





































































































Similar



Text
СОДЕРЖАНИЕ
Глава 1
Контроль гладких деталей
1.1. Калибры гладкие для размеров до 500 мм . . 3
1.1.1. НТД на гладкие калибры . 3
1.1.2 Термины и основные определения . 3
1.1.3. Виды калибров 3
1.1.4. Правила применения калибров 3
1.1.4.1. Калибры для валов ... . 3
1.1.4.2. Контркалнбры к калибрам-скобам . . 3
1.1.4.3. Калибры для отверстий . . . 3
1.1.5. Допуски калибров .. . . 3
1.1.6. Технические требования....................5
1.2. Калибры гладкие для размеров свыше 500 до
31150 мм ................................. . . 5
1.3. Калибры для глубин и высот уступов 5
1.3.1. Общие положения .... . 5
1.3.2. Допуски и предельные отклонения .5
1.4. Погрешности, допускаемые при измерении линейных
размеров до 500 мм.................................25
1.4.1. Значения допускаемых погрешностей измерения 25
1.4.2. Приемочные границы с учетом нормируемых
допускаемых погрешностей измерения . .25
1.5. Выбор универсальных средств для измерения линей-
ных размеров .... ... -28
1.5.1. Погрешности измерения универсальными изме-
рительными средствами...........................28
1.5.2. Основные составляющие погрешности при раз-
личных условиях измерения н их влияние на пре-
дельную погрешность измерения...................29
1.5.2.1. Погрешности, зависящие от средств измере-
ний ............................................29
1.5.2.2. Погрешности, зависящие от установочных мер 29
1.5.2.3. Погрешности, зависящие от измерительного
усилия ........................................ 29
1.5.2.4. Погрешности, происходящие от температур-
ных деформаций (в соответствии с информационным
приложением к СТ СЭВ 31292—81)..................29
11.5.2.5. Специфические погрешности при измерении
внутренних размеров ........................... 30
1.5.2.6. Погрешности, зависящие от оператора (субъ-
ективные погрешности )...........................31
1.5.3. Порядок выбора измерительных средств . g]
1.5.3.1. Участие технических служб в выборе изме-
рительных средств ............................. 31
1.5.3.2. Выбор конкретных измерительных средств . 3]
Глава 2
2.1.4. Калибры для трубной цилиндрической резьбы 77
2.1.4.1. Общие сведения.................................77
2.1.4.2. Профиль резьбы и длина рабочей части ка-
либра 77
2.1.4.3. Допуски резьбовых калибров .... 78
2.1.4.4. Расчет резьбовых калибров......................79
2.1.4.5. Гладкие калибры................................79
2.1.5. Калибры для упорной резьбы . . .81
2.1.5.1. Общие сведения.................................81
2.1.5.2. Профиль резьбы и длина рабочей части ка-
либров .................................................81
2.1.5.3. Допуски резьбовых калибров.....................83
2.1.5.4. Расчет резьбовых калибров . . .83
2.1.5.5. Гладкие калибры................................84
2.1.6. Калибры для круглой резьбы..................87
2.1.6.1. Общие сведения.................................87
2.1.6.2. Профиль резьбы и длина рабочей части ка-
либров ............................................... .88
2.1.6.3. Допуски резьбовых калибров . . . 89
2.1.6.4. Расчет резьбовых калибров......................90
2.1.6.5. Гладкие калибры . . 91
2.2. Калибры для конических резьб ..... 92
2.2.1. Калибры для метрической конической резьбы 92
2.2.1.1. Общие сведения...............................92
2.2.1.2. Виды калибров................................93
2.2.1.3. Правила применения калибров .... 93
2.2.1.4. Профиль и длина рабочей части калибров . 94
2.2.1.5. Допуски резьбовых калибров . ... 95
2.2.1.6. Расчет резьбовых калибров . .95
2.2.1.7. Гладкие калибры..................................95
2.2.2. Калибры для трубной конической резьбы . 97
2.2.2.1. Общие сведения . . .... 97
2.2.2.2. Виды калибров.................................97'
2.2.2.3. Профиль резьбы и длина рабочей части
калибров...............................................98
2.2.2.4. Допуски резьбовых калибров . . . 98
‘2.2.2.5. Расчет резьбовых калибров ... 99
2.2.2.6. Гладкие конусные калибры.........................99
2.2.3. Калибры для конической резьбы вентилей и
баллонов для газов ....................101
2.2.З.1. Общие сведения ...... 101
2.2.32. Виды калибров ....................Ю|
2.2.3.3. Правила применения конусных калибров . 102
2.2.3.4. Профиль резьбы и длина рабочей части ка-
либров ..................................................102
2.2.3.5. Допуски резьбовых конусных калибров . Ю2
2.2.3.6. Расчет резьбовых конусных калибров . ЮЗ
2..2.3.7. Гладкие конусные калибры.....................ЮЗ
2.2.3.8. Резьбовые конусные калибры для контроля
наружной резьбы на участке Z|—Z2 и внутренней
резьбы на участке 1з—1ц ...... . ЮЗ
Контроль резьб
2.1. Калибры для цилиндрических резьб . . .
2.1.1. Общие положения..............................
2.1.1.1. Виды калибров..............................
2.1.1.2. Правила применения калибров . . . .
2.1.1.3. Общие обозначения в стандартах на ка-
либры для цилиндрических резьб......................
2.112. Калибры для метрической резьбы . . .
2.1.2.1. Общие положения............................
2.1.2.2. Профиль и длина рабочей части калибров .
2.1.2.3. Допуски резьбовых калибров . . . .
2.11.2.4. Расчет резьбовых калибров.................
2 Л.2.5. Гладкие калибры............................
2.1.2.6. Калибры для метрической резьбы диаметром
менее 1 мм .........................
2.1.3. Калибры для трапецеидальной резьбы
2.1.3.1. Общие сведения......................
2.4.3.2. Профиль резьбы и длина рабочей части ка-
либров ...............................................
'2.1.3.3 Допуски резьбовых калибров . . . .
2.1.3.4. Расчет резьбовых калибров..................
2.1.З.5. Гладкие калибры............................
55
55
55
55
57
57
57
58
59
60
65
65
72
72
72
73
74
74
Глава 3
Контроль зубчатых (червячных) колес и червяков
3.1. Обозначения, термины и определения приборов для
измерения зубчатых (червячных) колес и червяков 107
3.2. Типы, основные параметры и нормы точности при-
боров для измерения зубчатых (червячных) колес
н червяков........................................107
3.2.1. Общие положения.........................107
3.2.2. Основные параметры приборов . . . 107
3.2.3. Нормы точности приборов.................108
3.2.4. Требования стандартов СЭВ к приборам для
измерения цилиндрических зубчатых колес . . 108
312.5. Требования стандартов СЭВ к приборам для .
измерения конических зубчатых колес ... 108
3.2.6. Требования стандартов СЭВ к приборам для
измерения цилиндрических червяков, червячных
колес н червячных передач ......................ПО
3.3. Национальные стандарты на отдельные типы при-
боров для измерения зубчатых (червячных) колес и
червяков н на измерительные зубчатые колеса . |Ю
207
Глава 4
Контроль деталей шпоночных н шлицевых соединений
4.1. Калибры для шпоночных соединений . . . 129
4.1.1. Общие сведения ... .... 129
4.1.2. Виды шпоночных калибров................129
4.1.3. Основные размеры шпоночных калибров . 129
4.1.4. Допуски .... .... 129
4.1.5. Расчет размеров калибров . . 130
4.2. Калибры для контроля прямобочных шлицевых со-
единений ...................................... ... 135
4.2.1. Общие положения ........................135
4.2.2. Обозначения . . ... 135
4.2.3. Виды калибров ... .... 136
4.2.4. Основные размеры 136
4.2.5. Допуски.............. ... 136
4.2.6. Расчет размеров калибров ... 137
4.2.7. Условные обозначения калибров .141
4.3. Калибры для контроля шлицевых эвольвентных со-
единений ...................... . . . . ’3
4.3.1. Обозначения..............................]4^
4.3.2. Виды и правила применения калибров . .
4.3.3. Конструктивное исполнение рабочей части ка- .
ливров .... . 144
4.3.4. Допуски калибров......................... I44
Глава 5
Контроль конусов
5.1. Конусные калибры общего назначения . . . 148
5.1.1. Назначение............................148
5.1.2. Виды, исполнения и комплектность калибров 148
5.1.3. Обозначения 148
5.1.4. Допуски.............................. .149
5.2. Конусные калибры специального назначения 150
5.2.1. Типы калибров.............. .150
5.2.2. Основные размеры и допуски . . .150
5.3. Измерение и контроль конусов и конусных калибров 150
5.3.1. Контроль конусов калибрами . . 150
5.3.2. Контроль калибров......................151
5.3.3. Поэлементное измерение конусов изделий и
калибров 154
Глава 6
Контроль формы и расположения поверхностей
6.1. Методы измерений отклонений формы и расположе-
ния поверхностей ................................ 150
6.1.1. Общие требования к измерениям отклонений
формы и расположения поверхностей . . igq
6.1.1.1. Общие положения .................... 160
6.1.1.2 Нормируемый участок и длина измерения [61
6.1.1.3. Плоскость измерения и линия измерения
отклонения .161
6.1.1.4. Исключение влияния шероховатости поверх-
ности .........................................161
6.1.1.5. Базовые элементы для оценки отклонения
формы .........................................162
6.1.1.6. Базы для оценки отклонения расположения 162
6.1.1.7. Исключение влияния отклонений формы при
измерении отклонений расположения 162
6.1.1.8. Контроль независимых и зависимых допусков
расположения пли формы ..... 163
6.1.1.9. Требования к характеристикам средств изме-
рений отклонений формы и расположения поверх
ностей . ..............................163
6.1.1.10. Погрешности измерений отклонений формы и
расположения....................................164
6.1.1.11. Условные обозначения, применяемые в схе-
мах измерений ............................. .... 165
6.1.2. Методы измерений отдельных видов отклоне-
ний ............................................167
6.1.2.1. Методы измерений отклонений от прямоли-
нейности .......................................167
6.1.2.2. Методы измерений отклонений от плоскост-
ности .........................................171
6.1.2.3. Методы измерений отклонений от круглости 174
6.1.2.4. Методы измерений отклонений от цплиндрич-
ностп......................................... 177
6.1.2.5. Методы измерении отклонений профиля
продольного сечения цилиндрических поверхностей [80
6.1.2.6. Методы измерений отклонений от параллель-
ности . ..............181
6.2. Калибры для контроля расположения поверхностей 184
6.2.1. Общие положения..........................184
6.2.2. Допуски и отклонения размеров калибров . 185
6.2.3. Расчет предельных размеров измерительных
элементов..................................... 1С
6 2 4 Допуски расположения измерительных элемен-
тов ........................................._ 187
6 2.5 Калибры скобы для контроля расположений
м ICO
ОССИ .................. •
Глава 7
Контроль шероховатости поверхности
7.1. Измерение параметров шероховатости поверхности
приборами...................................... 192
7.1.1. Измерение параметров шероховатости. Терми-
нология ....................................... 192
7.1.2. Классификация приборов и устройств для из-
мерения и оценки шероховатости поверхности . 194
7.1.3. Методика измерений параметров шерохова-
тости приборами профильного метода . 197
7.2. Образцы сравнения шероховатости поверхности . 198
Приложение. Методы измерения отклонений от
перпендикулярности 201
Справочное издание
ПАЛЕЙ МАРК АБРАМОВИЧ. МАРКОВ НИКОЛАЙ НИКОЛАЕВИЧ,
МЕДОВОЙ ИГОРЬ АЛЕКСАНДРОВИЧ и др.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК СЭВ
В МАШИНОСТРОЕНИИ И ПРИБОРОСТРОЕНИИ
Справочник
В двух томах
Т о м 2
КОНТРОЛЬ ДЕТАЛЕЙ
Редактор—составитель Палей М. А.
Редактор Пантелеева Т. В.
Технические редакторы Н. С. Гришинова. В. Н. Малькова
Корректоры В. С. Черная, И. Л. Асауленко
ИБ № 619
Сдано в наб. 07.02.89 Подп. к печ. 23.11.89 Формат изд. ООХЭО'А Бумага типографская 2.
Гарнитура литературная. Печать высокая. 26,0 усл. и. л. 26,25 усл. кр.-отт. 31.15 уч.-изд. л.
______________Тираж 45207 экз. Зак. 403 Цена 2 р. 10 к. Изд № 7857/7__
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, ГСП,
Новопресненский пер.. 3.
Калужская типография стандартов, ул. Московская. 256,
ЕДИНАЯ СИСТЕМА
ДОПУСКОВ И ПОСАДОК
СЭВ
В МАШИНОСТРОЕНИИ
И ПРИБОРОСТРОЕНИИ
СПРАВОЧНИК
в ДВУХ ТОМАХ
том 2
КОНТРОЛЬ ДЕТАЛЕЙ
2-е ИЗДАНИЕ, ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
<3
МОСКВА
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
1989
УДК 621.753.14-621.753.2:6214-Ъ81.2(031)
Единая система допусков и посадок СЭВ в машиностроении и приборостроении:
Справочник в 2 т. — 2-е изд., перераб. и доп. — М.: Издательство стандартов, 1989.—
Т. 2: Контроль деталей. — 208 с.
Справочник содержит основные сведения о стандартах СЭВ, определяющих еди-
ные для стран—членов СЭВ нормы взаимозаменяемости типовых соединений в машнно-
и приборостроении, разработанные для обеспечения эффективного международного
технико-экономического сотрудничества и прежде всего в рамках социалистической
экономической интеграции стран—членов СЭВ.
В справочнике отражены стандарты и рекомендации Международной организации
по стандартизации (ИСО), положенные в основу рассматриваемых стандартов СЭВ.
Сведения о стандартах даны по состоянию на I января 1989 г.
Справочник рассчитан на инженерно-технических работников машиностроительной
и приборостроительной отраслей промышленности, а также может быть использован
преподавателями и студентами машиностроительных вузов и техникумов.
Справочник рекомендован к изданию на 16-м заседании Рабочей группы по ос-
новным нормам взаимозаменяемости СЭВ (г. Ядвисин, ПНР, 1986' г.).
Авторы:
М. А, Палей, Н. Н. Марков, И. А. Медовой. В. С. Лукь-
янов, П. А. Сацердотов, Б. А. Т а й ц, М. Б. Шабалина (СССР),
И. Си л а ди (Венгерская Республика), М. Клайншмидт, Г. Трумпольд
(ГДР)
_ 2107000000—29 оо 6О
085 (02)—89
ISBN 5-7050-0029-4
ISBN 5-7050-0149-5
© Издательство станд
Глава 1
КОНТРОЛЬ ГЛАДКИХ ДЕТАЛЕЙ
I. I. КАЛИБРЫ ГЛАДКИЕ ДЛЯ РАЗМЕРОВ ДО 500 мм
1.1.1. НТД НА ГЛАДКИЕ КАЛИБРЫ
В рамках СЭВ на калибры для контроля гладких отвер-
стий и валов с номинальными размерами до 500 мм разра-
ботаны следующие НТД:
СТ СЭВ 1919—79 «Калибры гладкие для цилиндрических
отверстий и валов. Виды»;
СТ СЭВ 157—75 «Калибры гладкие для размеров до
500 мм. Допуски»;
СТ СЭВ 4135—83 «Калибры гладкие для цилиндрических
отверстий и валов. Технические требо-
вания».
СТ СЭВ 5617—86 «Калибры. Термины и определения».
В стандартах СЭВ устанавливаются основные термины,
виды калибров, допуски и расположение полей допусков,
правила применения калибров и основные технические требо-
вания к ним.
В ИСО гладкие калибры стандартизованы в ИСО/Р
1938—1971 «Система допусков и посадок ИСО. Часть II.
Контроль гладких деталей». Документы СЭВ соответствуют
ИСО'Р 1938—1971 в части видов, расположения полей до-
пусков и величин допусков, правил применения калибров.
Национальные стандарты стран—членов СЭВ предусмат-
ривают, кроме видов, допусков, правил применения и техни-
ческих требований, конструкцию и основные размеры калиб-
ров. Сведения о конструктивных размерах калибров в спра-
вочнике нс приводятся.
1.1.2. ТЕРМИНЫ И ОСНОВНЫЕ ОПРЕДЕЛЕНИЯ
Калибром в соответствии с СТ СЭВ 5617—86 называется
техническое средство контроля, воспроизводящее геометричес-
кие параметры (линейные и угловые размеры, геометричес-
кую форму поверхности или взаимное расположение) эле-
ментов детали и контактирующее с элементом детали по
поверхности, линии или точке. Поверхность калибра, непосред
ственно контактирующая с контролируемым элементом де-
тали, называется рабочей поверхностью. Различают предель-
ные и нормальные калибры. Предельные калибры предназна-
чены для контроля заданных пределов геометрических пара-
метров. Предельные калибры для отверстий и валов подраз-
деляют на проходной калибр, контролирующий предел мак-
симума материала, и непроходной калибр, контролирующий
предел минимума материала. Нормальный калибр воспроиз-
водит заданный линейный или угловой размер и форму кон-
тролируемого элемента детали. Контроль нормальным ка-
либром производят по степени сопряжения (припасовки) его
и детали.
Предельные размеры, по которым изготовляются новые
калибры, а также осуществляется контроль износа калибров
в эксплуатации, называются исполнительными размерами.
По назначению калибры подразделяются следующим об-
разом:
рабочие калибры, применяемые для контроля деталей
при их изготовлении;
приемные калибры, применяемые для контроля деталей
заказчиком;
контрольные калибры (контркалибры), применяемые для
контроля калибров;
установочные калибры, применяемые для установки ра-
бочих калибров и измерительных приборов.
По видам измерительных поверхностей различают калн-
бры-пробкн, калнбры-скобы, калибры-кольца, калибры-нутро-
I меры сферические. По конструктивным признакам калибры
I подразделяются на однопредельные (только с проходной или
। непроходной стороной), двухпредельные, сочетающие проход-
11 ную и непроходную стороны, односторонние (проходная и
। непроходная стороны расположены иа одном конце калибра),
двусторонние (проходная и непроходная стороны располо-
жены на противоположных концах калибра).
1.13. ВИДЫ КАЛИБРОВ
Номера и наименования отдельных видов гладких нерегу-
лируемых калибров для контроля отверстий с номинальны-
ми диаметрами от 1 до 500 мм и валов с номинальными ди-
аметрами от 1 до 315 мм, а также отдельных видов конт-
рольных калибров для калибров-скоб, установленные в СТ
СЭВ 1919—79, приведены в табл. 1.1. Схематические изобра-
жения калибров и их наименования, учитывающие конструк-
тивное исполнение калибров, приведены в табл. 1.2.
1.1.4. ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
Основные правила применения калибров установлены и
информационном приложении к СТ СЭВ 1919—79 и относят-
ся к наименованиям и номерам видов калибров по СТ СЭВ
1919—79 (см табл. 1.1).
1.1.4.1 КАЛИБРЫ ДЛЯ ВАЛОВ
Проходные калибр-кольцо 1 нпп калпбр-скоба 2 должны
проходить по валу под действием собственного веса пли оп-
ределенной силы.
Нспроходныс калибр-скоба 3 или калибр-кольцо 4 не
должны проходить по валу; в крайнем случае допускается
закусывание калибра.
1.1.4.2 КОНТРКАЛИБРЫ К КАЛИБРАМ-СКОБАМ
Калибр-скоба проходной 2 должен скользить по глад-
кому контрольному проходному калибру-пробке 5 или калиб-
ру-диску 8 под действием собственного веса или определен-
ной силы.
Калибр-скоба непроходной 3 должен скользить по конт-
рольному проходному калибру-пробке 6, или калибру-диску
9 под действием собственного веса или определенной силы.
Калпбр-скоба проходной 2, находящийся в эксплуата-
ции, не должен проходить по контрольному калибру-пробке
7 или калибру-диску 10\ в крайнем случае допускается заку-
сывание калибра.
В спорных случаях решающим является контроль по
калибрам-дискам.
1.1.4.3. КАЛИБРЫ ДЛЯ ОТВЕРСТИЙ
Калибр-пробка проходной 11 должен свободно прохо-
дить через отверстие под действием собственного веса или
определенной силы.
Калибр-пробка непроходной 12, как правило, не должен
входить в отверстие под действием собственного веса или
определенной силы; в крайнем случае допускается закусы-
вание калибра.
1.1.5. ДОПУСКИ КАЛИБРОВ
Допуски гладких калибров для пазмеров до 500 мм ус-
тановлены в СТ СЭВ 157—75. Стандарт распространяется
г.а калибры для отверстий (внутренних размеров) и валов
(наружных размеров) с допусками по 6—17-му квалитетам
по СТ СЭВ 145—88, а также на контрольные калибры, пред-
назначенные для контроля калибров-скоб. Калибры по СТ
СЭВ 157—75 рекомендуется применять также для контроля
отверстий и валов, допуски которых отличаются от установ-
ленных в СТ СЭВ 145—88, но лежат в диапазоне значений
по 6—17-му квалитетам. При этом допуски калибров следует
3
в
Граница износа вли
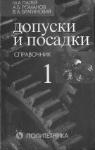
Рис. 1.1. Схемы расположения полей допусков предельных
калибров для отверстий (а) и валов (б) при размерах до
180 мм:
' — поле допуска изделия; 2 — поле допуска рабочего калибра; 3 —
поле допуска контрольного калибра
кОолитетов от 9 ОоП
а
Рис. 1.2. Схемы расположения полей допусков предельных ка-
либров для отверстий (а) и валов (б) при размерах
св. 180 мм:
/ — поле допуска изделия; 2 — поле допуска рабочего калибра; 3 —
поле допуска контрольного калибра
определять по квалнтету, допуск которого является ближай-
шим к нестандартному допуску изделия.
Схемы расположения полей допусков и отклонений ка-
либров относительно границ полей допусков изделий показа-
ны на рис. 1Л, для размеров до 180 мм и иа рис. 1.2 — для
размеров свыше 180 мм. На схемах показаны номера видов
калибров по СТ СЭВ 1919—79 (см. п. 1.1.3) и приняты сле-
дующие обозначения:
Omax, Om)n — соответственно наибольший и наименьший
предельный размер изделия;
Т — допуск изделия;
Н — допуск новых калибров для отверстия (кроме ка-
либров со сферическими измерительными поверхностями);
Hs — допуск калибров со сферическими измерительны-
ми поверхностями;
Н\ — допуск новых калибров для вала;
Нр — допуск контрольных калибров для скоб;
Z — отклонение середины поля допуска проходного ка-
либра-пробки 11 относительно наименьшего предельного раз-
мера контролируемого отверстия;
Zy — отклонение середины поля допуска проходного ка-
либра-кольца / нли калибра-скобы (вид 2) относительно
наибольшего предельного размера контролируемого вала;
У •— допустимый выход размера изношенного проходно-
го калибра-пробкн 11 за границу поля допуска изделия;
У, — допустимый выход размера изношенного проход-
ного калибра-кольца 1 илн калибра-скобы (вид 2);
а и а; — величина для компенсации погрешности контро-
ля калибрами, соответственно, отверстий нли валов с разме-
рами свыше '1180 мм.
При размерах до 180 мм для проходных калибров, кон-
тролирующих отверстия и валы 6, 7 и 8-го квалитетов, до-
пускается выход размера изношенного калибра за поле до-
пуска изделия иа величину, соответственно, Y илн У,. Для
изделий от 9-го до 17-го квалитетов граница износа проход-
ных калибров совпадает с пределом максимума материала
изделия (У=У1=0). По сравнению с размерами до 180 мм
расположение полей допусков калибров при размерах свыше
180 мм отличается смещением поля допуска непроходного ка-
либра и границы износа проходного калибра внутрь поля
допуска изделия на величину, учитывающую погрешность
контроля калибрами (а и ои).
Допуски иа изготовление калибров приведены в табл. 1.3
для размеров до 180 мм и табл. 1.4 для размеров свыше
180 мм. Установлены допуски размера и формы калибров.
Понятие о допуске формы калибров в стандарте СЭВ не
уточняется, но в ИСО/Р 1938—1971 разъясняется, что под
допуском формы гладкого калибра понимается разность меж-
ду наибольшим и наименьшим действительными размерами
калибра. Числовые значения допусков формы калибров, как
н допусков размеров, приняты по квалнтетам СТ СЭВ 145—88.
Величины, определяющие расположение полей допусков
калибров, для размеров до 180 мм приведены в табл. 1.5, а
для размеров свыше 180 мм в табл. 1.6.
Формулы для расчета исполнительных размеров калиб-
ров приведены в табл. 1.7. При подсчете наибольших пре-
дельных размеров калибров для отверстий нли наименьших
предельных размеров калибров для валов применяются сле-
дующие правила округления: размеры рабочих калибров для
изделий от 15-го до 17-го квалитетов округляются до целых
микрометров, размеры рабочих калибров для изделий от
6-го до 14-го квалитетов и всех контрольных калибров окру-
гляются до величин, кратных 0,5 мкм, при этом допуск на
калибр сохраняется по СТ СЭВ 157—75. Округление разме-
ров калибров, оканчивающихся иа 0,25 и 0,75 мкм, произво-
дят до величин, кратных 0,5 мкм, в сторону сокращения про-
изводственного допуска изделия.
На основании формул расчета и правил округления испол-
нительных размеров по СТ СЭВ 157—75 в национальных
стандартах некоторых стран, в частности в ГОСТ 21401-—75,
приведены таблицы, упрощающие определение исполнитель-
ных размеров калибров для отдельных полей допусков и
интервалов номинальных размеров изделий. В табл. 1.8 и
1.9 приведены рассчитаиные по СТ СЭВ 157—75 н отнесен-
4
иыс к номинальному размеру изделия предельные oikjohc-
ния рабочих калибров для некоторых полей допусков отвер-
стий и валов по СТ СЭВ 141—88 (в основном предпочтитель-
ных).
СТ СЭВ 157 —75 не распространяется на приемные ка-
либры. Для устранения разногласий между изготовителем и
заказчиком, если нет специального соглашения, рекомендует
ея:
при контроле отверстия или вала в процессе их изготов-
ления пользоваться новыми или мало изношенными проход-
ными калибрами и непроходнымн калибрами с размерами,
близкими к наименьшему для калибра-пробки и наибольшему
для калибра-скобы (кольца);
при контроле отверстия или вала контролерами предприя-
тия-изготовителя п заказчиком пользоваться проходными ка-
либрами с размерами, близкими к пределу допустимого из-
носа. и непроходнымн калибрами с размерами, близкими к
наибольшему для калибра пробки и наименьшему для ка-
либра скобы (кольца).
1.1.6. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Кроме требований к точности размеров п форме измери-
тельных поверхностей, в соответствии с СТ СЭВ 157—75. для
калибров нормируются следующие дополнительные юхничес-
кне требования по СТ СЭВ 4135 — 83:
калибры должны быть пзгоювлены из стали, обеспечи-
вающей постоянство и стабильност размеров Рабочие части
калибров с измерительными плоскостями должны быть под-
вергнуты старению;
при изготовлении рабочей части калибра из цементируе-
мой стали толщина слоя цементации должна быть не ме-
нее 0,3 мм для калибров-пробок до 3 мм и не менее 0,5 мм
для калибров-пробок свыше 3 мм и для калибров-скоб;
измерительные поверхности допускается оснащать твер-
дым сплавом пли хромировать (толщина хромового слоя ре-
комендуется равной Z-f-r, где Z и Y — по табл. 1.5 и 1.6);
твердость измерительных поверхностей, заходных и вы-
ходных фасок калибров должна быть не менее:
55 HRC для калибров-пробок до 3 мм;
56 HRC для калибров-пробок с хромовым покрытием
(требование относится к поверхности, подготовленной под
хромирование);
58 I IRC для остальных калибров;
шероховатость поверхности калибров должна соответст-
вовать требованиям, приведенным в табл. 1.10;
предельные отклонения угла конуса (1:50) хвостовиков
АТ9
вставок и отверстий ручек к ним ± — по СТ СЭВ
178—75;
калибры-пробки, предназначенные для контроля глухих
отверстий от 1 мм и более, должны изготовляться с продоль-
ной канавкой или лыской (с шириной от 0,3 до 1 мм, но не
более 0,4 DHOMn •) или с продольным сквозным отверстием;
непроходиую сторону калибров рекомендуется обозна-
чать красным цветом.
I. 2. КАЛИБРЫ ГЛАДКИЕ ДЛЯ РАЗМЕРОВ СВЫШЕ 500 ДО 3150 мм
Гладкие калибры для размеров свыше 500 до 3150 мм
регламентируются СТ СЭВ 1920—79. в котором установлены
допуски и формулы для расчета размеров калибров для
контроля отверстий (внутренних размеров) и валов (наруж-
ных размеров) с допусками от 9-ю до 17-го квалптетов.
Допуски калибров для контроля изделий с допусками, гру-
бее 9-го квалптета. но отличающимися от установленных в
СТ СЭВ 145—75, определяются также по СТ СЭВ 1920—79
исходя из квалптега, допуск которого является ближайшим
к допуску изделия. СТ СЭВ 1920 79 распространяется так-
же на коиiрольные калибры для контроля калибров-скоб.
Расположение полей допусков калибров по СТ СЭВ
1920 79 аналогично приняюму тля размеров свыше 180 до
500 мм и показано на рис. 1.2.
Допуски размеров и формы калибров приведены в табл.
1.4, а величины, определяющие расположение полей допус-
ков калибров — в табл. 1.6.
Формулы для расчета исполнительных размеров калиб-
ров приведены в табл. 1.7.
В ИСО/Р 1938—1971 предусмотрены также допуски и
отклонения для калибров с размерами свыше 500 до 3150 мм,
но оговорено, что данные являются предварительными, для
экспериментальной проверки. СТ СЭВ 1920—79, в основном,
соответствует ИСО/Р 1938—1971. Отличия ИСО/Р 1938—4971
состоят в том, что допуски и отклонения калибров приведены
для изделий с допусками от 6-го до 16-го квалптетов, а зна-
чения для а и а, — меньше принятых в СТ СЭВ 1920—79.
I. 3. КАЛИБРЫ ДЛЯ ГЛУБИН И ВЫСОТ УСТУПОВ
1.3.1. ОБЩИЕ ПОЛОЖЕНИЯ
Предельные калибры для глубин и высот уступов в НТД
СЭВ и ИСО не стандар!пзованы. Данные об этих калибрах
приведены по ГОСТ 2534— 77.
ГОСТ 2534-77 устанавливает допуски и предельные от-
клонения калибров для контроля глубин и высот уступов с
номинальными размерами от 1 до 500 мм и с допусками or
11-го до 17-го квалптета по СТ СЭВ 145—88.
В отличие от калибров для отверстий п валов. 1де раз-
личают проходную п неироходную стороны, в калибрах для
глубин и высот уступов различают сторону для контроля
наибольшего предельного размера изделия (обозначается бук-
вой Б) и сторону для контроля наименьшего предельного
размера изделия (обозначается буквой М).
Предусматриваются допуски и предельные уклонения
для рабочих калибров. Контрольные калибры не установле-
ны. Размеры сторон калибров как при изготовлении, так и
в процессе эксплуатации должны проверяться универсальны-
ми средствами измерений. В случае использования стандарт-
ных калибров в качестве приемных сторона Б калибров
должна иметь размеры, близкие к наибольшему предельному
размеру изделия, а сторона М размеры, блинте к наимень-
шему предельному размеру изделия.
1.3.2. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Предусматриваются три схемы расположения полей до-
пусков калибров в зависимости от направления износа сто-
рон Б и М (рис. 1.3). Схема I соответствует случаю, когда
при износе размеры сторон Б и М уменьшаются, схема 2—
когда размеры сторон Б п М увеличиваются, схема 3 — ког-
да размер стороны Б уменьшается, а размер стороны М. уве-
личивается. Примеры калибров, поля допусков которых рас-
полагаются соответственно по схемам 1, 2 и 3, приведены на
рис. 1.4—1.6.
Допуски на изготовление сторон калибров Б и М прини-
маются ио СТ СЭВ 157—75. Расположение суммарных по-
лей допусков на изготовление и износ сторон калибров также
соответствует принятому в СТ СЭВ 157—75 для проходных
калибров и определено с учетом значений Z, У и а по СТ СЭВ
157 -75.
Предельные отклонения и допуски на изготовление ка-
либров, соответствующие различным схемам расположения
полей допусков на рис. 1.3, приведены в табл. 1.11 и 1.12.
Отклонения отсчитываются: для сторон Б и М соответ-
ственно от наибольшего п наименьшего предельных разме-
ров изделия.
5
Рис. 1.6. Примеры контроля глубин и высот уступов калибра^
ми с расположением полей допусков по схеме 3:
/1 — измерительные плоскости калибров; В — направляющие плос-
кости калибров
Рис 1.3. Схемы расположения полей допусков предельных
калибров для глубин и высот уступов:
Рнс. 1.4. Примеры контроля глубин и высот уступов калиб-
рами с расположением полей допусков по схеме 1:
Л — измерительные плоскости калибров; В — направляющие плос-
кости калибров
Рис. 1.5. Примеры контроля глубин и высот уступов калибра-
ми с расположением полей допусков по схеме 2:
А измерительные плоскости калибров; В — направляющие плос-
кости калрбров
Таблица .1. Виды гладких калибров (по СТ СЭВ 1919—79
Номер вида калибра Наименование вида калибра Назначение калибра
1 Калибр-кольцо проходной Калибры для
Калпбр-скоба проход- валов
2 НОЙ
Калпбр-скоба непроход-
3 ной
Калибр-кольцо непроход- i
4 НОЙ I
5 Калибр-пробка контроль- 1 Контрольные
ный проходной для нового калибры для ка-
проходного калибра-скобы лпбров-скоб
6 Калибр-пробка контроль- ный проходной для нового непроходного калибра-скобы
7 Калибр-пробка контроль- ный для контроля износа проходного калибра-скобы
8 Калибр гладкий контроль- ный проходной для нового проходного калибра-скобы
, 9 Калибр гладкий контроль- ный проходной для нового непроходного калибра-скобы
10 Калибр гладкий контроль- ный для контроля износа проходного калибра-скобы •
11 Калибр-пробка проходной Калибры для t отверстий i
12 Калибр-пробка непроход- ной
Калибр-скоба гладкий
Та б.|и на 1.2. Схематические изображения калибров (по
СТ СЭВ 1919—79)
Наименование
калибра
Чертеж
Номер вида
калибра
по табл. 1.1
Калибр-кольцо гладкий проходной
1
нспроход- ной 4
Калибр-скоба гладкий однопре- дельный проходной, непроход- ной 6 2 п 3
Л 5х
односто- ронний, двухпре- дельный ч — 2 п 3
Л О'
Продолжение табл. 1.2
Наименование калибра Чертеж Номер вида калибра по 1абл. 1.1
Калибр-скоба гладкий двусторон- ний гп (У? 2 и 3
Калибр-пробка гладкий проходной 5, 6 и 11
0 11
7 н 12
7
Продолжение табл. 1.2
П родолжение табл. 1.2
Наименование калибра Чертеж Номер вида калибра пс табл. 1.1
Наименование калибра Чертеж Номер вида калибра по табл. 1-1
5 двусторон- £ нпй сЗ \о о с: ю" И 11 12
ф
180 мм (по СТ СЭВ 157—75)
Таблица 1.3. Допуски калибров (в мкм) для размеров до
Квалнтет допуска изделия Обозначение допуска калибра И и । ер в а л ы ра змсро в, м м
До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 3J Св. 3J до .50 Св. -50 до 80 Св. 80 до 120 Св. 120 До 180 Допуск формы калибра
6 н, Hs н, Нр 1.2 9 6,8 1.5 2,5 1 1,5 2,5 1 2 3 1.2 2,5 1 1,5 2,5 4 1,5 3 5 2 4 6 2,5 5 8 3,5 111 1Г2 ' 1П _
7 н, н1 Us Нр 2 0,8 2,5 1 2,5 1,5 1 3 2 1,2 1 2.5 1.5 4 2,5 1.5 5 3 2 6 4 2,5 8 5 3,5 1Т2 _ 1Т1 1Т1
8, 9 и 10 н н, Hs , Нр 2 3 1.2 2,5 4 1,5 2,5 •1 1,5 3 5 2 4 6 2,5 4 7 2,5 5 8 3 6 10 4 8 12 5 1T2 1T3 ITI 1
1'1 и 12 Н, Hi Hs Нр 4 1.2 5 1,5 6 4 1,5 8 5 2 9 6 2,5 11 7 2.5 13 8 3 15 10 4 18 12 5 15, 1T4 IT3 ITI
С 13 по 17 н, н, Hs Нр 10 2 12 2.5 15 9 2,5 18 11 3 21 13 1 25 16 1 30 19 35 22 6 । 40 25 8 1T5 1T5 1T2
8
1-
Таблица 1.4. Допуски калибров (в мкм) для размеров св. ISO до 3150 мм (по СТ СЭВ 157—75 и СТ СЭВ 1920—79)
Квалптет до- пуска изделия Обозначение» допуска ка- либра Интервалы размеров, мм Допуск фор- мы калибра
Св 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500 Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 ДО 3150
6 н 7 8 9 10 — — IT1
7 10 12 13 15 i— — — — — — — — IT2
н, 10 12 13 15 . IT2
6 и 7 Hs 7 8 9 10 — — — — — — — — IT1
Нр 4.5 6 7 8 — — — — — — — — IT1
8* 9 и н 10 12 13 15 16 18 21 24 29 35 41 50 IT2
10 Н( 14 16 18 20 22 25 29 34 40 48 57 69 IT3
Hs» Н р 7 8 9 10 11 13 15 18 21 25 30 36 IT1
Н. Hi 20 23 25 27 30 35 40 46 54 65 77 93 IT4
11 и 12 н $ 14 16 18 20 22 25 29 34 40 48 57 69 IT3
Нр 7 8 9 10 11 13 15 18 21 25 30 36 IT1
н. н, 46 52 57 63 70 80 90 105 125 150 175 210 IT5
С 13 но 17 Hs 29 32 36 40 44 50 56 66 78 92 110 135 IT5
Нр 10 12 13 15 16 18 21 24 29 35 41 50 IT2
* Только для размеров до 500 мм.
Таблица 1.5. Величины, определяющие расположение полей допусков калибров для размеров до 180 мм (отклонения в мкм)
(по СТ СЭВ 157—75)
Квалитет до- пуска изде- лия Обозначение отклонения калибра Интервалы размеров, мм
До 3 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180
Z 1 1,5 1,5 2 2 2,5 2,5 3 4
У 1 1 1 1,5 1,5 2 2 3 3
Z, 1,5 2 2 2,5 3 3,5 4 5 6
Yi 1,5 1,5 1,5 2 3 3 3 4 4
Z, Zi 1,5 2 2 2,5 3 3,5 4 5 6
/ У, г. 1,5 • ,5 1,5 2 3 3 3 4 4
Z. Zt 2 3 3 4 5 6; 7 8 9
о У, У1 3 3 3 4 4 5 5 6 6
9 н 10 5 6 7 8 9 11 13 15 18
11 и 12 10 12 14 16 19 22 25 28 32
13 и 14 z, z, 20 24 28 32 36 42 48 54 60
15, 16 и 17 40 48 56 64 72 80 90 100 ПО
Примечание. При квалитетах допуска изделия от 9-го до 17-го значения У и Yi равны нулю.
Таблица 1.6. Величины, определяющие расположение полей допусков калибров для размеров св. 180 до 3150 мм (по СТ СЭВ
157—75 и СТ СЭВ 1920—79)
Квалитет до- пуска изде- лия Обозначение отклонений Интервал размеров, мм
Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500 Св 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150
Z 5 6 7 8
У 4 5 6 7
а, а» 2 3 4 5 — — — — —- —
Z1 7 8 10 И
У! 5 6 6 7
Z. Z, 7 8 10 11
7 У. У1 6 7 8 9 — — —г — — — — —
а, cci 3 4 6 7
Z. Zx 12 14 16 18
8 У. У| 7 9 9 11 — — — — — — — —
- а, ai 4 6 7 . 9
9 Z, Zx 21 24 28 32 36 40 44 50 57 67 77 89
а, ai 4 6 7 9 16 18 20 24 28 34 40 47
10 * z, Z1 24 27 32 37 42 47 52 60 69 81 93 107
а, at 7 9 И 14 22 25 28 34 40 48 56 65
11 Z, Zx 40 45 50 55 75 82 89 102 116 133 153 158
а, «1 10 15 15 20 32 36 40 48 56 67 80 95
12 Z, Z1 45 50 65 70 88 96 105 121 140 161 183 213
а, at 15 20 30 35 45 50 56 67 80 95 НО 130
13 Z, Z1 80 90 100 НО 148 162 175 197 ’ 219 255 294 328
a, at 25 35 45 55 70 80 90 105 120 150 180 210
14 Z, Zx 100 НО 125 145 188 202 225 262 299 335 394 448
a, at 45 55 70 90 ПО 120 140 170 200 230 280 330
15 Z, Zx 170 190 210 240 325 350 375 420 465 540 625 710
a, at 70 90 ПО 140 180 200 220 260 300 370 450 530
16 и 17 Z, Zx 210 240 280 320 425 450 515 580 665 770 875 1030
a, at ПО 140 180 220 280 300 360 420 500 600 700 850
Пр имечание. При квалитетах допуска
изделия от 9-го до 17-го значения У и У] равны нулю.
Таблица 1.7. Формулы для определения размеров калибров (по СТ СЭВ 157—75 и СТ СЭВ 1920—79)
Номинальный размер изделия, мм
До 180 Св. 180 до 3150
Калибр Рабочий калибр Контрольный калибр Рабочий калибр Контрольный калибр
Размер Предельное отклонение Размер Предельное отклонение Размер Предельное отклонение Размер Предельное отклонение
Проходная сторона новая ^mln+Z 1+ — — £>mln+Z н ±~2~ или .Hs ± 2 — —
и к Ф* со Проходная сторона изношенная £>mln—У — __ ^mln“ У H“a — — —
ДЛЯ ОТ] Непроход- наи сторона ^тах н ±~2~ или Hs ± 2 — — Mm ах а S ч S х|счх|ся +1 +1 — —
Проходная сторона новая ^тпах—Zj X +1 Dmax. Z1 *т Мпах~ Zj ± 2 Мпах-Zj ±21₽ 2
вала Проходная сторона изношенная ^тпах“Ь^1 — ^rnax + ^I - 2 Мтах4“ У1— — Мпах4"У i“ai 4Р
ДЛЯ Непроход- ная сторона Ну 2 ^mln ^mln+al ±—х 1 2 ^mln+ai =4Р
10
1-
Таблица 1.8. Предельные отклонения калибров для отверстий с размерами от 1 до 500 мм (по СТ СЭВ 157—75 и ГОСТ
21401—75)
мм
Интервал размеров Обозначение отклонения калибра Поле допуска отверстия
Н7 JS КТ N7
Вид калибра
И (ПР) 12 (НЕ) 11 (ПР) 12 (НЕ) 11 (ПР) 12 (НЕ) 11 (ПР) 12 (НЕ)
Предельное отклонение калибра
До 3 es ei ew +0,0025 +0,0005 —0,0015 +0,0110 +0,0090 —0,0025 —0,0045 —0,0065 +0,0060 +0,0040 —0,0075 —0,0045 —0,0115 +0,0010 —0,0010 —0,0115 —0,0135 —0,0155 —0.0030 —0.0050
Св. 3 » 6 es ei ew +0,0035 +0,0010 —0,0015 +0,0130 +0,0105 —0,0025 —0,0050 —0,0075 +0,0070 +0,0045 —0,0055 —0,0080 —0,0105 +0.0040 +0,0015 —0.0125 —0,0150 —0,0175 —0.0030 —0,0055
» 6 > 10 es ei ew +0,0035 +0,0010 —0,0015 +0,0160 +0,0130 —0,0035 —0,0060 —0,0085 +0,0080 +0,0055 -0,0065 —0,0040 —0,0115 +0,0060 +0,0035 —0.0155 —0,0180 —0,0205 —0,0030 —0.0055
» 10 » 18 es ei ew +0,0040 +00010 —0,0020 +0,0195 +0,0165 —0,0050 —0,0080 —0,0110 +0,0105 +0,0075 —0,0080 —0,0110 —0,0140 +0,0075 +0,0045 -0,0190 —0,0220 —0,0250 i —0,0035 —0.0065
» 18 » 30 es ei ew +0,0050 +0,0010 —0,0030 +0,0230 +0,0190 —0,0050 —0,0090 —0,0130 +0,0120 +0,0080 —0,0100 —0,0140 —0,0180 +0,0080 +0,0040 —0,0230 —0,0270 —0,0310 —0.0050 —0.0090
» 30 » 50 es ei ew +0,0055 +0,0015 —0,0030 +0,0270 +0,0230 —0,0065 —0,0105 —0,0150 +0,0140 +0,0100 —0,0125 —0,0165 —0,0210 +0,0090 +0,0050 —0,0275 —0,0315 —0,0360 —0.0060 —0.0100
» 50 » 80 es ei ew +0,0005 +0,0015 —0,0030 +0,0325 +0,0275 —0,0085 —0,0135 —0,0180 +0,0175 +0,0125 —0,0145 —0,0200 —0,0240 +0,0115 +0,0065 —0,0325 —0.0375 —0,0420 —0.0065 —0.0115
» 80 » 120 es ei ew +0,0080 +0,0020 —0,0040 +0,0380 +0,0320 —0,0090 —0,0150 —0,0210 +0,0200 +0,0140 —0,0170 —0,0230 —0,0290 +0,0130 +0,0070 —0,0370 —0,0430 —0,0490 —0.0070 —0,0130
» 120 » 180 es ei ew +0,0100 +0,0020 —0,0040 +0,0440 +0,0360 —0,0100 —0,0180 —0,0240 +0,0240 +0,0160 —0,0180 —0,0260 —0,0320 +0,0160 +0,0080 —0,0420 —0,0500 —0,0560 —0.0080 —0.0160
» 180 » 250 es ei ew +0,0120 +0,0020 —0,0030 +0,0480 +0,0380 —0,0110 —0,0210 —0,0260 +0,0250 +0,0150 —0,0210 —0,0310 -0,0360 +0,0150 +0,0050 —0,0480 —0,0580 —0,0630 —0.0120 —0,0220
» 250 » 315 es ei ew +0,0140 -| 0,0020 —0,0030 +0,0540 +0,0420 —0,0120 —0,0240 —0,0290 +0,0280 +0,0160 —0,0220 —0,0340 —0,0390 +0,0180 +0,0060 —0,0520 —0,0640 —0.0690 —0.0120 —0.0240
» 315 » 400 es ei ew +0,0165 +0,0035 —0,0020 +0,0575 +0,0445 —0,0115 —0,0245 —0,0300 +0,0285 +0,0155 —0,0235 —0,0365 —0,0420 +0,0175 +0,0045 —0,0565 —0,0695 —0,0750 —0.0155 —0.0285
» 400 » 500 es ei ew +0,0185 +0,0035 —0,0020 + 0,0635 +0,0480 —0,0125 —0,0275 —0,0330 +0,0315 +0,0165 —0,0265 —0,0415 j —0,0470 +0,0185 +0,0035 —0.0615 —0,0765 —0,0820 —0.0165 —0.0315
1-2*
11
Продолжение табл. 1.8
мм
Интервал размеров Обозначение отклонения калибра '— —— Поле допуска отверстия
P7 F8 HR | Н9
Вид калибра
11 (ПР) 12 (НЕ) 11 (ПР) 12 (НЕ) Н (ПР) 12 (НЕ) И (ПР) 12 (НЕ)
Предельное отклонение калибра
До 3 es ei ew —0,0135 —0,0.155 —0,0175 —0,0050 —0,0070 +0,0090 +0,0070 +0.003Q +0,0210 +0,0190 +0,0030 +0,0010 -0,0030 +0,0150 +0,0130 +0,0060 +0,0040 0 +0,0260 +0,0240
Св. 3 » 6 es ei ew —0,0165 —0,0190 —0,0215 —0,0070 —0,0095 +0,0145 +0,0120 +0,0070 +0,0290 +0,0265 +0,0045 +0,0020 —0,0030 +0,0190 +0,04 65 +0,0075 +0,0050 0 +0,0310) +0,0285
» 6 » 10 es ei ew —0,0205 —0,0230 —0,0255 —0,0080 —0,0105 +0,0175 +0,0155 +0,0100 +0,0360 +0,0335 +0,0045 +0,0020 —0,0030 +0,0230 +0,0205 +0,0085 +0,0060 0 +0,0370. +0,0345'
» 10 » 18 es ei ew —0,0250 -0,0280 —0,0310 —0,0095 —0,0125 +0,0215 +0,0185 +0,0120 +0,0445 +0,0415 +0,0055 +0,0025 —0,0040 +0,0285 +0,0255 +0,0095 +0.0065 0 +0,0445 ‘ +0,0415
» 18 » 30 es ei ew —0,0300 —0,0340 —0,0380 —0,0120 -0,0160 +0,0270 +0,0230 +0,0160 +0,0550 +0,0510 +0,0070 +0,0030 —0,0040 +0,0350 +0,0310 +0,0110 +0,0070 0 +0,0540! +0,0500
» 30 » 50 es ei ew —0,0365 —0,0405 —0,0450 —0,0150 —0,0190 +0,0330 +0,0290 +0,0200 +0,0660 +0,0620 +0,0080 +0,0040 —0,0050 +0,0410 +0,0370 +0,0130 +0,0090 0 +0,0640 +0,0600
» 50 » 80 es ei ew —0,0445 —0,0495 —0,0540 —0,0185 —0,0230 +0,0395 +0,0345 +0,0250 +0,0785 +0,0735 +0,0095 +0,0045 —0,0050 +0,0485 +0,0435 +0,0155 +0,0105 0 +0,0765 +0,0715
» 80 » 120 es ei ew —0,0510 —0,0570 —0,0630 —0,0210 —0,0270 +0,0470 +0,0410 +0,0300 +0,0930 +0,0870 +0,0110 +0,0050 —0,0060 +0,0570 +0,0510 +0,0180 +0.0120 0 +0,0900 +0,0840
» 120 » 180 es ei ew —0,0580 —0,0660 —0,0720 —0,0240 —0,0320 +0,0560 +0,0480 +0,0370 +0,1100 +0,1020 +0,0130 +0,0050 —0,0060 +0,0670 —0,0590 +0,0220 +0,0140 0 +0,1040 +0,0960
» 180 » 250 es ei ew —0,0670 —0,0770 —0,0820 —0,0310 —0,0410 +0,0670 +0,0570 +0,0470 +0,1230 +0.1130 +0,0170 +0,0070 —0,0030 +0,0730 +0,0630 +0,0260 +0,0160 +0,0040 +0,1160 +0,1060
» 250 » 315 es ei ew —0,0740 —0,0860 —0,0910 —0,0340 —0,0460 +0,0760 +0,0640 +0,0530 +0,1370 +0,1250 +0,0200 +0,0080 —0,0030 +0,0810 +0,0690 +0,0300 +0,0180 +0,0060 +0,1300 +0,1180
» 315 » 400 es ei ew —0,0815 —0,0945 —0,1000 —0,0405 —0,0535 +0,0845 +0,0715 +0,0600 +0,1505 +0,1375 +0,0225 +0,0095 —0,0020 +0,0885 +0,0755 +0,0345 +0,0215 + 0,0070 +0,1395 +0,1265
» 400 » 500 es ei ew —0,0895 —0,1030 —0,1100 —0,0445 —0,0595 +0,0935 +0,0785 +0,0660 +0,1635 +0,1485 +0,0255 +0,0105 —0,0020 +0,0955 +0,0805 +0,0395 +0,0245 +0,0090 +0,1535 +0,1385
12
Продолжение табл. 1.8
мм
Интервал размеров Обозначение отклонения калибра Поле допуска отверстия
ни Н12 Н13 I Н14
Внд калибра
И (ПР) 12 (НЕ) П (ПР) 12 (НЕ) 11 (ПР) 12 (НЕ) 11 (ПР) 12 (НЕ)
Предельное отклонение калибра
До 3 es ei ew +0,0120 +0,0080 0 +0,0620 +0,0580 +0,0120 +0,0080 0 +0,1020 +0,0980 +0,0250 +0,0150 0 +0,1450 +0,1350 +0,0250 +0,0150 0 +0,2550 +0,2450
Св. 3 » 6 es ei ew +0,0145 +0,0095 0 +0,0775 +0,0725 +0,0145 +0,0095 0 +0,1225 +0,1175 +0,0300 +0,0180 0 +0,1860 +0,1740 +0,0300 +0,0180 0 +0,3060 +0,2940
» 6 » 10 es ei ew +0,0170 +0,01'10 0 +0,0930 +0,0870 +0,0170 +0,0110 0 +0,1530 +0,1470 +0,0355 +0,0205 0 +0,2275 +0,2125 +0,0355 +0,0205 0 +0.3675 +0,3525
» 10 » 18 es ei ew +0,0200 +0,0120 0 +0,1140 +0,1060 +0,0200 +0,0120 0 +0,1840 +0,1760 +0,0410 +0,0230 0 +0,2790 +0,2610 +0,0410 +0,0230 0 +0,4390 +0,4240
» 18 » 30 es ei ew +0,0235 +0,0145 0 +0,1345 +0,1255 +0,0235 +0,0145 0 +0,2145 +0,2055 +0,0465 +0,0255 0 +0,3405 +0,3195 +0,0465 +0,0255 0 +0,5305 +0,5095
» 30 » 50 es ei ew +0,0275 +0,0165 0 +0,1655 +0,1545 +0,0275 +0,0165 0 +0,2555 +0,2445 +0,0545 +0,0295 0 +0,4025 +0,3785 +0,0545 +0,0295 0 +0,6325 +0,6075
» 50 » 80 es ei ew +0,0315 +0,0185 0 +0,1965 +0,1835 +0,0315 +0,0185 0 +0,3065 +0,2935 +0,0630 +0,0330 0 +0,4750 +0,4450 +0,0630 +0,0330 0 +0,7550 +0,7250
» 80 » 120 es ei ew +0,0355 +0,0205 0 +0,2275 +0,2125 +0,0355 +0,0205 0 +0,3575 +0,3425 +0,0715 +0,0365 • 0 +0,5575 +0,5225 +0,0715 +0,0365 0 +0,8875 +0,8525
» 120 » 180 es ei ew +0,0410 +0,0230 0 +0.2590 +0,2410 +0,0410 +0,0230 0 +0,4090 +0,3910 +0,0800 +0,0400 0 +0,6500 +0,6100 +0,0800 +0,0400 0 + 1,0200 +0,9800
» 180 » 250 es ei ew +0,0500 +0,0300 +0,0 ЦО +0,2900 +0,2700 +0,0550 +0,0350 +0,0150 +0,4550 +0,4350 +0,1030 +0,0570 +0,0250 +0,7180 +0,6720 +0,1230 +0,0770 +0,0450 +1,1280 + 1,0820
» 250 » 315 es ei ew +0,0565 +0,0335 +0,0150 +0,3165 +0,2935 +0,0615 +0,0385 +0,0200 +0,5115 +0,4885 +0,1160 +0,0640 +0,0350 +0,8010 +0,7490 +0,1360 +0,0840 +0,0550 + 1,2710 + 1,2190
» 315 » 100 es ei ew +0,0625 +0,0375 +0,0150 +0,3575 +0.3325 +0,0775 +0,0525 +0,0300 +0,5525 +0,5275 +0,1285 +0,0715 +0,0450 +0,8735 +0,8165 +0,1535 +0,0965 +0,0700 + 1,3585 + 1,3015
» 400 » 500 es ei ew +0,0685 +0,0415 +0,0200 +0,3935 +0,3665 +0,0835 +0,0560 +0,0350 +0.6085 +0,5915 +0,1415 +0,0785 +0,0550 +0,9465 +0,8835 +0,1765 +0,1135 + 0,0900 + 1,4915 + 1,4285
13
Продолжение табл. 1л» Т а
I 214
мм
- Поле допуска отверстия
Интервал размеров Обозначение отклонения калибра H15 Hl6 Вид калибра Н17
11 (ПР) 12 (HE) 11 (ПР) Предельное отклож 12 (НЕ) гние калибра 11 (ПР) 12 (НЕ) Ив
До 3 CS ei ew +0,045 +0,035 0 +0,405 +0,395 +0,045 +0,035 0 +0,605 +0,595 +0,045 +0,035 0 + 1,005 +0,995 1
Св. 3 » 6 es ei ew +0,054 +0,042 0 +0,486 +0,474 +0,054 +0,042 0 +0,756 +0,744 +0,054 +0,042 0 + 1,206 + 1,194 Св.
» 6 » 10 - es ei ew +0,064 +0,049 0 +0,588 +0,573 +0,064 +0,049 0 +0,908 +0,893 +0,064 +0,049 0 + 1,508 + 1,493 *
» 10 > 18 es ei ew +0,073 +0,055 0 +0,709 +0,691 +0,073 +0,055 0 + 1,109 + 1,091 +0,073 +0,055 0 + 1,809 + 1,791 »
» 18 » 30 es ei ew +0,082 +0,061 0 +0,850 +0,829 +0,082 +0,061 0 + 1,310 + 1,289 +0,082 +0,061 0 +2,110 +2,089 » *
» 30 » 50 es ei ew +0,092 +0,067 0 + 1,012 +0,987 +0,092 +0,067 0 + 1,612 + 1,587 +0,092 +0,067 0 +2,512 +2,487 » к
» 50 » 80 es ei ew +0,105 +0,075 0 + 1,215 + 1,185 +0,105 +0,075 0 + 1,915 + 1,885 +0,105 +0,075 0 +3,015 +2,985 »
» 80 » 120 es ei ew +0,118 +0,083 0 + 1,418 + 1,383 +0,118 +0,083 0 +2,218 +2,183 +0,118 +0,083 0 +3,518 +3,483 » 1
» 120 » 180 es ei ew +0,130 +0,090 0 + 1,620 + 1,580 +0,130 +0,090 0 +2,520 +2,480 +0,130 +0,090 0 +4,020 +3,980 » 11
» 180 » 250 es ei ew +0,193 +0,147 +0,070 + 1.803 + 1.757 +0,233 +0,187 +0,110 +2,813 +2,767 +0,233 +0,187 +0,110 +4,513 +4,467
» 250 » 315 es ci ew +0,216 +0,164 +0,090 +2.033 + 1,984 +0,266 +0,214 +0,140 +3,086 +3,034 +0,266 +0,214 +0,140 +5.086 +5,035
» 315 » 400 es ei ew +0,238 +0,181 +0,110 +2,218 +2,161 +0,308 +0,251 +0,180 +3,448 +3,391 4-0,308 +0,251 +0,180 +5,548 +5,491 » 25
» 400 » 500 es ei ew +0,272 +0,209 +0,140 +2,392 +2,329 +0,352 +0,289 +0,220 +3,812 +3,749 +0.352 +0,289 +0,220 +6,112 +6,049 » 31
» 401
Примечания:
1. В таблице приняты следующие обозначения:
es — верхнее отклонение нового калибра;
ei — нижнее отклонение нового калибра;
ew — отклонение предельно изношенного калибра;
ПР —проходной калибр;
НЕ — непроходной калибр.
2. Отклонения, указанные в таблице, отсчитываются
от номинального размера контролируемого отверстия.
14
Таблица 1.9. Предельные отклонения рабочих калибров для валов с размерами от 1 до 500 мм (по СТ СЭВ 157—75 и ГОСТ
21401—75)
мм
Интервал раз- меров Обозначен не отклонения калибра Поле допуска вала
g6 Ь6 js6
Вид калибра
1,2 (ПР) 3,4 (НЕ) 1,2 (ПР) 3,4 (НЕ) 1,2 (ПР) 3.4 (НЕ)
Предельное отклонение калибра
До 3 EW ES EI —0,0005 —0,0025 —0,0045 —0,0070 —0,0090 +0,0015 —0,0005 —0,0025 —0,0050 —0,0070 +0,0045 +0,0025 +0,0005 —0,0020 —0,0040
Св. 3 » 6 EW ES Е1 —0,0025 —0,0050 —0,0075 —0,0095 —0,0120 +0,0015 —0,0010 —0,0035 —0,0065 —0,0090 +0,0055 +0,0030 +0,0005 —0,0025 —0,0050
» 6 » 10 EW ES EI —0,0035 —0,0060 —0,0085 —0,0125 —0,0150 +0,0015 —0,0010 —0,0035 —0,0075 —0,0100 +0,0060 +0,0035 +0,0010 —0,0030 —0.0055
» 10 » 18 EW ES EI —0,0040 —0,0070 —0,0100 —0,0155 —0,0185 +0,0020 —0,0010 —0,0040 —0,0095 —0,0125 +0,0075 +0,0045 +0,0015 —0,0040 —0,0070
» 18 » 30 EW ES Е1 —0,0040 —0,0080 —0,0120 —0,0180 —0,0220 +0,0030 —0,0040 —0,0050 —0,0110 —0,0150 +0,0095 +0,0055 +0,0015 —0,0045 —0,0085
» 30 » 50 EW ES EI —0,0060 —0,0105 —0,0145 —0,0230 —0,0270 +0,0030 —0,0015 —0,0055 —0,0140 —0,0180 +0,0110 +0,0065 +0,0025 —0,0060 —0,0100
» 50 » 80 EW ES EI —0,0070 —0,0115 —0,0165 —0,0265 —0,0315 +0,0030 —0,0015 —0,0065 —0,0165 —0,0215 +0,0125 +0,0080 +0,0030 —0,0070 —0,0120
» 80 » 120 EW ES Е1 —0,0080 —0,0140 —0,0200 —0,0310 —0,0370 +0,0040 —0,0020 —0,0080 —0,0190 —0,0250 +0,0150 +0,0090 +0,0030 —0,0080 —0,0140
» 120 » 180 EW ES EI —0,0100 —0,0160 —0,0240 —0,0350 —0,0430 +0,0040 —0,0020 —0,0100 —0,0210 —0,0290 +0,0165 +0,0105 +0,0025 —0,0085 —0,0165
» 180 » 250 EW ES EI —0,0120 —0,0170 —0,0270 —0,0370 —0,0470 +0,0030 —0.0020 —0,0120 —0,0220 —0,0320 +0,0175 +0,0125 +0,0025 —0,0075 —0,0175
» 250 » 315 EW ES Е1 —0,0140 —0,0190 —0,0310 —0,0400 —0,0520 +0,0030 —0,0020 —0,0140 —0,0230 —0,0350 +0,0190 +0,0140 +0,0020 —0,0070 —0,0190
» 315 » 400 EW ES EI —0,0160 —0,0215 —0,0345 —0,0435 —0,0565 +0,0020 —0,0035 —0,0165 —0,0250 —0,0385 +0,0200 +0,0145 +0,0015 —0,0075 —0,0205
» 400 » 500 EW ES EI —0,0180 —0,0235 —0,0385 —0,0475 —0,0625 +0,0020 —0,0035 —0,0185 —0.0275 —0,0425 +0,0220 +0,0165 +0,0015 —0,0075 —0,0225
/5
Продолжение табл, /J.
мм
Поле допуска вала
Интервал разме-
ров
Обозначение от-
клонения калиб-
ра
Кб | пб | Г6
Вид калибра
1,2 (ПР) 3.4 (НЕ) 1,2 (ПР) 3,4 (НЕ) 1,2 (ПР) 3,4 (НЕ)
Предельное отклонение калибра
До 3 EW ES Е1
Св. 3 » 6 EW ES EI
» 6 » 10 EW ES Е1
» 10 » 18 EW ES EI
» 18 » 30 EW ES EI
» 30 » 50 EW ES EI
» 50 » 80 EW ES EI
» 80 » 120 EW ES EI
» 120 » 180 EW ES Е1
» 180 » 250 EW ES EI
» 250' » 315 EW ES Ё1
» 315 » 400 EW ES EI
» 400 » 500 EW ES EI
+0,0075 +0,0055 +0,0035 +0,0010 —0,0010
+0,0105 +0,0080 +0,0055 +0,0025 0
+0,0115 +0,0090 +0,0065 +0,0025 0
+0,0140 +0,0110 +0,0080 +0,0025 —0,0005
+0,0180 +0,0140 +0,0100 +0,0040 0
+0,0210 +0,0165 +0,0425 +0,0040 0
+0,0240 +0,0195 +0,0145 +0,0045 +0,0005
+0,0290 +0,0230 +0,0170 +0,0060 0
+0,0320 +0,0260 +0,0180 +0,0070 —0,0010
+0,0360 +0,0310 +0,0210 +0,0110 +0,0010
+0,0390 +0,0340 +0,0220 +0,0130 +0,0010
+0,0420 +0,0365 +0,0235 +0,0145 +0,0015
+0.0470 +0,0415 +0,0265 +0,0175 +0.0025
+0,0115 +0,0095 +0,0050
+0,0075 +0,0030
+0,0175 +0,0150 +0,0095
+0,0125 +0,0070
+0,0205 +0,0180 +0,0115
+0,0155 +0,0090
+0,0250 +0,0220 +0,0135
+0,0190 +0,0105
+0,0310 +0,0270 +0,04 70
+0,0230 +0,0130
+0,0360 +0,0315 +0,0190
+0,0275 +0,0150
+0,0420 +0,0375 +0,0225
+0,0325 +0,0175
+0,0490 +0,0430 +0,0260
+0,0370 +0,0200
+0,0560 +0,0500 +0,0310
+0,0420 +0,0230
+0,0630 +0,0580 +0,0380
+0,0480 +0,0280
+0,0690 +0,0640 +0,9430
4-0.0520 + 0,0310
+0,0750 +0,0695 +0,0475
+0,0565 + 0,0345
+0,0820 +0,0765 +0,0525
+0,0615 +0.0375
+0,0135 +0,0115 +0,0070
+0,0095 +0,0050
+0,0215 +0,0190 +0,0135
+0,0165 +0,0110
+0,0255 +0,0230 +0,0165
+0,0205 +0,0140
+0,0310 +0,0280 +0,0195
+0,0250 +0,0165
+0,0380 +0,0340 +0,0240
+0,0300 +0,0200
+0,0450 +0,0405 +0,0280
+0,0365 +0,0240
+0,0540 +0,0495 +0,0345
+0,0445 +0.0295
+0,0630 +0,0570 +0,0400
+0,0510 +0,0340
+0,0720 +0,0660 +0,0470
+0.0580 +0,0390
+0,0820 +0,0770 +0,0570
+0,0670 +0,0470
+0,0910 +0,0860 +0,0650
+0,0740 +0,0530
+0,1000 +0,0945 +0,0725
+0,0815 +0,0595
+0,1100 +0,1045 +0,0805
1-0,0895 +0,0655
16
Продолжение табл. 1.9
мм
Интервал размеров Обозначение от- клонения калибра Поле допуска вала
Гб s6
Вид калибра
1,2 (ПР) 3.4 (НЕ) 1,2 (ИР) 3,4 (НЕ)
Предельное отклонение калибра
До 3 EW ES EI +0,0175 +0,0155 +0,0135 +0,0110 +0,0090 +0,0215 +0,0195 +0,0175 +0,0150 +0,0130
Св. 3 » 6 EW ES EI +0,0245 +0,0220 +0,0195 +0,0165 +0,0140 +0,0285 +0,0260 +0,0235 +0,0205 +0,0180
» 6 » 10 EW ES Е1 +0,0295 +0,0270 +0,0245 +0,0205 +0,0180 +0,0335 +0,0310 +0,0285 +0,0245 +0,0220
» 10 » 18 EW ES EI +0,0360 +0,0330 +0,0300 +0,0245 +0,0215 +0,0410 +0,0380 +0,0350 +0,0295 +0,0265
» 18» 30 EW ES EI +0,0440 +0,0400 +0,0360 +0,0300 +0,0260 +0,0510 +0,0470 +0,0430 +0,0370 +0,0330
» 30 » 50 EW ES EI +0,0530 +0,0485 +0,0445 + 0,0360 +0,0320 +0,0620 +0,0575 +0,0535 +0,0450 +0,0410
» 50 » 65 EW ES EI +0,0630 +0,0585 +0,0535 +0,0435 +0,0385 +0,0750 +0,0705 +0,0655 +0,0555 +0,0505
» 65 » 80 EW ES EI +0,0650 +0,0605 +0,0555 +0,0455 +0,0405 +0,0810 +0,0765 +0,0715 +0,0615 +0,0565
» 80 » 100 EW ES EI +0,0770 +0,0710 +0,0650 +0,0540 +0,0480 +0,0970 +0,0910 +0,0850 +0,0740 +0,0680
» 100 » 120 EW ES Е1 +0,0800 +0,0740 +0,0680 +0,0570 +0,0510 +0,1050 +0,0990 +0,0930 +0,0820 +0,0760
» 120 » 140 EW ES Е1 +0,0920 +0,0860 +0,0780 +0,0670 +0,0590 +0,1210 +0,1150 +0,1070 +0,0960 +0,0880
» 140 » 160 EW ES Е1 +0,0940 +0,0880 +0,0800 +0,0690 +0,0610 +0,1290 +0,1230 +0,1150 +0,1040 +0,0960
» 160 » 180 EW ES EI +0,0970 +0,0910 +0,0830 +0,0720 +0,0640 +0,1370 +0,1310 +0,1230 +0,1120 +0,1040
» 180 » 200 EW ES Е1 +0,1090 +0,1040 +0,0940 +0,0840 +0,0740 +0,1540 +0,1490 +0,1390 +0,1290 +0,1190
» 200 » 225 EW ES EI +0,1120 +0,1070 +0,0970 +0,0870 +0,0770 +0,1620 +0,1570 +0,1470 +0,1370 +0,1270
» 225 » 250 EW ES EI +0,1160 +0,1110 +0,1010 +0,0910 +0,0810 +0,1720 +0,1670 +0,1570 +0,1470 +0,1370
» 250 » 280 EW ES EI +0,1290 +0,1240 +0,1120 +0,1030 +0,0910 +0,1930 +0,1880 +0,1760 +0,1670 +0,1550
»' 280 » 315 EW ES EI +0,1330 +0,1280 +0,1160 +0,1070 +0,0950 +0,2050 +0,2000 +0,1880 +0,1790 +0,1,670
» 315 » 355 EW ES EI +0,1460 +0,1405 +0,1275 +0,1185 +0,1055 +0,2280 +0,2225 +0,2095 +0,2005 +0,1875
» 355 » 400 EW ES Е1 +0,1520 +0,1465 +0,1335 +0,1245 +0,1115 +0,2460 +0,2405 +0,2275 +0,2185 +0,2055
» 400 » 450 EW ES Е1 +0,1680 +0,1625 +0,1475 +0,1385 +0,1235 +0,2740 +0,2685 +0.2535 +0,2445 +0,2295
» 450 » 500 EW ES Е1 +0,1740 +0,1685 +0,1535 +0,2940 Ч +0,2885 +0,2735 \ +0,2645 +0,2495 17
Продолжение табл. 1. мм Инт
Интервал раз- меров Обозначение отклонения калибра Поле допуска вала
17 1 Ь7 | е8
Вид калибра
1.2 (ПР) 3.4 (НЕ) 1,2 (ПР) 3.4 (НЕ) 1.2 (ПР) 3,4 (НЕ)
Предельное отклонение калибра
До 3 EW ES EI —0,0045 —0,0065 —0,0085 —0,0150 —0,0170 4-0,0015 —0,0005 —0,0025 —0,0090 —0,01'10 —0,0110 —0,0145 —0,0175 —0,0265 —0,0295 Св. > >
Св. 3 » 6 EW ES EI —0,0085 —0,0110 —0,0135 —0,0205 —0,0230 4-0,0015 —0,0010 —0,0035 —0,0105 —0,0130 —0,0170 —0,0210 —0,0250 —0,0360 —0,0400
» 6 » 10 EW ES EI —0,0115 —0,0140 —0,0165 —0,0265 —0,0290 4-0,0015 —0,0010 —0.0035 -0,0135 —0,0160 —0,0220 —0,0260 —0,0300 —0,0450 —0,0490
» 10 » 18 EW ES Е1 —0,0140 —0,0170 —0,0200 —0,0325 —0,0355 4-0,0020 —0,0010 —0,0040 -0,0165 —0,0195 —0,0280 —0,0335 —0,0385 —0,0565 —0,0615
» 18 » 30 EW ES EI —0,0170 —0,0210 —0,0250 —0,0390 —0,0430 4-0,0030 —0,0010 —0,0050 -0,0190 —0,0230 —0,0360 —0,0420 —0,0480 —0,0700 —0,0760 > ’
» 30 » 50 EW ES EI —0,0220 —0,0265 —0,0305 —0,0480 —0,0520 4-0,0030 —0,0015 —0,0055 —0,0230 —0,0270 —0,0450 —0,0525 —0,0595 —0,0855 —0,0925 » 3
» 50 » 80 EW ES EI —0,0270 —0,0315 —0,0365 —0,0575 —0,0325 4-0,0030 —0,0015 —0,0065 —0,0275 —0,0325 —0,0550 —0,0630 —0,0710 —0,1020 » 5 —0,1100
» 80 » 120 EW ES EI —0,0320 —0,0380 —0Д440 —0,0680 —0,0740 4-0,0040 —0,0020 —0.0080 —0,0320 —0,0380 —0,0660 —0,0750 -0,0850 —0,1210 » 81 —0,1310
» 120 » 180 EW ES EI —0,0390 —0,0450 —0,0530 —0,0790 —0,0870 +0,0040 —0,0020 —0,0100 —0,0360 —0,0440 —0,0790 —0,0880 —0,1000 —0,1420 » 126 —0,1540
» 180 » 250 EW ES EI —0,0470 -0,0520 —0,0620 —0,0880 —0,0980 +0,0030 —0,0020 —0,0120 —0,0380 —0,0480 —0,0970 —0,1050 —0,1190 —0,1610 » 180 —0,1750
» 250 » 315 EW ES EI —0,0530 —0,0580 —0,0700 —0,0980 —0,1100 +0,0030 —0,0020 —0,0140 —0,0420 —0,0540 —0,1070 —0,1160 —0,1320 —0,1770 » 250 —0,1930
» 315 » 400 EW ES EI —0,0600 —0,0655 —0,0785 —0,1065 —0,1195 +0,0020 —0,0035 —0,0165 —0,0445 —0,0575 —0,1230 —0,1320 —0,1500 —0,1980 » 315 —0,2160
» 400 » 500 ’ EW ES EI —0,0660 —0,0715 —0,0865 —0,1165 —0,1315 +0,0020 —0,0035 —0,0185 —0,0505 —0,0655 —0,1330 —0,1430 —0.1630 —0,2130 » 400 —0,2330
18
Продолжение табл. 1.9
мм
Интервал разме- ров Обозначение oi- клонеиня калиб- ра Поле допуска вала
Ь8 1 dl 1 •*’
Вид калибра
1,2 (ПР) 3,4 (НЕ) 1.2 (ПР) 3,4 (НЕ) 1.2 (ПР) 3.4 (НЕ)
Предельное отклонение калибра
До 3 EW ES EI 4-0,0030 —0,0005 —0,0035 —0,0125 —0,0155 —0,0200 —0,0235 —0,0265 —0,0435 —0,0465 0 —0,0035 —0,0065 —0,0235 —0,0265
Св. 3 » 6 EW ES EI 4-0,0030 —0,0010 —0,0050 —0,0160 —0,0200 —0,0300 —0,0340 —0,0380 —0,0580 —0,0620 0 —0,0040 —0,0080 —0,0280 —0,0320
» 6 » 10 EW ES EI 4-0,0030 —0,0010 —0,0050 —0,0200 —0,0240 —0,0400 —0,0450 —0,0490 —0,0740 —0,0780 0 —0,0050 —0,0090 —0,0340 —0,0380
» 10 » 18 EW ES EI 4-0,0040 —0,0015 —0,0065 —0,0245 —0,0295 —0,0500 —0,0555 —0,0605 —0,0905 —0,0955 0 —0,0055 —0,0105 —0,0405 —0,0455
» 18 » 30 EW ES EI 4-0,0040 —0,0020 —0,0080 —0,0300 —0,0360 —0,0650 —0,0710 —0,0770 —0,1140 —0,1200 0 —0,0060 —0,0120 —0,0490 —0,0550
» 30 » 50 EW ES EI 4-0,0050 —0,0025 —0,0095 —0,0355 —0,0425 —0,0800 —0,0875 —0,0945 —0,1385 —0,1455 0 —0,0075 —0,0145 —0,0585 —0,0655
» 50 » 80 EW ES EI 4-0,0050 —0,0030 —0,0110 —0,0420 - 0,0500 —0,1000 —0,1090 —0,1170 —0,1700 —0,1780 0 —0,0090 —0,0170 —0,0700 —0,0780
» 80 » 120 EW ES EI 4-0,0060 —0,0030 —0,0130 —0,0490 —0,0590 —0,1200 —0,1300 —0,1400 —0,2020 —0,2120 0 —0,0100 —0,0200 —0,0820 - 0,0920
» 120 » 180 EW ES EI + 0,0050 —0,0030 —0,0150 —0,0570 —0,0690 —0,1450 —0,1570 —0,1690 —0,2390 —0,2510 0 —0,0120 —0,0240 —0,0940 —0,1060
» 180 » 250 EW ES EI 4-0,0030 —0,0050 —0,0190 —0,0610 —0,0750 —0,1740 —0,1840 —0,1980 —0,2740 —0,2880 —0,0040 —0,0140 —0,0280 —0,1040 —0,1180
» 250 » 315 EW ES EI 4-0,0030 —0,0060 —0,0220 —0,0670 —0,0830 —0,1960 —0,2060 —0,2220 —0,3060 —0,3220 —0,0060 .. —0,0160 1 —0,0320 —0,1160 —0,1320
» 315 » 400 EW ES EI 4-0,0020 -0,0070 —0,0250 —0,0730 —0,0910 —0,2170 —0,2290 —0,2470 —0,3340 —0,3520 —0,0070 —0,0190 —0,0370 —0,1240 —0,1420
» 400 » 500 EW ES EI 4-0,0020 —0,0080 —0,0280 —0,0780 —0,0980 —0,2390 —0,2520 —0,2720 —0,3660 —0,3860 —0,0090 —0,0220 —0,0420 . —0,1360 —0,1560
ММ Продолжение табл. 1.9 г
Поле допуска вала —
dll 1 1111 | Ы2
Интервал разме- Обозначение от- клонения калиб- ра Вид калибра
ров 1,2 (ПР) 3.4 (НЕ) 1.2 (ПР) 3.4 (НЕ) 1,2 (ПР) 3.4 (НЕ)
Предельное отклонение калибра
До 3 EW ES EI —0,0200 —0,0280 —0,0320 —0,0780 —0,0820 0 —о.оосо —0,0120 -0,0580 —0,0620 0 —0,0080 -0,0120 —0,0980 —0,1020
Св. 3 » 6 EW ES EI —0,0300 —0,0395 —0,0445 —0,1025 —0,1075 0 —0,6095 —0.0145 —0,0725 -0,0775 0 —0,0095 —0,0145 —0,1175 - 0,1225 Св.
» 6 » 10 EW ES EI —0,0400 —0,0510 —0,0570 —0,1270 —0,1330 0 —0,0100 —0,0170 —0,0860 —0,0930 0 0,0110 —0,0170 —0,1470 —0,1530 »
» 10 » 18 EW ES EI —0,0500 —0,0620 —0,0700 —0,1560 —0,1640 0 —0,0120 —0,0200 —0,1060 —0,1140 0 —0,0120 —0,0200 —0,1760 —0,1840 »
» 18 » 30 EW ES EI —0,0650 —0,0795 —0,0885 —0,1905 —0,1995 0 —0,0145 —0,0235 —0,1255 —0,1345 0 —0,0145 -0,0235 —0,2055 —0,2145
» 30 » 50 EW ES EI —0,0800 —0,0965 —0,1075 —0,2345 —0,2455 0 —0,0165 —0,0275 —0,1545 —0,1655 0 —0,0165 —0,0275 —0,2445 —0,2555 »
» 50 » 80 EW ES EI —0,1000 —0,1185 —0,1315 —0,2835 —0,2965 0 —0,0185 —0,0315 —0,1835 —0,1965 0 —0,0185 —0,0315 —0,2935 —0,3065 »
» 80 » 120 EW ES EI —0,1200 —0,1405 —0,1555 —0,3325 —0,3475 0 —0,0205 —0,0355 —0,2125 —0,2275 0 -0,0205 —0,0355 —0,3425 —0,3575 »
» 120 » 180 EW ES EI —0,1450 —0,1780 —0,1960 —0,3860 —0,4040 0 —0,0230 —0,0410 —0,2410 —0,2590 0 -0,0230 —0,0410 —0,3910 —0,4090 » 1
» 180 » 250 EW ES EI —0,1800 —0,2000 —0,2200 —0,4400 —0,4600 —0,0100 —0,0300 —0,0500 —0,2700 —0,2900 —0,0150 —0,0350 —0,0550 —0,4350 —0,4550 » 1
» 250 » 315 EW ES EI —0,2050 —0,2235 —0,2465 —0,4835 —0,5065 —0,0150 —0,0335 —0,0565 —0,2935 —0,3165 —0,0200 —0,0385 —0,0615 —0,4885 —0,5115 » 2
» 315 » 400 EW ES EI —0,2250 —0,2475 —0,2725 —0,5425 —0,5675 —0,0150 —0,0375 —0,0625 —0,3325 —0,3575 —0,0300 —0,0525 —0,0775 —0,5275 -0,5525 »а
» 400 » 500 EW ES EI —0,2500 —0,2715 —0,2985 —0,5965 —0,6235 —0,0200 —0,0415 —0,0685 —0,3665 —0,3935 —0,0350 —0,0565 —0,0835 —0,5915 —0,6085 »t.
20
hродолжение табл. 1.9
мм
Интервал размеров Обозначение от- клонения калиб- ра Поле допуска вала
1113 Ы4 Ы5
Вид калибра
1,2 (ПР) 3.4 (НЕ) 1,2 (ПР) 3,4 (НЕ) 1.2 (ПР) 3,4 (НЕ)
Предельное отклонение калибра
До 3 EW ES EI 0 —0,0150 —0,0250 —0,1350 —0,1450 0 —0,0150 —0,0250 —0,2450 —0,2550 0 —0,035 -0,045 —0,395 —0,405
Св. 3 » 6 EW ES EI 0 —0,0180 - -0,0300 —0,1640 —0,1860 0 —0,0180 —0,0300 —0,2940 —0,3060 0 —0,042 —0,054 —0,474 —0,486
» 6 » 10 EW ES Е1 0 —0,0205 —0,0355 —0,2125 —0,2275 0 —0,0205 —0,0355 —0,3525 —0,3675 0 —0,049 —0,064 —0,573 —0,588
» 10 » 18 EW ES EI 0 —0,0230 —0,0410 —0,2610 —0,2790 0 —0,0230 —0,0410 —0,4210 —0,4390 0 —0,055 —0,073 —0,691 —0,709
» 18 » 30 EW ES Е1 0 —0,0255 —0,0465 —0,3195 —0,3405 0 -0,0255 —0,0465 —0,5095 —0,5305 0 —0,061 —0,082 —0,829 —0,850
» 30 » 50 EW ES EI 0 —0,0295 —0,0545 —0,3775 —0,4025 0 —0,0295 —0,0545 —0,6075 —0,6325 0 —0,067 —0,092 —0,987 — 1,012
» 50 » 80 EW ES Е1 0 —0,0330 —0,0630 —0.4450 —0,4750 0 —0,0330 —0,0630 —0,7250 —0,7550 0 —0,075 —0,105 — 1,185 —1,215
» 80 » 120 EW ES EI 0 —0,0365 -0,0715 —0,5225 —0,5575 0 —0,0365 —0,0715 —0,8525 —0,8875 0 —0,083 —0,118 — 1,383 —1,418
» 120 » 180 EW ES EI 0 —0,0400 —0,0800 —0,6100 —0,6500 0 —0,0400 —0,0800 —0,9800 —1,0200 0 —0,090 —0,130 — 1,580 —1,620
» 180 » 250 EW ES EI —0,0250 -0,0570 —0,1030 —0,6720 —0,7180 —0,0450 —0,0770 —0,1230 — 1,0820 — 1,1280 —0,070 —0,147 —0,193 — 1,757 — 1,803
» 250 » 315 EW ES EI —0,0350 —0,0640 —0,1160 —0,7490 —0,8010 —0,0550 —0,0840 —0,1360 — 1,2190 — 1,2710 —0,090 —0,164 —0,216 — 1,984 —2,036
» 315 » 400 EW ES EI —0,0450 —0,0715 —0,4285 —0,8165 —0,8735 —0,0700 —0,0965 —0,1535 — 1,3015 — 1,3585 —0,110 —0,181 —0,238 —2,161 —2,218
» 400 » 500 EW ES EI —0,0550 —0,0785 —0,1415 —0,8835 —0,9465 —0,0900 —0,1135 —0,1765 —1,4285 —1,4915 —0,140 —0,209 —0,272 —2,329 —2,392
21
продолжение табл. Л ММ 1 М ДЛЯ ГЛУб"П " <ЫСОТ УСТУП°» ~ЬН“Х размерах До 180 мм (по ГОСТ 2534-77) 1 : Т 1 . Схема Расположения полей допусков кялиЛпоп
Интервал размеров Обозначение от- клонения калиб- ра Поле допуска вала 1
hl 6 | Ы7
Вид калибра
1.2 (ПР) 3,4 (НЕ) 1.2 (ПР) 3.4 (НЕ)
Предельное отклонение калибра
До 3 Св. 3 » 6 EW ES EI EW ES EI 0 —0,035 —0,045 0 —0,042 —0,054 —0,595 —0,605 —0,744 —0,756 0 —0,035 —0,045 0 —0,042 —0,054 —0,995 — 1,005 — 1,194 — 1,206
» 6 » 10 » 10» 18 EW ES Е1 EW ES EI 0 —0,049 —0,064 0 —0,055 —0,073 —0,893 —0,908 — 1,091 —1,109 0 —0,049 —0,064 0 —0,055 —0,073 — 1,477 — 1,492 — 1,791 — 1,809
» 13 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 EW ES EI EW ES Е1 EW ES Е1 EW ES EI EW ES EI 0 —0,061 —0,082 0 —0,067 —0,092 0 —0,075 —0,105 0 —0,083 —0,118 0 —0,090 —0,130 — 1,289 — 1,310 — 1,587 — 1,612 — 1,885 — 1,915 —2,183 —2,218 —2,480 —2,520 0 —0,061 —0,082 0 —0,067 —0,092 0 —0,075 —0,105 0 —0,083 —0,118 0 —0,090 —0,130 —2,089 —2,110 1 —2,487 —2,512 —2,985 —3,015 —3,483 —3,518 —3,980 —4.020
» 180 » 250 » 250 » 315 » 315 » 400 EW ES EI EW ES EI EW ES EI —0,110 —0,187 —0,233 —0,140 —0,214 —0,266 —0,180 —0,251 —0,308 —2,767 —2,813 —3,034 —3,086 —3,391 —3,448 —0,110 —0,187 —0,233 —0,140 —0,214 —0,266 —0,180 —0,251 —0,308 —4,467 —4,513 —5,034 —5,086 —5,491 —5,548
» 400 » 500 Примечания: 1. В таблице приняты ES — верхнее отклоне Е1 — нижнее отклонеь EW — отклонение пре ПР — проходной кали НЕ — непроходной ка 2. Отклонения, указа Таблица 1.10. Требова EW ES EI следующие обоз ние нового кали ие нового калиб дельно-изношенн бр; либр. 1ные в таблице, 1ния к шерохо —0,220 —0,289 —0,352 начення: 5ра; ра; ого калибра; отсчитываются от ном ватости поверхностей —3,749 -3,812 ннального размера кон гладких калибров (пс —0,220 —0,289 —0,352 тролируемого вала. СТ СЭВ 4135—83) —6,049 —6,112 • 1 •
Наименование поверхности Параметр шероховатости Ra, мкм, не более Наименование поверхности Параметр шероховатости i j Ra, мкм, ие более • U
Измерительные поверхности 10 % от допуска соответствен- но Н, Hi, Hs, НР, ио не более 0,2 мкм при допусках изделий 1Т6—1Т12 и не более 0,4 мкм при допусках изделий св. IT12 Поверхность конуса 60 ° центровых отверстий и наруж- ных центров вставок Поверхность конуса 1:50 хвостовиков вставок отверстий ручек Остальные обработанные по- верхности : 1 0,8 J । fS 3,2 2,5 а 3,2 * к
Поверхности заходных и вы- ходных фасок калибров 1,6
22
Таблица 1.11 Предельные отклонения калибров для глубин и высот уступов при номинальных размерах до 180 мм (по ГОСТ 2534—77)
Схема расположения полей допусков калибров
1 1 2 3 1 2 3 1 2 3
Интервал размеров, мм Сторона калибра
Б \ м \ Б М в М Б м Б м ь м 13 м 1 Б | м 1 Б м
Предельное отклонение калибров, мкм
Для изделий 11- 12-го квалитет го и ов Для изделий 13-го и 14-го квалитетов Для изделий 15-го, 16-го и 17-го квалитетов
Св. 1 до 3 0 —4 — 12 + 12 +8 0 0 -8 -12 + 12 +4 0 0 —4 — 12 Д-12 + 4 0 0 -10 —25 + 25 + 15 0 0 — 15 -25 + 25 + 10 0 0 — 10 —25 + 25 + 10^ 0 0 -10 —45 +45 +35 0 0 —35 -45 +45 + 10 0 0 — 10 -45 +45 +ю 0
> 3 » 6 0 -5 -14 + 14 -9 0 0 -9 — 14 + 14 + 5 0 0 —5 —14 + 14 +5 0 0 — 12 —30 +30 + 18 0 0 -18 —30 +30 + 12 0 1 0 -12 —30 +30 + 12 0 0 — 12 —54 + 54 +42 0 0 -42 -54 +54 + 12 0 0 — 12 —54 +54 + 12 0
» 6 » 10 0 -6 — 17 + 17 41 0 0 -11 - 17 XI7 +6 0 0 6 -17 + 17 + 6 0 0 -15 -36 +36 + 21 0 0 -21 —36 +36 + 15 0 0 — 15 -36 +36 + 15 0 0 15 —64 +64 +49 0 0 —49 —64 +64 + 15 0 0 — 15 —64 +64 + 15 0
» 10 » 18 0 -8 —20 -20 + 12 0 0 -12 -20 -20 -8 0 0 -8 -20 +20 +8 0 0 — 18 —41 + 41 + 23 0 0 -23 —41 +41 + 18 0 0 -18 -41 +41 + 18 0 0 -18 —73 + 73 + 55 0 0 -55 -73 + 73 -j-18 0 0 — 18 —73 +73 + 18 0
» 18 » 30 0 —9 -24 -24 + 15 0 0 -15 -24 +24 +9 0 0 -9 -24 + 24 + 9 0 0 —21 -46 +46 +25 0 0 -25 —46 +46 +21 0 0 —21 —46 +46 + 21 0 0 -21 —82 +8'2 +61 0 0 -82 +82 +21 0 0 —21 —82 +82 + 21 0
» 30 » 50 0 -11 -28 <28 + 17 0 0 -17 -28 +28 + 11 0 0 -11 -28 +28 + 11 0 0 —25 —54 + 54 +29 0 0 —29 —54 +54 + 25 0 0 -25 —54 +54 +25 0 0 —25 —92 +92 +67 0 0 —67 -92 +92 +25 0 0 —25 —92 + 92 + 25 0
» 50 » 80 0 -13 -32 +32 + 19 0 0 -19 -32 +32 + 13 0 0 -13 . -32 +32 + 13 0 0 —30 —63 +63 +33 0 °ЙЗ 1 1 + 63 +30 0 0 —30 —63 +63 +30 0 0 -30 — 105 + 105 +75 0 0 -75 —105 + 105 +30 0 0 —30 — 105 + 105 +30 0
» 80 » 120 0 -15 -36 +36 +21 0 0 -21 -36 +36 + 15 0 0 -15 -36 +36 + 15 0 0 -35 —72 + 72 +37 0 0 -72 +72 +35 0 0 -35 —72 +72 + 35 0 0 —35 —118 + 118 + 83 0 0 —83 — 118 + 118 +35 0 0 -35 —118 + 118 +35 0
> 120 » 180 0 -18 -41 +41 +23 0 0 -23 -41 +41 +18 0 0 -18 —41 +41 + 18 0 1 1 +80 +40 0 0 —40 —80 + 80 +40 0 0 —40 —80 + 80 +40 0 0 -40 —130 + 130 +90 0 0 —90 -130 + 130 +40 0 0 -40 —130 + 130 +40 0
Примечания:
1. Предельные отклонения стороны калибра Б отсчитываются от наибольшего предельного размера изделия, стороны М — от наименьшего предельного размера изде-
лия.
2. Полужирным шрифтом отмечены отклонения предельно изношенных калибров.
Таблица 1.12. Предельные отклонения калибров для глубин и высот уступов с номинальными размерами св. 180 до 500 мм (по ГОСТ 2534—77)
Интервал размеров, мм Схема расположения полей допусков калибров
1 1 2 1 3 1 1 1 2 1 3 1 2 I 3
Сторона калибра
Б 1 м 1 Б | М i Б ( М | Б | М | Б | М | Б | М | Б | М 1 Б I М | Б 1 М
Предельное отклонение калибров, мкм
Для нзделнй 11-го квалитета Для изделий 13-го квалитета Для изделий 15-го квалитета
Св. 180 до 250 -10 -30 —50 +50 +30 + 10 —10 -30 -50 + 50 +30 + 10 -10 -30 —50 +50 +30 +10 -25 —71 — 103 + 103 + 57 +25 —25 —57 —К» + 103 + 71 +25 -25 —71 —103 + 103 + 71 +25 —70 -116 —193 + 193 + 147 + 70 —70 -147 -193 + 193 + 116 +70 -70 -116 — 193 + 193 + 116 + 70
-15 +56 —15 + 56 -15 +56 -35 + 11'6 —35 + 116 -35 + 116 —90 + 216 —90 + 216 -90' +216
> 250 » 315 -38 +33 —33 +38 -38 +38 —87 +64 —64 +87 —87 + 87 — 142 + 164 -164 + 142 —142 + 142
-56 + 15 —56 + 15 -56 + 15 — 116 +35 -116 +35 — 116 +35 —216 +90 -216 +90 —216 +90
-15 +62 —15 +62 -15 +62 -45 + 128 —45 + 128 -45 + 128 — НО + 238 — ПО +238 —НО +238
315 > 400 -40 +37 -37 +40 —40 + 40 —102 + 71 —71 + 102 — 102 + 102 -167 + 181 —181 + 167 -167 + 167
-62 + 15 -62 + 15 - 62 + 15 — 128 +45 — 128 +45 —128 +45 —238 + 110 —238 + 110 —238 + 110
—20 +68 -20 +68 -20 +68 —55 + 142 —55 + 142 —55 + 142 — 140 + 272 —140 +272 — 140 + 272
400 » 500 -47 +41 -41 +47 -47 +47 —11» + 79 —79 + 118 —118 + 118 -200 +209 —209 + 203 —203 +203
-68 +20 -68 +20 -68 +20 —142 -р5о —142. +55 — 142 + 55 —272 + 140 —272 + 140' —272 + 140
Для изделий 12-го квалитета Для изделий 14-го квал» 1тета Для изделий 16-го и 17-го квалитетов
-15 +55 — 15 +55 -15 +55 —45 + 123 —45 + 123 —45 + 123 —ПО +233 —110 +233 — НО +233
180 * 250 -35 +35 —35 +35 -35 +35 -91 +77 -77 +91 -91 +91 — 156 + 187 — 187 4-156 —156 + 156
—55 + 15 -55 + 15 -55 + 15 — 123 +45 -120 + 45 — 123 +45 —233 + И0 —233 + 110 —233 + 110
-20 +62 -20 +62 -20 + 62 -55 + 136 —55 + 136 -55 + 136 — 140 +266 — 140 +266 — 140 + 266
250 » 315 -43 +39 -39 +43 -43 +43 — 107 + 84 -84 4-107 — 107 + 107 -192 + 214 —214 + 192 — 192 + 192'
-62 +20 -62 +20 -62 +20 —136 + 55 — 136 +55 — 136 + 55 —266 + 140 —266 + 140 —266 +140
-30 +78 -30 +78 -30 +78 -70 + 154 —70 + 154 -70 + 154 — 180 +308 —180 + 308 —180 +308
315 » 400 —55 +53 -53 +55 -55 +55 — 127 +97 -97 + 127 — 127 + 127 —237 +254 —251 +237 —237 + 237.
-78 +30 -78 +30 -78 +30 -154 + 70 —154 +70 —154 + 70 —308 + 180 —308 + 180 —308 +180 —
-35 +84 -35 +84 -35 +84 -90 + 176 —90 + 176 —90 + 176 -220' +352 —220 +352 —220 +352
400 » 500 —62 +57 -57 +62 -62 +62 -153 4-113 -113 + 153 — 153 + 153 —283 +289 —289 +283 —283 + 283'
-84 +35 -84 + 35 -84 +35 —176 + 90 -176 +90 —176 +90 —352 +220 —352 +220 —352 +220
Примечания:
1. Предельные отклонения стороны калибра лелия. 5 отсчитываются от наибольшего предельного размера изделия, стороны М — от наименьшего предельного размера из-
(llilirU 1 3 SP И: чхэон IBdjQ 1 ен чаЙН! реии; вить, Г |н<Мх Пои) J обои: тельг IHHdh < Ad яо 1 всех мн с «Точ ) • лень ! ноя ‘OJ < 'ado ‘ О> _ О га а й © Я rt Н -а Ьа £-5°^ zgo ПО1 ОП] ск< ИИ1 S S3 п 5 Ь = Й О -tr tr X Z А 2
I. 4. ПОГРЕШНОСТИ, ДОПУСКАЕМЫЕ ПРИ
ИЗМЕРЕНИИ ЛИНЕЙНЫХ
РАЗМЕРОВ ДО 500 мм
В СТ СЭВ 303 76 «Пот рентное тн, допускаемые при из
мереншт линейных размеров до 500 мм» н в СТ СЭВ 3292—81
«Погрешности, допускаемые при измерении линейных рат
меров до 500 мм с неуказанными допусками» установлеиы
значения допускаемых погрешностей измерения и приемоч-
ные границы с учетом допускаемых погрешностей измерения.
Действие этих стандартов распространяется на измерения с
помощью измерительных средств с отсчетным устройством
В отлично от ИСО/Р 1938—1971, в указанных стандартах
СЭВ к контролю с помощью универсальных шмеригельиых
средств не предъявляется требование воспроизведения усло-
вий контроля предельными калибрами. Это не представляет
ся возможным пли целесообразным, поскольку предельные
погрешности контроля калибрами до настоящего времени не
определены (во всяком случае, они не соответствуют допу-
скаемым выходам рабочих калибров та границу допуска, как
иногда принимается).
Контроль калибрами обеспечивает только соблюдение, т
достаточным для целей практики приближением, принципа
Тейлора и, соответственно, обеспечивает собираемость приня-
тых деталей.
Контроль с использованием измерительных средств с от
счетным устройством не воспроизводит контроль калибрами,
тто позволяет дополнительно выявлять отклонения формы тт
определить действительные размеры измеряемых поверхнос-
тей деталей, что невозможно при контроле калибрами.
Воспроизведение при иримети-иии измерительных средств
с отсчетным устройством условий контроля калибрами тре-
бует разработки специальных методик выполнения измерений,
что не соответствует практике промынтленного иропзвотетка
В общем случае детали, принятые по калибрам, мот у т быть
забракованы при контроле с использованием iHuepnie.ibiiii'.
средств с отсчетным устройством и наоборот ll--'ui,i п< зчт
го, действие указанных стандартов не раеирос т р;т в не т ся и,т
контроль калибрами.
1.4.2. ПРИЕМОЧНЫЕ ГРАНИЦЫ
С УЧЕТОМ НОРМИРУЕМЫХ
ДОПУСКАЕМЫХ ПОГРЕШНОСТЕЙ ИЗМЕРЕНИЯ
Приемочные границы, т. е. значения размеров, по кото-
рым производится приемка изделий, следует, в соответствии
с (.1 СЭВ 303—76, устанавливать с учетом влияния допуска-
емой иотрешностп измерения. В связи с этим при назначении
допуска на изготовление необходимо учитывать не только
эксплуатационные условия и возможности технологического
процесса в огношеишт точности, ио и возможные погрешно-
сти изнерештя. т. е. допуск на размер следует рассматривать
как допуск на сумму погрешностей технологического процес-
са, которые не позволяют получить абсолютно точное зна-
чение размера, в том числе и из-за погрешности измерения.
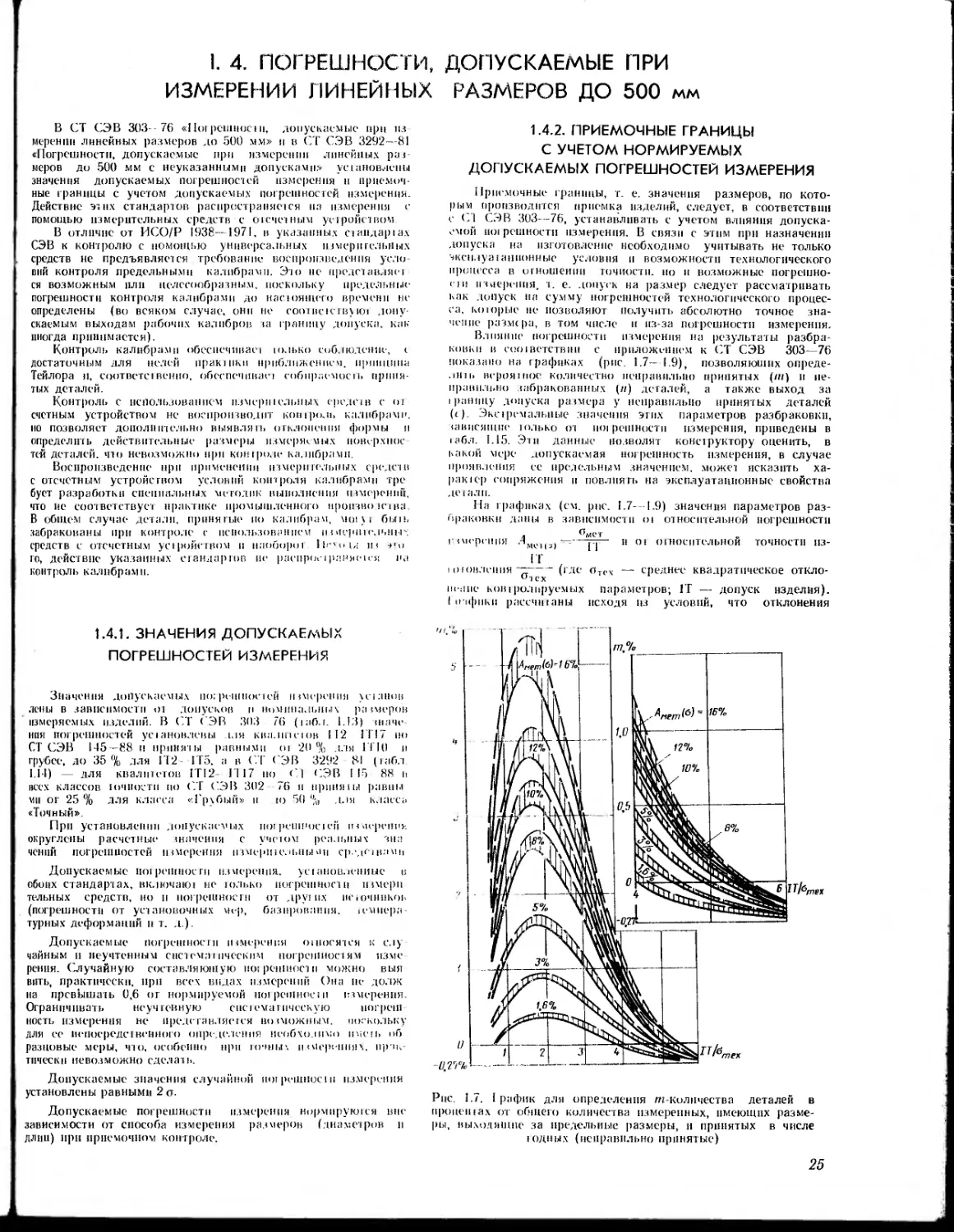
Влияние погрешности измерения на результаты разбра-
ковки в соответствии с приложением к СТ СЭВ 303—76
показано на трафиках (рис. 1.7— 1.9), позволяющих опреде-
лить вероятное количество неправильно принятых (ш) и не-
правильно отбракованных (л) деталей, а также выход за
трантщу допуска ратмсра у неправильно принятых деталей
(с). Экстремальные значения этих параметров разбраковки,
тависящие только от иотрешностп измерения, приведены в
табл. 1.15. Эти данные позволят конструктору оценить, в
какой мере допускаемая погрешность измерения, в случае
проявления се предельным значением, может исказить ха-
рактер сопряжения и повлиять на эксплуатационные свойства
детали.
На трафиках (см. рис. 1.7- 1.9) значения параметров раз-
браковки даны в зависимости от относительной погрешности
. °мст
Измерения .4M(,1(;F) —-Pj— тт oi относительной точности из-
ГГ
т отопления --(где олех — среднее квадратическое откло-
°т сх
тыне контролируемых параметров; ГГ — допуск изделия).
1 тгтфцки рассчитаны исходя нз условий, что отклонения
1.4.1. ЗНАЧЕНИЯ ДОПУСКАЕМЫХ
ПОГРЕШНОСТЕЙ ИЗЛбЕРЕНИЯ
Значения допускаемых по: решитк-тей inMepeuiui зенитов
лены в зависимости от допусков и номинальных ра тмеров
измеряемых изделий. В СТ СЭВ 3(13 76 (табл. 1.13) птаче-
пня погрешностей установлены тля кв.-ыптстов 112 1Т17 но
СТ СЭВ 145-88 тт приняты равными от 20 % для 1 Till тт
грубее, до 35 % для 1'12 1Т5. а в СТ СЭВ 3292 8-1 (габ.т
1.11) — для квалптетов 1Т12- Г! 17 ио С1 СЭВ 115 88 и
всех классов точности по СТ СЭВ 302 76 и приняты равны
ми ог 25 % ДЛЯ класса «Грубый» и то 5(1 % для класса
«Точный».
При установлении допускаемых нот ретивостей тнмерешщ
округлены расчетные значения с учетом реальных зтта
ченпй погрешностей тнмерення тттмерителыты-нт ср.-дствами
Допускаемые пот репптосги измерения, установленные в
обоих стандартах, включаю! не только погрешности итмерп
тельных средств, но и погрешности от друг их источников
(погрешности от установочных мер, базирования, темпера-
турных деформаций н г. д ).
Допускаемые погрешности тнмеренття относятся к слу-
чайным и неучтенным систематическим погрешностям изме
рения. Случайную составляющую пот решност тт можно выя
вить, практически, при всех видах измерений Она не додж
на превышать 0,6 от нормируемой нот решност п тнмерення.
Ограничивать неучтенную систематическую погретп
иость измерения не представляется возможным. поскольку
для ее непосредственного определения необходимо иметь об
разцовые меры, что, особенно при точны-, тимерт-ттиях. прак-
тически невозможно сделать.
Допускаемые значения случайной пот решност и измерения
установлены равными 2 о.
Допускаемые погрешности измерения нормируются вне
зависимости от способа измерения размеров (диаметров тт
длин) при приемочном контроле.
Рнс. 1.7. I рафик для определения m-колнчества деталей в
процентах от общего количества измеренных, имеющих разме-
ры, выходящие за предельные размеры, и принятых в числе
i одних (неправильно принятые)
25
Таблица 1.13. Допускаемые погрешности измерения линейных размеров (по СТ СЭВ 303—76)
Номинальные раз- меры, мм Допуски размеров IT и допускаемые погрешности измерения 6, мкм, для квалитетов
2 3 4 5 6 7 8
IT S IT С IT 6 IT 5 IT О IT 0 IT 0
До 3 Св. 3 т> 6 » 6 » 10 » 10 » 18 » 18 » 30 '> 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 250 -> 250 » 315 315 » 400 » 400 » 500 1,2 1,5 1,5 2,0 2,5 2,5 3,0 4.0 5,0 7.0 8,0 9,0 10.0 0,4 0,6 0,6 0,8 1,0 1,0 1.2 1,6 2,0 2,8 3,0 3,0 4,0 2,0 2,5 2,5 3,0 4,0 4,0 5.0 6.0 8.0 10.0 12,0 13,0 15,0 0,8 1,0 1,0 1,2 1,4 1,4 1,8 2,0 2,8 4.0 4,0 5.0 5,0 3 4 4 5 6 7 8 10 12 14 16 18 20 1,0 1,4 1,4 1,6 2,0 2,4 2,8 3,0 4,0 5,0 5,0 6.0 6,0 4 5 6 8 9 И 13 15 18 20 23 25 27 1,4 1,6 2,0 2,8 3,0 4.0 4.0 5,0 6.0 7.0 8.0 9.0 9,0 6 8 9 11 13 16 19 22 25 29 32 36 10 1,8 2,0 2,0 3,0 4,0 5,0 5,0 6.0 7.0 8,0 10,0 10,0 12.0 10 12 15 18 21 25 30 35 40 46 52 57 63 3,0 3,0 4,0 5,0 6.0 7,0 9.0 10,0 12,0 12,0 14,0 16.0 18.0 14 18 22 27 33 39 46 54 63 72 81 89 97 3,0 4,0 5,0 7,0 8,0 10,0 12,0 12,0 16,0 18,0 20,0 24,0 26,0
П рпдолжение табл. 1.13
Допуски pt'«мерой ГГ п допускаемы». r.oi решит t и н«мирения '1, мкм. тля кваш и .он
Ном пн 1 : НЫС 10 11 12 13 1 i 1" 16 17
г 1 , 1 1 [ 11 I I 1 IT IT 1 11 IT
д > 3 25 6 40 8 60 12 100 20 1 10 30 250 50 11’0' 80 600 120 1000 200
С ь 3 » 6 .30 8 48 10 75 16 120 30 180 40 300 60 l-'0 100 750 160 1200 2 10
(> V 10 36 9 58 12 90 18 150 30 220 59 360 80 580 120 960 200 1500 300
10 > 18 43 10 70 14 110 39 180 40 270 60 430 90 TOO 1 i 10 1100 240 1800 380
18 >' .50 52 12 34 18 130 ’.V) 210 50 330 70 520 120 810 | 180 1300 280 2100 110
30 » 50 62 1ь 100 20 160 49 250 50 396 г-0 620 140 1009 | 200 1600 320 2500 500
50 » 80 74 18 120 30 190 49 300 6(1 160 100 710 169 ’200 i 210 1900 400 3000 600
80 120 87 20 140 30 220 50 350 70 510 120 870 ISO 1 6'0 ’ 280 2200 4 10 3500 700
- 120 я 180 100 30 160 40 250 50 400 80 630 1 10 1006 200 16(10 320 2500 500 1000 800
’ > 180 , 250 115 30 185 40 290 60 41,0 100 720 160 11./’ 210 (850 380 2900 600 1600 lOllO
250 я 315 130 30 210 50 320 70 520 120 810 180 13(10 260 2100 110 3200 700 5200 1’00
> 315 я 400 140 10 230 ! 50 360 80 570 120 890 180 1 100 280 2300 460 3600 800 5700 12”0
' 100 " 500 155 40 250 ! 5(1 1 I 400 80 630 1 10 970 200 1530 320 2500 500 10(10 800 6300 1 100
iiorpemnoci и измерения, -руппы для селективной указанной в ia6. сборки. lune, при у меныпении допуска ра «мера. Я выбнра учитывающего что атсд.. пр_.Д1нж^§шему увеличение меньшему а также значению
£ я Р О Ъ1 t 1 £ п If Прим L1- Пе₽‘ Грешност F закону р 0> Ю фОО СП ОО — Ъ Д а’Ш 2- S??S? । Г а б л и W (по С Св. 1 » 3 » 6 > » 30 » 120 » 315 1 -Г ' -
Таблица 1.14. Допускаемые погрешности измерения линей-
ных размеров с неуказанными допусками (по СТ СЭВ 3292—
81)
Номинальные размеры, мм Допускаемые hoi решносги измерения, мкм, размеров с допусками, назначенными по кяа.иг । е там
12 пли классу т очное 1п „Точный" 13, 14 или классу точное 1 и „Средний” 15, 16 или классу точное!и „Грубый “ 17 пли класс) точности „Очень гру- бый”
Зв. 1 до 3 50 100 150 150
» 3 » 6 50 100 200 500
» 6 » 30 100 200 300 500
» 30 » 120 150 250 -100 800
» 120 » 315 200 300 600 1000
» 315 » 500 300 500 1000 1500
Таблица 1.15. Предельные значения параметров разбраков-
ки (по СТ СЭВ 303—76)
Относи- тельная погреш- нее гь из- мерения ЛМГ1(3) Верой.пое количес.во неправильно iipiniHibiX де।алей т, "» Вс роя .пне ко.тичес , цо иенра вильни набракованных дегалш п. О.носи । е.гь- НЫИ ВЫХОД за травины допе»ка \ in правильно Н1И1НЯ , ых с 1 г ’
1,6 От 0,37 до 0,39 От 0,7 до 0,75 0,01
3 » 0.87 » 0,9 ' 1,2 » 1,3 0,03
5 » 1,6 » 1,7 » 2,0 » 2,2») 0,06
8 » 2,6 » 2,8 » 3,4 » 3,7 0,1
10 » 3,1 » 3,5 > 4.5 4.75 0.14
12 » 3.75 » 4,1 А- 5,-1 > 5.8 0,17
16 » 5.0 » 5,4 » 7,8 » 8,25 0,25
II р и м е ч а п и я:
I. Первые значения т и п cooibctctbviot распределению
погрешностей измерения ио нормальному закону; вторые —•
по закону равной вероятности.
с
2. Предельные значения параметров т, п И-рр учитыва-
ют влияние только случайной составляющей погрешности из-
мерения.
контролируемых параметров подчиняются закону нормально-
го распределения (центр группирования совпадает с середи-
ной поля допуска), а погрешность измерения подчиняется
закону нормального распределения (сплошная линия на гра-
фиках), закону равной вероятности (штриховая линия на
графиках) или промежуточным законам (область между
сплошной и штриховой линиями).
Количество неправильно принятых деталей (т) и вели-
чины выхода их размеров за границы поля допуска (с) на
графиках (см. рис. 1.7—1.9) определены с доверительной ве-
роятностью 0,9973. Для определения т с другой доверитель-
ной вероятностью необходимо сместить начало координат
по осп ординат.
Для учета влияния погрешностей измерения СТ СЭВ
303—76 предусмотрены два возможных варианта установле-
ния приемочных границ (рис. 1.10).
При первом варианте приемочные границы устанавливают
совпадающими с нормируемыми предельными размерами
проверяемого изделия (рис. 1.10, ft), а возможное влияние
Рис. 1.8. График для определения п-колнчества деталей в про-
центах от общего количества измеренных, имеющих размеры,
не выходящие за предельные размеры, и забракованных
(неправильно забракованные)
С/
Рис 1.9. График для определения с-вероятностиой предельной
величины выхода размера за предельные размеры у непра-
вильно принятых деталей
погрешности измерения учитывается конструктором при вы-
боре квалптета и вида посадки. Этот вариант в стандарте
СЭВ является основным н вполне соответствует принятой
практике.
Во втором варианте приемочные границы устанавливают
с введением производственного допуска, т. е. смещают их
27
bib i рь поля допуска с учеюм воз-
можно! о влияния погрешности изме-
рения. В приложении к папларту ре-
комспдусмея. если необходимо, сме-
ша II- приемочные границы на значе-
ние возможного вы.хо ia размера за
1 ранних ноля допуска < в зависимое -
hi о! в иное in icxho.ioi нчсскою про-
цесса и noi решнос in измерения (рис
1.10.6). Значения ^hi\ величин можно
определит но график} на рис 1.19
и по 1абл 1.15.
Смешение не должно превышал,
половины нормируемой в craiuapie
допуск.(смой погрешности измерения
(рис I Ю.к) Bapiiain с введением
пропит icIв< нно1 о допуска менее
нре щоч• и 1сл< и. поскольку biiocih
Ollpr ц ленные пн ру тения при офор-
млении юкум< шапки, однако. \о1я
и ре !.ко in пользу г i ся в ирам им*
В < 1 < -Ф, 3292 81 приемочные.
1ршпщы iipniiiiM.iioicH совпадающими
с нр< 1сЛ1.и1.1ми размерами, i е Щ.
С1СЯ lo.li.Kii О ;ioi B.ipliaill Приемочных
Iрпнин
а
Рис I 1(1 Располо/кешк приемочных «
ii
6Ц
Допуск
i
—4
J/2
ранни:
+S
-S
гиониц
-S
В
1
РЕ
ПРЕ(
13.2.1.
погр<
ИМО 2
емые
иных I
ормнру
а еле,
НОм И2
ьного
“х дайн
змереии
ни вар
алась ।
ора, выяв
В тех сл)
Вых среде
Вого стер;
•одят иа 1
В ciaii.i.ipiax (,ЭВ нормированы
раж ной псрс:: >ов( рк<_ пришлых цч а.к
дуема । рнваек я выявление noi peiiiiioci к
бшрз/кнон перепроверю прния1Ы.х
морения не iiijaiii превышал» 20
пня
ным
деталей. у коюрых
пуска, но не болея,
noi р; iHiioeioH и niepi
1ребоваипя к арбш
при которой про
измерения. При пр-
ичален hoi решносн. п.з-
kuaii । нревыша и» «В "'р hoi решнос I п измсре-
ишуекаемои при приемке. При уюм ечшаегся возмож-
обнару ж сипе
ерс in годных определенного количества
ра .меры выходя! за 1раппиы ноля до-
чем на половину значения допускаемых
нпя
Ku.лен с 1 во
вины допуска.
303 76 ioiivck
устройстве
1 ПО
Л( й
.ТЛЯ
I 18
>1\ ср<ДП 1ОДНЫХ по Ь
1ЛЯ КВ.1.1ПНЧО13 112 -П^едует
1 Г9 и до 3 "о для ква:
12 81 кол 11Ч( | изо I аки
топуск.и 1ея до
возможное влияние
01
I» завис!
to из пре;
требовали
-----.IH Tf
Гикни (»бразом у чи( ьпзашея 1ошеин1
сскасмон ши решнос I и из» •
2-Z ПОГРЕ
I овленпс
iciniipnii. юпуск на
ши peiiiHtR I р и змсра
варианта:
Гассы, и ра-
соотношент
°. I И 2-й
* 5-м раз;
а может 6i
[быть аттес*
ие аттестата
ргрешностн
Рпости их
Погрешности
(ОСТИ от прш
«ЛИЧИНЫ П01
'-’"ерен«исчете “
"’’Энные полу,
рдения для
J. или доп-
ртующего р;
|ке мер с уч
тблагоприяти
япрнмер, ми1
В laO.i. 1.16 и 1.17 указаны afico.noiпые шачс^ирем (100;
ji'.ii.iihi ногрешнос।ей измсренгя. i. е. даны н|>еде.1Ы#апазона 80-
ченпя. на коюрыс реiy.п,-1а 1 ы измерения uoiyi оиЯанменее б
in нс । iiinioi <> шаченпя п1мерч< м>>н величины. •> одна =— ]р
Вариаш ы iicikmi, юна пня m \iepin ельны-: среде Размерах
клея различной ногрешнос ii>io ере дет тмереннй ° сокр
I. 5. ВЫБОР УНИВЕРСАЛЬНЫХ СРЕДСТВ ДЛЯ
ИЗМЕРЕНИЯ
ЛИНЕЙНЫХ РАЗМЕРОВ
1.5.1. ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
УНИВЕРСАЛЬНЫМИ ИЗМЕРИТЕЛЬНЫМИ
СРЕДСТВАМИ
Для нриш.цнпя измерений с noi решнос i я ми. не
шаклиимп допускам мыс значения, необходимо имен»
нпя о значениях погрешностей измерительных среде из
личных условиях их применения. Такие сведения о noi реш-
HC'iHX измерения средствами, серийно выпускаемыми cneiui-
али шровапными
СЭВ 3292 .41 и
('ССР РД 50 9У
В 1абл
превы-
сведе-
в раз-
заводами, даны в 1абл. 1 16 и 1.17 ио С.1
национальному нормаiявномv ма триале
Кб
1 16 приведены сведения о noi peinnociях изме-
рения различными п змсри юльным и среде нзамн наружных
размеров, размеров уступов и величин биения, а в табл,
сведения о погрешностях измерения внутренних ра
ров
При разработке материалов, содержащихся в >абл
и I 17, использованы следующие нза принципиальных
нельзя, например, еелн при измерении (iiavicipa и сив
у чес и* hoi решносн», вносимую о j клинен ням и формь
пли oiBepcuiH. или при измерении биения нужно учес
решносн. базирования, длнныз о hoi pciiiHociи измерен!
веденные в i абл 1.16 и I 17. moi у i раесмаipiinaiься ।
как лшные о сос i являющих noipcinnocfii I............
moi у । использоваться при расчет се верой i пою ирод
значения. Bchomoi а юльцые тбл. 1.10- 1.21, служа»
упрощения выбора и смертельных среде1в в этих
нсноль зова । ься нс должны. До нус i пмос i ь о и ре ледени
четным (или ^кс пер и vi.cn i ильным) нулем вероятной я
ной hoi peiiiiioci и измерения до izui.i проворя л>ся нега
венпо по i збл 1 13 и 1 I 1. .
зме
1.16
поло
ж< нпя-
и змершелызым ере (сизом одною вида можно выполни и»
измзрення с различной шярешноегыо в зависимости от мс-
io la и условий проведения измерений;
(ля выбора измерительных средеiв и условий нроведе
ния 1нм( рений необходимо оценивать возможные пределы
но! реши ост и измерения.
При зтом пмес1ся в виду, что измеритсльиое средсизо
соответ вуз । предъявляемым i рсбованпям и используется
оператором, имеющим навык в работе с ним
Значения noi реншостей измерения приведены в табл. 1 16
и 1.17 без учет меюдичсской ши peiiiiiociи измерения. Это
о шачае). чю в случае измерения дпамс1ро!з и длин рассхки-
риваюия юлько варианты однократных (если нс оговорены
многскра 1 ные) измерений размера как расстояния между
двумя ।очками в произвольном сечении. В случае измерения
биений рассматривается измерение колебаний размера при
помощи измершельной головки (или преобразователя), уста-
новленной в стойке пли штативе без учета noi решносги ба-
зирован ня. Когда мп одической погрешностью пренебречь
IК>.1Ь1ОПИII1111 пл
II 1.5 2.1).
iicii().ii>Toii;iKii>i приведены в
ряда концевых мер длины,
н. 15.22). Для егрелочных отечешых
ниц биений. >. е. колебания ртмерсн. иарнан|ы neiig
нпя дополнительно ха|1аК1еризую|СЯ применяемыми |Ьции""п " UU
мп и сюйкамн. а нрп тмереннн размеров - видом 1ОСТЬ . и 01
ia (ем н. 1.5.2.3). Для всех измерительных сРе-1С1вановочиМеРе1
|смпср:1Турный режим измерения. Э1п значения вЬного Г°
случае нельзя oiiio;iiii> ни к oik.ioiiciiiihm. ни к •'<Чсималт 0Hei
icMiiepaiypui окружающей среды в процессе тмереи^Ь1л . -
и. 1.5.2.1). И табл 1.17 у-кашны ногрешносш пзмерсипа (ЬОп ^Mai
pcBiinx размеров сущееiiiyioiiniмп тмерпюльнымн ^«ка и Ы Н
ми. учнзываси-я особенность ипнряемоп детали и г> „„„ ъект.
। - г вид nornein
использования даюия с учетом шероховатости нов когп Е
(см. п. 1.5.2.5). При определении ногрешносгей и: контя ДОП^С
учитывались субъеыиниые нот pciliHociи отеши ывши 'тнь|х ,
.штшй (см.н. 15.2.6). контактных
В р.ч зделс 1.5 2 кратко paccMuiрсиы основные со
различном пределе измерепв
Для некоторых и змерп1сльных средснз к 1.5.2 3
laBuciiMoiiii ci b.i;iee:i ОТ I
применяемых ..ля иаегро^ритель
lO.KlHOK при 1 ._
цепи, вкл2
так и об
28
не погрешности измерений в той мерс, в которой это не-
водимо знать при проведении измерений с тем. чтобы по-
учаемые погрешности • измерения нс превышали пределов,
азанных в табл, I 16 и 1.17
15.2. ОСНОВНЫЕ СОСТАВЛЯЮЩИЕ
ПОГРЕШНОСТИ ПРИ "А ДЛИННЫХ УСЛОВИЯХ
ИЗМЕРЕНИЯ М ИХ ВЛИЯНИЕ
НА ПРЕДЕЛЬНУЮ ПОГРЕШНОСТЬ ИЗМЕРЕНИЯ
1.5.2.1. ПОГРЕШНОСТИ, ЗАВИСЯЩИЕ ОТ СРЕДСТВ
ИЗМЕРЕНИЯ
Нормируемую допускаемую погрешность измерительного
г детва следует рассматривать как погрешность измерения
и одном из возможных вариантов использования этого из-
рительного средства, поскольку правильная проверка точ-
гтных данных прибора (погрешность прибора) заключает-
в измерении им образцовой меры. В связи с этим при уста-
влении вариантов использования измерительных средств
втыкалась степень влияния составляющих па погрешность
ибора, выявляемую при проверке этого прибора.
В тех случаях, когда варианты использования измери-
вших средств отличаются величиной перемещения измери-
мого стержня, настройку прибора но установочной мере
13ВОДЯ1 на такое значение размера, при котором отсчет-
е устройство будет использовано в пределах, указанных
табл. 1.16 и 1.17.
Следует отметить, что со тавляюшую погрешности изме-
ни, зависящую от средства, во всех случаях принимают
идя из предположения, что прибор исправен и соответст-
IT требованиям технической документации, в том числе и
отношении требований к расположению его в пространстве
1.5.2.2. ПОГРЕШНОСТИ, ЗАВИСЯЩИЕ ОТ УСТАНОВОЧНЫХ
МЕР
В вариантах использования установочных мер приводя!
классы и разряды концевых мер длины. По существую
1м соотношениям погрешностей во всех случаях, где ука
«ы 0, 1 и 2-й классы, их можно заменить соответственно
|4 и 5-м разрядами. С экономической точки зрения такая
кена может быть целесообразной. Высокоточные меры дол-
|ы быть аттестованы, и при работе следует использовать
иные аттестата.
Погрешности от концевых мер длины возникают из-за
решности их изготовления, включая измерения (классы),
( погрешности аттестации (разряды), а также из-за по-
1ШНОСТИ от притирания.
Величины погрешностей блоков концевых мер, принятые
I расчете суммарных погрешностей, указаны в табл. 1.18.
I данные получены исходя из допускаемых погрешностей
отопления для соответствующего класса мер, входящих
|лок, или допускаемых погрешностей аттестации для со-
етствующего разряда и погрешностей, возникающих при
тирке мер с учетом возможного их количества в блоке
I неблагоприятных значениях размеров.
Например, минимальное число мер в блоке 113,87 рав-
четырем (100; 10; 2,5; 1,37). Соответственно в табл. 1.18
( диапазона 80 —120 мм, куда входит этот размер, состав
ка наименее благоприятных размеров указан: одна мера
мм, одна — 10 мм и две — до 10 мм. При более благо-
стных размерах блока число мер в нем будет меньше и
^ветственно сократится погрешность блока.
1.5.2 3 ПОГРЕШНОСТИ, ЗАВИСЯЩИЕ
ОТ ИЗМЕРИТЕЛЬНОГО УСИЛИЯ
Измерительное усилие обеспечивает замыкание измери-
мой цепи, включающей как элементы измерительного
тства, так и объект измерения и вызывает их упругие
ррмации. При оценке влияния измерительного усилия на
>ешность измерения принято выделять упругие деформа-
установочного узла и деформации в зоне контакта из-
ртельного наконечника с деталью.
Максимальное усилие следует учитывать при расчете
Гактных деформаций, которые, кроме того, зависят от
ррнала, формы и состояния поверхности измерительного
шечника и объекта измерения.
'Этот вид погрешности учитывался для высокоточных пз-
рннй, когда допускаемые погрешности сопоставимы с ве-
шой контактных деформаций и сказывается различие ве-
шы контактных деформаций на установочных мерах и
на объектах измерения, а также, при плоских измерительных
наконечниках, когда вид контакта (плоскостный, линейчатый
п точечный) и контактные деформации зависят от формы
объекта измерения.
Перепады измерительного усилия, особенно в момент ре-
верса механизма прибора, учитывались при измерении бие-
ний с использованием различных штативов и стоек.
Необходимо особо обратить внимание на то, что недо-
статочно жесткие штативы п стойки вносят значительную
дополнительную погрешность, предсказать которую заранее
не представляется возможным.
При выборе измерительного усилия отсчетной головки
необходимо стремиться к тому, чтобы оно было минималь-
ным, т. е. таким, при котором случайная составляющая по-
грешности измерения не выходит из заданных пределов. К
этому необходимо стремиться и при регулировании измери-
тельною усилия, когда регулирование обеспечивается конст-
рукцией измерительного средства. Измерительные устройства
с малым измерительным усилием отличаются, обычно, боль-
шой случайной составляющей погрешности измерения из-за
чувствительности их к действию влияющих величин (напри-
мер, вибраций). Другими словами, малое измерительное уси-
лие не обеспечивает надежного силового замыкания измери-
тельной цепи, «прибор — деталь» и там, где это возможно по
условиям деформаций, не следует применять отсчетные го-
ловки с малым усилием.
1.5.2.4. ПОГРЕШНОСТИ, ПРОИСХОДЯЩИЕ ОТ
ТЕМПЕРАТУРНЫХ ДЕФОРМАЦИЙ (В СООТВЕТСТВИИ
С ИНФОРМАЦИОННЫМ ПРИЛОЖЕНИЕМ К
СТ СЭВ 3292—В1)
Определение суммарного влияния температурных дефор-
маций на погрешность измерения сложно и связано с необ-
ходимостью иметь данные о физических свойствах материа-
лов деталей прибора и объекта измерения, температурных
полях в них и условиях теплопередачи.
Ввиду того, что при измерении, как правило, распола-
гают очень ограниченной информацией о факторах, влияю-
щих на температурные деформации, и необходимо опреде-
лять только предельные значения ожидаемой погрешности
измерения, используется критерий суммарной количественной
опенки погрешности от температурных деформаций — «тем-
пературный режим».
Температурный режим — есть условная, выраженная в
градусах Цельсия, разность температур объекта измерения
и измерительного средства, которая при определенных «иде-
альных условиях» вызовет ту же погрешность (обусловлен-
ную температурными деформациями), как и весь комплекс
реально существующих причин. Эти условия сводятся к то-
му, что объект измерения и измерительное средство имеют
постоянную по объему температуру, а коэффициент линей-
ного расширения материалов, из которых они изготовлены,
равен 11.6-IO-6 1/град.
В соответствии с данным определением при известном
температурном режиме ft погрешность от температурных
деформаций AZ / определится по формуле
AZz=Z»,11.610 6, (1.1)
где Z — измеряемый размер.
Значение температурного режима может быть определе-
но приближенно исходя из оценки вероятного влияния на
погрешность измерения отклонений ДГ1 и колебаний ,Д/2 тем-
пературы среды.
Первое нз них (Д//. ) может быть оценено по формуле
Д(/, =1Д(т-(ап—ад)тах. (1-2)
где ДА — допускаемое при измерении отклонение от тем-
пературы среды 20 °C; (а.,—a.i)max — максимально воз-
можная разность коэффициентов линейного расширения ма-
териалов элементов прибора н детали, входящих в измери-
тельную цепь.
Второе (Д1^2) может быть оценено по формуле
(1-3)
где AZa — допускаемое при измерении колебание температур
среды; am8x — максимальный по величине коэффициент ли-
нейного расширения (материал элемента прибора или дета-
ли).
Суммируя AZ( и Д/|2 как независимые, случайные вели-
чины, можно оценить предельную величину погрешности от
29
температурных деформаций и исходя из нее. с учетом соотно-
шения (1.1), оценить предельное значение температурного
режима
При пользовании формулой (1.4) известная трудность
возникает при оценке интервала времени, который можно
принять за период, в течение которого нужно учитывать
кратковременные колебания температуры воздуха.
На оценку этого периода влияют многие факторы: вид
измерительного средства, размеры и конфигурация детали,
вид измерений и т. д. Поэтому могут быть только ориенти-
ровочные рекомендации ио величинам периода колебаний
температур, которые можно принять кратковременными.
При пользовании измерительными средствами небольших
размеров (например, микрометрами или рычажными скоба-
ми, закрепленными в стойках) в качестве кратковременных
можно рассматривать колебания в течение 15—30 мин; при-
борами средних габаритных размеров (например, вертикаль-
ным оптиметром) — в течение 1 ч; приборами больших га-
баритных размеров (например, измерительными машинами)
— в течение 6 ч.
Пример использования формулы (1.4). Вкладыши m ан-
тифрикционного - алюминиевого сплава ХЛ75О имеют размер
6Си6. В соответствии с рекомендациями табл. 1.19 измерение
вкладышей должно производиться рычажным микрометром,
закрепленным в стойке при температурном режиме 2''С. Из-
мерение предполагается производить в помещении, где под-
держивается температура 20+1 °C с допускаемыми кратко-
временными колебаниями 0,5°С в течение получаса, т. с.
Д/1 = 1°С, \/2 = 0,5°С.
Коэффициент линейного расширения материала детали
= (22.8—23.8) 10~ь 1/град. Так как марка стали, гп кото-
рой сделан корпус микрометра, неизвестна, для ап мы вы-
нуждены взять полный диапазон коэффициентов линейного
расширения стали
•V,,= (9.4 -14,Г>)-10 G I град;
(ап~«д),гшх -=9.4’ 10-6 23,8.10-';=14,410 G 1,Трад;
ттах=23,8-10-6 1/град.
Подставив найденные значения в формулу (1.4), полу-
чим
Температурные условия измерения могут считаться удов-
летворительными, так как значение температурного режима
получилось меньше рекомендованного <2 °C).
Расчет допускаемых отклонений и колебаний темпера гу-
ры по формуле (1.4) не всегда удобен, так как для кажло
го сочетания «,г;,х и (ап—а Jn 11х возможно множество ком-
бинаций Л/, и Д/у поэтому целесообразно для наиболее
употребительных сочетаний а,пах и (ан—ai) mix рассчитать
графики для определения ДЛ и АС. Такие графики для слу-
чаев, когда измерительное средство сделано иг черного ме-
талла (без указания марки), а объект измерения — из чер-
ного металла, латуни, бронзы или легкого сплава на основе
алюминия или магния приведены соответственно на рис. 1.11,
1.12 и 1.13.
Рис. 1.11. Температурный режим в зависимости от допускае-
мых отклонений и колебаний температуры среды. Материал
измеряемой детали — черный металл без указания марки
за ннг
лельг
V ми. 1
S .димы
4 струС
1 изме{
1 будет
Ж При
1 сжат.
К мере!
сечен
ЛИЯМ1
чайнс
стр
1? 57
4Z,,f
В
Е
рения
с
с;
с;
п
И
кач
ния г
погре
среде
случа<
ные в
рении
С
виде
ружа>
наибо
оказы
ональ
К
грешн
ПОДГО’
По п]
грешн
занны
при пс
К
маж
Рис. 1.12. 1емцср;п урный режим в зависимости от допуск!
мых отклонений и колебаний температуры среды. Матер»
ишерясмой детали латунь и бронза без указания
Рис. 1.13. Температурный режим в зависимости от допуск- гРеШн
мых отклонений н колебаний 1емпературы среды. Матер». шли ®
намеряемой ;кчалн — легкие сплавы на основе алюминия f грешн'
Mai ния без указания марки 1 н°снт<
f приме
т г i П<
[рсбовании к icMiicpai \ рны.м условиям измерения (Ж Погоег
швакися (ем жестче, чем больше по абсолютной вели» „„д Г11
коэффициенты линейного расширения материала детали! ния (
прибора, чем больше их разность и чем менее достове* ег0 а
введения о них. Для назначения более свободных темпе g
турных условий нужно располагать более точными дани*. CH0HaJ
с коэффициентах линейного расширения или определять в тора <
грешность or температурных деформаций более строг»
м етодами
1.5.2.5. СПЕЦИФИЧЕСКИЕ ПОГРЕШНОСТИ ПРИ
ИЗМЕРЕНИИ ВНУТРЕННИХ РАЗМЕРОВ
Особенность измерения внутренних размеров заклточ
ся в том, что игмеригельиые средства имеют с деталью,
правило, точечный контакт, и требуется перемещать дет - П|
или наконечник прибора для нахождения минимума рази ниц вг
в осевой плоскости намеряемого цилиндра и максимум при у<
плоскости нернендикг,гяриой оси. На точность перемет : ров, п
и фиксацию максимальных и .минимальных отклонений б ! тыватг
гное влияние окатывает состояние поверхности. Поэтг» в
табл. 1.17 даны варианты возможных погрешностей при констр
личных величинах шероховатости поверхности. в пред
При измерении внутренних ра тмсров наиболее часто 1 jy
настройки нутромеров исно.тьпюг концевые меры с бок измери
нами, зажатые в струбцине. Погрешность блока с боков ' пускае
ми. по которому устанавливают приборы для внутренних - допуск
мерс-пип. как правило, возникает из-за деформации й табл,
при закреп.тении его в струбцине. Эта сосгав.тягощая t нрини.х
учтена в данной работе средней величиной, выявленной допуск
псримепталыго устано
Можно рекомендовать прием использования струб ' g
при котором значительно сокращаются погрешности от у
30
занных деформации Д.г: энж» применяю* боковики с парал-
лельными jiapx ялы мл и нЦ цнчшими рабочими поверхностя-
ми Боковики должны бы и» ан ген ваны Набрав необхо-
димый блок с а! lee ।ованнымн боковиками п зажав его в
СТрхбЦИИГ, И'Л(СрЯ I ! лар\/КНЫН ;);{*<“!) ОЛОКУ ПО Щ!р\ЖНЫМ
измерш единым поверх шал я ч б'-ковиклв. Внутренний размер
б\дег равен Измеренном> щ вычеюм размеров боковиков.
При эюм необходимо имею в внд\, чю помимо деформации
ежа।ня блока происходит и перекос боковиков, поэтому из-
мерение наружного ра гаера следуе! проводить в нескольких
сечениях. Известны струбцины со стабилизированными уси-
лиями крепления блока мер, чю сокращает величину слу-
чайной сое i являющей погрет пост настройки по блокх мер
в струбцине.
1.5.2.6. ПОГРЕШНОСТИ, ЗАВИСЯЩИЕ ОТ ОПЕРАТОРА
(СУБЪЕКТИВНЫЕ ПОГРЕШНОСТИ)
Возможны четыре вида субъективных погрешностей ише-
рения;
с\биективные nosрешносш смечиiывания;
е\бъективные шчрсшгист»i нрисх ц'тия;
субъективные погрешнее!и тенсшия;
профессиональные субьсктивньн пигрешнис!н.
Из субъективных иогренпюпгй измерения в табл. 1.16
в качестве, составляющем huiпешиоси» вариантов иеполыэва-
ния измерительных средств уплывали только суоъек 1ивную
погрешность отсчитывания для некоторых пчмери тельных
средств. Влияние, эгоп пог рештнк ти уплывают в том
случае, когда стремятся максимально иснолыовать t<jmпост-
ные возможности и 1МГ1Я1 тельных средств, например, при наме-
рении в пределах двух трех делений шкалы
Субъективная погрешность присутствия ттроявлястся в
виде влияния тсилонзлхченкя оператора на темперамр\ ок-
ружающей среды Как показали результаты экспериментов,
наиболее существенное влияние на погрешность измерения
оказывают с\ бъек: ивньк погрешности денетвня и професси-
ональные.
К су бъекгнвным нот рентноеiям действия относятся по-
грешности, вносимые ош-ра юром при нас тройке прибора,
подтотовке объекта твм<*репия или установочных мер и т л.
По происхождению, источнику вотипкновенття эти виды по-
грешностей частично можно от чести к погрешностям, свя-
занным с измерительными средствами, которые проявляются
при поверке ^тих средств
К субъективным погрешностям действия относятся по-
грешности от притирки концевых мер. Эт погрешности во-
шли в погрешности о? установочных мер Субьек 1 явные по-
грешности действия шнника.ог лрм перемещении прибора от-
носительно детали или jeia.in uiноситслыю прибора, на-
пример, при тимеренни внутриптих размеров.
Полностью учесть все вилы с\ бьем явных составляющих
погрешности измерения при разработке методических указа-
ний не иредс.является возможным, тем более, что их значе-
ния существенно зависят от квалификации оператора, опыта
его работы с тем пли иным средством
В методических \ касаниях нево»можно учесть и профес-
сиональные погрешности, связанные с квалификацией опера-
тора. отношением его к процессу измерения.
1.5.3. ПОРЯДОК ВЫБОРА
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
1.5.3.1. УЧАСТИЕ ТЕХНИЧЕСКИХ СЛУЖБ В ВЫБОРЕ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
Принципиальное положение СТ СЭВ 303 - 76 в отноше-
нии выбора измерительных средств .шключасчся в том, что
при установлении прщмоччы'. : ранни, т. е. значении ра ше-
ров, по которым пщ.цоды арш-ум ч‘Делий. необходимо \ чи-
тывать влияние ногрешпоСП! шмерения.
В выборе и мери ельчы.х средств должны участвовать
коне, рук горская, с чь.. о н а'- : ::ч ролот пческая службы
в пределах выш; .пнем jx и-:, г, ж 'бн.,'х обя тапностен.
К о н с I р \ к 1 о р < । .1 я с .'. у ж б П у часгвует и выборе
измерите.ibiii I\ ере. 'тп ' " правильным назначением до-
пускаемых он..Рив I., и, '.ер loiaiii При назначении
допуска на ii.irui. в le: ". K'.i . I ру’- т.р должен yciaiiOBHlb но
табл. 1.15 возможное нвей.'.лыкч.. количество неправильно
принимаемых iriaieii н ii.iv выход размера та Гранины
допуска При У' у ко,। гпу лора возможны pit варианта
упановления приемочных р-.ы.т; ‘ем рис I 10)
В стандарте и качестве iipi.,(почтительного варианта
принято установление приемочных границ без введения про-
изводственного допуска. Это означает, что следует выбрать
такой квалитст или вид посадки, при котором предельные
возможные значения размера удовлетворяли бы требованиям
конструктора. Такой подход необходим в связи с тем, что
только конструктор в полной мере может дать ответ на воп-
рос о возможности отклонений размеров определенной груп-
пы деталей от размеров, указанных на чертеже.
Если переход на более точный квалитет или другой вид
посадки оказывается невозможным, например, в связи q
большим ужесточением требований, а следовательно, неоп-
равданным удорожанием производства, то конструктор дол-
жен принять решение о введении производственного допуска.
Стандартом предусмотрено, что смещение у каждой прие-
мочной границы не должно быть больше половины допускае-
мой погрешности измерения (см. рис. 1.10). Следовательно,
меньшие смещения вполне допустимы. Наиболее предпочти-
тельными являются смещения на величину с, т. е. на вероят-
ный предельный выход размера за границы поля допуска у
неправильно принятых деталей, определенный исходя из реаль-
ного соотношения технологического рассеивания п до-
пуска, а не m наиболее неблагоприятного. Для этой цели
необходимо иметь представление о точности технологического
процесса и определять величины т и с по графикам (см.
рис. 17 и 19). Эти графики даны для определения парамет-
ров разбраковки в зависимости от общего числа измеренных
деталей. Поскольку при этом измеряются и действительно
бракованные детали, то конструктор прн пользовании этими
графиками получает несколько искаженное представление о
количестве неправильно принятых деталей.
Технологическая служба обязана обеспечить
наиболее экономичные технологические процессы. Для оцен-
ки технологического процесса технолог должен знать возмож-
ные количества действительного и ложного брака и руковод-
ствоваться при этом данными о технологическом распределе-
нии. допускаемой погрешности измерения и графиком (см.
рис. 1.8). Если полученные результаты можно считать удов-
летворительными, то выбор измерительных средств предостав-
ляется метрологической службе, в чьи обязанности это вхо-
дит. Если результаты неудовлетворительные, то для исправ-
ления положения есть три пути: можно смещать настройку,
т. с. центр группирования технологического распределения,
регулируя соотношения брака «плюс» и брака «минус»; мож-
но изменять технологический процесс, уменьшая зону техно-
логического рассеивания; можно повышать требования к
точности измерения, сокращая процент ложного брака. Вто-
рой путь, как правило, оказывается наиболее эффективным.
М е г р о л о г и ч е с к а я служба осуществляет выбор
конкретных измерительных средств с учетом условий измере-
ния. Эча служба обязана установить, в какой мере случаи
применения, приведенные в табл. 1.16 и 1.17, соответствуют
поставленной задаче, а рекомендованные там условия изме-
рения соответствуют реально существующим, а также учесть
специфические особенности производства (применяемость
измерительных средств, их наличие и т. д.).
Если метролог обнаружит, что применение предложенных
в табл. 1.16 или 1 17 вариантов измерений приведет к появле-
нию значительной методической погрешности или что реко-
мендованные условия измерения не могут быть созданы на
существующем производстве, то он обязан оценить степень
влияния методической погрешности и несовпадающих условий
измерения, определить предельные погрешности в новых успе-
ниях н с учетом методической погрешности, определить
но табл. 1.13 или 1.14 допускаемость этих погрешностей. При
неудовлетворительном результате следует разработать новую
методику измерения, которая удовлетворяла бы требованиям
СТ СЭВ 303—76 или СТ СЭВ 3292—81.
1.5.3.2. ВЫБОР КОНКРЕТНЫХ ИЗМЕРИТЕЛЬНЫХ
СРЕДСТВ
Выбрать конкретное измерительное средство можно по
табл. 1.16 н 1.17 в зависимости от измеряемого размера, до-
пуска на изготовление и допускаемой погрешности измерения
по СТ СЭВ 303—76 или СТ СЭВ 3292—81. Однако по
габл. 1.IS и 1.17 трудно выявить весь комплекс измерительных
средств, которые можно использовать для измерения с до-
нускасмой погрешностью.
Для упрощения процесса выбора конкретных измеритель-
ных средств составлены табл. 1.19—1.24.
В табл. 1.19—1.22 указаны диапазоны номинальных раз-
меров. квалитеты по СТ СЭВ 145—‘88 от IT2 до IT17, в виде
дроби — допускаемые погрешности измерения (числитель) и
допуски на изготовление (знаменатель). Номерами н буквами
31
из табл. 1.16 и 1.17 указаны измерительные средства и ва-
рианты их использования, при которых погрешность измере-
ний ие превышает допускаемые значения.
В табл. 1.23 указаны допуски и допускаемые погрешности
измерения, диапазоны диаметров контролируемых поверх-
ностей, измерительные средства и варианты их использования
гю табл. 1.16 при измерении радиального н ториевого биений
В табл. 1.24 указаны классы точности по С'1 СЭВ
302'—76 и соответствующие им квалигеты ио СТ СЭВ 115- 8.8
от IT2 до IT17, укрупненные диапазоны номинальных раз
меров, допускаемые погрешности измерения и номера и бук-
вы, обозначающие средства измерения и варианты их приме-
нения по табл. 1.16 и 1.17.
Для измерения наружных размеров в табл. 1.19 н 1.20 и
биений в табл. 1.23 для каждого диапазона поминальных
размеров и квалптета укатана не вся номенклатура измерь
тельных средств, применение которых технически возможно.
Область применения каждого прибора при определенных ус-
ловиях измерения ограничена только теми диапазонами но
минальных размеров и точностей, при которых погрешность
измерения не превышает значений, допускаемых по СТ СЭВ
353—76, а диапазон показаний перекрывает величину допхе
ка. За исключением отдельных технически обоснованных
случаев рекомендуются средства измерений, обеспечиваю
щие не более чем двухкратный запас точности. Из возмож-
ных вариантов условий измерения остается наиболее грубый,
при котором выполняются требования СТ СЭВ 303- 76. Как
правило, указаны варианты разовых (однократных) нтмерс-
инй н только в отдельных случаях для обеспечения отдели
пых диапазонов номинальных размеров и точностей при и<
меренин наружных размеров накладными итмернтельными
средствами — многократные измерения одним или исскольки
ми экземплярами однотипных измерительных средств.
Для измерения внутренних размеров (табл. 1.21), а так-
же глубин и уступов (табл. 1.22) указана практически вся
возможная номенклатура универсальных измерит ельных
средств. При этом часть диапазонов номинальных размеров
в некоторых квалитета.х не обеспечена универсальными и-
мерительными средствами. Для измерения этих размеров нс
обходимо проектировать специальные измерительные средства
и разрабатывать соответствующие методики измерения.
Для измерения размеров с неуказанными допусками
(табл. 1.24) рекомендованы только наиболее грубые измерь
тельные средства, а при возможной вариантности их приме
пения — только наиболее грубые варианты, при которых,
однако, обеспечивается выполнение требований СТ СЭВ
3292—81.
В ответст венных случаях выбора измерительных средств Та 6
особенно при проектировании и модернизации производства, . _«~—
следует проводить технико-экономические расчеты. .4 <
Пример выбора конкретных измерительных средств. На . . ~
черюже детали указан наружный диаметр 16 1т5 (16. рода).
1)>ебуегся выбрать средство измерения этого размера. В зава* *
симсеги от конфигурации и габаритных размеров детали и Д Г
измерения следует решить вопрос о о.
накладного измерительного средства. я
средства итмерсния производим по х
греос.вапни к методике
выборе станкового или
В ...бор накладного
табл. I 20
В колонке, соответствующей 5-.му квалптсту, для диапа- -
то.та размеров св. К) до 18 мм находим обозначение 6в. В °
табл 1.16.5 под номером 6 указаны микрометр рычажный и т<
скоба рычажная. Буквой в обозначены условия измерения: д<
пас 1 ройка на размер должна производиться по концевым ме-
рам длины 2 ю класса, при использовании отсчета в пределах ••
'. 10 делений шкалы. Температурные условия характеризу-
ются и мтртпурным режимом 5"С, при обеспечении надеж-
ной теплой «т.тянип oi рук оператора. Сделана оговорка, что -
контак! тмерптсльных поверхностей с деталью должен быть '
птоеким пли линейна 1ым (сели измеряемая поверхность ни- >
1ин.1рнчеекая, го -ио условие выполняется). г
Выбор оанкового средства измерения производим по
1,|б.т. 1.19. В колонке, соответствующей 5-му квалитету, для ’
диапазона ратчеров св. И) до 18 мм находим группу обозна- ________
нений: 96 Ida, 15а, 206, 21а. 34а. 366. По табл. 1.16.8. 1.16.10,
1 16.18, 1 16.20 устанавливаем, что номерами 9 н 10 обозначе-
ны рычажно-зубчатые головки с ценой деления 2 u I мкм,
15 микрокагор с ценой деления 2 мкм, 20 и 21 — пружин-
ные мало; абаритиые головки с ценой деления 2 u 1 мкм, ,
31 вертикальный н горизонтальный длиномеры, 36 — пока- •
тыкающий прибор е индуктивным преобразователем. Из ука- fag
тайных приборов выбираем гот, который имеется в наличии,
ироше в обращении и к условиям применения которого предъ-
являются менее жесткие требования.
Например, выбрана рычажно-зубчатая головка с цеиоИ
телепня 1 мкм. В габ.т. 1.16 буквой и для нее обозначены еле-
lyioiiiiie условия применения: установка в штативе, настройка
ио концевым мерам длины 5-го разряда, температурный ре-
жим 2 =С. Настройка на размер может производиться на про-
.I3BO п.ное .телепне, а оттчет и пределах ±0,05 мм, т. е. я
пределах всей шкалы.
Допускат-.ся изменять условия измерения, но только та- '
ким образом, чтобы это не приводило к снижению точности
тпмерення. Например, концевые меры 5-го разряда могут был
шменены мерами более высокого разряда пли нулевого клас-
са. штатив можно заменить более жесткой стойкой и т. д 6
Однако следует помнить, что зат рубленое одного из условий,
чаще всего ш- может быть компенсировано ужесточение»!
ост а л иных.
Номер для табл. 1.20
Таблица 1 16. ПРЕДЕЛЬНЫЕ ПОГРЕШНОСТИ H3MF
РЕНИЯ НАРУЖНЫХ ЛИНЕЙНЫХ РАЗМЕРОВ, БИЕНИИ
И ГЛУБИН УНИВЕРСАЛЬНЫМИ ИЗМЕРИТЕЛЬНЫМИ
СРЕДСТВАМИ
Таблица 1.16.1. Предельные погрешности измерения линей
ками измерительными металлическими
,, Среде, на измерений
Номер для
табл. _____________________________
1.20—1.22,
1.24 Наименование и случаи
применения
Преле,пятые штгрт-шшк ги
измерения, мкм. для диана
то а размеров, мм
До .’>0(1
1 Линейка измеритель-
ная металлическая с це-
ной деления 1 мм
Га 6.1 ица 1 16 2 Предельные погрешности измерения штан-
генциркулями
| Номер для ] 1 ia6.i. 1.2(1. 1 < К I 1.24 Среде । ва измерении Предельные погрешности измерения, мкм, для диапа- зона размеров, мм
Наименование и с чу чаи применения До 50 Св 50 до 250 Св. 250 до 500
Штангенциркули с отсче- том по нониусу 0.1 мм 150 200 250
Шгашенцнркулн с отсче- том но нониусу 0,05 мм 100 100 -
Таблица 1.16.3. Предельные погрешности измерения микрометрами гладкими
Номер для । чабл. 1.20, 1.24 Средства измерений Варпаи.ы исполь- зования Тс м и еpa tу рный ре - /кпм, С, для диапа зона разменов, мм Предельные itoiрешногiи измерения, мкм, для диапазона размгроа, мм
ДП2.-, , Св. 23 до 73 Св. 73 до ДО 100 Св. 100 до 150 Св. 150 до 200 Св. 200 до' 250 Св. 250 до 300 Св. 300 до 400 Св. 400 до 500
Наименование и елхчаи применения 0 50 50 250 250—300
-1 Микрометры гладкие с величиной отсчета 0.01 мм при настройке на нуль по установочной мере а* б** 5 2 5 1 5 5 10 15 5 15 10 20 10 25 10 30 10 40 10 50 10
* Микрометры при работе находятся в руках.
** Микрометры при работе находятся в стойке или обеспечивается надежная изоляция от тепла рук оператора.
32
2—1
Таблица LI6.4. Предельные погрешности измерения скобами индикаторными
g Средства измерений Условия измерения
I табл. Л с к о О CJ О 2 д ж S 2 „ г, ч W * ж 3 су со S’ <У Температурный режим, СС, для диапазона размеров, мм Предельные погрешности измерения, мкм, для зона размеров, мм диапа-
| Номер дл? Наименование и слу- чаи применения Варианты зования Рид контакта Используе перемещен нзмернтел: стержня, ! Класс при; емых конц мер 0-50 50-100 100—200 200—500 До 10 Св. 10 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 180 Св. 180 до 200 Св. 200 до 300 Св. 300 до 400 Св. 400 ! до 500
5 Скобы нндика- а' Любой 3 5 5 5 5 5 10 12 15 15 20 25 40 50 60
торные с ценой деления 0,01 мм б** Любой 3 4 5 5 5 2 10 10 10 12 12 15 18 20 25
в** Плоскост- 0,1 4 5 — — — 6 7 7 — — — . —
ный и ли- нейчатый 3 — 2 1 1 — — — 7 7 8 10 10 12
р»* Плоскост- 0,02- 3 5 2 1 — 5 5 5 5 6 7
ный и ли- нейчатый 0,03
* Скобы при работе находятся в руках.
** Скобы при работе находятся в стойке или обеспечивается надежная
изоляция
от тепла рук оператора.
Таблица 1.16.5. Предельные погрешности измерения микрометрами рычажными и скобами рычажными
Номер для табл. 1.20 Средства измерений Варианты использования Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Наименование и случаи применения Вид контакта Класс применяемых концевых мер Температурный ре- жим, °C, для диа- пазона размеров, мм До 25 | Св. 25 до 50 Св. 50 до 75 Св. 75 до 100 Св. 100 до 125 Св. 125 до 150 Св. 150 до 175 Св. 175 до 200 Св. 200 до 250 I Св, 250 до 300 Св. 300 до 400 Св. 400 до 500
0—50 50—200 200—530
6 Микрометры рычажные с ценой деления 0,002 н 0,01 мм при установке на нуль по установочной мере и скоба рычажная с ценой деления 0,002 мм при уста- новке иа нуль по концевым мерам длины при использо- вании на всем пределе из- мерения а* Любой 3 5 5 5 4 7 9 12 14 16 18 21 26 30 40 50
б** То же 3 5 2 1 4 4,5 5 5 6 7 7 7 7 7 10*» 10***
То же, при установке на нуль по концевым мерам длины и использовании от- счета на ±10 делениях шка- лы в** Плоскост- ный и ли- нейчатый 2 5 2 1 2 3 3 3 3,5 4 4,5 5 4 5 6 7
То же, при установке на нуль по концевым мерам длины, использовании от- счета иа ±(1±2) делениях шкалы н четырехкратном измерении То же 1 1 0,5 0,5 0,6 0,8 0,8 1 ,о 1,2 1.3 1.4 1,7 1.8 2,3 2,6 3,3
* При работе приборы находятся в руках.
* * При работе приборы находятся в стойке или обеспечивается надежная теплоизоляция от рук оператора.
* ** При измерении микрометром рычажным с ценой деления 0,002 мм погрешность равна соответственно 8 и 9 мкм.
2—1 Зак. 403
3.3
Номер для табл. 1.19 н 1.23
Таблица 1.16.6 Предельные погрешности измерения индикаторами часового типа
Средства измерений Варианты ис- пользования Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Установоч- ные узлы Используемое перемещение измеритель- ного стержня, мм Классы применя- емых концевых мер Температурный режим, °C, для диапазона из- меряемых размеров, мм 1-3 3-10 10—18 18—50 50 -80 80-120 120-180 180-250 250-315 315-400 400-500
Наименование и случаи * применения
1—30 30-120 120—500
Индикаторы часового типа с ценой деления 0,01 мм и пределом изме- рения от 2 до 10 мм, класс точности 1 а б в г д До 250 мм — штативы и стойки с диаметром колонки не менее 30 мм и наибольшим вылетом головки до 200 мм Св. 250 мм — штативы с диаметром колонки не менее 50 мм и наибольшим вылетом головки до 500 мм 10 5 2 1 0,1 5 5 4 3 3 5 5 5 5 5 5 5 5 2 2 5 5 2 1 1 15 12 10 8 5 15 13 10 8 5 15 13 10 8 5 16 14 10 8 5 18 15 12 8 6 20 18 12 8 6 22 20 12 8 6 25 25 14 9 7 35 35 18 10 9 40 40 20 11 9 45 45 22 12 10
То же, класс точности 0 е ж 3 и к 10 5 2 1 0,1 4 4 3 3 3 5 5 5 5 5 5 5 5 2 2 2 2 2 1 1 12 10 8 6 4 12 10 8 6 4 12 10 9 7 4 12 10 9 7 4 13 12 10 7 5 14 12 10 7 5 14 12 10 7 6 15 14 10 8 7 18 18 12 10 8 20 20 14 10 9 22 22 16 12 10
Индикаторы часового типа с ценой деления 0,01 мм и пределом изме- рения от 2 до 10 мм, класс точности 1 при из- мерении биений л м и О п р 10 5 2 1 0,1 0,024-0,03 1 1 1 1 1 1 — 1 1 1 1 1 1 21 17 13 11 8 6
То же, класс точности 0 с т У ф X 10 5 2 1 0,1 — — — — 16 14 11 10 6
Таблица 1.16.7.
Предельные погрешности измерения индикаторами рычажно-зубчатыми
Номер для табл. 1.23 Средства измерений Варианты использования Условия измерения Предельные погрешности измерения мкм
Наименование и случаи применения Используемый предел измерения, мм
8 Индикаторы рычажно-зуб- чатые с ценой деления 0,01 мм а 0,8 15
пределом измерения 0,08 мм ^м<змереиии биения б ’ ' * в 0,1 10
Номер для табл.
J-19 и 1.23
Номер для тябл.
Таблица 1.16.8. Предельные погрешности измерения головками рычажиО-зубчатЫмИ
Номер для табл. 1 1.19 и 1.23 I Средства измерений Варианты использо- вания Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Наименование н случаи применения Используемое , перемещение из- мерительного стержня, мм Установочные узлы Применяемые концевые меры Температурный режим, °C, для диапазона измеряемых размеров, мм
До Ю Св. 10 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250
Класс Разряд 1—30 30—120 120—250
9 Головки рычажно-зуб- чатые с ценой деления 0,002 мм и пределом из- мерения ±0,1 мм, с нас- тройкой по концевым ме- рам длины на любое де- ление а ±0.10 Штативы* 3 — 5 2 1 3 3,5 3,5 4 4,5 5 6
То же, с настройкой на нулевое деление б ±0.06 Стойки** — 5 2 1 0,5 1,4 1,5 1,6 1,8 2,2 2,2 —
Головки рычажно-зуб- чатые с ценой деления 0,002 мм и пределом из- мерения ±0,1 мм прй из- мерении биений в 0.04 Штативы* — — — — — 1.4 1.4 1,4 1,4 1.8 1,8 1,8
10 Головки рычажно-зуб- чатые с ценой деления 0,001 мм и пределом из- мерения ±0,050 мм, с настройкой по концевым мерам длины на любое деление а ±0.050 Штативы* —- 5 2 1 0,5 2 2 2 2 2,5 2,5 2,8
То же, с настройкой на нулевое деление б ±0,030 Стойки** — 4 2 0,5 0,2 0,6 0,8 0,8 0,8 1,0 1,0 —
Головки рычажно-зуб- чатые с ценой деления 0,001 мм и пределом из- мерения ±0,050 мм, при измерении биений в 0.020 Штативы* — — — — — 0,8 0,8 0,8 0,8 1,1 1.1 1,1
* Штативы с диаметром колонки не менее 30 мм и наибольшим вылетом головки до 200 мм.
** Стойки с пределами измерения О—160 мм и 0—100 мм и диаметрами колонки не менее 50 и 30 мм, соответственно.
Таблица 1.16.9. Предельные погрешности измерения индикаторами многооборотиыми
1 Номер для табл. | 1.19 И 1.23 Средства измерений Варианты ис- пользования
Наименование и случаи применения
11 Индикаторы многообо- ротные с ценой деления 0,002 мм и пределом из- мерения 2 мм а б в
То же, при измерении биений г Д е
12 Индикаторы многообо- ротные с ценой деления 0,001 мм и пределом из- мерения 1 мм а б
То же, при измерении биений в г
Условия измерения
О а Температурный режим, °C,
2 Ж CL для диапазона измеряемых
hsg- Установочные Q-* £ С . . 2 размеров. мм
sss.B узлы Класс 1 няемых цевых
О D.S Ь- s = ё 1—30 30—120 120—250
2 Штативы* 4 5 5 2
1 Штативы* 3 5 2 2
0.4 Стойки** 2 5 1 0.5
2 Штативы* — —
1 Штативы* — — —
0.05 Стойки** — —- — —
1 Штативы* 2 5 1 0.5
0.2 Стойки** 2 5 1 0,5
1 Штативы* —- — —
0.05 Стойки** — — — —
Погрешности измерения, мкм, для
диапазона размеров, мм
* Штатквы С ДнамстРом колонки не менее 30 мм и наибольшим вылетом головки до 200 мм.
* Стойки с пределами измерения 0—160 и 0—100 мм и диаметрами колонки не менее 50 и 30 мм, соответственно.
2-1
35
Таблица 1.16.10. Предельные погрешности измерения головками измерительными пружинными (микрокйторами)
Номер для табл. . 1.19 и 1.23 1 Средства измерений Вариант использова- ния Условия измерения Предельные погрешности измерения, мкм, для
Наименование и случаи применения 1 — Используемые перемещения из- мерительного стержня, мм Установочные узлы Применяемые концевые меры Темпера ту рный режим, °C, для диапазона раз- меров, мм диапазона размеров, мм
До 6 Св. & до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 160
Класс Разряд
1-30 30—120 120—180
13 Головки измеритель ,зые пружинные (микро- каторы) с ценой деле- ния 0,01 мм и пределом измерений ±0,30 мм а ±0,30 С-11* ** 4 — 5 5 2 6 6 7 7 7 8 10 10
6 0.30 То же 3 — 5 2 I 4 4 4 5 5 5 6 6
То же, при измерении биения в ±0.30 И — — — — — 6 6 6 6 6 6 6 6
г 0.30 — — — — — 4 4 4 4 4 4 4 4
14 Головки измернтель- зые пружинные (микро- каторы) с ценой деле- ния 0,005 мм и пределом измерений ±0,15 мм а ±0,15 4 — LO J 1Л | 5 2 5 5 5 5 6 7 9 9
б 0.15 » 3 — 2 1 3 3 3 3 3 4 5 5
То же, при измерении биения в ±0,15 — —. — — — 4 4 4 4 4 4 4 4
г 0,15 — — — — — 3 3 3 3 3 3 3 3
15 Г оловки измеритель- ные пружинные (микро- каторы) с ценой деле- ния 0,002 мм и пределом измерений ±0,060 мм а ±0,060 • 2 — 2 I 0,5 1.5 1,5 1,5 1,5 2 2 2,5 2,5
б 0.060 2 — 2 1 0,5 1.0 1,0 1,5 1,5 1.5 1,5 2,0 2,0
То же при измерении биения в ±0.060 — — — —- — 1,5 1.5 1,5 1.5 1,5 1,5 1,5 1,5
г 0,060 — — — — — 1,0 1.0 1.0 1,0 1,0 1,0 1,0 1,0
16 Голбвки измеритель- ные пружинные (микро- каторы) с ценой деле- ния 0,001 мм и пределом измерения ±0,030 мм а ±0.030 * 1 — 2 0,5 0,2 0,7 0,8 0,9 1,0 1.0 1,0 1,2 1,2
б 0.030 • 1 2 0,5 0,2 0,6 0,6 0,7 0,8 0,8 0,9 1,0 1.0
То же, при измерении биения в ±0,030 — — — — — 0,7 0,7 0,7 0,7 0,7 0,7 0,7 0,7
г 0.030 — — — — — 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5
17 Головки измеритель- ные пружинные (мнкро- каторы) с ценой деле- ния 0,0005 мм и пределом измерений ±0,015 мм а ±0,015 С-1** — 3 1 0,5 0.2 0,50 0,50 0,60 0,60 0,60 0,70 0,90 0,90
6 0,015 То же — 2. 1 0,2 0,2 0,40 0,40 0,50 0,50 0,50 0,50 0,60 '0,70
То же, при измерении биения в ±0,015 — — .— — — 0.40 0,40 0,40 0,40 0,40 0,40 0,40 0,40
г 0,015 и — — — — — 0,30 0,30 0,30 0,30 0,30 0,30 0,30 0,30
18 Головки измеритель- ные пружинные (микро- каторы) с ценой деле- ния 0,0002 мм и пределом измерений ±0,006 мм а ±0.006 • — 2 0,5 0.1 0,1 0,30 0,30 0,40 0,40 0,40 0,40 0,50 0,60
б 0,006 — 2 0,5 0,1 0,1 0,30 0,30 0,35 0,35 0,35 0,40 0,50 0,50
То же, при измерении биения в ±0,006 и — .— — —-- — 0,20 0,20 0,20 0,20 0,20 0,20 0,20 0,20
г 0,006 »» — — — — — 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15
19 Головки измеритель- ные пружинные (микро- каторы) с ценой деле- ния 0,0001 мм н пределом измерений ±0,004 мм а ±0.004 — 2 0,5 0.1 0,1 0,30 0,30 0,35 0,35 0,35 0,40 0,50 0,50
б 0.003 — 2 0,5 0,1 0,1 0,25 0,25 0,35 0,35 0,35 0,40 0,45 0,50
То же, при измерении биения в ±0.004 в — — — — 0,15 0,15 0,15 0,15 0,15 0,15 0,15 0,15
г 0,003 — — — —- 0,10 0,10 0,10 .0,10 0,10 0,10 0,10 0,10
I а б л и ц а 1.16.11. Предельные погрешности измерения головками измерительными пружинными малогабаритными (микаторами)
* С-11 — стойки с пределом измерений 0—160 мм, вылетом головки 75 мм и диаметром колонки 50 мм.
** С-1 — стойки с пределом измерений 0—160 мм, вылетом головки 75 мм и диаметром колонки 70 мм.
36
1 а блиц a 1.16.11. Предельные погрешности измерения головками измерительными пружинными малогабаритными (микаторами)
Номер для табл.1 1.19 и 1.23 Средства измерений Варианты исполь- зования Условия измерения Предельные погрешности намерения, мкм. для диапазона размеров, мм
Используе- мые переме- щения изме- рительного стержня, мм Установочные Применяемые концевые меры Температурный ре- жим. С, для диапа- зона размеров, мм
Наименование и случаи применения До 6 Св. б до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 ю 400 Св. 400 до 500
узлы Класс Разряд До 30 30—120 120-500
20 Головки измеритель- ные пружинные малога- баритные (микаторы) с ценой деления 0,002 мм и пределами измерения ±0,1 мм а б ±0,1 0,06 Штативы* То же 3 2 -- 2 2 1 1 0,5 2,5 1,5 2,5 1.5 3,0 1,5 3,0 1,6 3,0 ',5 3,5 2 4,5 2 4,5 2 5,5 3 7,5 4 8,5 4 10 5
То же, цри измерении биения В Г ±0,1 0.06 — -- — 2 1,5 2 1,5' 2 1,5 2 1,5 2 1,5 2 1,5 2 1,5 2 - 1,5 2 1,5 2,5 1,5 3 2 3,5 2
21 Головки измеритель- ные пружинные малога- баритные (микаторы) с ценой деления 0,001 мм и пределом - измерения ±0,05 мм а б ±0.05 0.03 » 2 1 __ 2 2 1 0,5 0,5 0,2 1,2 0,7 1,2 0,7 1,5 0,8 1,5 0,9 1,5 0,8 2 1 2 1,2 2 1,2 3 1,5 4 2 4,5 2,5 5,5 3
• То же (с нормальным усилием) при измерении биения в г Д ±0.05 0.03 0.03 » Стойки** — — — — — 1,1 0,8 0,6 1,1 0,8 0,6 1,1 0,8 0,6 1,1 0,8 0,6 1,1 0,8 0,6 1,1 0,8 0,6 1,1 0,8 0,6 1,1 0,8 0,6 1,2 0,9 1,8 1,3 2,4 1,6 2,6 1,8
То же (с уменьшен- ным измерительным уси- лием) при измерении биения е ж ±0,05 0,03 Штативы* То же — — — — — 1.1 0,8 1,1 0,8 1,1 0,8 1,1 0,8 1,1 0,8 1,1 0,8 1,1 0,8 1,1 0,8 1,1 0,8 1 ,5 1 1.8 1,2 1,9 1,3
22 Головки измеритель- ные пружинные малога- баритные (микаторы) с нормальным измеритель- ным усилием, с ценой деления 0,0005 мм и пре- делами измерения ±0,025 мм а б ±0.025 0.015 » Стойки** — 3 3 2 2 0,5 0,5 0,2 0.2 0,7 0,4 0,7 0,5 0,8 0,6 0,9 0,7 0,8 0,6 0,9 0,7 1,1 0,8 1,0 0,7 1 ,1 1,8 2,5 2,8
То же, при измерении биения в г д ±0,025 0,015 0,015 Штативы* Штативы* Стойки** — — — — — 0,6 0,4 с.з 0,6 0,4 0,3 0,6 0,4 0,3 0,6 0,4 0,3 0,6 0,4 0,3 0,6 0,4 0,3 0,8 0,5 0,3 0,8 0,5 0.3 0,8 0,5 1,6 1 2,2 1,5 2,5 1,7
Со „ Со — — Продолжение табл. 1.16 и
1 Номер для табл I I.19 и 1.23 Средства намерений Варианты исиоль зования Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Используе- мые переме- щения изме- рительного стержня, мм Установочные узлы Применяемые концевые меры Температурный ре- жим, °C, для диапа- зона размеров, мм
Наименование н случаи применения
До 6 Св. 6 ДО 10 Св. 10 до 18 Св. 18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 ДО 400 Св. 400 Д О 500
Класс Разряд До 30 30—120 120—500
23 Головки измеритель- ные пружинные малога- баритные (микаторы) с уменьшенным измери- тельным усилием с це- ной деления 0,0005 мм и пределами измерения ±0,025 мм а ±0,025 Штативы* 3 2 0.5 0,2 0,6 0,7 0,7 0,8 0,8 0,8 ’- ,о 1 .0 1,0 1.5 2,о 2,2
То же, при измерении биения б в ±0,025 0.015 То же — — — — — 0,6 0,4 0,6 0,4 0,6 0,4 0,6 0,4 0,6 0,4 0,6 0,4 0,7 0,4 0,7 0,4 0,7 0,4 1,2 0,7 1.5 0,9 1,7 1,0
24 Головки измеритель- ные пружинные малога- баритные (микаторы) с ценой деления 0,0002 мм и пределами измерения ±0,01 мм а б ±0,01 0.006 » — 2 2 1 1 0,5 0,5 0,2 0,2 0,45 0,30 0,50 0,35 0,50 0,40 0,60 0,50 0,60 0,50 0,70 0,60 1.0 0,80 1.0 0,70 1.0 0,70
То же, при измерении биения в г Д ±0,01 0,006 0.006 Стойки** — — — 1 1 1 — 0,40 0,25 0,15 0,40 0,25 0,15 0,40 0,25 0,15 0,40 0,25 0,15 0,40 0,25 0,15 0,40 0,25 0,15 0,60 0,35 0,15 0,60 0,35 0,15 0,60 0,35 — — —
A, штативы с диаметром колонки не менее 30 мм и наибольшим вылетом головки до 200 мм; св. 250 до 500 мм — штативы с диаметром колонки не
менее ои мм и наибольшим вылетом головки до 500 мм.
Стойких пределами измерения 0—160 и 0—100 мм и диаметрами колонки не менее 50 и 30 мм, соответственно.
сл
Номер для табл.
1 1П .. 1 по
Таблица 1.16.12. Предельные погрешности измерения головками измерительными пружинно-оптическими (оптикаторами)
Номер для табл. 1 1.19 и 1.23 Средства измерений Вариант использо- вания Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Исполь- зуемое пе- ремеще- ние изме- рительно- го стерж- ня, мм Устано- вочные узлы Применя- емые кон- цевые меры Температур- ный режим. 'JC, для диа- пазона разме- ров, мм
Наименование и случаи применения До 10 Св. 10 до 18 Св. -18 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 160
Класс Разряд
1—30 30—120 120—160
25 Головки измеритель- ные пружинно-оптичес- кие (оптнкаторы) с це- ной деления 0,001 мм и пределом измерений 0,25 мм а б ±0,100 С-1* 1 — 2 0,5 0,2 0,90 1,00 1,00 1,00 1.10 1,30 1,30
0.100 То же 1 — 2 0,5 0,2 0,60 0,70 0,80 0,80 0,90 1,20 1,20
То же, при измерении биения в г ±0,100 » — — — — — 0,80 0,80 0,80 0,80 0,80 0,80 0,80
0,100 » — — — — — 0,40 0,40 0,40 0,40 0,40 0,40 0,40
26 Головки измеритель- ные пружннно-оптнчес- кие (оптикаторы) с це- ной деления 0,0005 мм и пределом измерений 0,1 мм а б ±0,050 » 3 1 0,5 0,2 0,50 0,60 0,60 0,60 0,70 0,90 0,90
0.050 » — 2 1 0,5 0,1 0,35 0,40 0,50 0,50 0,60 0,80 0,80
То же, при измерении биения в г ±0,050 » — — — — 0,40 0,40 0,40 0,40 0,40 0,40 0,40
0.050 » — — — — — 0,20 0,20 0,20 0,20 0,20 0,20 0,20
27 Головки измеритель- ные пружинно-оптичес- кие (оптикаторы) с це- ной деления 0,0002 мм н пределом измерений 0,050 мм а б ±0,020 » — 2 0.5 0,1 0,1 0,30 0,30 0,35 0,35 0,35 0,45 0,45
0.020 — 2 0,5 0,1 0,1 0,25 0,30 0,30 0,30 0,35 0,40 0,40
То же, при измерении биения в г ±0.020 » — —. — — —. 0,20 0,20 0,20 0,20 0,20 0,20 0,20
0,020 » — — — — — 0,10 0,10 0,10 0,10 0,Ю 0,10 0,10
28 Головкн измеритель- ные пружиино-оптичес- кие (оптикаторы) с це- ной деления 0,0001 мм н пределом измерений 0,024 мм а. б ±0,010 » __ 2 0,5 0,1 0,1 0,25 0,30 0,30 0,35 0,35 0,40 0,40
0.010 » — 2 0.5 0,1 0,1 0,25 0,25 0,30 0,30 0,30 0,40 0,40
То же, прн измерении биения в г ±0,010 » — — — — —. 0,10 0,10 0,10 0,10 0,10 0,10 0,10
0,010 » — —. — — — 0,06 0,06 0,06 0,06 0,06 0,06 0,06
* С-1 — стойки.с пределом измерений 0—160 мм, вылетом головки 75 мм н диаметром колонки 70 мм.
Таблица 1.16.13. Предельные погрешности измерения головками измерительными рычажно-пружинными (миникаторами)
Номер для табл. 1.23 Средства измерений Варианты использования Условия измерения 11редельные погрешности измерении, мкм
Наименование и случаи применения Используемая цена деления, мкм Используемый пре- дел измерения, мкм
29 Головки измерительные рычажно-пружинные с ценой деления 0,001 (0,002) мм н пределом измерения ±0,040 (±0,080) мм прн измерении биения. Положение головки горизонтальное, шкалой вверх а б в г 2 2 1 1 1 0,080 0,040 0,040 0,020 3 2 1 0,5
39
1'аблица 1.16.14. Предельные погрешности Измерения на оптиметрах и измерительных машинах
1 Номер для табл. 1.1g. Средства измерений Варианты использо- вания Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Используемое пе- ремещение изме- 1 ри тельного1 стер- жня Тип наконечника и вид контакта Применяемые концеиые меры Температурный ре- жим, °C, для диапа- зона измеряемых размеров
Наименование и случаи применения
До 18 Св. 18 до 120 Св. 120 до 180 Св, 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Класс Разряд До 30 Св. 30 до 80 Св. 80 до 500
30 Оптиметр вертикаль- ный, оптиметр горизон- тальный, машина изме- рительная с ценой деле- ния 0,001 мм и пределом измерения по шкале ±0,1 мм, при относитель- ном методе измерения а б ±0,1 ±0,6 При любом виде контакта Сферический и ножевидный при любом виде контакта, плос- кий при плоско- стном и линей- чатом контакте 0 2 1 1 0,5 0,5 0,2 0,1 1 0,4 1 0,5 1 0,6 1,5 0,7 1,5 0,8 2 0,9 2 1.0
Таблица 1.16.15. Предельные погрешности измерения на микроскопах инструментальных
Номер для табл. 1.19 Средства измерений Температур- ный режим, СС Предельные погрешности измерения, мкм, для диапазона размеров, мм
Наименование н случаи применения ДО 18 Св. 18 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 150
31 Микроскопы инструменталь- ные (большая и малая модель) 5 4 5 6 9 11
Примечание. Пределы измерения микроскопов инструментальных: малой модели до 75X25 мм; большой модели до
150X50 мм.
Таблица 1.16.16. Предельные погрешности измерения на микроскопах измерительных универсальных
1 Номер для табл. 1.19 Средство измерений Варианты использо- вания Условия измерения Предельные погрешнее <и измерения, мкм, для диапазона размеров, мм
Наименование Форма дета ли Метод измерения Температурный режим, °C , для диапазона измеряемых размеров, мм
до 3 1 Св. 3 до 6 Св. 6 до 10 Св. 10 до 18 Св. 18 до 30 Св. 30 дс 50 Св. 50 до 80 Св. 80 до Г20 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
До 30 | Св. 30
32 Микроскопы измерительные универсальные а Плоская Проекци- онный 5 2 3,0 3,0 3,5 3,5 4,0 4,5 5,5 7,0 9,0 12 16 20 25
б Цилинд- рическая (в центрах) Проекци- онный 5 2 6,0 6,0 6,о 6,0 6,5 6,5 7,0 8,0 — — — — —
в Метод осевого сечения 5 2 2,5 З.о 3,0 3,0 3,0 3,5 4,0 5,0 — — — — —
Примечание. Пределы измерения универсальных измерительных микроскопов 200X100 и 500X200 мм.
40
Таблица 1.16.17. Предельные погрешности измерения на измерительных машинах
Срсдство измс рснии Варианты использо- ва» ия Предельные погрешности измерения, мкм, дня диапазона размеров, мм
Номер для табл. 1.19 Наименование и случаи применения До 18 Св .18 до 30 Св. 30 до £0 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 230 Св. 250 до .'15 Св. 313 до 400 Св. 400 до 500
33 Машины нзмсритсль- 1ыс при абсолютных из- мерениях а 1 1 .2 1 ,3 1,5 2 3 3,5 4 5 6
То же, при относитель- ных измерениях б См. п. 30
Примечание. Температурный режим при измерении размеров до 100 мм 1 °C, св. 100 мм 0,5 °C.
Таблица 1.16.18. Предельные погрешности измерения на длиномерах
Номер для табл. 1. D Средство измерений Варианты исполь- зования Условия измерения Предельные погрешности измерения, мкм, для дтапазона разме- ров. мм
Наименование и случаи применения Класс применяе- мых концевых мер Температурный ре- жим, С, для диапа- зона измеряемых раз- меров, мм
До з Св. 3 до 10 Св. 10 ДО 18 Св. 18 до 5,0 Св. 50 до 8.0 Св. 80 до 120 Св. 120 Св. 180 Св. 315 до 180 до 315 до 500
До 30 30-120 Св. 120 до 300
34 Длиномеры горизон- тальный п вертикаль- ные: при абсолютных из- мерениях при относительных измерениях а 5 2 1,2 1,3 1,6 2 2,5 3
6 1 2 0,5 0,2 1,5 1,5 1,5 1,5 1,5 1,5 1,5 2,0 2,5
Таблица 1.16.19. Предельные погрешности измерения на проекторах
Номер для табл. 1.19 Средство измерений Варианты ис- пользования Увеличение Предельные погрешности измерения, мкм. для диапазона размеров, мм
До 6 Св. 6 до 18 Св. 18 до 100
35 Проекторы измерительные а б в 10'' 20 х 50' , 100х , 200• 15 8 6 15 10 6 16 10 7
Примечания:
1. Пределы измерения часовых проекторов 4'0X25 мм, больших проекторов 100X50 мм.
2. Температурные условия измерения:
часовые проекторы — допускаемое отклонение температуры от 201 до ±3°С;
большие проекторы — допускаемое отклонение температуры от 20 до ±1 °C;
допускаемое изменение температуры в процессе измерения 1 °C.
2—2 Зак. 403
41
NO
T a 6.i и u a 1,16.20, Предельные погрешности измерения приборами показывающими с индуктивными преобразователями
Средетни измерений Условия измерения редеаьпые nui рейн ri измерения, .мкм, для диапазона размеров, мм
ДЛЯ Т<1бл 1 23 1 (анмепиванне и ел) чаи Применения и > е гаи*июч- ные \ i.’ibi Используе- мые конце вые меры длины Температурный ре- жим. С, дчя дна па - юна измеряемых ра < мерой, мм К ? о к’ (* X О о о О до ?0 до г0 —1 1 до >0 I О EI 1 3 до 315 § о 00S о»
Номер I .i'J и Bapiiai и» на ни Класс Ра «ря % До 30 30 120 Св. 120 до “00 1 Icncjlli па дел» До 3 Св 3 д Св (> д г. 3 Св 30 Св. 80 Св. 120 Св 180 Св. 250 ' Св. 315 Св. Ю0 ,
36 11рпборы пока шваю- 1Ц1И Г пндум ивнымп пре обра шва 1 едя мп с пере- менной пеной деденпя- 0.1. 0.2; 0.5, 1.0 п 2.0 мкм п пределами шмеренпя ±3: ^6; -15: -30 и 4-60 мкм при pafioie с одним прсобра юна 1едем б 11 1 111 I iitiibh' 2 2.0 1.0 0,5 2,0 1 ,0 0,5 0,2 2,5 1,2 0,8 0.6 2,5 1 ,2 0,8 0.6 2.5 1 ,2 0,8 0,6 2,5 1 ,5 1 ,0 0,9 2,5 1,5 1,1 1,0 2.5 1 ^2 2,5 1 ,8 1,4 3,0 2,0 2,0 3.0 2,0 2,0 3,5 3,0 2,5 4,0 4,0 3,5 4,5 4,0 4,0 5,0 5,0 5,0
Д е ж .< III i ;u ивы' 1 2,0 0,5 0.5 2.0 1 ,0 0,5 0,2 2,2 1,1 0.7 0,4 Z,’, 2 1,1 0,7 0,4 2.2 1 .2 0,7 0.45 2.2 1 ,2 0.8 0.6 2,2 1,3 0,9 0,75 2,2 1,3 0,9 0,75 2,5 1,3 0,9 0.75 2,5 1,5 1,1 1,0 2,5 1,7 1,4 1,25 3,0 2.0 1,8 1,75 —. — Illi
II к л м Стойки** 3 1,0 0,2 0,2 1 ,0 0,5 0,2 0,1 1,1 0,6 0,35 0,3 1,1 0,6 0 ,?5 с.з 1,1 0,6 0.35 0,3 1 .2 0,7 0,45 0,4 I .2 0,7 0.5 1 ,2 0,7 0,5 1,2 0,7 0,5 1,2 0,8 0,6 1 ,з 0,9 0,7 — - --
н о и Стойки** 2 0,5 0,1 0,1 0,5 0,2 0.1 0,6 0,3 0,25 0,6 0,3 0,25 0,6 0.3 0,25 0,6 0,4 0,35 0,7 0,4 6,35 0,7 0,4 0,25 0,7 0,4 0,7 0,5 0,8 0,6 — — —
То же при lUMcpeHIIII биения р с V ф Шт нтивы* - 2,0 1,0 0.5 0.2 0,1 2,2 1,1 0,55 0,25 0,15 2,2 1,1 0,55 0,25' 0,15 2,2 1,1 0.55 0,25 0,15 2,2 1,1 0,55 0,25 0.15 2,2 1.1 0,55 0,25 0,15 2,2 1,1 0,55 0,25 0.15 2,2 1,1 0,55 0,25 0,15 2,2 1,1 0,55 0,30 0,25 2,2 1,1 0,55 0,30 0,25 2,2 1,1 0,55 0,30 0,25 2,2 1,3 0.9 2,2 1,3 0,9 2,2 1,3 1,о
-X ц ч Слойки** 0,2 0,1 0,22 0,11 0,22 0,11 0,22 0,11 0,22 0,11 0,22 0.11 0,22 0,11 0,22 0,22 0,22 — — - —
* См. сноску (*) к табл 1.16.11,
“ См. сноску (*♦) к табл. 1.16.11.
Таблица 1.16.21. Предельные погрешности измерения штангенглубиномерами
Номер для табл. 1.22 и 1.24 Средство измерений Предельные погрешности измерения, мкм, для диапазона размеров, мм
Наименование Св. 1 до 50 Св. 50 до 400
37 Штангенглубнномеры с отсчетом по нониусу 0,05 мм 100 150
Таблица 1.16.22. Предельные погрешности измерения глубиномерами микрометрическими
Номер для табл. 1.22 и 1.24 Средство измерений Варианты использова- ния Температур- ный режим, °C Предельные погрешности измерения, мкм, для диапазона размеров, мм
Наименование и случаи применения До 25 Св. 25 до 50 Св. 50 ДО 75 Св. 75 до 100 Св. 100 до 125 Св. 125 до 150
38 Глубиномеры микро- метрические при абсо- лютном методе измере- ния а 5 6 20 20 20 20 25
Глубиномеры микро- метрические при относи- тельном методе измере- ния с настройкой по ус- тановочным мерам б 5 — 6 7 8 10 11
Таблица 1.16.23. Предельные погрешности измерения глубиномерами индикаторными
Номер для табл. 1.22 и 1.24 Средство измерений Варианты ис- пользования Условия измерения Предельные погрешности измерения, мкм, для диапазона размеров, мм
Наименование и случаи применения Используе- мое переме- щение изме- рительного стержня, мм Класс применя- емых концевых мер 1 Температурный ре- жим» СС, для диапа- зона размеров, мм
До 10 Св 10 до 18 Св. 18 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 150
До 30 Св. 30
39 Глубиномеры индика- торные прн относитель- ном методе измерения с настройкой по устано- вочной мере а 10 — 5 5 15 15 15 15 20 20
То же, с настройкой по блокам концевых мер длины б в 0,1 0,02—0,03 4 3 5 5 5 2 6 4 7 5 7 5 9 5 10 6 15 9
40 Глубиномеры индика- торные прн замене от- счетного устройства из- мерительной головкой с ценой деления 0,001 мм и относительном методе измерения с настройкой по блокам концевых мер длины а 0,002— —0,003 2 2 1 1.5 1,5 1,5 2 2 2
То же, при четырех- кратном измерении с пе- реборкой блока прн каж- дом измерении б 0,002— —0,003 2 2 1 0,5 0,5 1.0 1,5 —. —
43
Таблица 1.17. ПРЕДЕЛЬНЫЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ ВНУТРЕННИХ ЛИНЕЙНЫХ РАЗМЕРОВ
УНИВЕРСАЛЬНЫМИ ИЗМЕРИТЕЛЬНЫМИ СРЕДСТВАМИ
Таблица 1.17.1. Предельные погрешности измерения внутренних размеров накладными приборами
I Номер для табл. । | 1.21 и 1.24 | Средство измерений Варианты исполь- зования Условия измерения Предельные погрешности измерения мкм, для диапазона размеров, мм
Используемое перемещение из- мерительного стержня, мм Средство установки Шероховатость поверхности от- верстий Ra, мкм Температурный режим, СС, для диапазона изме- ряемых разме- ров, мм
Наименование и случаи применения Св. 3 до 18 Св. 18 ло 50 Св. 50 до 120 Св. 120 до 250 Св. 250 до 500|
3—120 120-500
1 Линейкн измеритель- ные металлические — — — — — — 500
2 Штангенциркули с от- счетом по нониусу 0,1 мм1 — — — 5 7 200 200 250 300 300
3 Штангенциркули с от- счетом по нониусу 0,05 мм1 — — — 5 7 150 150 200 200 250
4 Нутромеры микромет- рические с величиной от- счета 0,01 мм а 13 Микропара устанавли- вается по установочной мере 5 5 3 — — 15 20 30
б Аттестуется размер собранного нутромера __ — 10 15 20
5 Нутромеры индикатор- ные с ценой деления отсчетного устройства 0,01 мм1 а Весь расход Концевые меры длины 3-го класса с боковиками или микрометры2 5 5 3 15 10 20 10 25 15 25 15 30 20
б 0,1 1,25
в 0,03 Концевые меры длины 1-го класса с боковиками или установочного кольца (до 160 мм) 0,32 3 2 5 . 5 10 10»
6 Нутромеры индика- торные при замене от- счетного устройства из- мерительной головкой с ценой деления 0,001 нлн 0,002 мм1л а 0,1 Концевые меры длины 1-го класса нлн устано- вочные кольца (до 160 мм) 1,25 3 2 4,5 2,8 5,5 3,5 6,5 4,5 7,5s 6,5 И4 94
б 0,03 0,32
—
7 Нутромеры повышен- ной точности с ценой деления отсчетного уст- ройства 0,001 и 0,002 мм а 0,1 Концевые меры длины 1-го класса с боковика- ми или установочные кольца 1,25 3 3,5 5 — — —
б 0,01 Концевые меры длины 1-го класса с боковиками 0,32
2 ’ 3,5 — ---
в 0,01 Установочные кольца 0,32
1,5 2,5 — ---
Таблица 1.17.2. Предельные погрешности измерения внутренних размеров на оптиметрах, длиномерах и измерительных машинах
Нсмер для табл. 1.21 Средство измерений Варианты использо- вания Условия измерения Предельная погрешность измерения, мкм, для диапазона размеров, мм
Используе- мое переме- щение изме- рительного стержня, мм Средство установки Шерохо- ватость поверхнос- ти отвер- стий Ra, мкм Темпера- турный режим, С
Св. 13 До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 ДО 250 Св. 250 до 500
8 Оптиметры и длиноме- ры горизонтальные, из- мерительные машины с ценой деления отсчетного устройства 0,001 а Концевые меры 1-го класса с боковиками Установочные кольца5 2 1,5 J.5 2,5 5 9
б ±0,06 1,25 1 1 1 1,2 2,5 —
44
Таблица 1.17.3. Предельные погрешности измерения внутренних размеров пневматическими приборами
Номер для табл. 1.21 Средство измерений Варианты использования Условия измерения Предельная погрешность из- мерения, мкм, для диапазо- на размеров, мм
Диаметраль- ный зазор между проб- кой и отвер- стием, мм Шерохова- тость поверх- ности отвер- стий На, мкм Температурный режим, С, для диапазона измеряемых размеров, мм
Наименование и слу-.аи применения Св. 3 ДО 6 Св. 6 До 18 Св. 18 до 50 Св. 50 до 120
До 18 Св. 18 до 120
9 Пневматические проб- ки с отсчетным прибором с ценой деления 0,5 мкм с настройкой по устано- вочным кольцам5 а 0,04—0,06 1,25 2 2 4 4 4,5 5
б 0,03—0,04 3 3 3,5 4
в 0,02—0,03 2.5 2.5 2,5 3
г 0,02—0,03 0,32 2 2 2,5 3
д 0,01—0,02 1.5 1,5 2 2,5
10 То же, при цене деле- ния прибора 0,2 мкм 0,01—0,02 0,32 0,5 0,2 0.8 0,5 0,5 0,8
Т а б л ина 1.17.4. Предельные погрешности измерения внутренних размеров на станковых приборах
Номер для 1абл. 1,21 Среде i во измерений Температурный режим, С, для диапазона измеряемых размеров, мм Предельные погрешности измерения, мкм, для днапазона размеров, мм
Наименование и случаи применения 1—50 50—250 До 18 Св. 18 до 50 Св. 50 до 120 Св. 120 до 250
11 Микроскопы инструментальные (боль- шая и малая модели)6'7 5 5 7 10 10 10
12 Микроскопы универсальные изме- рительные при использовании штри- ховой головки6'7 3 2 5 6 7 7
13 Приборы с электронным индика- тором контакта8 при настройке по концевым мерам 0-го класса 2 1 0,3 0,3 0,5 0,5
14 Приборы с электронным индикато- ром контакта для измерения диа- метра малых отверстий8 при настрой- ке по концевым мерам 0-го класса 2 — 0,5 — — —
1 Штангенциркули имеют нижний предел измерения 10 мм, нутромеры индикаторные—6 мм.
- Прн использовании для установки на размер концевых мер вместо микрометров предельная погрешность уменьшается
иа 2—3 мкм.
3 Прн использовании установочных колен диаметром 120-250 мм предельная погрешность уменьшается на 2—3 мкм.
« Для диапазона 250—500 мм предельная погрешность указана только при использовании концевых мер длины.
5 Предельная погрешность измерения, указанная для позиций 8, 9 и 10. может быть обеспечена только при применении
установочных колен, аттестованных с погрешностью, не более указанной в таблице:
Диаметр установоч- ных колен, мм Допускаемая погрешность аттестации, мкм, для позиций Диаметр установоч- ных колец, мм Допускаемая погрешность аттестации, мкм, для позиций
8 и 9 10 8 и 9 10
От 3 ДО 6 Св. 6 » 18 0.5 0,4 0,3 0,2 Св. 18 до 50 » 60 » 120 » 120 » 250 0,5 0,8 1,5 0,2 0,3
11 Погрешности микроскопов указаны при измерении сквозных отверстий и глухих отверстий с острой торцовой кром-
кой.
7 Пределы измерения инструментальных микроскопов большой модели до 150 мм, малой модели до 75 мм, универсаль-
ных микроскопов до 2(Х> мм.
8 Пределы измерения прибора с элем ройным индикатором коп такта от 4 до 200 мм; то же для малых отверстий — от 1
до 4 м.м.
45
Таблица 1.18. Предельные погрешности блоков концевых мер
Диапазон размеров, мм Состав блока Предельные погрешности блоков концевых мер, мкм
Разряд концевых мер Класс концевых мер
1 О 3 4 5 00 0 1 2 3 4 5
1-10 Две меры до 10 мм 0,20 0,20 0,25 0,40 0,90 0,20 0,25 0,30 0,50 1,20 2,90 5,5
10—30 Одна мера 10—25 мм, две меры до 10 мм 0,30 0,30 0,35 0,50 1,10 0,30 0,35 0,50 0.80 1,70 3,80 7,5
30—50 Одна мера 25—50 мм, две меры до 10 мм 0,30 0,30 0,35 0,50 1,20 0,30 0,35 0,50 0,90 2,00 4,20 8,5
50—80 Одна мера 50—75 мм, две меры до 10 мм 0,30 0,35 0,40 0,60 1,30 0,35 0,45 0.60 1,10 2,30 5,00 10,0
80—120 Одна мера 100 мм, одна мера 10 мм, две меры до 10 мм 0,40 0,45 0,50 0,70 1,50 0,45 0,55 0,80 1,30 2,90 6,00 12,0
120—180 Одна мера 100 мм, одна мера 50—75 мм, две меры до 10 мм 0,45 0,45 0,55 0,80 1,70 0,50 0,60 0,90 1,60 3,50 7,00 14,0
180—250 Одна мера 200 мм, одна мера 25—50 мм, две меры до 10 мм 0,45 0,50 0,55 0,90 2,00 0,50 0,70 1,20 2,20 4,50 9,00 17,0
250-315 Одна мера 300 мм, одна мера 10 мм, две меры до 10 мм 0,50 0,55 0,65 1,00 2,30 0,65 0,90 1,50 3,10 6,20 12,0 25,0
315—400 Одна мера 300 мм, одна мера 75—100 мм, две меры до 10 мм 0,55 0,60 0,70 1,10 2,50 0,70 1,00 1,60 3,30 6,50 13,0 28,0
400—500 Одна мера 400 мм, одна мера 75—100 мм, две меры до 10 мм 0,65 0,70 0,85 1,30 2,90 0,80 1,20 2,00 3,80 7,50 15,0 32,0
Таблица 1.19. Выбор станковых средств измерения наружных размеров
Номинальные размеры, мм Квалитет
о 3 4 5 G 7 8 9 10 11 12 13
Допускаемая погрешность, мкм/дспуск, мкм: средства измерений - по табл. 1.16
До 3 0,4/1,2 0,8/2 1/3 1,4/4 1,8/6 3/10 3/14 6/25 8/40 12/60 20/100 30/140
176, 1'8а, 19а, 226 246, 266, 27а, 28а 306, 36з 106, 16а, 17а, 216, 22а, 23а, 24а, 256, 26а 306, Збв 106, 156, 16а 17а, 216, 22а, 23а, 25а, 26а 30а, 33а, Збв 96, 106, 156, 16а, 21а, 22а 25а, 30а, 33а 34а, 366 96, 106, 15а 206, 21а, 25а 30а, 33а, 34а 366 9а, 10а, 11в 12а, 15а, 20а 32а, в, 36а 9а, 10а, 11в 12а, 146, 15а 20а, 32а, 6, в, 36а 7д, и, 9а, На 12а, 13а 14а, 31 Збв 7г, з Па, 13а 326, 356 76, е, 13а 356 7а, е, 35а 7а 35а
Св. 3 > 6 0,6/1,5 1/2,5 1,4/4 1,6/5 2/8 3/12 4/18 8/30 10/48 16/75 30/120 40/180
106, 166, 17а, 18а 19а, 226, 23а, 24а 256, 26а, 27а, 306 36г, к 106, 156, 166 17а, 216, 22а 23а, 25а, 26а 30а, 33а, 36в 96, 106, 156 16а, 21а, 22а 23а, 25а, 30а 33а, 34а, 366 96, 106, 15а 206, 21а, 25а 30а, 33а, 34а, 366 96, 10а, 126 15а, 206, 21а 306, 33а, 34а 366 9а, 10а, 11в 12а, 146, 15а 20а, 32а, в, 36а 7к, 9а, 10а Ив, 12а, 136 146, 20а, 31 32а, в. 36а 7г, з, 11а, 13а 14а, 31, 326 356 7в, ж, На, 13а 14а, 326 356 7 а, е, 35а 7а,35а —
> 6 > 10 0,6/1,5 1/2,5 1,4/4 2/6 2/9 4/15 5/22 9/36 12/58 18/90. 30/150 50/220
106, 166, 17а, 18а 19а, 226, 24а, 256, 26а, 27а, 306 36г, к 106, 156, 16а 17а, 216, 22а 23а, 25а, 26а 30а, 33а, 36в 96, 106, 156 16а, 21а, 22а 23а, 25а, 30а 33а, 34 а, 366 96, 10а, 15а 206, 21а, 30а 33а, 34 а, 366 96, 10а, 15а 206, 21а, 30а 33а, 34а, 366 7к, 9а, 10а Ив, 12а, 136 146, 20а, 31 32а, в, 36а 7д, 9а, Па 12а, 136, 14а 20а, 31 32а, в, 36а 7г, з, 11 а 13а, 14а 326 76, е, 13а 356 7а, 35а 7а ,35а —
» 10 » 18 0,8/2 1,2/3 1,6/5 2.8/8 3/11 5/18 7/27 10/43 14/70 30/110 40/180 60/270
106, 166, 17а, 18а 216, 22а, 23а, 24а 256, 26а, 27а, 306 36ж 106, 16а, 17а 216, 22а, 23а 25а, 26а, 30а 33а, 36в, е 96, 106, 15а 16а, 206, 21а 25а, 30а, 33а 34а, 366 96, 10 а, 15а 206, 21а, 34а 366 96, 10а, 12а 146, 15а, 20а 21а, 32в, 34а 36а 7д, 9а, 116 12а, 136, 14а 20а, 31 32а, в, 36а 7д, и, 9а, 11а 13а, 14а, 31 32а, 6, 35в 7в, ж, 11а 13а, 14а 326, 356 76, е, 13а 356 7а, 35а — —
» 18 » 30 1/2,5 1,4/4 2/6 3/9 4/13 6/21 8/33 12/52 18/84 30/130 50/210 70/330
106, 16а, 17а, 216 22а, 23а, 24а, 25а 26а, 30а, 36г, ж 106, 16а. 216 22а, 23а, 25а 30а, 33а, Збв, е 96, 10а, 15а 16а, 206, 21а 25а, 30а, 33а 34а, 366 96, 10а, 12а 146, 15а, 20а 21а, 32в, 34а 36а 7к, 9а, 10а Ив, 12а, 146 20а, 32а, в 34а, 36а 7д, 9а, 11а 12а, 136, 14а 20а, 31 32а, в 7г, На, 13а 14а, 31 32а, 6, Збв 7в, е, Па 13а, 326 356 7а. 35а — —
» 30 » 50 1/2,5 1,4/4 2.4/7 4/11 5/16 7/25 10/39 16/62 20/100 40/160 50/250 80/390
106, 16а, 17а, 216 22а, 23а, 24а, 25а 26а, 30а, 36ж 106, 16а, 216 22а, 23а, 25а 30а, 33 а Збв, е 96, 10а, ,15а 206, 21а, 33а, 34а 366, д 7к, 9а, 10а Ив, 12а, 146 15а, 20а, 32в 34а, 36а 7д, 9а, 116 12а, 136, 146 20а, 31, 32а, в 36а 7д, и, 9а, На 13а, 14а, 31 32а, 6, Збв 7в, На 13а, 14а, 31 326, 356 7а, 35а 7а, 35а — 1 —
Оо
Продолжение табл. /./!>
Номинальные размерь», мм Квалитет
2 3 4 . 5 6 7 8 9 1 10 11 12 13
Допускаемая погрешность измерения, мкм/допуск, мкм; средства измерений—по табл. 1.16
Св. 50 до 80 1,2/3 1,8/5 2,8/8 4/13 5/19 9/30 12/46 18/74 30/120 40/190 60/300 100/460
106, 16а, 17а, 216 22а, 23а, 24а, 25а 26а, 30а, 36ж, и 96, 106, 156 16а, 216, 22а 25а, 30а, 33а 346, 366 96, 10а, 126 15а, 206, 21а 33а, 34а 366 9а, 10а, 11в 12а, 146, 15а 20а, 21а, 32в 34а, 36а 7к, 9а, 116 12а. 136, 146 20а, 32в, 34а 36а 7г, На, 13а 14а, 31, 32а, 6 35в 7в, ж, 11а, 13а 14а, 31, 326 356 7а, 35а 7 а, 35а — — —
Св. 80 до 120 1,6/4 2/6 3/10 5/15 6/22 10/35 12/54 20/87 30/140 50/220 70/350 120/540
106, 16а, 17а, 216 22а, 23а. 24а, 25а 26а, 30а, 346, 36е 106, 156, 16а 206, 21а, 22а 23а, 24а, 25а 30а, 33а, 346 366 96, 10а, 126 15а, 206, 21а 33а. 34а*, 6 36а 7к, 9а, 10а 11в, 12а, 146 15а, 20а, 32в* 34а*, 36а 7д, 9а, 116 12а, 136, 146 20а, 32в* 34а*, 36а 7г, з, 11а, 13а 14а, 31 32а, 6*, в* 356* 7в, ж, 11а 13а, 14а, 31 32а, 6*, 356* 7а, На, 13а 35а* 7а, 35а* — — —
Св. 120 до 180 2/5 2,8/8 4/12 6/18 7/25 12/40 16/63 30/100 40/160 50/250 80/400 140/630
106*, 156*, 16а* 206, 21а, 22а, 23а 24а, 25а*, 30а, 346 336 96*, 10а, 15а* 206, 21а, 346 366, д 96*, 10а, 11в* 12а, 15а*, 206 21а, 33а, 36а 7д, 9а, 11в* 12а, 136*, 146* 20а, 33а 36а 7д, и, 9а 116. 136* 146*, 20а 7в. ж, 11а 13а*, 14а* 31*, 32а 7в, е, 11 а 13а*. 14а* 31*. 32а 7 а 7а — — —
Св. 180 до 250 2,8/7 4/10 5/14 7/20 8'29 12/46 18/72 30/115 40/185 60/290 100/460 160/720
10а, 22а, 23а 24а, 30а, 346 36в, е 10а, 12а, 206 21а, 33а, 346 366 10а, 12а, 206 21а, 33а, 36а 7д, 9а, 12а 20а, 33а, 36а 7д, и, 9а 116. 12а, 20а 7г. з, 9а 11а, 32а 7в, е. 11а 32а 7а 7а — — —
Св. 250 до 315 3/8 4/12 5/16 8/23 10/32 14/52 20/81 30/130 50/210 70/320 120/520 180/810
216, 22а, 23а 30а, 346 206, 21а 33а, 346 36а 206, 21а 33а, 36а 7к. 20а 21а, 33а 36а 7г, 20а 7г, з, 20а 7в,- е, 32а 7в, е, 32а 7 а — — —
Св. 315 до 400 3/9 5/13 6/18 9/25 10/36 16/57 24/89 40/140 50/230 80/360 120/570 180/890
21а, 22а, 23а 30а, 346 206, 21а, 33а, 346 36а 206, 21а 33а, 36а 7д, 20а 21а, 33а 36а 7д, и, 20а 33а 7г, з, 20а 7в, е, 32а 7а, 32а 7а — — —
Св. 400 до 500 4/Ю 5/15 6/20 9/27 12/40 18/63 26/97 40/155 50/250 80/400 140/630 200/970
216, 22а, 23а 30а, 346 206, 216 346, 36а 206, 21а 33 а, 36а 206. 21а 33а, 36а 7г, 20а 33а 7г, з, 20а 7в. е. 32а 7в, е, 32а 7а, 32а — — —
* пазмепов 1см табл. 1.16).
Номинальные
размеры, мм
Кналитет
3
4
Таблица 1.20. Выбор накладных средств измерений наружных размеров
Номинальные размеры, мм Квалитет
3 1 6 1 7 я 9 10 н и 14 и 13 17
Допускаемая noi pcniHor iь, мкм допуск,мкм: средства измерений—по >абл. 1 1.
До 3 0,4/1,2 0,8/2 1/3 1,4/4 1.8/6 3/10 3/14 6/25 8/40 12/60 20/100 30/140 50/250 80/400 120/600 200/1000
— 6г 6г 6г 6г 6в 6в 4 а, 5в 6а 4а, 5в 6а 4а, 5а 4а, 5а 4а 4а 4а 3 2
Св. 3 » 6 0.6/1,5 1/2,5 1.4/4 1.6/5 2/8 3/12 4/18 8/30 10/48 16/75 30/120 40/180 60/300 100/480 160/750 240/1200
6г 0,6/1.5 6г 6г 6г 6в 6в 6а 4а, 5в 6а 4а, 5а 4 а, 5а 4а 4а 4а 3 2 2
» 6 » 10 1/2,5 1.4/4 2/6 2/9 4/15 5/22 9/36 12/58 18/90 30/150 50/220 80/360 120/580 200/900 300/1500
6г 6г 6 г 6в Св 6а 4а. 5г 6а 4а. 5в 4а, 5а 4а. 5а 4а 4а 4а 3 2 о
» 10 » 18 0,8/2 1,2/3 1,6/5 2.8/8 3/11 5/18 7/27 10/43 14/70 30/110 40/180 60/270 90/430 140/700 240/1100 380/1800
6г 6г 6г 6в 6в 4а, 5г 6а 4а, 5в 6а 4а, 56 4а, 5а 4а 4а 4а 4а 3 2 2
» 18 » 30 1/2,5 1,4/4 2/6 3/9 4/13 6/21 8/33 12/52 18/84 30/130 50/210 70/330 120/520 180/840 280/1300 440/2100
6г 6г 6в*. г 6в 6а*. в 4а*, в, 5г 6а*. 6 4а*. 6, 5в 6а 4а, 56 6а 4 а, 5а 4а 4а 4а 3 2 2 2
» 30 » 50 1/2,5 1,4/4 2,4/7 4/11 5/16 7/25 10/39 16/62 20/100 40/160 50/250 80/390 140/620 200/1000 320/1600 500/2500
6г 6г 6г 6в 46, 5г 66 46, 5в 6а 4а, 56 5а 4а. 5а 4а. 5а 4а 4а 4а 3 2 2 1, 2
» 50 » 80 1,2/3 1,8/5 2,8/8 4/13 5/19 9/30 12/46 18/74 30/120 40/190 60/300 100/460 160/740 240/1200 400/1900 600/3000
6г 6г 6г 6в 46, 5г 66 46. 5в 6а*, 6 4а*. 6 56, 6а 4а. 5а 6а 4а, 5а 4а 4а 3 3 2 2 1. 2
» 80 » 120 1,6/4 2/6 3/10 5/15 6/22 10/35 12/54 20/87 30/140 50/220 70/350 120/540 180/870 280/1400 440/2200 700/3500
6г 6г 6г 46* 66*. в 46* 5г. 66 46, 5в 66 46, 56 4а, 5а 6а 4а, 5а 4а 4а 3 3 2 2 1, 2
» 120 » 180 2/5 2.8/8 4/12 6/18 7/25 12/40 16/63 30/100 40/160 50/250 80/400 140/630 200/1000 320/1600 500/2500 800/4000
6г 6г 6в*, г 5г, 6в 5в. 66 46. 56 66 4а*. 6 56. 6а*. 6 4а. 5а 6а 4а, 5а 4а 4а 3. 4а 2. 4а 2, 4а 1, 2, 4а 1, 2. 4а
» 180 » 250 2.8/7 4/10 5/14 7/20 8/29 12/46 18/72 30/115 40/185 60/290 100/460 160/720 240/1150 380/1850 600/2900 1000/4600
6г 6в*. г 6в 5г*, 66 5в*. 66 46, 5в 66 46. 56 66 4а, 5а*, б 6а 4а, 5а 6а 4а. 5а 3. 4а 3, 4а 2. 4а 2. 4а 1. 2, 4а 1. 2. 4а
» 250 » 315 3/8 4/12 5/16 8/23 10/32 14/52 20/81 30/130 50/210 70/320 120/520 180/810 260/1300 440/2100 700/3200 1100/5200
6г 6г 6в*. г 66 46. 5в 66 46. 5в 66 4в 56*. в, 66 4а*. 6 56. 6а*. б 4а, 5а 6а 4а, 5а 4а 4а 2, 4а 2, 4а 1, 2, 4а 1, 2, 4а
» 315 » 400 3/9 5/13 6/18 9/25 10/36 16/57 24/89 40/140 50/230 80/360 120/570 180/890 280/1400 460/2300 800/3600 1200/5700
6г 6г 6в 66 46, 5в 66 46, 5в 66 46, 56 66 4а, 56 6а 4а, 5а 6а 4а, 5а 6а 4а 4а 2, 4а 2, 4а 1, 2, 4а 1. 2, 4а
» 400 » 500 4/10 5/15 6/20 9/27 12/40 18/63 26/97 40/155 50/250 80/400 140/630 200/970 320/1550 500/2500 800/4000 1400/6300
6г 6г 6г 66 46, 5в 66 46, 5в 66 46. 56 66 46, 56 66 4а, 56 6а 4а, 5а 6а 4а 4а 2, 4а 1. 2. 4а 1, 2, 4а 1, 2, 4а
ма * Измерительное средство неполностью обеспечивает диапазон номинальных размеров (см. табл. 1.16).
Таблица 1.21. Выбор средств измерений внутренних размеров
Номинальные размеры, мм Квалитет "•
2 3 4 5 6 7 8 9 10 И 12 13 14 15 16 17
Допускаемая погрешность, мкм/допуск, мкм: средства измерений - по табл. 1.17
До 3 0.4/1.2 0,8/2 1/3 1.4/4 1.8/6 3/10 3/14 6/25 8/40 12/60 20/100 30/140 50/250 80/400 120/600 200/1000
14 14 14 14 14 14 14 12 11, 12 11 11 11 11 11 11 11
Св. 3 до 6 0.6/1.5 1/2.5 1.4/4 1,6/5 2/8 31/12 4/18 8/30 10/48 16/75 30/120 40/180 60/300 100/480 160/750 240/1200
13*. 14* 10, 13* 14* 10,13* 14* 7в, 9д 7в, 9г 66, 76 96 66, 7а 9а 6а, 9а 11, 12 6а, 9а 11, 12 6а, 11 11 11 11 11 11 И
» 6 » 10 0,6/1.5 1/2.5 1.4/4 2/6 2/9 4/15 5/22 9/36 12/58 18/90 30/150 50/220 80/360 120/580 200/900 300/1500
10. 13 10, 13 10. 13 7в, 9д 7в, 9г 66, 7а 9а 5в,6а,7а 9а, 12 5в, 6а, 7а 9а, И, 12 56, 11 5а, 11 5а, 11 5а, 11 5а, 11 5а, 11 2,5а 2,5а
» 10 » 18 0.8/2 1.2/3 1,6/5 2,8/8 3/11 5/18 7/27 10/43 14/70 30/110 40/180 60/270 90/430 140/700 240/1100 380/1800
10, 13 86*. 10 13 7в, 8а* 9д 76, 8а* 9в 66. 76 8 а*. 96 5в, 6а, 7а.9а, 12 5в, 6а, 7а 9а, И, 12 56, 9а И, 12 56, 11 5а, 11 5а, 11 5а, И 5а. 11 5а, 11 2 2
» 18 » 30 1/2.5 1.4/4 2/6 3/9 4/13 6/21 8/33 12/52 18/84 30/1.30 50/210 70-/330 120/520 180/840 280/1300 440/2100 2
10. 13 86. 10 13 8а, 9д 7в. 8а 9в 66. 76 96 5в, 6а 7 а. 9 а, 12 5в, 6а 12 56. И 56, 11 5а, 11 5а, 11 5а. 11 5а. 11 3 2
» 30 » 50 1/2.5 1.4/4 2.4/7 4/11 5/16 7/25 10/39 16/62 20/100 40/160 50/2'50 80/390 140/620 200/1000 320/1600 500/2500
10, 13 86. 10 13 8а, 9д 66, 76 96 5в, 66 7а, 9а 5в. 6а 7а, 9а. 12 56, 9а 11, 12 56, И 5а, 11 5а. И 5а. 11 5а, 11 5а, 11 2 2 1.2
» 50 » 80 1.2/3 1.8/5 2.8/8 4/13 5/19 9/30 12/46 18/74 30/120 40/190 60/300 100/460 160/740 240/1200' 400/1900 600/3000
86. 10 13 86. 10' 8а, 9д 8а, 96 66, 8а 9а 6а, 9а 12 46, 5в 6а, 11, 12 4а, 56 11 4а. 5а 11 4а, 5а И 4а. 5а 11 4а. 5а 11 4а. 5а 11 3 2 1,2
» 80 » 120 1,6/4 2/6 3/10 5/15 6/22 10/35 12/54 20/87 30/140 50/220 70/350 12 О-'540 180/870 280/1400 440/2200 700/350'0
86. 10 •' 13 86, 10 8а, 9в 66, 8а 9а 66. 9а 46, 6а 9а. 11, 12 46. 6а 11, 12 4а, 56 11 4а, 5а И 4а. 5а И 4а. 5а 11 4а. 5а 11 4а. 5а 11 2 2 1.2
» 120 » 180 _ 2'5 2.8/8 4/12 6/18 7/25 12/40 16/63 30/100 40/160 50/250 80/400 140/630 200/1000 320/1600 500/2500 8'00/4000
13 86 86 8а 6а, 8а _12 6а. 11* 12 46, 56 И*. 12 4а. 5а 11*. 12 4а, 5а 11*. 12 4а, 5а 11*. 12 4а, 5а И*. 12 4а. 5а 11*. 12 3 2 1,2 1.2
, » 180 » 250 2,8/7 4/10 __5./14 7/20 8/29 42/46 18/72 30/115 40/185 60/290 100/460 160/720 240/1150 380/1850 600/2900 ГС 00/4600
86 86 8а 6а, 8а 12* 6а, 8а 12* 6а. 12* 46, 56 12* 4а, 5а 12* 4а, 5а 12* 4а, 5а 12* 4а. 5а 12* 4а. 5а 12* 3 2 1.2 1.2
» 250 » 315 3/8 4/12 5/16 ' 8/23 10/32 14/52 20/81 30/130 50/210 70/320 120/520 180/810 260/1300 440/2100 700/3200 1100/5200
— — — — _6б._8а 6а. 8а 46, 56 4а, 5а 4а. 5а 4а, 5а 4 а. 5а 4а, 5а 3 2 1,2 1.2
» 315 » 400 3/9 5/13 6/18 9/25 _10/36 16/57 24/89 40/140 50/230 80/360 120/570 180/890 280/1400 460/2300 800/3600 1200/5700
— — — 8а 66, 8а 6а, 8а 46, 56 4а, 5а 4а, 5а 4а, 5а 4а, 5а 4а. 5а 3 2 1.2 1,2
Продолжение табл. 1.21
Продолжение табл. 1.21
Номинальные’ размеры, мм Квалитет
2 3 4 5 G 7 8 9 10 11 12 13 14 15 16 17
Допускаемая погрешность, мкм/допуск, мкм: средства измерений — по табл. 1.17
Св. 400 до 500 * Измерите/ Таблица 1.22 4/10 5/15 6/20 9/27 12/40 18/63 26/97 40/155 50/250 80/400 140/630 200/970 320/1550 500/2500 800/4000 1400/6300
внос сред Выбор ср ство непо» едств изм пноствю о прений глу 66. 8а беспечнвас бин и уст 6а. 8а 'т диапаз( упов 6а, 8а н номина 46, 56 явных раз 4а, 5а меров (см. та 4а. 5а бл. 1.17). 4а, 5а 4а, 5а 4а. 5а 2 1,2 1,2 1,2
Номинальные размеры, мм Квалитет
2 3 4 5 ь 7 8 9 10 11 12 13 14 15 16 17
Допускаемая погрешность, мкм/допуск, мкм: срсдстра измерений — по табл. 1.16
До 3 0,4'1,2 0.8/2 1/3 1.4/4 1,8/6 3/10 3/14 6/25 8/40 12/60 20/100 30/140 507250 80/400 120/600 200/1000
— 406 406 406 4Оа 40 а 40а 386. 396 386. 396 386, 396 38а, 39а 38а. 39а 38а. 39а 38а, 39а 37 37
Св. 3 до 6 O.6/1.5 . 1/2,5 1,4/4 1.6/5 2/8 3/12 4/18 8/30 10/48 16/75 30/120 40/180 60'300 100/480 160/750 240/1200
406 406 406 40а 40 а 40а 39в 386, 396 386. 396 386, 39а 38а, 39а 38а. 39з 38а, 39а 37 37 37
» 6 » 10 0.6/1.5 1/2,5 1.4/4 2/6 2/9 4/15 5/22 9/36 12/58 18/90 30/150 50'220 80/360 120/580 200/900 300/1500
406 406 406 4Оа 40 а 39в 39в 386, 396 386. 396 386. 39а 38а. 39а 38а. 39а 38а, 39а 37 37 37
» 10 » 18 0.8/2 1.2/3 1.6/5 2,8/8 3/11 5/18 7/27 10/43 14/70 30/110 40/180 60/270 90/430 140/700 240/1100 380/1800
406 406 40а 40 а 40а 39в 386, 396 386, 396 386, 396 38а. 39 а 38а, 39а 38а. 39а 38а. 39а 37 37 37
» 18 » 30 1/2,5 1.4/4 2/6 3/9 4/13 6/21 8/33 12/52 18/84 30/130 50/210 70/330 120/520 180/840 280/1300 440/2100
406 406 40 а 40 а 4Оа 386, 39в 386, 396 386, 396 386. 39а 38а, 39а 38а, 39а 38а, 39а 37 37 37 37
» 30 » 50 1/2.5 1.4/4 2,4/7 4/11 5/16 7/25 10/39 16/62 20/100 40/160 50/250 80/390 140/620 200/1000 320/1600 500/2500
406 406 4Оа 4Оа 39в 386. 396 386, 396 386. 39а 38а. 39а 38а, 39а 38а. 39а 38а. 39а 37 37 37 1,37
» 50 » 80 1.2/3 1,8/5 2,8/8 4/13 5/19 9/30 12/46 18/74 30/120 407190 607300 100/460 160/740 240/1200 400/1900 600/3000
— 406 40а 40 а 39в 386 , 396 386 , 396 386, 39а 38а. 39а 38а, 39а 38а. 39а 38а. 39 а 37 37 37 1,37
» 80 » 120 1.6/4 2/6 3/10 5/15 6/22 10/35 12/54 20/87 30/140 50/220 70/350 120/540 180/870 280/1400 440/2200 7001/3500
— 40а 40а 40а ЗОв 386, 396 386, 396 38а, 39а 38а, 39а 38а. 39а 38а, 39а 38а. 39а 37 37 37 1,37
» 120 » 180 2/5 2,8/8 4/12 6/18 7/25 12/40 16/63 30/100 40/160 50/250- 807400 140/630 200/1000 320/1600 5OOi'25OO 800/4000
40а* 40 а* 4Оа* 40а* 40а* 385*. 396* 386*. 396’ 38а* , 39а* 38а*,39а* 38а*,39а* 38а*,39а* 38а*,39а* 37 37 1,37 1,37
» 180 » 250 2.8/7 4/10 5/14 7/20 8/29 14/46 1.8/72 30/115 40/185 60/290 100/460 160/720 240/1150 380/1850 600/2900 1000/4600
— — — —-• — — — — — — — 37 37 37 1,37 1,37
» 250 » 315 3/8 4/12 5/16 8/23 10/32 14/52 20/81 30/130 50/210 70/320 120/520 1807810 260/1300 400/2100 700/3200 1100/5200
— — — — — — — — — — — 37 37 37- 1 1,37 1,37
» 315 » 400 3/9 5/13 6/18 9/25 10/36 16/57 24/89 40/140 50'230 80/360 120/570 180/890 280/1400 46072300 800/3600 1200/5700
— — — — — — — — — — — 37 37 37 1,37 1,37
> 400 > 500 4/10 5/15 6/20 9/27 12/40 18/63 26/97 40/155 50/250 80/400 140/630 200/970 320/1550 500/2500 800/4000 1400/6300
— — — — — — — — — — — — — 1 1 1
Таблица 1.23. Выбор средств измерений радиального и торцевого биения поверхностей
Допуск, мкм Допускаемая погрешность измерения, мкм Диапазоны диаметров измеряемых поверхностей, мм
До 50 Св. 50 до 80 Св. 80 до 160 Св. 160 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
С^юдства измерений — по табл. 1.16
0.4 0,14 19г, 27г. 28в, 36ц
0,5 0,18 18г, 19в, 27г. 28в. 36ц
0.6 0.2 18в, 19в, 24д, 26г, 27в 2Вв. 36ф
0,8 0.3 17г, 18в, 19в, 22д, 24г 26г. 27в, 36у «
1 0,35 17г, 18в, 22д. 24г, 26г 27в, 36у 17г, 18в. 22д, 24г, 26г 27в. 36у
1,2 0,4 17в, 18в, 22г, 23в, 24в 25г, 26в, 27в, 36у 17в, 18в. 22г, 23в, 24в 25г. 26в, 27в, 36у 17в. 18в, 22д, 23в. 24г 25г, 26в, 27в, 36у
1,6 0,6 16г, 17в, 21д, 22в. 236 24в, 25г, 26в. 29 т. 36т 16г, 17в, 21д, 22в, 236 24в. 25г, 26в, 29г, 36т 16г, 17в, 21д, 22г, 23в 24в, 25г, 26в, 29г, 36т
2 0,7 16в, 17в, 21 д, 22в, 236 24в, 25г, 26в, 29г, 36т 16в, 17в, 21 д. 22в, 236 24в, 25г, 26в, 29г, 36т 16в, 17в, 21д, 22г, 236 24в. 25г, 26в, 29г, 36т 22г, 236. 24в 36т
2,5 0,9 Юв. 16в, 21г, ж, 22в 236, 25в, 29г, 36т Юв, 16в, 21д, ж, 22в 236, 25в. 29г,,36т 16в. 21 д. ж, 22в, 236 24в, 25в, 29г, 36т 21 д, ж, 22в, 236 24в, 36т 23 в. 36т 23 в, 36т
3. 1 Юв. 15г, 16в, 21г, ж 22в, 236, 29в, 36т Юв, 15г, 16в. 21г, ж 22в. 236, 29в. 36т 15г, 16в. 21г, ж, 22в 236, 24в, 29в. 36т '21г, ж. 22в, 236 24в, 36т 21ж, 22г, 23в 36т 23 в. 36т 23в, 36т
4 1,4 9в, Юв, 15г, 16в, 21 в, с ' 29в. 36с 9в, Юв, 15г. 16в. 21в, е 29в. 36с Юв, 15г. 16в. 21в, е 22в, 236. 29в, 36с Юв. 21в. е, 22в 236. 36с Юв. 21г, ж. 22г 236. 36с 21 ж, 23в, 36с 21 ж. 23в, 36с
5 1.8 9в, Юв, 15в, 20г, 21в, е 29в, 36с 9в. Юв. Г5в. 20г, 21 в. е 29в, 36с 9в. Юв, 15в. 20г, 21в, е 29в. 36с 9в, Юв. 20г 21 в. е, 36с 9в. Юв, 20г, 21в, е 22в. 236, 36с 21г, е, 22г 236. 36с 21г, ж. 22г 236. 36с
6 2 9в, Юв, Не, 12г, 15в 20в, 21 в. е, 296, 36с 9в, Юв, 11е, 12г, 15в 20в. 21 в, е, 296, 36с 9в. Юв. Нс. 12г, 15в 2Ов. 21 в, е, 296. 36с 9в, Юв. 20в 21 в. с. 36с 9в. Юв, 20г. 21 в. е 22в. 236. 36с 20г, 21г, е 22г, 236, 36с 20г, 21г. е 22г, 236, 36с
8 3 9в, Юв, 11е. 12в, 14г 15в, 20>в. 29а, 36р 9в, Юв, Не, 12в, 14г 15в, 20в, 29а, 36р 9в, Юв, Не, 12в, 14г 15в. 20в, 29а, Збр 9в, Юв, 12в 20в, 36р 9в, Юв. 20в 21 в. е. 22в, Збр 20в. 21в, е, 22в 236,Збр 20т, 21 в. е, 22в 236, Збр
10 3,5 9в, Юв, Не, 12в, 14г 20в, 29а, Збр 9в, Юв. Не, 12в, 14г 20в. 29а, 36р 9в, Юв, Не. 12в, 14г 20в, 29а. 36р 9в, Юв. 12в 20в, Збр 9в. Юв, 20в 21в, Збр 20в, 21в, е 22в, Збр 20в, 21в, е 22в, Збр
12 4 9в. Юв. Не. 12в, 13г 14в, 20в. 29а, Збр 9в. 10в. Ие. 12в. 13г 14в. 20в. 29а. Збр 9в, Юв, Не. 12в, 13г 14в. 20в. 29а, 36р 9в. Юв. 12в Збр 9в. Юв. 20в Збр 20в, 21г, 22в Збр 20в, 21г, 22в ЗЗр
Допуск, мкм Допускаемая погрешность измерения, мкм
До 50 Св. 50 до S0
16 6 7р, х, 9в, 1 Ов, 11г 12в, 13в, 14в, 29а 7р, х, 9в, 10в, 11г 12в, 13в. 14в, 29а
20 7 7р. х. 9в, Ю'В, 11г 13в, 14в 7р, х, 9в. 10в, 11г 1 Зв. 14в
25 9 7п. 11г, 13в 7п, 11г, 1 Зв
30 9 7п, 11г, 13в 7п, 11г, 13в
40 12 7п, 86, 11г, 13’В 7п. 86, 11г, 13в
50 15 7п, 8а 7п, 8а
60 18 7п, 8а 7п, 8а
80 20 7п, 8а 7п, 8а
100 25 7о. 8а 7о, 8а
120 30 7о, 8а 7о, 8а
160 40 7о, 8а 7о, 8а
200 50 7о, 8а 7о, 8а
250 50 7о, 8а 7о, 8а
300 60 7о, 8а 7о, 8а
400 80 7о, 8а 7о, 8а
500 100 7о, 8а 7о, 8а
600 120 7о, 8а 7о, 8а
800 160 7о 7о
1000 200 7н 7н
1200 240 7н 7н
1600 320 7н 7н
2000 400 7м 7м
2500 500 7м
3000 600
4000 800
.5000 1000
П родолжение табл. 1.23
Диапазоны диаметров измеряемых поверхностей, мм
Св. 80 до 160 Св. 160 до 250 Св. 250 до 315 Св. 315 до 400 Св. 400 до 500
Средства измерений -• по табл. 1.16
7р. х, 9в. 10в. 11г 12в, 13в, 14в, 29s 7р, х, 9в, Юз 11г, 12в 7р, х 7р, х, 20в 7р, х, 20в
7р, х, 9в, 1 Ов. 11г 13в, 14в 7р, х, 9в. ГОв Иг 7 р. х 7р, х 7р, х. 20в
1 п, 11г, 1 Зв 7п, 11г 7п 7п 7п
7п. 11г, 1 Зв 7п, 11г 7п 7п 7п
7п, 86, 11г, I Зв 7п, 86, Иг 7п, 86 7п, 86 7п. 86
7п, 8а 7 л. 8а 7л, 8а 7п, 8а 7п, 8а
7п, 8а 7п, 8а 7л, 8а 7п, 8а 7п, 8а
7п. 8а 7п, 8а 7л, 8а 7л, 8а 7п, 8а
7о, 8а 7о, 8а 7о, 8а 7о, 8а 7о, 8а
7о, 8а 7о, 8а 7о, 8а 7о, 8а 7о. 8а
7о, 8а 7о, 8а 7о, 8а 7 о. 8а 7о, 8а
7о, 8а 7о, 8а 7о. 8а 7о, 8а 7о, 8а
7о, 8а 7о. 8а 7о, 8а 7о, 8а 7о, 8а
7о, 8а 7о, 8а 7о, 8а 7о, 8а 7о, 8а
7о, 8а 7о, 8а 7о, 8а 7о, 8а 7о, 8а
7о, 8а 7о. 8а 7о, 8а 7о, 8а 7о, 8а
7о, 8а 7о, 8а 7о, 8а 7о, 8а 7о, 8а
7о 7о 7о 7о 7о
7н 7н 7н 7н 7н
7н 7н 7н 7н 7н
7н 7н 7н 7н 7н
7м 7м 7м 7м 7м
7м 7м 7м 7м 7м
7м 7м 7м 7м 7м
7м 7м 7м
7л
5g Таблица 1.24. Выбор средств измерений размеров с неуказанными допусками
Номинальные размеры, мм Измерение наружных размеров Измерение внутренних размеров Измерение глубни и уступов
Класс точности .Точный* нли квалнтеты 12 и 13 Класс точности «Средний* нлн квали- тоты 14 и 15 Класс точности «Грубый* илн квалн- тет 16 Класс точности «Очень грубый* нлн ква- литет 17 Класс точности «Точный* нли квалнтеты 12 и 13 Класс точности «Средний* нли квалн- теты 14 и 15 Класс точности .Грубый" нлн ква- литет 16 Класс точности .Очень* грубый* нли ква- литет 17 Класс точности .Точный* или ква- литеты 12 н 13 Класс точности «Средний* илн ква- литеты 14 и 15 Класс точности «Грубый* илн ква- литет 16 Класс точности «Очень грубый" или ква- литет 17
Допускаемая погрешность измерения, мкм/средства измерений, наружных размеров, глубин и уступов —по табл. 1.16: внут- ренних размеров— по табл 1.17
Св. 1 до 3 50 4 100 3 150 2 150 2 50 100 150 150 50 38а, 39а _юр 37 150 37 150 37
» 3 » 6 50 4 100 3 200 2 500 1,2 50 100 200 500 50 38а, 39а 100 37 200 37 500 1
в 6 в 30 100 3 200 2 300 2 500 1.2 100 5 200 2 300 2 500 1,2 100 37 250 37 300 37 500 1
» 30 » 120 150 2 250 2 400 1.2 800 1.2 150 3 250 2 400, 2 800 1,2 J50 37 250 37 400 37 800 1
» 120 » 315 200 2,4 300 2.4 600 1,2.4 1000 1.2,4 200 2 300 2 600 1,2 1000 1, 2 200 37 300 37 600 1 1000 1
» 315 » 500 300 2,4 500 1.2.4 1000 1. 2,4 1000 1,2,4 300 2 500 1,2 1500 1,2 1500 1.2 300 37 500 1 1000 1 1500 1
Примечание. Точность внутренних размеров в диапазоне св. 1 до 6 мм обеспечивается технологически размерами режущего инструмента. Контроль, в случае необ-
ходимости, можно производить калибрами или специальными измерительными средствами.
Глава 2
КОНТРОЛЬ РЕЗЬБ
2. I. КАЛИБРЫ ДЛЯ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
2.1.1. ОБЩИЕ ПОЛОЖЕНИЯ
Для контроля цилиндрических резьб можно использовать
универсальные и специальные измерительные приборы. Одна-
ко контроль резьб с помощью калибров является основным
и решающим.
С помощью калибров осуществляется контроль проход
ного (предела максимума материала) н пепроходпого (пре-
дела минимума материала) пределов резьбы изделий.
Комплекс требований к калибрам, o6ecne4'ii.aio':nia г «ан
мозамеияемость резьб, осуществлен на базе стандартизации
видов калибров н правил их применения, профиля резьбы,
допусков и расчетных формул для определения размеров ка-
либров.
Перечень стандартов, регламентирующих калибры для
цилиндрических резьб, приведен в табл. 2.1.
2.1.1.1. ВИДЫ КАЛИБРОВ
Виды резьбовых и гладких калибров для контроля ци-
линдрических резьб (метрической, трапецеидальной, трубной,
упорной усиленной и круглой) с допусками по С’1 СЭВ
305-86 СТ СЭВ 306—86, СТ СЭВ 6-10 77, СТ СЭВ
1836-78. СТ СЭВ 1157- 78, СТ СЭВ 2058 79, СТ СЭВ
3962— 83 п СТ СЭВ 5611—86, их наименования и назначение
установлены в СТ СЭВ 1921 79 и приведены в табл. 2.2. Каж-
дому виду калибра в стандарте присвоен определенный по-
мер. Для справок в табл. 2.2 приведены обозначения соответ-
ствующих видов калибров по ГОСТ 21939- 81.
Схематическое изображение ретьбовых калибров в cooi-
ветствпп с информационным приложением к СТ СЭВ 1921—79
приведено в табл. 2.3. а гладких калибров в соответствии е
|СТ СЭВ 1919 79 в табл. 1.2.
Прн контроле изделий с наружной ретьбой обязательным
является применение одного из видов проходных и непроход-
ных резьбоных п гладких калибров, перечисленных в табл. 2.2
(например, применение калибров I, 11. 17 и /8).
При контроле наружной резьбы применение нерегулиру-
емых и регулируемых проходных резьбовых калибров-колец
(предпочтительно по сравнению с проходным калибром-ско-
бой. поскольку калибр-кольцо наиболее полно <>1ражает прин-
цип Тейлора: соответствие рабочей поверхности проходного
калибра поверхности детали, сопрягаемой с контролируемой
Для сокращения времени контроля пли когда имеются
затруднения в использовании калибра кольца (например,
резьбовая деталь ус|анов.)сна в iicnipax) применяют про-
бодной резьбовой калибр-скобу.
Однако рекомендуется, чюбы котроль с помощью ткон
скобы сопровождался выборочным контролем с помощью
проходного резьбового калибра-кольца, что обеспечит боль-
шую гарантию таимо (вменяемости резьбовых дечалей
Проходной резьбовой Калнбр-скобу нельзя применять
при концюле нежестких (например. тонкостенных) детален,
(хоторыс могу! деформпроваид я под во (действием измери-
тельного усилия калибра-скобы илн при нестабильном про-
Нессе резьбонарезанпя, когда могу, ко шикнуть местные от-
клонения резьбы дошлей. например, меечные погрешности
Inara резьбы при ретьбофрец-роваиин пли заусенцы па захо-
де резьбы.
Применение пепроходпого реп.бового калибра-скобы
|1редпочIиie.Ti.Ho по сравнению с непроходным резьбовым ка-
тнбром-ко.тьном. поскольку 1акой калибр применяется для
Контроля собственно среднего диаметра. Однако при контро-
ле нежестких деталей следует применять нерегулируемый пли
регулируемый непроходной резьбовой калибр-кольцо.
Для кон1ро.тя наружного диаметра наружной резьбы де-
талей примениинея проходные и непроходные гладкие калиб-
ры. Применение калибра-скобы или калибра-кольца зависит
от формы и жесткости детали. Нежесткие детали контролиру-
ют калибрами-кольцами.
Для контроля внутренних резьб применяются проходные
и непроходные резьбовые калибры-пробки.
Для контроля внутреннего диаметра внутренней резьбы
применяются проходные п непроходные гладкие калибры-
пробки.
2.1.1.2. ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
Правила применения калибров при контроле цилиндри-
ческих резьб и параметры, контролируемые калибрами, при-
ведены в информационном приложении к СТ СЭВ 1921—79.
Калибры для наружной резьбы и относящиеся к ним
контрольные и установочные калибры-пробки.
Калибр-кольцо резьбовой проходной нерегулируемый 1*
контролирует наибольший приведенный средний диаметр и,
одновременно наибольший внутренний диаметр наружной
резьбы. Наружный диаметр резьбы этим калибром не конт-
ролируется.
Калибр должен свободно навинчиваться на контролируе-
мую резьбу. Свпнчиваемость калибра с резьбой означает,
что приведенный средний диаметр резьбы не больше уста-
новленного наибольшего предельного размера, а внутренний
диаметр наружной резьбы не больше наименьшего внутрен-
него диаметра внутренней резьбы.
Контроль нового калибра-кольца должен осуществляться
калибрами-пробками 2 и 3. Износ калибра-кольца должен
регулярно контролироваться контрольным калибром-пробкой
а.
Калибр-пробка резьбовой контрольный проходной 2 для
нового резьбового проходного нерегулируемого калибра-коль-
ца 1. контролирует наименьший приведенный средний диа-
метр и, одновременно, наименьший наружный диаметр калиб-
ра-кольца.
Калибр должен свободно ввинчиваться в контролируе-
мый калибр-кольцо. Свпнчиваемость калибра-пробки с калиб-
ром-кольцом означает, что приведенный средний диаметр
калибра-кольца не меньше установленного наименьшего пре-
дельного размера, а наружный диаметр калибра-кольца не
меньше наибольшего наружного диаметра наружной резьбы.
Калибр-пробка 2 применяется только у изготовителей ка-
либров.
Калибр-пробка резьбовой контрольный непроходной 3
для нового резьбового проходного нерегулируемого калибра-
кольца 1 контролирует наибольший средний диаметр нового
калибра-кольца.
Калибр, как правило, не должен ввинчиваться в контро-
лируемый калибр-кольцо. Допускается ввинчивание до одного
оборота с каждой стороны калибра-кольца**. Калибр-проб-
ка 3. как правило, применяется только у изготовителя калиб-
ров.
Назначение и правила применения калибра-кольца резь-
бового проходного регулируемого 4, тс же, что и для ка-
либра-кольца /. Калибр должен устанавливаться по калибру-
пробке .5 и регулярно контролироваться на износ калибром-
пробкой 6.
Калибр-пробка резьбовой установочный 5 для резьбового
проходного регулируемого калибра-кольца 4. Калибр-кольцо
должен быть отрегулирован так, чтобы установочный калибр-
пробка ввинчивался в него без ощутимого зазора.
В случае сомнения в характере установки должен произ-
водиться дополнительный контроль калибром-пробкой 3.
* Номер вида калибра приведен в соответствии с
1абл. 2.2.
** Здесь и далее число оборотов определяется при вы-
винчивании контрольного калибра.
55
Калибр-пробка резьбовой контрольный 6 ёля контроля
износа резьбовых проходных нерегулируемого 1 и регулируе-
мого 4 калибров-колец, как правило, не должен ввинчиваться
в контролируемый калибр-кольцо. Допускается ввинчивание
до двух оборотов с каждой стороны калибра-кольца.
Калибр-скоба резьбовой проходной 7 контролирует на-
ибольший приведенный средний диаметр наружной резьбы и,
одновременно, наибольший внутренний диаметр наружной
резьбы.
Калибр-скоба не выявляет всех отклонений формы резь-
бы, поэтому в спорных случаях решающим методом контро-
ля является контроль проходным резьбовым калибром-коль
цом /.
Калибр должен скользить по контролируемой резьбе под
действием собственного веса или определенной силы, не ме-
нее чем в трех положениях распределенных равномерно по
окружности резьбы.
Калибр-скоба должен устанавливаться по калибру-проб-
ке 8.
Калибр-пробка резьбовой установочный 8 для резьбового
проходного калибра-скобы 7. Калибр-скоба должен быть отре-
гулирован так, чтобы он скользил по установочному калибру-
пробке под действием собственного веса или определенной
силы.
Калибр-скоба резьбовой непроходной 9 контролирует на-
именьший средний диаметр наружной резьбы.
Калибр не должен проходить по контролируемой резьбе
под действием собственного веса или определенной силы ни
в одном из трех (не менее) положений, распределенных равно-
мерно по окружности резьбы. Допускается прохождение ка-
либра-скобы на первых двух витках наружной резьбы.
Калибр-скоба должен устанавливаться по калибру-проб-
ке 10.
Калибр-пробка резьбовой установочный 10 для резьбо-
вого непроходного калибра-скобы 9. Калибр-скоба должен
быть отрегулирован так, чтобы он скользил по установочному
калибру-пробке под действием собственного веса или опреде-
ленной силы.
Калибр-кольцо резьбовой непроходной нерегулируемый
И, контролирует наименьший средний диаметр наружной
резьбы. Калибр, как правило, не должен навинчиваться на
контролируемую резьбу. Допускается навинчивание калибра
до двух оборотов (число оборотов определяется при его
свинчивании с изделия). При контроле коротких резьб (до
трех витков) это не допускается в случае снятия до полной
ширины заходных витков у калибра и изделия. Если заходные
витки сняты только у калибра, то допускается навинчивание
калибра до 0,5 оборота. Если заходные витки у калибра и
изделия не сняты, то допускается навинчивание калибра до
одного оборота.
Контроль калибра-кольца должен осуществляться конт-
рольными калибрами-пробками 12 н 13. Износ калибра-коль
ца должен регулярно контролироваться калибром-пробкой
16.
Калибр-пробка резьбовой контрольный проходной 12 для,
нового резьбового непроходного нерегулируемого калибра-
кольца 11 контролирует наименьший приведенный средний
диаметр калибра-кольца.
Калибр должен свободно ввинчиваться в -контролируе-
мый калибр-кольцо.
Калибр-пробка 12 применяется только у изготовителя
калибров.
Калибр-пробка резьбовой контрольный непроходной 13
для нового резьбового непроходного нерегулируемого калиб-
ра-кольца И контролирует наибольший средний диаметр
калибра-кольца.
Калибр, как правило, не должен ввинчиваться в контро-
лируемый калибр-кольцо. Допускается ввинчивание до одно-
го оборота с каждой стороны калибра-кольца.
Калибр-пробка 13, как правило, применяется только у
изготовителя калибров.
Назначение и правила применения калибра-кольца резь-
бового непроходного регулируемого 14 те же, что и для ка-
либра-кольца 11.
Калибр должен устанавливаться по калибру-пробке 15.
Износ калибра должен регулярно контролироваться калиб-
ром-пробкой 16.
'Калибр-пробка резьбовой установочный 15 для резьбо-
вого непроходного регулируемого калибра-кольца 14. Ка-
либр-кольцо должен быть отрегулирован так, чтобы устано-
вочный калибр-пробка ввинчивался в него без ощутимого за-
зора.
В случае сомнения в характере установки должен про-
изводиться дополнительный контроль калибром-пробкой 13.
56
Калибр-пробка резьбовой контрольный 16 для кднТроля
износа резьбовых непроходных нерегулируемого Пи регу-
лируемого 14 калибров-колец. Калибр-пробка, как правило, нс
должен ввинчиваться в контролируемый калибр-кольцо. До-
пускается ввинчивание до двух оборотов с каждой стороны
калибра-кольца.
Калибр-кольцо гладкий проходной или калибр-скоби
гладкий проходной 17 контролирует наибольший наружный
диаметр наружной резьбы.
Калибр должен проходить по наружному диаметру
контролируемой резьбы под действием собственного веса или
определенной силы. Для контроля нежесткого изделия следу-
ет применять калибр-кольцо.
Калибр-скоба гладкий непроходной или калибр-кольцо
гладкий непроходной 18 контролирует наименьший наруж-
ный диаметр наружной резьбы.
Калибр не должен проходить по наружному диаметру
контролируемой резьбы, в крайнем случае, закусывать. Для
контроля нежесткого изделия следует применять калибр-
кольцо.
Калибр-пробка гладкий контрольный проходной 19 для
нового гладкого проходного калибра-скобы 17. Калибр-скоба
должен скользить по контрольному калибру-пробке под дей-
ствием собственного веса или определенной силы.
Калибр-пробка гладкий контрольный проходной 20 для
нового гладкого непроходного калибра-скобы 18. Калибр-ско-
ба должен скользить по контрольному калибру-пробке под
действием собственного веса или определенной силы.
Калибр-пробка гладкий контрольный 25 для контроля
износа гладкого проходного калибра-скобы 17. Калибр-скоба
не должен проходить по гладкому контрольному калибру-
пробке, в крайнем случае, закусывать.
Калибры для внутренней резьбы. Калибр-пробка резьбо-
вой проходной 21 контролирует наименьший приведенный сред-
ний диаметр и, одновременно, наименьший наружный диаметр
внутренней резьбы. Внутренний диаметр резьбы этим калиб-
ром не контролируется.
Калибр должен свободно ввинчиваться в контролируемую
резьбу. Свинчиваемость калибра с резьбой означает, что при-
веденный средний диаметр резьбы не меньше установленного
наименьшего предельного размера, а наружный диаметр
внутренней резьбы не меньше наибольшего наружного диа-
метра наружной резьбы.
Калибр-пробка резьбовой непроходной 22 контролирует
наибольший средний диаметр внутренней резьбы. Калибр, как
правило, не должен ввинчиваться в контролируемую резьбу.
Допускается ввинчивание калибра до двух оборотов (у
сквозной резьбы с каждой из сторон). При контроле корот-
ких резьб (до четырех витков) ввинчивание калибра допуска-
ется до двух оборотов с одной стороны или в сумме с двух
сторон (число оборотов определяется при вывинчивании ка-
либра).
Калибр-пробка гладкий проходной 23 контролирует наи-
меньший внутренний диаметр внутренней резьбы.
Калибр должен свободно входить в контролируемую
резьбу под действием собственного веса или определенной
силы.
Калибр-пробка гладкий непроходной 24 контролирует
наибольший внутренний диаметр внутренней резьбы.
Калибр не должен входить в контролируемую резьбу
под действием собственного веса или определенной силы. До-
пускается вхождение калибра на один шаг внутренней резь-
бы.
Использование калибров на разных инстанциях контроля.
При контроле изделий с размерами, близкими к предельным
размерам, могут возникнуть разногласия между изготовите-
лем и контролером.
При этом рекомендуется считать деталь годной, если
любой калибр, отвечающий требованием стандарта, показы-
вает, что деталь является годной.
Противоречия могут быть сведены до минимума при со-
блюдении следующих условий:
для контроля -резьбы изделий в процессе их .изготовле-
ния используются новые или малоизиошенные проходные и
частично изнЬшеииые непроходиые калибры;
для контроля резьбы изделий контролерами контрольных
отделов предприятия-изготовителя, а также представителями
заказчика используется частично изношенные проходные и
новые или малоизношениые непроходные калибры;
приемка заказчиком резьбы изделий осуществляется ка-
либрами с размерами, близкими к границе поля износа про-
ходного и к границе поля допуска нового иепроходиого ка-
либров (верхней — для внутренней, инжней — для наруж-
ной резьбы).
Приемка резьбы изделий может осуществляться с помо-
щью калибров изготовителя и собственных (приемных) калиб-
ров. Положение полей допусков приемных калибров стандар-
тами СЭВ пе устанавливается, но должно гарантировать, что
потребитель не забракует резьбу, действительный размер ко-
торой находится в пределах, установленных для изделий.
Допускается применять другие методы контроля резьбы.
В спорных случаях решающим методом контроля резьбы
является контроль калибрами.
Температура при контроле калибрами. В соответствии с
ИСО 1502—1978 стандартной температурой при контроле
является 20 °C. Если детали и калибры имеют одинаковый ко-
эффициент линейного расширения (например, деталь и ка-
либр изготовлены из стали), то температура может откло-
няться от 20 °C и это не скажется на результате, при условии,
что температура калибра и детали почти одинакова.
Если детали и калибры имеют разные коэффициенты ли-
нейного расширения (например, детали из .медн, а калибр из
стали), то при контроле температура обоих должна быть рав-
ной 2О±2°С.
2.1.1.3. ОБЩИЕ ОБОЗНАЧЕНИЯ В СТАНДАРТАХ НА
КАЛИБРЫ ДЛЯ ЦИЛИНДРИЧЕСКИХ РЕЗЬБ
В стандартах СЭВ па калибры для цилиндрических резьб
приняты следующие общие обозначения параметров, допусков
и предельных отклонений резьбы контролируемых изделий и
калибров:
fc, — ширина канавки резьбового калибра-кольца
пли ролика с полным профилем резьбы;
Ь2 — ширина канавки резьбового калибра-пробки
---- с полным профилем резьбы;
63 — ширина канавки резьбового калибра-пробки,
калибра-кольца нли ролика с укороченным
профилем резьбы;
d — номинальный наружный диаметр контролиру-
емой наружной резьбы;
di — номинальный внутренний диаметр контролиру-
емой наружной резьбы;
d2 — номинальный средний диаметр контролируе-
мой наружной резьбы;
D — номинальный наружный диаметр контролиру-
емой внутренней резьбы;
D\ — номинальный внутренний диаметр контроли-
руемой внутренней резьбы;
— номинальный средний диаметр контролируе-
мой внутренней резьбы;
EI — (с индексом, обозначающим соответствующий
диаметр) — нижнее отклонение диаметров
внутренней резьбы;
es — (с индексом, обозначающим соответствующий
диаметр) — верхнее отклонение диаметров
наружной резьбы;
F\ — расстояние между линией среднего диаметра
и вершиной укороченного профиля резьбы ка-
либра;
Fj (пли /3) - - высота укороченного профиля резьбы калиб-
ра;
I! — высота исходного треугольника резьбы;
ЕЕ — допуск гладкого калибра-пробки для внут-
ренней резьбы;
Н2 — допуск гладкого калибра-кольца или калиб-
ра-скобы для наружной резьбы;
Ely — допуск гладкого контрольного калибра-проб
ки для гладкого калибра-скобы и калибра-
пробки для контроля износа гладкого калиб-
ра-кольца нли калибра-скобы;
т — расстояние между серединой поля допуска
Т R проходного и непроходиого резьбовых
калибров-колец и серединой поля допуска
'ср резьбовою контрольного проходного ка-
либра-пробки;
Р — шаг резьбы;
S — смещение (отклонение от симметричности) ка-
навки Ь3 относительно боковых сторон профи-
ля резьбы;
ТСр — допуск среднего диаметра резьбового конт
рольного проходного п непроходного калиб-
ров-пробок, резьбового калибра-пробки для
контроля износа и установочного калибра-
пробки;
То— допуск наружного диаметра контролируемой
наружной резьбы;
Т — допуск среднего диаметра контролируемой на-
ружной резьбы;
TD — допуск внутреннего диаметра контролируемой
внутренней резьбы;
TD —- допуск среднего диаметра контролируемой
внутренней резьбы;
Тр — допуск шага резьбы калибра;
TPL — допуск наружного и среднего диаметров резь-
бового проходного и непроходного калибров-
пробок;
Т r — допуск внутреннего и среднего диаметров резь-
бового проходного и непроходного калибров-
колец;
Та — допуск угла наклона боковой стороны про-
филя резьбы калибра с полным профилем
(для резьб с симметричным профилем);
Т, — допуск угла наклона боковой стороны профи-
ля резьбы калибра с укороченным профилем
(для резьб с симметричным профилем);
It7 GO — величина среднедопустимого износа резьбо
вых проходных калибров-пробок и калибров-
колец;
W Nc — величина среднедопустимого износа резьбовых
непроходных калибров-пробок и калибров-ко-
лец;
Z, — расстояние от середины поля допуска Hi
гладкого проходного калибра-пробки до про-
ходного (нижнего) предела внутреннего диа-
метра контролируемой внутренней резьбы;
Z-2 — расстояние от середины поля допуска Е12
гладкого проходного калибра-кольца или ка-
либра-скобы до проходного (верхнего) Пре-
дела наружного диаметра контролируемой на-
ружной резьбы;
Z PL — расстояние от середины поля допуска ТPL
резьбового проходного калибра-пробки до
проходного (нижнего) предела среднего диа-
метра контролируемой внутренней резьбы;
ZR — расстояние от середины поля допуска Гр
резьбового проходного калибра-кольца до
проходного (верхнего) предела среднего диа-
метра контролируемой наружной резьбы.
2.1,2. КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
2.1.2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Калибры по СТ СЭВ 2647—80 предназначены для контро-
ля метрической резьбы с профилем по СТ СЭВ 180—75, ос-
новными размерами по СТ СЭВ 182—75 и СТ СЭВ 184—75 и
допусками по СТ СЭВ 640—77, СТ СЭВ 305—86 и СТ СЭВ
306—86. В СТ СЭВ 2647—80 установлены профиль резьбы,
длина рабочей части, допуски и формулы для определения
размеров резьбовых и гладких калибров.
Виды резьбовых и гладких калибров приведены в табл.
2.2.
Для контроля метрической резьбы по СТ СЭВ 306—86 с
сортировкой на группы должны применяться калибры, при-
веденные в табл. 2.4.
Правила применения калибров приведены в и. 2.1.1.2.
Правила применения калибров при контроле метрической
резьбы по СТ СЭВ 306—86 с сортировкой на группы приве-
дены в информационном приложении к СТ СЭВ 1921—79 и
содержат следующие требования.
Калибры для наружной резьбы и относящиеся к ним кон-
трольные и установочные калибры-пробки. Калибр-скоба резь-
бовой проходной 26 с укороченным профилем резьбы контро-
лирует наибольший средний диаметр наружной резьбы. Ка-
либр должен скользить по контролируемой резьбе под дейст-
вием собственного веса или определенной силы не менее, чем
в трех положениях, распределенных равномерно по окруж-
ности резьбы. Калибр должен устанавливаться по калибру-
пробке 28.
Калибр кольцо резьбовой проходной нерегулируемый 27
с укороченным профилем резьбы контролирует наибольший
средний диаметр наружной резьбы. Калибр должен свобод-
но навинчиваться на контролируемую резьбу. Контроль ка-
либра-кольца должен осуществляться калибрами-пробками
28 и 29. Износ калибра-кольца должен регулярно контроли-
роваться калибром-пробкой 30.
57
Калибр-пробка резьбовой контрольный проходной 28
предназначен для контроля нового резьбового проходного
нерегулируемого калибра-кольца 27 и установки резьбового
проходного калибра-скобы 26. Калибр контролирует приве-
денный наименьший средний диаметр калибра-кольца и дол-
жен свободно ввинчиваться в контролируемый калнбр-коль-
цо. Калибр-скоба должен быть отрегулирован так, чтобы он
скользил по калибру-пробке под действием собственного ве-
са или определенной силы не менее чем в трех положениях,
распределенных равномерно по окружности резьбы.
Калибр-пробка резьбовой контрольный непроходной 29
с полным профилем резьбы для нового резьбового проход-
ного нерегулируемого калибра-кольца 27 контролирует наи-
больший средний диаметр калибра-кольца. Калибр, как пра-
вило, не должен ввинчиваться в контролируемый калибр-
кольцо. Допускается ввинчивание калибра-пробки до одного
оборота с каждой стороны калибра-кольца.
Калибр-пробка резьбовой контрольный 30 с полным про-
филем резьбы для контроля износа резьбового нерегулируе-
мого калибра-кольца 27, как правило, не должен ввинчи-
ваться в контролируемый калибр-кольцо. Допускается ввин-
чивание калибра-пробки до двух оборотов с каждой сторо-
ны калибра-кольца.
Калибр-пробка резьбовой установочный 31 для измери-
тельного прибора, применяемого для сортировки наружной
резьбы на две группы. По этому калибру измерительный
прибор устанавливается на средний диаметр резьбы, соот-
ветствующий границе групп lull сортировки.
Калибр-пробка резьбовой установочный 32 для измери-
тельного прибора, применяемого для сортировки наружной
резьбы на три группы. По этому калибру измерительный
прибор устанавливается на средний диаметр резьбы, соответ-
ствующий границе групп I и II сортировки.
Калибр-пробка резьбовой установочный 33 для измери-
тельного прибора, применяемого для сортировки наружной
резьбы на три группы. По этому калибру измерительный
прибор устанавливается на средний диаметр резьбы, соответ-
ствующий границе групп II и III сортировки.
Калибры для внутренней резьбы. Калибр-пробка резьбо-
вой проходной 34 с укороченным профилем резьбы контроли-
рует наименьший средний диаметр внутренней резьбы. Калибр
должен свободно ввинчиваться в контролируемую резьбу.
Калибр-пробка резьбовой сортировочный 35 для сорти-
ровки внутренней резьбы на две группы. Калибр контролиру-
ет средний диаметр резьбы, соответствующий границе групп I
п II сортировки. Калибр должен свободно ввинчиваться в
резьбу, относящуюся к группе II и не ввинчиваться или
ввинчиваться не более, чем на два оборота в резьбу, относя-
щуюся к группе I.
Калибр-пробка резьбовой сортировочный 36 для сорти-
ровки внутренней резьбы на три группы контролирует сред-
ний диаметр резьбы, соответствующий границе групп I и II
сортировки. Калибр должен свободно ввинчиваться в резьбу,
относящуюся к группам II и III, и не ввинчиваться или ввин-
чиваться не более, чем на два оборот? в резьбу, относящуюся
к группе I.
Калибр-пробка резьбовой сортировочный 37 для сорти-
ровки внутренней резьбы на три группы контролирует средний
диаметр резьбы, соответствующий границе групп II и III сор-
тировки. Калибр должен свободно ввинчиваться в резьбу,
относящуюся к группе III, и не ввинчиваться или ввинчивать-
ся ие более, чем на два оборота в резьбу, относящуюся к
группам I и II.
Обозначения, принятые в СТ СЭВ 2647—80, приведены в
п. 2.1.1.3.
Дополнительные обозначения:
Nh—среднее значение длины свинчивания N по СТ СЭВ
640—77:
Г| — радиус закругления впадины профиля резьбового про-
ходного и непроходного калибров-колец или роликов
резьбового проходного и непроходного калпбра-ско-
бы;
г2 — радиус закругления впадины профиля резьбового про-
ходного и непроходиого калибров-пробок.
Калибры для метрической резьбы стандартизованы так-
же ИСО 1502—1978. Этим стандартом устанавливаются ви-
ды калибров и правила их применения, схемы расположения
полей допусков, профили резьбовых калибров, допуски и
формулы для расчета исполнительных размеров калибров.
СТ СЭВ 2647—80 полностью соответствует ИСО 1502—1978.
2.1.2.2. ПРОФИЛЬ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
Калибры-пробки 2, 5, 8, 10, 12, 13, 15, 16, 21, 28, 29,1
30. 31, 32 и 33 должны иметь полный профиль резьбы в со-
ответствии с рис. 2.1, калибры-кольца /, 4 и калибр-скоба 7
— в соответствии с рис. 2.2.
Полный профиль резьбы калибра должен выполняться с
канавками fc, (калибр-кольцо) или Ь2 (калибр-пробка) или
с радиусами г, и гг соответственно. Радиусы должны сопря-
гаться по касательной с боковыми сторонами профиля резь-
бы. Форма канавок произвольная.
Размеры bi, Ь2, г, и г,, относящиеся к номинальному
профилю резьбы, должны соответствовать значениям, указан-
ным в табл. 2.5.
Рис. 2.1. Полный профиль резьбы калибров-пробок для мет-
рической резьбы:
а — с канавкой; б — с закругленной впадиной
Рис. 2.2. Полный профиль резьбы калибров-колец для метри-
ческой резьбы:
<1 — с канавкой; б с закругленной впадинок; * — не относится к
калибру 7
58
б
Рис. 2.3. Укороченный профиль резьбы калибров-пробок для
метрической резьбы:
а — с канавкой; б — с закругленней впадиной
Рис. 2.4. Укороченный профиль резьбы калибров-колец для
метрической резьбы; * — не относится к калибру 9
Калибры-пробки 3, 6, 22. 34, 35, 36 и 37 должны иметь
укороченный профиль резьбы в соответствии с рис. 2.3, калиб-
ры-кольца 11, 14, 27 и калибры-скобы 9, 26 — укороченный
профиль резьбы в соответствии с рис. 2.4.
Укороченный профиль резьбы калибра должен выпол-
няться с канавкой Ь3 и размерами Г, и F3, указанными в
табл. 2.6, нлн с радиусом г, (калибр-кольцо) илн г2 (калибр-
пробка), указанными в табл. 2.5. Радиусы должны сопрягать-
ся по касательной с боковыми сторонами профиля резьбы.
Форма канавки произвольная.
Рис. 2.5. Отклонение от симметричности канавки
Рнс. 2.6. Профиль роликов калнбров-скоб:
а — при Р>0,5 мм; б — при Р <<0,5 мм
Величина F\ является справочной, служит для расчета
наружного и внутреннего диаметров резьбы калибров с уко-
роченным профилем и непосредственному контролю не под-
лежит.
Отклонение S канавки Ь3 (рнс. 2.5) должно быть не бо-
лее предельного отклонения размера Ь3, указанного в табл. 2.6.
Предельное отклонение ширины канавки Ь3 может быть
увеличено на удвоенную разность между предельным н дей-
ствительным значением 5, если действительное значение мень-
ше предельного-
Профиль резьбы ролика калнбров-скоб 9 и 26 должен
быть выполнен так, чтобы он соприкасался только с двумя
смежными боковыми сторонами профиля контролируемой
резьбы (рис. 2.6,а).
Для резьбы с шагом Р^0,5 мм контакт между роликом
и резьбой должен происходить не по смежным боковым сто-
ронам профиля, но на расстоянии не более ЗР (рис. 2.6,6).
Длина резьбы рабочей части резьбовых калибров долж-
на быть не менее величин, указанных в табл. 2.7.
Длина рабочей части гладких калибров для контроля
наружного диаметра наружной резьбы и внутреннего диамет-
ра внутренней резьбы должна быть не менее ЗР для калиб-
ров 17 (калибра-скобы), 18, 19, 20, 24, 25 н не менее 0,8 NK
для калибров 17 (калибра-кольца) и 23.
2.1.2.3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра калиб-
ров для контроля наружной резьбы по СТ СЭВ 640—77, СТ
СЭВ 305—86 н СТ СЭВ 306—86 (без сортировки на группы)
59
И относящихся к ним контрольных и установочных калибров-
пробок показано на рис. 2.7, внутренней резьбы — на рис. 2.8.
должны рассчитываться по формулам, указанным в
для контроля внутренней резьбы в 1абл. 2.12.
табл. 2.111
зьб
муз
Размеры диаметров резьбы калибров для контроля № >
ружной резьбы по СТ СЭВ 306— 86 с соршровкой па групп.
где
Рис 2.7. Расположение полей допусков среднего диаметра
калибров для наружной метрической резьбы
i т____Предел износо проходного
капибра пробки
Рис. 2.8 Расположение полей допусков, среднего диаметра
калибров для внутренней метрической резьбы
Предел износа проходного
калибра-кольцо
Рис. 2.9. Расположение полей допусков среднего диаметр!
калибров для наружной метрической резьбы по СТ СЭЬ
306—86 с сортировкой на группы
сре,
муз
(см
дну
ет
10,
лам
где
ны>
рез
(см
рад
прт
ров
та б
ЛЮ,
ДОС
Та
Ке,
Д
Расположение полей допусков среднего диаметра калиб-
ров для контроля наружной резьбы по СТ СЭВ 306—86 с
сортировкой на группы показано на рис. 2.9, внутренней
резьбы — на рис. 2.10.
Допуски н величины, определяющие расположение по-
лей допусков и предел износа резьбовых калибров, должны
соответствовать указанным в табл. 2.8.
Предельные отклонения угла наклона боковой стороны
профиля резьбы калибров (см. рис. 2.1—2.4) приведены в
табл. 2.9.
Допуск rnaia резьбы должен соответствовать указанно-
му в габт. 2 10
Рис. 2.10. Расположение полей допусков среднего диаметр!
калибров для внутренней метрической резьбы по СТ СЭ1
306—86 с сортировкой на группы
2.1.2.4. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Размеры диаметров резьбы калибров для контроля на-
ружной резьбы по СТ СЭВ 640—77, СТ СЭВ 305—86 и СТ
СЭВ 306—86 (бе, сортировки на группы) и относящихся к
ним контрольных н установочных резьбовых калибров-пробок
и относящихся к ним контрольных и установочных калибров
пробок должны рассчитываться по формулам, указанным ,
табл. 2.13, для контроля внутренней резьбы - в табл. 2.14.
60
Расчет размеров элементов действительного Профиля ре-
бы резьбовых калибров производится по следующим фор-
Вмам:
Г размеры />, п г: калибров /, 4, 7. 9. 11, 14. 26 и 27:
bt-\H ^К-О2к)] te3O-; (2.1)
ri~*i tg30°, (2.2)
,е D к— наружный диаметр резьбовых калибров; D 2К —
едний диаметр резьбовых калибров, рассчитанный по фор-
мам табл. 2.11 и 2.13.
Прн расчете наружного диаметра DK резьбы калибров
м. рис. 2.2 и 2.4) из значений наружного диаметра по ра-
iycy, рассчитанному по формулам табл. 2.13 и 2.15, следу-
Н
вычесть величину [2~. Размеры Ь2 и г2 калибров 3, 5, 6,
) 15, 16, 21. 22, 34, 35, 36 и 37 рассчитываются по форму-
|М
| (d2„ </1K)Jtg30° (2.3)
r2—-62-tg30 , (2-4)
(е d 2К— средний диаметр резьбовых калибров, рассчнтаи-
ifl по формулам табл. 2.11—2.14; dlK— внутренний диаметр
вьбовых калибров.
При расчете внутреннего диаметра WiK) резьбы калибров
м. рис. 2.1 и 2.3) к значениям внутреннего диаметра по
диусу, рассчитанным по формулам табл. 2.11—2.14, следует
Н
(ибавить величину Значения размеров Ь2 и г2 калнб-
в 2, 8, 12, 13, 28, 29. 30, 31. 32 и 33 принимаются по
бл. 2.5.
Если расчетные значения b,, rt, Ь2 и г2 меньше илн равны ну-
I, то калибр может быть изготовлен с канавкой наименьшей
ртнжнмой ширины.
(блина 2.1. НТД СЭВ и ИСО на калибры для цилинд-
рических резьб
... !М ПРИНЯТ Документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 5617—86 СТ СЭВ 1921—79 СТ СЭВ 2647- 80 Калибры. Термины и определения Калибры для цилинд- рических резьб. Виды Калибры для метриче- ской резьбы. Допуски
СТ СЭВ 4136-83 СТ СЭВ 353-88 СТ СЭВ 354—87 СТ СЭВ 2648—80 СТ СЭВ 5911—87 СТ СЭВ 6135-87 Калибры для метриче- ской резьбы диаметром менее 1 мм. Допуски Калибры для одноза- ходной трапецеидальной резьбы. Допуски Калибры для трубной цилиндрической резьбы. Допуски Калибры для упорной резьбы. Допуски Калибры для упорной усиленной резьбы 45 °. Допуски Калибры для круглой резьбы. Допуски
ИСО ИСО 1502—1978 ИСО 228/2—198 Резьба метрическая ИСО общего примене- ния. Контроль Резьбы трубные, не обеспечивающие герме- тичность соединения. Часть 2. Проверка с помощью предельных калибров
Таблица 2.2. Ьиды калибров для цилиндрической резь-
бы (по СТ СЭВ 1921—79)
Номер вида калибра Наименование и назначение вида калибра Обозначение вида калибра по ГОСТ 24939 81
Калибры для наружной резьбы и относящиеся к ним контроль- ные и установочные калибры- пробки
1 Калибр-кольцо резьбовой про- ходной нерегулируемый ПР
2 Калибр-пробка резьбовой копт рольный проходной для нового резьбового проходного нерегули- руемого калибра-кольца КПР-ПР
3 Калибр-пробка резьбовой конт рольный непроходной для нового резьбового проходного нерегули- руемого калибра-кольца КПР-НЕ
4 Калибр-кольцо резьбовой про- ходной регулируемый ПР
5 Калибр пробка резьбовой ус- тановочный для резьбового про- ходного регулируемого калибра кольца У-ПР
6 Калибр-пробка резьбовой конт- рольный для контроля износа резьбовых проходных нерегули- руемого и регулируемого калиб- ров-колец к-и
7 Калибр-скоба резьбовой про- ходной ПР
8 Калибр-пробка резьбовой ус- тановочный для резьбового про- ходного калибра-скобы У-ПР
9 Калибр-скоба резьбовой не- проходной НЕ
10 Калибр-пробка резьбовой ус- тановочный для резьбового не проходного калибра-скобы У-НЕ
11 Калибр-кольцо резьбовой не- проходной нерегулируемый НЕ
12 Калнбр-пробка резьбовой конт- рольный проходной для нового резьбового непроходного нерегу- лируемого калибра-кольца КНЕ ПР
13 Калибр-пробка резьбовой конт- рольный непроходной для нового резьбового непроходного нерегу- лируемого калибра-кольца КНЕ НЕ
14 Калибр-кольцо резьбовой не- проходной регулируемый НЕ
15 Калибр-пробка резьбовой уста- новочный для резьбового непро- ходиого регулируемого калибра- кольца У-НЕ
16 Калибр-пробка резьбовой конт- рольный для контроля износа резьбовых непроходных нерегу- лируемого и регулируемого ка- либров-колец КИ-НЕ
17 Калибр-кольцо гладкий про- ходной нли калибр-скоба глад- кий проходной ПР
18 Калибр-скоба гладкий непро- ходной пли калибр-кольцо глад- кий непроходной НЕ
61
Продолжение табл. 2.2
Обозна ченне
Номер вида Наименование и назначение вида вида калибра
калибра калибра во ГОСТ 24939—81
19 Калибр-пробка гладкий конт- рольный проходной для нового гладкого проходного калибра- скобы К ПР
20 Калибр-пробка гладкий конт- рольный проходной для нового гладкого непроходного калибра- скобы К-НЕ
25 Калибр-пробка гладкий конт- рольный для контроля износа гладкого проходного калибра- скобы к-и
Калибры для внутренней резьбы
21 Калибр-пробка резьбовой про- ходной ПР
22 Калибр-пробка резьбовой не- проходной НЕ
23 Калпбр-пробка гладкий про- ходной ПР
24 Калибр-пробка гладкий непро- ход нон НЕ
Примечание. Номер и наименование вида калибра
для контроля трубной цилиндрической резьбы по СТ СЭВ
1157—78, соединяемой с трубной конической резьбой по
СТ СЭВ 1159—78, приведены в табл. 2.63.
Таблица 2.3. Схематическое изображение резьбовых
калибров (по СТ СЭВ 1921—79)
6 x'g S 5 xjg Чертеж Профиль резьбы Номер вида калибра по СТ СЭВ
X са ej сх калибра 1921—79
Продолжение Табл. 2i'
<мсно- ие ви - калиб- Чертеж Профиль рез ьбы Номер вида калибра по СТ СЭВ
X 5 « а «я Д-. Ш Сц калибра 1921—79
Полный 7
Калибр-скоба резьбовой О х о О Укоро- ченный 26
непроходной Укоро- ченный 9
Полный 7
62
11родолжение табл. 2.3
Чертеж »
Профиль
резьбы
калибра
Номер вида
калибра по
ст сэв
192)—79
Полный 2, 5, 12, 15 и 21
Полный 2, 5, 8, 1<>. 12, 15, 21, 28, 31, 32, 33
Укоро- ченный 34, 35, 36. 37
Полный 2, 5, 8, 10, 12, 15, 21, 28, 31, 32, 33
—
Укоро- ченный 34. 35. 36, 37
Полный 2, 5, 12. 15, 21
Укоро- ченный 3, 6, 22
IS i^raxxxxxxxxxas Полный 13, 16, 29. 30
IIIUH^VWWXW^XXXXH Укоро- ченный 3, 6, 22
Полный 13, 16, 29, 30
Укоро- ченный 3, 6, 22
Укоро- ченный 3, 6, 22
Полный 21
* * я я Я Я X ** * * Укоро- ченный 22
Полный 21
Укоро- ченный 22
Л 1 Полный 21
и Укоро- ченный 22
Таблица 2.4. Ьнды калибров для контроля метрической
резьбы с сортировкой иа группы (по СТ СЭВ 1921—79)
Номер вида калибра Наименование и назначение вида калибра Обозначение вида калибра по ГОСТ 24131—81
Калибры для наружной резьбы и относящиеся к ним контроль- ные и установочные калибры- пробки
26 Калнбр-скоба резьбовой про- ходной (с укороченным профи- лем резьбы) ПР
27 Калибр-кольцо резьбовой про- ходной нерегулируемый (с уко- роченным профилем резьбы) ПР
28 Калибр-пробка резьбовой конт- рольный проходной для нового резьбового проходного нерегули- руемого калибра-кольца и ка- либр-пробка резьбовой установоч- ный для резьбового проходного калибра-скобы КПР-ПР
29 Калибр-пробка резьбовой конт- рольный нспроходной (с полным профилем резьбы) для нового резьбового проходного нерегули- руемого калпбра-кольца КПР-НЕ
30 Калибр-пробка резьбовой конт- рольный (с полным профилем резьбы) для контроля износа резьбового проходного нерегули- руемого калибра-кольца к-и
31 Калибр-пробка резьбовой уста- новочный для измерительного прибора, применяемого для сор- тировки резьбы на группы I и 11 прн сортировке на две группы У СР
32 Калибр-пробка резьбовой ус- тановочный для измерительного прибора, применяемого для сор- тировки резьбы на I п II группы прн сортировке на 3 группы У-СР,
33 Калибр-пробка резьбовой ус- тановочный для измерительного прибора, применяемого для сор- тировки резьбы на группы II и III при сортировке на 3 группы Калибры для внутренней резьбы У-СР2
34 Калибр-пробка резьбовой про- ходной (с укороченным профи- лем резьбы) ПР
36 Калибр-пробка резьбовой сор- тировочный для сортировки резь- бы иа группы I и II при сорти- ровке на две группы СР
36 Калибр-пробка резьбовой сор- тировочный для сортировки резь- бы иа группы I и II при сорти- ровке на три группы СР,
37 Калибр-пробка резьбовой сор- тировочный для сортировки резь- бы на группы II и III при сорти- ровке иа три группы СР2
Примечания:
1. Кроме калибров, указанных в табл. 2.4, для контроля
резьбы по СТ СЭВ 306—86 прн сортировке на группы, долж-
ны применяться калибры 9, 11, 12, 13, 16 и 22, указанные в
табл. 2.2.
2. Для контроля резьбы по СТ СЭВ 306—86 без сортиров-
ки на группы должны применяться калибры, указанные в
табл. 2.2.
3. Вместо установочных калибров-пробок 31, 32 п
33 для установки измерительных средств допускается при-
менять контрольные калибры-пробки 28 н 12 с введе-
нием соответствующих поправок.
4. Вместо сортировочных калнбров-пробок. 35, 36
и 37 для сортировки резьбы на группы допускается приме-
нять измерительные приборы.
63
Таблица 2.5. Размеры радиусов и канавок калибров
для метрической резьбы (по СТ СЭВ 2647—80)
мм
р . р °lmax’ g гипах * 0,0Т2Р=~ o2inax q Г21пах 0.II1P--~ б н 24
0,2 0,02 0,014 0,05 0,029 0,007
0,25 0,03 0,018 0,06 0,036 0,009
0,3 0,04 0,022 0,07 0,043 0,011
0,35 0,04 0,025 0,09 0,050 0,012
°,4 0,05 0,029 0,10 0,058 0,014
0,45 0,06 0,032 0,11 0,065 0,016
0,5 0,06 0,036 0,12 0,072 0,018
0,6 0,07 0,043 0,15 0,086 0,022
0,7 0,09 0,050 0,17 0,100 0,025
0,75 0,09 0,054 0,19 0,110 0,027
0,8 0,10 0,058 0,20 0,110 0,029
1 1,25 0.12 0,072 0,25 0,140 0,036
0,15 0,090 0,31 0,180 0,045
1,5 0,19 0,108 0,37 0,210 0,054
1,75 0,22 0,126 0,44 0,2150 0,063
2 0,25 0,144 0,50 0,290 0,072
2,5 0,32 0,180 0,61 0,360 0,090
3 0,40 0,217 0,75 0,430 0,108
3,5 0,48 0,253 0.88. 0,500 0,126
4 0,50 0,288 1,00 0.580 0,144
4,5 0,55 0,325 1,10 0,650 0,162
5 0,60 0,361 1,25 0,720 0,180
5,5 0,70 0,397 1,40 0,790 0,198
6 0,80 )и меча н in 0,433 1,50 0,860 0,217
1. Размеры оь гь Ь2 п г2 являются исходными для про
ектпрования резьбообразующего обязательному контролю. инструмента и не подлежат
2. Числовые значения размеров Ьх, Ь2, 1 п г2» относящиеся
к действительному профилю резьбы калибров, в необходимых
случаях могут быть рассчитаны по формулам п. 2.1.2 4.
Та б лица 2.6. Размеры элементов профиля непроходиых
калибров для метрической резьбы (по СТ СЭВ 2647— 80)
мм
р Ft-OJP Ъя F3
Номинальный размер Предельные отклонения
0.2 0,020 0,05 ±0,01 От 0,05 до 0,07
0,25 0,025 0,07 ±0,01 » 0,06 » 0,09
0,3 0,030 0,08 ±0,01 » 0,07 » 0,11
0,35 0,035 0,09 ±0,01 » 0,08 » 0,13
0,4 0,040 0,11 ±0,01 » 0,09 » 0,15
0.45 0,045 0,12 ±0,01 » 0,10 » 0,16
0,5 0,050 0,13 ±0,01 » 0,12 » 0,18
0,6 0,060 0,16 ±0,02 » 0,14 » 0,22
Таблица 2.8. Допуски и расположение полей допусков
2647
Продолжение табл. а б л и ц а
Ьз •вой сторо
р FI-0,IP Номинальный размер Предельные отклонения
0,7 0,75 0,8 0,070 0,075 0.080 0,19 0,20 0,21 ±0.02 ±0,02 ±0,02 От 0,16 до 1 » 0,20 » 0, » 0,20 » 0, мм
1 1,25 1,5 1,75 2 2,5 3 3,5 4 4,5 5 5,5 6 0,100 0,125 0,150 0,175 0,200 0,250 0,300 0.350 0,400 0,450 0,500 0,950 0.600 0,27 0,30 0,40 0,45 0,50 0,80 1,00 1.10 1,30 1.70 1,90 2,10 2,30 ±0,03 ±0,04 ±0,04 ±0,05 ±0,05 ±0,05 ±0.08 ±0,08 ±0,10 ±0,10 ±0,10 ±0,10 ±0,10 » 0,20 » 0, » 0.25 » 0, » 0,30 » 0, » 0,40 » 0, » 0,45 » 0, » 0,50 » 0, » 0,50 » 0, » 0,65 » 1, » 0,75 » 1, » 0,75 » 1, » 0,75 » 1, » 0,85 » 1, » 0,95 » 1, 2 25 3 35 4 45 ,5 ,6 .7 ,75 ,8 ,25
Примечания: 1. Вместо размера Ь3 и отклонения S допускается к< ролнровать высоту F:i. 2. Среднее значение F3 равно F14-0.2P при Рс2 Fi-4-0,15Р при 2 мм<Р<4,5 мм; 5,4-0,! Р при Р5=г4,5 мм. ,5 ,75 !,5 1,5 1,5
Т а б лица 2.7. Длина резьбы калибров для метричес резьбы (по СТ СЭВ 2647—80)
Номер вида калибра г, ' Длина резьбы рабочей част калибра 5,5 f
3, 6, 10, 11. 12, 13, 14. 16. 16. 22, 27, 2», 29, 30, 34, 35, 36, 37 ЗР
1, 2, 4, 5. 7, 8, 21. 31, 32, 33 0,8Лк Таблиц
9, 26 В соответствии с п. 2.1 м
и черт. 2.6
Примечания: 1. Проходные калибры с длиной резьбы рабочей ча по табл. 2.7 должны применяться для контроля резьбы длиной свинчивания Л' по СТ СЭВ 640 —77. Для дру длин свинчивания длина резьбы рабочей части проход! калибров должна составлять не менее 0,8 длины свинч! ния резьбы. ,, A^ninTMnax Длина резь 1 части кал
| До 'Св. 12 » » 32 »
Z. <»К - 2
где Л'min — минимальное значение длины свинчивания N i Н Р11 "
СТ СЭВ 640—77 данного диаметра и шага резьбы; Л/шах * ^на
максимальное значение длины свинчивания N по СТ СЗитками рг
640—77 данного диаметра и шага резьбы. 2. Де!
iiiiiyc или
резьбовых калибров для метрической резьбы (по СТ С)
—80)
мкм
ТЧ2- TD2 во СТ СЭВ 640—77 СТ СЭВ 305—86 ’ и СТ СЭВ 306-86 TR TPL Гср гп ZR ZpL WGO Ц’.,,. Распо Ли
Калибр-коль- цо Калибр-пробка Калибр-коль- цо „ , шихся к Калибр про^ис 2 Н
Св. 24 до 50 » 50 » 80 » 80 » 125 » 125 » 200 » 200 » 316 » 315 » 500 » 500 » 710 » 710 » 900 Примечания 1. Величины Тс 8 10 14 18 23 30 38 48 р — м 6 7 9 11 14 18 22 28 акенма 6 7 8 9 2 15 18 22 льные. П| 10 12 15 18 22 27 33 40 эн расчет —4 —2 2 8 12 20 28 38 е размеров | 0 2 6 12 16 24 32 42 •езьбовых каэ 10 12 16 21 25,5 33 41 50 шбров 2, 5, 8 8 9,5 12,5 17,5 21 27 33 40 , 10, 12, 15, 7 9 12 15 19,5 25 31 38 U, 32, 33. 35, Допу 6 допусков 7,5 ствовать 9,5 Разм П’5 диаметра J5 ных Kaj 1“ реннего ‘3 по форм ZO 36 и 37 д
пускается увеличение наименьшего предельного среднего диаметра резьбы калибров на величину до Тср/2 для обеспечения зап.
са на износ. Кзл
2. С целью ограничения числа проходных калибров для контроля резьбы по СТ СЭВ 640—77 для одного и того же ра: троля ;
мера резьбы с одинаковым основным отклонением среднего диаметра рекомендуется изготовлять их для резьбы 4-й и 5- диаметр
степеней точности по 4-й степени точности; 6, 7 и 8-й степеней точности по 6-н степени точности; 9-й и 10-й степеней точное! размера
по 9-й степени точности. 867 —78.
64
3 1 3:
’ Таблица 2.9. Предельные отклонения угла наклона
‘чжовой стороны профиля резьбы калибров для метрической
резьбы (по СТ СЭВ 2647 80)
мм •£ 9Е т 1 1 т «2 — (!)
При степени точности контролируемой резьбы
2 3—10 2 3—10
^2 60' 60'
'«25 .—- 48 48
.— 40 — 40
135 35 35
’»4 31 31
ЭД.45 — 26 .— 26
!’0,5 — 25 — 25
0,6 .—_ 21 .— 21
0,7 -— 18 — 18
0,75 — 17 .— 17
0,8 12' 16 12' 16
1 10 15 10 16
1,25 8 13 8 16
1,5 8 12 8 16
1.75 7 11 7 16
2 7 10 7 14
2,5 6 10 6 14
3 6 9 6 13
3,5 —- 9 .—. 12
4 — 8 —- 11
4,5 —. 8 .—- 11
5 — 8 — 11
5,5 .—, 8 — 10
6 -— 8 — 10
Таблица 2.10. Допуски шага резьбы
калибров для
метрической резьбы (по СТ СЭВ 2647—80)
Длина резьбы рабочей части калибра, мм Тр. мкм
Степень точности резьбы
о 3—10
До 12 3 4
Св 12 » 32 4 5
» 32 » 50 5 6
» 50 » *80 6 7
Примечания:
1. Значение Т р относится к расстоянию между любыми
витками резьбы калибра.
2. Действительное отклонение может быть со знаком
минус нлн плюс.
2.1.2.5. ГЛАДКИЕ КАЛИБРЫ
Расположение полей допусков гладких калибров для
контроля наружного диаметра наружной резьбы н относя-
щихся к ннм контрольных калибров-пробок показано на
рис. 2.11, внутреннего диаметра внутренней резьбы — на
рнс. 2.12.
Допуски и величины, определяющие расположение полей
допусков и предел взноса гладких калибров должны соответ-
ствовать указанным в табл. 2.15 и 2.16.
Размеры гладких калибров для контроля наружного
диаметра наружной резьбы и относящихся к ним контроль-
ных калибров-пробок, а также калибров для контроля внут-
реннего диаметра внутренней резьбы должны определяться
по формулам, указанным в табл. 2.17.
2.1.2.6. КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
ДИАМЕТРОМ МЕНЕЕ 1 мм
Калибры по СТ СЭВ 4136—83 предназначены для кон-
троля метрической резьбы с профилем по СТ СЭВ 180—75,
диаметрами от 0,25 до 0,9 мм по СТ СЭВ 18L—75, основными
размерами по СТ СЭВ 182—75 и допусками по СТ СЭВ
637—78.
Рнс. 2.11. Расположение полей допусков гладких калибров
для наружного диаметра наружной метрической
резьбы
Непроходной (Верхний)предел
Предел износи про
(ходкого колидро-прОки
'Проходной (нижний) •
предел
Рис. 2.12. Расположение полей допусков гладких калибров
для внутреннего диаметра внутренней метрической
резьбы
В СТ СЭВ 4136—83 установлены виды калибров, про-
филь резьбы, допуски и формулы для расчета размеров резь-
бовых и гладких калибров.
Для контроля наружной резьбы должны применяться
калибры по СТ СЭВ 1921—79 I, 2, 6 и 18 (калибр-кольцо),
для внутренней резьбы — 21, 23 и 24, приведенные в табл. 2.4.
Для контроля калибров-колец нового резьбового 1 и
гладкого 18 должны применяться гладкие контрольные про-
ходные и непроходные калибры-пробки. Для данных калибров
номера не установлены, так как они не предусмотрены в СТ
СЭВ 192:1—79.
Контроль наружного диаметра наружной резьбы по про-
ходному пределу рекомендуется производить измерительны-
ми приборами.
Контроль среднего диаметра наружной резьбы по непро-
ходному пределу рекомендуется производить измерительны-
ми приборами выборочно.
Правила применения калибров 1, 2 и 21 те же, что и для
калибров по СТ СЭВ 2647—80 и приведены в п. 2.1.1.2. Пра-
вила применения остальных калибров следующие:
калибр-пробка резьбовой контрольный 6 для контроля
износа резьбового нерегулируемого проходного калибра-
кольца 1 не должен ввинчиваться в контролируемый калибр-
кольцо;
калибр-пробка гладкий контрольный проходной для но-
вого резьбового нерегулируемого проходного калибра-кольца
1 должен свободно входить в контролируемое кольцо; ка-
либром контролируют наименьший внутренний диаметр резь-
бы калибра-кольца;
калибр-пробка гладкий контрольный непроходной для
нового резьбового нерегулируемого проходного калибра-коль-
ца 1 не должен входить в контролируемое кольцо; калибр
контролирует наибольший внутренний диаметр резьбы калиб-
ра-кольца;
калибр-кольцо гладкий непроходиой 18 не должен прохо-
дить по контролируемой резьбе; калибром контролируют наи-
меньший наружный диаметр наружной резьбы;
калибр-пробка гладкий контрольный проходной для но-
вого гладкого непроходного калибра-кольца 18 должен сво-
бодно входить в контролируемый калибр-кольцо; калибром
контролируют наименьший внутренний диаметр калибра-коль-
ца;
3- 1 Зак. 403
65
Рис. 2.13. Укороченный профиль резьбы калибра-пробки
для метрической резьбы менее 1 мм
Предеп износа приходного
колибпп „робки
Рис. 2.15. Расположение поля допуска среднего диаметра
калибра 21
Калибр-пробка гладкий
Рис. 2.16. Расположение полей допусков гладких контрольных
калибров для контроля внутреннего диаметра калибров 1
калибр-пробка гладкий контрольный непроходной для
нового гладкого непроходного калпбра-кольца 18 не должен
входить в контролируемый калибр-кольцо; калибром контро-
лируют наибольший внутренний диаметр калибра-кольца;
калибр-пробка гладкий проходной 23 должен свободно
входить в контролируемую резьбу, калибром контролируют
наименьший внутренний диаметр внутренней резьбы;
калибр-пробка гладкий непроходной 24 не должен вхо-
дить в контролируемую резьбу, калибром контролируют наи-
больший внутренний диаметр внутренней резьбы.
Обозначения, принятые в СТ СЭВ 4136—83, приведены
в п. 2.1.1.3. Дополнительные обозначения:
Г1—радиус впадины резьбы резьбового калибра-кольца;
г 2— радиус впадины резьбы резьбового калибра-пробки.
Профиль резьбы-калибров. Калибры-пробки 2 и 21
должны иметь полный профиль резьбы в соответствии с
рис. 2.1.6, калибр-кольцо 1 — полный профиль резьбы в со-
ответствии с рис. 2.2, б.
Калибр-пробка 6 должен иметь укороченный профиль
резьбы в соответствии с рис. 2.13.
Размеры Г] и г2, относящиеся к номинальному профилю
резьбы, должны соответствовать значениям, указанным в
табл. 2.18.
Допуски резьбовых калибров. Расположение полей допус-
ков среднего диаметра калибра-кольца 1 и относящихся к
нему контрольных калнбров-пробок 2 и 6 показано на рис.
2.14.
Расположение поля допуска среднего диаметра калибра-
пробки 21 показано на рис. 2.15.
Расположение полей допусков внутреннего диаметра ка-
либра-кольца 1 и относящихся к нему контрольных калибров-
пробок показано на рис. 2.16.
Числа у полей допусков обозначают номера видов ка-
либров.
Рис. 2.17. Расположение полей допусков гладких контрольных
калибров для контроля калнбра-кольца 18
Допуски и величины, определяющие расположение полей
допусков и предел износа резьбовых калибров, должны соот-
ветствовать значениям, указанным в табл. 2.19.
Предельные отклонения угла наклона боковой стороны
профиля резьбы калибров (см. рнс. 2.1,6, 2.2,6 и 2.13), при-
ведены в табл. 2.20.
Допуск шага резьбы калибров Тр на длине 1,2 d состав-
ляет 4 мкм. Значение Тр относится к расстоянию между лю-
быми витками резьбы калибра. Действительное отклонение
может быть со знаком минус или плюс.
Расчет резьбовых калибров. Размеры диаметров резьбы
резьбовых калибров 1, 2, 6 н 21 должны рассчитываться
по формулам, указанным в табл. 2.21.
Гладкие калибры. Расположение полей допусков калибра-
кольца 18 и относящихся к нему контрольных калибров-про-
бок показано на рис. 2.17.
Расположение полей допусков калибров-пробок 23 и 24
показано на рис. 2.18.
Допуски н величины, определяющие расположение полей
допусков и предел износа гладких калибров, должны соот-
ветствовать указанным в табл. 2.22 и 2.23
Размеры диаметров гладких калибров 18, 23 и 24 н глад-
ких контрольных калнбров-пробок должны рассчитываться
по формулам, указанным в табл. 2.24.
Предел износа лроход-
Непроходной (Верхний)
предел
____нога калидра-кольца
Предел износа
Проходной
(нижний) предел
проходного калибра-пробки
Рнс. 2.14. Расположение полей допусков среднего диаметра
калибров для наружной резьбы менее 1 мм
Рнс. 2.18. Расположение полей допусков гладких калибров
для внутренней метрической резьбы менее 1 мм
66
Таблица 2.11. Формулы для определения размеров резьбовых калибров-колец и контрольных калибров-пробок для метри-
ческой резьбы (по СТ СЭВ 2647—80)
Номер I вида ка- 1 либра I Наименование п назначение ।идя калибра Пре фи ль резьбы в соответст- вии с рис. Наружный диаметр Средний диаметр Внутренний днамегр
Размер Прсдель- 1 ос от- клонение Размер Предельное отклонение Размер Предель- ное отк- лонение
1 Калибр-кольцо резь- бовой проходной нерегу- лируемый 2.2 *H-esd+TpL + -У- 12 по канавке или радиусу, не менее __ ^aTesd2 ZR - 2 dl+esd, Л - 2
2 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового проходного не- регулируемого калибра- кольца 2.1 d-+-esd — TPL da+esd — ZR m Дгср ~ 2 dl + esd,— ZR—m~ H — 6 по канавке или радиусу, не более —
- 2 rfa+esd2-Z/?+^ ^_TCP “ 2 J , тр Н d,+esd —-А— i । <1, 2 6 по канавке или радиусу, не более —
3 Калибр-пробка резь- бовой контрольный не- проходной для нового резьбового проходного нерегулируемого калиб- ра-кольца 2.3 —Zp + + 2k-+-2f,
4 Калибр-кольцо резь- бовой проходной регу- лируемый 2.2 d+esd+TPL+^- по канавке или радиусу, не менее — He регламентированы, а оп- ределяются калибрами 5 и 3 di+esd. 2
rfs+esd2-~z« ' ~~TCP 2 , Др ~~ , TR Н d,+esd ——li— 1 d> 2 6 по канавке или радиусу, не более —
5 Калибр-пробка резь- бовой установочный для резьбового проходного регулируемого калибра- кольца 2.1 d+esd T TpL
6 Калибр-пробка резь- бовой контрольный для контроля износа резьбо- вых проходных нерегу- лируемого и регулируе- мого калибров-колец 2.3 ^2 + esd2—/? + + ^GO^Fi ~ 2 ^a+esd2 ZR Т +^00 T cp , Тр н <\4esf, —— — 1 d> 2 6 по канавке или радиусу, не более —
7 Калпбр-скоба резь- бовой проходной 2.2 Размеры н предельные отклонения ие регламентированы, а определяются калиб- рами 8 и 3. Радиальное биение роликов — не более 5 мкм
8 Калибр-пробка резь- бовой установочный для резьбового проходного калибра-скобы 2.1 d-j-esd ±TPL rf2+eSd2—ZR ,£cp_ ~ 2 di+esd1“ZR “т— Н — 6 по канавке или радиусу, не более —
9 Калпбр-скоба резь- бовой непроходной 2.4 Размеры и предельные отклонения ие регламентированы, а определяются калиб- рами 10 и 13. Радиальное биение роликов — не более 5 мкм. Исполнение ролика — в соответствии с п. 2.1.2.2
10 Калибр-пробка резь- бовой установочный для резьбового непроходно- го калибра-скобы 2.1 </-f-escr - ±TPI. da+esd2”“Td2 __TR _ Др 2 2 Jcp - 2 rfi+esd1-Td2“- Tr т Н —
2 6 по канавке или радиусу, не более
11 Калибр-кольцо резь- бовой непроходной нере- гулируемый 2.4 esd+ тp Lyy по канавке или радиусу, не менее — da + esd2-Td2- _b_ 2 -.-2k - 2 1 n CN J? 1 t' к!сч t н 1 ^TR
12 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового непроходного не- регулируемого кялибра- кольпа
2.1 d i-esd — TPL ^a+e-sd2—Td2— Tr —- K ,—m 2 TCP — 2 di+esdt-Td - Тр н т—— 2 б по канавке или радиусу, не более —
13 Калибр-пробка резь- бозой контрольный не- проходной для нового резьбозого непроходно- го нерегулируемого ка- либра-кольца 2.1 d+esd—Td2 — TPL da+esd 2~Td2 TCP — 2 di+eSd-Td- О по канавке или радиусу, не более —
3-1
67
Продолжение табл. 2.11
Номер ви-« да калиб-I Ра Наименование и назначение вида калибра Профиль резьбы в соответст- вии с рис. Наружный диаметр Средний диаметр Внутренний диаметр
Размер Предель- ное откло- нение Размер Предельное отклонение Размер Предель- ное от- клонение
14 Калибр-кольцо резь- бовой непроходной регу- лируемый 2.4 ^+esd+TpL +~[2 по канавке илн радиусу, не менее Не регламентированы, а оп- ределяются калибрами 15 и 13 J5- -5 + — ГО Ю я гл е. г1 “I ±TR
15 Калибр-пробка резь- бовой установочный для резьбового непроходно- го регулируемого калиб- ра-кольца 2.1 т d+esd-Td!-_^ —TPL da+esd»“Td2-- _TR_TCp 2 2 + TCP ~ 2 н di+esd,—Td2~ 6 по канавке нли радиусу, не более —
16 Калибр-пробка резь- бовой контрольный для контроля износа резьбо- вых непроходных нере- гулируемого и регули- руемого калибров-колец 2.1 d+esd-Tdi-^ + +«^<3 — TPL d»+es<j3—Tdl— ±l£P 2 Н di+esdx—Td2—g- по канавке или радиусу, не более —
Примечания:
1. Числовые значения es следует принимать с учетом нх знаков.
2. Формулы для расчета размеров и предельные отклонения среднего диаметра калнбров-колец / и 11 приведены для коорди-
нирования полей допусков контрольных калибров и контроля калнбров-колец измерительными приборами.
3. Значения W со и WNC в формулах для калибров-пробок 6 н 16 следует принимать по табл. 2.8 для калибров-колец.
4. При расчете размеров калнбров-колец 1 с номинальным диаметром резьбы свыше 160 мм по согласованию с заказчиком
TR
допускается увеличение предельного отклонения внутреннего диаметра ± до ±TR .
5. Если у калибров-колец 11 и 14 при малом шаге резьбы и большой величине допуска среднего диаметра оказывается
невозможным выполнить наружный диаметр большим, чем наибольший наружный диаметр контролируемой резьбы, его сле-
дует уменьшить настолько, чтобы у впадин резьбы имелось притупление размером не более 0,05 мм. То же относится и к наруж-
ному диаметру контрольных калнбров-пробок.
е Н н
6. Вместо значения следует применять значение гь а вместо -g- — значение г2, если rt и г2 были рассчитаны по фор-
мулам, указанным в п. 2.1.2.4 для действительного профиля резьбы калибров.
Таблица 2.12. Формулы для определения размеров резьбовых калибров-пробок (по СТ СЭВ 2647—-80)
СП о. S- О х я X « * Наименование и наз- начение вида калибра Профиль резьбы в соответст- вии с рис. Наружный диаметр Средний диаметр Внутренний диаметр
Размер Пред, откл. Размер Пред, откл. Предел износа Размер Пред. откл.
21 22 Калибр-пробка резьбовой проход- ной 2.1 c+e'd+^₽l — TPL Da4-ElD2+2p£ " 2 ^а+Е'пг")" +^PL—И'ОО ®i+eId, Н — 6 по канав- ке нли ра- диусу, не более —
Калибр-пробка резьбовой непро- ходной 2.3 Ds + E,D2+TD2+ +^+ 2Т х ±TPL Cs+E1D2+Td2+ + — 2 _,_TPL — 2 1 Н ° ? + ° I-1Q “1? + 1 Ot+EID1- н “ 6 по канав- ке нли ра- диусу, не более —
Примечание. Вместо значения -g- следует применять значение г2, если оно было рассчитано по формулам, указанным в
п. 2.1.2.4 для действительного профиля резьбы калибров.
68
Таблица 2.13. Формулу для определения размеров калибров для сортировки наружной метрической резьбы По СТ СЭВ
306—86 на группы (по СТ СЭВ 2647—80)
Номер вида калибра Наименование и назначение вида калибра Профиль резьбы в соответст- вии с рис. Наружный диаметр Средний диаметр Внутренний диаметр
Размер Пред. ОТКЛ. Размер Пред. ОТКЛ . Размер Пред. ОТКЛ.
26 Калибр-скоба резь- бовой проходной (с уко- роченным профилем резь- бы) 2.4 Размеры и предельные отклонения не регламентированы, а определяются ка- либрами 21 и 22. Радиальное биение роликов не более 5 мкм. Исполнение ро- лика — в соответствии с п. 2.1.2.2.
27 Калибр-кольцо резь- бовой проходной нере- гулируемый (с укорочен- ным профилем резьбы) 2.4 Н d+esd+TpL +j2~ по канавке илн радиусу, не менее — l~esd,+m 2 ^+esd2+m— ±TR
28 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового проходного нере- гулируемого калибра- кольца и калибр-пробка резьбовой установочный для резьбового проход- ного калибра скобы 2.1 d | esd —TPL d2+esdi - 2 H dl+esd1—' 6 по канавке или радиусу, не более —
29 Калибр-пробка резь- бовой контрольный не- проходной (с полным профилем резьбы) для нового резьбового про- ходного нерегулируемо- го калибра-кольца 2.1 <4-esd—Td2 ±Tpl d2+esd!+m+^ _^^CP ~ 2 di+esd1+m+ TR Н_ + — 6 по канавке или радиусу, не более —
30 Калибр-пробка резь- бовой контрольный (с полным профилем резь- бы) для контроля изно- са резьбового проходно- го нерегулируемого ка- либра кольца 2.1 d+esd—Td — -t Г pL d» |-esd г+'»4 Wco ^]CP ~ 2 d>+esd,+m+ н + ^60 — 6 по канавке или радиусу, не более —
31 Калибр-пробка резь- бовой установочный для измерительного прибора, применяемого для сорти- ровки резьбы на группы 1 и II при сортировке на две группы 2.1 d-f-eSd-Lk — TPL rfs+esd2 ~ + -t“ 2 -2k ~ 2 Та di+esdj— тСР н " 6 по канавке или радиусу, не более —
32 Калибр-пробка резь- бовой установочный для измерительного прибора, применяемого для сор- тировки резьбы на груп- пы 1 и II прн сорти- ровке на три группы 2.1 d+esd-!^f —TPL 2T,. d2+esl)j-— ——24- । TCP + 2 _^^CP ~ 2 dr+esdl-?b + , ТСР Л + “2~“ 6 по канавке или радиусу, ие более —
33 Калибр-пробка резь- бовой установочный для измерительного прибора, применяемого для сор- тировки резьбы на груп- пы II и III при сорти- ровке на три группы 2.1 d-|-esd-2±' ±TPL <4+езй>— -yl + _I_TCP 2 2" di+esd—^ + 1_ТСР Л + “ 6 по канавке или радиусу, не более —
— значение г2, если и и г2 были рас-
„ И Н
Вместо значения следует применять значение л, а вместо —g-
Примечание.
считаны по формулам, указанным в п. 2.1.2.4 для действительного профиля резьбы калибров.
69
Таблица 2.14. Формулы для определения размеров калибров для сортировки внутренней метрической резьбы по СТ СЭВ
306—86 (по СТ СЭВ 2647—80)
Номер ви- да калиб- ра*—_ Наименование н назначение вида калибра Профиль резьбы в соот ветст- вии с рис. Наружный диаметр Средний диаметр Вну.рерний диаметр
Размер Пред, откл. Размер Пред, откл. Предел износа Размер Пред, огкл.
34 35 Калибр-пробка резь- бовой проходной (с уко- роченным профилем резьбы) 2.3 ±TPL d2+eiD2 2 O3+E1D2-W'co ^i+ejDi g по канавке нлн радиусу, не более __
Калнбр-пробка резь- бовой сортировочный для сортировки резьбы па группы I и II при сортировке на две груп- пы 2.3 L о я X I- т i Е н я ? + h ±TpL ^a+E1D2+ । td2 _tcp _UTCP — 2 fld-ElDa+ 1 TDS 3Tcp ^14"ElD| "“g“ по канавке нлн радиусу, не более —
' 2 2 ‘ +2F, + 2 2 2 2
36 Калибр-пробка резь- бовой сортировочный для сортировки резьбы на группы I и 11 при сортировке на три груп- пы 2.3 ,ТРг__ТСР , 3 2 +2/\ ±TpL /Л+Е1Рг+ . ТР2 гср r 3 2 ^CP ~ 2 d-H-eiD2+ , 1 d2 3Tcp 3 2 Н ^*i+EIDi — 6 по канавке или радиусу, не более —
37 Калибр-пробка резь- бовой сортировочный для сортировки резьбы на группы II и III при сортировке на три груп- пы 2.3 ^a+-ElD2 + ,2Td„_TCP , 3 2 +2К» ±TPL ^г+Е1р2+ . 2td2 tcp -г 3 2 ,{СР “ 2 d3+eiDs+ 2Td, 3Tcp 3 2 £\4-EIDi ~"“g“ по канавке пли радиусу, нс более
Примечание. Вместо значения "g- следует применять
и. 2.1.2.4 для действительного профиля резьбы калибров.
Таблица 2.15. Допуски н расположение полей допусков
гладких калибров для наружной метрической резьбы (по
СТ СЭВ 2647—80) мкм
Td
(по СТ СЭВ 640—77, II
СТ СЭВ 305—86 р
и СТ СЭВ 305—86)
Св. 36 до 85 8 2 8
» 85 » 140 10 3 20
» 140 » 335 16 4 38
» 335 » 850 30 6 54
» 850 » 950 42 8 60
Таблица 2.16. Допуски и расположение полей допусков
гладких калибров для внутренней метрической резьбы (по
СТ СЭВ 2647—80)
мкм
TD, (по СТ СЭВ 640—77, СТ СЭВ 305—86 н СТ СЭВ 306—86) Н, Z,
Св. 3® до 100 8 9
» 100 » 180 10 22
» 180 » 375 16 38
» 375 » 710 26 52
» 710 » 1250 46< 65
значение г2, если г2 было рассчитано по формулам, указанным в
Таблица 2.17. Формулы для определения размеров
гладких калибров для метрической резьбы (по СТ СЭВ
2647—80)
Номер ви- да калиб- ра Наименование и назначение вида калибра Диаметр калибра
Номинальный Предель- ные откло- нения
Калибры для наружной резьбы
17 Калибр-кольцо гладкий проходной или калпбр- скоба гладкий проходной </|esd-Z2 *4
18 Калибр-скоба гладкий неироходной или калибр- кольцо гладкий непро- ходной |-esd--: Td
19 Калибр-пробка глад- кий контрольный проход- ной для нового гладкого проходного калибра- скобы —Zg
20 Калибр-пробка глад- кий контрольный про- ходной для нового глад- кого иепроходного ка- либра-скобы d4-esd—Td _H₽ 2
25 Калибр пробка гладкий контрольный для контро- ля износа гладкого про- ходного калибра-скобы Калибры для вну <4-esd гренисй резьбы “ 2
23 24 П нпмать Калибр-пробка глад- кий проходной 0,+EI^+Z, H, ±'2~
Калибр-пробка глад- кий непроходной ) и м е ч а и и е. Числовые з с учетом их знаков. Oi+E1Di + Td, качения es и EI слс ±4 дуст при-
70
Таблица 2.1‘8. Размеры элементов профиля резьбы ка-
либров для метрической резьбы менее 1 мм (по СТ СЭВ
4136—83)
мм
р 'imav=°.072P= max н_ ~ 12 . 0,141Р= -4- О н 24 0.15Р 2
0,075 0,005 0,011 0,003 0,006
0,08 0,006 0,012 0,003 0,006
0,С9 0,006 0,013 0,003 0,007
0,1 0,007 0,014 0.004 0,008
0,125 0,009 0,018 0,005 0.009
0,15 0,011' 0,022 0,005 0,011
0,175 0.013 0,025 0,006 0,013
0,2 0,014 0,029 0,007 0,015
0,225 0,016 0,032 0,008 0,017
Примечание. Размеры г, и г2 являются исходными
для проектирования резьбообразующего инструмента и не
подлежат обязательному контролю.
Таблица 2.19. Допуски и расположение полей допусков резьбовых калибров для метрической резьбы меиее 1 мм (по СТ СЭВ 4136—83) мкм
Т ; 'Г,, ^2 D 2 (по СТ СЭВ 837—78) TR т PL т СР т ZR W GO
Калибр- кольцо Калибр- пробка
От 14 до 24 » 26 » 40 П р и м е ч а чете размеров j наименьшего пр бы калибра на 6 8 н и е. зезьбов едельнс величи 5 6 Вели ого го ну д 5 6 чины <алиб разм 8 10 Тср ра 2 ера ?_ 5 4 макс ДО IP средь У1Я о 8 10' имальные. ^скается у iero днамс беспечени 7 8 Прн рас- величение ?тра резь- запаса
на износ.
Таблица 2.20 Предельные отклонения угла наклона боковой стороны профиля резьбы калибров для метрической резьбы менее 1 мм (по СТ СЭВ 4136—83)
Р, мм 0,075 0,08 о.оэ 0,1 0,125 0,15 0,175 0,2 0,225
Т Т„ _S?(±) 2 2 ' 150' 150- 135' 120' юо- 80' 70' 60' 60-
Примечание. Для внутренних резьб предельные от-
клонения по табл. 2.20 являются исходными для проектирова-
ния резьбообразующего инструмента и не подлежат обяза-
тельному контролю.
Таблица 221. Формулы для определения размеров резьбовых калибров для метрической резьбы менее 1 мм (по СТ СЭВ
4136—83)
Номер вида ка- либра по СТ СЭВ 1921—79 Наименование и назначение вида калибров Профиль р езбы в соответ- ствии с рис. Наружный диаметр Средний диаметр Внутренний диаметр
Номии. Пред. от к л. Номии. Пред. О ГК Л. Предел износа Номии. Пред, откл.
1 Калибр-кольцо резьбо- вой проходной нерегули- руемый 2.2,6 ^+ТрЬ+1У- по радиусу, не менее — ~ 2 — dl+esd. 2
2 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового нерегулируемого проходного калибра- кольца 2.1,6 d ±TPL ^+ZR—т _^ТСР ~ 2 — ^l+esd,+^R — Н ~т— 6 по радиусу, не более —
6 Калибр-пробка резь- бовой контрольный для контроля износа резьбо- вого нерегулируемого проходного калибра- кольца 2.3,6 rf2+ZR + U^C0+ +0.15Р 2 dt+ZR+Wco ТСР ~ 2 — rfi+esd,— TR Н_ 2 6 по радиусу, не более —
21 Калибр-пробка резь- бовой проходной 2.1,6 d+eid ETpL _ TPL “ 2 £>г+ +E‘d2~ -1^'go di+e*d1'“~6- по радиусу, не более —
Примечания:
1. Значения es и Е1 — по СТ СЭВ 837—78.
2. Формулы для расчета номинального размера и предельные отклонения среднего диаметра калибра-кольца 1 приведены для
координирования полей допусков контрольных калибров.
3. Для .расчета наружного диаметра резьбы калибра-кольца 1 из значения наружного диаметра по радиусу следует вычесть
Н
величину ig— .
4. Для расчета внутреннего диаметра резьбы калибров-пробок 2, 6 и 21 к значению внутреннего диаметра по радиусу следует
прибавить величину —jr- .
71
Таблица 2.22. Допуски контрольных калибров-пробок для калибра-кольца вида 18 (по СТ СЭВ 4136 - 83) МКМ Таблица 2,23 гладких калибров-н Допуски и расположение полей допусков 1 робок для внутренней метрической резьбы (по СТ СЭВ 4136—83) мкм
Td (по СТ СЭЗ 837—78) От 16 до 32 » 40 » 50 н, 6 8 ир 2 2 TD. (по СТ СЭВ 837—78) Ht Z, W IGO
17; 22 26 От 35 до 55 » 57 » 66 » 73 » 81 3 4 5 6 7 2 3 4 9 3 5 6 7 10
Таблица 2,24. Формулы для определения размеров гладких калибров (по СТ СЭВ 4136—83)
Номер вида калибра по СТ СЭЗ 1721—79 Наименование и назначение вида калибра Диаметр калибра
Номпн. Пред. откл. ч Pj Предел износа -j р
— Калибр-пробка гладкий контрольный про- ходной для нового резьбового нерегулируе- мого проходного калибра-кольца *i+esdi н 1 s --
— Калибр-пробка гладкий контрольный не- проходной для нового резьбового нерегули- руемого проходного калибра-кольца di+esd, +-4 о. |сч X I +1 —
18 Калибр-кольцо гладкий нспроходный d Td 4
— Калибр-пробка гладкий контрольный проходной для нового гладкого непроход- ного калибра-кольца , т Л2 Tu 2 4
— Калибр-пробка гладкий контрольный не- проходной для нового гладкого нспроход- ного калнбра-кольца , -r , На d—Г<1 + j 4 —
23 Калибр-пробка гладкий проходной D.+EJ^-Z, ~ 2 P1I 1Г10О
24 Калибр-пробка гладкий непроходной r’l | Eip1+TDi 4 —
2.1.3. КАЛИБРЫ ДЛЯ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
2.1.3.1. ОБЩИЕ СВЕДЕНИЯ
Для контроля однозаходной трапецеидальной резьбы с
профилем по СТ СЭВ 146—76 и допусками по СТ СЭВ
836—78 применяются калибры согласно СТ СЭВ 353—88.
В СТ СЭВ 353—88 установлены виды калибров и пра-
вила их применения, профиль резьбы, длина рабочей части,
допуски и формулы для расчета размеров резьбовых и глад-
ких калибров.
Для контроля, наружной трапецеидальной резьбы преду-
смотрены калибры 1—3, 6—13, 16—20 и 25, для контроля внут-
ренней резьбы — калибры 21—24 в соответствии с табл. 2.2
Регулируемые резьбовые калибры-кольца 4, 5, 14 и 15
не применяются. Калибры 2, 3, 12 и 13 рекомендуется приме-
нять только у изготовителя калибров.
Правила применения калибров приведены в и. 2.1.1.2,
Обозначения, применяемые в СТ СЭВ 353—88 соответст-
вуют указанным в п. 2.1.1.3. Дополнительно применяются сле-
дующие обозначения:
d3 — номинальный внутренний диаметр контролируемой
наружной резьбы;
D„ — номинальный наружный диаметр контролируемой
внутренней резьбы;
г2 — номинальный радиус закругления полного профиля
резьбы калибра;
TPS — допуск симметричности канавки во впадине резь-
бы укороченного профиля резьбы калибра.
72
Рис. 2.19. Полный профиль резьбы калибров пробок для
трапецеидальной резьбы
В. ИСО калибры для контроля трапецеидальной резьбы
не стандартизованы.
2.1.З.2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ
ЧАСТИ КАЛИБРОВ
Калибры-пробки 2. 8, 10, 12. 13, 16, 21 должны иметь
полный профиль резьбы в соответствии с рнс. 2.19, калибры-
кольца и калибры-скобы 1, 7 — полный профиль резьбы в
соответствии с рис. 2.20.
Полный профиль резьбы изготавливается с радиусом за-
кругления Г2, значения которого указаны в табл. 2.25 и обес-
печиваются резьбообразующим инструментом.
Калибры-пробки 3, 6 и 22 должны иметь укороченный
профиль резьбы в соответстьии с рис. 2.21. калибры-кольца и
калибры-скобы 9 и 11 — укороченный профиль резьбы в со-
ответствии с рнс. 2.22.
Значения размеров Ft, F3 и b3 укороченного профиля
резьбы указаны в табл. 2.26.
Величина Д является справочной, служит для расчета
наружного и внутреннего диаметров резьбы калибров и непос-
редственному контролю не подлежит.
: 2 2.i Питый профиль резьбы калибров-колец и скоб для
печей тльной резьбы; 4 — размеры не относятся к
калибру 7
2 21. Укороченный профиль резьбы
для трапецеидальной резьбы
калибров-пробок
2.22. Укороченный профиль резьбы калибров-колец п
скоб для трапецеидальной резьбы;
* размеры не oiносятся к калибру .9
Рнс. 2.24. Профиль резьбы ро-
лика непроходного калибра-
скобы
Допуск симметричности TPS канавки шириной Ь3 отно-
сительно базовой плоскости симметрии боковых сторон про-
филя резьбы (рис. 2.23) должен быть не более значений, ука-
занных в табл. 2.26.
Предельное отклонение ширины канавки Ьл может быть
увеличено на удвоенную разность между допуском симметрич-
ности TPS и отклонением симметричности, если отклонение
симметричности меньше допуска симметричности TPS.
Профиль резьбы ролика резьбового калибра-скобы 7 при
угле подъема резьбы свыше 4° подлежит корректированию.
Профиль резьбы ролика пепроходпого резьбового калиб-
ра скобы 9 должен быть выполнен так, чтобы он соприкасался
только с двумя боковыми сторонами контролируемой резьбы
согласно рис. 2 24.
Длина резьбы проходных калибров должна составлять
не менее 0,8 длины свинчивания резьбы. Для унификации из-
готавливаемых проходных калибров длина резьбы калибров
устанавливается равной 0,8 средней нормальной длины свин-
чивания Л'к :
,, Mnin4"^inax
Wk=------2------ ’
где N и,и, и N щах— наименьшее и наибольшее значения нор-
мальной длины свинчивания по СТ СЭВ 836—78. Длина резь-
бы непроходных калибров должна включать не менее 3 пол-
ных витков.
Длина рабочей части гладких калибров 17 (калибра-
скобы), 18 и 19 должна быть ие менее ЗР, а калибра-кольца
17 — 0.8 Д',, .
Рис. 2.23 Отклонение от
симметричности канавки
2.1.3.3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра резьбы
калибров для контроля наружной резьбы показано на рис.
2.25, для контроля внутренней резьбы — на рис. 2.26. Числа
у полей допусков на рис. 2.25 и 2.26 обозначают номера видов
калибров.
Допуски п величины, определяющие расположение полей
допусков калибров, указаны в табл. 2.27.
Предельные отклонения угла наклона боковой стороны-
профиля резьбы калибров (см. рис. 2.19—2.22) приведены
в табл. 2.28.
2 Зак. 403
75-
Рис. 2.25. Расположение полей допусков среднего диаметра
резьбовых калибров для наружной трапецеидальной резьбы;
* — см. табл. 2.30
-Непроходной (верхний]
предел изделия
Предел износа
калибра- пробки
~~ Проходной
21 ^(нижний) предел
—- * ^изделия
Предел износа калибро-лробкй^\^
Рис. 2.26. Расположение полей допусков среднего диаметра
резьбовых калибров для внутренней трапецеидальной резьбы
Предел износа проходного
калибра-кольио и скобы
\ Проходной
(Верхний] предел
изделия
19
Непроходной
(нижний] предел
изделия
Рис. 2.27. Расположение полей допусков гладких калибров
для контроля наружного диаметра наружной трапецеидальной
резьбы
Непроходной (верхний]
предел изделия
*у 25 »
Проходной I
(нижний) предел изделия
Предел износо___________
проходного колибро пробки
Рис. 2.28. Расположение полей допусков гладких калибров
для контроля внутреннего диаметра внутренней трапецеидаль-
ной резьбы
Допуски шага резьбы калибров должны соответствовать
указанным в табл. 2.29.
2.1.3.4. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Размеры наружного, среднего п внутреннего диаметров
резьбы калибров для контроля наружной резьбы должны
определяться по формулам, приведенным в табл. 2.30, ка-
либров для контроля внутренней резьбы — в табл. 2.31
2.1.3.5. ГЛАДКИЕ КАЛИБРЫ
Расположение полей допусков калибров для контроля
наружного диаметра наружной резьбы показано на рис. 2.27, I
для контроля внутреннего диаметра внутренней резьбы —
на рис. 2.28.
Допуски и величины, определяющие расположение по-
лей допусков гладких калибров, должны соответствовать ука-
занным в табл. 2.32 и 2.33.
Размеры гладких калибров должны определяться по
формулам, приведенным в табл. 2.34.
Таблица 2.25. Радиус закругления г2 профиля калибров
для трапецеидальной резьбы (по СТ СЭВ 353—88)
мм
р не более
1,5 0,15
От 2 до 5 0,25
Св. 5 » 12 0.50
» 12 1,00
Таблица 2.26. Размеры укороченного профиля калибров
для трапецеидальной резьбы (по СТ СЭВ 353—88)
р F,-=0,1Р Ь3 TPS
Номин. Пред, откл.
',5 0,15 0,60 |±0,04 0,04 От 0,28 до 0,60
2 0,2 0,85 ±0,05 0,05 » 0,40 » 0,79
3 0,3 1,25 ±0,08 0,08 » 0,43 » 1,05
4 0,4 1,70 » 0,61 » 1,37
5 0,5 2,20 » 0,61 » 1,37
6 0,6 2,65 » 0,81 » 1,58
7 0,7 3,10 -+-Л 1 0 1 » 1,03 » 1,77
8 0,8 3,60 » 1,21 » 1,97
9 0,9 4,05 » 1,41 » 2,17
10 1,0 4,50 » 1,61 » 2,37
12 1,2 5,40 » 2.01 » 2,77
14 11.4 6.35 » 2,22 » 3,36
16 1.6 7,25 » 2,51 » 3,76
18 1,8 8,20 » 3.02 » 4,16
20 2,0 9,15 ±0,15 0,15 » 3,41 » 4,56
22 2,2 10,10 » 3,80 » 4,96
24 2.4 11,05 » 4,21 » 5,36
28 2,8 12,90 » 5,01 » 6,16
32 3,2 14,90 » 5,63 » 7,15
36 3,6 16,85 » 6,43 » 7,95
40 4,0 18,70 ±0,2 °,2 » 7,22 » 8,75
44 4,4 20,60 » 8,03 » 9,55
48 4,8 22,50 » 8,82 » 10,35
П р и м е ч а н и я:
I. Форма канавки fcs и впадины — произвольные.
2. Вместо размера канавки fc3 и ее смещения допускается
контролировать высоту F3.
7$.
Таблица 2.27. Допуски и расположение полей допусков резьбовых калибров для трапецеидальной резьбы (по Ст СЭЙ
353—88)
мкм
т т d/ ’D, (по СТ СЭВ 836—78) TR т PL т СР т 7R ZPL GO NG
Калибр-коль- цо Калибр-проб- ка Калибр-коль- цо Калибр-проб- ка
Св. 125 до 200 26 16 14 22 12 17 30 25 22 17
» 200 » 315 34 20 18 28 17 23 37 30 28 22
» 315 » 500 42 26 22 35 29 35 48 39 36 28
» 500 » 800 54 32 26 43 40 46 60 48 45 33
» 800 » 1180 66 38 30 51 48 54 72 57 54 39
» 1180 » 1700 80 48 38 62 58 64 90 72 68 49
» 1700 » 2120 96 58 46 74 70 76 108 87 81 60
Примечания:
1. Величины ТСР максимальные; прн расчете размеров калибров 2, 8, 10 и 12 допускается увеличение наименьше-
Tfp го предельного среднего диаметра на величину до —— для обеспечения запаса на износ.
2. С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым основным откло-
неннем рекомендуется изготовлять их исходя из наименьших значении допусков, установленных в СТ CJB 836— 78 для дай-
ного размера и основного отклонения.
3. Допуски Т R , TpL и Тср включают в себя отклонение формы профиля резьбы и отклонение от цилиндр ичиости среднего
диаметра.
Таблица 2.28. Предельные отклонения угла наклона Таблица 2.29. Допуски шага резьбы калибров для
боковой стороны профил я калибров для трапецеидальной трапецеидальной резьбы (по СТ СЭВ 353- -88)
резьбы (по СТ СЭВ 353—88) ——
т а Т Длина резьбовой части калибра, мм Т р, мкм
Р, мм V (±) 2 До 32 —
Св. 32 » 50
» 50 » 80 7
1.5 12' 16' » 80 » 120
2 10 14 » 120 10
3 9 13
4 и 5 8 11 Поим е ч а н и я:
Св. 5 до 9 » 9 » 20 8 7 10 9 1. Значение Тр относится к расстояниям между любыми
» 20 » 48 6 8 витками резьбы калибра
2. Действительное отклонение может быть со знаком ми-
нус или плюс.
Таблица 2.30. Формулы для расчета размеров резьбовых калибров для наружной трапецеидальной резьбы (по СТ СЭВ
353—88)
Номер вида калибра Профиль резьбы в со- ответствии с рис. Наружный диаметр Средний диаметр Внутренний диаметр
Размер Предельные отклонения Размер Предельные отклонения Размер Предельные отклонения
1 2.20 Dt, не менее — ^24“esda Dr н- ъо[ Ч Г°
2 2.19 d —TPL d2+esd2—ZR— m d3, не более —
3 2.21 d24-esdj ZR +—В-4-2Г t +1 d2-f-esd2—ZR + 4- — 2 ^cp ± IT d3, не более —
6 2.21 d2+ esdi—ZR 4- Wco + +2Л -н ds+esd2—Zr + + ^G0 -b Tcp 2 dSt не более —
7 2.20 Размеры н предельные отклонения не регламентированы, а определяются калибром S. Радиальное биение профиля роликов — не более 5 мкм.
8 2.19 d —TPL d2+eSd,—ZR — m -b Tgp — 2 ds, ие более —
3—2'
75
Продолжение табл. 2.SD-
Номер вида калибра Профиль резьбы в со- ответствии с рнс. Наружный диаметр С редкий диаметр Внутренним диаметр — —
Размер Предельные отклонения Размер Предельные отклонения Pa змер Ном Предельные ка отклонения
9 2.22 Размеры и предельные отклонения не регламентированы, а определяются калибром 10. Радиальное биение профиля роликов — не более 5 мкм. Измерительная часть профиля должна соприкасаться только с двумя боковыми сторонами контролируемой наружной резьбы.
10 2.19 d-Tdl —TPL ds+ esd„—Td — — Tr — Tcp 2 2 — 2 d3—Td2, не более 1
И 2.22 Dit не менее — d2+esd2—Td2— TR d»+esd~Td2- — —2Fj 2 1 ±TR
12 2.19 d ±TpL ds+esd2—’rd2— TR — —Я- — tn 2 , TCP ~ 2 da—Td не более 2( 25
13 2.19 d-U ±TPL . d2l^ds Td2 4 d3—Td , не более __
16 2.19 d”Td - + wNC ±TPL ds+esd2~Td2_ - ^-+^G , TCP ~ 2 d3—Td2, не более 23 24
Примечания:
1. Размер и предельное отклонение среднего диаметра калибров-колец 1 и II указаны для координирования полей допуск
контрольных калибров и контроля их универсальными измерительными средствами.
2. Числовые значения esd следует принимать с учетом нх знаков.
3. Значения ITGO и WNG в формулах для калибров-пробок видов 6 и 16 следует принимать по табл. 2.27 для калибров-кол!
4. При расчете размеров калибров-колец 1 с номинальным диаметром резьбы свыше 160 мм по согласованию с заказчике
TR
допускается увеличение допуска внутреннего диаметра ± —
К •
Для к
ем, разме
Таблица 2.31. Формулы для расчета размеров резьбовых калибров для внутренней трапецеидальной резьбы (no СТ С.159—78 п
353—88) В СТ
гния кали
Профиль резьбы в со- ответствии с рис. Наружный диаметр Средний диаметр Внутренний диаметр /СКИ и фо
Номер вида калибра Размер Предельные . отклонения Размер Предельные отклонения Предел износа уширив. _ Для ко Размеру^6—13,
21 2.19 d+ZpL ±TPL Пг+ ZpL TPL ±V- ZpL“ -wao Ъ. «з, Калнбрь не более изготовите Правила
22 Таблица гладких калнб| ной трап 2.21 2.32. Допуск! >ОВ ДЛЯ КОНТ ецеидальной Тр, c*+td,+-2^ и расположение полей роля наружного диаметр* резьбы (по СТ СЭВ 353—8 ±TPL попусков наруж- 8) £4+TDt4- + — Т 2 Таблица 2.2 гладких кали виу -+- _ 2 !3. Допуски |бров для кон гренией трапе /по СТ С..' ^s+TD24- i TPL W + — -wN0 и расположение noj троля внутреннего цеидальной резьбы ЭВ 353—88) ибознач! . ют прпвед означение- по канавлиб ке, не бс калибры Jlee 1Ы в ИСО : Основные :о 228/2. пей допу 2.1 4 2 (иаметра
1(1 (по СТ СЭВ 836
78) 2 НР Z2 TD. (по СТ СЭВ 836-78) Hi в соответс Z, скобы 7
ьбы калибгм
Св. 140 до 335 » 335 » 850 » 850 » 950 » 950 » 1120 » 1120 » 1500 16 30 42 46 52 4 6 8 10 12 38 54 60 80 90 Св. 180 до 375 » 375 » 710 •» 710 » 1250 » 1250 » 1600 » 1600 » 2120 16 26 46 58 64 и впадина 38 инальному 52 я пслодным 65 /мента и не 80 Допускаете 90 ответствии
76
Таблица 2.34. Формулы для расчета гладких калибров
для трапецеидально,»! резьбы (по СТ СЭВ 353—88)
Номер вида калибра Размер Предельные отклонения
17 Калибры для наружной резьбы -I- — =*= 2
18 -Та ± 2
19 — 2
20 -Td — 2
25 d -В
Калибры для внутренней резьбы
23 Di+Zj ± 2
24 Di+ Tpt tJA- 2
2.1.4. КАЛИБРЫ ДЛЯ ТРУБНОЙ
ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
2.1.4.1. ОБЩИЕ СВЕДЕНИЯ
Для контроля трубной цилиндрической резьбы с профи-
лем, размерами и допусками по СТ СЭВ 1157—78 и СТ СЭВ
115S 78 применяются калибры согласно СТ СЭВ 354—87
В СТ СЭВ 354- -87 установлены виды и правила приме-
нения калибров, профиль резьбы, длина рабочей части, до-
пуски и формулы для расчета размеров резьбовых и гладких
калибров.
Для контроля наружной резьбы предусмотрены калибры
1—3,'6—13, 16—20 и 25, внутренней резьбы—калибры 21—24.
Номера и наименования видов калибров приведены в табл.
2.2..
Калибры 2, 3, 12 и 13 рекомендуется применять только
у изготовителя калибров.
Правила применения калибров — см. п. 2.1.1.2.
Обозначения, применяемые в СТ СЭВ 354—87 соответст-
вуют приведенным в п. 2.1.1.3. Дополнительно применяется
обозначение: и — удвоенная величина среза вершины резьбы
калибра.
Калибры для трубной цилиндрической резьбы предусмот-
рены в ИСО 228/2.
Основные положения СТ СЭВ 354—87 соответствуют
ИСО 22.8/2.
2.1.4.2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ
ЧАСТИ КАЛИБРА
Калибры-пробки 21 должны иметь полный профиль резь-
бы в соответствии с рис. 2.29, а, калибры-кольца 1 и калиб-
ры-скобы 7 — в соответствии с рис. 2.30,а. Полный профиль
резьбы калибров 21, 1 в 7 должен иметь радиус г по верши-
нам и впадинам резьбы. Размеры радиусов г, относящиеся к
номинальному профилю резьбы, указаны в табл. 2.35 и явля-
ются исходными при проектировании резьбообразующего ин-
струмента и не подлежат обязательному контролю.
Допускается изготовлять калибры-пробки 21 с профилем
в соответствии с рис. 2.29, б, калибры-кольца / и калибры-
скобы 7 — в соответствии с рнс. 2.30, б, имеющими вершины,
срезанные по хорде, проходящей через точки касания дуги ок-
ружности закругленного профиля резьбы по СТ СЭВ 1157 —78
на величину п/,2 н с канавкой шириной 6ь
Числовые величины и и bt должны соответствовать ука-
занным в табл. 2.35. Величина и является справочной, служит
для расчета диаметров по вершинам резьбы и непосредствен-
ному контролю не подлежит. Форма канавки — произволь-
ная.
Размеры впадин резьбы изделий (наружный диаметр
внутренней резьбы и внутренний диаметр наружной резьбы)
калибром со срезанной вершиной не контролируются.
Калибры-пробки 2, 8, 10, 12. 13 и 16 должны иметь про-
филь резьбы со срезанными вершинами и с радиусом г по
впадинам резьбы в соответствии с рис. 2.29, в. Размеры ра-
диусов г указаны в табл. 2.35. Величина среза вершины резь-
бы определяется формулами для расчета наружного диаметра
калибров, указанными в табл. 2.39. Размеры впадин резьбы
проходного калибра-кольца / калибром-пробкой 2 со сре-
занной вершиной не контролируются.
Рис. 2.29. Полный профиль резьбы калибров-пробок для труб
ной цилиндрической резьбы
Рис. 2.30. Полный профиль резьбы калибров-колец и скоб
для трубной цилиндрической резьбы; * — размеры ие отно
сятся к калибру 7
77
77‘30-4o2IZ
Рис. 2.31. Укороченный профиль резьбы калибров-пробок для
трубной цилиндрической резьбы
Рис. 2.32. Укороченный профиль резьбы калибров-колец и
скоб для трубной цилиндрической резьбы; * — размеры ие
относятся к калибру 9
Калибры-пробки 3, 6 и 22 должны иметь укороченный
профиль резьбы в соответствии с рис. 2.31, калибры-кольца и
скобы 9 и 11 в.соответствии с рис. 2.32.
Значения размеров Ft, fc3 и F3 укороченного профиля резь-
бы должны соответствовать указанным в табл. 2.35.
Величина является справочной и служит для расчета
диаметров по вершинам резьбы калибров с укороченным про-
филем и непосредственному контролю не подлежит.
Отклонение S положения канавки Ь3 относительно боко-
вых сторон профиля резьбы (аналогично рис. 2.5) должно
быть не более предельного отклонения ширины канавки Ь3,
указанного в табл. 2.35.
Верхнее предельное отклонение ширины канавки fc3 мо-
жет быть увеличено на удвоенную разность между предель-
ным и действительным значениями смешения S, если дейст-
вительное смещение меньше предельного.
Длина резьбы проходных калибров должна составлять
не менее 0,8 длины свинчивания резьбы. Длина резьбы не-
проходных калибров должна включать не менее трех полных
витков.
Длина рабочей части гладких калибров 17 (калибра-ско-
бы), 18, 19, 20, 24 и 25 должна быть не менее 3 Р, а 17 (ка-
либра-кольца) и 27 —0,8 NK.
2.1.4.З. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра калиб-
ров для контроля наружной резьбы показано на рис. 2,33,
для контроля внутренней резьбы — на рнс. 2.34. Числами у
полей допусков на рис. 2-33 и 2.34 обозначены номера видов
калибров.
Рис. 2.33. Расположение полей допусков среднего диаметра
резьбовых калибров для наружной трубной цилиндрической
резьбы
Рнс. 2.34. Расположение полей допусков среднего диаметра
резьбовых калибров для внутренней трубной цилиндрической
резьбы
Допуски п величины, определяющие расположение полей
допусков калибров, должны соответствовать указанным в
табл. 2.36 в зависимости от допуска среднего диаметра конт-
ролируемой резьбы.
Предельные отклонения угла наклона боковой стороны
профиля резьбы калибров (см. рис. 2.29—2.32) указаны в
табл. 2.37.
Допуск шага резьбы калибров (Т р ) равен 5 мкм. Зна-
чения Грстносятся к расстоянию между любыми витками резь-
бы калибра. Действительное отклонение может быть со зна-
ком минус или плюс.
78
Предел износа проходного
калибра-кольца и скобы
17
ЕЕ
Проходной
~ (Верхний)
предел изделий
Непроходной
~ (ншнний)
предел изделия
Рис. 2.35. Расположение полей допусков гладких калибров
для контроля наружного диаметра наружной трубной цилин-
дрической резьбы
2.1.4.4. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Размеры наружного, среднего и внутреннего диаметров
резьбы калибров должны определяться по формулам, при-
веденным в табл. 2.38 для калибров, контролирующих на-
ружную резьбу, и табл. 2.39 — для калибров, контролиру-
ющих внутреннюю резьбу.
___ У / / /] Непроходной (Верхний)
1 _ \///Xпредел изделия ,
23
у
______' 'Проходной (нинний) предел
изделия
{Предел износа проходного
яилиЬро-продни
Рис. 2.36. Расположение полей допусков гладких калибров
для контроля внутреннего диаметра внутренней трубной ци-
линдрической резьбы
2.1.4.5. ГЛАДКИЕ КАЛИБРЫ
Расположение полей допусков гладких калибров для кон-
троля наружного диаметра наружной резьбы показано на рис.
2.35, для контроля внутреннего диаметра внутренней резьбы—
на рис. 2.36. Числами у полей допусков на рис. 2.35—2.36 ука-
заны номера видов калибров.
Допуски и величины, определяющие расположение полей
допусков гладких калибров, должны соответствовать указан-
ным в табл. 2>41 и 2.42.
Размеры гладких калибров должны определяться по
формулам, приведенным и табл. 2.43.
Таблица 2.35. Размеры элементов профиля резьбы калибров для трубной цилиндрической резьбы (по СТ СЭВ 354—87)
Р, мм Число шагов на длине 25,4 мм bi, мм и -= 0.14784 -Р г, не более Ь3, мм F3, мм Ft=0,1 Р, мм
номинальный размер предельные отклонения
0,907 28 0,2 0,134 0,125 0,25 ±0,03 От 0,20 до 0,35 0,091
1,337 19 0,3 0,198 0,184 0,40 ±0,04 » 0,30 » 0,50 0,134
1,814 14 0,4 0,268 0,249 0,50 ±0,05 » 0,40 » 0,70 0,181
2,309 11 0,5 0,341 0,317 0.80 ±0,05 » 0,40 » 0,70 0,231
Примечания:
1. Форма канавки Ь3 и впадины — произвольная.
2. Вместо размера канавки Ь3 и ее смещения допускается контролировать высоту F3.
Таблица 2.36. Допуски и расположение полей допусков резьбовых калибров для трубной цилиндрической резьбы (по
СТ СЭВ 354—87)
мкм
т т d2’ D2 (по СТ СЭВ 1157 или СТ СЭВ 1159- 78 -78) TR TPL ТСР т ZR zpl uz GO NG
Калибр каль- ЦО Калибр-пробка Калибр-коль- цо j Калибр-пробка
:в. 80 до 125 15 10 9 17 2 8 18 14 13 10
» 125 » 200 20 12 10 20 9 13 23 19 17 13
» 200 » 315 25 15 13 24 13 18 28 23 21 17
» 315 » 500 33 20 17 30 20 24 33 27 28 19
Примечания:
1. Величины ТСР — максимальные. При расчете размеров калибров 2, 8, 10, 12 допускается увеличение наименьшего пре-
дельного среднего диаметра на величину До-^-— Для обеспечения запаса на износ калибра.
2. С целью ограничения числа проходных калибров для одного и того же размера резьбы проходные калибры для резьб
класса точности В рекомендуется изготовлять по допускам калибров для резьб класса точности А.
Таблица 2.37. Предельные отклонения угла наклона боковой стороны профиля резьбы калибров для трубной ци-
линдрической резьбы (по СТ СЭВ 354—87)
Р, мм Число шагов на длине 25,4 мм т и. — т а .1 Р, мм Число шагов на длине 25,4 мм т у^(±) £
0,907 28 15' 10' 1,814 14 11 14
1,337 19 13 16 2,309 11 10 14
79
Таблица 2.38 Формулы для расчета размеров резьбовых калибров для контроля наружной трубной цилиндрической резьб
(по СТ СЭВ 354—87)
Про фи ль Наружный диаметр Средний диаметр Ннутрснпий [намегр ц<
Номер вида калибра резьбы в со- ответствии с рис Размер Г редельные отклонения Размер Предельные отклонения Размер 11редельньь отк.юнечця
1 2,30,а 2.30,6 d, не менее — ^2 +- .IlL 2 J- IR dt 1 «+ 1 - И ! +* j
2 2.29, е , TPL ±TPL ZR —m , *CP -- 2- dt ~fpi.’ не более 1 л:
3 2.31 d2 ZR -| 1*. +2F, ± 2k 2 d? zK+^ 4- JSE ‘ 2 6, J ,,, , не более (IH
6 2 31 ‘'2 ^-|-U7C0+2fl , TPL ’2 d2 Zr-|--U7g.o + 1 cp 2- 1 pi , ие б»ыет* Св »
7 2.30 Размеры и предельные отклонения не регламентированы, а опре. альное биение профиля роликов — не более 5 мкм К'.тяюгся калибр,» *. 8 Ради 1
8 2.29,в d=«-2hr 2 ±TPL ^2 Ш 4- 2k ~ 2 т/, Грр, не белее —
9 2 32 о” Размеры и предельные отклонения не регламентированы, а определяются калибром 10. Ради- — альное биение профиля роликов — не более 5 мкм. Измерительная часть профиля юлжна сонрнка саться только с двумя боковыми сторонами контролируемой наружной резьбы *- >1
10 2.29, в d -4 ±TPL -4- V - "2 ’ f/j, не более
И 2.32 <1 J--Тр, , не менее — * T- / т 1Р 2F U2 ld -т- Z/, ка 1 R
12 2.29, в d — ^PL 'Гр - 2k ” 2 </|, не более - - и
13 2.29, в d~Td2 — *PL “ 2 </,. нс более
16 2.29, в rf-Td-4* -\-wNO ±TPL -b W'a-c , J CP </], не более
Примечания:
1. Размер и предельные отклонения среднего диаметра калибров-колец 1 и // указаны для коор нитрования полей допусков
контрольных калибров и контроля их универсальными измерительными средствами.
2. Значения WG0 и W^G в формулах для калибров-пробок б и 16 следует принимаю но ia6.i. 2.36 1.тч калибров-колеи.
Табтнца 2 39 Формулы для расчета размеров резьбовых калибров для контроля внутренней грубной цилиндрической
резьбы (по СТ СЭВ 354—76)
Номер вида калибра Профиль резьбы в со- ответствии с рис. Наружный диаметр Средний тиамс1р Размер Biiyi ре iHCi о диа- метра
Размер Предельные отклонения Размер Предельные отклонения Предел взноса
21 2 29, и ±TPL -j-ZpL 4- Л1- 2 1 7Г» ®'<;о не более
2.29, 6 о-п-кь 2 ±rPL
ка
80
Продолжение табл. 2.39
Номер ни 13 на шора Профи 1ь резьбы в к:1 и,Й!‘1СГВИИ V рис Наружиый диаметр Средний диаметр Размер внут- реннею диа- метра
Размер 1Iредельиыс о «к кшеиия Ра«мер Предельные отклонения Ilpeie.i износа
22 2 31 I'd, ! (-2Г. «2-|-TD!4 + Jj’L- 2 ^2’1- Ц), ' Грь W,’ т ~2~ WjVG не более
2.1.5. КАЛИБРЫ ДЛЯ УПОРНОЙ РЕЗЬБЫ
Т а б л ина 2 40 Допуски и расположение полей допусков
гладких калибров для наружной трубной цилиндрической
резьбы (по СТ СЭВ 354—87)
мкм
rd (НО С Г СЭВ 1157 7ь) н? нр 7..
Св. 140 до 335 16 4 38
» 335 » 85О 30 54
Таблица 241 Допуски и расположение нолей допусков
гладких калибров для внутренней трубной цилиндрической
резьбы (ио СТ СЭВ 354 87)
мкм
’в. (но ( 1 СЭВ 1157 7S) н. Z,
Св 180 до 375 16 38
>' 375 » 710 26 52
Т а б л ц ц а 2.42. Формулы для расчета размеров гладких
калибров для контроля наружного диаметра наружной труб-
ной цилиндрической резьбы (по СТ СЭВ 354—87)
Помер ьп 1а •»а либра I’.i он |> Предельные O1 К .1OIICHIIH
17 d 7._
18 d I (1 He - 2
19 a 7... — 2
20 d 1 (|
25 d _ Hp_ “ 2
Табл || ц а
калибров для
2 43. Формулы для расчета размеров гладких
контроля внутреннею диаметра внутренней
резьбы (но С'| СЭВ 354 87)
Номер вида к а шбрз Pd3Miр Предельное отклонение
23 /2, } Z.
24 «Н l|>,
2.1.5.1 ОБЩИЕ СВЕДЕНИЯ
Для контроля упорной резьбы с профилем по СТ СЭВ
1781 79 п допусками по СТ СЭВ 2058 79 применяются
калибры согласно СТ СЭВ 2648 80.
Для контроля упорной усиленной резьбы с профилем, ос-
новными размерами и допусками по СТ СЭВ 5611 86 — ка-
либры по СТ СЭВ 5911- 87.
В СТ СЭВ 2648—80 и СТ СЭВ 5311 87 усыновлены ви-
ды и правила применения калибров, профиль резьбы, длина ра
бочей части, допуски и формулы расчею резьбовых и гладких
калибров.
Для контроля упорной п упорной усиленной резьб нре-
дусм дрены виды калибров, указанные в табл. 2.2. Регулиру-
емые калибры кольпа н установочные калибры к ним 4. .5, 14
и 15), а >акже калибры-скобы п ус1аиовочные пробки к ним
(7, 3, 9 и 10) не применяются.
Правила применения калибров см. п. 2.1.1.2.
Обозначения, применяемые в СТ СЭВ 2648 80 и СТ СЭВ
5911 87, соответс1ву ют приведенным в п. 2.1.1.3. Дополни-
ie.n>no установлены следующие обозначения:
ас зазор но верните резьбы;
е номинальное рассюяиие между перпендикуляром из
вершины исходного треугольника резьбы к оси резьбы и
осью симмшрни канавки Ь,;
А’к ' среднее значение длины свинчивания .V по СТ СЭВ
2. 58 79 и СТ СЭВ 5611 86;
г, - радиус закругления вершины наружной резьбы;
Д’ радиус закругления во впадине наружной резьбы;
Т'р! ^>1 Допуск угла наклона боковой породы гилио-
10 профиля резьбы калибра;
~ допуск угла наклона боковой стороны уко-
роченного профиля резьбы калибра
В ИСО калибры для упорных резьб не стандартизованы.
2.1.5.2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ
ЧАСТИ КАЛИБРОВ
Калибры пробки 2, 12, 13. 16 п 21 должны иметь полный
профиль резьбы в соответствии с рис. 2.37, калибры-кольца
I полный профиль резьбы в соответствии с рис. 2.38.
Полный профиль резьбы калибров пробок выполняется с
канавки! b . Профиль впадин резьбы этих калибров в зоне
ас (см. рнс. 2.37) не устанавливается. Полный профиль резь-
бы калнбров-колец выполняется с канавкой bt, форма кото-
рой — произвольная.
Размеры элементе полного профиля резьбы калибров
приведены в табл. 2.4 4.1 и 2.4.4.2 Размеры /?, bt, Ь2, ас и г
онюсятся к поминальному профилю резьбы и являются ис-
ходными для проектирования резьбообразующего инструмента
н не подлежа! обязательному кошролю. Числовые значения
зтих размеров, относящиеся к действительному профилю резь-
бы калибра, в необходимых случаях, могут быть рассчитаны
ио формулам, приведенным в п. 2.1.5.4.
Калибры-пробки видов 3, 6 и 22 должны иметь укоро-
ченный профиль резьбы в cooiBeici вин с рис. 2.39, калибры-
кольца 11 - укороченный профиль резьбы в соответствии с
рис 2.40.
Укороченный профиль резьбы калибров должен выпол-
няться с размерами b,t 1 , и указанными в табл 2.4-5 I, а и
2.45 2.6. Форма канавки произвольная
Величина Ft являе(ся справочной, служит для расчета
наружного и внутреннего лнаме.ров калибров и непосредст-
венному кошролю не подлежи).
Длина резьбы рабочей части резьбовых калибров дол-
жна быть не менее: для калибров / и 21 0.8 VK; 2—0.8 :VK+
! -Р-, 3, в, 11, 12, 13, 16 и 22 3/’.
81
Рис. 2.37. Полный профиль резьбы калибров-пробок для
упорной (а) и упорной усиленной (б) резьб
Рис. 2.38. Полный профиль резьбы калибра-кольца для упор-
ной (а) н упорной усиленной (б) резьб
82
2.1.5.3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
Рис. 2.40. Укороченный профиль резьбы калибров-колец для
упорной (о) и упорной усиленной (б) резьб
Д' -I Д'
Значение NK принпмае1ся равным , где
Winin Ч W’lnax — наименьшее и наибольшее значения нормаль-
ной длины свинчивания Л' но СТ СЭВ 2058—79 и СТ СЭВ
5611—86 для данного диаметра н шага резьбы.
Длина рабочей части гладких калибров для контроля
наружного диаметра наружной резьбы и внутреннего диа-
метра внутренней резьбы должна быть нс менее: для калиб-
ров 17 - ЗР (для калибра-скобы) нлн 0,8 NK (для калибра-
кольца) ; 18, 19, 20, 24 и 25 ЗР\ 23 — 0,8 А'к.
Расположение нолей допусков среднего диаметра резь-
бы калибров для контроля наружной резьбы и относящихся
к ним контрольных калибров-пробок указано на рис. 2.41,
для калибров для контроля внутренней резьбы — на рис.
2.42. Числами у полей допусков на рис. 2.41 и 2.42 указаны
номера видов калибров.
Допуски и величины, определяющие расположение полей
допусков и предел износа резьбовых калибров, должны со-
ответствовать указанным в табл. 2.46.
Предельные отклонения углов наклона боковой стороны
профиля резьбы калибров (см. рис. 2.37—2.40) приведены в
табл. 2.47.
Допуски шага резьбы калибров указаны в табл. 2.48.
2.1.5.4. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Размеры диаметров резьбы калибров для контроля на-
ружной резьбы и относящихся к ним контрольных резьбо-
вых калибров-пробок должны рассчитываться по формулам,
указанным в табл. 2.4'9, а для контроля внутренней резь-
бы — в табл. 2.50.
Размеры элементов действительного профиля резьбы ка-
либров для упорной резьбы по СТ СЭВ 2648—80, при необхо-
димости, определяются следующим образом:
размер Ь, для калибров /
Ь,-0,26384 IP ZR(tg30°+tg3o); (2.5)
размеры b?, R, а с для калибра 21
(1--da
ba=0,263841P- 2к2 2 (tg30°4tg3°), (2.6)
R=0,269620 (0.418955P—EI— Z,,L), (2.7)
ac=0,947664P, (2.8)
где d 2k — средний диаметр резьбы калибра-пробки, рассчитан-
ного по формулам, указанным в табл. 2.50;
размеры элементов действительного профиля резьбы для
упорной усиленной резьбы в СТ СЭВ 5911—87 не приводятся;
Рис. 2.41. Расположение полей допусков среднего диаметра
резьбовых калибров для наружной упорной и упорной уси-
ленной резьб
размеры ba, R, ас для калибров 2, 12, 13 и 16 для упор-
ной резьбы определяются по табл. 2.44.1, размеры b2, г(, R и
<4 этих же Видов калибров для упорной усиленной резьбы—
по табл. 2.44.2;
S3
Рис. 2.42. Расположение полей допусков среднего диаметра
резьбовых калибров для внутренней упорной и упорной уси-
ленной резьб
Рис. 2.43. Расположение полей допусков гладких калибров
для контроля наружного диаметра наружной упорной и упор-
ной усиленной резьб
Предел износи проход-
ного налибро-пробки
Проходной (нижний}
Непроходной (Верхний!
предел
предел
Рис. 2.44. Расположение полей допусков гладких калибров
для контроля внутреннего диаметра внутренней упорной и
упорной усиленной | езкб
размеры Ь3, Ft и Fs калибров 3, 6, 11 и 22 для упорной
резьбы определяются по табл. 2.45.1 и для упорной усиленной
резьбы — по табл 2.45. 2;
размеры г, R, bi, Ьг н ас являются исходными для про-
ектирования резьбообразу.юшего инструмента и не подлежат
обязательному контролю.
2.1.5.5. ГЛАДКИЕ КАЛИБРЫ
Расположение полей допусков гладких калибров для
контроля наружного диаметра наружной резьбы и относя-
щихся к ним контрольных калибров-пробок указано на
рис. 2.43, калибров для контроля внутреннего диаметра внут-
ренней резьбы — на рнс. 2.44. Числами на рис. 2.43 и 2.44
указаны номера видов калибров.
Допуски и величины, определяющие расположение по-
лей допусков н пределы износа гладких калибров, указаны
в табл. 2.51 и 2.521
Размеры гладких калибров должны определяться по
формулам, приведенным в табл. 2.53.
Таблица 2.44.1. Размеры элементов полного профиля
калибров для упорной резьбы (по СТ СЭВ 2648—80)
ММ
Шаг Р йс=0.117767Р Р-0.124271Р Ь1-=Ь2=- -0,26384 IP е = 0,109954P
2 0,236 0,249 0,5'3 0,220
3 0,353 0,373 0,79 0,330
4 0,471 0,497 1.06 0.440
5 0,589 0,621 1,32- 0,550
6 0.707 0,746 1,58 0,660
7 0,824 0.870 1,85 0,770
8 0.942 0,994 2,11 0,880
9 1.060 1,118 2,38 0.990
10 1,178 1.243 2,64 1,100
12 1.413 1,491 3,1.7 1,320
14 1,649 1,740 3,69 1.539
16 1,884 1,988 4,22 1,759
18 2,120 2,237 4,75 1,979
20 2,355 2,485 5,28 2.199
22 2.591 2,734 5,80 2,419
24 2,826 2,982 6,33 2,639
28 3.297 3,480 7,3'9 3,079
32 3.769 3,977 8,44 3.51'9
36 4.240 4.474 '9,50 3,959
40 4,711 4,971 10,55 4,399
44 5,182 5,468 11,61 4,838
48 5,653 5,965 12,66 5,278
Таблица 2.44.2. Размеры элементов полного профиля
калибров для упорной усиленной резьбы (по СТ СЭВ
5911—87)
Шаг Р о. оо со О 7 «3 Р=0.094809Р, ис более -0,250002р. не более й? со СО ф см о о 11“ л я 1Г0-- •> | г^0,075Р, j не более
5 0,449 0,474 1,25 1,12 0,563 0,375
6 0,539 0,569 1,50 1,34 0,675 0,450
8 0,719 0,758 2,00 1 J9 0,900 0,600
10 0,898 0,948 2,50 2,24 1,126 0,750
12 1,078 1,138 3,00 2,69 1,351 0,900
16 1,438 1,517 4,00 3,58 ' 1,801 1 .200
20 1,797 1,896 5,00 4,48 2,251 1,500
24 2,156 2,275 6,00 5,37 2,701 1,800
32 2,875 3,034 8,00 7,16 3,602 2,400
40 3,594 3,792 10,00 8,95 4,502 3,000
Таблица 2.45.1. Размеры элементов укороченного профи-
ля резьбы калибров для упорной резьбы (по СТ СЭВ
2648—80)
мм
Шаг Р F, =0,1Р ь. F,
, Номинальный , размер Предельное о гклоиение
2 0,2 0,75 4-0,12 От 0,4 до 0,60
3 о,3 1,12 4-0.19 » 0,6 » 0,90
4 0,4 1,50* 4-0,25 » 0,8 » 1.20
5 0,5 1,87 4-0,32* » 1,0 » 1,50
6 0,6 2,43 +0,19 » 1.2 » 1,50
7 0,7 2,84 +0,22 » 1,4 » 1,75
8 0,8 3,25 +0,25 » 1,6 » 2,00
9 0,9 3.65 +0,28 » 1,8 » 2,25
84
Продолжение табл. 2.45.1
мм
Шаг Р F,=O,1P + F3
Номинальный размер Предельное отклонение
10 1,0 4,06 +0,31 От 2,0 до 2,50
12 1 ,2 4,87 +0,38 » 2,4 » 3,00
14 1 3 5,68 +0,44 » 2,8 » 3,50
16 1,6 6,49 +0,50 » 3,2 » 4,00
18 1 ,8 7,30 +0,57 » 3,6 » 4,50
20 2,0 8,11 +0,63 » 4,0 » 5,00
22 2,2 8,92 +0,70 » 4,4 » 5,50
24 2,4 9,74 -4-0,75 » 4,8 » 6,00
28 2,8 11,36 +0,88 » 5,6 » 7,00
32 3,2 12,98 + 1.00 » 6,4 » 8,00
36 3,6 14,60 + 1 14 » 7,2 » 9,00
40 4,0 16,23 + 1,25 » 8,0 » 10,00
44 4,4 17,85 + 1,38 » 8,8 » 11,00
48 4,8 19,45 + 1,53 » 9,6 » 12,00
Таблица 2.45.2. Размеры элементов укороченного профи-
ля калибров для упорной усиленной резьбы
(по СТ СЭВ 5911—87)
мм
Шаг р F, =0,1 Р Ьз
Номинальный размер Предельное отклонение
5 0,5 1,45 +0,53 От 1,0 до 1,5
6 0,6 2,05 +0,32 » 1,2 » 1,5
8 0,8 2,74 +0,42' » 1,6 » 2,0
10 1,0 3,42 +0,53 » 2,0 » 2,5
12 1,2 4,11 +0.63 » 2,4 » 3,0
16 1,6 5,47 +0,84 » 3,2 » 4,0
20 2,0 6,84 + 1,05 » 4,0 » 5,0
24 2,4 8,21 + 1,26 » 4,8 » 6,0
32 3,2 10,95 + 1,68 » 6,4 » 8,0
40 4,0 13,69 +2.10 » 8,0 » 10.0
Примечание к табл. 2.45.1 и 2.45.2. Вместо размера
Ьз допускается контролировать высоту
Т а б л и ц а 2.46. Допуски и расположение полей допусков, резьбовых калибров для упорной (по СТ СЭВ 2648—80) и
упорной усиленной резьб (по СТ СЭВ 5911—87)
мкм
т т d,’ D, TR TPL ТСР m ZR ZPL uz GO U7 NG
Калибр-коль- цо Калибр-пробка Калибр-коль- цо Калибр -пробка,
(по СТ СЭВ 2058- 79)
Св. 125 до 200 26 16 14 22 12 17 30 25 22 17
» 200 » 315 34 20 18 28 17 23 37 30 28 22
» 315 » 500 42 26 22 35 29 35 48 39 36 28
» 500 » 800 54 32 26 43 40' 46 60 48 45 33
» 800 » 1180 66 38 30 51 48 54 72 57 54 39
» 1180 » 1700 80 48 38 62 58 64 90 72 68 49
» 1700 » 2400 96 58 45 74 70 76 108 87 81 60
Примечания:
1. Величины Тср — максимальные. При расчете
предельного среднего диаметра резьбы калибра на
размеров резьбовых калибров 2 и 12 допускается
^СР
величину до——
увеличение наименьшего
для обеспечения запаса на износ.
2. С целью ограничения числа проходных
мендуется изготовлять их для резьб 7-й—9-й
калибров для одного и того же размера резьбы с одинаковым отклонением реко-
степеней точности по 7-й степени точности (для калибров по СТ СЭВ 2648—80).
Таблица 2.47. Предельные отклонения углов наклона
боковой стороны профиля калибров для упорной (по СТ СЭВ
5911—87) и упорной усиленной резьб (по СТ СЭВ 5911—87)
Р, мм ТР. 2 т У» 2 т т Pg . ?2 2 ’ 2
±
2 10' 12' 14'
3 9 12 14
4 8 12 14
От 5 до 7 8 11 13
8 и 9 8 10 12
10 7 10 12
От 12 до 20 7 8 10
» 22 » 48 6 8 10
Таблица 2.48. Допуски шага резьбы калибров для
упорной (по СТ СЭВ 2648—80) и упорной усиленной резьб
(по СТ СЭВ 5911—87)
Длина резьбы рабочей части Т , мкм
калибра, мм
До 32 5
Св. 32 » 50 6
» 50 » 80 7
» 80 » 120 8
» 120 » 180 10
» 180 » 260 И
» 260 » 360 13
» 360 » 500 15
Примечания:
1. Значение Тр относится к расстоянию между любыми
витками резьбы калибра.
2. Действительное отклонение может быть со знаком ми-
нус или плюс.
85
Таблица 2.49. Формулы для расчета размеров резьбовых калибров для наружной упорной (по СТ СЭВ 2648—80) и упор-
ной усиленной резьб (по СТ СЭВ 5911—87)
Номер вида калибра Наименование и назначение вида калибра Профиль ре- зьбы в соот- ветствии с рис. Наружный диаметр Средний диаметр Внутренний диаметр
Номинальный Предель- ное откло- нение Номинальный Предель- ное откло- нение Номинальный Предель- ное откло- нение
1 Калибр-кольцо резь- бовой проходной нере- гулируемый 2.38 d-|-2flc по канавке, не менее — ^2 Z R dl TR
2 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового проходного не- регулируемого калибра- кольца 2.37 d —TPL Z f?l dx—ZR—m— 2ac no канавке или no радиусу, не более •—•
3 Калибр-пробка конт- рольный непроходной для нового резьбового проходного нерегулиру- емого калибра-кольца 2.39 +2Ft ±TPL sx to N X + + Tcp 2 dx-A —2сс 1 2 с по канавке, не более —
6 Калибр-пробка резь- бовой контрольный для контроля износа резьбо- вого проходного нерегу- лируемого калибра-коль- ца 2.39 ZR-r WGO+ +2Ft ±TPL ZR+ WG0 TCP *-F dr-2k 2аг 1 2 по канавке, не более —
11 Калнбр-кольцо резь- бовой непроходной нере- гулируемый 2.40 d+TPL по канавке, не менее — d--T _TR d*-Td-2^1 ±TR
12 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового непроходного не- регулируемого калибра- кольца 2.37 d ±Tpl d2-Td2 m dx—2ас— Tdj TR — —— т 2 по квнавке или по радиусу, не более —
13 Калнбр-пробка резь- бовой контрольный не- проходной для нового резьбового иепроходно- го нерегулируемого ка- либра-кольца 2.37 —TpL Tds , TCP ~ 2 - -2ас—Tda по канавке или по радиусу, не более —
16 Калибр-пробка резь- бовой контрольный для контроля износа резьбо вого непроходного нере- гулируемого калибра- кольца 2.37 - -J-+ + ^NC d T Tr -I d2 4 2 + + WNc -i- Tcp ~ 2 dx—2ас— Tdi по канавке или по радиусу, не более —
Примечания:
1. Размеры и предельные отклонения среднего диаметра калибров-колец / и // указаны для координирования полей до-
пусков контрольных калибров или контроля калибров-колец измерительными приборами.
2. Значения WG0, WNG в формулах для калибров-пробок 6 и 16 следует принимать по табл. 2.46 для калибров-колец.
86
Таблица 2.50. Формулы для расчета резьбовых калибров для внутренней упорной (по СТ СЭВ 2648—80) и упорной
усиленной резьб (по СТ СЭВ 5911—87)
Номер вида калиб- ра Наименование и назначение вида калибра [Гро фи ль резьбы в соответст- вии с рис - Наружный диаметр Средний диаметр Внутренний диаметр
Номинальный Предель- ное откло- нение Номинальный Предель- ное отк- лонение Предел износа Номинальный I Предель- I иое отк- 1 лонеиие
21 Калибр-пробка резьбо- вой проходной 2.37 D~\ 'Zpi. d2 )-eiD2+ +^Р1. TPL -Ь„— ~ 2 EID2+ZpL -Wao Dt~2ac no канавке или по радиусу, не более —
22 Калибр-пробка резьбо- вой иепроходной 2.39 d2+eiD!+tD2+ + 2!Ll4 2/4 ± TpL ОаТ-Е 1р2+ +То,+ф- D24-EIe>24-TD2+ TpL—uz 1 — WNG О,—2аг по канавке не более —
Примечание. В формулы должны подставляться абсолютные значения Е1.
Таблица 2.51. Допуски и расположение полей допусков,
гладких калибров для наружной упорной (по СТ СЭВ
2648—80) и упорной усиленной резьб (по СТ СЭВ 5911—87)
мкм
Td (по СТ СЭВ 2058 79 и СТ СЭВ 5611- 86) н2 Нр z2
Св. 140 до 335 16 4 38
» 335 » 850 30 6 54
» 850 » 950 42 8 60
» 950 » 1120 46 10 80
» 1120 » 1500 52 12 90
Таблица 2.52. Допуски и расположение полей допусков
гладких калибров для внутренней упорной (по СТ СЭВ
2648—80) и упорной усиленной резьб (по СТ СЭВ 5911—87)
МКМ
TD, (по СТ СЭВ 2058—79 и СТ СЭВ 56II 86) Н1 Z.
Св. 200 до 375 » 375 » 710 » 710 » 1250 » 1250 » 1600 » 1600 » 2120 Таблица 2.53. калибров для упорнс ленной 16 26 46 58 64 Формулы для расч >й (по СТ СЭВ 264 резьб (по СТ СЭВ 38 52 65 80 90 ета размеров гладких 8—80) и упорной уси- 5911—87)
Номер вида калибра Наименование и назначение вида калибра Диаметр калибра
Ном инальный Предельное отклонение
Калибры для контроля наружного диаметра наружной резьбы
17 Калибр-кольцо глад- кий проходной или ка- либр-скоба гладкий про- ходной «/—z2 Н» 2
18 Калибр-скоба гладкий непроходной пли ка- либр-кольцо гладкий не- проходной d-Td 11.. 2
19 Калнбр-пробка глад- кий контрольный проход- ной для нового гладкого проходного калибра- скобы </—z2
20 Калибр-пробка глад- кий контрольный про- ходной для нового глад- кого непроходного ка- либра-скобы d— Td ±
Продолжение табл. 2.5.3.
Комер вида калибра Наименование и назначение вида калибра Диаметр калибра
Номинальный Предельное отклонение
25 К 23 24 Калибр-пробка глад- кий контрольный для контроля износа гладко- го проходного калибра- скобы алибры для контроля внут внутренней рез Калнбр-пробка глад- кий проходной Калибр-пробка глад- кий непроходной d реннего диам ьбы d.+tDi 2 етра dA ± 2 н, * 2
2.1.6. КАЛИБРЫ ДЛЯ КРУГЛОЙ РЕЗЬБЫ
2.1.6.1. ОБЩИЕ СВЕДЕНИЯ
Для контроля круглой резьбы с профилем и основными
размерами по СТ СЭВ 3293 -81 и допусками по СТ СЭВ
3962—83 применяются калибры согласно СТ СЭВ 6135—87.
В СТ СЭВ 6135—87 установлены виды калибров, профиль
резьбы, длина рабочей части, допуски и формулы расчета
резьбовых и гладких калибров.
Для контроля круглой резьбы предусмотрены виды калиб-
ров, указанные в табл. 2.2. Регулируемые калибры-кольца и
установочные калибры к ним(4, 5, 14 и 15), а также калибры-
скобы и установочные пробки к ним (7, 8, 9 и 10) не приме-
няются.
Правила применения калибров — см. -п. 2.1.1.2.
Обозначения, применяемые в СТ СЭВ 6135—87, соответст-
вуют приведенным в и. 2.1.1.3. Дополнительно установлены
следующие обозначения:
</з — номинальный внутренний диаметр наружной резь-
бы;
Dt, номинальный наружный диаметр внутренней резь-
бы;
Еп расстояние между линией среднего диаметра и
вершиной укороченного профиля резьбы калибра-
кольца ;
расстояние между линией среднего диаметра и вер-
шиной укороченного профиля резьбы калибра-проб-
ки;
Га, — высота укороченного профиля резьбы калибра-
кольца;
Ез2 — высота укороченного профиля резьбы калибра-
пробки;
L — длина свинчивания группы «длинных» по СТ СЭВ
3962—83;
NK — среднее значение длины свинчивания N по СТ СЭВ
3962—83;
г — радиус закругления вершины и впадины полного
профиля резьбы калибра-пробки;
г। — радиус закругления впадины полного профиля
резьбы калибра-кольца;
87
Гг радиус закругления вершины полного профиля
резьбы калибра-кольца;
/;< - радиус закругления впадины укороченного профиля
резьбы калибра-пробки и калибра-кольца.
В ИСО калибры для круглой резины не сгандартзовапы.
Размеры г. Г| и г2 являются исходными тля проектирова-
ния резьбообразукицего ич< ip-Minia.
Калибры-пробки 3. 6 и 22 должны имен, укороченный
профиль резьбы в соотвеичвпи -. рис. 2 17, а калибр кольцо
II — в coOTBcrciBiin с рис. 2 48.
2.1.6.2. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА
РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
Калибры-пробки 2, 12. 13. 16 и 21 должны иметь полный про-
филь резьбы в соответствии с рис 2.45, калибры-кольца /
полный профиль резьбы в соответствии с рис 2.46
Рис. 2.45. Полный профиль резьбы калибров-пробок для
круглой резьбы
Рис. 2.46. Полный профиль резьбы калнбров-колец для круг-
лой резьбы
Форма впадин резьбы калибров 12. 13 и 16 — произвол!,
на я.
Полный профиль резьбы калибр >в пробок должен выпол-
няться с радиусом г, калибров-колец — с радиусом г, и г>,
указанными в табл. 2.54.
Таблица 2.54 Размеры элементов полного профиля
резьбы калибров для круглой резьбы (по СТ СЭВ 6135—87)
мм
р Г Г1 Г 2
2,540 0.606 0,561 0,650
3,175 0,757 0,702 0,813
4,233 1,010 0,936 1,084
6,350 1,515 1.404 1,625
Рис. 2.47. Укороченный профиль резьбы калибров-пробок для
круглой резьбы
Рнс. 2.48. Укороченный профиль резьбы калибров колен для
круглой резьбы
i короченный профиль риьбы калибра должен выпол-
нят!,ся с размерами F,,. F,,. 1 л„ F.. и во впадине резьбы с ра
дпусом г3 в cooiBeicTBHii с табл. 9.55 Форма канавки - про-
извольная
Табл и ц а 2.55. Размеры элементов укороченного профи-
ля резьбы калибров для круглой резьбы (по СТ СЭВ 6135—87)
м м
р F.i Ft. F3, FS! Г,=0.! Г. lie nonce
2,540 0,125 0,232 1 ,014 0,994 0.254
3,175 0,156 0,293 I ,268 1 ,243 0.318
4,233 0,208 0,386 1 ,689 I ,656 0.423
6,350 0,312 0,579 2,535 2,484 0.635.
Размеры Гц и являются справочными. служат для
расчета наружного и внутреннего диаметров резьбы калибров
с укороченным профилем и непосредственному контролю не
подлежат. Радиус / ; должен обеспечиваться резьбообразую-
нтим инструментом.
Длина резьбы рабочей части резьбовых калибров должна
быть не менее: для калибров 1 и 21 — 0,8 А'к 2 0 8 \'к )-
4-Р; 3, 6, 11. 12, 13, 16 и 22 — ЗР.
.. ^niiii : лУщах
Значение Л'к принимается равным ------------g, где
Л’,,, Н1 и Л'|11ах наименьшее и наибольшее значения нормаль-
ной длины свинчивания Л' по-СТ СЭВ 3962—83 для данного
диаметра и шага резьбы.
При длине свинчивания L по СТ СЭВ 3962—83 длина
рабочей части проходных калибров не должна быть менее чем
0,8 длины свинчивания резьбы.
88
Длина рабочей части гладких калибров для контроля на-
ружного диаметра наружной резьбы и внутреннего диаметра
внутренней резьбы должна быть не менее: для калибров 17
(калнбр-скэба), 18, 19, 20, 24 н 25 — ЗР; 17 (калибр-кольцо)
и 23 — 0,8 NK .
2.1.6 3. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра резьбы
калибров для контроля наружной резьбы и относящихся к
ним контрольных калибров-пробок указано на рис. 2.49, ка-
либров для контроля внутренней резьбы -- на рнс. 2.50. Чис-
лами у полей допусков па рис. 2.49 н 2.50 указаны номера
видов калибров.
износа резьбового
непроходного калибра-
кольцо
Пре ос л износа резьбового проход
него к а либра - кольцо
Проходной
(Верхний)
предел
непроходиои.
(верхний)
предел
Рис. 2.49. Расположение полей допусков среднего диаметра
резьбовых калибров для наружной круглой резьбы
1?
Непроходной
(Верхний)
предел
22
Предел износа резьдоВого
непроходного калибра-пробки
Предел износа. резьбового проход-
ного калибра- продли
Проходной
(нитний)
предел
Рнс. 2.50. Расположение полей допусков среднего диаметра
резьбовых калибров для внутренней круглой резьбы
Допуски и величины, определяющие расположение полей
допусков и предел износа резьбовых калибров, должны соот-
ветствовать указанным в табл. 2.56.
Таблица 2.56. Допуски и расположение полей допусков резьбовых калибров для круглой резьбы (по СТ СЭВ 6135—87)
мкм
Г *1) (по СТ 3962—83) 1 К Ч’ь т, СР !11 7 К 4’L W GO W NG
Калнбр- К0.1ЫЮ Калибр- пробка Калибр- К О.ТЫ 10 Калибр- пробка
Св. 160 до 200 » 200 » 315 » 315 » 500 » 500 » 850 11 р п м е ч а и и 26 34 42 54 я: 16 20 26 32 14 18 22 26 22 28 35 43 12 17 29 40 17 23 35 46 30 37 48 60 25 30 39 48 22 28 36 45 17 22 28 33
I. Значения Тср — максимальные. При расчете размеров резьбовых калибров 2 и 12 допускается увеличение наименьшего
Трр
предельного размера среднего диаметра резьбы калибров на величину до —-- для обеспечения запаса па износ.
2. С целью ограничения числа проходных калибров для контроля резьб с одинаковыми размерами и основными отклонениями,
но различной степени точности рекомендуется допуски проходных калибров определять по наименьшим значениям допусков Та2
или Т Dj, установленным в СТ СЭВ 3962 -83.
3. Допуски TR, ТPL и Тср включают отклонение формы профиля резьбы и отклонение от цилпндрпчностп среднего диамет-
ра резьбы калибров.
Предельные отклонения углов наклона боковой стороны
профиля резьбы калибров (см. рнс. 2.45—2.48) приведены в
табл. 2.57.
Допуски шага резьбы калибров указаны в табл. 2.58.
Табл и и а 2.57. Предельные отклонения углов наклона
боковой стороны профиля калибров для круглой резьбы
(по СТ СЭВ 6135—87)
р, мм т “1 2 т а2
2.540 3,175 4,233 6,350 25' 20' 15' 10' 15' 12' 10' 8'
Таблица 2.58. Допуски шага резьбы калибров для круг-
лой резьбы (по СТ СЭВ 6135—87)
Длина резьбы рабочей части калибра, мм Тр , мкм
До 16 5
Св. 16 до 28 6
» 28 » 50 7
» 50 » 80 8
» 80 10
Примечания:
1. Значение Тр относится к расстоянию между любыми
витками резьбы калибра.
2. Действительное отклонение может быть со знаком ми-
нус пли плюс.
89
2.1.6.4. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Размеры диаметров резьбы калибров для контроля на-
ружной резьбы и относящихся к ним контрольных резьбсвых
калибров-пробок должны рассчитываться по формулам, ука-
занным в табл. 2.59, а для контроля внутренней резьбы — в
табл. 2.60.
Таблица 2.59. Формулы Для расчета размеров резьбовых калибров для наружной круглой резьбы (по СТ СЭВ 6135—87)
Номер вида ка- либра Наименование и назначение калибра Профиль резьбы в соответствии с черт. Наружный диаметр Средний диаме,p Внутренний диаметр
Номинальный Предельное отклонение | 1 Номинальный Предельное о гклоненне Номинальный Предельное отклонение
1 Калибр-кольцо резьбо- вой проходной нерегули- руемый 2.46; ^4’hesd2—ZR, не менее — rf2+esdr'ZR ~ 2 Di+esd/-ZR Ч-Ь ~ 2
2 Калнбр-пробка резь- бовой контрольный про- ходной для нового резь- бового проходного нере- гулируемого калибра- кольца 2.45 d+esd — ±TPL rf2+esd/ ZR ' -m , тСР 2 ds+esd2^ZR“ не более —
3 Калнбр-пробка резь- бовой контрольный не- проходной для нового резьбового проходного нерегулируемого калиб- ра-кольца 2.47 ^2 + eSc]2 ZR + +L<+2FI2 + *CP ~ 2 rf2+esda- ZR + +— 1 2 +тср — 2 ^2H“esd.,—zr + i-2Z+2F1, 1 2 r *- -2F32, не более —
6 Калнбр-пробка резь- бовой контрольный для контроля износа резь- бового проходного нере- гулируемого калпбра- кольца 2.47 <Ai+eSd2 Zr + 4-lKGO+2F12 -< Lt ” 2 rf2-|-eSd,—ZR-|- I-W'go JcP - 2 tl2—|—esd,- Zr4-- । 2T12—2F;t2. не более
11 Калибр-кольцо резь- бовой иепроходной не- регулируемый 2.48 d2+eSd2-TU2- -^-2K1,+ 2 1 +2K 3,, не менее — rf2h«d.. Td,-- TR 2 Is " 2 rf3-!-esd/ Td, TR _2F 2 11 ± т 1 R
12 Калибр-пробка резь- бовой контрольный про- ходной для нового резь- бового непроходного не- регулируемого калибра- кольца 2.45 d+esd2'—Lir ’ T R — is—m 2 itTpL d2-hesdj- Td— TR —m 2 Тср ‘--г ^3+esd2~ rd. TR —_ — m , 2 не более —
13 Калнбр-пробка резь- бовой контрольный не- проходной для нового резьбового непроходно- го нерегулируемого ка- либра-кольца 2 45 d4-esd —тн2 Tcp 2~ d2 l-esd - -T,^ +ТСр — 2 <i3+esds ~Td2. не более —
16 Калнбр-пробка резь- бовой контрольный для контроля износа резьбо- вого непроходного нере- гулируемого калибра- кольца 2.45 rf+esd2-Td!-- -Il 2 d2+esds—Td. - ^+^G . ТСР 2 ds+esd2"Td2— Tp не более
Примечания:
1. Числовые значения csd. следует принимать по СТ СЭВ 3962—83 с учеюм их знаков.
2. Формулы для расчета номинального размера и предельные отклонения среднего диаметра
приведены для координирования полей допусков контрольпых калнбров-пробок или контроля
приборами.
резьбь! калибров колец / и /,
калноров-колец измерительным!
90
Таблица 2.60. Формулы для расчета резьбовых калибров для внутренней круглой резьбы (по СТ СЭВ 6135—87)
Номер вида ка- либра Наименование и назначение калибра Профиль резьбы в соответствии с черт, На ружн ый диаметр Средний диаметр Внутренний диаметр
Номиначьный Предельное । отклонение Номинальный Пр сдельное отклонение , 1 Предел мзно- а Номинальный Предельное 1 отклонение
21 Калибр-пробка резьбовой проход- ной 2 45 ±TPL l-Zpi. ._ 1 PL ~ 2 ^*2 (“ZpL - «’со ^з+ZpL, не более —
22 Калибр пробка резьбо ой непро- ходной 2.47 d3+TD2-K r2F12 +Li ~ 2 •г (-Li 2 D2 + TD2+ .j_TPL w 1 ~ГТ WNG D2+TDi+I^4- не более -
Размеры элементов действительного профиля резьбы ка-
либров при необходимости определяются следующим обра-
зом:
размеры Fn и Fl2
Fh=0,67((4—/?cos 15c)ctg 15°) , (2.9)
F12=0,67((-^—R, cos 15е )ctg 15е ) , (2.10)
где 0,67 — коэффициент дополнительного укорочения теорети-
ческих размеров Ftl и F|2, исключающего контакт между ка-
либром и закруглением впадины соответственно наружной и
внутренней резьбы; R — радиус закругления вершины и впа-
дины наружной резьбы; Rt — радиус закругления впадины
внутренней резьбы; размеры /Ы п F32
F3i=Fu ~2~ 1 r-j , (2.11)
/3s=Fj.>- [^2 ( —cl» 15'] r r3,
где ft3 — высота профиля наружной резьбы; R> — радиус за-
кругления вершины внутренней резьбы.
Числовые значения R, R,, R, н /ь, — по СТ СЭВ
3293—81.
2.1.6.5. ГЛАДКИЕ КАЛИБРЫ
Расположение полей допусков гладких калибров для кон-
троля наружного диаметра наружной резьбы и относящихся к
ним контрольных калибров-пробок указано на рис. 2.51, ка-
либров для контроля внутреннего диаметра внутренней резь-
бы — на рис. 2.52.
;Рис. 2.51. Расположение полей допусков гладких калибров
для контроля наружного диаметра наружной круглой резьбы
Рис. 2.52. Расположение полей допусков гладких калибров
для контроля внутреннего диаметра внутренней круглой
резьбы
Допуски и величины, определяющие расположение полей
допусков и пределы износа гладких калибров, указаны в
табл. 2.61 и 2.62.
Таблица 2.61. Допуски и расположение полей допусков
гладких калибров для наружной круглой резьбы
(по СТ СЭВ 6135—87)
мкм
Td (по СТ СЭВ 3962—83) н2 Нр г 2
Св. 200 до 300 » 300 » 800 » 800 » 1000 Таблица 2.62. Д гладких калибр (ч 16 30 46 спуски и рас ов для внутре о СТ СЭВ 6К мкм 4 6 10 положение по нней круглой 15 87) 38 54 80 лей допусков резьбы
TD, (по СТ СЭВ 3962—83) н, Z,
Св. 200 до 355 » 355 » 710 » 710 » 1060 » 1060 » 1320 16 26 46 58 38 52 65 80 91
Размеры гладких калибров должны определяться по
формулам, приведенным в табл. 2.63. Прн этом числовые зна-
чения es а
их знака.
следует принимать по СТ СЭВ 3962—83 с учетом
Таблица 2.63. Формулы для расчета размеров гладких
калибров для круглой резьбы (по СТ СЭВ 6135—87)
Номер вида калибра Наименование и назначение вида калибра Диаметр калибра Номер вида калибра Наименование н назначение вида калибра Диаметр калибра
Номинальный Предельное отклонение Номинальный Предельное отклонение
Калибры 17 ;ля контроля наружного л Калибр-кольцо глад- кий проходной или ка- либр-скоба гладкий про- ходной иаметра наружи ^4-esd-Z2 ой резьбы == 2 25 Кал 23 Калибр-пробка глад кий контрольный для контроля износа гладко- го проходного калибра- скобы ибры для контроля внутре! резьб Калибр-пробка глад- кий проходной d+esd 1него диаметра в ы От+Zt +Нр - 2 нутренней ст н, ± 2
18 19 Калибр-скоба гладкий непроходной нлн калибр- кольцо гладкий непро- ходной d+esd—T<j +— — 2
Калибр-пробка глад- кий контрольный проход- ной для нового гладкого проходного калибра- скобы d-4-esd-Za ~ 2
24 Калибр-пробка глад- кий непроходной Di + Td, Нт ~ 2 Не бс с; бг то но
20 Калибр-пробка глад- кий контрольный про- ходной для нового глад- кого непроходного кали- бра-скобы d+esd—Та 4’
ос
2. 2. КАЛИБРЫ ДЛЯ
2.2.1. КАЛИБРЫ ДЛЯ МЕТРИЧЕСКОЙ КОНИЧЕСКОЙ
РЕЗЬБЫ
Для контроля метрической конической резьбы по СТ СЭВ
304—76 должны применяться калибры согласно СТ СЭВ
605 77.
В СТ СЭВ 6С5—77 установлены виды калибров и правила
их применения, профиль резьбы н длины рабочих частей, до-
пуски и формулы для расчета размеров резьбовых и гладких
калибров.
В СТ СЭВ 605—77 и в разд. 2.2.1 приняты следующие
обозначения:
п, — расстояние между двумя соседними контрольны-
ми плоскостями калибра-кольца;
аг — расстояние между двумя соседними контрольны-
ми плоскостями калибра-пробки;
аз — расстояние между контрольными плоскостями
калибров видов 7 и 9;
bt — номинальная ширина канавки резьбового конус-
ного калибра-кольца;
Ь2 — номинальная ширина канавки резьбового конус-
ного калибра-пробки;
D — номинальный наружный диаметр внутренней резь-
бы в основной плоскости;
D) — номинальный внутренний диаметр внутренней ре-
зьбы в основной плоскости;
D2— номинальный средний диаметр внутренней резьбы
в основной плоскости;
Ojmax— наибольший средний диаметр калнбра-кольца в
основной плоскости;
D2min— наименьший средний диаметр калибра-кольца в
основной плоскости;
d — номинальный наружный диаметр наружной резь-
бы в основной плоскости;
di — номинальный внутренний диаметр наружной резь-
бы в основной плоскости;
d2 — номинальный средний диаметр наружной резьбы
в основной плоскости;
d2max—наибольший средний диаметр калибра-пробки в
основной ПЛОСКОСТИ;
rf2mln— наименьший средний диаметр калибра-пробки в
основной плоскости;
КОНИЧЕСКИХ РЕЗЬБ “°
ос
Н
es — верхнее отклонение среза впадин (размера -у)
наружной резьбы;
/7, — допуск на изготовление гладкого конусного калиб-
ра для внутренней резьбы;
Нг — допуск на изготовление гладкого конусного ка- ни
либра для наружной резьбы; Ре
Н-з — допуск па изготовление гладкого конусного конт- Ре
рольного калибра-пробки для гладкого конусного ц0
калибра-кольца; ве
/, — длина наружной резьбы от торца до основной
плоскости;
/2 — длина внутренней резьбы от торца до основной
плоскости;
I * — номинальная длина контрольной поверхности ка-
либра, измеренная вдоль оси калибра;
/ — базовое расстояние калибра-кольца;
1ц,— базовое расстояние калибра-пробки;
Р - шаг резьбы;
г, — номинальный радиус закругления канавки резьбо-
вого конусного калибра-кольца;
г2 — номинальный радиус закругления канавки резьбо-
вого конусного калибра-пробки;
Т ср— допуск на изготовление среднего диаметра резьбо-
вого контрольного калибра-пробки;
Тв— допуск наружного диаметра наружной резьбы;
Т dj — допуск среднего диаметра наружной резьбы;
TD1 допуск внутреннего диаметра внутренней резьбы;
T'Di — допуск среднего диаметра внутренней резьбы; рн
7 р — допуск шага резьбы калибра;
7pL — допуск на изготовление среднего диаметра резь-
бового калибра-пробки;
ТR — допуск на изготовление среднего диаметра резь-
бового калибра-кольца; не!
Та,— допуск угла наклона боковой стороны профиля ду
резьбы калибров; °Л1
tt7 GO — величина среднедоПустнмого износа резьбовых ка-
либров-пробок и калибров-колец;
W'lGo— величина среднедопустимого износа гладкого ко- ,,
на
нусного калибра-пробки; ТОр
92
1V'2,;O - величина среднедопустимого износа гладкого ко-
нусного калибра-кольца:
Zc _ смешение середины поля допуска наружного диа-
метра резьбового конусного калибра-пробки;
Z — смешение середины поля допуска внутреннего ди-
аметра резьбового конусного калибра-пробки;
Zc — смещение середины поля допуска гладкого конус-
ного калибра-кольца;
М — осевое смещение основной плоскости калибра-
пробкн 9 относительно цилиндрической внут-
ренней резьбы, средний диаметр которой соответ-
ствует наибольшему предельному размеру;
А/, — осевое смещение основной плоскости наружной
конической резьбы относительно номинального
расположения;
Д/2 — осевое смещение основной плоскости внутренней
конической резьбы относительно номинального
расположения.
В ИСО калибры для метрической конической резьбы не
стандартизованы.
Рис. 2.54. Калибры-кольца гладкие конусные 3 для метриче-
ской конической резьбы:
2.2.1.2. ВИДЫ КАЛИБРОВ
Для контроля метрической конической резьбы и внутрен-
ней цилиндрической, соединяемой с наружной конической резь-
бой, по СТ СЭВ 304—76 должны применяться калибры по
СТ СЭВ 605—77, виды которых приведены в табл. 2.64. Изо-
бражения калибров приведены на рис. 2.53—2.60.
Калибры для конической резьбы /, 3, 5 и 6 могут изго-
товляться в исполнениях 1 н 2:
исполнение I — калибр (пробка нлн кольцо) с контроль-
ной плоскостью, соответствующей номинальному положению
основной плоскости конической резьбы;
исполнение 2 — калибр (пробка илн кольцо) с тремя
контрольными плоскостями, соответствующими номинальному
положению основной плоскости и предельным размерам ее
осевого смещения. Исполнение 2 является предпочтительным.
2.2.1.3. ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
Резьбовые конусные калибры 1 и 5 для контроля смеще-
ния основной плоскости конической резьбы. При свинчивании
резьбового конусного калибра исполнения 1 с конической
резьбой его контрольная плоскость должна совпадать с тор-
цом изделия. Допускаемое отклонение не должно превышать
величин, указанных в табл. 2 СТ СЭВ 304—76.
а исполнение I; б — исполнение 2
Рис. 2.55. Калибры-пробки резьбовые конусные вида 5 для
метрической конической резьбы:
а — исполнение 1; б — исполнение 2
Рис. 2.53. Калибры-кольца резьбовые конусные 1 для метри-
ческой конической резьбы;
а — исполнение I; б — исполнение 2
Рис. 2.56. Калибры-пробкн гладкие конусные 6 для метричес-
кой конической резьбы:
а исполнение I; б — исполнение 2
При свинчивании резьбового конусного калибра испол-
нения 2 с изделием торец изделия должен находиться меж-
ду контрольными плоскостями калибра нли совпадать с
одной нз них.
При использовании калибров в качестве приемных (у
потребителя изделий) допускаются несовпадения торцов
изделий с контрольной плоскостью калибров исполнения 1
на ±1,5 Р, для калибров исполнения 2 допускаются выходы
изделия за уступы калибра на 0,5 Р.
Гладкие конусные калибры 3 и 6 для контроля отклоне-
ний среза вершин конической резьбы. Гладкие конусные калиб-
ры применяются только в сочетании с резьбовыми калибрами.
При этом положение одноименных контрольных плоскостей
резьбового конусного и гладкого конусного калибров по отно-
шению к торцу изделия должно совпадать.
Допускаемое отклонение от совпадения положения отно-
сительно торца изделия одноименных контрольных плоскостей
93
Калибр-пробка резьбовой конусный контрольный 8 для
контроля резьбового калибра-кольца 7. Плоскость А калибра-»
кольца 7 должна совпадать с контрольной плоскостью (сов-
падающей с основной плоскостью) контрольного калибра 8.
Предельные отклонения от совпадения указаны в табл.
Рис. 2.57. Калнбр-пробка
резьбовой конусный конт-
рольный 2 для контроля
калпбра-кольца /
Рнс. 2.58. Калибр-пробка глад-
кий конусный контрольный
4 для контроля калпбра-коль-
ца 3
Рис. 2.59. Калибр-кольцо
резьбовой 7 для метричес-
кой конической резьбы
Рис. 2.60. Калибр-пробка резь-
бовой конусный 8 и 9
Рш
Рис
2.61. Профиль резьбы калнбров-пробок 2, 5, 8 и 9 дл> либ|
резьбового и гладкого конусных калибров не должно превы-
шать ±0,8 мм.
Калибр-пробка резьбовой конусный контрольный 2 для
контроля резьбового конусного калибра-кольца 1. При свин-
чивании контрольного калибра с калибром-кэльцом их конт-
рольные плоскости должны совпадать. Предельные откло-
нения от совпадения не должны превышать величин, указан-
ных в табл. 2.65.
Калибр-пробка гладкий конусный контрольный 4 для
контроля гладкого конусного калибра-кольца 3. Контрольный
калибр должен входить в калибр-кольцо. При этом их конт-
рольные плоскости должны совпадать. Предельные откло-
от совпадения указаны в п. 2.2.1.7.
Резьбовой калибр-кольцо 7 для контроля смещения ос-
новной плоскости конической наружной резьбы, предназначен-
ной для свинчивания с внутренней цилиндрической резьбой.
При свинчивании калибра-кольца 7 с изделием торец изд:
лия должен находиться между контрольными плоскостями
калибра или совпадать с одной из ннх.
Резьбовой конусный калибр-пробка 9 для контроля сред-
него диаметра цилиндрической резьбы, предназначенной для
свинчивания с конической наружной резьбой. При свинчива-
нии калибра-пробки 9 с изделием торец изделия должен
находиться между контрольными плоскостями калибра нли
совпадать с одной из них.
пуст
в та
про»
Р =
Р =
доля
ров
ДУ л
мину
<
са, с
сред»
нни,
диам
Рис. 2.62. Профиль резьбы калибра-кольца / для метрическо!
конической резьбы
2.2.1.4. ПРОФИЛЬ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
Калибры-пробки 2, 5, 8 и 9 должны иметь профиль ,
соответствии с рис. 2.61. калибр-кольцо / — в соответствии
рис. 2.62.
Профили должны быть выполнены с радиусами г> (ка
либр-кольцо) и г-2 (калнбр-пробка), которые сопрягаются п»Рис. !
касательной с прямолинейной частью профиля, илн с канавка
мп bi и б2, соответственно.
Форма канавок — произвольная. 11
Размеры Г| и г2 или К и К должны быть не бэлее векостн
личин, указанных в табл. 2.66. лнбра
Калибр-кольцо 7 должен иметь полный профиль калибраконтр»
кольца / в соответствии с рис. 2.2. занны
Длина рабочей части калибров должна соответствовав
указанным на рнс. 2.53—2.60 и в табл. 2.67 и 2.68.
94
2.21.5. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
2.2.1.6. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра резьбы
тбров для контроля наружной резьбы должно соответст-
1ть указанному на рис. 2.63, для контроля внутренней
бы — на рнс. 2.64.
Размеры наружного, среднего и внутреннего диаметров
резьбы калибров должны определяться по формулам, ука-
занным в табл. 2.70.
Рис. 2.63. Расположение полей допусков среднего диаметра
калибров для наружной метрической конической резьбы
Рнс. 2.66. Расположение полей допусков гладких калибров
для наружной метрической конической резьбы
калибра-проБки
Рис. 2.64. Расположение поля допуска среднего диаметра ка-
либра для внутренней метрической конической резьбы
Цифры у полей допусков обозначают номера видов ка-
либров.
Допуски и величины, определяющие положение полей до-
пусков и границы износа, должны соответствовать указанным
в табл. 2.69.
Предельные отклонения угла наклона
профиля резьбы
калибров ( ± -ту2-) при
боковой стороны
шаге резьбы
Р=1 мм должны составлять ±15', Р=1,5 мм — ±12',
Р—2 мм — ± 10'.
Допуск шага резьбы калибров Т р для рабочих калибров
должен соответствовать 5 мкм, для контрольных калиб-
ров — 3 мкм.
Значения допусков шага относятся к расстояниям меж-
ду любыми витками резьбы калибра
Действительное отклонение шага может быть со знаком
минус нли плюс.
Отклонение к шуса, включающее отклонение угла кону-
са, отклонение от прямолинейности образующей (липни
среднего диаметра) и отклонение or круглости в любом сече-
нии, должно находиться в пределах поля допуска среднего
диаметра резьбы калибра (рис. 2.65).
Рис. 2.65. Расположение поля допуска среднего диаметра ко-
нической резьбы калибра
Рнс. 2.67. Расположение поля допуска гладкого калибра для
внутренней метрической конической резьбы
2.2.1.7. ГЛАДКИЕ КАЛИБРЫ
Расположение полей допусков калибров для контроля
наружного диаметра наружной резьбы должно соответство-
вать указанному на рис. 2.66, для контроля внутреннего
диаметра внутренней резьбы — на рис. 2.67.
Допуски и величины, определяющие положение полей
допусков и границы износа калибров, должны соответство-
вать указанному в табл. 2.71.
Отклонение конуса, включающее отклонение угла конуса,
отклонение от прямолинейности образующей и отклонение от
круглости в любом сечении, должно находиться в пределах
поля допуска диаметра калибра (аналогично показанному па
рнс. 2.65).
Предельные отклонения от совпадения контрольной
плоскости калибра 3 с контрольной плоскостью контрольного
калибра 4 не должно превышать для нового калибра
±6,056 мм н для предельно изношенного +0,296 мм
Размеры гладких конусных калибров должны опреде-
ляться по формулам, указанным в табл. 2.72.
Предельные отклонения от совпадения контрольной плос-
кости калибра 1 с контрольной плоскостью контрольного ка
либра 2 и поверхности А калибра 7 с контрольной плоскостью
контрольного калибра 8 не должны превышать величин, ука-
ванных в табл. 2.65.
Таблица 2.64. Виды калибров для метрической коничес-
кой резьбы (по СТ СЭВ 605—77)
Помер вида калибра Наименование вида калибра Номер рисунка
Калибры для конической наружной резьбы
I Калибр-кольцо резьбовой ко- нусный 2.53
2 Калибр-пробка резьбовой ко- нусный контрольный для резьбо- вого конусного калибра-кольца 2.57
3 Калибр-кольцо гладкий конус- ный 2.54
4 Калибр-пробка гладкий конус- ный контрольный для гладкого конусного калибра-кольца 2.58
95
Продолжение табл. 2.64
Помер вида калибра Наименование вида калибра Номер рисунка
5 Калибры для конической внутренней резьбы Калибр-пробка резьбовой ко- 2.55
6 нусный Калибр-пробка гладкий конус- 2.56
7 ный Калибры для конической наружной резьбы, соединяемой с внутренней цилиндрической резьбой Калибр-кольцо резьбовой 2.59
8 Калибр-пробка резьбовой ко- 2.60
9 нусный контрольный - Калибр для цилиндрической внутренней резьбы, соединяемой с конической наружной резьбой Калибр-пробка резьбовой ко- 2.60
П р 11 м е нусный инне. Вместо калибра 9 дл пя контроля
цилиндрической внутренней резьбы допускается применять ка-
либры 21 и 22 по табл. 2.2.
Таблица 2.67. Длина рабочей части калибров для метрической конической резьбы (по СТ СЭВ 605—77)
Таблица 2.65. Предельные отклонения от совпадения*
контрольных плоскостей резьбовых рабочих и контрольных
калибров для метрической конической резьбы
(по СТ СЭВ 605—77)
мм
р Предельные отклонения для рабочего калибра Но ।
нового изношенного
I ,0 ±0,048 -1-0,192 1;
1 ,5; 2 ±0,064 4-0,256 2
Таблица 2.66. Размеры радиусов и канавок калибров для 5;
метрической конической резьбы (по СТ СЭВ 605—77) ___
мм
г.-О,О72Р= Н 4. г о=0,144 Р= Н 8
1 «’ не более 12 ’ не более не более 6 ‘ нс более
1,0 — 0,072 0.25 0,14 Т глад
1,5 0,19 0,108 0,37 0,21
2,0 0,25 0,144 0,50 0,29
Номер вида калибра “1 «2 «а 'к '.к Z2K
Размер Пред, откл. Размер Пред. O1K.T. Размер Пред, о. кл. Размер Пред, о кл. Размер Пред. ОГ КЛ . Размер пр on
1; 3 Д/1 1111 (ГН2 Zi“Hs jS12 ll js7 — - 4
2- 4 — -— — <1 JsZ —
5; 6 А/г 1111 —- Z1+Z2 j» 12 ^2 js^
7 — 2Д/, hl! — — till — — ' Ic
8; 9 — — — Л/ hl! Js7
Примечания:
1. Для калибра 8 размер Сз не регламентируется.
2. Значения Д/ь А/2, /, и /2 — по СТ СЭВ 304—76.
Таблица 2.68. Величина Д( калибра-пробки 9 (по
СТ СЭВ 605—77)
мм
Номинальный диаметр р д/*
резьбы, d
От 6 до 10 1.0 2,40
» 12 » 22 1,5 3,04
214 1,5 3,20
От 27 до 45 2,0 3,58
» 48 » 60 2,0 3,78
Таблица 2.69. Допуски и расположение полей допусков
резьбовых калибров для метрической конической резьбы (по
СТ СЭВ 605—77)
* Соответствует полю допуска 6Н, пересчитанному па
осевое смещение.
Примечание. Величины Тд и TD определяются
пересчетом допусков осевого смещения основной плоскост,
резьбы (наружной и внутренней) 2Л/, и 2Д/2 по СТ СЭВ
304—76.
96
4-
Таблица 2.70. Формулы для определения размеров резьбовых калибров для метрической конической резьбы (по СТ СЭЙ
605—77)
Номер вида калибра Диаметры в основной плоскости
‘Наружный Средний Внутренний
Размер Пред. откл. Размер Пред, откл Предел износа Размер Пред. откл.
1; 7 d, не менее — ^2 TR dz+Wc0 ЗТр. di+2es+—£*=- ^3TpL ~ 2
2 NJ 4 —TPL d2 +tcp — 2 — d.—Z„ , не более * с2 —
5; 9 D—z Cl 2 —TPL o2 — 2 d2-wo0 D,—Z„ , не более х С1 —
8 D—Zc — ‘ILi'.1 C1 2 —TPL o2 _|_TCP ~ 2 — D,—Z„ , не более 1 С 2 » —
Примечание. Размеры и предельные отклонения среднего диаметра калибров-колец / и 7 указаны для координирования
лей допусков контрольных калибров и контроля их универсальными измерительными средствами.
Таблица 2.71. Допуски и расположение полей допусков
гладких конусных калибров для метрической конической
резьбы (по СТ СЭВ 605—77)
мкм
р Hi 2 н2 2 Н3 2 Zc UZ 1GO W 2GO
1 5 5 • ,5 32 22 20
•4,5 48
”2 , 'J 64
тлпца 2.72. Формулы для определения размеров глад-
•. конусных калибров для метрической конической резьбы
(по СТ СЭВ 605—77)
Номер вида калибра Размер Предельное о гклоненне Предел износа
3 d-\ _H2 — 2 d~ZC, + W2GO
4 d-^s — 2 - -
6 Dx О1
Примечание. Размер и предельные отклонения внут-
реннего диаметра калибра-кольца 3 указаны для координиро-
вания полей допусков контрольного калибра и контроля их
универсальными измерительными средствами.
2.2.2. КАЛИБРЫ ДЛЯ ТРУБНОЙ КОНИЧЕСКОЙ
РЕЗЬБЫ
2.2.2.1. ОБЩИЕ СВЕДЕНИЯ
Для контроля трубной конической резьбы по СТ СЭВ
1159—78 применяются калибры согласно СТ СЭВ 606—77. В
СТ СЭВ 606—77 установлены виды калибров и правила их
применения, профиль резьбы и длина рабочей части, допуски
и формулы для расчета размеров резьбовых и гладких калиб-
ров.
Обозначения, принятые в СТ СЭВ 606—77, в основном,
соответствуют приведенным в п. 2.2.1.1. Специфическими яв-
ляются следующие обозначения:
Ь, — номинальная ширина канавки резьбовых калибров-
пробок п калибров-колец;
ES — верхнее отклонение среза вершин н впадин внутрен-
ней резьбы;
es — верхнее отклонение среза вершин и впаднн наруж-
ной резьбы;
н р — допуск на изготовление гладкого конусного конт-
рольного калибра-пробкп для гладкого конусного ка
лпбра-кольца;
/| — рабочая длина контролируемой резьбы;
(2 — длина контролируемой наружной резьбы от торца
до основной плоскости;
11к — длина резьбовой части калибра-пробкн;
12к — базовое расстояние калнбра-пробки и калибра-коль-
ца;
Т р — допуск шага резьбы рабочих калибров;
Тр,— допуск шага резьбы контрольного калибра-пробки;
Zc — смещение середины поля допуска гладких конусных
калибров;
Д,/2 — смещение основной плоскости наружной резьбы от-
носительно номинального расположения;
Д2/2 — смещение основной плоскости внутренней резьбы от-
носительно номинального расположения.
На калибры для трубной конической резьбы разработан
МС/ИСО 7/2.
Калибры по СТ СЭВ 606—77, в основном, удовлетворяют
требованиям МС/ИСО 7/2.
2.2.2.2. ВИДЫ КАЛИБРОВ
Виды калибров для контроля конической наружной и
внутренней резьбы, установленные в СТ СЭВ 606—77, приве-
дены в табл. 2.73.
Для контроля цилиндрической внутренней резьбы с до-
пусками по СТ СЭВ 1159—78, соединяемой с наружной ко-
нической резьбой, должен применяться резьбовой конусный
калибр-пробка 5 исполнения 2 по табл. 2.73. Допускается
также контролировать цилиндрическую внутреннюю резьбу
калибрами по СТ СЭВ 354—87 (см. п. 2.1.4).
Для контроля цилиндрической внутренней резьбы по
СТ СЭВ 1157—78 (класс точности А), соединяемой с на-
ружной конической резьбой по СТ СЭВ 1159—78, должны
применяться калибры 21, 22, 23 и 24 по СТ СЭВ 354—87 (см.
п. 2.1.4).
Схематическое изображение калибров для трубной коничес-
кой резьбы приведено на рпс. 2.68—2.72.
Рис. 2.68. Резьбовые конусные калибры-кольца 1 для трубной
конической резьбы:
а — исполнение 1; б — исполнение 2
4-1 Зак. 403
97
Рис. 2 69. Гладкие конусные калибры-кольца 3 для трубной
конической резьбы:
а — исполнение 1:6 — исполнение 2
Правила применения калибров /—7 соответствуют прим
денным в п. 2.2.1.3. При этом необходимо учесть следующий
особенности:
допускаемые отклонения от совпадения торца изделн
с контрольной плоскостью резьбовых калибров / и 5 исполне
ния 1 должны соответствовать указанным в СТ СЭВ 1159—78;
при свинчивании контрольного резьбовогэ калибра-пробк!
2 с резьбовым конусным калибром-кольцом 1 и резьбовыи
калибром-кольцом 7 отклонение от совпадения плоскости I
калибров-колец с контрольной плоскостью контрольного ка-
либра-пробки не должно превышать значений, приведенных i
табл. 2.79.
2.2.2.3. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ
ЧАСТИ КАЛИБРОВ
Рис. 2.70. Резьбовые конусные калибры-пробки 5 для трубной
конической резьбы:
а — исполнение 1 (калибры 2 и 5): б — исполнение 2 (калибры 5)
Калибры-пробки 5 н 2 должны иметь профиль в соответ
ствии с рис. 2.73, калибры-кольца вида 1 — в соответствии!
рнс. 2.74. Размер 6, не должен превышать величии, указании
в табл. 2.74. Калибр-кольцо вида 7 должен иметь полни!
профиль кал и бра-кольца по СТ СЭВ 354—87 (см. рнс. 2.30)
Длины рабочей части калибров должны соответствовав
указанным на рис. 2.68—2.72 и в табл. 2.75.
Рис. 2.71. Гладкие конусные калибры-пробки для трубной
конической резьбы:
а — исполнение 1 (калибры 4 и 6); б — исполнение 2 (калибры 6)
Рис. 2.72. Резьбовой калибр-кольцо 7 для конической трубной
резьбы, соединяемой с внутренней цилиндрической резьбой 7
Рис. 2.73. Профиль резьбы калибров-пробок для коническо!
трубной резьбы
Рис. 2.74. Профиль резьбы калнбров-колец для коинческо
трубной резьбы
2.2.2.4. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра га
либров для контроля конической наружной резьбы показ»
но на рис. 2175, калибров для контроля конической внутре»
ней резьбы — на рис. 2.76.
98
Тис. 2.75. Расположение полей допусков резьбовых калибров
для наружной трубной конической резьбы
Предел износа
колибри- пробки
Тис. 2.76. Расположение полей допусков резьбовых калибров-
пробок для трубной конической резьбы
»
' Числа у полей допусков на рис. 2.75—2.78 обозначают
номера видов калибров.
Допуски и величины, определяющие расположение по-
лей допусков и границы износа резьбовых калибров, при-
ведены в табл. 2.76.
Предельные отклонения угла наклона боковой стороны
профиля резьбы калибров (см. рис. 2.73 и 2.74) приведены
в табл. 2.77.
Допуски шага резьбы калибров должны соответствовать
указанным в табл. 2.78.
Отклонение конуса, включающее отклонение угла ко-
нуса, отклонение от прямолинейности образующей (линии
среднегэ диаметра) и отклонение от круглости в любом се-
чении, должно находиться в пределах поля допуска средне-
го диаметра резьбы калибра (см. рис. 2.65).
Предельные отклонения от совпадения плоскости А ка-
либров / и 7 с измерительной плоскостью контрольного ка-
либра 2 приведены в табл. 2.79.
2.2.2.5. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
Размеры наружного, среднего и внутреннего диаметров
резьбы калибров должны определяться по формулам, приве-
денным в табл. 2.80.
2.2.2.6. ГЛАДКИЕ КОНУСНЫЕ КАЛИБРЫ
Расположение полей допусков калибров для контроля
наружного диаметра наружной резьбы показано на рис. 2.77,
калибров для контроля внутреннего диаметра внутренней
резьбы — на рис. 2.78.
Рис. 2.77. Расположение полей допусков гладких калибров
для контроля наружной трубной конической резьбы
Допуски и величины, определяющие расположения по-
лей допусков и границы износа калибров, должны соответ-
ствовать указанным в табл. 2.81.
Отклонение конуса, включающее отклонение угла конуса,
отклонение от прямолинейности образующей и отклонение от
круглости в любом сечении, должно находиться в пределах
поля допуска диаметра аналогично показанному на рис. 2.65.
Отклонения от совпадения плоскости А калибра 3 с
контрольной плоскостью контрольного калибра 4 не долж-
ны превышать для нового калибра ± 0,056 мм и для предель-
но изношенного -|-0,296 мм.
Размеры гладких конусных калибров должны опреде-
ляться по формулам, приведенным в табл. 2.82.
Таблица 2.73. Виды калибров для контроля трубной
конической резьбы (по СТ СЭВ 606—77)
Номер вида калибра Наименование вида калибра Номер рисунка
Калибры для конической
наружной резьбы
1
2
Калибр-кольцо резьбовой ко-
нусный
Калибр-пробка резьбовой ко-
нусный контрольный для резьбо-
вого конусного и цилиндрического
калибра-кольца
Калибр-кольцо гладкий конус-
ный
Калибр-пробка гладкий конус-
ный контрольный для гладкого
конусного калибра-кольца
2.68
2.70, а
2.69
2.71, а
Калибры для конической
внутренней резьбы
5
6
Калибр-пробка резьбовой ко- 2.70
нусный
Калибр-пробка гладкий конус- 2.71
ный
Калибры для конической
наружной резьбы, соединяемой
с внутренней цилиндрической
резбой
7
2
Калибр-кольцо резьбовой рис. 2.64
Калибр-пробка резьбовой 2.70, а
конусный контрольный
Примечания:
1. Исполнение 1 — калибр (пробка или кольцо) с конт-
рольной плоскостью, соответствующей номинальному поло-
жению основной плоскости конической резьбы. Исполнение
2 — калибр (пробка или кольцо) с тремя контрольными
плоскостями, одна из которых соответствует номинальному
положению основной плоскости конической резьбы, а две —
наибольшему и наименьшему предельным осевым смещениям
основной плоскости резьбы.
2. Исполнение 2 является предпочтительным.
калибра-лробки
Рис. 2.78. Расположение полей допусков гладких калибров
для контроля внутренней трубной конической резьбы
Таблица 2.74. Размер Ь, резьбовых калибров для труб-
ной конической резьбы (по СТ СЭВ 606—77)
Р, мм Число шагов иа длине 25,4 мм мм
0,907 28 .
1,337 19 0,35
1,814 14 0,45
2,309 11 0,60
99
4-1*
Таблиц: 2.75. Длины рабочих частей калибров для трубной конической резьбы (по СТ СЭВ 606—77) Т
Номер вида калибра Gk 12к
Размер Пред. откл. Размер Пред, откл. Размер Пред, огкл. Рвзмер Пред. откл. Размер Пред, откл. —
1: 3 hl 1 — — — — — — Z2 Ь
2; 4 —. — — — — — А — 1г —
5; 6 — — Д2/г Ы1 —. — Z. — —
7 Приме 1. У кал 2. Знач Таблица резьбовых кг ч а и и я: ибров 2, 4, 5 еиия Д|/2, Л2/ 2.76. Допус :либров для ГТ и 6 размер Z г; 1\ и Z2 — ки и располс трубной к C..4R ППЙ 77 2к является то СТ СЭВ 1 >жеиие полей оиической р справочнь 159—78. допусков гзьбы (по IM. 2Л,12 Таб h8 лица 2. ниче 78. Допуски ской резьбы шага кал1 [по СТ СЭ lzA~Adz ьбров для тр В 606—77) h8 с п< 1 ка. убной ко-
мкм ТР, Т Ро -
; т d 2 Dg TR т PL тср WGO Длина резьбовой части калибра, мм
Калибр- кольно Калибр- пробка к МКМ
До 32 Св. 32 » 50 Примечания: 1. Значения Тр и любыми витками резьбь 2. Действительное нус или плюс. Таблица 2.79. П плоскости А калибров-ь тью контрольно 5 6 Гр2 относятся к р калибра. отклонение может б эеДельные отклонен :олец / и 7 с изме й пробки 2 (по СТ С мм 3 4 асстоянию межд) ыть со знаком ми- ре ва ия от совпаденш н ригельной плоское ЭВ 606—77)
Св. 80 до 11 » 125 » 20 » 200 » 31 » 3'15 » 50 Приме ресчетом пре резьбы (иару Таблица боковой стор >5 0 5 0 ч а дел жн 2 оиы 14 18 24 30 и е. ьного эй и в .77. П| проф| 10 12 14 18 Зеличн эсевого утрень эедельи ля рез 8 10 12 16 ны Tdj смет ей) по ые отк ьбы ка 16 21 25 33 и TDa опре [ения основн СТ СЭВ 11 лоиеиия yrj ливров для т 12 18 21 27 деляются пе- ой плоскости 59—78. ьа наклона рубиой кони-
ческой резьбы (по СТ СЗВ 60b—77) Обозначение размера резьбы Предельные отклонения калибра-кольца, мм
Р, мм Число шагов на длине 25,4 мм нового изношенного, не более
0,907 1,337 1,814 2,309 Таблица 28 19 14 11 2.80. Формулы для расчета разме 15' 13 11 10 >ов резьбовы 1/16 н 1/8 1/4 и 3/8 От 1 /2 до 2 Св. 2 » 6 калибров для трубной ко ±0,048 ±0,064 ±0,096 ±0,112 чической резьбы (пс +0,192 +0,256 +0,304 +0,400 ц г; 2( HI СТ СЭВ 606—77) М
Номер вида калибра Диаметры в основной плоскости С(
Наружный Средний о ». «"П Внутренний
Размер Пред. откл. Размер Пред. откл. Предел износа Размер Пред, откл
1: 7 2 5 d, не ме d— 2es— 0,1 £>—2ES—0, <ее 48P-Tpl 148Р -3TpL -TPL <72 о2 ог| й|сч а.|сч Н |=ч н 1 ь 1 +1+1 -н D2-U7GO ЗТ ^+268+0,148Р+_±Ь dl. не более Dx, не более ~ 2
2 * 2
Примечания:
1. Размеры и предельные отклонения среднего диаметра калибров -колец / и 7 указаны для координирования полей допус
ков контрольных калибров и контроля их универсальными измерительными средствами.
2. В формулах должны подставляться абсолютные значения es и ES по СТ СЭВ 1159—78, «Информационное приложение».
3. Значения es и ES в каждой формуле относятся к диаметру резьбы, входящему в эту формулу.
100
Таблица 2.81. Допуски и расположение полей допусков
гладких калибров для трубной конической резьбы
(по-СТ СЭВ 606—77)
II, НР Zc W - \GO W2GC
10 10 3 50 22 20
Примечание. Значение Zc равно допуску размера
поСТ СЭВ 1159—78.
Табл н ц а 2.82. Формулы для расчета размеров гладких
(алибров для трубной конической резьбы (по СТ СЭВ 606—77)
Рис 2.79. Резьбовые конусные калибры-кольца / для резьбы
вентилей к баллонам для газов:
ч — исполнение I; б — исполнение 2
В Номер вида калибра Размер в основной плоскости Предельное отклонение Предел износа
3 rf-Zc -кЬ — 2 d-zc+r2G0
1 4 </—Zc Л — 2 __
1 6 +ZC И, “ 2 Di+Zc-UZjoo
Примечание. Размер и предельное отклонение внут-
юннего диаметра калибра-кольца 3 указаны для координирэ-
1ания поля допуска контрольного калибра и контроля его
универсальными измерительными средствами.
Рис. 2.80. Гладкие конусные калибры-кольца 3 для резьбы
вентилей к баллонам для газов
а —- исполнение Гб — исполнение 2
2.2.3. КАЛИБРЫ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ
ВЕНТИЛЕЙ И БАЛЛОНОВ
ДЛЯ ГАЗОВ
2.2.3.1. ОБЩИЕ СВЕДЕНИЯ
Для кои।роля конической резьбы вентилей п баллонов
для газов по СТ СЭВ 2'056—79 предусмотрены резьбовые и
гладкие калибры согласно СТ СЭВ 2649—80. В СТ СЭВ
2649 —80 установлены виды калибров и правила их примене-
ния, профиль резьбы и длина рабочей части, допуски и фор-
мулы для расчета размеров резьбовых и гладких калибров.
Обозначения, принятые в СТ СЭВ 2649—80, в основном
соответствуют приведенным в п. 2.2.1.1. Специфическими яв-
ляются следующие обозначения:
В — ширина канавки резьбового калибра (кольца или
пробки);
с — конусность;
rf 2Д,— средний диаметр калибра-пробки в основной плос-
кое! и;
D,)/г— средний диаметр калибра-кольца в основной плос-
кости;
ei — нижнее отклонение среза вершины п впадины на-
ружной резьбы;
es — верхнее отклонение среза вершины и впадпны на-
ружной резьбы;
Е1 — нижнее отклонение среза вершины и впадины внут-
ренней резьбы;
ES — верхнее отклонение среза вершины и впадпны внут-
ренней резьбы;
Тр — допуск шага резьбы калибра;
Mi — осевое смешение основной плоскости наружной и
внутренней конических резьб относительно поми-
нального расположения.
Основная Контрольные Основная
Рис. 2.81. Резьбовые конусные калибры-пробки для резьбы
баллонов для газов и контрольные калибры-пробки:
а — калибры 2 и 5, исполнение 1; б — калибры 5. исполнение 2
В ИСО калибры для конической резьбы вентилей и бал-
лонов для газов не стандартизованы.
2.2.3.2. ВИДЫ КАЛИБРОВ
Виды калибров для контроля конической резьбы вентилей
и баллонов для газов, установленные в СТ СЭВ 2649—80,
приведены в табл. 2.83.
Схематическое изображение различных видов резьбовых и
гладких конических калибров показано иа рнс. 2.79—2.82.
101
Рис. 2.82. Калибры-пробки гладкие конусные для резьбы бал-
лонов для газов и контрольные калибры-пробки:
а — калибры 4 и 6, исполнение 1; б — калибры 6. исполнение 2
2.2.3.3. ПРАВИЛА ПРИМЕНЕНИЯ КОНУСНЫХ КАЛИБРОВ
Резьбовые конусные калибры 1 и 5 для контроля осевого
смещения основной плоскости резьбы. При свинчивании резь-
бового конусного калибра исполнения / с контролируемой ко-
нической резьбой изделия его контрольная плоскость должна
совпадать с торцом изделия. Допускаемые отклэнения не дол-
жны превышать ±1,5 мм.
При свинчивании резьбового конусного калибра исполне-
ния 2 с контролируемой конической резьбой изделия торец
изделия должен находиться между контрольными плоскостями
калибра или совпадать с одной из них.
Гладкие конусные калибры видов 3 и 6 для контроля от-
клонений среза вершин резьбы. Гладкие конусные калибры
применяются только в сочетании с резьбовыми конусными ка-
либрами. При этом отклонение положения одноименных конт-
рольных плоскостей гладкого п резьбового калибров по от-
ношению к торцу изделия не должно превышать ±0,6 мм.
Контрольный резьбовой конусный калибр-пробка 2 для
контроля резьбового конусного калибра-кольца 1. При свин-
чивании калибра-пробки с калибром кольцом контрольная
плоскость контрольного калибра должна совпадать с плоскос-
тью А калибра-кольца. Допускаемые отклонения — в соответ-
ствии с п. 2.2.3.5.
Контрольный гладкий конусный калибр-пробка 4 для
контроля гладкого конусного калибра-кольца 3. Контрольный
калибр-пробка должен входить в калибр-кольцо. При этом
контрольная плоскость контрольного калибра должна совпа-
дать с плоскостью А калибра-кольца. Допускаемые отклоне-
ния — в соответствии с п. 2.2.3.7.
2.2.3.4. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ
КАЛИБРОВ
Калибры-пробки 2 и 5 должны иметь профиль резьбы в
соответствии с рис. 2.83, калибр-кольцо 1 — в соответствии с
рис. 2.84. Форма канавки — произвольная. В соответствии с
СТ СЭВ 2056—79 биссектриса угла профиля перпендикулярна
образующей конуса, а шаг резьбы определяется по линии,
параллельной образующей конуса.
Длины рабочей части резьбовых и гладких калибров
должны соответствовать указанным на рис. 2.79—2.82 и в
табл. 2.84.
2.2.3.5. ДОПУСКИ РЕЗЬБОВЫХ КОНУСНЫХ КАЛИБРОВ
Расположение полей допусков среднего диаметра резь-
бы конусных калибров для контроля наружной резьбы ука-
зано на рис. 2.85, для контроля внутренней резьбы — на
рнс. 2.86. Числа у полей допусков обозначают номера видов
калибров.
Допуски и пределы износа резьбовых калибров должны
соответствовать указанным в табл 2.85.
Рис. 2.83. Профиль резьбы калибров-пробок для коническс ^ля'
резьбы вентилей и баллонов для газов
Р<
Рис. 2.85. Расположение полей допусков среднего диаметра ук
резьбовых калибров для контроля конической резьбы вентилей дг
^i//pedea иЗнисо
калибра пробки
от
К|
ш
B1
п
11
т
Рис. 2.86. Расположение поля допуска среднего диаметра
резьбового калибра-пробки для контроля кэнической резьбы к
баллонов для газон д
102
Предельные отклонения угла наклона боковой стороны
[ / Та
профиля разьбовых калибров 1± на рис 2.83 и 2.84)
равны ±11'.
2.2.3.8. РЕЗЬБОВЫЕ КОНУСНЫЕ КАЛИБРЫ ДЛЯ КОНТРОЛЯ
НАРУЖНОЙ РЕЗЬБЫ НА УЧАСТКЕ Z,—Z2 И ВНУТРЕННЕЙ
РЕЗЬБЫ НА УЧАСТКЕ Z3—Z2
_ПреЗеп износа
калибра-кольца
Калибры, приведенные в п. 2.2.3.8, являются дополне-
нием -к основной номенклатуре калибров по СТ СЭВ 2649—80
и включены в информационное приложение к этому стандар-
ту. Виды калибров для контроля наружной резьбы на участ-
ке Zi—h и внутренней резьбы на участке Z3—Z2 указаны в табл.
2.91. Схематическое изображение этих калибров приведено на
рис. 2.89—2.91.
Профиль резьбы калибров-пробок 8 и 9 должен соответст-
вовать изображенному на рис. 2.83, калибра-кольца 7 — на
рис. 2.84.
Основные размеры и предельные отклонения калибров
должны соответствовать указанным на рис. 2.89—2.91 и
в табл. 2.92.
Рис. 2.87. Расположение полей допусков гладких калибров
для контроля наружного диаметра конической резьбы
вентилей
Предел износа
калибра- кольца
Ряс. 2.88. Расположение поля допуска гладкого калибра-проб-
ки для контроля конической резьбы баллонов
Допуск шага резьбы калибров (Тр ) составляет 5 мкм.
Значение Т р относится к расстоянию между любыми вит-
ками резьбы калибра. Действительное отклонение может
быть со знаком минус или плюс.
. Отклонение конуса, включающее отклонение угла ко-
нуса, отклонение от прямолинейности образующей (линии
среднего диаметра) и отклонение от круглости в любом се-
чении, должно находиться в пределах поля допуска среднего
диаметра резьбы калибра (см. рис. 2.65).
Отклонения от совпадения плоское!и А калибра-кольца
вида / с контрольной плоскостью контрольного калибра-
пробки вида 2 не должны превышать соответственно ±0,058
я 4-0,208 мм для нового и изношенного калибров.
2.2.3.6. РАСЧЕТ РЕЗЬБОВЫХ КОНУСНЫХ КАЛИБРОВ
Размеры наружного, среднего и внутреннего диаметров
резьбовых конусных калибров в основной плоскости рассчи-
тываются по формулам, приведенным в табл. 2.86.
Диаметры резьбы и длины рабочих частей резьбовых
калибров, рассчитанные по формулам табл. 2.84 и 2.86, приве-
дены в табл. 2.87.
2.2.3.7. ГЛАДКИЕ КОНУСНЫЕ КАЛИБРЫ
Расположение полей допусков гладких конусных калиб-
ров для контроля наружного диаметра наружной резьбы
указано на рис. 2.87, калибров для контроля внутреннего
диаметра внутренней резьбы — на рнс. 2.88.
Допуски и пределы износа гладких калибров приведены
в табл. 2.88.
Отклонение конуса, включающее отклонение угла конуса,
отклонение от прямолинейности образующей и отклонение от
круглости в любом сечении, должно находиться в пределах
поля допуска диаметра (аналогично показанному на рнс. 2.65).
Отклонение от совпадения плоскости А калибра-кольца
вида 3 с измерительной плоскостью контрольного калибра-
пробки 4 не должно превышать соответственно ±0,029
и -4-0,154 мм для нового и изношенного калибров.
Диаметры гладких конусных калибров в основной плос-
кости рассчитываются по формулам, приведенным в
табл. 2.89.
Диаметры и длины рабочих частей гладких конусных
калибров, рассчитанные по формулам табл, 2.84 и 2.89. приве-
дены в табл. 2.90.
Рис. 2.89. Калибр-кольцо резьбовой конусный 7 для контро-
ля резьбы вентиля на участке Ц—Z2;
а — исполнение I; б — исполнение 2
Основная Контрольная
Рис. 2.90. Калибр-пробка резьбовой конусный контрольный
8, исполнение 1, для калибра-кольца 7
Рис. 2.91. Калнбр-пробка резьбовой конусный 9 для контроля
участка резьбы баллона Z3—Z2
а — исполнение 1; б — исполнение 2
103
При свинчивании калибра-пробки 8 с калибром-кольцом
7 их контрольные плоскости должны совпадать. Допускав
мые отклонения — в соответствии с п. 2.2.3.5.
При свинчивании резьбовых конусных калибров 7 и 9, ис-
полнение I, с контролируемой конусной резьбой изделия их
контрольная плоскость должна совпадать с торцом изделия.
Допускаемое отклонение не должно превышать ±1,5 мм.
При свинчивании резьбовых конусных калибров 7 н 9.
исполнение 2, с контролируемой конусной резьбой изделия то-
рец изделия должен находиться между контрольными плос-
костями или совпадать с одной из них.
Таблица 2.83. Виды калибров для контроля конической
резьбы вентилей и баллонов для газов (по СТ СЭВ 2649—80)
Номер вида калибра Наименование и назначение вида калибра Номер рисунка
Калибры для наружной
резьбы вентилей и относящиеся
к ним контрольные
калибры-пробки
1 Калибр-кольцо резьбовой ко- нусный 2.79
2 Калибр-пробка резьбовой ко- нусный контрольный для резьбо- вого конусного калибра-кольца 2.81, а
3 Калибр-кольцо гладкий конус- ный 2.80
4 Калибр-пробка гладкий конус- ный контрольный для гладкого конусного калибра-кольца 2.82, а
Калибры для внутренней
резьбы (баллонов)
5 Калнбр-пробка резьбовой ко- нусный 2 81
6 Калнбр-пробка гладкий конус- ный 2.82
Примечания:
1. Исполнение 1 — калибр (пробка или кольцо) с конт-
рольной плоскостью, соответствующей номинальному поло-
жению основной плоскости резьбы Исполнение 2 -- калибр1
(пробка или кольцо) с тремя контрольными плоскостями,1
соответствующими номинальному положению основной плос-
кости резьбы, а также наибольшему и наименьшему предель-
ным осевым смещениям основной плоскости резьбы.
2. Исполнение 2 является предпочтительным.
Таблица 2.84. Длины рабочих частей калибров вентилей
и баллонов (по СТ СЭВ 2649—80)
I Номер 1 вида ка- либра а2 Z2k Z1K
Номнн. Поле допус- ка Номни. Поле допус- ка Номнн. Поле допус- ка Номнн. Поле допус- ка
1 3 1 К| _ I ,. hl 1 __ — /2 js10 — —
2 4 — — — — l.. — G —
5 6 •— Д/г— TPL 2 1 с hl 1 /2 — G
Примечания:
1. Размеры Д/2, /|, /2 — по СТ СЭВ 2056—79.
2. Для калибров 2, /, 5 и 6 размер /?к является справоч-
ным.
Т а б л и ц а 2.85. Допуски резьбовых калибров для кони-
ческой резьбы вентилей и баллонов (по СТ СЭВ 2649—80)
мкм
TPL ТСР и/ GO
Калнбр-кольио Калнбр-пробка
18 16 33 27
Таблица 2.86. Формулы для расчета размеров резьбовых калибров для конической резьбы вентилей и баллонов (по
СТ СЭВ. 2649—80)
Номер вида калибра Диаметр резьбы калибра в основной плоскости
наружный средний внутренний
Номнн Пред откл. Номнн. Пред. откл. Предел износа ] Том ни Пред. откл.
1 d-|-2e i 110 канавке, не менее — с:1<ы 1 +1 dl+2es+0,268-|-TK
2 d—2es—0,268— Тр/ ±Т1± ГСР * 2 — di по канавке, не более —
5 зт ZJ—2ES—0,268— PL. 2 ± ЗТР/. Z. d2 +1^ “ 2 О2 W QQ /?,-2Е1 по канагке, не более —
Примечания:
1. Значения es, ei, ES п EI — по СТ СЭВ 2056—79. В формулы должны подставляться абсолютные значения.
2. Размер и предельные отклонения среднего диаметра калибра-кольца / указаны для координирования полей допусков конт-
рольного калибра 2 и контроля калибра-кольца измерительными приборами.
104