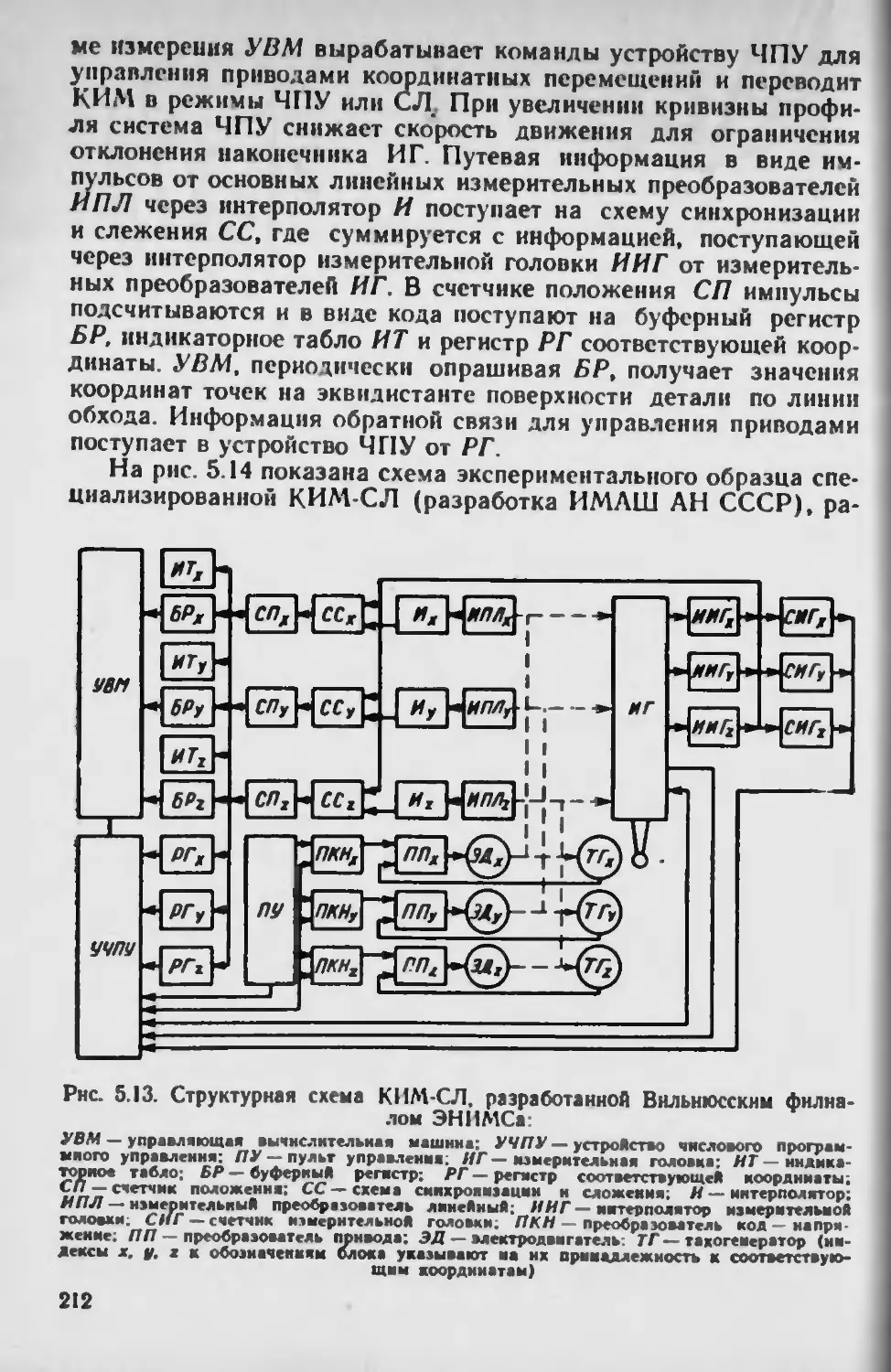
Рис. 1,3. Классификационная схема КИМ:
Л - измеряемый размер; Л„ — номинальный размер 6 —отклонение размера от номинала; в( — отклонение Е 1-й точке* хг. и. г —
сигналы измерительной головки, хк, ук, лв — координаты корпуса головки (текущие показания датчиков перемещений КИЛ"), Хо’,
У’* 2ц — исходная информаци’ о номинальной поверхности- xf, д^, — информация о реальной поверхности в J-Й T04W
стве «копира» используется поверхность измеряемой или образ-
цовой детали.
Требования к средствам автоматизации процесса считывания,
обработки и записи результатов измерений (ИГ, ИП, блоки циф-
ровой индикации и др.) определяются в основном методами ко-
ординатных измерений.
Ниже согласно представленной классификационной схеме
рассмотрены характерные примеры КИМ.
Ручные КИМ Все операции, связанные с измерением детали
на данном типе КИМ (группа 1.1), выполняются оператором
вручную. Машина оснащается по каждой координате датчиками
перемещений с блоками цифрового отсчета положения исполни-
тельных органов, несущих жесткий измерительный наконечник.
К данной группе относится, например, ручная координатная из
мерительная машина мод. VALIDATOR 700-50-2010 фирмы «Браун
Энд Шарп» (Brown and Sharpe, США). Типичными опера-
циями для такого типа машин являются: измерение межцентро-
вых расстояний; определение расстояний между плоскостями;
определение координат точек плавных криволинейных поверхно-
стей и др. В настоящее время полностью ручные КИМ не выпу-
скаются.
Ручные КИМ с полуавтоматической обработкой результатов
измерений. В этих КИМ автоматизированы частично или пол-
ностью функции по считыванию, обработке и записи результатов
измерений, а операции по взаимному перемещению измеритель-
ной головки и измеряемой детали выполняются оператором вруч-
ную или от моторизованного привода. Эти машины занимают
промежуточное положение между ручными и автоматическими
КИМ.
К этой группе относится КИМ мод. DKM-1-300D фирмы
«Карл Цейсе» (Carl Zeiss, lena. ГДР), оснащенная цифровой
индикацией и однонаправленной индуктивной измерительной го-
ловкой. На машине реализован дифференциальный метод из-
мерения (группа 1.2), т. е. отклонения реальной поверхности от
номинальной определяются непосредственно на машине. Это об-
легчает работу оператора и частично автоматизирует обработку
результатов измерений.
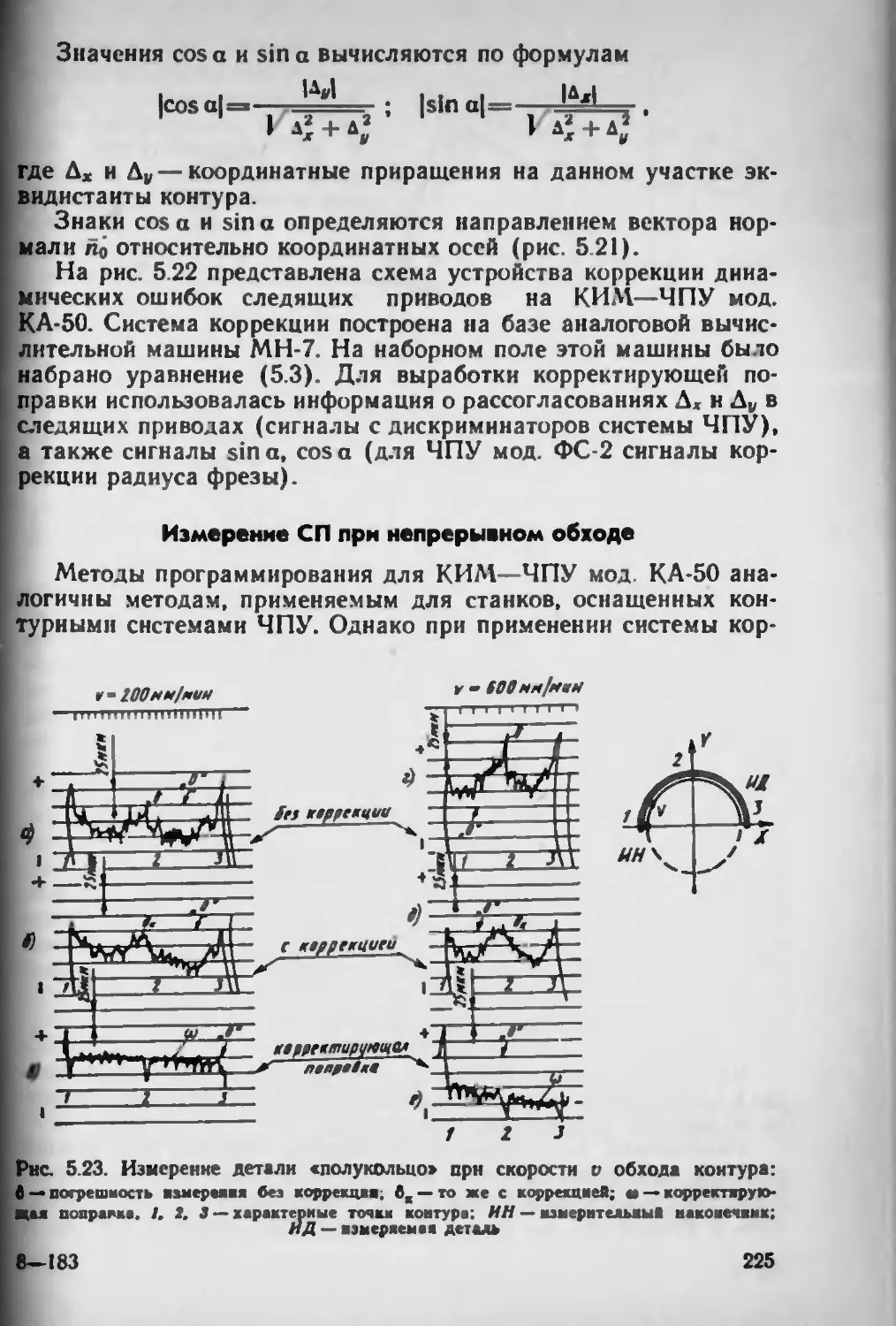
На рис. 1 4. а показано состояние КИМ, соответствующее
процедуре «сброс на ноль». Процедура осуществляется следую-
щим образом. Перемещая стол 2, добиваются такого его поло-
жения, когда прибор 5 показывает ноль. В этом положении про-
изводят сброс блока цифровой индикации 6 на ноль.
Процедура «измерение» (рис 1.4. б) состоит в том. что на бло-
ке цифровой индикации 6 с помощью ручного перемещения сто-
ла 2 устанавливается размер (0103.996 мм), соответствующий
номинальному размеру отрезка АВ (например, +0100 000 мм) с
учетом фактического диаметра измерительного наконечника (на-
17
Рис 14. Принцип действия полуавтоматической КИМ группы 1.2:
а — сброс на ноль; б —измерение: / — шкала датчика перемещений; 2— стол машины;
3 — измеряемая деталь; 4 — однонаправленная ИГ; 5 — регистрирующий прибор» 6 —
блок цифровой индикации;
А — торец детали, который берется за базу; В — номинальная поверхность; В — реаль-
ная поверхность
пример, 0 3,996). Измеряемое отклонение РП от НП восприни-
мается головкой 4 и отображается на приборе 5
КИМ описанного типа обеспечивают высокую точность изме-
рений, но обладают низкой производительностью, поэтому не
нашли широкого .применения в цеховых условиях.
Реализация в -полуавтоматических КИМ нулевого метода из-
мерения (группа 1.3) путем оснащения машины нулевыми голов-
ками и малыми ЭВМ позволила полностью автоматизировать
процедуру считывания, обработки и записи результатов измере-
ний. В этих КИМ существенно упрощены такие трудоемкие опе-
рации, как «сброс на ноль», «выставление» детали на столе ма-
шины.
Типичным примером КИМ группы 1 3 является КИМ мод.
«Gamma» фирмы ДЕА (DEA, Италия). КИМ оснащена ЭВМ
мод PDP8 и цифропечатающим устройством
На рис. 1.5, а показано состояние КИМ, соответствующее
процедуре «сброс на ноль» При
касании измерительным нако-
Рис. 1.5. Принцип действия полуавтоматической КИМ группы 1.3:
— сброс на ноль; б — измерение;
/ — датчик перемещений; 2 — стол машины: 3 — измеряемая деталь; 4 — нулевая голов-
ка; б — печатающее устройство; б — регистр ввода данных в ЭВМ; 7 — текущий регистр
ввода данных в ЭВМ
18
нечником головки 4 торца А измеряемой детали 3 подается им-
пульсный сигнал на сброс нуля в текущий регистр блока цифро-
вой индикации 7 и в регистр 6 ввода данных в ЭВМ (процедура
осуществляется в динамическом режиме в относительном движе-
нии измеряемой детали 3 и измерительной головки 4), Далее ма-
шина переводится на режим «измерение» (рис. 1 5, б)
Процедура «измерение» состоит в том, что осуществляют
взаимное перемещение измеряемой детали 3 и измерительной
головки 4 до момента их взаимного соприкосновения. В момент
контакта выдается импульсный сигнал на считывание отсчета
текущего регистра 7 блока цифровой индикации (0104.435) и
передачи данных на регистр 6 ввода данных в ЭВМ (0104 435).
В соответствии с этими данными и с учетом действительного диа-
метра измерительного наконечника (0 4.212) в ЭВМ вычисляет-
ся размер от торца А до торца В' (100.223 мм). Действительный
диаметр измеоительного наконечника определяется измерением
эталонного кольца на КИМ; данные об измеренном радиусе из-
мерительного наконечника предварительно вводятся в ЭВМ.
КИМ описанного типа, как правило, имеют следующие режи-
мы работы:
сброс на нуль;
сброс на заданное число;
измерение действительных размеров;
измерение в режиме автоматического сравнения с заданными
размерами и допусками.
Эти КИМ наиболее приспособлены для измерения корпусных
деталей, геометрия которых, как правило, описывается такими
элементарными поверхностями, как плоскость, цилиндр, конус,
шар
Применение специального математического обеспечения для
встроенных ЭВМ делает возможным измерение сложных поверх-
ностей, заданных таблично или совсем не заданных (съем коор-
динат фактической поверхности, например кулачков, моделей).
В последнем случае полученная информация о координатах ре-
альной поверхности детали используется для составления управ-
ляющих программ обработки на станках с ЧПУ.
КИМ группы 1.3 показали хорошие эксплуатационные свой-
ства в цеховых условиях и нашли широкое применение в маши-
ностроении для автоматизации серийного производства на базе
отдельных станков с ЧПУ
Следует отметить, что метод противопоставления как метод
координатных измерений широко применяется в автоматических
КИМ, так как его преимущества перед нулевым и дифференци-
альным методами наиболее полно проявляются именно при пол-
ной автоматизации процесса измерения (КИМ группы 1.4 в
практике машиностроения отсутствуют).
19
В рассмотренных группах КИМ (1.2 и 1.3) автоматизировано
считывание, обработка и запись результатов измерений; не ме-
нее важно для КИМ автоматизировать движение исполнитель-
ных органов, несущих ИГ. Это позволяет, во-первых, повысить
производительность измерений и, во-вторых, встраивать КИМ
в автоматизированные комплексы гибких производственных сис-
тем.
Наиболее полно указанная задача решается путем привлече-
ния систем ЧПУ, особенно типа CNC (Computer Numerical Cont-
rol),— это группы КИМ 2.2—2.4. Однако в ряде случаев более
рациональным является использование принципа слежения (ко-
пирования), который заключается в том, что задается движение
по ведущей координате, а с помощью ИГ и следящих приводов
КИМ по другим координатам «отслеживается» поверхность и
снимаются ее координаты — это группы 3.2—3.4.
Так как вначале была автоматизирована операция считыва-
ния, обработки и записи результатов измерений и только после
этого разработчики КИМ приступили к автоматизации управле-
ния движением исполнительных органов, то полуавтоматических
КИМ групп 2 1 и 3.1 в практике машиностроения не встречается.
Автоматические КИМ, реализующие дифференциальный ме-
тод координатных измерений. Первая автома гическая КИМ бы-
ла построена на базе координатно-расточного станка [69], и в
ней был реализован дифференциальный метод координатных из-
мерений Для этого станок был оснащен системой ЧПУ и модуль-
ной ИГ.
В качестве примера может быть представлена автоматическая
КИМ с ЧПУ мод. КА-50 (СССР) [23], являюшаяся характерным
представителем группы 2.2. КИМ предназначена для измерения
преимущественно сложных поверхностей деталей (штампы,
•пресс-формы, турбинные лопатки, гребные винты и др ).
На рис 1 6 представлена схема, поясняющая принцип работы
КИМ группы 2.2. На рисунке приняты следующие обозначения:
1 — заданный номинальный
контур детали; 2 — фактически
обработанная поверхность; 5—
траектория, описываемая кор-
пусом 4 ИГ, в которой учиты-
вается радиус ИГ 3 и натяг, не-
обходимый для измерения от-
клонений, направленных в те-
ло измеряемой детали.
Отклонения реального кон-
тура от номинального воспри-
нимаются непосредственно ИГ
Рис. 1.6. Схема, поясняющая принцип и передаются к устройствам
действия КИМ группы 2.2 регистрации.
20
Возможно построение автоматических КИМ, реализующих
дифференциальный метод сравнения с мерой и управляемых
системой слежения за поверхностью (КИМ группы 3.2). В этом
случае в качестве «копира» используется образцовая деталь,
поверхность которой отслеживается исполнительным органом
КИМ, несущим две головки, одна из которых контактирует с по-
верхностью образцовой детали, а другая — с поверхностью из-
меряемой детали. ИГ, контактирующая с поверхностью образ-
цовой детали, включена в систему слежения КИМ, которая стре-
мится свести к нулю снимаемый с этой головки сигнал. Тогда
сигнал, снимаемый с головки, взаимодействующей с измеряемой
деталью, характеризует отклонения реальной поверхности от но-
минальной. Принцип работы описанной схемы КИМ аналогичен
измерительному устройству типа «качалка», широко применяе-
мому в промышленности для измерения деталей сложной
формы, таких, например, как турбинные лопатки большой кру-
тизны.
Существенным недостатком КИМ рассмотренной схемы яв-
ляется большая трудоемкость ее переналадки на измерение раз-
личных гипоразмеров деталей, т. е. уменьшенная «гибкость». Од-
нако при работе в паре с копировальным станке м, когда иная,
«бескопирная», технология неэффективна, КИМ рассмотренной
группы, возможно, найдут применение.
Автоматические КИМ, реализующие нулевой метод и метод
противопоставления. Большинство координатны я измерений в на-
стоящее время проводится с использованием нулевых измери-
тельных головок (юловок касания), что обусловлено их хороши-
ми точностными характеристиками» простотой конструкции и
легкостью автоматизации процесса измерения с помощью сис-
темы ЧПУ.
Типичным примером КИМ группы 2 3 является мод. ВЕ-155
(СССР, Вильнюсский филиал ЭНИМС). Измерительная машина
оснащается ЭВМ, нулевой ИГ, следящими приводами, алфавит-
но-цифровым дисплеем и печат аюшим устройством.
Рис. 1.7 иллюстрирует принцип действия КИМ группы 2.3 на
примере измерений в плоскости XZ. На рисунке: 1 — печатающее
устройство; 2—программа управления движениями исполни-
тельных органов КИМ а также программа обработки результа-
тов измерений, которые вводятся в системы CNC с перфоленты
или другого программоносителя; 3 — система CNC с малой ЭВМ,
вырабатывающая управляющие сигналы для приводов машины и
обрабатывающая результаты измерений; 4 — блок цифровой ин-
дикации; 5 — пиноль с закрепленной нулевой головкой; 6 — нуле-
вая головка; 7 — датчики перемещений по координатам х и z;
Я—стол, несуший измеряемую деталь; 9— приводы по коорди-
натам X И Z.
21
Процедуры «сброс на ноль» и «измерение» выполняются ана-
логично КИМ группы 1.3, только в полностью автоматическом
режиме. j
Применение ИГ отклонения в автоматических КИМ, реализу-
ющих нулевой метод координатных измерений (группа КИМ 3.3),
позволило существенно повысить точность координатных изме-
рений. Примером такой машины является КИМ фирмы «Оптой»
(Opton, ФРГ), мод. UMM 500 [107], в которой координатные из-
мерения осуществляются путем отслеживания реальной поверх-
ности измеряемой детали. Машина UMM 500 оснащается трехко-
ординатной компонентной измерительной головкой.
На рис. 1.8 показана схема, поясняющая работу машины мод.
UMM 500 для наглядности по одной координате х.
При измерениях поверхности в заданных точках КИМ рабо-
тает следующим образом В программе 9 задается положение
каретки 5 по координате х, которое сравнивается с фактическим
положением х и вырабатывается сигнал рассогласования xw, ко-
торый поступает на двигатель 6, перемещающий каретку 5 в на-
правлении уменьшения рассогласования xw. При выполнении ус-
ловия xw—0 с помощью реле 8 происходит переключение работы
Рис. 1.7. Схема, поясняющая принцип действия КИМ группы 2.3
Рис. 1.8. Функциональная схема (одна координата) КИМ мод. UMM 500:
/—стол; 2 — измеряемая деталь; 3 — измерительный наконечник; 4 — ИГ; 5 — каретка;
6 — двигатель; 7 — реле, переключающее работу КИМ на управление от ЧПУ прн
8 — реле, переключающее работу КИМ на режим слежения при xw«0; 9— программа,
в которой указано заданное положение каретки 5; 10 — датчик перемещений; // — ЭВМ
и устройства регистрации результатов измерений
22
-0,012
КИМ на режим «слежение». При этом режиме на двигатель 6
подается сигнал, который снимается с ИГ 4. При выполнении ус-
ловия х( = 0, соответствующего касанию измерительным наконеч-
ником 3 измеряемой детали 2, выдается сигнал на считывание
информации с датчика 10 и передачу данных в ЭВМ для сравне-
ния реальных координат с номинальными и регистрации резуль-
татов измерений. Далее с помощью системы ЧПУ осуществляет-
ся переход в следующую точку измерения, информация о кото-
рой находится в управляющей программе.
Имея большое преимущество — высокую точность измерений,
нулевой метод обладает одним существенным недостатком — для
обеспечения этой точности желателен «выстой» приводов в мо-
мент съема информации с датчиков перемещений, что снижает
общую производительность измерений на КИМ Повышение про-
изводительности измерений при сохранении высокой точности
обеспечивает применение в КИМ метода противопоставления
(КИМ группы 3.4). Впервые для автоматических измерений
сложных поверхностей этот метод был использован в коорди-
натных измерительных приборах с перемещением ИГ по траек-
тории, приближенно воспроизводящей номинальную [18]
Рис 1 9 иллюстрирует принцип действия КИМ, реализующий
метод противопоставления применительно к UMM 500 (для про-
стоты показано измерение по одной координате).
Метод противопоставления может быть реализован в авто-
матических КИМ также при использовании систем ЧПУ для уп-
равления движением исполнительных органов КИМ
Так, в работе [25] предложены схемы построения КИМ—
ЧПУ, в которых задача измерения детали решается иа основе
23
Рис. 1.10. Функциональная схема
двухкоординатной КИМ с системой
счетно-числового программного управ-
ления
информации о номинальном
профиле детали, о реальной
траектории относительного
движения ИГ и детали, о пока-
заниях ИГ.
Метод управления КИМ та-
кого типа иногда называют
счетно-числовым программным
управлением.
На рис. 1.10 представлена
одна из функциональных схем
двухкоординатной измеритель-
ной машины с такой системой
управления [А. с. 242426 СССР,
МКИ G 01 В 5/20], Контроли-
руемое изделие 3 установлено
на столе 4, перемещаемом
вдоль оси х двигателем 6. Кор-
пус 7 ИГ перемещается вдоль
оси у двигателем 9, а ее изме-
рительный наконечник 5 контактирует с измеряемой деталью.
Работой двигателей 6 и 9 управляет программный блок 10 По-
ложение стола, корпуса ИГ и ее наконечника регистрируется
датчиками 2, которые передают информацию о текущих значе-
ниях координат Xi детали, уи корпуса ИГ и y2i наконечника.
В блок совпадения 1 введены координаты хк$ контрольных то-
чек, заданных на профиле детали. При совпадении координат хк,
и Xj блок совпадения выдает команду на включение вычисли-
тельного блока 8, в который от датчиков 2 поступает информа-
ция о значениях уц и уц. На основании этой информации в блоке
8 вычисляется размер контролируемой детали в точке с коор-
динатой Xf = XKi.
Если в вычислительный блок введена информация о коорди-
натах yi теоретического профиля, соответствующих точкам с ко-
ординатами Хкг, то в нем могут быть вычислены отклонения раз-
меров детали в заданных контрольных точках.
1.1 КОМПОНОВКА И КОНСТРУКЦИЯ БАЗОВОЙ ЧАСТИ КИМ
На базовой части КИМ непосредственно осуществляется про-
цесс измерения, т. е. производится отсчет координат точек по-
верхности детали. В состав базовой части входит механическая
часть КИМ, материализующая систему координат КИМ и вклю-
чающая прецизионные узлы координатных перемещений, устрой-
ства для установки измеряемой детали, узлы для поддержания
горизонтального положения, узлы виброизоляции, ИГ, электро-
механические приводы, измерительные преобразователи линей
24
ных (круговых) перемещений, калибраторы и т. д. Один из
возможных вариантов базовой части КИМ представлен на
рис. 1.11.
Основными функциональными показателями базовой части
КИМ являются точность и быстродействие при измерении коор-
динат точек детали. При этом речь идет не только о первона-
чальной точности, достигаемой при выпуске КИМ и оцененной
при испытании в определенных, строго регламентированных ус-
ловиях. но и о сохранении высокой точности в процессе эксплуа-
тации, в том числе в производственных условиях, отличающихся
от регламентированных. Высокое быстродействие обусловлено
необходимостью достижения высокой производительности изме-
рения отдельных параметров деталей, рассчитываемых по ре-
зультатам измерения координат большого числа точек. Рассмат-
Рис. 1 11. Схема базовой части КИМ:
1 — основание; 2, 20 — направляющие основания: 3, 19 — подшипники портала; 4» 8, 10,
18 — замыкающий мостик, стойки и балка портала; 9, П — ИП портала, каретки, пн-
ноли; 6 — ИГ; 7 — пиноль; 12, 16, 17 — приводы п.шолн, каретки, портала; 13» 15 — подшип-
ники пниолн и каретки; 14 — каретка; 21 — вибронзолнрующне опоры
25
риваемые функциональные параметры базовой части КИМ оп-
ределяются ее компоновкой, конструкцией и точностью узлов и
систем.
Компоновка базовой части КИМ
Компоновка в значительной степени определяет характери-
стики КИМ и требования к конструкции и параметрам основных
узлов. В свою очередь компоновка зависит от габаритных разме-
ров и массы измеряемых деталей; расположения измеряемых по-
верхностей; необходимого числа координатных перемещений для
реализации оптимального в отношении точности и производитель-
ности процесса измерения; имеющихся в наличии у конструктора
компонентов узлов КИМ; условий эксплуатации и взаимодейст-
вия КИМ с другим технологическим оборудованием. Компоновка
КИМ, предназначенной для решения определенных задач, долж-
на оптимально удовлетворять следующим, отчасти противоречи-
вым, требованиям:
минимальное отклонение от принципа Аббе;
обеспечение оптимальных динамических свойств;
минимизация деформаций узлов в КИМ, возникающих из-за
действия переменной массы измеряемых деталей, ИГ, перемеще-
ния подвижных узлов;
возможность, удобство и точность компенсации деформаций;
наличие открытого измерительного пространства, обеспечи-
вающего удобство установки детали и хорошую ее обозримость
в процессе измерения.
В КИМ, как и в других приборах для пространственных изме-
рений, не соблюдается одно из основных требований к прецизи-
онным измерительным средствам — расположение измеритель-
ных преобразователей вдоль линий измерения (первый принцип
Аббе), так как положение линии измерения (направление и рас-
стояние от ИП) в рабочем пространстве КИМ постоянно меня-
ется. Вследствие этого возникают погрешности А измерения,
значение которых возрастает с увеличением углового непостоян-
ства Af перемещающихся узлов КИМ и расстояния Lv между
линией измерения и ИП (рис. 1.12). Компоновка базовой части
КИМ должна обеспечивать минимальное расстояние между ИП
координатных перемещений и центром зоны наиболее вероятных
измерений. Наиболее вероятно измерение детали с объемом, зна-
чительно меньшим объема, определяемого координатными пере-
мещениями КИМ. Уменьшение объема возникает и при исполь-
зовании ИГ с несколькими измерительными наконечниками, ори-
ентированными в различных направлениях. Поэтому зона, в ко-
торой наиболее часто выполняются измерения, смещена ближе к
столу для установки детали от центра рабочего пространства
КИМ [20]. На рис. 1.13 изображены различные положения ИП
26
относительно пространства наиболее вероятных измерений для
основных компоновок базовой части КИМ. В наибольшей сте-
пени принципу Аббе удовлетворяет компоновка с расположением
ИП 6 (А. с. 621955 СССР, МКИ G 01 В 5/02).
При отсчете координат точек в период разгона и торможения
возникают угловые колебания подвижных узлов, являющиеся
причиной погрешностей измерения из-за несоблюдения принципа
Аббе.
Для уменьшения данных колебаний направление силового
Действия привода на подвижный узел должно проходить через
его центр тяжести или быть минимально удалено от него.
Наибольшие деформации возникают в консольных горизон-
тально расположенных деталях. Трудно компенсировать дефор-
мации, обусловленные действием переменных нагрузок, вызывае-
мых ускорением подвижных узлов КИМ; изменением массы ИГ
или других устройств взаимодействия с измеряемой поверхно-
стью; различным взаимным положением отдельных узлов; пе-
ременной массой и конфигурацией измеряемых деталей.
Все компоновочные решения КИМ можно разделить на две
группы: КИМ с неподвижной и КИМ с подвижной в процессе из-
мерения деталью. Компоновки с неподвижной деталью более
универсальны» однако создается сложность обеспечения высокой
Рис. 1.12. Возникновение погреш-
ностей измерения Д из-за несоб-
людения принципа Аббе:
1 — основание с направляющими; 2 —
измерительная система перемещения
влпль оси V; 3 — портал с подшипни-
ками; 4 — каретка; 5 — пиноль; 6 — ли-
нейный объект измерения
Рис. 1.13. Расположение измеритель*
вых систем по оси х в плоскости г
относительно зон измерения для раз-
личных компоновок:
1, 2 3 — зоны, ограничиваемые соответст-
венно координатными перемещениями, наи-
большими размерами детали. наи-
более вероятными измерениями; 4 — изме-
рительная система по пси У; 5, 6. 7 —
измерительные системы по Оси х для раз-
личных компоновок (портальных 6, 7> мо-
стовой 5)
27
точности перемещения ИГ по трем осям. У КИМ с подвижной де-
талью проще обеспечивается точность перемещения ИГ, так как
.она перемещается только вдоль двух или одной оси.
Также сравнительно просто достичь высокой точности пере-
мещения и измерения перемещения подвижного стола, который
имеет плоскую конфигурацию. Его ИП устанавливается близко
к верхней рабочей плоскости и оси симметрии, а привод — вбли-
зи центра тяжести стола. Однако на точность перемещения и
точность измерения данного перемещения существенно влияют
масса и конфигурация детали. С увеличением массы и размеров
детали возрастают деформации подшипников, направляющих,
ухудшаются динамические свойства, вследствие чего теряются
точность и производительность измерений.
Другим важным показателем компоновок КИМ является на-
правление перемещения узла, несущего ИГ. По этому признаку
компоновки разделяют на вертикальные и горизонтальные, пе-
ремещение указанного узла которых происходит соответственно
в вертикальном или горизонтальном направлениях.
КИМ вертикальной компоновки имеют большую жесткость,
более высокую точность, менее чувствительны к изменению мас-
сы ИГ или других устройств. Они обеспечивают достаточно хо-
роший доступ к измеряемым элементам, расположенным по всей
поверхности детали. Как правило, несколько затруднен доступ
к глубоким горизонтальным отверстиям. Для измерения таких
отверстий требуются ИГ с длинными горизонтальными измери-
тельными наконечниками или установка ИГ на горизонтальные
удлинители. Измерительное пространство КИМ вертикальных
компоновок ограничивается стойками и подвижными узлами с
одной, двух или трех сторон.
Вертикальные компоновки по устройству базовых узлов мож-
но разделить на четыре группы: портальные, мостовые, консоль-
ные, стоечные.
Портальные компоновки наиболее распространены и пред-
ставлены рядом различных вариантов. Характерной особенно-
стью этих компоновок является П-образный портал (рис. 1.14).
По горизонтальной оси перемещается каретка, несущая подвиж-
ную вдоль вертикальной оси пиноль, на которой крепится ИГ. По
исполнению, характеристикам и назначению можно выделить две
разновидности портальных компоновок:
с порталом, подвижным по направляющим основания вдоль
горизонтальной оси;
с жестко установленным на основании порталом и подвиж-
ным по направляющим основания столом.
Портальные компоновки обладают высокой жесткостью ос-
новных узлов, точностью, хорошими динамическими свойствами,
достаточно открытым пространством для установки детали и ее
обзорностью в процессе измерения, удобством для развития от^
28
Рис. 1.14. Портальные компоновки
дельных КИМ в конструктивно унифицированные типоразмер-
ные ряды, обеспечивающие широкий диапазон габаритов изме-
ряемых деталей. Портальные компоновки П1 (рис. 1.14) с по-
движным порталом рекомендуются для прецизионных среднега-
баритных КИМ с перемещением каретки вдоль портала до
1000 мм, пиноли до 800 мм и для средне- и крупногабаритных
производственных КИМ с перемещением вдоль портала до
1600 мм, пиноли до 1400 мм. Известны портальные КИМ и с
большими координатными перемещениями. Перемещение порта-
ла вдоль основания определяется размерами последнего в пре-
делах до нескольких метров.
Портальная компоновка П2 с неподвижным порталом, как
правило, используется для прецизионных среднегабаритных
КИМ с координатными перемещениями до 1200 мм.
Существенным недостатком, снижающим точность и быстро-
действие КИМ с подвижным порталом, является расположение
ИП и привода портала у одного из его нижних углов (вариант
положения измерительной системы 7, показанный на рис. 1.13).
Точность и особенно быстродействие повышают, используя
портальную компоновку /73, в которой привод портала установ-
лен на специальной стойке, расположенной у заднего края осно-
вания КИМ (Пат. 2718506 ФРГ, МКИ G0I В 5/02). Усилие при-
вода воздействует вблизи центра тяжести портала. Это умень-
шает угловые колебания и время их гашения при торможении
портала. Однако такая модификация портальной компоновки
применима при сравнительно небольших перемещениях портала.
Кроме того, наличие стоек крепления привода и самого привода,
расположенного над измеряемой деталью, ухудшает обозримость
29
последней в процессе измерения. Такие компоновки используют-
ся для прецизионных КИМ с перемещениями портала до 1200 мм.
Лучшее соблюдение принцип^ Аббе по сравнению с рассмот-
ренными компоновками с подвижным П-образным порталом
обеспечивается у КИМ компоновки П4 (см. рис. 1.11 и 1.14) с
замкнутым контуром портала, образованным жестко соединен-
ными балкой, двумя стойками и замыкающим мостиком (А. с.
621955 СССР, МКИ G01 В 5/02). ИП измерительной системы пе-
ремещения портала установлен посередине основания машины
под специальным накладным столом в непосредственной близо-
сти к центру пространства наиболее вероятных измерений (ва-
риант положения ИП 6, показанный на рис. 1.13). Привод пор-
тала, расположенный там же, совпадает с проекцией центра
тяжести портала. Накладной стол, воспринимающий нагрузку де-
тали, не связан жестко с основанием и опирается на него в точ-
ках установки основания на фундаменте. Таким образом до ми-
нимума уменьшаются изменения деформации направляющих
основания при изменении массы деталей, что очень важно для
прецизионных КИМ. Снижаются и деформации портала, имею-
щего замкнутый контур, при перемещении вдоль него каретки.
Однако создаются определенные трудности для монтажа пово-
ротного стола, вращающегося непосредственно по прецизионному
основанию базовой части КИМ, например, с помощью дополни-
тельных подшипников.
Для оценки качества компоновки в отношении возможности
обеспечения точности удобен относительный коэффициент допол-
нительной погрешности ДА, возникающей из-за несоблюдения
принципа Аббе При расчете коэффициента использованы геомет-
рические соотношения [67]. результаты экспериментальных ис-
следований жесткости подшипников, деформаций базовых дета-
лей, отклонений формы направляющих [20] для различных ком-
поновок. Если для сравнения принять его рарным единице для
портальной компоновки П1, то для рассматриваемой компонов-
ки П4 получим ДА =0,8 [20].
Для КИМ портальной компоновки с подвижным порталом
сложно увеличить диапазон перемещения по вертикальной оси.
Это является недостатком данной компоновки. При увеличении
высоты стоек портала уменьшается его жесткость и увеличива-
ется амплитуда угловых колебаний под действием сил инерции
из-за деформаций самого портала, стоек, подшипников его пере-
мещения и узлов их установки. Повышение жесткости за счет
увеличения размеров упомянутых элементов приводит к повыше-
нию массы и снижению быстродействия машины. Такое решение
неэффективно.
В целях решения данной проблемы для среднегабаритных
КИМ с увеличенным перемещением по вертикальной оси исполь-
зуются компоновки с подвижным полупорталом, более или ме-
30
Рис. 1.15. Портальные компоновки с полупорталами
иее сохраняющие известные положительные свойства порталь-
ных компоновок.
Повышенной жесткостью и стабильностью несущего подвиж-
ного звена при сравнительно небольшой его массе обладают
КИМ с подвижным Г-образным полупорталом (П5), образован-
ным из жесткой горизонтальной поперечины и легкой опоры (рис.
1.15). Полупортал одним концом поперечины базируется на
поднятой и жестко прикрепленной относительно основания балке
с направляющими, а свободным концом посредством подшипни-
ков опирается на направляющие основания. Привод и ИП полу-
портала прикреплены к балке. Имеется свободный доступ с двух
сторон для установки детали и достаточная обозримость при из-
мерении. Такая компоновка рекомендуется для прецизионных
КИМ средних габаритов с увеличенным перемещением по вер-
тикальной оси, для которых измерительное пространство близко
к кубу. Компоновка применяется также и для крупногабаритных
КИМ [11].
Для мало- и среднегабаритных КИМ используется также
компоновка с укороченными стойками портала П6 (рис. 1.15).
Портал перемещается по установленным на боковых стойках
балкам, поднятым над основанием. На одной из них установле-
ны ИП измерительной системы и привод портала. Укороченные
стойки портала, имеющие меньшую массу и большую жесткость,
являются достоинством базовой части КИМ, но боковыми стой-
ками и горизонтальными балками ограничивается доступ к из-
мерительному пространству и создаются определенные неудоб-
ства для установки детали и ее измерения, особенно при неболь-
шом измерительном пространстве.
31
Рис. 1.16. Мостовая компоновка
Мостовая компоновка Ml позволяет получить меньшую по
сравнению с другими компоновками массу подвижных узлов при
высокой их жесткости и устойчивости. Она используется в круп-
ногабаритных КИМ разных классов точности (рис. 1.16) и явля-
ется для них основной компоновкой. У мостовой компоновки ка-
ретка с пинолью перемещается по подвижной траверсе, обеими
своими концами базирующейся на горизонтальных неподвижных
балках, которые на колоннах подняты над столом для установки
детали. Привод и ИП измерительной системы траверсы крепятся
к одной из балок. КИМ такой компоновки имеет ограниченный с
трех сторон доступ для загрузки деталей и наблюдения за изме-
рением. Коэффициент ДД составляет 1,05. Для измерения слож-
ных крупногабаритных деталей, а также для решения специаль-
ных задач мостовые КИМ комплектуются двумя траверсами с
отдельными системами управления и обработки данных (рис.
1.16, вариант М2).
При большой длине траверсы для исключения ее угловых ко-
лебаний в горизонтальной плоскости концы траверсы приводятся
в движение своими приводами, а для повышения точности уста-
навливаются два ИП измерительной системы перемещения тра-
версы.
Консольные компоновки отличаются наличием подвижной по
одной или двум горизонтальным осям горизонтальной консоли.
Когда консоль подвижна по одной оси относительно основания
(компоновка К/, рис. 1.17), по консоли перемещается каретка,
несущая вертикально подвижную пиноль с ИГ. Если консоль
перемещается в каретке, подвижной относительно основания
(компоновка К2, рис. 1.17), то пиноль движется по вертикаль-
ной оси относительно консоли.
32
КИМ консольной компоновки обладают лучшими по сравне-
нию с портальной компоновкой П1 доступом для установки дета-
ли и обозримостью, а также лучшим соблюдением принципа Аб-
бе (если рассматривать только геометрические соотношения). Од-
нако данной компоновке, имеющей консоль со свободным концом,
присущи значительные деформации последней, подшипников и уз-
лов их базирования, снижающие точность КИМ Машины этих ком-
поновок очень чувствительны к изменению массы узлов, подвижных
относительно консоли. Масса данных узлов должна быть мини-
мальной, так как в противном случае для достижения высокой
точности необходимо увеличение массы консоли, приводящее к
увеличению ее угловых колебаний в процессе измерения, снижа-
ющих точность и быстродействие машины. Вследствие деформа-
ции возникают смещения свободного конца консоли в вертикаль-
ном направлении и разворот пиноли в вертикальной плоскости.
Известен ряд способов компенсации деформации консоли, под-
шипников и узлов их базирования. Однако все они недостаточно
эффективны. Коэффициент ДА для компоновки К1 составляет 1,2.
Такие компоновки используются для среднегабаритных произ-
водственных КИМ, в большинстве случаев ручных.
Стоечные компоновки характеризуются наличием подвижной
или неподвижной относительно основания стойки, по которой,
как правило, в вертикальном направлении перемещается пиноль
или суппорт. Наиболее характерные варианты исполнения дан-
ных компоновок представлены на рис. 1.18.
Рис 117. Консольные компоновки
2—183
33
Рис. 1.18. Стоечные компоновки
Компоновка С1 с подвижным столом по одной горизонталь-
ной координатной оси и стойкой и пинолью или суппортом, несу?
гцими ИГ, по второй горизонтальной и вертикальной координат-
ным осям обеспечивают высокую степень соблюдения принципа
Аббе, имеют хороший доступ для установки детали и хорошею
ее обозримость в процессе измерения, удобство ручного управле-
ния КИМ при положении оператора сидя. Коэффициент ДА со-
ставляет 0,8 [20]. Координатные перемещения таких компоновок
ограничены и, как правило, не превышают 600 мм Используются
данные компоновки для прецизионных малогабаритных КИМ»
предназначенных для измерения малогабаритных высокоточных
деталей и инструмента. Сказанное в полной мере относится и к
КИМ компоновки С2 (рис. 1.18) с неподвижной стойкой и по-
движным по двум координатным осям столом Область примене-
ния такой компоновки ограничивается КИМ для измерен ия мало-
габаритных деталей сложной формы.
Удобной для измерения деталей сложной формы малых и
средних габаритных размеров, в том числе с глубокими горизон-
тальными отверстиями, является КИМ стоечной компоновки СЗ
(рис. 1.18). В этой компоновке подвижны:
стойка — вдоль одной горизонтальной оси относительно осно-
вания;
каретка — вдоль вертикальной оси относительно стойки; на
каретке установлена переставная горизонтальная пиноль-удлини-
тель, на которой крепится ИГ;
34
стол — вдоль второй горизонтальной оси относительно основа-
ния; стол может нести поворотный стол, на котором устанавли-
вается измеряемая деталь.
Имея высокую универсальность, стоечная компоновка уступа-
ет ранее рассмотренным компоновкам по возможности достиже-
ния высокой точности измерения средне- и крупногабаритных де-
талей. Ей присущи недостатки, свойственные компоновкам с по-
движной деталью.
Свойствами стоечных КИМ обладают машины компоновки
С4, в которых ИГ крепится к каретке, перемещающейся по го-
ризонтальной поперечине небольшой длины, монтируемой на
подвижной относительно стойки каретке (рис. 1.18). Для обес-
печения доступа к измеряемым поверхностям, расположенным с
различных сторон детали, КИМ такой компоновки комплекту-
ются поворотными столами, сложными ИГ отклонения с длин-
ными измерительными наконечниками или же головками, уста-
новленными на удлинителях, так как горизонтальный суппорт
ограничивает доступ к глубоко расположенным измеряемым
элементам. Поворотный стол предназначен для обеспечения вра-
щения в процессе измерения детали относительно одной или
двух осей.
На рис. 1.19 представлены два варианта стоечных компоновок
с горизонтальной пинолью, общим признаком которых является
наличие подвижной относительно основания по горизонтальной
или по горизонтальной и вертикальной осям стойки и горизон-
тальной пиноли, к которой крепится ИГ. Данным компоновкам
свойственно открытое пространство для установки и обзора де-
тали в процессе измерения, легкость подвижных узлов, что
Рис. 1.19. Стоечные компоновки с горизонтальной пинолью
35
представляет удобство при ручном управлении машиной. Одна-
ко КИМ данной компоновки еще более чувствительны к пере-
мещению пиноли и изменению’массы устанавливаемых на ней
измерительных устройств из-за больших деформаций, в первую
очередь пиноли, имеющей большую длину по сравнению с попе-
речным сечением, и стойки. Существенное значение имеют де-
формации пиноли от воздействия сил измерения. Компенсация
деформаций от изменения массы ИГ, измерительного усилия,
изменения положения каретки относительно стойки и вылета пи-
ноли весьма затруднительна и желаемого эффекта не дает. Ко-
эффициент ДД составляет 1,3.
Стоечная компоновка используется в основном для КИМ по-
ниженной точности, предназначенных для измерения штампован-
ных, сварных, литых и других деталей невысокой точности. Гори-
зонтальное расположение пиноли представляет хорошие возмож-
ности для измерения глубоких отверстий, расположенных со
стороны стойки. Подход с остальных сторон детали весьма огра-
ничен. Это связано и с тем, что из-за малой жесткости горизон-
тальной пиноли и стойки применение составных ИГ и крупнога-
баритных установочных узлов головок, необходимых для досту-
па к отверстиям, расположенным глубоко и не со стороны
стойки, связано с появлением значительных погрешностей Уни-
версальность КИМ стоечных компоновок с горизонтальной
пинолью достигается за счет применения поворотного стола с
вертикальной осью вращения, на котором располагается деталь,
или одновременной установки до четырех стоек с отдельными
ИП с разных сторон основания. Во втором случае возможно
измерение сразу с четырех сторон, за счет чего повышается про-
изводительность измерений. Это эффективно используется для
измерения деталей с большим числом контролируемых парамет-
ров, когда измеряемые поверхности расположены с различных
сторон детали. Многостоечные КИМ компоновки Г1 применимы
и для измерения крупногабаритных деталей.
Компоновка Г2 (рис. 1.19) по сравнению с Г1 обладает луч-
шими динамическими свойствами, следовательно, и более высо-
ким быстродействием, имеет практически полностью открытое
измерительное пространство. Но для достижения указанных по-
ложительных свойств должны ограничиваться размеры и масса
подвижной по двум координатным осям стойки. Такая компо-
новка используется для быстроходных КИМ средних габарит-
ных размеров, в том числе встраиваемых в ГПС.
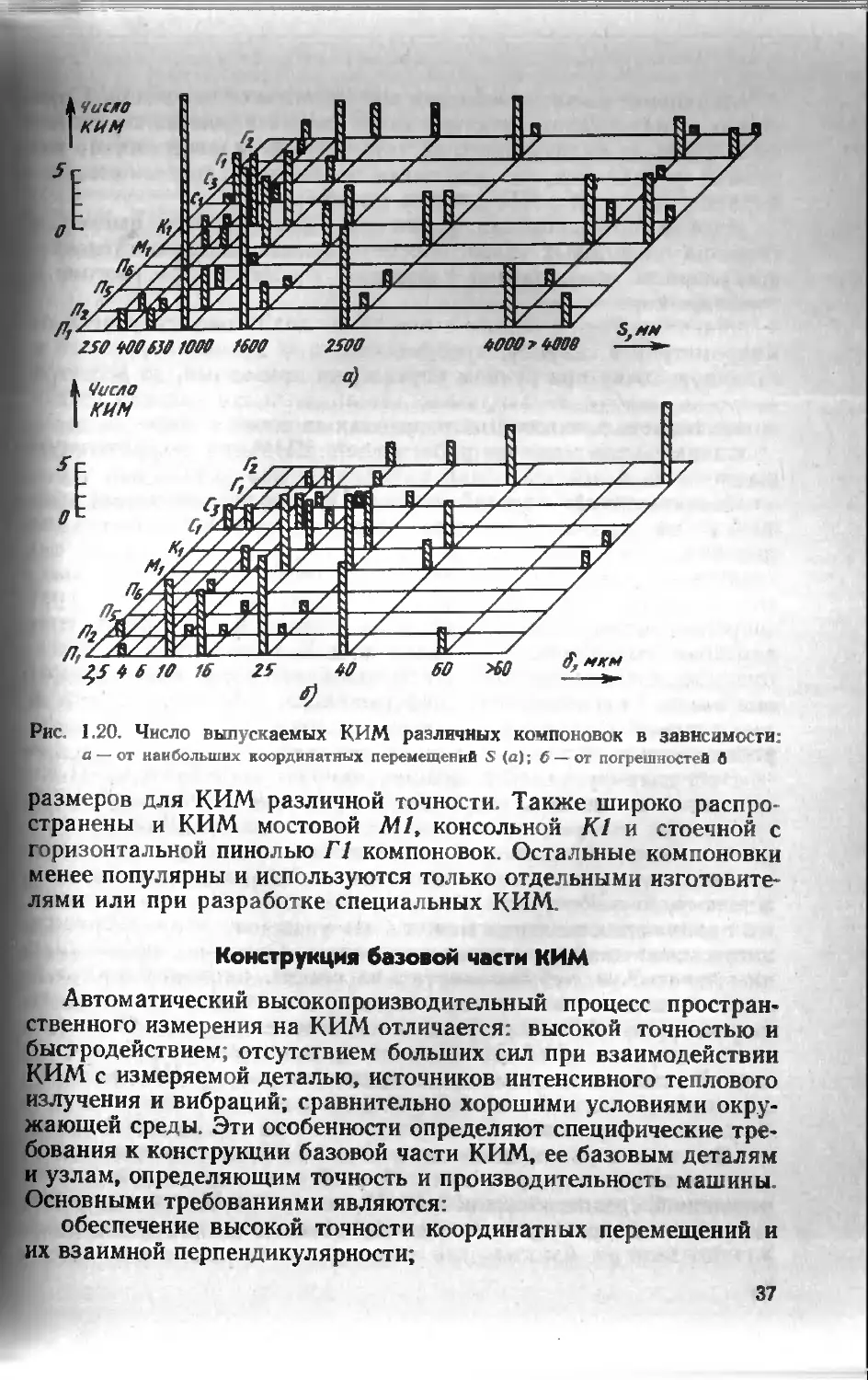
Для иллюстрации областей применения отдельных компоно-
вок КИМ на рис. 1.20 представлены зависимости числа выпус-
каемых КИМ от наибольших координатных перемещений S и
от удельной (рассчитанной на 1 м координатного перемещения)
погрешности б. Наиболее распространенной является порталь-
ная П1 компоновка. Она используется в широком диапазоне
36
Рис. 1.20. Число выпускаемых КИМ различных компоновок в зависимости:
я — от наибольших координатных перемещений S (а); б — от погрешностей в
размеров для КИМ различной точности. Также широко распро-
странены и КИМ мостовой Ml, консольной К1 и стоечной с
горизонтальной пинолью Г1 компоновок. Остальные компоновки
менее популярны и используются только отдельными изготовите-
лями или при разработке специальных КИМ
Конструкция базовой части КИМ
Автоматический высокопроизводительный процесс простран-
ственного измерения на КИМ отличается: высокой точностью и
быстродействием; отсутствием больших сил при взаимодействии
КИМ с измеряемой деталью, источников интенсивного теплового
излучения и вибраций; сравнительно хорошими условиями окру-
жающей среды. Эти особенности определяют специфические тре-
бования к конструкции базовой части КИМ, ее базовым деталям
и узлам, определяющим точность и производительность машины.
Основными требованиями являются:
обеспечение высокой точности координатных перемещений и
их взаимной перпендикулярности;
37
сохранение высокой точности координатных перемещений при
старении материалов, действии изменяющихся условий окружаю-
щей среды (в первую очередь Температуры и влажности), ви-
браций фундамента, под действием переменных сил тяжести из-
меряемых деталей и ИГ, а также сил инерции;
устойчивость основания, малая масса и хорошие динамические
свойства подвижных узлов, обеспечивающие высокую скорость,
стабильность перемещений и большие ускорения при разгоне и
торможении;
плавность перемещения в широком диапазоне скоростей от
микрометров в секунду, требующихся при позиционировании в
заданную точку при ручном управлении приводами, до десятков
метров в минуту, необходимых для обеспечения высокой произ-
водительности при длинных переходах от точки к точке;
минимальное влияние работающей КИМ на окружающую
среду.
Характеристики базовой части КИМ определяются конструк-
цией и материалом основных элементов, представленных на
рис. 1.11.
Мало- и среднегабаритные КИМ, имеющие достаточно жест-
кое основание, устанавливаются на фундаменте с помощью трех
опор. Это обеспечивает стабильность установки и упрощает регу-
лирование горизонтального положения. Если основание недоста-
точно жесткое, устанавливаются дополнительные вспомогатель-
ные опоры, уменьшающие деформации от собственного веса и
веса устанавливаемых на основании узлов КИМ и объекта изме-
рения.
Вибрации фундамента, действующие на узлы КИМ и ИП из-
мерительных систем, могут быть причиной значительных по-
грешностей измерения и отказа отдельных систем. Для устране-
ния влияния вибраций требуются виброизолированные фунда-
менты, оборудование которых связано с большими капиталовло-
жениями, неудобством и не всегда возможно. Уровень допусти-
мых вибраций основания может быть увеличен, если применить
автономные виброизолирующие опоры. Особенно эффективны
пневматические виброизолирующие опоры, автоматически под-
держивающие заданное первоначальное положение основания,
которое нарушается при установке измеряемых деталей и пере-
мещении узлов КИМ. Наклон и низкочастотные колебания ос-
нования создают переменные нагрузки на узлы КИМ, вызываю-
щие их дополнительные паразитные смещения, являющиеся ис-
точниками погрешностей измерения.
Для иллюстрации сказанного на рис. 1.21 представлен график
для определения допустимых вибраций пола при установке пре-
цизионной среднегабаритной КИМ, оснащенной пневматически-
ми вибронзолированными опорами, и без них.
38
Рис. 1.21. Допустимые колебания фун-
дамента для установки КИМ WMM
и РМС фирмы «Оптон>:
/ — область колебаний, в которой требу-
ется дополнительный фундамент; 2 — об-
ласть, где требуются виброизолирующие
опоры; 3 — область, где возможна уста-
новка без виброизолирующих опор
Ускорение, м/с*
Частота, Гц
базой для подвижных и непо-
Основание служит
движных узлов и измеряемых деталей. Относительно основания
подвижные узлы перемещаются по направляющим, прикреплен-
ным к основанию, или по рабочим поверхностям, выполненным
непосредственно на нем. Измеряемые детали также могут быть
[установлены непосредственно на рабочей поверхности основания
или посредством дополнительных подвижных и неподвижных
узлов. Для крупногабаритных мостовых КИМ в качестве основа-
ния может быть использован жесткий фундамент, на котором
монтируются стойки КИМ и стол для установки детали.
В Основание изготовляется из чугунного литья или из твердока-
менных пород. Свойства деталей из твердокаменных пород рас-
смотрим в сравнении с известными свойствами литья из чугуна.
Детали из твердокаменных пород, прошедшие длительное на-
туральное старение, обладают высокой стабильностью размеров
и формы во времени. Для обеспечения данного свойства они вы-
держиваются в условиях, близких к условиям эксплуата-
ции, до выравнивания в них напряжений, испарения или погло-
щения влаги в связи с изменившимся состоянием породы после
се изъятия из карьера.
Благодаря меньшему коэффициенту линейного расширения и
меньшей теплопроводности детали из твердокаменных пород по
сравнению с деталями из чугунного литья меньше деформируют-
ся при изменении температуры окружающей среды. Разность ко-
эффициентов линейного расширения стекла или металла [а=
“11 -10-6] и твердокаменных пород [а= (5-4-7,5) 10~6] должна
быть учтена при конструировании, а именно, — должна быть
предусмотрена развязка деталей из разного материала. В про-
тивном случае разность деформаций деталей и измерительных
линеек КИМ может быть причиной возникновения погрешностей
при изменении температуры окружающей среды.
Твердокаменные породы — антимагнитные, токонепроводя-
щие, дешевле металла; они хорошо обрабатываются фрезерова-
нием, шлифованием и доводкой, стойки к коррозии, при механи-
ческих повреждениях не образуют выпуклостей на поверхности
39
[70]. Плотность твердокаменных пород—(2,6—3,1)103 кг/м3 —
меньше плотности металла. В твердокаменных породах интенсив-
но гасятся высокочастотные колебания.
Существенным недостатком твердокаменных пород являют-
ся большая водопоглощаемость и набухание, вследствие чего по-
являются погрешности формы, особенно значительные для дета-
лей малого сечения. Кроме того, водопоглощаемость зависит от
шероховатости поверхности. Это создает значительные неудобст-
ва на стадиях конструирования, производства и эксплуатации
КИМ. Для исключения или минимизации деформаций от дейст-
вия влаги прецизионные детали следует конструировать макси-
мально симметричного профиля, простой формы, без выемок.
В итоге, несмотря на малую плотность, их масса получается ие
меньше массы аналогичных деталей, изготовленных из металла.
Не всегда детали простой формы являются оптимальными для
реализации конструкции. При обработке, особенно финишной до-
водке, должны использоваться быстро испаряющиеся раствори-
тели и жидкости для очистки, что создает свои трудности. Так
как водопоглощение зависит от шероховатости поверхности, все
рабочие и нерабочие поверхности должны обрабатываться с оди-
наковыми параметрами шероховатости прецизионных деталей —
полироваться. Иначе отдельные поверхности набухают в неоди-
наковой степени и деталь деформируется. По этим же причинам
более строго регламентируется влажность воздуха для эксплуа-
тации КИМ.
Твердокаменные породы имеют меньшую, чем сталь, механи-
ческую прочность и износостойкость, а это предъявляет допол-
нительные требования к подшипникам координатных перемеще-
ний.
Конфигурация и функции основания зависят от его материа-
ла, компоновки машины и конструкции других узлов К литым
чугунным основаниям крепятся стальные направляющие для пе-
ремещения подвижных узлов. Прецизионные поверхности осно-
вания из твердокаменных пород могут быть использованы в ка-
честве направляющих.
Поверхность для установки деталей основания или накладно-
го стола не является базой для определения координат. Поэтому
к качеству поверхности стола не предъявляются высокие требо-
вания. Для обеспечения доступа к измеряемым поверхностям
деталь на столе в большинстве случаев устанавливается через
подставки. В столе КИМ должны быть предусмотрены резьбовые
отверстия, Т-образные пазы или другие конструктивные элемен-
ты для крепления детали. Особенно надежное крепление долж-
но быть предусмотрено у КИМ с подвижным столом, когда при
измерении на деталь действуют большие силы инерции. Креп-
ление должно обеспечить постоянство положения детали отно-
40
сительно стола и не деформировать ее. Смещения и деформации
детали проявляются как погрешности измерения.
Базовые гранитные детали, как правило, не защищаются от
воздействия окружающей среды, имеют с ней прямой контакт.
У высокоточных КИМ и КИМ, предназначенных для эксплуата-
ции в цеховых условиях, металлические базовые детали изоли-
руются, например, посредством накладных щитов из термоизо-
лирующих материалов. Для повышения эффективности тепло-
изоляции под изолирующими щитами создается искусственная
циркуляция воздуха. Известны конструкции, когда для повы-
шения стойкости к температурным колебаниям основание изго-
товляется полым, а полость заполняется жидкостью. Кроме
рассмотренных, в качестве материалов основания может ис-
пользоваться сталь, синтегран или даже железобетон, однако
эти материалы применяются реже.
Неподвижные детали основания (накладные столы, стойки)
изготовляют из литья и сварными. Для столов, предназначенных
для установки детали, в металлической конструкции основания
часто применяют твердокаменные породы.
Подвижные узлы КИМ выделяются легкостью и жесткостью
конструкции. Базовые, влияющие на точность измерения детали
(балка портала, стойка, консоль, пиноль), изготовляются из твер-
докаменных пород или сварными из листовой стали, в отдельных
случаях — из литья. Разработана технология изготовления пре-
цизионных деталей сваркой с последующим искусственным
вибро- и термостарением, обеспечивающая возможность достиже-
ния достаточно высокой точности и стабильности таких деталей
во времени. Сварные конструкции могут быть более разнооб-
разны по конфигурации, чем изготовленные из твердокаменных
пород, но они более чувствительны к изменению температуры
окружающей среды (особенно к быстропротекающим ее колеба-
ниям), а также к воздействию воздушных потоков, Прецизионные
сварные детали должны быть изолированы от внешних источни-
ков тепла, а также источников тепла и вибрации, устанавливае-
мых на самих деталях.
L Другие детали подвижных узлов (кронштейны, стойки), не
влияющие на точность КИМ, свариваются из стали или отлива-
ются из легких металлов.
Узлы координатных перемещений
Эти узлы реализуют заданную, например прямоугольную,
систему координат, в которой проводятся измерения, что опре-
деляет их исключительное влияние на точность и другие функ-
циональные показатели базовой части КИМ. Отклонения от
взаимной перпендикулярности координатных перемещений, ли-
нейные и угловые колебания узлов при движении искажают
41
прямоугольную систему координат, что приводит к погрешно-
стям измерения координат точекч
Качество узлов координатных перемещений определяют сле-
дующие их показатели:
погрешность перемещения, определяемая линейными и угло-
выми колебаниями узлов;
силы трения в подшипниках и их постоянство в широком
диапазоне скоростей, включая малые, близкие к нулю скорости;
жесткость узлов;
износостойкость;
простота изготовления, монтажа и регулирования;
требуемые условия эксплуатации;
отсутствие отрицательного воздействия на другие системы
КИМ и окружающую среду.
Основными элементами узлов координатных перемещений
являются направляющие, подшипники, узлы установки и регу-
лирования подшипников.
Направляющие изготовляют в виде отдельных деталей, при-
крепляемых к несущим деталям, или в виде прецизионных
поверхностей, по которым происходит перемещение, выполняе-
мых непосредственно на несущих деталях. Для упрощения изго-
товления, контроля точности формы и взаимного расположения
прецизионных рабочих поверхностей их изготовляют плоскими
н располагают на минимальном количестве взаимно параллель-
ных и перпендикулярных плоскостей. Материал и физические
свойства направляющих определяются типом подшипников.
Наиболее часто применяют подшипники качения и аэростатиче-
ские, реже — скольжения и других типов.
Подшипники качения работают с металлическими, в боль-
шинстве случаев стальными шлифованными и доведенными
направляющими. Применяются для прецизионных и производ-
ственных КИМ.
В менее нагруженных узлах, особенно производственных
КИМ, используют подшипники качения с утолщенным наруж-
ным кольцом, имеющим минимальное радиальное биение на-
ружной поверхности, значение которого зависит от точности
КИМ и находится в пределах 1—5 мкм. Подшипники монтиру-
ются на ось, устанавливаемую в подвижном узле, и катятся
наружным кольцом по направляющим. Ось подшипников в
подвижном узле КИМ устанавливается посредством механиз-
мов, с помощью которых регулируется расположение подшипни-
ков относительно направления перемещения и перпендикуляр-
ность отдельных координатных перемещений. Такие подшипники
просты в эксплуатации, имеют небольшую силу трения, не тре-
буют широких рабочих поверхностей направляющих. Но эти
подшипники должны быть точно отрегулированы с точки зрения
их ориентации относительно направления движения узла; они
42
чувствительны к местным повреж-
дениям, засорению и коррозии на-
правляющих. Поперечные смеше-
ния Д5 (рис. 1.22, а) оси подшип-
ника при качении по направляю-
щей больше погрешностей формы
Д/ рабочей поверхности направля-
ющей, относительно которой он ка-
тится. Так как площадь контакта
наружного кольца подшипника с
направляющей небольшая, погреш-
ности формы последней не усредня-
ются. Кроме этого, накладываются
дополнительные смещения из-за бие-
ния наружной поверхности кольца
подшипника и переменных деформа-
ций в зоне его контакта с направля-
ющей. Источниками этих погрешностей являются отклонения
формы элементов подшипника, неоднородность поверхности дан-
ных элементов и рабочей поверхности направляющей. Экспери-
ментально установлено, что при перемещении подвижного узла
с подшипниками, биение наружного кольца которых не превы-
шает 1 мкм, по направляющим с отклонениями формы 2 мкм
линейные смещения доходят до 4 мкм. Траектория перемещения
содержит высокочастотные гармонические составляющие (рис.
1.22, а), компенсация которых представляет определенные слож-
ности. К недостатку таких узлов перемещения следует отнести
явления гистерезиса при реверсе движения, возникающие вслед-
ствие перераспределения нагрузок на элементы подшипника в
данный момент, так как практически невозможно абсолютно
точно совместить траекторию качения каждого отдельно подшип-
ника с траекторией перемещения всего узла, содержащего не-
сколько подшипников.
В более нагруженных узлах для обеспечения более высокой
точности перемещения применяют подшипники типа танкеток, в
которых в качестве тел качения используются расположенные в
несколько рядов шарики. С рабочей поверхностью направляю-
щей одновременно контактирует большое число шариков, рас-
положенных на значительной площади. Вследствие этого частич-
но усредняются высокочастотные составляющие погрешностей
формы направляющих. Подшипники, менее чувствительные к
местным повреждениям, обладают большей грузоподъемностью,
но требуют широких рабочих поверхностей направляющих. Под-
шипники к узлам КИМ крепятся шарнирно, что обеспечивает их
самоустановку относительной сопрягаемой поверхности. Данные
подшипники предъявляют меньшие требования к их установке
относительно направления движения узла, так как могут в не-
43
большем диапазоне без скольжения шариков смещаться пер-
пендикулярно данному направлению.
Роликовые танкетки, хотя . и характеризуются большой
несущей способностью и жесткостью, предъявляют высокие тре-
бования к их установке. В результате этого на практике возни-
кают значительные угловые и линейные смещения узлов в мо-
мент реверса движения.
Исключительно полезными свойствами для прецизионных
измерительных устройств хорошо согласующимися со свойства-
ми твердокаменных пород, обладают аэростатические педшип
ники Их применение постоянно возрастает и тесно связано с
увеличением числа КИМ, содержащих детали из твердокамен-
ных пород.
Аэростатические подшипники с сопрягаемой поверхностью
образуют пленку сжатого воздуха и перемещаются от носительно
направляющей, не имея с ней прямою контакта, поэтому имеют
малый коэффициент трения, который практически не зависит от
скорости движения. Приведенный коэффициент трения в преде-
лах скоростей 0—5 м/с близок к 1-Ю~Б, в то время как для
подшипников качения в этих условиях он колеблется в пределах
(1—60)10-3, для подшипников скольжения—в пределах
(5—300) 10-3. Благодаря этому обеспечивается плавное, без
скачков, движение узлов в широком диапазоне скоростей, в том
числе близких к нулю, не проявляются явления гистерезиса при
реверсе движения Узлы координатных перемещений с аэроста-
тическими подшипниками не изнашиваются в эксплуат ации и не
теояют точности, следовательно, долговечны.
Благодаря сопряжению подшипника с направляющей через
воздушную пленку по всей его поверхности хорошо усредняются
высокочастотные гармонические составляющие отклонений
фирмы и местные повреждения направляющих (рис. 1 22. б).
Степень усреднения увеличивается с увеличен нем размеров под-
шипников и равномерности жесткости воздушной пленки Так
как у прецизионных направляющих доминируют низкочастот-
ные составляющие отклонений формы, линейные смещения
узлов с аэростатическими подшипниками близки к отклонениям
формы рабочей поверхности направляющей Траектория пере-
мещения имеет плавно изменяющийся характер без высоко-
частотных гармонических составляющих (рис 1 22. 6)
Аэростатические подшипники не представляют большой
сложности при изготовлении; достаточно легко монтируются
посредством сфер, позволяющих осуществлять их самоустановку
относительно направляющей, просты в эксплуатации и не требу-
ют особого ухода Зазор между подшипником и направляющей
составл нет 4—6 мкм. С помощью вытекающего сжатого воздуха
счищается пыль, попадающая на направляющие.
44
Неудобство применения аэростатических подшипников связа-
но с постоянной потребностью в очищенном и стабилизированном
по давлению воздухе, необходимом для их питания. Выте-
кающий из рабочего зазора воздух охлаждается и может нару-
шить устойчивый температурный режим узлов КИМ и окружаю-
щей среды, что особенно важно, когда направляющие, с которы-
ми сопрягаются аэростатические подшипники, металлические.
В этом случае возникает также проблема защиты направляю-
щих от коррозии, так как вместе со сжатым воздухом попадает
влага, а металлические поверхности аэростатических подшипни-
ков и направляющих не могут быть покрыты смазкой Аэроста-
тические подшипники обладают меньшей по сравнению с други-
ми типами подшипникоз удельной (рассчитанной на единицу
площади) жесткостью и несущей способностью, поэтому требу-
ют сравнительно широких поверхностей направляющих. До на-
стоящего времени подробно не исследованы демпфирующие
свойства, а также жесткость и несущая способность при динами-
ческих нагрузках. По данным некоторых исследователей, они
значительно меньше, чем при статических нагрузках и могут
быть причиной возникновения колебаний подвижных узлов. Од-
нако опыт эксплуатации КИМ с аэростатич ескими подшипника-
ми свидетельствует об их рабо госпособности и устойчивости
характеристик при нагрузках, возникающих в КИМ.
Жесткость, несущая способность, расход воздуха, динамиче-
ские свойства определяются конструкцией подшипника и давле-
нием питания. Последнее выбирается с учетом характ еристик
заводских пневмосетей в пределах 0.4 -0.6 МПа Основными по-
казателями оптимальности конструкции являются малость
зазора, объем и равномерность распределения воздуха в нем.
С уменьшением зазора увеличивается ст епень демпфирования,
стойкость к динамическим на> рузкам, уменьшается расход воз-
духа. При определении конструктивных параметров подшипни-
ков и давления питания исходят из условия достижения
максимальной жесткости, так как несущая способность не яв-
ляется лимитирующей
Основным элементом аэростатических подшипников разной
формы и размеров является система поддува сжатого воздуха
в рабочие зазоры. Наиболее распространенной является система
поддува через дросселирующие отверстия малого диаметра, со-
общающиеся с рабочей поверхностью подшипника. Для повыше-
ния несущей способности и жесткости подшипников на их рабо-
чей поверхности делаются специальные выемки (карманы) и
микроканавки, сообщающиеся с дросселирующими отверстиями
[32] Расчетная удельная (рассчитанная на 1 см5 площади) несу-
щая способность таких подшипников при давлении питания,
равном 0 4 МПа. составляет до 25 Н. удельная жесткость — до
1,2 МН'м Результаты стендовых испытаний жесткости и несу-
45
щей способности данных п, дшипников несколько хуже расчет-
ных. Сложность их производства заключается в изготовлении
карманов или микроканавок строго определенных размеров и
формы. Отклонение их значений от оптимальных ухудшает
функциональные показатели или приводит к неустойчивости.
Несущая способность таких подшипников является удовлетво-
рительной, а жесткость — недостаточной. Вследствие большого
числа отверстий поддува и больших зазоров необходим большой
расход воздуха для их питания. Опыт свидетельствует, что
данным подшипникам свойственно значительное падение давле-
ния воздуха в рабочем зазоре за дросселирующими отверстия-
ми, особенно с приближением к краям подшипников. Следова-
тельно, имеет место значительная неравномерность жесткости
воздушной пленки по всей поверхности подшипника, которая
может быть причиной уменьшения сгепени усреднения высоко-
частотных составляющих погрешностей направляющих [19]
Для увеличения жесткости и несущей способности созданы
конструкции подшипников, обладающие высоким равномерным,
давлением во всем рабочем зазоре. Более высокой пневмоустой-
чивостью и несущей способностью обладают пористые аэроста-
тические подшипники, в которых по хдув сжатого воздуха осуще-
ствляется через пористые материалы. Сложность их из-
готовления и эксплуатации заключается в обеспечении
одноразмерносги пор, однородности граничных условий, точно-
сти изготовления подшипника.
Высокое равномерно распределенное давление воздуха обес-
печивается в сравнительно мало исследованных аэростатиче-
ских подшипниках с упругой рабочей поверхностью (Пат. Вели-
кобритании, 1509709, МКИ F19 С32/06) В Вильнюсском
филиале ЭНИМС были проведены стендовые испытания аэро-
статического подшипника, имеющего вогнутую упругую криво-
линейную поверхность, представленного на рис. 1.23. Упругий
элемент подшипника до подачи сжатого воздуха имеет вогну-
тость 10—40 мкм. При подаче сжатого воздуха в полость кор-
пуса при минимальной внешней нагрузке на подшипник упругий
элемент изгибается и становится выпуклым (линия 7). Зазор
при этом увеличивается к краям
подшипника. Распределение давле-
ния в рабочем зазоре соответствует
линии а. С увеличением нагрузки
на подшипник уменьшается зазор,
увеличивается Давление в нем. Под
его действием упругий элемент сна-
Рис. 1 23 Изменение формы упругого эле-
мента и распределения да) ления в аэоог га-
тическом подшипнике при малых (1. а)г
средних (2; б) и больших нагрузках 13. в)
46
п,нкн
1.24. Результаты экспериментальных испытаний несущей способности и
:ткости аэростатических подшипников с упругим элементом (/), микрока-
навками (2) и карманами (3)
1ала выпрямляется (линия 2) и потом становится вогнутым
(линия 3). Подшипник входит в режим нормальной работы. За-
юр в центральной зоне, где расположены дросселирующие от-
верстия, больше, а по краям уменьшается Вследствие этого воз-
растает и выравнивается давление в рабочем зазоре, как это по-
казано соответственно линиями бив Жесткость подшипника в
данном диапазоне на1рузок максимальна и почти постоянна.
На рис 1 24 представлены полученные экспериментальным
путем графики зависимости рабочего зазора h от нагрузки G
подшипников с упругой рабочей поверхностью (/), с жесткой
рабочей поверхностью с микроканавками (2) и без них (3) при
давлении питания, равном 0,4 МПа. На рисунке приведены так-
же значения удельных (рассчитанных на 1 см2 опорной площа-
ди) жесткости Сь несущей способности WS и рабочих зазоров ft
для отдельных типов подшипников.
Уменьшающийся к краям подшипника зазор и наличие по
гго периферии жесткой кромки, образующей дополнительное
сопротивление, обеспечивают меньший по сравнению с другими
конструкциями расход воздуха
Изготовление таких подшипников не составляет технологи-
ческих трудностей. Необходимое значение вогнутости рабочей
поверхности обеспечивается при ее обработке подбором давле-
ния сжатого воздуха, подведенного в замкнутую полость под-
шипника. Жесткость упругого элемента, которая должна быть
47
оптимально подобрана для определенных конструктивных пара-
метров подшипника и давления, регулируется изменением его
толщины. ’
Оптимальный зазор несущих, воспринимающих нагрузку
подвижного узла, незамкнутых (односторонних) аэростатиче-
ских подшипников создается за счет регулирования давления
воздуха питания, а замкнутых (двухсторонних) несущих и боко-
вых направляющих подшипников, на которые не действует вес
подвижных узлов,— за счет регулирования силы прижатия за-
мыкающих подшипников. Для регулирования давления питания
в пневмосети машины перед каждым подшипником устанавли-
вается специальный регулируемый дроссель. Для уменьшения
требований к точности изготовления направляющей поверхно-
сти, по которой скользит замыкающий подшипник, он крепится
к подвижному узлу с возможностью перемещения относительно
этого узла и подпружинивается к направляющей. В конструкции
машины должна быть предусмотрена возможность измерения
зазоров в подшипниках
Для создания натяга и регулирования зазоров подшипников
используются также устанавливаемые на подвижных узлах по-
стоянные магниты, взаимодействующие с металлическими на-
правляющими или специальными планками, располагаемыми на
немагнитных направляющих (Пат. Франции 2397266, МКИ В23
1/02; 17/00).
Другие типы подшипников уступают рассмотренным по комп-
лексным функциональным показателям и применяются реже,
как правило, для решения специальных задач. Например, под-
шипники скольжения, используемые в малогабаритных высоко-
точных, тихоходных КИМ, требуют значительных сил перемеще-
ния, постоянной смазки, специального ухода в эксплуатации.
Кроме того, они чувствительны к запыленности окружающей сре-
ды. Коэффициент трения зависит от скорости перемещения, и
при особо малых скоростях может появиться стрик-пропесс.
Приводы координатных перемещений
Вид привода зависит от способа и режима измерения (см.
п. 1.2). При поточечных измерениях и реализации нулевого мето-
да в динамическом режиме подвижный узел Должен быть выве-
ден с постоянной заданной скоростью в определенную позицию,
в которой будет обеспечен контакт измерительного наконечника
головки с поверхностью. В момент касания по сигналу ИГ долж-
но происходить быстрое торможение и реверсирование перемеще-
ния узла В данном случае не требуется высокоточное позициони-
рование в заданную точку и остановка перемещаемого узла в
строго заданном положении.
48
При статических поточечных измерениях подвижный узел
вдоль оси перемещения должен быть выведен в строго заданное
положение, соответствующее нулевым показаниям ИГ, и установ-
лен в этой позиции за возможно короткий период. Для обеспече-
ния высокого быстродействия позиционирование в заданную
точку должно происходите с минимальным числе м колебаний уз-
ла относительно этой точки. Следовательно, привод должен об-
ладать высокой жестксстью и демпфирующими свойствами в
направлении перемещения.
Прь непрерывных измерениях приводы должны перемещать
подвижные узлы по заданной, как правило криволиней ной, тра-
ектории в пространстве в соответствии с заранее составленной
программой в режиме числового программного управления (диф-
ференциальный метод) или поддерживать в заданных пределах
отклонения от нулевых значений измерительных систем ИГ (из-
мерение слежением, нулевой метод).
Независимо от способа и режима измерения, реализуемого на
КИМ, приводы должны обладать следующими свойствами:
высоким быстродействием и хорошими динамическими ха-
рактеристиками;
обеспечивать плавное перемещение подвижных узлов в ши-
роком диапазоне скоростей без механических переключений;
не должны быть источниками вибраций и интенсивного теп-
лового излучения;
не должны создавать переменных усилий, перпендикулярных
направлению перемещения узла;
должны иметь механизмы предупреждения от поломки по-
движных узлов при их случайном соприкосновении с деталью или
другим обьектом, установленном на машине;
должны иметь малые массу и инерционность.
Построенный по наиболее распространенной схеме привод
содержит электродвигатель, редуктор и механизм перемешения.
В большинстве случаев используются высокомоментн ые двига ге-
ли постоянного тока со штампованным ротором и тахогенерато-
ром. Двигатели крепятся к несущему их основанию через вибро-
изолирмющие опоры, а к редук гору подключаются посредством
плоского или зубчатого ремня. Редуктор содержит фрнкционнуо
муфту, предохраняющую от поломок в аварийных случаях и га-
сящую колебания узла вдоль направления перемещения. Тип и
конструктивные параметры механизмов перемешения опрелеля-
ются массой подвижных узлог и режимом управления процессом
измерения.
Для мало- и среднегабаритных КИМ наиболее часто исполь-
зуются механизмы винт— гайка качения и ленточные механизмы
перемещений (рис. 1.2b. а. в). При небольших перемещениях (в
пределах 0,5 м) могут быть использованы винты с шариковыми
гайками качения, аналогичные тем, которые используются, ня-
4'з
Рис. 1.25. Приводы КИМ:
а — винт — гайка качения,
б — вал — гайка с роликами,
в — ленточный (цепной); г —
гайка — зубчатое колесо,
0 — планка — фрикционный
ролик; / — электродвига-
тель 2 — муфта; 3 — винт;
4 — гайка качения; 6 — кор-
пус гайки; 6 — вн гговые
ролики; 7 — кронштейн вин-
та илн вала 8 — ролики;
9 — вал; 10 — редуктор; 11 —
кронштейн подвижного утла;
12, 14 — шкивы или эвездоч
кн; 13 — лента или цепь, 16—
зубчатое колесо; 16 — рейка;
17 — фрикционный ролик;
18 — пла гка
пример, в металлорежущих станках. Однако чаще всего приме-
няют специальные винты и гайки. Для уменьшения момента
инерции при разгоне и торможении винты делают тонкими, диа-
метром до 20 мм. В противном случае для преодоления инерции
винтов требуется увеличение мощностей двигателей. Для упро-
щения технологии производства тонкие винты при больших
перемещениях состыкуются, и в местах стыка устанавливаются
дополнительные опоры. В паре с такими винтами используются
гайки специальной конструкции, у которых элементы качения
выполняются в виде трех роликов с резьбой, устанавливаемых на
кронштейнах в корпусе гайки. Ролики вращаются в кронштейнах,
сопрягающих их с винтом в трех местах, расположенных через
угол 120° Кронштейны в корпусе гайки установлены с возмож-
ностью качания в радиальном направлении винта Это позволяет
компенсировать биение последнего, вывести ролики из сопряже-
50
ния с винтами и отключить гайку для ручного перемещения узла.
Сопряжение роликов с винтом на длине нескольких витков обес-
печивает равномерность хода на стыке, а неполный охват винт а
по окружности корпусом гайки — возможность установки допол-
нительных опор на стыках винтов. Одна из возможных разновид -
ностей такого типа гаек представлена на рис 1 25, а Неудобство
применения такого привода заключается в необходимости высо-
кой точности установки стыкуемых винтов и сложности конструк-
ции гаек
Более простыми для изготовления и отладки являются лен-
точные механизмы перемещения. Кроме того, они не содержат
источников вибраций.
К недостаткам таких механизмов следует отнести малую
жесткость и демпфирующую способность в направлении переме-
щения, вследствие чего возникают низкочастотные колебания по-
движного узла В случае применения ленточных механизмов ус-
танавливаются дополнительные демпфирующие элементы по-
движного узла в направлении его перемещения. Для быстроход-
ных КИМ дополнительно устанавливаются электромагнитные
тормоза, взаимодействующие со стальными лентами, натянуты-
ми вдоль направления перемещения.
В тихоходных мало- и среднегабаритных КИМ используются
также фрикционные механизмы перемещения, содержащие глад-
кий вращаемый вал, сопряженный с гладкими роликами, установ-
ленными под углом к валу в корпусе, соединенном с подвиж-
ным узлом (рис. 1 25, б)
Вал приводит во вращение прижатые к нему ролики, кото-
рые, в свою очередь, обеспечивают прямолинейное перемещение
корпуса, где они смонтированы. При резком торможении происхо-
дит проскальзывание роликов относительно гладкого вала, что
используется для защиты при столкновении, но не обеспечивает
движение с большими ускорениями. Аналогичными свойствами
обладают и фрикционные механизмы, выполненные в виде план-
ки и контактирующего с ней вращаемого диска (рис. 1.25. <Э).
Для быстроходных КИМ или для перемещения сильно нагру-
женных узлов в среднегабаритных КИМ используют цепные ме-
ханизмы перемещения, устроенные аналогично ленточным меха-
низмам. По сравнению с ними они способны передать большее
усилие, обладают лучшими демпфирующими свойствами Однако
они более инерционны, не обеспечивают равномерности скорости
при малых ее значениях.
В крупногабаритных КИМ перемещения осуществляются по-
средством передач винт—шариковая гайка или реечно-зубчатых
механизмов (рис. 1 25, г). В этом случае решающими факторами
является необходимость передачи больших усилий.
F1
1.4. ИЗМЕРИТЕЛЬНЫЕ СИСТЕМЫ КООРДИНАТНЫХ ПЕРЕМЕЩЕНИЙ
Измерительные системы предназначены для отсчета переме-
щения подвижных узлов КИМ при измерении координат точек.
Они наряду с узлами координатных перемещений определяют
точность и быстродействие КИМ. При выборе измерительных си-
стем для КИМ учитывается: погрешность измерения и дискрет-
ность отсчета; конструкция; эксплуатационные особенности.
Погрешность измерения и дискретность отсчета. Практически
погрешность измерительных систем составляет 0,3—0,5 погреш-
ности измерения длины на КИМ вдоль координатных осей Та-
ким образом, для высокоточных КИМ погрешность измеритель-
ных систем не должна превышать 2 мкм/м. Учитывая возмож-
ность компенсации систематических погрешностей измерения на
КИМ с помощью входящей в ее состав ЭВМ важным фактором
является соотношение значений систематической и случайной со-
ставляющих погрешности измерительной системы и характер
первой. Компенсация погрешностей, имеющих линейно изменяю-
щийся характер, осуществляется простым перемножением пока-
заний измерительной системы на постоянный коэффициент. Для
компенсации погрешностей, имеющих нелинейный характер,
вводятся поправки для определенных смещений относительно на-
чальной точки. Число поправок возрастает с увеличением точности
компенсации и частоты гармонических составляющих погрешно-
стей измерительной системы. Дискретность отсчета, как правило,
не превышает 0,1—0,2 погрешности измерения длины вдоль коор-
динатных осей КИМ.
Конструкция. Она должна соответствовать следующим требо-
ваниям
небольшие габаритные размеры и масса измерительного пре-
образователя;
отсутствие в измерительном преобразователе источников ин-
тенсивного теплоизлучения и вибраций;
наличие цифровой индикации и автоматического вывода ин-
формации на УВК;
нужная форма выводимой на УВК информации и значение
выходных сигналов.
Масса и габаритные размеры измерительных преобразовате-
лей, устанавливаемых на легких быстроходных подвижных узлах
КИМ, масса которых не превышает 30 кг, оказывают существен-
ное влияние на выбор того или другого типа измерительной си-
стемы В КИМ используются ИП, масса индикаторных головок
которых не превышает 0.5 кг, масса измерительных линеек (без
держателей) — 1,5 кг на 1 м. При малых перемещениях удобнее
неподвижно крепить индикаторную головку, а перемещать изме-
рительную линейку; при больших — наоборот. Свободный выбор
нулевой точки системы координат машины и остальных систем
52
координат по положению калибратора и базовых поверхностей
де галей предоставляет возможность использовать в КИМ цикли-
ческие измерительные системы. Достоинство измерительной си-
стемы с кодовыми измерительными линейками заключается в со-
хранении известного положения подвижных узлов после повтор-
ного ее включения и связанного с этим удобства ввода
компенсационных значений погрешностей измерительной систе-
мы или погрешностей измерения КИМ. Вопрос ввода необходи-
мых поправок удобно решается в циклических измерит ельных
системах, имеющих последовательность реперных импульсов, по
которым осуществляется введение поправок [13].
Эксплуатационные особенности. К ним предъявляются следу-
ют не требования:
необходимая чувствительност ь к изменению температуры, не-
чувствительность к изменению давления и влажности, а т акже к
запыленности окружающей среды и наличию в ней смазочно-ох-
лаждающих жидкостей, к внешним электрическим и магнитным
помехам;
необходимая скорость и значение измеряемого перемещения;
малая электрическая инерционность и высокое быстродейст-
вие вывода информации на УВК
надежность, простота наладки и обслуживания, отсутствие
жестких соединений между относительно подвижными и непо-
движными узлами;
малость требований к точности перемещения взаимно подвиж-
ных узлов;
износостойкость.
Коэффициент линейного расширения измери гельв ых линеек
выбирают близким коэффициен гу линейного расширения измеря-
емой детали, за счет чего уменьшаются погрешности от темпера-
турных деформаций. Для КИМ универсального назначения ско-
рость измеряемых перемещений не превышает 10 м/мин, для
КИМ повышенного быстро тействия и измерительных роботов
достигает 33 м/мчн. Электрическая инерционность измеритель-
ны* систем при различных скоростях калиброьки ИГ и измере-
ния детали приводит к погрешностям измерения. КИМ, имеющие
прецизионные подвижные узлы координатных перемещений, всег-
да обеспечивают специфические требования к точности переме-
щений взаимнопопвижных узлов измери гельнок системы.
Отдельно рассмотрим наиболее распространенные линейные
измерительные системы. Угловые измерительные системы входят
в состав поворотных столов или поворотных устройс гв кГ и в
качестве отдельной самостоятельной системы в КИМ не исполь-
зуются. Измерительные прегбоазова гели измерительной систе-
мы входят в состав базовой части, а системы интерполяции, Лор-
нирования, индикации и вывода информации — в состав УВК
КИМ
КЗ
Подавляющее большинство КИМ (до 90%) оснащено фото-
электрическими измерительными системами, имеющими растро-
вые измерительные линейки. Менее популярны индуктосины.
Кроме того, используются следующие измерительные системы:
индуктивные; содержащие механические узлы преобразования
линейного перемещения в угловое; лазерные.
Фотоэлектрические измерительные системы с растровыми из-
мерительными линейками наиболее полно соответствуют указан-
ным требованиям КИМ Принцип их работы основан на модуля-
ции светового потока, проходящего через два взаимно подвиж-
ных растра, и превращении его в кзазисинусоидальные
электрические сигналы. Основным элементом, определяющим в
первую очередь точность измерительной системы, является
растровая измерительная линейка, имеющая периодически изме-
няющуюся структуру с участками равной ширины, дающими
разное пропускание или отражение света. В зависимости от конст-
рукции ИП используются измерительные системы, работающие
в проходящем и отраженном свете. На рис. 1.26 представлена
схема ИП. работающего в проходящем свете.
С помощью коллимационной осветительной системы, состоя-
щей из источника света 1 и объектива (конденсора) 2. пучок па-
раллельных лучей направляется на растровую измерительну ю ли-
нейку 3, сопряженную с небольшим зазором с индикаторной рас-
тровой линейкой 5. Модулированный при взаимном смещении све-
товой поток воспринимается четырьмя светочувствительными эле-
мент ами (фотоприемниками) 7 и преобразуется в четыре квазиси-
нусоидальных сигнала. Фотоприемники установлены напротив
пучков растров индикаторной линейки, которые сдвинуты относи-
Рис. 1 26 Схема и принципы действия фотоэлектрической измерительной си-
стемы с растровой стеклянной линейкой:
/ — осветитель; 2— объектив; 4 = растровая измерительная линейка: 4- 6 — кодовые рас-
тры; 5 — растровая индикаторная линейка; 7, £ — фотоприемники
54
тельно друг друга иа 1/4 шага растра Таким образом, на выходе
фотиприемников получаются сигналы мь u4, и2 и и3, сдвинутые
каждый относительно предыдущего на 1/4 периода. Сдвиг сигна-
лов может быть достигнут и за счет образования муаровых полос
сопряжением двух одинаковых рас гров, повернутых друг относи-
тельно друга на небольшой угол. Электрические сигналы н2 и и4.
сдвинутые соответственно относительно сигналов щ, u3 на 1/2 пе-
риода, инвертируются и суммируются со вторыми, образуя сиг-
налы ut,2 и и3,4, взаимно сдвинутые по фазе на 1/4 периода и име-
ющие удвоенную амплитуду по сравнению с первичными сигна-
лами. За счет такой обработки уменьшается колебание постоянной
составляющей сигнала, возникающей из-за изменения интенсив-
ности светоизлучения источника света 1 или светопропускания
измерительной линейки 3. В последующем электрические сигна-
лы интерполируются одним из известных способов [35], форми-
руются и преобразуются в кратковременные импульсы, число
которых пропорционально взаимному смещению измерительной
и индикаторной линеек. Последняя с остальными рассмотренны-
ми элементами, кроме измерительной линейки, образует индика-
торную головку. На измерительной и индикаторной линейках
могут быть нанесены дополнительные кодовые растры 4 и 6, фор-
мирующие с помощью светодиода 8 реперные сигналы
Минимальное значение погрешности измерительных систем
данного типа составляет 1—2 мкм/м. Погрешность имеет моно-
тонно изменяющийся характер с низкочастотной доминирующей
составляющей. Погрешность в пределах шага, являющаяся высо-
кочастотной составляющей, равна 0,02—0,05 шага [13], который
для прецизионных измерительных систем составляет 8—20 мкм
Дискретность отсчета, зависящая от шага и числа интерполяции,
достигает 0,1 мкм Зазор между измерительной и индикаторной
линейками не превышает 0,1 мм, а допустимое его изменение,
еще не влияющее на точность измерения, составляет ±10% от
зазора [13].
Измерительные системы, обеспечивающие наивысшую точ-
ность, имеют стеклянные измерительные линейки, коэффициент
линейного расширения которых близок к коэффициенту линей-
ного расширения стали, и рабогают в проходяшем свете.
Программно математическое обеспечение ряда КИМ предо-
ci авляет возможность компенсации погрешностей измерения
длины по известным температуре и коэффициенту линейного
расширения измерительных линеек и измеряемых деталей.
Поперечное сечение измерительных линеек составляет от
2X20 мм до 15x40 мм Максимальная длина стеклянных ли-
неек 2000 мм Для обеспечения большей длины измерения ли
нейки стыкуются Однако при этом возникают значительные
трудности, так как линейки должны быть установлены таким
образом, чтобы обеспечить расстояние между штрихами рядом
55
7
Рис. 1.27. Схема индуктосина фирмы «Олиьетти>:
1 — основание линеек; 2 — линейки. 3 — пластинка подгонки, 4 — основание головки, 6 —
головка; 6 — защитный кожух
стоящих линеек, равное кратному числу шагов, с точностью до
±2,5% шага [211. Поэтому на практике стыковка более двух
стеклянных линеек используется только в исключительных слу-
чаях.
Большие пределы измерения обеспечиваются измерительны-
ми системами, работающими в отраженном свете с металличе-
скими измерительными линейками, выполненными в виде планки
или ленты. Кроме того, такие линейки упрощают конструкцию
узлов КИМ, так как линейка может быть установлена с незна-
чительным выступом на узле КИМ, например на пиноли.
Используя более сложную оптическую систему, представля-
ется возможность увеличить зазор в растровом сопряжении до
5 мм и соответственно увеличить его допустимое изменение при
перемещении индикаторной головки.
Минимальное значение погрешности фотоэлектрических уг-
ловых измерительных систем составляет до 2".
Индуктивные измерительные системы используются в средне-
и крупногабаритные КИМ, в первую очередь производствен-
ных. Это индуктосины с печатными обмотками Схема одной из
разновидностей индуктосинов представлена на рис. 1.27.
Благодаря конструктивному устройству и в большинстве слу-
чаев используемому фазовому принципу работы [35] индуктоси-
ны менее чувствительны, чем фотоэлектрические измерительные
системы с растровыми линейками, к вредному влиянию окружаю-
щей среды; они прочны, не изнашиваются, просты в эксплуата-
ции, так как не требуют особого ухода, частой регулировки, под-
наладки, удобны для монтажа. Измерительная шкала для преци-
зионных индуктосинов выполняется в виде отдельных линеек,
изготовляемых, как правило, из материала, коэффициент линей
ного расширения которого близок к коэффициенту линейного
расширения стали. Отдельные шкалы можно удобно стыковать
56
для образования составных шкал, предназначенных для измере-
ния больших перемещений.
Точность индуктосинов меньше, чем фотоэлектрических изме-
рительных систем. Их минимальная погрешность составляет
±3 мкм на длине 1 м а дискретность от счета 0,5 мкм [7].
По габаритным размерам индуктосин также несколько усту-
пает фотоэлектрическим измерь гельным системам. Индуктосины
со шкалой, выполненной на металлической ленте с изоляционным
покрытием, имеют меньшие по сравнению с рассмотренными га-
баритные размеры, но и менее точны. Их погрешность составляет
до ± 10 мкм на длине 1 м.
Погрешности угловых индуктосинов составляют до ±2".
В настоящее время ведутся поиски новых конструкций индук-
тосинов в целях повышения их точности и стойкости к воздейст-
вию окружающей среды, уменьшения размеров [7]
Измерительные системы с механическими узлами преобразова-
ния линейного перемещения во вращение используются для изме-
рения перемещений узлов малоточных средне- и крупногабарит-
ных КИМ и координатных разметочных машин, в том числе
отечественной мод ВЕША (см. гл. 7). В ней используются изме-
рительные системы, содержащие рейку и зубчатое колесо, уста-
навливаемое на оси преобразова геля. Рейку изготовляю! из ста-
ли или латуни, а зубчатое колесо — из стали или нейзильбера.
Модуль рейки у зубчатого колеса и число зубьев последнего
согласуются с дискретностью отсчет а угловой измерительной си-
стемы. Модуль выбирается таким, чтобы шаг деления был равен
кратному числу миллиметров. Минимальное значение — 1 мм
Рейки изготовляются длиной до 750 мм. При необходимости
большей длины измерения рейки стыкуются. «Подвижность*
рейки или зубчатого колеса с преобразователем измерения угло-
вых перемещений определяется исходя из удобства их монтажа.
Важным при этом является беззазорное сопряжение с обеспече-
нием постоянного прижатия рейки и зубчатого колеса, установка
последнего на оси измерительного преобразователя с минималь-
ным эксцентриситетом. Используются индуктивные и фотоэлек-
трические малогабаритные измерительные преобразователи.
Погрешность таких измеоительных систем составляет др
50 мкм/м, дискретность отсчета— 10 мкм.
Данные измерительные системы чувствительны к засорению
пылью, маслом, смазочно-охлаждающими веществами и поэтому
требуют хорошей защиты от их попадания и периодической очис-
тки Кроме того, в процессе эксплуатации они изнашиваются.
Для транспортировки и измерения перемещения узлов преци-
зионных КИМ используются пеоедача винт — гайка и прецизион-
ные измерительные системы угловых перемещений [70]. Винт с
трапецеидальным профилем изготовляют из износостойкого ме-
талла, обеспечивающею высокую размерную стабильность и по-
57
верхностную твердость до 75 HRC, и доводят. Для уменьшения
отрицательного воздействия окружающей среды винт помещает-
ся в Масляную ванну ;
Погрешность на длине до 450 мм может составлять до 6 мкм.
Прецизионные винт ы используют в КИМ с перемещениями до
1200 мм Для случая транспортирования узлов второй конец вин-
та соединяется с приводом Для повышения точности измерения
за счет элиминирования влияния зазоров в винтовой паре реко-
мендуется производить измерения с подходом с одной стороны.
Из-за недостаточной точности, неудобства эксплуатации,
сложности изготовления и изнашивания данные измерительные
системы широкого распространения не получили.
Лазерные интерферометры, применяемые в качестве измери-
тельных систем КИМ на современном этапе их развития, также
следует рассматривать как частный, особый случай.
Лазерные интерферометры обеспечивают наивысшую точ-
ность. Погрешность измерения практически составляет около
1 мкм на длине 1 м, имеет линейно изменяющийся характер. Дис-
кретность отсчета может быть 0.01 мкм Удобны они для монта-
жа в крупногабаритных КИМ, так как отсутствует длинная меха-
ническая мера для отсчета перемещений.
Однако интерферометры сложны в эксплуатации, требуют
частой подналадки, чувствительны к изменению температуры,
влажности и давления воздуха, в несколько раз дороже фото-
электрических или индуктивных измерительных систем.
Можно предполагать, что ближайшими перспективными об-
ластями применения таких измерительных систем будут преци-
зионные крупногабаритные КИМ Благодаря высокой точности
и возможности использования для автоматизированного измере-
ния других параметров движения узлов КИМ они уже сейчас яв-
ляются одним из основных средств проверки точности большин-
ства КИМ
1.5. УСТРОЙСТВА ВЗАИМОДЕЙСТВИЯ С ИЗМЕРЯЕМОЙ ДЕТАЛЬЮ
Устройство взаимодействия с измеряемой деталью (жесткий
измерительный наконечник, ИГ-контактная и бесконтактная, про
екционно-оптическое, телевизионное и др.) обеспечивает связь
поверхности измеряемой детали с измерительными системами
координатных перемещений КИМ, являясь подвижным элемен-
том координатной системы КИМ Поскольку при измерении ме-
тодом сравнения с мерой КИМ выступает в качестве прибора
сравнения (см. п. 12), устройство взаимодействия с измеряемой
поверхностью воспринимает как бы два сигнала — сигнал о фак-
тическом положении поверхности детали и сигнал с датчиков пе-
ремещений измерительных систем КИМ
58
Функциональные показатели и конструкция уст ройства взаи-
модействия с измеряемой поверхностью в значительной мере оп-
। >е/ еляют точность измерений и метрологические возможности
КИМ, оказывают существенное влияние на выбор структуры
КИМ, ее системы управления и непосредственно влияют на уро-
вень автоматизации КИМ
Жесть иг измерительные наконечники применяются только в
ручных КИМ (см. п. 1.2). Наконечник жестко закрепляется на
пиноли КИМ В процессе измерения наконечник приводят в со-
прикосновение с поверхностью детали и снимают его косрл инаты
Измерительные головки позволяют измерять перемещение
измерительного наконечника от носительно их корпуса. ИГ дают
возможность автоматизировать процесс измерения на КИМ На-
личие сменных наконечников расширяет возможности голое ки по
измерению труднодоступных участков поверхностей деталей.
Известны примеры успешного решения задачи автоматизации
процесса смены наконечников и самих ИГ в КИМ.
Оптические и проекционно-оптические устройства, применяе-
мые в ручных и полуавтоматических КИМ, представляют собой
микроскопы-центроискатели, снабженные иногда проекционный
экраном. В телевизионных измерительных устройствах, помимо
телекамеры, может содержаться микроскоп, анализатор яркос-
тей изображения и микроЭВМ для управления и вычислений.
Такие устройства могут использоваться в автоматических КИМ.
Жесткие измерительные наконечники содержат хвостовик для
закрепления на пиноли КИМ, контактный геометрический эле-
мент (или собственно измерительный наконечник) и стержень,
связывающий наконечник с хвостовиком Форма наконечника
определяется решаемой метрологической задачей и зависит от
формы детали. КИМ, как правило, оснащаются набором жест-
ких наконечников, позволяющих решать широкий круг задач,
На рис. 1.28 показаны основные типы жестких наконечников и
'примеры их применения. В ручных КИМ наиболее широко при-
меняются конический, цилиндрический (иногда с лыской по диа-
метру цилиндра) и сферический наконечники.
Измерительный наконечник в форме параллелепипеда или
куба используется для определения положения вершин пиоамид
и конусов; такими наконечниками оснащаются ИГ для коорди-
нирования реж] щих кромок инструмента станков с ЧПУ.
В ИГ наиболее широко используется сферический наконеч-
ник, с помощью которого определяют положение плоскостей,
форму контуров, диаметр и положение осей отверстий, цилинп-
ров и сфер.
В зависимости от конфигурации измеряемой детали дл я обес-
печения доступа наконечника к изменяемой поверхности доиме
няют стержни различной формы и размеров В наборе измери-
тельных наконечников КИМ (как жестких, так и наконечников
S9
к ИГ) могут быть наконечники с изогнутыми стержнями, удли-
нительные проставки, промежуточные поворотные муфты, позво-
ляющие устанавливать наконечники под заданным углом, спе-
циальные адаптеры для одновременной установки нескольких
наконечников, звездчатые наконечники (наконечники типа
<еж>).
Точностные возможности КИМ с жесткими наконечниками
ограничены из-за непостоянства измерительного усил ня, завися-
щего от физических качеств оператора, невозможности при из-
мерении размера учесть отклонения формы и расположения.
На рис. 1 29 показаны примеры возникновения погрешностей
при измерении положения осей отверстий с помощью жесткого
конического наконечника.
Рис. 1.28. Основные типы жестких измерительных наконечников и примеры
их применения
60
ИГ — основной инструмент вза-
имодействия с деталью — позволя-
ет повысить производительность и
[точность измерений, автоматизиро-
вать КИМ
Все ИГ по принципу функциони-
рования подразделяются на две труп
пы (рис 1.30) [30]:
нулевые головки, работающие в
режиме трипера; головки выдают
импульсный пороговый сигнал при
малом (от долей микрометра до не-
скольких микрометров) отклонении
Рис. 1.29 Погрешности, возни-
кающие при измерении жест-
ким коническим иаконе шиком
измерительного наконечника относи-
тельно корпуса головки, при касании
измерительным наконечником по-
верхности детали (головка касания)
или при прохождении измерительным наконечником некоторой
фиксированной относительно корпуса нулевой точки;
головки отклонения, измеряющие перемещение наконечника
относительно корпуса головки.
Головки отклонения, в свою очередь, подразделяются на:
Рис 1.30. Основные т«"ы измерительных '•оливок
61
модульные (сигнал, снимаемый с головки, пропорционален
модулю смещения наконечника относительно фиксированной ну-
левой точки);
компонентные (выходные сигналы головки пропорциональны
компонентам перемещения наконечника относительно фиксиро-
ванной нулевой точки в системе координат головки).
Одним из важнейших узлов головок отклонения является ме-
ханизм создания измерительного усилия. В зависимости от кон-
струкции этого узла различают головки самоустанавл ивающие-
ся, наконечник которых самоустанавливается по нормали к по-
верхности (контуру), и головки управляемые, с принудительной
ориентацией измерительного наконечника.
По виду взаимодействия с измеряемой поверхностью и прин-
ципу действия ИГ подразделяются на контактные и бесконтакт-
ные; механические; электроконтактные; оптические; пневмати-
ческие и др.
Кроме этого, различают головки двух- и трехкоординатные.
Подробнее устройство ИГ будет рассмотрено в гл. 2.
КИМ высокого уровня автоматизации могут оснащаться уст-
ройствами автоматической смены ИГ или измерительных нако-
нечников. В системе AUTO-3 фирмы ДЕ A (DEA, Италия) за-
меняется вся ИГ. Магазин со сменными головками располагает-
ся в рабочем пространстве КИМ. К месту смены ИГ прибли-
жается пиноль, управляемая от системы ЧПУ.
Устройство смены измерительных наконечников фирмы «Оп-
т-он» (Opton, ФРГ) отделено от КИМ. Оно содержит подающий
Рис. 1 31. Устройство авто-
матической смены измери-
тельных наконечников фир-
мы «Оптон>:
/ — делительный диск; 2 — кор-
пус ИГ; 3 — зажимные кулачки;
4 — позиционирующие (фикси-
рующие) шарики; 5 — хвостовик
измерительного наконечника:
6 — наконечник
Рис. 1.32. Поворотная го-
ловка фирмы ДЕ А
Ь2
механизм с пневмоприводом для захвата и переноса наконечни-
ков к ИГ, магазин на 40 наконечников, располагаемый вне ра-
бочего пространства КИМ, и зажимное устройство в ИГ. Изме-
рительные наконечники заменяют с помощью манипулятора, ко-
торый вынимает наконечник из зажимного устройства ИГ, пере-
носит его в магазин, укладывая в гнездо, захватывает требуемый
I наконечник и вставляет его в головку. На рис. 1.31 показана
схема зажимного устройства, снабженного электроприводом [68].
Расположение позиционирующих шариков 4 в призме при посто-
янном усилии натяжения обеспечивают неизменность возникаю-
щих упругих деформаций
Для расширения функциональных возможностей автоматиче-
ских КИМ применяют управляемые поворотные головки Пово-
рогная головка ТР9 фирмы <Ренишоу» {Renishaw, Великобри-
тания) работает в диапазоне ±180° в вертикальной плоскости и
0—105° — в горизонтальной. Позиционирование может осущест-
I влиться через 7,5°. Поворотная головка фирмы ДЕА рабоя ает в
диапазонах ±110° с дискретностью 2° (рис. 1 32).
I Следует отметить, что после каждой замены ИГ или нако-
печника, а также после поворота в новую позицию требуется по-
I вторить операцию калибровки положения центра наконечника в
системе координат КИМ (см. п. 3.3).
Повторная калибровка измерительных наконечников снижа-
ет производительность измерений. Фирмой «Оптон» разработано
устройство смены наконечников повышенной точности, не тре-
бующее перекалибровки. Набор сменных наконечников распола-
гают на столе КИМ на специальной стойке. Смена наконечника
осуществляется перемещениями пиноли с ИГ. Базирование на-
конечника достигается за счет геометрического замыкания меж-
ду тремя парами шариков и тремя цилиндрическими валиками,,
расположенными под углом 120 °. По данным фирмы, noipeni-
ность установки наконечников длиной 200 мм в головке откло-
нения не превышает 0,5 мкм, в нулевой головке — 1 мкм.
[ Для бесконтактного контроля и измерения деталей, имею-
щих мелкие элементы или изготовленных из мягких материалов-
(например, печатных плат и их негативов), для контроля черте-
жей и размеченных деталей используют микроскопы-центроис-
I катели (рис 1 33. а) или микроскопы-центроискатели, снабжен-
ные проекционным экраном (рис. 1 33. б) Микроскоп крепится-
к пиноли КИМ, и его объектив устанавливают над измеряемой
деталью. На экране микроскопа нанесено несколько концентри-
ческих окружностей и крест, образованный двойными линиями.
На сторонах креста нанесены деления (обычно через 0,1 мм).
При измерении, например, координат отверстий печатных плат
оператор совмешает одну из концентрических окружностей с из-
меряемым отверстием. В других случаях на измеряемый элемент
наводится перекрестие.
63
Рис. 1.33. Оптические устройства
взаимодействия с измеряемой де-
талью:
а — микроскоп-центроискатель; б — микро-
скоп с проекционным экраном
Рис 1.34. Примеры измерения на те-
левизионном измери-ельчом устройст-
ве Ml'TOvidecoiat-3 фирмы «Оптэн»-
<2 — расстояния между проводниками мик-
росхемы; б — угол наклона профиля детали
сложной формы
Фирмой «Оптон» разработано телевизионное измерительное
устройство для автоматического двухкоординатного измерения
на базе анализатора изображения. Устройство содержит микро-
скоп с мотопизованным столом, анализатор изображения и
управляющую ЭВМ. Измеряемая деталь размещается на столе.
В качестве оптоэлектронного преобразователя наблюдаемого в
микроскоп изображения детали служит телевизионная камера,
сигнал которой обрабатывается анализатором изображения.
Размер измерительного поля телекамеры может меняться В про-
цессе измерения определяются координаты границ яркостей
участков детали, находящихся в измерительном поле. При этом
автоматически учитываются координаты стола. В зависимости
от применяемой оптики микроскоп может давать изображение
на поле размером от 60X48 мкм до 60X48 мм. По выбору мо-
жет быть использовано освещение отраженным или проходящим
светом. Узел фокусировки снабжен управляемым приводом,
освещенность регулируется анализатором изображения. Стол пе-
ремещается шаговым приводом в диапазоне JS0X150 мм, с ша-
гом 1 мкм и максимальной скорое гью 10 мм/с. Дискретность мо-
дульной сетки по измерительному полю изображения составляет
1024X512 точек. Погрешность измерения определяется погреш-
ностью позиционирования стола (1 мкм)
На рис. 1.34 показаны примеры измерения расстояния меж-
ду проводниками микросхемы и угла наклона профиля детали
сложной формы.
64
Фирма ДЕА по требованию заказчика комплектует КИМ те-
левизионной головкой TV 01, состоящей из телекамеры, уста-
навливаемой на пиноли КИМ, и монитора. С головкой постав-
ляется пакет программ для полуавтоматического сканирования
чертежей.
Для разметки деталей на пиноли КИМ может закрепляться
Ьертилка, малая электрическая или пневматическая сверлиль-
иая головка или подпружиненный керн. Вместо сверлильной го-
ловки на пиноли КИМ может устанавливаться легкая фрезер-
ная головка, с помощью которой на КИМ обрабатываются мо-
|дели деталей сложной формы из легкообрабатываемых материа-
|лов (пенопласта, дерева и др )
1.6. СИСТЕМЫ УПРАВЛЕНИЯ, ОБРАБОТКИ
И ПРЕДСТАВЛЕНИЯ ДАННЫХ ИЗМЕРЕНИЙ
Измерение на КИМ представляет собой последовательность
процессов контактирования наконечника ИГ с деталью (изме-
Гпнье координат точек поверхности), ввода, индикации и запо-
минания координатных данных, включая трансформацию систем
1координат, расчета геометрических параметров измеренных эле-
ментов поверхностей, расчета размеров их взаимного располо-
|Ькения, расчета отклонений фактических параметров от задан-
I пых номинальных значений, вывода результатов измерений и при
Iнеобходимости их накопления и статистической обработки. Кро-
ме того, для КИМ, оснащенных ЭВМ, необходимы разработка,
«вод и хранение программ измерений.
В современных КИМ все основные процессы измерений ав-
томатизированы с помощью соответствующих электронных,
влектромеханических подсистем и средств вычислительной тех-
ники (ЭВМ). При этом состав этих подсистем зависит главным
I образом от уровня автоматизации работы КИМ Так, для ручных
КИМ действия по касанию измеряемых поверхностей ИГ
выполняет человек оператор, так же как и смену измерительных
Ь|лконечников, установку и съем измеряемой детали. В автома-
тизированных КИМ, тем более в измерительных роботах или мо-
Ьулях, эти функции автоматизируются методами, в принципе
|ппалогичными используемым для обрабатывающих станков с
ЧПУ. Обобщенная структурная схема системы управления КИМ
|и обработки данных координатных измерений представлена на
। «с. 1.35. Подсистема 1 обеспечивает регистрацию и индикацию
имущего положения ИГ, а также фиксацию значений коорди
I пат в момент измерения точки по сигналу от ИГ Подсистему 1
1с<хI авл яюг реверсивные координатные счетчики с видеоиндика-
Дщей и буферными регистрами. Подсистема 2 воспринимает сиг-
^пл от ИГ в момент ее срабатывания, усиливает его и подготав-
ливает для передачи в ЭВМ и систему регистрации измеритель-
4-183 65
Рис. 1.35. Структурная схема системы управления КИМ и обработки данных:
1 — подсистема регистрации и индикации данных текущего положения ИГ; 2 — уеилитель
сигнала ИГ; 3 — подсистема управления движениями КИМ; 4 — подсистема хранения
программ н результатов измереннр, 5 — по (система обработки данных и управления
КИМ; 6 — подсистема ввода программ измерения [включ ier пульт оперативного управ
ления (ОУ) и дисплей): 7 — подсистема вывода и отображения результатов измерения
(включает устройство печатя, графопостроитель)
ных данных. По сигналу ИГ ЭВМ подсистемы 5 вводит в свою
память зафиксированные в сис геме регистрации координа-i ы
точки измерения и после набора необходимого их числа выпол-
няет расчеты, предусмотренные программой измерений. Резуль-
таты измерений с оценкой отклонений выводятся в алфавитно-
цифровом виде на печатающем устройстве, а в графическом ви-
де — на графопостроителе подсистемы 7. Эти результаты могут
накапливаться во внешней памяти ВЗУ подсистемы 4 для после-
дующей обработки. Программа измерений вводится с помощью
средств подсистемы 6 с использованием видеотерминала или (и)
специального пульта оперативного программирования и управ-
ления (ОУ) КИМ
Управление автоматизированными К' IM обеспечивается с по
мощью автономной подсистемы 3, включающей средства про-
граммного управления КИМ (типа CNC или аппаратные). Эти
функции может выполнять и ЭВМ обработки, однако при этом
исключается совмещение во времени процессов измерения дета
ли и обработки данных измерения, что снижает производится ь-
ность работы КИМ в целом.
КИМ с ручным управлением, как минимум, должна включать
подсистемы 1, 2, 4, 5 и 7 Уровень развития подсистем и исполь
зуемые средства их реализации существенно отличаются в зави-
симости от назначения КИМ и ее изготовителя (см. табл. 7.6).
ЭВМ составляют основу построения СУОД КИМ, и ее воз-
можности существенно определяют эксплуатационные характе-
ристики и структуру КИМ в целом В настоящее время для реа-
лизации СУОД КИМ используются три вида ЭВМ. клавишные
программируемые для инженерных и научных расчетов; малые
управляющие ЭВМ и микроЭВМ; специальные ЭВМ на основе
микропроцессоров (1, 5, 8, 11, 61, 71].
СУОД КИМ на базе электронных клавишных программируе-
мых вычислительных машин (ЭКПВМ) позволяют достичь эко-
номичных решений ввиду хорошего соответствия форматов и
(способов представления данных координатных измерений и
ЭВМ, высокой эффективности аппаратурно реализуемых вычис-
лительных функций при небольших габаритных размерах, высо-
кой надежности и сравнительно небольшой стоимости самой
ЭКПВМ Кроме того, вычислительные машины этого класса
[оснащаются компактными и простыми в обслуживании перифе-
рийными устройствами, номенклатура которых достаточна для
реализации других подсистем СУОД КИМ. Многие производи-
тели КИМ используют ЭКПВМ типа НР9825, НР9816, НР9836
с| исходным языком HPL фирмы «Хюлетт Паккард» (Hewlett
Packard, США), Wang 2200 с входным языком Basic фирмы
«Ванг» (Wang, США), Olivetti Р6060, М20, М40 с входным язы-
ком Basic фирмы «Оливетти» (Olivetti, Италия) и др. В СССР
к ЭВМ данного типа относятся ЭКПВМ «Электроника ДЗ-28»,
«Электроника ТЗ-29», «Искра 1226», ДВК-3. ЭКПВМ быстрыми
темпами совершенствуются, и в качестве персональных ЭВМ они
получают самое широкое распространение.
В качестве примера приведем состав и основные характери-
стики одной из новейших моделей ЭВМ данного типа — НР9836.
Эта вычислительная машина реализована на основе 1Ь-разряд-
пого микропроцессора MC68000 фирмы «Моторола» (Motorola,
США), тактовая частота которого 8 Мгц. Оперативное запоми-
нающее устройство (ОЗУ) может иметь объем от 256 Кбайт до
2 Мбайт, внешняя память на мини-гибких магнитных дисках
2X0,5 Мбайт, графический дисплей и панель с полной алфа-
витно-цифровой клавиатурой представляют единое компактное
центральное устройство, к которому можно непосредственно под-
ключать печатающее устройство, координатограф, винчестерский
магнитный диск (5 Мбайт), сменный микроГМД (0,25 Мбайт),
| и через дополнительный интерфейсный блок — КИМ, поворотный
стол и другое измерительное оборудование. Следует отметить,
что современные ЭКПВМ становятся все более универсальными,
язык программирования и операционная система которых за-
даются на программном или микропрограммном уровне сменой
ПЗУ или загрузкой соответствующей системы на языке
3* 67
используемого микропроцессора. ЭКПВМ наиболее часто ис-
пользуются для оснащения автономных КИМ, особенно КИМ с
ручным управлением (см. табл. 7.6).
Малые управляющие ЭВМ (УВМ) отличают развитые воз-
можности изменения состава и структуры, широкие системные
возможности и гибкость изменения операционных систем и язы-
ков программирования. Эти качества особенно важны при ис-
пользовании КИМ в комплексе с доугими машинами, например
в составе ГПС. Дополнительные средства для работы в реаль-
ном масштабе времени, универсальность внешних связей и раз-
виваемость структуры несколько увеличивают габаритные раз-
меры и стоимость УВМ по сравнению с ЭКПВМ, однако высо-
кий уровень унификации связей, периферийных устройств и си-
стем программирования оправдывает их применение для разви-
тых автоматизированных КИМ (см. табл. 7.61. Наиболее часто
используются УВМ типа PDP11/03, PDP11/23+, LSI 11/23 фир-
мы ДЕК (DEC, США), а в СССР ЭВМ семейства СМ ЭВМ
Быстрое развитие микропроцессорных комплексов и стандар-
тизация функций КИМ позволили создать и специальные ЭВМ
для управления КИМ и обработки координатных данных
(СУОД). В них входной язык представляет собой набор опера-
ций программирования работы КИМ. При минимальных габа-
ритных размерах, стоимости и простоте эксплуатации такие си-
стемы отлипает замкнутость и ограниченность реализуемых
функций. При этом для построения СУОД используются два и
более микропроцессора, аик функции определяются встроенны-
ми ПЗУ с соответствующими программами или микропрограм-
мами. Так, СУОД для ручных КИМ фирмы ДЕА реализовала
на двух микропроцессорах типа INTEL 8085. Один из них ре-
гистрирует и преобразует данные измерений, а второй выполня-
ет геометрические вычисления, оформляет результаты и с по-
мощью пульта с клавиатурой и индикацией управляет выло мне-
нием программы измерения в целом. Эта система обеспечивает
программирование измерения корпусных деталей.
Состав периферийного оборудования для всех типов СУОД
различается мало. Для вывода протоколов аттестации детали ис-
пользуются последоват ельные печатающие устройс гва быстро-
действием 80—200 символов в секунду, малогабаритные много
цветные координато! рафы, графические видеотерминалы. Ввод
программ измерений и вывод для накопления результатов изме-
рений выполняются на кассетные магнитные ленты (МЛ) или
гибкие магнитные диски (ГМД1 емкостью от 0,25 до 1 Мбайт,
для программирования используются специальные пульты опе-
ративного программирования и клавиатура видеотерминалов
СУОД КИМ, предназначенных для работы в производственных
условиях, имеют зашиту ог климатических и электоомагнитных
помех и помех по сети питания.
Глава 2
ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ КИМ
11. ПРИНЦИПЫ ПОСТРОЕНИЯ И ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
ИЗМЕРИТЕЛЬНЫХ ГОЛОВОК
Основные схемы измерительных головок. ИГ являются одн им
из основных узлов КИМ, взаимодействующих с измеряемой де-
талью. Они в равной степени с ИП и узлами координатных пе-
I ремещений участвуют в измерении координат точек и определя-
ют точность, универсальность и производительность КИМ
Тип и функциональные параметры головок определяют реа-
лизуемые на КИМ способы и змерения, требования к системе уп-
равления, номенклатуру решаемых метрологических задач.
На рис. 2.1 представлена схема ИГ с основными составляю-
щими ее узлами и системами, которые для головок различного
назначения имеют разное конструктивное исполнение и осущест-
вляют различные функции. Такими характерными для ИГ эле-
ментами являются, корпус 1, в котором монтируются все ост аль-
ные узлы; узел 2 установки (базирования, подвески) измери-
тельного наконечника; простой или сложный измерит ельный
Наконечник 3, состоящий из отдельных соединенных между собой
стержней 4, к концам которых крепятся контактные элементы 5,
1в процессе измерения контактирующие с измеряемой поверхно-
стью; предохрани гель 6 от поломки в случае большого смеше-
ния наконечника (например, при аварийном столкновении с
деталью); чувствительные элементы или ИП 7, реагирующие на пе-
ремещения измерительного наконечника; узел создания измери-
тельного усилия и ориентации S; электронная схема У питания и
|обработки сигналов. Узел установки измерительного наконечни-
ка позволяет ему перемещаться по определенному закону при
соприкосновении наконечника с деталью и передает данное пе-
ремещение на чувствительный элемент. Некоторые узлы могут
отсутствовать и функции отдельных узлов — совмещаться. На-
пример, трехопорный электроконтактный механизм (см ниже) од-
новременно является чувствительным элементом, узлом установ-
ки измерительного наконечника и предохранителем от поломки.
хТредставленная на рис. 2 1 ИГ работает следующим образом
[22] При отклонении наконечника 3 в любом из показанных
стпелками направлений опорный диск узла 2 поворачивается от-
носительно оси, перпендикулярной оси головки, или смещается
69
вдоль ее оси и смещает связанный
с ним якорь индуктивного датчика
7. Это вызывает изменения элек-
трического сигнала, что и исполь-
зуется для определения момента
соприкосноьения измерительного
наконечника с деталью. При значи-
тельном смещении наконечника свя-
занный с ним диск предохранителя
6 от поломки перемещается относи-
тельно втулки, соединенной с дис-
ком узла 2, имеющего значительно
меньший предел перемещения, чем
диск предохранителя 6.
ИГ, подобные головкам КИМ,
Рис. 2.1. Схема измерительной находят широкое распрост ранение в
головки станках с ЧПУ для промежуточного
измерения деталей, контроля на-
стройки и изнашивания режущего инструмента на станках Они
могут быть применены в различных измерительных приборах,
машинах для измерения длины и т. п
По функциональному назначению, определяемому реализуе-
мым в КИМ методом измерения (см. п. 1.2), ИГ подразделяют-
ся на две большие группы; нулевые головки (ИГН) и головки
отклонения (ИГО). ИГН содержат чувствительные элементы или
ИП. выдающие дискретный сигнал в одной нулевой точке [30,
93], ИГО содержат ИП, позволяющие измерить перемещение на-
.конечника ИГ от исходной нулевой точки. Сигнал нулевой ИГ
может быть выдан: в момент касания ИГ измеряемой поверх-
ности (при смещении наконечника из нулевой точки), в момент
прохождения измерительным наконечником нулевой точки и в
момент достижения определенного расстояния между ИГ и по-
верхностью (для бесконтактных ИГН).
ИГН первого типа, наиболее часто используемые ь КИМ,
называются измерительными головками касания (ИГК) (иногда
называются триггерными, сигнальными, переключающими, инди
катерами контакта). В этих головках измерительное усилие,
возникающее при контакте наконечника с поверхностью, или не-
большое перемещение наконечника вызывает изменение состоя-
ния чувствительного элемента и дискретное изменение электри-
ческого сигнала, формирующего командный сигнал на считыва-
ние координат и управление движением подвижных узлов КИМ.
Более подробно ИГК и ИГО будут рассмотрены в пп. 2.2
и 2.3.
В настоящее время еще используются нулевые головки втс
рого типа, в которых командный сигнал выдается в момент про-
хождения наконечником нулевой точки. Такие ИГН обычно со-
70
держат ИП, нулевое значение показаний которого совпадает с
нулевой точкой ИГН. Касание измеряемой поверхности происхо-
дит в момент, когда наконечник смещен относительно нулевой
точки, при дальнейшем движении ИГ в сторону поверхности на-
конечник проходит точку нулевого значения показаний ИП, при
[достижении которого формируется командный сигнал. Приме-
рами таких ИГН могут быть головки мод. TF-2 и TF-4 фирмы
ДЕА
Все большее применение получают бесконтактные ИГН тре-
тьего типа (оптические, оптоэлектронные, лазерные), в которых
нулевой сигнал формируется при достижении определенного рас-
стояния между чувствительным элементом ИГН и поверхностью.
Примером может служить лазерная ИГ, применяемая на КИМ
। фирмы «Штифельмайер> (Stiefelmayer, ФРГ).
В зависимости от типа узла установки (базирования) откло-
нение измерительного наконечника при контакте с поверхностью
может происходить по определенным направлениям (совпадаю-
1цим. как правило, с направлениями координатных перемещений
КИМ), по нормали к поверхности или в неопределенном направ-
лении. Для ИГО информация о векторе отклонения наконечника
может быть 'представлена в виде компонент разложения этого
вектора по осям координат или в виде модуля и угла его пово-
рота. Соответственно говорят о компонентных и модульных ИГО.
Обычно И1 О, н которых отклонение измерительного наконечника
происходит по определенным направлениям, являются компо-
нентными
В зависимости от числа степеней свободы ИГ могут быть:
однокоординатными (осевыми);
двухкоординатными, измерительный наконечник которых мо-
жет перемещаться по двум взаимно перпендикулярным осям,
расположенным в горизонтальной или вертикальной плоскости;
трехкоординатными, измерительный наконечник которых по-
движен по трем ортогональным осям.
Соответственно говорят о головках размерности ID. 2D и 3D.
Размерность 3D имеют и головки, аналогичные нулевой головке,
изображенной на рис. 1 31 Эта головка допускает смещение на-
конечника по всем направлениям, кроме нереализуемого смеще-
ния вниз по ее оси.
( Иногда встречаются ИГ с размерностью 2.5D; как правило,
к чим относятся головки, являющиеся модульными в плоскости
и однокомпонентными по третьей координате.
| Как правило, в компонентных ИГО смещение наконечника мо-
жет происходить и измеряться в прямом и обратном направле
ниях относительно нулевой точки. В модульных измерительных
головках перемещение наконечника в плоскости или пространстве
преобразуется в осевое перемещение связанного с ним ИИ. Как
правило, информация о направлении отклонения отсутствует.
71
Компонентные ИГ представляют информацию о значении и на-
правлении отклонения измерительного наконечника. В зависимо-
сти от числа степеней свс боды эти голозки могут быть двух- и
трехкомпонентными.
Узлы установки измерительного наконечника, воспринимаю-
щие неопределенное по направлению отклонение с триперных
чувствительных элементов, coci авляют основу ИГК В зависи-
мости от устройства узла установки наконечник может смещать-
ся во всех напразлениях в 'лростраж тве измерения или только
в части его. например в 1 толз сфере.
Погрешности ИГ. Рассмотрим погрешность ИГ и ее составные
компоненты при реализации различных способов измерения. При
этом используем схему, предложенную в работе [93 J (рис. 2.2).
Нестабильное! ь отсчет а точки, погрешность обратного хода,
изгиб, контактные деформации и погрешности формы измеритель-
ного наконечника проявляются прл всех способах измерения.
Нестабильность отсчета точки, определяемая нестабил ьностью
срабатывания, является следствием сил трения и погрешностей
перемещения в узлах уста новки измерит ельного наконечника, пе-
ременных деформаций наконечника под действием условий окру-
жающей среды, изменения параметров ИП, триггерных чувстви-
тельных элементов и электронных схем их питания и дискретности
игк
ИГО
Динамические
с отсчетом ГнулеСгь
точке UC
Статические
с отсчетом по оД. оячп-
ним покозстям ЫС Ш
Дека ничем сесот-
счетгмтаСсо-ютт'ч
показечичнш ИГ
I Статические
.с отсчетом Снроевой
I точке ИС
Способы измерения
I___________________
Рис. 2.2. Погрешности измерительных головок при оазличиых способах изме
рения.
ИГ измери*! вл >иая головка; ИС — измерительная система ИН — измеритель1 _ й нако*
нечник; ИГК, ИЮ- измерительная головка касания и отклонений .'''ответствен io
72
Iобработки выходных сигна-
лов. Данная составляющая
погрешности ИГ определяет-
ся многократным (до 50 раз)
измерением одной и той же
touKH на образцовой поверх
ноети способом, соответст
1вующим способу измерения
КИМ, когда по результатам
измерения подсчитывается
Вреднее квадратичное откло-
нение с Нормируется дан
ный параметр величиной
I ±2о.
Погрешность обратного
хода определяется разно-
стью средних значений мно-
гократного измерения в од-
н >й точке при подходе к ней в прямом и обратном направлении.
В компонентных ИГ изгиб стержня с измерительным наконеч-
ником компенсируется при калибровке головки и на точность из-
мерения в нормальном к поверхности направлении не влияет Од-
нако при измерении наклонных поверхностей появляются по-
грешности из-за изменения сил, действующих на наконечник в
Направлении измерения. Погрешность зависит от угла наклона
измеряемой поверхности, параметров шероховатости поверхно-
стей детали и наконечника и возникающего при этом его про-
скальзывания относительно детали. Погрешности возрастают с
уменьшением жесткости наконечников и увеличением угла на-
клона.
В ИГК и модульных ИГ большое влияние на точность изме-
рения оказывает неодинаковость зоны нечувствительности при из-
мерении в различных направлениях, т. е. разность перемещений
| измерительного наконечника от момента касания измеряемой
поверхности до срабатывания триггерного чувствительного эле-
мента или выдачи определенного сигнала измерительной систе-
мы. Значение неодинаковости чувствительности зависит от конст-
рукции механических узлов, измерительного усилия, его непо-
|стоянства в различных направлениях измерения, конфигурации
и жесткости измерительных стержней, Перемещение измеритель-
ного наконечника складывается из его изгиба и смещений по-
движных элементов в узле базирования наконечника до дости-
жения чувствительным элементом или измерительной системой
нужного для отсчета показаний состояния
При измерении длины детали D (рис. 2.3,а), расположен-
ной, например, вдоль оси X, координатное перемещение X'D тк>-
73
движного узла, несущего ИГ, связано с действительной дли-
ной Ld детали зависимостью
Xo=Lp-J-2r—(2.1)
где г—радиус наконечника, At и Д2—смещения наконечника
после его контакта с деталью до отсчета значений измерительной
системы при измерении соответственно в направлениях 1 и 2. Ве-
личина 2г—(Д, -i-A?) определяется прн калибровке ИГ в направ-
лениях измерения 1, 2 н учитывается при измерениях, т. е. ре-
зультат измерения определяется зависимостью
Ld=Xd—2г -J-CAi-j-Д2).
Таким образом, исключается влияние смещений At и А^.. Од-
нако, если измерения производятся в плоскости или в простран-
стве и смещение Д, измерительного наконечника неодинаково в
различных направлениях, то при этом могут возникнуть значи-
тельные погрешности измерения. Например, пусть измеряются
координаты точек В н С отверстия (рис. 2 3,6) в системе коор-
динат XOY, начало О которой совпадает с центром кольца. Из-
мерение проводится с помощью ИГ, радиус наконечника которой
равен г, а смещение Д{ неодинаково в различных направлениях
измерения На рнс. 2.3, в смещение Д, отложено относительно
окружности радиусом г и представлено штриховой линией. Прн
калибровке измерительного наконечника рассчитывается по-
правка rs. определяемая формулой
rs=r—As,
где А8—среднее значение перемещения Л,. Таким образом, при
измерении ординаты у точки В возникнет погрешность Ав—Д&
при измерении абсциссы X точки С — погрешность Ас—Д8. Оче-
видно, что максимальное значение погрешности измерения при-
близительно равно половине А{. Компенсация неодинаковости
чувствительности в различных направлениях измерения, несмот-
ря иа то, что она для определенной головки имеет систематиче-
ский характер, затруднительна из-за необходимости ввода боль-
шого объема информации н не всегда известного направления
отклонения наконечника, изменения величины Д< с изменением
параметров наконечника, измерительного усилия, ориентации
головки в пространстве.
Контактные деформации и отклонения формы измерительного
наконечника имеют меньшее влияние по сравнению с рассмот-
ренными компонентами погрешности, составляют доли микро-
метров н поэтому являются ощутимыми только для особо точных
измерений. Контактные деформации поддаются расчету по из-
вестным формулам в зависимости от конфигурации и материала
детали и наконечника Отклонения формы могут быть измерены
с высокой точностью и учтены.
74
Погрешности измерительных систем, нелинейность характе-
। ристики, калибровки и юстировки проявляются при измерении с
I отсчетом по абсолютным показаниям измерительных систем ИГ.
Жак правило, их удельный вес во всей погрешности головки не-
значительный.
Отскок измерительного наконечника и колебания измеритель-
ного стержня, а также инерционность механических и электрон-
ных систем ИГ оказывают существенное влияние на точность
| измерения в динамическом режиме и накладывают свои ограни-
чения на быстродействие КИМ, выдвигают повышенные требо-
вания к постоянству скорости перемещения узлов в момент от-
счета координат точек, могут быть причиной ложных отсчетов
координат точек, повышают изнашивание контактирующих по-
верхностей. Отскоки и колебания измерительных наконечников
[возрастают с увеличением длины и уменьшением их жесткости.
Из-за инерционности систем после соприкосновения измери-
тельного наконечника с поверхностью до отработки командного
'сигнала и отсчета значений ИС подвижные узлы проходят путь,
зависящий от скорости перемещения. Неодинаковость данного
перемещения при измерении отдельных точек вызывает дополни-
тельные погрешности измерения.
При оценке и выборе головок в целях решения определенных
метрологических задач, кроме точности, должны быть учтены
следующие их характеристики, влияющие на точность измерения,
универсальность, производительность и автоматизацию КИМ
1. Габаритные размеры и масса ИГ, ориентация и возмож-
ность изменения ориентации головок в пространстве, возмож-
ность и удобство установки головок на различные удлинители,
шарниры, автоматически и вручную управляемые поворотные
устройства.
; 2. Конфигурация, размеры, жесткость, допустимая макси-
мальная масса и материал измерительных наконечников. Нако-
нечники могут быть простыми одностержневыми с одним сфери
ческим или другой формы контактным элементом или сложные,
составные, включающие до нескольких десятков стержней с кон-
тактными элементами различной формы — дисковыми, плоскими,
[звездчатыми, цилиндрическими и др. (рис. 2.4) Измерительные
наконечники также рассматриваются в п. 1.5. Основными требо-
ваниями, предъявляемыми к измерительным наконечникам, яв-
ляются: малая масса, большая жесткость, стабильность размеров
, при воздействии изменяющихся условий окружающей среды.
Стержни изготовляют из твердосплавных материалов, стали или
алюминия, а контактные элементы — из синтетических рубинов,
керамики и стали. Они, кроме высокой жесткости и точности
формы, должны обладать малой массой, антимагнитными и ан-
тикоррозийными свойствами, малой шероховатостьюхповерхно-
сти.
75
Рис. 2.4. Примеры измерительных наконечников ИГ
3 . Значение и постоянство измерительного усилия для раз-
личных наконечников и различных направлений измерения, воз-
можность и наличие устройств его регулирования. От этого за-
висит деформация узлов КИМ, ИГ и детали, являющаяся
источником погрешностей измерения.
4 Сложность электронных устройств, которые осуществляют
дитание и обработку выходных сигналов ИГ, возможность и
.сложность подсоединения нескольких головок для одновременной
.их установки на КИМ.
5 Наличие устройств предохранения от поломки головки и
наконечника, точность возвращения головки и .наконечника в
исходное положение после смещения их данными предохрани-
тельными устройствами. В том случае, когда предохранительное
устройство не обеспечивает точного возвращения в исходное по-
ложение в 'процессе измерения, требуется произвести калибровку
для уточнения положения измерительных наконечников в отно-
сительной системе координат машины.
6 . Зависимость точности и чувствительности ИГ от размеров
И конфигурации наконечника.
Необходимая для доступа к измеряемым поверхностям слож-
ных деталей универсальность головок достигается следующими
способами:
применением сложных измерительных наконечников;
образованием составных ИГ, в которых несколько отдельных
головок соединяются посредством установочных узлов, шарниров
76
и удлинителей и ориентируются в нужных для измерения направ-
лениях;
установкой головок на поворотных устройствах и поворотом
их в процессе измерения в необходимое положение;
автоматической сменой ИГ в процессе измерения.
Сложные измерительные наконечники можно использовать в
Сравнительно крупногабаритных, массивных ИГ, стационарно
прикрепляемых к подвижным узлам КИМ Для образования со-
ставных головок используются малогабаритные ИГК, со сравни-
гельно простыми наконечниками, работающие с различной ори-
ентацией в пространстве (рис. 2.5). Достоинством данных двух
типов головок является возможность однократной их калибровки
для неограниченного числа измерений (до нарушения первона-
чального их положения).
Однако одновременная установка направленных в различные
стороны измерительных наконечников или отдельных ИГ требует
свободного пространства в зоне измерения для обхода детали
и калибровки наконечников головок Вследствие этого сокраща-
ется пространство измерений
В пространстве, ограничиваемом координатными перемеще-
ниями, выделяют зоны, имеющие различное назначение [11]
(рис. 2.6):
рабочая зона — возможное максимальное пространство изме-
нения с определенной ИГ, определяемое максимальными коор
динатными перемещениями КИМ и габаритными размерами ИГ;
f зона измерения — часть рабочей зоны, необходимая для из-
Рис. 2.5. Составная измеритель-
I ная головка ВФ ЭНИМС
Рис. 2.6. Зоны измерительного пространства
КИМ:
1 — калибратор: 2 — зона калибровки; 3 — рабочая
зона; 4 — пиноль КИМ; 5 измеряемая деталь;
6 — ИГ; 7 — зона измерения
77
мерения детали; ее размеры вдоль координатных осей равны
сум ме размеров детали, ИГ и запасного хода и во всех случаях
меньше размерив рабочей зоны и пространства, определяемого
максимальными координатными перемещениями;
зона калибровки — часть рабочей зоны, предназначенная для
калибровки измерительных наконечников ИГ Ее размеры опре-
деляются размерами калибратора и ИГ.
При измерении детали с размерами, которые являются пре-
дельно большими для определенной КИМ и образуют составные
ИГ, следует не только учитывать возможность доступа к изме-
ряемым поверхностям, но и оптимально устанавливать головки
для обеспечения минимальной пстери измерительного простран-
ства. Возможно совмещение зон аттестации и измерения: выпол-
нив калибровку наконечника до начала измерения, калибратор
удаляют. Но это возможно только в том случае, если в процессе
измерения не потребуется новая калибровка положения центров
измерительных наконечников в системе координат КИМ
Более рационально измерительное прост ранство используется
при установке ИГ на поворотных узлах (рис. 2.7). Для этого
могут быть использованы только работающие с различной ори-
ентацией в пространстве ИГ или построенные на их основе со-
ставные головки. Поворот производится относительно одной и
двух взаимно перпендикулярных осей вручную или от привода
автоматически. Если поворотное устройство содержит прецизи-
онные угловые измерит ельные сист емы, обеспечивающие поворот
головки с необходимой для измерения точностью, т о не треб} ется
калибровка положения головки после каждого поворота. В про-
тивном случае необходимая после каждого поворота головки
Рис. 2.7. Поворотная относительно двух осей головка фирмы «Ренишоу»
78
калибровка снижает производительность и точность измерений.
К достоинствам таких гиливок следует отнести наличие только
одной ИГ со сравнительно простой системой измерительны» на-
онечников для измерения поверхностей, расположенных с раз-
личных сторон детали. Все же из-за сложности поворотных уст-
ройств и системы управления, а также из-за недостаточной
IIниверсальности в части номенклатуры измерительных наконеч-
ников они широкого распространения пока не получили.
Смена ИГ, как правило, используется в измерительных ма-
шинах, входящих в состав измерительных модулей, или для из-
I мерений особо сложных деталей
XX ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ КАСАНИЯ
I Посредством ИГ данного типа могут быть реализованы по-
точечные измерения в динамическом режиме. Несмотря на огра-
иченность реализуемого способа измерения и в большинстве
I случаев меньшую точность, ИГК получили наиболее широкое
распространение. Решающими при этом явились следующие
факторы:
| высокая производительность динамических измерений, дохо-
дящая до 120 точек в минуту;
возможность измерения точечным способом линейных и угло-
вых размеров, отклонений формы н взаимного расположения
Простых и сложных криволинейных поверхностей;
сравнительная простота конструкций самих головок и элект-
I ронных устройств, к которым они подключаются;
небольшие габаритные размеры и масса;
I возможность для большинства головок работать с различной
1 ориентацией в пространстве, изменять ее в процессе измерения,
образовывать составные головкн.
Наиболее распространены электроконтактные ИГ, ИГ с пьезо-
«лектрическимн чувствительными элементами и пьезорезонанс-
пые ИГ.
Электроконтактные ИГ. Головки этого типа наиболее просты
I по устройству механических узлов и электрических схем, имеют
минимальные габаритные размеры н массу, малую инерцион-
ность. В этой подгруппе следует выделить головки с наружными
| и внутренними электроконтактамн
В головках с наружным контактом к одному электроду ис-
точника питания подключается измерительный наконечник, а к
другому — деталь. При соприкосновении наконечника с деталью
чгмыкается электрическая цепь, что используется для определе-
ния этого моменга н формирования командного сигнала КИМ.
Несмотря на исключительную простоту такой схемы и сущест-
* дующие средства улучшения их функциональных параметров,
<’чи широкого распространения не получили, так как для обес-
Рис. 2.8. Схема электроконтактной изме-
рительной головки
печения стабильной работы
такой головки необходим
хороший контакт между
наконечником и деталью.
Следовательно, точность от-
счета момента касания за
висит от качества измеряе-
мой поверхности (чистоты,
параметров шероховатости,
наличия окислов), запылен
ности окружающей среды,
материала детали, радиусов
кривизны наконечников и
измеряемой поверхности в
точке контакта. Токонепро-
водящие детали вовсе не мо-
гут быть измерены.
Наиболее широко для
различных классов точности,
габаритных размеров, сте-
пени автоматизации КИМ
используются электрокон-
тактные ИГ с внутренними
электроконтактами, в кото-
рых базирование измери-
тельных наконечников осуществляется посредством трех тел
вращения и трех призм, образованных также из тел вращения,
расположенных равномерно по окружности через 120° (Пат.
1445977 Великобритании, МКИ G01B 7/02). Базирующие
тела вращения прикреплены к деталям головки через изолято-
ры и соединены в последовательную электрическую цепь, раз-
мыкание которой от смещения измерительного наконечника,
контактирующего с деталью, используется для образования
командного сигнала. В настоящее время известно много конст-
руктивных модификаций головки, различающихся между собой
по габаритным размерам, устройству базирующих контактов,
конструкции измерительных наконечников.
ин из возможных вариантов головки представлен на
рис. 2.8,а. Головка состоит из корпуса 3, в основании 6 которш о
через 120° установлены три пары шариков 9; фланца 5; к кото-
рому прикреплен измерительный наконечник, состоящий из стер-
жня 7 и контактного элемента 8. Базирование фланца в корпусе
осуществляется посредством трех роликов 10, прикрепленных на
горце фланца 5 также через 120° и сопряженных с тремя приз-
мами, образованными из шариков 9. Ролики и шарики одновре-
менно являются электроконтактами, соединенными в последова-
тельную цепь. Фланец 5 прижат пружиной 4. Разъем 1 и гайка
80
Рис.
At (!) измерительного наконеч-
ника и изменения измеритель-
ного усилия Р (2) трехопорной
электроконтактной ИГ.
а — в плоскости АТ; б —в плоско-
сти XZ
2.9. Эпюры перемещения
17 предназначены соответственно
Ядля электрического и механического
Людсоединения головки к КИМ.
При соприкосновении наконечни-
ка с деталью фланец поворачивает-
ся относительно оси, перпендикуляр-
Кой оси головки, или перемещается
РЦдоль оси. Вследствие этого размы-
кается по меньшей мере один элек-
г|>оконтакт, что используется для
образования управляющего сигна-
Головки чувствительны в различ-
ных направлениях в полупростран-
стве ±Х, ±Г, +Z (рис 2.8, б). Из-
мерительный наконечник не может
• смешаться и головка нечувствитель-
на в направлении —Z
Вследст вие трехопорного базиро-
илния фланца, несущего измеритель-
I IIый наконечник, и центрального его
прижима данным головкам свойст-
венны следующие характерные осо-
бенности.
| Зоны нечувствительности в раз-
личных направлениях измерения не-
Одинаковы Характерные эпюры пе-
|р( мещений А, измерительного нако-
нечника после контакта с измеряе-
мой поверхностью до отработки ко-
U мандпого сигнала в плоскости ХУ,
I перпендикулярной оси головки, и
В через эту ось, представлены на рис.
IT рез центр одной из опор, а ось Z совпадает с осью головки,
различных направлениях измерения неодинаково и измери-
I Цельное усилие. В направлении между опорами оно примерно в
I 8 раза меньше, чем в направлении опоры Так как радиус рас-
I положения опор значительно меньше длины стержня наконечни-
I ка то измерительное усилие вдоль оси головки значительно
I больше, чем усилие, перпендикулярное оси головки. Сопостав-
I ление результатов, представленных на рис 2.9, свидетельствует
I о том, что в ИГ с трехопорным базированием измерительного
I наконечника неодинаковость чувствительности связана с неоди-
наковостью измерительного усилия, вследствие чего имею7 мес-
то различные упругие деформации стержня наконечника, бази-
I рующих элементов. Кроме того, следует учитывать неодинако-
вый характер деформаций стержня при измерении в радиаль-
I кпм и осевом направлениях. В первом случае он изгибается, во
плоскости XZ, проходящей
2.9 Ось X направлена че-
81
Рис. 2.10. Нестабильность срабатывания в различных направлениях измерения
Рис. 2.11. Составляющие перемещения Л< измерительного наконечника трех-
опорной электроконтактной головки
Риг. 2.12. Децентрирование фланца под действием сдвигающих сил в плоско-
сти контактов
втором сжимается Неодинаковость чувствительности возраста-
ет с уменьшением жесткости стержня, увеличением его длины и
силы прижатия фланца
В процессе измерения можно выделить два характерных ре-
жима работы головки.
размыкание одной электроконтактной пары при повороте
фланца на двух опорах;
размыкание одновременно двух пар электроконтактов при по-
вороте на третьей опоре.
Во втором случае, характерном также и для измерения вдоль
оси головки, положение фланца неустойчиво и он, поворачива-
ясь, сремится перейти к первому, более стабильному состоянию
Вследствие этого возникает неодинаковая нестабильность
срабатывания и измерительного усилия в различных направле-
ниях измерения. Нестабильность указанных параметров ниже
в направлениях измерения, когда размыкается один электрокои-
такт, т е в направлении измерения между опорами. На рис. 2 10
представлены данные измерения нестабильности срабатывания
ИГ с длиной наконечника 20 мм [93] Нестабильность срабаты-
вания увеличивается с увеличением скорости измерения и ее не-
постоянства.
Аналитическими и экспериментальными исследованиями, вы-
полненными во ВНИИизмерения и Вильнюсском филиале
ЭНИМС, показано, что основными составляющими компонен-
тами перемещения измерительного наконечника до размыкания
электроконтактов являются смещения из-за контактных дефор-
маций опорных элементов Ад, под действием опрокидывающего
82
фланец момента при измерении в Гм направлении, смещение
фланца А,, под действием сдвигающей силы в плоскости контак-
тирования базирующих элементов, изгиб Ащ наконечника (рис.
VII)
Вс действие смещения Дг< происходит децентриривание флан-
||а (рис. 2.12), что из-за действия сил трения в контактах вызы-
1а ет нестабильность срабатывания юловки и возвращения на-
I Почечника в исходное положение. Смещение происходит из-за
Проскальзывания и деформации контактов.
Проскальзывание контактов, наиболее неблагоприятно влия-
I ющее на стабильность измерений, имеет максимальные значе-
Iимя при измерении в направлении одной опоры Подробные ис-
следования показали, что эпюра смещения At наконечника в сек-
г торе 6—10J у точек, соответствующих повороту наконечника от-
В посительно одной опоры, имеет пикообразный характер (рис.
2 13) На этом же рисунке указаны номера контактов, по раз-
мыканию которых срабатывает ИГ при измерении в различных
I направлениях. Проскальзывание контактов уменьшается, когда
Опорные ролики фланца устанавливаются под углом 75° к оси
юловки. При этом повышается стабильность измерения, умень-
I шается неодинаковость чувствительности головки. Следует ожи-
дать, что при этом также повышается долговечность головки,
связанная с уменьшением износа контактов
Головки описанной конструкции имеют следующие характе-
ристики: диаметр корпуса 13—25 мм; длина корпуса 40—80 мм;
I измерительное усилие, перпендикулярное оси, 0,08—0,3 Н, вдоль
I ней 0,15—1 Н; длина измерительного наконечника 10—40 мм;
нестабильность срабатывания ±(0,4—2) мкм; неодинаковость
Рис. 2.13. Эпюры перемещения Д,- с
указанием размыкающихся контактов
Рис. 2 14 Измерительная головка с
механизмом компенсации перемеще-
ний Aj вдоль оси головки
83
зоны нечувствительности в плоскости, перпендикулярной оси го-
ловки, 2—7 мкм, в различных направлениях в пространстве —
до 15 мкм Инерционность головок составляет до 100 мкс.’В го-
ловках этого типа используются несложные измерительные на-
конечники. имеющие сферические, цилиндрические, звездчатые
или другой специальной формы контактные элементы.
Трехопорные фланцевые механизмы широко используются и
для базирования измерительного наконечника в ИГ, в которых
для определения контакта наконечника с деталью используются
другого типа чувствительные элементы. В этом случае решаю-
щим показателем является погрешность возвращения в исход-
ное положение наконечника после малых (в пределах десятков
микрометров) или больших ( в пределах нескольких миллимет- '
ров) ею смещений. Для узлов, базирующие элементы которых
расположены на диаметре 15 мм при длине стержня наконечни-
ка 30 мм, она составляет до 0,3 мкм.
Известен ряд конструктивных решений, направленных на по-
вышение точностных характеристик данных головок.
Более одинаковая чувствительность перпендикулярно и вдоль
оси головки достигается установкой измерительного наконечни-
ка во фланце на упругих мембранах, расположенных вдоль оси 1
головки (рис. 2.14) (А с. 913031 СССР, MKHG01B 5/02) Де-
формация мембран компенсирует разницу деформаций наконеч-
ника. Подбором жесткости мембран и регулировкой пружины 1
сжатия можно обеспечить перемещение наконечника вдоль оси
головки, равным, например, среднему перемещению в радиаль-
ном направлении.
Рис. 2.15 Измерительная головка с компенсатором неодинаковости чувстви-
тельности и измерительного усилия перпендикулярно оси головки
£4
[ Для увеличения «одинаковости» чувствительности в различ-
ных направлениях перпендикулярно оси головки фланец 7 (рис.
j 15), несущий наконечник 1 с основанием 3 корпуса 4, сопряга-
йся через промежуточное кольцо 5 с шестью контактными ша-
риками 6, контактирующими с роликами 2, 8, установлении ми
Коен.звании 3 и фланце 7 (Пат. 617617 Швейцария, MKH В23
В 17/02) причем ролики в основании 3 корпуса смещены относи-
тельно роликоз 2 во фланце 7 по окружност и на л/3. За счет эт о-
К изменение длины опорного плеча при отклонении нак'онечни-
Кн в различных направлениях измерения перпендикулярно оси
Головки снижается до 1,16 раза. Поворот измерительного нако-
Мйчника может происходить относительно оперных роликов ос-
нования или фланца, благодаря чему уменьшается и неодина-
ь ность измерительного усилия. У головок данного типа неоди-
Ьксвость зоны нечувствительности в плоскости, перпендикуляр-
ой осн головки, снижается до 4 раз, увеличивается сходимость
Обработки командного сигнала.
I Аналогичная цель преследуется в электроконтактной ИГ, в
ho горой прижим к корпусу фланца, несущего измерительный на-
ОНечник, осуществляется посредством прижимного фланца с
Ьрсмя шариками, расположенными над каждой контактной груп-
Прижимной фланец подпружинен к фланцу щуповой сис-
ясмой и соединен с корпусом через прецизионный узел линейно-
Нперемещения по оси головки (А с. 968579 СССР, МКИ G
II1B5/10) Передача прижимного усилия через три шарика, pac-
вложенных непосредственно над каждой опорой, обеспечивает
цненство плеч между точками приложения силы прижатия и
вакцин ми опор при воздействии на наконечник с различных на-
правлений перпендикулярно оси головки
I Полная компенсация неодинаковости чувствительности в
>остг листве или частичная в определенных плоскостях или на-
равлениях может быть достигнута путем выполнения изм<ри-
льного наконечника с искусственно создаваемыми отклонения-
ми формы, пропорциональными систематической погрешности из-
мерения головкой с круглым наконечником (А. с 794361 СССР,
МИИ G01B7/28). Однако при этом неодинаковость измеригельно-
В| усилия остает ся по-прежнему значительной.
Используя такие же базирующие элементы, создают ИГ. чув-
Внительные в прямом и обратном направлениях вдоль оси го-
овки В этом случае применяется двойное базирование изме-
Шгтечь ого наконечника относительно корпуса. С помощью рас-
>м<> ренной трехопорной системы наконечник базируется от-
носительно подвижно! о фланца, который, в свою оче-
1>#дь, аналогичным способом базируется относительно не-
подвижного фланца корпуса. Все базирующие элементы
«лновременно являются электроконтактами, размыкание ко-
торых служит для выработки командного сигнала управления
85
Рис. 2.16. Измерительная головка, чувствительная во всех направлениях в
пространстве измерения
КИМ (Пат. 4136458 США, МКИ G01B 7/00; пат. 1589297 Вели-
кобритания, МКИ G01B 7/02). Одна из наиболее современных
разновидностей данной схемы представлена на рис. 2.16 В ос-
новании I корпуса 2 изолированно через 2л/3 установлены три
контактных ролика 3. В корпусе размещен подвижный диск 4,
в котором равномерно по окружности через л/3 установлено
шесть изолированных шариков 6. Шарики образуют шесть рав-
номерно по окружности расположенных призм. Три из них со-
пряжены с роликами 3, а остальные три — с роликами 7, уста-
новленными на фланце 3, несущем измерительный наконечник 9.
Силовое за мыкание контактных пар осуществляется посредст-
вом пружин сжатия 5 и растяжения 10. При воздействии на на-
конечник снизу размыкаются контакты с роликами корпуса, а
при воздействии сверху — контакты с роликами фланца нако-
нечника. Размыкание контактов при измерении под углом к оси
головки зависит от направления измерения и соотношения сил
пружин 5 и 10.
Следует отметить, что двойное базирование измерительного
наконечника ухудшает точностные показатели головки Другие
известные варианты головок с двойным базированием уступают
по точности или более сложны конструктивно.
Описанного типа головки, имеющие различные конструктив-
ные исполнения, изготовляются зарубежными фирмами и ши-
роко используются фирмами «Ренишоу», ДЕА «Оливетти», в ря-
де отечественных КИМ и на станках с ЧПУ.
В ИМАШ им. А. А. Благонравова АН СССР разработана
электроконтактная ИГ с мембранной подвеской измерительного
86
I4tc. 2.17. Схема нулевой ИГ, разра-
ботанной ИМАШ нм. А. А. Благонра-
вова АН СССР
Гис. 2.18. Измеряггельная головка с
(«•«электрическими чувствительны-
ми элементами
рычага с измерительным наконечником [51]. В головке, выпол-
ненной по этой схеме (рис. 2 17), на корпусе 4 установлено изо-
лирующее основание 5, несущее три контактные опоры в виде
« ;[ ер 6 Измерительный рычаг 2 с наконечником 1 на одном кон-
це и контактным элементом в виде сферы 7 на другом подвешен
середину к корпусу 4 на мембране 3. В нулевом положении
сфера 7 контактирует со всеми тремя сферами 6, включенными
иопарно в две идентичные электронные схемы индикации кон-
Г^икта, выходы которых через элемент ИЛИ соединены со схемой
управления КИМ.
При касании измерительным наконечником поверхности рычаг
3 поворачивается и сфера 7 размыкает хотя бы одну из пар сфер
, при этом выдается командный сигнал. При горизонтальном
Положении рычага 2 действие его массы компенсируется мем-
браной 3, расположенной приблизительно в центре тяжести ры-
чага. Три опорные сферы 6 размещаются в теле изолирующего
основания 5 в коническом гнезде так, что они немного выступа-
ют над поверхностью; это позволяет значительно увеличить сво-
бодный ход наконечника.
Испытания, проведенные для одного нз вариантов конструк-
ции ИГК, показали, что нестабильность срабатывания составля-
ет dr 1,4 мкм, неодинаковость нечувствительности — около 5 мкм.
ИГ с пьезоэлектрическим чувствительным элементом. В пре-
цизионных КИМ, точность электроконтактных ИГ для которых
Является недостаточной, часто используют головки, содержащие
чувствительные элементы другого типа, реагирующие на силовое
но 1 действие на измерительный наконечник или его смещение по-
сле касания с измеряемой деталью.
87
Рассмотрим пример такой головки, нашедшей применение в
различного класса КИМ фирмы «Оптон» (Пат 2712181 ФРГ,
МКИ G01B). Головка (рис. 2.18) содержит держатель измери-
тельного наконечника, состоящий из двух соединенных частей
1 и 2, между которыми установлены пьезоэлектрические чувст-
вительные элементы 3, реагирующие на силовое воздействие на
наконечники с разных сторон. Держатель посредством двойной
трехопорной системы 4, аналогичной рассмотренной выше, ба-
зируется относительно корпуса 5. По патенту возможны и дру-
гие конструктивные исполнения головки
Головка с пьезоэлектрическими чувствительными элементами
характеризуется очень высокой чувствительностью, поэтому для
исключения ложных отсчетов по сигналу пьезоэлектрических
элементов, которые могут возникнуть даже от сил инерции при
разгоне или торможении, командный сигнал формируется при
срабатывании двух чувствительных элементов. Первый сигнал
поступает от пьезоэлектрических элементов после изменения на-
грузки на них, а второй — от смещения держателя относитель-
но корпуса головки, т е. для образования командного сигнала
необходимо изменение нагрузки на держатель щупов и его сме-
щение относительно корпуса. Головка содержит логическую схе-
му, формирующую командный сигнал только при заданном ин-
тервале времени между упомянутыми сигналами. Этим исклю-
чается возможность отсчета координат при неоптимальной ско-
рости измерения. Второй сигнал может быть сформирован по
размыканию контактных элементов, базирующих держатель из-
мерительного наконечника аналогично электроконтактным голов-
кам, или же могут быть установлены дополнительные чувстви-
тельные элементы, реагирующие на смещение держателя. К точ-
ности второго сигнала высоких требований не предъявляется,
так как он является только подтверждающим, а координаты от-
считываются и запоминаются по первому сигналу.
К достоинствам таких головок следует отнести высокую чув-
ствительность в различных направлениях измерения, малую не-
стабильность срабатывания (в пределах ±0,5 мкм), малое из-
мерительное усилие (до 0,01 Н), возможность применения слож-
ных измерительных наконечников с большим числом (до 25)
контактных элементов.
Головки этого типа работают только в вертикальном распо-
ложении, изменять их ориентацию в процессе измерения не пред-
ставляется возможным. Следует отметить, что хотя отсчет коор-
динат точек производится по сигналу пьезоэлектрических чувст-
вительных элементов с высокой точностью, точность измерения с
помощью данной головки зависит от точности возвращения изме-
рительного наконечника в исходное положение после его откло-
нений в процессе измерения Следовательно, точность измерений
в значительной степени определяется точностью узла базиро-
88
Н«ания держателя наконечника. Очевидно также, чтэ по указан-
пнм причинам точность измерения будет зависеть от размеров и
^Ьнфигурации измерительного наконечника.
Последовательным развитием, увеличивающим точность и
И**увс гвит ел ьность трехопорных электроконтактных го; овок, явля-
|ется ИГ, выполненная по патенту 2049198 Великобритании МКИ
jGO’B 7/03. В отличие от рассмотренных электроконтактных го-
Ввовок, она, аналогично головке по патенту 2712181 ФРГ,
Втержит фланец, составленный из двух частей, между ко~оры-
установлены пьезоэлектрические кристаллы. Появление на-
ГТряжения иа кристаллах при изменении нагрузки на них в мо-
мент контакта измерительного наконечника с деталью исполь-
Ьуется для формирования управля ющего сигнала. Эти головки
I Но сравнению с рассмотренными выше имеют меньшие габарит-
Иные размеры, более просты и используют наконечники меньших
размеров.
Пьезорезонансные ИГ. Высокая чувствительность и точность
В При малом измерительном усилии достигается при использова-
|нни в качестве чувствительного элемента пьезоэлектрических ре-
Вннаторов. Принцип действия этих ИГ основывается на измене-
Внии некоторых динамических параметров колеблющихся систем
добротности, резонансной частоты, коэффициента бегущей вол-
ны) под действием статической нагрузки или сил трения
Разработаны и испытаны ИГ, в которых использован эффект
изменения добротности Q, зависящий от диссипативной состав-
Ииющей силы взаимодействия между головкой и деталью [36,
(Ас. 918778 СССР, МКИ G01B 5/02)]. Большая добротность
ИИ^еспечивается волноводами переменного Сечения. Используют-
ступенчатые, экспоненциальные и конические волноводы.
ИГ (рис. 2.19, а) состоит из ступенчатого концентратора уль-
тразвуковых колебаний 5, который выполнен в виде валика, об-
шзованного двумя цилиндрами с существенно различными диа-
теетрами. На торце цилиндра большего
] диаметра Dt приклеен с обеспечением
^Акустического контакта пьезоэлектри-
ческий преобразователь 4 в виде диска
или цилиндра из пьезокерамического
И|атериала, а на торце цилиндра мень-
Вцт‘1 диаметра /)2 — измерительный
Ъяконечник 9. Концентратор 5 при-
реплен к фланцу 7, который относи
И|льно корпуса 8 базируется с помо-
Пью торцевых зубчатых венцов и при-
||«гимается к нему пружиной 6. Элек-
рол 1 преобразователя 4, располо-
|ке'чый со стороны концентратора 5,
|аземлен, а электрод, установленный с
Рис 2 19 Пьезорезонансчая
измерительная головка
89
Рис. 2.20. Сигналы от генератора Ui и
пьезоэлектрического преобразователя до
касания Us и после касания 1/3 измери-
тельного наконечника с деталью
Рис. 2.21. Эпюры смещения At измери-
тельного наконечника до отработки ко-
мандного сигнала пьезорезонансной ИГ
противоположной стороны, разделен на два сектора 2 и 3. Сек-
тор 2 подсоединен к генератору электрических колебаний 10,
вырабатывающему переменное напряжение, частота которого
близка к резонансной частоте колебательной системы, образо-
ванной концентратором 5, преобразователем 4 и ИН 9. Второй
сектор 3 и генератор 10 подсоединены к устройству 11, чувстви-
тельному к изменению фазы или амплитуды, который, в свою
очередь, соединен с формирователем команд 12.
ИГ работает следующим образом. При подаче на электроды
1 и 2 высокочастотного электрического напряжения 11\ с часто
той, близкой к резонансной частоте колебательной системы, в
ней возбуждаются высокочастотные продольные механические
колебания, распределение амплитуды которых показано на рис.
2.19, б.
Концентратор 5 к фланцу 7 крепится в плоскости, где ампли-
туда колебаний близка к нулю, а измерительный наконечник на-
ходится в зоне максимальной амплитуды. Образованная та-
ким образом колебательная система имеет высокую добротность
и чувствительность. Механические колебания концентратора в
силу прямого пьезоэффекта в преобразователе 4 генерируют
переменное напряжение U2 такой же частоты, но сдвинутое по
фазе 4ф12 относительно напряжения, поступающего от генерато-
ра (рис. 2.20). В момент соприкосновения измерительного на-
конечника с измеряемой поверхностью добротность колебатель-
ной системы резко снижается. Вследствие этого происходит до-
полнительный сдвиг Д/23 по фазе сигнала U2 и уменьшение А^з
его амплитуды до V3, по которым формируется командный сиг-
нал для системы управления. Таким образом, для формирова-
90
ния командного сигнала не требуется механического сдвига дер-
жателя измерительного наконечника относительно корпуса ИГ.
Отметим, что показанная на рис. 2.19 схема может быть ис-
пользована и для стабилизации установки нулевого положения
концентратора после его отклонения. Тогда торцевая зубчатая
пара фланец 7—корпус 8 выполняется в самом волноводе, в уз-
ле смещения. В режиме самоустановления измерительного на-
Жонечника меняется частота колебаний и в торцевой зубчатой
пире возбуждаются колебания, приводящие к устранению погреш-
ности установки нулевого положения из-за трения без смазочно-
го материала.
Разработанные в Вильнюсском филиале ЭНИМС головки, со-
держащие концентраторы с параметрами Dt = 7 мм, £>2=1,5 мм,
’•28 мм (I — длина ИН), стальной сферический измеритель-
ный наконечник диаметром 2,5 мм и имеющие резонансную час-
тоту fp=105 кГц, обеспечивают неодинаковость чувствительно-
|ч и в пространстве в пределах 0,4 мкм, нестабильность сраба-
1ывания ±0,4 мкм при измерительном усилии в пределах
0,025 Н. Эпюры смещения At наконечника после касания с из-
меряемой деталью до отработки командного сигнала в плоско-
сти ХУ, перпендикулярной оси головки, и плоскости XZ, прохо-
дящей через эту ось, представлены на рис. 2.21. Одновременно
следует отметить присущую головкам этого типа инерционность
порядка нескольких миллисекунд, что предъявляет повышенные
требования к постоянству скорости измерения.
1'ис. 2.22. Пьезорезонансная измерительная головка со сложным наконеч-
ником
91
Используя описанный принцип действия, создают ИГ со слож-
ными измерительными наконечниками. При этом пьезоэлектри-
ческий преобразователь размещается в полом корпусе, внутрен-
няя поверхность которого повторяет форму наружной поверхно-
сти преобразователя, а измерительные наконечники расположе-
ны по нормали к поверхности полого корпуса (рис. 2.22) (А.с.
1095065 СССР, МКИ G01iN29/04). Головки с такими чувстви-
тельными элементами обеспечивают достаточный доступ для из-
мерения с различных сторон деталей.
Здесь не рассматривается большое число конструкций ИГ,
известных по патентной и другой технической литературе, отно-
сительно которых отсутствуют сведения о практической реали-
зации и достигнутых при этом результатах.
2.3. ИЗМЕРИТЕЛЬНЫЕ ГОЛОВКИ ОТКЛОНЕНИЯ
Основные типы применяемых в КИМ головок отклонения
В отличие от нулевых головок, выдающих только один поро-
говый сигнал, ИГО позволяют измерить перемещение наконеч-
ника относительно корпуса головки благодаря встроенным из-
мерительным чувствительным элементам (датчикам малых пе-
ремещений).
В зависимости от возможных направлений смещения нако-
нечника головки отклонения можно разделить на осевые и век-
торные (рис. 2.23). В осевых головках перемещение наконечника
возможно только по одному направлению (по фиксированной
оси или дуге окружности). Векторные головки допускают любое
перемещение наконечника в плоскости или пространстве, являясь
соответственно двух- или трехкоординатными. Эти головки поз-
воляют определить все или некоторые параметры вектора откло-
нения наконечника. Поскольку вектор можно характеризовать
компонентами его разложения по осям координат или модулем
и углом поворота (аргументом), векторные головки разделяют-
ся на компонентные (двух- или трехкомпонентные) и модуль-
ные. Как правило, среди модульных ИГ применяются собственно
модульные головки, определяющие только модуль отклонения,
без угла, что достаточно для решения большинства метрологи-
ческих задач по контролю профилей. И те и другие головки
имеют узел создания измерительного усилия FK3M и ориентации,
обеспечивающий установку наконечника по нормали (или под
определенным углом) к проверяемой поверхности. В зависимо-
сти от конструкции этого узла следует различать управляемые и
самоустанавливающиеся головки. В управляемых головках от-
клонения измерительный наконечник устанавливается под за-
данным углом к поверхности, т. е. направление и значение из-
мерительного усилия изменяется по программе от системы ЧПУ.
92
Рис. 2.23. Классификационная схема головок отклонения
Узел ориентации управляемой головки может обеспечить, на-
пример, установку наконечника по направлению теоретической
нормали к профилю (взятому из чертежа) или по какой-либо ко-
ординатной оси.
На рис. 2.23 в качестве примера показана двухкоординатная
компонентная (двухкомпонентная) управляемая головка [30],
содержащая измерительный рычаг с измерительным наконечни-
ком, установленным в сферическом шарнире. Поворот в задан-
ном направлении осуществляется под воздействием двух пар
крестообразно расположенных соленоидов, питаемых по програм-
ме. Компоненты вектора отклонения измеряются двумя дифферен-
циальными индуктивными датчиками, после того как наконеч-
ник касается проверяемого профиля. В самоустанавливающихся
головках наконечник всегда располагается по нормали к про-
филю (с точностью до погрешности от трения). Измерительное
усилие в таких головках (рис. 2.24) при любых отклонениях на-
конечника направлено в одну и ту же точку (центр наконечника,
находящегося в свободном положении), и при контакте с поверх-
ностью тангенциальная составляющая измерительного усилия Р„
смещая наконечник по поверхности, заставляет его занять поло-
93
Рис. 2.24. Установка по нормали к
контуру измерительного наконечника
самоустанавливающейся ИГ:
/ — положение наконечника в момент ка-
сания профиля детали (неустойчивое); 2—
нейтральное (равновесное) положение (при
отсутствии контакта с профилем); 3 — ус-
тойчнвое положение наконечника, ориен-
тированное по нормали к контуру; Р — из-
мерительное усилие; Гтр — сила трения;
s — натяг головки
жение, при котором расстояние до свободного положения нако-
нечника минимально.
На рис. 2.23 в качестве примера самоустанавливающейся ИГ
показана схема двухкоординатной модульной головки с узлом
ориентации в виде гнездового механизма [30]. Последний содер-
жит два конических гнезда, расположенных номинально соосно,
и шар, заложенный между ними. В модульных головках узел
ориентации одновременно является и преобразующим механиз-
мом, так называемым механизмом модульного преобразования.
Этот механизм преобразует плоское или пространственное пере-
мещение наконечника в однокоординатное (осевое) перемещение
измерительного чувствительного элемента.
Как осевые, так и векторные головки отклонения работают
при определенном натяге. Программируя положения ИГ при из-
мерении (или траекторию движения ИГ при измерении), корпус
ИГ располагают относительно номинального положения поверх-
ности таким образом, чтобы наконечник ИГ был смещен из ис-
ходного положения на номинальный натяг (обычно половину диа-
пазона). Это позволит ИГ измерять отклонения положения по-
верхности детали как в плюсовую, так и в Минусовую стороны.
Понятие натяга для самоустанавливающихся и управляемых
ИГО иллюстрирует рис. 2.25. В положении 1 наконечники голо-
вок не контактируют с измеряемой поверхностью, наконечник са-
моустанавливающейся ИГО находится в исходном равновесном
положении (на него не действует измерительное усилие), а на-
конечник управляемой ИГО находится в исходном взведенном
положении (на него действует измерительное усилие, наконеч-
ник поджат к упору). Если бы при таком положении относитель-
но корпуса ИГ наконечник находился в контакте с измеряемой
поверхностью, то можно было бы измерить отклонения, направ-
ленные только в плюсовую сторону. Если же головке дать натяг
—б|, где б — максимальное отклонение от номинального
размера или номинального положения измеряемой поверхности
94
Рис. 2.25. К понятию натяга ИГО
(рис. 2.25, положение II), то окажется возможным измерять де-
тали как с отрицательными (—б), так и с положительными
(4-6) отклонениями от номинала (рис. 2.25, положения III и IV).
Поскольку натяг ИГО, необходимый для ее нормальной ра-
боты, возникает при определенном положении корпуса ИГ от-
носительно измеряемой поверхности, его учитывают при расчете
(программировании) траектории движения ИГ при измерении.
При этом точку отсчета ИГ ведут не по номинальной траектории,
а по эквидистанте, отстоящей от номинального контура на вели-
чину гв— s0, где ги — радиус измерительного наконечника.
В зависимости от значения натяга меняется положение точ-
ки контакта наконечника с измеряемой поверхностью относи-
тельно корпуса ИГ, т. е. изменяются координаты этой точки в
системе координат КИМ (СКМ). Для определения этих координат
необходимо знать положение ИГ в СКМ (координаты точки от-
счета или нулевой точки ИГ), натяг s, направление нормали в
точке измерения и и радиус гн наконечника ИГ. На рис. 2.26 по-
95
Рис. 2.26. Типичные натяги ИГО:
а — для управляемой ИГ; 1 — исходное взведенное поло-
жение наконечника; 2— нулевое положение (sq^O); 3 —
ненулевое положение (s#O);
б, в — для самоустаиавливающейся ИГ; 1 — исходное
(равновесное) положение наконечника; 2— положение
наконечника, установленного по нормали
казаны положения измерительного наконечника для некоторых
значений натягов, наиболее часто применяемых в ИГО.
Для управляемых компонентных ИГ натяг обычно выбирают
таким, чтобы измерительный наконечник занимал свое нулевое
положение, при котором показания компонентных датчиков ИГ
равны нулю (рис. 2.26, а). Тогда координаты точки контакта
ха=х0’ Уд—гнcos а5 ZA=ZQ,
где х0, уо, z0 — координаты ИГ в СКМ. при условии, что измери-
тельное усилие Р направлено по оси у и наконечник подвижен
только вдоль этой оси. Если положение наконечника управляе-
мой ИГ не совпадает с нулевым на значение натяга s0 (s0 — на-
тяг, отсчитываемый от нулевого положения), то
^А=Уо+(«о-ги)с05а.
Для самоустаиавливающейся ИГ выгодно выбирать натяг
равным радиусу наконечника (рис. 2.26, б) (А.с. 337641 СССР,
МКИ G01B 7/28). Положение точки контакта А тогда совпадает
с положением нулевой точки ИГ (точка отсчета), и ее координа-
ты определяются как
ХА~Х0’ Уа — Уо'^ za=zo-
Это особенно удобно в применении к модульным ИГ, у которых
легко контролировать натяг непосредственно по показаниям го-
ловки. При других натягах самоустаиавливающейся ИГ, напри-
мер, меньших радиуса наконечника (рис. 2.26, в),
ХА = Х0 — <ГН — S0> Sin а‘у
Уа~Уо~ (ги — s0)cos а-
96
Координаты Хо, Уо являются координатами точки отсчета ИГ,
тстоящей от контура на величину (г„ — s0), называемую иногда
эффективным радиусом наконечника гЭф- Это используют при из-
мерении контуров модульной головкой, когда отсутствует инфор-
мация о положении нормали. Работая ИГ с постоянным натягом
s0, получают координаты линии, эквидистантной к контуру и
отстоящей от него на гэ$.
Модульные головки
Модульные головки характеризуются наличием механизма
модульного преобразования, обеспечивающего преобразование
любого перемещения наконечника в плоскости (пространстве) в
перемещение по перпендикулярной к ней (какой-либо одной) оси.
Механизм модульного преобразования обычно выполняет и функ-
цию узла создания измерительного усилия и ориентации нако-
нечника, придавая головке свойства самоустанавливающейся
ИГ. Измерение модульной головкой производится по нормали к
фактическому профилю, т. е. направление измерительного уси-
лия совпадает с нормалью без учета погрешности, зависящей от
трения наконечника о деталь и трения в механизме головки. Од-
нако эта погрешность занимает, как правило, небольшую часть
в суммарной погрешности ИГ [28].
На рис. 2.27, а показан пример схемы модульной головки, в
которой применен механизм модульного преобразования типа
коническое гнездо — шар — трубка. Любое радиальное отклоне-
ние измерительного наконечника 1 преобразуется в вертикаль-
ное перемещение штока 6 индуктивного. датчика. Аналогичный
эффект вызывает и вертикальное отклонение наконечника. Такая
головка является модульной в плоскости, перпендикулярной из-
мерительному рычагу, и осевой в направлении его вертикального
отклонения. Условно эту головку можно отнести к размерности
2,57). Такая модульная головка обеспечивает точность измере-
ния порядка ±2 мкм [68].
Вариантов выполнения механизма модульного преобразова-
ния существует много. Получили широкое применение гнездовой
и грибковый механизмы (рис. 2.27, б, в).
На рис. 2.28 показана конструкция модульной грибковой го-
ловки мод. БВ-2023 (ВНИИизмерения). Центрирование грибка
2 в корпусе 3 осуществляется с помощью плоской мембраны 1,
соотношение размеров которой и форма выполненных в ней про-
резей обеспечивают постоянное измерительное усилие в плоско-
сти радиальных перемещений наконечника. Перемещение цент-
ра грибка воспринимается индуктивным преобразователем 4. Ход
измерительного наконечника в этой плоскости составляет 0,5 мм.
Точность работы головки иллюстрирует рис. 2.29, где показа-
ны характеристики головки для двух направлений измерения,
4—183 97
Рис, 2 27. Модульные ИГ с различными механиз-
мами модульного преобразования:
а — механизм коническое гнездо — шар — трубка; / —
наконечник; 2 — полуоткрытый шарнир; 3 — коническое
гнездо; 4 — шар; 5 — трубка; 6 — датчик;
б — гнездовой механизм; 1 — накои чник; 2 — сфериче-
ский шарнир; 3 — нижнее коническое гнездо; 4 — шар;
5 — верхнее коническое гнездо; 6 — датчик; в — грибко-
вый механизм; 1 — наконечник; 2 — грибок; 3 — датчик
Рис. 2.28. Модульная грибковая головка мод.
БВ-2023 (ВНЙИизмерения)
расположенных под углом 90°. На графике (рис. 2.29, а) хоро-
шо видны зоны нечувствительности головки.
Компоновка головки ИМАШ АН СССР (рис. 2.30, а) харак-
терна тем, что измерительный наконечник и механизм модуль-
ного преобразования лежат в одной плоскости — плоскости из-
мерения. Эта головка может измерять нависающие профили вы-
соких деталей типа турбинных лопаток, но для полного изме-
рения замкнутого профиля необходим относительный разворот
головки и детали. В головке применен гнездовой механизм мо-
дульного преобразования. Измерительный рычаг 9 несет на од-
ном своем конце наконечник 1, на другом — коническое гнездо
7. Измерительный рычаг подвешен к корпусу 3 с помощью плос-
кой пружины 2, расположенной в середине рычага, и тяги 5.
Верхнее гнездо 6 подвешено к корпусу на пружинном паралле-
лограмме 8 и взаимодействует с индуктивным преобразовате-
лем 4.
Ход измерительного наконечника составляет 5 мм, диапазон
измерения — 1 мм.
Погрешность головки определяется в основном неравной
жесткостью пружины подвески в различных направлениях, что
проявляется в несимметричности зоны нечувствительности (рис.
2.30, б).
В модульных ИГ хорошо зарекомендовал себя грибковый ме-
ханизм модульного преобразования. Грибковые головки отлича-
98
Перемещение наконечника, мкн
а)
Рнс. 2.29. Погрешность головки мод. БВ-2023:
|с — характеристики передачи головки при различных углах а; 1 — прямой ход; 2 — об-
I ратный ход; б — зона нечувствительности головки; 1 — поверхность геометрического кон-
| такта наконечника с деталью (трансформирована в точку); 2— среднее значение погреш-
ности
I ют простота конструкции, небольшие габаритные размеры и хо-
I рошие точностные характеристики. Применяют различные спосо-
|бы центрирования грибка: по кромке диска (грибка) (см. рис.
2.27, в) (30], с помощью мембраны (см. рис. 2.28) [27], с помощью
J опорной сферы (рис. 2.31) (29] и др. На рис. 2.31 показана гриб-
I ковая головка ИМАШ АН СССР с опорной сферой. Измеритель-
I ный рычаг 1 установлен в сферическом шарнире 2 корпуса с по-
Рис. 2.30. Головка модульная (ИМАШ АН СССР):
с — конструктивная схема; 1 — наконечник; 2 — плоская пружнна; 3 — корпус; 4 — ин-
дуктивный преобразователь; 5 — тяга; 6 — верхнее гнездо; 7 — коническое гнездо; 8—
пружинный параллелограмм; 9— рычаг; б — зона нечувствительности головки; 1 — мак-
симальная некомпенснруемая составляющая погрешности; 2 — среднее зиаченне погреш-
ности (зона нечувствительности); 3 — поверхность геометрического контакта наконечника
с деталью (трансформирована в точку)
4:
99
Рис. 2.31. Грибковая головка с опорной сферой, раз-
работанная ИМА1П им. А. А. Блг гоиравова АН
СССР
мощью опорной сферы 3. Плоская опора 4
сферы взаимодействует через подвижную
проставку 5 с датчиком 6, положение кото-
рого относительно проставки может регули-
роваться. Опорная сфера требует обяза-
тельного применения подвижной проставки
и, как и при центрировании по кромке дис-
ка, не предохраняет наконечник от поворо-
тов вокруг своей оси.
Узел подвески измерительного рычага,
несущего измерительный наконечник и один
из элементов механизма модульного преоб-
разования, компонуется по-разному в зави-
симости от конфигурации проверяемой де-
тали. При контроле корпусных деталей или
деталей типа вырубного штампа, когда необходимо проверять
замкнутый профиль, компоновка головки должна быть такой,
чтобы измерительный рычаг был перпендикулярен плоскости из-
мерения; это позволяет вести измерения в любом направ-
лении, без взаимного с изделием разворота. Такую компоновку
можно назвать поперечной (см. рис. 2.31).
Однако головку с поперечной компоновкой трудно использо-
вать для контроля деталей большой высоты или с глубокими
внутренними профилями. В этом случае длину рычага пришлось
бы сделать большей, чем высота детали, или диаметр наконечни-
ка выбрать большим, чем габаритные размеры корпуса головки.
В подобных случаях целесообразно применение головок с про-
дольной компоновкой, когда измерительный рычаг с наконечни-
ком находится в плоскости измерения (см. рис. 2.30, а).
Разнообразны конструкции подвески измерительного рыча-
га. Они обеспечивают движение наконечника точно или прибли-
женно в плоскости измерения, а также согласованное с ним дви-
жение входного элемента механизма модульного преобразова-
ния.
Наиболее простая из конструкций — сферический шарнир
(см. рис. 2.31); она так же, как и конструкция с подвеской ры-
чага на плоской мембране в грибковой головке (см. рис. 2.28),
обеспечивает перемещение наконечника по сфере, которое при
малых отклонениях приближенно можно считать плоским. Стро-
го плоское движение обеспечивают безрычажные подвески, в
которых наконечник в виде диска, перекатывающегося по изме-
ряемой поверхности, смещается в направляющих качения или
скольжения [А.с. 181309 СССР, МКИ G01B 5/20, 29]. В центре
юо
диска имеется коническое гнездо — первый элемент механизма
модульного преобразования.
Рассмотренные выше модульные ИГ относятся к двухкоорди-
натным. Из трехкоординатных модульных головок известна толь-
ко самоустанавливающаяся головка, в которой гнездовой меха-
низм, работающий в плоскости, сочетается с клиновой передачей
(А. с. 227596 СССР, МКИ G01B 5/20].
Управляемая модульная головка может быть собрана из осе-
вого датчика и привода его поворота, работающего по програм-
ме. Такая ИГ будет измерять отклонение вдоль нормали к тео-
ретическому контуру. Определив модуль из показаний датчика
и угол поворота из программы, получим полную характеристику
вектора отклонения. Если центр вращения датчика совпадает с
центром сферы наконечника при нулевом сигнале датчика, то
программный привод может быть сравнительно неточным. Отно-
сительная погрешность определяется по формуле
и составляет менее 1°/о от измеряемого отклонения для ошибки
в угле поворота а, равной 8°.
Настройку модульной ИГ на заданный натяг обычно прово-
дят следующим образом: при отклоненном на натяг наконечнике
настраивают на нуль датчик головки, иначе говоря, смещают
нулевую точку датчика на натяг.
Настройку модульной ИГ на заданный натяг поясняет рис.
2.32. При смещении наконечника из равновесного положения на
натяг $0 в случае измерения детали с номинальным размером
(рис. 2.32, а) датчик головки настраивают на нуль. При измере-
нии детали с размером меньше номинального показания ИГ от-
рицательные (рис. 2.32, б); при измерении детали с размером
больше номинального показания ИГ положительные (рис. 2,32,
в). Смещение наконечника на значение натяга в противополож-
ном направлении также вызывает нулевые показания ИГ (рис.
2.32, г).
Смещение уровня нулевой настройки датчика модульной ИГ
упрощает работу с головкой. Если в КИМ используется диффе-
ренциальный метод, то показания ИГ соответствуют отклонениям
измеряемого размера с учетом знака отклонения. При реализа-
ции в КИМ нулевого метода с модульной ИГ, натяг которой ра-
вен радиусу ее наконечника, значения координат, считываемых
с датчиков перемещений КИМ при нулевых показаниях ИГ, рав-
ны значениям координат точки контакта наконечника с поверх-
ностью.
Головки отклонения, независимо от того, модульные они или
компонентные, взаимодействуют с исполнительными органами и
системами КИМ одинаковым образом. На рис. 2.33 представлена
101
Модульная ИГ
Рис. 2.32. Настройка модульной ИГ на задан-
ный натяг
Рис. 2.33. Схема взаимодействия основных уз-
лов КИМ с модульной ИГ при наличии ком-
пенсации влияния ошибок следящих приводов
на точность измерений:
1 — ИГ; 2 — деталь; 3 — датчик перемещений (ИП)
КИМ
схема взаимодействия основных узлов КИМ с ИГО в процессе
измерения по дифференциальному методу сравнения с мерой,
наиболее распространенному для модульных головок. Переме-
щение корпуса ИГ 1 относительно измеряемой детали 2 осущест-
вляется по программе от системы ЧПУ с помощью, например,
следящего привода. Корпус ИГ движется относительно детали
до точки заданной номинальной траектории, относительно кото-
рой отсчитываются отклонения контура измеряемой детали. Сиг-
нал хг, снимаемый с ИГ, характеризуется отклонением размера
детали
^д “^изм “F “^Г ^ном»
где Хизм — текущая координата исполнительного органа КИМ;
хг—показания ИГ; хНОм — номинальная координата исполни-
тельного органа КИМ.
При этой схеме взаимодействия ИГ и основных узлов КИМ
погрешности следящих приводов вредно влияют на точность из-
мерений, и режимы обхода контура должны быть выбраны таки-
ми, чтобы выполнялось условие
v _~ v о
“^НЗМ ''’НОМ
Для устранения влияния погрешностей следящих приводов
на точность измерений в работе [1] предложено осуществлять
102
коррекцию показаний головки в соответствии с динамическими
ошибками следящих приводов
ад=хг —Дл.
Компонентные головки
Компонентные головки по сравнению с модульными позволя-
ют получать наиболее полную информацию об измеряемом от-
клонении и являются наиболее точными. Встроенные в головку
компонентные датчики дают информацию о компонентах векто-
ра отклонения наконечника из нулевого положения, по которым
можно определить модуль и ориентацию вектора отклонения.
В компонентной головке узел создания измерительного усилия
и ориентации наконечника конструктивно выполнен раздельно с
измерительным узлом (в отличие от модульной головки). В ре-
зультате узел создания измерительного усилия не оказывает вли-
яния на точность работы измерительного узла.
Конструктивно компонентные головки, как правило, являют-
ся более сложными, чем модульные. На рис. 2.34 показана схе-
ма двухкомпонентной ИГ, построенной на основе схемы модуль-
ной головки, изображенной на рис. 2.27,6. Гнездовой механизм
3 выполняет здесь единственную функцию создания измеритель-
ного усилия. Положение наконечника / определяется двумя орто-
гональными компонентными датчиками 2, 4. Эту компонентную
головку можно отнести к самоустанавливающимся [29] (гнездо-
вой механизм модульного преобразования устанавливает нако-
нечник по нормали к фактическому профилю).
На рис. 2.35 показана конструктивная схема трехкомпонент-
ной самоустанавливающейся головки [78]. Измеритель-
ный рычаг 2 несет на одном конце наконечник /, на другом — сер-
дечники 5, 8, 10, соединенные узлом 7, трех ортогонально распо-
Рис. 2.35. Конструктив-
ная схема трехкомпонент-
ной самоустанавливаю-
щейся ИГ
Рис. 2.34. Схема двух-
компонентной самоуста-
навлнвающейся ИГ
103
ложенных индуктивных преобразователей 6, 9, 11. Измеритель-
ный рычаг 2 установлен в корпусе 4 на мембранной подвеске 3,
выполненной в виде двух параллельно расположенных кольце-
вых мембран с фигурными прорезями. Подвеска выполнена рав-
ножесткой по всем направлениям и выполняет функции узла
создания измерительного усилия. Жесткость мембран и расстоя-
ние между ними выбраны таким образом, что измерительный
наконечник устанавливается по нормали к измеряемой поверх-
ности, а с выхода головки снимаются сигналы, пропорциональ-
ные компонентам вектора отклонения по нормали
В={Длг, by, Az}.
Рабочий диапазон головки составляет х, i/=±100 мкм, z=
== 100 мкм.
Погрешность головки не превышает 0,5 мкм. Однако точ-
ностные характеристики головки существенно зависят от дли-
ны измерительного рычага и вида применяемого наконечника.
Для каждого вида наконечников необходима юстировка мем-
бранной подвески головки. Возможно, из-за этого недостатка
головка, конструктивно очень простая, не получила широкого при-
менения в КИМ. Наиболее сложными по конструкции являются
управляемые компонентные головки, в которых измерительное
усилие может изменяться как по значению, так и по направлению
по командам от системы управления КИМ (рис. 2.36) [30]. Изме-
рительный наконечник в таких головках обычно подвешивают к
корпусу с помощью последовательно установленных однокоорди-
натных направляющих систем (рис. 2.37, а). Компонентные ИГ,
построенные по такой схеме, обладают высокими точностными
характеристиками и имеют большие рабочие хода, что можно
объяснить хорошей отработанностью линейных измерительных
систем.
На рис. 2.37, б представлена конструктивная схема электрон-
ной трехкомпонентной ИГ фирмы «Оптон» [Пат. 2242355 ФРГ,
МКИ G01B 5/00]. Головка состоит из трех последовательно рас-
положенных взаимно перпендикулярных направляющих систем
3, 5, 7. выполненных в виде пружинных параллелограммов. Эти
направляющие образуют пространственную систему декартовых
координат.
Держатель /, на котором закреплены измерительные наконеч-
ники 2, связан с корпусом головки через пружинный паралле-
лограмм 3, через повернутый на 90° в горизонтальной плоскости
пружинный параллелограмм 5 и повернутый на 90° в вертикаль-
ной плоскости пружинный параллелограмм 6. В образованной
таким образом системе координат параллелограмм 6 обеспечи-
вает движение вдоль координаты z, параллелограмм 5— вдоль
координаты х, а все три вместе обеспечивают перемещение дер-
жателя наконечников вдоль всех трех координат х, у, z.
104
Система создания измерительного усилия содержит три по-
движные катушки 8 с неподвижными кольцевыми магнитными
сердечниками 9. Система катушка 8—магнит 9 задает усилие в
направлении оси у, система 8'—9' — в направлении оси х, а сис-
тема 8"—9" — в направлении оси z. Ток в каждой катушке регу-
лируется электронным устройством, позволяющим выбирать не-
обходимое измерительное усилие. Усилие катушек через рычаг
7 передается на держатель наконечников /. Головка имеет сис-
тему уравновешивания измерительных наконечников, содержа-
щую двигатель 10, винт 11> гайку 12 и пружину 13.
В каждом из пружинных параллелограммов 3, 5, 7 имеется
индуктивный датчик. При определенном положении пружинного
параллелограмма (например, держателя наконечников 1 и плас-
тины 4) показания датчика равны нулю. Это положение соответ-
ствует «электрическому» нулю данной системы, а все три нуле-
вые точки определяют общую нулевую точку пространственной
системы координат ИГ.
Нулевое положение каждой из координат регулируется с по-
мощью своего привода, управляемого от сигнала датчика. Сиг-
Рис. 2.36. Схема компонентной уп-
равляемой ИГО:
1 — измерительный рычаг; 2 — сфериче-
ский шарнир; 3 — соленоиды создания
измерительного усилия; 4 — компонент-
ные датчики; 5 — деталь
Рис. 2.37. Трехкоординатная ком-
понентная ИГ:
а — схема головки; б — конструктивная
схема ИГ фирмы «Оптои>
105
Таблица 2.1
Технические характеристики трехкоорднядтных компонентных
измерительных головок
Покоатвп ИГ ВФ ЭНИМС ИГ фирм
<Кч>» «Овтм» ДЕЛ
Диапазон измерения, мы ±8,0 ±6,0 ±0,2 ±10,0
Диапазон перемещения наконечника, мы Дискретность отсчета, мкм: ±8,0 ±6,5 ±3,0 ±10,0
в центральное эоне 0,5 0,1 0,1 1,0
в полном диапазоне 0,5 L0 Нет от- счета 1,0
Координатная погрешность, мкм 7,0 Нет свед. 0,5 7,0
Общая высота, мм 350 339 500 480
Общая масса, кг 4,5 2.2 4 Нет свед.
налы датчиков на участке ±0,2 мм могут использоваться для
определения значения отклонения наконечника от нулевой точ-
ки. Головка обеспечивает особо высокую точность измерений в
производственных условиях. Исследования головки показали [93]:
повторяемость выхода головки в заданное положение (совмест-
но с приводами КИМ мод. UMM 500) составляет ±0,3 мкм; по-
грешность обратного хода («мертвый ход») —0,2 мкм.
Во ВНИИизмерения разработана трехкомпонентная головка
мод. БВ-6150 [А.с. 750252 СССР, МКИ G01B 5/00], имеющая
сходную конструктивную схему. Ее систематическая погреш-
ность не превышает 0,5 мкм.
В Вильнюсском филиале (ВФ) ЭНИМС разработана трех-
компонентная ИГ с диапазоном измерения ±8 мм и дискрет-
ностью отсчета 0,5 мкм. Технические характеристики головки в
сопоставлении с компонентными ИГ фирм «Кэри» (Сагу, Швей-
цария), «Оптон» и ДЕ А приведены в табл. 2,1.
Описанные управляемые компонентные головки отличает од-
на особенность. При движении ИГ по какой-либо координате по
команде системы управления КИМ измерительные наконечники
могут выдвигаться в направлении движения на расстояние до
трех миллиметров (за счет работы привода соответствующей ко-
ординаты головки). При касании наконечником поверхности из-
меряемой детали начинает изменяться сигнал соответствующего
датчика, что позволяет сформировать команду на торможение
ИО КИМ и на прохождение нулевой точки на медленной скоро-
сти или на полный останов. В результате повышается точность
измерения.
Выбор значения натяга компонентной ИГ зависит прежде все-
го от того, является ли головка самоустанавливающейся или
106
управляемой. Для самоустанавль ающейся головки натяг вы-
бирают таким, чтобы наконечник был смещен из равновесного
положения на величину, большую максимального отклонения из-
меряемого размера (рис. 2.38, б). Напомним, что для компонент-
ной самоустанавливающейся головки равновесное положение на-
конечника совпадает с нулевым, при котором показания компо-
нентных датчиков равны нулю (рис. 2.38, а). Для управляемой
НГ обычно выбирают натяг таким, чтобы наконечник занял ну-
левое положение (рис. 2.38, а). При изменении направления сме-
щения наконечника показания ИГ меняют свой знак, при этом
направление измерительного усилия изменяется у самоустанав-
ливающейся головки и не меняется у управляемой (рис.
2.38, в, г).
При работе по методу противопоставления взаимосвязь ИО
и систем КИМ с головкой отклонения осуществляется по схеме,
в которой сравнение измеренного и номинального размеров вы-
полняется в ЭВМ (рис. 2.39). Управление движением ИГ отно-
сительно детали может осуществляться от системы ЧПУ или от
системы слежения за измеряемой поверхностью. Погрешность
измеряемого размера определяется по формуле
^Д==-*'ИЗМ +Хг -^ном*
Самоцстанайпи/аннциеси
Компонентные ИГ
Рис. 2.38. Настройка компонентной ИГ на заданный натяг
107
Рис. 2.39. Схема взаимодействия основных узлов КИМ с компонентной ИГ по
методу противопоставления:
1 — ИГ; 2 — измерительный наконечник; 3 — датчик перемещений (ИП) КИМ; 4 — легъпъ-,
=> —потоки информации, используемые для определения Лд; —► — управление движени-
ем КИМ от системы ЧПУ;--------—► — управление движением КИМ от системы слеже-
ния за измеряемой поверхностью
Бесконтактные измерительные головки отклонения
Применение в КИМ и измерительных роботах (ИР) измери-
тельных головок, основанных на бесконтактных методах изме-
рения, является перспективным [88]. При бесконтактных изме-
рениях отсутствуют трение и изнашивание в механизмах голов-
ки, вибрации и ударные режимы взаимодействия с деталью, ха-
рактерные для контактных методов измерения, что позволяет по-
высить скорость и точность работы КИМ или ИР.
В бесконтактных ИГ могут использоваться различные прин-
ципы измерения: акустический, оптический, электромагнитный
и др. На основе однокоординатного бесконтактного датчика мож-
но создавать компонентные или модульные головки, дополнив
датчик узлом пространственной ориентации.
Оптические и оптико-электронные ИГ наиболее подходят для
встраивания в КИМ и ИР. Диапазон измерения таких головок
может достигать нескольких миллиметров, а погрешность, как
правило, не превышает нескольких микрометров.
В оптических ИГ могут применяться обычные источники све-
та или лазеры, элементы волоконной оптики. В метрологии из-
вестно большое число оптических и оптико-электронных методов
измерения линейных размеров. Для головок ИР можно считать
наиболее подходящим метод отражения от поверхности изделия
сфокусированного светового пучка. При этом информационными
параметрами являются интенсивность отраженного света или ее
распределение в пространстве.
Ниже рассмотрены основные варианты применения метода
отражения в ИГ с различным числом используемых источников
и приемников излучения. Головки с одним источником и одним
приемником определяют расстояние до измеряемой поверхности
108
jno какому-либо направлению. В зависимости от того, совпада-
ет оси падающего и отраженного пучков света или нет, разли-
чают схемы продольной или поперечной фокусировки. ИГ с дву-
мя источниками и одним приемником более точно определяют
расстояние до поверхности детали, а применение двух допол-
нительных приемников позволяет найти направление нормали
к измеряемой поверхности.
На рис. 2.40 изображена схема поперечной фокусировки. Пу-
чок света, излучаемый источником И, фокусируется на поверх-
ности измеряемого изделия. Световое пятно имеет вид маленькой
точки или узкой линии. Положение пятна в пространстве опре-
деляет оптическая система с координатным чувствительным при-
емником излучения 77, например, секционированный фотоэле-
мент. Изменение расстояния от головки до поверхности на длину
7 приводит к пропорциональному смещению изображения свето-
вого пятна на длину /п, которая и измеряется. Построенная по
такой схеме ИГ [39] с лазерным источником излучения имеет диа-
пазон измерения 130 мкм и погрешность измерения порядка
1,5 мкм.
В ИГ, построенной по схеме продольной фокусировки [39]
(рис. 2.41, а), пучок света от лазера 1 проходит через коллима-
тор 2, расщепитель пучка — полупрозрачное зеркало 3 и фокуси-
руется линзой 4 на поверхности измеряемой детали 5 (при но-
минальном расстоянии до детали). Отраженный пучок проходит
сквозь колеблющуюся точечную диафрагму 6, возбуждаемую ка-
мертонным генератором 7, и попадает на фотоприемник 8. Если
центр колебаний диафрагмы совпадает с наименьшим сечением
Рис. 2.40. Схема оптиче-
ской ИГ отклонения с
поперечной фокусировкой
Рис. 2.41. Оптическая ИГ отклонения с про-
дольной фокусировкой:
а — схема ИГ; б — характеристика выходного сигна-
ла
109
Рис. 2.42. Принцип работы оптико-
электронной ИГ с двумя источника-
ми излучения
пучка, то на выходе фотопри-
емника отсутствует сигнал с
частотой, равной частоте коле-
баний диафрагмы. Эта карти-
на соответствует номинальному
расстоянию до детали. При из-
менении расстояния от ИГ до
поверхности происходит расфо-
кусировка отраженного пучка,
его наименьшее сечение сме-
щается относительно центра ко-
лебаний диафрагмы, и на вы-
ходе фотоприемника появляет-
ся сигнал с частотой колебаний
диафрагмы. Пройдя усилитель
и синхронный детектор 9, сиг-
нал регистрируется в блоке об-
работки данных 10. Выходной
сигнал синхронного детектора показан на рис. 2.41, б. Диапазон
измерения 1 мм, погрешность измерения 2 мкм, частота колеба-
ний диафрагмы 525 Гц.
Оптико-электронные ИГ с двумя источниками излучения об-
ладают значительно большим диапазоном измерения. На рис.
2.42 показана схема ИГ с диапазоном измерения 5 мм и погреш-
ностью 7,5 мкм [39]. Два источника лазерного излучения И1 и
И2 посылают пучки света, сходящиеся в точке А при номиналь-
ном расстоянии от головки до поверхности. При смещении по-
верхности на расстояние х пучки света попадают в точки В и С
поверхности, расстояние между которыми равно s. При отраже-
нии от поверхности свет рассеивается (1, 2— диаграммы распре-
деления в пространстве интенсивности отраженного излучения).
В направлении приемника П от световых пятен действуют пото-
ки Ф|Х и Фгх- В приемнике излучения имеется система линз и оп-
тическое сканирующее устройство, которое обеспечивает обзор
поверхности и вырабатывает два импульса, когда световые пят-
на Ф1х и Ф2х оказываются в его поле зрения. Временной интер-
вал между импульсами пропорционален расстоянию между пят-
нами s=2x/tg6.
Другая измерительная головка, определяющая рассстояние
до поверхности детали и положение нормали к ней, содержит два
источника и три приемника излучения и измеряет интенсивность
отраженного света. На рис. 2.43 показаны схемы элементов го-
ловки, участвующих в определении расстояния (а) и положе-
ния нормали (б). Пучки света от источников И1 и И2 сходятся
в точке А при номинальном расстоянии от ИГ до поверхности.
На рис. 2.43, а показаны диаграммы распределения в простран-
стве интенсивности отраженного излучения. В направлении при-
110
Цемника П действует суммарный поток отраженного излучения
Й>о==ф1о-|-ф2О. При смещении измеряемой поверхности на рас-
! гояние х пучки света попадают в точки В и С поверхности, и
^уммаьнь'й поток в направлении приемника П в этом случае
f>x = ф1х4-ф2г. Разность двух потоков-ДФХ=ФО—Фх характери-
зует смещение х.
Дополнительные боковые приемники излучения П1 и П2 (рис.
2.43, б) используются для определения положения нормали к по-
верхности. Интенсивности отраженного света в направлении при-
емников П1 и П2 при ориентации оси ИГ по нормали одинаковы.
Наклон поверхности приводит к неравенству этих потоков, а их
разность ДФ„=Ф2а—Ф1а характеризует угол наклона а.
Оптические головки отклонения получают все большее при-
менение в КИМ и ИР На рис. 2.44 показан общий вид оптической
головки с двумя источниками излучения, которой фирма АСЕА
(ASEA, Швеция) оснащает выпускаемые ею роботы. Фирмой
«Ферранти Метролоджи система (Ferranti Metrology System, Ве-
ликобритания) разработана лазерная ИГ для контроля профилей
[81]. Головка имеет диапазон измерения ±1,5 мм, погрешность из-
мерения ±1 мкм. Номинальное расстояние от ИГ до поверхно-
сти 20 мм. Ориентация лазерной ИГ осуществляется с помощью
управляемой поворотной головки мод. РН9 фирмы «Ренишоу»,
которая устанавливается на пиноли КИМ.
Рис. 2.43. Принцип работы оптической ИГ с двумя источниками и тремя при-
емниками излучения:
а ЫРИ расположении осн ИГ по нормали к поверхности; б — при отклоненном положе-
на® поверхности
111
Выше были рассмотрены управляемые бесконтактные голов-
ки. Аналогом самоустанавливающейся бесконтактной ИГ мож*
но считать головку, узел ориентации которой обеспечивает не-
прерывное вращение однокоординатного бесконтактного датчи-
ка. Расстояние до измеряемой поверхности все время меняется,
и минимальное расстояние (которое можно зафиксировать) бу-
дет являться модулем вектора отклонения ИГ от поверхности
[А. с. 345344 СССР, МКИ G01B 5/20]. В качестве примера такой
головки можно привести ИГ, созданную на базе бесконтактного
электроакустического датчика путем его вращения вокруг оси,
нормальной к плоскости измерения [6] (рис. 2.45).
В корпусе 4 ИГ расположена неподвижная трубка 7, в торце
которой размещен микрофон 5, соединенный с блоком 6 питания
и индикации. Трубка 9 с прорезью 11 на ее конце может вра-
щаться со скоростью со соосно неподвижной трубке 7 вокруг оси
/—I. Вращение трубки 9 осуществляется электродвигателем 3
через зубчатую передачу 1, 8. Показания датчика угла 2 харак-
теризуют положение прорези при вращении. Блок питания мик-
рофона М и индикации содержит генератор Г, резистор R и циф-
ровой вольтметр В (рис. 2.45, б).
При вращении трубки 9 изменяется расстояние I от прорези
до поверхности измеряемого изделия 10, отсчитываемое по линии,
проходящей через прорезь и ось вращения. ИГ начинает взаимо-
действовать с измеряемым изделием в точке А при достижении
Рис. 2.44. Оптическая ИГ фирмы
АСЕА (ASEA, Швеция):
1,3 — источники излучения; 2 — приемник
излучения
Рис. 2.45. Бесконтактная вращающая-
ся ИГ на основе электроакустическо-
го датчика
112
Рис. 2.46. Выходные характеристики вращающейся ИГ
текущим расстоянием I предельного по чувствительности головки
значения /тах. Полярные координаты точки А определяются зна-
чением /щах и углом о.а направления прорези на эту точку.
При дальнейшем вращении прорези могут быть определены
текущие полярные координаты точек изделия, расположенных на
участке взаимодействия ИГ с поверхностью от точки А до точки
В, в том числе и расположенных на нормали к профилю (/тщ,
aw) -
На рис. 2.46, а показана зависимость выходного напряжения
/7Вых на микрофоне от расстояния I до изделия при «=0 и частоте
генератора 2,5 кГц. Предельное значение Zmax, при котором воз-
можно измерение, составляет 50—60 мкм. Линейный участок ха-
рактеристики составляет 40 мкм.
При вращении прорези напряжение на микрофоне все время
меняется в соответствии с изменением расстояния Z, и на каждом
обороте вольтметр измеряет напряжение, форма которого пока-
зана на рис. 2.46, б. Минимальное значение напряжения соответ-
ствует минимальному расстоянию Zmin, когда прорезь направлена
по нормали к профилю. Угловое положение прорези в этот мо-
мент определяет положение нормали.
Измерительную головку можно использовать в КИМ и ИР,
работающих в режиме слежения за измеряемой поверхностью.
Г лава 3
КООРДИНАТНЫЕ ИЗМЕРЕНИЯ
3.1. МЕТРОЛОГИЧЕСКИЕ ОСНОВЫ
КООРДИНАТНЫХ ИЗМЕРЕНИЯ
Под координатным измерением понимается определение гео-
метрических параметров объектов путем последовательного на-
хождения значений координат нужного числа точек объекта в
принятой системе координат и последующей обработки этой ин-
формации. Эти измерения известны и применялись ранее уже де-
сятки лет и до появления КИМ чаще именовались поточечными.
Примерами могут служить измерение проекционным методом на
измерительных микроскопах (среднего диаметра резьбы на ин-
струментальном микроскопе, диаметра малого отверстия на уни-
версальном микроскопе с приспособлением ИЗОЛ), длины кон-
цевой меры на перфолектометре, перепада высот на катетомет-
ре. Создавались единичные экземпляры ручных трехкоординат-
ных измерительных машин — на универсальном микроскопе
УИМ-21 устанавливали вертикальный длиномер ИЗВ-21. Нако-
нец, всеобщее распространение имели измерения на координат-
но-расточных станках (в том числе и сложных профилей) с по-
мощью ИГ, устанавливаемой вместо режущего инструмента. И
все же в общем объеме производственных измерений координат-
ные измерения до шестидесятых годов занимали скромное место.
Их достоинство — универсальность, пригодность к автоматиза-
ции без ручной переналадки, однако, как правило, они уступа-
ли прямым линейным и угловым измерениям как по производи-
тельности, так и по точности.
Кроме большего числа измерительных сопряжений с объек-
том (минимум два), они требуют большого объема переработки
информации, которую ранее выполнял сам контролер.
При оценке же точности необходимо учесть, что любые коор-
динатные измерения реализуются на базе кинематических
средств (52], имеющих направляющие для переноса ИГ из точки
в точку. Если речь идет не о линейных, а о плоских или простран-
ственных измерениях, то погрешности изготовления этих направ-
ляющих не могут быть скомпенсированы соблюдением первого
принципа Аббе. Согласно этому принципу линия измерения (тра-
ектория движения центра наконечника) должна совпадать с
осью шкалы (или другого носителя точности). При плоских и
114
пространственных измерениях этот принцип можно соблюсти
Лишь для одной из координат. (Иногда, стремясь минимизиро-
вать отступления от него, средство измерения компонуют так,
чтобы оси шкал пересекались в общей точке, и размещают шка-
лу в центре рабочего пространства, например, микроскоп
УИМ-21 с длиномером ИЗВ-21). Именно эта органическая не-
возможность соблюдения принципа Аббе объясняет доминиру-
ющее влияние погрешностей изготовления направляющих на
точность КИМ. Из сказанного следует, в частности, что погреш-
ность многокоординатного измерительного прибора при нахож-
дении координат точек, произвольным образом расположенных
в его рабочем объеме, будет значительно больше погрешности,
возникающей при измерении вдоль какой-либо координатной оси
и часто указываемой в качестве точностной характеристики
КИМ.
Наконец, следует оценить особенности координатных измере-
ний применительно к использованию их для обеспечения взаимо-
заменяемости в традиционном смысле.
Функциональные качества машин тесно связаны с точностью
выполнения их размеров, особенно размеров сопрягаемых по-
верхностей. Только выполнение размеров в строго определенных
пределах допуска может обеспечить беспрепятственную сборку.
Оно необходимо и для правильного функционирования машины.
Основой современной взаимозаменяемости является определен-
ная трактовка понятия «предельные размеры», которая носит
название принципа Тейлора и зафиксирована в ряде междуна-
родных документов, например, в рекомендациях ИСО Р1938—71.
Напомним, что ГОСТ 25346—82 (СТ СЭВ 145—75) истолко-
вывает этот принцип следующим образом:
«Для отверстий диаметр наибольшего правильного вообра-
жаемого цилиндра, который может быть вписан в отверстие так,
чтобы плотно контактировать с наиболее выступающими точка-
ми поверхности (размер сопрягаемой детали идеальной геомет-
рической формы, прилегающей к отверстию без зазора), не дол-
жен быть меньше, чем проходной предел размера. Дополнитель-
но наибольший диаметр в любом месте отверстия не должен пре-
вышать непроходного предела размера». Аналогична этому фор-
мулировка для валов.
Соблюдение этого условия может быть проверено методом не-
посредственного контроля с использованием двух предельных
калибров, один из которых, проходной, является комплексным
и представляет собой прототип сопрягаемой детали, а другой, не-
проходной,— элементный (например, при контроле отверстия —
штихмасс). Такое сочетание калибров диктуется различием фи-
зической природы границ поля допуска [52]. Контроль с по-
мощью калибров является арбитражным. При использовании из-
готовителем других средств, например показывающих, на нем
115
лежит ответственность за такое их применение, которое обеспе-
чивает соблюдение допусков, соотве гствующих контролю калиб-
рами. Это в полной мере относится и к координатным измере-
ниям.
Заметим, что даже контроль с помощью калибров в тейлоров-
ском смысле нельзя считать полностью однозначным. Однознач-
на лишь проверка комплексным проходным калибром, реализу-
ющим прилегающую поверхность. Проверка же элементным не-
проходным калибром (для гладкого цилиндра это будет штих-
масс или скоба) требует, строго говоря, бесконечного числа проб-
ных сопряжений, чтобы убедиться, что калибр не проходит ни
в одном месте. Поскольку это требование, понимаемое букваль-
но, на практике нереализуемо, ограничиваются конечным, обыч-
но небольшим числом пробных сопряжений, полагаясь на так
называемый «постулат гладкости». Суть его заключается в пред-
положении, что любая регулярная технология накладыв ет бо-
лее или менее жесткие связи на взаимное расположение близ-
ких точек обрабатываемой поверхности. Поэтому проверка раз-
мера одного участка позволяет с некоторой вероятностью судить
и о размерах соседних участков. Чем теснее эта корреляцион-
ная связь, тем с большим основанием можно судить о качестве
всей поверхности детали по результатам контроля лишь в не-
скольких ее точках. Именно такой подход оправдывает многочис-
ленные отступления от принципа Тейлора, допускаемые в реаль-
ных калибрах, а тем более при контроле показывающими сред-
ствами вместо проходного калибра.
Рассмотрим с этой точки зрения координатные измерения.
Получаемые при них координаты изолированных точек не могут
быть непосредственно сопоставлены с предельными образами, ма-
териализуемыми калибрами (например цилиндром и отрезком).
Так, при контроле непроходного размера цилиндра показываю-
щими линейными средствами, например нутромером индикатор-
ным, достаточно каждый отсчет, точнее—максимальный отсчет
при покачивании в плоскости продольного сечения, сравнивать с
предельным показанием. При этом настройка на диаметр дости-
гается узлом центрирования — мостиком. При координатных из-
мерениях необходимо с предельным непроходным размером срав-
нивать расстояния между парами точек, если следовать анало-
гии с нутромером. Однако такую пару точек при измерении сле-
дует располагать строго определенным образом относительно оси
отверстия, в то время как она (ось) еще неизвестна, подлежит
определению.
Не менее сложна задача контроля по проходному размеру.
Если пытаться имитировать контроль с помощью калибров, то
при буквальном истолковании требований стандарта следовало
бы измерить координаты большой совокупности точек поверх-
ности, численно вписать в нее прилегающий цилиндр, определить
116
его диаметр и сравнить с предельным. Даже с учетом постула-
та гладкости решение такой задачи под силу лишь достаточно
мощной ЭВМ и отнимает много времени.
Один из возможных путей обхода подобных трудностей бази-
руется [33] на использовании понятия средней поверхности, чис-
ленно определяемой по достаточному множеству точек измере-
ния на КИМ. Например, определив в пространстве координат
КИМ положение (направление оси) и диаметр dM среднего ци-
линдра, можно найти соосные ему максимальный и минималь-
ный цилиндры, охватывающие (ограничивающие) все размерное
поле данной детали, и сравнить диаметры этих цилиндров с до-
пустимыми. Конечно, такая трактовка не совпадает с принци-
пом Тейлора как по проходной, так и по непроходной границе.
Однако она подкупает определенностью, однозначностью, и в
ряде случаев допускаемые ею отступления от этого принципа мо-
гут оказаться практически несущественными.
Таким образом, хотя в принципе координатные измерения
позволяют более или менее точно реализовать принцип Тейло-
ра путем имитации контроля с помощью калибров, это вряд ли
целесообразно для рядовых случаев. Более рационален иной
путь, когда при контроле размеров и расположения постулируют
отсутствие отклонений формы, а при ее контроле — отсутствие
отклонений параметров шероховатости. Такое условие для разоб-
ранного примера означает, что при контроле отверстия достаточ-
но измерить координаты трех точек, позволяющие определить
его диаметр и положение центра. Это условие, которое можно
было бы назвать постулатом приоритета
(старшинства), позволяет каждую типовую
поверхность или ее сечение представить ми-
нимально возможным числом точек (рис.
3.1).
Этот постулат соответствует основному
положению теоретической метрологии, со-
гласно которому измеряемый объект обла-
дает лишь свойствами, а измеряемый пара-
метр принадлежит модели объекта, и ре-
зультат измерения представляет собой чис-
ленное значение параметра модели объекта,
полученное в результате физического экспе-
римента— измерения. В практике метроло-
гии важнейшим является вопрос оценки кор-
ректности выбора модели. Использование
постулата старшинства экономит время
контроля за счет некоторого увеличения
Рис. 3.1. Минимальный набор точек, определяющий
вид поверхности
117
случайной составляющей погрешности, что требует оценки допу-
стимости такого подхода в каждом конкретном случае. Так, при
автоматизации станков команда на окончание цикла абразивной
обработки при врезной подаче все чаще подается по сигналу
прибора, непрерывно измеряющего размер детали. В этом слу-
чае чем эффективнее удается снизить случайную составляющую
отклонения размера, тем большую роль в общей неточности об-
работки играют остающиеся неизменными отклонения формы.
В таких случаях необходимо увеличение полноты контроля, что
при координатных измерениях эквивалентно увеличению числа
точек измерения и, благодаря этому, введению усредняющих па-
раметров.
Примером сказанного может служить определение на КИМ
диаметра и координаты центра окружности по четырем точкам —
по концам двух взаимно перпендикулярных хорд, что, кстати ска-
зать, почти не увеличивает времени измерения по сравнению с
базовым вариантом по трем точкам. Обработка результатов сво-
дится, например, к четырехкратному расчету диаметра и положе-
ния центра по комбинации трех точек из четырех и к последую-
щему вычислению средних из четырех комбинаций. Разработаны
и проходят процедуру нормативного утверждения методы изме-
рения и определения основных параметров формы для прямоли-
нейности, круглости и плоскостности на базе измерения десятков
точек (РТМ 2Н20-14—85. Методика измерения отклонений от
прямолинейности деталей на координатных измерительных ма-
шинах и приборах, оснащенных вычислительной техникой. М.:
ВНИИТЭМР, 1986. 20 с.; РТМ 2Н20-13—85. Методика измерения
отклонений от круглости деталей на координатных маши-
нах и приборах, оснащенных вычислительной техникой. М.:
ВНИИТЭМР, 1986. 20 с.; РТМ 2Н20-15—85. Методика измере-
ния отклонений от плоскостности деталей на координатных из-
мерительных машинах и приборах, оснащенных вычислительной
техникой. М.: ВНИИТЭМР, 1986. 21 с.).
Известны методы обработки данных, учитывающие результа-
ты измерения сотен точек одной поверхности. В этих методах
предусмотрена оценка параметров формы не только относитель-
но традиционных прилегающих поверхностей и линий, но и отно-
сительно средних, что позволяет учесть требования не только к
собираемости деталей, но иногда и к их эксплуатационным по-
казателям. Важно отметить, что на КИМ обычно устанавливают
компьютеры такой мощности, что обработка результатов измере-
ния ведется практически в ходе измерения, а матобеспечение в
виде набора программ для типовых поверхностей не требует от
оператора выполнения каких-либо вычислений. Как правило, его
работа сводится к смене масок на пульте компьютера для вызова
программ, соответствующих конфигурации детали. К характер-
ным для КИМ задачам относится и задача вписывания реально
118
измеренного контура в поле допуска с определением необходи-
мых для этого смещений и поворота и оценкой его соответствия
допустимым границам. Эта задача возникает, в частности, при
производстве турбинных лопаток. Поскольку применительно к
профилю рабочей части последних нет задачи собираемости, а
определяющими являются требования - аэродинамики и прочно-
сти, задачу вписывания вряд ли стоит истолковывать в чисто
геометрическом аспекте, как это делается сейчас в нормативной
документации, исходящей из методов контроля шаблонами. Ис-
пользование КИМ с ЭВМ позволяет сделать выбор между мно-
гочисленными критериями оптимальности вписывания [3] исхо-
дя из требований эксплуатации, а не из ограниченных возмож-
ное! ей традиционных методов контроля, основанных на приме-
нении шаблонов.
Принципиально большая информативность координатных из-
мерений позволяет при наличии ЭВМ неограниченно расширить
набор контролируемых параметров. Например, можно опреде-
лять взаимное расположение разнесенных сложных поверхно-
стей, рассчитывать прилегающие поверхности, для профилей на-
ходить центры тяжести сечений, выполнять взаимное вписывание
фактического и теоретического профилей по заданному крите-
рию.
Высокая универсальность координатных измерений (за кото-
рую, правда, приходится платить снижением точности и надеж-
ности) поставила их на первое место в современном автоматизи-
рованном производстве и особенно в ГПС. Современное разви-
тие и широкое распространение координатных измерений связа-
но с новыми возможностями техники измерения больших длин,
а также возможностями вычислительной техники, и вызвано к
жизни появлением станков с ЧПУ. Высокая производительность
последних обеспечивала обработку даже довольно сложной кор-
пусной детали за 2—3 ч, однако первую деталь необходимо бы-
ло тщательно проконтролировать для выявления возможных
ошибок программы обработки, внести в нее коррекцию и лишь
затем обрабатывать всю партию. При этом традиционный кон-
троль на плите мог занимать одну, а то и две смены, в течение
которых станок простаивал. Это и подтолкнуло к созданию
КИМ, первоначально на базе расточного станка с ЧПУ, оснащен-
ного модульной голо’той по типу головок копировальных стан-
ков. Решающим шагом явилось использование мини-ЭВМ для
обработки результатов измерения, для пересчета совокупности
значений координатных точек измерения в размерные параметры
объекта. Время контроля сократилось на порядок при сохране-
нии почти полной универсальности. В дальнейшем совершенст-
вование направляющих, приводов, датчиков координат, ИГ, си-
стем управления и матобеспечения настолько повысило точность
КИМ, что они оказались способными решать подавляющее чис-
119
ло задач по управлению точностью производства. По некоторым
оценкам, в машиностроении ФРГ 80% технических измерений
проводятся на КИМ.
Наконец, совершенно особую роль играют координатные из-
мерения в ГПС, где автоматизация достигается без потери уни-
версальности. Здесь решающим фактором является модульно-
координатный принцип построения основного вида оборудования
ГПС — обрабатывающих центров (ОЦ). Как и в станках с ЧПУ,
в роботах, а также во многих других современных машинах и
приборах, в ОЦ реализован переход от традиционной механиче-
ской кинематики к кинематике числовой, программной, когда со-
гласование движений в этих объектах достигается не за счет
механических передач, а за счет программного управления эти-
ми движениями при полной индивидуализации привода. Каждое
движение — вращение, поворот, прямолинейное перемещение
реализуется самостоятельным приводом (все чаще микропро-
цессорным), причем работа этих приводов непрерывно коорди-
нируется с помощью микро- или мини-ЭВМ по показаниям дат-
чиков обратной связи в виде многошаговых преобразователей
линейного или кругового перемещения в каждом модуле. Имен-
но эти датчики позволяют управлять приводами по положению,
скорости, ускорению, а иногда и по третьей производной, обес-
печивая с высокой точностью заданные законы движения, вклю-
чая разгон, торможение и выход в заданные точки по линейным
и угловым координатам в определенные моменты времени. За-
вершает эту структуру оснащение ОЦ (как и большинства стан-
ков с ЧПУ) измерительными головками.
Такая ИГ, установленная, например, на токарном ОЦ, по-
зволяет проверить установку заготовки в патроне при роботоза-
грузке, а именно, найти значения ее радиального и торцевого
биений и подать в необходимых случаях сигнал на перезажим
или смену заготовки. Затем могут быть определены значения
припуска для его распределения по проходам. Далее ИГ позво-
ляет после пробного прохода уточнить подачу резца на послед-
ний проход. Наконец, измерение окончательно готовой детали
позволяет скорректировать исходные координаты настройки ин-
струмента.
Аналогичная вторая ИГ обычно устанавливается на станине
токарного ОЦ (столе фрезерно-расточного ОЦ) и используется
для размерной привязки режущего инструмента к координатным
осям станка. Для этого каждый вновь установленный инстру-
мент подводят вершиной лезвия к одной из плоскостей измери-
тельного наконечника ИГ и по ее сигналу считывают исходную
координату инструмента.
Координатные измерения вне станка могут быть использова-
ны для текущей размерной подналадки измерительной системы
станка, описанной выше, а также и для приемочного контроля
120
изделий, включая выдачу аттестата на сборку. Чаще всего в
ГПС ставят задачу программной переналадки всего оборудова-
ния (в том числе и измерительного) на выпуск нового объекта.
Такая задача решается только на базе координатных измерений,
и поэтому основным средством измерения в подобных ГПС яв-
ляется КИМ. Следует, однако, отметить, что совершенно необя-
зательно использовать крайне дорогие и сложные универсаль-
ные КИМ высокой точности. Для рассматриваемых целей могут
быть созданы специализированные КИМ, отвечающие по своей
структуре и точности типу используемого в ГПС обрабатыва-
ющего оборудования. Так, в токарных ГПС это могут быть двух-
координатные КИМ. Вполне вероятно использование измери-
тельных роботов, т. е. манипуляционных роботов с ИГ в захват-
ном устройстве.
Рассмотрим в применении к конкретным измерительным
средствам методы координатных измерений, изложенные в п. 1.2.
Остановимся на примере использования однокоординатной из-
мерительной машины ИЗМ. Она имеет подвижную по направля-
ющим каретку (передняя бабка), несущую ИГ (труба оптимет-
ра) и шкалу со средствами отсчета перемещения каретки (от-
счетный микроскоп). Последняя шкала имеет дискретность 0,1 мм
при точности порядка 0,001 мм. Поэтому единственно возмож-
ный способ измерения заключается в следующих операциях:
подвод каретки до выбранного заранее значения шкалы;
считывание показания ИГ и суммирование его с показанием
шкалы.
В соответствии с ГОСТ 16263—70 этому способу соответству-
ет дифференциальный метод.
Рассмотрим измерение на длиномере ДГЭ с нулевой, а имен-
но электроконтактной ИГ (ГК-3). Оно сводится к следующим
приемам:
подвод каретки к детали до получения сигнала ИГ;
считывание показания шкалы.
В других источниках [46, а. с. 391380 СССР, МКИ G01B 5/28]
описаны аналогичные измерения профилей. Этому способу со-
ответствует нулевой метод измерения.
Обратимся к методу противопоставления. Рассмотрим сред-
ство измерения с ИГО и шкалой, имеющими равную дискрет-
ность [57]. Очевидно, что это устройство позволяет проводить
измерения как дифференциальным, так и нулевым методами.
Однако здесь открывается и новая возможность — в момент по-
дачи сигнала со стороны (по времени или от другой координаты)
одновременно считывать на ходу показания ИГ и шкалы и сум-
мировать их. Аналогична этому и остановка каретки в неопреде-
ленном положении (но также в пределах диапазона ИГ).
Метод противопоставления в применении к линейным изме-
рениям обычно используется для контроля профилей [18, 25].
121
Как видно, приведенные методы различаются источником
подачи команды на считывание показаний: от шкалы, от ИГ, от
внешнего источника. Как уже отмечалось (см. п. 1.2), все они
относятся к методу сравнения, а КИМ при реализации этих ме-
тодов является прибором сравнения.
Метод противопоставления удобен при снятии дискретного
отсчета (не только на КИМ, но и на станке с ЧПУ) при исполь-
зовании ИГО. Это может быть компонентная головка, ориенти-
рованная по осям КИМ, или модульная головка при контроле
поверхности, расположенной нормально к оси КИМ. ИГ подво-
дят на полной скорости до касания наконечника с поверхностью,
и сигнал ИГ начинает изменяться. Это изменение используют
для подачи команды на торможение, и в момент реверса система
управления одновременно считывает значение координаты по
шкале и отклонение по ИГ. Их сумма и дает координату точки
касания. Так достигается наибольшая точность (считывание на
нулевой скорости) без потери производительности (нет выстоя
или медленной скорости).
3.2. КООРДИНАТНЫЕ ИЗМЕРЕНИЯ ТИПОВЫХ ПАРАМЕТРОВ
Размер, согласно СТ СЭВ 145—75, есть числовое значение
линейной величины в выбранных единицах измерения. Рассмот-
рим сначала координатные измерения наиболее распространен-
ных линейных величин. Их особенность заключается в своеоб-
разном использовании наконечника, например шарового, кото-
рый касается объекта измерения различными своими точками
при различном направлении нормали проверяемой поверхности
в точке измерения. Почти при всех измерениях длин в расчет-
ную формулу, кроме координатных отсчетов, приходится вводить
ненулевую величину — радиус шара наконечника, так как прак-
тически определяются точки эквидистанты профиля объекта.
Кроме того, в реальных конструкциях головок сигнал срабаты-
вания или отклонения возникает не точно в момент контакта
поверхности шара с поверхностью объекта, а несколько позже.
Это происходит, в частности, из-за ненулевой податливости
конструкции, когда, например, стержень, несущий наконечник,
под воздействием измерительного усилия изгибается на замет-
ную величину, прежде чем срабатывает исполнительный или пе-
редаточный механизм головки. Поэтому часто предпочитают го-
ворить не о фактическом, а об эффективном размере (радиусе)
гэ наконечника (рис. 3.2).
В ряде нулевых ИГ, например фирмы «Ренишоу», измери-
тельное усилие весьма сильно колеблется в различных направ-
лениях, что создает непостоянство изгиба стержня в различных
направлениях. Кроме того, широко используются сложные
наконечники, например, звездчатые, когда в измерении одно-
122
Рис. 3.2. К определению понятия эффективного радиуса наконечника:
с — эффективный радиус гэ иаконечиика при упругой деформации измерительного ры-
чага и константа оси Cijc\ б — калибровка по осям координат; цифрами обозначены
последовательные положения наконечника
У,-У1,
Xj -х»,
ZS-O
zt~Zxt Cix~xrxx~at
z3~z4, ^iy=y^-4j-a<l
S)
го параметра участвуют два или несколько разнесенных ша-
ров.
В силу этих обстоятельств в комплект КИМ обязательно вхо-
дит калибратор («аттестатор»), представляющий собой образцо-
вый куб или шар, точно аттестованный по размеру и имеющий
пренебрежимо малые отклонения формы -(см. рис. 1.1).
Калибратор располагают на столе КИМ в одном из углов
(на краю) рабочего объема и после установки ИГ или наконеч-
ника в рабочее положение на пиноли шар наконечника вводят
в контакт с калибратором в нескольких точках. Каждый раз дви-
жение происходит вдоль одной из координатных осей (рис.
3.2, б) и при этом считывается значение соответствующей коор-
динаты в момент срабатывания головки. Разность отсчетов в
двух противоположных направлениях за вычетом размера ка-
либратора именуют константой С,-/ данного i-ro наконечника по
данной /-й оси. Очевидно, что константа оси равна сумме смеще-
ний (2.1): Cij—Ai+A^. Три константы могли бы быть получены
только при направлении стержня наконечника под острым углом
ко всем осям и доступности всех шести рабочих участков шара.
Обычно же можно калибровать две константы.
При использовании звездчатых наконечников (см. рис. 2.22)
необходимо калибровать каждый шар, что также позволяет
учесть и их относительное расположение, если при измерении
сложного параметра приходится применить более одного шара.
Рассмотрим, как учитывают константы при типовых измере-
123
Рис. 3.3. Измерение шага ступеньки
Рис. 3.4. Измерение ширины паза
ниях. При измерении длины (высоты) ступеньки (рис. 3.3) нако-
нечник работает при двух измерениях одной и той же точкой, и
учитывать константу не следует. Размер равен разности отсче-
тов. То же относится и к измерению шага. При измерении внут-
реннего размера, например диаметра отверстия, ширины проточ-
ки (рис. 3.4), к полученной разности отсчетов следует прибавить
константу. При измерении наружного размера (диаметра вала,
длины буртика или детали в целом) константу следует вычесть
из разности отсчетов.
Заметим, что при измерении диаметров по двум перпендику-
лярным хордам наконечник работает иными, чем при калибров-
ке, точками. Если головка по своей конструкции существенно
неосесимметрична (например головка фирмы «Ренишоу»), то
погрешность возрастает по мере удаления хорды от диаметра.
Поэтому измерение по одной хорде рекомендуется использовать
лишь для выведения наконечника на перпендикулярный хорде
диаметр. Для этого, получив отсчеты по концам хорды, устанав-
ливают головку на координату, равную полусумме этих отсчетов,
т. е. на диаметр, перпендикулярный хорде, и измеряют этот диа-
метр [17].
Достаточно типовой объект измерения — межцентровое рас-
стояние L между отверстиями вдоль координатной оси (рис. 3.5).
Рис. 3.5. Измерение расстояния между
центрами отверстий
Рис. 3.6. Измерение расстояния
от центра до плоскости
124
Рис. 3.7. Измерение параметров конуса — конусности и диаметра на заданно»
расстоянии от базы
Сняв четыре отсчета, получают
где значение константы не фигурирует.
Иначе дело обстоит при измерении расстояния от оси отвер-
стия до базовой плоскости. Для простоты рассмотрим случай,,
когда базовая плоскость перпендикулярна координатной оси
(рис. 3.6). Из трех отсчетов два (xi и х3) сняты одной точкой
наконечника, а третий х2— противоположной. Искомая длина
определяется как полусумма расстояний между базовой плос-
костью и двумя диаметрально расположенными точками окруж-
ности — дальней и ближней:
z=-L (Х3—4-х2—х,—Cu)=-i- (х3-f-x2—2X1 - Gx).
Сложнее проверить коническую поверхность, характеризу-
емую обычно конусностью с (отношение разности диаметров к
заданной вдоль оси длине L) и диаметром в заданном осевом
положении Ls от торца (рис. 3.7). Конусность легко находится
по определению, если для простоты взять случай совпадения оси
конуса с осью Xz
с=2-^-~У2 .
Хз —Х2
Учитывать константу нет надобности.
125
Рис. 3.8. Калибровка по шаро-
вому калибратору перед изме-
рением диаметра конуса
Сложнее определить диаметр
De конуса в заданном осевом по-
ложении, где без учета константы
не обойтись. В случае, если кон-
струкция ИГ осесимметрична и
константу Со=2гэ можно считать
постоянной в любом направлении
в плоскости измерения, возможен,
например, такой процесс измере-
ния:
при фиксированном значении
У\ подход по оси X до торца кону-
са и считывание координаты (уь
*1);
переход на фиксированное зна-
чение х3, подход по оси У и счи-
тывание координаты (х3, у3), где
хз=х,4-£8.
Как видно на рис. 3.7, полу-
ченное значение координаты отличается от искомого на величину
Л, для которой верно соотношение
(3.1)
найденное из подобия треугольников АВО и ACD.
Здесь значение конусности с может быть взято по номиналу
или определено ранее при проверке конусности. Итак, для диа-
метрального измерения с дополнительным касанием в точке
(*3» yt) получим
Ds=-y^—Уз—гэ(Кс2+4—с) .
Если же значение константы с зависит от направления, не-
обходима калибровка по шаровому калибратору (рис. 3.8). Здесь
возможна такая последовательность приемов'калибровки:
'(.^Уъ) *(Узхз)——’(-^5^5),
причем
Х1=л2;
У3=у(У1+!/2);
х4=х5=х3—т;
т=(^к+гя)[1
4
с2
326
где /?к — радиус калибратора по аттестату; гн — радиус наконеч-
ника, номинал; с — номинальная конусность проверяемой де-
тали.
В результате такой калибровки получаем фактический раз-
мер хорды эквидистантной окружности: (у&—у*)ф. Из рассмот-
рения рис. 3.8 нетрудно убедиться, что ее номинальный размер
2я=(У5-У4£= 4(^±£") .
1,5 * Ус^ + 4
Отсюда получается поправка для данной конусности
Ас=(У5~^)ф—,
у с2 + 4
которую следует вносить в результат расчета по формуле (3.1).
Рассмотренные примеры демонстрируют способы учета кон-
стант ИГ при координатных измерениях размеров. Есть также
ряд аналогичных особенностей координатных измерений от-
клонений формы.
С учетом использования ЭВМ в КИМ и других средств изме-
рения разработан ряд унифицированных методик измерения от-
клонений формы от прямолинейности, круглости, плоскостности
(см. с 118).
Эти методики предусматривают использование в качестве а
базовых элементов (линия, плоскость) прилегающих и средних,,
предусмотренных ГОСТ 24642—81 (СТ СЭВ 301—76). Парамет-
ры отклонений—наибольшее, среднее арифметическое и сред-
нее квадратичное. Предусмотрена фильтрация частотных состав-
ляющих шероховатости механическим (с помощью наконечника
с г>25 мм), электрическим или цифровым путем. Допускаются
поточечные и непрерывные измерения. В первом случае рекомен-
дуется брать 30—50 точек для прямой и круга и 50—100 точек
для плоскости на проверяемом участке. Если проверяемое
отклонение ожидается в виде единичного искривления (горб,
впадина и т. п.), допускается уменьшение числа точек до 10—25.
Рекомендуются определенные стратегии измерения.
При числе точек менее 30 наибольшее отклонение целесо-
образно определять по формуле
E=\2^EqIEa — 7,45)Еа при условии £9/£в<1,4,
где Еа — среднее арифметическое; Eq — среднее квадратичное.
Грубые погрешности (выпады) ограничены величиной ±3s.
В методиках регламентируется представление результатов
измерения в виде числовых значений; рекомендуется ряд допол-
нительных видов представления информации; определяется со-
держание протокола измерения и перечисляются составляющие
погрешности измерения.
127
Когда говорят о той или иной стратегии измерения, то обыч-
но подразумевают выбор числа и местоположение точек изме-
рения, а также последовательность их обхода.
3.3. МАТЕМАТИЧЕСКОЕ БАЗИРОВАНИЕ
Математическим или цифровым базированием называют
процедуру сравнительно неточной, без выверки, установки объ-
екта на стол координатного измерительного средства (СИ),
например КИМ, снятия координат нескольких точек его базовых
поверхностей в системе СИ и последующего расчета расположе-
ния системы координат объекта в системе координат СИ. Это
позволяет далее, находя координаты точек проверяемых по-
верхностей объекта в системе СИ, пересчитывать их в систему
координат объекта и определять значение проверяемого пара-
метра.
Примером может служить контроль плоскостности (прямо-
линейности) объекта от образцовой плиты (линейки), когда объ-
ект устанавливают приблизительно параллельно последней и из-
меряют расстояния между ними в узлах заданной сетки, а по-
том рассчитывают положение прилегающей к объекту поверх-
ности и уже от нее определяют отклонение проверяемой и значе-
ние определяемого параметра [9].
Контроль на КИМ корпусных (коробчатых) деталей — одна
из важнейших задач, так как стоимость этих деталей, составля-
ющих в номенклатуре всего 4%, находится в пределах 37%, а
ручной их контроль особенно трудоемок. В этих деталях в ка-
честве базы обычно принимают участки трех ортогональных
плоскостей. Положение объекта в пространстве определяется
шестью опорными (базовыми) точками, лежащими на всех трех
плоскостях.
В общем же случае система координат для представления
данных и результатов измерений объекта на КИМ (система коор-
динат детали) может быть образована по данным измерения или
расчета положения поверхностей любых выбранных для этой це-
ли геометрических элементов (ГЭ) объекта, например, осей от-
верстий или валов, нормалей к плоскостям, прямых пересечения
плоскостей, прямых, проведенных через центры и т. д. Парамет-
ры базовых поверхностей измеряются и рассчитываются опи-
санными ниже методами. Использование системы координат де-
тали делает независимой программу измерений от положения
детали на КИМ.
Рабочее пространство КИМ представляет собой некоторую
фиксированную систему отсчета положения пространственных
точек, координаты которых определяются при касании объекта
измерительным наконечником.
128
Таким образом, данные из-
мерения геометрического эле-
мента, полученные с помощью
КИМ, представляют собой по-
следовательность координат то-
чек в некоторой
системе отсчета.
Данные измерения точки
поверхности представляют со-
бой координаты положения от-
счетной точки (обычно центра)
измерительного наконечника в
момент касания им точки it из-
Рис. 3.9. Схема измерения координат
точки поверхности измерительным на-
конечником
меряемой поверхности (рис.
3.9). Для оценки влияния раз-
меров наконечника и система-
тической части погрешности
ИГ (так называемой константы измерительного наконечника) не-
обходимо знать эту константу и направление измеряемой поверх-
ности в зоне точки измерения. Специфика способов учета кон-
станты ИГ рассмотрена ниже при анализе методов расчета соот-
ветствующих поверхностей.
Измерения могут проводиться в различных системах коор-
динат— полярной, цилиндрической, сферической, но наиболее
часто — в декартовой прямоугольной системе координат, в ко-
торой обычно непосредственно измеряются поверхности деталей
на КИМ. Измерением точки определяются ее координаты:
Pi^xb Уь zi—в декартовой системе; Pi=rh <р,—в полярной
системе (на плоскости); Pi=rh <pt, ht — в цилиндрической сис-
теме; Pi=rh <ph 0г —в сферической системе координат,
где Xi, у,, Zi — координаты точки по соответствующим коорди-
натным осям; г, — радиус; й,- — высота; <р(- и б/ — полярный угол
и угол места положения точки.
В общем случае точку отсчета можно характеризовать ра-
диус-вектором pi, компоненты которого определяются коорди-
натной системой его представления.
Для обеспечения математического базирования наряду с аб-
солютной системой координат машины (СКМ) и относительны-
ми системами координат калибратора (СКК) измерительных
наконечников на КИМ используются определяемые по базовым
поверхностям детали системы координат детали (СКД)
(рис. 3.10). По направлениям координатных осей СКК всегда
совпадает с СКМ, а значение ее й-й нулевой точки соответству-
ет положению единой отсчетной точки калибратора в СКМ, из-
меренной й-м измерительным наконечником. Таким образом
6—183
129
Рис. 3.10. Системы коорди-
нат отсчета, применяемые в
КИМ:
Х„. YM. zm- Ом - аппаратная
система координат КИМ; Хо.
Yo- Zo- %......°КЯ~ система
координат калибратора для раз-
личных Ki—Kn используемых из-
мерительных наконечников; XDi,
^01» YDm,
ZDm, ODm— используемые в
процессе измерения системы ко-
ординат детали
обеспечивается совместимость данных измерений в СКК, полу-
ченных с помощью различных наконечников.
Для задания /-й пространственной СКД необходимо опреде-
лить, как минимум, положение ее нулевой точки Qj—pdj= (Xd/,
Hdj, Zdj), направления двух ее осей и тип системы координат
(правая или левая). Этого достаточно для вычисления репера
Rd СКД — вектора нулевой точки pd и базовых векторов — ортов
направлений координатных осей ёх, ёу, ёг (единичных векторов):
^d=(Pd, «1. ё2, 6'з)
относительно СКК или СКМ. При этом направление первой (ос-
новной) оси определяется нормализацией ее вектора Д;, т. е.
6'1=(А1 )°=—р=—— А.
I Л1 I
Вектор направления другой известной оси а2 соответствует
проекции вектора А2 ориентации этой оси на плоскость, перпен-
дикулярную вектору первой оси, т. е.
<^2=А2 □ Л\ = А2 — А2 | 4Z1J
ё2^(а2)°,
где е2— орт направления второй оси СКД; Д2|<11— проекции
вектора А2 на вектор а\.
Орт третьей оси СКД ё3 получаем как векторное произведе-
ние уже известных ортов; для правой СКД — ёз=ё1Хё2> для ле-
вой СКД — ё3=ё2Хё1.
Значения координат точки р в различных системах коорди-
нат КИМ (трансформация координат) определяются по следу-
ющим правилам:
Ра==Р Рак*
Pd = ^(Pa-Pd) .
130
где р — радиус-вектор точки в СКМ (х, у, г); рол — радиус-век-
тор нулевой точки СКК для k-ro наконечника; ра— радиус-
вектор нулевой точки СК.Д относительно СКК; М— матрица
перехода.
Матрица перехода имеет вид
й} 0,2 Оз
а\ а\ al
3 3-3
Gi йг аз
где aih — компоненты базисов СКД относительно СКК.
Обратная трансформация из СКД в СКК или СКМ точки ра
выполняется аналогично, согласно следующим правилам:
Pa=AfM4-pd;
P = Pd + 9ak,
где р — радиус-вектор точки р в СКМ; pd — ее радиус-вектор в
СКК ирй — в СКД.
При перемещении нулевой точки СКД на известное расстоя-
ние d достаточно скорректировать нулевую точку репера систе-
мы на эту величину, т. е.
6Ь <?2, е3) .
В случае необходимости поворота СКД на заданный угол <р
вокруг одного из базисных векторов (например ё1) достаточно
пересчитать значения ё2 и ё3 согласно следующим уравнениям:
(б2 | ei) + (б2 □ ei) cos <р + [б1 X ё2] sin «р;
бз=(е31 ei) + U3C 6i)costp-|-[ei хе3] sin ср,
(3.2)
где f — проекция вектора ё2(ё3) на ёь □ — проекция вектора
ё2(ё3) на плоскость, перпендикулярную вектору ёр, X—вектор-
ное произведение ё1 и ё2(ё3).
Применение при измерениях поворотного стола вызывает
необходимость поворота СКД вокруг оси вращения стола. Если
эта ось вращения представлена вектором I, а угол поворота ра-
вен ф, то компоненты исходного репера СКД (р, ёь ё2, ё3) пере-
считываются по следующим правилам:
р'=г0-|-л(/, <р)(р—го) ;
ei=n(/, <р) ei,
е2=л(1, у)е2.
5*
131
е'з=п(1, <f)e3,
где п — операция поворота вектора ё/ вокруг оси I на угол
го — нулевая точка оси вращения [см. формулу (3.8)].
При измерениях на плоскости предполагается, что первая
ось СКД перпендикулярна плоскости измерений и коллинеарна
соответствующей оси СКМ. Положение других базовых поверх-
ностей детали на плоскости измерения определяется угловым их
смещением относительно координатных осей этой плоскости,
которое обычно рассчитывается по данным измерения двух то-
чек. В качестве нулевой точки СКД может использоваться рас-
считанная или непосредственно измеренная базовая точка изме-
ряемой детали. Координаты для плоскости XY при этом пере-
считываются по формулам
xd=х cos а + у sin а -|-л:0;
yd=x sin а + у cos а+#0,
где х, у — координаты точки в СКМ; Xd, yd — координаты этой
точки с СКД; а — угол поворота базовой поверхности; х0, уо—
координаты нулевой точки СКД. Знак суммы (разности) выби-
рается по углу взаимного расположения осей СКД и СКМ, а
именно, если системы координат совпадают после поворота на
угол а, то берется верхний знак, в противном случае — нижний.
Координаты точки в декартовой системе координат и других
основных системах связаны следующими зависимостями:
для полярной системы на плоскости ху
x=rcos<?, y=rsin<p;
для цилиндрической системы
jc=rcos<p, y=r sin ф, г=Л;
для сферической системы координат
г cos 0 cos ср, sin 0 sin <р, z=rsin<p.
Точность задания СКД существенно влияет на точность ре-
зультатов измерения координат положения геометрических эле-
ментов. О точности задания СКД по некоторому набору базо-
вых поверхностей наиболее просто можно судить по результатам
повторных измерений этих поверхностей; при этом по определя-
емой им компоненте репера должно наблюдаться минимальное
отклонение соответствующих параметров этой поверхности от
нулевых значений. Уточнение положения СКД осуществляется
повторным измерением по другой схеме, большему числу точек
и т. п.
132
3.4. АЛГОРИТМЫ РАСЧЕТА ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ
Каждая из поверхностей et детали характеризуется в общем
случае набором параметров Р8 размера, положения, направления
и отклонения формы, которые рассчитываются по результатам
измерения множества точек р/. Существует много различных си-
стем задания параметров поверхностей [16, 48, 84, 85]. Боль-
шинство из них в информационном плане равноценны. Для
удобства описания далее будем использовать систему парамет-
ров, наиболее часто используемую при аналитическом описании
в пространственной геометрии, а именно:
Т(х, у, z)—координаты положения характерной точки;
V(а, Ь, с)—направление (орт) вектора или оси;
Rk, Ge — линейные и (или) угловые размеры;
EFm — отклонения формы, зависящие от принятой системы
оценки отклонений формы.
Конкретный состав набора параметров зависит от типа по-
в грхности и системы их представления (локальной или глобаль-
ной).
Основная задача координатных измерений состоит в расчете
фактических значений набора параметров заданной поверхности
по данным множества значений координат точек ее измерения.
Возможны различные виды рассчитываемых поверхностей —
средние, прилегающие, минимаксные и др. [71, 84], однако в
практике координатных измерений используются преимущест-
венно средние поверхности, которым далее и уделим основное
в нимание.
При рассмотрении реальных измеряемых поверхностей по
способу расчета их параметров можно выделить два основных
класса: геометрические элементы (ГЭ) и сложные поверхно-
сти (СП). К ГЭ относятся точка, прямая, плоскость, окружность,
эллипс, цилиндр, конус, сфера и др. (см. табл. 3.1). Для расчета
их параметров достаточно данных о положении множества то-
чек pj где tn — минимальное число точек, характе-
ризующих данную поверхность; п — число измеряемых точек.
Для расчета СП в общем случае, кроме координат множества
измеренных точек р;-, необходимы данные о направлениях N'f
поверхности в данных точках. Это нужно для правильного уче-
та влияния константы измерительного наконечника. Данные о
специальных поверхностях, которые можно рассматривать как
подкласс сложных, могут быть получены расчетным путем по
их известному аналитическому описанию.
Отклонения номинального положения точек сложных кривых
на плоскости могут рассчитываться по нормали к кривой ап-
проксимации через действительные точки измерения.
133
Алгоритм расчета геометрических элементов
Расчет ГЭ базируется на определении значений параметров
Ре (s— число параметров), при которых рассчитываемый ГЭ
максимально приближается (по заданному критерию) к факти-
ческой поверхности elt представленной / точками
измерения [3, 16, 48, 84, 85]. В зависимости от назначения и ис-
пользуемых ЭВМ применяется много различных способов рас-
чета параметров ГЭ. Для упрощения выражений описания гео-
метрических отношений используем аппарат векторной алгебры.
Для каждой поверхности е( и точки ее измерения р/ можно оп-
ределить функциональный ряд точки вида
^U=vu(P)’ ё<).
где ёё=е,(Ра)—функция зависимости параметров данной по-
верхности от действительных координат точек.
Для всех п точек е,(Рв} измеряемой поверхности может быть
определен ряд функционалов поверхности:
V,=.^„lph P,)+T(PJ.
/-1
Теперь задача расчета поверхности по любому критерию
сводится к определению поверхности по каждому функционалу
ряда, минимизирующей данный функционал ряда, т. е. е=
= Игл е,-.
Для средних квадратичных поверхностей используется кри-
терий минимальной суммы квадратов погрешностей 45/ Гаусса
[16, 48, 72, 84, 85], т. е.
J-i
ДЛЯ которой 2£У=т,П-
7-1
Функциональный ряд поверхности позволяет вычислить па-
раметры поверхности итерационным способом. Начальное при-
ближение можно получить в результате расчета поверхности по
минимальному числу точек ее представления или принять номи-
нальные значения ее параметров. Для некоторых ГЭ существу-
ют более простые (прямые) методы расчета [53, 71].
Рассмотрим принципы построения функционалов поверхно-
стей ГЭ. Любой ГЭ может быть представлен в некоторой ло-
кальной системе координат с началом О и ортогональным репе-
ром fc(ei, ёг, Сз) размерами /?, G. Эта система совмещается с на-
чальным положением и размерами элемента. При этом О сов-
134
мещается с центром или харак-
терной точкой положения эле-
мента, один из ортов Л, напри-
мер ёз, совмещается с осью это-
го элемента. Тогда любая по-
верхность данного ГЭ может
быть задана вектором значе-
ний ее параметров в этой ло-
кальной системе координат, в
общем случае в виде Е— (х, у,
г, а, Ь, с, R, G), где х, у, z — ко-
ординаты положения; а, Ь, с —
компоненты орта направления;
R, G — размеры элемента. Гра-
фическое изображение локаль-
ной системы координат для
Рис. 3.11. Схема расчета параметров
конуса в локальной системе коорди-
представления конуса в качест- нат
ве примера дано на рис. З.П.
Если через точку О1 плоскости ё\, ё2 проходит ось другого
конуса, орт оси которого е3', радиус и угол G1, то, принимая
систему координат первого конуса за исходную (т. е. его коорди-
наты 0, 0, 0, 0, 0, 0), координаты этого второго конуса можно оп-
ределить по следующим уравнениям:
точка положения поверхности
о1=хе1-\-уе2=Ьг-, (3.3)
орт направления элемента
вз=е3-|_ £з; (3.4)
линейный и угловой размеры
Р=/?1—Д<р=О1—О, (3.5)
и вектор параметров имеет вид Pk(x, у, а, Ь, р, <р).
Этот конус получается из первого также после сдвига точки
положения в плоскости ё>, ё2 на величину Дг, поворота орта на-
правления оси, проходящей через эту точку по направлению
аё1 + Ьё2, на угол |оё1 + Ьё2| и увеличения линейного и углового
размера на р и <р соответственно. Состав локальных координат
(т. е. параметров определения поверхности) и уравнения для
определения однотипных ГЭ в этой системе для основных типов
ГЭ приведены в табл. 3.1 (столбцы 1—3).
Приведенные в табл. 3.1 уравнения позволяют определять
положение и размеры различных ГЭ относительно исходных их
значений и могут использоваться для оценки положения рассчи-
танной поверхности по отношению к измеренным точкам факти-
ческой поверхности. На рис. 3.11 для примера показана схема и
135
Формулы расчета параметров
Название (мини- мальное число то- чек измерения) па- раметров ГЭ Локальные координаты представления ГЭ Уравнения пересчета координат Схема-вектор точки q намерения
Точка (1) У7 (X. У. о =хё1+//ёз+гё» *1—(1,0, 01; <7.2={0,1, 0}; <7.з={0, 0, 1}
Прямая (2) Z| irfebd /Iх / lT(x,y) Y' (х, у, а, Ь) о==хё1+уё2; z'=z-l-{aei-t-bes) -z {ёь ё», ёрг, ё2т}
Плоек 1 У / оапь(З) Lpfabc) 'Tfz) ' ~Х (г, ч, Ь) о'=2-ёз; z'=z+ +(аё1+Ьё2) -z {ёг(гХп); ё2\(гХп), 1}
136
Таблица 3,!
геометрических елемеитов (ГЭ)
Схема-вектор расстояния точки измерения от поверхности ГЭ Уравнения расчета поверхности ГЭ Значения п огетрнч, -ких параметров поверхностей
{ёрб, ёа-й, ё»-б) Xt, yt, Zi 7 = л 1 п л 1 п Л 1 л
{й-ёь п-ёг, й-(ё1Хг), й(ё2Хг)} Ах-\-Ву -|"Cz-f"-D=0 А\х+Biy+Ciz+ +Di=0, Т= J D р | to to | Сз hc,B(D1-w- £>i — Ci)|; или
если I А В |2 IВ С |2 IabJ +|в1С11 + |С А ]2 л + г . =о С т 1 св/ D . В
D А АВу 1 А _ „ - "!/>
- С 7 = | D ‘ CAi D V» В (D 1)|к; или L — -^1) t 31); о} ;. 1 h М1В1|/
А + А AB^D Pi-< где СЛ| С1Л1Г
aq । ' 1 II II 1 lb 1ч 1 ZjB 1 _ й L’ ВС I BiCi г
{?1-(7Хв). ёг(?Хй),«}; б=б-й Ax+By+Cz+D 0 II £ II / D X 1 —~Г • 0» 0)> если \ А ] С < А > В; или / D \
\ ’ В ’ В > А > С; или ( DX 10, о,—~q-J • если В<С>Л; r — I w I • N, где И1 77 = (Л, в, С)
137
Название (мини- мальное число то- чек измерения) параметров ГЭ Локальные координаты представления ГЭ Уравнения пересчета координат Схема-вектор точки q измерения
Окружность (3) Т(Х,У) (х, У, Р) o^xei+pea; р=Я‘-Я {ё1-й, ёа-п, 1}
Сфера (4) JeL (х, у, г; р) О1 =ХС1+ 1/62+263 J р=/?‘—/? {ёгй, ё2-й, ёз-й, 1}
Эллипс (5) П ЫТ\ -( 1 )х \Г(*,У) (х, у, рь рг; ф) ol=xei+yea-, Pi=/?Ii—Re, p2—R‘a—R2 Дф = ф'—ф {ёрй, ё2-й, 1, 1}; (rCJr) -т г — орт касательной
Цилин У| -Е Т(х,у) «р(5) (х, у; а, Ь; Р) б1—Хё1+уё2-, p—R'—R-, z1=z—(oei+6е2) X? {ёрй, ё2-й, ёг (тХй), ёа-(гХЯ), 1}
Ко / нус(б) 1 тк—х /\Т(*,У) » Л (х, у; а, Ь\ Р. Д<Р) о1=хё1+уё2; z*=z+ (aei+be2) Xz; р=Я>—я, Дф=ф>—ф {ё|-й, ё2-й, ё1-(гХй), ё2-(?Хй), г'ез ) C°S W, . > COS ф J
138
Продолжение табл. 3.1
Схема-вектор расстояния точки измерения от поверхности ГЭ Уравнения расчета поверхности ГЭ 1 Значения геометрических параметров поверхностей
{ёрб, ё2_-б, в}; б = б-й (Х—Х0)а+(У—0о)2— —/?’ = 0 Г = (*о, Уо) в плоскости ХУ; Rk= |/Я2|±К, где К—кон- станта ИН (<+» для отверстия и <—» для вала)
{ёрб, ё2-б^ё8-б, б}; б=б-п (Х-Хо)а+(у-уо),+ + (z—z0)a=/?a Т = (хй, у0. z0); Ял= 1 /я21 ±к, где К — константа ИН («+» для внутренней и «—» для внешней поверхности шара)
{ё1 • б, ё2 • б, б, 61}; 6=6-\(гОт) -т х2 У2 +-*— = 1 Л2 В2 Г=(х0, уо), где Хо, уо ко- ординаты положения центра в СКД; Rik= |ГЛ’|±КЛ»=1УЯ2| ±К, где К — константа ИН (<+» для внутренней и «—> для внешней поверхности)
{ёгб, ё2-б, ёг(гХв); б}; б=б-й х2 У2 . + -2— = 1 /?2 /?2 Т, V — векторы положения ну- левой точки и орт направления оси в СКД; Яй = | ут& | ±К, где К — константа ИН (<+» ИН (<+» для внешней поверх- ности)
{ёрв, ёа-Л, ёр(гХв), ё2’(?Хб). 6costp, _ _ 8 1 г,ез—гг» cos ф J 8 = 8.л Л2.(х2+у2)—Сах®=0 Г=(х0, уо, Zo) — координаты вершины конуса в СКД; Ch Rk- А ±К, где К — константа ИН («+» для внутренней и «—» для внешней поверхности); h — высота сечения; (j С = arctg —; Л Г — вектор направления оси конуса в СКД
139
Название (мини- мальное число точек измерения) параметров ГЭ Локальные координаты представления ГЭ Уравнения пересчета координат Схема-вектор точки q измерения
Использованные обозначения См. рис. 3.11 См. рнс. 3 11 См. рис. 3.11
обозначения величин расчета расстояния б точки измерения р/
относительно поверхности конуса.
Если точку pj в глобальной системе координат характеризу-
ет радиус-вектор Л1, а в локальной системе репера ГЭ — радиус-
вектор Л?р и если точка А — след нормали п из точки р/ на по-
верхность элемента, то расстояние между этой точкой и поверх-
ностью
где б имеет знак «+», если точка находится в стороне направ-
ления орта нормали, и «—» в противном случае.
По отношению к поверхности измененного ГЭ эта точка нахо-
дится на расстоянии б1. Значение б1 зависит, естественно, от век-
тора pj и может быть рассчитано по аналогичной схеме относи-
тельно точки А1, положение которой получено трансформацией
координат этой точки согласно уравнениям (3.3 — 3.5).
Для конуса в этом случае получаем:
Ъ1=Ъ-х(е1-п) • п—у (е2-п) • л—
— +&«2) X г] • п} п — ~ п Д<р;
COS ср
6!=6—х («!•«)—у(е2-п) — а (г х п) ei — b (г х п) • е2 —
— Р COS Ф — Дф-----—
COS ср
140
Продолжение табл. 3.1
Зхем вектор расстояния точ“и измерения от поверхности ГЭ Уравнения расчета поверхности ГЭ Значения геометрических параметров поверхностей
См. рис. 3.11 А, В, С, D — коэффи- циенты; R— радиус Т — точка положения (нулевая точка; Г — орт направления; Rh — корректированный раз- мер; G — угловой размер; ИН — измерительный наконеч- ник
или
где
Ъ'=Ъ-РЬ'Ч,
9 = |е1-п, е2-п, (rxn)-eb (rxn)<e2, cos<p,
г-е3
COS <f>
Ph — вектор параметров поверхности конуса.
Вектор q назовем схем-вектором точки данного ГЭ, так как
он зависит только от схемы измерения данной поверхности. Тог-
да схема-вектор расстояния точки от поверхности будет
d=b-q=[e1-b, е2-В, ei-(r х В), e2-(r х 6), В cost?,
COS 7
Формулы расчета схем-векторов других ГЭ приведены в
табл. 3.1 (столбцы 4, 5).
Для любого элемента Е с набором параметров Pi (1=1,...,s)
расстояние от его поверхности до точки измерения р, определя-
ется как б/*='6/—Рг<й, а сумма квадратов этих расстояний для
Гауссовой выравнивающей поверхности
Vz = V(B})2 = 2(By-Pr^)2.
J-1 ~
Предел изменения этого расстояния при изменении отдельных
параметров поверхности для удовлетворения критерия ее вырав-
нивания должен быть
141
dvtpl ^ ~ —Pl' q 11 “ ~ =°’
где Vi — i-я поверхность рассчитываемого ГЭ; qiT— транспониро-
ванный вектор к схеме-вектору точки qj.
Методы численного решения при расчете поверхностей ГЭ
сводятся к решению систем линейных уравнений. Общий подход
к линеаризации системы описан в работе [53], где также приве-
дены принципы расчета поверхностей и по другим критериям вы-
равнивания. Здесь рассмотрим решение систем для типовых ГЭ
и возможные при этом частные случаи. Канонические уравнения
расчета ГЭ (см. табл. 3.1, столбец 6) показывают, что действи-
тельно линейными являются только уравнения плоскости и пря-
мой, а другие ГЭ описываются уравнениями второго порядка.
Однако различными способами [71] они могут быть приведены
к линейному виду, причем результаты решения часто имеют
смысл только для определенной области. Рассмотрим характер-
ные примеры расчета систем уравнений средних поверхно-
стей ГЭ.
Плоскость, измеренная в п точках, может быть описана си-
стемой линейных уравнений вида [84]:
d^AXi —J—Cz^
^2=Ах2-^-.Ву2-\-Сг<2-\-Ь', (3.6)
d„=Axn -\~Вуп -\-Czn
где А, В, C — искомые параметры плоскости Xj, у/, Z/ (/= 1,..., n),
t. e. координаты /-й точки измерения; L — свободный член; dj—
отклонение /-й точки измерения от плоскости.
Из условий расчета средних поверхностей следует, что для
рассматриваемой плоскости должны выполняться условия
/ п \ 2
д
(П \ 2
дБ
(п \2
дС
142
что дает
2 (Л1</*+л^2+-+л^«)=0;
Х< У/^/=“^_(У1^4_£'2^2+-”+!/я^л)=0; (3.7)
z}dj=~ (Zidi +«2d24-...+гл^л)=0-
Подстановка выражений (3.6) в формулу (3.7) дает систему ли-
нейных уравнений расчета параметров А, В и С:
[2*/] Л+ [2B-i-lxjZj] C-^x}L=O-,
[ЭД]*+[2^] ^+[ЭД]С-2!/Л=0;
[ЭД] А-Ь [2У&\ В + [2 */] С-2 ZjL=O,
которая может быть решена, например, методом подстановки.
Для расчета окружности, описываемой уравнением вида
(х;-л0)2+(1/у-у0)2=^2.
можно использовать метод приближенного расчета (71], при-
нимая, что
•*o-bi/o—Ro=L,
где х0, уо, Ко— координаты центра и радиус исходной окружно-
сти соответственно; L — константа.
Тогда по системе линейных уравнений (относительно х0, уо,
В)
—2xjX0—2t/yi/0-|-£ -|“ Х3~\-У/—О
может быть рассчитано значение L, которое дает возможность,
используя формулу (3.7), определить и Ко-
Наконец, применение разложения Тейлора позволяет решать
любое уравнение вида
/(А, В, С,...,х}, у}, zy,...)=0,
где х/, у/, г, — независимые переменные; А, В, С — параметры,
рассчитываемые итеративным методом приближения и малых
отклонений.
Для этого можно составить ряд
F=F(A, В, С,...)|о + -^| ДЛ+-£| ДВ+-£| ДС+....
о А | о о В | q оС | о
который дает систему линейных уравнений относительно кор-
ректирующих значений А, В, С, ... в точке 0, а они означают из-
143
вестные значения приближения. Полученные ДЛ, ДВ, ДС, ... в
точке 0 позволяют уточнить ЛОь Воь Соь в точке 1, так как
Л01 = Л0-|-ДЛ, В01=/?0-|-ДВ, С01=С0-|-ДС,...
и т. д., пока корректирующие значения не достигнут нужных
границ заданной точности расчета, обуславливаемой числом то-
чек и точностью измерения точки поверхности, а также точ-
ностью счета используемой ЭВМ (обычно граница точности на-
ходится в пределах (0,001—0,0001).
Полный перечень формул расчета параметров ГЭ приведен
в табл. 3.1. Точность измерения параметров ГЭ при расчете
средних поверхностей в общем случае неизвестна, так как рас-
четные зависимости отклонений, размеров и расположения от-
носительно координат точек измерения очень сложны. Точность
измерений повышается при равномерном распределении точек
измерения на поверхности и увеличении числа точек.
Расчет сложных поверхностей
Координатные измерения сложных поверхностей (СП) сво-
дятся к определению отклонений Д</ значений координат задан-
ных точек измерения tj на поверхности путем измерения дейст-
вительных значений координат р; этих точек. Для учета влияния
Рис. 3.12. Схема измерения точки профиля и точки сложной поверхности:
а — измерение профиля; б — измерение поверхности; в — схема расчета отклонения при
измерении точки сложной поверхности; цифрами обозначены контрольные точки
144
константы измерительного наконечника необходимо знать на-
правление измеряемой поверхности в зоне измеряемой точки.
В качестве отклонения может рассматриваться отклонение зна-
чений отдельных координат Дх, Дг/ или отклонение в направле-
нии нормали AW к поверхности в заданной точке (рис. 3.12, а).
При этом значения абсолютных отклонений рассматриваются
как отклонения положения, а относительные — как отклонения
формы поверхности по множеству точек измерения поверхности.
Для оценки направления поверхности в зоне точки измерения
при измерении неизвестных кривых на плоскости используют
две дополнительные точки на участке измеряемой точки. Нор-
маль к прямой через эти точки рассматривается как нормаль по-
верхности в точке измерения. В случае неизвестных пространст-
венных поверхностей для оценки направления поверхности ис-
пользуют три дополнительные точки t/2, tja), которые позво-
ляют образовать плоскость и определить ее нормаль п/ в зоне-
точки положения (£/).
Отклонение как вектор расстояния по нормали определяется
от заданной точки ij (точки номинального положения поверхно-
сти), до точки В, пересечения нормали из заданной точки с пер-
пендикуляром на нормаль, опущенным из точки, измеренной на
фактической поверхности. Расстояние между нормалью и точ-
кой р/ используется в качестве критерия соблюдения условия
измерения в ограниченной зоне измеряемой точки.
Как следует из рис. 3.12, а и б, измерение сложных поверхно-
стей в заданной точке в принципе аналогично измерению в двух
плоскостях (в плоскости сечения А определяются координаты х
и у, а в плоскости сечения В — координата z измеренной точки
р) (рис. 3.12, б).
Точки положения tj (рис. 3.12, в) могут быть заданы табли-
цей положения поверхности, рассчитаны по аналитическому
описанию поверхности (если оно известно) или же, для неиз-
вестных поверхностей, могут быть определены путем измерения
образцовой детали. Направления нормалей поверхности опреде-
ляются аналогичным образом (различные способы измерения
сложных поверхностей подробно описаны в гл. 6).
Координаты / й точки измерения поверхности (рис. 3.12, в)
рассчитываются согласно уравнению
где К — константа измерительного наконечника; п, — нормаль
поверхности в /-Й точке измерения и С/ — радиус-вектор центра
измерительного наконечника при измерении /-Й точки.
Радиус-вектор расчетной точки измерения
145
Тогда отклонение действительного положения /-й точки (ДМ да
рис. 3.12, а или 6/ на рис. 3.12, а) определяется как
— В].
Измерение сложных поверхностей (в том числе кривых) вы-
полняется в некотором заданном базисе координат, который
можно рассматривать как характеристику исходного положения
этой поверхности в целом. Расчетом лучшего соответствия
(сближения) заданной и реальной измеренной поверхностей
можно определить необходимые линейные и угловые смещения
реальной поверхности [3, 4, 56] как параметров смещения и по-
ворота системы координат детали или отклонения положения
поверхности в целом. В качестве критерия сближения поверх-
ностей обычно используется минимум суммы квадратов рас-
стояний между заданными точками, заданной и действительной
поверхностью.
Отклонение формы сложной поверхности оценивается как
сумма расстояний между максимально удаленными в различные
стороны точками измерения от их номинального положения или
расстояние максимально удаленной точки фактической поверх-
ности, если все точки ее измерения находятся с одной стороны от
заданной поверхности.
Расчет расположения геометрических элементов
Рассчитанные по точкам измерения ГЭ поверхностей могут
использоваться для определения новых (производных) ГЭ, а
также угловых и линейных размеров взаимного расположения
измеренных или рассчитанных ГЭ. Расчет выполняется по из-
вестным законам геометрии на основе действительных значений
параметров рассматриваемых элементов.
Новые ГЭ могут быть получены определением элементов пе-
ресечения исходных поверхностей и объединения известных точек
(центров пересечения и т. д.), расчетом элементов симметрии и
образованием проекций известных ГЭ. Наконец, новые ГЭ могут
быть получены изменением положения (переносом), ориентации
(поворотом) или изменением размеров измеренных поверхно-
стей.
Характерными для практики случаями пересечения ГЭ яв-
ляются следующие точки:
точка пересечения прямых на плоскости
Г hi,—R (АДАа)»
где Tin — точка пересечения (Д) прямых Li и £2 на плоскости,
определяемой репером координаты точки пересечения вычис-
ляются решением системы уравнений прямых относительно об-
щей точки;
146
точка сближения (или пересечения) прямых в пространстве,
которая может быть рассчитана по формуле
т n3=^iA^3=^iA-^»
где 7Й — плоскость, проходящая через прямую Г2 и нормаль,
между прямыми Li, Г2(й=ViX Р2), что позволяет свести расчет
к поиску пересечения прямой и плоскости (здесь (Л, Р2 — векто-
ры прямых);
точка пересечения прямой L и плоскости М
Тт1—1/\М,
определяемая решением системы Их уравнений относительно об-
щей точки;
точка пересечения прямой с кривой (поверхностью), описы-
ваемой уравнением второго порядка, а также точка пересечения
кривых второго порядка; они рассчитываются решением соот-
ветствующих систем уравнений. Упорядочение точек пересече-
ния обычно выполняется по значениям одной из координат этих
точек.
Из других ГЭ наиболее характерным производным элемен-
том пересечения является пересечение плоскости с цилиндром,
конусом и сферой. Производные элементы при этом определяют-
ся как решения систем уравнений, описывающих исходные ГЭ.
ГЭ симметрии (обычно — точка, прямая и плоскость) рассчи-
тываются как средние значения параметров однородных исход-
ных элементов (точек, прямых, плоскостей). Элементы симмет-
рии между неоднородными исходными ГЭ определяются расче-
том промежуточных точек проекции и перпендикуляров между
исходными элементами, что позволяет свести расчет к случаю
однородных элементов.
Расчет проекции (□) пространственных ГЭ необходим при
определении параметров элементов и их взаимного расположе-
ния в определенной плоскости (которой обычно служит одна из
координатных плоскостей, называемая рабочей плоскостью или
плоскостью проектирования). Практическое значение при коор-
динатных измерениях имеют проекции точек и прямых. Если
плоскость проектирования М задана уравнением вида ((г—
—Го) -п) =0, где Го — радиус-вектор точки на плоскости; п — нор-
маль этой плоскости, то радиус-вектор 1Р точки р (заданной ра-
диусом-вектором р) определяется как общая точка плоскости и
прямой, проходящей через точку р перпендикулярна плоскости
проектирования:
tp=p[jn=p-n......
147
Проекция вектора А на плоскость ЛЯ
/в=Япй=А — А\п,
где А\п— проекция вектора А на ось, параллельную_ вектору
л(А+п== (А-(п)°) (й)°); (п)° — орт векгора нормали п.
Расчет проекций точек на заданную плоскость, в частности,
необходим при расчете параметров окружности, измеренной на
цилиндре. Плоскостью проектирования при этом должна служить
плоскость, перпендикулярная оси этого цилиндра.
Полученные расчетным путем или измеренные ГЭ могут объ-
единяться для образования новых элементов. Практически наи-
более часто объединяются точки (центров, пересечений и т. д.),
по которым ведут расчеты аналогично расчету ГЭ по данным
точек измерения поверхностей. Коррекция влияния константы
измерительного наконечника при этом уже не требуется.
Наконец, новые элементы могут быть получены соответству-
ющим изменением параметров рассчитанных или измерен-
ных ГЭ. Положение ГЭ может быть изменено по любой коорди-
нате добавлением соответствующих значений переносов, т. е.
где г1 — новое значение радиуса-вектора положения; г — радиус-
вектор исходного положения; in — вектор переноса точки.
Поворот оси (прямой) V вокруг вектора а на угол <р возмо-
жен согласно формуле
= Vfa4"(^Da)cos <р+(а х Ю sin <р, (3.8)
где f — проекция V на ось, параллельную а; □ — проекция V
на плоскость, перпендикулярную а.
Изменение размера ГЭ выполняется добавлением соответст-
вующей величины к существующему значению или вычитани-
ем ее.
Для оценки различных возможностей взаимного располо-
жения ГЭ поверхностей в принципе необходим только расчет
расстояния и угла между этими элементами.
Расстояние и углы между ГЭ рассчитываются между точка-
ми, прямыми и плоскостями, характеризующими их положение
и ориентацию. При необходимости определения расстояний или
углов непосредственно между поверхностями ГЭ выполняют
простой пересчет с учетом законов расположения этих поверх-
ностей относительно своих центров и осей.
Расстояние dtt между точками ti и t2 определяется как
^«=1Г2—Г1|»
где Г1, г2 — радиусы-векторы этих точек; расстояние вдоль осей
отдельных координат между точками определяется как разность
значений соответствующих координат.
148
Расстояние между точкой t и прямой I
dti—
Ко - Гр) х У|
|р|
где rt— радиус-вектор точки /; г0 — начальная точка прямой I;
V — вектор направления прямой I.
Расстояние между точкой t и плоскостью т
и _ l(G-r0)-n|
atm
1«1
где й — радиус-вектор точки t\ го — начальная точка плоско-
сти т\ п — ее нормальный вектор.
Расстояние между прямыми I] и в пространстве
du=
|(Г2 — иРОЛхУг)
|У1ХУ2|
где f\, г2 — радиусы-векторы начальных точек прямых 1\ и /2; Рь
Г2— векторы направления прямых.
Углы между ориентированными в пространстве или на плос-
кости ГЭ проще всего вычисляются по их направляющим векто-
рам (или ортам), угол «р между которыми определяется соглас-
но уравнению
Vi-V2
cos ,
|Vil-|V2l
где Vi-V2 — скалярное произведение векторов направлений ГЭ.
Для вычисления угла между прямой и плоскостью определя-
ют угол между нормальным вектором плоскости и направля-
ющим вектором прямой (с последующей корректировкой на
л/2), а угол между плоскостями соответствует углу между нор-
мальными векторами.
При этих условиях отклонение от перпендикулярности и откло-
нение от параллельности определяются как отклонения угла меж-
ду прямыми, прямой и плоскостью или двумя плоскостями от л/2
или 0(л); несоосность, эксцентриситет и расстояние между ося-
ми— как расстояние между точками пересечения осей в плос-
костях оценки и прямыми, а биение — как максимальная раз-
ность расстояний точек измерения поверхности до оси вращения
(при радиальном биении) или до плоскости, перпендикулярной
оси вращения (при измерении торцевого биения).
3.5. ОЦЕНКА И ПРЕДСТАВЛЕНИЕ
РЕЗУЛЬТАТОВ ИЗМЕРЕНИЙ
Результаты расчетов значений параметров ГЭ поверхностей
и отклонений их расположения в развитых системах координат-
ных измерений оцениваются в отношении возможного значения
149
погрешности полученного действительного результата, его от-
клонения от заданного номинального значения. Кроме того, не-
обходимо определить статистическую оценку значений отдельных
параметров (или их отклонений) при измерении серии деталей
для составления статистической отчетности или оценки состоя-
ния технологии и оборудования производства измеряемых дета-
лей.
Возможности оценки погрешности результата измерения на
КИМ в настоящее время весьма ограничены [54, 72]. Ввиду
очень большего числа факторов, влияющих на результат изме-
рения, и невозможности или большой сложности формальной
оценки этого влияния (в частности, неизвестна погрешность из-
мерения отдельной точки поверхности) речь по существу может
идти только о возможной максимальной или средней вероятно-
стной оценке погрешности. При этом максимальная погрешность
является функцией координатной погрешности КИМ, размера
измеряемого ГЭ и используемой схемы измерения. Практически
ориентировочная максимальная погрешность измерения на КИМ
может оцениваться как
Дшах="ИДх2 + + Д22»
где Ах, Ду, Лг — координатные погрешности КИМ по оси X, Y
и Z соответственно.
Такая оценка максимальной погрешности приблизительно
характеризует точность измерения координат положения и раз-
меров ГЭ при корректной схеме измерения и достаточно боль-
шом числе измеряемых точек (порядка 20).
Поскольку часто практически невозможно отличить погреш-
ности измерения, вносимые отклонениями формы поверхности,
от погрешностей различных подсистем КИМ, наиболее вероятное
значение возможной погрешности АСР характеризуют средним
квадратичным отклонением точек измерения:
где п — число точек измерения; б/— расстояние /-й точки от рас-
считанной по данным измерения поверхностей.
Погрешности измерения производных ГЭ и размеров взаим-
ного расположения ГЭ могут рассчитываться по данным погреш-
ностей исходных элементов.
Отклонения измеренных параметров ГЭ и размеров взаим-
ного расположения ГЭ оцениваются путем сопоставления с за-
данными номинальными значениями и допусками отклонений.
Алгоритмы расчета отклонений и их соответствия допускам, как
правило, соответствуют национальным и международным мет-
150
рологическим нормам с учетом известной специфики координат-
ных измерений.
Оперативное отображение на дисплее и распечатка протоко-
ла- измерения с обозначением и документированием всех пара-
метров их значений и условий измерения позволяют получить
полный протокол аттестации детали. Его формат, включаемые
показатели, параметры измерений и дополнительная информа-
ция могут заранее программироваться при составлении програм-
мы измерений. Для облегчения оценки наблюдаемых отклонений
параметров (особенно отклонений формы) часто используют гра-
фическое представление результатов измерений (см. гл. 4).
Накопление результатов измерений и данных оценки их от-
клонений создает предпосылки для стандартной и специальной
статистической обработки результатов измерений. Обычно обес-
печивается расчет нормального или логарифмического распре-
деления действительных размеров с графическим его изобра-
жением. К другим определяемым статистическим параметрам
значений измеренных размеров относятся расчет среднего зна-
чения, дисперсии, минимума, максимума, число измерений, про-
цент деталей вне допуска, гистограмма измерений, диаграмма
распределения значений в последовательности измерений, пред-
ставление отклонений параметров в пределах допуска и т. д.
3.6. АЛГОРИТМЫ УПРАВЛЕНИЯ РАБОТОЙ КИМ
Операции по управлению работой КИМ обеспечивают выпол-
нение измерений координат точек поверхностей, т. е. сбор пер-
вичных данных измерения. К этим операциям относятся дейст-
вия по установке и съему измеряемой детали, ИГ (или их нако-
нечников), вывода измерительных наконечников в промежуточ-
ные позиции позиционирования и позиции измерения. В зависи-
мости от уровня автоматизации КИМ все эти операции могут
выполняться вручную или автоматически. Последний вариант и
представляет объект рассмотрения, так как алгоритмы их руч-
ного выполнения очевидны.
Операции установки (съема) деталей и измерительных нако-
нечников полностью аналогичны таким операциям на станках
с ЧПУ. Специфическими по существу являются только операции
измерительного позиционирования, в процессе выполнения ко-
торых обеспечивается считывание и регистрация координат то-
чек измерения. Методы выполнения измерительного позициони-
рс ания существенно зависят от типа применяемой ИГ и вы-
бранного режима ее работы [38, 104].
Нулевые ИГ используются для отсчета координат в момент
касания наконечником поверхности детали. Номинальные коор-
динаты измеряемой точки служат исходными данными при вы-
полнении операции, которая собственно и состоит в продвижении
151
наконечника из текущего положения в позицию указанной точ-
ки. Применяются операции грубого и точного прямолинейного
позиционирования.
Операция ступенчатого (грубого) позиционирования включа-
ет следующие этапы:
расчет перемещения Sz по каждой координате i=x, у, z в точ-
ку позиционирования:
---Pl — Plot
где pi, рю — значения i-й координаты точки позиционирования и
исходного положения измерительного наконечника соответст-
венно;
выбор вида движения (с постоянной скоростью измерения
или с остановом), т. е.
где kim, kis — длина участков измерения и остановки соответст-
венно; при движении на участке измерения для обеспечения ста-
бильности результатов измерений должна сохраняться некото-
рая постоянная скорость перемещения измерительного нако-
нечника, а длина участка остановки должна обеспечить точную
(без «перебега») остановку при заданном значении координаты
точки позиционирования;
выдача управляющих сигналов Ui на приводы в зависимости
от перемещения St, т. е.
WS, если
Ui =
(VZm), если AZm>Sz>AZs;
О, если Si<Zkis’,
О, если А=1,
где W—коэффициент пропорциональности между скоростью и
путем перемещения; (V,m)—сигнал управления, обеспечива-
ющий поддержание скорости Vim; А — сигнал срабатывания ИГ;
завершение операции, заключающееся в фиксации координат
точки Р, (при срабатывании ИГ) или остановке (это ошибка)
при выходе в точку позиционирования без контакта ИГ с по-
верхностью:
хю, 2/о, если A = l, Sz<^Zm;
О, если А=1, Sz>AZm;
О, если Sz=0, А—О, для i=x, у, z,
где xzo, у}о, zz0—фактические значения координат точки из-
мерения при срабатывании ИГ.
152
Выполнение всех этапов алгоритма управления происходит
циклически с возможно большей частотой их повторения, что
позволяет максимально сократить время операции и уменьшить
возможные погрешности отсчета положения при движении. Прак-
тически число ступеней сигнала управления скоростью приводов
невелико (до 10), и поэтому траектория продвижения измери-
тельного наконечника в точку измерения отличается от прямо-
линейной, а скорость перемещения по трассе неравномерная.
Ступенчатое позиционирование применяется, если можно огра-
ничиться ориентировочным измерением по направлениям коор-
динатных осей КИМ.
Операция точного прямолинейного позиционирования позво-
ляет выводить наконечник в точку измерения в любом направ-
лении. Она выполняется по несколько более сложному алгорит-
му управления и требует большего числа ступеней управления
скоростью приводов (практически порядка 1000).
Для обеспечения прямолинейности траектории продвижения
измерительного наконечника по всем координатам необходимо
учитывать требуемое соотношение скоростей по отдельным коор-
динатам. Для этого на начальном этапе выявляется координата
с максимальным расстоянием перемещения St, (ведущая коор-
дината) и определяются коэффициенты пропорциональности С,-
скорости перемещения координат:
Ct=-^~ (i, v=x, у, z).
При управлении движением скорость ведущей координаты с
помощью сигнала управления приводом задается в соответствии
с принятым законом, а скорости других координат выбираются
пропорциональными коэффициентам С,.
Для обеспечения прямолинейности траектории с точностью
дискреты системы отсчета необходимо, чтобы в пределах цикла
управления расстояние продвижения по ведущей координате не
превышало числа ступеней управления скоростью приводов, что,
в свою очередь, позволяет определить необходимую частоту пов-
торения цикла управления при известной максимальной скоро-
сти перемещения.
Точное прямолинейное позиционирование позволяет прово-
дить измерения в любом направлении, осуществлять измерения
в глубоких отверстиях небольщого диаметра и выполнять дру-
гие действия, которые требуют знания точной траектории про-
движения измерительного наконечника.
Здесь описаны лишь общие принципы построения алгоритмов
измерительного позиционирования. Практические их реализации
очень разнообразны и часто более сложны. Промежуточное (не
измерительное) позиционирование отличается лишь заверша-
ющим этапом — выходом в точку позиционирования без сраба-
153
тывания ИГ и отсутствием участка движения со скоростью из-
мерения.
Рассмотренные операции точного и ступенчатого позициони-
рования измерительного наконечника сигнальной головки в за-
данную точку могут служить основой построения более сложных
операций измерения — обхода последовательностей точек по за-
данным координатам, с заданным шагом, заданного числа точек
на участке и т. д., что позволяет в ряде случаев упростить про-
граммирование и сократить объем программы измерения в це-
лом. Результат измерения в этих случаях представляет собой
последовательность фактических значений координат измерен-
ных точек.
Применение ИГО позволяет реализовать ряд новых операций
измерения, существенно повышающих производительность про-
цесса измерения поверхностей. Продвижение ИГО по траекто-
рии измерения при непрерывном контакте с измеряемой поверх-
ностью (слежение) позволяет исключить множество точек про-
межуточного позиционирования и этим существенно повысить
скорость измерения.
Позиционирование ИГО при измерении отдельной точки по-
верхности обеспечивает максимальную точность. Оно выполня-
ется аналогично ступенчатому или прямолинейному позициони-
рованию, однако фиксация фактических значений координат точ-
ки измерения происходит не в момент контакта измерительного
наконечника с поверхностью, а только после выхода ИГ в конст-
руктивно точно оговоренное нулевое состояние, исключающее
влияние различных динамических погрешностей подвижной час-
ти КИМ при измерении.
Операция слежения позволяет с большой скоростью измерить
множество точек по трассе измерения от текущего положения
до заданной точки позиционирования наконечника. Измери-
тельный наконечник перемещается прямолинейно в плоскости
координат позиционирования в контакте с поверхностью (сле-
жение) по третьей координате. Позиционирование наконечника
и отсчет координат точек измерения (по заданному закону) вы-
полняет ЭВМ, а слежение — схема управления приводом. Ско-
рость движения при позиционировании при этом условно-посто-
янная; она может корректироваться в зависимости от крутизны
профиля в направлении слежения. При операции слежения ско-
рость измерения на порядок и более выше, чем при методе пози-
ционирования на отдельные точки с нулевой головкой.
Трехкоординатная ИГО позволяет выполнять операцию цен-
трирования, т. е. поддержания измерительного наконечника
ИГО в среднем положении между ограничивающими свободу
перемещения измеряемыми поверхностями (небольшие отвер-
стия, канавки, углубления и т. д.), и таким образом измерять
координаты положения точек центров этих поверхностей. Соче-
154
тание слежения (при поднажатии наконечника) в направлении
оси отверстия с самоцентрированием по двум остальным коор-
динатам позволяет определить координаты центра этого отвер-
стия с помощью конического (или сферического) наконечника
автоматическим измерением одной точки. Сочетание слежения
в направлении углубления с центрированием по его стенкам и
продвижением наконечника вдоль канавки обеспечивает быстрое
автоматическое измерение множества точек положения центров
канавки (например, между зубцами шестерен). При этом функ-
ция схемы управления, обеспечивающей центрирование измери-
тельного наконечника, состоит в динамическом поддержании ИГ
в нулевом положении отклонения в направлении координат цен-
трирования, а функция схемы слежения состоит в динамическом
поддержании соприкосновения наконечника с поверхностью с
заданным усилием. Операции центрирования завершаются до-
стижением точного центрирования (при центрировании по одной
или двум координатам). Операция слежения с центрированием
завершается выходом в заданную точку позиционирования.
Значения координат точек отсчета при измерениях с трех-
координатной ИГО определяются как сумма значений координат
положения ИГО и значения отклонения измерительного нако-
нечника для любой координаты.
Глава 4
ПРОГРАММНО-МАТЕМАТИЧЕСКОЕ
ОБЕСПЕЧЕНИЕ КИМ
4.1. СОСТАВ, СТРУКТУРА И КЛАССИФИКАЦИЯ
СИСТЕМ ПРОГРАММНО-МАТЕМАТИЧЕСКОГО
ОБЕСПЕЧЕНИЯ КИМ
Базовая часть КИМ вместе с системой ее управления обес-
печивают определение координат положения любых точек по-
верхностей деталей в пространстве измерений КИМ. Таким
образом, непосредственно с помощью КИМ можно измерить
лишь расстояния по направлению координатных осей КИМ и
абсолютное или относительное положение отдельных физиче-
ских ощупываемых точек измеряемых поверхностей (например
центров отверстий, профилей). Все более сложные метрологиче-
ские параметры (размеры, положения, направления и отклоне-
ния формы поверхностей, размеры и геометрические параметры
взаимного положения поверхностей и т. д.) деталей особенно
сложной конфигурации могут быть определены по координатам
отдельных точек лишь с помощью математических расчетов с
использованием алгебраических и тригонометрических функций,
векторной и линейной алгебры и других вычислительных мето-
дов (см. гл. 3). Осуществлять такие расчеты в темпе выполнения
измерений (реального времени) возможно только автоматиче-
ски— с помощью современных ЭВМ. Поэтому координатные
измерительные системы вместе с КИМ должны содержать ЭВМ,
оснащенную системой программ по выполнению алгоритмов
необходимых расчетов координатных измерений, управления
работы КИМ и других сервисных функций — редактирования
программ измерений, проверки работоспособности системы
и т. д. Эта система программ и составляет программно-матема-
тическое обеспечение (ПМО) КИМ. ПМО обычно образует ряд
подсистем, отличающихся своим функциональным назначением.
Схема классификации современных ПМО КИМ приведена на
рис. 4.1.
В общем случае программы измерений на КИМ могут разра-
батываться различными методами в зависимости от содержания
и способа представления данных об измеряемом объекте и усло-
вий выполнения измерений.
В рамках систем автоматизированного проектирования и
автоматизированного управления производством при наличии
полной информации об измеряемом объекте целесообразна
156
полностью автоматическая разработка программ измерений для
КИМ в пределах так называемых систем автоматизации измере-
ний. Опыт реализации и применения таких систем в данное вре-
мя отсутствует.
Для разработки программ по данным чертежей измеряемых
объектов могут применяться проблемно ориентированные систе-
мы программирования КИМ, например NCMES (83]. При этом
используется технология, аналогичная применяемой для автома-
тизации разработки программ для станков с ЧПУ. Выполненная
на соответствующем языке процессора программа измерений
представляется на некотором промежуточном языке, с которого
157
она соответствующим постпроцессором может быть переведена
на язык непосредственного программирования конкретной КИМ.
Процессоры и постпроцессоры проблемно ориентированных си-
стем, как и системы автоматического программирования, реали-
зуются на больших ЭВМ и могут эффективно использоваться
для автономной централизованной разработки программ
измерения деталей, например, на этапе подготовки их
производства.
На современном этапе автоматизации более широкое распро-
странение получили системы непосредственного программиро-
вания КИМ, обеспечивающие максимальную оперативность, на-
глядность и сравнительно малую стоимость разработки, провер-
ки корректности программ и выполнения измерений. Повышению
оперативности и упрощению программирования в большей
мере способствуют системы оперативного программирования,
облегчающие составление программы для автоматического (или
ручного) измерения по данным ручного измерения образца дета-
ли с применением максимально упрощенной или очевидной
символики обозначений программируемых и выполняемых опе-
раций языка системы и диалогового режима обмена информа-
цией между оператором и ЭВМ. Дополнительные удобства
управления КИМ и программирования измерений при этом обес-
печиваются применением миниатюрных переносных пультов
оператора.
Автономные системы непосредственного программирования
позволяют подготавливать программы измерений без непосред-
ственного использования КИМ, по чертежам детали. Имея бо-
лее ограниченный состав операций, чем проблемно ориентиро-
ванные системы, системы непосредственного автономного про-
граммирования, однако, позволяют полностью учесть все
особенности и возможности данной КИМ, что обусловливает
высокую эффективность их применения.
Отвлекаясь от структуры и способов использования, можно
утверждать, что главной характеристикой систем ПМО КИМ
являются их метрологические возможности. Существует опреде-
ляемое сферой применения подразделение ПМО КИМ на ряд
обычно взаимосвязанных подсистем. Важная часть изделий
машиностроения относится к так называемым корпусным дета-
лям, их характеризует произвольное сочетание элементарных
геометрических поверхностей. Все КИМ универсального назна-
чения включают ПМО для двух- и трехмерного измерения дета-
лей данного типа. Имеются также ПМО для измерения сложных
(определяемых положением множества точек) и специальных
(определяемых некоторой аналитической функцией или их систе-
мой) поверхностей. При этом операции по настройке КИМ, на-
хождению положения базовых поверхностей, координат отдель-
158
ных точек измеряемых поверхностей могут выполняться с
помощью системы измерения корпусных деталей.
Эти подсистемы могут использоваться для измерения дета-
лей любой конфигурации и параметров и, таким образом, пред-
ставляют собой систему программирования общего назначения.
ПМО для измерения объектов фиксированной или условно
постоянной конфигурации может использоваться для решения
заданной метрологической задачи непосредственно или после
некоторой настройки. Оно относится к классу специального или
дополнительного ПМО КИМ.
Важной характеристикой системы ПМО КИМ является пре-
дусматриваемый уровень автоматизации работы. Существуют
системы для ручных или моторизованных измерений, для авто-
матического (CNC) перемещения измерительных наконечников
и полностью автоматизированные КИМ, включаемые в системы
автоматизированного производства [83, 104].
4.2. СИСТЕМЫ ПРОГРАММИРОВАНИЯ ИЗМЕРЕНИЙ
КОРПУСНЫХ ДЕТАЛЕЙ
Корпусные детали будем понимать как объекты, поверхно-
сти которых представляют собой главным образом простые (см.
п. 3.4) ГЭ.
Типовыми представителями деталей этого класса являются
блоки цилиндров, головки двигателей внутреннего сгорания,,
корпуса коробок передач и т. д. Важным и во многом определя-
ющим свойством корпусных деталей является большое много-
образие их конфигураций при ограниченном числе типов
элементарных ГЭ, образующих их поверхности. Поэтому для
составления программ измерений корпусных деталей целесооб-
разно использовать систему программирования, включающую
средства для задания программы измерения произвольной по-
следовательности ГЭ и их размерных взаимосвязей. Такую воз-
можность в простейшем случае может обеспечить набор соответ-
ствующих программ, а наибольшую гибкость и эффективность
составления и выполнения программ измерения корпусных дета-
лей обеспечивают специальные языки программирования. На
рис. 4.2 приведена схема классификации систем программиро-
вания корпусных деталей [94].
Набор программ для измерения корпусных деталей по суще-
ству представляет собой некоторое множество самостоятельных
программ измерения отдельных ГЭ (например, окружностей)
или размеров фиксированных сочетаний их взаимного располо-
жения— эксцентриситета, межцентрового расстояния и т. п.,
т. е. программ измерения корпусных деталей с фиксированными
комбинациями элементарных поверхностей. Как правило, это
программы для ручных КИМ, предназначенных для простейших
159
или специфических измерений, реализуемых с применением про-
стейших средств вычислительной техники. Программы отбира-
ются, вводятся и обслуживаются оператором, выполняющим
измерения. Очевидно, что достигнуть метрологической универ-
сальности таким образом невозможно ввиду бесконечно боль-
шого числа необходимых для этого программ измерения.
Более гибкое решение представляет собой использование
пакета программ, т. е. набора взаимосвязанных программ, каж-
дая из которых обеспечивает выполнение некоторой функцио-
нально самостоятельной операции, но предусматривает возмож-
ность использования результатов, полученных в предыдущих
операциях, и передачу результатов своей работы последующим
программам. Таким образом, с помощью конечного числа моду-
лей программ путем соответствующего комбинирования после-
довательности их выполнения могут быть решены многочислен-
ные метрологические задачи. Обычно весь пакет программ
хранится в памяти ЭВМ, и отдельные его модули вызываются
путем обращения к ним с пульта ЭВМ или специального пульта
оператора КИМ.
Язык программирования измерений представляет собой си-
стему обозначений выполняемых КИМ операций и их парамет-
ров, обеспечивающую удобное описание решения некоторого
класса метрологических задач, в данном случае—измерения
корпусных деталей. Язык программирования обеспечивает более
160
широкие и эффективные возможности задания последовательно-
сти подлежащих выполнению операций (программы измерений),
лаконичность и легкость прочтения программ, 9 минимальную
длину их записи (циклы и подпрограммы), удобство запомина-
ния и редактирования программ на машинных носителях для
повторного использования, гибкость программирования и лег-
кость запоминания ввиду максимальной приближенности соста-
ва его операций, их названий и обозначений к терминологии
главной предметной области использования. Все практически
применяемые языки программирования измерений (ЯПИ) КИМ
представляют собой интерпретирующие системы [8]; при этом
достигается максимальная компактность как реализации транс-
лирующей системы, так и хранения накапливаемых программ
измерения деталей.
I Условными отличительными признаками ЯПИ и развитых
пакетов программ измерений можно считать наличие проблемно
ориентированной системы обозначения операций (с использо-
ванием названий операций и имен их параметров вместо адре-
сов) и средств управления последовательностью выполнения
операций в программах, выделения подпрограмм и развитых
средств записи, редактирования и вызова программ измерения
из памяти или других машинных носителей ЭВМ. Эти возмож-
ности значительно облегчают комбинаторные задачи составле-
ния сложных программ измерения корпусных деталей, однако
реализация развитых ЯПИ требует ЭВМ с большими ресурсами
памяти, быстродействием и широким набором периферийных
устройств. Программирование упрощает применение мнемониче-
ских обозначений операций ЯПИ, соответствующих общеприня-
той символике обозначений реализуемых метрологических опе-
раций, и позволяет использовать образец детали при составле-
нии программы измерений, что в целом характерно для
оперативных систем программирования. Они обычно также пре-
дусматривают обучение КИМ — запоминание программы выпол-
ненного измерения с автоматической подготовкой данных авто-
матического управления по результатам ручного измерения
детали в режиме обучения. Для управления КИМ и задания
операций программы служит специальный переносный пульт
оператора.
ЯПИ автономного применения обычно используют символь-
ные или цифровые коды операций, а все данные для составления
программы определяются по чертежам детали, подлежащей
измерению. При этом достаточно стандартных средств вычисли-
тельной техники (СВТ), однако отладка программы, как пра
вило, сложнее и требования к квалификации программиста вы-
ше. Чтобы упростить задание параметров выполнения операции,
часто (особенно в системах программирования оперативного
типа) используется диалоговый режим их определения, когда от
«—183 161
пользователя требуется только подтверждение или отрицание
определенного факта или задание числового значения или текста
рассматриваемого параметра. Директивные системы предпола-
гают точное знание потребителем форматов и параметров выпол-
нения операций, а возникающие прн выполнении операции
отклонения рассматриваются как ошибки.
Состав операций измерения корпусных деталей
Рассмотрим состав операций системы программирования
измерений корпусных деталей — главную характеристику метро-
логических возможностей КИМ.
Анализ систем программирования и процессов координатных
измерений корпусных деталей позволяет выделить следующие
основные группы операций, обеспечивающие метрологическую
и общую функциональную универсальность КИМ: перемещение
ИГ и определение координат точек измерения; настройка КИМ;
образование систем координат детали; расчет геометрических
параметров измеряемых поверхностей, параметров производных
ГЭ и их взаимного расположения; оценка отклонений действи-
тельных размеров от номинальных их значений и специальные
расчеты; вывод протоколов и накопление результатов измере-
ний; управление программами; установка и смена измеряемой
детали, ИГ; контроль и диагностика систем КИМ. Конкретный
состав выполняемых операций для различных КИМ изменяется
в широких пределах [8, 11]. В табл. 4.1 приведен примерный об-
общенный состав операций системы программирования измере-
ния корпусных деталей, включающий возможности наиболее
развитых КИМ.
Табл. 4.1 содержит перечень операций развитых систем
программирования измерения корпусных деталей при простран-
ственных (трехкоординатных) измерениях. Двухкоординатные
(плоскостные) измерения ограничиваются геометрическими рас-
четами проекций измеряемых элементов на рабочую координат-
ную плоскость. Система координат детали при этом содержит
лишь нулевую точку и угол смещения (поворота) координатной
оси на этой плоскости. Пространственная ось принимается
совпадающей по направлению с соответствующей машинной
осью или вообще не учитывается. Метрологические возможно
сти двухкоординатных КИМ соответственно меньше, однако их
реализация проста и возможна с использованием простейших
ЭВМ.
План и последовательность разработки программы измере-
ния включают этапы определения базовых поверхностей детали
для формирования СКД, измерения и расчета параметров ГЭ,
оценки отклонений размеров, вывода протокола измерений и на-
копления полученных результатов. Для обеспечения доступа к
162
Таблица 4.1
Примерный состав операций системы программирования
измерения корпусных деталей
Группа операций Название операции Содержание операции
Познциоинро- 1. Измерение коорди- Считывание координат точки измере-
ванне и изме- рение нат точки ния при ее касании измерительным наконечником (ИН)
2. Сканирование Считывание последовательности ко- ординат точек измерения при переме- щении ИН по поверхности
3. Позиционирование Автоматический вывод ИН в точку с заданными координатами
4. Измерительное по- зиционирование Автоматическое считывание коорди- нат точки измерения при касании по- верхности в ходе позиционирования ИН
5. Слежение Сканирование последовательности ко- ординат точек измерения при позици- онировании ИН в соприкосновении с поверхностью (при использовании ИГО)
6. Центрирование Автоматическое размещение ИН в центре углубления и считывание его координат положения (при использо- вании трехкоординатной ИГО)
7. Слежение с цент- рированием Сканирование с автоматическим по- зиционированием в центр и продви- жение по траектории прослеживаемо- го углубления (при использовании трехкоординатиой ИГО)
8. Контурное управ- ление Автоматическое перемещение ИН по заданной траектории контура и счи- тывание отклонений положения точек действительного контура (при исполь- зовании ИГО)
9. Измерение типо- вых поверхностей Автоматическое измерение координат точек ГЭ (плоскости, окружности и т. п.)
10. Измерение профи- ля Автоматическое измерение последова- тельности точек профиля или поверх- ности по заданным координатам то- чек или закону их отсчета
11. Поворот стола Поворот стола с измеряемой деталью на заданный угол
6*
163
Продолжение табл. 4.1
Группа операций Название операции Содержание операция
Калибровка ИН 1. Калибровка Измерение с помощью аттестатора положения и размера ИН для их по- следующего учета при измерении ГЭ
2. Автоматическая ка- либровка Автоматическое измерение параметров ИН по аттестатору
3. Автоматическая ка- либровка набора ИН Автоматическое измерение и запоми- нание параметров всего набора ис- пользуемых ИН
Образование системы коор- динат детали (СКД) 1. Задание нулевой точки СКД Указание положения начала СКД: по текущему значению координат; по координатам точки измерения; по координатам положения ГЭ и т. д.
2. Задание направле- ния пространствен- ной оси СКД Определение направления основной (пространственной) оси СКД по на- правлению базового пространствен- ного ГЭ илн сочетанию точек поло- жения измеренных базовых ГЭ
3. Задание направле- ния оси СКД в плоскости Определение направления оси пово- рота детали по направлению измерен- ного пространственного ГЭ или со- четанию точек положения ГЭ как проекции на плоскость, перпендику- лярную пространственной оси СКД
4. Перенаименование осей СКД относи- тельно осей СКМ Приведение в желаемое соответствие обозначений осей систем координат детали и КИМ
5. Сдвиг нулевой точ- ки СКД Смещение положения нулевой точки СКД на заданное расстояние
6. Поворот СКД Поворот оси СКД в плоскости на за- данный угол вокруг пространственной оси
7. Задание системы координат управле- ния Задание системы координат управле- ния движениями КИМ по существую- щей СКД
8. Запоминание и вос- становление СКД Запоминание н вызов данных СКД из памяти ЭВМ для разных баз
Расчет геомет- рических пара- метров и вза- имного распо- ложения ГЭ по- верхностей де- талей 1. Расчет параметров ГЭ по минимально- му числу точек Расчет геометрических параметров элементарных поверхностей по мини- мальному объему данных измерений (прямой, плоскости, окружности, эл- липса, цилиндра, конуса, сферы и др.)
164
Продолжение табл. 4.1
Группа операций Название операции Содержание операции
Расчет геомет- 2. Расчет параметров Расчет геометрических параметров
рических пара- ГЭ по числу точек элементарных поверхностей, для ко-
метров и взаим- измерения, превы- торых сумма квадратов расстояний
кого расположе- шающему мини- до точек измерения минимальна (пря-
ния ГЭ поверх- ностей деталей мальное мой, плоскости, окружности, эллипса, цилиндра, конуса, сферы и др.).
3. Расчет пересечений ГЭ Расчет параметров пересечения двух исходных, измеренных или рас- считанных ГЭ для комбинаций: пря- мая .— прямая; прямая — плоскость; прямая —• окружность; прямая — ци- линдр; прямая — конус; прямая — сфера; окружность — окружность; плоскость — плоскость; плоскость — сфера; плоскость — цилиндр; плос- кость •— конус; сфера сфера и др.
4. Расчет ГЭ симмет- рии Расчет параметров симметрии двух исходных ГЭ: точка — точка; пря- мая — прямая; плоскость — плос- кость
5. Объединение ГЭ Расчет производных ГЭ по коорди- натным данным положения множест- ва исходных ГЭ
6. Расчет ГЭ проек- ции Расчет производных ГЭ проекции ис- ходных на заданную координатную плоскость
7. Отклонение формы ГЭ Расчет максимальной впадины, высту- па н среднего отклонения формы по положению точек измерения относи- тельно рассчитанной поверхности
8. Расчет параметров взаимного положе- ния ГЭ Расчет линейных н угловых размеров основных случаев взаимного положе- ния ГЭ: расстояния; отклонения от наклона; отклонения от параллельно- сти; отклонения от перпендикулярно- сти; отклонения от соосности; пози- ционного отклонения; отклонения от пересечения осей, радиального биения н полного радиального биения; торце- вого биения и полного торцевого бие- ния; суммарного отклонения формы и расположения
Расчет отклоне- 1. Расчет отклонений Оценка отклонений действительных
|ний действи- от номинальных размеров от заданных и их соответ-
“тельных разме- ров и специ- альные расчеты размеров ствия предельным отклонениям раз- меров, формы и расположения
165
Продолжение табл. 4.1
Группа операций Название операции Содержание операции
Расчет откло- нений действи- тельных разме- ров н специаль- ные расчеты 2. Расчет зависимости допусков 3. Расчет средних ГЭ 4. Математическая об- работка результа- тов измерений Оценка предельных отклонений с уче- том действительных отклонений раз- меров взаимосвязанных элементов Определение параметров ГЭ по ре- зультатам многократного его измере- ния Операции для произвольной матема- тической обработки данных и резуль- татов измерений ГЭ
Вывод и запо- минание резуль- татов измерений 1. Распечатка резуль- татов измерений 2. Распечатка оценок результатов измере- ний 3. Распечатка прото- колов аттестации деталей 4. Запоминание ре- зультатов измере- ний 5. Накопление резуль- татов измерений 6. Выборочное накоп- ление результатов измерений Отображение действительных значе- ний результатов измерений парамет- ров ГЭ Отображение действительных значе- ний результатов измерений с оценкой нх отклонений от заданных значений Вывод полностью оформленных про- токолов измерения деталей по прог- раммируемому формату Сохранение результатов измерений в памяти ЭВМ для их повторного ис- пользования Запоминание результатов измерений во внешней памяти ЭВМ для нх по- следующей обработки Программируемое запоминание выбо- рочных результатов измерений во внешней памяти ЭВМ
Операции уп- равления вы- полнением про- граммы измере- ний 1. Поиск команды 2. Цикл 3. Подпрограмма 4. Вызов по имени 5 Отладка Пропуск команд программы до за- данной команды (безусловная пере- дача управления) Повторение участка программы за- данное число раз Постоянная часть программы, выпол- няемая по команде вызова Вызов н запуск программы измерения детали из библиотеки программ по ее имени Выполнение программы измерения де- тали в специальном режиме (при снижении скорости движений, с оста- новкой после каждой команды и т. п.)
166
Продолжение табл. 4.1
Группа операций Название операции Содержание операции
Операции уп- равления вы- полнением про- грамма измере- ний 6. Обучение Запоминание команд программы из- мерения детали при измерении вруч- ную с использованием данных изме- рения в качестве данных управления для автоматической работы
Установка и смена ИН и из- меряемых дета- лей 1. Ориентация ИГ 2. Смена ИН 3. Подача детали 4. Опознание детали Поворот измерительного наконечника ИГ в заданном направлении в соот- ветствии с условиями измерения Замена (установка) измерительного наконечника ИГ Транспортировка под тежащей изме- рению детали на фиксированное мес- тоположение (и удаление после за- вершения измерений) Считывание кода распознавания под- лежащей измерению детали с набор- ного кода поддона
измеряемым поверхностям подбирается соответствующий набор
измерительных наконечников и выполняется их аттестация (ка-
либровка) по калибратору перед выполнением измерений.
Структура и последовательность выполнения программы изме-
рения корпусной детали приведена на рис. 4.3. Важно отметить,
что обычно любая группа операций и любые операции в группе
могут выполняться в любой логической последовательности, а
СКД может переопределяться в ходе измерений по необходимым
или более удобным для базирования поверхностям.
Калибровка измерительных наконечников выполняется в
начале цикла измерений и имеет целью определение констан-
ты— расстояния между центром измерительного наконечника
(или с другой единой точкой отсчета координат его положения)
и точкой касания наконечником измеряемой поверхности, а так-
же положения каждого наконечника относительно неподвижного
калибратора (обычно сферы известных размеров). Учет констан-
ты наконечника позволяет определить размеры фактических
поверхностей по полученным при непосредственных измерениях
эквидистантным поверхностям. С помощью координат относи-
тельного расположения разных измерительных наконечников
можно достигнуть простого совмещения данных измерения
различными наконечниками путем вычитания из координат точ-
ки измерения соответствующих значений координат положения
167
центра калибратора, измеренных данным наконечником. Учет
положения и размера измерительного наконечника обычно вы
полняется программой автоматически при рвоте координат точек
измерения и при последующем расчете параметров ГЭ
• .исгема координат детали и обычно совпадающая с ней
система координат управления обеспечивают соответственно
получение координат положения ГЭ в желаемых базисах и ие-
за шснмость программ измерений от положения детали в про-
странстве измерения КИМ.
Параметры ГЭ рассчитываются после ручного или автома-
тического измерения желаемого числа точек соответствующей
поверхности. Оценка отклонений размеров, вывод записей про-
токола и запоминание результатов обычно выполняются сразу.
Производные ГЭ или размеры расположения элементов целе-
сообразно рассчитывать сразу после определения необходимых
исходных ГЭ. Расчет средних геометрических элементов (по
Рис 4.3. Структура и послыоь^те1.ьность выполнения программы измерена я
корпусной детали
168
многим измерениям) практически нужен при измерении поверх-
ностей, имеющих большие отклонения формы, а также для
обеспечения статистически максимальной точности измерений.
Большие принципиальные возможности выполнения сложных
геометрических н других расчетов открывает использование
алгебраических, тригонометрических, матричных и других мате-
матических операций. Они повышают универсальность и гиб-
кость системы программирования, но требуют от потребителя
более высокой метрологической и математической квалифи-
кации.
Типовые системы программирования
В зависимости от назначения, оборудования КИМ и типа
ЭВМ наблюдается большое разнообразие реализаций систем
программирования измерения корпусных деталей. Рассмотрим
характерные особенности наиболее распространенных из них.
VAL (Validator Standard Measurement Programs) фирмы
«Браун энд Шарп» (Brown, and Sharp, США) —набор программ
для ручных плоскостных измерений. Позволяет определить
положение и размеры отверстий н валов, расстояния между
ними, углы между координатными осями и межцентро-
выми прямыми или торцевыми поверхностями, эксцентриситет,
пространственный угол между плоскостями и перпендикуляр-
ность поверхности к координатной плоскости, а также отклоне-
ние круглости, прямолинейности и плоскостности Измерение
выполняется одноточечным (с коническим измерительным нако-
нечником) или многоточечным по минимальному числу точек
(со сферически измерительным наконечником) способом. Сме-
щение положения детали в любой из трех выбираемых плоско-
стей измерений (ХУ, XZ или YZ) учитывается автоматически
при вводе данных измерения после определения угла смещения
и нулевой точки по положению двух, трех или четырех точек.
Возможно измерение угла смещения и координат нулевой точки.
Результаты измерений могут быть представлены в дюймовой
или метрической системе, в полярной или декартовой системах
координат по шести типовым формам протокола, включая и
расчет отклонений фактических размеров от номинальных зна-
чений с оценкой допусков.
Команды измерений, кодируемые номерами, могут вызывать-
ся с помощью клавиатуры телетайпа или считываться с перфо-
ленты. Протокол печатается телетайпом. Используется ЭВМ
типа PDP8 с объемом ОЗУ 8К слов или ЭКПВМ «Tektronix
Model 31».
AUTO фирмы ДЕА — пакет программ для ручных и автома-
тизированных плоскостных измерений. Позволяет измерять
координаты положения отдельных точек, размер уступов, тол-
169
шину выступов, длину ступенек, диаметр, положение центра
отверстий и валов (по четырем точкам) и расстоянии между
измеренными или рассчитанными точками в декартовой или
полярной системах координат в любой координатной плоскости.
Возможна оценка отклонений размеров по их заданным теорети-
ческим значениям. Предусматривается смена ИГ и их нако-
нечников при обеспечении совместимости данных измерений
путем калибровки. Смещение положения детали в плоскости
измерений учитывается углом ее поворота к координатной оси
по двум точкам измерения положения.
Результаты измерений, выводимые в виде печатного прото-
кола, содержат всю информацию по каждой выполняемой опе-
рации, включая исходные данные и результаты измерений.
Программа измерений вводится с клавиатуры или с перфо-
ленты в виде последовательности четырех типов команд, объеди-
няемых в циклы и аналогичных по структуре кадрам программ
управления станков с ЧПУ. С помощью команд типа Q задаются
номинальные значения и допустимые отклонения измеряемых
параметров и вид их представления в протоколе элемента изме-
рения, указываемого командой М. Характеристики используемой
ИГ задаются функцией Т, а операции автоматического ее пере-
мещения— позиционирования и измерения в точке — команда-
ми типа G. Варианты выполнения команд указываются двух-
разрядным числовым кодом. Условия действия программы изме-
рений и режимы выполнения отдельных команд дополнительно
управляются рядом оперативных переключателей на пульте
управления КИМ.
Система реализована на ЭВМ PDP 11/04 с объемом ОЗУ
32 Кбайт. Имеются несколько вариантов системы AUTO
(AUTO1, AUTO2,...), отличающихся, главным образом, типом
используемой ИГ и уровнем автоматизации действий с ней.
СМАР (Coordinate Measurement Analysis Program) фирмы
«Ферранти» (Ferranti Ltd, США) — последовательно развивае-
мая (СМАР4, СМАР8, СМАРХ) система программирования,
реализованная на ЭВМ PD Р8 с объемом ОЗУ от 4 до 16К слов
и имеющая сравнительно простой специальный символьный язык
программирования для плоскостных и частично пространствен-
ных (СМАРХ) измерений с помощью КИМ с ручным управ-
лением.
Важными особенностями данной системы являются наличие
памяти общего назначения для программируемого хранения
данных и результатов измерений (G0—G249), памяти для хра-
нения постоянных частей программы измерений — подпрограмм
(Bmm, Umm), средств задания циклического повторения про-
грамм ((]пп), безусловной передачи управления (S «...») и
алгебраических и тригонометрических операций для программн-
ое
ровання любой специальной обработки данных н результатов
измерений в общей памяти.
Стандартный состав операций позволяет определять и авто-
матически учитывать угол смещения положения детали на рабо-
чей плоскости измерений, установку нулевой точки системы
координат по любой измеренной точке, рассчитывать размеры
и положение окружности по трем и четырем точкам, плоскост-
ности, перпендикулярности и углам (относительно координатной
оси по двум точкам) Ряд программируемых операций расчета
(плоскости по трем и п точкам, цнлиндричности, круглости,
прямолинейности и др.) существенно расширяют ее возмож-
ности.
Результаты расчетов геометрических параметров с оценкой
отклонений по программируемому формату (операция IF) вы-
водятся на печать с возможностью произвольного оформления
протокола при принятых постоянных обозначениях выводимых
параметров.
Программа измерений в виде последовательностей строк
команд и оценочных данных может вводиться с клавиатуры
телетайпа или с перфоленты. Запомненные подпрограммы могут
вызываться на выполнение самостоятельно, как отдельные не-
большие программы измерений
SKAI (Software for Automatic three—dimensional Control by
Inspector) фирмы «Олнветтн>— система программирования со
специальным символьным языком программирования диалого-
вого типа общего назначения для измерения трехмерных объек-
тов с элементарными геометрическими поверхностями. Команды
программы могут интерпретироваться при вводе с клавиатуры
дисплея и (или) записываться во внешнюю память, а также
вызываться оттуда для повторного выполнения.
Состав операций позволяет выполнять расчет геометрических
параметров по минимальному числу и п точкам элементарных
ГЭ (прямой, окружности, плоскости, цилиндра, конуса и сферы),
расстояний и углов, отклонения от параллельности и перпенди-
кулярности положения элементов. Учитывается пространствен-
ное положение детали. Система координат детали может сме-
щаться н поворачиваться. В качестве рабочей может задаваться
любая координатная плоскость.
Измерение может проводиться вручную или автоматически
способом отдельных точек при выполнении всех движений с ли-
нейной пространственной интерполяцией и точным позициониро-
ванием. Предусматривается использование поворотного стола в
качестве четвертой координаты и применение различных нако-
нечников ИГ в случае совместимости данных измерений после
их калибровки по сферическому или кубическому калибратору.
Результаты измерений могут быть представлены в любой
координатной системе (абсолютной, относительной, детали), в
171
абсолютных значениях или в ииде приращений координат (в
декартовой или полярной), в метрической или дюймовой
системе.
Выполняется программируемая оценка отклонений размеров
и их соответствия допускам с распечаткой протоколов со стан-
дар! ной идентификацией распечатываемых величии
Язык описания программ измерений содержит около 100
ключевых слов, представляющих сокращенную запись названий
обозначаемых величин. Промежуточные и конечные результаты
измерений могут запоминаться по присвоенному им номеру или
имени. Возможны циклические участки программ. Постоянные
части программы могут запоминаться как макроолерации (под-
программы). Отдельные параметры результатов также могут
запоминаться для статистической оценки отклонений их зна-
чений.
Система SKAI содержит несколько версий (SKAI 10,
SKAI 20, SKA1 25), отличающихся эксплуатационными возмож-
ностями. Она реализована на ЭКПВМ типа Р6060 (фирмы
«Оливегти») и ЭВМ LSI 11/23 с ОЗУ 80 Кбайт и внешней па-
мятью на гибких магнитных дисках.
МИКРОН — система программирования КИМ отечественно-
го производства, предназначена для выполнения пространствен-
ных измерений корпусных деталей при определении всех эле-
ментарных поверхностей (прямой, окружности, плоскости, ци-
линдра, сферы) минимальным числом точек, расчетом угловых
и линейных размерных отношений между ними и расчетом точек
и прямых пересечения простых поверхностей
Пространственная система координат детали может зада-
ваться по любым измеренным или рассчитанным поверхностям.
Измерительные движения (ручные и автоматические) могут вы-
полняться одновременно по всем трем координатам. Поворот
детали с помощью программно управляемого стола сопровож-
дается автоматическим пересчетом положения СКД, а смена
используемых наконечников при калибровке не влияет на сов-
местимость данных измерения в системе координат детали.
Промежуточные и окончательные результаты измерений
могут запоминаться в оперативной памяти данных и далее про-
извольно использоваться для дальнейших расчетов, сопоставле-
ния или вывода на печать в свободно программируемой после-
довательности.
Важной отличительной особенностью системы является воз-
можность программируемой обработки данных и результате»
измерений с использованием мощного математического аппарата
векторной алгебры, действий с матрицами и векторами, тригоно-
метрических и арифметических Функций Это обеспечивает воз-
можность выполнения сложных геометрических расчетов при ре-
172
шенни специальных измерительных задач, заранее не предусмот-
ренных реализованными операциями системы.
Возможно программирование безусловных циклов, подпро-
грамм.
При выводе на печать по программируемому формату изме-
ренные значения могут сравниваться с соответствующими номи-
нальными значениями, а отклонения — оцениваться по заданным
допускам.
Язык программирования системы представляет собой набор
команд управления (ручного и автоматического) КИМ, управ-
ления системами координат, а также команд геометрических н
специальных математических расчетов, оценки и распечатки
результатов измерений в виде символьного кода операции и не-
скольких последующих параметров, обычно представляющих
собой номерные адреса общей памяти данных или константы
координатных или размерных величин. Команды программы
измерений могут выполняться в интерактивном режиме с клави-
атуры дисплея или автоматически путем последовательного их
ввода с перфоленты.
Система реализована на ЭВМ типа СМ-1 с объемом ОЗУ
32 Кбайт, с перфоленточными устройствами, печатающим уст-
ройством и алфавитно-цифровым дисплеем.
MAUS (Mess — Auswerte — Sprache) — система программиро-
вания фирмы «Карл Цейс, Йеиа> (Carl Zeis, lena, ГДР) [85]
Она отличается развитым специальным языком для описания
процессов геометрических расчетов, оценки и представления
результатов измерений Для описания всех ГЭ и их размеров
здесь используются стандартные символьные обозначения, чис-
ловой индекс при которых служит для нумерации различных
элементов и размеров. Подлежащие выполнению операции за-
писываются в виде уравнений, причем результат в левой части
определяется как заданное взаимодействие элементов, перечис-
ленных в правой части уравнения. Дополненный командами
идентификации и управления программами (имя. цикл, подпро-
грамма и т. п.) язык программирования представляет собой
гибкую систему описания координатных измерений в простран-
стве и на плоскости, удобную для обучения и понимания ввиду
привычной для обычных математических вычислений формы
записи и хорошей систематизации используемых обозначений
Операции управления КИМ данной системой не определены н
понимаются как самостоятельная задача числового программно-
го управления или ручного измерения.
Состав операций языка предусматривает:
расчет параметров средних квадратичных поверхностей ГЭ
(точки Р<0, прямой G<i>, плоскости Е<<>, окружности К<0,
цилиндра Z<t>, конуса C<i>, сферы В<£>, угловых и линейных
размеров №<(>, Е<«> соответственно);
173
оценки допусков размеров Л4<»>, направления /?<»>, диамет-
ра D<i> и положении 0<i>, трансформации Г<»>, запоминания
5<«>;
многочисленные комбинации расчета производных ГЭ пере-
сечения. симметрии, проекции, выделения (например, оси ци-
линдра в качестве самостоятельной прямой) н объединения
исходных элементов прн обеспечении сменяемости измеритель-
ных наконечников (путем калибровки) и СКД (по любым изме-
ренным нлн рассчитанным ГЭ)
ГЭ в этой системе представляются фиксированным набором
их определяющих параметров — вектора точки положения (X,
У, Z), вектора (нлн орта) направления (х, у, z), радиуса г и
угла ф.
Оценка н вывод результатов измерении программируются с
помощью отдельных операций, которые позволяют выполнять
эти действия на любом этапе расчетов путем сравнения с задан-
ными числовыми значениями отдельных параметров элемента
или с заданным стандартным элементом.
Специальная версия системы программирования MAUS для
геометрических расчетов на плоскости, называемая PLATINE,
предусматривает решение некоторых более сложных н новых
задач координатных измерений, таких, как сопоставление (оцен-
ка сопрягаемое™) измеренных деталей, оценка возможной мак-
симальной погрешности результатов измерения с учетом схемы
измерения и т. д.
Различные подмножества системы программирования MAUS
реализованы на малой ЭВМ типа KRS 4200 н ЭВМ СМ-4.
TROLL — система программирования фирмы ДЕА, которую
отличают две особенности: функциональная замкнутость н пол-
ностью мнемоническое обозначение выполняемых операций.
Первое является следствием хранения программ системы в по-
стоянной памяти, что исключает их изменение нлн дополнение
пользователем системы, но позволяет достигнуть более высокой
надежности при эксплуатации. Развитое, по возможности обще-
принятое, мнемоническое обозначение выполняемых операций
на клавиатуре системы программирования и соответствующая
специализированная индикация состояний системы должна спо-
собствовать упрощению ее освоения и использования.
Системой предусматрзэается измерение в пространстве
набора ГЭ (прямой, плоскости, окружности, цилиндра, конуса
и сферы) в свободно выбираемой системе координат детали
(основной или вспомогательной) с возможностью автоматиче-
ского учета параметров по 25 различных измерительных нако-
нечников по результатам их калибровки Рсссчитываемые по-
верхности— средние квадратичные, определяемые положением
до 20 точек измерения. По данным многоточечных измерений
рассчитывается и отклонение формы поверхности элементов.
174
Производные ГЭ (точки и прямые) определяются как пересече-
ния прямых, плоскостей, сфер и окружностей, проекции точек
и прямых на прямую и плоскость, средняя точка между двумя
исходными
Операции расположения рассчитывают отношение между
двумя запомненными элементами и позволяют определить рас-
стояние между точками и прямыми и угловые отношения пря-
мых и плоскостей в любой комбинации
Возможна оценка соответствия допускам рассчитанных
размеров, положений и отклонений формы ГЭ
Программа измерений может выполниться непосредственно
при вводе ее через клавиатуру программирования или считы-
ваться с кассетной МЛ вместе с данными оценки результатов
измерений (после ее предварительной записи на МЛ через кла-
виатуру программирования). Результаты измерений распечаты-
ваются в виде протоколов нескольких программируемых форма-
тов. Управление КИМ — ручное. Оператор может получать ин-
формацию через индикацию координатных счетчиков
Система TROLL реализована на двух микропроцессорах
типа INTEL 8085 и зместе с переносным пультом управления,
печатающим устройством и интерфейсом КИМ представляет
очень компактный комплекс обработки координатных данных.
IIMESS фирмы «Олтон» [48] — универсальная измерительная
программа, представляющая собой одну из наиболее развитых
и эффективных систем программирования измерения корпусных
деталей. UMESS отличают широкие метрологические возможно-
сти и эффективные средства упрощения программирования —
применение специального пульта оперативного программирова-
ния с мнемоническими обозначениями (рис. 4.4), диалоговый
режим задания операций, обучение по программе данных изме-
рения первой детали и т. д.
Система позволяет выполнять измерения с ИГН или ИГО.
Они могут нести до 25 измерительных наконечников. Определе-
ние направления измерения (по главной координате), опознании
направления и внешней — внутренней стороны измеряемых по-
верхностей, а также учет влияния констант измерительных нако-
нечников происходят автоматически Имеется возможность
управления КИМ (выполнение измерительных движений) и счи-
тывания координатных данных разных системах координат
детали. Предусмотрено также полностью автоматическое изме-
рение последовательности однотипных деталей по данным изме-
рения положения базовых поверхностей первой детали этой по-
следовательности
UMESS предусматривает расчет полного набора ГЭ по дан-
ным измерения или координатам положения до 1000 точек, рас-
чет производных ГЭ (получаемых в результате пересечения или
определения элементов симметрии исходных ГЭ), образование
17S
Рис. 4.4. Пульт оперативного программирования:
I — ввод координат точек намерения или позиционирования при обучающем программа
ровавии; 3- базовая точка при обучающем программировании: 3 — определение поло-
жения детали или партии деталей при обучающем программировании и режиме ЧПУ;
4 —ввод номинальных эиачеинй и допусков; 5 — сопоставление результатов измерений
а —задание системы координат детали; 7 — измерение делений; Я —работа в режиме ЧПУ
управление поворотом стола: 9 — многоточечное измерение основных ГЭ; 10 — пере-
ключение клавиш иа новые значения, II — переключение иа расчет отклонений формы
и расположения поверхностей; 12 — ответы при диалоге с ЭВМ; 13- калибровка изме-
рительных наконечников. К — вызов заголовка протокола измерений
проекций и их обработку путем введения рабочей плоскости
проектирования, в качестве которой может выбираться любая
координатная плоскость свободно задаваемой системы коорди-
нат детали. Допуски на отклонение формы и расположения
поверхностей оцениваются согласно нормам ДИН 7184*. вклю-
чая оценку прямолинейности, перпендикулярности, параллельно-
сти, наклона, концентричности, соосности, торцевого и рад нал ь-
• Стандарт ФРГ DIN 7184 на допуски формы н расположения в основ-
ном соответствует международному стандарту ИСО 1101 и ГОСТ 24642—81
(ст. СЭВ 301—76).
176
ного биения (в том числе полное), а также позиционного откло-
нения и симметрии ГЭ.
UMESS позволяет определять средние квадратичные поверх-
ности ГЭ. Для оценки положения аналогов прилегающих
поверхностей операцией «Смещение сигмы» они рассчитываются
путем сдвига средней поверхности в желаемом направлении вы-
явленного рассеивания точек измерения, которые рассчитывают-
ся умножением значения рассеяния средней поверхности на лю-
бой заданный коэффициент.
ГЭ, необходимые для повторной оценки, могут вызываться
из памяти с автоматическим переводом их положения в теку-
щую СКД; координаты положения различных запомненных эле-
ментов, таким образом, могут использоваться в качестве данных
для расчета новых ГЭ
Результаты измерений могут также корректироваться с уче-
том влияния температуры, положения и направления элемента
в другой СКД. а также расчета «среднего» элемента по дан-
ным многократного его измерения. Корректировка выполняется
путем пересчета по необходимым свободно программируемым
формулам и представления в декартовой или полярной системах
координат.
Большое внимание в UMESS уделено содержанию и спосо-
бам оформления протоколов измерений, включая графическое
представление отклонений в полях допусков (в том числе зави-
симых), что существенно упрощает оценку результатов изме-
рений.
Достигнута экономическая запись программ измерений
благодаря эффективному редактированию, а также использо-
ванию принципов умолчания (соглашения) и сохранения задан-
ных значений и циклов.
UMESS является основой всего ПМО КИМ. Из нее возможен
вызов других специальных программ измерений, а результаты
ее работы (например калибровка, формирование СКД и С КУ
и т. д.) могут использоваться этими программами
Система измерения корпусных деталей UMESS имеет ряд
модификаций (UMESS-MAN. UMESS-S, UMESS Т и др ), отли-
чающихся уровнем автоматизации, составом выполняемых опе-
раций, максимальным числом оцениваемых точек поверхности
и т. д. Модификации могут быть подобраны по решаемым метро-
логическим задачам. Система реализована на ЭКПВМ типа
НР9825, НР9836 и HP 1000.
HELP-11 [16], BMIL (Bendix Modular Interpretive Language),
VAL-MEAS II, MESCAL — системы программирования, постро-
енные на основе языков программирования общего назначения
(HASIC и FORTRAN). Это обеспечивает, с одной стороны, боль-
шую гибкость в расширении функций систем, а с другой,— широ-
кие возможности общематематической обработки данных и ре-
177
зультатов измерений, а также мобильность этих систем для
различных ЭВМ
HELP-П фирмы ДЕА обеспечивает выполнение пространст-
венных координатных измерений с применением четвертой коор-
динаты (поворотного стола нлн поворотной ИГ), с автоматиче-
ским учетом влияния параметров нескольких наконечников ИГ
и системы координат детали при измерении буртиков, плоско-
стей, окружности и цилиндров, размеров нх взаимного располо-
жения, а также поверхностей, заданных множеством точек. Ре-
зультаты измерений могут оцениваться на соответствие
допускам, выражаться в протоколе измерений в декартовой или
полярной системах координат и выборочно запоминаться для
последующей обработки Управление КИМ — ручное, моторизо-
ванное или автоматическое от ЭВМ.
Программирование на специальном языке возможно в авто-
номном режиме. Оперативное программирование (включая
самообучение) выполняется с помощью специального пульта
«Видеобокс*. Система реализована на ЭВМ типа PDP 11/23,
дополнительно включающей устройства внешней памяти и печа-
ти. Может быть использован дисплей для алфавитно-цифрового
и графического отображения.
BMIL фирмы «Бендикс Корпорейшн» (Bendix Corporation,
США) представляет собой модульную развиваемую систему
программирования для ручных и автоматических координатных
измерений. Ее основу составляют программы управления КИМ
и программы пространственных геометрических расчетов. До-
ступ к программам осуществляется с помощью простого интер-
претирующего языка, который может дополнять и развивать
сам потребитель системы. Функции пульта управления для
общения оператора с системой также могут свободно програм-
мироваться с учетом специфики условий применения системы.
Таким образом обеспечивается оптимизация использования
программных и аппаратных ресурсов КИМ, ЭВМ и ПМО. Систе-
ма реализована на ЭВМ типа PDP 33/04, PDP 11/45.
VAL-MEAS фирмы «ТЕСА» (TESA, Швейцария)—система
программирования, выполняемая в нескольких вариантах, рас-
считанных на использование различных по стоимости и возмож-
ностям ЭВМ.
VAL-MEAS1, реализованная на ЭВМ НР85 без внешней
памяти, позволяет выполнять ручные измерения на плоскости
при автоматическом учете смещения положения детали относи-
тельно координатных осей КИМ. Предусмотрен расчет положе-
ния и размера окружностей; отклонения от округлости, прямо-
линейности и плоскостности; углов между прямыми, осями и
плоскостями; расстояний между точками (нлн центрами); оцен-
ка позиционного допуска и концентричности; расчет центра и
диаметра сферы.
178
VAI.-MEAS2 и VAL-MEAS11, реализованные соответственна
на ЭВМ НР85 и PDP11/23 с внешней памятью с произвольным
доступом, представляют собой системы для пространственных
измерений в ручном или автоматическом режиме с возможно-
стью обучения по программе измерения первой детали. Состав-
ление программы выполняется в режиме диалога через видеотер-
минал. Максимальное число точек измерения элемента 40 для
VAL-MEAS2 и 100 для VAL-MEAS1L Оценка влияния парамет-
ров наконечников ИГ и пространственного положения детали
происходит автоматически. Задание системы координат детали
возможно как по измеренным, так и по вызванным нз памя-
ти ГЭ.
Предусматрнваезся оценка полного набора элементарных
геометрических поверхностей: ГЭ проекции, пересечения, сим-
метрии и объединения исходных элементов; размеров углового
и линейного расположения элементов; отклонений формы эле-
ментарных геометрических поверхностей; соответствия допускам
размеров, положения, формы и направления Результаты изме-
рения распечатываются с оценкой отклонений и накапливаются
во внешней памяти.
LEITZ-MESCAL фирмы «Лейтц» (Leitz, ФРГ) в настоящее
время представляется одной нз наиболее последовательных,
метрологически развитых и эффективных в эксплуатации систем
программирования. При ее работе особенно широко использу-
ются возможности диалога через видеотерминал, что позволяет
оператору общаться с ЭВМ почти на уровне разговорного языка
метрологов. Меню выбора операций составлено с учетом макси-
мального сокращения объема информации, сообщаемой системе
при организации программы.
Система выполняет ручные и автоматические измерения (в
том числе и режимы сканирования н самоцентрирования) плос-
костей, прямых, точек, окружностей, сфер, цилиндров, конусов,
точек пересечения, ступенчатых цилиндров и торов. При этом
автоматически определяются внешняя и внутренняя сторона
поверхности, направление измерения и базовая плоскость. Мак-
симальное число точек оценки элементарной поверхности состав-
ляет 250. В качестве производных могут рассчитываться точки,
прямые, окружности и эллипсы пересечения; точки, прямые и
плоскости симметрии: прямые и окружности объединения; пер-
пендикуляры между точками, осями, плоскостями и поверхно-
стями Все производные элементы могут рассчитываться иа
любую глубину итерации, так как все ГЭ запоминаются со сво-
бодно программируемыми именами, по которым они вызываются
для повторной обработки независимо от конкретной системы
координат делили
Взаимное расположение элементарных поверхностей оцени-
вается по углу и расстоянию по системе допусков на отклонения
179
формы и расположения согласно D1N 7184*. Координаты поло-
жения элементов могут быть представлены в декартовой, поляр-
ной, цилиндрической или сферической системах координат; на-
правления— как проекционные или пространственные углы;
размеры — в метрической или дюймовой системе. Каждый
рассчитанный элемент или размер может сопровождаться произ-
вольным поясняющим текстом, а отклонения от номинальных
значений оцениваются на любом этапе выполнения измерений —
после ввода или корректировки соответствующих номинальных
значений.
Система координат детали устанавливается по любым изме-
ренным поверхностям с произвольным обозначением ее осей и
их направлений. Она может изменяться и переустанавливаться
на любом этапе измерений до 99 СКД на деталь, что способст-
вует упрощению ряда сложных метрологических задач
Предусматривается использование и автоматический учет
параметров до 99 измерительных наконечников различной
формы.
Протоколы измерений имеют несколько вариантов форматов,
отличающихся по количеству выводимой информации и вклю-
чаемым оценкам. Результаты измерения деталей накапливаются
во внешней памяти для последующей статистической или другой
специальной обработки.
Система программирования LEITZ-MESCAL реализована на
ЭВМ типа WANG 2000.
4.3. ПРОГРАММИРОВАНИЕ ИЗМЕРЕНИЙ
СЛОЖНЫХ ПОВЕРХНОСТЕЙ
Принципы программирования измерений
сложных профилей и поверхностей
Положение и форма сложных профилей и поверхностей
задаются набором значений координат точек относительно базо-
вых поверхностей, в качестве которых обычно указываются про-
стые граничащие поверхности детали, содержащей данную
сложную поверхность или профиль. Для оценки отклонений
положения или формы поверхности должны быть известны (кро-
ме координат) направления нормали в каждой точке номиналь-
ного положения профиля или поверхности (см. п. 3.4). Для
известных поверхностей эти данные вводятся или вычисляются
(для аналитически заданных поверхностей и профилей), для не-
известных— оцениваются путем измерения образцов или моде-
лей в целях расчета их номинальных параметров для поверки
поверхностей нлн профилей соответствующего типа. Поверхно-
Аналогично стандарту ИСО 1101 и ГОСТ 24642—81 (СТ СЭВ 301—76).
180
Мтомаяшческое |/°
измерение
Вяагение ФейсеЛн
юеяимее и номиуе-
пноп ярофияеи
Оценка яе
сечением
Ручное
измерение
Оценка яееезины
сменен
Цифровой ‘М
резуямпасяев
ООкингм/гч
Графический и
чисяобай вмвов
результатов
( )
Рис. 4.5. Схема последовательности измерений сложных поверхностей
сти обычно задаются последовательностями точек, и в этом
плане измерение профиля может рассматриваться как частный
случай измерения поверхности, выполняемого в одной коорди-
натной плоскости сечения.
Для упрощения задания данных различных типов поверхно-
стей предусматриваются разные координатные системы их пред-
ставления— декартовая, сферическая, цилиндрическая и др.
Последовательность операций по измерению сложных по-
верхностей показана на рис. 4.5.
Каждая точка реальной поверхности измеряется по данным
номинального ее положения в направлении нормали к поверх-
ности в этой точке. При значительном удалении точки измерения
181
от нормали должно выполняться повторное измерение по скор-
ректированным данным управления операцией.
Оценка отклонений зависит от выбранного режима оценки.
Прн измерении отдельных точек (по сечениям) определяется
отклонение формы в направлении нормали к поверхности и оце-
нивается по отношению к допускам изменения формы между
соседними точками.
Оценка отклонений толщины стенки, предполагающая сопо-
ставление точек измерения сечения но внешнему и внутренне-
му контурам может осуществляться по аналогичным критериям.
При этом в качестве номинальных размеров указываются рас-
стояния между сопоставляемыми точками контуров.
Оценка вписывания измеренного профиля (поверхности) в
заданный номинальный позволяет исключить постоянное смеше-
ние и (или) поворот реальной поверхности и определить откло-
нения и соответствие их допускам в условиях нанлучшего вписы-
вания этих поверхностей. Критерием оценки нанлучшего вписы-
вания может служить минимальная сумма расстояний между
номинальным профилем и точками фактического профиля или
другие показатели. Угол поворота и смещение фактического
профиля поверхности при этом могут использоваться в качестве
данных для задания нлн корректировки системы координат
детали по измеряемой сложной поверхности.
Результаты измерений могут быть представлены в числовом
виде в качестве протокола измерений и (или) в графическом
виде как масштабированное изображение отклонений в точках
измерения профиля и гистограммы направлений векторов нор-
малей в этих точках.
Составление измерительной программы конкретного профиля
или поверхности требует задания: номинальных значений и
векторов нормалей точек измерения сечений или профилей, па-
раметров для определения положения базовых поверхностей
системы координат, типа системы координат, режима измерения;
данных об используемых измерительных наконечниках, о видах
оценки и представления результатов измерений, о числе сечений
(профилей) и числе точек в каждом сечении, координатах
точек промежуточных положений и т. д. Практически наиболее
сложную и трудоемкую задачу представляет формирование
необходимых номинальных данных. Способы реализации изме-
рений во многом зависят от используемого метрологического
оборудования, в первую очередь, от типа ИГ, наличия поворот-
ного стола и т. д. Детально эти вопросы рассматриваются
в гл. 5.
182
Подготовка данных измерений.
Измерение неизвестных профилей и поверхностей
Известные параметры (координаты и нормали) номинальных
точек измерения могут быть просто введены и запомнены снсте-
мой по заданному формату их представления.
Параметры для измерения аналитически описанных поверх-
ностей в принципе могут быть автоматически рассчитаны по
заданным дополнительно параметрам и условиям измерения.
Набор таких поверхностей обычно невелик и зависит от кон-
кретной реализации системы. При этом, кроме числа сечений,
шага измерения, границ поверхности (профиля), необходимо
учитывать геометрическую конфигурацию измерительных нако-
нечников и т. п.
Любая поверхность или профиль могут рассматриваться как
неизвестные, а значения параметров для их оценки могут быть
получены путем ручного или автоматического измерения. При
таком измерении распределение измеряемых точек должно соот-
ветствовать определенным условиям (угловой шаг, шаг по коор-
динате, шаг по расстоянию между точками, угол между векто-
рами нормалей соседних точек и т. п.). Эти условия могут
проверяться при выполнении измерений, и по ним соответствую-
НОМИНАЛЬНЫ] ЗНАНГЛИЯ
про»иль а-в
|Г чертежа 1Г детали К* такам
21953 1 123-5А
Поснацяк Получатель
ЦЕХ-3
И* сектора Число иангаВ Число гш сеч
4 3 6
Оператор Дата
ИВАНОВ 29.07. 81
Нываим сектора
ГМП»
Мае -XI Точ -XI Радиус Бета Ааьфа N- бета N-альфа
СЕЧЕНИЕ Г1 1 5.6259 90.0000 358.9815 80.7583 270.0000
2 5.6344 86. 7330 359.5131 77. 7546 270.0000
3 5.6604 83.6006 & 3555 72.3561 270.0000
4 5.7029 80.6451 1.5397 64. 3165 270.0000
5 5. 7713 77. 5257 3.4154 50.1783 27&0000
6 5.8667 74.9305 6.8126 39.6551 27а0000
СЕЧЕНИЕт 1 4. 7523 90.0000 358. 2033 86.8242 270.0000
Рис. 4.6. Пример распечатки значений номинальных данных измерения слож-
ной поверхности
183
2
ПРОТОКОЛ ИЗМЕРЕНИЯ
ПР‘ ЭИ1Ь А-В ЗРсертежа N* детали М* заказа Поставщик'Получатель Вкоилиеиие 23953 1 1 123-5А ЦЕХЗ TOP 2А И* сектора Число сеченкй Число точек/сеч Название сектора 13 12 ФЛАНШ1 О.кр-i,р Дата ИВАНОВ 29.07.81 ИЗМЕНЕНИЕ ЮРМЫ 0. 0JOT ДОПУСТИМЫЕ ОТКЛОНЕНИЯ Of КТ ^ОРМЫ МАКС. 0. 0509 ОТКЛ. КРИВОЙ гДОП 0. 0500 ОТК.Т КЕИ ВОЙ-ДОП 0. 0500 1 деление 0.01 мм
Том •ха X- ном Y-HOM Z-H0M Х-ФКТ У-ФКТ Z -ФИ ОТК. ФН впд ДИАГР. ОТК. ФН
СЕЧЕНИЕ РГ1 1 5.6О00 0.0000 0.0000 5.600U -0.0026 0.0005 -O.OU27 -• 2 5.6000 0 0300 0.1500 5 600J 0.П231 0.1514 -0.0071 -• 5.6000 0.0630 0.3000 5.6000 0.0501 0.3030 - 0.0133 4 >.6000 0.1000 0.4500 5.6000 0.0334 0.4545 - 0.0172 —• 5 5.6000 0. U60 0.6000 5.6001 0.1245 0.6073 - 0. ,22( • 6 5.6000 0.20'0 0.7500 5.6000 0.1777 0.7607 - 0.02’5 7 5.6000 0.2730 0.0000 5.5999 0.2147 0.9113 -0.0317 8 5.6000 0.3550 1.0500 5.6000 0.324*. 1.0681 -п 0356 • 9 5.6UOO 0.4520 1 2000 5.6001 0.7180 1.2234 -0.0413 *0 5.6000 0.5640 1.3500 5.6001 0 5270 1.3820 -0.0512 - 0.0012 + 11 5.6000 0.6950 1 5000 5.6001 0.6507 1.5414 - 0.0606 - 0 0106 + • 12 5 6000 0.7322 1.6748 5.6000 0.’004 1.6137 - 0.0580 - 0.0080 + • ОБЩЕЕ ОТКЛ. ФОРМЫ - 00579 ДЕЙСТВИТЕЛЬНЫЕ ОТКЛОНЕНИЯ МАКС. ОТКЛ. ФОРМЫ =-0.0027 МИН. ОТКЛ ФОРМЫ =-0.0606
Рис. 4.7. Пример протокола измерения сечения сложной поверхности
щим образом должна корректироьаться последовательность
измерений.
Направление нормали поверхности в точке измерения опре-
деляется по результатам фактического измерения. Нормали
профилей обычно рассчитываются как нормали к прямой через
соседние справа и слева точки измерения. Чтобы определить
нормаль в точке измерения поверхности, в зоне згой точки изме-
ряются две дополнительные точки, а нормаль точки измерения
рассчитывается как нормаль к плоскости через эти зри точки.
Распределение дополнительных точек зависит от характера из-
меряемой поверхности и должно выбираться исходя из этих
соображений.
Отклонения положения сложных поверхностей, имеющих ось
или центр вращения, обычно оцениваются в направлении радиу-
са. В этом случае направление отклонения может быть рассчи-
тано без нахождения нормали с помощью дополнительных точек
измерения.
Наконец, применение векторных ИГ может обеспечить непо-
средственную оценку направления поверхности.
Для использования координат и векторов нормалей в качест-
ве номинальных нормативов измерения поверхностей необходим
пересчет координат точек в систему координат представления
номинальных данных с учетом влияния размера измерительного
наконечника в направлении нормали к поверхности в этой
точке.
Кроме значений координат и нормалей точки измерения, к
номинальным данным относятся также параметры идентифика-
ции измеряемой детали или поверхности — обозначения сечений
и профилей, нумерация или обозначение точек измерения, коды
готовности нлн применимости данных и т. д.
Форматы записи номинальных данных и режимы их исполь-
зования существенно различаются для различных систем ПМО
КИМ. Конкретные образцы программирования измерений по-
верхностей приведены в работах (16, 79]. Распечатка фрагментл
набора номинальных данных (рис. 4 6) и пример протокола из-
мерения сечения поверхности (рис. 4 7) показывают вид и состав
соответствующих параметров обрабатываемых программой изме-
рения сложных поверхностей TOP 2А фирмы «Оптон».
4.4. ПРОГРАММЫ ИЗМЕРЕНИЯ ТИПОВЫХ ДЕТАЛЕЙ
Детали типовых групп (например шестерни, валы, резьбовые
детали, турбинные лопатки и т. п ) характеризуются фиксиро-
ванной конфигурацией измеряемых поверхностей, что позволяет
определять их некоторым конечным набором параметров поло-
жения, размеров и формы этих поверхностей, а программу изме-
рения конкретной детали генерировать автоматически. Отдель-
185
Рис. 4.8. Функциональная
схема выполнения измере-
ний с помощью программ
деталей типовых групп
ные поверхности и их взаимосвязи при
этом измеряются рассмотренными ме-
тодами измерения простых и сложных
поверхностей. Таким образом, для
каждой типовой группы деталей мож-
но составить программу измерения,
которая после задания необходимого
набора данных и режимов выполнения
программы способна провести преду-
смотренные измерения конкретных де-
талей этой группы. Функциональная
схема выполнения измерений с помо-
щью программ деталей типовых групп
приведена на рнс. 4.8.
Программы деталей типовых групп
могут образовывать полностью авто-
номные программы либо представлять
собой дополнения (подсистемы) к про-
граммам универсального назначения
(71, 91} В последнем случае они вы-
зываются в виде специальных опера-
ций через эти подсистемы. Это обеспе-
чивает возможность более гибкого при-
способления к вариациям конфигура-
ции деталей и выполнения дополни-
тельных измерений. Способы задания
параметров детали и выполнения измерений различаются
в зависимости от назначения и возможностей системы. Большое
влияние при этом оказывают применяемый тип ИГ и, конечно,
объект измерения Рассмотрим принципы выполнения измерений
на примерах применения программ измерения кулачковых валов •
(NOM). цилиндрических шестерен (GON) и конических шесте-
рен (RAM), используемых на КИМ фирмы «Оптон».
NOM — программа измерения кулачковых валов, построе-
на на основе программ измерения сложных профилей Для
оценки значения параметров измерительных наконечников и
образования системы координат управления и отсчета данных
измерений используется система измерения корпусных деталей
(UMESS). Измерение выполняется с помощью поворотного
стола, т. е. в СКД 4Д. Измерительные наконечники могут быть
сферическими, цилиндрическими или плоскими ползунами. Но-
минальные данные для измерений могут вводиться или опреде-
ляться путем измерения образца подлежащих измерению валов.
По данным измерения опорных шеек вала оценивается
возможное провисание и кривизна кулачкового вала. Эти данные
затем учитываются при оценке отклонений формы и положения
профилей рабочих поверхностей кулачкового вала. Основными
186
показателями режима измерения являются число и параметры
подлежащих измерению профилей, режим работы (ручной авто-
матический) и способ измерения (отдельные точки/слежение).
Результаты измерений могут быть представлены в числовом или
графическом виде (рис. 4.9). Кроме отклонений формы измеряе-
мых кулачков оцениваются и могут выдаваться на печать по-
грешности углов положения каждого профиля, биенце опор и
несовпадение радиусов в точках измерения.
Аналогичным образом функционируют программы измере-
ния шаблонов, турбинных лопаток, полигонов и т п.
GON — программа измерения цилиндрических шестерен
(зубчатых колес), отличается полнотой и точностью проверки
всех геометрических параметров. Максимальная скорость изме-
рения достигается применением точного поворотного стола
и ИГ, способной работать в режимах слежения и центрирования
(для одновременного измерения двух поверхностей соседних
зубцов).
Закрепление измеряемой шестерни на поворотном столе не
требует точного ее выравнивания по координатным осям КИМ.
Перекос положения поворотного стола, а также несоосность и
качание (прецессия) шестерен по отношению к оси вращения
стола определяются и учитываются программой при оценке дан-
ных и результатов измерений шестерен путем приведения их
значений к положению рабочей оси шестерни.
Откл формы МАХ- 0,0150 МИН - -0,0110
ПреВыш откллмемил -0,0141 0,0200мм -Г tpti
НОМ 2 В РАСПРВДелиТОЯЬНЫЫ ВАА Измерил
черт Hj/Ч Оетсли \Ho>f Be толи Лота:
Рис. 4.9. Пример представления результатов измерения кулачкового вала
187
Применение поворотного стола, кроме того, является усло-
вием полного измерения параметров шестерни при одном ее
положении, выбранном перед закреплением на столе.
Программой измеряются и оцениваются отклонения следую-
щих параметров цилиндрических вольвентных прямо- или косо-
зубых цилиндрических колес: погрешность профиля зуба (f/r);
отклонение диаметра основной окружности (/а); отклонение
угла зацепления (/пв); погрешноть контактной линии зуба
(Fxr); погрешность направления зуба (F»r); накопленная по-
грешность шага зубчатого колеса (грг); отклонение шага зацеп-
ления (/рьг); разность шагов (fvptr); радиальное биенне зубча-
того венца (Frr); отклонение размера по шарикам (Емг).
При выполнении программы могут оцениваться нее либо
только выбранные параметры. Данные для настройки програм-
мы измерений должны включать: число зубьев (г); нормальный
модуль (тп); угол зацепления (<хп); угол наклона (р); ширину
зуба (Ь); сдвиг профиля (х).
Эти параметры вместе с образованной системой координат
и данными положения поверхности исходящего зуба являются
достаточными для расчета всех координатных данных управле-
ния измерением и оценки его результатов
Отклонения профиля зуба определяются по данным измере-
ния последовательности точек для эвольвенты, рассчитанной в
плоскости, перпендикулярной оси шестерни. Используя рассчи-
танные прямые регрессии как производные полученных данных,
определяют отклонение угла зацепления, общее отклонение фор-
мы профиля и размера основной окружности шестерни.
Биение измеряется в плоскости сечения делительной
окружности с помощью измерительного наконечника соответст-
нующего размера способом самоцентрирования между соседни-
ми зубьями. По результатам расчета расстояния точек измере-
ния от оси шестерни определяется радиальное биенне, а по
радиальным и тангенциальным отклонениям измеренных то-
чек—все погрешности шага. Эти же параметры могут быть
получены и путем раздельного измерения точек поверхностей
зуба в сечении делительной окружности. Измерение шага для
любого зуба является абсолютным, что способствует повышению
точности результатов.
Боковая линия зубьев и угол их наклона измеряется мно-
жеством точек на прямой по всей ширине зуба. Измерение
может быть выполнено способом центрирования по обеим по-
верхностям между зубьями одновременно.
Размер по шарикам вычисляется по данным измерения бие-
ния и шага.
Пример графического представления результатов измерения
шестерни приведен на рис. 4.10.
188
Низ
fb--0.0757
fНА- -40097
Верх
Низ
fb--o.O6JS
f НА--0.0006
Верх
Биение
Прямолинейность
tr m к 1
fr- 0.0090
Fpk2
Деление
Fp-0,0126
81-28.018!
fhB-40606
2 -25^^
FOO-40676
F0-40106
2-15^^
40606
40109
81-28,0200'
fhB-40668
i
J0436
0236 „ .
Поверхность I
0.0526
40150
0.0563
0.0105
fpl-r—^
Rp-0,0036
fu-0.0019
00670
40113 Поберлнасяь 2
fO2-lJ=L^
RD -0.0067
fu-0,0059
Л липа участка измерен и я LB -22,0000нм
0.0100 мп
&• 2В.0000
N* шестерни: 1
db-155.5987
Ап -20,0000
В -28,0000
ЯП-15000
40100 нп
2-37
Изперение шестерни Измерил: АП-ИНТ
ГОН 2A N* чертежа' 12365'A Дата. 30 07 79
Рис 4.10 Пример графического представления результатов измерения шестерни
6
применение сканирования и центрирования, а также исполь-
зование точного поворотного стола для измерения зубчатых
колес и шестерен способствуют сокращению времени измерения
и упрощают программирование. Отсутствие таких возможностей
не исключает возможности измерения цилиндрических зубчатых
колес на любых универсальных автоматизированных или руч-
ных КИМ (91]. Разработка новых способов и методов измерения
зубчатых колес с помощью КИМ продолжается.
RAM — программа измерения конических зубчатых колес с
любым профилем зубьев, обеспечивает автоматическое опреде-
ление погрешности профиля, толщины зуба и размера шага.
Номинальные и управляющие данные могут быть получены
путем ручного обмера образцовых шестерен, а известные дан-
ные вводятся с помощью используемых периферийных устройств.
Профили зубьев задаются сетками точек положения их поверх-
ностей, их число и номера точек выбираются свободно. Толщи-
на зуба оценивается по нескольким зубьям с одновременным
определением сопрягаемого размера. Измерение выполняется с
использованием точного поворотного стола без точной ориента-
ции шестерни.
Результаты измерений представляются графически в виде
размеров отклонений в нормальном направлении и размеров
погрешностей шага в выбранных точках измерения.
Программы измерения резьбы (86] позволяют измерять гео-
метрические параметры резьбы в увязке с расположением ее
осн, что не всегда удавалось сделать с помощью различных
средств измерения резьбы. КИМ впервые позволили провести
пространственное измерение резьбы и получить полную оценку
отклонений размеров, формы и положения поверхностей цилинд-
рической и конической резьбы.
Измерением эквидистантных точек поверхности резьбы опре-
деляется положение ее осн как основы системы координат для
последующих измерений, к которым относятся:
отклонения размеров диаметра, шага и угла профиля резьбы;
отклонения положения осн резьбы по отношению к другим
поверхностям (торцам, отверстиям) в виде отклонений от пер-
пендикулярности, от соосности и т. д.;
отклонения формы профиля резьбы.
Прн этом отклонения формы влияют также на отклонения
размеров и положения. Их значения могут быть достаточно
точно определены по модели резьбы, полученной по достаточно
большому числу точек измерения.
190
4.J. СРАВНИТЕЛЬНАЯ ОЦЕНКА СИСТЕМ
ПРОГРАММИРОВАНИЯ КИМ
Почти полное отсутствие общепринятых стандартов и норм
на КИМ. недостаточно полная информация о возможностях су-
ществующих систем ПМО КИМ, а также сравнительно быстрое
их развитие в последнее время затрудняют точную классифнка
цню и объективную оценку свойств систем программного осна-
щения КИМ Приводимые здесь оценки в основном базируются
на результатах изучения проспект ных данных и некоторых
описаний систем ПМО существующих КИМ (61, 105).
Главными критериями оценки служат метроло!ическне воз-
можности и особенности применения, влияющие на области и
эффективность использования КИМ в целом. Ппиводимые здесь
оценки должны помочь в выборе КИМ для конкретных целей
и выявить наиболее перспективные в настоящее время системы
ПМО КИМ. Сводные данные об основных функциональных воз-
можностях существующего мирового парка КИМ приведены
и гл. 7.
Как следует из классификации систем ПМО КИМ (см.
п. 4.1), они в первую очередь могут быть общего или специаль-
ного назначения. Последние, ориентированные на решение неко-
торой сравнительно узкой частной метрологической задачи
конкретного объекта применения, не отражают принципиальных
возможностей КИМ и далее не рассматриваются Метрологиче-
ские возможности КИМ можно оценивать как суммарные воз-
можности измерения деталей с элементарными, сложными и
специальными поверхностями, а также измерения деталей типо-
вых групп с помощью системы ПМО
В пределах каждой подсистемы ПМО определенного назна-
чения необходимо учитывать:
размерность выполняемых измерений (твух-, трех- и т. д.
координатные);
состав определяемых геометрических параметров (желатель-
но с оценкой точности);
возможности оценки отклонений измеренных и рассчитанных
параметров;
способы вывода, представления, сохранения и специальной
обработки результатов измерений.
Кроме принципиальных метрологических возможностей, в
практическом применении КИМ также важг 1 производитель-
ность и простота применения.
Производительность измерения, главным образом, зависит от
времени непосредственного измерения оцениваемых поверхно-
стей (работа КИМ) и оеменн расчета геометрических парамет-
ров этих поверхностей (работа ЭВМ по обработке данных). Эти
факторы должны быть сбалансированы. Время измерении зави-
191
сит от скорости выполнения операций позиционирования и изме-
рения Сканирование поверхности позволяет существенно увели-
чить скорость сбора коорлннатЪых данных. Число точек нзмере
ния элементарных поверхностей за пределами 20—30 точек
практически влияет только на точность измерения отклонения
формы поверхности.
Важную роль всегда играет уровень автоматизации КИМ,
причем не только в отношении достижения максимальной про-
изводительности, но и в отношении объективности и достовер-
ности результатов измерений
Сложность применения программы сказывается на времени
составления программ измерений, что во многих случаях влияет
на эффективность применения КИМ в целом. Поэтому свойства
языка или всей системы программирования, его соответствие
опыту и квалификации персонала потребителя должны также
учитываться при оценке и выборе КИМ.
Рассмотрим характерные свойства типовых представителей
КИМ различных стран и фирм в отношении указанных ранее
определяющих характеристик их систем ПМО.
Любая КИМ, имеющая, по крайней мере, устройства индн
кации и набор измерительных наконечников различной конфи-
гурации, может быть непосредственно использована как разме-
точная машина или измерительная машина для ручных и пози-
ционных измерений иа плоскости. Деталь при этом должна
быть ориентирована nv координатным плоскостям, что состав-
ляет главное затруднение при измерении.
Для регистрации результатов измерений могут использовать-
ся соответствующие устройства, однако можно обойтись без ЭВМ
и программы измерений Такне простейшие КИМ выпускались
рядом фирм, например, «Inspector» — «Оливетти* (Италия),
«Cordax*— «Бендикс Корпорейшн» (США), «Validator* — «Бра-
ун энд Шарп* (США),ВЕ111—«Прецизнка» (СССР) и др.
Простейшее базовое программное оснащение КИМ позволя-
ет решать массовые метрологические задачи ручного измерения
корпусных деталей на плоскости С его помощью можно опреде-
лять и учитывать смещение положения детали на рабочей плос-
кости; задавать координаты базовой точки измерения; выпол-
нять одноточечные измерения (уступов и отверстий коническим
наконечником), трехточечное измерение окружностей; измерять
углы и расстояния; осуществлять переход в полярную систему
координат; выводить параметры с оценкой отклонений факти-
ческих размеров от номинальных. Такое программное оснащение
удобно реализуется на небольших ЭКПВМ, ими комплектова-
лись КИМ «Cordimet* фирмы «К. Е. йохансон» (Johanson,
Швеция), «Optima* фирмы «К. Штифельмайер* (Stiefelmayer.
ФРГ), «Validator 50» фирмы «Браун энд Шарп» (Brown and
192
Sharp, США), «Inspector» фирмы «Оливетти» (Olivetti, Ита-
лия) и др.
Типовое программное оснащение ручных измерений на
плоскости для корпусных деталей является расширением базо-
вого варианта и дополнительно предусма1рявает: выполнение
измерений в любой координатной плоскости (с учетом смещения
детали); расчет окружностей по многим точкам; измерение от-
клонений прямолинейности, круглости; выд<чу программируе-
мых форматов протоколов аттестации. Такое ПМО плоскостных
измерений реализуется на малых ЭВМ без внешней памяти и
используется па ряде КИМ — «Maxi — Check Model 46» фирмы
«ЛК Туя» (LK Tool, Великобритания), «Validator 100, 200, 300»
фирмы «Браун энд Шарп», «Cordimet» фирмы «К Е. Иохансон».
Универсальные системы пространственных измерений обеспе-
чивают более или менее полное решение комплекса задач изме-
рения корпусных деталей в двух-, трех и четырехразмерном
представлении без предварительной точной ориентации детали
в пространстве измерений (при ручном или автоматическом уп-
равлении КИМ).
Поскольку разработка программ измерений корпусных дета-
лей— сравнительно сложная и трудоемкая работа, важную
роль в применении универсальных систем играют средства упро-
щения и увеличения производительности программирования
( т. е. языки и способы программирования) решаемых задач.
Развитые универсальные системы измерения корпусных деталей
требуют для своей реализации мощных малых ЭВМ или разви-
тых ЭКПВМ (типа PDP 11/23, PDP 11'23+, HP98I6, НР9й36,
Wang 2200 и т д ) с внешней памятью и развитым периферий-
ным оборудованием. Другие системы, с более ограниченными
возможностями. реализованы на малых ЭВМ средних возмож-
ностей (типа СМ 4, СМ-1, PDP-8, «Электроника ДЗ-28»).
Наиболее широкие метрологические и сервисные возможно-
сти имеют универсальные системы ПМО КИМ серий РММ и
WPM фирмы «Лейтц», WMM, SMM, PMC, ZMC, UPMC, UMC,
UMM фирмы «Оптон», KMZ фирмы «Маузер». «Иота», «Бета»,
«Эпсн юн» и др фирмы ДЕА. более ограниченные возможно-
сти— «Кортимет 150, -700, 8С0, -1200» фирмы «К. Е. Иохан-
сон», MGC, MGF фирмы ПАГ «Инспектор Минн», «Инспектор
Миди», «Инспектор Макси» фирмы «Оливетти», ВЕ155 Виль-
нюсского фнлназа ЭНИМСа и др.
Многие КИМ комплектуются также программами для изме-
рения не только корпусных деталей, но также и деталей со
сложными и специальными поверхностями, программами изме-
рения деталей типовых групп. Наиболее полные системы такого
назначения имеют КИМ фирм «Оптон», «Лейтцг, «Маузер»,
ДЕА.
7-J83
193
Глава 5
ИЗМЕРЕНИЕ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ
ПОВЕРХНОСТЕЙ (СП) НА КИМ
S.1. СПОСОБЫ КООРДИНАТНЫХ ИЗМЕРЕНИЯ СП НА КИМ
Классификационная схима способов илмьрений СП
Универсальные КИМ, составляющие большинство находя-
щихся в эксплуатации машин, позволяют измерять СП различ-
ных деталей, таких, как штампы, лопатки турбин, копиры, кулач-
ки, гребные винты и др. Однако затраты на подготовку и прове-
дение измерений, а также на обработку их результатов различны
для КИМ разных типов.
На рис. 5.1 представлены способы координатных измерений
СП, которые сгруппированы по признакам, позволяющим про-
анализировать затраты на подготовку, проведение измерений и
обработку результатов (41]. Такими признаками являются: метод
координатных измерений; подготовка информации для проведе
ния измерений; организация движения исполнительных органов
(ИО) КИЧ; обработка информации, полученной в результате
измерений. Способы измерений СП иа КИМ основаны на мето-
дах координатных измерений: дифференциальном, нулевом и
противопоставления (см. п. 12)
Ниже на примерах практической реализации указанных мето-
дов измерения СП рассмотрены вопросы подготовки информации
для проведения измерений СП стратегии обхода поверхности и
оргзнизации движения ИО КИМ. а также вопросы обработки ин-
формации, полученной в результате измерений.
Способы измерения СП,
основанныс н< дифференциальном методе
При дифференциальном методе координатных измерений уп-
равление КИМ осуществляется аналогично управлению станком
с контурной системой ЧПУ. Исполнительный орган КИМ, несу-
щий ИГ, описывает эталонную траекторию, соответствующую
номинальному (заданному) контуру детали. Отклонения размера
воспринимаются ИГ и передаются в систему рщистрации резуль-
татов. Для подготовки управляющей программы обхода контура
используются системы автоматического программирования.
194
На рис. 5.2. а показана схема измерения контура при диффе-
ренциальном методе. Реальный контур'5 детали отличается от
номинального (заданного) 4 на некоторую погрешность 6, кото-
рую необходимо выявить в процессе измерения ИГ 2 (например,
модульная) перемеш тется относительно измеряемой детали по
траектории 3, эквидистантной к номинальному контуру на радиус
измерительного наконечника / и натяг (см п. 2 3), обходи-
мый для измерения «минусовых» погрешностей Измерительный
наконечник 1 устанавливается по нормали к реальному контуру
и отклоняется от своего нулевого положения на величину, про-
порциональную 6 Отклонения наконечника преобразуются в го-
ловке в электрический сигнал, который поступает в блок обра-
ботки и регистр тин результатов измерений.
Свойство измерительного наконечника устанавливаться по
нормали к фактическому контуру детали делает достаточным
управление движениями ИО машины по двум координатам —
для контура в плоскости, и по трем координатам —для простран-
ственной кривой.
Важно отметить, что при дифференциальном методе сравни-
тельно просто осуществляется переход от измерений контура
при непрерывном его обходе (рис. 5.2, б) к измерениям от-
мельных точках — дискретный обход контура (рис. 5.2, в). Для
этого необходимо сменить управляющую программу.
На точность измерений по рассматриваемому методу наряду
с факторами, присущими всем методам измерения (погрешности
измерительной машины и ИГ, колебания температуры окружаю-
щей среды и др.), оказывают влияние погрешности воспроизведе-
ния эталонной траектории, заданной программой
В ИМАШ нм. А. А. Благонравова АН СССР разработан спо-
соб компенсации влияния динамических ошибок следящих при-
водов на точность измерений [I] (см. п. 5.3) Этот способ позво-
ляет повысить точность автоматических измерений при диффе-
ренциальном методе до уровня, определяемого статической
точностью КИМ и точностью ИГ
Способ автоматической коррекции динамических ошибок яв-
ляется эффекги иым также прь измерениях, проводимых непо-
средственно на стайках, где влияние динамических ошибок
следящих приводов на результаты измерений еще Солее ве-
лико.
Другим направлением развития дифференциального метода
epi ьнекия с мерой является создание способа измерения, позво-
ляющего проводить измерения без расчета контура, эквиди-
стантного номинальному на радиус измерительного накоиечникз.
Указанная цель достигается путем ориентации с помощью ЧПУ
измеряемой поверхности (измеряемой детали) в системе коорди-
1*
195
Рис. 5.1. Способы координатных измерений СП
нат КИМ таким образом, чтобы направление нормали совпадало
с выбранным (фиксированным) направлением измерения.
В общем случае идеальной является пятикоординатная схема
измерения. Однако конструкция КИМ, реализующая такую схему
измерения, существенно усложняется, и возникают трудности уп-
равления ИО при непрерывном обходе контура.
Существуют детали, например лопатки турбин, имеющие СП,
крутизна которых в одном направлении существенно меньше, чем
196
в другом. Такне детали можно измерять по сечениям, используя
четырехкоординатную схему измерения [А. с. 369380 СССР, МКИ
G 01В 7/28].
Для измерения контура в плоскости однокомпонентной голов-
кой (однонаправленной) достаточно трех координат X, Y, <р
(рис. 5.3). Четвертая координата используется для перехода от
одного сечения к другому.
197
Ряс. 5.2. Измерение контура прн дифференциальном методе:
а —схема имереама. б- оплата» контура от воыиаала по пормала пра пепрерыа-
аом обходе; в — пра дискретном обходе
Пусть направление линии измерения совпадает с осью У и
головка заканчивает измерение в точке А (на рис. 5.3 показано
одно сечение лопатки). Чтобы измерить поверхность пера лопат-
ки в точке В, следует принять угловую координату ф равной углу
ф наклона нормали п к оси У и осуществить позиционирование в
точке В' с координатами:
xB-=xecos4>+yesM; ] (51)
УВ'=УвСО8ф —xBswi<J>. |
В этом случае ИГ, ориентированная вдоль оси У, восприни-
мает отклонения профиля по нормали. Следует отметить, что
прн безэквидистантной схеме измерения устраняется влияние по-
грешности работы ИГ в функции направления контакта измери-
тельного наконечника и измеряемой поверхности.
Рассмотренная четырехкоординатная схема измерения СП
при дифференциальном методе реализована в специализирован-
ной КИМ для измерения лопаток мод. БВ-2019 (ВНИИизмере-
ния) и в универсальной КИМ мод. Тестер 4 фирмы «Мекканика
Сперони» (Meccanica Speroni, Италия).
Рис. 5.3. Четырехкоординатная схема измерения
СП прн дифференциальном методе (установка из-
мерительного наконечника по нормали к номи-
нальной поверхности с помощью ЧПУ)
J98
Способы измерения СП, основанные
на нулевом методе и методе противопоставления
Нулевой метод и метод противопоставления получили широ-
кое практическое применение для измерения СП после появления
КИМ мод. UMM 500 фирмы «Оптон» и последующих ее разрабо-
ток, а также КИМ мод. РММ 12106 фирмы «Лейтц».
Различия нулевого метода и метода противопоставления, .
также преимущества метода противопоставления по сравнению с
нулевым были отмечены в п 1.2. В основном же эти методы
очень сходны (способы подготовки информации для проведения
измерений СП; способы обхода поверхности н организации дви-
жения ИО КИМ; способы обработки информации, полученной
в результате измерений). Поэтому рассмотренные ниже особен-
ности, касающиеся применения нулевого метода для измерения
сложных пространственных поверхностей в полной мере отно-
сятся и к методу противопоставления.
В способах измерения, основанных на нулевом методе, слож-
ность заключается в обработке результатов измерения, поэтому
практические примеры рассмотрим с точки зрения следующих
применяемых способов обработки измерительной информации:
предварительный расчет координат контрольных точек номи-
нальной поверхности (НП);
нахождение в процессе измерения соответствия между коор-
динатами номинальной и реальной поверхностей;
аппроксимация реальной поверхности по результатам ее из-
мерения в отдельных точках.
Прн предварительном расчете координат контрольных точек
НП необходимо задать сетку контрольных точек (координаты и
направление нормали) на НП либо на эквидистантной к ней по-
верхности (ЭНП). Далее с помощью КИМ определяются коор-
динаты эквидистантной реальной поверхности (ЭРП), которые с
помощью ЭВМ сравниваются с соответствующими координатами
ЭНП, после чего вычисляются искомые отклонения.
Способ реализуется как при дискретном обходе поверхности,
так и при непрерывном. ИГН используют в первом случае,
ИГО — в обоих случаях. Характерным примером реализации
рассматриваемого способа прн дискретном обходе поверхности
является измерение погрешностей изготовления зуба конической
косозубой шестерни на измерительной машине мод. UMM 500
[103]. Координаты контрольных точек и направляющие косину-
сы нормалей рассчитываются на большой ЭВМ (метод цифро-
вого моделирования процесса обработки зубчатых колес), запи-
сываются на магнитную ленту и в процессе измерения вводятся
«порциями» (по пять точек) в ЭВМ системы управления КИМ.
На рис. 5.4, а представлена сетка контрольных точек для изме-
рения косозубой шестерни.
199
Рис 54 Измерение СП с предвари*
тельным расчетом координат конт-
рольных точек НП (ЭНП):
о — сетка контрольных точек, б — схема
измерения с подходом ИН к СП по одной
координате КИМ. А, (ж», ж«)— контрольная
точка на НП; Л, (ж,. ж,)—точка иа ЭНП.
соответствующая А,: А, (х,_ ж,)— центр ИН
в момент окончания слежения
Рис. 5.5. Измерение СП при нуле-
вом методе (взаимосвязь ИО че-
рез интерполятор ЧПУ)
Система CNC в соответствии с этой информацией с высокой
точностью (0,5 мкм) выводит компонентную ИГ в каждую конт-
рольную точку, где фиксируется положение ИО по координатам
х и у и осуществляется слежение за поверхностью по координате
z; в результате определяется фактическая координата zp. Затем
рассчитывается отклонение 6S~2№—г„, которое приводится к нор-
мали: 6H=6xCosy; здесь z„— номинальная координата; у — см.
рис. 5.4, б (на рис. 5.4, б показано измерение погрешности
бд = 2г—Z| j плоскости).
Применение ИГН позволяет разнообразить стратегию под-
вода измерительного наконечника к измеряемой поверхности
для съема координат, в частности, позволяет подходить по нор-
мали к ней.
Подвод наконечника к поверхности по нормали к ней может
осуществляться :
за счет взаимосвязанного движения ИО машины путем при-
менения интерполятора системы ЧПУ или так называемого «век-
торного» привода (КИМ фирмы «Оптон»);
путем ориентации с помощью системы ЧПУ измеряемой по-
верхности (измеряемой детали) в системе координат КИМ таким
образом, чтобы направление нормали совпадало с выбранным
(фиксированным) направлением измерения.
200
В первом случае отклонение по нормали к поверхности опре-
деляется (рис. 5.5) соотношением
«ta = ]/ (х, — xi)1 + (yt - JG)2+(г, — z'j)3— r„
где yt, Zi — координаты контролируемой точки i на НП;
x’,y,',z,'—координаты центра измерительного наконечника в
момент касания; ги — радиус измерительного наконечника, полу-
чаемый процедурой «калибровка» (см. п. 3.2).
Измерение осуществляется следующим образом. Математиче-
ское базирование измеряемой де1алн на столе КИМ проводится
обычным способом (см. п. 3.3).
Пусть требуется измерить поверхность в точках Л|, А2 и Из.
Цикл измерения начинается с вывода центра измерительного на-
конечника из исходной точки Аэ на нормаль в точке А" (нор-
маль к НП). Далее измерительный наконечник движется по нор-
мали до соприкосновения с реальной поверхностью В момент
касания нулевая ИГ выдает импульсный сигнал на считывание
координат ЭРП
Второй случай — определение бп при измерении СП с подво-
дом измерительного наконечника по нормали к НП, реализуе-
мым путем ориентации измеряемой детали, рассмотрим на при-
мере измерения пера лопатки на четырехкоординатной КИМ.
Схема измерения аналогична представленной на рис. 5.3, но
вместо ИГО применяется И ГН. Чтобы измерить поверхность ло-
патки в точке В (см. рис. 5.3), следует принять угловую коорди-
нату <р равной углу ф наклона нормали п к оси У и установить
координату х в соответствии с системой уравнений (5.1), а затем
опустить ИГ по оси У до ее срабатывания В этом случае бн =
*=г/р—уц, где у9 и ум — координаты реальной и номинальной по-
верхностей в точке В'.
В рассмотренных выше двух примерах применения способа с
предварительным расчетом ЭНП управление исполнительными
органами КИМ осуществляется от системы ЧПУ с дискретным
обходом СП.
Возможно применение непрерывного обхода СП. Например, в
КИМ для измерения циклоидных кулачков [106] применяется не-
прерывное механическое отслеживание измеряемой поверхности.
Измерение кулачков проводится в полярной системе коорди-
нат. На рис. 5.6 представлена функциональная схема машины,
поясняющая принципы ее работы.
Перед началом измерения по специальной программе рассчи-
тывается сетка контрольных точек эквидистанты для циклоидно-
го кулачка. Координаты R и ф вводятся в память ЭВМ. В про-
цессе измерения сравнивается фактическое (реальное) значение
угла фр н номинальное ф, и при совпадении фр=<рп считывается
201
Рис. 5.6. Функциональная схема КИМ с предварительным расчетом ЭНП и
системой отслеживания реальной поверхности:
/ — привод вращения стола (ведущая координата ф). 3 - поворотный стол; 3 — измеряе-
мый кулачок; 4 — датчик положения стола: 5 - измерительный наконечник; 6 — датчик
линейно! координаты Я; 7 —счетчик и промежуточная память углового положения ф
стола, в —счетчик и промежуточная память для линейной координаты Я; 9 и II — ин-
терфейс (связь с ЭВМ); 10 — устройство сравнения фв и фр; 13 — печать и графопо-
строитель
значение координаты R, которое сравнивается с /?н. определяется
отклонение Д/? и выводится на печать и графопостроитель.
Прн создании измерительной машины потребовалось решить
следующие задачи: создать программу расчета эквидистанты для
циклоидных кулачков; разработать конструкцию КИМ, в кото-
рой уменьшена возможность заклинивания каретки при механи-
ческом отслеживании измеряемой поверхности (применены аэро-
статические направляющие и предусмотрено устройство поджи-
ма каретки к измеряемой детали с постоянным усилием); обеспе-
чить считывание информации в заданных контрольных точках
при непрерывном отслеживании кареткой измеряемой поверхно-
сти практически без ограничения частоты вращения стола (зада-
ча решена путем применения специального сравнивающего уст-
ройства, построенного на элементах TTL); разработать методику
настройки (определения) начальных (исходных) точек движе-
ния (измерения) измерительного наконечника.
Таким образом, нулевой метод и метод противопоставления
с предварительным расчетом координат контрольных точек при-
меняется в случаях, когда расчет координат НИ или ее эквидис-
танты требует больших вычислительных мощностей от ЭВМ
202
I (табличнозаданные поверхности; поверхности, описываемые
' сложными трансцендентными уравнениями, поверхности, опреде-
ляемые цифровым моделированием в соответствии с кинемати-
кой станка, на котором они обрабатываются и др.).
Выполнение в реальном масштабе времени процедуры соот-
ветствия НП координатам точек измеренной поверхности целе-
I сообразно, когда поверхности деталей задаются аналитическими
зависимостями в таком виде, что оказываются достаточными
I вычислительные возможности ЭВМ КИМ. Так, например, ока-
зывается достаточным быстродействие и объем памяти малой
ЭВМ, входящей в комплект измерительной машины мод.
UMM 500 [90], для измерения контура камеры сгорания двига-
теля Ванкеля.
Профиль камеры сгорания двигателя Ванкеля представляет
собой эквидистанту к трохоиде (ЭНП), которая описывается си-
стемой параметрических уравнений в функции текущего угла
трохоиды <р:
x„=ftcos Ф-|-е cos
R cos у + Зг cos Зу
R1 4- 9c2 4- 6/?* cos 2y
sin sin 3<p-]-a
ft sin у 4- 3* sin 3?
ft2 4- 9«2 4- 6ft« cos 2y
где ft, e—величины определяемые конструкцией камеры сгора-
ния; а — размер уплотнения в двигателе Ванкеля.
Координаты центра наконечника радиуса гн> касающегося
измеряемого профиля камеры сгорания, в соответствии с прини-
маемым допущением эквидистантности на величину р измеряе-
мой поверхности и ЭНП в точке измерения связаны параметри-
ческими уравнениями
п । о । ft c°s у 4- Зе cos Зу
jcB==ft cosf 4-ecos3®4-p--—1———- —; o.
p tt 1 r Д2 4-9^4-6ftecos2y ’ (5.2)
„ . , • о , ft sin у 4- 3e sin 3y
и„=/? shi ш 4-e sin 3® 4- p ———7——--.
₽ ri : r ^2 4.9e2 4-6ft<f cos2f
Соответствие между (Xp, yp) и (Хн, y„) определяется урав-
нением связи отклонения профиля 6М с величинами р, а, г„
(рис. 5.7): би =г„— (р+а).
Для вычисления погрешности бн необходимо решить систему
уравнений (5.2) относительно ф и р. Уравнения, входящие в
систему (5 2), являются трансцендентными, поэтому для реше-
ния системы применяется итеративный метод, который реали-
зуется с помощью специально разработанного математического
обеспечения для ЭВМ системы CNC измерительной машины
мод. UMM 500.
Процесс измерения камеры сгорания двигателя Ванкеля со-
стоит в следующем;
203
Рис 5.7. Схема измерения
профиля камеры сгорания
двигателя Ванкеля
Рис. 5.8. Схема измерения слож-
ной поверхности с аппроксимаци-
ей реальной поверхности по ре
зультатам ее измерений в отдель-
ных точках
в ЭВМ системы CNC вводятся параметры трохоиды R, е. а.
координаты базовых отверстий в системе координат детали,
диаметр применяемого измерительного наконечника;
проводится математическое базирование измеряемой детали
п}тем измерения двух базовых отверстий и применения специ-
альной подпрограммы;
осуществляются измерения профиля в точках, число и поло-
жение которых выбираются оператором, как правило, равно-
мерно по контуру, т. е. для каждой измеряемой точки определя-
ются хр и ур; далее, для каждой точки на основании хр и ур, ис-
пользуя итеративный метод, определяются р и соответственно
погрешность контура по нормали д„, которая выводится на пе-
чать и вычерчивается на графопостроителе.
Недостатком итеративного способа является сложность и
большая трудоемкость создания программы счета результатов
измерения (математического обеспечения для ЭВМ). Примене-
ние способа оправдано для широко используемых в машино-
строении деталей с СП. заданными аналитически, например
эвольвентных зубчатых колес.
Способ измерения с аппроксимацией реальной поверхности
по результатам измерения ее в отдельных точках свободен от
недостатков, присущих способам, описанным выше. Он являет-
ся более универсальным. К настоящему времени способ разра-
ботан для измерения контуров в плоскости [62]. Он основан на
том, что через три рядом расположенные точки измерения
yi); Рг(х2, у2); Рз(х3, у3)—координаты центра измери-
тельного наконечника, снятые с помощью КИМ (рис. 5.8)]
204
проводится парабола, которая принимается за эквидистанту к
реальной измеряемой поверхности ЭРП. Далее проводится до
пересечения с параболой (ЭРП) нормаль, заданная в контроли-
руемой точке Л (Хо, уо). Удаление точки пересечения Л|(Х|, у,)
от НП с учетом диаметра наконечника характеризует отклоне*
ние РП. Погрешность, измеренная по нормали РП, определяет-
ся следующим соотношением::
8« = I г„
где ги — радиус измерительного наконечника
Данные о профиле летали задаются с возможно минималь-
ным шагом и хранятся в долговременной памяти на магнитной
ленте в системе управления КИМ
В процессе измерения наконечник такими же малыми шага-
ми, которые можно менять, приводится в соприкосновение с кон-
туром, и результаты каждого измерения выводятся на второй
магнитный накопитель. После окончания процесса измерения
выполняется сравнение номинального и реального контуров, рас-
печатка отклонений по нормали и их вычерчивание.
Основным преимуществом рассмотренного способа является
его универсальность — отпадает необходимость в разработке
специального математического обеспечения для системы CNC в
случае перехода на измерение деталей, описываемых кривыми
нового типа
Проведенный анализ показывает, что в настоящее _>ремя из-
вестно большое разнообразие способов измерения на КИМ слож-
ных пространственных поверхностей. Выбор способа измерения
на КИМ сложной пространственной поверхности определяется
как спецификой измеряемой поверхности (вид задания, точность
измерения и др ), так и типом используемой КИМ.
3.2. ИЗМЕРЕНИЕ СП НА КИМ С СИСТЕМОЙ СЛЕЖЕНИЯ
ЗА ИЗМЕРЯЕМОЙ ПОВЕРХНОСТЬЮ
КИМ с системой слежения за измеряемой поверхностью
(КИМ-СЛ) предназначена для измерения сложных поверхностей
нулевым методом или методом противопоставления (см. пп. 1.2
и 5.1). Принцип слежения в КИМ-СЛ сходен с принципом рабо-
ты копировального станка и заключается в том, чтобы, переме-
щая контролируемую деталь (или ИГ) по одной координате
(ведущей), отслеживать положение поверхности детали с помо-
щью ИГ, перемещая ее (или деталь) по другой координате
(ведомой). Режим слежения за поверхностью наиболее часто
применяют при измерении профилей сечений деталей сложной
| формы, таких, как кулачки, лопатки турбин, гребные винты, ко-
ноиды, зубчатые колеса, штаелпы и др. [37, 76, 102]. Основным
преимуществом слежения является возможн-хдь обходиться без
205
программирования траектории движения наконечника ИГ, что
особенно существенно для непрерывных измерений, когда объем
управляющей программы может превышать возможности УВК.
Следует отметить, что реализовать нулевой метод прн непрерыв-
ных измерениях возможно только на КИМ-СЛ
Применение слежения особенно эффективно в сочетании со
способом измерения с аппроксимацией РП (см. п. 5.1). В этом
случае прн переходе на измерение кривых нового типа не тре-
буется разработка специального математического обеспечения.
КИМ-СЛ совершенно незаменима при решении задачи получе-
ния геометрической информации о поверхностях, форма которых
подбирается экспериментально на моделях (например, в авиа- и
автомобилестроении). По результатам измерения опытного об-
разца (или модели) уточняется техническая документация и
составляется управляющая программа для станка с ЧПУ. Перс-
пективным является и использование КИМ-СЛ в паре с фре-
зерным станком с ЧПУ (нли с группой станков), когда КИМ,
отслеживая ИГ копир (образцовую деталь), управляет работой
станка. Такое сочетание позволяет эффективно заменить тради-
ционный копировально-фрезерный станок [14].
Способы слежения за измеряемой поверхностью можно раз-
делить на две большие группы: дискретное слежение и непре-
рывное слежение.
Дискретное слежение предусматривает управление движени-
ем ИГ комбинированное (или программное и следящее) и ал-
горитмическое, осуществляемое методом элементарных поиско-
вых траекторий (ЭПТ). В первом случае применяется ИГО,
чаще всего компонентная управляемая, во втором — ИГН. Ком-
бинированное управление иллюстрирует рис. 5.9, а. Система
ЧПУ выводит ИГ в заданную точку с координатами *о, у0, z0,
после чего осуществляется переключение на режим слежения
за поверхностью с управлением приводами от сигнала ИГ, на-
прнмер, по координате z. Корпус ИГ перемещается относитель-
нее. 5.9. Дискретное слежение за поверхностью:
« — с вомбааароваваым упрааленаем даиженаем (ЧПУ i СПЦ 6—с прхмеаеаа<м ала-
меатараых аоаскоаых траектораД
206
но измеряемой поверхности на величину Аг до достижения го-
ловкой нулевых показаний. После «успокоения» приводов счи-
тываются координаты поверхности х0, у0, zo—hz, соответствую-
щие точке измерения. Далее управление движением вновь
переходит к системе ЧПУ, перемещающей ИГ в следующую
контрольную точку. Комбинированное управление движением
при дискретном обходе позволяет достичь высокой точности из-
мерения
Прн алгоритмическом управлении (рис. 5.9, б) движение осу-
ществляется по повторяемым ЭПТ, реализуемым программно
(системой ЧПУ). При контакте наконечника с поверхностью по
сигналу ИГ движение по одной ЭПТ прекращается и начинает-
ся движение по другой ЭПТ, прекращаемое в следующей точке
измерения. При определении направления, по которому начина-
ется движение по очередной ЭПТ, учитывается направление
движения в момент контакта ИГ с поверхностью При отсутст-
вии контакта ИГ с поверхностью на протяжении всей длины
ЭПТ начинается поиск измеряемой поверхности в соответствии
с принятым алгоритмом, при этом параметры ЭПТ могут ме-
няться. В качестве ЭПТ можно использовать окружности [101]
или отрезки прямых линий, чаще всего образующие прямоуголь-
ник или квадрат [Л. с. 1254279 СССР, МКИ G 01В 5/20].
К недостаткам способов дискретного слежения относится
прежде всего невысокая производительность контроля, обуслов-
ленная тремя причинами 1) длина траектории относительного
перемещения ИГ превышает длину проверяемого контура;
2) частое реверсирование приводов; 3) объем информации огра-
ничен числом точек контакта ИГ с поверхностью.
Непрерывное слежение (непрерывный обход) за измеряемой
поверхностью обеспечивает получение большого объема измери-
тельной информации с высокой производительностью.
Поскольку сложные пространственные поверхности задают,
как правило, набором плоских сечений (реже цилиндрических),
основным режимом работы КИМ-СЛ прн непрерывном слежении
является режим двухкоординатного слежения.
Плоскость слежения может быть параллельна одной из коор-
динатных плоскостей КИМ или расположена произвольно. В пер-
вом случае работают приводы только двух координат, во вто-
ром— трех, причем по двум координатам приводы работают от
системы ЧПУ, а по третьей — от системы СЛ (так называемый
«векторный» привод).
Число точек измерения, координаты которых снимаются, мо-
жет быть постоянным для данного контура и задаваться заранее
или переменным, зависящим от кривизны контура. Критерии вы-
бора шага считывания информации могут быть различными: по-
стоянное расстояние по какой-либо координатной оси или друго-
му направлению (направлению ведущего движения); постоянное
207
Рнс. 5.10. Непрерывное слежение за
плоским контуром
тельного движения ИГ н детали,
расстояние по контуру; посто-
янный угол в полярной систе-
ме координат, постоянная по-
грешность по хорде (постоян-
ное максимальное расстояние
между контуром и хордой, про-
веденной между двумя точка-
ми измерения)
Рассмотрим более подроб-
но способы управления движе-
нием КИМ-СЛ на примере
двухкоординатного слежения.
На рис. 5.10 показаны нако-
нечник ИГ в контакте с профи-
лем СП, вектор скорости (ско-
рости слежения) vc относи-
проекцин этого вектора на оси
координат, нормаль и касательную в точке контакта
При отслеживании контура с переменной крутизной вектор
контурной скорости слежения ие отклоняется от направления по
касательной, и в результате действия нормальной составляющей
vN образуется ошибка слежения Дс, которая непосредственно
проявляется в показаниях модульной ИГ или может быть вы-
числена по показаниям компонентной ИГ:
Дс=V Да2 -f- Ду2 -J- Дх2 — з0,
где х0—натяг ИГ
В установившемся режиме слежения при угле наклона кон-
тура а - const
г>Л-=0 и i»I(/wjr=tga.
Выполнение последнего условия является обязательным для
систем управления КИМ-СЛ [14].
Управление движением по координатам х и у может осуще-
ствляться по трем вариантам: с постоянной скоростью ведущего
привода, с адаптивной по крутизне контура (по ошибке слеже-
ния) скоростью ведущего привода и с постоянной контурной
скоростью.
В первом случае скорость движения по одной из координат,
например и*, выбирается постоянной или изменяющейся по про-
грамме от системы ЧПУ Слежение за контуром осуществляется
по координате у приводом, управляемым сигналом рассогласо-
вания, снимаемым с ИГ [37]. Как правило, при достижении
значения a = 45° осуществляется переключение приводов: веду-
щим (управляемым от системы ЧПУ) становится привод коор-
динаты у. ведомым — привод координаты х[А. с. 1075071 СССР,
МКИ G0IB 5/20; 15, 76].
208
Во втором случае скорость по ведущей координате х, задава-
емая системой ЧПУ, может меняться для выполнения определен-
ного условия, например, ограничения ошибки слежения Дс [37].
Назначение скорости ведущего привода и переключения приво-
дов можно выполнять по положению фактической нормали к кон-
туру. При этом можно использовать модульную головку с грубым
(секционированным) определением угла наклона профиля. На-
пример, головка с грибком, состоящим из двенадцати изолиро-
ванных секций, позволяет обойти любой замкнутый контур. При
этом обеспечивается почти постоянная контурная скорость (от-
клонения скорости ±16%). что способствует повышению точно-
сти измерений.
В третьем случае сигналы ИГ управляют одновременно дву-
мя приводами, поддерживая постоянной контурную скорость
или обеспечивая ее максимально возможной. Если требуется
поддержание постоянной контурной скорости слежения ис, в
программе расчета управляющих сигналов используют следую-
щие соотношения (при применении компонентной ИГ) [14]:
a = arctg—;
Дх
Дс = ] дх2+ду2-$о;
cos[a-|-/(Дс, /)];
ур=г>с51п[а-|-/(Дс, 0|,
где /(Дс, О—выходной сигнал регулятора системы слежения
по ошибке.
Обход контура на максимально возможной скорости при не-
больших ошибках обеспечивает способ, в котором при расчете
управляющих сигналов, поступающих на приводы, используют
информацию о координатах впереди лежащих точек контура
[А. с. 1089390 СССР, МКИ G01R 5/20]. Введение дополнитель-
ной коррекции, учитывающей дальнейшее изменение кривизны
контура, позволяет повысить точность обхода. Для этих целей
можно использовать, например, вращающиеся ИГ (см. п. 2.3).
Для повышения производительности контроля при заданной
точности фирма ДЕД использует способ, который можно назвать
двухступенчатым слежением. На пиноли 3 КИ.М (рис. 5.II) рас-
положена компонентная головка ИП, подвижная часть которой
представляет собой вторую измерительную головку ИГ2, переме-
щения наконечника которой измеряются измерительным преоб-
разователем ИП ИГ2. Головка ИГ2 перемещается относительно
головки ИП с помощью управляемого сигналом ИП ИГ2 сер-
вопривода, включающего усилитель 1 и двигатель 2. Сигнал
датчика перемещений 7 корпуса ИГ2 относительно ИП управ-
ляет работой привода 4, 5 пииоли, несущей головку ИП Ход
209
Рис. 5.11. Схема оргаишациа
двухступенчатого слежения
ИГ2 относительно ИП может достигать 20 мм. В результате
высокочастотная составляющая формы профиля (у2) отслежива-
ется системой СЛ головки ИП с малой инерционностью, а мед-
ленно изменяющаяся составляющая (yt) отслеживается систе-
мой КИМ-СЛ, перемещающей пиноль с головками Координаты
точек реального профиля рассчитываются в ЭВМ суммировани-
ем показаний yt датчика перемещений 6 пиноли и показаний у2
датчика перемещений 7 ИП (метод противопоставления). Сиг-
нал ИП ИГ2 при расчете координат не учитывается ввиду его
малости.
В некоторых случаях метод противопоставления реализуют
в КИМ-СЛ, организуя грубое слежение за контуром, когда тра-
ектория движения ИГ значительно отличается от эквидистанты.
Например, можно организовать движение ИГ так, чтобы она не
выходила за границы коридора управления, эквидистантного из-
меряемому контуру. Сигналы коррекции направления движения
подаются в моменты пересечения ИГ границы коридора [12].
Выше были рассмотрены варианты двухкоординатного слеже-
ния за контуром. В случае, если плоскость слежения расположе-
на произвольно в рабочем пространстве КИМ, в организации
движения используются приводы всех координат, два из которых
работают от системы ЧПУ, а третий — от системы СЛ (так на-
зываемый «векторный» привод). Векторный привод применяется
при использовании КИМ фирмы «Оптон», например, для контро-
ля внутренней поверхности телевизионного экрана по восьми раз-
210
Рис. 5.12. Примеры измерения СП
С использованием «векторного»
привода:
В — mi мерси ис телевизионного жрана;
б — измерение винтового ротора
личным направлениям способом слежения [102] (рис. 5.12, а).
Предварительно измеряются базовые поверхности экрана и про*
водится математическое базирование. По этим данным определя-
ются начальные точки измерения и направления движения для
всех сечений Для расчета координат точек профиля используют-
ся показания измерительной системы КИМ (3 координаты) и ИП
трехкомпонентной ИГ (3 координаты). Скорость слежения вдоль
контура может задаваться предварительно от 0,5 до 10 мм/с.
При слежении в произвольном направлении производительность
контроля 18 точек в секунду, при слежении вдоль координатной
оси — 30 точек в секунду.
КИМ РММ 864 фирмы «Лейтц» применялась для измерения
винтовых роторов компрессоров [76]. На рис. 5.12, б показана
схема измерения одного винтового зуба ротора. Вращение с час-
тотой w ротора, установленного вертикально на поворотном сто-
ле, и перемещение ИГ вдоль оси Z со скоростью vt осуществля-
ется от системы ЧПУ, т. е. «векторный» привод обеспечивает дви-
жение ИГ по винтовой линии. Реальное положение поверхности
отслеживается с помощью системы СЛ по оси X.
Система слежения за поверхностью может входить непосред-
ственно в состав УВК или быть выполнена в виде отдельного
блока.
На рис. 5.13 показана структурная схема КИМ Вильнюсского
филиала ЭНИМСа, использующая УВК для работы в режиме сле-
жения за поверхностью [15]. Как обычно, предварительно изме-
ряют базовые поверхности детали и определяют положение СКД
в СКМ. Затем следует измерение в режиме слежения, для чего
программой (или оператором) задаются основные данные: коор-
динаты начальной точки на измеряемой поверхности; направле-
ние движения; координаты конечной точки, шаг съема информа-
ции; расстояние между плоскостями сечений. Согласно програм-
211
хе измерения УВМ вырабатывает команды устройству ЧПУ для
управления приводами координатных перемещений и переводит
КИМ в режимы ЧПУ или СЛ При увеличении кривизны профи-
ля система ЧПУ снижает скорость движения для ограничения
отклонения наконечника ИГ. Путевая информация в виде им-
пульсов от основных линейных измерительных преобразователей
И ПЛ через интерполятор И поступает на схему синхронизации
и слежения СС, где суммируется с информацией, поступающей
через интерполятор измерительной головки ИИГ от измеритель-
ных преобразователей ИГ В счетчике положения СП импульсы
подсчитываются и в виде кода поступают на буферный регистр
БР, индикаторное табло ИТ и регистр РГ соответствующей коор-
динаты. УВМ, периодически опрашивая БР, получает значения
координат точек на эквидистанте поверхности детали по линии
обхода. Информация обратной связи для управления приводами
поступает в устройство ЧПУ от РГ.
На рис. 5.14 показана схема экспериментального образца спе-
циализированной КИМ-СЛ (разработка ИМЛШ АН СССР), ра-
Рнс. 5.13. Структурная схема КИМ-СЛ. разработанной Вильнюсским филиа-
лом ЭНИМСа:
УВМ — управляющая вычислительная машина; УЧПУ — устройство числового програм-
много управления: ПУ — пульт управления; ИГ — измерительная головка: ИТ — индика-
торное табло; БР —буферный регистр: РГ — регистр соответствующей координаты;
СП — счетчик положения; СС—схема синхронизации и сложения: И — интерполятор;
и ПЛ — измерительный преобразователь лянейный; ИИГ — интерполятор измерительной
головки; СИГ — счетчик измерительной головки. ПКИ - преобразователь код- напря-
жение. ПП - преобразователь привода; ЭД — влектродвнгатель ГГ — тахогенератор (ин-
дексы х. у. л к обозначениям блока указывают на их принадлежность к соответствую-
щим координатам)
212
Котающей в полярных коор-
динатах [37]. Измеряемое
изделие / устанавливают на
поворотный стол 3, и нако-
нечник ИГ 7, закрепленный
на каретке 8, вводят в со-
прикосновение с изделием.
По команде оператора пово-
ротный стол начинает вра-
щаться, а ИГ — отслежи-
вать положение текущего
радиуса-вектора контура из-
делия. Сигнал с выхода бло-
ка индуктивного ИП 6,
Рис. 5 14. Схема КИМ-СЛ ИМАШ АН
СССР
встроенного в ИГ 7, посту-
пает на привод // линейной координаты. Привод 11 вращает
ходовой винт 9 и перемещает каретку 8. стремясь привести к
нулю сигнал рассогласования с ИГ.
Поворотный стол от своего привода 4 вращается непрерывно
в одном направлении, и наконечник ИГ обходит весь проверяе-
мый контур. Информация о положении поворотного стола с кру-
гового датчика 2 и о положении каретки с датчика 10 линейных
перемещений поступает на блок регистрации информации 12,
связанный с ЭВМ 13.
Блок 5 адаптивного управления частотой вращения поворот-
ного стола уменьшает частоту при увеличении сигнала головки
Вплоть до полной остановки при достижении сигналом ИГ пред-
варительно устанавливаемого значения.
На рис 5 15 показана рабочая зона экспериментального об-
разца КИМ-СЛ с типовым объектом контроля — турбинной ло-
паткой 2, установленной на поворотном столе 1 в специальном
приспособлении. На каретке 4 закреплена измерительная мо-
дульная головка ИМАШ АН СССР (см. п. 2.3) продольной ком-
поновки с гнездовым механизмом модульного преобразования.
Натяг ИГ выбирается равным радиусу сферического измери-
тельного наконечника. ИГ оснащена индуктивным преобразова-
телем модели 223 ВНИИизмерения с электронным блоком мо-
дели 214
Регистрация координат точек контура детали производится
через каждые два угловых градуса поворота стола. Датчик ли-
нейных перемещений каретки — счетно-импульсный, установ-
лен на ходовом винте. Дискретность отсчета 0,005 мм.
Программирование описанной КИМ-СЛ сводится к разра-
ботке алгоритма и составлению программ расчета на ЭВМ под-
лежащих контролю параметров детали по результатам измере-
ния реальных координат точек профиля. Исходными данными
для расчетов являются: вид системы координат, в которой зада-
213
Рнс. 5.15. Рабочая эона КИМ-СЛ ИМАШ АН СССР
ио уравнение профиля; уравнение профиля; вид системы коор-
динат КИМ-СЛ (СКМ); положение системы координат профи-
ля (СКД) в СКМ КИМ-СЛ. При расчете учитывается, что
натяг модульной ИГ равен радиусу ее наконечника и, следова-
тельно, точка отсчета ИГ прн слежении проходит по реальному
контуру
В ходе расчета определяют номинальные координаты точек
профиля, соответствующие реально измеренным, и сравнивают
их по заранее выбранному критерию.
Профили турбинных лопаток энергетического оборудования
наиболее часто образуются из сопряженных участков, пред-
ставляющих собой отрезки прямой и дуги окружностей. В этом
случае в таблицу исходных данных необходимо занести в каче-
стве параметров уравнений следующие величины:
для отрезка прямой — длину d перпендикуляра к этой пря-
мой, опущенного из начала координат, и угол qpj его наклона к
оси абсцисс;
для дуги окружности — радиус R этой дуги и координаты
Ря и фЯ ее центра.
Программа счета составляется на основании алгоритма, оп-
ределяемого принятой схемой обхода и измерения профиля [50].
В данном случае принята следующая схема. Лопатку уста-
навливают на стол машины так, чтобы проверяемое сечение бы-
ло расположено эксцентрично, а все точки профиля были наиме-
нее удалены от одной из окружностей с центром на оси стола
(рис. 5.16). Установка лопатки осуществляется от эксплуатацн-
214
онной (или технологической) базы с помощью специальной ос*
иастки с заранее аттестованными координатами базовых поверх-
ностей.
Измерение начинают с одной нз сторон профиля (например,
спинки); дойдя до конца, продолжают поворачивать стол в ту же
сторону, а каретку с ИГ подводят ко второй стороне профиля (к
корыту) и измеряют ее. Так реализуется полный обход профиля
без перестановки лопатки.
На расположение лопатки накладываются два ограничения.
Во-первых, лопатка должна располагаться настолько далеко от
центра вращения, чтобы сумма удвоенного угла между крайними
радиусами-векторами и угла, в который вписывается ИГ при
контроле крайних точек корыта, не превышала 360°. Во-вторых,
лопатка должна располагаться настолько близко к центру,
чтобы сумма максимальных радиусов-векторов двух сторон
профиля не превосходила длины рабочего хода каретки
(100 мм).
Подробнее процесс программирования КИМ-СЛ рассмотрим
на конкретном примере. В качестве объекта измерения была вы-
брана рабочая лопатка 5-й ступени турбины ГТТ-3 (рис. 5.17).
Центр вращения находился в точке 0, расположенной правее
линии выходной кромки на 40 мм и ниже линии базовой плоско-
сти на 10 мм. Полученные при этом декартовы координаты точек
начала участков и центров дуг приведены в табл. 5.1. Участки
пронумерованы в порядке их обхода, ввиду чего участок входной
кромки профиля пронумерован дважды (# и в). Звездочкой от-
мечены данные, взятые с чертежа, а также полученные из них
Рже. 6.16. Схема обхода профиля пе-
ра турбинной лопатки:
/—•IV— последоялтельяые положения перл
ври жзмереааа
Рис. 6.17. Профжль пера лопатки тур-
бины ГТТ-3
215
Таблица 5.1
Декартовы координаты начала участков и центров дуг
Номер участка я Координаты начала участка, мм Координаты центра дуги. Радиус дуги Я(. мм
*<
1 —40,000* 4.105* со* СО* со*
3 —40,000* 8,025* со* со* со*
3 —27.654 37.954 —16.500* 33,400* 12*
4 —11.160 44.291 —12,168 42.115 2.4*
5 — 40.000* 4,105* СО* со* СО*
б 34,009 18,572 6,874* 1,638* 44.25*
7 —21,763 35,372 —9,305* 20.697* 19,25*
8 —12,117 39,821 —12.468 42,115 2.4
при переходе к новому центру декартовых координат. Остальные
данные рассчитаны
С помощью этой таблицы определяются полярные координа-
ты начал участков и центров дуг. а также длины и наклоны пер-
пендикуляров к прямым линиям, отрезки которых образуют
участки 1, 2 и 5. Соответствующие исходные данные приведены в
табл. 5.2.
Исходя из этих данных, можно записать следующие формулы
для расчета координат точек участков:
40 40.027
pi ----• р. =-------------------;
cos у cos (—22'30' — у/)
Таблица 5.2
Полярные координаты начала участков и центров дут
Номер участка л Координаты качала участка Координаты центра дугв Параметры оерпеидакудяра Радиус дуги мы
Pw. мм Уя “«Я- ““ </„. мм угол наклона
/ 40,210 —5°51' 40 0
2 40,797 —11*21' —— — 40,027 -22*30' .
3 46,964 --53*56' 37,253 —63*43' —— 12
4 45,753 —75°30' 43,922 —73*31' _ _ 2 4
б 40,210 -185’51' — — 38,528 —202*30'
6 38,750 —208*37' 7,066 -166 36' — 44,25
7 41,531 —238°24' 22,692 —65*48' 19,25
8 41,623 —253*05' 43,922 —73°31' — —и 2.4
216
=37,253cos(f,4-63’43') ± /12’-37,253’sin’(T/4-63’43');
= 43,922 cos (f/4-73’31') ± /2.4*- 43,922* sin’ (T14-73’31');
38,528_______
P,— cos (—202’30' - ?/) ’
P/=7,066 cos (^4-166’36') + /44,25’-7,066’ sin!(<pz 4-166’36');
p/=22,692 cos (?/ 4-65’48') + У 19,25’ -22,692’ sin’ll 4* 65’48');
Pz=43,922 cos (f/4-73’ЗГ) ± У 2,4’- 43,9222 si л’(Tj 4-73’31').
Расчет должен дать число импульсов отсчетиых устройств
линейной и угловой координаты КИМ Ktt п соответствую-
щих переходу от (i—1)-й точки измерения к i-ft точке, а так-
же поправку bf(, появление которой вызвано дискретностью
отсчета угловой координаты.
Примем основной шаг контроля по углу а=2° (1° — дискрет-
ность отсчета положения поворотного стола), т. е. K?t=4. Это
не распространяется на входную кромку (участок 4), рассматри-
ваемую ниже. Будем считать, что для начала счета фо”0; ро=0;
Ф.’---6°.
Для элементарного шага (перехода в следующую точку) на-
ходят угловую координату ф/»ф/_1 + а. По значению «р. определя-
ют номер участка п и соответствующее уравнение рл(<р); затем
рассчитывают р/вр(ф)- На криволинейных участках получается
два значения р/ и р"; из них выбирают то, которое ближе к p.-i-
Для участка 4 определяют разность р,—pz_t. Если
|р.—р«-1|>1,5, то принимают а' Г’ (т. е. КГ/=2) и повторяют
определение pi. Это дробление шага повторяют до тех пор, по-
ка не окажется, что | р<—р,_||<1,5. Также поступают, если для
угла ф, нет ни одного значения р„
Далее на всех участках подсчитывают следующие величины:
р,/0,005; ближайшее целое число, которое обозначим [~р//0,005],
а также величины
А\=[~₽Л0051- |~р/_|/0,005]
8Г/=Р| - 0,0051~р,/0,05].
Для участка 4 определяют Др/ = |р,'—р/'|. Если Д^^-1,5,
переходят к следующему шагу, как обычно. Если Д^< 1,5, то
принимают, что фн-|=Ч>1—180°; р.-н *=р/.
217
Тогда
Kfj+l= 1Я0-2—(<pi—<Pi)-2;
Х\+1Ч~рЛ005]+*,<;
Ч+1=~Ч-
Далее счет идет по обычной схеме. Для участка 8 счет закан-
чивают при Др, <1,5. Результаты расчета на ЭВЧ для некото-
рых контрольных точек, относящихся к кромкам, приведены в
табл. 5.3. Общее число точек равно 75. На основании этих ре-
зультатов составляется таблица для подготовки программы.
При измерении профиля координаты реальной поверхности
сравниваются с координатами номинальной поверхности, полу-
ченными в результате счета по описанному алгоритму.
Таблица 5.3
Результаты расчета контрольных точек профиля
Номер jntlCTXl л Номер точке i ф< Р(. мм 0.006Х _ Г f‘ 1 х| 1 L 0,005 J Ч, • *«• Ч
1 1 - gO 40,221 40,220 —0,001 8044 8044 12
2 —8е 40,392 40,390 —0,002 8078 34 4
3 —10* 40,617 40,615 —0,002 8123 45 4
2 4 —12° 40.707 40,705 —0,002 8141 18 4
5 —14’ 40,472 40,470 —0.002 8094 -47 4
4 36 37 —76* —76°30' 45.342 44,597 45.340 44,595 —0,002 —0,002 9068 8919 -260 —149 4 1
S 38 -176’ —40.184 —40,185 0.001 -8037 -16956 216
39 — 184* -39.798 -39 800 —0,002 -7960 77 4
40 —190’ —39,463 —39,465 0,002 —7893 67 4
8 72 —254’ -41,551 •—41,550 —0,001 -8310 20 4
73 —256* —42,414 —42,415 0,001 —8483 —173 4
74 —256°30' —43,123 —43,125 0,002 -8625 —142 1
75 —256*39' —43,543 —43.545 0,002 -8709 —84 1
218
J.3. ИЗМЕРЕНИЕ СП НА КИМ—ЧПУ
Конструкция м техническая характеристика
КИМ —ЧПУ мод. КА-5
Измерение СП иа КИМ—ЧПУ может проводиться, как это
отмечалось в п. 5.1, тремя методами: нулевым, противопоставле-
ния и дифференциальным. Вопросы программирования измере-
ний, основанных на нулевом методе и методе противопоставле-
ния, описаны в гл. 3. Отметим, что в способах измерения, осно-
ванных на дифференциальном методе, как правило, отсутствуют
присущие другим способам трудности, связанные с обработкой
информации. Эти способы позволяют получить непрерывную ин-
формацию об отклонениях геометрии СП.
Основные вопросы реализации дифференциального метода в
КИМ—ЧПУ рассмотрим на примере измерительной машины
мод. КА-50 [231.
КИМ—ЧПУ мод. КА-50 работает по дифференциальному ме-
тоду сравнения с мерой, при котором измерительный наконечник
самоустанавливается по нормали к реальной измеряемой поверх-
ности.
КИМ мод. КА-50 оснащена набором модульных головок и
позволяет измерять большой класс деталей со сложными прост-
ранственными поверхностями Показания головки соответствуют
отклонениям линейных размеров деталей от номинального про-
филя, определяемого программой. Контролируемая поверхность
может быть задана в прямоугольных декартовых или цилиндри-
ческих координатах.
На машине могут быть реализованы как непрерывные, так и
дискретные измерения. Информация о результатах измерений
может выводиться в аналоговой форме на самописец и в дискрет-
ной форме на цифропечатающее устройство. Возможно подклю-
чение перфоратора. Машина оснащена блоком коррекции дина-
мических ошибок следящих приводов.
Общий вид измерительной машины представлен на рис.
5.18, а, а ее структурная схема — на рис. 5.18, б. Машина состо-
ит из трех функциональных блоков: / — управления, // — изме-
рения, III — выдачи информации.
Измеряемую деталь устанавливают и базируют на столе, раз-
мещенном на фундаменте независимо от станины самой машины.
На станине смонтированы каретки н приводы для их перемеще-
ния по прямоугольным координатам. При необходимости измере-
ний в полярных или цилиндрических координатах иа стол маши-
ны устанавливается дополнительный круговой стол со своим
приводом, подключаемым вместо одной из линейных координат.
На концах станины расположены стойки В одной из них размеще-
но силовое электрооборудование, а в другой — органы управления
219
Рис. 5.18. КИМ мод. КА-50:
а — обший вид: б — структурная
схем»;
I — пульт программного управ-
лени» ФС-2; 2 —блоки ручник
перемещений; 3. 4—привод и
датчик обратиой связи по верти-
кальной координате Z; 5 — Дат-
чик обратиой свази по коорди-
нате У: S — привод по попереч-
ной координате; 7 — датчик об-
ратиой связи по координате X;
8 — привод по продольной коор-
динате X. Я —неподвижный
стол; 10— ИГ с индуктивным
датчиком отклонений; II — изме-
ряемая деталь; 12-усилитель ни
дуктивиого датчика отклонений;
13 — самописец; 14 — стрелоч-
ный прибор; IS — цифровой
вольтметр; IS — транскриптор;
17 — электрическая пишущая ма-
шинка
и настройки машины, отсчетный блок индуктивного измеритель-
ного преобразователя, которым оснащается ИГ, и самописец.
ИГ — векторная, модульная, самоустанавлнвающаяся головка
отклонения.
Пульт системы ЧПУ ФС-2 установлен рядом с машиной и
связан с ней кабелем.
220
Подлежащие реализации линейные перемещения кареток за-
писываются на магнитной ленте в виде сдвинутых по фазе рабо-
чего и опорного импульсных сигналов и отрабатываются с по-
мощью следящего привода, содержащего фазовый датчик обрат-
ной связи н двигатель постоянного тока МИ-11-Т с электрома-
шннным усилителем.
Датчики обратной связи по всем координатам имеют одина-
ковую конструкцию и состоят из неподвижного элемента — двух-
заходного «винта», во впадинах которого уложена входная
обмотка, питаемая от стабилизированного высокочастотного ге-
нератора, и подвижного элемента — четырехзаходиой «гайки»,
жестко связанной с кареткой, несущей две выходные обмотки,
сдвинутые на четверть шага. Последнее необходимо для опреде-
ления направления перемещения «гайки» по «винту». Сдвиг фа-
зы между сигналами входной и выходной обмоток датчика опре-
деляется взаимным расположением «винта» и установленной на
каретке «гайки». Полный оборот фазы соответствует перемеще-
нию каретки на 2 мм. Сигналы, считываемые с магнитной ленты,
а также сигналы с датчика обратной связи поступают на входы
фазового дискриминатора, иа выходе которого формируется на-
пряжение постоянного тока, пропорциональное сдвигу фаз вход-
ных сигналов, иначе говоря, пропорциональное разности задан-
ного и фактического перемещения каретки. Это напряжение уси-
ливается и подается на двигатель постоянного тока Привод
каретки отрабатывает управляющее воздействие, при этом фаза
сигнала с датчика обратной связи, поступающего на дискримина-
тор, сдвигается так, что напряжение на выходе фазового дискри-
минатора стремится к нулю.
В результате приводы воспроизводят заданный закон движе-
ния по каждой координате. Отклонения размеров детали от за-
данных воспринимает ИГ, установленная на вертикальной карет-
ке (пиноли).
В зависимости от конфигурации проверяемой детали приме-
нялись ИГ двух типов — грибковая поперечной компоновки мо-
дели БВ-2023 (ВНИИизмерения) и продольной компоновки раз-
работки ИМАШ им. А. А. Благонравова (АН СССР, см. п. 2.3).
Первая головка оснащалась индуктивным ИП, имеющим три
диапазона измерения: ±60, ±30 и ±15 мкм. Индуктивный ИП
второй головки рассчитан на диапазоны ±300, ± 100 и ±30 мкм.
Преобразователь настраивают на нуль при некотором натяге
So, т. е. при смещении сферического наконечника ИГ из его сво-
бодного положения. Вследствие этого для измерения профилей
деталей программируются законы движения по всем координа-
там, соответствующие контуру, эквидистантному заданному и
удаленному от него на величину, равную разности радиуса нако-
нечника и натяга. При натяге, равном радиусу наконечника, об-
ход можно вести по номинальному контуру (А. с. 337641 СССР,
221
Техническая характеристика измерительноА май ины
Максимальные перемещении кареток,-мм:
продольно* (К) ......................................
поперечной (X) .................................
вертикальной (Z) ..............................
Поворот стола — неограниченный
Максимальная скорость перемещения:
по линейным координатам..............................
по круговой координате...........................
Статическая погрешность перемещения измерительного на-
конечника:
по линейным координатам.......................
по круговой координате с шагом 1°...........
с шагом, отличным от 1*..........................
Максимальное время измерений без смены программы, ч
Способ записи управляющей информации.................
Габаритные размеры, мм...............................
Масса, кг............................................
1200
550
400
1200 мм/мнн
1,35 об/мин
±0.03 мм
±15"
2.8
Фазонмпульс*
ный
3765Х2340Х
Х2650
6835
МКИ G01B 7/28]. При абсолютно точной отработке заданных
законов движения и при профиле детали, не имеющем отклоне-
ний, показания ИГ будут неизменными.
Любые отклонения профиля детали от заданного вызывают
дополнительные перемещения по нормали к профилю центра сфе-
ры наконечника ИГ, проявляющиеся в изменении сигнала индук-
тивного преобразователя (датчика).
Настройка КИМ включает базирование изделия и совмеще-
ние «нулей» программы и изделия, которое выполняется с помо-
щью вращающихся трансформаторов в режиме «Наладка».
Поскольку измерения на машине осуществляются по диффе-
ренциальному методу сравнения с мерой, динамические ошибки
следящих приводов непосредственно влияют на точность измере-
ний. Поэтому машина была оснащена системой коррекции дина-
мических ошибок, позволяющей повысить точность измерений до
уровня, определяемого точностью изготовления машины (меха-
нической части, датчиков обратной связи, головки) и записью
программы (погрешностью аппроксимации).
Коррекция динамических ошибок следящих приводов
на КИМ — ЧПУ мод. КА-50
На рис. 5.19 представлена схема системы коррекции, реали-
зующей способ [А. с. 380949 СССР, МКИ G01B 5/20] примени-
тельно к измерениям по одной координате х. В управляющей
программе задается номинальное положение хв стола 3 измери-
тельной машины, несущего измеряемую деталь 2. В приводе /
измерительной машины возникает ошибка рассогласования Дх.
Для того чтобы результаты измерения не зависели от точности
222
Ряс. 519. Схема системы коррекции
динамических ошибок применительно
к измерениям по одной координате
Рис. 5.20. Пример коррекции динами-
ческих ошибок при обходе окружно-
сти
работы следящих приводов, их необходимо скорректировать на
величину ш=——(хи—хр). Скорректированные результаты
8К=8—Дх.
В общем случае (прн измерении в пространстве) определе-
ние корректирующей поправки, полностью компенсирующей
влияние динамических ошибок, затруднительно. Корректирую-
щая поправка
«о=—Д-л0,
где Д= {Дх, Др, Дг)—вектор рассогласования, приведенный к
исполнительному органу измерительной машины с ЧПУ; л0=
» {cos a, cos р, cos у} — направляющие косинусы нормали к из-
меряемой поверхности.
Вычисление поправки по этой формуле соответствует процес-
су измерения с коррекцией, когда точка измерения смещается
вдоль касательной плоскости. При этом нескомпенсированная
погрешность измерения является величиной второго порядка ма-
лости.
При измерении контура, представляющего окружность радиу-
са R в плоскости XY (рис. 5.20), нескомпенсированная часть по-
грешности
I ьу
где / — точка измерения;
Действующая в системе приводов динамическая ошибка Д
смещает точку измерения / в точку /(. Это приводит в
случае отсутствия системы коррекции к погрешности измерения
(Л/,— нормаль к фактическому профилю, проходящая
через точку /ь п/— нормаль к теоретическому профилю в точке /;
223
Рис. 6-21. Знаки cos a. sin а в
зависимости от расположения
измеряемого контура относи*
тельно осей координат КИМ с
ЧПУ
Рис. 5 22. Схема устройства для
коррекции динамических оши-
бок следящих приводов
делается допущение, что угол у между указанными нормалями
к реальному и номинальному профилю мал).
Для случая измерения в плоскости, параллельной одной из
координатных плоскостей, например XY, корректирующая по-
правка
w=Ajrcosa-|-A|(cosP, (5.3)
где а —угол между положительным направлением оси X н век-
тором коррекции «о, направленным в «тело» детали. Учитывая,
что а+Р = 90°, получим
«»=Дх cos а 4* \ s*n а-
224
Значения cos а и sin а вычисляются по формулам
где Дх и Av — координатные приращения на данном участке эк-
видистанты контура.
Знаки cos а и sin а определяются направлением вектора нор-
мали п> относительно координатных осей (рис. 5.21).
На рис. 5.22 представлена схема устройства коррекции дина-
мических ошибок следящих приводов на КИМ—ЧПУ мод.
КА-50. Система коррекции построена на базе аналоговой вычис-
лительной машины МН-7. На наборном поле этой машины было
набрано уравнение (5 3). Для выработки корректирующей по-
правки использовалась информация о рассогласованиях Д, и Av в
следящих приводах (сигналы с диск| имннаторов системы ЧПУ),
а также сигналы sin a, cos а (для ЧПУ мод. ФС-2 сигналы кор-
рекции радиуса фрезы).
Измерение СП при непрерывном обходе
Методы программирования для КИМ—ЧПУ мод КА-50 ана-
логичны методам, применяемым для станков, оснащенных кон-
турными системами Ч11У. Однако при применении системы КОр-
Рнс. 5.23. Измерение детали «полукольцо» при скорости о обхода контура:
в — погрешность iaep«шя без коррекция. вж — то же с коррекцаеЛ; а — корректирую*
поправка. /. 1. 3 — х.рактириые тс ш контур >: ИН — нзаернтельиыЛ макоиечамк;
ИД — аэмер^еыая деталь
8—183
225
Pi с. 6.24. Результаты асследовання системы коррекции динамических ошибок:
• — «гпрсрыги.ы* обход беэ коррекции прн о—600 ым/мнн; 0 — иепрерыииы* обход с кор-
рекцией и-200 ыы/ыав. • —Дискретный обход контура, а — непрерывны* обход с кор*
рекциеВ с-600 мм/маы
рекцин динамических ошибок прн программировании требуется
задавать знаки cos а и sin а в соответствии с рис. 5.21.
На рис. 5.23 в качестве примера представлены результаты
измерения детали «полукольцо» без коррекции динамических
ошибок и с коррекцией прн непрерывном обходе контура. Здесь
представлены в аналоговой форме следующие величины: а), г) —
погрешность б измерения без коррекции; б), д)—погрешность
См измерения с коррекцией; в), е)—корректирующая поправка
<). Слева представлены результаты измерений при скорости об*
хода контура v—200 мм/мин, а справа — прн и—600 мм/мин.
Введение коррекции автоматически устраняет: «всплески»
погрешности измерений в положениях реверса; скоростные ди-
намические ошибки, проявляющиеся тем больше, чем выше ско-
рость обхода контура; частотную составляющую (до 6 Гц) по-
грешности. обусловленную работой следящего привода. На рис.
5.24 представлены кривые погрешностей измерений, построен-
ные по результатам, записанным в цифровой форме на печа-
тающем устройстве в точках, обозначенных на рис. 5.23 сверху.
Измерение СП при дискретном обходе
Дискретный обход поверхности предполагает измерение де-
тали в отдельных точках с подходом измерительного наконечни-
ка по нормали к поверхности и остановом.
Рассмотрим предлагаемую стратегию обхода контура на
примере измерения плоского контура модульной головкой (рис.
5.25). Пусть имеется плоский контур К, который требуется изме-
рить в точках Аь Аз, А3, Ая с заданным шагом Контур К
226
заданному
эквидистантен
профилю на величину гя—s9,
где гя — радиус измеритель*
ного наконечника, а» — на
тяг.
точке
Предположим, что в
А» закончился процесс
измерения. После этого осу-
ществляется переход из точ-
ки At в точку Bt, располо-
Рис. 5.25 Стратегия дискретного обхода
контура
женную на нормали к тео-
ретической поверхности в
точке At. Далее происходит
подход к поверхности по нормали
Яд, и останов в точке Л>. После выстоя, который необходим для
«успокоения» приводов и съема показаний с ИГ, выполняется пе-
реход из точки At в точку В3, расположенную на нормали к
теоретической поверхности в точке Лэ. Описанный цикл повто-
ряется необходимое число раз, которое определяется шагом.
В данном случае шаг задавался программистом на каждом
участке измеряемого контура. От шага зависит отрезок Ля.
оя+1, а отрезок Bn+i, Am-i остается постоянным. Для уменьше-
ния времени дискретного обхода измеряемого контура в про-
грамме реализован автоматический выбор скорости движения
на участке А„, Bn+i. Выбор скорости определяется двумя усло-
виями: 1) время перемещения на участке Ап, Вп+\ ие должно
быть меньше 2 с (для времени торможения 1 с) без учета вре-
мени на разгон — торможение; 2) скорость должна быть макси-
мальной, но не должна превышать 1200 мм/мин. Перемещение
по нормали осуществляется со скоростью 120 мм/мин без раз-
гона— торможения, что объясняется малым расстоянием
ВЯА„СЗ мм.
Составление управляющих программ для КИМ мод. КА-50
проводилось с помощью ЭВМ; данные для программирования
КИМ выдавались непосредственно в кодах интерполятора
На рис. 5.26, а показано характерное поведение сигнала (по-
грешности 6 измеряемой детали), снимаемого с модульной ИГ,
прн дискретных измерениях детали «квадрат». На рис. 5.26, б
показан контур измеряемой детали «квадрат» и траектория
движения измерительного наконечника. Здесь же на рис.
5.26, в, г представлены динамические ошибки следящих приво-
дов Д„ Д„.
Из приведенных диаграмм видно, что характер поведения
погрешности б хорошо согласуется с характером поведения ди-
намических ошибок Д, и Ди-
Описанный выше способ коррекции динамических ошибок с
успехом может быть применен и прн дискретных измерениях де-
8*
227
iiirniiiiariiiiiuiiiiiiinii
iiiiiiiiwiviviiii mini
ii i\w iimmi v
г)
Рис. 5.26. Измерение детали «квадрат» при дискретном обходе поверхности:
в — погрешность измерения 6. б — контур измеряемой детали; в, е — динамические ошиб-
ки по координатам z н у
тали в отдельных точках с подходом измерительного наконечни-
ка по нормали к контуру, что позволит отказаться от выстоя и
одновременно повысить точность измерения.
1.4. ИЗМЕРЕНИЕ СП НА РУЧНЫХ КИМ
С ПОЛУАВТОМАТИЧЕСКОЙ ОБРАБОТКОЙ РЕЗУЛЬТАТОВ
Полуавтоматические КИМ группы 1.3 (см. п. 1.2), типичным
представителем которых является КИМ мод. «Гамма», нашли
широкое применение в отечественной промышленности. Основной
областью применения этих машин является измерение корпус-
ных деталей. Однако они также могут эффективно использовать-
ся для измерения СП.
Ниже рассмотрены методики измерения на КИМ мод. «Гам-
ма» некоторых СП:
пера лопатки;
кольцевых деталей, имеющих существенную погрешность
формы;
трубопроводов сложной пространственной конфигурации.
КИМ мод. «Гамма» оснащена двумя ИГ мод. TF-2 и мод. TF-4
н серией жестких измерительных наконечников.
ИГ мод. TF-2 является осевой нулевой головкой с линейно
перемещающимся измерительным наконечником.
228
Техническая характеристика КИМ мод. «Гамма»
ПлалтющиГ. нуль...............................
Независимый стопор...........................
«ЧаксимальиЕЯ скорость перемещении, м/мнн . . . .
Рабочий объем измерений по координатам X, Y, Z.mm
Разрешающая способиосг машины (дискретность от-
I счета показаний блока цифровой индикации), мм
Погрлиность машины (систематическая составляю
Г щая), мм. по координатам:
По каждой координа-
те
По каждой координа-
те.
20
1000X800X600
0.002
У...........................................
Z...........................................
Повторяемость положении исполнительных органов
машины, мм..............................
Габаритные размеры, мм....................
Макснмальнаг масса нзмеряемей детали, кг . .
0,015
0,015
0,010
±0,002
2340Х21С0Х3425
1500
ИГ мод. TF-4 является осевой нулевой головкой с безразлич-
ным положением качающегося измерительного наконечника, при
прохождении которого через нулевое положение видается им-
ульсный
сигнал на считывание
результатов
измерений. Плос-
кость качания измерительного наконечника поворачивается
на 90°.
Возможности КИЧ мод. «Гамма» существенно расширяют-
при оснащении ее трехкоординатной ИГ мод. TF-6 или ана-
логичной головкой мод. БВ 6160 (ВНИИизмерения).
Система управления КИМ мод. «Гамма» состоит из перенос-
ного пульта управления, стационарной стойки управление и пе-
чатающего устройства мод. LA36 или телетайпа. Основу системы
управления составляет ЭВМ мод. PDP-8, размещенная в стацио-
нарной стойке. Система управления позволяет проводить следую-
щие операции:
сброс координат на нуль при измерении базовых поверхно-
стей детали.
установка координат на заданные числа при измерении базо-
вых поверхностей детали;
измерение;
измерение с одновременным сравнением результатов измере-
ния с заданными значениями, записанными на перфоленту.
Нужный режим измерений устанавливается на переносном
пульте управления. Там же, на переносном пульте управления,
задается информация о применяемой ИГ (TF-2 или TF-4), а так-
же 1 ид измеряемых элементов (выступ, ступенька, диаметр,
центр отверстия и др .). Одновременно на переносном пульте уп-
равления устанавливаются основная и дополнительная програм-
мы, определяющие математические операции по обработке ре-
зультатов измерения.
8*—183
229
Рис. 5.27. Схема измерения пера
лопатки на КИМ мод. <Гамма>
Рис. 5 28. Четырехкоордннатная
схема измерения параметров пера
лопатки нулевым методом
Измерение параметров пера лопатки
Рис. 5.29. Схема программы расче-
та исходных данных для измере-
ний параметров пера лопатки по
четырехкоординатной схеме
В настоящее время измерение и контроль параметров пера
лопатки на разных стадиях ее изготовления осуществляется с
помощью шаблонов или специальных измерительных приборов
оптико-механического контроля лопаток (ПОМКЛ). На этих
приборах затруднено получение
отклонений реальной поверхности
от номинальной в цифровом ви-
де. В ряде случаев информация
об отклонениях параметров ло-
патки должна представляться в
цифровом виде, например, для це-
лей коррекции управляющих про-
грамм прн шлифовании пера ло-
патки на станке с ЧПУ [34].
Указанную задачу измерения
параметров пера лопатки можно
решить на КИМ мод «Гамма».
Схема измерения. Поверх-
ность, ограничивающая перо ло-
патки. имеет крутизну в попереч-
ном сечении, существенно боль-
шую, чем в продольном Для из-
мерения таких поверхностей, как
отмечалось в п. 5.1, целесообраз-
но использовать четырехкоорди-
натную схему измерения (рис.
5.27).
Измеряемая деталь — лопат-
230
ка 1 устанавливается замком в делительную головку 2, осна-
щенную зажимным приспособлением, и поджимается с помощью
задней бабки 4. Нулевая головка 3 мод. TF-6 перемещается опе-
ратором вручную по трем координатам X, У, Z. Поворот лопаткн
(координата у) осуществляется также вручную с помощью де-
лительной головки 2.
Измерение параметров пера лопаткн проводится по сечени-
ям в плоскости *XZ. Переход от одного сечения к другому осу-
ществляется по координате У с помощью каретки, несущей ИГ.
Чтобы измерить поверхность пера лопатки (рис. 528) в точ-
ке В, мы должны повернуть лопатку на угол Ч>. равный прира-
щению угла нормали при переходе от точки А к точке В, перей-
ти по координате х в точку хв и опуститься по координате z до
срабатывания нулевой головки Отклонение по нормали
1л=г’в9— z'b,
где ^вр— координата z реальной поверхности в точке В'\
*B=*ecos<p-xBsin <?;
(5.4)
Хв=лвсоз<р-|-гв sin <р,
ф— угол наклона нормали й0 в точке В к оси Z.
Для расчета координат ф, х' и Z в функции номера точки
измерения составлена программа счета на ЭВМ «Минск-32».
На рис. 5.29 представлена схема программы. Время расчета ко-
ординат ф, х и z' для одного сечения составляет примерно 30 с.
На рис. 5 30 представлена распечатка результатов счета для
одного сечения. Здесь XT, УТ — координаты поверхности пера
лопатки, заданные чертежом, которые соответствуют координа-
там хв и zB (см. рис. 5.28); угол — угол ф; ХР, УР — рассчитан-
ные координаты, соответствующие хв', ze'.
В соответствии с этой информацией составляется перфолента
для режима измерения «Сравнение» и проводится измерение па-
раметров пера лопатки.
Операция измерения. Параметры пера лопатки измеряются в
соответствии со следующим алгоритмом:
установка «нулей» КИМ («сброс» показаний блоков цифро-
вой индикации согласно измерительным базам лопатки);
заправка перфоленты в фотосчитыватель для реализации из-
мерений в режиме сравнения;
установка основной (01) и дополнительной (43) программ на
переносном пульте управления, нажатие кнопки «Считывание»;
отпечатывается информация (1-й кадр), необходимая для прове-
дения измерений в 1-й контролируемой точке; на блоке цифровой
индикации высвечивается координата х 1-й контролируемой
точки;
8”
231
установка координаты ц по оптической делительной головке;
установка координаты у (остается неизменной для всего се*
чения);
установка координаты х. значение которой высвечивается на
блоке цифровой нидиканин системы управления;
опускание пиноли с ИГ по координате г до срабатывания
нулевой головки (после срабатывания нулевой головки происхо-
дит печатание результатов измерения и затем считывание и
печатание следующего кадра).
КИМ готова для измерения в следующей контрольной
точке.
На рис. 5.31 представлен протокол измерения пера лопатки.
Здесь: / — координата у, указывающая положение измеряемого
сечения; 2—номер измеряемой точки; 3 — обозначение приме-
няемой стандартной программы; 4, 7, 10 — теоретические коор-
динаты х. у. z, рассчитанные в соответствии с формулой (5.4);
5, 8, 11— значения координат КИМ; 6, 9 — отклонения по коор-
динатам х, у, !2— отклонение по координате г, соответствующее
отклонению по нормали 6И; 13— информация, по которой осу-
хт 1 тт ». угол 1 ХР X YP t
-18.аая X 1.276 1 -33*17/ 5 / X -16.112 1 -9-658 •
-18.258 X 1.156 X -36*11, 18// S -16.353 X -8.183 X
-17.898 : 8.986 X -21*32/39// X -17.866 X -5-658 X
-16.758 X 6.668 X -11* 5/16// X -16.568 т -2-576 X
-18.868 । 8. 866 X - 5*51/57// X -18.763 : -1.115 X
-18.886 1 6. 666 1 - 5*38/55// X -16.828 X -1.658 X
- 6.968 t -6.396 X - 6*19 >3// х - 6.875 X -1.155 •
- 3-868 X -8.916 X - 8*56/ 8// 1 - 2.882 X -1.378 X
8.7.66 X -1.668 X -11*27/26// X 1.663 X -1.817 X
8.636 1 -2.856 X -13* 6/ 5// 1 5-665 X -1.337 •
8. 886 1 -3-386 X -18*27/13// • 9-617 : -1.166 X
12.236 В -8.866 t -15*25/86// 1 12.966 X -6.988 X
16.866 -5-516 1 -18*12/27// X 16.921 X -6.235 в
17.886 1 -6.166 X -19*36/ 6// X • 18.911 X 6. 162
Рис. 5 30. Распечатка результатов счета исходных данных для одного сечения
пера лопатки
232
•
135. X ---•
• 1 9
N««l Q26
«662 Q29
мееЗ чВВ
WCB* Q2C
«665 Q28
ХСвб Q26
X667 Q29
k«*a мго
иве* *.?e
xeie <j/e
иен Q?e
хе 12 аге
яехэ аге
меха сге
•
HD OF TAPE
не15 <ге х-ееее.еев
х-ееге 37е
х-ееге Э7е
х-ееге.265
х-ееге.гба
х-ее>9.Вге
X-CCI9.В22
х-еехв.5x9
х-еехВ.5ге
x-eei*.35В
Х-6616.Эб2
x-eei2.ei7
х-еехг.ех*
x-eee7.69e
x-eee7.69*
х-ееез.3*6
х-ееез.3*6
х ееее 9X8
х-ееее.9x6
х-еее5.В7*
х-ееез.272
х еее* 599
х-еее9.бег
X 86X3915
X 6613-916
х-еехв.197
x-eeiB.196
х-ееге 352
х ееге.
ж-ееех
ж-ееех
ж-еех
ж-еееэ
ж-еее*
к-ееев
ж-ееег
х-ееег
х ееез
t eeei
ж-ееех
Е-ееее
7
Y ei35<iee » ,*
Y-ei33.e*?> ж-овез
Y ei35.xee
Y-ei33«93 ж-еее5
v-ei35.
Y-0133.101 ж-eeei
Y-ei35.xee
Y-ei35.xei ж-eeei
y ei35.
Y-ei35-iei ж-ееех
Y-ei3».tee
Y-ei35.iei ж-ееех
Y-ехзз.
¥-8135161 Ж-eeei
Y-еазз.tee
Y-ei35->ез ж-ееез
Y-ei35xee
v-ei35.iei ж-ееех
Y-ei35-xee
Y-ei35-iet x-eeei
v ехзз.хе»
v ei35.xei ж-ееех
y ехз5-хее
y ei35.xei ж eeei
Y-ei33.xee
v ei35.iei ж-ееех
vei35xee
у-ехз>!•» ж-ееех
/х-ееее.ез> а-ееге
/z-ееее.езэ
zz-eeee.eis х-еезе
/х-ееее.eBi
/г-еееее87 х-еееб
/х-ееее.ееб
х-ееее.ех9 х-еехз
/х-ееее.гхб
х-ееее.233 ж-ее17
/х-ееее.39* х
/х-ееее.ае9 ж-еехз
х-ееее.*эз
/х-ееее.абз х-еезе
/х-ееее.352
/х-ееее.381 г-еег*
/х-ееее.2x7
/2-ееее.гзз х-еехв
/х-ееее.зеа
/х-ееее.257 ж-ее»7
^х-ееее.9**
/х ееее.927 ж-еез7
/х-ееех.езз
/х-ееее.971 в-еебг
у-егез.же?
/2-ееи.е2Х о
Рис. 5.31. Протокол измерения пвраметров пера лопатка
-flow!
Рис. 5.32. Схема наладки КИМ для
измерения параметров пера лопатки
ществляется контроль правильности наладки, проводимый после
измерения каждого сечения.
Наладка КИМ для измерения параметров пера лопатки. Эта
операция включает:
установку делительной головки и заднего центра таким
образом, чтобы ось делительной головки совпадала с центром
задней бабки и была парал-
лельна координатной оси изме-
рительной машины (биение и
непараллельность не более
0,01 мм). Окончательная про-
верка настройки КИМ прово-'
днтся иа специальной оправке,
предназначенной для наладки
шлифовального станка с ЧПУ
(базирование лопатки иа КИМ
полностью совпадает с бази-
рованием лопатки на станке);
233
сброс нулей — установку нулей машины в соответствии с
базами лопатки. На рис. 5 32 показана схема установки нулей
КИМ Следует отметить, что существенное облегчение в налад-
ке КИМ достигается в случае применения трехкоординатной
нулевой измерительной головки мод. TF-6 или Б В-6160
Измерение кольцевых деталей,
имеющих существенную погрешность формы
Существует класс кольцевых деталей, обрабатываемых на
токарных станках и имеющих недостаточную жесткость в диа-
метральном направлении, что приводит к значительным погреш-
ностям формы в поперечном сечении
Хотя цилиндрические поверхности относятся к элементарным
поверхностям, в описываемом случае значительные погрешности
формы в поперечном сечении требуют особого подхода к реше-
нию традиционной задачи измерения цилиндрических поверхно-
стей При этом возникает задача разработки алгоритма измере-
ния цилиндрической поверхности, при котором погрешности
формы оказывают малое влияние на результаты измерений
диаметра.
Ниже рассмотрен алгоритм измерения цилиндрических по-
верхностей, имеющих трехнершннную форму погрешности в
поперечном сечении, определяемую креплением деталей в трех-
к) л а чковом патроне. На рис. 5.33 показан характерный пример
такого вида погрешности.
Рассматриваемый алгоритм позволяет с достаточной сте-
пенью достоверности оценить основные характеристики цилинд-
рических поверхностей (средний диаметр, эксцентриситет одной
поверхности относительно другой и овальность). В случае, когда
Рве. 533. Погрешность
формы поперечного сече-
ния технологически не-
жесткой кольцевой дета-
ли, обрабатываемой в
трехкулачковом патроне
(Л — измеряемая по-
верхность)
234
Рис 5 34 И|мерение кольцевой дета*
ли на КИМ мод «Гамма»
а — ежена язмерспяя. 6 — алгоритм язмя-
реяна; I — блоя цифровой инлакацян, 1 —
датчяя (ИП) большнж перемещений, устя-
оелеапый иа каретяе; ) — измерительная
голоина TF-4; 4 — измеряем а а деталь; S —
планшайба. 4 — делительная голом»; 7 —
стол измерительной машины; б — погрет*
ость формы (увеличенный масштаб)
необходима более строгая оценка отклонения от круглости,
следует пользоваться методиками, описанными в РТМ
2H20-I3— 85 (см. с. 118).
Измерение детали проводится на поворотном столе, а съем
координат осуществляется путем перемещения каретки по коор-
динате у. На рнс. 5 34, а представлена схема измерения для
КИМ мод. «Гамма». Съем координат точек измерения произво-
дится в определенной последовательности. Пусть измерительный
наконечник находится в точке (0.0) (рнс. 5.34, б). Сначала
определяются yi и путем перемещения каретки по координа-
те у. Затем деталь поворачивается иа угол <р=60° и определя-
ются уз и ув. а далее деталь поворачивается еще раз на угол
и определяются у$ и уз.
Средний диаметр цилиндрической поверхности
П ' У1-Ьуа + Уз —y<~~ys —У»
с₽ 3
а эксцентриситет цилиндрической поверхности относительно оси
вращения стола находится по зависимостям
•{а, ь}'
а=“Г (У» + 0.5уа—0,5yt++°.5Уз—0,5^;
V
ь=— (уа+Уз+у$+Ув);
О
|«1=Г^+Р.
235
При последовательном измерении на КИМ двух цилннтри-
чески х поверхностей 111 и П2 одной детали (рис. 5.34, а) экс-
центриситет rj । поверхности П2 относительно /7| определяется
как разность векторов » а—г и
b2 — bi}.
Размах диаметра (приближенная оценка овальности)
О =
Используя методику применения гармонического анализа
при исследовании точности приборов [25], можно показать, что
при предлагаемом алгоритме гармоники с 1-й по 5-ю и произ-
вольное положение начала координат X* не влияют на опреде-
ление среднего тиаметра цилиндра:
11/11 =ао4-Д14"^4"аз4"а<4"а54"аб4"Дж’»
|!/21 = ао + "^"а1-—^а5_Ьаб4“Дк +
I КЗ . . ) 3 . » з . /з
+—».+—».—rbt—Г*5;
I I I 1 I I 1 I д ,
|Уз1=а0+-7а1——7а5~д“ +
4“ аб4 2~bl--------£—02 4 2~b\-2~^5’
|У<|=До“а14"а2— Лз4” 24”аз4”Св“Лк1
lf/s|^aO yal ^"a2 4“a3 ^a4 ^"fl5 + fle4*
I A 1 5 1 i 3 I <1 k I 1 3
+ Дк--~^14---2~ -------“^4-
|!/el=flo4""^"ai-as“^a6—
---2~Ь'---Г*2+“*‘ + “&5:
Рср=2(а04-аб),
где at, bi — коэффициенты при членах гармонического ряда
(<=!,...,6).
Таким образом, при алгоритме измерения по шести точкам,
на определение среднего диаметра влияют гармоники, начиная
с шестой. Для сравнения укажем, что прн алгоритме измерения
236
Расчет среднего диаметра D» по шести точкам
Tt. ММ Dt, мм м. • У(, мм Dt, мм 9, * Грмм D(, мм К(, мм Z>4, мм
0 106,525 212,980 15 106,529 212,994 30 106,529 213,026 45 106,517 213,054
60 106,505 213,074 75 106,509 213,076 90 106,517 213,074 205 106,525 213,056
120 106,529 213,042 135 106,519 213,022 150 106,489 212,998 165 106,463 212,982
180 -106,455 195 -106.465 210 -106.497 225 -106,537
240 -106,569 255 -106,567 270 -106,557 285 -106,531
300 —106.513 315 -106,503 330 -106,509 345 -106,519
D. 213,032 | 213,031| | 213.033| 213,031
+0,010 +0,009 +0,007 +0,002
Ь| -0,014 —0,012 -0,017 -0,018
|е| 0,017 Ю,015| | 0,019| 0,018
Q 0,094 0,082 0,076 0,074
по двум точкам на определение среднего иаметра влияют чет-
ные гармоники:
Л’14“а<4“аб)2-
При алгоритме
П
ср 2
где Di и Di — диаметры, расположенные под 90°, a DCp=2(a0+
4-а<). на определение среднего диаметра влияют гармоники,
кратные четырем.
Работоспособность и -ффективность рассмотренного алго-
ритма была подтверждена серией измерении на КИМ мод «Гам-
ма» характерных деталей (десяти типов), имеющих недостаточ-
ную технологическую жесткость в диаметральном направлеинн
(см рис. 5.34).
Была принята следующая методика измерений.
I. Измеряемая деталь 4 устанавливается на планшайбе 5 с
биением не более 0.1 мм н закрепляется (на рис. 5 34 устройст-
ва крепления не показаны).
2. С помощью программы «Сброс на центр окружности»
осуществляется установка «нулей» машины по координатам
х и у приблизительно на центр измеряемой детали.
3. Деталь измеряется в соответствии с описанным выше
алгоритмом, только поворот детали осуществляется на 15°
вместо 60’ для получения необходимого статистического мате-
tajJUJ (пип
ф ф ®
Ряс. 535. Вариация результата язме
рения диаметра ДО в функция числа
измеряемых точек
риала.
Табл. 5.4 иллюстрирует по-
рядок расчета среднего диа-
метра De по шести точкам.
Дополнительно, для сравне-
ния, можно определить вариа-
цию диаметра AD* (разброс
среднего диаметра, определен-
ного по разным комбинациям
точек), вариацию эксцентриси-
тета Де, вариацию размаха
диаметра ДО, средний диаметр
Ds по двум точкам и вариацию
ADj, средний диаметр D4 (из-
меряемый по четырем точкам,
диаметрально расположен-
ным) и его вариацию ДО4.
Вариация параметра харак-
теризует степень влияния иа не-
го погрешности формы изме-
ряемой поверхности.
238
Для наглядного представления влияния параметров алгорит-
ма измерения на точность измерения диаметральных размеров
на рис. 5.35 приведены графики зависимостей вариации AD от
числа измеряемых точек для всех измеренных в эксперименте
поверхностей.
Измерения характерных деталей на КИМ мод. «Гамма» по-
казали, что. во-первых, рассмотренный алгоритм обеспечивает
высокую точность измерения диаметра (вариации 10 мкм)
независимо от значения и характера изменения погрешности
формы; во-вторых, возможно измерение эксцентриситета с
погрешностью не более 20% (Де/ес₽^20% при 0,020 мм);
в-третьих, точность измерения размаха диаметра невысока
(ЛУ/«срС55%).
Измерение трубопроводов
сложном пространственной конфигурации
Трубки сложной пространственной конфигурации находят
широкое применение в машиностроении. Их изготовление и
контроль параметров трудоемки. Автоматизация процесса гибки
трубок проводится на основе высокопроизводительных трубоги-
бочных станков с ЧПУ (59], а контроль их параметров — с по-
мощью универсальных и специализированных КИМ.
Применение КИМ для измерения трубок сложной простран-
ственной конфигурации вызвано как необходимостью автомати-
зации контроля их изготовления, так и (в еще большей степени)
необходимостью автоматизации процедуры подготовки управля-
ющих программ для трубогибочных станков (49]. Применение
традиционных методов и средств подготовки управляющих
программ для металлорежущих станков в данном случае невоз-
можно в силу специфики технологии изготовления трубопрово-
дов, заключающейся в том, что на трубки, как правило, отсутст-
вуют чертежи, а имеются эталоны — точно изготовленные
трубки. Поэтому, чтобы составить управляющую программу, не-
обходимо измерить трубку-образец на КИМ и по результатам
измерения получить геометрическую модель трубки, представля-
ющую собой набор длин прямых участков Ц, радиусо? гиба ₽<
(по оси трубки), углов гиба и разворота и эту информа-
цию преобразовать в коды управления трубогибочным станком.
Геометрическая модель трубки-образца определяется расче-
том на ЭВМ на основе информации о координатах точек, рас-
положенных на поверхности трубки-образца.
Методика составления управляющей программы состоит из
двух этапов: 1) измерение на КИМ трубки-образца и получение
перфоленты, несущей информацию о координатах измеренных
точек, радиусах гиба, диаметре трубки и измерительного нако-
нечника, числе колен; 2) расчет на ЭВМ параметров трубки /„
239
R<, ф. и изготовление уп-
равняющей программы для
трубогибочного станка в виде
' q 1Л / перфоленты с учетом пружи*
ж J J нения трубки.
/ *‘1^ / НРИ использовании универ-
/ CLL' г/гадлА*** / сальной КИМ типа «Гаммаэ с
у____________________/ ИГ мод. TF-6 методика изме-
рения трубки-образца следую-
Рис. 6.36. Схема кшерення трубки- шан:
образца, закрепляемой в подставках устанавливается трубка-об-
ва столе КИМ разец 3 (рнс. 5.36) в подстав-
ках 1 на столе КИМ таким об-
разом. чтобы подход к измеряемым поверхностям был возможен
преимущественно сверху;
с помощью телетайпа на перфоленту выводится первоначаль-
ная информация о радиусах гиба, диаметре трубки и измери-
тельного наконечника 2, числе колен,
осуществляется сброс координат КИМ на нуль, за который
принимается одна из вершин эталонного куба (калибратора),
жестко закрепленного на столе КИМ;
последовательно снимаются координаты четырех точек (до-
статочно для определения положения оси цилиндра заданного
диаметра) с каждого цилиндрического участка трубки-образца;
проверяются нули КИМ путем измерения эталонной призмы.
Описанная методика подготовки управляющих программ
получает распространение на машиностроительных предприяти-
ях, однако она сопряжена с большой трудоемкостью отладки
управляющих программ, проводимой оператором непосредст-
венно иа трубогибочном станке
В процессе измерения трубки-образца и составления управ-
ляющей программы действуют возмущающие факторы
малые углы гиба и разворота (0,5°—5°), выпадающие из
поля зрения оператора при разбивке трубки на колена;
короткие прямые участки (/^2d, где d — диаметр трубки),
положение которых в пространстве определяется с большими
погрешностями*.
ограниченная емкость магазина инструмента трубогибочного
станка и соответственно ограниченный выбор радиусов гиба.
В процессе гибки возмущающими факторами являются
геометрические погрешности станка и неточность учета пружи-
нения материала трубки.
Указанные возмущения приводят к существенным погрешно-
стям в конфигурации трубок, устранение которых осуществляет-
ся вводом коррекций в систему ЧПУ на длины прямых участков,
на углы гиба и разворота.
240
Как показывает практика гибки трубок на станке с
ЧПУ, процесс поиска коррекций, осуществляемый оператором,
имеет итерационный характер (метод проб и ошибок) и в ряде
случаев не приводит к положительным результатам.
Существует метод автоматизированного поиска коррекций,
основанный на том, что рассмотренная выше процедура подго-
товки управляющей программы дополнена операцией измерения
стапеля на КИМ (45].
Рис. 5 37 иллюстрирует процедуру измерения. Иа рис.
5.37, а показана трубка-образец /, установленная в ложемен-
тах 4 стапеля 2. Здесь же показаны положения измерительного
наконечника 3 головки КИМ при измерении трубки-образца,
расположенной в стапеле. Рис. 5.37, б иллюстрирует измерение
стапеля 2 цля определения координат его контрольных точек
Измерительный наконечник / диаметром, равным диаметру
трубки-образца, последовательно устанавливают в пазы ложе-
ментов 3 и по показаниям КИМ определяют координаты конт-
рольных точек стапеля, через которые проходит ось трубки-
образца.
На рис. 5 38 представлена схема, иллюстрирующая последо-
вательность операций по уточнению конфигурации трубки в
процессе составления управляющей программы и ее отладки
Вначале измеряют трубку-образец и стапель на КИМ. По
результатам измерений с помощью ЭВМ рассчитывают парамет-
ры /(п, <f,n, Далее, зная координаты контрольных точек
стапеля Л1 (xj, у/, через которые проходит ось трубки-образ-
ца, определяют отклонения расчетной оси трубки-образца и
сравнивают с полем допуска на изготовление DD. Если отклоне-
Рис. 5.37. Схема нзмерення
трубки-образы и стапеля
на КИМ:
а — измерение трубка-образца,
установлена-41 • стапеле, распо-
лож емком иа столе КИМ: б —
измерение стапеле 2 для опреде-
ления координат его контроль-
ных точек
241
Ряс. 5.38. Схема процесса уточнения конфигурации трубки при отладке уп
равляющей программы
ние Di лежит в допуске, то далее осуществляют гибку пробной
трубки /. В противном случае проводится поиск оптимальных
коррекций Д/,. Aqlt \ф.-, при которых Dt^DD Если при опти-
мальных коррекциях отклонения D превышают допуск на изго-
товление, то это означает, что неправильно выбраны радиусы
гиба (D/ превышает допуск в точке, лежащей на радиусе гиба)
либо неправильно разбита трубка на колена (D/ превышает
допуск в точках, лежащих на прямых участках).
В этих случаях дают новое назначение pa lhjcob гиба либо
дополняют разбиение трубки новыми участками («подгибами»)
и повторяют процедуру поиска оптимальных значений Д/<, Aq^,
Дф<, при которых отклонения D, не превышают допуска.
Если использованы все возможности изменения радиусов
и разбиения трубки, а отклонения D/ превышают допуск, то это
означает невозможность ее изготовления на данном станке с
ЧПУ, т. е. ее «нетехнологичность».
После проверки трубки на технологичность в соответствии с
рассчитанными коррекциями Sit, Д<р„ Д'Ь получают управляю-
щую программу для трубогибочного станка, по которой изготав-
ливают 1-ю пробную трубку. Далее эту трубку измеряют на
242
КИМ и с помощью описанной процедуры определяют коррек-
ции Д<ры. Дфи на параметры 1-й пробной трубки, при
которых максимальное отклонение от контрольных точек стапе-
ля до расчетной оси меньше допустимого.
Корректирующие поправки Д/и, Дфщ, Дфы вводят в систему
управления ЧПУ станка, изготавливают 2-ю пробную трубку,
после чего проверяют ее по стапелю и, если необходимо, на
КИМ.
Как правило, одной-двух коррекций оказывается достаточно
для отладки управляющей программы Далее изготавливается
вся партия трубок.
Рассмотренный метод автоматизированного поиска оптималь-
ных значений коррекций Д/, Дф и Дф был опробован при провер-
ке трубок иа технологичность гибки На рис. 5.39 представлен
эскиз проверяемой трубки, типичной для гибки на станке с ЧПУ
(номер в кружке обозначает номер контрольной точки стапеля,
а номер без кружка — номер колена).
В табл. 5.5 представлены результаты поиска оптимальных
значений Д/, Лф и Дф для конфигурации I трубки с участками
1—2—3—4—5—6 (Л\т — номер контрольной точки стапеля,
ЛКол — номер колена, ЛГТ — номер контрольной точки в колене).
Они показывают, что для исходной конфигурации трубки откло-
нения D в контрольных точках /V«t=1, 4, 5, 7, 8 превышают
допуск ±0,5 мм (в точках 3, 6, 9, расположенных на
окружностях, допускаются отклонения — 5 мм).
После проведения оптимизации отклонения D уменьшились,
но все же в точках Лкт=4. 5, 7, 8 не вошли в допуск ±0,5 мм.
Поэтому были введены один подгиб на колене Л дол—4 и два
подгиба на участке /Укол=5.
243
Таблица 5.5
Параметры коррекции для различных конфигураций трубки
Кон- фигу- рация трубки "кол "т "« Вид участка Отклонения конт- рольной точки от осн трубки, мм Параметры 1 коррекции
без опти- мизации с оптими- зацией Д1, мм Дф, • Дф, •
I 1 1 1 Пр 6,56 0,49 —4,97 5,66 43,33
3 1 2 Ок 1.14 1.14 — 1= —
4 1 3 Ок 3,84 3,84 0,45 0,24 0,22
2 4 Пр 1,29 0,96
3 5 Пр 1,49 0,96
5 1 6 Ок 4,03 4,03 5,18 1,68 0,23
2 7 Пр 2,82 0,74
3 8 Пр 0,88 0,74
6 1 9 Ок 1,37 1,37 — —
II 1 1 1 Пр 6,56 0,49 —4,97 5,66 43,33
э 1 2 Ок 1.14 1.14 — — —
4 1 3 Ок 3,44 3,44 — — —
2 4 Пр 0,31 0,31
5 1 5 Пр 0,43 0,43 — —
6 1 6 Ок 3,29 3,29 — »-*• —
7 1 7 Пр 0,60 0,50 0,90 0,0 9,10
8 1 8 Пр 0,68 0,50 2,83 0,0 3,79
9 1 9 Ок 1.11 1.11 — — —
Примечание. Пр — прямая; Ок — окружность.
В таблице представлены также результаты поиска оптималь-
ных значений А/, А<р и Лф для конфигурации II трубки с участ-
ками 1—2—3—4'—4"—5'—5"—5"'—6.
После проведения оптимизации отклонения £)^0,5 мм.
Глава 6
I
ТОЧНОСТЬ КООРДИНАТНЫХ ИЗМЕРЕНИЙ
6.1. ПОГРЕШНОСТИ ИЗМЕРЕНИЯ НА КИМ
В процессе измерения на КИМ участвует большое число
взаимодействующих узлов и систем, измерения выполняются в
пространстве, результаты измерения определяются расчетным
путем на базе значительного объема информации, решаются раз-
личные метрологические задачи, в том числе сложные, опреде-
ляемые по нескольким криволинейным поверхностям, использу-
ются разные средства представления результатов измерения.
Условия автоматизированного, интенсивного производства предъ-
являют требования выполнения измерений непосредственно в
производственных условиях. Поэтому вопросы точности коорди-
натных измерений являются наиболее сложными. На современ-
ном этапе развития координатных измерений еще не разрабо-
таны методы оценки предельных погрешностей измерения в объ-
еме всех решаемых на КИМ метрологических задач. Достаточно
однозначно и точно оцениваются погрешности измерения простых
метрологических задач.
К настоящему времени отсутствуют как национальные, так
и международные стандарты, регламентирующие методы норми-
рования, средства и методы оценки погрешностей КИМ. В прос-
пектах и технических описаниях КИМ представляются мини-
мальные сведения об их точностных показателях — погрешность
измерения координатных перемещений (позиционирования)
вдоль отдельных осей или погрешности измерения длины вдоль
координатных осей, параллельно координатным плоскостям, под
любым углом в пространстве измерения (или их сочетание).
Точностные показатели отдельные изготовители получают раз-
личными средствами, в различных положениях в пространстве
измерения и оценивают, используя различные методики. Судить
о фактической погрешности измерения тех или других геометри-
ческих параметров по указанным характеристикам или же
сравнивать отдельные КИМ между собой по точности практиче-
ски трудно.
В настоящей главе рассмотрим основные источники погреш-
ностей координатных измерений, используемые и рекомендуемые
245
. I Компоненты погрешнос- тей координатных перемещений, измере- ния и отсчета, поверхности Механической конструкции^ несоблюдение принципа АбБе; отклонении от пря- моугольности коор- динатных переме- щений" отклонения от прн - нелинейности коор- динатных переме- щений; углевые отклонения при координатных перемещениях Измерительных систем; накопленная пог реш- ность; погрешность интер- поляции; сходимость отсче- та; дискретность от- счета; электрическая и меха- ническая инерционность Измерительных головок: сходимость отсчета; неодинаковость чувст- вительности в различных направ- лениях измерения; непостоянство нуле- вого положения; измерительное уси- лие и его неодинако- вость в различных направлениях; погрешности формы измерительных наконечников; механическая и электрическая инерционность ; погрешность калиб- ровки ► Погрешность сбора инфор- нации об измеряемой поверхности
Л Факторы детали дефекты поверхно- сти., запыленность и за- грязненность поверх- ности; модуль упругости и твердость
отклонения формы; шероховатость ; отклонения темпе- ратуры от нормаль- ной; неодинаковость температуры
масса.
Ж Факторы окружающей среды : отклонения темпе- ратуры от нормаль- ной; изменение темпе- ратуры; колебания и дефор- мации пола; электромагнитные помехи; запыленность и загрязненность смазочно-охлаждаю- щей жидкости; изменение давления, влажности
Ж Факторы эксплуатации ; старение; изнашивание ; деюстировка; коррозия
Погреш-
динатных изме-
рений^
ность коор-
V
Источники погрешнос-
тей обработки и пред-
ставления результа-
тов измерений.
порядок измерения',
определение базовых
поверхностей для
оценки результатов
измерений',
формулировка задач
измерения',
алгоритмы и прог-
раммы расчета ГЭ;
ограниченная точ-
ность расчетов;
погрешность уст-
ройств представле-
ния результатов
измерений
Рис. 6.1. Схема погреш-
ности координатных из-
мерений
методы и средства их оценки, мероприятия по повышению точ-
ности измерения на КИМ.
Погрешность измерения на КИМ состоит из погрешности
сбора информации — погрешности измерения координат точек
и погрешностей обработки и представления результатов измере-
ний, которые, в свою очередь, состоят из компонент, определя-
246
емых устройством аппаратурной части и системой программно-
математического обеспечения КИМ, параметрами измеряемых
деталей, факторами окружающей среды, источников энергии,
времени измерения и эксплуатации КИМ [11, 20, 60, 89]. Схема
погрешности координатных измерений с основными составными
компонентами и действующими на них факторами представлена
на рис. 6.1.
По степени влияния на погрешность КИМ, определяемой ап-
паратурной ее частью, основными и практически равноценными
компонентами являются механическая конструкция, реализу-
ющая координатную систему КИМ, измерительные системы
и ИГ.
Как уже указывалось в гл. 1, степень несоблюдения принци-
па Аббе для КИМ определенных габаритных размеров зависит
от компоновки ее базовой части. Неизбежно возникающая
вследствие этого погрешность возрастает с увеличением габарит-
ных размеров КИМ и угловых отклонений подвижных узлов при
их перемещении вдоль координатных осей.
Погрешности координатных перемещений, измерительных си-
стем и ИГ возникают из-за погрешностей их изготовления и юс-
тировки и погрешностей, обусловленных принципом их действия.
Первые, кроме этого, зависят от статической и динамической
жесткости подвижных узлов, режимов управления КИМ. Непо-
стоянство скоростей в момент считывания координат измеряе-
мых точек не только вызывает деформации узлов координатных
перемещений, но и является источником погрешностей
измерения, возникающих из-за электрической и механиче-
ской инерционности измерительных систем координатных пере-
мещений и ИГ. Подвижные узлы после касания измеритель-
ным наконечником детали проходят определенный путь до нача-
ла считывания показаний измерительных систем. Показания в
виде координат точек поступают в ЭВМ для расчетов измеря-
емых геометрических параметров. Непостоянство данного пути,
проявляющееся как погрешность измерения, возрастает с увели-
чением разброса скоростей в момент считывания координат от-
дельных точек и увеличением инерционности указанных систем.
Эта погрешность проявляется также и при калибровке измери-
тельных наконечников, а возникающие погрешности влияют на
результаты всех последующих измерений. Вследствие этого мо-
гут быть неправильно, с большими погрешностями определены
учитываемые при расчетах радиусы и координаты отдельных из-
мерительных наконечников. Следовательно, для увеличения точ-
ности должно быть обеспечено постоянство скоростей при калиб-
ровке измерительных наконечников и измерении.
Измерительное усилие и его неодинаковость оказывает су-
щественное влияние на точность измерения при длинных удли-
нителях, на которых ИГ прикреплены к пиноли или другому уз-
247
лу КИМ, и при измерении нежестких тонкостенных деталей или
деталей, изготовленных из материала с малым модулем упру-
гости. Причинами погрешностей при этом могут быть изгибы уд-
линителей и измеряемых поверхностей или деформации в зоне
контакта измерительного наконечника с деталью.
Конкретные требования к постоянству скоростей измерения
и измерительного усилия могут быть определены с учетом тре-
буемой точности измерения, фактических характеристик соот-
ветствующих систем КИМ и параметров деталей.
Погрешности координатных перемещений и измерительных
систем имеют монотонно изменяющийся характер, возрастают
с увеличением измеряемой длины. Погрешности ИГ в малой сте-
пени зависят от измеряемых геометрических параметров. Мини-
мальное значение эти погрешности имеют при минимальной дли-
не и максимальной жесткости стержней измерительных наконеч-
ников. Это следует учитывать при измерении малогабаритных
прецизионных деталей.
Анализ различных КИМ свидетельствует, что между погреш-
ностями, вносимыми измерительными системами, механической
конструкцией координатных перемещений и ИГ, существует
соотношение 1: (l-i-2) : 1 —для прецизионных и малогабаритных
КИМ; 1 : (14-1,5) : (0,14-0,5)—для производственных и крупно-
габаритных КИМ [20]. Предельные погрешности этих систем раз-
личных конструкций в нормальных условиях приведены в гл. 1
и 2. Большое влияние на их значение оказывают факторы окру-
жающей среды, в первую очередь температура и ее изменение
во времени. Вследствие этого происходят не только линейные
удлинения измерительных линеек измерительных систем, но и
потеря точности узлов координатных перемещений из-за дефор-
маций корпусов, к которым прикреплены направляющие. Осо-
бенно к этому чувствительны корпуса сложной формы, тонкостен-
ные, асимметричные, металлические, не защищенные термоизо-
лирующими покрытиями. Также следует обратить внимание на
чувствительность к быстротечным изменениям температуры уд-
линителей и стержней ИГ при длительном измерении сложных
деталей. В первую очередь это касается длинных, тонких асим-
метричной формы деталей, изготовленных из легких металлов.
Погрешности, возникающие вследствие данных деформаций,
практически невозможно учесть и скорригировать.
Вибрации, передаваемые КИМ от пола, могут быть причиной
высокочастотных колебаний подвижных узлов КИМ. Это отри-
цательно действует на геометрическую точность КИМ, точность
и стабильность измерительных систем, может быть причиной
ложных срабатываний ИГ или вызвать необходимость их за-
грубления. Все это снижает точность и производительность КИМ.
Поэтому при установке КИМ должны быть соблюдены требова-
ния к вибрациям пола, предъявляемые изготовителями КИМ.
248
Деформации пола для мало- и среднегабаритных КИМ, устанав-
ливаемых на трех опорах, практически неопасны. Если стойки
КИМ монтируются непосредственно на поду, для крупногаба-
ритных КИМ, имеющих более трех опор, деформации пола вы-
зывают потерю точности перемещений из-за деформаций связан-
ных с полом направляющих.
Пыль, смазочно-охлаждающие жидкости, масла, находящие-
ся в окружающей среде, оседая на открытые направляющие и
рабочие поверхности подшипников, снижают точность пере-
мещений. Могут появляться высокочастотные или пикообразные
компоненты траекторий перемещения узлов. Загрязнение лине-
ек фотоэлектрических измерительных систем вызывает неодина-
ковость светопропускания или светоотражения, вследствие чего
также могут возрасти высокочастотные компоненты погрешно-
стей. Загрязнение чувствительных элементов и устройств уста-
новки измерительного наконечника снижает стабильность и точ-
ность ИГ, а загрязненность измерительных наконечников дает
эффект, аналогичный эффекту, вызываемому погрешностями их
формы.
Изменение давления и влажности в наибольшей степени от-
рицательно влияет на точность лазерных измерительных систем
(даже при наличии компенсационных систем). Изменение влаж-
ности воздуха из-за большого водопоглощения вызывает дефор-
мации прецизионных поверхностей деталей из твердокаменных
пород.
При эксплуатации КИМ необходимо учитывать эксплуатаци-
онные факторы — старение, изнашивание, деюстировку, корро-
зию. Они также действуют и на аппаратуру обработки и пред-
ставления результатов измерений.
Детали, масса которых близка к предельно допустимой, мо-
гут вызвать деформации основания и установленных на нем на-
правляющих. Асимметричная относительно опор основания на-
грузка перекашивает его, создает дополнительные нагрузки на
отдельные узлы, в определенной степени деюстирует машину.
Эффективным средством исключения данного фактора являют-
ся пневматические опоры, поддерживающие горизонтальное по-
ложение основания.
Дефекты, запыленность и загрязненность измеряемой по-
верхности могут быть причиной грубых погрешностей измерения,
значение которых заранее трудно предсказать. По данным опы-
та, в металлообрабатывающем цехе в течение 12 ч на каждый
квадратный миллиметр площади попадает до 100 пылинок раз-
мером свыше 5 мкм. Наиболее эффективными средствами ис-
ключения влияния данных факторов являются очистка, мойка и
сушка деталей непосредственно перед измерением и изоляция
КИМ от попадания указанных веществ на деталь в процессе из-
мерения. >
249
Изгибы и контактные деформации деталей от измерительно-
го усилия могут быть с удовлетворительной точностью рассчи-
таны по известным формулам специальных курсов. Однако для
сложных деталей этот процесс связан со значительными труд-
ностями. Наиболее эффективным средством исключения погреш-
ностей, обусловленных изгибом и контактными деформациями
деталей, является применение ИГ с малым измерительным уси-
лием, не создающих значительных деформаций деталей. Когда
это возможно, следует использовать бесконтактные устройства
взаимодействия с деталью.
К этой же группе факторов относится шероховатость поверх-
ности детали. Степень ее влияния возрастает с увеличением
шероховатости и уменьшением радиуса кривизны измерительно-
го наконечника.
Отклонения формы измеряемых поверхностей практически не
влияют на точность отсчета координат точек, так как радиус кри-
визны измерительных наконечников, как правило, меньше мини-
мального радиуса вогнутости поверхности.
Температурные деформации детали также не влияют на точ-
ность отсчета координат точек на измеряемой поверхности, од-
нако на точность результатов измерения они оказывают су-
щественное влияние. Расчету поддаются деформации деталей
только сравнительно простой формы. Особенно сложной, прак-
Рис. 6.2. Зависимость ре-
зультатов измерения:
а — от числа точек; б — от си-
стемы определения базовых по-
верхностей
тически неосуществимой является
оценка погрешностей, возникающих из-
за неодинаковости температуры от-
дельных участков детали, ее измене-
ния в процессе измерения, что являет-
ся наиболее вероятным в реальных
производственных условиях измерения.
Наиболее надежной мерой исключения
данных погрешностей является норма-
лизация температуры детали во всем
ее объеме.
На точность измерений существен-
но влияет стратегия измерения, вклю-
чающая:
последовательность измерения от-
дельных геометрических параметров и
отдельных точек на измеряемых по-
верхностях;
число измеряемых точек на отдель-
ных поверхностях;
расположение точек на поверхно-
стях.
На рис. 6.2, а представлены приме-
ры, иллюстрирующие зависимость ре-
250
зультатов измерений от числа и распределения точек на поверх-
ностях. На рисунке буквами Di и Oi обозначены диаметр и
центр окружности, рассчитанные по трем случайным точкам 1,
2, 3, a D2, О2 — диаметр и центр той же окружности, рассчи-
танные по множеству точек на окружности. С увеличением чис-
ла точек на измеряемых поверхностях и расстояния между ни-
ми точность измерения возрастает. Однако при этом увеличива-
ется продолжительность процесса измерения, снижается произ-
водительность, меняются условия окружающей среды, дейст-
вующие на состояние КИМ и измеряемой детали, в результате
чего точность измерения уменьшается. Увеличение расстояния
между точками ограничивается размерами измеряемых поверх-
ностей.
Другим важным фактором, определяющим погрешность из-
мерений, являются базовые поверхности. Рис. 6.2, б иллюстриру-
ет разность результатов измерения длины I при оценке по сред-
ним (/i) и прилегающим (/2) поверхностям. Эта разность может
быть уменьшена за счет сдвига базовой поверхности на величи-
ну, учитывающую отклонения формы.
Причинами возникновения погрешностей могут быть также
неправильная формулировка метрологических задач, неправиль-
ные алгоритмы и программы расчета ГЭ, ограниченная точ-
ность расчетов на ЭВМ, погрешности устройств представления
результатов измерений.
6.2. КОМПЕНСАЦИЯ ПОГРЕШНОСТЕЙ
КООРДИНАТНЫХ ИЗМЕРЕНИЯ
Компенсация погрешностей является одним из наиболее эф-
фективных средств повышения точности измерений. Кроме ком-
пенсации источников погрешностей перемещения (осадки под-
шипников, узлов их крепления, направляющих) инструменталь-
ными средствами, все шире применяется компенсация с по-
мощью вычислительных средств. Это становится возможным с
включением в состав КИМ мощных ЭВМ, обладающих больши-
ми быстродействием и ресурсами оперативной и внешней па-
мяти.
С меньшими затратами объема памяти вычислительных
средств реализуется компенсация погрешности, линейно изменя-
ющейся в зависимости от измеряемой величины, путем умноже-
ния результатов измерений вдоль всех координат на постоянные
коэффициенты:
<61>
где qK и <7И — скорректированное и отсчитанное без коррекции по
измерительным системам КИМ значение координаты точки; k —
коэффициент коррекции.
251
Рис. 6.3. Результаты поверки погрешности измерения длины на КИМ мод.
BE 200А:
а — без коррекции; б — после коррекции составляющей, линейно зависящей от измеряе-
мой длины
Коэффициенты коррекции определяются по формуле
, (6.2)
где Ln и L„ — действительный и полученный при измерении па-
раллельно координатным осям размер концевой меры длины.
Значение коэффициента k вводится в память ЭВМ и, если это
предусмотрено ПМО, автоматически производится корректиров-
ка показаний измерительных систем по всем координатам со-
гласно формуле (6.1). Для расчетов геометрических параметров
деталей поступают уже скорригированные данные показаний
измерительных систем. Для отдельных координатных осей может
быть введен различный коэффициент коррекции. При необходи-
мости он может изменяться, например, после переюстировки
КИМ или после эксплуатации при другой температуре. Однако
для одной оси вводится только один коэффициент коррекции,
несмотря на то, что линейная составляющая погрешности изме-
рения длины зависит от расположения линии измерения в про-
странстве. На рис. 6.3 представлены нескорригированные и скор-
ригированные средние значения погрешности измерения длины
линии, параллельной координатной оси Y, на КИМ мод. BE 200А.
Указанным приемом компенсируется только составляющая
погрешности измерения, линейно зависящая от измеряемой дли-
ны. Периодически меняющиеся погрешности не компенсируются.
Для определения возможности компенсации составляющих по-
грешности более высоких гармоник был проведен анализ зави-
симости погрешности измерения от погрешностей координатных
перемещений и измерительных систем для КИМ, схема базовой
части которой представлена на рис. ’.11. Были составлены урав-
нения расчета погрешностей измерения координат точек во всем
пространстве измерения, учитывающие отклонения от взаимной
перпендикулярности и прямолинейности координатных переме-
щений, угловые колебания подвижных узлов, а также погрешно-
сти измерительных систем [9].
Погрешности перемещений и измерительных систем были оп-
ределены экспериментальным путем и для расчетов аппроксими-
252
рованы разложением в ряды Фурье с числом гармоник, равным
пяти. Отклонения от перпендикулярности координатных переме-
щений находились в пределах 0,5—l'z, отклонения от прямоли-
нейности перемещений во всех плоскостях-у в пределах 2—
2,5 мкм, угловые колебания узлов при координатных перемеще-
ниях— в пределах 1—2", погрешности измерительных систем —
в пределах 1,6—2 мкм.
Максимальное значение вектора погрешности измерения
точки в пространстве измерения 1000X600X400 мм при указан-
ных условиях составило 9,8 мкм, максимальные значения (не в
одной точке) его компонент вдоль координатных осей X, У, Z —
соответственно 5,7; 8,9 и 1,4 мкм. Изменение погрешности меж-
ду 1000 точками, расположенными в пространстве равномерно,
неодинаково и колеблется в диапазоне 1—2 мкм. Следовательно,
вводя коррекцию для 1000 точек, равномерно размещенных в
пространстве измерения, можно скомпенсировать погрешность до
2 мкм. Если шаг коррекции не постоянный, а выбирается опти-
мально с учетом изменения погрешности измерения, то для до-
стижения этого же результата число точек коррекции может
быть значительно уменьшено.
Сложность компенсации указанных компонент погрешностей
КИМ состоит в большой трудоемкости сбора информации для
расчета коррекционных данных и сложности определения точек
коррекции, когда для отсчета координатных перемещений ис-
пользуются циклические измерительные системы. Такая компен-
сация реализуется для КИМ, оснащенных ЭВМ необходимой
мощности.
При измерении линейных размеров деталей с одинаковой во
всем ее объеме температурой, отличной от 18—20°С, значитель-
ный положительный эффект для повышения точности измерений
достигается компенсацией линейных температурных ее дефор-
маций. ПМО ряда КИМ содержит подпрограммы компенсации
температурных деформаций по вводимым данным о фактической
температуре и о реальных коэффициентах линейного расшире-
ния измерительных линеек и детали.
Точность измерения ГЭ посредством длинных сложных из-
мерительных наконечников или составных ИГ, содержащих длин-
ные удлинители, можно повысить с помощью ввода коррекцион-
ных данных, полученных измерением аналогичного ГЭ извест-
ных размеров и формы, расположенного в непосредственной
близости к измеряемой поверхности.
Для повышения точности контроля в производстве деталь
сначала измеряют в реальном ее состоянии в цеховых условиях
на производственной КИМ, а потом — в нормальных условиях
на КИМ необходимой точности. По результатам вторых измере-
ний вводятся необходимые коррекции.
253
•.3. НОРМИРОВАНИЕ И ПОВЕРКА ПОГРЕШНОСТЕЙ КИМ
Основной, наиболее распространенной характеристикой точ-
ности КИМ является погрешность измерения длины в направле-
ниях, параллельных координатным осям, выражаемая линейной
зависимостью от измеряемой длины L:
Д = Лд “I- kXL, (6.3)
где kQ — коэффициент, определяемый компонентами погрешности
измерения, не зависящими от измеряемой длины (погрешностя-
ми ИГ; электрической инерционностью измерительных устройств;
дискретностью и короткопериодическими погрешностями изме-
рительных систем; короткопериодическими погрешностями уз-
лов координатных перемещений; погрешностями, связанными с
динамическими явлениями); k\ — коэффициент, определяемый
компонентами, зависящими от измеряемой длины L (длиннопе-
риодическими погрешностями измерительных систем и узлов ко-
ординатных перемещений; воздействием температуры окружа-
ющей среды; деформациями устройств координатных перемеще-
ний [74]).
Когда в виде аналогичной линейной зависимости представ-
ляется погрешность измерения длины в направлениях, непарал-
лельных координатным осям или координатным плоскостям,
кроме указанных компонент, оцениваются также отклонения от
перпендикулярности координатных осей и неодинаковость чув-
ствительности ИГ в различных направлениях измерения в про-
странстве.
Для отдельных КИМ, в первую очередь крупногабаритных,
максимальное значение погрешности меньше, чем полученное по
формуле (6.3). Иногда используется только предельное значение
погрешности А на всей длине координатного перемещения вне
зависимости от измеряемой длины L.
Известны варианты представления основной характеристики
точности КИМ в виде погрешности измерения координатных пе-
ремещений. Однако такое представление отражает реальную по-
грешность измерения на КИМ менее объективно, чем погреш-
ность измерения длины. В этом случае не учитываются компо-
ненты погрешности измерения, свойственные ИГ.
Вследствие большого разнообразия конструкций, габаритных
размеров, областей применения, объектов измерения, комплекта-
ции, средств вычислительной техники, их периферийных уст-
ройств и ПМО разработка единых методов и средств поверки
КИМ составляет определенные трудности. В Советском Союзе
и за рубежом создаются стандарты, однозначно регламентирую-
щие методы и средства поверки КИМ. Уже имеются практиче-
ски устоявшиеся методики поверки КИМ, излагаемые в техни-
ческих условиях и методиках поверки. В СССР методики базиру-
254
ются на опыте поверки КИМ, накопленном Вильнюсским фи-
лиалом ЭНИМСа, ВНИИМС, МЦСМ, ВНИИизмерения, и пре-
дусматривают использование современных средств измерения
геометрических параметров и погрешностей перемещений.
Международной ассоциацией изготовителей КИМ СММА
(Coordinate Measuring Machine Manufacturers Association) раз-
работана спецификация точности КИМ [65], имеющая рекомен-
дационный характер и используемая рядом зарубежных фирм-
изготовителей и потребителей при испытании и приемке КИМ.
Спецификация предлагает минимальный объем поверок, пред-
ставляющих необходимые сведения о точности КИМ: поверку
отклонений от прямолинейности, перпендикулярности, поверку
погрешностей измерения координатных перемещений и погреш-
ностей измерения длины. В ней также оговорены условия по-
верки.
Аналогичные методы, но основанные на более подробных по-
верках, предусматривают рекомендации, разработанные специа-
листами ФРГ и используемые такими фирмами, как «Оптон»,
«Маузер» (Mauser, ФРГ).
Задачей поверки КИМ является определение погрешностей
ее параметров и пригодности для измерения определенных гео-
метрических размеров деталей. Указанными рекомендациями
предусматриваются и на практике используются два метода по-
верки— комплексный и поэлементный.
При комплексной поверке оцениваются все компоненты по-
грешностей КИМ, которые влияют на точность измерения гео-
метрических параметров применяемых образцов. Комплексная
поверка более оперативна, оценивает погрешности как сбора
информации, так и ее обработки и представления. Однако она
имеет ограниченный характер, так как выявляет только погреш-
ности, присущие измерению тех геометрических параметров, ко-
торые содержат образцы, используемые для поверки КИМ. Ог-
раниченность данного метода заключается в сложности изготов-
ления образцов, с помощью которых можно было бы поверить
КИМ в полном объеме ее метрологических возможностей, а так-
же в аттестации образцов. Как правило, в качестве образцов для
комплексной поверки КИМ используются высокоточные детали
простой формы, погрешности которых достоверно могут быть
аттестованы с помощью образцовых универсальных специальных
измерительных средств.
Поэлементная поверка необходима для оценки отдельных
элементарных погрешностей, связанных с конструкцией КИМ.
Данные об элементарных погрешностях могут быть использова-
ны для определения суммарной погрешности измерения более
широкой номенклатуры ГЭ, не связанных со средствами повер-
ки КИМ. Погрешности, обусловленные обработкой и представ-
255
Рис. 6 4. Расположение линий измерения
при поверке погрешности измерения
длины:
а — параллельно координатным осям; б — па-
раллельно координатным плоскостям; в — под
углами в пространстве а“4б°, 0-35°, 6—55°
лением результатов измерения,
при поэлементной поверке не вы-
являются.
Оба метода не исключают
один другого, а дополняют. При
выпуске из производства КИМ
поверяются обоими методами. В
период эксплуатации поэлемент-
ным методом КИМ поверяется
обычно 1—2 раза в год, а для
выявления причин потери точно-
сти проводится комплексная по-
верка с периодичностью от 1 до
4 раз в месяц. Конкретные дан-
ные о периодичности поверок
представляются изготовителем
КИМ.
Комплексная поверка КИМ
реализуется измерением на КИМ
в обычном режиме работы об-
разцовых деталей с аттестован-
ными размерами и другими гео-
параметрами на основе ПМО КИМ. Применяют-
плоскостные и пространственные образцовые де-
тали.
Практически всеми методиками и рекомендациями предус-
матривается поверка погрешностей измерения длины. Она осу-
ществляется измерением набора концевых мер разной длины, ус-
танавливаемых в блок параллельно. Измерения проводятся в оп-
ределенных направлениях и положениях блоков в пространстве
измерения КИМ, оговоренных в нормативно-технической доку-
ментации.
При поверке погрешностей измерения длины вдоль коорди-
натных осей блоки устанавливаются параллельно этим осям.
Для уменьшения объема поверочных операций рекомендуется
измерять концевые меры длины вдоль каждой оси в одном поло-
жении, располагая их, как показано на рис. 6.4, а (по методике,
разработанной специалистами ФРГ), или в центре пространства
измерения КИМ, т. е. для отдельных осей в средних положениях
других двух координатных перемещений [65]. Для исключения
погрешностей измерения, возникающих из-за несовпадения линии
256
измерения и линии расположения концевых мер, обязательно
уточняется положение каждой меры по боковым нерабочим или
рабочим поверхностям.
Длина концевых мер длины определяется из расчета, чтобы
шаг измерения не превышал 100 мм (методика, разработанная
Вильнюсским филиалом ЭНИМС) или ’Д диапазона измерения
(методика, разработанная специалистами ФРГ). Методикой [65]
рекомендуется использовать блок из трех мер, равных соответ-
ственно ,/з, */г и 3Д диапазона измерения, устанавливаемый по
середине диапазона. Максимальная длина концевой меры состав-
ляет 1 м, погрешность не должна превышать */s регламентиро-
ванной погрешности измерения длины на КИМ. Измерения про-
водятся с установкой ИГ без удлинителей с измерительными
наконечниками минимальной длины.
Отдельные методики рекомендуют делать от 3 до 10 повтор-
ных измерений. Погрешность измерения длины определяется
разностью результата измерения и фактического размера кон-
цевой меры. Для оценки результатов погрешности отдельных
измерений всех длин концевых мер в масштабе наносятся на
графике (рис. 6.5), на котором также нанесены линии, ограни-
чивающие допустимые погрешности согласно формуле (6.3). На
рисунке цифрами указано число повторяющихся результатов в
отдельных точках. Расположение реальной погрешности измере-
ния в поле допуска определяется с вероятностью р=0,95. Следо-
вательно, если более 5% результатов отдельных измерений пре-
вышают допустимые значения, машина признается не соответст-
вующей указанным нормам точности; если их меньше 5%, то в
тех точках, в которых результаты измерений превышают допу-
стимые значения, предлагается провести дополнительные изме-
рения. В любой точке 5% результатов основных и дополнитель-
ных измерений, общее число которых в одной точке равно 50, не
должно выходить за допустимые пределы. Следовательно, при
Рис. 6.5. Пример оценки результатов поверки погрешности измерения длинтт
257
Измерительная
мловка
Линий
измерения
Шариковая
опора
Роликовая
опора
Рис. 6.6. Ступенчатая концевая
мера длины для поверки КИМ
определении длины учитываются систематические и случайные
составляющие погрешности измерения.
Аналогично одномерной (параллельно координатным осям)
поверяются и оцениваются двумерные (параллельно координат-
ным плоскостям) и трехмерные (под углом к координатным
осям) погрешности измерения длины. Направления измерения
рекомендуетсявыбрать, как показано на рис. 6.4, бив.
Определенный выигрыш в производительности поверки за
счет однократного определения точного положения концевых мер
в пространстве достигается применением ступенчатых мер дли-
ны, образованных из отдельных концевых мер длины, смонтиро-
ванных в корпусе по одной линии (рис. 6.6). В данном случае
поверка погрешности измерения длины может быть реализована
имитированием измерения наружных и внутренних поверхностей
и оценкой погрешности, связанной с изменением направления из-
мерения. Поверка погрешности измерения длины может быть вы-
полнена строго вдоль одной линии.
Для поверки крупногабаритных КИМ можно использовать
специальное устройство (рис. 6.7), содержащее корпус, в кото-
ром посредством электромеханического привода перемещается
каретка, несущая деталь с двумя плоскими прецизионными по-
верхностями и отражатель лазерного интерферометра. На корпу-
се устройства также крепится лазерный интерферометр. При
поверке погрешности измерения длины каретка перемещается
с заданным шагом, имитируя ступенчатую концевую меру. По-
грешность измерения длины в отдельных точках определяется
разностью результатов измерения на КИМ изменяющегося рас-
стояния Li между плоскими рабочими поверхностями подвиж-
ной детали и ее перемещения, определенного с помощью лазер-
258
него интерферометра. Поверка может быть проведена в нужных
направлениях в пространстве измерения.
Обработка и оценка результатов поверки с помощью ступен-
чатых концевых мер длины и описанного устройства с лазерным
интерферометром идентична поверке посредством блока обыкно-
венных концевых мер длины.
Из числа плоских образцовых деталей наиболее простыми,
поддающимися аттестации с высокой точностью линейными из-
мерительными средствами и представляющими большой объем
информации о точности КИМ, являются кольцо (или диск) и
пластины с цилиндрическими или коническими гнездами, а так-
же с прикрепленными шарами, цилиндрами, конусами [71,82].
Предварительно аттестованные кольца с внутренними рабо-
чими поверхностями или диски с наружными рабочими поверх-
ностями устанавливаются параллельно отдельным координат-
ным плоскостям, затем производятся измерения положения цен-
тра, диаметра и отклонений формы. Анализируя по определенной
методике результаты измерений расположенных в разных поло-
жениях в пространстве колец или дисков разных диаметров
(рис. 6.8), можно выявить не только специфические погрешности
измерения окружности, но и погрешности ИГ, погрешности реа-
лизации прямоугольной системы координат (например, отклоне-
ния от взаимной перпендикулярности и прямолинейности коор-
динатных перемещений), погрешности измерительных систем,
нестабильность работы КИМ. Естественно, что полной информа-
ции о данных погрешностях такой метод не предоставляет. До-
Рис. 6.7. Устройство для поверки КИМ с лазерным интерферометром:
1 — лазерный интерферометр; 2. 7 — приводы; 3 — отражатель; 4 — ИГ; 5 — деталь; 6 —
каретка; 8 — корпус; 9 — шаровая опора; 10 — роликовая опора; 11 — стол КИМ
259
стоинством метода является простота и оперативность реализа-
ции.
Широко применяемые для комплексной поверки пластины
(рис. 6.9, а) с установленными на них конструктивными элемен-
тами, содержащими наружные или внутренние измеряемые по-
верхности различной формы (рис. 6.9, б), являются удобными
для определения погрешностей измерения расстояния между
отдельными поверхностями как вдоль отдельных осей, так и па-
раллельно координатным осям и под разным углом к ним. При
использо! ании таких пластин выявляется более полная, чем при
поверке с помощью колец или дисков, картина погрешностей от-
дельных конструктивных групп КИМ, так как информация со-
бирается в результате проведения измерений и внутри поверя-
емого диапазона.
Как последовательный шаг в отношении удобства примене-
ния, расширения объема и повышения достоверности получаемой
информации об источниках погрешностей КИМ следует рассмат-
ривать пространственные прямоугольные детали с установлен-
ными на их боковых сторонах элементами [70], аналогичными
рассмотренным на рис. 6.9. Основной проблемой применения та-
ких или других пространственных образцовых деталей является
сложность достоверной аттестации их точностных параметров.
Поэтому на практике чаще всего используются пространствен-
Отклонение от перпендику-
лярности осейУ и I
Рис. 6.8. Пример комплексной поверки
КИМ по образцовому кольцу:
1—4 — различные положения образцового коль-
ца в пространстве измерения
Рис. 6.9. Пластина и различные
устанавливаемые на ней элементы
для поверки КИМ
260
2
3
Рис. 6.11. Сборная деталь для
комплексной поверки КИМ, ис-
пользуемая фирмой «Оптон»
(ФРГ):
1 — корпус; 2 — сфера; 3 — мера дли-
ны; 4 — кольцо
Рис. 6.10. Пространственные образцо-
вые детали для поверки КИМ
ные детали сравнительно простой формы, которые с достаточно
высокой точностью можно аттестовать имеющимися у изготови-
телей и потребителей КИМ средствами. К таким пространствен-
ным деталям можно отнести шары, ступенчатые цилиндры, ко-
нусы больших размеров, пластины с шарами, расположенными
на разной высоте, пространственные фигуры, образованные из
стержней и шаров (рис. 6.10) [70]. Конкретные образцовые де-
тали выбирают с учетом решаемых с помощью поверяемой КИМ
метрологических задач, стремясь обеспечить максимальную ана-
логию элементов, по которым поверяется КИМ, элементам изме-
ряемых на КИМ деталей.
Для комплексной оперативной оценки точности КИМ приме-
няются также сборные детали, содержащие жесткий устойчивый
корпус, и смонтированные на нем с различной ориентацией в
пространстве образцовые детали простой формы — концевые ме-
ры длины, поверочные кольца, шары или кубы. В качестве при-
мера на рис. 6.11 представлена сборная образцовая деталь, ис-
пользуемая для комплексной поверки точности и функциониро-
вания КИМ при выпуске из производства фирмой «Оптон» [97].
Поэлементная поверка КИМ поверяет следующие нормы точ-
ности:
погрешность измерения координатных перемещений;
отклонение от прямолинейности координатных перемещений;
отклонение от взаимной перпендикулярности координатных
перемещений;
угловые колебания подвижных узлов координатных переме-
щений;
погрешности ИГ (ощупывания).
261
Поверка погрешностей измерения координатных перемеще-
ний производится по всем осям с помощью средств измерения ли-
нейных перемещений. Наиболее перспективным и широко ис-
пользуемым средством является лазерный интерферометр. Основ-
ными его достоинствами являются высокая точность, удобство
измерения в любых направлениях, возможность автоматизации
процесса поверки и обработки результатов измерения. Для этого
лазерный интерферометр используется в комплекте с подключа-
емой к нему ЭВМ с периферийными устройствами. К ЭВМ так-
же подключаются измерительные системы поверяемой КИМ.
Кроме лазерного интерферометра используются штриховые
меры длины и микроскопы или фотоэлектрические линейные из-
мерительные системы. Погрешность средств поверки не должна
превышать 1/3 поверяемой погрешности. Используемое измери-
тельное средство не должно деформировать подвижных узлов
КИМ, обеспечивать необходимый для отсчета его показаний до-
ступ, а при автоматизированной поверке—автоматический вы-
вод данных на ЭВМ. Для автоматического управления и обра-
ботки данных поверки при наличии соответствующих интерфей-
сов может быть использована ЭВМ, входящая в состав КИМ, и
ее базовое ПМО.
Погрешность измерения координатного перемещения в отдель-
ных точках определяется разностью показаний измерительной
системы КИМ и образцового средства, используемого для повер-
ки вдоль всех трех координатных осей. Измерения проводятся: по
одной линии, расположенной посередине диапазонов остальных
двух координатных перемещений [65]; в снаиболее неблагоприят-
ном> положении линии измерения, которое не обязательно явля-
ется максимально отдаленным от соответствующей измеритель-
ной системы; в положении линии измерения, характерной для оп-
ределенных метрологических задач. Отклонение от параллельно-
сти координатного перемещения и линии измерения не должно
превышать 2".
Измерения погрешности вдоль каждой линии проводятся в
11—20 точках или с шагом, равным 0,1 диапазона измерения,
вдоль соответствующей оси 1—5 раз в обоих направлениях. Для
оценки результаты измерения погрешностей Ад в отдельных точ-
ках представляются графически в определенном масштабе на
всей длине измерения (рис. 6.12, а).
Погрешность D измерения координатных перемещений нор-
мируется в виде линейной зависимости
D=E^-CL, (6.4)
где Е и С — постоянные коэффициенты.
Результаты поверки оцениваются с помощью шаблона, пред-
ставленного на рис. 6.12, б. При этом шаблон перемещается па-
раллельно оси, относительно которой отложены погрешности из-
262
Рис. 6.12, Оценка результатов поверки погрешности измерения координатных
перемещений:
а —с помощью шаблона; б —шаблон с двойным начальным значением £; в —шаблон
< единичным начальным значением £; £ —предельное значение погрешности измере-
ния координатного перемещения
мерения координатных перемещений во всех точках всех повтор-
ных измерений, как показано на рис. 6.12, а. На всем диапазоне
перемещений за пределы шаблона должно выходить не более
5% результатов отдельных измерений. Методикой, изложенной
в рекомендациях специалистов ФРГ, данная погрешность регла-
ментируется более жестко, и ее предлагается оценивать по шаб-
лону, представленному на рис. 6.12, в.
Кроме наиболее широко используемого метода нормирования
в соответствии с формулой (6.4), погрешность измерения коор-
динатных перемещений допускается представлять также шири-
ной F зоны погрешностей во всем диапазоне измерения, которая
включает систематические и случайные составляющие [65] (рис.
6-13).
Для выявления короткопериодических составляющих погреш-
ности D предлагается шаг отсчета брать неодинаковой длины во
всем диапазоне измерения.
Рис. 6.13. Оценка погрешно-
сти измерения координатных
перемещений шириной эоны
263
Поверка отклонений от прямолинейности кординатных пере-
мещений производится вдоль каждой оси в совпадающих с ли-
нией измерения двух плоскостях, перпендикулярных между со-
бой и параллельных двум координатным осям. Для ее реализа-
ции используется лазерный интерферометр, оснащенный специ-
альной призмой, в комплекте с ЭВМ и ее периферийными уст-
ройствами. Применяются также образцовые меры прямолиней-
ности (металлические и изготовленные из твердокаменных по-
род линейка, брус, угольник) совместно с преобразователями ма-
лых линейных перемещений и соответствующими устройствами
обработки и представления результатов поверки. Для измерения
отклонений от прямолинейности по образцовой мере могут быть
использованы ИГ, ЭВМ с периферийными устройствами и ПМО,
входящие в комплект поверяемой КИМ.
Поверка проводится в крайних положениях диапазона изме-
рения по горизонтальным осям на высоте 100 мм от поверхности
стола (65], в центре измерительного пространства КИМ или в
других направлениях, указываемых в нормативной документации
изготовителя. Отсчет погрешностей проводится в определенном
числе точек или непрерывно во всем диапазоне перемещений.
Число точек выбирается не менее 10 или таким, чтобы шаг от-
счета был бы равным 0,1 диапазона перемещения вдоль опреде-
ленных координат. Выполняют от одного до трех повторных из-
мерений в прямом и обратном направлениях. При точечном от-
счете шаг рекомендуется брать разным по всей длине измерения.
Отклонение от прямолинейности А перемещения определяет-
ся шириной зоны — минимальным расстоянием между парал-
лельными линиями, между которыми располагаются результа-
ты измерения отклонений всех повторных измерений во всем ди-
апазоне перемещений (рис. 6.14).
Поверка отклонений от взаимной перпендикулярности коор-
динатных перемещений осуществляется для всех трех осей. При
этом используются: лазерный интерферометр с оптиче-
ским угольником, оснащенный ЭВМ с периферийными устройст-
вами; угольник с измерительной системой малых линейных пе-
ремещений и устройствами обработки и представления дан-
Рис. 6.14. Оценка отклонений от прямолинейности координатных перемеще-
ний по оси X
264
Рис. 6.15. Оценка отклоне- у
ний от взаимной перпенди-
кулярности по осям X и У:
а — по средней линии; б — по
«зоне»; 1,2 — средние линии ре-
зультатов поверкн отклонений
от прямолинейности соответст-
венно по осям Y и X; 3, 4—
прямые, определяющие «зону»
отклонения от прямолинейности
соответственно по осям Y и X
ных; автоколлиматор с многогранной призмой. Отклонение от
взаимной перпендикулярности В координатных перемещений, по
осям х и у определяется формулой Bxy = Q—(л/2+AQn),
где Q — отклонение от взаимной перпендикулярности базовых
линий (рис. 6.15); Дфуу — отклонение от взаимной перпендикуляр-
ности сторон угольника.
Оценка выполняется в угловых единицах по отклонению от
взаимной перпендикулярности средних линий (рис. 6.15, а) или
линий, определяющих «зону» [65] (рис. 6.15, б) отклонений от
прямолинейности координатных перемещений вдоль соответству-
ющих осей. Измерения проводятся в направлениях, идентичных
направлениям поверки отклонений от прямолинейности вдоль
отдельных осей. Для оценки отклонений от взаимной перпенди-
кулярности координатных перемещений допускается измерения
вдоль отдельных осей проводить на длине, равной половине диа-
пазона перемещения, а для больших КИМ — на длине 1 м.
Поверка* угловых колебаний узлов координатных перемеще-
ний производится по всем трем координатным осям в трех вза-
имно перпендикулярных плоскостях, параллельных координат-
ным плоскостям. Две плоскости проходят через линию измере-
ния, третья перпендикулярна данной линии. Для поверки угло-
вых колебаний в плоскостях, проходящих через линию измере-
ния, используются автоколлиматор с зеркалом, лазерный интер-
ферометр, электронный уровень (только в вертикальной плоско-
сти), образцовая мера прямолинейности и две измерительные
системы малых линейных перемещений, устанавливаемые на оп-
ределенном расстоянии между собой. Для поверки в плоскости,
перпендикулярной направлению измерения, используются плита
с двумя расположенными на определенном расстоянии парал-
лельными плоскими поверхностями и две измерительные систе-
мы малых линейных перемещений, а также электронный уровень
(только в вертикальной плоскости). Для повышения точности по-
верки используются два уровня, подключаемых дифференциаль-
но. Один устанавливается на подвижном узле, угловые колеба-
ния которого поверяются, второй — на основании для исключе-
ния влияния его угловых колебаний. Поверка проводится в на-
9—183 265
Рис. 6.16. Оценка угло-
вых колебаний узла,
подвижного по оси X
правлениях, расположенных примерно в середине зоны изме-
рения КИМ. Делается от одного до трех измерений в прямом и
обратном направлениях. Отсчеты производятся в отдельных точ-
ках, число которых должно быть не менее 10, или непрерывно во
всем диапазоне перемещения. Результат поверки Д<р определя-
ется разностью максимального и минимального отклонений всех
измерений (рис. 6.16). При измерении двумя измерительными
системами малых линейных перемещений по образцовой мере
прямолинейности или плите угловые колебания определяются
делением разности показаний на расстояние между ними.
Поверка погрешностей ИГ включает оценку трехмерной, дву-
мерной и одномерной погрешности измерения. Не все норма-
тивные документы и рекомендации предусматривают поверку
данной погрешности, хотя степень влияния данных погрешностей
идентична другим, рассмотренным выше погрешностям.
Трехмерную погрешность измерения рекомендуется поверять
измерением шара диаметром 20—30 мм в 50 точках, равномерно
расположенных в полусфере, при подведении ИН по нормали к
поверхности. Вычисляется средняя сфера, ее центр и расстояние
отдельных измеренных точек от центра средней окружности.
Трехмерная погрешность определяется разностью расстояния то-
чек от центра средней сферы и радиусом средней сферы.
Двумерная погрешность ощупывания поверяется измерением
50 точек, равномерно расположенных по окружности на образ-
цовом кольце. Результат поверки определяется разностью рас-
стояния отдельных точек от центра средней окружности, рассчи-
танной по измеренным 50 точкам, и радиусом средней окруж-
ности. Погрешности формы сферы и кольца не должны превы-
шать 0,2 допустимых трехмерной и двумерной погрешно-
стей ИГ.
Одномерная погрешность определяется измерением концевой
меры небольшой длины в 50 точках. Результат поверки опреде-
ляется разностью отдельных и средних значений длины.
Не менее 95% результатов измерения отдельных точек каж-
дой поверки должны находиться в заданных пределах. Если
специально не оговорено, поверка должна проводиться с раз-
личными ИН, входящими в комплект КИМ.
ПРИМЕНЕНИЕ КИМ
7.1. ОБЛАСТИ РАЦИОНАЛЬНОГО ПРИМЕНЕНИЯ КИМ
Современные КИМ являются универсальным и довольно гиб-
ким средством контроля деталей в машиностроении и приборо-
строении для обслуживания единичного и мелкосерийного произ-
водств.
На современной КИМ можно измерить практически любые
сложные поверхности и детали в целом, что до появления КИМ
не всегда было возможно. Отличительной чертой КИМ является
объективность контроля. Выдаваемый КИМ протокол результа-
тов измерения повышает ответственность производственного пер-
сонала за выпуск качественной продукции.
Одним из основных достоинств КИМ является то, что на ней
концентрируются операции контроля. На современных КИМ с
одной установки детали можно измерить все контролируемые
ГЭ и размеры с пяти ее сторон. Это свойство значительно повы-
шает производительность и оперативность контроля, так как ис-
ключается время на транспортирование детали, выжидание меж-
ду контрольными операциями, переустановку и выверку на раз-
ных приборах.
Использование КИМ на производстве значительно повышает
уровень метрологического обеспечения предприятия; с примене-
нием КИМ отпадает необходимость изготовления значительного
количества специальной измерительной оснастки. Это очень важ-
но при модернизации и обновлении продукции. КИМ дают воз-
можность ускорить подготовку производства нового изделия, спо-
собствуют повышению качества опытных образцов и опытных
партий изделий.
В мировом парке оборудования в настоящее время уже име-
ется несколько десятков тысяч КИМ разного уровня автоматиза-
ции. В 1980 г. в объеме всего оборудования ФРГ КИМ с ручным
управлением составляли 58% [по данным фирмы «Комег» (Ко-
meg, ФРГ)]. В последнее время выпуск КИМ с ручным приводом
уменьшается, увеличивается доля автоматизированных КИМ с
управлением от ЭВМ. На ведущих фирмах ФРГ, таких, как «Оп-
тон», «Маузер», «Лейтц» и других, производятся лишь КИМ с
8*
267
По данным фирмы «Комег», наиболее активными потреби-
телями КИМ в ФРГ являются предприятия автомобильной про-
мышленности. На крупных фирмах этой отрасли используются
до 40 КИМ. Эти машины применяются в подразделениях, созда-
ющих новые конструкции автомобилей и их узлов, в подразде-
лениях подготовки производства, экспериментальных цехах. Для
контроля деталей на потоке крупносерийного и массового про-
изводства КИМ практически не применяются, а используются
специальные средства контроля — автоматы, измеряющие сразу
много точек, по своей производительности соответствующие про-
изводительности потока.
На предприятиях машиностроения нашей страны наиболее
популярны КИМ фирм ДЕА, «Оливетти», «Оптон», «Маузер». На
Ивановском станкостроительном производственном объединении
разработана программа метрологического перевооружения с пе-
реводом всех операций контроля исключительно на КИМ. Не-
сколько КИМ на этом объединении уже эксплуатируются.
Они установлены в специальных кабинах в технологических по-
токах.
В настоящее время в большинстве случаев КИМ используют-
ся как универсальное измерительное средство, установленное в
лабораторном помещении для обслуживания небольшого-пред-
приятия или цеха крупного предприятия. На КИМ контролиру-
ется определенная группа ответственных и довольно сложных
деталей. Детали устанавливаются на стол КИМ и снимаются с
него вручную или с помощью подъемных механизмов. При кон-
троле партии деталей для удобства расположения и закрепления
поверяемых деталей на столе КИМ устанавливают базирующие
и зажимные приспособления. На поверяемые детали обычно за-
ранее разрабатывают программы управления КИМ и обработки
результатов измерения. Программы могут составляться и непо-
средственно на КИМ, если в ПМО имеется диалоговый режим.
По выданному КИМ протоколу решается вопрос о пригодно-
сти детали по ее точностным параметрам. Этот протокол может
служить аттестатом качества детали.
Таким же образом КИМ используются на Вильнюсском стан-
костроительном заводе «Комунарас». Здесь контролируются не-
большие корпусные детали станков, детали технологической ос-
настки.
На Вильнюсском заводе счетных машин Литовского ПО «Сиг-
ма» проводится стопроцентный контроль корпусных деталей пе-
риферийных устройств ЭВМ, в которых имеется множество от-
верстий с разными допусками на межцентровые расстояния. Эти
детали до применения КИМ контролировались неполностью.
КИМ удобно использовать при наладке станков с ЧПУ, об-
рабатывающих центров и модулей, автоматических линий. На
КИМ оперативно определяются фактические размеры детали
268
после выполненной технологической операции или обработанной
полностью детали. Полученные результаты измерения исполь-
зуются для подналадки инструментов или корректировки управ-
ляющей программы.
Для более рационального использования возможностей авто-
матизированной КИМ автоматизируются также операции по-
грузки-разгрузки и хранения измеряемых деталей. Создаются
роботизированные измерительные комплексы, измерительные мо-
дули и др.
Фирма «Оптон» для своих нужд на базе высокопрецизионной
КИМ мод. UMM 500 построила роботизированный измеритель-
ный комплекс для аттестации калибров-пробок и колец [77]. Этот
комплекс после ручной загрузки поверяемыми калибрами пово-
ротного стеллажа в дальнейшем работает по безлюдной техно-
логии За смену, в том числе и ночную, аттестуются до 150 калиб-
ров. Преимущество такой системы — исключение монотонной
ручной работы, повышение достоверности результатов контроля,
повышение оперативности контроля.
Фирма «Комег» на базе измерительных центров фирм «Оп-
тон», «Маузер» и «Империал Прима» (Imperial Prima, Италия)
построила гибкий измерительный модуль мод. FSK—Р. Он пред-
назначен для проведения контроля корпусных деталей по безлюд-
ной технологии.
Измерительный модуль FSK-Р (рис. 7.1) содержит: КИМ,
имеющую возможность автоматически менять измерительные на-
конечники; стеллаж для запаса поверяемых деталей, обслужи-
ваемый манипулятором; устройства приема на КИМ деталей.
Рис. 7.1. Гибкий измерительный модуль FKS-P фирмы «Комег»
269
Детали опознаются по коду, нанесенному на паллете. КИМ уп-
равляется автономной системой управления. Для общего управ-
ления модулем применено специальное устройство, построенное
на базе микропроцессорной техники.
В такой измерительной системе могут быть использованы до
четырех КИМ (рис. 7.2). Это уже гибкая измерительная лабора-
тория. Центральная ЭВМ управляет этой измерительной лабо-
раторией, ведет статистическую обработку результатов измере-
ния партии деталей. Встройка КИМ в ГПС и использование ее
для обеспечения качества продукции выдвигает новые задачи
для КИМ. Она должна работать в цеховых условиях, работать
по безлюдной технологии, иметь связь с ЭВМ высшего ранга.
Технические проблемы встройки КИМ в ГПС, а также и пробле-
мы использования информации, полученной от КИМ, для под-
держания стабильного технологического процесса в настоящее
время решены лишь частично.
7.2. ОСНОВНЫЕ КРИТЕРИИ ВЫБОРА КИМ
КИМ, хотя и является дорогостоящим оборудованием, при-
носит большую пользу предприятию, так как повышает качест-
во продукции и снижает трудоемкость контрольных операций.
Эффективность применяемой КИМ зависит не только от ее функ-
циональных возможностей, но в основном от соответствия ее ре-
шаемым задачам, т. е. от правильности выбора КИМ для кон-
кретного производства, а также от создания комплекса условий
ее обслуживания и применения.
Для нормальной эксплуатации прецизионных КИМ необхо-
димо иметь лабораторные термоконстантные и желательно обес-
пыленные помещения. Последнее требование связано с тем, что
в комплект КИМ входит мини- или микроЭВМ, среди внешних
устройств которых имеется магнитная память на гибких дисках.
В связи с этим прецизионные КИМ должны быть отделены от
технологического потока. Имеются случаи, когда КИМ устанав-
ливают непосредственно в цехе, но в специальной термостатиро-
ванной и обеспыленной кабине.
Для ухода за довольно сложными техническими средствами
УВК КИМ требуется квалифицированный обслуживающий пер-
сонал, имеющий специальную подготовку. Так как на большин-
стве предприятий машиностроения и приборостроения эксплуа-
тируются участки из станков ЧПУ, подготовка обслуживающе-
го персонала по внедрению КИМ на этих предприятиях не долж-
на составить больших трудностей. Кроме того, производители
КИМ до поставки машин заказчику производят специальное
обучение инженеров-электроников, механиков и метрологов-про-
граммистов.
270
8
Рнс. 7.2. Гибкая измерительная
система фирмы <Комег>, по-
строенная на базе КИМ фирмы
«Оптой»:
1 — система управления: 2 — место
погрузки и разгрузки деталей; 3 —
автоматический погрузчик; 4 — уст-
ройство установки и съема деталей;
5 —УВК КИМ; 6 - КИМ; 7 — дета-
ли на паллетах; в —склад
Сервисное обслуживание КИМ и их ремонт — вопрос, кото-
рый еще надо решить. Отсутствие системы сервиса влечет за со-
бой иногда длительные простои КИМ.
Важным мероприятием является и уточнение ранее разрабо-
танной конструкторской документации на контролируемые дета-
ли для приведения ее в соответствие с требованиями, связан-
ными с разработкой программ измерения на КИМ, и получения
достоверных результатов измерения. Это должно учитываться и
при разработке новых чертежей. Указание размеров в чертежах
на ГЭ и их взаимное расположение должно строго соответство-
вать правилам, определенным государственными стандартами.
В чертеже должна быть полностью определена метрологическая
задача, т. е. правильно выбран комплект баз для определения
параметров взаимного расположения ГЭ.
ПМО для КИМ должно разрабатываться в соответствии с
метрологическими определениями геометрических параметров и
их отклонений согласно ГОСТ.
Для конкретного потребителя КИМ выбирается по техничес-
ким критериям, с последующим определением экономической
эффективности и срока окупаемости КИМ.
При выборе КИМ необходимо изучить чертежи намеченных к
контролю деталей. Анализируются наибольшие размеры, конфи-
гурация деталей, наиболее сложные метрологические задачи,
точностные требования, выясняется тип производства. Ниже
приведены рекомендации к методике выбора КИМ по техниче-
ским критериям.
Параметры деталей, подлежащих из-
мерению:
Максимальные размеры.............
Конфигурация.....................
Метрологические задачи...........
Геометрическая точность..........
Тип производства ................
Выбираемые параметры и характе-
ристики КИМ:
Предельные значения координатных
перемещений
Компоновка КИМ, необходимость на-
личия поворотного стола
Тип ИГ; число, размеры и форма из-
мерительных наконечников и состав
ПМО
Допустимая погрешность КИМ и ус-
ловия эксплуатации ее на предприя-
тии
Необходимый уровень автоматизации
КИМ и состав периферийного обору-
дования
Дадим более подробный анализ выбора отдельных парамет-
ров КИМ. При определении необходимых координатных переме-
щений КИМ кроме габаритных размеров деталей учитываются
также и длины измерительных наконечников. Это становится
особенно существенным, когда надо измерять глубокие отвер-
стия.
272
По конфигурации деталей выбирают наиболее подходящую
компоновку КИМ. При этом необходимо учитывать и точность
деталей, так как КИМ. разных компоновок имеют и разную точ-
ность. Наивысшую точность обычно имеют КИМ портальной
компоновки, но на них измеряются невысокие детали. Для конт-
роля высоких деталей целесообразно использовать КИМ стоеч-
ной компоновки. Если в деталях имеются глубокие горизонталь-
ные отверстия, КИМ должна иметь горизонтальную пиноль. Ес-
ли отверстия на деталях расположены под разными углами, то
для их контроля КИМ обязательно должна комплектоваться по-
воротным столом.
При выборе КИМ необходимо наряду с типом ИГ определить
и нужный комплект измерительных наконечников. Для измере-
ния простых ГЭ деталей и их взаимного расположения можно
ограничиться нулевой головкой (головкой касания). Для изме-
рения сложных плоских и пространственных поверхностей ме-
тодом непрерывного слежения КИМ необходимо комплектовать
головкой отклонения. Подробно анализируя метрологические за-
дачи по чертежам деталей, определяют минимальные и макси-
мальные длины измерительных наконечников, минимальный диа-
метр контактирующего шарика, максимальное число одновре-
менно используемых измерительных наконечников.
По допускам на номинальные размеры деталей определяет-
ся предельно допустимая погрешность КИМ, обычно выражае-
мая соотношением, приведенным в гл. 6.
Рассчитав эту погрешность на длину размеров деталей, ко-
торые имеют минимальные допуски, определяется пригодность
КИМ по точности. Согласно ГОСТ 8.051—81 погрешность КИМ
ориентировочно должна составить не более 30% от допусков на
размеры деталей.
Для нормальной работы прецизионных КИМ вводятся огра-
ничения по колебанию температуры для помещения, в которой
эксплуатируется КИМ. Например, для КИМ мод. ВЕ-200А, по-
грешность которой определяется выражением 3-|-Е-10_3, огово-
рен следующий температурный режим: температура окружаю-
щей среды 20°С±0,5°С, допускаемое изменение температуры в
течение 0,5 ч — не более 0,1°С, разность температуры в двух точ-
ках не должна превышать 0,2°С. Данные по температурному ре-
жиму обычно даются в рекламных проспектах на КИМ.
Для контроля деталей мелкосерийного и серийного производ-
ства всегда более целесообразно использовать КИМ с ЧПУ, име-
ющей режим оперативного программирования и самообучения.
В режиме самообучения на этих машинах можно измерить и еди-
ничные детали. Поэтому КИМ с ЧПУ можно считать самыми
перспективными для применения. Если детали неточные и про-
изводство единичное, то выгодно использовать КИМ с ручным
273
приводом, так как они проще в эксплуатации и намного де-
шевле.
При обслуживании гибкого, производства КИМ должна рабо-
тать по безлюдной технологии. Все процессы, связанные с за-
грузкой и выгрузкой детали, закрепленной на палете, смена изме-
рительных наконечников должны производиться автоматически.
Автоматически выбирается программа управления КИМ и об-
работки результатов измерения. ЭВМ, имеющаяся в комплекте
КИМ, должна иметь связь с ЭВМ высшего ранга.
Если на предприятии намечено использовать несколько КИМ,
то желательно, чтобы они были сходными по своим техническим
средствам и программному обеспечению. В таком случае их об-
служивание будет легче.
Экономический эффект применения КИМ и срок окупаемости
затрат определяются по экономическим критериям по методике
расчета экономической эффективности применения средств но-
вой техники (ОСТ 2 НО7-1—84). При этом учитывается, что
КИМ дает возможность:
сократить цикл и расходы на метрологическую подготовку
производства;
сократить длительность производственного цикла изготовле-
ния деталей и уменьшить объем незавершенного производства;
производительность контроля с применением КИМ увеличивает-
ся до нескольких десятков раз;
увеличить коэффициент загрузки оборудования за счет гиб-
кости КИМ и концентрации операций контроля, так как исклю-
чается необходимость переналаживания контрольного оборудо-
вания и ожидание результатов измерения;
повысить надежность контроля.
7.3. ИЗМЕРИТЕЛЬНЫЕ РОБОТЫ
Измерительные роботы — автоматические измерительные уст-
ройства, отличающиеся хорошими манипуляционными свойства-
ми, высокими скоростями перемещений и измерений.
На рис. 7.3 показан в качестве примера измерительный робот
фирмы «Бендикс» (Bendix, США) (Пат. 4240205 США, МКИ
G01B 5/02), сочетающий высокие манипуляционные свойства ро-
бота «Скара» (Япония) и хорошие точностные характеристики
Измерительные роботы как разновидность промышленных ро-
ботов появились вслед за КИМ. Их появление обусловлено тем,
что современное развитие машиностроения, особенно гибких
автоматизированных производств, ставит перед автоматизацией
процессов контроля новые задачи. Так, применение КИМ в ГПС
требует от них резкого увеличения быстродействия, а при изме-
рении сложных деталей (закрытых полостей сложной формы)
274
наряду с увеличением быстро-
действия требуются высокие
манипуляционные свойства.
Указанными свойствами об-
ладают современные промыш-
ленные роботы. Так, сборочные
роботы имеют высокие быстро-
действие и хорошую точность
[«Прагма» ( Pragma, Ита-
лия)], а роботы антропоморф-
ной конструкции [«Пума»
(Рита, США); «АСЕА» (ASEA,
Швеция); ТУР-10, СССР] име-
ют высокие манипуляционные
свойства. Идеи, получившие
Рис. 7.3. Измерительный робот фир-
мы «Бендикс»:
развитие В Промышленных ро- 1 — колонна; 2 — противовес, 3 — плечо; 4 —
5 __ _ 4 — предплечье: 5 — пиноль; 6 — датчик ра-
ботах, ИСПОЛЬЗУЮТСЯ В измсри- диальиых перемещений (ленточный); 7 —
тельных роботах, в которых иг
высокие манипуляционные
свойства и быстродействие, присущие промышленным роботам,
сочетаются с точностными и информационными характеристика-
ми КИМ. В настоящее время уже насчитывается более десятка
моделей измерительных роботов, серийно изготовляемых про-
мышленностью и различающихся по назначению, принципу дей-
ствия, конструкции, точности и уровню автоматизации.
В п. 1.2 приведены элементы классификации КИМ по призна-
кам, определяющим их функциональные возможности. Анало-
гичный подход применим к измерительным роботам. На рис. 7.4
показана классификационная схема, иллюстрирующая разбие-
ние всего множества измерительных роботов на группы в соот-
ветствии с двумя признаками:
методом измерения, реализуемым в измерительном роботе;
принципом управления движением захватного устройства, не-
сущего ИГ.
Приведенная классификация позволяет упорядочить постро-
ение различных измерительных роботов.
В развитии измерительных роботов можно выделить три на-
правления [44]:
создание измерительных роботов антропоморфной конструк-
ции с хорошими манипуляционными свойствами, а также приме-
нение универсальных промышленных роботов, оснащенных ИГ;
создание простых по конструкции измерительных роботов с
ортогональными направляющими (такие роботы хотя и не обла-
дают высокими манипуляционными свойствами антропоморфных
роботов, однако позволяют производительно измерять сложные
детали путем одновременной работы нескольких роботов в одной
измерительной установке);
275
ьо
CD
_________________________________Методы измерения
Дифференциальный метод Нулевой метод метод противопоставления
При wK-дя снимаются показания S \При Хг~0 снимаются показания Хк |/7/и/ t”t0 одновременно снимаются
Рис. 7.4. Классификация измерительных роботов:
Л — измеряемый размер; — номинальный размер; б—отклонение размера от номинала; б£ — отклонение в i-fl точке;
*г< уг' zr —сигналы измерительной головки; Хк, Ук, ZK — координаты корпуса головки (текущие показания датчиков пе^
ремещений измерительного робота); Хо. Уо. 20 — исходная информация о номинальной поверхности; Xit Yt, 2. — информация
об измеряемой поверхности в l-Й точке
Рис. 7.5. Промышленный робот фирмы АСЕА,
оснащенный ИГО с выходом по радиоканалу
создание измерительных роботов
традиционных компоновок КИМ с по-
вышенными манипуляционными свой-
ствами путем наращивания числа уп-
равляемых координат до 5—6 (напри-
мер, встраиванием управляемых по не-
скольким координатам ИГ).
Ниже рассмотрены характерные
примеры измерительных роботов ука-
занных трех основных направлений их
развития.
Фирма «АСЕА» оснастила универ-
сальный промышленный робот IRb6
электромеханической ИГО с передачей
информации по радиоканалу фирмы
«ЛК Тул» (LK Tool, Англия), а в по-
следнее время — оптоэлектронной го-
ловкой (рис. 7.5). Универсальный промышленный робот при ос
нащении ИГО позволяет проводить координатные измерения,
реализуя дифференциальный метод сравнения с мерой. Точность
измерений при этом ограничивается случайной составляющей
погрешности позиционирования (повторяемостью) промышлен-
ного робота, которая для IRb6 составляет ±0,2 мм, а для
IRb60— ±0,4 мм. Влияние систематических погрешностей пози-
ционирования на точность координатных измерений устраняет-
ся процедурой калибровки, которая состоит в следующем. Пред-
варительно измеряется образцовая деталь, и результаты измере-
ний запоминаются в системе управления роботом. В дальней-
шем, когда контролируются изготовляемые детали, отклонения
обработанных поверхностей отсчитываются относительно этих
результатов измерений.
Для измерения сложных поверхностей, к которым не предъ-
являются повышенные требования к точности измерений (тру-
бопроводы сложной пространственной конфигурации, корпуса ав-
томобилей, пресс-формы в обувной промышленности, скульпту-
ры и др.), эффективными являются измерительные роботы антро-
поморфной схемы. Характерным примером такой конструкции
является измерительный робот (рис. 7.6) с семью степенями по-
движности, выполненный в виде легкой трубчатой конструкции
[31]. Отличительными особенностями этих измерительных робо-
тов являются высокие манипуляционные возможности и большое
рабочее пространство при относительно небольших размерах кон-
струкции.
277
Рис. 7.6. Измерительный робот антропоморфной конструкции с семью степе-
нями подвижности:
а — принципиальная схема; б — конструкция
Фирма ДЕА создала простой по конструкции измерительный
робот «БРАВО» (рис. 7.7), оснащенный ИГН и позволяющий
проводить координатные измерения нулевым методом сравнения
с мерой.
По конструкции измерительный робот «БРАВО» аналогичен
сборочному роботу «ПРАГМА» с его высоким быстродействием
и хорошими точностными возможностями. Измерительный робот
«БРАВО» имеет ортогональную систему координат, оснащен ИГН
Рис. 7.7. Измерительный робот мод.
«БРАВО»
Рис. 7.8. Принципиальная схема конт-
роля корпуса автомобиля на герме-
тичность с использованием промыш-
ленного робота:
1 — корпус автомобиля; 2 — датчик нали-
чия гелия; 3— робот; 4 — печатающее уст-
ройство; 5 — дисплей; 6— конвейер; 7 —
датчик
278
мод. TF-6 и имеет микропроцессор Intel 8085 для управления при-
водами робота и ЭВМ мод. PDP 11/23 для согласования движе-
ний захватного устройства по всем кординатам и для обработки
результатов измерений. Точность позиционирования для «БРАВО
АА/НА» по каждой из трех координат (аэростатические направ-
ляющие) составляет ±(5-|-Г (мм)/125) мкм. Движение захват-
ного устройства в режиме «ускоренный ход» проводится на ско-
рости 33 м/мин; при этом допускается максимальное ускорение
до 3 м/с2, а измерения проводятся на скорости движения захват-
ного устройства 5 м/мин.
Основной областью применения измерительных роботов ти-
па «БРАВО» является крупносерийное производство в условиях
ГПС.
Измерительные роботы традиционной для промышленных
роботов компоновки обладают хорошими манипуляционными
возможностями при невысокой точности измерений. Это обсто-
ятельство не позволяет расширить область применения измери-
тельных роботов на измерение высокоточных деталей сложной
формы. Для этих целей в настоящее время применяют КИМ, до-
полнительно оснащаемые управляемыми поворотными головка-
ми, на которые устанавливаются обычные ИГ. Общее число сте-
пеней подвижности КИМ увеличивается до 5—6, т. е. КИМ, по
сути, превращается в измерительный робот: относительное пере-
мещение измеряемой детали и ИГ осуществляется за счет при-
водов КИМ (три-четыре координаты), а ориентация в прост-
ранстве измерительного наконечника — за счет приводов голов-
ки (две координаты). Характерным примером является четырех-
координатная КИМ мод. «Макси Чек» фирмЬ! «ЛК Тул» [100],
оснащенная ИГ мод. РН9 фирмы «Ренишоу». Головка имеет
возможность поворачиваться вокруг двух взаимно перпендику-
лярных осей и управляется от GNC. Такая КИМ, например, ис-
пользуется для измерения лопаток турбинного колеса фирмы
«Лукас Аероспека» (Lucas Aerospeca, Англия).
Поворот головки вокруг каждой оси осуществляется дискрет-
но, шагами по 7,5°. Диапазон поворота ИГ вокруг вертикальной
оси составляет ±180°, вокруг горизонтальной оси от 0 до 105°.
Перед началом измерений ИГ калибруется при каждой требу-
емой ориентации, что обеспечивает точность ее работы ±0,5 мкм.
В машиностроении наряду с контролем линейных и угловых
размеров деталей требуется контролировать детали и узлы ма-
шин по параметрам шероховатости, твердости, дефектным по-
лостям материала, толщине немагнитных покрытий и др. Для
этих целей создан ряд робототехнических контрольно-измери-
тельных комплексов (НИИ интроскопии МНПО «Спектр»), в ко-
торых промышленный робот либо несет в захватном устройстве
преобразователь (датчик) контрольно-измерительного прибора,
взаимодействующий с контролируемым объектом, либо перено-
279
Измерительные роботы
Таблица 7.1
Тнп (диапазон измерения, мм) Фирма, страна Компоновка, число степеней подвижности Измеритель- ная головка Скорости, м/мнн, уско- ренных пере- мещений Дискрет- ность датчиков перемеще- ний, мкм Погрешность, мкм Дополнительные возможности
измерения
«БРАВО АА/НА» (2500X300X300) DEA (Италия) С ортогональными направляющими, трехстепенная Нулевая 33 5 2 / £(мм)\ Ч5+ 125 ) —
PAG HP 334 (650X420X350) Imperial Prima (Италия) С ортогональными направляющими и поворотным сто- лом на одной из кареток, четырех- степенная Нулевая 20 3 1 1 м ± (f) £ 12о) Автоматическая смена ИГ
АМТ Seiv С ортогональными Нулевая, 20 1 ИГ поворотная
(1300X300X300) (Франция) направляющими, трехстепенная поворотная, управляе- мая 3 в двух плоско- стях
MIC Mitutoyo (Япония) С ортогональными направляющими и поворотным сто- лом на одной из кареток, четырех- степенная Нулевая Нет свел. 1 ± (2 + —) 100/ Автоматическая смена ИГ
«МЕТРЕ ФОУР» LK Tool (Англия) С ортогональными направляющими и отдельным пово- ротным столом, че- ты рехстепеиная Нулевая 7 3 1 ±5
IRb-60 ASEA (Швеция) Шарнирно-стерж- невая, шестисте- пенная Отклонения, трехкомпо- нентная 60 0 Нет свел. 500 Бесконтактная оптическая ИГ
сит измеряемый объект в контрольно-измерительное устройство.
Указанные робототехнические комплексы строятся на базе се-
рийно выпускаемых промышленных роботов и контрольно-изме-
рительных приборов и благодаря этому обладают хорошими ха-
рактеристиками по надежности и быстродействию.
В работе [98] описано своеобразное применение промышлен-
ного робота, программируемого как измерительный робот, для
контроля кузовов автомобилей на водонепроницаемость. Про-
мышленный робот (рис. 7.8) с хорошими манипуляционными
свойствами оснащается датчиком наличия гелия, установленным
в захватном устройстве. Процесс контроля состоит в следующем.
Предварительно в салон автомобиля накачивается смесь, содер-
жащая гелий, затем захватное устройство робота с датчиком в
соответствии с программой «обходит» герметизируемые соеди-
нения кузова автомобиля. Общая траектория обследования име-
ет длину 60 м. Цикл измерения герметичности кузова составля-
ет 90 с (400 результатов анализа наличия гелия за цикл). Ре-
зультаты анализа сравниваются с эталонными значениями стан-
дартов, хранящимися в памяти ЭВМ, и по мере накопления дан-
ных проводится их статистический анализ для выявления наме-
тившихся тенденций к ухудшению герметичности салонов авто-
мобилей и его своевременного предотвращения.
Основные технические характеристики некоторых измеритель-
ных роботов, нашедших наибольшее применение в промышлен-
ности, представлены в табл. 7.1.
7.4. ПРИМЕНЕНИЕ КИМ
И ИЗМЕРИТЕЛЬНЫХ РОБОТОВ В ГПС
Основные задачи координатных измерений в ГПС
ГПС, включающие в себя технологическое оборудование с
ЧПУ, промышленные роботы, транспортное и контрольное обо-
рудование, являются основой для создания заводов-автоматов —
предприятий будущего, работающих по безлюдной технологии
не только на стадии производства, но и при проектировании и да-
же при сборке изделий. Информационный поток как в автомати-
зированной ГПС, так и на заводе-автомате должен быть единым,
разрабатываться и передаваться средствами вычислительной тех-
ники.
ГПС механообработки обычно проектируется на выпуск дета-
лей определенного типа (корпусные, тела вращения и др.), огра-
ниченных по размерам. Тип деталей и их размеры определяют
состав применяемого оборудования, в том числе и контрольного.
Средства координатных измерений отвечают требованиям гиб-
кости, легко автоматизируются и хорошо поддаются программ-
ной переналадке. Координатные измерения в ГПС могут про-
251
КоорвинироНанио
инструнента.
Наконечник
Яасловое базирование,
распределение лрипускЛ
Аттестация для сборка
Лриеночный контроле
НИМ
Транспортер
4>
Рис. 7.9. Примеры измерений в ГПС:
а — на станках; б — на КИМ н измерительных роботах
водиться на КИМ, измерительном роботе или станке с исполь-
зованием измерительной системы станка и специальной изме-
рительной головки. На рис. 7.9 показаны примеры координатных
измерений в ГПС.
Задачей средств контроля, применяемых в ГПС, в том числе
координатных измерений, является обеспечение правильного и
стабильного технологического процесса для получения качест-
венных деталей. Для этого результаты измерения должны про-
ходить статистическую обработку в целях выявления тенденций
изменения отдельных размеров; по ним принимаются решения
о необходимости проведения изменения отдельных параметров
технологического процесса. Результаты контроля готовых дета-
лей можно использовать и для выработки указаний по проведе-
нию автоматизированной сборки изделий.
282
В настоящее время в мировом парке металлообрабатывающе-
го оборудования насчитывается несколько сотен ГПС разного
уровня автоматизации. В 1970 г. фирма «Керни Тракер» (Кегпеу
Tracker, США) впервые применила КИМ в автоматизированном
участке для обработки деталей автомобиля, состоящем из семи
станков. В 1971 г. КИМ встроили в автоматизированный участок
«Призма» специалисты ГДР. Однако большинство созданных в
последующие годы и эксплуатируемых автоматизированных
участков и ГПС в своем составе КИМ не имеют [47]. Контроль
качества обработанных деталей в них выполняется за предела-
ми ГПС. В последних проектах ГПС КИМ и измерительные ро-
боты встречаются значительно чаще.
Важным фактором в обеспечении качества продукции в усло-
виях ГПС является приближение операции контроля к операции
обработки. При использовании КИМ операции контроля выпол-
няются со значительным опозданием. Применение ИГ на обра-
батывающих станках с ЧПУ дало возможность определить раз-
меры поверхности сразу после ее обработки, не снимая детали
со станка, т. е. максимально приблизить операцию контроля к
операции обработки. Но достоверность такого контроля не всегда
достаточна. Это связано с тепловыми деформациями станка, его
измерительных систем, самой детали, а также ее загрязненно-
стью стружкой и охлаждающей жидкостью. Кроме того, станок
предназначен для обработки, а не для контроля. В связи с этим
на станке контролируются лишь некоторые ответственные разме-
ры, причем не для окончательной их оценки, а для слежения за
тем, как проходит технологический процесс.
Среди задач координатных измерений, встречающихся в сис-
теме ГПС, можно выделить следующие.
Измерение заготовок и определение технологических баз для
их последующей обработки. В настоящее время эта операция
обычно выполняется за пределами ГПС и вручную.
Технологическими базами служат обработанные плоскости
(для корпусов), на которых заготовка крепится к приспособле-
нию— спутнику. Оценку заготовки и определение базы можно
выполнить на КИМ, но, по-видимому, наиболее целесообразно
это сделать на обрабатывающем станке, оснащенном ИГ. За од-
ну установку на станке заготовка будет измерена и будет обра-
ботана ее технологическая база.
Определение положения заготовки на спутнике относительно
установочных баз спутника. Эту задачу можно решать либо на
обрабатывающем станке с помощью ИГ, либо на КИМ до уста-
новки заготовки со спутником на станок. В последнем случае
полученная информация о положении заготовки передается в
систему управления ЧПУ станками, где управляющая програм-
ма пересчитывается из системы координат детали в систему ко-
ординат станка. На ГПС фирмы «Штейнель» (Steinel, ФРГ),
283
эксплуатируемой на фирме «Оптон», эта операция производится
на той же КИМ, которая контролирует и готовые детали [72].
При таком способе базирования точность установки загото-
вок в приспособлении-спутнике практически не влияет на точ-
ность изготовления детали и поэтому установка детали в приспо-
соблении существенно упрощается и может быть автоматизиро-
вана с помощью существующих промышленных роботов.
Измерение деталей в ходе технологического процесса. Здесь
встречаются две задачи. Первая из них связана с автоматиза-
цией наладки технологического оборудования и адаптацией про-
цесса обработки [24]. Для этой цели может быть использована
ИГ станка или КИМ.
Вторая задача — контроль налаженного производственного
процесса для предупреждения и выявления брака на ранних ста-
диях обработки. Наряду с другими средствами диагностики, име-
ющимися в станке, эту задачу решают с помощью ИГ. После
операции обработки выполняется операция контроля с помощью
ИГ, установленной в шпиндель станка. Для экономии времени
станка контролировать таким образом целесообразно лишь от-
ветственные размеры.
Контроль качества окончательно обработанных деталей. В
технологический поток ГПС могут быть встроены один или два
измерительных робота для контроля каждой детали. Обычно так
контролируются несложные детали невысокой точности.
Для выборочного контроля прецизионных деталей применяют
КИМ — измерительные центры, имеющие устройство автоматиче-
ской смены измерительных наконечников или измерительные мо-
дули, построенные на их базе.
В обоих случаях результаты измерения должны иметь ста-
тистическую оценку для определения тенденции изменения систе-
матической составляющей погрешности и ее значения, а также
для исключения влияния на них случайных отклонений. Они ис-
пользуются для корректировки управляющих программ станка
или подналадки измерительных систем. Результаты измерения
каждой детали могут использоваться и для выработки указаний
по проведению сборки изделия.
Примеры применения КИМ
и измерительных роботов в ГПС
Характерным примером применения универсальной КИМ в
комплексно автоматизированном участке станков для обработ-
ки крупных корпусных деталей является участок фирмы «Санд-
стрэнд машин тул» (Sundstrand Machine Tool, США), эксплуа-
тируемый фирмой «Катерпиллер трактор» (Caterpillar Tractor,
США) [75].
284
Рис 710. ГП участок стан-
ков фирмы «Сандстрэнд ма-
шин тул» и фирмы « Катер-
пиллер трактор»
Участок, схема которого представлена на рис. 7.10, позволяет
обрабатывать в автоматическом режиме шесть различных кор-
пусных деталей и содержит четыре пятикоординатных обраба-
тывающих центра 1 мод. ОМ-3 (фрезерные, сверлильные опе-
рации), три четырехкоординатных сверлильных станка 2 мод.
ОД-3, два вертикальных токарных станка 3 мод. VTL, автома-
тическую универсальную КИМ 4 фирмы ДЕА и станции загруз-
ки — выгрузки 5.
Связь станков между собой и с КИМ осуществляется транс-
портной системой, представляющей собой рельсовую дорогу, по
которой перемещаются две транспортные тележки.
КИМ автоматически проводит пооперационный и окончатель-
ный контроль изготовляемых деталей. В процессе изготовления
деталь поступает на КИМ до 7 раз, а критические размеры (от-
верстия коренных подшипников) проходят сплошной контроль.
КИМ оснащена устройством автоматической смены ИГ и
ЭВМ мод. PDP 11/05, которая работает по управляющим про-
граммам, поступающим от центральной ЭВМ мод. PDP 33/20.
Последняя осуществляет прямое управление станками и транс-
портом.
Известно, что существуют гибкие производственные участки
станков, в каждом из которых используются несколько КИМ,
решающие свои собственные задачи. Примером может служить
гибкий производственный участок из станков с ЧПУ (рис. 7.11)
[92]. В технологическую цепочку С6—С7—С4—С5—СЗ станков
с ЧПУ, предназначенных для черновой и чистовой обработки,
и станков С1 и С2, предназначенных только для чистовой обра-
ботки, включены три измерительные машины Ml, М2, М3. Уп-
равление технологическим и вспомогательным оборудованием
осуществляется от двух ЭВМ. Перемещение обрабатываемых
деталей выполняется с помощью пневматического конвейера.
Машина Ml последовательно измеряет заготовки, поступаю-
щие с позиции 3 загрузки приспособлений-спутников, и опреде-
Рис. 7.11. Гибкий произ-
водственный участок о
тремя КИМ
285
ляет припуск с точностью 0,5 мм. Эта информация поступает в
ЭВМ, где рассчитывается необходимое число проходов. КИМ
М2 и М3 измеряют обрабатываемые детали с точностью
0,005 мм. Результаты измерений поступают в ЭВМ и учитыва-
ются при управлении станками на чистовых операциях. КИМ
М2 измеряет окончательно обработанные детали, по результа-
там измерений составляется протокол.
ГПС (фирма «Оптон»), предназначенная для обработки
сложных корпусных деталей изделий точной механики, состоит
из четырех многоцелевых станков фирмы «Штейнель» и измери-
тельного центра, построенного на базе КИМ WMM 850 фирмы
«Оптон». На КИМ контролируется положение каждой заготовки
на спутнике и выборочно — размеры обработанных деталей.
Результаты измерения автоматически поступают в систему ЧПУ
станков для коррекции программы обработки.
ГПС, предназначенные для массового и крупносерийного
производства, предъявляют особые требования к контрольно-из-
мерительному оборудованию — повышенное быстродействие и
высокие манипуляционные возможности. Этими свойствами об-
ладают измерительные роботы. Например, измерительный робот
мод. «БРАВО» фирмы ДЕА может использоваться в условиях
ГПС для контроля отливок головок блока цилиндров или для
контроля ответственных размеров отливок корпусных деталей
[87]. Детали измеряются в режиме (такте) работы гибкой про-
изводственной линии, что обеспечивается высокими скоростны-
ми и динамическими свойствами измерительного робота
«БРАВО». Так, для измерения деталей на установке, показанной
на рис. 7.12, требуется 7 мин 55 с по сравнению с 25 мин, затра-
чиваемыми при традиционных способах измерения.
Измерительные
«БРАВО» 1104
производствен-
Рис. 7.12.
роботы мод.
НА в гибкой
ной линии по изготовлению
корпусов коробок скоростей
трактора
286
Другим характерным примером применения измерительного
робота в условиях ГПС является контроль изготовления кузовов
автомобилей на фирме «Вольво» [96]. Фирма «Вольво» примени-
ла робот мод. IRb-б (см. п. 7.3), оснащенный ИГО мод. «LK Gra-
nite 80» для проведения оперативной подналадки сварочных
роботов по результатам измерения свариваемых корпусов. Два
измерительных робота установлены с двух сторон .конвейера,
имеющего производительность 40 свариваемых корпусов в час.
Измерительные роботы проводят измерение корпусов автомоби-
лей после выполнения сварочных работ роботами фирмы АСЕА.
На корпусе автомобиля требуется контролировать 120 точек.
Если применять традиционные КИМ больших размеров, произ-
водительность измерений может обеспечить контроль лишь
каждого 50-го корпуса, что отрицательно сказалось бы на эф-
фективности проведения корректировочной подналадки свароч-
ных роботов. Применение роботов для измерения позволяет
повысить производительность измерений и обеспечить проверку
каждого четвертого свариваемого корпуса. Точность измерений
составляет 0,5 мм.
Влияние систематических погрешностей позиционирования
на точность измерений устраняется процедурой калибровки, за-
ключающейся в том, что предварительно измеряется эталонный
кузов и результаты измерений запоминаются в системе управ-
ления измерительным роботом. В дальнейшем, когда контроли-
руются свариваемые кузова, отклонения обработанных поверх-
ностей отсчитываются относительно этих результатов измерений.
В настоящее время фирма АСЕА оснащает свои роботы
оптико-электронными (лазерными) ИГ, позволяющими прово-
дить бесконтактные измерения (см. п. 2.3).
Хорошие результаты достигаются при сочетании промышлен-
ного робота с оптико-электронной ИГ и КИМ в одной измери-
тельной установке. Например, фирма «ЛК Тул» демонстрирова-
ла измерительный комплекс, в котором робот мод. IRb-60
снимает с конвейера корпус коробки передач и устанавливает
его на стол КИМ мод. «LK Metre Four». В то время как КИМ
измеряет поверхности корпуса, обработанные на станках, робот
с помощью оптико-электронной ИГ сканирует и проверяет менее
ответственные поверхности отливки, для которых достаточна
точность измерений 0,1 мм.
Координатные измерения
на металлорежущих станках в условиях ГПС
В последнее время в дополнение к измерениям на КИМ в
условиях ГПС стали применять координатные измерения, про-
водимые непосредственно иа станке, что обеспечивает большую
оперативность при контроле изготовляемых деталей и дает
287
250
а)
Рис. 7.13. Результаты эксперимен-
тального опробования методов
коррекции программы управления
токарным станком мод. 1А616 с
ЧПУ:
а — эскиз обрабатываемого валика и
сечений, в которых проводились изме-
рения; б — отклонения диаметральных
размеров обработанных валиков с кор-
рекцией и без коррекции
большие возможности для реализации адаптивного управления
точностью обработки. Толчком к промышленному освоению
координатных измерений на станке явилось создание ИГ, пере-
дающих сигналы измерения бесконтактным способом (с по-
мощью радиоканала, инфракрасным излучением). ИГ в процес-
се обработки детали хранится в инструментальном магазине
станка, а в момент, когда осуществляется цикл измерения дета-
ли, устанавливается в исполнительный орган станка.
В работе [42] показано, что даже при однократной коррекции
программы управления (по результатам измерения только од-
ной первой детали) точность токарной обработки резко возра-
стает (рис. 7.13). На рис. 7.13, а показан эскиз обрабатываемого
валика и сечения, в которых проводились координатные изме-
рения в ручном режиме на универсальном измерительном мик-
роскопе.
Корректирующая поправка вносилась непрерывно (рис. 7.13)
при допустимой погрешности линейной аппроксимации 0,005 мм.
Здесь 6 — погрешность обработки валика без коррекции; со —
корректирующая поправка; б* — погрешность обработки ряда
деталей после проведения одноразовой коррекции.
Погрешность диаметра выравнивается по длине валика и
становится соизмеримой с погрешностью формы в поперечном
сечении.
При обработке деталей (тел вращения) в условиях ГПС
преобладающее применение находит измерение деталей непо-
288
средственно на станке; лишь в случаях изготовления деталей
особо высокой точности или с малым временем обработки в
крупносерийном и массовом производстве проводятся измерения
деталей вне станка.
Применение ИГ на токарных станках с ЧПУ и использование
их в адаптивных системах управления точностью обработки
широко известно в промышленности (2, 69, 70, 73].
Однако лишь измерительные устройства, реализующие коор-
динатные измерения и построенные на базе ИГ, обладают широ-
кими возможностями в адаптивных системах для измерения
деталей широкой номенклатуры в условиях ГПС.
Характерным примером является система [58], представлен-
ная на рис. 7.14. Цикл измерения включается в цикл обработки
и программируется как переход. На рис. 7.14, а показано взаи-
модействие основных узлов станка при измерении обрабатывае-
мой детали указанным способом.
Сигнал с ИГ передается по каналу инфракрасного излучения,
а передача энергии в ИГ осуществляется индуктивно. Диаметр
кольцевых деталей измеряется по двум диаметрально располо-
женным точкам. Измерение диаметров вала при обработке в
центрах проводится относительно эталонной поверхности, распо-
ложенной на заднем центре.
На рис. 7.14, б показаны отклонения диаметрального размера
от номинала 100 мм на 22 обработанных деталях. Поле рассея-
ния составило +5 мкм. Фирма «Гильдемейстер» (Gildemeister,
ФРГ) отмечает, что ей удается с помощью указанной системы
измерения и коррекции достигнуть точности обработки диамет-
ральных размеров ±(5 мкм+0,03 мкм/ммХП).
В работе [40] проанализированы вопросы эффективности
повышения точности обработки на металлорежущих станках с
ЧПУ методом коррекции управляющей программы, рассмотрены
критерии качества и методика выбора оптимальных параметров
Рис. 7.14. Система коррекции фирмы «Гильдемейстер»:
а — структурная схема системы коррекции; б — отклонения диаметрального размера при
обработке с коррекцией в функции номера обрабатываемой детали; 1 — патрон с обра-
батываемой деталью; 2 — ИГ; 3 —приводы с датчиками перемещений; 4 — сигнал, по-
ступающий с головки; 5 — система управления станком
289
алгоритма коррекции с использованием метода цифрового мо-
делирования.
Имитация образования погрешности обработки производится
в соответствии с рекуррентными соотношениями
8(Лл) = 8(Лл) —
®(/,п)=<“(/,л -1) + U78(
где б — погрешность исходного процесса обработки; Ьц>=
= 1/(1+В)—коэффициент, учитывающий жесткость системы
СПИД в t-й точке; | — коэффициент технологической податли-
вости; <о— корректирующая поправка; W— весовой коэффи-
циент.
На рис. 7.15 представлены результаты моделирования скор-
ректированной погрешности обработки в одном сечении валика.
Структура алгоритма коррекции следующая. В связи с нали-
чием скачка погрешности коррекция осуществляется на первых
двух-трех деталях партии. Следующая коррекция делается,
когда функциональная часть погрешности достигает заданной
сигнальной границы S. В рассматриваемом примере потребова-
лась коррекция на 14 и 29 деталях партии.
Варьируя параметрами алгоритма (сигнальной границей и
весовым коэффициентом) и используя принятый критерий каче-
ства, можно найти их оптимальные значения для данного техно-
логического процесса.
Широкие возможности адаптации в условиях ГПС создают
координатные измерения с помощью ИГ также на многоцеле-
вых станках сверлильно-фрезерной группы. Характерным при-
Рис. 7.15. Результаты моделирования процесса коррекции погрешности токар-
ной обработки технологически нежестких валиков:
6(я) — исходная погрешность партии деталей; 6 *(„) — имитированная погрешность (скор-
ректированная с функциональной частью х(п)); и(п) — корректирующая поправка
290
мером является многоцелевой станок мод. Т-10 фирмы «Цин-
циннати милакрон» (Cincinnati Milacron, США) (64]. Станок
предназначен для обработки корпусных деталей. Он оснащается
ИГ фирмы «Ренишоу», позволяющей проводить «геометриче-
скую» наладку и подналадку станка в автоматическом режиме
от системы управления CNC. Для осуществления адаптивного
управления режимами резания станок оснащен датчиками силы
резания и крутящего момента и специально предназначенной
только для целей адаптации ЭВМ мод. LSI. Технологическая
адаптивная система управляет скоростью подачи инструмента,
распределяет припуск, защищает станок от перегрузок, автома-
тически определяет поломки инструмента, прерывает цикл обра-
ботки и т. д. Оснащение описанного многоцелевого станка
дополнительно местным накопителем в виде поворотного стола
и автоматом загрузки приспособлений-спутников придает ему
свойство автономности, превращая станок в гибкий производст-
венный модуль, т. е. делает возможным вести обработку дета-
лей автоматически в течение одной-двух смен.
Измерения обрабатываемых деталей, проводимые непосред-
ственно на станке, уменьшают коэффициент технического исполь-
зования станка, но одновременно разгружают работу транспорт-
ной системы по сравнению с измерениями, проводимыми вне
станка на КИМ.
В связи с этим представляет существенный интерес разра-
ботка имитационных моделей изготовления деталей на гибких
производственных участках станков с ЧПУ, где применяются
КИМ [95] и где информация о погрешностях обработки по цепи
обратной связи используется для повышения точности и произ-
водительности обработки.
7.5. ОБЗОР СОВРЕМЕННЫХ КООРДИНАТНЫХ
ИЗМЕРИТЕЛЬНЫХ МАШИН
В парке оборудования машиностроительной промышленности
СССР в настоящее время имеется несколько сотен КИМ. В ос-
новном они закуплены у ведущих зарубежных фирм «Оптой»,
«Маузер», ДЕА, «Оливетти» и др. Парк КИМ пополняется и
отечественными машинами, выпускаемыми небольшими серия-
ми с середины 10-й пятилетки. В ближайшем будущем КИМ
будут изготовляться серийно на нескольких предприятиях стан-
костроения и других отраслей промышленности. Вильнюсский
филиал ЭНИМС разработал размерный ряд КИМ и их типаж.
Качество КИМ определяет ряд параметров, основными из
которых являются точность и производительность измерения,
универсальность в отношении решаемых метрологических задач,
уровень развития системы программирования. Эти параметры
зависят от габаритных размеров КИМ, компоновок базовой ча-
291
сти, характеристик используемых конструкционных элементов,
качественных показателей комплектующих изделий.
В этом параграфе рассмотрены конструктивные и эксплуата-
ционные характеристики КИМ некоторых фирм европейских
стран и Японии, уже продолжительное время выпускающих
КИМ. Для анализа использованы проспекты КИМ, изданные в
1980—1985 гг. Более подробно рассмотрены особенности КИМ
фирм «Оптон», «Маузер» и ДЕА. Рассмотрены особенности
КИМ, созданных в странах СЭВ.
Компоновка КИМ
Выпускаемые КИМ имеют различные компоновки базовой
части (см. рис. 1.14—1.19).
Из табл. 7.2 видно, что фирмы «Оптон», ДЕА, «Иохансон»
выпускают КИМ нескольких компоновок. Это свидетельствует о
стремлении специалистов фирм найти наиболее эффективные
решения для удовлетворения нужд потребителя.
Таблица 7.2
Компоновки КИМ, используемые на фирмах
Страна Наименование фирмы Тип компоновки (по рис. 1.14—1.19)
§ £ со ь: со ь: й ч ч и S
Великобри- тания «Ферранти» (Ferranti) «Ранк Тайлор Хобсон» (Rank Taylor Hobson) + + “Г
Италия ЦЕА (DEA), «Оливетти» (Olivetti) + + ч- + + +
ФРГ «Лейтц» (Leite) «Маузер» (Mauser) «Оптон» (Opton) + + + + + + +
Франция «Рено» (Renault) + + +
Швеция «К. Е. Иохансон» (Johan- son) + + + +
Швейцария СИП (SIP) +
Япония «Митутойо» (Mituioyo) + +
292
Нин олее популярной компоновкой является портальная
I (/7/), которая для КИМ малых и средних размеров («у» до
1000 мм) дает возможность достичь хороших точностных пока-
зателей и сравнительно удобного обслуживания.
Для прецизионных КИМ «Оптон» фирма перенесла привод
портала к центру его тяжести (компоновка 773). Аналогичную
компоновку используют для своих прецизионных КИМ и фирма
«Иохансон». Эта компоновка дает возможность повысить точ-
ность, не снижая производительности, но имеет ограничение на
длину хода портала. Практически она не превышает 1200 мм.
Для более крупных КИМ портальной компоновки исполь-
зуется Г-образный портал (компоновка П5). Портал становится
более жестким, меньшей массы, за счет чего можно увеличить
быстроходность КИМ и ее точность. Такую компоновку исполь-
зует фирма «Маузер».
Самые крупные КИМ имеют мостовую компоновку (Ml).
Широкую гамму КИМ этой компоновки выпускает фирма ДЕА
Таблица 7.3
Типоразмеры КИМ фирм ДЕА, «Оптон», «Маузер»
Фирма- изготови- тель Модель КИМ Число типораз- меров Координатные перемещения, мм Макси- мальная масса де- тали, кг
X У Z
Мостовая компоновка (М)
Beta 3 /1940; 2650; 3360 1430 1025
ДЕА Delta 6 3 1830-^5080 2540; 4070; 6350 1830 2540 1375—1830 1830 Не огра- ничено
Lambda 3 2540; 4070; 6350 2540 2540
6 3250—8130 3250 2540; 3250
9 4070—10160 4070 2540—4070
6 5080—12700 5080 3250—4070
3 6350—16000 6350 4070
«Маузер» KMZ-F 2 1200; 2000 1200 1200
1 2400 1600 1200
293
Продолжение табл. 7.3
Фирма- изготови- тель Модель КИМ Число типораз- меров Координатные перемещения, мм Макси- мальная масса де- тали, кг
X Y Z
Портальная компоновка
П1
ДЕА Jota 4 665; 1025; 1430 665 465; 665 250—600
4 1025—2650 1025 665 600—1000
4 1025—2650 1025 1025 600—1000
Epsilon 6 1830—3250 1375 970; 1375 1500— 2000
«Оптон» UMC н WMM 4 500; 1200 550 450 600; 1200
8 700—2400 850 600 1000— 2700
ZMC и UPMC РМС и UPMC 2 500 пз 550 450 600
5 700; 1200 850 450; 600 1000— 1500
«Маузер»
KMZ-P
KMZ-W
KMZ-B
П5
3 1200; 1500; 2000 1200 1000 Нет свел.
1 2400 1600 1200
1200—3000 2000—12000 1200— 2000 1600— 3500 1000—1600 1000—12000 Не огра- ничено
«Оптон» имм
ДЕА Н5310
SMM
«Оптон» PSM
USMC
Стоечная компоновка
С1 1 |500 |200 3 |5080—8130 J1375 300 1830 150
8 1300—9300 800—1600 1200—2000 Не огра ничено
1200—6000 1000— 1600 1200—2400
2 1200; 2400 800; 1200 1000; 1500
294
(табл. 7.3). По желанию потребителя фирма изготовляет КИМ
с двумя мостами.
Часто применяется стоечная компоновка с горизонтальной
пинолью (Г1). Машины этой компоновки отличаются легкостью
конструкции, хорошим доступом для обслуживания при подго-
товке к измерению детали. Но обычно машины компоновки Г1
бывают сравнительно низкой точности.
Вильнюсским филиалом ЭНИМС и Ленинградским ПО
им. Свердлова созданы КИМ четырех компоновок (Г1, СЗ, П4
и М). В настоящее время изготовляются мелкими сериями КИМ
мод. BE-155 и ВЕ-200 (рис. 7.23 и 7.25) средних размеров ком-
поновки П4, обеспечивающей получение высокой точности.
Конструкционные элементы и комплектация КИМ
В большинстве малых и среднегабаритных КИМ базовые
детали (основания, порталы, вертикальные пиноли) изготовляют
из мелкозернистого гранита (табл. 7.4). Этот материал пригоден
для получения и сохранения стабильной геометрической точно-
сти направляющих поверхностей, на которых обычно устраива-
ются аэростатические опоры подвижных узлов.
Опоры качения применяются редко, а опоры скольжения —
еще реже. Элементами опор качения обычно служат танкетки
(стандартные или специально изготовляемые для КИМ). Для
повышения износостойкости стальных направляющих для опор
качения фирма «Оптон» их хромирует.
Подвижные узлы КИМ обычно делаются сварными.
В качестве отсчетных систем наиболее часто применяют
фотоэлектрические импульсные преобразователи со стеклянны-
ми или металлическими растровыми шкалами. Лазерные отсчет-
ные системы в промышленных образцах КИМ пока не применя-
ются. Лазерные интерферометры используются для периодиче-
ской аттестации КИМ, выявления систематических погрешностей
и при необходимости ввода поправок в память ЭВМ, входящей в
состав УВК КИМ.
Обычно КИМ комплектуется ИГН, предназначенными для
поточечных измерений в динамическом режиме. Наиболее рас-
пространены электроконтактные нулевые ИГ фирмы «Ренишоу».
Некоторые фирмы («Оптон», ДЕА и др.) поставляют КИМ с ИГ
собственной конструкции. Фирмы «Оптон», «Маузер», «Лейтц»
используют трехкоординатные ИГО, которые значительно рас-
ширяют функциональные возможности КИМ.
Для обработки результатов измерения наиболее часто при-
меняют настольные программируемые ЭВМ фирм «Хьюлет Па-
кард» (Hewlett Packard, США) и «Ванг» (Wang, США) или
мини-ЭВМ моделей PDP8, PDP11. В последнее время фирма
«Оптон» встроила в УВК своих машин мощную ЭВМ НР1000,
295
Конструкционные элементы и комплектация КИМ
Таблица 7.4
Страна Наименование фирмы 1 Материал основания Опоры Измери- тельные системы ЭВМ Измере- ние
Гранит ч ч со 0) О’ X со о О 0) a S 2 * со и качения скольжения фотоэлект- рические индуктосины CU Q & X Wang Другие точечное сканирующее
Великобритания «Ферранти» (Ferranti), «Ранк Тайлор Хобсон» (Rank Taylor Hodson) + + + + + + + + + +
Италия ДЕА (DEA) «Оливетти» (Olivetti) + + + + + + + + + + + + +
ФРГ «Лейтц» (Leitz) «Маузер» (Mauser) «Оптон» (Optori) + + + + + + + + + + + + + + + + + + + + + + 4-
Франция «Рено» (Renault) + + + + + +
Швеция «К. Е. Иогансон» (Johan- son) + + + + +
Швейцария СИП (S1P) + + + + +
Япония «Митутойо» «Mitutoyo) + + + + + + + +
имеющую оперативную память до 4 Мбайт. Фирма ДЕА на базе
микропроцессорной техники разработала специальную компакт-
ную ЭВМ TROLL для ручных КИМ.
Для обеспечения надежной работы КИМ в цеховых условиях
фирма ДЕА встраивает УВК в герметизированный шкаф.
Комплект периферийных устройств ЭВМ для обеспечения
работы автоматизированной КИМ обычно содержит графиче-
ский дисплей, печатающее устройство, графопостроитель и нако-
питель на магнитных дисках объемом памяти до 20 Мбайт.
Метрологические и функциональные возможности
систем ПМО КИМ
ПМО определяет возможности КИМ по составу выполняемых
метрологических операций и по эффективности программирова-
ния и выполнения операций измерения.
Наиболее развитые и совершенные системь/ программирова-
ния разработаны фирмами «Оптон», «Лейтц», ДЕА (табл. 7.5).
Если ПМО КИМ у большинства фирм охватывает программы
универсального назначения, то перечисленные выше фирмы
разрабатали специальные программы для измерения сложных
поверхностей и типовых деталей (зубчатых колес, кулачковых
алов, турбинных лопаток и др.). При использовании специаль-
ных программ значительно уменьшается трудоемкость програм-
мирования.
Необходимо отметить, что каждая фирма создает свою си-
стему программирования. Это обстоятельство усложняет приме-
нение на одном предприятии КИМ разных производителей. Ис-
ключение составляет фирма «Маузер». Она применяет УВК и
ПМО фирмы «Оптон».
Точностные характеристики КИМ
В рекламных проспектах на измерительные машины обычно
указываются координатные погрешности, которые для крупных
КИМ (фирм ДЕА, «Маузер») задаются разными по отдельным
осям.
В последнее время некоторые фирмы уже нормируют по-
грешность КИМ и в пространстве. Она обычно на 30—50%
превышает координатную погрешность.
На рис. 7.16—7.18 сравниваются допускаемые погрешности
сходных по размерам и классам точности КИМ, выпускаемых
разными фирмами. Из анализа погрешностей КИМ (10] установ-
лено, что наиболее распространены машины, имеющие погреш-
ность ±(16-7-25) мкм на 1000 мм. Такую погрешность имеют
около 30% моделей КИМ, изготовляемых фирмами. КИМ, по-
грешность которых не превышает ±6 мкм на 1000 мм, составля-
10—183 297
Характеристики КИМ ведущих зарубежных фирм
Таблица 7.5
Метрологические в эксплуатаци- онные возможности системы ПМО КИМ Фврма, страна
«Оптон» (Opton, ФРГ) «Маузер» (Mauser, ФРГ) «Лейтц» (Leitz, ФРГ) ДЕА (DEA, Италия) «Оливет- ти» (Olivetti, Италня) «Фер- ранти» (Ferranti, Велико- британия) «Иоган- сон» (Johanson, Швеция) «СИП» (SIP, Швейца- рия) «Миту- тойг» (Mitutoyo, Япония)
Элемен- тарные поверх- ности Система координат де- тали Число типов элемен- тарных геометриче- ских поверхностей/ Максимальное число точек измерения эле- мента (ГЭ) Расчет ГЭ: пересечения симметрии проекции Расчет отклонений формы и взаимного расположения ГЭ Расчет отклонения фактических парамет- ров и их соответствия допускам Специальные програм- мируемые вычисления 4Д 8 4Д 8 4Д 9 250 + + 4Д 7 600 + + + + + + 4Д 7 50 + + + + + + ЗД 7 30 + + + (+) + 4Д 7 36 + + + + + ЗД 7 99 + + + + + ЗД 7 30 + + + (+) +
§ ++++ + + 1000 + + + + + +
о
»
Метрологические и эксплуатаци- онные возможности системы
«Оптой» «Маузер» (Mauser, ФРГ) «Лейтц» (Leitz, ФРГ)
Пмо ким
Сложные и специ- альные поверх- ности Измерение неизвест- ных профилей Измерение и оценка профилей, заданных сетками точек Измерение неизвест- ных поверхностей Измерение и оценка отклонений поверхно- сти, заданных множе- ством точек Расчет лучшего соот- ветствия профилей или поверхностей Наличие связи с си- стемой измерения эле- ментарных поверхно- стей Измерение профилей (поверхностей), за- данных специальными функциями + + + + + + + + + + + + + + + + + * +
КЗ CD со
Продолжение табл. 7.5
Фирма, страна
ДЕА (DEA, Италия) «Оливет- ти» (Olivetti, Италия) «Фер- ранти» (Ferranti, Велико- британия) «Иоган- сон» (Johanson, Швеция) «СИП» (SIP, Швейца- рия) «Миту- тойо» (MItutoyo, Япония)
+ + + + +
+ + (+] + + +
+ .(+)
(+) +
+ (+)
Продолжение табл. 7.5
Метрологические и эксплуатаци- онные возможности системы Фирма, страна
«Оптон» (Opton. ФРГ) «Маузер» (Mauser, ФРГ) «Лейтц» (Leitz. ФРГ) ДЕА (DEA, Италия) «Оливет- ти» (Olivetti, Италия) «Фер- ранти» (Ferranti, Велико- британия) «Иоган- сон» (Johanson, Швеция) «СИП» (SIP, Швейца- рия) «Мяту- тойо» (Mitutoyo, Япония)
ПМО КИМ
Типовые Цилиндрические шее- + + + +
детали терни
сложной Конические шестерни + +
формы Шестерни со сложны- ми профилями зубцов + + +
Измерение распреде- + +' +
лительных валов
Измерение турбинных + +
лопаток
Измерение других ти- повых деталей (вин- тов, шнеков и т. д.) Оперативное (кодовое + + +
Способы + + + + + +
програм- мнемоннчное)
мирова- Обучающее + + + + + + + +
НИЯ Диалоговое + + + + +
Автономное + + + + + + + +
Статистн- + + + + +
ка откло- нений Графиче- ское представ- ление ре- зультатов + + + (+) (+) (+)
измере- ний
Примечание, .(+) — ограниченные возможности; ЗД — пространственная; 4Д — с поворотным столом.
Погрешност, мкн
Погрешност, мкн
Рис. 7.16. Допустимые координатные погрешности 6 прецизиоонных КИМ ком-
поновок С2, С6, К.1, П1, Л2, ПЗ:
а — малогабаритных; б — среднегабаритных; I — мод. «Кордимет 350» (350X250X200) фир-
мы «Иогансон»; 2 — мод. «Миии 12v> (420X170X170) фирмы «Оливетти»; 3—мод.
UMM 500 (500X200X300) фирмы «Оптой»- 4 —мод. 550М (410X210X310) фирмы «SIP»}
5 —мод. ММТ2 (850X1200X600) фирмы «Рено»; 6 —мод. «Талнчек 3» (1300X 800X800)
фирмы «Рэнк Тейлор Гобсон»; 7 — мод. РММ 12106 (1200X1000X600) фирмы «Лейтц»;
8 —мод. UPMC 850 (850X700X600) фирмы «Оптон»; 9—мод. РММ 864 (800X 600X 400)
и РММ 866 (800X600X600) фирмы «Лейтц»
Рис. 7.18. Допустимые координат-
ные погрешности крупногабарит-
ных КИМ:
1 — мод. «Дельта» (1830X1830X1775)
фирмы ДЕА; 2— мод. MMT3v (2500Х
Х2000Х1000) фирмы «Рено»; 3 — мод.
KMZ-B (2000X1600X1000) фирмы «Мау-
зер»
Рис. 7.17. Допустимые координат-
ные погрешности среднегабарит-
ных производственных КИМ:
7 —мод. В 200 (700X1000X600) фирмы
«Митутойо»; 2 — мод. «Кордимет 800»
(800X800 x 550) фирмы «Иогансон»; 3—
мод. «Макси 610» (1150X900X600) фир-
мы «Оливетти»; 4 —мод. F1006 (1000Х
Х650Х600) фирмы Сеймитсу»; 5 —
мод. WMM850 (850X1200X600) фирмы
«Оптон»; 6—мод. WPM866 (800Х600Х
Х600) фирмы «Лейтц»
301
ют лишь 6%. Это свидетельствует о том, что сравнительно не-
большая часть машин удовлетворяет требованиям прецизионно-
го машиностроения и станкостроения.
Отечественные КИМ
В процессе создания отечественных КИМ выделяются два
этапа: первый — это создание КИМ на базе уже существующих
измерительных устройств и станков, второй — создание КИМ
оригинальной конструкции.
КИМ первой группы имеют малые быстродействие и произ-
водительность измерений, обуславливаемые ручным управлени-
ем и отсутствием устройств для автоматической обработки дан-
ных измерения. Однако они обладают высокой точностью
механической конструкции и, как правило, комплектуются широ-
ким набором оптических, электрических и механических измери-
тельных принадлежностей, обеспечивают более высокую точ-
ность решения ряда метрологических задЗч, например измерения
отклонения от круглости. Основные характеристики КИМ на
базе координатно-расточных станков (КРС) представлены в
табл. 7.6.
Для иллюстрации возможностей данных машин кратко рас-
смотрим устройство КИМ модели ВЕ112, имеющей наиболее
развитую (по сравнению с другими машинами данной группы)
систему управления и обработки данных. КИМ построена на
КРС с ЧПУ мод. 24455 АФ2. Измерения на машине производят-
ся автоматически с помощью устройства программного управ-
ления П323В или вручную. В автоматическом режиме могут
быть измерены линейные размеры вдоль координатных осей,
отклонения от прямолинейности, круглости наружных и внутрен-
них поверхностей, перпендикулярности, а также межцентровые
расстояния. В ручном режиме с использованием механизирован-
ных приводов можно измерить: диаметры наружных и внутрен-
них поверхностей, расстояния отверстий до плоскостей, конус-
ность, соосность или концентричность, координаты точек слож-
ных поверхностей. КИМ снабжена высокоточным измерительным
шпиндельным узлом с биением не более 0,2 мкм, индуктивной
' измерительной системой малых линейных перемещений, пово-
ротным столом, устройством автоматического центрирования
оси вращения измерительного шпиндельного узла относительно
измеряемого отверстия или вала, самописцами для регистрации
результатов измерения отклонений формы и взаимного располо-
жения в полярной или прямоугольной системе координат.
КИМ, как правило, комплектуются делительными приспособ-
лениями, оптическими микроскопами, поворотными столами,
центрами и другими приспособлениями.
302
Основные характеристики КИМ на базе КРС
Таблица 7.6
Модель
Показатели КИМ класса «С» 2431И 2455И ВЕ112
Показатели назначения Координатные перемеще- ния, мм 400, 250, 150 400, 250, 320 800, 630, 400 800, 630, 220
Степень автоматизации, наличие ЭВМ Ручная, без ЭВМ Ручная, без ЭВМ Ручная, без ЭВМ Частично автома- тизированное уп- равление от ЧПУ П323В
Точностные ха- рактеристики Максимальная погреш- ность по координатным осям, мкм 2,0 2,5 4,0 6,0
Дискретность отсчета, мкм I L 1 1
Конструктив- ные особенно- сти Базовый станок Одностоечный КРС с подвижным по двум осям столом Одностоечный КРС 2431 Двухстоечный КРС 2455 Специальный КРС 2455АФ2
Измерительные системы Электроиндуктнв- ные с УЦИ по двум осям Оптические УЦИ без Специальные сВидикон» с типа УЦИ Специальные <Видикон» с типа УЦИ
ы
S Примечание. УЦИ — устройство цифровой индикации.
Рис;. 7.1,9. КИМ мод. ВЕША
Машины данного класса и машины, имеющие более узкое
специальное назначение, широкого распространения не получи-
ли и были изготовлены лишь в единичных экземплярах или
партиях.
КИМ второй группы конструируются с учетом особенностей
пространственных измерений на основе новейших достижений
технологии, электроники и вычислительной техники. К этой
группе относятся ручные КРМ модели ВЕША, КИМ мод.
ВЕ141 и автоматизированные малогабаритные КИМ мод.
ТИП-1, ТИП-2, среднегабаритные КИМ мод. ВЕ140К, ВЕ155 и
крупногабаритная КИМ мод. ЛП356К.
Координатная разметочная машина мод. ВЕША (рис. 7.19),
разработанная Вильнюсским филиалом ЭНИМС и партиями
изготовляемая на его опытном заводе «Прецизика», является
простейшим вариантом КИМ. Она предназначена для малоточ-
ных координатных измерений и разметки корпусных деталей.
Оператор вручную перемещает подвижные узлы КИМ по
направляющим качения. Результаты измерений индицируются
на устройстве цифровой индикации (УЦИ) и печатаются в виде
протокола. ЭВМ с программным обеспечением координатная
разметочная машина не имеет. Разметка осуществляется также
ручным управлением с помощью разметочных устройств, уста-
навливаемых вместо измерительных наконечников. Координат-
ные перемещения измеряются прецизионными мелкомодульными
рейками и зубчатыми колесами, которые соединены с сельсина-
ми БС-155, а последние — с блоками цифровой индикации
Ф5045.
304
Рис. 7.20. КИМ мод. ВЕ141В
На базе КРМ мод. ВЕША разработана КИМ мод. ВЕ141
и ее модификации ВЕ141В (рис. 7.20). Это ручная КИМ, осна-
щенная клавишной ЭВМ «Электроника ДЗ-28», предназначен-
ной для автоматической обработки данных измерений. Приме-
нены фотоэлектрические измерительные системы. Мод. ВЕ141
предназначена для измерения корпусных деталей, снабжена
соответствующим ПМО и поворотным столом для разворота
детали через 45° относительно вертикальной оси. Модификация
ВЕ141В предназначена для измерения деталей типа тел враще-
ния— валов, втулок, фланцев. Вместо поворотного стола она
имеет устройства для базирования таких деталей.
Технические характеристики координатных разметочных машин
ВЕША ВЕ141
Координатные перемещения по осям X, У, Z, мм 700, 400, 600 750, 400, 750
Поворот стола, °, с дискретностью 45° . . 360 360
Наибольшая координатная погрешность: по осям X, У, Z, мкм 120 25
поворота стола, 9 2 2
Дискретность отсчета: по осям X, У, Z, мкм 10 1.0
поворота стола, 99 3,6 3,6
Программа измерений конкретной детали набирается на
клавиатуре ЭКПВМ вместе с необходимыми данными (номи-
нальными значениями, допусками и т. д.), переписывается на
магнитные ленты, с которых считываются результаты при вы-
полнении соответствующих измерений. Для упрощения исполь-
зования и уменьшения возможности появления ошибок
305
Рис. 7.21. КИМ мод. ТИП-1
разработана система программирования в диалоговом режиме.
ЭКПВМ с помощью печатающего устройства выдает коммента-
рии, касающиеся объекта измерения и последующих действий
оператора.
КИМ мод. ТИП-1 (рис. 7.21) и ТИП-2 (трехкоординатные
измерительные приборы), разработанные совместно ЛОМО и
ЭНИМС, предназначены для высокоточного автоматизирован-
ного и ручного измерения деталей небольших размеров. Обе
машины имеют идентичную конструкцию, единые УВК и ПМО.
В автоматическом режиме КИМ управляются от клавишной
ЭВМ «Электроника ДЗ-28» по заранее составленной и записан-
ной на магнитную ленту программе, а в ручном — от специально-
го пульта, установленного стационарно на передней панели
КИМ.
Для управления перемещениями по трем координатам на
пульте расположены ручные задатчики грубого и точного пере-
мещения. Первый из них предназначен для плавного управления
движением подвижных узлов со скоростью 0,025—25 мм/с, вто-
рой — для точного позиционирования в заданные точки. Другой
важной особенностью КИМ является наличие на пульте клавиа-
туры для оперативного программирования наиболее распростра-
ненных метрологических задач применительно к элементарным
поверхностям. Результаты измерений представляются в виде
печатного протокола. Текущие координаты индицируются на
табло УЦИ. Измерения выполняются точечным методом.
306
Технические характеристики КИМ
ТИП-1 ТИ11-2
Координатные перемещения по осям X, У,
Z, мм . . .............................. 315,160,160 630,315,315
Наибольшая координатная погрешность,
мкм, по осям: { L
Х.................................. ± (1,9+ 500 ) ± (2,5+ 700 )
Г.................................. ± (1,7+4Оо) ±(1’8+35о)
Дискретность отсчета, мкм.............. 0,5 0,5
Случайная составляющая погрешности из-
мерений (повторяемость) по осям X, У, Z,
мкм........................................ 0,5 0,5
Наибольшая масса измеряемой детали, кг 75 150
Масса машины, кг ........................... 1400 1700
УВК КИМ включает смонтированные в отдельной стойке
клавишную ЭВМ «Электроника ДЗ-28», цифропечатающее уст-
ройство «Консул», УЦИ измерительных систем, блоки питания
и управления электроприводами.
Для расширения метрологических возможностей в комплект
КИМ кроме основной электроконтактной головки касания вхо-
дят: визирный микроскоп, головки (угломерная, профильная и
двойного изображения), насадки (для измерения профиля резь-
бы, бесконтактного измерения профиля резьбы, бесконтактного
измерения по координатной оси Z и наведения на штрих шка-
лы), осветители (отраженного и проходящего света), поворот-
ные столы, призматические опоры и центровые бабки с комплек-
том измерительных ножей. КИМ могут быть укомплектованы
также углоизмерительными устройствами.
Среднегабаритные автоматизированные КИМ мод. ВЕ140К
и BE 155 (рис. 7.22) (разработчик и изготовитель—Вильнюс-
ский филиал ЭНИМС и его опытный завод «Прецизика») и
крупногабаритная КИМ мод. ЛР356К (ЛСПО им. Я. М. Сверд-
лова совместно с Вильнюсским филиалом ЭНИМС) имеют
идентичный УВК, построенный на базе мини-ЭВМ мод. СМ-1,
периферийные устройства ввода и вывода на перфоленту или
магнитную ленту, устройства алфавитно-цифровой печати и ал-
фавитно-цифрового дисплея, ПМО, измерительные системы
координатных перемещений, ИГ с усилителем ее сигнала. От-
дельные КИМ различаются по конструкции базовых частей,
электроприводов, габаритным размерам и точности.
КИМ мод. ВЕ140К и ЛР356К были разработаны для измере-
ния корпусных деталей (соответственно средних и крупных
307
Рис. 7.22. КИМ мод. ВЕ155
габаритных размеров) в автоматизированных системах типа
АСК. Компоновка и конструкция машин определяются общей
концепцией построения технологического цикла данных систем,
типов подлежащих измерению деталей, условиями эксплуата-
ции. КИМ мод. BE 155 рассчитывалась на универсальное приме-
нение для более точных измерений деталей средних размеров.
Основной целью при разработке КИМ явилось обеспечение
универсальности и точности.
Компоновка КИМ мод. ВЕ140К (рис. 7.23)—стоечная (СЗ)
с горизонтальной пинолью, на конце которой устанавливается
ИГ. В процессе измерения ИГ перемещается по осям X, Z. Из-
меряемая деталь крепится на накладном поворотном столе, уста-
навливаемом на каретке, перемещающейся по оси Y, или непо-
средственно на этой каретке. Позиционирование поворотного
стола через 90° осуществляется автоматически. Подвижные
узлы перемещаются с помощью прецизионных опор качения.
Имеется возможность вручную изменять длину вылета пиноли.
Такая компоновка обеспечивает хороший доступ к измеряе-
мым точкам сложной детали, по-разному расположенным в про-
странстве измерения, в том числе находящимся на значительной
глубине. Имеется возможность измерять сложные детали срав-
нительно простой головкой, так как подход к разным сторонам
обеспечивается за счет их разворота и использования удлините-
308
Технические характеристики КИМ
Координатные перемещения по осям
X, У, Z, мм.....................
Наибольшая координатная погреш-
ность, мкм.......................
Случайная составляющая погрешно-
сти измерений (повторяемость) по
осям X, У, Z, мкм................
Дискретность отсчета по осям X, Y,
Z, мкм...........................
Предел допустимого значения по-
грешности поворота стола через
90°, "...........................
Наибольшая масса измеряемой дета-
ли, кг ..........................
Пределы скоростей координатных пе-
ремещений, м/мин, по осям:
X.............................
У.............................
Z.............................
Масса, кг.............
ВЕНОК ВЕ16Е ЛР366К
800, 630, 1000,630, 4000,
630 400 2000, 1000
15 6 80 по оси X 60 по оси У 40 по оси Z
2 0,5 б
1 1 2
5 — —
400 800 5000
0,001—6 0,00012— 6 0,0006—6
0,0004—2 0,00012— 6 0,0006—0
0,001—6 0,00006— 3 0,0006—3
5000 3000 24,500
лей без сокращения, полезного хода координатных переме-
щений.
Крупногабаритная КИМ мод. ЛР356К (рис. 7.24) имеет
монолитную мостовую компоновку с литыми базовыми деталя-
ми. Колонны, несущие балки, по которым по оси X перемещается
траверса, несущая каретку и перемещающуюся по ней по оси У
пиноль, жестко прикреплены к массивной плите, являющейся
основанием КИМ. Узлы перемещаются на опорах качения. КИМ
оснащена составной электроконтактной ИГ.
Во всех машинах координатные перемещения измеряются с
помощью фотоэлектрических импульсных измерительных систем
с растровыми стеклянными линейками, УЦИ которых обеспечи-
вают автоматический вывод данных на ЭВМ. Погрешность
измерительных систем составляет 0,3—0,5 соответствующей
координатной погрешности. Ощупывание измеряемых точек про-
изводится с помощью электроконтактных ИГ касания или их
систем, обеспечивающих подход к измеряемой детали с пяти
сторон без ее перестановки. Измерительное усилие составляет
0,1—1 Н, стабильность отработки командного сигнала — не бо-
лее 0,5 мкм.
Программа измерений составляется на специальном симво-
309
Рис. 7.23. КИМ мод. ВЕ140К
лическом языке координатных измерений с условным названием
«Микрон». При автоматическом режиме работы она вводится с
перфоленты или магнитной ленты. В этом случае обеспечивается
полная автоматизация процесса измерения — автоматический
ввод программы, управление КИМ, обработка данных измере-
ния и оценка результатов.
Рис. 7.24. КИМ мод. ЛР356К
310
Измерения осуществляются без точной пространственной
ориентации измеряемой детали в динамиче!ском режиме без
точного позиционирования подвижных узлов КИМ на заданные
координаты. После касания измерительным наконечником дета-
ли в любом направлении ИГ выдается командный сигнал для
считывания показаний измерительных систем координатных
перемещений. Программы измерений ГЭ построены на базе
минимального числа точек и не позволяют измерять отклонения
формы измеряемых элементов.
Подготовка к измерению на КИМ производится следующим
образом. По чертежу детали определяются: номенклатура пара-
метров, подлежащих измерению; последовательность измерений
и расчетов; необходимая номенклатура; ориентация в простран-
стве и форма измерительных наконечников; положение детали
на предметном столе КИМ; способ и места ее крепления; содер-
жание протокола измерений. Измеряемые точки отмечаются на
чертеже цифровым индексом, указывающим последовательность
их измерения, и координатами в системе координат детали
(СКД). Вводятся соответствующие обозначения измеряемых
лараметров с порядковым номером, например Д1 (диаметр пер-
вого отверстия), XI, Y1 (координаты центра первого отверстия).
Для сложных деталей составляется план, включающий
последовательность измерения элементов и их параметров. На
чертеже указываются также способ и место крепления детали.
Установка и крепление детали на предметном столе КИМ долж-
ны обеспечить свободный доступ ко всем измерительным поверх-
ностям детали и минимальные ее деформации. Как правило, она
устанавливается на неизмеряемую или базовую поверхность.
В случае необходимости намечается перестановка детали.
На основе обработанного указанным образом чертежа детали
(или плана), используя символику языка программирования
«Микрон», составляют программу автоматического измерения.
Она включает следующие процессы: подготовку системы управ-
ления КИМ к работе; определение центров измерительных
наконечников и поправок для расчетов; определение СКД в
пространстве измерения; автоматическое измерение элементов
детали; ввод номинальных значений и допусков для фактиче-
ских значений оцениваемых параметров; расчет фактических
значений измеряемых параметров; распечатка протокола изме-
рений.
Далее с помощью периферийных устройств ЭВМ КИМ печа-
тается и параллельно выводится на перфоленту текст програм-
мы, который затем проверяется и в случае необходимости
редактируется.
Измерение первой детали из партии включает следующие
операции: установку детали на предметном столе КИМ; по-
жомандный ввод в ЭВМ перфоленты с программой измерения;
311
ручное измерение четырех точек на калибраторе; измерение
координат точек базовых поверхностей детали для формирова-
ния СКД; автоматическое измерение и вычисление измеряемых
параметров деталей. При необходимости в процессе измерения
осуществляется ручная перестановка или смена измерительных
наконечников. Измерение остальных деталей той же партии
сводится к их установке, пуску программы и автоматическому
измерению.
Используемая система программирования на языке «Микрон*
предоставляет возможность измерений в плоскости или в про-
странстве деталей, образованных элементарными поверхностя-
ми— плоскостями, цилиндрами, сферами и их сегментами. Воз-
можен расчет точек пересечений и углов взаимного расположе-
ния между плоскостями, плоскостями и осями, расстояний
между точками, точками и прямыми или плоскостями и между
прямыми в пространстве. Возможно образование циклических
участков программ и лишь однократное запоминание повторяю-
щихся участков измерительных программ в памяти ЭВМ.
КИМ мод. ВЕ200А (рис. 7.25), разработанная Вильнюсским
филиалом ЭНИМС, является универсальным измерительным
средством для окончательного автоматического контроля средне-
габаритных деталей, в том числе и изготовляемых в ГПС.
Рис. 7.25. КИМ мод. ВЕ200А
312
Основные технические характеристики КИМ ВЕ200А
Координатные перемещения по X, У, Z, мм . . . 800, 1000, 400 (600)
Дискретность отсчета, мкм................... 0,5
Максимальная масса измеряемой детали, кг . . . 1000
Предел допустимого значения координатной по-
грешности по X, У. Z, мкм................... 3-f-L-IO-’
(L — длина измерения, мм)
Предел допустимого значения среднего квадра-
тичного отклонения случайной составляющей
координатной погрешности, мкм............... 1,0
Пределы скоростей координатных перемещений,
м/мнн:
по X, У..................................... 0,00006—4,2
по Z.................................... 0,00006—3
Форма выдачи результатов измерения.............. Цифроиндикация,
цифропечать, на гра-
фопостроитель
Основные выдаваемые результаты................... Координаты и пара-
метры отклонений
Базовая часть КИМ мод. ВЕ200А портальной компоновки
(П4) включает основание с предметным столом, на котором
крепятся измеряемые детали и прецизионные узлы перемещения
по трем координатам. Базовые детали, основание, балка портала
и ползун, на которых выполнены прецизионные направляющие
поверхности, изготовлены из твердокаменных пород. Опоры по
всем координатам — аэростатические. Базовая часть КИМ
установлена на пневматические виброизолирующие опоры, авто-
матически поддерживающие горизонтальное положение осно-
вания.
В состав УВК входят: ЭВМ, алфавитно-цифровой дисплей,
алфавитно-цифровое печатающее устройство, графопостроитель,
ленточное устройство ввода-вывода, пульт управления.
Управление машиной может осуществляться в ручном, мото-
ризованном и автоматическом режимах. Механизированное
управление выполняется с помощью штурвалов с пульта управ-
ления в основном в процессе подготовки к автоматической рабо-
те. В машине применена ИГК.
ПМО КИМ ВЕ200А содержит пакеты следующих программ,
обеспечивающих широкие метрологические и функциональные
возможности машины:
универсальную программу расчета ручного и автоматическо-
го измерения деталей с элементарными ограничивающими
поверхностями, такими, как плоскости, цилиндры, конусы, шары,
а также плоских элементов их сечений — прямых, окружностей,
эллипсов;
программу измерения плоских и пространственных кривых,
обеспечивающих измерение любых кривых на распределитель-
ных кулачках, роторах насосов, многоугольниках и т. п.;
313
программу статистической обработки хранимых в памяти
ЭВМ результатов измерений по отдельным параметрам деталей;
программу-редактор измерительных программ, предоставля-
ющую возможность эффективной, автономной от КИМ подготов-
ки программ измерения деталей по данным их чертежей.
КИМ, выпускаемые странами СЭВ
В странах — членах СЭВ работы по созданию КИМ ведутся
в ГДР, ЧССР, ПНР и ВНР.
Народным предприятием «Карл Цейс, Иена» (Carl Zeiss,
Jena, ГДР) разработаны КИМ мод. DKM- 1-750DA и серия, со-
стоящая из трех моделей (DKM 02-300, DKM 1-300D и DKM
1-300DP). Выпускаются они в ограиичеином количестве в основ-
ном для специальных нужд предприятия.
Компоновка КИМ серии 300 — стоечная (С2). Координатные
перемещения составляют 320, 220, 150 мм. Координатная по-
грешность ±3,1 мкм. В КИМ применены направляющие каче-
ния. КИМ DKM 300 имеет оптическую измерительную систему,
в КИМ других типов используются фотоэлектрические преобра-
зователи перемещения. Измерения осуществляются точечным
способом с помощью ИГ. Результаты измерений обрабатывают-
ся на ЭВМ. ПМО предоставляет возможность расчета положе-
ний, размеров и отклонений формы типовых ГЭ.
Институтом ВУСТЭ (VUSTE, ЧССР) создан ряд координатно-
разметочных машин с наибольшим координатным перемещением
до 1600 мм, погрешностью до 100 мкм/м. Создана также ручная
малогабаритная КИМ мод. MS 653 портальной компоновки.
ПМО обеспечивает решение метрологических задач, возникаю-
щих при измерении корпусных деталей с типовыми поверхно-
стями. Создается гамма автоматизированных современных
КИМ.
В ПНР разработана КИМ средней точности с максимальны-
ми координатными перемещениями до 700, 1000, 2000 мм. Имеют-
ся ручные и автоматизированные КИМ. Компоновка порталь-
ная, опоры аэростатические, преобразователи перемещения —
фотоэлектрические. Координатная погрешность составляет
±(2 + L/I00) мкм.
В ВНР создана ручная КИМ мод. NED-1000-01 с координат-
ными перемещениями 1000, 800, 500 мм и погрешностью измере-
ния ±10 мкм/м.
КИМ фирм «Оптон» и «Маузер»
КИМ, изготовляемые фирмой «Оптон», можно разделить на
прецизионные и производственные. К прецизионным относятся
КИМ моделей UMM, UMC, UPMC, РМС м ZMC. Их основные
314
размеры представлены табл. 7.4. КИМ UMM 500 является пер-
вой разработкой фирмы, имеет металлическую конструкцию с
опорами качения, комплектуется трехкоординатной ИГО. Опти-
мальная компоновка и конструкция узлов позволили получить
особо высокую точность (рис. 7.16) и применять ее для образцо-
вых измерений. Дискретность отсчета составляет 0,2 и 0,5 мкм.
Все остальные прецизионные КИМ фирмы «Оптон» изготов-
ляются с базовыми деталями из твердокаменных пород, имеют
аэростатические опоры. Все они, за исключением РМС, комплек-
туются ИГО и отличаются высокой точностью. КИМ РМС отли-
чается от UPMC 850 (рис. 7.26) лишь тем, что в первой приме-
няется высокочувствительная нулевая головка, выполняются
точечные измерения в динамическом режиме и производитель-
ность ее выше.
КИМ ZMC — специализированная, предназначена для изме-
рения цилиндрических и конических зубчатых колес. Она содер-
жит встроенный поворотный стол. Точность позиционирования
составляет 1,8".
Производственные КИМ моделей WMM аналогичны по кон-
струкции UMC, но комплектуются ИГН и имеют меньшую-
точность.
Фирмой «Оптон» выпускаются и одностоечные металлические
КИМ мод. SMM, PSM и USMC с горизонтальной пинолью, осна-
щенные ИГО. КИМ USMC (рис. 7.27) за счет аттестации всего
измеряемого пространства и ввода коррекции размеров в память
Рис. 7.26. КИМ мод. UPMC850
S15
Рис. 7.27. КИМ мод. USMC
ЭВМ обладает достаточно высокой точностью — в пределах
15 мкм во всем диапазоне измерения.
К КИМ, изготовляемым фирмой «Оптон», поставляется кан-
туемый поворотный стол диаметром планшайбы 300 мм (мод.
RT 05-300). Точность позиционирования стола ±1", дискрет-
ность — 0,5". КИМ мод. UMC 850 и WMM 850 могут оснащать-
ся поворотным столом RT 05-800 аналогичной точности. Такой
поворотный стол встроен в КИМ мод. USMC.
КИМ фирмы «Оптон» комплектуются специальными пневма-
тическими виброизолирующими опорами, позволяющими уста-
навливать машины в нормальных цеховых или лабораторных
условиях без специальных виброизолирующих оснований и ав-
томатически поддерживать горизонтальное положение стола
КИМ независимо от расположения центра тяжести измеряемых
деталей и положения подвижных узлов.
Для образования нужной конфигурации и структуры ИГ в ее
комплект входят держатели, кубы, матрицы, удлинители, стерж-
ни. Из них можно собрать систему, состоящую даже из 25 нако-
нечников, направленных по разным углам к координатным
осям.
Диаметр измерительных наконечников может быть выбран
от 0,3 до 10 мм для ИГО и от 1,35 до 10 мм для ИГН. Для
бесконтактных измерений прецизионные КИМ могут быть снаб-
жены бинокулярным микроскопом с увеличением 10—120*.
316
УВК КИМ фирме! «Оптон» комплектует микроЭВМ НР9825,
НР9816 или НР9836. Разроют in УВК, комплектуемый мощной
ЭВМ НР1000, позволяющий paOoiaib с ШО. За счет большого
объема памяти и быстродействия ЭВМ HP 1000 можно прово-
дить аттестацию КИМ во всем пространстве измерения, напри-
мер с шагом 50 мм, и вводить погрешность в память ЭВМ для
автоматической корректировки результатов измерения.
Кроме периферийных устройств ЭВМ (алфавитно-цифрового
лечатающего устройства, графопостроителя, устройств памяти
на гибких дисках и др.) фирма поставляет специальный пере-
носной пульт оперативного программирования и управления.
Основной системой ПМО КИМ фирмы «Оптон» является
универсальная измерительная программа UMESS, предназна-
ченная для автоматического или ручного измерения деталей с
элементарными поверхностями (плоскостями, цилиндрами, ко-
нусами, шарами и т. д.). На ее основе построен ряд специальных
программ, позволяющих измерять практически все детали ма-
шиностроения, станкостроения, приборостроения, решать ряд
специальных метрологических и технологических задач:
MFT—PR0G — для разработки программ UMESS вне КИМ;
SAM — для статистической обработки результатов измере-
ний, полученных с помощью программ UMESS;
KUM — для измерения профилей сложных поверхностей;
GON — для измерения прямозубых и косозубых цилиндри-
ческих зубчатых колес;
RAM — для измерения конических зубчатых колес;
ТОР — для измерения произвольных криволинейных поверх-
ностей, заданных сеткой номинальных положений множества
дочек этих поверхностей.
Программы GON и RAM не могут использоваться на КИМ с
ИГН и на стоечных КИМ низкой точности. Результаты измере-
ний представляются в виде протокола аттестации программи-
руемого формата, накапливаются во внешней памяти ЭВМ для
возможной последующей обработки, а также в графическом
виде с помощью планшетного малогабаритного координато-
графа.
КИМ мод. KMZ-P, выпускаемые фирмой «Маузер», дополня-
ют размерный ряд КИМ фирмы «Оптон». Они отличаются ори-
гинальной портальной компоновкой (рис. 7.28), имеют средние
и крупные габаритные размеры (см. табл. 7.3). В последнее
время фирма освоила выпуск крупногабаритной КИМ стоечной
компоновки (Г1).
КИМ фирмы «Маузер» отличаются точностью (см. рис. 7.18),
широкими метрологическими и функциональными возможностя-
ми (см. табл. 7.5). Это достигнуто за счет рациональной конст-
рукции КИМ, а также за счет того, что КИМ этой фирмы
317
Рис. 7.28. КИМ мод. KMZ-P
комплектуются УВК высокого качества, измерительными систе-
мами, головками и ПМО фирмы «Оптон».
КИМ фирмы ДЕА
Одну из самых широких номенклатур универсальных КИМ
предлагает фирма ДЕА (см. табл. 7.3). Программа их выпуска
охватывает КИМ размерами от 350 мм до 16 м. Особенностью
конструкции КИМ является металлическая конструкция узлов
(кроме плит портальных КИМ), аэростатические опоры, фото-
электрические растровые измерительные системы.
КИМ «Омикрон» является самой маленькой и простой КИМ
с ручным управлением, комплектуемой электроконтактной ИГН
мод. TF-6.
Для измерения деталей средних габаритных размеров пред-
лагаются две группы КИМ портальной компоновки «ЙОТА» и
«ЭПСИЛОН». Машины могут работать в ручном, моторизован-
ном и автоматическом режимах.
Группа «ЭПСИЛОН», содержащая шесть модификаций, уп-
равляется от мотопривода или автоматически. Портальные КИМ
318
комплектуются однонаконечниковыми ИГН мод. Т-6, состав-
ленными из отдельных ИГ мод. TF-56 или мцогонаконечникоры-
ми ИГН мод. TF-30.
Крупногабаритные КИМ «БЕТА», «ДЕЛЬТА», «ЛЯМБДА»
имеют мостовую компоновку с колоннами без монолитного осно-
вания. Колонны монтируются непосредственно на фундамент.
КИМ группы «БЕТА» могут управляться вручную, от мото-
привода и автоматически, а КИМ «ДЕЛЬТА и «ЛЯМБДА»
ручного управления уже не имеют. Измерения реализуются то-
чечным способом с помощью всех трех типов ЙГН или непре-
рывным слежением с помощью ИГО мод. TL1M и TL3M1.
Измерительный робот «БРАВО» (см. рис. 7.7) имеет мо-
дульную структуру и в зависимости от назначения может при-
нимать разную конфигурацию, в том числе и с четырьмя изме-
рительными органами. Производительность измерения (одна
точка в одну секунду) достигнута на этом ИР за счет легкости
конструкции, скорости перемещений (до 33 м/мин) и скорости
измерения (5 м/мин). Однако точность измерения низкая.
Конструкция «БРАВО» приспособлена для работы в техно-
логическом потоке. Аэростатические направляющие и УВК
герметизированы. Фирмой поставляются ручные и моторизован-
ные кантуемые поворотные столы диаметром планшайбы
315—1250 мм, грузоподъемностью при вертикальном положении
оси 400—1250 Н. Погрешность позиционирования нормальной
точности ±5,5 — ±7,5", повышенной точности ±2,5".
Для обработки результатов измерения и управления КИМ
фирма имеет пять типов УВК. Два типа (R и TROLL) построе-
ны на базе микропроцессоров и предназначены для обработки
результатов измерения ручных КИМ (тип R), ручных и мотори-
зованных) (тип TROLL). Фирмой создаются УВК типа TROLL
и для автоматизированных КИМ.
С помощью специального пульта УВК TROLL создается воз-
можность сравнительно просто программировать почти все виды
измерений деталей с элементарными поверхностями. Программа
может быть записана на магнитной ленте — на мини-кассете.
Результаты измерений выводятся на печать с оценкой выявлен-
ных отклонений.
УВК типов М, Р и С построены на базе мини-ЭВМ мод.
P.DP 11/23. Если УВК М предназначена для ручных и моторизо-
ванных КИМ, то Р — для моторизованных и автоматизирован-
ных КИМ. Оба типа УВК применяются для работы КИМ в
режиме точечных измерений. В комплект УВК входит специаль-
ный переносной пульт управления и программирования. Пери-
ферийные устройства ЭВМ комплектуются по желанию потре-
бителя и могут содержать алфавитно-цифровой и графический
дисплеи, графопостроитель, устройство памяти на магнитных
дисках, печатающее устройство.
319
УВК типа С имеет состав, аналогичный УВК типа Р. Он
предназначен для реализации измерений в режиме непрерывно-
го слежения, а также для выполнения фрезерной операции.
В комплекте с КИМ, управляемой УВК типа С, поставляют-
ся однокомпонентные ИГО мод. TL1M, трехкомпонентные ИГО
мод. TL3M, поворотные головки мод. HDX, сенсор TL3P, фре-
зерные головки мод. ТМ (для фрезерования легких сплавов)
и др.
При измерении криволинейной поверхности с помощью ИГО
мод. TL1M отсчет производится вдоль оси головки. ИГ устанав-
ливается в поворотную головку, которая автоматически по про-
грамме ориентирует ИГ вдоль нормали измеряемой поверхности.
ИГ мод. TL3M1 имеет измеряемые перемещения по трем
взаимно перпендикулярным осям.
Рабочий ход обеих ИГ составляет ±10 мм, погрешность
±2,5 мкм, измерительное усилие 0,05—0,25 Н.
ПМО КИМ реализовано на базе мини-ЭВМ PDP 11/23,
включает универсальную систему программирования HELP 11 и
специальные программы. Метрологические и функциональные
возможности ПМО фирмы приведены в табл. 7.6.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизация измерений при применении координатных измеритель-
ных машин/А. Е. Кобринский, Е. И. Левковский, А. Е. Рукин, Н. А. Серков//
Станки н инструмент. 1979. № 1. С. 9—112.
2. Адаптивные системы управления металлорежущими станками//Мате-
риалы научно-технического совешания/НИИмаш. 1971. Сер. С-1: Станкострое-
ние. 208 с.
3. Айзенберг Е. В. и Аренсои Е. Л. Программные измерения криволиней-
ных поверхностей//Энергомашиностроение. 1971. № 4. С. 42—46.
4. Айзенберг Е. В., Мерсон 3. А. Федотов А. Н. Математическое модели-
рование вписывания двух фигур и его приложення//Точное приборостроение.
1976. Вып. 2. С. 63—67.
5. Бекинтис 3. И., Каспарайтис А. Ю., Куметайтис Ю. П. Новые автома-
тизированные координатные измерительные машины//Станки и инструмент.
1981. С. 12—15.
6. Бесконтактная измерительная головка для измерительных роботов/
В. Н. Евстигнеев, А. Ш. Колискор, М. Б. Модестов и Т. И. Тарасова//Внедрение
средств и методов размерного контроля. Л.: ЛДНТП, 1984. С. 79—84.
7. Будгинас С. Ю. Развитие измерительных преобразователей н систем//
Станкостроение Лнтвы. 1983. № 15. С. 5—21.
8. Будгинас С. Ю., Раманаускас В. А., Тонкунас Р. Ю. Система програм-
мирования для автоматизированных координатных измерительных машин//
Станки и инструмент. 1981. № 3. С. 15—17.
9. Бухман Ю. С., Каспарайтис А. Ю. Анализ систематических погрешно-
стей координатных измерительных машин//Станкостроение Литвы. 1986. № 18.
С. 37—52.
10. Гапшис А. А., Каспарайтис А. Ю. Координатные измерительные маши-
ны//Станкостроение Литвы. 1982. № 14. С. 5—11.
11. Гапшис А. А., Каспарайтис А. Ю., Раманаускас В. А. Развитие совре-
менных координатных измерительных машнн//Обзор/НИИмаш. 1983. 80 с.
12. Гейшерик В. С., Евстигнеев В. Н. Грубое отслеживание криволинейных
контуров при контроле пространственно-сложных изделий измерительными ро-
ботами//Машиноведение. 1985. Ns 2. С. 9—16.
13. Голубовский Ю. М., Пивоварова Л. Н., Афанасьева Ж. К. Фотоэлек-
трические преобразователи линейных и угловых перемещений//Оптико-механи-
ческая промышленность. 1984. № 8. С. 50—58.
14. Гольдшмид С. Ф., Лившиц Л. Л., Ханина Г. П. Применение микроЭВМ
в системах управления металлорежущими станками. Л.: ЛДНТП, 1985. 26-с.
15. Измерение криволинейных поверхностей на координатных измери-
тельных машннах/А. А. Барадокас, 3. Н. Бекинтис, А. Ю. Каспарайтис,
А. Б. Шукис//Станкостроенне Литвы. 1983. № 15. С. 121—127.
16. Измерительные машины, измерительные работы и сборочные роботы
ДЕА//Материалы семинара фирмы ДЕА (Италия) в г. Москве/ДЕА 1982.
273 с.
321
17. Кайнер Г. Б. Измерение линейных размеров высокоточных деталей.
М.: Машиностроение, 1975. 168 с.
18. Карелин Н. М. Бескопирная обработка цилиндрических деталей. М.:
Машиностроение, 1966. 188 с.
19. Каспарайтис А. Ю. Теоретический анализ движения оси шпинделя
прецизионных приборов//Стаикостроение Литвы. 1976. № 8. С. 163—170.
20. Каспарайтис А. Ю., Куметайтис Ю. П. Конструкция и точность коор-
динатных измерительных машин//Стаикостроение Литвы. 1982. Ns 14.
С. 12—27.
21. Каспарайтис А. Ю., Мураускас П. Рч Шимуленис Ю. Ю. Анализ по-
грешностей, возникающих при стыковке растровых линеек//Станкостроение
Литвы. 1980. № 12. С. 71—78.
22. Каспарайтис А. Ю., Перфилов В. В. Головки для автоматизированных
координатных измерительных машии//Иэмерительная техника. 1981. № 7,
С. 24—25.
23. Кобринский А. Е., Коченов М. И., Подлазов С. С. Координатная изме-
рительная машина с ЧПУ для адаптивных систем станков//Станки и инстру-
мент. 1979. Ns 3. С. 24—25.
24. Кобринский А. Е., Серков Н. А. Адаптивные системы управления стан-
ками с коррекцией программ//Станки и инструмент. 1979. № 7. С. 15—17.
25. Колискор А. Ш. Счетно-числовое программное управление измеритель-
ными машииами//Станки и инструмент. 1974. № 8. С. 40—41.
26. Коротков В. П., Тайц Б. А. Основы метрологии и теории точности из-
мерительных устройств. М.: Издательство стандартов, 1978. 325 с.
27. Крутик Я. Б. и Чудов В. А. Координатные измерительные машины с
ЧПУ//Станки и инструмент. 1973. Ns 6. С. 17—20.
28. Модестов М. Б. Исследование точности модульных головок для коор-
динатных измерительных машин с ЧПУ//Моделирование задач машинострое-
ния «а ЭВМ. М.: Наука, 1976. С. 213—216.
29. Модестов М. Б., Чудов В. А. Принципы построения измерительных
головок для автоматических координатных измерительных машин//Моделиро-
вание задач машиноведения на ЭВМ. М.: Наука, 1976. С. 206—212.
30. Модестов М. Б., Чудов В. А. Принципы построения измерительных го-
ловок координатно-измерительных машин//Научн.-техн. реф. сб./НИИмаш.
1981. Ns 10: Оборудование с числовым программным управлением. С. 10—13.
31. Омнио Такэхиса. «Кейре канри»//3оигпа1 of the Instrumentation
Control Association (Япония). 1982. 31, № 10. С. 601—607.
32. Опоры скольжения с газовой смазкой/С. А. Шейнберг и др. М.: Ма-
шиностроение, 1979. 336 с.
33. Палей М. А. Способы оценки диаметров при координатных измере-
ниях//Метрологическая служба в СССР. 1987. № 2. С. 12—16.
34. Попов В. Е., Серков Н. А., Пан Е. И. Организация автоматизирован-
ного участка для шлифования лопаток//Станки и инструмент. 1982. Ns 3.
С. 6—9.
35. Пресиухин Л. Н. и др. Фотоэлектрические преобразователи информа-
ции. М.: Машиностроение, 1984. 362 с.
36. Пьезорезонансные головки КИМ/Р. Ю. Бансевичюс, А. Ю. Каспарай-
тис, В. В. Перфилов, А. Ю. Рагаускас//Станкостроение Литвы. 1982. Ns 14.
С. 66—73.
37. Разработка и исследование автоматических координатных измеритель-
ных машин/М. И. Коченов, В. А. Чудов, А. Е. Рукин и др.//Автоматизация
сборочных процессов в машиностроении, 1979. С. 136—139.
38. Раманаускас В., Тирва Ж. Операции управления КИМ//Материалы
конференции «Интенсификация производства, создание новых технологий,
изделий и материалов». Редакционный совет Министерства высшего и среднего
специального образования Литовской ССР. Вильнюс, 1984. С. 74—75.
39. Реди Дж. Промышленные применения лазеров. М.: Мир, 1981. 420 с.
40. Саламандра Б. Л., Серков Н. А. К оценке эффективности систем по-
322
иышеиия точное . . • . <'Тй1нк.11:.//М.йИИ1Н01и’дение.
1972
41. Серков Н. А. измерение ирис > рапс м *«.Л i
координатных измерительных машинах//Станки и инструмент. 1982. № 11.
С. 20—24.
42. Серков Н. А. Исследование способов коррекции программы управления
станком, основанных на принципах адаптации//Станки и инструмент. 1973.
№ 3. С. 37—40.
43. Серков И. А. Классификация координатных измерительных маши»//
Научн.-техн. реф. сб./НИИмаш, 1981. № 10: Оборудование с числовым про-
граммным управлением. С. 8—10.
44. Серков Н. А. и Модестов М. Б. Измерительные роботы в ГАП//Изме-
рительная техника. 1984. № 11. С. 18—19.
45. Серков Н. А., Пан Е. И. Об одном методе коррекции пространствен-
мой конфигурации трубки//Машиноведение. 1985. № 4. С. 42—48.
46. Справочник по технике линейных измерений//Под ред. П. Лейнвебера.
М.: Машгнз, 1959. 928 с.
47. Технико-экономические характеристики и структурно-компоновочные
решения зарубежных ГПС для металлообработки. М.: НИИмаш, 1984. 132 с.
48. Универсальное матобеспечение UMESS: Инструкция по применению,
КОМЕГ (ФРГ). 1982. 300 с.
49. Хавкин И. Я. Измерение пространственных трубопроводов с примене-
нием координатной измерительной машины и ЭВМ//Вестник машиностроения.
1981. № 1. С. 24—25.
50. Чудов В. А. Программное измерение профилей турбинных лопаток//
Решение задач машиноведения на ЭВМ. М.: Наука, 1975. С. 142—149.
51. Чудов В. А., Модестов М. Б. Нулевая измерительная головка для об-
рабатывающих центров и КИМ//Вестиик машиностроения. 1985. As 4. С.
33—34.
5,2 . Чудов В. А., Цидулке Ф. В., Фрейдгейм Н. И. Размерный контроль в
машиностроении. М.: Машиностроение, 1982. 328 с.
53. Шилюиас П. И. Автоматизированное определение геометрических эле-
ментов с помощью координатных измерительных машии//Станкостроение Лит-
вы. 1985. № 17. С. 106—125.
54. Шилюнас П. И. Метод оценки точности результатов координатных
измерений//Станкостроение Литвы. 1986. № 18. С. 53—65.
55. Шилюнас П. И. Экстремальные методы определения поверхностей на
КИМ//Станкостроение Литвы. 1982. № 14. С. 98—102.
56. Шилюнас П. И., Раманаускас В. А. Координатное измерение сложных
поверхностей//Материалы конференции «Развитие технических наук и перспек-
тивы использования нх результатов». Каунас: Политехнический институт им.
А. Снечкуса, 1983. С. 66—67.
57. Эрвайс А. В. Юстировка и ремонт измерительной машины. М.: Машгиз,
1960. 108 с.
58. Armbruster N., Badur К. Mefisteuerung fur CNC-Drehmaschinen//wt-Zeits-
chrift fiir industrielle Fertigung. 1980, 70, № 8. S. 511—514.
59. Astrop A. W. CNC pipe measuring and bending — a major stop forward//
Mashinery and production engineering. 1976. Vol. 129. N 3323. P. 146—150.
60. Bambach K., Breyer K.—R., Gopfert U. Zur Genauigkeit von Mehrkoordi-
naten — Mefigeraten und deren Uberpriifung//VDI-Zeitschrift. 1980. N 13. S.
535—548.
61. Baule R., Ertl F. Drei-Koordinaten-Mefimaschinen-Entwicklungsstand
und Einsatz//Werkstatt und Betrieb. 1975. Jg. 108. Nil. S. 713—735.
62. Betsch W. Die Messung von Kurven mit Hilfe einer DreikoordinatenmeB-
maschine//Technisches Zentralblatt fiir praktiche Metallbearbeitung. 1978. Jg.
72. № 1—2. S. 37—40.
63. Black S. Co-ordinate measuring machines. A worldwide review manufac-
tures and their systems//Metrology and Inspection. 1977. Vol. 9. N 6.
323
64. Cincinnati Milacron's new T-10 CNC Processing Centre//The FMS Maga-
zine. 1983. Vol. 1. N 3. P 140.
65. CMMA-Genauigkt itsspezlfikatlon fiir Koordinaten-MefigerateZ/Messen —
Priifen. 1983. Jg. 19. N 1/2. S. 48—52.
66. Dietzsch M., Kam pa H. Automatische Tasterwechseleinrichtung fur Mehr-
koordinatenmefigerate/ZQualitat und Zuverlassigkeit. Jg. 22. 1977. N 8. S.
176—180.
67. Dietzsch M., Lang H. Aufbau von Mehrkoordinaten-MeBgeraten//Fein-
werktechnik und MeBtechnik, 1978. Jg. 86. N 6. S. 262—269.
68. Elton H. I., Minroe F. E. A Numericaly controlled measuring ma-
chine/ZControl. 1963. N 2. P. 71—75.
69. Felten K. Automatische Durchmessung an eines NC-Drehmaschine//wt-
Zeitschrift fiir industrielle Fertigung. 1976. Jg. 66. N 7. S. 389—893.
70. FertigungmeBtechnik Handbuch fiir Industrie und WissenschaftZ/Heraus-
gegeben von H. — G. Warnecke und W. Dutschke. Berlin/Hendelberg/New
York/Tokyo. Springer-Verlag. 1984. 812 s.
71. Georgi B., Goch G., Schwertz M., Weckentnann A. Datenverarbeitung in
der Koordinatenmesstechnik/ZH. J. Warnecke, W. Dutschke. Taschenbuch Ferti-
gungsmesstechnik. Berlin/Heidelberg/New York/ Tokyo. 1984. S. 296—309.
72. Giinter R. H. MeBsteuerung an NC-Werkzeugmaschinen//TZ fiir Metall-
bearbeitung. 1984. Jg. 78. N 5. S. 21—28.
73. Gorbach K. MeBsteuerungen und ihre Anwendung beim Herstellen vort
Drehteilen//wt-Zeitschrift fiir industrielle Fertigung. 1978. Jg. 66. N 10. S.
587—592.
74. Herzog K. EinfluB der MeB-und Tastsysteme auf die Mefiunsicherheit von
Mehrkoordinaten-Mefigeraten//wt-Zeitshrift fiir industrielle Fertigung. 1979. Jg.
69. N 10. S. 647—650.
75. Hollingum J. An automated machining system three years on//The En-
gineer. 1977. Vol. 244. N 6320. P. 32, 33, 37.
76. Jacoby H.—D., Lenz K.—J. Automatic continuous scanning with multy-
coordinate measuring machines/ZProceedings of the 5th International Conference
on Automated Inspection and Product Control. Stuttgart, W. Germany. 24—26
June. 1980. P. 465—472.
77. Kartarius G. Qualitatssicherung durch Einbanung flexibler Mefizentren/Z
Zeitchrift fiir industrielle Fertigung. 1985. N 3.
78. Kochsick M., Kunzman H., Liidicke F. Entwicklung und Untersuchung
eines inductiven Drei-Koordinaten-Wegaufnehmers//Feinwerktechnik und MeB-
technik. 1975. Jg. 83t N 5 S. 209—213.
79. KU М2 A. Programm zur Kurvenmessung mit Rechner hp 9825, Opton,
120 s.
80. Kunzmann W., Beuer H., Warnecke H.—G. Vergleichende Betrachtung
uber MeBgerate und MaBverkorperungen fiir die Priifung von Mehrkoordinaten-
MeBgeraten/ZCIRP Ann. 1981. Jg. 30. N 1. S. 433—436.
81. Laser probe head speeds profile measurement/ZPrecision engineering. 1984.
Vol. 6. April. N 2. P. 111.
82. Lotze W. Priifkorper fiir Mehrkoordinaten-MeBgerate/ZFeingeratetechnik.
1981. N 4. S. 154—156.
83. Lotze W. Zur Entwicklung der Programmierung und Programsysteme fiir
die rechnergestiitzte koordinatenmessung/ZInformationen der TU Dresden, 14—
32—76. 1976, 16 s.
84. Lotze W. Zur Vereinheitlichung von Ausgleichalgoritmen und deren Prii-
fung in der Koordinatenmefitechnik/ZWiss. Z. Techn. Univ. Dresden. 1983. Jg. 30.
N 2. S. 217—220.
85. Lotze W., Hartman M., Hegt D. MAUS 4 (3D) problemorientierte Prog-
rammiersprache zur rechnergestiitzten Koordinatenmefitechnik fiir das klein-
rechnersystem KRS 4200//Programmierhandbuch. TU. Dresden. 1980, 164 s.
86. Lotze W., Will H.—J. Gewindegeometrie und Gewindemessung aus drei-
dimensionalle Sicht//Feingeratetechnik. 1984. N 4. S. 408, 409.
324
87. Measuring in automated manufacturing processes//Sensor Revie. 19821
N 4. P. 81—83.
88. Miiller W., Terwissen B., Bettie B. Flexible Handhabuugsgerate zur auto-
matischen WerkstiickvermessungZZVDI-Z. 1983. Jg. 125. N 7. S. 227—231.
89. Neber H. Beeintrachtigung der Genauigkeit von Koordinatenmessungen
dutch die Umgebung. Koordinaten-MeBtechnik. Tagung Fellbach, 16. u. 17. Mai,
1984. VDI/VDE Geselschaft MeB-und Regelungstechnik. Diisseldorf: VDI-Verlag.
1984. S. 107—116.
90. Neuer H., Zeichen G. Trochoidenmessung mit einem Koordinatenmefige-
rat/ZZeitschrift fiir industrielle Fertigung (Werkstattstechnik.) 1973. Jg. 63. N 4,
S. 214—217.
91. Neunten H.—J. Verzahnungsmessung auf einem Mehrkoordinaten-Mess-
gerat//Vortrag auf der 12 IPA-Tagung zusammen mit der 5AIPC. Stuttgart.
1980, 14 s.
92. Peters J., Zeuven K. Metrology in Design and Manufacturing: Facts-
and Trends//CIRP Annals. 1977. N 2.
93. Pfeifer T., Bambach M., Fiirst A. Ermittlung der MeBunsicherheit von
3-D Tastsystemen/fTechnisches Messen. 1979. Teil 1. N 2. S. 47—52; Teil 2. N 4.
S. 161—169.
94. Ramanauskas S. A. Zur Struktur des Programmsystems fiir Koordinaten-
Messmaschinen//Industrielle Fertigung auf dem Wege zur Automatisierungr
Konferenz INFERT-82. Kurzreferate-zur Posterdiskussion der Fachsektion. V.-TU
Dresden. 1982. S. 95—96.
95. Rathmill K., Chan W. W. What simulation can do for FMS design and
planningZZThe FMS magazine. 1983. VI. N 3. P. 171—177.
96. Robots have measure of alternatives on the production linesZZThe Engi-
neer. 1975. Vol. 245. N 8330. P. 41.
97. Scheperle K., Zeller R. Abnahmepriifung von Koordinaten-Mefigeraten
beim HerstellerZZQualitat und Zuverlassigkeit. 1985. Jg. 30. N 9. S. 271—276-
98. Sniffing robots check cars for water leaksZZMeasurement and inspection
Technology. 1982. N 4.
99. The test robotZZTM Technologie Meccaniche International. 1979. Vol.
VIII. N 2. P. 40—44.
100. Treywin E. T. Integration of Inspection into a flexible machining lineZZ
Proceedings of the 5th International Conference on Automated Inspection and
Product Control, Stuttgart, W. Germany, 24—26 June. 1980. P. 253—263.
101. Vaihinger U. Verfahren zur antomatischen raumlichen Objekvermes-
sung mit Koordinaten-MeBmaschinenZZDiss... Dokt. — Jug. Fak. Maschinenwesen
Techn. Univ., Hannover. 1973, 82 s.
102. Vector drive — a new direction for profile measurementZZMeasurement
und Inspection Technology. 1980. Vol. 2. N. 4. P. 21—22.
103. Week M., Pfeifer T., Ernst D. Measuring der Flankengeometrie von
Kegelradern auf einer Mehrkoordinaten-MefimascnineZZIndustrie-Anzeiger, 1979-
Jg. 101. N 64 S. 31—34.
104. Weckentnann A. Programmierung von rechengesteurten Koordinaten-
messgeratenZZTechnisches Messen. 1984. N 6. S. 234—241.
105. Weckenmann A., Kampa H. Koordinatenmessgerate. Geratekonfigura-
tion, Software, AuswahlkriterienZZSonderteil der VDI-Z. 1983. S. M67—MЮЗ-
106. Zehmann M. Polarkoordinaten-MefJmaschineZ/Feinwerktechnik und
Messtechnik. 1979. Jg. 87. N 5.
107. Zeichen G. UniversalmeBtnaschine mit automatischer dreidemensionaler-
ObjektantastungZZWerkstatt und Betrieb. 1973. N 2.
ОГЛАВЛЕНИЕ
Предисловие....................................................... 3
Глава 1. Устройство координатных измерительных машин............... 6
1.1. Принцип работы и структурная схема КИМ...................... 6
1.2. Методы координатных измерений и типы КИМ................... 11
1.3. Компоновка и конструкция базовой части КИМ................. 24
1.4. Измерительные системы координатных перемещений............. 52
1.5. Устройства взаимодействия с измеряемой деталью............. 58
1.6. Системы управления, обработки и представления данных измере-
ний 65
Глава 2. Измерительные головки КИМ................................ 69
2.1. Принципы построения и основные характеристики измерительных
головок......................................................... 69
2.2. Измерительные головки касания.............................. 79
2.3. Измерительные головки отклонения........................... 92
Глава 3. Координатные измерения.................................... 114
3.1. Метрологические основы координатных измерений............... 114
3.2. Координатные измерения типовых параметров................... 122
3.3. Математическое базирование.................................. 128
3.4. Алгоритмы расчета геометрических параметров поверхностей . . 133
3.5. Оценка и представление результатов измерений................ 149
3.6. Алгоритмы управления работой КИМ.......................... 151
Глава 4. Программно-математическое обеспечение КИМ................. 156
4.1. Состав, структура и классификация систем программно-математи-
ческого обеспечения КИМ........................................ 156
4.2. Системы программирования измерений корпусных деталей .... 159
4,3. Программирование измерений сложных поверхностей........... 180
4.4. Программы измерения типовых деталей....................... 185
4.5. Сравнительная оценка систем программирования КИМ......... 191
Глава 5. Измерение сложных пространственных поверхностей (СП)
на КИМ......................................................... 194
5.1-....................... Способы координатных измерений СП на КИМ................. 194
5.2. Измерение СП на КИМ с системой слежения за измеряемой по-
верхностью .................................................... 205
5.3. Измерение СП на КИМ—ЧПУ.................................. 219
5.4. Измерение СП на ручных КИМ с полуавтоматической обработ-
кой результатов................................................ 228
326
Глава 6. Точность координатных измерений......................... 245
6.1. Погрешности измерения на КИМ.............................. 245
6.2. Компенсация погрешностей координатных измерений........... 251
6.3. Нормирование и поверка погрешностей КИМ................... 254
Глава 7. Применение КИМ.......................................... 267
7.1. Области рационального применения КИМ...................... 267
7.2. Основные критерии выбора КИМ.............................. 270
7.3. Измерительные роботы...................................... 274
7.4. Применение КИМ и измерительных роботов в ГПС.............. 281
7.5. Обзор современных координатных измерительных машин .... 291
Список литературы .............................................. 321
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
Гапшис Владас-Альгис Адольфович,
Каспарайтис Альбииас Юозович,
Модестов Михаил Борисович и др.
КООРДИНАТНЫЕ ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ И ИХ ПРИМЕНЕНИЕ
Редактор Е. В. Грнгорнн-Рябова
Переплет художника В. Д. Епанешникова
Художественный редактор С. С. Водчнц
Технический редактор Т. С. Старых
Корректоры Т. В. Багдасарян, И. Г. Богомолова
ИБ № 4974
Сдано в набор 11.03.88. Подписано в печать 25.05.88. Т-05222.
Формат 60X88'/i«. Бумага офсетная № 2. Гарнитура литературная.
Печать офсетная. Усл. печ. л. 20,09. Усл. кр.-отт. 20,09. Уч.-нзд. л. 21,0.
Тираж 7 300 экз. Заказ 183. Цена 1 р. 40 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4
Московская типография № 8 Союзполнграфпрома
при Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли.
101898, Москва, Центр, Хохловский пер., 7.