
Tags: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы организация производственного процесса производственное планирование управление качеством машиностроительные нормативы станки
Year: 1974




ЦЕНТРАЛЬНОЕ БЮРО ПРОМЫШЛЕННЫХ НОРМАТИВОВ ПО ТРУДУ ПРИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОМ ИНСТИТУТЕ ТРУДА ГОСУДАРСТВЕННОГО КОМИТЕТА СОВЕТА МИНИСТРОВ СССР ПО ВОПРОСАМ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ
ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ И ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ
НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Массовое производство
Издание третье
Москва «МАШИНОСТРОЕНИЕ» 1974
'5$, 5
0-28 '"УЗА J
УДК 621.91:658.52.526(083.75) — -----
Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места на работы, выполняемые на металлорежущих станках. ЛАассовое производство. Изд. 3-е. М., «Машиностроение», 1974, 136 с. (ЦБПНТ при НИИтруда).
Общемашипостроительпые нормативы вспомогательного времени и времени на обслуживание рабочего места па работы, выполняемые па металлорежущих станках (массовое производство), разработаны Научно-исследовательским институтом автомобильной промышленности (НИИТавто-пром) под методическим руководством Центрального бюро промышленных нормативов по труду при Научно-исследовательском институте труда Государственного комитета Совета Министров СССР по вопросам труда и заработной платы при участии нормативно-исследовательских организаций п предприятий машиностроения.
Сборник нормативов рассчитан на нормировщиков и технологов, а также других инженерно-технических работников, занятых расчетом технически обоснованных норм времени па работы, выполняемые на металлорежущих станках в механических цехах в условиях массового типа производства.
Нормативы рекомендованы ЦБПНТ для применения на машиностроительных предприятиях.
Настоящее издание повторяет издание, выпущенное в 1970 г. НИИтруда.
Отзывы и предложения но нормативам просьба направлять по адресу: Москва, 103012, нл. Куйбышева, 1, ЦБПНТ.
0185—521
О -----------
- 038(01)—74
БЗ-46-12-73
(С) Издательство «Машиностроение», 1974 г.
ОБЩАЯ ЧАСТЬ
Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места предназначаются для расчета технически обоснованных норм времени в механических цехах с массовым типом производства.
Настоящие нормативы по сравнению с ранее выпущенными дополнены картами на выполнение ряда технологических приемов (загрузка деталей в бункер, обработка деталей на агрегатных станках и др.). В ряде карт расширен диапазон весов и в карты внесены другие изменения.
При разработке настоящих нормативов были использованы данные хронометражных наблюдений и фотографий рабочего дня, проведенные па ведущих заводах различных отраслей машиностроения.
Предлагаемые нормативы разработаны в соответствии с методическими рекомендациями НИИтруда и «Положением о порядке разработки нормативных материалов для нормирования труда», утвержденным постановлением Государственного комитета Совета Министров СССР по вопросам труда и заработной платы и Президиума ВЦСПС от 28 июня 1968 г. № 185/П-13.
Сборник нормативов состоит из следующих шести разделов:
Нормативы вспомогательного времени на установку и снятие детали.
Нормативы вспомогательного времени на приемы управления станком.
Нормативы вспомогательного времени на измерения.
Нормативы времени на обслуживание рабочего места. Нормативы времени на отдых и личные надобности. Приложения.
3
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Нормативы на установку и снятие детали даны по видам приспособлений независимо от типов станков.
Нормативами (карты 1 —19) предусмотрены наиболее распространенные типовые способы установки и крепления деталей в универсальных и специальных зажимных приспособлениях.
В большинстве карт в качестве главного фактора продолжительности выполнения приема принят вес детали.
Кроме этого, в качестве дополнительных факторов учтены: способ крепления детали и тип приспособления; характер установочной поверхности;
количество зажимов;
количество одновременно устанавливаемых деталей.
Нормативами предусматривается установка и снятие детали весом до 20 кг вручную и свыше 20 кг с помощью подъемных механизмов.
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Вспомогательное время на приемы управления станком (карты 20—24) в нормативах приведено для наиболее распространенных типов станков.
Исследования, проведенные на заводах, и обработка присланных заводами материалов показали, что на различных станках, имеющих одинаковую систему управления какой-либо частью станка, различия в продолжительности приемов управления незначительны и не превышают тысячных долей минуты.
Поэтому в дифференцированном виде по типам оборудования время на приемы управления станком не приводится.
Для станков специального назначения, работающих на однопереходных операциях, у которых имеются существенные отличия в управлении, нормативы времени на приемы управления представлены для каждого типа станков отдельно.
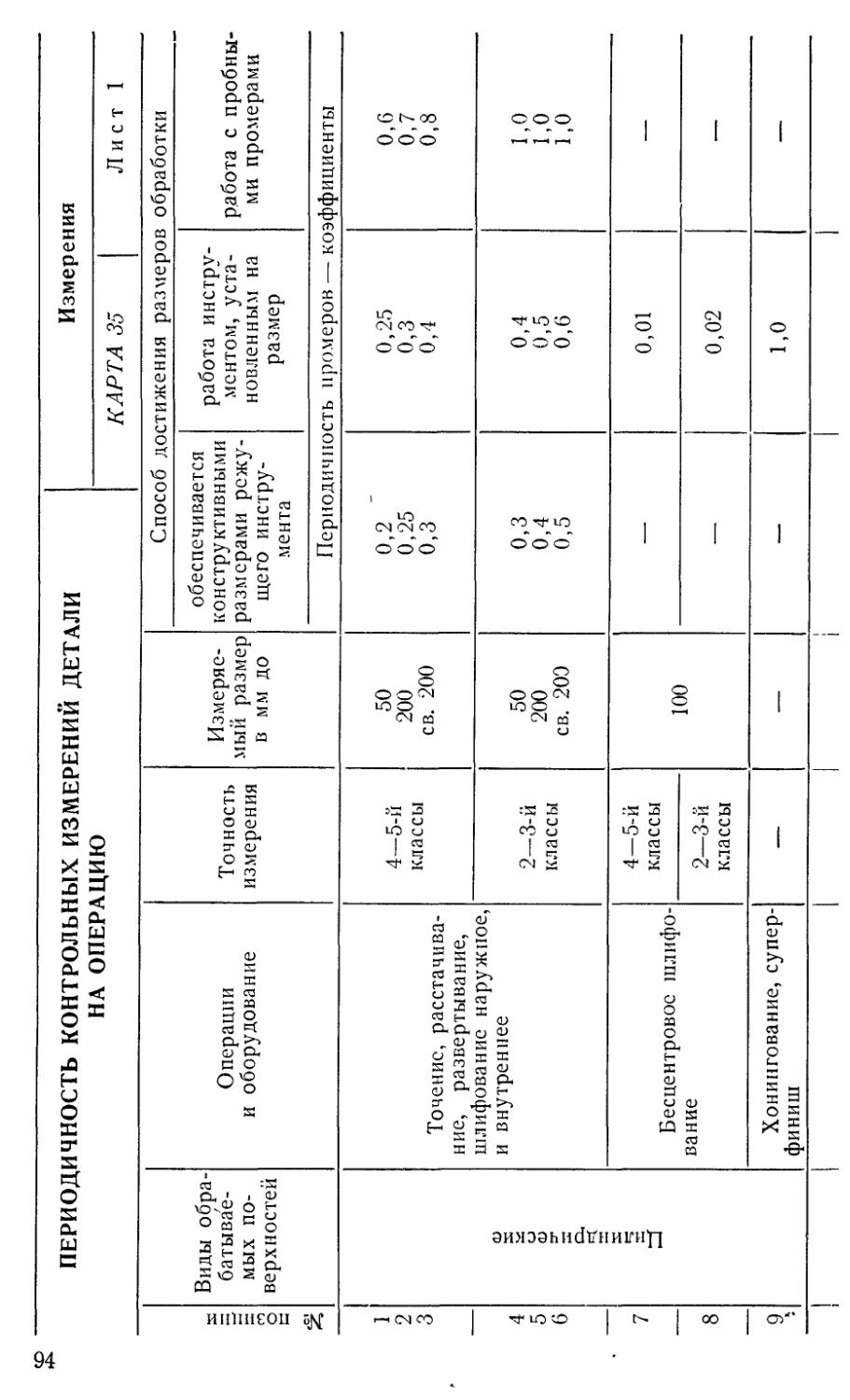
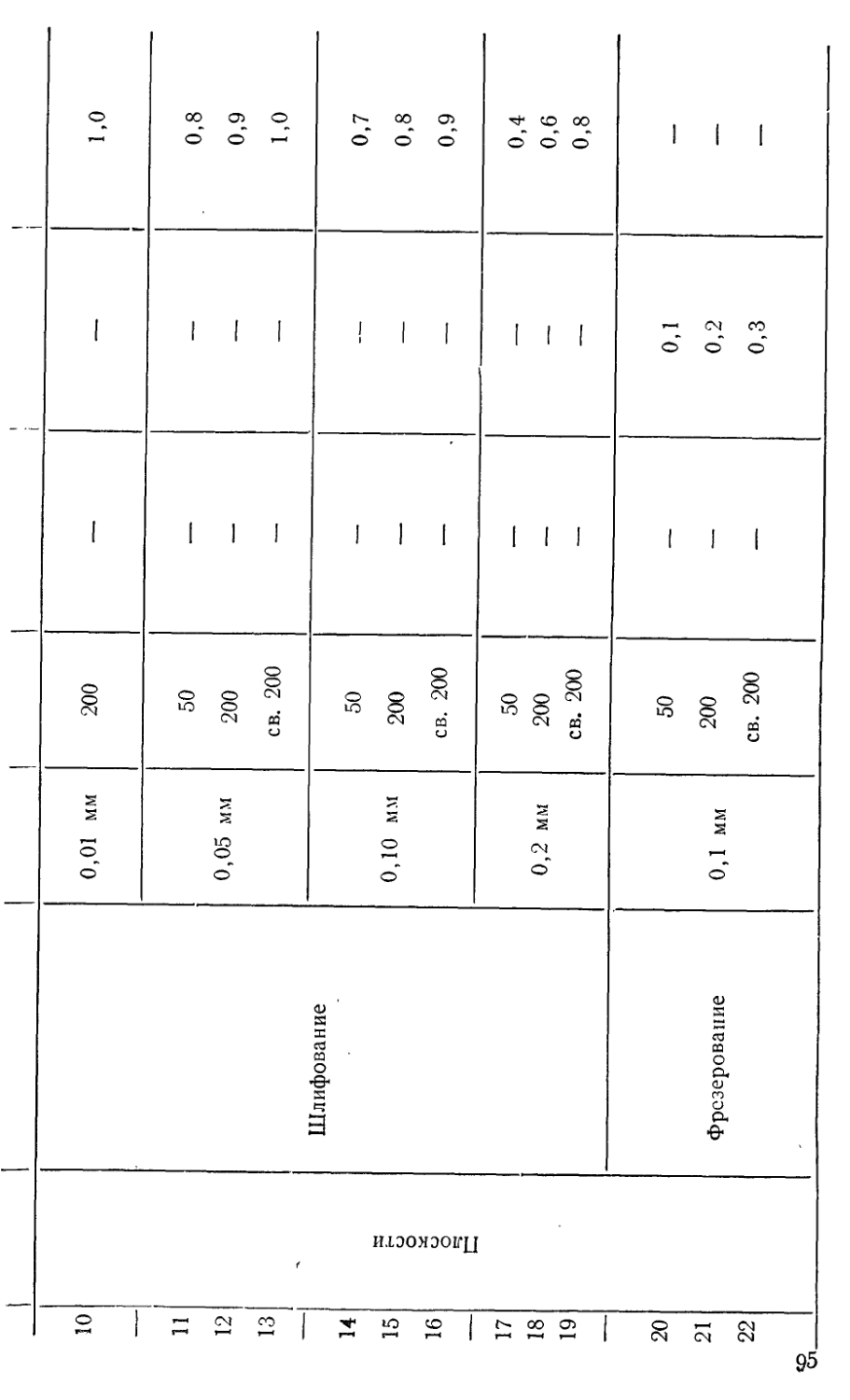
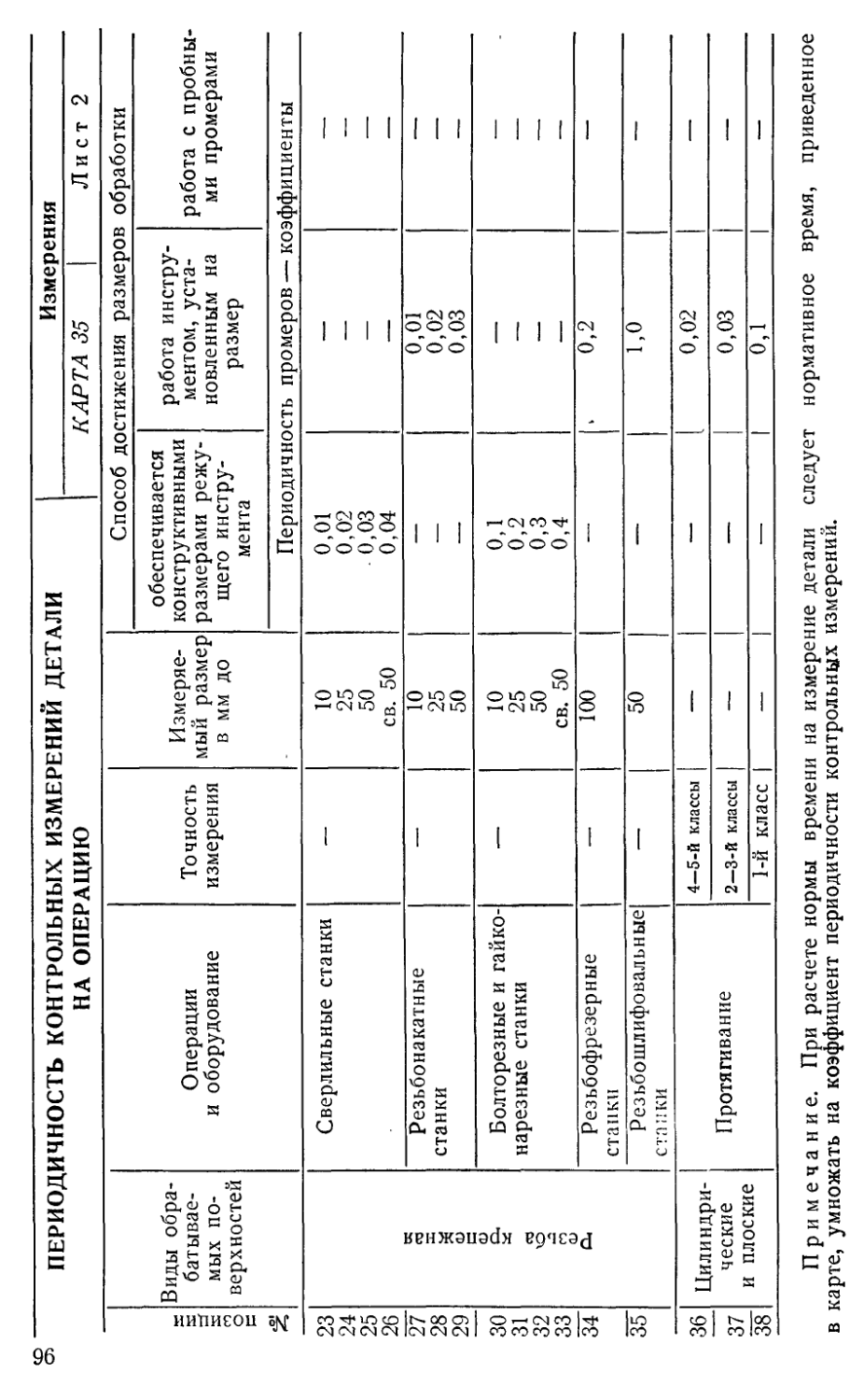
НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ НА ИЗМЕРЕНИЯ
Вспомогательное время на измерения (карты 25—35) предусматривает выполнение контрольных операций как с помощью универсального, так и специального измерительного инструмента.
Время на контрольные измерения включается в норму штучного времени только в том случае, когда оно не может быть перекрыто машинным временем.
4
В тех случаях, когда детали измеряются периодически (1 : 10, 1 : 25 и т. д.), при расчете нормы штучного времени время на контрольные измерения определяется с учетом необходимой периодичности таких измерений (карта 35).
НОРМАТИВЫ ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА И ПЕРЕРЫВОВ НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ
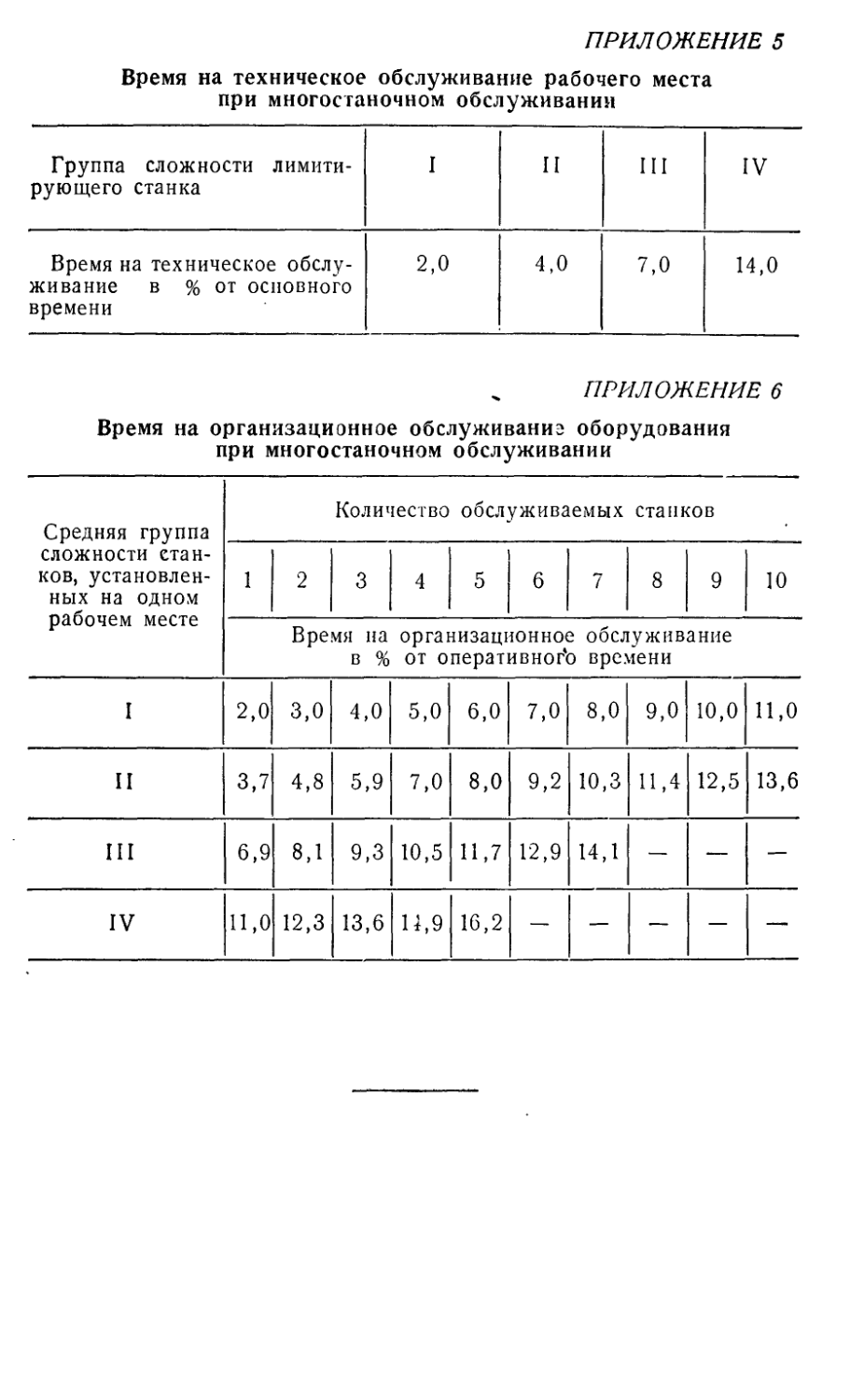
Время на обслуживание рабочего места (техническое и организационное) дано по типам станков и рассчитано в нормативах для рабочих, обслуживающих один станок.
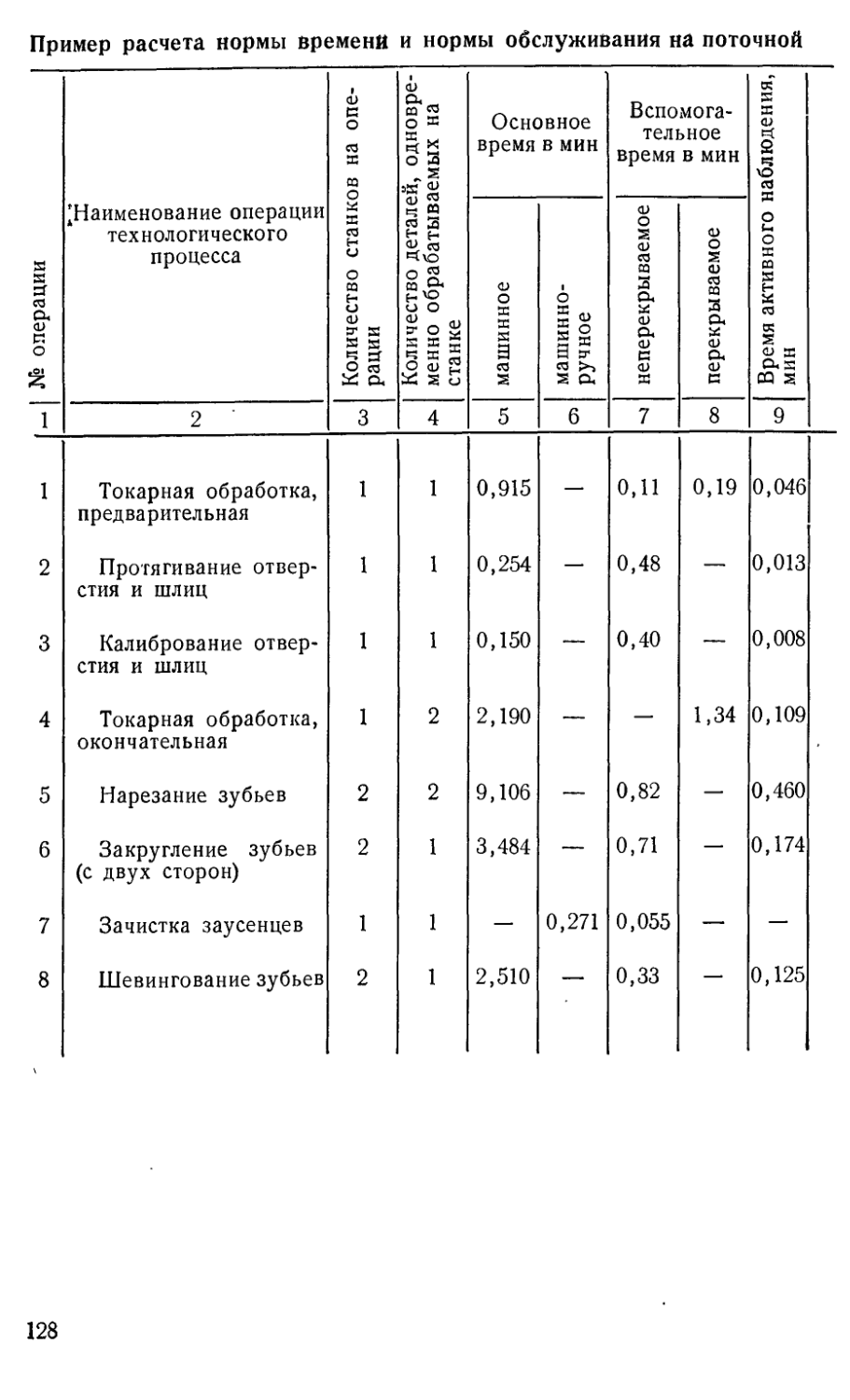
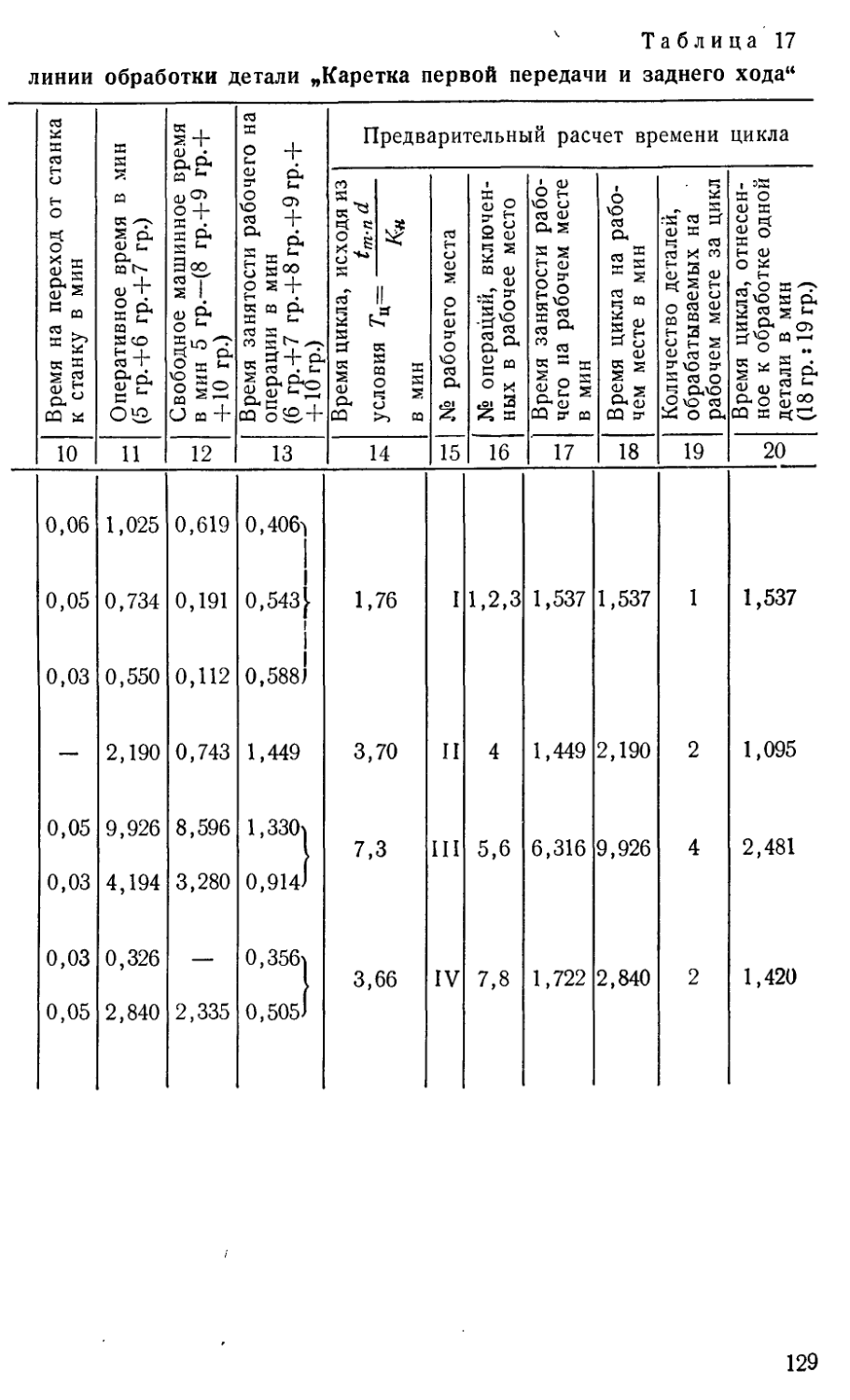
При нормировании широко распространенных при механической обработке в массовом производстве многостаночных работ расчет норм времени производится с учетом и использованием приведенных в приложениях 4—6 нормативов, а также данных раздела II (поточные линии) «Методики и нормативов времени для нормирования многостаночных работ на металлорежущих станках» (НИИтруда, 1968), помещенного в приложении 3.
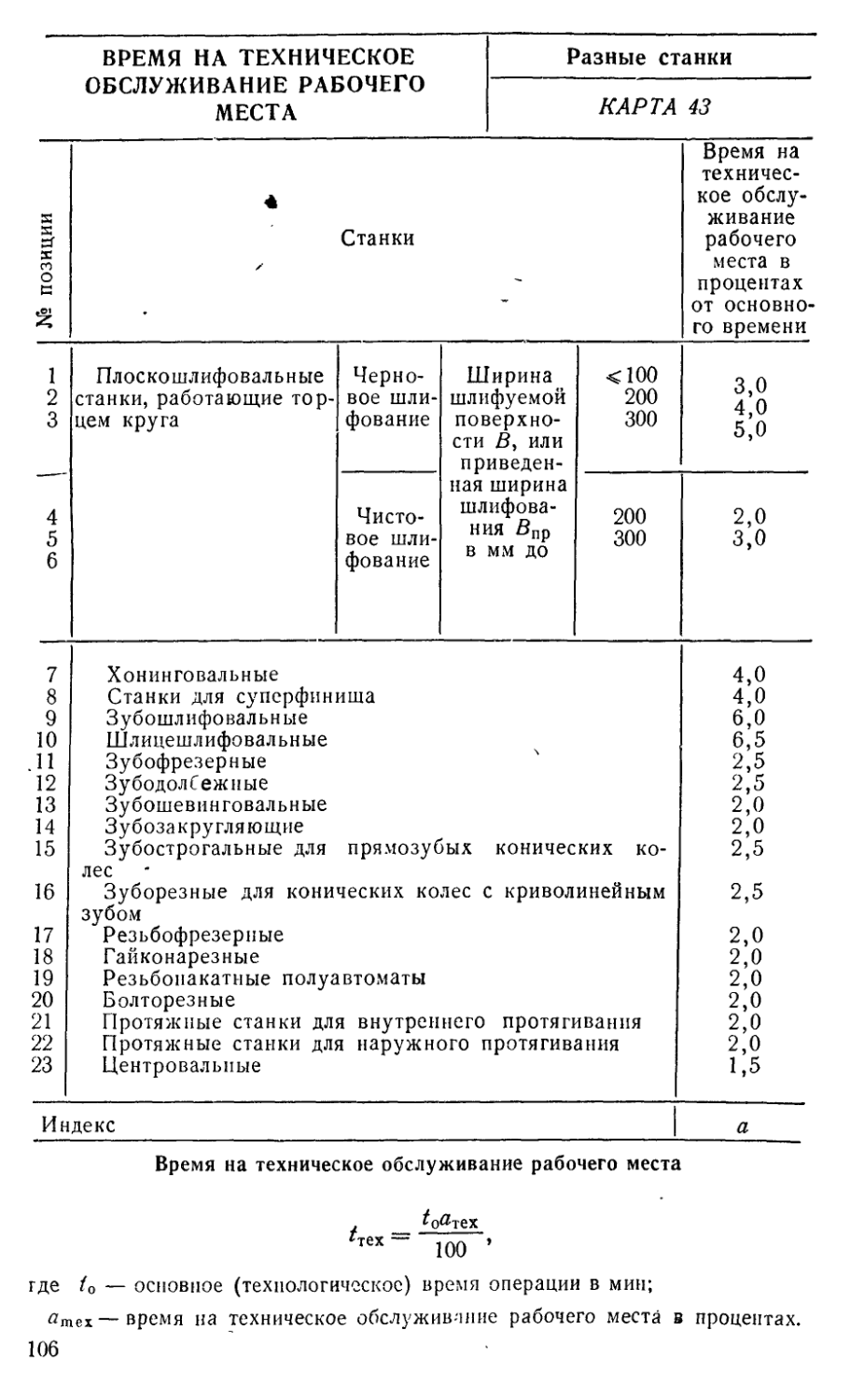
Настоящими нормативами предусматривается время на выполнение технического обслуживания рабочего места, которое включает в себя:
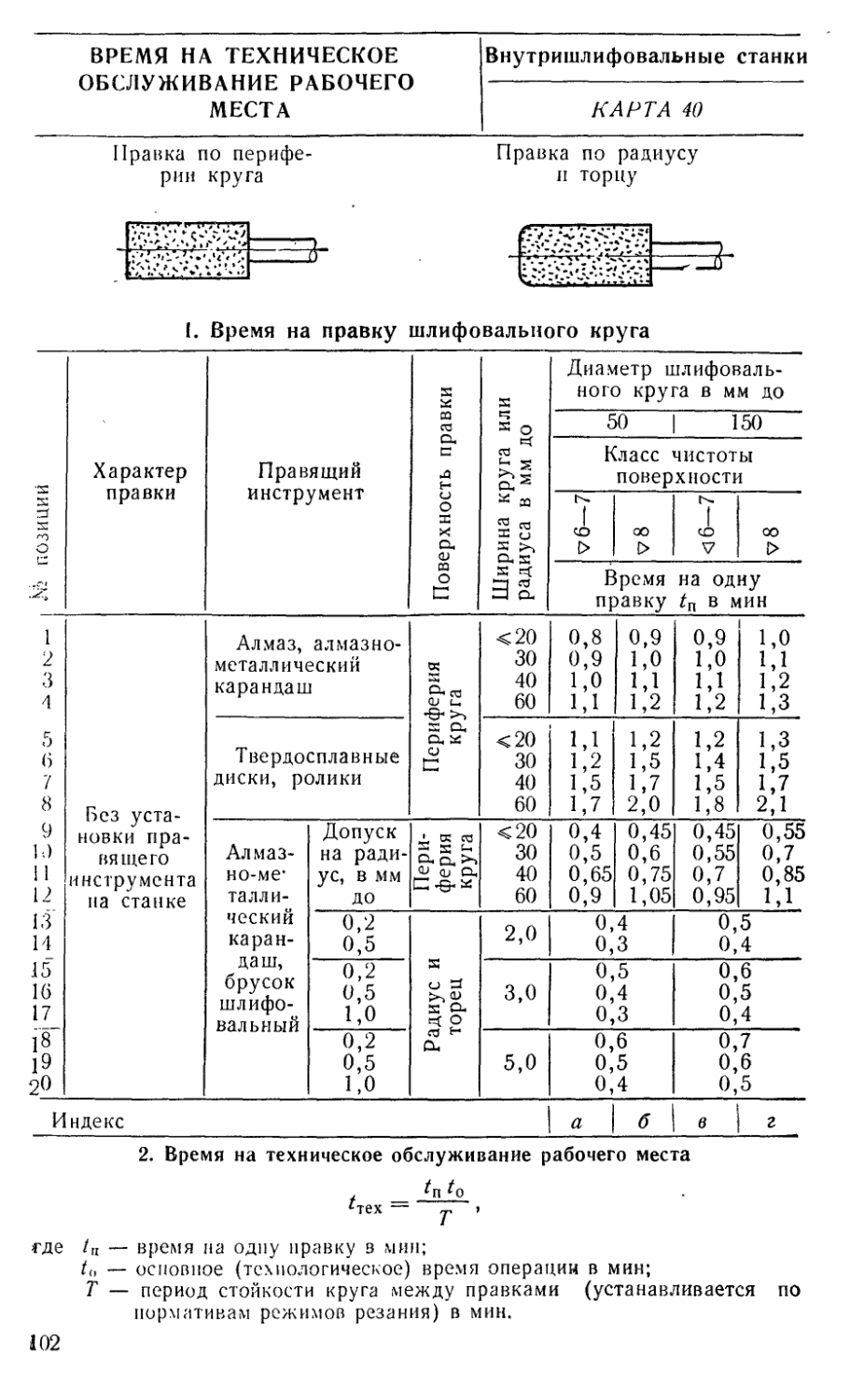
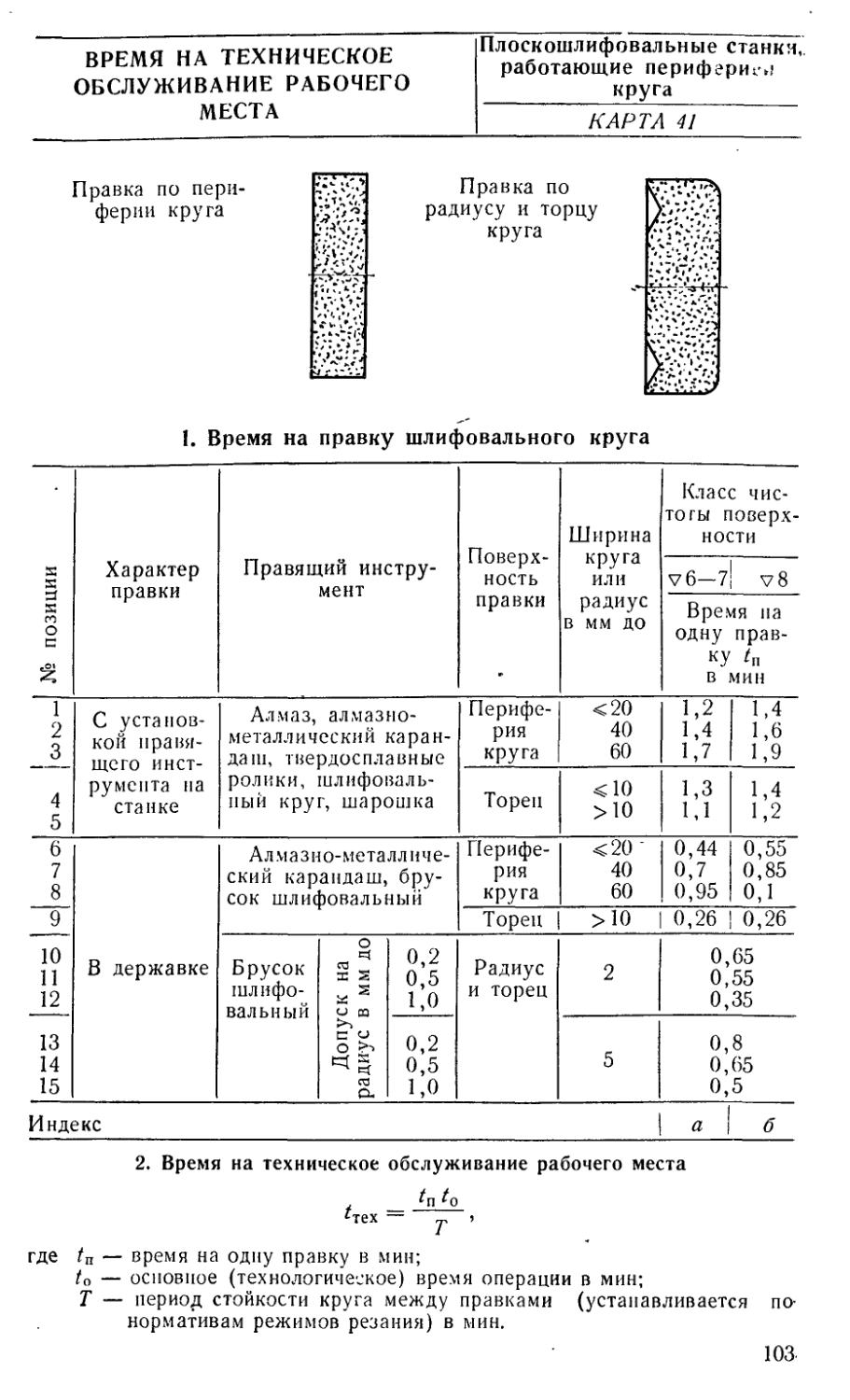
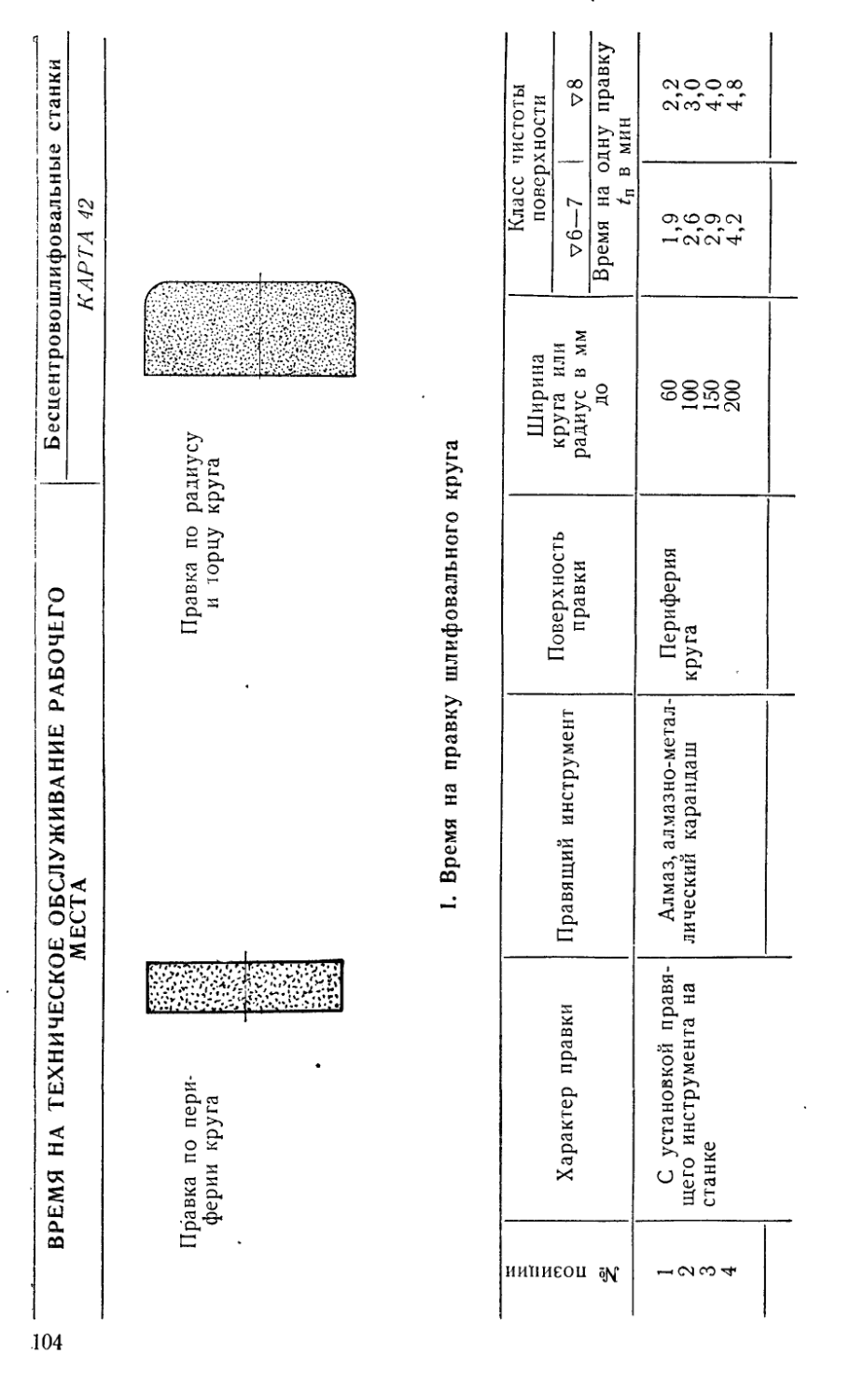
а) смену затупившегося режущего инструмента (для станков, работающих лезвийными инструментами), периодическую правку шлифовального круга и смену его вследствие износа (для шлифовальных станков);
б) регулировку и подналадку станка в процессе работы;
в) периодическую уборку стружки на рабочем месте в процессе работы.
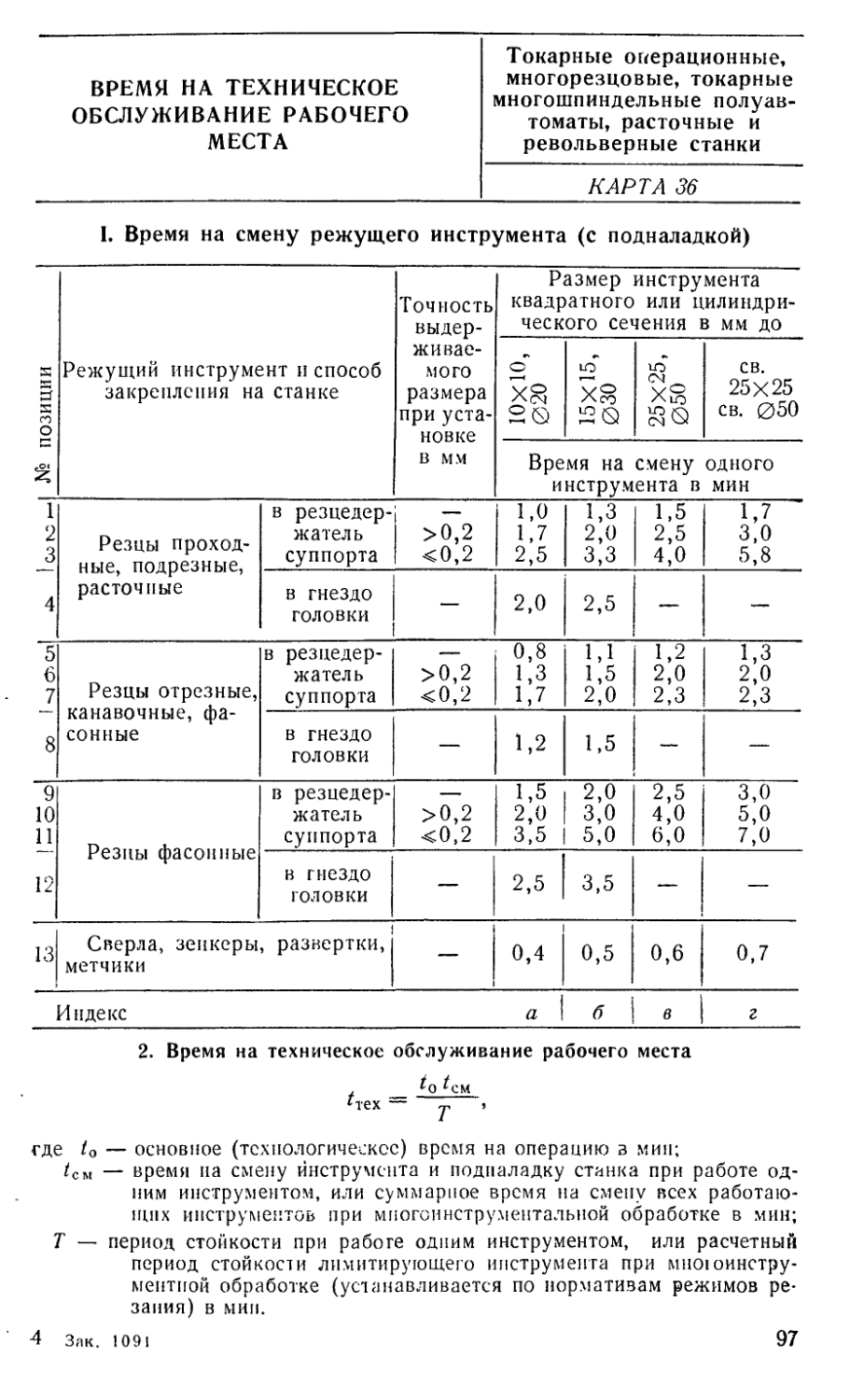
Время на техническое обслуживание рабочего места устанавливается по нормативам в зависимости от типа станка и характера выполняемой работы следующими двумя способами:
а) для станков, работающих одним режущим инструментом с постоянными условиями эксплуатации инструмента (зубообрабатывающие, резьбообрабатывающие, протяжные и др.), время на техническое обслуживание рабочего места дано в процентах от оперативного времени. Это время рассчитывается по формуле
j. __/р ^тех
тех ~ 100 ’
где /тех — время на техническое обслуживание в мин;
t0 — основное (технологическое) время в мин;
Дтех — время на техническое обслуживание рабочего места, выраженное в процентах;
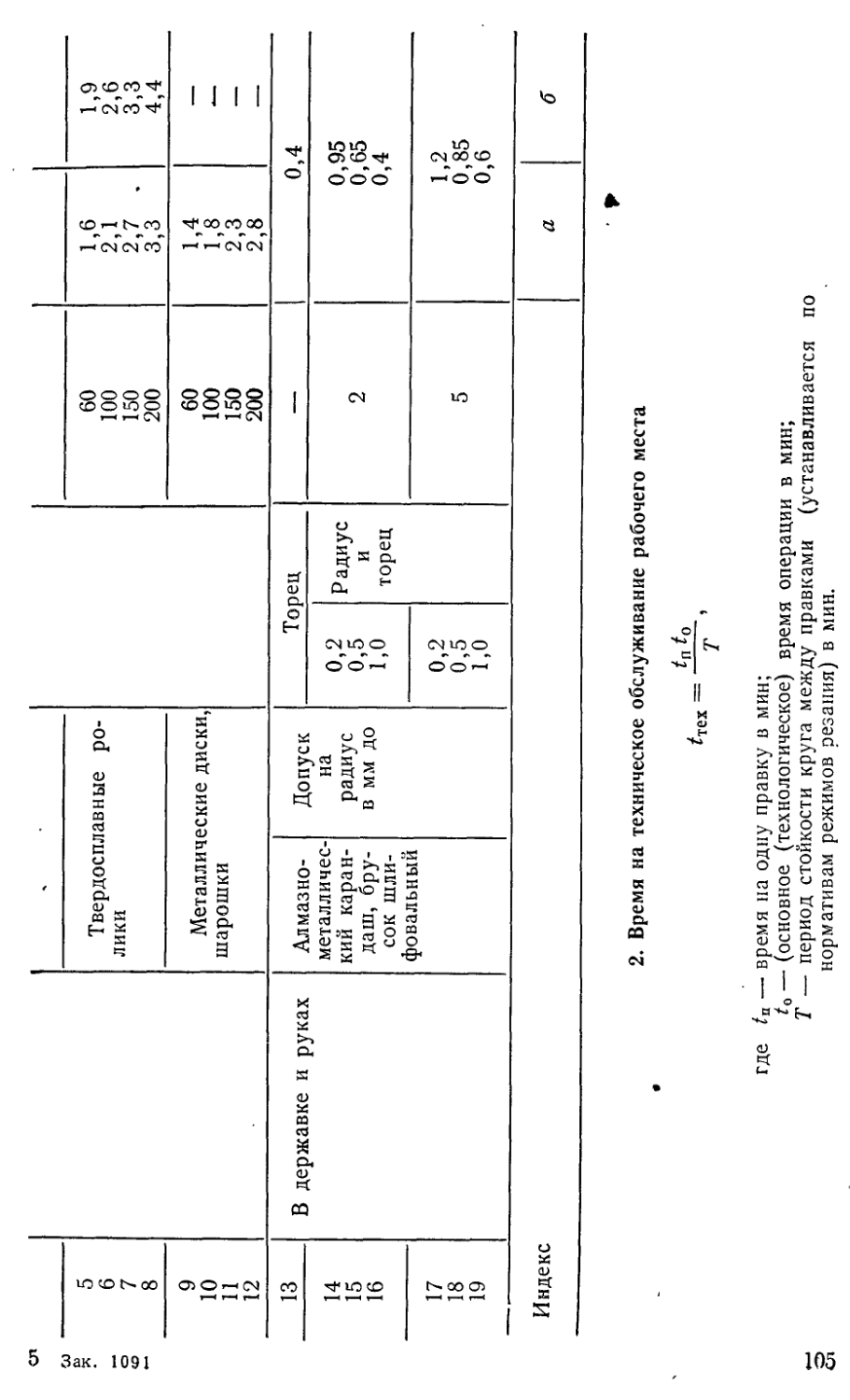
б) для станков шлифовальной группы, а также станков с многоинструментной наладкой, работающих с переменными условиями эксплуатации режущих инструментов, время на
5
техническое обслуживание рабочего места рассчитывается с учетом периода стойкости лимитирующего инструмента, времени на смену инструмента при его затуплении и количества инструментов в наладке по следующей формуле:
J. ___^о^см
‘тех
ИЛИ
/ __ ^с/п
‘тех у, ,
где /о — основное (технологическое) время операции в мин;
/см — время на смену одного или нескольких режущих инструментов в наладке и время па подналадку станка в мин;
/п — время на одну правку в мин;
Т — период стойкости одного или лимитирующего режущего инструмента в мин.
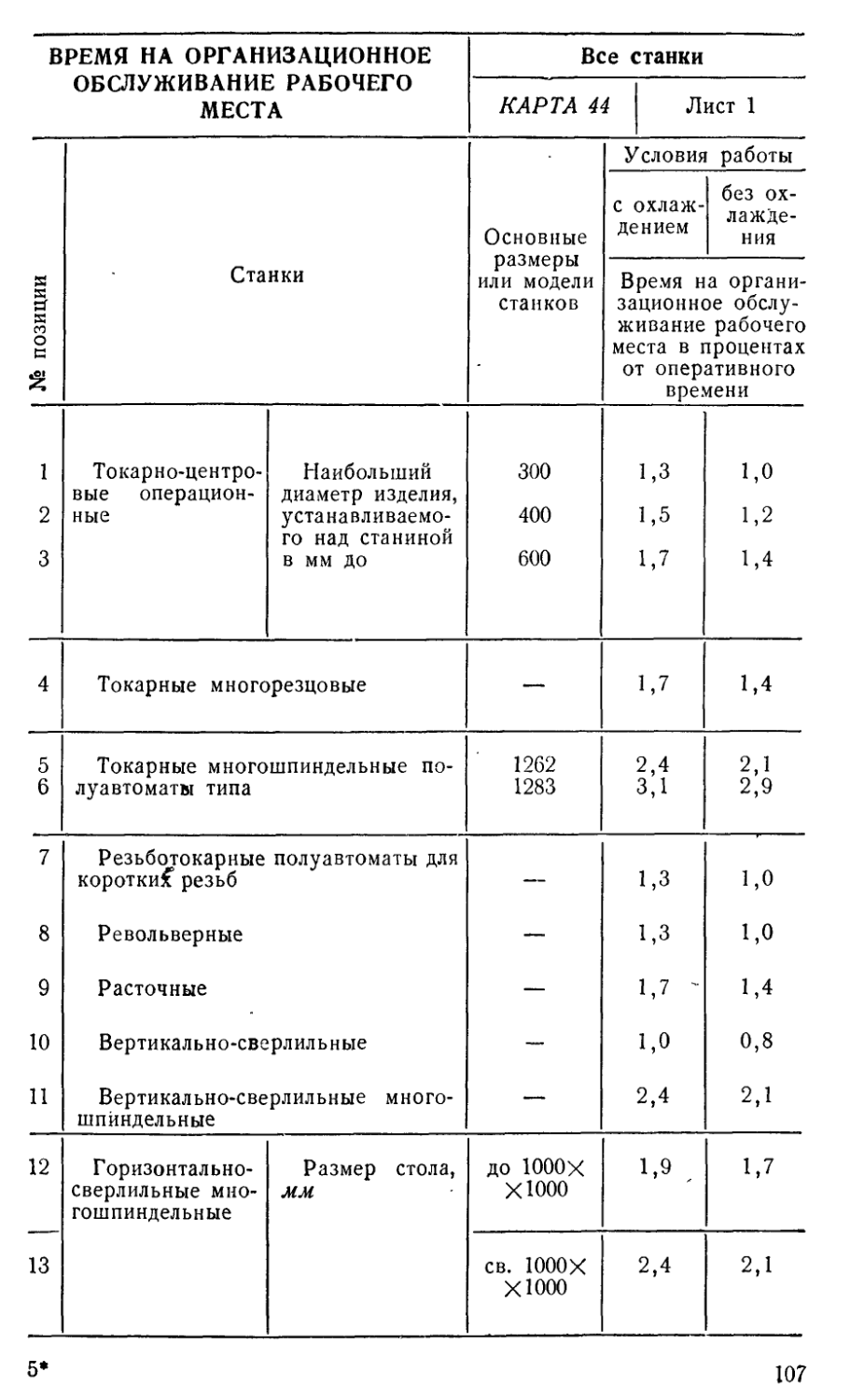
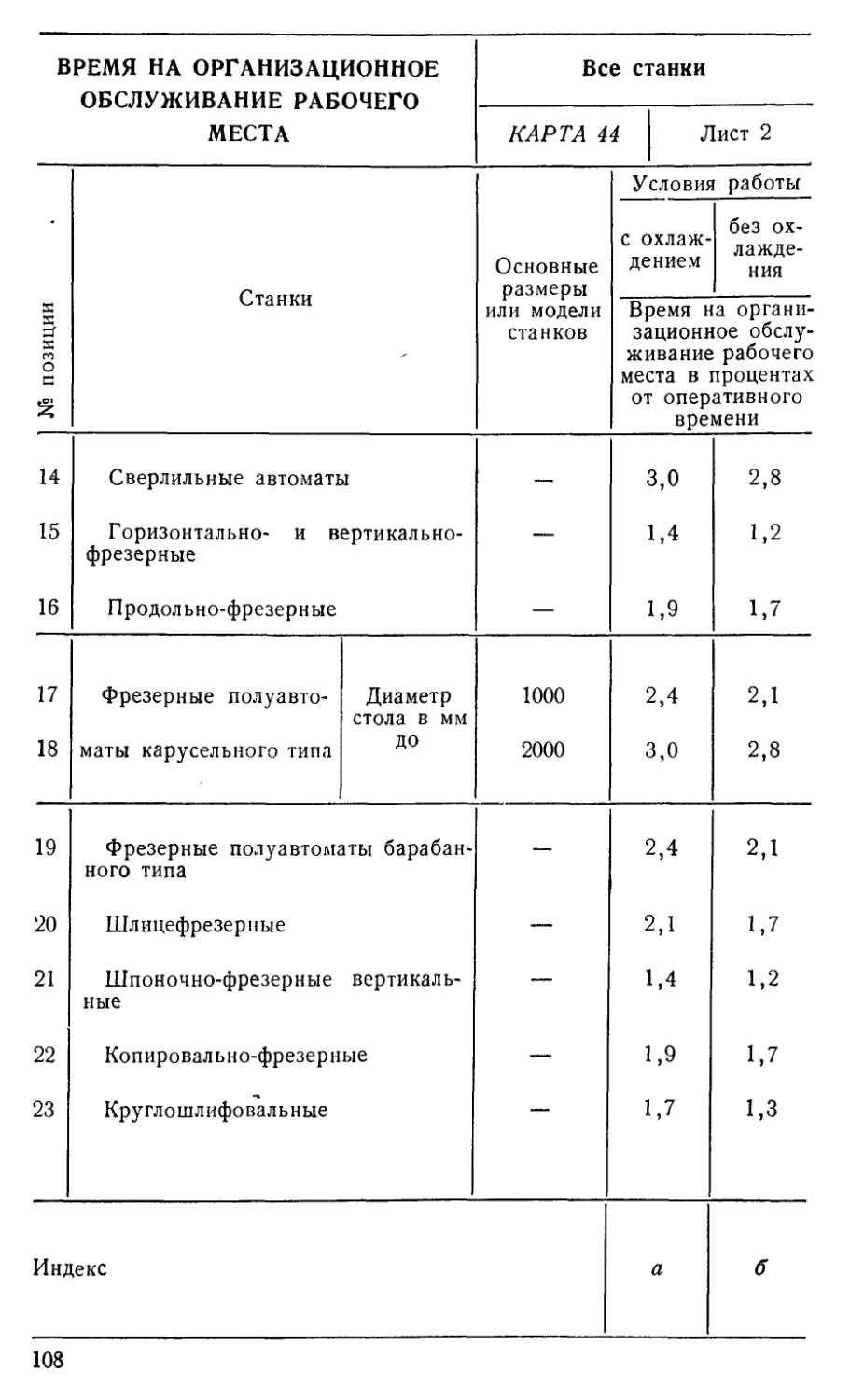
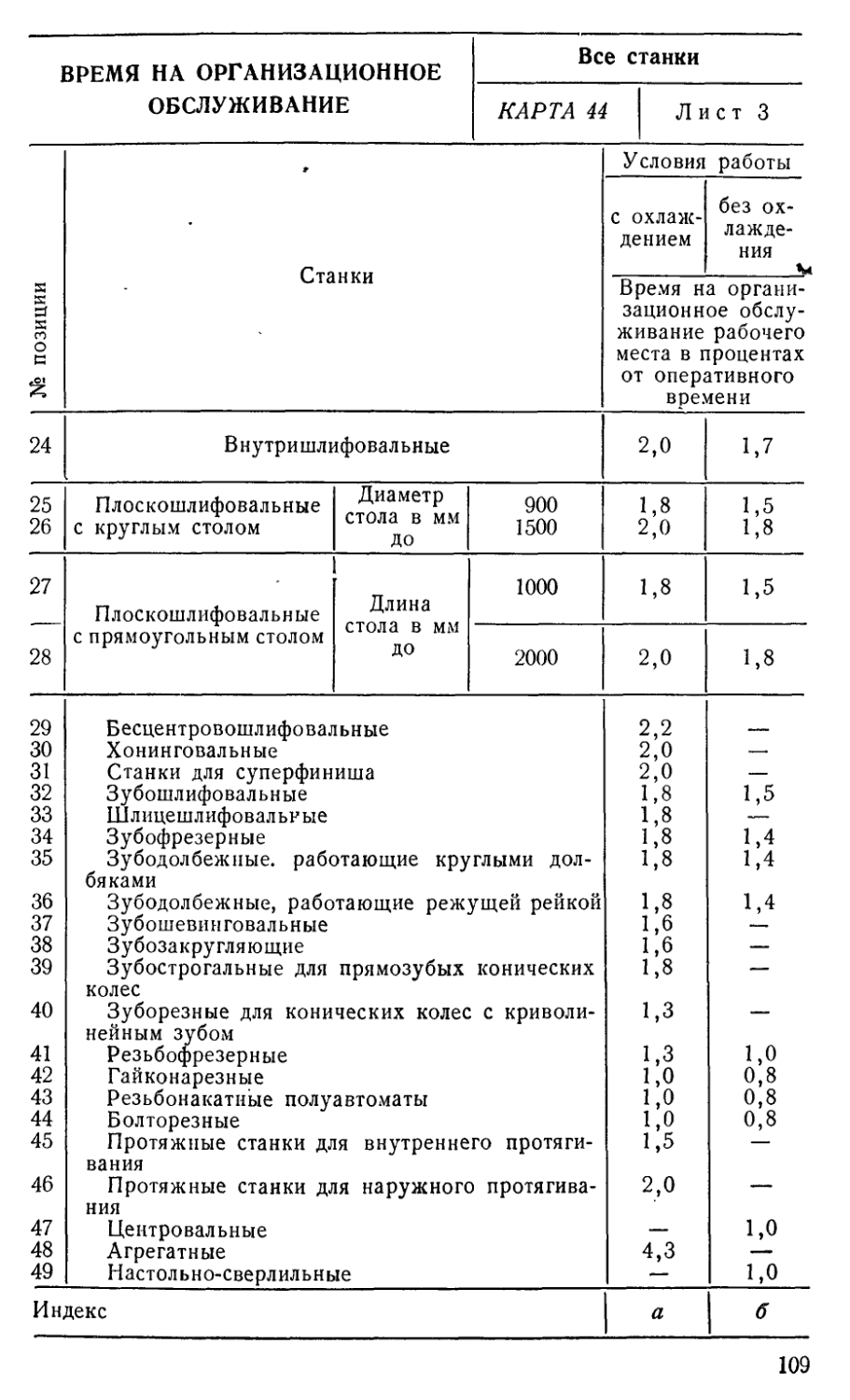
Организационное обслуживание рабочего места предусматривает:
а) осмотр и опробование оборудования;
б) раскладку инструмента в начале и уборку его в конце смены;
в) получение инструктажа в течение смены;
г) уборку рабочего места в конце смены.
Время па организационное обслуживание рабочего места и время перерывов на отдых и личные надобности дано в нормативах в процентах от оперативного времени и рассчитывается по формуле
^РрГ ^ОТЛ == (^0 “F ^в) X
где /орг+^отл — время на организационное обслуживание рабочего места и время на отдых и личные надобности в мин;
t0 — основное (технологическое) время в мин;
tB — вспомогательное время в мин;
Дорг+Дотл — время на организационное обслуживание рабочего места, отдых и личные надобности в процентах.
й'ррг “F ^отл
100
НОРМА ШТУЧНОГО ВРЕМЕНИ
Норма штучного времени рассчитывается по формуле
Гш = t0 -j- tB -|- /тех -|- ^орг “Ь ^отл
ИЛИ
“г ± /1 । ^орг ~~г ^отл \ । j. ^тех Ш— рп(1“Г 100 J ‘ 0 100 ’
где ton —'оперативное время в мин.
6
При расчете нормы штучного времени необходимо учитывать условия, влияющие на изменение темпа работы и производительность труда станочника.
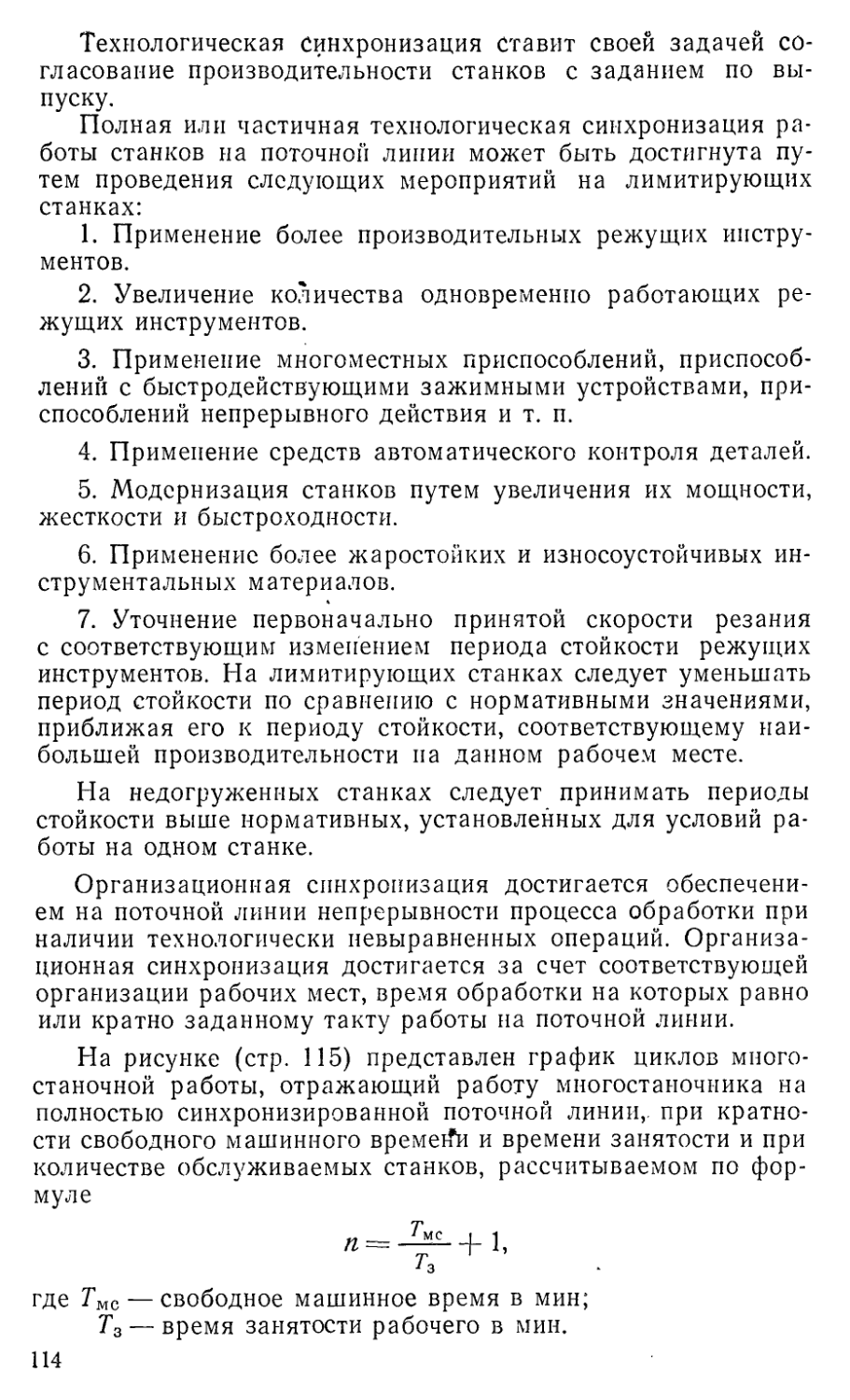
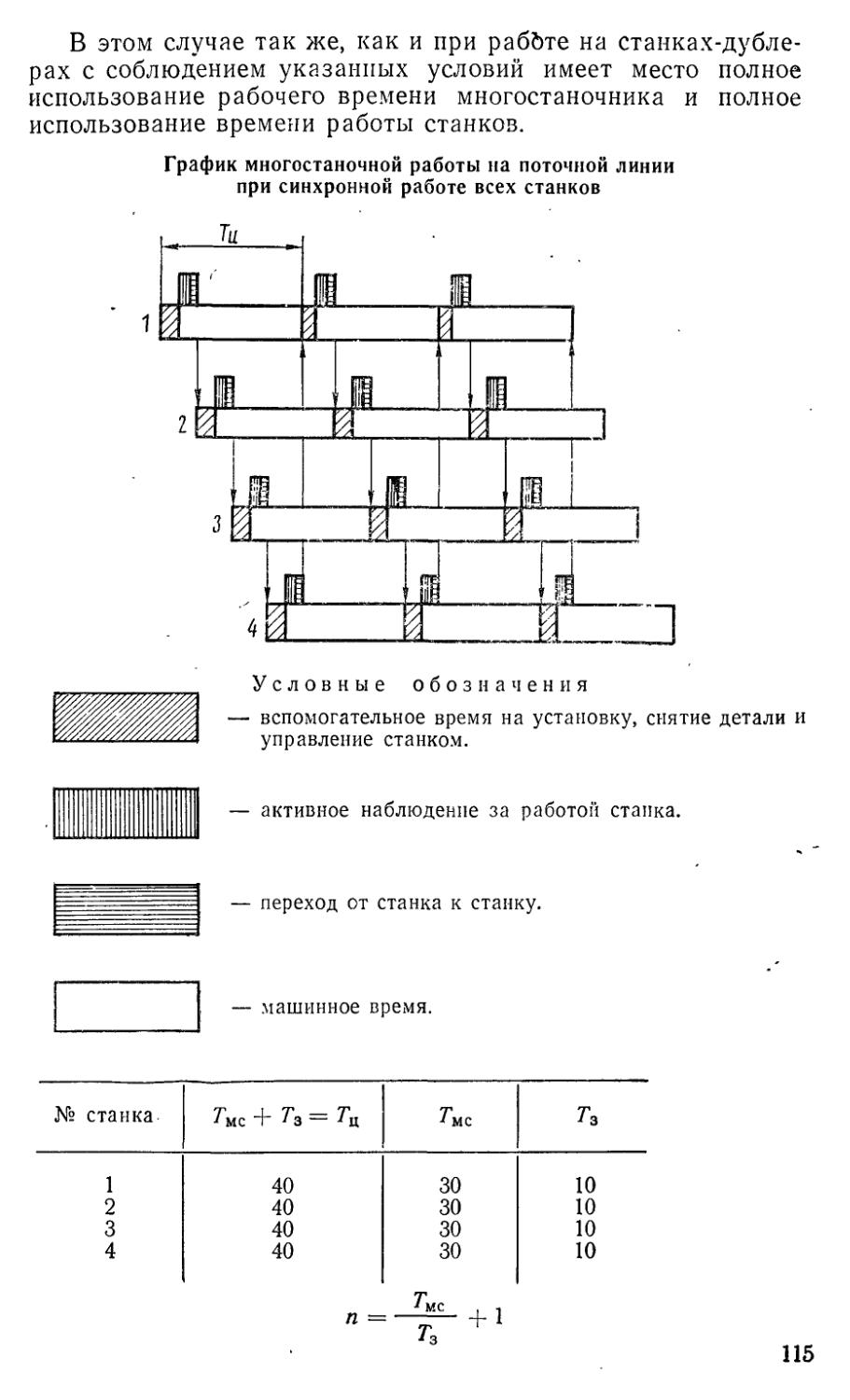
При существующих организационно-технических условиях в массовом производстве работа станочника производится, как правило, в течение длительного времени без переналадки оборудования. Поэтому на изменение темпа работы существенное влияние оказывает величина продолжительности такта поточной линии, которому подчинена организация массового производства, от заготовительных цехов до сборки на главном конвейере и в первую очередь поточные линии механической обработки.
Для учета различных масштабов производства в нормативах предусмотрены поправочные коэффициенты на вспомогательное время в зависимости от продолжительности такта поточной линии (табл. 1).
С введением в действие данных нормативов отменяется сборник «Общемашиностроительные нормативы вспомогательного времени и времени на обслуживание рабочего места для технического нормирования станочных работ в механических цехах. Массовое производство» (изд. 1963 г.).
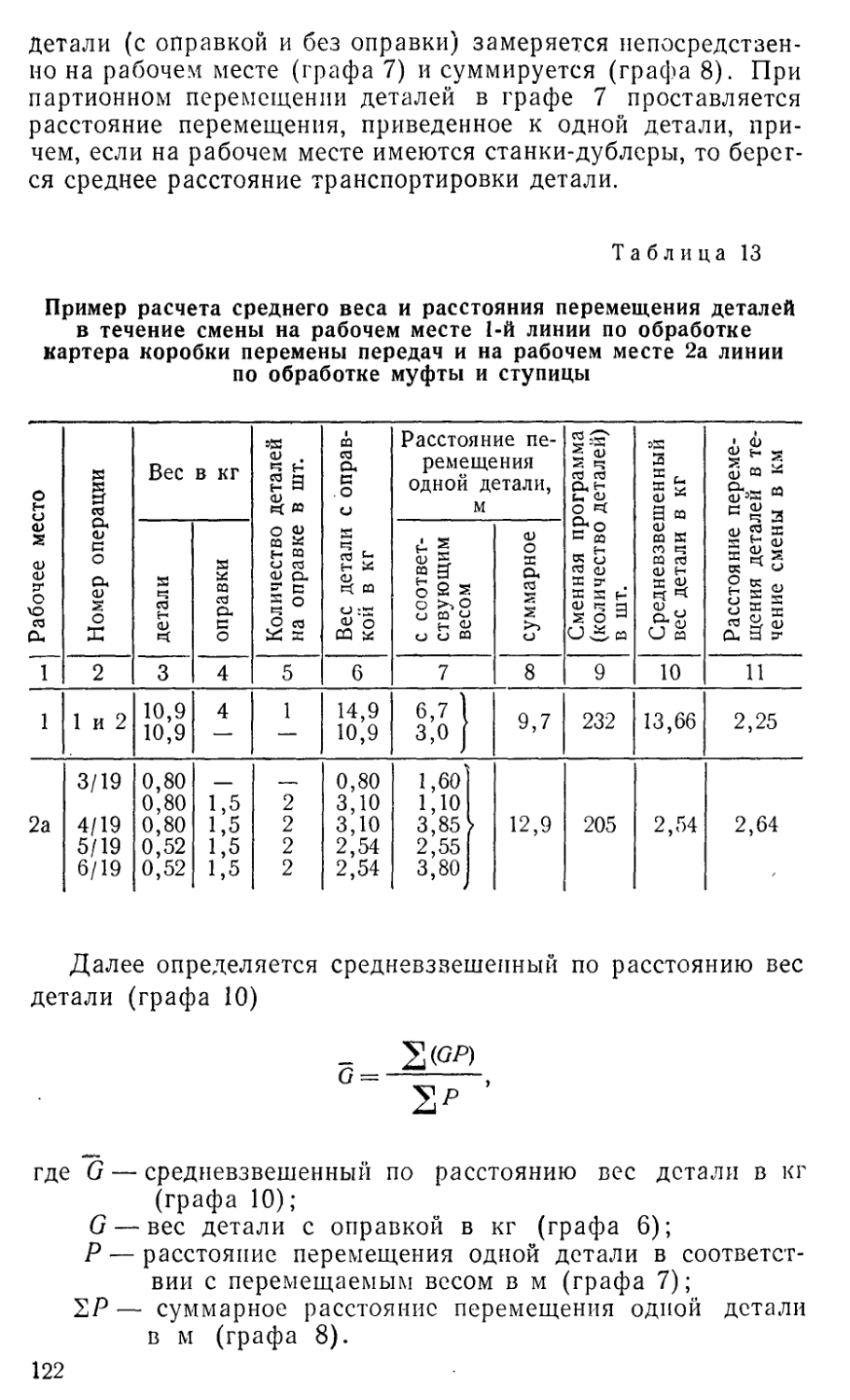
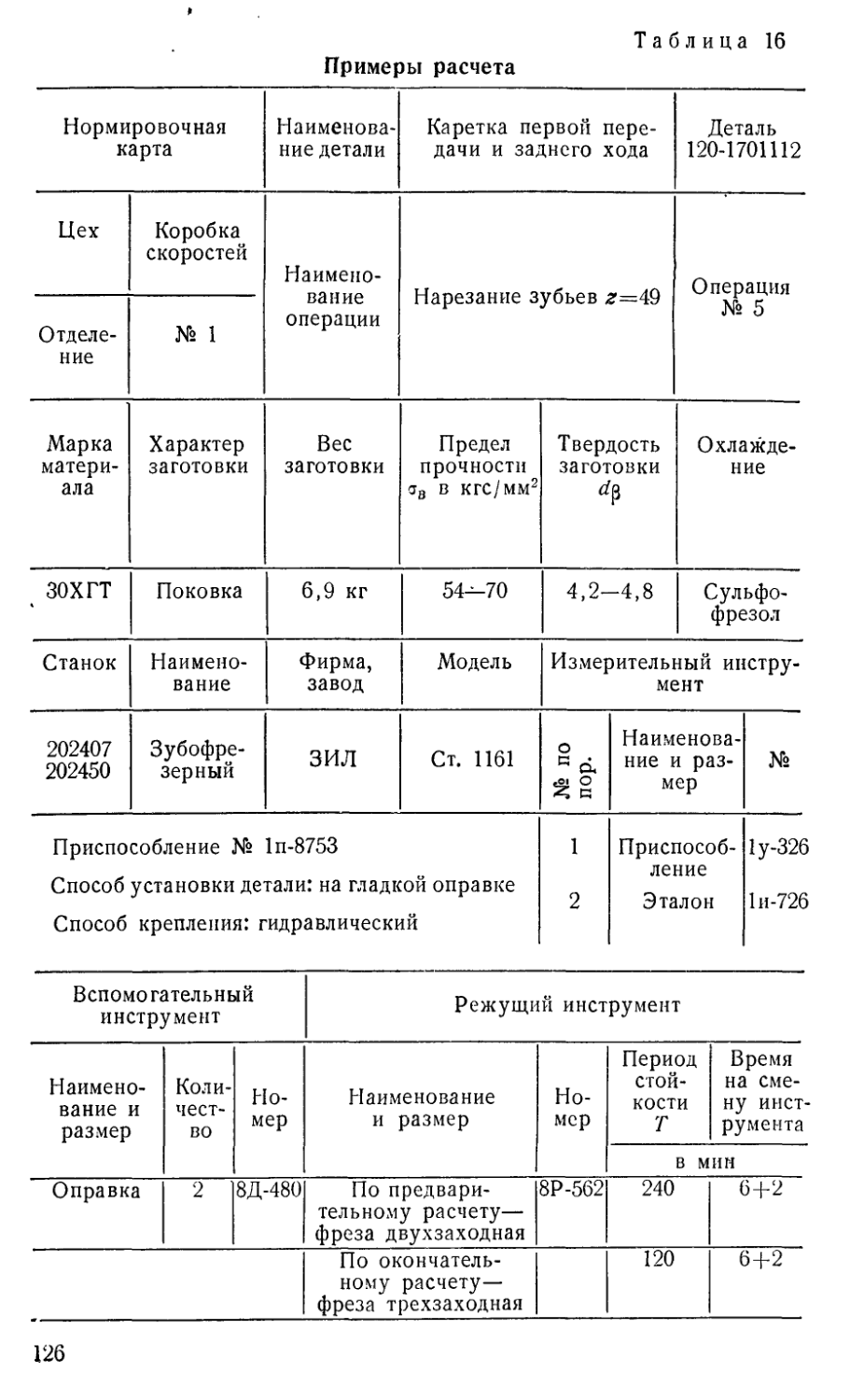
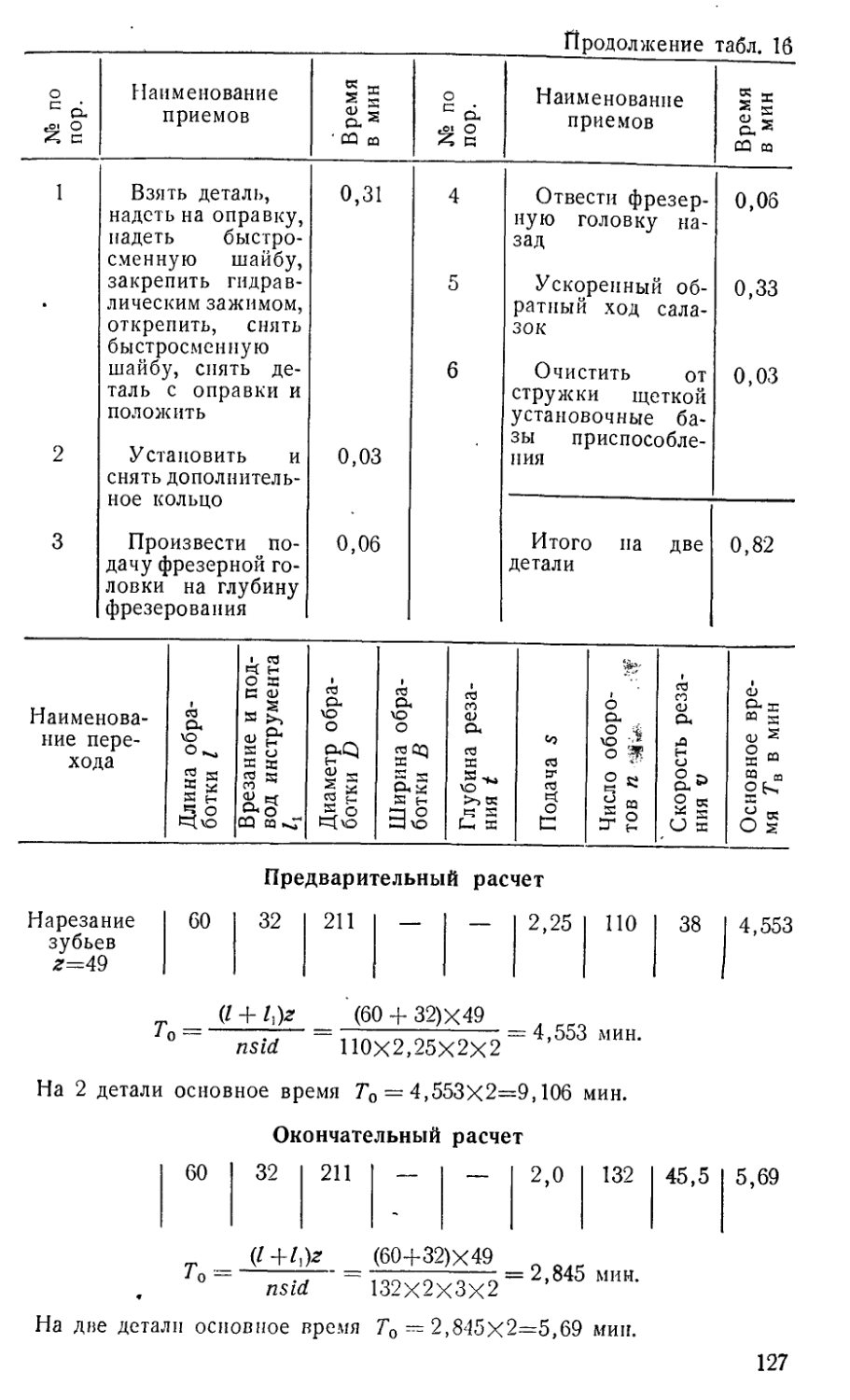
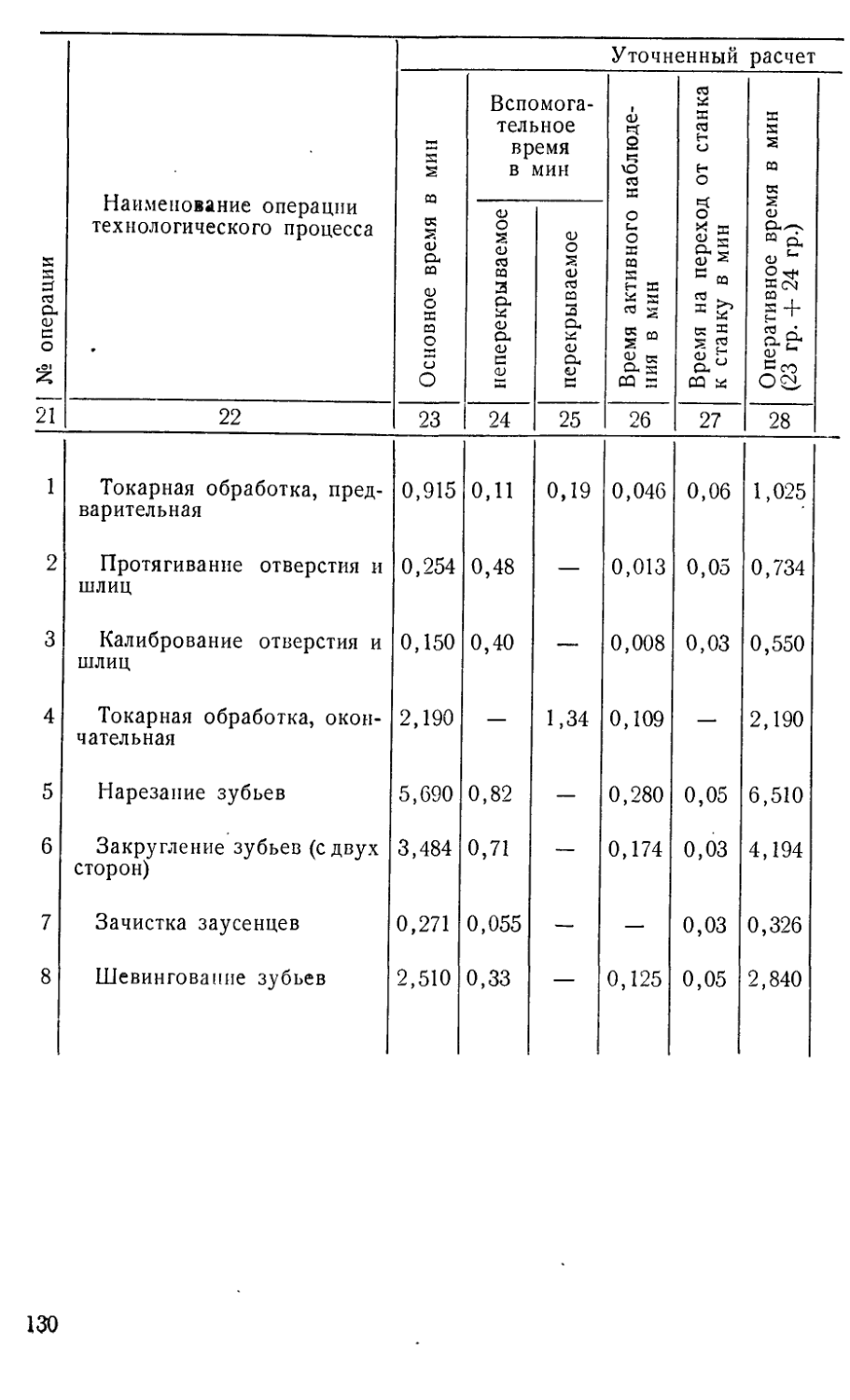
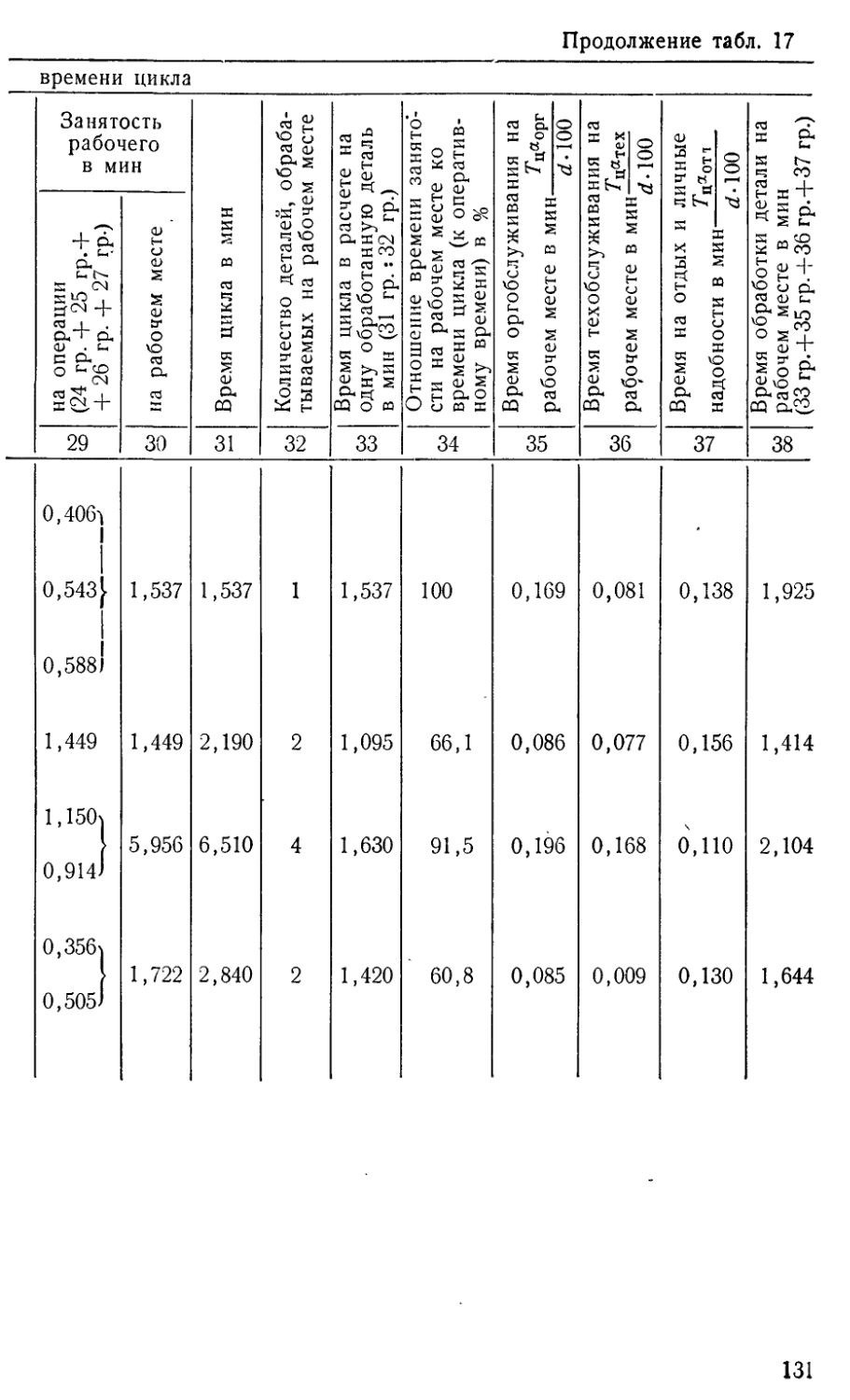
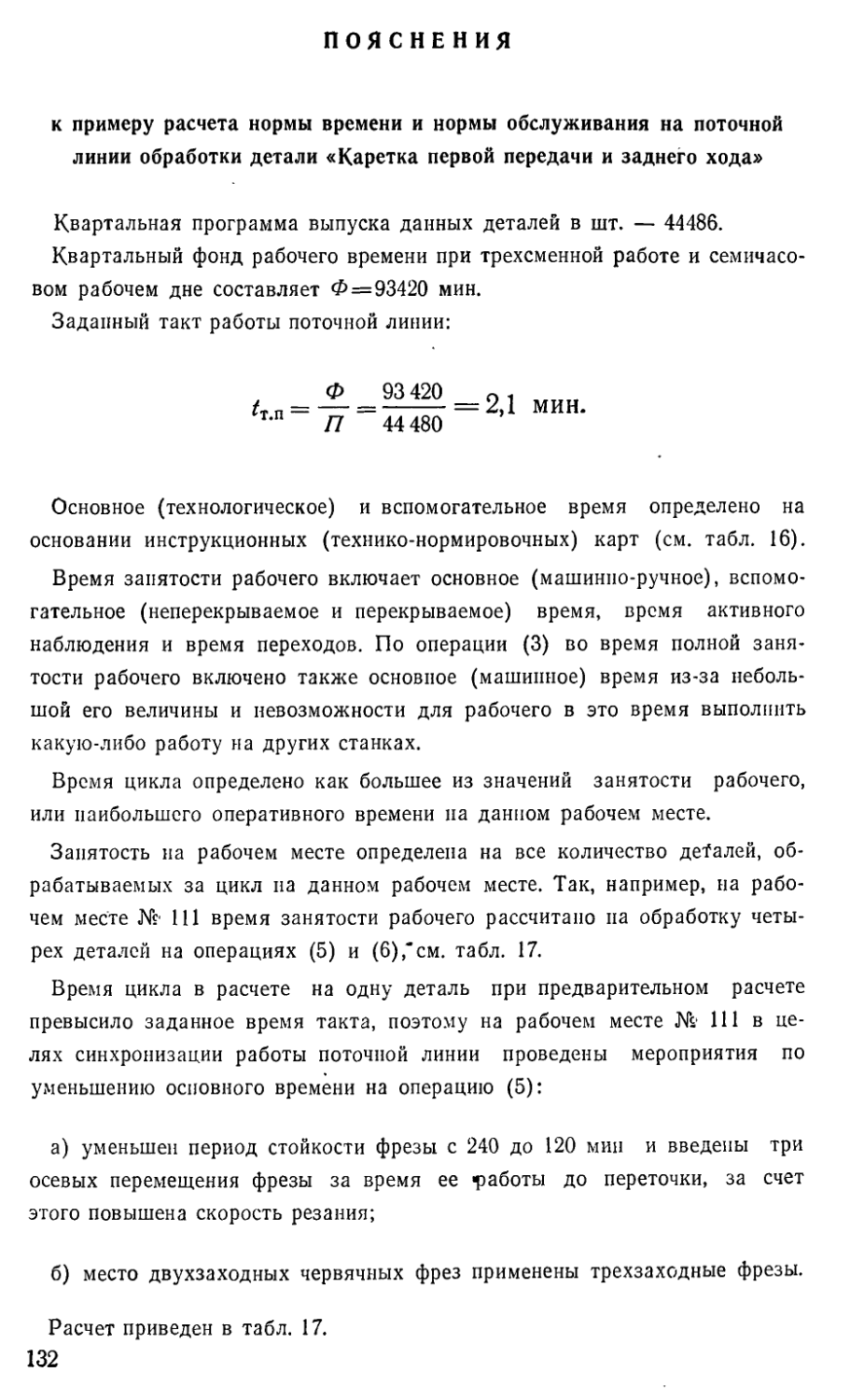
Для правильного пользования нормативами ниже приводятся примеры расчета норм штучного времени.
Примеры расчета норм штучного времени
Пример. 1. Расчет нормы штучного времени при обработке детали на зубофрезерном станке «Комсомолец»
D = 300 мм;
А = 292 мм; b = 73 мм;
/7? = 4;
z = 46.
Деталь — шестерня ведомая цилиндрическая.
Вес детали в кг — 20,0.
Материал детали — сталь 55 ПП.
Наименование операции — фрезерование зубьев, черновое.
Станок — зубофрезерпый 5А-328 «Комсомолец».
Инструмент — фреза червячная 0135, т = 4 из стали Р18.
Основное (технологическое) время обработки детали в мин — 11,25.
Количество одновременно устанавливаемых деталей — 4.
Стойкость инструмента в мин — 300.
Приспособление — оправка при станке.
7
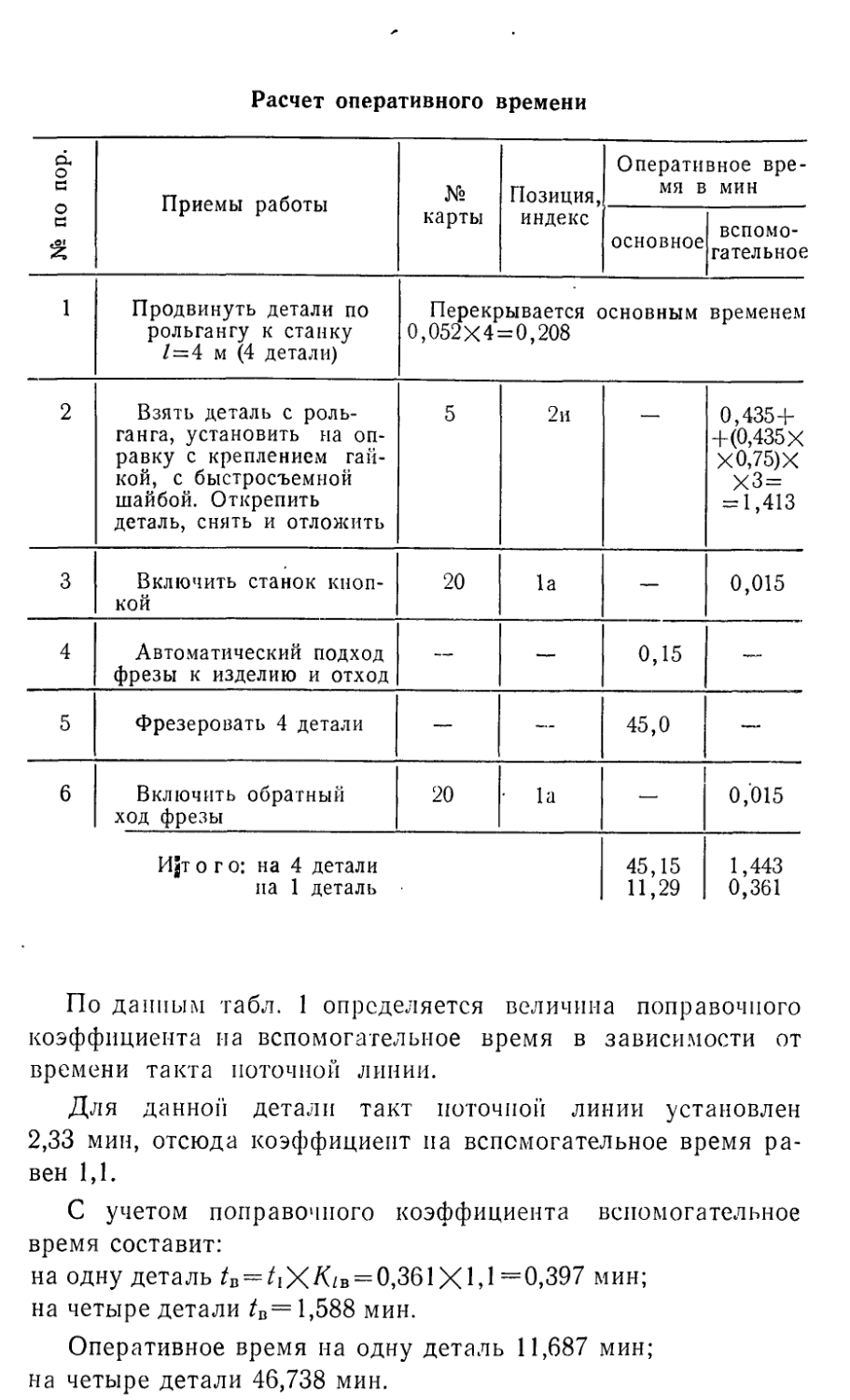
Расчет оперативного времени
№ по пор. Приемы работы № карты Позиция, индекс Оперативное время в мин
основное вспомогательное
1 Продвинуть детали по рольгангу к станку 1=4 м (4 детали) Перекрывается основным временем 0,052X4 = 0,208
2 Взять деталь с рольганга, установить на оправку с креплением гайкой, с быстросъемной шайбой. Открепить деталь, снять и отложить 5 2и — 0,435+ +(0,435Х Х0,75)Х хз= = 1,413
3 Включить станок кнопкой 20 1а — 0,015
4 Автоматический подход фрезы к изделию и отход — — 0,15
5 Фрезеровать 4 детали — -- 45,0 —
6 Включить обратный ход фрезы 20 • 1а — 0,015
И^того: на 4 детали на 1 деталь 45,15 11,29 1,443 0,361
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от времени такта поточной линии.
Для данной детали такт поточной линии установлен 2,33 мин, отсюда коэффициент па вспомогательное время равен 1,1.
С учетом поправочного коэффициента вспомогательное время составит:
на одну деталь /B = ^XAX = O,361X1,1 =0,397 мин;
на четыре детали tB= 1,588 мин.
Оперативное время на одну деталь 11,687 мин;
на четыре детали 46,738 мин.
Время на обслуживание рабочего места (техническое и организационное), отдых и личные надобности
1. Время на техническое обслуживание рабочего места составляет 2,5% от основного времени (карта 43, позиция 11), или
j. /п /тех 45,15 X 2,5 1 1 о
/тех = ’--- — = 1,12 МИН.
е 100 100
2. Время на организационное обслуживание рабочего места равно 1,8% от оперативного времени (карта 44, позиция 34, индекс «а»), или
1 _(/о + /в)^орг _ (45,15 + 1,588) -1,8 лол
ГОог ----------— =----------------------= мин.
р 100 100
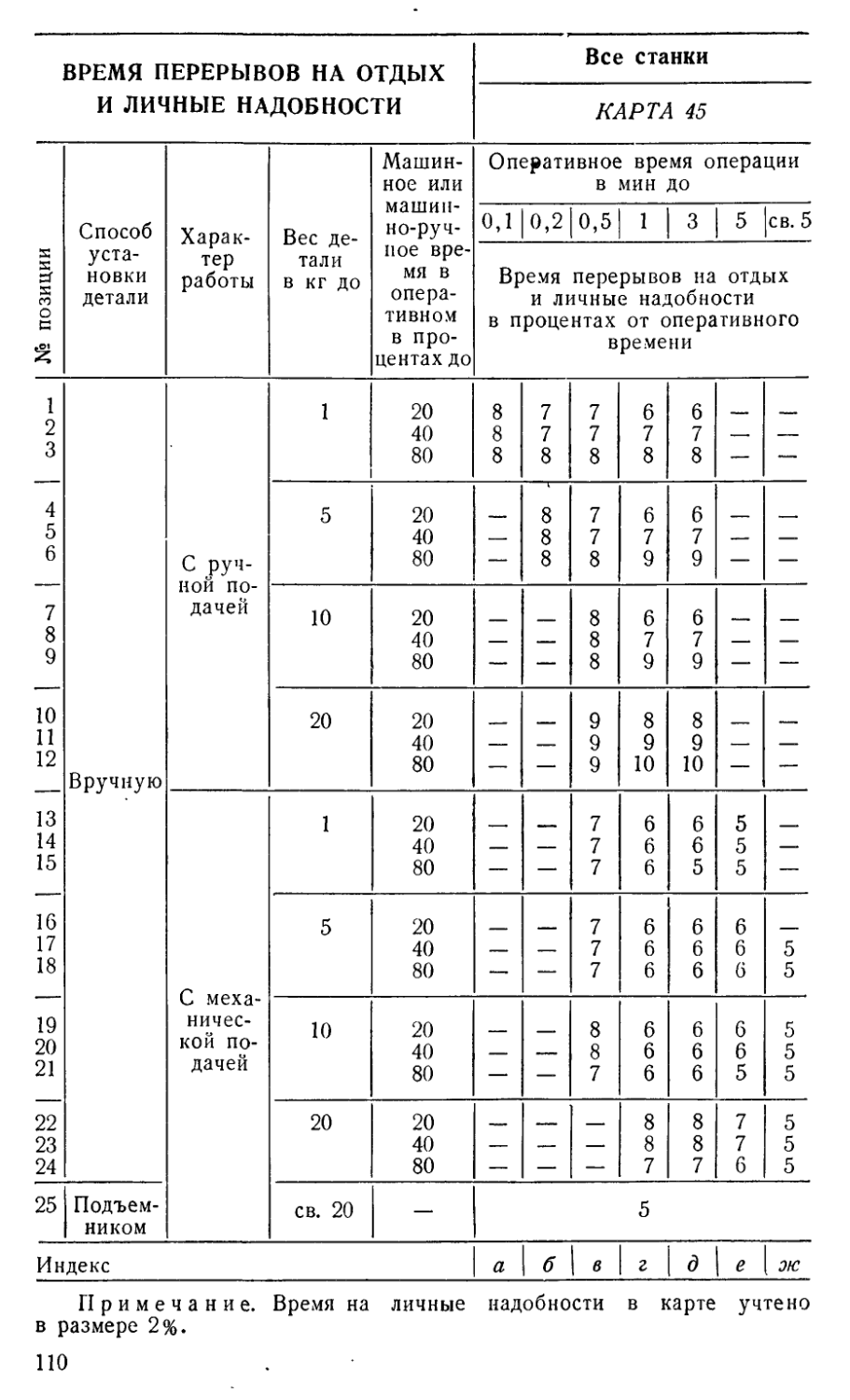
3. Время на отдых и личные надобности составляет 5% от оперативного времени (карта 45, позиция 25), или
1 __ (/о 4* /в) яОтл __ (45,15 + 1,588) • 5 п о л м1ли
ГОтл =-------------------------------------= МИН.
100
100
Норма штучного времени
При обслуживании рабочим одного станка норма штучного времени определяется по формуле
Гш == /о + 4 + /тех Ч- /орг Ч~ /отл
или Тш = 45,15 + 1,588 %- 1,12 0,84 -ф- 2,34 = 51,04 мин 4 шт,
или 7% = 51,04 : 4= 12,76 мин 1 шт.
Расчет нормы штучного времени при многостаночном обслуживании приведен в приложении 3.
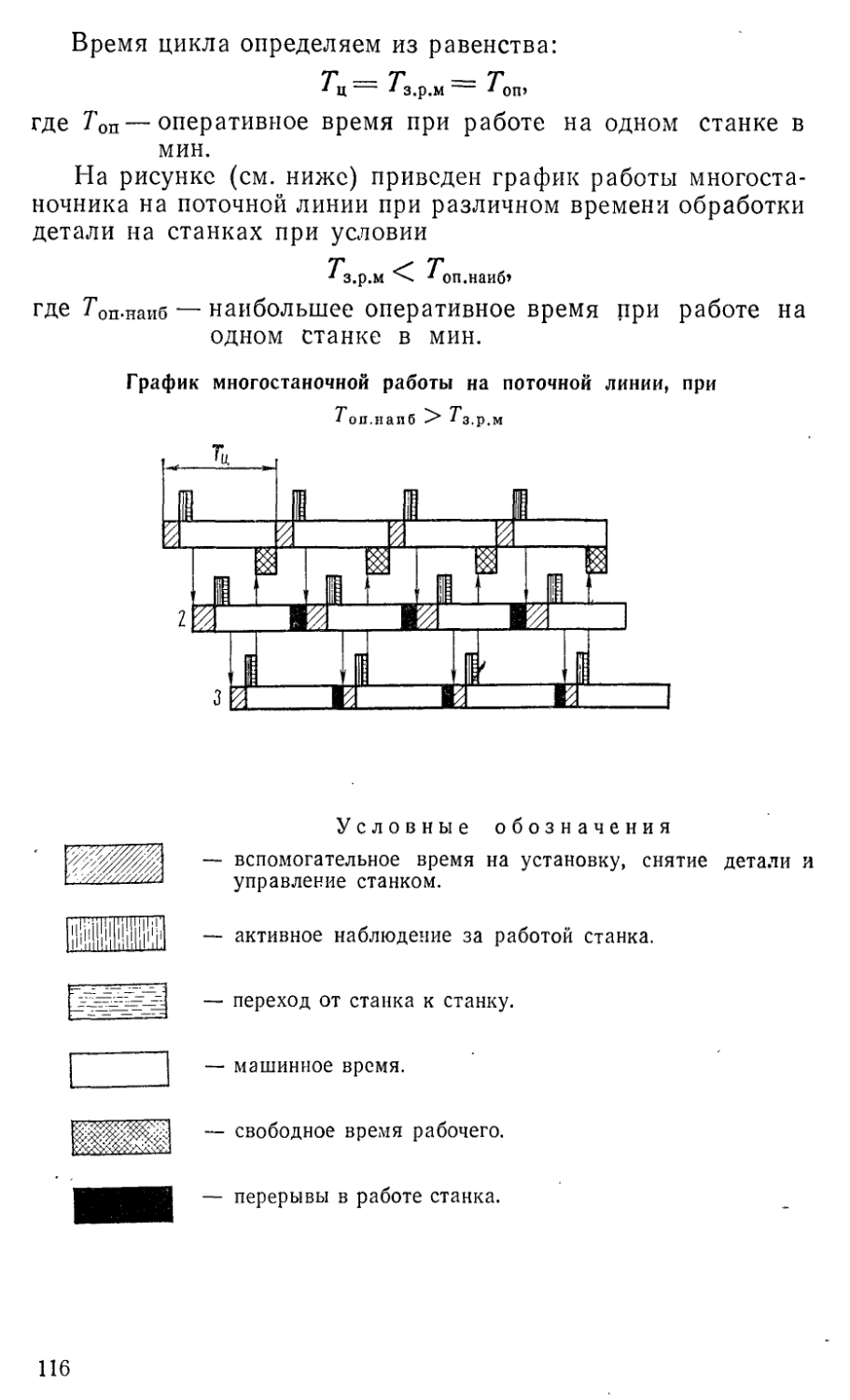
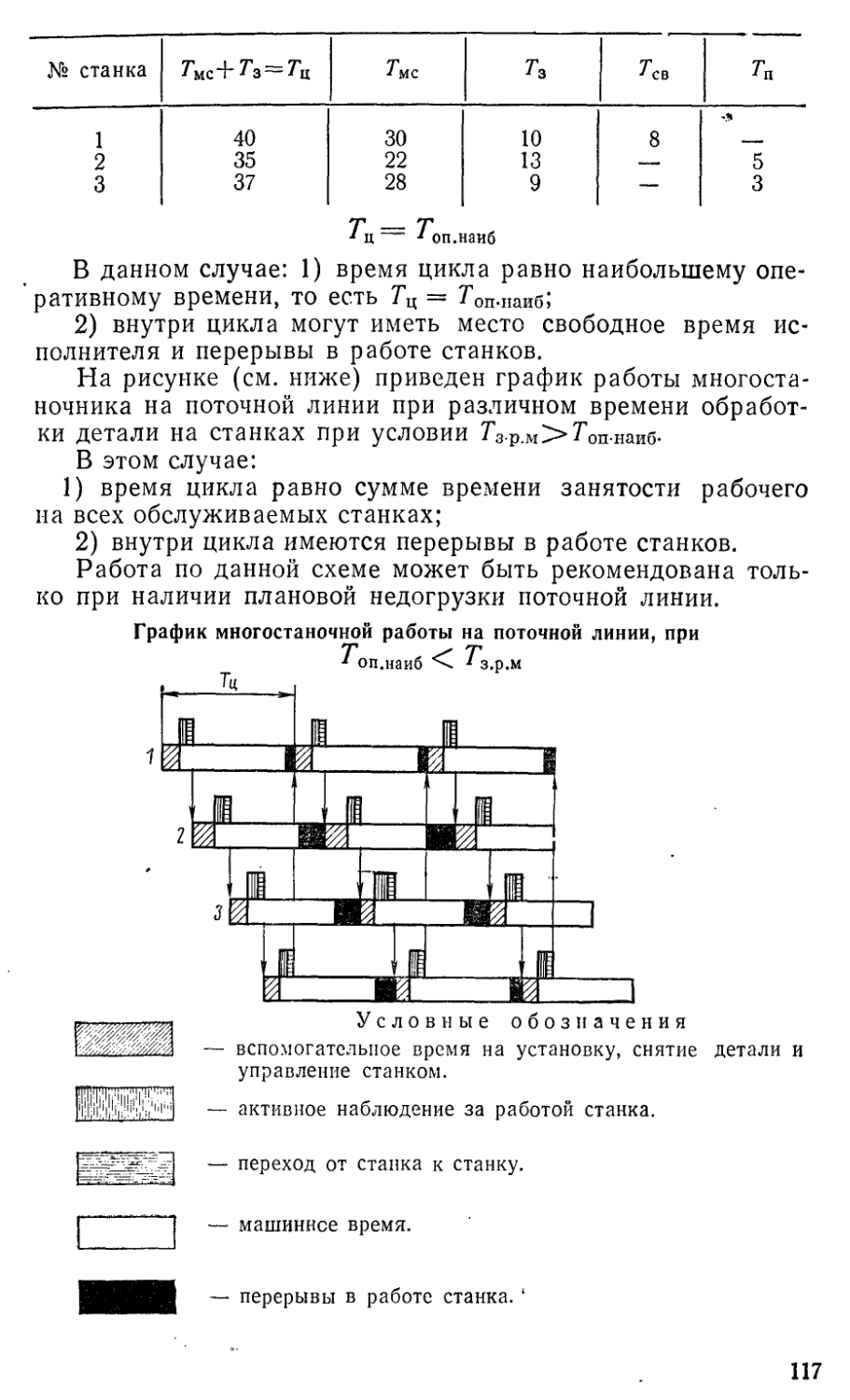
Пример 2. Расчет нормы штучного времени при обработке детали на агрегатно-сверлильном станке
9
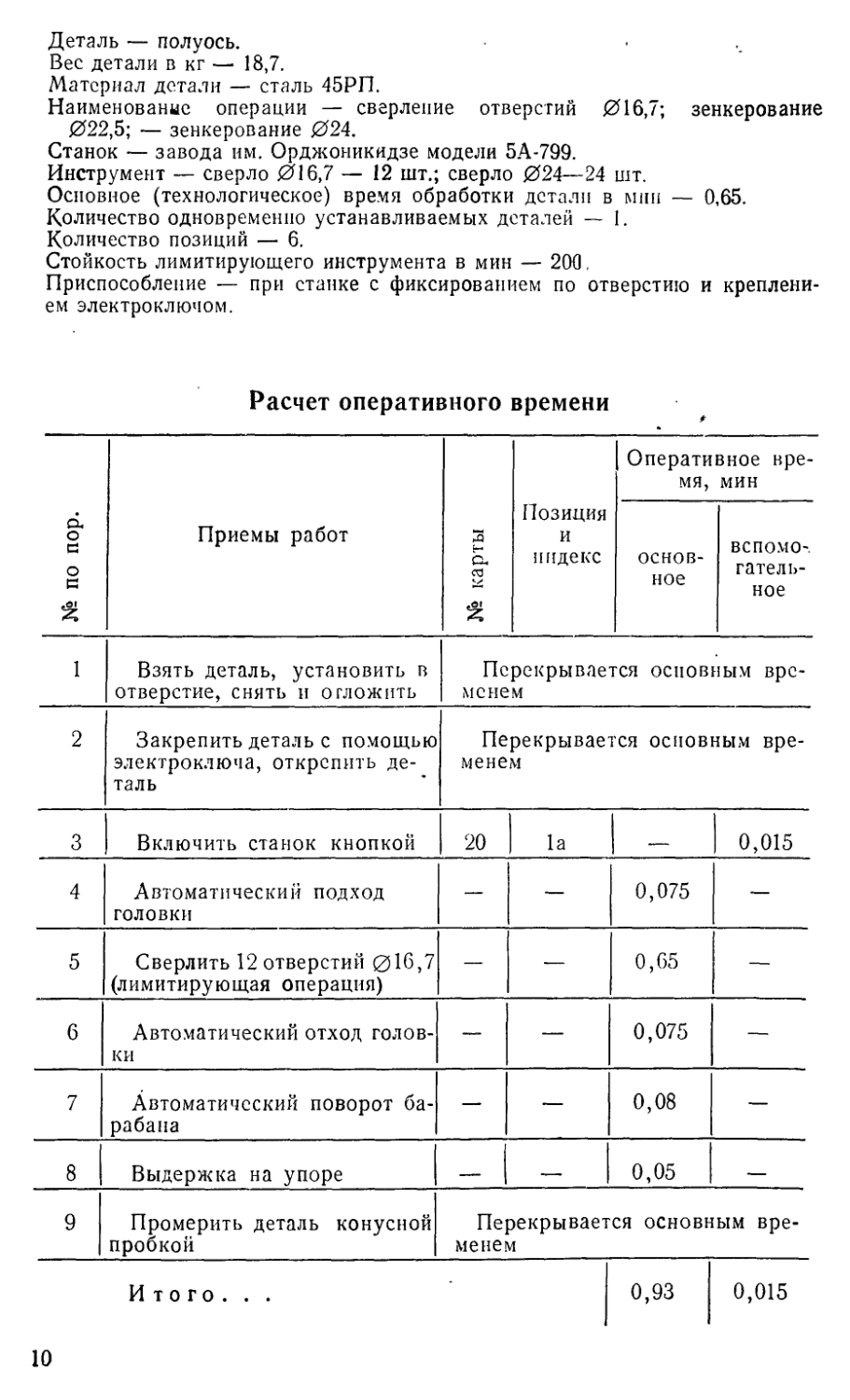
Деталь — полуось.
Вес детали в кг — 18,7.
Материал детали — сталь 45РП.
Наименование операции — сверление отверстий 016,7; зенкерование 022,5; — зенкерование 024.
Станок — завода им. Орджоникидзе модели 5А-799.
Инструмент — сверло 016,7 — 12 шт.; сверло 024—24 шт.
Основное (технологическое) время обработки детали в Mini — 0,65.
Количество одновременно устанавливаемых деталей — 1.
Количество позиций — 6.
Стойкость лимитирующего инструмента в мин — 200.
Приспособление — при станке с фиксированием по отверстию и креплением электроключом.
Расчет оперативного времени
№ по пор. Приемы работ № карты Позиция и индекс Оперативное время, мин
основное вспомогательное
1 Взять деталь, установить в отверстие, снять и отложить Перекрывается основным временем
2 Закрепить деталь с помощью электроключа, открепить деталь Перекрывается основным временем
3 Включить станок кнопкой 20 1а — 0,015
4 Автоматический подход головки — — 0,075 —
5 Сверлить 12 отверстий 016,7 (лимитирующая операция) — — 0,65 —
6 Автоматический отход головки — — 0,075 —
7 Автоматический поворот барабана — — 0,08 —
8 Выдержка на упоре — — 0,05 —
9 Промерить деталь конусной пробкой Перекрывается основным временем
Итого. . . 0,93 0,015
10
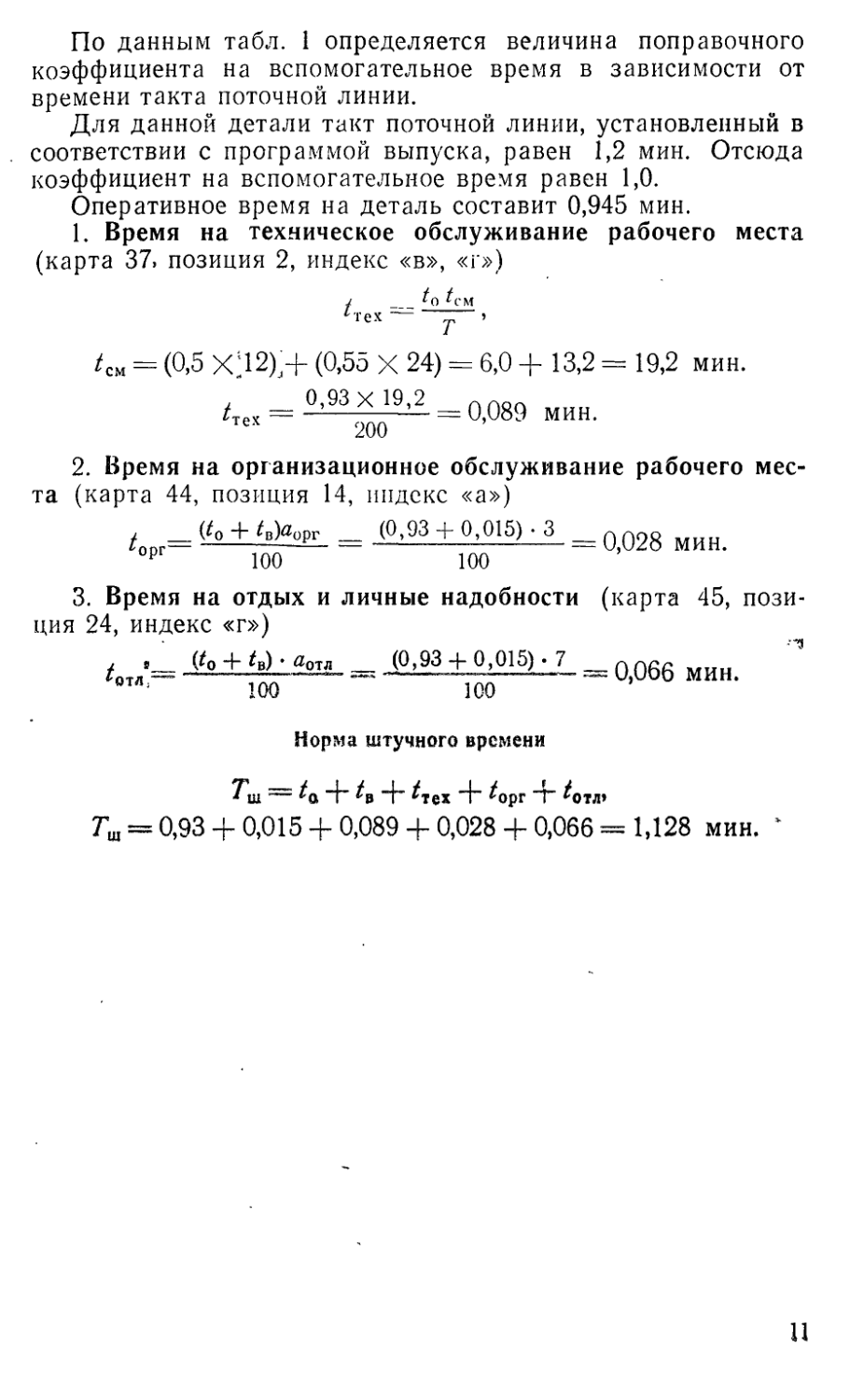
По данным табл. 1 определяется величина поправочного коэффициента на вспомогательное время в зависимости от времени такта поточной линии.
Для данной детали такт поточной линии, установленный в соответствии с программой выпуска, равен 1,2 мин. Отсюда коэффициент на вспомогательное время равен 1,0.
Оперативное время на деталь составит 0,945 мин.
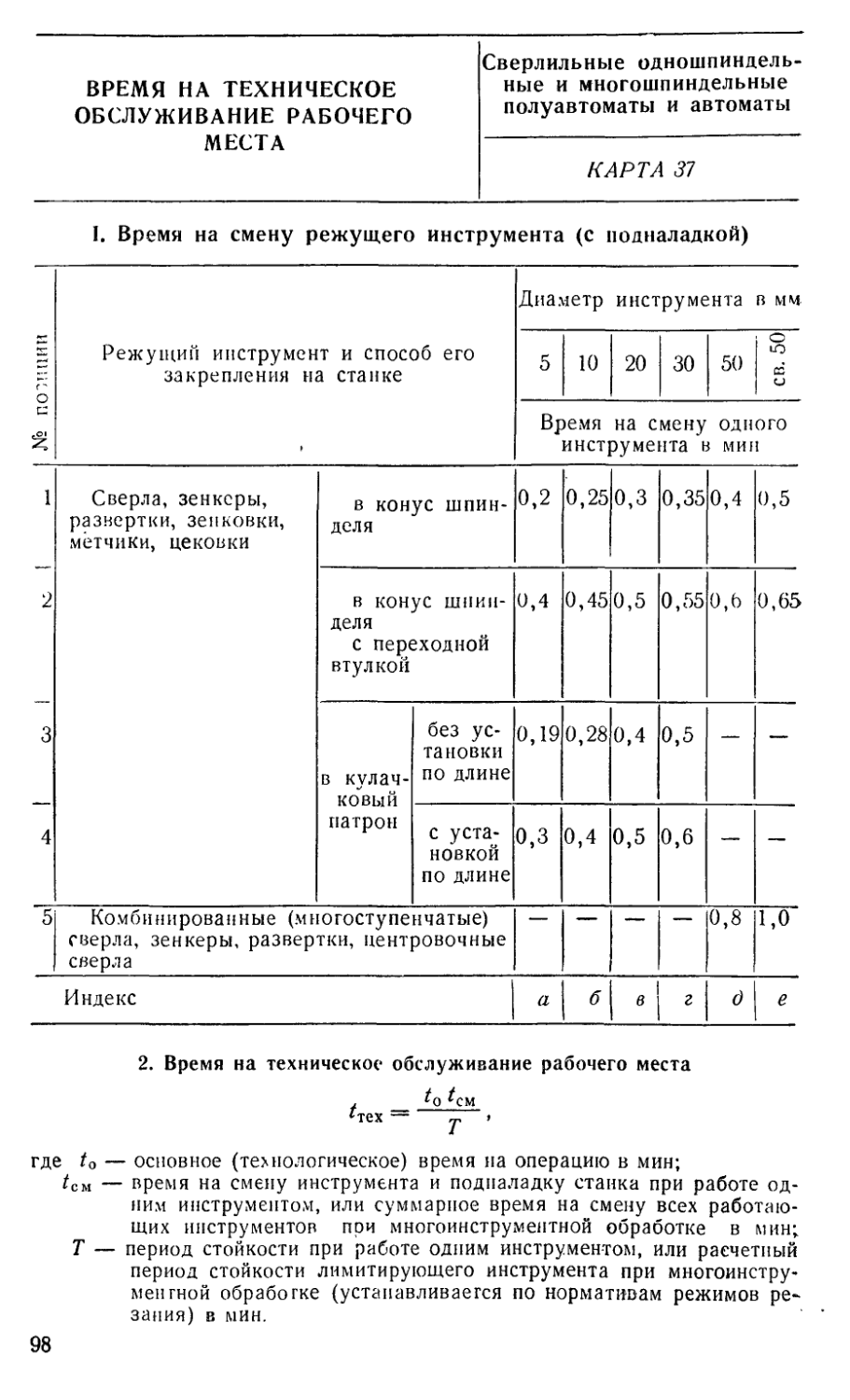
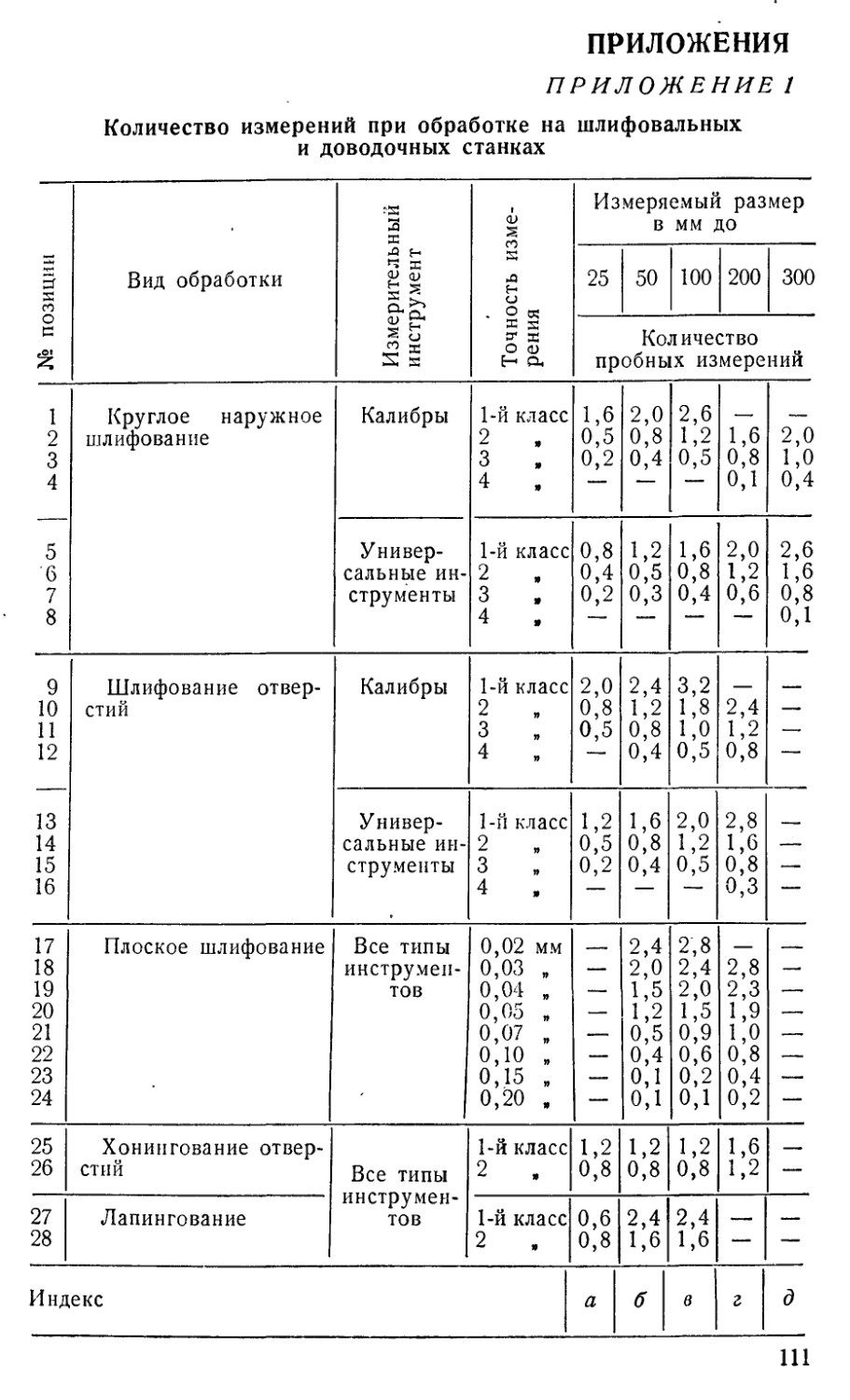
1. Время на техническое обслуживание рабочего места (карта 37. позиция 2, индекс «в», «г»)
j ____^о^см
Чех >
/см = (0,5 х;12)д- (0,55 X 24) = 6,0 + 13,2 = 19,2 мин.
, 0,93x19,2
4ех = —-------— = 0,089 мин.
тех 200
2. Время на организационное обслуживание рабочего места (карта 44, позиция 14, индекс «а»)
I = «о + /в)Дург = „(0.93 + 0,015) 3 = 0028 мин_ р 100 100
3. Время на отдых и личные надобности (карта 45, позиция 24, индекс «г»)
/ 9 (^о + ^в) • дотл (0,93 + 0,015) • 7 OO6R мин
отл‘ 100 100
Норма штучного времени
7^ — ^а + ^в + ^тех "Ь ^орг Т ^отл»
= 0,93 + 0,015 + 0,089 + 0,028 + 0,066 = 1,128 мин. ‘
11
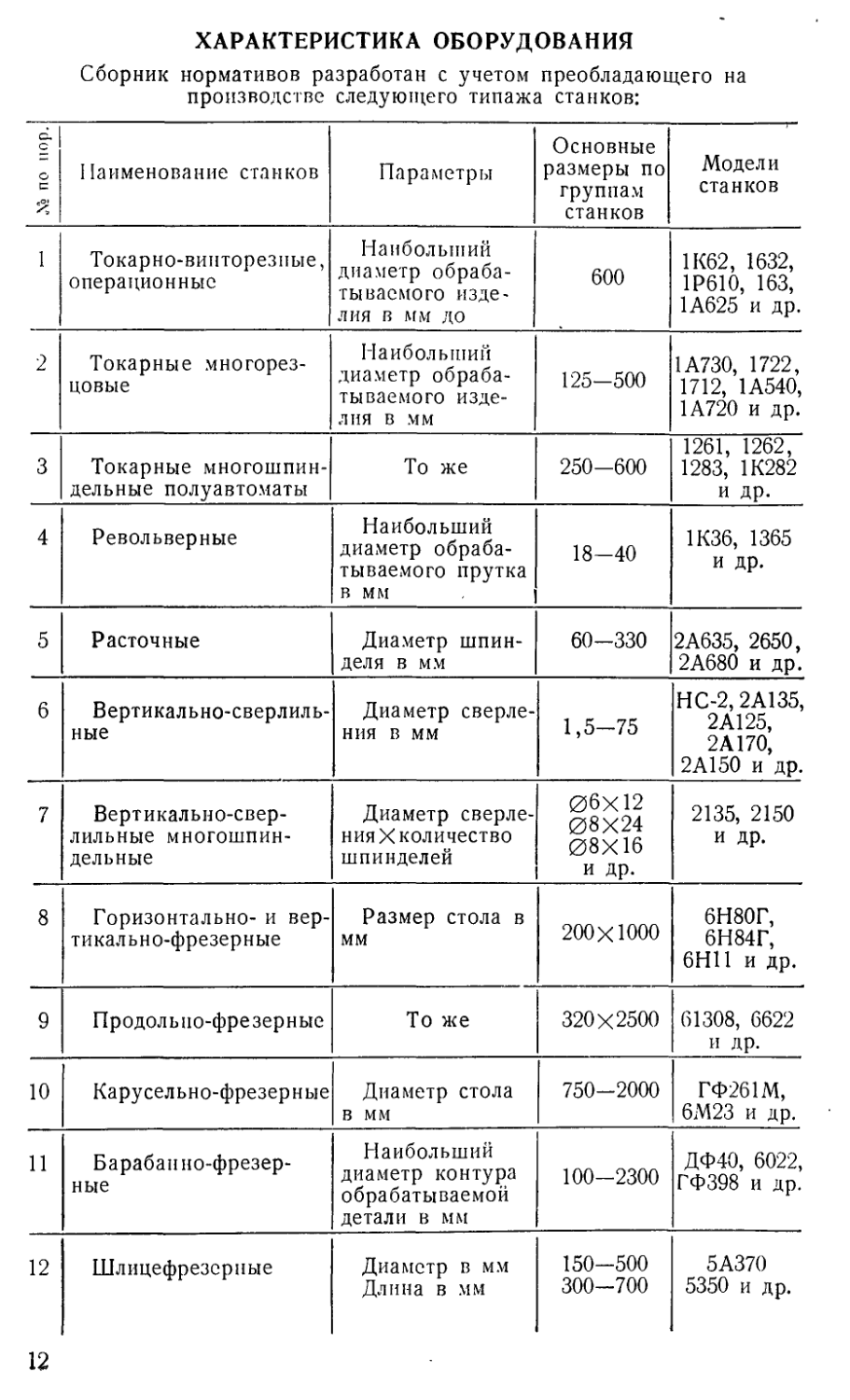
ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ
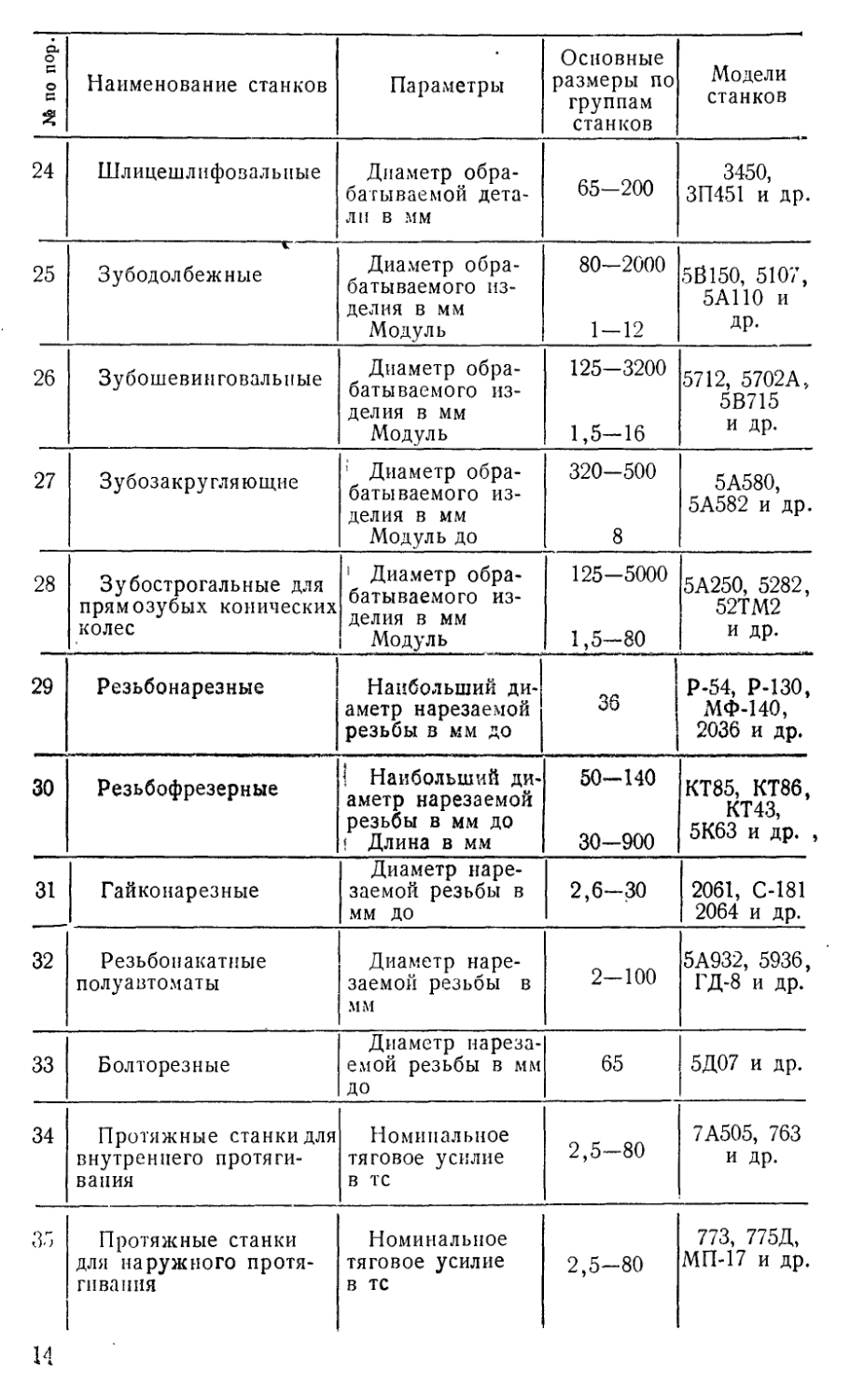
Сборник нормативов разработан с учетом преобладающего на производстве следующего типажа станков:
№ по пор. Наименование станков Параметры Основные размеры по группам станков Модели станков
1 Токарно-винторезные, операционные Наибольший диаметр обрабатываемого изделия в мм до 600 1К62, 1632, 1Р610, 163, 1А625 и др.
2 Токарные многорезцовые Наибольший диаметр обрабатываемого изделия в мм 125-500 1А730, 1722, 1712, 1А540, 1А720 и др.
3 Токарные многошпиндельные полуавтоматы То же 250-600 1261, 1262, 1283, 1К282 и др.
4 Револьверные Наибольший диаметр обрабатываемого прутка в мм 18-40 1К36, 1365 и др.
5 Расточные Диаметр шпинделя в мм 60-330 2А635, 2650, 2А680 и др.
6 Вертикально-сверлильные Диаметр сверления в мм 1,5-75 НС-2,2А135, 2А125, 2А170, 2А150 и др.
7 Вертикально-сверлильные многошпиндельные Диаметр сверле-нияХколичество шпинделей 06X12 08X24 08X16 и др. 2135, 2150 и др.
8 Горизонтально- и вертикально-фрезерные Размер стола в мм 200X1000 6Н80Г, 6Н84Г, 6Н11 и др.
9 Продольно-фрезерные То же 320x2500 61308, 6622 и др.
10 Карусельно-фрезерные Диаметр стола в мм 750-2000 ГФ261М, 6М23 и др.
11 Барабан но-фрезер-ные Наибольший диаметр контура обрабатываемой детали в мм 100-2300 ДФ40, 6022, ГФ398 и др.
12 Шлицефрезерные Диаметр в мм Длина в мм 150-500 300—700 5А370 5350 и др.
12
№ по nop.l Наименование станков Параметры Основные размеры по группам станков Модели станков
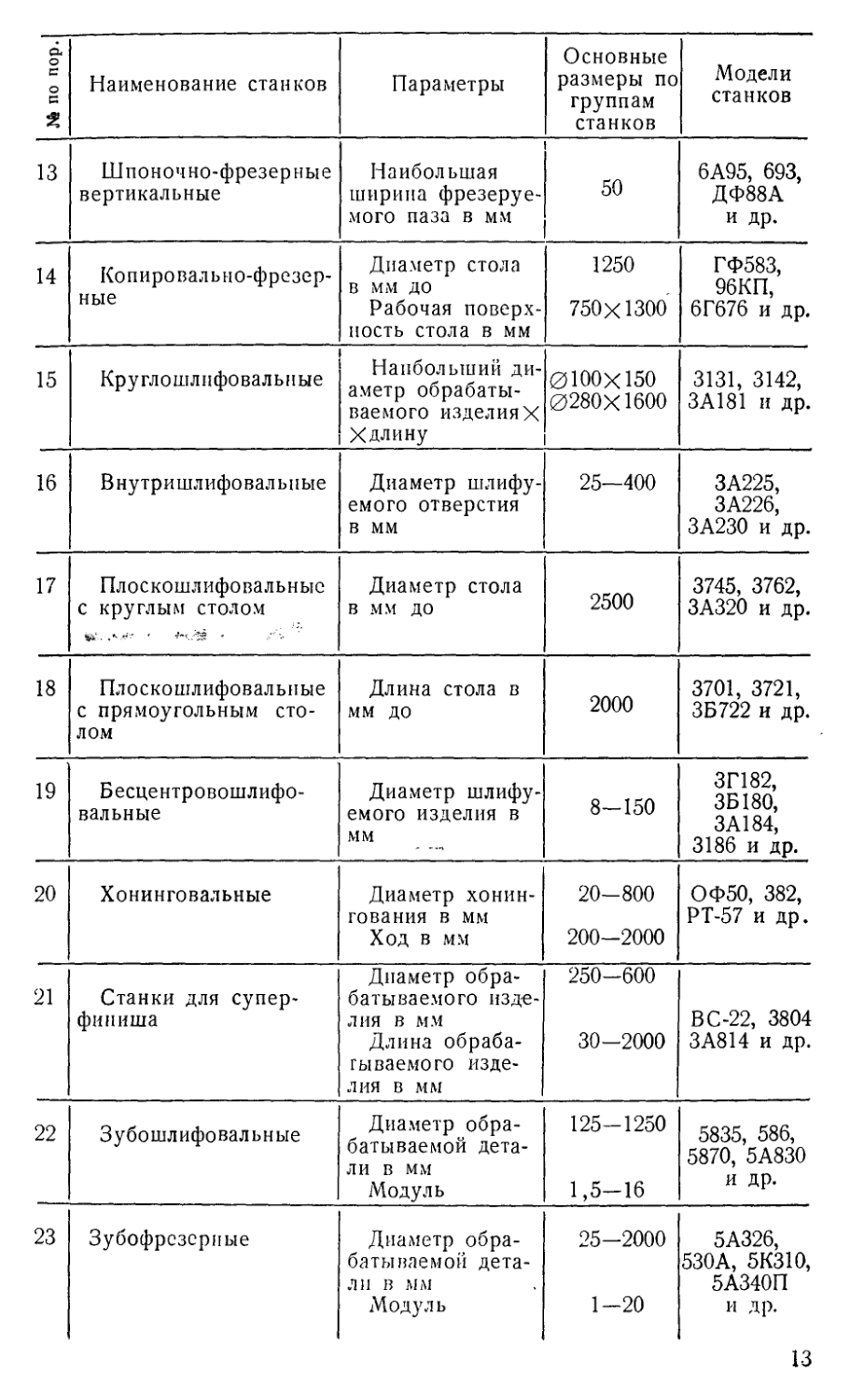
13 Шпоночно-фрезерные вертикальные Наибольшая ширина фрезеруемого паза в мм 50 6А95, 693, ДФ88А и др.
14 Копировально-фрезерные Диаметр стола в мм до Рабочая поверхность стола в мм 1250 750x1300 ГФ583, 96КП, 6Г676 и др.
15 Круглошлпфовальные Наибольший диаметр обрабатываемого изделиях Хдлину 0100X150 0280X1600 3131, 3142, ЗА181 и др.
16 Внутришлифовальпые Диаметр шлифуемого отверстия в мм 25—400 ЗА225, ЗА226, 3A230 и др.
17 Плоскошлифовальные с круглым столом Диаметр стола в мм до 2500 3745, 3762, 3A320 и др.
18 Плоскошлифовальные с прямоугольным столом Длина стола в мм до 2000 3701, 3721, ЗБ722 и др.
19 Бесцентровошлифовальные Диаметр шлифуемого изделия в мм 8-150 ЗГ182, ЗБ 180, ЗА184, 3186 и др.
20 Хонинговальные Диаметр хонингования в мм Ход в мм 20-800 200-2000 ОФ50, 382, РТ-57 и др.
21 Станки для суперфиниша Диаметр обрабатываемого изделия в мм Длина обрабатываемого изделия в мм 250-600 30-2000 В С-22, 3804 ЗА814 и др.
22 Зубошлифовальные Диаметр обрабатываемой детали в мм Модуль 125-1250 1,5-16 5835, 586, 5870, 5А830 и др.
23 Зубофрезерные Диаметр обрабатываемой детали в мм Модуль 25-2000 1-20 5А326, 530А, 5К310, 5А340П и др.
13
I № по пор. I Наименование станков Параметры Основные размеры по группам станков Модели станков
24 Шлицешлифовальные Диаметр обрабатываемой детали в мм 65-200 3450, ЗП451 и др.
25 Зубодолбежные Диаметр обрабатываемого изделия в мм Модуль 80-2000 1-12 5В150, 5107, 5А110 и др.
26 Зубошевинговальные Диаметр обрабатываемого изделия в мм Модуль 125-3200 1,5-16 5712, 5702А, 5В715 и др.
27 Зубозакругляющие ' Диаметр обрабатываемого изделия в мм Модуль до 320-500 8 5А580, 5А582 и др.
28 Зубострогальные для прямозубых конических колес 1 Диаметр обрабатываемого изделия в мм Модуль 125-5000 1,5-80 5А250, 5282, 52ТМ2 и др.
29 Резьбонарезные Наибольший диаметр нарезаемой резьбы в мм до 36 Р-54, Р-130, МФ-140, 2036 и др.
30 Резьбофрезерные 1 Наибольший диаметр нарезаемой резьбы в мм до ! Длина в мм 50—140 30-900 КТ85, КТ86, КТ43, 5К63 и др.
31 Гайконарезные Диаметр нарезаемой резьбы в мм до 2,6—30 2061, С-181 2064 и др.
32 Резьбонакатные полуавтоматы Диаметр нарезаемой резьбы в мм 2-100 5А932, 5936, ГД-8 и др.
33 Болторезные Диаметр нарезаемой резьбы в мм до 65 5Д07 и др.
34 Протяжные станки для внутреннего протягивания Номинальное тяговое усилие в тс 2,5-80 7А505, 763 и др.
35 Протяжные станки для наружного протягивания Номинальное тяговое усилие в тс 2,5-80 773, 775Д, МП-17 и др.
14
№ по пор. Наименование станков Параметры Основные размеры по группам станков Модели станков
36 Центровальные Наибольший изделия в Наибольшая изделия в диаметр мм длина мм 40—160 500—2000 ВС-150, ВС-110 и др.
37 Агрегатные — — 5А799 и др.
ОРГАНИЗАЦИЯ ТРУДА
Приведенные в сборнике нормативы времени предназначены для технического нормирования станочных работ в поточно-массовом производстве машиностроительных предприятий.
В нормативах предусмотрены важнейшие оргапизацйопно-технические условия, характерные для массового производства, а именно:
1. Предприятия, цехи (участки) выпускают изделия ограниченной и устойчивой номенклатуры и для них характерен высокий уровень специализации производства.
2. В составе оборудования преобладают специализированные и специальные металлорежущие станки, а в работе широко применяются специальный инструмент и приспособления, предназначенные для выполнения строго определенных операций, закрепленных за данным оборудованием.
3. Оборудование расположено на каждой поточной линии в порядке выполнения технологического процесса, причем каждая деталь имеет свою поточную линию.
4. За каждым станком па каждой линии закреплена вполне определенная и постоянно выполняемая операция.
5. Обработка деталей на станках поточных линий производится на основании карт технологических процессов, составленных с разделением по операциям и переходам, и указанием в них режимов резания и нормативов времени на выполнение каждого перехода с подсчетом нормы штучного времени на операцию.
6. Подналадка оборудования производится в подготовительную смену или во время перерывов в работе оборудования. Смена инструмента производится наладчиками в тех случаях, когда после нее требуется подналадка оборудования или данный станок лимитирует работу участка.
7. Станки, обрабатывающие тяжелые детали, обеспечены подъемно-транспортными средствами: подъемниками, рольгангами, склизами.
15
8. Заточка инструмента производится в централизованном порядке.
9. Заготовки находятся на расстоянии до 1 м от рабочего места при установке вручную и на расстоянии до 3 м — при установке с помощью подъемника.
Если заготовки приходится перемещать на расстояние свыше 1 м, то при перемещении вручную на каждый дополнительный метр необходимо добавлять время по табл. 2.
В массовом производстве за каждым станком поточной линии закреплена строго определенная и постоянно выполняемая операция. Поэтому станочнику в этих случаях не требуется наличие на рабочем месте большого набора инструмента, как в единичном, мелкосерийном и серийном производстве. Подналадка станков, как правило, производится наладчиками.
Система инструментообслуживания наладчика в массовом производстве должна обеспечивать своевременную доставку на рабочее место такого количества инструмента, которое необходимо для бесперебойной работы в течение смены.
При такой системе инструментообслуживания и подналадки оборудования отпадает необходимость оснащать рабочее место оператора инструментальными тумбочками, предназначенными для храпения довольно большого постоянного набора инструментария.
С учетом этого, а также специфических конкретных условий механической обработки в условиях массового производства разрабатывается планировка и оснащение рабочих мест станочников поточных линий.
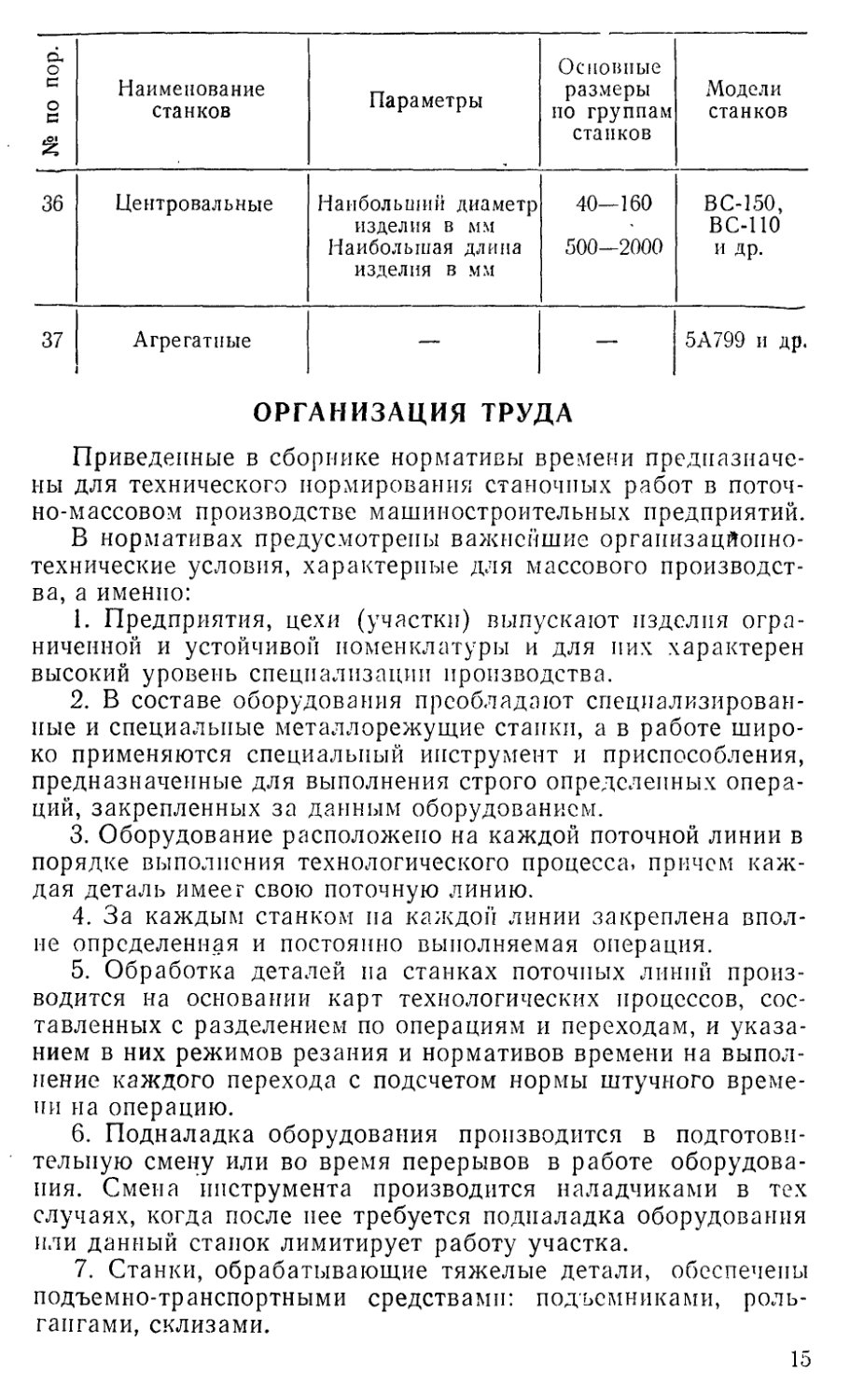
Типовые планировки рабочих мест в механических цехах с массовым типом производства
Схема планировки рабочего места, оснащенного рольгангом, при системе активного обслуживания инструментом
Обозначения: 1 — станок; 2 — рабочий; 3 — рольганг или транспортер
16
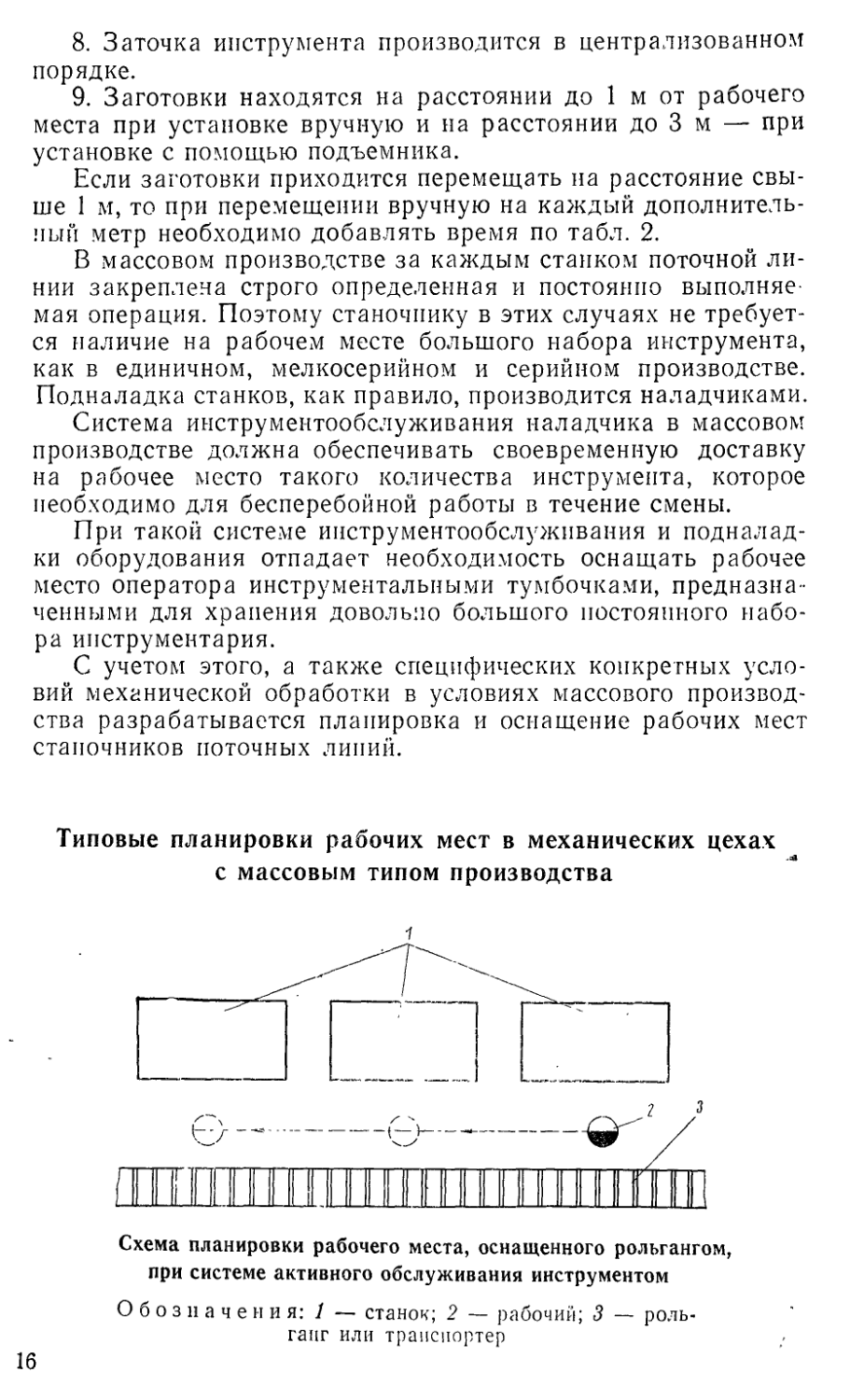
Схема планировки рабочего места при системе активного обслуживания инструментом
Обозначения: 1 — станок; 2— рабочий; 3— тара для заготовок; 4 — тара для готовых деталей; 5 — электротельфер
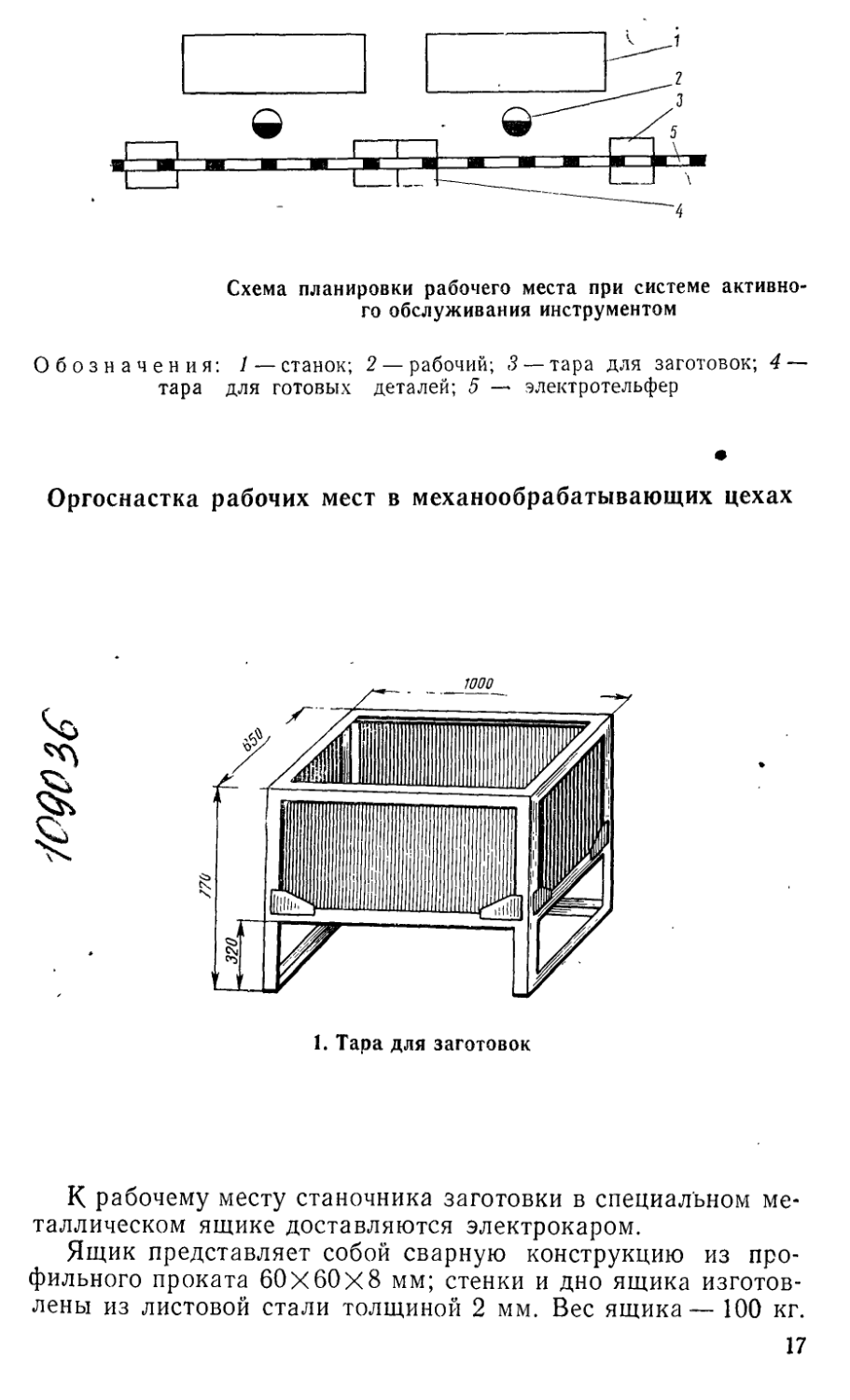
Оргоснастка рабочих мест в механообрабатывающих цехах
юдозе
1. Тара для заготовок
К рабочему месту станочника заготовки в специальном металлическом ящике доставляются электрокаром.
Ящик представляет собой сварную конструкцию из профильного проката 60X60X8 мм; стенки и дно ящика изготовлены из листовой стали толщиной 2 мм. Вес ящика— 100 кг.
17
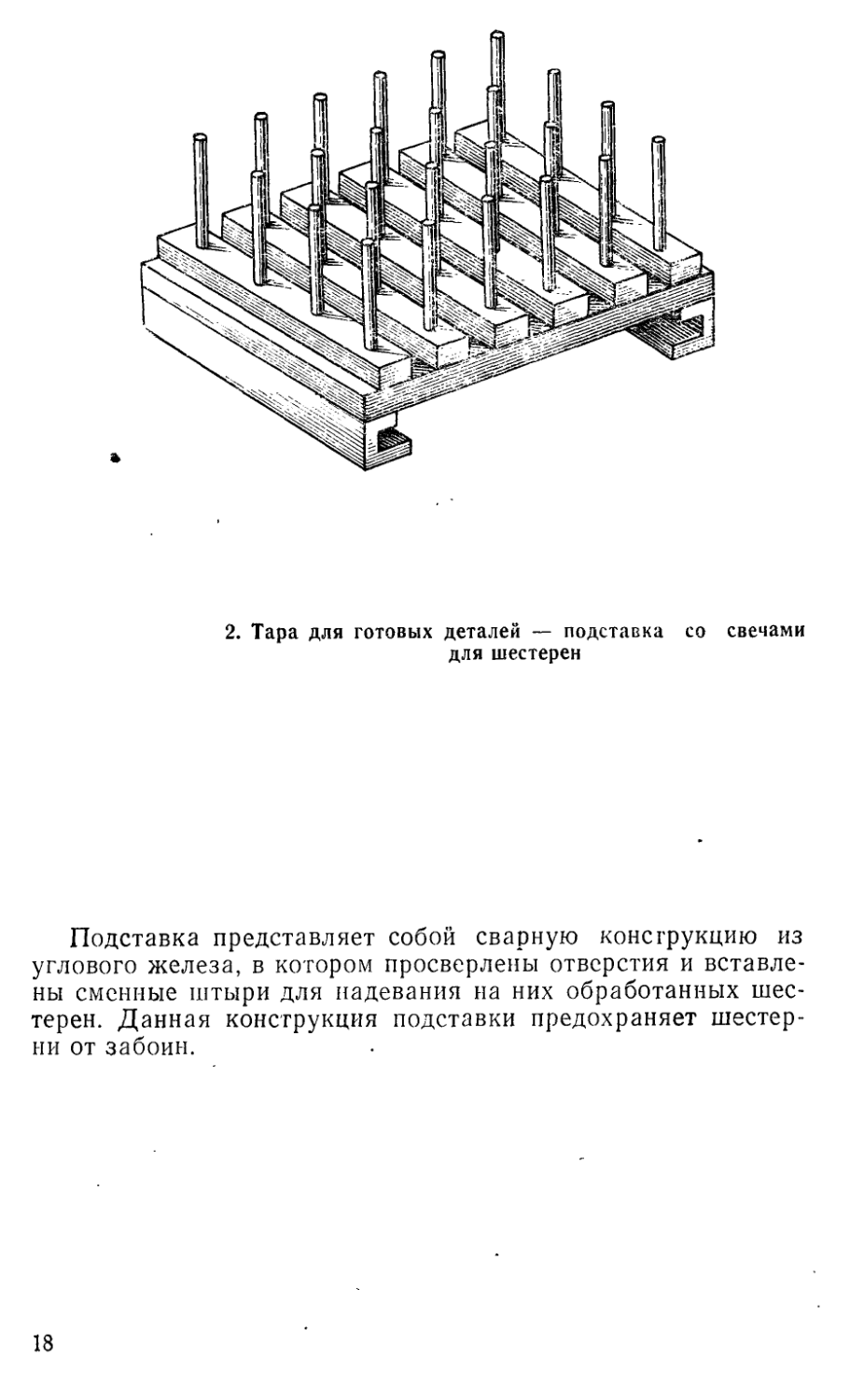
2. Тара для готовых деталей — подставка со свечами для шестерен
Подставка представляет собой сварную конструкцию из углового железа, в котором просверлены отверстия и вставлены сменные штыри для надевания на них обработанных шестерен. Данная конструкция подставки предохраняет шестерни от забоин.
18
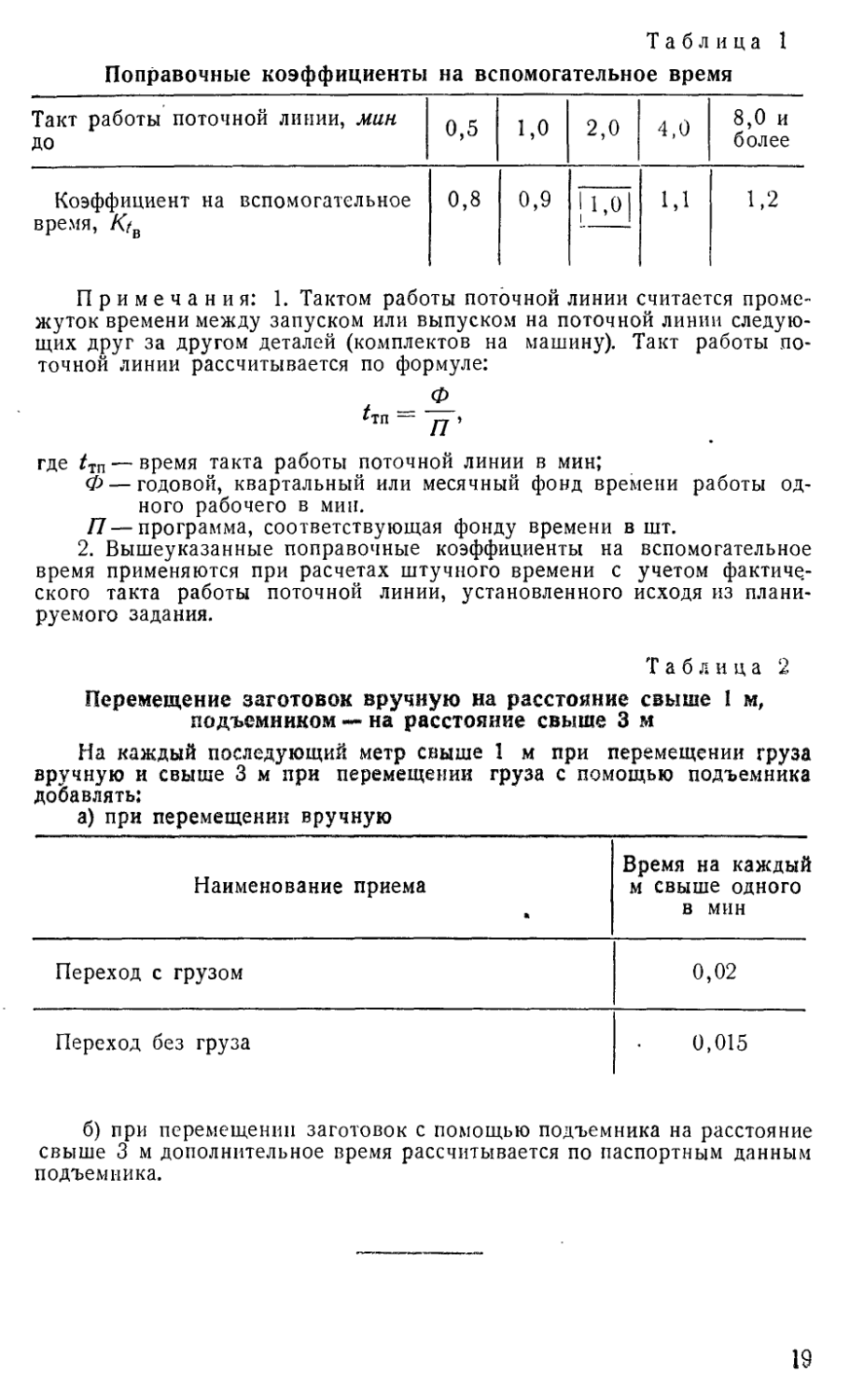
Таблица 1
Поправочные коэффициенты на вспомогательное время
Такт работы поточной линии, мин ДО 0,5 1,0 2,0 4,0 8,0 и более
Коэффициент на вспомогательное время, 0,8 0,9 м 1,1 1,2
Примечания: 1. Тактом работы поточной линии считается промежуток времени между запуском или выпуском на поточной линии следующих друг за другом деталей (комплектов на машину). Такт работы поточной линии рассчитывается по формуле:
__ Ф
п'
где /тп— время такта работы поточной линии в мин;
Ф — годовой, квартальный или месячный фонд времени работы одного рабочего в мин.
П—программа, соответствующая фонду времени в шт.
2. Вышеуказанные поправочные коэффициенты на вспомогательное время применяются при расчетах штучного времени с учетом фактического такта работы поточной линии, установленного исходя из планируемого задания.
Таблица 2
Перемещение заготовок вручную на расстояние свыше I м, подъемником — на расстояние свыше 3 м
На каждый последующий метр свыше 1 м при перемещении груза вручную и свыше 3 м при перемещении груза с помощью подъемника добавлять:
а) при перемещении вручную
Наименование приема Время на каждый м свыше одного в мин
Переход с грузом 0,02
Переход без груза 0,015
б) при перемещении заготовок с помощью подъемника на расстояние свыше 3 м дополнительное время рассчитывается по паспортным данным подъемника.
19
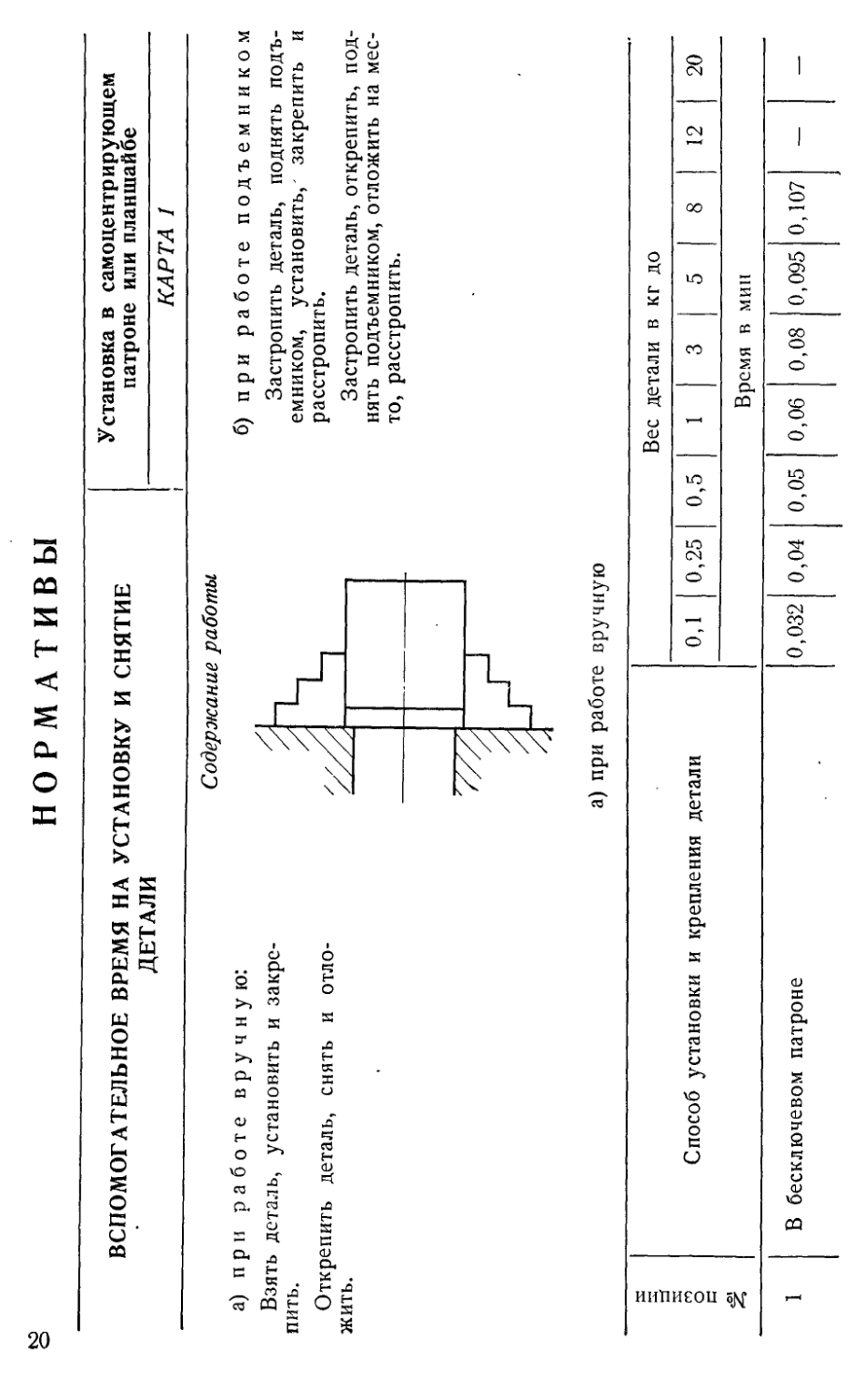
НОРМАТИВЫ
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в самоцентрирующем патроне или планшайбе
КАРТА 1
а) при работе вручную:
Взять деталь, установить и закрепить.
Открепить деталь, снять и отложить.
Содержание работы.
б) при работе подъемником
Застропить деталь, поднять подъемником, установить, закрепить и расстропить.
Застропить деталь, открепить, поднять подъемником, отложить на место, расстропить.
№ позиции Способ установки и крепления детали Вес детали в кг до
0,1 0,25 0,5 1 3 5 8 12 20
Время в мин
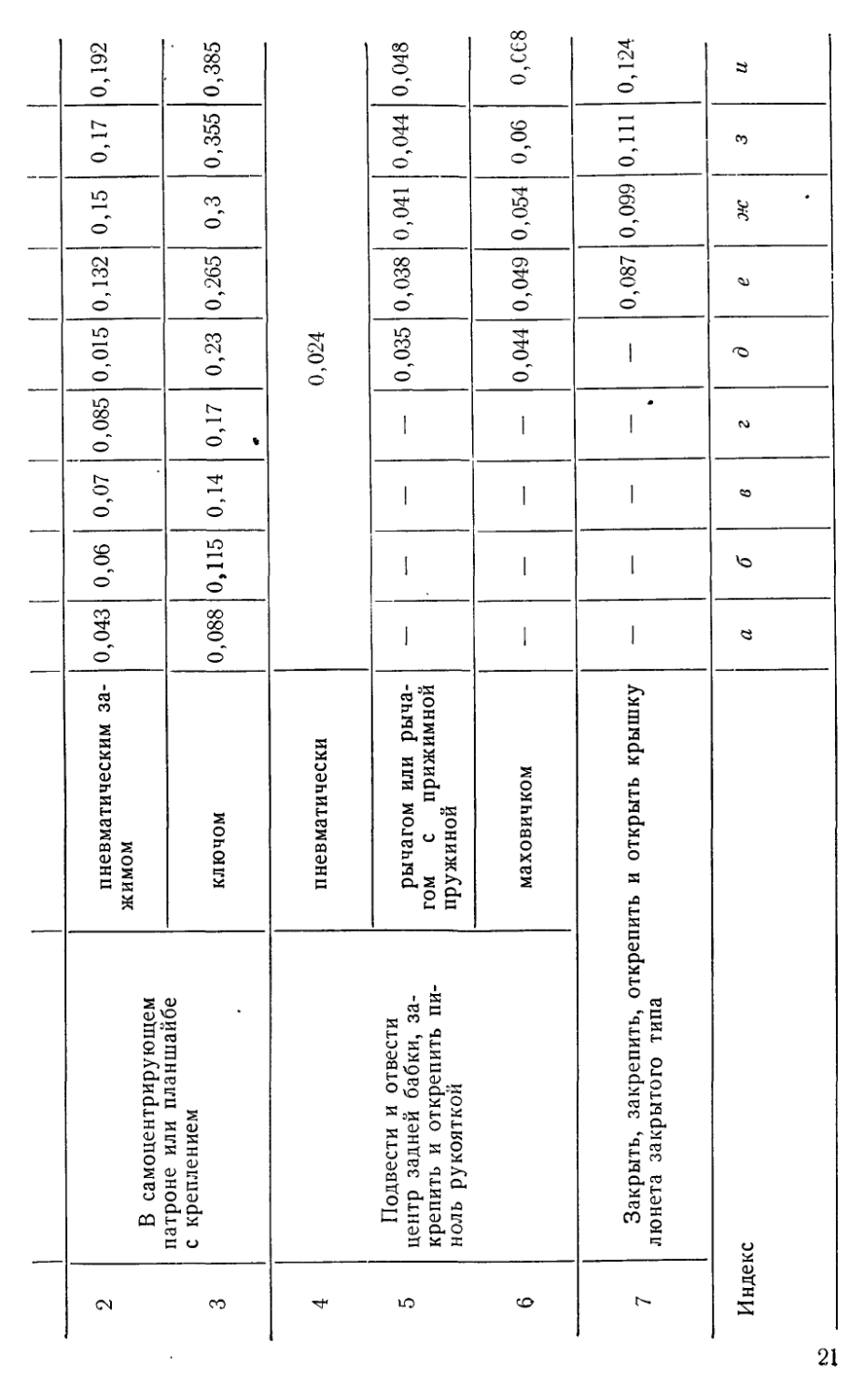
1 В бесключевом патроне 0,032 0,04 0,05 0,06 0,08 0,095 0,107 — —
2 В самоцентрирующем патроне или планшайбе с креплением пневматическим зажимом
3 ключом
4 пневматически
5 Подвести и отвести центр задней бабки, закрепить и открепить пиноль рукояткой рычагом или рычагом с прижимной пружиной
6 маховичком
7 Закрыть, закрепить, открепить и открыть крышку люнета закрытого типа
Индекс
1 1 1 1
0,043 0,06 0,07 0,085 0,015 0,132 0,15 0,17 0,192
0,088 0,115 0,14 0,17 * 0,23 0,265 0,3 0,355 0,385
0,024
— — — 0,035 0,038 0,041 0,044 0,048
— — — — 0,044 0,049 0,054 0,06 0,СС8
— — — — 0,087 0,099 0,111 0,124
a б в г д е ж 3 и
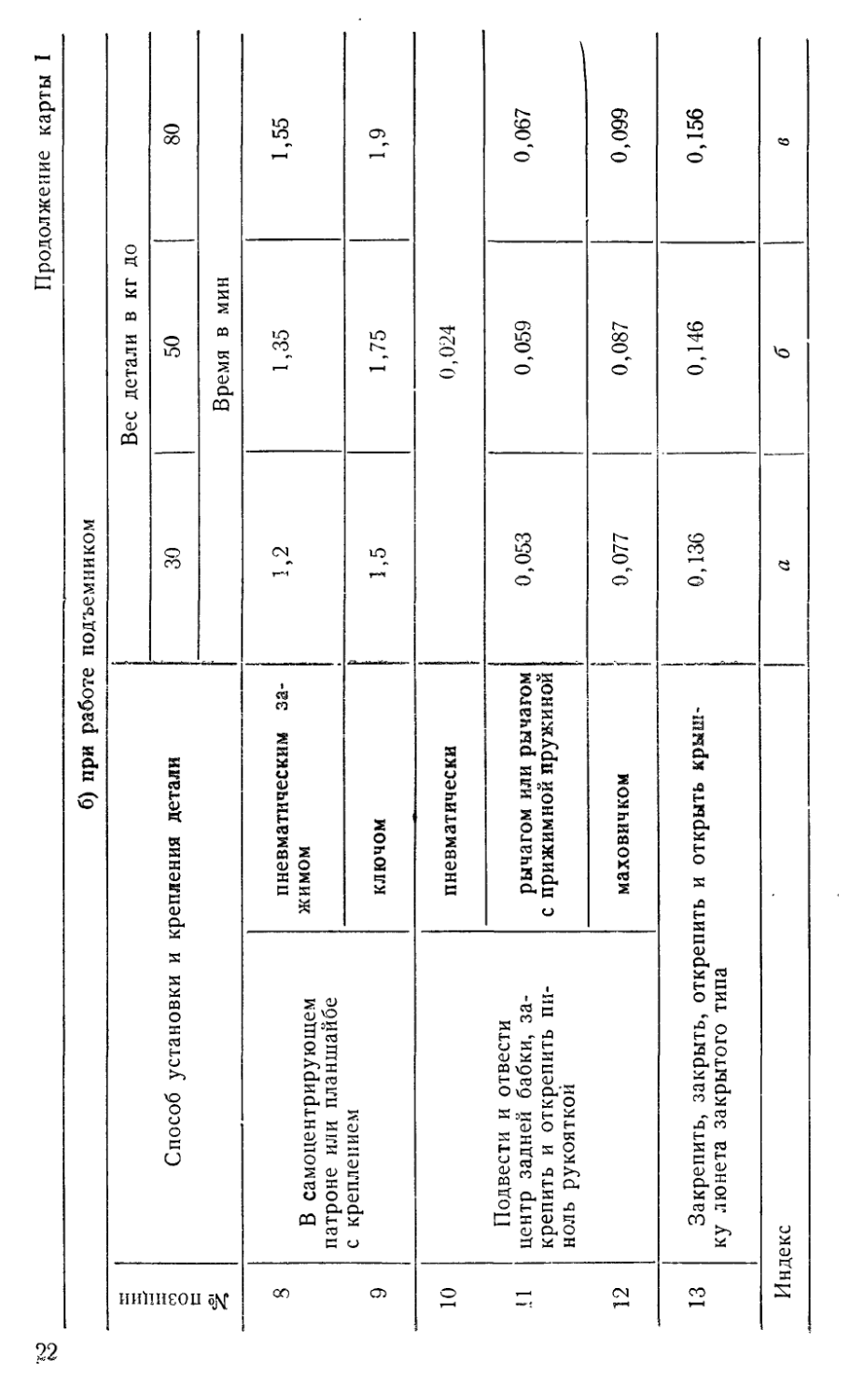
Продолжение карты I
б) при работе подъемником
позиции Способ установки и крепления детали Вес детали в кг до
30 50 80
-OI Время в мин
8 В самоцентрирующем патроне или планшайбе пневматическим зажимом 1,2 1,35 1,55
9 с креплением ключом 1,5 1,75 1,9
10 пневматически 0,024
.11 Подвести и отвести центр задней бабки, закрепить и открепить пиноль рукояткой рычагом или рычагом с прижимной пружиной 0,053 0,059 0,067
12 маховичком 0,077 0,087 0,099
13 Закрепить, закрыть, открепить и открыть крышку люнета закрытого типа 0,136 0,146 0,156
Индекс а б в
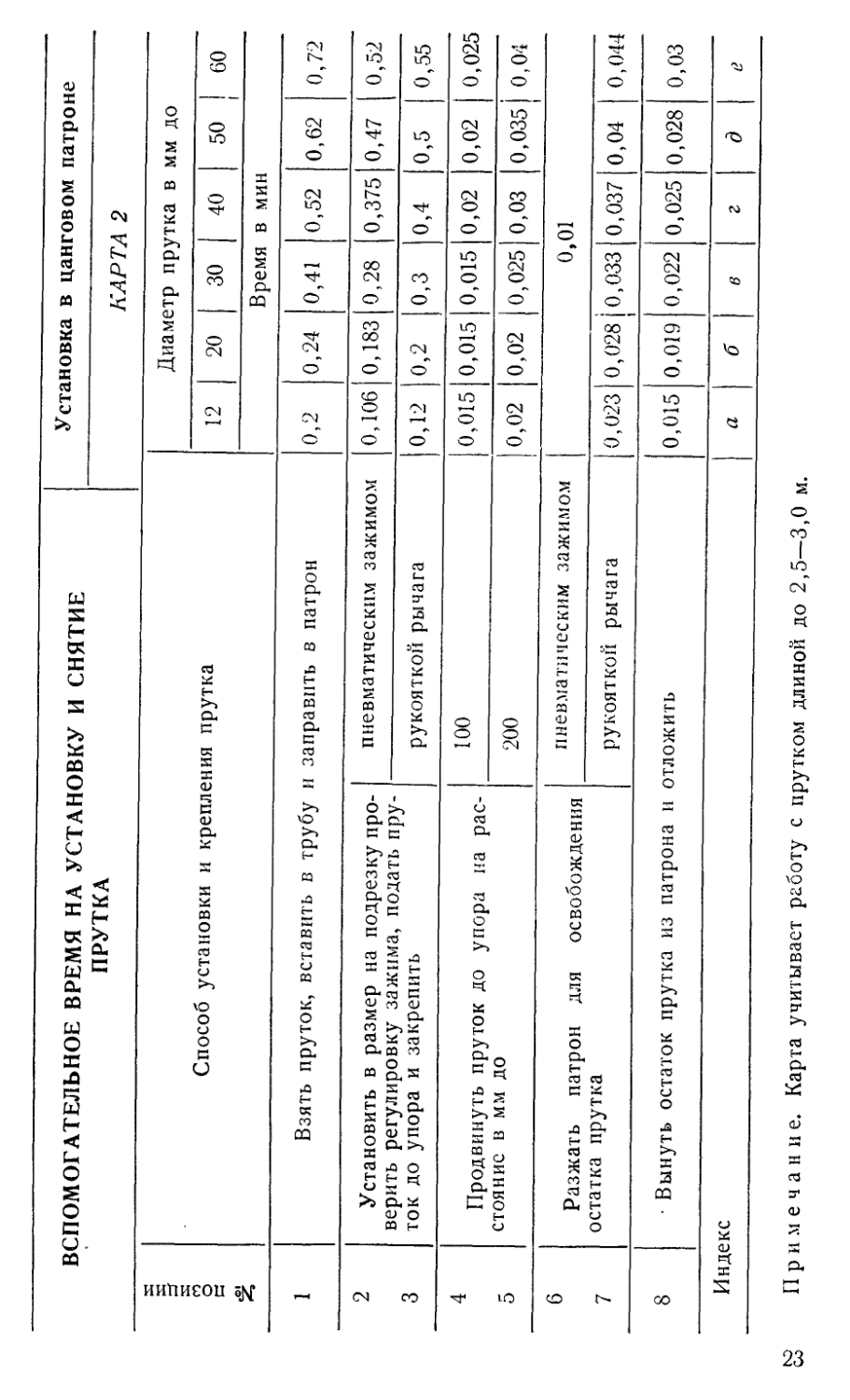
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ПРУТКА Установка в цанговом патроне
КАРТА 2
№ позиции Способ установки и крепления прутка Диаметр прутка в мм до
12 20 30 40 50 60
Время в мин
1 Взять пруток, вставить в трубу и заправить в патрон 0,2 0,24 0,41 0,52 0,62 0,72
2 3 Установить в размер на подрезку проверить регулировку зажима, подать пруток до упора и закрепить пневматическим зажимом 0,106 0,183 0,28 0,375 0,47 0,52
рукояткой рычага 0,12 0,2 0.3 0,4 0,5 0,55
4 5 Продвинуть пруток до упора на расстояние в мм до 100 0,015 0,015 0,015 0,02 0,02 0,025
200 0,02 0,02 0,025 0,03 0,035 0,04
6 7 Разжать патрон для освобождения остатка прутка пневматическим зажимом 0,01
рукояткой рычага 0,023 0,028 0,033 0,037 0,04 0,044
8 • Вынуть остаток прутка из патрона и отложить 0,015 0,019 0,022 0,025 0,028 0,03
Индекс 6 в г д
И римеча н ие. Карта учитывает работу с прутком длиной до 2,5—3,0 м.
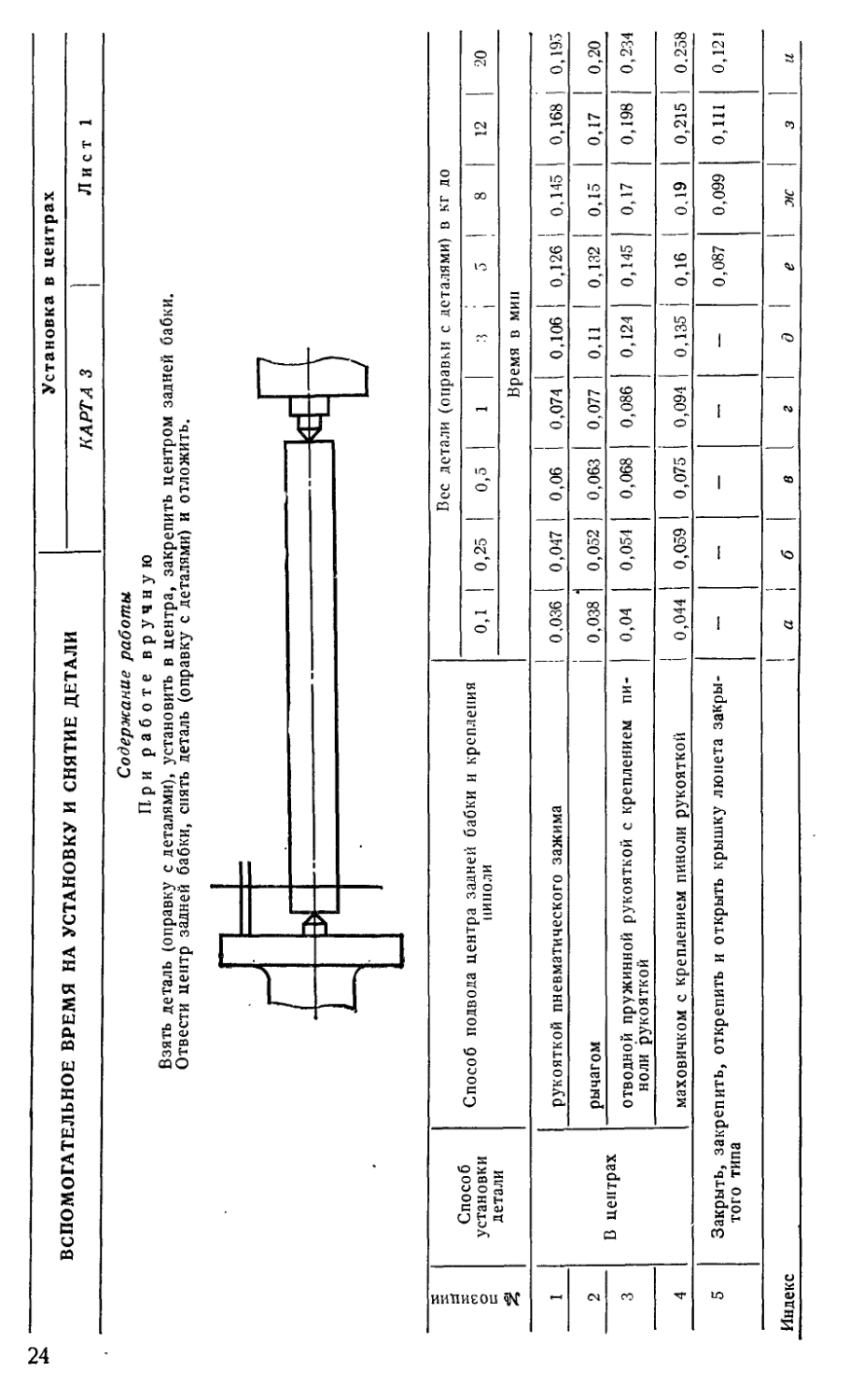
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в центрах
КАРТА 3 j Л и с т 1
Содержание работы
При работе вручную
Взять деталь (оправку с деталями), установить в центра, закрепить центром задней бабки.
Отвести центр задней бабки, снять деталь (оправку с деталями) и отложить.
№ позиции Способ установки детали Способ подвода центра задней бабки и крепления пиноли Вес детали (оправки с деталями) в кг до
0,1 0,25 0,5 . 3 8 12 | 20
Время в мин
1 В центрах рукояткой пневматического зажима 0,036 0,047 0,06 0,074 0,106 0,126 0,145 0,168 0,195
2 рычагом 0,038 0,052 0,063 0,077 0,11 0,132 0,15 0,17 0,20
3 отводной пружинной рукояткой с креплением пиноли рукояткой 0,04 0,054 0,068 0,086 0,124 0,145 0,17 0,198 0,234
4 маховичком с креплением пиноли рукояткой 0,044 0,059 0,075 0,094 0,135 0,16 0,19 0,215 0.258
5 Закрыть, закрепить, открепить и открыть крышку люнета закрытого типа - - - - - 0,087 0,099 0,111 0,121
Индекс а б в г д е Ж 3 и
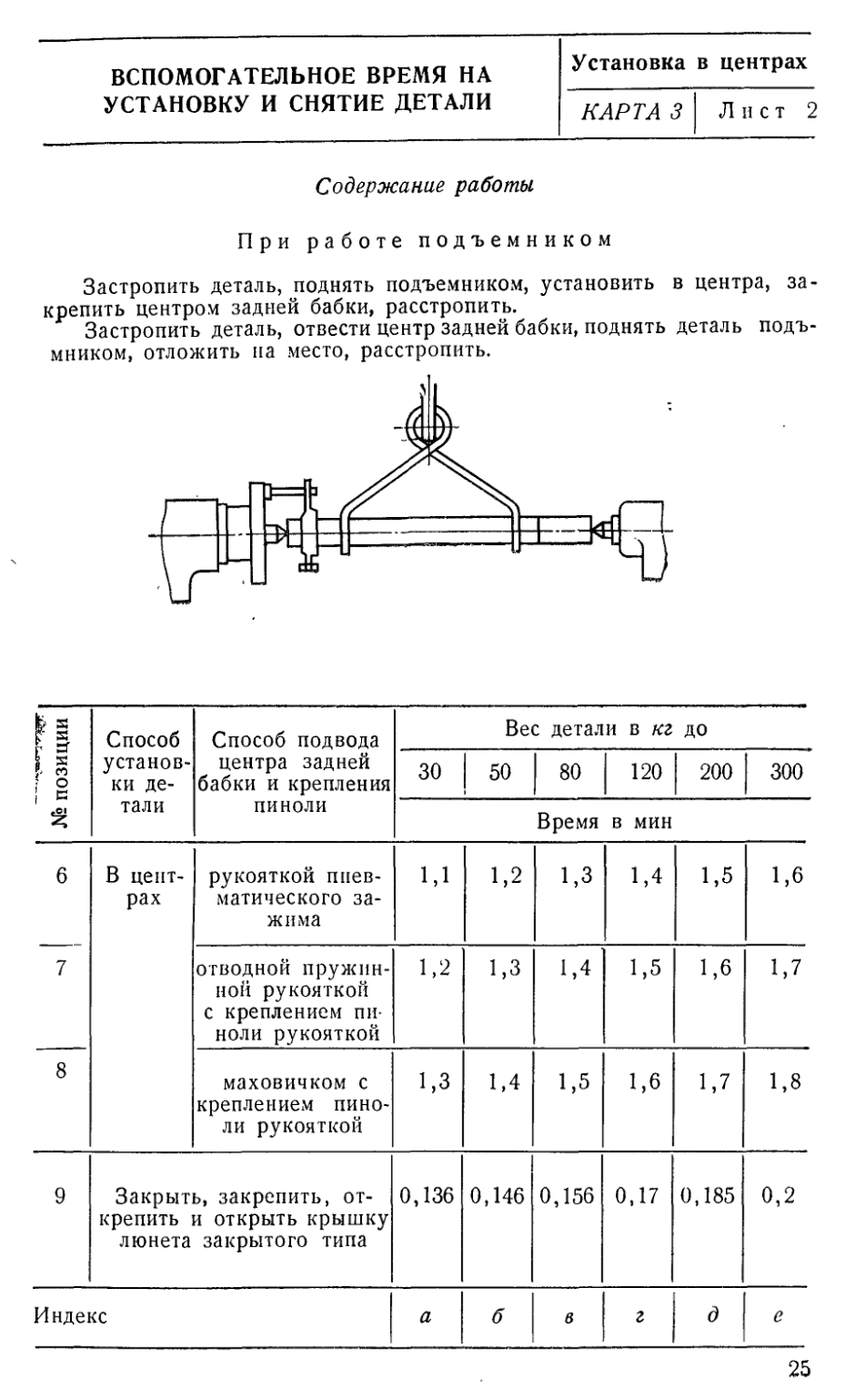
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Установка в центрах
КАРТА 3 Лист 2
Содержание работы
При работе подъемником
Застропить деталь, поднять подъемником, установить в центра, закрепить центром задней бабки, расстропить.
Застропить деталь, отвести центр задней бабки, поднять деталь подъ-мником, отложить на место, расстропить.
№ позиции Способ установки детали Способ подвода центра задней бабки и крепления пиноли Вес детали в кг до
30 50 80 120 200 300
Время в мин
6 7 В центрах рукояткой пневматического зажима 1,1 1,2 1,3 1,4 1,5 1,6
отводной пружинной рукояткой с креплением пиноли рукояткой 1,2 1,3 1,4 1,5 1,6 1,7
8 маховичком с крепление.м пиноли рукояткой 1,3 1,4 1,5 1,6 1,7 1,8
9 Закрыть, закрепить, открепить и открыть крышку люнета закрытого типа 0,136 0,146 0,156 0,17 0,185 0,2
Индекс а б в г д е
25
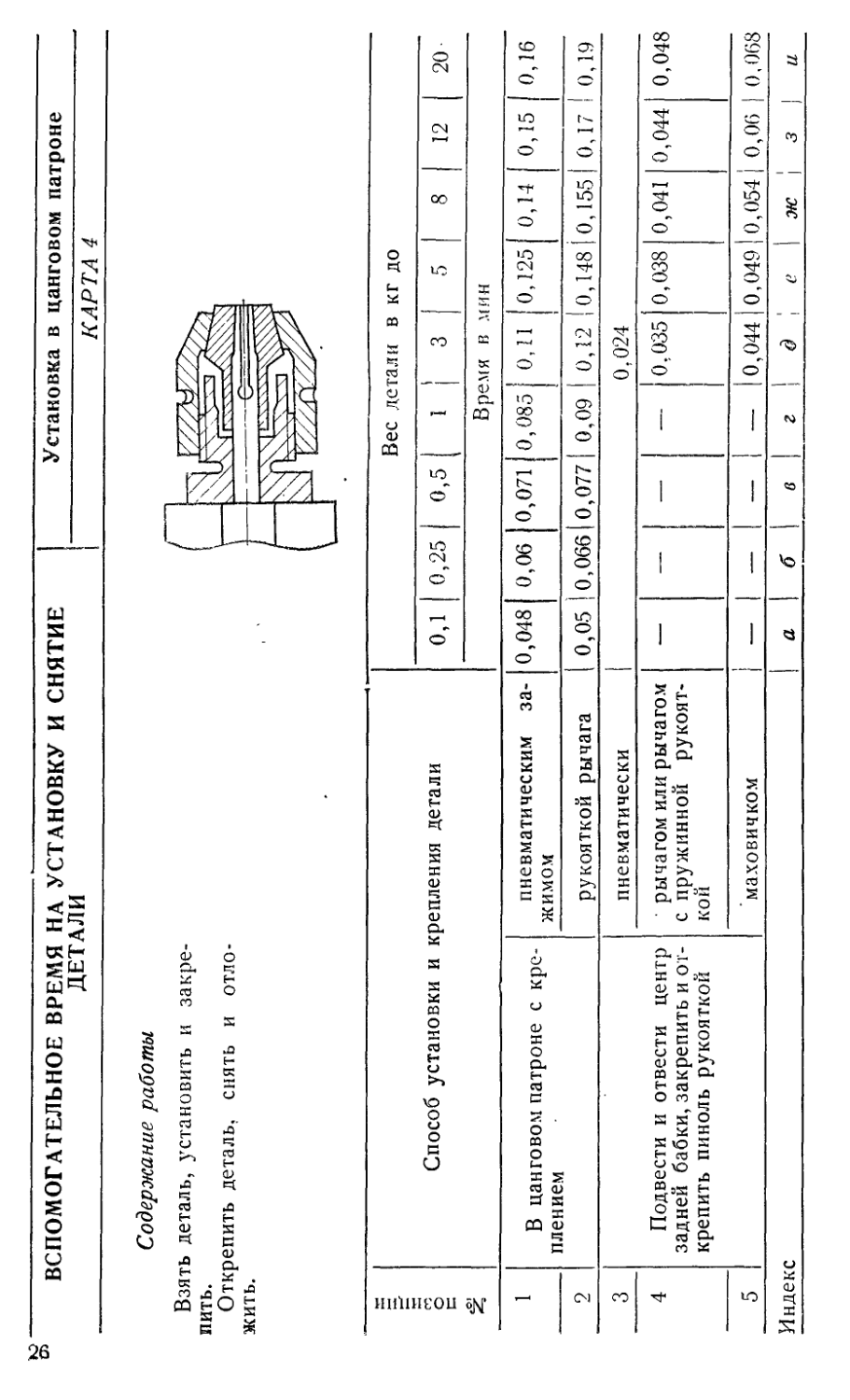
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
Установка в цанговом патроне
КАРТА 4
Содержание работы
Взять деталь, установить и закрепить.
Открепить деталь, снять и отложить.
№ позиции Способ установки и крепления детали Вес детали в кг до
0,1 0,25 0,5 1 3 5 8 12 20-
Время в мин
1 В цанговом патроне с креплением пневматическим зажимом 0,048 0,06 0,0711 0,085 0,11 0,125 0,14 0,15 0,16
2 рукояткой рычага 0,05 0,066 0,077 0,09 0,12 0,148 0,155 0,17 0,19
3 Подвести и отвести центр задней бабки,закрепить и открепить пиноль рукояткой пневматически 0.024
4 рычагом или рычагом с пружинной рукояткой — — — — 0,035 0,038 0,041 0,044 0,048
5 маховичком — — — 0,044 0,049 0,054 0,06 0,068
Индекс а б 8 г д е Ж ] 3 1 и
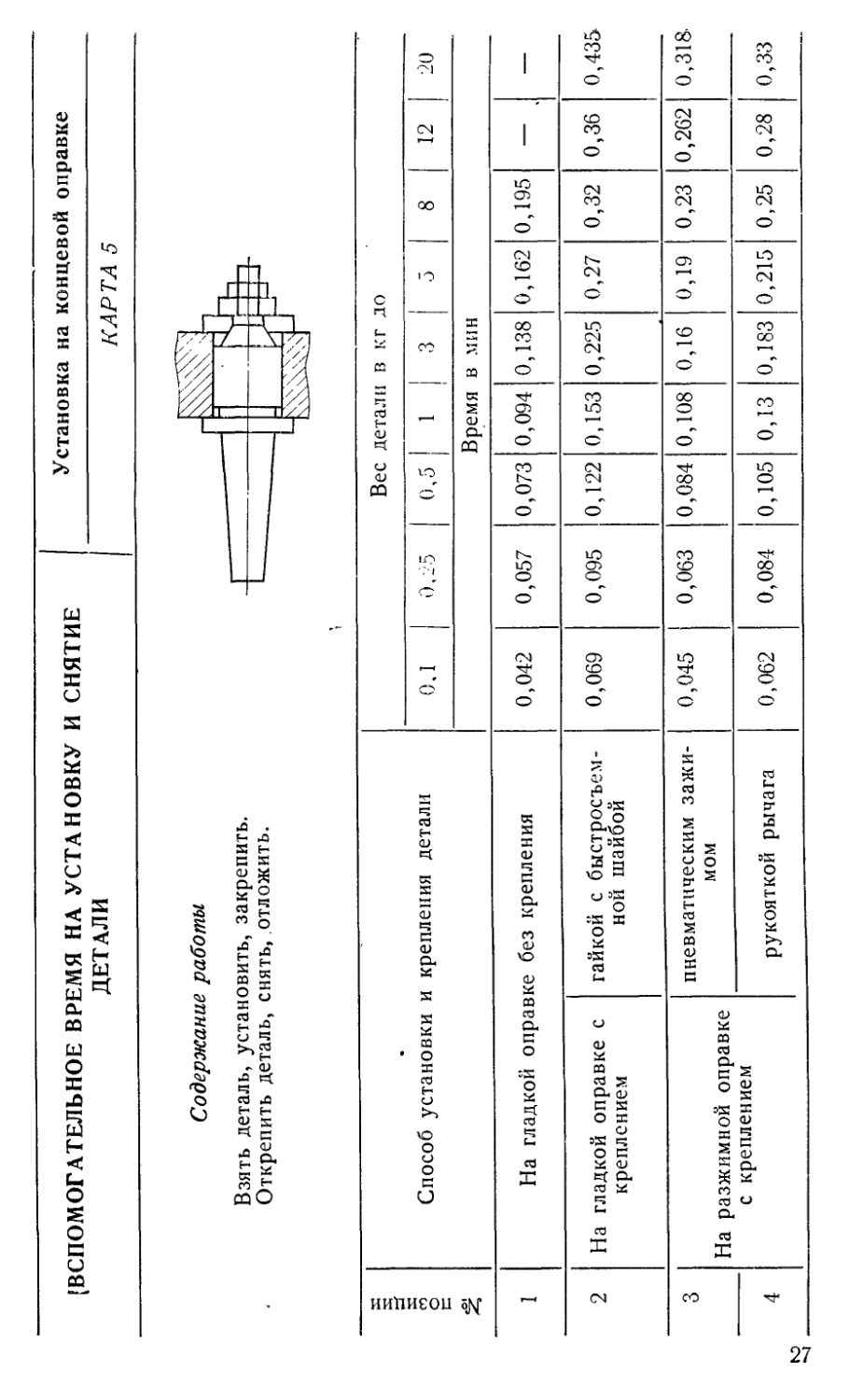
[ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
Установка на концевой оправке
КАРТА 5
Содержание работы
Взять деталь, установить, закрепить. Открепить деталь, снять, отложить.
№ позиции Способ установки и крепления детали Вес детали в кг до
0.1 °'25 0,5 1 3 3 8 12 20
Время в мин
1 На гладкой оправке без крепления 0,042 0,057 0,073 0,094 0,138 0,162 0,195 — —
2 На гладкой оправке с креплением гайкой с быстросъемной шайбой 0,069 0,095 0,122 0,153 0,225 0,27 0,32 0,36 0,435
3 На разжимной оправке с креплением пневматическим зажимом 0,045 0,063 0,084 0,108 0,16 0,19 0,23 0,262 0,318.
4 рукояткой рычага 0,062 0,084 0,105 0,13 0,183 0,215 0,25 0,28 0,33
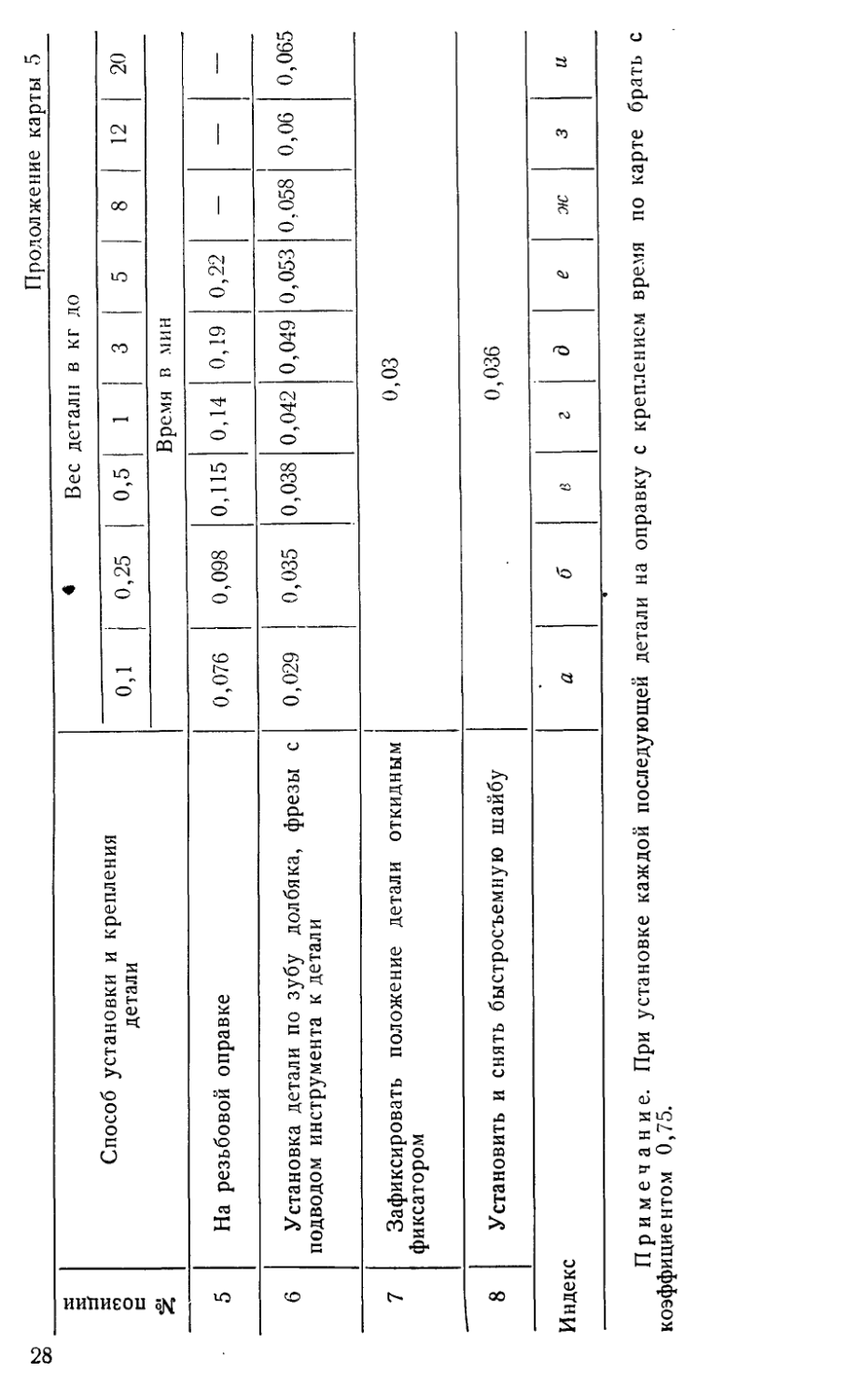
Продолжение карты 5
№ позиции Способ установки и крепления детали ♦ Вес детали в кг до
0,1 0,25 0,5 1 3 5 8 12 20
Время в мин
5 На резьбовой оправке 0,076 0,098 0,115 0,14 0,19 0,22 — — —
6 Установка детали по зубу долбяка, фрезы с подводом инструмента к детали 0,029 0,035 0,038 0,042 0,049 0,053 0,058 0,06 0,065
7 Зафиксировать положение детали откидным фиксатором 0,03
8 Установить и снять быстросъемную шайбу 0,036
Индекс а б в г д е ж 3 и
Примечание. При установке каждой последующей детали на оправку с креплением время по карте брать с коэффициентом 0,75.
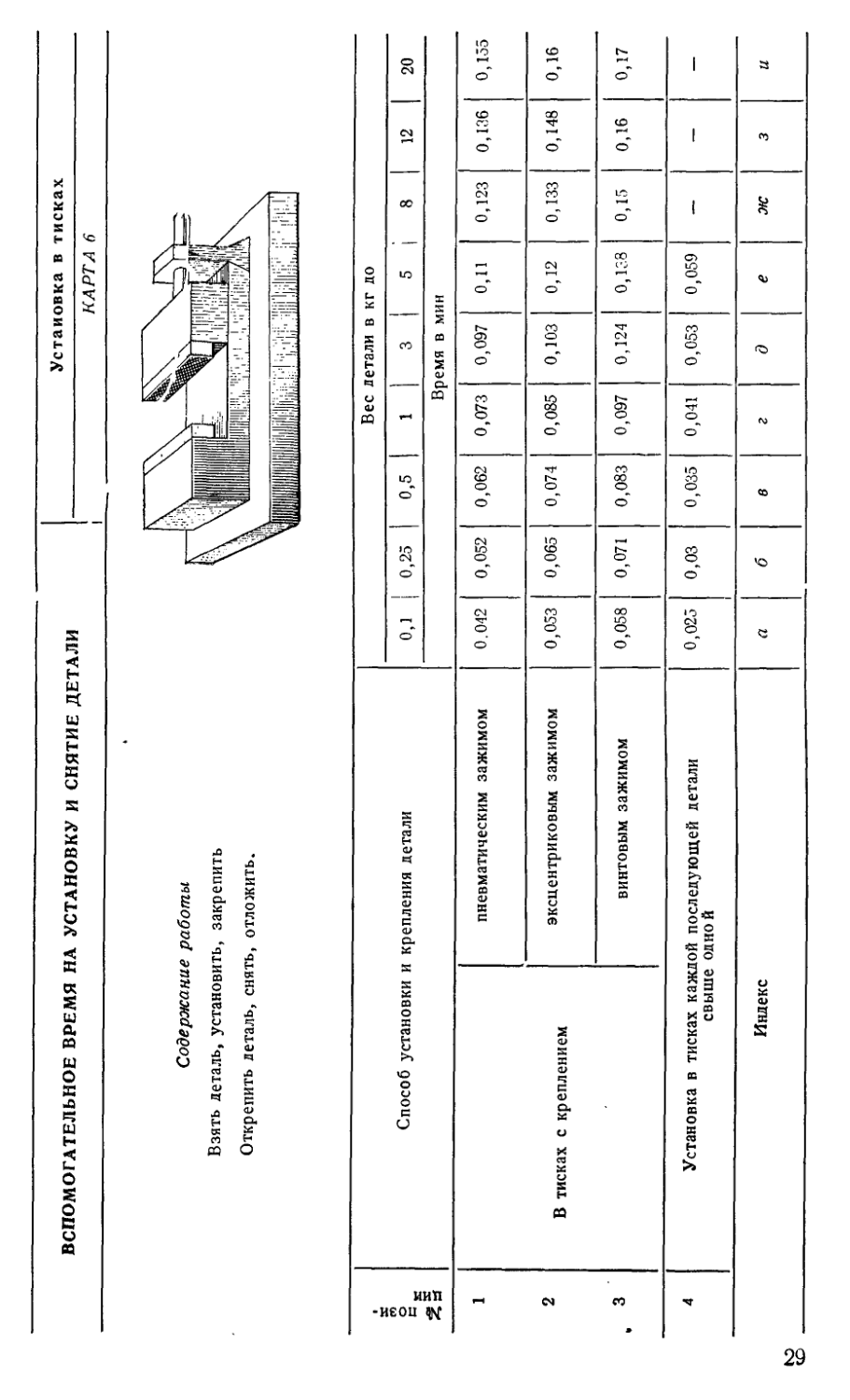
Установка в тисках
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ----------------------
КАРТА 6
Содержание работы Взять деталь, установить, закрепить Открепить деталь, снять, отложить.
1 Вес детали в кг до
S О «8 Способ установки и крепления детали 0,1 0,25 0,5 1 3 5 8 12 20
Время в мин
1 пневматическим зажимом 0.042 0,052 0,062 0,073 0,097 0,123 0,136 0,155
2 В тисках с креплением эксцентриковым зажимом 0,053 0,065 0,074 0,085 0,103 0,12 0,133 0,148 0,16
3 винтовым зажимом 0,058 0,071 0,083 0,097 0,124 0,138 0,15 0,16 0,17
4 Установка в тисках каждой последующей детали свыше одной 0,025 0,03 0,035 0,041 0,053 0,059 - - -
Индекс а б в г д е Ж 3 и
Установка на магнитном столе
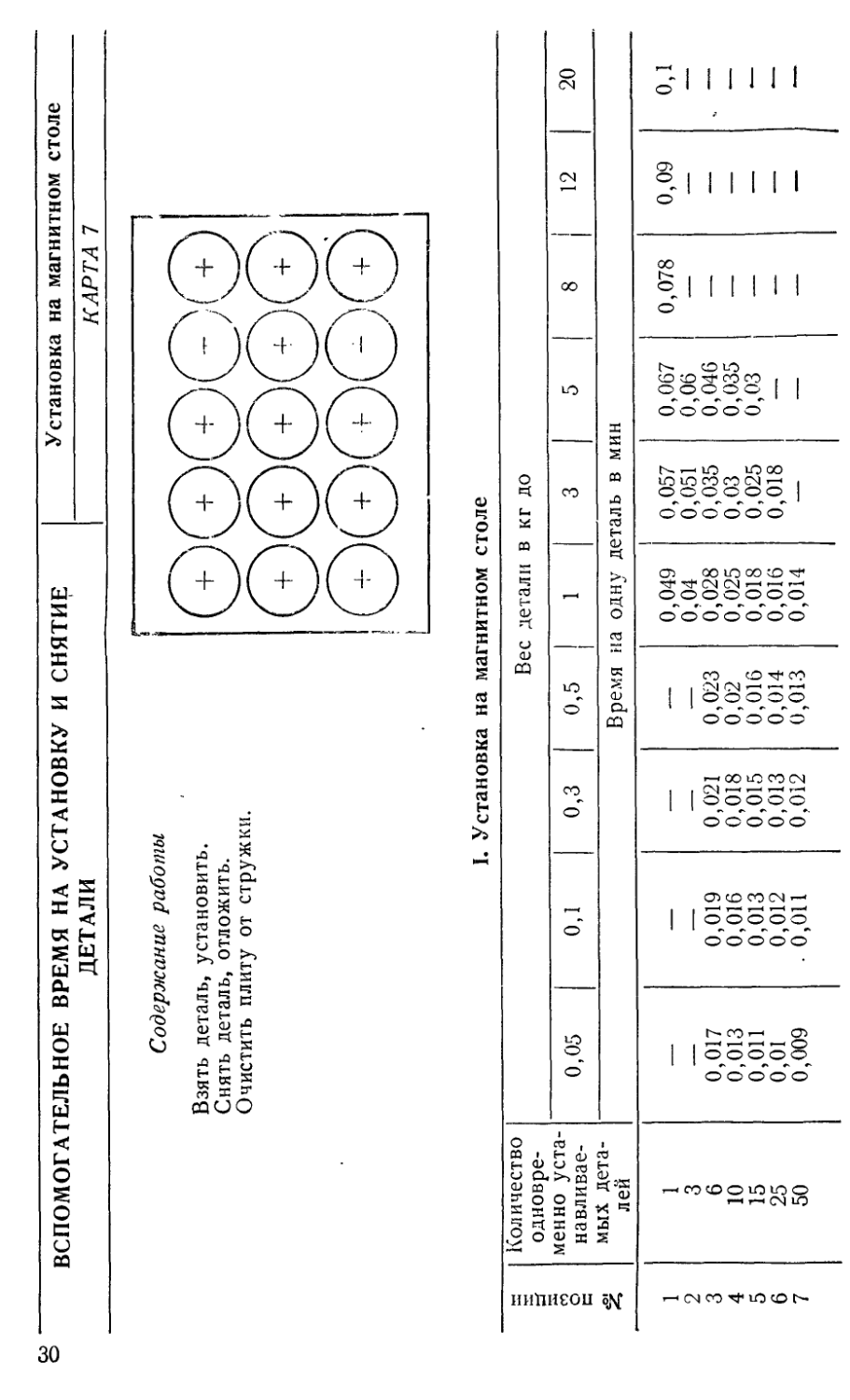
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
КАРТА 7
Содержание работы.
Взять деталь, установить. Снять деталь, отложить. Очистить плиту от стружки.
I. Установка на магнитном столе
3 Количество одновре- Вес детали в кг до
о с менно уста-навливае- 0,05 0,1 0,3 0,5 1 3 5 8 12 20
«О1 X мыХ дета-
лей Время на одну деталь в мин
1 1 0,049 0,057 0,067 0,078 0,09 0,1
2 3 — — — 0,04 0,051 0,06 — — .—
3 6 0,017 0,019 0,021 0,023 0,028 0,035 0,046 —. — *—
4 10 0,013 0,016 0,018 0,02 0,025 0,03 0,035 — — -—
5 15 0,011 0,013 0,015 0,016 0,018 0,025 0,03 — — •—
6 25 0,01 0,012 0,013 0,014 0,016 0,018 — — — -—
7 50 0,009 • 0,011 0,012 0,013 0,014 — — —
8 75 0,008 0,01 0,011 0,012 0,013
9 100 0,007 0,009 0,01 0,011 — — —
10 150 0,006 0,008 0,009 0,01 '— — —
11 200 0,005 0,007 0,008 — — —
12 св. 200 0,004 0,006 — — — — — — — —
Индекс а б в г д е ж 3 и к
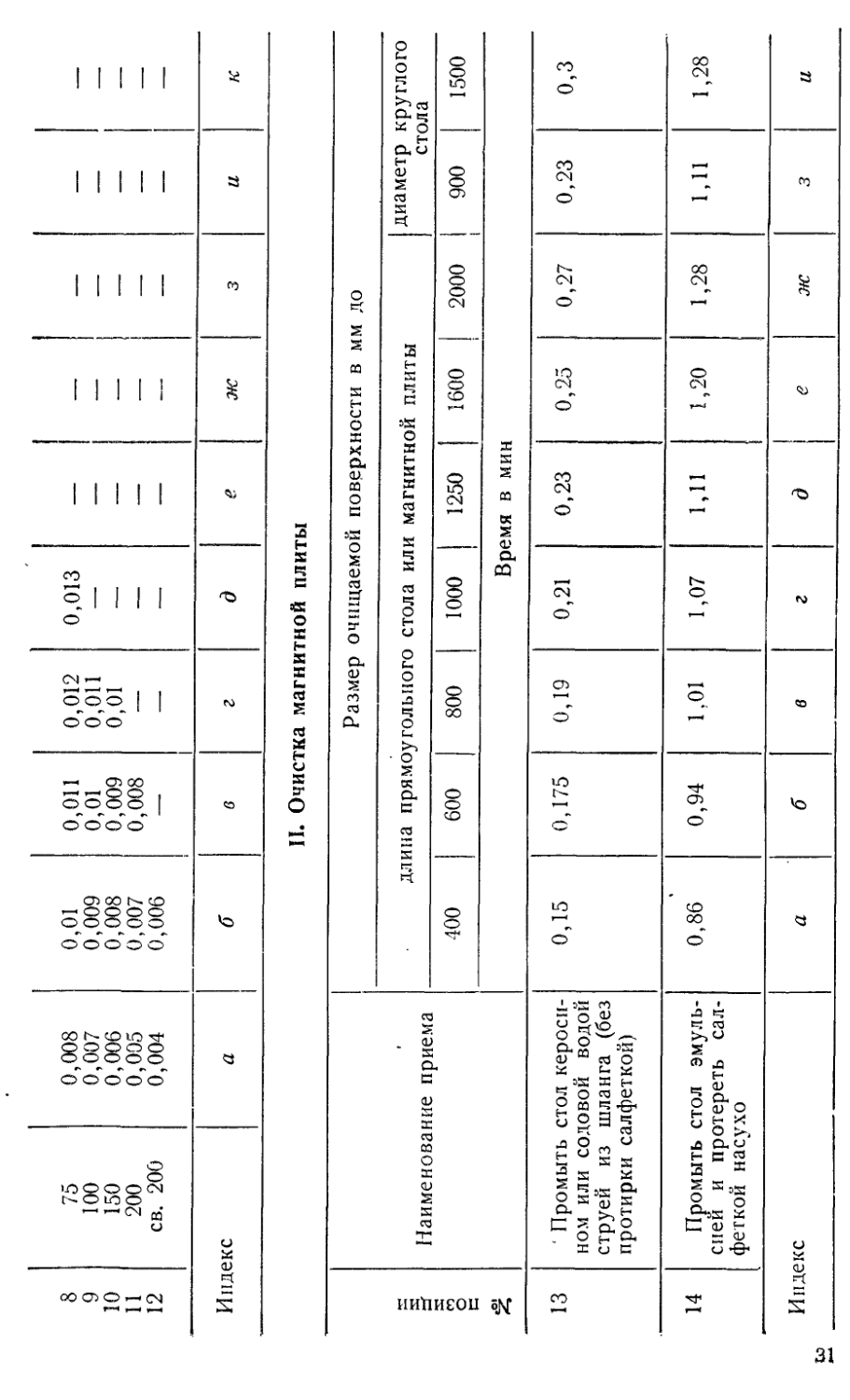
П. Очистка магнитной плиты
№ позиции Наименование приема Размер очищаемой поверхности в мм до
длина прямоугольного стола или магнитной плиты диаметр круглого стола
400 600 800 1000 1250 : 1600 1 2000 900 1500
Время в мин
13 ‘ Промыть стол керосином или содовой водой струей из шланга (без протирки салфеткой) 0,15 0,175 0,19 0,21 0,23 0,25 0,27 0,23 0,3
14 Промыть стол эмульсией и протереть салфеткой насухо 0,86 0,94 1,01 1,07 1,11 1,20 1,28 1,11 1,28
Индекс а б в г д е ж 3 и
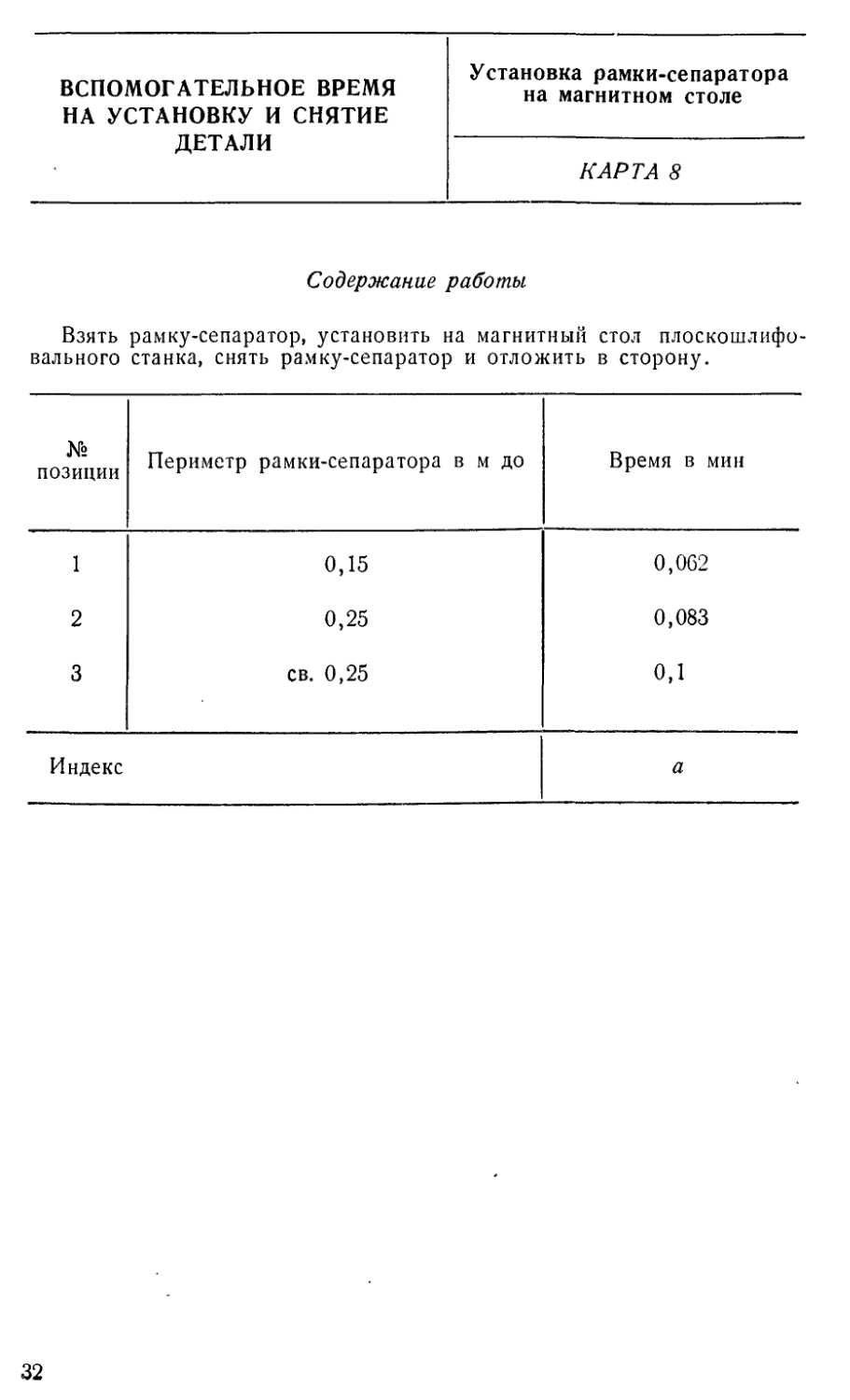
Установка рамки-сепаратора
на магнитном столе
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
КАРТА 8
Содержание работы
Взять рамку-сепаратор, установить на магнитный стол плоскошлифовального станка, снять рамку-сепаратор и отложить в сторону.
№ ПОЗИЦИИ Периметр рамки-сепаратора в м до Время в мин
1 0,15 0,062
2 0,25 0,083
3 св. 0,25 0,1
Индекс а
32
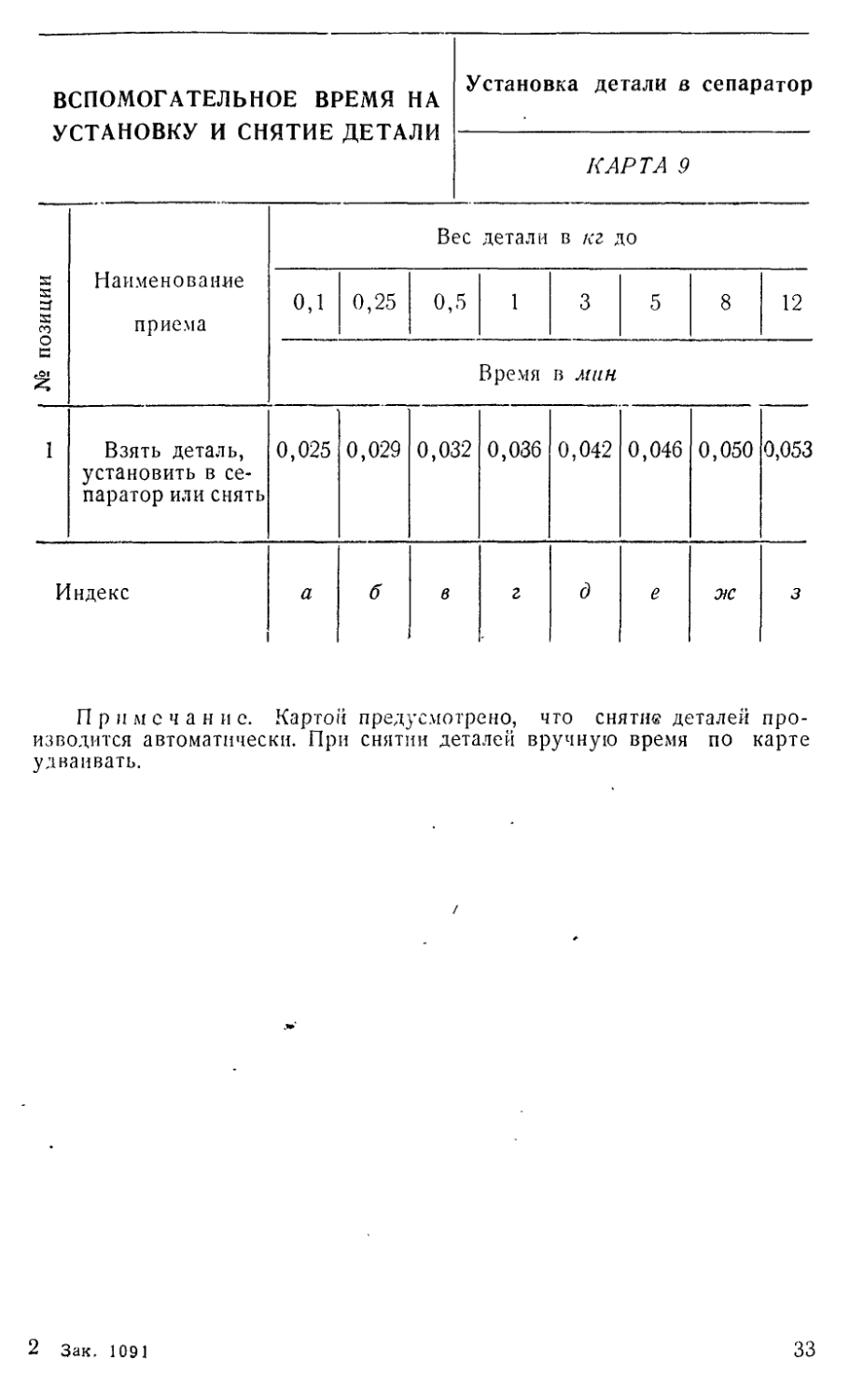
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Установка детали в сепаратор
КАРТА 9
| № позиции | Наименование приема Вес детали в кг до
0,1 0,25 0,5 1 3 5 8 12
Время в мин
1 Взять деталь, установить в сепаратор или снять 0,025 0,029 0,032 0,036 0,042 0,046 0,050 0,053
Индекс а б в г д е ж 3
Примечание. Картой предусмотрено, что снятие деталей производится автоматически. При снятии деталей вручную время по карте удваивать.
2 Зак. 1091
33
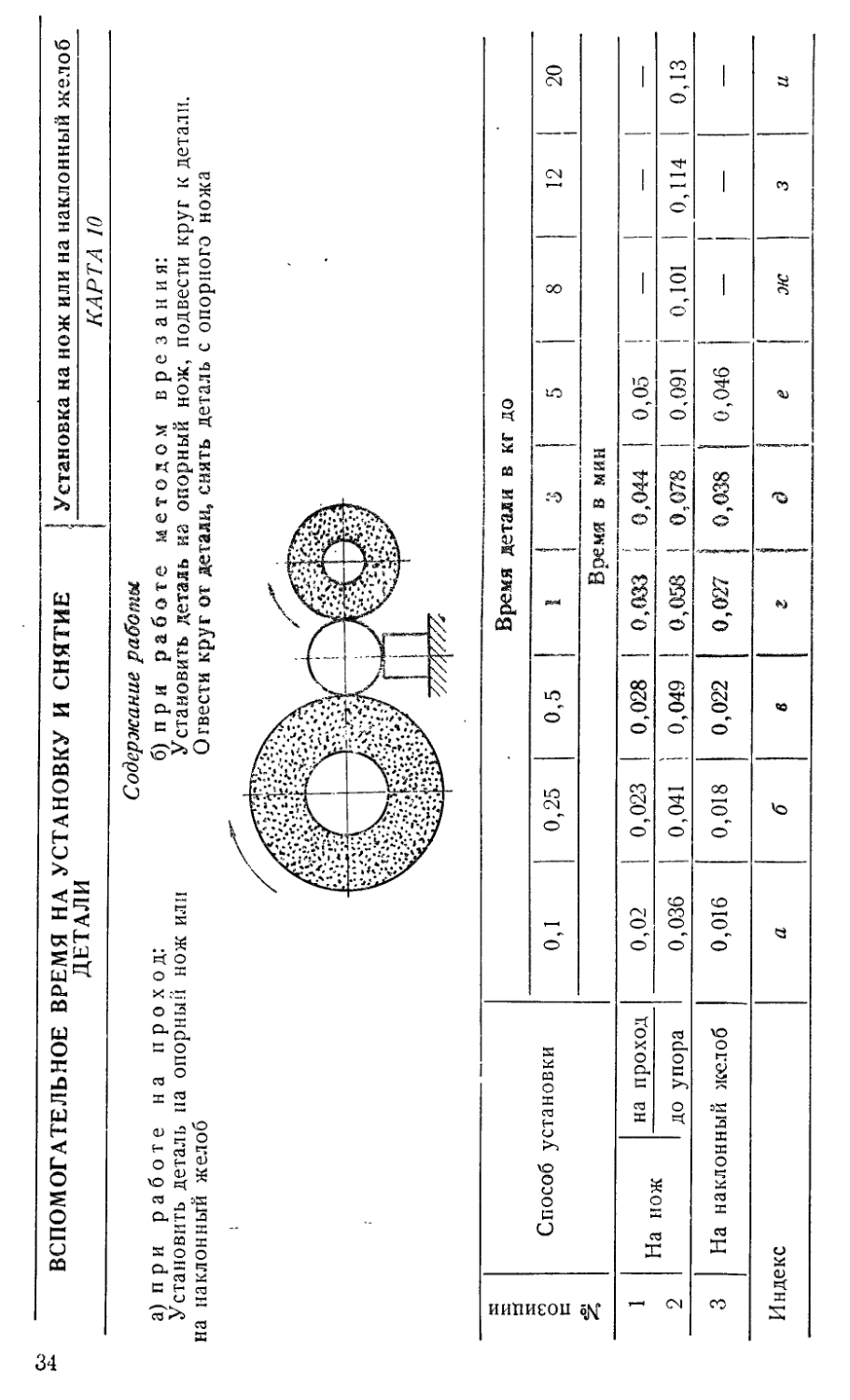
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
Установка на нож или на наклонный желоб
КАРТА 10
а) при работе
Установить деталь на наклонный желоб
на проход:
па опорный нож или
Содержание работы.
б) при работе методом врезания:
Установить деталь на опорный нож, подвести круг к детали. Отвести круг от детали, снять деталь с опорного ножа
позиции Способ установки Время детали в кг до
0,1 0,25 0,5 I 3 1 5 8 12 20
2 Время в мин
1 1Г на проход 0,02 0,023 0,028 0,033 0,044 | 0,05
2 до упора 0,036 0,041 0,049 0,058 0,078 0,091 0,101 0,114 0,13
3 На наклонный желоб 0,016 0,018 0,022 0,027 0,038 | 0,046 — —
Индекс а б в г d | 1 е ж 3 и
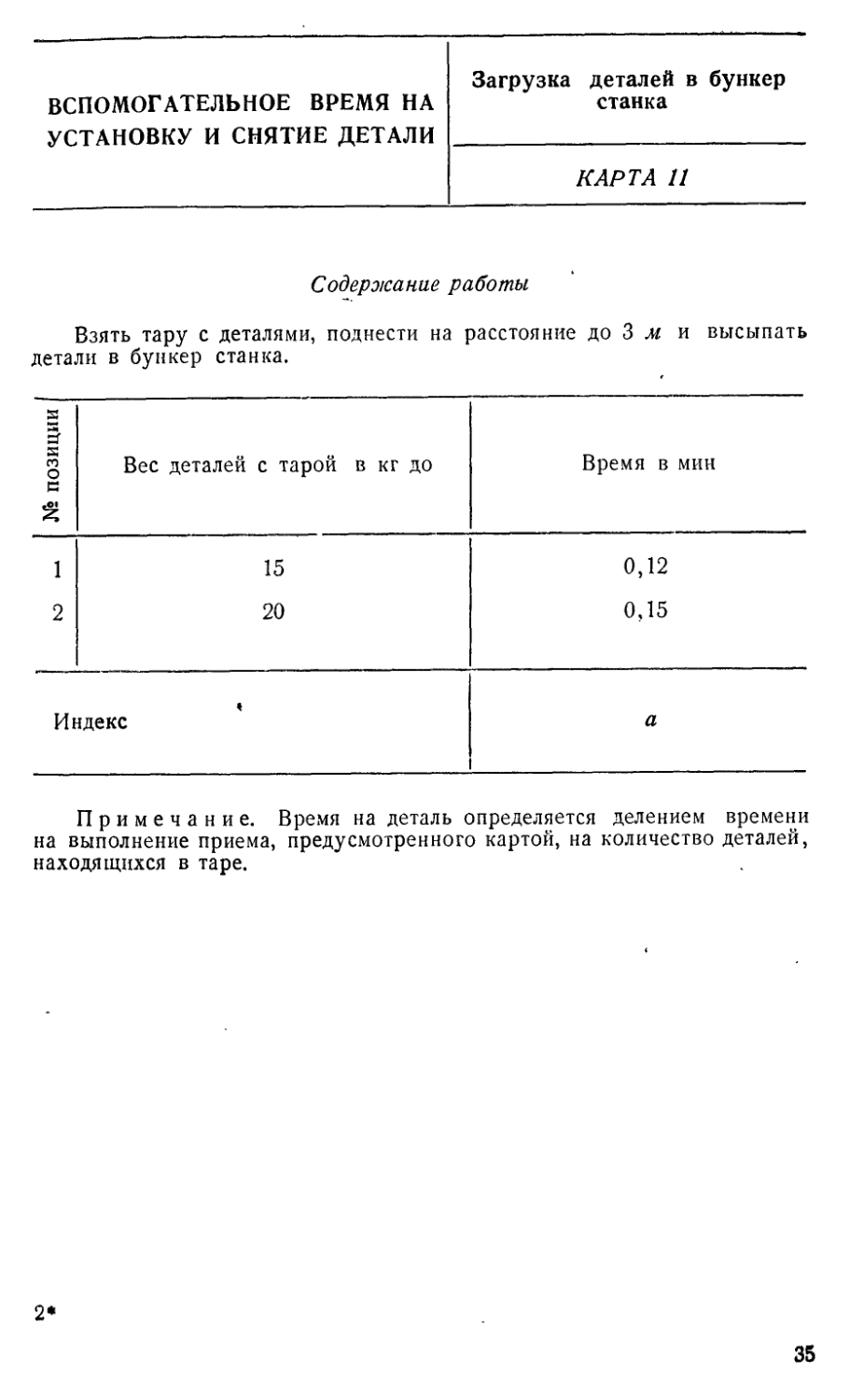
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Загрузка деталей в бункер станка
КАРТА И
Содержание работы
Взять тару с деталями, поднести на расстояние до 3 м и высыпать детали в бункер станка.
№ позиции Вес деталей с тарой в кг до Время в мин
1 15 0,12
2 20 0,15
Индекс а
Примечание. Время на деталь определяется делением времени на выполнение приема, предусмотренного картой, на количество деталей, находящихся в таре.
2*
35
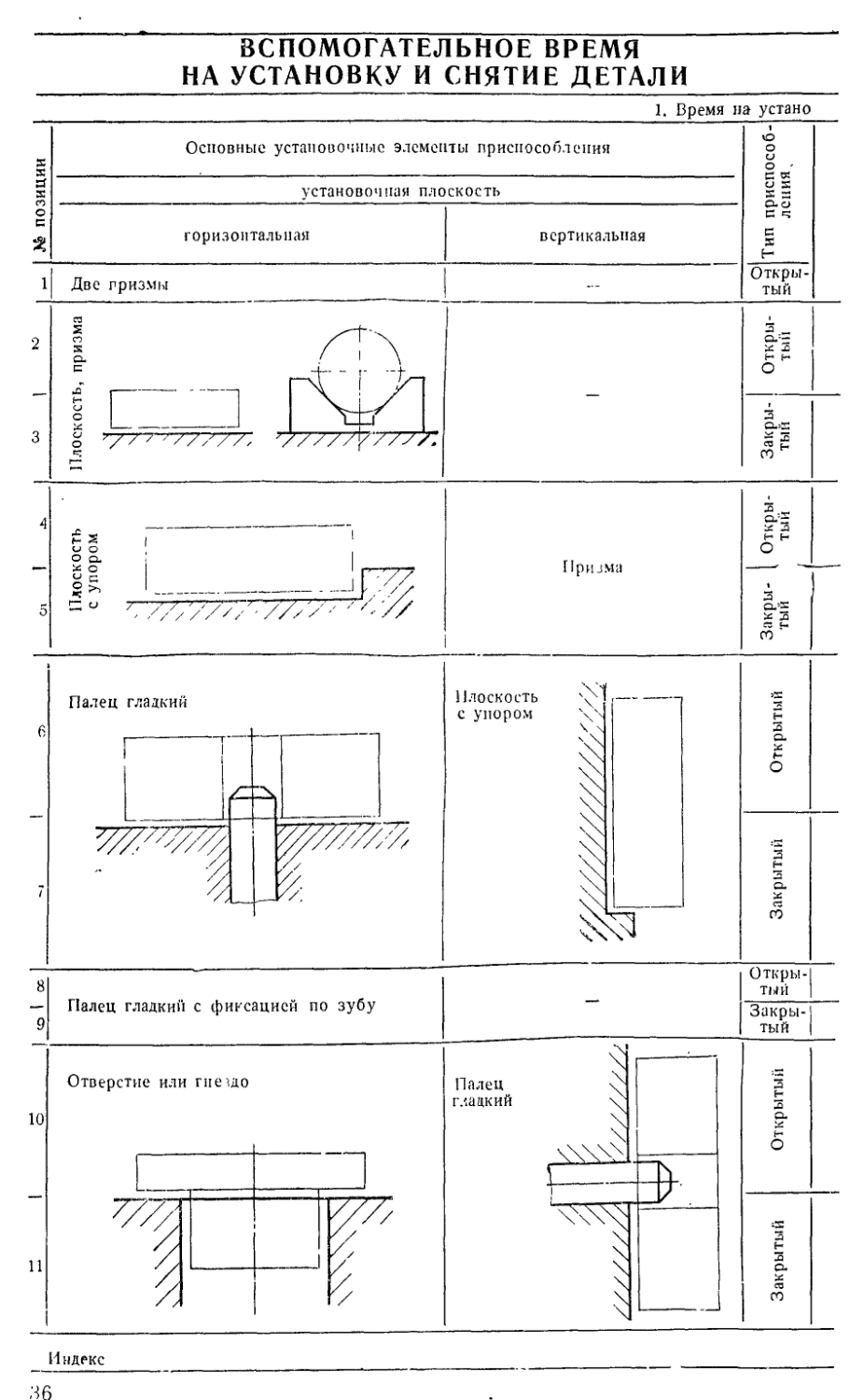
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
1. Время на устано
.36
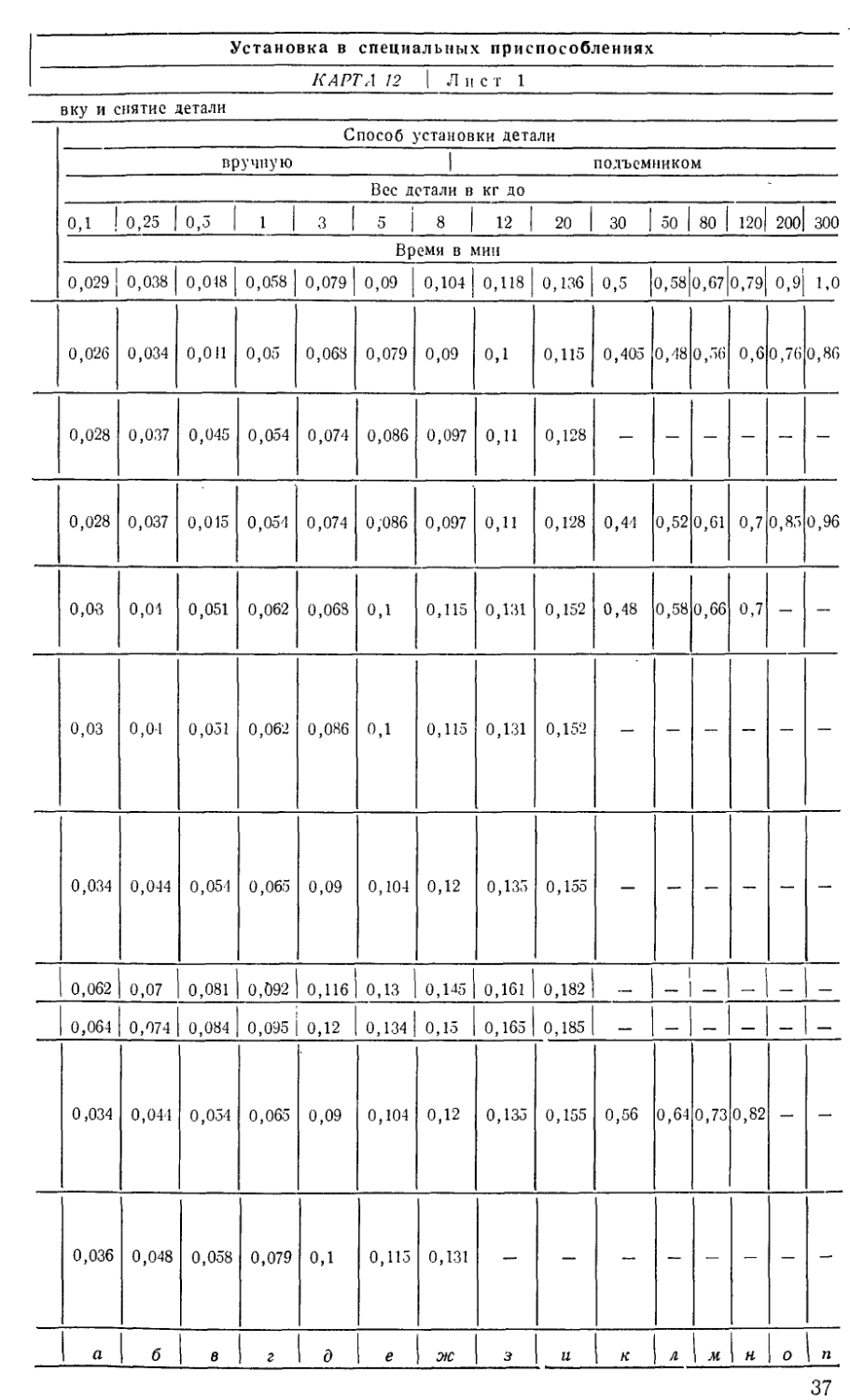
Установка в специальных приспособлениях
К APT Л 12 | Л н с т 1
вку и снятие детали
Способ установки детали
вручную | подъемником
Вес детали в кг до
0,1 I 0,25 | 0,3 | 1 | 3 | 5 j 8 | 12 | 20 | 30 | 50 | 80 | 12о| 2Оо| 300
Время в мин
0,029 0,038 0,048 0,058 0,079 0,09 0,104 0,118 0,136 0,5 О,58|о,67 0,79| 0,9 1,0
0,026 0,034 0,011 0,05 0,068 0,079 0,09 0,1 0,115 0,405 0,48 0,56 0,6 0,76 0,86
0,028 0,037 0,045 0,054 0,074 0,086 0,097 о,н 0,128 - - - - - -
0,028 0,037 0,015 0,054 0,074 0,086 0,097 о,н 0,128 0,44 0,52 0,61 0,7 0,85 0,96
0,03 0,01 0,051 0,062 0,068 0,1 0,115 0,131 0,152 0,48 0,58 0,66 0,7 - -
0,03 0,01 0,051 0,062 0,086 0,1 0,115 0,131 0,152 - - - - - -
0,034 0,044 0,054 0,065 0,09 0,104 0,12 0,135 0,155 - - - - - -
0,062 0,07 0,081 0,092 0,116 0,13 0,145 0,161 0,182 — - __ - — —
0,064 0,074 0,084 0,095 0,12 0,134 0,15 0,165 0,185 — — — — —
0,034 0,044 0,054 0,065 0,09 0,104 0,12 0,135 0,155 0,56 0,64 0,73 0,82 - -
0,036 0,048 0,058 0,079 0,1 0,115 0,131 - - - - - - - -
а б 8 г д е Ж 3 и К д м н о
37
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
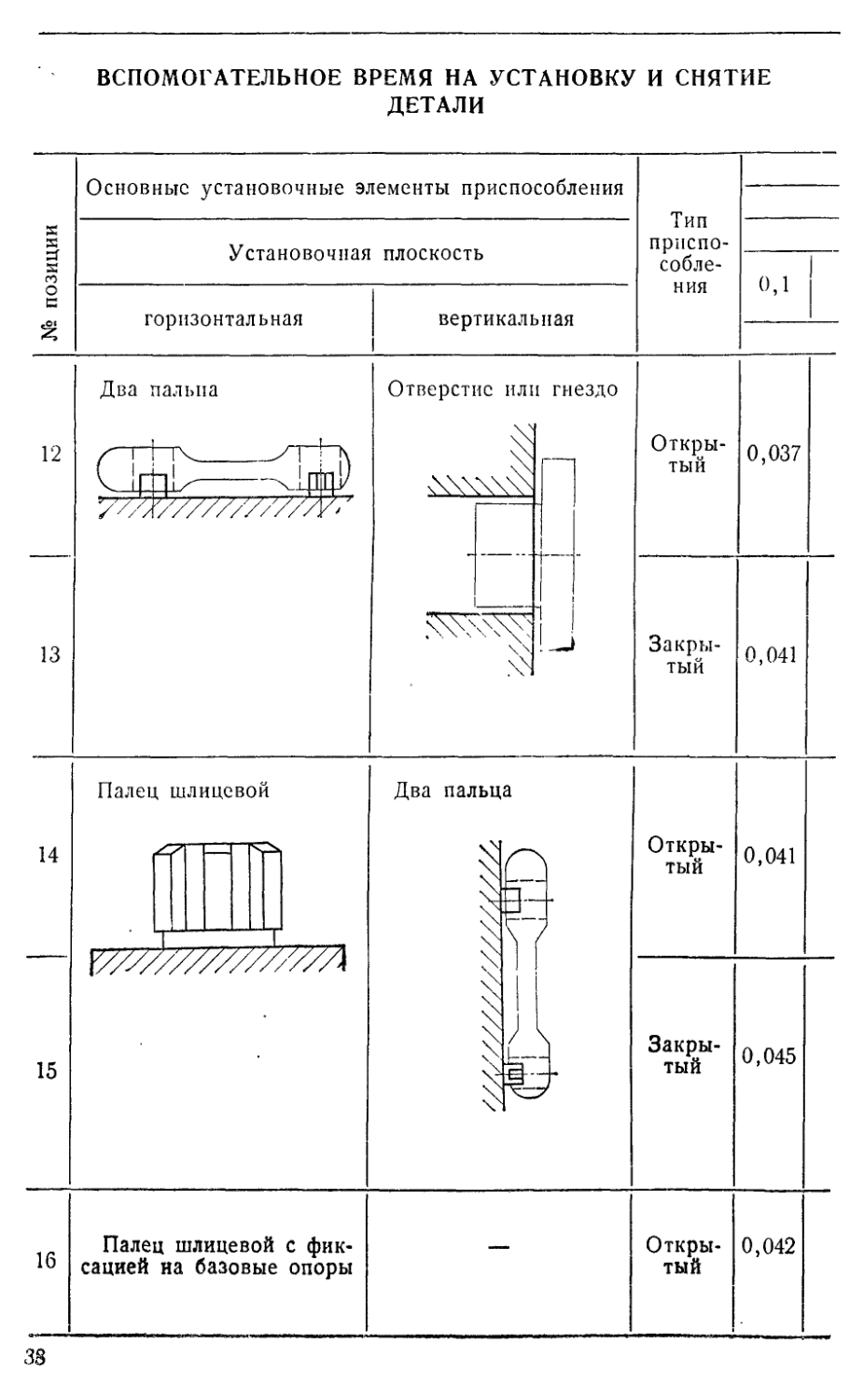
№ позиции Основные установочные элементы приспособления Тип приспособления
Установочная плоскость
0,1
горизонтальная | вертикальная 1
12 Два п S' I альпа 1 ч Отверстие ИЛ1 х\\\\\-^ гнездо Открытый 0,037
С Ip — -
////' 7//77/77777W
— 1 _ 1 и
13 Закрытый 0,041
14 Палец шлицевой Два пальца Открытый 0,041
! 1— 7
:
Х//У////////////А
15 Закрытый 0,045
16 Палец шлицевой с фиксацией на базовые опоры — Открытый 0,042
38
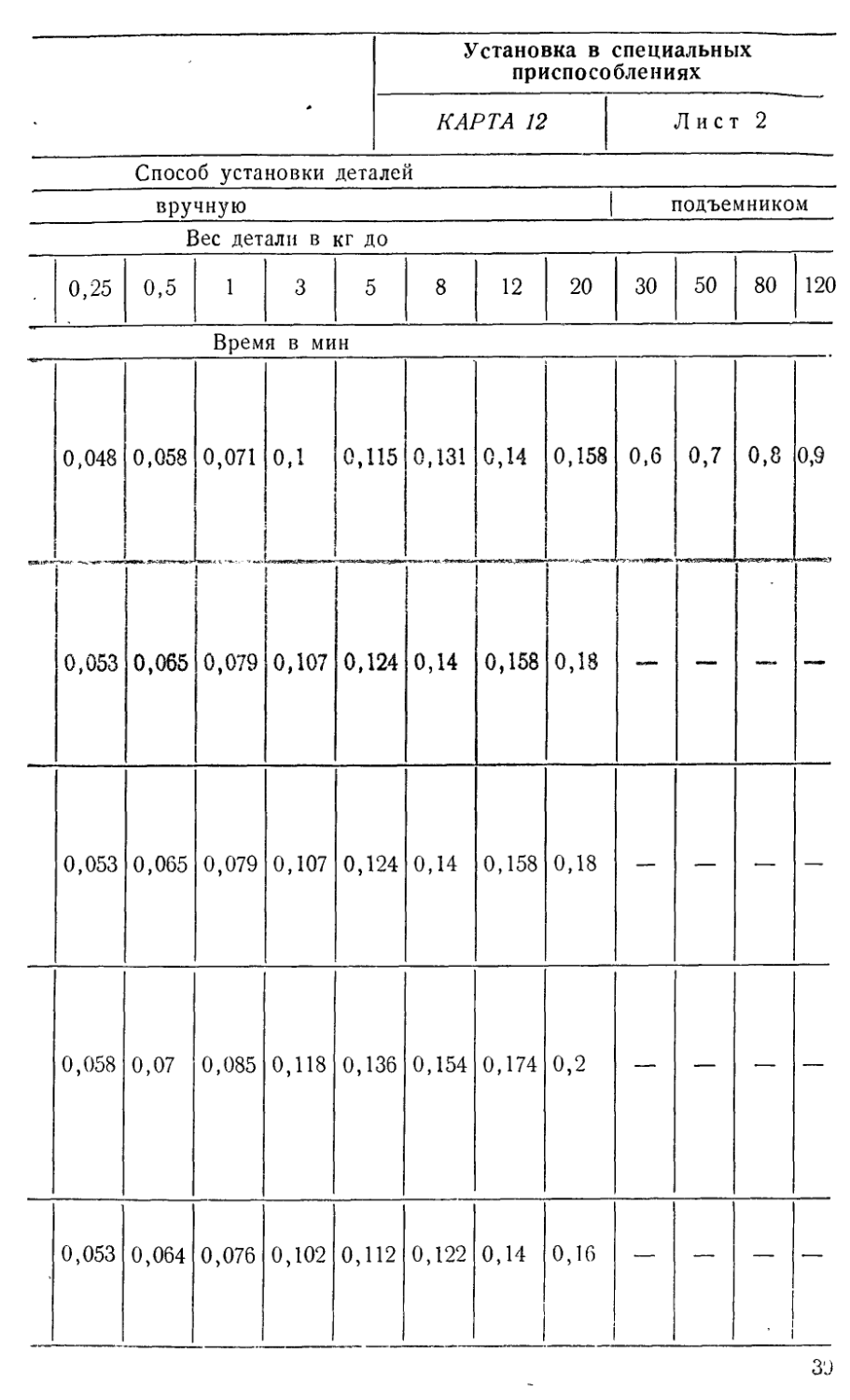
Установка в специальных
приспособлениях
КАРТА 12 Лист 2
Способ у ста но в ки деталей вручную | подъемником Вес детали в кг до
0,25 0,5 1 3 5 8 12 20 30 50 80 120
Время в мин
0,048 0,053 0,058 0,065 0,071 """ ’ 0,079 ОД 0,107 0,115 0,124 0,131 0,14 0,14 0,158 0,158 0,18 0,6 0,7 0,8 0,9
0,053 0,065 0,079 0,107 0,124 0,14 0,158 0,18 — — — —
0,058 0,07 0,085 0,118 0,136 0,154 0,174 0,2 — — — —
0,053 0,064 0,076 0,102 0,112 0,122 0,14 0,16 — — —
39
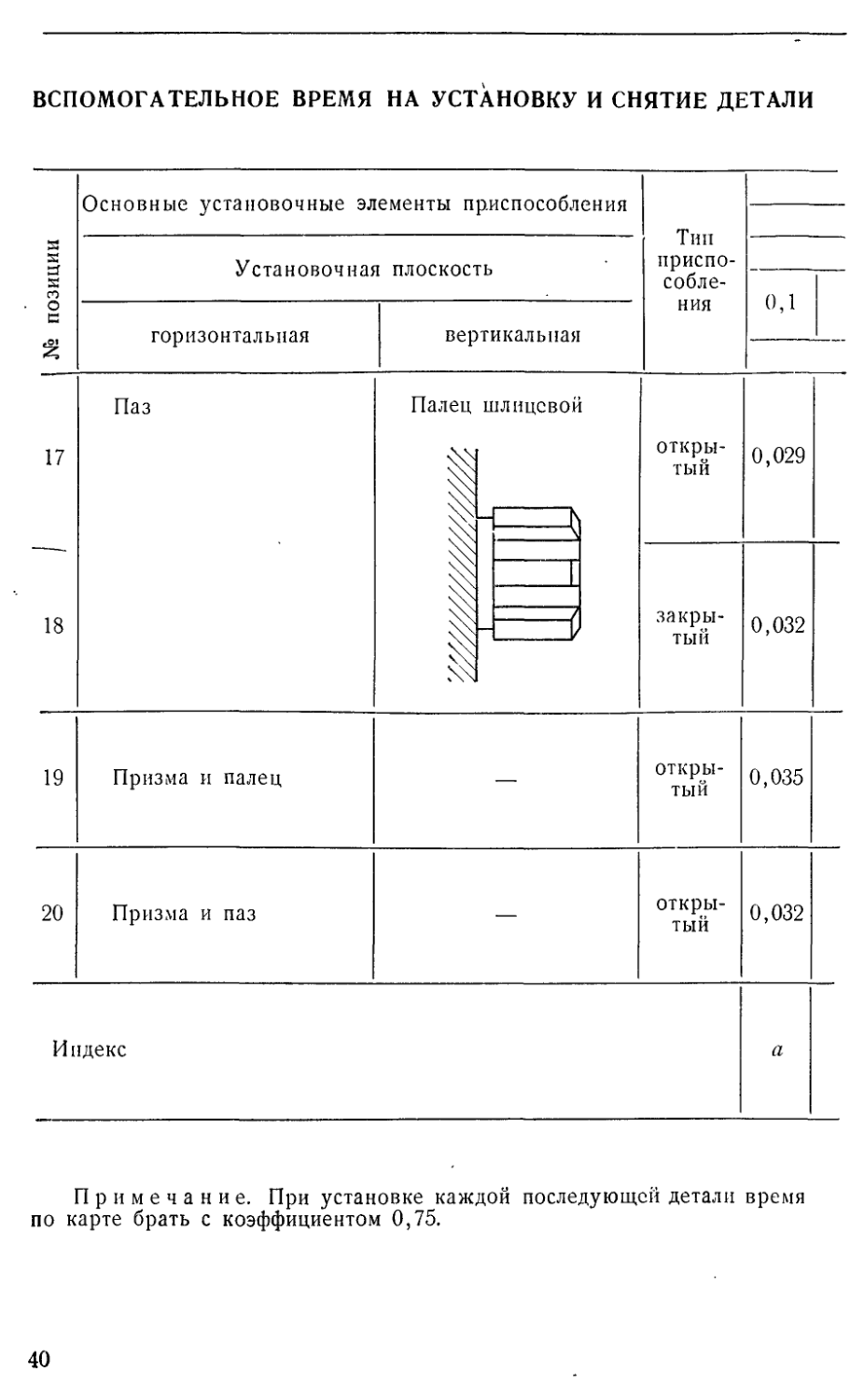
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
№ позиции Основные установочные элементы приспособления Тип приспособления
Установочная плоскость
0,1
горизонтальная вертикальная
17 18 Паз Палец шлицевой открытый 0,029
закрытый 0,032
1
19 Призма и палец — открытый 0,035
20 Призма и паз — открытый 0,032
Индекс а
Примечание. При установке каждой последующей детали время по карте брать с коэффициентом 0,75.
40
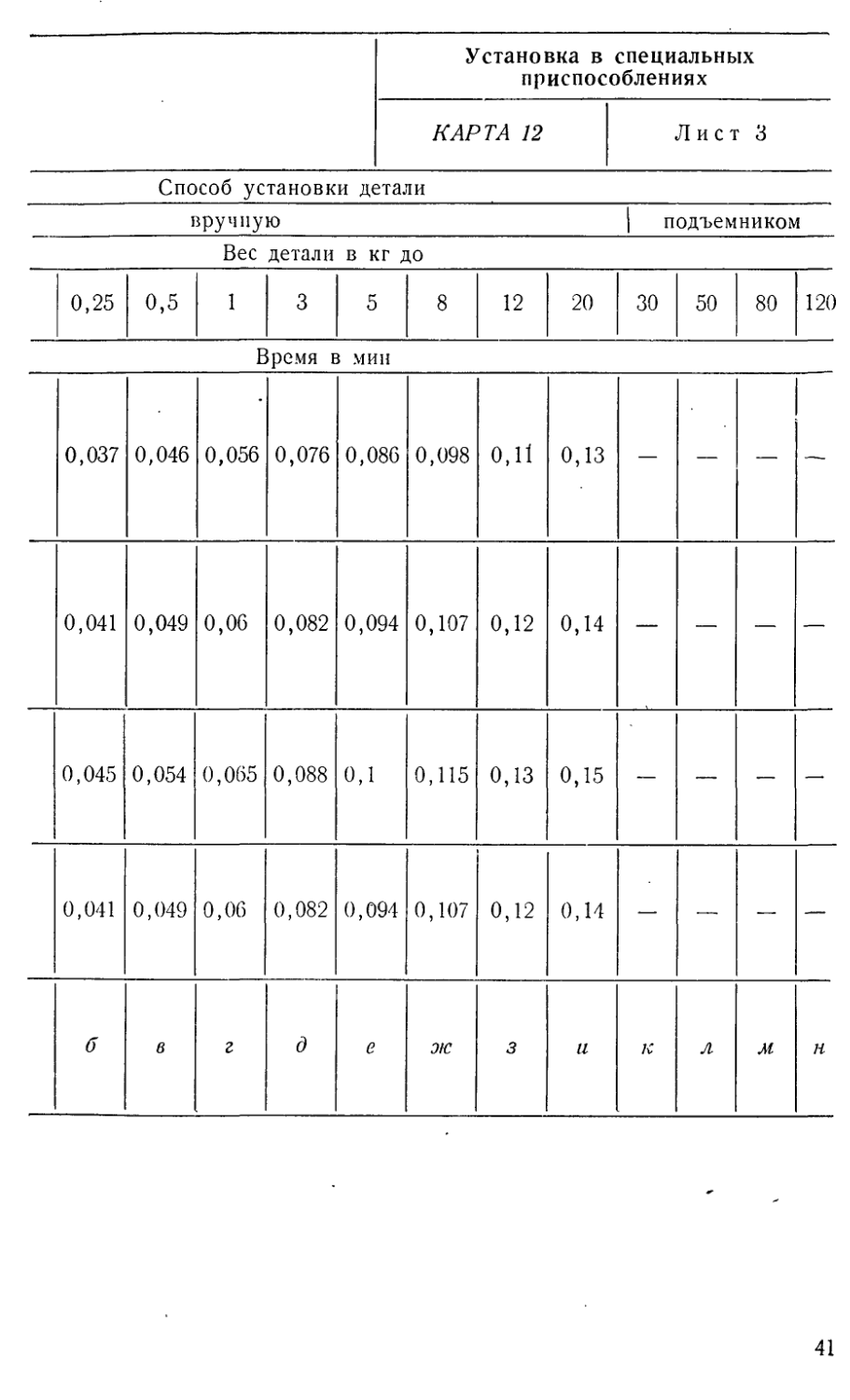
Установка в специальных
приспособлениях
КАРТА 12 Лист 3
Способ установки детали
вручную | подъемником
Вес детали в кг до
0,25 0,5 1 3 5 8 12 20 30 50 80 120
Время в мин
0,037 0,046 0,056 0,076 0,086 0,098 0,11 0,13 — — — —
0,041 0,049 0,06 0,082 0,094 0,107 0,12 0,14 — — — —
0,045 0,054 0,065 0,088 0,1 0,115 0,13 0,15 — — — —
0,041 0,049 0,06 0,082 0,094 0,107 0,12 0,14 — — — —
б в г д е ж 3 и к л м н
41
Установка в специальных
приспособлениях
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
КАРТА 12 Лист 4
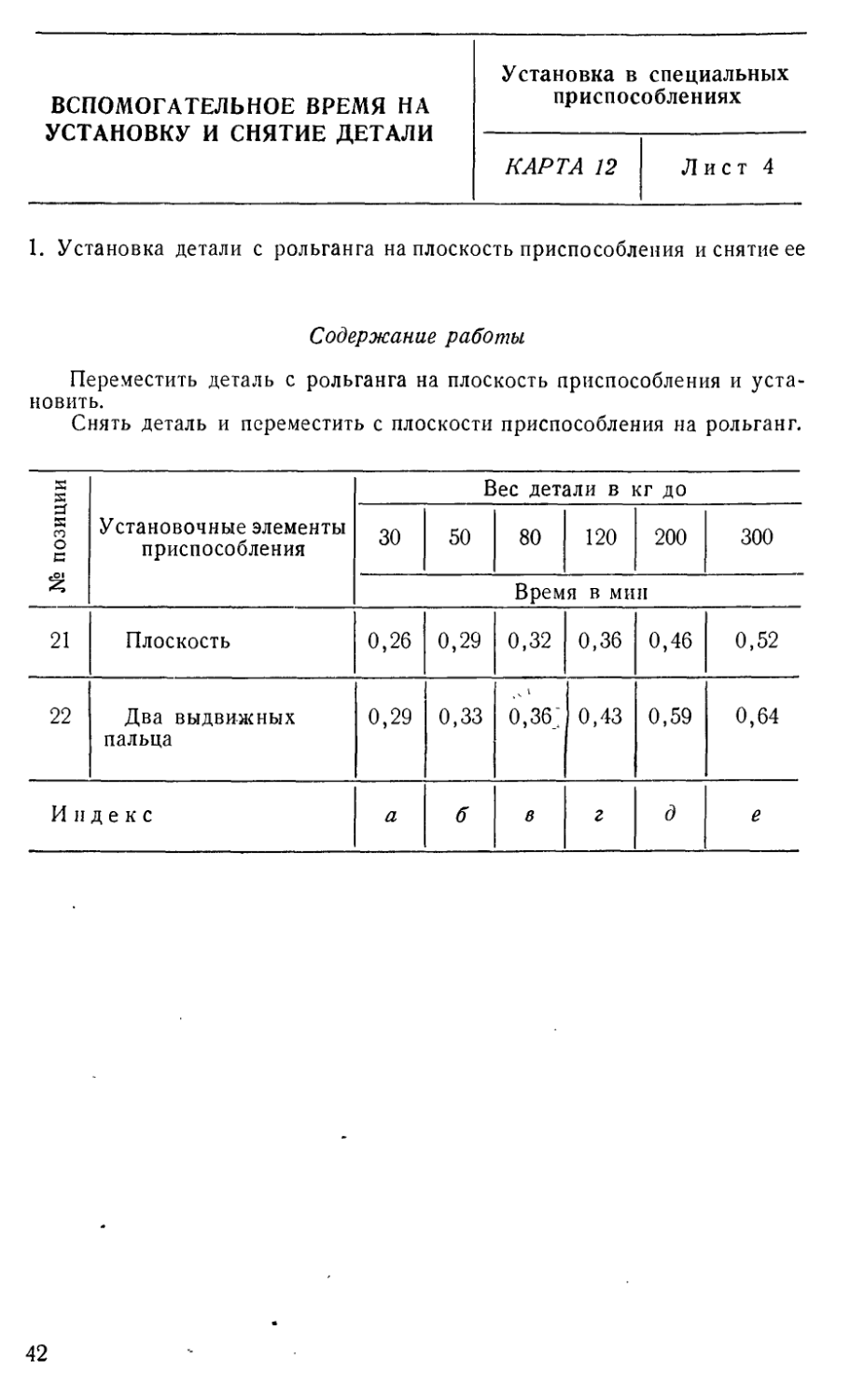
1. Установка детали с рольганга на плоскость приспособления и снятие ее
Содержание работы
Переместить деталь с рольганга на плоскость приспособления и установить.
Снять деталь и переместить с плоскости приспособления на рольганг.
№ позиции Установочные элементы приспособления Вес детали в кг до
30 50 80 120 200 300
Время в мин
21 Плоскость 0,26 0,29 0,32 0,36 0,46 0,52
22 Два выдвижных пальца 0,29 0,33 о,зб; 0,43 0,59 0,64
Индекс а б в г д е
42
Установка в специальных
приспособлениях
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
КАРТА 12 Л и с т 5
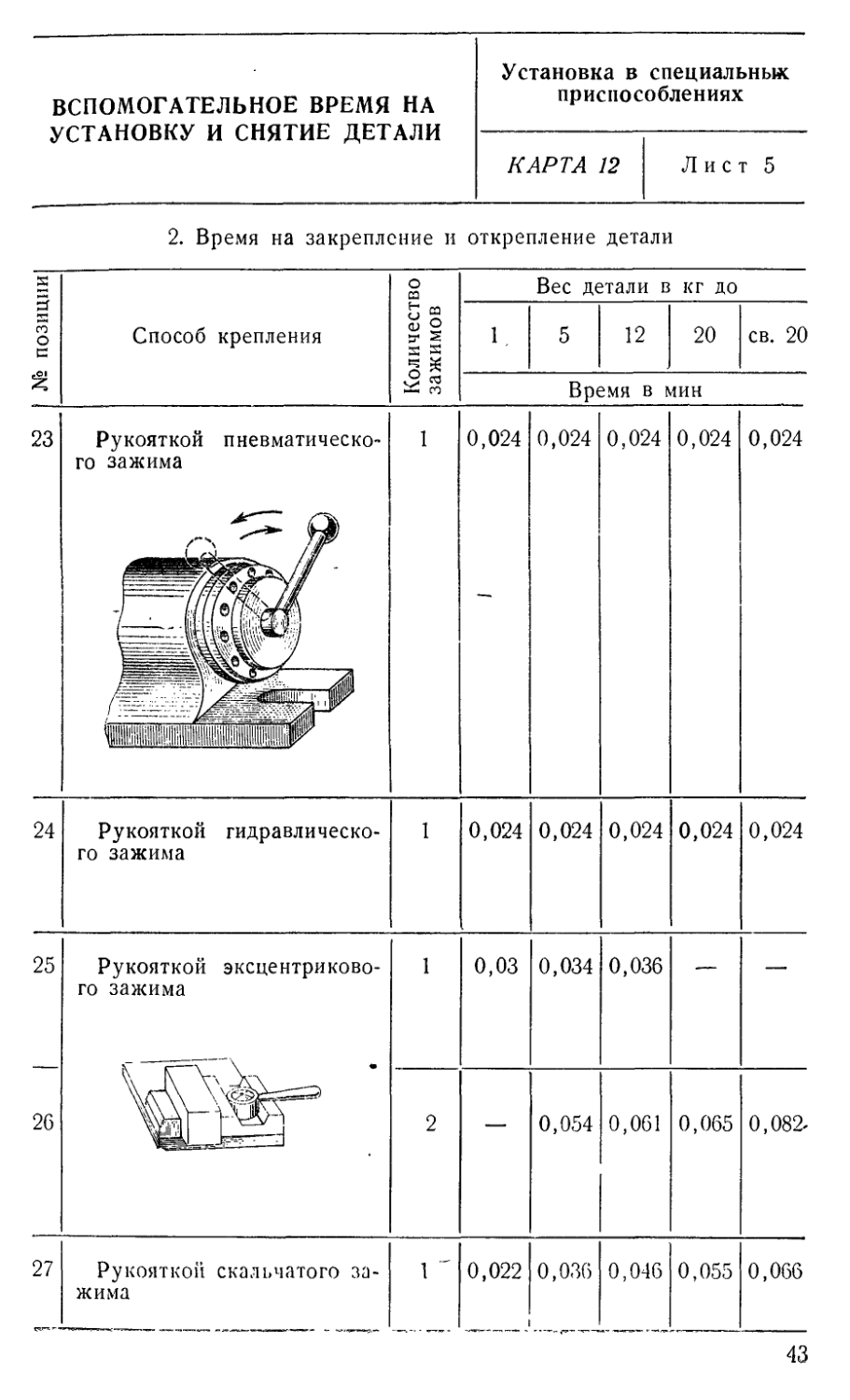
2. Время на закрепление и открепление детали
S S о с g Способ крепления Количество зажимов Вес детали в кг до
1. 5 12 20 св. 20
Время в мин
23 Рукояткой пневматического зажима 1 0,024 0,024 0,024 0,024 0,024
24 Рукояткой гидравлического зажима 1 0,024 0,024 0,024 0,024 0,024
25 26 Рукояткой эксцентрикового зажима 1 0,03 0,034 0,036 — —
V J\ \\X\__--) । 2 — 0,054 0,061 0,065 0,082-
27 Рукояткой скальчатого зажима 1 " 0,022 0,036 0,046 0,055 0,066
43
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА Установка в специальных приспособлениях
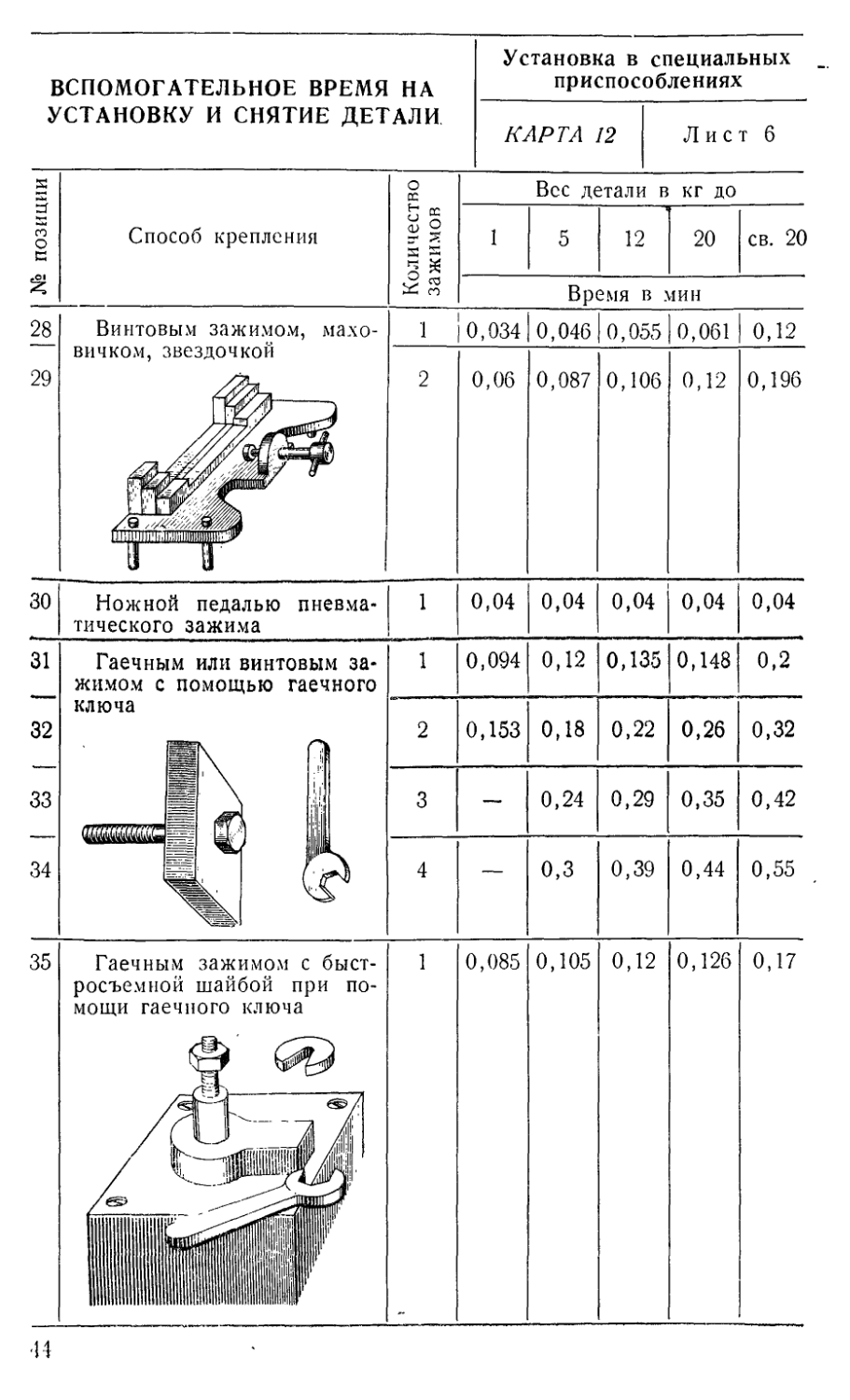
УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ КАРТЛ 12 Лист 6
I № позиции Способ крепления |ичество имов Вес детали в кг до
1 5 12 20 св. 20
Время в мин
28 29 Винтовым зажимом, маховичком, звездочкой >ZQ / ш^дн11||||||||) ру 1 0,034 0,046 0,055 0,061 0,12
2 0,06 0,087 0,106 0,12 0,196
30 Ножной педалью пневматического зажима 1 0,04 0,04 0,04 0,04 0,04
31 Гаечным или винтовым зажимом с помощью гаечного 1 0,094 0,12 0,135 0,148 0,2
32 ключа 1 2 0,153 0,18 0,22 0,26 0,32
33 3 — 0,24 0,29 0,35 0,42
34 4 — 0,3 0,39 0,44 0,55
35 Гаечным зажимом с быстросъемной шайбой при помощи гаечного ключа 1 0,085 0,105 0,12 0,126 0,17
/ /ги ^77 в? flir л
44
Установка в специальных
приспособлениях
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА
УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
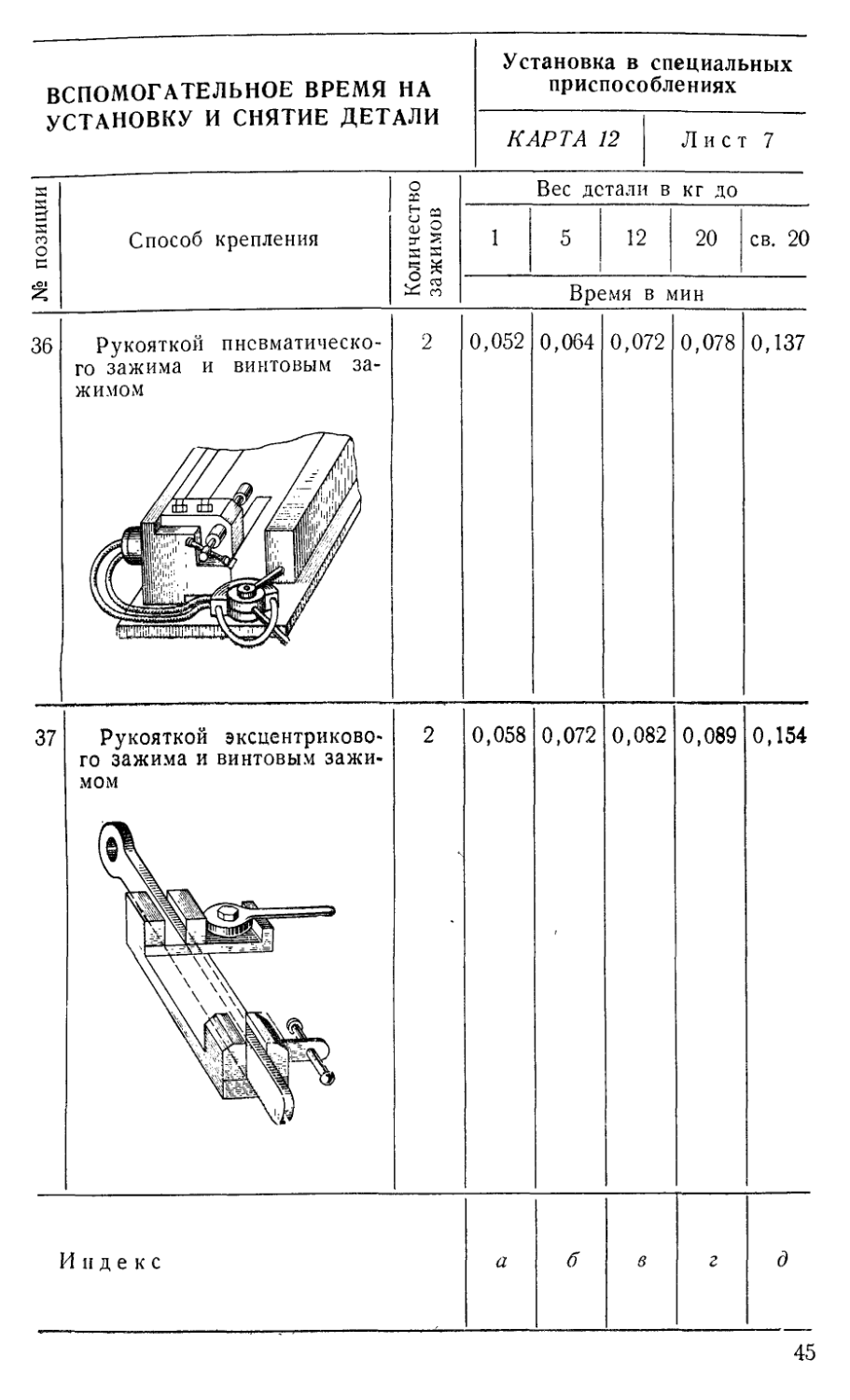
КАРТА 12 Лист 7
№ позиции 1 Способ крепления Количество зажимов Вес детали в кг до
1 5 12 20 св. 20
Время в мин
36
0,052 0,064 0,072
0,078 0,137
Рукояткой пневматического зажима и винтовым за-жимом
37
Рукояткой эксцентрикового зажима и винтовым зажимом
0,058 0,072 0,082 0,089 0,154
Индекс а б в г д
45
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА Установка в специальных приспособлениях
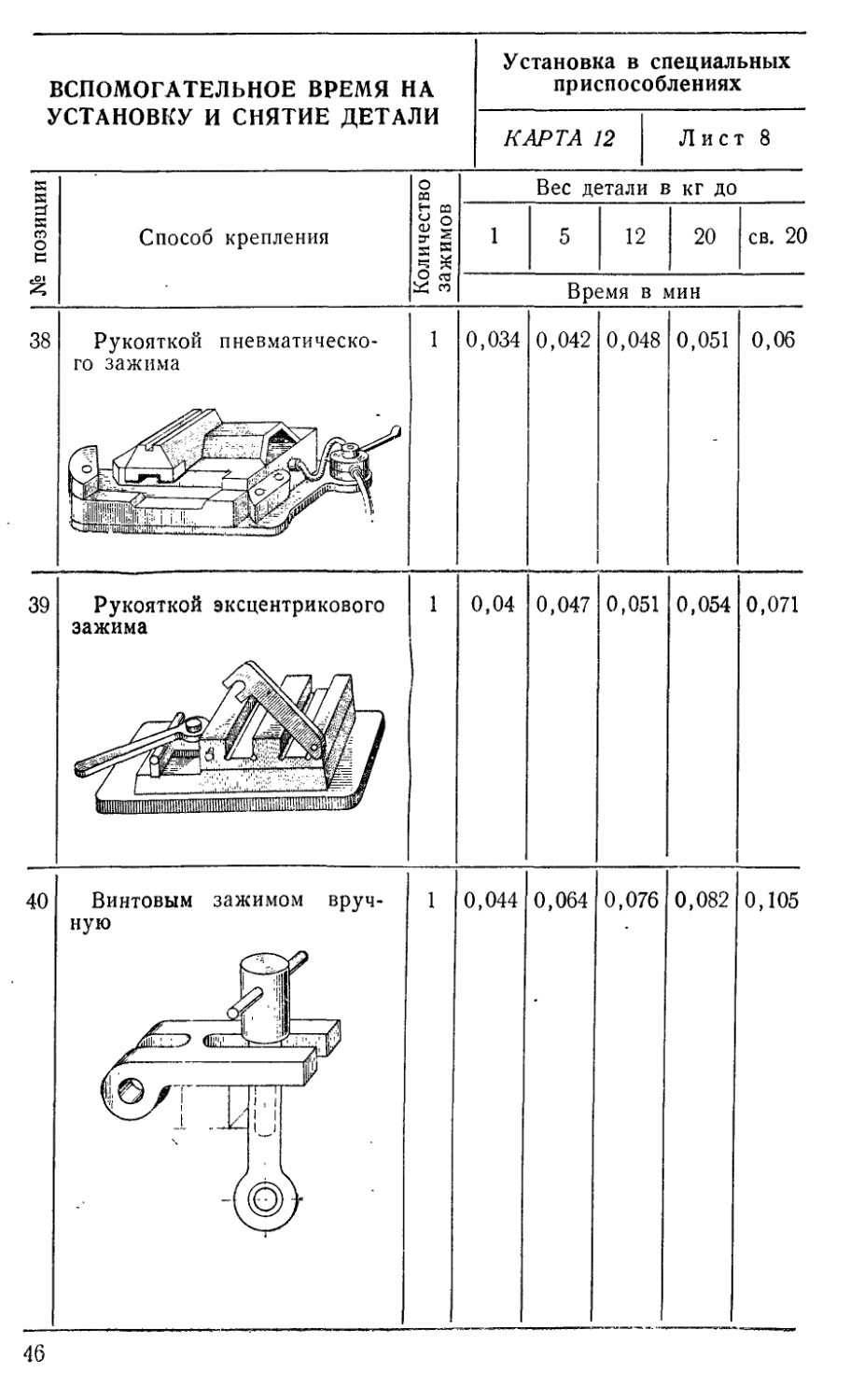
УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ КАРТА 12 Лист 8
№ позиции 1 Способ крепления Количество зажимов Вес детали в кг до
1 5 12 20 св. 20
Вр< 2МЯ в дин
38 Рукояткой пневматического зажима 4^LLbi£tIlisTGnii!tiK:'ni!i.11. .L't'jr: 1 0,034 0,042 0,048 0,051 0,06
39 Рукояткой эксцентрикового зажима / /n$u /я 1 0,04 0,047 0,051 0,054 0,071
40 Винтовым зажимом вруч-
ную
46
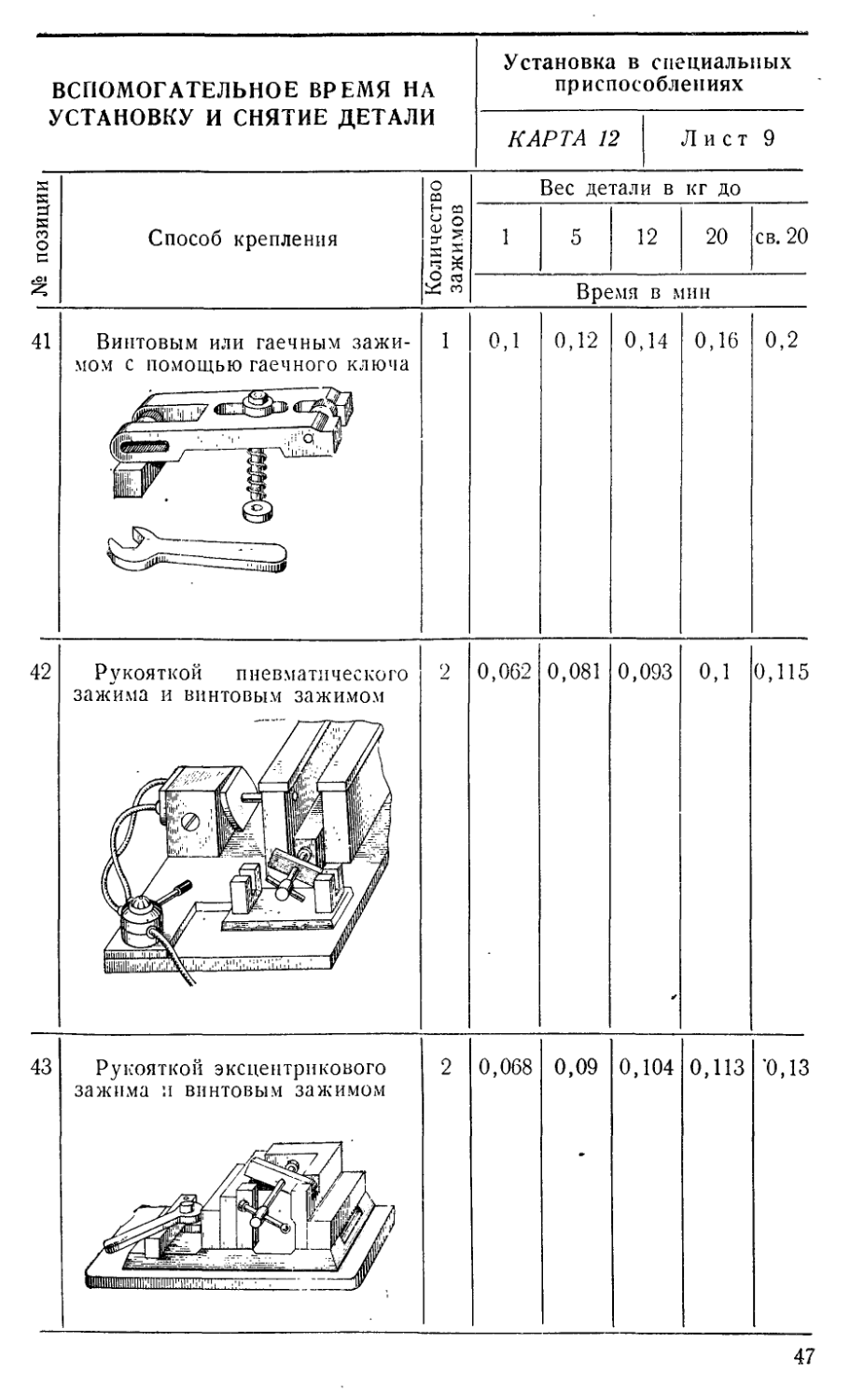
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА Установка в специальных приспособлениях
УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ КАРТА 12 Лист 9
1 № позиции I Способ крепления Количество зажимов Вес детали в кг до
1 5 12 20 св, 20
Время в мин
41 Винтовым или гаечным зажимом с помощью гаечного ключа 1 0,1 0,12 0,14 0,16 0,2
42
Рукояткой пневматического зажима и винтовым зажимом
43
Рукояткой эксцентрикового зажима и винтовым зажимом
LuiHHuiiHiHHiiiHiiiium
47
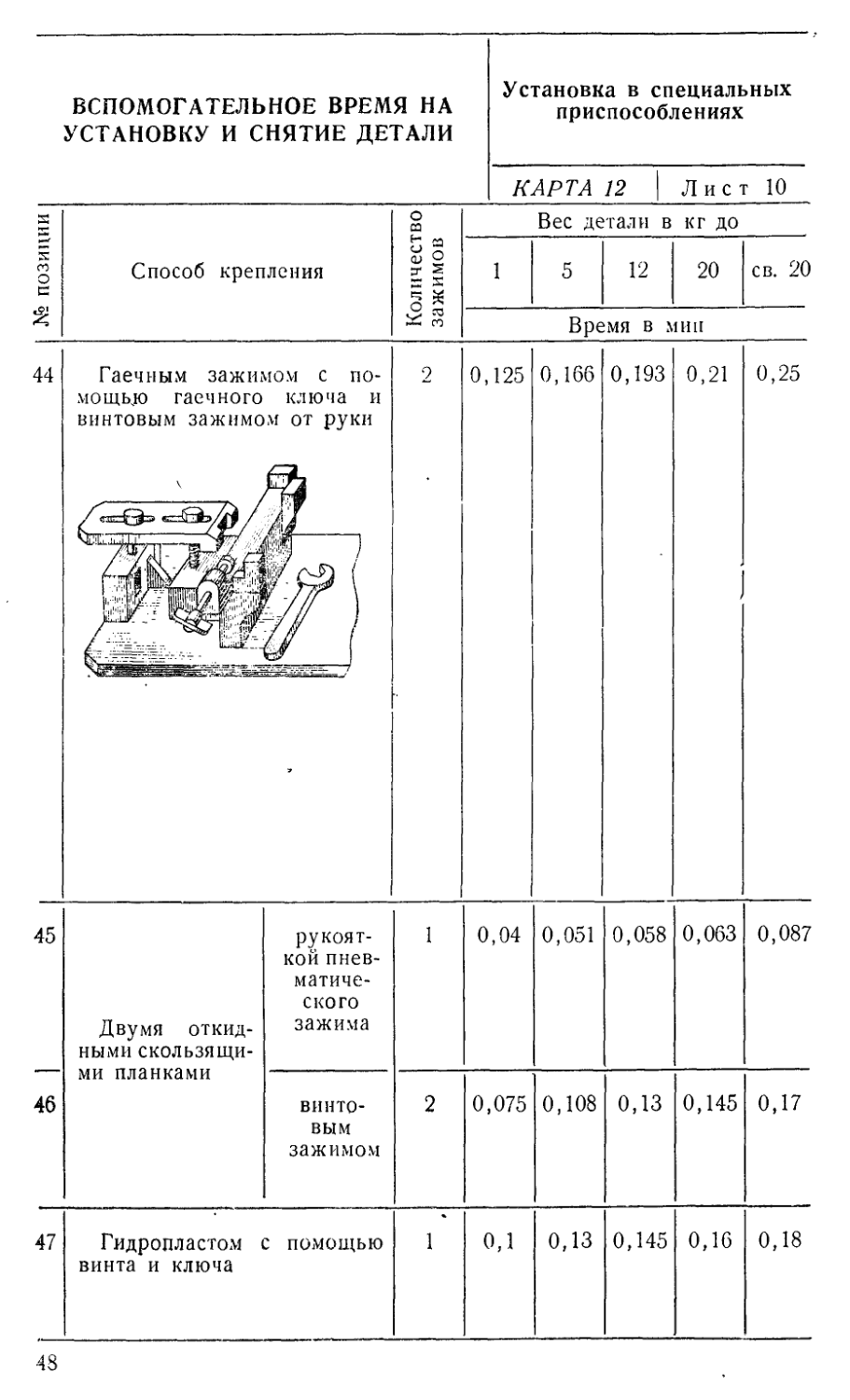
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Установка в специальных приспособлениях
КАРТА 12 Лист 10
№ позиции। Способ крепления Количество зажимов Вес детали в кг до
1 5 12 20 св. 20
Время в мин
44 Гаечным зажимом с помощью гаечного ключа и винтовым зажимом от руки 2 0,125 0,166 0,193 0,21 0,25
45 Двумя откидными скользящими планками рукояткой пнев- матического зажима 1 0,04 0,051 0,058 0,063 0,087
46 винтовым зажимом 2 0,075 0,108 0,13 0,145 0,17
47 Гидропластом с помощью винта и ключа 1 0,1 0,13 0,145 0,16 0,18
48
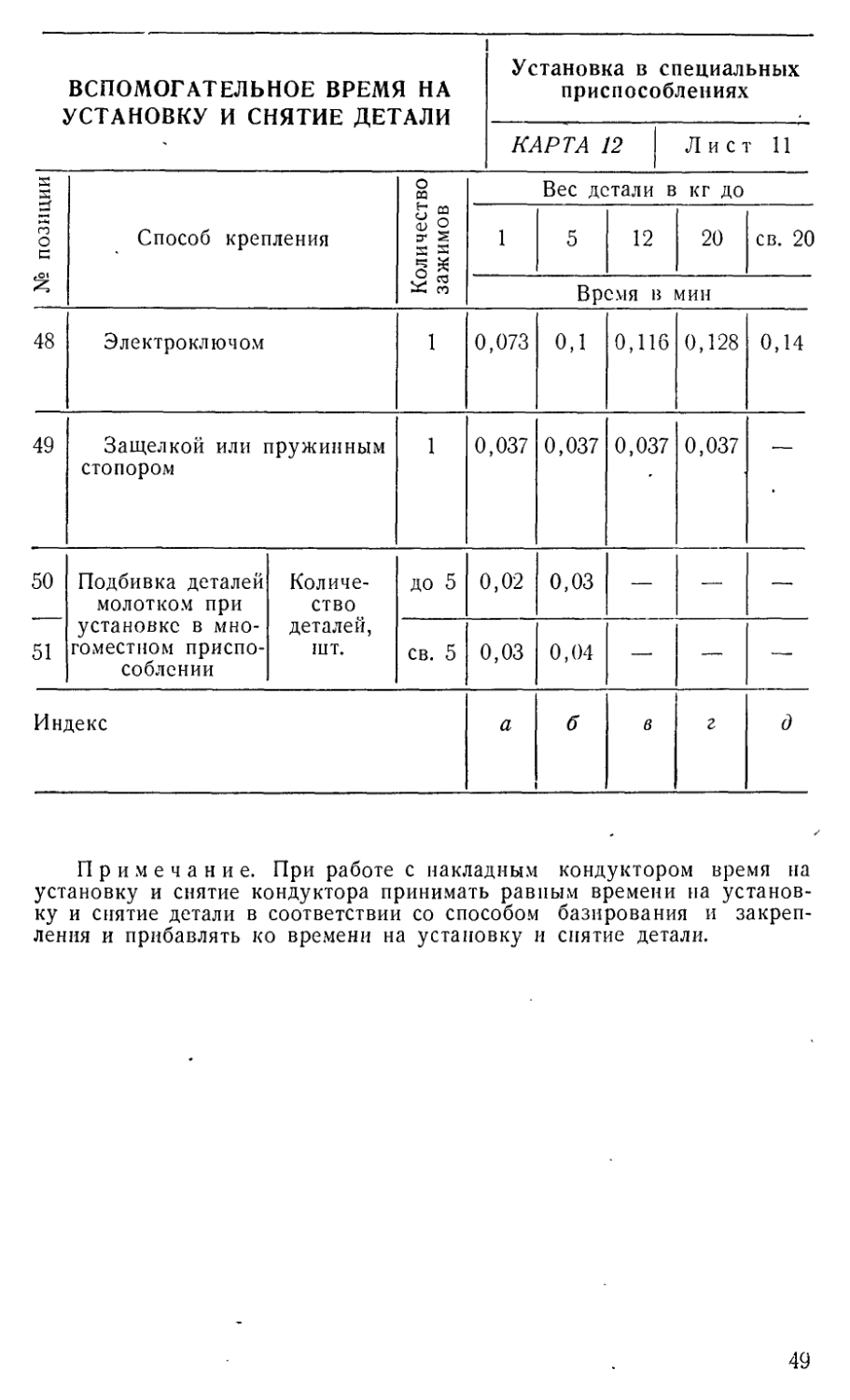
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Установка в специальных приспособлениях
КАРТА 12 Лист 11
I № позиции Способ крепления Количество зажимов Вес детали в кг до
1 5 12 20 св. 20
Время в мин
48 Электроключом 1 0,073 0,1 0,116 0,128 0,14
49 Защелкой или пружинным стопором 1 0,037 0,037 0,037 0,037 —
50 Подбивка деталей молотком при установке в многоместном приспособлении Количество деталей, шт. до 5 0,02 0,03 — — —
51 св. 5 0,03 0,04 — — —
Индекс а б в г д
Примечание. При работе с накладным кондуктором время на установку и снятие кондуктора принимать равным времени на установку и снятие детали в соответствии со способом базирования и закрепления и прибавлять ко времени на установку и снятие детали.
49
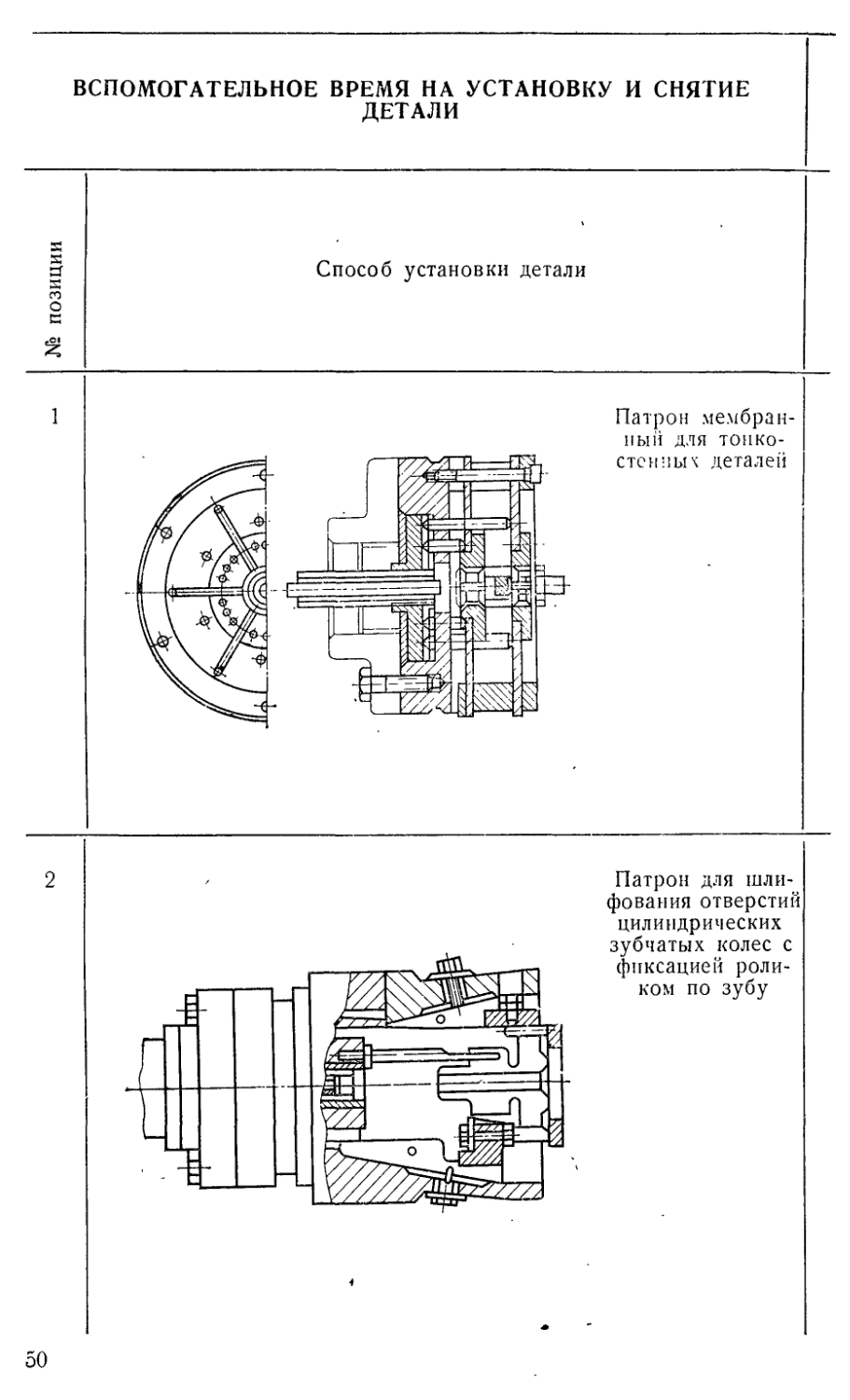
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
Способ установки детали
Патрон мембранный для тонкостенных деталей
50
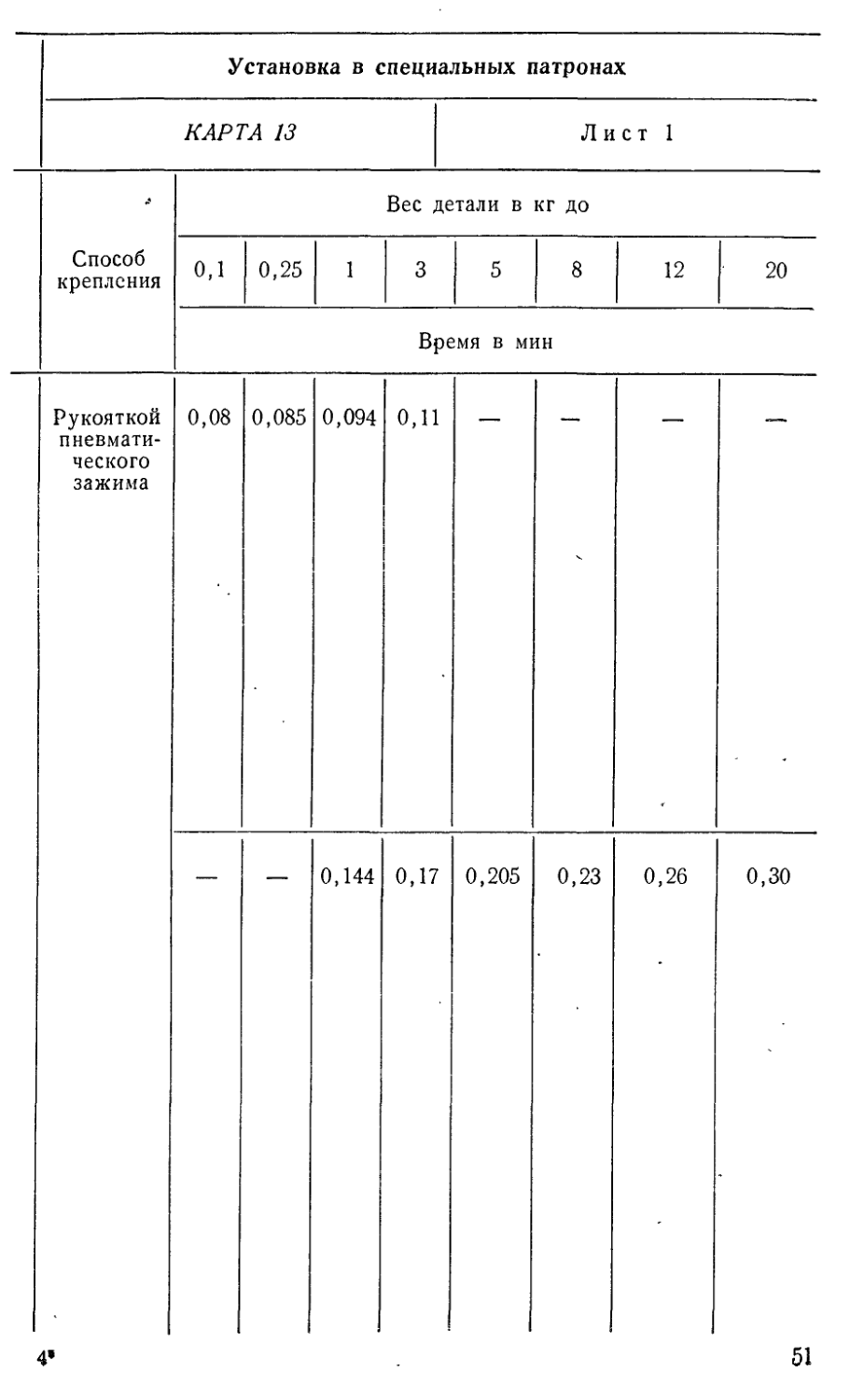
Установка в специальных патронах
КАРТА 13 Лист 1
Способ крепления Вес детали в кг до
0,1 0,25 1 3 5 8 12 20
Время в мин
Рукояткой пневматического зажима 0,08 0,085 0,094 0,11
0,144 0,17 0,205 0,23 0,26 0,30
4»
51
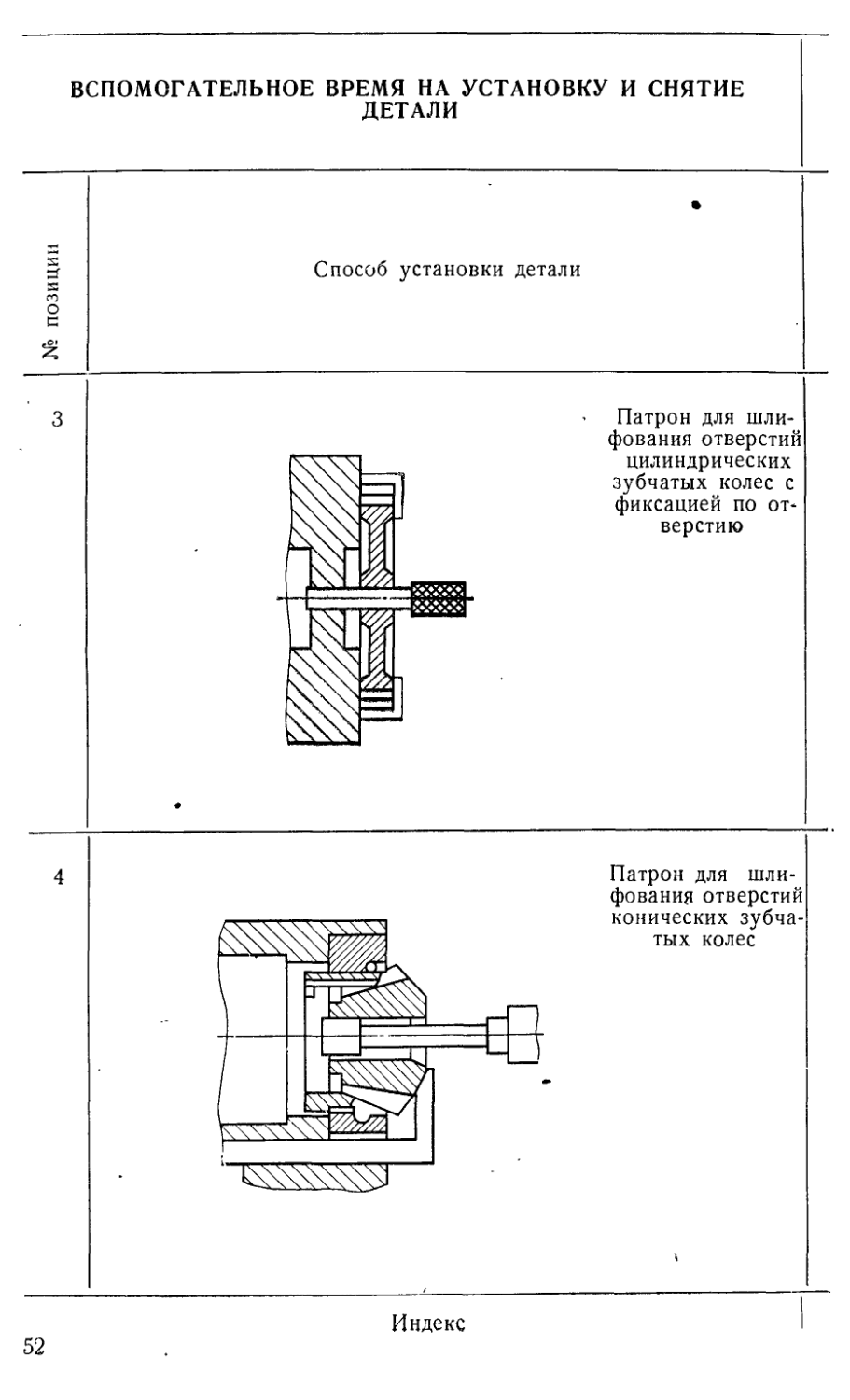
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
X Xf
X
о X
£
Способ установки детали
3
Патрон для шлифования отверстий цилиндрических зубчатых колес с фиксацией по отверстию
Патрон для шлифования отверстий конических зубчатых колес
Индекс
52
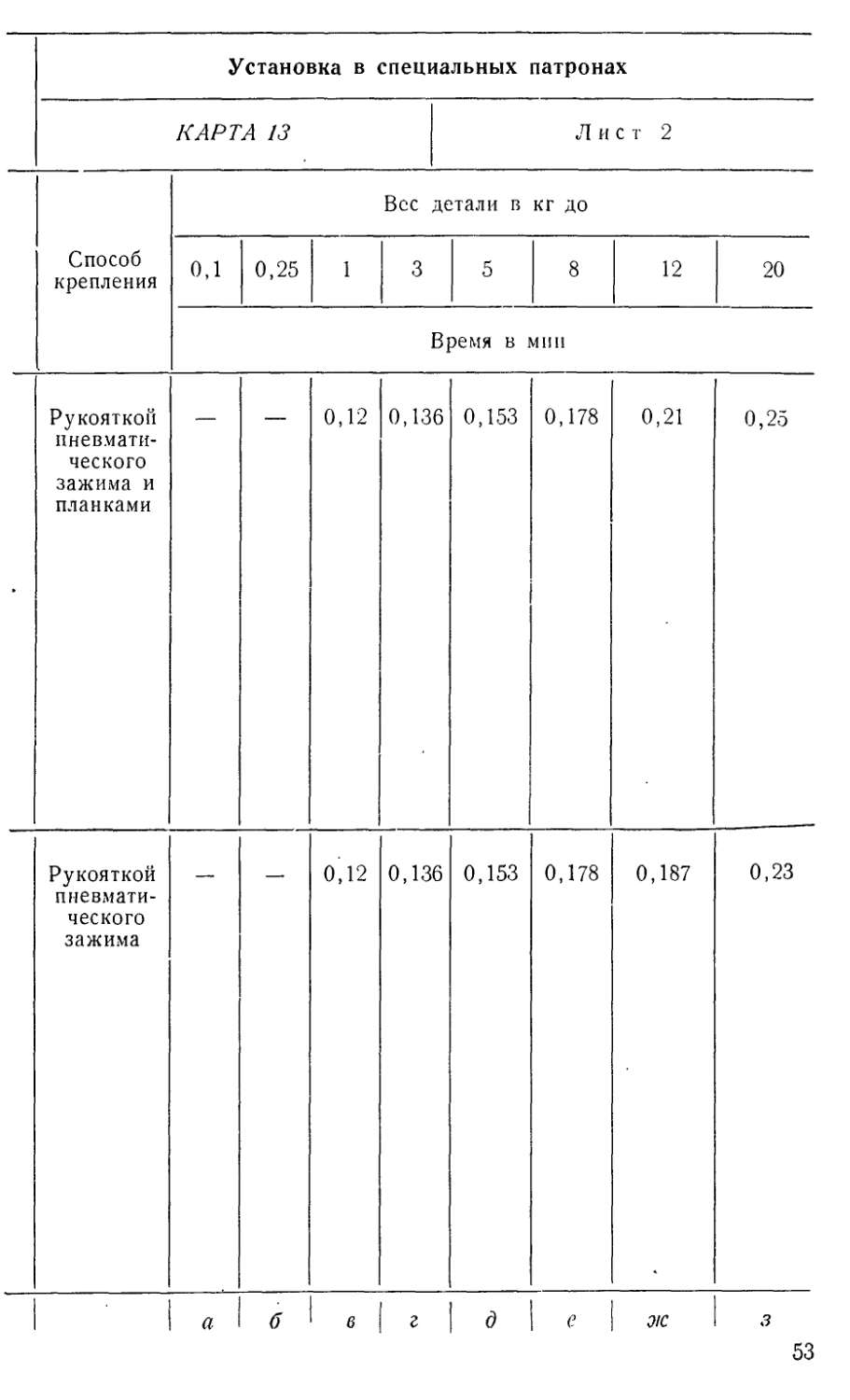
Установка в специальных патронах
КАРТА 13 Л и с т 2
Способ крепления Вес детали в кг до
0,1 0,25 1 3 5 8 12 20
Время в мин
- Рукояткой пневматического зажима и планками 0,12 0,136 0,153 0,178 0,21 0,25
Рукояткой пневматического зажима 0,12 0,136 0,153 0,178 0,187 0,23
а б г д е ж
53
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Протяжные станки для внутреннего протягивания
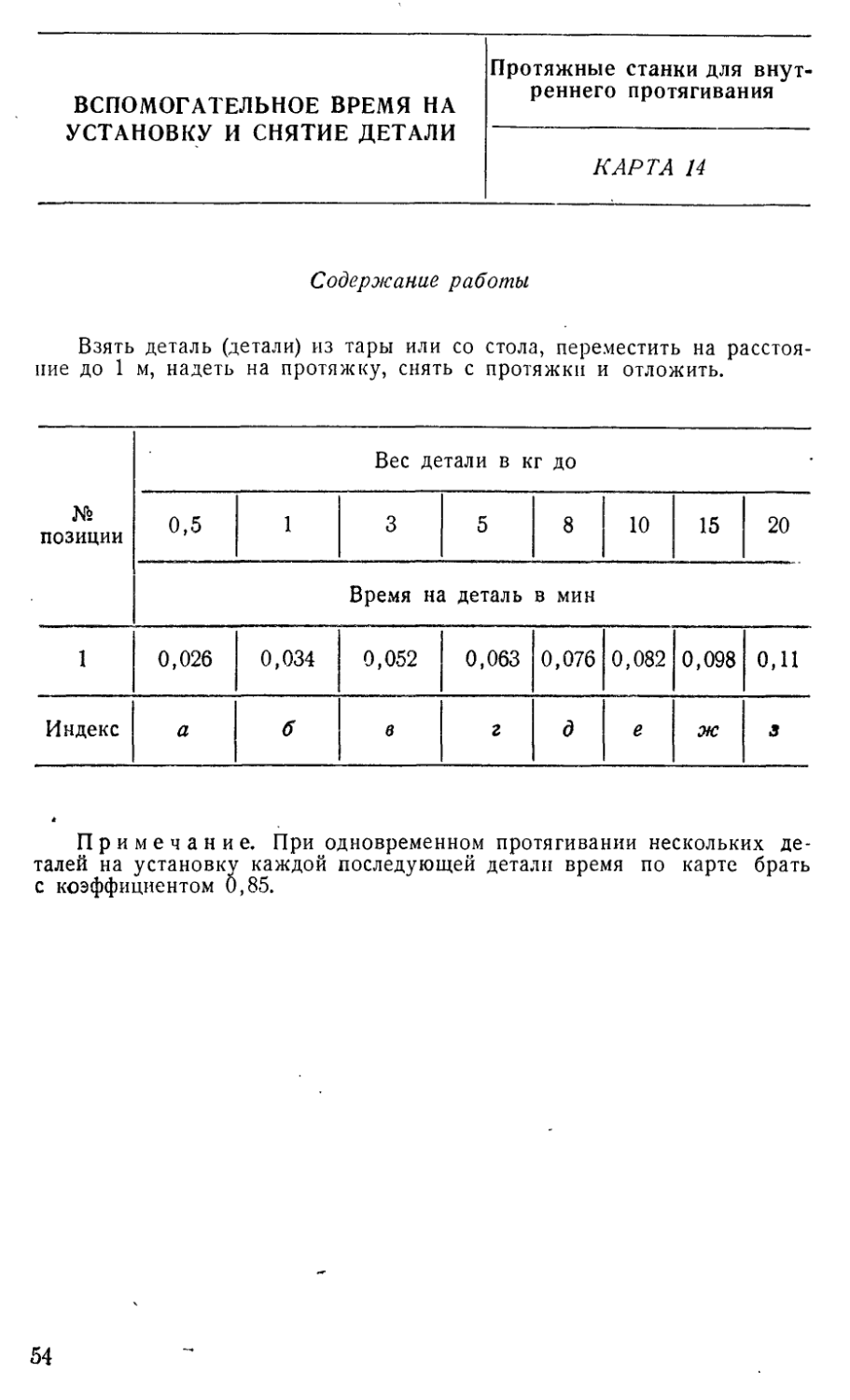
КАРТА 14
Содержание работы
Взять деталь (детали) из тары или со стола, переместить на расстояние до 1 м, надеть на протяжку, снять с протяжки и отложить.
№ позиции Вес детали в кг до
0,5 1 3 5 8 10 15 20
Время на деталь в мин
1 0,026 0,034 0,052 0,063 0,076 0,082 0,098 0,11
Индекс а б в г д е 3
Примечание. При одновременном протягивании нескольких деталей на установку каждой последующей детали время по карте брать с коэффициентом 0,85.
54
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
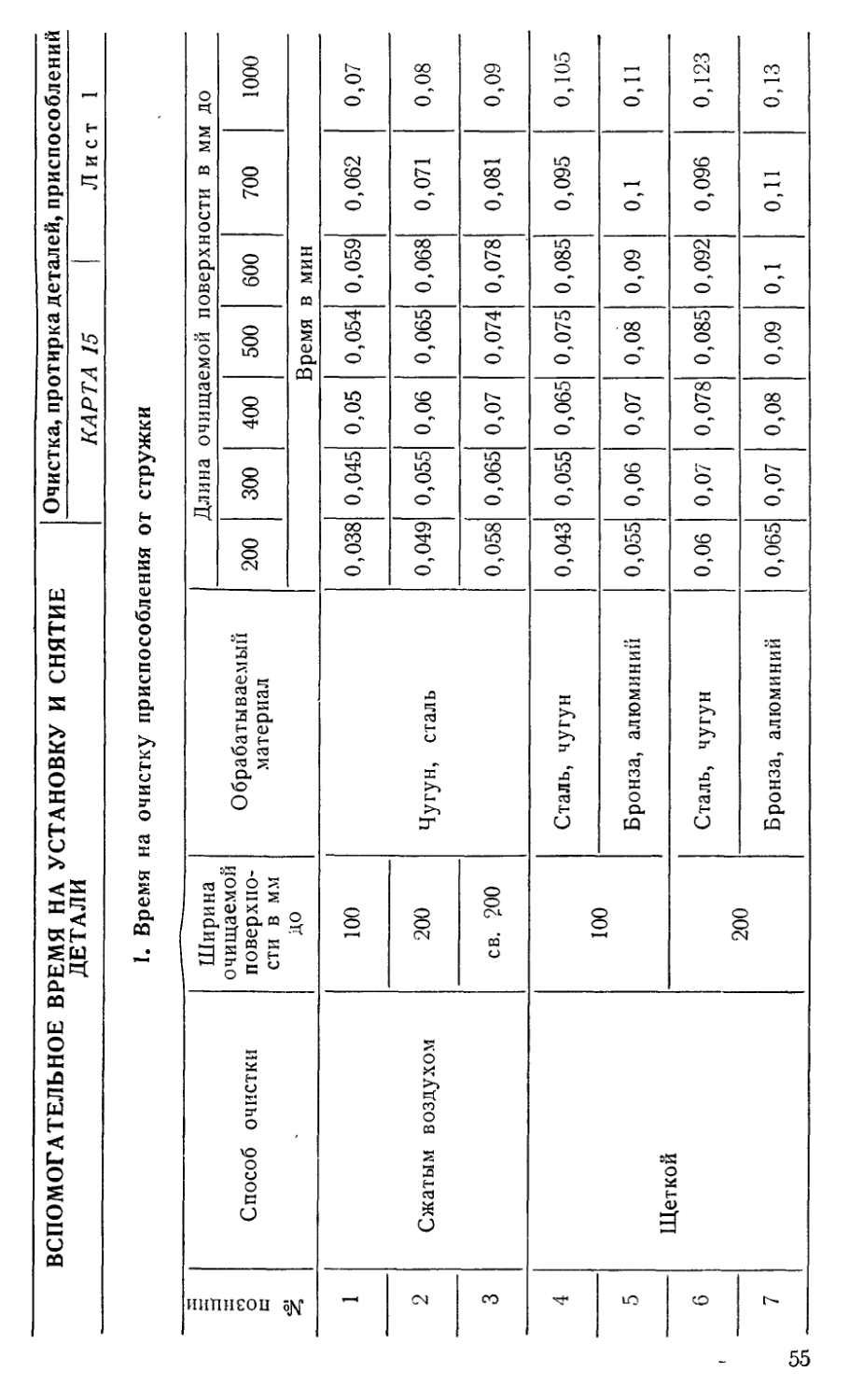
Очистка, протирка деталей, приспособлений
КАРТА 15 | Л и с т 1
1. Время на очистку приспособления от стружки
№ позиции Способ очистки Ширина очищаемой поверхности в мм До Обрабатываемый материал Длина очищаемой поверхности в мм до
200 300 400 500 600 700 1000
Время в мин
1 Сжатьем воздухом 100 Чугун, сталь 0,038 0,045 0,05 0,054 0,059 0,062 0,07
2 200 0,049 0,055 0,06 0,065 0,068 0,071 0,08
3 св. 200 0,058 0,065 0,07 0,074 0,078 0,081 0,09
4 Щеткой 100 Сталь, чугун 0,043 0,055 0,065 0,075 0,085 0,095 0,105
5 Бронза, алюминий! 0,055 0,06 0,07 0,08 0,09 0,1 0,11
6 200 Сталь, чугун 0,06 0,07 0,078 0,085 0,092 0,096 0,123
7 Бронза, алюминий 0,065 0,07 0,08 0,09 0,1 0,11 0,13
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
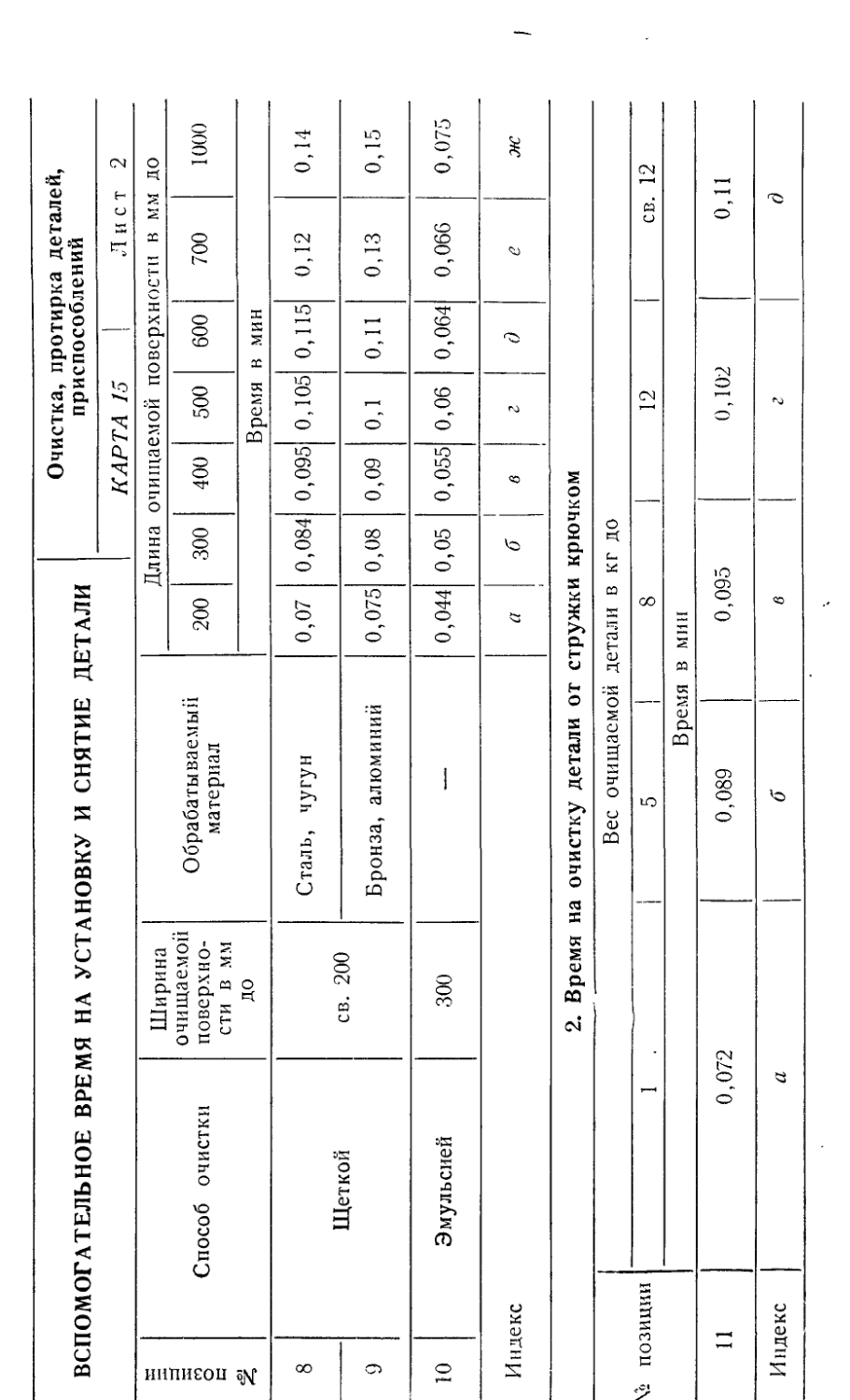
Очистка, протирка деталей, приспособлений
КАРТА 15 | Л и с т 2
№ позиции Способ очистки Ширина очищаемой поверхности в мм ДО Обрабатываемый материал Длина очищаемой поверхности в мм до
200 300 400 500 600 700 1000
Время в мин
8 Щеткой св. 200 Сталь, чугун 0,07 0,084 0,095 0,105 0,115 0,12 0,14
9 Бронза, алюминий 0,075 0,08 0,09 0,1 0,11 0,13 0,15
10 Эмульсией 300 — 0,044 0,05 0,055 0,06 0,064 0,066 0,075
Индекс а 6 в г 0 е ж
2. Время на очистку детали от стружки крючком
<'! ПОЗИЦИИ Вес очищаемой детали в кг до
1 . 1 5 ! 8 | 12 1 св. 12
Время в мин
11 0,072 0,089 0,095 0,102 0,11
Индекс а б в г д
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ
ДЕТАЛИ
Очистка, протирка деталей, приспособлений
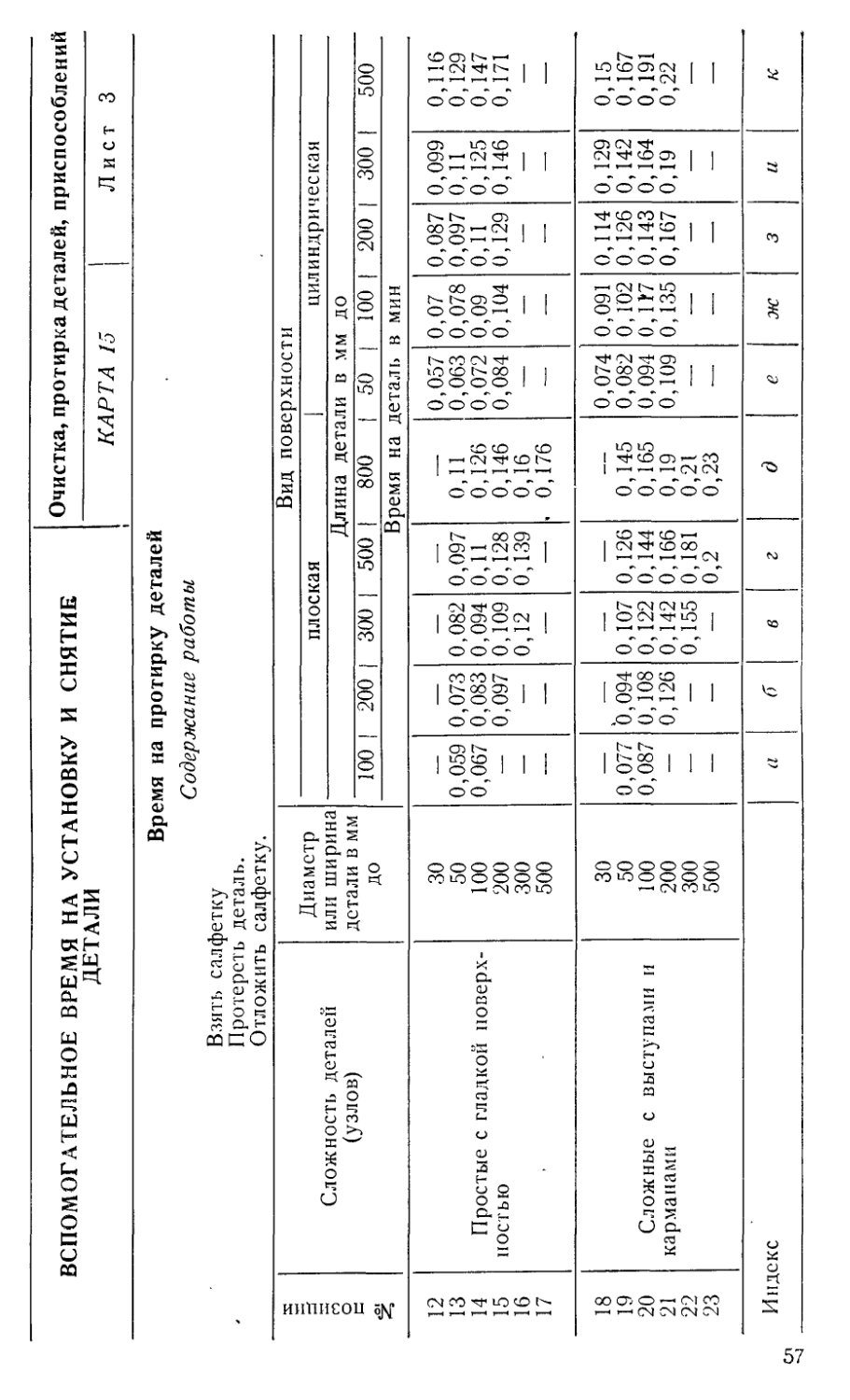
КАРТА 15 Лист 3
Время на протирку деталей
Содержание работы
Взять салфетку Протереть деталь. Отложить салфетку.
№ позиции Сложность деталей (узлов) Диаметр или ширина детали в мм ДО Вид поверхности
плоская | цилиндрическая
100 200 300 I д 500 лина дета 800 ли в м 50 | м до 100 200 300 500
Время на деталь в мин
12 30 — 0,057 0,07 0,087 0,099 0,116
13 50 0,059 0,073 0,082 0,097 0,11 0,063 0,078 0,097 0,11 0,129
14 Простые с гладкой поверх- 100 0,067 0,083 0,094 0,11 0,126 0,072 0,09 0,11 0,125 0,147
15 постью 200 — 0,097 0,109 0,128 0,146 0,084 0,104 0,129 0,146 0,171
16 300 — — 0,12 0,139 0,16 — — — — —
17 500 — — — — . 0,176 — — — — —
18 30 — 0,074 0,091 0,114 0,129 0,15
19 50 0,077 ‘0,094 0,107 0,126 0,145 0,082 0,102 0,126 0,142 0,167
20 Сложные с выступами и 100 0,087 0,108 0,122 0,144 0,165 0,094 0,117 0,143 0,164 0,191
21 карманами 200 — 0,126 0,142 0,166 0,19 0,109 0,135 0,167 0,19 0,22
22 300 — — 0,155 0,181 0,21 — — — — —
23 500 — — — 0,2 0,23 — — — — —
Индекс а б в г д е ж 3 и к
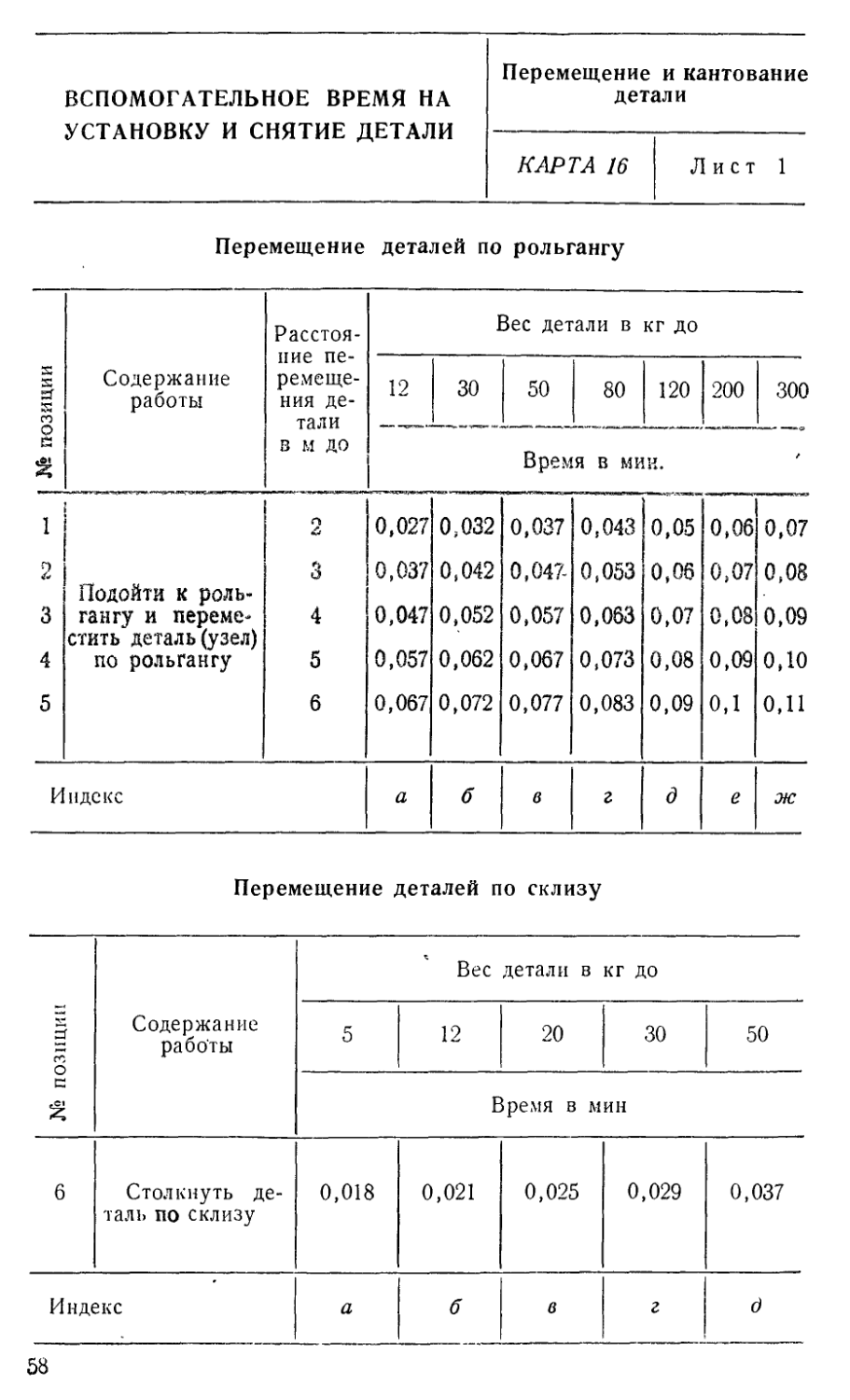
Перемещение и кантование
детали
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
КАРТА 16 Лист 1
Перемещение деталей по рольгангу
1 № позиции | Содержание работы Расстояние перемещения детали в м до Вес детали в кг до
12 30 50 80 120 200 300
Врем я в мин.
1 2 0,027 0,032 0,037 0,043 0,05 0,06 0,07
2 Подойти к роль- 3 0,037 0,042 0,047- 0,053 0,06 0,07 0,08
3 гангу и переместить деталь (узел) 4 0,047 0,052 0,057 0,063 0,07 0,08 0,09
4 по рольгангу 5 0,057 0,062 0,067 0,073 0,08 0,09 0,10
5 6 0,067 0,072 0,077 0,083 0,09 0,1 0,11
Индекс а б в г д е ж
Перемещение деталей по склизу
№ позиции Содержание работы Вес детали в кг до
5 12 20 30 50
Время в мин
6 Столкнуть деталь по склизу 0,018 0,021 0,025 0,029 0,037
Индекс а б в г д
58
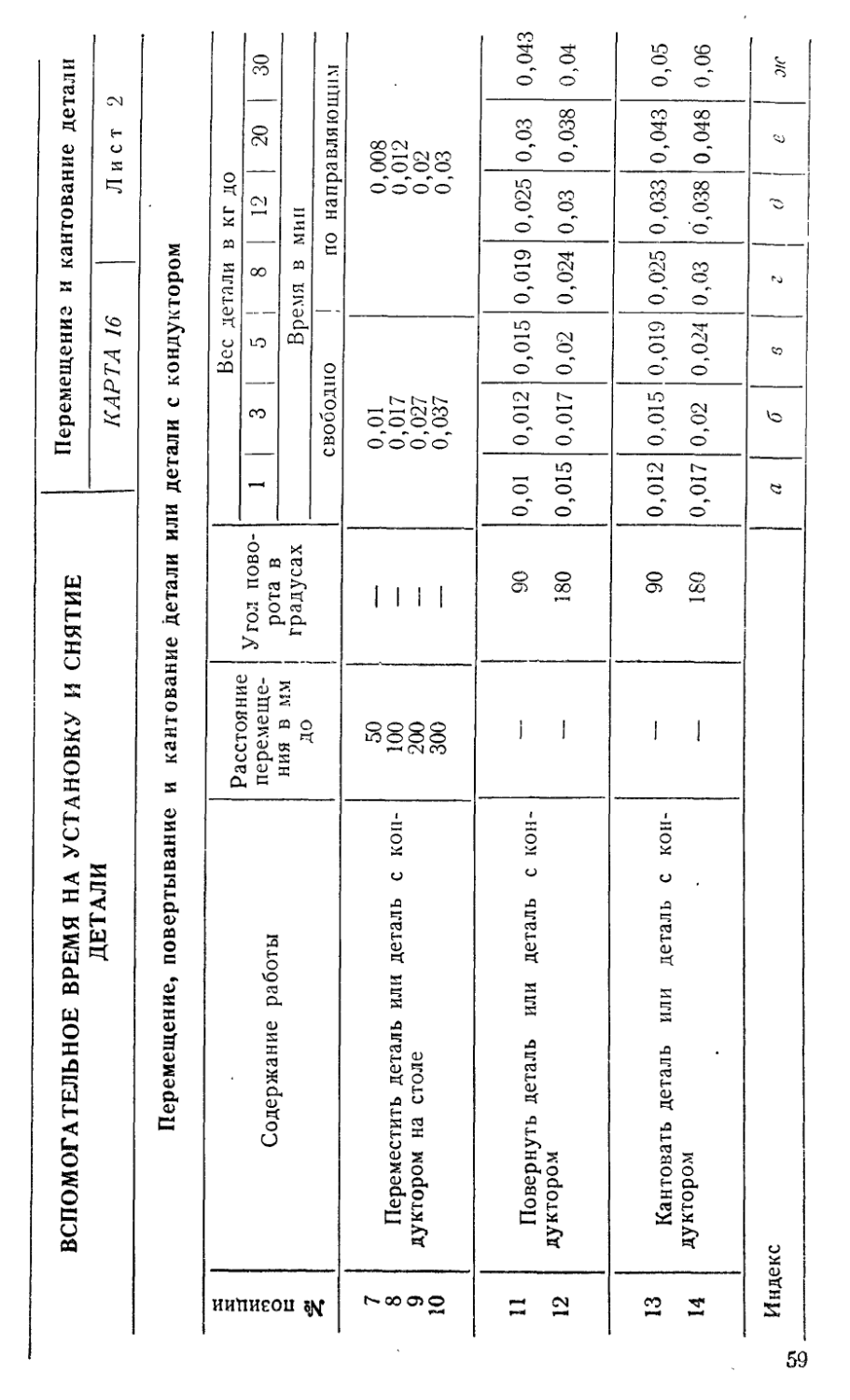
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ Перемещение и кантование детали
ДЕТАЛИ КАРТА 16 Лист 2
Перемещение, повертывание и кантование детали или детали с кондуктором
№ позиции Содержание работы Расстояние перемещения в мм ДО Угол поворота в градусах Вес детали в кг до
1 3 5 8 12 20 30
Время в мин
свободно ' по направляющим
7 50 0,01 0,008
8 Переместить деталь или деталь с коп- 100 — 0,017 0,012
9 дуктором на столе 200 — 0,027 0,02
10 300 — 0,037 0,03
11 Повернуть деталь или деталь с кон- — 90 0,01 0,012 0,015 0,019 0,025 0,03 0,043
12 дуктором — 180 0,015 0,017 0,02 0,024 0,03 0,038 0,04
13 Кантовать деталь или деталь с кон- — 90 0,012 0,015 0,019 0,025 0,033 0,043 0,05
14 дуктором — 180 0,017 0,02 0,024 0,03 0,038 0,048 0,06
Индекс а б в 0 е ж
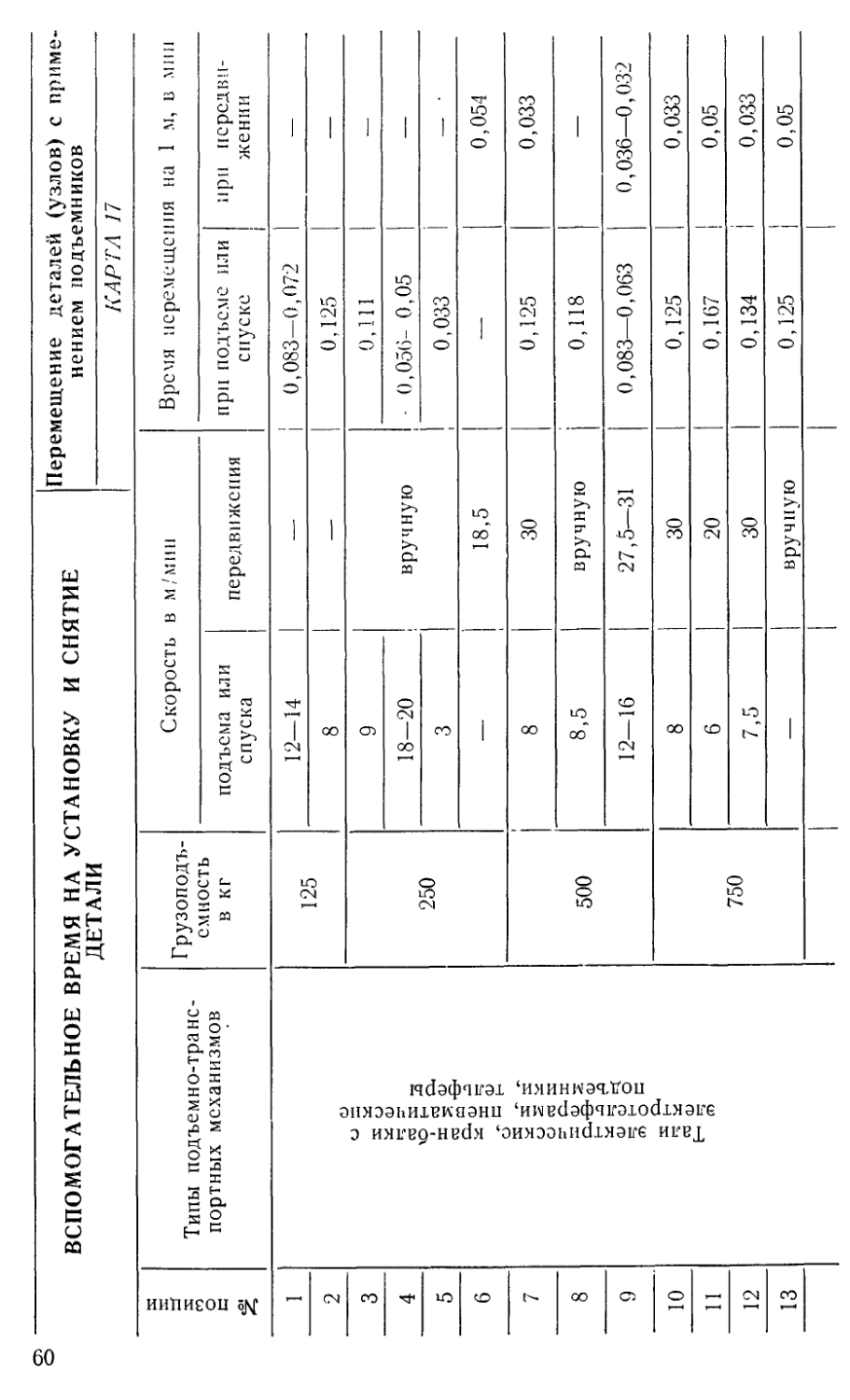
о о ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Перемещение деталей (узлов) с применением подъемников
К APTЛ 17
№ позиции Типы подъемно-транспортных механизмов Грузоподъемность в кг Скорость в м/мин Время перемещения на 1 м, в мин
подъема или спуска передвижения при подъеме или спуске при передвижении
1 Тали электрические, кран-балки с электротельферами, пневматические подъемники, тельферы 125 12—14 0,083-0,072
2 8 0,125 —
3 250 9 вручную 0,111 —
4 18-20 0,056- 0,05 —
5 3 0,033 — •
6 18,5 — 0,054
7 500 8 30 0,125 0,033
8 8,5 вручную 0,118 —
9 12—16 27,5—31 0,083—0,063 0,036—0,032
10 750 8 30 0,125 0,033
11 6 20 0,167 0,05
12 7,5 30 0,134 0,033
13 — вручную 0,125 0,05
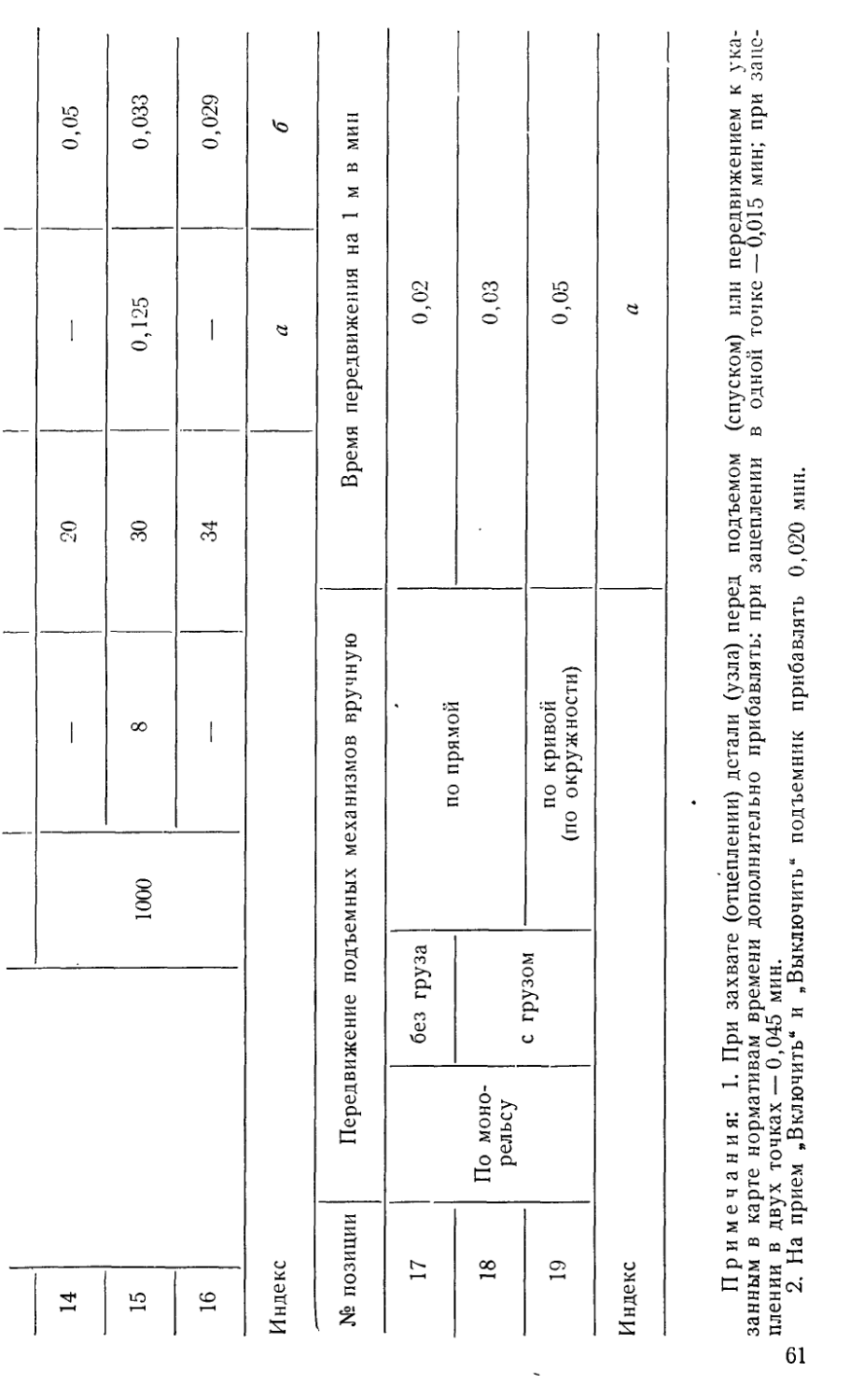
14 1000 — 20 — 0,05
15 8 30 0,125 0,033
16 — 34 — 0,029
Индекс а б
№ позиции Передвижение подъемных механизмов вручную Время передвижения на 1 м в мин
17 По монорельсу без груза по прямой 0,02
18 с грузом 0,03
19 по кривой (по окружности) 0,05
Индекс а
Примечания: 1. При захвате (отцеплении) детали (узла) перед подъемом (спуском) или передвижением к указанным в карте нормативам времени дополнительно прибавлять: при зацеплении в одной точке —0,015 мин; при зацеплении в двух точках — 0,045 мин.
2. На прием „Включить" и „Выключить" подъемник прибавлять 0,020 мин.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
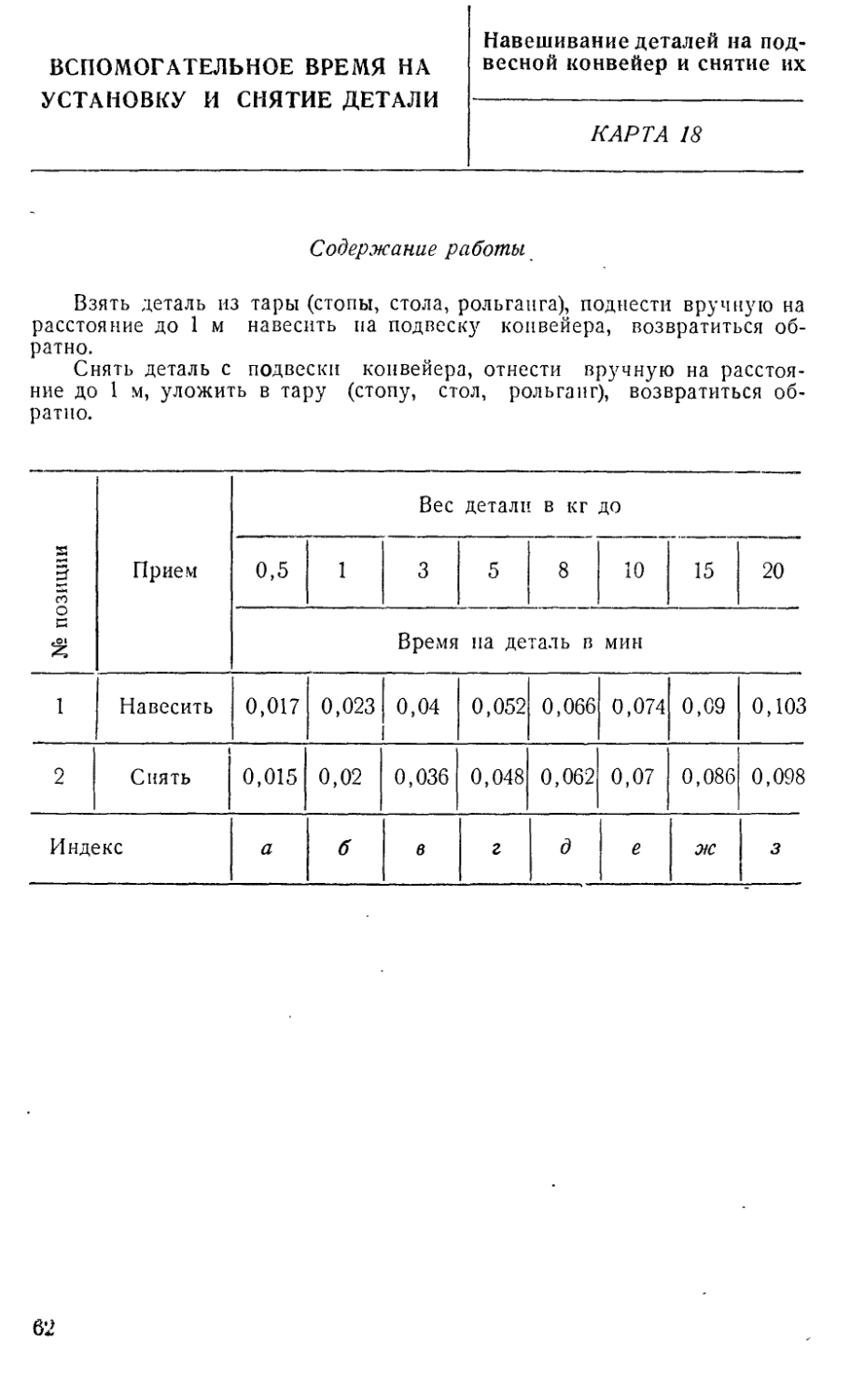
Навешивание деталей на подвесной конвейер и снятие их
КАРТА 18
Содержание работы
Взять деталь из тары (стопы, стола, рольганга), поднести вручную на расстояние до 1 м навесить на подвеску конвейера, возвратиться обратно.
Снять деталь с подвески конвейера, отнести вручную на расстояние до 1 м, уложить в тару (стопу, стол, рольганг), возвратиться обратно.
№ позиции Прием Вес детали в кг до
0,5 1 3 5 8 10 15 20
Время на деталь в мин
1 Навесить 0,017 0,023 0,04 0,052 0,066 0,074 0,09 0,103
2 Снять 0,015 0,02 0,036 0,048 0,062 0,07 0,086 0,098
Индекс а б в г д е ж 3
62
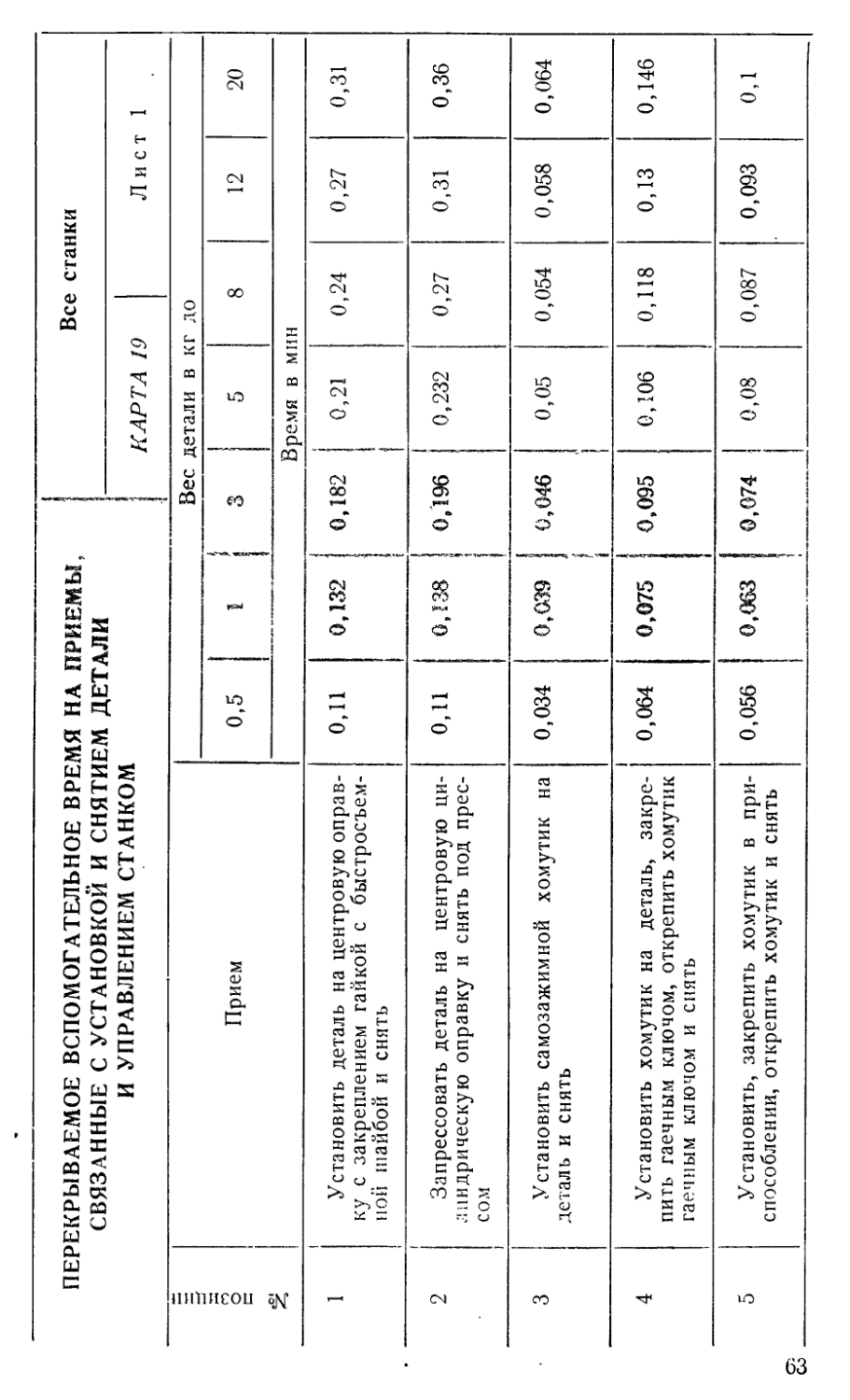
ПЕРЕКРЫВАЕМОЕ ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ. СВЯЗАННЫЕ С УСТАНОВКОЙ И СНЯТИЕМ ДЕТАЛИ И УПРАВЛЕНИЕМ СТАНКОМ । Все станки
j КАРТА 19 Л и с т 1
№ позиции Прием Вес детали в кг до
0,5 1 3 5 8 12 20
Время в мин
1 Установить деталь на центровую оправку с закреплением гайкой с быстросъемной шайбой и снять 0,11 0,132 0,182 0,21 0,24 0,27 0,31
2 Запрессовать деталь на центровую цилиндрическую оправку и снять под прессом 0,11 0,138 0,196 0,232 0,27 0,31 0,36
3 Установить самозажимной хомутик на деталь и снять 0,034 0,039 0,046 1 0,05 0,054 0,058 0,064
4 Установить хомутик на деталь, закрепить гаечным ключом, открепить хомутик гаечным ключом и снять 0,064 0,075 0,095 0,106 0,118 0,13 0,146
5 Установить, закрепить хомутик в приспособлении, открепить хомутик и снять 0,056 0,063 0,074 0,08 0,087 0,093 0,1
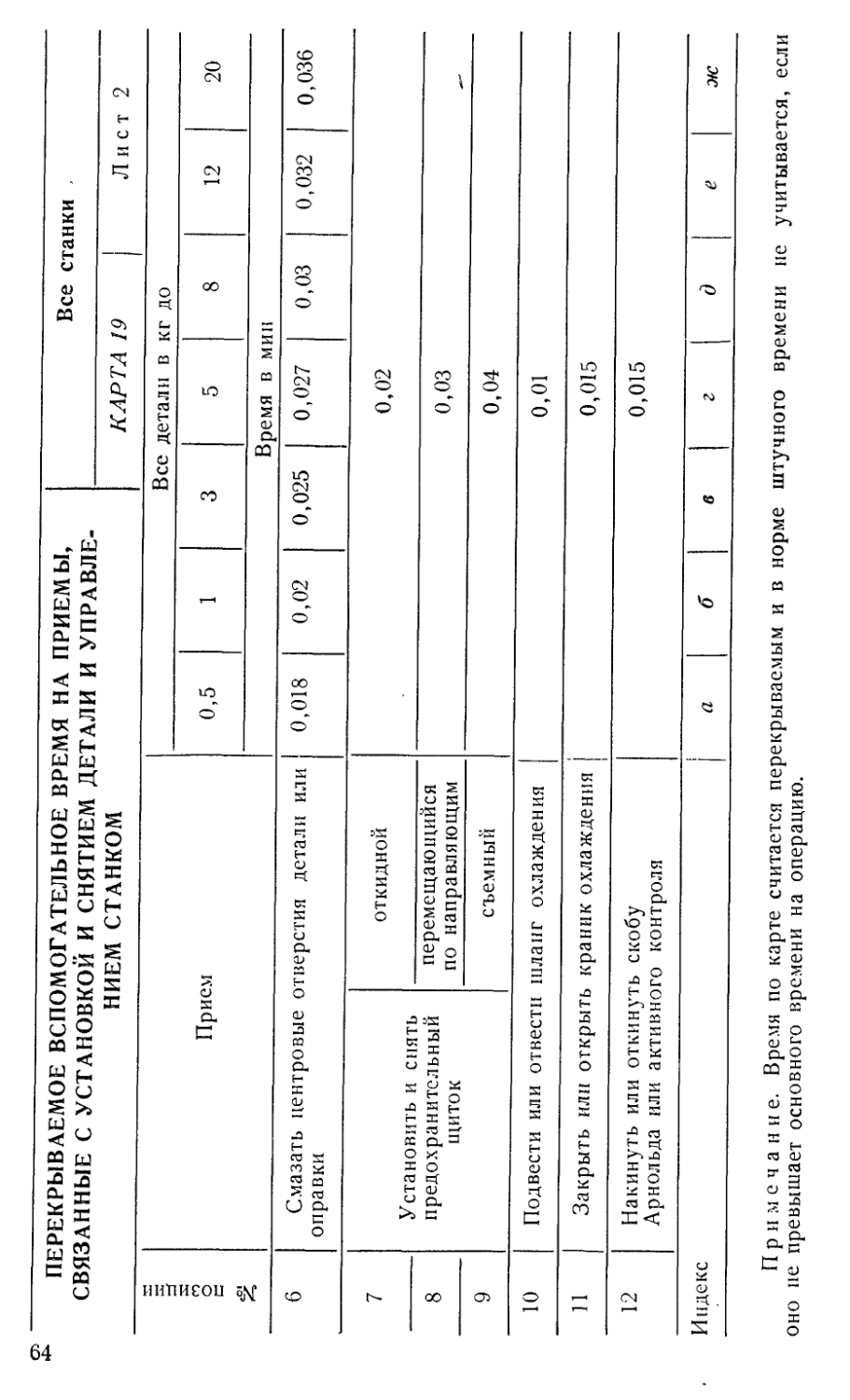
а ПЕ свяг РЕКРЫВАЕМОЕ ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ, ДАННЫЕ С УСТАНОВКОЙ И СНЯТИЕМ ДЕТАЛИ И УПРАВЛЕНИЕМ СТАНКОМ Все станки
КАРТА 19 Лист 2
№ позиции Прием Все детали в кг до
0,5 1 3 5 8 12 20
Время в мин
6 Смазать центровые отверстия детали или оправки 0,018 0,02 0,025 0,027 0,03 0,032 0,036
7 Установить и снять предохранительный щиток откидной 0,02
8 перемещающийся по направляющим 0,03
9 съемный 0,04
10 Подвести или отвести шланг охлаждения 0,01
11 Закрыть или открыть краник охлаждения 0,015
12 Накинуть или откинуть скобу Арнольда или активного контроля 0,015
Индекс а б в г д е ж
Примечание. Время по карте считается перекрываемым и в норме штучного времени не учитывается, если оно не превышает основного времени на операцию.
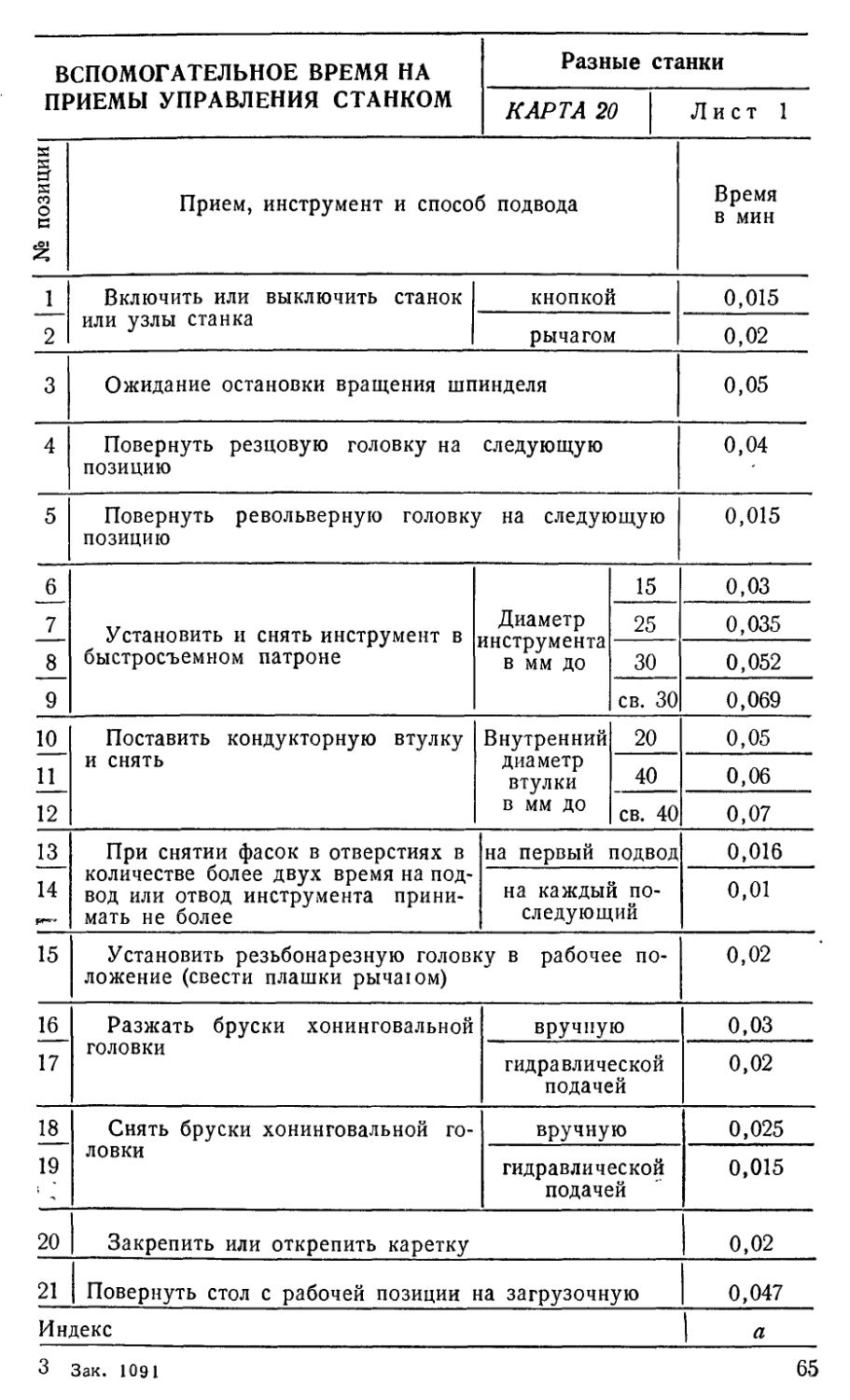
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Разные станки
КАРТА 20 Л и с т 1
№ позиции 1 Прием, инструмент и способ подвода Время в мин
1 Включить или выключить станок или узлы станка кнопкой 0,015
2 рычагом 0,02
3 Ожидание остановки вращения шпинделя 0,05
4 Повернуть резцовую головку на следующую позицию 0,04
5 Повернуть револьверную головку на следующую позицию 0,015
6 Установить и снять инструмент в быстросъемном патроне Диаметр инструмента в мм до 15 0,03
7 25 0,035
8 30 0,052
9 св. 30 0,069
10 Поставить кондукторную втулку и снять Внутренний диаметр втулки в мм до 20 0,05
11 40 0,06
12 св. 40 0,07
13 При снятии фасок в отверстиях в количестве более двух время на подвод или отвод инструмента принимать не более на первый подвод 0,016
14 на каждый последующий 0,01
15 Установить резьбонарезную головку в рабочее положение (свести плашки рыча! ом) 0,02
16 Разжать бруски хонинговальной головки вручную 0,03
17 гидравлической подачей 0,02
18 Снять бруски хонинговальной головки вручную 0,025
19 гидравлической подачей 0,015
20 Закрепить или открепить каретку 0,02
21 Повернуть стол с рабочей позиции на загрузочную 0,047
Индекс а
3 Зак. 1091
65
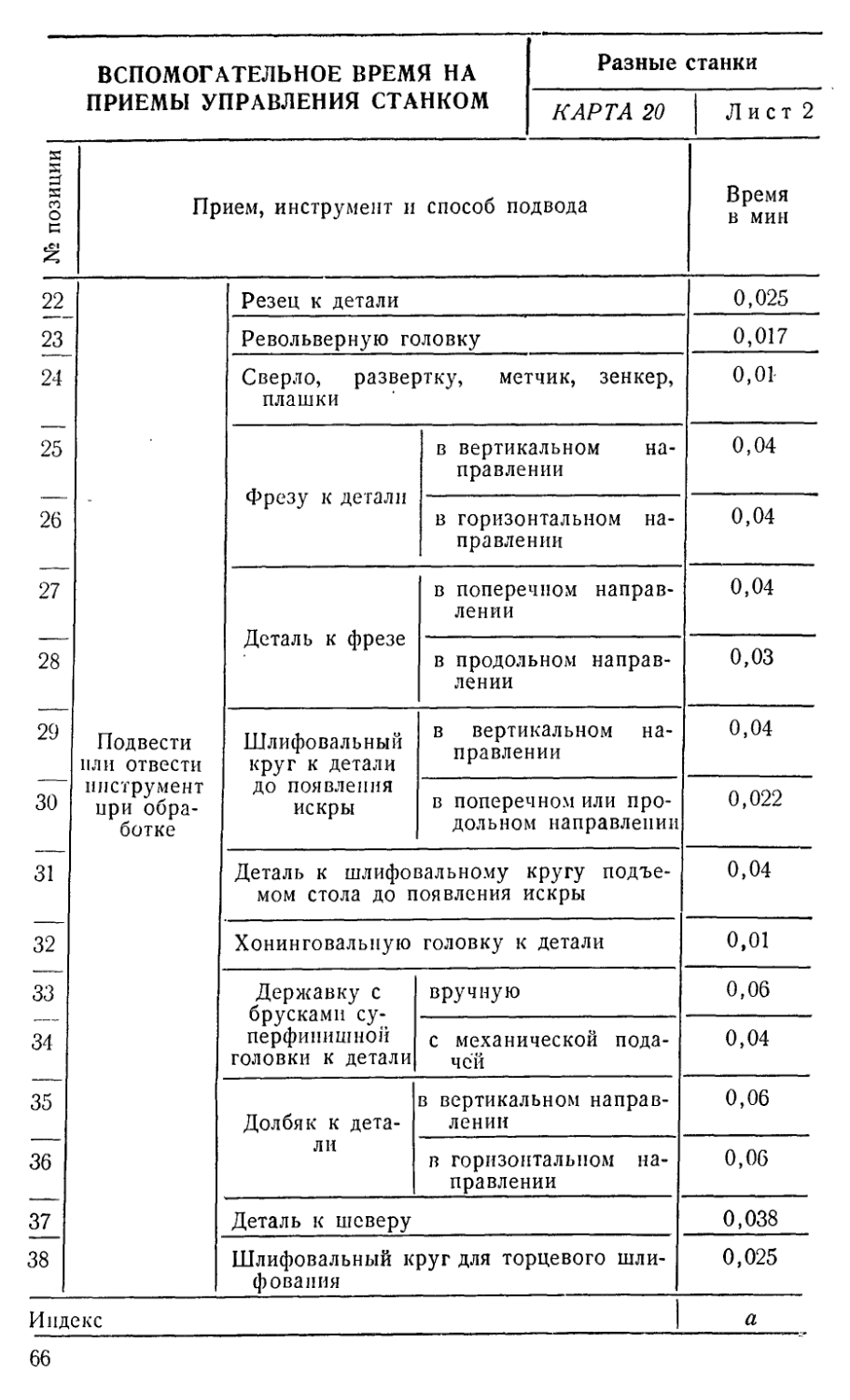
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Разные станки
КАРТА 20 Л и с т 2
позиции Прием, инструмент и способ подвода Время в мин
£
22 Резец к детали 0,025
23 Револьверную головку 0,017
24 Сверло, развертку, метчик, зенкер, плашки 0,01
25 Фрезу к детали в вертикальном направлении 0,04
26 в горизонтальном направлении 0,04
27 Деталь к фрезе в поперечном направлении 0,04
28 в продольном направлении 0,03
29 Подвести пли отвести Шлифовальный круг к детали в вертикальном направлении 0,04
30 инструмент при обработке до появления искры в поперечном или продольном направлении 0,022
31 Деталь к шлифовальному кругу подъемом стола до появления искры 0,04
32 Хонинговальную головку к детали 0,01
33 Державку с брусками суперфинишной головки к детали вручную 0,06
34 с механической подачей 0,04
35 Долбя к к дета- в вертикальном направлении 0,06
36 ли в горизонтальном направлении 0,06
37 Деталь к шеверу 0,038
38 Шлифовальный круг для торцевого шлифования 0,025
Индекс | а
66
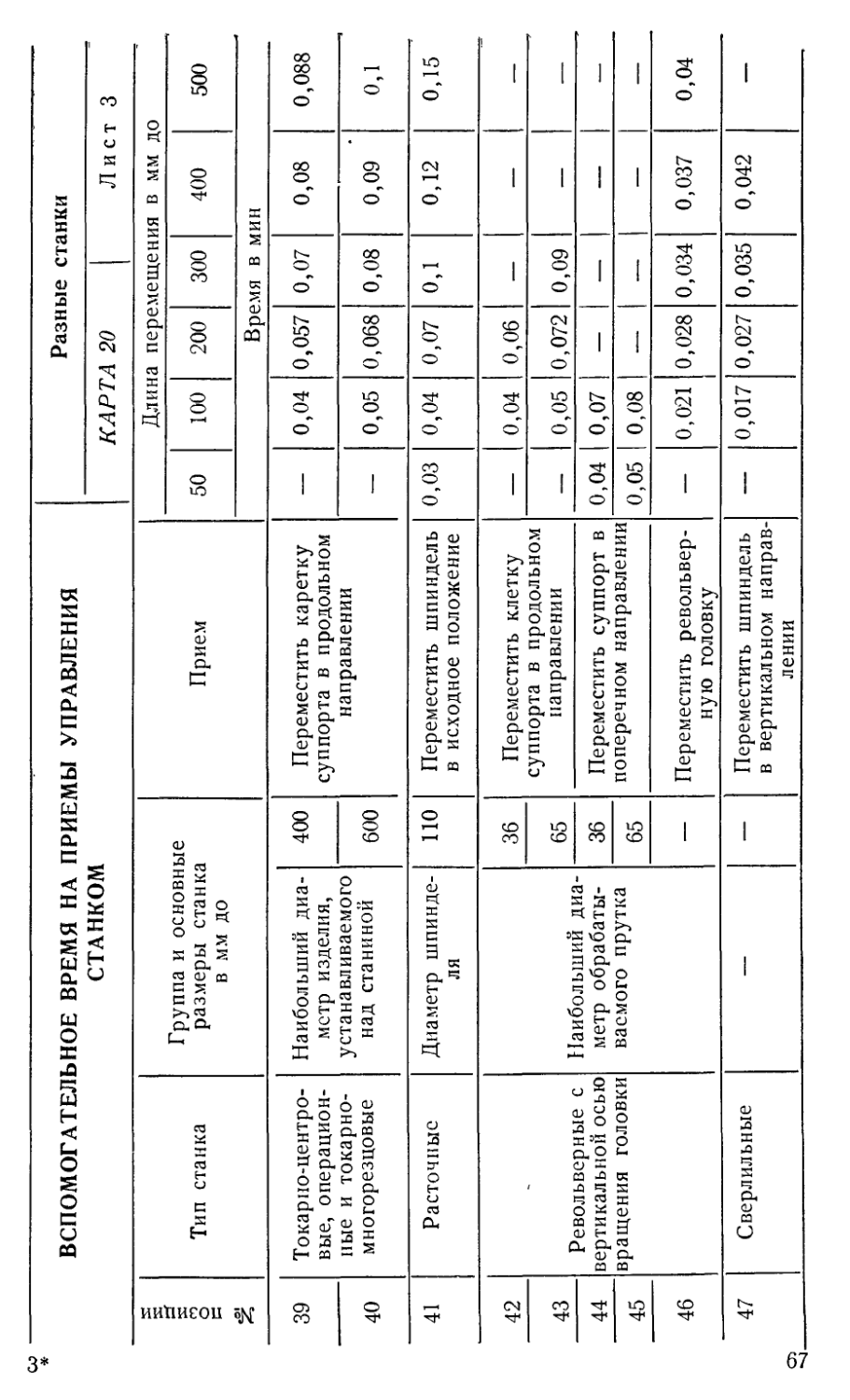
w * ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ Разные станки
СТАНКОМ КАРТА 20 Л ист 3
№ позиции Тип станка Группа и основные размеры станка в мм до Прием Длина перемещения в мм до
50 100 200 300 400 500
Время в мин
39 Токарно-центровые, операционные и токарно-многорезцовые Наибольший диаметр изделия, устанавливаемого над станиной 400 Переместить каретку суппорта в продольном направлении — 0,04 0,057 0,07 0,08 0,088
40 600 — 0,05 0,068 0,08 0,09 0,1
41 Расточные Диаметр шпинделя ПО Переместить шпиндель в исходное положение 0,03 0,04 0,07 0,1 0,12 0,15
42 Револьверные с вертикальной осью вращения головки Наибольший диаметр обрабатываемого прутка 36 Переместить клетку суппорта в продольном направлении — 0,04 0,06 — — —
43 65 — 0,05 0,072 0,09 — —
44 36 Переместить суппорт в поперечном направлении 0,04 0,07 — — — —
45 65 0,05 0,08 — — — —
46 — Переместить револьверную головку — 0,021 0,028 0,034 0,037 0,04
47 СП Сверлильные — — Переместить шпиндель в вертикальном направлении — 0,017 0,027 0,035 0,042 —
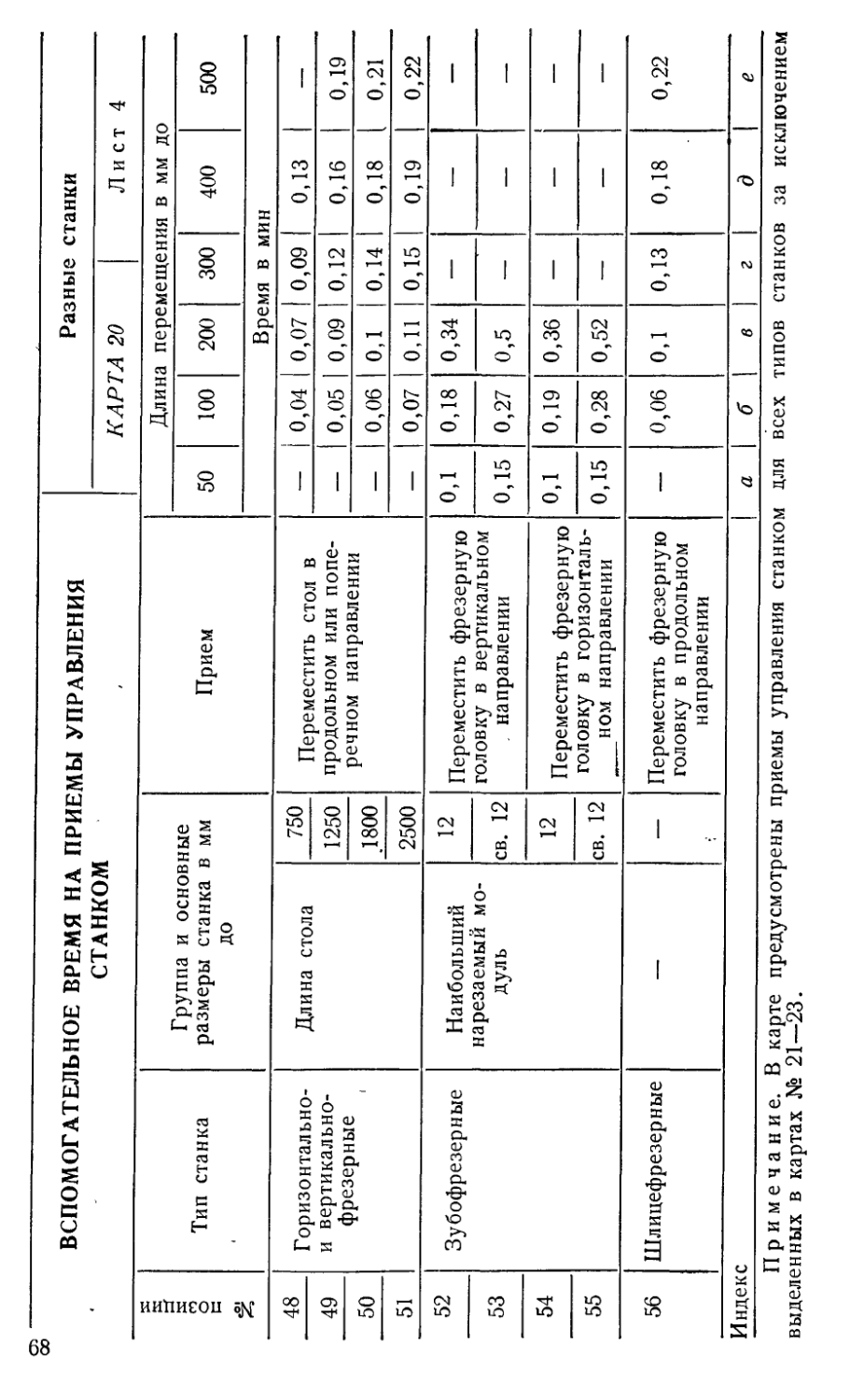
00 ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ Разные станки
СТАНКОМ КАРТА 20 Л и ст 4
№ позиции Тип станка Группа и основные размеры станка в мм ДО Прием Длина перемещения в мм до
50 100 200 300 400 500
Время в мин
48 Горизонтально-и вертикальнофрезерные Длина стола 750 Переместить стол в продольном или поперечном направлении — 0,04 0,07 0,09 0,13
49 1250 0,05 0,09 0,12 0,16 0,19
50 .1800 — 0,06 0,1 0,14 0,18 0,21
51 2500 — 0,07 0,11 0,15 0,19 0,22
52 Зубофрезерные Наибольший нарезаемый модуль 12 Переместить фрезерную головку в вертикальном . направлении о,1 0,18 0,34 — — —
53 св. 12 0,15 0,27 0,5 — — —
54 12 Переместить фрезерную головку в горизонталь-ном направлении 0,1 0,19 0,36 — —
55 св. 12 0,15 0,28 0,52 — — —
56 Шлицефрезерные — — Переместить фрезерную головку в продольном направлении — 0,06 0,1 0,13 0,18 0,22
Индекс а б в г д е
Примечание. В карте предусмотрены приемы управления станком для всех типов станков за исключением выделенных в картах № 21—23.
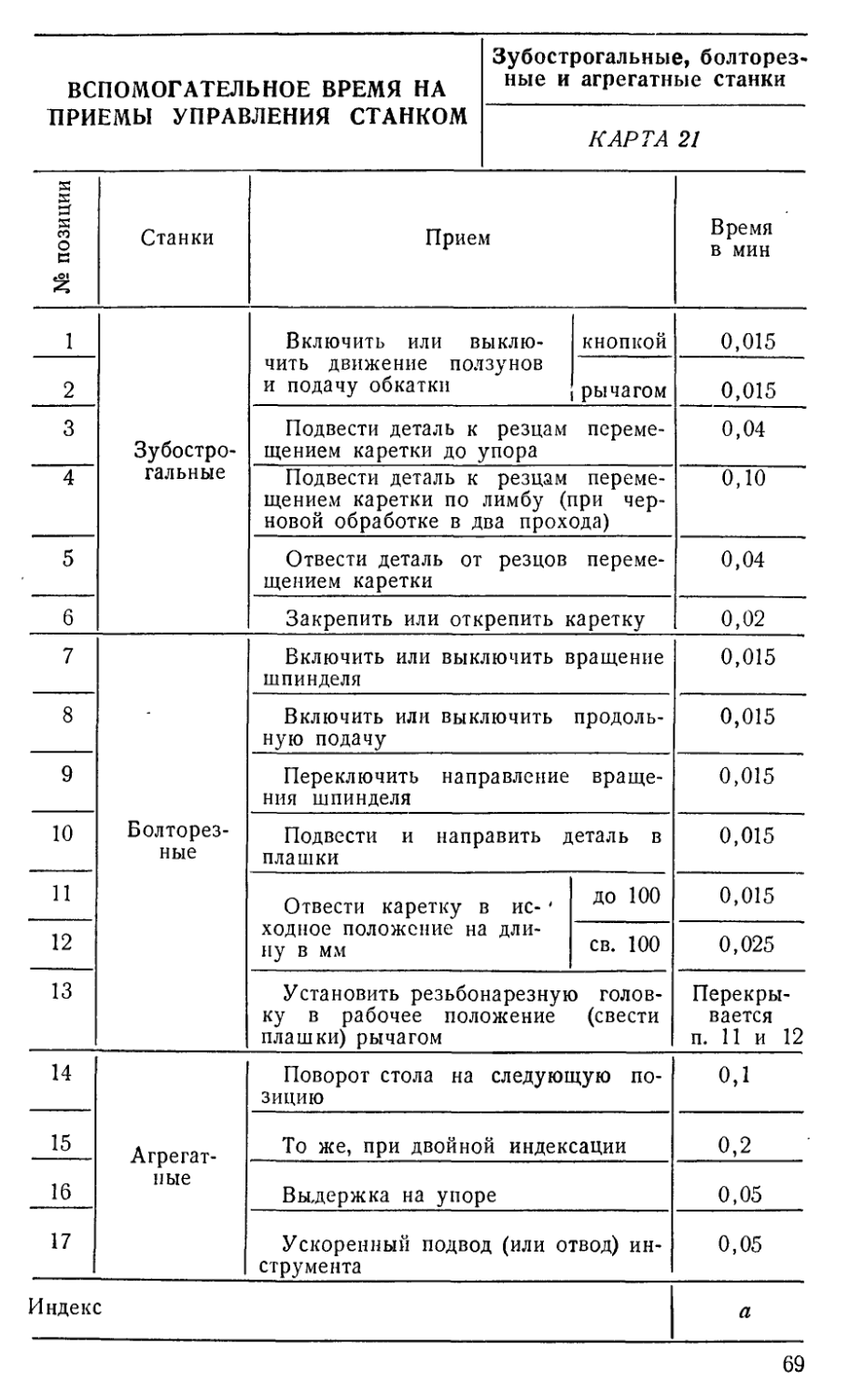
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ Зубострогальные, болторезные и агрегатные станки
КАР ТА 21
№ позиции Станки Прием Время в мин
1 Зубострогальные Включить или выключить движение ползунов и подачу обкатки кнопкой 0,015
2 рычагом 0,015
3 Подвести деталь к резцам перемещением каретки до упора 0,04
4 Подвести деталь к резцам перемещением каретки по лимбу (при черновой обработке в два прохода) 0,10
5 Отвести деталь от резцов перемещением каретки 0,04
6 Закрепить или открепить каретку 0,02
7 Болторезные Включить или выключить вращение шпинделя 0,015
8 Включить или выключить продольную подачу 0,015
9 Переключить направление вращения шпинделя 0,015
10 Подвести и направить деталь в плашки 0,015
11 Отвести каретку в ис-' ходное положение на длину в мм до 100 0,015
12 св. 100 0,025
13 Установить резьбонарезную головку в рабочее положение (свести плашки) рычагом Перекрывается п. 11 и 12
14 Агрегатные Поворот стола на следующую позицию 0,1
15 То же, при двойной индексации 0,2
16 Выдержка на упоре 0,05
17 Ускоренный подвод (или отвод) инструмента 0,05
Индекс а
69
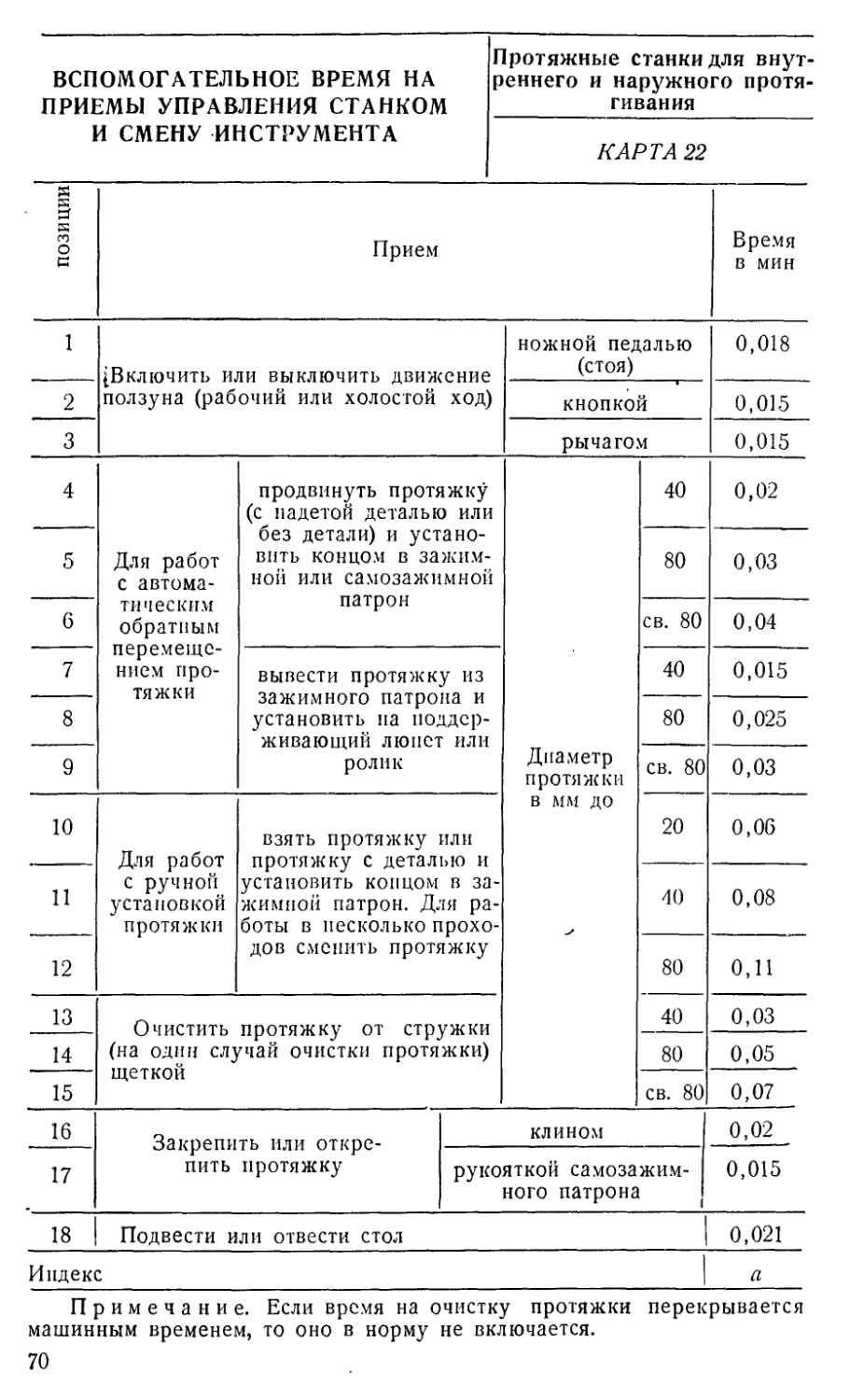
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ И СМЕНУ ИНСТРУМЕНТА Протяжные станки для внутреннего и наружного протягивания
КАРТА 22
позиции Прием Время в мин
1 (Включить или выключить движение ползуна (рабочий или холостой ход) ножной педалью (стоя) 0,018
2 кнопкой 0,015
3 рычагом 0,015
4 Для работ с автоматическим обратным перемещением протяжки продвинуть протяжку (с надетой деталью или без детали) и установить концом в зажимной или самозажимной патрон Диаметр протяжки в мм до 40 0,02
5 80 0,03
6 св. 80 0,04
7 вывести протяжку из зажимного патрона и установить на поддерживающий люнет или ролик 40 0,015
8 80 0,025
9 св. 80 0,03
10 Для работ с ручной установкой протяжки взять протяжку или протяжку с деталью и установить концом в зажимной патрон. Для работы в несколько проходов сменить протяжку 20 0,06
11 40 0,08
12 80 0,11
13 Очистить протяжку от стружки (на один случай очистки протяжки) щеткой 40 0,03
14 80 0,05
15 св. 80 0,07
16 Закрепить или открепить протяжку клином 0,02
17 рукояткой самозажимного патрона 0,015
18 Подвести или отвести стол 0,021
Индекс I а
Примечание. Если время на очистку протяжки перекрывается машинным временем, то оно в норму не включается.
70
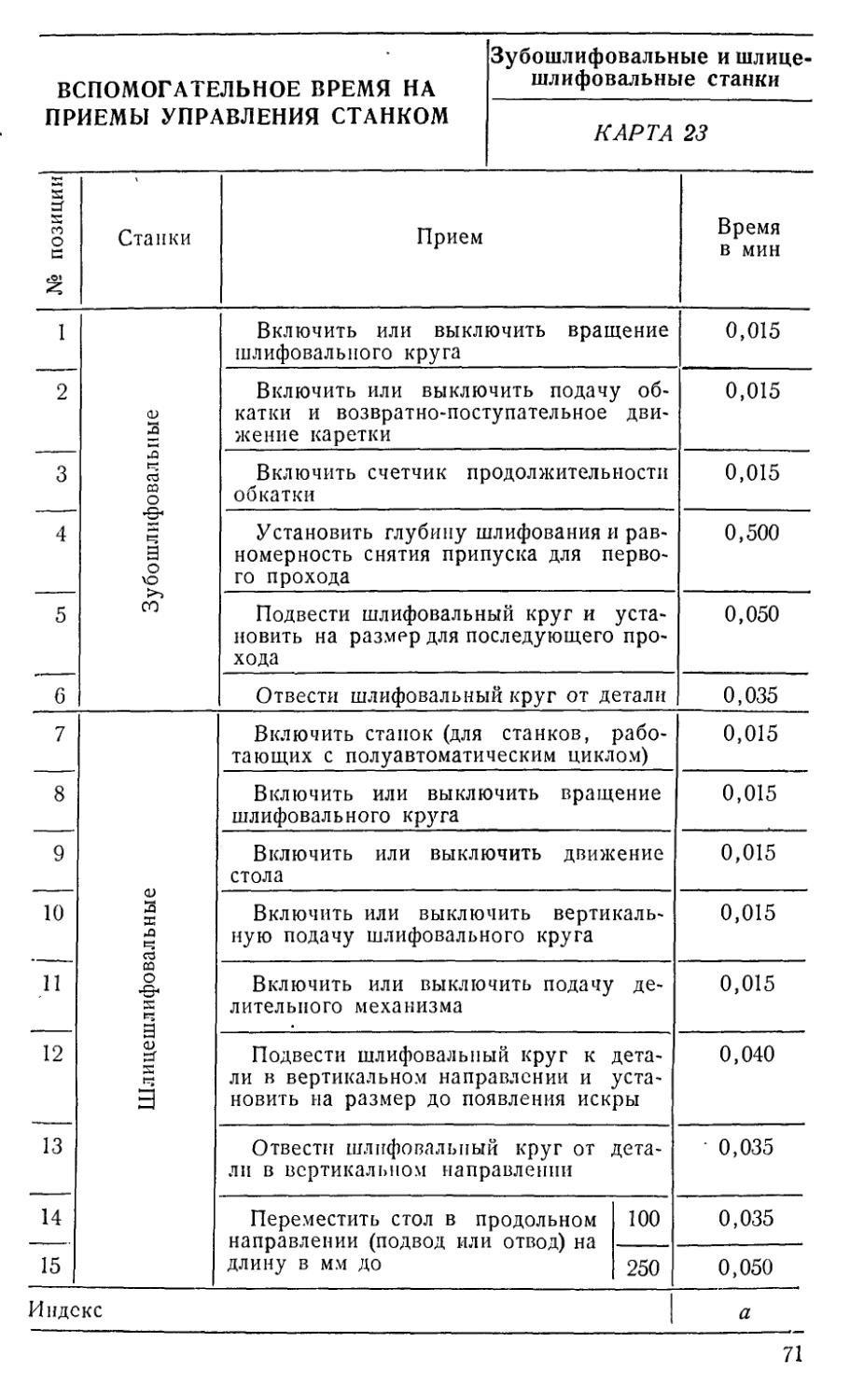
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ПРИЕМЫ УПРАВЛЕНИЯ СТАНКОМ
Зубошлифовальные и шлицешлифовальные станки
КАРТА 23
№ позиции Станки Прием Время в мин
1 Зубошлифовальиые Включить или выключить вращение шлифовального круга 0,015
2 3 Включить или выключить подачу обкатки и возвратно-поступательное движение каретки 0,015
Включить счетчик продолжительности обкатки 0,015
4 Установить глубину шлифования и равномерность снятия припуска для первого прохода 0,500
5 Подвести шлифовальный круг и установить на размер для последующего прохода 0,050
б Отвести шлифовальный круг от детали 0,035
7 Шлицешлифовальные Включить станок (для станков, работающих с полуавтоматическим циклом) 0,015
8 Включить или выключить вращение шлифовального круга 0,015
9 Включить или выключить движение стола 0,015
10 Включить или выключить вертикальную подачу шлифовального круга 0,015
11 Включить или выключить подачу делительного механизма 0,015
12 Подвести шлифовальный круг к детали в вертикальном направлении и установить на размер до появления искры 0,040
13 Отвести шлифовальный круг от детали в вертикальном направлении 0,035
14 15 Переместить стол в продольном направлении (подвод или отвод) на длину в мм до 100 0,035
250 0,050
Индекс
71
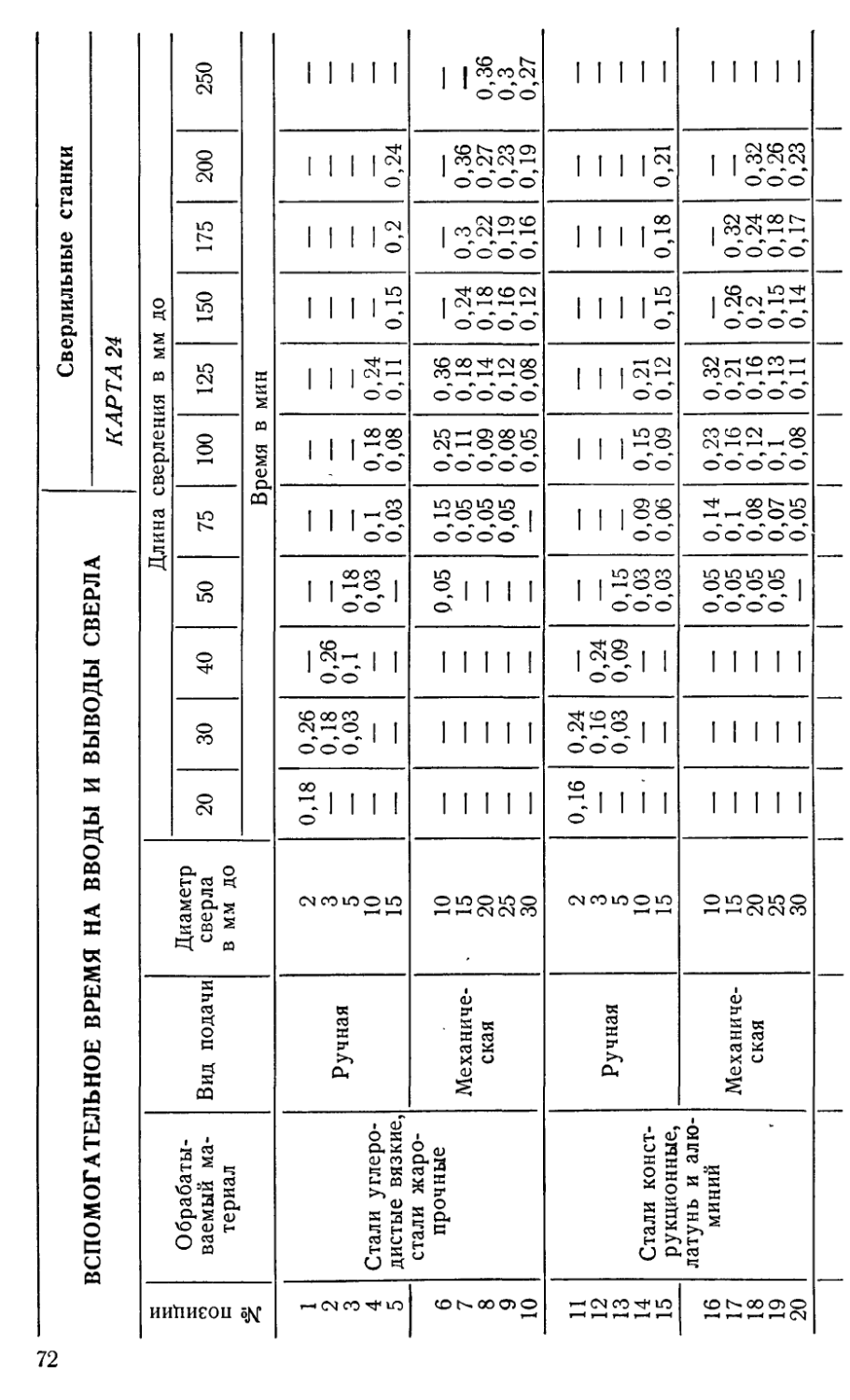
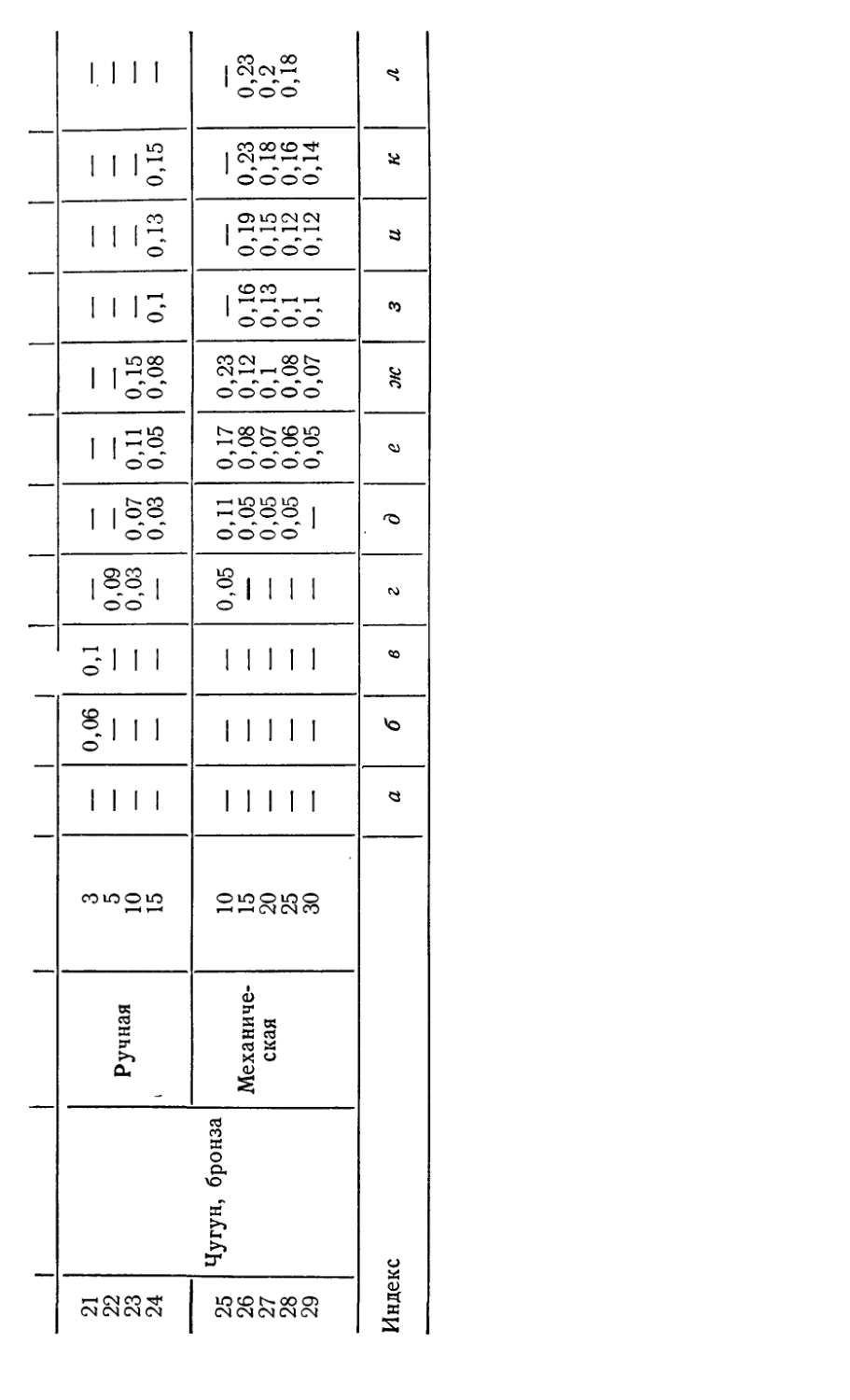
Сверлильные станки
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ВВОДЫ И ВЫВОДЫ СВЕРЛА
КАРТА 24
позиции Обрабатываемый материал Вид подачи Диаметр сверла в мм до Длина сверления в мм до
20 30 40 50 75 100 125 150 175 200 250
2 Время в мин
1 2 0,18 0,26
2 3 Ручная 3 5 — 0,18 0,03 0,26 0,1 0,18
4 Стали углеро- 10 — — — 0,03 0,1 0,18 0,24 — — — —
5 дистые вязкие, 15 — — — — 0,03 0,08 0,11 0,15 0,2 0,24 —
стали жаро-
6 прочные 10 — — — 0,05 0,15 0,25 0,36 — — — —
7 Механиче- 15 — — — — 0,05 0,11 0,18 0,24 0,3 0,36 —
8 ская 20 — — — — 0,05 0,09 0,14 0,18 0,22 0,27 0,36
9 25 — — — — 0,05 0,08 0,12 0,16 0,19 0,23 0,3
10 30 — — — — — 0,05 0,08 0,12 0,16 0,19 0,27
11 2 0,16 0,24
12 13 Ручная 3 5 — 0,16 0,03 0,24 0,09 0,15
14 Стали кон ст- 10 — • — — 0,03 0,09 0,15 0,21 — — — —
15 рукционные, латунь и алю- 15 — — — 0,03 0,06 0,09 0,12 0,15 0,18 0,21 —
16 МИНИН 10 — —• —• 0,05 0,14 0,23 0,32 — — —• —•
17 Механиче- 15 —. — — 0,05 0,1 0,16 0,21 0,26 0,32 — —
18 ская 20 — — — 0,05 0,08 0,12 0,16 0,2 0,24 0,32 —
19 г 25 — — — 0,05 0,07 0,1 0,13 0,15 0,18 0,26 —
20 30 — — — — 0,05 0,08 0,11 0,14 0,17 0,23 —
1 1
21 3 0,01
22 23 Ручная 5 10 — —
24 15 — —
25 Чугун, бронза 10
26 Меха ни че- 15 — —
27 с кая 20 — —
28 25 —- —
29 30 — —
Индекс а б
5 I i I s
0,09 0,03 0,07 0,03 0,11 0,05 0,15 0,08 0,1 0,13 0,15 —
0,05 0,11 0,17 0,23
— 0,05 0,08 0,12 0,16 0,19 0,23 0,23
— — 0,05 0,07 0,1 0,13 0,15 0,18 0,2
— — 0,05 0,06 0,08 0,1 0,12 0,16 0,18
— — — 0,05 0,07 0,1 0,12 0,14
в г д е ж 3 и к л
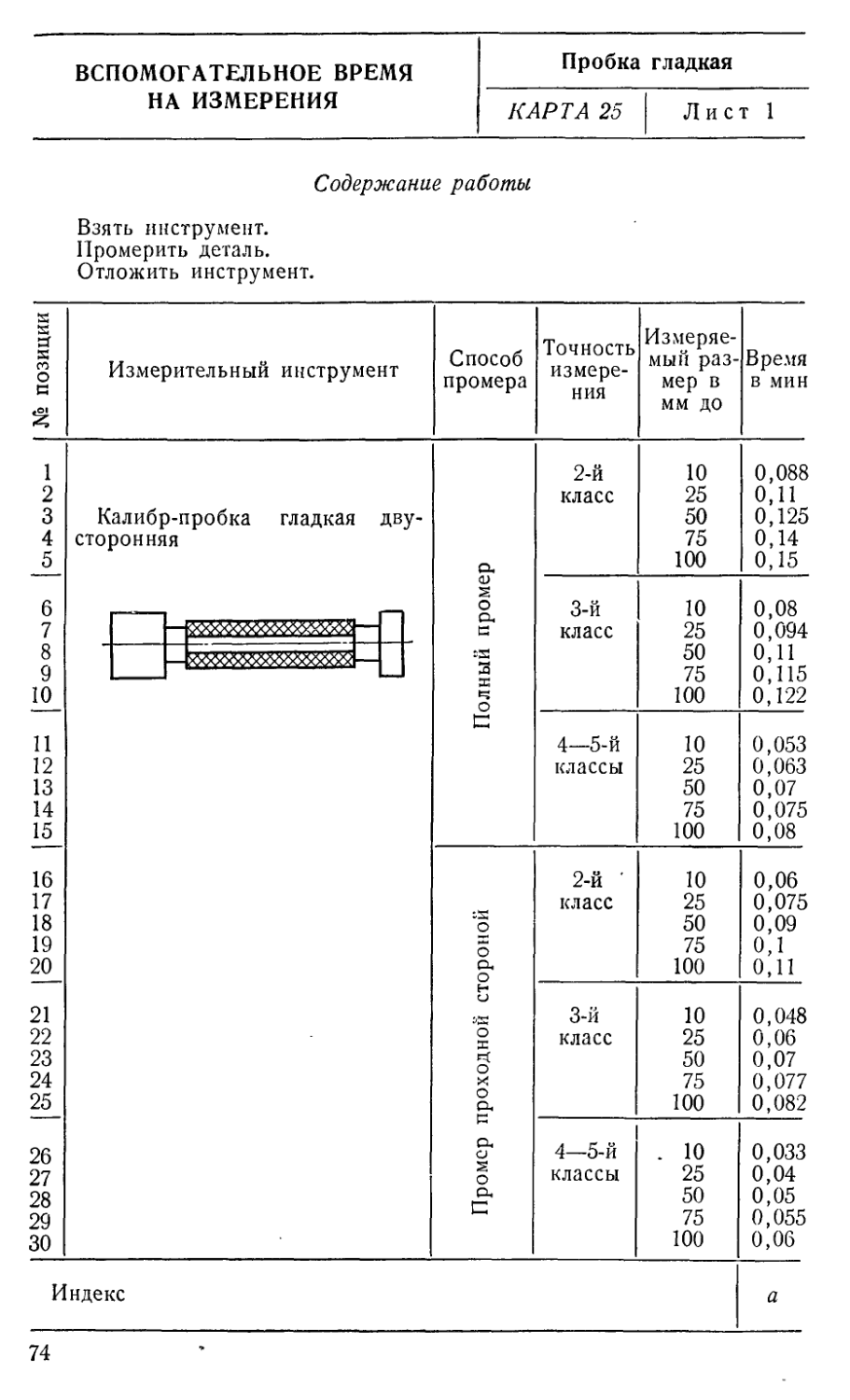
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ Пробка гладкая
НА ИЗМЕРЕНИЯ КАРТА 25 Лист 1
Содержание работы
Взять инструмент.
Промерить деталь.
Отложить инструмент.
1 № позиции I Измерительный инструмент Способ промера Точность измерения Измеряемый размер в мм до Время в мин
1 2-й 10 0,088
2 класс 25 0,11
3 Калибр-пробка гладкая дву- 50 0,125
4 сторонняя 75 0,14
5 CU 100 0,15
О)
S
6 о 3-й 10 0,08
7 12 класс 25 0,094
8 5S 3 50 0,11
9 10 ш ч о 75 100 0,11о 0,122
С
11 4—5-й 10 0,053
12 классы 25 0,063
13 50 0,07
14 75 0,075
15 100 0,08
16 2-й ' 10 0,06
17 класс 25 0,075
18 О 50 0,09
19 О 75 0,1
20 о 100 0,11
21 й ст 3-й 10 0,048
22 о х класс 25 0,06
23 к 0 50 0,07
24 X 75 0,077
25 о 100 0,082
26 4—5-й . 10 0,033
27 S о классы 25 0,04
28 50 0,05
29 с 75 0,055
30 100 0,06
Индекс а
74
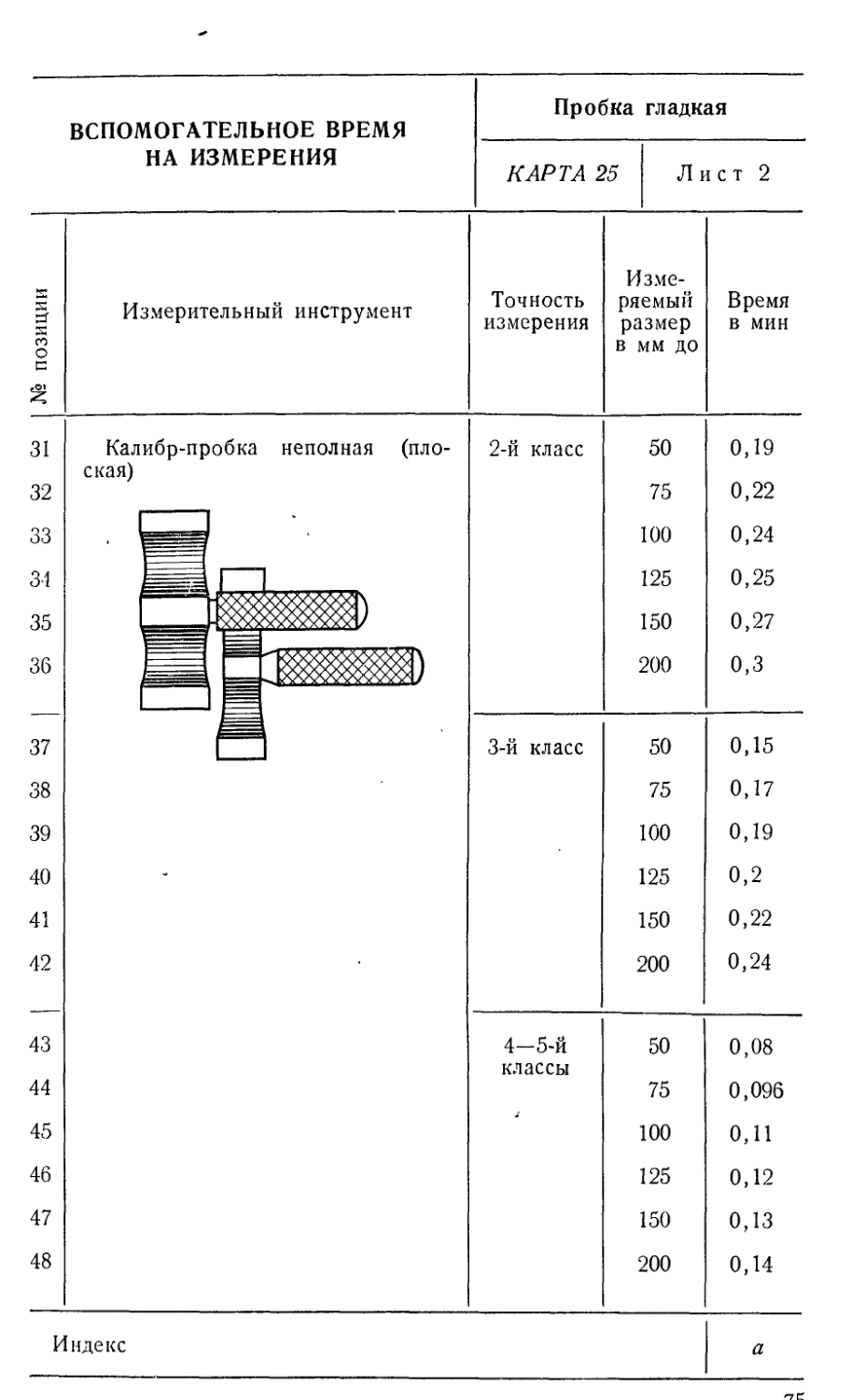
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ Пробка гладкая
НА ИЗМЕРЕНИЯ КАРТА 25 Лист 2
№ позиции 1 Измерительный инструмент Точность измерения Измеряемый размер в мм до Время в мин
31 Калибр-пробка неполная (пло- 2-й класс 50 0,19
с кая)
32 75 0,22
33 100 0,24
34 125 0,25
35 150 0,27
36 200 0,3
37 3-й класс 50 0,15
38 75 0,17
39 100 0,19
40 - 125 0,2
41 150 0,22
42 200 0,24
43 4-5-й 50 0,08
классы
44 75 0,096
45 100 0,11
46 125 0,12
47 150 0,13
48 200 0,14
Индекс а
Cl
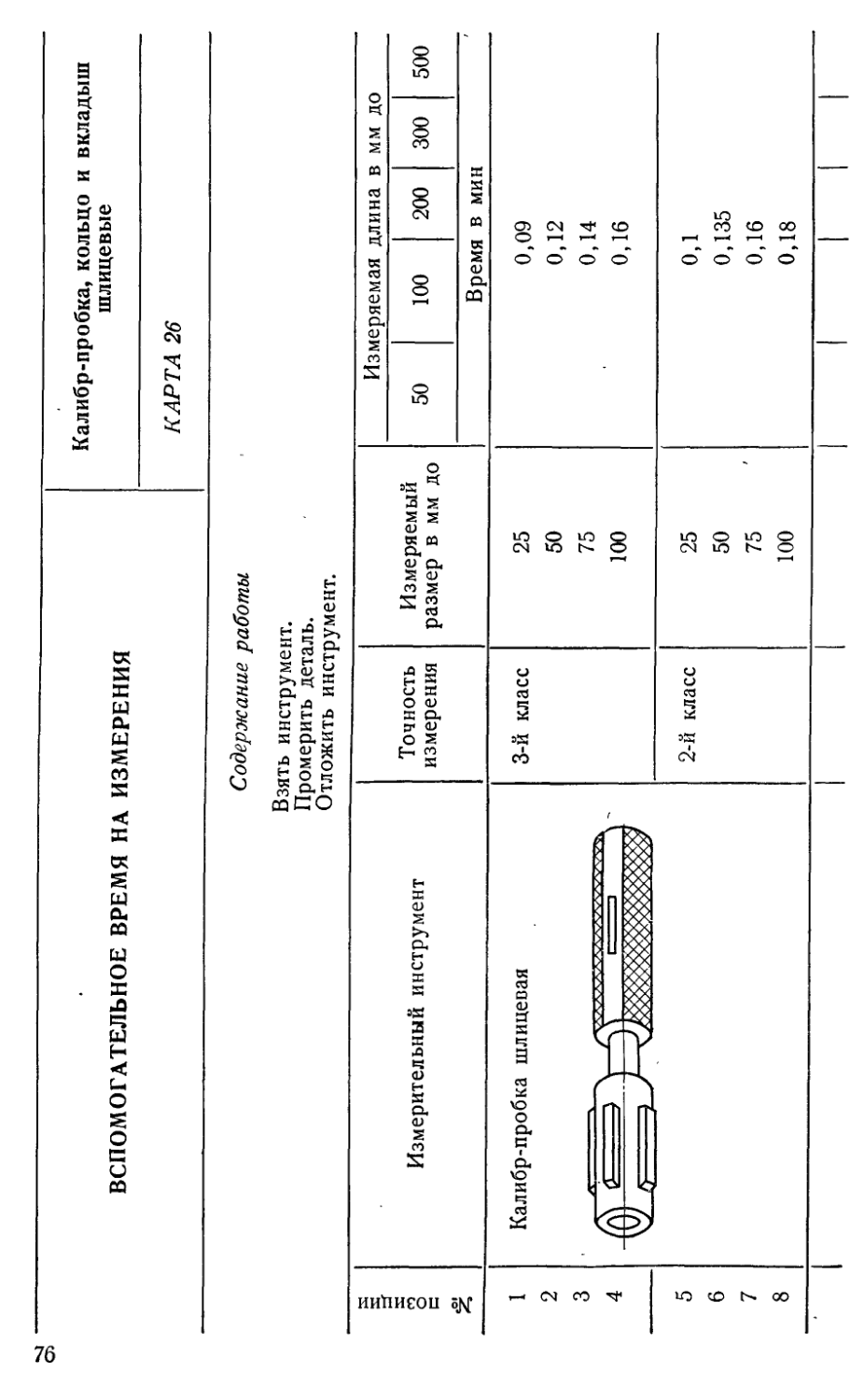
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
Калибр-пробка, кольцо и вкладыш шлицевые
КАРТА 26
Содержание работы
Взять инструмент. Промерить деталь. Отложить инструмент.
S S Измеряемая длина в мм до
Д S о с Измерительный инструмент Точность измерения Измеряемый размер в мм до 50 100 200 300 500
£ Время в мин
1 2 3 4 Калибр-пробка шлицевая 3-й класс 25 50 75 100 0,09 0,12 0,14 0,16
10)
5 6 7 8 2-й класс 25 50 75 100 0,1 0,135 0,16 0,18
1 III
9
10
И
12
13
14
15
16
17
18
19
20
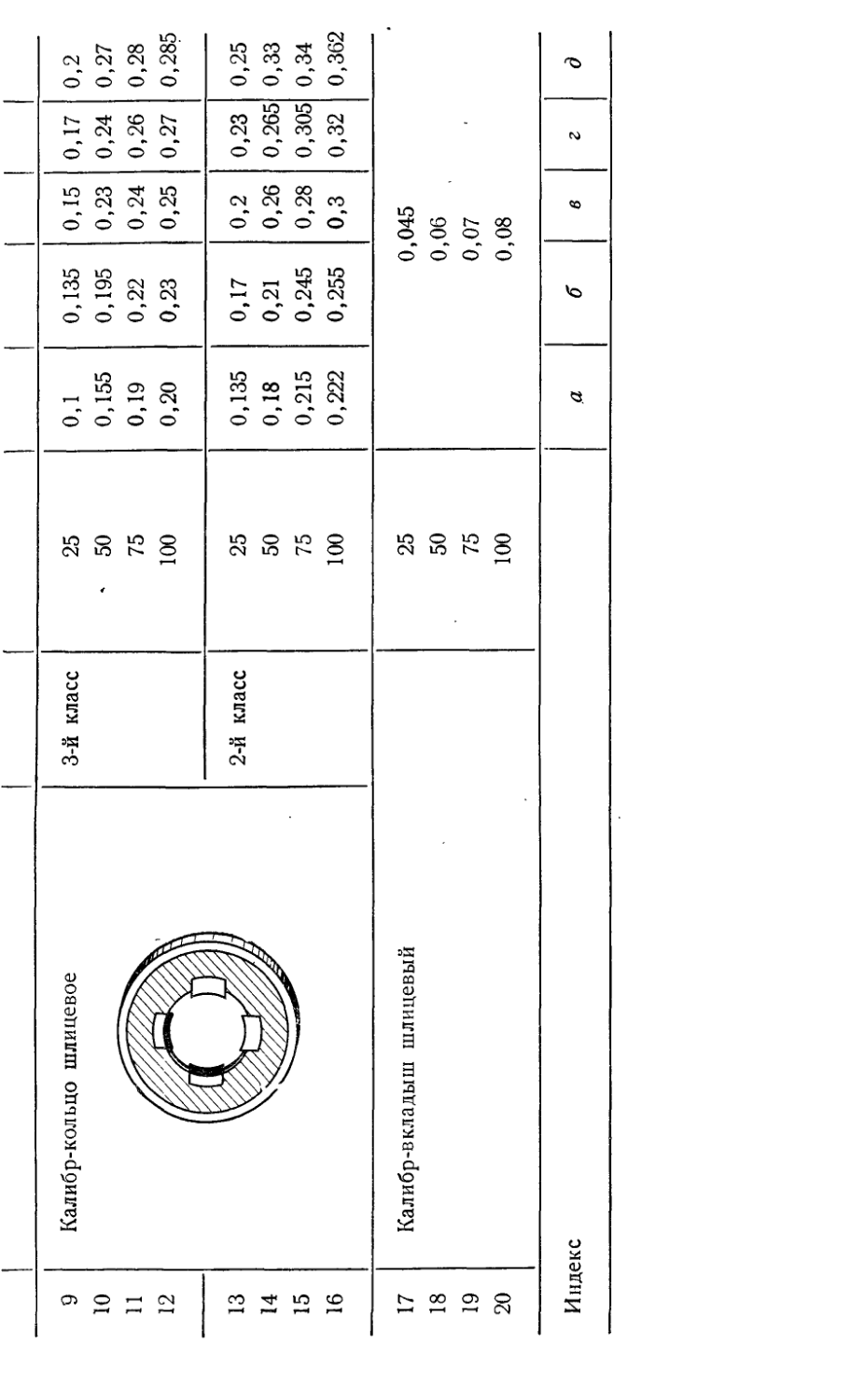
Калибр-кольцо шлицевое
Калибр-вкладыш шлицевый
Индекс
3-й класс 25 ' 50 75 100 0,1 0,155 0,19 0,20 0,135 0,195 0,22 0,23 0,15 0,23 0,24 0,25 0,17 0,24 0,26 0,27 0,2 0,27 0,28 0,285
2-й класс 25 50 75 100 0,135 0,18 0,215 0,222 0,17 0,21 0,245 0,255 0,2 0,26 0,28 0,3 0,23 0,265 0,305 0,32 0,25 0,33 0,34 0,362
25 50 75 100 0,045 0,06 0,07 0,08
а б в г д
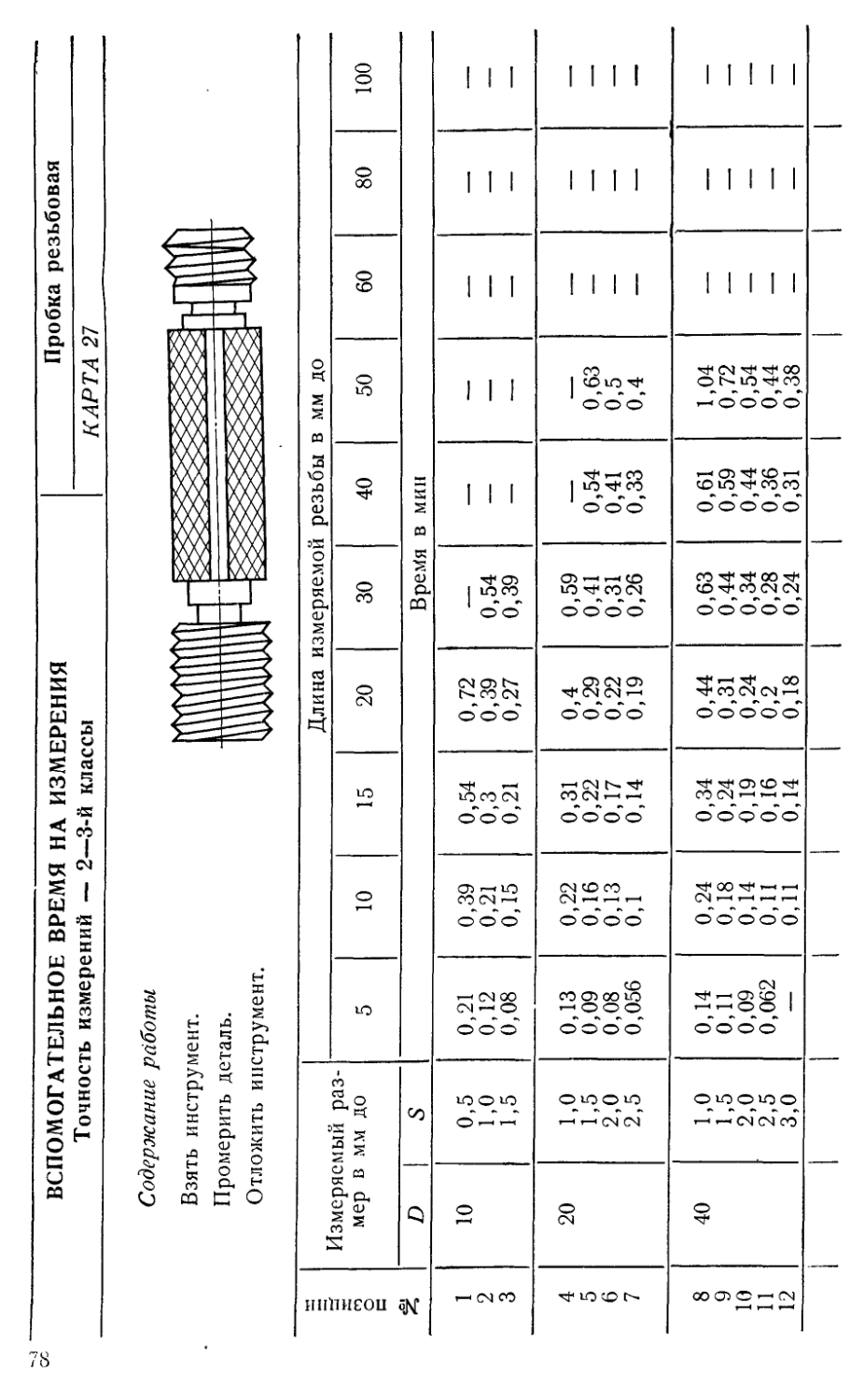
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ Точность измерений — 2—3-й классы
Пробка резьбовая
КАРТА 27_________________
Содержание работы
Взять инструмент. Промерить деталь. Отложить инструмент.
° позиции Измеряемый размер в мм до Длина измеряемой резьбы в мм до
5 10 15 20 30 40 50 60 80 100
D S Время в мин
1 10 0,5 0,21 0,39 0,54 0,72
2 1,0 0,12 0,21 0,3 0,39 0,54
3 1,5 0,08 0,15 0,21 0,27 0,39 — — — — —
4 20 1,0 0,13 0,22 0,31 0,4 0,59
5 1,5 0,09 0,16 0,22 0,29 0,41 0,54 0,63
6 2,0 0,08 0,13 0,17 0,22 0,31 0'41 0,5
7 2,5 0,056 0,1 0,14 0,19 0,26 0,33 0,4 — — —
8 40 1,0 0,14 0,24 0,34 0,44 0,63 0,61 1,04
9 1,5 0,11 0,18 0,24 0,31 0,44 0,59 0,72
10 2,0 0,09 0,14 0,19 0,24 0,34 0,44 0,54
11 2,5 0,062 0,11 0,16 0,2 0,28 0,36 0,44
12 3,0 — 0,11 0,14 0,18 0,24 0,31 0,38 —
1 ! 1 I | | 1 1
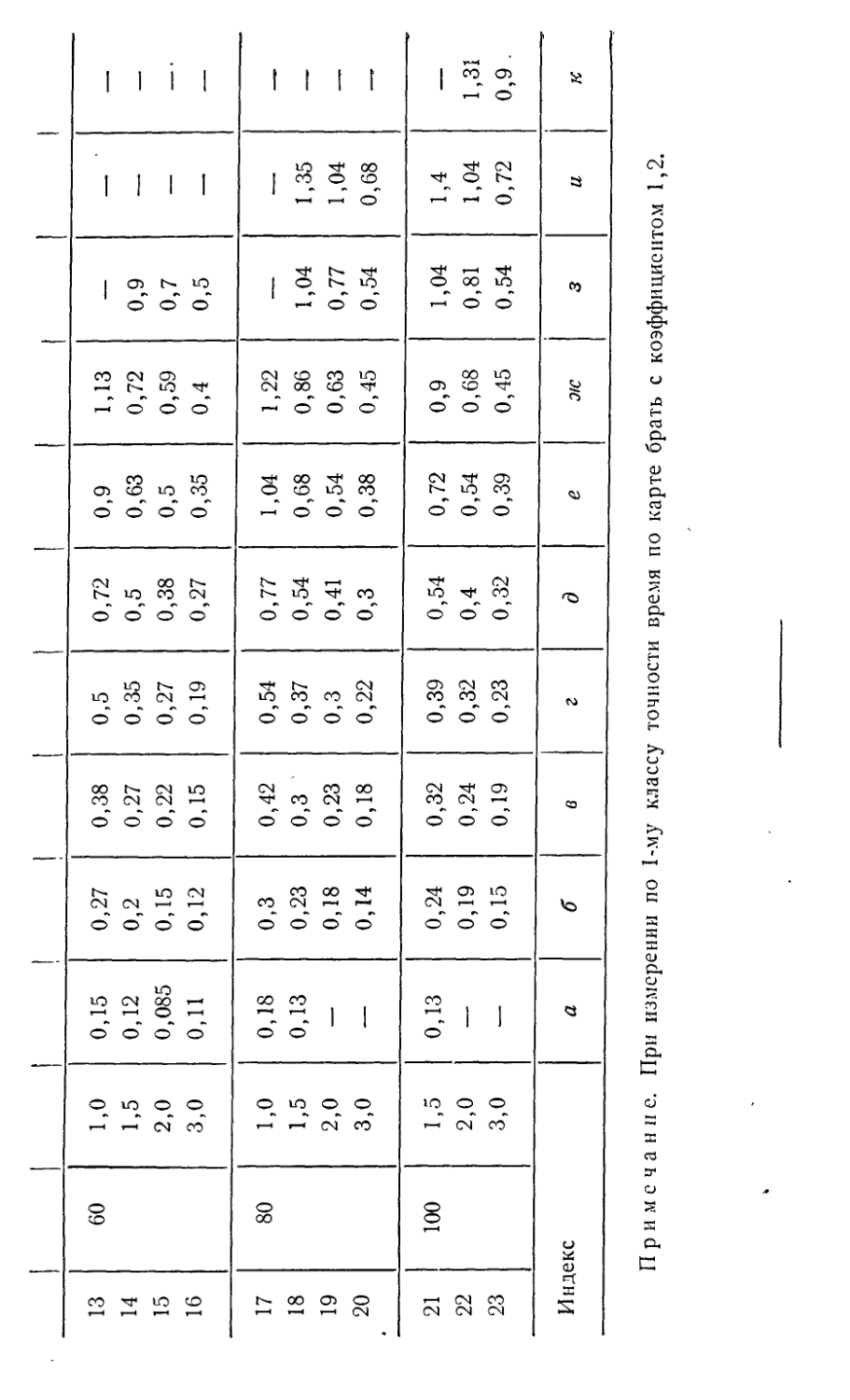
13 60 1,0 0,15 0,27 0,38 0,5 0,72 0,9 1,13 — — —
14 1,5 0,12 0,2 0,27 0,35 0,5 0,63 0,72 0,9 —
15 2,0 0,085 0,15 0,22 0,27 0,38 0,5 0,59 0,7 — —
16 3,0 0,11 0,12 0,15 0,19 0,27 0,35 0,4 0,5 — —
17 80 1,0 0,18 0,3 0,42 0,54 0,77 1,04 1,22 — — ——
18 1,5 0,13 0,23 0,3 0,37 0,54 0,68 0,86 1,04 1,35 —
19 2,0 — 0,18 0,23 0,3 0,41 0,54 0,63 0,77 1,04 —-
20 3,0 — 0,14 0,18 0,22 0,3 0,38 0,45 0,54 0,68 —г
21 100 1,5 0,13 0,24 0,32 0,39 0,54 0,72 0,9 1,04 1,4 —
22 2,0 — 0,19 0,24 0,32 0,4 0,54 0,68 0,81 1,04 1,31
23 3,0 — 0,15 0,19 0,23 0,32 0,39 0,45 0,54 0,72 0,9 .
Индекс а б в г д е ж 3 и к
П р и ,м е ч а н и е. При измерении по I-му классу точности время по карте брать с коэффициентом 1,2.
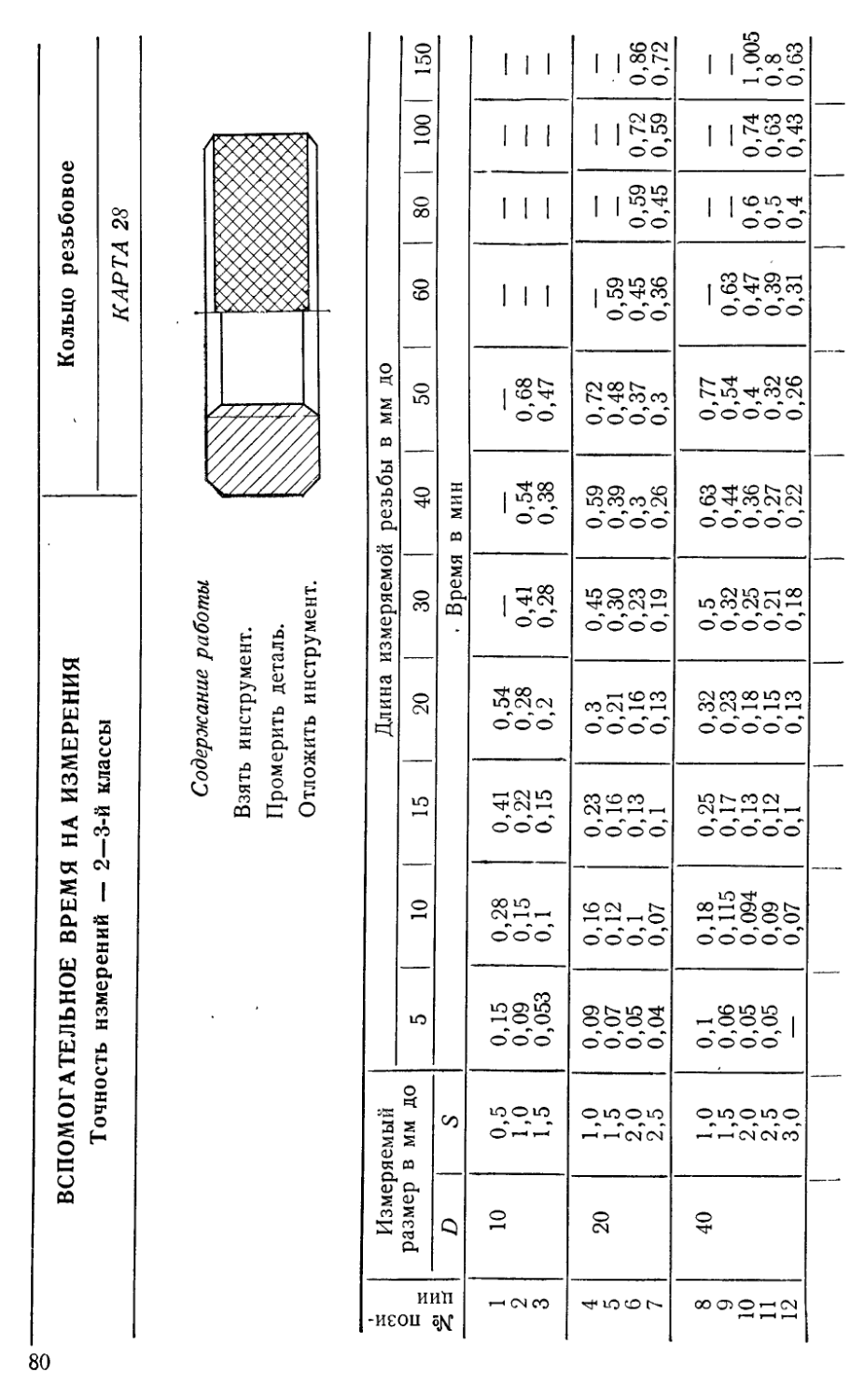
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ Кольцо резьбовое
Точность измерений — 2—3-й классы КАРТА 28
Содержание работы
Взять инструмент.
Промерить деталь.
Отложить инструмент.
пози- 1И Измеряемый размер в мм до Длина измеряемой резьбы в мм до
5 10 15 20 30 40 50 60 80 100 150
,ej я D S • Время в мин
1 10 0,5 0,15 0,28 0,41 0,54 —
2 1,0 0,09 0,15 0,22 0,28 0,41 0,54 0,68 — — — —
3 1,5 0,053 0,1 0,15 0,2 0,28 0,38 0,47 — — — —
4 90 1,0 0,09 0,16 0,23 0,3 0,45 0,59 0,72 — — — —
5 20 1,5 0,07 0,12 0,16 0,21 0,30 0,39 0,48 0,59 — — —
б 2,0 0,05 0,1 0,13 0,16 0,23 0,3 0,37 0,45 0,59 0,72 0,86
7 2,5 0,04 0,07 0,1 0,13 0,19 0,26 0,3 0,36 0,45 0,59 0,72
8 40 1,0 0,1 0,18 0,25 0,32 0,5 0,63 0,77 — — — —
9 1,5 ' 0,06 0,115 0,17 0,23 0,32 0,44 0,54 0,63 — — —
10 2,0 0,05 0,094 0,13 0,18 0,25 0,36 0,4 0,47 0,6 0,74 1,005
11 2,5 0,05 0,09 0,12 0,15 0,21 0,27 0,32 0,39 0,5 0,63 0,8
12 3,0 — 0,07 0,1 0,13 0,18 0,22 0,26 0,31 0,4 0,43 0,63
1 1 1 |
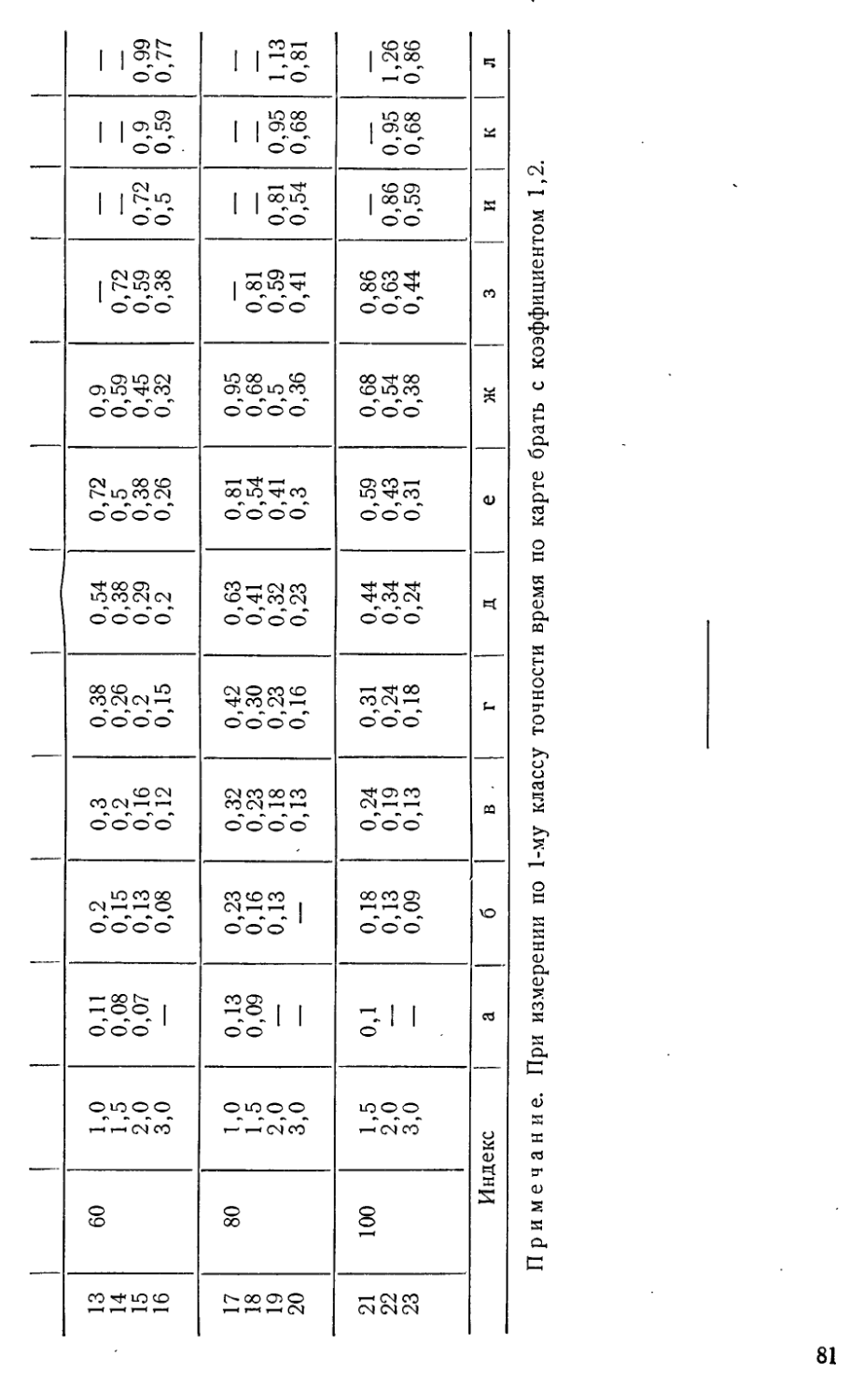
13 60 1,0 0,11 0,2 0,3 0,38 0,54 0,72 0,9
14 1,5 0,08 0,15 0,2 0,26 0,38 0,5 0,59 0,72 — — —
15 2,0 0,07 0,13 0,16 0,2 0,29 0,38 0,45 0,59 0,72 0,9 0,99
16 3,0 — 0,08 0,12 0,15 0,2 0,26 0,32 0,38 0,5 0,59 0,77
17 80 1,0 0,13 0,23 0,32 0,42 0,63 0,81 0,95
18 1,5 0,09 0,16 0,23 0,30 0,41 0,54 0,68 0,81 — — —
19 2,0 0,13 0,18 0,23 0,32 0,41 0,5 0,59 0,81 0.95 1,13
20 3,0 — — - 0,13 0,16 0,23 0,3 0,36 0,41 0,54 0,68 0,81
21 100 1,5 0,1 0,18 0,24 0,31 0,44 0,59 0,68 0,86
22 2,0 0,13 0,19 0,24 0,34 0,43 0,54 0,63 0,86 0,95 1,26
23 3,0 — 0,09 0,13 0,18 0,24 0,31 0,38 0,44 0,59 0,68 0,86
Индекс а б в . г д е ж 3 и к л
Примечание. При измерении по 1-му классу точности время по карте брать с коэффициентом 1,2.
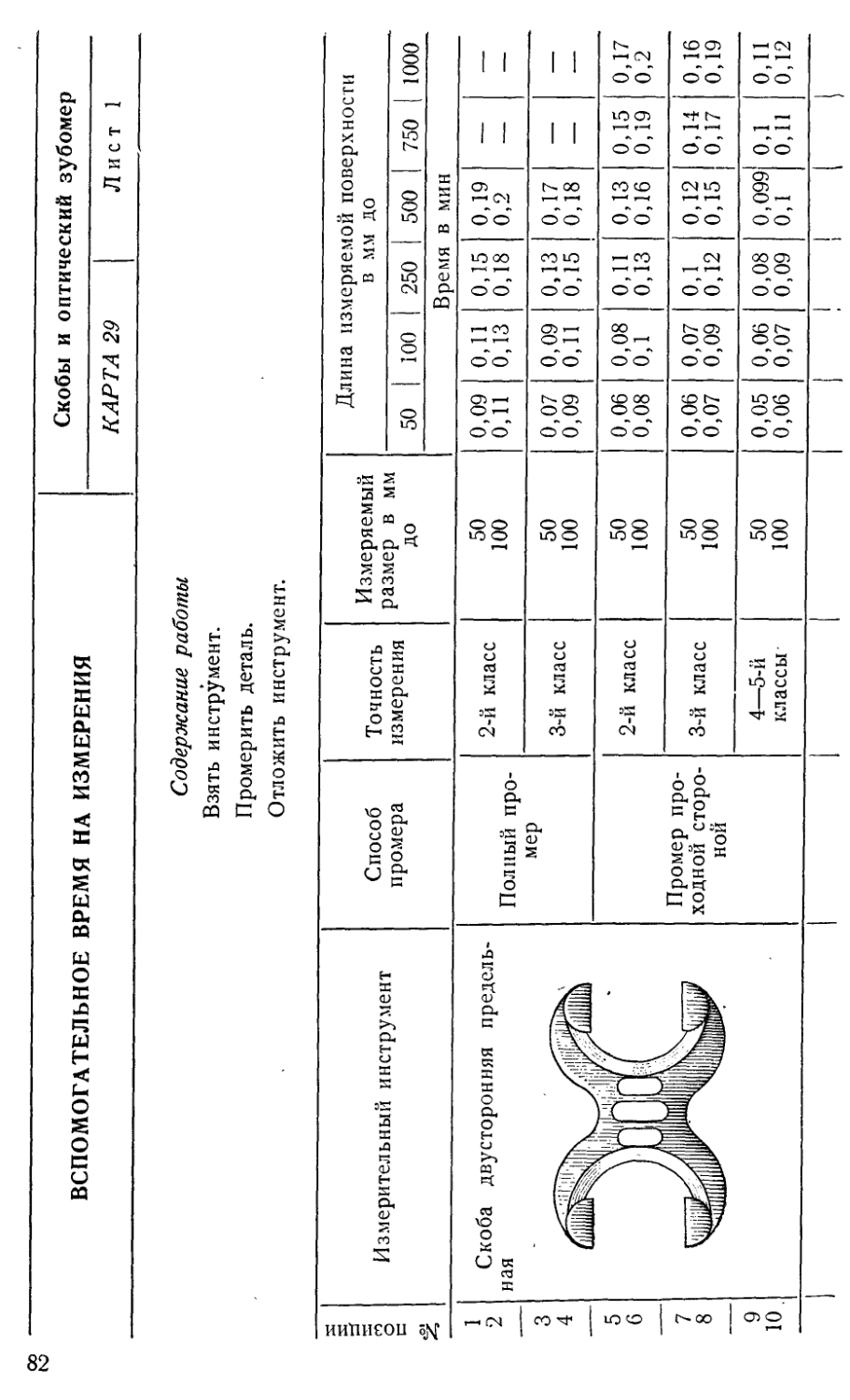
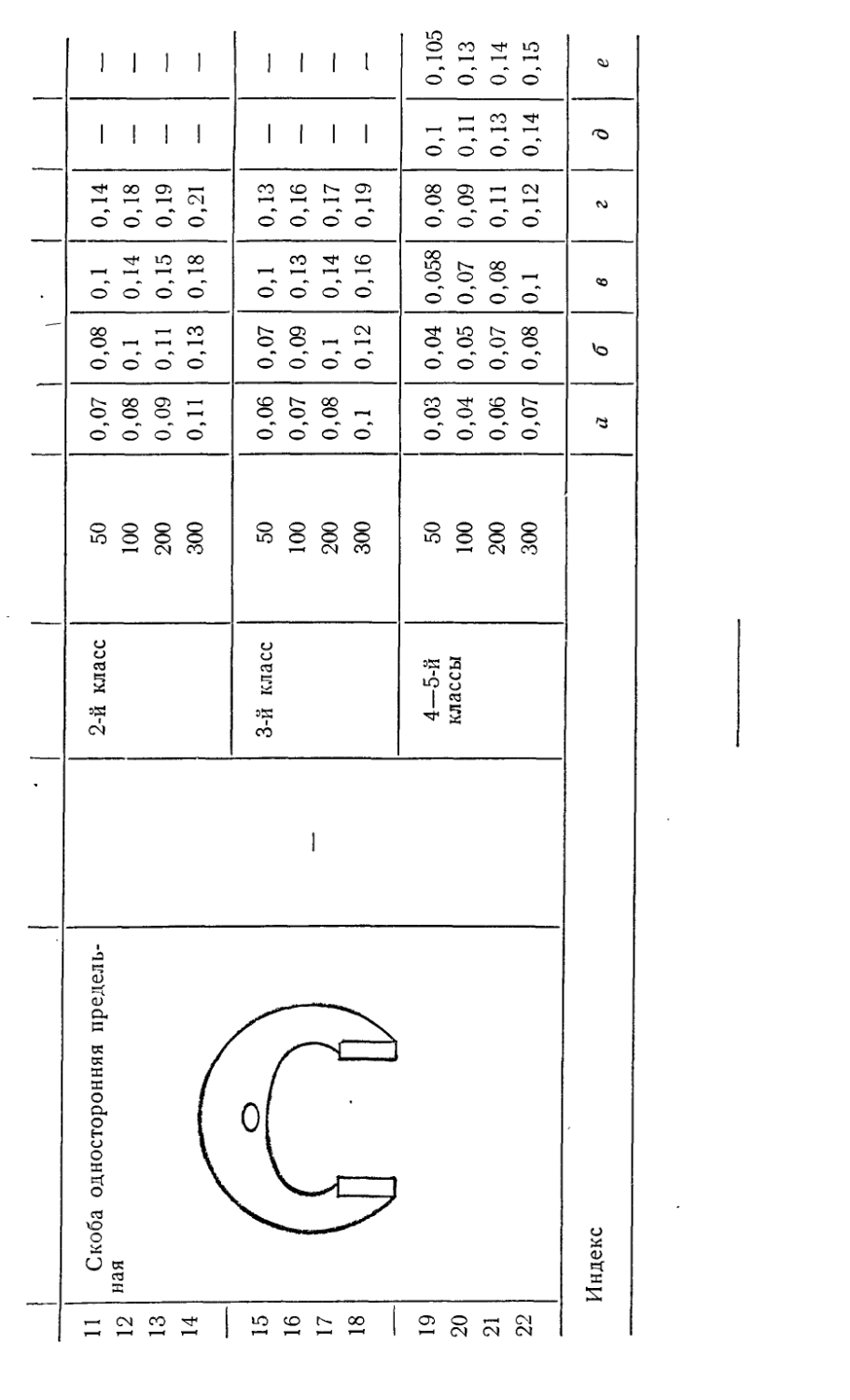
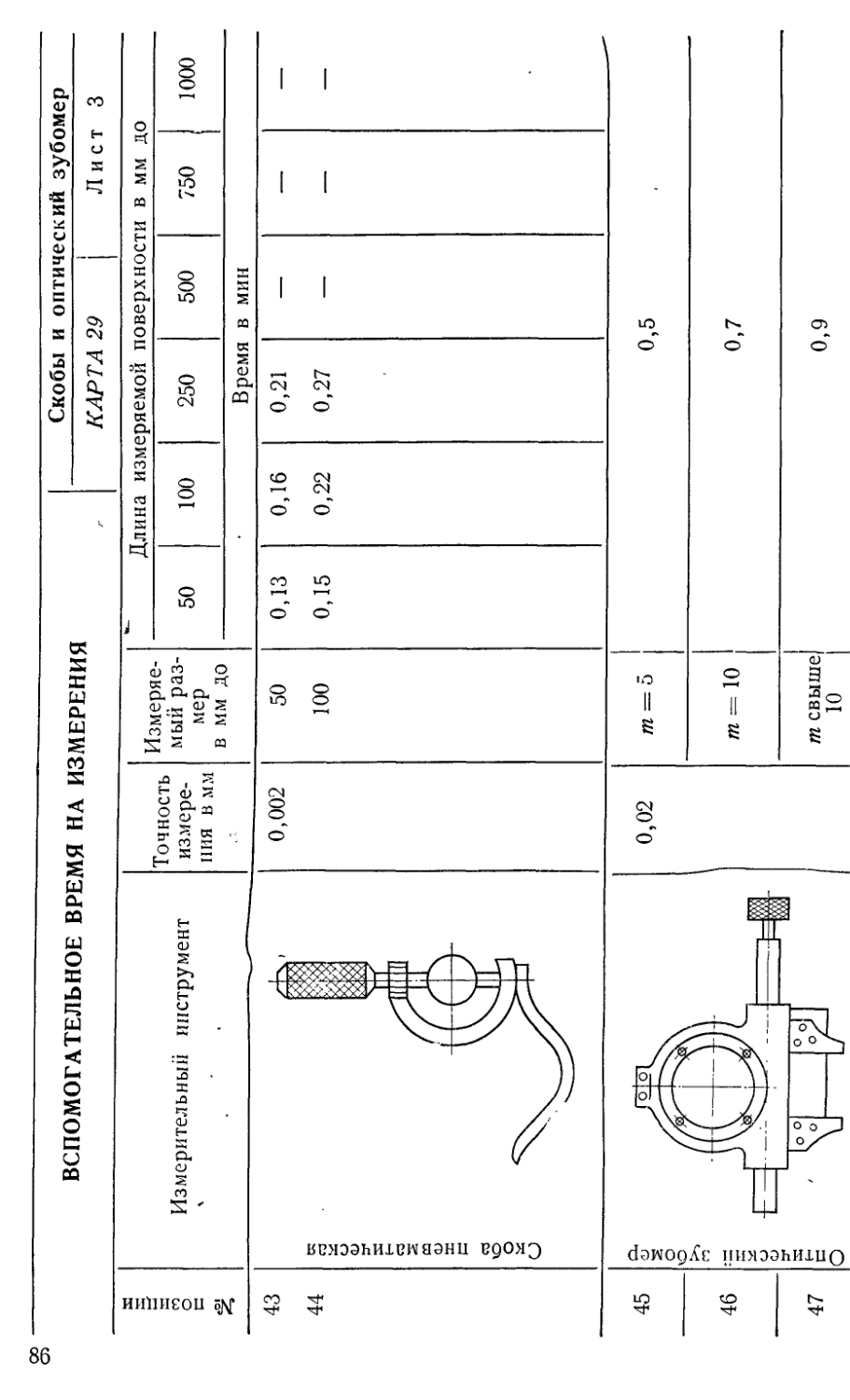
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
Скобы и оптический зубомер
КАРТА 29 Л и с т 1
Содержание работы Взять инструмент. Промерить деталь. Отложить инструмент.
ИНПИЕОН 5)\[ Измерительный инструмент Способ промера Точность измерения Измеряемый размер в мм до Длина измеряемой поверхности в мм до 50 | 100 | 250 | 500 | 750 | 1000 Время в мин
1 2 Скоба двусторонняя предельная Полный промер 2-й класс 50 100 0,09 0,11 0,11 0,13 0,15 0,18 0,19 0,2 — —
3 4 3-й класс 50 100 0,07 0,09 0,09 0,11 0,13 0,15 0,17 0,18 — —
5 6 Промер проходной стороной 2-й класс 50 100 0,06 0,08 0,08 0,1 0,11 0,13 0,13 0,16 0,15 0,19 0,17 0,2
7 8 3-й класс 50 100 0,06 0,07 0,07 0,09 0,1 0,12 0,12 0,15 0,14 0,17 0,16 0,19
9 10 4—5-й классы 50 100 0,05 0,06 0,06 0,07 0,08 0,09 0,099 0,1 0,1 0,11 0,11 0,12
1
Индекс
2-й класс 50 0,07 0,08 0,1 0,14 — —
100 0,08 0,1 0,14 0,18 — —
200 0,09 0,11 0,15 0,19 — —
300 0,11 0,13 0,18 0,21 — —
3-й класс 50 0,06 0,07 0,1 0,13 — —
100 0,07 0,09 0,13 0,16 — —
200 0,08 0,1 0,14 0,17 — —
300 0,1 0,12 0,16 0,19 — —
4-5-й 50 0,03 0,04 0,058 0,08 0,1 0,105
классы 100 0,04 0,05 0,07 0,09 0,11 0,13
200 0,06 0,07 0,08 0,11 0,13 0,14
300 0,07 0,08 0,1 0,12 0,14 0,15
а б в г д е
оо
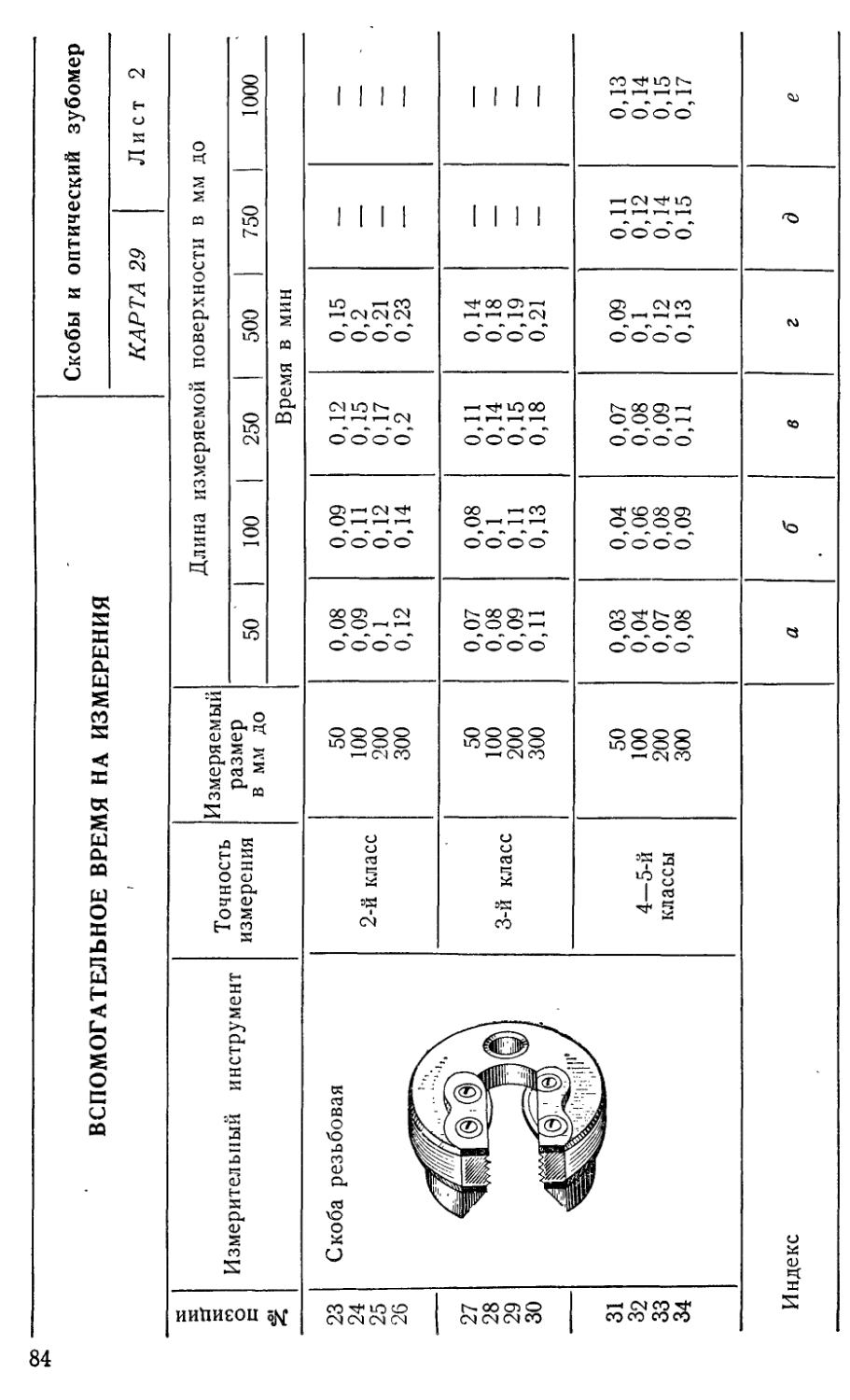
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
позиции Измерительный инструмент Точность измерения Измеряемый размер в мм до
50 |
2
23 Скоба резьбовая 50 0,08
24 100 0,09
25 2-й класс 200 0,1
26 300 0,12
27 50 0,07
28 100 0,08
29 1 3-й класс 200 0,09
30 300 0,11
31 50 0,03
32 4—5-й 100 0,04
33 классы 200 0,07
34 300 0,08
Индекс а
Скобы и оптический зубомер
КАРТА 29 Лист 2
Длина измеряемой поверхности в мм до 100 | 250 | 500 | 750 | 1000 Время в мин
0,09 0,11 0,12 0,14 0,12 0,15 0,17 0,2 0,15 0,2 0,21 0,23 — —
0,08 0,1 0,11 0,13 0,11 0,14 0,15 0,18 0,14 0,18 0,19 0,21 — —
0,04 0,06 0,08 0,09 0,07 0,08 0,09 0,11 0,09 0,1 0,12 0,13 0,11 0,12 0,14 0,15 0,13 0,14 0,15 0,17
б в г д е
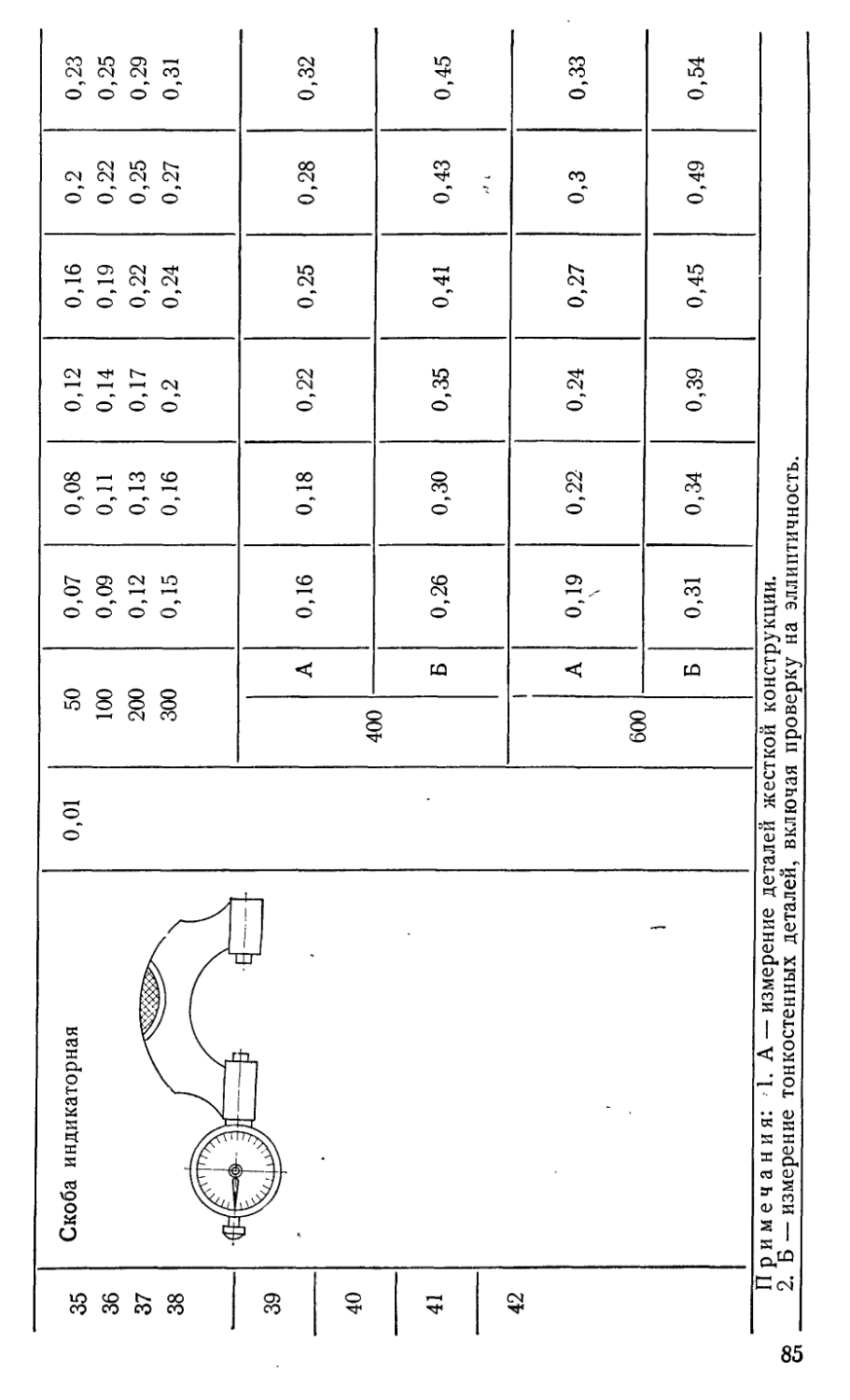
35 36 37 38 Скоба индикаторная 0,01 50 100 200 300 0,07 0,09 0,12 0,15 0,08 0,11 0,13 0,16 0,12 0,14 0,17 0,2 0,16 0,19 0,22 0,24 0,2 0,22 0,25 0,27 0,23 0,25 0,29 0,31
39 ч — г 1 400 А 0,16 0,18 0,22 0,25 0,28 0,32
40
Б 0,26 0,30 0,35 0,41 0,43 0,45
41
42 ГТ
600 А 0,19 0,22 0,24 0,27 0,3 0,33
Б 0,31 0,34 0,39 0,45 0,49 0,54
примечания: i. а — измерение деталей жесткой конструкции.
2. Б — измерение тонкостенных деталей, включая проверку на эллиптич н о с т ь.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
Измерительный инструмент
Точность измерения в мм
Измеряемый размер в мм до
Скобы и оптический зубомер
КАРТА 29 1 Лист 3
Длина измеряемой поверхности в мм до
0 100 250 500 750 1000
Время в мин
13 15 0,16 0,22 0,21 0,27 1 1 —
0,5
0,7
0,9
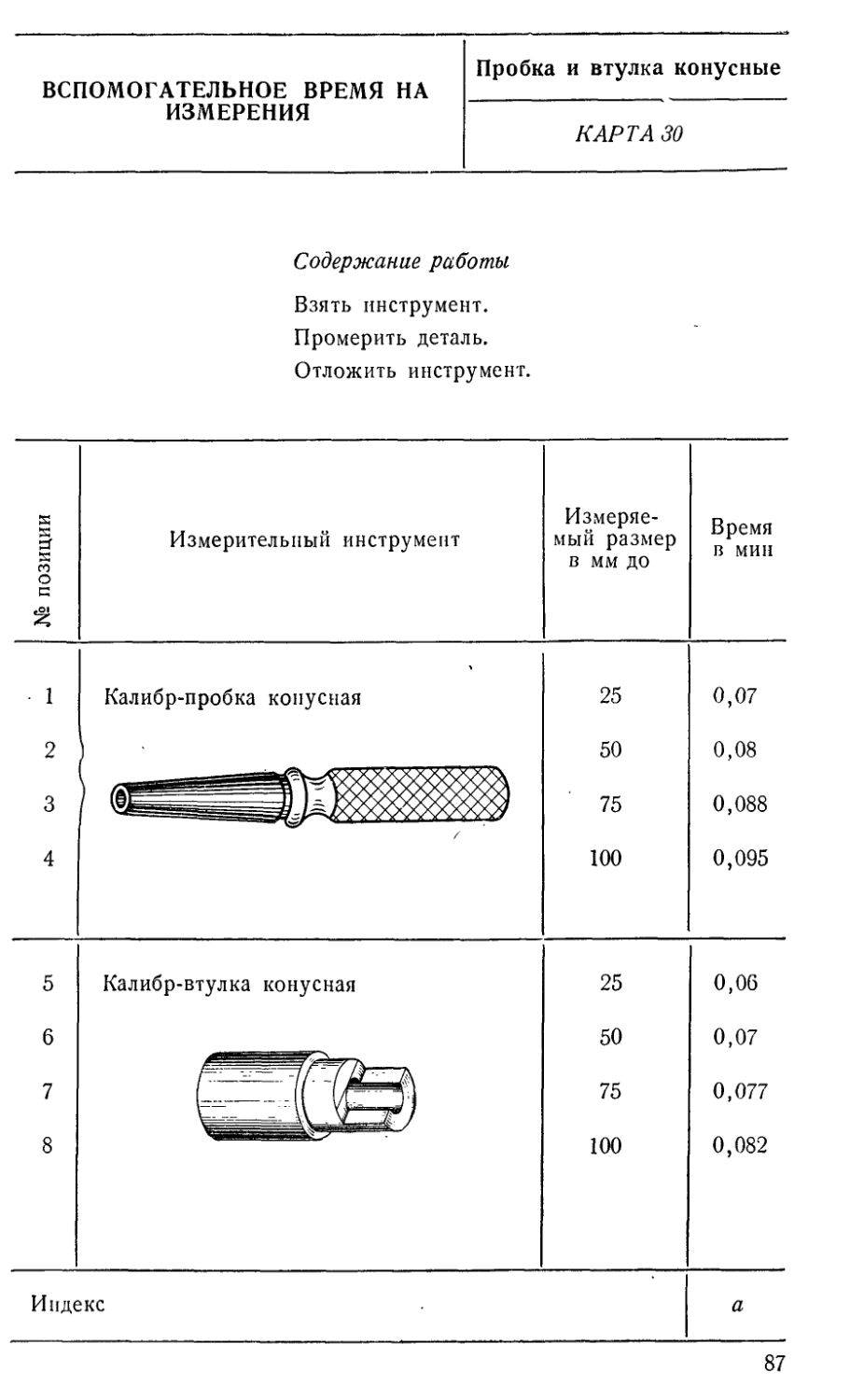
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
Пробка и втулка конусные
КАР ТА 30
Содержание работы
Взять инструмент.
Промерить деталь.
Отложить инструмент.
№ позиции Измерительный инструмент Измеряемый размер в ММ ДО Время в мин
1 Калибр-пробка конусная 25 0,07
2 50 0,08
3 75 0,088
4 / 100 0,095
5 Калибр-втулка конусная 25 0,06
6 50 0,07
7 [ IL-<i 75 0,077
8 100 0,082
Индекс а
87
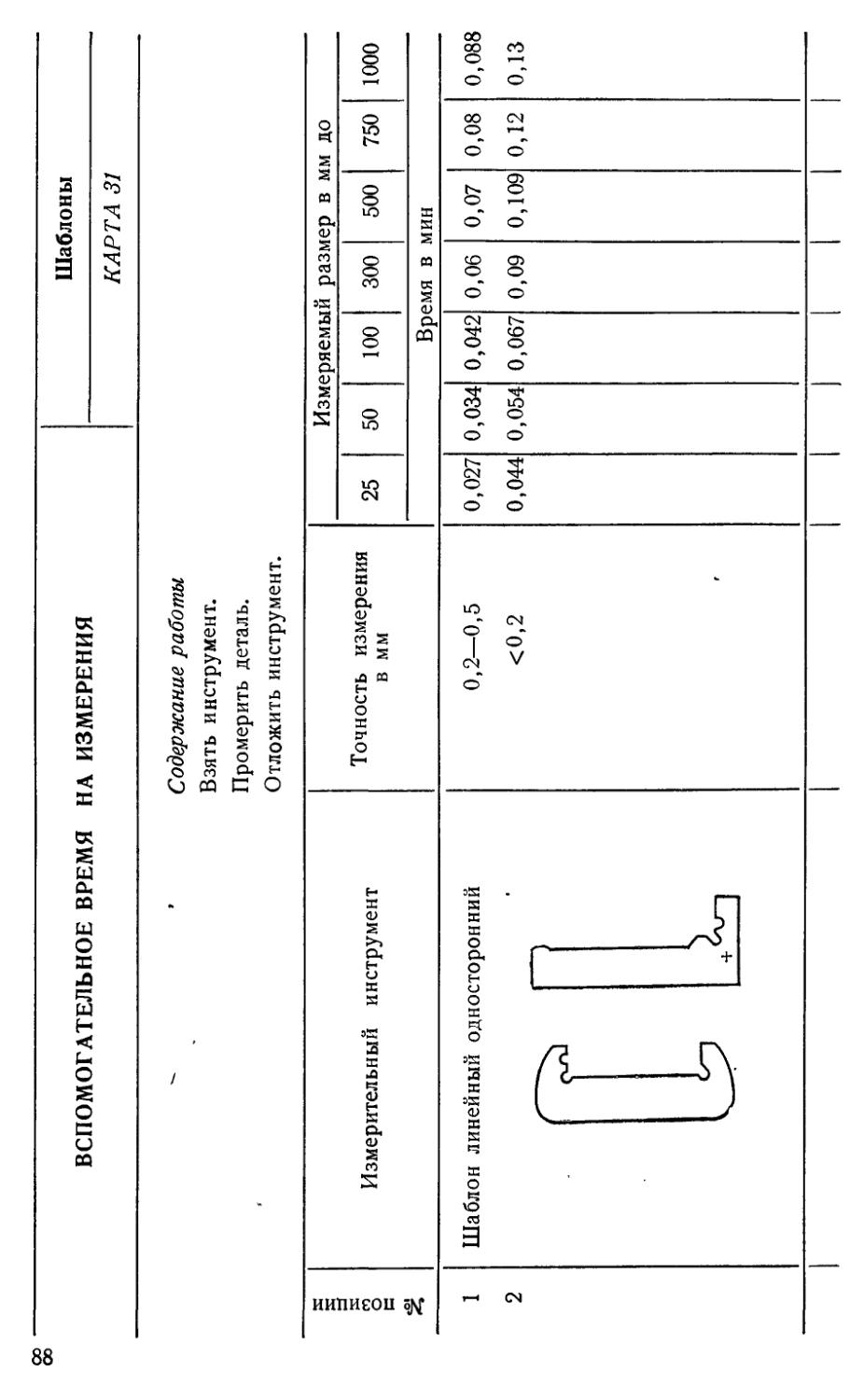
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
Шаблоны
КАРТА 31
Содержание работы Взять инструмент. Промерить деталь. Отложить инструмент.
№ позиции Измерительный инструмент Точность измерения в мм Измеряемый размер в мм до
25 50 100 300 500 750 1000
Время в мин
1 Шаблон линейный односторонний 0,2—0,5 0,027 0,034 0,042 0,06 0,07 0,08 0,088
2 _±_d <0,2 0,044 0,054 0,067 0,09 0,109 0,12 0,13
3
4
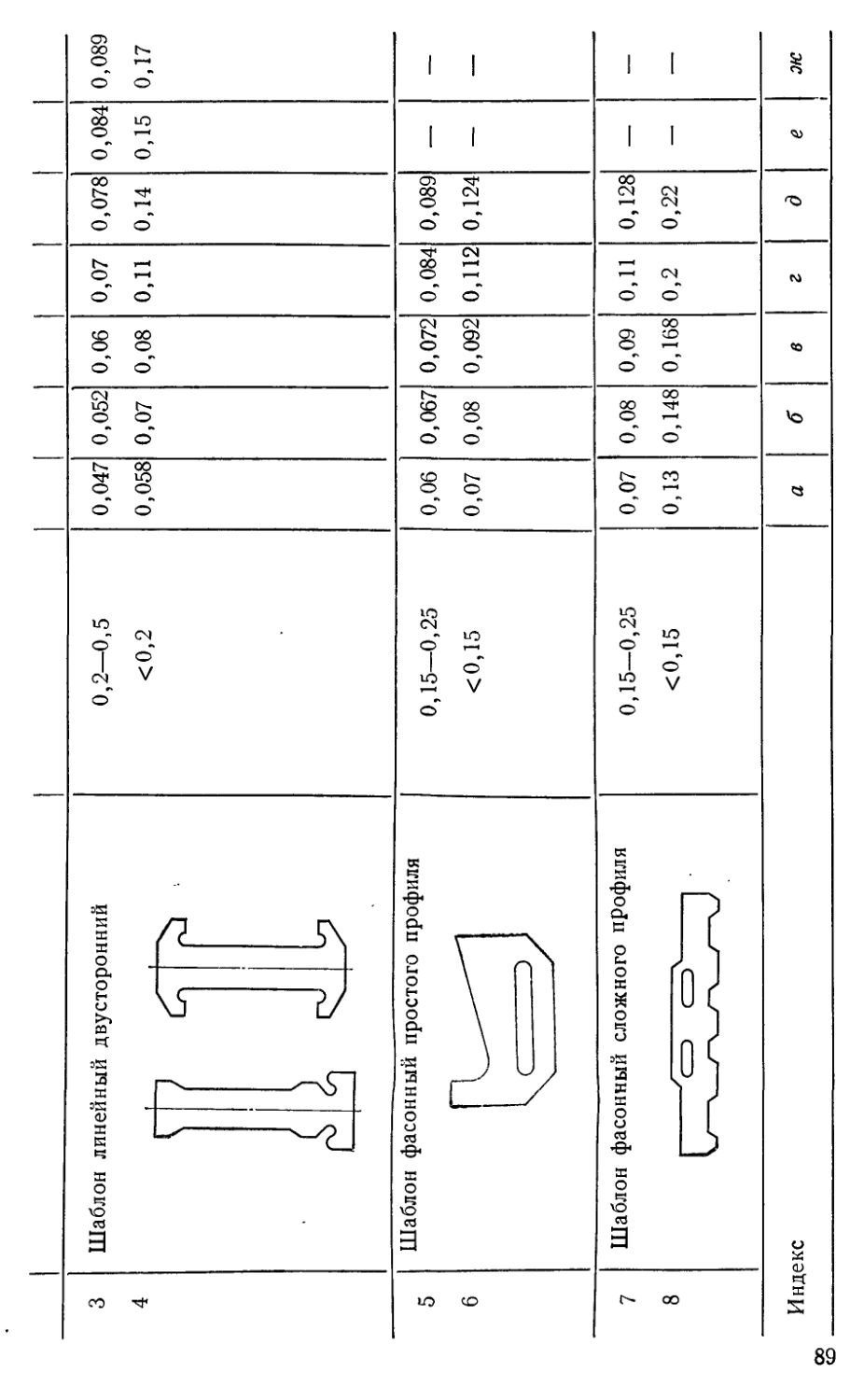
Шаблон линейный двусторонний
0,2—0
<0,!
5
б
Шаблон фасонный простого профиля
7
8
0,15—0
<0,Г
Шаблон фасонный сложного профиля
0,15—0
<0,1.
Индекс
,5 0,047 0,052 0,06 0,07 0,078 0,084 0,089
2 0,058 0,07 0,08 0,11 0,14 0,15 0,17
,25 0,06 0,067 0,072 0,084 0,089 — —
5 0,07 0,08 0,092 0,112 0,124 —
,25 0,07 0,08 0,09 0,11 0,128 — —
5 0,13 0,148 0,168 0,2 0,22 — —
a б в г д е ж
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ
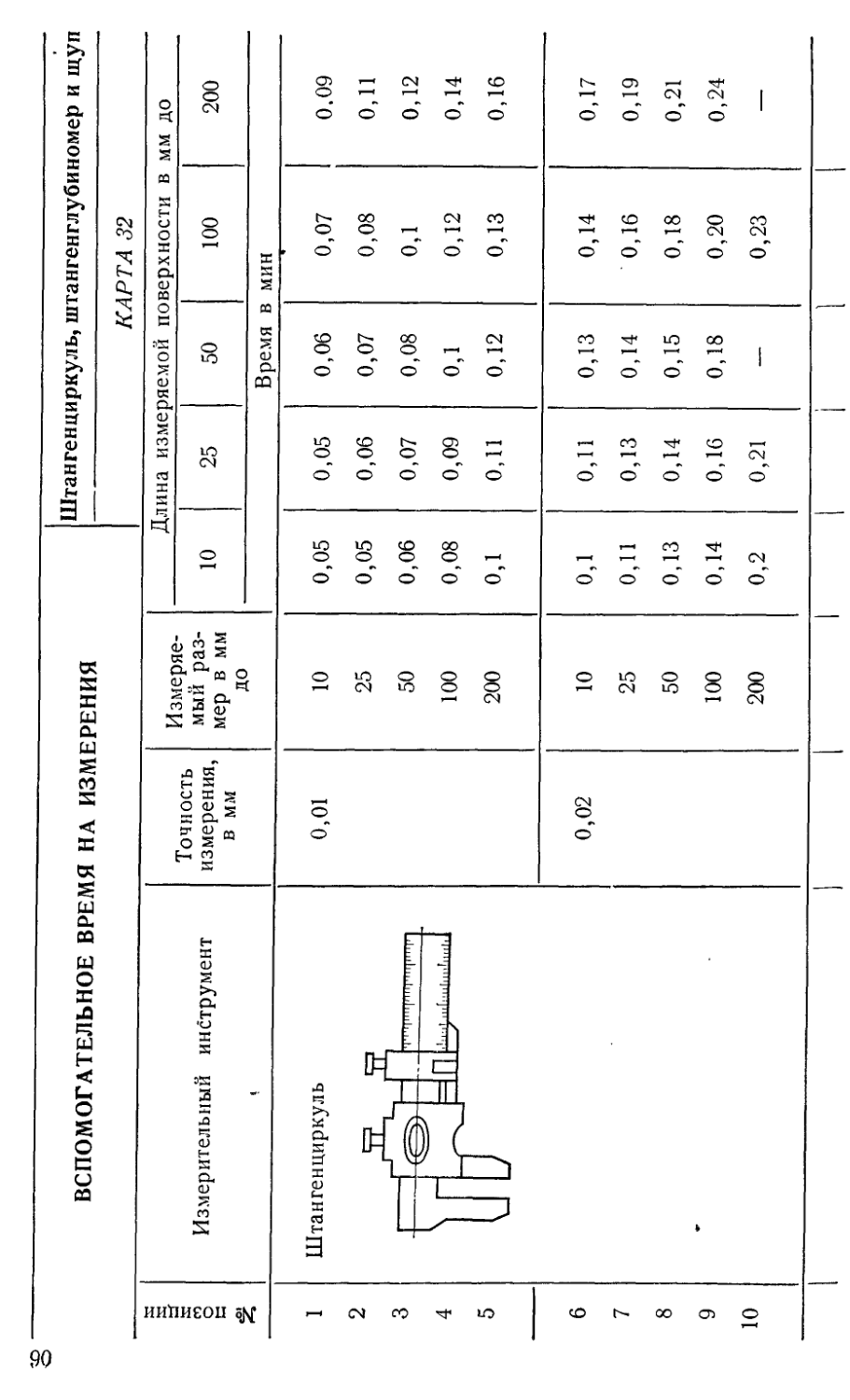
Штангенциркуль, штангенглубиномер и щуп
КАРТА 32
’ позиции Измерительный инструмент Точность измерения, в мм Измеряемый размер в мм до Длина измеряемой поверхности в мм до
10 25 50 100 200
Время в мин
1 Штангенциркуль 0,01 10 0,05 0,05 0,06 ... .. . |п. 0,07 0.09
2 у 25 0,05 0,06 0,07 0,08 0,11
3 1 I ‘I'l’HHiipiiipiHjirirp- 50 0,06 0,07 0,08 0,1 0,12
4 \ 1 ~ [~| dir.i^ nifiч11шiIiiiiLl 100 0 08 0 09 0 1 0 12 0 14
5 200 0,1 0,11 0,12 0,13 0,16
6 0,02 10 0,1 0,11 0,13 0,14 0,17
7 25 0,11 0,13 0,14 0,16 0,19
8 50 0,13 0,14 0,15 0,18 0,21
9 * 100 0,14 0,16 0,18 0,20 0,24
10 200 0,2 0,21 — 0,23 —
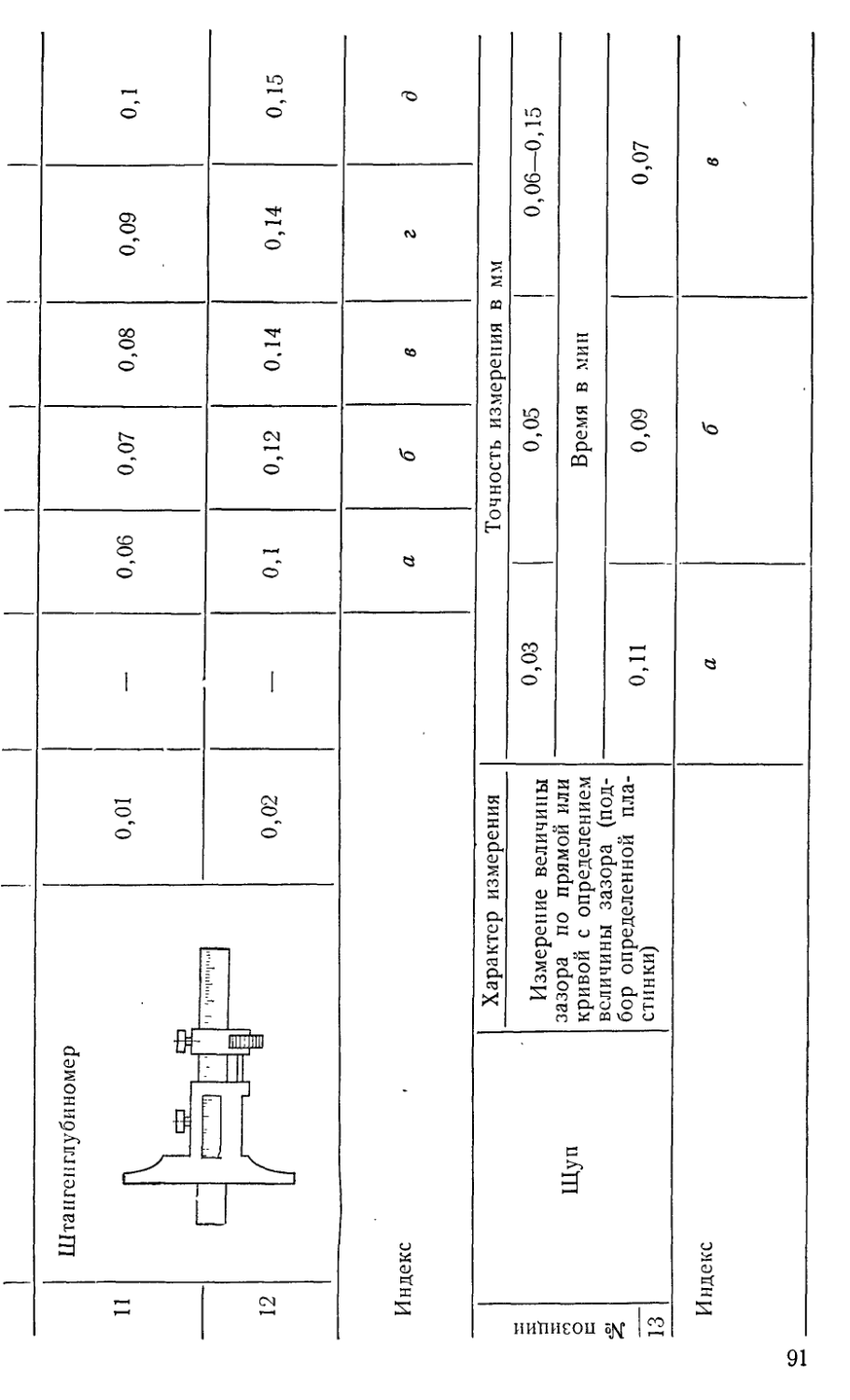
Штанге!! глубиномер
11
12
0,01
0,02
Индекс
I £ j № позиции Щуп Характер измерения
Измерение величины зазора по прямой или кривой с определением величины зазора (подбор определенной пластинки)
Индекс
- 0,06 0,07 0,08 0,09 0,1
- 0,1 0,12 0.14 0,14 0,15
a б в г д
0,03 Точность измерения е | 0,05 Время в мин мм | 0,06- -0,15
0,11 0,09 0,07
а б в
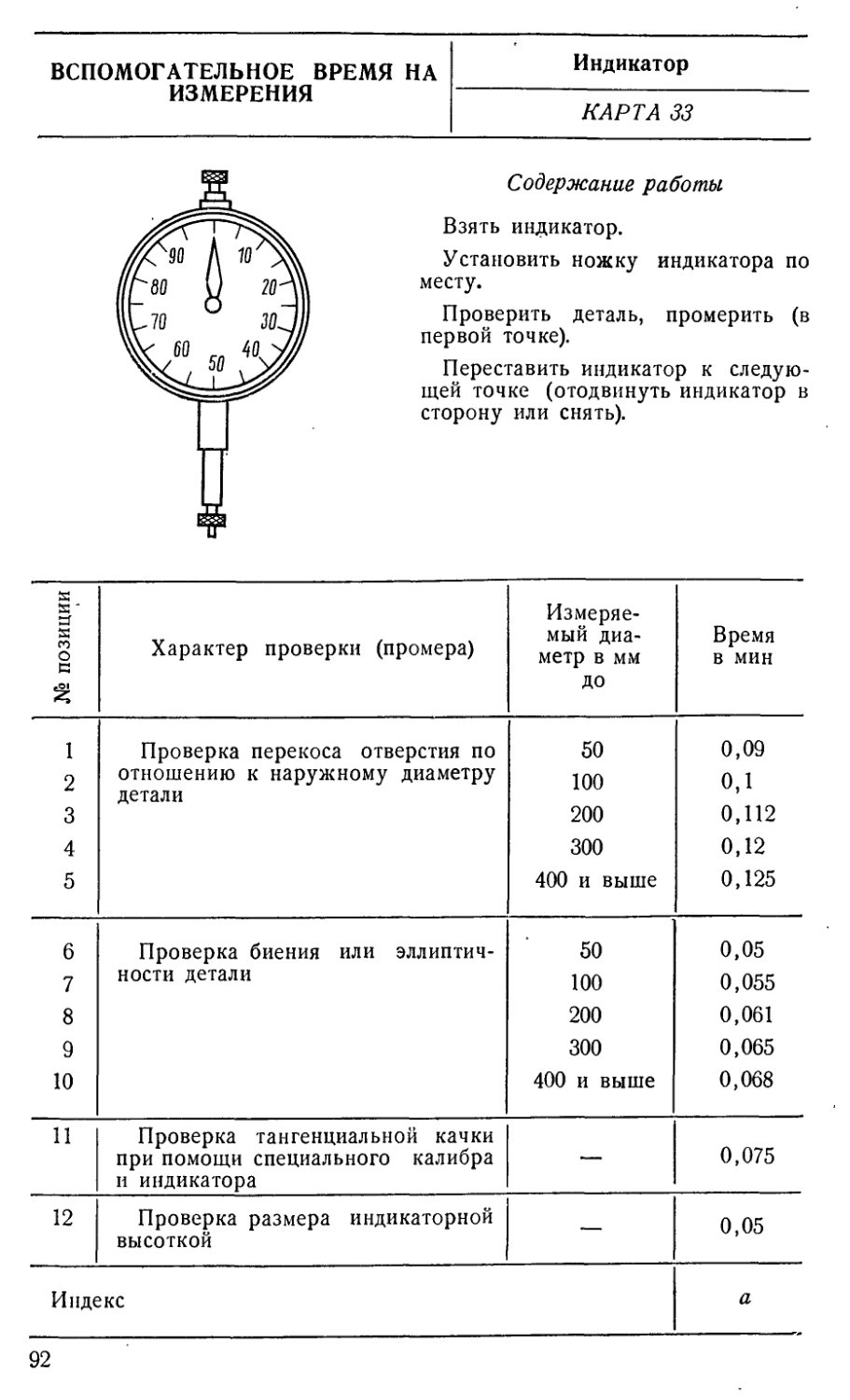
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА ИЗМЕРЕНИЯ Индикатор
КАРТА 33
Содержание работы
Взять индикатор.
Установить ножку индикатора по месту.
Проверить деталь, промерить (в первой точке).
Переставить индикатор к следующей точке (отодвинуть индикатор в сторону или снять).
№ позиции Характер проверки (промера) Измеряемый диаметр в мм ДО Время в мин
1 Проверка перекоса отверстия по 50 0,09
2 отношению к наружному диаметру детали 100 0,1
3 200 0,112
4 300 0,12
5 400 и выше 0,125
6 Проверка биения или эллиптич- 50 0,05
7 ности детали 100 0,055
8 200 0,061
9 300 0,065
10 400 и выше 0,068
11 Проверка тангенциальной качки при помощи специального калибра и индикатора — 0,075
12 Проверка размера индикаторной высоткой — 0,05
Индекс а
92
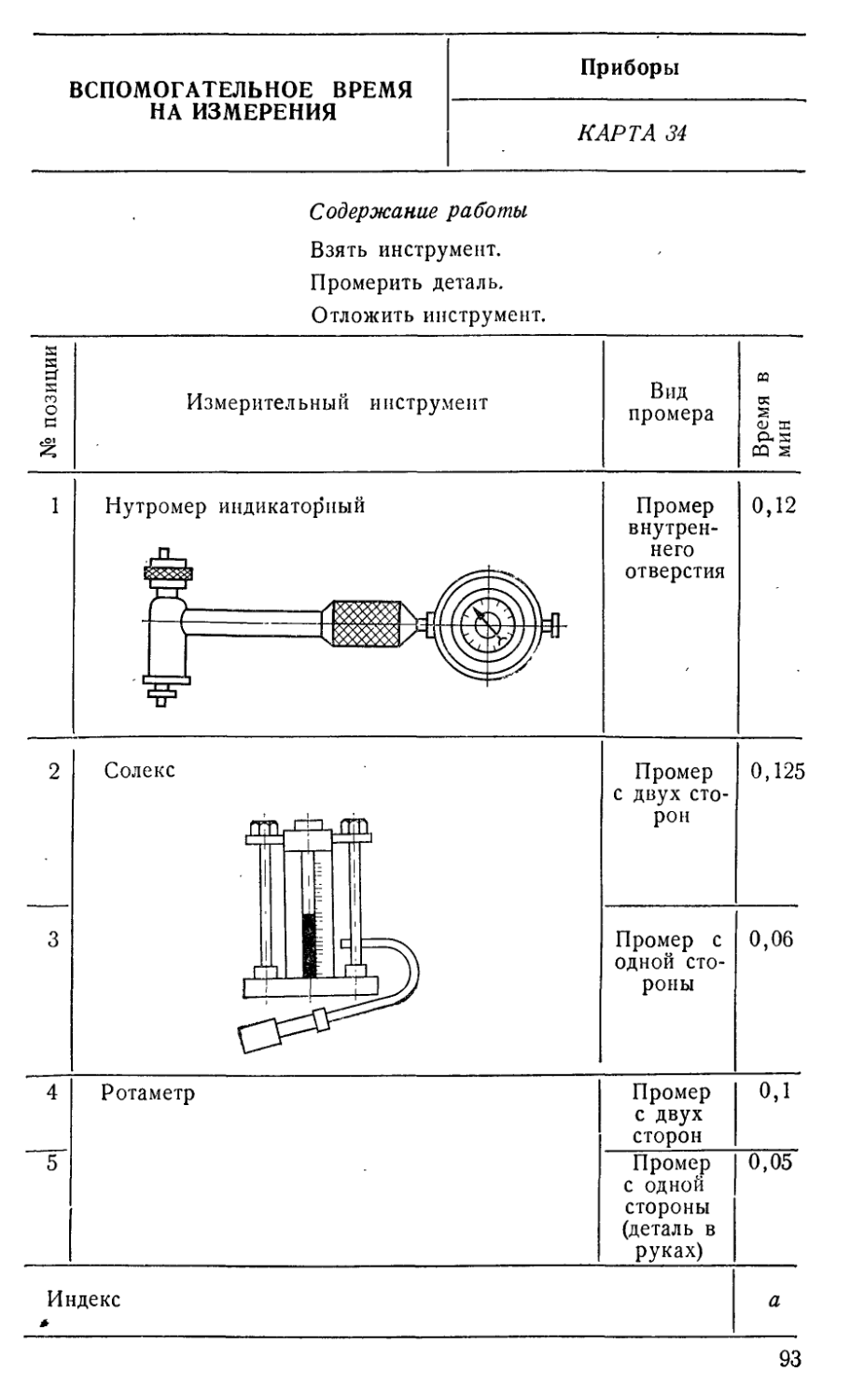
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ Приборы
НА ИЗМЕРЕНИЯ КАРТА 34
Содержание работы
Взять инструмент.
Промерить деталь.
Отложить инструмент.
позиции Измерительный инструмент Вид промера CQ 05 S Ф ГЕ
О. S
СО 2
1
Нутромер индикаторный
0,12
Промер внутреннего отверстия
Солеке
Промер с двух сторон
Промер с одной стороны
0,125
0,06
2
4 Ротаметр Промер с двух сторон 0,1
5 Промер с одной стороны (деталь в руках) 0,05
Индекс
93
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ ДЕТАЛИ НА ОПЕРАЦИЮ Измерения
КАРТА 35 Л и с т 1
№ позиции Виды обрабатываемых поверхностей Операции и оборудование Точность измерения Измеряемый размер в мм до Способ достижения размеров обработки
обеспечивается конструктивными размерами режущего инструмента работа инструментом, установленным на размер работа с пробными промерами
Периодичность промеров — коэффициенты
1 2 3 Цилиндрические Точение, расстачива-ние, развертывание, шлифование наружное, и внутреннее 4-5-й классы 50 200 св. 200 0,2 0,25 0,3 0,25 0,3 0,4 0,6 0,7 0,8
4 5 6 2—3-й классы 50 200 св. 20Э 0,3 0,4 0,5 0,4 0,5 0,6 1,0 1,0 1,0
7 Бесцентровое шлифование 4—5-й классы 100 — 0,01 —
8 2—3-й классы — 0,02 —
9 Хонингование, суперфиниш — — — 1,0 —
10 0,01 мм 200
11 12 13 0,05 мм 50 200 св. 200
14 15 16 Плоскости Шлифование 0,10 мм 50 200 св. 200
17 18 19 0,2 мм 50 200 св. 200
20 21 22 Фрезерование 0,1 мм 50 200 св. 200
j
— 1,0
— — 0,8
— — 0,9
— — 1,0
— — 0,7
— — 0,8
— — 0,9
— — 0,4
— 0,6
— — 0,8
0,1 —
0,2 —
0,3 —
ПЕРИОДИЧНОСТЬ КОНТРОЛЬНЫХ ИЗМЕРЕНИЙ ДЕТАЛИ НА ОПЕРАЦИЮ Измерения
КАРТА 35 | Лист 2
№ позиции 1 Виды обрабатываемых поверхностей Операции и оборудование Точность измерения Измеряемый размер в мм до Способ достижения размеров обработки
обеспечивается конструктивными размерами режущего инструмента работа инструментом, установленным на размер работа с пробными промерами
Периодичность промеров — коэффициенты
23 24 25 26 Резьба крепежная Сверлильные станки — 10 25 50 св. 50 0,01 0,02 0,03 0,04 — —
27 28 29 Резьбонакатные станки — 10 25 50 0,01 0,02 0,03 —
30 31 32 33 Болторезные и гайконарезные станки — 10 25 50 св. 50 0,1 0,2 0,3 0,4 — —
34 Резьбофрезерные станки — 100 > 0,2 —
35 Резьбошлифовальные станки — 50 — 1,0 —
36 Цилиндрические и плоские Протягивание 4—5-й классы — — 0,02 —
37 2—3-й классы - 0,03 —
38 1-й класс - 0,1 —
Примечание. При расчете нормы времени на измерение детали следует нормативное время, приведенное в карте, умножать на коэффициент периодичности контрольных измерений.
ВРЕМЯ НА ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА
Токарные операционные, многорезцовые, токарные многошпиндельные полуавтоматы, расточные и револьверные станки
КАРТА 36
1. Время на смену режущего инструмента (с подналадкой)
1 № позиции 1 Режущий инструмент и способ закрепления на станке Точность выдерживаемого размера при установке в мм Размер инструмента квадратного или цилиндрического сечения в мм до
10X10, 020 15X15, 030 25X25, 050 св. 25x25 св. 050
Время на смену одного инструмента в мин
1 2 3 Резцы проходные, подрезные, расточные в резцедержатель суппорта >0,2 <0,2 1,0 1,7 2,5 1,3 2,0 3,3 1,5 2,5 4,0 1,7 3,0 5,8
4 в гнездо головки — 2,0 2,5 — —
5 6 7 8 Резцы отрезные, канавочные, фасонные в резцедержатель суппорта >0,2 <0,2 0,8 1,3 1,7 1,1 1,5 2,0 1,2 2,0 2,3 1,3 2,0 2,3
в гнездо головки — 1,2 1,5 — —
9 10 1_1 12 Резцы фасонные в резцедержатель суппорта >0,2 <0,2 1,5 2,0 3,5 2,0 3,0 5,0 2,5 4,0 6,0 3,0 5,0 7,0
в гнездо головки — 2,5 3,5 — —
13 Сверла, зенкеры, развертки, метчики 0,4 0,5 0,6 0,7
Индекс а 1 6 в г
2. Время на техническое обслуживание рабочего места , _ ^ем
‘тех — ™ ,
где t0 — основное (технологическое) время на операцию з мин;
/См — время на смену инструмента и подналадку станка при работе одним инструментом, или суммарное время на смену всех работающих инструментов при многоинструментальной обработке в мин;
Т — период стойкости при работе одним инструментом, или расчетный период стойкости лимитирующего инструмента при мноюинстру-ментпой обработке (устанавливается по нормативам режимов резания) в мин.
4 Зак. 1091 97
ВРЕМЯ НА ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА
Сверлильные одношпиндельные и многошпиндельные полуавтоматы и автоматы
КАРТА 37
I. Время на смену режущего инструмента (с подналадкой)
Диаметр инструмента в мм
Режущий инструмент и способ его закрепления на станке
10
20
30
50
5
Время на смену одного инструмента в мин
2
3
4
Сверла, зенкеры, развертки, зенковки, мётчики, цековки
в конус шпинделя
0,2
0,25
0,3
0,35
0,4
0,5
в конус шпинделя
с переходной втулкой
0,4
0,45
0,5
0,55
0,0
0,65
в кулачковый
патрон
без установки по длине
0,19
0,28
0,4
0,5
с установкой
по длине
0,3
0,4
0,5
0,6
5
Комбинированные (.многоступенчатые) сверла, зенкеры, развертки, центровочные сверла
0,8
1,0
Индекс
2. Время на техническое обслуживание рабочего места , ^0 ^см
‘тех — >
где t0 — основное (топологическое) время на операцию в мин;
ten. — время на смену инструмента и подналадку станка при работе одним инструментом, или суммарное время на смену всех работающих инструментов при многоинструментной обработке в мин;
Т — период стойкости при работе одним инструментом, или расчетный период стойкости лимитирующего инструмента при многоинстру-менгной обработке (устанавливается по нормативам режимов резания) в мин.
98
Фрезерные одношпиндельные,
многошпиндельные станки
и полуавтоматы
ВРЕМЯ НА ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА
КАРТА 38
I. Время на смену режущего инструмента (с подналадкой)
фрез Диаметр фрезы 3 мм до
S S S м Фрезы чество тадке 50 80 100 160 200 320 400 500
и Коли в на; Время на смену комплекта инструмента в мин
1 2 Торцевые 1 2 1,5 2,5 1,9 3,2 2,2 3,7 2,8 4,8 3,1 5,3 4,0 6,8 4,5 7,6 5,0 8,5
3 3 3,5 4,5 5,2 6,7 7,5 9,6 10,7 12,0
4 4 4,5 5,8 6,7 8,6 9,7 12,4 13,8 15,5
5 Концевые, пальцевые 1 1,8 2,0 — — — — —
6 2 2,7 3,0 — — — — —
7 Набор фрез с оправкой — 3,0 4,5 —
8 9 Цилиндрические, червячные 1 2 2,0 2,5 2,8 3,3 3,6 4,1 4,4 4,9 5,2 — — —
10 3 3,0 3,8 4,6 5,4 — — — —
11 4 3,5 4,3 5,1 5,9 — — — —
12 13 Дисковые, пазовые, отрезные 1 2 2,0 2,6 3,0 3,6 4,0 4,6 5,0 5,6 6,0 6,6 7,0 7,6 — —
14 4 3,8 4,8 5,8 6,8 7,8 8,8 — —
15 6 5,0 6,0 7,0 8,0 9,0 10,0 — —
Индекс а б в г д е ж 3
99
Продолжение карты 38
2. Время на техническое обслуживание рабочего места
а) при работе одной фрезой /тех = —~;
б) при работе несколькими фрезами ___________________________________tp ^см__________ тех“(Г1 + Г2 + Г3+... + Г!1)^г '
где t0 — основное (технологическое) время операции в .мин;
tea — время смены инструмента и время на подналадку станка при работе одной фрезой, иля суммарное время смены всех фрез, работающих при многоинструмснтпой обработке в мин;
Т\, Т2, Тз,...^ Тп — период стойкости одной или каждой фрезы при работе несколькими фрезами (устанавливается по нормативам режимов резания) в мин;
Кт — поправочный коэффициент на стойкость в зависимости от количества фрез в наладке.
3. Поправочные коэффициенты на период стойкости инструмента в зависимости от количества фрез в наладке
Количество фрез в наладке 1 2 4 6 и более
Поправочный коэффициент Ку м 0,85 0,7 0,5
100
ВРЕМЯ НА ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА
Круглошлифовальные станки
КАРТА 39
Правка но периферии круга
Правка но радиусу и торцу круга
I. Время на правку шлифовального круга
I № позиции I Характер правки Правящий инструмент Поверхность правки Ширина круга или радиус в мм до Класс чистоты поверхности
v6—7| v8
Время на одну правку
Гп в мин
1 Алмаз, алмазно-ме- Перифе- 40 1,8 2,0
2 С уста нов- таллический карандаш, рия 60 2,0 2,3
3 • кой правя- твердосплавные диски круга 80 2,3 2,6
4 щего инет- и ролики Торец <10 1,5 1,6
5 на станке Шлифовальный Перифе- 40 1,6 1,9
6 круг, гофрированные рия 60 1,8 2,2
7 шарошки круга 80 2,1 2,5
8 Торец <10 1,3 1,5
9 Без уста- Алмаз, алмазно-ме- Перифе- 40 1,4 1,6
10 новки пра- таллический карандаш, рия 60 1,6 1,9
11 вящего ин- твердосплавные диски круга 80 1,8 2,2
струмента и ролики
12 на станке Торец <10 1,1 1,2
13 Алмазно- О Торец | <10 0,2 | 0,25
14 В держав- металли- S ж 0,2 0,6
15 ке в руках ческий ка- а й 0,5 2 0,45
16 рандаш, 1,0 Радиус 0,3
17 брусок шли- о b 0,2 и торец 0,75
18 фовальный 5 0,5 5 0,6
19 S. 1,0 0,46
Индекс а б
2. Время на техническое обслуживание рабочего места
‘тех — 1
где /п — время на одну правку в мин;
t0 — основное (технологическое) время операции в мин;
Т — период стойкости крута между правками (устанавливается по нормативам режимов резания) в мин.
101
ВРЕМЯ НА ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА
Внутришлифовальные станки
КАРТА 40
Правка по периферии круга
Правка по радиусу и торцу
I. Время на правку шлифовального круга
№ позиций I Характер правки Правящий инструмент Поверхность правки Ширина круга или радиуса в мм до Диаметр шлифовального круга в мм до
50 150
Класс чистоты поверхности
7 со О GO О <6—7 оо О
Время на одну правку tn в мин
1 2 3 4 6 7 8 9 10 11 12 13 14 15 16 17 1’8~ 19 20 Без установки правящего инструмента на станке Алмаз, алмазнометаллический карандаш Периферия круга <20 30 40 60 0,8 0,9 1,0 1,1 0,9 1,0 1,1 1,2 0,9 1,0 1,1 1,2 1,0 1,1 1,2 1,3
Твердосплавные диски, ролики <20 30 40 60 1,1 1,2 1,5 1,7 1,2 1,5 1,7 2,0 1,2 1,4 1,5 1,8 1,3 1,5 1,7 2,1
Алмаз-но-ме’ талли-ческий карандаш, брусок шлифовальный Допуск на радиус, в мм до ' К cd СМ Q, >-> <b Q. С *©« ьй <20 30 40 60 0,4 0,5 0,65 0,9 0,45 0,6 0,75 1,05 0,45 0,55 0,7 0,95 0,55 0,7 0,85 1,1
0,2 0,5 Радиус и торец 2,0 0,4 0,3 0,5 0,4
0,2 0,5 1,0 3,0 0,5 0,4 0,3 0,6 0,5 0,4
0,2 0,5 1,0 5,0 0,6 0,5 0,4 0,7 0,6 0,5
Индекс а б в г
2. Время на техническое обслуживание рабочего места
^тех
to
Т
где 1п — время на одну правку з мин;
to — основное (технологическое) время операции в мин;
Т — период стойкости круга между правками (устанавливается по нормативам режимов резания) в мин.
102
Плоскошлифовальные станки,
работающие периферией
__________круга_____
КАРТА 41
ВРЕМЯ НА ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ РАБОЧЕГО
МЕСТА
Правка по периферии круга
Правка по радиусу и торцу круга
1. Время на правку шлифовального круга
Поверхность Ширина круга или Класс чистоты поверхности
S S Характер правки Правящий инструмент v 6—7 v8
№ позит правки радиус в мм до Время па одну правку 4 в мин
1 2 3 С установкой правящего инет- Алмаз, алмазнометаллический карандаш, твердосплавные Периферия круга <20 40 60 1,2 1,4 1,7 1,4 1,6 1,9
4 5 румепта на станке ролики, шлифовальный круг, шарошка Торен V /А о о 1,3 1,1 1,4 1,2
6 7 8 Алмазно-металлический карандаш, брусок шлифовальный Периферия круга <20 ' 40 60 0,44 0,7 0,95 0,55 0,85 0,1
9 Торец >10 0,26 0,26
10 11 12 В державке Брусок шлифовальный ск на в мм до 0,2 0,5 1,0 Радиус и торец 2 0,65 0,55 0,35
13 14 15 Допу радиус 0,2 0,5 1,0 5 0,8 0,65 0,5
Индекс б
2. Время на техническое обслуживание рабочего места
. _ ^0
гтех — 1
где tu — время на одну правку в мин;
to — основное (технологическое) время операции в мин;
Т — период стойкости круга между правками (устанавливается по нормативам режимов резания) в мин.
103
Бесцентровошлифовальные станки
ВРЕМЯ НА ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
КАРТА 42
Правка по периферии круга
Правка по радиусу и юрцу круга
I. Время на правку шлифовального круга
№ позиции Характер правки Правящий инструмент Поверхность правки Ширина круга или радиус в мм до Класс чистоты поверхности v6—7 ! v8 Время на одну правку tn в мин
1 2 3 4 С установкой правящего инструмента на станке Алмаз, алмазно-металлический карандаш Периферия круга 60 100 150 200 1,9 2,6 2,9 4,2 2,2 3,0 4,0 4,8
Зак. 1091
5 6 7 8 Твердосплавные ролики 60 100 150 200 1,6 2,1 2,7 . 3,3 1,9 2,6 3,3 4,4
9 10 11 12 Металлические диски, шарошки 60 100 150 200 1,4 1,8 2,3 2,8 <—
13 В державке и руках Алмазно-металлический карандаш, брусок шлифовальный Допуск на радиус в мм до Торец — 0,4
14 15 16 0,2 0,5 1,0 Радиус и торец 2 0,95 0,65 0,4
17 18 19 0,2 0,5 1,0 5 1,2 0,85 0,6
Индекс а б
2. Время на техническое обслуживание рабочего места
, __ ip
Чех — ,
где ta —' время на одну правку в мин;
/0 — (основное (технологическое) время операции в мин;
Т — период стойкости круга между правками (устанавливается по нормативам режимов резания) в мин.
ВРЕМЯ НА ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА Разные станки
КАРТА 43
№ позиции I 4 Станки / Время на техническое обслуживание рабочего места в процентах от основного времени
1 2 3 4 5 6 Плоскошлифовальные станки, работающие торцем круга Черновое шлифование Ширина шлифуемой поверхности В, или приведенная ширина шлифования finp в мм до <100 200 300 3,0 4,0 5,0
Чистовое шлифование 200 300 2,0 3,0
7 8 9 10 .11 12 13 14 15 16 17 18 19 20 21 22 23 Хонинговальные Станки для суперфиниша Зубошлифовальные Шлицешлифовальные Зубофрезерные Зубодолбежные Зубошевинговальные Зубозакругляющие Зубострогальные для прямозубых конических колес Зуборезные для конических колес с криволинейным зубом Резьбофрезерные Гайконарезные Резьбонакатные полуавтоматы Болторезные Протяжные станки для внутреннего протягивания Протяжные станки для наружного протягивания Центровальные 4,0 4,0 6,0 6,5 2,5 2,5 2,0 2,0 2,5 2,5 2,0 2,0 2,0 2,0 2,0 2,0 1,5
Индекс | а
Время на техническое обслуживание рабочего места
, ^о^тех
тех ~ 100 ’
где t0 — основное (технологическое) время операции в мин;
йтех—время на техническое обслуживание рабочего места в процентах.
106
ВРЕМЯ НА ОРГАНИЗАЦИОННОЕ ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА Все станки
КАРТА 44 Лист 1
№ позиции 1 Станки Основные размеры или модели станков Условия работы
с охлаждением без охлаждения
Время на организационное обслуживание рабочего места в процентах от оперативного времени
1 2 3 Токарно-центровые операционные Наибольший диаметр изделия, устанавливаемого над станиной в мм до 300 400 600 1,3 1,5 1,7 1,0 1,2 1,4
4 Токарные многорезцовые — 1,7 1,4
5 6 Токарные многошпиндельные полуавтоматы типа 1262 1283 2,4 3,1 2,1 2,9
7 8 9 10 11 Резьботокарные полуавтоматы для короткий резьб Револьверные Расточные Вертикально-сверлильные Вертикально-сверлильные много-шпиндельные — 1,3 1,3 1,7 " 1,0 2,4 1,0 1,0 1,4 0,8 2,1
12 Горизонтальносверлильные многошпиндельные Размер стола, мм до 1000Х Х1000 1,9 1,7
13 св. 1000Х XI000 2,4 2,1
5*
107
ВРЕМЯ НА ОРГАНИЗАЦИОННОЕ Все станки
ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА
КАРТА 44 Лист 2
Условия работы
Станки Основные размеры или модели станков с охлаждением без охлаждения
1 № позиции - Время на организационное обслуживание рабочего места в процентах от оперативного времени
14 Сверлильные автоматы —- 3,0 2,8
15 Горизонтально- и вертикальнофрезерные — 1,4 1,2
16 Продольно-фрезерные — 1,9 1,7
17 18 Фрезерные полуавто- маты карусельного типа Диаметр стола в мм ДО 1000 2000 2,4 3,0 2,1 2,8
19 Фрезерные полуавтоматы барабанного типа —- 2,4 2,1
20 Шлицефрезерные — 2,1 1,7
21 Шпоночно-фрезерные ные вертикаль- — 1,4 1,2
22 Копировально-фрезерные — 1,9 1,7
23 Круглошлифовальные — 1,7 1,3
Индекс а б
108
ВРЕМЯ НА ОРГАНИЗАЦИОННОЕ ОБСЛУЖИВАНИЕ Все станки
КАРТА 44 Лист 3
№ позиции Станки Условия работы
с охлаждением без охлаждения «и
Время на организационное обслуживание рабочего места в процентах от оперативного времени
24 Внутришлифовальные 2,0 1,7
25 26 Плоскошлифовальные с круглым столом Диаметр стола в мм до 900 1500 1,8 2,0 1,5 1,8
27 Плоскошлифовальные с прямоугольным столом Длина стола в мм ДО 1000 1,8 1,5
28 2000 2,0 1,8
29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 Бесцентровошлифовальные Хонинговальные Станки для суперфиниша Зубошлифовальные Шлицешлифовальиые Зубофрезерные Зубодолбежные, работающие круглыми долбя ками Зубодолбежные, работающие режущей рейкой Зубошевинговальные Зубозакругляющие Зубострогальные для прямозубых конических колес Зуборезные для конических колес с криволинейным зубом Резьбофрезерные Гайконарезные Резьбонакатные полуавтоматы Болторезные Протяжные станки для внутреннего протягивания Протяжные станки для наружного протягивания Центровальные Агрегатные Настольно-сверлильные 2,2 2,0 2,0 1,8 1,8 1,8 1,8 1,8 1,6 1,6 1,8 1,3 1,3 1,0 1,0 1,0 1,5 2,0 4,3 1,5 1,4 1,4 1,4 1,0 0,8 0,8 0,8 1,0 1,0
Индекс а б
109
ВРЕМЯ ПЕРЕРЫВОВ НА ОТДЫХ И ЛИЧНЫЕ НАДОБНОСТИ Все станки
КАРТА 45
№ позиции 1 Способ установки детали Характер работы Вес детали в кг до Машинное или машинно-ручное время в оперативном в процентах до Оперативное время операции в мин до
0,1 0,2 0,5 3 5 св. 5
Время перерывов на отдых и личные надобности в процентах от оперативного времени
1 2 3 Вручную С ручной подачей 1 20 40 80 8 8 8 7 7 8 7 7 8 6 7 8 6 7 8 — —
4 5 6 5 20 40 80 — 8 8 8 7 7 8 6 7 9 6 7 9 — —
7 8 9 10 20 40 80 — — 8 8 8 6 7 9 6 7 9 — —
10 11 12 20 20 40 80 — — 9 9 9 8 9 10 8 9 10 — —
13 14 15 С механической подачей 1 20 40 80 — — 7 7 7 6 6 6 6 6 5 5 5 5 —
16 17 18 5 20 40 80 — — 7 7 7 6 6 6 6 6 6 6 6 6 5 5
19 20 21 10 20 40 80 — — 8 8 7 6 6 6 6 6 6 6 6 5 5 5 5
22 23 24 20 20 40 80 — — — 8 8 7 8 8 7 7 7 6 5 5 5
25 Подъемником св. 20 — 5
Индекс а б в 2 д е ж
Примечание. Время на личные надобности в карте учтено в размере 2%.
по
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Количество измерений при обработке на шлифовальных и доводочных станках
S Вид обработки рительный эумент ость изме-1 Измеряемый размер в мм до
25 50 100 200 300
к <3-> ГТ S о Я s g я Количество
S s Н Q-. пробных измерений
1 Круглое наружное Калибры 1-й класс 1,6 2,0 2,6 — —
2 шлифование 2 , 0,5 0,8 1,2 1,6 2,0
3 3 0,2 0,4 0,5 0,8 1,0
4 4 , — — — 0,1 0,4
5 Универ- 1-й класс 0,8 1,2 1,6 2,0 2,6
6 сальные ин- 2 , 0,4 0,5 0,8 1,2 1,6
7 струменты 3 0,2 0,3 0,4 0,6 0,8
8 4 „ — — 0,1
9 Шлифование отвер- Калибры 1-й класс 2,0 2,4 3,2 —
10 стий 2 „ 0,8 1,2 1,8 2,4 —
11 3 „ 0,5 0,8 1,0 1,2 —
12 4 „ — 0,4 0,5 0,8 —
13 Универ- 1-й класс 1,2 1,6 2,0 2,8
14 сальные ин- 2 „ 0,5 0,8 1,2 1,6 —
15 16 струменты 3 „ 4 0,2 0,4 0,5 0,8 о,з —
17 Плоское шлифование Все типы 0,02 мм — 2,4 2,8 — —
18 инструмен- 0,03 „ — 2,0 2,4 2,8 —,
19 тов 0,04 „ 1,5 2,0 2,3
20 0,05 „ — 1,2 1,5 1,9 —
21 0,07 „ — 0,5 0,9 1,0 —
22 о,ю „ — 0,4 0,6 0,8 —
23 0,15 „ — 0,1 0,2 0,4
24 0,20 , — 0,1 0,1 0,2 —
25 Хонингование отвер- 1-й класс 1,2 1,2 1,2 1,6 —
26 стий Все типы 2 , 0,8 0,8 0,8 1,2 —
инструмен-
27 Лапингование тов 1-й класс 0,6 2,4 2,4 —
28 2 , 0,8 1,6 1,6 — —
Индекс а б в г д
111
ПРИЛОЖЕНИЕ 2
Расчетное количество выводов сверла для удаления стружки
<ь Длина сверления в диа-
метрах сверла
S Обрабаты- Вид подачи и * о —
S ваемый S СХ S 3d 4d 5d 3d Id 3d 9d \0d
материал <d га
с § л е?
s ы >=Х я Количество выводов сверла
1 Стали угле- Ручная 3 1 2 3 4 5 6 8 9
2 родистые вязкие, ста- подача б — — 1 1 2 3 5 6
3 ли жаро- 10 1 1 1 1 1 2 3 5
4 прочные 15 1 1 1 1 1 2 4 5
5 Механи- 20 1 1 1 1 2 3 4 5
6 ческая подача 25 1 1 1 2 3 5 — —
7 30 1 1 2 3 4 — — —
8 Стали кон- Ручная 3 1 1 2 3 4 5 7 8
9 струкцион-ные, латунь, подача 5 — 1 1 1 1 2 4 5
10 алюминий 10 • 1 1 1 1 1 1 2 3
11 15 1 1 1 1 1 1 3 4
12 Механи- 20 1 1 1 1 2 2 3 4
13 ческая подача 25 1 1 1 1 2 4 5 —
14 30 1 1 1 2 3 5 — —
15 Чугун, Ручная 5 — 1 1 1 2 3
16 бронза подача 10 — — 1 1 1 1 1 3
17 15 — 1 1 1 1 1 2 3
18 Механи- 20 1 1 1 2 2 2 3
19 ческая подача 25 1 1 1 1 2 3 — —
20 30 1 1 1 1 2 4 — —
ч Индекс а б в г д е ж 3
112
ПРИЛОЖЕНИЕ 3
МНОГОСТАНОЧНЫЕ РАБОЧИЕ МЕСТА СО СТАНКАМИ, СВЯЗАННЫМИ ОБЩИМ РИТМОМ РАБОТЫ
(Поточные линии)
При поточной организации производства операции обработки закреплены за определенными станками (рабочими местами), расположенными по ходу технологического процесса, а обрабатываемая деталь передается с каждого станка (рабочего места) на следующий, сразу же после обработки детали (партии деталей) на предшествующем станке (рабочем месте).
Производительность станков, включенных в рабочее место многостаночника, согласуется с установленным для данной поточной линии тактом работы. Тактом работы называется промежуток времени между запуском или выпуском на поточной линии следующих друг за другом деталей.
Такт работы на поточной линии устанавливается исходя из планируемого задания:
t т п П ’
где /т-п — время такта работы на поточной линии в мин;
Ф — годовой, квартальный или месячный фонд времени одного рабочего в мин;
П — программа, соответствующая фонду времени в шт.
Работа многостаночника на поточной линии характеризуется циклической повторяемостью в строго определенном порядке всех элементов оперативной работы.
Циклом многостаночной работы называется период времени, в течение которого на обслуживаемых станках полностью повторяются все элементы оперативной работы.
Наивыгоднейшие условия производства с точки зрения производительности труда и себестоимости обработки создаются в тех случаях, когда индивидуальная производительность каждого из станков или группы станков, закрепленных за данной операцией, равна производительности поточной линии, то есть все станки работают синхронно.
Существуют два вида синхронизации:
а) технологическая;
б) организационная.
113
Технологическая синхронизация ставит своей задачей согласование производительности станков с заданием по выпуску.
Полная или частичная технологическая синхронизация работы станков на поточной линии может быть достигнута путем проведения следующих мероприятий на лимитирующих станках:
1. Применение более производительных режущих инструментов.
2. Увеличение количества одновременно работающих режущих инструментов.
3. Применение многоместных приспособлений, приспособлений с быстродействующими зажимными устройствами, приспособлений непрерывного действия и т. п.
4. Применение средств автоматического контроля деталей.
5. Модернизация станков путем увеличения их мощности, жесткости и быстроходности.
6. Применение более жаростойких и износоустойчивых инструментальных материалов.
7. Уточнение первоначально принятой скорости резания с соответствующим изменением периода стойкости режущих инструментов. На лимитирующих станках следует уменьшать период стойкости по сравнению с нормативными значениями, приближая его к периоду стойкости, соответствующему наибольшей производительности па данном рабочем месте.
На недогруженных станках следует принимать периоды стойкости выше нормативных, установленных для условий работы на одном станке.
Организационная синхронизация достигается обеспечением на поточной линии непрерывности процесса обработки при наличии технологически невыравненных операций. Организационная синхронизация достигается за счет соответствующей организации рабочих мест, время обработки на которых равно или кратно заданному такту работы на поточной линии.
На рисунке (стр. 115) представлен график циклов многостаночной работы, отражающий работу многостаночника на полностью синхронизированной поточной линии,, при кратности свободного машинного времени и времени занятости и при количестве обслуживаемых станков, рассчитываемом по формуле
где Тмс — свободное машинное время в мин; Т3 — время занятости рабочего в мин.
114
В этом случае так же, как и при раб&те на станках-дублерах с соблюдением указанных условий имеет место полное использование рабочего времени многостаночника и полное использование времени работы станков.
График многостаночной работы на поточной линии при синхронной работе всех станков
Условные обозначения
— вспомогательное время на установку, снятие детали и управление станком.
— активное наблюдение за работой станка.
— переход от станка к станку.
— машинное время.
№ станка Тмс + Т3 — Та Тмс Тз
1 40 30 10
2 40 30 10
3 40 30 10
4 40 30 10
П = —~— + 1
Тз
115
Время цикла определяем из равенства:
Л = Т'з.р.м = Т'оп,
где 7'оп—оперативное время при работе на одном станке в мин.
На рисунке (см. ниже) приведен график работы многостаночника на поточной линии при различном времени обработки детали на станках при условии
Т s' т
1 з.р.м \ 1 оп.наиб»
где Топ-наиб — наибольшее оперативное время при работе на одном станке в мин.
График многостаночной работы на поточной линии, при
Топ.наиб > Тз.р.м
Условные обозначения
— вспомогательное время на установку, снятие детали и управление станком.
— активное наблюдение за работой станка.
— переход от станка к станку.
— машинное время.
— свободное время рабочего.
— перерывы в работе станка.
116
№ станка 7’мс+7’з=Гц ГмС Т3 Т'св Та
1 40 30 10 8 л»
2 35 22 13 5
3 37 28 9 — 3
Тц ^оп.наиб
В данном случае: 1) время цикла равно наибольшему оперативному времени, то есть Тц — Топ-наиб;
2) внутри цикла могут иметь место свободное время исполнителя и перерывы в работе станков.
На рисунке (см. ниже) приведен график работы многостаночника на поточной линии при различном времени обработки детали на станках при условии Т3р.м>Л)пнаиб-
В этом случае:
1) время цикла равно сумме времени занятости рабочего на всех обслуживаемых станках;
2) внутри цикла имеются перерывы в работе станков.
Работа по данной схеме может быть рекомендована только при наличии плановой недогрузки поточной линии.
График многостаночной работы на поточной линии,
управление станком.
— активное наблюдение за работой станка.
детали и
ВИЗ
— переход от станка к станку.
— машинное время.
— перерывы в работе станка. ‘
117
№ станка 7м. с+ Т’з — Тц 7м. с т3 7’п
47 36 11 3
2 40 26 14 10
3 41 28 13 9
4 45 33 12 5
7ц — Т’з.р.м.
В состав времени занятости внутри цикла включается как неперекрываемое, так и перекрываемое ручное и машинноручное время, в том числе:
1) время на установку и снятие деталей;
2) время на управление станками;
3) время на смену инструментов, если смена производится после обработки каждой детали или нескольких одновременно обрабатываемых деталей;
4) время на пробные и контрольные измерения деталей;
5) основное машинно-ручное время;
6) время активного наблюдения за обработкой;
7) время на переходы от станка к станку и на транспортировку деталей в пределах рабочего места;
8) основное время кратковременных операций, если оно меньше вспомогательного времени на следующем станке, включая время переходов.
Время активного наблюдения принимается равным времени подвода инструмента к детали до начала резания.
Нормирование труда и расчет количества станков, обслуживаемых одним рабочим на поточной линии, производятся в следующем порядке:
1. Для каждой операции, выполняемой на рабочем месте многостаночника, составляется нормировочная карта (см. табл. 16).
2. На основании данных нормировочной карты заполняются графы 1, 2, 3, 4, 5, 6, 7, 8 сводной ведомости расчета нормы времени и нормы обслуживания на поточной линии (см. табл. 17).
3. Составляется планировка поточной линии.
4. Рассчитывается время активного наблюдения (графа 9), время на переходы (графа 10), оперативное время (графа 11),
118
свободное машинное время (графа 12) и время занятости рабочего (графа 13) по каждому станку в отдельности (все графы в табл. 17).
5. Предварительно поточная линия разбивается на многостаночные рабочие места.
Для поточных линий с регламентированным тактом работы должно быть выдержано соотношение: тШраб- места ^т«п«
Для приближенного расчета времени цикла при расстановке рабочих на поточной линии может быть использована зависимость
'г ___
1 Ц ~ ,, ’
^11
где d — количество деталей, обрабатываемых за один цикл па данном рабочем месте.
Значения коэффициента Кн приведены в табл. 14.
Организуя многостаночное рабочее место, следует стремиться к тому, чтобы занятость рабочего максимально приближалась к Тц.
В случаях недогрузки станков данной поточной линии и невозможности использования их на других работах при соб-
людении условия Гц • для наиболее полного ис-Кп
пользования рабочего времени целесообразно принимать
Г3.р.м — Гц ГОцЛ1аИб.
Применительно к предварительно установленному количеству станков для каждого рабочего места многостаночника производится уточненный расчет норм штучного времени:
а) исходя из принятого количества станков на рабочих местах многостаночников и распределения функций между рабочим-оператором и наладчиком, с учетом синхронизации работы станков выбираются периоды стойкости всех режущих инструментов;
б) применительно к принятым периодам стойкости устанавливаются режимы резания по каждой операции, рассчитывается основное, вспомогательное и оперативное время;
119
в) рассчитывается время технического обслуживания рабочего места, которое определяется как сумма времени технического обслуживания на всех станках:
_ уч ^смГо^CMiToi ! , ^смг Tqz
1 J1 J2 , lz
где z — количество инструментов, работающих на всех станках, включенных в рабочее место многостаночника;
^см — время на смену инструмента (правку абразивного инструмента) и связанную со сменой (правкой) инструмента подналадку станка в мин;
То — основное (технологическое) время работы данного инструмента в течение цикла в мин;
Т — принятый период стойкости данного инструмента в мин.
В случаях, когда подналадка станков осуществляется наладчиком и имеются межоперационные заделы, время технического обслуживания рабочего места рассчитывается по формуле
, ___ V4 ЛтмЛ) _ W», ! ^СМо То2 ( ! Л?мг TOz
хтех Л| -г — Г "Г • • • ”1 ~ ,
4* Тп 1\п Т2П ТгП
1 ее
где п — количество обслуживаемых станков;
г) время организационного обслуживания рабочего места рассчитывается по формуле
Хорг= = аорг ^ц^п.орг*
Значение коэффициента перекрытия времени организационного обслуживания рабочего места
Среднее оперативное время на операцию в мин Коэффициент занятости рабочего Кз до
0,1 | 0,15 | 0,20 | 0,30 0,50
Количество станков, обслуживаемых одним рабочим, п до
3|5]7|1О|3|5|7|2|3|5|2|3|2
Коэффициент перекрытия времени организационного обслуживания /<п. орг
До 1,0 0,9 0,9 1,0 1,0 0,9 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0
До 3,0 0,9 0,9 0,9 1,0 0,8 0,9 1,0 0,9 1,0 1,о 1,0 1,0 1,0
3,0 и более 0,7 0,8 0,8 1,0 0,7 0,8 1,0 0,8 0,9 1,0 0,9 1,0 1,0
120
д) по нормативам определяется время на отдых и личные надобности. При этом занятость рабочего рассчитывается по формуле
К3
= . 1ОО°/о, т0ТЛ
#отл топ
100
При этом 7<з не должен в табл. 12.
превышать величины, принятой
Таблица 12
Коэффициент максимально допустимой занятости рабочего в течение времени цикла
Вес обрабатываемой детали в КГ Расстояние перемещения деталей вручную в течение смены в км
От 0,5 до 1 3 5 7 9 11 13
1 1,0 1,0 1,0 1,0 1,0 1,0 1,0
3 1,0 1,0 1,0 1,0 1,0 1,0 1,0
5 1,0 1,0 1,0 1,0 0,97 0,93 0,89
7 1,0* 0,99 0,95 0,91 0,87 0,83 0,79
9 0,89 0,86 0,83 0,80 0,77 0,74 0,71
11 0,8 0,76 0,72 0,68 0,64 0,6 0,56
13 ' 0,71 0,67 0,63 0,59 0,55 — —
15 0,60 0,56 0,52 — — — —
Коэффициент занятости равен отношению приведенной занятости рабочего на рабочем месте ко времени цикла.
При пользовании таблицей необходимо предварительно (для каждого рабочего места) определить величину веса и расстояние перемещения деталей в течение смены. Пример определения указанных величин приводится в табл. 13.
Данные для граф с 1 по 5 (включительно) берутся из технико-нормировочной документации.
Так как в процессе обработки вес деталей меняется, то на первых операциях принимается вес детали, близкий к черновому, а на последних — близкий к чистовому (графа 3). Кроме того, рабочему приходится перемещать на различные расстояния детали как с оправкой, так и без оправки. Поэтому в том случае, когда деталь перемещается вместе с оправкой, вес оправки прибавляется к весу детали, причем, если на оправке несколько деталей, то прибавляется вес оправки, деленный на количество деталей (графа 6). Расстояние перемещения одной
г- 121
Детали (с оправкой и без оправки) замеряется непосредственно на рабочем месте (графа 7) и суммируется (графа 8). При партионном перемещении деталей в графе 7 проставляется расстояние перемещения, приведенное к одной детали, причем, если на рабочем месте имеются станки-дублеры, то берегся среднее расстояние транспортировки детали.
Таблица 13
Пример расчета среднего веса и расстояния перемещения деталей в течение смены на рабочем месте 1-й линии по обработке картера коробки перемены передач и на рабочем месте 2а линии по обработке муфты и ступицы
Рабочее место Номер операции Вес в кг Количество деталей на оправке в шт. Вес детали с оправкой в кг Расстояние перемещения одной детали, м Сменная программа (количество деталей) в шт. Средневзвешенный вес детали в кг Расстояние перемещения деталей в течение смены в км
детали оправки с соответствующим весом суммарное
1 2 3 4 5 6 7 8 9 10 11
1 1 и 2 10,9 10,9 4 1 14,9 10,9 6,7 1 3,0 J 9,7 232 13,66 2,25
2а 3/19 4/19 5/19 6/19 0,80 0,80 0,80 0,52 0,52 1,5 1,5 1,5 1,5 2 2 2 2 0,80 3,10 3,10 2,54 2,54 1,6о] 1,10 3,85 У 2,55 3,80 1 12,9 205 2,54 2,64
Далее определяется
детали (графа 10)
средневзвешенный по расстоянию вес
_ 2 m
G = —--
2^
где G — средневзвешенный по расстоянию вес детали в кг (графа 10);
G — вес детали с оправкой в кг (графа 6);
Р — расстояние перемещения одной детали в соответствии с перемещаемым весом в м (графа 7);
SP — суммарное расстояние перемещения одной детали в м (графа 8).
122
При подсчете расстояния перемещения деталей в течение смены (графа 11) суммарное расстояние перемещения одной детали (графа 8) умножается па сменную программу (графа 9) и делится на 1000.
Из рассмотренных в схеме примеров видно, что на 1-м рабочем месте вес детали1 несколько более 13 кг, а расстояние перемещения деталей в смену не превышает 3 км. Следовательно, па этом рабочем месте (согласно таблице) занятость в течение времени цикла не должна превышать 60%.
На 2а рабочем месте вес детали — менее 3 кг, а расстояние перемещения — около 3 км. Следовательно, на этом^рабо-чем месте можно допустить стопроцентную занятость в'течение времени цикла.
Принимая уточненное время цикла за оперативное время, устанавливаем норму времени на все операции, выполняемые на многостаночном рабочем месте:
== хо хв Ттех торг ^отл-
В случае необходимости расчета норм штучного времени по каждой операции в отдельности последняя может быть определена:
а) при условии, если Тц — Гоп.наиб,
-К = __Тш Тк
UI V-l „V 1 ш ’
где —штучное время обработки детали на одном станке (берется по данным нормировочных карт);
Тш — штучное время обработки детали в условиях многостаночного обслуживания;
27щ —сумма штучного времени по всем операциям (берется по данным нормировочных карт);
б) при условии, если 7Ц = Т3
-К - ТШ I Т’к
1 3
где Т3 — время занятости рабочего на всех обслуживаемых станках;
Т з — время занятости рабочего на одном станке.
Две последние формулы могут быть использованы при расчете нормы штучного времени на групповом потоке.
1 При пользовании таблицей следует иметь в виду, что под весом обрабатываемой детали подразумевается средневзвешенный по расстоянию вес перемещаемого груза.
123
Таблица 14
Отношение штучного времени к оперативному
Количество станков, обслуживаемых одним рабочим-оператором
Группа и тип станка 2 3 4 5 6 7
0 Отношение штучного к оперативному времени
1. Работа без наладчика или^с ^наладчиком, но без межоперационных заделов
I. Сверлильные, токарные полуавтоматы, зуборезные, протяжные, фрезерные, резьбонарезные
II. Круглошлифовальные, вну-тришлифовальные, плоскошлифовальные
-----------------------------------\---------------------------
2. Работа с наладчиком при наличии межоперационных заделов
I. Сверлильные, токарные полуавтоматы, зуборезные, протяжные, фрезерные, резьбонарезные 1,15 1,15 1,17 1,18 1,19 1,22
11. Круглошлифовальные, вну-тришлифовальные, плоскошлифовальные 1,21 1,24 1,26 1,29 — —
124
Таблица 15
Время перерывов на отдых и личные надобности
Способ установки детали .Вес детали в кг до Занятость рабочего в процентах от оперативного времени до* Оперативное время операции в мин до
3 5 10 св. 10
Врем ные проц я на о 1адобн знтах ( ного в тдых и ОСТИ ас )т onef ременг лич- тл в >атив-
20 7 6 5 5
1 40 7 6 6 5
80 7 6 6 5
100 8 7 7 6
20 7 6 6 5
40 7 6 6 6
5 80 7 6 6 6
100 8 7 7 7
Вручную
20 7 6 6 5
40 8 6 6 6
10 80 7 6 6 6
100 9 7 7 7
20 — 7 7 6
40 — 8 8 7
20 80 — 8 8 7
100 — 9 9 8
Подъемником св. 20 — 5 5 5 5
* При этом занятость рабочего не должна превышать допустимых значений, приведенных в табл. 12.
125
Таблица 16
Примеры расчета
Нормировочная карта Наименование детали Каретка первой передачи и заднего хода Деталь 120-1701112
Цех Коробка скоростей Наименование операции Нарезание зубьев г—49 Операция № 5
Отделение № 1
Марка материала Характер заготовки Вес заготовки Предел прочности ав в кгс/мм2 Твердость заготовки Охлаждение
ЗОХГТ Поковка 6,9 кг 54—70 4,2-4,8 Сульфо-фрезол
Станок Наименование Фирма, завод Модель Измерительный инструмент
202407 202450 Зубофрезерный ЗИЛ Ст. 1161 № по пор. Наименование и размер №
Приспособление № 1 п-8753 Способ установки детали: на гладкой оправке Способ крепления: гидравлический 1 2 Приспособление Эталон 1у-326 1И-726
Вспомо гательный инструмент Режущий инструмент
Наименование и размер Количество Но- мер Наименование и размер Номер Период стойкости Т Время на смену инструмента
в мин
Оправка 2 8Д-480 По предварительному расчету— фреза двухзаходная 8Р-562 240 6+2
По окончательному расчету— фреза трехзаходная 120 6+2
126
Продолжение табл. 16
№ по пор. Наименование приемов Время в мин № по пор. Наименование приемов Время в мин
1 Взять деталь, 0,31 4 Отвести фрезер- 0,06
надеть на оправку, ную головку на-
надеть быстросменную шайбу, зад
закрепить гидрав- 5 Ускоренный об- 0,33
• лическим зажимом, ратный ход сала-
открепить, снять быстросменную зок
шайбу, снять деталь с оправки и положить Установить и 0,03 6 Очистить от стружки щеткой установочные базы приспособле- 0,03
2 НИЯ
снять дополнитель-
Нис КОЛЬЦО
3 Произвести по- 0,06 Итого на две 0,82
дачу фрезерной головки на глубину фрезерования детали
Наименование перехода Длина обработки 1 Врезание и подвод инструмента Л Диаметр обработки D Ширина обработки В Глубина резания t Подача 5 Число оборотов п .-W Скорость резания V Основное время Тв в мин
Предварительный расчет
Нарезание зубьев £=49
60
32
211
2,25 I ПО I 38 I 4,553
_ (Z + Z,)^ ns id
(60 + 32)Х49 110X2,25X2X2
= 4,553 мин.
На 2 детали основное время То = 4,553X2=9,106 мин.
Окончательный расчет
60 I 32 I 211
2,0 I 132 I 45,5 I 5,69
т _ (Z+Z-^
° nsid
(6О+32)Х49
132x2x3x2
мин.
На дне детали основное время 70 = 2,845x2=5,69 мин.
127
Пример расчета нормы времени и нормы обслуживания на поточной
№ операции 1 ’Наименование операции технологического процесса Количество станков на операции Количество деталей, одновременно обрабатываемых на станке Основное время в мин Вспомогательное время в мин Время активного наблюдения, мин
машинное машинноручное неперекрываемое перекрываемое
1 2 ' 3 4 5 6 7 8 9
1 Токарная обработка, предварительная 1 1 0,915 — 0,11 0,19 0,046
2 Протягивание отверстия и шлиц 1 1 0,254 — 0,48 — 0,013
3 Калибрование отверстия и шлиц 1 1 0,150 — 0,40 — 0,008
4 Токарная обработка, окончательная 1 2 2,190 — — 1,34 0,109
5 Нарезание зубьев 2 2 9,106 — 0,82 — 0,460
6 Закругление зубьев (с двух сторон) 2 1 3,484 — 0,71 — 0,174
7 Зачистка заусенцев 1 1 — 0,271 0,055 — —
8 Шевингование зубьев 2 1 2,510 — 0,33 — 0,125
128
to
0,05 0,03 0,03 0,05 1 0,03 0,05 90*0 О Время на переход от станка к станку в мин
2,840 0,326 4,194 9,926 2,190 0,550 0,734 1,025 >—1 Оперативное время в мин (5 гр.+6 гр.+7 гр.)
2,335 | 3,280 8,596 0,743 0,112 0,191 0,619 >—1 Свободное машинное время в мин 5 гр.—(8 гр.+9 гр.-j-+ 10 гр.)
0,505> о со Сл 05 о со >—1 со eg 1,449 । 1 0,5881 fcfrS‘0 1 о о С5 ' со Время занятости рабочего на операции в мин (6 гр.+7 гр.+8 гр.+9 гр.+ + 10 гр.)
СО -4 СО h-1 Время цикла, исходя из tm-n d 3
О о СО о о 4^ условия /ц— Кн в мин [редв
< м Сл № рабочего места СО ТЗ S
00 Сл 05 ф» 1,2,3 05 № операций, включенных в рабочее место гельнг
1,722 6,316 1,449 1,537 1—4 Время занятости рабочего на рабочем месте в мин яй рас
2,840 9,926 2,190 1,537 00 Время цикла на рабочем месте в мин 1ет вр
to 4*. to со Количество деталей, обрабатываемых на рабочем месте за цикл емени
1,420 2,481 1,095 1,537 о Время цикла, отнесенное к обработке одной детали в мин (18 гр.: 19 гр.) цикла
4 Таблица 17 линии обработки детали „Каретка первой передачи и заднего хода“
Уточненный расчет
Наименование операции технологического процесса
Основное время в мин Вспомогательное время в мин Время активного наблюдения в мин Время на переход от станка к станку в мин Оперативное время в мин (23 гр. + 24 гр.)
неперекрываемое 1 перекрываемое
23 24 25 26 27 28
№ операции
22
1 Токарная обработка, предварительная 0,915 0,11 0,19 0,046 0,06 1,025
2 Протягивание отверстия и шлиц 0,254 0,48 — 0,013 0,05 0,734
3 Калибрование отверстия и шлиц 0,150 0,40 — 0,008 0,03 0,550
4 Токарная обработка, окончательная 2,190 — 1,34 0,109 — 2,190
5 Нарезание зубьев 5,690 0,82 — 0,280 0,05 6,510
6 Закругление зубьев (с двух сторон) 3,484 0,71 — 0,174 0,03 4,194
7 Зачистка заусенцев 0,271 0,055 — — 0,03 0,326
8 Шевингование зубьев 2,510 0,33 — 0,125 0,05 2,840
130
0,5051 0,356) о >—‘ о 1,449 0,5881 0,406) 1 0,543} to ю на операции (24 гр. + 25 гр.+ + 26 гр. + 27 гр.) Занят! рабо1 В Ml
1,722 5,956 1,449 1,537 Со на рабочем месте ость iero ин
2,840 6,510 2,190 1,537 СО Время цикла в мин
to to >—» СО to Количество деталей, обрабатываемых на рабочем месте
1,420 1,630 1,095 1,537 СО со Время цикла в расчете на одну обработанную деталь в мин (31 гр.; 32 гр.)
60,8 91,5 66,1 о СО Отношение времени занятости на рабочем месте ко времени цикла (к оперативному времени) в %
0,085 0,196 0,086 0,169 со Сл Время оргобслуживания на рабочем месте в мин ц орг н d-100
600‘0 0,168 0,077 0,081 со СИ Время техобслужива рабочем месте в мин ния на 7цатех i • 100
О >—4 О Z 1—4 1—4 со Время на отдых и личные Тц^отт
о СП СО оо падиипиин о мпн d 100
1,644 2,104 1,414 1,925 со оо Время обработки детали на рабочем месте в мин (33 гр.+35 гр.4-36 гр.+37 гр.)
Продолжение табл. 17
ПОЯСНЕНИЯ
к примеру расчета нормы времени и нормы обслуживания на поточной линии обработки детали «Каретка первой передачи и заднего хода»
Квартальная программа выпуска данных деталей в шт. — 44486.
Квартальный фонд рабочего времени при трехсменной работе и семичасовом рабочем дне составляет Ф=93420 мин.
Заданный такт работы поточной линии:
__Ф
1™ = ~п
93 420
44480
= 2,1 мин.
Основное (технологическое) и вспомогательное время определено на основании инструкционных (технико-нормировочных) карт (см. табл. 16).
Время занятости рабочего включает основное (машинно-ручное), вспомогательное (неперекрываемое и перекрываемое) время, время активного наблюдения и время переходов. По операции (3) во время полной занятости рабочего включено также основное (машинное) время из-за небольшой его величины и невозможности для рабочего в это время выполнить какую-либо работу на других станках.
Время цикла определено как большее из значений занятости рабочего, или наибольшего оперативного времени на данном рабочем месте.
Занятость на рабочем месте определена на все количество деТалей, обрабатываемых за цикл на данном рабочем месте. Так, например, на рабочем месте № 111 время занятости рабочего рассчитано па обработку четырех деталей на операциях (5) и (6),'см. табл. 17.
Время цикла в расчете на одну деталь при предварительном расчете превысило заданное время такта, поэтому на рабочем месте № 111 в целях синхронизации работы поточной линии проведены мероприятия по уменьшению основного времени на операцию (5):
а) уменьшен период стойкости фрезы с 240 до 120 мин и введены три осевых перемещения фрезы за время ее «работы до переточки, за счет этого повышена скорость резания;
б) место двухзаходных червячных фрез применены трехзаходные фрезы.
Расчет приведен в табл. 17.
132
ПРИЛОЖЕНИЕ 4
Классификация станков по группам сложности оборудования при многостаночном обслуживании
Станки Группа сложности оборудования
Вертикально-сверлильные Горизонтально-протяжные Зубошевинговальные, зубозакругляющие Токарные (обработка однорезцовая, черновая) Пресса I
Вертикально-сверлильные, многопозиционные Внутришлифовальные Вертикально-хонинговальные Вертикально-протяжные Горизонтально-вертикально-универсальнофрезерные Горизонтально-расточные Зубодолбежные Зубофрезерные Продольно-фрезерные
Плоскошлифовальные с прямоугольным столом Плоскошлифовальные с круглым столом Специальные агрегатные токарно-сверлильные Специальные агрегатные фрезерно-сверлильные Токарные (чистовая обработка) Токарные многорезцовые Токарные полуавтоматы Токарные многошпиндельные полуавтоматы Токарно-револьверные Шлице-шпоночно-резьбофрезерные Шлиценарезные II
Внутришлифовальные (по обработке отверстий 2, 2А и 3 классов точности) Круглошлифовальные III
Барабанно-фрезерные Токарные полуавтоматы типа „Буллард* Особо сложные специальные агрегатные станки IV
133
ПРИЛОЖЕНИЕ 5
Время на техническое обслуживание рабочего места при многостаночном обслуживании
Группа сложности лимитирующего станка I II III IV
Время на техническое обслуживание в % от основного времени 2,0 4,0 7,0 14,0
ПРИЛОЖЕНИЕ 6
Время на организационное обслуживаниэ оборудования при многостаночном обслуживании
Средняя группа сложности станков, установленных на одном рабочем месте Количество обслуживаемых станков
1 2 3 4 5 6 7 8 9 10
Время на организационное обслуживание в % от оперативной) времени
I 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0
II 3,7 4,8 5,9 7,0 8,0 9,2 10,3 11,4 12,5 13,6
III 6,9 8,1 9,3 10,5 11,7 12,9 14,1 — — —
IV 11,0 12,3 13,6 11,9 16,2 — — — — —
содержание
Общая часть.......................................’ . . 3
Таблица 1. Поправочные коэффициенты на вспомогательное время................................................... 19
Таблица 2. Перемещение заготовок вручную на расстояние свыше 1 м, подъемником — на расстояние свыше 3 м . . . . 19
I. Вспомогательное время на установку и снятие детали
Карта 1. Установка в самоцентрирующем патроне или планшайбе .......................................................... 20
Карта 2. Установка в цанговом патроне (прутка).......... 23
Карта 3. Установка в центрах............................ 24
Карта 4. Установка в цанговом патроне (детали).......... 25
Карта 5. Установка на концевой оправке................... 27
Карта 6. Установка в тисках............................. 29
Карта 7. Установка на магнитном столе.................... 30
Карта 8. Установка рамки-сепаратора на магнитном столе . . 32
Карта 9. Установка детали в сепаратор . . . ................ 33
Карта 10. Установка на нож или па наклонный желоб .... 31
Карта И. Загрузка деталей в бункер станка .................. 35
Карта 12. Установка в специальных приспособлениях....... 36
Карта 13. Установка в специальных патронах.............. 50
Карта 14. Протяжные станки для внутреннего протягивания 54
Карта 15. Очистка, протирка деталей, приспособлений . . . в 55
Карта 16. Перемещение и кантование детали............... 53
Карта 17. Перемещение деталей (узлов) с применением подъемников .......................................................... 60
Карта 18. Навешивание деталей на подвесной конвейер и снятие их....................................................... 62
Карта 19. Перекрываемое вспомогательное время на приемы, связанные с установкой и снятием детали и управлением станком (все станки) .........................................: . . 63
II. Вспомогательное время на приемы управления станком
Карта 20. Разные станки.................................... 65
Карта 21. Зубострогальные, болторезные и агрегатные «танки 69
Карта 22. Протяжные ставки для внутреннего и наружного протягивания ................................................... 70
Карта 23. Зубошлифовальные и шлпцешлифовальпые станки 71
Карта 24. Вспомогательное время на вводы и выводы сверла 72
135
III. Вспомогательное время на измерения
Карта 25. Пробка гладкая ................................... 74
Карта 26. Калибр-пробка, кольцо н вкладыш шлицевые .... 76
Карта 27. Пробка резьбовая.................................. 78
Карта 28. Кольцо резьбовое.................................. 80
Карта 29. Скобы и оптический зубомер........................ 82
Карта 30. Пробка и втулка конусные.......................... 87
Карта 31. Шаблоны........................................... 88
Карта 32. Штангенциркуль, штангенглубппомер и щуп ... 90
Карта 33. Индикатоп......................................... 92
КЦрта 34. Приборы .......................................... 93
Карта 35. Периодичность контрольных измерений детали на
операцию........................................................ 94
IV. Время на техническое обслуживание рабочего места
Карта 36. Токарные операционные, многорезцовые, токарные многошпиндельные полуавтоматы, расточные и револьверные станки 97
Карта 37. Сверлильные одношпиндельные, многошпиндсльные полуавтоматы и автоматы...................................... 98
Карта 38. Фрезерные одношпиндельные, многошпиндельные станки и полуавтоматы...................................... 99
Карта 39. Круглошлифовальные станки..................... 101
Карта 40. Внутришлифовальные станки..................... 102
Карта 41. Плоскошлифовальные станки, работающие периферией круга.................................................... 103
Карта 42. Бссцентровошлифовальные станки............... 104
Карта 43. Разные станки................................. 106
V. Время на организационное обслуживание рабочего места
Карта 44. Все станки................................... 107
VI. Время перерывов на отдых и личные надобности
Карта 45. Все станки.................................... ПО
Приложения . . . . ........................... . . . . Ill
ОБЩЕМАШИНОСТРОИТЕЛЬНЫЕ НОРМАТИВЫ ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ И ВРЕМЕНИ НА ОБСЛУЖИВАНИЕ РАБОЧЕГО МЕСТА НА РАБОТЫ, ВЫПОЛНЯЕМЫЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ. МАССОВОЕ
Массовое производство
Редактор издательства А. В. Почтарева
Технический редактор А. М. Калтыгина. __________Корректор А. А. Снастина
Сдано в набор 10/Х 1973 г. Подписано к печати 2/1 1974 г. Т-02801
Формат 60X90’/ie. Бумага № 3. Печ. л. 8,5. Уч.-изд. л. 6,4. Тираж 35 000 экз. Заказ 1091___________________________Цена 32 коп.________________________
Издательство «Машиностроение». 107885, Москва, Б-78, 1-й Басманный пер., д. 3.
Отпечатано с набора типографии изд-ва «Московская правда» в Московской типографии № 4 Союзполиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной торговли, Москва, И-41, Б. Переяславская, 46.
136