






































































































Author: Палей М.А
Tags: инженерия машиностроение справочник приборостроение токарное дело есдп
Year: 1989
Similar



Text
Таблица 4.20. Основные отклонения наружного н внут-
реннего диаметров резьбы в посадках с натягом (по СТ
СЭВ 306—87)
Шаг Р, мм Наружная резьба Внутренняя резьба
Диаметры р езьбы
d Di
Основные отклс >нення, мкм
es EI
е с D с
0,8 —60 — +90 —
1 —60 — +90 —
1,25 —63 — +95 —
1,5 — —140 — +140
1,75 — -145 — + 145
2 — — 150 — +150
2,5 — 160 — + 160
3 — — 170 — +170
Таблица 4.21. Допуски среднего диаметра резьбы (до-
полнение к СТ СЭВ 640—77)
Номинальный диаметр резьбы d, мм Шаг Р. мм Наружная резьба Внутренняя резьба
Степень точности
2* 2* 3**
св. ДО Допуск, мкм
т, ds Т
2,8 5,6 0,8 38 50 63
5,6 11,2 1 1,25 1,5 45 48 53 60 63 71 75 80 90
11,2 22,4 1,25 1,5 1,75 2 2,5 53 56 60 63 67 71 75 80 85 90 90 95 100 106 112
22,4 45 2 3 67 80 90 106 112 132
* По СТ СЭВ 306—87.
** По СТ СЭВ 305—87.
Таблица 4.22.
Поля допусков и посадки (переходные
и с натягом) по СТ СЭВ 305—87 и СТ СЭВ 306—87
Переходные посадки Посадки с натягом
Материал детали С внутренней резьбой Номинальный диаметр резьбы, мм Поля допусков в посадке Материал детали с внутренней резьбой Поля допусков в посадке
наружной резьбы внутренней резьбы наружной резьбы внутренней резьбы
Сталь От 5 до 16 » 18 » 30 >33 >45 » 5 » 30 4jk 4.1 4(i h 2m 4H6H 4H6H 5H6H 3H6H Чугун н алюминиевые сплавы 2г 2H5D* 2Н5С**
Чугуи, алюминиевые и магниевые сплавы Зр (2) 2H5D (2)* 2Н5С (2)**
Чугун, алюминиевые к магниевые сплавы От 5 до 16 » 13 » 30 » 33 » 45 » 5 » 30 4jk 4j 4jh 2im 5H6H 5H6H 5H6H 3H6H
Сталь, высокопрочные н титановые сплавы Зп (3) 2H4D (3)* 2Н4С (3)**
* Прн шагах до 1,25 мм.
*** При шагах свыше 1,25 мм.
9*
131
Таблица 4.23. Предельные отклонения наружной резьбы для переходных посадок (по СТ СЭВ 305—87)
Поле допуска
4jh 4j 4jk 2m
Диаметр резьбы
диаметр Шаг
резьбы d, мм мм d d, fl fl s d d г d d*
Предельное отклонение, мкм
es el es el ев el es el es el es el es el es ei
Св. 2,8 до 5,6 0,8 — — — — — — — — -24 — 174 +51 -9 -24 -174 +62 +24
Св. 5,6 1 —26 —206 +60 — 11 —26 —206 +71 +22
до 11,2 1,25 , _ — — — -28 —240 +61 —14 -28 -240 +76 +28
1,5 — — — — —*• — — -32 -268 +68 — 17 -32 —268 +85 +32
1,25 -28 -240 +71 — 14 —28 —240 +81 +28
Св- Н.2 1,5 —32 +48 —42 -32 -268 +73 —17 -32 -268 *+'$5 +32
1,75 - -34 -299 +76 Г9 -34 -299 *4^94 +34
до 22,4 2 — —38 —318 +52 —48 —38 —318 +78 -22 -318 + 101 +38
2,5 — -г- — — -42 —377 +53 -53 -** —* ** -42 -377 + 110 +42
2 -38 -318 +6 —100 -38 —318 +58 -48 __ -38 -318 + 105 +38
Св. 22,4 до 45 3 -48 —423 + 13 -112 -**48 т-423 +69 -56 —V -48 —423 + 128 4" 48
3,5 -53 -'478 + 14 -118 -53 —478 +69 -63 -** —V T—- —
4 -60 -535 + 15 -125 — —* -T— —ТГ- V» T -ЧТ» ——
4,5 -63 -563 + 18 —132 ** — —— — w
Таблица 4.24. Предельные отклонения внутренней резьбы для переходных посадок (по СТ СЭВ 305—87)
Поле допуска
ЗН6Н 4H6H 5H6H
Диаметр резьбы
диаметр резьбы d, MM Шаг Р, мм D D, Dt D D Dt D Ds D,
Предельное отклонение, MKM
EI ES EI ES EI El ES El ES EI El ES EI ES EI
Св. 2,8 0,8 0 +63 0 +200 0 0 +80 0 +200 0 0 + 100 0 +200 0
до 5,6
Св. 5,6 до 11,2 1 1,25 1,5 0 0 0 1-75 4-80 4-90 0 0 0 +236 +265 +300 0 0 0 0 0 0 +95 MOO -112 0 0 0 +236 +265 +300 0 0 0 0 0 0 + П8 + 125 + 140 0 0 0 +236 +265 +300 0 0 0
Св. 11,2 до 22,4 1,25 1,5 1,75 2 2,5 0 0 0 0 0 +90 +95 + 100 + 106 + 112 0 0 0 0 0 +265 +300 +335 +375 +450 Q 0 0 0 0 0 0 0 0 0 - - hl 12 -118 -125 -132 1-140 0 0 0 0 0 +265 +300 +335 +375 +450 0 0 0 0 0 0 0 0 0 0 + 140 + 150 + 160 +170 +180 0 0 0 0 0 +265 +300 +335 +375 +450 ’ 0 0 0 0 0
Св. 22,4 до 45 2 3 3,5 4 4,5 0 0 4 4 -112 -132 0 0 +375 +500 0 0 0 0 0 + 140 +170 + 180 *»” 0 0 0 +375 +500 +560 0 0 0 0 0 0 0 0 - M80 -212 1-224 [-236 [-250 0 0 0 0 0 +375 +500 +560 +600 +670 0 0 0 0 0
132
2Н5С
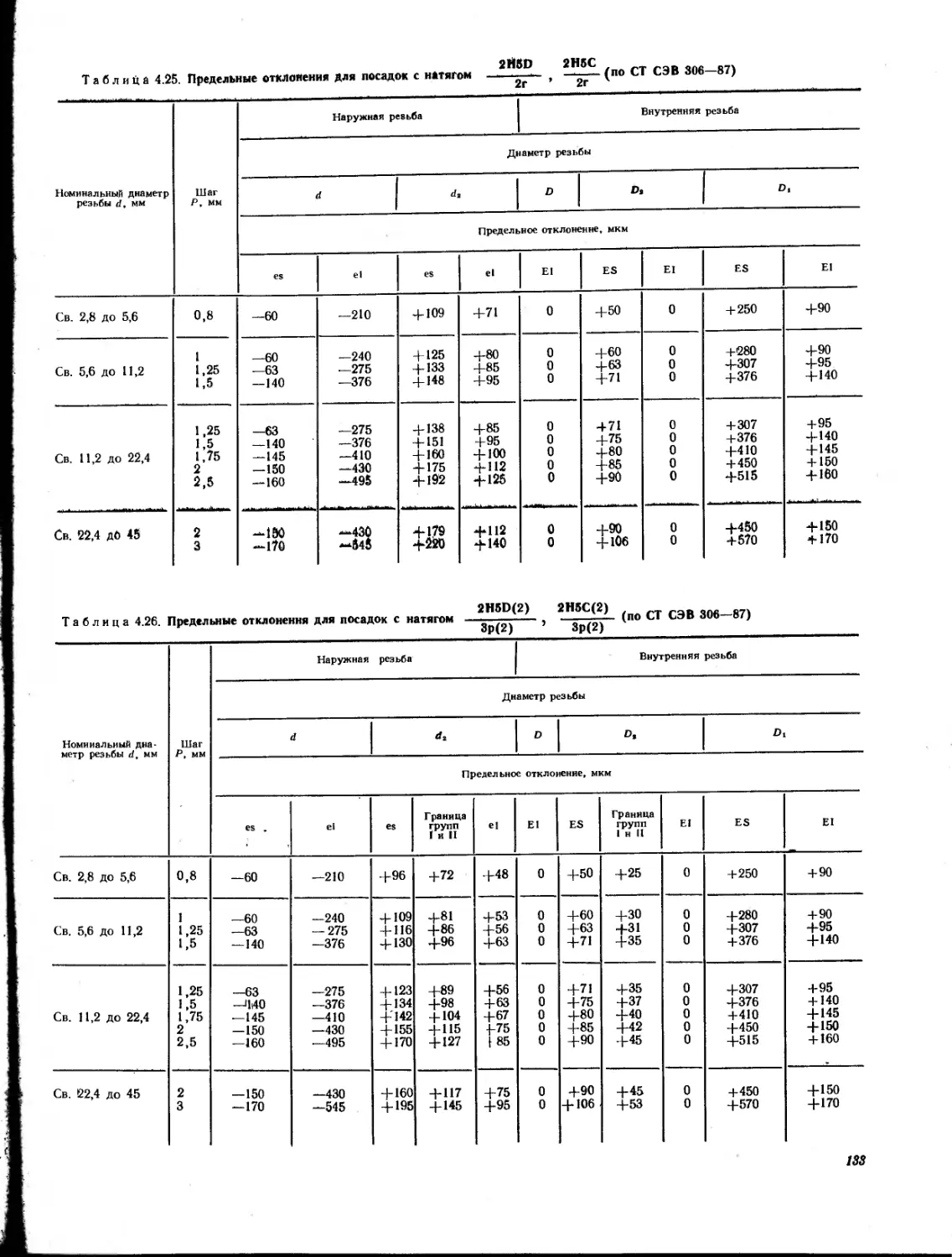
Таблица 4.25. Предельные отклонения для посадок с натягом (по СТ СЭВ 306—87)
Наружная резьба Внутренняя резьба
Диаметр резьбы
Номинальный диаметр резьбы d, мм Шаг Р, мм d D D,
Предельное отклонение, мкм
es el es el El ES EI ES EI
Св. 2,8 до 5,6 0,8 —60 —210 + 109 +71 0 +50 0 + 250 +90
1 —60 —240 + 125 +80 0 +60 0 +280 +90
Св. 5,6 до 11,2 1,25 1,5 —63 —140 —275 —376 + 133 + 148 +85 +95 0 0 +63 +71 0 0 +307 +376 +95 + 140
Св. 11,2 до 22,4 1,25 1,5 1,75 2 2,5 —63 —140 — 145 —150 — 160 —275 —376 —410 —430 —495 + 138 + 151 + 160 + 175 + 192 +85 +95 + 100 + 112 +125 0 0 0 0 0 + 71 +75 +80 +85 +90 0 0 0 0 0 + 307 +376 +410 + 450 +515 +95 +140 + 145 + 150 + 160
Св. 22,4 дб 45 2 3 —150 -170 «“*430 - Й45 + 179 +220 +112 + 140 0 0 +90 + 106 0 0 +450 +570 + 150 + 170
Таблица 4.26. Предельные отклонения для посадок с натягом
2Н8С(21 (по СТ СЭВ 306—87)
Зр(2)
2H5D(2)
ЗР(2)
Наружная резьба Внутренняя резьба
Диаметр резьбы
Номинальный диа- метр резьбы dt мм Шаг Р, мм d 42 D О, D
Предельное отклонение, мкм
es . ei es Граница групп 1 и II el Е1 ES Граница групп 1 н II EI ES EI
Св. 2,8 до 5,6 0,8 —60 —210 +96 +72 +48 0 +50 +25 0 +250 + 90
Св. 5,6 до 11,2 1 1,25 1,5 —60 —63 — 140 —240 — 275 —376 + 109 + 116 + 130 +81 +86 +96 +53 +56 +63 0 0 0 +60 +63 +71 +30 +31 +35 0 0 0 +280 +307 +376 + 90 +95 +140
Св. 11,2 до 22,4 1,25 1,5 1,75 2 2,5 —63 —'140 — 145 —150 —160 —275 —376 —410 —430 —495 + 123 + 134 + 142 + 155 + 170 +89 +98 + 104 + 115 + 127 +56 +63 +67 4-75 | 85 0 0 0 0 0 +71 +75 +80 +85 +90 +35 +37 +40 +42 +45 0 0 0 0 0 +307 +376 + 410 +450 +515 +95 + 140 + 145 +150 + 160
Св. 22,4 до 45 2 3 — 150 —170 —430 -545 + 160 + 195 + Н7 + 145 +75 +95 0 0 +90 + 106 +45 +53 0 0 +450 +570 +150 +170
133
~ „ 2H4D(3) 2Н4С(3)
Таблица 4.27. Предельные отклонения для посадок с натягом -------- , --------J---(по СТ СЭВ 306—87)
3п(3) ’ 3п(3)
Номинальный диаметр резьбы d, мм Шаг Р, мм Наружная резьба Внутренняя резьба
Диаметр резьбы
d d. D D, Di
Предельное отклонение, мкм
es ei es Граница групп ei EI ES Граница групп EI ES EI
II н I III и И II и I III и II
Св. 2,8 до 5,6 0,8 —60 -210 +82 +66 +50 +34 0 +50 +33 + 16 0 +215 +90
Св. 5,6 до 11,2 1 1,25 1,5 -60 -63 —140 —240 —275 —376 +94 + 102 + 112 +75 +82 +89 +56 +62 +67 +38 +42 +45 0 0 0 +60 +63 +71 +40 +42 +47 +20 +21 +23 0 0 0 +240 +265 +330 +90 +95 + 140
Св. 11,2 до 22,4 1,25 1,5 1,75 2 2,5 —63 — 140 — 145 —150 — 160 —275 —376 —410 —430 -495 + 109 + 116 + 125 -г 133 + 148 +86 +92 +100 + 106 + 119 +64 +68 +75 +79 +91 +42 +45 +50 +53 +63 0 0 0 0 0 +71 +75 +80 +85 +90 +47 +50 +54 +56 +60 +23 +25 +27 +28 +30 0 0 0 0 0 +265 +330 +357 +386 +440 +95 + 140 + 145 + 150 + 160
Св. 22,4 до 45 2 3 —150 —170 —430 -545 + 138 + 171 + 109 + 137 +81 + 104 +53 +71 0 0 +90 + 106 +60 +70 +30 +35 0 0 +386 +485 + 150 + 170
Таблица 4.28. Допуски шага и угла наклона боковой стороны профиля резьбы
для посадок переходных н с натягом (по СТ СЭВ 305—87 н СТ СЭВ 306—87)
Шаг резьбы, мм Т , мкм Р ± 0.5 Т а/2
0,8; 1; 1,25 12 50'
1,5; 1,75 16 45'
2; 2,5 20 40'
3; 3,5 24 35' г.т -Ш., и;
4; 4,5 28 30'
Примечания:
1. Значения Тр относятся к расстоянию между любыми витками резьбы в пределах
длины свинчивания. Действительное отклонения шага может быть со знаком минус
или плюс.
2. Отклонения шага н угла наклона боковой стороны профиля не подлежат
обязательному контролю, если это не оговорено особо.
134
Глава 4.3
МЕТРИЧЕСКИЕ РЕЗЬБЫ ДИАМЕТРОМ МЕНЕЕ I мм
В данной главе излагаются сведения о перечисленных в
табл. 4.29 нормативно-технических документах на цилиндриче-
ские метрические резьбы малых размеров. Эти резьбы имеют
отличия от остальных метрических резьб в части допусков, а
в отдельных нормативных документах и в номинальном про-
филе, и поэтому рассматриваются отдельно.
4.3.1. ПРОФИЛЬ
На метрические резьбы для диаметров менее 1 мм, сог-
ласно СТ СЭВ 180—75, распространяется единый профиль
метрической резьбы (см. гл. 4.2). Размеры элементов профиля
при шагах, применяемых для диаметров менее 1 мм, приведе-
ны в табл. 4.30.
В рекомендации ИСО/Р1501—1970 предусмотрен специ-
альный профиль резьбы, отличающийся от профиля по СТ
СЭВ 180—75 и ИСО 68—197.3 увеличенным срезом по внут-
реннему диаметру (0,320744'Н вместо 0,25 Н). Соответственно
уменьшено номинальное значение рабочей высоты профиля
резьбы Hi = 0,554256H вместо 0.625Н. Указанные различия,
однако, не приводят к нарушению взаимозаменяемости резьб
по стандартам СЭВ и ИСО/РГ501 —1970, так как компенсиру-
ются за счет предельных отклонений внутреннего диаметра
резьбы по СТ СЭВ 837—78 (см. п. 4.3.4).
4.3.2. ДИАМЕТРЫ И ШАГИ
Диаметры и шаги по СТ СЭВ 181—75 для резьб диамет-
ром менее 1 мм приведены в табл. 4.31. В рекомендации
ИСО/Р 1501 нет резьбы диаметром 0,25 мм, и дополнительно
предусмотрены резьбы с диаметрами 1; 1,1; 1,2 мм (все с ша-
гами 0,25 мм) и 1,4 мм (с шагом 0,3 мм).
4.3.3. ОСНОВНЫЕ РАЗМЕРЫ
Основные размеры по СТ СЭВ 182—75 (см. п. 4.2.3) для
резьб диаметром менее 1; мм приведены в табл. 4.31.
В ИСО/Р1501—1970 отличаются номинальные значения
внутренних диаметров di=Dt (табл. 4.32). Однако эти отли-
чия не приводят к нарушению взаимозаменяемости резьб по
ИСО/Р 1501—1970 и по стандартам СЭВ, так как компенсиру-
ются за счет предельных отклонений внутреннего диаметра
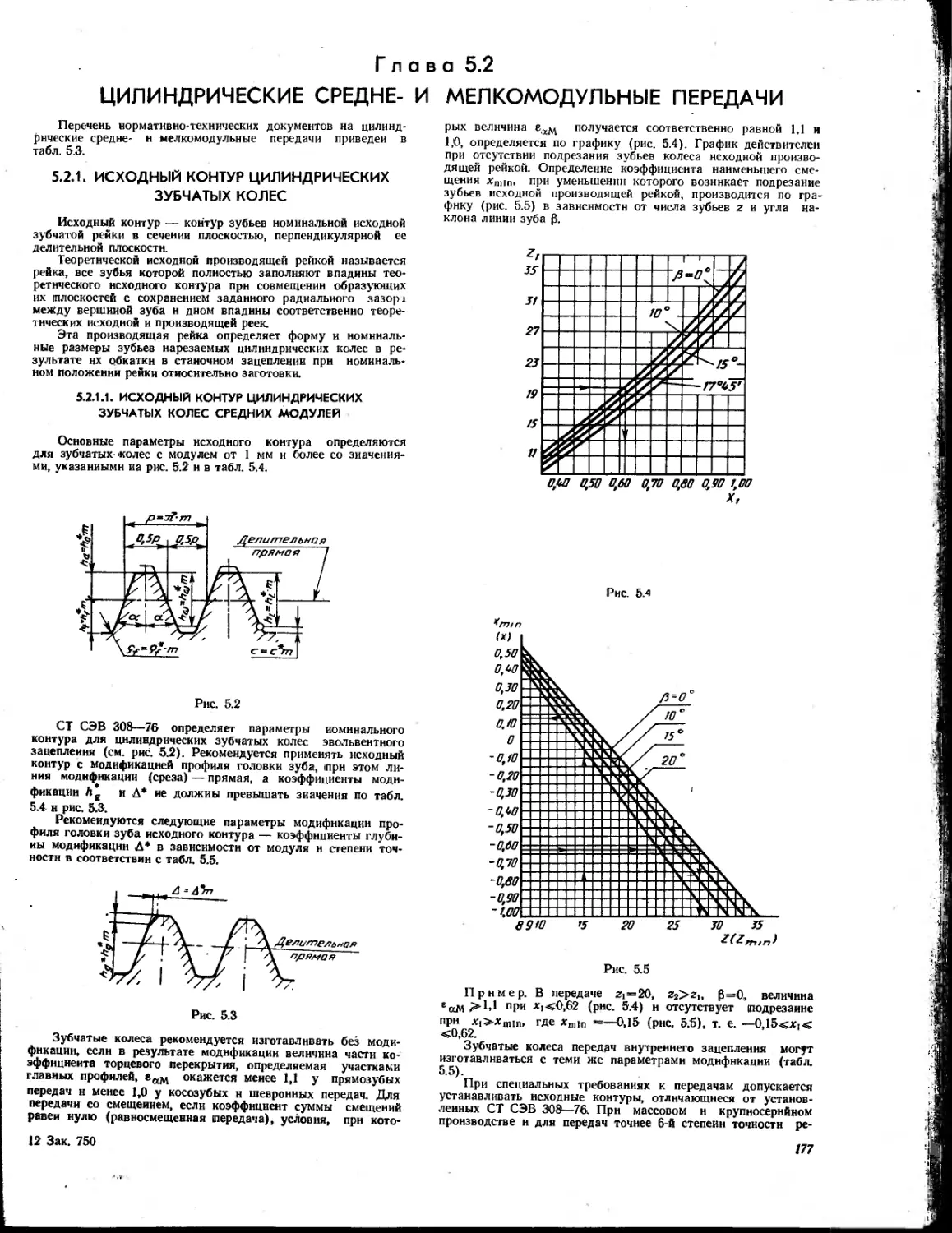
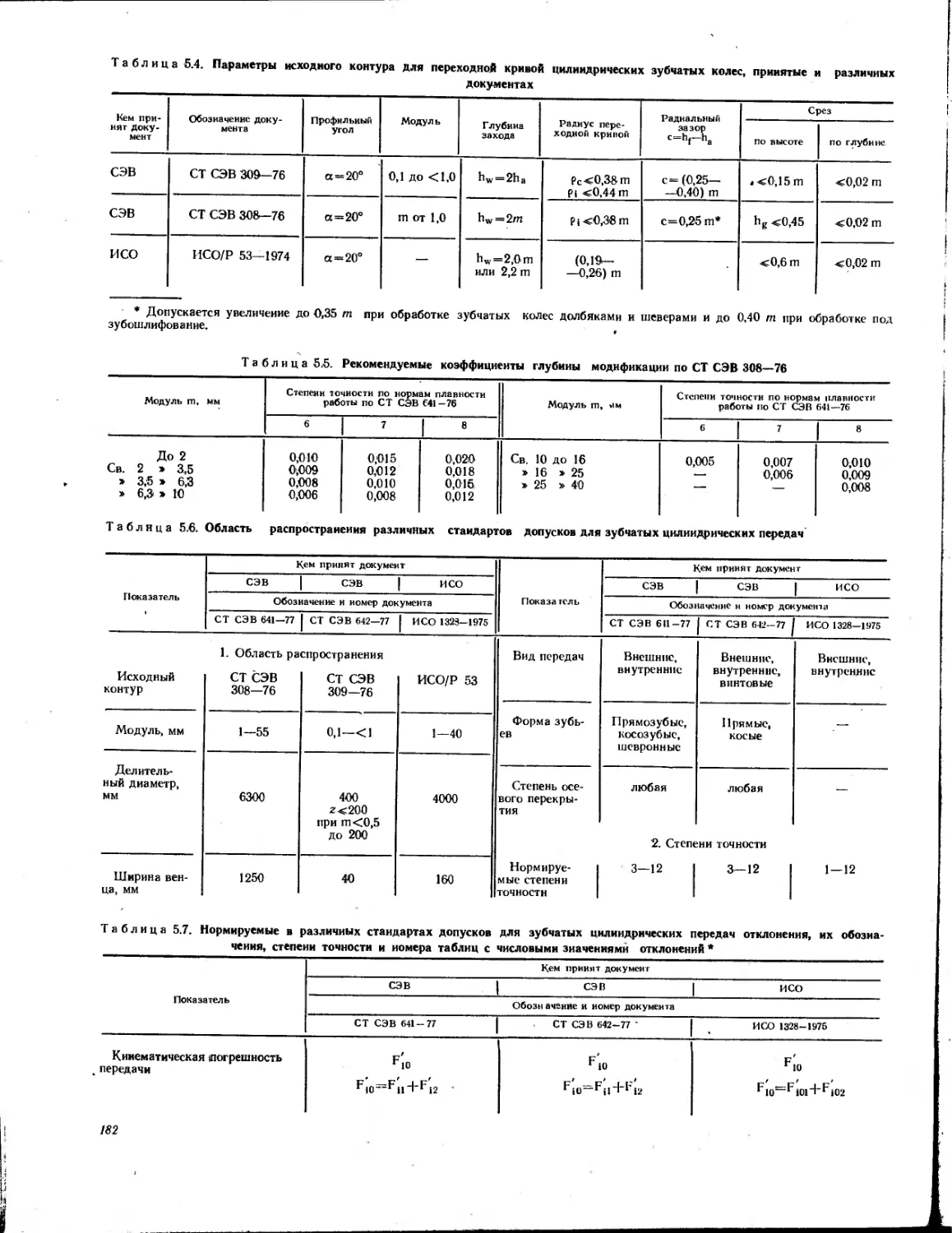
резьбы по СТ СЭВ 837—78 (см. п. 4.3.4).
4.3.4. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
4.3.4.1. СТ СЭВ 837—78
Для резьб диаметрами меиее 1 мм установлены лишь
посадки с зазором. Схемы полей допусков наружной и внут-
ренней резьбы приведены иа рис. 4.11„.
Номера степеней точности .и буквенные обозначения ос-
новных отклонений, предусмотренные для резьб диаметром
меиее 1 мм, приведены в табл. 4.33. Числовые значения до-
пусков даны в табл. 4.3'4, а основных отклонений — в
табл. 4.35. Они установлены эмпирически н ие соответствуют
расчетным формулам, принятым в системе допусков метриче-
ской резьбы диаметрами от 1 до 600 мм по СТ СЭВ 640—77.
Допуски среднего диаметра являются суммарными.
Основные отклоиеиия внутреннего диаметра резьбы и
Di рассчитаны таким образом, чтобы сместить поля допусков
этих диаметров на величину разности высот профилей по
СТ СЭВ 180—75 и ИСО/Р1501—1970. Основные отклонения
диаметров dx и D\ ие зависят от основных отклонений средне-
го диаметра резьбы.
Форма впадины наружной резьбы регламентируется
следующими условиями (рис. 4.12):
реальный профиль впадины не должен выходить за ли-
нию плоского среза на расстоянии 0,32Н от вершины исход-
ного треугольника; его следует располагать между этой лини-
ей и линией плоского среза на расстоянии Н/8 от вершины
исходного треугольника;
При закругленной форме впаднны радиус кривизны ие
должен превышать /?тах=0,2Р.
Поля допусков наружной и внутренней резьбы и
их сочетания в посадках приведены в табл. 4.36.
В обозначении поля допуска резьбы указывается поле дг
пуска среднего диаметра (степень точности и основное откло-
нение) и степень точности диаметра выступов (наружного ди-
аметра d для наружной резьбы м диаметра для внутрен-
ней резьбы).
Предельные отклонения диаметров наружной резьбы
приведены в табл. 4.37, внутренней резьбы — в табл. 4.38.
В информационных приложениях к СТ СЭВ 837—78
приведены предельные значения рабочей высоты профиля
Нолах и Himin, соответствующие посадкам по табл. 4.36, а
также данные о взаимозаменяемости резьбы по СТ СЭВ
837—78 и ИСО/Р1501—1970.
4.3.4.2. РЕКОМЕНДАЦИЯ ИСО/Р 1501—1970
Основные отличия допусков по ИСО/Р1501 от СТ СЭВ
837—78 сводятся к следующему.
L. Допуски установлены для резьбы с диаметрами от 0,3
до 1,4 мм.
2. Основные отклонения диаметров Dt и равны нулю.
3. Для диаметра d не предусмотрено допусков по 5-й
степени точности.
4. Отсутствует поле допуска наружной резьбы 5Ь5.
5, Установлены допуск и основное отклонение внутрен-
него диаметра по дну впадины наружной резьбы—d3 (табл.
4.39).
6. Вместо предельных отклонений приведены предельные
значения диаметров резьбы.
Несмотря на различия, имеющиеся в СТ СЭВ 837—78 и
ИСО/Р 1501 —1970 в отношении предельных отклонений внут-
реннего диаметра резьбы dr, Dt, предельные размеры этих ди-
аметров по обоим документам совпадают с учетом различий в
номинальных значениях диаметров dt, D\ (рис. 4.13). Таким
образом, резьбы выполненные по стандартам СЭВ и рекомен-
дации ИСО/Р 1501—1970, полностью взаимозаменяемы.
4.3.5. ОБОЗНАЧЕНИЯ РЕЗЬБЫ
Обозначение резьбы состоит из двух частей — из обозна
чений размеров и полей допусков.
Согласно СТ СЭВ 181г—75 для резьб менее 1 мм, имеющих
только крупные шаги, обозначение размера состоит из буквы
«М» и номинального диаметра.
Например: МО,25.
Для левой резьбы в конце ставят буквы «LH».
Например: MO.25LH.
В полном обозначении резьбы обозначение поля допу-
ска или посадки по СТ СЭВ 837—78 помещают за обозначе-
нием размера и отделяют от него горизонтальной чертой.
Например: М0,5—5h3;
МО,5—4H5/5h3.
Согласно ИСО/Р 1501—1970, в начале обозначения вмес-
то бу\вы «М» ставится буква «S», что подчеркивает отличие
профиля резьбы от установленного в ИСО 68.
135
С основным отклонением В
Рис. 4.12. Границы профиля впадины наружной резьбы
С основным отклонением Н
Рис. 4.11. Расположение полей допусков резьб меиее 1 мм:
а — для наружной резьбы; б — для внутренней резьбы
Рис. 4.13. Номинальный про-
филь резьбы для диаметров
менее 1 мм и поля допусков
внутреннего диаметра:
а — по СТ СЭВ' 180-75 н СТ СЭВ
837—78; б — по ИСО/Р 1501—1970;
1 — поле допуска внутреннего ди-
аметра внутренней резьбы; 2 —
наружной резьбы
Таблица 4.29. Нормативно-технические документы иа резьбы для диаметров менее 1 мм
Кем принят документ Обозначение доку- мента Наименование документа 1 Кем принят I документ Обозначение доку- мента Наименование документа
СЭВ СТ СЭВ 180—75 СТ СЭВ 181—75 СТ СЭВ 182—75 Основные нормы взаимозаме- няемости. Резьба метрическая. Профиль. Основные нормы взаимозаме- няемости. Резьба метрическая. Диаметры и шаги. Основные нормы взаимозаме- няемости. Резьба метрическая. Основные размеры. СЭВ СТ СЭВ 837—78 Основные нормы взаимоза- меняемости. Резьба метричес- кая для диаметров менее 1 мм. Допуски.
исо ИСО/Р1501—1970 Резьба метрическая ИСО ми. ннатюрная
136
Таблица 4.30. Размеры элементов профиля резьбы для диаметров менее 1 мм (по СТ СЭВ 180—75)
мм
Шаг р i/q "= 2 ₽= = 0,866025404 Р I н= = 0,541265877 Р 8 "= = 0.324759526 Р н 4 = 0,216506351 Р н _ 8 =0,108253175 Р R- н - * 6 = 0.144337567 Р
0,075 0,064952 0,040595 0,024357 0,016238 0,008119 0,010825
0,08 0,069282 0,043301 0,025981 0,017321 0,008660 0,011547
0,09 0,077942 0,048714 0,029228 0,019486 0,009743 0,012990
0,1 0,086603 0,054127 0,032476 0,021651 0,010825 0,014434
0,125 0,108253 0,067658 0,040595 0,027063 0,013532 0,018042
0,15 0,129904 0,081190 0,048714 0,032476 0,016238 0,021651
0,175 0,151554 0,094722 0,056833 0,037889 0,018944 0,025259
0,2 0,173205 0,108253 0,064952 0,043301 0,021651 0,028868
0,225 0,194856 0,121785 0,073071 0,048714 0,024357 0,032476
Таблица 4.31. Диаметры, шаги и основные размеры резьб менее 1 мм (по СТ СЭВ 181—75 и СТ СЭВ 182—75)
мм
Номинальный диаметр резьбы d Шаг (круп- ный) > Диаметр резьбы Номинальный диаметр резьбы d Шаг (круп- ный) Р Диаметр резьбы
Ряд I Ряд 2 d = D <?2 ^2 di = Dt d3 Ряд 1 Ряд 2 d~D di —D 2 d,=D, d,
0,25 — 0,075 0,250 0,201 0,169 0,158 0,5 — 0,125 0,500 0,419 0,365 0,347
0,3 0,08 0,300 0,248 0,213 0,202 0,55 0,550 0,469 0,415 0,397
— 0,35 0,09 0,350 0,292 0,253 0,240 0,6 — 0,15 0,600 0,503 0,438 0,416
0,4 — 0,1 0,400 0,335 0,292 0,277 0,7 0,175 0,700 0,586 0,511 0,485
0,8 — 0,2 0,800 0,670 0,583 0,555
— 0,45 0,450 0,385 0,342 0,327
— 0,9 0,225 0,900 0,754 0,656 0,624
Таблица 4.32. Внутренний диаметр метрической
миниатюрной резьбы d,; D> по ИСО/Р1501—1970
мм
Номинальный диаметр резьбы d d, = D, Номинальный диаметр резьбы d d, = о.
0,3 0,223 0,7 0,532
0,35 0,264 0,8 0,609
0,4 0,304 0,9 0,684
0,45 0,354 1 0,760
0,5 0,380 1,1 0,860
0,55 0,430 1,2 0,960
0,6 0,456 1,4 1,112
Таблица 4.33. Степени точности и основные
отклонения (по СТ СЭВ 837—78)
Вид резьбы Диаметр резьбы Степень точнос- ти Основное от- клонение
Наружная d 3; 5 h
резьба ^2 5 h
d, — «
Внутренняя D О; H
резьба d2 3; 4 G; H
5; 6 «
— буквенные обозначения не предусмотрены
137
к
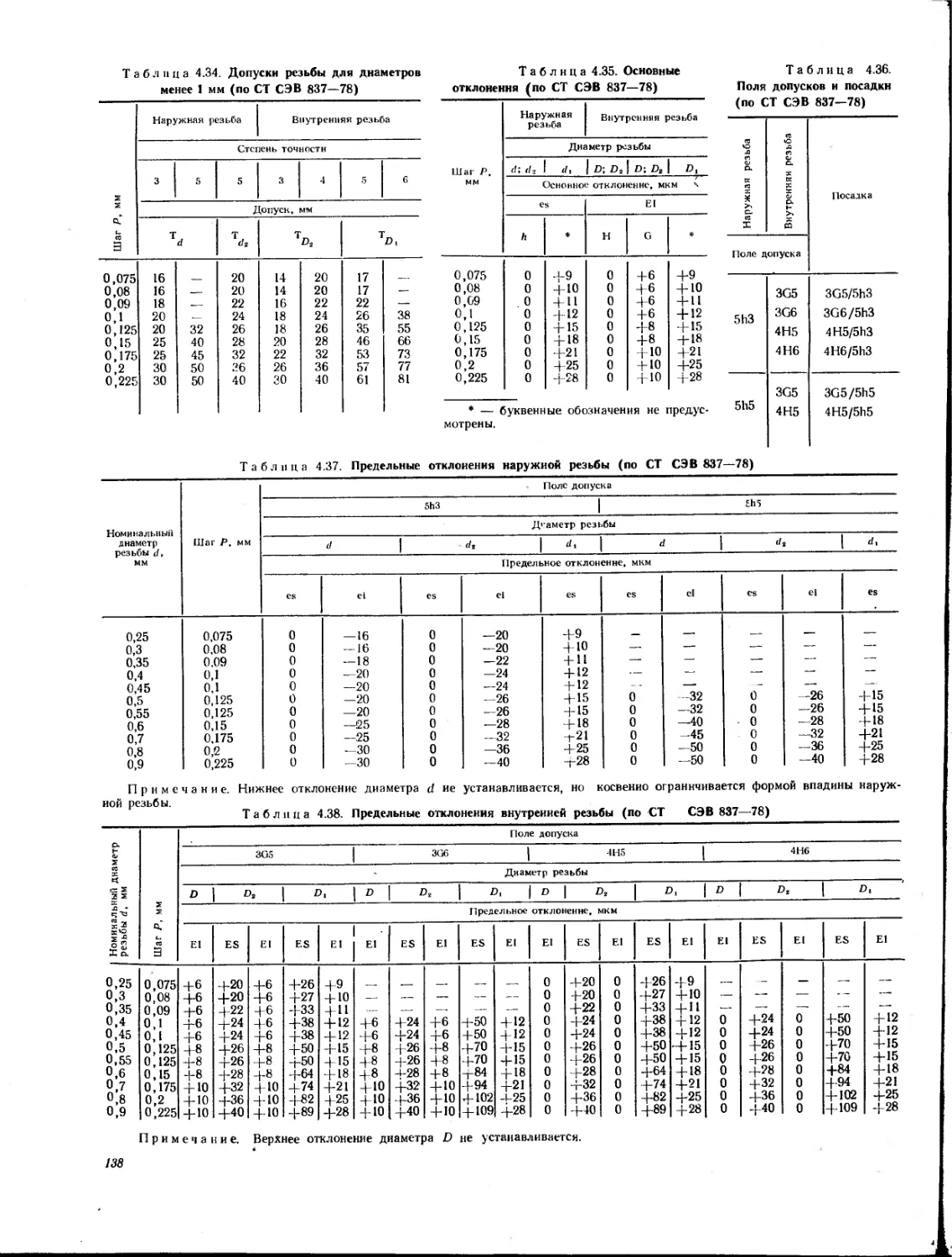
Таблица 4.34. Допуски резьбы для диаметров
менее 1 мм (по СТ СЭВ 837—78)
Шаг Р, мм Наружная резьба Внутренняя резьба
Степень точности
3 5 5 3 4 5 6
Допуск, мм
та Т т ^2 то,
0,075 16 20 14 20 17
0,08 16 — 20 14 20 17 —
0,09 18 — 22 16 22 22 —
0,1 20 .— 24 18 24 26 38
0,125 20 32 26 18 26 35 55
0,15 25 40 28 20 28 46 66
0,175 25 45 32 22 32 53 73
0,2 30 50 36 26 36 57 77
0,225 30 50 40 30 40 61 81
Таблица 4.35. Основные
отклонения (по СТ СЭВ 837—78)
Наружная резьба Внутренняя резьба
Диаметр резьбы
Шаг Р, d; d. </, 1 D-, D2 D; D2 D,
мм Основное отклонение, мкм ч
es El
Л ♦ Н G *
0,075 0 |-9 рю 0 +6 +9
0,08 0 0 +6 + 10
0,09 0 - И 0 +6 + U
0,1 0 12 0 +6 + 12
0,125 0 г 15 0 -1-8 + 15
0,15 0 г18 0 + 18
0,175 0 21 0 + 10 +21
0,2 0 25 0 + 10 +25
0,225 0 — 28 0 + 10 +28
* — буквенные обозначения не предус-
мотрены.
Таблица 4.36.
Поля допусков и посадки
(по СТ СЭВ 837—78)
Наружная резьба Внутренняя резьба Посадка
Поле д спуска
3G5 3G5/5H3
5h3 3G6 3G6/5H3
4Н5 4Н5/5113
4Н6 4Н6/5ПЗ
5h5 3G5 3G5/5H5
4Н5 4H5/5h5
Таблица 4.37. Предельные отклонения наружной резьбы (по СТ СЭВ 837—78)
Поле допуска
5h3 | Eh 5
Д’аметр резьбы
диаметр Шаг Р, мм </ | <!, d I dt 1 dt
1 • I
мм Предельное отклонение, мкм
es ei es ei es es el es ei es
0,25 0,075 0 —16 0 —20 +9 — — —
0,3 0.08 0 —16 0 —20 + Ю — —- —- — —
0,35 0,09 0 —18 0 —22 + H — —• — — —
0,4 0,1 0 —20 0 —24 + 12 — — — — —
0,45 0,1 0 —20 0 —24 + 12 _ . .—- — —
0,5 0,125 0 —20 0 —26 + 15 0 -32 0 —26 +15
0,55 0,125 0 —20 0 —26 + 15 0 —32 0 —26 +15
0,6 0,15 0 —25 0 —28 + 18 0 —40 0 —28 +18
0,7 0,175 0 —25 0 —32 -t-21 0 -45 0 —32 +21
0,8 0,2 0 —30 0 —36 + 25 0 —50 0 —36 +25
0,9 0,225 0 —30 0 —40 -r28 0 —50 0 —40 +28
Примечание. Нижнее отклонение диаметра d не устанавливается, но косвенно ограничивается формой впадины наруж-
ной резьбы.
Таблица 4.38. Предельные отклонения внутренней резьбы (по СТ СЭВ 837—78)
4» s Поле допуска
3G5 3G6 I 4H5 4H6
w к Kt Диаметр резьбы
= s z s D о2 D, D d2 Dt D D, D, D.
5^ Предельное отклонение. v!KM
к 3 s'O s Л о 2 X ex < w a EI ES El ES EI • EI ES EI ES EI El ES EI ES EI El ES El ES EI
0,25 0,075 +6 +20 +6 +26 +9 . — 0 +20 0 +26 +9 — - — — —
0,3 0,08 +6 +20 +6 +27 + Ю — — — — — 0 +20 0 +27 + 10 — — — — —
0,35 0,09 +6 22 +6 +33 + H .— — — — -— 0 +22 0 +33 + П — — — —„ —
0,4 0,1 +6 +24 +6 +38 + 12 +6 +24 +6 +50 + 12 0 +24 0 +38 + 12 0 +24 0 +50 + 12
0,45 0,1 +6 +24 +6 +38 + 12 +6 +24 +6 +50 + 12 0 +24 0 +38 + 12 0 +24 0 +50 + 12
0,5 0,125 +8 +26 +8 +50 + 15 +8 +26 +8 +70 + 15 0 +26 0 +50 -+15 0 +26 0 +70 4-15
0,55 0,125 +8 +26 +8 +50 + 15 +8 +26 +8 +70 + 15 0 +26 0 +50 + 15 0 +26 0 +70 + 15
0.6 0,15 +8 +28 +8 +64 + 18 +8 4-28 +8 T84 + 18 0 +28 0 +64 + 18 0 +28 0 +84 + 18
0,7 0,175 + 10 +32 + Ю +74 +21 10 +32 + 10 +94 +21 0 +32 0 +74 +21 0 +32 0 +94 +21
0,8 0,2 + 10 +36 + 10 +82 4 25 4 10 +36 + 10 + 102 4-25 0 +36 0 +82 +25 0 +36 0 + 102 +25
0,9 0,225 + 10 +40 + Ю +89 +28 + 10 +40 +10 + 109 4-28 0 +40 0 +89 +28 0 +40 0 + 109 4-28
Примечание. Верхнее отклонение диаметра D не устанавливается.
138
Таблица 4.39. Основные отклонения и допуски диаметра d3 по ИСО/t1
1501—1970
Шаг Р, мм es . мкм г/я Т , мкм d я Шаг Р, мм es , мкм d3 Т , мкм
0,08 —13 20 0,175 —28 36
0,09 — 14 22 0,2 —32 40
0,1 — 16 24 0,225 —36 44
0,125 —20 28 0,25 -40 48
0.15 —24 32 0,3 —48 56
Глава 4.4
МЕТРИЧЕСКИЕ РЕЗЬБЫ ДЛЯ ПРИБОРОСТРОЕНИЯ
В приборостроении применяются не только метрические
резьбы обшего назначения, данные о которых содержатся в
гл. 4.2, но 11 дополнительные метрические резьбы, отличающи-
еся главным образом диаметрами и тагами. Нормативно-тех-
нические документы на резьбы для приборостроения самым
тесным образом увязаны с документами на резьбы общего на-
значения, во многих случаях являясь их дополнением или ог-
раничением.
В данной главе приводятся сведения о перечисленных в
табл. 4.43 нормативнс-технических документах. Отдельных
документов ИСО на резьбы для приборостроения ие имеется.
4.4.1. ПРОФИЛЬ
СТ СЭВ 180—75 распространяется и на резьбы для при-
боростроения. Сведения об этом стандарте приведены в
и. 4.2.1.
4.4.2. ДИАМЕТРЫ И ШАГИ
СТ СЭВ 18®—75 распространяются на диаметры от 3,5
до 400 мм и шали от 0.25 до 2 мм метрических резьб с профи-
лем по СТ СЭВ 180—75, допускаемые к применению в прибо-
ростроительной промышленности в том случае, когда диамет-
ры и шаги резьб по СТ СЭВ 181—75 не могут удовлетворять
функциональным и конструктивным требованиям.
В технически обоснованных случаях диаметры н шаги
резьб по СТ СЭВ 183—75 допускается применять и в других
отраслях. Содержащиеся в стандарте СЭВ диаметры и шаги
резьб указаны в табл. 4.41.
4.4.3. ОСНОВНЫЕ РАЗМЕРЫ
СТ СЭВ 184—75 устанавливает номинальные шачення на-
ружного, среднего и внутреннего диаме:рон резьбы для диа-
метров и Й1агов по СТ СЭВ 183—75. Расчет згих диампрон
произведен по формулам (4.1) —(4.3). приведенным в гл. 4.2,
В данном справочнике с целью ботее компактною изло-
жения материала взамен абсолютных значений размеров резь-
бы по СТ СЭВ 184—75 приводятся формулы для упрощенного
их определения (табл. 4.42), пользование которыми сводит
расчеты к минимуму.
4.4.4. ДОПУСКИ
Допуски метрической резьбы для приборостроения соот-
ветствуют общей системе допусков метрической резьбы по
СТ СЭВ 640—77 (см. п. 4.2.4), в котором предусмотрены зна-
чения допусков, основных отклонений и длин свинчивания для
всех диаметров и шагов по СТ СЭВ 183—75. Специфическим
для приборостроения может быть лишь ограниченный отбор
полей допусков из числа установленных в СТ СЭВ 640—77.
Предполагается, что соответствующие ограничения при
необходимости будут вводиться в стандартах отраслевого ха-
рактера.
В частности, в предшествовавшем документе PC 3317 —
—71 для резьбы в приборостроении не предусматривались поля
допусков класса «грубый».
4.4.5. ОБОЗНАЧЕНИЯ РЕЗЬБ
В соответствии со стандартами СЭВ, метрические резьбы
для приборостроения (их размеры и допуски) обозначаются
аналогично резьбам общего назначения (см. п. 4.2.6).
Таблица 4.40. Нормативно-технические документы на метрические резьбы
для приборостроения
Кем принят документ Обозначение доку- мента Наименование документа Кем принят докумейт Обозн^ченвр доку- мента Наименование документа
СЭВ СТ СЭВ 180—75 СТ СЭВ 183—75 Основные нормы взаимозаме- няемости. Резьба метрическая. Профиль. Основные нормы взаимозаме- няемости. Резьба метрическая для приборостроения. Диамет- ры н шаги. СЭВ СТ СЭВ 184—75 СТ СЭВ 640—77 Основные нормы взаимозаме- няемости. Резьба метрическая для приборостроения. Основные размеры. Основные нормы взаимозаме- няемости. Резьба метрическая. Допуски. Посадки с зазором.
139
Таблица 4.41. Диаметры и шаги метрической резьбы для приборостроения
(по СТ СЭВ 183—75)
мм
Номинальный диаметр резьбы d Шаг Р Номинальный диаметр резьбы d Шаг Р
Ряд 1 РЯД 2 Ряд I Ряд 2
3,5 0,5 11,5 1 0,75 0,5 — —
4 — — — — —. 0,35 0,25 12 — — — —— — 0,35 —
4,5 — — _ь_ — 0,35 0,25 — 12,5 1,5 1 0,75 0,5 — —
5 — — — 0,35 0,25 — 13 1,5 1 0,75 0,5 — —
5,5 . 0,35 0,25 — 13,5 1,5 1 0,75 0,5 — ——
6 .— ! — 0,35 0,25 — 14,5 1,5 1 0,75 0,5 — —
— 6,5 — 0,75 0,5 0,35 0,25 15 —— — —• 0,75 0,5 — —
7 — —. — 0,35 0,25 —• 15,5 — — — 0,5 — —
7,5 — — 0,75 0,5 0,35 0,25 — 16,5 .— —— — 0,5 — —
8 — 0,35 0,25 17 — .— — 0,75 0,5 —. —
8,5 . 1 0,75 0,5 —. — 17,5 — —- 0,75 0,5 — —
9 — — .— 0,35 — — 18,5 — — —. 0,5 — —
9,5 1 0,75 0,5 0,35 — — 19 1,5 1 0,75 0,5 —• —
10 —- — 0,35 —. —- 19,5 —- — •— 0,5 — —
10,5 1 0,75 0,5 — — — 20,5 — 1 — 0,5 — —
11 — — — 0,35 — — 21 1,5 1 0,75 0,5 —
П родолжение табл. 4.41
мм
Номинальный диаметр резьбы d - Шаг Р Номинальный дйаыетр резь- бы d Шаг р Номинальный диаметр резь- бы d Шаг р
Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2
21,5 . 0,5 34,5 0,5 46 1,5 1 0,75 0,5
22,5 0,5 35 — — 1 0,75 0,5 — 46,5 — — —— 0,5
23' 1,5 1 0,75 0,5 35,5 -— -— —- 0,5 — 47 1,5 — 0,75 0,5
23,5 0,5 36 — — — 0,75 0,5 — 47,5 —. -— — 0,5
24 — 0,5 — 36,5 — — — 0,5 48 -— — — 0,75 0,5
25 24,5 — 0,75 0,5 0,5 — 37 37,5 1,5 0,75 0,5 0,5 — 48,5 49 1,5 — 0,75 0,5 0,5
25,5 0,5 38 — — 1 0,75 0,5 — 49,5 — — 0,75 0,5
26 I 0,75 0,5 38,5 — — — 0,5 50 — — 1 0,75 0,5
26,5 0,5 39 — — — 0,75 0,5 — (50,5) — — — 0,5
27 _ 0,5 39,5 — — — 0,5 — 51 1,5 1 0,75 0,5
27,5 0,5 40 — ——. 1 0,75 0,5 — (51,5) — — 0,75 0,5
28 0,75 0,5 -— 40,5 — .— — 0,5 52 — — 0,75 0,5
28,5 29 0,5 — 41 1,5 .— 0,75 0,5 — (52,5) — — 0,75 0,5
. 0,75 0,5 — 41,5 — —- — 0,5 — 53 — 1 0,75 0,5
29,5 0,5 42 _— — — 0,75 0,5 — (53,5) — —- — 0,5
30 0,5 .— 42,5 — — -— 0,5 — 54 — 1 0,75 0,5
30,5 0,5 — 43 1,5 .— 0,75 0,5 — (54,5) — — 0,75 0,5
31’ 1,5 0,75 0,5 .— 43,5 .— — — 0,5 55 — — 1 0,75 0,5
31,5 0,5 — 44 1,5 1 0,75 0,5 56 — — — 0,75 0,5
32 I 0,75 0,5 — 44,5 — — — 0,5 — 57 — 1 0,75 0,5
32,5 0,5 45 — ’ — — 0,75 0,5 58 — 1 0,75 0,5
33 . - 0,5 45,5 .— — — 0,5 — 59 — 1 0,75 0,5
33,5 " — — — 0,5 60 — — 0,75 0,5
— 34 1,5 1 0,76 0,5
Продолжение табл. 4.41
мм
Номинальный диаметр резь- бы d V V- Шаг Р Нбмннальйый диамётр резь- бы d Шаг р Номинальный диаметр резь- бы d Шаг Р Номинальный диаметр резь- бы d Шаг Р
Ряд 1 Ряд 2 Ряд I Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2
61 1 0,75 (69) 1 0,75 — (77) — 1 0,75 85 — — . 1 0,75
62* 1 0,75 70 1 0,75 78 1,5 1 0,75 — 86 — 1 0,75
63 1,5 1 0J5 (71) —. 1 0,75 — (79) — 1 0,75 — (87) — 1 0,75
64 0,75 72 — — 0,75 80 —- —- 0,75 — 88 1,5 1 0,75
65 1 0,75 — (73) 1 0,75 — (81) — 1 0,75 — (89) — 1 0,75
66 1 0,75 74 — I 0,75 82 1.5 1 0,75 90 -— — 1 0,75
(67) 1 0,75 75 —. 1 0,75 —. (83) — 1 0,75 — (91) — 1 0,75
68 — 0,75 76 — — — 0,75 — 84 — 1 0,75 — 92 1,5 1 0,75
140
Продолжение табл. 4.41
мм
Номинальный диаметр резь- бы d Шаг Р Поминальный диаметр резь- бы а Шаг Р Поминальный диаметр резь- » бы а Шаг Р Номинальный диаметр резь- бы d Шаг Р
Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2
(93) . .. 1 0,75 (103) — 1 (0,75) — 118 1,5 1 — — 142 1,5 1 —
94 1 0,75 - 104 — 1 0,75 120 -— — 1 — 145 — —. 1 —’
95 1 0,75 105 — — 1 (0,75) — 122 1,5 1 —. — 148 1,5 1 1 —
96 1 0,75 —- 106 —- 1 0,75 125 —— -— 1 150 — —- —
(97) 1 0,75 —- 108 1,5 1 0,75 — 128 1,5 1 — — 152 1,5 — —
98 1,5 1 0,75 110 — —- 1 0,75 130 —• — 1 — 155 — 1,5 — ——
(99) 1 0,75 — 112 1,5 1 — — 132 1,5 1 — — 158 1,5 — —
юо — 1 0,75 —- 114 — 1 —- 135 — 1 1 —Г 160 —— 1,5 —. —
(101) — 1 0,75 115 —_ - 1 -—• — 138 1,5 1 —Г- — 162 1,5 — —
— 102 !,5 1 0,75 — 116 — 1 — 140 — — 1
Продолжение табл. 4.41
мм
Номинальной диаметр резь- бы а Шаг Р Номинальный диаметр резь- бы а Шаг Р Номинальным диаметр реэь- бы а Шаг Р Номинальный диаметр резь- бы 4 Шег р Номинальный диаметр резь- бы d Шаг Р Номинальный диаметр резь- бы d Шаг Р
Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2 Ряд 1 ряд г Ряд 1 Ряд 2 Ряд 1 Ряд 2
165 1,5 205 2 245 2 285 W । • 2. мт г 322 2 360 — 2
168 — 1,5 — 208 2 -— 248 2 288 2 -Of 325 2 —- 362 2
170 — 1,5 210 — 2 250 "У -Г, 2 290 ТЯТТ*' 2. "’Т 328 2 — 365 2
— 172 — 1,5 212 2 -— 252 2 — 292 2’ 330 "'Т 2 —. 368 2
175 -— — 1,5 215 — 2 255 — 2 295 .— 2 —г 332 2 370 — 2
— 178 —- 1,5 — 218 2 .—- 258 2 —. 298 2 —г 335 2 —- 372 2
180 1,5 220 , 2 260 — 2 300 *1 2 Йо 338 2 —- 375 2
182 — 1,5 222 2 262 2 — 302 2 — 2 — 378 2
185 .— — 1,5 225 2 265 — 2 — 305 2 —• 342 2 380 — 2
— 188 — 1,5 — 228 2 — 268 2 — 308 2 г 345 2 —- 382 2
190 1,5 230 —, 2 270 — 2 310 —. 2 г 348 2 —- 385 2
192 — 1,5 —. 232 2 272 2 — 312 2 350 — 2 —• 388 2
195 —. —. 1,5 235 2 275 — 2 — 315 2 г 352 2 390 — 2
— 198 — 1,5 —. 238 2 — 278 2 .— 318 2 .—м 355 2 — 392 2
200 — 1,5 240 — 2 280 — 2 320 — 2 г 358 2 — 395 2
— 202 2 242 2 .— 282 2 —- 398 2
400 — 2
Примечания:
1. При выборе диаметров первый ряд следует предпочитать второму.
2. Если одному диаметру соответствует несколько значений шагов, то в первую очередь следует применять большие шаги
3. Заключенные в скобки диаметры и шаги резьб по возможности применять не следует.
Таблица 4.42. Формулы для определения основных размеров метрической
резьбы для приборостроения
мм
Шаг Р Диаметры резьбы
d,=Da dt=Di d3
0,25 (d—l) +0,838 (d—l)+0,729 (d—l)+0,693
0,35 (d—l) +0,773 (d—l) +0,621 (d—l)+0,571
0,5 (d—1) +0,675 (d—l)+0,459 (d—l)+0,387
1 (d—1) +0,350 (d—2)+0,917 (d—2) +0,773
1,5 (d—l) +0,026 (d—2) +0,376 (d—2)+0,160
2 (d—2) +0,701 (d—3) +0,835 (d—3) +0,546
Примечания:
1. d — номинальный диаметр резьбы.
2. Наружный диаметр резьбы d—D соответствует номинальному диаметру
резьбы.
Ml
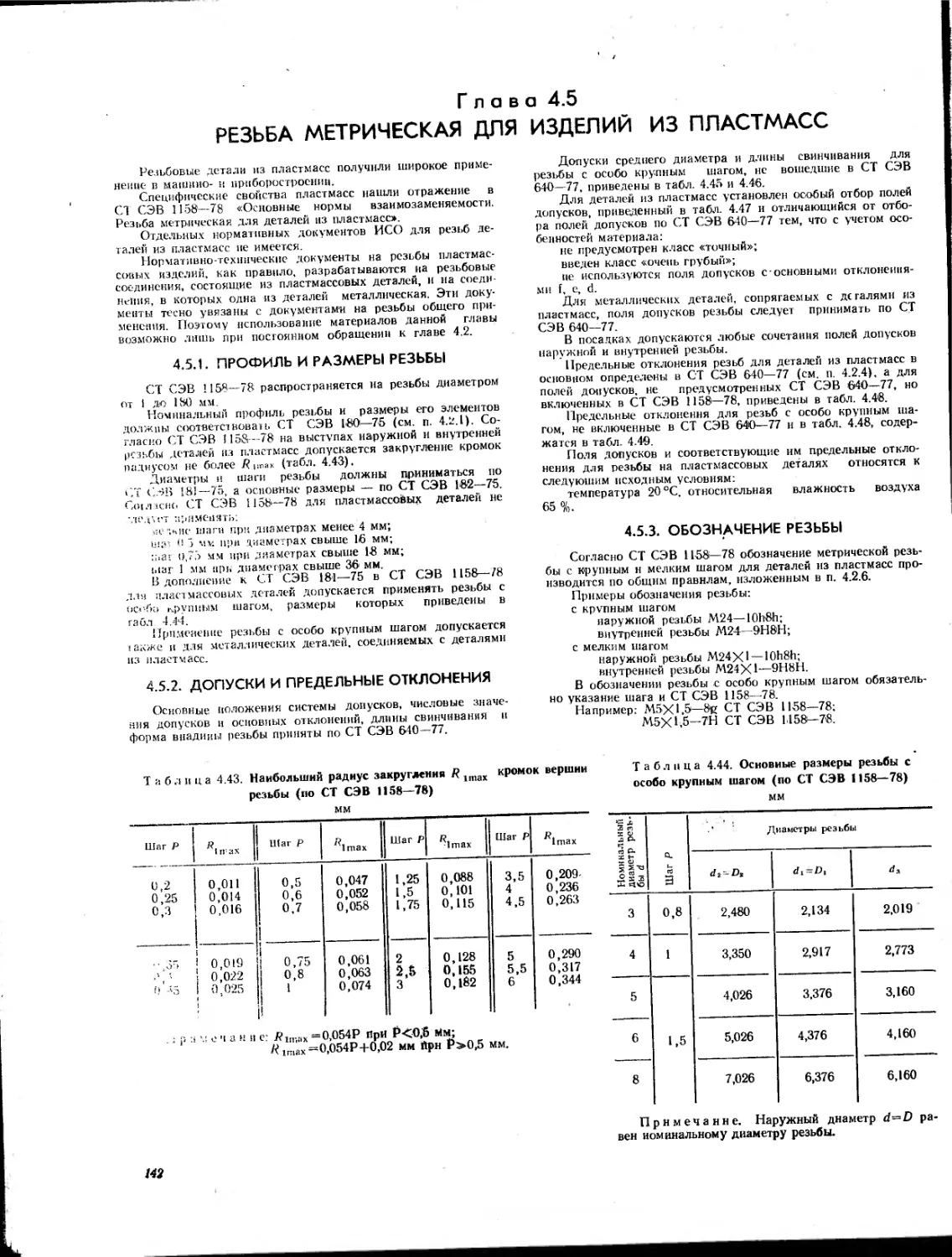
Глава 4.5
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
Резьбовые детали из пластмасс получили широкое приме-
нение в машине- и приборостроении.
Специфические свойства пластмасс нашли отражение в
С1 СЭВ 1158—78 «Основные нормы взаимозаменяемости.
Резьба метрическая для деталей из пластмасс».
Отдельных нормативных документов ИСО для резьб де-
талей из пластмасс не имеется.
Нормативно-технические документы на резьбы пластмас-
совых изделий, как правило, разрабатываются на резьбовые
соединения, состоящие из пластмассовых деталей, и па соеди-
нения, в которых одна из деталей металлическая. Эти доку-
менты тесно увязаны с документами на резьбы общего при-
менения. Поэтому использование материалов данной главы
возможно лишь при постоянном обращении к главе 4.2.
4.5.1. ПРОФИЛЬ И РАЗМЕРЫ РЕЗЬБЫ
СТ СЭВ 1158—78 распространяется на резьбы диаметром
от 1 до 180 мм.
Номинальный профиль резьбы и размеры его элементов
должны соответствовать СТ СЭВ 180—7-5 (см. п. 4.2.1). Со-
гласно СТ СЭВ 1158—78 на выступах наружной и внутренней
резьбы деталей из пластмасс допускается закругление кромок
радиусом не более R 1:лах (табл. 4.43).
Диаметры и шаги резьбы должны приниматься по
СТ СЭВ 18!—75, а основные размеры — по СТ СЭВ 182—75.
Сотлтсис. СТ СЭВ 1158—78 для пластмассовых деталей не
у.чедтет применять'.
ие-.кис шаги при диаметрах менее 4 мм;
ш.'о и > мм при диаметрах свыше 16 мм;
шаг <1,75 мм при диаметрах свыше 18 мм;
ыаг 1 мм при диаметрах свыше 36 мм.
В дополнение к СТ СЭВ 181—75 в СТ СЭВ 1158—78
для пластмассовых деталей допускается применять резьбы с
особо крупным шагом, размеры которых приведены в
габл 4.44.
Применение резьбы с особо крупным шагом допускается
! акже и для металлических деталей, соединяемых с деталями
из пластмасс.
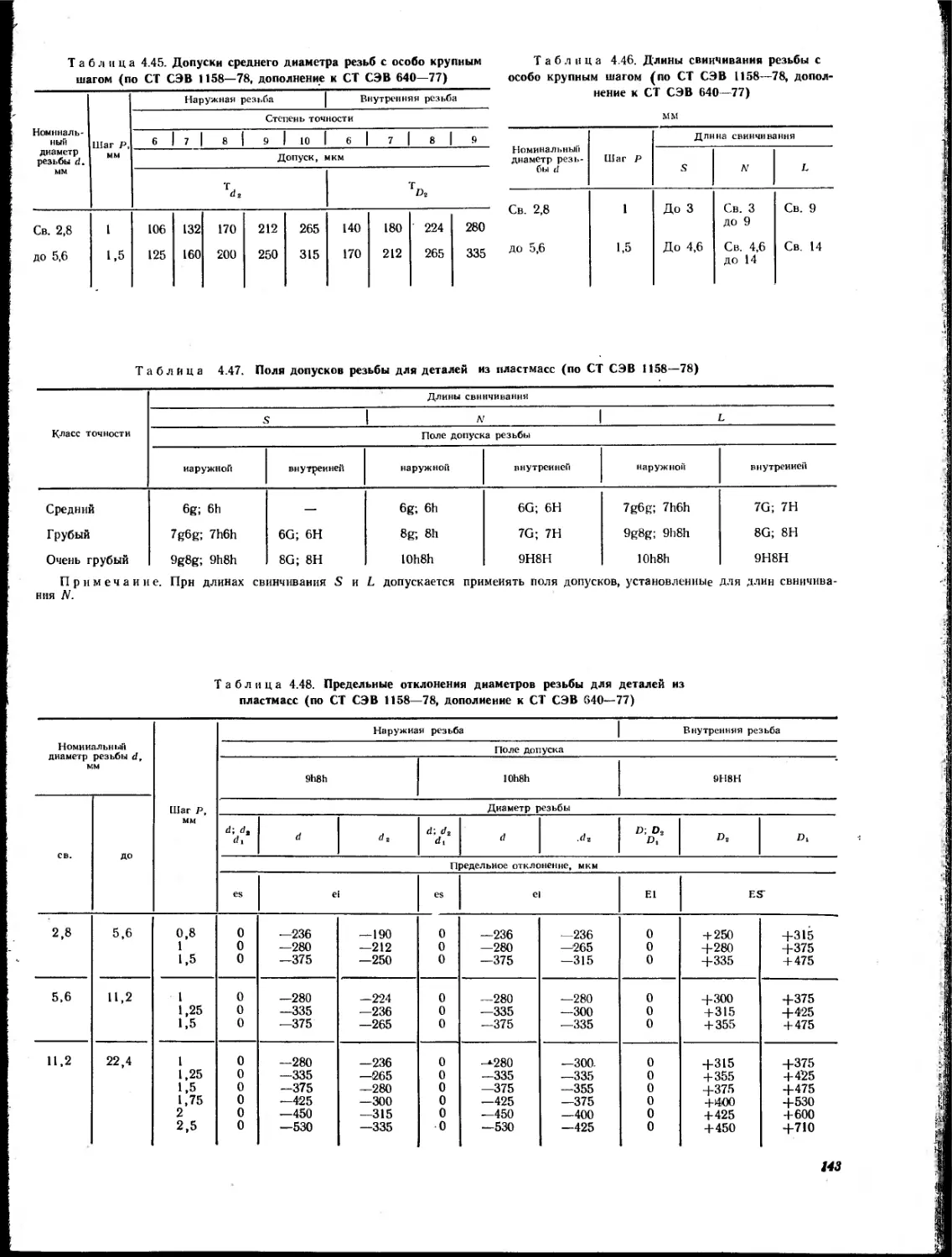
4.5.2. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Основные положения системы допусков, числовые значе-
ния допусков в основных отклонений, длины свинчивания и
форма впадины резьбы приняты по СТ СЭВ 640—77.
Допуски среднего диаметра и длины свинчивания для
резьбы с особо крупным шагом, не вошедшие в СТ СЭВ
640—77, приведены в табл. 4.45 и 4.46.
Для деталей из пластмасс установлен особый отбор полей
допусков, приведенный в табл. 4.47 и отличающийся от отбо-
ра полей допусков по СТ СЭВ 640—77 тем, что с учетом осо-
бенностей материала:
не предусмотрен класс «точный»;
введен класс «очень грубый»;
не используются поля допусков с основными отклонения-
ми 1, е, d.
Для металлических деталей, сопрягаемых с дг галями из
пластмасс, поля допусков резьбы следует принимать по СТ
СЭВ 640—77.
В посадках допускаются любые сочетания полей допусков
наружной и внутренней резьбы.
Предельные отклонения резьб для деталей из пластмасс в
основном определены в СТ СЭВ 640—77 (см. п. 4.2.4), а для
полей допусков, не предусмотренных СТ СЭВ 640—77, но
включенных в СТ СЭВ 1158—78, приведены в табл. 4.4'8.
Предельные отклонения для резьб с особо крупным ша-
гом, не включенные в СТ СЭВ 640—77 и в табл. 4.48, содер-
жатся в табл. 4.49.
Поля допусков и соответствующие нм предельные откло-
нения для резьбы на пластмассовых деталях относятся к
следующим исходным условиям:
температура 20 °C. относительная влажность воздуха
65 %.
4.5.3. ОБОЗНАЧЕНИЕ РЕЗЬБЫ
Согласно СТ СЭВ 1158—78 обозначение метрической резь-
бы с крупным н мелким шагом для деталей из пластмасс про-
изводится по общим правилам, изложенным в п. 4.2.6.
Примеры обозначения резьбы:
с крупным шагом
наружной резьбы М24—10h8h;
внутренней резьбы М24—9Н8Н;
с мелким шагом
наружной резьбы М24Х1 — 10h&h;
внутренней резьбы М24Х1—9Н8Н.
В обозначении резьбы с особо крупным шагом обязатель-
но указание шага и СТ СЭВ 1158—78.
Например: М5Х1.5—8g СТ СЭВ 1158—78;
М5Х1.5-7Н СТ СЭВ 1.158—7®.
Т а б л ина 4.43. Наибольший радиус закругления R 1тах кромок вершин
резьбы (но СТ СЭВ 1158—78)
мм
Шаг Р I irax Шаг Р max | Шаг Р •Imax Шаг Р Я. Imax
0,2 0,011 0,5 0,047 1,25 0,088 3,5 0,209
0,25 0,014 0,6 0,052 1,5 0,101 4 0,236
о,з 0,016 0,7 0,058 1,75 0,115 4,5 0,263
. зг> 0,019 0,75 0,061 2 0,128 5 0,290
0,022 0,8 0,063 2,5 0,155 5,5 0,317
0,025 1 0,074 3 0,182 6 0,344
; р и м е ч а н и е: =0,054Р ПрИ Р<0,5 Мм;
«1тах=0,054Р+0,02 мм Йрн Р>0,5 мм.
Таблица 4.44. Основные размеры резьбы с
особо крупным шагом (по СТ СЭВ 1158—78)
мм
Номинальный диаметр резь- бы d Шаг Р Диаметры резьбы
<12 — Dg dt=Dt ^3
3 0,8 2,480 2,134 2,019
4 1 3,350 2,917 2,773
5 4,026 3,376 3,160
6 1,5 5,026 4,376 4,160
8 7,026 6,376 6,160
Примечание. Наружный диаметр d=D ра-
вен номинальному диаметру резьбы.
143
Таблица 4.45. Допуски среднего диаметра резьб с особо крупным
шагом (по СТ СЭВ 1158—78, дополнение к СТ СЭВ 640—77)
Номиналь- ный диаметр резьбы d. мм Шаг Р, мм Наружная резьба Внутренняя резьба
Степень точности
6 7 8 9 10 6 | 7 8 9
Допуск, мкм
го2
Св. 2,8 до 5,6 1 1,5 106 125 132 160 170 200 212 250 265 315 140 170 180 212 ' 224 265 280 335
Таблица 4.46. Длины свинчивания резьбы с
особо крупным шагом (по СТ СЭВ 1158—78, допол-
нение к СТ СЭВ 640—77)
мм
Номинальный диаметр резь- бы d Шаг Р Длина свинчивания
S К L
Св. 2,8 1 До 3 Св. 3 до 9 Св. 9
до 5,6 1,5 До 4,6 Св. 4,6 до 14 Св. 14
Таблица
4.47. Поля допусков резьбы для деталей из пластмасс (по СТ СЭВ 1158—78)
Длины свинчивания
S Л' L
Класс точности Поле допуска резьбы
наружной внутренней наружной внутренней наружной внутренней
Средний 6g; 6h — 6g; 6h 6G; 6H 7g6g; 7h6h 7G; 7H
Грубый 7g6g; 7h6h 6G; 6H 8g; 8h 7G; 7H 9g8g; 9h8h 8G; 8H
Очень грубый 9g8g; 9h8h 8G; 8H 10h8h 9H8H 10h8h 9H8H
Примечание. Прн длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчива-
ния N.
Таблица 4.48. Предельные отклонения диаметров резьбы для деталей из
пластмасс (по СТ СЭВ 1158—78, дополнение к СТ СЭВ 640—77)
Номинальный диаметр резьбы d, мм Шаг Р, ММ Наружная резьба Внутренняя резьба
Поле допуска
9h8h 10h8h 9H8H
св. ДО Диаметр резьбы
d; dt dt d d 2 d; d2 di d .d 2 D, D> Di Ds Dy
Предельное отклонение, мкм
es ei es ei El ES’
2,8 5,6 0,8 1 1,5 0 0 0 —236 —280 —375 — 190 —212 —250 0 0 0 —236 —280 —375 —236 —265 —315 0 0 0 + 250 +280 +335 +315 +375 + 475
5,6 Н.2 1 1,25 1,5 0 0 0 —280 —335 —375 —224 —236 —265 0 0 0 —280 —335 —375 —280 —300 —335 0 0 0 +300 +315 + 355 +375 +425 + 475
11,2 22,4 1 1,25 1,5 1,75 2 2,5 0 0 0 0 0 0 —280 —335 —375 —425 —450 —530 —236 —265 —280 —300 —315 —335 0 0 0 0 0 0 -*-280 —335 —375 —425 —450 —530 —300. —335 —355 —375 —400 —425 0 0 0 0 0 0 +315 + 355 +375 +400 +425 +450 +375 +425 +475 +530 +600 +710
ИЗ
Продолжение табл. 4.48
Номинальный диаметр резьбы dt мм Шаг Р, мм Наружная резьба Внутренняя резьба
Поле допуска
9h8h lOhSh 9H8H
св. ДО Диаметр резьбы
d; d2 di 1 d d 2 d; d2 dt d d2 D; D2 Di d2 Di
Предельное отклонение, мкм
es ei es ei El ES
22,4 45 1 1,5 2 3 3,5 4 4,5 0 0 0 0 0 0 0 —280 —375 —450 —600 —670 —750 —800 —250 —300 —335 —400 —425 —450 —475 0 0 0 0 0 0 0 —280 —375 —450 —600 —670 —750 —800 —315 —375 —425 —500 —530 —560 —600 0 0 0 0 0 0 0 + 335 + 400 4-450 4-530 + 560 4-600 4-630 +375 4-475 + 600 4-800 +900 4-950 + 1060
45 90 1 1,5 2 3 4 5 5,5 6 0 0 0 0 0 0 0 0 —280 —375 —450 —600 —750 —850 —900 —950 —280 —315 —355 —425 —475 —500 —530 —560 0 0 0 0 0 0 0 0 —280 —375 —450 —600 —750 —850 —900 —950 —355 —400 —450 —530 —600 —630 —670 —710 0 0 0 0 0 0 0 0 + 375 4-425 4-475 + 560 4-630 4-670 + 710 4-750 4-375 + 475 4-600 + 800 4-950 + 1120 4-1180 + 1250
90 180 1,5 2 3 4 6 0 0 0 0 0 —375 —450 —600 —750 —950 —335 —375 —450 —500 —600 0 0 0 0 0 —375 —450 —600 —750 —950 —425 —475 —560 —630 —750 0 0 0 0 0 4-450 + 500 4-600 4-670 + 800 4-475 +600 4-800 + 950 4-1250
впадины наружной резьбы.
Примечания: л. я
1. Нижнее отклонение диаметра сЦ ие устанавливается, ио косвенно ограничивается формой
2. Верхнее отклонение диаметра D не устанавливается.
Таблица 4.49. Предельные отклонения диаметров резьб с особо крупными
шагами (дополнение к табл. 4.15 и 4.16)
Номинальный диаметр резьбы dt мм Шаг Р, мм Наружная резьба Внутренняя резьба
Поле допуска Диаметр резьбы Поле допуска Диаметр резьбы
d; d2\ di d d2 D; D,. D, Di
Предельное отклонение, мкм Предельное отклонение, мкм
es ei Ei ES
Св. 2,8 до 5,6 1 7g6g 7h6h 8g 8h 9g8g —26 0 —26 0 —26 0 —26 —206 —180 —206 —180 —306 —280 —306 — 132 —.106 —158 —132 —196 — 170 —238 6G 6Н 7G 7Н 8G 8Н +26 0 4-26 0 + 26 0 4-166. + 140 + 206 4-180 4-250 +224 4-262 4-236 +326 +300 4-401 4-375
1,5 —Г—T " - % s8#g —32 0 —32 0 -32 0 —32 —268 —236 —268 —236 —407 —375 —407 -157 —125 —192 —160 —232 —200 —282 6G 6Н 7G 7Н 8G 8Н 4-32 0 4-32 0 +32 0 4-202 + 170 4-244 +212 4-297 +265 +332 +300 4-407 4-375 +507 +475
144
Глава 4.6
КОНИЧЕСКАЯ МЕТРИЧЕСКАЯ РЕЗЬБА
Конические резьбы, применяемые, главным образом, в
соединениях труб, ранее стандартизовались на основе дюймо-
вой системы мер. Наибольшее применение получили трубная
коническая резьба (см. главу 4.9) и коническая дюймовая
резьба с углом профиля 60°. В настоящее время в мировой
практике все большее распространение получает коническая
метрическая резьба, одним из преимуществ которой является
возможность получения соединения наружной конической с
внутренней цилиндрической метрической резьбой. В настоящей
главе приводятся сведения о нормативно-технических доку-
ментах, перечисленных в табл. 4.50. Нормативных документов
ИСО на коническую метрическую резьбу не имеется Наряду с
конической метрической резьбой в данной главе рассматрива-
ется и коническая дюймовая резьба с углом 60 ° (по стандар-
там стран—членов СЭВ). Перспективы применения этой резь-
бы весьма ограничены в связи с внедрением конической мет-
рической резьбы. Разработка нормативных документов СЭВ и
I4CO на нее не предусмотрена.
4.6.1. ПРОФИЛЬ И ОСНОВНЫЕ РАЗМЕРЫ
КОНИЧЕСКОЙ МЕТРИЧЕСКОЙ РЕЗЬБЫ
Стандарт СТ СЭВ 304—76 распространяется на коничес-
кую метрическую резьбу с конусностью 1:16 и диаметрами
от 6 до 60 мм, применяемую для конических резьбовых сое-
динений (рис. 4.14), а также в соединениях наружной кони-
ческой резьбы с внутренней цилиндрической резьбой с номи-
нальным профилем по СТ СЭВ 180—75 (рис. 4.15).
Номинальный профиль конической метрической резьбы
приведен на рис. 4.16. Профиль внутренней цилиндрической
резьбы, соединяемой с наружной конической, должен иметь
плоскосрезанную впадину. При отсутствии требований к герме-
тичности резьбового соединения или при применении для этой
цели уплотнителей форма впадины наружной и внутренней
резьбы не регламентируется.
Размеры элементов профиля — по СТ СЭВ 180—75.
Диаметры, шаги и основные размеры резьбы даны в
табл. 4.51. При выборе диаметров резьбы ряд 1 следует пред-
почитать ряду 2.
Номинальные диаметры и шаги внутренней цилиндрической
резьбы принимаются по табл. 4.51, а основные размеры —
по СТ СЭВ 182—75. Внутренняя цилиндрическая резьба дол-
жна обеспечивать ввинчивание наружной конической резьбы
на глубину не менее 0.8 I. Длина сквозной внутренней цилин-
дрической резьбы должна быть не менее O.SXfZj+Zs).
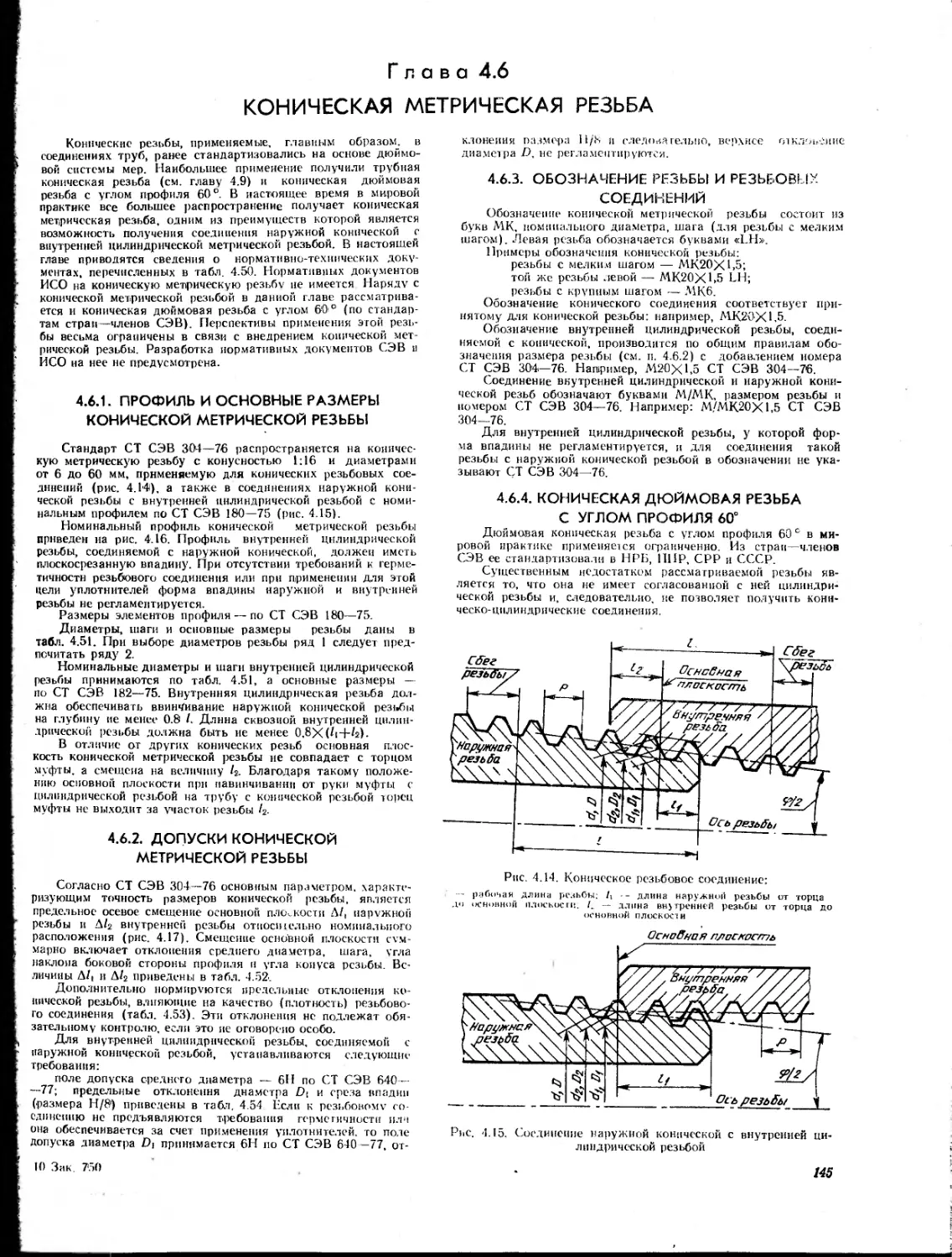
В отличие от других конических резьб основная плос-
кость конической метрической резьбы не совпадает с торцом
муфты, а смещена на величину Z2. Благодаря такому положе-
нию основной плоскости при навинчивании от руки муфты с
цилиндрической резьбой на трубу с конической резьбой торец
муфты не выходит за участок резьбы Z2.
4.6.2. ДОПУСКИ КОНИЧЕСКОЙ
МЕТРИЧЕСКОЙ РЕЗЬБЫ
Согласно СТ СЭВ 304—76 основным параметром, характе-
ризующим точность размеров конической резьбы, является
предельное осевое смещение основной плоскости А/, наружной
резьбы и AZ2 внутренней резьбы относительно номинального
расположения (рис. 4.17). Смещение основной плоскости сум-
марно включает отклонения среднего диаметра, шага, угла
наклона боковой стороны профиля и угла конуса резьбы. Ве-
личины AZ, и AZ2 приведены в табл. 4.52.
Дополнительно нормируются предельные отклонения ко-
нической резьбы, влияющие на качество (плотность) резьбово-
го соединения (табл. 4.53). Эти отклонения не подлежат обя-
зательному контролю, если это ие оговорено особо.
Для внутренней цилиндрической резьбы, соединяемой с
наружной конической резьбой, устанавливаются следующие
требования:
поле допуска среднего диаметра — 611 по СТ СЭВ 640—
—77; предельные отклонения диаметра Di и среза впадин
(размера Н/8') приведены в табл. 4 54 Если к резьбовому со-
единению не предъявляются требования герметичности или
она обеспечивается за счет применения уплотнителей, то поле
допуска диаметра Dt принимается 6Н по СТ СЭВ 640 —77, от-
клонения размера 11/8 и с ледова гельио, верхнее отклонение
диаметра D, не регламентируются.
4.6.3. ОБОЗНАЧЕНИЕ РЕЗЬБЫ И РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
Обозначение конической метрической резьбы состоит из
букв МК, номинального диаметра, шага (для резьбы с мелким
шагом). Левая резьба обозначается буквами «1.Н».
Примеры обозначения конической резьбы:
резьбы с мелким шагом — МК20ХЕ5;
той же резьбы левой — MK20XL5 LH;
резьбы с крупным шагом — МК6.
Обозначение конического соединения соответствует при-
нятому для конической резьбы: например, МК20Х1.5.
Обозначение внутренней цилиндрической резьбы, соеди-
няемой с конической, производится по общим правилам обо-
значения размера резьбы (см. и. 4.6.2) с добавлением номера
СТ СЭВ 304—76. Например, М20Х1.5 СТ СЭВ 304—76.
Соединение внутренней цилиндрической и наружной кони-
ческой резьб обозначают буквами М/МК, размером резьбы и
номером СТ СЭВ 304—76. Например: М/МК20Х1.5 СТ СЭВ
304—76.
Для внутренней цилиндрической резьбы, у которой фор-
ма впадины не регламентируется, и для соединения такой
резьбы с наружной конической резьбой в обозначении не ука-
зывают СД СЭВ 304—76.
4.6.4. КОНИЧЕСКАЯ ДЮЙМОВАЯ РЕЗЬБА
С УГЛОМ ПРОФИЛЯ 60°
Дюймовая коническая резьба с углом профиля 60 с в ми-
ровой практике применяется ограниченно. Из стран—членов
СЭВ ее стандартизовали в НРБ, ПНР, СРР и СССР.
Существенным недостатком рассматриваемой резьбы яв-
ляется то, что она не имеет согласованной с ней цилиндри-
ческой резьбы и, следовательно, ие позволяет получить кони-
ческо-цилиндрические соединения.
Рис. 4.14. Коническое резьбовое соединение:
— рабочая длина резьбы; Ц - длина наружной резьбы от торца
д<! основной плоскости, /_ — длина внутренней резьбы от торца до
основной плоскости
Рис. 4.15. Соединение наружной конической с внутренней ци-
линдрической резьбой
К) Зак. 750
145
Рис. 4.16. Профиль конической метрической резьбы
Рис. 4.17. Предельные смещения основной плоскости кониче-
ской метрической резьбы
4.6.4.1. ПРОФИЛЬ И ОСНОВНЫЕ РАЗМЕРЫ
В стандартах стран—членов СЭВ регламентированы оди-
наковый профиль и одинаковые размеры конической дюймо-
вой резьбы. Исключение имеется лишь в стандарте СРР, до-
полнительно содержащем укороченные длины резьбы.
Принятый в стандартах номинальный профиль показан на
рис. 4.18.
Основные размеры резьбы указаны в табл. 4.55.
Обозначения элементов резьбы и основных размеров, при-
нятые в стандартах стран — членов СЭВ, отличаются от при
веденных на рис. 4.18 и в табл. 4.55, где использованы обо-
значения, принятые в нормативно-технических документах
СЭВ на другие виды резьб.
4.6.4.Z ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
Для контроля среднего диаметра резьбы калибрами по-
средством определения осевого смешения основной плоскости
относительно номинального расположения при нормальной
длине резьбы стандарты стран — членов СЭВ устанавливают
единую норму: осевое смещение основной плоскости наружной
н внутренней резьбы не должно превышать шага резьбы
±б/2=±Р.
В PN—54/М—02032 даны числовые величины. 6/2 с ок-
руглением размера шага до первого знака после запятой.
В стандартах НРБ, ПНР и СССР установлено, что ука-
занная норма является производственным допуском. При
приемке следует исходить из того, что Ыг=1,5Р.
В STAS 7085—64 для укороченной резьбы б/2= + ~у~ Р-
Стапдартами определено, что разность размеров —/2
должна быть ие менее разности указанных в табл. 4.55 номи-
нальных размеров /, и 12.
Стандарты определяют предельные отклонения половины
угла профиля, угла уклона (<р) и шага резьбы (расстояния
между любыми витками), которые приведены в табл. 4.56.
БДС 1948—55, PN—54/М—02032 и ГОСТ 6111—52 рег-
ламентируют предельные отклонения расстояний вершин и
впадин резьбы от линии среднего диаметра (бй, и бй2 на
рис. 4.20), приведенные в табл. 4.57.
STAS 7085—64 этих норм не устанавливает.
Содержащиеся в табл. 4.56 н 4.57 предельные отклонения
являются исходными для проектирования и контроля износа
резьбообразующего инструмента и факультативными при при-
емке изделий.
4.6.4.3. ОБОЗНАЧЕНИЕ КОНИЧЕСКОЙ ДЮЙМОВОЙ
РЕЗЬБЫ С УГЛОМ ПРОФИЛЯ 60°
Примеры обозначения конической дюймовой резьбы с
углом профиля 60° по стандартам стран — членов СЭВ приве-
дены в табл. 4.58.
Рнс. 4.19. Предельные
отклонения положения
вершин и впадин кони-
ческой дюймовой резьбы
146
Табл и ц а 4.50. Перечень нормативно-технических документов по коническим метрическим и дюймовым резьбам
Кем принят документ Обозначение документа Наименование документа Кем принят документ Обозиачеиие документа Наименование документа
СЭВ СТ СЭВ 304—76 Основные нормы взаимозаменяемо- сти. Резьба метрическая коническая СРР STAS 6422—61 STAS 7085—64 Резьба дюймовая коническая (Бриг- са) Резьба дюймовая коническая (Бриг- са). Допуски
НРБ БДС 1998—55 Резьба коническая дюймовая с уг- лом профиля 60°
ПНР PN—54 М—02032 Резьба дюймовая коническая с уг- лом профиля 60° (Бригса). Размеры и допуски. СССР ГОСТ 6111—52 Резьба коническая дюймовая с уг- лом профиля 60°
Таблица 4.51. Основные размеры конической метрической резьбы
(по СТ СЭВ 304—76)
мм
Номинальный диаметр резьбы d Шаг Р Диаметр резьбы в основ- ной плоскости Длина резьбы (см. рис. 4.18) Номинальный диаметр резьбы d Шаг Р Диаметр резьбы в основ- ной плоскости Длина резьбы (см. рис. 4.18)
Ряд 1 Ряд 2 (l.=D. 1 h 1* Ряд 1 Ряд 2 d^=D2 dl=Dl t н
6 8 10 1 5,350 7,350 9,350 4,917 6,917 8,917 8 2,5 3 30 36 27 33 25,701 28,701 31,701 34,701 37,701 40,701 43,701 46,701 50,701 54,701 58,701 24,835 27,835 30,835 33,835 36,835 39,835 42,835 45,835 49,835 53,835 57,835
12 16 20 24 14 18 22 1,5 11,026 13,026 15,026 17,026 19.026 21,026 23,026 10,376 12,376 14,376 16,376 18,376 20,376 22,376 11 3,5 4 42 48 56 39 45 52 .60 2 16 5 6
Примечание. Наружный диаметр резьбы d-D в основной плоскости
равен номинальному диаметру резьбы d.
Таблица 4.52. Предельные
осевые смещения основной
плоскости относительно но-
минального расположения
(по СТ СЭВ 304—76)
мм
Номинальный диаметр - резьбы d Шаг Р (+) 'ZV
От 6 до 10 1,0 0,9 1,2
Св. 10 ДО 24 1,5 1,1 1,5
Св. 24 до 60 2,0 1,4 1,8
Таблица 4.53. Предельные отклонения параметров конической метрической резьбы (по СТ СЭВ
304—76)
мм
Номиналь- ный диа- метр ре- зьбы d Шаг Р Предельное отклонение Разность средних диаметров на длине ZiH-Z?
Н среза — н среза —— угла а/2 шага Р на длине номи- нальная Предельное откло- нение
наружной резьбы внутрен- ней резь- бы наружной резьбы внут- ренней резьбы Т а Z.+ Zs 1 ' наружной резьбы внутренне й резьбы
ТР
От 6 до 10 1,0 +0,032 ±0,030 +0,015 +0,050 ±0,03 1 45' 0,04 0,07 0,344 +0,038 —0,019 +0,019 —0,038
От 10 до 24 1,5 +0,048 ±0,040 +0,020 +0,065 ±0,04 0,469 +0,052 —0,026 +0,026 -0,052
Св. 24 до 60 2,0 +0,064 ±0,050 +0,030 +0,085 ±0,05 0,688 +0,077 —0,038 +0,038 —0,077
Примечание. При-
веденные значения ,Д/1 и
Л/2 не распространяются
на резьбы с длинами,
меньшими указанных в
табл. 4.51.
Примечания:
1- Предельные отклонения не подлежат обязательному контролю, если это не огорорено осо-
бо.
2. Значения 7Р относятся к расстоянию между любыми витками резьбы. Действительное от-
клонение может быть со знаком плюс или минус.
1(1*
147
Таблица 4.64. Предельные отклонения диаметра D, и величины среза впадины
внутренней цилиндрической резьбы (по СТ СЭВ 304—76)
мм
Шаг Р Предельное отклонение
Н среза _ Di
верхнее нижнее
1,0 ±0,03 4-0,12
1,5 ±0,04 +0,15 0
2,0 ±0,05 4-0,19
Примечание. Предельные отклонения размера Н/8 не подлежат обязательно-
му контролю, если это не оговорено особо.
Таблица 4.55, Основные размеры конической дюймовой резьбы с углом профиля 60° (по стандартам стран—членов СЭВ)
мм
Обозначе- ние раз- мера резь- бы Число шагов на длине 25,4 мм Шаг Р Длина резьбы трубы Диаметр резьбы в основной плоскости Внутренний диаметр резь- бы у торца трубы dT** Рабочая вы- сота профи- ля Нг
рабочая Zi от торца трубы до основной плоскости /2
нормаль- ная* укорочен- на я* нормаль- ная*** укорочен- ная* наружный d=I) средний d^-D? внутренний
1/16 27 0,941 6,5 5,6 4,064 3,124 7,895 7,142 6,389 6,135 0,753
1/8 27 0,941 7,0 5,8 4,572 3,160 10,272 9,519 8,766 8,480 0,753
1/4 18 1,411 9,5 8,8 5,080 4.374 13,572 12,443 11,314 10,997 1,129
3/8 18 1,411 10,5 9,1 6,096 4,684 17,055 15,926 14,797 14,416 1,129
1/2 14 1,814 13,5 Н.7 8,128 6,314 21,223 19,772 18,321 17,813 1,451
3/4 14 1,814 14,0 12,2 8,611 6,797 26,568 25,117 23,666 23,128 1,451
1 Н ’/, 2,209 17,5 15,5 10,160 7,950 33,228 31,461 29,694 29,059 1,767
1’/4 1Р/, 2,209 18,0 16 10,668 8,458 41,985 40,218 38,451 37,784 1,767
11/я ИЧ 2,209 18,5 16,5 10,668 8,458 48,054 46,287 44,520 43,853 1,767
2 И‘/2 2,209 19,0 17,8 11,074 9,865 60,092 58,325 56,558 55,866 1,767
* Предусмотрена только в STAS 6422—61.
* * Размер справочный, отсутствует в STAS 6422—61.
* ** В технически обоснованных случаях допускается уменьшить размер 12 при условии, что разность размеров /1 и Z2 будет
не меньше разности указанных в таблице номинальных размеров lt и Z2.
Таблица 4.56. Отклонения половины угла профиля, угла уклона и шага
конической дюймовой резьбы с углом профиля 60°
(по стандартам стран—членов СЭВ)
Обозначение размера резьбы Предельное отклонение
половины угла профиля угла уклона* шага резьбы, мм
для наружной резьбы для внутрен- ней резьбы на длине до 10 мм на длине св. 10 мм
1/16 и 1/8 ±1° + 12' —6' — 12' +6' ±0,02 ±0,04
От 1/4 до 2 ±45' + 10' —5' —10' +5'
* В PN—54/М—02032 установлены единые предельные отклонения для наружной
и внутренней резьбы равные ±10' для резьбы 1/16 и 1/8" н ±8' для остальных
резьб.
В STAS'7085—64 установлены предельные значения конусностей 1:14 для наруж-
ной резьбы н 1:18 для внутренней резьбы.
148
Таблица 4.57. Предельные отклонения расстояний вер-
шин и впадин резьбы от линии среднего диаметра
(по стандартам стран—членов СЭВ)
Обозначение размера резьбы . Hl гл,
1/16 и 1/8 0,3765 —0.045
1/4 и 3/8 0,5645 —0,065
1/2 и 3/4 0.7155 —0.085
От 1 до 2 0,8835 —0,085
Таблица 4.58. Примеры обозначений конической дюй-
мовой резьбы с углом профиля 60° по стандартам стран-
членов СЭВ
Обозначение документа Примеры обозначения резьбы
БД С 1998—55 3/4" КОН БДС 1998—55
PN—54 М—02032 S4-B 3/4" PN—54/M—02032
STAS 6422—61 Нормальная резьба Вг—3/8" Укороченная резьба Вг 3/8" skurt
ГОСТ 6111—52 К 3/8" ГОСТ 6111—52
Глава 4.7
ТРАПЕЦЕИДАЛЬНАЯ РЕЗЬБА
В настоящей главе излагаются сведения о нормативно-
технических документах на одно- и многозаходиую трапецеи-
дальную резьбу, перечисленных в табл. 4.59.
4.7.1. ПРОФИЛЬ
Основной профиль резьбы по СТ СЭВ 146—78, общий для
наружной и внутренней резьбы, показан на рис. 4.20.
Номинальные профили наружной и внутренней резьбы
представлены на рис. 4.'21.
Размеры элементов основного и номинального профилей
приведены в табл. 4.60.
Закругления или фаски по наружному диаметру наруж-
ной резьбы рекомендуется делать не более 0.5 ас .
При наказывании резьбы профиль впадины наружной
резьбы допускается выполнять закругленным.
СТ СЭВ 146—78 соответствует стандарту ИСО 2901'.
Рис. 4.20. Основной профиль трапецеидальной резьбы
Рис. 4.21. Номинальные профили трапецеидальной резьбы
4.7.2. ДИАМЕТРЫ, ШАГИ И ОСНОВНЫЕ
РАЗМЕРЫ ОДНОЗАХОДНОЙ РЕЗЬБЫ
Диаметры и шаги одвозаходиой резьбы установлены в
СТ СЭВ 639—77 и приведены в табл. 4.61.
При выборе диаметров резьбы ряд 1 следует предпочи-
тать ряду 2.
При выборе шагов предпочтительными являются значения,
выделенные в табл. 4.61 жирным шрифтом.
Шаги, обозначенные в табл. 4.61 звездочкой, не реко-
мендовано применять при разработке новых конструкций.
Номинальные значения диаметров наружной и внутренней
резьбы установлены в СТ СЭВ 838—78 и приведены в
табл. 4.61.
Для наружных резьб, получаемых накатыванием, внут-
ренний диаметр d3 допускается уменьшить, согласно СТ СЭВ
146—78, на величину 0,15 Р.
СТ СЭВ 639—77 в основном соответствует ИСО 2902, а
СТ СЭВ 838—78 — ИСО 2903. Отлнчня ИСО 2902 от СТ СЭВ
639—77 следующие.
1. Диапазон диаметров ограничен значениями от 8 до
300 мм.
2. Включен третий ряд диаметров, включающий значе-
ния от 105 до 195 мм через каждые 10 мм: однако этот ряд
не рекомендуется для применения в новых конструкциях.
3. Отсутствует шаг 48 мм.
4. Не предусмотрено применение шагов, отмеченных в
табл. 4.61 звездочкой
4.7.3. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
ОДНОЗАХОДНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Система допусков для трапецеидальной резьбы установ-
лена в СТ СЭВ 836—78. Принципы построения этой системы
допусков те же, что и для метрической резьбы (см. гл. 4.2).
Расположение полей допусков наружной и внутренней
резьбы показано на рис. 4.22.
Положение полей допусков, определяемые основными от-
клонениями, и степени точности, принятые в системе допусков-
для трапецеидальных резьб, перечислены в табл. 4.62.
Числовые значения основных отклонений приведены в
табл. 4.63.
Допуски диаметров выступов наружной н внутренней
резьбы (диаметров d и Dt) .приведены в табл. 4.64.
Допуски среднего диаметра резьбы (d2 и D2) приведены
в табл. 4.65. Эти допуски являются суммарными.
Допуски внутреннего диаметра наружной резьбы (d3)
приведены в табл. 4.66. Степень точности диаметра d3 должна
соответствовать степени точности диаметра d2. Для каждой
степени точности допуски диаметра d3, кроме того, зависят от
основного отклонения диаметра d2. Допуски диаметра ие
устанавливаются.
Длины свинчивания подразделяются на две группы: нор-
мальные (А) и длинные (Z.) в соответствии с табл. 4.67.
Допуск резьбы, если нет особых оговорок, относится к
наибольшей нормальной длине свинчивании, указанной в
табл. 4.67 или ко всей длине резьбы, если она меньше наи-
большей нормальной длины свинчивания.
149
Поля допусков наружной и внутренней резьбы, установ-
ленные в классах точности «точный», «средний», «грубый» —
и в зависимости от длины свинчивания, приведены в табл. 4.68.
Поля допусков, которые могут быть получены не предусмот-
ренными в табл. 4.68 сочетаниями степеней точности и основ-
ных отклонений по табл. 4.85, являются специальными. Их
применение допускается только в технически и экономически
обоснованных случаях, когда поля допусков по табл. 4.68 не
могут обеспечить требования, предъявляемые к изданию.
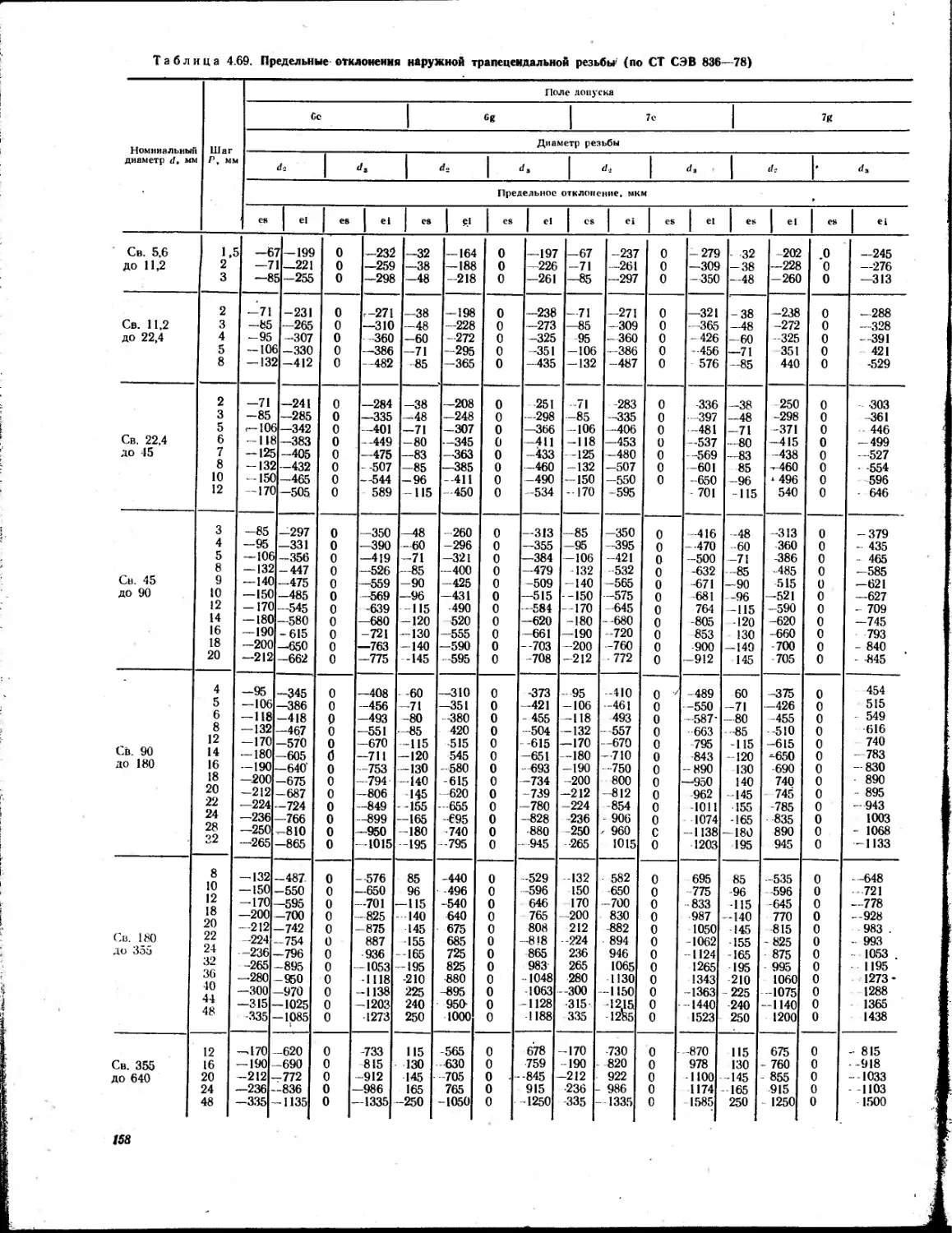
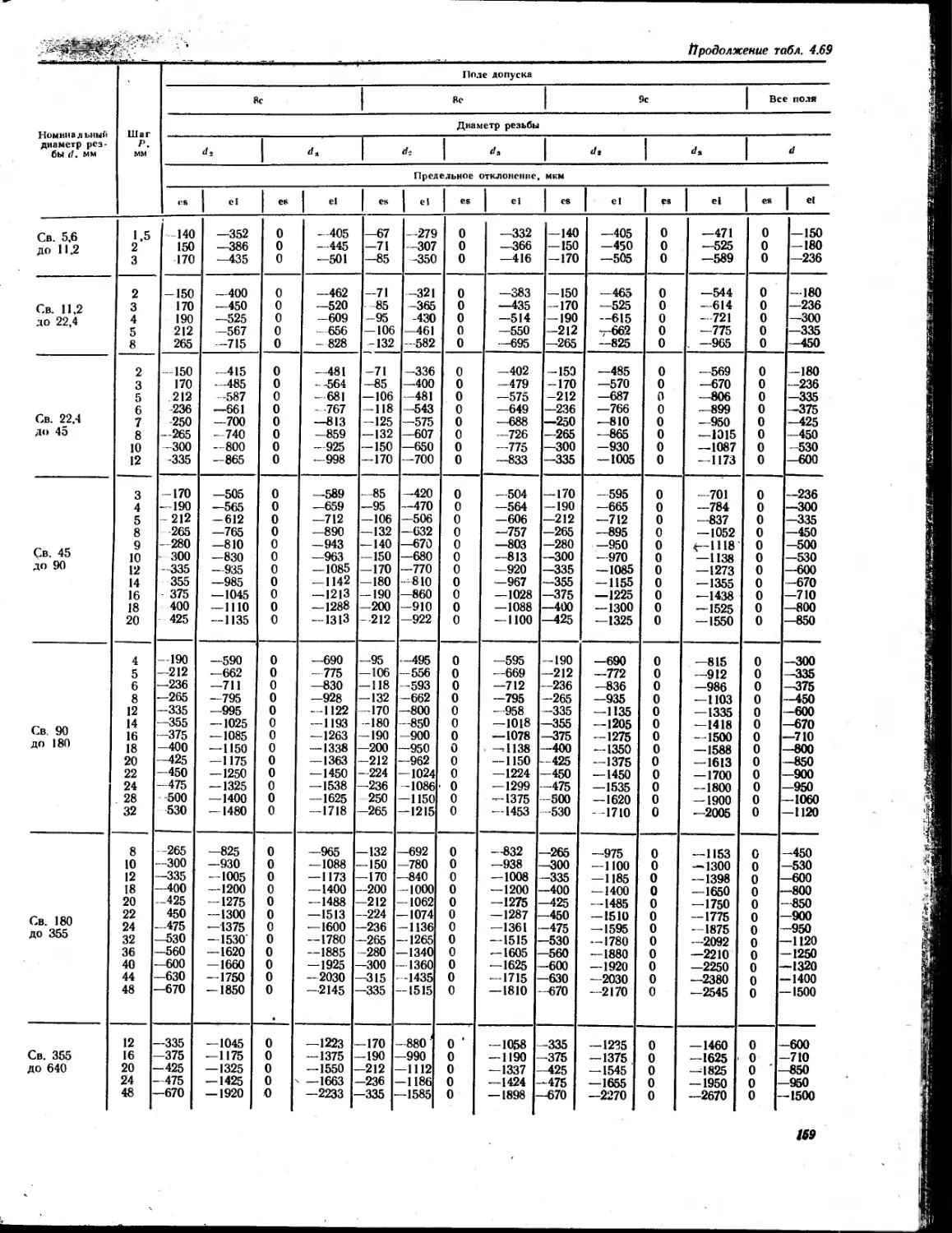
Предельные отклонения диаметров наружной и внутрен-
ней резьбы приведены в табл. 4.69 и 4.70.
В посадках допускаются любые сочетания полей допус-
ков наружной н внутренней резьбы, предпочтительно одного
класса точности.
В приложении к СТ СЭВ 836—7-8 даны расчетные форму-
лы, принятые в системе допусков трапецеидальной резьбы (в
справочнике не приведены).
предусматривает дополнения нлн ограничения к этим стан-
дартам.
Профиль миогозаходной трапецеидальной резьбы соответ-
ствует профилю однозаходной трапецеидальной резьбы по
СТ СЭВ 146—78 (см. п. 4.7.1).
При углах подъема винтовой линии свыше 10° по тех-
нологическим причинам допускаются отклонения от прямоли-
нейности боковых сторон. В этом случае необходимо обеспе-
чить прилегание наружной и внутренней резьбы на середине
боковых сторон профиля.
Диаметры, шаги, ходы и число заходов многозаходиой
резьбы приведены в табл. 4.71. Соотношение хода (Ph ) и
шага резьбы" показано на рис. 4.2 на примере профиля двух-
заходной резьбы.
При выборе размеров резьбы по табл. 4.71 следует отда-
вать предпочтение диаметрам из ряда 1 и шагам, указанным
в рамках.
Рис. 4.22. Расположение полей допусков трапецеидальной
резьбы
СТ СЭВ 836—78 в основном соответствует стандарту ИСО
2903. Отличия ИСО 2903 следующие:
Не предусмотрены допуски TD2- н Td> по 6-й степени
точности.
Не предусмотрен допуск Та по 6-й степени точности для
накатываемых резьб.
Не предусмотрены основные отклонения g и h для диа-
метра d2.
Отсутствуют поля допусков класса «точный».
Не приведены предельные отклонения диаметров резьбы.
4.7.4. ТРАПЕЦЕИДАЛЬНАЯ
МНОГОЗАХОДНАЯ РЕЗЬБА
СТ СЭВ 185—79 основывается на стандартах, регламен-
тирующих одиозаходную резьбу, и в необходимых случаях
150
Рпс. 4.23. Шаг и ход многозаходиой резьбы
Положения полей допусков и степени точности, применя-
емые для многозаходных резьб, в основкэм те же, что и для
однозаходных (табл. 4.62). Для диаметра d2 не применяют
основное отклонение ft; для диаметров d2 и dj ие применяют
6-ю степень точности, но предусмотрена дополнительно 10-я
степень (табл. 4.72).
Степень точности диаметра d3 наружной резьбы должна
соответствовать степени точности диаметра d2. Числовые
значения основных отклонений допусков диаметров резьбы и
длин свинчивания соответствуют приведенным в табл. 4.63—
4.67.
Допуски среднего диаметра являются суммарными допус-
ками, включающими отклонения собственно среднего диамет-
ра, а также компенсирующими значения отклонений шага, хо-
да, угла профиля и, для резьбы с углом подъема винтовой
линии до 10°, отклонения от прямолинейности боковых сторон
профиля в осевом сечении.
Значение величины компенсации отклонения шага не
должно превышать 30 % суммарного допуска, чтобы обеспе-
чить равномерное зацепление всех заходов резьбы. Эта норма
является факультативной и обязательному контролю не под-
лежит.
Ноля допусков многозаходиой резьбы, установленные в
классах точности — точный, средний и грубый — ив зависи-
мости от длины свинчивания, приведены в табл. 4.73. Для
предпочтительного применения установлены поля допусков
8е и 8Н.
Стандарты ИСО устанавливают применение для многоза-
ходной резьбы того же профиля, диаметра и шагов, что и для
однозаходных резьб. Число заходов и ход резьбы не регла-
ментируются. Допуски многозаходиой резьбы по стандартам
ИСО соответствуют установленным для однозаходной с той
лишь разницей, что допуск среднего диаметра умножается
на коэффициент, зависящий от числа заходов.
Число заходом 2 3 4 5 и более
Коэффициент увели- чения допуска Тс, или ТD, 1,12 1,25 I,4 1.6
4.7.5. ОБОЗНАЧЕНИЕ
ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Обозначение размера однозаходной резьбы состоит из
букв «Тг», номинального диаметра резьбы и шага. Например:
Тг32х6. Для левой резьбы обозначение дополняется буквами
«LH». Например: Tr32x6LH.
Многозаходные трапецеидальные резьбы обозначаются
буквами «Тг», номинальным диаметром резьбы, числовым зна-
чением хода и — в скобках — буквой «Р» и числовым значе-
нием шага.
Примеры: Тг20Х4(Р2);
Tr20x4(P2)LH.
Обозначение поля допуска трапецеидальной резьбы состо-
ит из обозначения поля допуска среднего диаметра, т. е. циф-
ры, обозначающей степень точности, и буквы, обозначающей
основное отклонение. Например 6h, 7е; 7Н.
В тех случаях, когда для наружного диаметра наружной
резьбы назначается поле допуска 6h, оно должно дополнитель-
но указываться в обозначении поля допуска резьбы. Напри-
мер: 7e6h.
Полное обозначение резьбы включает обозначения разме-
ра и поля допуска.
Примеры: Тг32Х6—7е;
Тг,3'2Х6-7e6h;
Tr32X6—8Н;
Тг20Х4(Р2.)—8е;
Tr20X4l(P2)LH—8е;
Тг80Х40(РЮ)— 8Н.
Длина свинчивания N в условном обозначении резьбы не
указывается. Длина свинчивания L при необходимости указы-
вается в миллиметрах за обозначением поля допуска.
Например: ТгЗРХб—8е—85;
Для миогозаходных резьб длина свинчивания указывается
во всех случаях, если она отличается от длины резьбы, на-
пример:
Тг20Х4(Р2)—8е—30
Посадка в резьбовом соединении обозначается после обо-
значения размера резьбы в виде дроби, в числителе которой
указывают поле допуска внутренней резьбы, в знаменателе—
поле допуска наружной резьбы.
Например: Тг32х6—7Н/7е.
Tr32X6LH—7Н/7е.
Обозначения по стандартам ИСО 2902 и 2903 те же, что
по стандартам СЭВ, но не предусмотрено обозначение поля
6h наружного диаметра наружной резьбы (такие допуски ие
установлены) и не регламентировано указание длин свинчива-
ния.
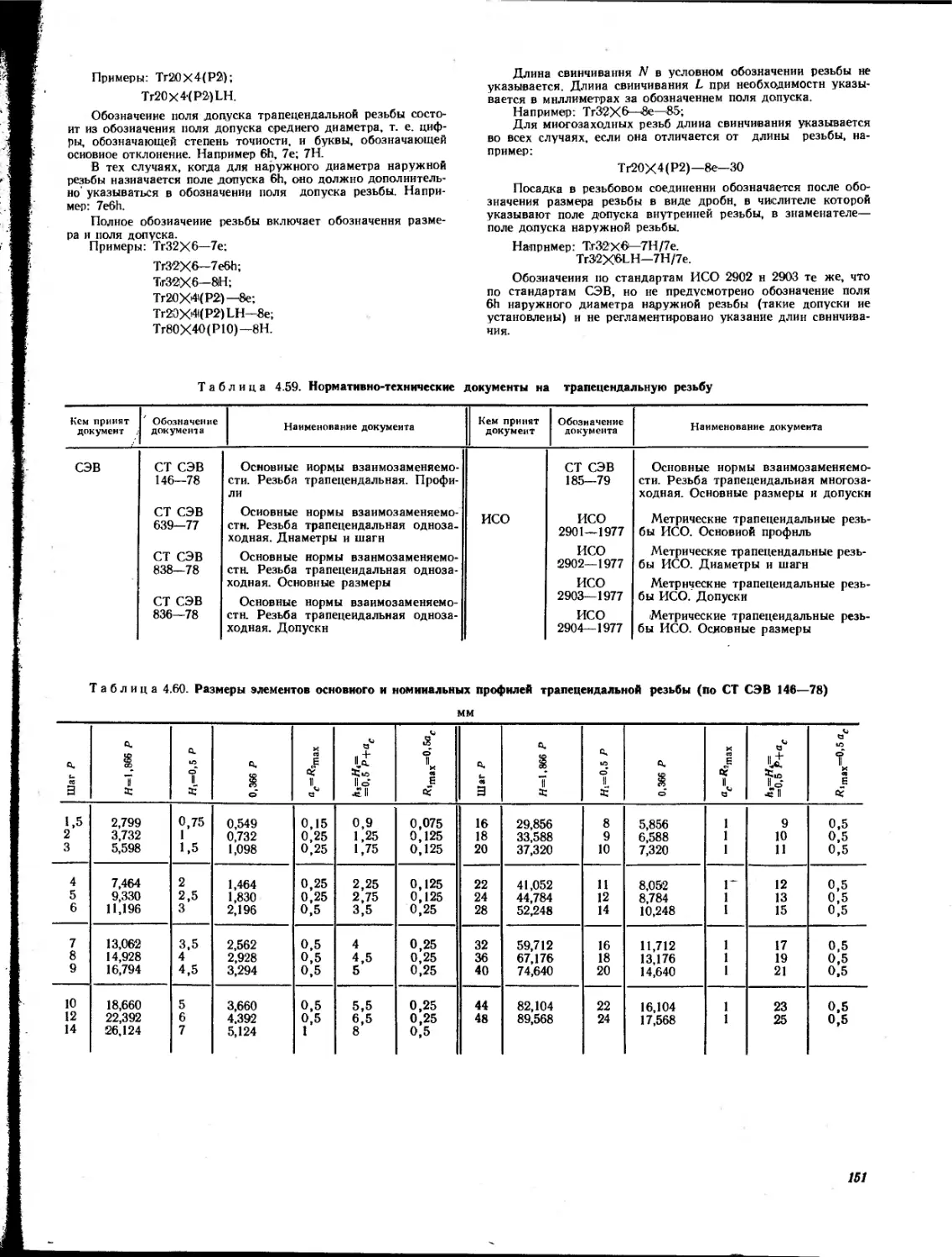
Таблица 4.59. Нормативно-технические документы на
трапецеидальную резьбу
Кем принят документ Обозначение документа Наименование документа Кем принят документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 146—78 Основные нормы взаимозаменяемо- сти. Резьба трапецеидальная. Профи- ли СТ СЭВ 185—79 Основные нормы взаимозаменяемо- сти. Резьба трапецеидальная многоза- ходная. Основные размеры и допуски
СТ СЭВ 639—77 СТ СЭВ 838—78 СТ СЭВ 836—78 Основные нормы взаимозаменяемо- сти. Резьба трапецеидальная одноза. ходная. Диаметры и шаги Основные нормы взаимозаменяемо- сти. Резьба трапецеидальная одноза- ходная. Основные размеры Основные нормы взаимозаменяемо- сти. Резьба трапецеидальная одноза- ходная. Допуски ИСО ИСО 2901—1977 ИСО 2902—1977 ИСО 2903—1977 ИСО 2904—1977 Метрические трапецеидальные резь- бы ИСО. Основной профиль Метрические трапецеидальные резь- бы ИСО. Диаметры и шаги Метрические трапецеидальные резь- бы ИСО. Допуски Метрические трапецеидальные резь- бы ИСО. Основные размеры
Таблица 4.60. Размеры элементов основного и номинальных профилей трапецеидальной резьбы (по СТ СЭВ 146—78)
мм
а. я а а. 8 со 7 а: о II а: а. § о X я Е ct 11^ с ^8=Н4 = =0,5 Р+ас S* О II X я Е с? а. я 3 а. £ 7 а: d 5‘0='И а. £ о X я Е Ct 11^ Q lit Ts «II o' in О II X я E Ct
1,5 2,799 0,75 0,549 0,15 0,9 0,075 16 29,856 8 5,856 1 9 0,5
2 3,732 1 0,732 0,25 1,25 0,125 18 33,588 9 6,588 1 10 0,5
3 5,598 1,5 1,098 0,25 1,75 0,125 20 37,320 10 7,320 1 11 0,5
4 7,464 2 1,464 0,25 2,25 0,125 22 41,052 11 8,052 г 12 0,5
5 9,330 2,5 1,830 0,25 2,75 0,125 24 44,784 12 8,784 1 13 0,5
6 11,196 3 2,196 0,5 3,5 0,25 28 52,248 14 10,248 1 15 0,5
7 13,062 3,5 2,562 0,5 4 0,25 32 59,712 16 11,712 1 17 0,5
8 14,928 4 2,928 0,5 4,5 0,25 36 67,176 18 13,176 1 19 0,5
9 16,794 4,5 3,294 0,5 5 0,25 40 74,640 20 14,640 1 21 0,5
10 18,660 5 3,660 0,5 5,5 0,25 44 82,104 22 16,104 1 23 0,5
12 22,392 6 4.392 0,5 6,5 0,25 48 89,568 24 17,568 1 25 0,5
14 26,124 7 5,124 1 8 0,5
161
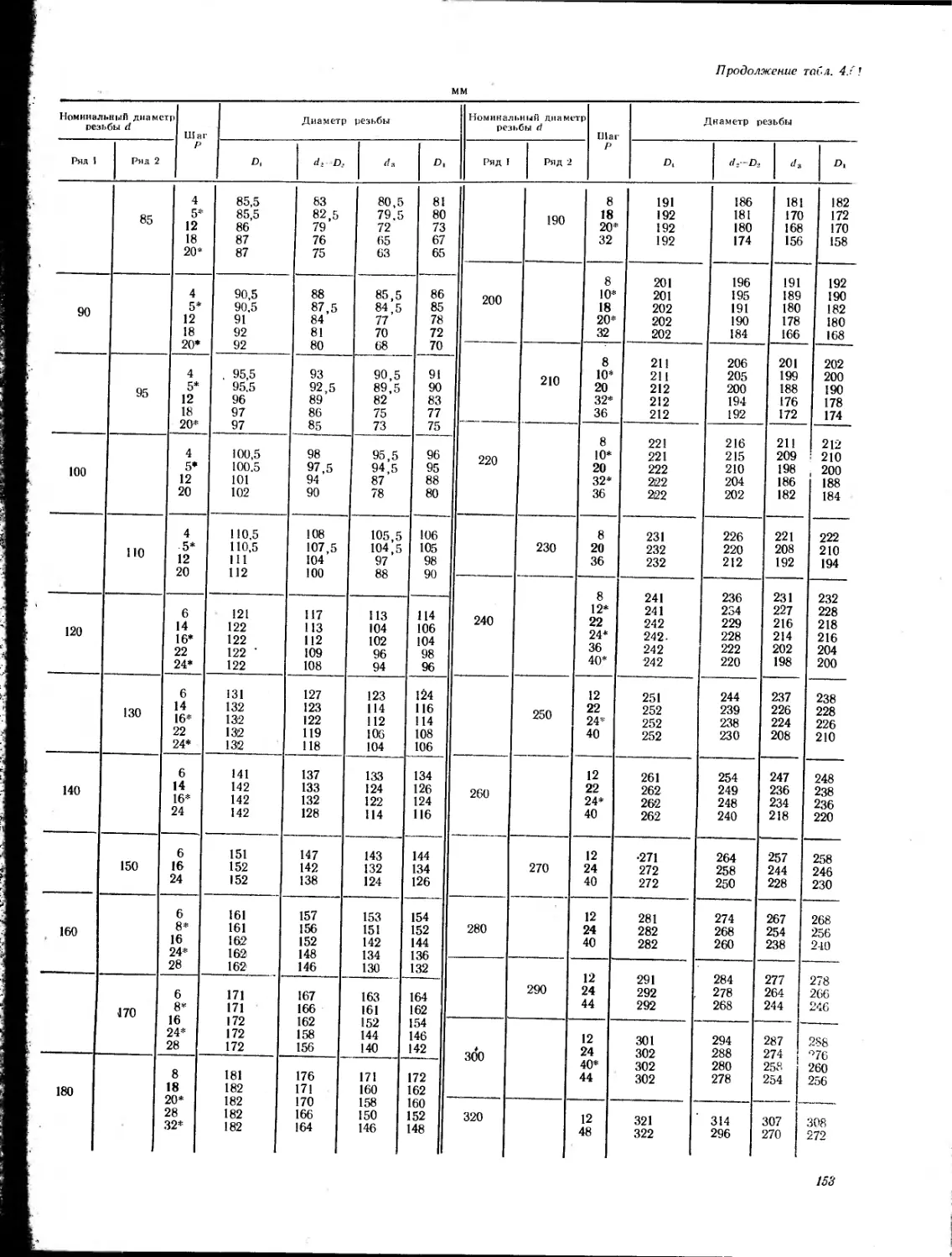
Таблица 4.61. Основные размеры трапецеидальной резьбы (по СТ СЭВ 639 77 н СТ СЭВ 838 78)
Номинальный диаметр резьбы d Шаг Р Диаметр резьбы Номинальный диаметр I резьбы d Шаг Р Диаметр резьбы
Ряд 1 Ряд 2 £>4 ^3 £>t 1 Ряд 1 Ряд 2 D, di=Dt <1, П|
8 1.5 2 8,3 8,5 7,25 7 6,2 5,5 6,5 6 38 3 6* 7 38.5 39 39 36,5 35 34,5 34,5 31 30 35 32 31
9 1.5 9,3 9.5 8,25 8 7,2 6,5 7,5 7 10 39 33 27 28
2 —
10 1.5 2 10,3 10,5 9,25 9 8,2 7,5 8,5 8 4Э 3 6* 7 40.5 41 41 38,5 37 36,5 36,5 33 32 29 37 34 33 30
11 2 11,5 10 8,5 9 10 41 35
3 11,5 9,5 7,5 8 40,5 39 38,5 37 38,5 35 34 31 39 36 35 32
12 2 3 12,5 12,5 11 10,5 9,5 8,5 10 9 42 3 6* 7 42.5 43 43
14 2 14,5 13 11,5 12 10 43
3 14,5 12,5 10,5 11 3 7 8* 12 44,5 45 45 45 42,5 40,5 40 38 40,5 36 35 31 41
16 2 4 16,5 16,5 15 14 13,5 11,5 14 12 44 37 36 32
18 2 4 18,5 18,5 17 15,5 13,5 16
16 14 3 8 12 46,5 47 47 44,5 42 40 42,5 43
20 2 4 20,5 20,5 19 18 17,5 15,5 18 16 46 37 33 38 34
22 2* 3 5 22,5 22,5 22,5 21 20,5 19,5 19,5 18,5 16,5 20 19 17 48 3 8 12 48,5 49 49 46,5 44 42 44,5 39 35 45 40 36
8 23 18 13 14 3 50,5 48,5 46,5 41 37 47 42 38
24 2* 3 5 8 24,5 24.5 24,5 25 23 22,5 21,5 20 21,5 20,5 18,5 15 22 21 50 8 12 51 51 46 44
19 16 52 3 8 12 52,5 53 53 50,5 48 46 48,5 43 39 49 44 40
23,5 22,5 20,5 17 24 23 21 18
26 2* 3 5 8 26,5 26,5 26.5 27 25 24,5 23,5 22 55 3 8* 9 12* 55,5 56 56 56 53,5 51 50,5 49 51,5 46 45 42 39 52 47 46 43
25,5 24,5 22,5 19 26 25 23 20 14 57 48 41
28 2* 3 5 8 28,5 28,5 28,5 29 27 26,5 25,5 24 60 3 8* 9 12* 60,5 61 61 61 58,5 56 55,5 54 56,5 51 50 47 57 52 51 48
30 3 6 10 30.5 31 31 28,5 27 25 26,5 23 19 27 14 62 53 44 46
24 20 65 4 10 65,5 66 63 60 60,5 54 61 55
32 з 32,5 33 33 30,5 29 27 28,5 25 21 29 16 67 57 47 49
6 10 26 22 70 4 10 16 70,5 71 72 68 65 62 65,5 59 52 66 60 54
32,5 31 29 30,5 27 23
34 3 6 10 34,5 35 35 31 28 24 75 4 10 16 75,5 76 77 73 70 67 70,5 64 57 71 65 59
34,5 33 31 32,5 29 25
36 3 6 10 36,5 37 37 33 30 26 80 4 10 16 80,5 81 82 78 75 72 75,5 69 62 76 70 64
152
Продолжение табл. 4.:'!
мм __ .
Номинальн ый диаметр Диаметр резьбы
Номинальный диаметр резьбы d Шаг Р Диаметр резьоы резьбы d Шаг —
Ряд 1 Ряд 2 о, </. D. rfa D, Ряд 1 Ряд 2 Р (h-D-, dA Dx
80,5 81 8 191 186 181 182
4 85,5 83 18 192 181 170 172
85 5* 12 18 85,5 86 87 82,5 79 76 79,5 72 65 80 73 67 190 20* 32 192 192 180 174 168 156 170 158
20* 87 75 63 65 — — — — —
. „ — 8 201 196 191 192
4 90,5 88 85,5 86 85 78 72 70 200 10* 18 201 202 195 191 189 180 190 182
90 5* 12 18 20* 90,5 91 92 92 87,5 84 81 80 84, ь 77 70 68 — — 20* 32 8 10* 20 32* 36 8 202 202 211 211 212 212 212 221 190 184 206 205 200 194 192 216 178 166 201 199 188 176 172 211 180 168 202 200 190 178 174 212
95 4 5* 12 18 20* 95,5 95,5 96 97 97 93 92,5 89 86 85 90,5 89,5 82 75 73 91 90 83 77 75 — 210
100 4 5* 12 20 100,5 100.5 101 102 98 97,5 94 90 95,5 94,5 87 78 96 95 88 80 220 10* 20 32* 36 221 222 2122 222 215 210 204 202 209 198 186 182 210 200 188 184
НО 4 5* 12 110,5 110,5 111 108 107,5 104 105,5 104,5 97 106 105 98 230 8 20 36 231 232 232 226 220 212 221 208 192 222 210 194
20 112 100 88 90 — — —
8 241 236 231 232
12* 241 2S4 227 228
6 121 117 113 114 240 22 242 229 216 218
120 14 122 113 104 106 24* 242- 228 214 216
16* 122 112 102 104 36 242 222 202 204
22 122 ' 109 96 98 40* 242 220 198 200
24* 122 108 94 96 ... __ _ — — — -
130 6 14 16* 22 131 132 132 132 127 123 122 119 123 114 112 106 124 116 114 108 250 12 22 24* 40 251 252 252 252 244 239 238 230 237 226 224 208 238 228 226 210
24* 132 118 104 106 , ,,
140 6 14 16* 24 141 142 142 142 137 133 132 128 133 124 122 114 134 126 124 116 260 12 22 24* 40 261 262 262 262 254 249 248 240 247 236 234 218 248 238 236 220
150 6 16 24 151 152 152 147 142 138 143 132 124 144 134 126 270 12 24 40 271 272 272 264 258 250 257 244 228 258 246 230
160 6 8* 16 161 161 162 157 156 152 153 151 142 154 152 144 280 12 24 40 281 282 282 274 268 260 267 254 238 268 256 240
24* 162 148 134 136 — — 111 — ......
— 28 162 146 130 132 290 12 24 291 292 284 278 277 264 278 266
6 171 167 163 164 44 292 268 244 246
170 8* 171 166 161 162
16 172 162 152 154 287 288
24* 172 158 144 146 12 301 294
28 172 156 140 142 300 24 302 288 274 °76
40* 302 280 258 260
8 181 176 171 172 44 302 278 254 256
180 18 182 171 160 162
20* 182 170 158 160 307
28 182 166 150 152 320 12 321 314 308
32* 182 164 146 148 48 322 296 270 272
153
Продолжение табл. 4.61
мм
Номинальный диаметр резьбы d Шаг Р Диаметр резьбы Номинальный диаметр резьбы d Шаг Р Диаметр резьбы
Ряд 1 Ряд 2 Dt d,D, d. Ряд 1 Ряд 2 D, d. =D- dt Di
340 12 48 341 342 334 316 327 290 328 292 500 16 502 492 482 484
360 12 48 361 362 354 336 347 310 348 312 520 20 522 510 498 500
380 12 48 381 382 374 356 367 330 368 332 540 20 542 530 518 520
400 12 48 401 402 394 376 387 350 388 352 560 20 562 550 538 540
420 16 422 412 402 404 580 20 582 570 558 560
440 16 442 432 422 424 600 24 602 588 574 576
460 16 462 452 442 444 620 24 622 608 594 596
480 16 482 472 462 464 640 24 642 628 614 616
Примечания:
1. Шаги, выделенные жирным шрифтом, являются предпочтительными при разработке новых конструкций.
2. Шаги, отмеченные звездочкой, не следует применять при разработке новых конструкций.
Таблица 4.62. Основные отклонения и степени точности (по СТ СЭВ 836—78)
Вид резьбы Диаметр резьбы Основное отклонение Степень точности Вид резьбы Диаметр резьбы Основное отклонение Степень точности
Наружная резьба * 6-я степень точнс Таблица 4.63. Ос d da da юти употребл новные откло h с, е, g, h h яется для на» нения трапец 4, 6* 6. 7, 8, 9 6, 7, 8, 9 (атанных винт еидальной ре; Внутренняя резьба ов. 1ьбы (по СТ СЭВ 836—71 D, d2 D, и СТ СЭВ н н н 85—75) 6, 7, 8, 9 4
Наружная резьба Внутрен- няя резьба Наружная резьба Внутрен- ний резьба
Диаметр резьбы Диаметр резьбы
Шаг Р, d2 tf, dt B„ В,.. В, Шаг P, <^2 d, d, В». В- В,
мм MM
Основное отклонение, мкм Основное отклонение, мкм
ев EI ев EI
с е g h h H с е g h h Н
1,5 — 140 —67 -32 0 0 0 16 —375 — 190 — 130 0 0 0
2 — 150 —71 —38 0 0 0 18 —400 —200 — 140 0 0 0
3 —170 -85 —48 0 0 0 20 —425 —212 — 145 0 0 0
4 —190 -95 —60 0 0 0 22 —450 —224 — 155 0 0 0
5 —212 — 106 —71 0 0 0 24 —475 —236 — 165 0 0 0 .
6 —236 — 118 —80 0 0 0 28 —500 —250 — 180 0 0 0
7 —250 — 125 —83 0 0 0 32 —5.30 —265 — 195 0 0 0
8 —265 — 132 -85 0 0 0 36 -560 —280 —210 0 0 0
9 —280 -140 —90 0 0 0 40 —600 —300 —225 0 0 0
10 —300 — 150 —96 0 0 0 44 —630 -315 —240 0 0 0
12 —335 — 170 — 115 0 0 0 48 —670 —335 —250 0 0 0
14 —355 — 180 — 120 0 0 0
154
Таблица 4.64. Допуски диаметров d и Dt (по СТ СЭВ 836--78)
Наружная резьба Внутрен- няя резьба Наружная резьба Внутрен- няя резьба Наружная резьба Внут- ренняя резьба Наружная резьба Внутрен- няя резьба
Степень точности Степень точности Степень точности Степень точности
Шаг Р, мм 4 С 4 Шаг Р, мм 4 б 4 Шаг Р, мм 4 6 4 Шаг р, мм 4 6 4
Допуск, мкм Допуск, мкм Допуск, мкм Допуск, мкм
Trf TD, Trf TD. т</ TD. т</ TD.
1,5 150 236 190 7 425 670 560 16 710 1000 32 1120 1600
2 180 280 236 8 450 710 630 18 800 — 1120 36 1250 -г- 1800
3 236 375 315 9 500 800 670 20 850 — 1180 40 1320 — 1900
4 300 475 375 10 530 850 710 22 900 1250 44 1400 2000
5 335 530 450 12 600 950 800 24 950 — 1320 48 1500 — 2120
6 375 600 500 14 670 — 900 28 1060 — 1500
Таблица 4.65.
Допуски диаметров d2
и D2 трапецеидальной резьбы
(по
СТ СЭВ 836—78)
Номиналь- ный диа- метр резь- бы d, мм Шаг Р, мм Наружная резьба Внутренняя резьба Номиналь- ный диа- метр резь бы d, мм Шаг Р, мм Наружная резьба Внутренняя резьба
Степень точности Степень ТОЧНОСТИ
6 7 8 9 6 7 8 9 6 7 8 9 6 7 8 9
Допуск, мкм Допуск, мкм
Т Г т. Т
«2 d2 <1-2 Dt
Св. 5,6 1,5 132 170 212 265 180 224 280 355 Св. 90 4 250 315 400 500 335 425 530 670
до 11,2 2 150 190 236 300 200 250 315 400 до- 180 5 280 355 450 560 375 475 600 750
3 170 212 265 335 224 280 355 450 6 300 375 475 600 400 500 630 800
8 335 400 425 500 530 670 450 560 710 900
12 630 800 530 670 850 1060
Св. 11,2 2 160 200 250 315 212 265 335 425 14 425 530 670 850 560 710 900 1120
до 22,4 3 180 224 280 355 236 300 375 475 16 450 560 710 900 600 750 950 1180
4 212 265 335 425 280 355 450 560 18 475 600 750 950 630 800 1000 1250
5 224 280 355 450 300 375 475 600 20 475 600 750 950 630 800 1000 1250
8 280 355 450 560 375 475 600 750 22 500 630 800 1000 670 850 1060 1320
24 530 670 850 1060 710 900 1120 1400
28 560 710 900 1120 750 950 1180 1500
32 600 750 950 1180 800 1000 1250 1600
Св. 22,4 2 170 200 212 265 335 224 280 355 425 450
до 45 3 250 315 400 265 335 530
5 236 300 375 475 315 400 500 630 Св. 180 8 - 355 450 560 710 475 600 750 950
6 265 335 425 530 355 450 560 710 до 355 10 400 500 630 800 530- 670 850 1060
7 280 355 450 560 375 475 600 750 12 425 530 670 850 560 710 900 1120
8 300 375 475 600 400 500 630 800 18 500 630 800 1000 670 850 1060 1320
10 315 400 500 630 425 530 670 850 20 530 670 850 1060 710 900 1120 1400
12 335 425 530 670 450 560 710 900 22 24 32 530 560 630 670 710 800 850 900 1000 1060 1120 1250 710 750 850 900 950 1060 1120 1180 1320 1400 1500 1700
Св. 45 до 90 3 4 5 8 212 236 250 315 265 300 315 400 335 375 400 500 425 475 500 630 280 315 335 425 355 400 425 530 450 500 530 670 560 630 670 850 36 40 44 48 670 670 710 750 850 850 900 950 1060 1060 1120 1180 1320 1320 1400 150Q 900 900 950 1000 1120 1120 1180 1250 1400 1400 1500 1600 1800 1800 1900 2000
9 335 425 530 670 450 560 710 900 -
Ю 335 375 425 475 530 600 670 750 450 500 560 630 710 800 900 1000
12 Св. 355 12 450 710 900
14 400 500 630 800 530 670 850 1060 560 600 750 950 1180
16 425 530 670 850 560 710 900 1120 до 640 16 500 630 800 ipoo 670 850 1060 1320
18 450 560 710 900 600 750 950 1180 20 560 710 900 1120 750 950 1180 1500
20 450 560 710 900 600 750 950 1180 24 600 750 950 1180 850 1060 1320 1700
48 800 1000 1250 1600 1060 1320 1700 2120
155
Таблица 4.66. Допуски диаметра rf3 (по СТ СЭВ 836—78)
Номиналь- ный диа- метр резь- бы d, мм Шаг Р, мм Основное отклонение диаметра d* Номиналь- ный диа- метр резь- бы d, мм Шаг Р, мм Основное отклонение диаметра d-.
с е Я с е е
Степень точности Степень точности
8 9 С 7 8 6 7 8 9 6 7 8 в 7
Допуск Т , мкм «3 Допуск Т, мкм
Св. 5,6 до 11,2 1.5 2 3 405 445 501 471 525 589 232 259 298 27§ 309 350 332 366 416 197 226 261 245 276 313 Св. 90 до 180 4 5 6 690 775 830 815 912 986 408 456 493 489 550 587 595 669 712 373 421 455 454 515 549
Св. 11,2 до 22,4 2 3 4 462 520 609 544 614 721 271 310 360 321 365 426 383 435 514 238 273 325 288 328 391 8 12 14 928 1122 1193 1103 1335 1418 551 670 711 663 795 843 795 958 1018 504 615 651 616 740 783
5 8' 656 828 775 965 386 482 456 576 550. 695 351 435 421 529 16 18 20 1263 1338 1363 1500 1588 1613 753 794 806 890 950 962 1078 1138 1150 693 734 739 830 890 895
Св. 22,4 до 45 2 3 5 481 564 681 569 670 806 284 335 401 336 397 481 402 479 575 251 298 366 303 361 446
22 24 28 32 1450 1538 1625 1718 1700 1800 1900 2005 849 899 950 1015 1011 1074 1138 1203 1224 1299 1375 1453 780 828 880 945 943 1003 1068 1133
6 7 8 767 813 859 899 950 1015 449 475 507 537 569 601 649 688 726 411 433 460 499 527 554
Св. 180 до 355 8 10 12 18 20 22 965 1088 1173 1400 1488 1513 1153 1300 1398 1650 1750 1775 576 650 701 825 875 887 695 775 833 987 1050 1062 832 938 1008 1200 1275 1287 529 596 646 765 808 818 648 721 778 928 983 993
10 12 925 998 1087 1173 544 589 650 701 775 833 490 534 596 646
24 32 36 1600 1780 1885 1875 2092 2210 936 1053 1118 1124 1265 1343 1361 1515 1605 865 983 1048 1053 1195 1273
Св. 45 до 90 3 4 5 589 659 712 701. 784 837 350 390 419 416 470 500 504 564 606 313 355 384 379 435 465
40 44 48 1925 2030 2145 2250 2380 2545 1138 1203 1273 1363 1440 1523 1625 1715 1810 1063 1128 1188 1288 1365 1438
8 9 10 12 14 16 18 20 890 943 963 1085 1142 1213 1288 1313 1052 1118 1138 1273 1355 1438 1525 1550 526 559 569 639 680 721 763 775 632 671 681 764 805 853' 900 912 757 803 813 920 967 Ц028 1088 1100 479 509 515 584 620 661 703 708 585 621 627 709 745 793 840 Й45
Св. 355 до 640 12 16 20 1223 1375 1550 1460 1625 1825 733 815 912 870 978 1100 1058 1190 1337 678 755 845 815 918 1033
24 48 1663 2233 1950 2670 986 1335 1174 1585 1424 1898 915 1250 1103 1500
156
ч >Ц';4,-Ж-ЗД^^Й!^Л’-4.671 Длины свинчивания трапецеидальной резьбы (по СТ СЭВ 836—78)
мм
Номинальный диаметр резьбы d Шаг Р Длина свинчивания Номинальный диаметр резьбы d Шаг Р Длина свинчивания
L N L
Св. 5,6 до 11,2 1,5 2 3 Св. 5 до 15 » 6 » 19 » 10 » 28 Св. 15 » 19 » 28 Св. 90 до 180 4 5 6 8 12 14 16 18 20 22 24 28 32 Св. 24 до 71 » 28 » 85 . » 36 » 106 » 45 » 132 » 67 » 200 » 75 » 236 » 90 » 265 » 100 » 300 » 112 » 335 >118» 355 » 132 » 400 » 150 » 450 » 175 » 530 Св. 71 » 85 » 106 » 132 » 200 » 236 » 265 » 300 » 335 » 355 » 400 » 450 » 530
Св. 11,2 до 22,4 2 3 4 5 8 Св. 8 до 24 » 11 » 32 » 15 » 43 » 18 » 53 » 30 » 85 Св. 24 » 32 » 43 » 53 » 85
Св. 22,4 до 45 2 3 5 6 7 8 10 12 Св. 8 до 25 > 12 » 36 » 21 » 63 » 25 » 75 » 30 » 85 » 34 » 100 » 42 » 125 » 50 » 150 Св. 25 » 36 » 63 » 75 > 85 » 100 » 125 » 150
Св. 180 до 355 8 10 12 18 20 22 24 32 36 40 44 48 Св. 50 до 150 » 63 » 190 » 75 » 224 » 112 » 335 » 125 » 375 » 140 » 425 » 150 » 450 » 200 » 600 » 224 » 670 » 250 » 750 » 280 » 850 » 300 » 900 Св. 150 » 190 » 224 » 335 » 375 » 425 » 450 » 600 » 670 » 750 » 850 » 900
Св. 45 до 90 3 4 5 8 9 10 12 14 16 18 20 Св. 15 до 45 » 19 » 56 » 24 » 71 » 38 » 118 » 43 » 132 » 50 » 140 » 60 » 170 » 67 » 200 » 75 » 236 » 85 » 265 » 95 » 280 Св. 45 » 56 » 71 » 118 » 132 » 140 » 170 » 200 » 236 » 265 » 280
Св. 355 до 640 12 16 20 24 48 Св. 85 до 265 » 118 » 355 » 150 » 450 » 174 » 520 » 355 » 1060 Св. 265 » 355 » 450 » 520 » 1060
Таблица 4.68. Поля допусков однозаходной трапецеидальной резьбы (по
СТ СЭВ 836—78)
Наружная резьба Внутренняя резьба
Длнна свинчивания
Класс точности L N L
Поле допуска
Точный бе; 6g 7е 6Н 7Н
Средний 7е; 7g 8е 7Н 8Н
Грубый 8с; 8е 9с 8Н 9Н
Примечание. При повышенных требованиях к точности для длин свинчивания
L допускается применять поля допусков, установленные для длин свинчивания N.
167
Таблица 4.69. Предельные отклонения наружной трапецеидальной резьбы' (по СТ СЭВ 836—78)
Поле допуска
Сс eg 7с 7g
Номинальный диаметр мм Шаг Р, мм Диаметр резьбы
d* 3 d 3 d.. 1: • d,
Предельное отклонение, мкм ►
es el | es ei es Я es ei es ei es el es ei es ei
Св. 5,6 до 11,2 1.5 2 3 —67 —71 —85 — 199 —221 —255 0 0 0 -232 —259 —298 -32 —38 —48 — 164 —188 -218 0 0 0 —197 —226 —261 —67 -71 —85 -237 -261 —297 0 0 0 -279 —309 -350 - 32 -38 —48 -202 —228 -260 0 0 0 —245 —276 —313
Св. 11,2 до 22,4 2 3 4 5 8 -71 -85 -95 -106 — 132 -231 -265 -307 -330 -412 0 0 0 0 0 -271 —310 360 —386 —482 —38 -48 -60 —71 85 -198 -228 —272 -295 -365 0 0 0 0 0 -238 -273 -325 -351 -435 —71 —85 95 -106 -132 —271 -309 -360 -386 -487 0 0 0 0 0 —321 -365 -426 - 456 576 -38 -48 -60 —71 -85 -238 -272 325 351 440 0 0 0 0 0 -288 —328 —391 421 -529
2 3 5 6 7 8 10 12 -71 -85 г—106 -118 -125 -132 -150 -170 -241 —285 —342 —383 -405 —432 -465 -505 0 0 0 0 0 0 0 0 —284 —335 -401 449 —475 - -507 —544 589 -38 -208 24Я 0 0 0 0 0 0 0 0 251 298 71 —85 -106 -118 -125 -132 -150 -170 -283 -335 -406 —453 -480 -507 -550 -595 0 о 336 -397 -38 —48 250 -298 0 0 •303 -361
Св. 22,4 до 45 —71 -80 —83 -85 -96 -115 -307 —345 -363 —385 -411 -450 —366 -411 -433 —460 -490 -534 0 0 0 0 0 -481 -537 -569 -601 -650 - 701 -71 -80 —83 85 -96 -115 -371 —415 -438 460 * 496 540 0 0 0 0 0 0 446 -499 -527 -554 596 646
Св. 45 до 90 3 4 5 8 9 10 12 14 16 18 20 -85 -95 — 106 — 132 — 140 — 150 -170 — 180 — 190 -200 —212 -297 -331 -356 -447 —475 -485 —545 —580 -615 -650 -662 0 0 0 0 0 0 0 0 0 0 0 —350 —390 —419 —526 —559 -569 -639 —680 -721 —763 —775 —48 -60 -71 - -85 -90 —96 115 -120 -130 -140 -145 - 260 -296 -321 -400 -425 -431 490 520 -555 -590 -595 0 0 0 0 0 0 0 0 0 0 0 —313 —355 —384 -479 -509 -515 -584 -620 -661 —703 708 -85 -95 — 106 132 -140 -150 -170 -180 — 190 -200 -212 -350 -395 -421 532 -565 -575 -645 -680 -720 -760 772 0 0 0 0 0 0 0 0 0 0 0 -416 -•470 -500 -632 -671 681 764 805 853 900 -912 -48 -60 -71 -85 —90 -96 -115 -120 130 -149 145 -313 360 386 -485 515 -521 -590 -620 -660 700 705 0 0 0 0 0 0 0 0 0 0 0 -379 - 435 465 -585 —621 —627 - 709 —745 793 - 840 - -845
Св. 90 до 180 4 5 6 8 12 14 16 18 20 22 24 28 32 -95 —106 —118 — 132 -170 — 180 —190 -.200 -212 —224 —236 —250 —265 -345 —386 -418 —467 -570 —605 —640' -675 -687 —724 —766 810 -865 0 0 0 0 0 б 0 0 0 0 0 0 0 —408 -456 -493 -551 -670 -711 -753 —794 -806 —849 -899 -950 -1015 60 —71 -80 •85 -115 — 120 -130 — 140 Ц5 -155 —165 -180 195 —310 —351 -380 420 515 545 - 580 -615 620 -655 -695 •740 -795 0 0 0 0 0 0 0 0 0 0 0 0 0 -373 -421 - 455 -504 -615 -651 693 -734 -739 -780 -828 880 945 -95 -106 -118 — 132 —170 -180 -190 -200 -212 -224 236 -250 265 -410 -461 493 557 —670 -710 -750 800 - 812 -854 906 z 960 1015 0 ' 0 0 0 0 0 0 0 0 0 0 с 0 -489 -550 -587 663 795 843 - 890 —950 962 -1011 1074 -1138 1203 60 -71 -80 —85 -115 -120 130 140 -145 155 -165 -180 195 -375 -426 -455 510 -615 650 690 740 745 785 835 890 945 0 0 0 0 0 0 0 0 0 0 0 0 0 454 515 549 616 740 - 783 830 890 895 -943 1003 - 1068 -1133
Св. 180 до 355 8 10 12 18 20 22 24 32 36 40 44 48 — 132 — 150 -170 —200 —212 -224 -236 -265 —280 —300 —315 -335 -487 -550 —595 —700 —742 -754 —796 -895 -950 -970 — 1025 -1085 0 0 0 0 0 0 0 0 0 0 0 0 -576 —650 -701 -825 -875 887 936 —1053 -1118 -1138 -1203 1273 85 96 -115 -140 145 155 165 -195 -210 225 240 250 -440 -496 -540 640 675 685 725 825 880 -895 950- 1000 0 0 0 0 0 0 0 0 0 0 0 0 1 -1 1 - - • >29 >96 >46 165 Ю8 }!8 165 183 048 063 128 188 132 150 170 -200 212 -224 236 265 280 -300 315 335 582 650 -700 830 882 894 946 1065 ИЗО -1150 -12,15 1285 0 0 0 0 0 0 0 0 0 0 0 0 695 775 833 987 1050 -1062 - 1124 1265 1343 -1363 -1440 1523 85 -96 -115 -140 145 155 -165 195 210 -225 240 250 -535 596 645 770 815 - 825 875 995 1060 1075 -1140 1200 0 0 0 0 0 0 0 0 0 0 0 0 -648 721 -778 -928 983 . - 993 1053 . 1195 1273- 1288 1365 1438
Св. 355 до 640 12 16 20 24 48 —170 — 190 -212 —236 —335 -620 -690 -772 -836 -1135 0 0 0 0 0 -733 815 -912 —986 —1335 115 130 145 165 -250 -565 630 -705 765 -1050 0 0 0 0 0 678 759 -845 915 -1250 -170 -190 -212 236 335 730 820 922 - 986 -1335 0 0 0 0 0 -870 978 1100 1174 1585 115 130 -145 -165 250 675 - 760 - 855 915 1250 0 0 0 0 0 - 815 918 - 1033 1103 1500
158
Продолжение табл. 4.69
Ноле допуска
8с 8c 9c Bee ПОЛЯ
Шаг Р. мм Диаметр резьбы __
Номинальный диаметр рез- бы rf. мм d. rf, d. d, <1* d
Предельное отклонение. MKM
es ci es ei es el es ei es el es ei es el
Св. 5,6 1.5 2 140 150 —352 386 0 0 -405 - 445 —67 —71 -279 -307 0 0 —332 —366 — 140 — 150 -405 —450 0 0 —471 —525 0 0 — 150 -180
до 11.2 3 170 —435 0 —501 -350 0 —416 -170 —505 0 —589 0 —236
— ' 2 150 -400 0 —462 -71 —321 0 —383 -150 —465 0 —544 0 -180
Св. 11,2 до 22,4 3 4 5 8 170 190 212 265 —450 —525 -567 —715 0 0 0 0 —520 -609 656 - 828 85 -95 — 106 -132 -365 -430 —461 -582 0 0 0 0 —435 —514 —550 —695 — 170 -190 —212 —265 —525 —615 -r-662 —825 0 0 0 0 III! N-Z 0 0 0 0 —236 —300 —335 —450
2 150 170 —415 - 485 0 0 - 481 564 -336 —400 0 0 —402 -479 -153 -170 —485 —570 0 0 —569 —670 0 0 -180 -236
5 5 .212 236 -587 —661 0 0 — 681 - 767 -106 -118 -481 —543 0 0 —575 —649 -212 —236 —687 —766 0 0 —806 —899 0 0 —335 —375
Св. 22,4 до 45 7 8 250 —265 —700 -740 0 0 —813 —859 -125 — 132 —575 —607 0 0 —688 —726 —250 -265 —810 —865 0 0 —950 —1015 0 0 —425 —450
10 12 -300 -335 -800 -865 0 0 — 925 -998 — 150 — 170 —650 —700 0 0 -775 —833 —300 —335 —930 — 1005 0 0 —1087 — 1173 0 0 —530 -600
з -170 —505 0 —589 -85 -420 0 —504 -170 -595 0 -701 0 -236
4 — 190 —565 0 —659 —95 —470 0 —564 —190 —665 0 —784 0 —300
5 - 212 -612 0 —712 —106 —506 0 —606 —212 —712 0 837 0 —335
8 265 —765 0 —890 — 132 —632 0 —757 -265 —895 0 — 1052 0 —450
9 -280 —810 0 -943 — 140 —670 0 —803 —280 —950 0 <—1118' 0 —500
Св. 45 10 300 —830 0 —963 -150 —680 0 —813 —300 -970 0 —1138 0 —530
до 90 12 —335 -935 0 — 1085 — 170 —770 0 —920 —335 -1085 0 —1273 0 —600
14 355 —985 0 — 1142 — 180 -810 0 —967 —355 — 1155 0 —1355 0 —670
16 375 — 1045 0 — 1213 -190 —860 0 —1028 —375 — 1225 0 —1438 0 —710
18 400 — 1110 0 — 1288 —200 -910 0 —1088 —400 — 1300 0 —1525 0 —800
20 425 — 1135 0 — 1313 -212 —922 0 — 1100 —425 —1325 0 — 1550 0 —850
— 4 —190 —590 0 —690 —95 —495 0 —595 -190 —690 0 —815 0 -300
5 —212 —662 0 -775 — 106 -556 0 -669 —212 —772 0 —912 0 —335
6 8 —236 —265 —711 —795 0 0 —830 —928 — 118 — 132 -593 -662 0 0 —712 —795 —236 -265 -836 —935 0 0 —986 — 1103 0 0 —375 —450
12 —335 —995 0 — 1122 -170 —800 0 —958 —335 —1135 0 — 1335 0 —600
14 —355 — 1025 0 — 1193 -180 -850 0 —1018 —355 —1205 0 — 1418 0 —670
Св. 90 16 —375 —1085 0 —1263 — 190 -900 0 —1078 -375 —1275 0 —1500 0 —/10
до 180 18 -400 — 1150 0 — 1338 —200 —950 0 — 1138 —400 — 1350 0 —1588 0 —800
20 -425 —1175 0 — 1363 -212 —962 0 — 1150 —425 —1375 0 — 1613 0 —850
22 -450 — 1250 0 — 1450 —224 -1024 0 —1224 —450 — 1450 0 — 1700 0 —900
24 —475 — 1325 0 — 1538 —236 -1086 0 — 1299 —475 —1535 0 —1800 0 —950
28 500 — 1400 0 — 1625 250 —1150 0 — 1375 -500 -1620 0 — 1900 0 — 1060
32 530 -1480 0 -1718 —265 — 1215 0 — 1453 -530 1710 0 -2005 0 — 1120
8 -265 —825 0 —965 — 132 —692 0 —832 —265 --975 0 —1153 0 -450
10 —300 —930 0 —1088 — 150 —780 0 —938 —300 — 1100 0 — 1300 0 —530
12 —335 — 1005 0 — 1173 — 170 —840 0 — 1008 —335 -1185 0 — 1398 0 —600
18 20 -400 -425 —1200 — 1275 0 0 — 1400 — 1488 -200 —212 — 1000 -1062 0 0 —1200 —1275 —400 —425 — 1400 — 1485 0 0 —1650 —1750 0 0 —800 -850
Св. 180 22 450 — 1300 0 — 1513 -224 — 1074 0 -1287 —450 — 1510 0 -1775 0 —900
24 —475 — 1375 0 — 1600 —236 — 1136 0 —1361 -475 — 1595 0 — 1875 0 —950
до 355 32 —530 — 1530' 0 — 1780 —265 -1265 0 -1515 -530 — 1780 0 —2092 0 —1120
36 —560 — 1620 0 —1885 -280 — 1340 0 — 1605 —560 — 1880 0 —2210 0 1250
40 —600 -1660 0 -1925 —300 — 1360 0 — 1625 —600 —1920 0 —2250 0 —1320
44 —630 -1750 0 —2030 —315 -1435 0 — 1715 —630 —2030 0 —2380 0 — 1400
48 —670 — 1850 0 —2145 —335 -1515 0 — 1810 —670 —2170 0 —2545 0 —1500
12 —335 -1045 0 -1223 — 170 -880 ' 0 ' — 1058 -335 — 1235 0 — 1460 0 -600
Св. 355 16 —375 —1175 0 — 1375 -190 -990 0 — 1190 -375 —1375 0 —1625 0 —710
до 640 20 -425 — 1325 0 —1550 -212 -1112 0 —1337 —425 — 1545 0 — 1825 0 —850
24 —475 -1425 0 —1663 —236 —1186 0 —1424 -475 —1655 0 — 1950 0 —950
48 —670 — 1920 0 —2233 —335 —1585 0 — 1898 —670 —2270 0 —2670 0 —1500
169
Таблица 4.70. Предельные отклонения внутренней трапецеидальной резьбы (по СТ СЭЙ 836 —78)
- Поле допуска
6Н 711 811 911 Все поля
Диаметр резьбы
Поминальный диаметр Шаг Р, г» л
резьбы d, мм мм Di Di D: U i
Предельное отклонение, мкм
ES EI ES El ES EI ES EI ES EI EI
1.5 + 180 0 + 224 0 + 280 0 + 355 0 4 190 0 0
• в. 5,6 до 11.2 2 +200 0 +250 0 +315 0 +400 0 +236 0 0
3 +224 0 + 280 0 +355 0 +450 0 —|—315 0 0
2 +212 0 + 265 0 + 335 0 + 425 0 +236 0 0
3 +236 0 +300 0 + 375 0 +475 0 +315 0 0
'..в. 11.2 до 22,4 4 +280 0 +355 0 +450 0 +560 0 +375 0 0
5 + 300 0 + 375 0 +475 0 +600 0 +450 0 .0
8 +375 0 +475 0 + 600 0 +750 0 4-630 0 0
' 2 + 224 0 +280 0 + 355 0 +450 0 +236 0 0
3 +265 0 +335 0 +425 0 + 530 0 +315 0 0
5 +315 0 +400 0 +500 0 +630 0 +450 0 0
6 + 355 0 +450 0 + 560 0 +710 0 4 500 0 0
Св. 2'2.4 до 45 7 +375 0 + 475 0 +600 0 +750 0 4-560 0 0
8 +400 0 +500 0 +630 0 +800 0 4 630 0 0
10 + 425 0 +530 0 +670 0 +850 0 +710 0 0
12 + 450 0 + 560 0 + 710: ' 0 +900 0 +800 0 0
3 +280 0 +355 0 +450 0 +560 0 |315 0 0
4 +315 0 +400 0 +500 0 +630 0 I 375 0 0
5 + 335 0 + 425 0 +530 0 +670 0 -|~450 0 0
8 + 425 0 +530 0 + 670 0 + 850 0 4 630 0 0
9 +450 0 +560 0 +710 0 +900 0 4-670 0 0
Св. 45 до 90 10 +450 0 +560 0 + 710 0 +900 0 +710 0 0
12 +500 0 + 630 0 +800 0 + 1000 0 + 800 0 0
14 + 530 0 +670 0 + 850 0 + 1060 0 +900 0 0 -
16 4 560 0 +710 0 +900 0 + 1120 0 + 1000 0 0
18 +600 0 4 750 0 +950 0 + 1180 0 +-1120 0 0
20 +600 0 + 750 0 +950 0 + 1180 0 4-1180 0 0
4 +335 0 +425 0 +530 0 + 670 0 +375 0 0
5 + 375 0 +475 0 + 600 0 +750 0 4-450 0 0
>• 6 +400 0 + 500 0 +630 0 +800 0 +500 0 0
8 +450 0 +560 0 +710 0 +900 0 +630 0 0
12 +530 0 +670 0 + 850 0 + 1060 0 4 800 0 0
14 +560 0 + 710 0 +900 0 + 1120 0 +900 0 0
Св 90 до 180 16 + 600 0 + 750 0 +950 0 + 1180 0 + 1000 0 0
18 +630 0 +800 . 0 +1000 0 +1250 0 + 1120 0 0
20 +630 0 +800 0 +1000 0 + 1250 0 4-1180 0 0
22 +670 0 +850 0 + 1060 0 + 1320 0 + 1250 0 0
24 + 710 0 4 900 0 + 1120 0 + 1400 0 •1 1320 0 0
28 + 750 0 + 950 0 + 1180 0 + 1500 о 4 1500 0 0
32 +800 0 + 1000 0 + 1250 0 + 1600 0 4 1600 0 0
8 +475 0 +600 0 + 750 0 + 950 0 4-630 0 0
10 -г 530 0 + 670 0 + 850 0 4-1060 0 4 710 0 0
12 + 560 0 + 710 0 +900 0 + 1120 0 4-800 0 0
18 +670 0 +850 0 + 1060 0 + 1320 0 J 1120 0 0
20 +710 0 +900 0 + 1120 0 + 1400 0 4 1180 0 0
22 + 710 0 +900 0 + 1120 0 + 1400 0 4 1250 0 0
'.’в. до 355 24 +750 0 -950 0 + 1180 0 + 1500 0 -1 1320 0 0
32 + 850 0 + 1060 0 + 1320 0 + 1700 0 -1-1600 0 0
36 + 900 0 + 1120 0 4-1400 0 + 1800 0 -I 1800 0 0
40 + 900 0 + 1120 0 + 1400 0 + 1800 0 | 1900 0 0
44 + 950 0 + 1180 0 +1500 0 41900 0 + 2000 0 0
48 + 1000 0 + 1250 0 + 1600 0 +2000 0 4 2120 0 0
12 +600 , 0 +750 0 +950 0 + 1180 0 -1800 0 0
' s 355 64П 16 + 670 0 + 850 0 + 1060 0 + 1320 0 4-1060 0 о
20 + 750 0 + 950 0 + 1180 0 + 1500 0 4 1180 0 0
24 +850 0 + 1060 0 + 1320 0 + 1700 0 -1 1320 0 0
48 + 1060 0 41320 0 + 1700 0 + 2120 0 4 2120 0 0
Таблица 4.71. Диаметры, ходы, шаги и числа заходов трапецеидальной миогозаходной резьбы (по СТ СЭВ 185—7Й)
мм
Номинальный диаметр резьбы d Шаг резьбы Р Число заходов п Номинальный диаметр резьбы Д Шаг резьбы Р Число заходов п
2 1 3 1 4 1 6 8 2 3 4 1 6 1 6
РЯД 1 Ряд 2 Ход резьбыр^ Ряд! Ряд 2 Ход резьбы
10 1,5 3 4,5 6* 9* 12* 55 (12) 24 36* 48* 72* —
1 2 | 4 6* 8* 12* 16* 14 28* 42* 56* 84* —-
12 2 4 6 8* 12* 16* 60 3 6 9 12 18 24
|3 I 6* 9* 12* 18* — (8) 16 24 32* 48* 64*
16 2 4 6 8 12* 16* 1 9 1 18 27 36* 54* 72*
1 4 | 8* 12* 16* 24* — (12) 24 36* 48* 72* 96*
20 2 4 6 8* 12* 16* 14 28 42* 56* 84* —
1 4 | 8 12* 16* 24* 32* 70 4 8 12 16 24 32
24 (2) 4 6 8 12 16* 1 ю I 20 30 40* 60*. 80*
3 6 9 12 18 24 16 32* 48* 64* 96* —
|5| 10 15* 20* 30* — 80 4 8 12 16 24 32
8 16* 24* 32* — — 1 ю I 20 30 40 60* 80*
28 (2) 4 6 8 12 16* 16 32 48* 64* 96* 128*
3 6 9 12 18* 24* 90 4 8 12 16 24 32
1 5 | 10 15* 20* 30* 40* (5) 10 15 20 30 40
8 16* 24* 32* — — 1 12 I 24 36 48* ' 72* 96*
32 - 3 6 9 12 18* 24* 18 36 54* 72* 108* 144*
1 6 | 12 18 24* 36* 48* (20) 40 60* 80* 120* —
10 20* 30* 40* — — 100 4 8 12 16 24 32
36 3 6 9 12 18 24* (5) 10 15 20 30 40
|6| 12 (8 24* 36* 48* 1 12 I 24 36 48 72* 96*
10 20* 30* 40* — 20 40 60 80* 120* 160*
40 3 6 9 12 _ 18 24* 120 6 12 18 24 36 48
(6) 12 18 24* 36* 48* 1 14 I 28 42 56 84* 112*
1 7 1 14 21* 28* 42 56 (16) 32 48 64* 132 128*
10 20* 30* 40* 60* — 22 44 66* 88* 132* 176*
44 3 6 9 12 18 24* (24) 48 72* 96* 144* 192*
1 7 I 14 21 28* 42* 56* 140 6 12 18 24 36 48
(8) 16 24* 32* 48* 64* 1 14 | 28 42 56 84* 112*
12 24* 36* 48* — — (16) 32 48 64 -96* 128*
48 3 6 9 12 18 24 24 48 72 96* 144* 192*
1 8 | 16 24 32* 48* 64* 160 6 12 18 24 36 48
12 24* 36* 48* 72* — (8) 16 24 32 48 64
50 3 6 9 12 18 24 1 16| 32 48 64 96* 428*
1 8 | 16 24 32* 48* 64* (24) 48 72 96* 144* 192*
12 24* 36* 48* 72* — 28 56 84* 112* 168* 224*
52 3 6 9 12 18 24 180 8 16 24 32 48 64
1 8 | 16 24 32* 48* 64* 1 18 | 36 54 72 108* 144*
12 24 36* 48* 72* — (20) 40 60 80 120* 160*
55 3 6 9 12 18 24 28 56 84 112* 168* 224*
(8) 16 24 32* 48* 64* (32). 64 96 128* 192* 256*
|9| 18 27 36* 54* 72* 200 8 16 24 32 48 64
11 Зак. 750
161
Продолжение табл. 4.71
Мм
Номинальный диаметр резьбы d Шаг резьбы Р Число заходов п Номинальный диаметр резьбы d Шаг резьбы Р Число заходов п
2 3 6 8 2 3 4 6 8
Ряд 1 Ряд 2 Ход резьбы Pft Ряд 1 Ряд 2 Ход резьбы Р^
200 (10) 20 30 40 60 80 250 (24) 48 72 96 144* 192*
1 18 | 36 54 72 108* 144* 40 80 120 160* 240* 320*
(20) 40 60 80 120* 160* 260 12 24 36 48 72 96
32 64 96 128* 192* 256* 1 22 | 44 66 88 132 176*
220 8 16 24 32 48 64 40 80 120 160* 240* 320*
(Ю) 20 30 40 60 80 280 12 24 36 48 72 96
|20| 40 60 80 120* 160* |24 | 48 72 96 144 192*
(32) 64 96 128* 192* 256* 40 80 120 160* 240* 320*
36 72 108 144* 216* 288* 300 12 24 36 48 72 96
240 8 16 24 32 48 64 1 24 | 48 72 96 144 192*
|22| 44 66 88 132* 176* 44 88 132 176* 264* 352*
36 72 108 144* 216* 288* 320 12 24 36 48 72 96
250 12 24 36 48 72 96 48 96 144 192* 288* 384*
1 22 [ 44 66 88 132 176*
Примечания:
1. Шаги, заключенные в рамки, являются предпочтительными.
2. Шаги, указанные в скобках, ие следует применять при разработке новых конструкций.
3. Резьбы, у которых значение хода обозначено *, имеют угол подъема больше 10°.
4. Применение резьб, для которых не указано числовое значение Р/,, не допускается. Угол подъема этих резьб превышает 30°.
5. В технически и экономически обоснованных случаях допускается применять для многозаходиых трапецеидальных резьб дру-
гие значения номинального диаметра резьбы по СТ СЭВ 639—77.
Таблица 4.72. Допуски Td2 и Td3 наружной многозаходной резьбы по 10-й степени точности (по СТ СЭВ 185—79)
Номинальный диаметр резьбы d, мм Шаг резьбы Р, мм Допуск, мк м Номинальный диаметр резьбы d, мм Шаг резьбы Р, мм Допуск, мкм Номинальный диаметр резьбы d, мм Шаг резьбы Р, мм Допуск, мкм Номинальный диаметр резьбы d, мм Шаг резьбы Р, мм Допуск, мкм
Td2 Td3 Td2 Td3 Td, Td. Td2 Tds
Св. До Св. До Св. До Св. До
5,6 Н.2 • 1.5 335 559 3 530 833 4 630 978 8 900 1390
2 375 619 4 600 940 5 710 1100 10 1000 1550
400 5 630 1000 12 1060 1660
2 650 8 800 1265 6 750 1174 18 1250 1963
11,2 22,4 3 450 733 9 850 1343 8 850 1328 20 1320 2075
4 530 853 45 90 10 850 1363 90 180 12 1000 1585 180 355 22 1320 2100
2 425 682 12 950 1523 14 1060 1680 24 1400 2225
3 500 795 14 1000 1605 16 1120 1775 32 1600 2530
22,4 5 600 962 18 1180 1875 36 1700 2685
45 6 670 1074 16 1060 1700 20 1180 1900 40 1700 2725
7 710 1138 18 1120 1800 22 1250 2013 44 1800 2880
8 750 1203 20 1120 1825 24 1320 2125 48 1900 3045
10 800 1300 28 1400 2250
12 850 1398 32 1500 2405
162
Таблица 4.73. Поля допусков для многозаходиой трапецеидальной резьбы
(по СТ СЭВ 185—75)________________________________
Наружная резьба | Внутренняя резьба
Класс Длина свинчивания
N L. N 1 ь
точности
Поле допуска
Точный 7е, 7g 8е 7Н 8Н
Средний 8с, 8е 9с 8Н 9Н
Г рубый 9с Юс 9Н 9Н
Примечание. Жирным шрифтом выделены поля допусков предпочтительного
применения.
Глава 4.8
УПОРНЫЕ РЕЗЬБЫ
Упорные резьбы обычно применяются в тех случаях, ког-
да необходимо обеспечить поступательное перемещение вин-
та и когда большая нагрузка действует всегда в одном на-
правлении. Обычно применяются упорные резьбы двух типов:
с углом наклона боковой стороны 30° и усиленная резьба с
углом наклона боковой стороны 45°.
На упорную резьбу с углом наклона боковой стороны
30° действуют следующие стандарты СЭВ:
СТ СЭВ 1781—79 «Основные нормы взаимозаменяемос-
ти. Резьба упорная. Профиль и основные размеры».
СТ СЭВ 2058—79 «Основные нормы взаимозаменяемости.
Резьба упорная. Допуски».
Сведения об этих стандартах приведены ниже.
На упорную усиленную резьбу с углом 45° разработан
СТ СЭВ 5611—86 «Основные нормы взаимозаменяемости.
Резьба упорная усиленная 45°» (взамен PC 647—66). Данные
СТ СЭВ 5611'—86 соответствуют PC 647—66, сведения о ко-
торой приведены в 1-м издании Справочника. В данном из-
дании даются лишь сведения о профиле (п. 4.8.1) и обозна-
чении усиленной упорной резьбы (п. 4.8.4). Нормативно-тех-
нические документы ИСО на упорную резьбу отсутствуют.
4.8.1. ПРОФИЛЬ УПОРНОЙ РЕЗЬБЫ
Основной профиль резьбы по СТ СЭВ 1781—79, общий
для наружной и внутренней резьбы, показан иа рис. 4.24.
Номинальные профили наружной и внутренней резьбы
представлены на рис. 4.25.
Размеры элементов основного и номинальных профилей
приведены в табл. 4.74.
Основной профиль, а также номинальные профили уси-
ленной упорной резьбы по СТ СЭВ 5611'—88 показаны на
рис. 4.26 и 4.27.
4.8.2. ДИАМЕТРЫ, ШАГИ И ОСНОВНЫЕ
РАЗМЕРЫ УПОРНОЙ РЕЗЬБЫ
Диаметры и шаги резьбы по СТ СЭВ 1781—79 приведены
в табл. 4.75. В основном они соответствуют принятым для
трапецеидальной резьбы (п. 4.7.2).
При выборе диаметров резьбы ряд 1 следует предпочи-
тать ряду 2.
При выборе шагов предпочтительными являются значе-
ния, выделенные в табл. 4.715 жирным шрифтом. Шаги, обоз-
наченные в табл. 4.7'5 звездочкой, ие рекомендовано приме-
нять при разработке новых конструкций.
Номинальные размеры диаметров наружной н внутрен-
ней резьбы приведены в табл. 4.76.
4.8.3. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
УПОРНОЙ РЕЗЬБЫ
Система допусков упорной резьбы по СТ СЭВ 2058—79 во
многом унифицирована с системой допусков трапецеидальной
резьбы.
Расположение полей допусков наружной н внутренней
резьбы показано на рис. 4.28.
Положения полей допусков, определяемые основными от-
клонениями, и степени точности, принятые в системе допусков
для упорной резьбы, перечислены в табл. 4.77.
Основные отклонения h н Н равны нулю. Числовые зна-
чения основного отклонения AZ диаметра Т)2 приведены в
табл. 4.78.
Допуски диаметров выступов наружной и внутренней
резьбы (диаметров d и £>i) соответствуют принятым для тра-
пецеидальной резьбы степени точности 4 (см. табл. 4.64).
Допуски среднего диаметра резьбы (d2 н £>2) совпадают
с допусками, принятыми для соответствующих степеней точ-
ности трапецеидальной резьбы 1см табл 4 65)
11*
Допуски среднего диаметра являются суммарными.
Допуски внутреннего диаметра наружной резьбы Т dj
рассчитаны по формуле
Tds = l,25Td£. (4.4)
Степени точности для диаметров d3 н d2 должны соответ-
ствовать друг другу.
Длины свинчивания подразделяются на две группы: нор-
мальные (N) и длинные (£), а их значения соответствуют
принятым для трапецеидальной резьбы (см. табл. 4.67).
Допуск резьбы, если нет особых оговорок, относится к
наибольшей нормальной длине свинчивания, указанной в
табл. 4.67, или ко всей длине резьбы, если она меньше наи-
большей нормальной длины свинчивания.
Поля допусков наружной и внутренней резьбы, установлен-
ные в классах точности «средний» и «грубый» н в зависимости
от длины свинчивания, приведены в табл. 4.79.
Предельные отклонения диаметров наружной н внутрен-
ней резьбы приведены в табл. 4.80 и 4.81.
В посадках допускаются любые сочетания полей допус-
ков наружной и внутренней резьб, предпочтительно одного
класса точности.
В приложении к СТ СЭВ 2058—79 даны расчетные фор-
мулы, принятые в системе допусков упорной резьбы (в спра-
вочнике не приведены). ' н
4.8.4. ОБОЗНАЧЕНИЕ УПОРНОЙ РЕЗЬБЫ
Размер упорной резьбы должен обозначаться буквой S,
номинальным диаметром и шагом, например-
S 80X10.
Пример обозначения левой резьбы:
8 80Х10LH.
Пример обозначения двухзаходной резьбы с шагом 10 мм
и ходом 20 мм:
8 80x20 (РЮ);
для левой резьбы
S 80 x20 (РЮ)LH.
Обозначение поля допуска упорной резьбы состоит из
обозначения поля допуска среднего диаметра, например;
Обозначение поля допуска резьбы указывают после обоз-
начения размера резьбы, например:
8 80x10—7h;
8 80x10—7AZ;
S 80X10 LH—7h;
S 80X10 LH—7AZ.
Длина свинчивания N в условном обозначении резьбы ие
указывается. Длина свинчивания L при необходимости ука-
зывается в миллиметрах за обозначением резьбы, например-
8 80x10—711—160.
| Длина свиичиваиия_____
Примеры обозначения посадок в резьбовых соединениях:
8 80х 10—7AZ/7h;
8 80Х10 LH-7AZ/7h.
Обозначение усиленной упорной резьбы строится по тем
же правилам с той разницей, что после буквы 8 указывают
угол 45°, и ие указывают обозначение поля допуска резьбы.
Например: 8 45° 200x12.
„ То же для левой резьбы S 46° 200Х12LH.
Пример обозначения двухзаходной резьбы:
8 45° 200 Х24(Р12)
163
Рис. 4.27
Рис. 4.25
Положение поля допуска наружной резьбы
Положение поля допуска внутренней резьбы
164
Таблица 4.74 Размеры элементов основного и номинальных профилей упорной резьбы (по СТ СЭВ 1781—79)
мм
Шаг Р II 1,587911 Р Н/2=0.793956 Р Hi==0.75 Р а =0.117767 Р 11,=14, 1 ог=0.867767 Р /?=0.124271 Р
2 3,176 1,588 1,50 0,236 1,736 0,249
3 4,764 2,382 2,25 0,353 2,603 0,373
4 6,352 3,176 3,00 0,471 3,471 0,497
5 7,940 3,970 3,75 0,589 4,339 0,621
6 9,527 4,764 4,50 0,707 5,207 0,746
7 11,115 5.558 5,25 0,824 6,074 0,870
8 12.703 6,352 6,00 0,942 6,942 0,994
9 14.291 7,146 6,75 1,060 7,810 1,118
К) 15,879 7,940 7,50 1,178 8,678 1,243
12 19,055 9,527 9,00 1,413 10,413 1,491
14 22,231 11,115 10,50 1.649 12,149 1.740
16 25,407 12,703 12.00 1,884 13,884 1.988
18 28.582 14,291 13,50 2 120 15,620 2,237
20 31.758 15.879 15,00 2,355 17,355 2.485
22 34,934 17,467 16,50 2,591 19,091 2.784
21 38,110 19,055 18,00 2,826 20,826 2,982
28 44,462 22.231 21,00 3,297 24,297 3,480
32 50,813 25,407 24,00 3,769 27,769 3,977
36 57,165 28,582 27,00 4,240 31,240 4,474
10 63.516 31,758 30,00 4,711 34,711 4,971
44 69,868 34,934 33,00 5,182 38,182 5,468
48 76,220 38,110 36,00 5,653 41,653 5,965
Таблица 4.75. Диаметры и шаги упорной резьбы (по СТ СЭВ 1781—79)
мм
Поминальный диаметр резьбы d Шаг резьбы Р Поминальный диаметр резьбы d Шаг резьбы Р
Ряд 1 Ряд 2 Ряд 1 РЯД 2
10 12 14 2 2 2 3 3 70 65 75 4 4 4 10 10 10 16 16 16
16 20 18 2 2 2 4 4 4 80 90 85 4 4 4 5* 5* 10 12 12 18 18 16 20* 20*
100 95 110 4 4 4 5* 5* 5* 12 12 12 18 20* 20 20
24 22 26 2* 2* 2* 3 3 3 5 5 5 8 8 8
120 140 130 6 6 6 14 14 14 16* 16* 16* 22 22 24* 24* 24
28 32 30 2* 3 3 3 5 6 6 8 10 10
160 150 170 6 6 6 8* 8* 16 16 16 24* 24* 24 28 28
36 34 38 3 3 3 6* 6 6 7 10 10 10
180 200 190 8 8 8 18 18 10* 20* 20* 18 28 20* 32* 32 32 36 36 36
40 44 42 3 3 3 6* 6* 7 7 7 10 10 8* 12
220 210 230 8 8 8 10* 10* 20 20 20 32* 32*
48 46 50 3 3 3 8 8 8 12 12 12
240 , 260 250 8 12 12 22 22 22 24* 36 40 40
52 60 55 3 3 3 8* •8* со се ое 12* 12* 12 14 14
280 270 290 12 12 12 24 24 24 40 40 44
165
Продолжение табл. 4.75
мм
Номинальный диаметр резьбы d Шаг резьбы Р Номинальный диаметр резьбы d Шаг резьбы Р
Ряд 1 Ряд 2 Ряд 1 | Ряд 2
300 340 320 12 12 12 24 40* 44 44 44 48* 500 480 520 16* 16* 20* 18 18 24
380 360 400 12 12 12 48* 48* 48* 540 580 560 20* 20* 24 24 24
420 460 440 16* 18 18 18 620 600 640 24 24 24
Примечания:
1. Шаги, выделенные жирным шрифтом, являются предпочтительным.i при разработке новых конструкций.
2. Шаги, отмеченные звездочкой, не следует применять при разработке новых конструкций.
Таблица 4.76. Основные размеры упорной резьбы (по СТ СЭВ 1781—79)
мм
Шаг резьбы Р Диаметр резьбы Шаг резьбы P Диаметр резьбы
1 I + =D, dt 1 </,=D,
2 (d—2) -f-0,5 (d—4)+0,529 d—3 16 d—12 (d—28)+0,231 d—24
3 (d—3)4-0,75 (d—6)+0,793 (d—5)+0,5 18 (d—14)+0,5 (d—32) +0,760 d—27
4 d—3 (d—7)+0,058 d—6 20 d—15 (d—35) +0,289 d—30
5 (d—4)4-0,25 (d—9)+0,322 (d— 8)+0,5 22 (d—l 7)+0,5 (d—39)+0.818 d—33
6 (d—5) 4-0,5 (d—11)+0,587 d—9 24 d—18 (d—42)+0,347 d—36
7 (d—6)4-0,75 (d—13)+0,851 (d—11)+0,5 28 d—21 (d—49)+0,405 d—42
8 d—6. (d—l 4)+0,116 d—12 32 d—24 (d—56) +0,463 d—48
9 (d—7)4-0,25 (d—16)+0,380 (d—14)+0,5 36 d—27 (d—63)+0,521 d—54
10 !—8)+0,5 (d—18)+0,645 d—15 40 d—30 (d—70)+0,578 d—60
12 d--9 (d—21)+0,174 d—18 44 /—33 (d—77)+0,636 d—66
14 ' — ll)+0,5 (d—25) +0,702 d—21 48 /—36 d—84)+0,694 d—72
Примечание, d—номинальный диаметр резьбы; D = d.
Таблица 4.77. Основные отклонения и степени точности Таблица 4.78. Основное отклонение AZ для диаметра
(по СТ СЭВ 2058—79) d2 упорной резьбы (по СТ СЭВ 2058- -79)
Вид резьбы Диаметр Основное Степень Шаг Pr Основное откло- Шаг P, Основное откло пени
резьбы отклонение точности мм некие EI, мкм MM El, мкм
Наружная резьба d d-г di h h h Op Op co CO 2 3 4 + 560 +600 +630 16 18 20 + 1030 + 1090 + 1150
5 +670 22 + 1220
Внутренняя D H — 6 + 710 24 + 1280
резьба d2 AZ 7; 8; 9 7 +750 28 + 1450
Dt H 4 8 +750 32 + 1550
9 +800 36 + 1650
10 +850 40 + 1850
примечание, степень точности диаметра должна coot- 12 +900 + 950 44 + 1950
ветствовать степени точности диаметра. 14 48 -f-2060
Таблица 4.79. Поля допусков упорной резьбы (по СТ
СЭВ 2058—79)
Класс точности Наружная резьба | Внутренняя резьба
Длина свинчивания
N N L
Поле допуска
Средний 7h 8h 7AZ 8AZ
Грубый 8h 9h 8AZ 9AZ
Примечание. При повышенных требованиях к точнос-
ти для длин свинчивания L допускается применять поля до-
пусков, установленные для длин свинчивания N.
166
Таблица 4.80. Предельные отклонения наружной упорной резьбы (по СТ СЭВ 2058—79)
Поле допуска _
7Ь 8h 1
Номинальный диаметр Шаг Диаметр резьбы
рез ьбы d, мм Р, мм 0 d2 d d. d d,
Предельное отклонение. MKM
es el es el es el es el es ei es el es el es el es ei
Св. 5,6 до 11,2 2 0 180 0 -190 0 —236 0 - -180 0 -236 0 300 0 — 180 0 —300 0 —375
2 0 - 180 0 200 0 250 0 -180 0 -250 0 315 0 180 0 —315 0 —400
3 0 236 0 • 224 0 -280 0 —236 0 - 280 0 —355 0 -236 0 —355 0 —450
Св. 11,2 до 22,4 4 0 300 0 265 о -335 0 300 0 —335 0 -425 0 —300 0 —425 0 —530
5 0 - 335 0 280 о -355 0 335 0 - 355 0 -450 0 - 335 0 —450 0 - 560
8 0 45С 0 355 ° 450 0 —450 0 —450 0 - 560 0 450 0 —560 0 —710
2 0 - 180 0 - 212 0 - -265 0 — 180 0 —265 0 - 335 0 — 180 0 —335 0 —425
3 0 226 0 -250 0 315 0 236 0 —315 0 -400 0 - 236 0 —400 0 - 500
5 0 335 0 300 0 375 0 - 335 0 —375 0 - 475 0 —335 0 —475 0 —600
Св. 22,4 до 45 6 0 375 0 —335 0 -425 0 - 375 0 -425 0 - 530 0 -375 0 -530 0 —670
7 0 425 0 355 0 —450 0 —425 0 —450 0 —560 0 -425 0 —560 0 —710
8 0 450 0 - 375 0 -475 0 -450 0 —475 0 -600 0 —450 0 —600 0 —750
10 0 530 0 - 400 0 —500 0 -530 0 —500 0 —630 0 - 530 0 —630 0 —800
12 0 - 600 0 -425 0 530 0 --600 0 —530 0 670 0 —600 0 —670 0 —850
3 0 236 0 265 0 —335 0 236 0 —335 0 -425 0. —236 0 .—425 0 —530
4 0 300 0 —300 0 -375 0 —300 0 —375 0 —475 0 —300 0 —475 0 —600
5 0 325 0 315 0 -400 0 —335 0 —400 0 - 500 0 -335 0 —500 0 -630
8 0 450 0 400 0 500 0 —450 0 —500 0 —630 0 —450 0 -630 0 -800
9 0 500 0 425 0 • -530 0 - 500 0 —530 0 —670 0 —500 0 —670 0 —850
Св. 15 до 90 10 0 530 0 425 0 - 530 0 - 530 0 —530 0 - 670 0 -530 0 —670 0 —850
12 0 600 0 -475 0 - 600 0 - 600 0 600 0 —750 0 -600 0 —750 0 —950
14 0 670 0 -500 0 630 0 670 0 —630 0 800 0 —670 0 —800 0 — 100
16 0 710 0 530 0 -670 0 -710 0 - 670 0 - -850 0 -710 0 —850 0 — 1060
18 0 800 0 -560 0 -710 0 800 0 —710 0 - -900 0 - 800 0 -900 0 — 1120
20 0 850 0 -560 0 —710 0 -850 0 —710 0 —900 0 —850 0 -900 0 -1120
4 0 300 0 315 0 - 400 0 -300 0 —400 0 —500 0 —300 0 —500 0 -630
5 0 335 0 - 355 0 -450 0 —335 0 - 450 0 —560 0 -335 0 -560 0 —710
6 0 375 0 375 0 —475 0 -375 0 - 475 0 -600 0 —375 0 —600 0 —750
8 0 450 0 425 0 530 0 450 0 530 0 -670 0 —450 0 —670 0 —850
12 0 600 0 500 0 630 0 600 0 630 0 -800 0 - 600 0 —800 0 —1000
14 0 670 0 530 0 670 0 670 0 - 670 0 850 0 670 0 —850 0 — 1060
Св. 90 до 180 16 0 —710 0 560 0 710 0 710 0 710 0 - -900 0 - 710 0 —900 0 — 1120
18 0 -800 0 - -600 0 —750 0 —800 0 - 750 0 —950 0 -800 0 —950 0 —1180
20 0 850 0 600 0 —750 0 - 850 0 - 750 0 —950 0 - 850 0 —950 0 —1180
22 0 - 900 0 - 630 0 —800 0 - 900 0 -800 0 — 1000 0 - 900 0 —1000 0 —1250
24 0 -950 0 —670 0 —850 0 —950 0 —850 0 —1060 0 —950 0 — 1060 0 — 1320
28 0 - 1060 0 —710 0 —900 0 — 1060 0 —900 0 — 1120 0 -1060 0 — 1120 0 — 1400
32 0 — 1120 0 -750 0 —950 0 —1120 0 —950 0 — 1180 0 — 1120 0 — 1180 0 — 1500
8 0 -450 0 -450 0 —560 0 -450 0 —560 0 —710 0 —450 0 —710 0 —900
10 0 —530 0 —500 0 —630 0 —530 0 —630 0 -800 0 —530 0 —800 0 —1000
12 0 -600 0 —530 0 —670 0 —600 0 —670 0 —850 0 —600 0 —850 0 — 1060
18 0 -800 0 -630 0 —800 0 -800 0 —800 0 — 1000 0 —800 0 — 1000 0 — 1250
20 0 —850 0 —670 0 850 0 —850 0 —850 0 — 1060 0 —850 0 — 1060 0 — 1320
Св. 180 до 355 22 0 —900 0 —670 0 - 850 0 —900 0 —850 0 -1060 0 —900 0 —1060 0 — 1320
24 0 - 950 0 —710 0 —900 0 -950 0 —900 0 — 1120 0 —950 0 — 1120 0 — 1400
32 0 —1120 0 —800 0 — 1000 0 — 1120 0 — 1000 0 — 1250 0 — 1120 0 — 1250 0 -1600
36 0 -1250 0 —850 0 — 1060 0 — 1250 0 — 1060 0 — 1320 0 — 1250 0 — 1320 0 — 1700
40 0 — 1320 0 —850 0 — 1060 0 —1320 0 — 1060 0 — 1320 0 —1320 0 — 1320 0 — 1700
44 0 — 1400 0 —900 0 — 1120 0 — 1400 0 -1120 0 -1400 0 — 1400 0 —1400 0 —1800
48 0 — 1500 0 —950 0 — 1180 0 — 1500 0 — 1180 0 — 1500 0 — 1500 0 —1500 0 —1900
12 0 -600 0 —560 0 • —710 0 -600 0 —710 0 —900 0 —600 0 —900 0 —1120
16 0 -710 0 —630 0 -800 0 —710 0 —800 0 — 1000 0 —710 0 -1000 0 — 1250
18 0 —800 0 -670 0 —850 0 - 800 0 —850 0 — 1060 0 —800 0 — 1060 0 —1320
Св. 355 до 640 20 0 —850 0 —710| 0 -900 0 -850 0 —900 0 — 1120 0 —850 0 — 1120 0 — 1400
24 0 —950 0 —750| 0 —950 0 —950 0 —950 0 — 1180 0 —950 0 — 1180 0 —1500
48 0 — 1500 0 —1000 0 — 1250 0 — 1500 0 — 1250 0 — 1600 0 — 1500 0 —1600 0 —2000
167
Таблица 4.81. Предельные отклонения внутренней упорной резьбы (по СТ СЭВ 2058—79)
Поле допуска
7AZ ЯА2 9AZ
Номинальный Диаметры резьбы
диаметр резьбы Шаг Р, мм D 1 £) 2 D, D 1 с 2 D, D г 2 1 D,
dt мм Предельное отклонение, мкм
EI ES | EI ES EI EI ES EI ES EI EI ES EI ES El
Св. 5,6 до 11,2 2 0 +810 +560 +236 0 0 +875 +560 +236 0 0 4960 6560 -4-236 0
2 0 +825 +560 +236 0 0 +895 1560 l-236 0 0 +985 4 560 4-236 0
3 0 +900 +600 +315 0 0 -1-975 600 l-315 0 0 -1075 +600 - 6 345 0
Св. 11,2 до 22,4 4 0 +985 +630 +375 0 0 4 1080 630 1-375 0 0 1190 630 - -375 0
5 0 + 1045 +670 +450 0 0 + 1145 1670 I 450 0 0 1270 1-670 -450 0
8 0 + 1225 +750 +630 0 0 4 1350 750 1 630 0 0 -1500 ;-750 630 0
2 0 +840 +560 +236 0 0 4915 560 1 236 0 0 J-1010 - ; 560 -236 0
3 0 +935 +600 +315 0 0 + 1025 4-600 4315 0 0 -1130 600 315 0
5 0 - -1070 +670 +450 0 0 + 1170 + 1270 1-670 ! 450 0 0 - 1300 670 -450 0
Св. 22,4 до 45 6 0 Н -1160 +710 +500 0 0 1-710 i 500 0 0 r 1420 * 710 *-500 0
7 0 + 1225 +750 +560 0 0 + 1350 1-750 4-560 0 0 -1500 750 6 560 0
8 0 + 1250 +750 -1-630 0 0 + 1380 - 1-750 4 630 0 0 -1550 750 - 630 0
10 0 + 1380 +850 +710 0 0 4-1520 1 850 4710 0 0 1700 : 850 710 0
12 0 + 1460 +900 +800 0 0 -1-1610 4900 4800 0 0 1800 930 -800 0
* 3 0 +955 +600 +315 0 0 + 1050 | 600 +315 0 0 1-1160 1-600 - -315 0
4 0 + 1030 +630 +375 0 0 + 1130 4-1200 -1-630 4-375 0 0 -1260 +630 375 0
5 0 +1095 +670 +450 0 0 1-670 4-450 0 0 -1340 6670 +450 0
8 0 + 1280 +750 +630 0 0 4-1420 4750 46ЗО 0 0 -J -1600 4750 1-630 0
9 0 + 1360 +80'0 +670 0 0 + 1510 4-800 l-670 0 0 1700 ]-800 +670 0
Св. 45 до 90 10 0 - -1410 +850 +710 0 0 + 1560 J-850 4710 0 0 -1750 j-850 1-710 0
12 0 + 1530 +900 +800 0 0 4 1700 4 900 j-800 0 0 -1900 j-900 6-800 0
14 0 + 1620 +950 +900 0 0 + 1800 - 1-950 - 1-900 0 0 42010 6950 +900 0
16 0 + 1740 + 1030 + 1000 0 0 + 1930 4-2040 41030 4-1000 0 0 -2150 J- 1030 - r-1000 0
18 0 - -1840 + 1090 + 1120 0 0 1 1090 -f 1120 0 0 -2270 + 1090 1-1120 0
20 0 Н 1-1900 + 1150 + 1180 0 0 +2100 1150 J- 1180 0 0 12330 4-1150 -1180 0
4 0 + 1055 +630 +375 0 0 + 1160 +630 4375 0 0 1300 4-630 •4375 0
5 0 + 1145 +670 +710 4-450 0 0 4 1270 - 670 1 450 0 0 1420 4670 450 0
6 0 + 1210 +500 9 0 4-1340 r 710 1500 0 0 + 1510 4-710 500 0
8 0 + 1310 +750 +630 0 0 + 1460 f-750 1-630 0 0 - -1650 +750 -639 0
12 0 1-1570 1-1660 +900 +800 0 0 + 1750 -900 1-800 0 0 1960 6 900 -800 0
14 0 +950 + 1030 +900 0 0 + 1850 + 1980 (-950 4-900 0 0 -2070 -950 - 900 0
Св. 90 до 180 16 0 - -1780 + 1000 0 0 + 1030 4 1000 0 0 2210 + 1030 4-1000 0
18 0 1-1890 + 1090| + 1120 0 0 +2090 4-1090 1120 0 0 2340 J- 1090 J- 1120 0
20 0 + 1950 + 1150| + 1180 0 0 4-2150 + 1150 + H80 0 0 L2400 4. 1150 + 1180 0
22 0 +2070 + 1220 +1250 0 0 +2280 +2400 -Г 1220 + 1250 1320 0 0 +2540 “Г 1220 -4125O 0
24 0 +2180 + 1280+1320 0 0 4 1280 0 0 +2680 -1- 1280 4- 1320 0
28 0 +2400 + 1450|+1500 0 0 J-2630 п 1450 1 1500 0 0 6-2950 + 1450 1500 0
32 0 +2550 + 1550+1600 0 0 4-2800 1 1550 -1 160C 0 0 - -3150 + 1550 4- 1600 0
8 0 +1350 +750 +630 0 0 + 1500 4 750 +630 0 0 - 1700 4 750 6630 0
10 0 + 1520 +850 1 -1-710 0 0 + 1700 1 850 *-710 0 0 -1910 t-850 - -710 0
12 0 + 1610 +900 -+800 0 0 4 1800 1 900 48OO 0 0 - 1-2020 1-900 +800 0
18 0 +1940 + 1090|+1120 0 0 +2150 4 1090 -i 1120 0 0 +2410 + 1090 -L 1120 0
20 0 +2050 + Н50|+1180 0 0 +2270 f 1150 _L 1180 0 0 4 2550 J- 1150 + 1180 0
Св. 180 до 355 22 0 +2120 + 1220 +1250 0 0 +2340 1 1220 4 -1250 0 0 f-2620 + 1220 + 1250 0
24 0 +2230 + 1280 + 1320 0 0 +2460 1280 i 1320 0 0 12780 + 1280 J- 1320 0
32 0 +2610 + 15501+1600 0 0 +2870 i 1550 -41600 0 0 +3250 + 1550 + 1600 0
36 0 +2770 + 1650 + 1800 0 0 +3050 4 4 1650 -I 1800 0 0 L3450 + 1650 4 1800 0
40 0 +2970 + 1850 + 1900 0 0 +3250 1850 -1900 0 0 +3650 + 1850 -41900 0
44 0 +3130 +1950 +2000 0 0 -1-3450 1950 -1 2000 0 0 -4-3850 +1950 +2000 , 0
48 0 +3310 +2060 +2120 0 0 +3660 42060 + -2120 0 0 - 1-4060 ~T 2060 +2120 0
12 0 + 1650 -4-900 +800 0 0 4-1850 (-900 4800 0 0 +2080 1-900 +800 0
16 0 + 1880 + 1030 + 1000 0 0 +2090 -I- 1030 + 1000 0 0 +2350 4 1030 + 1000 0
18 0 +1990 + 1090 + 1120 0 0 +2210 4 1090 1120 0 0 42490 1090 + 1120 0
Св. 355 до 640 20 0 +2100 + 1150 + 1180 0 0 +2330 + 1150 + 1180 0 0 - 1-2650 Д- 1150 + 1180 0
24 0 +2340 + 1280 + 1320 р 0 42600 1 1280 1 1320 0 0 2980 I 1280 -1- 1320 0
48 0 +3380 +2060 +2120 б 0 | 3760 4 2060 1 2120 0 0 44 180 f-2060 4- 2120 0
168
Глава 4.9
ТРУБНАЯ РЕЗЬБА
Трубной резьбой в узком смысле называют резьбу с уг-
лом профиля 55° (в части нормативно-технических докумен-
тов принято также название «резьба Витворта^). Она созда-
на на основе дюймовой системы мер.
Несмотря на это трубная резьба является международ-
но признанной резьбой, применяемой, главным образом, в
соединениях трубопроводов.
По эксплуатационным характеристикам трубные резьбы
делятся на резьбы, не обеспечивающие герметичность соеди-
нения, и резьбы для герметичных соединений. К первой разно-
видности относится цилиндрическая трубная резьба. Для гер-
метичных соединений применяются:
коническая трубная резьба (конические соединения)
сочетание цилиндрической внутренней с конической на-
ружной резьбой (коническо-цилиндрические соединения).
В отличие от других видов резьб номинальный размер
трубной резьбы характеризуется не ее наружным диаметром,
а числовым значением (в дюймах) условного диаметра от-
верстия трубы, на которой нарезана резьба. В последних
стандартах СЭВ и ИСО обозначение размера трубной резьбы
приводится без обозначения единицы измерения.
Перечень нормативно-технических документов на труб-
ные резьбы приведен в табл. 4.82.
4.9.1. ПРОФИЛЬ И ОСНОВНЫЕ РАЗМЕРЫ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
СТ СЭВ 1157—78 распространяется на трубные резьбы,
применяемые в цилиндрических резьбовых соединениях, а
также в соединениях внутренней цилиндрической резьбы с на-
ружной конической резьбой по СТ СЭВ 1159—78 (см. 4.9.4—
4 9.6).
Принятый в стандарте номинальный профиль (приведен
на рис. 4,.29, а размеры его элементов — в табл. 4.83.
Вершины наружной и внутренней резьбы номинально име-
ют закругленный профиль.
Для наружной резьбы, а также для внутренней резьбы в
тех случаях, когда исключена возможность ее соединения
с наружной конической резьбой,, вершины допускается выпол-
нять с плоским срезом.
Впадины резьбы должны быть закругленными.
Содержащиеся в СТ СЭВ 11'57—78 основные размеры
резьбы даны в табл 4.84.
При выборе размеров резьб ряд 1 следует предпочитать
ряду 2
4.9.2. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
4.9.2.1. СТ СЭВ 1157—78
Расположение полей допусков наружной и внутренней
резьбы показано на рис. 4.30.
Рис. 4.30. Расположение полей допусков трубной цилиндриче-
ской резьбы
Числовые значения допусков и (предельных отклонений
диаметров резьбы приведены в табл. 4.85'. Допуски среднего
диаметра резьбы установлены в двух классах точности А и В.
Допуски среднего диаметра являются суммарными. Ниж-
нее отклонение диаметра т/, и верхнее отклонение диаметра
D и соответственно допуски диаметров d, и D ие устанавли-
ваются.
Длины свинчивания подразделяются иа две группы —
N и L в соответствии с табл. 4.85'. Допуск резьбы, если иет
особых оговорок, относится к наибольшей длине свинчивания
группы N или ко всей длине резьбы, если она меньше этой
наибольшей длины.
Рис. 4.29. Профиль трубной цилиндрической резьбы
Профиль и основные размеры по СТ СЭВ 1157—78 соот-
ветствуют ИСО 228/8.
В ИСО 228/1 отсутствуют резьбы с размерами 1 :)/в;
1'А; 33/4.
Рис. 4.31
В информационном Приложении к СТ СЭВ 1157—78 уста-
новлены предельные отклонения среза вершин и впадии резь-
бы (рис. 4.31): для среза вершин наружной и внутренней
резьбы:
* es=ES=4-0,075 мм; ei=EI=-|-0,025 мм;
для среза впадин наружной и внутренней резьбы:
es=ES—0; ei=El=—0,05 мм.
Указанные предельные отклонения являются исходными
при проектировании резьбообразующего инструмента, ио не
подлежат обязательному контролю, если это, не оговорено
особо.
169
Внутренняя резьба, предназначенная для соединения с
наружной конической резьбой по СТ СЭВ 1159—78 должна
изготавливаться по классу точности А (применение класса
точности В не допускается).
ИСО 228/1 отличается от С Г СЭВ 1157—78. лишь тем,
что:
для среднего диаметра внутренней резьбы установлен
только один класс, соответствующий классу А;
не регламентированы предельные отклонения среза вер-
шин и впадин.
4.9.3. ОБОЗНАЧЕНИЕ ТРУБНОЙ
ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
Обозначение трубной цилиндрической резьбы состоит из
буквы G, обозначения размера резьбы и класса точности.
Обозначение дополняется для левой резьбы буквами
«LH» и для длины свинчивания, относящейся к группе L —
длиной свинчивания в мм.
Длина свинчивания N в условном обозначении резьбы нс
указывается.
Примеры обозначения резьбы:
класса точности Л: G I1//— Л;
левой резьбы класса точности В: G 1 721_Н— В;
класса точности Вис длиной свинчивания, относящейся
к группе L: G I ’/2 — В — 40.
Посадка обозначается дробью, в числителе которой ука-
зывают обозначение класса точности внутренней резьбы, а в
знаменателе — обозначение класса точности наружной резь-
бы.
Например:
G Р г—Л А; G И/, LH—А/В.
Обозначения по СТ СЭВ 1157—78 соответствуют обозна-
чениям резьбы по ИСО 228/1.
4.9.4. ПРОФИЛЬ И ОСНОВНЫЕ РАЗМЕРЫ
ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
СТ СЭВ 1159—78 распространяется на трубные резьбы,
применяемые в конических резьбовых соединениях, а также
в соединениях наружной конической резьбы с внутренней ци-
линдрической резьбой с поминальным профилем по СТ СЭВ
1157—78 (см. 4.9.1—4.9.3).
Принятый в стандарте номинальный профиль резьбы
приведен на рис. 4.32, а размеры его элементов — в табл.
4.86.
Длина внутренней конической резьбы должна быть не
менее 0,8Х(/|— Мг); значения Ai/2 приведены в табл. 4.88.
Профиль и основные размеры резьбы по СТ СЭВ 1159—78
соответствуют ИСО 7/1, который отличается лишь тем, что не
предусмотрен размер резьбы З'/г.
'Рис. 4.33. Основные размеры трубной конической резьбы:
Л — рабочая длина резьбы. 1-> — длина наружной резьбы or торца
до основной плоскости
4.9.5. ДОПУСКИ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
ТРУБНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ
По СТ СЭВ 1159—78 основным показателем точности из-
готовления конической резьбы является осевое смещение ос-
новной плоскости Д,/2 наружной и Д2/2 внутренней резьб
(рис. 4.34) относительно номинального расположения, кото-
рое не должно превышать величин, указанных в табл. 4.88.
Смещение основной плоскости является суммарным,
включающим отклонения среднего диаметра, шага, угла на-
клона боковой стороны профиля и угла конуса.
Дополнительно в информационном приложении к СТ СЭВ
1159—78 установлены предельные отклонения отдельных па-
раметров резьбы: среза вершин и впадин, угла наклона боко-
вой стороны профиля, шага и угла конуса, которые приведе-
ны на рис. 4.35 и в табл. 4.89. Указанные отклонения не под-
лежат обязательному контролю, если это не оговорено особо,
и являются исходными при проектировании инструмента и
расчете калибров.
Допуски резьбы по СТ СЭВ 1159—78 соответствуют ИСО
7/1. Стандарт ИСО отличается тем, что ие устанавливает
предельные отклонения отдельных параметров резьбы.
Рис. 4.32. Профиль трубной конической резьбы
Рис. 4.34. Предельные смещения основной плоскости кониче-
ской резьбы
4.9.6. ОБОЗНАЧЕНИЯ ТРУБНОЙ
КОНИЧЕСКОЙ РЕЗЬБЫ
Содержащиеся в СТ СЭВ 1159—78 основные размеры
даны на рис. 4.33 и в табл. 4.87. Номинальные значения диа-
метров резьбы определены в основной плоскости.
Длины наружной резьбы (рабочая lt и от торца До ос-
новной плоскости /2) приведены в табл. 4.87. Допускаются
более короткие длины резьбы. Разность действительных раз-
меров Ц—1'2 должна быть ие меиее разности значений /, и /Л
указанных в табл. 4.87.
Обозначение резьбы состоит из буквы «R» для конической
наружной резьбы или букв «Rc> — для конической внутрен-
ней резьбы и обозначения размера резьбы.
Примеры обозначения:
наружной резьбы R1 ’/2;
внутренней резьбы Rd1//;
левой резьбы R 1 '/;1.11; 1<с Р/Д.Н.
170
Рис. 4.35. Предельные отклонения отдельных параметров ко-
нической резьбы:
es — верхнее отклонение среза вершины и впадины наружной резьбы;
ES — верхнее отклонение среза вершины и впадины внутренней
резьбы: ei — нижнее отклонение среза вершины н впадины наружной
резьбы; EI — нижнее отклонение среза вершины и впадины внут-
ренней резьбы; Та —- допуск угла наклона боковой стороны профиля
резьбы
Коническое резьбовое соединение обозначается дробью, в
числителе которой указывают буквы «Rc», а в знаменателе —
букву «R», п размером резьбы, например:
Rc Rc
т Tr'^LH-
Обозначения конической резьбы по ИСО 7/1 тс же, что
и в СТ СЭВ 1159—78.
4.9.7. ТРУБНЫЕ РЕЗЬБЫ
ДЛЯ КОНИЧЕСКО-ЦИЛИНДРИЧЕСКИХ
СОЕДИНЕНИЙ
Соединения наружной трубной конической резьбы с внут-
ренней цилиндрической широко распространены. Однако, в
СЭВ и ИСО не имеется отдельных нормативно-технических
документов на эти соединения. Все необходимые данные со-
держатся в СТ СЭВ 1157—78 и СТ СЭВ 1159—78 и соответ-
ственно в ИСО 7/1 и ИСО 228/1.
Номинальный профиль и размеры элементов профиля на-
ружной конической резьбы — по СТ СЭВ 1Г59—78 (см. рис.
4.32 и табл. 4.86), внутренней цилиндрической резьбы — по
СТ СЭВ 1157,—78 (см. рис. 4.29 и табл. 4.83). При этом внут-
ренняя резьба должна иметь закругления вершин и впадин.
Ряд размеров коническо-цилиндрических соединений оп-
ределяется более ограниченным рядом размеров конической
резьбы по СТ СЭВ 1159—78 (см. табл. 4.84).
Конструкция деталей с внутренней цилиндрической резь-
бой должна обеспечивать ввинчивание наружной конической
резьбы на глубину не менее /i + Д,/,. где значения /, — по
табл. 4.87, а значения Ai/2 — по табл. 4.88'.
Допуски наружной конической резьбы по СТ СЭВ
1159—78 (см. п. 4.9.5). Допуски внутренней цилиндрической
резьбы: либо по СТ СЭВ 1157—78 по классу точности А, ли-
бо по СТ СЭВ 11'59—78 (приведены в табл. 4.90).
В информационном приложении к СТ СЭВ 1159—78 ус-
тановлены предельные отклонения среза вершин и впадин для
внутренней резьбы-
среза вершин ES;= 4-0,05 мм; Е1=0;
среза впадин ES=+0,,025 мм; Е1 = —0,025 мм.
В обозначении коническо-цилиндрического соединения
обозначение наружной конической резьбы — по СТ СЭВ
1159—78 (см. п. 4.9.6), обозначение внутренней цилиндричес-
кой резьбы, выполняемой по СТ СЭВ 1157—78 с допуском по
классу точности А — то СТ СЭВ 1157—78 (см. п. 4.9.3).
Обозначение внутренней цилиндрической резьбы, выполненной
с допусками по СТ СЭВ 1159—78, состоит из букв «Rp» и
обозначения размера резьбы. Например:
Rpl> 2; Rp Р 2 LH.
Коническо-цилиндрические соединения обозначаются дро-
бью, в числителе которой указывают буквенное обозначение
цилиндрической внутренней резьбы, в знаменателе — наруж-
ной конической резьбы, и размером резьбы.
Примеры обозначения резьбового соединения внутренней
цилиндрической резьбы (с допускам!! по СТ СЭВ 1159,—78) и
наружной конической резьбы:
Rp Rp
-R ei2- -R- P/.. LH;
внутренней цилиндрической резьбы с допусками по СТ СЭВ
1 157—78, класса А и наружной конической резьбы:
G G
|Г р-Р/'-г LH- А.
Профиль резьбы, основные размеры и допуски в коничес-
ко-цилиндрических соединениях по стандартам СЭВ соответ-
ствуют стандартам ИСО 228/1 и ИСО 7/1.
Таблица 4.82. Нормативно-технические документы по трубным резьбам
Кем принят документ Обозначение документа Наименование документа Кем принят документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 1157—78 СТ СЭВ 1159—78 Основные нормы взаимозаме- няемости Резьба трубная цилиндричес- кая Основные нормы взаимозаме- няемости Резьба трубная коническая ИСО ИСО 228/1 ИСО 7/1 Резьба трубная для не гер- метичных соединений. Часть 1. Обозначение, размеры и допус- ки Резьба трубная для герметич- ных соединений. Часть 1. Обо- значение, размеры и допуски
171
Таблица 4.83. Размеры элементов профиля трубной резьбы (по СТ СЭВ 1(57—78)
мм
Шаг г Число шагов z на длине 25,4 мм Н -0,960491 Р Jit=.U.b40327 Р ~ 0,160ОЙ2 Р 6 R 0,137329 Р
0.907 28 0,871165 0.580777 0.145194 0.124557
1,337 19 1,284176 0.856117 0,21 4029 0,183609
1,814 14 1,742331 1.161553 0,290389 0,249115
2,309 11 2,217774 1.478515 0,369629 0,317093
Таблица 4.84. Размеры цилиндрической трубной
резьбы (по СТ СЭВ 1157 78)
мм
Обозначение размера резьбы Шаг Р Диаметр резьбы Обозначение размера резьбы lllai Р Диаметр резьбы
Ряд 1 Ряд 2 d D (1., -D. (/1=0, Ряд 1 Ря I 2 d D ,/, D,
1/16 1/8 0,907 7,723 9,728 7,142 9,147 6,561 8,566 2 2'/2 2 И 2,309 59,614 65,710 75,184 58,135 64.231 73.705 56.656 62,752 72.226
1/4 3/8 1,337 13,157 16,662 12,301 15,806 11,445 14,950
3 2Я ЗУ 81,534 87,884 93,980 80.055 86.405 92,501 78.576 84.926 91.022
1/2 1,814 20,955 19,793 18,631
3/4 5/8 7/8 1,814 22,911 26,441 30,201 21,749 25,279 29,039 20,587 24,117 27.877
3'1г 4 ЗУ 100,330 106.680 113.030 98,851 105,201 111,551 97.372 103.722 110,072
1 174 1 ’/» 2,309 33,249 37,897 41,910 31,770 36,418 40,431 30,29) 34,939 38,952
5 6 .4*2 5 И 125,730 138,430 151,130 163,830 124,251 136,951 149,651 162.351 122,772 135,472 148,172 160,872
17г 1 1 7, 44,323 47,803 53,746 42,844 46.324 52,267 41,365 44,845 50,788
Таблица 4.85. Допуски, предельные отклонения и длины свинчивания (по СТ СЭВ 1157—78)
Обозначение размера резьбы Шаг Р, мм Наружная резьба | Внутренняя резьба Длина (винчин«1ния, мм
Диаметр резьбы
от ДО d </3 1 1 ° D,
Предельное отклонение, мкм
es el es ei еь Ei ES EI ES El L
Класс A Класс В Класс А Класс В он. ДО СВ.
1/16 1/8 0,907 0 -214 0 107 214 0 0 —ь-107 -г 214 0 1 282 0 4 12 12
1/4 3/8 1,337 0 250 0 125 -250 0 0 125 1 250 0 445 0 5 16 16
1/2 7/8 1,814 0 —284 0 —142 —284 0 0 i 142 . 284 0 1 541 0 7 22 22
1 Г‘/в 2,309 0 360 0 - 180 -360 0 0 + 180 у 360 0 | 640 0 10 30 30
1 'Л 2 0 -360 0 180 360 0 0 i 180 4-360 0 : 640 0 12 36 36
2 4 3 0 434 0 -217 434 0 0 : 217 +434 0 г 640 0 12 36 36
3 4 6 0 -434 0 217 434 0 0 7 217 1-434 0 -j 640 0 13 40 40
Примечание. Допуски Td н Tdj наружной резьбы численно равны нижним отклонениям диаметров d и i/2, а допуски
Тр и Т„ внутренней резьбы численно равны верхним отклонениям диамсчров D, и !)>. Допуски диаметров dt и D не установ-
лены.
172
Таблица 4.86. Размеры элементов профиля трубной конической резьбы (по СТ СЭВ 1159—78)
Шаг р-. 25.4 Z Число шагов z на длине 25,4 мм Н-0.960237Р Н,=0,640327Р с-0.I59955P К-0.137278Р
0,907 28 0,870935 0,580777 0,145079 0,124511
1,337 1'9 1,283837 0,856117 0,213860 0,183541
1,814 14 1,741870 1,161553 0,290158 0,249022
2.309 11 2,217187 1,478515 0,369336 0,316975
Таблица 4.87. Основные размеры трубной конической резьбы (по СТ СЭВ 1159—78)
мм
Обозначе- ние размера резьбы Шаг Р Диаметр резьбы в основном плоскости Длина резьбы трубы Обозна- чение размера резьбы Шаг Р Диаметр резьбы в основной плоскости Длина резьбы трубы
d-D d 2—D2 rf.-O, рабо- чая h от торца трубы до основ- ной плос- кости 12 Ц=£> d 2—D2 рабо- чая от торца трубы до основ- ной плос- кости z2
В/щ 0,907 7,723 7,142 6,561 / 6,5 4,0 l'-i 2,309 47,803 46,324 44,845 19,1 12,7
1/8 0,907 9,728 9,147 8,566 6,5 4,0 2 2,309 59,614 58,135 56,656 23,4 15,9
1/4 1,337 13,157 12,301 11,445 9,7 6,0 2 И 2,309 75,184 73,705 72,226 26,7 17,5
3/8 1,337 16,662 15,806 14,950 19,1 6,4 3 2,309 87,884 86,405 84,926 29,8 20,6
1/2 1,814 20,955 19,793 18,631 13,2 8,2 3 и 2,309 100,330 98,851 97,372 31,4 22,2
3/4 1,814 26,441 25,279 24,117 14,5 9,5 4 2,309 113,030 111,551 110,072 35,8 25,4
1 2,309 33,249 31,770 30,291 16,8 10,4 5 2,309 138,430 136,951 135,472 40,1 28,6
1 М 2,309 41,910 40,431 38,952 19,1 12,7 6 2,309 163,830 162,351 160,872 40,1 28,6
Примечание. Допускается применять более короткие длины резьб.
Таблица 4.88. Предельные смещения основной плоскости трубной конической резьбы (по СТ СЭВ 1159—78)
Обозначение размера резьбы Смещение основной плоскости резьбы, мм Обозначение размера резьбы Смещение основной плоскости резьбы, мм Обозначение размера резьбы Смещение основной плоскости резьбы, мм
Д|/3 д2/2 Д1/2 Дг^2
1/16 1/8 ±0,9 ±1,1 1/2 3|/4 ±1,8 ±2,3 27г 3 3*/2 4 5 6 ±3,5 ±3,5
1/4 3/8 ±1,3 ±1,7 1 1’/, 1 у2 2 ±2,3 ±2,9
Примечание. Предельные отклонения &tl2 н Д2/2 не распространяются на резьбы с длинами, меньшнмн указанных в
таол. 4".., *
173
Т а блица 4.89. Предельные отклонения параметров трубиоЙ конической резьбы (по СТ СЭВ 1159—78)
мм
Обозначение размера резьбы Предельное отклонение угла а/2 Т -г а 2 Разность средних диаметров резьбы на длине Z2 Обозначение размера резьбы Предельное отклонение угла а '2 Т -!--+ Разность средних диаметров резьбы на длине 12
Ном ин. Предельное отклонение Номнн. Предельное отклонение
наружном резьбы внутренней резьбы наружной резьбы внутренней резьбы
1/16 40' 0,250 +0,028 —0,014 +0,014 —0,028 2 25' 0,994 +0,111 —0,056 +0,056 —0,111
1/8
1/4 36' 0,375 + 0,042 —0.021 +0,021 —0,042 2 % 1,094 +0,122 —0,062 +0,062 —0,122
3/8 0,400 +0,044 —0,022 +0,022 —0,044 3 1,288 +0,144 —0,073 +0,073 —0,144
1/2. 0,512 + 0,058 —0,028 + 0,028 —0,058 ЗР/2 1,388 +0,155 —0,078 +0,078 —0.155
3/4 0,594 +0,066 —0,0134 + 0,034 —0,066 4 1,588 +0,177 —0,089 +0,089 —0,177
1 25' 0,650 +0,073 —0,036 +0,036 —0,073 5 1,788 +0,200 —0,101 +0,101 —0,200
6
1'А, 1'/г 0,794 +0,089 —0,045 + 0,045 —0,089
Примечания:
1. Предельные отклонения шага Р на длине 1г. ±0,07; на длине /2: ±0,04 мм.
2. Предельные отклонения среза вершин наружной и внутренней резьбы;
es = ES=+0.,050 мм; ei=EI=0;
среза впадин наружной н внутренней резьбы:
es = ES=+0,025 мм; ei=EI=—0,025 мм.
Таблица 4.90. Предельные отклонения диаметра D2 внутренней цилиндрической
резьбы, соединяемой с наружной конической резьбой (по СТ СЭВ 1159—87)
Обозначение размера рез ьбы Предельное отклонение диаметра О2т мм Обозначение размера резьбы Предельное отклонение диаметра D2, мм
1/16 1/8 ±0,071 1 1'/4 1 '/г 2 ±0,180
1/4 3/8 ±0,104
2Чг 3 зу2 4 5 6 ±0.217
1/2 3/4 ±0.142
174
Глава 4.10
КРУГЛАЯ РЕЗЬБА
Круглая резьба относительно редко применяется в маши-
ностроении. В основном ее применяют для тонкостенных труб
и соединительных элементов, а также других деталей, когда
требуется легкость свинчивания или когда резьбовое соеди-
нение работает в загрязненной среде. В частности, круглая
резьба широко применяется в санитарно-технической армату-
ре.
На круглую резьбу распространяются следующие стан-
дарты СЭВ:
СТ СЭВ 329.3*—81 «Основные нормы взаимозаменяемости.
Резьба круглая. Профиль н основные размеры» (взамен СТ
СЭВ 307—76 в части раздела 1);
СТ СЭВ 3962—83 «Основные нормы взаимозаменяемости.
Резьба круглая. Допуски» (взамен СТ СЭВ 307—76 в части
разделов 2 н 3 н PC 3950—7'3 в части раздела 2).
Номинальный профиль круглой резьбы приведен на рис.
4.36. Обозначение размера круглой резьбы состоит из букв
Rd н номинального диаметра резьбы, например, Rd 40. Более
подробные сведения о круглой резьбе в Справочнике не при-
водятся (сведения об основных размерах резьбы приведены
в 1-м издании Справочника). Нормативных документов ИСО
на круглую резьбу не имеется.
Рис. 4.36. Профиль круглой резьбы
175
Раздел 5
ЗУБЧАТЫЕ ПЕРЕДАЧИ
Глава 5.1
ОБЩИЕ ПОЛОЖЕНИЯ (ОСНОВНЫЕ ТЕРМИНЫ И МОДУЛИ)
Перечень нормативно-технических документов на основ-
ные термины и модули приведен в табл. 5.1.
5.1.1. ОСНОВНЫЕ ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И
ОБОЗНАЧЕНИЯ, СПЕЦИФИЧНЫЕ ДЛЯ ПЕРЕДАЧ
На рис. 5.1 показана классификация зубчатых передач
по основным признакам.
СТ СЭВ 3295—81 устанавливает термины, определения и
обозначения основных геометрических и кинематических по-
нятий, общих для различных видов зубчатых передач (трех-
звенных механизмов) с постоянным передаточным отношени-
ем без погрешностей.
СТ СЭВ 3295—81 содержит понятия, относящиеся к зуб-
чатому колесу; понятия, относящиеся к зубчатому зацепле-
нию и зубчатой передаче; виды зубчатых колес и передач;
понятия, относящиеся к методу образования зубьев зубчатых
колес передачи.
В СТ СЭВ 3294—81 устанавливаются термины для ос
новных геометрических н кинематических понятий цилиндри-
ческих . зубчатых передач с постоянным передаточным отно-
шением без погрешностей.
В СТ СЭВ 3294—81 рассматриваются виды цилиндричес-
ких колес и передач; элементы и параметры цилиндрических
зубчатых колес; сечения и параметры зубчатой рейкн; исход-
ный и исходные производящие контуры и нх параметры; па-
раметры цилиндрической передачи; элементы и параметры
эвольвентной цилиндрической зубчатой передачи; цилиндри-
ческие передачи Новикова; правила построения терминов н
определений видовых понятий цилиндрических зубчатых пе-
редач.
Рис. 5.1. Классификация зубчатых
передач по основным признакам
5.1.2. МОДУЛИ ЦИЛИНДРИЧЕСКИХ И
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС,
ЦИЛИНДРИЧЕСКИХ ЧЕРВЯЧНЫХ ПЕРЕДАЧ
5.1.2.1. СТАНДАРТЫ СЭВ
СТ СЭВ 310—76 распространяется на' ряды модулей
(табл. 5.2) эвольвентных цилиндрических зубчатых колес и
конических колес с прямыми зубьямн. Устанавливаются два
ряда модулей, причем первый ряд следует предпочитать вто-
рому.
Для цилиндрических зубчатых колес с косым и шеврон-
ным зубом устанавливается нормальный модуль. Для кони-
ческих колес устанавливаются значения внешних делитель-
ных модулей.
Для конических зубчатых колес допускается определять
модуль на среднем конусном расстоянии.
Допускается применение модулей 3,75; 4,25; 6,5 мм в трак-
торной промышленности, а также модулей, отличающихся от
установленных в настоящем стандарте СЭВ, в автомобиль-
ной промышленности н в технически обоснованных случаях
для конических зубчатых колес.
176
СТ СЭВ 267—76 распространяется на червяки и колеса
червячных цилиндрических передач и других передач с моду-
лем от 0,1 до 25 мм, кроме делительных передач н других пе-
редач, к которым предъявляются специальные требования.
Модули, определяемые в осевом сечении червяка, долж-
ны соответствовать следующему ряду: 0,10; 0.125; 0,16- 0,20;
0.25; 0,315; 0,40; 0,50; 0,63; 0,80; 1,0; 1,25; 1,6; 2,0; 2,5; 3,15;
4,0; 5,0; 6,3; 8,0; 10,0; 12,5; 16,0; 20,0; 25,0 мм. Допускается
использование модулей: 0,12; 0,1'5> 0,30; 0,60; 1,5; 3,0; 3,5; 6,0;
7,0; 12,0 мм.
5.1.2.2. ДОКУМЕНТЫ ИСО
В рекомендации ИСО/Р 54—1966 содержатся два ряда
модулей, отвечающих значениям табл. 5.2, с величинами от 1
до 50 мм и дополнительно в третьем ряду модули 3,25; 3,75
и 6.5 мм.
В стандарте ИСО 678—1975 для прямозубых конических
колес общего и тяжелого машиностроения предусмотрены мо-
дули от 1 до' '50 мм, соответствующие значениям, приведен-
ным в табл. 5.2. Они определяются на дополнительном конусе
на делительной поверхности. Во втором ряду и в скобках ука-
зан модуль 6,5 мм, в отношении которого оговорена нежела-
тельность применения.
Глава 5.2
ЦИЛИНДРИЧЕСКИЕ СРЕДНЕ- И
МЕЛКОМОДУЛЬНЫЕ ПЕРЕДАЧИ
Перечень нормативно-технических документов на цилинд-
рические средне- н мелкомодульные передачи приведен в
табл. 5.3.
5.2.1. ИСХОДНЫЙ КОНТУР ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС
Исходный контур — контур зубьев номинальной исходной
зубчатой рейки в сечении плоскостью, перпендикулярной ее
делительной плоскости.
Теоретической исходной производящей рейкой называется
рейка, все зубья которой полностью заполняют впадины тео-
ретического исходного контура прн совмещении образующих
их плоскостей с сохранением заданного радиального зазор!
между вершиной зуба н дном впадины соответственно теоре-
тических исходной и производящей реек.
Эта производящая рейка определяет форму и номиналь-
ные размеры зубьев нарезаемых цилиндрических колес в ре-
зультате нх обкатки в станочном зацеплении прн номиналь-
ном положении рейки относительно заготовки.
5.2.1.1. ИСХОДНЫЙ КОНТУР ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ КОЛЕС СРЕДНИХ МОДУЛЕЙ
Основные параметры исходного контура определяются
для зубчатых- колес с модулем от 1 мм и более со значения-
ми, указанными на рис. 5.2 н в табл. 5.4.
Рнс. 5.2
СТ СЭВ 308—76 определяет параметры номинального
контура для цилиндрических зубчатых колес эвольвентного
зацепления (см. рис. 5.2). Рекомендуется применять исходный
контур с модификацией профиля головки зуба, прн этом ли-
ния модификации (среза) — прямая, а коэффициенты моди-
фикации hg и Д* ие должны превышать значения по табл.
5.4 н рис. 5.3.
Рекомендуются следующие параметры модификации про-
филя головки зуба исходного контура — коэффициенты глуби-
ны модификации Д* в зависимости от модуля н степени точ-
ности в соответствии с табл. 5.5.
Рис. 5.3
Зубчатые колеса рекомендуется изготавливать без моди-
фикации, если в результате модификации величина части ко-
эффициента торцевого перекрытия, определяемая участками
главных профилей, еаМ окажется меиее 1,1 у прямозубых
передач и менее 1,0 у косозубых н шевронных передач. Для
передачи со смещением, если коэффициент суммы смещений
равен нулю (равносмещенная передача), условия, прн кото-
рых величина еаМ получается соответственно равной 1,1 и
1,0, определяется по графику (рис. 5.4). График действителен
при отсутствии подрезания зубьев колеса исходной произво-
дящей рейкой. Определение коэффициента наименьшего сме-
щения Хпнп, при уменьшении которого возникает подрезание
зубьев исходной производящей рейкой, производится по гра-
фику (рнс. 5.5) в завнснмостн от числа зубьев z и угла на-
клона линии зуба (3.
Рис. 5.4
Рис. 5.5
Пример. В передаче Zi=20, z2>zb fl=0, величина
ЕаМ при Xic0,62 (рнс. 5.4) н отсутствует подрезание
прн х^Хтш, где xmln =—0,15 (рнс. 5.5), т. е. —0,15«х><
«0,62.
Зубчатые колеса передач внутреннего зацепления могут
изготавливаться с теми же параметрами модификации (табл.
5.5).
При специальных требованиях к передачам допускается
устанавливать исходные контуры, отличающиеся от установ-
ленных СТ СЭВ 308—76. Прн массовом н крупносерийном
производстве н для передач точнее 6-й степени точности ре-
12 Зак. 750
177
комендуется изменение параметров Модификации примени-
тельно к частным условиям работы передачи.
Стандартом допускается увеличение радиуса р/, если
это не нарушает правильности зацепления в передаче. Также
допускается увеличение радиального зазора с, вызванное из-
менением диаметра впадин, до 0,35 т при обработке зубча-
тых колес долбяками и шеверами н до 0,40 т при обработке
под зубошлифование.
Рекомендация ИСО Р/53—1974 определяет основные па-
раметры исходного контура без ограничения модуля (табл.
5.4), а также предельные параметры модификации: профиль
модифицированного участка очерчен по сопряженной дуге с
наименьшим значением радиуса, равным 1,25 т.
5.2.1.2. ИСХОДНЫЙ КОНТУР ЦИЛИНДРИЧЕСКИХ
МЕЛКОМОДУЛЬНЫХ ЗУБЧАТЫХ КОЛЕС
В большинстве стран для мелкомодульных цилиндричес-
ких зубчатых колес действуют особые стандарты, определяю-
щие параметры исходного контура. Основные параметры ис-
ходного контура для зубчатых колес с модулем до 1 мм вклю-
чительно указаны в табл. 6.4.
СТ СЭВ 309—76 распространяется на мелкомодульные
эвольвентные цилиндрические зубчатые передачи с прямозу-
быми и косозубыми колесами, а также на конические зубча-
тые передачи с прямозубыми колесами и устанавливает нор-
мальный номинальный исходный контур с модулем 0,1cm <
<1 мм (табл. 5.4). В нем устанавливаются два значения вы-
соты головкн йа=1,0 т н Ла = 1,1 т; последний — только
для цилиндрических зубчатых колес.
Профиль исходного контура для цилиндрических зубча-
тых колес прямолинейный, а для конических — принимается
прямолинейным в пределах граничной высоты Л]=2Л,. При
высоте головки ho = l т величина Л, может быть равна h| =
= 2,1 На
Форма впадины ниже граничной высоты может выпол-
няться:
при ho = l т н с=0,3 т одной дугой с радиусом р/ =
“0,44 т;
прн ha =1 т и с=О,25 т двумя дугами с радиусами р/ =
=0,38 т и сопряженной прямой;
другими переходными кривыми.
Допускается при специальных требованиях применение
отличающихся исходных контуров с параметрами, стандарти-
зуемыми для данной отрасли промышленности.
Рекомендация ИСО/Р 53—1974 относится к зубчатым ко-
лесам без ограничения Модуля. Ее параметры см. в табл. 5.4.
5.2.2. ДОПУСКИ ЦИЛИНДРИЧЕСКИХ
ЗУБЧАТЫХ ПЕРЕДАЧ
Системы допусков цилиндрических зубчатых передач ха-
рактеризуются следующими основными признаками: областью
распространения; устанавливаемыми нормами точности; уста-
навливаемым числом степеней точности; соотношением между
погрешностями в разных степенях точности; нормируемыми
погрешностями; исходными погрешностями н взаимосвязью
между погрешностями в одной степени точности; зависимо-
стью величин отклонений н допусков от параметров колес и
передач; интервалами модулей, диаметров, ширин колес, меж-
осевых расстояний, для которых приводятся табличные зна-
чения допусков нли отклонений; системой регламентации бо-
ковых зазоров и параметров, определяющих их.
В табл. 5.6 приведены сводные данные по ряду призна-
ков, характеризующих системы допусков. В табл. 5.7 дан
сводный указатель номеров таблиц с числовыми значениями
допусков, принятыми в стандартах СТ СЭВ 641—77, СТ СЭВ
642'—77, международном стандарте ИСО 1328—1975 для зуб-
чатых колес и передач всех охватываемых модулей.
Дополнительные сведения о указанных стандартах при-
ведены ниже.
5.Z2.1. СТАНДАРТЫ СЭВ
СТ СЭВ 641—77 н СТ СЭВ 642—77 содержат допуски
для 12 степеней точности, причем СТ СЭВ 641—77 для моду-
лей от 1 до '55 мм, а СТ СЭВ 6412—77 — для модулей от 0,1
до (менее) 1 мм; они не регламентируют допуски для степе-
ней 1 и 2; эти степени предусмотрены для будущего развития.
Для каждой степени точности устанавливаются три нор-
мы точности — кинематической точности колес и передач,
плавности работы колес и передач, контакта зубьев передач.
Кроме норм точности стандарты содержат нормы бокового
зазора. Независимо от степени точности устанавливаются ви-
ды сопряжения (шесть в СТ СЭВ 641—77 и пять в СТ СЭВ
542—77) в зависимости от выбранной величины гарантирован-
ного бокового зазора в передаче.
Предусматривается возможность комбинирования норм
точности из разных степеней точности.
Точность изготовления зубчатых колес и передач задает-
ся степенью точности, а требования к боковому зазору видом
сопряжения по нормам бокового зазора, например, 7D СТ СЭВ
641—77.
Прн комбинировании норм разных степеней точности и
изменении соответствия между видом сопряжения и видом
допуска на боковой зазор, но прн сохранении соответствия
между видом сопряжения и классом отклонений межосевого
расстояния, точность зубчатых колес н передач обозначается
последовательным иапнсаннем трех цифр и двух букв, напри-
мер:
Прн выборе более грубого класса отклонений межосевого
расстояния, чем предусмотрено для данного вида сопряже-
ния, в условном обозначении точности передачи указывается
принятый класс н рассчитанный по формуле гарантированный
боковой зазор:
Inmln =7nmin ^>68(l7ol l/el)»_
где /лт!п и fo — табличные значения гарантированного бо-
кового зазора и предельного отклонения межосевого расстоя-
ния для данного вида сопряжения; /пт1п — рассчитанный
гарантированный боковой зазор; fo — отклонение межосево-
го расстояния для более грубого класса.
Например, прн классе отклонения межосевого расстояния
V н jnm|n =128 мкм обозначение: 7 — Ca/V — 128 СТ СЭВ
641—77.
Числовые значения допусков в СТ СЭВ 641—77 приняты
по таблицам и формулам ИСО 1328—1975 за исключением
допусков на радиальное биение зубчатого венца н допусков
на колебание измерительного межосевого расстояния за обо-
рот зубчатого колеса для малых диаметров в степенях точ-
ности 31—8, которые приняты меньшими, чем по ИСО 1328—
1975 (см. табл. 5.13).
В СТ СЭВ 641—77 в нормах точности приводятся допус-
ки, отсутствующие в ИСО 13281—1975: Fc, Fvw , fzz, fZk,
flo> fzzo>fzko<Fk> FpXn, а также отклонения, включенные в
нормы бокового зазора (см. табл. 5.7).
Нормируемые отклонения, их обозначения и’ номера таб-
лиц, в которых приведены числовые значения отклонений н
допусков по СТ СЭВ 641—77 н СТ СЭВ 642—77, указаны в
табл. 5.7.
В стандартах для каждой нз норм точности и норм боко-
вого зазора предусмотрены комплексы контроля зубчатых
колес (табл. 5.8) и передач (табл. 5.9). Каждый установлен-
ный изготовителем комплекс показателей, используемый прн
приемке колес и передач, является равноправным с другими.
Прн сравнительной (например, расчетной) оценке влияния
точности передач на их эксплуатационные качества предпочти-
тельными являются функциональные показатели F for , f ZZor,
f zkor и суммарное пятно контакта.
Непосредственный контроль зубчатых колес и передач
по всем показателям установленного комплекса не является
обязательным, если изготовитель существующей у него снсте-
178
мой контроля точности производства гарантирует выполнение
соответствующих требований стандарта.
В СТ СЭВ 641—77, и СТ СЭВ «42—77 содержатся следу-
ющие указания.
I. Допуск на кинематическую погрешность передачи F£(,
(зубчатой пары) равен сумме допусков на кинематическую
погрешность ее колес; он может быть сокращен на 25 % или
более исходя из расчета для передач с целыми значениями
передаточных чисел, равных 1, 2, 3.
2. Для шевронных колес наибольшая алгебраическая раз-
ность значений накопленных погрешностей шага на одноимен-
ных боковых поверхностях зубьев двух полушевронов в лю-
бом общем для них осевом сечении не должна превышать до-
пуск на накопленную погрешность шага по зубчатому коле-
су F р .
3. Допуск на F,,к при отсутствии специальных требова-
ний назначается для длины дуги, соответствующей 1/6 части
делительной окружности колеса, с округлением до целого
большего числа зубьев.
4. При комбинировании норм кинематической точности и
плавности работы из разных степеней точности допуск на ко-
лебание измерительного межосевого расстояния за оборот зуб-
чатого колеса определяется по формуле
(Л'Ьш.а [F--L If 4 If’-
где допуски,. входящие в первое слагаемое (с индексом F)
принимаются по степени для норм кинематической точности,
а допуск, входящий во второе слагаемое (с индексом f), при-
нимается по степени для норм плавности работы.
5. Допускается, чтобы одна из величии, входящих в комп-
лекс показателей кинематической точности, превосходила пре-
дельное значение, если суммарное влияние обеих величин не
превышает F,- .
6. Разность любых шагов, в случае ее нормирования, ус-
танавливается в пределах fvp! =1,6 |/р£ |.
7. При реализации в измерении угла зацепления а| И,т
отличного от угла зацепления в обработке а/а,0 колеса, коле-
бание измерительного межосевого расстояния на одном зубе
f i допускается, изменять иа величину Л/,-, определяемую по
формуле
• "__ /zfcr si" k(atwm—a.wo)
'I = sinaTOm
где f ikr — действительная величина циклической погреш-
ности частоты k, выявляемая при. контроле зуборезного стан-
ка.
8. Допуск на местную кинематическую погрешность пере-
дачи/^о = 1,25/,'.
9. Нормы кинематической точности, кроме Fr, F ,• , Fvw
нормы плавности, кроме /,• и нормы контакта зубьев в пере-
даче, кроме fx и fy в зависимости от условий работы колес
по правым и левым профилям допускается назначать из раз-
ных степеней точности.
10. Способ определения пятн^ контакта, относительные
размеры пятна контакта сопряженных поверхностей зубьев и
место его расположения иа этих поверхностях могут назна-
чаться конструктором передачи. Нормы допускается устанав-
ливать независимо от величин, приведенных в табл. 5.33. До-
пускается оценивать точность зубчатого колеса по мгновен-
ному нли суммарному пятну контакта его зубьев с зубьямн
измерительного зубчатого колеса. Для мелкомодульных пере-
дач в зависимости от эксплуатационных условий работы пе-
редачи разрешается не предъявлять требований к пятну кон-
такта.
11. Требования к точности зубчатого колеса установлены
стандартом для зубчатых колес, находящихся йа рабочих
осях; погрешности, вносимые прн использовании в качестве
измерительной базы поверхностей, имеющих неточность фор-
мы и расположения относительно рабочей осн вращения, дол-
жны быть учтены прн установлении точности передачи илн
компенсированы введением уменьшенного производственного
допуска.
12. В стандарте имеются указания в отношении каждой
нз трех норм точности: если зубчатые колеса по точности
соответствуют требованиям данной нормы, то контроль зуб-
чатой передачи необязателен; если собранная передача по
точности отвечает требованиям данной нормы, то контроль
точности зубчатых колес не является необходимым.
12*
5.2.2.Z СТАНДАРТ ИСО 132В—1975
В стандарте устанавливаются двенадцать степеней точ-
ности допусков на зубчатые колеса и передачи. Степени точ-
ности для парных колес должны быть одинаковыми. Прн
необходимости н по согласованию между изготовителем и
потребителем могут быть установлены повышенные степени
для одного или нескольких элементов парных колес, но так,
чтобы для каждой из перечисленных групп допусков степень
точности оставалась единой:
группа I: Fpk , Fр , Fr , F,, Ft;
группа II: fp:,fpn , fpb, f/, ft , f i ;
группа III: Fp , fx, f у•
Точность выполнения обозначается цифрой степени точ-
ности и двумя буквами, указывающими предельные отклоне-
ния толщины зуба, например, 6 LF.
Для предельных отклонений толщины зуба илн длины об-
щей нормали приведены 14 уровней, обозначаемых заглавны-
ми буквами и определяющих множители прн отклонении ша-
га fpt (множители см. в таблице).
Обозначение С D Е F G н /
Множитель +1 0 —2 —4 —6 —8 Tlpodoj -10 гжение
Обозначение к L м р R S
Множитель — 12 -16 —20 —25 —32 —40 -50
Например, отклонениям LF соответствует EJ£ =—16 f pl
и Е =—4 fp> и допуск T=12fp,.
Для ряда допусков приведены только формулы:
для шага зацепления fpn =fp/ cosf); f рь ==f pt cosa,;
для накопленной погрешности шага Fp=Fpa при Ae=z/2;
для кинематической погрешности колеса F( =Fp+f/;
для местной кинематической погрешности = |fp< | +
+ f/4
для погрешности передачи — кинематической F(o =Fn +
+ Fi2 и колебание измерительного межосевого расстояния
за оборот F,-=Ftl+F(2; г
для непараллельности н перекоса оси fjt=Fp; fy=0,5Fp
В ИСО 1328—1975 также содержатся допуски на диамет-
ры отверстия, вала н цилиндра выступов заготовки зубчатых
колес и допуски на радиальное и торцевое бненне базовых
поверхностей.
179
Глава 5.3
КОНИЧЕСКИЕ ПЕРЕДАЧИ С ПРЯМЫМИ И КРУГОВЫМИ ЗУБЬЯМИ
5.3.1. ИСХОДНЫЙ КОНТУР КОНИЧЕСКИХ
КОЛЕС С ПРЯМЫМИ ЗУБЬЯМИ
5.3.1.1. СТАНДАРТЫ СЭВ И ИСО
СТ СЭВ 51'6—77 устанавливает внешний торцовый номи-
нальный исходный контур конических колес с прямым зубом
с внешним окружным модулем 1 мм н более.
Под исходным контуром понимается контур зубьев ус-
ловной рейки, идентичный развертке на плоскость внешнего
торцового сечения теоретического (номинального) исходного
плоского колеса.
Каждое из совпадающих плоских колес принято в качест-
ве базового для определения теоретических (номинальных)
формы и размеров зубьев семейства конических зубчатых ко-
лес, представителем которого оно является.
Форма и параметры исходного контура, изображенного
на рнс. 5.6, должны соответствовать:
Рис. 5.6. Исходный контур зубчатых конических передач с
круговыми зубьями по СТ СЭВ 515—77 и прямыми зубьями
по СТ СЭВ 516—77
Обозначения: “ модуль; рп(Ре> — шаг: J — дели-
тельная толщина зуба; ап (а ) — угол профиля; ha — высота го-
радиус
h —
ловки; hf — высота ножки; — граничная высота; ру —
кривизны переходной кривой, являющейся дугой окружности;
глубина захода зубьев пары исходных контуров; с - радиальный
зазор пары исходных контуров; * — коэффициент
профиль в пределах граничной высоты — прямолиней-
ный;
угол профиля а,=20°;
коэффициент делительной толщины зуба s*=0,5p;
коэффициент высоты головки ha =1;
коэффициент высоты ножки =1,2;
коэффициент граничной высоты h t =2;
коэффициент радиуса кривизны переходной кривой, яв-
ляющейся дугой окружности р f =0,3;
коэффициент глубины захода зубьев пары исходных кон-
туров h*w = 2;
коэффициент радиального зазора пары исходных конту-
ров с* = 0,2.
Допускается:
1) неравенство делительных толщин s зубьев пары ис-
ходных контуров, изменение глубины захода hw, радиально-
го зазора с и радиуса р j (но не меиее 0,15 т) и соответствен-
но граничной высоты hi, если указанные изменения не на-
рушают правильности зацепления и не препятствуют исполь-
зованию стаидартиого, инструмента;
2), применение профильной модификации исходного кон-
тура; ’
3) применение для автомобильных, тракторных, станоч-
ных и других передач массового и крупносерийного производ-
ства, к которым предъявляются специальные требования, ис-
ходных контуров, отличающихся от установленного в настоя-
щем стандарте.
ИСО/Р 677—1968 — регламентирует те же параметры, что
и в СТ СЭВ 516—77 и между и.ими имеется соответствие.
5.3.2. ИСХОДНЫЙ КОНТУР КОНИЧЕСКИХ
КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ
5.З.2.1. СТАНДАРТ СЭВ
СТ СЭВ 515—77 распространяется на обкатные коничес-
кие передачи с круговыми зубьями и устанавливает средний
номинальный исходный контур со средним нормальным моду-
лем от 1 мм и более.
Форма и параметры исходного контура, изображенного на
рис. 5.6, должны соответствовать:
профиль в пределах граничной высоты — прямолиней-
ный;
угол профиля а.=20°;
коэффициент высоты головки ha =1;
коэффициент высоты ножки hf =1,25;
коэффициент граничной высоты h*t =2,08;
коэффициент радиуса кривизны переходной кривой, яв-
ляющейся дугой окружности, =0,25;
коэффициент глубины захода зубьев пары исходных кон-
туров с=2;
коэффициент радиального зазора пары исходных конту-
ров h w=0,25.
В СТ СЭВ 515—77 содержатся те же допущения, что и в
СТ СЭВ 516—77, но для радиуса р/ даются два ограничения
(не менее 0.15 т„ и не более 0,35 т„).
5.3.3. ДОПУСКИ КОНИЧЕСКИХ
ЗУБЧАТЫХ ПЕРЕДАЧ
В табл. 5.51 приведены сводные данные по основным
признакам, характеризующим системы допусков конических
зубчатых передач. В табл. 5.52 указаны номера таблиц, в ко-
торых содержатся числовые величины допусков, принятые в
стандартах СЭВ, ИСО для зубчатых конических колес и пе-
редач с модулем свыше 1 мм и до 1 мм.
Термины, определения и обозначения, специфичные для
погрешностей конических зубчатых передач, установлены в
СТ СЭВ 1161—78 в дополнение к обшей терминологии по-
грешностей и допусков по СТ СЭВ 643— 77.
Основные отличия для параметров конических колес сос-
тоят в том, что: биение зубчатого венца определяется в на-
правлении, перпендикулярном образующей делительного ко-
нуса зуба примерно на среднем конусном расстоянии; двух-
профильная проверка нормируется колебанием измерительно-
го межосевого угла пары за полный цикл 11го н на одном
зубе f 1%о , а также измерительной пары Ftv и [i2 в
виде линейной величины на среднем конусном расстоянии или
же колебанием относительного положения зубчатых колес
пары по нормали Ftrlo и !ino и измерительной шары F(-„ и
f(-n , нормируется колебание бокового зазора в передаче
Fvj и погрешность обката зубцовой частоты.
5.33.1. СТАНДАРТЫ СЭВ
СТ СЭВ 186—75 распространяется на конические и гипо-
идные зубчатые передачи и пары, поставляемые без корпуса
и отвечающие параметрам табл. 5.51.
СТ СЭВ 313—76 распространяется на мелкомодульные
передачи с прямозубыми колесами.
Для каждой степени точности устанавливаются нормы
кинематической точности, плавности работы и контакта зубь-
ев зубчатых колес в передаче. Допускается комбинирование
норм разных степеней точности, при этом нормы плавности
работы зубчатых колес н передач могут быть не более, чем
иа две степени точнее (по СТ СЭВ 313—76 на одну степень)
или на одну степень грубее норм кинематической точности;
нормы контакта зубьев не могут назначаться по степеням
точности более грубым, чем нормы плавности (по СТ СЭВ
313—76 допускается назначать на одну степень грубее).
Виды сопряжений зубчатых колес и передач, применяемые
ориентировочно для различных степеней точности, приведены
в табл. 5.53.
180
Показателями кинематической точности и плавности яв-
ляются каждый из указанных для степеней точности комп-
лекс, отмеченный в табл. 5.54 и 5.55 буквой «с» — по СТ СЭВ
186—75 и буквой «м»— по СТ СЭВ 313—76.
Показателями, определяющими контакт зубьев по СТ СЭВ
186- 75, являются: В' паре — отклонения относительных раз-
меров зоны касания Fsflr 11 ^Slr I в передаче — отклонения
относительных размеров суммарного пятна контакта FShr<
Fs!r. ^ar*
Показателями, определяющими контакт зубьев в переда-
че по СТ СЭВ 313—7(6, являются:
для зубчатого колеса — Fgr ;
для зубчатой передачи — суммарное пятно контакта
и аг-
В стандартах содержатся таблицы с величинами гаран-
тированного зазора для всех видов сопряжений, изменяющи-
мися от среднего конусного расстояния 7? и угла делительно-
го конуса шестерни б| (до 15°, св. 15° до 26°, св. 25°).
Показатели, определяющие этот зазор, содержатся в ин-
формационных приложениях, в которые входят предельное
отклонение межосевого угла передачи iE^ , наименьшее от-
клонение средней .постоянной хорды ESfS шестерни и колеса
и допусков на Tsc .
В информационных приложениях даны зависимости меж-
ду отдельными допусками.
Допуски для конических зубчатых колес и передач по СТ
СЭВ 186—75 в ряде случаев совпадают с принятыми для ци-
линдрических зубчатых передач по СТ СЭВ 641—77 и по
ИСО 1328—75.
Полное совпадение числовых значений в СТ СЭВ 186—75,
СТ СЭВ '6*41—77 и ИСО 1328—75 имеется для допусков
Ер. Fpk и fpl . Весьма мало отличаются числовые значения
12д.(| 11 Ь/; в СТ СЭВ 186—75 и СТ СЭВ 641—77. Полное
совпадение имеет место для допусков Fp, Fpk, Fr, Fc, fp/
no СТ СЭВ 313—76 и СТ СЭВ 642—77.
Таблица 5.1. Нормативно-технические документы на основные общие термины и модули
Кем принят документ Обозначение документа Наименование документа Кем принят документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 267—76 Основные нормы взаимозаменяемо- сти. Передачи червячные цилиндри- ческие. Модули и коэффициенты чер- вяка СЭВ СТ СЭВ 3295—81 СТ СЭВ 3294—81 Передачи зубчатые. Общие терми- ны, определения и обозначения Передачи зубчатые цилиндрические. Термины, определения и обозначения
СТ СЭВ 310—76 Основные нормы взаимозаменяемо- сти. Колеса зубчатые. Модули ИСО ИСО/Р 701—1968 Колеса зубчатые. Международные условные обозначения для геометри- ческих данных
СТ СЭВ 643—77 Основные нормы взаимозаменяе- мости. Передачи зубчатые. Общие термины, определения и обозначения погрешностей и допусков ИСО/Р 54—1966 ИСО/Р 678—1976 Колеса зубчатые цилиндрические для общего и тяжелого машинострое- ния. Модули и шаги Колеса зубчатые конические пря- мозубые для общего и тяжелого ма- шиностроения. Модули
Таблица 5:2. Модули зубчатых колес, мм (по СТ СЭВ 310—76)
Рил I РЯД 2 Ряд 1 Ряд 2 Ряд 1 Ряд 2 РЯД 1 Ряд 2 Ряд 1 Ряд 2
0,05 0,25 1,25 6 32
— 0,055 — . 0,28 — 1,375 —. 7 — 36
0,06 —— 0,3 1,5 — 8 — 40 —
— '0,07 — 0,35 — 1,75 — 9 — 45
0,08 — 0,4 — 2 — 10 50 —_
— 0,09 — 0,45 — 2,25 — и 55
0,1 0,5 — 2,5 —> 12 — 60 —
.— 0,11 — 0,55 — 2,75 — 14 — 70
0,12 — 0,6 — 3 — 16 80 —
— 0,14 — 0,7 — 3,5 — 18 —• 90
0,15 0,8 — 4 20 — 100 —
— 0,18 — 0,9 — 4,5 —_ 22
0,2 — 1 .—. 5 25 —
— 0,22 — 1,125 — '5,5 — 28
Таблица 5.3. Нормативно-технические документы на цилиндрические средне- и мелкомодульные передачи •
Кем принят документ Обозначение документа Наименование документа Кем примят документ Обозначение документа Наимеиоваиие документа
СЭВ СТ СЭВ 3081—76 СТ СЭВ 309—76 СТ СЭВ 644—77 Основные нормы взаимозаменяе- мости. Передачи зубчатые цилинд- рические эвольвентные. Исходный контур. Основные нормы взаимозаменяе- мости. Передачи зубчатые цилиндри- ческие эвольвентные. Исходный кои- тур мелкомодульиых зубчатых колес. Основные нормы взаимозаменяе- мости. Передачи зубчатые цилиндри- ческие н реечные. Термины, опреде- ления и обозначения погрешностей и допусков, СЭВ СТ СЭВ 641—77 СТ СЭВ 642—77 Основные нормы взаимозаменяе- мости. Передачи зубчатые цилиндри- ческие. Допуски. Основные нормы взаимозаменяе- мости. Передачи зубчатые цилиндри- ческие мелкомодульные. Допуски.
ИСО ИСО/Р 531—1974 ИСО 1328-1975 Колеса зубчатые цилиндрические для общего и тяжелого машинострое- ния. Исходная рейка. Передачи зубчатые цилиндрические эвольвентные. Система допусков.
181
Таблица 5.4. Параметры исходного контура для переходной кривой цилиндрических зубчатых колес, принятые и различных
документах
Кем при- мят Доку- мент Обозначение доку- мента Профильный угол Модул Ь Глубина захода Радиус пере- ходной кривой Радиальный зазор c=hf-ha Срез
по высоте по глубине
СЭВ СТ СЭВ 309—76 а = 20° 0,1 до <1,0 hw = 2ha ₽с «0,38 т Pi <0,44 т с =(0,25— —0,40) т а «0,15 т «0,02 т
СЭВ СТ СЭВ 308—76 а=20° m от 1,0 hw = 2m Р । «0,38 т с=0,25 т* hg «0,45 «0,02 т
ИСО ИСО/Р 53—1974 а = 20° — hw=2,0m или 2,2 m (0,19— —0,26) т «0,6 т «0,02 т
* Допускается увеличение до 0,35 т при обработке зубчатых колес долбяками и шеверами и до 0,40 т при обработке под
зубошлифование. ,
Таблица 55. Рекомендуемые коэффициенты глубины модификации по СТ СЭВ 308—76
Модуль т, мм Степени точности по нормам плавности работы по СТ СЭВ 641 —76 Модуль Щ, ЯМ Степени точности по нормам плавности работы по СТ СЭВ 641—76
6 7 1 8 6 7 8
До 2 0,010 0,015 0,020 Св. 10 до 16 0,005 0,007 0,010
Св. 2 > 3,5 0,009 0,012 0,018 » 16 » 25 —. 0,006 0,009
> 3,5 > 6,3 » 6,3 » 10 0,008 0,006 0,010 0,008 0,015 0,012 » 25 » 40 — — 0,008
Таблица 5.6. Область распространения различных стандартов допусков для зубчатых цилиндрических передач
Показатель Кем принят документ Показа тель Кем принят документ
СЭВ СЭВ ИСО СЭВ СЭВ | исо
Обозначение и иомер документа Обозначение н номер документа
СТ СЭВ 641—77 СТ СЭВ 642—77 | ИСО 1323-1975 СТ СЭВ 611-77 СТ СЭВ 642-77 ИСО 1328—1975
ИСХОДНЫЙ контур 1. Область ра СТ СЭВ 308—76 спространения СТ СЭВ 309—76 ИСО/Р 53 Вид передач Внешние, внутренние Внешние, внутренние, винтовые Внешние, внутренние
Форма зубь- ев Прямозубые, косозубыс, шевронные Прямые, косые
Модуль, мм 1—55 0,1—<1 1—40
Делитель- ный диаметр, мм 6300 400 z«200 при т<0,5 до 200 4000
Степень осе- вого перекры- тия Нормируе- мые степени точности любая 2. Стеш 3—12 любая :ни точности 3—12 1-12
Ширина вен- ца, мм 1250 40 160
Таблица 5.7. Нормируемые в различных стандартах допусков для зубчатых цилиндрических передач отклонения, их обозна-
чения, степени точности и номера таблиц с числовыми значениями отклонений *
Кем принят документ
СЭВ | СЭВ ИСО
Показатель Обозн ачеиие и номер документа
СТ СЭВ 641-77 | СТ СЭВ 642-77 - ИСО 1328-1975
Кинематическая (погрешность передачи F10 F|0“Fil + F12 Но F10—Fil+Fi2 F10 FIO~FiOl+FiO2
182
Продолжение табл. 5.7
Кем принят документ
СЭВ I СЭВ ИСО
Показатель Обозначение и номер документа
СТ СЭВ 641—77 | СТ СЭВ 642-77 И CO 1328-1975
Допуск на кинематическую погрешность колеса р; 3—8 F'^Fp+ff F'i 3—8 F;=FP+ff Fj 1—12 F'^Fp+h
Допуск на накопленную по- грешность шага по колесу Рр 3—8 5.10 Fp 3—8 5.11 Fp 1—12 5.10
Допуск иа накопленную по- грешность «К» шагов Fpk 3-6 5.10 Fpk 3—6 5.12 Fpk 1—12 5.10
Допуск на радиальное биение зубчатого веица Fr 3—12 5.13 Fr 3-12 5.14 Fr 1—12 5.13
Допуск на колебание длины общей нормали Fvw 3—8 5.15 Vw 3—8 5.16 —
Допуск иа погрешность обката Fc 3—8 5.16 Fc 3-8 5.16 —
Допуск иа колебание измери- тельного межосевого расстояния за оборот p; 5—12 5.17 p; 5-12 5.18 p; 4—12 5.17
Допуск иа местную кинемати- ческую погрешность зубчатого ко- леса f'i 3-8 5.19 f'i 3-8 5.20 f'i 1—12 f| —fpt+ff
Предельные отклонения шага зацепления (основного шага) fpb 3—12 5.21 fpb 3-8 5.22 fpb 1 — 12 5.22
Предельные отклонения шага fpt 3—12 5.23 fpt 3—12 5.24 fpt 1—12 5.23
Допуск на погрешность профи- ля зуба ft 3—8 5.25 ft 3-8 5.26 ft 1—12 5.25
Допуск на колебание измери- тельного межосевого расстояния на одном зубе . '5—12 5.27. i; 5-12 5.28 f] 4—12 5.27
Допуск на циклическую по- грешность зубчатого колеса и пе- редачи fzk > fzko 3-8 5.29 — —
Допуск на циклическую погреш- ность зубцовой частоты в переда- че и зубчатого колеса fzzo» fzko 3-8 5.30 — —
183
Продолжение табл. 5.7
Показатель Кем принят документ
СЭВ I СЭВ HCO
Обозначение и номер документа
СТ СЭВ 641—77 СТ СЭВ 642-77 И CO 1328-1975
Предельные отклонения осевых шагов по нормали F рхп 3—9 5.31 — —
Допуск на суммарную погреш- ность контактной линии Fk 3—12 5.32 — —
Суммарное пятно контакта 3—12 5.33 3—8 5.34 —
Допуск на направление зуба FP 3—12 5.33 Fh 3—12 5.34 FP 1 — 12 5.33
Допуск иа непараллельность осей fx 3—12 5.33 fx 3—12 5.34 fx 1 — 12 5.33
Допуск на перекос осей fy 3—12 5.33 fy 3—12 5.34 fy 1 — 12
Гарантированный боковой зазор Jnmin 6 видов 5.35 Jnmin 5 ВИДОВ 5.35 —
Предельные отклонения меж- осевого расстояния fa 6 классов 5.37 fa 5 классов 5.38 fa 1—12 5.39
Предельные отклонения измери- тельного межосевого расстояния Ea’s=+ f’i ЕаЧ=-Тн .. Аа"ег=+{! Aa"i —
Наименьшее дополнительное смещение исходного контура Ells 6 видов 5.40 Alle 5 видов 5.41 —
Допуск на смещение исходного контура Th 5.42 Th 5.43 —
Наименьшее' отклонение сред- ней длины общей нормали F Wms 5.44 A Wine 5.45 —
Допуск на среднюю длину об- щей нормали или нижнее откло- нение' T 'wni 5.46 TWm 5.47 —
Наименьшее отклонение толщи- ны зуба Ecs 5.48 Ess 5.49
Допуск на толщину зуба Tc 5.50 __ Tc 5.49
* Числовые значения отклонений и допусков во всех таблицах даны с ограничением по степеням точности 3—8 включитель-
но.
184
Таблица 5.8, Сводная таблица возможных комплексов контроля зубчатых колес по СТ СЭВ 641—77
Нормы точное ги Номера комплексов контроля
2 | 3 4 I 5 | 6 | 7
для степеней точности
3-8 3-8 3-8 3-8 7—12 5-12 5-12
Показатели, нормируемые в комплексе
Кинематической точности Fj FP и Fpk Frи Fvw Fr и Fc F? F"5 и F 4 ri и rvW F? и F«
Плавности работы f'i fpb И ff или fpb И fpt (или fvpt) fpt ИЛИ fVpt f?
Контакта Пятно контакта или Fp или Fr
Боковых зазоров EHs и Тн или EWms и TWm или EWs и Tw или Ecs и Тс co s <л Я Ш
Примечания:
I. Fpk — только для степеней точности 3—6.
2. FvW и Fc— только для диаметров до 1600 мм.
3. Fr— для степеней точности 7 и 8 только для диаметров свыше 1600 мм.
4. FvW и Fc — только для степеней точности 5—8.
5. F j и f। — только для диаметров до 1600 мм.
Таблица 5.9. Сводная таблица возможных комплексов контроля
передач по СТ СЭВ 641—77
Нормы точности Для передач с расположением осей
нерегулируемым | регулируемым
для степеней точности
3-8 9-12 3-8 9-12
Показатели, нормируемые в комплексе
Кинематической и плав- ности работы FjO и ^хго — FjO и fzzo —
Контакта Пятно контакта или fy И fy Пятно контакта
Боковых зазоров fa Jnm in
Таблица 5.10. Допуск иа накопленную погрешность по колесу и на «к> шагах Fp и FpK по СТ СЭВ 641—77, СТ СЭВ 312—76,
СТ СЭВ 1160—80 и ИСО 1328—75
Длина дуги дели гель - иой окружности, мм Степень точности Длина дуги делитель- ной окружности, мм Степень точности
Св. 3 4 5 6 7 8 3 4 5 6 7 8
До Допуск , мкм Св. До Допуск, мкм
П,2 2,8 4,5 7 11 16 22 630 1000 20 32 50 80 112 160
11,2 20 4.0 6 10 16 22 32 1000 1600 25 40 63 100 140 200
20 32 5,0 8 12 20 28 40 1600 2500 28 45 71 112 160 224
32 50 5,5 9 14 22 32 45 2500 3150 36 56 90 140 200 280
50 80 6,0 10 16 25 36 50 3150 4000 40 63 100 160 224 315
80 160 8,0 12 20 32 45 63 4000 5000 45 71 112 180 250 355
160 315 И 18 28 45 63 90 5000 7200 50 80 125 200 280 400
315 630 16 25 40 63 90 125
Примечания:
1. В СТ СЭВ 641—77 значения содержатся для степеней точности 3—4 до т=10 мм; для степеней точности 5—6 до т =
= 16 мм; степени 7 до т=25 мм и степени 8 до т=40 мм.
2. По СТ СЭВ при отсутствии специальных требований допуск на FpK назначается для длины дуги делительной окружнос-
ти, соответствующей 1,/6 части числа зубьев зубчатого колеса (или дуги, соответствующей большему целому числу зубьев).
3. В ИСО 1328—1975 допуски содержатся также для степеней 1—2 и 9—12.
185
Таблица- 5.11. Допуск на накопленную погрешность шага по колесу Fp по СТ СЭВ 642—77
Делительный диаметр, мм Модуль, мм Стелень iочное гн
3'1 1 5 6 7 8
Св. До О г До ГР МКМ
12 4 6 10 16 22 32
12 20 о,1 <1 4 7 11 17 24 34
20 32 5 -8 12 19 27 38
32 50 0,1 <1 6 9 14 22 30 44
50 80 0,1 <1 6 10 16 25 35 50
Делительный диаметр, мм Модуль, .мм Степень точности
3 4 5 6 7
Св. До О г До F . мкм Р
80 125 о,1 <1 8 12 19 30 42 60
125 200 0,1 <1 9 14 22 36 50 70
209 315 0,1 <1 10 16 25 40 56 80
315 490 0,1 <1 11 18 30 45 64 90
Таблица 5.12. Допуск на накопленную погрешность «к» шагов FpK по СТ СЭВ 642—77
Длина дуги делительной окружности, мм Модуль, мм 3 с 4 гепень 5 очное ГН 6 7 8 Длина дуги делительной окружное 1 и, мм Модуль, мм 3 Си 1 мюнь го чнос гм 6 7 6
Св. До От До F„... «км рк- Св. До О г До F . мкм рк
12 20 12 20 32 0,1 <1 3 4 4 5 6 7 7 10 11 11 16 17 20 22 24 28 32 34 80 125 о,1 <1 6 10 16 25 35 50 60
125 200 0,1 <1 8 12 19 30 42
32 50 0,1 <1 5 8 12 19 27 38 200 315 0,1 <1 9 14 22 35 50 70
50 80 0,1 <1 6 ' 9 14 22 30 44 315 400 0,1 <1 10 16 25 40 56 80
Таблица 5.1-3. Допуск на радиальное биение зубчатого венца Frno СТ СЭВ 641—77 н ИСО 1328 1975
Делительный диаметр, мм Модуль, мм Степень точноеiи
3 4 3 7 8
Св. До Св. До f’f. МКМ
125 От 1 3.5 6,3 3,5 6.3 10 6 (9) 7 (Н) 8 (13) 10 (14) 11 (18) 13 (20) 16 (22) 18 (28) 20 (3.2) 25 (36) 28 (45) 32 (50) 36 (50) 40 (63) 45 (71) 4'5 (63) 50 (80) 56 (90)
125 400 От 1 3,5 6,3 10 16 3.5 6,3 10 16 25 9 (10) 10 (13) 11 (14) 16 15 (16) 16 (20) 18 (22) (25) 22 (25) 25 (32) 28 (36) 32 (40) 36 (40) 40 (50) 45 (56) 50 (63) 50 (56) 56 (71) 63 (80) 71 (90) 80 63 (71) 71 (90) 80 (100) 90 (112) 100
400 800 От 1 .3,5 6,3 10 3,5 6,3 10 16 11 13 14 (18) 18 20 22 (28) 2.8 32 36 40 (45) .. 45 50 56 63 (71) 63 71 80 90 (100) 80 90 100 112 (125)
186
Продолжение табл. 5.13
Делительный диаметр, мм Модуль, мм Степень точности
3 4 5 6 1 8
Св. До Св. До Fr, мкм
16 25 25 40 (22) (28) (36) (45) (56) (71) (90) (112) 1'00 (125) (160) 125 (160) 140 (200)
800 1600
От 1 3,5 6,3 10 16 25 31,5 6,3 * ГО 16 26 40 13 14 16 (18) (22) (28) 20 22 25 (28) (36) (45) 32 36 40 45 (56) (71) 50 55 63 71 (90) (112) 71 80 90 100 112 (120) (1-60) 90 100 11.2 125 140 (160) 200
1600 2500 От 1 3,5 6,3 10 16 25 3,5 6.3 10 16 25 40 14 16 18 (20) (25) (32) 22 25 28 (32) (40) (50) 36 40 45 50 (63) (80) 56 63 71 80 (100) (125) 80 90 100 112 125 (140) (180) 100 112 125 140 160 (180) 190 (224)
2500 4000 От 1 3,5 6,3 10 16 25 . 3,5 6,3 10 16 25 40 16 18 20 (22) (25) (32) 25 28 32 (36) (40) (50) 40 45 50 56 (63) (80) 63 71 80 90 (100) (125) 80 (90) 1Ю0 112 125 140 (180) 112 125 130 (140) 160 180 224
4000 6300 6,3 10 16 25 10 16 25 40 22 36 56 63 90 100 125 140 160 160 180 200 250
641—77. приведены, в таб-
Примечание. Значения Ffno ИСО 1328—1975 до d=4000 мм, при их отличии от СТ СЭВ
лине в скобках.
Таблица 5.14. Допуск иа радиальное биение зубчатого веица F, по СТ СЭВ 642—77
Делительный диаметр, мм Модуль, мм Степень точности Делительный диаметр, мм Модуль, мм Степень точности
3 4 5 6 8 3 4 5 | 6 7 8
Св. I До Св. До F , мкм Св. До Св. До Ff, мкм
12 От 0,1 0,5 0,5 <1 2 4 4 6 7 8 И 15 16 21. 19 26 50 80 От 0,1 0,5 0,5 <1 5 6 8 9 12 14 19 22 26 30 32 38
80 125 От 0,1 0,5 0,5 <1 6 6 9 10 14 16 22 25 30 36 38 45
12 20 От 0,1 0,5 0,5 <1 3 4 5 6 8 10 12 16 18 22 21 28
125 200 От 0,1 0,5 0,5 <1 6 8 10 12 16 19 26 30 36 42 45 50
20 32 От 0,1 0,5 0,5 <1 4 4 6 7 9 10 14 18 20 24 25 30
200 315 0,5 <1 9 14 22 35 48 55
32 50 От 0,1 0,5 0,5 <1 4 5 7 8 10 12 16 20 22 26 34 38 315 400 0,5 <1 9 16 25 40 55 70
187
Таблица 5.15. Допуск иа колебание длины общей нормали pvW и допуск иа погрешность обката Fc по СТ СЭВ 641—77
Степень точности
3 1 5 6 7 8
Делительный диаметр, мм Модуль, мм
От 1 до 10 on ДО 16 От 1 до 25 | Or 1 до 40
Св. До FrW Рс ' мкм
125 4 6 10 16 22 28
125 400 7 12 18 28 40 50
400 800 12 18 28 45 60 80
800 1600 18 28 4i5 70 100 120
1600 2500 2» 45 70 НО 160 200
2500 4000 40 60 90 140 200 250
4000 6300 55 90 140 220 300 400
Примечание. Для дивметров свыше 1600 мм допуск на колебание длины общей нормали в СТ СЭВ 641 77 ие -приво-
дится.
Таблица 5.16. Допуск на колебание длины общей нормали FvW и допуск на погрешность обката Fc по СТ СЭВ 642—77
Делительный диаметр, мм Модуль, мм Степень точности Дели тел Ы1ып диаметр, мм Модуль, мм Степень точности
3 4 8 6 7 8 3 4 з 7
Св. До От До F , и F„ , мкм vW с Св. До Oi До HvW " Рс мкы
12 20 32 12 20 32 50 о,1 <1 2 2 2 2 3 3 3 3 4 4 4 5 5 5 6 8 6 7 9 11 7 9 11 14 125 200 200 315 о,1 <1 5 6 8 10 12 16 20 26 28 36 35 45
315 400 0,1 <1 7 . 12 18 40 40 50
50 80 80 125 0,1 <1 3 4 4 6 7 9 II 15 15 21 20 26
Таблица 5.Г7. Допуск иа колебание измерительного межосевого расстояния за оборот Ft- по СТ СЭВ 641—77
Делительный диа- метр, мм Модуль, мм Степень точности Делительный диа- метр, мм Модуль, мм Степеиь точности
5 | 6 7 8 5 6 ' 7 8
Св. До Св . До F-, мкм Св. Д<> Св. До F-. мкм
125 От 1 3,5 6,3 3,5 6,3 10 22 25 28 36 40 45 50 56 63 63 71 80 400 800 от 1 3,5 6,3 10 3,5 6,3 10 16 40 45 50 56 63 71 80 90 90 100 112 125 112 125 140 160
125 400 От 1 3,5 6,3 10 3,5 6,3 10 16 32 36 40 45 50 56 63 71 71 80 90 100 90 100 112 125 800 1600 от 1 3,5 6,3 10 3,5 6,3 10 16 45 50 56 63 71 80 90 100 100 112 125 140 125 140 160 180
Примечание. В ИСО 1328—75 для ряда колес допуски шире (F,- = 1,4 Fr, где Friro табл. 5.13),
Таблица 5.18. Допуск на колебание измерительного межосевого расстояния за оборот колеса F; по СТ СЭВ 642—77
Делшельный диа- метр, мм Модуль, мм Степень точности Делительный диаметр, мм Модуль, мм Степень точности
5 6 7 8 5 6 7 8
Св. Д" Св. До Fp мкм Св. До Св . До F-, мкм
12 От 0,1 0,5 0,5 <1 11 14 17 22 24 30 30 38 50 80 От 0,1 0,5 0,5 <1 17 19 26 30 38 42 45 53
12 20 От 0,1 0,5 0,5 <1 12 15 19 24 26 32 34 40 80 125 От 0,1 0,5 0,5 <1 19 21 30 34 42 48 53 60
20 32 От 0,1 0,5 0,5 <1 13 16 21 26 30 34 38 45 125 200 От 0,1 О,-5 0,5 <1 22 24 35 40 48 55 60 70
32 50 От 0,1 0,5 0,5 <1 45 т 24 28 34 38 42 48 200 315 От 0,1 <1 28 45 63 80
315 400 От 0,1 <1 32 50 70 90
188
Таблица 5.19. Допуск на местную кинематическую погрешность зубчатого колеса t j по СТ СЭВ 641—77 и ИСО 1328—1975
Делительный диаметр, мм Модул ь, мм Степень точности Делительный диаметр, мм Модуль, мм Степень точности
3 * 5 6 7 8 3 4 5 6 7 8
Св. До Св. До fм.км' Св. До Св. До fi . мкм
125 От 1 3,5 6 9 12 18 25 36 800 1600 От 1 3,5 9 14 20 32 45 63
3 5 6,3 7 10 16 22 32 45 3,5 6,3 10 16 22 36 50 71
6.3 10 8 12 18 28 36 50 6,3 10 II 18 25 40 56 80
10 16 — — 28 45 63 90
16 25 — — — — 80 112
125 400 1 3,5 7 10 14 20 30 40 1600 2500 От 1 3,5 12 16 25 40 56 80
3,5 6,3 8 12 18 25 36 50 3,5 6,3 12 18 28 45 63 90
6.3 10 9 14 20 30 40 60 6.3 10 14 20 32 50 71 100
10 16 — 22 36 50 71 10 16 — -— 36 56 80 112
16 25 —. _ - — — 63 90 16 25 — — -— — 90 140
2500 4000 3,5 6,3 14 22 36 56 80 125
6.3 10 16 25 40 60 90 140
400 800 От 1 3.5 8 12 18 25 36 50 10 16 — — 45 63 100 140
3,5 6.3 9 14 20 28 40 56 16 25 — — — — 112 160
6,3 10 16 10 16 25 1 10 16 22 25 32 40 50 56 71 71 80 100 4000 6300 6,3 10 16 10 16 25 22 32 50 56 80 90 112 125 140 180 200 224
Таблица 5.20. Допуск на местную кинематическую погрешность f ] по СТ СЭВ
642—77
Делительный диа- метр, мм Модуль, мм Степень точности
3 4 5 | 6 7 8
Св . До Св. До fмкм
200 0,1 0,5 4 6 9 14 20 26
400 0,5 <1 5 7 10 16 22 30
Таблица 5.21. Предельные отклонения шага зацепления 1рь по СТ СЭВ 641—77 и ИСО 1328—1975*
Делительный дйаметр, мм Модуль, мм Степень точности Делительный диаметр, мм Модуль, мм Степень точности
3 1 4 5 6 7 8 3 4 5 6 7 8
Св. До Св. До ±fph. мкм Св. До Св. До ±»pb , мкм
125 От 1 3,5 2,4 3,8 5,6 9,5 13 19 1600 2500 От 1 3.5 3,8 5,6 9,5 15 21 30
3,5 6,3 3 4,8 7,5 12 17 24 3,5 6.3 4,2 6,7 10 17 24 34
6,3 10 3,4 5,3 8,5 13 19 26 6,3 10 4,8 7,5 12 19 26 38
10 16 — 13 2| 30
125 400 От 1 3,5 2,6 4,2 6,7 10 15 21 16 25 — — — -— 38 53
3,5 6,3 3,4 5,3 8,5 13 19 26 25 40 — — — •— — 67
6,3 10 3,8 5,6 9,5 15 21 30
10 16 -— 10 17 24 34 —
16 25 - — 30 42 2500 4000 3,5 6,3 7,5 12
4,8 1У 26
400 800 От 1 3,5 3 4,8 7,5 12 17 24 6,3 10 5,3 8,5 13 21 30 42
3,5 6,3 3,4 5,3 8,5 13 19 26 10 16 •—- — 15 24 34 48
6,3 10 4,2 6,7 10 17 24 34 16 25 -— — — — 38 53
Ю 16 — — 12 19 26 38 25 40 — — — — — 67
16 25 —. —. 34 48
25 40 — — — — .— 60
800 1600 От 1 3,5 3,4 5,3 8,5 13 19 26 4000 6300 6,3 10 5,6 9,5 14 24 34 48
3.5 6,3 3,8 5,6 9,5 15 21 30 10 16 — — 16 26 38 53
6,3 10 4,2 6,7 10 17 24 34 16 25 —_ —- — — 42 60
10. 16 12 19 26 38 25 40 — — — — —_ 7.5.
1б\ 25 — — — — 34 48
25 ' 40- — — — — 60
* В ИСО 1328—1975 приведена формула
fpb—fpt cosa, а цифровые величины отсутствуют.
189
Таблица 5.22. Предельные отклонения шага зацепления t ь по СТ СЭВ 642—77
Дели тел ьн ый диа- метр, мм Модуль, мм Степень точности
3 4 | Г, « 7 8
Д<> Св. Д<> ±'РЬ- мкм
200 о,1 0,5 2 3 5 7 10 14
400 0,5 < 1 2 3 5 8 11 16
Таблица 5.23. Допуск на погрешность (окружного) шага (pt по СТ СЭВ 641—77 и ИСО 1328 75
Делительный диаметр, мм Модуль. ММ Степень точное!и
3 4 5 7 8
Св. Д<> Св. До f р мкм
125 От 1 3,5 2,5 4 6 10 14 20
3,5 6,3 3,2 5 8 13 18 25
6,3 10 3,6 5,5 9 14 20 28
125 400 От 1 3,5 2,8 4,5 7 11 16 22
3,5 6,3 3,6 5,5 9 14 20 28
6,3 10 4,0 6 10 16 22 32
10 16 — 11 18 25 36
16 25 — .— — 32 45
400 800 От 1 3,5 3,2 5 8 13 18 25
3,5 6,3 3,6 5,5 9 14 20 28
6,3 10 4,5 7 II 18 25 36
10 16 — — 13 20 28 40
16 25 .— — — — 36 50
25 40 — — — — - - 63
800 1600 От 1 3,5 3,6 5.5 9 14 20 28
3,5 6,3 4,0 6,0 10 16 22 32
6,3 10 4,5 7 11 18 25 36
10 16 — — 13 20 28 40
16 25 — — — 36 50
25 40 — — — — 63
Делительный диаметр, мм Модуль, мм Степень точности
3 1 3 1 7 8
Св. До Св. Д<> ifPr мкм
1600 2500 От 1 3,5 4,0 6 10 16 22 32
3,5 6,3 4.5 7 И 18 25 36
6.3 10 5,0 8 13 20 28 40
10 16 — — 14 22 32 45
16 25 — — — 40 56
25 40 71
2500 4000 От 1 3,5 4,5 7 II 18 25 36
3,5 6,3 5,0 8 13 20 28 40
* 6,3 10 5.5 9 14 22 32 45
10 16 — 16 25 36 50
16 25 ~— - — 40 56
25 40 — - — — —. 71
4000 6300 6,3 10 6 Ю 16 25 36 50
10 16 18 28 40 56
16 25 - — 45 63
25 40 — — — — 80
допусков для степеней точности 1—2, 9—12. Значения допусков
Примечание. В ИСО 1328—7-5 даны также значения
для диаметров 4000—6300 мм отсутствуют.
Таблица 5.24. Предельные отклонения шага fpt по СТ СЭВ 642—77
Делительный диа- метр, ММ Модуль, мм Степень юч пости
3 4 5 6 7 к
До Св. Д“ Т fpP мкм
200 0,1 0,5 3 4 6 8 11 16
400 0,5 <1 3 4 6 9 13 18
190
Таблица 5.25. Допуск на погрешность профиля ft по СТ СЭВ 641—77 и ИСО 1328—75
Степень точности Степень точности
Делительный диаметр, мм Модуль, мм 3 4 5 6 7 8 Делительный диаметр, мм Модуль, мм 3 4 5 6 7 8
Св. До Св. До р мкм Св. До Св. До f , мкм
125 От 1 3,5 3,6 4,8 6 8 11 14 800 1600 От 1 3,5 5,5 8,0 11 17 24 36
3,5 6,3 4.0 5,3 7 10 14 20 3,5 6,3 6,0 9,0 13 18 28 40
6,3 10 4.5 6,0 8 12 17 22 6,3 10 6,5 9,5 14 20 30 45
10 16 — —. 15 22 34 50
125 400 От 1 3,5 4,0 5,3 18 16 25 .— .— •— — 42 63
7 9 13
- 3,5 6,3 4,5 6,0 8 11 16 22 1600 2500 От 1 3,5 7,5 11 16 24 36 50
6,3 10 5,0 6,5 9 13 Г9 28 3,5 6,3 8,0 11,5 17 25 38 56
10 16 —— — 11 16 22 32 6,3 10 8,'5 12 18 28 40 63
16 25 — — — — 30 45 10 16 20 30 45 71
16 25 — — — 53 80
2500 4000 От 1 3,5 3,5 6,3 10 14 21 32 34 50 53 ' 71
6,5 12 10 15 22 80
400 800 От 1 3,5 4,5 9 17 25 6,3 10 10,5 16 24 36 56 90
3,5 6,3 5,0 7,0 10 14 20 28 10 16 25 38 60 90
6,3 10 10 16 5,5 7,5 11 13 16 18 24 26 36 40 16 25 — — 67 100
16 25 — — — — 36 56 4000 6300 6,3 10 15 22 34 53 80 125
10 16 —- .—. 36 56 85 130
16 25 — — —. — 95 150
Примечание. В ИСО 132®—75 даиы также значения допусков для степеней 1,2, 9—12-й и модулей до т=40 мм.
Таблица 5.26. Допуск на погрешность профиля ff по СТ СЭВ 642—77
Делительный диаметр, мм Модуль, мм Степень точности
3 4 5 6 7 8
До Св. До fp мкм
200 о,1 0,5 2 3 5 7 9 11
400 0,5 <1 3 4 6 8 10 13
Таблица 5.27. Допуск на колебание измерительного межосевого расстояния на одном зубе f, по СТ СЭВ 641—77 и ИСО
1328—75 \
Делительный диаметр, мм Степень ТОЧНОСТИ X Делительный диаметр, мм Степень точности
Модуль, мм 5 6 7 8 Модуль, мм 5 6 7 8
Св. До Св^ До fp мкм Св. До Св. До fp мкм
125 От 1 3,5 6,3 3,5 6,3 10 10 13 14 14 18 20 20 25 28 28 36 40 400 800 От 1 3,5 6,3 10 3,5 6,3 10 16 13 14 16 20 18 20 22 28 25 28 32 40 36 40 45 56
125 400 От 1 3,5 6,3 10 3,5 6,3 10 16 11 14 16 18 16 20 22 25 22 28 32 36 32 40 45 50 800 1600 От 1 3,5 6,3 10 3,5 6,3 10 16 14 16 18 20 20 22 25 28 28 32 36 40 40 45 50 56
Примечание. В’ИСО 1328—7& содержатся также значения допусков для степеней точности 4, 9—12-й и модулей до
т=40 мм.
191
Таблица 5.28. Допуск на колебание измерительного межосевого расстояния на од-
ном зубе fj по СТ СЭВ 642—77______________________________________________________
Делительный диаметр, мм Модуль, мм Степень точности
5 6 7 8
До Св. До f.. мкм
200 От 0.1 0,5 7 9 13 17
400 0.5 <1 9 12 17 22
Таблица 5.29. Допуск на циклическую погрешность зубчатого колеса fzk и циклическую погрешность передачи по
СТ СЭВ 641 — 77
I Делительный диаметр, мм
Степень точности Частота циклической погрешности за оборот зубчатого колеса До 125 Св. 125 до 400 Св. 400 до 800 Св. 800 до 1600 Св. 1600 до 2500 Св. 2500 до 4000 Св. 4000 до 6300
Модуль, мм
От 1 ДО 6,3 Св. 6,3 До 10 От I до 6.3 Св. 6,3 До 10 От 1 до 6,3 Св. 6.3 до 10 От 1 до 6,3 Св. 6.3 До 10 От 1 до 6,3 Св. 6.3 до Ю От 1 до 6,3 Св. 6.3 ДО 10 Св. 6,3 до ю
fzk- fzko- мкм
3 От 2 до 4 Св. 4 » 8 » 8 >16 » 16 » 32 » 32 » 63 » 63 » 125 » 125 » 250 » 250 » 500 » 500 » 1000 » 1000 2,8 2,1 1,6 1,2 1,0 0,9 0,8 0,6 0,6 0,6 3,4 2,4 1,8 1,4 1,2 1,0 0,9 0,8 0,8 0,8 4,2 2,8 2,2 1,8 1,4 1,2 1,1 1,0 0,9 0,9 4,5 3,4 2,5 1,9 1,6 1,5 1,2 1,1 1,1 1,0 5,3 3,8 2,8 2,2 1,8 1,6 1,4 1,3 1,2 1,1 6,0 4,2 3,2 2,5 2,1 1,7 1,5 1,4 1,3 1,2 5,6 4,2 3,2 2,5 2,1 1,7 1,5 1,4 1,3 1,2 7,1 5,0 3,8 3,0 2,4 2,0 1,8 1,7 1,6 1,5 6,7 4,8 3,6 2,8 2,2 1,9 1,7 1,6 1,5 1,4 7,5 5,6 4,2 3,2 2,6 2,2 2,0 1,8 1,7 1,6 7,1 5,0 4,0 з,о 2,5 2,2 1,9 1,7 1,6 1,5 8,0 6,0 4,5 3,6 2,8 2,4 2,2 2,0 1,9 1,8 9,5 6,7 5,0 4,0 3,2 2,6 2,4 2,2 2,0 2,2
5 От 2 до 4 Св. 4 » 8 » 8 » 16 » 16 » 32 » 32 » 63 » 63 » 125 » 125 » 250 » 250 » 500 » 500 » .1000 » 1'000^ 7,1 5,0 3,8 3,0 2,5 2,1 1,9 1,7 1,6 1,5 9,0 6,7 5,0 3,8 3,2 2,6 2,4 2,2 2,0 1,9 10 7,5 5,6 4,5 3,6 3,0 2,6 2,4 2,2 2,2 12 9,0 6,7 5,3 4,2 3,6 3,2 3,0 2,8 2,6 13 9,5 7,1 5,6 4,5 3,8 3,4 3,2 2,8 2,8 15 11 8,5 6,3 5,3 4,5 4,0 3,6 3,4 3,2 15 11 8,0 6,3 5,0 4,5 3,8 3,6 3,2 3,2 18 13 10 8,0 6,3 5,6 4,8 4,5 4,2 4,0 16 12 9,0 7,1 5,6 4,8 4,2 4,0 3,6 3,4 21 15 11 9,0 7,1 6,0 5,3 5,0 4,5 4,5 18 13 10 7,5 6,3 5,3 4,8 4,2 4,0 3,8 22 16 12 9,5 8,0 6,7 6,0 5,3 5,0 4,8 25 18 13 11 8,5 7,1 6,3 6,0 5,6 5.3
7 От 2 до 4 Св. 4 » 8 » 8 » 16 » 16 » 32 » 32 » 63 » 63 » 125 » 125 » 250 » 250 » 500 » 500 * 1000 » 1000 18 13 9,5 7,5 6,0 5,3 4,5 4,2 4,0 3,8 22 16 12 9,5 8,0 6,7 6,0 5,3 5,0 4,8 26 18 14 11 9,0 . 7,5 6,7 6,0 5,6 5,3 30 22 16 13 10 9,0 8,0 7,1 6,7 6,3 32 24 18 14 12 9,5 8,5 8,0 7,1 6,7 38 28 21 16 14 11 10 9 8,5 8,0 36 26 20 16 13 11 9,5 9 8,5 8,0 48 34 25 20 16 14 12 11 10 10 40 30 22 18 14 12 11 10 9 8,5 53 38 28 22 18 15 13 12 11 11 45 32 24 19 16 13 12 11 10 9,5 56 40 30 24 20 16 15 13 12 12 60 45 34 26 21 18 16 15 14 13
Примечание. В СТ СЭВ 641—77 приведены
значения fZk
f zko также для степеней точности 4,6,8-й.
192
Таблица 5.30. Допуск иа циклическую погрешность зубцовой частоты в передаче f по СТ СЭВ 641—77
Степень точности по нормам плавнести работы Модуль, мм Частота циклической погрешности (k—z) за оборот зубчатого колеса
До 16 Св. 16 до 32 Св. 32 до 63 Св. 63 до 125 Св. 125 до 250 Св. 250 до 500 Св. 500
С.. мкм 220
3 От 1 до 3,5 3 3 3 3,6 4 4 4,5
Св. 3,5 до 6,3 3,6 3,6 4 4,5 5 5 6
» 6,3 » 10 4,2 4,5 4,5 5 6 6 7,1
4 От 1 до 3,5 4,5 5 5 5,3 5,6 6.3 7,1
Св. 3,5 до 6,3 5,6 5,6 6 6,7 7,1 8 9
» 6,3 » 10 6,7 7,1 7,1 8 8,5 9 11
5 От 1 до 3,5 6,7 7,1 7,5 8 8,5 9,5 11
Св. 3,5 до 6,3 8 8,5 9 10 11 12 14
» 6.3 » 10 10 И 11 12 13 15 17
* » 10 » 16 12 13 14 15 16 18 21
6 От 1 до 3,5 10 10 11 12 13- 14 16
Св. 3,5 до 6,3 12 13 14 15 16 18 21
» 6,3 » 10 14 16 17 18 19 22 25
» 10 >16 18 19 20 22 24 28 32
7 От 1 до 3,5 15 16 17 18 19 21 24
Св. 3,5 до 6,3 18 9 20 22 24 28 30
» 6,3 х> 10 22 24 24 26 30 34 38
» 10 >16 28 28 30 34 36 42 48
8 От 1 до 3,5 22 24 24 25 28 30 34
Св. 3,5 до 6,3 28 28 30 32 34 40 45
» 6,3 » 10 32 34 36 38 42 48 56
>10 >16 40 42 45 48 53 60 71
Примечания:
1. При контроле с измерительным зубчатым колесом частота к принимается равной z — числу зубьев контролируемого зуб-
чатого колеса.
fzz — допуск иа циклическую погрешность зубцовой частоты зубчатого колеса устанавливается равным 0,6 fzzo > прини-
маемого то табл. 5.30.
2. Допуск на циклическую погрешность частоты k=2z, 3z и 4z за оборот колеса передачи устанавливается равным соответ-
ственно 0,5; 0,4 и 0,35 fzzo. где f г2о— величина допуска циклической погрешности частоты г, принимаемого по табл. 5.30.
3. Для передач с эффективным коэффициентом осевого перекрытия вре>0,45 допуск иа циклическую погрешность зубцовой
частоты в передаче принимается три ере : св. 0,45 до 0,53 равным 0,6f zzo; св. 0,5& до 0,67 равным 0,4fzzo‘, св. 0,67 равным
0,3fZzo, где f zzo— значения по табл. 5.30.
Соотношение между эффективным ере и номинальным ер коэффициентами осевого перекрытия, зависящее от степени точ-
ности передачи по нормам контакта, определяется по зависимостям:
Степень точности 3 и 4 ере =0,85 ер
» » 5 ере=О,72ер .
» » 6 ере =0,58 ер ]
» » 7 ере =0,46 ер /
» » 8 ере=0,36ер
13 Зак. 750
199
Таблица 5.31. Предельные отклонения осевых шагов по нормали F 1,0 СТ СЭВ 641—77
Ширина зубчатого венца, мм Степень точности
3 4 5 6 7 8
Модуль, мм
Св. До От 1 ;о 10 От 1 IO 16 От 1 до 25 От 1 до 40
Fpx„. мкм
40 6,3 8 11 12 16 25
40 100 7,1 10 12 14 18 28
100 160 8 11 14 16 20 32
160 250 10 12 16 20 25 40
250 400 12 16 20 25 32 45
400 630 16 20 - 25 30 40 60
630 1000 20 25 32 40 50 —
1000 1250 25 36 45 50 63 —
Таблица 5.32. Допуск иа суммарную погрешность контактной линии FKпо СТ СЭВ 641—77
Длина кон- тактной лнннн. Модуль, мм Степень точности Длина контактной ЛИНИН, мм Модуль, мм Степень точности
3 4 5 6 7 8 3 4 5 6 7 8
м
Св. До Св. До РК- мкм Св. До Св. До F к. мкм
40 От 1 3,5 6,3 3,5 6,3 10 8 10 12 11 12 14 14 16 20 18 20 25 22 25 30 35 40 48 250 400 От 1 3,5 6,3 10 3,5 6,3 10 16 12 14 16 16 18 20 20 25 25 30 28 30 32 40 32 36 45 50 50 56 63 80
40 100 От 1 3,5 6,3 10 16 3,5 6,3 10 16 25 9 11 12 14 16 17 20 22 25 28 40 45 16 25 25 40 • — — — 60 90 125
12 16 20 25 25 30 32 40 50 50 60 80 400 630 3,5 6,3 10 16 25 6,3 10 16 25 40 16 18 22 24 28 30 36 36 40 45 45 50 56 63 71 80 90 100 125
100 160 От 1 3,5 6,3 10 16 25 3,5 6,3 10 16 25 40 10 12 14 14 14 16 16 20 22 25 22 25 28 32 28 30 34 40 40 50 56 63 — —
— --- 50 80 112 630 1000 6,3 10 16 10 16 25 22 28 36 40 45 50 55 63 71 —
160 250 От 1 3,5 6,3 10 16 25 3,5 6,3 10 16 25 40 11 12 14 14 16 18 18 20 22 28 25 25 30 36 30 45
32 40 45 56 50 60 71 90 112 1000 1250 6,3 10 16 10 16 25 28 32 45 50 56 60 71 80 90 -
194
Таблица 5.33. Пятно контакта, допуск на направление зуба/7 ч , допуск на непараллельность осей fx , допуск на перекос осей
f по СТ СЭВ 641—77, СТ СЭВ 312—78 и ИСО 1328—1975 _____________________________________________________________
Ширина зубчатого колеса, см Модуль, мм Степень точности
3 4 5 6 7 8
Св. До От До Допуск, мкм (пятио контакта, %)
630 — для степени 8. 1250—для степеней 3—7 Суммарное пятно контакта 65 60 по высоте ие менее 55 | 50 45 40
по длине ие менее
95 90 80 70 60 50
40 /j > /х 4,5 5,5 7 9 И 18
fy 2,2 2,8 4 4,5 5,6 9
40 100 F? . /х 6 8 10 12 16 25
fy 3 4 5 6,3 8 12
100 160 Fp > fx 8 10 12 16 20 32
fy 4 5 6,3 8 10 16
160 250 Fp , fx 10 12 16 20 25 40
1 * fy 5 6 8 10 12 20
250 400 Fp , fx 11 14 18 25 28 45
fy 5,6 7,1 9 12 14 22
400 630 F? , fx 14 18 22 28 32 56
fy 7 9 11 14 16 28
630 1000 Fp , fx 16 22 25 32 40 —
fy 8 11 12 16 20 —
1000 1250 Fp , fx 20 25 30 40 50 —
fy 10 12 16 20 Й —
* — для степеней точности 3, 4— до т= 10 мм; 5, 6— до т= 16 мм; для 7— до т=25 мм н 8— до т=40 мм.
Примечание. В ИСО 1328.—1975 содержатся значения допусков для степеней точности 1 и 2 и 9—12; во всех степенях
для ширины зубчатого венца до 160 мм и отсутствуют нормы на суммарное пятно контакта.
Таблица 5.34. Суммарное пятно контакта, допуск на направление зуба Fr( , допуск на непараллельность осей fxH допуск на
перекос осей fv по СТ СЭВ 642—77
Обозначение Ширина зубчатого венца, мм Степень точности
3 4 5 6 7 8
F р ’ f и f t* мкм; суммарное пятио X J . %
До 10 4 5 6 7 9 13
Fp > fx Св. 10 до 20 4 5 7 9 11 15
» 20 » 40 5 6 7 9 11 17
До 10 2 2 3 4 5 7
fy Св. 10 до 20 2 2 3 4 5 8
» 20 » 40 2 3 4 5 6 9
По высоте зуба, 55 50 40
ие менее
контакта По длине зуба. 75 70 50
не менее
13*
195
Таблица 5.35. Гарантированный боковой зазор jn mitl по СТ СЭВ 641—7?
Вид сопряжения Класс отклонений межосевого расстоя- ния* Межосевое расстояние, мм
До 80 Св. 80 до 125 Св. 125 до 180 Св. 180 до 250 Св. 250 до 315 Св.315 до 400 Св. 400 до 500 Св.500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 До 1600 Св. 1600 до 2000 С?. 2000 до 2500 Св. 2500 до 3150 Св. 3150 ДО 4000
'n mln- мкм
Н Е D С В А II II III IV V VI 0 30 46 74 120 190 0 35 54 87 140 220 0 40 63 100 160 250 0 46 72 115 185 290 0 52 81 130 210 320 0 57 89 140 230 360 0 63 97 155 250 400 0 70 НО 175 280 440 0 80 125 200 320 500 0 90 140 230 360 560 0 105 165 260 420 660 0 125 195 310 500 770 0 150 230 370 600 920 0 175 280 440 700 1000 0 210 330 540 860 1350 0 260 410 660 1050 ; 1650 1
* Класс отклонений межосевого расстояния используется в СТ СЭВ 641—77 при изменении соответствия между видом со- пряжения и классом отклонения межосевого расстояния. г Таблица 536. Предельные отклонения межосевого расстояния f апо СТ СЭВ 642—77 и СТ СЭВ 1160—78
Вид сопряже- ния Класс откло- нения межосе- вого рассто- яния* Межосевое расстояние f&, мм
До 12 Св. 12 до 20 Са. 20 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400
+fa. мкм
н G F Е D II III IV V VI 8 11 18х 30 45 9 14 22 36 55 11 16 25 40 65 14 20 32 50 80 16 22 35 60 90 18 28 45 70 НО 20 30 50 80 120 22 35 55 90 140 25 40 60 100 160 28 45 70 НО 180
* Класс отклонений межосевого расстояния используется при изменении соответствия между видом сопряжения и классом от-
клонения межосевого расстояния в СТ СЭВ 642—67.
Таблица 5.37. Предельные отклонения межосевого расстояния f а по СТ СЭВ 641—77
Межосевое расстояние мм
те S и (D X К о s t- S3 о О. ч г. 8 . 80 125 .125 180 §8 сч 250 315 . 315 400 . 400 500 . 500 630 . 630 800 §§ OSSI 0001 ' . 1250 1600 . 1600 2000 . 2000 2500 , 2500 3150 . 3150 4000
те н О в О п о 3S ш о “ о Л ° гя О ю о
1= d и ч О Kt О Ч О ч о ч О ч О ч о ч U Kt О ч О Ч и ч О ч
8?.
Ч S 385 ±/а мкм
CQ
— I 10 11 12 14 16 18 20 22 25 28 35 40 45 55 70 90
Н, Е 11 16 18 20 22 25 28 30 35 40 45 50 60 70 90 НО 140
D III 22 28 30 35 40 45 50 55 60 70 80 100 НО 140 160 200 .
С IV 35 45 50 55 60 70 80 90 100 НО 140 160 180 220 280 350
В V 60 70 80 90 100 НО 120 140 160 180 220 250 300 350 450 550
А VI 100 НО 120 140 160 180 200 220 250 280 350 490 450 ’550 700 800
* Класс отклонений межосевого расстояния используется прн изменении соответствии между видом сопряжения и классом
отклонения межосевого расстояния по СТ СЭВ 641—77.
196
Таблица 5.38. Гарантированный боковой зазор j,llnln но СТ СЭВ 642 77 Н СТ СЭВ 312 76
Вид соври жен и я Класс откло- нений межосе- вого расстоя- нии* Межосевое расстояние, мм
До 12 Св. i2 до 20 Св. 20 до 30 Св. 30 до 50 Св. 50 до 80 Св. 80 до 120 Св. 120 до 180 Св. 180 до 250 Св. 250 - до 315 Св. 315 до 400
/П min’ мкм
н G 1- Е 1) 11 111 IV V VI О 6 9 15 22 0 8 11 18 27 0 9 13 21 33 0 11 16 25 . 39 0 13 19 30 46 0 15 22 35 54 0 18 25 40 63 0 20 29 46 72 0 23 32 52 81 0 25 36 57 89
* Класс отклонений межосевого расстояния используется в СТ СЭВ 642—77 прн изменении соответствия между видом со-
прнженпя и классом отклонения межосевого расстояния.
Таблица 5.39. Предельные отклонения межосевого расстояния fa но ИСО 1328—75
в величинах 1Т
* <1 Степень точ- ности Ifa Степень точ- ности
1/2 1Т4 1 и 2 1/2 IT8 7 и 8
1/2 1Т6 3 и 4 1/2 IT9 9i и 10
1/2 1Т7 5 н 6 1/2 IT11 11 и 12
Примечание. 1Т — допуск по квалнтету СТ СЭВ 145—88 в зависимости от ве-
личины межосевого расстояния.
Таблица 5.40. Наименьшее дополнительное смещение исходного контура Е по СТ СЭВ 641—77
Делительный диаметр, мм
§ 8 О 8 8 8 § § §
= с> 8 8 сч мэ § § § сч со сч сч о о О ю о О
ж О О О О О g О О Kt кг Kt Kt Kt Kt
о О о i 8 8 § § 8 8 §
т. о 8 о? о сч сч <п
£ о сь ш СО Л ас СИ R еа ш ю
о. Л X и о О и и и и о и О о О и О
о »-1 Й « “ S О Q. \ Е . мкм
•СС <52
Н 3 6 12 14 16 18 20 22 25 28 30 40 45 50 60 70 80 100 120 160
7 14 16 18 20 22 25 28 30 35 45 50 55 70 80 90 но 140 180
Е 3 6 30 35 40 46 52 57 63 70 80 90 105 125 150 175 210 260 320 400
7 35 40 45 50 55 60 70 80 90 100 120 140 160 200 240 280 350 450
1) 3- 6 46 54 63 72 81 89 97 НО 125 140 165 195 230 280 330 410 500 620
7 50 60 70 80 90 100 НО 120 140 160 180 220 250 300 . 350 450 550 700
8 55 70 80 90 100 ПО 120 140 160 180 200 250 280 350 400 500 600 750
С 3 6 74 87 100 115 130 140 155 175 200 230 260 310 370 440 540 660 800 980
7 80 100 110 120 140 160 180 200 220 250 280 350 400 450 600 700 900 1100
. 8 90 НО 120 140 160 180 200 220 250 280 300 400 450 500 600 800 1000 1200
В 3 6 120 140 160 185 210 230 250 280 320 360 420 500 600 700 860 1050 1300 1550
7 140 160 180 200 250 250 280 300 350 400 450 550 700 800 900 1100 1400 1800
8 140 160 200 220 250 280 300 350 400 450 500 600 700 800 1000 1200. 1600 1800
А 3 6 190 220 250 290 320 360 400 440 500 560 660 780 920 1100 1350 1650 2000 2500
7 200 250 280 300 350 400 450 500 550 600 700 900 1000 1200 1400 1800 2200 2800
8 220 280 300 350 400 450 500 550 600 700 800 900 1100 1400 1600 2000 2400 3000
197
Таблица 5.41. Наименьшее смещение исходного контура EHs по СТ СЭВ 642—77 и СТ СЭВ 1160—78
Вид сопряжения Степень точности по нормам Диаметр делительной окружности, мм
До 12 Св. 12 до 20 Св. 20 до 32 Св. 32 до 50 Св. 50 до 80 Св. 80 До 125 Св. 125 до 180 Св. 180 до 250 Св. 250 До 315 Св. 315 до 400
Е,, , мкм Hs
н 3—7 5 6 7 8 9 11 13 14 16 18
G 3—6 12 14 16 18 22 25 28 38 40 45
7 16 18 20 22 26 28 30 40 40 45
8 22 24 26 28 30 32 34 45 50 50
F 3—6 18 22 26 30 35 40 45 55 60 63
7 22 24 28 32 36 42 48 55 60 63
8 26 30 34 38 42 45 53 60 63 70
Е 3-7 28 32 38 45 53 60 70 80 90 100
8 35 40 45 50 55 63 75 85 95 105
D 3—7 40 55 60 70 80 90 НО 130 150 160
8 50 55 66 70 80 95 118 130 150 160
Таблица 5.42. Допуск на смещение исходного контура Тн по СТ СЭВ 641—77
Допуск иа радиальное биение зубчатого венца Ff, мкм
05 С4 to 8 ю С-4 04 СО О о О О О о ю С4 О 8 С4 О 04 о я 8 8 ю О §
к X О О Kt о к О к О Kt о о Kt о Kt о О сг о О Kt о Kt О rt о Kt о О п О Kt о кг О к!
X £ 00 СО а с-4 со а С-4 •О 04 04 СО о 8 О о 8 to еч О сс о о Г4 8 04 о 04 со 8 о о О о
с: с о Е О о га и га и га О га О № и га О га О га и га О га и с и га О га и га и сз О га и га и га и с и и
о КС X CQ 14 m Т , МКМ н
Н, Е h 28 30 35 40 40 45 55 60 70 80 но 120 160 200 250 300 450 450 550 700 900
D d 35 40 40 45 55 60 70 80 90 100 140 160 200 250 300 350 450 600 700 900 1200
С С 45 50 55 60 70 80 90 100 120 140 180 200 250 300 400 500 600 700 900 1200 1400
В b 55 60 70 70 80 90 100 120 140 180 200 250 300 400 500 600 700 900 1100 1400 1800
А a 70 80 80 90 100 НО 140 160 180 200 250 300 350 450 550 700 900 1100 1400 1600 2000
— Z 90 100 100 ПО 120 140 160 180 220 250 300 350 450 550 700 900 1100 1400 1600 2000 2500
—• У ПО 120 140 140 160 180 200 250 280 350 400 500 600 700 900 1100 1400 1600 2000 2500 3500
X 140 160 160 180 200 220 250 300 350 400 500 600 700 900 1100 1400 1800 2000 2500 3000 4000
* Вид допуска используется при изменении соответствия между видом сопряжения и видом допуска.
Примечание. Величина Fr — в соответствии с нормой кинематической точности зубчатого колеса.
Г а б л и ц а 5.43. Допуск на смещение исходного контура Тн по СТ СЭВ 642—77
1 1 а с Вид допуска боко- вого зазора* Допуск иа радиальное биение зубчатого венua Fг, мкм
До 6 Св. 6 до 8 Св. 8 до 10 Св. 10 до 12 Св. 12 до 16 Св. 16 до 20 Св. 20 до 25 . Св. 25 до 32 Св. 32 до 40 Св. 40 До 50 Св. 50 до 60 8 о 8 га О Св. 80 до 100 Св. 100 до 125 Св. 125 до 160 Св. 160
Т,., мкм _ ГТ
н G F Е, D h R f е 14 16 18 19 16 18 20 22 18 20 22 25 20 22 25 30 25 28 30 34 3(/ 32 36 40 34 38 42 48 40 45 50 56 50 53 60 70 60 67 70 80 70 75 85 100 90 100 НО 125 но 120 130 150 140 150 160 190 170 190 200 240 190 210 230 260
Вид допуска бокового зазора используется при изменеинн соответствия между видом сопряжения и видом допуска.
198
Таблица 5.44. Наименьшее отклонение средней длины общей нормали EWms по СТ СЭВ 641—77
<L> * к О. Делительный диаметр, мм
О X . До Св. 80 Св. 126 Св. 180 Св. 260 Св. 315 Св. 400 Св. 600 Св. 630 Св. 800 Св. 1000 Св. 1250
О Ф д с х О К S х 80 ДО 12б до 180 до 250 до 315 до 400 до 500 до 630 до 800 до 1000 до 1250 до 1600
и х Слагаемое I, мкм
н 3 6 8 10 11 12 ' 14 16 18 20 22 25 28 35
7 10 10 12 14 16 18 20 22 25 28 30 40
Е 3 6 29 24 28 30 35 40 45 50 55 60 70 90
7 25 30 30 35 40 45 50 55 60 70 . 80 100
3-6 30 35 40 50 55 60 70 70 90 100 НО 140
D 7 35 40 50 55 60 70 70 80 100 НО 120 160
8 40 50 50 60 70 70 80 90 НО 120 140 180
3-6 50 60 70 80 90 100 НО 120 140 160 180 220
С 7 55 70 70 80 100 НО 120 140 140 160 200 250
8 60 80 80 100 НО 120 140 140 160 200 200 280
3-6 80 100 НО 120 140 160 180 200 220 250 280 350
В 7 100 110 120 140 180 180 200 200 250 280 300 400
8 100 НО 140 140 180 200 200 250 280 300 350 400
3—6 120 140 180 200 220 250 280 300 350 400 500 550
А 7 140 180 200 200 250 280 300 350 350 400 500 600
8 160 200 200 250 280 300 350 350 400 500 550 600
Продолжение табл. 5.44
Т а б л н |ц а 5.45. Наименьшее отклонение средней длины общей нормали EWms по СТ СЭВ 642—77
Вид сопряжения Степень точности Диаметр делительной окружности, мм
До 12 Св. 12 до 20 Св. 20 ДО 32 Св. 32 до 50 Св. 50 до 80 Св. 80 до 125 Св. 125 до 180 Св. 180 до 250 Св. 250 до 315 Св. 315 до 400
Слагаемое I, мкм
н 3—7 3 4 5 6 7 8 9 9 10 10
G 3—6 7 8 8 11 15 9 12 16 11 13 17 13 15 18 15 17 20 17 19 22 19 21 24 25 26 30 28 28 32 30 32 35
F 3—6 7 8 12 15 18 15 . 16 20 18 19 22 21 22 25 24 25 28 26 28 32 30 32 36 36 36 40 40 40 42 45 45 45
Е 3—7 8 19 24 22 26 26 30 30 35 36 40 42 45 48 50 55 60 63 63 70 70
D 3—7 8 28 34 34 38 40 42 48 48 55 55 63 63 75 80 85 85 П 95 95 ^одолжение j 105 105 абл. 5.45
Вид сопряжения и степень точности Допуск на радиальное биение зубчатого венца Fr> мкм
До 6 Св. 6 до 8 Св. 8 До 10 Св. 1 до 12 0 Св. 12 до 16 Св. 16 до 20 Св. 20 до 25 Св. 25 до 32 Св. 32 до 40 Св. 40 до 50 Св. 50 до 60 Св. 60 до 80 Св. 80 до 100 Св. 100 до 125 Св. 125 до 160 Св. 160
Слагаемое. Ц, мкм
Все виды и степени 1 2 2 3 3 4 5 7 9 11 14 18 22 J 25 35 45
Примечание. Величина наименьшего отклонения средней длины общей нормали EWme определяется сложением слагаемо-
го I со слагаемым II.
199
/ Таблиц а. 5.46. Допуск иа среднюю длину общей нормали TWm по СТ СЭВ 641—77
К Допуск иа радиальное биение зубчатого венца Fr> мкм
ж и X я О t© О © см ем со О © © с© © 00 8 LO СМ 8 О о ем © ю ем © еч § О 8 §
св 0. с о О et § §: о О К о й О ft & О ft О О el § О О к « О Kt о Kt
0 и о 00 00 О сч t© о <м © СМ СЧ о S 8 8 £ V5 СМ 8 8 СМ ем © еч СО 8 © ю 8 <©
Б S о_ я Я я я’ я’ я Я
СО СО о (J и О и О и О и О О О О О О О и и О о
TWm , МКМ
Н, Е h 16 16 18 20 20 20 22 25 25 28 30 40 55 70 80 100 100 140 160 200 280
D d 20 25 25 25 28 30 35 40 40 40 60 70 80 100 120 140 160 240 250 350 500
С с 28 30 30 35 40 45 45 50 60 70 90 НО 120 140 180 240 280 300 400 550 600
В ь 35 40 40 40 45 50 55 60 70 100 100 120 140 200 250 300 350 450 550 700 900
А а 45 50 50 55 60 60 80 90 100 110 140 150 180 240 280 350 450 550 700 800 1000
— Z 60 60 60 70 70 80 100 110 120 140 180 200 250 300 400 500 600 800 800 1100 1400
— у 70 80 90 90 100 НО 120 160 180 220 240 300 350 400 500 600 800 900 1100 1400 2000
— X 90 100 100 110 120 140 160 180 220 . 250 300 350 400 550 700 800 1100 1200 1400 1800 2400
* Вид допуска используется при изменении соответствия между видом сопряжения и видом допуска.
Примечание. Величина Fr устанавливается в соответствии с нормой кинематической точности.
Таблица 5.47. Допуск иа среднюю длину общей нормали TWm и допуск на длину общей нормали Tw по СТ СЭВ 642—77
Вид сопряже- ния Вид допуска* Допуск на радиальное биение зубчатого венца F , мкм
До 6 Св. 6 до 8 Сн. 8 до 10 Св. 10 ДО 12 Св. 12 ДО 16 Сн. 16 до 20 Св. 20 до 25 Св. 25 ДО 32 Св. 32 до 40 Св. 40 до 50 Св. 60 до 60 Св. 60 до 80 Св. 80 до 100 Св. 100 до 125 Св. 125 до 160 Св. 160
TWm’ мкм
н h 6 7 7 8 9 10 11 12 14 16 18 21 25 28 35 38
G g 8 8 9 9 11 12 14 15 16 20 21 28 32 40 48 50
F f 9 10 10 И 12 14 16 19 21 22 28 35 38 45 56 63
Е, D е 11 11 12 14 15 17 21 22 26 30 38 45 53 67 80 85
Tw, мкм
Н h 10 11 12 14 17 20 22 26 34 40 48 60 75 95 112 130
G g 11 12 14 15 19 22 26 30 36 45 50 67 80 100 130 140
F f 12 14 15 17 20 24 28 34 40 48 56 75 90 НО 140 160
Е, D е 14 15 17 20 22 28 32 38 48 53 67 85 100 130 160 180
* Вид допуска используется при
изменении соответствия между видом сопряжения и видом допуска.
Примечание. Величина Ff устанавливается в соответствии с нормой кинематической точности.
Таблица 5.48. Наименьшее отклонение толщины зуба для внешнего и внутреннего зацепления Ecs по СТ СЭВ 641______________77
Вид сопряжения Степень точности по нор- мам плавности . - Делительный диаметр, мм
До 80 Св. 80 до 125 Св. 125 до 180 Св. 180 до 250 Св 250 до 315 Св. 315 до 400 Св. 400 до 500 Св. 500 до 630 Св. 630 до 800 Св. 800 до 1000 Св. 1000 до 1250 Св. 1250 до 1600 Св. 1600 до 2000 Св. 2000 до 2500 Св. 2500 до 3150 Си. 3150 до 4000 Св. 4000 до 5000 Св. 5000 до 0300
Ecs, мкм
Н 3-6 7 9 10 1/10 12 12 14 14 14 16 16 16 18 18 20 20 22 22 25 30 35 35 35 35 40 45 50 50 60 60 70 70 80 90 100 120 140
Е 3- -6 22 25 30 35 40 40 45 50 60 70 80 90 НО 120 160 180 240 300
7 25 30 35 35 40 45 50 60 70 70 90 100 120 140 180 200 250 350
D 3-6 35 40 45 55 60 60 70 80 90 100 120 140 180 200 240 300 350 450
7 35 45 50 60 70 70 80 90 100 120 140 160 180 220 250 350 400 500
8 ' 40 50 60 70 70 80 90 100 120 140 140 180 200 250 300 350 450 550
С 3-6 55 60 70 80 90 100 НО 120 140 160 180 220 250 300 400 500 600 700
7 60 70 80 90 100 120 140 140 160 180 200 250 300 350 450 500 700 800
.8 70 80 90 100 120 140 140 160 180 200 220 300 350 400 500 600 700 900
В 3-6 90 100 120 140 160 160 180 200 220 250 300 350 400 500 600 800 900 1100
7 100 120 140 I 140 180 180 200 220 250 300 350 400 500 600 700 800 1000 1400
8 100 .120 140 160 180 200 220 250 300 350 350 450 500 600 700 900 1200 1400
А 3-6 140 160 180 200 250 250 300 300 350 400 500 600 700 800 1000 1200 1400 1800
•Л 150 180 200 220 250 300 350 350 400 450 500 700 700 900 1000 1400 1600 2000
£ 8 160 200 220 250 300 350 350 400 450 500 600 700 800 1000 1200 1400 1800 2200
Таблица 5.49. Наименьшее отклонение Е>(. толщины зуба и наибольшее отклонение
Е8| толщины зуба по ИСО 1328—75 в величинах окружного шага fpt
Обозначение уровней отклонений Множитель прн fpt Обозначение уровней отклонений Множитель при
с 1 к — 12
D 0 L —16
Е —2 М —20
F —4 N —25
G —6 Р —32
Н -^-8 R —40
J — 10 S —50
Примечание. Допуск иа толщину зуба T=Esi —Ess, где ESi — наибольшее
отклонение толщины зуба в зависимости от заданного уровня.
Таблица 5.50. Допуск иа толщину зуба Тс по СТ СЭВ 641—77
CS £ а 01 * Си с о и кг S CQ Вид допуска* Допуск на радиальное биение зубчатого венца F , мкм
оо о Св. 8 до 10 Св. 10 до 12 Св. 12 до 16 Св. 16 до 20 Св. 20 до 25 Св. 25 до 32 Св 32 до 40 Св. 40 до 50 Св. 50 до 60 Св. 60 до 80 Св. 80 до 100 Св. 1С0 до 125 Св. 125 до 160 Св. 160 до 200 Св. 200 до 250 Св. 250 до 320 Св. 320 до 400 Св. 400 до 500 Св. 500 до 630 Св. 630 до 800
Тс, мкм
Н, Е h 20 22 25 30 30 35 40 45 50 70 70 90 120 140 180 220 250 350 400 500 700
D d 25 30 30 35 40 45 50 60 70 70 100 120 140 180 220 250 350 450 500 700 700
С с 35 35 35 45 50 60 70 70 90 100 140 160 180 220 300 350 450 500 700 900 1000
В b 40 45 50 50 60 70 70 90 100 140 140 180 220 300 350 450 500 700 800 1000 1400
А а 50 60 60 70 70 80 100 120 140 140 180 220 250 350 400 500 700 800 1000 1200 1400
— Z 70 70 70 80 90 100 140 140 160 180 220 250 350 409 500 700 800 1000 1200 1400 1800
— У 80 90 100 100 120 140 140 180 200 250 300 350 450 5U0 700 800 1000 1200 1400 1800 2500
— X 100 120 120 140 140 160 180 220 250 300 350 450 500 700 800 1000 1400 1400 1800 2200 3000
* Вид допуска используется при изменении соответствия между видом сопряжения и видом допуска.
Примечание. Величина Fr устанавливается в соответствии с нормой кинематической точности.
Таблица 5.51. Области распространения стандартов СЭВ на допуски конических
зубчатых передач
Показатель СТ ЬЭВ 186-75 СТ СЭВ 313-76
1. Область распростра- нения
Исходный контур Прямолинейный с углом 20° СТ СЭВ 309—76 Прямолинейный с углом 20°
Модули, мм 1—55 0,1<гп< 1,0'
Делительные диаметры, наиб., мм 4000 200
Вид передач Конические и гипоидные Конические с прямыми
2. Степени точности с прямыми, тангенциальны- ми и криволинейными зубьями зубьями
Нормируемые степени точности 4—12 4—12
202
Таблица 5.52. Отклонения, их обозначения, степени точности и номера таблиц с числовыми значениями отклонений, норми-
руемыми в различных стандартах СЭВ допусков на конические зубчатые передачи*
Показатель СТ СЭВ 186-75 СТ СЭВ 313-76
Допуск иа кинематическую погрешность колеса Г;=Гр+1,15 fc 4—8 F't =Fp+h 4—8
Допуск на накопленную погрешность шага колеса 4-8 5.10 4— 5.11
Допуск на накопленную погрешность к шагов fpk 4—6 5.10 f₽K 4—6 5.12
Допуск иа радиальное биение зубчатого венца Fr 4—12 5.56 Ft 4—12 5.14
Допуск иа погрешность обката Fc 4—8 5.57 Fc 4-8 5.16
Допуск на колебание измерительного межосевого угла за оборот колеса (' для пары) ^0=1.96 f} 5-12 5.58 F|So =‘.96 5—12 5.58
Допуск на колебание измерительного бокового за- зора (2 в передаче) fvj = l,36 F2 5—12 5.59 fvj =1,36 F2 5—12 5.59
Допуск иа циклическую погрешность передачи и зубчатого колеса fzko и fzk 4—8 5.60 —
Допуск на местную кинематическую погрешность (3 погрешность обката зубцовой частоты) fc 4—8 5.61 fc= (0,5-0,6)» ft 4—6 5.61
Предельные отклонения шага fpt 4-12 5.23 fPt 4—12 5.24
Допуск иа разность шагов tvpt 4 — 12 1,6(/pt) fvpt 4—12 1,6 (fpt)
Допуск на погрешность профиля — Л 5.62
Допуск иа колебание измерительного межосевого угла иа одном зубе (4 для пары) ‘.96 fpt 9-12 f iso = ‘Л f? -5—12
Предельные осевые смещения зубчатого венца (вершины делительного конуса) ±4>AM 4-12 ±4>AM 4—12
Суммарное пятно контакта (в передаче — откло- нения относительных размеров касания) + 4—42
Допуск на непересечение осей (предельные отклоне- ния межосевого расстояния) if 4—12 5.63 if» 4-12
Гарантированный боковой зазор Jn mln А, В, C; D, E, H 5.64 _ /nmln • D, E, F, G, H
11ре^ельиые отклонения межосевого угла Es = — ±0,5 Упт1п А, В, C, D, Et H = _ =-1-6,5 7nmln D, E, F, 0, H
203
/7родолжение табл. 5.52
Показатель СТ СЭВ 186 -75 СТ СЭВ 313 76
Предельные отклонения измерительного межосе- вого угла -- -
Наименьшее отклонение средней постоянной хор- ды зуба (верхнее отклонение толщины зуба) А. В, С, D, Е, Н t’scs D, Е, F, G. Н
Допуск на отклонение толщины зуба т~ ы, 6, с, d, й т\. и. е, д. h
* Числовые значения отклонений и допусков во всех таблицах справочника даиы с ограничением по степени точности 3 8
включительно.
Таблица 5.53. Виды сопряжений зубчатых колес и передач, применяемые ориентировочно для различных степеней точности
Ро СТ СЭВ 183—75 По ст СЭВ 313 76 По СТ СЭВ 186 75 По СТ СЭВ 313 76
Вид Степени Вид Степени Вид Степени Вид
сопряжения точности сопряжения точности сопряжения точности сопряжения Степени точности
А 4—12 D, Е 4—10 при т<(1,5 мм D 4—8 G 1 8
В 4—10 » 4—12 лри т>0,5 мм Е 4—7 Н 4-7
С 4—9 F 4—10 Н 4—7
Таблица 5.54. Показатели кинематической точности по СТ СЭВ 186—75 и СТ СЭВ 313—76
Контролируемый объект Показатель точности или комплекс Степень точности
4 ' 5 6 7 8 9 IU II 12
Зубчатое колесо F.'r CM CM CM CM CM __ — — —
Fpr и F7pkr CM CM CM — — — — — —
Fpr — — — CM CM — — — —
Frr и Fcr CM CM CM c c — — — —
Frr — — — CM* CM* CM CM CM CM
Зубчатая пара F.lor" Fcr F«or — CM CM C c — — *
Зубчатая передача H.'or CM CM CM CM CM — — — —
Fvjr И Fcr c CM CM c s — — — —
Fvjr — — — M M CM CM CM CM
* При d>1600 мм.
Примечание. Принятые обозначения: с — показатель нли комплекс нормируется по СТ СЭВ 186—75; м показатель
или комплекс нормируется по СТ СЭВ 313—76.
Та бли ца 5.55. Показатели плавности работы по СТ СЭВ 186—75 и СТ СЭВ 313—76
Контролируемый объект Показатель точ- ности нли комп- лекс. Степень точности
4 5 6 7 8 9 10 и 12
1. Зубчатое колесо: с ез >граничного бкг С с с с с . .
fptr И fcr с с с с с — — —• —
с в-, <граничного fptr И ter см см см с с — — — —
С 1. любым fptr и fft fptr м м м — —. ' — — —. —
—’ — > — м м см см см см
2. Зубчатая, пара r * ISor — м м м м см см см см
3. Зубчатая передача: се- >граивчиого fzkor и ^AMr с с с с с -• —
204
Продолжение табл. 5.55
Степень точности
Контролируемый объект Показатель точ- ности или комп- лекс 4 5 б 7 8 9 10 11 12
с е3 <граничного fzzor и f АМг С С с С С — — -—. —.
С в-j любым *АМг — — — м м СМ см см см
^АМг и fcr м м м — — — — — —
Примечания:
1. При невозможности осуществлять контроль передач 7 и 8 степеней точности по комплексу f zzor и f АМг допускается про-
изводить контроль по f ptr с обязательным комплектованием пар иа коитрольио-обкатиом стайке по зоне касания.
2. Взамен отклонения шага f ptr в качестве одного нз показателей может применяться разность любых шагов f ,-ptr .
3. Показатель f АМг контролируется для каждого элемента передачи.
4. Допускается вместо f|vor в качестве показателя плавности работы использовать:
колебание относительного положения зубчатых колес по нормали иа одном зубе f[nor при этом принимается f^or^iso:
колебание измерительного межосевого угла измерительной пары f 1Sr или относительного положения зубчатых колес изме-
рительной пары по нормали на одном зубе f lnr . Допуски и f |п устанавливаются равными 0,7 f,”So .
Граничные значения коэффициента осевого перекрытия следующие :
Степень точности Коэффициент осевого перекрытия в?
4-5 61—7 8 1,35 1,55 2,0
Граничные значения в₽ должны быть умножены на коэффициент , где а —• измененный номинальный относительный
размер пятна контакта по длине зубьев, если а отличается от 0,7.
Таблица 5.56. Допуск на радиальное биение зубчатого венца Fr по СТ СЭВ 186—75
Делительный диаметр, мм Модуль, мм Степень точности Делительный диаметр, мм Модуль, мм Степень точности
4 5 6 7 8 4 5 6 7 8
Св. До Св. До F , мкм г Св. До Св. До F , Г мкм
125 От 1 3,5 10 16 25 36 45 800 1600 3,5 6,3 22 36 56 80 100
3,5 6,3 и 18 28 40 50 6,3 10 25 40 63 90 112
6,3 10 13 20 32 45 56 10 16 . 45 71 100 125
10 16 — 22 36 50 63 16 25 — — 112 140
— — 16 25 — — — 60 75 25 40 40 56 — 160 190
125 400 От 1 3,5 15 22 36 53 63
3,5 6,3 16 25 40 56 71
6,3 10 18 28 45 63 80 1600 2500 6,3 10 28 45 71 ПО 125
10 16 -— 32 50 71 90 10 16 —. 50 80 112 140
16 25 —— «— —- 80 100 16 25 — —— 125 160
25 40 — — — •— 120 25 40 — . — — — 190
400 800 От 1 3,5 18 28 45 63 80 — 40 56 — — — — 220
3,5 6,3 20 32 50 71 90 2500 .4000 10 16 —. 56 90 125 160
6,3 10 22 38 56 80 100 16 25 — 140 180
10 16 — 40 63 90 112 25 40 — 224
16 35 - — -— 100 125 40 56 — — — 240
25 40 — — — — 140
40 56 — — — — 170
205
Таблица 5.57. Допуск на Погрешность обката Fc по СТ СЭВ 186—75
Делительный диаметр, мм Модуль, мм Степень точности Делительный диаметр, мм МОДУЛ 1 , мм Степень точности
4 s. 6 7 8 4 5 6 7 8
Св. До Св. До Допуск, мкм Св. До Св. До Допуск, мкм
125 От 1 16* 6 9 14 20 28 800 1600 От 1 16* 28 45 71 100 140
125 400 11 18 28 40 50 1600 2500 40 67 100 150 190
400 800 18 28 45 63 90 2500 4000 95 150 210 260
* Для степени точности 7 до т = 25 мм и для 8 — до т —30 мм.
Таблица 5.58. Допуск на колебание измерительного межосевого угла за оборот пары F|vo по СТ СЭВ 186—75 и СТ СЭВ
313—76
Обозначение доку- мента Делительный диаметр, мм Модуль, мм Степень точности Обозначение доку- мента Делительный диаметр, мм Модуль, мм Степень точности
5 6 7 8 5 6 7 8
Св. До Св. До р|£о ’ мкм С,в. До Св. До F|So , мкм
СТ СЭВ 313-76 12 От 0,1 0,5 0,5 <1 14 18 22 30 32 40 38 50 СТ СЭВ 186-75 125 От 1 3,5 6,3 10 16 3,5 6,3 10 16 25 30 34 38 45 48 53 60 71 67 75 85 100 120 85 95 105 120 150
12 20 От 0,1 0,5 0,5 <1 16 20 24 32 35 44 42 55
125 400 От 1 3,5 6,3 10 16 25 3,5 6,3 10 16 25 40 45 48 53 56 71 75 85 95 100 105 120 130 150 125 130 150 160 190 240
20 32 От 0,1 0,5 0,5 <1 18 22 26 35 38 48 48 60
400 800 От 1 3,5 6,3 10 16 25 40 3,5 6,3 10 16 25 40 56 56 63 67 71 90 100 105 120 130 140 150 160 180 160 170 190 200 240 280 320
32 50 От 0,1 0,5 0,5 <1 20 24 32 38 42 52 55 65
50 80 От 0,1 0,5 0,5 <1 24 28 *38 42 50 58 62 75
80 125 От 0,1 0,5 0,5 <1 82 30 42 48 58 67 75 85 800 1600 От 1 3,5 6,3 10 1-6 25 40 3,5 6,3 10 16 25 40 56 67 71 80 90 100 ПО 125 140 150 160 180 200 220 180 200 220 250 280 320 340
125 200 От 0,1 0,5 0,5 <1 32 38 50 58 70 80 90 100
206
Т а 6 л и и а 5.59. Допуск на колебание измерительного боковогг зазора в передаче F : по СТ СЭВ 186—75 и СТ СЭВ 313—76
Обозначение доку- мента Диаметр, мм Модуль, мм Степень точности чение доку- Диаметр, мм Модуль, мм Степень точности
5 6 7 8 5 6 7 8
Св. До Св. Д° Fv| , мкм X п о £ О J I Св. До Св. До Fv|, мкм
со 12 От 1 0.5 0,5 <1,0 10 12 15 20 22 28 26 36 125 400 От 1 3,5 6.3 10 16 25 3,5 6,3 10 16 25 40 30 34 36 40 50 53 56 63 71 75 80 90 105 85 90 100 НО 130 160
12 20 От 0,1 0,5 0,5 <1,0 11 13 16 22 24 30 28 38
20 32 От 0,1 0,5 0,5 <1,0 12 15 19 24 27 32 34 40 400 800 От 1 3.5 6.3 10 16 25 40 3,5 6,3 10 16 25 40 56 40 42 45 50 63 67 75 80 90 100 100 НО 130 НО 120 130 140 160 190 220
со со СО CD О 32 50 От 0.1 0.5 0,5 <1,0 14 17 22 27 30 35 . 38 46 СЭВ 186-75
50 80 От 0.1 0.5 0,5 <1,0 16 19 26 30 35 40 44 52 800 1600 От 3,5 6,3 10 16 25 40 6,3 10 16 25 40 56 50 56 60 75 90 100 110 125 140 150 140 160 170 190 220 260
80 125 От 0.1 0,5 0,5 <1,0 19 21 30 34 40 48 52 60 О и зубча
125 200 От 0.1 0,5 0,5 <1,0 22 26 35 40 50 56 60 70 1600 2500 6,3 10 16 25 40 10 16 25 40 56 60 70 100 110 140 160 180 170 200 220 260 280
“ СТ СЭВ => 186—75 X ц а 5.6 125 0. Доп От 1 3,5 6,3 10 16 уск на цт 3,5 6,3 10 16 25 кличес 21 24 26 30 кую П( 34 36 42 48 >греши< 48 53 60 67 80 кть пе 60 63 75 85 100 редачи
2500 того КС 4000 леса f. 10 16 25 40 ко и zk 16 26 40 56 ю СТ 75 :эв 18 120 э—75 170 200 220 250 300 320
Частота за оборот зуб- чатого колеса (для передачи за оборот колеса) Средний делительный диаметр, мм Частота за оборот зуб- чатого колеса (для передачи за оборот колеса) Средний делительный диаметр, мм
До 125 Св. 125 до 400 Св. 400 до 800 До 125 Св. 125 до 400 Св.400 до 800
ь точности Средний нормальный модуль, мм Степень точности Средний нормальный модуль, мм
От I до 6,3 Св. 6,3 до 10 От 1 до 6,3 Св. 6,3 ДО 10 Or 1 до 6,3 Св. 6,3 до Ю От 1 ДО 6.3 Св. 6,3 до 10 От 1 до 6,3 Св. 6,3 до 10 От 1 до 6,3 Св. 6,3 до 10
1 £ о Св. До Допуск, мкм Св. До Допуск, мкм
4 От 2 4 8 16 32 63 125 250 500 4 8 16 32 63 125 250 500 4,5 3,2 2,4 1,9 1,5 1,3 1,2 1,1 1,0 5,0 3,8 2,8 2,2 1,8 1,5 1,4 1,2 1,1 6,3 4,5 3,4 2,8 2,2 1,9 1.8 1,5 1,4 7,1 5,0 4,0 3,0 2,5 2,1 1,9 1,7 1.6 8,5 6,0 4,5 3,6 2,8 2,5 2,2 2,0 1,9 9,0 6,7 5,0 3,8 3,0 2,6 2,2 2,1 2,0 5 63 125 250 500 125 250 500 2,1 1,9 1,7 1,6 2,5 2,1 1,9 1,8 3,0 2,8 2,4 2,2 3,2 3,0 2,6 2,5 4,0 3,4 3,0 2,8 4,2 3,6 3,2 3,0
6 От 2 4 8 16 32 63 125 250 500 4 8 16 32 63 125 250 500 11 8,0 6,0 4,8 3,8 3,2 "3,0 2,6 2,5 13 9,5 7,1 5,6 4,5 3,8 3,4 з.о 2,8 16 11 8,5 6,7 5,6 4,8 4,2 3,8 3,6 18 13 10,0 7,5 б;0 5,3 4,5 4,2 4,0 21 15 11 9,0 7,1 6,0 5,3 5,0 4,8 22 17 12 -9,5 *7,5 6,7 6,0 5,3 5,0
5 От 2 4 8 16 32 4. 8 16 32 63 7,1 5,0 3,8 3,0 2,5 8,5 6,0 4,5 3,6 2,8 10,0 7,1 5,6 4,5 3,4 11 8,0 6,3 4,8 4,0 13,0 9,5 7,1 5,6 4,5 14 10,5 8,0 6,0 5,0
Примечание. В стандарте приведены
значения для степеней точности
4—8, среднего делительного диаметра до 4000 мм.
207
Таблица 5.61. Допуск на погрешность обката зубцовой частоты fсПо СТ СЭВ 186—75 и СТ СЭВ 313—76
Делительный диаметр, мм Модуль, мм Степень точности Делительный диаметр, мм Модуль, мм Степень точности
Св. До 4 5 6 7 8 Св. До 4 5 6 7 8
fc , мкм fc , мкм
— 125 От 1 3.5 6.3 10 16 3,5 6,3 10 16 25 3 4 4 4 5 6 7 5 6 8 10 8 9 11 15 20 10 13 17 22 30 800 1600 3,5 6,3 10 16 25 40 6,3 10 16 25 40 56 6 7 9 10 11 13 14 16 19 21 25 30 28 32 38 48 60 80
125 400 От 1 3.5 6.3 10 16 25 3,5 6,3 10 16 25 40 4 4 5 5 6 7 8 7 8 9 11 9 1) 13 17 22 13 15 19 25 34 48
1600 '2500 6.3 10 16 25 40 10 . 16 25 40 56 9 13 14 19 21 28 32 38 45 50 56 71 90
400 800 От 1 3,5 6.3 10 16 25 40 3,5 6,3 10 16 25 40 56 5 5 6 6 7 8 9 9 10 11 13 12 14 16 20 25 18 20 24 30 38 53 71 2500 4000 10 16 25 40 16 25 40 56 — 18 28 42 48 67 75 90 105
— 200* От 0,1 <1 3 4 5 8 10
* По СТ СЭВ 313—76. Таблица 5.62. Допуск на погрешность профиля ff Таблица 5.63. Предельные отклонения межосевого рас- по СТ СЭВ 313—76 стояния fa по СТ СЭВ 186—75 ‘
Делительный диаметр, мм Модуль, мм Степень точности Среднее конусное расстояние, мм Степень точности
4 5 6 7 8
Св. До 4 5 6 7 8
Св. До Св. До Допуск, мкм
50 1'00 200 400 800 1600 Приме 1. Табли продольной модификаци< значений, ук 2. Для среднему ко СЭВ 186—75 zfcfa , мкм
Табл 200 и ц а 5. От0,1 0,5 64. Гара 0,5 <1,0 нтирова 5 <? нный б 8 9 ЕЖОВОЙ и 12 >азор 14 15 Jn min 17 20 по С1 50 100 200 400 800 1600 ч а и и я: чине значеии модификации гй величина азаниых в та£ нпоидиых пе иуснрму расст 10 12 13 15 18 25 32 я fa зубье fa УСТ лице, редач оянию 10 12 15 18 25 36 45 /станов в. Для анавли выбор колеса 12 15 18 25 30 40 56 леиы л перед вается fa п переда 18 20 25 30 36 50 67 ля пер 14 с п незав! роизво чи. 28 30 36 45 60 85 100 едач без родольной <симо от дится по
Вид сопряжения Среднее конусное расстояние, мм
До 50 Св. 50 до 100 Св. 100 до 200 Св. 2С0 до 400 Св. 400 ДО 800 Св. 800 до 1600 Св. 1600
Угол делительного коиуса шестерни, градусы
ю о Св. 15 ДО 25 U5 СЧ ffi О из о Св. 15 ДО 25 КФ 04 ffi О Ю О U5 — «р а о О « М5 СЧ ffi О U5 О Св. 15 до 25 U5 СЧ в О о ч Св. 15 ДО 25 1/5 сч £С О ю о Св. 15 ДО 25 •я сч ffi О »л о Св. 15 до 25 Ю СЧ п о
н Е D С В А 0 15 22 36 58 90 0 21 33 52 84 130 0 25 39 62 100 160 0 21 33 52 84 130 0 25 39 62 100 160 0 30 46 74 20 90 0 25 39 62 100 160 0 35 54 87 140 220 0 40 63 100 160 250 0 30 46 74 120 190 In ш г 0 46 72 115 185 290 , мкь 0 52 81 130 210 320 0 40 63 100 160 250 0 57 89 140 230 360 0 70 НО 175 280 440 0 52 81 130 210 320 0 80 125 200 320 500 0 105 165 260 420 660 0 70 НО 175 280 440 0 125 195 310 500 780 t 0 175 280 440 710 1100
?м
Р а з д е л 6
ШПОНОЧНЫЕ И ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Глава 6.1
ШПОНОЧНЫЕ
Перечень нормативно-технических документов на разме-
ры, допуски и посадки шпоночных соединений приведен в
табл. 6.1. Стандартизацией охвачены соединения с призмати-
ческими, клиновыми, сегментными и тангенциальными шпон-
ками.
6.1.1. СОЕДИНЕНИЯ С ПРИЗМАТИЧЕСКИМИ
ШПОНКАМИ
На эти соединения распространяется СТ СЭВ 189—79,
который в основном соответствует ИСО/Р 773. В ИСО стан-
дартизованы также соединения с тонкими призматическими
шпонками (ИСО 2491). Сведения о иих приведены в 1-м из-
дании Справочника.
6.1.1.1. РАЗМЕРЫ ШПОНОК
СТ СЭВ 189—79 устанавливает три исполнении шпонок
без крепежных отверстий (рис. 6.1), размеры сечений шпонок
и их длины приведены в табл. 6.2. Стандарт не распрост-
раняется на шпоночные соединения для крепления режущего
ниструмеита.
Исполнение А Исполнение В Исполненное
Рис. 6.1. Исполнения призматических шпонок
6.1.1.2. ДОПУСКИ ШПОНОК
В СТ 189—79 для размеров шпонок установлены следую-
щие поля допусков по ЕСДП СЭВ: по ширине — h9; по вы-
соте — для h от 2 до 6 мм и Ml для h свыше 6 мм; по
длине — Ы4.
6.1.1.3. РАЗМЕРЫ ПАЗОВ
Размеры пазов и сечений шпонок в зависимости от диа-
метра вала, принятые в СТ СЭВ 189—79, приведены на
рис. 6.2 и в табл. 6.2.
Еа рабочем чертеже должен проставляться один размер,
определяющий глубину паза — для вала /, (предпочтитель-
ный вариант) или d—it, для втулки d+t3.
А~А
Рис. 6.2. Размеры сечений пазов для призматических шпоиок
СОЕДИНЕНИЯ
6.1.1.4. ДОПУСКИ ШПОНОЧНЫХ ПАЗОВ
СТ СЭВ 189—79 устанавливает для размеров пазов сле-
дующие поля допусков:
для ширины паза иа валу
Н9 — для свободных соединений;
N9 — для нормальных соединений;
Р9 — для плотных соединений;
для ширины паза во втулке
D10 — для свободных соединений;
JS9 для нормальных соединений;
Р9 для плотных соединений.
Допускаются для ширины паза вала и втулки любые
сочетания из указанных полей допусков.
Дополнительно для термообработанных деталей допуска-
ются предельные отклонения размера b паза вала по НН, ес-
ли это нс влияет на работоспособность соединения.
Предельные отклонения глубины паза на валу и во
втулке или размеров (d—/,) и (d+t2) приведены в табл. 6.3.
Для длины шпоночного паза установлено поле допуска Н15.
6.1.2. СОЕДИНЕНИЯ
С КЛИНОВЫМИ ШПОНКАМИ
На эти соединения распространяется СТ СЭВ 645—77
который соответствует ИСО/Р 774. В ИСО 2492 стандартизо-
ваны соединения с низкими клиновыми шпонками, сведения о
которых приведены в 1-м издании Справочника.
Рис. 6.3. Исполнения клиновых шпоиок
6.1.2.1. РАЗМЕРЫ ШПОНОК
СТ СЭВ 645—77 устанавливает четыре исполнения клино-
вых шпонок (рис. 6.3). Размеры клиновых шпонок (ширина
Ь, высота й, интервалы длин и длина /) полностью соответ-
14 Зак. 750
го9
ствуют установленным для призматических шпонок (см.
табл. 6.2). Высота шпоночной головки ht для исполнения 1
приведена в табл. 6.4.
6.1.2.2. ДОПУСКИ ШПОНОК
Допуски для размеров b, h и I по СТ СЭВ 645—77 такие
же, как для призматических шпонок (см. п. 6.1.1.2). Допол-
нительно установлены предельные отклонения угла уклона
± —2— (по СТ СЭВ 178—75).
6.1.2.3. РАЗМЕРЫ ПАЗОВ
Размеры сечений шпонок и размеры пазов (рис. 6.4) в
зависимости от диаметра вала по СТ СЭВ 645—77 соответст-
вуют указанным в табл. 6.2 за исключением глубины паза
втулки (размера /2), значения которой приведены в табл. 6.4.
На рабочих чертежах глубина пазов должна указываться для
вала размером tt (предпочтительный вариант) или d—ti для
втулки размером d+t2.
6.1.2.4. ДОПУСКИ РАЗМЕРОВ ПАЗОВ
В СТ СЭВ 645—77 для ширины паза вала и втулки уста-
новлено поле допуска D10, для длины паза Н15. Предельные
отклонения глубины пазов и t2 или заменяющих их разме-
ров d—ti и d-)-/s указаны в табл. 6.3.
Рис. 6.4. Размеры сечений пазов для клиновых шпонок
6.1.3. СОЕДИНЕНИЯ
С СЕГМЕНТНЫМИ ШПОНКАМИ
На эти соединения распространяется СТ СЭВ 647—77. В
ИСО они ие стандартизованы.
6.1.3.1. РАЗМЕРЫ ШПОНОК И ПАЗОВ
Размеры шпонок и пазов по СТ СЭВ 647—77 приведены иа
рис. 6.5 и 6.6 и в табл. 6.5. Для шпонки исполнения 2 размер
ft । равен 0,8/1 (h — высота шпонки по табл. 6.5).
Рис. 6.5. Исполнения сегментных шпонок
Рис. 6.6. Размеры сеченнй пазов для сегментных шпонок
6.1.3.2. ДОПУСКИ
Согласно СТ СЭВ 647—77 для размеров шпонок и пазов
установлены следующие поля допусков по ЕСДП СЭВ:
ширина b шпонки h9;
высота h шпонкн hl 1;
диаметр d шпонки Ы2;
ширина паза вала N9 (нормальное соединение);
Р9 (плотное соединение);
ширина паза втулки JS9 (нормальное соединение);
Р9 (плотное соединение).,
Предельные отклонения глубины t паза вала и втулки
/2 приведены в табл. 6.6. Для ширины паза вала и втулки до-
пускаются любые комбинации из числа установленных полей
допусков. Для термообработаниых деталей разрешается при-
менять поля допусков НИ для ширины паза вала и D10 для
ширины паза втулки.
6.1.4. СОЕДИНЕНИЯ
С ТАНГЕНЦИАЛЬНЫМИ ШПОНКАМИ
На эти соединения распространяется СТ СЭВ 646—77. В
ИСО они не стандартизованы.
6.1.4.1. РАЗМЕРЫ ШПОНОК И ШПОНОЧНЫХ ПАЗОВ
Размеры шпонок и сечений пазов по СТ СЭВ 646—77 при-
ведены на рис. 6.7 и в табл. 6.7. Длина шпонки выбирается
Рис. 6.7. Соединение тангенциальными шпонками
210
на 10-15 % больше длины втулки. Для промежуточных зна-
чений диаметров принимаются те размеры шпонок и пазов,
которые соответствуют следующему диаметру вала по табл. 6.7.
При передаче с сильными ударами или при частом измене-
нии направления вращения необходимо применять шпонку
большего сечения (усиленную). В этом случае размеры шпон-
ки и сечений определяют по формулам:
t 0,1</;
/,=/;
/2--./ I 0,3 для /<10 мм
/2—/т0,4 для 10</<45 мм
/.,—/ j 0,5 для />45 мм
(6.1)
(6.2)
(6-3)
b1==bV t(d-t)-, (6.4)
Ьг=ГМ<* -Л2) . (6.5)
Для диаметров вала свыше 630 мм при нормальном сече-
нии шпоикн размеры определяют, нсходя из величины
/=0,068rf, округляют до 1 мм, применяя формулы (6.2)—(6.5).
6.1.4.2. ДОПУСКИ
В СТ СЭВ 646—77 установлены предельные отклонения
для толщины шпонки и глубины пазов согласно табл. 6.8.
л АТ 10
Предельные отклонения угла уклона шпонок ±----Г" •
Таблица 6.1. Перечень нормативно-технических документов на шпоночные соединения
Кем принят док умент Обозначение документа Наименование документа Кем принят документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 189—79 Основные нормы взаимоза- меняемости. Соединения шпо- ночные с призматическими шпонками. Размеры, допуски и посадки СТ СЭВ 646—77 Основные нормы взаимоза- меняемости. Соединения шпо- ночные с тангенциальными шпонками. Размеры, допуски и посадки
СТ СЭВ 645 77 СТ СЭВ 647—77 Основные нормы взаимоза- меняемости. Соединения шпо- ночные с клиновыми шпонка- ми. Размеры, допуски и посад- ки Основные нормы взаимоза- меняемости. Соединения шпо- ночные с сегментными шпонка- ми. Размеры, допуски и посад- ки исо ИСО/Р 773—1969 ИСО/Р 774—1969 ИСО 2491 — 1974 ИСО 2492—1974 Соединения шпоночные приз- матические квадратные или прямоугольные Соединения шпоночные кли- новые с головкой или без го- ловки Соединения шпоночные низ- кие Соединения шпоночные низ- кие с головкой или без голов- ки
Таблица 6.2. Размеры призматических шпонок и сечений пазов (по СТ СЭВ 189—79)
Глубина паза Глубина паза
Диаметр валов, d Размеры сече- ния шпонки вала втулки Интервалы длин шпонок 1 Диаметры валов, d Размеры сече- ния шпонки вала втулки Интервалы длин шпонок 1
b h t, ^2 От j До Ь h h От До
От 6 до 8 Св. 8 » 10 2 3 2 3 1,2 1,8 2,5 1,0 1,4 1,8 6 6 20 36 45 Св. 75 до 85 » 85 > 95 22 25 14 9 5,4 63 70 250 280
» 10 > 12 4 4 8 Св. 95 до 110 » НО » 130 28 32 6,4 7,4 80 90 320 360
Св. 12 до 17 » 17 » 22 5 5 3 2,3 2,8 10 56 16 18 10 11
6 6 3,5 14 70 Св. 130 до 150 » 150 > 170 > 170 » 200 » 200 » 230 8,4 9,4 10,4 11,4 100 100 110 125 400 400 450 500
Св. 22 до 30 8 7 4 3,3 18 90 36 40 45 50 20 22 25 28 12 13 _15 17
Св. 30 до 38 » 38 >44 10 12 8 5 3,3 22 28 110 140
Св. 230 до 260 » 260 > 290 56 12,4 140 160 500 500
Св. 44 до 50 » 50 » 5'8 » 58 >65 14 16 18 9 10 11 5,5 6 7 3,8 4,3 4,4 36 45 50 160 180 200 63 32 20
Св. 290 до 330 70 36 22 14,4 180 500
Св. 65 до 75 20 12 7,5 4,9 56 220 Св. 330 до 380 > 380 » 440 » 440 » 500 80 90 100 40 45 50 25 28 31 15,4 17,4 19,5 200 220 250 500 500 500
Примечания:
1. Длины шпонок должны выбираться из ряда: 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 32; 36; 40; 45; 50; 56; 63; 70; 80;
90; 100; 140; 125; 140; 160; 180; 200; 220; 250; 280; 320; 360; 400; 450; 500 мм.
2. В отдельных случаях (пустотелые и ступенчатые валы, передачи пониженных крутящих моментов и т. п.) допускается
применять меньшие сечения стандартных шпонок на валах больших диаметров,' за исключением выходных концов валов.
14*
911
Таблица 6.3. Предельные отклонения бины пазов и размеров, связанных с глу( паза (по СТ СЭВ 189—79 и СТ СЭВ 645 мм глу- Таблица 6.4. Высота шпоночной головки и глубина паза втулки для клино- иной вых шпонок (по СТ СЭВ 645—77) —77) мм
’сот а тонки h Высота голов ки hi Глуби- на паза ^2 Высота шпонки h Зысота голов- ки hi Глуби- на паза tz Высота шпонки h Высота голов- ки hi Глуби- на паза Высота шпонки h Высо- та го- ловки hi Глуби - на паза ^2
Висота шпонки* h Предельные отклонения размеров Вь
d—ti t-z или d-^-tz
2 3 4 5 6 7 П ных 7 8 10 11 > и м е шпон 0,5 0,9 1,2 1,7 2,2 2,4 ч а и и с ок и ш мм 8 9 10 11 12 14 Разме поночнь 12 14 16 18 20 22 р /2 от х паз 2,4 2,9 3,4 3,4 3,9 4,4 носится № (по 16 18 20 22 25 28 к боль СТ СЭ 25 28 32 36 40 45 шей гл В 647- 5,4 6,4 7,1 8.1 9,1 Ю,1 убиие п -77) 32 36 40 45 50 аза. 50 56 63 70 80 11.1 13,1 14,1 16,1 18,1
От 2 до 6 +0,1 0 0 —0,1 +0,1 0
Св. 6 до 18 +0,2 0 0 —0,2 +0,2 0
Св. 18 до 50 Примечай (d-J-/2) допускает размеров и /2. +0,3 0 и е. Ра СЯ КОНТ Т а б л и 0 —0,3 змеры (с золироваи ц а 6.5. Pi +0,3 0 l-t,) и вместо 1змеры сегмент
Диаметр вала £) Размеры шпонок Ьхй; d Глубина паза Диаметр вала D Размеры шпонок bs h' d Глубина паза
Назначение* вала ti втулки t-z Назначение* вала tt Втулки fl
I II I II
От 3 до 4 Св. 4 до 5 » 5 » 6 » 6 » 7 » 7 » 8 » 8 » 10 >10 >12 » 12 >14 От 3 до 4 Св. 4 до 6 » 6 > 8 » 8 » 10 » 10 >12 » 12 » 15 » 15 » 18 » 18 >20 1Х1.4Х4 1.5Х2.6Х7 2X2,6X7 2X3,7X10 2,5X3,7X10 3X5X13 3X6,5X16 4X6.5X16 1,0 2,0 1,8 2,9 2,7 3,8 5,3 5,0 ),6 ),8 1,0 1,0 1,2 4 1.5 1,8 Св. 14 до 16 > 16 > 18 » 18 » 20 » 20 » 22 » 22 >25 » 25 >28 » 28 » 32 » 32 >38 Св. 20 до 22 » 22 >25 » 25 » 28 » 28 >32 » 32 >36 » 36 >40 » 40 4X7,5X19 5X6,5X16 5X7,5X19 5X9X22 6X9X22 6ХЮХ25 8X11X28 10X13X32 6,0 4,5 5,5 7,0 6,5 7,5 8,0 10,0 1,8 2,3 2,3 2,3 2,8 2,8 3,3 3,3
* Назначение I — шпонки для передачи крутящих моментов; назначение II — шпонки для фиксации элементов.
Таблица 6.6. Предельные отклонения , глубины пазов н размеров, связанных с глубиной паза (по СТ СЭВ 647—77)
мм
Высота шпоики h Предельные отклонения размеров 1 Высота шпоики А Предельные отклонения размеров
D—h 12 нли 0+^2 ti D—Л А. млн
От 1,4 до 3,7 +0,1 0 0 —0,1 +0,1 0 |Св. 7,5 до 10 +0,3 0 0 —0,3 +0,1 0
Св. 3,7 до 7,5 Примеча Та б +0,2 0 н и е. Размеры лица 6.7. Раз 0 -0,2 (D-t,) н (D+ меры шпоночных +0,1 0 /2) допускается соединений с МП > 10 » 13 контролировать тангенциальными +о,3 0 вместо размеров шпонками (по 0 —0,3 /) II /2. СТ СЭВ 646—77 +0,2 0 )
Диаметр вала d Толщина шпонки t Расчетная ши- рина шпонки Ъ Диаметр вала d Толщина шпонки t Расчетная шн- рииа шпонки b Диаметр вала d Толщина шпонки t Расчетная ши- рина шпонки А Диаметр вала d Толщина шпонки t Расчетная ши- рина ШПОНКИ Ь
60 63 65 70 7 19,3 19,8 20,1 21,0 120 125 130 10 33,2 33,9 34,6 220 240 16 57; 1 59,9 360 380 400 26 93,2 95,9 , 98,6
250 260 18 64,6 66,0 420 440 450 460 30 108,2 110,9 112,3 113,6
71 75 80 85 90 8 22,5 23,2 24,0 24,8 25.6 140 150 11 37,7 39,1
280 300 20 72,1 74,8
160 170 180 12 42,1 43,5 44,9 480 500 34 123,1 125.9
530 560 38 136,7 140,8
95 100 НО При ная шири 9 и еч а н и< на 6| = 6; 27,8 28,6 30,1 ?. Для шп б) для паза в 320 340 следуюн юрмулам 22 ще разме| (6.3) 81,0 83.6 >ы: а) для па 6.5).
190 200 оночных ала: глуб 14 пазов г ина 12 и ц 49,6 51,0' ринимаются крина Ь2 по
600 630 за втулки 42 : глубина 153,1 157,1 1i —/, расчет-
212
Таблица 6.8. Предельные отклонения глубин паза для тан-
генциальных шпонок (по СТ СЭВ 646—77)
мм
Интервалы номинальных значений i Предельные отклонения глубины паза ч
t, . in
От 7 до 11 0 —0,2 +0,2 0
Св. 11 0 —о.з +0,3 0
Примечание. Предельные отклонения толщины
шпонки t — по Ы1.
Глава
Таблица 6.9. Перечень нормативно-технических докумен-
тов, сведения о которых приведены в гл. 6.2
Кем принят документ Обозначение документа Наименование документа
Соединения шлицевые прямобочные
СЭВ СТ СЭВ 187—75 Основные нормы взаимо- заменяемости. Соединения шлицевые прямобочные. Допуски
СТ СЭВ 188—75 Основные нормы взаимо- заменяемости. Соединения шлицевые прямобочные. Размеры
ИСО ИСО/Р 14—1955 Шлнцы прямобочные для цилиндрических валов. Но- минальные размеры в мил- лиметрах
Соединения шлицевые эвольвентные
СЭВ СТ СЭВ 259—88 Основные нормы взаимо- заменяемости. Соединения шлицевые эвольвентные с углом профиля 30°. (Вза- мен СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77 и СТ СЭВ 259—76)
6.2
ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
Из числа шлицевых соединений, имеющих наибольшее рас-
пространение, различают соединения с прямобочным, эволь-
вентиым и треугольным профилями зубьев.
Перечень нормативно-технических документов, сведения о
которых приведены в данной главе, даны в табл. 6.9.
Сведения об имеющих относительно редкое применение
шлицевых соединениях с треугольным профилем зубьев по PC
656—66 приведены в 1-м: издании Справочника.
6.2,1. СОЕДИНЕНИЯ ЗУБЧАТЫЕ (ШЛИЦЕВЫЕ)
ПРЯМОБОЧНЫЕ
6.2.1.1. ОСНОВНЫЕ РАЗМЕРЫ
На рис. 6,8 показаны принятые в СТ СЭВ 188—75 сечения
втулки и вала шлицевого соединения общего назначения с
прямобочным профилем зубьев с центрированием по одному
из размеров D, d или Ь.
Рис. 6.8. Сечения шлицевых втулок н валов с прямобочным
профилем зуба
Прн центрировании по внутреннему диаметру шлицевые
валы изготавливаются в исполнениях А и С.
При центрировании по наружному диаметру и боковым
сторонам зубьев шлицевые валы изготавливаются в исполне-
нии В.
Размеры в СТ СЭВ 188—75 (табл. 6.10) подразделяются
по трем сериям: с 6,8 н 10 зубьями н легкой и средней сериях
и с 10, 16 и 20 зубьями в тяжелой серин. Размеры, a, f н г в
справочнике не приводятся.
6.2.1.2. ДОПУСКИ И ПОСАДКИ
СТ СЭВ 187—75 устанавливает допуски и посадки для
шлицевых соединений с профилем н размерами по СТ СЭВ
188—75 при центрировании по внутреннему диаметру (разме-
ру d), наружному диаметру (размеру D) и по боковым сто-
ронам зубьев (размеру Ь).
Поля допусков для центрирующих диаметров d нли D и
размера Ь установлены по ЕСДП СЭВ (см. гл. 3.1)
и приведены в табл. 6.11 дли валов н в табл. 6.12 для втулок.
Поля допусков нецентрнрующих диаметров должны соот-
ветствовать указанным в табл. 6.13.
Предельные отклонения для полей допусков, приведенных
в табл, i6.ll—6.13, определяются по СТ СЭВ 144:—88. Эти пре-
дельные отклонения относятся к собственно размерам d, D и Ь
н не включают компенсацию отклонений расположения поверх-
ностей шлицевых втулок и валов.
В СТ СЭВ 187—75 приведены следующие рекомендации
по контролю шлицевых соединений.
Шлицевые соединения, как правило, контролируются комп-
лексными проходными калибрами. Прн этом поэлементный
контроль осуществляется непроходнымн калибрами или изме-
рительными приборами. В спорных случаях контроль с приме-
нением комплексного калибра является решающим. Прн этом
отверстие (втулка) считается, годным, если комплексный ка-
либр-пробка проходит, а диаметры и ширина паза не выходят
за установленные верхние пределы; вал считается годным, если
комплексный калибр-кольцо проходит, а диаметры и толщи-
на зуба не выходят за установленные нижние пределы.
Допуски комплексных калибров для контроля шлицевых
валов и втулок установлены в СТ СЭВ 355—76. Предусмотре-
но смещение поля допуска комплексного калибра за проходной
предел поля допуска размера вала или втулки. За счет этого
возможна компенсация отклонений расположения поверхнос-
тей шлицев вала или втулки.
При длине шлицевого вала нлн втулки, превышающей
длину комплексного калибра, предельные отклонения от парал-
лельности сторон зубьев вала и пазов втулки относительно
осн центрирующей поверхности не должны превышать на-дли-
не 100 мм:
0,03 мм — в соединениях повышенной точности, определяемой
допуском на размер b от 6 до 8 квалитета;
0,05 мм — в соединениях нормальной точности при допусках
на размер 6 по 9 н 10 квалитетам.
В табл. 6.14—6.18 приведены рекомендуемые в СТ СЭВ
187—75 посадки по d, D и Ь прн разных видах центрирования.
213
6.2.1.3. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
ШЛИЦЕВЫХ СОЕДИНЕНИЙ
По стандарту СТ СЭВ 187—75 обозначения шлицевых
соединений, валов и втулок должны содержать:
букву, обозначающую поверхность центрирования;
число зубьев и номинальные размеры d. D и Ъ соедине-
ния, вала н втулки;
обозначения полей допусков нлн посадок диаметров, а так-
же размера Ь, помещенные после соответствующих размеров.
Допускается не указывать в обозначении допуски не-
центрнрующнх диаметров.
Пример условного обозначения соединения с числом зубь-
ев z=8, внутренним диаметром <7=36 мм, наружным диамет-
ром 0 = 40 мм, шириной зуба Ь—7 мм, с центрированием по
внутреннему диаметру, с посадкой по диаметру центрирования
Н7 D9
•^g- н по размеру b jg-:
J „ _Н7 Н12 D9
d— 8x36 е8 Х40аП х7{8 .
То же при центрировании по наружному диаметру, с по-
Н8
садкой по диаметру центрирования —р"?— и по размеру b
F10
Ь9 :
Н8 F10
0-8x36x40^X7-^ .
То же при центрировании по боковым сторонам зубьев:
Н12 D9
Ь-8 x36x40-п~Х7т^- .
aii по
Пример условного обозначения отверстия втулки того же
соединения при центрировании по внутреннему диаметру:
d—8X36H7X40H12X7D9.
Пример условного обозначения вала того же соединения
при центрировании по внутреннему диаметру:
<7— 8Х36е8х4О11 X'7f8.
6.2.2. ШЛИЦЕВЫЕ СОЕДИНЕНИЯ
С ЭВОЛЬВЕНТНЫМ ПРОФИЛЕМ ЗУБЬЕВ
6.2.2. 1. ИСХОДНЫЙ КОНТУР И ФОРМА ЗУБЬЕВ
Стандарт СТ СЭВ 259—88 распространяется на шлицевые
соединения с эвольвентным профилем зубьев, расположенных
параллельно оси соединения, с углом профиля 30°. Стандарт
не распространяется на специальные шлицевые соединения.
Исходный контур и форма зубьев шлицевых соединений в
зависимости от вида центрирования указаны на рис. 6.9—6.11.
Основные зависимости для определения размеров шлице-
вых соединений приведены в табл. 6.19.
Рис. 6.9. Исходный контур (а) и форма зубьев (б)
эвольвентных шлицевых соединений при центрировании
по наружному диаметру:
а — исходный контур; б — форма аубьев вала и втулки; 1 — втулка;
2 — средняя линия; 3 — вал; 4 — средняя окружность; 5 — дели-
, ‘ тельная окружность
6.2.2. Z НОМИНАЛЬНЫЕ ДИАМЕТРЫ, МОДУЛИ И
ЧИСЛА ЗУБЬЕВ
В табл. 6.20 приведены номинальные диаметры, модули п
числа зубьев, принятые в СТ СЭВ 259—88.
Рис. 6.10. Исходный контур (а) и форма зубьев (б) эволь-
вентных шлицевых соединений при центрировании по боковым
поверхностям зубьев (плоская форма дна впадины):
а — исходный контур; б — форма зубьев вала и втулки; t — втулка:
2 — средняя линия; 3 — вал; 4 — средняя окружность; 5 — дели-
тельная окружность
Рис. 6.11. Исходный контур (а) и форма зубьев (6) эволь-
вентных шлицевых соединений прн центрировании по боковым
поверхностям зубьев (закругленная форма дна впадины):
а — исходный контур; б — форма зубьев вала и втулки; / — втулка;
2 — средняя линия; 3 — вал; 4 — средняя окружность; 5 — дели-
тельная окружность
214
6.2.2.3. ДОПУСКИ И ПОСАДКИ
Стандарт СЭВ СТ СЭВ 259—®8 устанавливает поля до-
пусков, предельные отклонения н посадки при центрировании
по размерам b, d, D.
Прн центрировании по боковым поверх-
ностям зубьев
На рис. 6.12 показано расположение полей допусков ши-
рины впадины втулки и толщины зубьев вала, а также обоз-
начения допусков, основных и предельных отклонений.
Приняты следующие степени точности элементов соедине-
ния, определяющие допуски для втулки и вала;
для ширины впадины втулки — степени точности 7, 9, 11;
для толщины зуба вала — степени точности 7, 8, 9, 10, 11.
Установлены следующие ряды основных отклонений, обоз-
начаемых буквами латинского алфавита: для ширины впади-
ны втулки — Н; для толщины зуба вала — г, р, n, k, h, g, f,
d, с, a.
Обозначение поля допуска ширины впадины втулки н тол-
щины зуба вала состоит из числа, обозначающего степень точ-
ности, и буквы, обозначающей основное отклонение. Например:
9Н; Юр; 9n; 7f.
Поля допусков ширины впадины втулки е и толщины зу-
ба вала s, а также посадки по боковым поверхностям зубьев,
указаны в табл. 6.21. Предельные отклонения размера е ука-
заны в табл. 6.22, а размера s — в табл. 6.23. В СТ СЭВ
259—88 установлены также значения допусков Т, Те и Ts н
основных отклонений, на основе которых получены предельные
отклонения по табл. 6.22 и 6.23. В технически и экономически
обоснованных случаях, если поля допусков, указанные в табл.
6.21, не могут обеспечить требований, предъявляемых к изде-
лиям, допускается применение специальных полей допусков
н посадок, образованных другими сочетаниями стандартных
допусков и основных отклонений.
При центрировании по наружному или
внутреннему диаметру
Поля допусков центрирующих диаметров и их сочетания
приведены в табл. 6.24 при центрировании по наружному ди-
аметру (Df и da ) ив табл. 6-25 при центрировании по внут-
реннему диаметру (Da и d t). Предельные отклонения для
диаметров центрирования по СТ СЭВ 144—88.
Поля допусков ширины впадин втулки е должны соответ-
ствовать 9Н или ПН, а предельные отклонения—по табл.6.22.
Поля допусков толщины зуба вала s должны соответство-
вать 9h, 9g, 9d, 11с нли На, а предельные отклонения — по
табл. 6.23.
В табл. 6.26 указаны поля допусков нецентрнрующнх диа-
метров.
Рекомендуемые в СТ СЭВ 259—88 допуски радиального
биения зубчатого венца относительно центрирующей поверх-
ности приведены в табл. 6.27.
6.2.2.Д. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
По СТ СЭВ 259—88 обозначения шлицевых эвольвентных
соединений, валов и втулок должны содержать: номинальный
диаметр соединения D, модуль т, обозначение посадки (полей
допусков вала и втулки), помещаемое после размеров центри-
рующих элементов, номер стандарта.
Примеры:
а) обозначение соединения D = 50 мм, ш=2 мм с центри-
рованием по боковым поверхностям зубьев: 50x2x9H/9g
СТ СЭВ 259—88;
обозначение втулки: 50Х2Х9Н СТ СЭВ 259—88;
обозначение вала: 50X2X9 g СТ СЭВ 259—88;
б) обозначение соединения D = 50 мм; ш=2 мм с центри-
рованием по наружному диаметру, с посадкой по диаметру
центрирования H7/g6, с посадкой по нецентрирующим поверх-
ностям зубьев 9H/9h: 50XH7/g6X2X9H/9h СТ СЭВ 259—88;
обозначение втулки: 50ХН7Х2Х9Н СТ СЭВ 259—88;
обозначение вала: 50Xg6X2X9h;
в) обозначение соединения D=50 мм, ш = 2 мм с центри-
рованием по внутреннему диаметру с посадкой по диаметру
центрирования H7/g6 н по нецентрирующим боковым поверх-
ностям зубьев 9H/9h: i50X2XH7/g6X9H/9h СТ СЭВ 259—88;
обозначение втулки: /50х2хН7х9Н СТ СЭВ 259—88;
обозначение вала: i50X2Xg6X9h СТ СЭВ 259—88.
Таблица 6.10. Основные размеры прямобочных шлицевых соединений, мм (по СТ СЭВ 188—75)
Легкая серия Средняя серия Тяжелая серия
zXrfXD ь di, ие менее zXtfXD ь di, не менее zXrfxD ь di, ие менее
6X23X26 6 22,1 6ХПХ14 3,0 9,9 10X16X20 2,5 14,1
6X26X30 6 24,6 6X13X16 3,5 12,0 10X18X23 3,0 15,6
6X28X32 7 26,7 6X16X20 4,0 14,5 10X21X26 3,0 18,5
8X32X36 6 30,4 6Х1&Х22 5,0 16,7 10X23X29 4,0 20,3
8X36X40 7 34,5 6X21X25 5,0 19,5 10X26X32 4,0 23,0
8X52X46 8 40,4 6X23X28 6,0 21,3 10X28X35 4,0 24,4
8X46X50 9 44,6 6X26X32 6,0 23,4 10X32X40 5,0 28,0
8X52X58 10 49,7 6X28X34 7,0 25,9 10X36X45 5,0 31,3
8X56X62 10 53,6 8X32X38 6,0 29,4 10X42X52 6,0 36,9
8X62X68 12 59,8 8X36X42 7,0 33,5 10X46X56 7,0 40,9
10X72X78 12 69,6 8X42X48 8,0 39,5 16X52X60 5,0 47,0
10X82X88 12 79,3 8X46X54 9,0 42,7 16X56X65 5,0 50,6
10X92X98 14 89,4 8X52X60 10,0 48,7 16X62X72 6,0 56,1
10Х102ХЮ8 16 99,9 8X56X65 10,0 52,2 16X72X82 7,0 65,9
10ХП2Х120 18 108,8 8X62X72 12,0 57,8 20X82X92 6,0 75,6
—- .—, —— 10X72X82 12,0 67,4 20Х92ХЮ2 7,0 85,5
— —• —— 10X82X92 12,0 77,1 20Х102ХП5 8,0 94,0
—— — — 10X92X102 14,0 87,3 20X112X125 9,0 104,0
— — 10X102X112 16,0 97,7 — — —
— — —• ЮХИ2Х125 18,0 106,3 — —
215
Таблица 6.11. Поля допусков валов (по СТ СЭВ 187—75)
Каали- тет Основное отклонение
d e 1 & 11 k m n
5 g5 js5
6 g6 (h6) js6 n6
7 17 h7 js7 k7
8 d8 e8 f8 h8
9 (d9) e9 19 119
10 dlO (Ы0)
Таблица 6.12. Поля допусков втулок (по СТ
СЭВ 187—75)
Квали- тет Основное отклонение
D Е F G Н 1S
6 Н6
7 F7 Н7
8 F8 Н8
9 D9
10 D10 FI0 JS10
Примечание к табл. 6.11 и 6.12. Жир-
ным шрифтом выделены предпочтительные поля
допусков, в скобках показаны поля, которые, по
возможности, не следует применять.
Таблица 6.13. Поля допусков нецентрирующих
диаметров (по СТ СЭВ 187—75)
Таблица 6.14. Рекомендуемые посадки центрирующего диаметра d (по
СТ СЭВ 187—75)
Нецентрнрую- щиЙ диаметр Вид центри- рования Вал* Поле Втулка допуска втулки Основное отклонение вала
е Illg h is n
Лоле допуска 1 е Н8 17 8 И8 । Н7 f7 Н6 Н7 Н7 h6 ’ h7 Н6 js5 Н7 Н7 js6 ’ js7
d D * Диаметр СЭВ 188—75. По D нли Ь По d или Ь d — не менее all 1на метра П6 НИ Н12 Н7 d, по СТ Н8
Кб Н7 g6
H7 пб
е8 е9 /
Таблица 6.15. Рекомендуемые посадки по ширине b при центрировании по <1 (по СТ СЭВ 187—75)
Поле допуска втулки О новное отклонение вала
e f g h IS k
F8 F8 F8 F8 F8 F8 F8 F8
d’8 f7 : f8 ' h7 : h8 • 119 js7
Н8 H8 H8 ( H8 \ H8
h7 ’ h8 \ h9 J js7
D9 D9 D9 D9 D9 D9 D9 D9 D9 D9
d9 e8 f7 • f8 ’ f9 h8 h9 js7 k7
D10 DIO
d9
F10 F10 F10 F10 F10 Flo F10 F10 F10 F10 F10
d9 e8 17 - 18 1 f9 h7 ’ h8 ’ h9 Js7 k7
JS10 JS10
dlO
Таблица 6.17. Рекомендуемые посадки по ширине b при центрировании
по О (по СТ СЭВ 187—75)
Таблица 6.16. Рекомендуемые посадки центри-
рующего диаметра D (по СТ СЭВ 187—75)
Основное отклонение вала Основное отклонение вала
Поле допу- ска втулки е 1 е h is Поле допуска втулки и d e f g h is
Н7 Н8 Н8 е8 Н7 17 Н7 Н7 h6 Н8 Ь7 117 js6 Н7 F8 пб D9 F10 J810 ( IL) \ d9 ) D9 d9 JS10 dlO F8 e8 D9 e8 ' F10 e9 F8 F8 f7 : f8 D9 17 ’ F10 17 F8 F8 h6 ’ h8 D9 h8 F10 h9 F8 js7 D9 js7
216
Таблица 6.18. Рекомендуемые посадки по ширине 6 при центрировании по Ь (по СТ СЭВ 187—75)
Голе допуска втулки . Основное отклонение ваЛа
d e f g h js k
F8 F8 F8 F8
D9 D10 D9 <19 DIO D10 e8 D9 e8 18 _D9 _D9 f8 ’ 19 D9 D9 IT8 : h9 1 DI0\ js7 D9 js7 D9 k7
F10 dlO ’ <18 F10 F10 F10 F10 I hI0/ F10 F10 F10 F10
JS1O <19 JS1O d9 e8 f8 ' f9 h8 ’ 119 js7 k7
Таблица 6.19. Основные зависимости для определения параметров эвольвентных шлицевых соединений (по СТ СЭВ 268_______76)
Наименование параметра Обозначение Величина и зависи- мость Наименование параметра Обозначение Величина и зависи- мость
Модуль Делительный окружной шаг зубьев Угол профиля зуба Число зубьев Диаметр делительной окруж- ности Диаметр основной окруж- ности 'Высота зуба вала Высота зуба втулки Высота головки зуба вала: прн центрнрованнн по боко- вым поверхностям зубьев нли внутреннему диаметру при центрнрованнн по на- ружному диаметру Высота головки зуба втулки Высота ножки зуба втулки: прн плоской форме дна впадины прн закругленной форме дна впадины Высота ножки зуба вала: при плоской форме дна впа- дины при закругленной форме дна впадины Диаметр окружности вер- шин зубьев вала: прн центрировании по боко- вым поверхностям зубьев при центрировании по на- ружному диаметру . Диаметр окружности гранич- ных точек зуба втулки Примечания: т Р а г d db h Я ha На Hf da Di n а- а- а- ~ = < < 33е ,2 а. s » > э э a: s' = а: »• =• а: =• 3 Ч £ х з g ~ » а.. % II II I' я * ь “1, li 1! « || - f 1 £ а; 5 ” 1^ о 1 ° -°-° С о© -° -° -° X + S Э g Я + ° 3 ? 5 S S 5 3 ~ 3 -Г s’ Я * ; ’ = Радиус кривизны переход- ной кривой зуба Номинальная делительная окружная толщина зуба вала Номинальная делительная окружная ширина впадины втулки Номинальный (исходный) диаметр соединения Диаметр окружности впадин втулки: при плоской форме дна впадины прн закругленной форме дна впадины Диаметр окружности вер- шин зубьев втулки Смещение исходного контура Диаметр окружности впадин вала: при плоской форме дна впа- дины при закругленной форме дна впадины Диаметр окружности гранич- ных точек зуба вала Фаска илн радиус притупле- ния продольной кромки зуба втулки Радиальный зазор Р1 S е D Df Da хт df d, К с P/min-- 0,15m л s=-^~m-}-2xm tga it e=-2~m-|-2xm tg a D mz-\-2xm-\- 4-1, Im Df=D Dfin i n=D -|-0,44 m Du—D—2m xm- -(D—mz— —1,1m) d/max~D—2,2m dfmax=D 2,76m dtmax~Da F r Л=0,15m CniriO, Im
1. * Этим значенннм Н/ н hf соответствуют номинальны^ значения диаметров Df н df.
2. ** Значения Н/ н hf, назначаемые при обработке универсальным инструментом.
3. Предельные значения радиального биения зубчатого венца, Ft по 11-й степени точности — по СТ СЭВ 259______88
4. Допускается применять центрирование по внутреннему диаметру.
5. Допускается применять сочетания зубьев вала и втулки с различной формой дна впадины.
о. На поверхности вершин зубьев вала, полученных методом накатки, допускаются углубления.
217
Таблица 6.20. Номинальные диаметры, модули и числа зубьев эвольвентных шлицевых соединений по СТ СЭВ 259—88
Размеры в мм
Модуль т
РЯД 1
Номинальный 1 1 1 1 1 1 1 1 1 1 1 1 1
диаметр D 0,5 | - | 0,8 | - 1 1,25 |-| 2 ] - 1 3 1 - 1 - 1 5 1 - 8 | -
Ряд 2
— 0,6 1 — | I | - | 1,5 | - | 2.5 | — | 3.5 | 4 | - | 6 | - | 10
Ряд 1 1 Ряд 2 Число зубьев г
— 4 6
— 5 8
6 10 8 6
— 7 12 10 7
8 — 14 12 8 6
— 9 16 13 10 7 —
10 _ 18 15 Н 8 6
12 — 22 18 13 10 8 6
14 26 22 16 12 10 8
15 — 28 23 17 13 10 8 6
- 16 30 25 18 14 11 9 6
17 — 32 27 20 15 12 10 7
— 18 34 28 21 16 13 10 7
20 38 32 23 18 14 12 8 6
— 22 42 35 26 20 16 13 9 7 6
25 — 48 40 30 24 ' 18 15 11 8 7
— 28 54 45 34 26 21 17 12 10 8
30 — 48 36 28 22 18 13 10 8
— 32 52 38 30 24 20 14 11 9 6
35 — 57 42 34 26 22 16 12 10 7
— 38 62 46 36 29 24 18 14 11 8
40 — 64 48 38 30 25 18 14 12 8 6
42 68 51 40 32 26 20 15 12 9 7
45 — 74 55 44 34 28 21 16 13 12 10 7
— 48 78 58 46 37 30 22 18 14 12 Ю 8 6
50 60 48 38 32 24 18 15 12 11 8 7
- 52 64 50 40 33 24 19 16 12 П 9 7
55 _ 66 54 42 35 26 20 17 14 12 9 8
— 58 70 56 45 37 28 22 1& 14 13 10 8
60 — 74 58 46 38 28 22 18 16 13 10 8
62 48 40 30 23 19 16 14 11 9
65 _ 50 42 31 24 20 ]8 15 11 9
— 68 53 44 32 26 21 18 15 12 10
70 - 54 45 34 26 22 18 16 12 10 7
— 72 56 46 34 27 22 20 16 13 10 —
75 - 58 48 36 28 24 20 >7 13 11 8
— 78 , 60 50 38 30 24 21 18 14 11 —
80 62 52 38 30 25 22 18 14 12 8 6
82 53 40 31 26 22 19 15 12 — —
85 — 55 41 32 27 24 20 15 13 9 7
— 88 57 42 34 28 24 20 16 13 — —
90 _ 58 44 34 28 24 21 16 13 10 7
— 92 60 44 35 29 25 22 17 14 — —
95 — 62 46 36 30 26 22 18 14 10 8
- 98 64 48 Qg 31 26 23 16 15 —
100 _ 64 48 за 32 28 24 18 15 11 8
— 105 68 51 34 29 25 20 16 12 9
110 - 72 54 Io 35 30 26 20 17 12 9
120 — 58 I2 38 34 28 22 18 13 0
— 130 64 w 42 зб 31 24 20 15 1
140 _ 68 e? 45 38 34 26 22 16 2
— ,150 74 « 48 42 36 28 24 17 3
160 . _ 58 52 44 38 30 25 18 4
— 170 55 Io 41 32 27 20 15
180 _ 58 ел 44 34 28 21 >6
— 190 62 46 36 30 22 17
200 — 65 48 38 32 24 18
— 210 69 51 40 34 25 20
220 — 42 35 26 20
240 — 46 38 28 22
250 48 40 30 24
260 — 50 42 31 24
— 280 54 45 34 26
300 58 48 36 28
— 320 62 52 38 30
340 — 55 41 32
— 360 • 58 44 34
380 — 62 46 36
400 — 65 48 38
— 420 68 51 40
440 — 72 54 42
Примечания:
I. При выборе номинальных диаметров и модулей ряд 1 следует предпочитать ряду 2.
2. Числа зубьев, выделенные полужирным шрифтом, являются предпочтительными.
218
Рис. 6.12. Расположение полей допусков
эвольвентных шлицевых соединений:
а — ширина впадины е втулки: б — толщина
зуба s вала; 1 — поле допуска собственно Ши-
рины впадины или толщины зуба; 2 — поле до-
пуска для отклонений формы и расположения
элементов профиля
Таблица 6.26. Поля допусков
нецентрирующих диаметров
(по СТ СЭВ 259—85)
Вид центрирования Нецен три р у ющнй диаметр Поле допуска или предельный размер
По боковым поверхностям зубьев D, При плоской форме дна впадины Dfmln = D
При закругленной форме дна впа- дины D/min = £)-f-0,44m
Da ни
da d9, hll, Ы2
df При плоской форме дна впадниы max = D—2,2m
При закругленной форме диа впа- дины ^/max = D—2,76m
По наружному диаметру Da ни
df Прн плоской, форме дна впаднны ^fmax = 7)—2,2m
При закругленной форме дна впа- дины dfmax = D—2,76m
По внутреннему диаметру D, При плоской форме дна впаднны H16
При закругленной форме дна впа- днны ^/max = Z) 4-0,44m
da d9, hll, Ы2
219
Таблица 6.27. Рекомендуемые допуски радиального биения Fr (по СТ СЭВ 259-88)
Степень точности Модуль, мм Диаметр делительной окружности, мм S л S J J Модуль, мм Диаметр делительной окружности, мм
от до ДО 12 св. 12 до 25 1 св. 25 до 50 св. 50 до 100 св. 100 до 200 св. 200 до 400 св. 400 от до до 12 св. 12 до 25 св. 25 до 50 св. 50 до 100 св. 100 до 200 св. 200 до 400 св. 400
Fr.
0,5 1,5 6 7 8 9 10 — —
5 2 4 — 8 9 10 11 12
5 10 — — 10 11 12 14 16
0,5 !,5 9 10 11 12 14 — —
6 2 4 — 11 12 14 16 18 —
5 10 — — 14 16 18 20 22
0,5 1,5 12 14 16 18 20 — —
7 2 4 — 16 18 20 22 25 —
5 10 — — 20 22 25 28 32
0.5 1,5 18 20 22 25 28 — —
8 2 4 — 22 25 28 32 36 —
5 10 — — 28 32 36 40 45
мкм
0,5 1,5 25 28 32 36 40 — —
2 4 __ 32 36 40 45 50 —_
9 5 10 — — 40 45 50 56 63
0,5 1,5 36 40 45 50 56 — —
10 2 4 — 45 50 56 63 71 —
5 10 — — 56 63 71 80 90
0,5 1,5 50 56 63 71 80 —
11 2 4 — 63 71 80 90 100 —
5 10 — — 80 90 100 112 125
Таблица 6.21. Поля допусков и посадки по боковым поверхностям зубьев
эвольвентных шлицевых соединений (по СТ СЭВ 259—88)
Поле допуска толщины зуба вала
Поле допуска ширины впадины втулки 9г 8р 7п 8k 711 9h 7f 8f 10J
Посадки
7Н* 7Н 9г 7Н 8Р 7Н 7п 7Н ’ 8k 7Н 7h
9Н* НН 9Н 8k 9Н 9h 9Н 9g 911 7f 9H 81 пн lOd
Примечания:
1. Поля допусков, выделенные жирным шрифтом, являются предпочтительными для посадок с зазором.
2. Допускается применение других посадок, образованных сочетанием полей допусков втулки н вала.
* Для термообработанных деталей допускается применять поле допуска на два квалитета грубее, т. е. 9Н вместо 7Н, ИН
вместо 9Н, если это не влияет на работоспособность соединения.
220
Таблица 6.22. Предельные отклонения ширины впадины втулки (по СТ СЭВ 259—88)
Поле допуска Модуль, мм Обозначение Диаметр делительной окружности, мм
До 12 Си. 12 до 25 Св. 25 до 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 400 Св. 400
Предельное отклонение, мкм
7Н От 0,5 до 1,5 ES Е1е EI +25 +9 0 +28 + 10 0 +32 + 12 0 +36 + 14 0 +40 + 15 0 __
От 2 до 4 ES Е1е EI — +32 + 12 0 +36 + 14 0 +40 + 15 0 +45 + 17 0 +50 + 18 0 —
От 5 до 10 ES Е1е EI — — +40 + 15 0 +45 + 17 0 +50 + 1» 0 +56 +20 0 +63 +23 0
9Н От 0,5 до 1,5 ES Е1е EI +50 + 18 0 +56 +20 0 +63 +23 0 +71 +26 0 +'80 +30 0 — —
От 2 до 4 ES EL EI — +63 +23 0 +71 +26 0 +80 +30 0 +90 +34 0 + 100 +37 0 __
От 5 до 10 ES Ek EI — — +80 +30 0 +90 +34 0 + 100 +37 0 + 112 +41 0 + 125 +45 0
НН От 0,5 до 1,5 ES Е1е EI + 100 +37 0 +112 +41 0 + 125 +45 0 + 140 +50 0 + 160 +60 0 — —
От 2 до 4 ES Е1е EI — + 125 +45 0 + 140 +50 0 + 160 +60 0 + 180 +68 0 +200 +75 0 —
От 5 до 10 ES Е1е EI — + 160 +60 0 + 180 +68 0 +200 +75 0 +224 +84 0 +250 +90 0
Таблица 6.23. Предельные отклонения толщины зуба вала (по СТ СЭВ 259—88)
Поле допуска Модуль, мм Обозначение Диаметр делительной окружности, мм
До 12 Св. 12 до 25 Св. 25 до 50 Св. 50 до 100 Св. 100 до 200 Сй. 200 до 400 Св. 400
Предельное отклонение. мкм
es +64 +72 +80 +88 + 100 — —
От 0,5 до 1,5 ese +46 +52 +57 +62 +70 — •— —
ci + 14 + 16 + 17 + 17 +20 —
es +80 +88 + 100 + 112 + 128 —
От 2 до 4 ese -— +57 +62 +70 +78 +91 —-
9г ei — + 17 + 17 +20 +22 +28 —
От 5 до 10 es + 100 + 112 + 128 + 144 + 160
ese — -—. +70 + 78 +91 + 103 + 115
ei — — +20 +22 +28 +32 +35
221
II(юдолжение гибл. 6.23
Поле допуска Модуль, мм Обозначение Диаметр делительной окружности, мм
До 12 Св. 12 до 25 Св. 25 до 50 Св, 50 до 100 Св 100 др 200 Си 200 до 400 Св. 100
Предельное отклонение, мкм
8р От 0,5 до 1,5 es ese ei 4-48 4-34 4-12 4-54 4-39 4-14 4-60 4-43 4-15 +6G +4» 4-16 4-75 +55 4-19 — -
От 2 до 4 es ese ei — 4-60 4-43 4-15 4-66 4-48 4-16 + 75 +55 4-19 +84 4-61 4-21 +96 + 70 4-25 -
От 5 до 10 es ese ci — — 4-75 +55 4-19 + 84 4-61 4-21 +96 4-70 4-25 + 108 +78 +28 + 120 4 86 430
7п От 0,5 до 1,5 es ese ei 4-32 4-23 4-7 4-36 4-26 4-8 +40 +28 4-8 4-44 4-30 4-8 +50 +35 4-Ю - --
От 2 до 4 es ese ei — 4-40 4-28 4-8 -|-44 4-30 4-8 +50 +35 4-Ю 456 +39 4 11 4 64 +46 414 —
От 5 до 10 es ese ei — — +50 +35 4-Ю 4-56 +39 4-Н +64 4-46 4-14 4-72 +52 + 16 4-80 4-57 + 17
8k От 0,5 до 1,5 es ese ei 4-16 4-2 —20 4-18 4-3 —22 +20 4-3 -25 +22 4-4 -28 4-25 4- 5- -31 — —
От 2 до 4 es ese ei — 4-20 4-3 —25 +22 4-4 -28 +25 4-5 —31 +28 4-5 - 35 +32 4-6 -39 -
От 5 до 10 es ese ei — — 4-25 4-5 —31 + 28 4-5 —35 +32 4-6 -39 +36 4-6 —44 +40 +6 -50
7h От 0,5 до 1,5 es es© ei 0 —9 —25 0 — 10 —28 0 — 12 -32 0 — 14 -36 0 -15 —40 — —
От 2 до 4 es ese ei — 0 — 12 —32 0 — 14 -36 0 — 15 —40 0 -17 -45 0 — 18 -50 —
От 5 до 10 es ese ei — — 0 -15 —40 0 — 17 -45 0 — 18 -50 0 —20 —56 0 -23 —63
9li От 0,5 до 1,5 es ese ei 0 — 18 —50 0 —20 —56 0 —23 —63 0 —26 —71 0 -30 —80 — —
От 2 до 4 es ese ei — 0 —23 —63 0 —26 —71 0 -30 —80 0 —34 —90 0 -37 —100 —
От 5 до 10 es ese ei — — 0 -30 —80 0 —34 —90 0 —37 -100 0 —41 —112 0 —45 — 125
222
Продолжение табл. 6.23
Поле допуска Модуль, мм Обозначение Диаметр делительной окружности, мм
До 12 Св. 12 До 25 Св.25 до 50 Св. 50 до 100 Св. 100 до 200 Св.200 до 400 Св.400
Предельное отклонение, мкм
CS —8 —9 — 10 —11 —12
От 0.5 до 1,5 ese —26 —29 —33 —37 —42 — —
ei —58 —65 —73 —82 —92 — —
es —10 — 11 — 12 —14 —16
91J От 2 до 4 ese .—. —33 —37 —42 —48 —53 ——
ei — —73 —82 —92 —104 —116 —•
es — 12 —14 —16 — 18 —20
От 5 до 10 ese — —. —42 —48 —53 —59 —65
ei — — —92 — 104 —116 —130 —145
es —16 —18 —20 —22 —.25 — —
От 0,5 до 1,5 ese —24 —28 —32 —36 —40 — —•
ei —41 —46 —52 —58 —65 — —
es —20 —22 —25 —28 —32 —
7f От 2 до 4 ese . — —32 —36 —40 —45 —50 ——
ei — —52 —58 -65 —73 —82 —
es —25 —28 -32 —36 —40
От 5 до 10 ese • .—. —40 —45 —Л) —56 —63
ei — — —65 —73 —82 —92 —103
es —16 —18 —20 —22 —25 — —
От 0,5 до 1,5 ese —30 —33 —37 —40 —45 —— —
ei —32 —5» —65 —72 —81 — —
es —20 —22 —25 —28 —32 —
81 От 2 до 4 ese —— -37 —40 —45 —51 —58 —
ei — —65 —72 —81 -91 —103 —
es —25 —28 —32 —36 —40
От 5 до 10 ese .— —. —45 —51 —58 —66 —74
ei — — —81 —91 —103 —116 —130
es —32 —36 —40 —44 —50 — —
От 0,5 до 1,5 ese —50 —56 —63 —70 —80 —- —
ei —82 —92 —103 —115 —130 — —
es —40 —44 —50 —56 —64 —
<М От 2 до 4 ese .—1 —63 —70 —80 —90 —101 -—.
ei —. — 103 — 115 —130 —146 —164 —
es —50 —56 —64 —72 —80
От 5 до 10 ese ei — — —80 —130 —90 —146 -101. —164* —113 —184 —125 —205
es —32 -36 —40 —44 -50 —
От 0,5 до 1,5 ese —58 —66 —74 —81 —91 —- .—~
ei —102 —116 —130 —144 —162 — —
es —40 —44 —50 —56 —64 —
lOd От 2 до 4 ese .— —74 —81 —91 —101 —114 ——
ei — —130 —144 —162 —181 —204 —
es —50 —56 —64 —72 —80
От 5 до 10 ese —— —. —91 —101 —114 —132 —148
ei — — —162 —181 —204 —232 —260
223
Продолжение табл. 6.23
Поле допуска Модуль, мм Обозначение Диаметр делительной окружности, мм
До 12 Св. 12 до 25 Св. 25 до 50 Св. 50 до 100 Св. 100 до 200 Св. 200 до 400 Св. 400
Предельное отклонение, мкм
11с От 0,5 до 1,5 es ese ei —48 —85 — 148 —54 —95 —166 —60 —105 — 185 —66 —116 —206 —75 —135 —235 — —
От 2 до 4 es ese ei — —60 —105 — 185 —66 —116 , —206 —75 — 135 —235 —84 —152 —264 —96 —171 —296 —
От 5 до 10 es ese ei — —75 —135 —235 —84 — 152 —264 —96 —171 —296 — 108 —192 —332 — 120 —210 —370
На От 0,5 до 1,5 es esc ei —80 — 117 — 180 —90 -131 -202 — 100 — 145 —225 — НО — 160 —250 -125 — 185 —285 — —
От 2 до 4 es ese ei — — 100 — 145 —225 — НО — 160 —250 — 125 — 185 —285 — 140 —208 —320 —160 —235 —360 —
От 5 до 10 es ese ei 1 1 1 — 125 — 185 —285 —140 —208 —320 — 160 —235 —360 — 180 —264 —404 —200 —290 —450
Таблица 6.25.
метров при центрировании по внутреннему
(ио СТ СЭВ 259—88)
Поля допусков центрирующих диа-
диаметру
Таблица 6.24. Поля допусков центрирующих диаметров прн цен-
трировании по наружному диаметру (по СТ СЭВ 259—88)_______
Цент- риру- Ю1ЦНН диа- метр Поле допуска
Ряд 1 Ряд 2
Н7 Н8
d« пб js6 к 17 пб 66 до 17
Примечание. При выборе полей допусков ряд 1 следует
предпочитать ряду 2.
Раздел?
УГЛЫ И КОНУСЫ
Основные нормы взаимозаменяемости в рамках СЭВ и
иальные значения углов призматических элементов и конусов,
этих документов приведен в табл. 7.1. кроме того, имеется ряд
раиичеиной областью применения |(конусов для крепления
др.), сведения о которых в справочнике не приводятся.
ИСО содержат нормативно-технические документы иа иоми-
а также допуски углов, допуски и посадки конусов. Перечень
стандартов иа номинальные размеры и допуски конусов с ог-
инструмеитов, для подшипников качения, для концов валов и
Глава 7.1
НОРМАЛЬНЫЕ УГЛЫ
Нормальные углы по СТ СЭВ 513—77 приведены в табл.
7.2. Для призматических деталей (рис. 7.1) кроме углов, при-
веденных в табл. 7.2, допускается применение значений укло-
нов и соответствующих им. углов, указанных в табл. 7.3. В
информационном приложении к СТ СЭВ 513—77 приведены
значения нормальных углов в радианах. Угловые размеры по
СТ СЭВ 513—77 распространяются иа изделия машинострое-
ния и рекомендуются для применения в других отраслях про-
мышленности. Они не распространяются иа углы, связанные
расчетными зависимостями с другими принятыми размерами
и иа углы конусов по СТ СЭВ 512—77.
Стандарт ИСО распространяется иа углы и уклоны призм
и уклоны клиньев и ие содержит значений, приведенных в ря-
ду 3 по СТ СЭВ 513—77;
дополнительно приведены углы специального назначения 50°
и 108°.
Рис. 7.1. Уклон в кли-
ньях:
H—h
S=-L~
=tg₽
Глава 7.2
НОРМАЛЬНЫЕ КОНУСНОСТИ И углы КОНУСОВ
7.2.1. СТ СЭВ 512—77
Стандарт устанавливает нормальные конусности и углы
конусов для гладких конических элементов деталей в соответ-
ствии с рис. 7.2 и табл. 7.4. Стандарт не распространяется иа
конусности и углы конусов специального применения, но до-
пускает эти конусности в обоснованных случаях, если приме-
нение нормальных конусностей и углов конусов не обеспечи-
вает требования, предъявляемые к изделиям.
Конусности и углы конусов по ИСО 1119—1975 соответ-
ствуют СТ СЭВ 512—77.
7.2.2. КОНУСНОСТИ СПЕЦИАЛЬНОГО
НАЗНАЧЕНИЯ
Конусности (н углы конусов) специального назначения
распространяются, как правило, иа определенные изделия и
устанавливаются в стандартах иа эти изделия.
В стандарте ИСО 1119—1975 даны сводные таблицы конус-
ностей специального иазиачеиня. Специальные конусности для
инструментальных конусов, получившие широкое применение
В промышленности стран—членов СЭВ, приведены в табл. 715.
15 Зак. 750
225
Глава 7.3
ДОПУСКИ УГЛОВ
7.3.1. СТ СЭВ 178—75
Стандарт СЭВ распространяется иа допуски углов конусов
и призматических элементов деталей с длиной меньшей сторо-
ны угла до 2500 мм и не распространяется иа конусы, для ко-
торых задан допуск диаметра TD в любом сечении и откло-
нения угла конуса допускаются в пределах всего поля допус-
ка Т D.
В стандарте устанавливаются следующие виды допусков
углов и их обозначения.
АТ (рнс. 7.3) — допуск угла (разность между наиболь-
шим и наименьшим предельными углами); обобщенное обоз-
начение.
АТ„ — допуск угла, выраженный в угловых единицах;
АТО — округленное значение допуска АТа , выраженное
в градусах, минутах, секундах;
АТ н — допуск угла, выраженный отрезком на перпенди-
куляре к короткой стороне угла, противолежащим углу АТа
иа расстоянии £> от вершины угла (относится к призматичес-
ким элементам);
ATd — допуск угла конуса, выраженный допуском иа
разность диаметров в двух нормальных к оси конуса сечени-
ях на заданном расстоянии L между ними; определяется по
перпендикуляру к оси конуса.
Устанавливаются 17 степеней точности: 1, 2,...17. Число-
вые значения допусков углов для этих степеней точности при-
ведены в табл. 7.6.
Допуск угла по заданной степени точности обозначается
буквами АТ и номером степени точности, например, АТ5, АТ8.
Допускается при необходимости определять допуски точ-
нее, чем по 1-й степени точности, путем последовательного де-
ления допусков 1-й степени точности иа коэффициент 1,6.
Полученные таким образом степени точности обозначают-
ся номерами 0; 01 н т. д.
Допуски углов назначаются:
для конусов с конусностью ие более 1:3 — в зависимости
от длины конуса L (рис. 7.3, а);
для конусов с конусностью свыше 1:3 — в зависимости от
длины образующей конуса L, (рис. 7.3, б);
для углов призматических элементов в зависимости от дли-
ны Z-i меньшей стороны угла (рис. 7.3, в).
Значения АТа и микрорадианах, приведенные в табл. 7.7,
являются исходными для определения всех остальных выра-
жений допусков углов.
Значения А1\ рекомендуются для использования при ука-
зании предельных отклонений углов иа чертежах.
Значения АТ и к ATD указаны в табл. 7.6 для крайних
значений интервалов длин L или Lt. Для промежуточных зна-
чений длин значение АТь определяют по формуле
ATh=ATa -Lt-10-3 , (7.1)
где АТ ь — в мкм; AT a —- в мкрад; Дц — в мм.
Значения ATD, приведенные в табл. 7.7, относятся только
к конусам с конусностью ие более 1:3, для которых АТо«АТь-
Для конусов с конусностью более 1:3 ATD определяют по
формуле:
где а — угол конуса.
Допуск угла может быть расположен относительно номи-
нального угла в плюс (обозначается -|-АТ), в минус (—АТ)
или симметрично (±—g )—рис. 7.4. В обоснованных случаях
может применяться иное расположение допуска.
Стандарт ИСО 1947—1973 в основном соответствует СТ <
СЭВ 178—75. Отличия от СТ СЭВ 178—75 следующие.
1. Область распространения непосредственно ограничена
конусами с конусностью от 1:3 до 1:500 и длиной от 6 до
630 мм.
2. Стандарт содержит только 12 степеней точности (соот-
ветствуют степеням точности 1—12 по СТ СЭВ 178—75). До-
226
Рис. 7.3. Допуски углов:
а — для конусов с конусностью до 1:3: б — для
конусов с конусностью св. 1:3: в — для призма-
тических деталей
Рис. 7.4. Расположение допуска угла относительно номиналь-
ного угла а:
о — для призматических деталей: б — для конусов
пуски, аналогичные 16 н 17 степеням точности по СТ СЭВ
178—75 содержатся в другом стандарте ИСО 2768—1973 и
предназначены для угловых размеров с неуказанными допус-
ками (см..гл. 3.1).
3. Не приведены значения АТа , отсутствуют обозначе-
ния АТд.
Таблица 7.1. Перечень нормативно-технических документов иа углы и конусы, сведения о которых приведены в разделе 7
Кем примят документ Обозначение документа Наименование документа Кем принят документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 512—77 Основные нормы взаимоза- меняемости. Нормальные ко- нусности и углы конусов СЭВ СТ СЭВ 3332—81 ЕСКД СЭВ. Правила нане- сения размеров, допусков и посадок конусов
СТ СЭВ 513—77 СТ СЭВ 178—75 СТ СЭВ 1779—79 СТ СЭВ 1780—79 Основные нормы взаимоза- меняемости. Нормальные углы Основные нормы взаимоза- меняемости. Допуски углов Основные нормы взаимоза- меняемости. Конусы и кони- ческие соединения. Термины и определения Основные нормы взаимоза- меняемости. Система допусков и посадок для конических сое- динений • исо ИСО 2538—1974 ИСО 1119—1975 ИСО 1947—1973 ИСО 5166—1982 ИСО 3040—1974 Ряды углов и уклонов клинь- ев и призм Ряды конусностей и углов конусов Система допусков конусов с конусностью от 1:3 до 1:500 и длиной от 6 до 630 мм Система конических посадок для конусов с конусностью от 1:3 до 1:500, длиной от 6 до 630 мм и диаметром до 500 мм Технические чертежи. Нане- сение размеров и допусков ко- нусов
Таблица 7.2. Нормальные углы (по СТ СЭВ 513—77) Таблица 7.3. Нормальные уклоны
Ряды Ряды н Угл« уклона (по С1 СЭВ 513—77)
1 2 3 1 2 3 1 2 3 1 2 3 Уклон Угол уклона
0° 30' 1° 2° 3° 4° 15' 45' 1°30' 2°30' 5° 15° 20° 6° 7° 8° 10° 9° 12° 18° - 22° 25° 30° 45° 60° 40° 75° 35° 50° 55° 65° 70° 90° 120° 80° 1 :500 85° 1 :200 100° 110° 1:100 135° 1 :50 150° 165° 1 :20 180° 270° 1 : 10 360° 6'52, 5" 17'11,3" 34'22,6" 1°8'44,7" 2°51'44,7" 5°42'38,1"
Примечание. При выборе углов ряд 1 следует предпочитать ряду 2, а ряд 2 — ряду 3.
Таблица 7.4. Нормальные конусности и углы конусов (по СТ СЭВ 512—77)
Обозначение конуса Конусность С Угол конуса а
Ряд 1 Ряд 2 Град., мин, с рад
1 : 500 1 :500 0,002 000 0 6'52,5" 0,002 000 0
1 : 200 1 :200 0,005 000 0 17'11,3" 0,0050000
1 : 100 1 : 100 0,010 0000 34'22,6" 0,010 000 0
1 : 50 1 :50 0,0200000 1°8'45,2" 0,019 9996
1 :30 1 :30 0,033 333 3 1°54'34,9" 0,0333304
1 : 20 1 :20 0,050 000 0 2°5Г51,1" 0,049 989 6
1 : 15 1 : 15 0,066 666 7 3°49'5,9" 0,066 642 0
1 : 12 1 : 12 0,083 333 3 4°46'18,8" 0,083 285 2
1 : 10 1 : 10 0,100 000 0 5°43'29,3" 0,099 916 8
1 :8 1 :8 0,125 0000 7°9'9,6" 0,124 837 6
1 :7 1 : 7 0,142 857 1 8°10'16,4" 0,142 614 8
1 : 6 1 :6 0,166 666 7 9°31 '38,2" 0,166 2824
1 :5 1 :5 0,200 000 0 11°25'16,3" 0,199 337 4
1 :4 1 :4 0,250 000 0 14°15'0,1" 0,248 710 0
1 :3 1 :3 0,333 333 3 18°55'28,7" 0,330 297 2
30° 1 : 1,866 025 0,5358985 30° 0,523 598 8
45° 1 : 1,207 107 0,828 426 9 45° 0,785 3982
60° 75° 1 : 0,866 025 1,154 701 0 60° 1,047 197 6
1 :0,651 613 1.534 653 2 75° 1,308 997 0
90° 1 :0,500 000 2,000 000 0 90° 1,570796 4
120° 1 :0,288 675 3,464 103 2 120° 2,094 395 2
Примечания:
1. Значения конусности или угла конуса, указанные в графе «Обозначение конуса», приняты за исходные при расчете дру-
гих значений, приведенных в таблице.
2. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
15*
227
Таблица 7.5. Конусности специального применения для инструментальных конусов (по стандарту ИСО 1119—1975)
Наименование конуса Конусность С Угол конуса а Наименование конуса Конусность С Угол конуса а
Конус Морзе 0 1 : 19,212 2°58'5.3,8" Конус Морзе 4 1 : 19,254 2°58'30,6"
» » 1 1 : 20,047 2°51'26,7" » » 5 1 : 19,002 3°0'52,4"
» » 2 1 : 20,020 2°5Г41" » » 6 1 : 19,180 2°59'11,7"
» » 3 1 : 19,922 2°52'31,5" 7:24 16°35'39,4"
Таблица 7.6. Дс >пуски углов (по СТ С^ ЭВ 178—75)
Степень точности
ATI АТ2 АТЗ АТ4
Интервал длин L, Lt мм АТ а АТ а АТ„ (АТ D* АТ а ATh (АТ D1 АТ а АТ а ATh <atd> АТ а АТ« АТ„ ( АТ D*
мкрад С МКМ мкрад с мкм мкрад с мкм мкрад С мкм
До 10 50 10" 0,5 80 16" 0,8 125 26" . . . 1,3 200 40" . 2,0
Св. 10 до 16 40 8" 0,4 . . 0,6 63 12" 0,6 . . 1,0 100 20" 1,0 . . . 1,6 160 32" 1.6. 2.5
» 16 » 25 31,5 6" 0,5 . . . 0,8 50 10" 0,8 . . 1,3 80 16" 1,3 ... 2,0 125 26" 2.0 . . . 3,2
25 40 25 5" 0,6 . . 1,0 40 8" 1,0 . . 1,6 63 12" 1,6 ... 2.5 100 20" 2,5 . . . 4,0
40 63 20 4" 0,8 . 1,3 31,5 6" 1,3 . . 2,0 50 10" 2,0 ... 3,2 80 16" 3.2 . . . 5,0
» 63 » 100 16 3" 1,0 . . 1,6 25 5" 1,6 . . 2,5 40 8" 2,5 . . . 4,0 63 12" 4,0 . . 6.3
100 » 160 12,5 2,5" 1,3 . . 2,0 20 4" 2,0 . . 3,2 31,5 6" 3,2 . . . 5,0 50 10" 5,0 . . . 8,0
160 » 250 10 2" 1,6 . . 2,5 16 3" 2,5 . . 4,0 25 5" 4,0 . . . 6.3 40 8" 6,3 . 10.0
250 » 400 8 1,5" 2,0 . . . 3,2 12,5 2,5" 3,2 . . 5,0 20 4" 5,0 . . . 8,0 31,5 6" 8,0 . . 12,5
400 » 630 6,3 1" 2,5 . . 4,0 10 2" 4,0 . . 6,3 16 3" 6,3 . . . 10,0 25 5" 10 . . . 16,0
630 » 1000 — — — — — — — — — 20 4" 12,5 ... 20,0
1000 1600 — — — — — — — — 16 3" 16 . . . 25,0
1600 2500 — — — -- — — — — 12,5 2,5" 20 . 32,0
Про&>лжение тиол. 7.6
Степень точности
АТ5 А Тб АТ7 АТ8
Интервал длин L, Lt мм АТ« АТд ATh <ATd> АТ» АТ; ать <atd> АТ« ат; ать ‘atd> AT AT' ATh (АТ ) а а n D
мкрад мин. с мкм мкрад мин. с мкм мкрад мнн. с мкм мкрад мии. с мкм
До 10 315 1' ... 3,2 500 1'40" ... 5 800 2'30" ... 8 1250 4' ... 12,5
Св. 10 до 16 250 50" 2,5 ... 4 400 1'20" 4 ... 6,3 630 2' 6,3 .. . 10 1000 3' 10 ... 16
» 16 » 25 200 40" 3,2 ... 5 315 1' 5 ... 8 500 1'40" 8 . . . 12.5 800 2'30" 12,5 ... 20
» 25 » 40 160 32" 4 ... 6,3 250 50" 6,3 .. . 10 400 1'20" 10 ... 16 630 2' 16 ... 25
» 40 » 63 125 26" 5 ... 8 200 40" 8 ... 12,5 315 1' 12,5 ... 20 500 1'40" 20 ... 32
» 63 » 100 100 20" 6,3 .. . 10 160 32" 10 ... 16 250 50" 16 ... 25 400 1'20" 25 ... 40
» 100 » 160 80 16" 8 . . . 12,5 125 26" 12,5 ... 20 200 40" 20 ... 32 315 1' 32 ... 50
» 160 » 250 63 12" 10 ... 16 100 20" 16 ... 25 160 32" 25 ... 40 250 50" 40 ... 63
» 250 » 400 50 Ю" 12,5 ... 20 80 16" 20 ... 32 125 26" 32 ... 50 200 40" 50 ... 80
» 400 » 630 40 8" 16 ... 25 63 12" 25 ... 40 100 20" 40 ... 63 160 32" 63 . . 100
» 630 » 1000 31,5 6" 20 ... 32 50 10" 32 ... 50 80 16" 50 ... 80 125 26" 80 . . . 125
>4 looo » 1боо 25 5" 25 ... 40 40 8" 40 ... 63 63 12" 63 ... 100 100 20" 100 .160
> 1600 » 2500 20 4" 32 . . . 50 31,5 6" 50 ... 80 * 50 10" 80 . . . 125 80 16" 125 ... 200
22S
табл. 7.6
Степень точности
АТ9 АТ10 АТ11
Интервал длин L, Lt мм АТ а АТ« ATh (ATd) АТ а ATh (АТр) АТ а АТ« ATh (ATd)
мкрад мин, с мкм мкрад мин, с МКМ мкрад мнн, с МКМ
До 10 2000 6' . . 20 3150 10' . . . 32 5000 16' . . 50
Св. 10 до 16 1600 5' 16 . . 25 2500 8' 25 . . . 40 4000 12' 40 . . 63
» 16 » 25 1250 4' 20 . . 32 2000 6' 32 . . . 50 3150 10' 50 . . 80
» 25 » 40 1000 3' 25 . . 40 1600 5' 40 . . 63 2500 8' 63 . . 100
» 40 » 63 800 2'30" 32 . . 50 1250 4' 50 . . 80 2000 6' 80 . . 125
» 63 » 100 630 2' 40 . . 63 1000 3' 63 . . 100 1600 5' 100 . . 160
» 100 » 160 500 1'40" 50 . . 80 800 2'30" 80 . . 125 1250 4' 155 . . 200
» 160 » 250 400 1'20" 63 . . . 100 630 2' 100 . . 160 1000 3' 160 . . . 250
» 250 » 400 315 1' 80 . . . 125 500 1'40" 125 . . 200 800 2'30" 200 . . . 320
» 400 » 630 250 50" 100 . . . 160 400 1'20" 160 . . 250 630 2' 250 . . . 400
» 630 » 1000 200 40" 125 . . . 200 315 1' 200 . . 320 500 1'40" 320 . . . 500
» 1000 » 1600 160 32" 160 . . . 250 250 50" 250 . . 400 400 1'20" 400 . . . 630
» 1600 » 2500 125 26" 200 . . . 320 200 40" 320 . . 500 31.5 1' 500 . . . 800
Продолжение табл. 7.6
Степень точности
ATI 2 АТ13 АТ14
Интервал длин £, Lj мм АТ а ATh <atd) АТ а АТ« ATh (atd) АТ а АТ« ATh (ATd)
мкрад мин, с мкм мкрад мин, с МКМ мкрад град, мии МКМ
До 10 8000 26' . . 80 12500 40' * ..125 20000 1° ...200
Св. 10 до 16 6300 20' 63 . . 100 10000 32' 100 ..160 16000 50' 160 ...250
» 16 •» 25 5000 16' 80 . . 125 8000 26' 125 ..200 12500 40' 200 ..320
» 25 » 40 4000 12' 100 . . 160 6300 20' 160 ..250 10000 32' 250 ..400
40 » 63 3150 10' 125 . . 200 5000 16' 200 ..320 8000 ' 26' 320 ..500
63 » 100 2500 8' 160 . . 250 4000 12' 250 ..400 6300 20' 400 ..630
100 » 160 2000 6' 200 . . 320 3150 10' 320 ..500 5000 16' 500 ..800
» 160 » 250 1600 5' 250 . . . 400 2500 8' 400 ..630 4000 12' 630 ..1000
» 250 » 400 1250 4' 320 . . . 500 2000 6' 500 ...800 3150 10' 800 ..1250
» 400 » 630 1000 3' 400 . . . 630 1600 5' 630. ..1000 2500 8' 1000. ..1600
» 630 » 1000 800 2'30" 500 . . . 800 1250 4' 800. ..1250 2000 6' 1250. ..2000
» 1000 » 1600 630 2' 630 . .. 1000 1000 3' 1000. ..1600 1600 5' 1600. .. 2500
» 1600 » 2500 500 1'40" 800 . .. 1250 800 2'30" 1250. . 2000 J250 4' 2000. ..3200
229
Продолжение табл. 7.6
Степень точности
ATI 5 ATI 6 АТ17
Интервал длин L, Lt мм АТ а АТа ATh (atd) AT а А< АТ1> <atd) АТ а , АТп ATh (ATd)
мкрад град, мии МКМ мкрад град, мин МКМ мкрад град, мин МКМ
До 10 31500 1°40' ..320 50000 2° . . 0,5 80000 4° . . 0,8
Св. 10 до 16 25000 1°20' 250. ..400 40000 0,4 . . . 0,63 63000 6,3 . . . 1
» 16 25 20000 1° 320. ..500 31500 1° 0,5 . . . 0,8 50000 2° 0,8 . . . 1,25
» 25 40 16000 50' 400. ..630 25000 0,63 . . 1 40000 1 . 1.6
» 40 » 63 12500 40' 500. ..800 20000 0,8 . . . 1.25 31500 1Д5 . . 2
» 63 » 100 10000 32' 630. .. юоо 16000 40' 1 . . 1.6 25000 Г 20' 1,6 . . 2,5
» 100 » 160 8000 26' 800. ..1250 12500 1,25 . 2 20000 2 . . 3,2
» 160 » 250 6300 20' 1000 ..1600 10000 1,6 . . 2,5 16000 2.5 . . 4
250 » 400 5000 16' 1250 ..2000 8000- 20' 2 . . 3,2 12500 40' 3,2 . . 5
400 630 4000 12' 1600 ..2500 6300 2.5 . . 4 10000 4 . . 6,3
» 630 » 1000 3150 Ю' 2000 ..3200 5000 3,2 . . 5 8000 5 . . 8
» 1000 » 1600 2500 8' 2500 .4000 4000 10' 4 . . 6,3 6300 20- 6,3 . . 10
» 1600 2500 2000 6' 3200 . 5000 3150 5 . . 8 5000 8 . . 12,5
Глава 7.4
ДОПУСКИ И ПОСАДКИ КОНУСОВ
В пп. 7.4.1—7.4.5 изложены основные положения стандар-
тов СЭВ, определяющих допуски и посадки конусов. В
п. -7.4.6 приведены краткие сведения по сопоставлению стан-
дартов СЭВ и ИСО иа конические посадки.
7.4.1. КОНИЧЕСКИЕ СОЕДИНЕНИЯ
Коническим соединением называется соединение наружно-
го и внутреннего конусов, имеющих одинаковые номинальные
углы конусов или номинальные конусности.
Наружным конусом называется коническая деталь или
конический элемент (часть детали), наружная поверхность
которых коническая. Внутренним конусом называется кони-
ческая деталь нли конический элемент, внутренняя поверхность
которых коническая. В необходимых случаях для обозначе-
ния параметров наружного конуса применяют индекс <е»,
внутреннего конуса — индекс «1». Коническое соединение ха-
рактеризуется конической посадкой и базорасстоянием.
Коническая посадка — характер конического соединения,
определяемый разностью (до сборки) диаметров внутреннего
и наружного конусов в их поперечных сечениях, совмещаемых
после фиксации взаимного осевого положения конусов. Так же,
как и в цилиндрических соединениях, разность диаметров внут-
реннего и наружного конусов называют зазором, если диаметр
внутреннего конуса больше диаметра наружного конуса, и на-
тягом, если до сборки диаметр наружного конуса больше ди-
аметра внутреннего конуса. Особенность конических посадок
состоит в том, что их характер определяется после фиксации
взаимного осевого положения сопрягаемых конусов.
Конические посадки подразделяются на посадки с зазо-
ром, посадки с натягом и переходные.
По способу фиксации взаимного осевого положения кони-
ческие посадки подразделяются на:
посадки с фиксацией путем совмещения конструктивны^
элементов сопрягаемых конусов (на рис. 7.5 буртик наружно-
го конуса совмещается с торцем внутреннего). Прн этом воз-
можно получение посадок с зазором, натягом и переходных;
посадки с фиксацией по заданному осевому расстоянию
Zpf между базовыми плоскостями сопрягаемых конусов
(рис. 7.6), при этом возможно получение посадок с зазором.
Рис. 7.5. Конические посадки с фиксацией путем сов-
мещения конструктивных элементов сопрягаемых ко-
нусов:
п — посадка с зазором; 6 — ш-релодпаи посадка; « noca'lK.-i с
па ин ом
230
Рис. 7.6. Конические посадки с фиксацией по заданному
осевому расстоянию между базовыми плоскостями со-
прягаемых конусов:
и — посадка с зазором; б -- переходная посадка; в — посадка с
натягом
натягом и переходных;
посадки с фиксацией по заданному осевому смещению Еа
сопрягаемых конусов от нх начального положения (рис. 7.7):
Рис. 7.7. Конические посадки с фиксацией по заданному осе-
вому смещению сопрягаемых конусов от их начального по-
ложения:
а — посадка с зазором; б — посадка с натягом; 1 — конечное поло-
жение; 2 — начальное положение; 3—наружный конус; 4—внут-
ренний конус
При данном способе фиксации осевого положения конусов
возможно получение посадок с зазором или с натягом.
Под начальным положением Р s понимается взаимное осе-
вое положение наружного и внутреннего конусов, соответст-
вующее их соприкосновению без приложения усилия. Конеч-
ное положение Р f — взаимное осевое положение сопрягаемых
конусов, которое оин занимают после достижения заданного
осевого смещения относительно начального положения или
после приложения заданного усилия запрессовки.
Осевым смещением Е а называют осевое расстояние меж-
ду конечным и начальным положениями. Различают осевое
смещение зазора EaS, направленное на разъединение сопряга-
емых конусов, и осевое смещение натяга , направленное
на их сближение. Осевое смещение задают в виде двух пре-
дельных значений (наибольшего Еатм н наименьшего Ешп1п);
посадки с фиксацией по заданному усилию запрессовки
Л» , прилагаемому в начальном положении сопрягаемых кону-
сов (рис. 7.8); возможно получение только посадок с натягом.
Базорасстоянием соединения гр называют расстояние меж-
ду базовыми плоскостями сопрягаемых конусов. Различают
начальное z ps н конечное zpf базорасстояния соединения, оп-
ределяемые по сопрягаемым конусам в их начальном н конеч-
ном положениях (см. рис. 7.8).
Каждое нз этих базорасстояний может характеризоваться
предельными значениями (наибольшим и наименьшим) н до-
пуском.
Рис. 7.8. Коническая посадка с
фиксацией по заданному усилию
запрессовки:
I — конечное положение: 2 — началь-
ное положение; 3 — наружный ко-
нус; 4 — внутренний конус
7.4.2. ДОПУСКИ КОНУСОВ
Для конусов устанавливаются допуски следующих пара-
метров: диаметра, угла конуса и формы конуса — круглости
и прямолинейности образующей. Эти допуски могут нормнро
ваться двумя способами: совместно или раздельно.
Прн совместном нормировании всех параметров конусов
назначается допуск диаметра конуса в любом сечении .ко-
торый относится к любому поперечному сечению в пределах
длины конуса (рис. 7.9). Допуск TD определяет поле допуска
конуса, ограннчеииое двумя соосными предельными конусами
(наибольшим и наименьшим), между которыми должна распо-
лагаться реальная поверхность конуса. Предельные конусы
имеют номинальный угол н смещены относительно друг друга
вдоль оси так, что в любой плоскости, перпендикулярной к
оси конусов, диаметры наибольшего и наименьшего предель-
ных конусов равны соответственно наибольшему и наимень-
шему предельным диаметрам конуса в данном поперечном се-
чении конуса. Предельными конусами ограничиваются ие толь-
ко отклонения диаметра в любом сеченин конуса, но и откло-
нения угла и формы конуса. При необходимости допуск TD
может быть дополнен более узкими допусками угла и формы
конуса. Назначение допуска диаметра в любом сечении Т D
рекомендуется для конусов, образующих посадки с фиксацией
по конструктивным элементам или по заданному осевому рас-
стоянию между базовыми плоскостями сопрягаемых конусов.
Рис. 7.9. Поле допуска конуса прн заданном допуске диамет-
ра конуса в любом сечении:
1 — реальная поверхность; 2 — поле допуска конуса; 3 — наиболь-
ший предельный конус; 4 — наименьший предельный конус
При раздельном нормировании параметров конусов наз-
начают: допуск диаметра в заданном сечении TDS; допуск уг-
ла конуса АТ, допуск круглости TFR и допуск прямолиней-
ности Т FL. Допуск TDS относится только к диаметру в попе-
речном- сечении, имеющем заданное осевое положение. Задан-
ное сечение может совпадать с одним из оснований конуса.
Раздельное нормирование параметров конуса и назначе-
ние допуска TDS рекомендуется для конусов, образующих по-
садки с фиксацией по заданному осевому смещению от началь-
ного положении или усилию запрессовки конусов, а также для
иесопрягаемых конусов.
231
Вместо диаметров конуса допускается нормировать и кон-
тролировать осевые отклонения конуса. Осевым отклонением
конуса называется осевое расстояние между основной плос-
костью и плоскостью поперечного сечения конуса, в котором
диаметр равен номинальному диаметру конуса в основной
плоскости (рис. 7.10). Осевое отклонение считается положи-
тельным, если оно направлено от основной плоскости в сто-
рону, противоположную вершине конуса, и отрицательным, ес-
ли оно направлено к вершине конуса.
Рис. 7.10. Осевые отклонения конуса:
а — для наружного конуса; б — для внутреннего конуса: / — но-
мииальяый конус; 2 — наибольший предельный конус: 3 — наи-
меньший предельный конус
Основной плоскостью называют плоскость, в которой за-
дают номинальный диаметр конуса. Это может быть большое
н малое основание конуса, или поперечное сечение с задан-
ным осевым положением (рис. 7.11).
Рис. 7.11. Основная (/) и базовая (2) плоскости конуса:
а — наружный конус; б — внутренний.конус
Плоскость, перпендикулярная оси конуса, относительно
которой определяется осевое положение основной плоскости,
называется базовой плоскостью.
БазорасстояниеМ конуса (ге для наружного конуса, Z/—
для внутреннего) называется расстояние между основной и
базовой плоскостями конуса.
Таким образом, осевое отклонение конуса является, по-
существу, отклонением его базорасстояиия.
Предельным отклонениям диаметра конуса соответствуют
предельные осевые отклонения конуса, верхнее и нижнее, при-
чем верхнее (к:евое отклонение (обозначается esz для на-
ружного и ES z для внутреннего конуса) определяется ниж-
ним отклонением диаметра в основной плоскости, а нижнее
осевое отклонение (ei z или Е12 ) определяется верхним от-
клонением диаметра:
1
esz=— -£-ei
eiz=——es
El,=- 4ES
Осевым допуском конуса (T zc для наружного и Т2, для
внутреннего конуса) называется разность между верхним и
нижним осевыми отклонениями конуса. Осевой допуск Tz оп-
ределяется допуском диаметра в основной плоскости конуса:
Tz 7“IT- (~-4)
7.4.3. 5ЫБОР ДОПУСКОВ КОНУСОВ
Поля допусков диаметров наружных и внутренних кону-
сов приведены в табл. 7.7. Они являются ограничительным
отбором из числа полей допусков по СТ СЭВ 144—88 и до-
полнительно к нему содержат поля допусков k8—kl2 и Nil—
—N12. В обоснованных случаях допускается применение дру-
гих полей допусков по СТ СЭВ 144—88. Поля допусков по
табл. 7.7 применяются как для диаметров в любом сечении
конуса, так и для диаметра в заданном сечении. Выбор полей
допусков производится с учетом способа фиксации взаимного
осевого положения сопрягаемых конусов.
В посадках с фиксацией по конструктивным элементам
пли по заданному осевому расстоянию между базовыми плос-
костями следует применять поля допусков не грубее 9-го ква-
лптета. а для внутренних конусов — с основным отклонением
Н.
В посадках с фиксацией по заданному смешению конусов
от их начального положения пли по заданному усилию за-
прессовки следует применять поля допусков 8—12 квалитетов
с основными отклонениями: для внутренних кону ов Н (пред-
почтительно), JS или N, для наружных конусов h, js илн к.
В обоснованных случаях допускаются поля допусков точнее
8-го квалптета.
Предельные отклонения, соответствующие полям допусков,
указанным в табл. 7.7, приведены в гл. 3.1 ив табл. 7.8 для
полей допусков, установленных дополнительно к СТ СЭВ
144—88.
При выбранном поле допуска предельные отклонения оп-
ределяются по номинальному диаметру большого основания
конуса, если задан допуск TD , или по номинальному диамет-
ру в заданном сечении конуса, если задан допуск TDS .
Допуск угла конуса АТ может назначаться в угловых АТа
или линейных AT D единицах н должен соответствовать СТ
СЭВ 178—75 (см. гл. 7.3). При заданном допуске диаметра
конуса в любом сечении TD н полном использовании этого
допуска отклонения угла конуса могут составить (рис. 7.12)
в линейных единицах:
Рис. 7.12. Отклонения угла конуса при полном использовании
поля допуска диаметра Т|,
232
Да Dmax =±TD (7.5), в угловых (мкрад):
Тп 10»
Лашах = ±——(7.6), где L — длина конуса.
Допуск АТ в этом случае следует назначать лишь, если он
должен быть в меиьшнх пределах, чем указанные в (7.5) или
(7.6).
При заданном допуске TDS допуск АТ назначается всег-
да и рекомендуется соблюдать следующие соотношения:
ATD v<TDS (7.7)
AT
При симметричных отклонениях (±—j-):
Tfr<0,25ATd ,
TFL^C0,25ATp .
(7.Н)
АТа =-т^- Ю3. (7.8)
При выборе расположения предельных отклонений угла
конуса следует учитывать его влияние на характер соединения
конусов. Если в начальном положении конусов необходимо
обеспечить их контакт у больших оснований, то для наруж-
ного конуса следует назначать отклонения +АТе, для внут-
ренних —AT j. Такой же характер контакта вероятен при со-
АТ|' АТе
четанни отклонений +АТе и ±—%- или ±—гу-н — ATj . Если
в начальном положении конусов необходимо обеспечить их кон-
такт у малых оснований, то следует назначать отклонения
— ЛТе и 4-ATj . Такой же характер контакта вероятен при со-
ATj АТе
четанни отклонений —АТ еи ± —^гилн ±—2~и +АТ,.
Если характер контакта в начальном положении не имеет
значения и важно лишь обеспечить наименьшие различия меж-
ду углами сопрягаемых конусов, то для наружного и внут-
реннего конусов следует назначать одинаковое расположение
предельных отклонений углов, предпочтительно симметричное
7.4.4. ПОСАДКИ
Зазоры или натяги в посадках с фиксацией по конструк-
тивным элементам или по заданному осевому расстоянию
между базовыми плоскостями сопрягаемых конусов полностью
определяются полями допусков диаметров сопрягаемых кону-
сов. Эти посадки должны назначаться в системе отверстия. В
посадках рекомендуется сочетать поля допусков диаметров на-
ружного и внутреннего ’ конусов одного квалитета. В обосно-
ванных случаях допускаются сочетания полей допусков раз-
ных квалитетов. причем, как и для цилиндрических соедине-
ний, рекомендуется, чтобы больший допуск диаметра казна
чался для внутреннего конуса, а допуски внутреннего и на-
ружного конусов отличались ие более чем иа два квалитета.
В посадках с фиксацией по заданному осевому смещению
сопрягаемых конусов от их начального положения характер
посадки определяется предельными значениями осевого сме-
щения, которые рассчитывают, задавшись предельными зазо-
рами (SmjnH Smax) НЛН ИЭТЯгаМН (A?min и А^шах.) по следую-
щим формулам:
, АТе
(±— и ±
АТ,
Допуски формы конусов: круглости TFR н прямолиней-
ности TFL должны соответствовать СТ СЭВ 636—77.
Прн выбранной степени точности допуск TFR определяется
по номинальному диаметру большого основания конуса, а до-
пуск TFL — по номинальной длине конуса.
При заданном допуске диаметра TD , отклонения формы
ограничиваются полем допуска конуса и при полном исполь-
зовании этого поля могут составить 0,5 TD (рнс. 7.13). До-
пуски формы в этом случае назначают если они должны быть
менее 0,5 TD. При заданном допуске диаметра ТDS рекомен-
дуется, чтобы допуски формы удовлетворяли соотношениям:
в посадках с зазором
Еа Smin ““ ’$т1п
EaSmax “ С '^iriax
в посадках с натягом
________________________1_
EaNmin = С ’^min
1
EaNmax = Q '^max
(7.12)
(7.13)
Рис. 7.13. Отклонения формы конуса при полном использовании
поля допуска диаметра TD :
Значения предельных зазоров или натягов либо принима-
ют такими же, как в аналогичных стандартных посадках ци-
линдрических соединений, либо определяют расчетом или опыт-
ным путем.
Значения усилия запрессовки, задаваемые в посадках с
фиксацией по этому усилию, в стандарте СЭВ ие установлены
и определяются расчетом или опытным путем.
Поля допусков диаметров сопрягаемых конусов в посад-
ках с фиксацией по заданному осевому смещению от началь.
ного положения нлн по заданному усилию запрессовки, влия-
ют не на зазоры или натяги в коническом соединении, а на
начальное базорасстояиие соединения.
7.4.5. СОПОСТАВЛЕНИЕ СТАНДАРТОВ
СЭВ И ИСО НА ДОПУСКИ И ПОСАДКИ
КОНУСОВ
а — отклонение от круглости; б — отклонение от прямолинейности
образующей
tfr<°>5Tds 1
TFLx<0,5Tds Г
Допуски формы рекомендуется увязывать также и с зада-
ваемыми допусками угла конуса. Рекомендуются следующие
соотношения:
При односторонних отклонениях угла конуса ( + АТ нлн
—АТ):
Принятые в СТ СЭВ 1779—79 н 1780—79 основные поня-
тия о конических посадках, их классификация по способам
фиксации взаимного осевого положения сопрягаемых конусов,
понятия об осевых отклонениях конусов, начальных и конеч-
ных положениях н базорасстояииях в коническом соединении,
совместном н раздельном нормировании допусков на размер,
угол н форму конуса, о двух видах допусков диаметра конуса
(TD н-TDS) и предельных конусах соответствуют установлен-
ным в стандарте ИСО 5166.
В дополнение к ИСО 5166 в СТ СЭВ 1780—79 установлен
ограничительный отбор полей допусков диаметров конусва,
приведены рекомендации о соотношениях между допусками
диаметра, угла н формы конуса, даны формулы для расчета
предельных базорасстояинй конического соединения.
TFR<0,5ATD ,
Tfl«:0,5ATd .
(7.Ю)
233
Таблица 7.7. Поля допусков диаметров конусов (по СТ СЭВ 1780—79)
Кпалитет допуска TD или TDS Наружные конусы Внутренние конусы
Основное отклонение
d С f g h js k ' tn 11 I» Г S t 11 X z Я JS N
Поля допусков
01 hOl* jsOl* HOl* JS01*
0 hO* jsO* но* JSO*
1 hl* jsl* Hl* JS1*
2 h2- js2* H2* JS2*
3 113* js3'- нз* JS3*
4 и4 h4 j-4 k4 ni4 n4 Н4 JS4*
5 g5 115 js5 1<5 ni5 n5 1’5 г5 s5 Н5 JS5*
6 f6 «6 h6 js6 k6 П16 пб 1’6 гб s6 t6 Н6 JS6*
7 е7 17 h7 js7 R7 in7 п7 s7 u7 Н7 JS7*
8 d8 е8 18 h8 js8** 1>: * n8 x8 z8 Н8 JS8*
9 d9 е9 19 h9 js9»* 1<9** Н9 JS9** N9**
10 hlO** j-10"* klO** НЮ** JS10** N10**
11 1:1 Г' jxll** k 11 * * rill** JS1!** Nil’*
12 1:12” js!2** k!2** Hl 2** JS12** N12**
13 h!3* j>13’ Н13* JS13*
14 1114* js!4* Н14* JS14*
15 hl 5* jsl5‘ ril5* JS15*
16 1116* jsl6* Н16* JS16*
17 h!7* js!7* HI7* JS17*
П р п м е ч а н в я:
1. Для внутренних конусов с номинальными диаметрами до 3 мм вместо полей допусков N9—N12 должны применяться
соответственно поля допусков К9—К12.
2. * — поля допусков, как правило, нс вредна каченные для посадок.
3. ” — воля допусков, предназначенные, как правило, только для посадок с фиксацией ио заданному осевому смеще-
нию сопрягаемых конусов от их начального положения пли по талинному осевому усилию.
234
Таблица 7.8. Предельные отклонения диаметров конусов (по СТ СЭВ 1780—79, дополнение к СТ СЭВ 144—88)
Поля допусков
Интервал диаметров D или £>s, мм наружных конусов внутренних конусов
кН к!> 1<10 кН Ы2 N9 N10 Nil N12
Предельное отклонение, мкм
До 3 + 14 0 +25 0 +40 0 +60 0 + 100 О' 0 —25 0* —40 0* —60 0* —100
Св. 3 до 6 + 18 0 +30 0 +48 0 +75 0 + 120 0 — 0 —48 0 —75 0 —120
Св. 6 до 10 +22 0 +36 0 +58' 0 +90' 0 + 150 0 — 0 —58 0 —90' 0 —150
Св. 10 до 18 +27 ' 0 +43 0 +70 0 + 110 0 + 180 0 — 0 —70 0 — НО 0 —180
Св. 18 до 30 +33 0 * +52 0 +84 0 + 130 0 +210 0 — 0 —84 0 —130 0 —210
Св. 30 до 50 +39 0 +62 0 + 100 0 + 160 0 +250 0 — 0 — 100 0 —160 0 —250
Св. 50 до 80 +46 0 +74 0 + 120 0 + 190 0 +300 0 — 0 — 120 0 —190 0 —300
Св. 80 до 120 +54 0 +87 0 + 140 0 +220 0 +350 0 — 0 —140 0 —220 0 —350
Св. 120 до 180 +63 0 + 100 0 + 160 0 +250 0 +400 0 — 0 — 160. 0 —250 0 —400
Св. 180 до 250 +72 0 + 115 0 + 185 0 +290 0 +460 0 — 0 — 185 0 —290 0 —460
Св. 250 • до 315 +81 0 + 130 0 +210 0 +320 0 +520 0 — 0 —210 0 —320 0 —520
Св. 315 до 400 +89 0 + 140 0 +230 0 +360 0 +570 0 — 0 —230 0 —360 0 —570
Св. 400 до 500 +97 0 + 155 0 +250 0 +400 0 +630 0 — 0 —250 0 —400 0 —630
* Предельные отклонения приведены для полей допусков соответственно klO, kll, kl2.
235
Раздел 8
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Гл а
ОСНОВНЫЕ ТЕРМИНЫ,
ДОПУСКОВ
в а 8.1
ОПРЕДЕЛЕНИЯ И ОБОЗНАЧЕНИЯ
НА ЧЕРТЕЖАХ
Для обеспечения правильной функции машин, требуемой
долговечности деталей и их монтажной взаимозаменяемости
необходимо, чтобы конструктор установил допуски формы и
расположения поверхностей и указал их на рабочих чертежах
деталей так же, как и допуски размеров.
Нормирование допусков формы и расположения поверх-
ностей производится на основе стандартов, устанавливающих
основные определения, числовые значения и правила указания
этих допусков на чертежах.
Перечень нормативно-технических документов
СЭВ и ИСО на основные определения и указания до-
пусков формы и расположения на чертежах приведен в
табл. 8.1.
Нормативно-технические документы на числовые значе-
ния допусков изложены в гл. 8.2.
8.1.1. ОБЩИЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
СТ СЭВ 301—88 устанавливает термины и определения,
относящиеся к основным видам отклонений и допусков формы
и расположения поверхностей. Стандарт распространяется на
детали машин и приборов, но приведенные в нем термины н
определения рекомендуется применять также для сборочных
единиц в машиностроении н других отраслях промышленнос-
ти.
Отклонения и допуски формы и расположения относятся
ие только к поверхностям, но и к другим геометрическим эле-
ментам. Под термином элемент можно подразумевать, в зави-
симости от конкретных условий, также только часть поверх-
ности, плоскость симметрии двух или нескольких плоскостей,
профиль, линию пересечения двух поверхностей (грань), ось
поверхности или сечения, точку — центр окружности или сфе-
ры, точку пересечения линий. Профиль — линия пересечения
рассматриваемой поверхности с перпендикулярной к ней плос-
костью (если в документации не указано по-другому) или с
заданной поверхностью (например, конической—см. рис. 8.37).
Допуски формы или расположения в общем относятся к
нормируемому участку. Нормируемый участок задается раз-
мерами, определяющими его площадь, длину или угол секто-
ра, а в случае необходимости также и расположение участка
на элементе. Для криволинейных поверхностей илн профилей
допускается нормируемый участок задавать размерами нх
проекции на плоскость. Если расположение нормируемого
участка не задано, то он может иметь любое расположение в
пределах всего элемента. Если нормируемый участок не задан,
то допуск или отклонение формы илн расположения относится
ко всей поверхности илн длине рассматриваемого элемента.
Реальная поверхность, ограничивающая тело и отделяю-
щая его от окружающей среды, отличается по своей форме
вследствие погрешностей нзготовлення и деформаций от но-
минальной поверхности, т. е. от идеальной поверхности, номи-
нальная форма которой задана чертежом нли другой техни-
ческой документацией. Аналогично отличаются реальные про-
фили, т. е. профили на реальных поверхностях, от номиналь-
ных профилей на номинальных поверхностях.
Отклонения формы, в качественном понимании — это от-
клонения формы реальной поверхности (реального профиля)
от формы номинальной поверхности (номинального профиля).
Прн количественной оценке отклонений формы (см.
п. 8.1.3) основой для оценки являются перечисленные ниже
прилегающие элементы.
Прилегающая поверхность — поверхность, имеющая фор-
му номинальной поверхности, соприкасающаяся с реальной
поверхностью и расположенная вне материала детали так.
чтобы отклонение от нее наиболее удаленной точки реальной
поверхности в пределах нормируемого участка имело мини-
мальное значение.
Прилегающий цилиндр определен по-ниому, как цилиндр
минимального диаметра, описанный вокруг реальной наруж-
ной поверхности, или максимального диаметра, вписанный в
реальную внутреннюю поверхность.
Прилегающий профиль — профиль, имеющий форму но-
минального профиля, соприкасающийся с реальным профи-
лем, и расположенный вне материала так, чтобы отклонение
от него наиболее, удаленной точки реального профиля имело
в пределах нормируемого участка минимальное значение. При-
легающая прямая, соответствующая указанному определению,
иллюстрируется рис. 8.1.
Рнс. 8.1. Прилегающая прямая
Прилегающая окружность определена как окружность
минимального диаметра, описанная вокруг реального профиля
наружной поверхности вращения (рнс. 8.2, а), или максималь-
ного диаметра, вписанная в реальный профиль внутренней
поверхности вращения (рис. 8.2, б).
Рис. 8.2. Прилегающая окружность:
1 — прилегающая окружность; 2 — реальный профиль
Реальная ось поверхности вращения определяется как
геометрическое место центров сечений поверхности вращения,
перпендикулярных относительно оси прилегающей поверхности;
центром сечения считают центр прилегающей окружности.
Реальные поверхности отличаются от номинальных и не
только по форме, но и по реальному расположению, опреде-
ленному действительными линейными и угловыми размерами
между ними и другими (базонымн) элементами детали.
236
Номинальное расположение рассматриваемого элемента
(поверхности или профиля) определено иа чертеже номиналь-
ными линейными и угловыми размерами между элементом и
базами илн между рассматриваемыми элементами, если базы
ие заданы. Номинальное расположение определяется непосред-
ственно (без числовых данных) изображением детали на чер-
теже, если:
соответствующий линейный размер равен нулю, т. е. при
требованиях соосности, симметричности или совмещении эле-
ментов на одной плоскости;
соответствующий угловой размер равен О9 или 180' (тре-
бование параллельности), нли 90° (требование перпендикуляр-
ности).
Базой называется элемент детали (или сочетание элемен-
тов, выполняющее ту же функцию), по отношению к которо-
му задается допуск расположения нли суммарный допуск фор-
мы н расположения, а также определяется соответствующее
отклонение. Часто встречающимися случаями являются базо-
вая плоскость, базовая ось и базовая плоскость симметрии.
Совокупность двух или трех баз, которые образуют систе-
му координат, называют комплектом баз. В комплекте баз раз-
личают отдельные базы в порядке убывания числа отнимае-
мых ими степеней свободы. Например, на рис. 8.3, а база А
отнимает у детали трн степени свободы, база В — две и база
С — одну степень свободы.
Рис. 8.3. Комплект баз
В качестве базовой оси (плоскости симметрии) может
быть задана ось базовой поверхности вращения (плоскость
симметрии базового элемента) или общая ось (общая плос-
кость симметрии) двух или более поверхностей вращения
(элементов).
Общая ось определяется как прямая, относительно кото-
рой наибольшее отклонение осей нескольких рассматриваемых
поверхностей вращения имеет в пределах длин этих поверх-
ностей минимальное значение (рнс. 8.4, а). За общую ось
двух поверхностей допускается принимать прямую проходя-
щую через оси рассматриваемых поверхностей в нх средних
сечениях (рис. 8.4, б). Аналогично* определена общая плос-
кость симметрии.
Примечание. Общая ось (плоскость симметрии) мо-
жет быть как базой, так и рассматриваемым элементом.
вать либо как удвоенное максимальное значение отклонения
(так называемый допуск в диаметральном выражении), либо
как наибольшее допустимое значение отклонения (так назы-
ваемый допуск в радиусном выражении). Две возможности
указания допусков расположения вытекают из определений
полей допусков, которые были включены в стандарт СЭВ с
целью унификации с документами ИСО.
Поле допуска формы — область в пространстве или на
плоскости, внутри которой должны находиться все точки ре-
ального рассматриваемого элемента в пределах нормируемого
участка. Ширина или диаметр поля допуска определены ве-
личиной допуска, а его расположение — прилегающим элемен-
том. Поле допуска расположения определяется как область,
внутри которой должен находиться прилегающий элемент или
ось, центр, плоскость симметрии. Расположение этого поля
допуска относительно баз определено номинальным располо-
жением рассматриваемого элемента.
Допуски расположения, а иногда и формы, могут быть
независимыми илн зависимыми. Независимый допуск — это
допуск, числовое значение которого постоянно для всех дета-
лей, изготовляемых по данному чертежу, и не зависит от дей-
ствительного размера рассматриваемого или базового элемен-
тов. Зависимый допуск — это допуск, изменяющийся в опреде-
ленных границах в зависимости от действительного размера
рассматриваемого или (и) базового элемента у конкретной
детали. Минимальное значение зависимого допуска (при усло-
вии максимума материала детали), заданное чертежом или в
других технических документах, может быть превышено на зна-
чение, отклонения действительного размера прилегающего эле-
мента рассматриваемой илн (и) базовой поверхности данной
детали от предела максимума материала т. е. от верхнего пре-
дельного размера вала или нижнего предельного размера от-
верстия.
Перечень отдельных видов допусков формы и расположе-
ния дан в табл. 8j2.
8.1.2. ОТКЛОНЕНИЯ И ДОПУСКИ ФОРМЫ
Отклонения формы при количественном выражении оцени-
вают наибольшим расстоянием точек реальной поверхности
(профиля) от прилегающей поверхности (профиля), измерен-
ной по нормали к прилегающей поверхности (профилю) в пре-
делах нормируемого участка. Шероховатость поверхности прн
этом, как правило, не включается. Волнистость включается в
отклонение формы, но может нормироваться отдельно.
Рис. 8.5. Оценка отклонения
формы относительно средне-
го профиля:
1 — реальный профиль; 2 —
средний профиль
Общая
ось
Рис. 8.4. Общая ось
а
Стандарт СТ СЭВ 301—88 устанавливает определения
отдельных видов отклонений формы н расположения (см.
и. 8.1.3; 8.1.4 и 8.1.5). Допуски формы надо понимать в общем
как наибольшее допустимое значение соответствующего отк-
лонения формы. Допуски расположения в общем определены
как предел, ограничивающий допустимое значение отклонения.
У некоторых видов отклонений расположения и суммарных
отклонений формы и расположения этот предел можно зада-
При измерении отклонений формы допускается их оценка
также относительно среднего элемента (поверхности, профи-
ля), имеющего форму номинальной поверхности (профиля) и
такие размеры н (илн) расположение, чтобы сумма квадратов
расстояний между реальным и средним элементами в преде-
лах нормируемого участка имела минимальное зиачеиие. Тогда
отклонение формы равно сумме абсолютных значений наиболь-
ших отклонений точек реальной поверхности (профиля) по
обе стороны от среднего элемента (рис. 8.5).
8.1.2.1. ОТКЛОНЕНИЕ И ДОПУСК ПРЯМОЛИНЕЙНОСТИ
При оценке прямолинейности различаются;
отклонение от прямолинейности в плоскости — наиболь-
шее расстояние от точек реального профиля до прилегающей
прямой в пределах нормируемой длины L; полем допуска яв-
ляется область, ограниченная двумя параллельными линиями,
лежащими в плоскости профиля (рнс. 8.6, а);
отклонение от прямолинейности оси (или линии) в прост-
ранстве косвенно определено наименьшим диаметром цилинд-
ра, внутри которого располагается реальная ось поверхности
вращения; полем допуска является область в пространстве,
ограниченная цилиндром (рис. 8.6,6);
отклонение от прямолинейности оси или линии в заданном
направлении — наименьшее расстояние между двумя парал-
лельными плоскостями, перпендикулярными к плоскости за-
данного направления, между которыми располагается реаль-
237
пая ось Поверхности вращения (нлн линия); полем допуска
является пространство между двумя параллельными плос-
костями (рис. 8.6, в).
Когда указаны допуски прямолинейности осн (или линии)
в двух взаимно перпендикулярных плоскостях величинами
Т, и Т2, поле допуска ограничено прямоугольным параллеле-
пипедом, внутри которого должна располагаться реальная ось
или линия.
8.1.2.3. ОТКЛОНЕНИЕ И ДОПУСК КРУГЛОСТИ
Отклонение от круглости — наибольшее расстояние от то-
чек реального' профиля до прилегающей окружности. Полем
допуска является область на плоскости, перпендикулярной
оси поверхности вращения или проходящей через центр сфе-
рической поверхности, ограниченная двумя концентричными
окружностями (рис. 8.9).
Рис. 8.9. Поле допус-
ка круглости
Рис. 8.10. Частные виды отклонения
от круглости
Рис. 8.6. Поле допуска прямолинейности:
/ реальная ось; ? — плоскость заданного направления
Рис. 8.7. Частные виды отклонения от прямолинейности
Часто встречающимися частными видами отклонения от
прямолинейности являются выпуклость или вогнутость (рис.
8.1.2.2. ОТКЛОНЕНИЕ И ДОПУСК ПЛОСКОСТНОСТИ
Отклонение от плоскостности — наибольшее расстояние от
точек реальной поверхности до прилегающей плоскости в пре-
делах нормируемого участка. Поле допуска ограничено об-
ластью в пространстве между двумя параллельными плоскос-
тями (рис. 8.8).
Отклонение от плоскостности может свестись к выпуклости
или вогнутости.
Рис. 8.8. Ноле допуска плоскостности
Частные виды отклонения от круглости — овальность
(рис. 8.10, а) или огранка (рис. 8.10,6) количественно оцени-
ваются как отклонения от круглости. Надо отметить, что в
ранее разработанной технической документации овальность
была определена разностью между наибольшими и наимень-
шими диаметрами поперечного сечения, т. е. удвоенным зна-
чением отклонения от круглости.
8.1.2.4. ОТКЛОНЕНИЕ И ДОПУСК ЦИЛИНДРИЧНОСТИ
Отклонение от цилиндричности — наибольшее расстояние
от точек реальной поверхности до прилегающего цилиндра в
пределах нормируемого участка. Полем допуска является об-
ласть в пространстве, ограниченная двумя соосными цилинд-
рами (рис. 8.11).
Отклонение от цилиндричности комплексно характеризует
отклонения формы в поперечных и продольных сечениях ци-
линдрической поверхности.
Рис. 8.11. Поле допуска цилиндричности
8.1.2.5. ОТКЛОНЕНИЕ И ДОПУСК ПРОФИЛЯ
ПРОДОЛЬНОГО СЕЧЕНИЯ ЦИЛИНДРИЧЕСКОЙ
ПОВЕРХНОСТИ
Отклонение профиля продольного сечения определяется
наибольшим расстоянием от точек образующих реальной по-
верхности, лежащих в плоскости, проходящей через ее ось, до
соответствующей стороны прилегающего профиля в пределах
нормируемого участка. Прилегающий профиль определяется в
этом случае двумя параллельными прямыми, которые сопри-
касаются с реальным профилем н расположены вне материала
детали так, чтобы наибольшее расстояние от точек образую-
щих реального профиля до соответствующей прямой имело
минимальное значение (рис. 8.12, а).
Поле допуска профиля продольного сечения образует в
данном случае две области на плоскости, проходящей через
ось цилиндрической поверхности, ограничено двумя нарами
параллельных прямых, имеющих общую ось симметрии
(рис. 8.12,6).
233
Отклонение профиля продольного сечення характеризует
отклонения от прямолинейности н параллельности противоле-
жащих образующих. Частными видами этого отклонения яв
ляются конусообразность (рис. 8.13, а), бочкообразиость
Полем допуска является область в пространстве, ограничен-
ная двумя плоскостями, параллельными базовой плоскости
(рнс. 8.16) или базовой прямой;
Рис. 8.14. Поле допуска
параллельности плоскос-
тей
Рнс. 8.12. Отклонение и поле допуска профиля продольного
сечения:
1 — прилегающий профиль; 2 — реальный профиль
отклонение от параллельности прямых в плоскости — раз-
ность наибольшего и наименьшего расстояний между прямы-
ми на длине нормируемого участка. Полем допуска является
область в плоскости, ограниченная двумя прямыми, парал-
лельными базовой прямой (рис. 8.16);
(рис. 8.13,6) и седлообразность (рис. 8.13, в). Все эти формы
количественно оцениваются отклонением профиля продольного
сечения; в ранее разработанной технической документации
они были определены разностью между наибольшим и наимень-
шим диаметрами продольного сечения, т. е. удвоенным значе
ннем отклонения профиля Продольного сечення.
Рис. 8.15. Поле допуска
параллельности прямой
относительно плоскости
ррр _ dma* ~ drnin
Рнс. 8.16. Поле допуска
параллельности прямых
в плоскости
Рис. 8.13. Частные виды отклонения профиля продольного
сечения
Кроме указанных, к цилиндрическим поверхностям приме-
нимы понятия об отклонении от прямолинейности осн (ранее
применялся термин «изогнутость») и об отклонении от прямо-
линейности образующей (см. п. 8.1.3.1).
8.1.3. ОТКЛОНЕНИЯ И ДОПУСКИ
РАСПОЛОЖЕНИЯ
Прн оценке отклонений расположения поверхностей ис-
ключаются из рассмотрения отклонения формы рассматривае-
мых элементов и баз, т. е. реальные поверхности и профили
заменяются прилегающими элементами. В качестве осей, плос-
костей симметрии и центров реальных поверхностей (профи-
лей) принимаются оси, плоскости симметрии и центры соот-
ветствующих прилегающих элементов.
8.1.3.1. ОТКЛОНЕНИЕ И ДОПУСК ПАРАЛЛЕЛЬНОСТИ
При оценке параллельности элементов различают:
отклонение от параллельности плоскостей — разность наи-
большего и наименьшего расстояний между плоскостями (т. е.
прилегающими плоскостями рассматриваемой реальной по-
верхности и базы) в пределах нормируемого участка. Полем
допуска является область в пространстве, ограниченная дву-
мя плоскостями, параллельными базовой поверхности
(рис. 8.14);
отклонение от параллельности оси (прямой) н плоскости
— разность наибольшего и наименьшего расстояний между
осью (прямой) и плоскостью иа длине нормируемого участка.
отклонение от параллельности осей (прямых) в простран-
стве — геометрическая сумма отклонений от параллельности
проекций осей (прямых) на две взаимно перпендикулярные
плоскости; одна из них является так называемой общей плос-
костью осей; вторая плоскость проходит через базовую ось
(или является параллельной базовой оси — рис. 8.17, а). Об-
щей плоскостью осей (прямых) в пространстве является плос-
кость, проходящая через базовую ось и произвольную точку
второй оси.
Рис. 8.17. Отклонение и поле допуска параллельности осей в
пространстве:
1 — база; 2 — общая плоскость осей
Поле допуска параллельности осей (прямых) в простран-
стве является в зависимости от указания допуска на чертеже:
область в пространстве, ограниченная прямоугольным па-
раллелепипедом, боковые стороны которого параллельны ба-
235
зовой осн н Длины сторон его сечений соответствуют Допуску
параллельности осей в общей плоскости и допуску переко-
са осей (рис. 8.17, б),
область в пространстве, ограниченная цилйндром, диаметр
которого равен допуску параллельности Т, причем ось парал-
лельна базовой оси (рис. 8.17, в).
8.1.З.2. ОТКЛОНЕНИЕ И ДОПУСК ПЕРПЕНДИКУЛЯРНОСТИ
Отклонение от перпендикулярности плоскостей — откло-
нение угла между плоскостями от угла 90°, йыраженное в ли-
нейных единицах иа длине нормируемого участка. Полем до-
пуска ивляется область в пространстве, ограниченная двумя
параллельными плоскостями, перпендикулярными базовой
плоскости (рис. 8.18).
Отклонение от перпендикулярности плоскости или оси
(прямой) относительно оси (прямой) — отклонение угла меж-
ду плоскостью нли осью (прямой) и базовой осью от угла
90°, выраженное в линейных единицах иа длине нормируемого
участка. Поле допуска представляет в обоих случаях область
в пространстве, ограниченную двумя параллельными плоскос-
тями, перпендикулярными базовой оси (рнс. 8.19).
Отклонение от перпендикулярности осн (прямой) относи-
тельно плоскости в заданном направлении — отклоиеине уг-
ла между проекцией оси (прямой) иа плоскость заданного
направления и базовой плоскостью от угла 90°, выраженное
Рис. 8.18. Поле допуска
перпендикулярности
плоскостей
Рис. 8.19. Поле допуска
перпендикулярности
плоскости относительно
оси
в линейных единицах на длине нормируемого участка; плос-
кость заданного направления перпендикулярна базовой плос-
кости. Полем допуска явлиется область на плоскости задан-
ного направления, ограниченная двумя параллельными пря-
мыми (рнс. 8.20, а).
Отклонение от перпендикулярности оси (прямой) относи-
тельно плоскости в пространстве — определяется в плоскости,
Рис. 8.20. Поле допуска перпендикулярности оси относительно
плоскости:
/ — плоскость заданного направления; 2 — база
перпендикулярной к базовой плоскости н проходящей через
рассматриваемую ось. Полем допуска является область в про-
странстве, ограниченная цилиндром (рис. 8.20, б) или прямо-
угольным параллелепипедом, если заданы допуски перпенди-
кулярности оси в двух взаимио-перпеидикулярных направле-
ниях (рнс. 8.20,в).
8.1.3.3. ОТКЛОНЕНИЕ И ДОПУСК НАКЛОНА
Отклонение наклона в общем случае -— отклонение угла
между рассматриваемым н базовым элементами от номиналь-
ного угла (кроме углов 0°, 90° н 180^), выраженное в линей-
ных единицах иа длине нормируемого участка. Различают:
отклонение наклона плоскости относительно плоскости или
оси (прямой) — отклонение угла между (плоскостью и базо-
вой плоскостью илн базовой осью (прямой) от номинального
угла; полем допуска является область в пространстве, огра-
ниченная двумя параллельными плоскостями, расположенны-
ми под номинальным углом относительно базовой плоскости
(рнс. 8.21) или базовой осн (прямой);
отклонение наклона оси (прямой) относительно оси или
плоскости — отклонение угла между осью н базовой осью
нли базовой (плоскостью от номинального угла.
Полем допуска является область на плоскости, ограничен-
ная двумя параллельными прямыми, расположенными под но-
минальным углом к базовой оси или плоскости; плоскость по-
ля допуска проходит через базовую н рассматриваемую оси,
или через базовую ось параллельно рассматриваемой осн (в
случае когда обе оси ие расположены в одной и той же плос-
кости), или проходит через рассматриваемую ось перпендику-
лярно относительно базовой плоскости (рис. 8.22).
Примечание. При нормировании углов между элемен-
тами пользуются также способами, базирующимися на указа-
нии предельных отклонений в угловых единицах относительно
номинального угла.
Рис. 8.22. Поле допуска
наклона оси:
/ — база; 2 — номиналь-
ный угол
Рнс. 8.21. Поле допуска
наклона плоскости:
/ — номинальный угол; 2—
база
8.1.3.4. ОТКЛОНЕНИЕ И ДОПУСК СООСНОСТИ
Различают два случая:
отклонение от соосности относительно осн базовой поверх-
ности — наибольшее расстояние между осью рассматривае-
мой поверхности вращения н осью базовой поверхности на
длине нормируемого участка (рис. 8.23);
Рис. 8.24. Отклонение от соос-
ности относительно общей осн
Рнс. 8.23. Отклонение от
соосности относительно оси
базовой поверхности
отклонение от соосности относительно общей оси — наи-
большее расстояние между осью рассматриваемой поверх-
ности вращения и общей осью двух нли нескольких поверх-
ностей на длине нормируемого участка (рис. 8.24).
340
11<меМ допуска являеня к обоих случаях <>6.iacii. и upoci
ранстве. oi раниченпая цилиндром, ось ыцорою совпадает с
ба юной осью, а дпампр равен допуску соосносги в .uuniei
ралыюм выражении или удвоенному допуску в радиусном
г.ыраженчи (см также и. 8.12) рнс. 8 25.
Рнс 8.25. 11о.те допуска
соосности
Рнс. 8.26. 11оле допуска
концентричности
Примечание. При оценке соосности круговых профи-
лей. лежащих в одной плоскоеIи. применяются понятия об
отклонении и допуске концов|рнчностп. Поле допуска концент-
ричности пре 1С|ааляе| область на плоскости профилей, огра-
ниченную окружностью. Петр коюрон совпадает с базовым
центром, а дпамс|р равен допуску концентричности в диа-
метральном выражении или удвоенному допуску в радиусном
выражении (рис. 8 26)
8.1.3.5. ОТКЛОНЕНИЕ И ДОПУСК СИММЕТРИЧНОСТИ
8.1.ЗА ПОЗИЦИОННОЕ ОТКЛОНЕНИЕ И
ПОЗИЦИОННЫЙ ДОПУСК
Позиционным отклонением является наибольшее расстоя-
ние между реальным расположением элемента (его центра,
осн или плоскости симметрии) и его номинальным расположе-
нием в пределах нормируемого участка. Номинальное распо-
ложение определено на чертеже координирующими линейными
или угловыми размерами рассматриваемого элемента (эле-
ментов) относительно базы или между несколькими рассмат-
риваемыми элементами.
В зависимости от вида рассматриваемого элемента н спо-
соба указания допуска на чертеже различаются разные поля
позиционных допусков.
1. Осн (или прямой) в плоскости — область в заданной
плоскости, расположенная между двумя параллельными пря-
мыми (рис. 8.29);
2. Осп (плп прямой) в пространстве — область в прост-
ранстве, ограниченная или цилиндром (рис. 8.30, с) пли пря-
моугольным параллелепипедом (рнс. 8.30, б);
3 Плоскости симметрии или оси в заданном направлении
— область в пространстве, ограниченная двумя параллельны-
ми плоскостями (рис. 8.31).
Во всех случаях поле допуска расположено симметрично
относительно номинального расположения рассматриваемой
осп (прямой. плоскости симметрии), а его ширина (диаметр)
равна позиционному допуску в диаметральном выражении
или удвоенному позиционному допуску в радиусном вы-
ражении.
Для позиционного допуска осн в заданном направлении
плоскост п, которые ограничивают поле допуска, перпендику-
лярны заданному направлению (см. рис. 8.30,6 и 8.31).
Отклонение от спмме|рпчноС1 и относительно базового эле-
мент наибольшее расстояние между плоскостью симмет-
рии (осью) рассматриваемого элемента (или элементов) п
п.юскосп.ю симметрии oaioiioio элемента в пределах норми-
руемого учапка (рнс. 8.27. о).
Базовая плоскость
Рнс. 8.27. Отклонение от симметричности
Отклонение, от симметричности относительно общей плос-
KOCHI симметрии двух или нескольких элементов (рис. 8.27,6).
Полем допуска в обоих случаях является область в про-
странстве между двумя параллельными плоскостями, распо-
ложенными симметрично относительно базовой плоскости сим-
метрии или базовой оси и отстоящими друг от друга на рас-
стоянии, равном допуску симметричности в диаметральном
выражении. нлн удвоенному допуску симметричности в
радиусном выражении (рис. 8.2.8).
Рис. 8.30. Поле позиционного допуска осн в пространстве
Рис. 8.28. 11оле допуска
симметричности
ГРР
Номинальное
'расположение
оси(прямойу
R-TPP/2
Рис. 8.29. Поле позиционного
допуска оси в плоскости
Рнс. 8.31. Поле позици-
онного допуска плоскос-
ти симметрии
8.1.3.7. ОТКЛОНЕНИЕ И ДОПУСК ПЕРЕСЕЧЕНИЯ ОСЕЙ
Отклонение от пересечения осей, которые номинально
должны пересекаться, определяется как наименьшее расстоя-
ние между рассматриваемой и базовой осями (рис. 8.3(2).
16 Зак 75(1
241
Полем допуска является область в пространстве, ограни-
ченная двумя параллельными плоскостями, расположенными
симметрично базовой осн п отстоящими друг от друга на
расстоянии, равном допуску пересечения в диаметральном
выражении илн удвоенному допуску в радиусном выражении
(рис. 8.33).
Рис. 8.32. Отклонение от пе-
ресечения осей
ТРХ
Рис. 8.33. Поле допуска пере-
сечения осей
8.1.4. СУММАРНЫЕ ОТКЛОНЕНИЯ И ДОПУСКИ
ФОРМЫ И РАСПОЛОЖЕНИЯ
Суммарные отклонения формы и расположения являются
результатом совместного проявления отклонений формы и
расположения рассматриваемой (поверхности или рассматри-
ваемого профиля. При их количественной оценке определяет-
ся расположение точек реальной поверхности илн реального
профиля относительно заданной базы. Отклонения формы
базы прн этом исключаются, т. е. суммарные отклонения оце-
ниваются относительно прилегающих базовых элементов или
их осей.
8.1.4.1. РАДИАЛЬНОЕ БИЕНИЕ И ДОПУСК
РАДИАЛЬНОГО БИЕНИЯ
Радиальное биение — разность между наибольшим и наи-
меньшим расстояниями от точек реального профиля поверх-
ности вращения до базовой оси в любом сечении плоскостью,
перпендикулярной базовой оси. Ойо является результатом
совместного проявления отклонения от круглости (Профиля п
отклонения его центра от базовой оси (рнс. 8.34, о).
Поле допуска представляет область на плоскости перпен-
дикулярной базовой оси, ограниченную двумя концентричны-
ми окружностями, центр которых лежит на базовой осн
(рис. 8.34,6).
8.1.4.2. ТОРЦОВОЕ БИЕНИЕ И ДОПУСК
ТОРЦОВОГО БИЕНИЯ
Торцовое биение — разность между наибольшим и наи-
меньшим расстояниями от точек реального профиля торцовой
поверхности до плоскости, перпендикулярной базовой осп.
Профиль расположен в сечении торцовой поверхности цилинд-
ром заданного диаметра, соосным с базовой осью (рис.
Рис. 8.34. Отклонение и поле допуска радиального биения
8.35, с); а если диаметр не задан, то в сеченни любого (в том
числе и наибольшего) диаметра. Торцовое биение является
результатом совместного проявления отклонения от общей
плоскости точек, расположенных на линии пересечения тор-
цовой поверхности с секущим цилиндром, н отклонения от
перпендикулярности торца относительно базовой оси на дли-
не, равной диаметру рассматриваемого сечения.
Рис. 8.35. Отклонение и поле допуска торцового биения
Поле допуска — область на боковой поверхности секуще-
го цилиндра, ограниченная двумя параллельными плоскостя-
ми, перпендикулярными базовой осн (рнс. 8.36,6).
8.1.4.3. БИЕНИЕ И ДОПУСК БИЕНИЯ В
ЗАДАННОМ НАПРАВЛЕНИИ
Биение в заданном направлении относится к реальным
профилям конических или других поверхностей вращения,
лежащим в сечении рассматриваемой поверхности конусом,
ось которого совпадает с базовой осью, — а образующая
имеет заданное направление. Рекомендуется задавать направ-
ление измерения по нормам к рассматриваемой поверхности
вращения (рис. 8.36, и). Биение является результатом сов-
местного проявления отклонения формы профиля в заданном
направлении и отклонения расположения оси рассматриваемой
поверхности относительно базовой осп.
Поле допуска — область на боковой стороне секущего
конуса, ограниченная двумя параллельными плоскостями, пер-
пендикулярными базовой оси (рис. 8.36,6).
Рнс. 8.36. Отклонение и поле допуска
биения в заданном на-
правлеини:
/ — ладанное направление: 2 - базовая ось
8.1.4.4. ПОЛНОЕ РАДИАЛЬНОЕ БИЕНИЕ И
ДОПУСК ПОЛНОГО РАДИАЛЬНОГО БИЕНИЯ
Полное радиальное биение относится только к поверхнос-
тям с номинальной цилиндрической формой; определяется
разностью наибольших и наименьших расстояний от всех то-
чек реальной поверхности вращения до базовой осп в преде-
лах нормируемого участка (рис. 8.37) и является результатом
совместного проявления • отклонения от цилнндричностн н от-
клонения от соосности рассматриваемой поверхности относи-
тельно базовой оси.
Поле допуска — область в пространстве, ограниченная
двумя цилиндрами, оси которых совпадают с базовой осью
(рнс. 8.38).
8.1.4.5. ПОЛНОЕ ТОРЦОВОЕ БИЕНИЕ И ДОПУСК
ПОЛНОГО ТОРЦОВОГО БИЕНИЯ
Полное торцовое биение относится только к торцовым по-
верхностям с номинальной плоской формой. Определяется
разностью наибольшего и наименьшего расстояний от точек
всей торцовой поверхности до плоскости, перпендикулярной
базовой осп. Является результатом совместного проявления
отклонения от плоскостности и отклонения от перпендикуляр-
ности рассматриваемой поверхности относительно базовой
осп.
Поле допуска — область в пространстве, ограниченная
двумя параллельными плоскостями, перпендикулярными ба-
зовой оси.
242
Рис. 8.37. I |олиое радиаль-
ное биение
Рис 8.38. Поле допуска пол-
ного радиального биения
8.1.4.6. ОТКЛОНЕНИЕ И ДОПУСК ФОРМЫ
ЗАДАННОГО ПРОФИЛЯ
Отклонение и допуск формы заданного профиля нак
большее отклонение точек реального профиля от номиналь-
ного профили, определенное Но нормали к номинальному про-
филю в пределах нормируемого участка (рис. 8.39). Номиналь-
ный профиль задан, как правило, номинальными размерами
координатами отдельных ючек профили или размерами ею
элемешон. 6ei предельных шклоненпй этих размеров. В слу
чаях. когда нс заданы базы, расположение номинального про
фпля oiHocnie.’ibHo реальною профиля определяется уеловн
см получения минимальною отклонения формы
Отклонение формы заданного профиля является таким об-
разом ре.зулыатом совместного проявлении отклонений раз
мерой и формы профиля, а также отклонений его расположи
пня oihociiic.ti.ho заданных баз
Рис. 8.39. Отклонение
формы заданного про-
филя-
/ номинальный профиль;
? номинальные <на«к-пп5г
h пор ди 11 ;п
Рис. 8.10. 11оле допуска
формы заданного про-
филя
Ноле допуска — область на плоскости сечения рассматри-
ваемой поверхности, ограничивается двумя линиями, эквиди-
стантными номинальному профилю и отстоящими друг от
друга на расстоянии, равном допуску в диаметральном вы-
ражении. или удвоенному допуску в радиусном выраже-
нии. Линии, ограничивающие поле допуска, являются огибаю-
щими семейства окружностей, диаметр которых равен допус-
ку ТС1. с центрами, расположенными на номинальном профи-
ле (рнс. 8.40).
Примечание. Размеры п форма заданного профиля
могут нормироваться н другими способами, основанными на
указании предельных отклонений координат отдельных точек
профиля пли раздельном указании ''предельных отклонений
размеров и допусков формы отдельных элементов профиля.
8.1.4.7. ОТКЛОНЕНИЕ И ДОПУСК ФОРМЫ
ЗАДАННОЙ ПОВЕРХНОСТИ
Отклонение и поле- допуска определены аналогично
и. 8.1.5.6. Поверхности, ограничивающие поле допуска в
пространстве, являются огибающими семейства сфер с цент-
рами лежащими на номинальной поверхности и диаметром
равным допуску формы в диаметральном выражении или
v.liioeiiiioMv ioiivckv в радиусном выражении.
Кроме суммарных отклонений и допусков, приведенных в
пн. 8 1.5.1 -8.1.5.7, допускается нормировать также н другие
сочетания отклонений, например: суммарные отклонения п
допуск параллельности и плоскостности, перпендикулярности и
плоскостности, наклона и плоскостности.
8.1.5. УКАЗАНИЕ ДОПУСКОВ ФОРМЫ И
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
НА ЧЕРТЕЖАХ
Допуски формы и расположения поверхностей указывают
условными обозначениями по СТ СЭВ 368—76 с применением
знака (графического символа), соответствующего виду допус-
ка по табл 8.2.
В особых случаях, когда нельзя указать вид Допуска стан-
дартным знаком, допускается указывать допуск формы пли
расположения текстом в технических требованиях. При этом
текст должен содержать: наименование допуска, указание
поверхности или другого элемента, для которого задается до-
пуск (буквенным обозначением или наименованием элемента),
числовую величину допуска (в мм), а для допусков располо-
жения п суммарных допусков также указание базы.
8.1.5.1. НАНЕСЕНИЕ УСЛОВНЫХ ЗНАКОВ И
ДАННЫХ ДОПУСКА
Знак, числовую величину допуска или обозначение базы
(баз) вписывают в рамку допуска, разделенную на два, три
пли больше нолей в порядке, указанном на рис. 8.41.
Рис. 8.42. Соединение рамки с
изображением нормируемого эле-
мента
Рис. 8.11. Рамка с до-
пуском расположения
Рамку допуска соединяют с контурной линией или вспомо-
гательной выносной линией элемента, к которому относится
допуск. Соединительную линию можно выполнять прямой
или ломаной, однако ее конец, оканчивающийся стрелкой,
должен быть обращен к контурной (выносной) липни элемен-
та. ограниченного допуском в направлении измерения откло-
нения (т. е. в направлении ширины поля допуска). Рамку по
возможности, выполняют в горизонтальном направлении
(рнс. 8.42).
Если это обосновано удобствами выполнения чертежа, до-
пускается:
выполнять рамку допуска в вертикальном направлении;
начинать соединительную линию от задней стороны рамки;
соединительную линию заканчивать на выносной линии и со
стороны материала детали
Если допуск относится к осп (центру) пли плоскости сим-
метрии рассматриваемого элемента, то конец соединительной
линии должен совпадать с продолжением размерной линии
соответствующего элемента (рнс. 8.43, а н б).
РпС( 8.43. Соединение рамки, если допуск относится к осн или
плоскости симметрии
Если допуск относится к общей оси нли плоскости симмет-
рии. то конец соединительной лннни в отдельных случаях мо-
жет заканчиваться иа оси (рис. 8.44).
Во втором поле рамки вписывают числовую величину до-
пуска в мм. Перед этой величиной необходимо вписывать:
символ 0, если круговое нли цилиндрическое поле допус-
ки указано в диаметральном выражении (рис. 8,45.0);
243
символ R, если круговое или цилиндрическое поле допуска
указано в радиусном выражении (рис. 8.45,6);
символ Т, если (в диаметральном выражении) указано по-
ле допуска, отличное от кругового нли цилиндрического,
для симметричности, пересечения, формы заданного про
филя нли поверхности, позиционного допуска — рнс. 8.45. в);
требованиях; ссылку па них выполняю! по общим правилам
ЕСКД добавлением мешочки после рамки.
Суммарные допуски формы и расположения, для которых
ciaii.iapTOM не предусмотрены самостоятельные знаки, указы-
вают двумя знаками coci являющих допусков, например, па
раллельностн и плоскостности |рпс. 8.50).
Рис. 8.44. Соединение рамки с об-
щей осью Двух поверхностей
© 0 0,2
О
© /?0,/
ТО,2
Рис. 8.48. Указание выс-
тупающего поля допуска
Рис. 8.17. Указание раз-
мера и расположения
нормируемого участка
-ф- СФЕРА® 0J
в'
Рис. 8.45. Указание символов перед числовым значением до-
пуска
а
символ Т/2 для тех же полей допусков, что и для символа
Т. но если допуск указан в радиусном выражении (рис.
8.45. г);
слово «сфера», если поле допуска шаровое (рис. 8.45. О).
Числовое значение допуска распространяется иа всю по-
верхность или длину рассматриваемого элемента, если не за-
дан другой нормируемый участок. Если допуск относится
только к ограниченной длине, которая может находиться в
любом месте элемента, ограниченного допуском (если таким
элементом является поверхность, тогда н в любом направле-
нии), длину нормируемого участка вписывают (в мм) после
числового значения Допуска согласно рнс. 8.46, а. Аналогич-
но может быть задан нормируемый участок на плоскости
(рис. 8.46, б).
Если необходимо задать допуск по всему элементу и од-
новременно на определенной ограниченной длине, данные ука-
зывают в объединенной рамке (рис. 8.46, в).
Вогнутость не
допускается
б
Рис. 8.49. Надписи, дополняющие условное обозначение
Рис. 8.50. Обозначение суммарного допуска параллельности и
плоскостности
8.1.5.2. ОБОЗНАЧЕНИЕ БАЗ
Базы обозначаются зачерненным равносторонним ipeyrojb-
iiiiKOM, который соединяют с рамкой допуска (рнс. 8.51, а).
Рис. 8.51. Хватание ба юных поверхности
// 0,06
0,01/100
Р
Рис. 8.46. Указание допуска на нормируемом участке
Если допуск должен относиться к нормируемому участку,
расположенному в определенном месте элемента, то норми-
руемый участок обозначают штрихпунктирной линией, огра-
ничив его размерами (рис. 8.47).
В некоторых случаях целесообразно задавать допуск иа
нормируемом участке, расположенном частично нли в целом
вне области нормируемого элемента, т. е. указывать высту-
пающее поле допуска. Такое требование выражают указанием
символа (р) после числового значения в рамке. Кроме того
необходимо выполнить точкой сплошной линией контур вы-
ступающей части нормируемого элемента н выступающее по-
ле допуска ограничить размерами. Перед размером длины
поля допуска’ должен быть указан также символ (я) (рнс.
8.48).
В отдельных случаях необходимо более детально опреде-
лять плн ограничить указанный допуск, приводить характе-
ристику вида отклонения н т. п. Такие дополняющие надписи
выполняют над или под рамкой допуска (рис. 8.49, а и б).
Большие текстовые данные можно помещап, в технических
В случаях, когда невозможно треугольник соединить прос-
тым и наглядным образом с рамкой допуска, базу обознача-
ют прописной буквой в отдельной рамке и ту же букву впи-
сывают в третье поле рамки допуска (рис. 8.51,6).
Основание треугольника расположено на контурной (или
выносной) линии, если базой является поверхность или про-
филь; в таком случае соединительная линия не должна ле-
жать на продолжении размерной линии. Если базой является
ось или плоскость симметрии, треугольник должен распола-
гаться в конце размерной линии соответствующего размера
(диаметра, ширины) элемента (рис. 8.52). Если базой являет-
ся общая ось или плоскость симметрии и из чертежа ясно, для
каких элементов данная ось является общей, то треугольник
располагают на обшей осп (рис. 8.53).
Рис. 8.5'2. Указание осн
базовой поверхности
Рис. 8.53. Указание ба-
зовой обшей осн
При обозначении одной или двух баз на одной детали раз-
личают следующие два случая.
I. Два пли более элемента образуют объединенную базу,
например, рассматриваемые элеметиы имею! общую ось или
\^\T/2 0,f
г
\ — \ 0,02/100
а
б
д
244
плоскость симметрии и их последовательноегь не имеет зна-
чения. Буквы, обозначающие отдельные элементы, вписыва-
ют совместно (как правило в алфавитном порядке) в третье
поле рамки допуска (рнс. 8.54).
2. Два или три элемента образуют комплект баз, т. е. их
последовательность имеет значение (см. п. 8.1.2). В этом слу-
чае буквы, должны вписываться в самостоятельные поля
рамки допуска в порядке (слева направо) убывания числа
степеней свободы, отнимаемых ими. 'Например, у комплекта
баз определенного двумя взаимно перпендикулярными плос-
костями. на первом месте указана плоскость, которая отнима-
ет три степени свободы, на втором месте — две степени
(рис. 8.55).
Примечание. Линейные и угловые размеры, опреде-
ляющие номинальное расположение рассматриваемых элемен-
тов относительно баз или между рассматриваемыми элемен-
тами при назначении допусков наклона, позиционного допус-
ка. допуска формы заданного профиля и заданной поверх-
ности указывают на чертежах без предельных отклонений и
заключают в прямоугольные рамки (рис. 8.55).
Рис. 8.54. Указание базовой Рис. 8.55. Указание комплекта
общей осп баз
начения базы, если зависимый допуск связан с действитель-
ными размерами рассматриваемого и базового элементов
(рис. 8.56, в).
© 00,04® А
а
© 0304 д®
б
© 00,04 ® А ®
в
Рис. 8.56. Указанье зависимого допуска расположения
Если в случаях бив базы обозначены только треуголь-
ником, непосредственно соединенным с рамкой допуска, то
Рнс. 8.57. Указание зависимого допуска без буквенного обо-
значения базы
8.1.5.З. ОБОЗНАЧЕНИЕ ЗАВИСИМЫХ ДОПУСКОВ
Зависимые допуски расположения (илн формы) обозна-
Все допуски формы н расположения, если оин не обозна-
чены знаком
считаются незавненмымн.
чают условным знаком
.который помещают:
а) после числового значения допуска, если зависимый до-
пуск связан с действительными размерами рассматриваемого
элемента (рис. 8.56. и).
б) после буквенного обозначения базы в рамке допуска,
если зависимый допуск связан с действительными размерами
базового элемента (рис. 8.56,6);
в) после числового значения допуска н буквенного обоз-
В стандарте ИСО 1101 имеются следующие отлнчня от СТ
СЭВ 301—88 и СТ СЭВ 368—76:
не предусмотрены понятия об отклонениях формы и рас-
положения;
отсутствуют допуски к знаки профиля продольного сече-
ния цилиндрической поверхности и пересечения осей;
не .предусмотрено указание допусков соосности, симмет-
ричности, позиционных, формы заданного профиля и задан-
ной поверхности в радиусном выражении
Таблица 8.1. Нормативно-технические документы на основные определения и указание допусков формы и расположения на
чертежах
Кем принят документ Обозначение документа Наименование документа Кем прнннт документ Обозначение документа Наименование документа
СЭВ СТ СЭВ 301—88 (Взамен СТ СЭВ 301—76) СТ СЭВ 360—76 Основные нормы взаимоза- меняемости. Допуски формы и расположения поверхностей. Основные термины к определе- ния Единая система конструк- торской документации СЭВ. Допуски формы и расположе- ния поверхностей. Указания на чертежах ИСО ИСО ИСО 1101 — 1983 2692 5459—1981 Технические чертежи. Назна- чение геометрических допусков. Назначение допусков формы, ориентации, месторасположе- ния, общие . положения, опре- деления, символу, указание в чертежах Назначение геометрических допусков. Принцип максиму- ма материала. , Назначение геометрия. <нх допусков. Базы и комплекты баз для геометрических допус- ков.
245
Таблица 8.2. Классификация допусков формы и расположения по СТ СЭВ 301—88 и условные знаки допусков по СТ СЭВ
368—76
Груина допусков Вид допуска Знак Груина юиускпь Вил лоиускг! Знак
Допуски формы Допуск прямолинейное г и Допуск ПЛОСКОСТ ноетII Допуск круглости Доп ус к пил 11нд р и ч ноет и Допуск профиля продольно го сечения О Суммарные допуски формы и расположения Допуск радиального биения Допуск юрцопсно биения Допуск биения в заданном направлении
Допуск полного радиального биении Допуск полного юрионого биения
Допуски расположения Допуск па раллельности Допуск перцендпкулирноет и Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей // © ф- X
Допуск формы заданного профиля Допуск формы отданной по перенос i n с а
Г л о в о 8.2
ЧИСЛОВЫЕ ЗНАЧЕНИЯ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Стандар ниацня числовых значений допусков формы и рас-
положения поверхностей позволяет унифицировать техничес-
кие требования к изделиям, повыешь уровень их взаимоза-
меняемости. В случае применения комплексных калибров соз-
дается основа для стандартизации размеров их и тмернтель-
ных элементов. Дальнейшие преимущества даст стандартиза-
ция степеней точности для отдельных видов допусков формы
и расположения, когда допуски увязываются е одним и< но-
минальных размеров изделия, например диаметром пли дли-
ной. Степени точности позволяют системаi и щровать конст-
рукторские требования и технологические данные, упорядо-
чить проектирование, более закономерно связать между со-
бой точностные требования к изделиям и к соотвегс1вуютнм
средствам изготовления и измерения.
Указанные направления стандартизации числовых значе-
ний допусков формы и расположения впервые потучили раз-
витие в нормативно-технических документах СЭВ и стандар-
тах стран—членов СЭВ. В рамках ИСО система числовых зна-
чений допусков формы и расположения не стандартизована.
В отдельных случаях для этих целей применяют допуски по
квалитетам ИСО 286 (см. гл. 3.1) или нестандартные число-
вые значения.
Перечень нормативно-технических документов на число-
вые значения допусков формы и расположения приведен в
табл. 8.4.
8.2.1. СТ СЭВ 636—77
СТ СЭВ 636—77 устанавливает числовые значения допус-
ков формы н расположения поверхностей для деталей в ма-
шиностроении. Эти же Допуски могут применяться и для сбо-
рочных единиц, а также в других отраслях промышленности
Установлен основной ряд допусков (табл. 8.4). который об-
разован рядом R|T| иред|)о'1Г1ие.ты1ЫХ чисел с oKpviлеинехт не
коюрых тндчений .тля удобс|ва отсчета ио шкалам нтмерп
тельных приборов. Основной ряд допусков ирименясн-я:
I) для построения cieueiieii точности для 1>1лельных видов
допусков формы и расположения;
2) для назначения допусков, значения коюрых laniiMaior
промежуточное положение между соседними степенями юч
пости;
3) для позиционных допусков, допусков формы заданного
профиля и та танной поверхности. для коюрых степени гоч
пости не предусмотрены.
Для большинства видов допусков формы н расположения
числовые значения еиоематнзпроваиы ио степеням точности.
В каждом случае предусмотрено но 16 степеней точности.
Числовые значения допусков от одной степени точности к
другой возрастают в 1.6 раза, а в пределах одной степени
ючностп изменяются ио интервалам номинальных размеров
по ряду R 1(1. При необходимости ряды допусков могут быть
продолжены в сторону более точных степеней (е обозначения-
ми 00; 01; 0.2 и т. д.) или более грубых (17. 18 и т. д.)_ а так
же для больших номинальных размеров при соблюдении при
пятых закономерностей построения степеней точности.
Допуски плоскостное in и прямолинейности приведены в
табл. 8.5,. допуски цилиндричности, круглости и профиля про-
дольного сечения в табл. 8.6.
Допуски параллельное in, перпендикулярности, наклона,
юриового и полною торцового биения приведены в табл. 8.7.
Допуски соосности, симметричное!!! и пересечения осей в
диаметральном выражении, а также допуски радиального и
полною радиального биения приведены в табл. 8.8
Интервалы номинальных размеров по табл. 8.6 и 8.8 сог-
ласованы друг с другом н увязаны с интервалами по СТ СЭВ
145—88, чю облегчает взаимную увязку допусков размеров,
формы и расположения для цилиндрических элементов. Ии
lepna.TM iioMiiua.il,пых размеров по табл 8 5 и 8 7 eoi.iacoua
246
иы друг с другом и с интервалами по СТ СЭВ 178—75 (см.
раздел 7), что облегчает взаимную увязку допусков формы и
расположения плоских элементов и согласование норм на уг-
ловые размеры.
В информационном приложении к СТ СЭВ 636—77 приве-
дены рекомендуемые соотношеиня между допусками формы
илн расположения поверхностей и допусками нх размеров. В
зависимости от этого соотношения различают нормальную
(А), повышенную (В) и высокую (С) относительные геометри-
ческие точности, при которых для допуска формы или распо-
ложения используется соответственно 60, 40 или 23 % от до-
пуска размера. Допуски формы цилиндрических поверхностей
в зависимости от квалитета допуска размера приведены в
табл. 8.9.
8.2.2. СТ СЭВ 637—77
Данный стандарт СЭВ устанавливает допуски расположе-
ния осей отверстий (гладких и резьбовых) для крепежных
деталей, например, болтов, винтов, шпилек. Допуски располо-
жения осей могут устанавливаться двумя способами:
I) позиционными допусками;
2) предельными отклонениями размеров, координирующих
осн отверстий.
Рис. 8.58. Позиционные допуски осей отверстий в зависимости
от типа соединения крепежными деталями
Позиционные допуски предпочтительно назначать для осей
отверстий, образующих одну сборочную группу, прн числе
элементов (отверстий, плоскостей) в группе более двух. Чис-
ловые значения позиционных допусков должны соответство-
вать основному ряду по СТ СЭВ 636—77 (см. табл. 8.4) в
диапазоне от 6,01 до 16 мм. В информационном приложении
к СТ СЭВ 6Э7‘—77 даны рекомендации по выбору позицион-
ных допусков осей отверстий в зависимости от типа соедине-
ния крепежными деталями (рис. 8.58), (тип А — зазор для
прохода крепежной детали предусмотрен в обеих соединяе-
мых деталях, тип В — зазор предусмотрен только в одной из
деталей), наименьшего зазора Smin между сквозным отвер-
стием и крепежной деталью и коэффициента Л’ использования
этого зазора.
Для соединений типа A: T=K-Smin ; (8.1)
для соединений типа В: Т=0,5-К-5пип , (8.2)
где Т — позиционный допуск в диаметральном выражении.
Значение К обычно принимают равным I пли 0,8 для сое-
динений, не требующих регулировки взаимного расположения
деталей, и 0,8. или 0,6, если регулировка необходима.
Значения позиционных допусков осей применительно к за-
зорам, соответствующим стандартным диаметрам сквозных
отверстий под крепежные детали, приведены в табл. 8.10.
Предельные отклонения размеров, координирующих оси
отверстий, в тех случаях, когда осуществляется нормирова-
ние пли контроль этих размеров, получаются пересчетом по-
зиционных допусков с учетом типа расположения отверстий
(табл. 8.11) и приведены в табл. 8.12 для системы прямоуголь-
ных координат и в табл. 8.13 для системы полярных коорди-
нат. I
8.2.3. НЕУКАЗАННЫЕ ДОПУСКИ ФОРМЫ
И РАСПОЛОЖЕНИЯ (СТ СЭВ 1911—79)
Неуказанными называются допуски формы н расположе-
ния, не указанные числовыми значениями иа чертеже.
Требования к неуказанным допускам формы н расположе-
ния по СТ СЭВ 1911—79 должны соблюдаться в тех случаях,
когда в чертежах имеется ссылка на этот стандарт.
Когда по конструктивным плп технологическим соображе-
ниям. необходимы допуски меньшие или большие по сравне-
нию с установленными в СТ СЭВ 1911—79, плп допуски долж-
ны быть отнесены к базам, отличающимся от предусмотренных
в этом стандарте СЭВ, допуски формы и расположения долж-
ны быть указаны на чертеже.
Если допуски формы и параллельности на чертеже ие ука-
заны, то, согласно СТ СЭВ 1911—79, допускаются любые от-
клонения формы или параллельности в пределах ограничива-
ющего соответствующее отклонение поля допуска размера
рассматриваемого элемента или размера между рассматрива-
емыми элементами. Наибольшие отклонения формы н парал-
лельности, возможные при полном использовании поля допус-
ка размера, приведены в табл. 8.14\Для элементов, для кото-
рых указаны допуски параллельности, перпендикулярности,
наклона нли торцового биения неуказанный допуск плоскост-
ности или прямолинейности равен перечисленным выше ука-
занным допускам.
Неуказанные допуски расположения и биения, непосред-
ственно не ограничиваемые полем допуска размера, установ-
лены в СТ СЭВ 1911’—79 числовыми значениями, соответст-
вующими грубым степеням точности по СТ СЭВ 636—77. Ус-
тановлено несколько уровней точности этих неуказанных до-
пусков, выбор которых производится в зависимости от ква-
литета или класса точности допуска размера — названного в
СТ СЭВ 1911—79 определяющим допуском размера.
Информация об определяющих допусках размеров всегда
имеется в чертежах, так как они указываются непосредствен-
но у размеров или оговариваются общей записью о неука-
занных предельных отклонениях размеров.
Определяющими допусками размера являются:
для неуказанных допусков перпендикулярности и торцово-
го биения — допуск размера, координирующего расположе-
ние рассматриваемого элемента в направлении, параллельном
базовому элементу (оси) — размеры Ео на рнс. 8.59, а и г).
Рис. 8.59. Размеры, с учетом номинальных значений или уровня точности которых выбираются неуказанные допуски рас-
положения и биений:
а — перпендикулярности: б — соосности, пересечения осей н радиального биения; в — симметричности; г — торцового биения
247
Если имеется несколько iukiix размеров (>а«личной юч
ностп (размеры Lc п Ло2 на рнс. 8.59.г), то определяющим
является размер с допуском по более точному квалите.
для неуказанных допусков соосности, симметричное in. р<-.
дпального биения и пересечения осей --- допуск размера (диа-
метра) рассматриваемого или базового элемента по более
грубому квалнтету (диаметр D нлн </ на рис. ь.59. б или раз
меры В, b или (/ на рис. 8.59,в).
При неуказанных допусках расположения и биений воз
нпкает необходимость в определении баз, к которым оi носят
ся эти допуски. Правила выбора баз приведены ниже. Если
деталь имеет более двух элементов, для которых установле-
ны неуказанные допуски расположения или биения одного
вида, то эти допуски следует относить к одной и той же ба-
зе. Если для детали установлены указанные и неуказанные
допуски расположения одного и того же вида, ю неука тай-
ные допуски следует относить к той же базе, что и укатан-
ные.
Неуказанные допуски перпендикулярности приведены в
табл. 8.15.
За базу принимается элемент, образующий большую сто-
рону прямого угла, а при одинаковых длинах сторон по-
верхность, пмеюшуто меньшую шероховатость.
Неуказанные допуски соосности, пересечения осей и ради-
ального биения приведены в табл. 8.17.
За базу принимается ось поверхности, имеющей большею
длину, прн одинаковых длинах - ось поверхности с допуском
JiiiaMeip.i по бо.кч точному кш.лиыту. а при одинаковых .тли
нах и квалшгтах ось поверхности е большим диаметром.
Допускается для неука тайных допусков соосности двух ра.»
песенных поверхностен «а ба «у принимать их общую ось.
Неуказанные китускн симметричности приведены в табл
г 17.
За базу HpiiHiiM.'ieicH плоское и. (<»сь| симметрии элемента,
имеющего большую длину, при одинаковых длинах эле-
мента. с допуском размера но более точному квалнтету в на
правлении, перпендикулярном к плоскости симметрии, а при
одинаковых длинах и k»a.uueia\ элемента с большим раз-
мером в указанном выше направлении (ратмгр В иа рис. 8.59).
Неуказанные допуски юрновою биения приведены в
табл. 8.18.
Указания ио выбору ба < те же. что и для радиального б не
НИЯ
Неуказанные допуски расположения ио табл 8.15-8.17
являются независимыми Кри необходимое:п они могут быть
установлены как «авиепмые. для чет о общая запись должна
быть дополнена ука «линем. что допуски расположения «ави-
епмые.
Неуказанные допуски наклона, ношцтюиныс допуски, бне
ния в заданном направлении, полнот о радиально! о и полнот <>
юрновою биения, формы заданною профиля и отданной ио
иерхностн не устанавливаются Во всех случаях, когда необ-
ходимо на «начни, эти вилы доттхсков. они должны быть ука
ханы на чертеже
Таблица 8.3. Перечень нормативно-технических документов на числовые значения допусков формы н расположения
Кем принят документ Обозначение док\ мента 1 именован не доку мента Кд‘М 11рихм> доку мент ОГм. 1 н>к\мен1л I 1 Тли мгнон hi не Док\ мен I
СЭВ СТ СЭВ 636 77 СТ СЭВ 637 -77 Основные нормы взаимоза- меняемости. Допуски формы II расположения поверхностей. Числовые значения Основные нормы взанмо«а* меняемостн. Допуски располо- жения осей oiBepcmfi для кре- пежных деталей СЭВ < 1 СЭВ 1314 7к ( Т СЭВ 1911 79 Калибры |ля контроля рас- положения поверхностен. До IIVCKH Основные нормы h<.himo».i меияемостн. неука тайные до- пуски формы 1! расположения поверхностей
Таблица 8.4. Допуски формы и расположения поверхностей (по СТ СЭВ 636—77)
мкм
\ 0.1 0.12 0.16 0.2 0.25 о.з 0.4 0.5 0.6 0.6
I 1.2 1.6 2 2.5 3 4 5 ♦ ж 8
10 12 16 20 25 30 40 50 60 КО
100 120 160 200 250 300 400 500 600 КОО
1000 1200 1600 2000 2500 3000 4000 5000 6000 кооо
10000 12000 16000 —- * — — —- ' - - -
Таблица 8.5. Допуски плоскостности и прямолинейности (по СТ СЭВ 636— 77)
(ленсн . точности
Интервал номинальных I О 3 4 5 7 В <1 10 тт 12 13 14 15 1<»
размеров. мм
мкм 1 .мм
До 10 0,25 0,4 0,6 I 1,6 2,5 4 6 10 16 25 40 0,06 0.1 0,16 0.25
Св. 10 до 16 0,3 0,5 0,8 1,2 2 3 5 8 12 20 30 50 0.08 0.12 0,2 0.3
» 16 >• 25 °,4 0,6 1 1,6 2,5 4 6 10 16 25 40 60 0,1 0,16 0.25 0,4
25 » 40 0,5 0,8 1 1,2 2 3 5 8 12 20 30 50 80 0,12 0,2 0,3 0,5
» 40 » 63 0,6 1,6 2,5 4 6 10 16 25 40 60 100 0,16 0,25 0,4 0,6
63 » 100 0,8 I 1,2 2 3 5 8 12 20 30 50 80 120 0,2 0,3 0,5 0,8
100 » 160 1,6 2,5 4 6 10 16 25 40 60 100 160 0,25 0,4 0,6 I
» 160 » 250 1,2 2 3 5 8 12 20 30 50 80 120 200 0,3 0,5 0,8 1.2
» 250 » 400 1.6 2.5 4 6 10 16 25 40 60 100 160 250 0,4 0,6 I 1,6
» 400 » 630 2 3 5 8 12 20 30 50 80 120 200 300 0,5 0,8 1,2 2
» 630 » 1000 2,5 4 6 10 16 25 40 60 100 160 250 400 0,6 1 1,6 2,5
» 1000 » 1600 3 5 8 12 20 30 50 80 120 200 300 500 0.8 I 1.2 2 3
» 1600 » 2500 4 6 10 16 25 40 60 100 160 250 400 600 1,6 2.5 4
2500 » 4000 5 8 12 20 30 50 80 120 200 300 500 800 1,2 2 3 5
» 4000 » 6300 6 10 16 25 40 60 100 160 250 400 600 1000 1,6 2.5 4 6
» 6300 » 10000 8 12 20 30 50 80 120 200 300 500 800 1200 2 3 5 8
При м.е ч а н и е Под номнна льным размер ОМ 1ПОННМ2 ется д лпна б ольшей ст орд ны поверхнос ги, если требование ОТ НОСИ 1ся
ко всей поверхности, или заданная длина участка, если требование относится к участку поверхности.
248
Таблица 8.6. Допуски цилиндричности, круглости, профиля продольного сечения (по СТ СЭВ 636—77) 3
Интервал номинальных диаметров, мм Степень точности j
1 2 3 4 5 6 7 8 9 10 И 12 13 ! 1 14 15 16 1
мкм I мм |
До 3 Св. 3 до 10 » 10 » 18 » 18» 30 » 30 » 50 » 50 » 120 » 120 » 250 » 250 » 400 » 400 » 630 » 630 » 1000 » 10'00 » 1600 » 1600 » 2500 Т а б л и и а 8.7. Д< (по СТ СЭВ 636 - 0,3 0,4 0,5 0,6 0,8 I 1,2 1,6 2 2,5 3 4 эпуски П) 0,5 0,6 0,8 I 1,2 1,6 2 2,5 3 4 5 6 парад; 0,8 1 1,2 1,6 2 2,5 3 4 5 6 8 10 гельнос 1.2 1,6 2 2,5 3 4 5 6 8 10 12 16 ти, пер 2 2,5 3 ' 4 5 6 8 10 12 16 20 25 пеидик 3 ‘4 5 6 8 10 12 16 20 25 30 40 улярно 5 6 8 10 12 16 20 25 30 40 50 60 сти, н 8 10 12 16 20 25 30 ’ 40 50 60 80 100 уклона, 12 16 20 25 30 40 50 60 80 100 120 160 торное 20 25 30 40 50 60 80 100 120 160 200 250 >ого би 30 40 50 60 80 100 120 160 200 250 300 400 еиия и 50 60 80 100 120 160 200 250 300 400 500 600 полной 0,08 0,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 торцо 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 вого би 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 еиия 0,3 j 0,4 0,5 0,6 0,8 I 1,2 1,6 2 2,5 3 4
Интервал номинальных размеров, мм Степень точности
1 2 3 4 5 6 7 8 9 10 11 12 13 в 15 16 ;
мкм | мм j
До 10 Св. 10 до 16 » 16» 25 » 25 » 40 » 40 » 63 » 63 » 100 » 100 » 160 » 1'60 » 250 » 250 » 400 » 400 » 630 » 630 » 1000 » 1000 » 1600 » 16001 » 2500 » 2500 » 4000 » 4000 » 6300 » 6300 » 10000 Примечай и( пендикулярностн и заданный диаметр поверхности (для х поверхности. Таблица 8.8. Д< осей в диаметральн 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 5 6 8 10 12 г. Под наклон не уст, гопуска игуски ом выр 0,6 0,8 I 1.2 1,6 2 2,5 3 4 5 6 8 10 12 16 20 номин а или анавлгц огарал радиал ажении 1 1,2 1,6 2 2,5 3 4 5 6 8 10 12 16 20 25 30 альным задани гаются, лельно ьного (по С 1,6 2 2,5 3 4 5 6 8 10 12 16 20 25 30 40 50 разме ый ди; то п сти пл< 5иения Г СЭВ 2,5 3 4 5 6 8 10 12 16 20 25 30 40 50 60 80 ром ПС метр, од но зской г и полг 636—7’ 4 5 6 8 10 12 16 20 25 30 40 50 60 80 100 120 гнимает к коте мин аль оверхи того р 0 6 8 10 12 16 20 25 30 40 50 60 80 100 120 160 200 ся д грому ным р< ости - здиалы 10 12 16 20 25 30 40 50 60 80 100 120 160 200 250 300 пина н относит азмерог - длин ТОГО 1 16 20 25 30 40 50 60 80 100 120 160 200 250 300 400 503 ормиру ся дог пои иг ее бо нения. 25 30 40 50 60 80 100 120 160 200 250 300. 400 500 600 800 емого уск то кается дыней Допус 40 50 60 80 100 120 160 200 250 300 400 500 600 800 1000 1200 участк; рцовог собтве СТОроНГ ки соо 60 80 100 120 160 200 250 300 400 500 600 80С 1000 1200 1600 2000 для о биен гственн к) нли сностн, о,1 0,12 0,16 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 юпускс гя. Ес; о вси иаибол симме 0,16 0,2 0,25 0,3 0Л 0,5 0,6 0,8 1 1,2 1.6 2 2,5 3 4 5 в пара 1и задг длина ьший д тричнех 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 5 6 8 ллельи иная аассмат иаметр сти, пе 0,4 0.5' i 0,6 i 0,8 i I 1,2 1,6 ! 2 1 2,5 i 3 1 4 j 5 6 8 10 I 12 . ости, nep- тлина или гриваемой торцовой i 5 ресечсиия
Интервал номинальных размеров, мм Степень точности
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
мкм мм_
До 3 Св. 3 до 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 120 » 120 » 250 » 250 » 400 .» 400 » 630 » 630 » 1000 » 1000 » 1600 » 1600 » 2500 Прнмечанн 1. При назиаче мннальный диаметр номинальным размс между поверхности по элементу с боль 2. Для получен в таблице, необходи 17 Зак. 750 0,8 1 1,2 1,6 2 2,5 3 4 5 6 8 10 я: НИИ до рассм ром п мн, об ним р; ня дог мо раз 1,2 1,6 2 2,5 3 4 5 6 8 10 12 16 пусков атрнва эиимае- разуюш гзмерох гусков делить 2 2,5 3 4 5 6 8 10 12 16 20 25 радиа; емой п гея ног 1ИМИ р г. соосно полола 3 4 5 6 8 10 12 16 20 25 30 40 тьиого оверхи кииалы ассмат] сти, с м. 5 6 8 10 12 16 20 25 30 40 50 60 биения ости. Г ГЫЙ ди гиваемь имметр 8 10 12 16 20 25 30 40 50 60 80 100 и пол 1ри на аметр гй сим ичиостг 12 16 20 25 30 40 50 60 80 100 120 160 иого р значеи рассм метрич 4 И IH 20 ' 25 30 40 50 . 60 80 100 120 160 200 250 адиалы ТИ до атрива ный ЭЛ гресече 30 40 50 60 80 100 120 160 200 250 300 400 гого бг пусков емой п емент; иия ос< 50 60 80 100 120 1.60 200 250 300 400 500 600 еиия п соосно оверхне если б ?й в р< 80 100 120 160 200 250 300 400 500 600 800 1000 ОД НОГ сти, си >сти В| аза ие адиусис 120 160 200 250 300 400 500 600 800 1000 1200 1600 анналы мметри гащеии указыв >м выр 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 ым ра чиости я или ается, ажении 0,3 0,4 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 змером Перес иомни го доп> допу 0,5 0,6 0,8 1 1,2 1,6 2 2,5 3 4 5 6 пои им ечеиня альны! ск опр скн, 5 0.8 1 1,2 1.6 2 2,5 5 6 8 10 ается йо- осей под размер еделяется сказанные 249 J
Таблица 8.9. Допуски формы цилиндрических поверхностей в зависимости от квали-
тета допуска размера (по СТ СЭВ 636—77)
Квалитет допуска размера Относительная геометрическая точность Квалитет допуска I размера Относительная геометрическая точность
А В С А В С
Степень точности ф( табл. 8.7 >рмы по Степень точности табл. 8.7 юрмы по
4 3 2 1 8 7 6
5 4 3 2 10 9 8 7
6 5 4 3 11 10 9 8
7 6 5 4 12 11 10 9
8 7 6 5
Таблица 8.10. Позиционные допуски осей отверстий для крепежных деталей (по СТ СЭВ 637—77)
Зазор Smjn для прохода крепежной детали, мм Тип соединения Зазор smln для прохода крепежной детали, мм Тип соединения
Тип А Тип В Тип А Тнп В
Позиционный допуск Т, мм при коэффициенте использования зазора Позиционный допуск Т. мм при коэффициенте использования зазора
К-1 К-0,8 К=0,6 К=1 К-0,8 Я=0,6 К=1 Я—0.8 К-0.6 Я=1 К-0.8 К-0,6
о,1 0,2 0,3 0,4 0,5 0,6 0,8 1 2 3 0,1 0,2 0,3 0,4 0,5 0,6 0,8 1 2 3 0,08 0,16 0,25 0,3 0,4 0,5 0,6 0,8 1,6 2,5 0,06 0,12 0,16 0,25 0,3 0,4 0,5 0,6 1,2 1,6 0,05 0,1 0,16 0,2 0,25 0,3 0,4 0,5 1 1,6 0,04 0,08 0,12 0,16 0,2 0,25 0,3 0,4 0,8 1,2 0,03 0,06 0,1 0,12 0,16 0,2 0,25 0,3 0,6 1 4 5 6 7 8 10 11 12 14 15 4 5 6 6 8 10 10 12 12 16 3 4 5 6 6 8 8 10 10 12 2,5 3 4 4 5 6 6 8 8 10 2 2,5 3 3 4 5 5 6 6 8 1.6 2 2,5 3 3 4 4 5 5 6 1,2 2,6 2 2 2,5 3 3 4 4 5
Примечание. Позиционные допуски Т приведены в диаметральном выражении.
Таблица 8.11. Нормирование отклонений размеров, координирующих оси отверстий (по СТ СЭВ 637—77)
Характеристика расположения отверстий Эскиз Нормируемые отклонения размеров, координирующих оси отверстий
1. Одно отверстие, координированное от- носительно плоскости (при сборке базовые - - Предельные отклонения ±61 размера между осью отверстия и плоскостью
плоскости соединяемых деталей совмеща- ются) -— L
2. Два отверстия, координированные друг
относительно друга
3. Три и более отверстий, расположенных
в одни ряд
Предельные отклонения ±6/- размера
между осями Двух отверстий
Предельные отклонения ±6Т.£ размера
между осями двух любых отверстий
Предельные отклонения ±6у осей отвер-
стий от общей плоскости
250
Продолжение табл. 6.11
Характеристика расположения отверстий Эскиз Нормируемые отклонения размеров, координирующих оси отверстий
4. Три или четыре отверстия, расположен- ные в два ряда г 1*- - 4 ► Предельные отклонения ±66 размеров Ц н L3
Предельные отклонения ±66</ размеров по диагонали между осями двух любых от- верстий
5. Одно илн несколько отверстий, коор- динированных относительно двух взаимно перпендикулярных плоскостей (при сборке базовые плоскости соединяемых деталей совмещаются) к Предельные отклонения ±67. размеров 61, L?, Lz, Lf
7- -
'-2у
6. Отверстия, расположенные в несколько
рядов
Предельные отклонения ±66 размеров
6], 1-2, 1-3, 1-4
Предельные отклонения ±6>Ld размеров
по диагонали между осями двух любых от-
верстий
7. Два отверстия, координированные друг
относительно друга и центрального базово-
го элемента
База-ггоВерхн.Д
Предельные Отклонения ±6R радиуса ок-
ружности центров
Предельные отклонения ±йа угла меж-
ду осями отверстий
8. Три п более отверстий, расположенных
по окружности
Предельные отклонения ±60 диаметра
окружности центров
Предельные отклонения ±6а2 централь-
ного угла между осями двух любых отвер-
стий
9. Тря и более отверстий, расположен-
ных по окружности, координированных от-
носительно центрального базового элемен-
та Л
База - поВеркн.А
Предельные отклонения ±6R радиуса
окружности центров
Предельные отклонения ±6а£ централь-
ного угла между осями двух любых* от-
верстий
П*
261
Таблица 8.12. Пересчет позиционных допусков иа предельные Отклонения размеров, координирующих оси. Система прямо-
угольных координат (по СТ СЭВ 637—77 и СТ СЭВ 1314—78)
Характеристика расположения осей Обозначение предельных к X Е V Е 5 5 Позиционный допуск оси в диаметральном выражении 1, мм
0,006 0,008 0,010 0,012 0,016 0,020 0,025 0,030 0,040 0,050 0,06 0.08 0,10 0,12 0,16 0,20
Пи табл. 8.11 Предельное отклонение размеров, координирующих осн (4), мм
1 6L 0,003 0,004 0,005 0,006 0,008 0,010 0,012 0,016 0,020 0,025 0,03 0,04 0,05 0,06 0,08 0,10
2 6L 0,006 0,008 0,010 0,012 0,016 0,020 0,025 0,030 0,040 0,050 0,06 0,08 0,10 0,12 0,16 0,20
3 6Ls бу 0,004 0,002 0,005 0,003 0,007 0,004 0,008 0,004 0,011 0,005 0,014 0,007 0,016 0,008 0,022 0,011 0,028 0,014 0,035 0,018 0,04 0,02 0,055 0,028 0,07 0,035 0,08 0,04 0,11 0,05 0,14 0,07
4 6L 6Ld 0,004 0,006 0,005 0,008 0,007 0,010 0,008 0,012 0,011 0,016 0,014 0,020 0,016 0,025 0,022 0,030 0,028 0,040 0,035 0,050 0,04 0,06 0,055 0,08 0,07 0,10 0,08 0,12 0,11 0,16 0,14 0,20
5,6 6L 6Ld (только для 6) 0,002 0,006 0,003 0,008 0,004 0,010 0,004 0,012 0,005 0,016 0,007 0,020 0,008 0,025 0,011 0,030 0,014 0,040 0,018 0,050 0,02 0,06 0,028 0,08 0,035 0,10 0,04 0,12 0,055 0,16 0,07 0,20
Продолжение табл. 8.12
Характеристика । расположения 1 осей I Обозначение предельных отклонений Позиционный допуск оси в диаметральном выражении Г, мм
0,25 0,3 0,4 0,5 0,6 0,8 1 1.2 1.6 2 2.5 3 4 5 6 8 10 12 16
По табл. 8-11 Предельное отклонение размеров, координирующих оси ( 1 ), мм
1 6L 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,о 1,2 1,6 2,0 2,5 3,0 4,0 5,0 6,0 8,0
2 6L 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5,0 6,0 8,0 10,0 12,0 16,0
3 бЦ. бу 0,16 0,08 0,22 о,н 0,28 0,14 0,35 0,18 0,40 0,20 0,55 0,28 0,70 0,35 0,80 0,40 1,1 0,55 1,4 0,7 1,6 0,8 2,2 1,1 2,8 1,4 3,5 1,8 4,0 2,0 5,5 2,8 7,0 3,5 8,0 4,0 11,0 5,5
4 5,6 6L 6Ld 0,16 0,25 0,22 о.зО 0,28 0,40 0,35 0,50 0,40 0,60 0,55 0,80 0,7 1,0 0,-8 1,2 1,1 1,6 1,4 2,0 1,6 2,5 2,2 3,0 -2,8 4,0 3,5 5,0 4,0 6,0 5,5 8,0 7,0 10,0 8,0 12,0 11,0 16,0
6L 6Ld (только для 6) 0,08 0,25 0,11 0,30 0,14 0,40 0,18 0,50 0,20 0,60 0,28 0,80 0,35 1,0 0,4 1,2 0,55 1,6 0,7 2,0 0,8 2,5 1,1 3,0 1.4 4,0 1,8 . 5,0 2,0 6,0 2,8 8,0 3,5 10,0 4,0 12,0 5,5 16,0
* Если вместо 6L х нормируются отклонения размеров от каждого
элемента до оси одного элемента, то значение
предельного отклонения должно быть вдвое меньше 61.2 •
252
Т^а блица 8.13. Пересчет позиционных допусков на предельные отклонения размеров, координирующих оси. Система полярных
координат, типы расположения 7—9 по табл. 8.11 (по СТ СЭВ 637—77 и СТ СЭВ 1314—78)
Позиционный допуск оси в 0,006 0,008 0,010 0,012 0,016 0,020 0,025 0,030 0,040 0,050 0,060 0,080 0,10 0,12 0,16 0,20 0,25
диаметральном выражении Т, мм
SZ) (±), мм 0,004 0,006 0,007 0,008 0,011 0,014 0,016 0,022 0,028 0,035 0,040 0,055 0,07 0,08 о,11 0,14 0,16
в/? (± ), мм 0,002 0,003 0,0035 0,004 0,006 0,007 0,008 0,011 0,014 0,018 0,020 0,028 0,035 0,04 0,055 0,07 0,08
Номинальные размеры, мм 6 а, 6av (±
Диаметр D Радиус R
Св. 6 до 10 Св. 3 до 5 3'40" 5' 6' 7' 10' 12' 14' 20' 25' 30' 40' 50' 1° 1°10' 1°40' 2° 2°20'
» 10 > 14 » 5 » 7 2'20" 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 30' 40' 50' 1° 1°20' 1°40'
14 » 18 » 7 > 9 1 '50" 2'20" 3' 3'30" 5' 6' 7' 10' 12' 14' 18' 25' 30' 35' 45' 1° 1’10'
-» 18 » 24 » 9 » 12 1'20" 1'50" 2' 3' 3'30" 5' 6' 7' 10' 11' 14' 18- 22' 28' 35' 45' 55'
24 » 30 » 12 » 15 1' 1 '20" 1'30" 2' 3' 4' 5' 6' 7' 9' 11' 14' 18' 22' 28' 35' 45'
» 30 » 40 » 15 » 20 50" 1' 1'20" 1 '40" 2'30" 3' 4' 5' 5'30" 7' 8' 11' 14' 16' 22' 28' 35'
> 40 » 50 » 20 » 25 35" 50" 1' 1 '20" 2' 2'30" 3' 4' 4'20" 5' 6' 8' 10' 12' 16' 20' 25'
50 » 65 » 25 » 32,5 30" 40" 50" 1' 1'40" 2' 2'30" 3' 3'30" 4' 5' 6' 8' 10' 12' 16' 20'
65 » 80 »32,5 » 40 25" ' 30" 40" 50" 1' 1 '20" 1'40" 2'30" 2'40" 3' 4' 5' 6' 8' 10' 12' 16'
» 80 > 100 » 40 » 50 20" 25" 30" 40" 50" 1' 1 '20" 2' 2 '20" 2'30" 3' 4' 5' 6' 8' 10' 12'
» 100 > 120 » 50 » 60 16" 20" 25" 30" 40" 50" 1' 1 '20" 1'40" 2' 2'40" 3' 4' 5' 7' 9' 11'
> 120 > 150 > 60 > 75 12" 16" 20" 25" 35" 40" 50" 1' 1 '20" 1 '40" 2' 2'30" 3'30" 4'30" 6' 7' 9'
150 > 180 » 75 » 90 И" 14" 16" 20" 30" 35" 40'' 55" 1'10" Г 30" 1'50" 2' 3' 4' 5' 6' 7'
> 180 > 250 » 90 > 125 8" 10" 12" 16" 20" 30" 35" 45" 55" 1'10" 1 '20" 1'50" 2' 2'30" 3'30" 4'30" 6'
250 » 310 > 125 > 155 8" 10" 12" 16" 20" 25" 35" 40" 50" 1' 1'20" 1'40" 2' 2'30" 3' 4'
> 3.10 > 400 » Г55 » 200 6" 8" 10" 12" 16" 20" 25" 35" 40" 50" 1' 1 '20" 2' 2'30" 3'
> 400 > 500 > 200 » 250 5" 6" 8" 10" 12" 16" 20" 25" 30" . 40 " 50" Р 2' 2'30
> 500 » 630 » 250 > 315 5" 6" 8" 10" 12" 16" 20" 25" 30" 40" 50" 2'
> 630 » 800 > 315 > 400 5" 6" 8" 10" 12" 16" 20" 25" 30" 40"
> 800 > 1000 » 400 » 500 .5" 6" 8" 10" 14" 16" 20" 28" 35"
т пЬиптТМ» Ti>.- '
Позиционный допуск оси в
диаметральном выражении Т, мм
(.±), мм
(±), мм
Продолжение табл. 8.13
0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 2,5 3 4 5 6 8 10 12 16
0,22 0,28 0,35 0,40 0,'55 0,70 0,80 1,1 1,4 1,6 2,2 2,8 3,5 4 5,5 7 8 .11
0,11 0,14 0,18 0,20 0,28 0,35 0,40 0,55 0,7 0,8 1.1 1,4 1,8 2 2,8 3,5 4 5,5
Номинальные размеры, мм
Диаметр D Радиус R дз, 6*., (±)
Св. 6 до 10 Св. 3 до 5 3° 4°
10 14 > 5 7 2° 2’ 40' 3’20' 4’
» 14 18 7 > 9 1°30' 2’ 2’20' 3’ 4’
18 > 24 » 9 12 1’10' 1°30' 1’50' 2’20' 3° 3’40' 4’30'
» 24 30 » 12 > 15 55' 1’10' 1’30' 1’50' 2’20' 3° 3’40' 4’30'
30 40 15 20 45' 55' 1’10' 1’20' 1’50' 2’20' 2=40' 3’40' 4’30'
40 50 20 25 30' 40' 50' 1° 1’20' 1’40' 2’ 2’40' 3’20' 4’30'
50 65 25 32.5 25' 30' 40' 50' 1° 1’20' 1’40' 2’ 2’40' 3’20' 4-’
» 65 80 » 32.5 » 40 20' 25' 30' 40' 50' 1’ 1’20' 1’40' 2° 2’40' 3’20' 4°
80 100 » 40 » 50 16' 20' 25' 30' 40' 50' 1 1’20' 1’40' 2’ 2’40' 3’20' 4’
» 100 120 50 » 60 14' 18' 22' 28' 35' 45' 55' 1’10' 1’30' 1’50' 2’20' 3’ 3’40' 4’30'
120 150 60 75 12' 14' 18' 22' 28' 35' 45'’ 55' 1’10' 1=30' 1’50' 2’20' 3’ 4° 4’30'
150 » 180 . 75 90 9' 12' . 14' 18' 22' 30' 35' 45' 55' 1 = 10' 1’30' 1’50' 2’20' 3’ 3’40' 4’30'
180 250 90 » 125 7' 9' 11' 14' 18' 22- 28' 35' 45' 55' 1’10' 1’30' 1’50' 2’20' 3’ 3’40' 4’30'
250 310 125 » 155 6' 7' 9' 10' 14' 16' 20' 25' 35' 40' 55' 1’10' 1’30' 1’50' 2’20' 2’40' 3’20' 4’36’
310 » 400 155 200 4' 5' 6' 8' 10' 12' 16' 20' 25' 30' 40' 50' 1° 1’20' 1’40' 2’20' 2’40' 3’40'
*> 400 » 500 200 250 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 30' 40' 50' 1’ 1’20' 1’50' 2’ 2’20'
500 630 250 » 315 2'30’ 3' 4' 5' 6' 8' 10' 12' 16' 20' 25' 35' 40' 50' 1’ 1’20' 1’50' 2°
630 800 315 400 2' 2'30" 3'30" 4' 5' 7' 8' 11' 14' 16' 20' 25' 35' 40' 50' I’ 1’20' 1’50'
800 1000 » 400 500 2' 3' 3'30" 4'30" 6' 7' 9' 12' 14' 18' 22' 28' 35' 40' 50' 1’ 1’20'
П р и м е ч а н и е. Если вместо 6а2 нормируй )ТСЯ откло нения цен тральных углов мен еду ось Ю ОДИ( КО отв ерстня И ося> in кал \ДОГО I з оста. тьных ( )тверст ИЙ. то начени е пре-
дельного отклонения должно быть вдвое меньше 6av .
Таблица 8.14. Отклонения формы и расположения, ограничиваемые по- Табл» лем допуска размера, я их наибольшие значения (по СТ СЭВ 1911—79) дикуля] |ца 8.15. Неуказанные допуски перпеи- иости (по СТ СЭВ 1911—79) мм
Вид отклонения формы или расположения Допуск размера, ограничивающий отклонение формы или расположения
Наибольшее значение отклонения формы и расположения при полном использовании допуска размера Атах 1ы иоминаль- размеров Определяющий допуск размера по квалитетам СТ СЭВ 145—88 и СТ СЭВ 177-75
1. Отклонения от плоскостности и прямо- линейности Допуск размера h (на- пример, толщины) рас- сматриваемого элемен- та* (1Тв) Атах =lTh Иитерва; ных 12 и точ- нее 13 н 14 15 и В 17
до классам точности СТ СЭВ 302-76
Допуск размера меж- ду рассматриваемой плоскостью (прямой) и другой плоскостью (IT н)
A max = 1ТН точный сред- ний грубый очень грубый
До 10 )» 16 6 » 25 5 » 40 ) » 63 3 » 100 0 » 160 3 » 2:50 0 » 400 0 » 630 0 » 1000 0 » 1600 ) » 2500 0 » 4000 0 » 6300 0 » 10000 0,06 0,08 0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 0,10 0,12 0,16 0,20 0,25 0,30 0,40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 2,5 3,0 0,16 0,20 0.25 0,30 0.40 0,50 0,60 0,80 1,0 1,2 1,6 2,0 2,5 3,0 4,0 5,0 0,25 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,6 -2,0 2,5 3,0 4,0 5,0 6,0 8,0
2. Отклонение от ци- линдричности, круглос- ти, отклонение профиля продольного сечения Допуск диаметра ци- линдрической шоверх- иости* (ITd) Атах = ITd Св- J’ » 1 » 2 > 44
3. Отклонение от па- раллельности плоскостей, осн и плоскости Допуск размера меж- ду плоскостями, осью и плоскостью (1ТН ) Lx Д |Т * 1'0 Атах-Пн » 16 » 25 » 40
4. Отклонение от па- раллельности осей в пространстве: 4.1. Отклонение от параллельности в общей плоскости Допуск размера меж- ду осями (1ТН1) » 63 > 100 » 160 » 250 Атах=1Тн1 -400 » OoU1
Степень точности допус- ка перпендикулярности по СТ СЭВ 636—77
4.2. Перекос осей * Условия, ограничивай ванию предельных разме] рые это истолкование ие плоскостности (за исклю лиидричности, круглости мости их назначения, дол Таблица 8.16. Неуказа осей и радиального биеии! Допуск размера меж- ду осями (общей плос- костью осей) и плоским элементом детали (1Тнг) эщие отклонения формы, с )ов по СТ СЭВ 145—88. Д. распространяется, допуск чеинем случаев, предусмот н профиля продольного с жиы указываться на чертеж иные допуски соосности, п< (по СТ СЭВ 1911—79) мм Атах =21ТШ
Примечания: оответствуют истолко- 1. Под номиналы пя элементов, иа кото- мниальная длина и прямолинейности и как правило, образу реииых п. 8.2.3.4), ци- мого угла (размер £ гчеипя при необходи- 2, Допуски по та е. на торцовое биение :ресечения Таблица 8.1 7l Неуказанные СТ СЭВ 1911—79) мм 12 ым разме рассматри ющего ме на рис. 8. бл. 8.115 и щоверхио допуски с 13 ром ПС ваемог ньшую 50, а). е расп :тей те им метр 14 шимает О ЭЛ( сторон ростра л вран ИЧИОСТ1 15 ся ко- ммента, У пря- дяются ;еиия. (по
Интервалы номиналь- ных размеров Определяющий допуск размера по квалитетам Ст СЭВ 145-88 Определяющий допуск размера по квалитетам СТ СЭВ 145-88
12 и точнее | 13 и 14 15 и 16 1 17 Интервалы иомнналь- * ных пазмеоов 12 и точнее 1 13 и 14 | 15 н 16
по классам точности СТ СЭВ 302—76 по классам точности СТ СЭВ 302—76
точный средний грубый очень грубый точный | средний грубый очень грубый
До 3 Св. 3 » 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 120 » 120 » 250 » 250 » 400 » 400 » 630 > 680 » 1000 » 1000 » 1600 » 1600 » 2500 П,римечани 1. Под иомина/ номинальных Диаме мента (диаметр D н 2. Числовые зн осей приведены в Д1 0,05 0,06 0,08 0,10 0,12 0,16 0,20 0.25 0,3 0,4 0,5 0,6 0,12 0,16 0,20 0,25 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,6 0,2 0,25 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 0,3 До 3 0,4 Св. 3 » 10 0,5 » Ю » 18 0,6 » 18 » 30 0,8 » 30 » 50 1,0 » 50 » 120 1.2 » 120 » 250 1,6 » 250 » 400 2,0 » 400 » 630 2,5 » 630 » 1000 3 » 1000 » 1600 4 » 1600 » 2500 0.2 0,25 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3 4 0,5 0,6 0,8 1,0 1,2 1,6 2,0 2,5 3 4 5 6 0,8 ч 1,0 1,2 1,6 2,0 2,5 3 4 5 6 8 10
Степень точности допуска соосности, пересечения осей н радиального биения по СТ СЭВ 636—7'7 Степень точности допуска симметричности по СТ СЭВ 636—77
13- | 14 I 15 | 16 1: пьиым размером понимается больший из ров рассматриваемого или базового сим- (размер В на рнс, 8.59, в). ачеиия допусков симметричности приведё- выражении.
10 | 12 | 13 | 14 i: Примечаии! 1ьиым размером понимается больший из 1. Под номина трое рассматриваемого или базового эле- номинальных разме а рнс. 8.59, б]. метричного элемент» ачепия допусков соосности н пересечения 2. Числовые зн аморальном выражении. ни в диаметральном
255
Таблица 8.18. Неуказанные допуски торцового биения (по СТ СЭВ 1911—79).
мм
Интервалы номиналь- ные размеров Определяющий допуск размера по квалитотам СТ СЭВ 145-88 и СТ СЭВ 177-75 Интервалы номиналь- ных размеров Определяющий допуск размера по квалитстам СТ СЭВ 145-88 и СТ СЭВ 177 75
12 и точнее 13 II 14 | 15 п 16 17 12 и точнее 13 II 14 15 и 16 ’ 17
по классам точности СТ СЭВ 302—76 по классам точности СТ СЭВ 302 76
точный средний грубый очень грубый4 точный средний грубый очень грубы 11
До 10 Св. 10 » 16 » 16 » 25 » 25 » 40 » 40 » 63 » 63 » 100 » 100 » 160 » 160 » 250 » 250 » 400 » 400 »• 630 » 630 » 1000 0,025 0,03 0,04 0,05 0,06 0.08 0,10 0.12 0,16 0,20 0,25 0,04 0,05 0,06 0,08 0,10 0,12 0,16 0,20 0,25 0,3 0,4 0,10 0,12 0,16 0,20 0,25 0,3 0,4 0,5 0,6 0,8 1,0 0,16 0,20 0,25 0,3 0,4 0,5 0,6 0,8 1,0 1,2 1,6 Св. 1000 До 1600 » 1600 » 2500 » 2500 » 4000 » 4000 » 6300 » 6300 » 10000 0,3 0,4 0,5 0,6 0,8 0,5 0,6 0,8 1,0 1,2 1,2 1,6 2,0 2,5 3 2,0 2,5 3 4 5
Степень точности допуска торцового биения по СТ СЭВ 636—77
10 11 13 14
Под номинальным размером понимается
номинальный диаметр рассматриваемой торцовой поверхности
Примечание. П
(диаметр d на рнс. 8.59, г).
256
Раздел 9
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Глава 9.1
ОБЩИЕ СВЕДЕНИЯ О СТАНДАРТИЗАЦИИ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Шероховатость поверхности, наряду с другими фактора-
ми, определяющими качество поверхности, — волнистостью,
отклонениями формы и физико-мехаиическимн свойствами по-
верхностного слоя — оказывает большое влияние на эксплуа-
тационные свойства деталей, узлов и изделий машинострое-
ния, в том числе на качество сопряжений, в расчет которых
входят параметры качества поверхности и поверхностного
слоя.
Возможность .эффективного и единообразного нормирова-
ния и контроля шероховатости поверхности обеспечивается
стандартизацией терминов и определений, номенклатуры па-
раметров и рядов их значений для количественной оценки,
общих правил установления требований к шероховатости по-
верхности в технической и нормативной документации, услов-
ных обозначений этих требований. Кроме того, имеются стан-
дарты иа методы н средства контроля шероховатости поверх-
ности.
Перечень нормативно-технических документов • на шеро-
ховатость ‘поверхности, сведения о которых излагаются в раз-
деле 9, приведен в табл. 9.1.
Сведения о волнистости в соответствии с PC 3951—73 при-
ведены в-1-м издании Справочника.
Глава 9.2
ОСНОВНЫЕ ПАРАМЕТРЫ И ИХ ЧИСЛОВЫЕ
ЗНАЧЕНИЯ ДЛЯ НОРМИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
(СТ СЭВ 638-77)
СТ СЭВ 638—7/ распространяется на шероховатость по-
верхностей изделий независимо от их материала и способа
изготовления (получения поверхности) и устанавливает пере-
чень параметров, которые, должны применяться при нормиро-
вании п контроле шероховатости поверхностей, числовые зна-
чения параметров и общие указания то установлению требо-
ваний к шероховатости поверхности.
Стандарт не распространяется иа шероховатость поверх-
ностей, характеристики которых делают невозможным норми-
рование и контроль шероховатости (например, на поверх-
ности изделий из фетра и других ворсистых материалов), а
также на дефекты поверхности, являющиеся следствием де-
фектов материала (раковины, поры, трещины) или случайных
повреждений (царапины, вмятины и т. п.).
Термины и определения основных геометрических понятий,
относящихся к шероховатости обработанных товерхностей,
установлены в СТ СЭВ 1156—78. Некоторые из основных
терминов и определений приведены в табл. 9.2 и иллюстриру-
ются рис. 9.1.
Основные положения по нормированию шероховатости по-
верхности, установленные в СТ СЭВ 638—77, сводятся к сле-
дующему.
1. Требования к шероховатости устанавливаются для обес-
печения заданного качества изделий. Если в этом необходимо-
сти нет, то требования к шероховатости не устанавливаются
и она для данной поверхности контролю не подлежит.
2. Требования к шероховатости поверхности' должны уста-
навливаться путем указания параметра шероховатости (одно-
го, или нескольких) из перечня, приведенного в п. 3, числовых
значений выбранных параметров (по п. 4) и базовых длин, иа
которых происходит определение параметров.
3. Параметры шероховатости выбираются из следующего
перечня (см. рис. 9.1):
а) среднее арифметическое отклонение профиля (Ra) —
среднее арифметическое из абсолютных значений отклонений
профиля в пределах базовой длины
1 I In
—2 |!/<|, (9.1)
где I — базовая длина; п — число выбранных точек профиля
на базовой длине;
б) высота неровностей профиля по десяти точкам (Rz) —
сумма средних значений абсолютных высот пяти наибольших
выступов профиля и глубин пяти наибольших В1падии профиля
(от средней линии) в пределах базовой длины
5 5
S |У р:п (-1 + S
—---------_L±------- , (9.2)
О
где ^рт- — высота ого наибольшего выступа профиля; У„т<
— глубина f-й наибольшей впадииы профиля;
в) наибольшая высота неровностей профиля (Rm) — рас-
стояние между линией выступов профиля и линией впадии
профиля в пределах базовой длины.
Rm=YD . (9.3)
" Ртах 1 ‘'max’ v • /
где УPmax — высота наибольшего выступа профиля; У„тах __
глубина наибольшей впадины профиля;
г) средний шаг неровностей профиля (Sm) — среднее зна-
чение шагов неровностей црофиля (по средней линия) в пре-
делах базовой длины;
д) средний шаг неровностей профиля по вершинам (S) —
среднее значение шагов местных выступов профиля в преде-
лах базовой длины;
е) относительная опорная длниа профиля (tp) — отиоше?
ние к базовой длине опорной длины профиля (1р) в пределах
базовой длины.
tp=-£- (9.4)
Опорная длина профиля равна сумме длин отрезков, отсе-
каемых на заданном уровне р в материале профиля линией,
эквидистантной средней линии
lp= 2 Ь{.. (9.5)
Нормирование параметра Ro является предпочтительным.
257
I
I
Линия выступов
Рис. 9.1. К оценке параметров шероховатости
4. Числовые значения параметров шероховатости Яг,
, Sm и S должны выбираться соответственно из табл.
9.3—9.5.
Числовые значения параметра 1р в процентах от базовой
длины I выбираются из ряда: 10; Г5; 20; 25; 30; 40; 50; 60;
70; 80; 90%. Такие же числовые зиачеиня (включая 5%) ус-
тановлены для уровня р в процентах от Rm .
5. Установленные в СТ СЭВ 638—77 числовые значения
используются для указания наибольших или наименьших до-
пускаемых значений и границ допускаемого диапазона значе-
ний параметров шероховатости.
В нормах иа образцы сравнения шероховатости поверх-
ности и образцовые детали устанавливаются номинальные зна-
чения параметров шероховатости, которые должны выбирать-
ся из числовых значений, указанных в п. 4. В этом случае пре-
дельные значения нормируемых параметров могут отличаться
от указанных в п. 4.
6. Числовые значения параметров шероховатости ,по СТ
СЭВ 638—77 относятся к нормальному сечению.
7. Числовые значения базовой длины I выбираются из ря-
да: (0,04) (0,00); 0,08; 0,25; 0,80: 2,5; 8; (25) мм. Зиачеиня,
указанные в скобках, применяются в особых случаях.
СТ СЭВ 638—77 содержит информационное приложение,
в котором указаны рекомендуемые соотношения между чис-
ловыми значениями параметров Ra, Rz и Rm и базовой дли-
ной I (табл. 9.6).
Если параметры Ru, Rz, Rm определены на базовой дли-
не согласно табл. 9.6, то эти значения базовой длины не ука-
зываются в требованиях к шероховатости поверхности.
8. При необходимости, дополнительно к параметрам шеро-
ховатости поверхности устанавливаются требования к на-
правлению неровностей поверхности, к способу или последо-
вательности способов получения (обработки) поверхности.
Типы направлений неровностей поверхности и указание на
чертежах требований к шероховатости поверхности приведены
в п. 9.3.1.
9. СТ СЭВ 638—77 практически полностью соответствует
международному стандарту ИСО 468. Небольшие различия
связаны с тем, что в ИСО 468: ограничен ряд базовых длин
(отсутствуют значения 0,01 и 0.03 мм), предусмотрена воз-
можность использования номинальных значений для норми-
рования любых поверхностей, нет указаний о предпочтитель-
ности параметров шероховатости поверхности.
СТ СЭВ 1156—78 имеет практически одинаковый перечень
терминов, что и стандарт ИСО 4287,/1, однако по ряду тер-
минов имеются различия в их определениях.
Глава 9.3
ОБОЗНАЧЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ НА ЧЕРТЕЖАХ
(СТ СЭВ 1632-79)
На чертеже детали обозначается шероховатость только
тех поверхностей, нормирование требований к которым явля-
ется необходимым для обеспечения заданного функциониро-
вания детали.
Шероховатость поверхности, обрабатываемой по данному
чертежу, обозначают одним из знаков
или
а <5 В г
Знак V применяют для поверхности, метод обработки
Рис. 9.2. Условные обозначения шероховатости поверхиост •
которой ие устанавливается; знак
— для поверхности.
Для параметров Ra. Rz и Rm в обозначении шерохова-
тости базовую длину не указывают, если она соответствует
приведенной в СТ СЭВ 838—77 для выбранного значения па-
раметра.
обрабатываемой со снятием слоя материала; знак •—
для поверхности, обрабатываемой без снятия слоя материала.
Этим же знаком без указания числового значения обознача-
ют поверхности, не подлежащие обработке по данному чер-
тежу, шероховатость поверхности которых обеспечивается
состоянием поставки (например, изготовлением детали из
сортамента).
Значение параметра Ra указывают без символа, остальные
параметры — с символом (см. например, рис. 9.2 а и 9.2 б).
Если шероховатость задается двумя предельными значениями
параметра, то в обозначении указывают наибольшее и наи-
меньшее значения параметра шероховатости (рнс. 9.3 в).
При необходимости знак шероховатости выполняется с
полкой, причем обозначения располагаются в последователь-
ности, приведенной иа рис. 9.3 г, где а — место указания спо-
соба обработки нли контроля; б — место указания значения
базовой длины; в — место условного обозначения направления
неровностей.
Условные обозначения направления неровностей приведе-
ны в табл. 9.8.
Рис. 9.3. Указание шерохова- Рис. 9.4. Указание разной
гости поверхности на нзобра- шероховатости иа участках
женин детали поверхности
Обозначение шероховатости поверхности на изображении
детали располагают иа линиях контура, выносных линиях (по
возможности ближе к размерной линии) пли на полках линий
выносок (pile. 9.3).
258
Если шероховатость всех поверхностей детали одинакова,
то в правом верхнем углу чертежа помещают общее обозна-
чение шероховатости, при этом обозначение шероховатости на
изображение детали не наносится.
Если шероховатость поверхностей детали ие одинакова, то
в правом верхнем углу чертежа помещают обозначение одина-
ковой шероховатости для части поверхностей (предпочтитель-
но преобладающей по числу) и соответствующий знак шеро-
ховатости в круглых скобках (см. рис. 9.4). Этот знак указы-
вает, что все остальные поверхности детали, кроме обозначен-
ных, должны иметь шероховатость, указанную перед скобкой.
Если на отдельных участках детали шероховатость одной
п той же поверхности различна, то эти участки разграничива-
ются сплошной тонкой линией с нанесением соответствующих
размеров и обозначений шероховатости (рис. 9.4).'
Обозначение шероховатости рабочих поверхностей зубьев
зубчатых колес, эвольвентных шлицов и т. п., если на черте-
же не дается их профиль, наносят на линии делительной по-
верхности, а для глобоидных червяков и сопряженных с ни-
ми колес — на линии расчетной окружности. Обозначение ше-
роховатости поверхности профиля резьбы наносят либо на
выносной линии для указания размера резьбы, либо на раз-
мерной линии.
Обозначение шероховатости поверхности, подвергающейся
покрытию, относится к поверхности после нанесения покры
тия.
Допускается указывать одновременно шероховатость по-
верхности до нанесения покрытия н после него (обозначение
шероховатости поверхности после покрытия наносят на штрих-
пуиктирной утолщенной линии (рис. 9.5).
Рис. 9.5. Обозначение
шероховатости до и пос-
ле нанесения покрытия
Знаком без указания числового значения обознача-
ют поверхности, не обрабатываемые по данному чертежу, а
сохраняемые в состоянии поставки.
Обозначения шероховатости поверхности по СТ СЭВ
1632—79 соответствуют ИСО 1302—1974.
Таблица 9.1. Перечень нормативно-технических документов иа шероховатость поверхности
Кем принят документ Обозначение документа Наименование документа Кем принят документ Обозначение документа Наименование документа'
СЭВ СТ СЭВ 638 77 СТ СЭВ 1156—78 СТ СЭВ 1632—79 Основные нормы взаимоза- меняемости. Шероховатость поверхности Основные пара- метры и числовые значения Основные нормы взаимоза- меняемости. Шероховатость поверхности. Термины и опре- делен II я ЕСКД СЭВ. Обозначение шероховатости поверхности ИСО ИСО 468—1982 ИСО 4287/1 ИСО 1302—1974 Шероховатость поверхности. Параметры, их величины и об- щие правила нормирования Шероховатость поверхности. Терминология. Часть 1. По- верхность и ее параметры Технические чертежи. Обоз- начение шероховатости поверх- ности на чертежах
Т а б л и ц а 9.2. Основные термины и определения для шероховатости
поверхности (по СТ СЭВ 1156—78)
Термин
Термин
Определение
1. Шерохова-
тость поверхности
2. Реальная по-
верхность
3. Номинальная
поверхность
4. Профиль по-
верхности
5. Реальный
профиль
6. Номиналь-
ный профиль
7. Базовая ли-
ния
8. Базовая
длина I
Коротковолновая часть геометрических
отклонений (неровностей) поверхности.
Степень исключения длинноволновой части
неровностей (волнистости, отклонений
формы) определяется базовой длиной пли
отсечкой шага
Поверхность, ограничивающая тело и от-
деляющая его от окружающей среды
Идеальная поверхность, номинальная
форма которой задана чертежом н/или
другой технической документацией
Линия пересечения поверхности с плос-
костью
Профиль реальной поверхности
Профиль номинальной поверхности
Линия, относительно которой определяют-
ся и оцениваются параметры шероховатос-
ти поверхности
Длина базовой линии, используемая для
выделения неровностей, характеризующих
шероховатость поверхности
Примечание. Для выделения не-
ровностей, относящихся к шероховатости
поверхности, можно шримеиять отсечку
шага Хв, которая в этом случае равна
базовой длине /. На длине волны Лв ам-
9. Длина оценки
In
10. Отклонение
профиля у
11. Средняя ли-
ния профиля т
(средняя линия
наименьших квад-
ратов)
12. Выступ про-
филя
13. Впадина
профиля
14. Неровность
профиля
15. Линия вы-
ступов (впадии)
профиля
плитуда синусоидального профиля пере-
дается в пределах 75 %.
Длина, на которой оценивается реальный
профиль. Она может содержать одну или
несколько базовых длин
Расстояние между точкой реального про-
филя и базовой линией
Базовая линия, имеющая форму номи-
нального профиля и делящая реальный
профиль так, что в пределах базовой дли-
ны сумма квадратов отклонений профиля
от этой линии минимальна
Часть реального профиля, соединяющая
две соседние точки пересечения его со сред-
ней линией, направленная из тела
Часть реального профиля, соединяющая
две соседние точки пересечения его со сред-
ней линией, направленная в тело
Выступ профиля и сопряженная с ним
впадина профиля
Линия, эквидистантная средней линии
профиля, проходящая через наивысшую
(наииизшую) точку реального профиля Д
пределах базовой длины
259
Таблица 9.4. Значения Rz и Rm, мкм (ио СТ СЭВ 638—77)
Таблица 9.3. Значения Ra, мкм (по СТ СЭВ 638—77)
— 100 10,0 1,00 0.100 0,010 — 1000 100 10,0 1,00 0,100
— 80 8,0 0,80 0,080 0,008 — 800 80 8,0 0,80 0,080
— 63 6,3 0,63 0,063 — — 630 63 6,3 0,63 0,063
— 50 5,0 0,50 0.0S0 — — 500 50 5,0 0,50 0,050
400 40 4,0 0,40 0,040 — — 400 40 4,0 0,40 0,040
320 32 3,2 0,32 0,032 — — 320 32 3,2 0,32 0,032
250 25 2,5 0,25 0,025 — — 250 25 2,5 0.25 0,025
200 20 2,0 О',20 0,020 — — 200 20 2,0 0,20 —
160 16,0 1,6 0,160 0.016 — 1600 160 16,0 1,60 0,160 —
125 12,5 1,25 0,125 0.012 — 1250 125 12,5 1,25 0,125 —
Примечание. Зиачеиня, выделенные жирным шрифтом, Примечание. Значения, выделенные жирным шрифтом,
являются предпочтительными. являются предпочтительными.
Таблица 9.5. Значения Sm и S, мм (по СТ СЭВ 638—77)
— 10,0 1,0 0,100 0,010
— 8,0 0,80 0,080 0,008
— 6,3 0,63 0,063 0,006
— 5,0 0,50 0,050 0,005
— 4,0 0,40 0,040 0,004
— 3,2 0,32 0,032 0,003
— 2,5 0,25 0,025 0,002
— 2,0 0,20 0,020 —
— 1,60 0,160 0,016
12,5 1,25 0,125 0,0125 —
Таблица 9.6. Рекомендуемые значения базовых длин в
зависимости от числовых значений параметров Ra, Rz и Rm
(по СТ СЭВ 638—77)
Значение параметров шероховат ист и, мкм
Базовая длина /, мм
Ra Rz, Rm
До 0,025 До 0,10 0,08
Св. 0,025 до 0,4 Св. 0,10 до 1,6 0,25
» 0,4 » 3,2 » 1,6 » 12,5 0,8
» 3,2 » 12,5 » 12,5 » 50 2,5
» 12,5 » 100 »5О » 400 8,0
Таблица 9.7
Обозначенне направления неровностей Пояснение Направление неров- ностей Обозначение на чертеже
Параллельно линии, изображающей иа чертеже поверх- ность, к шероховатости которой устанавливаются требова- ния Параллельное
] Перпендикулярно линии, изображающей иа чертеже по- верхность Перпендикулярное
X Перекрещивание в двух направлениях наклонно к линии, изображающей иа чертеже поверхность Перекрещивающееся \/х
м Различные направления то отношению к линии, изобра- жающей иа чертеже поверхность Произвольное \/м
с Приблизительно кругообразно по отношению к центру поверхности Кругообразное \/с
R Приблизительно радиально по отношению к центру по- верхности Радиальное Vr
260
СОДЕРЖАНИЕ
От редактора-составителя .
Раздел 1
. 3
ЕСДП СЭВ и ее значение для взаимозаменяемости и между-
народного сотрудничества в области машиностроения и при-
боростроения
1.1. Взаимозаменяемость..................................4
1.2. Единая для стран—членов СЭВ система допусков и по-
садок ...................................................4
1.3. Справочник по ЕСДП СЭВ и его значение для внедрения
основных норм взаимозаменяемости.........................5
Раздел 2
Общие сведения о допусках и посадках
Глава 2.1
Основные термины и определения по допускам и посадкам . у
Глава 2.2
Предпочтительные числа. Нормальные линейные размеру .12
2.2.1. Предпочтительные числа и их ряды ... .12
2.2.2. Нормальные линейные размеры..................14
2.2.2.1. СТ СЭВ 514—87...........................[4
Раздел 3
Гладкие цилиндрические соединения
Глава 3.1
Единая система допусков и посадок СЭВ для гладких эле-
ментов ................................................16
3.1.1. Введение ....................................16
3.1.2. Основные положения ЕСДП СЭВ ... .17
3.1.3. Условные обозначения.........................17
3.1.4. Интервалы номинальных размеров ... .17
3.1.5. ^валитеты 17
3.1.6. Формулы допусков . •.........................17
3.1.7. Формулы основных отклонений..................17
3.1.8. Правила округления...........................18
3.1.9. Числовые значения допусков...................18
3.1.10. Числовые значения основных отклонений . .18
3.1.11. Поля допусков и числовые значения предельных
отклонений ..........................................18
3.1.11.1. Поля допусков и предельные отклонения прн
размерах менее I .м.м . .................19
3.1.11.2. Поля допусков н предельные отклонения при
размерах от1 1 до 500 мм.........................19
3.1.11.3. Поля допусков и предельные отклонения при
размерах св. 500 до 3150 мм . . . . .19
3.1.11.4. Поля допусков и предельные отклонения при
размерах св. 3150 до 10000 мм . . . .19
3.1.11.5. Поля допусков и предельные отклонения при
размерах св. 10000 до 40000 мм...................19
3.1.12. Рекомендуемые посадки.......................19
3.1.13. Сопоставление ЕСДП СЭВ с системой ИСО .19
3.1.14. Предельные отклонения размеров с неуказанными
допусками ..........................................20
3.1.14.1. Состояние стандартизации в ИСО и СЭВ .20
3.1.14.2. Основные положения СТ СЭВ 302—76 , .20
3.1.14.3. Сопоставление стандарта СЭВ 302—76 с
ИСО 2,768 20
Глава 3.2
Посадки подшипников качения............................73
3.2.1. Общие положения..............................73
3.2.2. Допуски присоединительных размеров подшипииков74
3.2.3. Поля допусков валов и корпусов для посадок под-
шипников качения....................................74
Глава 3.3
Допуски и посадки деталей из пластмасс.................84
3.3.1. Состояние стандартизации ... .84
3.3.2. Стандарт СТ СЭВ 179—87 84
Раздел 4
Резьбовые соединения
Г л а в а 4.1
Общие сведения по резьбам ..............................92
4.1.1. Введение.................................. .92
4.1.2. Общие термины для резьб......................92
4.1.3. Геометрические элементы и параметры резьб . .92
4.1.4. Термины для отклонений, допусков и посадок резьб92
4.1.5. Термины для конических резьб....................92
4.1.6. Общие принципы стандартизации допусков и поса-
док резьб..............................................93
Глава 4.2
Цилиндрические метрические резьбы для диаметров от 1 до
600 мм................................................105
4.2.1. Профиль.....................................105
4.2.2. Диаметры и шаги.............................105
4.2.3. Основные размеры ...........................105
4.2,4. Допуски и предельные отклонения резьб для поса-
док скользящих и с зазором.........................105
4.2.5. Допуски и предельные отклонения резьб для поса-
док переходных и с натягом...................... .106
4.2.6. Обозначение резьб ..........................108
4.2.6.1. Обозначение геометрических параметров резьбЮ8
4.2.6.2. Обозначение допусков резьб . . -108
4.2.6.3. Полное обозначение резьб...............108
Глава 4.3
Метрические резьбы диаметром менее 1 мм . . . .135
4J3.1. Профиль.....................................135
4.3.2 Диаметры и шаги.............................135
4.3.3. Основные размеры............................135
4.3.4. Допуски и предельные отклонения . . . .135
4.З.4.1. СТ СЭВ 837—78 135
4.3.4.2. Рекомендация ИСО/Р 1501—1970 . . -135
4.3.5. Обозначение резьбы . . ... .135
Глава 4.4
Метрические резьбы для приборостроения . . . .139
4.4.1 Профиль......................................139
4.4.2. Диаметры и шаги............................139
4.4.3. Основные размеры ...........................139
4.4.4. Допуски .... 139
4.4.5. Обозначения резьб...........................139
Г л а в а 4.5 ,
Резьба метрическая для изделий из пластмасс . . . .142
4.5.1. Профиль и размеры резьбы....................142
4.5.2. Допуски и предельные отклонения . . . .142
4.5.3. Обозначение резьбы....................... -142
Г л а в а 4.6
Коническая метрическая резьба .
4.6.1. Профиль и основные размеры конической метриче-
ской резьбы........................................
4.6.2. Допуски конической метрической резьбы .
4.6.3. Обозначение резьбы и резьбовых соединений . °
4.6.4. Коническая дюймовая резьба с углом профиля 60
4.6.4.1. Профиль и основные размеры
4.6.4.2. Допуски и предельные отклонения
4.6.4.3. Обозначение конической дюймовой резьбы с уг-
лом профиля 60° . . • • •' °
.145
.145
145
145
‘145
146
146
Глава 4.7
Трапецеидальная резьба ................, -14»
4.7.1. Профиль . ............................149
4.7.2. Диаметры, шаги н основные размеры одиозаходиой
резьбы ...........................................149
4.7.3. Допуски и предельные отклонения одиозаходиой
трапецеидальной резьбы.............................[49
4.7.4. Трапецеидальная многозаходиая резьба . . .[50
4.7.5. Обозначение трапецеидальной резьбы . . .150
Глава 4.8
Упорные резьбы.....................................163
4.8.1. Профиль упорной резьбы.....................163
4.8.2. Диаметры, шаги и основные размеры упорной*
резьбы .......................................... 163
4.8.3. Допуски и предельные отклонения упорной резьбы .163
4.8.4. Обозначение упорной резьбы . . . .163
Глава 4.9
Трубная резьба.......................................169
4.9.1. Профиль и основные размеры трубной цилиндриче-
ской, резьбы ....................................169-
4.9.2. Допуски и предельные отклонения трубиой цилинд-
рической резьбы...................................169
4.9.3. Обозначение трубной цилиндрической резьбы . .170 Глав а 7.2
4.9.4. Профиль и основные размеры трубной конической Нормальные конусности и углы конусов .
резьбы.................................... .170 7.2.1. СТ СЭВ 512—77 . . ; . .
4.9.5. Допуски и предельные отклонения трубной кони- 7.2.2. Конусности специального назначения
ческой резьбы...........................................170г . 7
4.9.6. Обозначения трубной конической резьбы . . .170* л а в а '
4.9.7. Трубные резьбы для коническо-цилиндрических соеди- П
НРН,.я «Vi допуски углов .......
Глава 4Д0............................................ ‘ ' 7.3.1. СТ СЭВ 178-75.......................
Круглая резьба . . ...........................175 Глава 1А
.225
.225
.225
•226
-226
Раздел 5
Зубчатые передачи
Глава 5.1
Общие положения (основные термины и модули) . . .176
5.1.1. Основные термины, определения и обозначения, спе-
цифичные для передач . . , . . .176
5.1.2. Модули цилиндрических и конических зубчатых ко-
лес, цилиндрических червячных передач . . .176
5.1.2.1. Стандарты СЭВ............................176
5.1.2.2. Документы ИСО . . ... .176
Глава 5.2
Цилиндрические средне- и мелкомодульные передачи
5.2.1. Исходный контур цилиндрических зубчатых колес
5.2.1.1. Исходный контур цилиндрических зубчатых ко
лес средних модулей ...........................
5.2.1.2. Исходный контур цилиндрических мелкомодуль
ных зубчатых колес.............................
5.2.2. Допуски цилиндрических зубчатых передач
5.2.2.I. Стандарты СЭВ ...
5.2.2.2. Стандарт ИСО 1328—1975 ....
Допуски и посадки коиУсов............................230
7.4.1. Конические соединения ......................230
7.4.2. Допуски конусов ............................231
7.4.3. Выбор допусков конусов......................232
7.4.4. Посадки.....................................233
7.4.5. Сопоставление стандартов СЭВ и ИСО на допуски и
посадки конусов ...................................233
Раздел 8
Допуски формы и расположения поверхностей
Глава 8.1
Глава 5.3
Конические передачи с прямыми и круговыми зубьями . .180
5.3.1. Исходный контур конических колес с прямыми
зубьями............................... . . . .180
5.3.1.1. Стандарты СЭВ и ИСО.......................180
5.3.2. Исходный контур конических колес с круговыми
зубьями .... 180
5.З.2.1. Стандарт СЭВ . . .180
5.3.3. Допуски конических зубчатых передач . . .180
53.3.1. Стандарты СЭВ...................180
177Основные термины, определения и обозначения допусков
чертежах.......................................... . .
8.1.1. Общие термины и определения
'77 8.1.2. Отклонения и допуски формы ....
8.1.2.1. Отклонение и допуск прямолинейности
'78 8.1.2.2. Отклонение и допуск плоскостности
'78 8.1.2.3. Отклонение и допуск круглости .
178 .8.1.2.4. Отклонение и допуск цилиндричности
'79 8.1.2.5. Отклонение н допуск профиля продольного
иа
.236
.236
.237
.237
.238
.238
.238
се-
Раздел 6
Шпоночные и шлицевые соединения
чения цилиндрической поверхности ... -238
8.1.3. Отклонения и допуски расположения . . -239
8.1.3.1. Отклонение и допуск параллельности . -239
8.1.3.2. Отклонение и допуск перпендикулярности -240
8.1.3.3. Отклонение и допуск наклона . . . -240
8.1.3.4. Отклонение и допуск соосности . . . -240
8.1.3.5. Отклонение и допуск симметричности . -241
8.1.3.6. Позиционное отклонение и позиционный допуск241
8.1.З.7. Отклонение и допуск пересечения осей . -241
8.1.4. Суммарные отклонения и допуски формы и распо-
ложения ................................................
8.1.4.1 Радиальное биение и допуск радиального биения242
8.1.4.2. Торцовое биение и допуск торцового биения -242
8.1.4.З. Биение и допуск биения в заданном направлении 242
Глава 6.1
Шпоночные соединения...............................
6.1.1. Соединения с призматическими шпонками
6.1.1.1. Размеры шпонок . . . . .
6.1.1.2. Допуски шпонок
6.1.1.3. Размеры пазов ....
6.1.1.4. Допуски шпоночных пазов .
6.1.2. Соединения с клиновыми шпонками .
шпонок ......................
шпонок . . . .
пазов ......................
размеров пазов
сегментными шпонками .
шпонок и пазов
209
209
209
209
209
209
209
209
210
210
210
.210 Глава 8.2
210
'210
’210
210
211
6.1.2.1. Размеры
6.1.2.2. Допуски
6.1.2.3. Размеры
6.1.2.4. Допуски
6.1.3. Соединения с
6.1.3.1. Размеры
6.1.3.2. Допуски
6.1.4. Соединения с
6.1.4.1. Размеры
6.1.4.2. Допуски
Глава 6.2
Шлицевые соединения
6.2.1. Соединения зубчатые (шлицевые) прямобочные
6.2.1.1. Основные размеры.............................
6.2.1.2, Допуски и посадки............................
6.2.1.3. Условные обозначения шлицевых соединений
6.2.2. Шлицевые соединения с эвольвентным профилем
зубьев ... ....................
6.2.2. 1. Исходный контур и форма зубьев . . .-
62.2.2. Номинальные диаметры, модули и числа зубьев^!’
6.2.2.3 . Допуски и посадки
6.2.2 4. Условные обозначения
тангенциальными шпонками
шпонок и шпоночных пазов
Раздел 7
Углы и конусы
Глава 7.1
Нормальные углы
8.1.4.4. Полное радиальное биение и допуск полного ра-
диального биения ..........................242
8.1.4.5. Полное торцовое биение н допуск полного тор-
цового биения................................. -242
8Л.4.6. Отклонение и допуск формы заданного профиля 243
81.1.4.7. Отклонение и допуск формы заданной по-
верхности ..........................................243
8,1.5. Указание допусков формы и расположения поверх-
ностей па чертежах ... ... -243
«.1.5.1. Нанесение условных знаков и данных допуска243
8.1.5.2. Обозначение баз . -244
8.I.5.3. Обозначение зависимых допусков - 245
213
значения допусков формы и расположения по-
. ' . .................246
СЭВ 636—77 . ....................246
СЭВ 637—77 ......................... 247
допуски формы и расположения
247
Числовые
верхностей
8.2.1. СТ
8.2.2. СТ
8.2.3 Неуказанные
(СТ СЭВ 1911—79) .
213
213
214
Р а з л е л 9
Шероховатость поверхности
Глава (1.1
.214 Общие сведения о стандартизации шероховатости поверхности .257
Глава 9.2
.215 Основные параметры и их числовые значения для нормирова-
, .215 иия шероховатости поверхности (СТ СЭВ 638—77) . . .257
Глава 9.3'
Обозначения . шероховатости поверхности иа чертежах
(СТ СЭВ 1632—79)...........................................258
,225
262