




































































































Author: Палей М.А.
Tags: инженерия машиностроение справочник приборостроение токарное дело есдп
Year: 1989
Similar



Text
Таблица 2.87. Размеры рабочей части резьбовых калибров для конической резьбы вентилей и баллонов (по СТ СЭВ
2649—80)
мм
гТТойер Вида- калибра ' [ < к С ’ 1К» 41 л'1*. рсзьбы Диаметр резьбы калибра в основной плоскости а1 а2 (2к '|к
наружный средний внутренний
Размер Пред, откл. Размер Пред, откл Предел износа Размер Пред, откл. Размер Пред, откл. Размер Пред, огкл. Размер Пред. откл. Размер
[ 1 W W «7 19,2 27,8 30,3 19,250 не менее 27,850 не менее 30,350 не менее — 18,036 26,636 29,136 ±0,015 ±0,015 ±0,015 18,069 26,669 29,169 17,220 25,820 28,320 ±0,030 ±0,030 ±0,030 1,375 1,375 1,375 —0,06( —0,06( —0,06С — — — — 16 17,667 17,667 ±0,03Е ±0,035 ±0,035
в2 1 5 W 19,2 Г 27,8 «7 30,3 18,884 27,464 29,964 ±0,018 ±0,018 ±0,018 18,036 26,636 29,136 ±0,008 ±0,008 ±0,008 — 16,872 не более 25,472 не более 27,972 не более — — — — — 16 17,667 17,667 — 21 26 26
Г 19,2 1Г 27,8 «7 30,3 18,855 27,455 29,955 ±0,027 ±0,027 ±0,027 18,036 26,636 29,136 ±0,009 ±0,009 ±0,009 18,009 26,609 29,109 16,822 не более 25,422 не более 27,922 не более кал Таблиц шбров ДЛ1 а 2.89 конич Форм еской СТ ( 1,425 1,425 1,425 лы Длг резьбы :ЭВ 264 -0,060 —0,060 -0,060 расчет: веитил 19-80) 16 7,667 7,667| диам ей и етров г баллона 21 26 26 падких >в (по
Я Таблица 2.88. Допуски гладких конусных калибров для конической резьбы вентилей и баллонов (по СТ СЭВ 2649—80) В мкм Номер вида калибра Диаметр калибра в основной плоскости
Номинальный Предельное отклонение Предел износа
Е н* н2 НР "^IGO VC' 2 >О
3 d ^+'*72GO
I 10 10 4 22 20
4 d +Нр_ - 2 -
Таблица 2.90. Размеры рабочей части гладких калибров 2649- 6 Приме ра-кольца 3 пого калибра приборами, для конической -80) D, ч а н и е. Раз, /казаны для к 4 и контрол резьбы ве н, — 2 дер и предельны оординации пол я калибра-колы нтилей и ба Oi-W'igo е отклонения калиб- я допуска контроль- ia измерительными ллонов (по СТ СЭВ
Номер вида калибра Обозначение резьбы Диаметр калибра в' основной плоскости а1 а2 '?к '1к
Ном. размер Пред. огкл. Предел износа Ном. размер Пред, откл. Ном. размер Пред, откл. Ном. размер Пред, откл. Ном. размер
3 4 6 4-2 3 «719,2 «727,8 «730,3 «719.2 «727,8 «730,3 «719,2 «727,8 «730,3 д 19,200 27,800 30,300 19,200 27,800 30,300 16,872 25,472 27,972 Т а б л и 1 ля контроля ±0.005 ±0.005 ±0,005 ±0,002 ±0,002 ±0.002 ±0,005 ±0,005 ±0,005 га 2.91. До конической 19.220 27,820 30,320 16,850 25,450 27,950 полиительиые резьбы венти 1,375 1,375 1,375 виды резь пей и бал —0,060 —0,060 —0,060 бовых ког лонов (пс 1,425 1,425 1,425 (усных кал СТ СЭВ —0,060 -0,060 -0,060 ибров 2649—80 16 17,667 17,667 16 17,667 17,667 16 17,667 17,667 ) ±0,035 ±0,035 ±0,035 21 26 26 21 26 26
ак. Номер вида калибра | Наименование и назначение вида калибра 1 Номер рисунка 105
7 8 9 ЮЗ Для иаружиой резьбы Калибр-кольцо резьбовой конусный для участка резьбы lt—/2 Калибр-пробка резьбовой конусный конт- рольный для резьбового конусного калиб- ра-кольца 7 Для внутренней резьбы Калибр-пробка резьбовой конусный для | участка резьбы /3—/2 2.89 2.90 | 2 91
Таблица 2.92. Размеры рабочей части дополнительных резьбовых калибров для конической резьбы вентилей и баллонов (по СТ СЭВ 2649—80)
Я о. ю я =; я а ге ч я я СХ <у S о X Обозначение резьбы Диаметр резьбы калибра в основной плоскости at ;1к 2к 14к
наружный средний внутренний
Ном. размер Пред. откл. Ном. размер Пред, откл. Ном. размер Пред, откл. Ном. размер Пред, откл. Ном. размер Пред, откл. Ном размер Пред, откл. Ном. размер Пред. ОТКЛ. Размер
7 «719,2 19,250 не менее — 18,036 ±0,015 17,220 ±0,030 1,375 —0,060 — — 21 ±0,105 16 ±0,009 6,8
11/27,8 27,850 не менее — 26,636 ±0,015 25,820 ±0,030 1,375 -0,060 — —- 26 ±0,105 17,667 ±0,009 10,1
8 U/30,3 30,350 не менее — 29,136 ±0,015 28,320 ±0,030 1,375 -0,060 — — 26 ±0,105 17,667 ±0,009 Ю,1
in 9,2 18,864 ±0,018 18,036 ±0,008 16,872 не более — — — — — 21 — 16 ±0,009 —
«727,8 27,464 ±0,018 26,636 ±0,008 25.472 не более — — — — — 26 — 17,667 ±0,009 —
11730,3 29,964 ±0,018 29,136 ±0,008 27,972 не более — — — — — 26 — 17,667 ±0,009 —
9 1П 9,2 16,339 ±0,027 15.520 ±0,005 14,306 не более — — — 1,425 —0,060 21 ±0,035 — — 6,8
«727,8 24,340 ±0,027 23,521 ±0,005 22,307 не более — — — 1,425 —0,060 26 ±0,035 — — Ю,1
«730,3 3 5 Я S 26,840 а? ±0,027 ы о w 26,021 j =5 Ь ±0,005 24,807 не более — — — 1,425 -0,060 26 ±0,035 — — 10,1
Глава 3
КОНТРОЛЬ ЗУБЧАТЫХ (ЧЕРВЯЧНЫХ) КОЛЕС И ЧЕРВЯКОВ
3. 1. ОБОЗНАЧЕНИЯ, ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ ЗУБЧАТЫХ
(ЧЕРВЯЧНЫХ) КОЛЕС И ЧЕРВЯКОВ
1 СТ СЭВ 3004—81 устанавливает обозначения, общие
[термины и определения приборов для измерения цилиндри-
ческих и конических зубчатых колес, червячных колес, червя-
ков и передач. В стандарте имеются следующие разделы; обоз-
|начеиия, термины и определения.
| Принятые в стандарте обозначения представлены в
[табл. 3.1.
| Обозначения приборов в зависимости от видов измеряе-
мых зубчатых колес соответствуют стандартам НСО 701—76
и 1122/1—83, а также СТ СЭВ 3294—81 и СТ СЭВ 3295—81.
I Условное обозначение приборов в зависимости от вида
[измеряемых зубчатых (червячных) колес и червяков, отно-
[сительпого расположения измеряемого зубчатого (червячно-
го) колеса или червяка и прибора, модуля зубчатого (чер-
вячного) колеса или червяка, от измеряемых параметров и
класса точности прибора производится последовательным
написанием обозначении:
Например: С—S2—1—А—условное обозначение прибора
станкового типа (S) класса точности А для измерения кине-
матической погрешности (1) цилиндрических зубчатых колес
(С) с модулем in > 1 (2).
Условное обозначение приборов для измерения несколь-
ких видов зубчатых колес, нескольких параметров и (или)
объединяющих в своей конструкции несколько типоразмеров
производится последовательным написанием соответствую-
щих обозначений.
Термины и определения в области приборов для изме-
рения зубчатых колес составлены с учетом соответствующих
определений по СТ СЭВ 643—77, СТ СЭВ 3294—81 и СТ СЭВ
3295—81 (см. разд. 5.2) и представлены в табл 3.2.
3. 2. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И НОРМЫ
ТОЧНОСТИ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ
ЗУБЧАТЫХ (ЧЕРВЯЧНЫХ) КОЛЕС И ЧЕРВЯКОВ
3.2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Стандарты СЭВ на приборы для измерения различных ви-
[дов зубчатых колес (см. табл. 3.3) устанавливают номенклатуру
[приборов: типы, основные параметры и классы точности, а
[также нормы точности приборов.
’ Область распространения стандартов на приборы увя-
[заиа со стандартами СЭВ на допуски соответствующих ви-
|дов зубчатых передач и колес.
I Стандарты не распространяются па приборы, имеющие
[специальное назначение, например, приборы, встраиваемые в
[автоматические линии.
i 3.2.2. ОСНОВНЫЕ ПАРАМЕТРЫ ПРИБОРОВ
В разделе стандартов «Типы и основные параметры» ус-
тановлены следующие общие положения.
В каждом стандарте определена номенклатура приборов
[для измерения определенного вида и размеров зубчатых
колес, на которые распространяется этот стандарт.
В табл. 3.3 приведены сводные данные по номенклатуре
приборов для измерения всех видов зубчатых колес.
Обозначения типоразмеров приборов, групп и классов
точности приняты по СТ СЭВ 3004—81 (см. табл. 3.1).
Приборы различного назначения, разных групп, типо-
размеров и классов точности допускается объединять в од-
4-2
ном конструктивном исполнении (универсальные приборы)
при соблюдении требований стандарта СЭВ к каждому при-
бору.
Приборы различных типоразмеров должны обеспечи-
вать измерения зубчатых (червячных) колес и червяков с
размерами, указанными в табл. 3.4.
Для универсальных приборов допускается уменьшать
пределы параметров измеряемых зубчатых колес при изме-
рении этим прибором показателей, не отраженных в наи-
меновании прибора и являющихся дополнительными по
сравнению с основным назначением прибора.
Приборы одинакового назначения, но разных типораз-
меров допускается объединять в одном конструктивном ис-
полнении и расширять пределы параметров измеряемых
зубчатых колес при соблюдении технических требований
стандарта.
В стандартах указано, что приборы могут оснащаться
отсчетными устройствами со шкалой и (или) цифровыми от-
счетными устройствами и (или) регистрирующими устройства-
ми с отсчетом измеряемой величины в единицах длины или
угла.
Приборы могут оснащаться смеииыми или переключае-
мыми отсчетными устройствами с разными диапазонами по-
казаний, совместно обеспечивающими диапазоны измерений,
предусмотренные стандартом. В этом случае наименьшая
107
цена деления шкалы используемых отсчетных устройств
должна быть не более значений, указанных в стандарте.
При замене или переключении отсчетных устройств до-
пускается использовать другие цены деления шкалы.
Цена деления самопишущего устройства относится к
делениям диаграммной ленты бумаги.
Значения диапазонов показаний отсчетных устройств
могут располагаться несимметрично относительно нуля.
3.2.3. НОРМЫ ТОЧНОСТИ ПРИБОРОВ
В стандартах СЭВ установлены 1 ри класса точности
приборов: А, АВ и В. При этом приняты следующие общие
положения.
Погрешности приборов, установленные в стандартах,
имеют знаки плюс и минус.
Погрешности приборов не включают погрешности конт-
рольно-обкатных измерительных элементов (измерительного
колеса, рейки и др.), оправки и погрешность базирования
зубчатого колеса относительно прибора или наоборот —
для накладных приборов.
Стандарты предусматривают различные нормы точно-
сти для приборов одной группы в тех случаях, когда при-
бор предназначен для измерения зубчатых колес по разным
показателям точности.
В соответствии с номенклатурой приборов каждого ти-
поразмера и класса точности в стандартах указаны наи-
меньшая цена делений шкалы, наибольший диапазон по-
казаний отсчетных устройств и предел допускаемой погреш-
ности.
Допускаемые погрешности приборов различных классов
точности установлены исходя из предпосылок, что приборы
класса точности А должны обеспечивать возможность изме-
рения наименьших по размерам зубчатых колес от 3-й сте-
пени точности, классов точности АВ и В — от 5-й и 7-й
степеней точности, соответственно.
В стандартах не содержатся указания о соответствии
классов приборов и степеней точности зубчатых колес.
Допускаемые погрешности приборов установлены для
различных диапазонов измерений. За диапазоны измерений
приняты допуски и допускаемые предельные отклонения по-
казателей точности зубчатых колес по соответствующим сте-
пеням точности.
Как правило, предел допускаемой погрешности прибора
установлен таким образом, что он не превьцдает 3'0 % от на-
именьшего предела диапазона измерений.
Диапазоны показаний отсчетных устройств приборов
установлены исходя из наибольших предельных значений
диапазона измерений (предельных отклонений для зубчато-
го колеса) для каждого типоразмера и класса точности
прибора. При этом диапазон показаний должен быть при-
мерно в два раза больше диапазона измерения для удобст-
ва работы на приборе.
Значения наименьших цен делений шкал отсчетных уст-
ройств установлены исходя из наименьших значений допус-
ков и допускаемых отклонений по показателям точности
зубчатых колес и составляют часть от допускаемой погреш-
ности прибора.
Дополнительные сведения о каждом из стандартов при-
ведены ниже.
3.2.4. ТРЕБОВАНИЯ СТАНДАРТОВ СЭВ
К ПРИБОРАМ ДЛЯ ИЗМЕРЕНИЯ
ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
СТ СЭВ ’.311—78 распространяется на приборы для
измерения цилиндрических зубчатых колес с модулем от
1 мм и более и допусками по СТ СЭВ 641—77, а СТ СЭВ
1313—78 — на приборы для измерения зубчатых колес с мо-
дулем от 0,2 мм и допусками по СТ СЭВ 642—77.
Номенклатура приборов, на которые распространяются
стандарты, сведена в табл. 3.3.
Приборы для измерения цилиндрических зубчатых ко-
лес с внешними зубьями рекомендуется оснащать приспо-
соблениями для измерения зубчатых колес с внутренними
зубьями.
Пределы диаметров и модулей измеряемых зубчатых
колес, соответствующие типоразмерам приборов, указаны в
табл. 3.4i.
Для ряда групп приборов распределение их по типо-
размерам предусматривается По следующим признакам.
1. Приборы для измерения .межосевого расстояния долж-
ны обеспечивать измерительное межосевое расстояние в сле-
дующих пределах:
Измерительное меж- Типоразмер
осевое расстояние, мм прибора
От 25 до 80 .S01
» 25 » 160 S02
» 50 » 320 . . . S1
» 160 » 630 . . . . S2
» 320 » 800 . . S3
2. Приборы для измерения направления зуба должны
обеспечивать измерение зубчатых колес с шириной зубчатого
венца не менее следующих значений:
Ширина зубчатого Типоразмер
венца, мм прибора
40...........................SOI; S02
160 ... . S1
400 ......................S2; S3
3. Приборы для измерения контактной линии должны
обеспечивать измерение зубчатых колес с наибольшей длиной
контактной линии не менее следующей:
Длина контактной Типоразмер
линии, мм прибора
200................................S1
400 S2 и S3
4. Приборы для измерения длины общей нормали долж-
ны обеспечивать измерение зубчатых колес с длиной общей
нормали:
Длина общей Типоразмер
нормали, мм прибора
До 40 .... S01
» 70........................S02
» 120 и с модулями от 1 мм . Ml
От 50 до 300 и с модулями от 2 мм М2
» 150 до 535 и с модулями
от 2,5 мм.....................М3
Зубомерные микрометры или другие универсальные
средства измерения, используемые для измерения длины об-
щей нормали, могут изготовляться с меньшими пределами
измерения.
Измерение толщины зуба зубчатых колес с модулями от
2 до 16 мм должны обеспечивать приборы типоразмера Ml,
от 16 до 32 мм—М2, от 28 до 45 мм—М3.
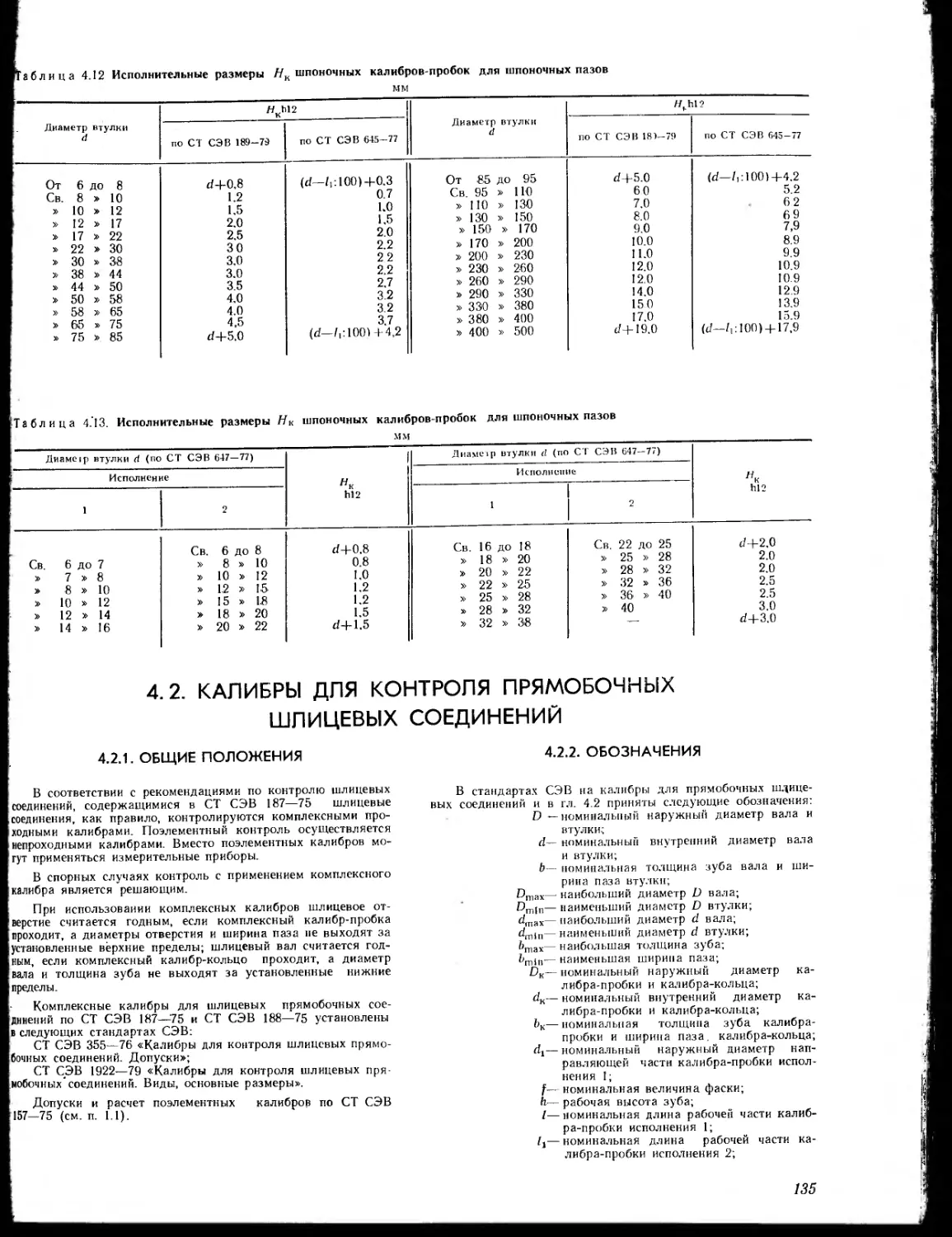
В табл. 3.5 указана наименьшая цена деления и наи-
больший диапазон показаний отсчетных устройств приборов
по СТ СЭВ 1311—78 и СТ СЭВ 1313—78. Допускаемые по-
грешности приборов при измерении различных параметров
цилиндрических зубчатых колес указаны в табл. 3.6—3.17
3.2.5. ТРЕБОВАНИЯ СТАНДАРТОВ СЭВ
К ПРИБОРАМ ДЛЯ ИЗМЕРЕНИЯ
КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
СТ СЭВ 604—86 распространяется па приборы для из-
мерения конических зубчатых колес с модулем от 1 мм и
допусками по СТ СЭВ 186—75, а СТ СЭВ 1312—78 — на
приборы для измерения зубчатых колес с модулем от
0,2 мм и допусками по СТ СЭВ 313 — 76.
Номенклатура приборов, па которые распространяются
стандарты, приведена в табл. 3.3.
Приборы, в которых производится обкат контролируе-
мого зубчатого колеса с измерительным или парным коле-
сом с пересекающимися осями, могут изготавливаться двух
видов: с постоянным межосевым углом 90° или межосевым
углом, устанавливаемым в пределах от 45 до 135е.
В стандартах рекомендуется предусматривать возмож-
ность измерения на приборах зубчатых колес как со скрещи-
вающимися, так и с пересекающимися осями.
Пределы диаметров и модулей измеряемых зубчатых
колес, соответствующие типоразмерам приборов, указаны в
табл. 3.4.
Основные параметры приборов для измерения пар те же
что и у приборов для измерения зубчатых колес.
Кроме того в стандартах указан угол длительного конуса
измеряемых зубчатых колес: от 5 до 85°.
108
Продолжение табл. 3.2
Определение
Таблица 3.1. Обозначения приборов для измерения
убчатых (червячных) колес, червяков (по СТ СЭВ 3004—81)
Деление приборов по признаку Наименование (обозначе- ние) параметра, по которому производится деление приборов Обозначение прибора
Вид измеряемых «лес Приборы для изме- рения: цилиндрических зубчатых колес конических зуб- чатых колес червячных колес червяков других видов колес и червяков (спироидных ко- лес и червяков, гипоидных колес и до.) с к G Z R
Относительное рас- положение измеряе- мого зубчатого коле- са и прибора Станковые Накладные S м
Модуль измеряе- мых зубчатых (чер- вячных) колес и чер- вяков m <С 1 мм 1 мм 01; 02; 0.3 1; 2; 3; 4
Измеряемые пара- метры зубчатых (чер- вячных) колес Приборы для изме- рения: кинематической погрешности шага радиального биения (биения) зубчатого венца смещения исход- ного контура измерительного межосевого рас- стояния п меж- оссвого угла шага зацепления профиля зуба направления зуба контактной линии длины общей нормали толщины зуба пятна контакта осевого шага погрешности об- ката Номер группы 1 2 3 4 5 6 7 8 9 10 И 12 13 14
Точность прибора Класс точности (в порядке убывания точности) А, АВ, В
Термин
Станковый прибор
Накладной прибор
Универсальный
прибор
Специальный
прибор
Прибор для изме-
рения кинематиче-
ской погрешности
Прибор для изме-
рения шага
(Шагомер)
Прибор для изме-
рения радиального
биения зубчатого
венца
(Биепиемер)
Прибор для изме-
рения смешения ис-
ходного контура
Таблица 3.2 Термины и определения приборов для
измерения зубчатых (червячных) колес и червяков
(по СТ СЭВ 3004—81)
Гермин Определение
Прибор для изме- рения зубчатых колес Прибор измерительный, предназна- ченный для определения параметров зубчатых колес, червяков н передач: кинематической погрешности, шага, радиального биения и др.
Прибор для изме-
рения измерительно-
го межосевого рас-
стояния и межосево-
го угла
Прибор для ком-
плексного двухпро-
филыюго контроля
(Межосемер)
Прибор для изме-
рения шага зацепле-
ния
Прибор, на котором располагается
измеряемое зубчатое колесо
Прибор, который располагается на
измеряемом зубчатом колесе
Прибор для измерения нескольких
параметров или геометрических эле-
ментов зубчатого колеса или прибор,
метод настройки которого не предус-
матривает использования специаль-
ных съемных элементов
Примечание. Во втором слу-
чае слово «универсальный» добав-
ляется к наименованию прибора в
зависимости от измеряемого пара-
метра зубчатого колеса, например,
универсальный эвольвентомер
Прибор измерительный, параметры
которого не установлены стандарта-
ми СЭВ на приборы для измерения
зубчатых (червячных) колес и червя-
ков. Например, приборы, встраивае-
мые в автоматические линии или при-
боры для измерения зубчатых колес
одного размера
Прибор для измерения разности
между действительным и номиналь-
ным (расчетным) углами поворота
зубчатого колеса при однопрофильном
зацеплении этого колеса с измеритель-
ным или парным зубчатым колесом
(измерительным или парным червя-
ком и др.) при постоянном межосе-
вом расстоянии (для конических зуб-
чатых колес постоянного взаимного
расположения — межосевом угле) из-
меряемого зубчатого колеса и изме-
рительного или парного зубчатого ко-
леса или при воспроизведении усло-
вий такого зацепления
Прибор для измерения расстояния
между точками одноименных профи-
лей соседних зубьев зубчатого коле-
са, лежащими на одной окружности
Прибор для измерения разности
расстояний от оси колеса до постоян-
ной хорды зуба (впадины)
Прибор для измерения расстояния
по нормали между делитель”ой по-
верхностью цилиндрического зубча-
того колеса и делительной плоскостью
наконечника, имеющего в сечении
профиль зуба элемента нормального
исходного контура
Примечание. Делительная
плоскость наконечника, имеющего в
сечении профиль зуба элемента
нормального исходного контура,
соответствует делительной поверх-
ности зубчатого колеса и является
базовой для определения элемен-
тов зубьев и их размеров
Прибор для измерения колебания
и величины действительного межосе-
вого расстояния и (или) угла при
двухпрофильиом зацеплении измери-
тельного зубчатого колеса (червяка)
с измеряемым зубчатым (червячным)
колесом при повороте последнего на
полный оборот
Прибор для измерения расстояния
по нормали между двумя параллель-
ными плоскостями, касательными к
двум одноименным активным боко-
вым поверхностям соседних зубьев
зубчатого колеса
/ДО
Термин
Прибор для изме-
рения профиля зуба
Прибор для изме-
рения направления
зуба
Прибор для изме-
рения контактной
линии
(Контактомер)
Прибор для изме-
рения длины общей
нормали
(Норма.темер)
Прибор для изме-
рения толщины зуба
(Зубомер хордо-
вый)
Прибор для изме-
рения пятна контакта
Прибор для изме-
рения осевого шага
Прибор для изме-
рения погрешности
обката
(Кинематомер)
Продолжение табл. 3.2
Определение
Прибор для измерения профиля
зуба при сечении боковой поверхно-
сти зуба заданной поверхностью. На-
пример, эвольвептомер— прибор для
измерения эвольвептпого профиля
зуба зубчатого колеса
Прибор для измерения липин зуба
в сечении боковой поверхности зуба
делительной поверхностью Например,
ходомер — прибор для измерения ли-
пни зуба в сечении боковой поверхно-
сти зуба соосным цилиндром, близ-
ким к делительному.
Примечание. Под линией
зуба понимается линия пересечения
боковой поверхности зуба с де-
лительной нлп однотипной соосной
поверхностью зубчатого колеса
Прибор для измерения линии зуба
при сечении боковой поверхности зу-
ба плоскостью, касательной к основ-
ному цилиндру зубчатого колеса
Прибор для измерения расстояния
между разноименными боковыми по-
верхностями группы зубьев цилинд-
рического зубчатого колеса по общей
нормали к этим поверхностям
Прибор для измерения расстояния
между разноименными боковыми по-
верхностями зуба зубчатого колеса
по хорде
Прибор, определяющий пятно кон-
такта зубчатого колеса н зацеплении
с измерительным или парным зубча-
тым колесом (червяком). Например,
контрольно-обкатный станок
Прибор для измерения расстояний
между одноименными линиями сосед-
них винтовых зубьев по лишит пере-
сечения плоскости осевого сечения
зубчатого колеса соосной цилиндриче-
ской поверхностью, близкой к дели-
тельной
Прибор для измерения по колесу
или на станке погрешности кинема
тнческой цепи деления .зубообрабаты-
вающего станка
нормальный модуль) от 2 до 16 мм; КМ2—от 16 до 32 мм|
К М3— от 28 до 45 мм. ;
В СТ СЭВ 1312—88 предусмотрено, что конструкции
приборов для измерения направления чуба должна обеспечш
вать возможность установки плоскости измерения под углом.
0 90' к осн зубчатого колеса.
В СТ СЭВ 604 -86 цепы делений (наименьшие). диа-
пазоны показаний (наибольшие) отсчетных устройств
и допхекаемые погрешности приборов даны ссылкой на
СТ СЭВ 1.311—78, а в СТ СЭВ 1312-88- па СТ СЭВ 1313 78
Погрешности приборов при измерении колебания измери-
тельного межосевого угла пары даны в табл. 3.18.
Нормы точности приборов групп /. 2. 3 и 7 установлены
при измерении по среднему длительному диаметру коничес-
ких зубчатых колес или приведены к нему. Нормы точности
приборов группы 5 приведены к среднему конусному расстоя-
нию конических колее.
По СТ СЭВ 604 - 86 у приборов для измерения кине
матической погрешности (f'£r) типоразмера KSi допуска-
ется уменьшать верхний предел диаметров измеряемых ко-
лес до 200 мм, a KS2 —до 500 мм.
В СТ СЭВ 604—86 распределение приборов для изме-
рения толщины зуба по типоразмерам предусмотрено сле-
дующим образом приборы типоразмера KMI должны обес-
печивать измерение зубчатых колес с модулями (средний
3.2.6. ТРЕБОВАНИЯ СТАНДАРТОВ СЭВ
К ПРИБОРАМ ДЛЯ ИЗМЕРЕНИЯ
ЦИЛИНДРИЧЕСКИХ ЧЕРВЯКОВ,
ЧЕРВЯЧНЫХ КОЛЕС И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
СТ СЭВ 3003 81 распространяется на приборы для
и'мереппя цилиндрических червяков и червячных колес, а
также цилиндрических червячных передач с .модулем от
I мм и допусками по СТ СЭВ 311 -76.
Номенклатура приборов, на которые распространяется
стандарт, приведена в табл 3.3.
В стандарте укачано, что приборы для измерения кине
матической погрешности червячных колес предназначены и
для измерения кинематической погрешности червячных пар
Кроме того, в стандарте предусмотрены приборы для из-
мерения кинематической погрешностзт червячных передач
Для этих приборов (кчшематомеров) предусмотрен только
чип М, так как приборы не зависят от размеров измеряе-
мых передач
Пределы диаметров и модулей измеряемых зубчатых
колес, соответствующие типоразмерам приборок. указаны в
табл. 3 4. Основные параметры приборов для измерения
кинематической погрсттнюстп червячных нар тс же, что у
ирибччров для измерения червячных колее.
Приборы для измерения винтзитоп .113111111 и вин зовов
поверхности червяка типоразмера ZS3 должны обеспечивать
измерение червякозз е модулями от 12.5 до 16 мм.
Приборы для измерения толщины низка червяка типо-
размера ZM1 должны обе.ззечпватз. измерение червяков е
модулями от 2 до 16 мм; ZM2 от ;б до 25 мм
Нормы точности приборозз для измерения червячных ко-
лес хсзанав.шназогся в соозвегствии с СТ СЭВ 131! 78
Нормы 1ОЧН31СТ11 приборов л.зя измерения кинематической
ногрешностзз червячных пар зз червячных передач соответст-
вуют нормам точззоетзз приборов для измерения кинемати-
ческой погрешности червячных колес зз устанавливаются в
соответствии с СТ СЭВ 1311 -78.
В табл. 3.19 приведены наименьшие величины цеп .те-
лепня зз ззаззбользззие значения изаззамиззиз показаний отсчет-
ных хстройств приборов для измерения червякозз по СТ СЭВ
1003 ’81.
В габ.з. 3 20 3.24 завы допускаемые поз рентное hi при
боров для измерения ра.зшзлызого биения витка червяка,
прозри.зя витка червяка, винтовой .питии н винтовой поверх-
ности червяка, тзхтщипы витка червяка зз осевого шага чер-
вяка ззо СТ СЭВ 3003-81.
3. 3. НАЦИОНАЛЬНЫЕ СТАНДАРТЫ
НА ОТДЕЛЬНЫЕ ТИПЫ ПРИБОРОВ ДЛЯ ИЗМЕРЕНИЯ
ЗУБЧАТЫХ (ЧЕРВЯЧНЫХ) КОЛЕС И ЧЕРВЯКОВ
И НА ИЗМЕРИТЕЛЬНЫЕ ЗУБЧАТЫЕ КОЛЕСА
В ГДР действует TGL 49242 «Колеса цилиндрические
прямозубые измерительные. .Модуль от 2 до «•». Часть 1.
«Размеры». Часть 2. «Технические условия поставки»
В части 1 стандарта установлено, изо измерительные
зубчатые колеса (ИЗК) должны бытз> е hi <> 2 до 8 мм п
числом -убьезз ? от 46 До 22. з псходным кои зх ром по TGL
15005 зз высотозз ножки hf —1.25 111. ИЗК .то ш s 3.25 зззго-
зозз. зяюзея без ззрофильнзил) смешения, а при /и >3,5 со
з чезззезшем
В стандарте установлены нее геометрические размеры
ПО
жзк, в том числе диаметры посадочного отверстия: 32Н4
[для ИЗК с т<4,5 мм и 40Н4 для ИЗК с ш>5 мм.
1 И31\ квалитета 2' предназначены для настройки и по-
верки измерительных приборов и использования при изме-
рении зубчатых колес квалитета 5 по TGL 0—3962 ИЗК ква-
‘литета 3 — для измерения зубчатых колес квалитета 6 и ИЗК
квалитета 4 — для измерения зубчатых колес квалитета 7 и
грубее no TGL О—3962.
г ИЗК должны использоваться при установке их на ко-
нусную оправку (конусность 1:25000) с размерами, установ-
ленными в стандарте. Твердость поверхностей ИЗК и опра-
вок должна быть не ниже 710 HV-f-50 HV.
В части 2 установлены требования к точности зубчатого
венца. ИЗК в соответствии с табл. 3.25 и положению и
форме базовых поверхностей: цилиндричности отверстия,
торцевому и радиальному биению поясков — с отклонения-
ми по TGL 0—7151.
Кроме того, дана методика измерения ИЗК по парамет-
рам, указанным в табл. 3.25, и приведены значения длины
рабочего профиля зуба при различных значениях величины
укорочения головки при измерении формы профиля зуба и
диаметра измерительного ролика при измерении толщины
зуба.
В ГОСТ 6507—78 имеется раздел, отвечающий СТ СЭВ
349—76. Он распространяется на микрометры с ценой деления
0,01 мм для измерения зубчатых колес. Устанавливает ос-
новные размеры измеряемых длин общих нормалей: 0—25,
25-50, 50—75. 75—100. 100—125. 125—150 мм. Диаметр
измерительной губки — не менее 24 мм, а размер от оси
перпендикулярно ей до скобы — не менее 30 мм.
ГОСТ 15988—80 распространяется на станки для провер-
ки конических
углами между
Устанавливает
ваемые
проверкой
и гипоидных зубчатых колес с различными
осями и с постоянным углом между осями 90°.
размеры и другие параметры колес, обеспечи-
па станках.
ГОСТ 16473—80 распространяется на контрольно-обкатные
станки классов
точности П и В для конических и
гипоидных
зубчатых колес. Устанавливает нормы точности и методы про-
ведения проверок
ГОСТ 6512—74 (с изменениями) распространяется на ци-
линдрические прямозубые измерительные колеса внешнего
эвольвентного зацепления с модулем от 1 до 10 мм, пред-
назначенные для контроля в однопрофильном и двухпрофиль-
ном зацеплении зубчатых колес с профилем исходного конту-
ра по ГОСТ 13755—81 (СТ СЭВ 308—76).
Стандарт содержит основные размеры измерительных
зубчатых колес — число зубьев для колес каждого модуля
от2 = 68для т=1 ммдо? = 20 для ш = 10мм; диаметр из-
мерительного ролика D и размер по роликам Л1; при ука-
занном размере М толщина зуба по делительной окружности
(d — mz) равна номинальной (s — nm/2); полную высоту
зуба й и высоту головки зуба ha ; разность углов разверну-
тости в начальной и конечной точках рабочего эвольвент-
ного участка профиля измерительного колеса Аораб ; шири-
ну венца 6 = 16—30 мм и ширину ступицы Т = 24—38 мм.
ИЗК должны изготовляться 3. 4 и 5-й степеней точ-
ности для контроля зубчатых колес соответственно
5, 6, 7 и 8—10-й степеней точности по ГОСТ 1643—81
(СТ СЭВ 6411—77).
Показателями точности ИЗК являются:
наибольшая кинематическая погрешность зубчатого ко-
леса Fir или накопленная погрешность шага колеса F рг и
накопленная погрешность k шагов F ркг —для колес, пред-
назначенных для контроля при однопрофильном и двухпро-
фильном зацеплении, радиальное биение зубчатого венца
Frr —для колес, предназначенных для контроля при двух-
профильном зацеплении (проверяют по впадинам и зубьям
колеса);
отклонение шага зацепления [ркг ;
погрешность профиля зуба f jr ;
погрешность направления зуба Fрг . а также показате-
ли, указанные в табл 3.26.
Предусматривается требование к твердости на торце
зубьев HRC 58—61.
Шероховатость поверхности должна быть: для посадоч-
ного отверстия Ra--c0,16 мкм, для зубьев и торцевых поверх-
ностей ступицы Rac0,32 мкм, для окружности вершин и тор-
цевых поверхностей зубчатого венца Ra<0,63 мкм.
Ill
Таблица 3.3. Номенклатура приборов, предусмотренных в стандартах СЭВ
Группа прибора* Измеряемый параметр зубчатых колес Показатель точности зубчатых колес Номер стандарта СЭВ
СТ СЭВ 1311—78 I СТ СЭВ 1313—78 СТ СЭВ 604—86
Цилиндрические зубчатые колеса Конические зубчатые колеса
Типоразмер Класс точности Типоразмер Класс Точности Типоразмер Класс точности
1 Кинематическая погрешность P'ir SI, S2, S3 A, AB SOI, S02 A, AB KSl, KS2 A, AB
f zkr * ♦ * * — —
2 Шаг F рг* F phr SI, S2, S3 A, AB SOI, S02 A, AB KSl, KS2 A, AB
1 ptr SI, S2, S3 Ml, М2, М3, М4 A, AB, В AB, В В SOI, S02 A, AB, В KSl, KS2 A, AB, В
f vptr SI, S2, S3 Ml М2, М3, М4 A, AB, В AB, В В SOI, S02 A, AB, В KSl, KS2 KM1 КМ2, KM3, KM4 A, AB, В В В . В
3 Биение зубча- того венца Frr SI, .ъ2, S3 A. AB, В SOI, S02 A, AB, В KSl, KS2 А, АВ, В
frr — — —-
4 Смещение исходного контура EHr SI, S2, S3 Ml, М2, М3, М4 A, AB, В AB. В В SOI, S02 A, AB. В —
5 Измерительное межосевое рас- стояние и угол н и Fir, hr SI, S2, S3 AB, В SOI, S02 AB, В KSl, KS2 АВ***, В
Fas,E'ui —
6 Шаг зацепления f pb г SI, S2, S3 Ml, М2, М3, М4 A, AB, В AB, В В SOI, S02 A, AB, В — —
7 Профиль зуба ffr SI, S2, S3 A, AB, В SOI, S02 A, AB, В — —
8 Направление зуба Ftr SI, S2, S3 A, AB, В SOI, S02 A, AB, В —
fhr^ fhkr — — __ — — —
fhr
9 Контактная линия Fkr SI, S2, S3 A, AB, В — — — —
10 Длина общей нормали FvWr E\X'mr E-wr s: Ml, М2, М3 A, AB, В AB, В AB. В SOI, S02 MOI, M02, M03 A, AB, В AB, В — —
11 Толщина зуба tiqtq SI Ml, М2 М3 A, AB, В AB, В В — KSl KM1, КМ2 KM3 А АВ, В
12 Пятно контакта __ — —. —. — — —
13 Осевой шаг F pxnr SI, Ml A, AB — —
f pxkr — —
f pxr
14 Погрешность эбката Fcr * * * * * * * * * * * J:
112
Продолжение табл. 3.3
Группа прибора* Измеряемый параметр зубчатых колес Показатель точности зубчатых колес Номер стандарта СЭВ
СТ СЭВ 1312—78 СТ СЭВ 3003—81
Конические зубчатые колеса Червячное голесо Червяк
Типоразмер Класс точности Типоразмер Класс точности Тиопразмер Класс точности
1 Кинематическая погрешность f' f' ir> 1 (Or SOI, S02 A, AB SI, S2, S3 A, AB — —
fzkr — — — — —.
2 Шаг Fpr» F pPf SOI, S02 A, AB SI, S2, S3 A. AB -- —
f ptr SOI, S02 A, AB, В SI, S2, S3 Ml, М2, М3 A, AB, В AB, В —
f vptr SOI, S02 A, AB, В — — — —
3 Биение зубчато- го венца Frr SOI, S02 A, AB, В SI, S2, S3 A, AB, В — —-
frr — — — — ZSl, ZS2, ZS3 A, AB, В A, AB, В
4 Смещение исходного контура EHr — — — — — —
5 Измерительное межосевое рассто- яние н угол ^r-hr SOI, S02 AB, В SI, S2, S3 в — —
e" E . os» ^ai — — — —
6 Шаг зацепления f pbr — — — — — —
7 Профиль зуба hr SOI, S02 A, AB SI, S2, S3 A, AB, В ZSl, ZS2, ZS3 A, AB, В AB, В
8 Направление зуба FPr SOI, S02 A, AB, В — — — —
fbr, fhkr — — ZSl, ZS2, ZS3 A, AB AB
f hsr ZSl, ZS2, ZS3 A, AB AB
9 Контактная линия Fkr — — — — — —
10 Длина общей нормали ^v\Vr EVi’mr !\vr — — — — — —
11 Толщина зуба — — — — ZSl, ZS2 ZM1 ZM2 AB, В AB, В В
12 Пятно контакта — — — — — —
13 Осевой шаг F pxnr — -- -- — —
f pxkr — — — — ZSl, ZS2, ZS3 A, AB AB
f pxr — — — — ZSl, ZS2, ZS3 A, AB, В AB, В
14 1 Погрешность обката F cr И — — — —
* Номера групп, обозначения типоразмеров и классов точности приборов указаны в соответствии с СТ' СЭВ 3004—81.
** В стандарте приборы приведены для информации.
*** Приборы класса точности АВ только при контроле Fix, .
113
Таблица 3.4. Основные размеры цилиндрических и конических зубчатых колес и червяков, измеряемых на приборах разных
типоразмеров по стандартам СЭВ
мм
Типоразмер Зубчатые колеса Цилиндрические червяки
с внешними зубьями с внутренними зубьями
Диаметр* делитель- ный Модуль** Диаметр делительный Модуль Диаметр .делительный Модуль
S01 S02 S03*** SI S2 S3 М01 М02 МОЗ Ml М2 М3 М4 * Для кон * * Для koi для приборов TI »** ПредуСМ Таблица 3.5. От 5 до 125 » 15 » 200 » 20 » 400 » 20 » 320 » 200 » 800 » 500 » 1250 шеских зубчатых к ических зубчатых ma М. отрен для будуще Цены делений и Эт 0,2 до 1 » 0,3 » I » 0,3 » 1 » I » 8 » 2 » 16 » 4 » 16 » 0,5 » I » 0,5 » 1 » 0,5 » I » 2 » 10 » 10 » 16 » 16 » 28 » 2’8 » 50 олес — внешний дел колес — внешний н го развития; нормы диапазоны показан] От 15 ДО 80 » 60 » 150 » 60 » 259 » 200 » 630 » 500 » 1000 ительпып диаметр. ормальный модуль точности не устанс ни отсчетных уст СТ СЭВ 1313—78 мм От 0,3 до 1 » 0,5 » I » 1 » 8 » 2 » 16 » 4 » 16 для приборов 1 влены. ройств приборов (п От 6 до 160 » 50 » 250 » 80 » 500 ипа S, средний пор о СТ СЭВ 1311—78 От 1 до 8 » 8 » 12,5 » 12,5 » 25 » 2 » 10 » 10 » 16 » 16 » 25 чальный модуль и
Типоразмер Контролируемый показатель Класс Л Класс АВ Класс В
Цена деления, не более Диапазон показа- ний, не менее Цена деления, не более Диапазон показа- ний, не менее Цена деления, не более Диапазон показа- ний, не менее
SOI; S02 S1 0,00! ±0,05 0,002 ±0,1 — —
S2 0,002 ±0,1 0,002 ±0,25 —- .—
S3 0,002 ±0,15 0,002 ±0,3 — —
SOI; S02 Fpr, F pkv 0,001 ±0,03 0,001 ±0,05 — —
S1 0,001 ±0,05 0,002 ±0,1 — —
S2; S3 0,002 ±0,1 0,002 ±0,2 — —
SOI; S02 f ptr ’ f vptr 0,0005 ±0,01 0,001 ±0.03 0,002 ±о,1
SI 0,0005 ±0,015 0,001 ±0,05 0,002 ±0,125
S2; S3 0,0005 ±0,020 0,001 ±0,05 0,002 ±0,160
Ml — — 0,002 ±0,1 0,002 ±0,200
М2 — — 0,002 ±0,1 0,002 ±0,225
М3 — — — — 0,002 ±0,300
M4 — — — — 0,002 ±0,400
SOI; S02 Frr 0,0005 ±0,025 0,001 ±0,05 0,002 ±0,1
SI 0,001 ±0,05 0,002 ±0.1 0,005 ±0,25
S2; S3 0,002 ±0,1 0,002 ±0,15 0,01 ±0,3
SOI EHr 0,002 ±0.15 0,002 ±0,20 0,002 ±0,30
S02 ±0,20 ±0,25 ±0,40
SI 0,005 ±0,70 0,01 ±1,0 0.01 ±2,0
S2 0,005 ±1,0 0,01 ±1,3 0,01 ±2,6
S3 0,005 ±1,2 0,01 ±1,5 0,01 ±3,0
Ml .—. — 0,01 ±1,8 0.01 ±3,6
М2 — — 0,01 ±2,3 0,01 ±3,8
М3 — — — — 0,01 ±5,2
M4 — — — •— 0,01 ±6,2
114
I
П родолжение табл. 3.5
мм
Типора«мер Kou i ролиругмьш иска ватсль Класс \ Класс АВ Класс В
Цена деления, не более Диапазон показа- нии. не .менее Цена деления, нс белее Диапазон показа- нии, не ме-лее Цена деления,, не более Диапазон показа- ний, нс менее
SOI; S02 ’'"С.: i"ir — — 0.001 ±0,05 1 0,002 ±0,1
SO’ > F-'ai .— - . 0,002 + 0.1 0,002 + 0,25
S02 — 0.002 ±0.1 0,002 + 0,30
SI i\r-. E'ar — 0.002 ±0,7 0.01 ±1.4
S2; S3 — 0.002 ±0.9 0.01 ±1,8
SOI; S02 1 pbr 0,0005 ; 0,01 0.001 ±0,02 0,002 ±0,1
SI 0,0005 0.015 0.001 ±0,05 0,002 ±0,120
S2; S3 0,0005 ±0.020 0,001 ±0,05 0.002 ±0.150
Ml — — 0,002 to.i 0.002 ±0,200
М2 - — 0.002 ±0.1 0.002 ±0,200
М3 — —. -— — 0,002 ±0,300
M4 - — - —. 0,002 ±0,400
SOI; S02 hr 0,0005 ±0,01 0,001 ±0,015 0,001 ±0,015
SI 0,0005 ±0.0’.5 0,001 ±0,03 0,001 ±0,03
S2 0,0005 ' 0.02 0,001 ± 0.041 0,001 ±0.04
S3 0,001 ±0.025 0,001 ±0.05 0,002 ±0,05
SOI; S02 '\.r 0,001 ±0.01 0,001 ±0,02 0,002 ±0,1
SI 0.001 + 0.025 0,001 ±0,05 0,002 ±0,2
S2; S3 0,001 0.025 0.001 ±0,05 0.002 ±0,28
SI I'lrr 0,001 ±0.03 0,002 ±0.1 0,002 ±0,36
S2; S3 0,001 ± 0,04 0,002 ±0.125 0,002 ±0,50
SOI 0.0005 ' 0.015 0.001 ±0.03 — —
S02 0.0005 ±0,02 0.001 ±0,05 — —
SI 0.001 ±0.03 0.002 ±0,05 0,01 ±0,05
MOI — — 0.002 ±0,02 — —
M02 - —. 0.002 + 0.05 — —
M03 — 0.002 + 0,05 — —
Ml 0.002 + 0.05 0.01 + 0,05
М2; М3 - — - 0.002 ±0,10 0.01 ±0,10
SOI ft „.Г • U Г 0.001 - 0.! 0,001 + 0.10 0.002 ±0,25
S02 0.001 ±0,15 0,001 ±0.20 0.002 ±0,30
SI 0,002 ±0,5 0,002 ±0.70 0,01 ±1,50
MOI — 0,002 ±0.15 0,002 ±0,20
M02 — — 0,002 ±0,15 0.002 ±0,30
M03 —- - 0.002 ± 0,20 0,002 + 0,30
Ml — 0,01 + 0,75 0,01 ±2,0
М2 — — 0,01 + 1,20 0,01 ±2,8
М3 — - - 0,01 ±1,30 0,01 ±3,0
SI I-<r 0,001 ' 0.5 0.002 0.7 0,002 ±1,5
Ml — — 0.01 + 1.0 0.01 ±2,8
М2 -- 0.01 ±2,0 0,01 ±3,6
М3 — — — 0,01 ±4,4
SI pxr 0,001 0,03 0,002 + 0,1 — —
115
Таблица 3.6. Приборы для измерения кинематической погрешности (по СТ СЭВ 1. Допускаемые погрешности при измерении кинематической погрешности (F [г ) 1311 78 и СТ СЭВ 1313 78)
Класс А Класс АВ
Дед и т ел ьн ьш диаметр. Диапазон измерении 111>едел до 11ускасч:о й Диапазон 1змерений Пре тел допуска смой
ММ погрешности погрешности
мкм
Св » » » » » » » » » » До 50(32) 50(32) » 125 125 » 200 200 » 320 320 » 400 400 » 500 500 » 600 600 » 700 700 » 800 800 » 900 900 » 1000 1000 » 1250 Св » » » » » » » » » » » До 20(25) 20 » 35 » 20 20 » 55(40) » 30 30 » 60(45) » 30 33 » 80 » 35 35 » 80 » 40 40 » 100 » 40 40 100 » 50 50 » 120 » 50 50 » 120 » 50 50 » 125 » 50 50 » 135 » 50 50 » 140 2 3 3(2,5) 5(4,0) 4(3) 6 5 7 6 8 7 10 8 II 1.) 14 10 15 И 16 12 17 13 17 Св. » » » » » » » » » До 30 » » 40 » » 40 » » 50 » » 50 » » 80 » 90 » » 100 » 100 » 100 » » 120 » 150 » 30 70(50» 40 125(75) 40(50) 135(85) 50 170 50 180 80 220 90 220 100 260 100 260 100 260 120 290 150 29Э 4 6 6(5) 8(10) 8 10(12) 10 12 10 14 12 18 14 23 16 25 18 25 20 30 25 35 27 40 » » » » » » » 2. Л
Примечание. В скобках указаны значения ПО ст СЭВ 1313-78.
2. Допускаемые погрешности при измерении местной кинематической погрешности (| {г) Продолженис табл. 3.6
Класс Л Класс АВ
Дел и тел ьны й диа метр, мм Диапазон измерений Предел допускаемой погрешнее in Ди апазон измерений 11 ре д с л до 11 ускаемо 11 погрешности С
мкм
Св. » » » До 125 » 200 » 500 » 630 » 800 » 125 200 500 630 800 1250 Св. » » » » » ю" 10 15 15 15 15 То 10(20) » 30 » 10(20) » 35 » 15 » 35 » 15 » 35 » 15 » 35 » 15 » 45 2(1,5) 3 2.5(1,5) 4,5 3 '5 3 4 4 6 Св. » » » До 25 » 25 » » 25 » 35 » » 35 » » 40 » 25(30) 50 25(30) 90 25 99 35 100 35 100 40 112 4(3) 6 5(3) 7 6 8 8 10 9 12 10 12
П р и м е ч а и и е. В скобках указаны значения ПО ст СЭВ 1313—78.
Таблица 3.7. Приборы для измерения шага (по СТ СЭВ 1311—78 и СТ СЭВ 1313—78)
1. Допускаемые погрешности при измерении накопленной погрешности шага (F рг)
Делительный диаметр, мм Класс А Класс АВ
Диапазон измерении 11 редел долу екаем о ii iioi peiunoci и Ди а । in 3OI1 и з мер спин Предел динускасмон нот реишости
мкм
(До 32) (Св. 32) » 125 » 125 » 200 (До 10) (Св. 10 » 120) » 15 » 15 » 45(30) » 20 » 20 » 45(35) (1.2) (2,5) 2 3(4,0) 3 5 (До 20) (Св. 20 » 40) » 25(30) » 25(30) » 90(60) » 30(35) » 30 » 90(70) (3) (5) 5(4) 6(7) ву 6(5) 8
116
Продолжение табл. 3.7
Делительный диаметр, мм Класс А Класс АВ
Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности
мкм
. 200 до 320 До 20 4 До 50 8
Св. 20 » 60 6 Св. 50 » 125 10
320 » 400 » 20 4,5 » 50 9
» 20 » 65 6 » 50 » 125 12
400 » 500 » 25 5 » 65 10
» 25 » 80 7 » 65 » 160 14
500 » 630 » 30 6 » 65 12
» 30 » 80 7 » 65 » 160 15
630 » 700 » 35 6,5 » 80 13
» 35 » 100 8 » 80 » 200 18
700 » 800 » 35 7 » 80 14,5
» 35 » 100 8 » 80 » 200 20
800 » 900 » 35 8 » 80 16
» 35 » 100 9 » 80 » 200 22
900 » 1000 » 35 9 » 80 17
» 35 » 100 10 » 80 » 200 25
ЮОО » 1250 » 40 10 » 100 20
» 40 » 115 12 » 100 » 225 27
Примечание. В скобках указаны значения по СТ СЭВ 1313 -78. Допускаемые погрешности при измерении накопленной погрешности /г шагов (Г ftr) Продолжение табл. 3.7
Класс А Класс АВ
Делительный диаметр, мм Диапазон измерений Предел допускаемой погрешности Диапазон измерении Предел допускаемой погрешности
мкм
До 50(32) Св. 50(32) » 125 » 125 » 200 > 200 » 320 > 320 » 400 » 400 » 500 » 500 » 630 » 630 » 700 » 700 » 800 » 800 » 900 > 900 » 1000 > 1000 ' » 1250 Примечания: 1. Проверка прибора до ощей ближайшему больше 2. В скобках указаны з До 10(8) Св. 10(8) » 20(16) » 10(15) » 10(15) » 25 » 15 » 15 » 32(30) » 15 » 15 » 45 » 15 » 15 » 45 » 15 » 15 » 45 » 20 » 20 » 63 » 25 » 25 » 63 » 25 » 25 » 63 » 25 » 25 » 63 » 25 » 25 » 63 » 30 » 30 » 80 лжна производиться на ; му целому числу зубьев), начения по СТ СЭВ 131 1 2,5(2) 1,5 3 2 4 3 5 3 5 3,5 5 4 6 4,5 7 7,5 5 8 5,5 8 6 9 lyre, соответствующей '/6 3—78. До 10(20) Св. 10 » 20 » 25 » 32(30) » 45 » 45 » 45 » 63 » 63 » 63 » 63 » 63 » 80 окружности колеса 2,5 3 4(3) 5(4) 6 7 8 9 10 11 12 12,5 13 (или на дуге, соответст-
117
Продолжение Табл. 51
3. Допускаемые погрешности при измерении отклонений шага (f )
мкм
K-nacc A Класс АВ Класс В
Предел Предел Предел
Диапазон измерений допускаемой Диапазон измерений допускаемой Диапазон измерений допускаемо!
погрешности погрешности погреишосп
SOI До 10 0,8 До 15 2 До 30 4
S02 » 10 1 Св. 15 » 30 3 Св. 30 » 70 6 i
SI » 15 0,7 » 20 2 » 50 4
» 20 » 45 4 » 50 » 125 6 1
» 20 2 » 50 8
S2 » 20 0,8 » 20 » 60 4 » 50 » 169 8
» 25 2,5 » 50 6
S3 » 20 0,8 » 25 » 60 5 » 50 » 160 10
Ml — —. » 25 3 » 50 5
» 25 » 70 5 » 50 » 200 7
М2 — —. » 30 4 » 60 6
» 30 » 100 7 » 60 » 225 10
М3 — — —_ » 60 7
— » 60 » 300 12
M4 — — — —_ » 100 10
» 100 » 400 15
Продолжение табл. 3.
4. Допускаемые погрешности при измерении разности шагов (/' г)
мкм
Типоразмер Класс А Класс АВ Класс В
Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой по грешпоста
S01 1 До 20 1,5 До 30 3 До 50 5
S02 / Св. 30 » 50 6 Св. 50 » НО 8
S1 » 10 1,3 » 20 3 » 50 5
Св. 10 » 30 2,5 » 20 » 50 4 » 50 » 200 10
S2 » 10 1,5 » 20 4 » 60 8
» 10» 30 2,5 » 20 » 65 э » 60 » 250 12
S3 » 10 2 » 30 5 » 80 10
» 10» 30 3 » 30 » 80 7 » 80 » 250 15
Ml — -—. » 30 □ » 50 7
» 30 » 90 7 » 50 » 200 10
М2 .— — » 80 9
» 80 » 300 15
М3 _ — » 100 10
» 100 » 450 18
М4 . — » 200 20
» 200 » 600 25
(по СТ СЭВ 1311—78 I
Таблица 3.8. Приборы для измерения радиального биения (F гг )- Допускаемые погрешности
СТ СЭВ 1313—78)
мкм
Типоразмер Класс А Класс АВ Класс В
Диапазон измерений Предел допускаемой погрешности Диапазон шмерепий Предел допускаемой погрешнее*] и Диапазон 1 «Ж рс|Н1Й Предел допускаемо ПОГрСШНОСТ
До 10 1,0 До 30 2,5 До 50 4,0
S01 Св. 10 » 25 2,5 Св. 30 » 50 5.0 Св. 50 » (10 8,0
» 10 1,0 » 30 3,0 » 50 5,0
S02 » 10 » 30 3,0 » 30 » 60 6,0 » 50 » 130 10,0
S1 » 20 2 » 30 4 » 50 6
» 20 » 45 4 » 30 » 100 6 » 50 » 100 10
» 100 » 250 15
» 20 3 » 50 6 » 60 10
S2 5 » 50 » 160 10 » 60 » 150 15
» 150 » 315 20
S3 » 30 3,5 » 60 8 » 100 15
6 » 60 » 160 12 » 100 » 200 20
» 200 » 315 25
118
аблица 3.9. Приборы для измерения смещения исходного контура Допускаемые погрешности (по СТ СЭВ 1311—78
и СТ СЭВ 1313—78)
мкм
Класс АВ
Класс В
Типоразмер
Диапазон измерений
Предел
допускаемой
по! решности
Диапазон измерений
Предел
допускаемой
погрешности
Диапазон измерений
Предел
допускаемой
погрешности
S01
S02
S1
S2
М2
М3
М4
До 30 2.5 До 50 4 До 100 5
Св. 30 » 140 5 Св. 50 » 180 6 Св. 100 » 240 12
» 30 4 » 50 5 100 8
» 30 » 190 6 » 50 » 21-0 8 » 100 » 410 15
» 100 4 » 100 7 » 100 10
» 100 » 400 10 » 100 » 400 12 » 100 » 400 20
» 400 » 1000 20 » 400 » ЮОО 25 » 400 » ЮОО 30
» 1000 » 2000 40
» 100 5 » 100 8 » 100 12
» 100 » 400 12 » 100 » 400 15 » 100» 400 17
» 400 » 1000 22 » 400 » ЮОО 25 » 400 » 1000 30
» 1000 » 1300 30 » ЮОО » 2000 35
» 2000 » 2600 40
» 100 8 » 100 10 150 18
» 100 » 400 15 » 100 » 400 17 » 150 » 630 30
» 400 » 1160 25 » 400 » ЮОО 30 » 630 » 1250 40
» 1000 » 1500 35 » 1250 » 3600 50
» 100 9 » 100 12
— — » 100 » 400 15 » юо » 400 17
» 400 » ЮОО 28 » 400 » ЮОО 32
» 1000 » 1800 35 » 1000 » 3600 50
» 150 12 » 150 16
— — » 150 » 630 17 » 150 » 630 20
» 630 » 1250 35 » 630 » 1250 40
» 1250 » 2300 45 » 1250 » 3800 50
» 150 18
— — — — » 150 » 630 25
» 630 » 1250 45
» 1250 » 2500 50
» 2500 » 5200 60
» 200 25
— — — » 200 » 800 30
» 800 » 3200 50
» 3200 » 6200 70
119
Таблица 3.10. Приборы для измерения измерительного межосевого расстояния (по СТ СЭВ 1311—78 и СТ СЭВ 1313—78)
1. Допускаемые погрешности при измерении колебания измерительного межосевого расстояния (F-r , f ir )
мкм
Класс AB Класс В
Типоразмер Контролируемый показатель Диапазон измерений Предел допускаемо.т погрешности Диапазон измерений Предел допускаемой погрешности
SOI, S02 l-'ir hr До 30 Св. 30 » 70 » 25 3 5 2 До 70 Св. 70 ? 170 » 25 » 25 » 60 6 8 3,5 6
S1 Fir fir » 50 » 50 » 160 » 25 » 25 » 56 5 10 2 5 » 100 » 100 » 200 » 200 » 355 » 50 » 50 » 112 10 15 20 5 8
S2 Fir // hr » 80 » 80 » 224 » 30 » 30 » 70 8 12 3,0 6 » 100 » 100 » 200 » 203 » 450 » 50 » 50 » 140 12 20 25 6 10
S3 и Fir hr » 80 » 80 » 224 » 30 » 30 » 70 :о 15 4 7 » 100 » 100 » 200 » 200 » 450 » 60 » 60 » 140 15 25 30 8 12
Продолжение табл. 3.10
2. Допускаемые погрешности при измерении отклонения измерительного межосевого расстояния от номинального (£о$ , Еа1 )
Типоразмер Номинальное измерительное межосевое расстояние, мм Класс АВ Класс В
Диапазон И1мерснпй Предел до- пускаемой погрешности Диапазон измерений Предел до пускаемой погрешности
мкм
S01 До 83 До 40 Св. 40 » 100 2,5 5 До 100 Св. 100 » 250 5 10
S02 » 80 Св. 80 » 160 » 40 » 40 » 100 » 50 » 50 » 100 3 6 4 8 » 100 » 100 » 250 » 100 » 100 » 300 6 12 8 15
S1 » 100 » 100 » 320 » 50 » 50 » 100 » 100 » 200 » 200 » 400 » 400 » 700 » 100 » 100 » 200 » 200 » 400 » 400 » 700 5 8 10 15 20 8 12 18 23 » 100 » 100 » 200 » 203 » 400 » 400 » 800 » 800 » 1400 » 100 » 100 » 200 » 203 » 400 » 400 » 800 » 800 » 1400 8 12 18 23 28 12 15 20 30
S2 » 320 » 100 » 100 » 200 » 200 » 400 » 400 » 800 » 800 » 900 8 12 18 23 28 » 100 » 100 » 200 » 200 » 400 » 400 » 800 » 800 » 1400 » 1400 » 1800 12 15 20 25 30 35
120
Продолжение табл. 3.10
Типоразмер Номинальное измерительное межосевое расстояние, мм Класс АВ Класс В
Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до пускаемой погрешности
мкм
S2 Св. 320 до 630 До 100 Св. 100 » 200 » 200 » 400 » 400 » 800 » 800 » 900 10 15 20 25 30 До 150 Св. 150 » 300 » 300 » 630 » 630 » 1000 » 1000 » 1800 15 20 25 30 40
S3 » 630 От 630 » 800 » 100 » 100 » 200 » 200 » 400 » 40Э » 800 » 800 » 900 » 100 » 100 » 200 » 200 » 400 » 403 » 800 » 800 » 900 10 '.5 20 25 30 11 17 25 30 35 » 150 » 150» 300 » 300 » 630 » 630 » 1000 » 1000 » 1800 » 150 » 150» 300 » 300 » 630 » 630 » 1000 » 1000 » 1800 15 20 25 30 40 17 25 30 35 40
Таблица 3.11. Приборы для измерения шага зацепления (f Ьг )• Допускаемые погрешности (по СТ СЭВ 1311—78 и
СТ СЭВ 1313—78)
мкм
Типоразмер Класс Л Класс АВ Класс В
Диапазон измерений Предел до* пускаемой погрешности Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до- пускаемой погрешности
SOI, S02 До 10 1 До 20 2 До 30 Св. 30 » 65 3 6
S1 » 15 0.9 » 20 Св. 20 » 45 2.0 4,0 » 50 » 50 » 120 4 6
S2 » 20 1,0 » 25 » 25 » 50 2,0 4,0 » 50 » 50 » 150 5 8
S3 » 20 1,2 » 25 » 25 » 50 2,5 5,0 » 50 » 50 » 150 6 10
Ml — — » 25 » 25 » 70 3 5 » 50 » 50 » 170 5 7
М2 —- — » 30 » 30 » 100 4 7 » 60 » 60 » 200 6 10
М3 — — — — » 60 » 60 » 300 7 12
М4 — — — — » 100 » 100 » 400 10 15
I
121
Таблица 3.12. Приборы для измерения профиля зуба Допускаемые погрешности (по СТ СЭВ 1311—78 и СТ СЭВ
1313—78)
мкм
Гипоразмер Класс А Класс АВ Класс В
Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до- пускаемой погрешности
SOI, S02 До 10 1.0 До 15 2,0 До 15 3,0
S1 » 15 1.0 » 15 Св. 15 » 30 2,0 4,0 » 20 Св. 20 » 30 3,5 5,0
S2 » 10 Св. 10 » 20 1,5 3,0 » 20 » 20 » 40 2,5 5.0 » 20 » 20 » 40 4,0 6,0
S3 » 10 » 10 » 22 1.5 3,0 » 20 » 20 » 50 3,0 6,0 » 25 » 25 » 50 5.0 8,0
погрешности (по СТ СЭВ 1311—78 и
Таблица 3.13. Приборы для измерения направления зуба (7пг ). Допускаемые
СТ СЭВ 1313—78)
Ширина зубчатого колеса, мм Класс А Класс АВ Класс В
Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до пускаемой погрешности Диапазон измерений Предел до пускаемой погрешности
мкм
До 40 Св. 40 » 100 » 100 » 160 » 160 » 250 » 250 » 400 До 10 » 12 » 16 » 20 » 25 1,5 2 2,5 3 4 До 20 » 15 Св. 15 » 25 » 20 » 20 » 50 » 25 » 25 » 50 » 30 » 30 » 50 2,5 3 4 4 6 5 7 6 8 До 50(30) Св. 50(30) » 112 » 65 » 65 » 160 » 100 » 100 » 200 » 100 » 100 » 250 » 100 » 100 » 280 4 Ю(6) 5 12 6 15 7 16 8 18
Примечание. В скобках указаны значения но СТ СЭВ 1313—78.
Таблица 3.14. Приборы для измерения контактной линии (7Лг)- Допускаемые погрешности (по СТ СЭВ 1311—78)
Длина контактной линии, мм Класс А Класс АВ Класс В
Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до- пускаемой погрешности Диапазон измерений Предел до- пускаемой погрешности
мкм
До 100 До 15 2 До 30 3 До 50 5
Св. 15 » 25 4 Св. 30 » 80 6 Св. 50 » 315 8
Св. 100 » 200 » 15 3 » 30 5 » 50 7
» 15 » 30 5 » 30 » 100 8 » 50 » 355 10
» 200 » 400 » 20 4 » 40 6 » 100 8
» 20 » 40 6 » 40 » 125 10 » 100 » 500 15
122
Таблица 3.15. Приборы для измерения длины общей нормали (по СТ СЭВ 1311—78 и СТ СЭВ 1313—78)
1. Допускаемые погрешности при измерении колебания длины общей нормали (Fv№/r j
Типоразмер Номинальная длина общей нормали, мм Класс А Класс АВ Класс В
Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности
мкм
SOI S02 М01 М02 МОЗ До 25 Св. 25 » 50 » 50 » 75 До 10 » 20 » 20 1,0 1,5 2,0 До 20 » 20 Св. 20 » 35 » 35 » 35 » 45 2 3 6 5 8 1 1 1 1 1 Mill
SI Ml » 50 » 10 Св. 10 » 30 1 3 » 20 » 20 » 50 3 6 До 50 6
» 50 » 120 » 15 » 15 » 30 2 4 » 25 » 25 » 50 4 8 » 50 8
М2 » 50 » 120 » 120 » 300 — — » 25 » 25 » 50 » 50 » 50 » 120 5 7 6 10 » 50 » 50 Св. 50 » 120 7 10 12
М3 От 150 » 300 Св. 300 » 535 — — » 50 » 50 » 120 » 100 » 100 » 120 7 10 10 15 » 120 » 120 15 20
Продолжение табл. 3.15
L 2. Допускаемые погрешности при измерении отклонения длины общей нормали от номинальной (EWmr <, EWr )
I Типоразмер Номинальная длина обшей нормали, мм Класс А Класс АВ Класс В
Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности
мкм
1 S01 : S02 MOI М02 МОЗ До 25 Св. 25 » 50 » 50 » 75 До 20 Св. 20 » 100 » 50 » 50 » НО » 60 » 60 » 140 1,5 4 2 5 2 6 До 30 Св. 30 » 110 » 30 » 30 » 150 » 50 » 50 » 170 2 5 3 6 4 8 До 30 Св. 30 » 210 » 50 » 50 » 300 » 60 » 60 » 300 4 7 5 8 6 10
1 S1 » 50 » 50 » 120 » 50 » 50 » 440 » 50 » 50 » 500 3 6 4 8 » 100 » 100 » 570 » 100 » 100 » 700 5 10 6 12 * 100 » 100 » 630 » 630 » 1390 » 100 » 100 » 630 » 630 » 1455 7 10 15 10 12 20
I Ml » 50 » 50 » 120 — — » 100 » 100 » 730 » 100 » 100 » 730 6 12 8 15 » 100 » 100 » 630 » 630 » 1900 » 100 » 100 » 630 » 630 » 1900 8 15 20 10 16 25
123
Продолжение ra6.i. 3.15
Типоразмер Номинальная длина общей нормали, мм Класс А Класс АВ Класс В
Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускаемой погрешности Диана юн измерений Предел допускаемой погрешности
мкм
М2 От 50 до 120 Св. 120 » 300 — — До 100 Св. 100 » 730 » 150 » 150 » 1140 8 15 10 18 До 100 Св. 100 » 630 » 630 » 1900 » 150 » 150 » 630 » 630 » 2740 10 16 25 12 20 30
М3 От 150 » 300 Св. 300 » 535 — — » 150 » 150 » 1140 » 150 » 150 » 1240 12 20 15 25 » 150 » 1о0 » 630 » 630 » 2740 » 200 » 200 » 1000 » 1000 » 2940 15 25 35 20 30 40
Таблица 3.16. Приборы для измерения толщины зуба (/: ,г ). Допускаемые погрешности (по СТ СЭВ 1311—78)
мкм
Типоразмер Класс А Класс АВ Класс В
Диапазон измерений Предел допускаемой погрешности Диапазон измерений Предел допускае- мой погрешности Диана юн ишерсний Предел допускае- мой погрешности
S1 До 100 3 До 100 5 До 100 8
Св. 100 » 500 8 Св. 100 » 700 10 Св. 100 » 630 15
» 630 » 1450 25
» 100 8 » 100 10
Ml » 100 » 630 15 » 100 » 200 15
» 630 » 1000 25 » 200 » 1000 20
» 1000 » 2800 30
» 150 10 150 15
М2 — — » » 150 » 630 » 630 2000 20 30 » » 150 » 630 » 630 3600 25 40
» 200 20
М3 » 200 » 630 40
» 630 » 4400 60
Таблица 3.17. Приборы для измерения осевых шагов (Грхяг ) Допускаемые погрешности (по СТ СЭВ 1311—78)
Класс А Клас с АВ
Номинальный осевой шаг, Предел Предел
мм Диапазон измерений допускаемой погрешности Диана юн намерении допускаемон погрешности
мкм
До 160 До 15 2 До 25 1
Св. 25 » 45 6
Св. 160 » 250 » 20 3 » 30 5
» 30 » 60 8
» 250 » 320 » 25 4 » 35 6
» 35 » 70 10
124
Таблица 3.18. Приборы для измерения измерительного межосевого угла (по СТ СЭВ 604—86 и СТ СЭВ 1312—88).
Допускаемые погрешности при измерении колебания измерительного межосевого угла пары
мкм
Типоразмер Конт роли руем ый показатель Класс точности AB Класс точности В
Диапазон измерений Предел допускае- мой погрешности Диапазон намерений Предел допускае- мой погрешности
KS01, KS02 F"i^or До 30 Св. 30 » 70 » 70 » 125 3 5 8 До 70 Св. 70 » 170 » 170 » 225 6 8 10
f" Т iZor До 25 Св. 25 » 40 2 3 До 25 Св. 25 » 80 3.5 6.0
KS1 F" iZor До 50 Св. 50 » 180 5 12 До 100 Св. 100 » 200 » 200 » 360 10 15 25
f" i*>r — — До 50 Св. 50 » 150i 5 12
KS2 F i'S.or До 80 Св. 80 » 260 8 14 До 100 Св. 100 » 200 » 200 » 500 12 20 30
f iZor — — До 50 » 50 » 200 6 14
Таблица 3.19. Цены делений и диапазоны показаний отсчетных устройств приборов для измерения червяков (по СТ СЭВ
3003—81)
мм
Типоразмер Контроли руем ый показатель Класс A Класс АВ Класс В
Цена деления, не более Диапазон показа- ний, не менее Цена деле- ния, не бо- лее Диапазон показаний, не менее Цена деле- ния, не бо- лее Диапазон измерений, не менее
ZS1 0.0005 0.040 0,001 0,06 0.002 0,20
ZS2 frr 0.0005 0,040 0,001 0,08 0,002 0,20
ZS3 0.0010 0.040 0,001 0.10 0,002 0.30
ZS1 0.0005 0.040 0,001 0,10 0.00’2 0.6
ZS2 1 fir 0.0010 0.050 0,001 0.12 0.002 0,8
ZS3 — — 0,002 0.18 0,005 1,0
ZS1 fhr 0.0005 0.080 0,001 0,080
ZS2 0.0005 0.100 0,001 0.100 —
ZS3 f hkr —• — 0,001 0,100 — —
ZS1 f hsr 0.0002 0.020 0,001 0,020
ZS2 0.0005 0.020 0,001 0.020
ZS3 — — 0,001 0,020 — —
ZS1 Fsr 01005 3,2 0.01 6.2
ZS2; ZM1 — — 0,010 4,5 0.01 8,5
ZM2 — — — — 0,01 10.0
ZS1 f pxr 0.0005 (0,0002)* 0.050 0,001 0,120 0,002 0.400
ZS2 f pxhr 0.0005 0.060 0,001 0.140 0,002 0,500
ZS3 — — 0,001 0,180 0,005 0.640
приборам для измерения
червяков 2-й степени
* В табл. 3.19, 3.22 и 3.24 значения, заключенные в скобки, относятся к
точности.
Таблица 3.20. Приборы для измерения радиального биения витка червяка (frr )• Допускаемые погрешности (по СТ СЭЙ
3003—81) мкм -
Класс А Класс АВ Класс В
Типоразмер Диапазон измерений Предел допускае- мой погрешности Диапазон измерений Предел допускае- мой погрешности Диапазон измерений Предел допус- каемой погреш- ности
ZS1 До 10 Св. 10 » 18 1.0 20 До 15 Св. 15 » 32 2.0 3.0 До 35 Св. 35 » 80 4 8
ZS2 » 10 » 10 » 22 1.0 3.0 » 20 » 20 » 38 2.5 50 » 40 » 40 » 95 5 10 —
ZS3 » 15 » 15 » '28 1.5 4.0 » 25 » 25 » 50 3.0 6.0 » 50 » 50 » 150 6 12 —
Таблица-3.21. Приборы для измерения профиля червяка (f/1Г ). Допускаемые погрешности (по СТ СЭВ 3003—81)
мкм
Типоразмер Класс А Класс АВ Класс В _
Диапазон измерений Предел допускае- мой погрешности Диапазон измерений Предел допускае- мой погрешности Диапазон измерений Предел допус- каемой погреш- ности
ZS1 До 10 Св. 10 » 20 1 2 До 20 Св. 20 » 50 1.5 4.0 До 100 Св. 100 » 300 5 15
ZS2 » 10 » 10 » 25 2 3 » 30 » 30 » 60 2 6 » 150 » 150 » '400 8 20 _
ZS3 — — » 40 » 40 » 90 4 7 » 200 » 200 » 500 10 30
Таблица 3.22. Приборы для измерения винтовой линии (fhr и f hkr ) и винтовой поверхности червяка (fhsr ). Допускаемые
погрешности (по СТ СЭВ 3003—81)
мкм
Типоразмер Контролируемый показа- тель точности Класс A Класс АВ ,1р
Диапазон измерений Предел допускае- мой погрешности Диапазон измерений Предел допускае- мой погрешности
ZS1 f hr fhkr fhsr До 8 Св. 8 » 20 » 15 » 15 » 40 » 5 » 5 » 10 1.0 1.5 2 3 0.8(0,5)* 1.0 До 20 » 40 » 10 Т: 2 — 4 1 ““
ZS2 fhr fhkr fhsr » 10 » 10 » 25 » 25 » 25 » 50 » 5 » 5 » 10 1 2 2.5 4 1 0 1.5 » 25 » 50 » 10 3 I 5 2 1 1
ZS3 fhkr f hsr __ — » 25 » 50 » 10 < ' 6 1 3 I
Примечание. Проверка прибора для измерения винтовой линии на длине нарезанной части червяка (fhkr) должна j-
производиться на k = 4 шагам.
126
{Таблица 3.23. Приборы дли измерения толщины витка червяка (Ё£Г ). Допускаемые погрешности (по СТ СЭВ 3003—81)
мкм
Д Типоразмер Класс АВ Класс В
Диапазон измерений по отсчетному устройству Предел допускаемой по- грешности Диапазон измерений по отсчетному устройству Предел допускаемой по- грешности
ZS1 До 150 Св. 150 » 1600 10 40 До 300 Св. 300 » 3100 20 90
ZS2 » 200 » 200 » 2300 12 50 » 400 » 400 » 4200 30 100
ZM1 » 200 » 200 » 2300 12 50 » 400 » 400 » 4300 30 100
ZM2 — — » 600 » 600 » 4600 70 120
Таблица 3.24. Приборы для измерения осевого шага червяка (fpxr, f pxkr)- Допускаемые погрешности (по СТ СЭВ 3003—81)
МКМ
Класс A Класс АВ Класс В
Типоразмер Контролируемый показатель качества Диапазон измере- ний по отсчетному устройству Предел до- пускаемой погрешности Диапазон измере- ний по отсчетному устройству Предел до- пускаемой погрешнее 1 и Диапазон измере- ний по отсчетному устройству Предел до- пускаемой погрешности
ZS1 F рхг f pxkr До 10 Св. 10 » 15 » 10 » 10 » 25 1 (0.5) 2 1.5(1.0) 2.0 До 15 Св. 15 » 30 » 30 » 30 » 60 1.5 3.0 2 5 До 30 Св. 30 » 100 » 100 » 200 3 6 12
ZS2 f рхг f pxkr До 10 Св. К) » 15 » 15 » 15 » 30 1.5 3.0 2 4 До 20 Св. 20 » 40 » 30 » 30 » 70 2 4 3 6 До 50 Св. 50 » 100 » 100 » 250 5 8 16
ZS3 f pxr f pxkr —* — » 30 » 30 » 60 » 40 » 40 » 90 3 6 4 8 » 50 » 50 » 150 » 150 » 320 6 10 20
Примечание. Проверка прибора для измерения накопленной погрешности осевого производиться иа /г=4 шагам. шага червяка (fpxkr) должна
Таблица 3.25. Нормы точности измерительных зубчатых колес по TGL 49242, ч. 2
Погрешности ИЗК Квалитет ИЗК
2 3 4
Радиальное биение F г Квалитет 1 Квалитет 2 по TGL 0—3962. Листы 3 и 4 Квалитет 3
Квалитет и положение допуска на толщину зуба 2hf ЗЛ( по TGL 0—3963 4Af
Погрешность формы профиля f j Погрешность основной окружности Fg Погрешность шага зацепления fe Отклонение единичного шага f t Накопленная погрешность шага F tges Разность соседних шагов fu Квалитет 2 П( Квалитет 3 TGL 0—3962.В1. Листы 3 и Квалитет 4 4
Погрешность направления зуба f р Квалитет 2 Квалитет 3 по TGL 0—3963 Квалитет 4
127
Таблица 3.26. Нормы точности измерительных зубчатых колес по ГОСТ 6512—74
Показатель точности Модуль Степень точности измерительного колеса вту. СТ рНЗс мер (тек
3 4 5
ММ мкм
Предельные отклонения размера по роликам М * От 1 до 2.00 Св. 2.00 >3 55 » 3,55 » 6,00 » 6.00 » 10.00 + 100 + 150 ±200 ±250
Предельные отклонения высоты головки зуба fta От 1.00 » 2.00 Св. 2.00 » 6.00 » 6.00 » 10.00 0 —15 0 —20 0 —25 0 —20 0 —25 0 —30 0 —30 0 —40 0 -50
Допуск радиального биения окружности вер- шин зубьев От 1.00 » 10.00 5-я степень точности по ГОСТ 24643—81 (СТ СЭВ 636—77)
Предельные отклонения диаметра отверстия посадочного » 1.00 » 10,00 + 4 0 + 5 0 +7 0
Допуск торцевого биения ступицы но оси отверстия отноентель- » 1.00 » 10.00 3 4 степени точности по ГОСТ 24643—81 (СТ СЭВ 636—77) 1
d
п
128
I 5'
Глава 4
КОНТРОЛЬ ДЕТАЛЕЙ ШПОНОЧНЫХ И
ШЛИЦЕВЫХ СОЕДИНЕНИЙ
4. I. КАЛИБРЫ ДЛЯ ШПОНОЧНЫХ СОЕДИНЕНИЙ
4.1.1. ОБЩИЕ СВЕДЕНИЯ
Сведения о калибрах для контроля шпоночных пазов во
втулках и на валах по СТ СЭВ 189—79, СТ СЭВ 645—77 и
СТ СЭВ 647—77 приведены в соответствии с рабочими мате-
риалами СЭВ «Калибры шпоночные. Виды и основные раз-
меры» (тема 01.467.20—81) и «Калибры шпоночные. Допуски»
(тема 01.467.19—81), а также ГОСТ 24109—80.
Приняты следующие обозначения:
А' — межцентровое расстояние отверстий для выхода ин-
струмента при обработке рабочей части калибра
призмы исполнении I н 3;
В,— длина шпонки калибра-призмы исполнений 2 и 4;
Ь —номинальная ширина шпоночного паза втулки (ва-
ла) ;
Ьк—номинальная ширина шпонки шпоночного калибра-
пробки и шпоночного калибра-призмы;
i>m|n — наименьшая ширина b шпоночного паза втулки (ва-
ла);
С—величина, определяющая глубину вхождения шпон-
ки шпоночного калибра-призмы в шпоночный паз
вала;
d — номинальный внутренний диаметр втулки и вала;
<!к—поминальный диаметр шпоночного калибра-пробки;
dmin—наименьший диаметр d втулки;
II — допуск по СТ СЭВ 157—75 на изготовление гладко-
го калибра-пробки (за исключением калибров со
сферическими измерительными поверхностями) для
отверстия втулки;
Нь — допуск на изготовление шпоночного калибра-пробки
и шпоночного калибра-призмы по ширине шпонки
&к;
Нк — номинальный размер диаметра с выступающей шпон-
кой шпоночного калибра-пробки;
й', /И
h — высота шпонки изделия;
L, И',
/'
— размеры, определяющие положение шпонки калибра-
призмы исполнений 1 и 3;
В — габаритные размеры калибров-призм (длина, вы-
сота, толщина);
— величина площадки шпонки калибра-призмы испол-
нений 3 и 4;
Для контроля отверстий втулок со шпоночным пазом при-
меняются:
шпоночный калибр-пробка для контроля расположения па-
за втулки;
поэлементные калибры:
гладкий калибр-пробка проходной и непроходной для от-
верстия втулки </;
пазовый калибр проходной и непроходной для ширины
шпоночного паза б;
калибр-глубиномер проходной и непроходной для глуби-
ны шпоночного паза
Для контроля валов со шпоночным пазом применяются-
шпоночный калибр-призма для контроля расположения
паза вала;
поэлементные калибры: гладкий калибр-скоба проходной
и непроходной для наружного диаметра вала d, пазовый ка-
либр проходной и непроходной для ширины шпоночного па-
за Ь, калибр-глубиномер проходной и непроходной для глуби-
ны шпоночного паза
Допускается применять взамен поэлементных калибров
другие средства контроля.
Отверстие со шпоночным пазом считается годным, если
шпоночный калибр-пробка проходит, а диаметр отверстия
втулки, ширина и глубина шпоночного паза не выходят за
предельные размеры.
Вал со шпоночным пазом считается годным, если шпоноч-
ный калибр-призма проходит (при отсутствии зазора между
валом и призмой), а диаметр вала, ширина и глубина шпо-
ночного паза не выходят за предельные размеры.
В ИСО стандарты на калибры для шпоночных соединений
не разработаны.
4.1.2. ВИДЫ ШПОНОЧНЫХ КАЛИБРОВ
Виды, исполнение и назначение шпоночных калибров при-
ведены в табл. 4.1.
4.1.3. ОСНОВНЫЕ РАЗМЕРЫ
ШПОНОЧНЫХ КАЛИБРОВ
г —максимальное значение радиуса закругления шпоноч-
ного паза вала;
Ть —допуск ширины шпоночного паза b втулки (вала);
Гн—допуск диаметра d втулки;
Ts — допуск симметричности шпонки шпоночного калибра
относительно базовой поверхности;
/, —глубина шпоночного паза вала;
7"ti — допуск глубины шпоночного паза вада;
/г —глубина шпоночного паза втулки;
У— допустимый выход размера изношенного проходного
гладкого калибра-пробки за границу поля допуска
диаметра втулки (по СТ СЭВ 167—75).;
1'ь — допустимый выход размера b к изношенного шпоноч-
ного калибра-пробки и шпоночного калибра-призмы
за границу поля допуска размера b шпоночного па-
за;
Z — отклонение середины поля допуска на изготовление
проходного гладкого калибра-пробки относительно
наименьшего предельного размера втулки (по СТ
СЭВ 157 -75);
Zb — расстояние от середины поля допуска на изготовле-
ние размера Ьк шпоночного калибра до наименьше-
го предельного размера паза втулки (вала);
а —величина для компенсации погрешности контроля
гладкими калибрами-пробками отверстий втулок с
размерами св. 180 мм (по СТ СЭВ 157—75);
es —-верхнее отклонение размера Ьк и <1R ;
ei —нижнее отклонение размера Ьк и d к;
ew — отклонение износа размера Ьк и dK ;
/ —длина рабочей части калибра-пробки;
/о — длина шпонки шпоночного калибра-пробки.
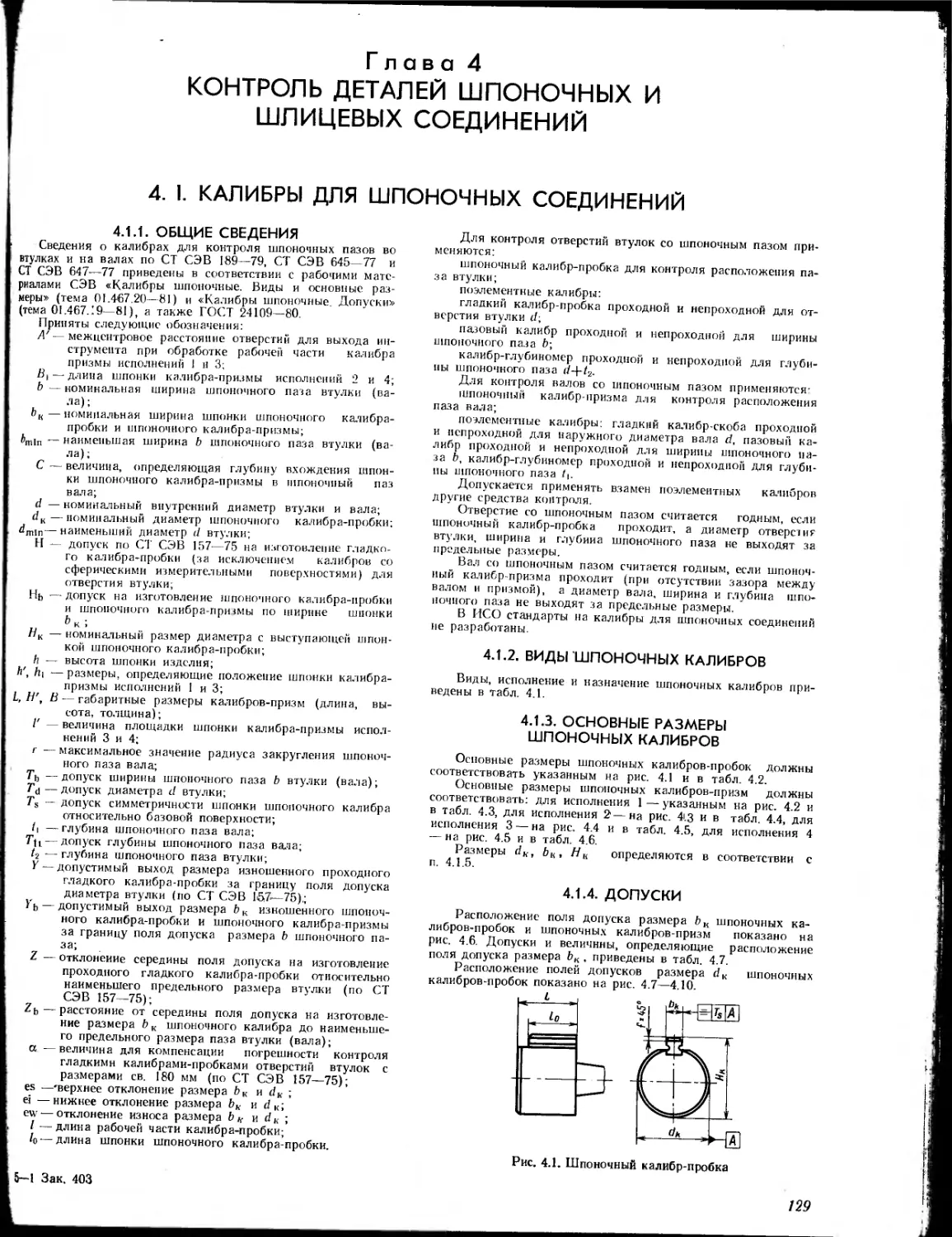
Основные размеры шпоночных калибров-пробок должны
соответствовать указанным на рис. 4.1 и в табл. 4.2.
Основные размеры шпоночных калибров-призм должны
соответствовать: для исполнения 1 — указанным на рис. 4.2 и
в табл. 4.3, для исполнения 2—на рис. 413 и в табл. 4.4, для
исполнения 3 — на рис. 4.4 и в табл. 4.5, для исполнения 4
— на рис. 4.5 и в табл. 4.6.
Размеры <Д, Ьк, Нк определяются в соответствии с
п. 4.1.5.
4.1.4. ДОПУСКИ
Расположение поля допуска размера Ьк шпоночных ка-
либров-пробок и шпоночных калибров-призм показано на
рис. 4.6. Допуски и величины, определяющие расположение
поля допуска размера Ьк , приведены в табл. 4.7.
Расположение полей допусков размера dK шпоночных
калибров-пробок показано на рис. 4.7—4.10.
Рис. 4.1. Шпоночный калибр-пробка
5—1 Зак. 403
729
L
Рис. 4.2. Шпоночный калибр-призма исполнения 1
L
Puc. 4.4. Шпоночный калибр-призма исполнения 3
Рис. 4.3. Шпоночный калибр-призма исполнения 2
Рис. 4.5. Шпоночный калибр-призма нсполиеиия 4
Ш1
Допуски и величины, определяющие расположение поля
допуска размера dK , должны соответствовать СТ СЭВ
157—75 (см. п. 1.1 настоящего справочника).
Допуски симметричности (в диаметральном выражении)
шпонки калибра относительно оси поверхности dK шпоночных
калибров-пробок (см рис. 4ll) или относительно плоскости
симметрии базовых поверхностей А шпоночных калибров-призм
(см. рис. 4.2) должны соответствовать указанным в табл. 4.8.
Допуски поэлементных калибров должны соответствовать
Шпоночный калибр-пробка
шпоночный калибр-призма
Граница
износа
Допуски поэлементных калибров
СТ СЭВ 157—75 (см. п. 1.1).
Шпоночный
нопиВо пооВко
о-7-v
Гроницо
износа
шпоночный
капиОр пробно
е
о
4.7.
Рис 4.6. Расположение поля допуска размера Ьк шпоночного
калибра-пробки и шпоночного калибра-призмы
Гроницо
износа
Рис.
размера
бок для
Расположение
du шпоночных
отверстий втулок d до 180 мм
квалитетов 6. 7 и 8
поля допуска
калибров-про-
4.8. Расположение толя
Рис.
размера di.- шпоночных калибров-про-
бок для отверстий втулок d до 180 мм
квалитетов
9
и грубее
о1
о, = I
Рис. 4.10. Расположение поля допуска размера dK шпоночных
калибров-пробок для отверстий втулок d св. 180 мм квалите-
тов 9 и грубее
Граница
износа
Шпоночный
-паобка
допуска
Шпоночный
калибр-пробка
Граница
износа
o*z*v
4.9. Расположение поля допуска раз-
'к шпоночных калибров-пробок для
Рис.
мера dL
отверстий втулок d св. 180 мм квалитетов
6, 7 и 8
4.1.5. РАСЧЕТ РАЗМЕРОВ КАЛИБРОВ
Расчет размеров шпоночных калибров-пробок и шпоноч-
ных калибров-призм должен производиться по. формулам, при-
веденным в табл. 4.9.
Исполнительные размеры Ьк и dK шпоночных калибров |
определяются по предельным отклонениям, указанным в i
табл. 4.10 и 4.11 и отсчитываемым от номинальных размеров
Ь и d втулок и валов. Исполнительные размеры Нк шпоиоч- I
ных калибров-пробок приведены в табл. 4.12 и 4.13. '
Расчет размеров поэлементных калибров должен произ-
водиться по СТ СЭВ 157—75 (см. п. 11). I
130
5
аблица 4.1. Виды и исполнения шпоночных калибров
Наименование вида калибра
Рисунок
Назначение
Калибр пробка
ШЮНОЧНЫЙ
Для контроля расположения шпоноч-
ных пазов во втулках
Для контроля расположения шпоноч-
ных пазов на валах:
Калибр-призма
ипоночный
Исполнение 1
Исполнение 3
Исполнение 4
с диаметром до 22 мм и шириной
шпоночного паза вала от 2 до 6 мм
по СТ СЭВ 189—79 и СТ СЭВ
645—77
с диаметром св. 22 до 200 мм и ши-
риной шпоночного паза вала от 8 до
45 мм по СТ СЭВ 189—79 и СТ СЭВ
645—77
с диаметром до 22 мм и шириной
шпоночного паза вала от 1 до 5 мм по
СТ СЭВ 647—77
с диаметром св. 22 мм и шириной
шпоночного паза вала от 5 до 10 мм
по СТ СЭВ 647—77
аблнца 4.2. Основные размеры шпоночных калибров-пробок
мм
Диаметр шпоночно- го калибра-пробки d к 1 1, Диаметр шпоночно- го калибра-пробкн к 1 /ч Диаметр шпоночно- го калибра-пробки d к 1 /о
От '3 до 4 6 4 Св. 17 до 22 25 1 20 Св. 58 до 65 50 45
Св. 4 » 6 8 6 » 22 » 30 28 23 » 65 » 75 56 50
» 6 » 8 12 9 » 30 » 38 32 27 » 75 » 95 60 55
» 8 » 10 18 14 » 38 » 44 36 31 » 95 » 130 65 60
» 10 » 12 20 15 » 44 » 50 40 35 » 130 » 170 70 65
» 12 » 17 22 17 » 50 » 58 45 40 » 170 » 200 75 70
5—1*
131
Таблица 4.3. Основные размеры шпоночных калибров-призм исполнения 1
мм
Диаметр вала d по СТ СЭВ 189-79 и СТ СЭВ 645-77 Ширина шпоночного паза Ъ L И' В й' Л. </, С js 12
От 6 до 8 2 20 40 6 1 0 1.4 1.0 2.3 —. —1.04 2
Св. 8 » 10 3 20 40 6 1.0 1.5 1.0 3.3 — 1.64
» 10 » 12 4 25 50 8 1.5 2.0 1.2 4.5 —2.34
» 12 » 17 5 30 50 8 2.0 2.5 1.5 5.5 —2.75
» 17 » 22 6 32 50 10 2.5 3.0 2.0 7.0 d ~2~ - -3.25
Таблица 4.4. Основные размеры шпоночных калибров-призм исполнения 2
мм
Диаметр вала d по СТ СЭВ I8J 79 и СТ СЭВ 645—77 Ширина шпоноч- ного паза Ь L И' В Bl С js 12 Диаметр вала d по СТ СЭВ 189-79 II СТ СЭВ 645—77 1 Ширина 111 ПОПО I- HOI о паза Ь L // В Bt с js 12
Св. 22 до 30 8 40 22 12 11 4—з-8 Св. 75 до 85 22 90 46 25 25 jL -8,4 2
» 30 » 38 10 50 24 12 13 —4.6 » 85 » 95 25 90 47 25 28 -8,4 !
» 38 » 44 12 50 26 16 15 —4.6 » 95 » ПО 28 105 55 25 31 —9.4 !
» 44 » 50 14 60 28 20 17 —5.1 » 110 » 130 32 120 60 32 35 -10,4
» 50 » 58 16 60 32 20 19 —5.6 » 130 » 150 36 130 70 32 39 — 11.0
» 58 » 65 18 70 34 20 21 —6.6 » 150 » 170 40 160 80 32 43 — 12,0
» 65 » 75 20 80 45 25 23 d т ~6-9 » 170 » 200 45 180 95 32 48 d — —14.0 1
1
w
Таблица 4.5. Основные размеры шпоночных калибров-призм исполнения 3
мм
Диаметр вала d по СТ СЭВ 647—77 Ширина шпоноч- ного паза b L Н' В Г h’ ftl di А' С js 12
Исполнение
1 2
От 3 до 4 От 3 до 4 1,0 20 40 2,5 1,0 1,0 1,0 0,8 1 ,4 А —0.68
Св. 4 » 5 Св. 4 » 6 1,5 20 40 5,0 1,0 1 ,0 1,9 0,8 1 ,8 — 1.68
» 5 » 6 » 6 » 8 2,0 20 40 5,0 1,5 1,0 1,7 1 0 2,4 — 1.48
» 6 » 7 » 8 » 10 2,0 20 40 7.0 1,5 1 .0 2,9 1,0 2,4 —2.58
» 7 » 8 — 2,5 20 40 7,0 1,5 1,0 2,7 ,о 2,9 —2.38
-— Св. 10 до 12 2,5 25 50 7,0 1,5 1,0 2,7 1.° 2,9 -2.38
Св. 8 » 10 — 3,0 20 40 9,0 1,5 1,0 3,7 1 ,о 3,4 —3.48
— Св. 12 до 15 3,0 30 50 9,0 1,5 1,0 3,8 1 ,4 3,8 —3,48
Св. 10 до 12 — 3,0 25 50 п ,о 2,0 1,0 5,3 1 ,4 3,8 —4.98
— Св. 15 до 18 3,0 30 50 н ,0 2,0 1 ,0 5,5 1,8 4,2 —4.98
Св. 12 до 14 — 4,0 30 50 н,о 2,0 1,5 4,7 1,2 4,5 —4.50
— Св. 18 до 20 4,0 32 50 11,0 2,0 1,5 5,0 1,8 5,0 —4.50
Св. 14 до 16 — 4,0 30 50 14,0 2,0 1,5 5,8 1,8 5,0 —5.50
— Св 20 до 22 4,0 32 50 14,0 2,0 1,5 6,0 2,0 5,4 —5.50
Св. 16 до 18 — 5,0 30 50 12,0 2,0 2,0 4,5 2,0 6,0 —4.00
» 18 » 20 — 5,0 32 50 12,0 2,0 2,0 5,5 2,0 6,0 —5,00 d
» 20 » 22 — , 5,0 33 50 15,0 3,0 2,0 7,0 2,0 6,0 У —6.50
132
аблица 4.6. Основные размеры шпоночных калибров-призм исполнения 4
мм
Диаметр вала d по СТ СЭВ 647—77 Ширина шпоночного паза b L Н' В Bi 1 С is 12
Исполнение
1 2
— Св. 22 до 25 5 40 22 12 12 2 о •ч |сч
— » 25 » 28 5 40 22 12 12 2 -5.0
— » 28 » 32 5 50 24 12 15 3 —6.5
Св. 22 до 25 — 6 40 22 12 15 2 —6.0
— Св. 32 до 36 6 50 24 12 15 2 —6.0
Св. 25 до 28 6 40 22 12 17 3 —7.0
— Св. 36 до 40 6 50 26 16 17 3 —7.0
Св. 28 до 32 — 8 50 24 12 20 3 —7.2
Св. 40 8 50 26 16 20 3 —7,2
d
Св. 32 до 38 — 10 50 24 12 24 3 т-92
Таблица 4.7. Допуски и расположение поля допуска раз-
мера Ьк шпоночных калибров-пробок и шпоночных калибров- Таблица 4.8. Допуски симметричности шпоночных калибров
призм
Zb 1 "b 1 ч
Ширина шпоночного Квалитет допуска шпоночного паза втулки (вала)
паза втулки (нала) Ь, мм 9, 10 1 11 9, 10 | II 1 9, 10 | II
МКМ
До 3 4,5 9,0 3 6 9 18
Св. 3 » 6 6,0 12,0 4 8 12 24
» 6 » 10 6,0 13,5 4 9 12 27
» 10 » 18 7,5 16,5 5 И 15 33
» 1.8 » 30 9,0 19,5 6 13 18 39
» 30 » 50 10,5 24,0 7 16 21 48
Таблица 1 .9. Формулы дл> расче та раз иеров . ’к, dK, н
Ширина шпоночного паза втулки (вала) Ь, мм Допуски симметричности Ts в диаметраль ном выражении, мкм
шпоночных калибров-пробок шпоночных калиб ров-призм
До 3 16 6
Св. 3 » 6 16 6
» 6 » 10 16 6
» 10 » 18 20 8
» 18 » 30 25 8
» 30 » 50 30 10
и С шпоночных калиб ров
Новый калибр
Определяемый размер
Квалитег допуска в гулки
Размер
Пред. откл.
Предельный размер
изношенного калибра
6к — Нь ^mln ^b+ 2 -Нь ^mln Fb
dK До 180 мм 6—8 ^mln У —H H ^min 2
9 и грубее ^mln —H H ^min 2
Свыше 180 мм 6—8 —H H ^iin 2У -f-2cc 2 %
9 и грубее ^min+a —H H ^4п1п~Ь2а — g %
/7к — d—t d+^-0,2— ]00 hl2
С — d 2 d —5- — 4+2r** is!2 —
* Формула приведена только для шпоночных калибров-пробок, предназначенных для контроля шпоночных пазов втулок
по СТ СЭВ 645-77.
** Формула приведена только для шпоночных калибров-призм, предназначенных для контроля шпоночных пазов валов
по СТ СЭВ 647—77.
133
Таблица 4.10. Предельные отклонения для определения исполнительных размеров 6а- шпоночных калибров
Ширина шпоночного паза втулки (вала) Ь, мм Обозначение отклонения Предельные о«клонения b|( для полей допусков размера b втулки (вала), мкм 3
119 JS9 N9 Р9 DI0 НН
До 3 Св. 3 » 6 » 6 » 10 es ei ew cs ei ew es ei ew —3 —6 —9 —4 —8 —12 —4 —8 — 12 — 15 — 18 —21 — 19 —23 —27 —22 —26 —30 —32 —35 —38 —34 —38 —42 —40 —44 —48 —34 —37 —40 —46 —50 —54 -55 —59 —63 + 17 + 14 + 11 +26 +22 + 18 +36 +32 +28 —4 —8 —12 —5 — 10 — 15 —6 — 12 — 18
» 10 » 18 » 18» 30 » 30 » 50 » 50 » 80 » 80 » 100 Таблица 4.11. Г es ei ew cs ei ___ ew es ei ew es ei ew es ei ew редельные отклонен -5 — 10 — 15 —6 — 12 —18 - -7 — 14 —21 -8 — 16 - 24 — 10 —20 —30 зя для определения —26 —31 —36 —32 —38 —44 -38 —45 -52 - 45 -53 — 61 - 53 -63 —73 исполнительных р —48 —53 —58 —58 —64 —70 —69 —76 -83 —82 —90 —98 -97 — 107 — 117 азмеров dк ш —66 —71 —76 —80 —86 —92 —95 -102 — 109 — 114 — 122 — 130 — 134 — 144 -154 поночных кал +45 +40 +35 +59 +53 +47 + 73 +66 +59 +92 +84 +76 + 110 + 100 +90 ибров пробок —8 — 16 -24 —9 -18 —27 — 11 —22 —33 — 13 —26 —39 — 15 —30 —45
Диаметр втулки d, мм Обозначение оiклонения Пре H6 дельные о.клонения d 117 к для полей допусков 118 размера d втулки, мк.ч U9 ню СО COI хо не Гу
Сн. 6 до 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 80 es ci ew es ci cw cs ci ew ci ew cs ei ew — 1.0 —2.5 —4.5 — 1.5 -3.5 —6.0 — 1.5 —4.0 -6.5 —2.0 —4.5 -75 -2.0 —50 -8.0 - 1.3 - 1.0 —65 - 2.0 —5.0 —8.0 -3.0 7.0 — 11.0 —.3 0 - 7.0 - 11.5 - 30 —8.0 — 12.5 -3.0 —5.5 — 10.5 —4.0 —7.0 — 135 — 10 —8.0 — 150 -5.0 —90 — 18.0 —5.0 — 10.0 — 19 5 — 0 25 85 0 3.0 9.5 0 1.0 11.0 0 4 0 13,0 0 5.0 15 5 0 —2.5 —8.5 0 —3.0 —9.5 0 —40 — 11.0 0 —4.0 — 13.0 0 —5.0 — 15.5
» 80 » 120 » 120 » 180 » 180 » 250 » 250 » 315 » 315 » 400 » 400 » 500 es ei ew es ei ew es ei ew es ei ew es ei ew es ei ew —3.0 —7.0 — 11.0 —3.0 —8.0 — 12.5 —2.0 —9.0 — 12.5 —2.0 — 10.0 — 14.0 —2.0 —11.0 -15.5 —2.0 — 12.0 - 17.0 —4.0 -10.0 —160 —40 — 12.0 -180 —3.0 — 13.0 — 18,0 —3.0 — 15 0 —20 0 —20 — 150 —20,5 -2,0 — 17 0 22.5 —6,0 — 12.0 —23 0 —6.0 — 14.0 -25,0 —3.0 -13.0 —23,0 —3.0 — 150 —23,0 —2,0 — 15.0 -26,5 -2.0 — 17.0 —29.5 0 6.0 18.0 0 —8.0 —22.0 +4.0 —6,0 — 18.0 + 6.0 —6,0 — 180 +7.0 -6,0 —20.5 +9 0 —6.0 —21.5 0 —6.0 —18,0 0 —8.0 —22 0 +7.0 —3.0 — 15,0 + 9,0 —3.0 -15,0 + 11.0 - 2.0 — 16,5 + 14.0 — 1.0 - 16.5 к а. ве] npi yci ны вал пре ДИЬ в с. боч моС 157
134
аблица 4.12 Исполнительные размеры //к шпоночных калибров-пробок для шпоночных пазов
мм
Диаметр втулки d «кЬ12 Диаметр втулки d /7,.Ы?
по СТ СЭВ 189—79 по СТ СЭВ 645-77 по СТ СЭВ 18)—79 по СТ СЭВ 645-77
От 6 до 8 а+о.8 (d—(ь 100)+0.3 От 85 до 95 d+5.0 (d—/,: 100) +4.2
Св. 8 » 10 1.2 0.7 Св 95 » ПО 60 5.2
» 10 » 12 1.5 1.0 » ПО » 130 7.0 62
» 12 » 17 2.0 1.5 » 130 » 150 8.0 69
» 17 » 22 2.5 2.0 » 150 » 170 9.0 7,9
» 22 » 30 30 2.2 » 170 » 200 10.0 8.9
» 30 » 3'8 3.0 22 » 200 » 230 11.0 9.9
» 38 » 44 3.0 2.2 » 230 » 260 12.0 10.9
» 44 » 50 3.5 2.7 » 260 » 290 12.0 10.9
» 50 » 58 4.0 32 » 290 » 330 14.0 12.9
» 58 » 65 4.0 3.2 » 330 » 380 150 13.9
» 6<5 » 75 4,5 3.7 » 380 » 400 17.0 15.9
» 75 » 85 d+5.0 (d—/,: 100)+4,2 » 400 » 500 d+19.0 (d—/с 100)+ 17,9
Таблица 4.13. Исполнительные размеры Нк шпоночных калибров-пробок для шпоночных пазов
мм
Диаметр втулки d (по СТ СЭВ 647—77) «к Ы2 Лиаме ip втулки d (по СТ СЭВ 647—77) "к hl 2
Исполнение Исполнение
1 2 1 2
Св. 6 до 7 » 7 » 8 » 8 » 10 » 10 » 12 » 12 » 14 » 14 » 16 Св. 6 до 8 » 8 » 10 » 10 » 12 » 12 » 15 » 15 » 18 » 18 » 20 » 20 » 22 d+0,8 0.8 1.0 1.2 1.2 1.5 d+1,5 Св. 16 до 18 » 18 » 20 » 20 » 22 » 22 » 25 » 25 » 28 » 28 » 32 » 32 » 38 Св. 22 до 25 » 25 » 28 » 28 » 32 » 32 » 36 » 36 » 40 » 40 d+2.0 2.0 2.0 2.5 2.5 3.0 d+3,0
4.2. КАЛИБРЫ ДЛЯ КОНТРОЛЯ ПРЯМОБОЧНЫХ
ШЛИЦЕВЫХ СОЕДИНЕНИЙ
4.2.1. ОБЩИЕ ПОЛОЖЕНИЯ
4.2.2. ОБОЗНАЧЕНИЯ
В соответствии с рекомендациями по контролю шлицевых
соединений, содержащимися в СТ СЭВ 187—75 шлицевые
соединения, как правило, контролируются комплексными про-
ходными калибрами. Поэлементный контроль осуществляется
непроходными калибрами. Вместо поэлементных калибров мо-
гут применяться измерительные приборы.
В спорных случаях контроль с применением комплексного
калибра является решающим.
При использовании комплексных калибров шлицевое от-
верстие считается годным, если комплексный калибр-пробка
проходит, а диаметры отверстия и ширина паза не выходят за
установленные верхние пределы; шлицевый вал считается год-
ным, если комплексный калибр-кольцо проходит, а диаметр
вала и толщина зуба не выходят за установленные нижние
пределы.
Комплексные калибры для шлицевых прямобочных сое-
динений по СТ СЭВ 187—75 и СТ СЭВ 188—75 установлены
в следующих стандартах СЭВ:
СТ СЭВ 355—76 «Калибры для контроля шлицевых прямо-
бочных соединений. Допуски»;
СТ СЭВ 1922—79 «Калибры для контроля шлицевых пря
.побочных соединений. Виды, основные размеры».
Допуски и расчет поэлементных калибров по СТ СЭВ
'157—75 (см. п. 1.1).
В стандартах СЭВ на калибры для прямобочных шлице-
вых соединений и в гл. 4.2 приняты следующие обозначения:
D — номинальный наружный диаметр вала и
втулки;
d- номинальный внутренний диаметр вала
и втулки;
b - номинальная толщина зуба вала и ши-
рина паза втулки;
Отах— наибольший диаметр D вала;
От|П— наименьший диаметр D втулки;
dinax—наибольший диаметр d вала;
dmin—наименьший диаметр d втулки;
^тах— наибольшая толщина зуба;
^min— наименьшая ширина паза;
DK— номинальный наружный диаметр ка-
либра-пробки и калибра-кольца;
dK— номинальный внутренний диаметр ка-
либра-пробки и калибра-кольца;
Ьк—номинальная толщина зуба калибра-
пробки и ширина паза, калибра-кольца;
dl— номинальный наружный диаметр нап-
равляющей части калибра-пробки испол-
нения 1;
f— номинальная величина фаски;
h— рабочая высота зуба;
I—номинальная длина рабочей части калиб-
ра-пробки исполнения 1;
/j—номинальная длина рабочей части ка-
либра-пробки исполнения 2;
135
4 — номинальная длина рабочей части ка-
либра-пробки исполнения 3;
'з — номинальная длина рабочей части ка-
либра-кольца;
г —номинальный радиус закругления;
z — число зубьев;
а — угловой шаг;
Uk-w — предельные размеры изношенных на-
ружных диаметров калибра-пробки и ка-
либра-кольца;
“k-w— предельные размеры изношенных внут-
ренних диаметров калибра-пробки и ка-
либра-кольца;
6k-w— предельные размеры изношенной тол-
щины зуба калибра-пробки н изношен-
ной ширины паза калибра-кольца;
i‘d , nD —допуск на изготовление калибра-пробки,
по центрирующим диаметрам d и О;
’’D' —допуск на изготовление калибра-пробки
по нецентрирующему диаметру О;
—допуск на изготовление калибра-пробки
,, ,, по толщине зуба 6;
id . “|р -допуск на изготовление калибра-кольца
по центрирующим диаметрам d и D;
H1D' —допуск на изготовление калибра-кольца
по нецентрирующему диаметру D;
Чц> — допуск на изготовление калибра-кольца
по ширине паза Ь;
7-i , ZD, 7-Ъ , ZD,- расстояние от середины поля допуска
па изготовление калибра-пробки до со-
ответствующего наименьшего предель-
ного размера втулки;
ZKi, ZlzrZIh, Z1D,— расстояние от середины поля допуска
на изготовление калибра-кольца до со-
ответствующего наибольшего предель-
ного размера вала;
Ун , У D Yь — допустимый выход размера изношенно-
го калибра-пробки за границу поля до-
пуска втулки;
Гш, К1о, Yib — допустимый выход размера изношен-
ного калибра-кольца за границу поля
допуска вала;
es — верхнее отклонение вала;
Ts —допуск симметричности зубьев или па-
зов калибра относительно осн поверхнос-
ти dK или DK ;
Тр — допуск параллельности боковых сторон
зуба калибра-пробки пли паза калибра-
кольца относительно осп поверхности
dк или Dк
4.2.3. ВИДЫ КАЛИБРОВ
Виды и исполнения комплексных калибров в соответствии
с СТ СЭВ 1922—79 приведены в табл. 4.14.
4.2.4. ОСНОВНЫЕ РАЗМЕРЫ
Основные размеры калибров-пробок должны соответство-
вать указанным на рис. 4.11 ив табл. 4.15.
Вместо фаски /Х45° допускается закругление г = / с со-
ответствующими предельными отклонениями.
На направляющих поясках пробок допускаются канавки
от подрезки зубьев.
Основные размеры калибров-колец должны соответство-
вать указанным на рис. 4.12 и в табл. 4.16.
Размеры DK, d к, b к определяются в соответствии с СТ
СЭВ 355—76 (см. п. 4.2.5).
4.2.5. ДОПУСКИ
Расположение полей допусков размеров dK или Ок калиб-
ров-пробок для центрирующих диаметров d или D показано
на рис. 4.13. Допуски и величины, определяющие расположе-
ние полей допусков dK или DK калнбров-пробок для центри-
рующих диаметров, приведены в табл. 4.17.
Расположение поля допуска размера Ьк калибров-пробок
при любом виде центрирования показано на рис. 4.14. Допус-
ки и величины, определяющие расположение поля допуска
размера Ьк , приведены в табл. 4.18.
.Расположение полей допусков размеров dK и £>1; ком-
плексных калибров-колец при центрировании соединений по
диаметрам d или D показано на рис. 4.15. Допуски и величины,
определяющие расположение полей допусков dK или /Д, для
этих случаев, приведены в табл. 4.19.
Рис. 4.11. Калибры-пробки для прямобочных шлицевщ
втулок
РИ1
dK
I -
пол
на
Рис. 4.12. Калибр-кольцо для прямобочных шлицевых валов
Расположение поля допуска размера b к калибров-колец
при любом виде центрирования соединения показано на
рис. 4.16. п₽°
Допуски и величины, определяющие расположение поля ти
допуска размера b к , приведены в табл. 4'.20. оси
Расположение полей допусков размеров DK и dK ка- или
либров-пробок и калибров-колец для нецеитрирующих диа-
метров D и d показано па рис. 4.17. ,ИД
Допуски и величины, определяющие расположение полей
допусков размеров DK и dK для нецентрирующих диаметров,
приведены в табл. 4.21.
Допуски симметричности Ts (в диаметральном выраже-
нии) jy6a калибра-пробки или паза калибра-кольца относи-i
гельно оси поверхности dK (рис. 4.18) при центрировании по.
d или относительно оси поверхности DK (рис. 4.19) при цен-, кал
трировании по I) или b должны соответствовать указанным в- лам
табл. 4.22.
. 5-!
136
-f
Рис. 4.14. Расположение поля до-
пуска размера Ьк калибров-про-
бок для
Рис. 4.13. Расположение полей допусков
размера dK или DK калибров-пробок при
центрировании прямобочных шлицевых сое-
динений по диаметру d или D
II — поле допуска центрирующего диаметра d
или О втулки; 2 — поле допуска на изготовле-
' вне калибра-пробки; 3 — поле износа калибра-
' пробки
прямобочных шлицевых
втулок
допуска размера b втулки;
допуска на изготовление ка-
1 — поле
2 — поле — — -------------------
лмбра-пробки; 3 — поле износа калнб-
рапробкн
4.15. Расположение полей допусков раз-
d к или Ок калибров-колец при центри-
соединений
Рис.
мера
ровании прямобочных шлицевых
no d или D
1 — поле допуска центрирующего диаметра а или
D вала; 2 — поле допуска на изготовление калиб-
ра-кольца; 3
Рнс. 4.16. Расположение полей допусков размера Ьк калнб-
ров-колец для прямобочных шлицевых валов
/—поле допуска размера b вала; 2— поле допуска на изготовление
калибра-кольца; 3 — поле износа калнбра-кольца
//
Рис. 4.18. Допуски располо-
жения зубьев калибра-проб-
ки при центрировании no d
— поле износа калибра-кольца
Рис. 4.19. Допуски расположе-
ния зубьев калибра-пробки
при центрировании по D или Ь
в
d
Таблица 4.14. Виды и исполнения комплексных калибров
для шлицевых прямобочных соединений (по СТ СЭВ
1922—79)
S
Наименование
вида калибра,
исполнение
Калибры-
пробки
шлицевые
прямобоч-
ные
Исполне-
ние 1
Чертеж
Применя-
емость
Рис. 4.17. Расположение полей допусков размеров D& или
4к калибров-пробок и калибров-колец для нецентрирующих
диаметров прямобочных шлицевых соединений:
I — поле допуска нецентрирующего диаметра D или d втулки; 2 —
воле допуска нецентрнрующего диаметра D
па изготовление калнбра-пробкн; 4 — поле
калибра кольца
вала; 3
допуска
— поле допуска
на изготовление
Исполне-
ние 2
сторон
Допуски параллельности боковых
робки или паза калибра-кольца относительно
и dK (рис. 4.18) при центрировании по d или относительно
:н поверхности DK (рис. 4.19) при центрировании no D
ж b должны соответствовать указанным в табл. 4.22.
Накопленная погрешность шага не должна превышать
|ачений, указанных в табл. 4.22, и проверяется на диаметре
Д+^к
~2----или близком к нему.
зуба калибра-
оси поверхнос-
2
4.2.6. РАСЧЕТ РАЗМЕРОВ КАЛИБРОВ
Расчет размеров dK, DK и Ьк для новых и изношенных
либров-nробок и калибров-колец производится по форму-
W, приведенным в табл. 4.23.
-2 Зак. 403
Исполне-
ние 3
Калибр-
кольцо
шлицевый
прямобоч-
ный
|/Г' R]
js- 4
^-1 v
|=? ' -i
При цент-
рирова-
нии по
d, D или
b и длине
контроли-
руемого
отверстия
не более
2/
При цент-
рирова-
нии по d
и длине
контроли-
руемого
отверстия
не менее
1.5/1
При цент-
рировании
no D или
b
137
1 . 4.1... Основные размеры к дуплексных на.шбров-пробик лав прямобочных шлицевых соединений (по СТ СЭВ
1922—79)
* ! „ __ .. __ i /1 -0,2 10 10
гХс Э i _ и Н;ч '(V/lbhuC О K.liMi'SilH ,:рп И-. К 1 p;ip HldHllli 1:0 HoMHU.t ThJlblli p.i3M<4. Предельное отклонение
I 1 1 U, b
6\ 1 i X 14 3.0 L*-' - > 1' • ' • > = 02 1.5
6Х13Х' 16 3 5 ' 2'? ,. j 13 U.016 - 0.031 - 0 095 - 0.205
6У16'<<1 4.0 ла :6 2.0 — 10 10
6X18.<22 9 ' I X
i 1
Г) » !. 1 Z - •» 1.5 10> toy toy io:
Z3 ;ш ' ;
6X23X26 j 2.5
г. . '> С ’’ —O.iiO - (1 2-10
. ; , - (, (|2(J 2.0
9.3
3.0
10У
।
2.0 16 16 16 16 20 20> 20У 20X Ta 6
‘ - , ..... 3.0
2.0
8У32'ХЗь 6 0 3.0
.... 2.0
1
7.0 1.1. г:.’ 1 1 U..J 3.0
8 X 36 X 12 .' >1 +0.1
2.0
ь\'.Юч/ЛЙ 1 <>. | ,5< = I - 0.296 3.0
О X ' 2.0
« С! ~ i\ 1 40 U.4
О Л. -М? 4.0
1 . X Z Л 1 • 4
: 3.0
С. v . . Г> > ". < ’ '
о д? - . .4 /Г.»ч, ЛЛ ! 4.0
О z . О Г X W- «‘.'KCv'P.O > .14 - -О.ИЗО M 10 6.530 3.0
O.A.UV/.Vi 4.5
8X56X65 <.в тп : " :
3.0
8X62X68
12.0 5.0
8 >.-62X72 1 _
. — — -- - 0.016 0.011 - 0.093 -0.205 0 2 2.0
10X16X20
-2 •” >' 1 , 1 (; 2.5
10X18X23 20
3.0 —~~ ..— - 0.020 0.1 10 0.2 14)
9]
10X21X40 I
10X23X29 3.0
0.3
10 X 26 X- 32 4.0 ! ‘ : j 0.U4! —
3.5
их Ио ХО.) . 'Г) - 0.120 - 0.280 4.0
10X32X40 i ,0 ГТ >0
Л" 4.5
10X36X45 36 ._ - 0.025 - 0.050
- 0.130 - 0.290
G.G 10ч 42>: о2 ; 1 ,2 —
0.1
10X46X56 7 0 10 46 5.0 —
5—:
138
мм
Продолжение табл. 4.15
' Z'd>D ь 1 Z, 1, f Л -0.2
Номинальный размер Предельное отклонение при центрировании по Номинальный размер Предельное отклонение
Ряд
А В d D, b
10X72X78 12.0 50 55 40 70 72 —0.030 —0,060 —0.150 -0.340 0.4 +0.1 30
10X72X82
5.0
10X82X88 58 75 82 —0.036 '—0,071 —0.170 —0.390
. 10X82X92
10X92X98 14.0 92 3 0
10X92X102
5.0
10ХЮ2ХЮ8 16.0 60 63 45 80 102 —0.180 -0.400
3.0
10X102X112
5.0
ЮХИ2Х120 18.0 68 50
85 112 4.0
10ХИ2Х125
65
16X52X60 5.0 40 50 40 42 65 52 -0.030 —0.060 —0.140 —0.330 4.0
J6X56X65
55 70 56 4.5
16X62X72 6.0 62 5.0
-16X72X82 7.0 50 40 72 —0.150 —0 340
20X82X92 6.0 58 75 82 —0.036 —0.071 0.170 —0.390
.20X92X102 7.0 92
20ХЮ2Х115 8.0 60 63 45 80 102 —0 180 —0.400 6.5
20ХН2Х125 9.0 68 50 85 112
Таблица 4.16. Основные размеры калибров-колец для прямобочных шлицевых соединений (по СТ СЭВ 1922—79)
мм
zXd‘<D b f h -0.2
Ряд Номинальный размер Предельное отклонение
A В
6ХНХ14 3.0 8 13 0.2 +0.1 2.0
! 6X13X16 3.5 10
6X16X20 4.0 12 15 2.5
6X18X22 5.0
6X21X25 14 17
6X23X26 6.0 2.0
6X23X28 3.0
6X2.6X30 20 2.5
6X26X32 16 0.3 3.5
6X28X32 7.0 0.2 2.5
6X28X34 1-2* 0.3 3.5 139
Продолжение табл. 4.16 мм
zxd*D ь 1, 1 h -0.2
Ряд Номинальный размер Предельное отклонение
А В
8X32X36 6,0 16 20 0.3 +0.1 2.5
8X32X38 3.5
8X36X40 7.0 2.5
8X36X42 18 3.5
8X42X46 8.0 22 2.5
8X42X48 3.5
8X46X50 9.0 2.5
8X46X54 25 0.4 4.5
8X52X58 10.0 3.5 '
8X52X60 27 ±5 1
8X56X62 20 3.5 '
8X56X65 5.0 ‘
8X62X68 12.0 35 I
8X62X72 22 30 5,5 ;
10X16X20 2.5 12 15 0.2 2.5
10X18X23 3.0 3.0
10X21X26 14 17
10X23X29 4.0 3.5
10X26X32 16 20 0.3
10X28X35 —io :
10X32X40 5.0 4.5 ।
10X36X45 18 5,о ;
10X42X52 6.0 25 5.5
10X46X56 7.0
10X72X78 12.0 22 30 3.5
10X72X82 5 5
3.5
10X82X88 36 0.4
5.5
10X82X92 14.0 24 37
3.5
10X92X98
5.5
10X92X102 40
3.5
10Х102ХЮ8 16.0
5.5
10X102X112 27
4.5
10X112X120 18.0
7.0
10X112X125
4.5
16X52X60 5.0 18 27
5.0
16X56X66 5.0 20
5.5
16X62X72 ' 6.0 22 30
16X72X82 7.0 35
20X82X92 60 24 37
20X92X102 7.0 40
7.0
20X102X115 8.0 27
20X112X125 9.0
140
Табл и ца 4.17. Допуски размеров <Д и Ок комплексных калибров-пробок для прямобочных шлицевых соединений при центри-
ровании по d или О (по СТ СЭВ 355—76)
Номинальный диаметр d или £), мм Допуск центрирую- щих диаметров d н D втулки ‘>к »<
гй ZD HD yd
МКМ
Св. 10 до 18 1Т6 3.0 3 75 2.5 2.0 5.5
» 18 » 30 3.5 4 9.5 3.0 2.5 7.0
» 30 » 50 4.0 4 10.0 3.0 2.5 7.0
» 50 » 80 4v5 5 12.0 3.5 3.0 8.0
» 80 » 120 6.0 6 15.0 5.0 4.0 11.0
» 120 » 180 7.0 8 19.0- 5.5 5.0 13 0
» 10 » 18 От IT7 до 1Т10 65 5 14.0 5.5 3.0 10.0
» 18 » 30 7.0 6 16.0 6.0 4.0 12.0
» 30 » 50 8.5 7 1,9.0 7.0 4.0 13,0
» 50 » 80 9.0 8 21.0 7.5 5.0 15.0
» 80 » 120 11.0 10 26.0 9.0 6.0 18.0
» 120 » 180 1-2.0 12 30.0 10.0 8.0 22.0
Таблица 4.18. Допуски и расположение поля допуска раз-
мера Ьк калибров-пробок для прямобочных шлицевых соеди-
нений (по СТ СЭВ 355—76)
Номинальная ши- рина паза Ь, мм Допуск размера втулки b Zb нь Yb
МКМ
До 3 Св. 3 » 6 » 6 » 10 » 10 » 18 1Т6 6 2,0 9,0
8 2,5 12,0
8 2,5 12,0
10 3,0 14,5
До 3 » 3 » 6 » 6 » 10 » 10 » 18 От 1Т7 до IT10 8 3,5 12,5
10 4,0 16,0
12 4,0 18,0
16 5,0 23,5
Т аблица 4.20. Допуски и расположение поля допуска раз-
мера Ь к калибров-колец для прямобочных шлицевых валов
(по СТ СЭВ 355—76)
Номинальная толщина зуба b. Допуск размера b вала Zlb Н1ь Yib
МКМ
До 3 8 3 12,5
Св. 3 » 6 IT6; IT7 10 4 16,0
» 6 » 10 12 4 18,0
» 10 » 18 16 5 23,5
До 3 » 3 » 6 От IT8 12 16 4 5 18,0 23,5
» 6 » 10 до IT10 18 6 27,0
» 10 » 18 22 8 34,0
4.2.7. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ КАЛИБРОВ
На калибрах-пробках должно быть указано условное
обозначение отверстия втулки, на калибрах-кольцах — услов-
ное обозначение вала по СТ СЭВ 1'87—75. Обозначение полей
допусков следует производить в соответствии с табл. 4.24.
Таблица 4.21. Допуски и расположение полей допусков
размера DK калибров-пробок и калибров-колец для
прямобочных шлицевых соединений при нецентрирующем
диаметра D (по СТ СЭВ 355—76)
Таблица 4.19. Допуски и расположение полей допусков
размеров dK и DK калибров-колец для прямобочных шлицевых
соединений при центрировании по d или D (по СТ СЭВ
355—76)
Номинальные дн Допуск цситриру- 7. =7. Н, Н, Y =Y
аметры d или D. ющих диаморов Id ID И ID Id | D
d или D вала
мкм
Св. 10 до 18 5,5 3 10
» 18» 30 6,0 4 12
» 30 » 50 IT6, IT7 7,0 4 13
» 50 » 80 7,5 5 15
» 80 » 120 9,0 6 18
» 120 » 180 10,0 8 22
Св. 10 до 18 6,5 5 14
» 18 » 30 7,0 6 16
» 30 » 50 От IT8 8,5 7 19
» 50 » 80 до IT10 9,0 8 21
» 80 » 120 11,0 10 26
» 120 » 180 12,0 12 30
Номинальный ди- Калибр-пробка Калибр-кольцо
ZD' HD' Z1D' H!D'
аметр D ММ
МКМ
Св. 10 до 18 80 18 175 18
» 18 » 30 80 21 180 21
» 30 » 50 80 25 185 25
» 50 » 80 85 30 200 30
» 80 » 120 95 35 225 35
» 120 » 180 115 40 265 40
141
Таблица 4.22. Допуски расположения зубьев калибров-пробок и пазов калибров-колец для прямобочных шлицевых соединенн! (по СТ СЭВ 355—76) ст KOI ст
Номинальная толщина зуба или ширина паза Ь, мм Допуски симметричности и параллельное!и при длине 1 (табл. 4.15) или Z, (габл. 4.16) Допуск на накоплен ную погрешность шаг
по ряду А по ряду В
Ts TP Ts ТР
мкм
До 3 Св. 3 » 6 » 6 » 10 » 10 » 18 Таблица ' 6 8 8 10 .23. Формулы для ра 3 4 4 5 счета размеров dK, D (по СТ СЭ MM 8 10 12 16 к и b ,< калибров дл В 355—76) 4 5 6 8 и прямобочных шлицев 4 5 6 8 ых соединений
Опр еде л я ем ы ft па р а мет р калибра Калибр-пробка Калибр-кольцо
Размер Предельные о 1клонен ия Размер Предельные отклонения
Центрирующий диа- метр d или D 4 ^tnln—2(1 ± 2 ^шах“Ь^ id ± 2
^К—W ^iiHn—(1 — ^max+^id
Дк £\п>П % £) HD ±_г ^тахЧ"^ю ню =*= 2
DK-W ^miii Yр — ^inax + ^jp —
Ненентрирующий диаметр D или d DK ^inin 2.jy hd, ± 2 £>max+Zjp' H1D' ± 2
dK d—0,1 h8 d—0,1 Н8
Размер Ъ Ьк ^ni in 2 b ±Нь ± 2 Ьщах+^к, н1Ь ± 2
6k-w ^inin b — b,riax+T ib —
Таблица 4.24.Обозначения нолей допусков прямобочных шлицевых втулок и валов, указываемые на калибрах
(по СТ СЭВ 355—76)
Обозначение поля допуска
Параметр в гулки указываемое па калибре- пребке вала указываемое на калибре- кольце
Н6 Н6 Еб RO
Н7, Н8 Н7 Ь6, 117 116
1-8. Г10 F8 js6 js6
Ц9, D10 D9 пб пб
Центрирующий d или D и b J s Ю Js Ю f7 f7
k7. j,7 k7, js7
<18, d9, d!0 <J8
e8, e9 e8 4.:
18. f9 18
h8, h9, 1110 h8 pn< ,‘iei
142
4.3. КАЛИБРЫ ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ
ЭВОЛЬВЕНТНЫХ СОЕДИНЕНИЙ
Контроль деталей шлицевых эво.швеи•цых г'Юггшыгй uu
СТ СЭВ 259—88 с углом профиля 30° н н> чтрнрпв.ч шс Сч
ковым сторонам ocvnie. iв.гнется калибр.•и в :ч"С1 шт
СТ СЭВ 26К 80.
4.3.1. ОБОЗНАЧЕНИЯ
В СТ СЭВ 2646—80 приняты глетук. :.к .jii-иг.т :к
6, - - ширина вепч г к алибра пробки.
1>, ширина BCiut.i калибра кольни.
Р -номинальный (I'C'.o.i'ii.ай) диче';' t-rp iriejinpi;
Р,, диаметр окру Ж'ост:1 ш-ршит ;у(>:<в г.” :;;н;
D f диаметр .жру/г.чос-jJ вц .дин пул...
Dj —диаметр окру ишостп ; р; ччч.п,-', ю •. л г>.
вт у.чки;
D. - диаметр контрольного буртика л.: пор .-га <
на;
il „ —диаметр окружности вершин губы аг пяла;
di - - диаметр окружности впадин :i;i.;:i
d[ диаметр окружности граничны'. • шок ’Jj.i i
ла;
dt—диаметр контрольного бур-ш-а к ал.ил -пр, б-
ки;
EI —нижнее отклонение ширины впадины втулки.
Е1е -- нижнее отклонение ширины виа.ншы ! ' ,К 4 И pH
поэлементном Контроле.
ES — верхнее отклонение ширины впадины в; ". к л,
е - номинальная ширина впадины i в гулки;
(‘ ширина впадины калнбра-кол ЬП .1,
ci нижнее отклонение толщины <' б ; вада.
CS - верхнее отклонение толщины A O.I КЛЛ.Г
CS е - верхнее отклонение тол Н1ИНЫ <уб;; вала ерч
поэлементном контроле;
1?<- допуск на погрс ihhoctit лрофпл- j.y6a к Шбр
I-р -допуск на накопленную ширгшиять «нага
либра; F г — допуск радиа.пиино биения калибра;
f [>t — предельное отклонение шага калибра;
f-. —допуск направления туба калибра;
»т — модуль:
s —поминальная толщина губа вала;
s'— толщина зуба рабочего калибра-пр.-бки.
s" — толщина зуба контрольного калибра-пробки.
Г —суммарный допуск втулки или вала,
Т'— суммарный допуск калибра вила / ве ш вша
среднего допустимого п<н<>са калнбпон видов
! п 5.
Те- поэлементный допуск втулки или вала три поэле-
ментном контроле);
Тс—поэлементный допуск изготовления рабочего ка-
либра;
1е —поэлементный допуск изготовления контрольного ка-
либра:
z число зубьев.
4.3.2. ВИДЫ И ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
Для шлицевых залов предусмотрены следующие рабочие
и контрольные калибры;
каЛибр-колвио 1н.нипер.ыи комплексный (калибр
рис. 4.20;
калибр-пробка шлицевый контрольный для '-твого
лексного шлицевого калибра-кольца (калибр 2) - рис
Л
Kn.Mll-
4 21,
143
калибр-пробка шлицевый поэлементный контрольный для
контроля износа комплексного шлицевого калибра-кольца (ка-
либр 3) — рис. 4.22;
калибр-кольцо непроходной поэлементный (калибр 4)
рис. 4.23.
Для шлицевых втулок предусмотрены следующие рабочие
калибры:
калибр-пробка шлицевый комплексный (калибр 5) —
см. рис. 4.21;
калибр-пробка непроходной поэлементный (калибр 6) —
см. рис. 4.22.
Комплексные калибры 1, 2 н 5 применяют для контроля
размера и расположения зубьев вала или впадин втулки.
Они должны проходить по контрольной поверхности под
действием собственного веса. Контроль комплексным калиб-
ром достаточно производить в одном положении без его пере-
становки относительно контролируемой поверхности.
Поэлементные непроходные калибры 3, 4 и 6 применяют
для контроля только толщины зуба или ширины впадины.
Контроль ими должен производиться не менее чем в трех
различных угловых положениях относительно контролируе-
мой поверхности. Ни в одном из этих положений калибр не
должен проходить, в противном случае изделие бракуется.
Калибры 2, 3, 4 и 6 являются рекомендуемыми. Они
обеспечивают быструю проверку деталей или рабочего ком-
плексного калибра-кольца, но могут быть заменены другими
средствами контроля.
Вместо поэлементных непроходных калибров допускается
контроль шлицевых валов и втулок с помощью измерительных
роликов или шариков. В приложении к СТ СЭВ 2646—80 да-
ны формулы для расчета размеров по роликам или шарикам,
соответствующих предельным размерам калибров (в данном
справочнике не приводятся).
4.3.3. КОНСТРУКТИВНОЕ ИСПОЛНЕНИЕ
РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
Размеры калибров приведены в табл. 4i.25. Размеры Da,
Df, d f , Dt и d i , не указанные в табл. 4.25, должны соот-
ветствовать СТ СЭВ 259—88.
Ширина зубчатого венца комплексных калибров, указан-
ная в табл. 4.25, соответствует общим случаям применения
калибров. Если она окажется менее половины ширины венца
контролируемой детали, то следует либо применять комплек-
сные калибры с большей, чем по табл. 4.25, шириной венца
(устанавливается по согласованию между изготовителем и
потребителем калибров), либо дополнять контроль комплек-
сным калибром проверкой погрешности направления зуба из-
делия.
Комплексные калибры должны выполняться со сплошным
зубчатым венцом, а непроходные калибры должны иметь
два расположенных друг против друга зубчатых сектора,
каждый из которых состоит из двух зубьев. При нечетном
числе зубьев один из секторов может иметь три зуба. Если
число зубьев втулки или вала меньше 12, то рекомендуется
занизить толщину зуба непроходного калибра не менее чем
на 0,1-т со стороны нерабочих боковых поверхностей зубьев
(см. рис. 4.22 и 4.23).
Калибры-пробки должны быть снабжены контрольным
буртиком, служащим для установки и центрирования калиб-
ра при проверке поэлементных погрешностей его зубьев.
Калибры-пробки, в особенности с номинальным диаметром
D св. 50 мм, рекомендуется выполнять с защитным бурти-
ком, который служит для облегчения ввода калибра в деталь
Таблица 4.25. Размеры рабочей части калибров для контроля
и одновременно для его защиты. На защитном буртике допус-
каются канавки, являющиеся продолжением впадин между
зубьями.
Шероховатость поверхностей боковых сторон зубьев и
контрольного буртика рекомендуется не более 0,63 мкм.
Допускается, чтобы зубья калибров-колец имели радиус
притупления продольной кромки в соответствии с СТ СЭВ
259—88.
Рис. 4.24. Схема расположения полей допусков шлицевых
эвольвентных калибров:
а — поле допуска ширины впаднны втулки; б — поле допуска тол-*
щнны зуба вала; цифры у полей допусков калибров обозначают но-s
мера видов калибров
На калибрах должны быть нанесены обозначение соот-|
ветственно вала или втулки, для которых предназначен дан-
ный калибр, степень точности и номер вида калибра.
4.3.4. ДОПУСКИ КАЛИБРОВ
Расположение полей допусков ширины впадины е' и тол-i
щины зуба s' н х" калибров относительно полей допусков
толщины зуба вала и ширины впадины втулки показано на1
рнс. 4.24.
Допуски и предельные отклонения калибров приведены в:
табл. 4.26 и 4.27. Они установлены по 2, 3 и 4-й степеням |
точности. ;
Допуски по 3-й степени точности назначаются для рабо-'
чих калибров, контролирующих валы и втулки 6-й степени)
точности по СТ СЭВ 259—88 и грубее, допуски по 4-й степе- (
ни точности для рабочих калибров, контролирующих валы н!
втулки 8-й степени точности и грубее.
Допуски контрольных калибров должны быть не менее
чем на одну степень точности точнее допусков комплексных
калибров-колец; рекомендуется 2-я степень точности.
Формулы для определения размеров и предельных откло-:
нений ширины впадины е' калибров-колец и толщины зуба
s' и х" рабочих и контрольных калибров-пробок и соответст-
вующих размеров по роликам приведены в табл. 4.28.
шлицевых эвольвентных соединений
(по СТ СЭВ 2646—80)
мм
Номинальный диа- метр D Калибр-пробка Калибр-кольцо
bit не менее * di Ширина венца (сектора) bs Dt
Комплексный Поэлементный Комплексный Поэлементный
До 8 6 4 df— 0,2 10 8 42
Св. 8 » 12 8 6
» 12 » 18 12 8 16 11 50
» 18 » 28 16 10 22 14 60
» 28 » 38 22 12 25 16 68
82
» 38 » 50 28 14
144
Продолжение табл. 4.25
мм
Номинальный диа- метр D Калибр-пробка Калибр-кольцо
Ь,, ие менее "Г Ширина венца (сектора) b2 Di
Комплексный Поэлементный Комплексный Поэлементный
Св. 50 » 60 » 60 » 70 30 15 dt—1,5 30 20 96 108
» 70 » 80 40 20 df— 2 35 23 121
» 80 » 90 136
» 90 » 100 146
» 100 » 120 40 25 166
» 120 » 140 50 25 d f—4 45 186
» 140 » 160 50 30 206
» 160 » 180 226
» 180 » 200 246
» 200 » 220 276
» 220 » 240 По выбору изготовителя или по согла- шению сторон По выбору изготовителя или по согла- шению сторон df —4 По выбору изготовителя или по согла- шению сторон 296
» 240 » 260 316
280 336
300 По выбору из! отовителя или по согла- шению сторон 356
320 376
340 396
360 416
380 436
400 456
420 476
440 496
450 506
460 516
480 536
500 556
* При номинальном диаметре до 50 мм значения округляют до десятых долей миллиметра, при номинальном диаметре
св. 50 мм — до 0,5 мм илн целых миллиметров.
Таблица 4.26. Допуски и предельные отклонения шлицевых эвольвентных калибров (по СТ СЭВ 2646—80)
Степень точ- ности калибра Модуль, мм Обозначение Номинальный диаметр D, мм
До 12 Св. 12 до 25 Св. 25 до 59 Св. 50 до 100 Св. 100 до 200 Св. 200 до 400 Св. 400
Допуски и предельные отклонения, мкм
2 От 0,5 до 1,5 Г 5 5 5,5 6 7 8 9
Те, Fr, Fp 3 3 3,5 4 4,5 5 5,5
fpt ±1,5 ±1,5 ±1,5 ±2 ±2 ±2,5 ±2,5
Ff 2 2 2 2.5 2,5 3 3,5
» 2 » 4 T' 5 5,5 6 7 8 9 10
T;,Fr.Fp 3 3,5 4 4,5 5 5,5 6
fpt ±1,5 ±1,5 ±2 ±2 ±2,5 ±2,5 ±3
Ft 2 2 2,5 2,5 3 3,5 4
» 5 » 10 T' 5,5 6 7 8 9 10 11
Te, Fr, Fp 3,5 4 4,5 5 5,5 6 7
fpt ±1,5 ±2 ±2 ±2,5 ±2,5 ±3 ±3 _
Ff 2 2,5 2,5 3 3,5 4 4,5
145
Продолжение табл. 4.26
г ю о я si О к с р О О t © « Модуль, мм Обозначение Номинальный диаметр D. мм
До 12 Св 12 ДО 25 Св 2.) до 50 Си. 50 до 100 Св. 100 до 200 Св. 200 до 400 Св 400
Допуски н предельные отклонения, мкм
3 От 0,5 до 1,5 Т' 6 7 8 9 10 и 12
T-;.Fr, Fp 4 4.5 5 5.5 6 7 8
fpt ±2 ±2 ±2,5 ±2,5 ±3 ±3 ±3,5
Ff 2,5 2,5 3 3,5 4 4.5 5
» 2 » 4 T' 7 8 9 10 11 12 14
т;, Fr, Fp 4.5 5 5,5 6 7 8 9
fpt ±2 ±2,5 ±2,5 ±3 ± 3 ±3,5 ±4
Ff 2.5 3 3.5 4 1.5 5 5,5
» 5 » 10 I' 8 9 10 И 12 14 16
т;, Fr, Fp 5 5,5 6 7 8 9 10
fpt ±2,5 ±2,5 ±3 ±3 ±3,5 ±4 ±4,5
Ff 3 3,5 1 4,5 5 5.5 6
» 0,5 » 1,5 T' 9 10 11 12 14 16 18
т;, Fr, Fp 5,5 6 7 8 9 10 11
fpt ±2,5 ±3 ±3 ±3,5 ±4 ±4,5 ±5
Ff 3,5 4 4,5 5 5,5 6 6
» 2 » 4 T' 10 11 12 14 16 18 20
т;, Fr, Fp 6 7 8 9 10 И 12
fpt ±3 ±3 ±3,5 ±4 ±4,5 ±5 ±5.5
Ff 4 4,5 5 5,5 6 6 7
» 5 » 10 T' 11 12 14 16 18 20 22
To, Fr, Fp 7 8 9 10 11 12 14
fpt ±3 ±3,5 ±4 ±4,5 ±5 ±5,5 ±6
.Ff ±4,5 5 5,5 G 6 7 8
146
Таблица 4.27. Допуск направления зуба
f о шлицевых эвольвентных калибров
(по СТ СЭВ 2646—80)
Степень юч- ности калибра Ширина венца (сектора) калибра, мм
Л о 10 Св. Ю до 20 Св. 20 до 50
fp » мкм (на делительном цилиндре)
2 1.5 2 3
3 2 3 4
4 3 4 5
Таблица 4.28. Формулы для определения предельных размеров
ширины впадины и толщины зуба и соответствующих
им размеров по роликам
Вид калибра Предельные размеры
ширины впадииы и толщины зуба по роликам
1 4ax=s+es «min=s+eS-Te '4=s+c4+T' M, max 4 . =M;+(es —Te)kt min M( ^Mj+Ces+T')*,
2 smax=s+es-T' Ь-уТс smin=s-! es-Г-4" T; < =.4,+(es-T'+4 T" )kn max z Ma , =Mfl+(es-T'—Т”)/го mln
3 smax=s t es+T'+4-T" <in=«+«+T'-4Te м"а =4.+(es+T'+-5 T>o max z и" =Mfl + (es + T'—4т")/гй mln z
4 <ax=s + ei+4-Te 1 , ^ln=s !-ei~T Te M- =M£+(ei+ TJki max z M'i , =M£+(ei-4-T;)*, mln z
5 s.nax=<H EI+Te Sniin=<?+E! se)=<’+EI—T' Ma =Mn+(El-\-T'e)ka max ==Ma4“ mln =Мл+(Е1-Г)^ w
6 Smax=e+ES+'2" Te Sinin=e+ES— — Tc м'а =Mfl+(ES+-^T>o max :;==:Д4л_|_(Е£ —— т )ka mln z
Примечания:
• 1. Наименования калибров см. п. 4.3.2.
2. Значения s, е, ES, El, es, ei, kn , kt,Ma и Л4, — по СТ СЭВ
259—88.
3. Значения Т', Тс и То — по табл. 4.26.
147
Глава 5
КОНТРОЛЬ КОНУСОВ
5.1. КОНУСНЫЕ КАЛИБРЫ ОБЩЕГО НАЗНАЧЕНИЯ
Виды, исполнения, комплектность и допуски калибров ус-
тановлены СТ СЭВ 2013—79.
5.1.1. НАЗНАЧЕНИЕ
Конусные калибры применяются для контроля диамет-
ральных размеров (по отклонению базорасстояния) и ком-
плексного контроля отклонений угловых размеров и формы
наружных и-внутренних конических поверхностей.
5.1.2. ВИДЫ, ИСПОЛНЕНИЯ И КОМПЛЕКТНОСТЬ
КАЛИБРОВ
5.1.2.1. Виды и исполнения конусных калибров показаны
на рис. 5.1—5.3. Калибры-втулки (рис. 5.1) предусмотрены в
трех исполнениях; с плоским торцом — исполнение 1, с усту-
пом—исполнение 2. с рисками на плоскости контрольного
среза — исполнение 3.
Исполнения 1 и 2 предусмотрены СТ СЭВ 2013'—79. Ис-
полнение 3, используемое для хвостовиков инструментов с лап-
кой, предусмотрено национальными стандартами (ГОСТ
2840—77 и др.).
Калибры-пробки контрольные (рис. 5.2) предусмотрены
только в одном исполнении — с плоским торцом.
Калибры-пробки рабочие (рис. 5.3) предусмотрены в двух
исполнениях: с рисками на измерительной поверхности калиб-
ра — исполнение 1 и уступом — исполнение 2.
5.1.2.2 Комплект калибров для изделий с допусками по
степеням точности АТ4 и АТ5 состоит из рабочего калибра-
пробки и припасованного к нему калибра-втулки.
Комплект калибров для изделий с допусками по степеням
точности АТ6 — АТ9 состоит из рабочего калибра-пробки,
контрольного калибра-пробки и припасованного к нему ка-
либра-втулки.
Рис. 5.2. Конусный контрольный калибр-пробка
Рис. 5.3. Конусные рабочие калибры-пробки:
а — исполнение I; б исполнение 2
Рнс.
О— п;
При заказе только рабочих калибров-втулок они должны ком-
плектоваться калибром-пробкой, к которому были при-
пасованы
V7777/////X УУ///77777лЛ
5 *
Рис. 5.1. Конусные калибры-втулки:
и — исполнение Г. 6 — исполнение 2; в — исполнение 3
К одному рабочему или контрольному калибру-пробке мо-
жет быть припасовано не более трех калибров-втулок
По заказу потребителя допускается изготовление отдель-
но рабочих калрбров пробок или рабочих калибров-втулок.
5.1.3. ОБОЗНАЧЕНИЯ j
А Гр — допуск угла конуса изделия в линейных единицах!
А Гр—допуск угла конуса рабочего калибра в линейных)
единицах;
АТ D— допуск угла конуса контрольного калибра-пробки i
линейных единицах;
АТ я—допуск угла конуса и-делия в угловых единицах;
АГ„к —допуск угла конуса рабочего калибра в угловых
единицах; а — од
АТ„ —допуск угла конуса контрольного калибра пробки в
Кр «Т-
угловых единицах; 1 Dsi
С — номинальная конусность изделия и калибра;
Ок — номинальный диаметр калибра в заданном сечении; TFL -
Г\р — номинальный диаметр контрольного калибра-пробки к
заданном сечении; ~
Qsmax наибольший предельных! диаметр конуса изделиях
заданном сеченин;
Jasmin—наименьший предельный диаметр конуса изделия i TFR -
заданном сечении; к
Н — допуск диаметра DK калибра-пробки; -р
Hi —допуск диаметра DK калибра-втулки; 1 FRKp
Нр —допуск диаметра D кр контрольного калнбра-проб
ки; Z -
LK1—номинальная длина рабочей части конуса калибра
Г-к2 — номинальная длина конуса калибра-втулки исполне
ния 2;
Г-кз—полная длина калнбра-втулкн исполнения 3; Zi -
Г-тах —наибольшая длина конуса изделия;
Тр —допуск диаметра наружного конуса изделия в задан
пом сеченин;
148
Рис. 5.4. Расположение полей допусков диаметров конусных
калибров.
с—пробок; б — втулок; /—поля допусков изделий; 2—поля допус-
ков калибров и контрольного калибра
2 к — расстояние между рисками калибра-пробки и размер
уступа калибра-пробки и калибра-втулки;
У — допустимый выход размера изношенного калибра-
пробки за границу поля допуска изделия;
У, — допустимый выход размера изношенного калибра-
втулки за границу поля допуска изделия;
а. —номинальный угол конуса изделия и калибра.
5.1.4. ДОПУСКИ
5.1 4.1. Расположение полей допусков диаметров калибров-
пробок в заданном сечении показано на рис. 5.4, а, калибров-
втулок— на рис. 5.4, б.
5.1.4.2. Расположение полей допусков углов конусов ка-
либров для изделий с допусками АТ4 и АТ5 — симметричное
относительно номинала, независимо от расположения допуска
изделия (одиостороинего — в плюс, одностороннего — в ми-
нус или симметричного).
Расположение полей допусков углов конусов рабочих и
контрольных калибров для изделий с допусками АТ6—АТ9
такое же, как расположение полей допусков изделий
(рис. 5.5).
5.1.4.3. Допуски и величины, определяющие положение
полей допуска диаметра в заданном сечении калибра, приве-
дены в табл. 5.1.
5.1.4.4. Допуски углов конусов рабочих калибров указаны
в табл. 5.2. контрольных калибров — в табл. 5.3.
5.1.41.5 . Допуски формы конусов калибров должны удов-
летворять следующим соотношениям:
TFLi=TFRk=0-5 atV
TFL =TFR =0-5 ATd - (5.2)
кр кр кр
Рис. 5.5. Расположение поля допуска угла конусных калибров:
а — одностороннее в плюс; б — одностороннее в минус; в — симметричное;
поле допуска угла изделия; 2
поле допуска угла калибра
- допуск диаметра внутреннего конуса изделия в за-
данном сечении;
TFL — допуск прямолинейности образующей конуса калиб-
ра-пробки (втулки);
Тр. — допуск прямолинейности образующей конуса конт-
кр
рольного калибра-пробки;
TFR — допуск круглости поперечного сечения конуса конт-
к
рольного калибра-пробки (втулки);
TFR — допуск круглости поперечного сечения конуса конт-
гккр
рольного калибра;
Z — расстояние от наименьшего предельного диаметра в
заданном сечении внутреннего конуса изделия до се-
редины поли допуска Н иа схеме расположения по-
лей допусков;
Z, — расстояние от наибольшего предельного диаметра в
заданном сечении наружного конуса изделия до се-
редин полей допусков Н, н Нр на схеме располо-
жения полей допусков (рис. 5.4);
Числовые значения допусков формы конуса калибра ок-
кругляются до ближайшего меньшего значения по СТ СЭВ
636—77.
5.1 4.6. При нанесении на калибрах-пробках рисок размер
/_К1 определяется по переднему, т. .е обращенному к малому
основанию конуса, краю риски, размер ZK — между перед-
ними краями рисок. На калибрах-втулках размер ZK опреде-
ляется между торцом и передним краем первой риски.
Ширина рисок должна быть не более 0,15 мм, глубина —
не менее 0,02 мм.
5.1.4.7. Формулы для определения размеров калибров при-
ведены в табл. 5.4.
5.1.4.8. Рекомендуемые толщины слоя краски при припа-
совке калибра-втулки по калнбру-пробке или по контрольному
калибру-пробке указаны в табл. 5.5.
149
5. 2. КОНУСНЫЕ КАЛИБРЫ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
Типы, исполнения и допуски калибров установлены нацио-
нальными стандартами. Данные по калибрам в настоящем
справочнике приведены для конусов инструментов по ГОСТ
2849—77, для конусов с конусностью 7:24 — по ГОСТ
20305—80.
5.2.1. ТИПЫ КАЛИБРОВ
Калибры для конусов инструментов (Морзе и метричес-
ких) изготовляются двух типов: тип 1—без лапки (рис. 5.6),
тип 2— с лапкой (рис. 5.7).
Калибры для конусов с конусностью 7:24 изготовляются:
калибры-втулки (см. рис. 5.1, исполнение 1), калибры-пробки
контрольные (см. рис. 5.2), калибры-пробки рабочие (см.
рис. 5.3, исполнение 2).
Рис. 5.6. Калибры без лапки для конусов инструментов:
.1 — пробка; б — втулка
5.2.2. ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ
5.2.2.1. Основные размеры и предельные отклонения калиб-
ров для конусов инструментов для рабочих калибров-пробок
указаны в табл. 5.6 н 5.8, для рабочих калибров-втулок — в
табл. 5.7.
Основные размеры и предельные отклонения контрольных
калибров-пробок, кроме утла конуса, такие же. как для рабо-
чих калибров-пробок.
Предельные отклонения угла конуса контрольных калиб*
ров пробок составляют 50 % предельных отклонений калиб-
ров-втулок.
5.2.22. Основные размеры и предельные отклонения ка-
либров для конусов с конусностью 7:24 для рабочих калиб-
ров-пробок указаны в табл. 5.9 и 5.11, для рабочих калиб-
ров-втулок и контрольных калибров-пробок — в табл.
5.10 и 5.11.
5.2.2.3. Требования к шероховатости измерительных по-
верхностей калибров указаны в табл. 5.12.
5.2.24. Твердость конусных измерительных поверхностей
калибров HRC 58—64.
5 2.2.5. Толщина слоя краски при припасовке калибров
указана в табл. 5.13.
а 6
Рис. 5.7. Калибры с лапкой для конусов инструментов:
а — пробка; б — втулка
5. 3. ИЗМЕРЕНИЕ И КОНТРОЛЬ КОНУСОВ И КОНУСНЫХ КАЛИБРОВ’
5.3.1. КОНТРОЛЬ КОНУСОВ КАЛИБРАМИ
Контроль гладких конических изделий с помощью калиб-
ров, в зависимости от требований к изделию, может произ-
водиться двумя способами (см. п. 5.1.1): контроль по откло-
нению базорасстояиия и комплексный контроль.
Комплексный метод контроля используется как при
контроле изделий, так и при контроле калибров
5.3.1.1. Проверка отклонений базорасстояиия произво-
дится по осевому перемещению калибра относительно изде-
лия. При контроле торец изделия должен находиться между
рисками или торцами калибра, расположенными друг от друга
на расстоянии, равном допуску базорасстояиия.
5.3.1.2. При комплексном контроле на краску проверяется
полнота прилегания сопрягаемых поверхностей
В качестве краски может использоваться типографская
красная краска или краплак. Применение берлинской лазури
возможно Только для получения слоя краски 3 мкм и более.
Применение сажи не допускается.
Краска разводится машинным маслом до тестообразного
состояния. Подготовленная краска помещается внутрь марле-
вого тампона, образованного тремя слоями марли. Тампон
обертывается плотной тканью (сатин, бязь). Затем иа тампон
капают несколько капель масла и водят им по металличес-
кой поверхности, оставляют на ней слой краски, которая по-
том растирается по всей поверхности фетром или замшей.
Краска наносится на предварительно очищенную поверх-
ность наружного конуса (калибра или наружной поверхности
изделия). Калибр осторожно сопрягают с проверяемым кону-
сом и поворотом приблизительно на ’/< оборота при легком
нажатии вдоль оси достигают того, что краска растирается в
местах плотного прилегания сопрягаемых поверхностей.
Изделие считается годным, если краска растерлась по по-
верхности окрашенного конуса. Допускаются кольцеобразные
остатки нетронутой краски при условии, что пятиа контакта
охватывают среднюю и крайние части проверяемых поверх-
ностей.
При комплексном контроле калибров по контркалибрах
пятно контакта должно занимать не менее 90 % поверхнос-
ти при обеспечении более плотного контакта (менее интен-
сивной окраски) у малого основания конуса.
Площадь пятна контакта при контроле изделий предпи-
сывается чертежом. В этом случае плотный контакт должен
обеспечиваться у большого основания конуса.
Зоны поверхности у торцов изделия шириной 3 мм во
внимание не принимаются.
Рекомендуемая толщина слоя краски при комплекснох
контроле конусов инструментов п конусов 7:24 указана
табл. 5 14.
Рис. 5.8. Устройство для контроля толщины слоя краски:
I — стеклянная пластина; 2 и 3 — концевые меры одинакового раз
мера
Для проверки правильности нанесения слоя краски и на-
копления опыта в визуальной оценке рекомендуется использо-
вать способ, указанный ниже.
На плоскую стеклянную пластину 1 (рис. 5.8) притира-
ются четыре концевые меры. Две крайние (2 и 3) должны
быть одинакового размера, одна из средних меньше, чем край-
ние, па заданную толщину слоя краски, а другая меньше этой
еше на 1 мкм.
* Данные приведены по национальной НТД.
। Таблица 5.1. Допуски и расположение поля допуска диаметра калибров (по СТ СЭВ 2013—79) мкм
Квалпич до- пуска диамет- ра изделия (по СТ СЭВ 145-75) Обозначение Интервалы диаметров калибров в заданном сечении, мм
До 3 Св. 3 до G Св. 6 До Ю Св. К) до 18 Св. 18 до 30 Св. 30 До 50 Св. 50 до 8') Св. 80 до 120 Св. 120 дэ 180 Св. 180 до 200
1Т6 Z. Z, Н, hi у. У. 1,0 3,0 3,0 1 ,5 4,0 3,0 1,5 4,0 3,0 2,0 5,0 4,0 2,0 6,0 2,5 4,0 2,5 7,0 2,5 5,0 2,5 8,0 3,0 5,0 3,0 10,0 4,0 6,0 4,0 12,0 5,0 6,0 5,0 14,0 7,0 7,0
1Т7 Z, Z, Н, И- нР у, >'i 1,5 3,0 З.о 2,0 4,0 3,0 2,5 4,0 3,0 3,0 5,0 4,0 3,5 6,0 2,5 4,0 4,0 7,0 2,5 5,0 5,0 8,0 3,0 5,0 6,0 10,0 4,0 6,0 7,0 12,0 5,0 6,0 8,0 14,0 7,0 7,0
1Т8 z, Zi н, щ НР Y. У, 2,0 4,0 3,0 3,0 5,0 3,0 3,0 6 0 2,5 3,0 4,0 8,0 3,0 4,0 5,0 9,0 4,0 0 6,0 11,0 4,0 0 7,0 13,0 5.0 0 8,0 15,0 6,0 0 9,0 18,0 8,0 0 12,0 20,0 10,0 0
1Т9 z, Z, Н. Hi "р у, у> 5,0 4,0 0 6,0 5,0 0 7,0 6,0 2,5 0 8,0 8,0 3,0 0 9,0 9,0 4,0 0 п.о 11,0 4,0 0 13,0 13,0 5,0 0 15,0 15,0 6,0 0 18,0 18,0 8,0 0 21,0 20,0 10,0 о •
ITI0 Z, Z, II. Hl Н V у. У| 5,0 4,0 0 6,0 5,0 0 7,0 6,0 2,5 0 8,0 8,0 3,0 0 9,0 9,0 4,0 0 и.о 11,0 4,0 0 13,0 13,0 5,0 0 15,0 15,0 6,0 0 18,0 18,0 8,0 0 24,0 20,0 10,0 0
IT11 z, Z, и, Я, Нр У, у. 10,0 6,0 0 12,0 8,0 4,0 0 14,0 0,0 4,0 0 16,0 11,0 5,0 0 19,0 13,0 6.0 0 22,0 16,0 7.0 0 25,0 19,0 8.0 0 28,0 22,0 10,0 0 32,0 25,0 12,0 0 40,0 29,0 14,0 0
IT12 П р и м с 1. Допус> йзмеров кал ! 2. Калиб z, Z, н, н, Нр У, У| ч а п и я: <И ДЛИНЫ КО1 ибров — но h эы-втулкп с 10,0 6,0 0 уса к; 12. допуск 12,0 8,0 4,0 0 злнбров ами Н 14,0 9,0 4,0 0 -втуло . расп 16,0 н.о 5,0 0 К В ПС оложеч 19,0 13,0 6,0 0 полпенни с ными левее 22,0 16,0 7,0 0 уступом yci толстой ЛИШ 25,0 19,0 8,0 0 гаиавливаютс 1И. должны 28,0 22,0 10,0 0 я ПО 1110, до контролирс 32,0 25,0 12,0 0 пуски осталь )ваться изм 45,0 29,0 14,0 0 пых осевых ерительиыми
гиборамп.
, При контроле толщины слоя краски на калибре или на-
•жном конусе изделия стекло с притертыми к нему конце-
рн мерами прижимается к поверхности конуса (предвари-
, льно в местах прилегания крайних концевых мер удаляется
; паска) и передвигается па небольшое расстояние в направ-
। ;нии, перпендикулярном его оси. После этого, если толщина
। юя краски соответствует заданной, на большей из средних
i рцевых мер должны быть видны следы краски, а па мень-
I в таких следов быть не должно.
I । В условиях крупносерийного или массового производства
Несообразно изготовление специальных шаблонов для конт-
’Я толщины слоя краски по этому способу (рис. 5.9).
Рис. 5.9. Шаблон для контроля толщины слоя краски:
с — при и.таниой толщине слоя; б — при заданных пределах тол-
щины слоя
Для накопления опыта в визуальной оценке толщины
слоя краски можно использовать «образец интенсивности ок-
раски». Образец состоит из плоской стеклянной пластины и
концевых мер. Концевые меры притираются к стеклу так, как
показано па рис. 5.10.
На поверхность концевых мер, кроме крайних, наносится
слой краски. После этого краску счищают лекальной линей-
кой, опираясь на две крайние меры. Оставшийся слой краски
будет иметь толщину на первой плитке 1 мкм, на второй —
2 мкм и на последней—10 мкм. Поверхность плиток будет
при этом различаться по интенсивности окраски.
5.3.2. КОНТРОЛЬ КАЛИБРОВ
Контроль калибров для конусов инструментов произ-
водится следующим образом:
рабочих калибров-пробок и контрольных калибров-пробок
— комплексно н поэлементно;
рабочих калибров-втулок — комплексно.
151
£} Таблица 5.2. Допуски углов конусов рабочих калибров (по СТ СЭВ 2013—79)
Для изделий с конусностью
От 1:50 до 1:3 | От 1:50 до 1:10 | От 1:8 до 1:3 | От 1:50 до 1:3
Степень точности допуска угла конуса изделия по СТ СЭВ 17$—75
Интервалы длин АТ4, АТ5 | АТ6 | AT? | АТ6. АТ7 | АТ8, АТ9
L, мм Допуски рабочих калибров
АТ- ATU А\к ATDK А\к ATDK А\к ATDk АТ« ATDk
мкРаД мкм мкрад МКМ мкрад мкм мкрад мкм мкрад мкм
До 10 125,0 26" До 1,3 200 41" До 2,0 315 1'05" До 3,2 315 1'05" До 3,2 500 1'43" До 5,0
Св. 10 » 16 100,0 21" От 1,0 » 1,6 160 33" От 1,6 » 2,5 250 52" От 2,5 » 4,0 250 52" От 2,5 » 4,0 400 1'22" От 4,0 » 6,3
» 16 » 25 80,0 16" » 1,3 » 2,0 125 26" » 2,0 » 3,2 200 41" » 3,2 » 5,0 200 41’ » 3,2 » 5,0 315 1'05" » 5,0» 8,0
» 25 » 40 63,0 13" » 1,6 » 2,5 100 21" » 2.5 » 4,0 160 33" » 4,0 » 6,3 160 33" » 4,0 » 6,3 250 52" » 6,3 » 10,0
» 40 » 63 50,0 10" » 2,0 » 3,2 80 16" » 3,2 » 5,0 125 26" » 5,0 » 8.0 125 26" » 5,0 » 8,0 200 41" » 8,0 » 12,5
» 63 » 100 40,0 8" » 2,5 » 4,0 63 13" » 4,0 » 6,3 100 21" » 6,3 » 10,0 100 21" » 6,3 » 10,0 160 33" » 10,0 » 16,0
» 100 » 160 31,5 6" » 3,2 » 5,0 50 10" » 5.0 » 8,0 80 16" » 8,0 » 12,5 80 16" » 8,0 » 12,5 125 26" » 12,5 » 20,0
» 160 » 250 - - _ — 40 8" » 6,3 » 10,0 63 13" » 10,0 » 16,0 63 13" » 10,0 » 16,0 100 21" » 16,0 » 25,0
» 250 » 400 — — — — — — 50 10" » 12.5 » 20,0 — — — 80 16" » 20,0 » 32,0
Примечания:
1. Допуски калибров-втулок выше толстой линии контролируются только измерительными приборами.
2. Определение АТрк для промежуточных размеров интервала длин производится по формуле ATDk =ЛТ,кАк -10-3.
Таблица 5.3. Допуски углов конусов контрольных калибров (по СТ СЭВ 2013—79)
Интервалы длин L, мм Степень точности допуска угла конуса изделия по СТ СЭВ 178—75
А Тб, А Т7 А ТВ, А T9
Допуски контрольных калибров
АТ акр А ’ Окр АТ акр atdkp
мкрад | МКМ мкрад мкм
До 10 Св. 10 до 16 » 16 » 25 » 25 » 40 » 40 » 63 » 63 » 100 >: 100 » 160 » 160 » 250 80 63 50 40 31,5 25 16" 13" 10" 8" 6" 5" От 1,3 до 2,0 » 1,6 » 2,5 » 2,0 » 3,2 » 2,5 » 4,0 » 3,2 » 5,0 » 4,0 » 6,3 200 160 125 100 80 63 50 40 41" 33" 26" 21" 16" 13" 10" 8" До 2,0 О г 1.6 » 2,5 » 2,0 » 3,2 » 2,5 » 4,0 » 3,2 » 5,0 » 4,0 » 6,3 » 5,0 » 8,0 » 6,3 » 10,0
Г] р и м е ч а и и е. Определение ATDKp для промежуточных размеров интервала длин
производится по формуле АТСкр — АТокр LK-10~3.
Таблица 5.4. Формулы для определения размеров калибров (по СТ СЭВ 2013—79)
Вид калибра Определяемый параметр Размер, мм Предельные отклонения Предельный размер изно- шенною ка- либра
Калибр- пробка DK ZK /,К1 . -\~Z Л!П1П 1 -2Z--4I-L. ^тах н ±- 2 И 1 2 ’ С hl2 О, . -к пнп
Калибр- втулка /Эи /к ^К1 L К2 D5- Zx smax 1 (td -2Z1-^_)-L \ se z / и ^max ^max и, ± 2 Ht 1 2 ’ С hl2 h 10 1 lil сГ
Калибр- пробка контроль- ный ’^Kl -Z1 max ^inax ~ 2 hl2 —
Таблица 5.5. Рекомендуемая толщина слоя краски при припасовке калибра-втулки по калибру-пробке (по СТ СЭВ
2013—79)
Интервалы длин L, мм Степень точности допуска угла конуса из- делия по СТ СЭВ 178—75 Интервалы длин L, мм Степень точное!и допуска угла конуса из- делия ио СТ СЭВ 178—75
А 1'6 Л Г7 АТ8, АТ!) А Тб АТ7 АТ8, А T9
Т опции а слоя краски, мкм, при односто- ронних допусках Толщина слоя краскн. мкм, при симметрич- ных допусках
До Св. 10 » » 16 » » 25 » » 40 » » 63 » » 100 - » » 160 » , » 250 » 10 16 25 40 63 100 160 250 400 1 1 2 2 2 2 2 о 3 3 4 6 2 2 3 3 4 6 7 7 Св » » » » » » » До 10 » 16 » 25 » 40 » 63 » 100 » 160 » 250 » 10 16 25 40 63 100 160 250 400 1 1 1 1 1 1 2 2 2 3 1 1 2 2 2 3 3 4
Примечания: 1. При' припасовке ка чпческнх поверхностей. 2. Отсутствие контакт !• tyCKII. j 3. При контроле ирип пи бра-втулки у малых ос асованного кг по контролы новаций KOiiy 1либра-втулк| юму калибр} сов втулки п его торец -пробке обеспечивается ко пробки не допускается, с< должен совпадать с пере/ |такт не мы дти на их у г/ Шим краем ее 90 % их сопрягаемых ты заданы односторонние тервой риски (или коит-
плюй плоскости в заданном сечении) контрольного калибра-пробки или конусного контрольного калибра-пробки.
153
Таблица 5.6. Основные размеры и предельные отклонения калибров-пробок для конусов инструментов
Наименование и обозначение конуса Длина изме- рения угла конуса, мм Предельное отклонение уг- ла конуса, мкм, на длине конуса калибров для из- делий степеней точности D z 1 1,
Номинальный размер Предельное отклонение Предельное отклонение
{ 0,05 мм по 1112
А Тб АТ7 1 ATS мм
Метри- ческие 4 25,0 —3 -5 - 8 4,000 + 0,005 0,5 24,0
6 35,0 —4 -6 —10 6,000 0,5 33,0 —
Морзе 0 49,0 4 - 6 -10 9,045 + 0,006 1,0 51,0 56,5
1 52,0 12,065 +0.008 1,0 54,5 62,0
2 64,0 17,780 1,0 55,0 75,0
3 79,0 -5 8 -12 23,825 + 0.009 1,0 82,1 94.0
4 100,0 —6 -10 — 16 31,267 + 0.011 1,5 103,8 117,5
5 126,0 44,399 1,5 130,9 149,5
6 174,0 63,348 +0,013 2,0 183,5 210,0
Метри- ческие 80 180,0 80,000 2,0 198,0 220,0
100 212,0 —8 12 -20 100,000 + 0,015 2,0 235,0 260,0
120 244,0 10 —16 —25 120,000 2,0 271,0 300,0
160 308,0 160,000 + 0,018 3,0 344,0 380,0
200 372,0 - -12 20 -30 200,000 +0,020 3,0 417,0 460,0
Морзе укоро- ченные В7 14,0 —2.5 -4 —6 7,067 +0,006 1,0 12,0
В10 18,0 10,094 + 0,008 1,0 15,5
В12 22,0 12,065 1,0 19,5
В16 29,0 3 5 - -8 15,733 1,0 25,0
В18 37,0 - 4 —6 -10 17,780 1,0 33,0
В22 45,0 21,793 + 0,009 1,0 41,6
В24 55,5 —5 -8 -12 23,825 1,0 51,6
В32 57,5 31,267 +0,011 1,5 52,3
В45 71,0 44,399 1,5 65,9
Дополнительно производится контроль диаметральных
размеров втулок по отклонению базорасстояния.
Контроль калибров для конусов 7:24 производится ком-
плексно и поэлементно В спорных случаях решающим явля-
ется поэлементный контроль.
Комплексный контроль калибров осуществляется при
контроле их припасовки с парным калибром или контркалиб-
ром согласно правилам, изложенным выше.
5.3.3. ПОЭЛЕМЕНТНОЕ ИЗМЕРЕНИЕ КОНУСОВ
ИЗДЕЛИЙ И КАЛИБРОВ
Поэлементный контроль конусов изделий и калибров
включает следующие измерения:
диаметральных размеров;
отклонений угла конуса;
отклонений от прямолинейности образующих;
отклонений от круглости поперечных сечений.
5.3.3.1. Измерение диаметральных размеров наружных
конусов изделий и калибров-пробок может производиться:
на универсальных измерительных микроскопах;
на трехкоординатной измерительной машине;
универсальными измерительными средствами с использо-
ванием двух аттестованных роликов по схеме, приведенной на
рис. 5.11, а и б;
универсальными измерительными средствами с использо-
ванием синусной линейки и одного аттестованного ролика
(рнс. 5.12).
При измерении диаметра калибра по схеме, приведенной
па рис. 5.11, калибр большим или малым торцом устанавли-
вается на точной плите, к калибру прикладываются два
аттестованных ролика одинакового диаметра и измеряется
154
Рис. 5.11. Схема измерения диаметров наружного конуса с
использованием аттестованных роликов: I
ч - ip;i малого основания; б — диаметра большого основания!
размер М или т по роликам, после чего диаметры подсчиты-
ваются по формулам
d -n — dp
L sin ч/2 - СО> а/2
COS а/2
„ . 1—sin а/2 4-COS а/2
D= М—dn----------------
Р cos а/2
(5.3)
(5.4)
При^ измерении диаметра калибра по схеме, приведенной
на рис. 5.12. калибр устанавливается на синусной линейке.
Рис. 5.12. Схема измерения диаметра малого
основания конуса на синусной линейке:
с — с помощью ролика с расчетным диаметром;
б — с помощью
ролика и блока концевых мер
У малого торца помещают арестованный ролик так, чтобы его
образующая касалась торца калибра. Диаметр ролика выбира-
ется таким, чтобы положение по высоте его верхней обра-
зующей совпадало с номинальным положением верхней обра-
зующей калибра. Диаметр ролика определяется по формуле
cost/2
dV^d l-|-sina/2 <5-5)
Если применяют ролик произвольного размера, то под
него помещают блок концевых мер. Размер блока определя-
ется по формуле
/ rf cos т/2—</р( I sini/3). (5.6)
Отклонение диаметра в плоскости малого торца от номи-
нального значения определяется по разности показаний от-
счетного устройства при установке на калибр и на ролик с
учетом действительного значения диаметра ролика по аттес-
тату.
5.3.3.2. Измерение отклонений угла конуса, отклонений
от прямолинейности образующих и отклонений от круглости
поперечных сечений производят средствами измерений, приве-
денными в табл. 5.15.
5.З.З.2.1. Прибор с синусным столом для контроля угла
конуса (рис. 5.13) предназначен для контроля угла и прямо-
линейности образующих наружных и внутренних конических
поверхностей конусных калибров, конических хвостовиков ин-
струмента и т. и. в лабораторных условиях
5.13. Схема прибора с синусным столом для контроля
угла конуса
Прибор состоит из основания, по которому перемещается
стол. Па столе установлена синусная линейка, на ней — рабо-
чий стол с призмой. На стойке, прикрепленной к основанию,/
установлена каретка, несущая измерительный рычаг и отсчет-
ное устройство.
Измеряемая деталь устанавливается в призму. К нижней
образующей конуса подводят измерительный наконечник. По-
перечным перемещением призмы находят наивысшую точку.
контактирующую с измерительным наконечником сначала в
одном, потом в другом крайних сечениях, совмещая, таким
образом, образующую конуса с плоскостью измерения.
Поворотом рабочего стола,
контролируя его по положению
двух крайних точек, выставляют
образующую конуса параллельно
направляющим стола.
Такая установка исключает
влияние поверхностей, используе-
мых для закрепления детали, на
точность измерения
При перемещении стола от-
счетное устройство показывает
отклонение от прямолинейности
образующей детали.
Для измерения угла синусный
стол поворачивают на угол, рав-
ный номинальному углу измеряе-
мой детали. К верхней образую-
щей подводят измерительный на-
конечник и проверяют ее положе-
ние. Разность показаний отсчетно-
го устройства в двух крайних точ-
ках дает отклонение измеряемого
угла от номинального значения.
Приборы типа, изображенного
на рис. 5.13, имеют близкие тех-
нические характеристики, напри-
мер:
Наибольший угол контролируе-
мого конуса, град ... 22
Наибольшая длина образующей
измеряемого конуса, мм 200
Отсчетное устройство имеет следующие характеристики:
мкм
Пределы измерения . . . ±3, ±6,
±5, ±30,
±60
Цена деления . . 0.1; 02;
0,5; 1; 2
Предел допускаемой погрешности:
угла . .... не более 1
Прямолинейности на длине
200 мм ..... 0,5
5.3.3.2.2. Пневматические приборы для измерения отклоне-
ний угла внутреннего конуса (см. табл. 5.15, поз. 1) и анало-
гичный прибор для наружного конуса (см. табл. 5.15, поз. 2)
часто называют пневматическими калибрами. Они предназ-
начаются для контроля конусов с конусностью 7:24 и инстру-
ментальных.
Прибор состоит из пневматического калибра-пробки или
калибра-втулки; отсчетного устройства и установочной меры,
выполненной в виде точного конусного калибра. Вдоль оси
пневматического калибра расположены две пары измеритель-
ных сопел, которые максимально приближены к большому и
малому основаниям конуса. Обе пары сопел соединены по
дифференциальной схеме.
При измерении прибор относительно детали (или наобо-
рот) базируется по конической поверхности. При этом меж-
ду измеряемой поверхностью и соплами прибора будут иметь
место зазоры. По шкале отсчетного устройства отсчитывается
отклонение разности диаметров конуса в диаметральных се-
чениях, проходящих через оси сопел, от величины, воспро-
изводимой установочной мерой. Примерная техническая ха-
рактеристика прибора (по схеме, приведенной на рис. 5.14):
мкм
Диапазон показаний ±10
Цена деления . . . 0,2
Предел допускаемой погрешнос-
ти (без погрешности устано-
вочной меры) .... ±0,5
Размах показаний в серии из
десяти измерений . . 0,2
155
Таблица 5.7. Основные размеры и предельные отклонения калибров-втулок для конусов инструментов
Наименование и обозначение конуса Длина изме- рения угла конуса, мм Предельное отклонение угла конуса, мкм, на длине конуса калибров для из- делий степеней точности D Z / Z,
Предельное отклонение
±0,05 по Ь10
АТ6 АТ7 А Т8 мм
Морзе 0 49,0 +4 46 410 9,045 1,2 50,0 56,5
1 52,0 12,065 1,4 53,5 62,0
2 64,0 17,780 64,0 75,0
3 79,0 + 5 48 412 23,825 1,6 81,0 94,0
4 100,0 4 6 410 416 31,267 2,0 102,5 117,5
5 126,0 44,399 129,5 149,5 |
6 174.0 63,348 2,4 182,0 210,0
Метри- ческие 80 180,0 80,000 196,0 220,0 I
100 212,0 48 4 12 420 100,000 2,8 232,0 260,0
120 244,0 410 416 425 120,000 268,0 300,0 |
160 308,0 160,000 3,2 340,0 380,0
200 372,0 4 12 420 430 200,000 3,6 412,0 460,0
Морзе укоро- ченные В22 45,5 — 46 4Ю 21,793 1,6 40,5 —
В24 55,5 — . 48 412 23,825 50,5
В32 57,5 31,267 2,0 51.0 --
В45 71,0 44,399 64,5 1
Примечание. Отклонение угла конуса не относится к втулкам, изготовленным методом припасовки.
Таблица 5.8. Допуски формы калибров-пробок для конусов инструментов
мкм
Наименование и обозначение конуса Допуск прямолинейности образующей Степень точности допуска угла сонуса изделия по Допуск круглости СТ СЭВ 178—75 — 1
А Тб АТ7 АТ8 АТ6 АТ7 АТ8 Та
Метри- 4 0,6 1 1,6 1 1,6 2,5 —
ческие 6 0,8 1,2 2,0
0; 1 1,0 1,6 2,5 1,2 2,0 3,0 Об
2 1,2 2,0 3,0
Морзе 3; 4 1,6 2,5 4,0
5 1,6 2,5 4,0
6 2,0 3,0 5,0 2,0 3.0 5,0
Метри- 80; 100; 120 2,0 3,0 5,0 2,0 3,0 5,0 —
ческие 160; 200 2,5 4,0 6,0 2,5 4,0 6,0 —
В7 0.5 0,8 1,2 1,2 2,0 3,0 —
В10; В12 0,6 1,0 1,6 —
Морзе укоро- ченные В16; В18 0,8 1,2 2,0 1,2 2,0 3,0
В22; В24; В32 1,0 1.6 2,5 1 ,6 2,5 4,0
156 В45 1,2 2,0 3,0
Таблица 5.9. Основные размеры и предельные отклонения калибров-пробок для конусов 7:24,
Обозначение конуса (расчетный), мм D , мм к Z (поед. к откл. 7 0,04) L К| Предельное отклонение уг- ла конуса калибра на длине L , мкм К1
Новый Предельно из- ношенный
Ном. Пред. ОТКЛ. Степень точности изделия
АТ4, АТ5 АТ6, АТ7
30 31,750 31,644 ±0,0055 31,633 0,70 49,6 ±1,2 —6,0
35 38,100 37,994 37,983 57,6 ±1,4 —7,0
40 44,450 44,344 44,433 66,0 ±1,5 —8,0
45 57,150 57,046 ±0,0065 57,033 85,2 ±1,7 —8,0
50 69,850 69,746 69,733 104,1 ±2,0 — 10,0
55 88.90Q 88,798 ±0,0075 88,783 132,0 ±2,0 — 10,0
50 107,950 107,848 107,833 164,1 ±2,5 — 12,0
Таблица 5.10. Основные размеры и предельные отклонения калибров-втулок и контрольных калибров-пробок для конусов
7:24
Обозначение конуса D , D , мм к кр d (пред. откл. по НЮ), мм L , мм к Предельное отклонение угла конуса калибра на длине конуса, мкм
Ном. Пред. откл. Калибр-втулка Контрольный калибр-пробка
Степень точности изделия
АТ4, АТ5 А Тб, АТ7
30 31,739 ±0,0055 17,4 52 ±1,2 + 6,0 + 2,5
35 38,089 21,4 60 ±1,4 +7,0 +3,0
40 44,439 25,3 70 ±1,5 +6,0 + 3,5
45 57,137 ±0,0065 32,4 90 ±1.7 +6,0 + 3,5
50 69,837 39,6 108 ±2,0 Ч-Ю.о + 4,0
55 88,885 ±0,0075 50,5 135 ±2,0 +-10,0 +-4,0
60 107,935 60.2 168 ±2,5 + 12 + 5,0
Таблица 5.11. Допуски формы калибров для конусов 7:24
мкм
Обозначение конуса Допуск прямолинейности образующей Допуск круглости
Степень точности допуска угла конуса изделия по СТ СЭВ 17R—75
АТ4, АТ5 А Тб. АТ7 АТ4, АТ5 АТ6, АТ7
30 о,6 1,6 0,6 1,6
35
40 0,8 2,0
45 0,8 2,0
50 1,0 2,5
55
60 1,2 3,0
Т а б л и ц а 5.12. Требования к шероховатости
измерительных поверхностей калибров
Вид калибра Степень точности допуска угла конуса изделия по СТ СЭВ 178-75 Параметр шероховатос- ти Ra, мкм, не более
Калибры для конусов инструментов
Калибр-пробка АТ6—АТ8 0,08
Калибр-втулка АТ6 0,16
Калибр-втулка АТ7, АТ8 0,32
Калибры для конусов с конусностью 7:24
Калибр-пробка
Калибр-пробка
(рабочий и
контрольный)
Калибр-втулка
Калибр-втулка
АТ4, АТ5 0,05
АТ6, АТ7 0,08
АТ4, АТ5 0,16
АТ6, АТ7 0,32
157
I I
Рис. 5.14. Схема пневматического прибора для контроля угла
конуса
Рис. 5.15. Схема прибора для измерения отклонений от пря-
молинейности образующих наружных конусов
5.3.3.2.3. Прибор, показанный на рис. 5.15, предназначен
для измерения отклонений от прямолинейности образующих
наружных конических поверхностей.
Применение специальных базирующих призм и опорных
стержней позволяет использовать прибор как накладной для
измерения отклонений от прямолинейности образующих раз-
личных конических и цилиндрических поверхностей. Устрой-
ство с аэростатической направляющей позволяет получить об-
разцовое прямолинейное перемещение наконечника индуктив-
ного преобразователя вдоль образующей. Прибор снабжен
аналоговым отсчетным устройством и быстродействующим
самописцем.
Примерная техническая характеристика прибора:
Длина образующей конуса,
контролируемая прибором, мм
без подставки 100
с подставкой . . 130
Диапазон измерений, мкм . ±3, ±6
Цена деления, мкм . . . 0,1; 0.2
Предел допускаемой погреш-
ности, мкм
на длине 100 мм 0,2
на длине 130 мм . 1,0
Остальные средства измерений, упоминаемые в табл. 5 15,
являются универсальными, технические характеристики кото-
рых и способы применения широко известны.
Таблица 5.13. Толщина слоя краски при контроле
припасовки калибров для инструментальных конусов
и конусов 7:24
Наименование и обозначение конусов Толщина слоя краски, мкм Степень точности допуска угла конуса изделия (по СТ СЭВ 178-75)
АТ4, АТ5 АТ6 АТ7 АТ8
Морзе 0; 1; 2 2 2 2
3; 4; 5 — 2 2 3
6 — 2 2 4
Метриче- 80; 100 2 2 4
ские 120 — 3 3 4
160; 200 — 3 3 5
Морзе укороченные В22; В24; В32; В45 — — 3 5
7:24 30; 35; 40; 45 2 4
50; 55; 60 3 5 — —
Примечания:
1. При припасовке калибра-втулки по калибру-пробке
или контрольному калибру-пробке обеспечивается контакт
не менее 90 % их сопрягаемых конических поверхностей.
2. Отсутствие контакта у малых оснований конусов
втулки и пробки не допускается.
Таблица 5.14. Рекомендуемая толщина слоя краски при
комплексном контроле инструментальных конусов и конусов
7:24
мкм
Наименование и обезначение конуса Степень точности допуска угла конуса изделий
АТЗ, АТ4 АТ5 АТ6 АТ7 АТ8
Метр и- 4 2 4 6
ческие 6 3 5 8
Морзе 0. 1; 2 3 — 3 4 5 6 8 10
4: 5; 6 — — 5 8 10
Мстри- 80 100 — — 5 6 8 8 10
ческие 120; 160 — —. 8 10 —
200 — — 10 —
Морзе В7. В10; 2 3 5
укоро- В12
ченные В16 2 4 6
В18; В22 В24; В32; — — 3 5 8
В45 — — 4 6 10
7:24 30—45 1 2 4 6
50—60 2 3 6 8 —
П р и м е ч а н и е. Толщина слоя краски св . 10 мкм ие
рекомендуется так как при таких толщинах трудно полу-
чить равномерный слой краски.
158
Таблица 5.15. Средства поэлементного контроля конусов изделий и калибров
Номер ; п/п Контролируемые калибры
Наименование измерительного средства Вид калибра Наименование и обозначение конусов Степень точности допуска изделий
Средства контроля отклонений угла конуса
1 Пневматический прибор для внутрен- него конуса (рис. 5.14) Втулки Морзе 0—5 Конусы с конусностью 7:24 № 35—55 АТ6—АТ8 АТ4—АТ7
2 Пневматический прибор для наруж- ного конуса * Пробки Морзе 0—5 Конусы с конусностью 7:24 № 35—55 АТ4—АТ8 АТ4—АТ7
3 Сииусиая лииейка '£ = 200 мм кл. 1 Концевые меры кл. 2 Головка измерительная пружинная с ценой деления 1 мкм Плита поверочная кл. 0 Пробки Метрические 4,6; Морзе 0—5; укороченные В7—В45 Конусы 7:24 № 30—40 АТ6—АТ8 АТ6, АТ7
4 Синусная лииейка 1£ = 300 мм кл. 1 Концевые меры кл. 2 Головка измерительная пружинная с ценой деления 0,5 мкм Плита поверочная кл. 0 Пробки Метрические 4,6; 80—200; Морзе 0—6; укороченные В7—В45 Конусы 7:24 № 45—60 АТ4-АТ8 АТ6, АТ7
5 Сииусиая лииейка ’£ = 300 мм кл. 1 Концевые меры кл. 2 Головка измерительная рычажно-пру- жиииая Плита поверочная кл. 0 Втулки Метрические 4,6; 80—200; Морзе 0—6; укороченные В7—В45 Метрические 100—200; укорочен- ные В18—В45 Конусы 7:24 Ns 30—60 АТ7, АТ8 АТ6 АТ6, АТ7
6 Сииусиая линейка '£=300 мм кл. 1 Концевые меры кл. 3 Головка измерительная пружинная с ценой деления 0,5 мкм Плита поверочная кл. 0 (Метод сравнения с образцовым калиб- ром) Пробки Конусы 7:24 АТ4, АТ5
7 Прибор с синусным столом (рнс. 5.13) То же, при трехкратном измерении с перестановкой калибра То же, при десятикратном измерении с перестановкой калибра Пробки втулки Пробки втулки Пробки втулки И и и Метрические 4,6; 80; Морзе 0—6; укороченные В7—В45 Метрические 4,6; 80; Морзе 0—6; укороченные В7—В45 Конусы с конусностью 7:24 Конусы с конусностью 7:24 АТ6—АТ8 АТ4—АТ8 АТ4—АТ7 АТЗ
Средства контроля отклонений от прямолинейности образующих
8 Линейки поверочные лекальные с дву- сторонними скосами типа ЛД кл. 0 Пробки Морзе 0—5 АТ6, АТ7
9 Прибор для контроля прямолинейности образующих (рис. 5.15) Пробки Морзе 2—4; укороченные В32— —В45 Морзе 5 Конусы с конусностью 7:24 Ns 35—50 Конусы с конусностью 7:24 Ns 55 АТ5—АТ7 АТ6, АТ7 АТЗ—АТ7 АТ4—АТ7
10 Прибор с синусным столом (рис. 5.13) Пробки втулки И Метрические 4,6; 80; Морзе 0—6; укороченные В7—В45 АТ5—АТ7
Конусы с конусностью 7:24 Ns 30—45 № 50—60 АТ5 АТ4-АТ5
Средства контроля отклонений от круглости поперечных сечений
11 Кругломеры (любая станковая модель) Пробки и втулки Метрические 4,6; 80—200; Морзе 0—6; укороченные В7— —В45 Конусы с конусностью 7:24 АТ4—АТ8 АТЗ—АТ7
159
Глава 6
КОНТРОЛЬ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
6. I. МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Страны — члены СЭВ проводят работы по унификации
меюдов шмерений отклонений формы н расположения. Необ-
ходимость таких работ определяется сложностью параметров
формы и расположения миоиэобразием применяемых методов
и средств их шмерений, в том числе и методов приближен-
ных шмерений.
Унификация методов измерений обеспечивает:
правильное и единое истолкование требований, вытекаю-
щих in допусков, скгианпых в конструкторской документа-
ции.
повышение точности шмерений и, следовательно, .точ-
ности измеряемых тделий;
обоснованный выбор тех или иных методов и средств
измерений,
взаимное признание результатов измерений, проводимых
из разных предприятиях, в отраслях или странах;
меж д vи а род н ы й тов а рообмеп
На нервом этапе разрабатываются методические мате-
риалы СЭВ по стандартизации (А\МС), в которых, в основ
ном. рассматриваются схемы измерения отклонений и степень
их соответствия стандартным определениям. На основе ММС
и опыта их применения в промышленности стран разрабаты-
ваются стандарты СЭВ.
Комплекс НТД СЭВ на методы измерений отклонений
формы и расположения охватывает общие основы, присущие
измерениям всех видов i неметрических отклонений, а также
методы измерений отдельных видов отклонений. Методики из-
мерений для некоторых видов отклонений еще не разработа
ны пли находятся в стадии разработки, сведения по ним в
настоящем справочнике не приведены Наряду с этими мето-
диками в ряде НТД СЭВ установлены методы измерений от-
клонений формы и расположения поверхностей для опреде-
ленных видов продукции (например, методы проверки норм
точности станков)
6.1.1. ОБЩИЕ ТРЕБОВАНИЯ К ИЗМЕРЕНИЯМ
ОТКЛОНЕНИЙ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Материал п. 611 изложен в основном в соответствии с
СТ СЭВ 6329- 88 «Основные нормы взаимозаменяемости. От-
клонения формы и расположения поверхностей. Общие тре-
бования к методам измерения». заменившим ММС по теме
01.400.02 -77 «Методы измерения отклонений формы и распо-
ложения поверхностей Общие основы».
6.1.1 1. ОБЩИЕ ПОЛОЖЕНИЯ
Унифицируемые методы шмерений распространяются на
отклонения формы н расположения, термины и определения
которых установлены в СТ СЭВ 301—88.
В НТД СЭВ включаются те методы измерений, которые
рекомендуются для предпочтительного применения в промыш-
ленности и при приемке изделий в рамках международного
товарообмена, осуществляются при помощи средств измере-
ний, имеющихся па рынке или изготовляемых собственными
силами предприятий, апробированы в производственных ус-
ловиях. основываются, как правило, па достаточном опыте
их практического применения.
Заданные в чертежах допуски формы и расположения
поверхностей не предопределяют применение каких-либо кон-
кретных методов и средств измерений. Они могут быть раз-
личными при условии, что обеспечивают контроль соблюдения
предписанных допусков. В частности, допускается применение
методов измерений, не приведенных в НТД СЭВ.
Выбор метода измерений производят с учетом погрешнее1
ти измерения, допуска, размеров и конструкции измеряемо *,
детали, особенностей технологического процесса изготовлени
деталей и степени его стабильности, производительности
стоимости измерений и других конструкторских, технологичь!
ских и экономических факторов.
Прямое измерение отклонений формы и расположения, or-1
раничеипых в конструкторской документации допусками,
имеющими комплексный характер (комплексными допусками),
разрешается заменять измерениями составляющих отклонений, .
Годность детали в этом случае может быть определена
двумя способами:
расчетом комплексного отклонения формы или располо-
жения путем соответствующего суммирования измеренных зна-
чений составляющих отклонений и сопоставлением этого рас-
считанного отклонения с заданным комплексным допуском;
установлением в технологической документации диффе-
ренцированных допусков на составляющие отклонения. При
этом дополнительно может быть оговорено, что для деталей,
у которых одно из составляющих отклонений выходит за диф-
ференцированный допуск, но не превышает комплексный до-
пуск, заданный в конструкторской документации, оценка год-
ности производится расчетом комплексного отклонения.
Способы расчета комплексного отклонения формы иле
расположения и дифференцированных допусков на состав-
ляющие отклонения устанавливаются в НТД СЭВ на методы
шмерений отдельных видов отклонении.
Примерами измерений составляющих отклонений явля-
ются: измерение отклонений от круглости и профиля про-
дольного сечения взамен прямого измерения отклонения от
цилиндричности; измерение отклонения от параллельности
осей в общей плоскости и перекоса осей взамен прямого из-
мерения отклонения от параллельности осей в пространст-
ве; измерения отклонений размеров, координирующих оси,
взамен прямого измерения позиционного отклонения.
Кроме методов, позволяющих измерить отклонение фор-
мы или расположения в полном соответствии с определением
этого отклонения по СТ СЭВ 301—88, допускается применять
методы измерений, которые не полностью соответствуют стан-
дартному определению отклонения. Это несоответствие, в
частности, может состоять в том, что измерения производятся
не во всех точках поверхности или профиля, отклонения отсчи-
тываются или оцениваются от баз. отличающихся от установ-
ленных в стандарте, па результат измерения оказывают влия-
ние другие геометрические отклонения, подлежащие исклю-
чению в соответствии со стандартным определением, и т. п. Ос-
нованием для применения методов измерений , не полностью
соответствующих стандартному определению, могут быть раз-
личные технико-экономические соображения, например:
если нельзя применить методы измерений, соответствую-
щие стандартному определению, ввиду их недостаточной про-
изводительности. высокой стоимости изи отсутствия необхо-
димых средств измерений;
если условия изготовления и характер получаемых откло-
нений создают предпосылки для получения достаточно точных
результатов при измерении этими методами;
если эти методы измерений установлены в стандартах на
правила приемки отдельных видов продукции.
Применяя методы измерений, не полностью соответствую-
щие стандартному определению, следует оценивать погреш-
ность метода измерений, которая зависит не только от схемы и
особенностей метода измерений, но и от действительного ха-
рактера отклонения формы или расположения и его стабиль-
ности.
Для выбора оптимальных параметров схемы упрощенных
измерений рекомендуется предварительно определить харак-
160
Тер и стабильность отклонения формы или расположения об-
рабатываемых деталей.
Погрешность метода не учитывается, если соответствую-
щий упрощенный метод' измер_ений стандартизован в правилах
приемки данного изделия.
В НТД на методы измерений отдельных видов отклоне-
ний формы и расположения различным методам измерений
присваиваются порядковые номера, которые, однако, ие пред-
определяют степени предпочтительности их применения. На
основе порядковых номеров устанавливаются условные обо-
значения методов измерений, которые могут быть использо-
ваны в различного рода технических документах.
Обозначения методов измерений, принятые в ММС,
состоят из двух частей, разделенных горизонтальной чертой.
Первая часть включает цифровое обозначение измеряемого
отклонения формы или расположения, соответствующее номе-
ру пункта СТ СЭВ 301—88, содержащего определение данно-
го отклонения, вторая — порядковый номер метода измере-
ний, приведенного в данном ММС, и аббревиатуру ММС, от-
деленную от порядкового номера наклонной чертой. ММС не
кимеют своих номеров. Буквы ММС в обозначении метода из-
мерения указывают на то, что данный метод предусмотрен в
^соответствующем ММС, т. е. унифицирован.
Примеры обозначения методов измере-
ний по ММС.
Метод 2.3 — 5/ММС,
где 2.3 — измерение отклонений от круглости; 5 — порядко-
вый номер метода в соответствии с ММС на методы измере-
ний отклонений от круглости.
Метод 3.1.1 — 1.1/ММС,
где 3.1.1 — измерение отклонений от параллельности плоскос-
тей; 1.1 — порядковый номер метода в соответствии с ММС
на методы измерений отклонений от параллельности. В данном
случае метод измерений подразделяется на несколько вариан-
тов.
Во вновь разрабатываемых стандартах СЭВ на методы
измерений отдельных видов отклонений формы и расположе-
ния обозначения методов упрощаются — они состоят из по-
рядкового номера метода измерений и обозначения соответст-
вующего стандарта СЭВ, например, «Метод измерений 5 СТ
СЭВ ... ».
6.1.1.2. НОРМИРУЕМЫЙ УЧАСТОК И ДЛИНА ИЗМЕРЕНИЯ
Измерение и оценка (обработка результатов измерения)
отклонений формы и расположения должны производиться на
Рис. 6.1. Краевая зона:
L — длина поверхности в направ-
лении измерения; а— ширина кра
евой зоны
Ряс. 6.2. Измерение отклонения от параллельности иа длине
LK , отличающейся от длины L поверхности
длине (или площади) нормируемого участка, заданной у чис-
лового значения допуска, или, если нормируемый участок ие
задан, — на всей длине нормируемой поверхности.
При оценке отклонений формы и расположения измеряе-
мого элемента не учитываются отклонения формы этого эле-
мента и/нли базы вглубь материала (в виде завалов) в так
называемой краевой зоне иа расстоянии с=0,01£ (рис. 6.1)
от края элемента, если в чертеже или другом техническом до-
кументе не указаны другие размеры краевой зоны или не
предписано учитывать отклонения формы в пределах краевой
зоны. При необходимости другие размеры краевой зоны долж-
ны устанавливаться в технической документации на конкрет-
ные виды продукции с учетом функционального назначения и
размеров поверхности, конфигурации детали, формы и раз
меров измерительных наконечников и других параметров и i-
меряемой детали и средств измерений.
Отклонения расположения допускается измерять на дли
не, отличающейся от длины нормируемого участка.при усло-
вии. что влияние отклонения формы измеряемой поверхности
исключается на длине нормируемого участка (рис. 6.2).
При измерении отклонений от параллельности, перпенди-
кулярности и наклона значение отклонения EPt, измеренное
на длине Li, следует привести к длине нормируемого участка
L путем пересчета по формуле:
ЕР=ЕР,-^- . (6.1)
Если расположение нормируемого участка на поверхности
не задано, то допуск формы или расположения относится к
любому участку поверхности заданной поотяжеиности
На практике ограничиваются измерением или оценкой
отклонений на нескольких участках.
Допуск формы или расположения, заданный на нормируе-
мом участке, не предполагает более жестких ограничений от-
клонений на участках меньшей длины. В связи с этим нет
необходимости оценивать годность детали по отклонению на
длине, меньшей, чем нормируемый участок, и пересчитывать
на эту длину заданный допуск.
6.1.1.3. ПЛОСКОСТЬ ИЗМЕРЕНИЯ И ЛИНИЯ ИЗМЕРЕНИЯ
ОТКЛОНЕНИЯ
Если задано расположение измеряемого сечения (плос-
кости измерения) на поверхности, то измерение отклонения
формы или расположения производится в заданном сечении.
Если расположение сечения не задано, то допуск формы или
расположения относится к любому сечению в пределах длины
нормируемого участка.
Практически ограничиваются измерением отклонений в
нескольких сечениях. За отклонение формы или расположения
поверхности, сопоставляемое с допуском, принимается наи-
большее из значений, измеренных в разных сечениях.
Направление плоскости измерения относительно измеряе-
мой поверхности должно соответствовать заданному. Как
правило, секущей поверхностью является плоскость, перпен-
дикулярная к измеряемой поверхности.
Направление линии измерения (определяется в плоскости
измерения по отношению к измеряемой поверхности) должно
соответствовать указанному в условном обозначении допуска
формы и расположения, т. е. направлению заканчивающегося
стрелкой отрезка соединительной линии от рамки с допуском,
или оговоренному в тексте технических требований. Как пра-
вило, направление линии измерения принимается по перпен-
дикуляру к измеряемой поверхности.
6.1.1.4. ИСКЛЮЧЕНИЕ ВЛИЯНИЯ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ
При измерении отклонений формы и расположения по-
верхности следует исключать влияние неровностей, относящих-
ся к шероховатости поверхности. Это осуществляется путем
выбора радиуса измерительного наконечника (механического
фильтра) и (или) применения частотных (электрических)
фильтров в цепи преобразования и регистрации измерительно-
го сигнала. В приборах, оснащенных вычислительной техни-
кой, допускается применение цифровых фильтров.
Заглубление измерительного наконечника во впадины
микронеровностей, если его влияние не исключается электри-
ческим фильтром или другим способом, следует рассматривать
как составляющую погрешность измерения формы или рас-
положения.
Влияние шероховатости поверхности считается практи-
чески исключенным, если для контроля формы или располо-
жения применяются измерительные или базирующие элемен-
ты, воспроизводящие номинальную форму измеряемой по-
верхности, например, калибры, оправки, поверочные плиты,
призмы.
Если в конструкторской документации отклонение формы
нормируется, включая шероховатость поверхности, то радиус
измерительного наконечника и (или) характеристики частот-
ных фильтров должны соответствовать принятым при измере-
нии шероховатости поверхности (см. гл. 7), а длина измере-
ния — нормируемому участку, установленному для допуска
формы. Частотные характеристики приборов, включая приме-
няемые фильтры, должны обеспечивать пропускание всех не-
6 Зак. 403
161
ровностей, относящихся как к отклонениям формы, так и к
шероховатости поверхности.
6.1.1.5. БАЗОВЫЕ ЭЛЕМЕНТЫ ДЛЯ ОЦЕНКИ
ОТКЛОНЕНИЯ ФОРМЫ
Согласно СТ СЭВ 301—88, общей базой для отсчета от-
клонений формы является прилегающая поверхность или при-
легающий профиль. Прилегающие элементы либо материали-
зуются измерительными поверхностями достаточно точной
формы, выверенными относительно реальной поверхности (или
профиля) в соответствии с определением прилегающего эле-
мента, либо определяются расчетом или графическим постро-
ением по результатам измерения отклонений от вспомогатель-
ных баз. Для случаев, когда положение прилегающего эле-
мента относительно реального может оказаться неоднознач-
ным, следует исходить из такого его положения, когда от-
клонение формы получается наименьшим.
В соответствии с СТ СЭВ 301—88, оценка отклонений
формы возможна и относительно средней поверхности или
среднего профиля, удовлетворяющих условию наименьшей
суммы квадратов отклонений.
Допускается оценка отклонений формы относительно ба-
зовых элементов, которые должны иметь номинальную форму
измеряемой поверхности или профиля, но по расположению
относительно реального элемента могут отличаться от приле-
гающего элемента. Примеры таких баз: прямая, проходящая
через две (крайние) точки реального профиля; плоскость, про-
ходящая параллельно двум прямым, соединяющим попарно
точки на диагоналях реальной поверхности; окружность или
цилиндр минимальной зоны.
При использовании таких базовых элементов, как и сред-
него элемента, за величину отклонения формы принимается
сумма отклонений двух наиболее удаленных точек, располо-
женных по обе стороны от базы. Если упрощенная база рас-
положена по одну сторону от измеряемой поверхности или
профиля, то за величину отклонения формы принимается раз-
ность наибольшего и наименьшего отклонений точек реально-
го элемента от базового элемента.
Между отклонениями формы, оцененными от среднего или
другого элемента номинальной формы, и отклонениями от-
носительно прилегающего элемента могут возникнуть расхо-
ждения, зависящие от характера и величины отклонений фор-
мы измеряемого элемента. Применение базовых элементов,
отличающихся от прилегающего, если оно не оговорено в тех-
нической документации, следует указывать в протоколе изме-
рения.
6.1.1.6. БАЗЫ ДЛЯ ОЦЕНКИ ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ
Оценка отклонений расположения и суммарных отклоне-
ний формы и расположения поверхностей производится в
системе координат, заданной в чертеже для контролируемого
допуска расположения указанием соответствующих баз.
Расположение и (или) ориентация измеряемых деталей
относительно этой системы координат при измерении осу-
ществляется либо путем совмещения баз детали с базирующи-
ми элементами средства измерений, воспроизводящими задан-
ные базы, либо расчетом или графическим построением по
результатам измерения поверхностей и профилей от вспомо-
гательных баз.
Если задана одна база, то при базировании должно быть
исключено влияние отклонений формы реального базового
элемента путем его замены прилегающим элементом. За ба-
зовые оси, плоскости симметрии и центры принимаются, со-
ответственно, оси, плоскости симметрии и центры прилегаю-
щих базовых элементов.
Это условие обеспечивается, в частности, если базирую-
щие элементы средств измерений имеют форму прилегающих
элементов (например, плиты, цилиндрические пробки, кольца
и т. п.) и соответствующее расположение.
В тех случаях, когда за базу принимают средний или дру-
гой элемент номинальной формы, по расположению отличаю-
щийся от прилегающего элемента, то между отклонениями
расположения или суммарными отклонениями формы и рас-
положения, измеренными от этих баз, и отклонениями отно-
сительно прилегающих элементов могут возникнуть расхож-
дения, зависящие от характера и величины отклонений формы
реальных баз детали. Применение в качестве баз элементов,
отличающихся от прилегающих, если оно не оговорено в тех-
нической документации, следует указывать в протоколе из-
мерения.
Если задай комплект баз, то при измерении применяются
следующие правила базирования. База, указанная первой (ус-
тановочная база), совмещается с базирующим элементом
средства измерений так, чтобы он располагался как приле-
гающий элемент. При упрощенном базировании в системе
трех координатных плоскостей (рис. 6.3) должен быть обес-
печен контакт установочной базы с базирующим элементом
средства измерений по трем точкам (рис. 6.3, а, точки Аь
Л2 и Л3).
Рнс. 6.3. Базирование по комплекту баз:
а — по установочной базе; б — по направляющей базе; в — по опор-
ной базе
База, указанная второй (направляющая база), совмеща-
ется с базирующим элементом средства измерений только за
счет перемещения по тем степеням свободы, которые остались
после базирования по первой базе. Направляющий элемент
средства измерений имеет номинальное расположение относи-
тельно первой базы, касается реальной направляющей базы и
при соблюдении этих условий располагается по отношению к
реальной поверхности так, чтобы наибольшее расстояние от
псе до базирующей поверхности было минимальным. Если
направляющей базой является плоскость, то при упрощенном
базировании в системе трех координатных плоскостей должен
быть обеспечен ее контакт с базирующим элементом в одной
точкам (рис. 6.3, б, точки В, и В2). Если база, указанная
второй, является цилиндром, то это условие заменяется ус-
ловием получения минимального диаметра для цилиндра, опи-
санного вокруг реальной наружной базовой поверхности или
максимального диаметра для цилиндра, вписанного в реаль-
ную поверхность.
База, указанная третьей (опорная база), совмещается с
базирующим элементом средства измерений за счет переме-
щения детали по той степени свободы, которая осталась пос-
ле базирования по первой и второй базам. Базирующий эле-
мент средства измерений должен иметь номинальное располо-
жение относительно первой н второй баз и касаться реальной
опорной базы. Если опорной базой является плоскость, то при
базировании в системе трех координатных плоскостей должен
быть обеспечен ее контакт с базирующим элементом в одной
точке (рис. 6, 3, в, точка С).
6.1.1.7. ИСКЛЮЧЕНИЕ ВЛИЯНИЯ ОТКЛОНЕНИЙ ФОРМЫ
ПРИ ИЗМЕРЕНИИ ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ
При измерении и оценке отклонений расположения откло-
нения формы измеряемой поверхности должны исключаться из
рассмотрения, что достигается оценкой отклонений располо-
жения по прилегающим поверхностям или профилям. Располо-
жение прилегающих элементов воспроизводится либо с по-
мощью измерительных элементов, материализующих прилега-
ющие поверхности и профили (плиты, линейки, пробки, ци-
линдрические и конические оправки, кольца и т. п.), и соот-
ветствующей их выверки, либо по результатам измерения
точек реальной поверхности расчетным или графическим пу-
тем.
Если реальные поверхности и профили заменяют средни-
ми или другими элементами, которые имеют номинальную
форму, но по расположению могут отличаться от прилегаю-
щих, то следует учитывать указания, приведенные в п. 6.1.1.6.
Если измерение отклонений расположения производится
по точкам реальной поверхности, то не исключенные из рас-
смотрения отклонения формы следует рассматривать как пог-
решность измерения.
При измерении суммарных отклонений формы и располо-
жения отклонения ' формы измеряемой поверхности нсключе-
162
иию не подлежат н рассматриваются как составная часть из-
меряемого суммарного отклонения.
6.1.1.В. КОНТРОЛЬ НЕЗАВИСИМЫХ И ЗАВИСИМЫХ
ДОПУСКОВ РАСПОЛОЖЕНИЯ ИЛИ ФОРМЫ
При независимых допусках действительное отклонение
расположения нлн формы не должно превышать заданного до-
пуска независимо от действительных размеров измеряемого
элемента. Влияние отклонений размеров измеряемых элемен-
тов должно быть исключено в процессе измерения либо рас-
сматриваться как составляющая погрешности измерения.
Прн зависимых допусках превышение отклонения распо-
ложения по сравнению со значением допуска, указанным на
чертеже (минимальным значением зависимого допуска), счи-
тается допустимым, если оно находится в пределах, компен-
сируемых отклонениями действительных размеров прилега-
ющего измеряемого и/или базы от предела максимума мате-
риала. При зависимых допусках формы допустимое превы-
шение минимального значения зависимого допуска зависит
рых соответствуют проходному пределу поля допуска размера
базового элемента детали.
Возможно также независимое измерение отклонений раз-
меров, формы и расположения поверхностей с последующей
оценкой годности детали по рассчитываемому для данной
детали действительному значению зависимого допуска.
6.1.1.9. ТРЕБОВАНИЯ К ХАРАКТЕРИСТИКАМ СРЕДСТВ
ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Форму н размеры измерительных наконечников контакт-
ных средств измерений рекомендуется выбирать в соответст-
вии с указанными в табл. 6.1.
Частотные характеристики приборов для измерения от-
клонений формы и расположения поверхностей должны обес-
печивать исключение влияния шероховатости поверхности, а
также возможность измерения неровностей поверхности с ми-
нимальным шагом, равным базовой длине (отсечке шага),
принятой для шероховатости измеряемой поверхности.
Таблица 6.1. Основные формы измерительных
иаконечииков (по СТ СЭВ 6329—88)
Форма измерительной поверхности Изображение измерительного наконечн 1ка Форма измеряемой поверхности (примеры)
Сферическая R Плоскость, внутренняя ци- линдрическая поверхность
Цилиндрическая /? - оо Образующая наружных по- верхностей тел вращения
Тороидальная (топоровидная) л Наружная цилиндрическая поверхность
r<R
Каплевидная R Внутренняя цилиндричес- кая поверхность
Плоская Г =R = со Сферическая
Числовые значения радиусов, мм
Г R 0,25 0,8 2,5 8 25 80 оо
Примечание. Кроме радиусов, приведенных в табл. 6.1, допускается применение измерительных наконечников с ради-
усами, установленными в стандартах на отдельные виды средств измерений.
от действительного отклонения размера элемента, измеренно-
го двухточечным методом.
Возможности расширения зависимых допусков располо-
жения нлн формы при измерении реализуются контролем ком-
плексными калибрами (см. п. 6.2.1), базированием по жестким
оправкам, пробкам, кольцам н т. п. элементам, размеры кото-
В приборах с прямолинейным перемещением измери-
тельного наконечника относительно измеряемой поверхности
предельную длину волны , при которой фильтр, исклю-
чающий шероховатость, передает высоту неровностей на
75 %, следует выбирать из ряда: 0,08; 0,25; 0,8; 2,5 мм в соот-
ветствии с табл. 6.2, если значение А^д не оговорено особо.
6*
163
Таблица 6.2. Выбор предельной длины фильтра
для исключения шероховатости поверхности в приборах
с прямолинейным перемещением (по СТ СЭВ 6329—88)
Г.араметоы шероховатости поверхности измеряемой поверх, ости, мкм X „ , мм gR
Ra Rm, Rz
Св. До 0,025 0,025 » 0,4 До 0,1 Св. 0,1 » 1,6 0,25 0,8
» 0,4 » 3,2 » 1,6 » 12,5 2,5
» 3,2 » 12,5 » 12,5 » 50 8,0
» 12,5 » 100 » 50 » 400 25,0
» 100 » 400 80,0
Примечание. При значении большем, чем указан-
ное в таблице, отфильтровывается часть отклонений формы
(волнистости) и измеренные отклонения формы могут полу-
читься заниженными. При меньшем, чем указанное в та-
блице, часть шероховатости поверхности не отфильтровыва-
ется и измеренные отклонения формы могут получиться завы-
шенными.
В приборах с круговым перемещением измерительного
наконечника относительно измеряемой поверхности предель-
ное число колебаний за один оборот , при котором фильтр,
исключающий шероховатость поверхности, передает высоту
неровностей на 75 %, следует выбирать из ряда 15, 25, 50,
150, 500, 1500 колебаиий/об. в соответствии с табл. 6.3, если
значение ngR ие оговорено особо. Фильтры, значение ngK
которых меньше 50 колебаиий/об., при измерении отклонений
от круглости, включающих волнистость, использовать не сле-
дует. Для измерения отклонений от круглости без учета влия-
ния волнистости рекомендуется при всех диаметрах поверх-
ности применять фильтры с ngl^ =15 колебаний/об.
Таблица 6.3. Выбор предельного числа колебаний
фильтра для исключения шероховатости поверхности
в приборах с круговым перемещением
(по СТ СЭВ 6329—88)
Номинальный диаметр измеряемой поверхности d, мм Предельное число колебаний фильтра, 1/об. при величине допуска коуглости TFK, мкм
До 2,5 Св. 2,5 до 5 Св. 5 до 10 Св. 10
До 10 150 50 50 50
Св. 10 » 50 500 150 150 50
» 50 » 120 1500 500 500 150
» 120 » 250 1500 1500 500 500
» 250 » 400 1500 1500 1500 1500
Примечание. При значении ngR меньшем, чем ука-
занное в таблице, отфильтровывается часть отклонений фор-
мы (волнистости) и измеренные отклонения формы могут по-
лучиться заниженными. При значении , большем, чем ука-
занное в таблице, часть шероховатости поверхности не от-
фильтровывается и измеренные отклонения формы могут по-
лучиться завышенными.
Измерительное усилие при контактных методах измере-
ния отклонений формы и расположения поверхностей должно
быть таким, чтобы обеспечить постоянный контакт измеритель-
ного наконечника с измеряемым элементом и в то же время,
чтобы деформации измеряемого элемента и измерительной
системы были пренебрежимо малы. Согласно ММС по теме
01.400.02—77 наибольшее значение измерительного усилия
рекомендуется выбирать из ряда 0,25; 1; 2,5 Н.
Допускается также применение значений измерительного
усилия, установленных в стандартах на отдельные виды
средств измерений.
В приборах повышенной точности измерительное усилие
рекомендуется устанавливать регулируемым в пределах
0—0,25 Н.
6.1.1.10. ПОГРЕШНОСТИ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ФОРМЫ И РАСПОЛОЖЕНИЯ
Погрешность измерения отклонения формы или рас-
положения при прямых измерениях определяется по прибли-
женной структурной формуле
= + • (6-2)
Составляющими погрешности измерения являются;
Ut — погрешность средства измерений, определяемая
формулой
^=/4+^l2^3L---+^l„ . (6.3)
где £/ц, (712, .... Uin — основные погрешности средств изме-
рений (мер, измерительных приборов, измерительных преобра-
зователей), используемых в рассматриваемой измерительной
установке.
Если условия нормирования погрешности средств измере-
ний отличаются от условий проявления этих погрешностей при
измерении данного отклонения формы или расположения, то
под Uа, U[2 . . . следует понимать погрешности средств изме-
рений, пересчитанные с учетом условий их проявления при
измерении. Например, если для прибора нормируется погреш-
ность измерения t/.v в каждой точке шкалы относительно фик-
сированного нуля, а отклонение формы пли расположения оп
ределяются как разность двух показаний прибора, то Un =
= l'w2N -V 2 -Un-,
Uz — погрешность метода измерений, определяемая фор-
мулой
иг— J/ 1 1/22+^23 : ^24 1 ^25 ! ^26 • (6.4)
где (72| — погрешность базирования, в том числе вызванная
погрешностями базирующих элементов измерительной уста-
новки (если эти погрешности не входят в погрешность средств
измерений), отклонениями формы и расположения базовых
элементов измеряемой детали;
U22 — погрешность, вызванная недостаточным числом то-
чек измерения на поверхности или профиле детали;
U23 — погрешность от неисключенного влияния шерохова-
тости измеряемой поверхности;
(/24 — погрешность от неисключенного влияния отклоне-
ний формы измеряемой поверхности (при измерении отклоне-
ний расположения);
t) 2s — погрешность от нестабильности характера отклоне-
ния формы или расположения, если применяется упрощенная
схема измерения, выявляющая отклонения определенного ха-
рактера;
(/2в — прочие составляющие погрешности метода измере-
ний, не охваченные составляющими U21—U&, например, пог-
решности, вызванные отклонениями размеров базовых и из-
меряемых элементов детали при отдельных методах измерений
отклонений расположения. Ограниченных независимыми допус-
ками;
U3 — температурная погрешность. При измерении откло-
нений формы и расположения, которые оцениваются по раз-
ности между измеренным и номинальным размерами (напри-
мер, позиционных отклонений, отклонений формы заданной по-
верхности или заданного профиля относительно баз), а также
при контроле калибрами температурная погрешность оцени- (
вается так же, как и при измерении размеров. *
При измерении отклонений формы и расположения, кото- ,
рые оцениваются по разности показаний измерительного при- /
бора в двух точках измеряемой поверхности или профиля •
температурная погрешность определяется, главным образом, Д
колебанием температуры окружающей среды за цикл измере- -J
нпя и учитывается, в основном, при особо точных измерениях Ж
(при допусках деталей менее 5 мкм): Ж
Ut — погрешность от измерительного усилия, которая в <
случае измерения отклонения формы и расположения, опреде- Я
ляется, в основном, перепадом измерительного усилия за цикл Ж
измерения и вызванным им изменением прогиба стоек и шта-, «
тивов. Колебаниями величин контактных деформаций, практи- w
чески, можно пренебречь, в особенности, при измерении сталь-Я
ных деталей. Ж
При контроле отклонений расположения пли формы ка-.-Л
либрами необходимо учитывать деформации калибра и конт-Ж
ролируемой детали под действием максимального измеритель-Д
ного усилия. В необходимых случаях, в особенности для,®
легкодеформнруемых деталей или калибров, следует регла-Ж
ментировать измерительное усилие; м
164
U$ — субъективные погрешности оператора;
Us — прочие составляющие погрешности измерения, не ох-
ваченные составляющими U\—U$.
Под каждой из погрешностей Us , Ult U3, ..., U3 пони-
мается предельная погрешность, включающая неисключенную
систематическую и случайную составляющие и оцененная с
доверительной вероятностью Р (рекомендуется Р=0,95).
При косвенных измерениях, когда измеряемое отклонение
Е определяется по исходным измеренным величинам (х,, Хг, ...,
xit .... х„) расчетом по зависимости E—F (Xi, xj, .... х,, .... хп)
(6.9), погрешность измерения в общем случае равна:
t/Z£=
(6.5)
dF
где — частная производная зависимости (6.9) по
i-й измеренной величине; Us.x. погрешность измерения i-й
исходной величины, определяемая по формуле (6.2).
Рекомендуемые значения погрешностей, допускаемых при
измерении отклонений формы и расположения поверхностей,
приведены в табл. 6.4.
Таблица 6.4. Погрешности, допускаемые при измерении отклонений формы и расположения поверхностей
(по СТ СЭВ 6329—88)
мкм
Допуск формы или расположения измеряемой детали Погрешность измерения Допуск формы или расположения измеряемой детали Погрешность измерения Допуск формы или расположения измеряемой детали Погрешность измерения Допуск формы или расположения измеряемой детали Погрешность измерения
о,1 0,04 2,5 0,9 50 15 1000 200
0,12 0,04 3 1 60 18 1200 240
0,16 0,06 4 1,4 80 20 1600 320
0,2 0,07 5 1.8 100 25 2000 400
0,25 0,09 6 2 120 30 2500 500
0,3 0,1 8 3 160 40 3000 600
0,4 0,14 10 3,5 200 50 4000 800
0,5 0,18 12 4 250 50 5000 1000
0,6 0,2 16 6 300 60 6000 1200
0,8 0,3 20 7 400 80 8000 1600
1 0,35 25 9 500 100 10000 2000
1,2 0,4 30 9 600 120 12000 2400
1,6 0,6 40 12 800 160 16000 3200
2 0.7
Примечание. Числовые значения допусков соосности, симметричности, пересечения осей,
пусков формы заданного профиля или заданной поверхности приведены в радиусном выражении.
позиционных допусков, до-
Допускаемые погрешности измерения установлены в зави-
симости от допуска формы или расположения измеряемой
детали и составляют от 35 до 20 % от этого допуска.
6.1.1.11. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ,
ПРИМЕНЯЕМЫЕ В СХЕМАХ ИЗМЕРЕНИЙ
В приложении к ММС по теме 01.400.02—77 установлены
условные обозначения (символы), рекомендуемые для при-
менения в схемах измерений отклонений формы и расположе-
ния поверхностей (в СТ СЭВ 6329—88 не включены).
Предусмотрены условные обозначения общего характера,
показывающие характер измерительных перемещений, и ус-
ловные обозначения отдельных видов измерительных прибо-
ров, их элементов, вспомогательных средств измерений и из-
мерительных наконечников, используемых в измерительных
установках для отклонений формы и расположения поверх-
ностей. Некоторые из условных обозначений по ММС приве-
дены в табл. 6.5.
Таблица 6.5. Условные обозначения, применяемые
в схемах измерения отклонений формы и
расположения поверхностей (выборка из ММС)
Сим вол
Наименование
Прямолинейное движе-
ние
-06 ай- Прямолинейное ние по одной линии направлениях движе- в двух
Прямолинейное преры-
А вистое движение
Продолжение табл. 6.5
Символ Наименование
1 1 Прямолинейное движе- ние в двух взаимно пер- пендикулярных направле- ниях
Вращательное движе- ние
Вращательное движение в двух направлениях
о Вращательное преры- вистое движение
Прямолинейное движе- ние по двум взаимно пер- пендикулярным линиям, по каждой в двух направ- лениях
? Прибор для измерения длин (вообще)
165
П родолжение табл. 6.5
Продолжение табл. 6.5
Символ Наименование
р Синусная лннейка
л Угловая концевая ме- ра или блок угловых кон- цевых мер
L — Линейка
W7//A Поверочная плита
II—II Измерительная стойка
1 Измерительный стол не- подвижный
Гс !п Измерительный стол вращающийся
Измерительный стол с перекрещивающимся дви- жением в одной плоскости
7 7'77777 Центровая бабка под- вижная с неподвижным центром
Л Центровая бабка не- подвижная с подвижным центром
L " 1 Плоскопараллельная пла- стина
1 1 Плоскопараллельная сте- клянная пластина
Угольник 90 °
*. им вол Наименование
ч. 108°, Призма с указанием уг- ла призмы
1 Опора нерегулируемая
1 Опора регулируемая
La с Измерительный мостнк с двумя неподвижными опорами
1 Целевая марка
Источник света
|- - Контрольная цилиндри- ческая оправка
-| =►— - Контрольная коничес- кая оправка
Самописец в прямо- угольных координатах
о Самописец в полярных координатах
Самописец двухкоор- динатиый
Показывающий прибор
Filter Фильтр
► Усилитель
166
Продолжение табл. 6.5
Символ Наименование
Индикатор нли измери-
тельная головка
Плоскопараллельная
концевая мера длины или
блок концевых мер
Штриховая мера
Измерительный преоб-
разователь электрический
Измерительный преоб-
разователь пневматический
Зрительная труба
Микроскоп
Автоколлиматор
Коллиматор
Лазер
Уровень
сти». Указанные НТД не охватывают методы измерений отк-
лонений от прямолинейности осей (линий) в пространстве, но
почти все рассмотренные в них методы пригодны для изме-
рения отклонений осей в заданном направлении. Обозначения
методов измерений приведены по ММС.
В зависимости от количества измеренных точек методы
измерения подразделяются на непрерывные и дискретные.
Дискретные методы измерения с постоянным шагом t
между измеряемыми точками называются шаговыми. Количе-
ство п точек измерения при дискретных методах в зависи-
мости от длины нормируемого участка приведено в табл. 6.6.
Точки измерения рекомендуется располагать на одинаковых
расстояниях друг От друга. При шаговых методах измерений
значение t рассчитывают по формуле:
• (6-6)
Количество точек измерения можно уменьшить до и ==11
независимо от длины L, если рассматриваемый профиль вы-
пуклый или вогнутый. При этом /=0,1 L.
При измерении непрерывными методами и цифровой
оценке измеренного профиля количество Л’ дискретных значе-
ний ординат профиля определяют по формуле:
Afe^+l. (6.7)
где Дх — шаг дискретизации профиля, который в случае
электрической фильтрации профиля следует определять нз
условия:
X8R> (6-8)
— см. п. 6.1.1 н табл. 6.1.
Для методов измерений без применения электрических
фильтров рекомендуется при измерении плоских н наружных
цилиндрических поверхностей применять сферические измери-
тельные наконечники с радиусом не менее 25 мм. При измере-
нии шаговым методом могут применяться и плоские (жесткие
или качающиеся) наконечники с круговой опорной площадкой
диаметром не более 0,1 t. То же относится к опорным поверх-
ностям измерительных мостиков, на которые устанавливаются
уровни и другие средства измерения наклонов. При примене-
нии электрической фильтрации профиля рекомендуются сфе-
рические измерительные наконечники с радиусом не более
0,25 мм.
Измерение осуществляется одним из следующих спосо-
бов:
непосредственно по показаниям отсчетного устройства.
Предварительно деталь выверяется так, чтобы показания на
концах измеряемого участка были одинаковыми. За откло-
нение от прямолинейности принимается алгебраическая раз-
ность между наибольшим н наименьшим показаниями;
6.1.2. МЕТОДЫ ИЗМЕРЕНИЙ
ОТДЕЛЬНЫХ ВИДОВ ОТКЛОНЕНИЙ
6.1.2.1. МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ОТ ПРЯМОЛИНЕЙНОСТИ
6.1.2.1.1. Общие положения
Материал п. 6.1.2.1 изложен в соответствии с ММС по
теме 01.400.03—77 и разработанным на его основе проектом
стандарта СЭВ «Основные нормы взаимозаменяемости. Ме-
тоды измерения отклонений от прямолинейности в плоско-
по профилограмме измеренного профиля. Для шаговых
методов, основанных на измерении наклонов линий, соединя-
ющих соседние измеренные точки профиля, предварительно
вычисляется разность вертикальных положений этих точек
(значения ДРГ< на рис. 6.4), а затем арифметическим сумми-
рованием значений hPrl °т 1 до ‘ находят абсолютную вы-
соту i-й точки &Pai от прямолинейной базы. На диаграмме
(рис. 6.5) проводят прилегающую прямую, которая касается
профилограммы либо в двух выступающих точках (вогнутая
форма, рис. 6.5, а), либо в одной точке, проходя параллельно
касательной к профилограмме, проведенной через две иаиниз-
шне точки (выпуклая форма, рис. 6.5, б). Отклонение от пря-
молинейности определяется как наибольшее в направлении
167
Прилегающая пряная
Рис. 6.5. Прилегающая
прямая:
з — при вогнутой форме;
б — при выпуклой форме
профиля
1
h
С
т
оси ординат отклонение от прилегающей прямой до наиниз-
шсй точки профилограммы;
с помощью ЭВМ. в которой результаты измерения пере-
считываются на отклонения относительно средней или приле-
гающей прямой.
Таблица 6.6. Количество точек измерения
при дискретных методах измерений отклонений
от прямолинейности
Длина нормируе- мого участка L, мм Количество п точек измерения Длина нормируе- мого участка L, мм Количество п точек измерения
До 250 13 Св. 4000 до 6300 29
Св. 250 до 400 15 Св. 6300 до 10000 33
Св. 400 до 630 17 Св 10000 до 16000 37
Св. 630 до 1000 19 Св. 16000 до 25000 41
Св. 1000 до 1600 21 Св. 25000 до 40000 47
Св. 1600 до 2500 23 Св. 40000 до 63000 53
Св. 2500 до 4000 25 Св. 63000 до 100000 59
6.1.2.1.2. Измерение прибором с прецизионным прямолинейным
перемещением (метод 2.1.1—1/ММС)
Прибор (прямомер) позволяет сравнить профиль детали
с траекторией точного прямолинейного перемещения (рис. 6.6).
Измеряемый профиль ориентируют по направлению переме-
щения предметного стола или измерительного преобразовате-
ля. Измеренные отклонения профиля регистрируются записы-
вающим устройством пли вводятся в ЭВМ.
6.1.2.1.3. Измерение методом исключения погрешностей
направляющих измерительного прибора (метод 2.1.1—2/ММС)
Измеряемую деталь ориентируют по направлению переме-
щения. Измерительный преобразователь закрепляется на ка-
ретке прибора (или суппорте станка). Вначале деталь измеря-
ется в положении преобразователя Л (рис. 6.7). Записанная
Рис. 6.7:
/ — измеряемая деталь; 2 — направляющая прибора; 3 — измери-
тельный преобразователь; 4 — измерительная стойка; 5 — самописец
н
п
О'
01
ш
профплограмма включает погрешности направляющей. Для
их исключения деталь поворачивают па 180° и в положении
измерительного преобразователя В измеряется и регистрирует-
ся профиль. Вторая профилограмма включает погрешности
направляющей с обратным знаком. Среднее значение по
профилограммам в положениях Л и В дает измеренный про-
филь, из которого исключены погрешности направляющих.
В проект стандарта СЭВ этот метод не включен ввиду
его относительно редкого применения.
6.1.2.1.4. Измерение на координатно-измерительной машине
(КИМ)—метод 2.1.1—3/ММС
Измеряемая деталь устанавливается на столе КИМ
(рис. 6.8), и измеряются координаты отдельных точек профи-
ля. Измеренные значения вводятся в ЭВМ для математиче-
ской обработки.
Рнс. 6.6:
/ — измеряемая деталь; 2 — измерительный стол; 3 — прецизионная
прямолинейная направляющая; 4 — электрический измерительный
преобразователь; 5 — электронный блок; 6 — линейный самописец;
7 — электродвигатель
измеряемая деталь; 2 — координатная измерительная машина;
3 — устройство ощупывания
пря
KON
(в
Koi
при
168
6.1.2.1.5. Измерение с применением поверочной линейки и
измерительной головки (метод 2.1.1—4. I/ММС) или
концевых ме0 длины (метод 2.1.1—4.2/ММС)
Поверочную линейку устанавливают на двух опорах в
точках наименьшего прогиба (рис. 6.9). Измерительной голов-
кой в стойке (пли концевыми мерами длины) измеряют рас-
стояния между профилем детали и линейкой в отдельных
точках и строят профилограмму.
I — измеряемая деталь: 2 — поверочная линейка: 3 — специальная
стойка нлн каретка; 4 — измерительная головка: 5 — неподвижная
опора; 6 — регулируемая опора
6.1.2.1.6. Измерение с применением поверочной плиты и
измерительной головки (метод 2.1.1—4.3/ММС)
Измеряемая деталь устанавливается на опорах (рнс. 6.10).
Измерительная головка на стойке перемещается по повероч-
ной плите вдоль профиля детали (дополнительно может быть
применена направляющая линейка). По показаниям головки в
отдельных точках профиля строится профилограмма.
6.1.2.1.7. Измерение с применением компаратора с
несколькими измерительными головками (метод 2.1.1—5.1)
В простейшем случае компаратор имеет две неподвижные
опоры и несколько измерительных головок, расположенных с
шагом Л Установка головок на нуль производится по мере
паратора. Компаратор последовательно устанавливают на
нескольких участках измеряемого профиля, так чтобы каждый
последующий участок включал хотя бы одну измеренную точ-
ку предыдущего. Настройка компаратора и снятие отсчетов с
измерительных головок и шкал регулируемых опор произво-
дятся при нулевом показании уровня.
6.1.2.1.8. Измерение двухопорным мостиком и
измерительной головкой (метод 2.1.1—5.2/ММС)
Измерительная головка, закрепленная в мостике, уста-
навливается на нуль по мере прямолинейности. Мостик после-
довательно перемещается по измеряемой поверхности с шагом
t (рис. 6.12). По показаниям измерительной головки воспро-
изводятся отклонения измеренных точек профиля и строит-
ся профилограмма.
В проект стандарта СЭВ этот метод не включен ввиду
сложной процедуры определения результата измерения.
Рис. 6.12:
1 — измеряемая деталь; 2 — двухопориый мостик; 3 — измерительный
наконечник: 4 — измерительная головка
6.1.2.1.9. Измерение микроскопом от натянутой струны
(метод 2.1.1—6/ММС)
Стойка с закрепленным в ней измерительным микроско-
пом (рис. 6.13) перемещается шагами вдоль измеряемой вер-
тикальной поверхности. Натянутая струна, представляющая
собой меру прямолинейности, располагается параллельно нап-
равлению движения микроскопа. В каждой точке измерения
определяется смещение оси микроскопа относительно струны.
По этим смещениям строится профилограмма.
I7////7//Z77///ZZI
Рис. 6.10:
измеряемая деталь: 2 — поверочная плита: 3 — измерительная
сгонка; 4 — измерь 1елвиая головка; 5, 6 — опоры
Рнс. 6.13:
/ -- измеряемая деталь; 2 — стойка; 3 — измерительный микроскоп;
4 — струна с натяжным устройством
6.1.2.1.10. Измерение с применением зрительной трубы и
визирной марки (метод 2.1.1—7.1/ММС)
Мерой прямолинейности является оптический луч (его
ось). Зрительная труба (рнс. 6.14) ориентируется с помощью
стойки н визирной марки так, чтобы ее оптическая ось была
приблизительно параллельна измеряемому профилю. Марку в
процессе измерения помещают в измеряемых точках профиля,
наводят на нее зрительную трубу и измеряют смещение марки
относительно оптической оси (в одной или двух координатах).
По измеренным смещениям строят профилограмму.
2
/ 4
Рнс. 6.11:
/ — измеряемая деталь; 2 — корпус компаратора: 3 — измеритель-
ные головки; 4 — регулируемые опоры; 5 — уровень
прямолинейности. По показаниям головок после установки
компаратора на измеряемую деталь строится профилограмма
(в опорных точках отклонения принимаются равными нулю).
Компаратор с регулируемыми опорами и уровнем (рнс. 6.11)
применяют при измерении участков, превышающих длину ком-
Рис. 6.14:
/ — измеряемая деталь; 2 — зрительная труба; 3 — стойка; 4 —
визирная марка
I I I I I
169
6.1.2.1.11. Измерение фотоэлектрическим методом
относительно луча лазера (метод 2.1.1—7.2/ММС)
Метод измерения (рис. 6.15) аналогичен предыдущему, но
вместо зрительной трубы используется лазер, а вместо визир-
ной марки — фотоэлектрический детектор.
Рис. 6.15:
1 — измеряемая деталь; 2 — лазерная установка со стойкой; 3 —
фотоэлектрический датчик; 4 — специальная стойка для фотоэлект-
рического датчика: 5 — электронная оценочная и индикаторная ап-
паратура
6.1.2.1.12. Измерение оптической линейкой
(метод 2.1.1—8/ММС)
Мерой прямолинейности является оптическая ось линейки
(рис. 6.16). Линейка помещается иа измеряемой поверхности.
Рис. 6.16;
/ — измеряемая деталь; 2 — корпус линейки; 3 — оптическая систе-
ма, * — подвижный узел для визирования и ощупывания; 5 — ви-
зирная марка; б — неподвижная опора; 7 — регулируемая опора
Подвижный узел прибора перемещается по направляющим в
корпусе и ощупывает профиль в заданных точках. Различие
в высотах измеряемых точек приводит к смещению визирной
марки относительно оптической оси прибора, которое опреде-
ляется с помощью измерительного микроскопа. По измерен-
ным высотам отдельных точек строится профилограмма.
6.1.2.1.13. Измерение гидростатическими уровнями
Образцом прямолинейности служит уровень жидкости.
Метод реализуется двумя вариантами:
по дифференциальной схеме с помощью двух одинаковых
уровней — метод 2.1.1—9.1/ММС (рис. 6.17);
Рис. 6.17:
/ — измеряемая деталь; 2 — гидростатический уровень; 3 — соеди-
нительный шланг
с помощью одного или нескольких гидростатических уров-
ней, присоединенных к уравнительному сосуду, имеющему в
несколько раз большее сечение, чем у уровня — метод
2.1.1—9.2/ММС (рис. 6.18).
' Рнс. 6.18:
/ __ измеряемая деталь; 2 — гидростатический уровень; 3 — соедини-
тельный шланг; 4 — уравнительный сосуд
Гидростатические уровни устанавливаются на измеряемой
поверхности. Один из них (или уравнительный сосуд) зани-
мает постоянное положение, а другой перемещается шагами в
другие точки измерения. Каждый раз фиксируется измене-
ние показаний неподвижного и подвижного уровней. Если
уровни одинаковы, то смещение по высоте измеряемой точки
относительно начальной равно половине разности показаний
уровней. При методе 2.1.1—9.2/ММС смещение точки по вы-
соте равно изменению показания перемещаемого уровня. По
измеренным высотам точек строится профилограмма.
6.1.2.1.14. Измерение изменений наклонов отдельных
участков профиля
Измерение производится шаговым методом с помощью
двухопорного мостика с расстоянием между опорами t. Мос-
тик перемещается шагами / вдоль измеряемого профиля. Из-
мерение изменений наклонов отдельных участков производит-
ся:
уровнем (рис. 6.19, метод 2.1.1 — 10.1/ММС). Измеряются
изменения наклонов относительно горизонтальной плоскости;
зеркало;
Рис. 6.20:
измеряемая деталь; 2 — измерительный мостик; 3
4 — автоколлиматор; 5 — стойка
Рнс. 6.21:
Z — измеряемая деталь; 2 — измерительный мостик;
отражатель; 4 — отделенный блок интерферометра;
устройство; 6 — электронный и индикаторный блок;
3 — оптический
5 — лазерное
7 — самописец
автоколлиматором (рис. 6.20, метод 2.1.1 — 10.2/ММС). На
мостике помещается зеркало, а автоколлиматор выставляется
приблизительно параллельно измеряемому профилю, измеря-
ются изменения наклонов относительно оптической оси авто-
коллиматора;
лазерным интерферометром (рис. 6.21, метод 2.1.1—10.3/
/ММС). На мостике помещается специальный отражатель, из-
меряются изменения наклонов относительно лазерного луча.
По измеренным изменениям наклонов участков рассчиты-
вается разность высот крайних точек участков, а затем—зна-
чения высот точек относительно базы измерения, по которым
строится профилограмма.
6.1.2.1.15. Проверка лекальной линейкой
(метод 2.1.1—11/ММС)
Лекальная линейка своим рабочим ребром (рис. 6.22)
прикладывается к измеряемому профилю нормально к поверх-
ности. Оценивается наибольшая ширина просвета между ли-
нейкой и деталью. Способ не дает возможности провести
количественный анализ формы профиля.
1
г
I
I
I
р
к
в
ч
п
к
170
Рис. 6.22:
I — измеряемая деталь; 2 — лекальная лииейка
6.1.2.2. МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ОТ ПЛОСКОСТНОСТИ
6.1.2.2.1. Общие положения
Материал п. 6.1.2.2 изложен в соответствии с ММС по те-
ме 01.400.03—77 и разработанным на его основе проектом
стандарта СЭВ «Основные нормы взаимозаменяемости. Мето-
ды измерений отклонений от плоскостности». Обозначения ме-
тодов измерений приведены по ММС.
Существующие методы измерений отклонений от плоскост-
ности в основном являются дискретными: поверхность изме-
ряется в отдельных точках. Чем больше число измеряемых то-
чек, тем полнее результат измерения соответствует стандарт-
ному определению отклонения от плоскостности.
Для прямоугольных поверхностей точки измерения распо-
лагают на продольных, поперечных и диагональных сечениях
Рис. 6.23. Расположение точек измерения на плоскости:
6 — шаг между точками измерения иа продольных линиях; /а — шаг
между точками измерения на поперечных линиях
(рнс. 6.23). Если измерения производят относительно плоской
базы, то достаточно измерять точки иа продольных и попе-
речных сечениях.
Количество точек измерения на линии измерения в
продольном направлении определяется по табл. 6.7 в зави-
симости от длины нормируемого участка >Е| в этом направле-
нии. Для измерений в поперечном направлении обычно при-
нимают /|в/2.
Измерительные приборы и измерительные мостики, при-
меняемые при измерении отклонений от плоскостности, реко-
мендуется снабжать качающимися плоскими наконечниками с
круглой опорной поверхностью диаметром не более 0,1 t.
Оценка отклонений от плоскостности производится на ос-
нове математической модели измеренной поверхности — зна-
чений расстояний измеренных точек от плоскости, принятой
за базу при измерении, с учетом координат этих точек в ба-
зовой плоскости.
Обработка результатов измерения по математической мо-
дели может осуществляться:
графическими методами построения прилегающей плос-
кости, причем в зависимости от формы измеренной поверхнос-
ти прилегающая плоскость может касаться ее в трех высту-
пающих точках (вогнутая форма), в одной наивысшей точке,
проходя параллельно плоскости, касательной в трех нанниз-
ших точках поверхности (выпуклая форма) или в двух наи-
высших и в двух наннизшнх точках поверхности (седлооб-
разная или нзвернутая форма);
расчетными способами, главным образом с помощью
ЭВМ. В качестве базы для оценки отклонения от плоскости
может быть принята прилегающая плоскость, средняя плос-
кость или упрощенная база, например, плоскость, проходящая
через три угловые (разнесенные) точки поверхности, или
плоскость, параллельная прямым, соединяющим крайние точ-
ки в каждом из диагональных сеченнй;
Таблица 6.7. Количество точек измерения иа линиях
в продольном направлсиии жрн измерении отклонение
от плоецоетности
Длина нормируе- мого участка Li. мм Количество точек измерения на линии измерения в продольном направлении ..Г' J I Длина нормируе- мого участка Lt, мм » етзг- измерения в проаолыюм направлении
До 100 5 Св. 2500 до 4000 17
Св. 100 до 160 7 Св. 4000 до 6300 19
Св. 160 до 250 7 Св. 6300 до 10000 21
Св. 250 до 400 9 Св. 10000 до 16000 23
Св. 400 до 630 9 Св. 16000 до 25000 25
Св. 630 до 1000 11 Св. 25000 до 40000 27
Св. 1000 до 1600 13 Св. 40000 до 63000 29
Св. 1600 до 2500 15 Св. 63000 до 100000 31
непосредственно по показаниям отсчетного устройства как
разность между наибольшим и наименьшим показаниями.
Предварительно деталь должна быть выверена так, чтобы база
при измерении соответствовала базовой плоскости для оценки
отклонения от плоскостности (в основном относительно уп-
рощенных баз).
6.1.2.2.2. Измерение с применением методов
измерения отклонений от прямолинейности
(метод 2.2—1.1/ММС)
Одним из шаговых методов, описанных в п. 6.1.2.1, изме-
ряются отклонения от прямолинейности в продольных, попе-
речных и диагональных сечениях (рис. 6.23). Для получения
математической модели результаты измерения в отдельных
сечениях должны быть приведены к общей плоскости, обыч-
но к одной из упрощенных баз, указанных в п. 6.1.2.2.1. От-
клонение от плоскостности определяется либо непосредствен-
но по математической модели как разность наибольшей н наи-
меньшей высот измеренных точек или путем дальнейших рас-
четов с помощью ЭВМ от прилегающей или средней плос-
кости.
6.1.2.2.3. Измерение двухопорным измерительным
мостиком и уровнем (метод 2.2—1.2/ММС)
Схема измерения показана на рис. 6.24.
Деталь выверяется приблизительно горизонтально. Двух-
опорный измерительный мостик с установленным иа нем уров-
Рис. 6.24:
/ — намеряемая деталь с расположением точек измерения; 2 — из-
мерительный мостик; 3 — уровень
171
нем (или уровень с опорами в виде измерительного мостика)
перемещается шагами /| и t? по взаимно параллельным про-
дольным и поперечным сечениям. По результатам измерения
наклонов соседних участков находятся относительные высоты
их концов и математическая модель измеренной поверхнос-
ти относительно плоскости, перпендикулярной направлению
силы тяжести земли.
6.1.2.2.4. Измерение иа трех«оординатной измерительной
машине (метод 2.2—2/ММС)
На детали, установленной на столе КИМ (рис. 6.25), из-
меряют координаты отдельных точек Р/ поверхности, по ко-
торым с помощью ЭВМ рассчитывается отклонение от плос-
костности.
6.1.2.2.5. Измерение с помощью поверочной линейки
и концевых мер длины (метод 2.2—3.1/ММС)
На три угловые точки намеченной сетки продольных,
поперечных н диагональных сечений (рис. 6.26) устанавливают
концевые меры длины одинакового размера, ими определяется
база при измерении. На две базовые меры по диагонали уста-
навливают поверочную линейку и подбором концевой меры
находят отклонение точки в середине диагонали. Затем ус-
Рис. 6.25:
Z — измеряемая деталь с расположением точек измерения; 2 — трех-
коордииатиая измерительная машина
танавлнвают линейку по второй диагонали, опирая ее на из-
вестные меры в начальной точке и середине, и определяют
отклонение во второй крайней точке. По известным отклоне-
ниям четырех угловых точек установкой поверочной линейки в
продольных и поперечных сечениях и подбором концевых мер
определяют отклонения остальных точек и получают матема-
тическую модель поверхности.
6.1.2.2.6. Измерение с помощью поверочной линейки
и измерительной головки (метод 2.2—3.2/ММС)
Схема измерения показана на рис. 6.27. Данный метод
позволяет определить математическую модель поверхности
относительно плоскости, параллельной проходящей через три
угловые точки поверхности.
В этом случае процедура измерения аналогична описан-
ной в п. 6.1.2.2.5 с той лишь разницей, что измерение по кон-
цевой мере заменяется отсчетом по измерительной головке, а
линейка опирается на регулируемые опоры. Возможно также
измерение относительно плоскости, параллельной линиям,
соединяющим крайние точки диагональных сечений. Для этого
поверочная линейка устанавливается с помощью опор по
172
обоим диагональным сечениям так, чтобы в центре показание
головки было равно нулю, а в крайних точках каждой диаго-
нали показания были попарно одинаковы. Эти показания в пяти
Рнс. 627:
/ — измеряемая деталь; 2 — поверочная лииейка; 3 — измерительная
головка;4 — регулируемая опора
точках являются значениями математической модели, к ко-
торым привязываются значения, измеряемые в продольных и
поперечных сечениях.
6.1.2.2.7. Измерение с помощью измерительной головки
от плоскости, образованной тремя поверочными
линейками (метод 2.2—3.3/ММС)
С помощью трех поверочных линеек (рис. 6.28), две из
которых устанавливаются на регулируемых опорах на изме-
ряемой поверхности, а третья опирается на первые две, соз-
дают базовую плоскость для получения математической
Рис. 6.28:
I — измеряемая поверхность; 2, 3 — поверочные лниейкн. 4
регулируемые опоры лииеек 2; 5 — уровень; 6 — измерительная го-
ловка в специальной стойке
модели поверхности. Для этого линейки 2 выверяют так, что-
бы их рабочие поверхности лежали в одной плоскости (при
этом показания уровня, расположенного иа лниейке 3, оди-
наковы в двух положениях этой линейки над опорами и обес-
печено прилегание линейки 3 к линейкам 2). Затем измери-
тельной головкой измеряют расстояния от точек поверхности
до поверочной линейки 3. Полученные значения образуют ма-
тематическую модель поверхности.
6.1.2.2.8. Измерение с помощью линейки-компаратора
(метод 2.2—4/ММС)
Линейка (рис. 6.29) имеет две регулируемые опоры с ми-
крометрическими головками (одна для установки высоты на-
Рнс. 6.29:
I — измеряемая деталь; 2 — основание лииейкн; 3 — измерительная
головка; 4 — микрометрическая головка; 5 — уровень
Т
м
в
к
к
т<
м
6
п
р
Я1
к<
с
чальной точки, другая для выверки линейки в горизонтальное
положение) и встроенные с шагом t измерительные головки.
Устанавливая линейку на плоский или прямолинейный об-
разец, приводят показания микрометрических головок опор и
измерительных головок к нулю. Затем установкой линейки на
измеряемую поверхность производят измерения по сетке про-
дольных и поперечных сечений. При этом левая микрометри-
ческая головка устанавливается в соответствии со значением
математической модели в данной точке (в исходной точке оно
равно нулю), а правая опора регулируется так, чтобы пока-
зание уровня было равно нулю. Отсчеты по измерительным
головкам и микрометрическим головкам опор являются зна-
чениями математической модели поверхности относительно го-
ризонтальной плоскости, проведенной через начальную угло-
вую точку измеряемой поверхности.
6.1.2.2.9. Измерение с применением зрительной
трубы, уровня и визирной марки (метод 2.2—5.1/ММС)
Схема измерения показана на рис. 6.30.
Измеряемую деталь ориентируют приблизительно горизон-
тально Зрительную трубу с помощью специальной стойки
поворачивают и наклоняют так, чтобы ее оптическая ось бы-
ла горизонтальной (по уровню, установленному на трубе).
Рис. 6.30:
! — измеряемая деталь; 2 — зрительная труба; 3 — уровень; 4 — ви-
зириая марка; 5—стойка
Визирную марку поочередно устанавливают на точках изме-
рения и измеряют ее высоту относительно оптической оси
зрительной трубы. Эти значения образуют математическую
модель поверхности относительно горизонтальной плоскости.
6.1.2.2.10. Измерение с применением зрительной трубы,
пентапризмы и визирной марки (метод 2.2—5.2/ММС)
Зрительная труба с пентапризмой, поворачивающейся во-
круг оптической оси трубы устанавливается в стойке с регу-
лируемой опорой (рис. 6.31).
измеряемая деталь; 2 — зрительная труба; 3 — пеитапризма;
4 — визирная марка; 5 — стойка
Плоскость, перпендикулярная оптической оси зрительной
трубы, является базой для математической модели измеряе-
мой поверхности. С помощью трех визирных марок одинако-
вой высоты, располагаемых в максимально разнесенных точ-
ках поверхности, базовая плоскость выверяется по этим точ-
кам. С помощью четвертой марки, располагаемой в других
точках измерения, и зрительной трубы определяют значения
математической модели.
6.1.2.2.11. Измерение с помощью гидростатических уровней,
подключенных к уравнительному сосуду (метод 2.2—6/ММС)
Измеряемую поверхность располагают приблизительно го-
ризонтально. Базовой плоскостью для математической модели
является уровень жидкости в уравнительном сосуде, сечение
которого во много раз превосходит сечение уровня (рис. 6.32).
С помощью гидростатического уровня (уровней), устанавлива-
емого в точках измерения, определяют положения этих точек
относительно уровня жидкости в сосуде, т. е. математическую
модель поверхности.
6.1.2.2.12. Измерение компаратором плоскостности
с неподвижными опорами (метод 2.2—7.1/ММС)
В раме или плите с тремя опорами закрепляются изме-
рительные головки в соответствии с планом расположения то-
чек измерения (рис. 6.33).
Измерительные головки устанавливаются на нуль по об-
разцу плоскостности (например, поверочной плите). При уста-
новке рамы на измеряемую поверхность но измерительным
Рис. 6.33:
1 — измеряемая деталь; 2 — рама или плита с 3-мя неподвижными
опорами; 3 — измерительная головка
головкам отсчитывают значения ее математической модели.
Базой модели является плоскость, проходящая через три не-
подвижные опоры рамы.
6.1.2.2.13. Измерение компаратором плоскостности
с аэростатической опорой (метод 2.2—7.2/ММС)
Корпус компаратора (рис. 6.34) имеет камеру и выход-
ные отверстия, благодаря которым воздух под давлением
создает аэростатическую опору. Вследствие усредняющего
действия воздушной подушки средняя плоскость поверхности
5 компаратора устанавливается параллельно средней плоскос-
ти измеряемой поверхности. Измерительные головки закреп-
ляются в корпусе компаратора в соответствии с планом точек
измерения и настраиваются на нуль по образцу плоскостности
илн по специальной методике непосредственно на измеряемой
поверхности.
Показания измерительных головок при установке на из-
меряемую поверхность являются ее математической моделью,
а разность между наибольшим и наименьшим показаниями
определяет отклонение от плоскостности относительно сред-
ней плоскости.
Рис. 6.34:
/ — измеряемая деталь; 2 — компарациоииый прибор с аэростати-
ческими опорами; 3 — измерительные головки; 4 — подача воздуха;
5 — образцовая поверхность прибора
173
6.1.2.2.14. Измерение с применением поверочной
плиты и измерительной головки (метод 2.2—7.3/ММС)
Деталь измеряемой поверхностью устанавливается на по-
верочной плите (рис. 6.35) и ощупывается в различных точ-
ках измерительной головкой. Наибольшее показание головки,
настроенной на нуль по плоскому образцу, равно отклоне-
нию от плоскостности относительно плоскости, проведенной
через три выступающие точки поверхности. Метод неприме-
ним при выпуклой форме поверхности.
/
’---1--Л\ 2
Vzzzzzz^wzzzzzzf
Рис. 6.35:
/ — измеряемая деталь; 2 — поверочная плита; 5 — измерительная
головка
6.1.2.2.15. Измерение интерференционным методом
(метод 2.2—8/ММС)
На измеряемую поверхность, которая имеет хорошую от-
ражательную способность, накладывается под малым углом
плоскопараллельная стеклянная пластина. За счет воздушного
клнна. создается интерференцнональиая картина. По форме
и искривлению интерференционных полос судят о форме по-
верхности и отклонении от плоскостности.
6.1.2.2.16. Контроль поверочной плитой на краску
На поверочную плиту наносят тонкий слой краски, кладут
плиту на контролируемую поверхность (детали малых раз-
меров кладут на плиту) и их относительным перемещением
растирают краску по поверхности. По величине окрашенной
поверхности н распределению пятен контакта на поверхности
судят о ее плоскостности. Метод дает только качественную
оценку формы.
6.1.2.3 МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ОТ КРУГЛОСТИ
6.1.2.3.1. Общие положения
Методы измерений отклонений от круглости установлены
в ММС по теме 01.400.11—79.
Если плоскости измерения отклонений от круглости ие
заданы, то их количество и расположение определяется в со-
ответствии с табл. 6.8. Количество плоскостей измерения мо-
жет быть увеличено нли уменьшено по сравнению с указан-
ным в табл. 6.8 при условии, если этого достаточно для вы-
явления наибольшего отклонения от круглости. За отклонение
от круглости для поверхности принимается наибольшая нз
величин, измеренных в разных сечениях.
При измерении отклонений от круглости, включая волнис-
тость на приборах, имеющих электрические частотные фильт-
ры, верхнюю границу пропускания фильтра рекомендуется вы-
бирать в соответствии с табл. 6.9, но не менее 50 колебаний
за оборот. Если техническими требованиями предписывается
измерение отклонения от круглости без учета волнистости, то
для всех диаметров деталей следует пользоваться фильтром
низких частот с предельным числом колебаний 15 1/об. Для
измерений только волнистости следует пользоваться полосо-
вым фильтром с ннжней границей пропускания 15 1/об. и
верхней границей в соответствии с табл. 6.9.
Оценка отклонений от круглости по результатам измере-
ний производится одним нз следующих способов:
непосредственно по показаниям отсчетного устройства
определяется алгебраическая разность между наибольшим и
наименьшим показаниями, которая в некоторых методах из-
мерений пересчитывается с учетом поправочного коэффициен-
та. Этот способ предполагает предварительное исключение
влияния эксцентриситета проверяемого сечения;
ручной обработкой профилограммы сечения, записанной
преимущественно в полярных координатах. Для нахождения
базовой окружности, от которой отсчитывают отклонение от
круглости, применяют прозрачный шаблон с концентричными
окружностями или циркуль, в качестве базы применяют, в
основном, прилегающую окружность (наименьшую описанную
для вала илн наибольшую вписанную для отверстия) или
среднюю окружность, если профилограмма записывается от-
носительно нее;
с помощью ЭВМ, пересчитывающих измеренные значений
на отклонения от круглости относительно средней нлн приле-
гающей окружности.
6 1.2.3.2. Измерение с применением прецизионного
вращения (метод 2.3—1/ММС)
Схема измерения приведена на рис. 6.36. При измерении
реальный профиль сравнивается с траекторией точного вра-
щения шпинделя прибора (кругломера). Различают кругло-
Рис. 6.36:
1 — измеряемая деталь; 2 — точный шпиндель; 3 — измерительный
преобразователь
меры с вращающимся измерительным преобразователем при
неподвижном столе и детали и с вращающимся предметным
столом при неподвижном преобразователе. Перед измерением
деталь центрируют и нивелируют относительно оси шпинделя
прибора. Измеряется изменение радиусов профиля относи-
тельно оси вращения за один оборот. Измеренный профиль
регистрируется на полярной диаграмме. Возможно примене-
ние ЭВМ для автоматического определения базовой окружнос-
ти (средней нли прилегающей) и отклонения от круглости. Дан-
ный метод измерения является наиболее точным и позволяет
измерять отклонение от круглости в соответствии с его стан-
дартным определением.
Таблица 6.8. Рекомендуемое количество плоскостей
измерения отклонений от круглости (по ММС)
Длина измеряемой ци- линдрической поверхнос- ти /, мм Соотношение длины и диаметра lid изме- ряемой поверхности Количество плоскос- тей измерения 7V
До 50 До 1 1
Св. 1 » 3 2
» 3 3
Св. 50 до 200 До 1 2
Св 1 » 3 3
» 3 4
Св 200 До 1 3
Св 1 » 3 4
» 3 5
Примечание. Расстояние между плоскостями изме-
рения принимается равным 1/N, а расстояние от края до пер-
вой плоскости измерения — 1/2N.
6.1.2.3.3. Измерение с применением образца круглости
(метод 2.3—2/ММС)
Схема измерения показана на рис. 6.37. Измеряемая де-
таль сопрягается с образцовой по форме деталью (кольцом
илн пробкой), которая в ограниченном диапазоне диаметров
материализует прилегающую окружность. Измерительной
головкой, закрепленной неподвижно на образцовой детали,
регистрируется максимальная разность показаний за один
оборот измеряемой детали относительно образцовой. Для бо-
лее полной компенсации действительных отклонений диаметра
деталей применяют образцовые детали, регулируемые по диа-
метру, либо набор различных по диаметру образцовых дета-
лей.
174
казаний прибора за один оборот детали определяет откло-
нение от круглости относительно средней окружности.
Рис. 6.37:
/ — измеряемая деталь; 2 — об-
разец круглости (калибр-кольцо);
3—измерительная головка
6.1.2.3.4. Измерение с применением аэростатически
центрированного опорного элемента (метод 2.3—3/ММС)
Схема измерения отверстия показана на рис. 6 38. Анало-
гичная схема может быть применена и для измерения валов.
Опорный элемент в виде пробки или кольца базируется на
аэростатических опорах непосредственно по измеряемой по-
верхности детали. Вследствие усредняющего эффекта воз-
душной подушки при взаимном вращении опорного элемента
и детали ось вращения практически неподвижна и при ог-
раниченной длине опорного элемента проходит через центр
средней окружности измеряемого сечения. Измерительный
преобразователь закреплен в опорном элементе.
6.1.2.3.6. Измерение на координатно-измерительных
приборах (метод 2.3—5/ММС)
Деталь измеряется на двух- или трехкоординатиых при-
борах путем ощупывания достаточно большого количества то-
чек реального профиля (рекомендуется не менее 12 точек).
По координатам измеренных точек с помощью ЭВМ по соот-
ветствующим программам рассчитывается отклонение от круг-
лости относительно средней или прилегающей окружности.
6.1.2.3.7. Измерение средствами для измерения диаметра
(двухточечное измерение)
Метод осуществляется в двух вариантах: путем непре-
рывного измерения при вращении детали относительно двух-
точечного измерительного средства (метод 2.3—6.1/ММС)
или измерением диаметров по отдельным направлениям (ме-
тод 2.3—6.2/ММС). Пример реализации метода измерений
2.3—6.1/ММС показан на рис. 6.40. В процессе измерения
деталь поворачивают не менее чем на 180° и фиксируют раз-
ность между наибольшим и наименьшим диаметрами се-
чения
AA=dmax ^rnin* (6-9)
Отклонение от круглости равно
ДА
EFK—^ . (6.10)
Рис. 6.40:
1 — измеряемая деталь; 2 — непод-
вижная опора; 3 — измерительная
головка; 4 — боковой упор; 5 —
стойка
Рис. 6.41. Измерение
овальности в трех (а)
нли четырех (б) на-
правлениях
Рис. 6.38:
1 — измеряемая деталь; 2 — опорный элемент; 3 — измерительный
преобразователь
Отклонение от круглости определяется как наибольшая
разность показаний отсчетного прибора за один оборот дета-
ли относительно опорного элемента. При постоянной скорости
вращения возможна регистрация профиля на диаграмме.
6.1.2.З.5. Измерение прибором для измерения радиального
биения (метод 2.3—4/ММС)
Измеряемая деталь устанавливается в центрах (рис.
6.39) . Деталь должна вращаться с постоянной скоростью. Из-
Рис. 6.39:
1 — измеряемая деталь; 2 — измерительный преобразователь; 3 —
центра
мерительным преобразователем регистрируется изменение ра-
диусов детали в измеряемом сечении за один оборот. После
электрической фильтрации, подавляющей составляющую,
вызванную эксцентриситетом сечения относительно оси вра-
щения (в данном случае общей оси центровых отверстий),
измерительный сигнал подается либо иа показывающий при-
бор, либо на линейный самописец. Наибольшая разность по-
При методе измерений 2.3—6.2/ММС измеряют диамет-
ры в отдельных направлениях, равномерно расположенных
по периметру. В случае, когда отклонение от круглости име-
ет вид овальности, оптимальными вариантами являются из-
мерения в трех или четырех направлениях (рис. 6.41). Оп-
ределяется разность между наибольшим н наименьшим из
измеренных диаметров ДА. Отклонение от круглости равно
ДА
EFK^j- , (6.11)
где значение F при измерении овальности равно:
F=l,6 при измерении в трех направлениях;
F=l,7 при измерении в четырех направлениях;
F = 2 при измерении в шести и более направлениях.
Двухточечными измерениями можно пользоваться только
в случаях, когда отклонение от круглости имеет характер
овальности или огранки с четным числом граней. Метод
2.3—6.2/ММС следует применять в основном для измерения
овальности.
Измерение огранки с нечетным числом граней при двух-
точечном методе невозможно. Если отклонение от круглости
содержит составляющие с нечетным числом неровностей на
периметре, то двухточечное измерение должно дополняться
трехточечным (см. п. 6.1.2.3.8).
6.1.2.3.8. Измерение с применением нризмы
(трехточечное измерение)
Различают симметричную схему измерения (метод
2.3—7.1/ММС), когда измерительный наконечник располага-
ется по биссектрисе угла призмы а (рис. 6.42, а) и несиммет-
ричную схему (метод 2.3—7.2/ММС), когда измерительный
наконечник располагается шод углом р к биссектрисе (рис.
6.42, б). Измеряемый вал устанавливают в призме и враща-
175
Рнс. 6.42. Измерение отклонений от круглости в призме:
а — симметричная схема; б — несимметричная схема; / — измеряемая
деталь; 2 — призма; 3 — измерительная головка; 4 — стойка
ют. Определяют наибольшее изменение показаний (АЛ) го-
ловки за один оборот.
Отклонение от круглости равно
Д'4
EFK=tt- , (6.12)
г п
Таблица 6.10. Поправочные коэффициенты при измере*
нии отклонений от круглости в призмах по несимметричной
схеме (по ММС)
Количество неровностей иа периметре п Поправочный коэффициент Fn для и Изм ПОДЕ пене кзх
а=120"> (Ф=60°) 0=6ОЭ о О о О сч© чэ ~ от № 11 » в -Э-сС. а«120° (ф=60°) р=10°
2 2,38 1,41 1,64
3 2,00 2,00 0,88
4 1,01 1,41 0,96
5 2,00 2,00 1,73
6 0,42 0,73 1,08
7 2,00 2,00 1,73
8 1,01 1,41 0,79
9 2,00 2,00 1,35
10 2,38 1,41 0,79
11 * * 1,73
1'2 1,01 0,73 1,08
13 * * 1,73
14 0,42 1,41 0,96
15 2,00 2,00 0,88
где F„ — поправочный коэффициент, который зависит от ко-
личества неровностей на периметре детали, угла а нли ком-
бинации углов аир. Рекомендуемые углы а и Р и значения
коэффициентов приведены в табл. 6.10. Трехточечные измере-
ния применимы и для отверстий (схемы измерения приведе-
ны на рис. 6.43). Угол ф между неподвижными опорами в
отверстии рассчитывается по формуле
ф=180°—а. (6.13)
Т а б л н ц а 6.9. Поправочные коэффициенты при измере-
нии отклонений от круглости в призмах по симметричной схе-
ме (по ММС)
* Для данных п отсутствует изменение показаний измери-
тельной головки.
Количе- ство неровно- стей иа периметре п Поправочный коэффициент F п для
а=108° (ф=72э) (ф-90э) а=60э (Ф==№) а«120с
2 1,38 1,00 * 1,58
3 1,38 2,00 3,00 1,00
4 * 0,41 * 0,42
5 2,24 2,00 * 2,00
6 * 1,00 3,00 *
7 1,38 * * 2,00
8 1,38 2,41 * 0,42
9 * 3,00 1,00
10 2,24 1,00 * 1,58
11 * 2,00 *
12 1,38 0,41 3,00 2,00
13 1,38 2,00 *
14 * 1,00 * 1,58
15 2,24 * 3,00 1.00
1 — измеряемая деталь; 2 — наездник; 3 — измерительная головка:
4 — центра
Измерение в призме применяют для деталей небольших
размеров, имеющих определенный характер отклонения от
круглости, чаще всего при огранке с нечетным числом граней.
Предварительно следует определить значение п.
6.1.2.3.9. Измерение с применением седлообразной призмы
(наездника) — метод 2.3—8.1/ММС
Измеряемая деталь (рнс. 6.44) вращается в центрах, приз-
мах или патроне. На деталь устанавливается наездник. Измери-
тельной головкой регистрируется изменение показаний за один
оборот. Отклонение от круглости определяется по формуле
(6.14). Значения углов призмы и коэффициента приведены в
табл. 6.11. Область применения метода та же, что и методов
измерения с помощью призмы. Возможно измерение деталей
па станке.
1 - 1
балан>
ЮТСЯ
ются
меряе
таиав
ложе!
тсльн<
сечеhi
лости
ного ;
НЯ Я О!
М
КругЛ(
размс|
д<
време!
ловка!
мне п(
* Для данных п отсутствует изменение показаний измери-
тельной головки.
Рис. 6.43. Трехточечное измерение отклонений от круглости
отверстий:
а — симметричная схема; б — несимметричная схема
Таблица 6.11. Значения углов призмы и коэффициен-
тов для наездников
Количество неровно- стей на периметре Поправочный коэф- фициент Fn для Количество неровно- стей на периметре Поправочный коэф- фициент Fn Для
а =72 ° а=90° а—1203 а =72° а=90° а—120 °
2 1,53 1,00 0,42 9 2,00 * 1,00
3 2,62 2,00 1,00 10 2,70 1,00 0,42
4 2,38 2,41 1,58 11 2,00 2,00 *
5 1,00 2,00 2,00 12 0,47 2,41 *
6 0,38 1,00 2,15 13 0,62 2,00 *
7 0,62 * 2,00 14 0,38 1,00 0,42
8 0,47 0,41 1,58 15 1,00 * 1,00
Для
данных п отсутствует
изменение показаний
I — 1(31
рение),
вать уг
Прн КО'
мы. >П[
мальны
176
7—1 3.
6.1.2.3.10. Измерение с применением наездника
с самоустанавливающимися опорами (метод измерения
2.3— 8.2/ММС)
Деталь вращается в центрах, призмах, патронах п т. п.
Измерительное устройство (рис. 6.45) состоит из основания 2,
подвижных кареток 3, балансиров первой 4 и второй 5 сту-
пеней, оси качания которых закреплены на подвижных карет-
ках первой ступени. Балансиры последней ступени выполпя-
Рис. 6.45:
I — измеряемая деталь; 2 — корпус; 3 — подвижные каретки; 4 —
балансиры первой ступени; 5 — балансиры второй ступени; 6 — из-
мерительный преобразователь
ются в виде призм. Перед измерением каретки устанавлива-
ются по шкалам в положение, соответствующее диаметру из-
меряемой детали. При вращении детали благодаря самоус-
та на вливающимся опорам создается эффект стабилизации по-
ложения центра, относительно которого с помощью измери-
тельного преобразователя фиксируются изменения радиусов
сечения детали за один оборот детали. Отклонение от круг-
лости определяют по наибольшей разности показаний отсчет-
ного устройства или по профилограммс. Базой является сред-
няя окружность.
Метод применим при любом характере отклонения от
круглости, для деталей относительно больших габаритных
размеров, в том числе и на станках.
6.1.2.3.11. Измерение комбинированным двух- и
трехточечным способом с применением призмы
(метод 2.3—9/ММС)
Деталь устанавливается в призме и ощупывается одно-
временно или последовательно двумя измерительными го-
ловками (рис. 6.46), одна из которых осуществляет измере-
ние перпендикулярно к грани призмы (двухточечное изме-
Рнс. 6.46:
измеряемая деталь; 2 — призма; 3,
4 — измерительные
головки
рение), а другая — трехточечное. Рекомендуется использо-
вать углы призмы а = 60° или 120° и несимметричную схему,
при которой направление измерения параллельно грани приз-
мы. >При вращении измеряемой детали определяют макси-
мальные разности показаний ДЛ| и ДД2 обеих головок. Для
7—1 Зак. 403
рекомендуемых углов призмы отклонение от круглости при-
нимают равным
ДАПЯ..
ЕРК=-~^ , (6.14)
где A.4max — большее из значений ДД; и ДД2. Предвари-
тельное определение числа граней профиля не требуется.
6.1.2.4. МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ОТ ЦИЛИНДРИЧНОСТИ
6.1.2.4.1 Общие положения
Методы измерений отклонений от цилиндричности уста-
новлены в ММС по теме 01.400.17—81.
Измерение отклонений от цилиндричности осуществля-
ется путем измерения ограниченного количества отдельных
точек или профилей (линий), лежащих на проверяемой по-
верхности. Чем больше измеряемых точек или линий, тем
полнее результат измерения соответствует стандартному оп-
ределению отклонения от цилиндричности.
В зависимости от расположения и числа измеряемых ли-
ний или точек различают следующие стратегии измерения
отклонения от цилиндричности:
метод поперечных сечений;
метод образующих;
метод винтовой линии;
метод экстремальных значений.
Каждая из стратегий может осуществляться либо неп-
рерывным измерением по линиям, либо дискретным измере-
нием по отдельным точкам. Если доминирует какая-либо оп-
ределенная составляющая отклонения в поперечном или
продольном сечениях, то предпочтительно применять соот-
ветственно метод поперечных сечений или метод образу-
ющих.
Метод поперечных сечений. Измеряемая поверхность вы-
веряется на приборе так, чтобы ее ось (например, в первом
приближении — прямая, проходящая через центры крайних
поперечных сеченнй) была совмещена с осью вращения при-
бора или параллельна ей. После этого поверхность измеряет-
ся в нескольких поперечных сечениях от общей базовой оси,
в том числе в начале и конце нормируемого участка (рис.
6.47, а). Измеренные профили записываются иа одной и той
Рис. 6.47. Измерение отклонения от цилиндричности методом
поперечных сечений:
а— расположение измеряемых поперечных сеченнй; б — профнло-
граммы измерительных сечений; М — центр общей прилегающей ок-
ружности
же полярной диаграмме и на ней проводится прилегающая
окружность, общая по отношению ко всем профилограммам
(рис. 6.47, б). Наибольшее расстояние от точек профилограмм
до прилегающей окружности есть отклонение от цнлиндрич-
ности EFZ.
Метод образующих. После выверки поверхности она из-
меряется в нескольких продольных сечениях (рис. 6.48, а).
Измеренные профили записываются на одной в той же ли-
нейной диаграмме и на ней строится прилегающий профиль
продольного сечения, общий по отношению ко всем профило-
граммам образующих (рис. 6.48, б). Наибольшее расстояние
от точек профнлограмм до соответствующей стороны прилега-
ющего профиля есть отклонение от цилиндричности.
Метод винтовой линии. После выверки поверхности ее
измеряют в двух крайних поперечных сечениях и по винтовой
линии (рис. 6.49). Рекомедуется, чтобы на длине нормируемого
участка укладывалось целое число шагов (не меиее 2-х)
винтовой линии. Измеренные профили записывают на одной
177
Т
Рис. 6.48. Измерение отклонения от цилиндричности методом
образующих:
а — расположение измеряемых продольных сечений; б — профиле-
граммы образующих
лограммам находят осевое положение экстремальных точек
образующих, которыми определяется отклонение профиля
продольного сечеиия. В выявленных таким образом двух осе
вых положениях измеряют профили поперечных сечений с од-
ной установки детали, записывают их профилограммы на од-
ной полярной диаграмме и оценивают как при методе попе-
речных сечений.
Минимальное количество измеряемых сечений, линий и
точек при различных стратегиях измерения рекомендуется при-
нимать в соответствии с табл. 6.12. Это количество рекомен-
дуется увеличивать с увеличением диаметра и длины поверх-
ности и с уменьшением допуска цилиндричности.
п Р‘
в
ли
ЛС1
от;
ны
Пс.
ля<
пр<
тп.
полярной диаграмме и оценивают так же, как и при методе
поперечных сечений.
Метод экстремальных значений (рис. 6.50). После вы-
верки поверхности измеряют две образующие одного продоль-
ного сечения. По записанным на линейной диаграмме профи-
Таблица 6.12. Минимальное количество измеряемых се-
чений, линий и точек при измерении отклонения от цилиндри-
чности (по ММС)
Стратегия измерений Минимальное количество
сечеинй линий точек
Метод поперечных сечений 3 3 18
Метод образующих 3 6 18
Метод винтовой ли- нии 4 (2 попереч- ных и 2 ви- нтовых) 4 24
Метод экстремаль- ных значений 3 (1 продоль- ное, 2 попе- речных) 4 18
паз
эле
чес
дет
Рис. 6.49. Измерение отклонения от цилиндричности методом
винтовой линии
6.1.2.4.2. Измерение с применением прибора,
имеющего прецизионные вращательное и прямолинейное
перемещения (метод 2.4—1/ММС)
Схема прибора (цилиндромера) с вращающейся изме-
ряемой деталью показана на рис. 6.51. Возможна также схе-
ма с вращающимся измерительным преобразователем. Кро-
ме вращающегося шпинделя прибор имеет прецизионную пря-
молинейную направляющую, выставленную параллельно оси
вращения шпинделя.
зыва
Рис. 6.50. Измерение отклонения от цилиндричности методом
экстремальных значений
Рис. 6.51:
/ — измеряемая деталь; 2 — точный шпиндель со столом; 3 — изме-
рительный преобразователь; 4 — электронный блок; 5. 6 — самопис-
цы; 7 — плоскость центрирования; 8 — плоскость нивелирования;
9 — электродвигатели
КН,
ПОВС
НОМ
COOT
их г
ческ
круг
отсч
точе
MCHI
ДрН»
J
Перед измерением деталь центрируют и нивелируют по
двум сечениям, находящимся иа границах нормируемого уча-
стка. С помощью измерительного преобразователя поверх-
ность измеряется по отдельным линиям и записываются про-
филограммы измеренных сечений. Возможно применение лю-
бой из описанных выше стратегий измерений. Если цилиндро-
мер снабжен ЭВМ, то измерение в каждом выбранном сечении
от вс
.ми го
нзмс
ной
любе
и пр
ряет<
обще
КЛОН1
КИМИ
рис.
обра:
НИИ 1
разнс
пзме|
тода
в ме,
7-1’
178
производи гея дискретно и по координатам измеренных точек
в еоогветс1В1Н1 с программой нычисляе|ся отклонение от цн-
лпидрпчносги. Метод является наиболее точным.
6.1.2.4.3. Измерение с применением трехкоординатной
измерительной машины (КИМ) — метод 2.4—2/ММС
Деталь помещают на стол КИМ, ориентируют в направ
Ленин одной нз координатных осей и измеряют координаты
отдельных точек боковой поверхности цилиндра.
Применяется, в основном, метод измерений в попереч-
ных сечениях, но возможны и другие стратегии измерений.
По координатам измеренных точек с помощью ЭВМ опреде-
ляется базовый цилиндр (средний, прилегающий или другой,
предусмотренный программой) н отклонение от цилнндричнос-
тн.
6.1.2.4.4. Измерение с применением аэростатически
центрированного опорного элемента (метод 2.4—3/ММС)
Схема измерения вала показана на рис. 6.52. Аналогич-
ная схема измерения применима для отверстий. Опорный
элемент в виде пробки или кольца базируется иа аэростати-
ческих опорах непосредственно по измеряемой поверхности
детали.
пользуется измерительный преобразователь, с помощью мо-
торного привода непрерывно перемещающийся по прямолиней-
ной направляющей. Профилограммы образующих регистриру-
ются на линейной диаграмме.
Рис. 6.53:
/ - измеряемая деталь; 2 — измерительная головка; 3 — центра
Рис. 6.52:
I — и«меряемая деталь; 2 — измерительные преобразователи с пока-
зывающими приборами; 3—несущий элемент на аэростатических опорах
Рис. 6.54:
I — и«меряемая деталь; 2 — измерительные головки; 3 — центра
Благодаря усредняющему действию воздушной подуш-
ки, образующейся между опорным элементом и измеряемой
поверхностью, происходит их самоцентрирование. В опор- -
ном элементе размещены измерительные преобразователи в
соответствии с выбранной стратегией измерений. Настройка
их показаний на нуль производится по образцовой цилиндри-
ческой детали. При измерении опорный элемент совершает
круговое и/или осевое перемещение относительно детали. По
отсчетным устройствам определяются отклонения измеренных
точек, алгебраическая разность между наибольшим и наи-
меньшим показаниями соответствует отклонению от цилнн-
дрнчности относительно среднего цилиндра.
6.1.2.4.5. Измерение с применением приборов
для измерения радиального биения (метод 2.4—4/ММС)
Измеряемая деталь типа валов, имеющая центровые
отверстия, устанавливается в центрах прибора. В варианте
метода с одной измерительной головкой (метод 2.4—4.1/ММС)
измерительная головка перемещается по точной прямолиней-
ной направляющей, параллельной осп центров (рис. 6.53). По
любой Стратегии измерений (п. 6.1.2.4.1) при вращении детали
и прямолинейном перемещении измерительной головки изме-
ряется полное радиальное биение поверхности относительно
общей осп центровых отверстий, которое принимается за от-
клонение от цилиндричности. В варианте метода с несколь-
кими измерительными головками (метод 2.4—4.2/ММС —
рис. 6.54), устанавливаемыми на нуль по цилиндрическому
образцу, отпадает необходимость в прямолинейном перемеще-
нии головок. Отклонение от цилиндричности определяется как
разность между наибольшим и наименьшим показаниями всех
измерительных головок за один оборот детали. В варианте ме-
тода 2.4—4.3/ММС применяется та же схема измерения, что и
в методе 2.4—4.1/ММС, но вместо измерительной головки ис-
Результаты измерений методами 2.4—4/ММС включают
влияние отклонения от соосности измеряемой поверхности от-
носительно общей оси центровых отверстий и отклонения
формы этих отверстий.
6 1.2.4.6. Измерение средствами для измерения диаметра
(двухточечное измерение) — метод 2.4—5/ММС
Схема двухточечного измерения отклонения от цилинд-
ричности приведена на рис. 6.55. В качестве средства измере-
Рпс. 6.55:
I измеряемая деталь: ’ — двухточечный измерительный прибор;
3 — поверочная плита
*ния могут применяться любые подходящие двухточечные при-
боры: стационарные (метод 2.4—5.1/ММС) или ручные (ме-
тод 2.4—5.2/ММС). Одной из стратегий измерений согласно
7-1
179
п. 6.1.2.4.1 измеряют поверхность и определяют разность АЛ
между наибольшим и наименьшим диаметрами во всех изме-
ренных точках поверхности. Отклонение от цилиндричности
равно
ДА
EFZ=~2 (6.15)
Данный метод измерений недостаточен, если отклонение
от цилиндричности содержит составляющие в виде нечетной
огранки или отклонения от прямолинейности оси (образующие
в продольном сечении эквидистантны) и должен дополняться
измерением этих составляющих специальными методами, на-
пример, трехточечным измерением.
6.1.2.4.7. Измерение отклонения от цилиндричности
путем раздельного измерения отклонения от круглости
и отклонения профиля продольного сечения
(метод 2.4—6/ММС)
Любым из методов измерений в соответствии с п. 6.1.2.3
определяется отклонение от круглости EFK и в соответствии с
п. 6.1.2.5 — отклонение профиля продольного сечения EFP. От-
клонение от цилиндричности рекомендуется определять по
формуле
EFZ—EFK1 EFP. (6.16)
6.1.2.5. МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ПРОФИЛЯ ПРОДОЛЬНОГО СЕЧЕНИЯ ЦИЛИНДРИЧЕСКИХ
ПОВЕРХНОСТЕЙ
6.1.2.5.1. Общие положения
Методы измерений отклонений профиля продольного сече-
ния установлены в ММС по теме 01.400.18—81.
Измерение отклонения профиля продольного сечения ре-
комендуется производить не менее чем в трех, расположен-
ных равномерно по окружности, продольных сечениях. В
каждом продольном сечении измеряются обе образующие не-
прерывным или дискретным методом. В случае дискретных
измерений минимальное количество точек, измеряемых на од-
ной образующей, следует принимать в соответствии с табл.
6.13. При определенном характере отклонения это количест-
во может быть увеличено или уменьшено.
За отклонение профиля продольного сечения принима-
ется наибольшая из величин, измеренных в разных сечениях.
Оценка отклонения профиля продольного сечения по ре-
зультатам измерения образующих производится либо ручной
обработкой профилограмм, либо с помощью ЭВМ по спе-
циальным программам. В отдельных случаях возможна оцен
ка непосредственно по показаниям отсчетного устройства.
При оценке по профилограммам вначале должны быть
получены на одной диаграмме либо с помощью записывающе
го устройства, либо построением по точкам профилограммы
обеих образующих продольного сечения. Необходимо, чтобы
начальные точки обеих профилограмм соответствовали одно-
му поперечному сечению, а профилограммы были правильно
ориентированы относительно материала измеряемой детали.
По совмещенным профилограммам строится прилегающий про-
филь — пара параллельных прямых, касательных к профи-
лограммам с внешней по отношению к материалу детали
стороны и расположенных так, чтобы наибольшее расстояние
от одной из этих прямых до соответствующей профилограммы,
измеренное по оси ординат (отклонений) было минимальным.
Возможные варианты оценки отклонения показаны па
рис. 6.56.
Таблица 6.13. Минимальное количество точек при Дис-
кретном измерении отклонения профиля продольного сечения
(по ММС)
Длина нормируемого участка, Количество точек измерения
мм на каждой образующей, не менее
До 18 3
Св. 18 » 50 5
» 50 » 120 6
» 120 » 250 7
» 250 » 630 9
» 630 11
Рис. 6.56. Оценка профилограмм продольного сечения:
а — при £ГР=ДА,; б — £ЛР—Д/1г>ДА|; 1 — измеренный профиль
продольного сечения: 2 - прилетающий профиль
6.1.2.5.2. Измерение с применением прибора
для измерения отклонения от цилиндричности
(метод 2.5—1/ММС)
Измеряемая поверхность детали центрируется и нивели-
руется на столе прибора (цилиндромсра, см. рис. 6.51) с тем,
чтобы ее ось совпала с осью вращения шпинделя. С помощью
измерительного преобразователя, перемещающегося по пря-
молинейной направляющей прибора, измеряется одна, а за-
тем. после поворота детали на 180°, вторая образующая
продольного сечения. Оценка производится по совмещенным
профилограммам (см. п. 6.1.2.5.1). Если противолежащая об-
разующая может быть измерена при неизменном положении
детали, то отпадает погрешность, вызванная неточным цент-
рированием и нивелированием поверхности. Принципиально
по той же схеме производится измерение на прямомсре
(см. рис. 6.6).
6.1.2.5.3. Измерение с применением трехкоординатиого
измерительного прибора (метод 2.5—2.1/ММС)
Поверхность выверяется вдоль одного из координатных
направлений КИМ. Пара образующих продольного сечения
ощупывается головкой КИМ. Отклонение профиля продоль-
ного сечения вычисляется с помощью ЭВМ.
6.1.2.5.4. Измерение с применением
двухкоордииатиого измерительного прибора
(метод 2.5—2.2/ММС)
Схема измерения приведена на рис. 6.57.
Деталь устанавливается на призме (призмах) пли в
центрах на столе прибора и выверяется так, чтобы плоскость
измеряемого продольного сечения была параллельна плоскос-
ти ху. Измеряются координаты точек, лежащих на образую-
щих сечения, по которым строится профилограмма сечения,
обрабатываемая вручную (см. п. 6.1.2.5.I), нлн производится
расчет отклонения формы на ЭВМ
1Ъ0
I — измеримая деталь: — измерительный стол с базирующим эле-
ментом для детали; 3 — измерительный наконечник; 4 — масштаб
6.1.2.5.5. Измерение с применением прибора
для измерения биения
Схема измерения аналогична показанной на рнс. 6.53.
Деталь закрепляется в центрах прибора. В приборе должна
быть предусмотрена прямолинейная направляющая, парал-
лельная оси центров. Измерительной головкой (метод
2.5—3.1/ММС) или измерительным преобразователем (ме-
тод 2.5—3.3/ММС), перемещающимся по направляющей, из-
меряют по точкам или непрерывно одну образующую, а пос-
ле поворота детали на 180° — другую. Оценка отклонения
производится по профилограмме. При использовании несколь-
ких измерительных головок (метод 2.5—3.2/ММС), настраи-
ваемых по цилиндрическому образцу, отпадает необходи-
мость в прямолинейных направляющих (см. рис. 6.54). От-
клонение от параллельности оси сечеиия относительно оси
центровых отверстий вызывает погрешность измерения. Ее
можно исключить, если проводить измерение обеих образую-
щих при неизменном положении детали.
6.1.2.5.6. Измерение с применением двухточечного
измерительного прибора (метод 2.5—4/ММС)
Возможно применение ручных и стационарных двухто-
чечных приборов (рис. 6.58). Измерениями диаметров в раз-
Рис. 6.58:
1 — измеряемая деталь; 2 — поверочная плнта; 3 — двухточечный
измерительный прибор
личных точках одного продольного сечения определяют раз-
иость ДА между наибольшим и наименьшим показаниями
прибора. Отклонение профиля продольного сечення
ДА
ЕРР=-2- . (6.17)
Данный метод измерений недостаточен, если образующие
в продольном сечении имеют отклонение от прямолинейнос-
ти, но эквидистантны, и если имеются такие отклонения, сле-
дует применять дополнительно другие методы измерений.
6.1.2.6. МЕТОДЫ ИЗМЕРЕНИЙ ОТКЛОНЕНИЙ
ОТ ПАРАЛЛЕЛЬНОСТИ
6.1.2.6.1. Общие положения
Методы измерений отклонений от параллельности уста-
новлены в ММС по теме 01.400.10—79.
Различают методы измерений отклонений от параллель-
ности плоскостей (п. 6.1.2.6.2), оси (прямой) относительно
плоскости (п. 6.1.2.6.3), прямых в плоскости (п. 6.I.2.6.4) и
•х'ей (прямых) в пространстве (п. 6.1.2.6,5). Под прямыми.
кроме осей отверстий и валов, понимаются кромки тел, об-
разующие цилиндрических поверхностей и плоскости, шири-
на которых существенно меньше по сравнению с их длиной.
Под плоскостью сравнения в методах измерений откло-
нений от параллельности понимается плоскость, которая ис-
пользуется в качестве базы при измерении и к которой отно-
сятся отклонения измеренного элемента (обычно это повероч-
ная плита).
Во многих методах измерений отклонений от параллель-
ности для исключения влияния отклонений формы (от плос-
костности или прямолинейности) базовых и измеряемых по-
верхностей детали применяют средства измерений с образ-
цовой плоскостью (поверочные плиты, плоскопараллельные
пластины или плаики). Если поверхности детали имеют отк-
лонения формы в виде выпуклости, то для обеспечения устой-
чивого положения детали относительно образцовой плоскости
между ними следует помещать подкладки одинаковой толщи-
ны, например, плоскопараллельные концевые меры длины.
Если отклонение от параллельности измеряют на длине
£,, отличающейся от длины нормируемого участка L, то из-
меренную разность показаний отсчетного прибора ДА; при-
водят к длине {L по формуле
ДА = |Afd- - . (6.18)
Если отклонение от параллельности измеряется как раз-
ность наклонов Д«р в угловых единицах, то пересчет этой
разности в линейные единицы ДА по длине IL производят по
формуле
ДА = ^-, (6.19)
где ДА — в мкм; Д<р в с; |L — в мм.
6.1.2.6.2. Методы измерений отклонений
от параллельности плоскостей
Измерение по разности расстояний приборами для ли-
нейных измерений с использованием плоскопараллельной пла-
стины (метод 3.1.1—1.1/ММС) или без нее (метод 3.1.1—
1.2/ММС). Деталь базовой поверхностью устанавливается
на поверочную плиту. Для исключения влияния отклонений
формы измеряемой поверхности на нее накладывают плоско-
параллельную пластину (рис. 6.59). С помощью измеритель-
Рис. 6.59:
1 — измеряемая деталь; 2 — плоскость сравнения; 3 — плоскопарал-
лельная пластина; 4 — измерительная головка; 5 — точки измере-
ния; 6 — намаркированный контур детали
иой головки, базирующейся в стойке на плиту, производят
непрерывное или по отдельным точкам измерение свободной
поверхности пластины по контуру измеряемой поверхности.
Если этот контур прямоугольный, то достаточно измерить
четыре угловые точки. Отклонение от параллельности опреде-
ляют как разность наибольшего н наименьшего показаний
измерительной головки. Метод измерений 3.1.1—1.2/ММС с
ощупыванием непосредственно измеряемой поверхности при-
181
Рис. 6.60:
/ — измеряемая
деталь
меняют, если отклонение формы этой поверхности мало по
сравнению с отклонением от параллельности, когда отсут-
ствует плоскопараллельная пластина или ее применение неце-
лесообразно.
Измерение с применением КИМ — метод 3.1.1—2/ММС.
Деталь помещается на столе КИМ так, чтобы базовая и
измеряемая поверхности могли быть ощупаны измерительной
головкой КИМ (рис. 6.60, а). Количество и расположение то-
чек измерения выбирается с учетом размеров, контура и
отклонений формы измеряемых поверхностей, а также воз-
можностей программного обеспечения КИМ. По координа-
там измеренных точек поверхностей определяются их сред-
ние или прилегающие плоскости и разность между наиболь-
шим и наименьшим расстоянием между ними в пределах нор-
мируемого участка. Возможна установка детали на столе
КИМ базовой поверхностью (рис. 6.60, б). При этом ощу-
пывается только измеряемая поверхность.
Измерение по углу наклона приборами для линейных из-
мерений с применением плоскопараллельной пластины (ме-
тод 3.1.1—3.1/ММС) или без нее (метод 3.1.1—3.2/ММС).
Рис. 6.61:
/ — измеряемая деталь: 2 — плоскость сравнения; 3 — плоскопарал-
лельная пластина; 4 — измерительный преобразователь; 5 — показы-
вающий прибор; 6 — самописеп
Деталь устанавливается базовой поверхностью на плос-
кость сравнения: круглый стол с ручным или моторным при-
водом (рис. 6.61). На измеряемую поверхность накладыва-
ется плоскопараллельная пластина, которая должна покры-
вать эту поверхность полностью. Измеряется торцовое бие-
ние открытой поверхности пластины или выступающей части
поверхности, опирающейся на деталь. Наибольшая разность
показаний отсчетного устройства за один оборот детали вме-
сте с пластиной является отклонением от параллельности на
диаметре ощупывания, которое пересчитывается на длину
нормируемого участка.
Если нет круглого стола, то измерение можно провести
с установкой детали на поверочной плите поворотом ее от
руки под измерительной головкой. Измерение без пластины
применяют, если отклонения от плоскостности измеряемой
поверхности относительно малы.
Измерение по углу наклона приборами для линейных из-
мерений с применением плоскопараллельной планки (метод
3.1.1—4/ММС). Деталь н стойка измерительной головки ус-
танавливаются на плоскость сравнения (рис. 6.62).
На измеряемую поверхность накладывают плоскопа-
раллельную планку, например, поверочную линейку, длина
которой должна быть больше длины измеряемой поверхно-
сти. Планка ощупывается с помощью измерительной головки
в крайних точках определенного участка 'Lt. Измерение пов-
торяют с изменением направления измерения (поворотом
Рис. 6.62:
/ — измеряемая деталь; 2 — плоскость сравнения; 3 — плоенииарал
дельная планка; 4 — измерительная головка
планки) на 45 °. Между двумя направлениями, в которых бы-
ла отмечена наибольшая разность отсчетов в крайних точках
участка, планку устанавливают в промежуточное положение.
Из разностей показаний по краям участка, измеренных в пя-
ти положениях планки, выбирают наибольшую. Она являет-
ся отклонением от параллельности на длине lL|, которое пере-
считывается на длину нормируемого участка.
Метод применяется, когда использование плоскопарал-
лельной пластины невозможно или нецелесообразно.
6.1.2.6.3. Методы измерений отклонений
от параллельности оси и плоскости
Измерение с применением приборов для линейных изме-
рений (метод 3.1.4—1/MMC). Измеряемая деталь базовой
поверхностью н стойка измерительной головки устанавлива-
ются на поверочную плиту (рис. 6.63). Ось измеряемого от-
верстия (отверстий) материализуется оправкой: цилиндричес-
кой или с малой конусностью. Возможно использование бес-
контактных оправок на аэростатической опоре. Положение
оправки измеряется н двух точках иа расстоянии 'А.,. Раз-
ность показаний измерительной головки .4, и — есть отк-
лонение от параллельности на длине М.
Измерение с применением уровней (метод 3.1.4—2/ММС).
Измеряемая деталь базовой поверхностью устанавливается на
плиту (рис. 6.64). Ось отверстия материализуется оправкой,
которая должна выступать нз отверстия. Уровнем измеря-
ют наклон оправки и плоскости сравнения в направлении осп
оправки и в непосредственной близости от нес. Разность на-
клонов является отклонением от параллельности в угловых
единицах, которое пересчитывается в линейные единицы на
длине нормируемого участка.
182
Измерение с применением зрительной трубы (метод
3.1.4—3/ММС). Схема измерения показана на рнс. 6.65. При
помощи визирной марки в положениях I и II выставляют зри-
Рис. 6.65:
/ — измеряемая деталь; 2 — плоскость сравнения; 3 — визирная мар-
ка; 4 — зрительная труба; 5 — источник света
тельную трубу параллельно плоскости сравнения, на которой
установлена базовой плоскостью измеряемая деталь. Затем с
помощью другой визирной марки, материализирующей центр
сечения отверстия, и зрительной трубы определяют ординаты
центров отверстия в двух наиболее разнесенных поперечных
сечениях. Для длинных отверстий дополнительно определяют
ординату центра среднего сечения. Если измеряется положе-
ние общей оси нескольких отверстий, то предварительно из-
меряются ординаты центров двух сечений каждого отверстия.
По измеренным ординатам центров сечений строят диаграм-
му, на которой определяют ось (или общую ось) и отклоне-
ние от параллельности как разность ординат точек оси на
длине |Д
Измерение с применением КИМ (метод 3.1.4—4/ММС).
Базовая поверхность и отверстие детали ощупывается из-
мерительной головкой КИМ. Число измеряемых сечений то
же, что и для метода 3.1.4—3/ММС. Число точек измерения в
каждом сечении отверстия и на плоскости зависит от откло-
нений формы этих поверхностей и возможностей программ-
ного обеспечения.
С помощью ЭВМ по координатам измеренных точек се-
чений находят координаты их центров, а по последним — об-
щую ось; по координатам точек базовой поверхности нахо-
дится средняя или прилегающая плоскость, а затем — отк-
лонение от параллельности.
6.1.2.6.4. Методы измерений отклонений
от параллельности прямых в плоскости
Измерение приборами для измерения формы с примене-
нием прецизионного прямолинейного перемещения (метод
3.1.6 - 1/ММС). На приборе (рис, 6.66) последовательно из-
меряются и записываются на диаграмме одни под другим
профили обеих измеряемых линий, например, образующих ци-
линдрической поверхности. По профилограммам проводятся
прилегающие прямые. Разность расстояний между ними на
заданной длине с учетом масштабов определяет отклонение
от параллельности.
/ — измеряемая деталь; 2 — стол прибора: 3 — измерительный пре-
образователь. 4 — самописец
Измерение приборами для линейных измерений с приме-
нением плоскопараллельной планки (метод 3.1.6—2/ММС).
Схема измерения аналогична применяемой в методе 3.1.1 —
4/ММС (см. рис. 6.62), но измерение производится лишь в
одном направлении.
Измерение с применением уровня и плоскопараллельной
планки (метод 3.1.6—3/ММС).
! — измеряемая деталь; 2 — плоскость сравнения; 3 — плоскопарал-
лельная планка; 4 — уровень
Деталь устанавливается базовой линией (гранью) на плос-
кость сравнения (рис. 6.67). На измеряемую грань наклады-
вается плоскопараллельная планка. С помощью уровня оп-
ределяется наклон плоскости сравнения и наклон планки в за-
данном направлении. Разность этих наклонов является откло-
нением от параллельности, выраженным в угловых единицах.
Измерение с применением прибора для линейных изме-
рений при прямом ощупывании измеряемой поверхности (ме-
тод 3.1.6—4/ММС). Деталь устанавливается базовой линией
(гранью) на плоскость сравнения (рис. 6.68). Измеряемая ли-
ния ощупывается в отдельных точках измерительной голов-
кой на стойке, базирующейся иа плоскости сравнения. Рас-
Рис. 6.68:
J — измеряемая деталь; 2 — плоскость сравнения; 3 — измерительная
головка
183
стояние между точками измерения принимают 0,1 от длины
нормируемого участка. По измеренным точкам строят про-
филограмму, проводят прилегающую прямую и определяют
разность ординат этой прямой на длине нормируемого участ-
ка. Если отклонения от прямолинейности измеряемого профи-
ля относительно малы, то достаточно измерить начальную и
конечную точки нормируемого участка и определить разность
показаний в них.
Измерение с применением уровня (метод 3.1.6—5/ММС).
Деталь устанавливается базовой линией (гранью) на
плоскость сравнения (рис. 6.69). С помощью уровня, уста-
новленного на измерительный мостик, измеряют наклоны при-
мыкающих друг к другу участков измеряемой линии. Длина
участков принимается 0,1 от общей длины нормируемого участ-
ка. Кроме того, измеряется наклон плоскости сравнения в
направлении измеряемой линии. По разности наклонов каждо-
го участка измеряемой линии и плоскости сравнения строят
профилограмму, проводят на ней прилегающую прямую и
определяют разность ординат этой прямой на длине нормиру-
емого участка, которая является отклонением от параллель-
ности.
Измерение с применением КИМ (метод 3.1.6—6/ММС).
Измеряемая деталь устанавливается на столе двух- или
трехкоординатного измерительного прибора. С помощью ме-
ханической или оптической измерительной головки ощупыва-
ются по точкам обе измеряемые линии. Расстояние между
точками измерения не должно превышать 0,1 длины норми-
руемого участка. С помощью ЭВМ по координатам точек
измерения определяются средние или прилегающие прямые и
разность расстояний между ними на длине нормируемого
участка.
6.1.2.6.5. Методы измерений отклонений
от параллельности осей (или прямых) в пространстве
Измерение с применением приборов для линейных изме-
рений (метод 3.1.8—1/ММС). Измеряемая деталь устанавли-
вается на плоскости сравнения н ориентируется так, чтобы
общая плоскостность осей была примерно параллельна плос-
кости сравнения (рис. 6.70). Оси отверстий материализуются
контрольными оправками. Отклонение от параллельности осей
в общей плоскости определяют по разности расстояний меж-
ду оправками на длине нормируемого участка, измеренных
приборами для линейных измерений или блоками концевых
мер длины. Перекос осей определяют по разности отсчетов
измерительной головки 4, устанавливаемой в стойке на плос-
кости сравнения, в четырех точках (иа каждой оправке в
двух точках на расстоянии, равном длине нормируемого
участка). Отклонение от параллельности осей в пространстве
определяется геометрической суммой отклонения от параллель-
ности в общей плоскости и перекоса осей..
Рис. 6.70:
1 — измеряемая деталь; 2 — плоскость сравнения; 3 — контрольная
оправка; 4 — измерительная юловка; 5 — блок концевых мер длины
Рис. 6.71. Измерение отклонения от параллельности
уровнями:
а — перекос осей; б — отклонение в общей плоскости осей; 1
меряемая деталь; 2 — контрольная оправка; 3 — уровень
осей
— из-
Измерение с применением уровней (метод 3.1.8—2/ММС).
Схема измерения показана на рис. 6.71, а и б.
Измеряемую деталь устанавливают так, чтобы общая
плоскость осей располагалась горизонтально (рис. 6.71, а).
Оси отверстий материализуются контрольными оправками,
выступающими так, чтобы можно было установить уровень.
При помощи уровней определяют наклоны оправок, разность
которых является мерой перекоса осей. Затем деталь пово-
рачивают на 90° (рис. 6.71, б). Разность наклонов оправок,
измеренных уровнями в этом положении, определяет откло-
нение от параллельности осей в их общей плоскости.
Измерение с применением КИМ (метод 3.1.8—3/ММС).
Измеряемые отверстия ощупываются измерительной головкой
КИМ в необходимом количестве радиальных сечений и точек
(см. метод 3.1.4—4/ММС, п. 6.1.2.6.3). По измеренным коор-
динатам точек сечения определяют координаты их центров,
по координатам центров — оси отверстий и угол между ося-
ми, который является мерой для оценки отклонения от парал-
лельности осей в пространстве.
6. 2.КАЛИБРЫ ДЛЯ КОНТРОЛЯ
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
На калибры, предназначенные для контроля расположения
и формы поверхностей (их осей, плоскостей симметрии), раз-
работан СТ СЭВ 1314—78. В нем установлены допуски и пре-
дельные отклонения калибров, методика расчета их исполни-
тельных размеров.
Общие положения по контролю расположения и формы
поверхностей калибрами изложены в СТ СЭВ 6329—88.
6.2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Калибры для контроля расположения или формы повер-
хностей позволяют оценить изделие по признаку «годное» (ес-
ли отклонение находится в поле допуска расположения или
формы) или «брак», не устанавливая действительного откло-
нения формы или расположения.
184
Калибры могут быть применены для контроля соблюде-
ния допусков соосности,’ симметричности, пересечения осей,
допусков перпендикулярности и наклона осей нли осн отно-
сительно плоскости, позиционных допусков осей или плос-
костей симметрии. Калибры для контроля формы поверх-
ностей могут быть применены в тех случаях, когда отклоне-
ния формы, например, отклонения от прямолинейности оси,
допускаются за пределами поля допуска размера элемента.
Если допуск формы должен лежать внутри поля допуска раз-
мера и меньше этого допуска, то отклонения формы, как
правило, нельзя контролировать калибрами. Предельные ка-
либры для контроля размера, если они соответствуют прин-
ципу Тейлора, позволяют лишь установить, что отклонение
формы находится в пределах поля допуска размера, т. е. кон-
тролируют отклонения формы при неуказанных допусках
формы
Калибры для контроля расположения п формы поверх-
ностей, предусмотренные СТ СЭВ 1314—78. проектируются
проходными.
Изделие считается годным, если калибр соединяется с
ним (входит в него) по всем контролируемым поверхностям.
Контролю расположения нлн формы должен предшест-
вовать контроль размеров проверяемых поверхностей. Это
позволяет предварительно отбраковать изделия по размерам.
Калибры но СТ СЭВ 1314—78 непосредственно предназ-
начены для контроля изделий при зависимых допусках рас-
положения нлн формы. При этом условии контроль калиб-
рами полностью соответствует стандартному определению
ноля допуска расположения нли формы. Применение калиб-
ров позволяет использовать возможные превышения зависи-
мых допусков без каких-либо расчетов.
При независимых допусках в случаях контроля калиб-
рами но СТ СЭВ 1314- 78 возможно принятие в качестве, год-
ных таких изделий, у которых отклонения расположения пре-
вышают установленный допуск за счет допусков на размеры
контролируемых поверхностей. Эти превышения следует отно-
сить к погрешности измерения. В тех случаях, когда указан-
ная погрешность измерения, зависящая от соотношения меж-
ду допуском размера и допуском расположения элемента, не
приводит к превышению допускаемой погрешности измерения
(см. п. 6.1.1), применение калибров по СТ СЭВ 1314—78 при
независимых допусках расположения возможно.
Контроль расположения поверхностей калибрами но
сравнению с универсальными средствами измерения является
более производительным и простым. Недостатком калибров,
кроме невозможности измерить действительное отклонение, яв-
ляется многообразие нх типоразмеров, которые зависят от
размеров, конфигурации и допусков контролируемых изделий.
Поэтому калибры находят применение в основном при серий-
ном и массовом производстве изделий.
6.2.2. ДОПУСКИ И ОТКЛОНЕНИЯ
РАЗМЕРОВ КАЛИБРОВ
Допуски на изготовление Н и износ W измерительных
элементов калибров приведены в табл. 6.14. Они устанавли-
ваются для каждого измерительного элемента отдельно в за-
висимости от позиционного допуска Тр поверхности детали,
контролируемой данным элементом. Если для изделия зада-
ны не позиционные допуски, а другие виды допусков распо-
ложения, то предварительно заданные допуски расположения
следует пересчитать на позиционные допуски. Формулы пере-
счета предельных отклонений размеров, координирующих оси
поверхностей в системе прямоугольных или полярных коор-
динат, приведены в табл. 6.15. Пересчет допусков соосности,
симметричности, перпендикулярности и прямолинейности оси
на позиционные допуски производят по формулам табл. 6.16.
Схемы расположения полей допусков калибров без базо-
вых измерительных элементов приведены на рис. 6.72.
Допуски на изготовление Но и величина износа Wo ба-
зового измерительного элемента калибра (контролирующего
базовый элемент изделия) должны устанавливаться такими
же, как и для остальных измерительных элементов, т. е.
Н0=Н, W0=W.
Если для разных измерительных элементов калибра ве-
личины Н н W неодинаковы, то для базового измерительного
элемента принимают наименьшие для данного калибра значе-
ния Hmln и Wmin, т .е.
Ho=Hmjn; W0=Wm|n.
Таблица 6.14. Отклонения и допуски измерительных
элементов калибров (по СТ СЭВ 1314—78)
мкм
Позиционный ДОПУСК Основное о гклппе- ние Допуск на изготов- ление Допуск на износ Позицион- ный допуск
11 оворхности изделия
тр 1- Н W т, Рк
От 20 до 30 9 4 4 6
Св 30 » 50 12 5 5 8
» 50 » 80 15 6 6 10
» 80 » 120 20 8 8 12
» 120 » 200 26 8 10 16
» 200 » 300 32 10 12 20
» 300 » 500 53 12 16 25
» 500 » 800 66 16 20 30
» 800 » 1200 85 20 25 40
» 1200 » 2000 105 25 30 50
» 2000 » 3000 130 30 40 60
3000 » 5000 170 40 50 80
» 5000 210 50 60 100
При Тр 4 ЗОИнкн
КилиЬры для контроля
расположения Пилей (Вюступоб)
При Тр> ЗООнкм
Рис. 6.72. Схемы расположения полей допусков калибров без
базовых измерительных элементов:
I — поле позиционного допуска поверхности изделия; 2 — поле до-
пуска иа изготовление измерительного элемента калибра
Схемы расположения полей допусков калибров с базовы-
ми измерительными элементами приведены на рнс. 6.73.
Для резьбовых измерительных элементов калибра откло-
нения и допуски, приведенные в табл. 6.14 и показанные на
схемах рис. 6.72 и 6.73, относятся к среднему диаметру резьбы
и применяются при позиционных допусках резьбового элемен-
та изделия Тр >50 мкм. Отклонения и допуски для наруж-
ного и внутреннего диаметра резьбовых измерительных эле-
ментов должны соответствовать установленным для проход-
ных резьбовых калибров по СТ СЭВ 2647—80.
Если для изделия задан зависимый допуск расположения
поверхностей, равный нулю, то для измерительных элементов
калибров предельные размеры, допуск на изготовление и ве-
личину износа следует принимать равными размерам и до-
пускам поэлементного проходного калибра по СТ СЭВ
157—75 для гладких измерительных элементов и по СТ СЭВ
2647—80 — для резьбовых.
185
7—2 Зак. 403
Таблица 6Л5. Пересчет предельных отклонений размеров, координирующих
оси, на позиционные допуски (по СТ СЭВ 1314—78)
Характеристика расположения поверхностей Эскиз Формула для определения позицион- ного допуска Тр
Одна поверхность, координирован- ная относительно плоскости (при сборке базовые плоскости соединяе- мых деталей совмещаются) Тр = 2Й£
л
Две поверхности, координирован- ные друг относительно друга £ ♦ тР =в£
Ltfl ж
Три и более поверхностей, распо- ложенных в один ряд ,0щОЬ плоское ГПь 1. Предельные отклонения размера между осями двух лю- 1 бых поверхностей ±8LS 2. Предельные отклонения осей от общей плоскости ±6у (6у=О,5 6£s ) Тр =
L, 4 2
QbmQfi плоскость Предельные отколнения осей от Тр =2,8д£
(8y=8L)
b*ft ~ 12 i Si
Трн нлн четыре поверхности, рас- положенные в два ряда Тр = прн = Р 81. тР
- (T) K—<bLy=bL =1,4dL
А X T
L,*6LX
Одна нлн несколько поверхностей, координированных относительно двух взаимно перпендикулярных плоскос- тей (при сборке базовые плоскости соединяемых деталей совмещаются) Тр —2 р прн б£ ’ тР
Mi -r
‘L -SL,
4?
Поверхности, расположенные в нес- колько рядов Т₽=5 Прн ! V 8L, тР
л о < <> ( ) <> ) a a^+az.2 (=а£р=б£ =2,86/.
Две поверхности, координирован- ные друг относительно друга и цен- трального базового элемента в систе- ме полярных координат 186 * 16a Тр =2 К 6a R ' 2-3440 J 2 +6R»
Таблица 6.16. Пересчет допусков расположения поверхностей на позиционные допуски (по СТ СЭВ 1314—78)
Заданный допуск и характер, расположения поверхностей Чертеж Формулы для определения позицион- ного допуска Тр
Допуск соосности (симметричнос- ти) порерхности относительно оси (плоскости симметрии) базовой по- верхности ©|07с®|®| Для базовой поверхности Тр=0 Для рассматриваемой поверх- ности тр=тс
L. .
- Допуск соосности (симметричнос- ти) двух и более поверхностей от- носительно оси (плоскости симмет- рии) базовой поверхности Для базовой поверхности Тр =0 Для остальных поверхностей Tpi=TCi ТР2~ТС2
©|е7»еМ®1 ©|®4-г О |4®|
Г
Допуск соосности (симметричнос-
ти) поверхностей относительно об-
щей оси (плоскости симметрии)
ТР1_ТС1
ТР2=ТС2
Допуск соосности двух поверхнос-
тей. Базовая поверхность не указана.
Расположение поверхностей вписан-
ное нли смежное
Тг
Тр1=Тр2= —
Допуск перпендикулярности (нак-
лона) оси поверхности относительно
плоскости
ТР =TR
Примечание. При пересчете допуска прямолинейности
оси
на позиционный допуск следует принимать Тр =Tj
6.2.3. РАСЧЕТ ПРЕДЕЛЬНЫХ РАЗМЕРОВ
ИЗМЕРИТЕЛЬНЫХ ЭЛЕМЕНТОВ
Предельные размеры измерительных элементов калибров
определяются по формулам, приведенным в табл. 6.17 и
6.18.
Для резьбовых измерительных элементов формулы по
табл. 6.17 и 6.18 относятся к расчету среднего диаметра. Пре-
дельные размеры наружного н внутреннего диаметров резь-
бовых измерительных элементов (кроме базовых) должны
быть уменьшены (для наружных элементов) нли увеличены
(для внутренних элементов) относительно соответствующего
предельного размера поэлементного резьбового проходного
калибра по СТ СЭВ 2647—80 иа величину позиционного до-
пуска Тр резьбовой поверхности изделия. Для базовых из-
мерительных элементов Тр =0.
6.2.4. ДОПУСКИ РАСПОЛОЖЕНИЯ
ИЗМЕРИТЕЛЬНЫХ ЭЛЕМЕНТОВ
Допуски расположения ТРк осей илн плоскостей симмет-
рии измерительных элементов калибров приведены в
табл. 6.14. ' Допуск расположения базового измерительного
элемента равен нулю, т. е. он принимается в качестве базы,
относительно которой устанавливаются допуски расположе-
ния остальных измерительных элементов калибра.
Если для контролируемого изделия задан зависимый до-
пуск расположения равный нулю, то для измерительных эле-
ментов калибров позиционный допуск принимается равным
допуску на изготовление поэлементного проходного калибра
по СТ СЭВ 157—75 или СТ СЭВ 2647—80.
Допуски расположения измерительных элементов калиб-
ров для контроля позиционных отклонений предпочтительно
указывать также в виде позиционного допуска осей или
плоскостей симметрии.
Вместо позиционных допусков для измерительных эле-
ментов калибров допускается назначать предельные, откло-
нения размеров, координирующих их оси (см. гл. 8 тома 1
настоящего Справочника). Выбор этих отклонений произво-
дится в зависимости от исходного позиционного допуска ТРк.
Их допускается увеличивать в одном координатном
направлении при условии, что предельные отклонения в дру-
гом координатном направлении будут уменьшены настолько,
чтобы обеспечить расположение ося измерительного элемента
в поле допуска исходного позиционного допуска ТРк. Приме-
ры изменения соотношения между предельными отклонениями
в двух координатных направлениях показаны на рнс. 6.74 и
7—2*
187
Для базового измерительного элемента
при базировании по отверстию при базировании по валу
! выступу)
Для остальных измерительных элементов
при Трч 300 мкм
Калибры ля контроля
Рис. 6.73. Схемы расположения полей допусков калибров с
базовыми измерительными элементами:
а — при базировании по отверстию; б — при базировании по валу
(выступу); / — поле позиционного допуска поверхности изделия; 2 —*
поле допуска иа изготовление измерительного элемента калибра
Таблица 6.17. Формулы расчета предельных размеров
калибров без базовых измерительных элементов (по СТ СЭВ
1314—78)
Предельные размеры измерительных элементов для контроля
расположения
Рис. 6.74. Перераспределе-
ние координатных составля-
ющих позиционного допус-
ка в системе прямоуголь-
ных координат
Рнс. 6.75. Перераспределе-
ние координатных составля-
ющих позиционного допус-
ка в системе полярных ко-
ординат
Таблица 6.18. Формулы расчета предельных
калибров с базовыми измерительными элементами
СЭВ 1314—78)
размеров
(по СТ
Предельные размеры измерительных элементов для контроля
расположения
отверстий валов (выступов)
Базовый измерительный элемент
dko—max^d(io -w dko—m i n=dGO_w H„ dko—W=^GO—W _ Ho~ Wo d|:c,~ m in=^GO—W ^ko—min=dGO-w+^o d|<o— W=^GO—W ’1 _Ц>+Wo
Остальные измерительные элементы
отверстий
dk max~^min Тр -)-Е
dk rn max H
^_р|7=^/гтах H—W
валов (выступов)
min=^maxTTp —F
dk max=dfc min"f"H
dy—w=dk min+H+W
Принятые обозначения:
max, d*min— соответственно, наибольший и наименьший
предельные размеры измерительного элемен-
та калибра;
— размер предельного изношенного измерительного эле-
мента калибра;
Цп(п — наименьший предельный размер отверстия изделия;
4пах — наибольший предельный размер вала изделия.
6.75 (ТРхк , ТРук, TPRk и ТРак — табличные значения коор-
динатных составляющих позиционного допуска, пунктирными
линиями показаны измененные координатные составля-
ющие Т').
Если для контролируемых изделий задан не позицион-
ный допуск, а другие виды допусков расположения, то для
измерительных элементов соответствующего калибра должен
назначаться тот же вид допуска расположения, что и для
изделия. Пересчет допуска ТРк на другие виды допусков
расположения измерительных элементов производится по фор-
мулам табл. 6.19.
dkmax—Цп1п ^р"ЕГ-|-Н0
dk min— dk max К
dk—w~dfc max H —W
dk min—4max4“ Tp —F — Ho
dkmax—dk min-pH
dfc_w=dk min+ H (-W
Принятые обозначения:
^ko—max* dp»—min— соответственно наибольший и наимень-
ший предельные размеры базового изме-
рительного элемента калибра;
dk0_w— размер предельно изношенного базового измеритель-
ного элемента калибра;
dflo—w — размер предельно изношенного поэлементного про-
ходного калибра, предназначенного для контроля
размера поверхности изделия;
Остальные обозначения см. в табл. 6.17.
Допуски расположения измерительных элементов калиб-
ров устанавливаются независимыми.
6.2.5. КАЛИБРЫ-СКОБЫ ДЛЯ КОНТРОЛЯ
РАСПОЛОЖЕНИЯ ОСЕЙ
Размер между осью отверстия или вала и плоскостью и
размер между осями двух отверстий или валов может быть
проконтролирован комплектом двух проходных калибров.
Схематическое изображение калибров-скоб н формулы для
расчета их предельных размеров приведены в табл. 6.20.
188
Таблица 6.19. Пересчет позиционных допусков измерительных элементов калибра на другие виды допусков (по СТ СЭВ
1314—78)
Вид калибра Указываемый допуск распо- ложения или формы изме- рительных элементов Чертеж Формула для пересчета пози- ционного допуска
Калибры для контроля
соосности (симметрич-
ности) относительно оси
(плоскости симметрии)
базовой поверхности
Допуск соосности (сим-
метричности) каждого
измерительного элемен-
та относительно оси
(плоскости симмет-
рии) базового измери-
тельного элемента
Калибр для контроля соосности (симметрич- ности) поверхностей от- носительно обшей оси Допуск соосности (сим- метричности) каждого измерительного элемента относительно общей оси (плоскости симметрии)
Калибр для контроля соосности (симметрич- ности) без базового из- мерительного элемента. (Расположение измери- тельных элементов, впи- санное или смежное) Допуск соосности (сим- метричности) двух изме- рительных элементов
Калибр для контроля перпендикулярности (нак- лона) оси относительно плоскости Допуск перпендикуляр- ности оси измерительно- го элемента относительно плоскости
Калибр для контроля прямолинейности оси Допуск прямолиней- ности осн измерительно- го элемента калибра
O|grcw, |ЛВ|
тсл—ТР£
TCfc,~TP*,
ТСЛ-ТРЛ1 + ТРй,
TRfc—TPfc
TLfc~TPA
189
Контролируемый
размер
Таблица 6.20. Комплекты калибров-скоб для контроля размера между осью
и плоскостью или между двумя осями (по СТ СЭВ 1314—78)
1. Расстояние между
осью отверстия н плос-
костью
2. Расстояние между
осью вала (выступа) и
плоскостью
3. Расстояние между
осями двух отверстий
Эскиз калибра
(X)
Формулы для расчета предельных размеров
калибров
А . —L Dmln -I
«mln—>- —g п
А —1 Dmln
лтах——-------
л — I Dmln
Тр_ F
У У
Тр W
У“ У
a _7_ ^mkl Тр
A^~L —2~+ ~
Я — I I Ст|п ТР I F
«max—LT—о-— -g--Г у
Тр_.
2^2
(X)
2
вт1п=Ы-_^2-
В -=L 4-Pmln Тр
Dw(min) L ।—g ~2—
В —L4-Dffiln Тр 4- F I W
«w(max) L+— — + -yr ~2
Ацах—L —-—
Ап.п^~
4тах Тр
,2
2
ТР , «7
2 2
ТР
^w(min) : —2
А — f —‘^т*1( _ • Тр I
w<n,ax> Ь -J 2--* у+ у
Тр _ F
~ У
Тр W
ах . —2 — I 2 ~2
п —II 1 ТР
BW=L+ —----h ___
2
Алах
2
4тах
2
Л1
2
И1
Р<
из
л г ^1ГП 1п4~Р»т1п , т Pi+fg
«mln—L— 2 +*Р— 2
2
. , ^imln4*Ojniin T W'i+W'i
«max—L— 2 t* * p — 2
T\min4~^tmln . T
+ *P
Втах
Aw—L—- 2
r . Ptmin-bDimln
2
„ . ^imin+^lmin
fimin=T-F-------------
2
2
2 ~ *Р
„ __. । Plmtn~bP«min „
ъ-f 2 -'р
2
190
Продолжение табл. 6.20
Контролируемый
размер
Эскиз калибра
Формулы для расчета предельных размеров
калибров
4. Расстояние между
осями двух валов (вы-
ступов)
, _. Атах ЬАтах т ,
Ап ах—2 *Р' 2
, , AmaxAAmax _
4min=L~ 2 ~*Р । 2
, . Атах1~Атах ™
Ацр=ь g р
, . АтахА^апах , Т
Omln=L+ 2 ’‘Р 2
, Атах~ЬАтах , Т Wi-J-Wy
flmax=L+ 2 ' 'Р-- 2
, . Атах + Атах , т
Н^,=Ь-|- g "г'Р
Примечания:
1. Прн контроле калибрами, отмеченными знаком (X), соответствующая измерительная поверхность калибра должна при-
легать к базовой плоскости изделия.
2. Изделие считается годным, если в него проходят оба калибра (с размерами А и В), входящие в комплект.
Обозначения в табл. 6.20:
L — номинальный размер между осью и плоскостью нли между осями; А, В — номинальные размеры между измеритель-
ными элементами калибров-скоб; Атах. Amin. Атах. Amin— соответственно наибольшие и наименьшие предельные значения разме-
ров А и В для новых калибров-скоб; Aw, A^(max) А^^^р В&, A^max)' ®l^(min) — значения размеров А н В для предельно
изношенных калибров-скоб.
Остальные обозначения см. в табл. 6.14 н 6.17.
191
Г л а в a 7
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
7.1. ИЗМЕРЕНИЕ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ ПРИБОРАМИ
Контроль шероховатости поверхности может быть двух
видов: приемочный контроль готовой продукции с целью оп-
ределения годное иг изделий и выявления брака и периодичес-
кий контроль обрабатываемой детали на важнейших стадиях
обработки с целью поддержания гаких условий обработки, ко-
торые обеспечивают получение досален с заданной шерохова-
тостью поверхности.
В обоих случаях результаты контроля шероховатости по-
верхности и оценка их точности существенно зависят от мет-
рологических характерно!ик средств контроля шероховатости
поверхности, методик применения этих средств контроля и
оценки результата. Большее применение находит объективный,
количественный конiроль, основанный на применении приборов
(в большинстве случаев — щуповых профилографов и профи-
лометров). Важное место занимает также использование об-
разцов шероховаюсти сравнения, особенно на промежуточных
стадиях технологического процесса. Зависимость результатов
контроля шероховатости поверхности от различных факторов,
указанных выше, сложноегь процесса контроля и разнохарак-
терность приборов, применяемых для этого, приводят к необ-
ходимости стандартизации наиболее важных аспектов метро-
логического обеспечения шероховатости поверхности.
Национальные стандарты разных стран пли иная НТД. а
также международные стандарты ИСО и СЭВ охватывают
классификацию средств контроля шероховатости поверхности,
терминологию в этой области, технические требования к сред-
ствам контроля, а также требования к методике выполнения
измерений параметров шероховатости поверхности.
Перечень НТД, сведения о которых приведены- в данном раз-
деле Справочника
СТ СЭВ 6131—87
СТ СЭВ 64GI
СТ СЭВ 849 -78
СТ СЭВ 3296 81
ИСО 1878
ИСО 1879
ИСО 1886
ИСО 263'2/1
ИСО 2632/11
ИСО 263-2/1II
«Основные нормы взаимозаменяемос-
ти Измерение параметров шерохова-
тости. Термины и определения»
«Основные нормы взаимозаменяемос-
ти. Методика измерений папаметров
шероховатости приборами профиль-
ного метода»
«Образцы сравнения шероховатости
поверхности. Технические требова-
ния»
«Образны сравнения шероховатости
поверхности о глинок»
«Классификация аппаратуры и уст-
ройств, служащих для измерения и
оценки геометрических параметров
качества обработанной поверхности»
«Аппаратура для измерения шерохо-
ватости поверхностен профильным ме-
тодом. Общие положения (термины и
определения)»
«Аппаратура для измерения шерохо-
ватости поверхности профильным ме-
тодом. Контактные (щуповые) прибо-
ры последовательного преобразования
нпофп.тя. I [рофнлографы»
«Образцы шероховатости сравнения.
Часть I. Обточенные шлифованные,
расточенные, фрезерованные п етро-
I иные»
«Образцы шероховатости сравнения.
Часть II. Электроискровая обработка,
пескоструйная обработка, полировка»
«Образцы шероховатости сравнения.
Часть III. Литые поверхности»
ИСО 3274 «Аппаратура для измерения шерохо-
ватости поверхности профильным ме-
тодом. Контактные (щуповые) прпбо-
. ры последовательного преобразования
профиля Контактные профилометры
системы М»
ИСО 4287/2—1984 «III ероховатость поверхности — Тер-
минология Часть 2: Измерение па-
раметров шероховатости*
7.1.1. ИЗМЕРЕНИЕ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ.
ТЕРМИНОЛОГИЯ
7.1.1.1. СТ СЭВ 6134—87 устанавливает термины и опре-
деления пеня гни. используемых при измерении параметров п
характеристик шероховатости поверхности.
ПРЕОБРАЗОВАНИЕ ПРОФИЛЯ
Преобразование профиля - действе нли операция, пред-
намеренно пли непреднамеренно изменяющие информацию о
профиле на любой стадии процесса измерения.
11 рн меч а и не. Например, при отнбаини профиля щупом,
фильтровании, записи и т. д.
Преобразованный профиль — профиль, получаемый в ре-
зультате его преобразования.
Преднамеренное преобразование профиля — преобразова-
ние профиля, которое должно быть проведено для того, что-
бы выполнить шмереппя в соответствии с установленными
1 ребовапиями.
Примечание. Например, подавление низкочастотных
гармоник в спектре профиля путем фильтрования для выделе-
ния коротковолновой части профиля, которая при измерении
рассматривается как шероховатость
Непреднамеренное преобразование профиля преобразо-
вание профиля, которое возникает из-за несовершенства изме-
рительной аппаратуры пли отдельных ее частей и обычно
проявляется и виде искажений информации о профиле.
Примечание. Например, искажение ииформацип о
профиле при огибании его щупом с конечным радиусом вер-
шины.
Ощупанный профиль преобразованный профиль, пред-
ставляющий собой геометрическое место положений центра
вершины при огибании им реальною профиля.
II р и м е ч а и и я:
I. Для контактного щупа га центр вершины щупа прини-
мают любую точку рабочей вершины щупа.
2. Для бесконтактною оптическою щупа за центр верши-
ны принимается центр сферы, у которой диаметр равен диа-
метру сфокусированного пятна па поверхности.
Модифицированный профиль - преднамеренно преобразо-
ванный профиль получаемый в результате воздействия филь-
трующей системы, применяемой для выделения топ части
спектра реального профиля, которая должна быть учтена при
измерении параметров шероховатости поверхности.
Измеренный профиль — профиль, полученный в результа-
те изм< рения.
111 аг дискретизации профиля по длине \,Х — расстояние
между соседними дискретными ординатами профиля при из-
мерения параметров поверхности цифровыми методами (рис.
7.1).
Ш аг квантования профиля по уровню — расстояние
между соседними отсчетами при измерении значения каждой
ординаты профиля цифровыми методами (рис. 7.1).
192
Рис. 7.1. Шаг дискретизации (ДХ) и шаг квантования (ДУ)
Примечание. Такая погрешность включает методичес-
кую погрешность и погрешность прибора (см. рис. 7.2).
Основная погрешность прибора — полная погрешность
профилометра, определенная при нормальных условиях, вклю-
чающих стандартное входное воздействие на измерительный
преобразователь прибора.
СРЕДСТВА ИЗМЕРЕНИЙ
Профильный метод измерения шероховатости поверхности
— метод оценки шероховатости поверхности по параметрам ее
преобразованных профилей.
Аппаратура для измерения параметров шероховатости по-
верхности профильным методом — прибор, позволяющий опре-
делить параметры шероховатости поверхности по ее преобра-
зованным профилям.
Контактный прибор последовательного преобразования
профиля — прибор, предназначенный для измерения парамет-
Рис. 7.2. Классификация операторов и погрешностей
Идеальный оператор — алгоритм или процедура, которые
предполагают исходное, теоретически точное определение па-
раметров пли характеристик поверхности (рис. 7.2).
Оптимальный оператор — алгоритм или процедура, при-
нятые для практического определения параметров или харак-
теристик поверхности с приемлемыми затратами (см. рис. 7.2).
Реальный оператор — практически реализованный опти-
мальный оператор.
Методическая погрешность \Л4 — разность между значе-
нием параметра поверхности, определенного в соответствии с
оптимальным оператором, и истинным значением этого же
параметра, определенным в соответствии с идеальным опера-
тором (см. рис. 7.2).
Методическое расхождение .\MD — различия, возникаю-
щие в результате применения разных оптимальных параметров
для получения одного и того же значения данного параметра
(см. рис. 7.2).
Погрешность прибора ДА — разность между значением
параметра поверхности, определенным реальным оператором,
и значением этого же параметра, определенным оптимальным
оператором (см. рис. 7.2).
Полная погрешность прибора Л7 — разность между зна-
чением параметра поверхности, определенным в соответствии
с реальным оператором, и истинным значением этого же па-
раметра, определенным в соответствии с идеальным операто-
ром.
ров шероховатости поверхности профильным методом с пос-
ледовательным преобразованием информации о профиле при
механическом ощупывании измеряемой поверхности щупом при
его движении вдоль поверхности.
Бесконтактный прибор последовательного преобразования
профиля — прибор, предназначенный для измерения парамет-
ров шероховатости поверхности профильным методом с пос-
ледовательным преобразованием информации о профиле без
механического взаимодействия с измеряемой поверхностью.
Ощупывающая система прнбора — узел прибора последо-
вательного преобразования профиля, предназначенный для
первичного преобразования информации об измеряемой повер-
хности, состоящий из датчика и системы его перемещения от-
носительно измеряемой поверхности.
Ощупывающая система прнбора с зависимой опорой —
ощупывающая система, в которой датчик опирается на изме-
ряемую поверхность, так что эта поверхность, действуя на
опору датчика, оказывает влияние на траекторию его переме-
щения относительно поверхности.
Ощупывающая система прибора с независимой опорой —
ощупывающая система, в которой датчик не опирается на из-
меряемую поверхность и перемещается независимо, сохраняя
ориентацию постоянной, что достигается путем перемещения
датчика по внешней базе, так что измеряемая поверхность ие
действует на датчик п не оказывает влияния на траекторию
его перемещения относительно поверхности.
193
Контактный прибор одновременного преобразования про-
филя — прибор, предназначенный для измерения параметров
шероховатости поверхности профильным методом с одновре-
менным преобразованием информации о профиле при механи-
ческом взаимодействии с измеряемой поверхностью.
Бесконтактный прибор одновременного преобразования
профиля — прибор, предназначенный для измерения парамет-
ров шероховатости профильным методом с одновременным
преобразованием информации о профиле без механического
взаимодействия с измеряемой поверхностью.
Профилометр — прибор, предназначенный для измерения
параметров шероховатости, показывающий значения этих па-
раметров или обеспечивающий нх регистрацию в любой фор-
ме.
Профилометр с постоянной длиной трассы ощупывания
при измерении — профилометр, измеряющий параметр шеро-
ховатости поверхности на отрезке длины, начало и конец ко-
торого зафиксированы ограничителями.
Примечание. Профилометры этого типа обычно пока-
зывают п удерживают значение измеряемого параметра, полу-
ченное в конце указанного отрезка длины.
Профилограф — прибор, предназначенный для регистра-
ции и измерения координат профиля поверхности в любой
форме. _
ХАРАКТЕРИСТИКИ СРЕДСТВ ИЗМЕРЕНИЙ
Вертикальное увеличение прибора Уг, — масштаб пре-
образования координат профиля в направлении перемещения
щупа, перпендикулярном к поверхности.
Горизонтальное увеличение прнбора V/, — масштаб пре-
образования координат профиля в направлении перемещения
щупа вдоль поверхности.
Примечание. Под масштабом преобразования пони-
мают отношение регистрируемой величины к перемещению щу-
па в соответствующем направлении. Применительно к профи-
лограмме — отношение движения пера или носителя к пере
мешению щупа в соответствующем направлении.
Относительная погрешность вертикального увеличения
прибора 6» — разность между действительным и номиналь-
ным значениями вертикального увеличения прибора, отнесен-
ная к номинальному значению и выраженная в процентах.
Относительная погрешность горизонтального увеличения
прнбора 6 /, — разность между действительным и номиналь-
ным значениями горизонтального увеличения прнбора, отне-
сенная к номинальному значению и выраженная в процентах.
Статическое измерительное усилие — усилие воздействия
щупа вдоль его оси на контролируемую поверхность, без уче-
та динамических составляющих, возникающих в процессе ощу-
пывания.
Постоянная изменения измерительного усилия — измене-
ние на единицу перемещения статического измерительного
усилия, действующего на щуп вдоль его осн.
Длина трассы ощупывания — полная длина участка по-
верхности, в пределах которого расположен профиль измеряе-
мой поверхности, ощупанный прибором при измерении
(рис. 7.3).
Рис. 7.3:
А — длина участка предварительного хода датчика: 1п — длина
участка измерения; В — длина участка завершающего хода
Отсечка шага — длина волны X», численно равная базо-
вой длине / и условно принимаемая в качестве верхней грани-
цы пропускания профилометра, для которой установлен опре-
деленный коэффициент пропускания.
Примечания:
I. Для аналоговых электрических фильтров коэффициент
пропускания равен 75 %.
2. Указанная верхняя граница условно отделяет номи-
нально пропускаемые от номинально подавляемых компонен-
тов спектра профиля.
7. 1.1.2. Стандарт ИСО 4287/2 имеет следующие отличня от
СТ СЭВ 6134—87:
отсутствуют термины «Модифицированный профиль», «Из-
меренный профиль* и «Основная погрешность прибора»;
содержит термины: «Профиль от внешней базы — преоб-
разованный профиль, представляющий геометрическое место
центра вершины щупа при огибании нм реального профиля
относительно внешней опорной базы». «Профиль от зависимой
опорной базы — преобразованный профиль, представляющий
геометрическое место центра вершины щупа при огибании им
реального профиля относительно геометрического места опор-
ного устройства, которое отстоит от щупа на определенное
расстояние; он имеет определенную форму и перемещается по
той же измеряемой реальной поверхности».
7.1.2. КЛАССИФИКАЦИЯ ПРИБОРОВ И УСТРОЙСТВ
ДЛЯ ИЗМЕРЕНИЯ И ОЦЕНКИ
ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
7.1.2.1. Стандарт ИСО 1878 устанавливает классификаци-
онную схему для аппаратуры и устройств, служащих для из-
мерения и оценки геометрических параметров качества обра-
ботанной поверхности (шероховатости, волнистости, отклоне-
ний формы); устанавливает состав и структуру международ-
ных стандартов, распространяющихся на эту аппаратуру и
устройства.
Классификация аппаратуры и устройств основывается на
следующих положениях:
природе неровностей: шероховатость, волнистость, откло-
нения формы;
методе измерения или оценки: по поверхности (по пло-
щади) или профилю;
методе интерпретации: геометрический или негеометри-
ческий;
методе преобразования информации о реальном профиле:
последовательный или одновременный;
методе исследования (методе взаимодействия прибора с
поверхностью): контактный или бесконтактный;
методе представления результатов.
Свойства конкретных приборов могут быть результатом
сочетания различных классификационных признаков.
Под «преобразованием профиля* понимается преобразо-
вание информации о профиле поверхности из одной формы в
другую.
Типы средств контроля и их соподчиненность указаны в
классификационной схеме (рис. 7.4). Пунктиром обозначены
приборы, еще не созданные или не нашедшие достаточно ши-
рокого применения в настоящее время. Термины и определе-
ния, относящиеся к принципиальным признакам классифика-
ции, установлены в ИСО 1879.
7.1.2.2. ИСО 1879 содержит термины и определения приме-
нительно к аппаратуре для измерения шероховатости поверх-
ности профильным методом, соответствующие СТ СЭВ 6134—87.
7.1.2.3. ИСО 1880 и ИСО 3274 устанавливают термино-
логию и требования, относящиеся к важнейшей для практики
группе приборов — контактным (щуповым) приборам пос-
ледовательного преобразования профиля, профилографам н
профилометрам. Терминология в основном соответствует при-
нятой в СТ СЭВ 6134—87.
Длина участка измерения — часть длины трассы ощупы-
вания, в пределах кот' той находится профиль, параметры
которого подлежат измерению.
Примечание. Длина участка измерения равна длине
оценки 1п .
Профилографы
Требования ИСО 1880 к характеристикам датчика (пре-
образователя), важным в метрологическом отношении, при-
ведены в табл. 7.1.
194
1.1. Приборы и устройства для изме-
реиия геометрических параметров ка-
чества обработанной поверхности
1
4
2.1. Приборы и устройства для изме-
рения шероховатости поверхности
2.2. Приборы и устройства для изме-
рения волнистости поверхности
4
2.3. Приборы и устройства для из-
мерения погрешности формы поверх-
ности
5.1. Контактные
(щуповые)
приборы
5.2. Бесконтакт-
ные приборы
5.3. Контактные
приборы
5.4. Бесконтакт-
ные приборы
Рнс. 7.4» Классификация приборов и устройств дли измерения геометрических параметров качества поверхности
Продолжение табл. 7.1
Таблица 7.1. Характеристики myna и измерительное
усилие профилографов (по МС/ИСО 1880)
Радиус щупа
Номинальное значе- ние радиуса вершины щупа, мкм 2 5 10
Допускаемое откло- нение, мкм ±0,5 ±1 ±2,5
Угол вершины щупа
Номинальное зна-
чение угла
Допускаемое откло-
нение
радианы
градусы
радианы
градусы
1,05
60
+0,18
—0,09
+ Ю
—5
1,57
90
+0,09
—0,18
+5
— 10
Измерительное усилие
Номинальное значе- ние радиуса вершины щупа, мкм Наибольшее стати- 2 5 10
ческое измерительное усилие при среднем уровне щупа, Н (гс) Наибольшая посто- янная изменения из- мерительного усилия, Н/м (гс/мкм) 0,0007 (0,07) 35 (0,0035) 0,004 (0,4) 200 (0,02) 0,016 (1.6) 800 (0,08)
Значения вертикал личений Профилографа ьного Vv и приведены в •оризоитальнс табл. 7.2. го V/, уве-
Для всех значений вертикального и горизонтального
увеличений установлен ряд относительных погрешностей
(в %): ±1; ±1,6; ±'2,5; ±4; ±6; ±10.
Таблица 7.2. Вертикальное
и горизонтальное увеличение
профилографов (по ИСО 1880)
Увеличение i-е предпочтительное 2-е предпочтительное Другие значения
Вертикальное Vv 1С0 юоо 10000 100000 200 2000 20000 500 5000 50000 250 2500 25000 40 4000 40000 125 1250 12500 160 1600 16000 315 3150 31500 630 6300 63000 800 8000 80000
Горизонтальное vh 10 100 1000 20 200 2000 50 500 5000 25 250 2500 40 400 4000
Профилометры
Требования к рабочей части щупа и измерительному
усилию датчика (преобразователя) профилометра по ИСО
3274 совпадает с аналогичными требованиями к датчику
профилографа, установленными в ИСО 1880.
Кроме этого, установлены следующие требования к опо-
ре датчика профилометра:
нагрузка опоры датчика на измеряемую поверхность ие
должна превосходить 0,5 Н (50 тс) для твердых материалов;
Рис. 7.5. Форма и расположение опор датчика профилометра:
а — датчик с одной опорой; б — датчик с двумя опорами
форма и расположение опор датчика приведены на рис.
7.5, а и б, при этом радиус опоры в плоскости А—А должен
ие меиее чем в ЭЭ раз превосходить отсечку шага. Для изме-
рения с отсечкой шага 2,5 мм обычно используют независи-
мую опору;
шероховатость поверхности опоры Rz должна быть не
больше 0,1 мкм;
Длина трассы ощупывания при измерении устанавлива-
ется в соответствии с табл. 7.3.
Передаточная характеристика профилометра с низкочас-
тотной областью должна быть такой же, как у двухзвеиного
RC-филЪтра, при этом звенья должны иметь одинаковую пос-
тоянную времени и разделены буферным каскадом.
Таблица 7.3. Длина трассы ощупывания при измерении
(по ИСО 3274)
мм
Тип профилометра Отсечка шага Длина трассы ощупыва- ния при измерении
С фиксирован- ной длиной ощу- пывания 0,08 0,25 0,8 2,5 8 0,4 до 2 1,25 » 5 2,4 » 8 5 » 15 16 » 40
Со скользящей длиной ощупыва- ния 0,08; 0,25 0,8 2,5 » 16 5 » 16
Таблица 7.4. Номинальные значения коэффициентов пе-
редачи профилометров в % (по ИСО 3274)
X, мм Отсечка шага X,., ,мм ь
0,25 0,8 2.5 8,0
0,025 99,9
0,05 98,7
0,08 96,7 99,7
0,10 94,9 99,5
0,25 75,0 96,8 99,7
0,5 42,9 88,5 98,7 99,7
0,8 22,7 75,0 96,7
1,0 15,8 65,8 94,9 99,5
2,5 2,9 23,5 75,0 96,8
5,0 0,75 7,1 42,9 88,5
8,0 2,9 22,7 75,0
10,0 1,8 15,8 65,8
25,0 2,9 23,5
50,0 0,75 7,1
80,0 2,9
196
а б л и ц а 7.5. Пределы допустимых отклонений коэффи-
циентов передачи профилометров в % (по ИСО 3274)
х/хв Нижний предел Верхний предел Нижний предел Верхний предел
0,01 97,0 103,0 1,0 69,8 79,8
0,1 96,6 102,7 1,5 51,7 62,3
0,2 95,5 101,8 2,0 37,9 47,7
0,3 93,7 100,4 3,0 21,5 28,5
0,5 88,4 96,0 5,0 9,0 12,5
0,7 81,4 90,2 10,0 2,4 3,4
20,0 0,6 0,9
Такая номинальная
передаточная характеристика опре-
деляется зависимостью
А’ (I —/0577Х/Хв )- ’ (71)
где j=Y—1; коэффициент передачи для /.в равен 75%.
Значения коэффициентов передачи, соответствующие этой
зависимости, для различных отсечек шага приведены в табл.
7.4.
Пределы допустимых отклонений коэффициентов передачи
профилометра определяются зависимостями.'
1,03
верхний < редел- —0 29(Х/7в )* ’• <7-2)
нижний предел
0,97
1+0,39(Х/Хв)* ‘
Значения пределов допустимых отклонений коэффициен-
тов передачи приведены в табл. 7.5.
Кривая номинальных коэффициентов передачи и преде-
лов допускаемых отклонений приведена на рис. 7.6 и 7.7.
Рис. 7.6. Передаточная характеристика профилометра
Рис. 7.7. Пределы допустимых отклонений коэффициентов
передачи профилометров
Основная погрешность профилометра нормируется путем
систематической и случайной составляющих, для образца с
периодическим профилем с шагом не более 0,2 Хв .
Ряд допустимых значений систематической составляющей
(в %): ±5» ±1'0; ±'15.
Ряд допустимых значений среднего квадратического от-
клонения случайной составляющей (в %): 1; 2; 4. При этом
абсолютное значение систематической составляющей изменя-
ется по формуле
^сиет~ггт,-йх, (7.4)
где а и b — постоянные коэффициенты; х — показания про-
филометра.
7.1.3. МЕТОДИКА ИЗМЕРЕНИЙ
ПАРАМЕТРОВ ШЕРОХОВАТОСТИ
ПРИБОРАМИ ПРОФИЛЬНОГО МЕТОДА
Методика измерений параметров шероховатости поверх-
ности Ra, Rz, Rm, S, Sm и tp щупозыми приборами и проце-
дуры для обеспечения правильных и сопоставимых результа-
тов измерения шероховатости поверхности деталей при конт-
роле производственного процесса и при приемочном контроле
готовых изделий установлены СТ СЭВ 6461—88.
ОБЩИЕ ПОЛОЖЕНИЯ
Решение о правильности контролируемого производствен-
ного процесса и годности поверхности готовой детали прини-
мается на основе сравнения значений параметров шерохова-
тости контролируемой поверхности детали с требованиями,
установленными в чертежах или технической документации.
Если контролируемая поверхность имеет отдельные учас-
тки с резко отличающейся шероховатостью, то должны ис-
пользоваться значения параметроа шероховатости .определен-
ные по участкам с резко отличающейся шероховатостью.
Для требований с верхним пределом параметра шерохо-
ватости должны использоваться участки контролируемой по-
верхности с большей шероховатостью. Для требований с
нижним пределом параметра шероховатости должны исполь-
зоваться участки контролируемой поверхности с меньшей ше-
роховатостью.
Если требования к поверхности заданы верхним (ниж-
ним) пределом значения параметра шероховатости, поверх-
ность может быть признана годной в следующих случаях:
первое измеренное значение параметра не превосходит
7'0 % значения, заданного на чертеже;
первые три измеренных значения параметра не превосходят
значения, заданного на чертеже;
не более чем одно из первых шести измеренных значений
параметра превосходит значение, заданное на чертеже;
не более чем два из первых 12 измеренных значений
превосходят значение, установленное на чертеже.
Каждое из последующих требований, приведенных в пе-
речислении, проверяется в случае невыполнения предыдуще-
го требования.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
Для принятия решения о годности поверхности детали
должно использоваться среднее значение параметра шерохо-
ватости, найденное из совокупности единичных значений
параметра шероховатости поверхности, каждое из которых
измерено на одной длине оценки, равной пяти базовым дли-
нам. Базовые длины могут располагаться как последовательно,
так и на расстоянии друг от друга.
Выбор отсечки шага. В случае измерения шероховатости
поверхности с помощью щуповых приборов с аналоговыми
фильтрами, характеристики последних должны соответство-
вать табл. 7.4.
Отсечка шага (/.в ) выбирается равной базовой длине,
указанной в требованиях к шероховатости поверхности кон-
тролируемой детали на чертеже. Если базовая длина не ука-
зана, то при измерении параметров Ra, Rz, Rm отсечку шага
А в (базовую длину /) следует выбирать из табл. 7.6 и 7.7 в
зависимости от значений параметров шероховатости, задан-
ных на чертеже.
Если базовая длина, указанная на чертеже, не соответст-
вует базовой длине в табл. 7.6 и 7.7 для заданного значения
параметра шероховатости, то отсечка шага выбирается в со-
ответствии с требованиями чертежа, а в результате измере-
ния должна быть указана и базовая длина.
Для периодических профилей (например, обточенных),
шаг неровностей которых Sm больше 0,2 ZB или число пе-
ресечений профиля со средней линией меньше 10, отсечка ша-
га должна быть выбрана равной ближайшей большей по
табл. 7.6 и 7.7.
Параметры шероховатости S, Sm и tp должны измерять-
ся на той же базовой длине, которая установлена для вы-
сотного параметра измеряемой поверхности.
197
Таблица 7.6. Базовые длины и длины оценок для изме-
рения параметра Ra непериодических профилей (иапример,
шлифованных)
На, мкм Базовая длина /, мм Минимальная длина оценки Zn, мм
Св. 0,025 » 0,4 » 3,2 » 12,5 До 0,025 » 0,4 » 3,2 » 12,5 » 100,0 0,08 0,25 0,8 2,5 8,0 0,4 1,25 4,0 12,5 40,0
Таблица 7.7. Базовые длины и длины оценок для изме- рения параметров Rz, Rm непериодических профилей (напри- мер, шлифованных)
Rz, Rm, мкм Базовая длина 1, мм Минимальная длина оценки ММ
Св. 0,10 » » 1,16 » » 12,5 » » 50,0 » До 0,10 1,16 12,5 50,0_ 400,0 0,08 0,25 0,8 2,5 8,0 0,4 1,25 4,0 12.5 40,0
Выбор длины оценки /п (длины участка измерения).
Для профилометров, с аналоговым 2СР-фильтром, в кото-
рых длина оценки устанавливается количеством базовых
длин, и для профилографов длина оценки выбирается в со-
ответствии с табл. 7.6 и 7.7.
Если значения длины оценки у профилометра не соот-
ветствуют указанным в табл. 7.6 и 7.7, то она должна выби-
раться (в зависимости от базовой длины) по возможности
наиболее близкой к значению в табл. 7.6 и 7.7.
Выбор опоры датчика. При базовой длине 2,5 мм и бо-
лее и ответственных измерениях следует использовать, по
возможности, независимую опору.
При использовании базирования на измеряемую поверх-
ность, радиус кривизны рабочей части опоры должен быть
ие меиее 50 значений базовой длины (отсечки шага).
Расположение участков измерений. Если направление из-
мерения не указано, то деталь устанавливают так, чтобы
направление сечений соответствовало наибольшим значениям
высотных параметров шероховатости (Ra, Rz пли Rm).
Это направление будет перпендикулярно направлению
неровностей измеряемой поверхности. Для изотропных поверх-
ностей направление сечения может быть любым.
Участки измерений должны быть расположены по воз-
можности равномерно по всей поверхности.
Для многих контролируемых поверхностей расстояние
между соседними участками измерения может быть принято
равным 1—2 мм.
В тех случаях, когда размеры измеряемой поверхности
малы и такими расстояниями задаться невозможно, реко-
мендуется определять минимальное расстояние между сосед-
ними трассами для поверхностей с преимущественно случай-
ным распределением неровностей (шлифование, полирование
и т. п.).
Проведение средней линии. При использовании профило-
метров с электрическими волновыми и цифровыми фильтрами
получение средней линии обеспечивается самим прибором.
При использовании профилографов средняя линия иа
профилограмме проводится визуально в пределах базового
участка lp =l-V/i, параллельно общему направлению профи-
ля так, чтобы она пересекала измеряемый профиль на уров-
не (0,4—0,6) Rm от наивысшей точки профиля, а количество
выступов и впадин было наибольшим.
При использовании измерительных систем с универсаль-
ными компьютерами процедура выделения шероховатости в
программном обеспечении должна соответствовать процедуре,
определенной в СТ СЭВ 1156—78.
Определение параметров шероховатости. При использо-
вании профилометров аналоговых пли цифровых, каждый из
параметров определяется автоматически в соответствии с
процедурой, предусмотренной применяемым прибором.
При использовании контактных профилографов, пара-
метры шероховатости Rm, Rz, S, Sm, tp определяются по
профилограмме.
В связи с трудоемкостью измерения, параметр Ra не ре-
комендуется измерять на профилографах.
В ИСО 4288 имеются следующие отлнчия от СТ СЭВ:
отсутствует методика определения расположения участков
измерения и длины измерения, обеспечивающей заданную
точность измерения параметра Ra;
отсутствует указание, что значения параметров шерохо-
ватости должны быть получены на длине оценки, содержа-
щей 5 базовых длин.
7. 2. ОБРАЗЦЫ СРАВНЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Образцы сравнения шероховатости являются наиболее
распространенным средством контроля шероховатости по-
верхности, особенно непосредственно в условиях производ-
ства и на промежуточных стадиях обработки поверхности
(послеоперационный контроль).
Образцы применяют для контроля шероховатости таких
поверхностей деталей, которые получены тем же методом
обработки, что и сами образцы. При этом материал детали
должен обеспечивать внешний вид поверхности или тактиль-
ные ощущения, подобные образцу сравнения, так как конт-
роль осуществляется визуальным сравнением пли сравнением
на ощупь.
Кроме того, образцы применяются для обучения, а так-
же в конструкторских бюро для того, чтобы иметь нагляд-
ное представление о предполагаемой поверхности.
Результаты контроля шероховатости поверхности образ-
цами сравнения зависят также от квалификации оператора
и являются в значительной мере субъективными.
7.2.1. СТ СЭВ 840—78 распространяется на поверхности,
полученные шлифованием, точением (обточкой п расточкой),
фрезерованием и строганием.
Габаритные размеры образца, которые важны как для
использования, так и для периодической поверки образца,
должны быть не менее 30X20 мм для шероховатости поверх-
ности Ra<6,3 мкм. При Ra>6,3 мкм размер большей сторо-
ны образца должен быть не менее 40 мм.
Расположение неровностей на рабочей поверхности об-
разца определяется в соответствии с табл. 7.8.
Требования к шероховатости рабочей поверхности об-
разца устанавливаются по параметру Ra, значения которо-
го, в зависимости от вида обработки, приведены в табл. 7.9.
198
СТ СЭВ 849—78 допускает также изготовление н при-
менение образцов, требования к шероховатости рабочей по-
верхности которых установлены нормированием других па-
раметров по СТ СЭВ 638—77, а также образцов с другими
значениями параметра Ra по СТ СЭВ 638—77.
Номинальное значение параметра Ra указывается прн
маркировке образца, совместно с указанием вида обработки,
а действительные значения вместе с действительными значе-
ниями параметров Rz и Sm указываются в паспорте как
справочные.
Нормы точности на шероховатость рабочей поверхности
образца устанавливаются назначением предельного откло-
нения действительного значения (среднего значения) пара-
метра Ra от номинального, указываемого в маркировке, а
также назначением среднего квадратического отклонения
значений параметра Ra, определяемого на длине оценки, со-
держащих четыре базовые длины.
При этом значение среднего квадратического отклонения
определяется в процентах от действительного значения па-
раметра Ra. Нормы точности на шероховатость рабочей по-
верхности образцов сравнения приведены в табл. 7 10.
Эффективность применения образцов сравнения в
большой мере зависит от внешнего вида рабочей поверхности,
поэтому стандарт СЭВ устанавливает ограничения п для
допустимых дефектов поверхности. Для образцов размером
20 X30 мм не допускаются видимые невооруженным глазом
трещины, забонны, сколы, раковины, следы коррозии, порис-
тости и дробления. Царапины допускаются лишь в том Случае,
если они становятся не видимыми при некоторых углах зре-
ния.
Продолжение табл. 7.9
Таблица 7.8. Расположение неровностей на рабочей по-
верхности образцов сравнения шероховатости (по СТ СЭВ
849—78)
Расположение неровностей Способ обработки Форма образца
Прямолинейное Обточка Цилиндрическая выпуклая
Расточка Цилиндрическая вогнутая
Фрезерование цилиндрическое Плоская
Строгание Плоская
Шлифование пе- риферией круга Плоская, цилинд- рическая, выпуклая, цилиндрическая вог- нутая
Дугообразное Точение торцовое Плоская
Фрезерование тор- цовое Плоская
Перекрещи- вающееся дугообразное Фрезерование тор- цовое Шлифование торцо- вое Плоская Плоская
Шлифование чаше- образным кругом Плоская
Таблица 7.9. Шероховатость рабочей поверхности об-
разцов сравнения (по СТ СЭВ 849—78)
Способ обработки Параметр шерохова- тости Ra, мкм Базовая длина /, мм
Шлифование 0,025 0,05 0,1 0,2 0,25
0,4 0,8 1,6 0,8
3,2 2,5
Точение 0,4 0,8 1,6 0,8
3,2 6,3 12,5 2,5
Фрезерование тор- цовое и цилиндри- ческое 0,4 0,8 0,8
1,6 3,2 2,5
6,3 12,5 8,0
Способ обработки Параметр шсрохога- тости Ra, мкм Базовая длина 1, мм
Строгание 0,8 1,6 0,8
3,2 6,3 2,5
12,5 25,0 8,0
Таблица 7.10. Нормы точности на шероховатость рабо-
чей поверхности образцов сравнения (по СТ СЭВ 849—78)
Способ обработки Предельные отклонения среднего значения Ra от номинального, % а. %
Шлифование Точение + 10 —20 9 4
Фрезерование Строгание 12 4
Для образцов с размером стороны 4'0 мм и более допуска-
ется наличие одного из указанных выше дефектов поверхности
в том случае, если этот дефект находится в зоне размером
до 5 мм, расположенной у одной нз сторон образца.
Стандартом СЭВ предусматривается выпуск образцов
сравнения наборами по способам обработки и материалам, ко-
торые они представляют.
7.2.2. СТ СЭВ 3296—81 распространяется на механически
необработанные поверхности металлических отливок.
Образцы следует изготовлять следующими способами:
снятием позитивных отпечатков гальванопластическим спо-
собом с матриц, полученных с образцовых поверхностей;
любым способом литья и очистки;
нанесением на позитивные отпечатки из пластмассовых
или других материалов с матриц, полученных с образцовых
поверхностей, покрытий, имитирующих поверхность отливок.
Требования к внешнему виду и размеру рабочей поверх-
ности образца, а также к маркировке совпадают с требования-
ми СТ СЭВ 849—78.
Значения параметра шероховатости Ra и базовой длины
должны соответствовать значениям, указанным в табл. 7.11.
Таблица 7.11. Номинальные значения параметра шеро-
ховатости Ra (в мкм) и базовые длины образцов сравнения
(по СТ СЭВ 3296—81)
Параметр шероховатости Ra, рлп Базоаая длина 1, мм
0,80; 1,00; 1,25; 1,60; 2,0; 2,5 0,8
3,2; 4.0- 5,0; 6,3; 8,0; 10,0; 12,5; 16,0; 20; 25; 32; 40' 2,5
50; 63; 80; 100; 125; 160 8
200; 250; 320; 400 25
Нормы точности на шероховатость рабочей поверхности
образца, приведенные в табл. 7.12, устанавливаются назначе-
нием предельного отклонения действительного значения (сред-
него значения) параметра Ra от номинального, указанного на
образце, а также назначением среднего квадратического отк-
лонения значений параметра Ra, определяемого на длине оцен-
ки, содержащей от 3 до 6 базовых длин, причем значения о
при длине оценки, содержащей 5 базовых длин, предпочти-
тельны.
СТ СЭВ допускает изготовление образцов шероховатости,
основанных на нормировании, кроме Ra, других стандартных
параметров.
199
Таблица 7.1'2. Нормы точности иа шероховатость рабо-
чей поверхности образцов сравнения (по СТ СЭВ 3296—81)
Материал отливки Способ литья Предель- ные отк- лонения среднего значения Ra от номиналь- ного зна- чения, % а, % при длине оценки, содержащей
31 4Z 5Z GI
Нежелез- иые метал- лы Все + ю —20 19 17 15 14
Железные металлы Выплав- ляемые мо- дели
Железные металлы Все, за исключе- нием вы- плавляе- мых моде- лей 26 22 20 18
7.2.3. СТАНДАРТЫ ИСО
7.2.3.1. ИСО 2632/1 распространяется на образцы сравне-
ния шероховатости поверхности для точеных, шлифованных,
расточенных, фрезерованных и строганых поверхностей.
Основные отличия от СТ СЭВ 849—78 следующие:
допускаемые отклонения действительного значения (сред
него значения) параметра Ra поверхности образца от номи-
нального значения для всех видов обработки установлены
+ 12 и -17 %;
значения среднего квадратического отклонения установле-
ны для параметра Ra, определяемого на длине оценки, со-
держащей от трех до шести базовых длин (табл. 7.13);
Таблица 7.13. Значения средиеквадратического отклоне-
ния параметра в процентах от действительного значения (по
ИСО 2632/1)
Тип образна % ПРИ длине оценки, содержащей
3Z 4/ 5/ 6Z
Шлифование 12 10 9 8
Точение 5 4 4 4
Расточка 5 4 4 4
Фрезерование 12 10 9 8
Строгание 4 3 3 3
установлены другие требования к габаритным размерам
образцов: никакая из сторон не должна быть меньше 2'3 мм
для значений Rac6,3 мкм, 30 мм для Ra=12,5 мкм, 50 мм
для Ra = 25 мкм;
отсутствуют требования к дефектам поверхности;
стандарт не предусматривает выпуск образцов по другим,
кроме Ra, параметрам шероховатости;
не предусмотрено указание действительных значений па-
раметров шероховатости рабочей поверхности в паспорте об-
разца для справочных целей;
отсутствует указание о выпуске образцов наборами по
способам обработки и материалам.
7.2.3.2. ИСО 2632/11 содержит требования к образцам сра-
внения шероховатости поверхности для электроискровой и пес-
коструйной обработки, а также полирования.
Определение образца, общие требования к методам полу-
чения образцов, обеспечивающим идентичность внешнего вида
и тактильного ощущения рабочей поверхности образца с по-
верхностью, полученной тем способом обработки, который этот
образец представляет, требования к габаритным размерам об-
разцов такие же, как в ИСО 2632/1.
Требования к шероховатости рабочей поверхности образ-
ца устанавливаются по параметру Ra, значения которого при-
ведены в табл. 7.14 в зависимости от вида обработки.
Таблица 7.14. Номинальные значения параметра шеро-
ховатости образцов сравнения (по ИСО 2632/11)
Электроискровая обработка Пескоструйная обработка Полирование
» Ra, мкм Базовая длина, мм Ra, мкм Базовая длина, мм Ra, мкм Базовая длина, мм
0,4 0,8 1,6 0,8 0,2 0,4 0,8 1,6 0,8 0,006 0,0125 0,025 0,08
3,2 6,3 2,5 3.2 6,3 2,5 0,05 0,01 0,25
12,5 12,5 25,0 0.2 0,8
. Допускаемые отклонения действительного значения пара-
метра Ra рабочей поверхности образца от номинального зна-
чения установлены для всех способов обработки +12 и
—17 %, а значения среднего квадратического отклонения (в
процентах от действительного значения) установлены для
параметра Ra, определяемого на длине оценки, содержащей от
трех до шести базовых длин (табл. 7.15), одинаковые для
всех видов обработки.
Таблица 7.15. Среднее квадратическое отклонение пара-
метра Ra, в % от действительного значения (по ИСО 2632/11)
а, % при длине оценки, содержащей
3Z 4Z 5Z 6/
15 13 12 11
7.2.3.3. ИСО 2632/Ш устанавливает требования к образ-
цам сравнения шероховатости литых поверхностей.
Определение образца, общие требования к методам полу-
чения образцов, обеспечивающим идентичность внешнего вида
и тактильного ощущения рабочей поверхности образца с по-
верхностью, полученной тем способом обработки, который
этот образец представляет, требования к габаритным разме-
рам образцов такие же, как в ИСО 2632/1. Требования к ше-
роховатости рабочей поверхности образца устанавливаются
по параметру Ra, значения которого приведены в табл. 7.Г6 в
зависимости от способа обработки и материала. Там же ука-
заны базовые длины в зависимости от номинальных значений
Ra.
Таблица 7.16. Номинальные значения параметра шеро-
ховатости Ra (в мкм) и базовые длины для образцов сравне-
ния шероховатости литых поверхностей (по ИСО 2632/111)
Сталь Чугун Алюминиевый сплав
Литье в землю Литье а оболочко- вые фор- мы Точное литье Литье в землю Литье в оболочко- вые формы Л и гье в землю Литье а постоян- ные формы Литье под давле- нием
12,5 1,6 0,8 3,2 1,6 3,2 0,8 0,4
25 3,2 1.6 6,3 3,2 6,3 1,6 0,8
50 6,3 3,2 12,5 6,3 12,5 3,2 1,6
100 12,5 6,3 25 12,5 25 6,3 3,2
200 25 12,5 50 25 50 12,5 6,3
400 50 100 100 25 12,5
200 200 50 25
200
Продолжение табл. 7.16
-Медный сплав Магниевый и цинковый сплавы
Литье в землю Литье в пос- тоянные формы Литье под давлением Литье в землю Литье под давлением
6,3 3,2 1,6 3,2 0,2
12,5 6,3 3,2 6,3 0,4
25 12,5 6,3 12,5 0,8
50 25 12,5 25 1,6
100 50 25 50 3,2
100 50 100 6,3
200 12,5
25
Базовые длины в мм прн Ra
0,2 0,4; 0,8; 1,6 3,2; 6,3; 12,5; 25 50; 100 200; 400
0,25 0,8 2,5 8 25
При маркировке вместе со знаком «ИСО», где это приме-
нимо. указывается номер шероховатости в соответствии с
табл. 7.17.
Таблица 7.17. Номера шероховатости (по ИСО 2632/111)
Номер шероховатости Номинальное значение Ra, мкм Номер шерохова тостн Номинальное значение Ra, мкм
4 0,2 8 3.2
5 0,4 9 6,3
6 0,8 10 12,5
7 1,6 11 25
12 50
Нормы точности иа шероховатость рабочей поверхности
образца совпадают с нормами, регламентируемыми СТ СЭВ
3296—81.
ПРИЛОЖЕНИЕ
МЕТОДЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЕРПЕНДИКУЛЯРНОСТИ
Материал приложения является дополнением к п. 6.1.2 и
изложен в национальном НТД ГДР и СССР, унифицирован-
ном на двусторонней основе в 1989 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Различают методы измерения отклонений от перпенди-
кулярности между плоскостями, плоскостью и прямой (осью),
между двумя прямыми (осями). Общие требования к изме-
рению отклонений от перпендикулярности — по СТ СЭВ
6329—88 (см. п. 6.1.1), а также по п. 6.1.2.6.1. Дополнительно
необходимо учитывать следующие положения.
1. Если отклонения от плоскостности рассматриваемых
поверхностей исключаются с помощью плоскопараллельных
пластин, покрывающих поверхности полностью, то измерения
производят только в одной плоскости измерения.
Если плоскопараллельные пластины не применяют, то в
зависимости от ширины измеряемых поверхностей измеряют
в трех или двух плоскостях измерения, равномерно распре-
деленных по ширине нормируемого участка. За отклонения
от перпендикулярности измеряемой детали принимают наи-
большее из определенных в разных плоскостях измерения.
Если ширина рассматриваемой поверхности мала или
влияние ее отклонения от плоскостности мало по сравнению
с измеряемым отклонением от перпендикулярности, то дос-
таточно ограничиться одной плоскостью измерения.
2. При измерении отклонения от перпендикулярности пос-
ледовательно через определенные участки измерения (шаги)
длиной t принимают количество m участков измерения по
таблице.
Таблица
Дл?иа нор- мируемого участка L, мм Св. 4и0 до 630 Св. 630 до 1030 Св. 1000 до 1600 Св. 1600 до 2сОО Св. 2500 до 4000
Количе- ство tn участков измерения 16 18 20 22 24
Количество участков измерения можно уменьшить до 10,
если известно, что профили рассматриваемых сторон выпуклые
или вогнутые.
3. Погрешности применяемых вспомогательных средств
измерения (плоскопараллельных пластин и плаиок, измери-
тельных мостиков, угловых мер 90°) при необходимости мо-
гут быть учтены как систематические погрешности при опре-
делении результатов измерения.
2. МЕТОДЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ
ОТ ПЕРПЕНДИКУЛЯРНОСТИ ПЛОСКОСТЕЙ
2.1. ИЗМЕРЕНИЕ УНИВЕРСАЛЬНЫМ УГЛОМЕРОМ
Обе линейки универсального угломера (механического или
оптического) прикладывают к измеряемой детали так, чтобы
между измерительной стороной угольника угломера и рас-
сматриваемой поверхностью измеряемой детали получилась
минимальная световая щель
^77777/777777
Рис. 1:
измеряемая деталь; 2—
ареальный угломер;
— поверочная плита
Измеряемую деталь можно также располагать базовой
поверхностью на поверочной плите (рис. 1).
По измеренному углу определяется его отклонение от 90°,
которое пересчитывают в отклонении от перпендикулярности
EPR по формуле (6.21).
2.2. ИЗМЕРЕНИЕ УРОВНЕМ И ПЛОСКОПАРАЛЛЕЛЬНОЙ
ПЛАСТИНОЙ ИЛИ ПЛАНКОЙ
Измеряемую деталь помещают базовой поверхностью иа
поверочной плите. К поверхности второй стороны угла при-
кладывают плоскопараллельную пластину, которая покрыва-
ет эту поверхность полностью. С’ помощью оптического квад-
ранта измеряют угол <р s между плоскопараллельной пласти-
ной и горизонталью (рис. 2). В том же направлении измеря-
ют угол <рв между поверочной плитой н горизонталью в од-
ной плоскости измерения.
201
I — измеряемая деталь; 2 — поверочная плита; 3 — оптический квад-
рант; 4 — плоскопараллельная пластина
Если вместо оптического квадранта применяют уровень
с угловой мерой 90° (рнс. 3) нли рамный уровень (рис. 4),
то измеряют ие угол <р $. а угол <р между рассматривае-
мой стороной и вертикалью.
Рис. 3:
/ — измеряемая деталь; 2 — поверочная плита; 3 — уровень; 4 —
плоскопараллельная пластина; 5 — угловая мера 90°
Рис. 4:
/ — измеряемая деталь; 2 — поверочная- плита; 3 — рамный уровень;
4 — плоскопараллельная пластина
Если применение плоскопараллельной пластины невоз-
можно или нецелесообразно, то можно применить плоскоп'а-
раллельиую планку и измерить угол <р s или в плоскос-
тях йзмереиня, количество которых указано в п. 1.1).
Если ие представляется возможным поместить измеряе-
мую деталь на поверочной плите, то можно наложить после-
довательно на обе рассматриваемые поверхности плоскопа-
раллельной пластины или планки и измерить углы q>g и <ps
по рис. 5.
1 —. измеряемая деталь; 2 — жесткая подкладка: 3 -
квадрант; 4 ~ плоскопараллельная пластина
оптический
Удобно применять два электронных уровня, включаемых
по дифференциальной схеме. По результатам измерений рас-
считывают значение Дер н затем EPR.
2.3. ИЗМЕРЕНИЕ УРОВНЕМ И ИЗМЕРИТЕЛЬНЫМ
МОСТИКОМ С ИСПОЛЬЗОВАНИЕМ ПОВЕРОЧНОЙ
ПЛИТЫ ИЛИ БЕЗ НЕЕ
Измеряемую деталь помещают базовой поверхностью на
поверочной плите. К поверхности второй стороны угла при-
кладывают измерительный мостик, который выполнен в виде
угловой меры 90° и на котором находится уровень (рнс. 6).
Рис. 6:
/ — намеряемая усталь; 2 — поверочная плита (а) или жесткая под-
кладка (б); 3 — уровень; 4 — измерительный мостик в виде угловой
меры 90 °; 5 — измерительный мостик
Измерительный мостик имеет две опоры на расстоянии t.
Последовательно через определенные участки измерения дли-
ной t определяют угол <fsVj рассматриваемой поверхности в
предписанном количестве плоскостей измерения. В том же
направлении измеряют угол <pg поверочной плиты (рис. 6,а).
Для того, чтобы обеспечить правильное отображение
реального профиля измеренным, следует учитывать знак из-
меряемых углов.
При измерении внутренних углов шаговым методом из-
меряется также профиль второй (базовой) поверхности
(рнс. 6, б).
Результат измерения может быть определен расчетным
или графическим способом с использованием правил, анало-
гичных приведенным в пп. 6.1.2.1.1 и 6.1.2.6.4.
2.4. ИЗМЕРЕНИЯ АВТОКОЛЛИМАТОРОМ
И ИЗМЕРИТЕЛЬНЫМ МОСТИКОМ
Измеряемую деталь помещают базовой поверхностью на
поверочной плите (рис. 7). Автоколлиматор устанавливают
предпочтительно также на этой поверочной плите, выравни-
вая его так, чтобы оптическая ось проходила приблизительно
параллельно измерительной поверхности плиты. Угол <pg
между оптической осью и измерительной поверхностью по-
верочной плиты (базовой поверхностью измеряемой детали)
отсчитывают по автоколлиматору.
В ход лучей автоколлиматора устанавливают пентагональ-
ную призму и к поверхности рассматриваемой стороны угла
прикладывают измерительный мостик с зеркалом. Как опи-
сано в и. 2.3, требуется выявить профиль рассматриваемой
стороны угла путем измерения углов <р SV/- (рис. 7, а).
При измерении внутренних углов шаговым методом изме-
ряется также профиль второй (базовой) поверхности (рис. 7,
(»). Результат измерения определяют также, как п<> п. 2.3.
202
I _ измеряемая деталь; 2 — поверочная плита (а) или жесткая под-
кладка (б); 3 — автоколлиматор; 4 — измерительный мостик; 5 —
зеркало; 6 — пеитагональная призма
2.5. ИЗМЕРЕНИЕ ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ
ОТКЛОНЕНИЯ ФОРМЫ С ПРЕЦЕЗИОННОИ
ПРЯМОЛИНЕЙНОЙ НАПРАВЛЯЮЩЕЙ
Измеряемую деталь размещают одной из рассматриваемых
сторон угла на поверхности стола прибора (цнлиндромера),
которая должна находиться в положении, перпендикулярном
прецезионной прямолинейной направляющей (рнс. 8).
/ _ измеряемая деталь. 2 — стол прибора для измерений отклонений
формы; 3 — прецизионная прямолинейная направляющая
С помощью измерительного наконечника ощупывают не-
прерывно вторую сторону угла в требуемых плоскостях из-
мерения. Измерительный сигнал записывают в виде линейной
диаграммы.
Отклонение от перпендикулярности опредетяют графичес-
ким способом нз линейной диаграммы. По измерен-
ному профилю строят прилегающую прямую и с учетом
выбранного масштаба определяют.
2.6. ИЗМЕРЕНИЕ КООРДИНАТНОЙ
ИЗМЕРИТЕЛЬНОЙ МАШИНОЙ
Измеряемую деталь устанавливают на стол координатно-
измерительной машины (КИМ) п выравнивают ее по воз-
можности так, чтобы плоскости, образующие рассматривае-
мый угол, находились параллельно координатным плоскостям
измерительной машины. Рассматриваемые поверхности ощу-
пывают в требуемом количестве точек измерения.
2.7. ИЗМЕРЕНИЕ ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ
УГЛОВ 90°
Измеряемую деталь размещают базовой поверхностью
на поверочной плите (рнс. 9). Прибор для измерения углов
настраивают с помощью угловой меры 90°. По прибору для
измерения длин отсчитывают показания Л|. С помощью при-
бора для измерения углов ощупывают плоскопараллельную
пластину, приложенную к измеряемой детали, и определяют
показания Л2 (рнс. 9. а).
1 — измеряемая деталь; 2 — поверочная плита (а) или жесткая
п’одкладка (б); 3 — прибор для измерения углоа 90 °: 4 — неподвижный
5 пор; 5 — плоскопараллельиаи пластина или плаика; 6 — прибор
для измерения длин
Если применение плоскопараллельной пластины невозмож-
но или нецелесообразно, то можно приложить к свободной
поверхности плоскопараллельную планку и определить пока-
зания А2 в требуемых плоскостях измерения.
Если измеряемая деталь не может быть размещена на по-
верочной плите, то отклонение от перпендикулярности изме-
ряют по схеме рис. 9, б.
Разность показаний А2 И At является отклонением от
перпендикулярности на длине L,.
2.8. ИЗМЕРЕНИЕ УГЛОВОЙ МЕРОЙ 90° И ПРИБОРОМ
ДЛЯ ИЗМЕРЕНИЯ ДЛИН
Измеряемую деталь размещают базовой поверхностью иа
поверочной плите (рис. 10). К поверхности рассматриваемой
стороны угла прикладывают угольник 90°. Свободную сто-
рону этого угла ощупывают на расстоянии Ц с помощью
прибора для измерения длин, отсчитывают показания А, и
А 2-
I - измеряемая деталь; 2 - поаерочкая плита; 3 — угольник 90 °;
4 - прибор для измерения длин
203
Рис. 11:
/ — измеряемая деталь; 2 — поверочная плита; 3 — измерительный
цилиндр; 4 — прибор для измерения длин; 5 — плоскопараллельная
пластина
При использовании в качестве угловой меры 90° измери-
тельного цилиндра измерения проводят по схеме на рис. 11.
К поверхности рассматриваемой стороны угла прикладывают
плоскопараллельную пластину или планку. С помощью при-
бора для измерения длин определяют на расстоянии Lt
разность расстояний между плоскопараллельной пластиной
и измерительным цилиндром. Для этого необходимо найти
место кратчайшего расстояния поворачиванием прибора для
измерения длин и отсчитывать для этого места показание
Л| или Л 2. Возможно базирование прибора для измерения
длин на плоскопараллельной пластине и определение разнос-
ти расстояний между плоскопараллельной пластиной и изме-
рительным цилиндром путем ощупывания цилиндра.
Результат измерения определяют по разности показаний
Az и А,.
2.9. КОНТРОЛЬ С ПОМОЩЬЮ УГОЛЬНИКА 90°
Контролируемую деталь устанавливают базовой поверх-
ностью на поверочной плите. С помощью угольника 90°, так-
же базирующегося на плите, оценивают просвет (визуально
или щупом) между поверочной стороной угольника и прове-
ряемой поверхностью детали.
I — из
квадран
Изм
данной
В после
3. МЕТОДЫ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПЕРПЕНДИКУЛЯРНОСТИ МЕЖДУ
ПЛОСКОСТЬЮ И ПРЯМОЙ (ОСЬЮ)
3.1. ИЗМЕРЕНИЕ ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ
ОТКЛОНЕНИЙ ФОРМЫ.
Схема измерения показана на рис. 12.
Рис. 12:
/ _. измеряемая деталь; 2 — стол прибора для измерении отклонений
формы; 3 — прецизионная прямолинейная направляющая
3.2. ИЗМЕРЕНИЕ С ПОМОЩЬЮ КРУГЛОГО СТОЛА
И ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ ДЛИН
Схема измерения аналогична показанной на рис. 12 с
применением вращающегося стола прибора. Измеряемую де-
таль устанавливают на круглом столе и центрируют в плос-
кости измерения 1.
В плоскости измерения II определяют наибольшую раз-
ность показаний прибора для измерения длин (измеритель-
ной головки) на одном обороте стола. Половина этой раз-
ности есть отклонение от перпендикулярности оси относитель-
но базовой плоскости иа длине £|.
3.3. ИЗМЕРЕНИЕ КООРДИНАТНОЙ ИЗМЕРИТЕЛЬНОЙ
МАШИНОЙ
Измеряемую деталь устанавливают базовой плоскостью
на стол КИМ и ощупывают цилиндрическую поверхность
либо в двух поперечных сечениях на расстоянии £|, либо рав-
номерно по поверхности. Деталь может быть установлена и
так, чтобы ощупывались измеряемый элемент и база. Чис-
ло и расположение точек измерения принимают в соответст-
вии с НТД иа методы измерения соответственно круглости,
цилиндричности и плоскостности. Результаты измерения оп-
ределяют с помощью ЭВМ и соответствующего программного
обеспечения КИМ.
Схе
Изме
Опреде/
в двух г
Откл
деля ют ।
3.4. ИЗМЕРЕНИЕ УРОВНЕМ
Схемы измерения показаны на рис. 13 и 14i
Измеряемую деталь размещают на столе' прибора для из-
мерения отклонений формы, который должен находиться в
положении, перпендикулярном к оси вращения, и центрируют
ее в плоскости измерения I. Для этой плоскости записывают
полярную диаграмму. Затем иа том же месте записывают
для плоскости измерения II на расстоянии вторую поляр-
ную диаграмму.
Если измеряют отклонение от перпендикулярности в за-
данном направлении, то необходимо записать в этом направ-
лении линейные диаграммы для двух противолежащих обра-
зующих, располагаемые рядом друг с другом. Для этого
применяют прибор с прецизионной прямолинейной направ-
ляющей, которая должна находиться в положении, перпен-
дикулярном к поверхности стола.
При измерении по первой схеме отклонение от перпенди-
кулярности оси на длине Lt определяется расстоянием между
центрами прилегающих окружностей в сечениях I и II. Если
записаны линейные диаграммы образующих, то по ним стро-
ят прилегающий профиль продольного сечения и определяют
отклонение от параллельности его оси симметрии относитель-
но вертикальной оси координат.
204
i — нзмег
I — измеряемая деталь; 2 — поверочная плита; 3 — оптический
квадрант
3.6. ИЗА
И КС
Пзмер
подкладке
верхность
которой I
устанавли
дрическук
ную опра
ют на ибо.
которая г
длине
Рис. 14:
1 — измеряемая деталь; 2 •— жесткая подкладка; 3 — оптический
квадрант; 4 упор; 5 — плоскопараллельная плаика; 6 — призмы
Измерение углов ф $ и фв проводят либо в плоскости за-
данного направления, либо в двух плоскостях под углом 90 .
В последнем случае 4ф вычисляют по формуле
Дгр= | Arp'f + ‘<(2 . (1)
3.5. ИЗМЕРЕНИЕ ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ
ДЛИН С ПРИМЕНЕНИЕМ ИЗМЕРИТЕЛЬНОГО
ЦИЛИНДРА
Схема измерения показана на рис. 15.
Измерение проводят в двух сечениях на расстоянии Li.
Определяют разность показаний А2 н At н затем At и Аз
в двух плоскостях измерения под углом 90°.
Отклонение от перпендикулярности ДА на длине Е| опре-
деляют по формуле
ДА= /|А2-А1Г + |А4-А3|г . (2)
Рнс. 16:
Рис. 15:
I — измеряемая деталь; 2 — поверочная плита; 3 — измерительный
цилиндр; 4 — прибор для измерения длин
3.6. ИЗМЕРЕНИЕ ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ ДЛИН
И КОНТРОЛЬНОЙ ОПРАВКОЙ С ПОПЕРЕЧИНОЙ
Измеряемую деталь размещают устойчиво на жесткой
подкладке (рис. 16, о). На рассматриваемую плоскую по-
верхность устанавливают плоскопараллельную пластину, в
которой имеется отверстие. В отверстие измеряемой детали
устанавливают при соблюдении минимального зазора цилин-
дрическую контрольную оправку с поперечиной. Контроль-
<ую оправку с поперечиной вращают в отверстии. Определя-
ют наибольшую разность показаний ДА0 за один оборот,
которая является отклонением от перпендикулярности на
влпне /.,.
1 — измеряемая деталь; 2 — жесткая подкладка; 3 — контрольная
оправка; 4 — прибор для измерения длин; 5 — осевой упор; 6 —
плоскопараллельная пластина
Измерение отклонения от перпендикулярности может про-
водиться также по схеме, показанной на рнс. 16, б. При этой
схеме отклонение от перпендикулярности на длине Lt равно
0,5 ДАо,
3.7. КОНТРОЛЬ калибрами
Схема контроля перпендикулярности плоскости относитель-
но базовой оси показана на рнс. 17.
1 — проверяемая деталь; 2 — калибр
Отклонение ДА оценивается на просвет (визуально), щу-
пом нлн на краску. При контроле перпендикулярности оси
отверстия относительно плоскости цилиндрическая часть ка-
либра выполняется с занижением размера, калибр должен
входить в отверстие н при этом прилегать к базовой плос-
кости. Расчет калибров — по СТ СЭВ 1314—78.
3.8. ИЗМЕРЕНИЕ С ПРИМЕНЕНИЕМ МЕТОДОВ
ИЗМЕРЕНИЯ ТОРЦЕВОГО ДЕЛЕНИЯ
Этот метод применяют для измерения отклонений от пер-
пендикулярности торцевых поверхностей тел вращения отно-
сительно базовой оси. Измерение торцевого деления дает
результаты, близкие к отклонению от перпендикулярности,
если отклонения от плоскостности торца относительно малы.
205
4. МЕТОДЫ ИЗМЕРЕНИЯ
ПЕРПЕНДИКУЛЯРНОСТИ
ОТКЛОНЕНИЙ ОТ
ПРЯМЫХ (ОСЕЙ)
4.1. ИЗМЕРЕНИЕ ДЕЛИТЕЛЬНОЙ ГОЛОВКОЙ
И ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ ДЛИН
Схема измерения показана па рнс 18.
Рнс. 18:
1 — измеряемая деталь; 2 — поверочная плита; 3— делительная
1'оловка; Т— контрол!.паи оправка; 5 — прибор для измерении длин
В базовое отверстие измеряемой дателп вводят предпоч-
тительно цилиндрическую контрольную оправку с минималь-
ным зазором пли контрольную оправку с малой конусностью.
Измеряемую деталь с контрольной оправкой закрепляют на
делительной головке. Затем поворачивают измеряемую де-
таль с контрольной оправкой вращением шпинделя делитель-
ной головки до тех пор, пока на приборе для измерения длин
показания А) и А2 не будут одинаковыми (рис. 18. «). Если
применяют контрольную оправку с малой конусностью, то
необходимо учитывать разность диаметров в местах измере-
ния. К угловому значению, отсчитанному на делительной го-
ловке, прибавляют 90° путем вращения шпинделя делитель-
ной головки. В другое отверстие, для которого задан допуск,
вводят контрольную оправку, которую ощупывают с по-
мощью прибора для измерения длин согласно рис. 18. б на
расстоянии L|. Регистрируют показания и прибора для
измерения длин. Разность показаний А3 и А4 есть отклонение
от перпендикулярности на длине Lt.
4.2. ИЗМЕРЕНИЕ КОНТРОЛЬНЫМИ ОПРАВКАМИ
И УРОВНЕМ
Схема измерения показана на рнс. 19.
Измеряемую деталь размещают на жесткой подкладке в
устойчивом положении. В рассматриваемые отверстия вводят
цилиндрические контрольные оправки с минимальным зазо-
ром илн контрольные оправки с малой конусностью. С по-
мощью уровня, например, оптического квадранта или рам-
ного уровня, измеряют угол ср д базовой оси к горизонтали
и угол cps (ср s приблизительно 90°) к горизонтали.
Угол ср между обеими прямыми вычисляют по измерен-
ным углам и <р при соблюдении принятого правила знаков.
/ вымеряемая деталь; 2 — жесткая подкладка; 3 контрольная
оправка; 4 mi i ячеек ни к надран г
Если применяют контрольные оправки с малой конусностью,
то угол конуса оправок считается систематической погреш-
ностью и учитывается поправкой. По отклонению А<( от угла
q от угла 90' вычисляют отклонение от перпендикулярности.
4.3. ИЗМЕРЕНИЕ КОНТРОЛЬНЫМИ ОПРАВКАМИ
И ПРИБОРОМ ДЛЯ ИЗМЕРЕНИЯ ДЛИН
Схема измерения отклонения oi перпендикулярности осей
отверстий показана па рис. 20.
Рис. 20;
I — измеряемая деталь; 2 -- контрольная оправка: i — упор:
4 прибор для измерения длин
С помощью прибора для измерения длин снимают пока-
зания А । и после поворота оправки на 180° — Л2. Разность
этих показаний есть отклонение от перпендикулярнск-тп иа
длине /.,.
206
СОДЕРЖАНИЕ
Глава 1
Контроль гладких деталей
1.1. Калибры гладкие для размеров до 500 мм ... 3
1.1.1. НТД на гладкие калибры . 3
1.1.12 Термины и основные определения . 3
1.1.3. Виды калибров .... . 3
1.1.4. Правила применения калибров . 3
1.1.4.1. Калибры для валов ... . 3
1.1.4.2. Контркалнбры к калнбрам-скобам . . 3
1.1.4.3. Калибры для отверстий . . . . . 3
1.1.5. Допуски калибров .. . . 3
1.1.6. Технические требования...................5
1.2. Калибры гладкие для размеров свыше 500 до
31150 мм ........................................ . 5
1.3. Калибры для глубин и высот уступов 5
1.3.1. Общие положения .... . 5
1.3.2. Допуски и предельные отклонения . . .5
1.4. Погрешности, допускаемые при измерении линейных
размеров до 500 мм.................................25
1.4.1. Значения допускаемых погрешностей измерения 25
1.4.2. Приемочные границы с учетом нормируемых
допускаемых погрешностей измерения . .25
1.5. Выбор универсальных средств для измерения линей-
ных размеров .... ... -28
1.5.1. Погрешности измерения универсальными изме-
рительными средствами..........................28
1.5.2. Основные составляющие погрешности при раз-
личных условиях измерения н нх влияние на пре-
дельную погрешность измерения..................29
1.5.2.1. Погрешности, зависящие от средств измере-
ний ..... . ........................29
1.5.2.2. Погрешности, завнсящне от установочных мер 29
1.5.2.3. Погрешности, завнсящне от измерительного
усилия ....................................... 29
1.5.2.4. Погрешности, происходящие от температур-
ных деформаций (в соответствии с информационным
приложением к СТ СЭВ 31292—81)................ 29
11.5.2.5 . Специфические погрешности при измерении
внутренних размеров .......................... 30
1.5.2.6. Погрешности, зависящие от оператора (субъ-
ективные погрешности )..........................31
1.5.3. Порядок выбора измерительных средств .
1.5.3.1. Участие технических служб в выборе изме-
рительных средств ............................ 31
1.5.З. 2. Выбор конкретных измерительных средств . 31
Глава 2
Контроль резьб
2.1. Калибры для цилиндрических резьб . .
2.1.1. Общие положения..............................
2.1.1.1. Виды калибров..............................
2.1.1.2. Правила применения калибров . . . .
2.1.1.3. Общие обозначения в стандартах на ка-
либры для цилиндрических резьб......................
2.112. Калибры для метрической резьбы . . .
2.1.2.1. Общие положения .......
2.1.2.2. Профиль н длина рабочей части калибров .
2.1.2.3. Допуски резьбовых калибров . . . .
2Л.2.4. Расчет резьбовых калибров...................
21112.5. Гладкие калибры............................
2.1.2.6. Калибры для метрической резьбы диаметром
менее 1 мм .........................
2.1.3. Калибры для трапецеидальной резьбы
2.1.3.1. Общие сведения.....................
2jl.3.2. Профиль резьбы н длина рабочей части ка-
либров ...............................................
2.1.3.3 Допуски резьбовых калибров . . . .
2.1.3.4. Расчет резьбовых калибров..................
2.1.3.5. Гладкие калибры............................
55
55
55
55
57
57
57
58
59
60
65
65
72
72
72
73
74
74
2.1.4. Калибры для трубной цилиндрической резьбы 77
2.1.4.1. Общие сведения.............................77
2.1.4.2. Профиль резьбы и длина рабочей части ка-
либра 77
2.1.4.3. Допуски резьбовых калибров .... 78
2.1.4.4. Расчет резьбовых калибров..................79
2.1.4.5. Гладкие калибры ...............................79
2.1.5. Калибры для упорной резьбы . . .81
2.1.5.1. Общие сведения.................................81
2.1.5.2. Профиль резьбы и длина рабочей части ка-
либров .................................................81
2.1.5.З. Допуски резьбовых калибров..................83
2.1.5.4. Расчет резьбовых калибров ... 83
2.1.5.5. Гладкие калибры ... .... 84
2.1.6. Калибры для круглой резьбы......................87
2.1.6.1. Общие сведения.................................87
2.1.6.2. Профиль резьбы и длина рабочей части ка-
либров ............................................... .88
2.1.6.3. Допуски резьбовых калибров . . . 89
2.1.6.4. Расчет резьбовых калибров.....................90
2.1.6.5. Гладкие калибры . . .91
2.2. Калибры для конических резьб ..... 92
2.2.1. Калибры для метрической конической резьбы 92
2.2.1.1. Общие сведения.............................92
2.2.1.2. Виды калибров..............................93
2.2.1.3. Правила применения калибров .... 93
2.2.1.4. Профиль и длина рабочей части калибров . 94
2.2.1.5. Допуски резьбовых калибров . ... 95
2.2.1.6. Расчет резьбовых калибров . . .95
2.2.1.7. Гладкие калибры................................95
2.2.2. Калибры для трубной конической резьбы . 97
2.2.2.1. Общие сведения . . .... 97
2.2.2.2. Виды калибров..................................97
2.2.2.3. Профиль резьбы и длина рабочей части
калибров................................................98
2.2.2.4. Допуски резьбовых калибров . . . 98
'2.2.2.5. Расчет резьбовых калибров ... 99
2.2.2.6. Гладкие конусные калибры.......................99
2.2.3. Калибры для конической резьбы вентилей и
баллонов для газов ...................101
2.2.З.1. Общие сведения ...................101
2.2.3.2. Виды калибров . ...................10 j
2.2.3.3. Правила применения конусных калибров . 102
2.2.3.4. Профиль резьбы н длина рабочей части ка-
либров ................................................[02
2.2.3.5. Допуски резьбовых конусных калибров . Ю2
2.2.3.6. Расчет резьбовых конусных калибров . ЮЗ
2.2.3.7. Гладкие конусные калибры.....................ЮЗ
2.2.3.8. Резьбовые конусные калибры для контроля
наружной резьбы на участке Ц—I? и внутренней
резьбы на участке 1з—It ...... . ЮЗ
Глава 3
Контроль зубчатых (червячных) колес и червяков
3.1. Обозначения, термины и определения приборов для
измерения зубчатых (червячных) колес и червяков 107
3.2. Типы, основные параметры и нормы точности при-
боров для измерения зубчатых (червячных) колес
и червяков.....................................107
3.2.1. Общие положения.........................107
3.2.2. Основные параметры приборов . . . 107
3.2.3. Нормы точности приборов.................108
3.2.4. Требования стандартов СЭВ к приборам для
измерения цилиндрических зубчатых колес . , 108
3J2.5. Требования стандартов СЭВ к приборам для .
измерения конических зубчатых колес .......... 108
3.2.6. Требования стандартов СЭВ к приборам для
измерения цилиндрических червяков, червячных
колес и червячных передач . . . .110
3.3. Национальные стандарты на отдельные типы при-
боров для измерения зубчатых (червячных) колес и
червяков н на измерительные зубчатые колеса . 110
207
Глава 4
Контроль деталей шпоночных и шлицевых соединений
4.1. Калибры для шпоночных соединений ... 129
4.1.1. Общие сведения ... .... 120
4.1.2. Виды шпоночных калибров.................129
4.1.3. Основные размеры шпоночных калибров . 129
4.1.4. Допуски .... .... J29
4.1.5. Расчет размеров калибров . . 130
4.2. Калибры для контроля прямобочных шлицевых со-
единений .........................................135
4.2.1. Общие положения .........................135
4.2.2. Обозначения ... ... 135
4.2.3. Виды калибров ... .... 136
4.2.4. Основные размеры 136
4.2.5. Допуски............................. ... 136
4.2.6. Расчет размеров калибров.................137
4.2.7. Условные обозначения калибров .141
4.3. Калибры для контроля шлицевых эвольвентных со-
единений ...................... . . . . 4J
4.3.1. Обозначения.........................]4^
4.3.2. Виды и правила применения калибров . . 4,1
4.3.3. Конструктивное исполнение рабочей части ка-
либров .... . 144
4.3.4. Допуски калибров........................ 44
Глава 5
Контроль конусов
5.1. Конусные калибры общего назначения . . . 148
5.1.1. Назначение.............................148
5.1.2. Виды, исполнения п комплектность калибров 148
5.1.3. Обозначения 148
5.1.4, Допуски...................... .149
5.2. Конусные калибры специального назначения 159
5.2.1. Типы калибров............. .150
5.2.2. Основные размеры и допуски . . .150
5.3. Измерение н контроль конусов и конусных калибров 150
5.3.1. Контроль конусов калибрами . . 150
5.3.2. Контроль калибров......................151
5.3.3. Поэлементное измерение конусов изделий и
калибров 154
Глава 6
Контроль формы и расположения поверхностей
6.1. Методы измерений отклонений формы и расположе-
ния поверхностей ............................... 160
6.1.1. Общие требования к измерениям отклонений
формы н расположения поверхностей . . юо
6.1.1.1. Общие положения .................... 160
6.1.1.2 Нормируемый участок и длина измерения 161
6.1.1.3. Плоскость измерения и линия измерения
отклонения . . ... .161
6.1.1.4. Исключение влияния шероховатости поверх-
ности .........................................161
6.1.1.5. Базовые элементы для оценки отклонения
формы .........................................162
6.1.1.6. Базы для оценки отклонения расположения |б2
6.1.1.7. Исключение влияния отклонений формы при
измерении отклонений расположения .... 162
6.1.1.8. Контроль независимых и зависимых допусков
расположения или формы ..... 163
6.1.1.9. Требования к характеристикам средств изме-
рений отклонений формы и расположения поверх-
ностей . ..............................163
6.1.1.10. Погрешности измерений отклонений формы н
расположения....................................164
6.1.1.11. Условные обозначения, применяемые в схе-
мах измерений ..................................165
6.1.2. Методы измерений отдельных видов отклоне-
ний ............................................167
6.1.2.1. Методы измерений отклонений от прямоли-
нейности .......................................167
6.1.2.2. Методы измерений отклонений от плоскост-
ности .........................................171
6.1.2.3. Методы измерений отклонений от круглости 174
6,1.2.4. Методы измерений отклонений от цплиндрпч-
ности......................................... 177
6.1.2.5. Методы измерении отклонений профиля
продольного сечения цилиндрических поверхностей jgQ
6.1.2.6. Методы измерений отклонений от параллель-
ности . ..............181
6.2. Калибры для контроля расположения поверхностей
6.2.1. Общие положения ........
6.2.2. Допуски и отклонения размеров калибров
6.2.3. Расчет предельных размеров измерительных
элементов ................. ...................
6.2.4. Допуски расположения измерительных элемен-
тов .........................................•
6.2.5. Калибры скобы для контроля расположении
осей
184
184
185
187
187
188
Глава 7
Контроль шероховатости поверхности
7.1. Измерение параметров шероховатости поверхности
приборами........................................ 192
7.1.1. Измерение параметров шероховатости. Терми-
нология . . . . .............192
7.1.2. Классификация приборов и устройств для из-
мерения и оценки шероховатости поверхности . 194
7.1.3. Методика измерений параметров шерохова-
тости приборами профильного метода . 197
7.2. Образцы сравнения шероховатости поверхности . 198
Приложение. Методы измерения отклонений от
перпендикулярности 201
Справочное издание
ПАЛЕЙ МАРК АБРАМОВИЧ. МАРКОВ НИКОЛАЙ НИКОЛАЕВИЧ,
МЕДОВОЙ ИГОРЬ АЛЕКСАНДРОВИЧ и др.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК СЭВ
В МАШИНОСТРОЕНИИ И ПРИБОРОСТРОЕНИИ
Справочник
В двух томах
Т о м 2
КОНТРОЛЬ ДЕТАЛЕЙ
Редактор—составитель Палей М. А.
Редактор Пантелеева Т. В.
Технические редакторы Н. С. Гришанова, В. Н. Малькова
Корректоры В. С. Черная, И. Л. Асауленко
ИБ № 619
Сдано а наб. 07.02.89 Поди, к печ. 23.11.89 Формат изд. ООХЭО'А Бумага типографская № 2.
Гарнитура литературная. Печать высокая. 26,0 усл. и. л. 26,25 усл. кр.-отт. 31,15 уч.-изд. л.
______________Тираж 452,07 экз. Зак. 403 Цена 2 р. 10 к. Изд № 7857/7_
Ордена «Знак Почета» Издательство стандартов, 123557, Москва. ГСП,
Новопресиеиский пер., 3.
Калужская типография стандартов, ул. Московская. 256.