/

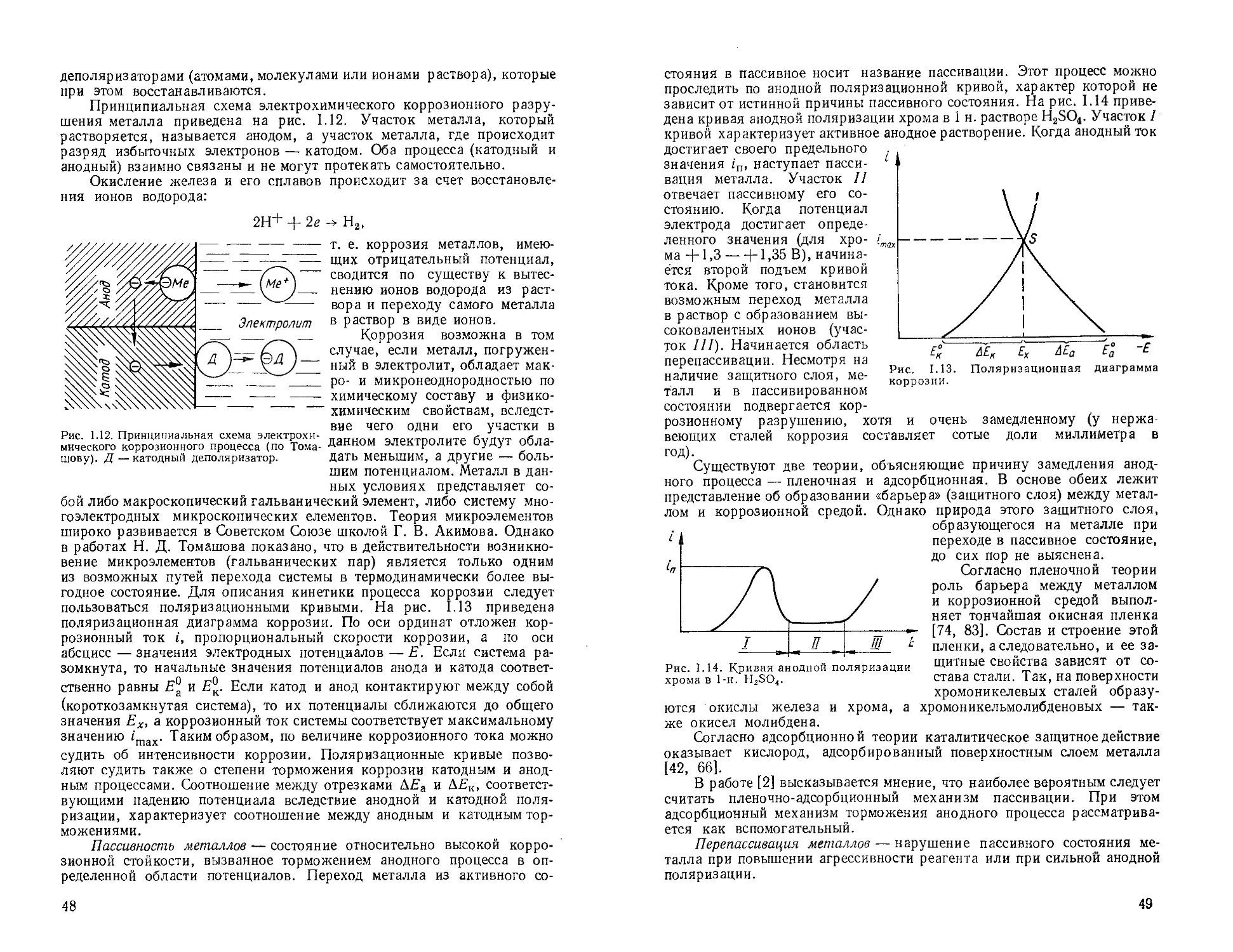
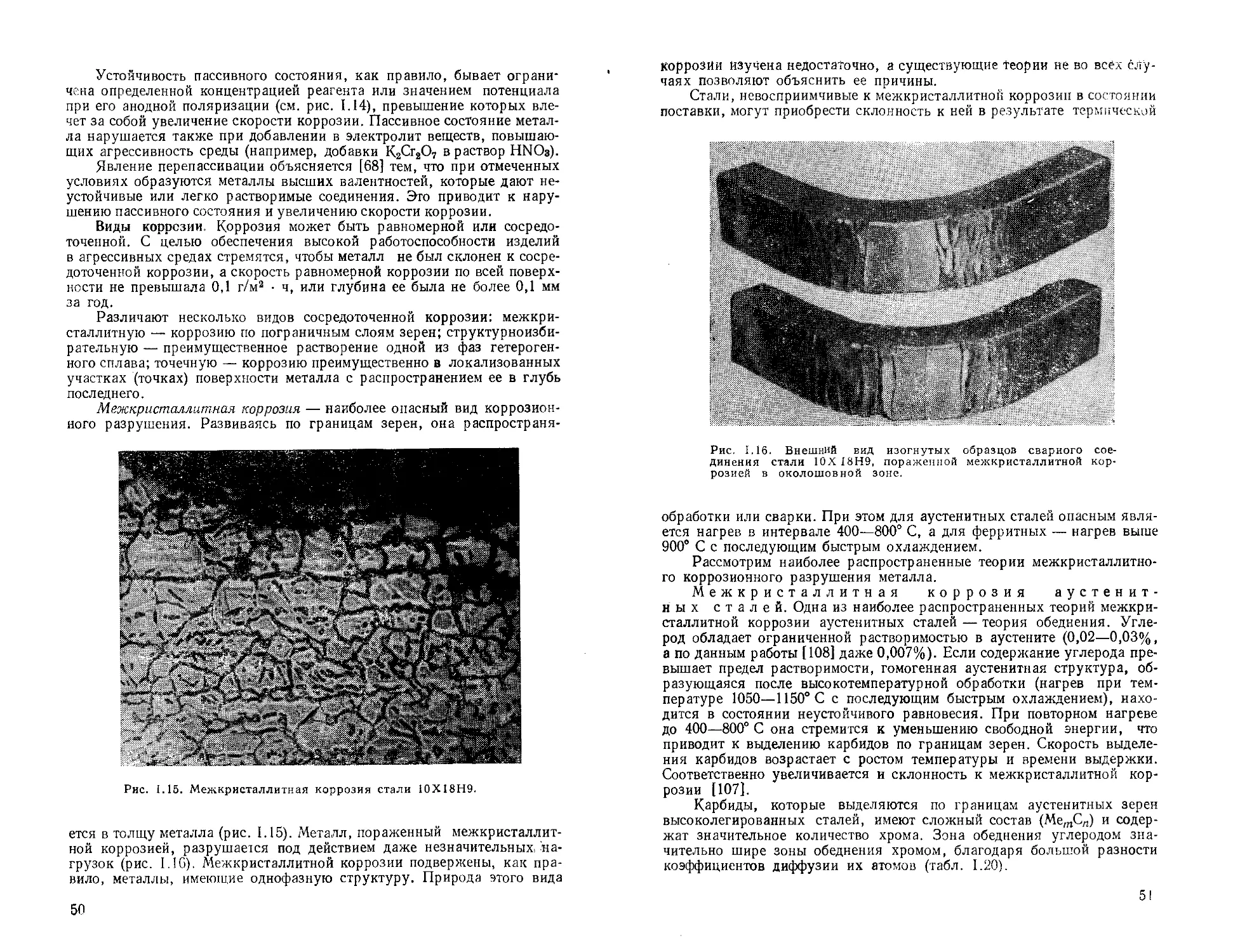
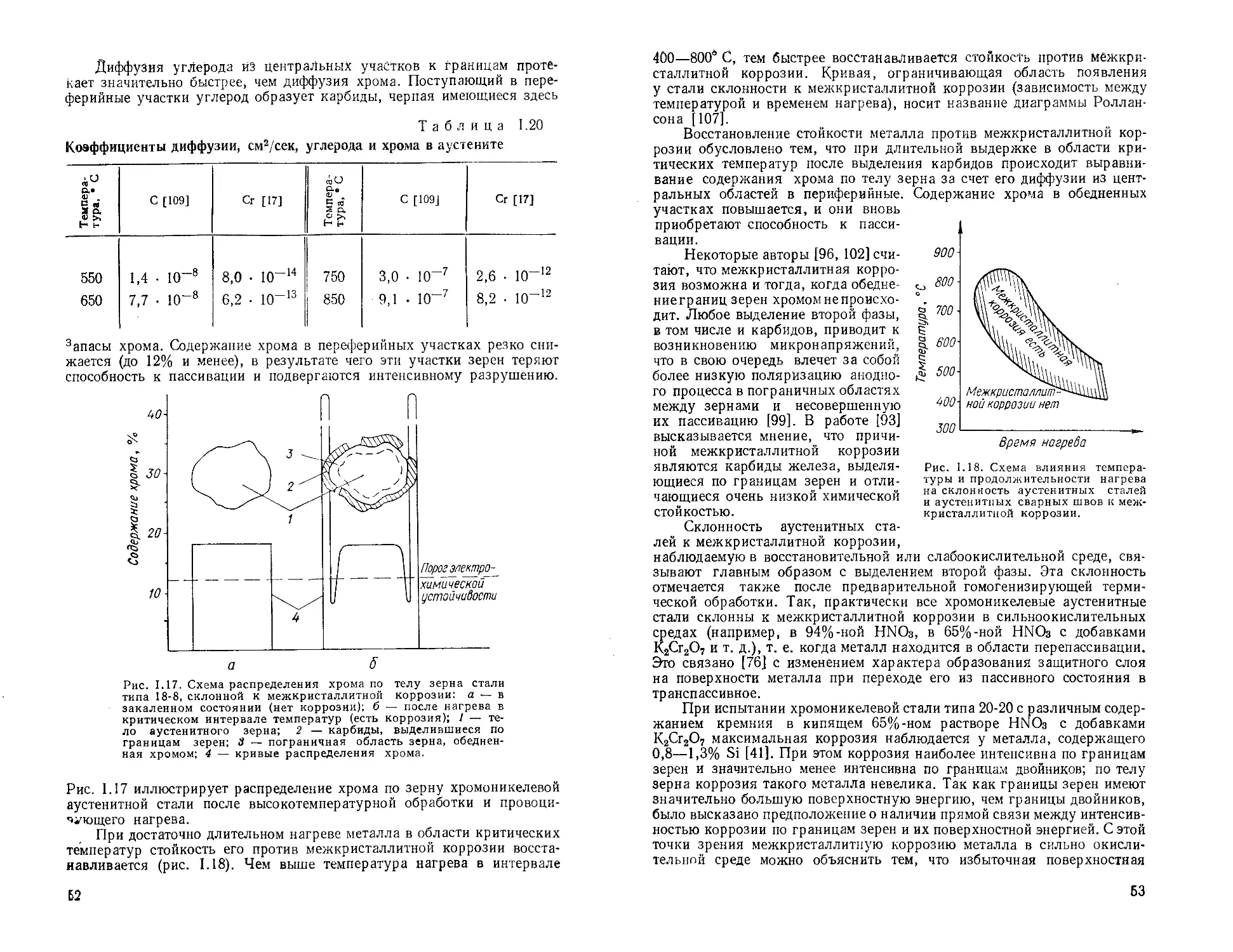
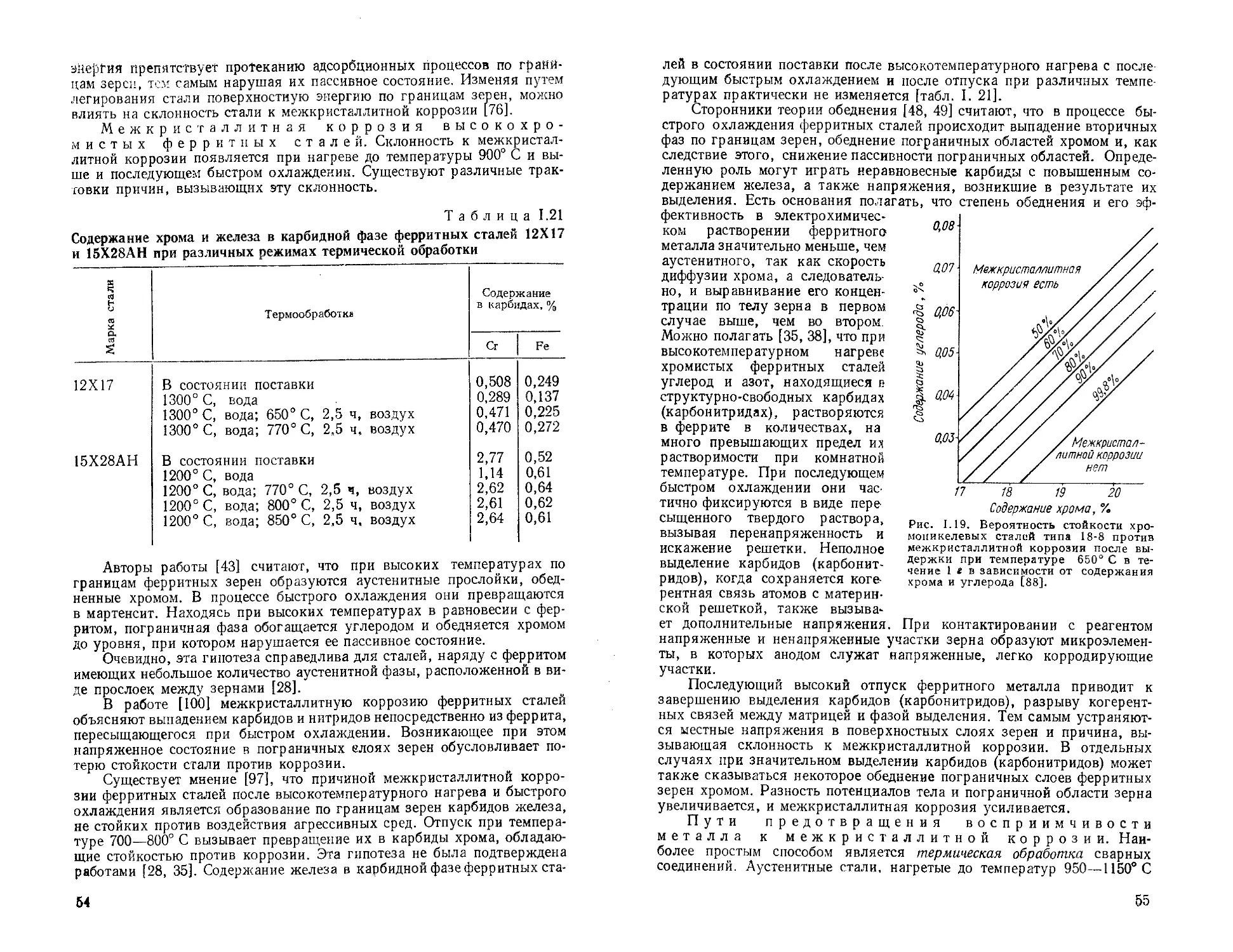
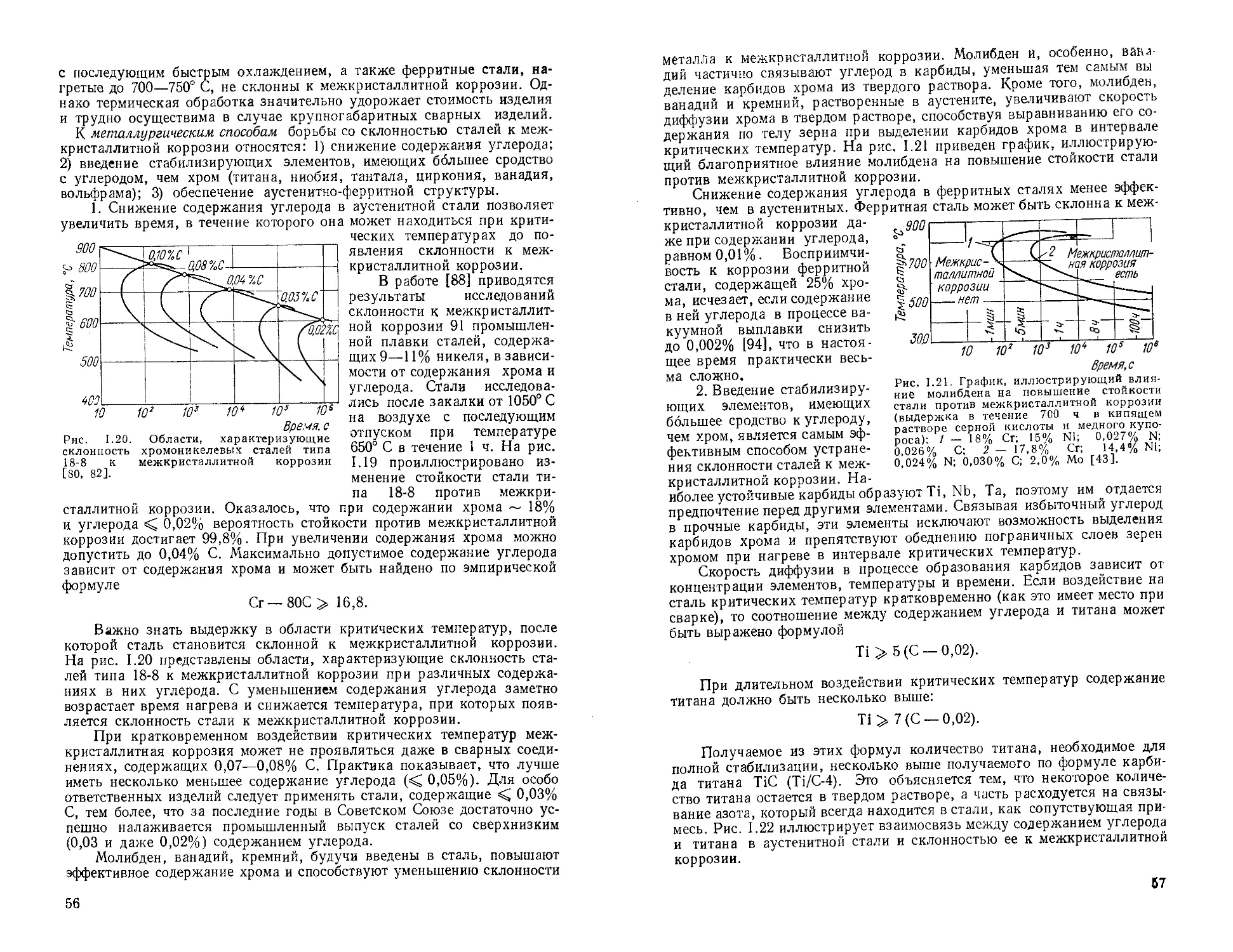
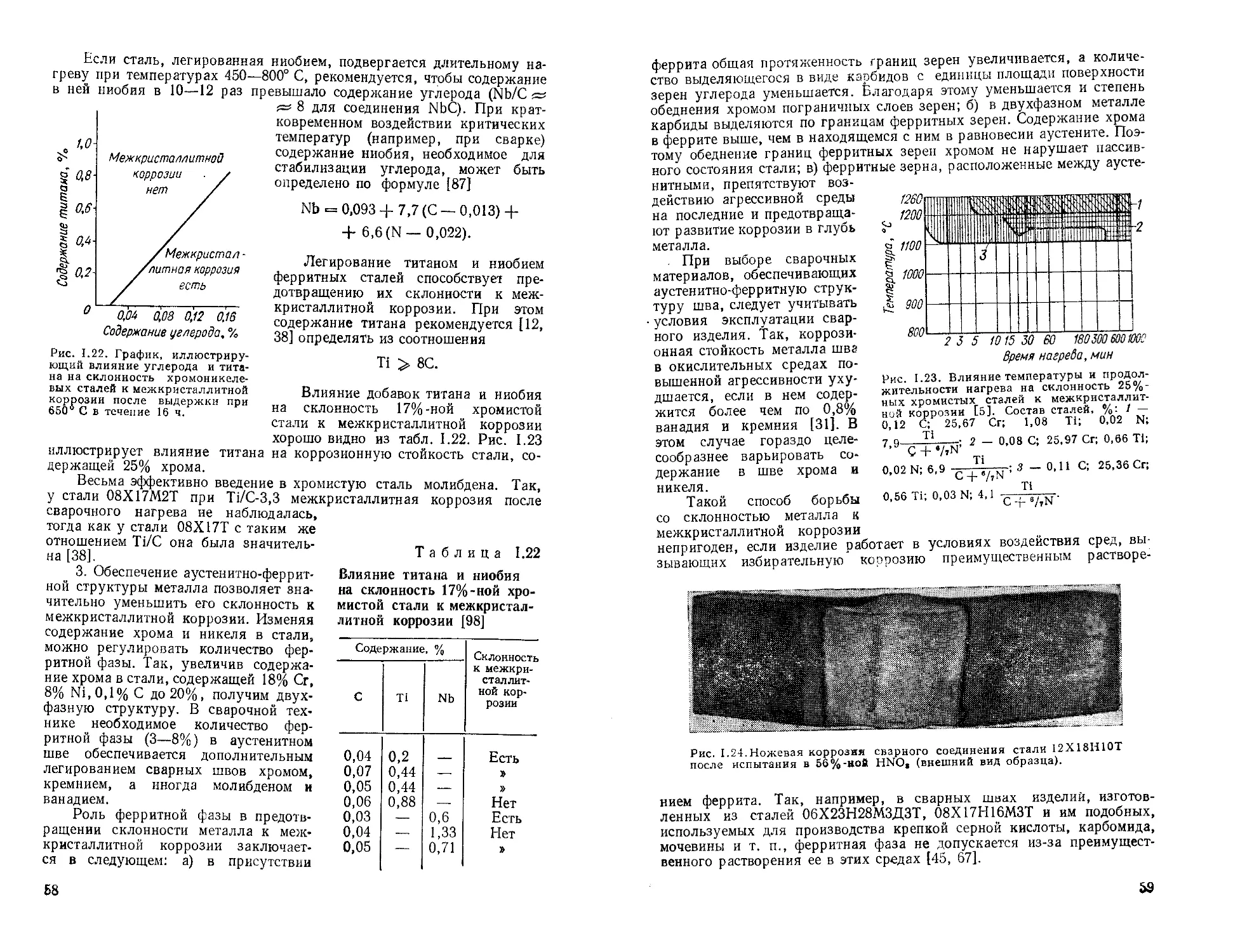
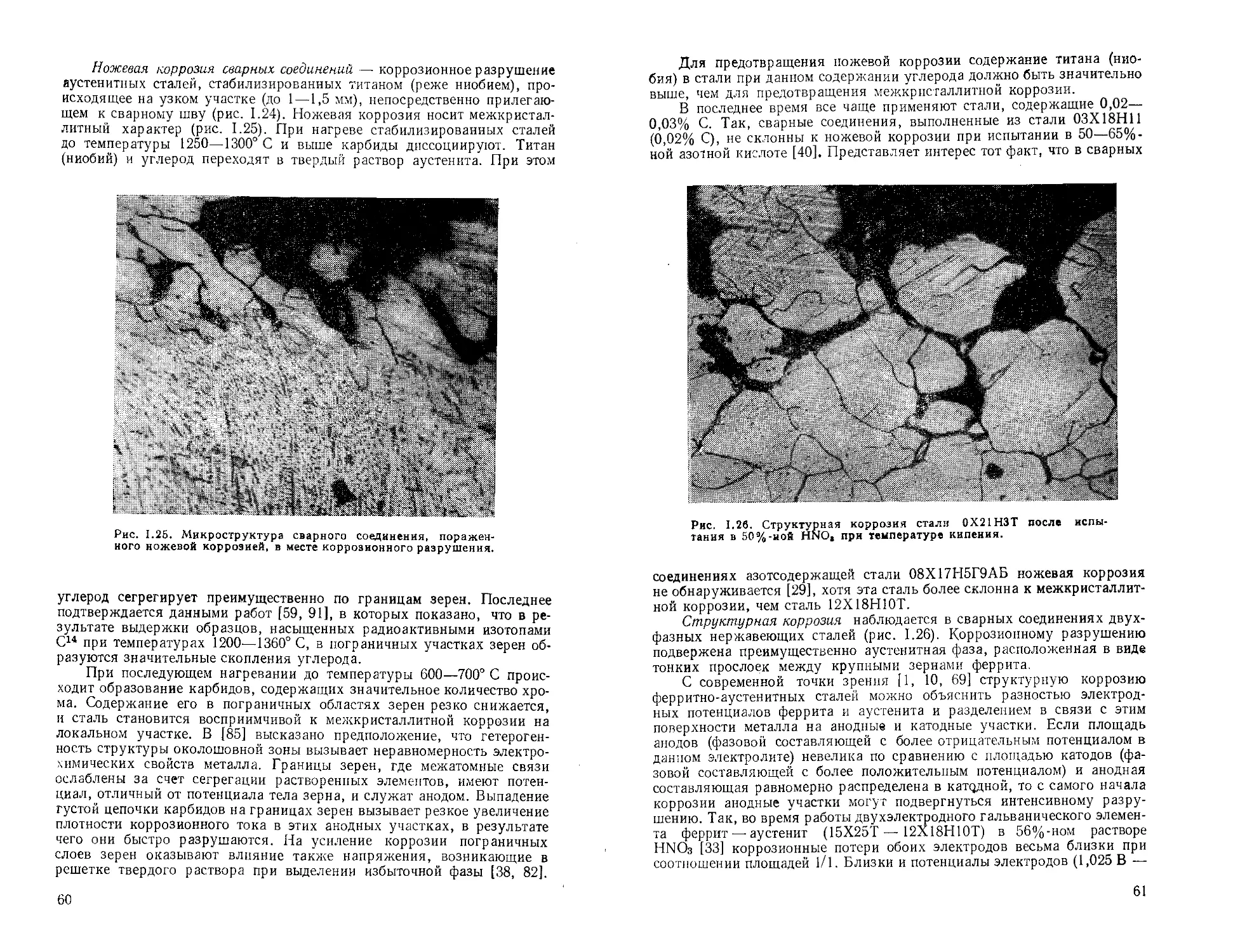
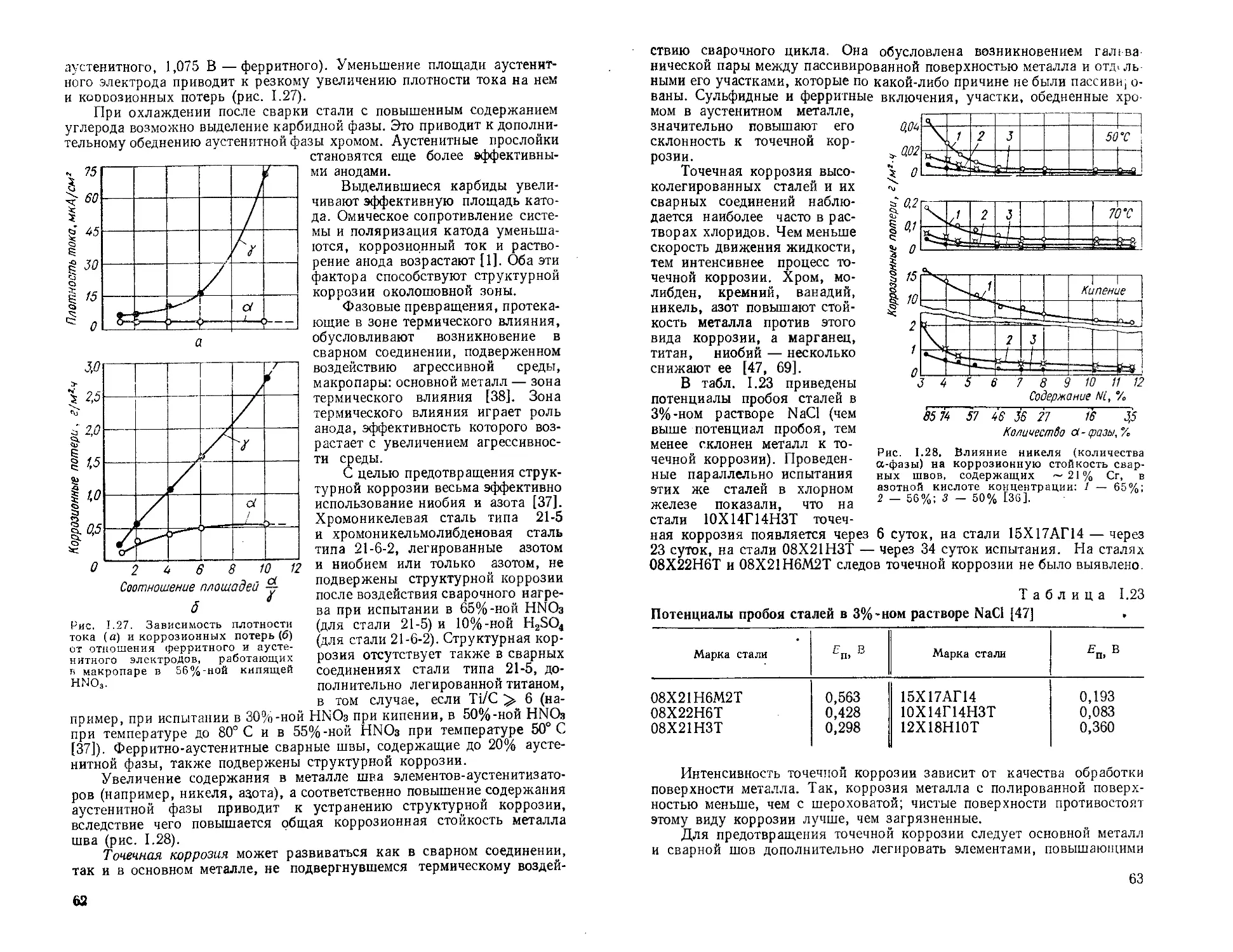








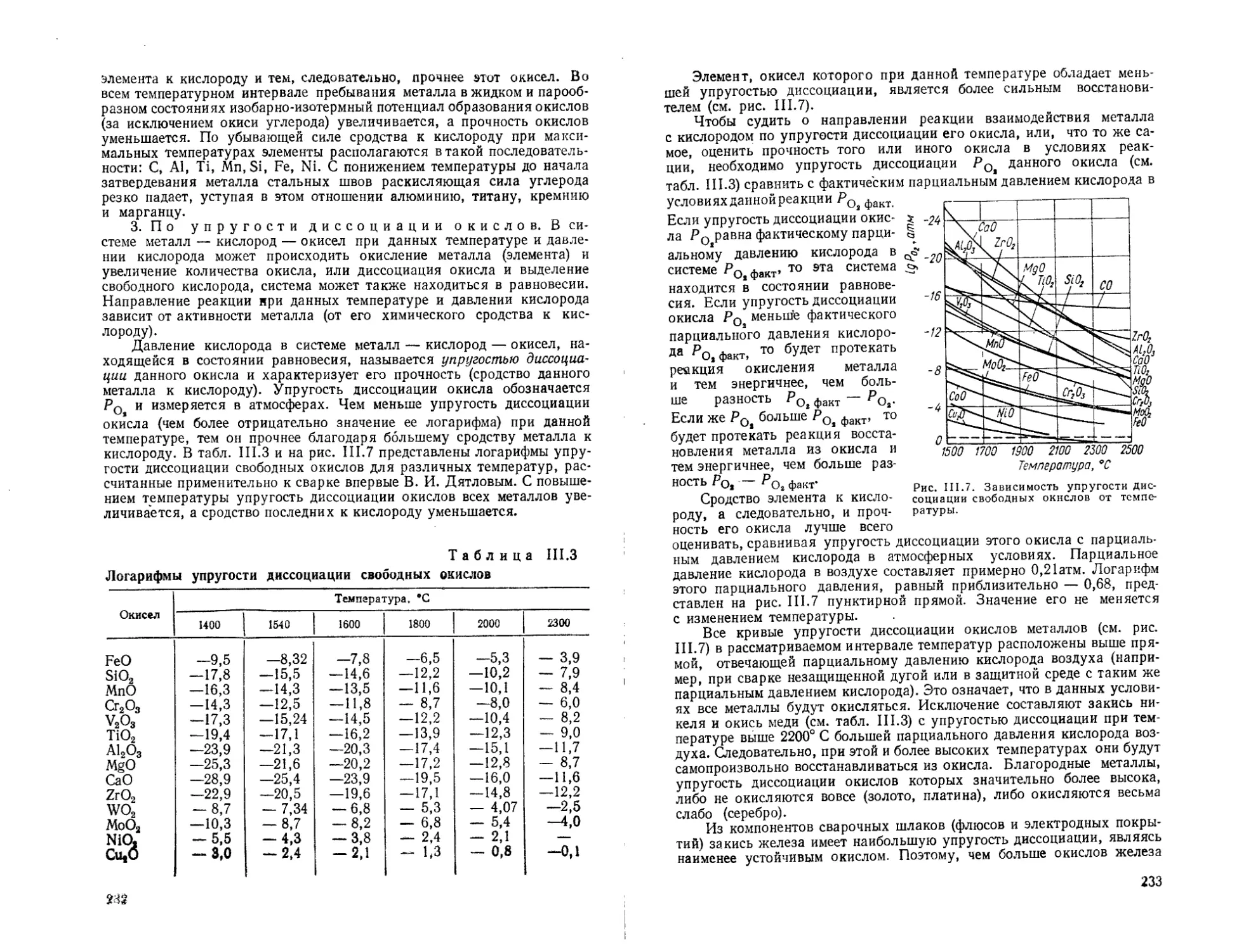
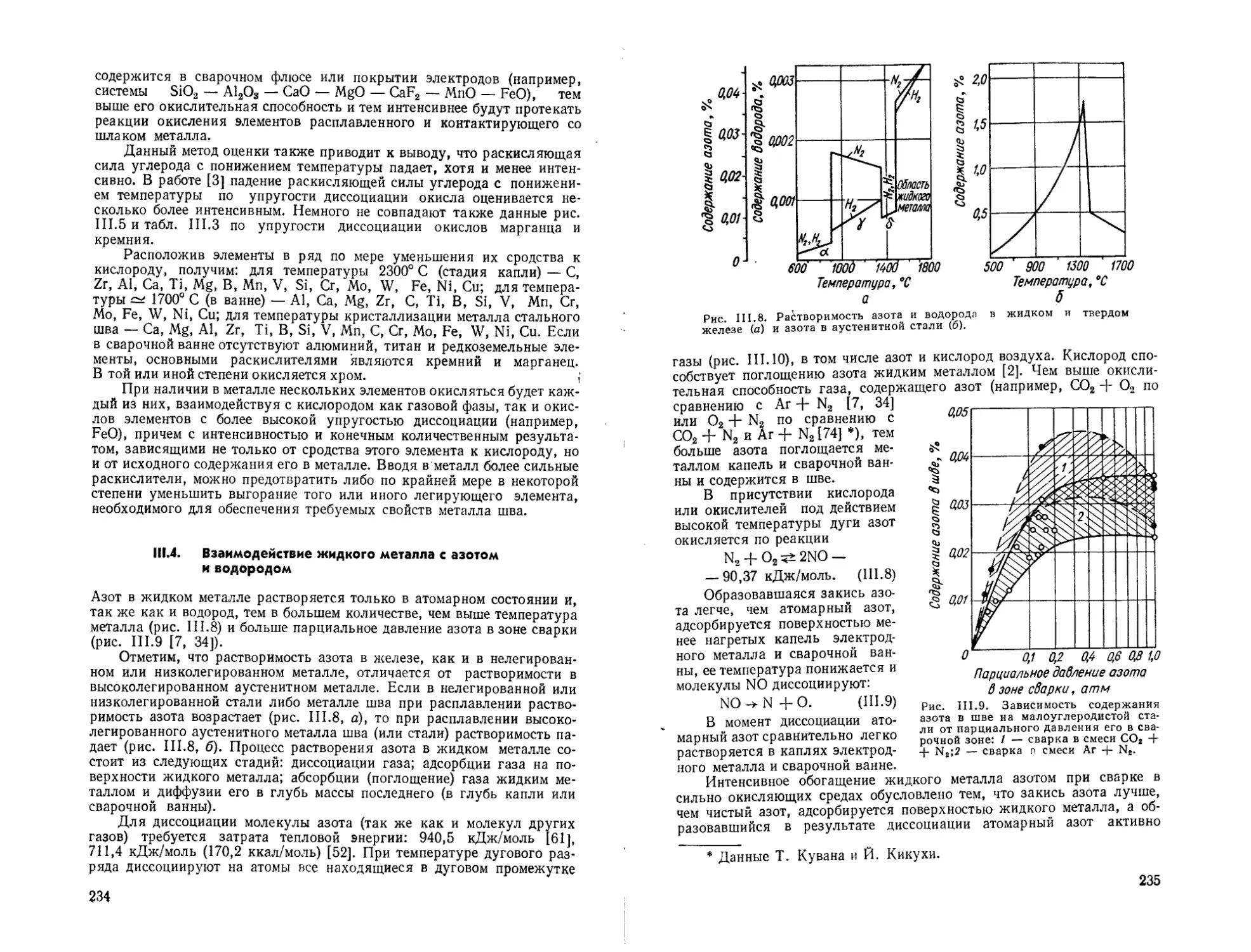
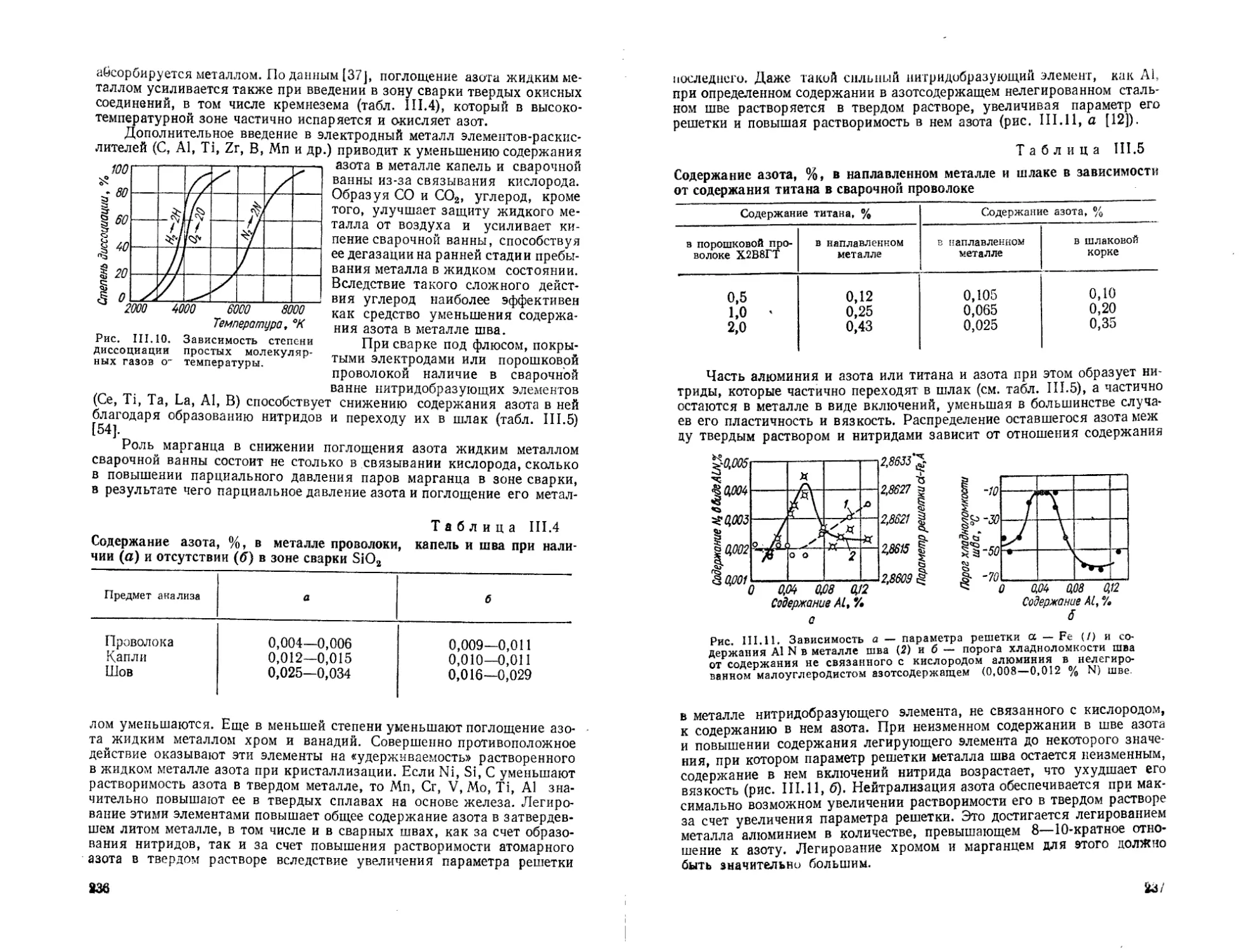

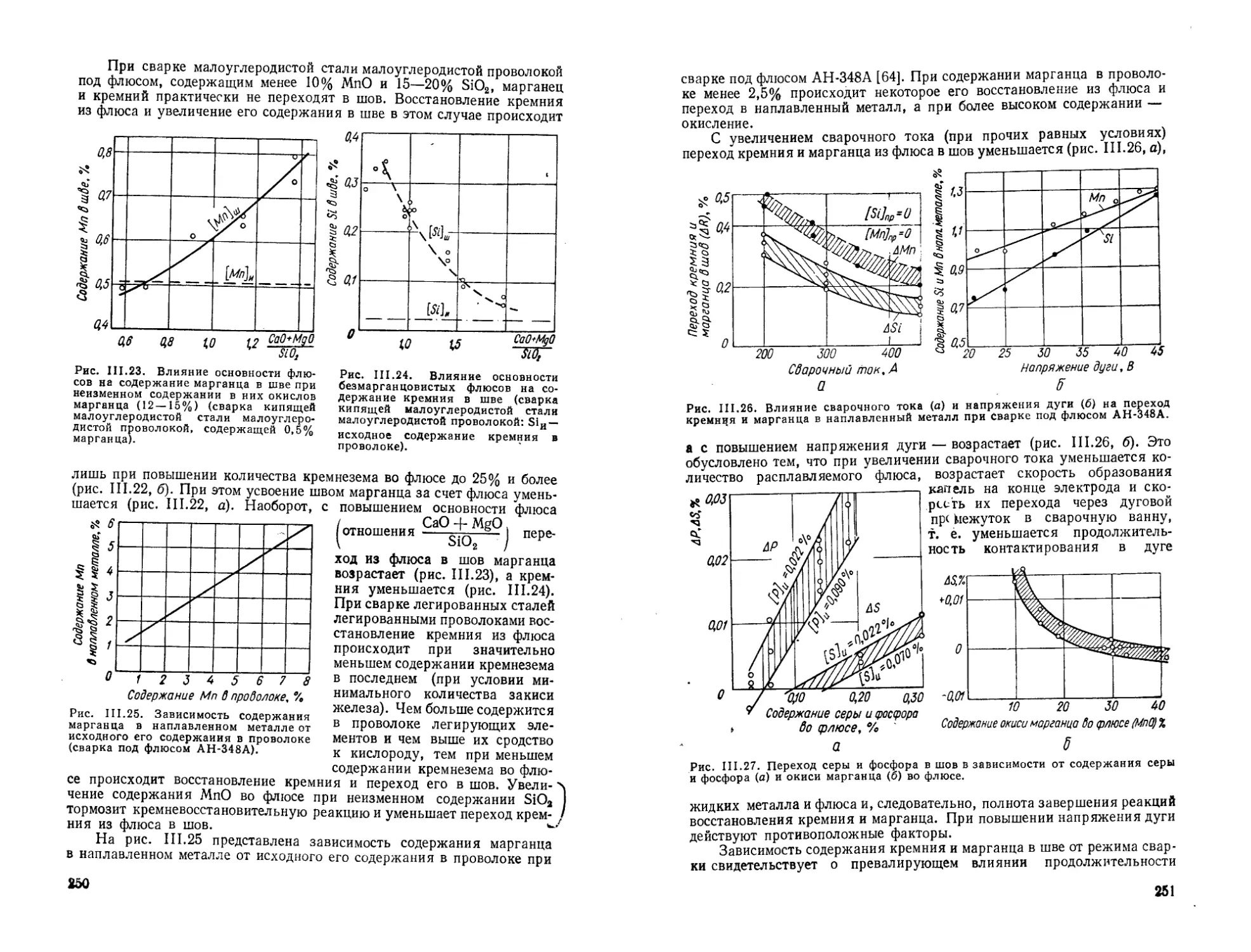

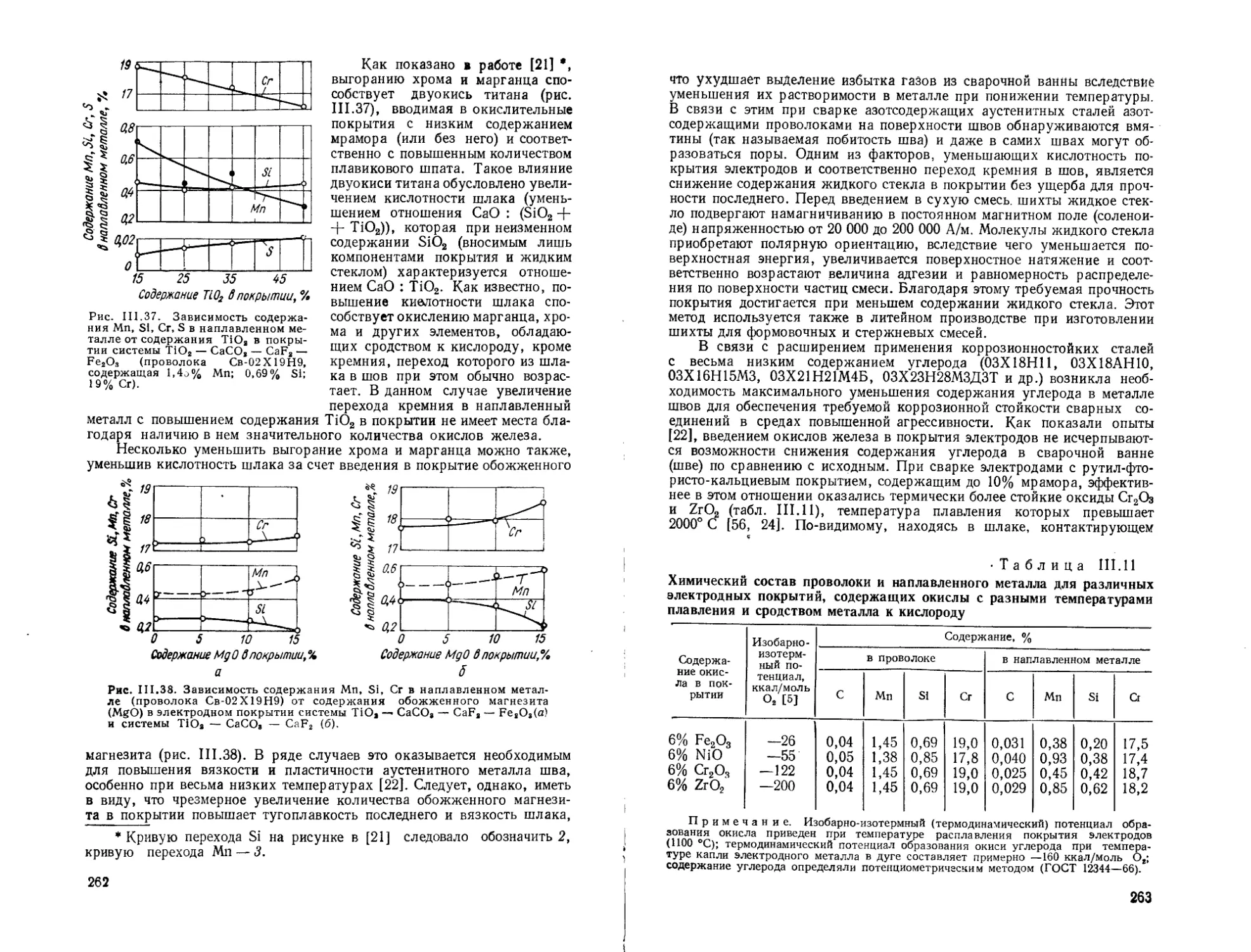

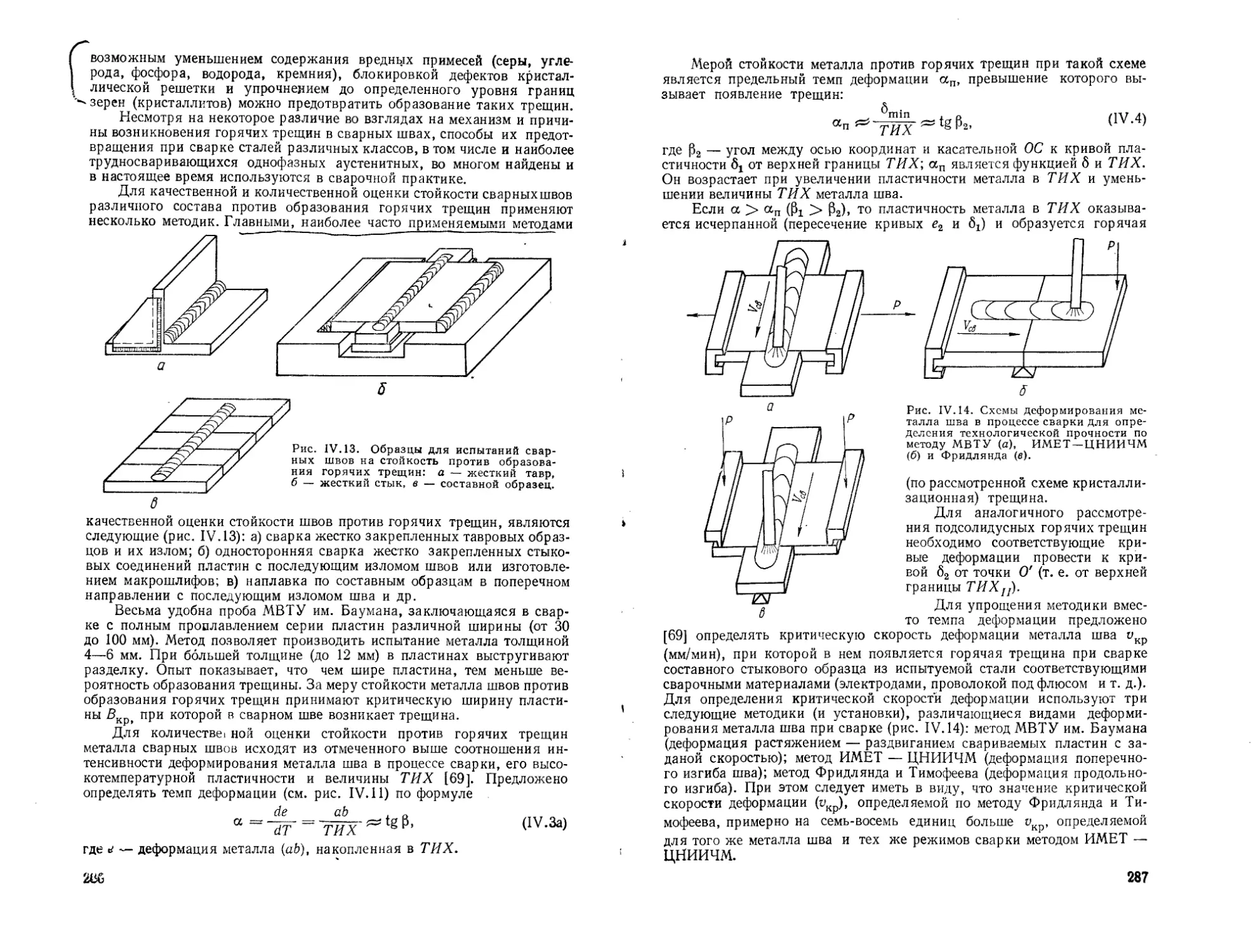

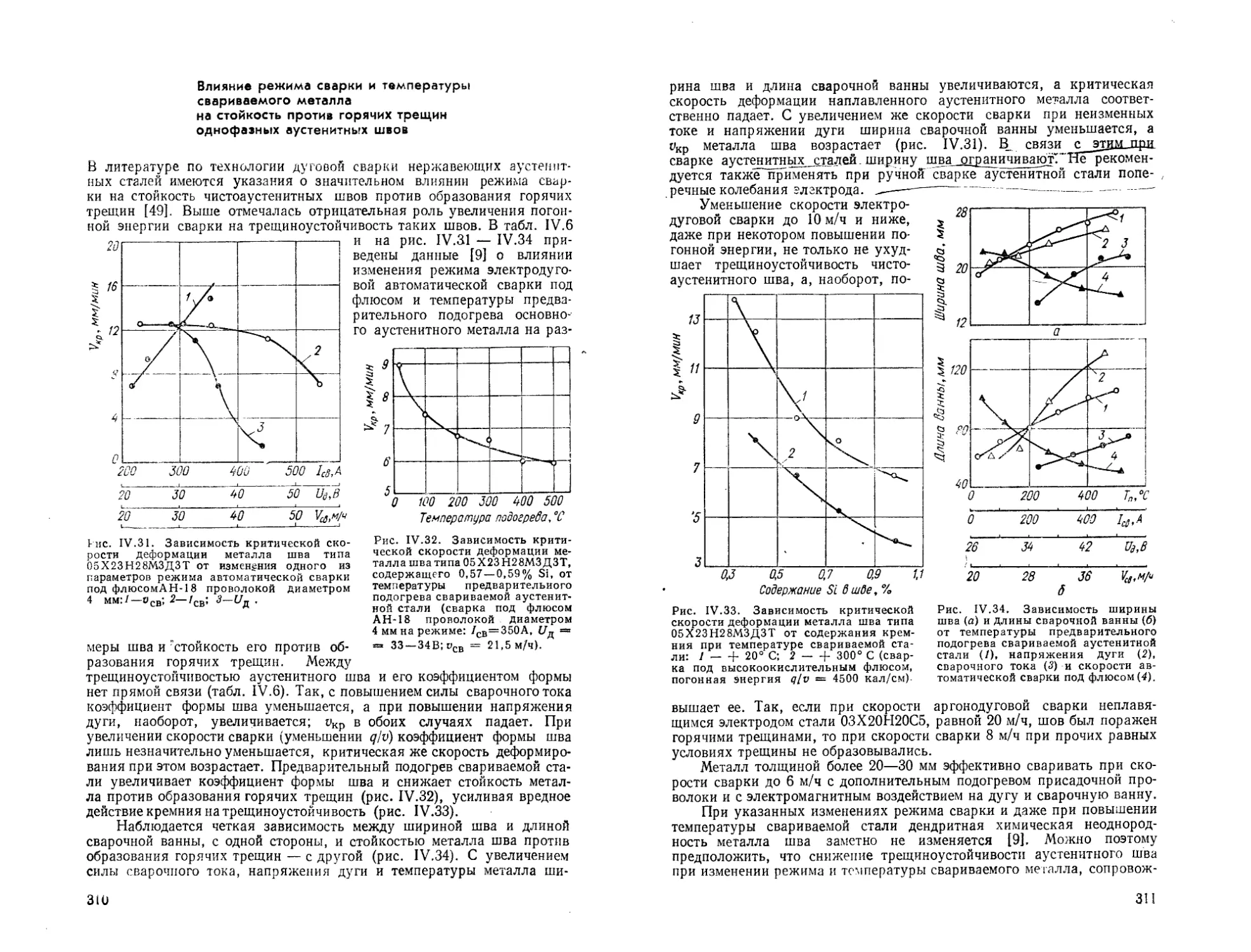
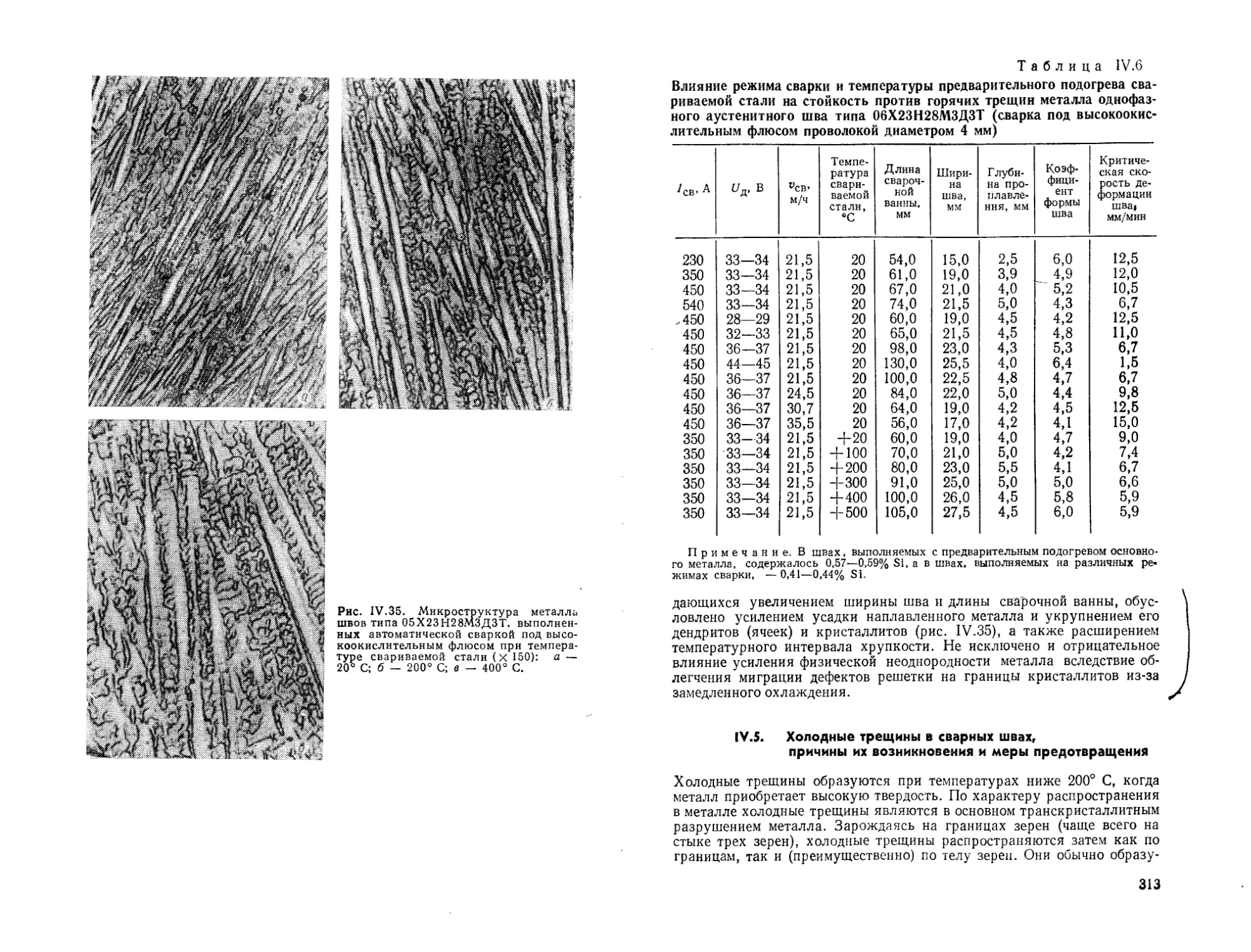
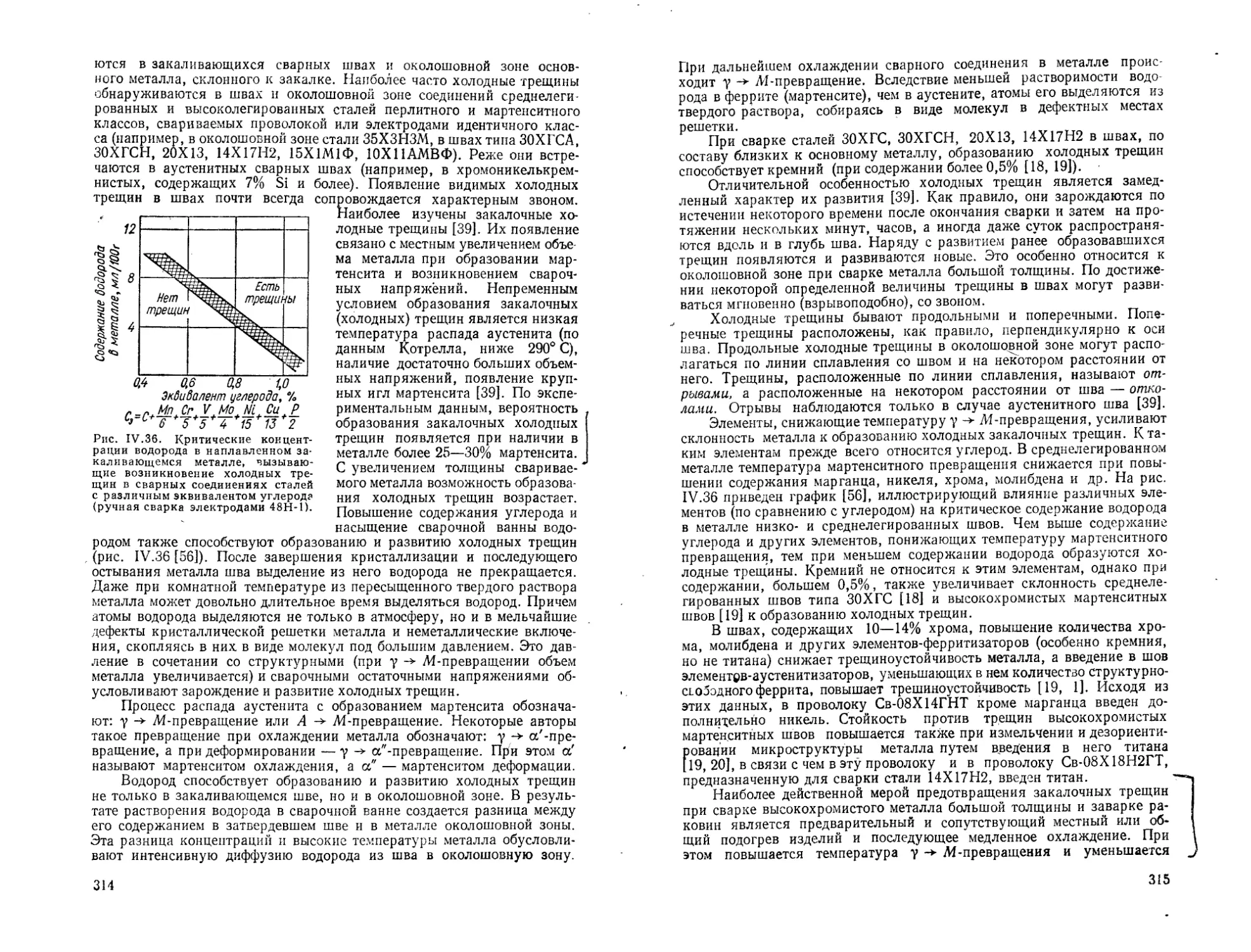
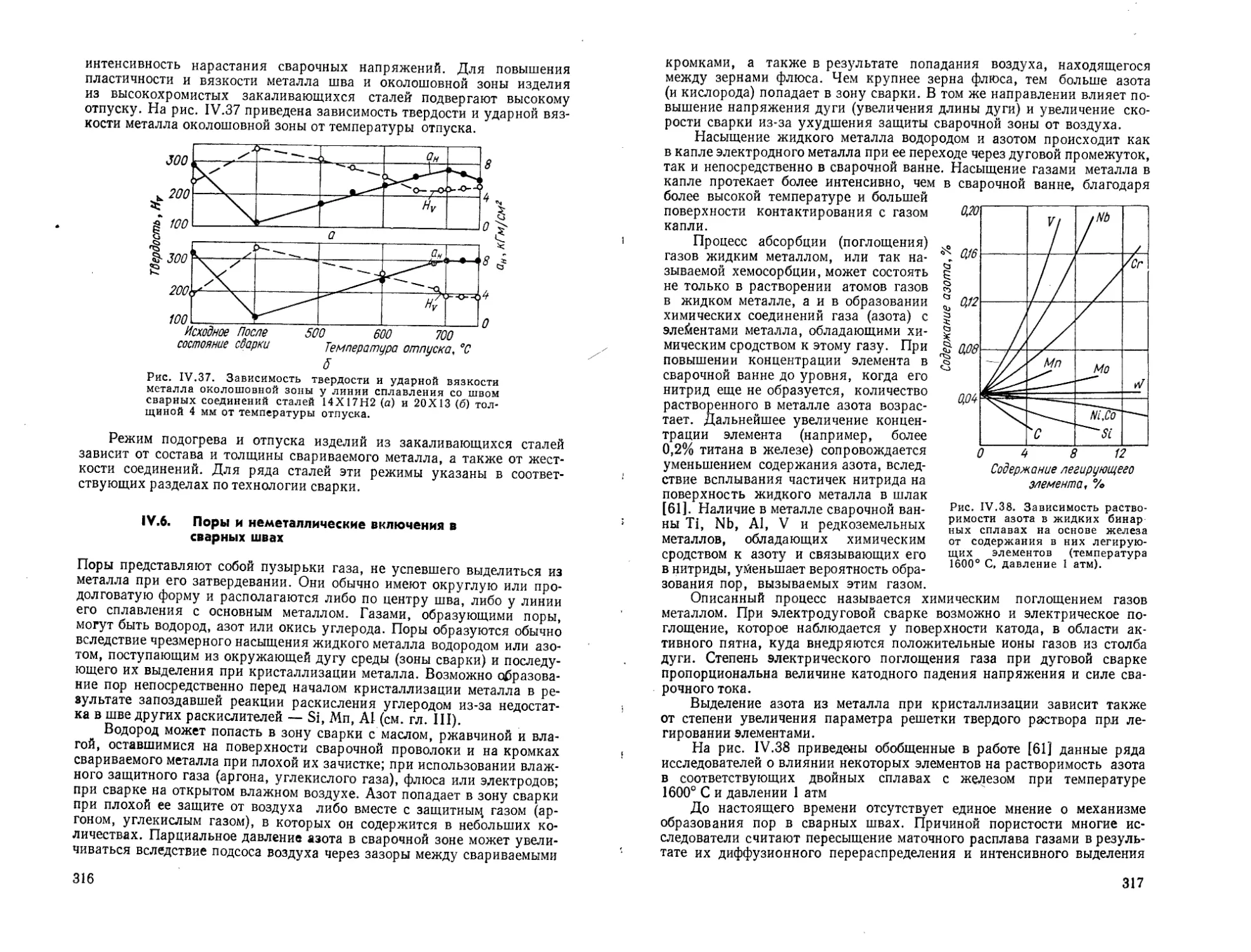











Text
Н.И. КАХОВСКИЙ
В.Г. ФАРТУШНЫЙ
К.А. ЮЩЕНКО
справочник
Электродуговая
СВАРКА
СТАЛЕЙ
Н. И. КАХОВСКИЙ,
В. Г. ФАРТУШНЫЙ,
К. А. ЮЩЕНКО
ЭЛЕКТРОДУГОВАЯ
СВАРКА
СТАЛЕЙ
СПРАВОЧНИК
ИЗДАТЕЛЬСТВО
«Н А У К О В А ДУМКА»
КИЕВ — 1975
6П4.3(083)
КЗО
УДК 621.791.7 :669.15—194(031)
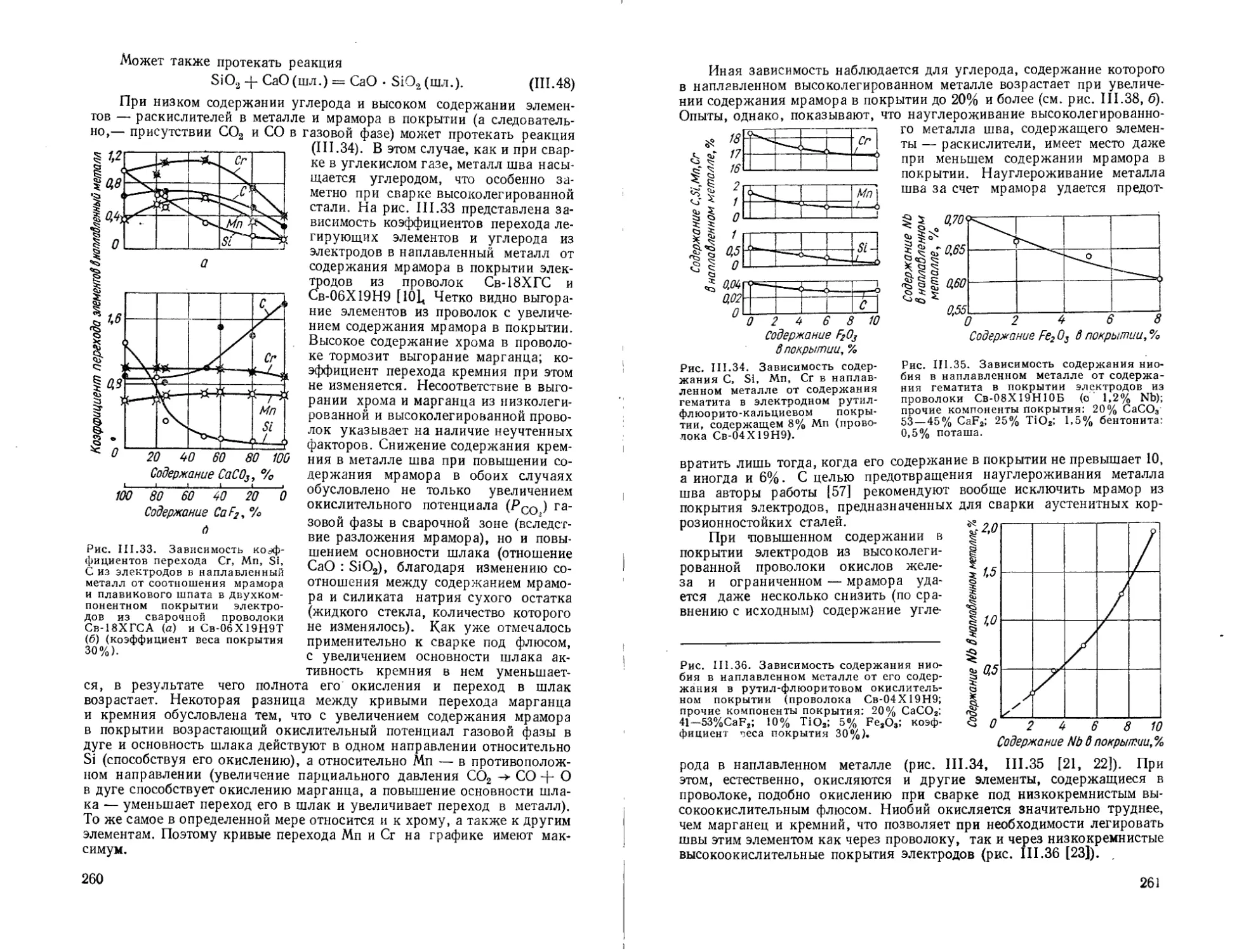
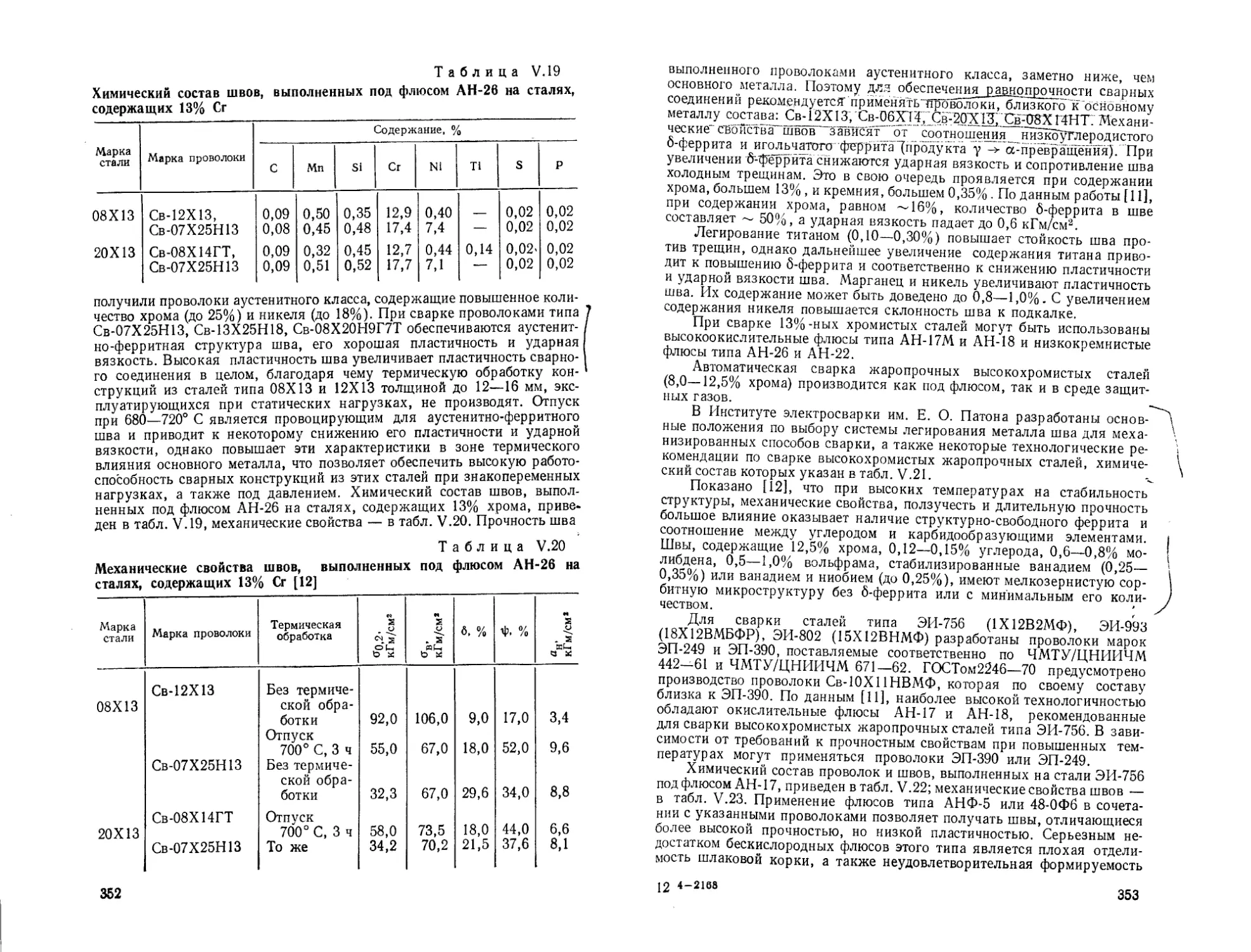
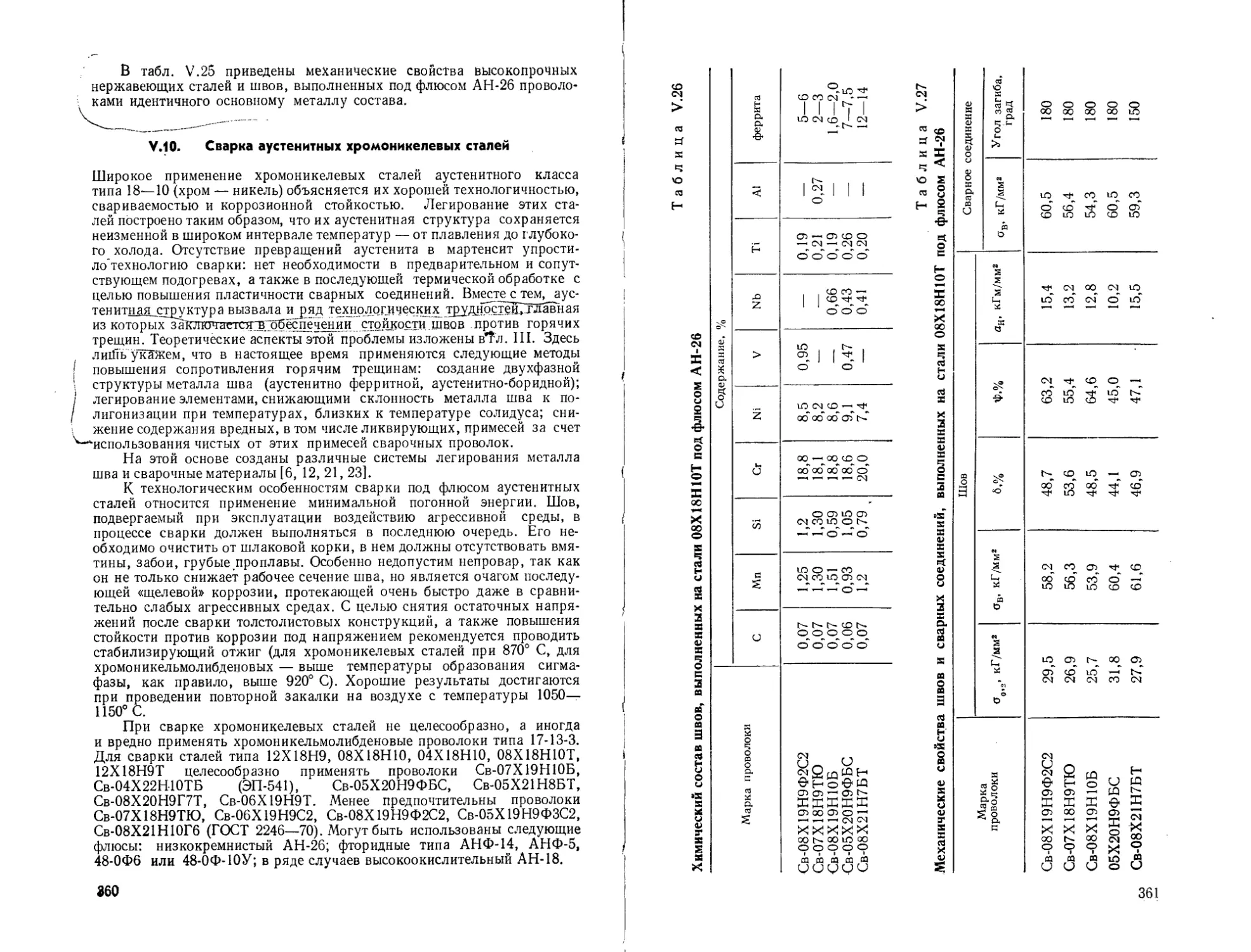
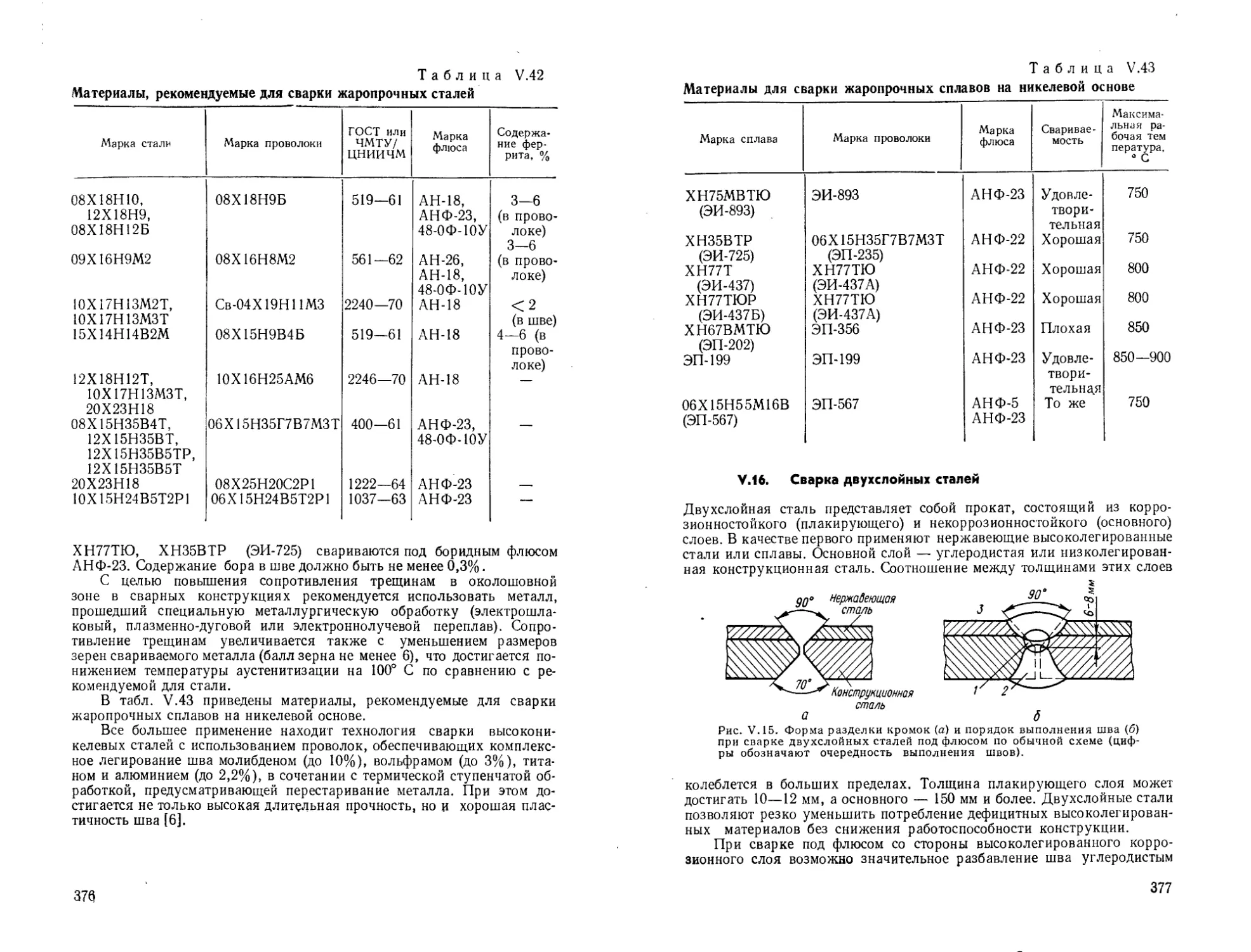
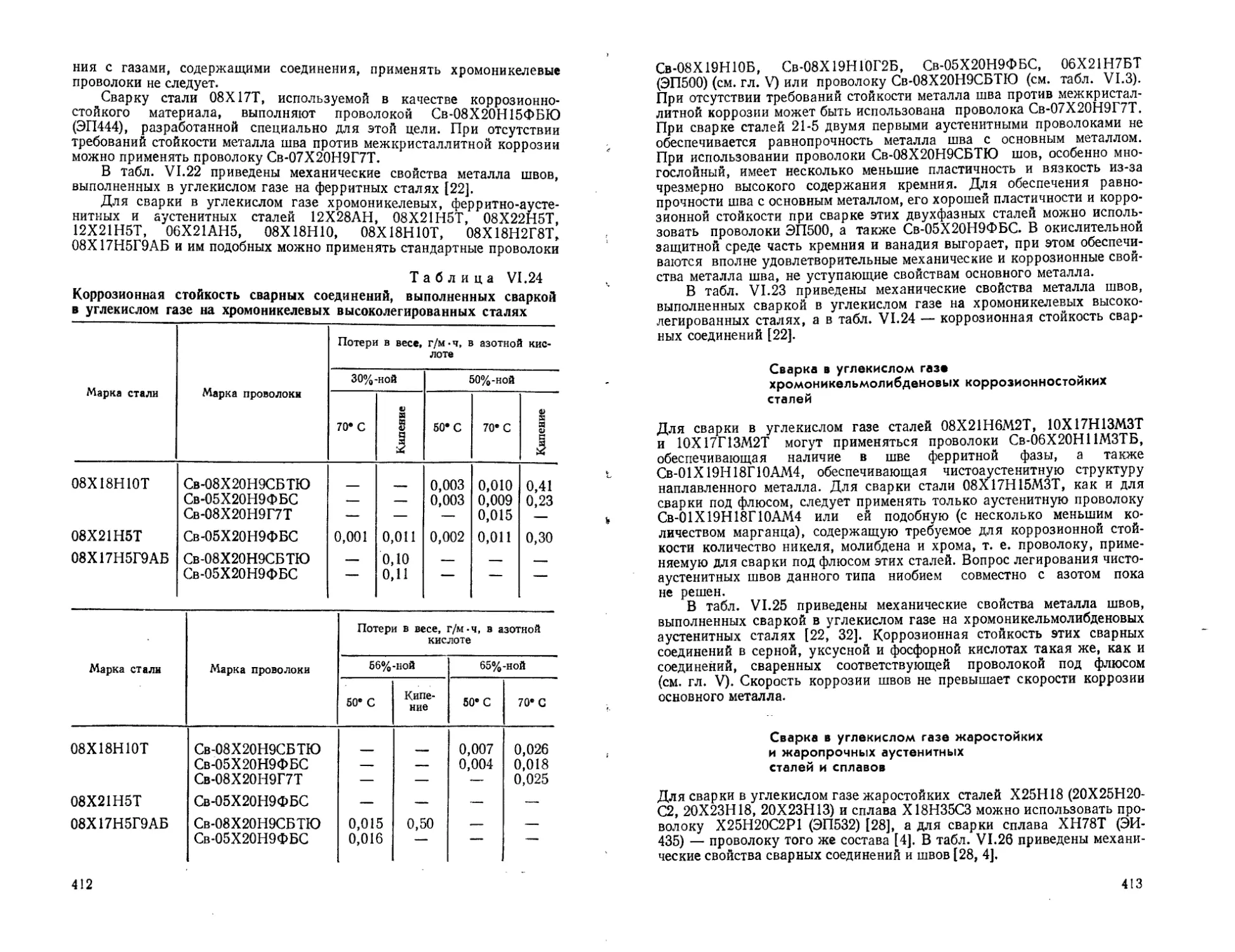
В справочнике представлены основные сведения о сталях
различных классов, наиболее широко используемых для сварных
конструкций. Описаны металлургические процессы и техноло- {
гические особенности электродуговой сварки углеродистых, ле-
гированных и высоколегированных сталей под флюсом, в среде >,
защитных газов и покрытыми электродами с подробными реко- ’
мендациями и характеристиками сварочных материалов. Приве- .!
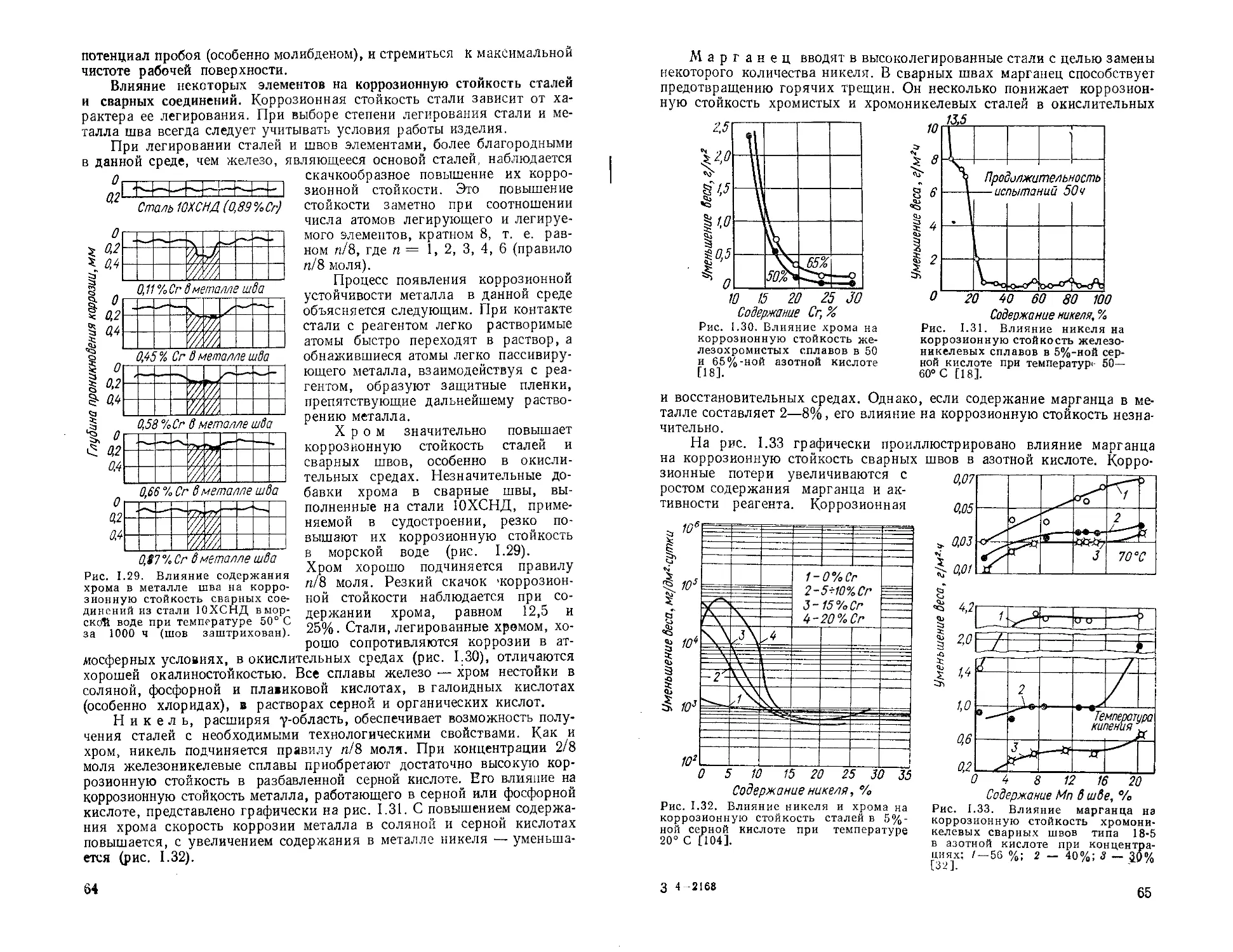
дены структура, химический состав, механические и коррозион- ')
ные свойства сварных швов и соединений. Описаны способы умень- ]
шения и устранения напряжений и деформаций, возникающих
при сварке.
Рассчитан на инженерно-технических работников промыш-
ленных предприятий и конструкторских организаций, связан-
ных с проектированием и изготовлением сварных конструкций
из различных сталей. .
Рецензенты: д-р техн, наук В. В. П о д г а е ц к и й,
канд. техн, наук П. Г. Г ребе ль ник
Редакция справочников
К 00001—203
М221(04)—75
С) Издательство «Наукова думка», 1975 г.
ПРЕДИСЛОВИЕ
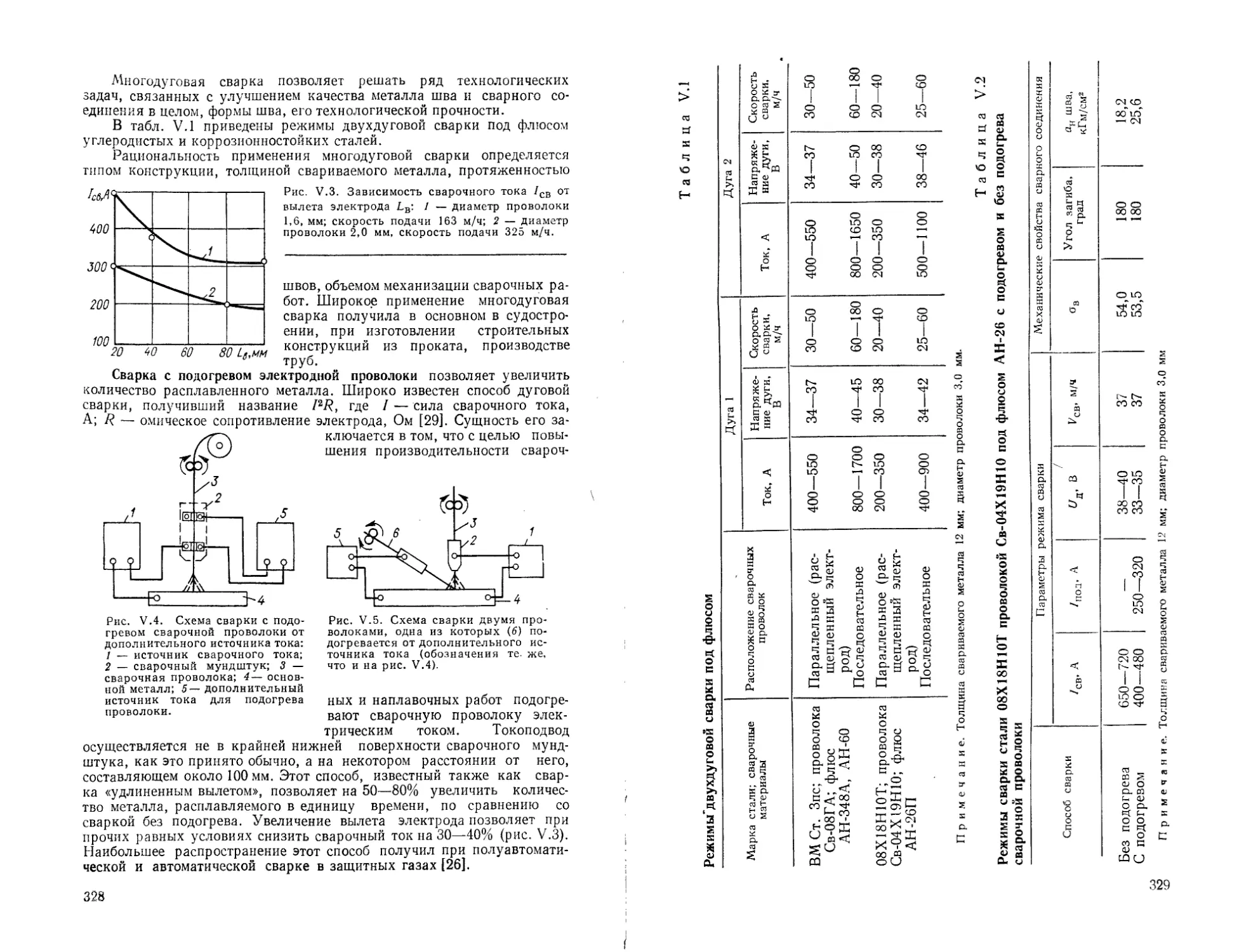
Развитие многих отраслей промышленности во многом зависит
от успехов сварочной науки и техники. Сварка является одним из
ведущих технологических процессов в промышленном строитель-
стве и судостроении, в машиностроительной промышленности,
энергетическом, химическом и нефтяном машиностроении, в
авиа- и ракетостроении и т. д.
При изготовлении сварных конструкций и изделий из ме-
таллических материалов находят широкое применение различ-
ные способы сварки (ручная электродуговая, автоматическая под
флюсом, в среде защитных газов неплавящимся и плавящимся
электродами, электрошлаковая, электроннолучевая, контактная
и т. д.).
Усилиями отечественных и зарубежных исследователей до-
стигнуты замечательные успехи в области создания новых и со-
вершенствования уже существующих способов сварки. Однако
до настоящего времени наиболее распространенным способом
остается электродуговая сварка плавлением.
За последнее время появилось много новых марок сталей
(особенно высоколегированных) и сварочных материалов, сведе-
ния о которых приводятся в периодических изданиях и не всегда
становятся достоянием конструкторов и производственников.
Учитывая это обстоятельство, авторы предлагаемого вниманию
читателей справочника попытались систематизировать и обоб-
щить сведения, относящиеся к дуговой сварке сталей разных
марок.
В справочнике кратко излагаются некоторые теоретические
вопросы, связанные с характеристикой свариваемых сталей,
металлургией и технологией сварки. Это должно помочь более
обоснованному выбору необходимых материалов для сварки
стальных конструкций в зависимости от условий их эксплуатации.
Глава I написана Н. И. Каховским и В. Г. Фартушным, гла-
вы II, III, IV и VI — Н. И. Каховским, глава V — К- А. Ющен-
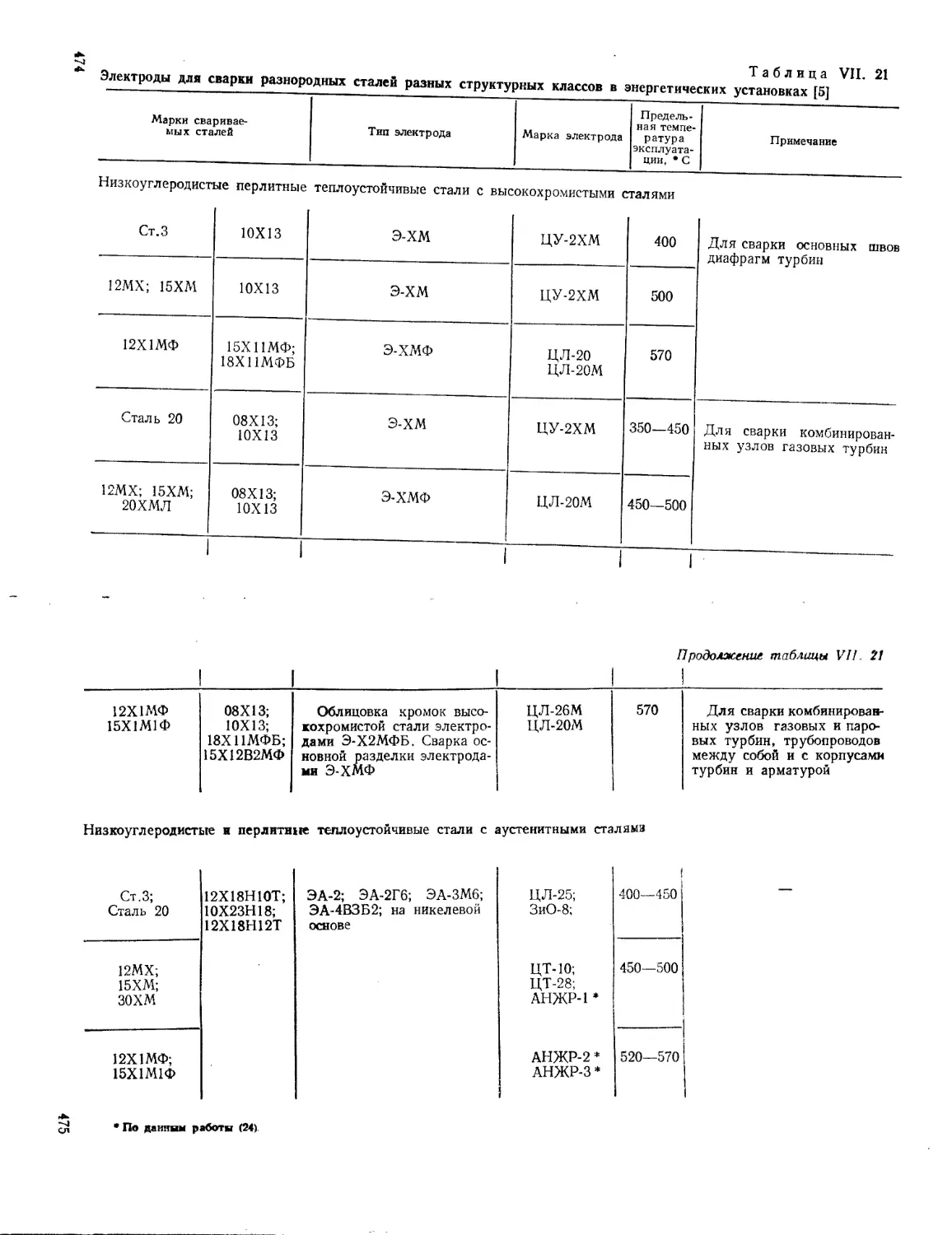
ко и глава VII — В. Г. Фартушным.
3
Автор глав III и IV выражает благодарность Ю. Н. Кахов-
скому и В. Н. Липодаеву за помощь, оказанную ими при под-
готовке рукописи.
Авторы выражают благодарность доктору техн, наук
В. В. Подгаецкому и кандидату техн, наук П. Г. Гребельнику за
ценные замечания, сделанные ими при рецензировании данного
справочника.
Критические замечания и предложения авторы просят на-
правлять по адресу: Киев, ул. Репина, 3, изд-во «Наукова думка».
i
Глава I. КЛАССИФИКАЦИЯ И КРАТКАЯ ХАРАКТЕРИСТИКА
СТАЛЕЙ, ПРИМЕНЯЕМЫХ
ДЛЯ СВАРНЫХ КОНСТРУКЦИИ
Стали, используемые для сварных конструкций, делят на конструк-
ционные (углеродистые, низколегированные, среднелегированные, в
том числе теплоустойчивые и высокопрочные) и стали с особыми физи-
ческими свойствами (высоколегированные, жаропрочные, жаростойкие
и коррозионностойкие, или так называемые нержавеющие).
1.1. Конструкционные стали
Углеродистые конструкционные стали
Углерод является основным элементом, определяющим механические
характеристики углеродистых конструкционных сталей (его содержа-
ние может составлять от 0,06 до 0,9%).
Железо и углерод в жидком состоянии обладают полной взаимной
растворимостью. В твердом состоянии растворимость углерода в же-
лезе очень ограничена. Различают три вида твердых растворов углерода
в железе: а-раствор (феррит), у-раствор (аустенит) и о-раствор
(6-феррит). Пространственное расположение атомов железа в этих
растворах соответствует их расположению в сс-, у- и 6-железе. Для у-
железа характерна кубическая гранецентрированная решетка, для
а- и 6-железа — кубические объемноцентрированные решетки, разли-
чающиеся лишь межатомными расстояниями. Атомы углерода значи-
тельно меньше атомов железа. Размещаясь в междоузлиях решетки
железа, они искажают ее. При этом прочность металла увеличивается.
Растворимость углерода во всех модификациях железа зависит
от температуры. Феррит может содержать до 0,02% (при 723° С), а
при комнатной температуре — 0,006% углерода. В 6-железе растворя-
ется до 0,1% углерода. Наибольшее количество углерода растворяется
в аустените: при 723° С до 0,8%; при 1130° С до 2%.
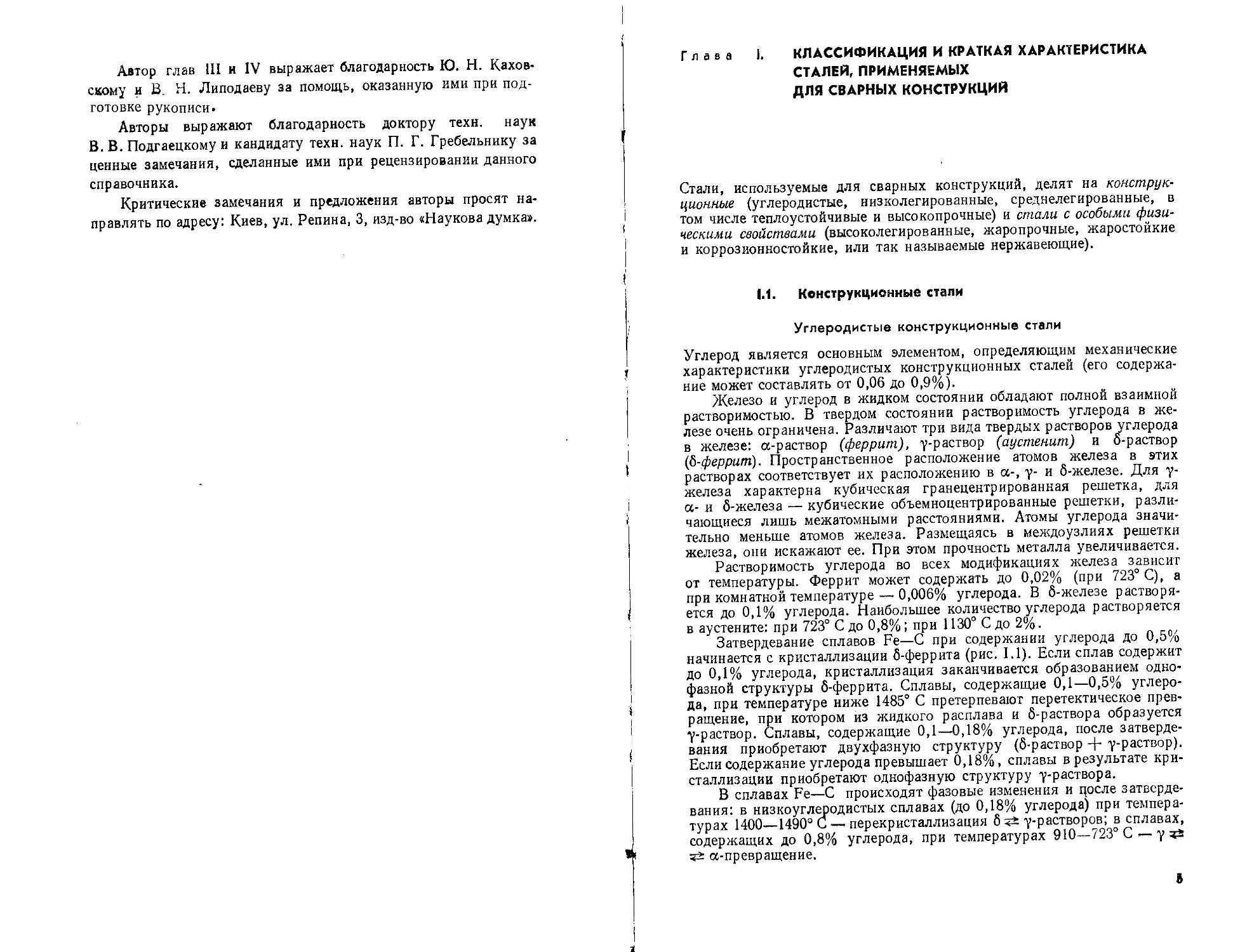
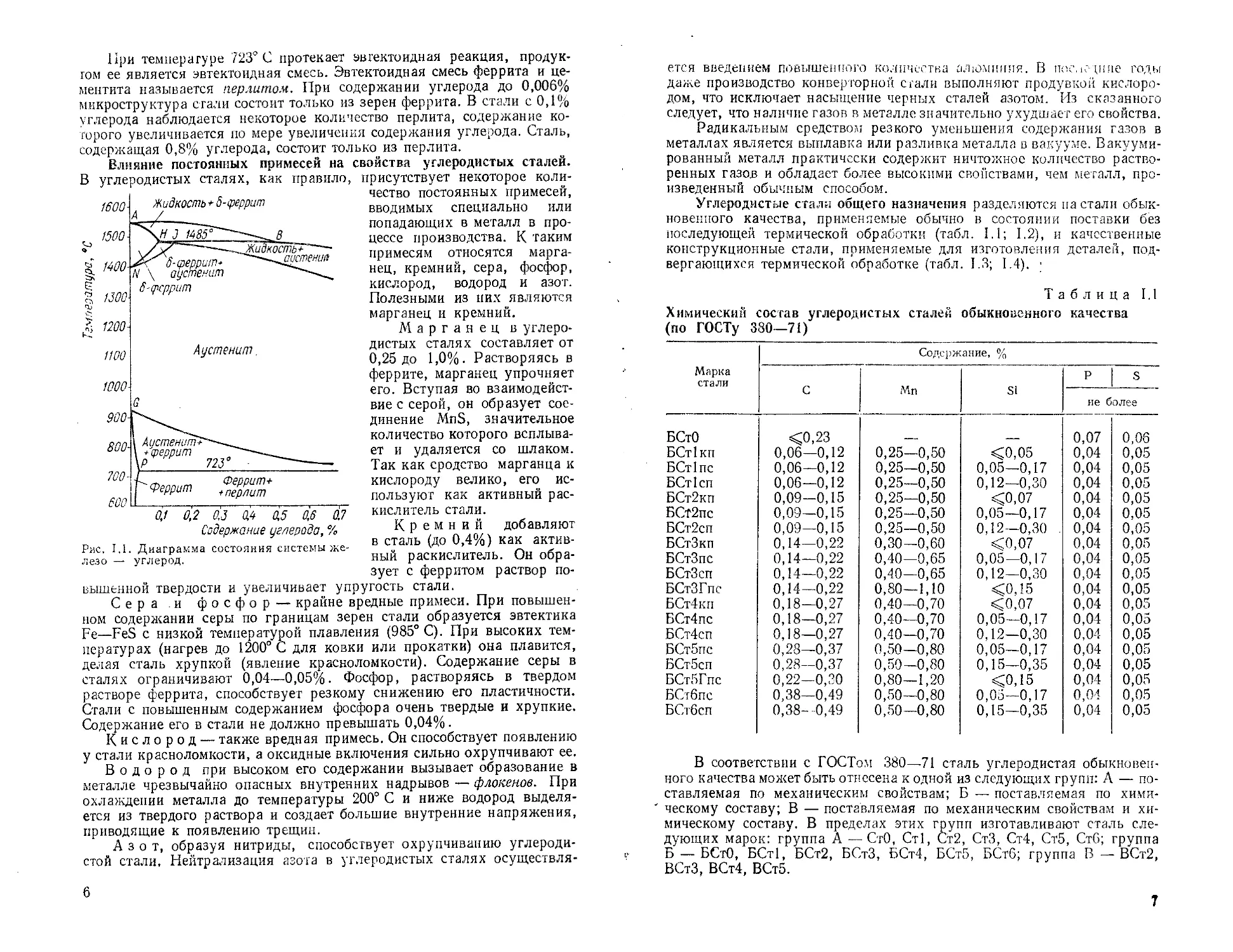
Затвердевание сплавов Fe—С при содержании углерода до 0,5%
начинается с кристаллизации 6-феррита (рис. 1.1). Если сплав содержит
до 0,1% углерода, кристаллизация заканчивается образованием одно-
фазной структуры 6-феррита. Сплавы, содержащие 0,1—0,5% углеро-
да, при температуре ниже 1485° С претерпевают перетектическое прев-
ращение, при котором из жидкого расплава и 6-раствора образуется
у-раствор. Сплавы, содержащие 0,1—0,18% углерода, после затверде-
вания приобретают двухфазную структуру (6-раствор + у-раствор).
Если содержание углерода превышает 0,18%, сплавы в результате кри-
сталлизации приобретают однофазную структуру у-раствора.
В сплавах Fe—С происходят фазовые изменения и цосле затверде-
вания: в низкоуглеродистых сплавах (до 0,18% углерода) при темпера-
турах 1400—1490° С — перекристаллизация 6 у-растворов; в сплавах,
содержащих до 0,8% углерода, при температурах 910—723° С — у
«-превращение.
5
При температуре 723° С протекает эвтектоидная реакция, продук-
том ее является эвтектоидная смесь. Эвтектоидная смесь феррита и це-
ментита называется перлитом. При содержании углерода до 0,006%
микроструктура стали состоит только из зерен феррита. В стали с 0,1%
углерода наблюдается некоторое количество перлита, содержание ко-
торого увеличивается по мере увеличения содержания углерода. Сталь,
содержащая 0,8% углерода, состоит только из перлита.
Влияние постоянных примесей на свойства углеродистых сталей,
присутствует некоторое коли-
чество постоянных примесей,
вводимых специально или
попадающих в металл в про-
цессе производства. К таким
примесям относятся марга-
нец, кремний, сера, фосфор,
кислород, водород и азот.
Полезными из них являются
марганец и кремний.
Марганец в углеро-
дистых сталях составляет от
0,25 до 1,0%. Растворяясь в
феррите, марганец упрочняет
его. Вступая во взаимодейст-
вие с серой, он образует сое-
динение MnS, значительное
количество которого всплыва-
ет и удаляется со шлаком.
Так как сродство марганца к
кислороду велико, его ис-
пользуют как активный рас-
кислитель стали.
Кремний добавляют
в сталь (до 0,4%) как актив-
ный раскислитель. Он обра-
зует с ферритом раствор по-
вышенной твердости и увеличивает упругость стали.
Сера и фосфор — крайне вредные примеси. При повышен-
ном содержании серы по границам зерен стали образуется эвтектика
Fe—FeS с низкой температурой плавления (985° С). При высоких тем-
пературах (нагрев до 1200°С для ковки или прокатки) она плавится,
делая сталь хрупкой (явление красноломкости). Содержание серы в
сталях ограничивают 0,04—0,05%. Фосфор, растворяясь в твердом
растворе феррита, способствует резкому снижению его пластичности.
Стали с повышенным содержанием фосфора очень твердые и хрупкие.
Содержание его в стали не должно превышать 0,04%.
Кислород — также вредная примесь. Он способствует появлению
у стали красноломкости, а оксидные включения сильно охрупчивают ее.
Водород при высоком его содержании вызывает образование в
металле чрезвычайно опасных внутренних надрывов — флокенов. При
охлаждении металла до температуры 200° С и ниже водород выделя-
ется из твердого раствора и создает большие внутренние напряжения,
приводящие к появлению трещин.
Азот, образуя нитриды, способствует охрупчиванию углероди-
стой стали. Нейтрализация азота в углеродистых сталях осуществля-
углеродистых сталях, как правило,
Жидкость + бмреррит
1600-
1400-
1500-
1300
.Н 3J485
—~^ЖиЗкость*~—~
_ . 5-феррит* аистениа
N \ аустенит
6-феррит
В
1200-
1100
1000
700-
600
Аустенит ,
G
900-
800-
Аустенит
* феррит
£723
it 0,2 ij it is is az
Содержание углерода, %
Рис. 1.1. Диаграмма состояния системы же-
лезо — углерод.
6
ется введением повышенного количества алюминия. В полющие годы
даже производство конверторной стали выполняют продувкой кислоро-
дом, что исключает насыщение черных сталей азотом. Из сказанного
следует, что наличие газов в металле значительно ухудшает его свойства.
Радикальным средством резкого уменьшения содержания газов в
металлах является выплавка или разливка металла в вакууме. Вакууми-
рованный металл практически содержит ничтожное количество раство-
ренных газо.в и обладает более высокими свойствами, чем металл, про-
изведенный обычным способом.
Углеродистые стали общего назначения разделяются настали обык-
новенного качества, применяемые обычно в состоянии поставки без
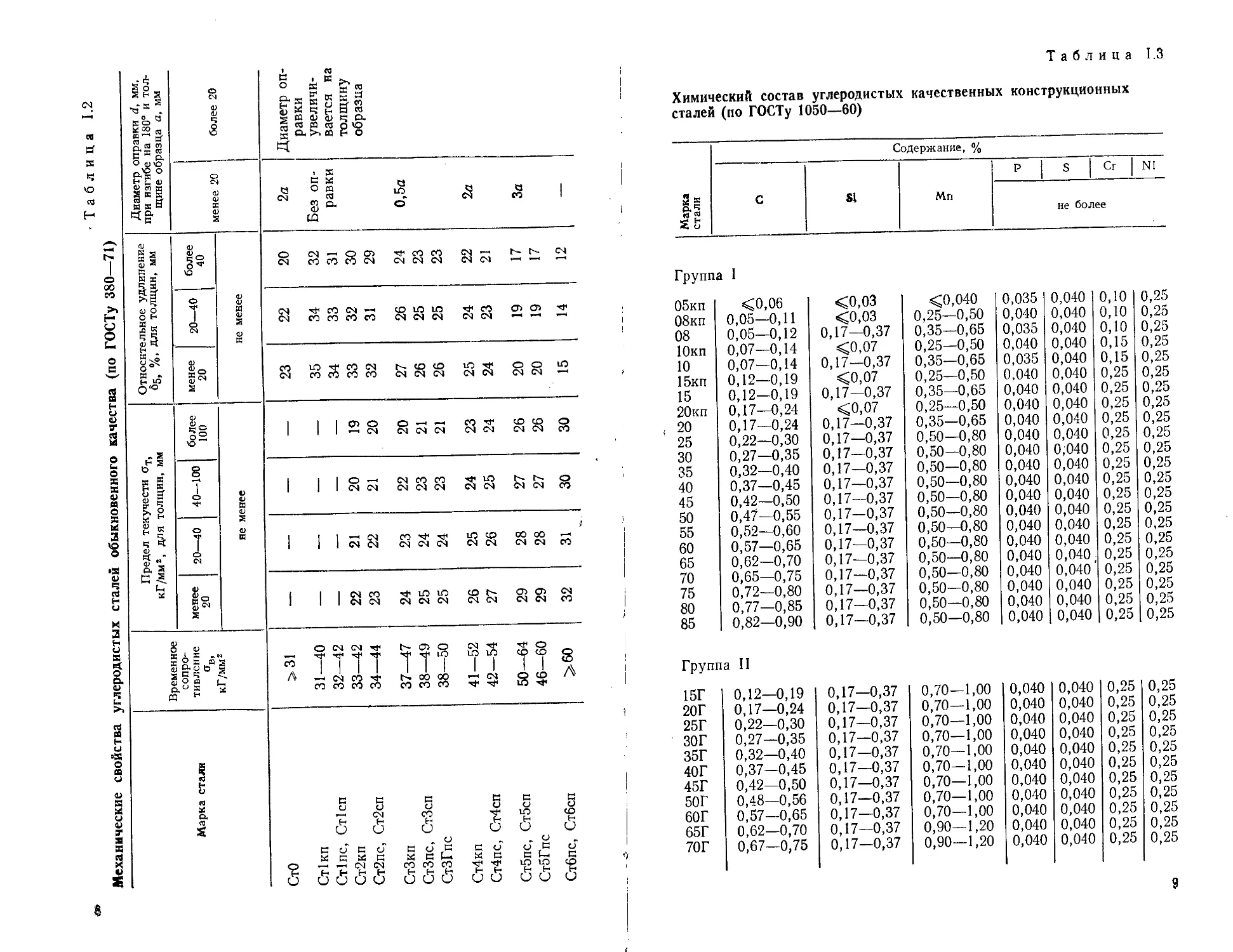
последующей термической обработки (табл. 1.1; 1.2), и качественные
конструкционные стали, применяемые для изготовления деталей, под-
вергающихся термической обработке (табл. 1.3; 1.4). ;
Таблица 1.1
Химический состав углеродистых сталей обыкновенного качества
(по ГОСТу 380-71)
Марка стали Содержание, %
С Мп Si р S
ие б олее
БСтО <0,23 - 0,07 0,06
БСт1кп 0,06—0,12 0,25—0,50 <0,05 0,04 0,05
БСт1пс 0,06—0,12 0,25—0,50 0,05—0,17 0,04 0,05
БСт1сп 0,06—0,12 0,25—0,50 0,12—0,30 0,04 0,05
БСт2кп 0,09—0,15 0,25—0,50 <0,07 0,04 0,05
БСт2пс 0,09—0,15 0,25—0,50 0,05—0,17 0,04 0,05
БСт2сп 0,09—0,15 0,25—0,50 0,12—0,30 . 0,04 0,05
БСтЗкп 0,14—0,22 0,30—0,60 <0,07 0,04 0,05
БСтЗпс 0,14—0,22 0,40—0,65 0,05—0,17 0,04 0,05
БСтЗсп 0,14—0,22 0,40—0,65 0,12—0,30 0,04 0,05
БСтЗГпс 0,14—0,22 0,80—1,10 <0,15 0,04 0,05
БСт4кп 0,18—0,27 0,40—0,70 <0,07 0,04 0,05
БСт4пс 0,18—0,27 0,40—0,70 0,05—0,17 0,04 0,05
БСт4сп 0,18—0,27 0,40—0,70 0,12—0,30 0,04 0,05
БСтбпс 0,23—0,37 0,50—0,80 0,05—0,17 0,04 0,05
БСтбсп 0,28—0,37 0,50-0,80 0,15—0,35 0,04 0,05
БСтбГпс 0,22—0,30 0,80—1,20 <0,15 0,04 0,05
БСтбпс 0,38—0,49 0,50—0,80 0,05—0,17 0,04 0,05
БСтбсп 0,38-0,49 0,50—0,80 0,15—0,35 0,04 0,05
В соответствии с ГОСТом 380—71 сталь углеродистая обыкновен-
ного качества может быть отнесена к одной из следующих групп: А — по-
ставляемая по механическим свойствам; Б — поставляемая по хими-
' ческому составу; В — поставляемая по механическим свойствам и хи-
мическому составу. В пределах этих групп изготавливают сталь сле-
дующих марок: группа А — СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб; группа
Б — БСтО, БСт1, БСт2, БСтЗ, БСт4, БСт5, БСтб; группа В — ВСт2,
ВСтЗ, ВСт4, ВСт5.
7
4»
«Таблица 1.2
Механические свойства углеродистых сталей обыкновенного качества (по ГОСТу 380—71)
Временное Предел текучести от> кГ/мм2, для толщин, мм Относительное удлинение 65, %> Для толщин, мм Диаметр оправки d, мм, при изгибе на 180° и тол- щине образца а, мм
Марка стали сопро- тивление ав, кГ/мм2 менее 20 20—40 40—100 более 100 менее 20 20—40 более 40 менее 20 более 20
не менее не менее
СтО >31 — — — 23 22 20 2а Диаметр оп-
Ст1кп 31—40 — -— .— — 35 34 32 Без оп- равки увеличи-
Ст1пс, Ст1сп 32—42 — — -— •— 34 33 31 равки вается на
Ст2кп 33—42 22 21 20 19 33 32 30 толщину образца
Ст2пс, Ст2сп 34—44 23 22 21 20 32 31 29
СтЗкп 37—47 24 23 22 20 27 26 24 0,5а
СтЗпс, СтЗсп 38—49 25 24 23 21 26 25 23
СтЗГпс 38—50 25 24 23 21 26 25 23
Ст4кп 41—52 26 25 24 23 25 24 22 2а
Ст4пс, Ст4сп 42—54 27 26 25 24 24 23 21
Стбпс, Стбсп 50—64 29 28 27 26 20 19 17 За
СтбГпс 46—60 29 28 27 26 20 19 17
Стбпс, Стбсп >60 32 31 30 30 15 14 12 —
--J с> ст> сп Ф--w со to to >— '-j
ОСЛООСЛОСПОСЛОСЛ ТЗ
тт-птт-тт*!
я
_________________ я
и
CB CO Ч Ч О G СЛ СЛ >U V w Ю Ю to — — —
СЛОСЛОСЛО СПО СпОСПОСЛООСПСЛОО
0О ОО СП
я я
я я
ооооооооооо
CbOUlA4^WWtOtsj^- и—
-ч to ОО to to '-J to ~-4 to
о о о р о о о о р о р
VjVj 05 сп "ел ф* со "со to ►—
СЛОСЛООСЛОСЛО^О
№
о о о р о р р о р р р р р о р р р о р р о _
Оо"-ч"~^ Ct> С5 СЛСл"^"^ СО COtOtO — 1— — Z— ООООл,
t0-4tocnt0-4t0-0 t0'0t0'0t0'0-4t0t0-0-4cn СЛ(7 \
I I I I I I I I I I I I I I I I I I I I I Я
ррррррррррррррррррррро
lo'booo'^o'-ocoocncnui.'i^oooo'to'toi— — — >— Н-
0СПОСЛОСЛОСпОСлОУ1О^^ОО^^-10>-
ооооооооооо
ооооооооооооооооооооо
WW'*'**"**»v»^\***'*'*'«4*',*'*'**l*l*44''*
Cncncncncncncncncncncncncnootoootoootoooto/A
ОООООООООООООСПСПСЛСЛСПСЛСП СЛ#\
I I I I I I I I I I I I I I I I I I I I I -°
ррррррррррррррррррррро
оо"оо"оо"оо"оо"оо оо"оо"оо"оо"оо"оо"оо со "ел "о "ел о сп со ел о
ОООООООООООООСПОСЛОСЛОСПО
totoooooooooo
ооооооооооо
аоооооооооо
ооооооооооо
ооооооооооо
р
о
о
ооооооооооооооооооооо
ооооооооооооооооооооо
^^►^ф-^Ф^ий.^^иЯ^и^^^Ф-^СОН^СО^СО
ООООООООООООООООСЛОСЛОСЛ
ооооооооооо
ооооооооооо
ооооооооооо
° рр1 PS2-0-0,0 -° -° -°.° -°oj-2 -° -° -° РР
о "о "о "о о "о о о о о о "о о "о о о "о "о "о "о о
ООООООООООООООООООООО
ррррррорррр
"to "to "to to "to "to "to "to to "to "to
слслслслслслслслслслсл
ooooooooooo
"to "to "to "to "to "to "to "to "to to NO
слслслслслслслслслслсл
ОООООООООООООООООООООО
tOtOtOtOtOtOtOtOtOtOtOtOtOtOtOtOtO’—‘““>—‘
СЛСЛСЛСЛСЛСЛСЛСЛСПСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛООО
ОООООООООООООООООООООО
Тэ "to "to "to "to "to to to "to "to "to "to "to "to to to "to "to "to N3 "to "to
СЛСЛСЛСЛСЛСПСЛСЛСПСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛСЛ
Марка стали
п Содержание, %
ОО
3
не более Р S Сг | NI
ex
Ct
s
я
M
Таблица 1.4
Alexaнические свойства углеродистых качественных конструкционных
сталей (по ГОСТу 1050—60)
Марка стали Временное сопротивле- ние разрыву <тв кГ/мм2 Предел те- кучести от кГ/мм2 Относитель- ное удли- нение 6 g, % Относи- тельное сужение % Ударная вязкость ан . кГм/см2
не менее
Группа I
08кп 30 18 35 60
08 33 20 33 60 —
Юкп 32 19 33 55 ———
10 34 21 31 55 .
15кп 36 21 29 55 —
15 38 23 27 55 „—,
20кп 39 23 27 55
20 42 25 25 55 ——
25 46 28 23 50 9
30 50 30 21 50 8
35 54 32 20 45 7
40 58 34 19 45 6
45 61 36 16 40 5
50 64 38 14 40 4
55 66 39 13 35 ! — »
60 69 41 12 35 —
65 71 42 10 30 —
70 73 43 9 30
75 НО 90 7 30
80 НО 95 6 30 —
85 115 100 6 30 —
Группа II
15Г 42 25 26 55
20Г 46 28 24 50 —
25Г 50 30 22 50 9
зог 55 32 20 45 8
35Г 57 34 18 45 7
40Г 60 36 17 45 6
45Г 63 38 15 40 5
50Г 66 40 13 40 4
60Г 71 42 11 35
65Г 75 44 9 30
70Г 80 46 8 30 —
10
Для ответственных сварных конструкций применяется только
сталь группы В. Для прочих сварных конструкций используется сталь
группы Б. Сталь группы А для изготовления сварных конструкций не
применяется.
По химическому составу стали группы В должны соответствовать
нормам, указанным для сталей группы Б (табл. 1.1), за исключением
нижнего предела содержания углерода. Верхний предел содержания
марганца допускается на 0,2% выше указанного в табл. 1.1 для всех
марок стали, кроме ВСтЗГпс и ВСтБГпс.
Механические свойства сталей группы В при растяжении и усло-
виях испытаний на изгиб на 180° в холодном состоянии должны соот-
ветствовать нормам, указанным для сталей группы А (табл. I. 2).
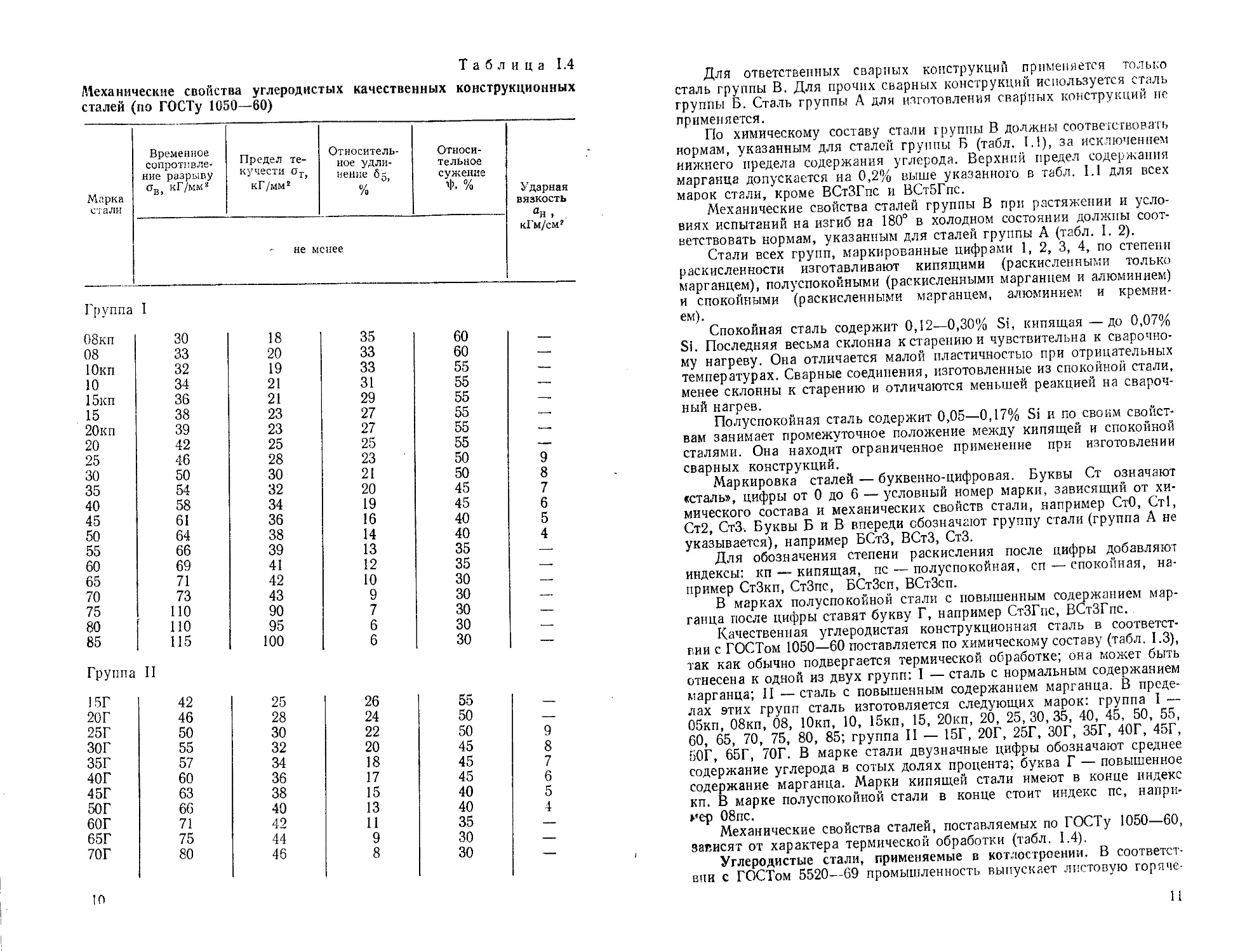
Стали всех групп, маркированные цифрами 1, 2, 3, 4, по степени
раскисленности изготавливают кипящими (раскисленными только
марганцем), полуспокойными (раскисленными марганцем и алюминием)
и спокойными (раскисленными марганцем, алюминием и кремни-
ем).
Спокойная сталь содержит 0,12—0,30% Si, кипящая—до 0,07%
Si. Последняя весьма склонна к старению и чувствительна к сварочно-
му нагреву. Она отличается малой пластичностью при отрицательных
температурах. Сварные соединения, изготовленные из спокойной стали,
менее склонны к старению и отличаются меньшей реакцией на свароч-
ный нагрев.
Полуспокойная сталь содержит 0,05—0,17% Si и по своим свойст-
вам занимает промежуточное положение между кипящей и спокойной
сталями. Она находит ограниченное применение при изготовлении
сварных конструкций.
Маркировка сталей — буквенно-цифровая. Буквы Ст означают
«сталь», цифры от 0 до 6 — условный номер марки, зависящий от хи-
мического состава и механических свойств стали, например СтО, Ст1,
Ст2, СтЗ. Буквы Б и В впереди обозначают группу стали (группа А не
указывается), например БСтЗ, ВСтЗ, СтЗ.
Для обозначения степени раскисления после цифры добавляют
индексы: кп — кипящая, пс — полуспокойная, сп — спокойная, на-
пример СтЗкп, СтЗпс, БСтЗсп, ВСтЗсп.
В марках полуспокойной стали с повышенным содержанием мар-
ганца после цифры ставят букву Г, например СтЗГпс, ВСтЗГпс.
Качественная углеродистая конструкционная сталь в соответст-
вии с ГОСТом 1050—60 поставляется по химическому составу (табл. 1.3),
так как обычно подвергается термической обработке; она может быть
отнесена к одной из двух групп: I — сталь с нормальным содержанием
марганца; II — сталь с повышенным содержанием марганца. В преде-
лах этих групп сталь изготовляется следующих марок: группа I —
05кп, 08кп, 08, Юкп, 10, 15кп, 15, 20кп, 20, 25,30,35, 40, 45, 50, 55,
60, 65, 70, 75, 80, 85; группа II — 15Г, 20Г, 25Г, ЗОГ, 35Г, 40Г, 45Г,
60Г, 65Г, 70Г. В марке стали двузначные цифры обозначают среднее
содержание углерода в сотых долях процента; буква Г — повышенное
содержание марганца. Марки кипящей стали имеют в конце индекс
кп. В марке полуспокойной стали в конце стоит индекс пс, напри-
мер 08пс.
Механические свойства сталей, поставляемых по ГОСТу 1050—60,
зависят от характера термической обработки (табл. 1.4).
Углеродистые стали, применяемые в котлостроении. В соответст-
вии с ГОСТом 5520—69 промышленность выпускает листовую горяче-
11
катаную углеродистую сталь толщиной от 4 до 60 мм, предназначен-
ную для изготовления деталей и частей паровых котлов и сосудов, ра-
ботающих под давлением. Назначение и условия применения стали
регламентируются правилами, устанавливаемыми соответствующими
; -органами технического надзора. Так, детали паровых котлов и других
сосудов, изготовленных из этих сталей, работают под давлением не более
60 атм и температуре не выше 450° С. Поставляется листовая сталь
следующих марок: углеродистая — 12К, 15К, 16К, 18К, 20К; низко-
। легированная — 16ГС, 09Г2С, 10Г2С1.
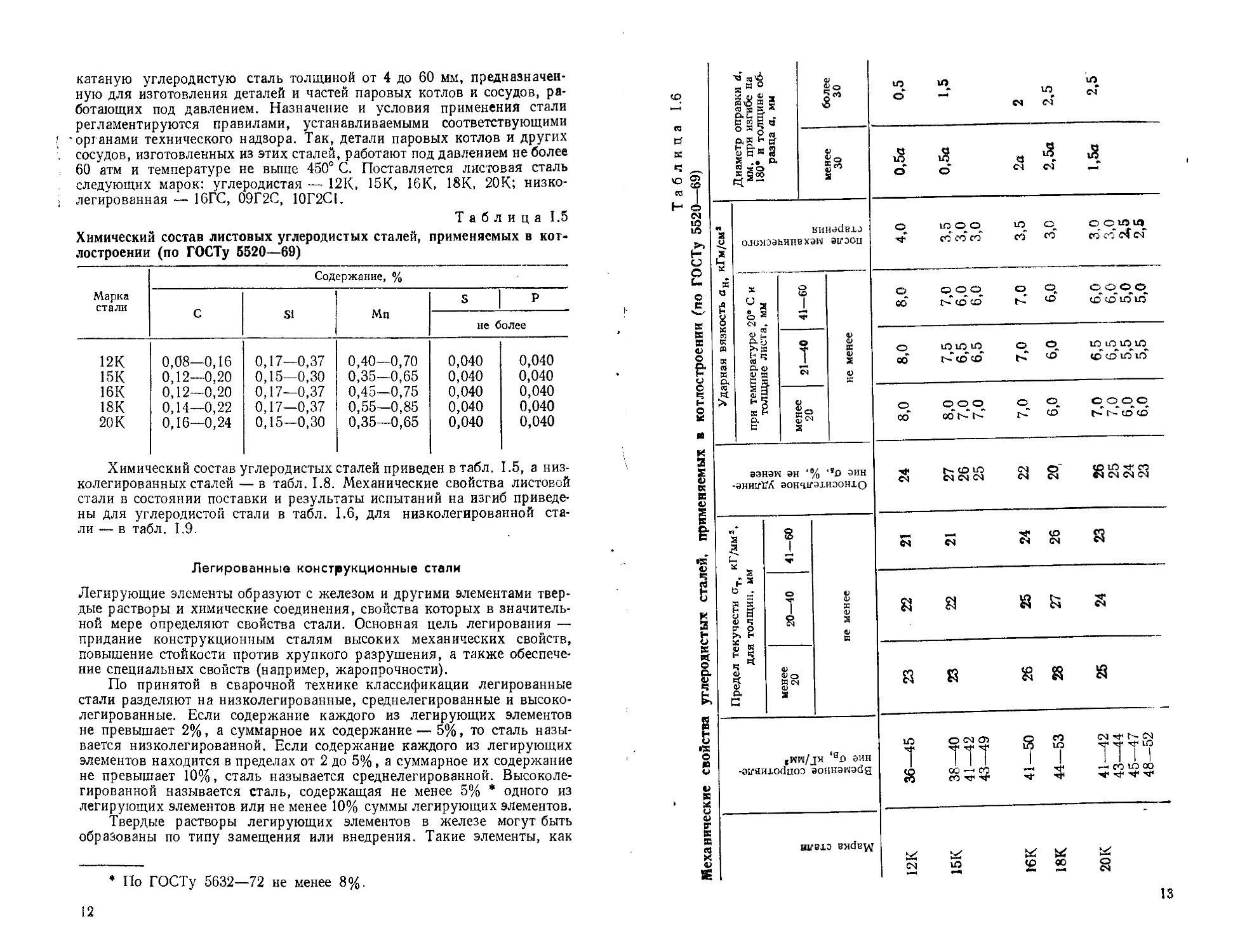
Таблица 1.5
Химический состав листовых углеродистых сталей, применяемых в кот-
лостроении (по ГОСТу 6520—69)
Марка стали Содержание, %
С Si Мп S Р
не б олее
12К 0,08—0,16 0,17—0,37 0,40—0,70 0,040 0,040
15К 0,12—0,20 0,15—0,30 0,35—0,65 0,040 0,040
16К 0,12—0,20 0,17—0,37 0,45—0,75 0,040 0,040
18К 0,14—0,22 0,17—0,37 0,55—0,85 0,040 0,040
20 К 0,16—0,24 0,15—0,30 0,35—0,65 0,040 0,040
Химический состав углеродистых сталей приведен в табл. 1.5, а низ-
колегированных сталей — в табл. 1.8. Механические свойства листовой
стали в состоянии поставки и результаты испытаний на изгиб приведе-
ны для углеродистой стали в табл. 1.6, для низколегированной ста-
ли — в табл. 1.9.
Легированные конструкционные стали
Легирующие элементы образуют с железом и другими элементами твер-
дые растворы и химические соединения, свойства которых в значитель-
ной мере определяют свойства стали. Основная цель легирования —
придание конструкционным сталям высоких механических свойств,
повышение стойкости против хрупкого разрушения, а также обеспече-
ние специальных свойств (например, жаропрочности).
По принятой в сварочной технике классификации легированные
стали разделяют на низколегированные, среднелегированные и высоко-
легированные. Если содержание каждого из легирующих элементов
не превышает 2%, а суммарное их содержание — 5%, то сталь назы-
вается низколегированной. Если содержание каждого из легирующих
элементов находится в пределах от 2 до 5%, а суммарное их содержание
не превышает 10%, сталь называется среднелегированной. Высоколе-
гированной называется сталь, содержащая не менее 5% * одного из
легирующих элементов или не менее 10% суммы легирующих элементов.
Твердые растворы легирующих элементов в железе могут быть
образованы по типу замещения или внедрения. Такие элементы, как
* По ГОСТу 5632—72 не менее 8%.
12
Механические свойства углеродистых сталей, применяемых в котлостроении (по ГОСТу 5520—69)
ср
и
И
к
Диаметр оправки d, мм, при изгибе на ине об- мм более 30 0,5 мэ м сч 2,5 2,5
180* и толщ разца а,
i менее । зо ; 0,5а 18 о е СЧ 5 сГ
кГм/см1 BMHodBij охомэаьинвхэи экэоц 4,0 ю о о СО* со со 3,5 3,0 о о ю и» СО СО* сС сч*
вязкость аНу 20* С и S 3 S 1 i 41—60 8,0 О QO_ Г-* СО* СО* 7,0 i 1 ! 0*9 °. °. °.® СО* СО* Ю* Ю*
<и н >>s гнее о Ю Ю lO о о тютю
к СО S а се а к ф & S не м< СО* Г~Г со со ь* СО* с5 <£> LO 16
St >» Е ф 3 ф ф О о ООО о о_ о о о о
а к с ф 2 сч 00* 00 Г--‘ Г~- t4* со* N-' СО СО
ээиэк -amirVA эн ‘% *’о эин ЭОНЧ1ГЭ1ИЭОН10 Th СЧ со ю сч см сч (N СЧ 20, 1 СО Ю тГ СО сч сч см сч
« S Л 8 1 СЧ сч со сч й
* толщин, мм *
to я ь О ф В* 20—40 не менее Я а й
Предел те1 для менее 20 й й й й
,ww/jm ,0о эин avaHxodnoo эоннэиэйд Ш 7 % 38—40 1 41—42 43—49 41—50 44—53 сч Th t" сч тг Th тг ю IT 1 1 — co ю oo Tf Th Th тг
ШГВ1Э вябвэд 12К 15К 16К 18К 20K
13
водород, углерод, азот и бор, растворяются в железе и его сплавах по
типу внедрения. При этом растворенные элементы располагаются между
узлами решетки растворителя. Все прочие элементы растворяются в же-
лезе и его сплавах по типу замещения. В этом случае атомы легирую-
щего элемента располагаются в узлах решеток, заменяя собой атомы
растворителя.
Влияние легирующих элементов на свойства сталей. Легирующие
элементы существенно влияют на степень совершенства кристалли-
ческой решетки. Искажение решетки тем больше, чем больше рознятся
диаметры атомов растворяющего и растворяющегося элементов. В ре-
зультате легирования происходит упрочение стали, увеличение ее
твердости, изменение ряда физико-химических свойств. Многочисленны-
ми исследованиями, проведенными за два последних десятилетия, было
установлено, что упрочение а- и у-растворов происходит при легирова-
нии не только за счет изменения параметра кристаллической решетки,
но и вследствие различия валентностей растворителя и растворяемого
элемента. Однако количественная оценка этого фактора весьма затруд-
нена, так как не установлена валентность некоторых элементов.
Углерод повышает прочность, снижает пластичность и вяз-
кость легированной стали; он также повышает чувствительность к пере-
греву и закаливаемости стали и поэтому оказывает отрицательное
влияние на ее свариваемость. Увеличение содержания углерода в стали
при обычных условиях сварки способствует образованию трещин в
околошовной зоне и шве. В современных низколегированных сталях
содержание углерода находится в пределах 0,18—0,25%. В сталях,
к свариваемости которых предъявляют повышенные требования, содер-
жание углерода не должно превышать 0,12—0,14%. Низко- и средне-
легированные конструкционные стали повышенной прочности, содер-
жащие до 0,45% углерода, сваривают с предварительным подогревом,
подвергая сварные соединения последующей термической обработке.
Влияние углерода усиливается при повышенном содержании в стали
марганца, хрома и ряда других элементов.
Марганец — наиболее распространенный элемент в легиро-
ванных сталях. Он повышает прочность стали и мало влияет на ее пла-
стичность. При содержании углерода до 0,20% марганец в количестве
до 1,2% повышает ударную вязкость низколегированной стали. Повы-
шение содержания марганца до 1,8% рационально с точки зрения улуч-
шения свойств стали при условии ограничения в ней содержания угле-
рода 0,14%. Если в стали содержится более 2% марганца, наблюдается
ухудшение ее свойств.
Кремний значительно повышает предел прочности стали и в
несколько меньшей степени увеличивает ее предел текучести. Влияние
кремния на хладноломкость стали неоднозначно. Так, введение 0,15—
0,35% кремния в кипящую сталь приводит к снижению ее порога хлад-
ноломкости на 20—25° (в отсутствие алюминия) и на 40° (при совместном
раскислении кремнием и алюминием [13]). С увеличением содержания
Кремния ухудшается свариваемость стали.
Хром усиливает восприимчивость стали к закалке, особенно
при увеличении содержания углерода и других легирующих элементов.
Он несколько снижает склонность легированной стали к старению и
в небольших количествах способствует некоторому повышению удар-
ной вязкости при комнатной и повышенной температурах [46, 63].
Кроме того, хром, нейтрализуя отрицательное влияние фосфора на
ударную вязкость стали, уменьшает ее хладноломкость. При низком
14
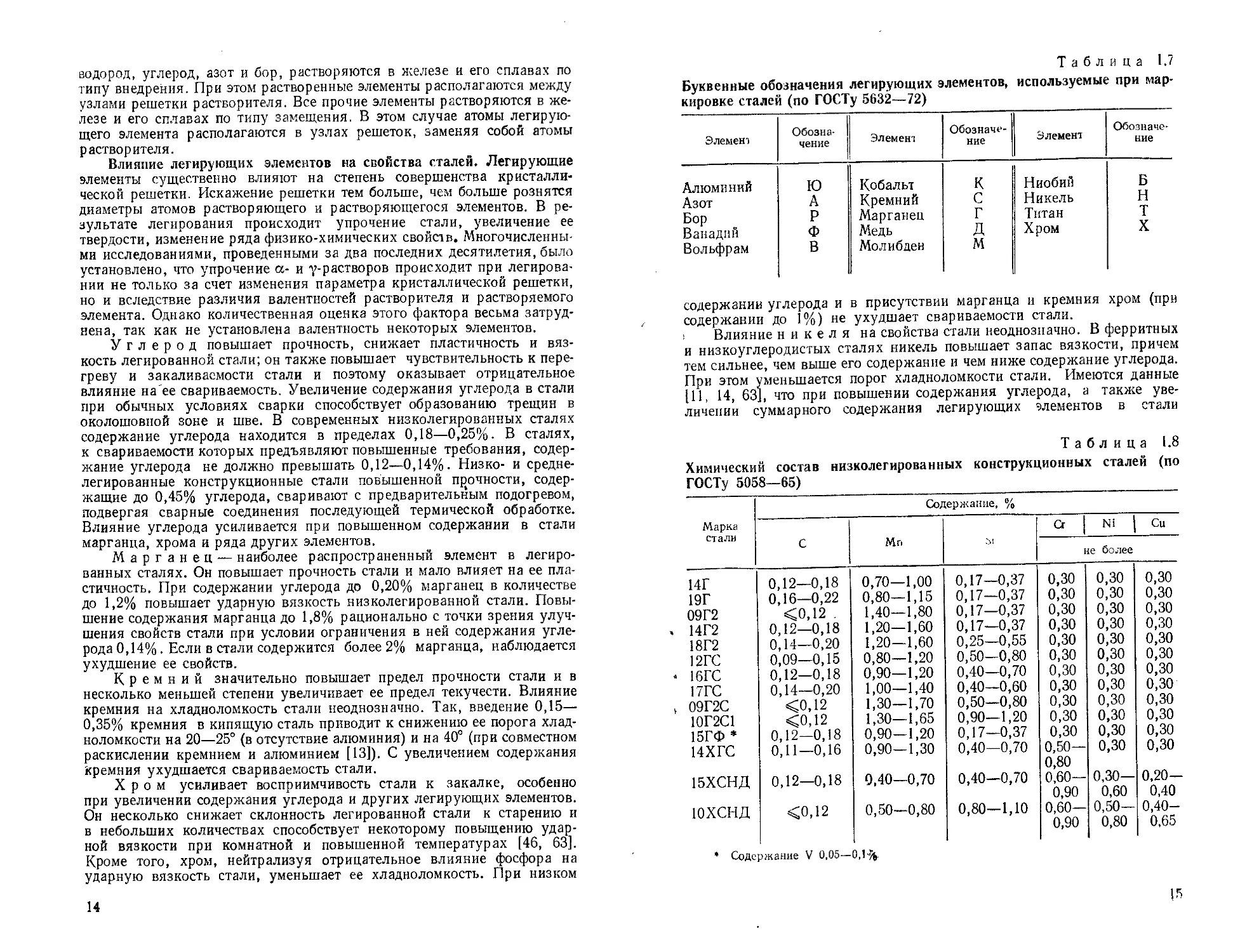
Таблица 1.7
Буквенные обозначения легирующих элементов, используемые при мар-
кировке сталей (по ГОСТу 5632—72)
Элемент Обозна- чение Элемент Обозначе- ние Элемент Обозначе- ние
Алюминий ю Кобальт К Ниобий Б
Азот А Кремний с Никель Н
Бор Р Марганец г Титан Т
Ванадий Ф Медь д Хром X
Вольфрам В Молибден м
содержании углерода и в присутствии марганца и кремния хром (при
содержании до 1%) не ухудшает свариваемости стали.
, Влияние никеля на свойства стали неоднозначно. В ферритных
и низкоуглеродистых сталях никель повышает запас вязкости, причем
тем сильнее, чем выше его содержание и чем ниже содержание углерода.
При этом уменьшается порог хладноломкости стали. Имеются данные
[11, 14, 63], что при повышении содержания углерода, а также уве-
личении суммарного содержания легирующих элементов в стали
Таблица 1.8
Химический состав низколегированных конструкционных сталей (по
ГОСТу 5058—65)
Содержание, %
Марка стали Мп Сг Ni । Си
С м не более
14Г 0,12—0,18 0,70—1,00 0,17—0,37 0,30 0,30 0,30
19Г 0,16—0,22 0,80—1,15 0,17—0,37 0,30 0,30 0,30
09Г2 <0,12 . 1,40—1,80 0,17—0,37 0,30 0,30 0,30
14Г2 0,12—0,18 1,20—1,60 0,17—0,37 0,30 0,30 0,30
18Г2 0,14—0,20 1,20—1,60 0,25—0,55 0,30 0,30 0,30
12ГС 0,09—0,15 0,80—1,20 0,50—0,80 0,30 0,30 0,30
16ГС 0,12—0,18 0,90—1,20 0,40—0,70 0,30 0,30 0,30
17ГС 0,14—0,20 1,00—1,40 0,40—0,60 0,30 0,30 0,30
09Г2С <0,12 1,30—1,70 0,50—0,80 0,30 0,30 0,30
10Г2С1 <0,12 1,30—1,65 0,90—1,20 0,30 0,30 0,30
15ГФ * 0,12—0,18 0,90—1,20 0,17—0,37 0,30 0,30 0,30
14ХГС 0,11—0,16 0,90—1,30 0,40—0,70 ОДО- ОДО 0,30 0,30
15ХСНД 0,12—0,18 0,40—0,70 0,40—0,70 0,60— 0,30— 0,20—
0,90 0,60 0,40
10ХСНД <0,12 0,50—0,80 0,80—1,10 0,60— 0,50— 0,40-
0,90 0,80 0,65
* Содержание V 0,05—0,1%.
15
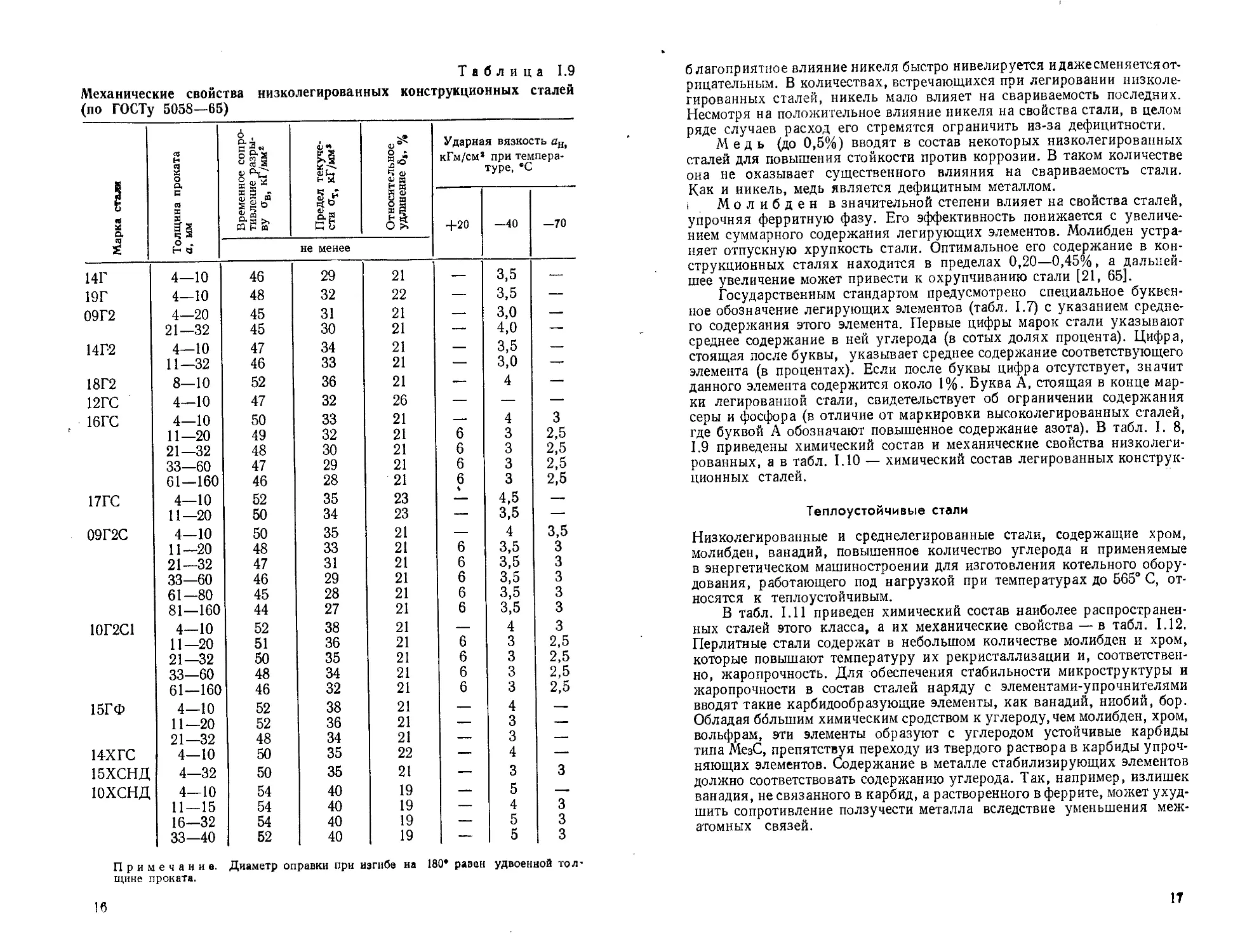
Та блица 1.9
Механические свойства низколегированных конструкционных сталей
(по ГОСТу 5058—65)
6 , р. 4 к i * Ударная вязкость а„
н о я» и « S О * 5'-о кГм/см • при темпера-
я о л енное ;ние р< в, кГ/ ф туре, %
Q 5 + 8 й
я X а Я S S Н 3 s s е> Р* к >, fflhS « о а» г" <51 +20 —40 -70
О . не менее
14Г 4—10 46 29 21 — 3,5 —
19Г 4—10 48 32 22 •• 3,5 —
09Г2 4—20 45 31 21 — 3,0
21—32 45 30 21 4,0 —
14F2 4—10 47 34 21 — 3,5
11—32 46 33 21 — 3,0 ——
18Г2 8—10 52 36 21 — 4 —
12ГС 4—10 47 32 26 — — —
16ГС 4—10 50 33 21 4 3
11—20 49 32 21 6 3 2,5
21—32 48 30 21 6 3 2,5
33—60 47 29 21 6 3 2,5
61—160 46 28 21 6 3 2,5
17ГС 4—10 52 35 23 — 4,5 —
11—20 50 34 23 — 3,5 —•
09Г2С 4—10 50 35 21 — 4 3,5
11—20 48 33 21 6 3,5 3
21—32 47 31 21 6 3,5 3
33—60 46 29 21 6 3,5 3
61—80 45 28 21 6 3,5 3
81—160 44 27 21 6 3,5 3
1ОГ2С1 4—10 52 38 21 — 4 3
11—20 51 36 21 6 3 2,5
21—32 50 35 21 6 3 2,5
33—60 48 34 21 6 3 2,5
61—160 46 32 21 6 3 2,5
15ГФ 4—10 52 38 21 — 4
11—20 52 36 21 — 3 —.
21—32 48 34 21 3 ——
14ХГС 4—10 50 35 22 4 —
15ХСНД 4—32 50 35 21 — 3 3
ЮХСНД 4—10 54 40 19 — 5 —
11—15 54 40 19 —I— 4 3
16—32 54 40 19 —- 5 3
33—40 52 40 19 —— 5 3
Прим е ч а н и е. Диаметр оправки при изгибе на 180* равен удвоенной тол-
щине проката.
16
благоприятное влияние никеля быстро нивелируется идажесменяетсяот-
рицательным. В количествах, встречающихся при легировании низколе-
гированных сталей, никель мало влияет на свариваемость последних.
Несмотря на положительное влияние никеля на свойства стали, в целом
ряде случаев расход его стремятся ограничить из-за дефицитности.
Медь (до 0,5%) вводят в состав некоторых низколегированных
сталей для повышения стойкости против коррозии. В таком количестве
она не оказывает существенного влияния на свариваемость стали.
Как и никель, медь является дефицитным металлом.
» Молибден в значительной степени влияет на свойства сталей,
упрочняя ферритную фазу. Его эффективность понижается с увеличе-
нием суммарного содержания легирующих элементов. Молибден устра-
няет отпускную хрупкость стали. Оптимальное его содержание в кон-
струкционных сталях находится в пределах 0,20—0,45%, а дальней-
шее увеличение может привести к охрупчиванию стали [21, 65].
Государственным стандартом предусмотрено специальное буквен-
ное обозначение легирующих элементов (табл. 1.7) с указанием средне-
го содержания этого элемента. Первые цифры марок стали указывают
среднее содержание в ней углерода (в сотых долях процента). Цифра,
стоящая после буквы, указывает среднее содержание соответствующего
элемента (в процентах). Если после буквы цифра отсутствует, значит
данного элемента содержится около 1%. Буква А, стоящая в конце мар-
ки легированной стали, свидетельствует об ограничении содержания
серы и фосфора (в отличие от маркировки высоколегированных сталей,
где буквой А обозначают повышенное содержание азота). В табл. I. 8,
1.9 приведены химический состав и механические свойства низколеги-
рованных, а в табл. 1.10 — химический состав легированных конструк-
ционных сталей.
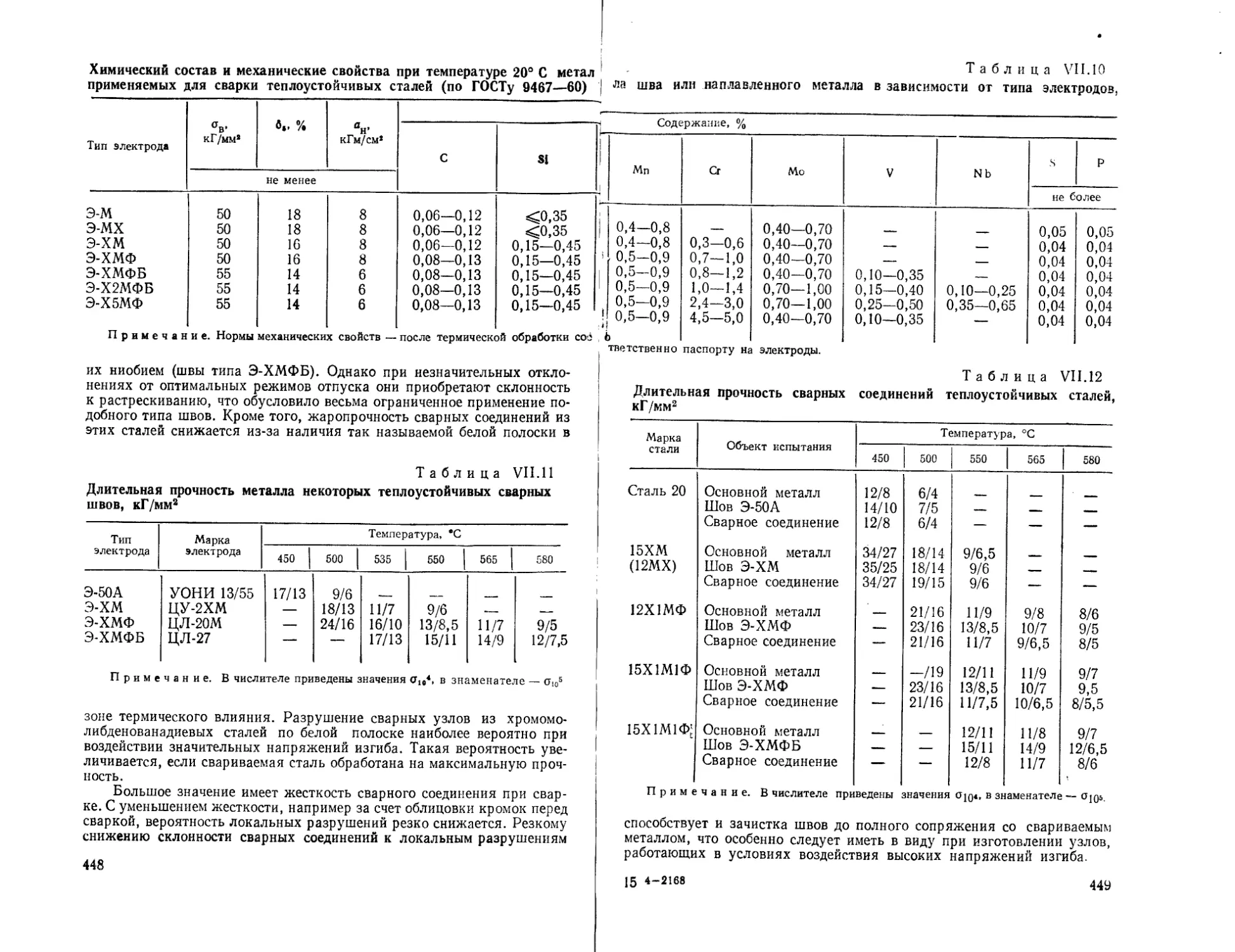
Теплоустойчивые стали
Низколегированные и среднелегированные стали, содержащие хром,
молибден, ванадий, повышенное количество углерода и применяемые
в энергетическом машиностроении для изготовления котельного обору-
дования, работающего под нагрузкой при температурах до 565° С, от-
носятся к теплоустойчивым.
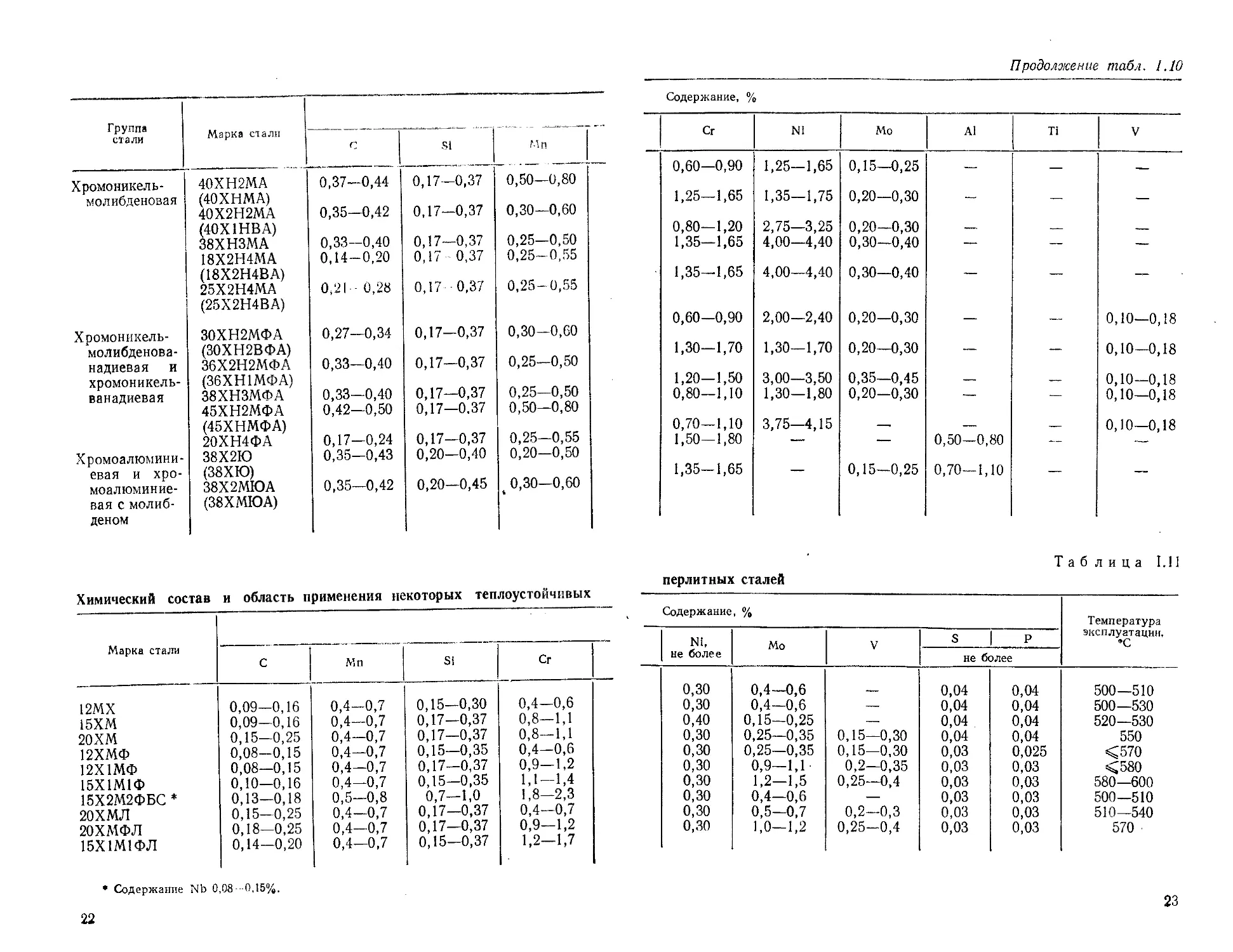
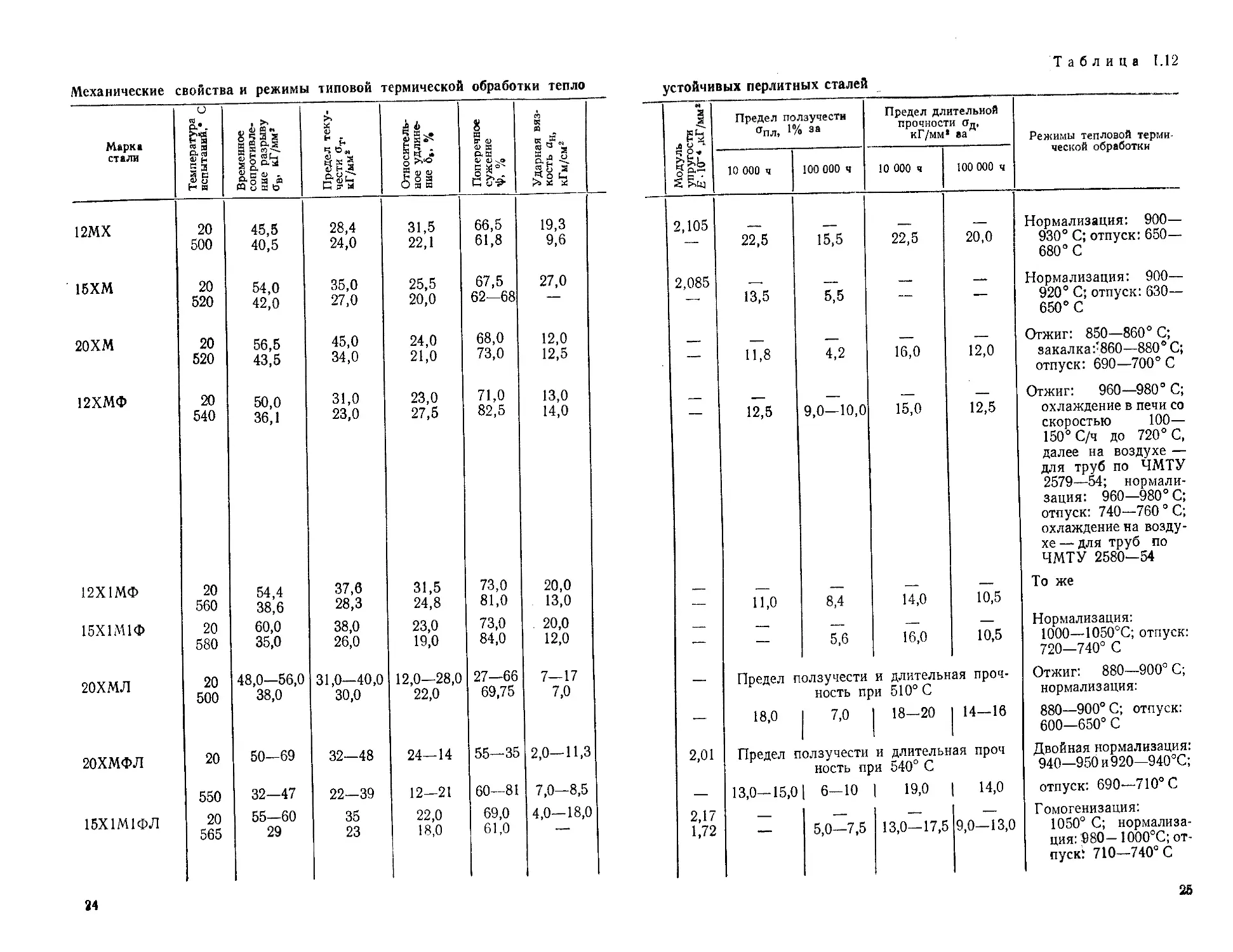
В табл. 1.11 приведен химический состав наиболее распространен-
ных сталей этого класса, а их механические свойства —в табл. 1.12.
Перлитные стали содержат в небольшом количестве молибден и хром,
которые повышают температуру их рекристаллизации и, соответствен-
но, жаропрочность. Для обеспечения стабильности микроструктуры и
жаропрочности в состав сталей наряду с элементами-упрочнителями
вводят такие карбидообразующие элементы, как ванадий, ниобий, бор.
Обладая ббльшим химическим сродством к углероду,чем молибден, хром,
вольфрам, эти элементы образуют с углеродом устойчивые карбиды
типа МезС, препятствуя переходу из твердого раствора в карбиды упроч-
няющих элементов. Содержание в металле стабилизирующих элементов
должно соответствовать содержанию углерода. Так, например, излишек
ванадия, не связанного в карбид, а растворенного в феррите, может ухуд-
шить сопротивление ползучести металла вследствие уменьшения меж-
атомных связей.
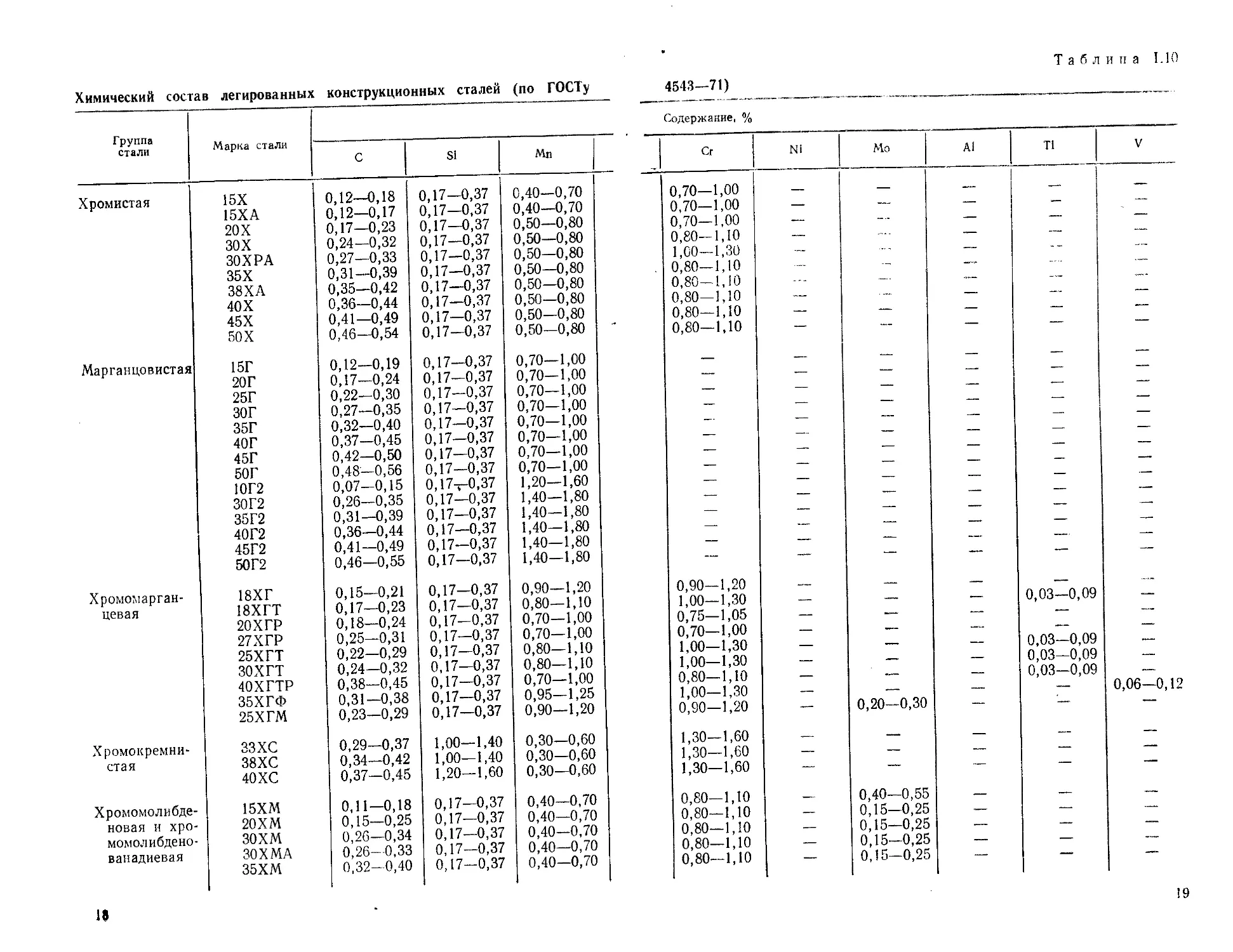
17
Химический состав легированных конструкционных сталей (по ГОСТу
Группа стали Марка стали
С Si Мп
Хромистая 15Х 0,12—0,18 0,17—0,37 0,40—0,70
15ХА 0,12—0,17 0,17—0,37 0,40—0,70
20Х 0,17—0,23 0,17—0,37 0,50—0,80
ЗОХ 0,24—0,32 0,17—0,37 0,50—0,80
ЗОХРА 0,27—0,33 0,17—0,37 0,50—0,80
35Х 0,31—0,39 0,17—0,37 0,50—0,80
38ХА 0,35—0,42 0,17—0,37 0,50—0,80
40Х 0,36—0,44 0,17—0,37 0,50—0,80
45Х 0,41—0,49 0,17—0,37 0,50—0,80
50 X 0,46—0,54 0,17—0,37 0,50—0,80
Марганцовистая 15Г 0,12—0,19 0,17—0,37 0,70—1,00
20Г 0,17—0,24 0,17—0,37 0,70—1,00
25Г 0,22—0,30 0,17—0,37 0,70—1,00
ЗОГ 0,27—0,35 0,17—0,37 0,70—1,00
35Г 0,32—0,40 0,17—0,37 0,70—1,00
40Г 0,37—0,45 0,17—0,37 0,70—1,00
45Г 0,42—0,50 0,17—0,37 0,70—1,00
50Г 0,48—0,56 0,17—0,37 0,70—1,00
10Г2 0,07-0,15 0,17-5-0,37 1,20—1,60
30Г2 0,26—0,35 0,17—0,37 1,40—1,80
35Г2 0,31—0,39 0,17—0,37 1,40—1,80
40Г2 0,36—0,44 0,17—0,37 1,40—1,80
45Г2 0,41—0,49 0,17—0,37 1,40—1,80
50Г2 0,46—0,55 0,17—0,37 1,40—1,80
Хромомарган- 18ХГ 0,15—0,21 0,17—0,37 0,90—1,20
цевая 18ХГТ 0,17—0,23 0,17—0,37 0,80—1,10
20ХГР 0,18—0,24 0,17—0,37 0,70—1,00
27ХГР 0,25—0,31 0,17—0,37 0,70—1,00
25ХГТ 0,22—0,29 0,17—0,37 0,80—1,10
ЗОХ ГТ 0,24—0,32 0,17—0,37 0,80—1,10
40ХГТР 0,38—0,45 0,17—0,37 0,70—1,00
35ХГФ 0,31—0,38 0,17—0,37 0,95—1,25
25ХГМ 0,23—0,29 0,17—0,37 0,90—1,20
Хромокремни- 33 хс 0,29—0,37 1,00—1,40 0,30—0,60
стая 38ХС 0,34—0,42 1,00—1,40 0,30—0,60
40 ХС 0,37—0,45 1,20—1,60 0,30—0,60
Хромомолибде- 15ХМ 0,11—0,18 0,17—0,37 0,40—0,70
новая и хро- 20 ХМ 0,15—0,25 0,17—0,37 0,40—0,70
момолибдено- 30 ХМ 0,26—0,34 0,17—0,37 0,40—0,70
ванадиевая ЗОХ МА 0,26-0,33 0,17—0,37 0,40—0,70
35ХМ 0,32—0,40 0,17—0,37 0,40—0,70
18
Таблица 1.10
4543—71)
Содержание, %
Сг Ni Мо А1 Т1 V
0,70—1,00 — .
0,70—1,00 — — Ill 1 — — —-
0,70—1,00 — — —-
0,80-1,10 —
1,00—1,30
0,80—1,10 •— —
0,80-1,10 — — —
0,80—1,10 - — —- -- —
0,80—1,10 — — —
0,80—1,10 — — — — ——‘
— —— — — — —
— — - — —
— — — — — —
— — —
— — — — — —
— — — ' 1 — —
— — — — — —
— — — — — —
— — — — —
— — — — —— —
— — — “ 1 — —.
— • — —— -— —
— —- — ——
“— — — — •*— —.
0,90—1,20 —
1,00—1,30 ~— — —— 0,03—0,09 — II—»
0,75—1,05 — » —' — -— —-
0,70—1,00 'II ' — — — —
1,00—1,30 —— 1'11 — 0,03—0,09
1,00—1,30 *1 I— 0,03—0,09 —
0,80—1,10 — —™ — 0,03—0,09 ——-
1,00—1,30 — — — 0,06—0,12
0,90—1,20 0,20—0,30 — —» —
1,30—1,60 — —— .
1,30—1,60 — 'I — ——
1,30—1,60 — — — ——
0,80—1,10 _— 0,40—0,55 • —...
0,80—1,10 — 0,15—0,25 — —
0,80—1,10 1— 0,15—0,25 — — —
0,80—1,10 — 0,15—0,25 — — —
0,80—1,10 — 0,15—0,25 — —
19
Группа стали Марка стали
с Si Мп
Хромомолибде- 38ХМ 0,35—0,42 0,17—0,37 0,35—0,65
новая и хро- ЗОХЗМФ 0,27—0,34 0,17—0,37 0,30—0,60
момолибдено- 40ХМФА 0,37—0,44 0,17—0,37 0,40—0,70
ванадиевая
Хромованадие- 16ХФ 0,12—0,18 0,17—0,37 0,40—0.70
вая 40ХФА 0,37—0,44 0,17—0,37 0,50-0,80
Никельмолиб- 15Н2М (15НМ) 0,10—0,18 0,17—0,37 0,40—0,70
деновая 20Н2М (20НМ) 0,17—0,25 0,17—0,37 0,40—0,70
Хромоникеле- 20ХН 0,17—0,23 0,17—0,37 0,40—0,70
вая и хромо- 40ХН 0,36—0,44 0,17—0,37 0,50—0,80
никелевая 45ХН 0,41—0,49 0,17—0,37 0,50—0,80
с бором 50ХН 0,46—0,54 0,17—0,37 0,50—0,80
20ХНР 0,16—0,23 0,17—0,37 0,60—0,90
12ХН2 0,09—0,16 0,17—0,37 0,30—0,60
12ХНЗА 0,09—0,16 0,17—0,37 0,30—0,60
20ХНЗА 0,17—0,24 0,17—0,37 0,30—0,60
ЗОХНЗА 0,27—0,33 0,17—0,37 0,30—0,60
12Х2Н4А 0,09—0,15 0,17—0,37 V 0,30—0,60
20Х2Н4А 0,16—0,22 0,17—0,37 0,30—0,60
Хромокремне- 20ХГСА 0,17—0,23 0,90—1,20 0,80—1,10
марганцевая 25ХГСА 0,22—0,28 0,90—1,20 0,80—1,10
и хромокрем- ЗОХГС 0,28—0,35 0,90—1,20 0,80—1,10
немарганце- ЗОХГСА 0,28—0,34 0,90—1,20 0,80—1,10
воникелевая 35ХГСА 0,32—0,39 1,10—1,40 0,80—1,10
30ХГСН2А 0,27—0,34 0,90—1,20 1,00—1,30
(ЗОХГСНА)
Хромомарган- 15ХГН2ТА 0,13—0,18 0,17—0,37 0,70—1,00
цевоникеле- (15ХГНТА)
вая и хромо- 20ХГНР 0,16—0,23 0,17—0,37 0,70-1,00
марганцево- 20ХГНТР 0,18—0,24 0,17—0,37 0,80—1,10
никелевая с 38ХГН 0,35—0,43 0,17—0,37 0,80—1,10
титаном и бо-
ром
Хромоникель- 14Х2НЗМА 0,12—0,17 0,17—0,37 0,30—0,60
молибденовая 20ХН2М 0,15—0,22 0,17—0,37 0.40—0,70
(20ХНМ)
30ХН2МА 0,27—0,34 0,17—0,37 0,30—0,60
(30ХНМА)
38Х2Н2МА 0,33—0,40 0,17—0,37 0,25—0,50
(38ХНМА)
20
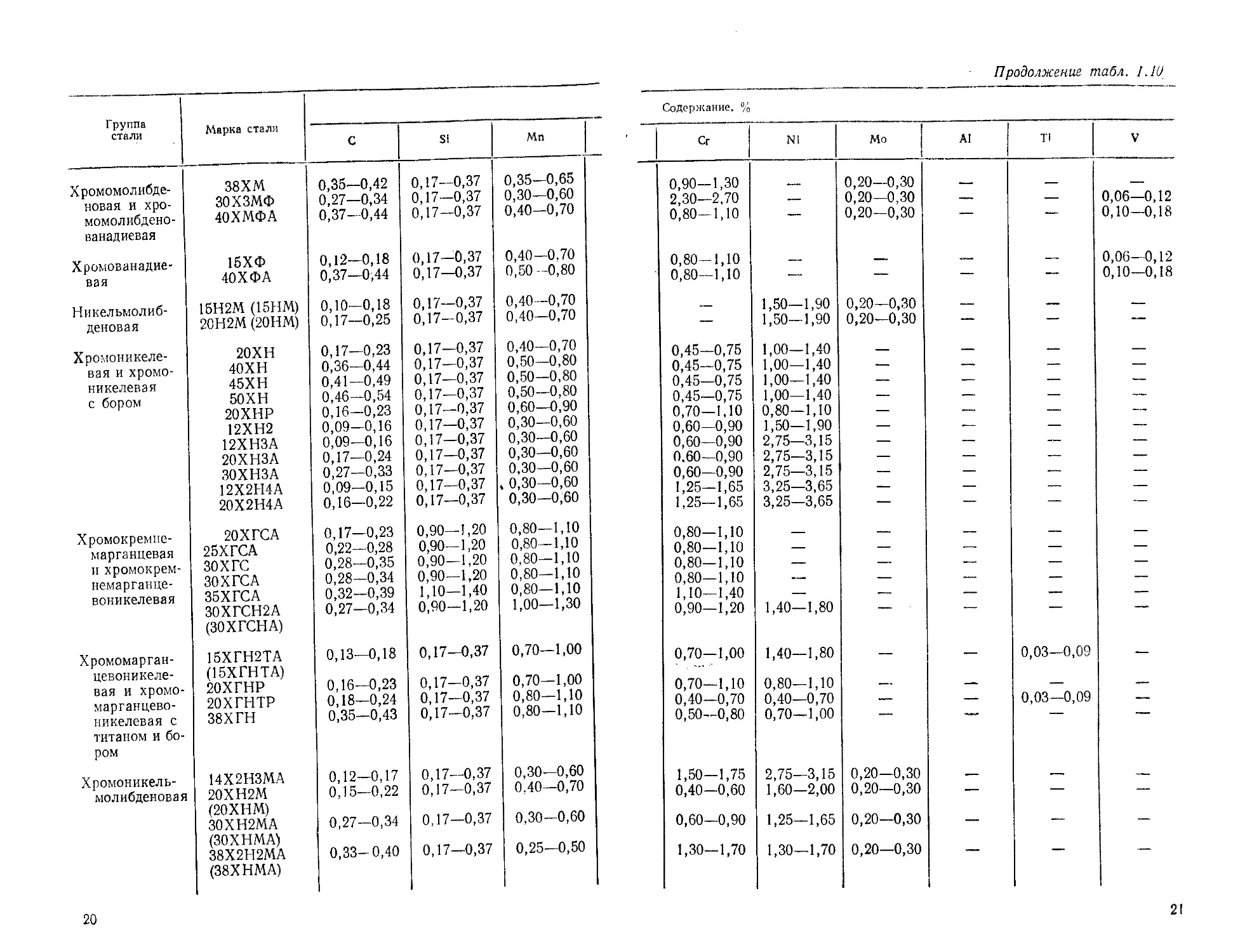
Продолжение табл. 1.1(1
Содержание. %
Сг N! Мо AI TI V
0,90—1,30 ж 0,20—0,30
2,30—2,70 — 0,20—0,30 1 1 " 1 - 0,06—0,12
0,80—1,10 —— 0,20—0,30 — — 0,10—0,18
0,80-1,10 — 0,06—0,12
0,80—1,10 — ;— 0,10—0,18
-— 1,50—1,90 0,20—0,30 ж— жж
— 1,50—1,90 0,20—0,30 —• —
0,45—0,75 1,00—1,40 —
0,45—0,75 1,00—1,40 —-ж — 1.
0,45—0,75 1,00—1,40 — -—
0,45—0,75 1,00—1,40 — — — —ж.
0,70—1,10 0,80—1,10 —ж —
0,60—0,90 1,50—1,90 — ж. — — —
0,60—0,90 2,75—3,15 — — _—
0.60—0,90 2,75—3,15 — — — Ж—
0,60—0,90 2,75—3,15 — 1Ж — — —
1,25—1,65 3,25—3,65 — — —
1,25—1,65 3,25-3,65 — — —
0,80—1,10 —". .
0,80—1,10 — — —
0,80—1,10 ™ ' 1 «—ж Ж— 1 1
0,80—1,10 — — I. жи
1,10—1,40 Ж—. 1» ".
0,90—1,20 1,40—1,80 — —- ——
0,70—1,00 1,40—1,80 — — 0,03—0,09 —
0,70—1,10 0,80—1,10 — .жж.
0,40—0,70 0,40—0,70 — ж— 0,03—0,09 "1 III
0,50—0,80 0,70—1,00 — —
1,50—1,75 2,75—3,15 0,20—0,30
0,40—0,60 1,60—2,00 0,20—0,30 — — —
0,60—0,90 1,25—1,65 0,20—0,30 — — —
1,30—1,70 1,30—1,70 0,20—0,30 — —
21
Группа стали Марка стали Мп
С Si
Хромоникель- молибденовая 40ХН2МА (40ХНМА) 0,37—0,44 0,17—0,37 0,50—0,80
40Х2Н2МА (40X1 НВ А) 0,35—0,42 0,17—0,37 0,30—0,60
38XH3MA 0,33—0,40 0,17—0,37 0,25—0,50
18Х2Н4МА (18Х2Н4ВА) 0,14-0,20 0,17 0,37 0,25-0,55
25Х2Н4МА (25Х2Н4ВА) 0,21 - 0,28 0,17 -0,37 0,25-0,55
Хромоникель- молибденова- 30ХН2МФА (30ХН2ВФА) 0,27—0,34 0,17—0,37 0,30-0,60
надиевая и хромоникель- 36Х2Н2МФА (36ХН1МФА) 0,33—0,40 0,17—0,37 0,25—0,50
ванадиевая 38ХНЗМФА 0,33—0,40 0,17—0,37 0,25—0,50
45ХН2МФА (45ХНМФА) 0,42—0,50 0,17—0,37 0,50—0,80
20ХН4ФА 0,17—0,24 0,17—0,37 0,25—0,55
Хромоалюмини- евая и хро- 38Х2Ю (38ХЮ) 0,35—0,43 0,20—0,40 0,20—0,50
моалюминие- вая с молиб- деном 38Х2МЮА (38ХМЮА) 0,35—0,42 0,20—0,45 4 0,30—0,60
Химический состав и область применения некоторых теплоустойчивых
Марка стали
с Мп Si с,
12МХ 0,09—0,16 0,4-0,7 0,15—0,30 0,4—0,6
15ХМ 0,09—0,16 0,4—0,7 0,17—0,37 0,8—1,1
20ХМ 0,15—0,25 0,4—0,7 0,17—0,37 0,8—1,1
12ХМФ 0,08—0,15 0,4—0,7 0,15—0,35 0,4—0,6
12Х1МФ 0,08—0,15 0,4—0,7 0,17—0,37 0,9—1,2
15Х1М1Ф 0,10—0,16 0,4—0,7 0,15—0,35 1,1—1,4
15Х2М2ФБС * 0,13—0,18 0,5—0,8 0,7—1,0 1,8—2,3
20ХМЛ 0,15—0,25 0,4—0,7 0,17—0,37 0,4—0,7
20ХМФЛ 0,18—0,25 0,4—0,7 0,17—0,37 0,9—1,2
15Х1М1ФЛ 0,14—0,20 0,4—0,7 0,15—0,37 1,2—1,7
• Содержание Nb 0,08 0,15%.
22
Продолжение табл. 1.10
Содержание, %
Сг Ni Мо А1 Ti V
0,60—0,90 1,25—1,65 0,15—0,25 — — —
1,25—1,65 1,35—1,75 0,20—0,30 — — —
0,80—1,20 1,35—1,65 2,75—3,25 4,00—4,40 0,20—0,30 0,30—0,40 — —— —
1,35—1,65 4,00—4,40 0,30—0,40 ——* — —
0,60—0,90 2,00—2,40 0,20—0,30 — — 0,10—0,18
1,30—1,70 1,30—1,70 0,20—0,30 — — 0,10—0,18
1,20—1,50 0,80—1,10 3,00—3,50 1,30—1,80 0,35—0,45 0,20—0,30 — — 0,10—0,18 0,10—0,18
0,70—1,10 1,50—1,80 3,75—4,15 — 0,50—0,80 — 0,10—0,18
1,35—1,65 — 0,15—0,25 0,70—1,10 —- ——
перлитных сталей
Таблица 1.11
Содержание, % Температура
Ni, с эксплуатации,
Мо V о р •С
не более не более
0,30 0,4—0,6 0,04 0,04 500—510
0,30 0,4—0,6 0,04 0,04 500—530
0,40 0,15—0,25 — 0,04 0,04 520—530
0,30 0,25—0,35 0,15—0,30 0,04 0,04 550
0,30 0,25—0,35 0,15—0,30 0,03 0,025 <570
0,30 0,9—1,1 0,2—0,35 0,03 0,03 <580
0,30 1,2—1,5 0,25—0,4 0,03 0,03 580—600
0,30 0,4—0,6 — 0,03 0,03 500—510
0,30 0,5—0,7 0,2—0,3 0,03 0,03 510—540
0,30 1,0—1,2 0,25—0,4 0,03 0,03 570
23
Механические свойства и режимы типовой термической обработки тепло
Марка стали Температура испытаний,* С Временное сопротивле- ние разрыву ав, кГ/мм* Предел теку- чести от, кГ/мм2 Относитель- ное удлине- ние б», % Поперечное сужение ф, % Ударная вяз- кость ан, кГм/см2
12МХ 20 45,5 28,4 31,5 66,5 19,3
500 40,5 24,0 22,1 61,8 9,6
15ХМ 20 54,0 35,0 25,5 67,5 27,0
520 42,0 27,0 20,0 62—68 —.
20ХМ 20 56,5 45,0 24,0 68,0 12,0
520 43,5 34,0 21,0 73,0 12,5
12ХМФ 20 50,0 31,0 23,0 71,0 13,0
540 36,1 23,0 27,5 82,5 14,0
12Х1МФ 20 54,4 37,6 31,5 73,0 20,0
560 38,6 28,3 24,8 81,0 13,0
15Х1М1Ф 20 60,0 38,0 23,0 73,0 20,0
580 35,0 26,0 19,0 84,0 12,0
20ХМЛ 20 48,0—56,0 31,0—40,0 12,0—28,0 27—66 7—17
500 38,0 30,0 22,0 69,75 7,0
20ХМФЛ 20 50-69 32—48 24—14 55—35 2,0—11,3
550 32—47 22—39 12—21 60—81 7,0—8,5
15Х1М1ФЛ 20 55—60 35 22,0 69,0 4,0—18,0
565 29 23 18,0 61,0
24
Таблица 1.12
устойчивых перлитных сталей
Модуль упругости Е-10"4 ,кГ/мм* Предел ползучести спл, 1% за Предел длительной прочности стд, кГ/мм* аа Режимы тепловой терми- ческой обработки
10 000 ч 100 000 ч 10 000 ч 100 000 ч
2,105 Нормализация: 900—
—— 22,5 15,5 22,5 20,0 930° С; отпуск: 650— 680° С
2,085 —- Нормализация: 900—
—— 13,5 5,5 — — 920° С; отпуск: 630— 650° С
— — — — — Отжиг: 850—860° С;
—— 11,8 4,2 16,0 12,0 закалка >860—880° С; отпуск: 690—700° С
— — — — Отжиг: 960—980° С;
12,5 9,0—10,0 15,0 12,5 охлаждение в печи со скоростью 100— 150° С/ч до 720° С, далее на воздухе — для труб по ЧМТУ 2579—54; нормали- зация: 960—980° С; отпуск: 740—760 ° С; охлаждение на возду- хе— для труб по ЧМТУ 2580—54
— 11,0 8,4 14,0 10,5 То же
—— — — — Нормализация:
— — 5,6 16,0 10,5 1000—1050°С; отпуск: 720—740° С
Предел ползучести и длительная проч- ность при 510°С Отжиг: 880—900° С; нормализация:
18,0 7,0 18—20 14-16 880—900° С; отпуск: 600—650° С
2,01 Предел ползучести и длительная проч ность при 540° С Двойная нормализация: 940—950 и 920—940°С;
— 13,0—15,0 6-10 19,0 14,0 отпуск: 690—710° С
2,17 — — — Гомогенизация:
1,72 5,0—7,5 13,0—17,5 9,0—13,0 1050° С; нормализа- ция: ©80— 1000°С; от- пуск! 710—740° С
25
1.2. Стали с особыми физическими свойствами
Особыми физическими свойствами (коррозионной стойкостью, жаро-
стойкостью, жаропрочностью и др.) обладают высоколегированные
стали и сплавы на железной, железоникелевой и никелевой основах
(последние в справочнике не рассматриваются).
Классификация и характеристика
высоколегированных сталей
В соответствии с ГОСТом 5632—72 высоколегированными являются
стали, содержащие более 45% железа при суммарном содержании ле-
гирующих элементов не менее 10% (по верхнему пределу) и содержании
одного из элементов не менее 8% (по нижнему пределу).
В зависимости от основных свойств высоколегированные стали
подразделяются на следующие группы: коррозионностойкие (нержа-
веющие) стали, обладающие стойкостью против электрохимической,
межкристаллитной, питтинговой (точечной) коррозии, коррозии под
напряжением и др.; жаростойкие (окалиностойкие) стали, обладающие
стойкостью против химического разрушения поверхности в газовых
средах при температурах выше 550° С и работающие в ненагруженном
или слабо нагруженном состоянии; жаропрочные стали, работающие в
нагруженном состоянии при высоких температурах в течение опреде-
ленного времени и обладающие при этом достаточной окалиностой-
костью. Самостоятельную группу, хотя и не предусмотренную стандар-
том, составляют хладостойкие стали, сохраняющие на протяжении
неограниченно длительного времени под напряжением достаточные пла-
стичность и вязкость при температурах от —100 до —269° С и не-
чувствительные к концентраторам напряжений. (
По системе легирования стали делят на хромистые, хромоникеле-
вые, хромоникельмарганцевые, хромомарганцевые, стали, легирован-
ные азотом, а также стали с добавками специальных легирующих
(молибден, вольфрам, ванадий и др.) и карбидообразующих (титан,
ниобий, тантал) элементов.
По химическому составу высоколегированные стали подразделяют
на следующие структурные классы: 1 — мартенситный — стали с
основной структурой мартенсита; 2 — мартенситно-ферритный —
стали, содержащие в структуре наряду с мартенситом не менее 5—10%
феррита; 3 — ферритный—стали, имеющие структуру феррита; 4 —
аустенитно-мартенситный — стали, имеющие структуру аустенита
и мартенсита, соотношение которых можно изменять в широких пре-
делах; 5 — аустенитно-ферритный (или ферритно-аустенитный) —
стали, имеющие структуру аустенита и феррита (последнего более
10%); 6 — аустенитный—стали, имеющие структуру аустенита.
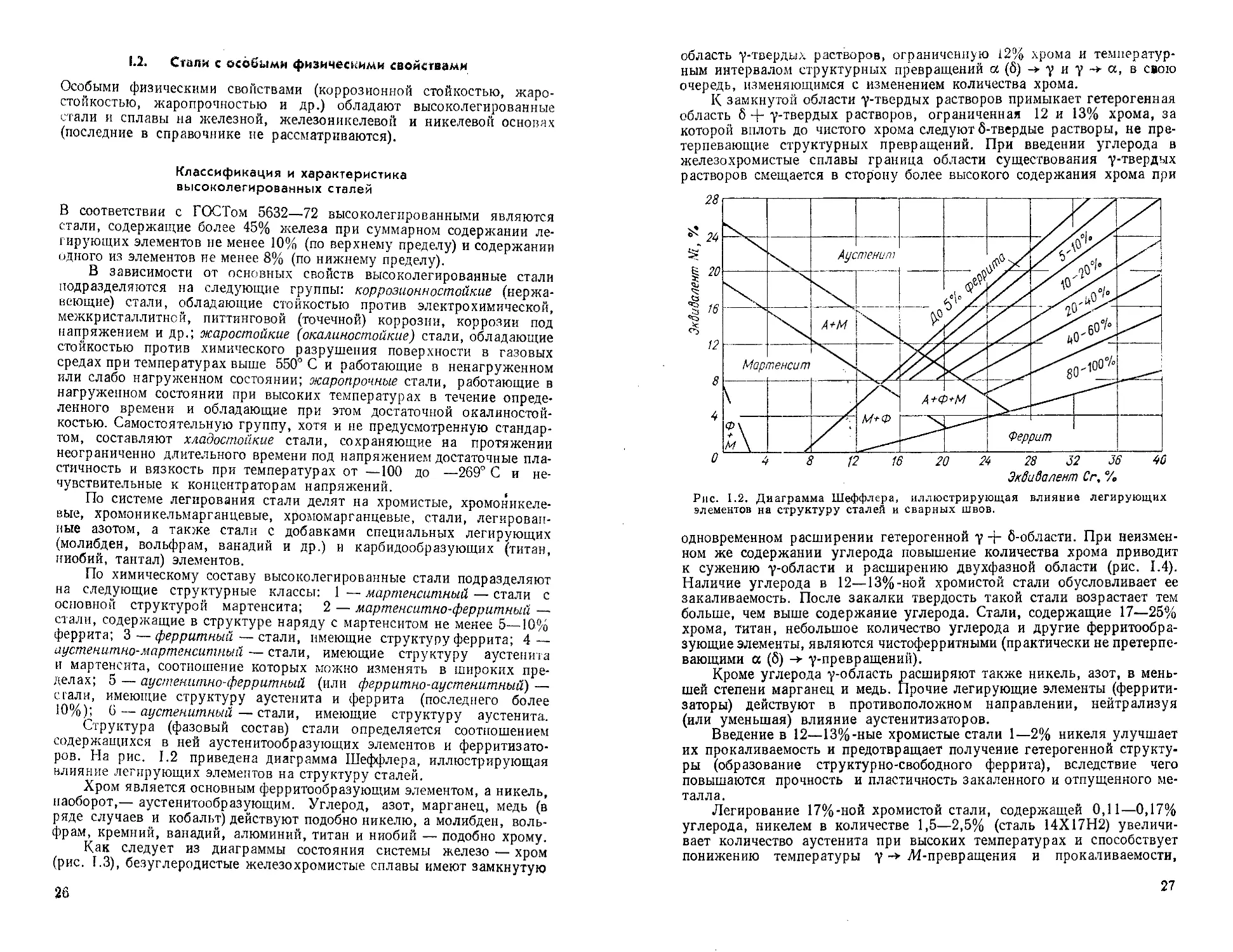
Структура (фазовый состав) стали определяется соотношением
содержащихся в ней аустенитообразующих элементов и ферритизато-
ров. На рис. 1.2 приведена диаграмма Шеффлера, иллюстрирующая
влияние легирующих элементов на структуру сталей.
Хром является основным ферритообразующим элементом, а никель,
наоборот,— аустенитообразующим. Углерод, азот, марганец, медь (в
ряде случаев и кобальт) действуют подобно никелю, а молибден, воль-
фрам, кремний, ванадий, алюминий, титан и ниобий — подобно хрому.
Как следует из диаграммы состояния системы железо — хром
(рис. 1.3), бе.зуглеродистые железохромистые сплавы имеют замкнутую
26
область у-твердых растворов, ограниченную 12% хрома и температур-
ным интервалом структурных превращений а (6) -> у и у а, в свою
очередь, изменяющимся с изменением количества хрома.
К замкнутой области у-твердых растворов примыкает гетерогенная
область 6 + у-твердых растворов, ограниченная 12 и 13% хрома, за
которой вплоть до чистого хрома следуют 6-твердые растворы, не пре-
терпевающие структурных превращений. При введении углерода в
железохромистые сплавы граница области существования у-твердых
растворов смещается в сторону более высокого содержания хрома при
Рис. 1.2. Диаграмма Шеффлера, иллюстрирующая влияние легирующих
элементов на структуру сталей и сварных швов.
одновременном расширении гетерогенной у + 6-области. При неизмен-
ном же содержании углерода повышение количества хрома приводит
к сужению у-области и расширению двухфазной области (рис. 1.4).
Наличие углерода в 12—13%-ной хромистой стали обусловливает ее
закаливаемость. После закалки твердость такой стали возрастает тем
больше, чем выше содержание углерода. Стали, содержащие 17—25%
хрома, титан, небольшое количество углерода и другие ферритообра-
зующие элементы, являются чистоферритными (практически не претерпе-
вающими а (6) -> у-превращений).
Кроме углерода у-область расширяют также никель, азот, в мень-
шей степени марганец и медь. Прочие легирующие элементы (феррити-
заторы) действуют в противоположном направлении, нейтрализуя
(или уменьшая) влияние аустенитизаторов.
Введение в 12—13%-ные хромистые стали 1—2% никеля улучшает
их прокаливаемость и предотвращает получение гетерогенной структу-
ры (образование структурно-свободного феррита), вследствие чего
повышаются прочность и пластичность закаленного и отпущенного ме-
талла.
Легирование 17%-ной хромистой стали, содержащей 0,11—0,17%
углерода, никелем в количестве 1,5—2,5% (сталь 14Х17Н2) увеличи-
вает количество аустенита при высоких температурах и способствует
понижению температуры у -> Л4-превращения и прокаливаемости,
27
сообщая стали мартенситную структуру с небольшим количеством б-
феррита, а при более высоком содержании углерода — аустенитно-
мартенситную структуру (сталь 20X17Н2). Аустенитно-мартенситная
структура сталей с 15—17% хрома и низким содержанием углерода
(до 0,1%) (стали Х16Н6, Х17Н5МЗ, Х15Н5М2А, Х15Н5Д2Т) получает-
ся при введении 5—7% никеля, а также азота или меди. В результате
присадки такого количества аустенитизирующих элементов, а также
повышения содержания хрома эвтектоидный распад этих сталей пол-
ностью подавляется и температура начала мартенситного превращения
(Мн) снижается. Сталь при этом приобретает структуру неустойчивого
аустенита с наличием продукта его распада (мартенсита). Причем соот-
Содержание Сг, %
Рис. 1.3. Диаграмма состояния си-
стемы железо — хром, иллюстриру-
ющая влияние углерода на смеще-
ние у-области.
Рис. 1.4. Сечение пространственной ди-
аграммы системы Fe — Сг — С при со-
держании хрома 6, 12 и 15%.
ношение количества структурных составляющих (аустенита и мартен-
сита), а следовательно, и механические свойства этих сталей могут
изменяться при термической обработке. При быстром охлаждении от
высоких температур они сохраняют аустенитную структуру, иногда с
весьма небольшим количеством мартенсита, т. е. превращение у -> М
если и протекает, то далеко не полно и с большой инерцией. Содержа-
ние мартенситной фазы при этом тем больше, чем выше температура
начала мартенситного превращения стали и чем медленнее охлаждение.
Последующие выдержка при температуре —70° С в течение 2 ч и отпуск
(термическое старение) при температуре 300—450° С (1 ч) способствуют
более полному у -> ТИ-превращению, вследствие чего значительно повы-
шается прочность стали при сохранении достаточно высоких пластич-
ности и вязкости благодаря наличию остаточного аустенита. Содержа-
ние в сталях выделившихся карбидов,практически не изменяется. Это
свидетельствует о том, что при таком термическом старении происходят
только мартенситные превращения.
При дальнейшем увеличении содержания никеля (более 7%) в
сталях с 17—19% хрома у -> Л4-превращение становится все более
вялым и точка превращения (Л4Н) смещается в направлении более низ-
ких температур. При 8—10%-ном содержании никеля температура
распада аустенита лежит ниже комнатной и сталь при охлаждении
(от высокой температуры) на воздухе или в воде сохраняет при комнат-
ной температуре аустенитную структуру.
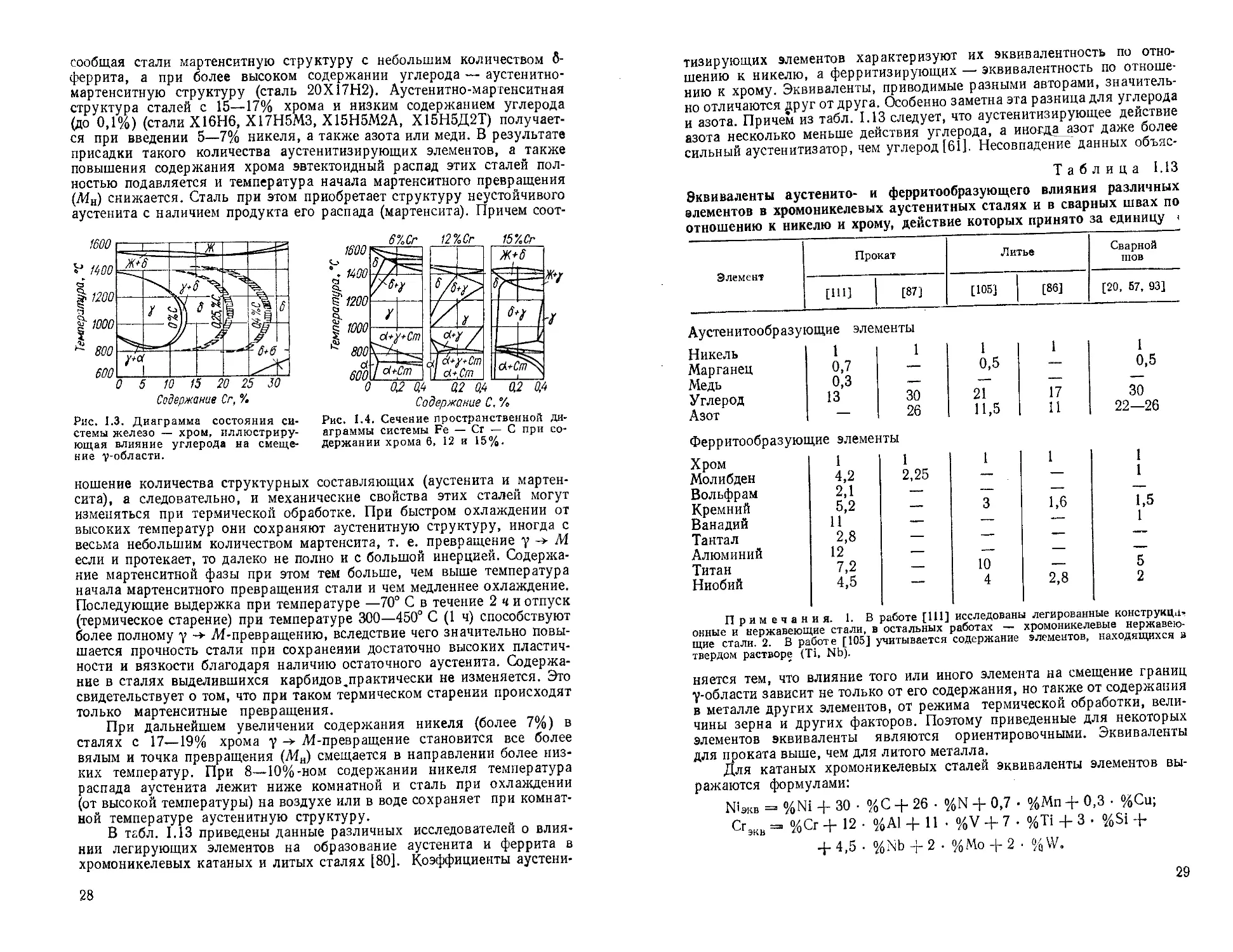
В табл. 1.13 приведены данные различных исследователей о влия-
нии легирующих элементов на образование аустенита и феррита в
хромоникелевых катаных и литых сталях [80]. Коэффициенты аустени-
28
тизирующих элементов характеризуют их эквивалентность по отно-
шению к никелю, а ферритизирующих — эквивалентность по отноше-
нию к хрому. Эквиваленты, приводимые разными авторами, значитель-
но отличаются ^руг от друга. Особенно заметна эта разница для углерода
и азота. Причем из табл. 1.13 следует, что аустенитизирующее действие
азота несколько меньше действия углерода, а иногда азот даже более
сильный аустенитизатор, чем углерод [61]. Несовпадение данных объяс-
Таблица 1.13
Эквиваленты аустенито- и ферритообразующего влияния различных
элементов в хромоникелевых аустенитных сталях и в сварных швах по
отношению к никелю и хрому, действие которых принято за единицу «
Элемент Прокат Литье Сварной гггов
[Hl] [87] [105] [86] [20, 57, 93]
Аустенитообразующие элементы
Никель 1 1 1 1 1
Марганец 0,7 — 0,5 —— 0,5
Медь 0,3 — — — —
Углерод 13 30 21 17 30
Азот 26 11,5 11 22—26
Ферритообразующие элементы
Хром 1 1 1 1 1
Молибден 4,2 2,25 — — 1
Вольфрам 2,1 — —
Кремний 5,2 — 3 1,6 1,5
Ванадий 11 — -— 1
Тантал 2,8 — —
Алюминий 12 — — —
Титан 7,2 10 — 5
Ниобий 4,5 — 4 2,8 2
Примечен ия. 1. В I >аботе [111] исследовань легированн ые конструкции
онные и нержавеющие стали, в остальных работах — хромоникелевые нержавею-
щие стали. 2. В работе [105] учитывается содержание элементов, находящихся в
твердом растворе (Ti, Nb).
няется тем, что влияние того или иного элемента на смещение границ
у-области зависит не только от его содержания, но также от содержания
в металле других элементов, от режима термической обработки, вели-
чины зерна и других факторов. Поэтому приведенные для некоторых
элементов эквиваленты являются ориентировочными. Эквиваленты
для проката выше, чем для литого металла.
Для катаных хромоникелевых сталей эквиваленты элементов вы-
ражаются формулами:
Мэкв = %Ni + 30 • % С 4- 26 • o/oN -J- 0,7 • %Мп + 0,3 • %Сц;
СгЭкв =• %Сг + 12 • %А1 + И ’ %V + 7 • %Ti + 3 • %Si 4*
+ 4,5 %Nb 4- 2 • % Mo 4- 2 % W.
29
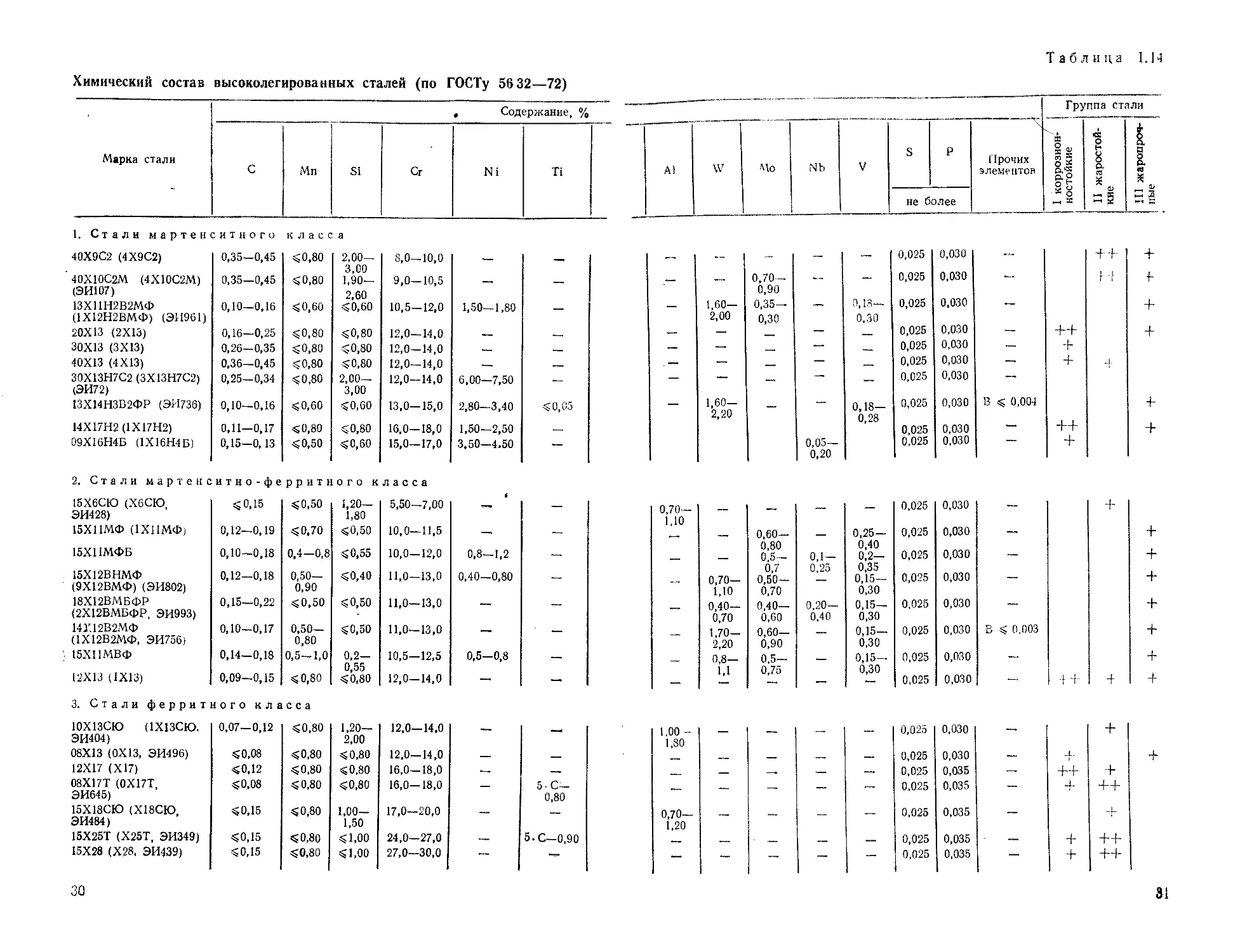
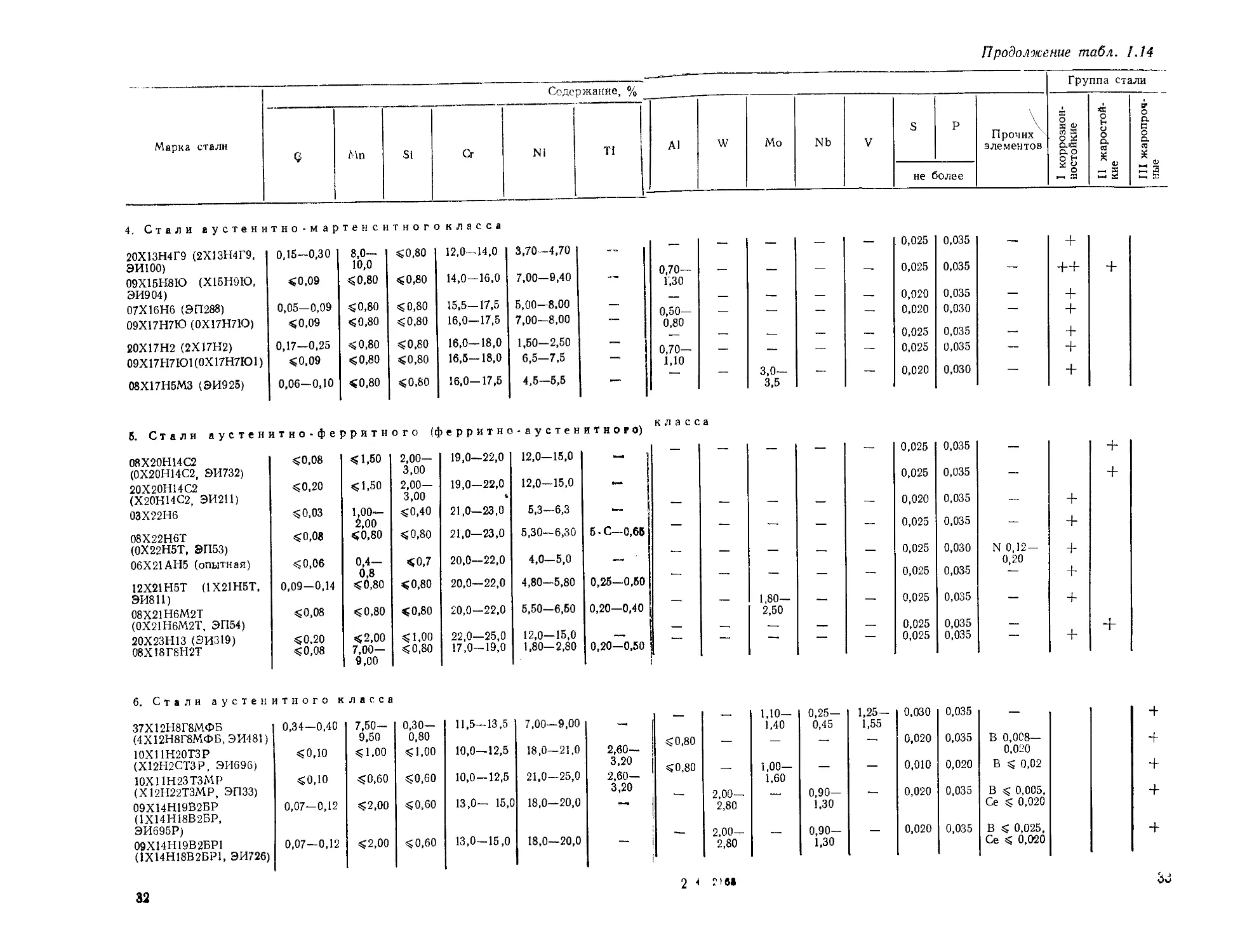
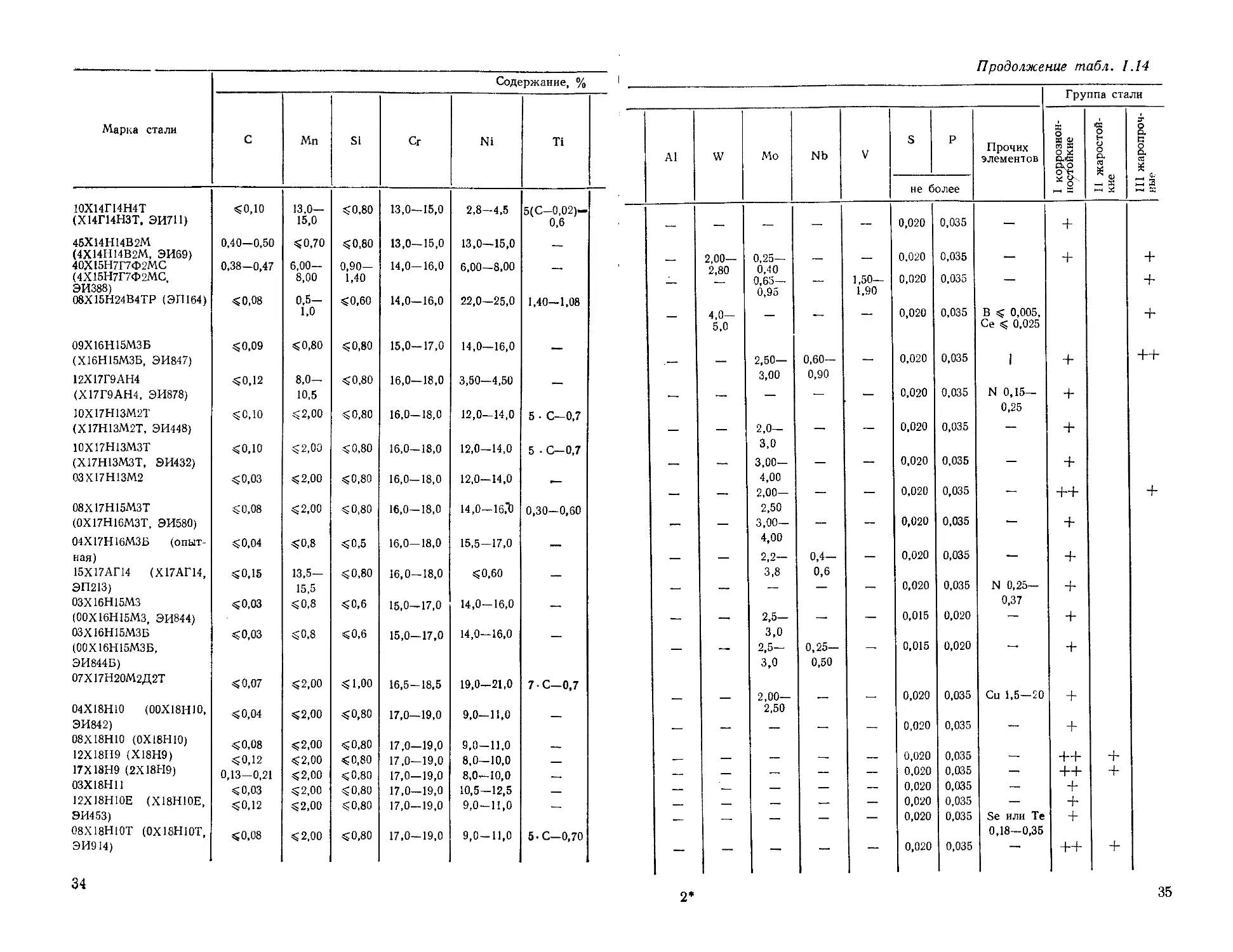
Таблица 1.14
Химический состав высоколегированных сталей (по ГОСТу 56 32—72)
Марка стали , Содержание, %
С Мп Si Сг Ni Ti
1. Стали мартенситного класса
Группа стали
А) W Мо Nb V S Р Прочих элементов / 1 I коррозион- ностойкие ! 1 _1 II жаростой- кие III жаропроч- ные
не более
40Х9С2 (4Х9С2) 40Х10С2М (4Х10С2М) 0,35-0,45 0,35—0,45 ^0,80 ^0,80 2,00- 3,00 1,90- 8,0—10,0 9,0—10,5 — —•
(ЭИ107) 13Х11Н2В2МФ 0,10—0,16 «50,60 2,60 50,60 10,5—12,0 1,50—1,80
(1Х12Н2ВМФ) (ЭИ961) 20X13 (2X13) 0,16-0,25 =50,80 50,80 12,0—14,0
30X13 (3X13) 0,26—0,35 50,80 50,80 12,0—14,0 —
40X13 (4X13) 0,36—0,45 50,80 50,80 12,0—14,0
30Х13Н7С2 (3X13H7C2) 0,25—0,34 50,80 2,00— 12,0-14,0 6,00—7,50 .
(ЭИ72) 13Х14НЗВ2ФР (ЭИ736) 0,10—0,16 50,60 3,00 50,60 13,0—15,0 2,80—3,40 50,05
14Х17Н2 (1Х17Н2) 0,11—0,17 50,80 50,80 16,0—18,0 1,50—2,50 —
09Х16Н4Б (1Х16Н4Б) 0,15—0,13 50,50 50,60 15,0—17,0 3,50-4.50 —
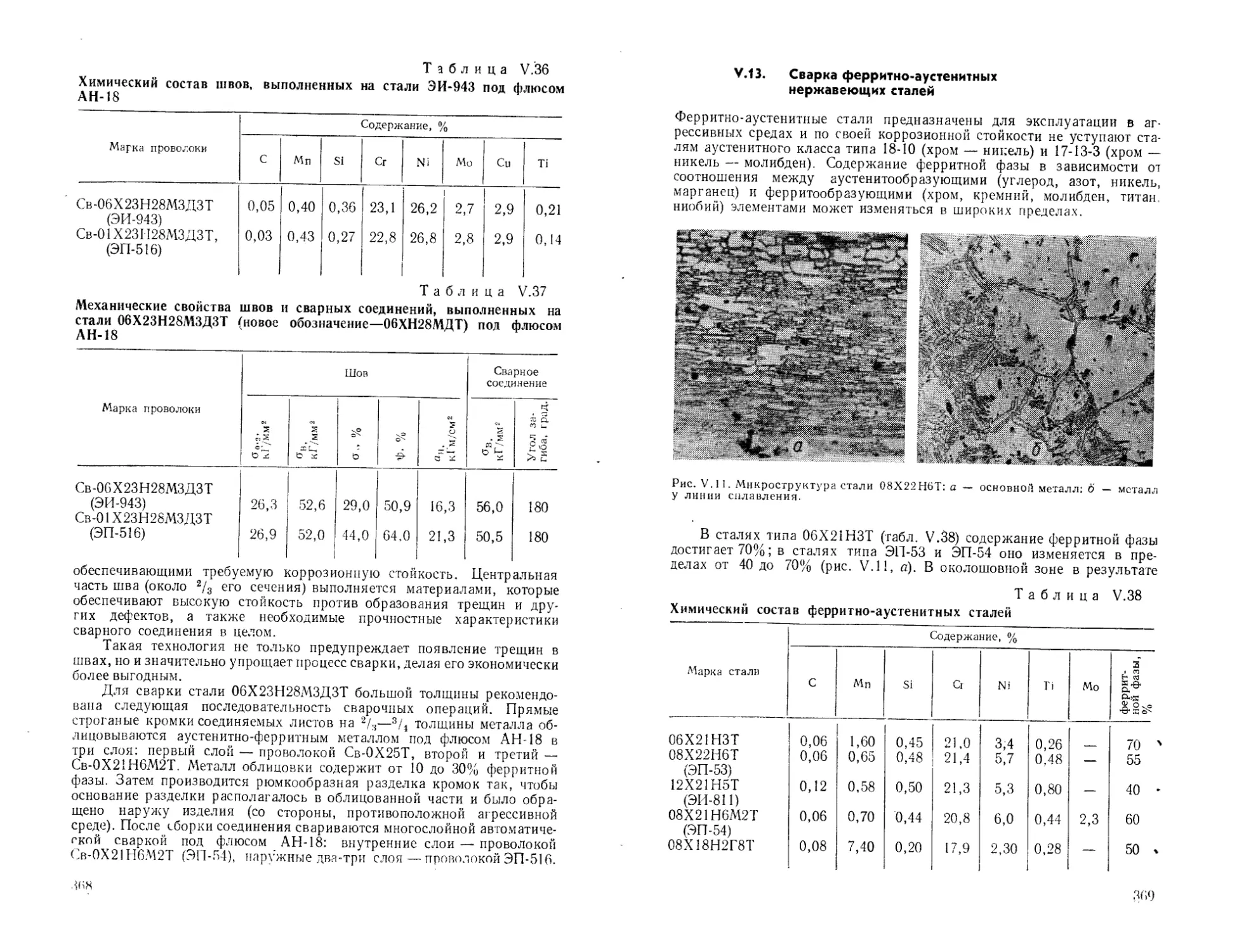
2. Стали мартене 15Х6СЮ (Х6СЮ и т н о - ф е С 0,15 р р И Т 1 50,50 ого к 1,20— л а с с а 5,50—7,00
ЭИ428) 15X11МФ (1Х11МФ) 0,12—0,19 50,70 1,80 50,50 10,0—11,5 — —
15X11МФБ 0,10—0,18 0,4—0,8 50,55 10,0—12,0 0,8—1,2
15Х12ВНМФ 0,12—0,18 0,50— 50,40 11,0-13,0 0,40—0,80
(9Х12ВМФ) (ЭИ802) 18Х12ВМБФР 0,15—0,22 0,90 50,50 50,50 11,0—13,0
(2Х12ВМБФР, ЭИ993) 14Х.12В2МФ 0,10-0,17 0,50— 50,50 11,0—13,0
(1Х12В2МФ, ЭИ756) 15X11МВФ 0,14—0,18 0,80 0,5—1,0 0,2— 10,5—12,5 0,5-0,8
12X13 (1X13) 0,09—0,15 50,80 0,55 50,80 12,0-14,0 — —
3. Стали ферритного класса
10Х13СЮ (1Х13СЮ, ЭИ404) 0,07—0,12 50,80 1,20— 2,00 12,0—14,0 —
08X13 (0X13, ЭИ496) 50,08 50,80 «0,80 12,0—14,0
12X17 (Х17) 50,12 50,80 «0,80 16,0-18,0 ——
08Х17Т (0Х17Т, ЭИ645) 50,08 50,80 50,80 16,0-18,0 — 5-С— 0,80
15Х18СЮ (Х18СЮ, ЭИ484) 50,15 50,80 1,00— 1,50 17,0—20,0 — —
15Х25Т (Х25Т, ЭИ349) «0,15 «0,80 51,00 24,0—27,0 — 5-С-0,90
15X28 (Х28, ЭИ439) «0,15 50,80 «1,00 27,0—30,0 —
— — — — 0,025 0,030 — +
—— 0,70— — 0,025 0,030 н +
0,90
1,60— 0,35— — 0,18— 0,025 0,030 —- +
2,00 0,30 0,30
— — — 0,025 0,030 — ++ +
— — 0,025 0,030 — +
— — — 0,025 0,030 —. + 4-
— — — —• — 0,025 0,030 —
— 1,60— 2,20 — — 0,18— 0,28 0,025 0,030 В 0,004 4-
0,025 0,030 — ++ 4-
0,05— 0,025 0,030 — +
0,20
0,70— . 0,025 0,030 ч +
1,10
_ 0,60— 0,25— 0,025 0,030 — 4-
0,80 0,40
__ 0,5 - 0,1— 0,2— 0,025 0,030 — +
0,7 0,25 0,35
— 0,70— 0,50— — 0,15— 0,025 0,030 — +
1,10 0,70 0,30
0,40— 0,40— 0,20— 0,15— 0,025 0,030 — +
0,70 0,60 0,40 0,30
1,70— 0,60— — 0,15— 0,025 0,030 В 0,003 4-
2,20 0,90 0,30
0,8— 0,5- 0,15— 0,025 0,030 —- Т
1.1 0,75 0,30
— — — — 0,025 0,030 —’ 4 + +
1,00 - 0,025 0,030 —- +
1,80
— —. — — — 0,025 0,030 — 4*
— — — — — 0,025 0,035 — ++ +
— —• — — — 0,025 0,035 — + ++
0,70— .— 0,025 0,035 — “Г"
1,20
— — — — 0,025 0,035 — + ++
— — — — — 0,025 0,035 — + 4—F
30
31
Марка стали Содержание, %
Мп S1 Сг Ni Ti
4. Стали аустенитно-мартенситного класса
20Х13Н4Г9 (2Х13Н4Г9, ЭИ100) 0,15-0,30 8,0— 10,0 «0,80 12,0-14,0 3,70-4,70
09Х15Н8Ю (Х1БН9Ю, ЭИ904) «0,09 «0,80 «0,80 14,0—16,0 7,00—9,40
07Х16Н6 (ЭП288) 0,05—0,09 «0,80 «0,80 15,5—17,5 5,00—8,00
09Х17Н7Ю (0Х17Н7Ю) «0,09 «0,80 «0,80 16,0-17,5 7,00-8,00 —
20Х17Н2 (2Х17Н2) 0,17—0,25 «0,80 «0,80 16,0-18,0 1,50—2,50 —
09Х17Н7Ю1(0Х17Н7Ю1) «0,09 «0,80 «0,80 16,5—18,0 6,5—7,5 —
08Х17Н5МЗ (ЭИ925) 0,06-0,10 «0,80 «0,80 16,0-17,5 4,5-5,5 —
аустенитно-ферритного
(ферритно
аустенитного)
в. Стали
08Х20Н14С2 «0,08 «1,50
(0Х20Н14С2, ЭИ732) 20Х20Н14С2 «0,20 «1,50
(Х20Н14С2, ЭИ211) 03Х22Н6 «0,03 1,00—
2,00
08Х22Н6Т (0Х22Н5Т, ЭП53) «0,08 «0,80
06X21АН5 (опытная) «0,06 0,4—
0,8
12X21Н5Т (1Х21Н5Т, ЭИ811) 0,09-0,14 «0,80
08X21Н6М2Т (0Х21Н6М2Т, ЭП54) «0,08 «0,80
20Х23Н13 (ЭИ319) «0,20 «2,00
08Х18Г8Н2Т «0,08 7,00—
9,00
2,00-
3,00
2,00—
3,00
«0,40
«0,80
«0,7
«0,80
«0,80
«1,00
«0,80
19,0—22,0
19,0—22,0
21,0—23,0
21,0—23,0
20,0—22,0
20,0—22,0
20,0—22,0
22,0—25,0
17,0-19,0
12,0—15,0
12,0—15,0
5,3—6,3
5,30—6,30
4,0—5,0
4,80—5,80
5,50—6,50
12,0—15,0
1,80—2,80
5-С—0,6ft
0,25—0,50
0,20—0,40
0,20—0,50
6. Стали
аустенитного класса
37Х12Н8Г8МФБ (4Х12Н8Г8МФБ, ЭИ481) 0,34—0,40 7,50- 9,50 0,30— 0,80 11,5-13,5 7,00—9,00 —•
10Х11Н20ТЗР (Х12Н2СТЗР, ЭИ696) «0,10 «1,00 «1,00 10,0—12,5 18,0—21,0 2,60— 3,20
10X11H23T3MP (Х12Н22ТЗМР, ЭПЗЗ) «0,10 «0,60 «0,60 10,0—12,5 21,0—25,0 2,60— 3,20
09Х14Н19В2БР (1Х14Н18В2БР, ЭИ695Р) 0,07—0,12 «2,00 «0,60 13,0— 15,0 18,0—20,0 “
09Х14Н19В2БР1 (1Х14Н18В2БР1, ЭИ726) 0,07—0,12 «2,00 «0,60 13,0—15,0 18,0—20,0 —•
82
Продолжение табл. 1.14
Группа стали
А1 W Мо Nb V S Р Прочих^ элементов I коррозион- ностойкие
не более
III жаропроч-
ные
— — — — — 0,025 0,035 — +
0,70— Г,30 — — — — 0,025 0,035 — ++ +
— — —. — — 0,020 0,035 — +
0,50— 0,80 — — 0,020 0,025 0,030 0,035 — + +
0,70— 1,10 — 3,0- 3,5 — — 0,025 0,020 0,035 0,030 + +
класса
— — — — — 0,025 0,035 — +
0,025 0,035 — +
— — —— — — 0,020 0,035 — +
— — — — — 0,025 0,035 — +
— — — — — 0,025 0,025 0,030 0,035 N 0,12— 0,20 + +
— — 1,80— 2,50 — — 0,025 0,035 — +
— — — — — 0,025 0,025 0,035 0,035 — + +
— — 1,10— 1,40 0,25— 0,45 1,25— 1,55 0,030 0,035 — +
<£0,80 — — — — 0,020 0,035 В 0,008— 0,020 т
СО,80 — 1,00- 1,60 — — 0,010 0,020 В С 0,02 +
— 2,00— 2,80 — 0,90— 1,30 — 0,020 0,035 В С 0,005, Се <£ 0,020 +
— 2,00^- 2,80 — 0,90— 1,30 — 0,020 0,035 В <£ 0,025, Се <£ 0,020 +
2 < 2JM 3J
Продолжение табл. 1.14
Содержание, %
— Группа стали
Марка стали 1 Я ё У о
С Мп S1 Сг N1 Ti S Р Прочих элементов о S Ф Q. К
А1 W Мо Nb V ИМ0 eod о с. О & X
с\о оЧ?
ф , ф 3}
10Х14Г14Н4Т <0,10 13,0— не более X н-< X ►м X
<0,80 13,0—15,0 2,8-4,5 5(С-0,02)- 0,6
(Х14Г14НЗТ, ЭИ711) 15,0 — — — — — 0,020 0,035 — +
45Х14Н14В2М 0,40—0,50 <0,70 <0,80 13,0—15,0 13,0—15,0
(4Х14Н14В2М, ЭИ69) 40Х15Н7Г7Ф2МС 0,38-0,47 6,00— 0,90— 14,0—16,0 6,00—8,00 — 2,00— 0,25— — — 0,020 0,035 — + +
(4Х15Н7Г7Ф2МС, ЭИ388) 08Х15Н24В4ТР (ЭП164) <0,08 8,00 0,5- 1,40 <0,60 14,0—16,0 22,0—25,0 1,40-1,08 — 2,80 0,40 0,65— 0,95 — 1,50— 1,90 0,020 0,035 — +
1.0 4,0- 0,020 0,035 В < 0,005, +
5,0 Се < 0,025
09Х16Н15МЗБ (Х16Н15МЗБ, ЭИ847) <0,09 <0,80 <0,80 15,0—17,0 14,0—16,0 —• 2,50— 0,60— —, 0,020 0,035 1 + ++
12Х17Г9АН4 СО,12 8,0- <0,80 16,0—18,0 3,50—4,50 3,00 0,90
(Х17Г9АН4, ЭИ878) 10,5 — — — — — 0,020 0,035 N 0,15— +
10Х17Н13М2Т <0,10 <2,00 <0,80 16,0—18,0 12,0—14,0 5 • С—0,7 0,25
(Х17Н13М2Т, ЭИ448) — — 2,0— — — 0,020 0,035 — +
10X17H13M3T <0,10 <2,00 <0,80 16,0—18,0 12,0—14,0 5 • С—0,7 3,0
(X17H13M3T, ЭИ432) —— 3,00- — —. 0,020 0,035 — +
03Х17Н13М2 <0,03 <2,00 <0,80 16,0—18,0 12,0—14,0 — . . 4,00 2,00— 0,020 0,035 ++ +
08Х17Н15МЗТ <0,08 <2,00 <0,80 16,0—18,0 14,0—16,1) 0,30-0,60 2,50
(0Х17Н16МЗТ, ЭИ580) — — 3,00— — —- 0,020 0,035 — +
04Х17Н16МЗБ (опыт- <0,04 СО,8 <0,5 16,0-18,0 15,5-17,0 4,00
ная) — — 2,2— 0,4— — 0,020 0,035 — +
15Х17АГ14 (Х17АГ14, <0,15 13,5— <0,80 16,0-18,0 <0,60 3,8 0,6
ЭП213) 15,5 — — —. 0,020 0,035 N 0,25— +
03X16H15M3 <0,03 СО,8 <0,6 15,0—17,0 14,0—16,0 — - 0,37
(00Х16Н15МЗ, ЭИ844) — — 2,5— — — 0,015 0,020 — +
ОЗХ16Н15МЗБ <0,03 <0,8 <0,6 15,0—17,0 14,0—16,0 3,0
(00Х16Н15МЗБ, 1^ 2,5- 0,25— —. 0,015 0,020 « +
ЭИ844Б) 07Х17Н20М2Д2Т <0,07 <2,00 <1,00 16,5-18,5 19,0-21,0 7 С—0,7 з,о 0,50
04Х18Н10 (00X18HJ0, 2,00— —- 0,020 0,035 Си 1,5—20
<0,04 <2,00 <0,80 17,0—19,0 9,0-11,0 2,50
ЭИ842) 0,020 0,035 —, +
08Х18Н10 (0Х18Н10) <0,08 <2,00 <0,80 17,0—19,0 9,0—11,0
12Х18Н9 (Х18Н9) <0,12 <2,00 <0,80 17,0—19,0 8,0—10,0 — — — -.1 — 0,020 0,035 — ++ +
17Х18Н9 (2Х18Н9) 0,13-0,21 <2,00 <0,80 17,0—19,0 8,0-10,0 . — — — — — 0,020 0,035 — ++ +
03Х18Н11 <0,03 <2,00 <0,80 17,0—19,0 10,5—12,5 — — — — 0,020 0,035 — +
12Х18Н10Е (Х18Н10Е, СО,12 <2,00 <0,80 17,0—19,0 9,0-11,0 • — — — — — 0,020 0,035 — +
ЭИ453) 0,020 0,035 Se или Те +
08Х18Н10Т (0Х18Н10Т, <0,08 <2,00 <0,80 17,0—19,0 9,0-11,0 5-С—0,70 0,18—0,35
ЭИ914) — — — — — 0,020 0,035 —- ++ +
34
2*
35
Содержание, %
Марка стали С Мп Si Сг N1 Т1
12Х18Н10Т (Х18Н10Т) «0,12 «2,00 «0,80 17,0—19,0 9,0—11,0 (С- 0,02) X X 5-0,80
12Х18Н9Т (Х18Н9Т) «0,12 «2,0 «0,80 17,0—19,0 8,00-9,50 5 С—0,80
06Х18Н11 (0Х18Н11, ЭИ684) «0,06 «2,00 «0,80 17,0-19,0 10,0—12,0 —
03Х18АН10 (опытная) «0,03 1,0- 2,0 «0,5 17,0—19,0 9,0—11,0 « 0,005
03Х18Н12 «0,03 «0,4 «0,4 17,0—19,0 11,5—13,0 « 0,005
08Х18Н12Т (0Х18Н12Т) «0,08 «2,00 «0,80 17,0—19,0 11,0-13,0 5 С— 0,60
12Х18Н12Т (Х18Н12Т) «0,12 «2,00 «0,80 17,0-19,0 11,0—13,0 5 С— 0,70
08Х18Н12Б (0Х18Н12Б, ЭИ402) «0,08 «2,00 «0,80 17,0—19,0 11,0—13,0 —
15Х18Н12С4ТЮ (ЭИ654) 0,12—0,17 0,5— 1,0 3,8— 4,5 17,0-19,0 11,0—13,0 0,4— 0,7
36Х18Н25С2 (4Х18Н25С2) 0,32—0,40 «1,50 2,00— 3,00 17,0—19,0 23,0—26,0 —
55Х20Н4АГ9 (ЭПЗОЗ) 0,50—0,60 8,0— 10,0 «0,45 20,0—22,0 3,5-4,5 —
03Х21Н21МГБ «0,03 1,8— 2,5 «0,6 20,0—22,0 20,0—22,0 —
45Х22Н4МЗ (ЭП48) 0,40—0,50 0,85— 1,25 0,7— 1,0 21,0—23,0 4,0—5,0 —
10Х23Н18 (0Х23Н18) «0,10 «2,00 «1,00 22,0—25,0 17,0—20,0 —
20Х23Н18 (Х23Н18, ЭИ417) «0,20 «2,00 «1,00 22,0—25,0 17,0—20,0 —
06Х23Н28МЗДЗТ (0Х23Н28МЗДЗТ, ЭИ943) «0,06 «0,80 «0,80 22,0—25,0 26,0—29,0 0,50— 0,90
12Х25Н16Г7АР (Х25Н16Г7АР, ЭИ835) «0,12 5,00— 7,00 «1,00 23,0—26,0 15,0-18,0 —
ОЗХ23Н28МЗДЗТ (ЭП516) «0,03 «0,80 «0,80 22,0—25,0 26,0—29,0 0,50— 0,90
20Х25Н20С2 (Х25Н20С2, ЭИ283) «0,20 «1,50 2,00— 3,00 24,0—27,0 18,0—21,0 —
08Х17Н13М2Т (0Х17Н13М2Т) «0,08 «2,00 «0,80 16,0—18,0 12,0—14,0 5 • С—0,7
Примечания. 1. Цифры перед буквенным обозначением указывают содержа
чения марок стали. 3. Знаком «-(-» указывается назначение стали. В случае, если сталь
ство бора и церия является расчетным и химическим анализом не определяется. 5. При
36
Продолжение табл. 1.14
Группа стали
Д п* о
А1 W Мо Nb V S Р Прочих элементов s g о * \ \ 0.0 ' о И о о Ct сз с а а а ф
не более я У ** о я II КШ 5 3
—’ — — — 0,020 0,035 — ++ + +
— — .— 0,020 0,035 — ++ + +
— — — — — 0,020 0,025 — +
— — — — — 0,020 0,030 N 0,15—0,25 +
. — — — — — 0,020 0,030 — +
•— — — — — 0,020 0,035 — +
— — — — 0,020 0,035 ++ + +
— — — 10 с— 1.1 — 0,020 0,035 +
0,13— 0,35 — — — — 0,030 0,040 + +
— — — — •— 0,020 0,035
— — — — 0,030 0,035 +
—— 3,4— 3,7 2,5— 3,0 %Сх Х15- 0,80 — 0,020 0,030 0,020 0,020 0,030 0,035 0,035 0,035 + + ++ ++ + + +
— — 2,5— 3,0 — — 0,020 0,035 Си 2,5—3,5 +
— — — — — 0,020 0,035 N0,3—0,45; В § 0,010 ++ +
— — 2,5— 3,0 — — 0,020 0,035 Си 2,5—3,5 +
— — — — — 0,20 0,035 +
— — 2,0- 3,0 — — 0,020 0,035 +
ние углерода в стали в сотых долях процента. 2. В скобках указаны прежние обозна-
имеет несколько назначений, «-(-+* означает преимущественное. 4. Указанное количе«
ведены также некоторые стали, не включенные в ГОСТ 56,32—72.
37
Для сварных швов эквиваленты определяются формулами:
Ni = %Ni 4- 30 • % С + 26 • %N + 0,5 % Мп;
Сгэкв = %Сг + 2 • %Мо + 1 ’5 • %Si + 5 • %Ti + 2 • %Nb +
4-2 • %А1 4- 1,5 • %W 4- %V.
На смещение границы у-области непосредственное действие ока-
зывают только элементы, входящие в твердый раствор. Элементы (или
часть их), образующие в стали структурно-свободные карбиды, нитри-
ды и другие химические соединения, на соотношение количества а- и
у-фаз прямого действия не оказывают. В табл. 1.14 приведен химический
состав высоколегированных сталей различных классов.
Основы жаропрочности
и жаропрочные стали
Жаропрочность — способность металла сопротивляться пластическому
деформированию и разрушению под действием длительных механиче-
ских нагрузок при высоких температурах. Чем выше температура и
напряжение, при которых металл
не претерпевает пластической де-
формации в условиях длитель-
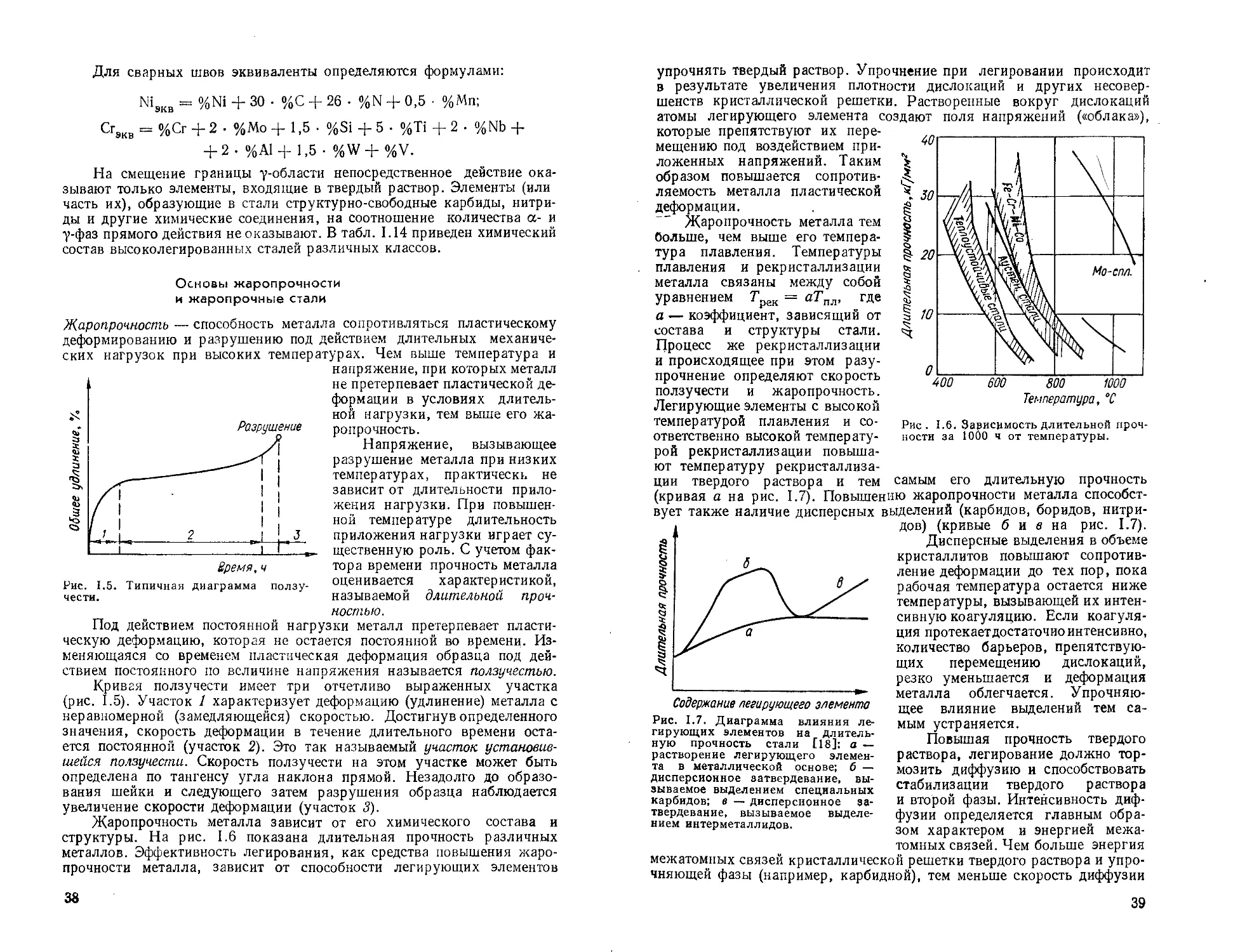
Рис. 1.5. Типичная диаграмма ползу-
чести.
нои нагрузки, тем выше его жа-
ропрочность.
Напряжение, вызывающее
разрушение металла при низких
температурах, практически не
зависит от длительности прило-
жения нагрузки. При повышен-
ной температуре длительность
приложения нагрузки играет су-
щественную роль. С учетом фак-
тора времени прочность металла
оценивается характеристикой,
называемой длительной проч-
ностью.
Под действием постоянной нагрузки металл претерпевает пласти-
ческую деформацию, которая не остается постоянной во времени. Из-
меняющаяся со временем пластическая деформация образца под дей-
ствием постоянного по величине напряжения называется ползучестью.
Кривая ползучести имеет три отчетливо выраженных участка
(рис. 1.5). Участок 1 характеризует деформацию (удлинение) металла с
неравномерной (замедляющейся) скоростью. Достигнув определенного
значения, скорость деформации в течение длительного времени оста-
ется постоянной (участок 2). Это так называемый участок, установив-
шейся ползучести. Скорость ползучести на этом участке может быть
определена по тангенсу угла наклона прямой. Незадолго до образо-
вания шейки и следующего затем разрушения образца наблюдается
увеличение скорости деформации (участок 3).
Жаропрочность металла зависит от его химического состава и
структуры. На рис. 1.6 показана длительная прочность различных
металлов. Эффективность легирования, как средства повышения жаро-
прочности металла, зависит от способности легирующих элементов
38
упрочнять твердый раствор. Упрочнение при легировании происходит
в результате увеличения плотности дислокаций и других несовер-
шенств кристаллической решетки. Растворенные вокруг дислокаций
атомы легирующего элемента создают поля напряжений («облака»),
которые препятствуют их пере-
мещению под воздействием при-
ложенных напряжений. Таким
образом повышается сопротив-
ляемость металла пластической
деформации.
Жаропрочность металла тем
больше, чем выше его темпера-
тура плавления. Температуры
плавления и рекристаллизации
металла связаны между собой
уравнением Трек = аТ пл, где
а — коэффициент, зависящий от
состава и структуры стали.
Процесс же рекристаллизации
и происходящее при этом разу-
прочнение определяют скорость
ползучести и жаропрочность.
Легирующие элементы с высокой
температурой плавления и со-
ответственно высокой температу-
рой рекристаллизации повыша-
ют температуру рекристаллиза-
ции твердого раствора и тем самым его длительную прочность
(кривая а на рис. 1.7). Повышению жаропрочности металла способст-
выделений (карбидов, боридов, нитри-
дов) (кривые б и в на рис. 1.7).
Дисперсные выделения в объеме
вует также наличие дисперсных
Содержание легирующего элемента
Рис. 1.7. Диаграмма влияния ле-
гирующих элементов на длитель-
ную прочность стали [18]: а —
растворение легирующего элемен-
та в металлической основе; б —
дисперсионное затвердевание, вы-
зываемое выделением специальных
карбидов; в — дисперсионное за-
твердевание, вызываемое выделе-
нием интерметаллидов.
межатомных связей кристаллической решетки твердого раствора и упро-
чняющей фазы (например, карбидной), тем меньше скорость диффузии
Рис . 1.6. Зависимость длительной проч-
ности за 1О0О ч от температуры.
кристаллитов повышают сопротив-
ление деформации до тех пор, пока
рабочая температура остается ниже
температуры, вызывающей их интен-
сивную коагуляцию. Если коагуля-
ция протекает достаточно интенсивно,
количество барьеров, препятствую-
щих перемещению дислокаций,
резко уменьшается и деформация
металла облегчается. Упрочняю-
щее влияние выделений тем са-
мым устраняется.
Повышая прочность твердого
раствора, легирование должно тор-
мозить диффузию и способствовать
стабилизации твердого раствора
и второй фазы. Интенсивность диф-
фузии определяется главным обра-
зом характером и энергией межа-
томных связей. Чем больше энергия
39
(перехода элементов из твердого раствора в карбиды или обратно) и,
следовательно, выше температура разупрочнения стали, выше сопро-
тивление ползучести, т. е. выше ее жаропрочность.
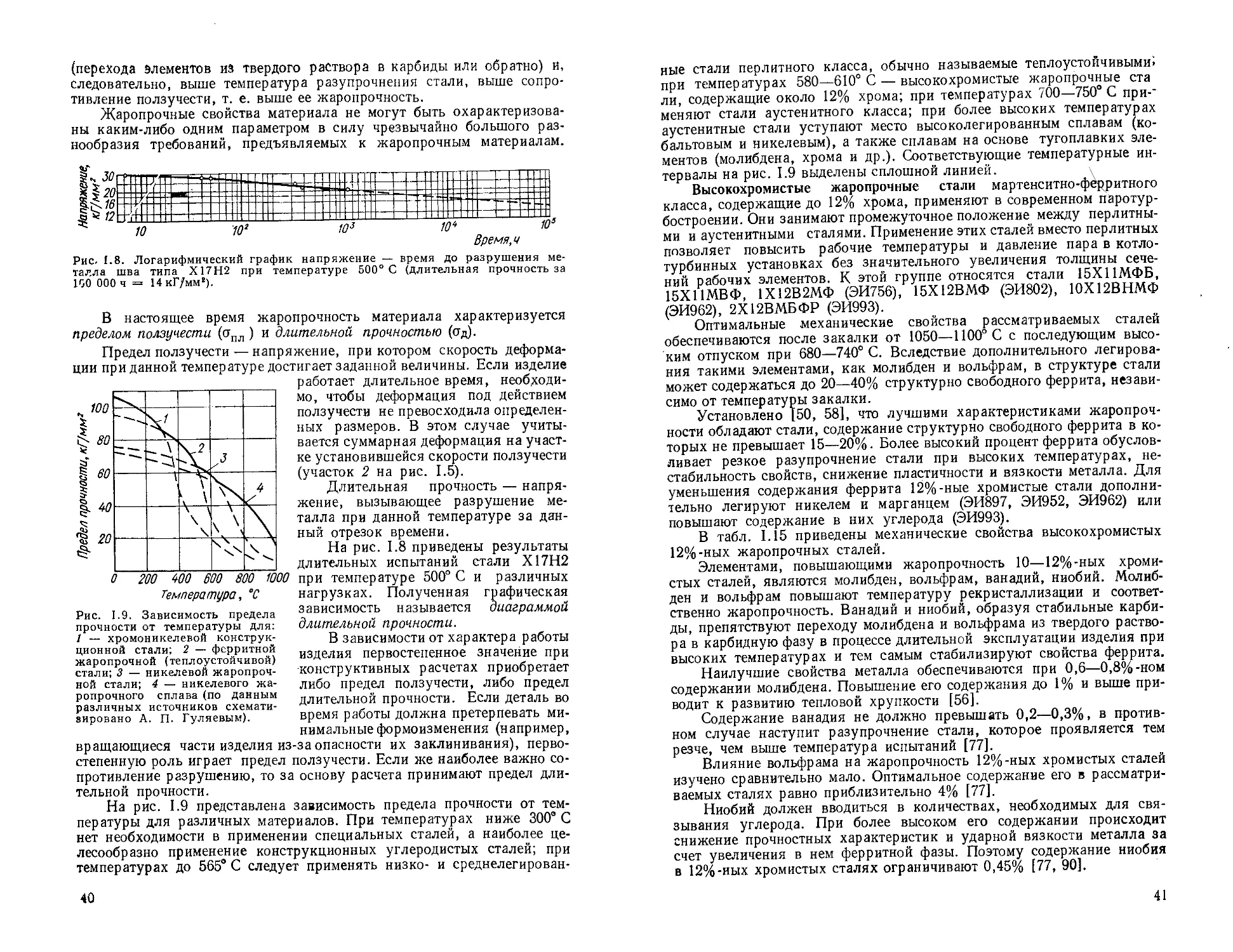
Жаропрочные свойства материала не могут быть охарактеризова-
ны каким-либо одним параметром в силу чрезвычайно большого раз-
нообразия требований, предъявляемых к жаропрочным материалам.
Рис. 1.8. Логарифмический график напряжение — время до разрушения ме-
талла шва типа Х17Н2 при температуре 500° С (длительная прочность за
100 000 ч = 14 кГ/мм1).
Рис. 1.9. Зависимость предела
прочности от температуры для:
1 — хромоникелевой конструк-
ционной стали; 2 — ферритной
жаропрочной (теплоустойчивой)
стали; 3 — никелевой жаропроч-
ной стали; 4 — никелевого жа-
ропрочного сплава (по данным
различных источников схемати-
зировано А. П. Гуляевым).
В настоящее время жаропрочность материала характеризуется
пределом ползучести (стпл ) и длительной прочностью (од).
Предел ползучести — напряжение, при котором скорость деформа-
ции при данной температуре достигает заданной величины. Если изделие
работает длительное время, необходи-
мо, чтобы деформация под действием
ползучести не превосходила определен-
ных размеров. В этом случае учиты-
вается суммарная деформация на участ-
ке установившейся скорости ползучести
(участок 2 на рис. 1.5).
Длительная прочность — напря-
жение, вызывающее разрушение ме-
талла при данной температуре за дан-
ный отрезок времени.
На рис. 1.8 приведены результаты
длительных испытаний стали Х17Н2
при температуре 500° С и различных
нагрузках. Полученная графическая
зависимость называется диаграммой
длительной прочности.
В зависимости от характера работы
изделия первостепенное значение при
конструктивных расчетах приобретает
либо предел ползучести, либо предел
длительной прочности. Если деталь во
время работы должна претерпевать ми-
нимальные формоизменения (например,
вращающиеся части изделия из-за опасности их заклинивания), перво-
степенную роль играет предел ползучести. Если же наиболее важно со-
противление разрушению, то за основу расчета принимают предел дли-
тельной прочности.
На рис. 1.9 представлена зависимость предела прочности от тем-
пературы для различных материалов. При температурах ниже 300® С
нет необходимости в применении специальных сталей, а наиболее це-
лесообразно применение конструкционных углеродистых сталей; при
температурах до 565° С следует применять низко- и среднелегирован-
40
ные стали перлитного класса, обычно называемые теплоустойчивыми;
при температурах 580—610° С — высокохромистые жаропрочные ста
ли, содержащие около 12% хрома; при температурах 700—750° С при-*
меняют стали аустенитного класса; при более высоких температурах
аустенитные стали уступают место высоколегированным сплавам (ко-
бальтовым и никелевым), а также сплавам на основе тугоплавких эле-
ментов (молибдена, хрома и др.). Соответствующие температурные ин-
тервалы на рис. 1.9 выделены сплошной линией. \
Высокохромистые жаропрочные стали мартенситно-ферритного
класса, содержащие до 12% хрома, применяют в современном паротур-
бостроении. Они занимают промежуточное положение между перлитны-
ми и аустенитными сталями. Применение этих сталей вместо перлитных
позволяет повысить рабочие температуры и давление пара в котло-
турбинных установках без значительного увеличения толщины сече-
ний рабочих элементов. К этой группе относятся стали 15X11МФБ,
15Х11МВФ, 1Х12В2МФ (ЭИ756), 15Х12ВМФ (ЭИ802), 10Х12ВНМФ
(ЭИ962), 2Х12ВМБФР (ЭИ993).
Оптимальные механические свойства рассматриваемых сталей
обеспечиваются после закалки от 1050—1100° С с последующим высо-
ким отпуском при 680—740° С. Вследствие дополнительного легирова-
ния такими элементами, как молибден и вольфрам, в структуре стали
может содержаться до 20—40% структурно свободного феррита, незави-
симо от температуры закалки.
Установлено 150, 58], что лучшими характеристиками жаропроч-
ности обладают стали, содержание структурно свободного феррита в ко-
торых не превышает 15—20%. Более высокий процент феррита обуслов-
ливает резкое разупрочнение стали при высоких температурах, не-
стабильность свойств, снижение пластичности и вязкости металла. Для
уменьшения содержания феррита 12%-ные хромистые стали дополни-
тельно легируют никелем и марганцем (ЭИ897, ЭИ952, ЭИ962) или
повышают содержание в них углерода (ЭИ993).
В табл. 1.15 приведены механические свойства высокохромистых
12%-ных жаропрочных сталей.
Элементами, повышающими жаропрочность 10—12%-ных хроми-
стых сталей, являются молибден, вольфрам, ванадий, ниобий. Молиб-
ден и вольфрам повышают температуру рекристаллизации и соответ-
ственно жаропрочность. Ванадий и ниобий, образуя стабильные карби-
ды, препятствуют переходу молибдена и вольфрама из твердого раство-
ра в карбидную фазу в процессе длительной эксплуатации изделия при
высоких температурах и тем самым стабилизируют свойства феррита.
Наилучшие свойства металла обеспечиваются при 0,6—0,8%-ном
содержании молибдена. Повышение его содержания до 1% и выше при-
водит к развитию тепловой хрупкости [56].
Содержание ванадия не должно превышать 0,2—0,3%, в против-
ном случае наступит разупрочнение стали, которое проявляется тем
резче, чем выше температура испытаний [77].
Влияние вольфрама на жаропрочность 12%-ных хромистых сталей
изучено сравнительно мало. Оптимальное содержание его в рассматри-
ваемых сталях равно приблизительно 4% [77].
Ниобий должен вводиться в количествах, необходимых для свя-
зывания углерода. При более высоком его содержании происходит
снижение прочностных характеристик и ударной вязкости металла за
счет увеличения в нем ферритной фазы. Поэтому содержание ниобия
в 12%-ных хромистых сталях ограничивают 0,45% [77, 90].
41
Таблица 1.15
Механические свойства высокохромистых 12%-ных жаропрочных
сталей J52]
Марка стали Температура ис- пытаний, °C Кратковременные испытания Длительная проч- ность за 100 000 ч
°т, кГ/мм * °в, кГ /мм* «5, % ip. % °Н, к Гм/см1
Темпера- тура испы- таний, ®С стд. кГ /мм1
не мс *нее
15X11 МФБ 20 50 60 13 35 3,0 600 9
15Х12ВМФ 20 60 75 15 45 6,0 580 12
(ЭИ802) 580 30 40 — — — 600 8
1Х12В2МФ (ЭИ756) 20 60 80 14 45 6,0 575 600 15 13
1Х11В4МФ 20 50 70 20 60 14,0 580 14
(ЭИ757) 600 — 40 — 75 —— 600 10
2Х12ВМБФР (ЭИ993) 20 50 75 14 — 6 620 10
Таблица 1.16
Области применения аустенитных жаропрочных сталей
Группа стали Марка стали Изготавливаемые изделия
Гомогенные 12Х18Н10Т 12Х18Н12Т 08Х18Н12Б 10Х23Н18 12Х25Н16Г7АР Трубы, детали печной армату- ры, теплообменники Трубы, поковки, листы Изделия с рабочей температурой до 800° С Трубы камер сгорания, сопло- вые лопатки Детали газопроводных систем, работающих при температу- рах до 950° С
Дисперсионно- твердеющие 20Х25Н20С2 45Х14Н14В2М 10Х11Н20ТЗР 08Х14Н28ВЗТЮР Детали, работающие при темпе- ратурах до 1150°С Трубы пароперегревателей тур- бинных установок Высоконагруженные детали тур- бин, работающие при темпера- туре 700° С Высоконагруженные детали тур- бин, работающие при темпера- туре 750° С
42
Аустенитные жаропрочные стали широко применяют в различных
энергетических установках, реактивных двигателях и т. п. В них вы-
сокая жаропрочность сочетается с высокой окалиностойкостью. Они
менее технологичны, чем перлитные стали: обработка резанием и свар-
ка этих сталей вызывают значительные трудности.
В табл. 1.16 приведены некоторые области применения наиболее
характерных аустенитных жаропрочных сталей. Рассматриваемые ста-
ли условно разделены на две группы: гомогенные стали, не упрочняе-
Т а б л и 1.17
Жаропрочные свойства некоторых аустенитных сталей
Марка стали Окалиностойкость (температура начала интенсивного окисле - ния), • С Кратковременная прочность <тв кГ/мм1, при темпе- ратуре, ° С Длительная прочность, кГ/мм4
О, ао при температуре ° С ®юоо При температуре • С
600 700 800
600 700 600 700
12Х18Н10Т 800 35 30 25 25 12 20 10
08Х18Н12Б 800 38 33 28 28 15 22 12
09Х14Н18В2БР1 750 45 42 — 35 24 28 17
10Х11Н20ТЗР 85 70 40 55 40 —
мые термической обработкой (содержащаяся в них вторая фаза прак-
тически не оказывает существенного влияния на жаропрочность ме-
талла), и дисперсионнотвердеющие стали, упрочняемые термической
обработкой (закалка + отпуск) за счет выделения карбидов, карбони-
тридов, интерметаллидов, карбоборидов.
Основными легирующими элементами рассматриваемых сталей
являются хром и никель.
Хром обеспечивает окалиностойкость сталей и в незначительной
степени влияет на жаропрочность.
Никель определяет устойчивость у-твердого раствора. При недо-
статке никеля возможно образование a-фазы при работе изделия в об-
ласти высоких температур, что ведет к понижению жаропрочности.
С точки зрения повышения жаропрочности увеличение содержания ни-
келя целесообразно до 30%; дальнейшее увеличение его содержания
практически не влияет на жаропрочность стали [81].
Молибден повышает жаропрочность сталей, а также их кратковре-
менную и длительную пластичность, но снижает ударную вязкость.
Вольфрам в значительной степени повышает жаропрочность метал-
ла в том случае, если он вводится (до 2%) наряду с элементами, вызы-
вающими дисперсионное твердение.
Введение ниобия повышает жаропрочность стали за счет карбид-
ного упрочнения (карбид ниобия NbC относится к числу наиболее
тугоплавких). Интерметаллидное упрочнение аустенитных сталей обес-
печивается при введении до 3% титана. Образующийся при этом ин-
терметаллид NigTi значительно повышает жаропрочность стали. Повы-
шают жаропрочность аустенитных сталей также углерод и азот [64, 101].
43
Микродобавки бора Значительно повышают жаропрочность стали [84].
Еще эффективнее действие бора, если его содержание достигает 0,3—
0,8% [55]. Жаропрочные свойства некоторых аустенитных сталей при-
ведены в табл. 1.17.
Основы теории коррозии
и коррозионностойкие стали
Коррозия — самопроизвольное разрушение металла вследствие хими-
ческой или электрохимической гетерогенной реакции, протекающей
на его поверхности. Практически все металлы, соприкасаясь с окру-
жающей их газовой или жидкой средой, подвергаются коррозионному
разрушению, в результате ко-
торого их вес (толщина) умень-
шается. Коррозия бывает хи-
мическая и электрохимическая,
равномерная и сосредоточен-
ная.
Химическая коррозия харак-
теризуется образованием хими-
ческого соединения при взаимо-
действии металла с агрессивной
средой без возникновения элект-
рического тока (взаимодействие
металла с сухими газами, когда
влага не конденсируется на по-
верхности металла, или при кон-
такте металла с жидкостями, не
проводящими электрический
ток). Наиболее характерным
примером может служить об-
разование окалины (окисной
пленки) при контакте метал-
ла с воздухом. Степень кор-
зависит от продолжительности
Рис. 1.10. Влияние хрома на образова-
ние окалины в стали с 0,5% углерода
на воздухе при температурах от 900 до
1200° С [18].
розионного разрушения при этом
контакта и температуры нагрева металла, а также от степени его леги-
рования, определяющей плотность окисной пленки.
Основными элементами, обеспечивающими высокую окалиностой-
кость металла, являются хром (рис. 1.10), кремний и алюминий, имею-
щие значительно большее сродство к кислороду, чем железо. При до-
статочной продолжительности контакта металла с воздухом и высокой
температуре, обеспечивающих интенсивную диффузию этих элементов
из толщи металла в поверхностные слои, наблюдается обогащение ока-
лины этими элементами. На поверхности металла может образоваться
защитный слой плотной окисной пленки, препятствующий дальнейше-
му разрушению.
Защитными свойствами обладают только сплошные пленки. Плен-
ки, не образующие сплошного плотного слоя, не являются защитными,
так как через них окисляющий газ может сравнительно свободно про-
никнуть к участку поверхности неокисленного металла. Продукт окис-
ления оказывает защитное действие только тогда, когда он занимает
больший (по сравнению с металлом) объем и может закрыть всю поверх-
ность металл а.;‘Условие сплошности пленок на металлах может быть
44
ВЫражейо неравенством [1031:
V
* ок
-р—
ме
где Уок — молекулярный объем окисла; Име — объем металла, иЗрас-
ходованного на образование молекулы окисла.
В табл. 1.18 приведены отношения объемов окислов к объемам
соответствующих металлов. Щелочные и щелочноземельные металлы
не удовлетворяют условию сплошности. Однако при —— > 1 возмож-
ные
^Таблица 1.18
Отношения объемов окислов к объемам металлов
Металл Окисел %>K %e Металл Окисел v *OK Металл Окисел ^OK ''ме
V ме
Na Na2O 0,59 Nb NbO 1,57 Fe Fe3O4 2,09
Mg MgO 0,79 Cu CuO 1,74 Ta Ta2O-, 2,32
Al A12O3 1,31 Ti TiO2 1,76 W W2O3 3,36
Ni NiO 1,52 Cr Cr2O3 2,02 Mo MoOg 3,45
но отслаивание пленки от металла из-за значительных внутренних
напряжений. Можно считать, что хорошими защитными свойствами
обладают пленки на металлах в том случае, если
2,5 >
V
v ок
у
v ме
> 1.
Как уже отмечалось, кремний и алюминий способствуют повыше-
нию жаростойкости стали. Особенно сильно изменяется жаростойкость
стали при совместном легировании ее хромом и кремнием или хромом
и алюминием. Так, для повышения окалиностойкости аустенитной ста-
ли в нее вводят до 3% кремния (сталь Х20Н20С2). Если при нагревании
до 1100° С образуется окалина, то при более высокой температуре
(1200° С) кремний восстанавливает окислы хрома [44].
Хромоалюминиевые стали обладают исключительно высокой жа-
ростойкостью при температурах до 1300° С и широко применяются для
изготовления нагревательных элементов (сталь с 25% Сг и 5% А1).
Никель оказывает положительное влияние на жаростойкость
металла при введении его в достаточно больших количествах. Так,
сталь типа 15-35 во влажной воздушной среде окисляется меньше, чем
сталь типа 18-8. На рис. 1.11 представлена номограмма, позволяющая
определять скорость газовой коррозии железохромоникелевых сталей
в зависимости от содержания в них хрома и никеля и температуры испы-
таний. Сталь, содержащая 13% Сг и 35 % Ni, окисляется за год на глу-
бину 2,5 мм при температуре 1040° С (/, 2 на рис. 1.11), в то время как
сталь 18-8 претерпевает аналогичное окисление уже при температуре
930° С (3, 4 на рис. 1.11).
45
Никельсодержащие стали подвержены опасности быстрого разру-
шения при работе в сернистой среде. Присутствие в стали никеля при-
водит к образованию эвтектики «никель — сульфид никеля» с низкой
температурой плавления (~650° С), которая проникает в металл по
границам зерен и вызывает его охрупчивание. При этом сера более
опасна в виде сернистого водорода H2S (восстановительная среда), чем
в виде сернистого ангидрида SO2 (окислительная среда).
Марганец (при содержании, превышающем 10%) несколько ухуд-
шает сопротивление окислению высоколегированных сталей, образуя
рыхлую и легко отскакивающую окалину. При содержании до 6% отри-
£
S
Температура
.^75 окисления
1-1,25 "
Содержание
0
82011600
'92511700^
98011800~
12,5 10W\1900
-17,5 12004000
-25
-37,5
50
100
-250
-500
35
во
™\25
50/45
70
<3
'-О
Рис. 1.11. Номограмма для
окисления образцов металла
[89].
определения глубины
системы Fe — Cr — Ni
нательное влияние марганца весьма незначительно. Хромомарганце-
вые стали обладают повышенной стойкостью против коррозии в серни-
стом газе до температуры 900° С и превосходят в этих условиях аусте-
нитные хромоникелевые стали.
Присадка ванадия резко понижает жаростойкость сталей, особен-
но если его содержание превышает 1% [79, 81].
Молибден понижает окалиностойкость стали. При этом процесс
окисления протекает очень интенсивно, сопровождаясь образованием
рыхлых слоев окислов [80].
Вольфрам в количестве нескольких процентов не оказывает су-
щественного влияния на жаростойкость сталей до температуры 900° С,
при дальнейшем повышении температуры он способствует образованию
очень пористой окалины.
Электрохимическая коррозия — процесс растворения металла в
электролите, сопровождающийся прохождением электрического тока:
электронного — в металле, ионного — в электролите.
Большинство металлов и сплавов по своей природе неустойчиво
и стремится перейти в окисленное состояние. При контакте металла
с агрессивной средой его ионы из кристаллической решетки перехо-
дят в реагент, что энергетически выгодно, так как при этом понижа-
ется свободная энергия системы. Относительной мерой изменения сво-
бодной энергии при окислении металлов, а следовательно, их термоди-
46
намической устойчивости могут служить значения нормального (или
так называемого стандартного) электродного потенциала.
Электрохимический потенциал пропорционален энергии перехода
иона металла в электролит при данных условиях. Чем отрицательнее
электрохимический потенциал металла в данном электролите, тем легче
этот металл растворяется. Если два соединенных металла опустить
в электролит, то образуется гальваническая макропара с определенной
разностью электрохимических (электродных) потенциалов. В табл. 1.19
приведены стандартные электродные потенциалы металлов в водных
растворах (потенциал водорода принят за нуль).
Табл иц а 1.19
Стандартные электродные потенциалы металлов в водных растворах
при температуре 25° С
Реакция окисления Потенци- ал Реакция окисления Потенци- ал
Au Аи+++ +3e + 1,50 Fe Fe++ +2e —0,440
Pt -+ pt++ +1,19 Cr -> c+—।—1" +3e —0,740
Pd -> Pd++ 4-2e +0,987 Zn -> Zn++ +2e —0,762
Hg -» Hg++ +2e +0,854 V - > V+++ +3e —0,876
Ag -> Ag+ + e +0,799 Cr +2e —0,913
Си -+ Cu+ + e +0,521 Nb Nb+++ +3e —1,10
Си Cu++ -j~2e +0,331 Mn -> Mn++ +2e —1,18
Н2 -> 2H+ +2e 0,000 V - > v++ +2e —1,18
Fe Fe+++ +3e —0,036 Ti у Ti+++ +3б —1,21
РЬ -> Pb++ +2^ -0,126 Zr у +3^ —1,53
Sn -> Sn++ +2e —0,136 Ti у Tj + + +3s —1,63
Мо -> Mo+++ +3e —0,20 Al A1+++ +3e —1,66
Ni Ni++ +2e —0,250 Be Be++ +2e —1,85
Со -> Co++ +2e —0,277 Mg Mg++ +2e —2,37
Мп Mn+++ +3e —0,283 Na Na+ + e —2,714
Cd -> Cd++ +2e —0,402 Ca Ca++ +2e —2,87
Характерной особенностью электрохимической коррозии является
то, что общая реакция взаимодействия металла с электролитом состоит
из двух параллельных процессов: а) анодного — переход металла в ра-
створ в виде ионов (при этом остается избыточное количество электронов
на поверхности металла); б) катодного — ассимиляция электронов
47
деполяризаторами (атомами, молекулами или ионами раствора), которые
при этом восстанавливаются.
Принципиальная схема электрохимического коррозионного разру-
шения металла приведена на рис. 1.12. Участок металла, который
растворяется, называется анодом, а участок металла, где происходит
разряд избыточных электронов — катодом. Оба процесса (катодный и
анодный) взаимно связаны и не могут протекать самостоятельно.
Окисление железа и его сплавов происходит за счет восстановле-
ния ионов водорода:
2Н+ + 2е -> Н2,
Электролит
т. е. коррозия металлов, имею-
щих отрицательный потенциал,
сводится по существу к вытес-
нению ионов водорода из раст-
вора и переходу самого металла
в раствор в виде ионов.
Коррозия возможна в том
случае, если металл, погружен-
ный в электролит, обладает мак-
ро- и микронеоднородностью по
химическому составу и физико-
химическим свойствам, вследст-
„ , „ вне чего одни его участки в
Рис. 1.12. Принципиальная схема электрохи-
мического коррозионного процесса (по Тома- ДАННОМ электролите будут обла-
шову). д — катодный деполяризатор. дать меньшим, а другие — боль-
шим потенциалом. Металл в дан-
ных условиях представляет со-
бой либо макроскопический гальванический элемент, либо систему мно-
гоэлектродных микроскопических елементов. Теория микроэлементов
широко развивается в Советском Союзе школой Г. В. Акимова. Однако
в работах Н. Д. Томашова показано, что в действительности возникно-
вение микроэлементов (гальванических пар) является только одним
из возможных путей перехода системы в термодинамически более вы-
годное состояние. Для описания кинетики процесса коррозии следует
пользоваться поляризационными кривыми. На рис. 1.13 приведена
поляризационная диаграмма коррозии. По оси ординат отложен кор-
розионный ток I, пропорциональный скорости коррозии, а по оси
абсцисс — значения электродных потенциалов — Е, Если система ра-
зомкнута, то начальные значения потенциалов анода и катода соответ-
ственно равны Е°а и £°. Если катод и анод контактируют между собой
(короткозамкнутая система), то их потенциалы сближаются до общего
значения Ех, а коррозионный ток системы соответствует максимальному
значению t’max. Таким образом, по величине коррозионного тока можно
судить об интенсивности коррозии. Поляризационные кривые позво-
ляют судить также о степени торможения коррозии катодным и анод-
ным процессами. Соотношение между отрезками А£а и А£к, соответст-
вующими падению потенциала вследствие анодной и катодной поля-
ризации, характеризует соотношение между анодным и катодным тор-
можениями.
Пассивность металлов — состояние относительно высокой корро-
зионной стойкости, вызванное торможением анодного процесса в оп-
ределенной области потенциалов. Переход металла из активного со-
48
стояния в пассивное носит название пассивации. Этот процесс можно
проследить по анодной поляризационной кривой, характер которой не
зависит от истинной причины пассивного состояния. На рис. 1.14 приве-
дена кривая анодной поляризации хрома в 1 н. растворе H2SO4. Участок I
кривой характеризует активное анодное растворение. Когда анодный ток
достигает своего предельного
значения in, наступает пасси- L
вация металла. Участок II
отвечает пассивному его со-
стоянию. Когда потенциал
электрода достигает опреде-
ленного значения (для хро-
ма +1,3 ----Н1,35 В), начина-
ется второй подъем кривой
тока. Кроме того, становится
возможным переход металла
в раствор с образованием вы-
соковалентных ионов (учас-
ток III). Начинается область
перепассивации. Несмотря на
наличие защитного слоя, ме-
талл и в пассивированном
состоянии подвергается кор-
розионному разрушению, хотя и очень замедленному (у нержа-
веющих сталей коррозия составляет сотые доли миллиметра в
год).
Существуют две теории, объясняющие причину замедления анод-
ного процесса — пленочная и адсорбционная. В основе обеих лежит
представление об образовании «барьера» (защитного слоя) между метал-
лом и коррозионной средой. Однако природа этого защитного слоя,
Рис. 1.14. Кривая анодной поляризации
хрома в 1-н. H2SO4.
ются окислы железа и хрома, а
же окисел молибдена.
образующегося на металле при
переходе в пассивное состояние,
до сих пор не выяснена.
Согласно пленочной теории
роль барьера между металлом
и коррозионной средой выпол-
няет тончайшая окисная пленка
[74, 83]. Состав и строение этой
пленки, а следовательно, и ее за-
щитные свойства зависят от со-
става стали. Так, на поверхности
хромоникелевых сталей образу-
хромоникельмолибденовых — так-
Согласно адсорбционной теории каталитическое защитное действие
оказывает кислород, адсорбированный поверхностным слоем металла
[42, 66].
В работе [2] высказывается мнение, что наиболее вероятным следует
считать пленочно-адсорбционный механизм пассивации. При этом
адсорбционный механизм торможения анодного процесса рассматрива-
ется как вспомогательный.
Перепассивация металлов — нарушение пассивного состояния ме-
талла при повышении агрессивности реагента или при сильной анодной
поляризации.
49
Устойчивость пассивного состояния, как правило, бывает ограни-
чена определенной концентрацией реагента или значением потенциала
при его анодной поляризации (см. рис. 1.14), превышение которых вле-
чет за собой увеличение скорости коррозии. Пассивное состояние метал-
ла нарушается также при добавлении в электролит веществ, повышаю-
щих агрессивность среды (например, добавки К2СгаО7 в раствор HNO3).
Явление перепассивации объясняется [68] тем, что при отмеченных
условиях образуются металлы высших валентностей, которые дают не-
устойчивые или легко растворимые соединения. Это приводит к нару-
шению пассивного состояния и увеличению скорости коррозии.
Виды коррозии. Коррозия может быть равномерной или сосредо-
точенной. С целью обеспечения высокой работоспособности изделий
в агрессивных средах стремятся, чтобы металл не был склонен к сосре-
доточенной коррозии, а скорость равномерной коррозии по всей поверх-
ности не превышала 0,1 г/м3 • ч, или глубина ее была не более 0,1 мм
за год.
Различают несколько видов сосредоточенной коррозии: межкри-
сталлитную — коррозию по пограничным слоям зерен; структурноизби-
рательную — преимущественное растворение одной из фаз гетероген-
ного сплава; точечную — коррозию преимущественно в локализованных
участках (точках) поверхности металла с распространением ее в глубь
последнего.
Межкристаллитная коррозия — наиболее опасный вид коррозион-
ного разрушения. Развиваясь по границам зерен, она распространя-
Рис. 1.15. Межкристаллитная коррозия стали 10Х18Н9.
ется в толщу металла (рис. 1.15). Металл, пораженный межкристаллит-
ной коррозией, разрушается под действием даже незначительных, на-
грузок (рис. I.1G). Межкристаллитной коррозии подвержены, как пра-
вило, металлы, имеющие однофазную структуру. Природа этого вида
50
коррозии изучена недостаточно, а существующие Теории не во всех Слу-
чаях позволяют объяснить ее причины.
Стали, невосприимчивые к межкристаллитной коррозии в состоянии
поставки, могут приобрести склонность к ней в результате термической
Рис. 1.16. Внешний вид изогнутых образцов сварного сое-
динения стали 10Х I8H9, пораженной межкристаллитной кор-
розией в околошовной зоне.
обработки или сварки. При этом для аустенитных сталей опасным явля-
ется нагрев в интервале 400—800° С, а для ферритных — нагрев выше
900° С с последующим быстрым охлаждением.
Рассмотрим наиболее распространенные теории межкристаллитно-
го коррозионного разрушения металла.
Межкристаллитная коррозия аустенит-
ных сталей. Одна из наиболее распространенных теорий межкри-
сталлитной коррозии аустенитных сталей — теория обеднения. Угле-
род обладает ограниченной растворимостью в аустените (0,02—0,03%,
а по данным работы [108] даже 0,007%). Если содержание углерода пре-
вышает предел растворимости, гомогенная аустенитная структура, об-
разующаяся после высокотемпературной обработки (нагрев при тем-
пературе 1050—1150° С с последующим быстрым охлаждением), нахо-
дится в состоянии неустойчивого равновесия. При повторном нагреве
до 400—800° С она стремится к уменьшению свободной энергии, что
приводит к выделению карбидов по границам зерен. Скорость выделе-
ния карбидов возрастает с ростом температуры и времени выдержки.
Соответственно увеличивается и склонность к межкристаллитной кор-
розии [107].
Карбиды, которые выделяются по границам аустенитных зерен
высоколегированных сталей, имеют сложный состав (Me,nCrt) и содер-
жат значительное количество хрома. Зона обеднения углеродом зна-
чительно шире зоны обеднения хромом, благодаря большой разности
коэффициентов диффузии их атомов (табл. 1.20).
51
Диффузия углерода ИЗ центральных участков к границам проте-
кает значительно быстрее, чем диффузия хрома. Поступающий в пере-
ферийные участки углерод образует карбиды, черпая имеющиеся здесь
Таблица 1.20
Коэффициенты диффузии, см2/сек, углерода и хрома в аустените
Темпера- тура, • С С [109] Сг [17] Темпера- тура, • с С [109] Сг [17]
550 1,4 • 10—8 8,0 • 10~14 750 3,0 • 10-7 2,6 • 10“!2
650 7,7 • 10~8 6,2 10~13 850 9,1 • 10~7 8,2 10~12
Запасы хрома. Содержание хрома в переферийных участках резко сни-
жается (до 12% и менее), в результате чего эти участки зерен теряют
способность к пассивации и подвергаются интенсивному разрушению.
Рис. 1.17. Схема распределения хрома по телу зерна стали
типа 18-8, склонной к межкристаллитной коррозии: а — в
закаленном состоянии (нет коррозии); б — после нагрева в
критическом интервале температур (есть коррозия); 1 — те-
ло аустенитного зерна; 2 — карбиды, выделившиеся по
границам зерен; 3 — пограничная область зерна, обеднен-
ная хромом; 4 — кривые распределения хрома.
Рис. 1.17 иллюстрирует распределение хрома по зерну хромоникелевой
аустенитной стали после высокотемпературной обработки и провоци-
рующего нагрева.
При достаточно длительном нагреве металла в области критических
температур стойкость его против межкристаллитной коррозии восста-
навливается (рис. 1.18). Чем выше температура нагрева в интервале
52
Рис. 1.18. Схема влияния темпера-
туры и продолжительности нагрева
на склонность аустенитных сталей
и аустенитных сварных швов к меж-
кристаллитной коррозии.
400—800й С, тем быстрее восстанавливается стойкость против межкри-
сталлитной коррозии. Кривая, ограничивающая область появления
у стали склонности к межкристаллитной коррозии (зависимость между
температурой и временем нагрева), носит название диаграммы Роллан-
сона [107].
Восстановление стойкости металла против межкристаллитной кор-
розии обусловлено тем, что при длительной выдержке в области кри-
тических температур после выделения карбидов происходит выравни-
вание содержания хрома по телу зерна за счет его диффузии из цент-
ральных областей в периферийные. Содержание хрома в обедненных
участках повышается, и они вновь
приобретают способность к пасси-
вации.
Некоторые авторы [96, 102] счи-
тают, что межкристаллитная корро-
зия возможна и тогда, когда обедне-
ниеграниц зерен хромом не происхо-
дит. Любое выделение второй фазы,
в том числе и карбидов, приводит к
возникновению микронапряжений,
что в свою очередь влечет за собой
более низкую поляризацию анодно-
го процесса в пограничных областях
между зернами и несовершенную
их пассивацию [99]. В работе [93]
высказывается мнение, что причи-
ной межкристаллитной коррозии
являются карбиды железа, выделя-
ющиеся по границам зерен и отли-
чающиеся очень низкой химической
стойкостью.
Склонность аустенитных ста-
лей к межкристаллитной коррозии,
наблюдаемую в восстановительной или слабоокислительной среде, свя-
зывают главным образом с выделением второй фазы. Эта склонность
отмечается также после предварительной гомогенизирующей терми-
ческой обработки. Так, практически все хромоникелевые аустенитные
стали склонны к межкристаллитной коррозии в сильноокислительных
средах (например, в 94%-ной HNOg, в 65%-ной HNOe с добавками
К2Сг2О7 и т. д.), т. е. когда металл находится в области перепассивации.
Это связано [76] с изменением характера образования защитного слоя
на поверхности металла при переходе его из пассивного состояния в
транспассивное.
При испытании хромоникелевой стали типа 20-20 с различным содер-
жанием кремния в кипящем 65%-ном растворе HNO3 с добавками
К2Сг2О7 максимальная коррозия наблюдается у металла, содержащего
0,8—1,3% Si [41]. При этом коррозия наиболее интенсивна по границам
зерен и значительно менее интенсивна по границам двойников; по телу
зерна коррозия такого металла невелика. Так как границы зерен имеют
значительно большую поверхностную энергию, чем границы двойников,
было высказано предположение о наличии прямой связи между интенсив-
ностью коррозии по границам зерен и их поверхностной энергией. С этой
точки зрения межкристаллитную коррозию металла в сильно окисли-
тельной среде можно объяснить тем, что избыточная поверхностная
63
энергия препятствует протеканию адсорбционных процессов по грани-
цам зерен, тем самым нарушая их пассивное состояние. Изменяя путем
легирования стали поверхностную энергию по границам зерен, можно
влиять на склонность стали к межкристаллитной коррозии [76].
Межкристаллитная коррозия высокохро-
м и с т ы х ферритных стале й. Склонность к межкристал-
литной коррозии появляется при нагреве до температуры 900° С и вы-
ше и последующем быстром охлаждении. Существуют различные трак-
товки причин, вызывающих эту склонность.
Таблица 1.21
Содержание хрома и железа в карбидной фазе ферритных сталей 12X17
и 15Х28АН при различных режимах термической обработки
Марка стали Термообработка Содержание в карбидах, %
Сг Fe
12X17 В состоянии поставки 0,508 0,249
1300° С, вода 0,289 0,137
1300° С, вода; 650° С, 2,5 ч, воздух 0,471 0,225
1300° С, вода; 770° С, 2,5 ч, воздух 0,470 0,272
15Х28АН В состоянии поставки 2,77 0,52
1200° С, вода 1,14 0,61
1200° С, вода; 770° С, 2,5 ч, воздух 2,62 0,64
1200° С, вода; 800° С, 2,5 ч, воздух 2,61 0,62
1200° С, вода; 850° С, 2,5 ч, воздух 2,64 0,61
Авторы работы [43] считают, что при высоких температурах по
границам ферритных зерен образуются аустенитные прослойки, обед-
ненные хромом. В процессе быстрого охлаждения они превращаются
в мартенсит. Находясь при высоких температурах в равновесии с фер-
ритом, пограничная фаза обогащается углеродом и обедняется хромом
до уровня, при котором нарушается ее пассивное состояние.
Очевидно, эта гипотеза справедлива для сталей, наряду с ферритом
имеющих небольшое количество аустенитной фазы, расположенной в ви-
де прослоек между зернами [28].
В работе [100] межкристаллитную коррозию ферритных сталей
объясняют выпадением карбидов и нитридов непосредственно из феррита,
пересыщающегося при быстром охлаждении. Возникающее при этом
напряженное состояние в пограничных елоях зерен обусловливает по-
терю стойкости стали против коррозии.
Существует мнение [97], что причиной межкристаллитной корро-
зии ферритных сталей после высокотемпературного нагрева и быстрого
охлаждения является образование по границам зерен карбидов железа,
не стойких против воздействия агрессивных сред. Отпуск при темпера-
туре 700—800° С вызывает превращение их в карбиды хрома, обладаю-
щие стойкостью против коррозии. Эта гипотеза не была подтверждена
работами [28, 35]. Содержание железа в карбидной фазе ферритных ста-
54
лей в состоянии поставки после высокотемпературного нагрева с после
дующим быстрым охлаждением и после отпуска при различных темпе-
ратурах практически не изменяется [табл. I. 21].
Сторонники теории обеднения [48, 49] считают, что в процессе бы-
строго охлаждения ферритных сталей происходит выпадение вторичных
фаз по границам зерен, обеднение пограничных областей хромом и, как
следствие этого, снижение пассивности пограничных областей. Опреде-
ленную роль могут играть неравновесные карбиды с повышенным со-
держанием железа, а также напряжения, возникшие в результате их
выделения. Есть основания полагать, что степень обеднения и его эф-
фективность в электрохимичес-
ком растворении ферритного
металла значительно меньше, чем
аустенитного, так как скорость
диффузии хрома, а следователь-
но, и выравнивание его концен-
трации по телу зерна в первом
случае выше, чем во втором.
Можно полагать [35, 38], что при
высокотемпературном нагреве
хромистых ферритных сталей
углерод и азот, находящиеся в
структурно-свободных карбидах
(карбонитридах), растворяются
в феррите в количествах, на
много превышающих предел их
растворимости при комнатной
температуре. При последующем
быстром охлаждении они час-
тично фиксируются в виде пере
сыщенного твердого раствора,
вызывая перенапряженность и
искажение решетки. Неполное
выделение карбидов (карбонит-
ридов), когда сохраняется коге-
Рис. 1.19. Вероятность стойкости хро-
моникелевых сталей типа 18-8 против
межкристаллитной коррозии после вы-
держки при температуре 650° С в те-
чение 1 е в зависимости от содержания
хрома и углерода [88].
рентная связь атомов с материн-
ской решеткой, также вызыва-
ет дополнительные напряжения. При контактировании с реагентом
напряженные и ненапряженные участки зерна образуют микроэлемен-
ты, в которых анодом служат напряженные, легко корродирующие
участки.
Последующий высокий отпуск ферритного металла приводит к
завершению выделения карбидов (карбонитридов), разрыву когерент-
ных связей между матрицей и фазой выделения. Тем самым устраняют-
ся местные напряжения в поверхностных слоях зерен и причина, вы-
зывающая склонность к межкристаллитной коррозии. В отдельных
случаях при значительном выделении карбидов (карбонитридов) может
также сказываться некоторое обеднение пограничных слоев ферритных
зерен хромом. Разность потенциалов тела и пограничной области зерна
увеличивается, и межкристаллитная коррозия усиливается.
Пути предотвращения восприимчивости
металла к межкристаллитной коррозии. Наи-
более простым способом является термическая обработка сварных
соединений. Аустенитные стали, нагретые до температур 950—1150° С
55
с последующим быстрым охлаждением, а также ферритные стали, на-
гретые до 700—750° С, не склонны к межкристаллитной коррозии. Од-
нако термическая обработка значительно удорожает стоимость изделия
и трудно осуществима в случае крупногабаритных сварных изделий.
К металлургическим способам борьбы со склонностью сталей к меж-
кристаллитной коррозии относятся: 1) снижение содержания углерода;
2) введение стабилизирующих элементов, имеющих большее сродство
с углеродом, чем хром (титана, ниобия, тантала, циркония, ванадия,
вольфрама); 3) обеспечение аустенитно-ферритной структуры.
1. Снижение содержания углерода в аустенитной стали позволяет
увеличить время, в течение которого она может находиться при крити-
Вре.чя, с
Рис. 1.20. Области, характеризующие
склонность хромоникелевых сталей типа
18-8 к межкристаллитной коррозии
[80, 82].
ческих температурах до по-
явления склонности к меж-
кристаллитной коррозии.
В работе [88] приводятся
результаты исследований
склонности к межкристаллит-
ной коррозии 91 промышлен-
ной плавки сталей, содержа-
щих 9—11% никеля, в зависи-
мости от содержания хрома и
углерода. Стали исследова-
лись после закалки от 1050° С
на воздухе с последующим
отпуском при температуре
650° С в течение 1 ч. На рис.
1.19 проиллюстрировано из-
менение стойкости стали ти-
па 18-8 против межкри-
сталлитной коррозии. Оказалось, что при содержании хрома ~ 18%
и углерода 0,02% вероятность стойкости против межкристаллитной
коррозии достигает 99,8%. При увеличении содержания хрома можно
допустить до 0,04% С. Максимально допустимое содержание углерода
зависит от содержания хрома и может быть найдено по эмпирической
формуле
Сг— 80С> 16,8.
Важно знать выдержку в области критических температур, после
которой сталь становится склонной к межкристаллитной коррозии.
На рис. 1.20 представлены области, характеризующие склонность ста-
лей типа 18-8 к межкристаллитной коррозии при различных содержа-
ниях в них углерода. С уменьшением содержания углерода заметно
возрастает время нагрева и снижается температура, при которых появ-
ляется склонность стали к межкристаллитной коррозии.
При кратковременном воздействии критических температур меж-
кристаллитная коррозия может не проявляться даже в сварных соеди-
нениях, содержащих 0,07—0,08% С. Практика показывает, что лучше
иметь несколько меньшее содержание углерода « 0,05%). Для особо
ответственных изделий следует применять стали, содержащие 0,03%
С, тем более, что за последние годы в Советском Союзе достаточно ус-
пешно налаживается промышленный выпуск сталей со сверхнизким
(0,03 и даже 0,02%) содержанием углерода.
Молибден, ванадий, кремний, будучи введены в сталь, повышают
эффективное содержание хрома и способствуют уменьшению склонности
56
металла к межкристаллитной коррозии. Молибден и, особенно, вана-
дий частично связывают углерод в карбиды, уменьшая тем самым вы
деление карбидов хрома из твердого раствора. Кроме того, молибден,
ванадий и кремний, растворенные в аустените, увеличивают скорость
диффузии хрома в твердом растворе, способствуя выравниванию его со-
держания по телу зерна при выделении карбидов хрома в интервале
критических температур. На рис. 1.21 приведен график, иллюстрирую-
щий благоприятное влияние молибдена на повышение стойкости стали
против межкристаллитной коррозии.
Снижение содержания углерода в ферритных сталях менее эффек-
тивно, чем в аустенитных. Ферритная сталь может быть склонна к меж-
кристаллитной коррозии да-
же при содержании углерода,
равном 0,01 %. Восприимчи-
вость к коррозии ферритной
стали, содержащей 25% хро-
ма, исчезает, если содержание
в ней углерода в процессе ва-
куумной выплавки снизить
до 0,002% [94], что в настоя-
щее время практически весь-
ма сложно.
2. Введение стабилизиру-
ющих элементов, имеющих
большее сродство к углероду,
чем хром, является самым эф-
фективным способом устране-
ния склонности сталей к меж-
кристаллитной коррозии. На-
иболее устойчивые карбиды образуют Ti, Nb, Та, поэтому им отдается
предпочтение перед другими элементами. Связывая избыточный углерод
в прочные карбиды, эти элементы исключают возможность выделения
карбидов хрома и препятствуют обеднению пограничных слоев зерен
хромом при нагреве в интервале критических температур.
Скорость диффузии в процессе образования карбидов зависит от
концентрации элементов, температуры и времени. Если воздействие на
сталь критических температур кратковременно (как это имеет место при
сварке), то соотношение между содержанием углерода и титана может
быть выражено формулой
§ 700
СЗ
<3
^500
-----
Меж к рис-''
таллитной
коррозии
---нет —
2 Межкриапаллит-
ч. пая коррозия
^4. есть
300
10 10г 103 104 10s 10е
Врем я, с
Рис. 1.21. График, иллюстрирующий влия-
ние молибдена на повышение стойкости
стали против межкристаллитной коррозии
(выдержка в течение 700 ч в кипящем
растворе серной кислоты и медного купо-
роса): 1 — 18% Ст; 15% Ni; 0,027% N;
0,026% С; 2 — 17,8% Ст; 14,4% N1;
0,024% N; 0,030% С; 2,0% Мо [43].
Ti > 5 (С— 0,02).
При длительнохМ воздействии критических температур содержание
титана должно быть несколько выше:
Ti > 7 (С —0,02).
Получаемое из этих формул количество титана, необходимое для
полной стабилизации, несколько выше получаемого по формуле карби-
да титана TiC (Ti/C-4). Это объясняется тем, что некоторое количе-
ство титана остается в твердом растворе, а часть расходуется на связы-
вание азота, который всегда находится в стали, как сопутствующая при-
месь. Рис. 1.22 иллюстрирует взаимосвязь между содержанием углерода
и титана в аустенитной стали и склонностью ее к межкристаллитной
коррозии.
57
1,0-
Межкристаллитной
коррозии
нет
О
0,8-
0,6-
0,4-
0,2
*
сз
£
а
Е
1
Межкристал -
лисиная коррозия
есть
0’04 0,08 0,12 0,16
Содержание углерода, %
Рис. 1.22. График, иллюстриру-
ющий влияние углерода и тита-
на на склонность хромоникеле-
вых сталей к межкристаллитной
коррозии после выдержки при
650° G в течение 16 ч.
О
иллюстрирует влияние титана
Таблица 1.22
Влияние титана и ниобия
на склонность 17%-ной хро-
мистой стали к межкристал-
литной коррозии [98]
Содержание, % Склонность к межкри- сталлит- ной кор- розии
С Т1 Nb
0,04 0,2 ___ Есть
0,07 0,44 — »
0,05 0,44 — »
0,06 0,88 — Нет
0,03 — 0,6 Есть
0,04 — 1,33 Нет
0,05 — 0,71 »
Если сталь, легированная ниобием, подвергается длительному на-
греву при температурах 450—800° С, рекомендуется, чтобы содержание
в ней ниобия в 10—12 раз превышало содержание углерода (Nb/C ?=s
8 для соединения NbC). При крат-
ковременном воздействии критических
температур (например, при сварке)
содержание ниобия, необходимое для
стабилизации углерода, может быть
определено по формуле [87]
Nb = 0,093 + 7,7 (С — 0,013) +
4- 6,6 (N — 0,022).
Легирование титаном и ниобием
ферритных сталей способствует пре-
дотвращению их склонности к меж-
кристаллитной коррозии. При этом
содержание титана рекомендуется [12,
38] определять из соотношения
Ti > 8С.
Влияние добавок титана и ниобия
на склонность 17%-ной хромистой
стали к межкристаллитной коррозии
хорошо видно из табл. 1.22. Рис. 1.23
на коррозионную стойкость стали, со-
держащей 25% хрома.
Весьма эффективно введение в хромистую сталь молибдена. Так,
у стали 08Х17М2Т при Ti/C-3,3 межкристаллитная коррозия после
сварочного нагрева не наблюдалась,
тогда как у стали 08X17Т с таким же
отношением Ti/С она была значитель-
на [38].
3. Обеспечение аустенитно-феррит-
ной структуры металла позволяет зна-
чительно уменьшить его склонность к
межкристаллитной коррозии. Изменяя
содержание хрома и никеля в стали,
можно регулировать количество фер-
ритной фазы. Так, увеличив содержа-
ние хрома в стали, содержащей 18% Сг,
8% Ni, 0,1% С до 20%, получим двух-
фазную структуру. В сварочной тех-
нике необходимое количество фер-
ритной фазы (3—8%) в аустенитном
шве обеспечивается дополнительным
легированием сварных швов хромом,
кремнием, а иногда молибденом и
ванадием.
Роль ферритной фазы в предотв-
ращении склонности металла к меж-
кристаллитной коррозии заключает-
ся в следующем: а) в присутствии
58
феррита общая протяженность границ зерен увеличивается, а количе-
ство выделяющегося в виде карбидов с единицы площади поверхности
зерен углерода уменьшается. Благодаря этому уменьшается и степень
обеднения хромом пограничных слоев зерен; б) в двухфазном металле
карбиды выделяются по границам ферритных зерен. Содержание хрома
в феррите выше, чем в находящемся с ним в равновесии аустените. Поэ-
тому обеднение границ ферритных зерен хромом не нарушает пассив-
ного состояния стали; в) ферритные зерна, расположенные между аусте-
нитными, препятствуют воз-
действию агрессивной среды
на последние и предотвраща-
ют развитие коррозии в глубь
металла.
. При выборе сварочных
материалов, обеспечивающих
аустенитно-ферритную струк-
туру шва, следует учитывать
условия эксплуатации свар-
ного изделия. Так, коррози-
онная стойкость металла шва
в окислительных средах по-
вышенной агрессивности уху-
дшается, если в нем содер-
жится более чем по 0,8%
ванадия и кремния [31]. В
этом случае гораздо целе-
сообразнее варьировать со-
держание в шве хрома и
никеля.
Такой способ борьбы
со склонностью металла к
1260
1200
1100
1000
900
800
-1
-2
2 5 5 1015 50 60 1805006001000
Время нагрева, мин
Рис. 1.23. Влияние температуры и продол-
жительности нагрева на склонность 25 %-
ных хромистых сталей к межкристаллит-
ной коррозии [5]. Состав сталей, %: 1 —
0,12 С; 25,67 Сг; 1,08 Ti; 0,02 N;
Ti
7,9 2 — 0,08 С; 25,97 Сг; 0,66 Т1;
Ti
0,02 N; 6,9 —.т; 3 — 0,11 С; 25,36 Сг;
С + ’/,N
Ti
0,56 Ti; 0,03 N; 4,1 гггр
С + »/,N
межкристаллитной коррозии
непригоден, если изделие работает в условиях воздействия сред, вы-
зывающих избирательную коррозию преимущественным растворе-
Рис. 1.24.Ножевая коррозия сварного соединения стали 12X18II10T
после испытания в 56 %-ной HNO, (внешний вид образца).
нием феррита. Так, например, в сварных швах изделий, изготов-
ленных из сталей 06Х23Н28МЗДЗТ, 08Х17Н16МЗТ и им подобных,
используемых для производства крепкой серной кислоты, карбомида,
мочевины и т. п., ферритная фаза не допускается из-за преимущест-
венного растворения ее в этих средах [45, 67].
5$
Ножевая коррозия сварных, соединений — коррозионное разрушение
аустенитных сталей, стабилизированных титаном (реже ниобием), про-
исходящее на узком участке (до 1 —1,5 мм), непосредственно прилегаю-
щем к сварному шву (рис. 1.24). Ножевая коррозия носит межкристал-
литный характер (рис. 1.25). При нагреве стабилизированных сталей
до температуры 1250—1300° С и выше карбиды диссоциируют. Титан
(ниобий) и углерод переходят в твердый раствор аустенита. При этом
Рис. 1.25. Микроструктура сварного соединения, поражен-
ного ножевой коррозией, в месте коррозионного разрушения.
углерод сегрегирует преимущественно по границам зерен. Последнее
подтверждается данными работ [59, 91], в которых показано, что в ре-
зультате выдержки образцов, насыщенных радиоактивными изотопами
С14 при температурах 1200—1360° С, в пограничных участках зерен об-
разуются значительные скопления углерода.
При последующем нагревании до температуры 600—700° С проис-
ходит образование карбидов, содержащих значительное количество хро-
ма. Содержание его в пограничных областях зерен резко снижается,
и сталь становится восприимчивой к межкристаллитной коррозии на
локальном участке. В [85] высказано предположение, что гетероген-
ность структуры околошовной зоны вызывает неравномерность электро-
химических свойств металла. Границы зерен, где межатомные связи
ослаблены за счет сегрегации растворенных элементов, имеют потен-
циал, отличный от потенциала тела зерна, и служат анодом. Выпадение
густой цепочки карбидов на границах зерен вызывает резкое увеличение
плотности коррозионного тока в этих анодных участках, в результате
чего они быстро разрушаются. На усиление коррозии пограничных
слоев зерен оказывают влияние также напряжения, возникающие в
решетке твердого раствора при выделении избыточной фазы [38, 82].
60
Для предотвращения ножевой коррозии содержание титана (нио-
бия) в стали при данном содержании углерода должно быть значительно
выше, чем для предотвращения межкристаллитной коррозии.
В последнее время все чаще применяют стали, содержащие 0,02—
0,03% С. Так, сварные соединения, выполненные из стали 03Х18Н11
(0,02% С), не склонны к ножевой коррозии при испытании в 50—65%-
ной азотной кислоте [40]. Представляет интерес тот факт, что в сварных
Рис. 1.26. Структурная коррозия стали 0Х21НЗТ после испы-
тания в 50%-ной HNO, при температуре кипения.
соединениях азотсодержащей стали 08Х17Н5Г9АБ ножевая коррозия
не обнаруживается [29], хотя эта сталь более склонна к межкристаллит-
ной коррозии, чем сталь 12Х18Н10Т.
Структурная коррозия наблюдается в сварных соединениях двух-
фазных нержавеющих сталей (рис. 1.26). Коррозионному разрушению
подвержена преимущественно аустенитная фаза, расположенная в виде
тонких прослоек между крупными зернами феррита.
С современной точки зрения [1, 10, 69] структурную коррозию
ферритно-аустенитных сталей можно объяснить разностью электрод-
ных потенциалов феррита и аустенита и разделением в связи с этим
поверхности металла на анодные и катодные участки. Если площадь
анодов (фазовой составляющей с более отрицательным потенциалом в
данном электролите) невелика по сравнению с площадью катодов (фа-
зовой составляющей с более положительным потенциалом) и анодная
составляющая равномерно распределена в катодной, то с самого начала
коррозии анодные участки могут подвергнуться интенсивному разру-
шению. Так, во время работы двухэлектродного гальванического элемен-
та феррит — аустенит (15Х25Т — 12Х18Н10Т) в 56%-ном растворе
HNO3 [33] коррозионные потери обоих электродов весьма близки при
соотношении площадей 1/1. Близки и потенциалы электродов (1,025 В —
61
аустенитного, 1,075 В—ферритного). Уменьшение площади аустенит-
ного электрода приводит к резкому увеличению плотности тока на нем
и коооозионных потерь (рис. 1.27).
При охлаждении после сварки стали с повышенным содержанием
углерода возможно выделение карбидной фазы. Это приводит к дополни-
тельному обеднению аустенитной фазы хромом. Аустенитные прослойки
становятся еще более эффективны-
ми анодами.
Выделившиеся карбиды увели-
чивают эффективную площадь като-
да. Омическое сопротивление систе-
мы и поляризация катода уменьша-
ются, коррозионный ток и раство-
рение анода возрастают [1]. Оба эти
фактора способствуют структурной
коррозии околошовной зоны.
Фазовые превращения, протека-
ющие в зоне термического влияния,
а обусловливают возникновение в
сварном соединении, подверженном
воздействию агрессивной среды,
макропары: основной металл — зона
термического влияния [38]. Зона
термического влияния играет роль
анода, эффективность которого воз-
растает с увеличением агрессивнос-
ти среды.
С целью предотвращения струк-
турной коррозии весьма эффективно
использование ниобия и азота [37].
Хромоникелевая сталь типа 21-5
и хромоникельмолибденовая сталь
типа 21-6-2, легированные азотом
и ниобием или только азотом, не
подвержены структурной коррозии
после воздействия сварочного нагре-
ва при испытании в 65%-ной HNO3
(для стали 21-5) и 10%-ной H2SO4
(для стали 21-6-2). Структурная кор-
розия отсутствует также в сварных
соединениях стали типа 21-5, до-
полнительно легированной титаном,
в том случае, если Ti/C > 6 (на-
Рис. 1.27. Зависимость плотности
тока (а) и коррозионных потерь (б)
от отношения ферритного и аусте-
нитного электродов, работающих
в макропаре в 56%-ной кипящей
HNOS.
пример, при испытании в 30%-ной HNO3 при кипении, в 50%-ной HNOg
при температуре до 80° С и в 55%-ной HNO3 при температуре 50° С
[37]). Ферритно-аустенитные сварные швы, содержащие до 20% аусте-
нитной фазы, также подвержены структурной коррозии.
Увеличение содержания в металле шва элементов-аустенитизато-
ров (например, никеля, азота), а соответственно повышение содержания
аустенитной фазы приводит к устранению структурной коррозии,
вследствие чего повышается общая коррозионная стойкость металла
шва (рис. 1.28).
Точечная коррозия может развиваться как в сварном соединении,
так и в основном металле, не подвергнувшемся термическому воздей-
62
ствию сварочного цикла. Она обусловлена возникновением гальва-
нической пары между пассивированной поверхностью металла и отд» ль
ными его участками, которые по какой-либо причине не были пассиви; о-
ваны. Сульфидные и ферритные включения, участки, обедненные хро-
мом в аустенитном металле,
значительно повышают его
склонность к точечной кор-
розии.
Точечная коррозия высо-
колегированных сталей и их
сварных соединений наблю-
дается наиболее часто в рас-
творах хлоридов. Чем меньше
скорость движения жидкости,
тем интенсивнее процесс то-
чечной коррозии. Хром, мо-
либден, кремний, ванадий,
никель, азот повышают стой-
кость металла против этого
вида коррозии, а марганец,
титан, ниобий — несколько
снижают ее [47, 69].
В табл. 1.23 приведены
потенциалы пробоя сталей в
3%-ном растворе NaCl (чем
выше потенциал пробоя, тем
менее склонен металл к то-
чечной коррозии). Проведен-
ные параллельно испытания
этих же сталей в хлорном
железе показали, что на
стали 10Х14Г14НЗТ точеч-
Рис. 1.28. Влияние никеля (количества
a-фазы) на коррозионную стойкость свар-
ных швов, содержащих ~21% Сг, в
азотной кислоте концентрации: 1 — 65%;
2 — 56%; 3 — 50% [36].
ная коррозия появляется через 6 суток, на стали 15Х17АГ14 — через
23 суток, на стали 08X21НЗТ — через 34 суток испытания. На сталях
08Х22Н6Т и 08X21Н6М2Т следов точечной коррозии не было выявлено.
Таблица 1.23
Потенциалы пробоя сталей в 3%-ном растворе NaCl [47] .
Марка стали сп,в Марка стали Еп В п»
08X21Н6М2Т 0,563 15Х17АП4 0,193
08Х22Н6Т 0,428 10Х14Г14НЗТ 0,083
08Х21НЗТ 0,298 12Х18Н10Т 0,360
Интенсивность точечной коррозии зависит от качества обработки
поверхности металла. Так, коррозия металла с полированной поверх-
ностью меньше, чем с шероховатой; чистые поверхности противостоят
этому виду коррозии лучше, чем загрязненные.
Для предотвращения точечной коррозии следует основной металл
и сварной шов дополнительно легировать элементами, повышающими
63
I
потенциал пробоя (особенно молибденом), и стремиться к максимальной
чистоте рабочей поверхности.
Влияние некоторых элементов на коррозионную стойкость сталей
и сварных соединений. Коррозионная стойкость стали зависит от ха-
рактера ее легирования. При выборе степени легирования стали и ме-
талла шва всегда следует учитывать условия работы изделия.
При легировании сталей и швов элементами, более благородными
в данной среде, чем железо, являющееся основой сталей, наблюдается
скачкообразное повышение их корро-
зионной стойкости. Это повышение
стойкости заметно при соотношении
числа атомов легирующего и легируе-
мого элементов, кратном 8, т. е. рав-
ном п/8, где п = 1, 2, 3, 4, 6 (правило
п/8 моля).
Процесс появления коррозионной
устойчивости металла в данной среде
объясняется следующим. При контакте
стали с реагентом легко растворимые
атомы быстро переходят в раствор, а
обнажившиеся атомы легко пассивиру-
ющего металла, взаимодействуя с реа-
гентом, образуют защитные пленки,
препятствующие дальнейшему раство-
рению металла.
Хром значительно
коррозионную стойкость
сварных швов, особенно в окисли-
тельных средах. Незначительные до-
бавки хрома в сварные швы, вы-
полненные на стали 10ХСНД, приме-
няемой в судостроении, резко по-
вышают их коррозионную стойкость
в морской воде (рис. 1.29).
Хром хорошо подчиняется правилу
п/8 моля. Резкий скачок 'коррозион-
ной стойкости наблюдается при со-
держании хрома, равном 12,5 и
25%. Стали, легированные хромом, хо-
рошо сопротивляются коррозии в ат-
мосферных условиях, в окислительных средах (рис. 1.30), отличаются
хорошей окалиностойкостью. Все сплавы железо — хром нестойки в
соляной, фосфорной и плавиковой кислотах, в галоидных кислотах
(особенно хлоридах), в растворах серной и органических кислот.
Никель, расширяя у-область, обеспечивает возможность полу-
чения сталей с необходимыми технологическими свойствами. Как и
хром, никель подчиняется правилу п/8 моля. При концентрации 2/8
моля железоникелевые сплавы приобретают достаточно высокую кор-
розионную стойкость в разбавленной серной кислоте. Его влияние на
Коррозионную стойкость металла, работающего в серной или фосфорной
кислоте, представлено графически на рис. 1.31. С повышением содержа-
ния хрома скорость коррозии металла в соляной и серной кислотах
повышается, с увеличением содержания в металле никеля — уменьша-
ется (рис. 1.32).
Сталь 10ХСНД (0,89 %Сг)
0,87 °/с Сг вметалле шва
Рис. 1.29. Влияние содержания
хрома в металле шва на корро-
зионную стойкость сварных сое-
динений из стали 10ХСНД в мор-
ской воде при температуре 50° С
за 1000 ч (шов заштрихован).
1
I
повышает
сталей и
64
Марганец вводят в высоколегированные стали с целью замены
некоторого количества никеля. В сварных швах марганец способствует
предотвращению горячих трещин. Он несколько понижает коррозион-
ную стойкость хромистых и хромоникелевых сталей в окислительных
Рис. 1.31. Влияние никеля на
коррозионную стойкость железо-
никелевых сплавов в 5%-ной сер-
ной кислоте при температур!- 50—
Рис. 1.30. Влияние хрома на
коррозионную стойкость же-
лезохромистых сплавов в 50
и 65%-ной азотной кислоте
и восстановительных средах. Однако, если содержание марганца в ме-
талле составляет 2—8%, его влияние на коррозионную стойкость незна-
чительно.
На рис. 1.33 графически проиллюстрировано влияние марганца
на коррозионную стойкость сварных швов в азотной кислоте. Корро-
зионные потери увеличиваются с
ростом содержания марганца и ак-
тивности реагента. Коррозионная
Рис. 1.32. Влияние никеля и хрома на
коррозионную стойкость сталей в 5%-
ной серной кислоте при температуре
20° С [104].
Рис. 1.33. Влияние марганца на
коррозионную стойкость хромони-
келевых сварных швов типа 18-5
в азотной кислоте при концентра-
циях; / — 56 %; 2 — 40%; 8 — ДО %
3 42168
65
стойкость швов с таким содержанием марганца падает за счет перехо-
да ионов марганца в раствор [32].
Хромоникельмарганцевые стали, содержащие 17% хрома, отлича-
ются высокой коррозионной стойкостью в горячих и холодных слабых
растворах азотной, фосфорной, карболовой, молочной и сернистой кис-
лот, в различных соках и других средах [78]. Хромомарганцевые стали
по коррозионной стойкости превосходят хромоникелевые в условиях воз-
действия сернистого газа при температурах до 900° С.
Сварные соединения стали 08Х17Н5Г9АБ обладают высокой кор-
розионной стойкостью в окислительных средах, не уступая стойкости
соединений стали 12Х18Н10Т [29] (а в
Рис. 1.35. Влияние кремния на
общую коррозионную стойкость
хромоникелевых сварных швов
типа 20-20 в кипящих растворах
32 %-ной HNOS (а) и 65%-ной
HNO3 с добавкой 1 г/л К2Сг2О»
(б) [41].
крепкой азотной кислоте превосходя
Содержание молибдена, %
Рис. 1.34. Влияние молибдена на корро-
зионную стойкость хромоникелевых ста-
лей в кипящей 65 %-ной азотной кислоте
после аустенитизации и в подкисленном
растворе медного купороса после аусте-
нитизации и провоцирующего нагрева
[ИО].
Повышение содержания марганца в ферритно-аустенитном шве
вызывает снижение лишь общей его коррозионной стойкости; преиму-
щественного растворения одной из фаз при этом не наблюдается [32].
Молибден значительно повышает коррозионную стойкость
хромистых и хромоникелевых сталей в растворах восстановительных
кислот (серной, соляной, фосфорной, уксусной, муравьиной, сернистой
и др.). Так, стали 08Х21Н6М2Т, 10Х17Н13М2Т и 10X17H13M3T стойки
в 10%-ной серной кислоте при температуре до 50° С и 20%-ной серной
кислоте при температуре до 30° С. Однако в кипящей 65%-ной азотной
кислоте (рис. 1.34) молибден понижает коррозионную стойкость стали.
Медь обладает высоким электродным потенциалом (см. табл.
1.19) и повышает коррозионную стойкость стали в восстановительных
средах. Особенно эффективно одновременное легирование металла медью
и молибденом. Аустенитная сталь 06Х23Н28МЗДЗТ вполне коррозион-
ностойка в водных растворах 40%-ной серной кислоты при температу-
рах до 70° С. Ее применяют в химическом машиностроении.
Кремний понижает коррозионную стойкость металла сварных
швов, если изделие работает в пассивной области (рис. 1.35, а). Если же
66
металл находится в области перепассивации, влияние кремния прояв-
ляется двояко: при увеличении его содержания до 0,8—1,2% корро-
зионная стойкость металла падает, а при дальнейшем повышении содер-
жания кремния — возрастает (рис. 1.35, б). Это обусловлено зависи
Рис. 1.36. Влияние ванадия на
коррозионную стойкость хромо-
никелевых сварных швов типа 20-
5 131].
мостью поверхностной энергии гра-
ниц зерен металла от содержания
кремния.
Учитывая крайне отрицатель-
ное влияние кремния на стойкость
Рис. 1.37. Влияние титана (-----) и
ниобия (----) на коррозионную стой-
кость сварных швов, содержащих ~ 17%
Сг,3 — 4% Ni и 7—13% Мп, в азотной
кислоте различных концентраций: 1 —
56%; 2 - 40%; 3 - 30% [34].
аустенитных сварных швов против образования горячих трещин и кор-
розионную стойкость металла, следует стремиться к минимальному его
содержанию в металле шва.
Ванадий, введенный в сварной шов даже в небольшом количе-
стве, снижает коррозионную стойкость шва в азотной кислоте любой
концентрации. На рис. 1.36 представлены графики, характеризующие
влияние ванадия на коррозионную стойкость хромоникелевых двух-
фазных швов типа 20-5 [31]. Аналогичное влияние ванадия на сопротив-
ляемость коррозионному разрушению сварных соединений стали
10Х18Н9Т в кипящей 55%-ной HNO3 отмечается в работе [54].
При сварке ферритно-аустенитных и ферритных сталей можно вво-
дить в швы с аустенитно-ферритной структурой небольшое количество
ванадия (0,3—0,5%) для повышения предела текучести металла шва до
уровня основного металла. При этом отрицательное действие ванадия
может быть нейтрализовано некоторым повышением содержания хрома.
Титан и ниобий предотвращают межкристаллитную кор-
розию высоколегированных сталей и сварных швов, несколько ухуд-
шая их общую коррозионную стойкость. Снижение коррозионной стой-
3*
67
кости сварных швов меньше при легировании ниобием, чем тита-
ном (рис. 1.37). Вводимые в количествах, необходимых для предотвраще-
ния межкристаллитной коррозии, эти элементы несущественно ухудша-
ют общую коррозионную стойкость металла.
Углерод, вызывая склонность высоколегированных сталей к
межкристаллитной коррозии, отрицательно влияет и на общую корро-
зионную стойкость. Так, увеличение содержания углерода в стали
типа 18-8 от 0,08 до 0,12% вызывает увеличение скорости коррозии
в 30%-ной HNO3 примерно в 10 раз [92]. В связи с этим в последние
годы стремятся максимально снизить содержание углерода как в сталях,
так и в сварных швах.
Азот, вводимый в хромоникелевые и хромоникельмарганцевые
стали и сварные швы, способствует предотвращению сосредоточенной
Рис. 1.38. Образцы сварных соединений сталей 03Х18Н11 (вверху)
и 03Х18АН10 (внизу) после испытаний в кипящей 65%-ной HNOa.
коррозии сварных соединений в околошовной зоне, практически не
влияя на их общую коррозионную стойкость.
Азот оказывает косвенное влияние на коррозионную стойкость
сварных соединений аустенитных сталей, предотвращая наклеп метал-
ла в околошовной воне [40]. Так, при сварке стали 03Х18Н11, содер-
жащей 0,02% углерода, обнаруживается более интенсивная коррозия
в зоне, прилегающей к шву (рис. 1.38). Это вызвано тем, что в около-
шовной зоне возникают напряжения в металле и его наклеп. В сре-
дах повышенной агрессивности наклепанный металл околошовной зо-
ны в паре с металлом, расположенным вдали от шва, является анодом
и растворяется более интенсивно. При введении в сталь 0,26% азота
повышаются ее прочностные характеристики — предел текучести воз-
растает от 25 до 41 кГ/мм . Благодаря этому предотвращается наклеп
металла в околошовной зоне и степень ее коррозии становится равной
степени коррозии свариваемого металла.
Коррозионная стойкость сталей устанавливается в соответствии
с ГОСТом 5272—50 по десятибалльной шкале. Однако применительно к
нержавеющим сталям во Франции и Швеции пользуются трехбалльной,
а в ФРГ, США и СССР — пятибалльной шкалой (табл. 1.24).
Пересчет весовых потерь (г/м2 • ч) на линейные (мм/год) производят
по формуле
п 8-76 • К
“ У ’
гд.е П •— линейные коррозионные потери, мм/год; у — плотность метал-
ла, г/см3; К — потеря массы, г/м2 • ч.
В табл. 1.25 приведены данные о стойкости против коррозии наи-
более распространенных сталей в некоторых агрессивных средах, а в
табл. 1.26 и 1.27 — рекомендации по их применению. Коррозионные
среды, вызывающие точечную коррозию, отмечены буквами «т. к.»
68
Таблица 1.24
Пятибалльная шкала коррозионной стойкости
Балл Скорость коррозии, мм/год Группа стойкости
1 <0,1 Весьма стойкие
2 0,1—1,0 Стойкие
3 1,1—3,0 Понижен ностойкие
4 3,1—10 Малостойкие
5 >10 Нестойкие
Таблица 1.25
Коррозионная стойкость нержавеющих сталей в различных средах
(по пятибалльной шкале)
Среда Температура, °C Марка стали Литература
08X13, 12X13 12X17, 08Х17Т 14X17Н2, 08X17М2Т 15Х25Т, 15X28 10Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 08Х21Н6М2Т 12Х18Н10Т 08Х18Н10Т ЮХ17Н13М2Т 10X17H13M3T 06Х23Н28МЗДЗТ
Азотная кислота;
концентра- ция, %:
10 20 1 1 1 1 — — 1 —— —-- [43]
50 3 1 1 — 1 1 1 1 —
80 3 1 1 3 1 1 1 1 — 19]
/кип 3—4 2 1 — 1 1—2 1 1—2 1—2 [72,
112]
30 20 1 1 1 — 1 1 1 1 — [4]
60 1 1 — —— 1 —• — ]4]
85 3 — •—* — 1 1 1 — [70]
/кип 4 4 3 5 1 1—2 1 1—2 1—2 [72]
50 20 1 1 1 — — — 1 1 —н. [9]
50 1 1 1 — 1 —— 1 1 — [4]
80 3 2 2 — 1 — I 1 -— ]4]
/кип 5 4 3 — 2 3 2 3 3 [72]
65 20 1 1 1 1 — 1 1 — [181
50 1 1 1 — 1 — 1 1 1 [7]
60 — 3 2 — — 1 1 — [71]
69
Продолжение табл. 1.25
Среда Температура, ° С i Марка стали Литература
08X13. 12X13 12Х17.08Х17Т, 14Х17Н2, 08Х17М2Т 15Х25Т, 15X28 19Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 08 Х21Н6М2Т 12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т 10X17H13M3T 06Х23Н28МЗДЗТ 1 1
85 3 3 2 1 1 1 1 — [73]
^кип 5 4 3 5 2—3 — 3 3 2—3 [7, 43, 71]
Вода мор- ская (т. к). Едкое кали; концентра- ция, %: 25 20 3 3—2 2 5 — — 2—1 1 1 [6, 9]
1 1 1 — 1 1 1 1 1 [4]
50 20 1 1 1 — — — 1 1 1 [4]
tvwn 2 2 2 — — — 2 2 1 [4]
68 120 2 2 2 — 1 1 1 1 1 [71]
расплав Едкий натр; концентра- ция, %: 300 5 5 5 5 5 5 5 5 [71]
30 20 1 1 1 — 1 1 1 1 1 !4]
^кип — — — — 2 1 2 1 1 [71]
40 90 2 2 2 — — — 1 1 — [4]
60 90 3 2 2 — 1 1 1 1 — [4]
90 Калий сер- нокислый любой кон- 300 5 5 5 3 3 2 [71]
центрации Калий хло- ристый (т. к.): ^кип 3 2 1 1 1 [4,19]
35% -ный 50 1 1 1 — — — 1 1 1 [43]
насы- 4ип — — — — — — 2 2 [4]
щенный 20 3 3 — — — — 2 1 —. [43]
раствор ^кип 5 5 — — — 3 2 — [43]
70
Продолжение табл. /.25
Среда Температура, ° С Марка стали Литература
08X13, 12X13 12X17, 08Х17Т, 14Х17Н2, 08Х17М2Т 15Х25Т, 15X28 10Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 08X21Н6М2Т 12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т I0XI7H13M3T 06Х23Н28МЗДЗТ
Кальций хлористый (т. к.) 5% -ный 20 1 1 1 1 1 [4]
10 — 20% -ный 20—50 3 2 2 — 1 1 1 1 — [4]
насы- щенный 20 2—3 2—3 1 1 1 1 [43]
раствор ^кпп 4 4 — 5 — 2 3 2 1 [43]
Капроновая кислота: 100%- 160 1 1 1 1 (72]
ная 200 — — — —— 2 1 2 1 1 [72]
100%- ная, под давле- нием 260 — -— — — 3 2 3 1 1 [72]
Карбамид, водный раст- вор, 1—92% До 115 1 — — — 1 — 1 — (22]
Лимонная кислота; кон- центрация %: 1 20 1 1 1 1 1 143]
5 ^кип 3 3 2 — 1 1 1 1 — [43,
5 (Р = — 3 атм) 140 2 4 1 1 3 1 71] [18,
5—10 20 4—5 2 1 1 1 1 - - — 106] [18,
* 6<ип 4—5 4 3 5 1 1 2—3 1 — 23] (43,
71
П родолжениг табл. 1.25
Среда Температура. ° С [ Марка стали Литература
08X13, 12X13 12X17, 08Х17Т, 14Х17Н2, 08Х17М2Т 15Х25Т, 15X28 10Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 08X21Н6М2Т 12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т 10X17H13M3T 06Х23Н28МЗДЗТ
25 20 3 2 2 1 1 71] [4]
40 5 3 2 — — — 1 1 — [4]
%ип 5 5 3 — 1 1 3—4 1 — [4]
50 ^кип 5 5 5 — — 1 4 1 — [43]
насы- щенная при 100° С 67% -на я ^кип 5 5 5 — — — 4 1 — [4]
Магний хло- ристый, влажный кристалличе- ский (т. к.): 2,5%- ный 20 1 1 1 1 1 1 [4]
10% -ный 20 3 1 — — — — 1 1 — [43]
6<ип 5 3 3 — — — — — — [43]
Молочная кислота; кон- центрация, %: 5 20 4 3 3 1 1 [4]
50 5 5 5 — 1 1 1 1 — [4]
А<ип 5 5 5 — 1 1 3 1 1 [43]
10 20 4 3 3 4 1 1 1 1 — [71]
100 5 5 5 -— — 1 3 1 — [7]
^кип 5 5 5 — 1 1 3—5 1—2 1-2 [18,
50 20 5 3—4 3-4 1 1 I 1 71] [43,
100 5 5 5 1 3—4 71] [4]
^кип 5 5 4—5 — 5 5 5 — — [71]
концентри- рованная 20 4—5 3 3 — 1 1 1 1 1 [4]
72
Продолжение табл. 1.25
Среда Температура, •С Марка стали Литература
08X13, 12X13 12X17, 08Х17Т, 14Х17Н2, 08Х17М2Т 15Х25Т, 15X28 10Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 08X21Н6М2Т 12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т, 10X17H13M3T 06Х23Н28МЗДЗТ
50 4 3 3 — 4 2 1 [4]
100 5 5 5 — — ——— 4—5 3 1 [4]
Мочевина, Осип 5 5 4—5 — — 4—5 3 1 [43]
55 — 65% - 20 1 1 1 1 — — 1 1 1 [431
ная Муравьиная кислота; кон- центрация, %: НО 1 [73]
2 20 3 2 2 — 1 1 1 1 — [4]
40 4 3 3 -— 1 1 1 1 — [4]
60 4 3 3 - 1 1 1 1 — [4]
100 5 4 4 — 1 1 2 1 — [43]
10 20 4 3 3 «— 1 1 2 1 1 [4]
40 5 4 3 — — 1 2 1 — [18]
100 5 4 4 — — 1 3 1 — [7, 72]
50 20 5 4 4 — 1 1 1 1 —. [71]
50 5 5 5 — — — 1—2 1 — [4]
80 5 5 5 — — — 3—4 2 [18]
6<ип 5 5 5 5 4 3 5 3 2—1 [43]
100 20 3 2 2 .— — 1 1 1 1 [43]
60 3 3 2 — — — 1 1 — [4]
Натрий хло- ристый, (т. к.): ^кип 5 5 4 2—3 3 2—3 1—2 [18, 71]
3% -ный 20 3 2—3 1—2 4—5 1—2 1 1—2 1 — [4J
20%-ный 20 — 1—2 1—2 -— — — 1 1 — [4]
6<ип 4—5 3—4 2—3 — — — 1 1 — [4]
20%-ный 20 2 1 — — 3 2 1 [41
насыщенный ^кип 5 3 — — -— — 3 2 1 [4]
73
Продолжение табл. 1.25
Среда Температура, ° С Марка стали Литература
08X13, 12X13 12X17, 08Х17Т, 14X17Н2, 08Х17М2Т 15Х25Т, 15X28 10Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 0SX21H6M2T 12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т 10X17H13M3T 06Х23Н28МЗДЗТ
Серная кис- лота; кон- центрация, %: 0,5 20 4 2—3 2 1 1 2 1 1 [9]
50 5 5 — — -— 1 — 1—2 1 [73]
100 5 5 5 — — 3 5 3 —- [73]
5 20 5 5 5 — 3 1 3 1 1 [43]
50 5 5 5 — 5 3 5 1 1 [73]
75 5 5 5 — 5 3—4 5 3 1 [43]
85 5 5 5 — 5 3—4 5 4 2 [73]
^кип 5 5 5 — 5 5 5 5 2—3 [43]
10 20 5 5 5 5 4 2 3 2 1 [9]
50 5 5 5 — 5 3 5 3 1 [73]
75 5 5 5 — 5 5 5 4 1 [43]
100 5 5 5 5 5 5 5 5 3 [43]
20 20 5 5 5 — — 3 1 1 [4, 9]
60 5 5 5 — 5 5 5 3—4 1 [5]
75 5 5 5 — — — 5 4 1 [43]
100 5 5 5 — — — 5 5 3—4 [43]
40 20 5 5 5 — — — 4 1 1 [4]
60 5 5 5 — 5 5 5 5 — [4]
60 20 5 5 5 — — — 4 3—4 1 [43]
75 5 5 5 — 5 5 5 5 2—3 [73]
100 5 5 5 — 5 5 5 5 5 [43]
80 20 3 3 2 — — 1—2 2 2 1 [4]
60 5 5 4 — — 3 4 3 — [4]
80 2 [73]
НО 5 5 5 — — — 5 4 3 [73]
85 20 1 1 1 — — 1 1 1 1 [73]
60 — — — — — 3 3—4 3 1—2 [73]
80 3 3 3 — — 2 3 2 1—2 [73]
120 5 5 5 — — — 5 4 2 [73]
90 20 1 1 1 — — — 1 1 — [73]
74
Продолжение табл. 1.25
Среда Температура, 0 С Марка стали Литература
08X13, 12X13 12X17, 08Х17Т, 14Х17Н2, 08Х17М2Т 15Х25Т, 15X28 10Х14Г14НЗТ 12Х21Н5Т, 08Х22Н6Т 08X21Н6М2Т 12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т, 1 0X17H13M3T 06Х23Н28МЗДЗТ 1
• 80 — — — — -— 2 2 2 [73]
НО —— — -— — — — 5 3 3 [9]
98 20 3 3 2 — — 1 1—2 1 1 [4]
100 4 4 4 — 4 4 4 4 3 |4|
Соляная кис- лота; кон- центрация, %•’ 150 5 5 5 5 5 5 5 5 [4]
0,5 20 3 2 2 4 — 1 2 1 1 [9, 18]
50 4 3 3 — — 2 3 1 1 14]
if кип 5 5 5 5 5 4 5 3 3 (91
1 20 4 4 4 5 3 1 3 1 1 [4, 43]
50 4 4 4 — 5 4 5 3 2—3 14]
5 20 5 5 5 — 5 3 5 2 1 [71]
60 5 5 5 5 5 4 5 4 3 14]
10 20 5 5 5 1» ' - 5 4 5 3 2—3 [9]
60 5 5 5 —— 5 4 5 4 3—4 141
20 20 5 5 5 — 5 4 5 3 3 14]
Уксусная кислота; кон- центрация, %: 60 5 5 5 5 5 5 5 4 [4]
5 20 3 1 1 — 1 1 1 1 — 14]
50 4 3 2 — 1 1 1 1 —. 14]
^кип 5 4 3 — 1—2 1 3 1 — [71]
10 20 3 2 2 — 1 1 1 1 1 - [18]
1кип 5 4 4 — з 1 2—3 1 14]
20 20 3 2 2 — 1 1 I I 1 [71]
^кип 5 5 3 — 2 1—2 3 1 — [71]
50 20 3—4 3 2 — 1 1 1 1 [43, 71]
50 4 3—4 3 — 1 1 1 1 —. 14]
75
Продолжение табл. 1.25
Марка стали
fe
и о £ 04 04 н
Среда СЗ со н X СО СМ н X со НН СО ч
£ X ю со X сч Р—ч ев СЬ
О) ОО - О О со со 90
СХ н д д ЕД ЕД д Н ев
Е со fsw t''' ю оо СО t4*. t"-» со Л
S 0) X XX X X X X XX xix X Н S
н —< о
Л: и и 5 5 4 5 2—3 1—2 4—5 1—2 и. [18,
72]
80 20 3 2 2 — 1 1 1 1 — [4]
Л(ИП 5 5 4 — 2 1 3 2 2 [72]
концентри-
рованная 20 3 1 1 — 1 1 1 1 ——- [73]
^кип 5 4—5 3—4 — — 2 3-4 2 2 [18]
Фосфорная кислота; концентра- ция, %: 1
5 20 1 1 —— — — 1 1 —— [4]
1кип •— —— — 1 1—2 — — — [73]
10 20 4 3 2 4 1 1 1 1 — [73]
^кип 4 3 — — 1 1 2-3 1 1 [43]
25 20 5 3 2 — 1 1 1 1 — [4]
^кип 5 — — — 2 2 2 1 1 [4]
50 20 3 2 1 1 1 1 1 — [43]
1мп 5 5 3 4 — — — 2—3 —— [4]
85 20 1 1 1 — -— 1 1 — [9]
^кип 5 5 5 — — — 3—5 4—3 1 [43]
концентри-
рованная, 100 5 5 5 — 3 3 3 — [43]
>100 5 5 5 — — 5 5 5 — [43]
105%-ная 120 — — — — — 1 1—2 1 1 [22]
150 •— — — — 2 4 2 2 [22]
200 — — — — — 5 5 5 5 [22]
Хромовая кислота; концентра- ция, %:
10 40 1 1 1 — — — 1 1 1 [4]
^кип 5 3 3 — — — 3 3 — [43]
76
Продолжение табл. 1.25
Марка стали
Среда
50
Щавелевая
кислота; кон-
центрация,
%:
5
10
30
80
1
I
3—4
[43]
[43]
2—3 4
1
1
1
1
3
[4]
[4]
[7, 18]
[4]
[7, 18]
[4]
[4]
1 1
5 3
3
3
5
1 1
1 4
1 1
1 3
4
5
3
Таблица 1.26
Примерное назначение коррозионностойких сталей
Марка Стали Назначение Примечания
20X13, 08X13, Детали, подвергающиеся ударным нагрузкам Наибольшая корро- зионная стойкость
12X13 (клапаны гидравличе- ских прессов, предметы домашнего обихода), действию слабо агрес- сивных сред (атмосфер- ных осадков, водных растворов солей органи- ческих кислот при ком- натной температуре) достигается терми- ческой обработкой (закалка с отпус- ком)’и полировкой. Сталь 08X13 может применяться также после отжига
14Х17Н2 В химической, авиацион- ной и в других отраслях промышленности Наибольшей корро- ) зионной стойкостью обладает после за- калки с высоким отпуском
77
Продолжение табл. 1.26
Марка стали
Назначение
Примечания
’2X17
08Х17Т
15Х25Т
15X28
20Х18Н4Г9
В производстве азотной кис-
лоты (абсорбционнные баш-
ни, теплообменники горячих
нитрозных газов и горячей
азотной кислоты, баки для
кислот, трубопроводы и пр.).
Предметы домашнего обихода
и кухонной утвари. Оборудо-
вание заводов пищевой про-
мышленности. Для изготов-
ления сварных конструкций
не рекомендуется
Заменитель стал! 12Х18Н10Т
при изготовлении сварных
конструкций, не подвергаю-
щихся воздействию ударных
нагрузок. Применяется для
тех же целей, что и сталь 12X17
Заменитель стали 12Х18Н10Т
для сварных конструкций, не
подвергающихся действию
ударных нагрузок при темпе-
ратуре эксплуатации не ниже
—20° С для работы в средах,
более агрессивных, чем сре-
ды, для которых рекомендует-
ся сталь 08Х17Т. Аппаратура
для раствора гипохлорита
натрия, дымящейся азотной
или фосфорной кислоты раз-
личных концентраций. Трубы
для теплообменной аппарату-
ры, работающей в агрессив-
ных средах
Применяется для тех же целей,
что и сталь марки 15Х25Т, а
также для работы в средах,
содержащих уксусную кис-
лоту
Заменитель холоднокатаной ста-
ли 2Х18Н9 и 17Х18Н9 для
прочных и легких конструк-
ций, соединяемых точечной
электросваркой
Применяется в ото-
жженном состоянии
Обладает повышен-
ной сопротивляе-
мостью межкри-
сталлитной корро-
зии
То же
Сварные соединения
склонны к меж-
кристаллитной кор-
розии
Хорошо сопротивля-
ется атмосферной
коррозии
78
Продолжение табл. 1.26
Марка стали
Назначение
Примечания
08X1511810
07Х16Н6
08Х17Н5МЗ
08Х18Г8Н2Т
20Х17Н2
</03X22146
08Х22Н6Т
'2Х21Н5Т
Рекомендуется как высокопроч-
ная сталь для изделий, рабо-
тающих в атмосферных усло-
виях
Рекомендуется для деталей, ра-
ботающих при пониженных
температурах
Рекомендуется для изделий, ра-
ботающих в атмосферных усло-
виях и в контакте с топливом
Рекомендуется как заменитель
стали 12Х18Н10Т для изго-
товления сварной аппаратуры
в химической, пищевой и дру-
гих отраслях промышленности
Рекомендуется как высокопроч-
ная сталь для тяжелонагру-
женных деталей, работающих
на истирание и на удар в агрес-
сивных средах
Рекомендуется как заменитель
стали 03Х18Н11, 08Х18Н10Т
для изготовления сварной
аппаратуры, работающей в
средах высокой агрессивности
Рекомендуется как замемени-
тель стали 12Х18Н10Т для
изготовления сварной аппа-
ратуры в химической, пищевой
и других отраслях промыш-
ленности
Применяется для тех же це-
лей, что и сталь марки
08Х22Н6Т
Повышенная проч-
ность достигается
применением от-
пуска при темпера-
турах- 750 и 580° С
Обладает повышенной
сопротивляемостью
межкристаллитной
коррозии, коррози-
онному растрески-
ванию и более вы-
сокой прочностью
по сравнению со
сталью 12Х18Н10Т
Обладает высокой по-
верхностной твер-
достью
Не склонна к ножевой
коррозии в отли-
чие от сталей
12Х18Н10Т и
08Х22Н6Т
Обладает повышен-
ной сопротивляе-
мостью межкри-
сталлитной корро-
зии под напряже-
нием и более высо-
кой прочностью по
сравнению со
сталью 12Х18Н10Т
Обладает более высо-
кой прочностью по
сравнению со
сталью 08Х22Н6Т,
ко более склонна
к межкристаллит-
ной и структурной
коррозии в около-
шовной зоне
79
Продолжение табл. 1.26
Марка стали Назначение Примечания
08Х12Н6М2Т Рекомендуется как за- менитель стали 10Х17Н13М2Т для из- готовления деталей и сварных конструкций, работающих в средах повышенной агрессив- ности (кипящей фосфор- ной, муравьиной, мо- лочной, уксусной и дру- гих кислотах) Не подвержена меж- кристаллитной кор- розии
12Х17Г9АН4 Изделия, работающие в атмосферных условиях. Рекомендуется как за- менитель стали 12Х18Н9 и 12Х18Н10Т В околошовной зоне сварных соедине- ний не склонна к структурной кор- розии в сильных
06Х21АН5 Рекомендуется для тех же целей, что и стали 08Х22Н6Т, 08Х21Н5Т, 03Х22Н6, 03Х18Н11, 08Х18Н10Т окислительных сре- дах в отличие от сталей 08Х21Н5Т, 08Х22Н6Т, 12Х21Н5Т
10Х17Н13М2Т, Рекомендуется для изго- Не подвержена меж-
10X17H13M3T товления конструкций, работающих в условиях воздействия кипящей фосфорной, муравьиной, молочной, уксусной кислот и других сред повышенной агрессив- ности кристаллитной кор- розии
08Х17Н15МЗТ Применяется для тех же целей, что и сталь 10Х17Н13М2Т; рекомен- дуется также для ко- лонн синтеза мочевины Практически не со- держит ферритной фазы. Обладает бо- лее высокой стой- костью против общей коррозии, чем сталь 10Х17Н13М2Т
03Х17Н13М2 Применяется для тех же целей, что и стали 08Х17Н15МЗТ и 10Х17Н13М2Т; реко- мендуется для колонн синтеза мочевины Обладает более высо- кой коррозионной стойкостью свар- ных соединений в условиях синтеза мочевины, чем ста- ли 08Х17Н15МЗТ и 10Х17Н13М2Т
80
Продолжение табл. 1.26
Марка стали Назначение Примечания
15Х18Н12С4ТЮ Рекомендуется для свар- ных изделий, работаю- щих в воздушной и аг- рессивных средах Не склонна к трещи- нообразованию и коррозии под на- пряжением
04Х18Н10 Применяется для тех же целей, что и сталь 08Х18Н10Т Обладает высокой со- противляемостью межкристаллитной и ножевой корро- зии
12Х18Н9 Преимущественное приме- нение в виде холоднока- таного листа и ленты повышенной прочности для различных деталей и конструкций, свари- ваемых точечной свар- кой Сварные соединения, выполненные дру- гими методами, кроме точечной сварки, склонны к межкристаллитной коррозии
17Х18Н9 Применяется для тех же целей, что и сталь 12Х18Н9 Обладает более высо- кой прочностью, чем сталь 12Х18Н9
12Х18Н10Е Применяется для тех же целей, что и сталь 12Х18Н9 Обладает такой же коррозионной стой- костью, как сталь 12Х18Н9, но луч- шей обрабатывае- мостью на станках
08Х18Н10Т Рекомендуется для изго- товления сварных изде- лий, работающих в сре- дах более высокой аг- рессивности, чем стали 12Х18Н10Т и 12Х18Н12Т, и обладает высокой стойкостью против межкристаллит- ной коррозии Повышенная сопро- тивляемость меж- кристаллитной кор- розии
12Х18Н10Т, Применяется для изготов- Удовлетворительная
12Х18Н9Т ления сварной аппара- туры в разных отраслях промышленности. Сталь 12Х18Н9Т рекомендует- ся применять в виде сор- тового металла и горя- чекатанного листа, не изготовляемого на ста- нах непрерывной про- катки сопротивляемость межкристаллитной коррозии
81
Продолжение табл. 1.26
Марка стали Назначение Примечания
06Х18Н11 Применяется для тех же целей, что и сталь 08Х18Н10 Содержание феррит- ной фазы ниже, чем в стали 08Х18Н10
03Х18Н11, Применяется для тех же Обладает высокой со-
03Х18Н12, целей, что и сталь противляемостыо
03Х18АН10 08Х18Н10 ножевой и местной коррозии в около- шовной зоне
08Х18Н12Т Применяется для тех же целей, что и сталь 08Х18Н10Т Практически не со- держит а-фазу
12Х18Н12Т Применяется для тех же целей, что и сталь 12Х18Н10Т Содержит меньшее количество a-фа- зы, чем сталь 12Х18Н10Т, и об- ладает более высокой сопротив- ляемостью меж- кристаллитной кор- розии
08Х18Н12Б Рекомендуется для изде- лий, работающих в сре- дах более высокой агрессивности, в кото- рых сталь 12Х18Н10Т не обладает достаточно высокой сопротивляе- мостью межкристаллит- ной и ножевой корро- зии. Присадочный ма- териал для сварки хро- моникелевой стали Достаточно устойчива к межкристаллит- ной коррозии в аг- рессивных средах
03X21Н21М4Б Рекомендуется для изго- товления сварных конструкций и узлов, работающих в усло- виях действия го- рячей фосфорной кис- лоты с примесью фто- ристых и сернистых со- единений; серной кисло- ты низких концентра- ций и температур не вы- ше 80° С, азотной кис- лоты при высокой тем- пературе (до 95° С) | Не склонна к меж- кристаллитной кор- розии
82
Продолжение табл. 1.26
Марка стали
Назначение
Примечания
06Х23Н28МЗДЗТ
09Х16Н4Б
08Х17Н13М2Т
Сварные конструкции,
стойкие к действию сер-
ной кислоты различных
концентраций при вы-
соких температурах (не
выше 80° С)
Для изготовления высоко-
прочных штампосвар-
ных конструкций и де-
талей, работающих в
контакте с агрессивны-
ми средами
Для тех же целей,
что и сталь марки
10Х17Н13М2Т
09X17Н7Ю
Для крыльевых устройств,
рулей и кронштейнов,
работающих в морской
воде
09Х17Н7Ю1
03Х20Н16АГ6
Для судовых валов, рабо-
тающих в морской воде
Рекомендуется для наибо-
лее ответственных свар-
ных конструкций, рабо-
тающих при наиболее
низких температурах и
окислительных средах
умеренной агрессив-
ности
Обладает удовлетво-
рительной сопро-
тивляемостью меж-
кристаллитной кор-
розии
Наибольшей корро-
зионной стойкостью
обладает после за-
калки с низким от-
пуском (до 400° С)
Обладает более высо-
кой стойкостью про-
тив общей корро-
зии, чем сталь мар-
ки 10Х17Н13М2Т
Наибольшей корро-
зионной стойкостью
обладает после
двухкратного от-
пуска при 740—
760° С
То же
Стабильноаустенит-
ная, обладает по-
вышенной проч-
ностью
83
Таблица 1.27
Примерное назначение жаростойких сталей
Марка стали Назначение Максимальная температура, реко- мендуемая при длительной экс- плуатации (до 10 000 ч) Температура на- чала интенсивно- го окалинообразо- вания в воздушной среде, ° С (ориен- тировочно) Примечания
40Х9С2 Клапаны выпуска автомобильных, тракторных и дизельных мото- ров, рекуператоров, теплооб- менники, колосники — 850 Устойчива в серусодержащих средах
40Х10С2М Клапаны моторов — 850 То же
30Х13Н7С2 Клапаны автомобильных моторов — 950 « «
15Х6СЮ Детали котельных установок,трубы — 800
12X13 Детали турбин, трубы, детали кот- лов — 700 « «
10X1ЗСЮ Клапаны автотракторных моторов, различные детали — 950 Устойчива в серусодержащих средах
12X17, 08Х17Т Теплообменники, трубы, бытовое оборудование и т. п. — 900 То же
15Х18СЮ Трубы пиролизных установок, аппаратура, детали — 1050 Устойчива в серусодержащих средах
15Х25Т Аппаратура, детали, чехлы термо- пар, электроды искровых зажи- гательных свечей, трубы пиро- лизных установок, теплообмен- ники 1050 То же
15X28
08Х20Н14С2
Аппаратура, детали, трубы пиро-
лизных установок, теплообмен-
ники
Трубы
20Х20Н14С2
20Х23Н13
Печные конвейеры, ящики для це-
ментации
Трубы для пиролиза метана, пи-
рометрические трубки
08Х18Н10,
12Х18Н9,
08Х18Н10Т,
12Х18Н10Т
Трубы, детали печной арматуры,
теплообменники, муфели; ре-
торты, патрубки и коллекторы
выхлопных систем, электроды
искровых зажигательных све-
чей
12Х18Н12Т
36Х18Н25С2
10Х23Н18,
20Х23Н18
Трубы
Печные конвейеры и другие на-
груженные детали
Трубы и детали установок для
конверсии метана, пиролиза,
листовые детали
12Х25Н16Г7АР Детали газопроводных систем,
20X25Н20С2 изготовляемых из тонких лис- тов, лент, сортового проката Подвески и опоры в котлах, тру-
с° бы электролизных и пиролиз- ных установок
— 1000—1050
— 1000—1050
1000 1050
800 850
800 1000 850 1100
1000 1050
1050 1100
1050 1100
То же
Устойчива в науглероживаю-
щих средах
То же
В интервале 600—800° С
склонна к охрупчиванию
из-за образования о-фазы
Неустойчивы в серусодержа-
щих средах. Применяются
в случаях, когда не могут
быть применены безникеле-
вые стали
То же
Устойчива в науглероживаю-
щих средах
В интервалах 600—800°С
склонны к охрупчиванию
из-за образования о-фазы
Рекомендуется для замены
жаростойких сплавов на
никелевой основе
В интервале 600—800° С
склонна к охрупчиванию
из-за образования о-фазы
Охрупчивание
высоколегированных сталей
При сварке, горячей обработке сталей или в процессе эксплуатации при
высоких температурах возможно их охрупчивание. Оно может прои-
зойти вследствие образования мартенсита в сталях с нестабильным
аустенитом, роста зерна, чрезмерного увеличения количества ферритной
фазы при перегреве двухфазных сталей. Снижение пластичности и вяз-
кости может произойти также в результате длительного нагрева при
температурах 350—530° С вследствие появления так называемой 475-
градусной хрупкости, а при температуре 550—900° С — вследствие вы-
деления избыточных фаз (карбидов или карбонитридов) или образова-
ния интерметаллидных хрупких составляющих о-фазы и др. Опыт по-
казывает, что охрупчивание металла, связанное с выделением карбидов
или карбонитридов, происходит при выдержке в интервале критических
температур от нескольких минут до десятков часов, а связанное с обра-
зованием о-фазы — при выдержке от нескольких до сотен часов.
475-градусная хрупкость появляется у сталей, содержащих более
15% хрома и свыше 15—20% ферритной фазы. Чем больше феррита со-
держится в стали, больше продолжительность и выше температура на-
грева в интервале 350—530° С, тем интенсивнее охрупчивание, снижение
ударной вязкости и повышение твердости [25—28, 30].
Азот несколько уменьшает склонность ферритно-аустенитных
сталей к 475-градусной хрупкости [28, 30]. Сталь 15Х28АН, несмотря
на большее количество феррита, охрупчивается при более длительной
выдержке, чем стали 21-5 и 21-6, не содержащие азота.
Термически остаренные высокохромистые и хромоникелевые стали
и сварные швы имеют низкую ударную вязкость только при комнатной
и отрицательных температурах; при повышенных температурах ударная
вязкость достаточно высока, например у остаренной стали 14Х17Н2 при
20° С она равна 1,6 кГм/см2, а при 500° С—11,9 кГм/см2 [25]. Отпуск
при 600—700° С устраняет хрупкость остаренного металла, однако по-
следующая длительная выдержка в области опасных температур снова
приводит к его охрупчиванию.
Появление 475-градусной хрупкости металла сопровождается уве-
личением твердости хромистого 6-феррита. Так, после выдержки при
температуре 500° С в течение 1500 ч микротвердость 6-феррита металла
швов типа Х17Н2 увеличилась на 70—75 кГ/мм2, вследствие чего общая
твердость металла возросла на 58—62 HV [25]. Вместе с тем металлогра-
фическим и электронно-микроскопическим анализами не удается обна-
ружить какие-либо изменения в микроструктуре остаренного металла,
в том числе в строении легированного 6-феррита. Следовательно, уве-
личение твердости и хрупкости высокохромистого металла при терми-
ческом старении в данном случае может быть обусловлено только изме-
нениями в кристаллической решетке твердого раствора. Появление
хрупкости высокохромистых швов в процессе длительного нагрева в об-
ласти критических температур (450—530 С) связано с образованием
в твердом растворе богатых хромом комплексов, когерентно связанных
с кристаллической решеткой феррита [18]. Комплексы имеют кубиче-
скую объемноцентрированную решетку с параметром 2,878 А и по составу
отвечают сплаву, содержащему 70% Сг и 30% Fe. Вследствие того, что
параметр решетки комплекса отличается от параметра решетки твердо-
го раствора, в металле возникают местные искажения, что и приводит
к повышению его твердости и хрупкости. Последующий отпуск швов
86
при температуре 600—700° С способствует выравниванию содержания
хрома в твердом растворе, т. е. рассасыванию комплексов и устранению
местных искажений кристаллической решетки, в результате чего твер-
дость металла уменьшается, а ударная вязкость возрастает.
Охрупчивание металла, связанное с выделением избыточных фаз
(карбидов и нитридов), происходит при его деформировании или при
нагреве в интервале температур 500—850° С. Выделение избыточных
фаз обусловлено уменьшением растворимости углерода и азота с пони-
жением температуры. По мере выпадения карбидов пограничные слои
зерен обедняются углеродом и хромом. Стабильность аустенита в этих
местах снижается и происходит частичное у -»a-превращение, что
способствует охрупчиванию.
При быстром охлаждении стали от высоких температур углерод
фиксируется в твердом растворе и сталь приобретает чистоаустенитную
структуру. При повторном нагреве до критических температур может
произойти выпадение карбидов и образование ферритной фазы. Выделе-
ние карбидов сопровождается некоторым упрочнением и снижением
ударной вязкости металла. Особенно заметно снижение вязкости при
весьма низких температурах.
Хромоникельмарганцевые чистоаустенитные стали типа 18-4-9,
содержащие 0,06—0,07% С и 0,25% N, охрупчиваются при выдержке
в интервале температур 450—700° С продолжительностью более 10 ч
вследствие выделения карбонитридов. С повышением температуры в
указанном интервале и продолжительности нагрева охрупчивание метал-
ла усиливается. Наиболее интенсивное охрупчивание происходит в ин-
тервале температур 700—800° С (при этом достаточна выдержка в
течение единиц или десятков минут). Охрупчивание хромомарганцеазо-
тистой стали при кратковременном термическом старении связано с вы-
делением по границам зерен сложных карбидов, содержащих железо,
хром и марганец [75], и зависит от суммарного содержания углерода
и азота. Особенно интенсивное охрупчивание азотсодержащей стали на-
блюдается при увеличении в ней количества углерода (табл. 1.28).
Таблица 1.28
Ударная вязкость стали 15Х17АГ14, кГм/см2, содержащей разное коли-
чество углерода и состаренной при 700 ° С
Содержание стали, % Время вы- держки, мин Температура, ® С
С N +20 -40 -50 -60
0,09 0,35 1 12,9 7,3 7,1 6,3
5 12,5 5,5 5,2 2,5
15 9,6 5,2 2,9 2,5
0,12 0,36 1 13,6 7,9 7,4 6,1
5 12,1 4,1 3,6 2,4
15 8,7 2,9 1,7 ’,7
Влияние углерода и азота на старение аустенитных сталей можно
объяснить тем, что растворимость этих элементов в аустените меняется
с изменением температуры, и при быстром охлаждении стали от высоких
температур в твердом растворе фиксируется не только избыточный уг-
87
лерод, но и азот (при содержании их, превышающем предел раствори-
мости при комнатной температуре). Можно полагать, что азот уменьша-
ет растворимость углерода в аустените, а углерод — растворимость азо-
та, и поэтому они способствуют выделению карбо нитридов.
Снижение содержания углерода до 0,03% в хромоникельмарганце-
азотистых сталях, содержащих ферритную фазу, менее эффективно
уменьшает охрупчивание после повторных нагревов, чем в чистоаусте-
нитных сталях.
Охрупчивание при термическом старении азотсодержащих аусте-
нитных сталей зависит от содержания как углерода, так и хрома, уси-
Рис. 1.39. Области образования о-
фазы в сталях, содержащих до 10%
ферритной фазы: 1 — 15Х17АГ14 с
0,36% N; 2 — 08Х17Н5Г9АБ; 3 —
15Х17АГ14 с 0,25% N; 4 —
10Х14Г14НЗТ [39].
ливаясь с повышением последнего
до 20% и выше.
Охрупчивание высоколегирован-
ного металла, связанное с образова-
нием о-фазы, происходит при дли-
тельном нагреве в интервале темпе-
ратур 600—900° С, о-фаза образует-
ся в связи с диффузионными процес-
сами в твердом растворе,главным об-
разом с диффузией хрома. Поэтому
факторы, способствующие диффузии
атомов хрома в твердом растворе,
ускоряют выделение о-фазы. Так,
при наличии и увеличении количест-
ва ферритной фазы склонность к об-
разованию о-фазы в высоколегиро-
ванных сталях возрастает [3, 8, 60, 62], что обусловлено более высоким
содержанием хрома и большей скоростью его диффузии в ферритной
фазе по сравнению с аустенитом.
Образование о-фазы не связано с наличием карбидов, так как она
появляется даже в весьма чистых безуглеродистых сплавах Fe—Сг—N1
[15, 16]. К элементам, способствующим образованию о-фазы в высоко-
хромистых сталях, в том числе в хромоникелевых и хромоникельмарган-
цевых, относятся молибден, кремний, ванадий, вольфрам, а также нио-
бий и титан. Эти элементы способствуют выделению a-фазы при более
низком содержании хрома в стали. Никель и азот, наоборот, уменьшают
склонность стали к образованию о-фазы.
При аустенитизирующем действии марганец вместе с тем сильно
сдвигает границу области существования о-фазы в сторону более низ-
кого содержания хрома и более высоких температур. Например, сталь
10Х14Г14НЗТ оказалась весьма склонной к охрупчиванию из-за выде-
ления о-фазы [39], несмотря на относительно малое количество в ней
хрома.
Холодная деформация, предшествующая изотермическому нагреву
в области критических температур, ускоряет образование о-фазы в
аустенитном хромоникелевом металле, в том числе в сварном шве, при-
чем лишь в том случае, если степень деформации и температура старения
достаточны для рекристаллизации металла.
На рис. 1.39 представлены кривые, ограничивающие области обра-
зования о-фазы в хромомарганцевых и хромоникельмарганцевых сталях.
Из рисунка видно, что в чисто аустенитных сталях процесс образования
о-фазы протекает менее интенсивно, чем в аустенитно-ферритных. Так,
в стали 15Х17АГ14 (0,25% N при наличии ферритной фазы) первые вы-
деления о-фазы при температуре 800° С наблюдались примерно через
88
100 ч выдержки, тогда как в такой же стали, содержащей 0,36% N и не
содержащей ферритной фазы, выделения о-фазы имели место только че-
рез 500 ч нагрева при той же температуре. Средний размер частиц
о-фазы в первом случае достигал 3,5—4,0 мкм, в то время как их макси-
мальный размер во втором случае при тех же условиях не превышал
0,5—1,0 мкм. Нагрев до температуры 800° С и свыше тормозит выделе-
ние о-фазы из твердого раствора сталей.
Температуры образования о-фазы для хромоникелевых сталей и
сварных швов, содержащих молибден, выше, чем для хромоникельмар-
ганцевых. Например, в стали 10X17Н13M3T, содержащей до 10—12%
феррита, как и в сварном шве индентичного состава, наиболее интенсив-
ное образование о-фазы наблюдается при температурах 850—875° С.
Причем уже двухчасового нагрева при этих температурах оказывается
достаточно для образования значительного количества о-фазы и охруп-
чивания металла.
Зависимость между температурой и продолжительностью нагрева,
а также скоростью образования о-фазы для чисто аустенитной стали
/ Ni \
08Х17Н5Г9АБ i . = 0,89 примерно такая же, как и для стали
\ Сгэкв /
/ N1 \
15Х17АГ14 с 0,36% N —= 1,09 ). Однако, как показал металле-
\ Сгэкв /
графический анализ, количество о-фазы и ее размеры в первом случае
значительно больше, чем во втором. Это свидетельствует о том, что по-
вышение запаса аустенитности однофазной стали уменьшает ее склон-
ность к образованию о-фазы.
Наличие в металле твердых включений о-фазы обусловливает зна-
чительное снижение его вязкости. Ударная вязкость стали падает наи-
более интенсивно при выдержке в интервале таких температур, при
которых наблюдается максимальное выделение о-фазы. Уменьшение
ударной вязкости при образовании о-фазы более значительно, чем при
выделении карбидов.
ЛИТЕРАТУРА
1. Акимов Г. В. Теория и методы исследования коррозии металлов,
М., Изд-во АН СССР, 1945.
2. А к и м о в Г. В. Природа коррозионной стойкости нержавеющих
сталей.— В кн.: Исследования по нержавеющим сталям. М., Изд-во
АН СССР, 1956.
3. А р х а р о в В. И. О природе межкристаллитного сочленения в
поликристаллических телах.— В кн.: Труды ИФМ АН СССР,
Уральский филиал, 16. Свердловск, 1955.
4. Б а б а к о в А. А. Нержавеющие стали, свойства и химическая
стойкость в различных агрессивных средах. М., Госхимиздат, 1956.
5. Б а б а к о в А. А., Сабинин А. А., Синицын И. П.
Травление нержавеющих сталей.— Сталь, 1957, 7.
6. Б а б а к о в А. А. и др. Исследования по коррозии металлов.—
В кн.: Труды ИФХАН, 6. М., Изд-во АН СССР, 1960.
7. Б а б а к о в А. А. Новые материалы для машиностроительной
промышленности (нержавеющие стали безникелевые и с низким
содержанием никеля). М., ЦИТЭИН, 1961.
89
8. Бакшицкий Я. М. и др. Влияние вакуумной выплавки на
качество стали.— Сталь, 1958, 6.
9. Б а т р а к о в В. П. Коррозия конструкционных материалов в
агрессивных средах. Справочник. М., Оборонгиз, 1952.
10. Б а т р а к о в В. П. Теория структурной коррозии металлов и ее
применение к агрессивным средам.— В кн.: Коррозия и защита
металлов, М., Оборонгиз, 1962.
11. Бр аун М. П. Излом и характер конструкционной легирован-
ной стали. М.— Киев, Машгиз, 1960.
12. В о л и к о в а И. Г.— В кн.: Коррозия и износ металлов.
НИИХИММАШ, 37. М., 1961.
13. Г о л ь д ш т е й н Я. Е. Микролегирование стали и чугуна. М.,
Машгиз, 1959.
14. Г о л ь д ш т е й н Я. Е. Низколегированные стали. М., Машгиз,
1963.
15. Г р и г о р ь е в А. Т., Бондарь И. А.— В кн.: Известия сек-
тора физико-химического анализа, 23. М., Изд-во АН СССР, 1953.
16. Г р и г о р ь е в А. Т., Бондарь И. А. Превращения в твер-
дом состоянии в системе железо — хром — никель. Сообщение 2.
Диаграмма состояния.— В кн.: Известия сектора физико-химиче-
ского анализа, 25. М. —Л., Изд-во АН СССР, 1954.
17. Г р у з и н П. Л. Диффузия кобальта, хрома и вольфрама в железе
и стали.— ДАН СССР, 1954, 94.
18. Г у д р е м о н Э. Специальные стали, 1. М., «Металлургия», 1959.
19. Д я т л о в а В. Н. Коррозионная стойкость металлов и сплавов
(справочник). М., «Машиностроение», 1964.
20. Ж и т н и к о в Н. П., Закс И. А. Влияние азота на структуру
аустенитного металла шва.— Сварочное производство, 1971, 8.
21. 3 а в ь я л о в А. С. Природа процессов охрупчивания стали при
нагревах и влияние на них легирующих элементов.— В кн.: Ме-
талловедение, 3. Л., Судпромгиз, 1959.
22. Захарочкин Л. Д., Борисова Л. Г. Защита от корро-
зии оборудования для переработки нефти, вып. 2, Изд. Гипронефте-
маш, 1964.
23. И с т р и н а 3. Ф. и д р. Коррозионная стойкость металлов в про-
изводстве лимонной кислоты.— Химическое и нефтяное машино-
строение, 1964, 2.
24. К а с а т к и н Б. С., М у с и я ч е н к о В. Ф. Низколегирован-
ные стали высокой прочности для сварных конструкций. Киев,
«Техшка», 1970.
25. Каховский Н. И. Сварка в углекислом газе стали Х17Н2.—
Автоматическая сварка, 1961, 2.
26. К а х о в с к и й Н. И., Фартушный В. Г., Юшке-
вич 3. В. Сварка тонколистовой стали Х18Н2АГ5.—Автомати-
ческая сварка, 1962, 3.
27. Каховский Н. И. и д р. Электродуговая сварка коррозионно-
стойкой ферритно-аустенитной стали 0Х21Н6М2Т.— Автомати-
ческая сварка, 1962, 11.
28. Каховский Н. И. и д р. Исследование межкристаллитной кор-
розии металла околошовной зоны сварных соединений из стали
Х28АН.— Автоматическая сварка, 1962, 12.
29. К а х о в с к и й Н. И. и д р. Сварка коррозионностойкой аусте-
нитной хромоникельмарганцеазотистой стали 0Х17Н519АБ
(ЭП 55).— Автоматическая сварка, 1963, 7.
90
30. К а х о в с к и й Н. И. и д р. Электродуговая сварка коррози.
онностойких ферритно-аустенитных сталей типа 21-3 и 21-5.— Авто-
матическая сварка, 1963, 12.
31. Каховский Н. И., Ющенко К. А. Влияние ванадия и
кремния на свойства хромоникелевых ферритно-аустенитных
швов.— Автоматическая сварка, 1964, 4.
32. Каховский Н. И., Фартушный В. Г. Влияние марган-
ца на структуру и свойства высоко хром истых сварных швов.—
Автоматическая сварка, 1964, 6.
33. Каховский Н. И. и д р. Электрохимические свойства сварных
соединений ферритно-аустенитных хромоникелевых сталей типа
21-5.— Автоматическая сварка, 1964, 12.
34. Каховский Н. И., Фартушный В. Г. Влияние титана
и ниобия на структуру и свойства хромоникельмарганцевых сварных
швов.— Автоматическая сварка, 1965, 7.
35. Каховский Н. И., Дидебулидзе Д. В. Дуговая свар-
ка 17%-ных хромистых сталей.— Автоматическая сварка, 1966, 2.
36. К а х о в с к и й Н. И., Ющенко К. А- Влияние никеля на
микроструктуру и свойства сварных швов с 20—22% хрома.— Авто-
матическая сварка, 1966, 5.
37. К а х о в с к и й Н. И., Ющенко К. А., Со лох а А. М.
Аустенитно-ферритные стали, стойкие против структурно-избира-
тельной коррозии.— Автоматическая сварка, 1967, 9.
38. Каховский Н. И. Сварка нержавеющих сталей. Киев, «Техни-
ка», 1968.
39. Каховский Н. И. и д р. Об образовании о-фазы в высоко-
легированных хромоникельмарганцевых сталях.— Автоматическая
сварка, 1968, 1.
40. К а х о в с к и й Н. И., С о л о х а А. М. Хромоникелевая азот-
содержащая сталь с весьма низким содержанием углерода.— Авто-
матическая сварка, 1968, 2.
41. Каховский Н. И., Фартушный В. Г., Савчен-
ко В. С. Влияние кремния на свариваемость, структуру и свойства
соединений аустенитной стали.— Автоматическая сварка, 1971, 4.
42. К л а р к Г. Б., Акимов Г. В. Исследования по коррозии ме-
таллов (3).— В кн.: Труды Института физической химии, IV. М.,
Изд-во АН СССР, 1952.
43. Коломбье Л., Гохман И. Нержавеющие и жаропрочные
стали. М., Металлургиздат, 1958.
44. Корнилов И. И., Шпикельман А. И. Скорость окис-
ления железохромоникелевого сплава.— ДАН СССР, 1946, 54.
45. К р и с т а л ь М. М. и др. Коррозионная стойкость и свойства
чистоаустенйтных хромоникельмолибденовых сталей для химиче-
ской аппаратуры»— Химическое и нефтяное машиностроение, 1969,3.
46. К у р Д ю ш о в Г. В. Термическая обработка стали и чугуна. М.,
Металлургиздат, 1960.
47. Лан rfee р Н. А. Сопротивление коррозии сталей с низким содер-
жанием никеля в агрессивных средах.— Металловедение и терми-
ческая обработка металлов, 1966, 2.
48. Левин И. А. О причинах межкристаллитной коррозии нержа-
веющих сталей.— В кн.: Коррозия металлов и методы борьбы с нею.
М., Оборонгиз, 1955.
49. Л е в и н И. А. Исследования по нержавеющим сталям.— Изв.
АН СССР, 1956, 6.
91
50. Л е в и н Е. Е„ М а с а л е в а Е. Н. Структура и свойства 12%-
•= ной хромистой стали для литых турбин и арматуры.— В кн.: Ис-
следования по жаропрочным сталям, 7, 1961.
51. Левин И. А. Воликова И. Г. — Химическое и нефтяное
машиностроение, 1965, 5.
52. Л и б е р м а н Л. Я., П е й с и х и с М. И. Справочник по свой-
ствам сталей, применяемых в котлотурбостроении. М,— Л., Маш-
гиз, 1958.
53. М а к Лин. Границы зерен в металлах. М., Металлургиздат,
1960.
54. М е д о в а р Б. И., Лангер Н. А., Куртепов М. М.
Коррозионные свойства сварных швов нержавеющих сталей в окис-
лительных средах.— Автоматическая сварка, 1957, 2.
55, М е д о в а р Б, И. Сварка жаропрочных аустенитных сталей
и сплавов. М., «Машиностроение», 1966.
56. М е р л и н а А. В. Влияние легирующих элементов и углерода на
структуру и жаропрочные свойства 3%, 5% и 12%-ных хромистых
сталей. Автореферат. М., изд. ЦНИИЧМ, 1964.
57. П е т р о в Г. Л., 3 е м з и н В. Н. Электроды для сварки жаро-
прочных сталей. Информационно-техн, листок, 62. Л., изд. ЛДНТП,
1956.
58. П е т р о в Г. Л. и др. Сварка жаропрочных нержавеющих ста-
лей. М.—Л., Машгиз, 1963.
59. П е т р о в Г. Л., Игнатов В. А. Авторадиографическое ис-
следование распределения ниобия в околошовной зоне стали типа
1Х18Н10Т.— Автоматическая сварка, 1965, 4.
60. П и в н и к Е. М. Изотермическое превращение феррита в высоко-
легированных аустенитно-ферритных сплавах. — ЖТФ, XXV,
вып. 1, 1955.
61. П о б о р ж и л Ф., Зезулова М. Легирование азотом аусте-
нитных хромоникельмарганцовистых сталей.— Сталь, 1959, 7.
62. Прок ошкин Д. А. и др. Легирование хромомарганцови-
73 стой нержавеющей стали. М., Изд-во АН СССР, 1961.
63. С а д о в с к и й В. Д., Чупракова Н.П. Влияние легирую-
щих элементов на ударную вязкость конструкционных ста-
лей и явления хрупкости при отпуске.— В кн.: Труды Института
металлофизики и металлургии, 6. Свердловск, УФАН СССР,
1945.
64. С а м а р и н А. М. Замена никеля азотом в жаропрочной стали.—
Изв. ОТН АН СССР, 1944, 1, 2.
65. С а х и н С. И. и др. Раздельное и совместное влияние Мо и W
на отпускную хрупкость и прокаливаемость стали. Металловедение,
2. Л., Судпромгиз, 1958.
66. Старк Б. В., Филиппов С. И. Пассивность и стойкость
хромистых сплавов.—Сталь, 1947, 5'.
67. То,карева Т. Б., Черных Н. П., Потапов В. В.
Исследование коррозионной стойкости сталей 0Х17Н16МЗТ и
000Х16Н15МЗ и их сварных соединений в средах синтеза мочеви-
ны.-— Химическое и нефтяное машиностроение, 1969, 6.
68. Т о м а ш о в Н. Д., Чернова Г. П. Явление нарушения пас-
сивного состояния нержавеющих сталей в сильно окислительных
растворах.— ДАН СССР, 1954, 98, 3.
69. Т о м а ш о в Н. Д. Теория коррозии и защиты металлов. М„
Металлургиздат, 1959,
92
70. Т у ф а н о в Д. Г. Коррозионная стойкость нержавеющих сталей
(справочник). М., Металлургиздат, 1963.
71. Туфанов Д. Г. Коррозионная стойкость нержавеющих ста-
лей.— МиТОМ, 1963, 7.
72. Т у ф а н о в Д. Г. Коррозионная стойкость некоторых никельмо-
либденовых и хромоникелевых нержавеющих сталей в хлоридах
и других агрессивных средах.— МиТОМ, 1964, 11.
73. Т у ф а н о в Д. Г. Коррозионная стойкость нержавеющих сталей
(справочник). М., «Металлургия», 1969.
74. У л и г Г. Коррозия металлов. М., «Металлургия», 1968.
75. Ф ар ту шный В. Г. и д р. Аустенитная хромомарганцеазоти-
стая сталь и технология ее сварки.— Автоматическая сварка, 1965,
12.
76. Ф а р т у ш н ы й В. Г., Каховский Н. И., Савчен-
ко В. С. О природе коррозионного разрушения хромоникель-
кремнистых аустенитных сварных швов в окислительных средах.—
Сварочное производство, 1974, 8.
77. Федорцев-Лутиков Г. К., Шешенев М. Ф. Влия-
ние легирующих элементов на жаропрочные свойства хромистых
нержавеющих сталей.— Металловедение и термическая обработка
металлов, 1956, 6.
78. X и м у ш и н Ф. Ф. Хромомарганцовистые стали аустенитного и
аустенитно-ферритного типа.— В кн.: Труды ВИАМ, 32, ч. 1.
М., 1935.
79. X и м у ш и н Ф. Ф. Легирование, термическая обработка и свой-
ства жаропрочных сталей и сплавов. М., Оборонгиз, 1962.
80. X и м у ш и н Ф. Ф. Нержавеющие стали. М., «Металлургия»,
1967.
81. Химушин Ф. Ф. Жаропрочные стали и сплавы. М., «Металлур-
гия», 1964.
82. Ч и г а л В. Межкристаллитная коррозия нержавеющих сталей.
М., «Химия», 1969.
83. Э в а н с Ю. Р. Коррозия и окисление металлов (технические осно-
вы и их практическое применение). М., Машгиз, 1962.
84. Э с т у л и н Г. В. Термическая обработка жаропрочных сплавов
на никельхромовой основе.— В кн.: Металловедение и термическая
обработка. Приложение к журналу «Сталь». М., Металлургиздат,
1958.
85. Ю р ч е н к о Ю. Ф. О механизме возникновения склонности свар-
ных соединений стали 18-10 к ножевой коррозии.—- Сварочное про-
изводство, 1968, 9.
86. Avery Н. USA Patent 246 S, 780, 1949.
87. Binder W., Brown C., Franks R. Resistance to Sensiti-
zation of Austenitic Chromium — Nickel Steel of 0,03% Max. Carbon
Content. Trans. ASM, Vol. XLI, 1949.
88. В let on J.,, Bia not J., Bastien P. Etude statistique de
la resistance a la corrosion dans le sulfate de cuivre acide de 1’acier
a 18% d Chrome et 8% Nickel.— Revue de Metallurgie, XLVIII,
1951, N 7.
89. В r a s u n a s A. S. Metall Progress, Vol. 66, 1954.
90. C a d e k I., Foldyna V. Zvaracsky sbornik, 1961.
91. Colombier L„ Hoehmann I., Bourrat, Mise en evidence
93
d’une “d’escocnogeneisation”, du carbone dans une solation solide
austenitique Comptes rendus. Des seauces de e Academie des Scien-
ces, Vol. 245, 1957, N 14.
92. H e e I у E., L i 111 e A. Corrosion resistance of some austenitic
chrome-nickel steels of 18—8—Ti composition.— J. of the Iron and
Steel Institute, Vol. 182, March, 1956.
93. H e n г у О., Claussen J., L i n n e r t J. Amer. Welding Soc.,
1949.
94. Hoehmann I. These de doctorat, Paris, 1950.
95. Houdremont E., Schafmeister F. Verhiitung der korn-
grenzenkorrosion bei Stahlen mit 18% Cr und 8% Ni.— Archiv
fur das Eisenhiittenwesen, 7, H. 3, Sept., 1933.
96. Houdremont E.— Archiv fur das Eisenhiittenwesen, 1934,
s. 187—191.
97. H о u d r e m о n t E., Tofaute W. Kornzerfallsbestandigkeit
nichtrostender ferritischer und martensitischer Chromstahle.— Stahl
und Eisen, Bd. 72, Mai, 1952.
98. Houdremont E.— Stahl und Eisen, Bd. 72, Oct., 1952.
99. Kinzel A. B.— Transactions AIME, 194, 1952.
100. Lula R. A., Lena A. J., Kiefer J. C. Intergranular Corro-
sion of Ferritic Stainless Steels.— Transactions ASM, Vol. 46, 1954.
101. Monkman F. C., Price P. E., G r a n t N. J. The effect of
composition and structure on the creep-rupture properties of 18—8
stainless steels.— Transactions ASM, 1956, 48.
102. P a у s о n.— Transactions AIMME, 1932, p. 306—333.
103. Pilling N. B., Bed worth R. E.— J. Institute Metals, Vol.
29, 1923.
104. Pilling N. B., Ackerman D. E. Resistance of Iron — Ni-
ckel— Chromium Alloys to Corrosion by Acids.— Transactions
AIMME, 1929.
105. Pryce L., Andrems R.— J. Iron and Steel Institute, 195, N 4,
I960.
106. Ritter F. Korrosionstabellen metallischer Werkstoffe. Sprin-
ger—Verlag, Wien, 1958.
107. Roll an son E. C.— J. Iron and Steel Institute, Vol. 77, 1933.
108. Rosenberg S. J., Trish C. R. .Solubility of Carbon in 18—
percent — chromium—10 — percent — nickel austenite, Nat. Bur.
of Stand.— J. of Research Aplication, Vol. 48, 1952.
109. Seitz W. Diffusion in Metallen, Berlin, 1955.
110. S c h a e f e r.— Alloy Casting Bui. N 3, 6, 1944.
111. Smith L.— J. Franklin Institute, Vol. 262, N 1, 1956.
112. United States Corp. Stainless and Heat Resisting steels, Pitts-
burgh, 1957.
Глава II. ПОДГОТОВКА СОЕДИНЕНИЙ К СВАРКЕ
И РАЗМЕРЫ ШВОВ
Основными видами сварных соединений, выполняемых электродуговой
сваркой, являются стыковые, тавровые, угловые, внахлестку, прорезные,
с отбортовкой кромок (рис. II. 1). Стыковые, тавровые, а иногда и угло-
вые соединения могут быть со скосом кромок и без него. Необходимость
и форма разделки кромок определяются толщиной свариваемого метал-
Рис. П.1. Швы сварных соединений, выполняемые электроду-
говой сваркой: а, б — стыковой без скоса кромок; в — стыковой с
V-образным скосом кромок; г — стыковой с Х-образным скосом
кромок; д, е — стыковой с U-образной разделкой кромок; ж —
тавровый без скоса кромок; з — тавровый с двусторонним ско-
сом кромок; и — угловой; к — внахлестку с валиковыми (угло-
выми) швами; л — внахлестку электрозаклепками (точками); м,
н — прорезной; о — с отбортовкой кромок.
ла, его структурой и теплофизическими свойствами, а также реакцией
на сварочный термический цикл. Например, для ручной и полуавтома-
тической сварки в углекислом газе в стыковом соединении низкоугле-
родистой конструкционной стали кромки скашивают при толщине ме-
талла более 8 мм; для автоматической сварки — при толщине металла
более 20 мм, а в отдельных случаях — солее 30 мм. Разделка кромок
может быть одно- и двусторонней.
Скошенные кромки притупляют, чтобы предотвратить сквозное
проплавление (прожоги) металла (притупление кромок для автомати-
ческой сварки под флюсом должно быть значительно большим, чем
для ручной сварки). В отдельных случаях между свариваемыми кром-
ками оставляют зазор для увеличения глубины провара. Зазор и разме-
ры разделки кромок должны быть неизменными по всей длине соедине-
ния. Преимущество двустороннего скоса кромок заключается в меньших
по сравнению с односторонним скосом: объеме наплавленного металла,
расходе сварочной проволоки, деформациях, возникающих в соедине-
ниях при одинаковой толщине свариваемых деталей.
Соединения внахлестку, в тавр, угловые и прорезные выполняют
угловыми (валиковыми) швами, а также электрозаклепками. Катет
95
углового шва обычно равен толщине более тонкого листа. Швы бывают
с усилением (выпуклые), без усиления и ослабленные (вогнутые). Фор-
му шва выбирают в зависимости от условий эксплуатации изделия.
При вибрационных и динамических нагрузках тавровые и нахлесточные
соединения стремятся выполнить вогнутыми швами, а при статических —
выпуклыми.
По положению в пространстве различают швы нижние, горизонталь-
ные, вертикальные, потолочные. Дуговой сваркой под флюсом обычно
выполняют нижние швы.
Различают также швы непрерывные (сплошные) и прерывистые.
Прерывистыми швами и электрозаклепками сваривают соединения,
Рис. II.2. Основные обозначения швов сварных
соединений на чертежах (по ГОСТу 2312 — 68):
1,2,3 — линии выноски, указывающие месторас-
положения швов; 4 — односторонний шов на ос-
тающейся подкладке со скосом двух кромок, вы-
полненный дуговой электросваркой (толщина
шва 10 мм, длина—1000 мм); 5 — двусторонний
шов, выполненный автоматической дуговой элект-
росваркой по ручной подварке без скоса кромок
(толщина шва 30 мм, длина — 1000 мм) с V-образ-
ным скосом кромок для ручной подварки; 6 — од-
носторонний стыковой шов с криволинейным ско-
сом двух кромок (толщина шва 8 мм, длина —
1000 мм), выполненный дуговой электросваркой,
(15 — порядковый номер по таблице), 7 — одно-
сторонний шов без скоса кромок (катет 5 мм),
выполненный по замкнутому контуру газовой свар-
кой; 8 — двусторонний шов без скоса кромок (ка-
теты 5 и 3 мм, длина шва 800 мм), выполненный
автоматической электродуговой сваркой; 9 —
двусторонний шов без скоса кромок (катет
б мм), выполненный дуговой электросваркой в защитных газах; 10 — шов
без скоса кромок (расчетный катет 5 мм, длина привариваемого участка 50 мм,
шаг 150 мм), с шахматным расположением участков, выполненный по замкну-
тому контуру дуговой электросваркой; 11 — односторонний шов с проплав-
лением (ширина проплавления 15 мм), выполненный автоматической дуговой
электросваркой под флюсом; 12 — двухрядный односторонний точечный шов
(диаметр точки 5 мм, расстояние между рядами точек 10 мм).
не требующие герметичности, причем прерывистыми — чаще соедине-
ния в тавр и внахлестку, а электрозаклепками — только внахлестку.
Длина свариваемых участков и просветов в прерывистом шве должна
соответствовать чертежу.
Разделка кромок под сварку осуществляется механической обра-
боткой (резкой на пресс-ножницах или гильотинных ножницах, стро-
ганием на специальных кромкострогальных станках), а также газовой
резкой. В настоящее время на заготовительных участках сварочных це-
хов применяют преимущественно газокислородную резку. Широкое
распространение получили механизированная газокислородная и плаз-
меннодуговая резки специальными газорезательными автоматами.
Вид соединения, форма кромок, метод сварки и размеры шва пре-
дусматриваются чертежом данной конструкции. На рис. II.2 приведе-
ны основные обозначения швов сварных соединений. Сварной шов
указывают наклонной выносной линией с односторонней стрелкой и
горизонтальным участком, на котором обозначают: способ сварки, вид
соединения, форму разделки кромок, размеры шва. В СССР приняты
следующие буквенные обозначения способов сварки: Э — электроду-
говая, Ф — электродуговая под флюсом, Ш — электрошлаковая, Г —
газовая, 3 — в защитных газах, Кт — контактная; буква Р — перед
96
обозначением вида сварки означает ручную, А автоматическую, П —
полуавтоматическую сварку. Если форма шва не предусмотрена ГОСТом,
то первой ставится буква О (особый). Виды соединений и швов обозна-
чаются либо соответствующим знаком, либо буквами: С — стыковые,
У — угловые, Т — втавр, Н — внахлестку. Цифры возле буквы ука-
зывают порядковый номер, вид соединения и шва, а также форму раз-
делки кромок. Видимые на чертеже швы обозначаются соответствующи-
ми знаками, расположенными над горизонтальным участком вынос-
ной линии, невидимые — под ним.
Установлены следующие обозначения способов автоматической
и полуавтоматической сварки: А — автоматическая сварка под флюсом
без применения подкладок, подушек и подварочного шва; Аф — авто-
матическая сварка под флюсом на флюсовой подушке; Ам — автомати-
ческая сварка под флюсом на флюсо-медной подкладке; Ас — автомати-
ческая сварка под флюсом на стальной подкладке; Апш — автоматиче-
ская сварка под флюсом с предварительным наложением подварочного
шва; Апк — автоматическая сварка под флюсом с предварительной под-
варкой корня шва; П — полуавтоматическая сварка под флюсом без
применения подкладок, подушек и подварочного шва; Пс — полуавто-
матическая сварка под флюсом на стальной подкладке; Ппш — полуав-
томатическая сварка под флюсом с предварительным наложением под-
варочного шва; Ппк — полуавтоматическая сварка под флюсом с пред-
варительной подваркой корня шва; ИН — сварка в инертных газах
неплавящимся вольфрамовым электродом без присадочного материала;
ИНп — сварка в инертных газах неплавящимся вольфрамовым элек-
тродом с присадочным материалом; ИП — сварка в инертных газах
или их смесях с активными газами плавящимся электродом; УП —
сварка в углекислом газе плавящимся электродом.
Основные виды сварных соединений и швов, выполняемых различ-
ными способами электродуговой сварки, а также конструктивные эле-
менты подготовленных кромок и швов приводятся в табл. II.1—II.6.
Сборка изделий для сварки. Собирают изделия для сварки на стел-
лажах или в специальных сборочно-сварочных приспособлениях, при-
чем последние применяют при массовом либо серийном производстве
данных узлов или конструкций. При сборке особое внимание уделяется
соблюдению допустимости зазоров и совпадению кромок.
После установки деталей и проверки правильности сборки выполня-
ют прихватку соединений дуговой ручной сваркой покрытыми электро-
дами соответствующей марки либо полуавтоматической газоэлектри-
ческой сваркой с использованием проволоки и защитного газа, рекомен-
дуемых для сварки данной стали. В концах соединений необходимо
приваривать выводные планки, имеющие такую же форму соединения, как
и основное соединение.
4 4 - зiем
97
«о Таблица!!.!
оо
Виды сварных соединений и швов, выполняемых автоматической и полуавтоматической сваркой под флюсом
(по ГОСТу 8713—70)
Условное обозна- чение сварного соединения и шва Толщина сва- риваемых де- талей, мм Форма подготов- ленных кромок Поперечное сече- ние соединения Условное обозна- чение способа сварки Шов Поперечное сече- ние шва
С1 1,5—3,0 С отбортовкой двух кромок А, П Односторонний
Без скоса А, П Двусторонний
С2 2,0—20,0
2,0—22,0 » » Аф Двусторонний на флюсовой по- душке
СЗ 2,0—5,0 » » Апш, Ппш Двусторонний с предваритель- ным выполнением подвароч- ного шва
С4 2,0—12,0 » » А, П Односторонний
С5 2,0—10,0 » > Аф Односторонний на флюсовой подушке
1 1 1
* 8 1 1
С6 4,0—10,0 > » Am Односторонний на флюсо-мед- ной подкладке
1 1 1 TL-J
С7 2,0—12,0 > > Ac, Пс Односторонний на стальной подкладке
L222223
С8 16,0—32,0 Строганные без скоса Аф Односторонний на флюсовой подушке Двусторонний на флюсовой подушке
С9 14,0—20,0 Со скосом од- ной кромки A Двусторонний
СЮ 8,0—20,0 То же Аф Односторонний на флюсовой подушке
8,0—20,0 > > Am Односторонний на флюсо-мед- ной подкладке
СИ 8,0—30,0 » » An Пп Односторонний на стальной подкладке
С12 8,0—30,0 > > A J Односторонний замковый
8
Продолжение табл. 11.1
Условное обозна- чение сварного соединения и шва Толщина сва- риваемых де- талей, мм Форма подготов- ленных кромок Поперечное сече- ние соединения Условное обозна- чение способа сварки Шов Поперечное сече- ние шва
С13 14,0—24,0 Со скосом двух кромок А П Двусторонний
С14 14,0—24,0 То же Аф Двусторонний на флюсовой подушке
С15 14,0—30,0 » Ап к Ппк к Двусторонний с предваритель- ной подваркой корня шва
С16 5,0—14,0 Апш Ппш Двусторонний с предваритель- ным выполнением подвароч- ного шва
С17 8,0—24,0 » Аф Односторонний на флюсовой подушке
1 1
С17 8,0—24,0 » » Ам Односторонний на флюсомед- ной подкладке
С18 8,0—30,0 » » Ас Пс Односторонний на стальной подкладке
С19 8,0—30,0 » » А Односторонний замковый
С20 16,0—50,0 С криволиней- ным скосом одной кром- ки Аф Односторонний на флюсовой подушке
С21 24,0—160,0 С криволиней- ным скосом двух кромок А Двусторонний
С22 24,0—130,0 То же Апш Двусторонний с предваритель- ным наложением подвароч- ного шва
С23 16,0—50,0 > > Ас Односторонний на стальной подкладке
Продолжение табл. II .1
Условное обозна- чение сварного соединения и шва Толщина сва- риваемых де- талей, мм Форма подготов- ленных кромок Поперечное сече- ние соединения Условное обозна- чение способа сварки Шов Поперечное сече- ние ^пва
С24 16,0—50,0 С криволиней- ным скосом двух кромок А Односторонний замковый
С25 16,0—50,0 Со ступенча- тым скосом одной кромки Аф Односторонний на флюсовой подушке
С26 20,0—60,0 Со ступенча- тым скосом двух кромок Аф Односторонний на флюсовой подушке'
С27 24,0—60,0 То же Апш Двусторонний с предваритель- ным наложением подвароч- ного шва
С28 16,0—60,0 » » А Односторонний замковый
1 1 1 1 j
С29 20,0—30,0 С двумя сим- метричными скосами од- ной кромки А Двусторонний
сзо 20,0—60,0 С двумя сим- метричными скосами двух кромок А П »
C31 24,0—40,0 То же Аф Двусторонний на флюсовой подушке
C32 24,0—60,0 » » Ап к Двусторонний с предваритель- ной подваркой корня шва
& 50,0—160,0 С двумя сим- метричными криволиней- ными скоса- ми двух кро- мок А Двусторонний
С34 16,0—60,0 С двумя не- симметрич- ными ско- сами двух кромок Апш Ппш Двусторонний с предваритель- ным наложением подвароч- ного шва
Продолжение табл. II. 1
1 Условное обозна- чение сварного соединения и шва Толщина сва- риваемых дета- лей, мм Форма подготов- ленных кромок Поперечное сече- ние соединения Условное обозна- чение способа сварки Шов Поперечное сече- ние шва
У1 1,5—3,0 С отбортовкой А П Односторонний
У2 6,0—14,0 Без скоса Апш Ппш Двусторонний с предваритель- ным выполнением подвароч- ного шва Л
УЗ 8,0—20,0 Со скосом од- ной кромки в Апш Ппш То же
У4 20,0—40,0 С двумя ско- сами одной кромки Апш Ппш » »
Т1 3,0—40,0 Без скоса g А П Двусторонний А
СЛ
Т2 3,0—20,0 » Апш Двусторонний с предваритель-
Ппш ным выполнением подвароч-
кого шва
ТЗ 2,0—30,0 » П Двусторонний шахматный
У///////Л t
Т4 2,0—30,0 » » П Двусторонний цепной
Т5 3,0—40,0 » д А Односторонний
v/ш П
Тб 2,0—30,0 » » П Односторонний прерывистый
-
Т7 2,0—5,0 » п Двусторонний точечный Л
Т8 2,0—5,0 » AU п Односторонний точечный
Продолжение табл. 11. 1
Условное обозна- чение сварного соединения и шва Толщина сва- риваемых де- талей, мм Форма подготов- ленных кромок Поперечное сече- ние соединения Условное обозна- чение способа сварки Шов Поперечное сече- ние шва
T9 8,0—42,0 Со скосом од- ной кромки Апш Ппш Двусторонний с предваритель- ным наложением подвароч- ного шва
Т10 16,0—40,0 С двумя ско- сами одной кромки А П Двусторонний
тн 20,0—40,0 То же 'ШВ Апш Ппш Двусторонний с предваритель - ным наложением подвароч- ного шва
Т12 30,0—60,0 С двумя криво- линейными скосами од- ной кромки А Двусторонний
в
Т13 16,0—30,0 С криволиней- ным скосом одной кромки Апш Двусторонний с предваритель- ным наложением подвароч- ного шва
Н1 1,0—20,0 Без скоса А П Двусторонний
Н2 1,0—20,0 » » А П Односторонний
НЗ 2,0—6,0 » » п Односторонний прерывистый
3
Н4 2,0—6,0 » £ п Односторонний точечный
ь
Н5 3,0—40,0 С круглыми от- верстиями >//Л п Односторонний ik.
И
Н6 Не менее 6,0 С удлиненны- ми отвер- стиями И 1 L п >
Таблица П. 2
Конструктивные элементы подготовленных кромок сварных соедине-
ний * и швов * **, выполняемых автоматической и полуавтоматической
сваркой под флюсом (по ГОСТу 8713—70). (Размеры в мм)
s — 1,5—3,0 мм
2. Вид соединения и шва С2; способы
сварки А, П
s= s. b е = et g = gl s = st b е=е1 g = gi
2 04-0,3 7±1,5 1,5±1,0 10 0+1,0 20 ±3,0 2 б+l’O ’ —2,0
3 04-0,5 8±2,0 1,5±1,0
4 04-0,8 10±2,0 2 0+1’° ди—1,5 12 0+1,0 20±3,0 2 5+1’11 А —2,0
5 04-1,0 12±2,0 2+1:п5 14 0+1,0 20±3,0 2 б+1,0 —2,0
6 0+1,0 16±3,0 16 0+1,0 22±4,0 2 5+1’5 Д —2,0
7 0+1,0 16±3,0 2,0±1,5 18 0+1,0 22±4,0 2 5+I А —2,0
8 0+1,0 16±3,0 2,0± 1,5
9 0+1,0 16±3,0 2,0±1,5 20 0+1,0 22±4,0 2 б+1’5 ’°—2,0
Примечание. Допускается изменение размера е по сравнению с указан-
ными в пп. 2 — 35 в случае применения специальных способов автоматической свар-
ки под флюсом.
♦ Поперечное сечение соединения — а
** Поперечное сечение шва —б
108
3. Вид соединения и шва С2; способ сварки Аф
S = Ь е — ег S = Si ь е ==i et g- S1
2 0+1,0 7± 1,5 1,5± 1,0 9 2±2,0 16±3,0 2,и—1,5
3 1 ± 1,0 8±2,0 1,5±1,0
4 1± 1,0 10 + 2,0 2+;:° 10 2±2,0 20 ±4,0 Д0—1,5
5 1 ± 1,0 10±2,0 2 0+1’° 1,5 12 2±2,0 20 ±4,0 ’°—2,0
6 1±1,0 16±3,0 2 0+1’° ди—1,5 14 2±2,0 20±4,0 2,0
2 0^~1,0 1,5 16 2±2,0 22±4,0 2,5±2,0
7 2±2,0 16 + 3,0 18 2±2,0 22±4,0 2,5±2,0
/,и—1,5 20 2±2,0 22±4,0 2,5±2,0
8 2±2,0 !6±3,0
22 2±2,0 22±4,0 2,5±2,0
Примечания. 1. Полуавтоматическая сварка при 3 s Ю мм не реко-
мендуется. 2. Допускается разная ширина швов при взаимном проплавлении.
4. Вид соединения и шва СЗ; способы сварки Апш, Ппш
S == st ь е «1 g
2 0,5±0,5 7±1,5 8±2,0 1,5±1,0
3 1,0± 1,0 8±2,0 8±2,0 1,5±1,0
109
Продолжена»
S = st ъ г «1 е
4 1,0± 1,0 10 + 2,0 8±2,0 2 0+1’° Ди—1,5
б 1,0±1,0 12±2,0 10±2,0 А —1,5
П римечание. Полуавтоматическая сварка
при s<3 мм не рекомендуется
5. Вид соединения и шва С4; способы сварки А, П
b
@mln “0,5S
+ tUrh О.№ о
S = Si Ъ е g S = $1 ь е g
2 3 0+0,3 0+0,5 « 7±1,5 8±2,0 1,5±1,0 1,5±1,0 7 0+1,0 14±2,0 2,и-1,5
4 0+0,8 Ю±2,0 2 0^1’0 4 --1,5 8 0+1,0 14±2,0 2 0~^1’0 Д -1,5
5 0+1,0 12±2,0 2 о+1>О Z’U—1,5 9 0+1,0 16±3,0 2’ -1,5
6 0+1,0 12±2,0 2 0+1’° 1,5 10 0+1,0 16±3,0 2 0+1’° 2,и—1,5
12 0+1,0 18+3,0 2 0~^1’0 2,и—1,5
П р и s нави е.
Полуавтоматическая сварка при а 3
мм не рекомендуется.
110
6. Вид соединения и шва С5; способ сварки Аф
8 « Sj b е g gi
2 о,о+1,0 10±2 1,5±1,0 1,0±1,0
3 1,0± 1,0 10±2 1,5±1,0 1,0±1,0
4 1,0± 1,0 14±2 1,5± 1,0
5 1,5± 1,0 14±2 2,0+}’5 1,5±1,0
6 1,5± 1,0 18±3 9 0+1,0 2’и~-1,5 1,5±1,0
7 2,0± 1,5 18±3 20-н,° 1,5 2,0±1,0
8 2,0± 1,5 22±4 А —1,5 2,0 ±1,0
9 2,0± 1,5 22±4 2 0+1’° —1,5 2,0 ±1,0
10 2,0 ±1,5 22±4 2 0+1’° —1,5 2,0± 1,0
Примечание. Допускаются отсутствие обратного усиления шва сварного
соединения и местные плавные ослабления глубиной не более 0,1 s при условии пол-
ного проплавления кромок.
7. Вид соединения и шва С6; способ сварки Ам
g
4 1,04-0,5 14±2 1,5±1,0
5 1,54-1,0 14±2 1,5±1,0
6 1,54-1,0 18±3 1,5±1,0
7 2,0+1,0 18 ±3 2,0±1,0
111
Продолжение
S = Si b £ g. S = st b е g
8 2,0+1,0 22±4 2,0 ±1,0 ю 2,0+1,0 22±4 2,0 ±1,0
9 2,0+1,0 22±4 2,0±1,0
Примечание. Допускаются отсутствие обратного усиления шва сварного
соединения и местные плавные ослабления глубиной не более 0,1 s при условии пол-
ного проплавления кромок.
8. Вид соединения и шва С7; способы сварки Ас, Пс
—
и ъ
i ii
т Cs 1
а
б
S s=e ь т е &
2 1,5± 1,0 >15 10±2 1,5± 1,0
3 1,5± 1,0 >15 14±3 1,5± 1,0
4 2,0± 1,0 >15 14±3 2 0+1’° —1,5
б 2,0±1,0 >20 14±3 2 0+1’° Д —1,5
6 3,0 ±1,5 >20 18±3 2 0+1 ’0 ди—1,5
7 3,0± 1,5 >25 18±3 2 0+1 ’° 1,5
8 3,0± 1,5 >25 22±4 2 0+1>0 ди—1,5
9 4,0± 1,5 >30 22 ±4 2 0+1>0 —1,5
10 4,0± 1,5 >30 22 ±4 2 0+1’° А —1,5
12 5,0 ±1,5 >30 24 ±4 2 0+1 ’° 2’ —1,5
112
9. Вид соединения и шва С8; способ сварки Аф
s= st h. f в* S=. I, Л f 81
16 8±1 9±2 15±3 26 13±1 14±2 20 ±4
18 8±1 9±2 15±3 28 18±1 18±2 24 ±4
20 8±1 9±2 15±3 | 30 18± 1 18±2 24 ±4
22 8±1 9±2 15±3 32 18± 1 18±2 24 ±4
24 13± 1 14±2 20±4
10. Вид соединения и шва С9; способ сварки А
113
П. Вид соединения и шва СЮ; способы сварки Аф, Ам
а
S “ St е £ S — st t g
8 9 18±3 18±3 1,5±1,0 1,5±1,0 16 24±4 2 5+1’° А —2,5
10 12 14 20±4 22±4 22±4 1,5±1,0 -1,5 2 0+1’° 2,и—1,5 18 20 24±4 24 ±4 2,0 2 5+1’° 2,0
St Ь n, не менее tn, не менее g
8 2±l,0 3 25 18±3 l,5±l,0
n 2± 1,0 3 25 20±3 l,5il,0
У 3 25 20±3 l,5±l,0
10 12 2±l,0 2±l,0 3 25 22±4 2 0"^l’° A —1,5
114
Продолжение
s= st b п> не менее т, не менее е g
14 3±1,5 4 25 22 ±4 2 0+1’° 2>и—1,5
16 3±1,5 4 25 24 ±4 2 5^~1,0 —2,0
18 4± 1,5 4 30 24±4 2 —2,0
20 4±1,5 6 30 24±4 2 ’ —2,0
22 5±1,5 6 30 26±4 ? 5+ '-’°—2,0
24 5±1,5 6 30 26 ±4 о 5+1,5 z’o„2,0
26 5±1,5 6 40 30±4 95+1,5 “---2,0
28 5±1,5 6 40 30 25+! + 4+-2,0
30 5±1,5_ 6 40 30 ±4 9 5+1,5 Z,£>—2,0
13. Вид соединения и шва С12; способ сварки А
а ^$+4
s b e g s b e a
8 2±l,0 18±3 l,5±l,0 14 3±1,5 22±4 2 0+ ’’° 2,U—1,5
9 2±l,0 20±3 l,5±l,0 -4-1 0
10 2± 1,0 20±3 1,5± 1,0 16 3±1,5 24±4 9 kt —2,0
12 2±l,0 22±4 2,o+;:o! 1 18 4±1,5 24±4 ’°—2,0
115
Продолжение
S b & g S ь е R
20 4±1,5 24 ±4 2 ’ —2,0 26 5±1,5 30 ±4 2 с+1,5 —2,0
22 5±1,5 26 ±4 2 5+1’5 Л —2,0 28 5±1,5 30 ±4 —2,0
24 5±1,5 26 ±4 2 5+1’5 2>0_2,0 30 5±1,5 30±4 ° 5"^" 1’5 —2,0
14. Вид соединения и шва С13; способы сварки А, П
S, «= *1 « = А S =• Sj «== «! g = gi
14 18±3 2 о+1 ’0 Ди—1,5 20 22±4 2 5^1^ 2,0
16 18±3 2 5~^" 1 ’0 z’ —2,0 22 24±4 2 5+1’° —2,0
18 22 ±4 2 5^"1,0 2,0 24 24 ±4 о 5+1,0 -’°—2,0
S»a 1[ е g g> 5 == St е g gt
14 22±4 2 о+1,0 А —1,5 1,5± 1,0 16 22±4 2 0+1’° Ди—1,5 1,5±1,0
Пл
Продолжение
S= St е g gi S=SI 1 f g Si
18 22±4 2 0+1’° —1,5 1,5±1,0 22 24±4 2 О"^1,0 2’-1,5 1,5±1,0
20 24 ±4 2 0+1’° л —1,5 1,5± 1,0 24 24±4 2 0+1’° 1,5 1,5± 1,0
16. Вид соединения и шва С15; способы сварки Апк, Ппк
5
s=z st е g S =3 Sj е и
14 20 ±4 2 о+1,0 А —1,5 24 30 ±6 2 5+ ’ —2,0
16 20±4 о к+ЬО Д °—2,0 26 37±7 2 5+ А —2,0
18 25±5 2 5^~1,0 д — 2,0 28 37±7 2 5+1'° 2,0
20 25±5 2 5^1,0 21 —2,0 30 37±7 2 5+1’° — 2,0
22 30±6 —2,0
S= Sj h f «1 ц S = Si h е «1 Я
5 6 3±1 3±1 17±3 17±3 12±2 12±2 1,5±1,0 1,5± 1,0 7 3±1 17±3 12±2 1,5± 1,0
117
Продолжение
= S, h ei g S =3 St h & «t g
8 4±1 17±3 13 ±2 1,5±1,0 12 5± 1 20±4 14±2 2 О4'1’0 2>и—1,5
9 4±1 20 ±4 13±2 1,5±1,0
10 5±1 20±4 14±2 1,5±1,0 14 8±1 20 ±4 16±2 2 О4'1’0 Ди—1,5
18. Вид соединения и шва С17; способы сварки Аф, Ам
а
S = st С g S =1 Si С е g
8 3±1 18±3 1,5± 1,0 16 4±1 24 ±4 А —2,0
9 3 i 1 18±3 1,5±1,0 18 4±1 24 ±4 2 5~^’О z,a—2,0
10 3± 1 20 ±3 1,5±1,0 20 4±1 24 ±4 2 5+1’° —2,0
12 3±1 22 ±4 2 0+1’° 2,и—1,5 22 4±1 26 ±5 2’ —2,0
14 4±1 22±4 2 0+1’° 2,и—1,5 24 4±1 26±5 2 5 ^1’0 Z,t)—2,0
118
19, Вид соединения и шва С18; способы сварки Ас, Пс
б
s= st b п т е Я
8 2±1,0 3 30 1 б zt 3 1,5±1,0
9 2±1,0 3 30 17±3 1,5± 1,0
10 2± 1,0 3 30 18±3 1,5± 1,0
12 2± 1,0 3 30 20±3 1,5± 1,0
14 3± 1,5 4 30 23±3 1,5± 1,0
16 3±1,5 4 30 24 ±3 2 0+1’° А —1,5
18 4±1,5 4 40 28±4 2 0+1’° А —1,5
20 4±1,5 6 40 30 ±4 А —1,5
22 5±1,5 6 40 32 ±4 4 -1,5
24 5±1,5 6 40 34 ±4 2 0+1’° А -1,5
26 5±1,5 6 50 36 ±4 2,и—1,5
28 5±1,5 6 50 38 ±4 2 0^'1,0 —1,5
30 5± 1,5 6 50 40±4 2 0+1'° ди—1,5
119
20. Вид соединения и шва С19; способ сварки А
Q
S b в & S b в S
8 2±1,0 16±3 2±1,5 20 4±1,5 30±4 2±1,5
9 2±1,0 17±3 2±1,5 22 5±1,5 32 ±4 2± 1,5
10 2± 1,0 18±3 2±1,5 24 5±1,5 34±4 2± 1,5
12 2±1,0 20 ±3 2±1,5 26 5±1,5 36±4 2± 1,5
14 3±1,5 23 ±3 2±1,5 28 5±1,5 38±4 2±1,5
16 3±1,5 24 ±3 2±1,5 30 5±1,5 40±4 2±1,5
18 4±1,5 28±3 2±1,5
S1 е & S =в st г
16 19±2 2 0+1’° Аи—2,0 35 25±3 2 0+1’° —2,0
20 20±2 2 0+1’° АО—2,о 40 26 ±4 2 О-*-1,0 —2,0
25 22±2 2 0+1’° z>u_2to 45 28±4 А — 2,0
30 23±3 2 0+1’° 2’и—2,0 50 30±4 2 0+1’5 Z’ —2,0
120
S= Si c я ei g. a,°
24 6±1 5±1 24±4 15+4 2 5+1’° 2’&—2,0 13±2
26 6±1 5±1 25±4 15+4 2 5+1’0 z,t)—2,0 13±2
28 6±1 5±1 26±4 15+4 2 5+1’0 2,0 -2,0 13±2.
30 6±1 5±1 27 ±4 15+4 2 5+l.° 2’ —2,0 13±2
32 6±I 5±1 28±4 15+4 ДО _2>o 13±2
34 6±1 5±1 29 ±4 16+4 2 5+1’0 A —2,0 13±2
36 6±1 5±1 30 ±4 16+4 2б+1’0 2’°—2,0 13±2
38 6±1 5±1 31±4 16+4 2 5+1’0 13±2
40 6±1 5±1 32 ±4 16+4 2 5 1’0 A —2,0 13±2
42 6±1 5±1 33 ±4 16+4 2 5+1’5 ’ —2,0 13±2
45 6±1 5±1 34 ±5 16+4 2 5+1’^ ’ —2,0 13±2 '
48 6±1 5±1 36 ±5 18+4 2 5+1’5 z’ —2,0 13±2
50 6±1 5±1 37±5 18+4 2 б+1’5 Z’ —2,0 13±2
55 6±1 5±1 39 ±5 18+4 2 5+1’5 z’ —2,0 13±2
60 6±1 8±1 45±6 18+4 2 5+1’5 z’°—2,0 13±2
65 6±1 8±1 47±6 18+4 2 5+1’5 z’ °—2,0 13±2
121
ПродолжМиб
1 в» 84 с R S в» а,'
70 8±1 8± 1 47±6 20+4 2,0 12±2
80 8± 1 8± 1 51 ±7 20+4 2 g+1,5 —2,0 12±2
90 8±1 8± 1 55±8 20+4 —2,0 12±2
100 8±1 8± 1 59±9 20+4 2 5~^’^ —2,0 12±2
ПО 8±1 10± 1 60±9 20+4 4 о+2’0 4’ —3,0 Ю±2
115 8± 1 10± 1 61 ±9 20+4 4 0+2’° 4’ —3,0 Ю±2
120 8± 1 10± 1 63±9 20+4 4 0+2’° 4’ —3,0 10±2
125 8±1 10± 1 64 ±10 20+4 4 о+2’0 4,и—3,0 Ю±2
130 8±1 Ю±1 66 ±10 20+4 4 о+2’0 4’и—3,0 10±2
140 8±1 Ю±1 69± 11 20+4 4 0+2’0 4,и—3,0 Ю±2
150 8±1 10± 1 72 ±12 20+4 4 о+2’0 4’ —3,0 Ю±2
160 8± 1 Ю±1 76± 12 20+4 4 о+2’0 4’и—3,0 Ю±2
23. Вид соединения и шва С22; способ сварки Апш
О б
S- Sj R £ S а°. S =Х R ав,
24 6±1 25±5 2 5+1’0 2,°—2,0 13±2 26 6± 1 25±5 95+1,0 -2,0 13±2
122
Продолжение
S = Si R с g а*, S «= Sj R е а,'
28 6±1 25±5 95+1’0 4 —2,0 13±2 60 8±1 46±7 2 5+1 ’5 —2,0 13±2
30 6±1 28±6 2 5+1’0 2,0 13±2 65 8± 1 46±7 —2,0 13±2
32 6± 1 28±6 2 5+1’0 21 — 2,0 13±2 70 8±1 50±9 2 5+1’5 —2,0 12±2
34 6±1 28±6 95+1,0 4 —2,0 13±2 80 8± 1 50±9 2 5+1’5 2’ —2,0 12±2
36 6±1 28±6 2 5~Н’° 4 —2,0 13±2 90 8±1 58 ±10 2 5+1’5 2’ —2,0 12±2
38 6± 1 31 ±6 2 5+1’° 4 —2,0 13±2 100 8±1 58± 10 2 б+1’5 —2,0 10±2
40 6±1 31 ±6 2 5^1’0 4 —2,0 13±2 ПО 10± 1 61 ±10 9 е+ 1 >5 2’ —2,0 10±2
42 6± 1 31 ±6 2б+1’5 4°-.2,0 13±2 115 10± 1 63± 10 2 5+1 »5 2,ь—2,0 10±2
45 6± 1 36 ± / 2,5^2,0 13±2 120 10± 1 65± 10 2 s+1’5 2’ —2,0 10±2
48 6±1 36±7 2’^2*0 13±2 125 10± 1 67 ±10 2 б+1’5 2,0 Ю±2
60 6±1 36±7 2'5±2:о 13±2 130 10± 1 68± 11 2 б+1’5 2,0 Ю±2
55 6± 1 36±7 2’5- 2,0 13±2
24. Вид соединения и шва С23; способ сварки Ас
а
е е. 5=8, t g
16 23±4 2 5+1’5 —2,0 25 27±4 2 s+1’5 —2,0
20 25±4 2 б+1 ’° 2’ —2,0 30 30±4 2 s+1’5 —2,0
123
Продолжение
S — S, е я S Sj £
35 31±5 2 5~^1,0 А —2,0 45 36±6 2 5+1’° —2,0
40 34 ±5 2 ’ —2,0 50 38±6 9 с+1,0 А —2,0
25. Вид соединения и шва С24; способ сварки А
st»s+b
а
3 е £ S g
16 23±4 2 5+1’° ’ —2,0 35 31±5 2 5+1’° А — 2,0
20 25±4 2,0 40 34±5 2 5+1’5 —2,0
25 27±4 2 5+1’° А — 2,0 45 36±6 2 5+1 >5 А —2,0
30 30 ±4 z’ °—2,0 50 38±6 2 5^~ 1 ’5 2’ —2,0
s= st е g s = s1 а g
16 19±3 2 5+1>° —2,0 20 20 ±3 2 5+1’° 2,0
124
Продолжение
S =- S) е S = $1 4 g
25 21 ±3 2 б+1,0 2’ —2,0 40 24 ±4 2,t)—2,0
30 22±3 2 5+1’0 2,0 45 25±4 2 5+1’5 z’ —2,0
35 23±3 2 5+1’0 ’ —2,0 50 26±4 2 5+1’5 ’ —2,0
27. Вид соединения и шва С26; способ сварки Аф
а
S— J, e g 1 «— Si e g
20 30±2 2 5+1’0 2,t)—2,0 38 38±3 2 5+1’° A0—2,0
22 31±2 2 5+1’0 2>a_2,0 40 39 io 2 5+1’5 2’ — 2,0
24 32±2 2 5+l.° A — 2,0 42 40±3 2 5+1’5 —2,0
26 33±2 2 5+1’° Z’—2,0 45 41±4 2 5+1’5 A — 2,0
28 34±2 9 5+1,0 —2,0 48 42±4 2 5+1’5 2’ — 2,0
30 34 ±3 2 5~^I’® —2,0 50 43±4 2 5+1’5 A — 2,0
32 35±3 2 5^1’0 A&_i2,0 55 46±4 2 5+1’5 —2,0
34 36±3 9 c+1,0 2’ —2,0 60 49±4 2 5+’’5 z’ —2,0
36 37±3 2 5+1’0 2,0
125
28. Вид соединения и шва С27; способ сварки Апш
S= Si е & S-= S1 е &
24 28 ±3 9 5+1’0 ’ —2,0 40 36 ±4 2,0
26 29 ±3 2 5+1’° 2,0 42 36 ±4 А0—2,0
28 31±3 2 5+1’° 2,0 45 38±4 2,0
30 31 ±3 2 g~H»0 2,0 48 40 ±4 2,0
32 32±3 2 5+1’° 2,0 50 40±4 2 5"Н»5 ’ —2,0
34 33±3 о c-rl>0 ’ —2,0 55 42±5 2 ’ —2,0
36 34 ±4 2 5*^'1,0 ’ —2,0 60 45±5 2 5+1’5 —2,0
38 35±4 Z,t>—2,0
126
29. Вид соединения и шва С28; способ сварки А
5, >5*4
а
> е £ S е g
16 28±2 2 <Н,0 А — 2,0 40 38 ±4 2 б-^’0 2,0
20 30 ±2 2 5”^” 1’0 А — 2,0 45 41±4 2 5+1’0 2,0
25 31±3 2 5^1,0 — 2,0 50 43±5 2 5"^1’5 2’ —2,0
30 34±3 2 5^" 1’0 —2,0 55 45±5 2 с“М»5 2’ —2,0
35 36±4 2 S-’-1 ’° А — 2,0 60 47±5 2 5“Ь 1,5 2’ —2,0
30. Вид соединения и шва С29; способ сварки А
S«= «! е «== | S= е □= et
20 22±3 26 26±4
22 22±3 28 26±4
24 22±3 30 80±4
127
31. Вид соединения и шва СЗО; способы сварки А, П
S = st $ = S] е =
20 16±2 2 5+1’° ’°—2,0 42 29±3 z’ —2,0
22 18±2 2 ’ —2,0 44 30 ±3 2 5^1’5 2,0
24 19±2 2 5+1’° —2,0 46 31±4 2 5+1,5 —2,0
26 20±2 2 5+1’° ’ —2,0 48 32±4 2 5^1’5 Z’ —2,0
28 21 ±2 2 5+1’° — 2,0 50 33 ±4 2б+1’5 2,0
30 22±2 2 5+1’0 z’ —2,0 52 34 ±4 о И-1,5 2’°—2,0
32 23 ±3 2 5+ А —2,0 54 36±4 2 5~1 1’5 2’ —2,0
34 24 ±3 —2,0 56 37±4 о к-!- 1,3 2’ —2,0
36 25±3 2 5+1’° 2,0 58 38±4 2 5^~1’5 —2,0
38 27 ±3 2 ’’О 2’ —2,0 60 39±4 2 5~^ 1 ’5 —2,0
40 28±3 2 б-’-1’5 —2,0
Примечание. При полуавтоматической сварке притупление равно 3± 1 мм.
128
32. Вид соединения и шва С31; способ сварки Аф
g = gi s = sx e et g==gi
24 30±5 2S+1’0 — 2,0 34 35±5 2 б-'-1 *0 A —2,0
26 30 + 5 2 5+1’0 Л — 2,0 36 35±5 2 5+1’° A —2,0
28 30±5 2 5+1’0 A -2,0 38 35±5 9 c+1,0 —2,0
» 30 35±5 2 5+1’0 2’ —2,0 40 35±5 2 5+1’° A —2,0
32 35±5 2 5+1-0 A — 2,0
шва С32; способ сварки Апк
33. Вид
и
соединения
w
иг
: e, _
б
а
3 = s. e = et « = «1 a,* S = Si g = St a,°
24 24±4 2 5+1’° —2,0 30 ±3 28 24±4 z’ —2,0 30 ±3
26 24±4 2 5+1’° 2,0 30±3 30 29±1,5 2 5+1.° A —2,0 30 ±3
5 4 iitte
129
Продолжение
<: f, g Hi CZ,с S = S, : =. е, 8 = Si а,'
32 29 + 5 2 5^1’^ А —2,0 30±3 48 29±5 2 <^1’5 А — 2,0 25 ±3
34 29 + 5 2 5+1’5 30±3 50 33±5 2 5~^ 1’5 2’ —2,0 25±3
36 29 ±5 2 5+1’° 21 —2,0 30±3 52 33±5 2 5^ 1’5 А —2,0 25±3
38 29±5 2 5"Н»0 А — 2,0 30±3 54 33±5 2 5+1 > 5 ’ —2,0 25 ±3
40 29±5 2 5 И’5 —2,0 + 3 56 36±5 2 5+1’5 2,0 25±3
42 29±5 2 5~Н>5 Z,d—2,0 25±3 58 36±5 2 5+1-5 Л — 2,0 25±3
44 29±5 2 5+1>5 2’ —2,0 25±3 60 36±5 2 5+1’5 А — 2,0 25±3
46 29±5 2 s+1’5 2’ —2,0 25±3
34. Вид соединения и шва СЗЗ; способ сварки А
а 5
S — 5'i е = 81 Sj e = e, 8= gt
50 27±3 2 5^” 1 ’0 —2,0 65 31 ±4 2 5^~I’® A —2,0
55 28±3 2 5+ L0 ’ —2,0 70 32±4 2 g+l>0 2’ —2,0
60 29±3 9 s+l,0 A — 2,0 80 34 ±4 2 5+1’® A — 2,0
130
Продолжение
$ = S, С — fj ? = g, S = S, е = et Ч = Si
90 36 ±5 ) 5+1,6 —2,0 125 44 ±6 9 5+I '° —2,0
100 38 ±5 О 5+1,5 2,0 130 45±6 2 0+1’5 Z,U—2,0
ПО 40 ±5 9.5-Н,5 ‘-’°—2,0 140 47 ±6 2 5+1 >5 z’ —2,0
115 41 ±6 9 г+1,5 ‘’°—2,0 150 49±7 0 5+1,5 Z,t>— 2,0
120 43^-6 Г-Н ,5 ~’а- 2,0 - 160 51 ±8 9 г+1,5 2,0
-—'
35. Вид соединения и шва С34; способы сварки Апш, Ппш
S , st ь h е «1 а а,с
16 2± 1 8±1 18±3 16±2 — 2,0 25±3
18 2± 1 8± 1 18±3 16±2 —2,0 25±3
20 2± 1 8± 1 18±3 16±2 А —2,0 25±3
22 2±1 8±1 22±4 16±2 9 к+1,0 —2,0 25 i 3
24 2±1 8±1 22±4 16±2 2’~2,0 25 ±3
26 2± 1 8±1 22±4 16 ±2 9 к+1,0 + — 2,0 25 ±3
28 2±1 9± 1 26±4 17±2 2 5 1 ’0 z’ —2,0 25±3
30 2±1 9± 1 26 ±4 17±2 2 5~^1,0 — 2,0 25±3
32 2± 1 9± 1 26±4 17±2 о 5+1,0 — 2,0 25±3
131
Продолжение
• — S, ь е «1 S аЛ
34 2± 1 9±1 28±5 17±2 — 2,0 25±3
36 2±1 9±1 28±5 17±2 2 5+1>° —2,0 25±3
38 2±1 10± 1 28±5 19±2 2 5~^1,0 —2,0 25 ±3
40 3i 1 10±1 34±5 20 ±2 2 5~^1 ’5 —2,0 22±2
42 3± 1 Ю±1 34±5 20±2 2 5+1’5 —2,0 22 ±2
44 3 i 1 10± 1 34±5 20±2 2 5”^ 1’5 —2,0 22 ±2
46 3 i 1 10± 1 40±5 20±2 2'd-!,5 —2,0 22±2
48 3± 1 10±1 40±5 20±2 2«5-^1’5 2*°—2,0 22±2
50 3±1 10± 1 40±5 20±2 2 б+1,5 —2,0 22±2
52 3±1 10± 1 45±5 20 ±2 2* —2,0 20 ±2
54 3± 1 10± 1 45 ±5 20±2 2 5 +1’5 2,0 —2,0 20 ± 2
56 3±1 10± 1 45±5 20±2 2 б+1’5 2* —2,0 20±2
58 3±1 10± 1 50 ±5 20±2 2,0 20±2
60 3±1 10± 1 50±5 20 ±2 2 54~1>5 2,0 20±2
36. Вид соединения и шва У1; способы сварки А, П
St?0,7$
а
s 1,5 — 3,0 мм; е == (s 4“ ®i) 4" 3
132
Вид соединения и шва У2; способы сварки Апш, Ппш р
1,0S
а 5
S С К, ие менее $ С к, не менее
6 2±1 3 10 3±1 4
7 2± 1 3 12 3± 1 4
8 2±1 3 14 3±1 4
9 2± 1 3
Примечание. К устанавливают по наименьшей толщине свариваемых ке-
талей.
38. Вид соединения и шва УЗ; способы сварки Апш, Ппш
S в X, не менее 1 1 X, не мене
8 13±3 4 14 20±3 5
9 13 ±3 4 16 25±4 6
10 15±3 5 18 25±4 6
12 15±3 5 20 25 4~ 4 б
133
39. Вид соединения и шна У4; способы сварки Лиш, Ниш
S,?0,7s
S h 1 g с h С g
20 ± 1 20 ±3 3±2 32 10± 1 30 ±4 5±2
22 / +1 20±3 3±2 34 10± 1 30 ±4 5±2
24 7 ± 1 20 ±3 3±2 36 12± 1 40±4 5±2
26 8±1 25 ±4 4 + 2 38 12± I 40 + 4 5 + 2
28 8 + । 25 + 4 4+2 40 12±1 40 + 4 5 ±2
30 10+1 30 + 4 5±2
40. Виды соединения и шва Tl, Тб;
а
способы сварки А, П
6
S ь К, не менее S ь К, не менее
3 0+0,8 3 10 0+1,5 4
4 0+1,0 3 12 0+1,5 О
5 0+1,0 3 11 0+1,5 5
6 0+1,5 4 16 0+1,5 ь
/ 0+1,5 4 18 0+1,5 0,35.?
8 0+1,5 4 40 0+ 1,5 0,35s
ч 0+1,5 4
134
41. Вид соединения и шва Т2; способы сварки Апш, Ппш
S ь К, не менее Кп не менее S b К, не менее К1, не менее
3 0±1,5 3 3 10 0+2,0- 4 5
4 0± 1,5 4 3 12 0+3,0 5 5
5 Oi 1,5 4 3 14 0+3,0 5 5
6 0±2,0 4 4 16 0+3,0 6 6
7 0±2,0 4 4 18 0+3,0 6 6
8 0±2,0 4 4 20 0+3,0 6 6
9 0+2,0 4 4
42. Виды соединения и шва ТЗ, Т4, Тб; способ сварки П
t
5
S ь К, не менее S ь к, не менее
2 0+0,6 3 7 0+1,5 4
3 0+0,8 3 8 0+1,5 4
4 0+1,0 3 9 0+1,5 4
5 0+1,0 3 10 0+1,5 4
6 0+1,5 4 12 0+1,5 5
135
Продолжение
$ ъ Л', не менее s b Л, не менее
14 0+1,5 5 24 041,5 0,35s
16 04-1,5 5 26 0+1,5 0,35s
18 0+1,5 0,35s 28 0+1,5 0,35s
20 0+1,5 0,35s 30 0+1,5 0,35s
22 0+1,5 0,35s
Примечание. Размеры I и t устанавливают при проектировании с пре-
дельным отклонением ± 10% номинального значения.
43. Виды соединения и шва Т7, Т8; способ сварки П
s^OJs
s b d t s b d i
2 0+0,6 6—7 2d—50 4 0+1,0 7 — 11 2d—70
3 0+0,8 7—10 2d—60 5 0+1,0 8—11 2d—70
Примечание. Размеры d и t устанавливают при проектировании.
136
3 g Ki S g Ki
8 4±2 б 16 6±2 8
9 4±2 5 18 6±2 8
10 5±2 6 20 6±2 9
12 5±2 6 22 7±2 10
14 5±2 7 24 7±2 10
Примем ание. При полуавтоматической сварке с = 3±1.
137
46. Вид соединения и шва 111; способы сварки Апш, Ппш
S h 8 81 S h g Si
20 7±1 6 + 2 3 32 10 ±1 ю±з 5
22 7± 1 7±2 3 34 101 1 1013 5
24 7± 1 7± 2 3 36 121 1 1213 5
26 8±1 8±2 4 38 121-1 1213 5
28 8± 1 ' 812 4 40 12±1 1213 5
30 Ю±1 ю±з 5
47. Вид соединения и шва
Т12; способ сварки А
5, г 0,7s
5
$ е-- et g = gt s e= e, g = Si
30 16 + 2 6 + 2 36 13 + 2 6 + 2
32 1712 6 + 2 38 18-12 6 2
31 1712 61-2 40 1812 612
138
Продолжение
£ г » е, g = Ё. £? «Я J =5
42 19±2 7±2 50 25±2 7±2
45 20±2 7±2 55 25±2 8±2
48 25±2 7±2 60 22±2 8±2
48. Вид соединения и гива
Т13; способ сварки Апш
Sf0,7s
а
i е £ Л'> £ ( g Kt
16 18±3 6±2 8 24 21 ±3 7±2 10
18 19±3 6±2 8 26 22±3 7±2 10
20 20 ±3 6±2 9 28 22±4 8±2 10
22 20 ±3 7±2 9 30 23 ±4 С) -н 10
139
Виды соединения и шва Н1,
Н2; способы сварки А, П
S,iS
а
S ь 1 £ ь /
1—5 0+1 20—90 12 о+з 20—90
6—10 0+2 20—90 20 0+3 20—90
Примечание. К устанавливают при проектировании по наименьшей
толщине спариваемых деталей.
50. Виды соединения и шва НЗ, Н4; способ сварки П
5
К, не менее d S К, не мене* t
2 3 4 П р и м е ч меньшей толщи! 2 3 3 а и и е. d, / с свариваемых 6—7 7—10 7—11 и i yc'iar деталей. 5 6 И'Ливают и] 3 3 проектирован 8-11 8—11 ии по паи-
140
51.
Вид соединения и шва Н5; способ сварки П
а
а b D rf g
3-6 04-1 12 18±2 2±1
7—10 04-2 18 26±2 2±1
12—14 04-3 20 32±3 2±1
16—20 04-3 22 36±3 2±1
22—24 04-3 25 40±3 3±1
26—40 о+з 30 44±3 3±1
Примечание, t и с устанавливают при проектировании, и = d-
52. Вид соединения Н6; способ сварки П
а
s > 6; d > 30; К 0,8s
Примечав и е. Размеры н, t и I устанавливаю! при проектировании
Допускается полная заварка отверстия.
141
4Х
Таблица 11.3
Виды сварных соединений и швов, выполняемых газоэлектрической сваркой (по ГОСТу 14771—69)
Условное обозначение сварного сое- динения и шва Толщина свариваемого металла, мм, для способов сварки Форма подготовлен- ных кромок Поперечное сечение соеди- нения Шов Поперечное сечение шва
ИН ИНп ип УП
С1 0,5—2,0 —— 1,5—3,0 1,5—3,0 С отбортовкой двух кромок Односторонний
С2 — — 1,0—6,0 1,0—6,0 Без скоса »
СЗ 0,5—3,0 — — ~—- » »
С4 0,5—3,0 1,0—3,0 1,0—4,0 2,0—8,0 » » Односторонний на съемной под- кладке
С5 0,5—3,0 1,0—3,0 1,0—4,0 1,0—8,0 » » Односторонний с остающейся подкладкой
i
I
С6 о сл W о 1—3 1—4 1—8 Односторонний замковый
С7 ! 3,0—6,0 3—6 3—6 3—10 » > Двусторонний!
С8 — 3—10 3—10 8—30 Co скосом одной кромки Односторонний
С9 — 3—10 3—10 8—30 То же Односторонний на съемной под- кладке
СЮ i 3—10 3—10 8—30 Односторонний на остающейся подкладке
СП i 3—10 3—10 8—30 1 » » 1 1 Односторонний замковый
С12 i 3—10 1 3—10 i 8—30 Двусторонний
Продолжение табл. II .3
Условное обозначение сварного сое- динения и шва Толщина свариваемого металла, мм, для способов сварки Форма подготовлен- ных кромок Поперечное сечение соеди- нения Шов Поперечное сечение шва
ин ИНп ип УП
С13 — — 18—100 18—100 С криволинейным скосом одной кромки Двусторонний •
С14 — — 18—100 18—100 С ломаным ско- сом одной кром- ки 1 > УХ”
С15 10—20 10—20 12—100 С двумя симмет- ричными скоса- ми одной кромки
ус
С16 — — 30—120 30—120 С двумя симмет- ричными криво- линейными ско- сами одной кром- ки
С17 — 3—10 3—10 8—30 Со скосом двух кромок Односторонний
С18 — 3—10 3—10 8—30 То же Односторонний на съемной под- кладке
С19 — 3—10 3—10 8—30 » » Односторонний на остающейся подкладке
С20 3—10 3—10 8—30 » > Односторонний замковый
С21 — 3—10 3—10 8—30 Двусторонний
С22 — 4—20 — — Со ступенчатым скосом двух кро- мок Односторонний
С23 — — — 30—100 С криволинейным скосом двух кро- мок Двусторонний
С24 — — — 30—100 С ломаным скосом двух кромок • »
Продолжение табл. II.3
о © 5 ’ Толщина свариваемого металла, мм, для s о я ; способов сварки о о> о “ Форма подготовлен- ных кромок Поперечное сечение соеди- нения Шов Поперечное сечение шва
Я £ X 2 Д fl О ~ : о И И К ' р л о,ф [ ,тт, 5 о я а: ИН >>oS« j ИНп ип УП
С25 | - 10—20 10—20 12—120 С двумя симмет- ричными скоса- ми двух кромок Двусторонний
С26 - —. 32—120 32—120 С двумя симмет- ричными криво- линейными ско- сами двух кро- мок »
С27 § - 1 — — 32—120 С двумя симмет- ричными лома- ными скосами двух кромок »
У1 I 0,5—2,0 i 1 — 1—3 1—3 С отбортовкой од- ной кромки Односторонний
У2 | — 1—4 2—6 2—6 Без скоса 1 Односторонний впритык'
УЗ — 1—4 2—6 2—6 £ » Двусторонний впритык
Си
У4 — 2—10 2—30 2—30 Односторонний
''/у
У5 — 2—10 2—30 2—30 Двусторонний
Уб 3—10 3—10 8—30 Со скосом одной кромки ,/ / Односторонний ж
У7 — 3—10 3—10 8—30 То же Двусторонний
У8 — 10—20 10—20 12—100 » » То же
У? — 10—20 10—20 12—60 Со скосом двух кромок Односторонний
Продолжение табл. II.3
Условное обозначение сварного сое- динения и шва Толщина свариваемого металла, мм, для способов сварки Форма подготовлен- ных кромок Поперечное сечение соеди- нения Шов Поперечное сечение шва
ИН ИНп ип УП
У10 — 10—20 10—20 12—60 Со скосом двух кро- мок Двусторонний
Т1 — 1—5 2—40 2—40 Без скоса жж Односторонний
Т2 1—5 2—40 2—40 > > й жш Односторонний прерывистый
тз 1—5 2—40 2—40 > > То же
1ЖЖЗ
Т4 — 1— 5 2—40 2—40 » > Двусторонний шахматный
Т5 — 1—5 2—40 2—40 » » Двусторонний прерывистый
жж
Тб — 4—10 4—10 8—30 Со скосом одной кромки Односторонний
Т7 — 4—10 4—10 8—30 То же Двусторонний
Т8 — 10—20 10—20 12—60 С двумя симмет- ричными скоса- ми одной кромки » |Дй|
Поперечное сечение шва 1 £ i
Шов Двусторонний Односторонний Двусторонний Односторонний прерывистый 1 Двусторонний
Поперечное сечение сое- динения 1 1 1 £ к
Форма подготовлен- ных кромок 1 I С двумя симметри- чными скосами одной кромки Без скоса Л А А А А
о> g Толщина свариваемого металла, мм, для спо- § ° s собов сварки о 9 Р и С >> 12—100 1 2—30 2—36
С S 12—100 1 | 2—30 2—36
с К S к S ваш инэний юнйваэ tiBHSopo няоиэх; 1 Н 5 7 С 1 1 1 НЗ — 2—10 S— 1 — Ж
150
Таблица II.4
Конструктивные элементы подготовленных кромок сварных соедине-
ний * и швов**, выполняемых в защитных газах (по ГОСТу 14771—69)
(Размеры в мм) ----------------------.
I. Вид соединения и шва С1; способы сварки ИН, УП
в
б
Способ сварки S м S1 ь Г I e
ИН 0,5 1,0 1,5—2,0 0+0,2 0+0,3 0+0,5 s—1,5s s—1,5s s—1,5s 2,5s—3,0s 2,5s—3,0s 2,5s—3,0s 2s+l,0 2s+l,0 2s+l,5
ИН, УП 1,5—3,0 0+1,0 s—1,5s 2,5s—3,0s 2s+2,0
Вид соединения
и шва С2; способы сварки ИП, УП
S
s.
1—2
3—4
5—6
0+1,0
0+1,5
0+2,0
б±1
7±2
9±2
1,0±0,5
1,5+0,5
1,5+0,5
Примечание. При отсутствии указания в таблице на
способы сварки последние относятся ко всем толщинам сваривае-
мого металла данного вида соединения
" Поперечное сечение соединения — а.
’ * Поперечное сечение сварного шва — б.
151
3. Вид соединения и шва СЗ; способ сварки ИН
а
S « Ъ S Й1
0,5 0+0,1 2 о+0’5 ди—0,2 0+0,1 0+0,1
1,0 0+0,2 3,5± 1,0 0+0,3 0+0,5
1,5 0+0,2 4,5±1,0 0+0,5 0+0,5
2,0 0+0,3 5,0±1,0 0+0,5 0+1,0
3,0 0+0,3 6,0±2,0 0+1,0 0+1,0
4. Вид соединения и шва
С4; способы сварки ИН, ИНп, ИП, УП
Способ сварки S СЕЯ Sj ь е *1 й gi
ин 0,5 0+0,1 4±2 2±1 0 ±0,1 0+0,2
1,0 0+0,2 5±2 4±2 0+°,2 - 0,3 0+0,5
2,0 0+0,3 7±2 4±2 о+°>2 —0,5 0+1,0
3,0 0+0,3 8±2 4±2 о+о,з —1,0 0+1,0
ИНп 1,0 0+0,5 6±2 4±2 0 5+°’5 и’ —0,2 0+0,5
2,0 0+1,0 7±2 4±2 0 5+0’5 0,5±0,5
3,0 1 + 1,0 8±2 4±2 1,0 ±0,5 0,5 ±0,5
ИП 1,0 0+1,0 6±2 4±2 А г+0,5 °’0—0,2 0+0,5
2,0 3,0—4,0 0+1,5 1+1,0 7±2 9±2 4±2 6±2 1,0±0,5 1,5±0,5 0,5±0,5 1,0± 1,0
152
Продолжение
Способ сварки S = S, ь е «1 g 8i
УП 2,0 1+1,0 7±2 6±2 1 >0 ± 0,5 1,0± 1,0
3,0—4,0 1 + 1,0 9±2 6±2 1,5±0,5 1,0± 1,0
5,0-6,0 1+2,0 10±2 6±2 1,5±0,5 1,0± 1,0
7,0—8,0 1 + 2,0 12±2 6±2 2,0 ±1,0 1,0± 1,0
5. Вид соединения и шва С5; способы сварки ИН, ИНп, ИП, УП
f
Способ сварки S- *, ь е 8 п, ме менее
ин 0,5 0+0,1 4±2 0+0,1 S
1,0 0+0,2 5±2 0+0,2 S
2,0 0+0,3 7±2 0+0,2 S
3,0 0+0,3 8±2 0+0,2 S
ИНп 1,0 0+0,5 6±2 0 5+0’5 и’ —0,2 S
2,0 0+1,0 7±2 0>&—0,2 а
3,0 1± 1,0 8±2 1,0±0,5 S
ИП 1,0 0+1,0 6±2 и’°—0,2 5
2,0 0+1,5 7±2 1,0 ±0,5 S
3,0—4,0 1±1,0 9±2 1,5±0,5 3
УП 1,0 1 ± 1,0 6±2 1±0,5 3
2,0 1±1,0 7±2 1 ±0,5 3
3,0—4,0 1 ± 1,0 9±2 1,5±0,5 3
5,0—6,0 1± 1,0 12±2 1,5±0,5 3
7,0—8,0 1 ± 1,0 14±2 2,0± 1,0 3
153
6. Вид соединения (’,6; способы сварки ИН, ИНп.ЛП, УП
Способ сварки S 1 ь е g п, не менее
ИН 0,5 0+0,1 4±1 0+0,1 S
1,0 0+0,2 5± 1 0+0,2 S
2,0 0+0,3 7±2 04-0,2 S
3,0 0+0,3 8±2 0+0,2 $
ИНп 1,0 0+0,5 6±2 0 5~^~0’5 и’ —0,2 S
2,0 0+1,0 7±2 и’ —0,2 S
3,0 1,0±1,0 8±2 1,0±0,5 S
ИП 1,0 1,0+0,5 6±2 0 5+°’5 U’d—0,2 S
2,0 1,0+0,5 . 7±2 1,0±0,5 S
3,0—4,0 1,0+1,0 9±2 1,5±0,5 3
УП 1,0 1,0+1,0 6±2 1,0±0,5 3
2,0 1,0+1,0 7±2 1,0±0,5 3
3,0—4,0 1,0+1,0 9±2 1,5±0,5 3
5,0—6,0 2,0± 1,0 12±2 1,5±0,5 3
7,0—8,0 2,0± 1,0 14±2 2,0± 1,0 3
7. Вид соединения и шва С7; способы сварки ИН, ИНп, ИП, УП
^1
♦ ♦
а
Способ сварки s = s, ь е g
ин 3—4 0+0,5 6±2 0+0,2
5-6 0+1,0 7±2 0+0,2
154
Продолжение
Способ сварки S — S1 ь е g
ИНп 3-—д. 0+1,0 6±2 1,0±0,5
5—6 04 -2,0 8±2 1,0±0,5
ИП 3—4 0+1,0 6±2 1,0± 1,0
5—6 0+2,0 8±2 1,0± 1,0
УП 3—4 1,5 + 0,5 6±2 1,5±0,5
5—6 1,5+1,0 8±2 2,0± 1,0
7—8 1,5+1,0 10 + 2 2,0±1,0
9—10 1,5± 1,0 12±2 2,0± 1,0
8. Вид соединения и шва (28; способы сварки ИНп, IIII, УП
Способ сварки S sac $i С е g а,*
ИНп, ИП 3 1,0+1,0 6±2 1 о+0,5 1,U—1,0 50±2
4 1,0+1,0 7±2 1 о+0'6 50±2
5 1,5+1,0 8±2 1,0±1,0 50±2
6 1,5+1,0 10±2 1,0±1,0 50 ±2
7 1,5+1,0 12±2 1,0+1,0 50±2
8 1,5+1,0 14±2 1,о± 1,0 50±2
9 1,5+1,0 16±2 1,0±1,0 50±2
10 1,5+1,0 18±2 1,0± 1,0 50±2
УП 8—10 2,0±1,0 Ю±2 1,0± 1,0 40 ±2
12—14 2,0±1,0 13±2 1,0± 1,0 40±2
16-18 2,0±1,0 17±2 2 0~^1,0 —2,0 40±2
20—22 2,0 ±1,0 20±3 2 о+1>О 2,0 40 ±2
24—26 2,0± 1,0 24±3 2.0±*’g 40±2
28—30 2,0 ±1,0 27±3 2,о+‘;» 40±2
155
9. Вид соединения и шва С9; способы сварки ИНп, ИН, УП
Спо- соб сварки S S, ь с e g gi a,'
ИНп, ИП 3 1±1 1,0+1 6±2 4±2 ,4-0,5 *—1,0 l,0± 1,0 50 ±2
4 1 ± 1 1,04-1 7±2 4±2 ,4"0,5 —1,0 l,0± 1,0 50±2
5 1 ±1 1,54-1 8±2 4±2 l±l,0 l,0± 1,0 50 ±2
6 1 ± 1 1,54-1 10±2 4±2 1 ± 1,0 l,0± 1,0 50 ±2
7 1± 1 1,54-1 12±2 4±2 1 ± 1,0 l,0±l,0 50±2
8 1±1 1,54-1 14±2 4±2 1 ±1,0 l,0± 1,0 50 ±2
9 1±1 1,54-1 16±2 4±2 l±l,0 1,5± 1,5 50 ±2
10 1±1 1,54-1 18±2 4±2 1 ± 1,0 1,5± 1,5 50±2
УП 8—10 2±2 ю го — 12±2 4±2 1 ±1.0 1,5±1,5 40±2
12—14 2±2 2+1 —2 16±2 6±2 1, ± 10 1,5± 1,5 40±2
16—18 2±2 2+1 —2 19±2 6±2 24-l,° ^—2,0 1,5±1,5 40±2
20—22 2±2 2+1 —2 23 ±3 8±2 «4-1,0 —2,0 1,5±1,5 40±2
24—26 2±2 24~i —2 26±3 8±2 94-l,0 —2,0 1,5± 1,5 40 ±2
28—30 2±2 1 2+1 ~2 30±3 8±2 i «4-1,0 —2,0 1,5± 1,5 40±2
156
10. Вид соединения и шва СЮ; способы сварки ИНп, ИП, УП
Способ сварки S— а. ь С е g а,*
ИНп, ИП 3 04-3 1,0+1 6±2 1+0,5 —1,0 50±2
4 о+з 1,0+1 7±2 j+0,5 -1,0 50 ±2
б о+з 1,5+1 8±2 1 ± 1,0 50 ±2
6 о+з 1,5+1 10±2 1±1,о 50 ±2
7 о+з 1,5+1 12±2 1±1,0 50±2
8 о+з 1,5+1 14±2 1±1,о 50 ±2
9 о+з 1,5+1 16±2 1 ±1,0 50 ±2
10 О+з 1,5+1 18±2 1 ±1,0 50±2
УП 8—10 2±1 о+з 12±2 I ±1,0 40±2
12—14 3±2 о+з 16±3 п+1,0 —2,0 40 ±2
16—18 3±2 о+з 20±3 2+1,0 —2,0 40±2
20—22 4±2 о+з 24 ±4 9+1,о ^—2,0 40±2
24—26 4±2 о+з 28±4 9+1,0 —2,0 40 ±2
28-30 4±2 04-3 32±4 9+1,0 2,0 40 ±2
/57
12. Вид соединения и шйа С12; способы сварки ИНп, ИП, УП
Н. Вид соединения и шва СИ; способы сварки ИНп, ИП, УП
а 5
а 5
Способ сварки S ь € й т а.
ИНп, ИП 3 о+з 7±2 1 q+0,5 8—15 50±2
4 о+з 8±2 1 о+0’5 J’ —1,0 8—15 50±2
5 04 3 9±2 1,0± 1,0 8—15 50±2
6 о+з 12±2 1,0± 1,0 8-15 50±2
7 о+з 14±2 1,0± 1,0 8—15 50±2
8 о+з 16±2 1,0± 1,0 8—15 50 ±2
9 О+з 18±2 1,0± 1,0 8—15 50±2
10 о+з 20±2 1,0± 1,0 8—15 50±2
УП 8-10 2±1 13±2 1,0± 1,0 10—20 40±2
12—14 3±2 17±2 2 0+1’° z,u—2,0 10—20 40±2
16—18 3±2 21 ±2 2 О”*”1,0 —2,0 10—20 40±2
20—22 4±2 25±3 2 0+1>0 ’—2,0 10—20 40±2
24—26 4±2 29±3 2 О"^1,0 —2,0 10—20 40±2
28—30 4±2 32 i 3 о0+1,0 —2,0 10—20 40 ±2
158 » 1
Способ сварки == S, С е ei й И,
ИНп, 3 1,0+1,0 6±2 4±2 1 о+О>5 0,5+0,5 50±2
ИП 4 1,0+1,0 7±2 4±2 1 о+О,5 1,и-1,0 0,5+0,5 50±2
5 1,5+1,0 8±2 6±2 1,0±1,0 И0+1,0 50±2
6 1,5+1,0 10±2 6±2 1,о±1,о 1,0+1,0 50±2
7 1,5+1,0 12±2 6±2 1,0±1,0 1,0+1,0 50±2
8 1,5+1,0 14±2 6±2 1,0± 1,0 1,0+1,0 50±2
9 1,5+1,0 16±2 6±2 1,о± 1,0 1,0+1,0 50 ±2
10 1,5+1,0 18± 2 6±2 1,о+1,0 1,0+1,0 50±2
УП 8—10 2 0+1*° —2,0 10±2 6±2 1,0± 1,0 2,0 ±1,0 40±2
12-14 2 0+1’° z’u—2,0 13±2 6±2 2 О"^1,0 —2,0 2,0± 1,0 40±2
16—18 2 0^' 1’0 —2,0 17±2 8±2 2 0+1>0 2’ —2,0 2,0± 1,0 40±2
20—22 2 0+110 ’ —2,0 20±3 8±2 2 0+1’° 2,0 2,0± 1,0 40 ±2
24—26 2 O’+’l’O z’ —2,0 24±3 8±2 2’ —2,0 2,0±1,0 40±2
28—30 2 0+1’° 2’ —2,0 27±3 8±2 2 о+1,0 А —2,0 2,0 ±1,0 40±2
159
13. Вид соединения и шва С13; способы сварки ИП, УП
S « Ji Г е» g 81
18—20 8+1 17±3 8±2 2+1 —2 2±1
22—24 8+1 18±3 8±2 —2 2±1
26—28 8+1 20 ±3 8±2 2+1 —2 2±1
30—34 8+1 22 ±3 10±2 2+1 —2 3± 1
36—40 8+1 24 ±4 10±2 2+1 —2 3±1
42—46 8+1 26 ±4 10±2 2+1 —2 3±1
48—52 8+1 28 ±4 Ю±2 2+1 —2 3±1
64—58 8+1 30 ±4 Ю±2 2+1 —2 3±1
60—64 10+1 34 ±5 10±2 3+1 —3 3±1
66—70 10+1 36±5 Ю±2 3+1 —3 3± 1
72—76 10+1 38±5 10±2 3+1 —3 3±1
78—82 10+1 40±5 10±2 —3 3±1
84—88 10+1 42±6 10±2 3+1 —3 3±1
90—94 10+1 44 ±6 10±2 з+1 —3 3±1
96—100 10+1 46+6 10±2 3+1 —3 3±1
160
14. Вид соединения и шва С14; способы сварки ИП, УП
leSj Л i «1 S С= Sj hi е «1
18—20 8+1 14±3 6±2 50—54 10+1 27±4 8±2
22—24 8+1 16±3 6±2 56—60 10+1 29±4 8±2
26—30 8+1 18±3 6±2 62—70 10+1 33±5 Ю±2
32—36 10+1 21±3 8±2 72—80 10+1 37±5 Ю±2
38—42 10+1 23±3 8±2 82—90 10+1 41±5 10±2
44—48 10+1 25±4 8±2 92—100 10+1 45±5 10±2
15. Вид соединения и шва С15; способы сварки ИНп, ИП, УГ
б
а
Способ сварки S= S, ъ С е £ а, *
ИНп, 10—12 1±1 1,5+1,0 9±2 1±1 50±2
ИП 14—16 1±1 1,5+1,0 13±2 1±1 50±2
18—20 1 ± 1 1,5+1,0 17±2 1 ±1 50±2
УП 12—14 2+1 —2 2+1,0 9±2 1±1 40±2
16—20 2+1 —2 2± 1,0 12±2 1±1 40±2
22—26 2+1 —2 2±1,0 14±2 1 ±1 40±2
28—32 2+1 —2 2± 1,0 17±2 ьо 1 + 40±2
34—38 2+1 —2 2±1,0 19±2 2+1 2—2 40±2
40—44 2+1 -2 2± 1,0 22±2 2 40±2
6 4-2166
161
Продолжение
Способ сварки S «= S, b с е & а,*
УП 46—50 2+1 —2 2,0±1,0 25±2 2+1 —2 40±2
52—56 2+1 —2 2± 1,0 27±3 2+1 —2 40±2
58—62 2± 1,0 30±3 2+! —2 40±2
64—70 2± 1,0 33 ±3 2+1 —2 40±2
72—80 2~2 2± 1,0 37±4 п+2 2 40±2
82—90 2+1 —2 2± 1,0 41±4 2+1 —2 40±2
92—100 2+1 —2 2± 1,0 45±5 2+1 —2 40±2
16. Вид соединения и шва С16; способы сварки ИП, УП
а 3
S = Sj г е е S = «1 Г е £
30—34 8+1 16±3 2^2 72—80 10+1 26 ±3 з+1 —2
36—40 8+1 17±3 3+1 д—2 82—90 10+1 28±3 3+1 d-2
42—46 8+1 18±3 3+1 —2 92—100 10+1 30±4 3+1 d-2
48—52 8+1 20±3 3"Н —2 102—110 10+1 32±4 3+1 2
54—60 8+1 22±3 з+1 —2 112—120 10+1 34±4 3+1 d—2
62—70 10+1 24±3 з+1 —2
162
17. Вид соединения и шва С17; способы сварки ИНп, ИП, УП
О'
а
Способ сварки S = S, с е & а. °
ИНп, ИП 3 1,о+1,о 6±2 1 4-0,5 1 —1,0 30 ±2
4 1,04-1,0 7±2 1 о4-о,5 1,и—1,0 30 ±2
5 1,04-1,0 8±2 1,0± 1,0 30 ±2
.6 1,54-1,0 Ю±2 1,0± 1,0 30±2
7—8 1,54-1,0 12±2 1,0± 1,0 30±2
9—10 1,54-1,0 14±2 1,0± 1,0 30 ±2
УП 8—10 2,0± 1,0 Ю±2 2 о+1’0 2,0 20 ±2
12—14 2,0±1,0 13±2 2,0 20±2
16—18 2,0 ±1,0 16±2 2 0+1*° 2,и—2,0 20 ±2
20—22 2,0± 1,0 19±3 2 0+1’° 2,0 20 ±2
24—26 2,0 ±1,0 22±3 2 0+1’° 2,0 20 ±2
28—30 2,0± 1,0 25±3 —2,0 20 ±2
6*
163
18. Вид соединения и шва С18; способы сварки ИНп, ИН, УП
Способ сварки !=S, b С e g a.9
ИНп, ИН 3 1,0± 1,0 1,04-1,0 6±2 4±2 1 0+0’5 b —1,0 30±2
4 1,0± 1,0 1,о+1,о 7±2 4±2 1 0+0’5 11 —1,0 30±2
5 1,0± 1,0 1,54-1,0 8±2 6±2 i,0±l,0 30±2
6 1,0± 1,0 1,541,0 10±2 6±2 l,0±l,0 30±2
7—8 1,0± 1,0 1,541,0 12±2 6±2 l,0±l,0 30 ±2
9—10 1,0± 1,0 1,541,0 14±2 6±2 l,0±l,0 30±2
УП 8—10 2,0±1,5 2 0+1>0 2,и—2,0 12±2 6±2 l,0±l,0 20±2
12—14 2,0± 1,5 2 0+1’° — 2,0 15±2 6±2 l,0±l,0 20 ±2
16—18 2,0 ±1,5 2 0+1’° — 2,0 18±2 6±2 2 0+1’° ’ —2,0 20 ±2
20—22 2,0± 1,5 —2,0 21 ±3 8±2 2 0+1’° —2,0 20±2
24—26 2,0±1,5 2 О”^1,0 2,U—2,0 24±3 8±2 2,0^2^ 20 ±2
28—30 2,0± 1,5 2 0+1’° —2,0 27±3 8±2 2,U—2,0 20±2
164
19. Вид соединения и шва С19; способы сварки ИНп, ИН, УП
Способ сварки S = S, b с е & а, *
ИНп, ИП 3 о+з 1,0+1,0 6±2 1 0+0’5 —1,0 30±2
4 о+з 1,0+1,0 7±2 I 0+°’5 —1,0 30±2
5 о+з 1,5+1,0 9±2 1,0± 1,0 30±2
6 О+з 1,5+1,0 10±2 1,0± 1,0 30 ±2
7 О+з 1,5+1,0 11 ±2 1,0± 1,0 30±2
8 О+з 1,5+1,0 12±2 1,0± 1,0 30±2
9 О+з 1,5+1,0 14±2 1,0± 1,0 30±2
10 О+з 1,5+1,0 16±2 1,0± 1,0 30±2
УП 8—10 2± 1 0+3,0 12±2 1,0± 1,0 20 ±2
12—14 3±1 0+3,0 16±2 2 о+1,0 2,0 20±2
16—18 3±1 0+3,0 20 ±2 2 0+1’° — 2,0 20±2
20—22 4±2 0+3,0 23±3 —2,0 20±2
24—26 4±2 0+3,0 26±3 2 0+1’° —2,0 20±2
28—30 4±2 0+3,0 29±3 2 о+1,0 —2,0 20±2
165
20. Вид соединения и шва С20; способы сварки ИНп, УП
Способ сварки S ъ С е g т а,с
ИНп 3 2±1 1,о+1,о 5±2 1,0±1,0 8—10 30±2
4 2±1 i,o+i,o 6±2 1,0±1,0 8—10 30±2
5 2 ± 1 1,54-1,0 8±2 1,0±1,0 8—10 30±2
6 2± 1 1,54-1,0 9±2 1,0± 1,0 10—20 30±2
7 2± 1 1,54-1,0 Ю±2 1,0± 1,0 10—20 30±2
8 2± 1 1,54-1,0 11 ±2 1,0± 1,0 10—20 30±2
9 2± 1 1,54-1,0 12±2 1,0± 1,0 10—20 30±2
10 2± 1 1,54-1,0 14±2 1,0± 1,0 10—20 30±2
УП 8—10 2±1 04-3,0 12±2 1,0± 1,0 10—20 20±2
12—14 3±2 0+3,0 16±2 2 О-^1,0 А —2,0 10—20 20±2
16—18 3±2 0+3,0 20±2 А —2,0 10—20 20±2
20—22 4±2 0+3,0 23±3 2 0+1’0 —2,0 10—20 20±2
24—26 4±2 0+3,0 26±3 2 О-^1,0 —2,0 10—20 20±2
28—30 4±2 0+3,0 29 ±3 2о+1>° —2,0 10—20 20 ±2
166
21. Вид соединения и шва С21; способы сварки ИНп, ИП, УП
б
Способ сварки s= S, С е е Л а*
ИНп, ИП 3 1,о+1,о 6±1 4 ±*2 1 о+0’5 *’ —1,0 0,54-0,5 30 ±2
4 1,04-1,0 7±2 4±2 1 о+0’5 0,54-0,5 30±2
5 1,54-1,0 8±2 6±2 1,0± 1,0 1,04-1,0 30 ±2
6 1,54-1,0 10±2 6±2 1,0±1,0 1,0+1,0 30±2
7—8 1,5±1,0 12±2 6±2 1,0±1,0 1,04-1,0 30±2
9—10 1,5±1,0 14±2 6±2 1,0±1,0 1,04-1,0 30±2
УП 8—10 2 0+1’° А —2,0 10±2 6±2 1,о±1,о 1,04-1,0 20 ±2
12—14 2 о+1,0 —2,0 13±2 6±2 2 0^~1’° Z’ —2,0 2,04-1,0 20±2
16—18 2 0~^ 1’0 А —2,0 16±2 8±2 2 0+1’° 2,0 2,04-1,0 20±2
20—22 2 О"^1,0 ’ —2,0 19±3 8±2 2 0^”1’0 А —2,0 2,04-1,0 20±2
24—26 2 о+1’0 z’ — 2,0 22±3 8±2 2 0"^1,0 -2,0 2,04-1,0 20±2
28—30 2 0+1’° 2’ — 2,0 25±3 8±2 2 0+1’° А — 2,0 2,04-1,0 20±2 ।
167
22
Вид соединения и шва С22; способ сварки ИНп
о 5
8 == Я, b С с g й.
4—5 0+0,2 2,0+0,5 7±2 1 о+О,5 —1,0 0+1
6—7 0+0,5 3,0+0,5 8±2 1,о±1,о 0+2
8—9 0+0,5 3,0+0,5 Ю±2 1,0± 1,0 0+2
10—12 0+1,0 3,5+0,5 12±2 2 О-^1,0 — 2,0 0+2
14—16 0+1,0 3,5+0,5 16±2 2 0“^1,0 Д —2,0 0+2
18—20 0+1,0 3,5+0,5 18±2 2 О^’О А —2,0 0+2
Примечание. Корень шва заваривается без применения присадочного
материала.
23. Вид соединения и шва С23; способ сварки УП
S = Sj Г 8 «1 £
30—34 8+1 34±4 Ю±2 2+! —2 2±1
36—40 8+1 36±4 10±2 2+1 —2 2±1
168
Продолжение
s •= s. г в «> S St
42—46 8+1 38±5 10±2 2+1 —2 2±1
48—52 8+1 40±5 10±2 2+1 <-2 2±1
64—58 8+1 42±5 Ю±2 2+1 —2 2±1
60—64 10+1 47 i 6 Ю±2 2+1 —2 2±1
66—70 10+1 50±6 10±2 2+1 —2 2±1
72—76 10+1 53 ±7 12±2 з+1 —3 3±1
78—82 10+1 56 ±7 12±2 3+1 —3 3± 1
84—88 10+1 59 ±7 » 12±2 3+1 —3 3±1
90—94 10+1 62±7 12±2 з+1 —3 3±1
96—100 10+1 65±8 12±2 з+1 —3 3±1
5 =» Sj С & St
30—34 25±5 10±2 2+1 ^—2 2±1
36-40 28±6 10±2 2+1 2 2±1
42-46 30 ±6 10±2 2+1 2 2±1
169
Продолжение
« = S, е •1 8 gi
48—52 33 ±6 Ю±2 2+1 —2 2±1
54—58 35±6 Ю±2 2+1 —2 2±1
60—64 38±6 Ю±2 2+1 —2 2± 1
66—70 40±7 Ю±2 2+1 —2 2± 1
72—76 43±7 12±2 3+1 —3 3±1
78—82 45±8 12±2 з"М —3 3±1
84—88 48±8 12±2 з+’ —3 3±1
90—94 50±8 12±2 з+1 —3 3±1
96-100 53±8 12±2 з+1 —3 3± 1
25. Вид соединения и шва С25; способы сварки ИНп, ИП, УП
. о 5
Способ сварки b С е g а, *
ИНп, ИП 10—12 1± 1 1,5+1,0 9 + 2 1 ± 1 30±2
14—16 1 ± 1 1,5+1,0 12±2 1±1 30±2
18—20 1±1 1,5+1,0 15±2 1 i 1 30±2
УП 12-14 2 +1 2 —2 2,0±1,0 8±2 1 ± 1 20±2
16—20 2 2 —2 2,0±1,0 Ю±2 1 ± 1 20±2
22—28 2 2 —2 2,0± 1,0 13±2 2+1 —2 20±2
30—36 2 2 —2 2,0± 1,0 16±3 2+1 2—2 20±2
170
П родолжение
Способ сварки S = st b С е g a,*
38—44 2+1 —2 2,0 ±1,0 19±3 2+1 —2 20±2
46—52 2+1 -2 2,0± 1,0 22±4 2+1 —2 20±2
54—60 2~Н —2 2,0 ±1,0 25±4 2+1 —2 20±2
62—70 2"Н —2 2,0± 1,0 28±4 2+1 —2 20±2
УП 72—80 2+1 —2 2,0± 1,0 32±4 2+1 —2 20±2
82—90 2+1 —2 2,0± 1,0 36±5 2+1 —2 20±2
92—100 2+1 —2 2,0± 1,0 40±5 2+1 —2 20±2
102—110 2+1 —2 2,0± 1,0 * 44±6 2+1 —2 20±2
112—120 2+1 —2 2,0 ±1,0 48±6 2+1 Z—2 20±2
26. Вид соединения и шва С26; способы сварки ИП, УП
t 6 S «я Si e g
32—36 26±3 2+1 2 72—80 36±5 3+I —2
38—42 27±4 2+1 —2 82—90 38 ±6 3+1 d—2
44—48 28±4 bO 1 + 92—100 40 ±6 3+I ‘ —2
50—54 29±4 2+1 2 102—110 42±7 3+I —2
56—60 30±4 2~^~1 —2 112—120 44±7 3+1 —2
62—70 34±5 3+1 2
171
27. Вид соединения и шва С27; способ сварки УП
S «» Sj е S *“= S, ht е &
32—36 104-1 19±4 2+1 —2 72—80 10+1 28±6 з+1 —3
38—42 104-1 20±4 2+1 —2 82—90 10+1 30±6 з+1 —3
44—48 104-1 21 ±4 2+1 —2 92—100 10+1 34±6 з+i -3
50—54 104-1 22±5 102—110 12+1 37±7 3+1 —3
56—60 10+1 24±5 2+1 —2 112—120 12+1 40±7 3+1 —3
62—70 10+1 26±6 3+1 —3
28. Вид сое динения и шва } /1; спосс )бы сварки 4Н, ИП , УП
Способ сварки S = S, Ъ Г i справ e
ИН 0,5 1,0 1,5—2,0 0+0,2 0+0,3 0+0,5 s—1,5s s—1,5s s—1,5s 2,5s—3,0s 2,5s—3,0s 2,5s—3,0s 2s+l,0 2s+l,5 2s+l,5
ИН, УП 1,0—3,0 0+1,0 s—1,5s —2,5s—3,0s 2s+2,0
172
29. Виды соединений и швов
У2, УЗ; способы сварки ИНп, ИП, УП
Способ сварки S gj ь р f i *1 1 справ
ИНп 1 0+0,5 0—0,5s 4 i 1 0+1,0 2
2 0+0,5 0—0,5s 6±2 0+1,0 2
3 0+1,0 0—0,5s 7±2 0+1,5 3
4 0+1,0 0—0,5s 8±2 0+1,5 3
ИП, УП 2 0+1,0 0—0,5s 5±1 1,0+1,0 3
3—4 0+1,5 0—0,5s 7±2 1,0+1,5 3
6-6 0+1,5 0—0,5s 9±2 1,0+1,5 3
Примечание. Рис. б относится к способу ИНп; рис. в — к способам ИП и
УП.
30. Виды соединений и швов У4, У5; способы сварки ИНп, ИП, УП
Способ сварки s=s, b р k ^1справ
ИНп 2—5 0+0,5 s—0,75s 0,75s—s 2
6-10 0+1,0 s—0,5s 0,5s —s 3
ИП, УП 2—5 0+1,0 s—0,75s 0,75s—s 3
6—30 0+2,0 s—0,5s 0,5s —s 3
^Пр имечание. Рис. б относится к способу ИНп; рис. в » к способам ИП
173
31. Виды соединений и швов Уб, У7; способы сварки ИНп, ИП, УП
Способ свар- ки S= S, с е & а,”
ИНп, ИП 3 1+1 6±2 1 0+0’5 11 °—1,0 50±2
4 1+1 7±2 1 о+°>5 —1,0 50±2
5 2+1 —2 8±2 1,0± 1,0 50±2
6 2+1 —2 Ю±2 1,0± 1,0 50±2
7 2+1 —2 12±2 1,0± 1,0 50±2
8 2+1 —2 14±2 1,0±1,0 50±2
9 2+1 —2 16±2 1,0± 1,0 50±2
10 2+1 —2 18±2 1,0± 1,0 50±2
УП 8—10 2+1 —2 10±2 1,0± 1,0 40±2
12—14 2+1 —2 13±2 1,0± 1,0 40±2
16—18 2+1 —2 17±2 2 0+1-° 2,и—2,0 40±2
20—22 24—26 2+1 —2 2+1 —2 20 ±3 24 ±3 2 0+1’° —2,0 2 0+1’° —2,0 40±2 40±2
28—30 2+1 —2 27±3 2 0+1’° 2,0 40±2
Примечание. Рис. б относится к способам ИНп, ИП, рис. в — к способу
УП.
32. Вид соединения и шва У8; способы сварки ИНп, ИП, УП
Способ сварки S = Sj Ь е «1 & а, °
ИНп 10—12 1± 1 9±2 7±1 1 ± 1 50±2
ИП 14—16 1 ±1 13±2 11 ±2 1 ± 1 50±2
18—20 1 ±1 17±2 15±2 1 ± 1 50 ±2
УП 12-16 1±1 10±2 8±2 1 ±1 40±2
18—22 1± 1 13±2 11 ±2 1±1 40±2
24—28 2+1 2 15±2 13±2 1±1 40±2
30—34 2+1 —2 18±2 16±2 2+1 2—2 40±2
36—40 2+1 —2 20±2 18±2 2+1 2—2 40±2
42—46 2+1 —2 23±2 21±2 2+1 2 40 ±2
48—52 2+1 —2 26±2 24±2 2+1 2—2 40±2
54-58 2+1 —2 28±3 26±3 2+1 2—2 40±2
60-64 2+1 —2 31±3 29±3 2+1 Z—2 40 ±2
66-70 2+1 —2 34±3 32±3 2"*-1 2 40±2
72—80 2+1 2—2 37±4 35±4 —2 40±2
82—90 2+1 2—2 41±4 39 ±4 2+1 2—2 40±2
92—100, 2+! Z—2 45±5 43±5 2+1 —2 40±2
175
174
33. Виды соединений и швов У9, У10; способы сварки ИНп, ИП, УП
Способ сварки S СИ Sj 0 в & а,*
ИНп, ИП 10—12 1,54-1,0 18±2 1±1 30±2
14—16 1,54-1,0 22±2 1 ± 1 30±2
18—20 1,54-1,0 28±2 1 ±1 30±2
УП 12—14 2 О^"1,0 —2,0 13±2 1±1 20 ±2
16—18 2 0+1’° 2’и—2,0 16±2 1 ± 1 20±2
20—24 20+1.0 21 —2,0 20±3 2"*"1 —2 20±2
26—30 2 О”*”1,0 —2,0 24±3 2+1 Z—2 20±2
32—36 9+1,0 —2,0 28±3 2—2 20 ±2
38—42 2 0+1’° А —2,0 32±4 2”f”l 2—2 20±2
44—48 2 0+1’° — 2,0 36±1 2"*"1 2—2 20 ±2
50—54 2 О”*”1,0 z’u—2,0 40±5 2±2 20 ±2
56-60 2 0+1’° А — 2,0 44±5 2±2 20±2
Примечание. Рио. б относится к способам ИНп, ИП; рис. в -- к спо-
собу УП.
Гб
34. Виды соединений и швов Tlj Т2, ТЗ, Т4, Тб; способы сварки ИНп,
ИП, УП
д е
Способ сварки 1 = !, b t 1 К, не менее
ИНп 1,0 0+0,5 40—80 20—40 1
1,5 0+0,5 40—80 20—40 2
> 2,0 0+0,5 40—80 20—40 2
3,0—5,0 0+1,0 40—80 20—40 3
ИП, УП 2,0—5,0 0+1,0 40—80 20—40 3
6,0—9,0 0+1,5 60—100 30-50 4
10,0—14,0 0+1,5 60—100 30—50 5
16,0—20,0 0+1,5 80—200 40—100 6
22,0—32,0 0+2,0 80—200 40—100 8
34,0—40,0 0+2,0 80—200 40—100 10
Примечание. Размеры I и t — справочные; рис. б — при толщине сва-
риваемого металла 1,0 и 1,5 мм; рис. в — 2—5 и 6—9 мм; рис. г — 2—5 мм; рио. д —
10—14 и 16—20 мм; рис. е — 22—32 и 34—40 мм.
35. Виды соединений и швов Тб, Т7; способы сварки ИНп, ИП, УП
а 5 в
Способ сварки S — S, Ъ е е а, •
ИНп, ИП 4—6 0+1 1,5+1,0 7±2 55+4
8—10 0+2 1,5+1,0 11 ±2 55+4
177
Продолжение
Способ свар- ки S = «1 ь 0 е а*
УП 8—10 0+2 9+ 1,0 —2,0 12±2 45+4
12—14 0+1 9+1,0 —2,0 16±2 45+4
16—18 0+2 2 О-!-1’0 —2,0 20 ±3 45+4
20—22 0+2 ю 1 + о о 24±3 45+4
24—26 0+2 9+ 1 ,0 z—2,0 28±3 45+4
28—30 0+2 9+1,0 —2,0 32±4 45+4
Примечание. Рис. б —. при толщине свариваемого металла 4—14 мм;
рис. в — 16—30 мм.
36. Вид соединения и шва Т8; способы сварки ИНп, ИП, УП
Способ сварки S=Sj С е 5 a, •
ИНп, ИП 10—12 1,5+1,5 7±2 0,15s—0,25s 55+4
14—16 1,5+1,5 10±2 0,15s—0,25s 55-|-4
18—20 1,5+1,5 14±2 0,15s—0,25s 55+4
УП 12—16 2± 1,0 10±2 0,15s—0,25s 45+4
18—22 2± 1,0 13±2 0,15s—0,25s 45+4
24—28 2±1,0 15±2 0,15s—0,25s 45+4
30—34 2± 1,0 18±2 0,15s—0,25s 45+4
36—40 2±1,0 20±2 0,15s—0,25s 45+4
42—46 2± 1,0 23 ±2 0,15s—0,25s 45+4
48—52 2± 1,0 26 ±3 0,15s—0,25s 45+4
54—60 2±1,0 28±3 0,15s—0,25s 45+4
178
37. Вид соединения и шва T9; способы сварки ИП, УП
а
Sk= S, е g s“st е g
12—16 Ю±2 4±2 60—64 26±2 12±2
18—22 12±2 4±2 66—70 28±3 12±2
24—28 14±2 6±2 72—76 30 i 3 12±2
30—34 16±2 6±2 78—82 32±3 14±2
36—40 18±2 8±2 84—88 34±3 14±2
42—46 20±2 8±2 90—94 36±4 14±2
48—52 22±2 10±2 96—100 38±4 14±2
54—58 24 ±2 10±2
38. Виды соединений и
швов Hl, Н2; способ сварки
ИН
S ь В К S b в К
1,0 1,5 2,0 0+0,2 0+0,2 0+0,2 10—50 10—50 20—90 3± 1 4±1 5± 1 3,0 4,0 0+0,5 0+0,5 20—90 20—90 6±2 7±2
Примечание. Рис. б — при толщинах свариваемого металла 1,0—1,5 мм;
рис. в — 2,0—4,0 мм.
179
00
О
о
Таблица П.5
Виды сварных соединений и швов, выполняемых ручной электродуговой сваркой покрытыми электродами (по ГОСТу
5264—Ъ0)
Условное обоз- начение свар- ного соедине- ния и шва Толщина сва- риваемых де- талей, мм Форма подготовленных кромок Поперечное сече- ние соединения Шов Поперечное сечение шва
С1 1—3 С отбортовкой двух кромок Односторонний
С2 1—6 Без скоса »
сз 1—6 < « Односторонний на остаю- щейся подкладке ЯЙ^ЯЙ
С4 2—8 < « Двусторонний
С5 4—26 Со скосом одной кромки Односторонний
~ Продолжение табл. 11.5
Условное обо- значение свар- ного соедине- ния и шва Толщина сва- риваемых де- талей, мм Форма подготовленных кромок Поперечное сече- ние соединения Шов Поперечное сечение шва
С6 4—26 Со скосом одной кромки Односторонний на остаю- щейся или съемной под- кладке
С7 6—34 « « « « Односторонний замковый
С8 4—26 « « « ч Двусторонний
С9 15—60 С криволинейным скосом одной кромки «
СЮ 15—60 С ломаным скосом одной кромки 1 «
СП • 12—60 С двумя симметричными скосами одной кромки «
С12 30—100 С двумя симметричными криволинейными скосами одной кромки 22 «
С13 12—60 С двумя несимметричными скосами одной кромки У7/ «
С14 8—40 Со скосом одной кромки с последующей строжкой «
С15 3—50 Со скосом двух кромок Односторонний
С16 6—100 Со скосом двух кромок Односторонний на остаю- щейся или съемной под- кладке
С17 6—34 | То же i Односторонний замковый
S
Продолжение табл. П.5
Условное обоз- начение свар- ного соедине- ния и шва Толщина сва- риваемых де- талей, мм Форма подготовленных кромок Поперечное сече- ние соединения Шов Поперечное сечение шва
С18 3—50 Со скосом двух кромок Двусторонний
С19 15—100 С криволинейным скосом двух кромок «
С20 15—100 С ломаным скосом двух кромок
С21 12—60 С двумя симметричными скосами двух кромок «
С22 30—100 С двумя симметричными криволинейными скоса- ми двух кромок «
OD
1 1
С23 30—100 С двумя симметричными ло- маными скосами двух кромок «
С24 12—60 С двумя несимметричными скосами двух кромок «
С25 8—40 Со скосом двух кромок с по- следующей строжкой «
У1 1—4 С отбортовкой одной кромки и Односторонний
У2 1—6 Без скоса Односторонний впритык
УЗ 2—8 « « Двусторонний впритык
У4 1—30 « « Односторонний
§ Продолжение табл. 11.5
Условное обо- значение свар- ного соедине- ния и шва Толщина сва- риваемых де- талей, ММ Форма подготовленных кромок Поперечное сече- ние соединения Шов Поперечное сечение шва
У5 2—30 Без скоса й Двусторонний
Уб 4—26 Со скосом одной кромки Односторонний 1
У7 4—26 « « « « Двусторонний
У8 12—60 С двумя скосами одной кромки 1 «
У9 12—50 Со скосом двух кромок Односторонний
У10 12—50 « « « « 1^ Двусторонний pcs
Т1 2—30 Без скоса в Односторонний
Т2 2—30 « « Односторонний прерывис- стый ЕЯ
ТЗ 2—30 « « a Двусторонний вя
Т4 2—30 « « i Й Двусторонний шахматный и
Т5 2—30 « « g k\\\W3 Двусторонний прерывистый
Продолжение табл. П. 5
Условное обо- значение свар- ного соедине- ния и шва Толщина сва- риваемых де- талей, мм Форма подготовленных кромок Поперечное сече- ние соединения Шов Поперечное сечение шва
Тб 4—26 Со скосом одной кромки Односторонний ш
Т7 4—26 « «. « « < Двусторонний
Т8 15—60 С криволинейным скосом одной кромки
T9 12—60 С двумя симметричными скосами одной кромки «
Т10 12—100 То же в »
1
Т11 30—100 С двумя симметричными криволинейными скосами одной кромки в
Н1 2—60 Без скоса в" Односторонний прерывис- стый
Н2 2—60 < < «в* Двусторонний
НЗ Не менее 2 С удлиненным отверстием и Односторонний с несплош- ной заваркой
Таблица 11.6
Конструктивные элементы подготовленных кромок сварных соединений *
и швов **, выполняемых ручной электродуговой сваркой покрытыми
электродами (по ГОСТу 5264—6Q). (Размеры в мм).
So
1. Вид соединения и шва С1
а
S о= S1 Г ь справ е
1—2 1—2 0+0,5 S 2s+2
3 3 0+1,5 S 2s+3
2. Вид соединения и шва С2
♦ -4U *
а
б
S= Sj ь e g
1—1,5 0+0,5 5+1 —2 l,0±0,5
2 1±1,0 6+I l,5±l,0
3 1± 1,0 6+1 l,5±l,0
4 9+i,0 —0,5 7+I —2 2,0±l,0
5 — 6 9+l,0 z^0,5 9+1 —2 2,0±l,0
* Поперечное сечение соединения — а.
*• Поперечное сечение сварного шва —. б.
190
3. Вид соединения и шва СЗ
е
S = S] b е g
1,0—1,5 0+0,5 5±2 1,0±0,5
2,0—3,0 1 ± 1,0 1,5± 1,0
4,0—6,0 п+1,0 —0,5 в±2 2,0 ±1,0
Вид соединения и шва С4
Ь,
Y7777Z^
8Я№ВМСС1
а
segg^^saggsKSI
s=s. с — b е, не более s S = SJ с = b et не более Я
4 1 ± 1 12 0 g+1,0 U’ —0,5 8 2+1 —2 18 0 5+1’° и’°—0,5
6 1 ± 1 16 0 5+1’° °’ -0,5 10 2—2 22 0 5 +2’° и’ — 0,5
191
Продолжение
s= S, a = b t, не более g s = s. c — b e, не более g
12 2+1 2 24 054-2,° U,&—0,5 20 2+1 —2 36 0 5+2’0 U’°—0,5
14 2+l —2 28 0 5*^’0 u> —0,5 22 2+1 Z-2 40 0 5+2’0 и’й—0,5
16 2+1 —2 30 0 5~^~ u‘ --0,5 24 2+1 <-2 42 O.s+o’5 —U,u
18 0+1 —2 34 0 5”^ U> ---0,5 26 2+I z--2 44 °>5+05
. S = si c b e. не более g
4 1 ± 1 3±1 14 0 5^"1,0 U’ —0,5
6 1±1 3 i 1 16 0 5+1'0 U’ —0,5
8 2—2 4± 1 20 0 5+1»° U’<-0,5
10 2—2 4± 1 24 0 5+2’0 U’b—0,5
12 2+1 —2 4±1 26 0 5+2-0
14 2+1 ~2 4±I 28 0 5~J~2,0 U’ —0,5
16 2~H z—2 5±1 32 0 5+2’0 U’ —0,5
18 2+1 —2 5± 1 36 0 5+2’0 U’ —0,5
20 2+1 —2 . 5±1 40 0 5+2’0 U’ —0,5
22 2~H —2 5±1 42 0 б+2>° °’5—0,5
192
Продолжении
S= Sj * с ь е» не более
24 2+1 —2 5±1 46 0 5^2’0 U’ —0,5
26 2+1 Z—2 5±1 48 U’ —0,5
7. Вид соединения и шва С7
S S1 п Ь е, не более g
6 s—п 2+2 3±1 16 0 5+1’° °’ -0,5
8 S—л 2+2 3±1 18 U’ —0,5
10 S—п 3+2 4±1 24 О,5+п’9 ’ —0,э
12 S—п 3+2 4±1 26 0 5~^2>0 U’ —0,5
14 S—п 3+2 4± 1 28 0 5+2’0 U’ —0,5
16—18 s—n 3+2 5± 1 34 0 5+2’0 и’ — 0,5
20—22 S—п 3+2 5± 1 42 0 5^~2’0 и’ —0,5
24—26 S—п 3+2 5± 1 46 л 5~1"2>9 U’ — 0,5
28-30 S—п 3+2 5±1 50 0 5+2’0 U’ -0,5
32—34 S—п 3+2 5±1 54 0 5+3’° U’ — 0,5
7 4—216В
193
8. Вид соединения и шва С8
a ff
S = Sj с = b е, не более 1 g
4 1±1 12 о+1 —2 0 5+1’° U’b—0,5
6 1 ± 1 16 о+1 —2 0 б+1,0 U’ —0,5
8 — сч + 1 сч 18 8±2 о 5+1,0 и> -0,5
10 2+1 —2 22 ю+> U’ -0,5
12 2+1 —2 24 ю+> 0 5+2’0 °’ -0,5
14 2-1-1 —2 28 io+J, о б+2,о и’ —0,5
16 2+1 —2 30 1о+* о s+2’Q U’ -0,5
18 2+1 —2 34 10±‘ 0 5+2’0 и’ —0,5
20 Г>+1 —2 36 10+2 0 5+2’0 °’ -0,5
22 2+1 —2 40 10+2 0 5+2’0 и’ —0,5
24 2+1 —2 42 10^2 0 5+2’0 и’ — 0,5
26 2+1 —2 44 ю+1 0 5+2’0 и’ —0,5
194
S — Si e, не более ei i S = Sj et не более «1 g
15—16 18 10—2 0 5~^2,3 U’ —0,5 38—40 28 . 12^2 0 5~{~3,0 U,b-0,5
18—20 19 10t.2 0 5+2’0 U’ — 0,5 42—44 29 12+^ 0 5~^3’® U’ —0,5
22—24 20 10—2 0 5+2’0 U’ —0,5 46—48 30 12—2 0 5-!-3’3 U,b—0,5
26—29 22 10+n 0 5+2’° U’ —0,5 50—52 31 12±2 0 5+3’° U’ —0,5
30—32 24 12^2 0 5+3’0 U’ —0,5 54—56 32 12tl 0 5+3’° U’5—0,5
34—36 26 12^2 U> —0,5 58—60 34 12+J 0 5^~3’0 U’ —0,5
s = s, h e, не более -1 g
15—18 7±1 20 lo+l 0 5+2’0 U’ —0,5
20—24 7±1 22 Ю^2 0 5”^2’0 U> -0,5
7*
195
Продолжение
S = S, л е, не более <4 g
26—30 7± 1 24 ю+1 —1 0 5~^"2’0 и’ — 0,5
32—36 9±1 29 12+i 0 5+3’° и’ —0,5
38—42 9±1 31 i2+i 0 5^~3’0 и’ — 0,5
44—48 9± 1 33 12^2 0 5^~3’0 U’b—0,5
50—54 9±1 35 12+* 0 5+3’° °’5-0,5
56—60 9.±1 37 12^2 0 5+3’° и’ —0,5
11. Вид соединения и шва СИ
a ff
S e= Sj h е, не более & S= S, h е, не более g
12—14 5—6 18 0 5”^2’0 и’ —0,5 40—42 19—20 38 0 5~^3’0 U,t)—0,5
16—18 7—8 20 0 5^~2’0 U’ —0,5 44—46 21—22 40 0 5~^3’0 U,J—0,5
20—22 9—10 22 o.s™, —и,о 48—50 23—24 44 0 5-!-3’3 U’ —0,5
24—26 11—12 26 0 5+2’0 °’ —0,5 52—54 25—26 46 о б-!-3^ и’ — 0,5
28—30 13—14 28 0 5~i~2’0 и’ —0,5 56—58 27—28 48 0 5~^"3’0 и’ —0,5
32—34 15—16 32 0 5+3’° и’ — 0,5 60 29 50 0.^'5
36—38 17—18 34 о б-^3^ и’ —0,5
196
12. Вид соединений и шва С12
а 5
S = S1 h е, не более g S = Si h et не более &
30—32 14—15 17 0 5+2’0 U’ —0,5 62—64 30—31 25 0 5+3’° U> -0,5
34—36 16—17 18 U,b-0,5 66—68 32—33 26 0 5+3’0 и’ —0,5
38—40 18—19 19 0 5+2’0 °’ —0,5 70—72 34—35 27 0 5+3’° и,&—0,5
42—44 20—21 20 0 5~^2’0 U' —0,5 74—76 36—37 28 0 5-*-3’0 °’ —0,5
46—48 22—23 21 0 б-!-2’® U’ —0,5 78—82 38—40 29 0 5+3’° °’5—0,5
50—52 24—25 22 0 5~^2’0 °* —0,5 84—88 41—43 30 о 5+з,о и’ —0,5
54—56 26—27 23 0 5+2’0 и,°-0,5 90—94 44—46 31 0 5+3’° и’ —0,5
58—60 28—29 24 0 5+2’0 °’ —0,5 96—100 47—49 32 0 5+3’° и,Ь—0,5
13. Вид соединения и шва С13
а 5
S s=a Sj А е ei &
не более
12—14 8—9 22 14 0 5~*^2,0 и’Ь—0,5
197
П родолжение
S — S, л е 8
не б олее
16—18 10—11 24 16 0 5+2’0 и’Ь—0,5
20—22 13—14 28 18 0 5+2’0 °’Ь-0,5
24—26 16—17 32 20 0 5+2’0 —0,5
28—30 18—19 36 22 0 5+2’0 и’ь—0,5
32—34 20—22 40 24 0 5+3’° и’&—0,5
36—38 23—25 44 26 0 5+3’° и> — 0,5
40—42 26—28 48 27 0 5~^3’0 0,5
44—46 29—30 50 28 0 5+3’° U>b-0,5
48—50 31—32 54 30 0 5+3’° °’5—0,5
52—54 34—35 58 32 0 5+3’° °’Ь—0,5
56—58 36—38 62 34 0 5+3’° и’ —0,5
60 40 64 36 0 5^~3’0 и’й—0,5
14. Вид соединения и шва С14
S = S1 h hi f е ei g
не более
8—10 6—7 4—5 6—8 18 13 —0,5
198
Продолжение
S = Si h hi f e | ё
не более
12—14 8—10 6—7 8—10 20 15 0 5^~2'0 U,b—0,5
16—18 11—13 7—8 8—10 24 15 0 5+2’0 °’b—0,5
20—22 14—15 9—10 11—13 28 18 0 5+2’0 °’b—0,5
24—26 16—18 10—11 11 — 13 32 18 0 5+2’0 u> —0,5
28—30 19—21 11—12 11—13 36 18 0 5+2’0 °’ —0,5
32—34 22—24 12—13 13—15 40 20 0 5+3’° u> —0,5
36—38 25—27 13—14 13—15 44 20 0 б+3’0 u,&—0,5
40 28 14—15 13—15 46 20 0 5+3’° 0,5
e, не e, не
S = Si c=t> более ё S = si c = b более ё
3—4 1±1 10 0 5+1’5 —0,5 30—32 2+1 —2 44 0 5+3’° U)b—0,5
6—8 10—12 14—16 18—20 22—24 tOtOtOtO — " 1 + 1 + 1 + 1 -tO — tO — tO — tO — — 14 20 24 30 34 0 5+1’5 U’ —0,5 U’ —0,5 U’ —0,5 0 5^~2’0 U’ —0,5 0 5+2’° U’ —0,5 34—36 38—40 42—44 46—48 50 to, to \ to to to 1 + 1 +’ 1 + 1 + 1 4 to — to —>to — to — to - 48 54 58 62 66 л 5+з,о °’ь—0,5 0 б+3’0 и’ —0,5 3—0,5 0 5~^3’0 °’ —0,5 0 5~^3,0 и’ —0,5
26—28 2't’1 —2 38 u’ —0,5
199
16. Вид соединения и шва С16
/
S = S1 Ь е, не более g S = S1 ь е, не более g
* 6—12 8±1 18 0,5 54—58 12± 1 42 0 5+3’° U’b- 0,5
14—20 8±1 22 0 б-^2’^ U,b—0,5 60—64 12± 1 44 0 5+4’0 и,ь—0,5
22—24 12±1 28 0 5+2’0 и’ —0,5 66—70 12± 1 46 0 б+4’0 °’ —0,5
26—28 12± 1 30 0 5+2’0 °’ —0,5 72—76 12± 1 50 а 5+4,0 и’ —0,5
30—34 12± 1 32 0 5+3’° °’Ь—0,5 78—82 12± 1 52 0 5+4’0 и’ —0,5
36—40 12± 1 34 0 5+3’° °’5-0,5 84—88 12± 1 56 0 б+4’° °’5-0,5
42—46 12± 1 36 0 5+3’° и,й-0,5 90—94 12± 1 58 0 5+4’0 и’ —0,5
48—52 12± 1 40 °’ —0,5 96—100 12± 1 62 0 5+4’0 U,t>—0,5
17. Вид соединения и шва С17
10-15
а
S S1 п b е, не более g
6 S—п 2+2 3± 1 12 0 5+1'° и’ —0,5
200
Продолжение
S S1 п
8 S—п 2+2
10 S—п 3+2
12 S—п 3+2
14 S—п 3+2
16—18 S—п 3+2
20—22 S—п 3+2
24—26 S—п 3+2
28—30 S—п 3+2
32—34 S—п 3+2
18. Вид соединения и шва С18
ь е, не более g
3± 1 14 0 5+1’° U>b—0,5
4± 1 18 0 5+2’0 и’ь—0,5
4±1 20 0 5+2’0 и’ь—0,5
4± 1 24 0 б+2’0 °’5- 0,5
6± 1 30 0 5+2’0 и’Ь—0,5
6±1 34 0 5+2’0 и> — 0,5
6±1 38 0 5+2’0 0,5
6± 1 44 0 5+2’0 °’&+0,5
6±1 48 0 5+3’° и’ь—0,5
S = S1 с— b е, не более «1 g
3-4 1 ± 1 10 8+1 —2 и’ —0,5
6—8 1± 1 14 о+1 8—2 0 5+1’5 0,5
10-12 to 1 + ГО 20 ,0112 0 5+2’0 и> —0,5
14—16 2+1 2 24 Ю ^2 0 5^~2’0 и’ь-0,5
201
Продолжение
S = S] / с = b е, не более et g
18—20 2+1 —2 30 10+J 0 б+^’О U’ —0,5
22—24 2+1 —2 34 10+J 0 5+2*0 U,b—0,5
26—28 2+1 —2 38 10+J Z 0 5+2*0 u’ —0,5
30—32 2+1 —2 44 12+J 0 5+3’° U’ -0,5
34—36 2+1 —2 48 12+J z 0 5+3’0 u’ —0,5
38—40 2+1 —2 54 12+* —2 0 к+3,0 U,b—0,5
42—44 2+1 —2 58 12+J 0 s+3,o u’°+0,5
46—48 2+1 —2 62 12+J 0 5+3’0 u’ —0,5
50 2+1 —2 66 12+J 0 5“l~3’01 u* —0,5
19. Вид соединения и шва С19
S = SI e, не более ei g S = Si et не более ei g
15—16 26 io+j 0 5+2*0 0* —0,5 , 36—40 36 |o+l 0 5+3’0 O’b-0,5
18—20 28 ю+J 0 5+2*0 U’ —0,5 142-46 38 12+J z 0 5+3’° u’ —0,5
22—24 30 ю+J z 0 5+2*0 U’ — 0,5 ,48—52 40 12+J 0 5+3’0 U) -0,5
26—28 32 !°+J 0 5+2*0 U’b-0,5 ^54—58 44 12+J 0 5+3’0 u’ —0,5
30—34 34 12+J z 0 5+3’0 U> -0,5 60—64 46 14+1 1 —2 0 s+4’0 U’ —0,5
202
Продолжение
s = s, e, не более ei g S = $! e, ne более ei g
66—70 48 I4+1 —2 0 5+4-0 U’ —0,5 84—88 56 14+1 —2 0 5+4’0 u’ —0,5
72—76 50 14+1 —2 0 5+4’0 U’ —0,5 90—94 60 14+1 —2 0 б+4,0 —0,5
78—82 54 I4+1 —2 0 5^4’0 U’ —0,5 96—100 62 I4+1 14—2 0 5+4’0 U,b-0,5
q _____________б
S — SI fti et, не более ei g
15—18 8±1 22 lo+g 0 5+2’0 °’b-0,5
20—24 8±1 24 I0±* 0 5+2’° u’b—0,5
26—30 8±1 26 io+’ 0 5”^2’0 °’b- 0,5
32—36 12± 1 32 >2±2 0 5+3’° U,b—0,5
38—42 12± 1 34 12+' 0 5+3’° u’ —0,5
44—48 12± 1 36 12+‘ 0 5+3’° °’ —0,5
50—54 12± 1 40 >2±2 0 5^3’0 °’5-0,5
56—60 12± 1 44 12+I 0 5+3’° 0>b—0,5
62—66 12± 1 46 14+1 —2 0 5+4’0 °’b—0,5
68—72 12± 1 48 14+1 1 — 2 0 5+4’0 u’b—0,5
203
Продолжение
S = Sj / ех, не Солее «1 g
74—78 12± 1 50 14+1 —2 0 54’0 U> —0,5
80—84 12± 1 52 I4+1 —2 0 5+4’0 и’ — 0,5
86—90 12± 1 54 I4+1 —2 о 5+4,0 и’ —0,5
92—96 12±1 56 14+1 14_ 2 0 5“^4’0 u’ —0,5
98—100 12±1 60 14+1 —2 0 5+4’0 U’ —0,5
21. Вид соединения и шва С21
S = Si h e, не более g. s = si ft e, не более g
12—14 5—6 16 0 5+2’° °’ —0,5 40—42 19—20 32 0 5^3,3 U’ -0,5
16—18 7—8 18 0 5+2’° U> —0,5 44—46 21—22 34 0 5^~3’0 U’ —0,5
20—22 9—10 22 u’ —0,5 48—50 23—24 36 0 5+3’° °’ —0,5
24—26 11—12 24 0 5+2’0 U’ —0,5 52—54 25—26 38 0 5+3’° U’ —0,5
28—30 13—14 26 0 5~^2’0 U’b-0,5 56—58 27—28 40 0 5*^~3’0 u’ —0,5
32—34 15—16 28 0 5+3’° U’ —0,5 60 29 42 0 5^~3,3 u’ —0,5
36—38 17—18 30 0 5+3’° U’ —0,5
204
22. Вид соединения и шва С22
S — S1 h е, не более & S «а 51 h е, не более g
30—32 13—14 24 0 5+2’0 и’ —0,5 62—64 29—30 32 0 5^~3’0 и’ —0,5
34—36 15—16 25 0 5+2’0 и> —0,5 66—68 31—32 33 0 5+3’° U>t>—0,5
38—40 17—18 26 0 5”^2’^ и’ —0,5 70—72 33—34 34 0 5+3’° 0,5
42—44 19—20 27 0 5+2’0 и’ — 0,5 74—76 35—36 35 0 5+3’° и> — 0,5
46—48 21—22 28 0 5+2’0 °’ —0,5 78—82 37—39 36 0 5+3’° и’ь—0,5
50—52 23—24 29 0 5+2’0 и’ —0,5 84—88 40—42 37 0 5^3,3 и> —0,5
54—56 25—26 30 0 5+2’0 °’ —0,5 90—94 43—45 38 0 5+3’° °’ь—0,5
58—60 27—28 31 0 5+2’0 и’ — 0,5 96—100 46—48 39 0 5+3’° и’й-0,5
23. Вид соединения и шва С23
5 = 51 h А. в, не более й
30—34 14—16 8±1 22 0 5 ^2,3 и’ —0,5
36—40 17—19 8±1 24 0 5+2’0 и’ —0,5
205
Продолжение
S = Sj h А, е, не более g
42—46 20—22 8±1 25 0 5+2’0 U,b-0,5
48—52 23—25 8±1 27 0 5~^2’0 и’ -0,5
54—58 26—28 8±1 28 0 5+2’° и’ —0,5
60-64 29—31 12± I 29 0 5+3’° и’ — 0,5
66—70 32—34 12± 1 31 0 5^3’0 U,t>—0,5
72—76 35—37 12±1 33 0 5+3’° — 0,5
78—82 38—40 12± 1 34 0 5”^3’0 и’ь—0,5
84—88 41—43 12± 1 36 0 5+3’° и’ —0,5
90—94 44—46 12± 1 37 0,5+3’? ’ —0,э
96—100 47—49 12± 1 39 0 5+3’° и’ — 0,5
24. Вид соединения и шва С24
а б
е 1 ei
S — SJ h не более g
12—14 8—9 18 13 0 5+2-0 U’ — 0,5
16—18 10—11 22 14 0 5~^2’0 U’ —0,5
20—22 13—14 24 15 0 5"^2’0 и’ —0,5
24—26 16—17 28 16 и> —0,5
206
Продолжение
S= S, ! е «1 J
не б олее
28—30 18—19 30 18 0 5+2’0 °’Ь—0,5
32—34 20—22 34 20 0 5+3’° —0,5
36—38 23—25 36 21 0 5+3’° и’ — 0,5
40—42 26—28 38 23 0 5+3’° —0,5
44—46 29—30 42 25 0 5+3’° и’ —0,5
48—50 31—32 46 26 0 5+3’° и’ —0,5
52—54 34—35 48 28 0 5+3’° и’ —0,5
56—58 36—38 52 29 0 5+3’° °’Ь—0,5
60 40 54 30 0 5+3’° 0,5
25. Вид соединения и шва С25
а
5
S = S1 h fti f е В1 й
не С олее
8—10 6—7 4—5 6—8 16 13 0 5+1’° и’ —0,5
12—14 8—10 6—7 8—10 18 15 0 5+2’0 и> —0,5
16—18 11 — 13 7—8 8—10 22 15 0 5+2’0 °’ —0,5
207
П родолжен1:'-
s .== s. / h ft. f e | e, g
не более
20—22 14—15 9—10 11 — 13 24 18 0 5+2’0 U’ —0,5
24—26 16—18 10—11 11 — 13 28 18 0 5”*"2,0 —0,5
28—30 19—21 11—12 11—13 32 18 0 5^~2,U U’ —0,5
32—34 22—24 12—13 13—15 34 20 '0 5+3’° U’b—0,5
36—38 25—27 13—14 13—15 38 20 0 б+3’0 u> —0,5
40 28 14—15 13—15 40 20 0 5+3’° —0,5
и шва У1
26. Вид соединения
_ь
<5
а
S = si r b справ e
1—2
3-4
2s+2
2sH-3
27. Вид соединения и шва У2
s Si, не менее 7?ll b e g
1,0—1,5 0,7s 0—0,5s 0+0,5 6±3 1,5
2,0—5,0 0,7s 0—0,5s 0+2,0 8±4 0 5ZI > 5 °’ —0,5
6,0 0,7s 0—0,5s 0+2,0 ]0±4 0 5+2’5 °’ —0.5
208
28. Вид соединения и шва УЗ
S S1, не менее ш, b e
2,0—2,5 0,7s 0—0,5s 0+1 6±3 0 5 ^1’0 U’°—0,5
3,0—4,5 0,7s 0—0,5s 0+2 8±4 0 5+I’5 u’ —0,5
5,0—6,0 0,7s 0—0,5s 0+2 10±4 0 5+2’5 U’ —0,5
7,0—8,0 0,7s 0—0,5s 0+2 12±4 U’ —0,5
29. Вид соединения и шва У4
S Si, не менее К b
1,0—2,0 0,7s 0,5s—s 0,5s—s 0+1
2,5—30,0 0,7s 0,5s—s 0,5s—s 0+2
30. Вид соединения и шва У5
2—30
0,5s—s
209
4 0,7s 1±1
6 0,7s 1±1
8 0,7s 2+1 —2
10 0,7s 2+1 —2
12 0,7s 2+1 —2
14 0,7s 2+1 —2
16 0,7s 2+1 —2
18 0,7s NO 1 + NO
20 0,7s 05 +1 05
22 0,7s NO 1 + NO —
24 0,7s NO 1 + to
26 0,7s 05 +1 01
32. Вид соеди нения и шва У7
12 0 5+ bO U> —0,5
16 0 5+1’0 U’b—0,5
18 U) — 0,5
22 » с?:"
24
28 0 5+2’0 u* —0,5
0 5+2’0
30 u’ —0,5
34 0 5+2’0 u’ —0,5
36 0 5+2’0 u’ —0,5
40 0 5+2’° u’ —0,5
42 0 5+2’0 0,5
44 0 5+2’0 u> —0,5
s Si, не менее c — b e, не более g
4 0,7s 1± 1 12 U’ —0,5
210
Продолжение
9 $1; не менее a = b e, не более g
6 0,7s 1 ± 1 16 0 5+1’° u’ — 0,5
8 0,7s 2+1 —2 18 0 5+1’° °’ — 0,5
10 0,7s 2+1 —2 22 0 5+2’0 U,b- 0,5
12 0,7s 2+1 —2 24 0 5+2’0 u’ —0,5
14 0,7s 2+1 2—2 28 0 5+2’° U,b—0,5
16 0,7s 2+1 —2 30 П s+^.O —0,5
18 0,7s 2+1 —2 34 0 5+^,0 U’ —0,5
20 0,7s 2+1 —2 36 0 5+2’0 U’b-0,5
22 0,7s 2+1 —2 40 0 5+2’0 U’ — 0,5
24 0,7s 2+1 —2 42 0 5+2’0 U’ —0,5
26 0,7s 2+I —2 44 0 5+2’0 U> —0,5
33. Вид соединения и шва У8
s slt не» менее h e, не более g
12—14 0,7s 5—6 18 0 5+2-0 U’ —0,5
16—18 0,7s 7—8 20 0 5+2’° U> —0,5
20—22 0,7s 9—10 22 0 5+2’0 u’°—0,5
211
Продолжение
$ sn не менее h e, не более
24—26 0,7s 11 — 12 26 0 5+2’0 U’°—0,5;
28-30 0,7s 13—14 28 Q c4~2,0 —0,5
32—34 0,7s 15—16 32 0 5+3’° °’b-0,5
36—38 0,7 s 17—18 34 n cH-3,0 U’ —0,5
40—42 0,7s 19—20 38 0 5^~3’Q U’b—0,5
44—46 0,7s 21—22 42 0 5+3’° U’ —0,5
48—50 0,7s 23—24 44 0 5+3’° U’ —0,5
52—54 0,7s 25—26 46 0 5+3’° u’ —0,5
56—58 0,7s 27—28 48 0 5~t~3,0 U’b-0,5
60 0,7s 29 50 0,5+3'9 ’ —0,э
34. Вид соединения и шва У9
а б
s Si, не менее e, не более s slt не менее e, не более
12—14 0,7s 22 32—34 0,7s 46
16—18 0,7s 28 36—38 0 7s 52
20—22 0,7s 32 40—42 0,7s 56
24—26 0,7s 36 44—46 : 0,7s 60
28—30 0,7s 42 48-50 0,7s 64
91Я
35. Вид соединения и шва У10
S «1- не менее e, не более s Si, не менее e, не более
12—14 0,7s 22 32—34 0,7s 46
16—18 0,7s 28 36—38 0,7s 52
20—22 0,7s 32 40—42 0,7s 56
24—26 0,7s 36 44—46 0,7s 60
28—30 0,7s 42 48—50 0,7s 64
36. Виды соединений и швов TI, Т2
в
а
s Si. не менее l t b К
2,0—2,5 0,7s 20—25 40—79 0+1 3+2
3,0—4,5 0,7s 40—45 80—99 0+2 3+2
5,0—6,0 0,7s 40—45 80—99 0+2
7,0—9,0 0,7s 40—45 80—99 0+2
10,0—15,0 0,7s 50—60 100—200 0+2 б+2
16,0—21,0 0,7s 50—60 100—200 0+3 7±2
22,0—30,0 0,7s 50—60 100—200 0+3 8±2
Примечание. Размеры /<, / и / относятся к нерасчетным швам. При
расчетных швах К, I и t устанавливаются при проектировании.
213
37. видог ^единений и швов
Т5 (при s до 30 мм)
ТЗ (приs до 6 мм), Т4 (при s до 15 мм),
ЖЖ I
а
г
S St. не менее i t b К
2,0—2,5 0,7s 20—25 40—79 0+1 3+2
3,0—4,5 0,7s 40—45 80—99 0+2 3+2
5,0—6,0 0,7s 40—45 80—99 0+2 +?
7,0—9,0 0,7s 40—45 80—99 0+2
10,0—15,0 0,7s 50—60 100—200 0+2 б+2
16,0—21,0 0,7s 50—60 100—200 0+3 7±2
22,0—30,0 0,7s 50—60 100—200 0+3 8±2
Примечание. Размеры К, 1 и ( относятся к нерасчетным швам. При
расчетных швах К, I и t устанавливаются при проектировании; б — ТЗ, в — Т4,
г — Т5.
38. Вид соединения и шва Тб
о 5
s slt не менее c == b e, не более g s st, не менее c = b e, не более g
4 0,7s 1 i 1 10 з+i —3 10 0,7s 2+1 —2 20 3+I —3
6 0,7s 1 i 1 14 з+1 —3 12 0,7s 2+I 2 22 4±3
8 0,7s 2±2 16. з+1 —3 14 0,7s 2+1 —2 26 4±3
214
Продолжение
S sn не менее с = b e, не более g s Si, не менее c — b e, не более &
16 0,7s 2+1 —2 28 4±3 22 0,7s 2+1 —2 38 5±3
18 0,7s to 1 + to 32 5±3 24 0,7s 2+1 —2 40 5±3
20 0,7s 2—2 34 L 5±3 26 0,7s 01 + i cq 42 5±3
39- Вид соединения и шва Т7
а
s slt не менее c = b e, не более & s slt не менее c = b e, не более g
4 0,7s 1 ± 1 10 co co ►— 16 0,7s 2+1 —2 28 4±3
6 0,7s 1± 1 14 3+1 3 18 0,7s 2+1 —2 32 5±3
8 0,7s 2+1 —2 16 3+1 —3 20 0,7s 2+1 —2 34 5±3
10 0,7s 2+1 —2 20 3+1 —3 22 0,7s 2+1 —2 38 5±3
12 0,7s 2+1 —2 22 4±3 24 0,7s 2+1 —2 40 5±3
14 0,7s 2+I —2 26 4±3 26 0,7s 2+1 —2 42 5±3
215
40. Вид соединения и шва Т8
а
S S1, не менее & e, не более Si, не менее 0 e, не более
15—16 0,7s 6±3 16 38—40 0,7s 8±3 26
18—20 0,7s 6±3 17 42—44 0,7s 10±3 27
22—24 0,7s 6±3 18 46—48 0,7s 10±3 28
26—28 0,7s 6±3 20 50—52 0,7s io±3 29
30—32 0,7s 8±3 22 54—56 0,7s io±3 30
34—36 0,7s 8±3 24 58—60 0,7s 10±3 31
41. Вид соединения и шва T9
s s1T не менее h e, не более я
12—14 0,7s 5—6 16 3±3
16—18 0,7s 7—8 18 3±3
20—22 0,7s 9—10 20 5 i 3
24—26 0,7s 11 — 12 24 5±3
28—30 0,7s 13—14 26 6 i 3
32—34 0,7s 15—16 30 6±3
36—38 0,7s 17—18 32 9±3
40—42 0,7s 19—20 36 9±3
44—46 0,7s 21—22 38 9±3
48—50 0,7s 23—24 42 H±3
52—54 0,7s 25—26 44 H±3
56—58 0,7s 27—28 46 13±3
60 - 29 48 13±3
216
42. Вид соединения и шва Т10
а
slt не менее
е, не более
12—16 0,7s 4—5
18—22 0,7s 6—7
24—28 0,7s 8—9
30—34 0,7s 10—11
36—40 0,7s 12—13
42—46 0,7s 14—15
48—52 0,7s 16—17
54—58 0,7s 18—19
60—64 0,7s 20—21
66—70 0,7s 22—23
72—76 0,7s 24—25
78—82 0,7s 26—27
84—88 0,7s 28—29
90—92 0,7s 30—31
96—98 0,7s 32—33
100 0,7s 33
16 3±3
20 3±3
22 5±3
26 5±3
28 6±3
30 6±3
34 9±3
36 9±3
40 9±3
42 11 ±3
46 11 ±3
48 11±3
52 13±3
54 13±3
58 13±3
60 13±3
S
б
s Si, не менее h e, не более S
30—32 0,7s 14—15 15 6±3
34—36 0,7s 16—17 16 6±3
38—40 0,7s 18—19 17 6±3
42—44 0,7s 20—21 18 6±3
46—48 0,7s 22—23 19 6 ±3
217
Продолжение
S Sj, не менее h e, не более g
50—52 0,7s 24—25 20 8±3
54—56 0,7s 26—27 21 8±3
58—60 0,7s 28—29 22 8±3
62—64 0,7s’ 30—31 23 8±3
66-68 0,7s 32—33 24 10±3
70—72 0,7s 34—35 25 10±3
74—76 0,7s 36—37 26 10±3
78—82 0,7s 38—40 27 10±3
84—88 0,7s 41—43 28 10±3
90—94 0,7s 44—46 29 10±3
96—100 0,7s 47—49 30 10±3
44. Вид соединения и шва Н1
° б
st, не менее
2—5 s s+h 0~Н
6—60 s s+& 04~2
Примечание. I и t устанавливаются при проектировании.
45. Вид соединения и шва Н2
218
46. Вид соединения и шва НЗ
S s‘ ! т f к
не менее
2 S 2s 0,5tn 0,8s—s
Примечание. С, и, L, I устанавливаются при проектировании.
Глава 111. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ
ПРИ ЭЛЕКТРОДУГОВОИ СВАРКЕ СТАЛЕЙ
III.1. Электрическая дуга и ее свойства
Знание процессов, протекающих в электрической дуге, позволяет влиять
в желаемом направлении на металлургические реакции при сварке,
на устойчивость горения'дуги, ее производительность, а также на форму
и качество шва. Знать свойства дуги важно для выбора источника сва-
рочного тока и метода сварки.
Основные понятия. Сварочной дугой называется продолжительный
мощный разряд электричества в ионизированной смеси газов и паров
различных материалов, происходящий между двумя электродами (или
электродом и свариваемым изделием), находящимися под напряжением.
В обычном состоянии газы не проводят электричества. Электро-
проводность газов наблюдается при их ионизации — отщеплении от
атомов и молекул газов электронов. Перемещение свободных заряжен-
ных частиц (электронов, а также положительно и отрицательно заряжен-
ных ионов) в газовом промежутке между электродами под действием
электрического поля создает электрический ток в дуге.
Процесс, при котором в газе образуются положительные и отрица-
тельные ионы, называется ионизацией.
Положительные ионы могут образовать атомы всех элементов, от-
рицательные — не всех. Легче всего отрицательные ионы образуют
кислород и галлоиды.
Работа, необходимая для отрыва электрона от атома, называется
работой выхода электрона. Энергия, затрачиваемая на отрыв электро-
на от атома, называется потенциалом ионизации и измеряется в электрон-
вольтах.
Эмиссия электронов из катода в дуговой промежуток происходит
под действием высокой температуры (термоэмиссия), электрического
поля и ударяющихся о катод положительно заряженных ионов. Вырвав-
шиеся из катода электроны под воздействием электрического поля пе-
ремещаются со значительной скоростью к аноду. При столкновении
электронов с атомами газа и паров металла в дуговом промежутке про-
исходит непрерывная ионизация последних, сопровождающаяся выде-
лением тепла. Образующиеся при этом положительные ионы направля-
ются к катоду и, отдавая ему свою энергию, вызывают сильный нагрев
металла и дополнительную эмиссию электронов из него. Электроны,
прошедшие дуговой промежуток, отдают свою энергию аноду. Непре-
рывная ионизация газа создает необходимые условия для продолжитель-
ного устойчивого горения дуги.
Вследствие превращения энергии движения заряженных частиц в
1епловую энергию при столкновении их с анодом, катодом и нейтраль-
ными атомами газа на электроде, изделии и в дуге выделяется большое
количество тепла, в результате чего расплавляются конец электрода
и свариваемый металл. Тепло, выделяющееся в дуге, расходуется на
лучеиспускание и дополнительный нагрев капель металла электрода.
На рис. III.1 приведена схема дугового разряда.
220
Электроны, как частицы с наименьшей массой, под воздействием
электрического поля перемещаются со значительно большей скоростью,
чем тяжелые ионы. Поэтому электрический ток в дуге является преи-
мущественно электронным током. Наиболее нагретые части металла на
торцах катода и анода называются катодным и анодным активны-
ми пятнами. Температура катодного и анодного пятен стальных элек-
тродов достигает 2400—2600° С, а температура столба дуги — 6000—
7000° С.
Условия стабильного горения электрической дуги. Для сварки
весьма важным условием является устойчивое, без перерывов, горение
дуги, что обеспечивается достаточно
высокой степенью ионизации газа в
дуговом промежутке. Степень иониза-
ции газа характеризуется отношением
числа заряженных частиц к числу
нейтральных частиц в данном объеме.
Степень ионизации в дуге зависит от
рода сварочного тока, температуры и
потенциала ионизации веществ, нахо-
дящихся в дуговом промежутке и на
поверхности электрода и изделия. Чем
выше температура дуги и ниже по-
тенциал ионизации материала элект-
рода и газа, тем выше степень иони-
зации и стабильнее дуга. Температура
столба дуги находится в прямой зави-
симости от силы сварочного тока и по-
Рис. III.1. Схема дугового разряда!*^ —
электрон, ф° — нейтральный атом газа;
ф — положительный ион газа, 1е — элект-
ронный ток, Ц — ионный ток.
тенциала ионизации веществ, находящихся в дуге. Поданным К. К- Хре-
нова [65] Тст = 810 U(, где Тст — температура столба дуги, °К; Ui —
потенциал ионизации газа в столбе дуги, эВ. По расчетам В. В. Фролова
[61] Тст= (1050-1100) Ui.
С уменьшением диаметра электрода (при той же величине свароч-
ного тока) сечение дуги уменьшается, а ее температура и, следовательно,
степень ионизации газа возрастают. Так, при сварке под флюсом при
силе переменного тока, равной 450 А, и диаметре электрода 5 мм темпе-
ратура столба дуги равна 6000° К, а при диаметре электрода 2 мм —
7800° К.
При питании постоянным током дуга более стабильна, чем при
питании переменным током. Это обусловлено тем, что в каждом полупе-
риоде (100 раз в секунду) амплитуда переменного тока падает до нуля
(рис. III.2), вследствие чего резко уменьшаются температура катода,
электронная эмиссия, скорость заряженных частиц, степень ионизации
газа. Дуга гаснет и мгновенно падает электропроводность дугового про-
межутка. Повторное возбуждение дуги в каждом полупериоде произой-
дет при повышенном напряжении, называемом напряжением зажигания
или пиком зажигания дуги (рис. III.2). Это вызывает необходимост!
221
повышения напряжения холостого хода источника питания дуги до
80—100 В, что ухудшает условия техники безопасности. Повышения
устойчивости дуги переменного тока при напряжении холостого хода
источника, равном 60—70 В, достигают, вводя в дугу вещества, потен-
циал ионизации которых ниже, чем железа. Это химические соединения
калия, натрия, кальция, окислы железа и др. Присутствие в дуге легко
ионизирующихся элементов снижает эффективный потенциал иониза-
ции газа (фактический потенциал
ионизации смеси газов и паров веще-
ществ) в дуговом промежутке, в ре-
зультате чего пик зажигания стано-
вится меньше, дуга возбуждается
легче и горит устойчивее.
Под эффективным потенциалом
ионизации газов в дуговом проме-
жутке следует понимать потенциал
ионизации некоторого однородного
газа, в котором (при температуре и
общем давлении смеси) число заря-
женных частиц равно их количеству
в газовой смеси. Расчеты показы-
вают, что эффективный потенциал
ионизации смеси приближается к
потенциалу ионизации легкоионизи-
руемого компонента при концент-
рации последнего 5—10% [61]. Из-
вестно, что при сварке на переменном
токе непокрытым стальным элект-
родом получить стабильную дугу
невозможно, а применение в тех же
Рис. III.2. Кривые изменения тока
и напряжения дуги во времени при
сварке переменным током: / — сила
тока в дуге, U — напряжение дуги,
U3 — напряжение повторных за-
жиганий дуги. условиях электрода с тонким слоем
ионизирующего мелового (стаби-
лизирующего) покрытия позволяет получить довольно устойчивую дугу
(объяснение действия отрицательных ионов фтора на стабильность
горения дуги см. дальше на стр. 224). Поэтому количество фтора,
вводимого в зону дуги, ограничивают самым необходимым.
Фтор вводят в сварочную зону в виде плавикового шпата во
флюсе, электродном покрытии и в сердечнике порошковой проволо-
ки в качестве обязательного компонента, главным образом для свя-
зывания водорода в нерастворимое в жидком металле сварочной
ванны соединение НЕ (см. дальше в этой же главе) с целью предот-
вращения водородной пористости металла шва. Плавиковый шпат
служит также в качестве шлакообразующего компонента покрытий
электродов и флюсов и разжижителя шлака, что облегчает газопро-
ницаемость последнего и, следовательно, лучшее газовыделение из
сварочной ванны. Кроме того, как будет подробнее объяснено ниже,
некоторое снижение (ограничение) стабильности горения дуги имеет
и положительное значение для повышения производительности свар-
ки благодаря увеличению коэффициента расплавления металла.
Устойчивость дуги переменного тока значительно ухудшается,
если столб дуги, конец электрода и сварочная ванна охлаждаются внеш-
ней средой (например, при сварке на морозе, и особенно — в углекислом
газе). Из-за быстрого охлаждения катода и газа при снижении тока до
нуля значительно быстрее прекращается электронная эмиссия (быст-
222
рее наступает деионизация газа), вследствие чего повторное возбужде-
ние дуги в каждом полупериоде переменного тока затрудняется. При
введении в зону дуги струи углекислого газа тепло дополнительно рас-
ходуется на его нагревание и диссоциацию трехатомных молекул, по-
этому для поддержания стабильности дуги переменного тока в данных
условиях необходимо в ее зону вводить повышенное количество иони-
зирующих веществ. Это успешно осуществляется при ручной сварке
покрытыми электродами, автоматической и полуавтоматической сварке
под флюсом, но пока не находит применения при сварке в углекислом
газе. В настоящее время сварка в углекислом газе осуществляется только
на постоянном токе.
С понижением эффективного потенциала ионизации уменьшается
падение напряжения в катодной области дуги, снижаются скорость
плавления катода и производительность сварки. Так, при введении в ду-
гу переменного тока легко ионизирующихся веществ скорость плавле-
ния электрода при неизменном токе уменьшается. Поэтому количество
вводимых в зону дуги стабилизирующих веществ ограничивают мини-
мально необходимым. Это же в некоторой мере относится и к сварке
в инертных газах. Но благодаря использованию дополнительных гене-
раторов импульсов высокого напряжения (электрических стабилиза-
торов) при сварке неплавящимся электродом переменным током по-
вторное возбуждение дуги не вызывает трудностей. Необходимость вклю-
чения в сварочную цепь генератора импульсов высокого напряжения
при аргоно- и гелиедуговой сварке вызвана не только охлаждающим
действием этих газов, но и более высоким потенциалом ионизации инерт-
ных газов. Вместе с тем при наличии стабилизатора нормальный
дуговой разряд и устойчивое горение дуги в струе одноатомных
аргона или гелия имеют место при меньшем напряжении, чем в уг-
лекислом газе, так как исключается расход энергии на диссоциацию
молекул.
Род тока и полярность при аргонодуговой сварке выбирают в
зависимости от химического состава свариваемого материала и типа
электрода.
Влияние защитной среды на выделение тепла на аноде и катоде.
На аноде тепло выделяется в результате бомбардировки его электрона-
ми, а на катоде — в результате бомбардировки положительными иона-
ми. Сравним условия баланса энергии на аноде и катоде (для упрощения
неизменную при данном режиме сварки величину сварочного тока и теп-
ловой эквивалент опускаем, заменяя их коэффициентом k).
Баланс энергии на аноде запишем в виде
Qa = k(UB~\~Ua), (III.1)
где UB — работа выхода электрона; Ua — кинетическая энергия ускоре-
ния электронов, приобретаемая ими в анодной области и равная падению
напряжения в анодной области; k — коэффициент пропорциональности,
включающий силу тока и тепловой эквивалент.
Работа выхода электронов зависит от материала катода, состояния
его поверхности, наличия на нем окислов и других веществ. Так, на-
пример, для железа UB = 4,18В [15], для вольфрама — 4,52В [14],
для вольфрама, покрытого церием,— 1,6В, барием — 1,56В, торием —
2,63В [61].
По данным [55], Ua = 2,5 ± 0,2В и является величиной постоян-
ной.
223
Баланс энергии на катоде зависит от потенциала ионизации ве-
ществ, находящихся в зоне дуги, а также от того, включены ли в цепь
внешние стабилизаторы. В инертном газе энергия, выделяющаяся на
катоде, состоит из потенциальной энергии положительных ионов
и кинетической энергии тех же ионов ([7К), за вычетом энергии, затра-
чиваемой этими ионами на выход электронов из катода (UB). При от-
сутствии в дуге отрицательных ионов баланс энергии на катоде можно
представить следующим образом:
Qk “ k [- UB + f (Ui + t/K)L (III.2)
где Ui — эффективный потенциал ионизации газов в зоне дуги; UK —
падение напряжения в катодной! области; /е=:0,5 — доля положитель-
ных ионов в сварочном токе [55]; k — коэффициент пропорциональности.
Эффективный потенциал ионизации Ui и катодное падение напряже-
ния UK в значительной степени зависят от наличия в дуговом промежут-
ке элементов-ионизаторов. Так, при сварке стальным плавящимся элек-
тродом открытой незащищенной дугой, в зоне которой присутствуют
только пары железа, t/t- = 7,83В, UK = 17,0 ± 0,5В [55]; при нали-
чии в зоне дуги кальция без фтор-ионов Ui — 6,11В, UK = 13,0 ±
± 0,5В; при наличии калия Ui *= 4,32В, UK — 12,5 ± 0,5В. Подобно
указанному выше активированию вольфрамового катода на стабиль-
ность процесса и плавление стального катода действует добавка к ар-
гону кислорода. Применение электрических стабилизаторов снижает
потенциал ионизации аргона с 15,7 до 8В, гелия — с 24,5 до 12,5 В
[4, 75]. Учитывая, что Ua = 2,5 В, получаем для дуги, горящей в арго-
не, UK = 5,5В, а для дуги, горящей в гелии, UK — 10В [55]. В этих
условиях, как при вольфрамовом, так и при плавящемся стальном элект-
родах, выделение тепла на аноде обычно больше, чем на катоде, и при
обратной полярности (плюс на электроде) стальной электрод плавится
быстрее, чем при прямой (минус на электроде). Температура катода
резко понижается при введении в зону дуги веществ с низким потенциа-
лом ионизации. При этом повышается электропроводность катодной
области и столба дуги и устойчивость дуги в целом.
Противоположный результат дает введение в зону дуги фто-
ра, что имеет место при сварке сталей под флюсами и боль-
шинством покрытых электродов. Из всех элементов, способных
образовывать отрицательные ионы, фтор обладает наибольшим сродст-
вом к электрону ((/с = 4,25В [60]). При попадании фтора в зону дуги
основную массу отрицательных ионов в катодной области составляют
ионы фтора (Г~). На пути от катода к аноду электроны, обладая весьма
малой массой и очень большой скоростью, практически почти не соеди-
няются (не рекомбинируют) с положительными ионами газа. Рекомби-
нация (соединение) отрицательных ионов фтора, масса которых соизме-
рима с массой положительных ионов газа, с последними в катодной об-
ласти происходит водного раз (по литературным данным, в 104) чаще,
чем рекомбинация свободных электронов с положительными ионами.
Уменьшение количества положительных ионов вследствие рекомбина-
ции их с ионами фтора приводит к повышению градиента потенциала
в катодной области и столбе дуги. В результате этого наряду с некоторой
деионизацией и, следовательно, снижением стабильности дуги возра-
стает кинетическая энергия положительных ионов, бомбардирующих
катод, повышаются выделение тепла на нем и скорость его плавления.
224
Таблица Ш.1
Тепловые эффекты реакций прямого окисления (даны для атмосферного
Давления и комнатной температуры)
Реакция Тепловой эффект, ккал
на 1 г-моль окисла на 1 г-моль кислорода
Са + О2 з* СаО + 151,7 +303,4
Mg 4- ~ О2 з* MgO + 146,1 +292,2
2А1 + -д' О2 з^ А12О3 +393,3 +262,2
Ti + О2 з± TiO2 +219,0 +219,0
Si + О8 з* SiOj +206,0 +206,2
2Na 4“ у О2 Na2O + 100,7 +201,4
з 2Cr 4~ у О2 ч* Сг2О8 4-270,6 + 180,4
5 2Р 4- у О2 з* Р2О6 +369,1 + 147,7
3Fe 4~ 2О2 зг Fe8O4 +266,5 + 133,2
Fe 4- у О2 зг FeO + 64,5 + 129,0
Мп 4“ O2 MnO + 93,1 +186,2
V 4- 4 V0 + 180,8 +361,6
3 2V 4- 2- Og V2OS +296,0 + 197,4
Mo 4- O2 3t MoOa + 143,0 + 143,0
W 4- o2 wo2 + 131,0 + 131,0
Ni + у O2 NiO + 59,0 + 118,0
H8 4" ~2 H2O (naP) + 57,8 + 115,6
c 4- O2 co2 + 94,2 + 94,2
C 4“ "2 O2 CO + 26,4 + 52,8
2Cu 4- 4 °« 436 Cu»° + 41,0 + 82,0
Й л
S25
Продолжение, табл. III. 1
Реакция Тепловой эффект, ккал
на 1 г-моль окисла на 1 г-моль кислорода
Си Ч~ ~2 Os СиО S + о2 so2 1 N2 + | О2 NO + 37,7 + 69,3 —21,6 + 75,4 4- 59,3 — 43,2
Примечание. Тепловой эффект эндотермической реакции выражается
отрицательным числом.
Баланс энергии на катоде при наличии в зоне дуги ионов фтора
выражается уравнением [55]
Qk ~ k [- UB + 0,5 (Ui + UK) + Ф (1 - f) Uc], (Ш• 3)
где k — коэффициент пропорциональности; / 0,5 — доля положи-
тельных ионов в сварочном токе (f = 0,47—0,52, по подсчетам Д. М. Раб-
кина); (1—/)—доля электронов и отрицательных ионов в свароч-
ном токе; Uc — сродство атома фтора к электрону; ф — отношение тока
отрицательных ионов к суммарному току электронов и отрицательных
ионов, зависящее от типов флюса и электродных покрытий. В случае
железного катода и флюса АН-348А ф = 0,7—0,9; для флюса ОСЦ-45
Ф = 1 [55].
Коэффициент 0,5 учитывает, что в катодной области доли токов
отрицательных ионов и электронов равны.
Подставив значение f в (III.3), получим
QK - k [- U3 + 0,5 (U{ + UK) + 0,5фС7с]. (III.4)
В последние годы на' ряде заводов с-целью повышения производи-
тельности сварочных работ сварку высоколегированных сталей под флю-
сом выполняют на прямой полярности. Следует учитывать -количество
содержащихся во флюсе ионизирующих веществ, например окиси каль-
ция (табл. III. 1), действующих на стабильность дуги и на количество
выделяющегося на катоде тепла противоположно фтору.
IIL2. Общие вопросы металлургии
электродуговой сварки сталей
При сварке незащищенной дугой непокрытыми или тонкопокрытыми
(с меловой обмазкой) электродами жидкий металл электродных капель
и сварочной ванны, соприкасаясь с воздухом, интенсивно обогащается
кислородом и азотом. Из-за этого металл шва приобретает повышенную
хрупкость и низкую прочность.
Содержание азота в металле при расплавлении электрической ду-
гой выше, чем при плавлении другими источниками тепла [76]. Это обу-
словлено большой мощностью дуги, а значит, и высокой температурой
металла в зоне сварки.
226
При сварке незащищенной дугой в наплавленном металле, в зави-
симости от его состава, содержится от 0,14 до 0,95% кислорода и от
0,10 до 0,25% азота. С уменьшением диаметра сварочной проволоки
содержание кислорода и азота в металле увеличивается, что обусловле-
но образованием более мелких капель и, следовательно, большей удель-
ной поверхностью их контакта с газовой фазой. Кислород содержится
преимущественно в виде включений закиси железа, располагающейся
по границам зерен, а азот — в виде включений нитридов и в твердом
растворе. Хрупкость металла
(особенно нелегированного) воз-
растает с понижением темпера-
туры.
Для защиты электродных ка-
пель и сварочной ванны от воз-
действия воздуха при ручной
сварке применяют шлако- и га-
зообразующие пЬкрытия элект-
родов, а при автоматической и
полуавтоматической — сварочные
флюсы и защитные газы. Изде-
лия из чистых металлов свари-
вают в вакууме. Благодаря этому
обеспечивается минимальное со-
держание азота и кислорода в
металле шва. В швах, выполняе-
мых современными покрытыми
электродами, содержится от
0,03 до 0,12% кислорода и от
0,005 до 0,033% азота в зависи-
мости от типа покрытия. Сниже-
ние содержания азота обуслов-
лено защитой зоны сварки от
соприкосновения с воздухом, а
б
Рис. III.3. Зависимость температуры
металла электродных капель при свар-
ке в аргоне проволокой Св-О8А (а) и
Св-04Х18Н9 (б) от силы сварочного то-
ка и его полярности: 1 — обратная по-
лярность («+» на электроде); 2 — пря-
мая полярность («—» на электроде).
уменьшение содержания кисло-
рода — защитными свойствами покрытия и раскислением металла.
Практически все защитные среды вступают во взаимодействие с
жидким металлом в зоне сварки. Не только активные защитные газы
(двуокись углерода, смеси аргона и гелия с кислородом или углекислым
газом) и активные флюсы (шлаки), но и обычно поставляемые промыш-
ленностью газы (аргон, гелий), фторидные (бескислородные) флюсы
и основные покрытия электродов содержат: первые — кислород, водо-
род, азот; вторые — активные окислы и примеси серы, фосфора, водо-
рода.
При использовании этих защитных сред, особенно аргона, гелия
и фторидных флюсов, насыщение жидкого металла кислородом и азо-
том несравнимо меньше, чем при сварке незащищенной дугой. Напри-
мер, в швах, выполненных аргонодуговой сваркой хромоникелевой
аустенитной стали, содержание кислорода не превышает 0,007%. При
электродуговой сварке в защитных газах происходят активные металлур-
гические процессы взаимодействия жидкого металла с защитной средой.
В зависимости от вида и режима электродуговой сварки, качест-
ва и состава защитной среды (окислительный газ, окислительный флюс),
химического состава основного и присадочного металлов в сварочной зо-
не могут происходить реакции прямого окисления, раскисления, окис-
8*
227
лительно-восстановительные реакции, сопровождающиеся выгоранием
некоторых элементов и соответствующим снижением их содержания
в шве по сравнению с содержанием в основном и присадочном ме-
таллах либо переходом их из флюса или электродного покрытия в шов.
Возможно увеличение (или уменьшение) содержания в шве кислорода,
азота, водорода, серы, фосфора, а также рафинирование металла путем
введения элементов, связывающих вредные примеси в нерастворимые
в жидком металле соединения или измельчающих структуру последне-
го при его затвердевании.
Основы взаимодействия жидкого металла с газами и шлаками из-
ложены в настоящем справочнике с точки зрения наиболее
Рис. III.4. Зависимость среднего диа-
метра электродных капель от силы
сварочного тока при электродуговой
сварке: 1 — малоуглеродистой нелеги-
рованной проволокой открытой дугой
постоянным током обратной полярнос-
ти; 2 — в аргоне проволокой
Св-06Х19Н9Т диаметром 2 мм постоян-
ным током обратной полярности; 3 —
ручными электродами марки ОММ-5
током прямой полярности; 4 — под
флюсом АН-348А малоуглеродистой
проволокой током прямой полярности.
изученных молекулярных предс-
тавлений, несмотря на то что
окислы и другие соединения на-
ходятся в расплавленных шлаках
в виде ионов [59]. Для изучения
этого вопроса рекомендуем об-
ратиться к специальной литера-
туре [6, 40].
Взаимодействие жидкого ме-
талла с газовой фазой и шлаком
происходит как на стадии обра-
зования капель электродного
металла и перехода их через ду-
говой промежуток в сварочную
ванну, так и на стадии сущест-
вования жидкого металла в ван-
не. Наиболее интенсивно и пол-
но реакции протекают на ста-
дии капли. Это относится к га-
зоэлектрической сварке [11],
ручной сварке покрытыми элек-
тродами [10], сварке под флюсом
[35, 51, 28]. Разница между
температурами различных зон
сварки еще более усложняет
картину взаимодействия металла
со шлаком и газом.
Для обеспечения требуемого состава металла шва, а следовательно,
хотя бы ориентировочного учета степени окисления (выгорания) элемен-
тов присадочного и основного металлов или, наоборот, обогащения ими
металла шва за счет флюса либо покрытия электродов, а также возмож-
ного рафинирования жидкого металла и требуемого в связи с этим со-
става сварочной проволоки необходимо знать направление и примерную
степень развития окислительно-восстановительных реакций на от-
дельных стадиях жидкого металла в зоне сварки. Это зависит от кон-
центрации, температуры, удельной поверхности и продолжительности
контактирования реагирующих веществ, а также от химического срод-
ства к кислороду различных элементов, содержащихся в металле элек-
тродных капель и сварочной ванны. Чем больше концентрация, удель-
ная поверхность и продолжительность контактирования жидкого ме-
талла с газовой фазой и компонентами шлака, тем полнее протекают
реакции их взаимодействия. Химическое сродство элементов к кислоро-
ду меняется с изменением температуры металла, а все перечисленные
228
сварке плавящимся электродом в
£
Рис. III.5. Зависимость произведения
удельной поверхности капель на про-
должительность их пребывания в ду-
говом промежутке от силы сварочно-
го тока и его полярности (сварка пла-
вящимся электродом Св-04 Х18Н9 в ар-
гоно-азотистой смеси): / — обратная
полярность; 2 — прямая полярность.
факторы (за исключением концентрации) изменяются с изменением режи
ма сварки, главным образом силы сварочного тока и напряжения дуги.
Температура капель в сварочной зоне равна 2150—2350° С, газа —
2900° С, в то время как температура металла в сварочной ванне равна
в среднем 1750° С, а газа в месте соприкосновения с ванной — 2300° С
[9, 33, 48]. Температура металла ванны под дугой значительно выше,
чем в средней ее части, а по мере удаления от дуги снижается до темпе-
ратуры кристаллизации металла. Температура капель электродного
металла может изменяться в зависимости от защитной среды (количест-
ва ионизирующих веществ и деионизаторов), рода сварочного тока и его
полярности, а также от режима сварки. Так, например, температура
капель электродного металла при
защитных газах (т. е. в средах,
не содержащих фтор) постоян-
ным током при обратной поляр-
ности (плюс на электроде) выше,
чем при прямой полярности, и
возрастает с увеличением силы1*
сварочного тока [46]. Возраста-
ние температуры капель проис-
ходит до определенного предела
(рис. Ш.З [46]).
Степень завершенности хи-
мических реакций между ме-
таллом и защитной средой зави-
сит также от площади и продол-
жительности контакта взаимо-
действующих веществ (металла
капель с газом или шлаком), т. е.
от размера капель, скорости их
образования и перехода с элект-
рода через дуговой промежуток
в ванну. Это, в свою очередь, за-
висит от режима сварки.
С увеличением силы свароч-
ного тока средний диаметр капель
электродного металла уменьшается __
мого в единицу времени металла (коэффициент расплавления) и удель-
ная поверхность капли (отношение площади поверхности капли к ее
F
объему -рг) возрастают. Следовательно, суммарное время образования
капли и ее перехода через дуговой промежуток в сварочную ванну
с увеличением силы тока значительно уменьшается.
С повышением напряжения дуги средний диаметр капель увеличи-
вается, коэффициент расплавления и удельная поверхность капли умень-
шаются, а продолжительность образования и перехода капли с электро-
да в ванну возрастает.
За критерий совместного влияния этих факторов на конечный ре-
зультат металлургических реакций в дуге можно принять зависимость
произведения средней удельной поверхности капли на время перехода
ее через дуговой промежуток от силы сварочного тока. По данным
[50], при сварке плавящимся высоколегированным электродом в арго-
(рис. II 1.4), а количество расплавляе-
F
но-азотистой смеси произведение -у т с увеличением силы тока падает
(рис. II 1.5). Причиной такой закономерности как при газоэлектрической
сварке, так и при сварке под флюсом является превалирующее влияние
продолжительности контактирования металла капель с защитной сре-
дой при изменении режима сварки [11, 25].
111.3. Взаимодействие жидкого металла с кислородом
Прямое окисление металла свободным кислородом газо-
вой фазы в общем виде может быть представлено реакциями:
лМе + О2 = тМе п О 2 ; (Ш .5)
~т т
лМе + О =/пМе л О j . (III.6)
~т ~т
Свободный кислород может поступать в зону сварки из воздуха,
двуокиси углерода, паров воды, карбонатов, высших окислов, диссо-
циирующих при нагревании.
Окисление за счет обменных реакций
можно представить в общем виде:
Me' + Ме"О Ме'О + Me". (III.7)
Поставщиком кислорода в сварочную ванну могут быть окислы,
находящиеся на кромках свариваемого металла, на поверхности сва-
рочной проволоки, в сварочном флюсе и покрытии электродов, а также
растворяющиеся в металле химически активные шлаки, отдающие кисло-
род металлу в результате обменных окислительно-восстановительных ре-
акций. В железе, в сталях и сплавах на его основе хорошо растворяется
только закись железа FeO. Растворенная в жидком металле шва закись
железа, оставаясь в затвердевшем шве, ухудшает его свойства. Для уда-
ления растворенного кислорода в металл вводят такие элементы, как
Al, Ti, Si, Мп, образующие нерастворимые в жидкой стали окислы
А12О3, TiO2, SiO2, MnO, которые всплывают в шлак. Лишь незначитель-
ное количество этих окислов в виде дисперсных частичек остается в ме-
талле шва.
Описанная схема окисления и раскисления металла весьма упро-
щенно отражает процессы, происходящие при сварке в активных газах.
При сварке покрытыми электродами и под флюсом реакции взаимо-
действия металла с защитными шлаками значительно сложнее. При этих
способах сварки шлаки содержат различные окислы легирующих эле-
ментов, а также некоторые примеси. В результате окислительно-вос-
становительных реакций легирующие элементы и примеси либо восста-
навливаются из флюса и переходят в металл шва, либо, наоборот, окис-
ляются и переходят в шлак.
Методы оценки сродства различных элементов
к кислороду
1. По тепловому эффекту реакций окисления.
Большинство реакций прямого окисления свободным кислородом газо-
вой фазы сопровождается выделением тепла (экзотермические реакции)
(см. табл. III.1) [3]. Теплота экзотермической реакции окисления тем
230
больше, чем больше сродство данного элемента к кислороду. При кон-
тактировании кислорода с жидким металлом, состоящим из нескольких
элементов, окисляется в первую очередь и в большей степени элемент,
имеющий наибольшее сродство к кислороду.
Таблица III.2
Тепловые эффекты обменных реакций
Реакция Тепловой эффект, ккал
3FeO + 2А1 А12О3 + 3Fe
2FeO + Si 5* SiO2 + 2Fe
2FeO + Ti TiO2 + 2Fe
FeO + Mn MnO + Fe
3FeO + 2Gr Cr2O3 + 3Fe
5FeO + 2P P2O6 + 5Fe
2Cr2O3 4- 3Si 3SiO2 + 4Cr
FeS + Mn MnS + Fe
FeO + C CO + Fe
MnO 4- C CO 4" Mn
SiO2 4- 2C 2CO 4- Si
4-187,3
+62,99
. +24,04
+35,83
+55,0
+44,1
+37,3
—66,3
—137,5
Тепловые эффекты обменных реакций приведены в табл. III.2 [3].
Этот метод применим при взаимодействии металла с кислородом газо-
вой фазы. Оценка (особенно при
обменных реакциях) весьма при-
ближенная. Достаточно указать
(см. рис. III.30), что при сварке
под флюсом, содержащим боль-
шое количество окислов железа и
обеспечивающим значительное
выгорание серы, уменьшение
количества фосфора в наплав-
ленном металле не столь сущест-
венно, несмотря на экзотермич-
ность реакции восстановления
железа фосфором (табл. III.2).
2. По изменению
изобарно-изотермно-
го потенциала образо-
вания окислов. Если
изобарно-изотермный потенциал
AZ реакции окисления умень-
шается, процесс окисления
+20
-20
-60
§ -140
s —
1600 1800 2000 2200 2400 2600 2800
Температура, °К
Рис. III.6. Зависимость изобарно-изо-
термного потенциала образования окис-
лов
от температуры.
развивается самопроизвольно; если этот потенциал увеличивает-
ся, самопроизвольного окисления не происходит; при AZ = 0
реакция находится в равновесии. На рис. III.6 представлена зависи-
мость изобарно-изотермного потенциала образования некоторых окис-
лов от температуры [3]. Чем больше по абсолютному значению убыль
изобарного потенциала при образовании данного окисла (более отри-
цателен AZ) при данной температуре, тем больше сродство данного
231
элемента к кислороду и тем, следовательно, прочнее этот окисел. Во
всем температурном интервале пребывания металла в жидком и парооб-
разном состояниях изобарно-изотермный потенциал образования окислов
(за исключением окиси углерода) увеличивается, а прочность окислов
уменьшается. По убывающей силе сродства к кислороду при макси-
мальных температурах элементы располагаются в такой последователь-
ности: С, Al, Ti, Мп, Si, Fe, Ni. С понижением температуры до начала
затвердевания металла стальных швов раскисляющая сила углерода
резко падает, уступая в этом отношении алюминию, титану, кремнию
и марганцу.
3. По упругости диссоциации окислов. В си-
стеме металл — кислород — окисел при данных температуре и давле-
нии кислорода может происходить окисление металла (элемента) и
увеличение количества окисла, или диссоциация окисла и выделение
свободного кислорода, система может также находиться в равновесии.
Направление реакции нри данных температуре и давлении кислорода
зависит от активности металла (от его химического сродства к кис-
лороду).
Давление кислорода в системе металл — кислород — окисел, на-
ходящейся в состоянии равновесия, называется упругостью диссоциа-
ции данного окисла и характеризует его прочность (сродство данного
металла к кислороду). Упругость диссоциации окисла обозначается
POj и измеряется в атмосферах. Чем меньше упругость диссоциации
окисла (чем более отрицательно значение ее логарифма) при данной
температуре, тем он прочнее благодаря большему сродству металла к
кислороду. В табл. III.3 и на рис. III.7 представлены логарифмы упру-
гости диссоциации свободных окислов для различных температур, рас-
считанные применительно к сварке впервые В. И. Дятловым. С повыше-
нием температуры упругость диссоциации окислов всех металлов уве-
личивается, а сродство последних к кислороду уменьшается.
Таблица III.3
Логарифмы упругости диссоциации свободных окислов
Окисел Температура. *C
1400 1540 1600 1800 2000 2300
FeO —9,5 —8,32 —7,8 —6,5 —5,3 — 3,9
SiO2 —17,8 —15,5 —14,6 —12,2 —10,2 - 7,9
MnO —16,3 —14,3 —13,5 —11,6 —10,1 — 8,4
Cr2O3 —14,3 —12,5 —11,8 — 8,7 —8,0 — 6,0
v203 —17,3 —15,24 —14,5 —12,2 —10,4 — 8,2
TiO2 —19,4 —17,1 —16,2 —13,9 —12,3 — 9,0
A12O3 —23,9 —21,3 —20,3 — 17,4 —15,1 —11,7
MgO —25,3 —21,6 —20,2 —17,2 —12,8 — 8,7
CaO —28,9 —25,4 —23,9 —19,5 —16,0 —11,6
ZrO2 —22,9 —20,5 —19,6 —17,1 — 14,8 —12,2
wo2 — 8,7 — 7,34 — 6,8 — 5,3 — 4,07 -2,5
MoO2 —10,3 — 8,7 — 8,2 — 6,8 - 5,4 -4,0
NiO. — 5,5 -4,3 — 3,8 — 2.4 — 2,1 —
СгцО — 3,0 -2,4 -2,1 - 1,3 — 0,8 -0,1
5Й2
Элемент, окисел которого при данной температуре обладает мень-
шей упругостью диссоциации, является более сильным восстанови-
телем (см. рис. III.7).
Чтобы судить о направлении реакции взаимодействия металла
с кислородом по упругости диссоциации его окисла, или, что то же са-
мое, оценить прочность того или иного окисла в условиях реак-
ции, необходимо упругость диссоциации Ро данного окисла (см.
табл. III.3) сравнить с фактическим парциальным давлением кислорода в
условиях данной реакции POj факт
Если упругость диссоциации окис-
ла Ро равна фактическому парци-
альному давлению кислорода в
системе ^о,факт’ то 9та система
находится в состоянии равнове-
сия. Если упругость диссоциации
окисла Ро меныйе фактического
парциального давления кислоро-
да Ро, факт, то бУдет протекать
реакция окисления металла
и тем энергичнее, чем боль-
ше разность РОг факт — РОа.
Если же Ро> больше POj факт, то
будет протекать реакция восста-
новления металла из окисла и
тем энергичнее, чем больше раз-
ность Pqj Pq2 факт’
Сродство элемента к кисло-
роду, а следовательно, и проч-
ность его окисла лучше всего
Рис. III.7. Зависимость упругости Дис-
социации свободных окислов от темпе-
ратуры.
оценивать, сравнивая упругость диссоциации этого окисла с парциаль-
ным давление.м кислорода в атмосферных условиях. Парциальное
давление кислорода в воздухе составляет примерно 0,21атм. Логарифм
этого парциального давления, равный приблизительно — 0,68, пред-
ставлен на рис. III.7 пунктирной прямой. Значение его не меняется
с изменением температуры.
Все кривые упругости диссоциации окислов металлов (см. рис.
III.7) в рассматриваемом интервале температур расположены выше пря-
мой, отвечающей парциальному давлению кислорода воздуха (напри-
мер, при сварке незащищенной дугой или в защитной среде с таким же
парциальным давлением кислорода). Это означает, что в данных услови-
ях все металлы будут окисляться. Исключение составляют закись ни-
келя и окись меди (см. табл. Ш.З) с упругостью диссоциации при тем-
пературе выше 2200° С большей парциального давления кислорода воз-
духа. Следовательно, при этой и более высоких температурах они будут
самопроизвольно восстанавливаться из окисла. Благородные металлы,
упругость диссоциации окислов которых значительно более высока,
либо не окисляются вовсе (золото, платина), либо окисляются весьма
слабо (серебро).
Из компонентов сварочных шлаков (флюсов и электродных покры-
тий) закись железа имеет наибольшую упругость диссоциации, являясь
наименее устойчивым окислом. Поэтому, чем больше окислов железа
233
содержится в сварочном флюсе или покрытии электродов (например,
системы SiO2 — А12О3 — СаО — MgO — CaF2 — MnO — FeO), тем
выше его окислительная способность и тем интенсивнее будут протекать
реакции окисления элементов расплавленного и контактирующего со
шлаком металла.
Данный метод оценки также приводит к выводу, что раскисляющая
сила углерода с понижением температуры падает, хотя и менее интен-
сивно. В работе [3] падение раскисляющей силы углерода с понижени-
ем температуры по упругости диссоциации окисла оценивается не-
сколько более интенсивным. Немного не совпадают также данные рис.
III.5 и табл. III.3 по упругости диссоциации окислов марганца и
кремния.
Расположив элементы в ряд по мере уменьшения их сродства к
кислороду, получим: для температуры 2300° С (стадия капли) — С,
Zr, Al, Са, Ti, Mg, В, Мп, V, Si, Сг, Mo, W, Fe, Ni, Си; для темпера-
туры 1700° С (в ванне) — Al, Са, Mg, Zr, С, Ti, В, Si, V, Мп, Сг,
Mo, Fe, W, Ni, Си; для температуры кристаллизации металла стального
шва — Са, Mg, Al, Zr, Ti, В, Si, V, Мп, С, Сг, Mo, Fe, W, Ni, Си. Если
в сварочной ванне отсутствуют алюминий, титан и редкоземельные эле-
менты, основными раскислителями являются кремний и марганец.
В той или иной степени окисляется хром. i
При наличии в металле нескольких элементов окисляться будет каж-
дый из них, взаимодействуя с кислородом как газовой фазы, так и окис-
лов элементов с более высокой упругостью диссоциации (например,
FeO), причем с интенсивностью и конечным количественным результа-
том, зависящими не только от сродства этого элемента к кислороду, но
и от исходного содержания его в металле. Вводя в металл более сильные
раскислители, можно предотвратить либо по крайней мере в некоторой
степени уменьшить выгорание того или иного легирующего элемента,
необходимого для обеспечения требуемых свойств металла шва.
111.4. Взаимодействие жидкого металла с азотом
и водородом
Азот в жидком металле растворяется только в атомарном состоянии и,
так же как и водород, тем в большем количестве, чем выше температура
металла (рис. II 1.8) и больше парциальное давление азота в зоне сварки
(рис. III.9 [7, 34]).
Отметим, что растворимость азота в железе, как и в нелегирован-
ном или низколегированном металле, отличается от растворимости в
высоколегированном аустенитном металле. Если в нелегированной или
низколегированной стали либо металле шва при расплавлении раство-
римость азота возрастает (рис. II 1.8, а), то при расплавлении высоко-
легированного аустенитного металла шва (или стали) растворимость па-
дает (рис. III.8, б). Процесс растворения азота в жидком металле со-
стоит из следующих стадий: диссоциации газа; адсорбции газа на по-
верхности жидкого металла; абсорбции (поглощение) газа жидким ме-
таллом и диффузии его в глубь массы последнего (в глубь капли или
сварочной ванны).
Для диссоциации молекулы азота (так же как и молекул других
газов) требуется затрата тепловой энергии: 940,5 кДж/моль [61],
711,4 кДж/моль (170,2 ккал/моль) [52]. При температуре дугового раз-
ряда диссоциируют на атомы все находящиеся в дуговом промежутке
234
Рис. III.8. Растворимость азота и водорода в жидком и твердом
железе (я) и азота в аустенитной стали (б).
газы (рис. III. 10), в том числе азот и кислород воздуха. Кислород спо-
собствует поглощению азота жидким металлом [2]. Чем выше окисли-
тельная способность газа, содержащего азот (например, СО2 + О2 по
сравнению с Аг + N2 [7, 34]
или О2 + N2 по сравнению с
СО2 + N2 и Ar + N2 [74] *), тем
больше азота поглощается ме-
таллом капель и сварочной ван-
ны и содержится в шве.
В присутствии кислорода
или окислителей под действием
высокой температуры дуги азот
окисляется по реакции
Парциальное давление азота
в зоне сварки, атм
III.9. Зависимость содержания
Рис.
азота в шве на малоуглеродистой ста-
ли от парциального давления его в сва-
рочной зоне: 1 — сварка в смеси СО2 -р
+ N2;2 — сварка в смеси Аг + N2.
— 90,37 кДж/моль. (III.8)
Образовавшаяся закись азо-
та легче, чем атомарный азот,
адсорбируется поверхностью ме-
нее нагретых капель электрод-
ного металла и сварочной ван-
ны, ее температура понижается и
молекулы NO диссоциируют:
NO-> N О. (Ш.9)
В момент диссоциации ато-
марный азот сравнительно легко
растворяется в каплях электрод-
ного металла и сварочной ванне.
Интенсивное обогащение жидкого металла азотом при сварке в
сильно окисляющих средах обусловлено тем, что закись азота лучше,
чем чистый азот, адсорбируется поверхностью жидкого металла, а об-
разовавшийся в результате диссоциации атомарный азот активно
* Данные Т. Кувана и Й. Кикухи.
235
абсорбируется металлом. По данным [37], поглощение азота жидким ме-
таллом усиливается также при введении в зону сварки твердых окисных
соединений, в том числе кремнезема (табл. III.4), который в высоко-
температурной зоне частично испаряется и окисляет азот.
Дополнительное введение в электродный металл элементов-раскис-
лителей (С, Al, Ti, Zr, В, Мп и др.) приводит к уменьшению содержания
Зависимость степени
простых молекуляр-
температуры.
Рис. ШЛО.
диссоциации
ных газов о-
азота в металле капель и сварочной
ванны из-за связывания кислорода.
Образуя СО и СО2, углерод, кроме
того, улучшает защиту жидкого ме-
талла от воздуха и усиливает ки-
пение сварочной ванны, способствуя
ее дегазации на ранней стадии пребы-
вания металла в жидком состоянии.
Вследствие такого сложного дейст-
вия углерод наиболее эффективен
как средство уменьшения содержа-
ния азота в металле шва.
При сварке под флюсом, покры-
тыми электродами или порошковой
проволокой наличие в сварочной
ванне нитридобразующих элементов
(Се, Ti, Та, La, Al, В) способствует снижению содержания азота в ней
благодаря образованию нитридов и переходу их в шлак (табл. III.5)
[54].
Роль марганца в снижении поглощения азота жидким металлом
сварочной ванны состоит не столько в связывании кислорода, сколько
в повышении парциального давления паров марганца в зоне сварки,
в результате чего парциальное давление азота и поглощение его метал-
Таблица III.4
Содержание азота, %, в металле проволоки, капель и шва при нали-
чии (а) и отсутствии (б) в зоне сварки SiO2
Предмет анализа а б
Проволока 0,004—0,006 0,009—0,011
Капли 0,012—0,015 0,010—0,011
Шов 0,025—0,034 0,016—0,029
лом уменьшаются. Еще в меньшей степени уменьшают поглощение азо-
та жидким металлом хром и ванадий. Совершенно противоположное
действие оказывают эти элементы на «удерживаемость» растворенного
в жидком металле азота при кристаллизации. Если Ni, Si, С уменьшают
растворимость азота в твердом металле, то Mn, Сг, V, Mo, Ti, Al зна-
чительно повышают ее в твердых сплавах на основе железа. Легиро-
вание этими элементами повышает общее содержание азота в затвердев-
шем литом металле, в том числе и в сварных швах, как за счет образо-
вания нитридов, так и за счет повышения растворимости атомарного
азота в твердом растворе вследствие увеличения параметра решетки
836
последнего. Даже такой сильный нигридобразующий элемент, как А1,
при определенном содержании в азотсодержащем нелегированном сталь-
ном шве растворяется в твердом растворе, увеличивая параметр его
решетки и повышая растворимость в нем азота (рис. III.11, а [12]).
Таблица III.5
Содержание азота, %, в наплавленном металле и шлаке в зависимости
от содержания титана в сварочной проволоке
Содержание титана, % Содержание азота, %
в порошковой про- волоке Х2В8ГТ в наплавленном металле в наплавленном металле в шлаковой корке
0,5 0,12 0,105 0,10
1,0 ' 0,25 0,065 0,20
2,0 0,43 0,025 0,35
Часть алюминия и азота или титана и азота при этом образует ни-
триды, которые частично переходят в шлак (см. табл. III.5), а частично
остаются в металле в виде включений, уменьшая в большинстве случа-
ев его пластичность и вязкость. Распределение оставшегося азота меж
ду твердым раствором и нитридами зависит от отношения содержания
2,8633"$
73
2,8627 §
§
2,8621
2,8615 |
2,8609 #
Рис. III.И. Зависимость а — параметра решетки а — Fe (/) и со-
держания Al N в металле шва (2) и б — порога хладноломкости шва
от содержания не связанного с кислородом алюминия в нелегиро-
ванном малоуглеродистом азотсодержащем (0,008—0,012 % N) шве.
в металле нитридобразующего элемента, не связанного с кислородом,
к содержанию в нем азота. При неизменном содержании в шве азота
и повышении содержания легирующего элемента до некоторого значе-
ния, при котором параметр решетки металла шва остается неизменным,
содержание в нем включений нитрида возрастает, что ухудшает его
вязкость (рис. III. 11, б). Нейтрализация азота обеспечивается при мак-
симально возможном увеличении растворимости его в твердом растворе
за счет увеличения параметра решетки. Это достигается легированием
металла алюминием в количестве, превышающем 8—10-кратное отно-
шение к азоту. Легирование хромом и марганцем для этого должно
быть значительно большим.
2d/
Азот способствует старению нелегированной стали (охрупчиванию
с течением времени) вследствие выделения нитридов железа из-за сни-
жения растворимости его в твердом растворе феррита с понижением
температуры (рис. III. 12).
Режим сварки и полярность тока заметно влияют на поглощение
азота каплями электродного металла. При сварке током обратной по-
лярности (на электроде выделяется больше тепла) поглощение азота
каплями электродного металла меньше, чем при сварке током прямой
полярности [50]. Повышение температуры капель с увеличением силы
сварочного тока (см. рис. II 1.2 [46]) приводит к уменьшению поглоще-
ния ими азота при прямой полярности и
мало сказывается при обратной полярнос-
ти [50].
Уменьшение поглощения азота при
изменении режима сварки обусловлено
усилением испарения металла электродных
капель и связанным с этим снижением пар-
циального давления азота в зоне сварки,
а также ускорением образования и перехо-
да капель через дуговой промежуток.
Азот придает высоколегированным
сталям и металлу сварных швов ряд
полезных свойств. Легирование азотом
стали осуществляется введением при ее
Содержание азота, %
Рис. Ш.12. Железный угол
диаграммы состояния спла-
вов Fe — N.
выплавке азотированных марганца или
хрома, легирование металла шва — через
легированную им электродную проволоку
или покрытие электродов.
Водород попадает в зону сварки с
водой, содержащейся в ржавчине на свариваемых кромках, в покрытии
электродов, флюсе, защитном газе, а также при распаде углеводов
ряда электродных покрытий и с влажным воздухом. Пары воды явля-
ются постоянной составляющей газовой фазы при всех способах элек-
тродуговой сварки. Естественно, что с увеличением влажности защит-
ного газа повышается парциальное давление водорода в дуге и соот-
ветственно возрастает его содержание в металле шва [26, 27]:
Влажность углекислого
газа, г/м’
Содержание водорода в металле
шва, мл/100 г
0,85
1,35
1,92
15,00
2,9
4,5
4,7
5,5
Водород растворяется в жидкой стали только в атомарном и частич-
но в ионизированном состояниях [62, 34]; соединения его с кислородом
(пары воды Н2О и гидроксил ОН) не растворимы в стали. По расчетам
[36], в сварочной зоне водяной пар диссоциирует:
н2о на + -L о2, (ш. ю)
£
Н2О^-1-Н2 + ОН. (III. 11)
238
Степень диссоциации молекул воды при температурах существова-
ния жидкой стали невелика [8]. Однако количество водорода в зоне
сварки возрастает за счет паров воды, взаимодействующих с жидким
металлом и парами железа:
Fe + H2O«*
Присутствие значительного ко-
личества кислорода или других
окислителей (СО2, FeO) тормозит
реакции (III.10), (III.11), (III.12) и
даже способствует протеканию их
влево, снижая тем самым парциаль-
ное давление водорода в дуге за
счет возможных реакций в газовой
фазе с образованием нерастворимых
в жидкой стали паров воды и гидро-
ксила:
СО2 + 2Н СО 4- Н2О, (III. 13)
СО2 + Н«±СО + ОН, (III. 14)
О4-2Н<±Н2О, (III. 15)
О4-Н<±ОН, (III. 16)
FeO + 2Н Fe + Н2О, (111.17)
Рис. III. 13. Зависимость содержа-
ния в нелегированном металле шва
водорода (сварка электродами ЦМ-7)
от содержания в нем кислорода.
FeO + Н Fe + ОН. (III. 18)
При температуре жидкого металла имеют место преимущественно
реакции образования паров воды (вследствие большой химической проч-
ности молекулы Н2О) и в меньшей мере — гидрокисла [41].
Влияние кислорода на содержание водорода в металле шва, выпол-
няемого при сварке конструкционной стали ручными электродами с
Рис. III. 14. Зависимость содержания кис-
лорода и водорода в хромоникельмолибде-
номедистом аустенитном металле шва от
содержания окислов железа в низкокрем-
нистом флюсе.
покрытием руднокислого ти-
па марки ЦМ-7, иллюстриру-
ется графиком на рис. III. 13
[68], а при сварке под высо-
коокислительным низкокрем-
нистым флюсом аустенитной
стали — на рис. III. 14.
Молекулярный водород в
дуговом промежутке частично
диссоциирует на атомы (см.
рис. III. 10), адсорбируется
на поверхности металла и аб-
сорбируется (растворяется)
в нем.
Диссоциация водорода
тепла (432,9 кДж/моль, или
всегда сопровождается поглощением
103,8 ккал/моль).
Адсорбция газов на поверхности металла происходит с выделением
тепла. Абсорция водорода в металле также идет с выделением
тепла, однако в зависимости от химического состава металла количество
тепловой энергии может быть большим или меньшим. Элементы, кото-
рые в твердом состоянии растворяют водород с поглощением тепла
(табл. III.6), уменьшают теплоту растворения водорода в жидкой стали.
239
Энергии, выделяющейся при адсорбции и абсорбции водорода, не всегда
достаточно для компенсации энергии, затрачиваемой на разрыв моле-
кулярных связей при диссоциации газа. Поэтому в большинстве слу-
чаев растворимость водорода в металлах увеличивается с повышением
температуры [61]. Элементы (Ti, Zr, Hf, V, Nb, Та и др.), растворяю-
щие в твердом состоянии водород с выделением тепла благодаря образо-
ванию устойчивых гидридов, повышают тепловой эффект реакции раст-
ворения водорода в жидкой стали, чем компенсируется затрата энергии
на диссоциацию водорода. В таких случаях растворимость водорода в
металле снижается при повышении температуры [61].
По данным [45], при сварке покрытыми нелегированными электрода-
ми максимальное обогащение жидкого металла водородом происходит на
Таблица III.6
Теплота растворения водорода в твердых металлах
Металл Теплота растворения, кДж/моль Металл Теплота растворения кДж/моль
Железо —55,68 Титан 4-83,74
Никель —24,70 Цирконий 4-146,54
Хром — 104,67 Торий 4-188,41
Медь —116,81 Ванадий 4-64,48
Молибден —52,34 Ниобий 4-92,11
стадии образования и перехода через дуговой промежуток капель элек-
тродного металла. С повышением силы сварочного тока содержание во-
дорода в металле капель возрастает, причем при сварке током обратной
полярности интенсивнее, чем при прямой полярности [44].
Сварочная ванна имеет более низкую температуру и меньшую
удельную поверхность контактирования с газовой фазой дуги, чем ме-
талл капель, поэтому она менее интенсивно обогащается водородом. При
смешивании капель электрода с металлом ванны в ней устанавливается
некоторое усредненное содержание водорода. Отметим, что в литературе
по вопросу влияния режима сварки на содержание водорода в свароч-
ной ванне имеются и другие соображения.
В сварочной зоне водород претерпевает диссоциацию и ионизацию:
Н2 = Н + Н+ 4- е — 1745 кДж/моль (— 417,48 ккал/моль). (III. 19)
Ионизация водорода происходит со значительно большим погло-
щением тепла, чем диссоциация. Поэтому ионизированного водорода
в зоне сварки меньше, чем диссоциированного, и роль первого в общем
насыщении металла водородом невелика. '
При сварке под флюсом, покрытыми электродами или порошко-
выми проволоками в зону дуги поступают газообразные соединения фто-
ра (SiF4, CaF2, NaF, TiF4 [31, 34, 38]).
С парами воды и водородом эти соединения взаимодействуют по
реакциям:
SiF, + 1 4- Н2 3HF 4- SiF;
(III.20)
240
SiF4 + 2H2O4HF + SiO,; (III.21)
CaF2 + Ha & 2HF + Caj (Ш.22)
CaF2 + H2O 2HF + CaO. (Ill. 23)
На основании расчета констант равновесия этих реакций, а также
учета того, что парциальное давление паров SiF4 в газовой фазе дуги
обычно значительно выше, чем CaFa, автор работы [34] заключил, что
связывание водорода (образование фторида водорода) за счет реакций
его и паров воды с тетрафторидом кремния более вероятно, чем за счет
реакции с CaF2.
Аналогично тетрафториду кремния SiF4 связывание водорода в
HF может обеспечить тетрафторид титана TiF4 [31], однако в меньшей
степени, так как при одинаковой активности SiO2 и TiO2 в сварочных
шлаках интенсивность образования TiF4 значительно ниже, чем SiF4
[39].
Из приведенного выше следует, что водород в сварочной зоне может
находиться в молекулярном, атомарном (диссоциированном), ионизи-
рованном, а также в связанном (Н2О и HF) состояниях.
Эффективным средством уменьшения содержания водорода в жид-
ком металле до безопасного количества является связывание его в не-
растворимые соединения с кислородом (Н2О) и, особенно, фтором (HF).
Из реакций (III. 13) — (III. 18) и рис. III. 13, III. 14 следует, что
связывание водорода в молекулы воды обеспечивается повышением со-
держания кислорода в зоне сварки или увеличением окислительной
способности среды. Связывание же кислорода путем введения в металл
раскислителей, в том числе титана, кремния и марганца, уменьшает
возможность образования паров воды, способствуя обогащению металла
сварочной ванны водородом.
Связывание водорода фтором происходит наиболее эффективно при
помощи тетрафторида кремния (SiF4) или тетрафторида титана (TiF4);
значительно менее эффективно непосредственное взаимодействие водо-
рода с фтористым кальцием (CaF2 + Н2О = CaO + 2HF). Образование
тетрафторида кремния или тетрафторида титана обеспечивается нали-
чием во флюсе или покрытии электродов плавикового шпата (CaF2) и в
достаточном количестве кремнезема или двуокиси титана. Взаимодей-
ствие происходит по реакции:
2CaF2 + 3SiO2 « SiF4 + 2CaSiO3 (III. 24)
либо
2CaF2 + SiO2 = SiF4 + 2CaO. (III.25)
Аналогичная реакция протекает при взаимодействии плавикового
шпата и двуокиси титана. Присутствие во флюсе либо покрытии элект-
родов плавикового шпата без кремнезема или без двуокиси титана
малоэффективно.
Следует отметить, что роль тетрафторида кремния в уменьшении
содержания водорода в жидком металле капель и сварочной ванны
состоит не только в связывании водорода в нерастворимые в металле
соединения HF, но и в снижении парциального давления водорода за
счет образования паров SiF4 и TiF4.
24!
111.5. Металлургические особенности
газоэлектрической сварки
Для газоэлектрической сварки сталей в качестве защитных сред приме-
няют: аргон, реже гелий, углекислый газ; смеси аргона с кислородом
(до 3—5% О2), аргона с углекислым газом (до 15—25% СО2); смесь,
состоящую из 75% аргона, 22% углекислого газа и 3% кислорода;
смесь аргона с азотом и углекислого газа с кислородом (до 30% О2).
Рис, III. 15. Зависимость содержания
азота в наплавленном хромоникелевом
металле типа 19-9 (наплавка в медный
кокиль неподвижным электродом на
режиме: /св = 350А, £/д = 27,5В) от
содержания азота в защитной среде
аргона.
Сварка в инертных газах (аргоне,
гелии) обычно выполняется не-
плавящимся вольфрамовым элек-
тродом без присадки или с при-
садкой металлической проволоки
соответствующего состава, ре-
же — плавящимся электродом.
Сварка в активных окисляющих
газах проводится только плавя-
щимся металлическим электро-
дом.
В зависимости от свойств
свариваемого металла и требо-
ваний, предъявляемых к сварно-
му шву, используют аргон раз-
личных марок, поставляемый про-
мышленностью (см. табл. VI. 1).
Так, для сварки активных и
чистых металлов либо при ис-
пользовании присадочной про-
волоки, содержащей редкозе-
мельные металлы (церий), необ-
ходим аргон высокой чистоты
марки А (99,99% Аг). Для свар-
ки высоколегированных сталей
и сплавов можно применять ар-
гон марки В (99,90% Аг), а в отдельных случаях — марки Б (99,96% Аг)
или Г (95—97% Аг). Для сварки нелегированных и низколегирован-
ных конструкционных сталей аргон из-за его высокой стоимости при-
меняется в случаях крайней необходимости, например для тонколисто-
вых соединений.
При газоэлектрической сварке сталей происходит прямое окисление
элементов металла и обогащение его в той или иной степени азотом и
водородом. Ввиду низкого содержания воды и азота в защитном газе
(аргоне) металл шва незначительно окисляется (больше — при наруше-
нии защиты и попадании в зону сварки воздуха) и обогащается водоро-
дом. Иное наблюдается при использовании химически активных защит-
ных газов, в том числе их смесей с аргоном.
Обогащение наплавленного металла азотом возрастает с повыше-
нием его парциального давления в аргоне (рис. III. 15). Легирование
азотом однофазных аустенитных швов полезно, поэтому представля-
ется целесообразным в этом случае использовать такую смесь в качестве
защитной среды при сварке. Введение кислорода (до 5%) в смесь ар-
гона с азотом способствует (хотя и не столь существенно) обогащению
наплавленного металла последним (рис. III. 16). Влияние окислительной
способности газовой среды в зоне дуги на содержание азота в наплавлен-
243
ном высоколегированном металле иллюстрируется кривыми, приведен-
ными на рис. III. 17 [72]. Из этих данных следует, что с увеличением
содержания азота в аргоне от 0 до 100% содержание азота в хромонике-
левом наплавленном металле типа
гая 0,19% при наплавке в чис-
том азоте. Меньшее содержание
азота в наплавленном металле по
данным рис. III. 17 по сравне-
нию с данными рис. III. 15 обу-
словлено тем, что во втором слу-
чае использовали технический
азот, содержащий кислород. При
замене аргона углекислым газом
в тех же условиях сварки и при
таком же изменении содержания
азота в смеси, усваиваемость по-
следнего жидким металлом воз-
растает в большей степени, до-
стигая 0,28% при 80% N2 в дуге.
Замена аргона кислородом спо-
18-9 неуклонно возрастает, дости-
Содержание 02 в смеси Ar+57aN?, %
Рис. III. 16. Зависимость содержания
азота в наплавленном хромоникелевом
металле типа 19-9 от содержания кис-
лорода в защитной аргоно-азотистой
смеси (Аг + 5% N2).
собствует еще большему обогащению наплавленного металла азотом.
Содержание азота в наплавленном металле достигает 0,4% при повы-
шении парциального давления его в дуге до 0,6 атм. При дальнейшем
увеличении парциального давления азота в углекислом газе и в ки-
та в наплавленном хромоникелевом метал-
ле типа 18-9 от парциального давления
азота в аргоне, углекислом газе и кисло-
роде, применяемых в качестве защитной
среды.
слороде насыщение им на-
плавленного металла умень-
шается. Из работы [73] сле-
дует, что насыщение наплав-
ленного металла азотом про-
исходит как на стадии сущест-
вования капель электродного
металла, так и в сварочной
ванне.
При сварке в одноатом-
ных газах — аргоне и гелии —
вольфрамовым и плавящимся
электродом высокой стабиль-
ности дуги в значительной
степени способствует отсутст-
вие затрат энергии на диссо-
циацию. При добавлении к
аргону кислорода наблюдает-
ся некоторое понижение ста-
бильности дуги, вызванное затратой тепла на диссоциацию кислоро-
да (О2 + 118 ккал/моль = 20), а также дополнительным увеличением
количества малоподвижных отрицательных ионов кислорода (О0 +
+ = О~). Вместе с тем стабильность дуги при добавке к аргону
кислорода и углекислого газа вполне удовлетворительная. Вследствие
уменьшения блуждания дуги (активных пятен) по сварочной ванне и рас-
плавляемому концу электрода и более интенсивного ее свечения дуга
кажется даже стабильнее при добавлении к аргону кислорода. Особенно
высокая стабильность дуги и отсутствие разбрызгивания жидкого
электродного металла при сварке в чистом аргоне или в смеси его с кис-
лородом либо углекислым газом (до 15—20%) обеспечивается при
16
243
параллельном подключении генератораимнульсов (например, ГИ-ИДС-1)
для управления переходом электродных капель и дополнительного
подогрева электродной проволоки [67]. Однако при сварке этим спо-
собом азотсодержащей (> 0,10% N2) хромоникельмарганцевой аусте-
нитной стали проволокой такого же типа стабильность дуги ухудша-
ется и происходит разбрызгивание капель электродного металла.
Добавление к аргону кислорода (до 5%) приводит к небольшому
окислению легирующих элементов, содержащихся в проволоке, при
0 1 2 3 4 5
Содержание кислорода
в смеси Ar-i-5 % N2, %
Рис. II 1.18. Зависимость содержания
хрома, марганца и кремния в наплав-
ленном металле (наплавка в медный ко-
киль неподвижным электродом на ре-
жиме: /св «= 350 А, = 27,5В) от
содержания кислорода в смеси аргона
с 5% азота при дуговой сварке плавя-
щимся неподвижным электродом Св-
02Х19Н9.
дуговой сварке плавящимся элек-
тродом (рис. III. 18). Хром в
этом случае почти не окисля-
етс^. Более интенсивное окис-
ление наблюдается при сварке в
Рис. II 1.19. Зависимость степени
диссоциации углекислого газа от
температуры.
углекислом газе. Так, при лу-
говой сварке в углекислом га-
зе в медный кокиль проволо-
кой Св-02Х19Н9 (используемой
в опытах по наплавке в смеси
Аг + 5% N2 + (0—5%) О2) в наплавленном металле содержалось
0,34% Si; 1,0% Мп; 18,4% Сг, т. е. несколько меньше, чем в наплав-
ке в указанной смеси газов с 5% Оа. Выгорание происходит за счет
окисляющего действия двуокиси углерода и атомарного кислорода,
образующегося в результате диссоциации углекислого газа (рис. III. 19)
при высоких температурах дуги. Несмотря на то, что железо по сравне-
нию с указанными выше элементами при всех температурах жидкой
стали обладает наименьшим сродством к кислороду, оно окисляется
при высоких температурах благодаря наибольшему его содержанию.
При сварке в углекислом газе низкоуглеродистой конструкционной
стали низколегированной проволокой в зоне дуги происходят следую-
щие реакции взаимодействия жидкого металла (ж.) и газа (г.):
Fe (ж.) 4- СО2 (г.) FeO (ж.) + СО (г.), (III.26)
4 4
В металл В атмосферу
2Fe (ж.) 4- О2 (г.) == 2FeO (ж.), (III.27)
В металл и чаишчнм в шла*
244
Si (ж.) -]* 02 (г.) =»SiO2 (ж.), (III.28)
I
Преимущественно в шлак
2Мп(ж.) + О„(г.)«2МпО(ж.), (III.29)
Преимущественно в шлак
2С(ж.) + О2(г.) ==2СО(г.), (III.30)
+
В атмосферу
2FeO (ж.) Si (ж.) 2 Fe (ж.) 4- SiO2 (ж.), (III.31)
4-
Преимущественно в шлак
FeO (ж.) 4~ Мп (ж.) Fe (ж.) 4- МпО (ж.), (III.32)
+
Преимущественно в шлак
FeO (ж.) 4" С (ж.) *=* Fe (ж.) 4~ СО (г.). (III.33)
В атмосферу
Реакции окисления (III.26) — (III.30) протекают в зоне высоких
температур1 (в дуговом промежутке и сварочной ванне вблизи дуги),
а реакции раскисления (III.31) — (111.33) —преимущественно в зоне
пониженных температур металла (в кристаллизующейся сварочной
ванне вдали от дуги). Достаточное содержание в сварочной ванне рас-
кислителей Si, Мп, тем более при наличии Ti или А1, тормозит реакцию
(III.30) и препятствует протеканию реакции (III.33). При,недостаточном
содержании ^раскислителей в шве могут образовываться поры, из-за
выдел ени я"п узьщ ь кбУ12О^~мбмёнт~кр исталлиз ации) металл а свар очно й
ванны. Для предотвращения пористости необходимо,’ “чтббы'’"ко'нёчное
содержание кремнйТв1цв^бШД"нё менее~0,20^ТТТрй обычном содержа-
нии углерода в этом случае упругость диссоциации SiO2 ниже упругости
диссоциации СО в температурном интервале кристаллизации сталей
(1540° С и ниже), т. е. сродство к кислороду кремния больше, чем угле-
рода, что и предотвращает окисление” последнего. Вследствие соот-
ветствующего'с6держанйя~кремния и марганца-^ проволоках, разрабо-
танных для сварки в углекислом газе различных конструкционных
сталей (см. гл. VI), в швах содержится не менее 0,25—0,35% Si и бо-
лее 0,5% Мп [33, 16, 11, 29].
Непрерывный уход окислов углерода, кремния, марганца и дру-
гих элементов-раскислителей из зоны реакций в воздух или шлак спо-
собствует протеканию указанных реакций вправо — в направлении
окисления и раскисления.
Если в сварочной проволоке или в свариваемом металле содержат-
ся другие элементы, обладающие химическим сродством к кислороду,
то происходит их окисление, соответствующее степени сродства к кисло-
роду каждого из них.
На рис. III.20 в качестве примера приведены графики [16], иллю-
стрирующие переход легирующих элементов в шов в зависимости от со-
держания их в среднелегированной проволоке диаметром 3 мм при свар-
ке в углекислом газе на режиме: /св “ 260 А; (7Д = 30 В, сса =» 20 м/ч;
расход углекислого газа 1000—1200 л/ч. Сваривали стыковые соедине-
ния с разделкой кромок; состав стали: 0,12% С; 0,58% Мп; 0,24% Si;
0,90% Сг; 0,52% Мо; 0,24% V. Проволоки с различным содержанием
титана (рис. III. 20 справа) содержали: 0,14% С; 2,7% Мп; 0,9% Si;
245
0,9% Сг; 0,5% Mo; 0,4% V. Из рис. II 1.20 следует, что с увеличением
содержания в проволоке марганца уменьшается выгорание кремния и,
наоборот, с повышением содержания кремния уменьшается выгорание
марганца. Молибден практически не выгорает и полностью переходит
Содержание элементов влроволоке,%
Рис. III.20. Зависимость химического состава металла пятислойного
шва при сварке в углекислом газе среднелегированной теплоустойчи-
вой стали от содержания элементов в электродной проволоке.
в шов. Окисление хрома также незначительно. Ванадий окисляется бо-
лее интенсивно, чем хром, и меньше, чем кремний. Несмотря на мень-
шее химическое сродство к кислороду, марганец выгорает больше, чем
, . кремний, что обусловлено окисле-
°>f\ Г~| нием марганца не только в каплях
1000 2000 3000 4000 5000
Расход С0г, п/ч
Рис. II 1.21. Зависимость содержа-
ния С, Мп, Si в наплавленном низ-
коуглеродистом металле от количе-
ства подаваемого в зону сварки уг-
лекислого газа.
электродного металла и расходом
на раскиление в сварочной ванне, а
также и его паров, поступающих в
газовую фазу дуги из сварочной ван-
ны вследствие низкой температуры
испарения. Введение титана в элект-
родную проволоку при прочих рав-
ных условиях значительно умень-
шает окисление марганца, крем-
ния, ванадия и в меньшей степени
углерода. Опыт показывает, что
при прочих равных условиях содер-
жание серы и фосфора в наплавлен-
ном металле (шве) меньше при свар-
ке в углекислом газе, чем в инерт-
ных газах.
Увеличение подачи в зону свар-
ки углекислого газа способствует
окислению элементов (за исключением углерода) (рис. III.21). Свари-
вали сталь, содержащую 0,22% С; 0,51% Мп и 0,02% Si; состав прово-
локи (2 мм): 0,12% С; 0,98% Мп, 0,78% Si; режим сварки: /св = 400 А,
(7д = 30 В, осв = 12,5 м/ч. Если в свариваемом и, особенно, в приса-
дочном нелегированном или низколегированном металлах содержится
больше 0,06--0,07% углерода, то он окисляется. По мере повышения
246
исходной концентрации углерода выгорание его при прочих равных
условиях увёли'чйваётГя7^остйгаТ50% и бб Лёб.'Пр и~ исходной коШтёнт-
рйЦйй“углёрбда "менее ЩЖ^ДОТ^ наблюдается науглероживание на-
плавленного металла за счет газовой среды [70]:
Содержание углерода
в электродной проволоке
0,19
0,07
0,05
0,03
Содержание углорода
в наплавленном металле, %
0,11
0,07
0,06
0,04
При сварке высоколегированной стали соответствующими проволо-
ками, науглераживание наплавленного металла значительно больше
[29]. Особенно интенсивное науглераживание наплавленного металла
наблюдается, если в проволоке присутствуют сильные раскислители.
Науглераживание металла шва происходит вследствие восстановления
углерода из его окисла раскислителями по реакции
Ме (ж.) 4- СО (г.) « МеО + С (ж.). (III.34)
4- 4
В шлак В металл
Увеличение силы сварочного тока при прочих равных условиях
уменьшает окисление элементов при сварке в углекислом газе;
Таблица III.7
Химический состав наплавленного металла, выполняемого при сварке
в углекислом газе низкоуглеродистой нелегированной проволокой на
различных режимах
Диаметр про- волоки, мм /св» А ^д, в Содержание, %
С Мп Si
0,8 95 20 0,09 0,58 0,52
0,8 140 20 0,10 0,72 0,63
0,8 95 17 0,10 0,68 0,63
0,8 95 24 0,07 0,41 0,38
2,0 300 28 0,09 0,68 0,28
2,0 300 35 0,08 0,34 0,10
Таблица III.8
Содержание газов в металле шва, выполняемого сваркой в углекис-
лом газе покрытыми электродами и под флюсом
Сварочные материалы Содержание
N, % Н, см’/100 г
Электроды ЦУ-2ХМ 0,0130
Проволока Св-2ХМА; флюс АН-348А 0,0075 —
Проволока Св-08Х20Н9Г7Т, флюс АН-20 — 7,4
Проволока Св-08Х20Н9Г7Т, флюс АНФ-5 — 7,1
Проволока Св-10ХГ2СМА (порошковая), углекислый газ (обезвоженный) 0,0065 5,6
247
повышение напряжения дуги увеличивает окисление элементов и
их выгорание (табл. II 1.7 [11]).
Благодаря хорошему раскислению металла сварочной ванны, хо-
рошей защите зоны сварки от попадания воздуха и связыванию водоро-
да в нерастворимое в жидком металле соединение с кислородом швы,
выполняемые сваркой в углекислом газе, содержат меньше кислорода
[29J, азота, водорода (табл. III.8 [1]), а также неметаллических включе-
ний [17], чем швы, выполняемые покрытыми электродами, под сили-
катными и даже фторидными флюсами. В ряде случаев (например,
при сварке коррозионностойких сталей однофазными аустенитными
швами) повышенное содержание кислорода и азота в металле шва бы-
вает весьма полезно.
111.6. Металлургические особенности
электродуговой сварки под флюсом
Сварочные плавленые флюсы представляют собой сплавы окислов ме-
таллов с фторидными солями, в одной группе которых преобладают
химически активные окислы, а в других — фториды. Шлаки первой
группы являются в большей или меньшей степени активными по отно-
шению к жидкому металлу, а шлаки второй — наименее активными.
Химическая активность флюса — шлака определяется окислительной
его способностью,’ зависящей от содёржанйя"окислов кремни.я-_мардан-
ца, железа. Таким Ъбр'аздм,’при” дуговой сварке под флюсом, в завис,и-
'мостиотёго химической активности и содержания в электродном и основ-
ном металлах элементов, обладающих тем или иным химическим срод-
ством к кислороду, преобладают обменные реакции взаимодействия жид-
кого металла с окислами флюса — шлака и затем с продуктами этих
реакций. Реакции прямого окисления и насыщения металла азотом в
этом случае протекают лишь за счет взаимодействия с воздухом,' находя-
щимся между зернами флюса, и играют второстепенную^оль. Следова-
тельно, характер реакций взаимодействия мёталла’Ушлака в свароч-
ной зоне и кбнёчЖ1Й~рёзуЛБтат эТдТб’ТйаТ1’модёиствия зависят главным
образом бтТПГШТЧёЖятгсоставахварив'аёмогд и присадочного металлов,
^состава и^изических"сво^тв_флю'са, а такйсё'Ът режима "сварки, влияю-
щего на уёмпёр'атуру металла, площадь и прбдолжит^нрсгь,к9нтакти-
ройанйя его с флюсом.''
Взаимодействие металла и шлака при дуговой сварке конструк-
ционных сталей под флюсом — силикатами. В результате реакций
взаимодействия жидкого металла и силикатного флюса химический со-
став шва сильно изменяется по сравнению с исходным (составом про-
волоки и свариваемой стали): кремний и марганец восстанавливаются
из флюса и переходят в шов, а углерод, находящийся в сварочной прово-
локе и свариваемой стали, окисляется.
При этом в зоне наиболее высоких температур (в дуговом проме-
жутке и в сварочной ванне вблизи дуги) происходят кремне- и марган-
цевосстановительные реакции:
2Fe (мет.) SiO2 (шл.) 2FeO (шл.-мет.) 4- Si (мет.), (111.35)
4
В шлак и частично в металл
Fe(мет.) -ф МпО (шл.) FeO (шл.-мет.) 4- Мп (мет.). (111.36)
+
В шлак и частично а металл
248
Чем больше отношение
SiO2 4” MnO
----vr-A----, тем интенсивнее
FeO
развиваются эти реакции, и, на-
оборот, увеличение содержания
закиси железа во флюсе тормо-
зит кремне- и марганцевосстано-
вительные реакции.
Образовавшаяся в результа-
те реакций (III.35) и (III.36) за-
кись железа растворяется в жид-
ком металле. При понижении
температуры растворимость кис-
лорода в металле резко умень-
шается, вследствие чего боль-
шая часть закиси железа всплы-
вает в шлак; кремний и марга-
нец при этом накапливаются в
металле сварочной ванны.
При пониженных темпера-
турах жидкого металла в участ-
ке ванны, удаленном от дуги
(вплоть до затвердевания), про-
текают реакции раскисления:
2FeO (мет.) + Si (мет.)
fc5SiO2(шл,)4~2Fe(мет.), (III.37)
В шлак
FeO (мет.) Мп (мет.)
ЕзМпО (шл.)-}- Fe (мет.), (III.38)
в шлак
FeO (мет.) + С (мет.) »
=* СО (г.) + Fe (мет.). (III.39)
В атмосферу
10 20 30 40 50
Содержание ЗЮг до флюсе, 7,
5
Рис. III.22. Переход в шов марганца и
кремния при дуговой сварке под высо-
кокремнистыми высокомарганцовисты-
ми флюсами малоуглеродистой стали
малоуглеродистой проволокой: а — пе-
реход в шов марганца в зависимости
от содержания его окисла во флюсе
при различном количестве кремнезема
(/св = 600 —700 А; Уд = 30—32В); б —
переход в шов кремния в зависимости
от содержания его окисла во флюсе
(/св= 600—700А; Уд= 32—36В) (ДМп—
разность между содержанием марганца
в шве [Мп]ш и исходным его содержа-
нием [Мп]и в проволоке и свариваемом
металле). То же для кремния.
При температурах, близких
к температуре затвердевания ме-
талла ванны, и при достаточном
количестве накопленных в нем
кремния и марганца последние по-
давляют реакцию окисления углерода. При недостаточном количест-
ве кремния в металле (низком содержанийППпГотсутствйй кремнезема
во флюсе либо низком содержании кремния в сварочной проволоке и
стали) окисление углерода и выделение его окиси в момент кристалли-
зации металла ванны может вызвать образование пор в шве. «и
Окисление кремния и марганца по реакциям (III.37) и (III.38) при-
водит к образованию комплексных соединений — силикатов марганца,
большая часть которых всплывает на поверхность ванны и переходит в
шлак, а небольшая часть в виде весьма мелких включений остается в шве.
Степень насыщения металла шва кремнием и марганцем определя-
ется содержанием их окислов во флюсе (рис. П 1.22 [40. 1J), основностью
последнего (рис. Ш.23, Ш.24 [30J) и режимом сваржи 11).
При сварке малоуглеродистой стали малоуглеродистой проволокой
под флюсом, содержащим менее 10% МпО и 15—20% SiO2, марганец
и кремний практически не переходят в шов. Восстановление кремния
из флюса и увеличение его содержания в шве в этом случае происходит
Рис. III.23. Влияние основности флю-
сов на содержание марганца в шве при
неизменном содержании в них окислов
марганца (12—15%) (сварка кипящей
малоуглеродистой стали малоуглеро-
дистой проволокой, содержащей 0,5%
марганца).
Рис. III.24. Влияние основности
безмарганцовистых флюсов на со-
держание кремния в шве (сварка
кипящей малоуглеродистой стали
малоуглеродистой проволокой: SiH —
исходное содержание кремния в
проволоке).
лишь при повышении количества кремнезема во флюсе до 25% и более
(рис. II 1.22, б). При этом усвоение швом марганца за счет флюса умень-
шается (рис. III.22, а). Наоборот, с повышением основности флюса
СаО + MgQ
SiO2
Рис. III.25. Зависимость содержания
марганца в наплавленном металле от
исходного его содержания в проволоке
(сварка под флюсом АН-348А).
отношения
ход из флюса в шов марганца
возрастает (рис. III.23), а крем-
ния уменьшается (рис. II 1.24).
При сварке легированных сталей
легированными проволоками вос-
становление кремния из флюса
происходит при значительно
меньшем содержании кремнезема
в последнем (при условии ми-
нимального количества закиси
железа). Чем больше содержится
в проволоке легирующих эле-
ментов и чем выше их сродство
к кислороду, тем при меньшем
содержании кремнезема во флю-
се происходит восстановление кремния и переход его в шов. Увели- ч
чение содержания МпО во флюсе при неизменном содержании SiO2 I
тормозит кремневосстановительную реакцию и уменьшает переход крем- /
ния из флюса в шов. ’*'
На рис. III.25 представлена зависимость содержания марганца
в наплавленном металле от исходного его содержания в проволоке при
S50
сварке под флюсом АН-348А [64]. При содержании марганца в проволо-
ке менее 2,5% происходит некоторое его восстановление из флюса и
переход в наплавленный металл, а при более высоком содержании —
окисление.
С увеличением сварочного тока (при прочих равных условиях)
переход кремния и марганца из флюса в шов уменьшается (рис. III.26, а),
Рис. Ш.26. Влияние сварочного тока (а) и напряжения дуги (б) на переход
кремния и марганца в наплавленный металл при сварке под флюсом АН-348А.
а с повышением напряжения дуги — возрастает (рис. III.26, б). Это
обусловлено тем, что при увеличении сварочного тока уменьшается ко-
личество расплавляемого флюса, возрастает скорость образования
капель на конце электрода и ско-
рость их перехода через дуговой
пр< Кгежуток в сварочную ванну,
т. е. уменьшается продолжитель-
ность контактирования в дуге
Переход серы и фосфора
Рис. III.27. Переход серы и фосфора
и фосфора (а) и окиси марганца (б) во
*0.01
-0,01
10 20 50 40
Содержание окиси марганца Во флюсе (РМ) %
5
шов в зависимости от содержания серы
в
флюсе.
жидких металла и флюса и, следовательно, полнота завершения реакций
восстановления кремния и марганца. При повышении напряжения дуги
действуют противоположные факторы.
Зависимость содержания кремния и марганца в шве от режима свар-
ки свидетельствует о превалирующем влиянии продолжительности
251
контактирования взаимодействующих в дуге металла и шлака и количест-
ва расплавляемого в единицу времени флюса по сравнению с влиянием
удельной площади контактирования капель металла с оболочкой флюса
и температуры капель. Напомним, что с увеличением сварочного тока
повышается температура металла электродных капель в дуге и увеличи-
вается поверхность контактирования
капель металла с оболочками флю-
са вследствие увеличения общего ко-
личества расплавляемого в единицу
времени электродного металла и из-
мельчения расплавляемых капель.
Опыт., показывает, что конечное
содержание кислорода в металле
шва в значительной мере зависит
бт'исходного содержания углерода
в проволоке и свариваемой стали: с
увеличением содержания углерода
Рис. II 1.28. Переход серы и
фосфора в шов в зависимос-
ти от режима сварки мало-
углеродистой стали под вы-
сокомарганцовистым высоко-
кремнистым флюсом.
уменьшается содержание кислорода в шве. Вследствие выгорания угле-
рода кислород удаляется из металла более интенсивно. ~
’ Не”йсключёна возможность повышения”содержания в шве серы и
фосфора вследствие перехода их из флюса. Количество серы и фосфора в
шве зависит от содержания во флюсе этих элементов и окислов марган-
ца (рис. III.27), а также от режима сварки (рис. Ш.28[1]). На содержа-
ние серы в шве влияет также исходное содержание марганца в металле,
а на содержание обеих примесей (серы и фосфора) — и содержание за-
киси железа во флюсе (рис. III.29 и III.30).
Переход серы из флюса в шов наибольший, когда она содержится во
флюсе в виде сульфида железа (FeS), при малом содержании МпО [29].
В высокомарганцовистых флюсах значительная часть серы связана
в сульфид марганца (MnS), практически нерастворимый в сплавах
на основе железа. Однако при содержании серы в этих флюсах более
0,10% она может переходить в шов (рис. III.27). Полагают [29], что при
этом в зоне сварки протекает реакция взаимодействия металла и флюса:
MnS (шл.) 4- Ре(мет.) FeS (мет.) Ц- Мп (мет.). (III.40)
Образующееся сернистое железо FeS хорошо растворимо в жидкой
стали и поэтому частично переходит в шов.
При пониженном количестве МпО во флюсах, содержащих много
кремнезема, в момент начала раскисления, когда в металле сварочной
ванны еще находится значительное количество FeO, между шлаком и
металлом возможна реакция [29]
MnS (шл.) FeO (мет.) FeS (мет.) -ф МпО (шл.). (III.41)
252
Роль кремнезема в интенсификации протекания реакции (111.36)
вправо состоит в связывании ,МпО в сложные силикаты.
Таким образом, уменьшение содержания МпО во флюсе и повыше-
ние в нем содержания SiO2, дополнительно связывающем МпО и сни-
жающем насыщение металла ванны марганцем, способствует более ин-
тенсивному протеканию реакций
(111.40) и (III.41) вправо и пе-
реходу серы из флюса в шов. До-
статочно высокое содержание
марганца в металле и закиси мар-
ганца (МпО) в шлаке, обеспечи-
вающих, в свою очередь, при-
рост Мп в ванне, тормозит пре-
вращение MnS в FeS, благодаря
чему предотвращается насыще-
Рис. III.30. Зависимость содержания
Сг, Мп, Si, Ti, Р и S в наплавленном
металле (проволока 06Х23Н28МЗДЗТ;
0,05% С; 0,40% Мп; 0,59% Si;
22,9% Сг; 26,5% Ni; 2,71% Mo;J2,6«Cu;
0,66% Ti; 0,018% S и 0,022% P) от со-
держания окислов железа во флюсе.
Содержание окислов железа
во флюсе.
Рис. III.29. Зависимость химиче-
ского состава наплавленного метал-
ла (проволокой Св-08ХГСМФ) от
содержания окислов железа во
флюсе.
ние шва серой за счет перехода из флюса. При наличии некоторого
определенного количества марганца в сварочной ванне реакция (111.40)
протекает влево, что способствует снижению концентрации серы в шве
по сравнению с исходной.
Средством уменьшения содержания серы в металле шва является
также повышение основности флюса [32] [ повышение в нем отношения
CaO -j- MgO' о
——-=s----- . Значительное снижение содержания серы в наплавленном
металле достигается, например, при использовании высокоосновных
керамических флюсов [66]. Однако десульфурация наплавленного ме- 1
талла при повышении основности флюса происходит менее эффектив- I
но, чем при увеличении количества МпО во флюсе и марганца в прово-
локе [1].
253
Ниже будет показано, что значительное снижение серы (а также
фосфора) в металле шва обеспечивается при использовании высокоокис-
лительных низкокремнистых флюсов (содержащих повышенное коли-
чество окислов железа).
Следует иметь в виду, что с повышением содержания во флюсе
МпО в нем возрастает содержание фосфора (в марганцевой руде содер-
жится обычно 0,20—0,22% фосфора, который находится в виде комп-
лексного соединения (МпО)3Р2О5).
Переход фосфора из флюса в сварочную ванну выражают [58]
реакцией
(МпО)3Р2О5 (шл.) 4- 1 IFe (мет.) ЗМпО(шл.) + 2Fe3P (мет.) 4-
4~5РеО(шл.)— 47 700 кал. (III.42)
Чем выше кислотность флюса (больше SiO2), выше концентрация в
нем фосфорного ангидрида (Р2О5) и ниже — закиси ’железа (FeO), а
также чем ниже исходная концентрация фосфора в сварочной ванне,
тем больше фосфора переходит из флюса в сварочную ванну. Повышение
, / СаО MgO 4* МпО\
кислотности флюса понижение в нем отношения----------—---------
\ J
способствует связыванию МпО и FeO в силикаты, облегчая протекание
реакций (III.42) и (III.43) слева направо.
Во флюсах с ограниченным содержанием МпО и повышенным со-
держанием СаО (флюсы АН-22, АН-15, 48-ОФ-6 и др.) фосфор может
находиться в виде (СаО)3 Р2О6. Распределение фосфора между флюсом
и металлом происходит по реакции [29]
(СаО)д Р2О5 (шл.) 4- 1 IFe (мет.) ЗСаО (шл.) 4-
4- 2Fe3P (мет.) 4- 5FeO (шл.) — 119700 кал., (III.43)
Сказанное о реакции (III.42) относится и к реакции (III.43). Эндотер-
мический характер реакций (II 1.42) и (III.43) указывает на то, что с по-
вышением температуры металла и шлака переход фосфора из флюса
в сварочную ванну (шов) протекает более интенсивно.
Как показывает опыт, переход фосфора в металл шва имеет место
при концентрации его во флюсе не менее 0,06%. В связи с этим стремятся
всячески уменьшить содержание фосфора во флюсе при его выплавке.
Это осуществляется за счет соответствующей шихтовки и технологии
(режима) выплавки флюса.
Поскольку с увеличением перехода в шов марганца переход серы
^уменьшается, а ^сфора возрастает, становится понятным. поч£М¥-с-
—йевйшением силы сварочного тока (сопровождающимся уменьшением
'’'"перехода в шов марганца) переход в шов фосфора снижается, а серы не-
сколько возрастает; с повышением же напряжения дуги при неизмен-
-цом’тбкё, наоборот, переход из флюса в шов фосфора увеличивается, а
серы уменьшается, поскольку при этом возрастает переход из флюса-
в шов марганца.
Повышение содержания во флюсе окиси кальция за счет соот-
ветствующего снижения содержания окиси марганца не уменьшает
перехода серы в металл шва [1].
Закономерности взаимодействия жидких металла и флюса относятся
также к сварке легированных сталей под низко- и среднекремнистыми,
низко- и среднемарганцевыми флюсами. Характерной особенностью яв-
ляется то, что благодаря обычно повышенному содержанию марганца
254
(иногда кремни я^идрущх раскислителей) в проволоке наблюдается не-
который переход кремния из. флюса в шов, несмотря на низкое содержа-
ние кремнезема в этих флюсах. Вследствиё~весьма низкого содержания
окйсимаоганпа во флюсе марганцёвосстановительные реакции при свар -
кеТшактически нё^еготместаГ ТЗсобённо это относится к сварке под
~1фторилными, так называемыми бескислородными, и высокоокислитель-
ными~ низ ко кремнистыми флюсами.
Немаловажная роль в образовании и конечной концентрации в шве
неметаллических включений, преимущественно силикатных, снижаю-
щих ударную вязкость металла (особенно при низких температурах),
принадлежит составу флюса. Наибольшее количество включений со-
держат швы, выполняемые дуговой сваркой, под силикатными (высоко-
кремнистыми) флюсами. При этом относительное количество кремне-
зема в силикатных включениях металла почти вдвое превышает содер-
жание кремнезема во флюсе и расплавленном шлаке в зоне сварки
(табл. III.9 [29]).
Таблица III.9
Состав флюса, шлака и силикатных включений в малоуглеродистом ме-
талле нелегированных швов, выполняемых проволокой Св-08 под высо-
кокремнистым флюсом ОСЦ-45
Предмет анализа Содержание, %
SiO2 МпО СаО MgO А12О8 FeO CaF,
- Флюс 42,5 45,0 1,9 0,5 1,5 0,61 8,16
, Шлак 38,5 43,0 1,7 0,45 1,3 4,70 6,00
Силикатные 74,4— 11,2— 2,43— Следы 1,6- 10,8— —
включения 68,5 10,5 1,46 1,5 15,7
.Меры снижения степени засорения металла шва силикатными вклю-
чениями [29, 34]:
повышение основности флюса или покры-
тия электродов за счет максимально возможного снижения
в них количества кремнезема;
; повышение содержания МпО во флюсах и со-
ответственно активация восстановления марганца, что приводит к об-
разованию в сварочной ванне веществ, более богатых закисью марган-
ца и поэтому более легкоплавких, а следовательно, относительно лег-
ко коагулирующих и удаляющихся из металла в шлак;
снижение вязкости шлака за счет введения в состав
. флюса CaF2, способствующего коагуляции и удалению неметаллических
\ веществ из сварочной ванны в шлак;
\ применение газовой защиты зоны сварки
, (в том числе и активных газов) вместо шлаковой и шлако-газовой при
одновременном максимально возможном снижении содержания кремния
в сварочной ванне. Минимум неметаллических включений и кислорода
в металле шва обеспечивается при сварке в инертных газах, и особенно
при сварке в вакууме. •
Взаимодействие металла и шлака при дуговой сварке высоколегиро-
ванных сталей под высокоокислительными низкокремнистыми флюсами.
f Высокое содержание окислов железа и низкое—кремнезема в этих флю-
255
сах, а также наличие а сварочных проволоках элементов, обладающих
сродством к кислороду, обусловливают торможение и даже прекращение
кремне- и марганцевоестановительных реакций (III.35) и (III.36) в зоне
высоких температур. В данном случае как при высоких, так особенно
при пониженных температурах протекают реакции (III.44) — (111.46)
восстановления железа из флюса и переход его в шов за счет окисления
легирующих элементов (M.n, Si, Ti, Сг и др.), а.также переход окислов
Рис. II 1.31. Зависимость содержания
марганца в наплавленном металле
(флюс АН-26 (/), АН-18 (2); восьми-
слойная наплавка на режиме: /св=»360—
380 А, 17д= 32 —34В, fCB *= 19>5 м/ч;
проволока -03 мм, состав: 0,029—
0,038% С; 0,05— 0,15% Si; 17,0—
18,9%Сг; 18,3—20,0% N1, 3,9-4,1%Мо)
от содержания марганца в аустенитной
проволоке 01Х19Н18АМ4.
последних в шлак:
2FeO(iwi.)4~Si (мет.) =
= SiOs (шл.) 4* 2Fe (мет.),
(Ш.44)
FeO (шл.) -|- Мп (мет.) =
= МпО (шл.) 4~ Ре (мет.),
> (III.45)
3FeO (шл.) 4- 2Сг (мет.) —
» СгяО8 (шл.) 4- 3Fe (мет.),
(III.46)
FeO (шл.) 4- С«« СО 4- Fe (мет.).
4-
В атмосферу
(III.47)
Для подавления реакции
(III.47) к началу кристаллиза-
ции металла шва в проволоке
должно содержаться достаточ-
ное количество раскисляющихся
элементов. Чем больше окислов железа содержится во флюсе и чем
выше концентрация легирующего элеменТав металле" (особенно” в
проволоке). тем"1ГнтёнсИвнёё^тот~^лёмент окисляется, оказывая тор-
мозящее действие на окисление других элементов. С повышением
'"'‘содержания окислов железа во флюсе снижается”"также содержание
серы и фосфора в наплавленном металле по сравнению с исходным
(см. рис. 111.29 [13], рис. III.30).
Как показывает химический анализ шлаковых корок, полученных
при сварке под флюсами с различными количествами окислов железа,
содержание серы и фосфора в корке по сравнению с содержанием во флю-
се возрастает. Это свидетельствует о протекании обменных реакций в
зоне сварки между закисью железа, содержащейся во флюсе — шлаке,
и серой и фосфором металла электродных капель и сварочной ванны.
В соответствии с ионной теорией взаимодействия жидких металла и шла-
ка [6] переход серы и фосфора из металла в шлак объясняют [34, 13]
' преимущественным протеканием реакций:
5(мет.)4-О2 (шл.) = 82 (шл.) 4- О (мет.) и 2Р (мет.) 4-50 (мет.) 4~
4- ЗО2“ (шл.) = 2РО2~(шл.),
т. е. за счет обмена анионами S2- и РО2~ металла, с одной стороны, и
О2~ шлака — с другой. Не исключено, что часть серы выделяется в виде
газа SOj [69].
Положительное влияние FeO, содержащегося в шлаке, на дефосфо-
рацию металла сварочной ванны и шва видно также из реакции (III.42).
Высокое содержание закиси железа во флюсе обусловливает протека-
ние этой реакции влево, в сторону снижения концентрации фосфора в
сварочной ванне. С точки зрения ионной теории шлаков и на основании
данных о способности кальция удерживать ионы фосфора в шлаке авто-
ры работ [6, 34] пришли к выводу, что наиболее благоприятным усло-
Рис. III.32. Зависимость содержания кремния в наплавленном металле
при сварке под флюсом АН-26 (а) и АН-18 (б) на режиме: /св= 340—360А;
= 32 —34В от содержания марганца в проволоках (пунктирной кри-
вой показано исходное содержание кремния в опытных проволоках).
вием дефосфорации сварочной ванны является достаточно высокое со-
держание во флюсе окислов железа и кальция. По данным [42] этому,
способствует также повышение содержания закиси марганца во флюсе.
Таблица ШЛО
Химический состав наплавленного металла, выполненного автомати-
ческой сваркой под флюсами различной окислительной способности про-
волокой Св-01Х19Н15Г6М2АВ2
Флюс < Содержание, %
С Мп S1 Сг Ni Мо W S р
АНФ-5 0,036 5,7 0,58 18,9 15,4 3,0 1,95 0,008 0,008
АН-26 0,038 5,2 1,20 18,2 15,4 3,0 2,00 0,012 0,013
АН-18 0,032 4,0 0,38 17,2 15,3 3,0 2,00 0,007 0,009
При повышенном содержании во флюсе закиси железа особенно ин-
тенсивно окисляется кремний (см. рис. III.30), а при высокой исходной
концентрации в металле марганца — и этот элемент (рис. III.31). Со-
держание кремнезема и закиси марганца в шлаковой корке при этом
увеличивается, в ней появляются окислы хрома и титана, содержавших-
ся в металле. Для легирования многослойного шва марганцем (более
2—3%) при сварке под флюсом АН-26 его содержание в электродной про-
волоке должно быть увеличено в 1,3—1,5 раза, а при сварке под высоко-
окислительным флюсом — примерно вдвое. При этом кремний перехо-
дит в шов из окислительного флюса значительно меньше, чем из флюса
АН-26 (рис. III.32). Как показывают опыты по сварке под высокоокис-
лительными флюсами сталей 06Х23Н28МЗДЗТ, 08Х17Н15МЗТ и
15X11МФБ и им подобных и при содержании в проволоке марганца
9 4-2168
257
менее 2% и кремния более 0,2% или марганца менее 1% и кремния бо-
лее 0,4% , последний не только не переходит из флюса в шов, но даже
окисляется (рис. II 1.30).
В табл. III. 10 приведен химический состав наплавленного металла
(восьмого слоя), выполненного под флюсами АНФ-5, АН-26 и АН-18
проволокой 01Х19Н15Г6М2АВ2. Менее всего окисляются элементы, со-
держащиеся в проволоке, при сварке под фторидным флюсом АНФ-5,..
больше — под флюсом АН-26 и более всего — под флюсом АН-18. Наи-
более интенсивные восстановление и переход в шов кремния имеют
место при сварке под флюсом АН-26 [20].
Как отмечалось выше (см. рис. III. 14), с увеличением содержания
окислов железа во флюсе содержание кислорода в наплавленном метал-
ле возрастает, а водорода — уменьшается [19, 23].
111.7. Металлургические особенности сварки
покрытыми электродами
Л
При сварке толстопокрытыми электродами защита жидкого металла
от воздуха обеспечивается за счет шлако- и газообразующих компонен-
тов покрытия. К шлакообразующим относятся полевой шпат, мрамор,
глинозем, титановый концентрат, песок, плавиковый шпат, гематит,
двуокись титана; к газообразующим — мрамор, декстрин или крахмал,
пищевая мука, целлюлоза и другие органические вещества.
Кроме того, в покрытия входят раскислители, иногда легирующие
элементы, а также ионизирующие и вяжущие компоненты. В качестве
раскислителей используют ферросилиций, ферромарганец, ферротитан,
алюминиевый порошок.
Для легирования или делегирования металла шва с целью прида-
ния ему соответствующих свойств в покрытия электродов вводят эле-
менты Сг, Ni, Mo, Nb и др. Такая необходимость возникает в случае, если
в электродной проволоке отсутствует тот или иной легирующий элемент
или его количество в ней недостаточно.
К ионизирующим веществам относятся поташ, полевой шпат, гра-
нит; к связующим — жидкое стекло.
В зависимости от вида основного защитного компонента (компонен-
тов) электродные покрытия в соответствии с ГОСТом 9467—60 делят
на следующие группы.
Рудно-кислые покрытия (Р), состоящие из окислов
железа, марганца, титана и кремния, представляющие шлаковую осно-
ву. В качестве газообразующих чаще вводят крахмал или декстрин, ко-
торые при нагревании и плавлении электрода образуют газы. Раскисле-
ние металла осуществляется путем введения в покрытие ферромарганца.
Такие покрытия имеют, например, электроды марок ОММ-5, ЦМ-7,
МЭЗ-04.
Фтористо-кальциевые покрытия (Ф), основу
которых составляют карбонат кальция (мрамор) и плавиковый шпат.
В результате диссоциации мрамора (СаСОз СаО + СО2) осуществля-
ется газовая защита сварочной зоны. Для раскисления используют фер-
ротитан, ферромарганец, ферросилиций. Наиболее характерную груп-
пу электродов с такими покрытиями представляют электроды типа
УОНИ-13, применяемые для сварки малоуглеродистых и легированных
конструкционных сталей, а также большое количество электродов,
применяемых для сварки высоколегированных сталей, в том числе с
покрытиями, отличающимися малым отношением количеств мрамора
268
й фтористого кальция и содержащими окислы железа, хрома, циркония,
титана.
Рутиловые покрытия (Т), построенные на основе ру-
тила (TiO2) с добавками полевого шпата, магнезита, других шлако- и
газообразующих веществ — целлюлозы, декстрина, а также карбонатов,
а для раскисления металла — ферромарганца. Для повышения произ-
водительности в покрытия вводят железный порошок. Типичными
для этой группы являются электроды АНО-5, АНО-6, ЦМ-9.
Самостоятельную группу составляют весьма перспективные ру-
тил-фтористо-кальциевые покрытия, применяе-
мые для электродов ОЗЛ-14, ЗИФ-9, АНВ-13, АНВ-17 и рутил-
фтористые покрытия, применяемые для электродов ОЗЛ-
20, ОЗЛ-22 и нескольких марок АНВ и предназначенные для сварки
коррозионностойких аустенитных сталей.
Органические покрытия (О), состоящие в основном
из органических веществ (целлюлозы) с введением в некоторые из них
окислов железа, марганца, титана, а для раскисления металла — ферро-
марганца и ферросилиция. Применяются для электродов СМА-2, ВСП-1,
ВСП-2. Практически все покрытия электродов имеют ту или иную окис-
лительную способность либо за счет окислительной атмосферы, образу-
ющейся в дуге вследствие диссоциации некоторых компонентов, либо
из-за наличия в покрытии активных окислов (преимущественно окис-
лов железа, а также TiO2 и МпО).
При сварке электродами с рудно-кислым покрытием в зоне дуги
происходит интенсивное образование газов СО, Н2, СО2, Н2О; наря-
ду с этим высокое содержание гематита (Fe2Os) способствует допол-
нительному окислению: Ре20з -* 2FeO + О.
При использовании электродов на фтористо-кальциевой основе в
зоне дуги образуется значительное количество СО2 вследствие разло-
жения мрамора. Выделившийся углекислый газ в свою очередь диссоци-
ирует на окись углерода и кислород, благодаря чему создается среда,
характеризуемая окислительной способностью той или иной степени в за-
висимости' от содержания в покрытии мрамора. При сварке электрода-
ми с рутиловым покрытием окислительная среда в дуге создается за
счет разложения содержащегося в покрытии магнезита (MgCOs) с об-
разованием СО2 и продуктов его диссоциации.
Органические покрытия выделяют в дуге большое количество во-
дорода, для нейтрализации которого в них вводят двуокись титана
(обычно в виде титанового концентрата—до 38% TiO2) и не более
52% FeO, а также марганцевую руду, разлагающуюся в дуге с образо
ванием свободного кислорода (МпО2 -> МпО+ О).
Для обеспечения качественного металла швов в покрытие электро-
дов вводят достаточное количество раскислителей — Si, Mn, Ti (в виде
ферросплавов), а иногда алюминий. Ферросилиций целесообразно вво-
дить при наличии мрамора. Образующийся в этом случае SiO2 связы-
вается с СаО в соединение СаО • SiO2, легко переходящее в шлак. При
наличии раскислителей в проволоке в количестве, достаточном для рас-
кисления металла ванны и требуемого легирования шва, вводить их
в покрытие излишне.
Таким образом, при сварке покрытыми электродами в сварочной
зоне могут протекать как реакции прямого окисления легирующих
элементов углекислым газом и свободным кислородом, так и обменные
реакции окисления этих элементов окислами железа [см. реакции
(III.26) — (III.33)].
9*
259
Может также протекать реакция
SiO2 СаО (шл.) = СаО • SiO2 (шл.). (III.48)
При низком содержании углерода и высоком содержании элемен-
тов — раскислителей в металле и мрамора в покрытии (а следователь-
но,— присутствии СО2 и СО в газовой фазе) может протекать реакция
6
Рис. II 1.33. Зависимость коэф-
фициентов перехода Сг, Мп, Si,
С из электродов в наплавленный
металл от соотношения мрамора
и плавикового шпата в двухком-
понентном покрытии электро-
дов из сварочной проволоки
Св-18ХГСА (а) и Св-06Х19Н9Т
(6) (коэффициент веса покрытия
30%).
(III.34). В этом случае, как и при свар-
ке в углекислом газе, металл шва насы-
щается углеродом, что особенно за-
метно при сварке высоколегированной
стали. На рис. III.33 представлена за-
висимость коэффициентов перехода ле-
гирующих элементов и углерода из
электродов в наплавленный металл от
содержания мрамора в покрытии элек-
тродов из проволок Св-18ХГС и
Св-06Х19Н9 [101, Четко видно выгора-
ние элементов из проволок с увеличе-
нием содержания мрамора в покрытии.
Высокое содержание хрома в проволо-
ке тормозит выгорание марганца; ко-
эффициент перехода кремния при этом
не изменяется. Несоответствие в выго-
рании хрома и марганца из низколеги-
рованной и высоколегированной прово-
лок указывает на наличие неучтенных
факторов. Снижение содержания крем-
ния в металле шва при повышении со-
держания мрамора в обоих случаях
обусловлено не только увеличением
окислительного потенциала (Рсо ) га-
зовой фазы в сварочной зоне (вследст-
вие разложения мрамора), но и повы-
шением основности шлака (отношение
СаО : SiO2), благодаря изменению со-
отношения между содержанием мрамо-
ра и силиката натрия сухого остатка
(жидкого стекла, количество которого
не изменялось). Как уже отмечалось
применительно к сварке под флюсом,
с увеличением основности шлака ак-
тивность кремния в нем уменьшает-
ся, в результате чего полнота его окисления и переход в шлак
возрастает. Некоторая разница между кривыми перехода марганца
и кремния обусловлена тем, что с увеличением содержания мрамора
в покрытии возрастающий окислительный потенциал газовой фазы в
дуге и основность шлака действуют в одном направлении относительно
Si (способствуя его окислению), а относительно Мп — в противополож-
ном направлении (увеличение парциального давления СО2 -> СО + О
в дуге способствует окислению марганца, а повышение основности шла-
ка — уменьшает переход его в шлак и увеличивает переход в металл).
То же самое в определенной мере относится и к хрому, а также к другим
элементам. Поэтому кривые перехода Мп и Сг на графике имеют мак-
симум.
260
Иная зависимость наблюдается для углерода, содержание которого
в наплавленном высоколегированном металле возрастает при увеличе-
нии содержания мрамора в покрытии до 20% и более (см. рис. III.38, б).
Опыты, однако, показывают, что науглероживание высоколегированно-
го металла шва, содержащего элемен-
ты — раскислители, имеет место даже
при меньшем содержании мрамора в
покрытии. Науглероживание металла
шва за счет мрамора удается предот-
Содержание F203
6 покрытии, %
Рис. III.34. Зависимость содер-
жания С, Si, Мп, Сг в наплав-
ленном металле от содержания
гематита в электродном рутил-
флюорито-кальциевом покры-
тии, содержащем 8% Мп (прово-
лока Св-04Х19Н9).
Содержание Fe2 0s 6 покрытии, %
Рис. III.35. Зависимость содержания нио-
бия в наплавленном металле от содержа-
ния гематита в покрытии электродов из
проволоки Св-08Х19Н10Б (о 1,2% Nb);
прочие компоненты покрытия: 20% СаСО3
53 — 45% CaF2; 25% TiO2; 1,5% бентонита:
0,5% поташа.
вратить лишь тогда, когда его содержание в покрытии не превышает 10,
а иногда и 6%. С целью предотвращения науглероживания металла
шва авторы работы [57] рекомендуют вообще исключить мрамор из
покрытия электродов, предназначенных
розионностойких сталей.
При «повышенном содержании в
покрытии электродов из высоколеги-
рованной проволоки окислов желе-
за и ограниченном — мрамора уда-
ется даже несколько снизить (по сра-
внению с исходным) содержание угле-
Рис. 111.36. Зависимость содержания нио-
бия в наплавленном металле от его содер-
жания в рутил-флюоритовом окислитель-
ном покрытии (проволока Св-04Х19Н9;
прочие компоненты покрытия: 20% СаСО2;
41—53%CaF2; 10% TiO2; 5% Fe2O3: коэф-
фициент веса покрытия 30%),
для сварки аустенитных кор-
рода в наплавленном металле (рис. III.34, III.35 [21, 22]). При
этом, естественно, окисляются и другие элементы, содержащиеся в
проволоке, подобно окислению при сварке под низкокремнистым вы-
сокоокислительным флюсом. Ниобий окисляется значительно труднее,
чем марганец и кремний, что позволяет при необходимости легировать
швы этим элементом как через проволоку, так и через низ ко кремнистые
высокоокислительные покрытия электродов (рис. III.36 [23]).
261
Рис. III.37. Зависимость содержа-
ния Мп, Si, Cr, S в наплавленном ме-
талле от содержания ТЮ2 в покры-
тии системы TiO2 — СаСО2 — CaF2 —
Fe2O3 (проволока Св-02Х19Н9,
содержащая 1,4о% Мп; 0,69% Si;
19% Cr).
Как показано * работе [21] •,
выгоранию хрома и марганца спо-
собствует двуокись титана (рис.
III.37), вводимая в окислительные
покрытия с низким содержанием
мрамора (или без него) и соответ-
ственно с повышенным количеством
плавикового шпата. Такое влияние
двуокиси титана обусловлено увели-
чением кислотности шлака (умень-
шением отношения СаО : (SiO2 +
+ TiO2)), которая при неизменном
содержании SiO2 (вносимым лишь
компонентами покрытия и жидким
стеклом) характеризуется отноше-
нием СаО : TiO2. Как известно, по-
вышение кислотности шлака спо-
металл с повышением содержания
собствует окислению марганца, хро-
ма и других элементов, обладаю-
щих сродством к кислороду, кроме
кремния, переход которого из шла-
ка в шов при этом обычно возрас-
тает. В данном случае увеличение
перехода кремния в наплавленный
TiO2 в покрытии не имеет места бла-
годаря наличию в нем значительного количества окислов железа.
Несколько уменьшить выгорание хрома и марганца можно также,
уменьшив кислотность шлака за счет введения в покрытие обожженного
а
5
Рис. III.38. Зависимость содержания Мп, Si, Cr в наплавленном метал-
ле (проволока Св-02Х19Н9) от содержания обожженного магнезита
(MgO) в электродном покрытии системы ТЮ2 — СаСОа — CaF2 — Fe2O2(a)
и системы TiO2 — CaCOs — CaF2 (б).
магнезита (рис. III.38). В ряде случаев это оказывается необходимым
для повышения вязкости и пластичности аустенитного металла шва,
особенно при весьма низких температурах [22]. Следует, однако, иметь
в виду, что чрезмерное увеличение количества обожженного магнези-
та в покрытии повышает тугоплавкость последнего и вязкость шлака,
* Кривую перехода Si на рисунке в [21] следовало обозначить 2,
кривую перехода Мп — 3.
262
что ухудшает выделение избытка газов из сварочной ванны вследствие
уменьшения их растворимости в металле при понижении температуры.
В связи с этим при сварке азотсодержащих аустенитных сталей азот-
содержащими проволоками на поверхности швов обнаруживаются вмя-
тины (так называемая побитость шва) и даже в самих швах могут об-
разоваться поры. Одним из факторов, уменьшающих кислотность по-
крытия электродов и соответственно переход кремния в шов, является
снижение содержания жидкого стекла в покрытии без ущерба для проч-
ности последнего. Перед введением в сухую смесь, шихты жидкое стек-
ло подвергают намагничиванию в постоянном магнитном поле (соленои-
де) напряженностью от 20 000 до 200 000 А/м. Молекулы жидкого стекла
приобретают полярную ориентацию, вследствие чего уменьшается по-
верхностная энергия, увеличивается поверхностное натяжение и соот-
ветственно возрастают величина адгезии и равномерность распределе-
ния по поверхности частиц смеси. Благодаря этому требуемая прочность
покрытия достигается при меньшем содержании жидкого стекла. Этот
метод используется также в литейном производстве при изготовлении
шихты для формовочных и стержневых смесей.
В связи с расширением применения коррозионностойких сталей
с весьма низким содержанием углерода (03Х18Н11, 03Х18АН10,
03X16H15M3, 03Х21Н21М4Б, ОЗХ23Н28МЗДЗТ и др.) возникла необ-
ходимость максимального уменьшения содержания углерода в металле
швов для обеспечения требуемой коррозионной стойкости сварных со-
единений в средах повышенной агрессивности. Как показали опыты
[22], введением окислов железа в покрытия электродов не исчерпывают-
ся возможности снижения содержания углерода в сварочной ванне
(шве) по сравнению с исходным. При сварке электродами с рутил-фто-
ристо-кальциевым покрытием, содержащим до 10% мрамора, эффектив-
нее в этом отношении оказались термически более стойкие оксиды Сг20з
и ZrO2 (табл. III. 11), температура плавления которых превышает
2000° С [56, 24]. По-видимому, находясь в шлаке, контактирующем
•Таблица Ш.11
Химический состав проволоки и наплавленного металла для различных
электродных покрытий, содержащих окислы с разными температурами
плавления и сродством металла к кислороду
Содержа- ние окис- ла в пок- рытии Изобарно- изотерм- ный по- тенциал, ккал/моль О2 [5] Содержание, %
в проволоке в наплавленном металле
С Мп S1 Сг с Мп Si Cr
6% Fe2O3 —26 0,04 1,45 0,69 19,0 0,031 0,38 0,20 17,5
6% NiO —55 0,05 1,38 0,85 17,8 0,040 0,93 0,38 17,4
6% Сг2О3 — 122 0,04 1,45 0,69 19,0 0,025 0,45 0,42 18,7
6% ZrO2 —200 0,04 1,45 0,69 19,0 0,029 0,85 0,62 18,2
Примечание. Изобарно-изотермный (термодинамический) потенциал обра-
зования окисла приведен при температуре расплавления покрытия электродов
(1100 °C); термодинамический потенциал образования окиси углерода при темпера-
туре капли электродного металла в дуге составляет примерно —160 ккал/моль О,;
содержание углерода определяли потенциометрическим методом (ГОСТ 12344—66).
263
С каплями электродного металла, эти оксиды, в отличие от окислов желе-
за, расплавляются и реагируют с углеродом металла при более высокой
температуре, при которой углерод является наиболее активным раскис-
лителем. Отметим, что в объяснении механизма выгорания углерода ав-
торы [22] исходят из того, что температура разложения оксида близка к
температуре его плавления. По данным [24], разложение Сг20з начина-
ется при температуре более низкой,
чем температура его плавления.
Возможно также, что тугоплавкие
мелкодисперсные окислы хрома и
циркония служат центрами зарож-
дения и роста пузырьков окиси уг-
19
ШЛО. Зависимость содержа-
Рис. ]
ния С, Si, Мп, Сг в наплавленном
металле от содержания металличе-
ского марганца в электродном ру-
тил-флюоритокальциевом покры-
тии, содержащем 6% Сг2О3 (прово-
лока Св-04Х19Н9).
1<§
1
О
11 1
о
О 2 4 6 8 10 2 4 6 8 10
Crt03 Zr02
Содержание окислов в покрытии, %
III.39. Зависимость содержания
Рис.
Сг, Мп, Si, С, S в наплавленном металле
от содержания окислов хрома и цирко-
ния в электродном рутил-флюорито-
кальциевом покрытии (проволока Св-
04Х19Н9).
лерода, способствуя их выделению, а следовательно, и окислению
углерода. По данным [56], окись хрома при температуре плавления
2400° С) летуча. Естественно поэтому предположить, что окисление
углерода металла электродных капель возможно также за счет нали-
чия в газовой фазе сварочной дуги паров окиси хрома.
Как следует из табл. III. 11, чем меньше химическое сродство ме-
талла данного окисла к кислороду (менее отрицателен изобарно-изо-
термный потенциал образования данного окисла AZ0 при температуре
жидкого шлака, контактирующего с каплей), тем интенсивнее окисля-
ется углерод и менее интенсивно — кремний и марганец. Только более
высоким сродством к кислороду (более отрицательным AZ0), несмотря
на более высокую температуру плавления 2700° С [56]), можно объ-
яснить меньшую способность оксида циркония окислять углерод по
сравнению с оксидом хрома. Окислы железа и никеля с температурой
плавления ниже 2000° С менее интенсивно, чем окислы хрома, окисляют
углерод и весьма интенсивно окисляют марганец и, особенно, кремний
(рис. III.39 и III.34).
При необходимости обеспечить максимальное выгорание и угле-
рода, и кремния следует ввести в электродное покрытие совместно окис-
лы хрома и железа, а в отдельных случаях и окислы циркония, имея
при этом в виду, что увеличение количества последнего свыше 15—20%
повышает кислотность шлака, уменьшая окисление кремния другими
активными окислами или даже способствуя восстановлению его из сухо-
го остатка жидкого стекла. Для компенсации выгорания марганца и дру-
гих элементов необходимо либо применить проволоку с большим содер-
264
жанием этих элементов, либо ввести эти элементы в покрытие. Следует
учитывать также, что марганец и другие раскислители несколько умень-
шают обезуглероживающее действие оксида хрома. Содержание крем-
ния в наплавленном металле (шве) при этом мало изменяется (рис. 111.40).
Несмотря на окислительный характер покрытия электрода,
увлажнение его может привести к чрезмерному насыщению металла шва
водородом (рис. III.41 [68]). Поэтому не- ------——------------—
зависимо от состава покрытия все элект- u д________________~___
роды перед употреблением подвергают
прокалке. ?/ %_______________
Реакции взаимодействия серы и фос- 5 /
фора покрытия с металлом аналогичны „ /
взаимодействию их при сварке под флю- 'о ° S
сом. _ / х-'''
В заключение отметим, что, в отличие 5 -jf-
от сварки под флюсом, когда изменение ре- а Г У
жима сварки сильно влияет на соотношение
Рис. Ш.41. Зависимость содержания водорода [
в шве от влажности флюоритокальциевого по- * %-----?-------------4—
крытия электродов ЦУ-1, содержащего 25% и ' z J 4
плавикового шпата (/) и без него (2). Влажность покрытия, /о
количеств расплавленных и взаимодействующих между собой флюса, и ме-
талла, при сварке покрытыми электродами при неизменном коэффициен-
те веса покрытия соотношение между расплавленными и реагирующими
количествами металла и шлака (покрытия) практически не изменяется
с изменением режима сварки. Поэтому изменение силы тока и напряже-
ния дуги при сварке покрытыми электродами несколько в меньшей
степени оказывает влияние на конечный результат взаимодействия
реагирующих в зоне сварки веществ и, следовательно, на химический
состав металла шва.
ЛИТЕРАТУРА
1. Автоматическая электродуговая сварка. Под ред. Е. О. Патона.
М., Машгиз, 1953.
2. Б о й к о В. М. К вопросу о подборе электродов для сварки мало-
углеродистых и среднеуглеродистых сталей.— Автогенное дело,
1935, 5.
3. Багрянский К. В., Добротина 3. А., Хре-
нов К. К. Теория сварочных процессов. Харьков, Изд-во ХГУ,
1968.
4. Бродский А. Я., Тиходеев Г. М,— Исследование
электрических свойств сварочной дуги в аргоне.— Автогенное
дело, 1949, 3.
5. Вольский А. Н., Сергиевский Е. М. Теория метал-
лургических процессов. М., «Металлургия», 1968.
6. Герасименко П. 1онна теор!я та електрох1м!чна взаемод!я
шлаку i металу при виробництв! стал!. КиТв, «Наукова думка»,
1966.
7- Галинич В. И., По дг аецкий В. В. Влияние азота на
пористость швов при сварке стали в аргоне и углекислом газе.—
Автоматическая сварка, 1961, 2.
265
8. Г у р е в и ч Л. В. и др. Термодинамические свойства индиви-
дуальных веществ. М., Изд-во АН СССР, 1962.
9. Е р о х и н А. А. О температуре капель расплавленного элект-
родного металла при дуговой сварке. М., Изд-во АН СССР,
1955, 9.
10. Е р о х и н А. А. Кинетика металлургических процессов дуговой
сварки. М., «Машиностроение», 1964.
11. Заруба И. И. и др. Сварка в углекислом газе. Киев, «Техшка»,
1966.
12. Касаткин Б. С., Каховский Н. И. Влияние алюминия
на свойства сварных швов с повышенным содержанием азота.—
Автоматическая сварка, 1955, 5.
13. Касаткин Б. С., Мусияченко В. Ф. Низколегирован-
ные стали высокой прочности для сварных конструкций. Киев,
«Техшка», 1970.
14. К а п ц о в Н. А. Электрические явления ц газах и вакууме. М.,
Гостехиздат, 1947.
15. К р ы л о в К. И. Физические основы электровакуумной техники.
М., Госэнергоиздат, 1949.
16. Касаткин Б. С., Каховский Н. И., Вахнин Ю. Н —
К вопросу сварки легированных сталей в среде углекислого газа.—
Автоматическая сварка, 1956, 5.
17. Касаткин Б. С., Каховский Н. И., Вахнин Ю. Н.
Автоматическая сварка теплоустойчивой стали 15ХМА в среде
углекислого газа.— Автоматическая сварка, 1957, 3.
18. Касаткин Б. С., Мусияченко В. Ф., Вахнин Ю. Ц.
Окислительный флюс для сварки углеродистых и низколегирован-
ных сталей. Авт. св. № 151185 от 22.XII 1961 г.
19. Каховский Н. И., Фартушный В. Г., Демья-
ненко Г. П. Автоматическая сварка под флюсом стали
ОХ23Н28МЗДЗТ.— Автоматическая сварка, 1968, 8.
20. К а х о в с к и й Н. И. Сварка высоколегированных сталей. Киев,
«Техшка», 1975.
21. К а х о в с к и й Н. И., Липодаев В. Н. Электроды для
сварки хромоникелевой нержавеющей стали типа 18-10 с низким
содержанием углерода.— Автоматическая сварка, 1968, 12.
22. К а х о в с к и й Н. И., Липодаев В. Н., Кахов-
ский Ю. Н. Снижение содержания углерода в металле шва при
ручной сварке нержавеющих сталей.— Автоматическая сварка,
1970, 6.
23. К а х о в с к и й Н. И. Сварка нержавеющих сталей. Киев, «Тех-
шка», 1968.
24. К н у н я н ц И. Л. и др. Краткая химическая энциклопедия. М.,
«Советская энциклопедия», 1967.
25. К а х о в с к и й Н. И. и др. Технология механизированной дуго-
вой и электрошлаковой сварки. М., «Высшая школа», 1971.
26. Л а к о м с к и й В. И., Вахнин Ю. Н. Влияние влажности
углекислого газа на содержание водорода в металле шва.— Авто-
матическая сварка, 1959, 8.
27. Лакомский В. И., Григоренко Г. М. О поглощении
водорода и азота металлом при электродуговой сварке.— Автома-
тическая сварка, 1964, 11.
28. Л е й н а ч у к Е. I. Автоматична наплавка шд флюсом при ремонт-
ник роботах. Кшв, Держтехвидав УРСР, 1959.
266
29. Любавский К. В. Металлургия сварки стали плавлением.
Справочник по сварке. Под ред. Е. В. Соколова, I. М., Гостехиздат,
1960.
30. Л ю б а в с к и й К. В. Металлургия автоматической сварки мало-
углеродистой стали под флюсом.— В кн.: Вопросы теории свароч-
ных процессов. М., Машгиз, 1948.
31. Медовар Б. И., Латаш Ю. В. Влияние водорода и кислоро-
да на образование пор при сварке стабильноаустенитных сталей и
никеля.— Автоматическая сварка, 1957, 1.
32. М о с е н д з Н. А., Макара А. М. Влияние состава флюса на
содержание серы и кислорода в металле шва.— Автоматическая
сварка, 1965, 1.
33. Н о в о ж и л о в Н. М., Суслов В. И. Сварка плавящимся
электродом в углекислом газе. М., Машгиз, 1958.
34. П 1 д г а е ц ь к и й В. В. Пори, включения 1 тр!щини в зварних
швах. Ки1в, «Техн1ка», 1970.
35. Подгаецкий В. В., Ле й н а ч у к Е. И. Некоторые осо-
бенности металлургических реакций при сварке под флюсом.—
Автоматическая сварка, 1952, 2. • \
36. Подгаецкий В.В. Реакции в атмосфере дуги при сварке под
флюсом.— Автоматическая сварка, 1953, 1.
37. ГИдгаецький В. В., Галинич В. I. Роль приелектрод-
них областей дуги в поглинанн! азоту металом стально’1 зварочно!
вани,— ДАН УРСР, 1963, 2.
38. Подгаецкий В. В., Илюшен ко В. М. О влиянии со-
единений щелочных металлов на пористость швов при сварке под
флюсом.— Автоматическая сварка, 1964, 10.
39. Подгаецкий В. В., Новикова Т. П. О выделении фто-
ристого кремния при нагреве флюса в процессе сварки и при суш-
ке.— Автоматическая сварка, 1960, 6.
40, По дг-аецки й В. В., Раб кин Д. М. Металлургические
реакции при сварке под флюсом с точки зрения ионной теории строе-
ния шлаков.— Автоматическая сварка, 1952, 2.
41. Подгаецкий В. В. Реакция окисления водорода в атмосфере
дуги.— Автоматическая сварка, 1963, 9.
42. Подгаецкий В. В., Позняк Л. А. О влиянии состава
флюса на распределение фосфора между шлаком и металлом шва.—
Автоматическая сварка, 1957, 4.
43. Подгаецкий В.В. Реакция в атмосфере дуги при сварке под
флюсом.— Автоматическая сварка, 1953, 1.
44. По х о д н я И. К. Плавление электродов и взаимодействие ме-
талла с газами при дуговой сварке. Автореферат докторской диссер"
тации. Изд. ИЭС им. Е. О. Патона. Киев, 1968.
45. П о х о д н я И. К., Марченко А. Е. Водород в сварных
швах, выполненных электродами с рутиловым покрытием.'— Авто-
матическая сварка, 1964, 5.
46. П о х о д н я И. К., С у п т е л ь А. М. Теплосодержание капель
электродного металла при сварке в защитных газах.— Автоматиче-
ская сварка, 1967, 2.
47. Походня И. К. Плавление электродов и взаимодействие метал-
ла с газами при дуговой сварке. Изд. ИЭС им. Е. О. Патона. Киев,
1968.
48. П о х о д н я И. К., Ф р у м и н И. И. Исследование средней тем-
пературы сварочной ванны.— Автоматическая сварка, 1955, 45.
49. По дг а ецк ий В. В., Г ал ин ич В. И. О влиянии рода и
полярности тока на поглощение азота и водорода сварочной ван-
ной.— Автоматическая свар.ка, 1963, 11.
50. П о х о д н я И. К., С у п т е л ь А. М. Влияние температуры ка-
пель и кинетики плавления электрода на насыщение металла азо-
том.— Автоматическая сварка, 1967, 3.
51. Потапов Н. Н., Любавский К. В. Содержание кислорода
в наплавленном металле при автоматической сварке под флюсом.—
Сварочное производство, 1971, 1.
52. П е т р о в Г. Л., Тумарев А. С. Теория сварочных процес-
сов. М., «Высшая школа», 1967.
53. Понизовцев А. М. Исследование свариваемости и разработка
технологии механизированной сварки плавлением высокохромистых
жаропрочных сталей. Автореферат. Изд. ИЭС им. Е. О. Патона,
Киев, 1971.
54. Р а з и к о в М. И. Автоматическая наплавкг? в среде углекислого
газа. М.— Свердловск, Машгиз, 1962.
55. Р а б к и н Д. М. Энергетическое исследование приэлектродных
областей мощной сварочной дуги.— Автоматическая сварка, 1951,
2.
56. Роде Т. В. Кислородные соединения хрома и хромовые катализа-
торы. М., Изд-во АН СССР, 1962.
57. С о к о л о в Е. В. и др. Разработка электродов, обеспечивающих
низкое содержание углерода в наплавленном металле аустенитного
класса.— В кн.: Сварка конструкций из высоколегированных ста-
лей. ЛДНТП, 1968.
58. Т и м о ф е е в М. М. Сера и фосфор при автоматической
сварке под высокомарганцовистыми флюсами.— В кн.: Труды
ЦНИИТМАШ, 3,5. М., Машгиз, 1950.
59. Т р у б и н К., О й к с Г. Металлургия стали. М., Металлургиз-
дат, 1951.
60. Термические константы неорганических веществ. М.., Изд-во АН
СССР, 1949.
61. Ф р о л о в В. В. и др. Теоретические основы сварки. М., «Выс-
шая школа», 1970.
62. Ф р о л о в В. В. Поведение водорода при сварке плавлением. М.,
«Машиностроение», 1966.
63. Ф р о л о в В. В. Физико-химические процессы в сварочной дуге.
М., Машгиз, 1954.
64. Ф р у м и н И. И., Р а б к и н Д. М., Лейначук Е. И. Низ-
кокремнистые флюсы для автоматической сварки и наплавки.—
Автоматическая сварка, 1956, 1.
65. X р е н о в К. К. Электрическая сварочная дуга. М., Машгиз,
1949.
66. X р е н о в К. К-, К у ш н е р е в Д. М. Керамические флюсы
для автоматической сварки и наплавки. Киев, Гостехиздат УССР,
1961.
67. Ю щ е н к о К- А. и др . Скоростная газоэлектрическая сварка
нержавеющих сталей дополнительно подогреваемой проволокой.—
Автоматическая сварка, 1969, 1.
68. Яровинский Л. М., Баженов В. В. Электроды
ЦНИИТМАШ для сварки сталей и наплавки. М., Машгиз, 1954.
69. Т h i е 1 s с h Н. Defects and failures in pressure vessels and piping.
N.— Y., Reinhold Publishing Corporation, 1965.
268
70. Rothschild G. R. Carbon-dioxide shielder consumable-electro-
de arc welding.— Can. Welder, February, 1956.
71. Fast 1. D.— Philips’ Technische Rundschau, 1948, 10.
72. R a d eker W. Die Rolle des Stickstoffes beim schweissen.—
Schweissen und schneiden, 1968, 20, 105—113.
73. К о b a у a s h i T., К u w a n a T., Kikuchi Y. Effect oi
Welding Atmospheres and Welding Polarity on the Nitrogen Con-
tent of Weld Metals.— J. of the Japan weld. Soc. 1971, 3.
74. Kobayashi T. and oth.— Jesecu hakkaisi, 1966, 3.
75. Gibson G. The Inert Gas Shielded Arc Welding Process.— Weld.
J. 1947, 5.
76. T i c h о d e e v G. M. Physical-Chemical Phenomena of the Trans-
fer of Metal during Welding.— Weld. J. 1936, 3.
77. M i 1 1 e r I. W. Nitrogen in Metallic Arc Weld Metal.— Weld. J.
1936, 2.
78. Kobayashi T., К u w a n a T., К i к u c h i 1. Arc Atmosp-
here and Nitrogen Content of Weld Metal. МИС, документ XII —
265—65, 4, 1965.
Глава IV. ДЕФЕКТЫ МЕТАЛЛУРГИЧЕСКОГО ПРОИСХОЖДЕНИЙ
В СВАРНЫХ ШВАХ И СОЕДИНЕНИЯХ
К дефектам металлургического происхождения в сварных соединениях
относятся горячие и холодные трещины, газовые пузыри (поры) и неме-
таллические включения. Поры и неметаллические включения в процес-
се сварки могут образовываться только в металле сварных швов, а
трещины — как в сварных швах, так и в околошовной зоне свариваемо-
го (основного) металла, чаще в участке, непосредственно примыкающем
к шву.
Образование всех рассматриваемых дефектов зависит не от квали-
фикации сварщика, а главным образом от структуры свариваемой стали,
ее химического состава и толщины, метода и режима сварки, а также
от состава сварочных материалов (присадочной проволоки, флюсов,
защитных газов, электродов и их покрытий).
Эти дефекты в той или иной мере снижают работоспособность и
эксплуатационную надежность сварного узла или изделия в целом,
поэтому анализу причин, условий их образования и мерам их предот-
вращения уделяется большое внимание.
Образование трещин, пор и неметаллических включений в сварных
швах тесно связано с характером кристаллизации металла сварочной
ванны, развитием в нем зональной и дендритной химической, а также
физической неоднородности и, в конечном счете, с образованием той или
иной микроструктуры. Поэтому в первую очередь кратко остановим-
ся на существующих представлениях о механизме и особенностях кри-
сталлизации металла сварочной ванны.
IV.1. Кристаллизация металла сварочной ванны
и его химическая и физическая неоднородность
Условия кристаллизации металла сварных швов значительно отлича-
ются от условий кристаллизации металла в отливках и слитках. Ха-
рактерными особенностями кристаллизации металла шва являются:
а) сравнительно малый объем жидкого металла сварочной ванны, его
высокая температура и интенсивное охлаждение; б) наличие на дне, по
бокам и в хвостовой части сварочной ванны готовых центров кристалли-
зации в виде крупных полуоплавленных зерен основного металла, вы-
росших вследствие воздействия высокой температуры дуги; в) одновре-
менные нагрев металла передней части сварочной ванны перемещающей-
ся дугой и охлаждение хвостовой ее части со стороны твердого металла,
что обусловливает прямую зависимость скорости кристаллизации ван-
ны от скорости сварки; г) зависимость направленности кристаллизации
металла сварочной ванны от формы криволинейной поверхности раздела
расплавленного и твердого металлов (т. е. от формы провара), что в свою
очередь зависит от режима сварки; д) замедленное охлаждение верхней
части сварочной ванны при сварке под флюсом и в некоторой степени при
сварке толсто по крытыми электродами; е) воздействие на кристаллизую-
270
щийся и остывающий (затвердевший) металл более значительных соб-
ственных (сварочных) поперечных и продольных напряжений.
Некоторые из этих особенностей являются благоприятными, а не-
которые — отрицательными с точки зрения структуры и свойств ме-
талла шва. Так, например, в противоположность слиткам и отливкам,
сварные швы вследствие большей скорости кристаллизации имеют бо-
лее тонкую структуру (мельче дендриты и кристаллиты) и, что весьма
важно, отличаются меньшей зональной и внутрикристаллитной (денд-
ритной) ликвацией (химической неоднородностью). Благодаря этому,
а также вследствие меньшего содержания газов и вредных примесей
сварные швы в большинстве случаев обладают более высокими механи-
ческими свойствами, чем металл отливок и слитков такого же состава.
Наряду с этим, из-за ряда специфических условий сварки, в частно-
сти из-за воздействия сварочных напряжений, не всегда удается полу-
чить качественные швы без дефектов металлургического происхождения
(например, трещин), не прибегая к специальному легированию наплав-
ленного металла, а иногда и к специальным приемам сварки. С особыми
трудностями приходится сталкиваться при сварке ряда сталей, когда
необходимо обеспечить свойства литого и нетермообработанного металла
шва, равные или близкие к свойствам основного катаного и термообра-
ботанного металла. В обоих этих случаях, наряду с оптимальным хими-
ческим составом, характер кристаллизации металла шва и связанные
с этим та или иная его структура и химическая дендритная неоднород-
ность играют значительную роль в получении швов, отвечающих предъ-
являемым требованиям.
На рис. IV. 1 представлена схема плавильного пространства, кри-
сталлизующейся сварочной ванны и распределения температур впере-
ди и позади дуги при сварке под флюсом. По мере перемещения электри-
ческой дуги металл сварочной ванны в ее хвостовой части и по бокам
быстро охлаждается благодаря отводу тепла в основной металл и при
достижении температуры плавления (точнее, температуры кристаллиза-
ции) затвердевает (кристаллизуется). Фронт кристаллизации продви-
гается вслед за перемещающейся дугой с кратковременными оста-
новками, обусловленными периодичностью охлаждения. Кристаллы
растут в направлении, обратном криволинейной поверхности теплоотво-
да, разделяющей нерасплавленный основной металл и жидкий металл
ванны. Периодичность процесса кристаллизации, по мнению большин-
ства исследователей, обусловлена тем, что после затвердевания первого
слоя охлаждение жидкого металла на некоторое время задерживается
в связи с выделением скрытой теплоты плавления. Непрекращающийся
отвод тепла в глубь основного металла обусловливает кристаллизацию
второго слоя и т. д. В связи с этим в шве обнаруживаются слои кристал-
лизации (выявляемые специальным травлением), имеющие поверхность,
соответствующую поверхности теплоотвода. Толщина каждого кристал-
лизационного слоя не превышает десятых долей миллиметра и находит-
ся в прямой зависимости от размера сварочной ванны и в обратной за-
висимости от скорости теплоотвода.
Сварные швы имеют транскристаллитную (направленную) макро-
структуру. Столбчатые кристаллиты каждого последующего слоя кри-
сталлизации и каждого последующего валика шва при многопроходной
(многослойной) сварке являются продолжением кристаллитов нижеле-
жащего слоя. В результате образуются кристаллиты, как бы перера-
стающие из слоя в слой, и вместе с тем в большей или меньшей степени
изогнутые (в зависимости от скорости сварки) и приобретающие в центре
271
шва параллельную или, наоборот, встречную направленность с кристал-
литами, растущими от противоположной боковой стенки ванны. При
встречной направленности кристаллитов в центре затвердевшего шва
образуется так называемая зона слабины, в которой обычно сосредото-
чено наибольшее количество ликвирующих элементов и наиболее развита
дендритная химическая неоднородность. Размеры кристаллитов металла
Рис. IV. 1. Схема плавильного пространства и кристаллизующейся сварочной
ванны при электродуговой сварке под флюсом: / — электрическая дуга; 2 —
свариваемый металл; 3 — присадочная (электродная) проволока; 4 — расплав-
ленный флюс (шлак); 5 — зона газов и переноса электродных капель в свароч-
ную ванну; 6 — капли расплавленного присадочного металла; 7 — жидкий
металл сварочной ванны; 8 — слой нерасплавленного флюса; 9 — слой за-
твердевшего шлака на поверхности шва; 10 — сварной шов; 11—12 — кривые
распределения температур в зоне дуги и в основном металле позади и впереди
дуги соответственно.
шва или наплавки зависят от длительности пребывания металла сва-
рочной ванны в перегретом состоянии и, как установлено М. И. Ра-
зиковым, также от исходного состояния основного металла (литой,
горячекатаный, прокованный). Зависимость размеров дендритов метал-
ла шва от структуры свариваемого металла особенно заметна, если шов
и основной металл имеют близкие химические составы.
Каждый из столбчатых кристаллитов металла шва состоит из боль-
шого количества одинаково ориентированных первичных ячеек, или
дендритов, вследствие специфического ячеистого характера кристалли-
зации [46, 37, 85] (рис. IV.2). Такое строение кристаллитов обусловлено
тем, что каждый из растущих дендритов сравнительно быстро развива-
ется одновременно с соседними преимущественно за счет роста главных
осей, т. е. в одном направлении, обратном теплоотводу.
272
Лишь при замедленном охлаждении металла сварочной ванны
повышении в нем концентрации примесных атомов и понижении тем-
пературного градиента (например, в верхней части шва или при сварке
высоколегированной стали с предварительным подогревом) кристаллиты
приобретают дендритное или смешанное ячеисто-дендритное строение
с большим или меньшим развитием осей второго порядка. При этом
в направлении к центру и верхней части шва ячейки и дендриты зна-
чительно утолщаются.
Ориентировка ячеек (ден-
дритов) смежных кристалли-
тов не одинакова, а состав-
ляет некоторые углы, созда-
вая таким образом между
смежными кристаллитами
своеобразные границы сра-
стания. Характерно, что эти
границы кристаллитов метал-
ла шва, охватывающие не-
сколько ячеек или дендритов,
у линии сплавления являют-
ся продолжением границ зе-
рен основного металла, при-
чем поперечные размеры пер-
вых соответствуют размерам
вторых. При практически оди-
наковых сечениях всех ячеек
(дендритов) у линии сплавле-
ния больший размер (сечение)
кристаллита, растущего на
более крупном зерне основ-
ного металла, имеет большее
число входящих в него ячеек.
Направленность кристал-
литов (ориентировка групп
дендритов или ячеек, входя-
щих в один кристаллит) и их
размер определяются ориен-
тировкой кристаллической ре-
шетки и величиной зерна ос-
Рис. IV.2. Растущие ячейки кристаллизу-
ющегося малоуглеродистого металла шва,
Х90.
новного металла в околошовной зоне, на котором растет данная группа
дендритов. Некоторое отличие ориентировки группы дендритов, вхо-
дящих в состав одного кристаллита, от ориентировки группы дендритов
соседнего кристаллита обусловлено различием в ориентировке кристал-
лических решеток соседних полуоплавленных зерен основного металла,
служащих подкладками для кристаллизации этих кристаллитов. На-
помним, что направление роста ячеек (дендритов) соответствует кри-
сталлографическим осям кристаллизующегося металла.
Микроскопическая химическая неоднородность. Образование зон
обогащения ликвирующими элементами и примесями в пограничных
слоях ячеек и дендритов обусловлено зубчатым характером фронта
кристаллизации (рис. IV.3) [40, 46, 85, 91]. При затвердевании металла
шва на частично оплавленных зернах основного металла в первую оче-
редь кристаллизуется наиболее чистый от примесей металл в виде
твердого раствора неограниченно растворимых атомов элементов с
273
некоторым количеством ограниченно растворимых примесей. Вещества,
обладающие меньшей растворимостью в твердом металле, чем в жидком,
и более низкой температурой плавления, вытесняются в жидкий расплав,
обогащая его. Вследствие ограниченной диффузии впереди фронта
кристаллизации создается обогащенный этими веществами слой жид-
кости с температурой плавления, более низкой, чем основы расплава.
Это переохлаждение, обусловленное изменением состава жидкого слоя
перед фронтом кристаллизации, называют концентрационным переох-
лаждением. Степень переохлаждения этого слоя жидкого расплава сва-
рочной ванны зависит от общего количества примесей в жидком метал-
ле, их коэффициентов диффузии и распределения между твердым и жид-
Рис. IV.3. Схема зубчатого фронта крис-
таллизации.
ким металлом, а также от их
физических свойств. Чем вы-
ше общее содержание в ме-
талле второго элемента или
примесей, снижающих темпе-
ратуру плавления сплава,
меньше коэффициенты диф-
фузии этого элемента и при-
месей в жидкости и меньше
коэффициент распределения
их между твердым и жидким
металлом, тем больше накап-
ливается этого элемента или
примесей перед фронтом крис-
таллизации и, соответственно,
тем более концентрационное
переохлаждение и химиче-
ская дендритная неоднород-
ность.
При некоторой критичес-
кой скорости кристаллизации
в металле сварочной ванны
на первом затвердевшем слое появляются выступы в виде зубьев.
Высота выступов соответствует интервалу кристаллизации обогащен-
ного примесями жидкого металла и находится в обратной зависи-
мости от скорости кристаллизации [91, 85, 42, 81]. Следовательно,
вершины зубьев соответствуют изотерме ликвидуса металла данного
состава, а основания — линии температуры наиболее возможного кон-
центрационного переохлаждения.
Благодаря боковой диффузии растворенные в жидком металле при-
меси отводятся от вершины выступов к основаниям (рис. IV.3), образуя
в пограничных слоях ячеек при кристаллизации обогащенный твердый
раствор [85, 91, 42], а при количествах примесей, превышающих рас-
творимость их в твердом металле данного состава,— включения эвтек-
тического типа по границам ячеек или дендритов (рис. IV.4). Такими
включениями могут быть различного рода силикаты, соединения никеля
с серой Ni3S (температура плавления 644° С), эвтектика Ni — NisS
(температура плавления 625° С), эвтектика хромоникелевый аустенит-
карбонитрид ниобия (температура плавления 1175 С), легкоплавкие
соединения никеля с кремнием, бором, ниобием и др., а также окси-
сульфидные соединения, выделение которых обусловлено уменьшением
растворимости кислорода и серы в жидком металле с понижением темпе-
ратуры.
274
С увеличением высоты выступа h (см. рис. IV.3) возрастает обога-
щение примесями жидкости у основания выступа и увеличивается хи-
мическая неоднородность в твердом растворе по этим примесям либо
повышается количество эвтектических соединений по границам ден-
дритов [91, 85, 88, 51].
Однако не при всех возможных изменениях скорости охлаждения
и кристаллизации реальных сплавов одинаково развивается химиче-
ская дендритная неоднородность. На рис. IV.5 схематически изображен
угол диаграммы состояния сплавов, образующих непрерывный ряд
твердых растворов, у которых примесь (или второй легирующий эле-
мент) снижает температуру плавления сплава. В момент начала за-
твердевания сплава /—/ жидкая
фаза имеет состав CL, а образующая-
Рис. IV.4. Схема, иллю-
стрирующая выделение
по зонам между дендри-
тами легкоплавких со-
единений.
Рис. IV.5. Угол диаграммы состояния
сплавов, образующих непрерывный ряд
твердых растворов, у которых второй
элемент (примесь) снижает температуру
плавления сплава.
ся твердая фаза, находящаяся в равновесии с жидкой,— состав С$. По
мере снижения температуры от TL до Т изменяется и количество твер-
дой фазы. Относительное количество твердой и жидкой фаз может
быть выражено отношением отрезков AF : BF. Вследствие равновесной
взаимосвязи между твердой и жидкой фазами состав последней должен
изменяться по мере роста количества твердой фазы. Взаимосвязь между
условиями равновесия твердая фаза — жидкая фаза обычно выражают
коэффициентом распределения — отношением концентрации примесей
в твердой и жидкой фазах:
Cs
Ко^~. (IV. 1)
В реальных условиях кристаллизации равновесие между твердой
и жидкой фазами практически не наступает, поэтому обычно пользу-
ются эффективным коэффициентом распределения:
^"эф
CS
Со
(IV.2)
где Со — средняя концентрация примеси.
915
Как отмечалось, для второго элементе и примесей, понижающих
точку плавления, Ко < Кэф < 1.
В зависимости от скорости кристаллизации наблюдается плоский
фронт (без образования выступов и впадин), относящийся к диффу-
зионному, и рассмотренный выше зубчатый фронт, который в свою
очередь в зависимости от скорости кристаллизации может быть диффу-
зионным, бездиффузионным или смешанным.
При весьма малой скорости затвердевания, когда последняя не
превышает скорости диффузии примесных атомов в жидком металле,
/(э — /с0, избыточные примеси за счет диффузии успевают удалиться
от поверхности раздела в толщу жидкого расплава, тем самым посте-
। пенно обогащая его. При этом на
Скорость охлаждения, °C/с
Рис. IV.6. Зависимость степени
внутрикристаллитной ликвации от
скорости охлаждения.
протяжении всего времени затвер-
девания сохраняется плоский фронт
кристаллизации^ Вследствие этого
в металле отсутствует микроскопи-
ческая химическая неоднородность
в поперечном сечении кристаллитов
и наблюдается сильно развитая зо-
нальная ликвация.
К диффузионной кристаллиза-
ции относится также большинство
процессов затвердевания, имеющих
место в практике большой метал-
лургии и при сварке, когда /<Эф
сильно отличается от единицы и на-
блюдается зубчатый фронт кристаллизации. При сравнительно умерен-
ных скоростях затвердевания, когда примесь не успевает отводиться
от фронта кристаллизации в толщу жидкого металла, но отводится от
вершин выступов (зубьев) во впадины, развивается дендритная (внут-
рикристаллитная) неоднородность. В этом случае, чем больше Афф
отличается от единицы, тем толще и более обогащен примесями слой
жидкого металла во впадинах и тем больше дендритная неоднородность.
Наконец, при очень больших скоростях затвердевания, когда
КЭф стремится к единице, избыток примеси, возникающий впереди
фронта кристаллизации, не успевает отводиться не только в толщу
жидкого расплава, но в полной мере и во впадины между зубьями,
высота последних оказывается значительно меньше, фронт кристалли-
зации приближается к плоскому. Рост твердой фазы происходит не за
счет избирательного присоединения атомов основы расплава, а преиму-
щественно за счет присоединения любых его атомов, т. е. при так назы-
ваемом врастании примесных атомов в кристаллическую решетку.
Состав твердой фазы в этом случае в меньшей степени отличается от со-
става жидкой фазы. Такой процесс кристаллизации называется без-
диффузионным (или смешанным).
Как известно, кривая влияния скорости охлаждения сплава при
кристаллизации на степень внутрикристаллитной ликвации имеет
максимум. На рис. IV.6 приведена зависимость степени внутрикри-
сталлитной ликвации от скорости охлаждения сплава при кристалли-
зации (в реальных условиях затвердевания слитков в большой метал-
лургии и металла шва при сварке). Увеличение скорости охлаждения
до определенного предела приводит к увеличению внутрикристаллит-
ной ликвации. Процесс кристаллизации происходит преимущественно
276
Рис. IV.7. Схема концентраци-
онного переохлаждения в жид-
ком расплаве для случая, когда
примесь (или второй элемент)
снижает температуру плавления
сплава: 1 — распределение при-
меси в жидкости перед фронтом
кристаллизации; 2— распределе-
ние температур в жидкости пе-
ред фронтом кристаллизации.
диффузионным путем. Дальнейшее увеличение скорости охлаждения
способствует смене диффузионного процесса кристаллизации бездиффу-
зионным или смешанным, благодаря чему внутрикристаллитная лик-
вация исчезает либо уменьшается. В этом случае, чем больше скорость
кристаллизации, тем меньше сечение ячеек а и высота выступающих
зубьев h (ширина области твердо-жидкого состояния металла), меньше
разность концентраций примеси между впадинами и вершинами высту-
пов, тем, следовательно, меньше химическая дендритная неоднород-
ность [41, 42, 81, 92]. Если, например, концентрация серы и кислорода
невелика, а скорость кристаллизации
металла значительна, то сера фикси-
руется в пограничных слоях дендритов
в виде пересыщенного твердого раство-
ра [45, 46]. Если же концентрация этих
примесей в расплаве значительна, то,
несмотря на относительно высокую ско-
рость кристаллизации металла свароч-
ной ванны, они выделяются по грани-
цам между дендритами (ячейками) в
виде сульфидов и оксидов (точнее, в
виде комплексных соединений — окси-
сульфидов). Повышение содержания
марганца уменьшает внутридендритную
неоднородность металла шва по сере,
повышение содержания никеля в ма-
лоуглеродистых швах до 4,5% несколь-
ко усиливает ее, а увеличение коли-
чества углерода' значительно усиливает
дендритную неоднородность по сере и
фосфору. При значительной ликвации
серы, например, при увеличении содер-
жания углерода до 0,5% и наличии ни-
келя в металле шва обнаруживаются
сульфидные включения, легко выявляе-
мые обычными металлографическими методами [46].
На рис. IV.7 схематически показано образование зоны концентра-
ционного переохлаждения для случая, когда примесь или второй (ле-
гирующий) элемент понижает температуру плавления сплава. По мере
удаления от фронта кристаллизации концентрация примеси в расплаве
уменьшается, а температура в связи с этим возрастает. Крутизна кри-
вых (градиенты концентраций и температур) зависит от общего содержа-
ния примеси в сплаве и скорости ее отвода в глубь расплава.
Возникновение переохлаждения впереди фронта кристаллизации
жидкого металла и, следовательно, большее или меньшее обогащение
примесями жидкого слоя и степень химической дендритной неоднород-
ности металла шва по этим примесям связаны не только с концентра-
ционным переохлаждением, но и с общей температурой (перегревом)
металла сварочной ванны и характером распределения температур у
фронта кристаллизации (в хвостовой части ванны), т. е. и с термиче-
ским переохлаждением. Толщина и плотность обогащенного примесями
жидкого металла перед фронтом кристаллизации, т. е. степень концен-
трационного и термического переохлаждения, соответствует области
между кривой начала равновесной кристаллизации (определяемой по
кривой ликвидуса диаграммы состояний и сохраняющейся неизменной
277
ДЛЯ Данного сплава) и линией фактического распределений температур
(градиента температур) жидкого металла в хвостовой части сварочной
ванны (рис. IV.8). Чем меньше градиент температур в ванне перед
фронтом кристаллизации (более пологая кривая 2 на рис. IV.8), тем
больше концентрационное переохлаждение и химическая дендритная
неоднородность. Считают, что степень концентрационного переохлаж-
дения в сварочной ванне зависит от соотношения левой и правой частей
следующего неравенства:
G /пС0(1-К0)
Псв COS ф DKo
(IV.3)
где G — температурный градиент расплава в сварочной ванне у фронта
кристаллизации; усв cos ф = Ркр — скорость кристаллизации; усв —
скорость сварки; ф — угол между нормалью к изотерме и направлением
в
Рис. IV.8. Влияние градиента температур в хвостовой части сварочной ванны
на величину концентрационного переохлаждения у фронта кристаллизации
(схема): 1 — кривая равновесной температуры ликвидус, 2 — фактический
градиент температур в сварочной ванне у фронта кристаллизации.
сварки (или угол между векторами скорости сварки и линейной
скоростью роста кристаллитов); т — наклон линии ликвидус; Со —
исходное содержание примеси в расплаве; D — коэффициент диффузии
примеси в расплаве; Ко — коэффициент распределения примеси между
твердой и жидкой фазами.
С увеличением левой части неравенства за счет снижения скорости
сварки или повышения градиента температур (рис. IV.8, б) уменьша-
ется концентрационное переохлаждение; при равном (рис. IV.8, в) или
большем значении левой части выражения (IV.3) по сравнению с правой
его частью концентрационное переохлаждение исчезает. Для сплавов,
у которых Ко > 1, т. е. когда примесь повышает температуру плав-
ления сплава, перед правой частью неравенства (IV.3) необходимо по-
ставить знак минус.
Градиент температур в сварочной ванне можно изменять и искусст-
венным способом (например, электромагнитным воздействием на дугу и
сварочную ванну, введением в хвостовую часть ванны холодной приса-
дочной проволоки и др.). При этом возрастание градиента температур
сопровождается некоторым снижением переохлаждения металла и сте-
пени химической его дендритной неоднородности.
Механизм выделения оксидов и сульфидов, равно как и других
неметаллических включений и газов, обусловлен описанным выше пе-
рераспределением и накоплением их перед зубчатым фронтом кристал-
лизации. Термин «выделение» неметаллических включений, в том числе
и различных сульфидов, в процессе кристаллизации металла в литера-
278
туре встречается весьма часто. Учитывая, что под «выделением» второй
фазы обычно понимают ее появление в твердом металле при охлажде-
нии либо в результате термического или термомеханического воздейст-
вия, в данном случае, т. е. при кристаллизации металла шва, правиль-
нее было бы применять термин «образование» сульфидов, оксисульфидов,
силицидов и других включений.
Полагают [87, 90], Что форма оксисульфидных включений, оказы-
вающая решающее влияние на высокотемпературные механические
и технологические свойства металла сварных швов, зависит от времени
их образования, что в свою очередь определяется соотношением
содержания кислорода и серы. Кислород, уменьшая растворимость
серы в*и?йдком-мета7Гле^'способствует ее выделению из расплава в виде
оксисульфидов на более ранней стадии кристаллизации металла.
Вследствие этого к концу кристаллизации оксисульфиды успевают
скоагулировать и поэтому залегают между ячейками и кристаллитами
в виде более или менее крупных разобщенных включений округлой фор-
мы. При низком содержании кислорода (и поэтому более высокой раст-
воримости серы в жидкой стали) сульфиды начинают выделяться позже,
образуя на границах ячеек и кристаллитов тонкие пленки или оболочки
[1, 90].
Измельчение дендритов и дезориентирование структуры металла
шва уменьшает степень дендритной неоднородности и нейтрализует
влияние выделившихся включений, повышая при этом механические
и технологические свойства металла. Установлено [52], что швы с рав-
ноосной структурой обладают значительно более высокой пластично-
стью в высокотемпературном интервале хрупкости (см. дальше) по
сравнению с металлом такого же химического состава, но со столбчатой
структурой. При этом снижается также верхняя граница температурно-
го интервала хрупкости.
Полное или частичное подавление столбчатой структуры, либо
уменьшение размеров (сечения) кристаллов при сварке сталей может
быть достигнуто следующими методами:
а) легированием металла шва, обеспечивающим образование высо-
котемпературных избыточных фаз типа твердых растворов (например,
6-феррита в аустенитных швах), первичных карбидов или боридов
(при сварке аустенитных жаропрочных сталей и сплавов), а также туго-
плавких оксидов (СгаОз, ZrO2);
б) введением в сварочную ванну модификаторов (титана, алюминия
и др.) при сварке углеродистых и низколегированных, а также высоко-
хромистых мартенситных и мартенситно-ферритных сталей; поверх-
ностно активных элементов (циркония, стронция, церия, лантана) при
сварке аустенитных сталей и никелевых сплавов;
в) воздействием на сварочную ванну электромагнитного перемен-
ного поля, ультразвуковых колебаний, механических вибраций и др.;
г) охлаждением металла сварочной ванны, например введением
присадочной проволоки в хвостовую ее часть при сварке аустенитных
сталей и др.
Таким образом, в реальных сварных швах наблюдается развитая
в большей или меньшей степени микроскопическая химическая внутри-
кристаллитна (дендритная) неоднородность по элементам и примесям,
обладающим меньшей растворимостью в твердом металле, чем в жид-
ком, и изменяющим температуру плавления сплава.
В поликристаллических металлах всегда наблюдается нарушение
сплошности кристаллической решетки по границам кристаллитов, обус-
279
Рис. IV.9. Схема расположения дислока-
ций в литых однофазных металлах: а —
неупорядоченное, б — упорядоченное.
ловливающее различные виды межкристаллитного разрушения металла.
Л По данным [45, 46, 42], в металле сварных высоколегированных швов
I с однофазной аустенитной структурой в процессе охлаждения, непо-
\ средственно после завершения кристаллизации может под действием
возникающих к этому моменту растягивающих сварочных и усадочных
напряжений дополнительно развиться физическая неоднородность —
концентрация (упорядочение) дефектов кристаллической решетки
(рис. IV.9) в виде новых (вторичных), так называемых полигонизацион-
ных, границ, вследствие чего снижаются высокотемпературная проч-
ность и пластичность металла. Наряду с химической дендритной неод-
/ породностью такая концентрация дефектов кристаллической решетки
/ является причиной многих видов межкристаллитного разрушения ме-
I таллов: горячих трещин в сварных швах, растрескивания металла при
горячем деформировании (про-
катке, ковке, штамповке), [
понижения сопротивляемости )
ползучести металла, межкри-}
сталлитной коррозии. С уве-
личением плотности дефектов
кристаллической решет и (ва-
кансий и дислокаций) на но-
вых границах степень не-
сплошности металла в этих
местах возрастает, а высоко-
температурная пластичность
и прочность снижаются.
Новые границы охватыва-'
ют большое количество дендри-
тов или ячеек и проходят как вдоль зон срастания кристаллитов и обо-
гащения дендритов, так и пересекая их. В участках совпадения вторич-
ных границ с зонами обогащения ячеек (дендритов), т. е. в местах сов- !
падения химической и физической неоднородности металла шва, происхо- (
дитнаиболыпее снижение его высокотемпературной пластичности и проч- 1
ности. Поэтому преимущественно в этих местах зарождаются различного (
рода высокотемпературные межкристаллитные разрушения металла. )
Зафиксировать равномерное распределение дефектов кристалли-
ческой решетки, т. е. предотвратить полигонизацию металла шва, мож-
но быстрым охлаждением его от высоких температур, обеспечением обра-
зования в нем второй фазы (феррита, карбидов, весьма дисперсных ту-
гоплавких оксидов) и легированием элементами, блокирующими дис-
локации при высоких температурах (молибденом, вольфрамом, ко- У
бальтом [46] и другими упрочнителями [15]).
По мнению других исследователей [92—94], вторичные границы
в чистоаустенитных швах образуются не вследствие полигонизации,
а в результате термически активируемого смещения (миграции) границ
срастания, обладающих нестабильностью вследствие развитой' поверх-
ности и случайных ориентировок, в новые более равновесные положе-
ния с меньшей свободной энергией.
Миграция границ происходит в интервале температур высокой диф-
фузионной подвижности атомов (Тсол — Трекр). В работе [73] миграция
границ рассматривается как следствие приграничной пластической де-
формации и не исключается вероятность процессов высокотемпературной
полигонизации, снижающей потенциальную энергию системы за счет
соответствующего выстраивания дислокаций.
280
По-видимому, при формировании вторичных границ в металле од-
нофазных аустенитных швов под действием возникающих и возрастаю
щих сварочных и усадочных напряжений после завершения кристалли-
зации имеют место по крайней мере два процесса: 1 —миграция зон
срастания кристаллитов (возможно, вместе с некоторым количеством
примесных атомов и захватом встречающихся на их пути дефектов решет-
ки) в новые положения с уменьшением общей (суммарной) зерногранич-
ной энергии металла; 2 — диффузия незакрепленных или слабо за-
крепленных дефектов решетки на эти границы. В результате большей
Рис. IV. 10. Микроструктура металла околошовной зоны
(внизу слева) стали Х19АН16 у линии сплавления со швом
того же типа (сверху справа) после деформирования и после-
дующего нагрева в вакууме при 850° С 2 ч, Х150.
или меньшей концентрации на вторичных границах дефектов кристал-
лической решетки (дислокаций и вакансий), а также элементов (и при-
месей), снижающих или, наоборот, повышающих межкристаллитную
высокотемпературную пластичность и прочность, границы имеют боль-
шую или меньшую энергию. Чем больше концентрация дефектов решет-
ки и вредных примесей на вторичных границах кристаллитов, тем выше
избыточная энергия этих границ и хуже ряд физических и химических
свойств металла.
Избыточная (относительная) энергия границ выражается разно-
стью между энергией границ данного поликристаллического металла
и его поверхностной энергией (энергией поверхности металла). В ряде
литературных источников для оценки физических свойств границ зерен
(кристаллитов) пользуются зависимостью
а
?г.з •’ ?п = 2 cos -j- >
281
где Vr,3 — энергия границ зерен; уп — энергия поверхности данного
металла; а — угол раскрытия канавок теплового травления границ
образцов этого металла. Угол а можно определить измерением ширины
и глубины канавок теплового травления на интерферограмме поверх-
ности шлифа. Определив угол, можно рассчитать относительную энер-
гию границ зерен (левую часть равенства). Качественную зависимость
ряда изменений свойств металла от отмеченной относительной энергии
его границ можно выразить через глубину канавок теплового травления.
Отметим также, что вторичные границы обнаруживаются после
нагрева металла при температуре 600—900° С в течение 0,5—2 ч и наибо-
лее четко — после пластического деформирования и указанного нагре-
ва (рис. IV.10). Так, например, в швах типа Х16Н20 с 2,4% молибдена
вторичные границы обнаруживаются после выдержки при 500, 550,
600° С продолжительностью соответственно 100, 14 и 0,5 ч [42].
IV.2. Причины и механизм образования'горячих
трещин в сварных швах
Горячие (высокотемпературные) трещины обычно образуются в одно-
фазных аустенитных стальных швах и в швах при сварке сплавов на
никелевой основе, реже они наблюдаются в ферритно-мартенситных
и ферритных швах, а также в швах, получаемых при сварке углероди-
стых и низколегированных конструкционных сталей. В околошовной
зоне горячие трещины могут образоваться при сварке аустенитных
однофазных сталей, особенно крупнозернистых (или склонных к силь-
ному росту зерна при воздействии сварочного термического цикла).
Наиболее вероятно образование горячих трещин в околошовной зоне
при сварке или заварке раковин литья аустенитных сталей при повышен-
ном содержании в них водорода или плохо растворимых в твердом рас-
творе примесей и их легкоплавких соединений, расположенных в виде
пленок или строчек по границам (зонам срастания) кристаллитов.
Образование горячих трещин обусловлено низкими деформацион-
ной способностью (пластичностью) и межкристаллитной прочностью
металла шва (или околошовной зоны) при высоких температурах и воз-
никновением и развитием растягивающих напряжений в сварном со-
единении в момент минимальной прочности и пластичности. Способность
металла шва сопротивляться образованию горячих трещин, т. е. спо-
собность его претерпевать без разрушения лишь упруго-пластическую
деформацию при высоких температурах в процессе сварки, называют
технологической прочностью металла. Технологическая прочность
данного металла шва определяется соотношением между его температур-
ным интервалом хрупкости (ТИХ), минимальной межкристаллитной
пластичностью и прочностью металла в температурном интервале хруп-
дости, а также величиной и интенсивностью нарастания растягивающих
напряжений и Деформаций (темпом деформаций) в шве по мере пониже-
ния температуры [67—69, 45]. Напомним, что под межкристаллитной
пластичностью металла понимают способность его кристаллитов взаим-
но проскальзывать относительно друг друга под действием напряжений
без нарушения металлической связи между ними. Если температурный
интервал хрупкости металла шва велик, а его межкристаллитная плас-
тичность и прочность в этом интервале низки и если возрастание их с по-
нижением температуры отстает от возрастания растягивающих напря-
жений и деформаций в нем, то под действием последних пластичность
2Й2
металла быстро исчерпывается и происходит хрупкое межкристаллитное
разрушение — образуется горячая трещина. Чем выше температура
металла шва, при которой сжимающие напряжения и деформации в нем
переходят в растягивающие, и чем раньше возникают и быстрее нара-
стают эти напряжения, тем больше (при прочих равных условиях) ве-
роятность образования горячих трещин. Этим, например, объясняется
повышенная склонность швов к горячим трещинам при увеличении
толщины свариваемого металла и швов, получаемых при сварке высо-
колегированных аустенитных сталей и сплавов, по сравнению со свар-
кой углеродистой конструкционной стали [8].
Увеличение температурного интервала хрупкости и снижение вы-
сокотемпературной межкристаллитной пластичности и прочности при
сварке конструкционных и высоколегированных сталей могут быть
обусловлены, как отмечалось, сегрегацией серы, фосфора, кремния,
ниобия в пограничных слоях дендритов вследствие микроскопической
ликвации либо сохранением (образованием) по границам дендритов
и кристаллитов в процессе кристаллизации шва хрупких и непластич-
ных химических соединений. Чем выше степень развития в металле
шва дендритной химической неоднородности по элементам, снижающим
высокотемпературную межкристаллитную пластичность и прочность
металла, а также чем больше количество и, особенно, протяженность
непластичных соединений, выделившихся (образовавшихся) по грани-
цам дендритов и кристаллитов в процессе затвердевания металла, тем
больше склонность сварного шва к образованию горячих трещин.
Немаловажную роль в повышении склонности сварных швов к об-
разованию горячих трещин играет увеличение содержания в шве водо-
рода, а также крупностолбчатая направленная структура металла.
Скопляясь в процессе кристаллизации шва в неметаллических фазах
между дендритами, на вторичных границах, в образовавшихся микро-
скопических надрывах и ассоциируя в молекулы по мере охлаждения
металла (при этом резко возрастает внутреннее давление газа в этих
полостях), водород тем самым способствует образованию горячих тре-
щин и, особенно, развитию их из микроскопических в макроскопи
ческие.
Большая склонность к образованию горячих трещин швов с круп
ностолбчатой направленной структурой по сравнению со швами с из-
мельченными (утоненными) дендритами (ячейками), а тем более с мел-
козернистой дезориентированной структурой, обусловлена следующи-
ми факторами. При одинаковом количестве выделившейся избыточной
фазы с низкими высокотемпературной пластичностью и прочностью
или при одинаковом количестве примеси, обогащающей пограничные
слои первичных дендритов и кристаллитов, удельное количество этой
примеси в пограничных слоях или легкоплавких низкопрочных и не-
пластичных ее соединений по границам дендритов в крупнозернистом
шве больше, чем в мелкозернистом из-за меньшей суммарной поверх-
ности первичных границ в одинаковом объеме первого шва по сравне-
нию со вторым. Вследствие этого увеличивается температурный интер-
вал хрупкости и снижается высокотемпературная межкристаллитная
пластичность и прочность металла. Возможность взаимного поворота
(проскальзывания) под действием напряжений столбчатых кристаллитов
меньше, чем равноосных, что также обусловливает меньшую высоко-
температурную межзеренную пластичность шва со столбчатой структу-
рой. Кроме того, в шве со столбчатой структурой более вероятно направ-
ление растягивающих усилий под большим (более близким к прямому)
283
углом к главным осям дендритов, чем в шве с дезориентированной струк-
турой.
Описанные в общих чертах причины образования горячих трещин
в сварных швах являются общепризнанными. Существует лишь разли-
чие во взглядах на расположение интервала высокотемпературной хруп-
кости металлов относительно температуры солидус. Одна группа иссле-
дователей считает, что интервал хрупкости металлов и обусловленное
этим образование горячих трещин в швах для всех металлов совпадает
с так называемым эффективным (реальным) интервалом кристаллиза-
Темперапцра
Рис. IV. И. Изменение высокотемпера-
турной пластичности металла шва раз-
личного состава и нарастание деформа-
ции в нем в процессе охлаждения.
ции (рис. IV. 12). По мнению других
компонента (примеси)
б
Рис. IV. 12. Интервал крис-
таллизации (а)и зависимость
горячеломкости от состава
сплавов эвтектического типа
(б) (заштрихована область
твердо-жидкого состояния
металла).
авторов, интервал высокотемператур-
ной хрупкости, по крайней мере аустенитного металла, расположен
в подсолидусной области [45, 46]. В работах [70, 99, 73] указывается,
что в зависимости от основы и состава сплава его высокотемпературный
интервал хрупкости может быть как в области твердо-жидкого состоя-
ния (ТИХ^, так и в подсолидусной области (ТИХц); для некоторых
сплавов ТИХ} и ТИХ}1 сливаются (рис. IV.11).
Авторы работ [34, 75, 62, 63, 61] считают, что причиной образова-
ния горячих трещин в швах при сварке углеродистых и низколегиро-
ванных конструкционных сталей является сохранение между стыками
кристаллитов пленок жидкой фазы эвтектического типа к моменту,
когда в шве возникают растягивающие напряжения. Такая же точка
зрения высказана в работах [47, 96, 98] применительно к аустенитным
«талям и сплавам на никелевой основе. Природа образования горячих
трещин в швах при сварке цветных металлов и их сплавов рассматрива-
ется с этих же позиций [52, 42]. Авторы работ [102, 103] отмечают, что
для зарождения горячих трещин кроме наличия жидких межкристаллит-
ных прослоек к моменту возникновения и нарастания растягивающих
напряжений необходимо, чтобы значительная часть поверхности границ
кристаллитов была покрыта пленками такой жидкости. Если же пленки
покрывают лишь незначительную часть межкристаллитных границ,
284
трещины не образуются, В последнем случае возникающие напряже-
ния распределяются на значительной площади контактирования (срас-
тания) кристаллитов, и усилия будут недостаточными для высокотем-
пературного разрушения металла.
Эффективный (реальный) интервал кристаллизации ограничен
сверху температурой образования каркаса из сросшихся между собой
первичных дендритов (Т' на рис. IV. 12), а снизу — температурой со-
лидуса Тс [6, 47, 31]. Исходя из изложенных выше представлений такие
горячие трещины называют кристаллизационными. г :
В ряде работ [71, 72] подчеркивается, что в момент образования го-
рячих трещин наличие жидких межкристаллитных прослоек не обяза-
тельно. Исследованием процесса кристаллизации металла шва на низко-
углеродистой конструкционной стали с применением модифицирован-
ного микроскопа с горячими столом и камерой [101] установлено, что
горячие трещины в металле таких швов возникают после того, как за-
твердевание закончилось. Указывается, что при нагревании такого
шва под микроскопом плавление зоны сегрегации серы и фосфора
при температуре ниже 1460° С не наблюдалось. В работе [8] расчетным
путем установлено, что при однопроходной автоматической сварке не-
ржавеющей аустенитной и углеродистой конструкционной сталей толщи-
ной 2,5 и 10 мм на режимах, обеспечивающих сквозное проплавление,
возникновение растягивающих напряжений в шве до завершения
кристаллизации может быть только в высоколегированной стали толщи-
ной 10 мм (при температуре 1450° С примерно за 2 с до завершения кри-
сталлизации). Во всех остальных случаях швы начинают испытывать
растягивающие напряжения и деформироваться только через несколько
секунд после окончания кристаллизации и при значительно более низ-
кой температуре, чем температура солидуса. Отмечается, что чем толще
свариваемый металл, тем при более высокой температуре шва возника-
ют в нем растягивающие напряжения и деформации и тем, следователь-
но, больше вероятность образования горячих трещин. Склонность к
образованию горячих трещин в швах при сварке аустенитных сталей
больше, чем при сварке углеродистых конструкционных сталей, так как
при одинаковой толщине свариваемого металла температура центра
шва, при которой возникают растягивающие напряжения в нем, выше,
а время начала возникновения этих напряжений после завершения
кристаллизации — меньше в аустенитном металле шва, чем в низкоугле-
родистом нелегированном. В этой же работе установлено, что при авто-
матической сварке с полным проваром аустенитной стали температура
в центре шва к началу возникновения растягивающих деформаций выше
980° С), чем при ручной сварке (800° С). Следовательно, при исполь-
зовании одинаковых сварочных материалов (имеются в виду одинаковые
химический состав и структура металла шва) вероятность образования
в шве горячих трещин при автоматической сварке больше, чем при
ручной.
Имеет положительное значение для трещиноустойчивости аустенит-
ного шва также и то, что при ручной сварке меньше перегревается ме-
талл сварочной ванны, меньше погонная энергия сварки, меньше ско-
рость сварки и поэтому более благоприятна направленность кристалли-
тов (меньше угол их по отношению к оси шва).
Горячие трещины, образующиеся в хромоникелевых однофазных
аустенитных швах в подсолидусной области в результате выделения
непластичных избыточных фаз или развития химической и физической
неоднородности металла, называют подсолидусными. Максимально
285
возможным уменьшением содержания вредных примесей (серы, угле-
рода, фосфора, водорода, кремния), блокировкой дефектов кристал-
лической решетки и упрочнением до определенного уровня границ
зерен (кристаллитов) можно предотвратить образование таких трещин.
Несмотря на некоторое различие во взглядах на механизм и причи-
ны возникновения горячих трещин в сварных швах, способы их предот-
вращения при сварке сталей различных классов, в том числе и наиболее
трудносваривающихся однофазных аустенитных, во многом найдены и
в настоящее время используются в сварочной практике.
Для качественной и количественной оценки стойкости сварных швов
различного состава против образования горячих трещин применяют
несколько методик. Главными, наиболее часто применяемыми методами
Рис. IV. 13. Образцы для испытаний свар-
ных швов на стойкость против образова-
ния горячих трещин: а — жесткий тавр,
б — жесткий стык, в — составной образец.
в
качественной оценки стойкости швов против горячих трещин, являются
следующие (рис. IV. 13): а) сварка жестко закрепленных тавровых образ-
цов и их излом; б) односторонняя сварка жестко закрепленных стыко-
вых соединений пластин с последующим изломом швов или изготовле-
нием макрошлифов; в) наплавка по составным образцам в поперечном
направлении с последующим изломом шва и др.
Весьма удобна проба МВТУ им. Баумана, заключающаяся в свар-
ке с полным проплавлением серии пластин различной ширины (от 30
до 100 мм). Метод позволяет производить испытание металла толщиной
4—6 мм. При большей толщине (до 12 мм) в пластинах выстругивают
разделку. Опыт показывает, что чем шире пластина, тем меньше ве-
роятность образования трещины. За меру стойкости металла швов против
образования горячих трещин принимают критическую ширину пласти-
ны Вкр> при которой в сварном шве возникает трещина.
Для количестве! ной оценки стойкости против горячих трещин
металла сварных швов исходят из отмеченного выше соотношения ин-
тенсивности деформирования металла шва в процессе сварки, его высо-
котемпературной пластичности и величины ТИХ [69]. Предложено
определять темп деформации (см. рис. IV. 11) по формуле
de ab l а п „
а ~ dT ~ ТИХ^ g^’ (IV.За)
где е — деформация металла (ab), накопленная в ТИХ.
Мерой стойкости металла против горячих трещин при такой схеме
является предельный темп деформации ап, превышение которого вы-
зывает появление трещин:
. °min , п
ап тих Р2’
(IV.4)
где р2 — угол между осью координат и касательной ОС к кривой пла-
стичности 6Х от верхней границы ТИХ\ ап является функцией 6 и ТИХ.
Он возрастает при увеличении пластичности металла в ТИХ и умень-
шении величины ТИХ металла шва.
Если а > ап (Pt > р2), то пластичность металла в ТИХ оказыва-
ется исчерпанной (пересечение кривых е2 и Si) и образуется горячая
[69] определять критическую
Рис. IV. 14. Схемы деформирования ме-
талла шва в процессе сварки для опре-
деления технологической прочности по
методу МВТУ (а), ИМЕТ—ЦНИИЧМ
(б) и Фридлянда (в).
(по рассмотренной схеме кристалли-
зационная) трещина.
Для аналогичного рассмотре-
ния подсолидусных горячих трещин
необходимо соответствующие кри-
вые деформации провести к кри-
вой б2 от точки О' (т. е. от верхней
границы ТИХи).
Для упрощения методики вмес-
то темпа деформации предложено
скорость деформации металла шва г>кр
(мм/мин), при которой в нем появляется горячая трещина при сварке
составного стыкового образца из испытуемой стали соответствующими
сварочными материалами (электродами, проволокой под флюсом и т. д.).
Для определения критической скорости деформации используют три
следующие методики (и установки), различающиеся видами деформи-
рования металла шва при сварке (рис. IV. 14): метод МВТУ им. Баумана
(деформация растяжением — раздвиганием свариваемых пластин с за-
даной скоростью); метод ИМЕТ — ЦНИИЧМ (деформация поперечно-
го изгиба шва); метод Фридлянда и Тимофеева (деформация продольно-
го изгиба). При этом следует иметь в виду, что значение критической
скорости деформации (укр), определяемой по методу Фридлянда и Ти-
мофеева, примерно на семь-восемь единиц больше цкр, определяемой
для того же металла шва и тех же режимов сварки методом ИМЕТ —
ЦНИИЧМ.
287
IV.3. Факторы, определяющие склонность
металла нелегированных и низколегированных
сварных швов к образованию горячих трещин,
и меры предотвращения трещинообразования
Склонность сварных швов к образованию горячих трещин определя-
ется следующими факторами: 1) химическим составом металла шва, от
которого зависят минимальная межкристаллитная пластичность и проч-
ность его в опасном интервале температур (в ТИХ), а также длитель-
ность пребывания металла в этом интервале; 2) величиной и скоростью
нарастания растягивающих напряжений и, соответственно, деформаций
в температурном интервале низкой пластичности и прочности; 3) вели-
чиной первичных кристаллитов; 4) формой сварочной ванны (шва), от
которой зависит направление роста столбчатых кристаллитов, характер
их срастания, степень зональной ликвации и расположение осей кристал-
литов (точнее межкристаллитных участков) относительно направления
растягивающих напряжений.
Влияние химического состава
нелегированных и низколегированных швов
на их стойкость против горячих трещин
Элементами, обусловливающими образование горячих трещин в металле
нелегированных и низколегированных швов, являются прежде всего
сера, затем — углерод, фосфор, кремний, медь, никель (при содержа-
нии более 2,5 до 4,5%), а также примеси металлов с низкой температу-
Отношение содержания Мп к S
Рис. IV. 15. Зависимость стойкости
против горячих трещин металла
шва на углеродистой конструкцион-
ной стали от содержания в нем уг-
лерода, марганца и серы (автомати-
ческая сварка под флюсом АН-348).
рой плавления (свинец, рлово,
цинк). Элементами, повышающими
стойкость швов против трещин, ней-
трализующими вредное действие се-
ры, являются марганец, кислород,
титан, хром и, особенно, ванадий
[75, 29, 62, 63, 61].
На рис. IV. 15 приведены дан-
ные [64]о нейтрализации вредного
влияния серы и углерода марган-
цем. Из графика видно, что суще-
ствует зависимость между содер-
жанием углерода в нелегирован-
ных и низколегированных швах
и отношением содержания в них
марганца и серы. Для предотвра-
щения горячих трещин при повы-
шении содержания в шве серы
(при данном содержании углерода)
или повышении содержания угле-
рода (при данном содержании серы) следует соответственно увеличивать
количество марганца. Однако при содержании в нелегированных уг-
ловых швах углерода, превышающем 0,16%, предотвратить образова-
ние горячих трещин таким путем не представляется возможным даже
при отношении содержания Mn : S > 50 [89, 90]. В стыковых швах та-
кое критическое содержание углерода составляет 0,18%, а в наплав-
ках— 0,20—0,25%. По данным [83], для нелегированных швов, со-
держащих 0,10—0,12% углерода, повышение стойкости против горячих
288
трещин обеспечивается легированием марганцем до 2,5 %, а для швов, со-
держащих 0,13—0,20% углерода,— легированием марганцем до 1,8%.
При содержании марганца, превышающем 4%, в швах, содержащих
0,10—0,12% углерода, и превышающем 2,5%, в швах, содержащих
0,13—0,20% углерода, трещиноустойчивость швов падает.
Многие исследователи [29, 32, 61—63] считают, что образование \
горячих трещин в швах на углеродистых и низколегированных конст- !
рукционных сталях зависит от формы сульфидных включений, распола- |
гающихся между первич^шши'ТёрК^аллитаУгит^Включёнйя'Ъ виде пле- '
нок и цепочек приводят к образованию горячих трещин, а швы с таким
же количеством серы, но залегающей по границам дендритов и кристал- J
литов в виде включений округлой или угловатой формы, стойки про- /
тив трещин.
Существует две гипотезы, объясняющие образование различных
форм сульфидных включений в стальных слитках: американских уче-
ных С. Симса и Ф. Дейля и украинского ученого В. И. Кармазина. По
схеме Симса и Дейля [104], образование различных форм сульфидных
включений обусловлено изменением растворимости серы в жидкой
стали под влиянием кислорода. Сущность их гипотезы состоит в сле-
дующем. Как известно, сера растворима в жидкой стали и плохо рас-
творима в твердой. Поэтому при кристаллизации металла сера концент-
рируется в маточном расплаве, обогащая его. При насыщении серой
расплава у фронта кристаллизации начинают выделяться сульфиды
железа, оказываясь таким образом по границам дендритов и кристалли-
тов. В случае высокого содержания кислорода в стали растворимость в
ней серы невелика и выделение сульфидов из расплава начинается на
более ранней стадии кристаллизации, благодаря чему образуются круп-
ные шаровидные далеко отстоящие друг от друга сульфиды. Если кис-
лорода в стали нет (что имеет место в присутствии небольших количеств
таких сильных раскислителей, как алюминий, титан, цирконий), рас-
творимость сульфидов железа и марганца в жидкой стали очень велика
и их выделение происходит к концу кристаллизации металла в виде
пленок и строчек.
Хорошо объясняя суть явлений, эта теория вместе с тем противо-
речит появившимся позже данным [ 105] о том, что кислород не умень-
шает, а, наоборот, увеличивает растворимость серы в жидкой стали,
такие же раскислители, как алюминий, углерод, кремний, уменьша-
ют ее.
Согласно гипотезе В. И. Кармазина [29], используемой в ряде ра-
бот [63, 61] применительно к сварным нелегированным и низколегиро- |
ванным швам, различие форм образукэпшхся сульфидцых включений j
обусловливается наличием или отсутствием в жидкой кристаллизую-
щейся стали центров BbiAejieHHfr~g^BHflg~E5BeLneHHbix частиц. Такими
центрами для сульфидов могут являться частицы окислен—железа и
марганца или карбиды, а также другие нерастворимые в жидком металле
частицы, хорошо смачиваемые сульфидами, снижающие поверхностное
натяжение последних и, следовательно, служащие для них модифика-
торами. При наличии центров выделений по границам дендритов обра-
зуются глобулярные оксисульфидные включения, а при отсутствии
таких центров — цепочечные или пленочные включения чистых сульфи-
дов. Присутствие указанных модификаторов облегчает выделение суль-
фида марганца из маточного расплава при минимальном его пересыще-
нии серой, т. е. на ранней стадии кристаллизации металла и поэтому в
форме капель (глобулей). Следовательно, уменьшение под влиянием
10 4—2168 289
марганца горячеломкости нелегированных и низколегированных швов,
вызываемой серой; наиболее эффективно только в присутствии некото-
рого количества кислорода. Объяснение полезного влияния марганца
на нейтрализацию вредного действия серы путем связывания ее в тут о-
плавкое соединение сернистого марганца (температура плавления 1800° С
[95]) и перевода ее внутрь первичных кристаллитов не является исчер-
пывающим. Такое действие марганца, по-видимому, играет второстепен-
ную роль.
Основываясь на гипотезе В. И. Кармазина, повышение стойкости
против горячих трещин сварных швов, легированных хромом, при
сварке малоуглеродистой конструкционной стали можно объяснить
наличием в сварочной ванне во взвешенном состоянии окислов хрома,
отличающихся, как известно, весьма высокой температурой плавления
(?=s 2400° С) и являющихся, следовательно, центрами для выделения
оксисульфидов на самой ранней стадии кристаллизации металла шва.
- Вредное действие углерода на стойкость против горячих трещин
нелегированных и низколегированных швоц, вероятно, состоит не
только в указанном выше усилении ликвации серы [46], но и в раскис-
I ляющем его действии (удалении кислорода из металла сварочной ванны),
1 а по данным [89],— также в снижении температуры солидуса, т. е. в
расширении ТИХ.
По данным [33, 32, 63, 61], центрами выделений сульфидов на ран-
ней стадии кристаллизации металла швов при сварке углеродистых и
низколегированных конструкционных сталей являются карбиды титана,
а также оксиды алюминия (в виде алюмосиликатов и частиц глинозема).
Причем алюминий и титан, будучи в то же время сильными раскисли-
телями, оказывают полезное действие на форму сульфидных включений
только при определенном их содержании. Так, по мнению этих авторов,
введение небольших количеств титана сопровождается значительным
увеличением количества сложных сульфидных пленок и цепочек, рас-
положенных по границам первичных кристаллитов. Количество окси-
сульфидных включений при этом уменьшается. Дальнейшее повыше-
ние концентрации титана в металле шва сопровождается уменьшением
количества пленообразных сульфидных включений и появлением слож-
ных неметаллических включений угловатой формы, содержащих карби-
ды титана и сульфиды. При концентрации титана 0,5—2,0% практи-
чески вся сера входит в состав этих сложных включений, а пленки и це-
почки сульфидов полностью отсутствуют.
Аналогичное влияние на состав и форму сульфидных включений
] в сварных швах на углеродистой стали оказывает ванадий [32, 63].
В швах, не содержащих ванадий, включения состоят в основном из желе-
зомарганцевых оксидов и силикатов, содержащих сульфиды в растворе
и в виде оболочек. При легировании металла шва ванадием включения
состоят преимущественно из окислов ванадия и железомарганцевых
сульфидов. Наблюдается также некоторое количество сульфидных пле-
нок и цепочек. В швах с более высоким содержанием углерода (0,3%)
образуются включения карбидов ванадия, которые служат центрами
выделения сульфидов. Это уменьшает содержание пленочных и цепо-
чечных сульфидных включений.
Водород не только способствует образованию горячих трещин,
но снижает пластичность металла шва, а также вызывает образование
пор и флокенов. Применение окисляющей защитной среды (флюс,
газ, покрытие электродов) предотвращает образование пор, вызывае-
мых водородом.
290
Фосфор, помимо повышения склонности металла шва к горячим
трещинам, снижает его ударную вязкость, особенно при низких тем-
пературах. В металл шва фосфор попадает из основного и электродного
металлов, а также из флюса и покрытия электродов, если они содержат
марганцевую руду. Обычно содержание фосфора в углеродистых сталях
ограничивают 0,055%, а в проволоках — 0,03%. Электродные покры-
тия должны содержать минимум вредных примесей.
Если содержание никеля в металле нелегированного шва не превы-
шает 2,5%, он не оказывает влияния на стойкость шва против образо-
вания горячих трещин. При более высоком содержании никеля стойкость
сварных швов против горячих трещин резко падает, особенно при одно-
временном повышении содержания углерода и серы.
Влияние сварочных напряжений на стойкость
против горячих трещин нелегированных
и низколегированных сварных швов
Рис. IV. 16. Зависимость стойкости низко-
легированного шва против горячих трещин
от содержания углерода и температуры
предварительного подогрева изделия (авто-
матическая сварка под флюсом АН-348А;
содержание кремния в шве 0,6—0,8%, мар-
ганца — 1,25—1,60%, соотношение Мп :
S > 20).
Растягивающие напряжения наиболее опасны с точки зрения стойкости
сварных швов против горячих трещин в том случае, если они сильно
возрастают в момент, когда металл шва находится в температурном ин-
тервале хрупкости. Посколь-
ку в реальных условиях ду-
говой сварки избежать пол-
ностью возникновения растя-
гивающих напряжений невоз-
можно, стремятся их умень-
шить и отдалить начало их
воз раста ни я к тому времени,
когда металл при остывании
приобретает достаточные пла-
стичность” 1й' п роч ность. Это
может'быть достигнуто рацио-
нальным проектированием
сва рншг^отдИнёнйВ-щ^узлов
конструкции"" (что подробно
р ассматриваётся в соответст-
вующей литературе) и рядом
технологических мер: 1) пред-
варительным подогревом, ко-
торый отдаляет момент пере-
хода сжимающих'^ напряжений
в шве в растягивающие к
более низким температурам и уменьшает темп возрастания этих напря-
жений; 2) выбором рациональной последовательности выполнения
швов (гл, VII), а также способа и режима сварки для обеспечения наибо-
лее благоприятной формы шва, направленности кристаллитов относи-
тельно его оси и уменьшения сварочных напряжений.
На рис. IV. 16 приведена зависимость стойкости против горячих
трещин низколегированного шва от температуры предварительного
подогрева и содержания углерода [35]. Из графика следует, что пред-
варительный подогрев значительно повышает критическое содержание
углерода в шве. По данным [54], охлаждение изделия (сварка на морозе)
ухудшает стойкость швов против образования горячих трещин: при
температуре —50° С критическое содержание углерода снижается на
10*
291
0,02%. При том же содержании углерода понижение температуры сва-
риваемой низколегированной или низкоуглеродистой конструкцион-
ной стали приводит также к уменьшению критического содержания
в шве серы и увеличению критического значения коэффициента фор-
мы провара (коэффициента^ формы шва — отношения его ширины
к глубине провара).
Влияние формы
нелегированных и низколегированных швов
на их стойкость против горячих трещин
Как показывает опыт, изменение формы шва существенно влияет на
его стойкость против образования горячих трещин при сварке сталей
различных классов. При сварке углеродистых и низколегированных
о?
Содержание углерода, %
конструкционных сталей увеличение коэффи-
циента формы шва значительно повышает
стойкость наплавленного металла против об-
разования горячих трещин, благодаря че-
му представляется возможным увеличить
Рис. IV. 17. Влияние коэффициента формы шва
(отношения его ширины к глубине провара) и со-
держания в нем углерода на образование горячих
трещин, при двухсторонней сварке малоуглеро-
дистой конструкционной стали под флюсом (со-
став шва: 0,05—0,35% С; 0,020—0,035% S;
0,65% Мп; отношение Мп : S « 18).
критическое содержание углерода в шве (рис. IV. 17 [53]). Отри-
цательное влияние уменьшения коэффициента формы нелегированного
или низколегированного шва на его трещиноустойчивость при сварке
конструкционных сталей обусловлено направленно-встречной кри-
сталлизацией металла и связанной с этим усиленной зональной лик-
вацией (образованием так называемой линии слабины в центре шва),
усугубляющей микроскопическую дендритную ликвацию серы, кремния
и др. Однако при коэффициенте формы шва большем 5 — 6 (например,
при автоматической наплавке под флюсом ленточным электродом) стой-
кость его против трещин уменьшается [83]. /
IY.4. Факторы, определяющие склонность металла
высоколегированных сварных швов
к образованию горячих трещин,
и меры предотвращения трещинообразования
Горячие трещины, образующиеся в высоколегированных аустенит-
ных швах, по своей природе во многом отличаются от трещин, возника-
ющих в нелегированных и низколегированных швах. Так, например,
в противоположность нелегированным и низколегированным швам,
аустенитные швы оказываются более склонными к горячим трещинам
при повышении температуры свариваемого металла (применение щред-
варителТшогоТГТбпутствующего. подогрева) и при увеличении ширины
шва'.ПЗбщим для образования горячих трещин нелегированных и высо-
292 -.
колегированных аустенитных швов является: 1) межкристаллитный ха-
рактер высокотемпературного разрушения металла и связанная с этим
необходимость для трещиноустойчивости обеспечить его высокотемпе-
ратурную межкристаллитную пластичность и прочность; 2) отрицатель-
ное влияние увеличения толщины свариваемой стали и первичных ден-
дритов и кристаллитов; 3) повышение содержания элементов и примесей,
обладающих меньшей растворимостью в твердом металле, чем в жид-
ком, и снижающих температуру плавления (повышающих интервал
кристаллизации).
Горячие трещины в аустенитных швах в зависимости от их состава
могут возникать как в момент пребывания металла в твердо-жидком со-
стоянии, так и после полного его затвердевания. По данным [46, 42, 44],
последние образуются вследствие развития в металле физической не-
однородности (полигонизационных границ), по данным [92—94],—
вследствие межкристаллитного проскальзывания [40], раскрывающего
как ступеньки в границах, так и уже существующие микрополости. Раз-
растание этих полостей в дальнейшем происходит за счет притока вакан-
сий. Межкристаллитное разрушение сварных швов при температуре,
более низкой, чем температура затвердевания, в условиях нарастаю-
щих напряжений (горячие трещины второго вида) отождествляется с
разрушением при высокотемпературной ползучести.
По данным [14], горячие трещины в аустенитных высококремни-
стых швах могут образовываться из-за наличия по границам дендритов
как жидких, так и затвердевших низкопластичных и малопрочных вклю-
чений второй фазы эвтектического типа.
Как показали более поздние опыты по сварке пластинчатых проб \
различной ширины с измерением деформаций и фиксацией момента и ’
расстояния зарождения трещины от удаляющейся дуги, время возник-
новения горячих трещин в аустенитных швах, в которых образуется
эвтектическая фаза с температурой затвердевания (1114° С) немногим
ниже температуры кристаллизации основы сплава (1337—1289° С ),
зависит от величины деформации металла шва. При высоких значениях
деформаций горячие трещины в таких швах образуются во время пре-
бывания металла в твердо-жидком состоянии, а при малых деформа-
циях — после полного его затвердевания, в том числе и после затвер- J
девания второй фазы. ‘
Мерами, повышающими стойкость аустенитных швов против обра-”
зования горячих трещин, являются: измельчение и дезориентирование
структуры металла; снижение содержания вредных примесей и элемен-
тов (серы, фосфора, кремния, водорода); обеспечение двухфазной
аустенитно-ферритной, аустенитно-карбидной или аустенитно-боридной
структур (там, где это допустимо); дополнительное легирование метал-
ла шва элементами, нейтрализующими .вредное влияние серы, а также
элементами, тормозящими перемещения дефектов кристаллической ре-
шетки. металла шва под действием нарастающих напряжений в подсоли-
дусной области. Полезным для стойкости наплавленного металла про-
тив трещин является, по-видимому, упрочнение тела дендритов и кри-
сталлитов (благодаря чему уменьшается концентрация дефектов решетки
на границах кристаллитов) и упрочнение до некоторого оптимального
уровня границ кристаллитов. При этом для межкристаллитного высоко-
температурного проскальзывания, необходимого по схеме Мак-Лина
[40] для ^зарождения и раскрытия горячей трещины, требуются более
высокие напряжения и большая скорость (темп) их нарастания при
охлаждении затвердевшего металла шва.
293
К технологическим мерам повышения трещиноустойчивости швов
относятся обеспечение умеренной погонной энергии сварки и режима,
наиболее благоприятного с точки зрения формы шва (узкий аустенит-
ный шов) и направленности кристаллизации (минимальный угол между
направлением кристаллитов в центре шва и его продольной осью при
сварке на скоростях менее 10 м/ч); применение аксиального относитель-
но электрода или поперечного относительно оси шва электромагнитного
реверсивного воздействия на дугу и сварочную ванну; продольные час-
тые колебания электрода в пределах длины ванны и др.
При снижении скорости сварки и применении электромагнитного
воздействия дезориентируется структура металла и повышается гра-
диент температур жидкого металла перед фронтом кристаллизации,
благодаря чему уменьшается химическая дендритная неоднородность
по вредным примесям.
Влияние химического составами структуры
высоколегированных швов на их стойкость
против горячих трещин
/ Образованию горячих трещин в высоколегированных аустенитных
/ швах способствуют: наличие серы, фосфора, кремния, ниобия, водо-
! рода, легкоплавких металлов (Pb, Zn, Sn); увеличение толщины свари-
ваемого металла; повышение погонной энергии сварки; укрупнение
структуры; увеличение соотношения содержаний никеля и хрома (уве-
личение запаса аустенитности). Особенно сильно снижает стойкость
аустенитных однофазных швов против образования горячих трещин
ниобий. В чистоаустенитном хромоникелевом шве типа 05Х20Н15
с весьма низким содержанием углерода, кремния и серы достаточно при-
сутствия 0,30—0,35% ниобия, чтобы вызвать горячие трещины (по дан-
ным [48], достаточно 0,15—0,20% ниобия). Такое влияние ниобия об-
условлено сильной дендритной ликвацией его из-за ограниченной раство-
римости в твердом растворе стали вследствие большой разницы между
размером его атома и атома железа и образования в связи с этим карбо-
нитридной эвтектики (обогащенной никелем) по границам дендритов с
более низкой температурой плавления, чем основа металла шва. Нио-
бий снижает также пластичность шва, однако, подобно молибдену,
он несколько уменьшает вредное действие кремния на стойкость хро-
моникелевого металла типа 25-20 против образования трещин [47].
Наиболее эффективное повышение стойкости аустенитных швов
против образования горячих трещин обеспечивается при наличии в них
ферритной составляющей. Роль феррита в аустенитном шве настолько
велика, что полезность или вредность дополнительного легирования тем
или иным элементом определяется не столько способностью его нейтра-
лизовать влияние серы и фосфора, уменьшать или усиливать дендритную
ликвацию, сколько влиянием этого элемента на присутствие в шве фер-
ритной фазы. Если при легировании данным элементом шов из одно-
фазного аустенитного становится двухфазным аустенитно-ферритным,
стойкость его против образования горячих трещин повышается даже в
том случае, если этот элемент относится к ухудшающим трещино-
устойчивость чистоаустенитного шва (кремний). Наоборот, если в резуль-
тате легирования даже полезным для трещиноустойчивости аустенитно-
го шва элементом (например, марганцем или азотом) металл последнего
из двухфазного аустенитно-ферритного становится однофазным аусте-
294
нитным, то стойкость его против горячих трещин сильно падает. Так,
при содержании в хромоникелевом шве типа 18-9 2,0—2,5% Si (сварка
стали 08Х18Н10Т проволокой Св-04Х19Н9С2), а также при наличии
ниобия (сварка проволокой Св-08Х19Н10Б) трещины не образуются
благодаря наличию ферритной фазы. Естественно, что при легировании
такого шва элементами, снижающими к тому же содержание серы или
измельчающими его первичную структуру (например, ванадием [48]),
трещиноустойчивость повышается в большей степени.
Минимальное количество феррита, необходимое для предотвра
щения образования горячих трещин в хромоникелевом металле шва,
содержащем ниобий и повышен-
ное количество кремния, состав-
ляет 2%, а без ниобия и при ми-
нимальном содержании крем-
ния — 1% [77, 36, 84]. С увеличе-
нием содержания ферритной фа-
зы в аустенитно-ферритном шве
возможность образования в нем
горячих трещин уменьшается
[67, 28, 15]. По данным [67], по-
вышение содержания феррита в
хромоникелевом аустенитном шве
от 0 до 25% приводит примерно к
IV. 18. Зависимость критической
содержания
Рис.
скорости деформации от
ферритной фазы в хромоникелевом шве
(20—-22% Сг); пКр определялась по ме-
тодике ИМЕТ—ЦНИИЧМ,
четырехкратному увеличению
его критической скорости дефор-
мации, что свидетельствует о
повышении стойкости металла
против образования горячих тре-
щин. На рис. IV. 18 приведен ре-
зультат исследований [28, 15] влияния ферритной фазы на стойкость
хромоникелевых швов против горячих трещин (по методике ИМЕТ).
Из рисунка видно, что наиболее трещиноустойчивыми являются швы,
содержащие от 20 до 60% ферритной фазы.
Положительное влияние ферритной фазы на стойкость аустенит-
ных швов против образования горячих трещин обусловлено следую-
щими факторами.
1. Кристаллизация аустенитно-ферритного металла шва вслед-
ствие совместного роста 8- и у-фаз приводит к образованию более мелко-
зернистой и дезориентированной (равноосной) структуры [47, 55, 28,
15] с тонкими разветвленными ферритными участками [57]. Структура
однофазного аустенитного металла шва характеризуется относительно
развитыми столбчатыми кристаллитами, состоящими из дендритов с не-
развившимися осями высших порядков.
2. Такие примеси, как кремний,’ сера, фосфор, снижающие высо-
котемпературную межкристаллитную прочность и пластичность метал-
ла шва, легче растворяются в 6-твердом растворе, благодаря чему кон-
центрация их в маточном жидком расплаве при кристаллизации двух-
фазного аустенитно-ферритного металла значительно меньше, чем при
кристаллизации однофазного аустенитного шва. Дендритная неодно-
родность аустенита по этим элементам уменьшается, а его межкристал-
литная пластичность увеличивается. При этом уменьшается также коли-
чество (или вообще вероятность образования) в междендритных зонах
легкоплавких химических соединений серы и фосфора с основными
элементами сплава — железом и никелем [37, 58].
295
3. При охлаждении закристаллизовавшегося аустенитно-феррит-
ного металла шва в нем не развивается физическая неоднородность,
которая имеет место при аналогичных условиях охлаждения в одно-
фазном аустенитном шве [46].
В связи с положительным влиянием ферритной фазы на стойкость
аустенитных швов против горячих трещин современная технология элек-
тродуговой сварки большинства высоколегированных аустенитных
сталей предусматривает получение швов с аустенитно-ферритной струк-
турой, содержащих 2—8% ферритной составляющей. Верхний пре-
дел содержания феррита ограничивается указанным количеством в
том случае, если изделие эксплуатируется при температуре выше 300° С,
так как при содержании феррита в аустенитном и мартенситном швах
более 13—15% [30, 7, 15] в интервале температур 350—530° С [20, 22,
23, 24, 19] происходит падение вязкости металла из-за так называемой
475-градусной хрупкости. Из требований оптимальной коррозионной
стойкости, при условии, что рабочие температуры не превышают
300° С, содержание ферритной фазы в шве может достигать 60%
[28, 15].
Для обеспечения необходимого содержания феррита в аустенитных
швах сварочные материалы, применяемые для сварки нержавеющих
сталей, дополнительно легируют ферритизирующими элементами —
хромом, кремнием, ванадием, титаном, молибденом. При этом следует
учитывать отрицательное влияние ряда элементов (молибдена, крем-
ния, ванадия) на общую коррозионную стойкость металла шва в окис-
лительных агрессивных жидкостях. Лучше всего в таком случае поль-
зоваться хромом, как в электродах ЦЛ-11, ЦТ-15 и др.
Аналогично ферритной фазе, но несколько менее эффективно дей-
' ствует на структуру и стойкость против горячих трещин аустенитных
швов боридная фаза [48, 10]. Особенно эффективно наличие боридной
: фазы в условиях высоких нагружений и температур, так как при этом
повышается и жаропрочность металла [48]. Следует иметь в виду, что
малые добавки бора (до 0,10%) ухудшают стойкость аустенитных швов
против образования горячих трещин, расширяя температурный ин-
тервал хрупкости [76]. Увеличение содержания бора в аустенитных
швах (например, типа 06Х23Н28МЗДЗТ) до 0,22—0,5% повышает их
трещиноустойчивость [10].
При необходимости обеспечить особые свойства металла, такие
как коррозионная стойкость в высокоагрессивных неокисляющих
средах (10—15%-ная серная кислота, фосфорная, уксусная кислота,
среды при производстве карбамида, мочевины и др.), высокая вязкость
и длительная работоспособность при весьма низких температурах,
наличие ферритной фазы ни в стали, ни, в металле шва недопустимо.
Наоборот, металл в таких"случаях должен иметь значительный запас
аустенитности и минимальное количество углерода [3, 100, 15]. Из этих
же соображений шов не должен содержать боридную фазу [10]. К та-
ким сталям относятся, например, марки 06Х23Н28МЗДЗТ (ЭИ943),
ОЗХ23Н28МЗДЗТ (ЭП516), 03Х20Н16АГ6, 08Х17Н15МЗТ (ЭИ580),
03X16H15M3 (ЭИ844), 03Х21Н21М4Б, ОЗХ18Н2ОМЗДЗСЗБ. Дуговая
сварка этих сталей, особенно автоматическая сварка под флюсом, встре-
’ чает значительные трудности из-за образования горячих трещин в швах
. (рис. IV. 19) и поэтому требует применения специально разработанных
сварочных материалов (флюса, проволок, электродов [25, 16, 15, 26]), а
( также отмеченных выше технологических методов повышения трещино-
, устойчивости.
226
Рис. IV. 19 иллюстрирует оба типа горячих трещин в аустенитных
швах: подсолидусную и кристаллизационную (надсолидусную). Когда
в металле шва отсутствует вторая фаза, трещина распространяется по те-
лу дендритов (ячеек), в отдельных местах пересекает их (рис. IV. 19, а)
и по своей природе является подсолидусной. Когда же в металле по
междендритным зонам выделяется легкоплавкая фаза (в данном случае
Рис. IV. 19, Горячая подсолидусная трещина (а) в шве типа 06Х23Н28МЗДЗТ,
содержащем 0,35% Si, и горячая кристаллизационная (надсолидусная) тре-
щина (б) в шве типа 05Х21Н24МЗДЗС2Б, содержащем 1,5% Si и 0,5% Nb.XlOO.
силициднониобиевая), трещина распространяется исключительно по
этим зонам (по образовавшейся второй фазе, рис. IV. 19, б) и, следо-
вательно, является кристаллизационной (надсолидусной). )
Отметим особую важность для стойкости аустенитных швов про-
тив горячих по^солидусных трещин измельчения структуры металла,
уменьшения содержания в нем и нейтрализации вредных примесей, i
легирования элементами, повышающими высокотемпературную плас-
тичность и прочность, блокирующими дефекты кристаллической решет-
ки и предотвращающими тем самым их перемещение на вторичные гра-
ницы кристаллитов.
Как отмечалось, образование крупных столбчатых кристаллитов
металла сварных швов обусловлено перегревом сварочной ванны и
наличием готовых центров кристаллизации в виде подкладки из крупных
полуоплавленных зерен основного металла, выросших при нагреве
в процессе сварки. Упоминалось также о способах измельчения и дез-
ориентирования структуры металла шва для улучшения его техноло-
гических и эксплуатационных свойств.
297
Опыты по автоматической сварке стали 06Х23Н28МЗДЗТ проволо-
кой идентичного состава показали, что, применяя существующие крем-
несодержащие флюсы АН-26, АН-22, АН-15 и др. и бескремнистые
(так называемые бескислородные) флюсы АНФ-5, АНФ-6, получить
швы без горячих трещин не представляется возможным. Использование
флюсов АНФ-5 или АНФ-6 вместо флюса АН-26 немного повышает
сопротивляемость образованию горячих трещин чистоаустенитного шва
указанного состава. Исследованиями установлено, что при повышении ।
во флюсе содержания окислов железа и ограничении кремнезема трещи- I
неустойчивость однофазных аустенитных швов значительно повышается !
Содержание окисловжелеза во флюсе, %
Рис. IV.20. Влияние содержания во
флюсе окислов железа (1) и крем-
незема (2) на стойкость против го-
рячих трещин металла шва типа
05Х23Н28МЗДЗТ, выполняемого ав-
томатической сваркой (погонная
энергия q/v = 4500 кал/см).
(рис. IV.20).
Эти данные опровергают мнение
[38] о том, что повышение кислорода
в аустенитных швах ухудшает их
стойкость против образования го-
рячих трещин, В результате этих ис-
следований [25] для сварки корро-
зионностойких чистоаустенитных
сталей разработан высокоокисли-
тельный низкокремнистый флюс
АН-18 [27], позволяющий получить
швы типа 06Х23Н28МЗДЗТ без тре-
щин при сварке металла толщиной
до 16 мм. Более толстый металл та-
кого состава или сталь с высоким
содержанием кремния необходимо
сваривать с минимальной скоростью
(менее 10 м/ч) или применять мето-
ды, при которых измельчение и дез-
ориентировка структуры металла
шва происходят в большей степени,
улучшается его форма и направле-
ние роста кристаллитов, либоэлект-
рошлаковый способ.
При использовании высокоокислительного низкокремнистого флю-
са (вместо АН-26 и АНФ-6) в шве увеличивается содержание кислорода
и уменьшается количество водорода (см. рис. III. 14). При этом несколь-
ко возрастает общее содержание неметаллических включений и содер-
жание в них окислов хрома и титана при снижении содержания окислов
кремния (по сравнению со швами, выполненными под флюсом АН-26) и
алюминия (по сравнению со швами, выполненными под флюсом АНФ-6).
Уменьшается также содержание серы и фосфора (табл. IV. 1) и несколь-
ко выгорает кремний (см. гл. III). Повышению стойкости против горячих
трещин чистоаустенитных сварных швов, выполняемых под низко-
кремнистым высокоокислительным флюсом, способствует также их
более измельченная структура по сравнению со швами, сваренными под
флюсами АН-26 и АНФ-6 (рис. IV.21). Последнее обусловлено моди-
фицирующим действием присутствующих в сварочной ванне дисперсных
окислов титана и, особенно, по-видимому, окислов хрома (табл. IV. 1),
имеющих высокую температуру плавления. Опыт показывает, что окис-
лительный флюс более эффективно повышает стойкость против горячих
трещин металла аустенитных швов при наличии в сварочной ванне тита-
на, чем без пего. Не исключено также, что повышение содержания в
сварочной ванне кислорода приводит к связыванию значительного ко-
298
I ii IV.21. Микроструктура металл:
l i oil типа 05Х23Н28МЗДЗТ, выполнен-
. ix автоматической сваркой проволо-
гхчи идентичного состава, содержащей
0,03% углерода, под флюсами А Н-26 (а),
АНФ-6 (о) и АН-18 (в), ХЗОО.
Таблица IV. 1
Содержание в металле шва типа 05Х23Н28МЗДЗТ неметаллических вклю-
чений, примесей и газов и состав неметаллических включений в зависи-
мости от применяемого флюса
Флюс Содержание неметалличес- ких включе- ний, % Содержание в неметаллических включениях окислов, %
S1O2 МпО FeO Al2Og
АН-26 0,088 0,026 Нет 0,0019 0,023
АНФ-6 Высокоокисли- 0,0160 0,0004 .0,0002 0,0002 0,015
тельный 0,037 0,0051 0,0006 0,0022 0,0083
Флюс Содержание в неметалличес- ких включени- ях окислов, % Содержание в шве, % Содержание в шве
тю2 S1 S р о, % Н, мл/100
АН-26 0,0004 0,030 1,12 0,016 0,021 0,032 16,8
АНФ-6 Нет Следы 0,61 0,012 0,015 0,0145 17,0
Высокоокисли- тельный 0,0012 0,019 0,36 0,008 0,016 0,068 10,05
Примечание. Более высокое содержание кислорода в швах, выполненных
под высокоокислительным флюсом (определяемое газовым анализом), по сравнению
с содержанием кислорода в оксидных включениях обусловлено, по-видимому, тем,
что часть весьма дисперсных окислов не обнаруживается анализом.
личества оставшейся в шве серы в тугоплавкие комплексные соединения
кислорода, хрома, серы и нейтрализации отрицательного ее действия
на стойкость металла против трещин. Весьма дисперсные оксидные вклю-
чения могут препятствовать пере-
мещению дислокаций, уменьшая фи-
зическую неоднородность металла
шва и тормозя развитие образовав-
шейся в нем полости в трещину
вследствие отсутствия притока ва-
кансий и дислокаций.
Рис. IV.22. Влияние окислов железа
в покрытии электродов из проволоки
Св-04Х19Н9 (кривая /) и окислов хро-
ма в электродном покрытии проволоки
01 Х19Н18Г10АМ4 (кривая 2) на кри-
тическую скорость деформации металла
чистоаустенитных швов (оКр определя-
ли по методике МВТУ при режиме свар-
ки: /св = 120—140 A; U д = 28—ЗОВ;
осв = 6,5 м/ч; d3Jl “ 4 мм).
300
Положительно влияют на трещиноустойчивость аустенитных швов,
выполняемых вручную, окислы железа и, особенно, окислы хрома и
циркония, вводимые в электродное покрытие (рис. IV.22), а также в
керамические флюсы. Полезное действие окислов в электродном по-
крытии и керамическом флюсе обнаруживается лишь в чистоаустенит-
ных швах. Так, дополнительное введение хрома в покрытие проволоки
Св-04Х19Н9 в количестве, обеспечивающем наличие в шве 4—8% фер-
ритной фазы, повышает икр шва до 30 мм/мин, а дополнительное введе-
ние окислов железа в такое покрытие практически не влияет на стой-
кость металла швов против горячих трещин.
Следует отметить, что применение высокоокислительного флюса
в сочетании с легированием проволоки титаном либо введение окислов
железа и окислов хрома в электродное покрытие или в керамические
Рис. IV.23. Влияние кремния на
критическую скорость деформации
металла швовтипа 05Х23Н28МЗДЗТ,
содержащих 0,4 — 0,42% Мп (сварка
под флюсом АН-18 на обычных ре-
жимах при q[v = 4500 кал/см).
Рис. IV.24. Влияние погонной
энергии сварки и содержания
кремния в угловых швах типа
05X23H28M3ДЗТ на образование
в них горячих трещин (сварка
под высокоокислительным флю-
сом).
флюсы не является универсальным средством получения качественных
чистоаустенитных швов без трещин при наличии в них большого ко-
личества вредных примесей, а также при чрезмерном увеличении тол-
щины свариваемого металла и повышенных погонных энергиях сварки.
Весьма ощутимо в этом отношении отрицательное влияние повышен-
ного содержания в металле таких швов кремния или наличия ниобия
как в твердом растворе, так и в виде более или менее крупных вклю-
чений комплексных соединений (см. рис. IV. 19, б). На рис. IV.23 и IV.24
представлена зависимость стойкости металла швов типа 05Х23Н28МЗДЗТ
против горячих трещин от содержания в нем кремния и погонной энер-
гии сварки, а в табл. IV.2 — влияние кремния на ликвацию и раз-
витие дендритной химической неоднородности в этих швах [17]. Крити-
ческую скорость деформации определяли методом Фридлянда — Ти-
мофеева. Из приведенных данных видно следующее. С повышением
содержания кремния в аустенитном шве возрастает дендритная ликва-
ция, происходит обогащение кремнием (в меньшей мере медью) погра-
ничных слоев дендритов (ячеек) либо, в зависимости от степени лик-
вации, образуется даже хромоникельжелезокремнистая вторая фаза,
в результате чего неуклонно снижается критическая скорость деформа-
301
Т а б л и п. а IV.2
Влияние кремния и азота на стойкость металла угловых швов типа
05Х23Н28МЗДЗТ против горячих трещин и их химическую неоднород-
ность (автоматическая сварка под высокоокислительным флюсом при
q!v = 4500 кал/см)
Содержание в шве, % Концентрация, 0/ /П Си * ; Наличие горячих | трещин в шзе i 1
Si Мп
Si Мп N В зерне на гра- нице В зерне на гра- нице В зерне на гра- нице
0,32 0,40 0,035 0,29 0,45 2,06 2,22 Нет
0,42 0,44 0,030 0,38 0,53 — — — —
0,54 0,48 0,032 0,40 0,79 — — 2,12 2,69 Есть
0,58 0,62 0,032 0,52 0,81 0,58 0,73 2,44 2,95 »
0,91 0,42 0,041 0,90 2,6 0,34 0,51 2,61 2,60 Есть продоль- ные и попе-
1,37 0,44 0,038 1,2 2,9 0,41 0,48 2,44 3,96 речные То же
0,46 0,51 0,13 0,38 0,62 0,52 0,77 2,32 2,81 Нет
1,03 0,64 0,13 0,90 1,90 0,51 0,68 2,15 2,60 »
1,30 0,64 0,13 — — — — — — Есть в кратере шва
1,39 0,66 0,067 1,1 2,6 0,60 0,70 2,54 2,65 Есть продоль- ные и попе- речные
Общее содержание меди в исследуемых швах составляло 2.2—2,6%.
ции металла (рис. IV.23). Увеличение погонной энергии сварки усу-
губляет вредное действие кремния на трещиноустойчивость аустенит-
ного шва (рис. IV.24). При сварке проволокой, содержащей 0,4% Si \
(в шве при этом содержалось 0,32% Si), трещины в тавровых образцах
(угловых швах) отсутствуют при погонной энергии сварки, равной 4500
и 6000 кал/см. Достаточно трещиноустойчивыми являются также швы
данного состава, содержащие 0,4% Si. При погонной энергии сварки,
превышающей 4500 кал/см, и содержании кремния 0,5% и более швы
данного состава поражаются горячими трещинами, причем последние
образуются при таком количестве кремния, когда выделения в металле
второй силицидной фазы еще не наблюдается. Естественно, что при на-
личии в шве по границам кристаллитов и дендритов высококремнистых
включений с низкими высокотемпературными пластичностью и проч-
ностью стойкость наплавленного металла против горячих трещин снижа-
ется еще в большей степени.
В швах с меньшим количеством никеля (20% вместо 28) выделение
хромоникельжелезокремнистых включений и образование горячих
трещин происходит при значительно большем содержании кремния.
Так, в шве типа 05Х20Н20 без ниобия силицидная фаза обнаруживается
под микроскопом только при содержании кремния, превышающем 3,5—
4%; ниобий способствует образованию второй фазы в таких швах.
При содержании кремния, равном ~6,0% и более, в швах этого
типа наряду с продольными образуются преимущественно поперечные
302
горячие трещины 114], располагающиеся по межкристаллитным прослой-
кам под никоторым углом к оси шва. При дальнейшем повышении со-
держания кремния количество силицидной фазы в металле шва воз-
растает, структура его измельчается и вместо столбчатой становится
дезориентированной (рис. IV.25), благодаря чему образование горячих
трещин предотвращается. Однако вследствие высокого содержания вто-
рой фазы повышается твердость металла шва (118—125 Нвв) и в нем
образуются продольные и поперечные холодные трещины, располага-
Рис. IV.25. Микроструктура металла хромоникелевого шва типа 20-20, содер-
жащего 6,5% Si (а) и 7,5 Si (б), Х300.
ющиеся перпендикулярно к оси шва и пересекающие дендриты и кристал-
литы. Образование их сопровождается характерным звоном. Не исключе-
но, что при таком содержании кремния зарождение трещин происходит
в межкристаллитных зонах металла шва при высоких (околосолидус-
ных) температурах, а развитие — при низких, температурах, близких
к комнатной (трещины зарождаются горячими, а распространяются
холодными).
Благоприятное влияние молибдена на стойкость однофазных
'аустенитных швов против образования горячих трещин объясняют [42]
способностью его подавлять развитие физической неоднородности в
таком металле после завершения кристаллизации. Исследования пока-
зывают, что в швах типа 05Х23Н28МЗДЗТ и 05Х18Н18МЗТ кривые,
характеризующие влияние молибдена на технологическую прочность,
имеют максимум при его содержании 3,5%. Дальнейшее повышение ко-
личества молибдена в таких швах несколько снижает их стойкость про-
тив образования горячих трещин (табл. IV.3).
.303
Таблица IV.3
Влияние молибдена на стойкость металла швов типа 06Х23Н28МЗДЗТ
против горячих трещин (сварка под флюсом АН-18)
Содержание в шве молибдена, % Погонная энергия сварки, кал/см Наличие трещин в шве
2,42 4500 Нет
2,49 5500 »
2,42 6500 Есть в кратере шва
2,69 6500 Нет
3,81 6500 Есть
3,83 5500 Есть в кратере шва
3,88 4500 Нет
4,91 4500 Есть <
5,12 4500 »
6,01 4500 Есть продольные и попе-
речные
6,19 3000 Есть в кратере шва
Отрицательное влияние молибдена (при содержании более 3,5%)
на технологическую прочность аустенитных швов данного состава, по-
видимому, обусловлено чрезмерным упрочнением и падением межкри-
Рис. IV.26. Зависимость критической
скорости деформации металла шва ти-
па 05Х23Н28МЗДЗТ, содержащего
0,40 — 0,45% Si и 1,8—2,0% Мп (q/v =
= 4500 кал/см) от содержания в нем
азота.
Рис. IV.27. Влияние соотношения
концентрации кремния и азота на
образование горячих трещин в уг-
ловых швах типа 05Х23Н28МЗДЗТ,
содержащих 0,4—0,5% Мп (сварка
под высокоокислительным флюсом
при q/v = 4500 кал/см).
сталлитной пластичности металла, а также образованием в нем интер-
металлидной второй фазы типа Fe36Cr12Mo, сообщающей металлу хруп-
кость при высоких температурах [11].
Повысить стойкость аустенитных швов против образования го-
рячих трещин при сварке стали 06Х23Н28МЗДЗТ повышенной толщи-
ны можно за счет легирования их небольшим количеством азота [15,
17]. Из рис. IV.26 видно, что благоприятное влияние азота на трещино-
устойчивость шва ограничивается его содержанием, равным 0,08—
304
0,13%. Представляется возможным допустить некоторое повышение
критического содержания кремния в металле шва, не опасаясь обра-
зования горячих трещин в нем (рис. IV.27 [17]). При содержании крем-
ния в таких швах, превышающем 1,2%, или толщине свариваемого ме-
талла более 20 мм обеспечить стойкость их против горячих трещин за
счет легирования азотом не удается. Для этого кроме высокоокислитель-
ного флюса непременным условием является применение присадочной
проволоки с ограниченным содержанием кремния, легированноД_мар-
ганцем (до 2,5%) и азотом (до 0,15—0,22%), а также ванадием до 0,8% и
использование ряда дополнительных технологических мер: ограничения
погонной_мерги1Гсвар1«1Гсвар1<и-на-вееьма-тяЖ1Ых скоростях (даже при
несколько повышенной поготтнои энергии); применения продольных
Рис. IV.28. Влияние соотношения кон-
центрации углерода и кремния на обра-
зование горячих трещин в хромоникеу
левых швах типа 25-20, выполняемых
под флюсом.
Рис. IV.29. Зависимость критиче-
ской скорости деформации металла
швов типа 05Х23Н28МЗДЗТ, содер-
жащих 0,3 —0,4% Si, от содержания
марганца при содержании азота:
0,03 — 0,04% (/) и 0,12—0,13% (2)
(q/v = 4500 кал/см).
относительно оси шва колебаний конца проволоки, электромагнитного
реверсивного воздействия на дугу и сварочную ванну, в том числе в
сочетании с дополнительным подогревом присадочной проволоки. -•
По данным [106, 48], в хромоникелевых аустенитных швах типа 25-
20 частичная нейтрализация вредного действия кремния на склонность
их к горячим трещинам может быть осуществлена при соблюдении со-
отношений содержания Si : С < 5 (рис. IV.28), т. е. при повышении со-
держания кремния к шве должно возрасти содержание углерода в нем.
Напомним, что повышение содержания углерода-в швах при свар-
ке химической аппаратуры из коррозионностойких сталей недопустимо,
а увеличение содержания азота (иногда и марганца в определенных
пределах) оказывается безвредным.
Марганец в количестве до 1,8—2,0% в швах, содержащих медь
и обычное количество азота (0,03—0,04%), лишь весьма незначительно
повышает стойкость швов против образования горячих трещин (кри-
вая 1 на рис. IV.29). Несколько более эффективно повышает трещино-
устойчивость таких швов марганец совместно с азотом (до 0,12—0,13%)
(кривая 2 на рис. IV.29). При содержании марганца, превышающем 2%,
критическая скорость деформации швов с обычным и повышенным
305
содержаниями азота резко падает, хотя швы, легированные азотом, от-
личаются значительно большей стойкостью против горячих трещин [17].
Отрицательное влияние марганца (при содержании более 2%) на
трещиноустойчивость швов 05Х23Н28МЗДЗТ обусловлено дендритной
ликвацией марганца и меди, усиливающейся с повышением содержания
Рис. IV.30. Зависимость критической скорости деформации металла
хромоникельмолибденового шва типа 18-17-4Т от содержания марган-
ца (а) и азота (б) (сварка под флюсом АН-18 при q[v = 4500 кал/см).
марганца (табл. IV.4) и выделением избыточной фазы (в виде включений
округлой формы), содержащей медь и марганец. Богатая медью и марган-
цем фаза обнаруживается в шве данной композиции при содержании
Таблица IV.4
Влияние марганца на химическую неоднородность и стойкость против
образования горячих трещин угловых швов типа 05Х23Н28МЗДЗТ,
выполняемых под высокоокислительным флюсом (q/v = 4500 кал/см)
Содержание, % Концентрация, % Наличие горячих трещин в шве
Мп Си
Мп Си в цент- ре ден- дрита на грани- це денд- рита в цент- ре ден- дрита на грани- це денд- рита
0,62 2,54 0,58 0,73 2,44 2,95 Нет
1,21 2,50 1,07 1,28 2,0 2,53 »
2,52 2,51 2,10 2,72 2,10 2,60 Есть в кратере
2,7 2,57 2,04 2,65 2,23 2,73 То же
5,73 2,86 5,21 10,52 2,2 4,63 Есть в кратере и в средней части
8,9 2,57 8,2 16,0 2,0 7,01 Есть несколько тре- щин длиной ПО 20—30 мм
11,5 2,50 9,6 19,2 1,84 6,72 Есть по всей длине
306
более 2,5% марганца. В этом случае горячие трещины по своей приро-
де (механизму образования) кристаллизационные (надсолидусные).
Более эффективным с точки зрения повышения трещиноустойчи-
вости является легирование азотом и марганцем металла однофазных
аустенитных швов, не содержащих меди (рис. IV.30 и табл. IV.5 [16]).
В этом случае также подтверждается эффективность совместного леги-
рования чистоаустенитного наплавленного металла азотом и марганцем и
применения низ ко кремнистого высокоокислительного флюса'АН-18. Ле-
гирование шва на сталях 08Х17Н15МЗТ, 04Х17Н16МЗБ и 03X16H15M3
марганцем (3,0—5,0%) или азотом (не менее 0,10%) предотвращает
образование горячих трещин при автоматической сварке под высоко-
окислительным флюсом при погонной энергии сварки 4000—4500 кал/см.
Таблиц IV.5
Влияние азота и марганца на стойкость против горячих тре-
щин угловых швов, выполняемых под высокоокислитель-
ным флюсом на стали 04Х17Н16МЗБ толщиной 12 мм
Содержание, % q;v, кал/см Наличие горячих трещин в шве
Мп N
0,8 0,04 3000 Нет
0,90 0,04 4500 Есть
3,80 0,03 4500 Нет
3,60 0,04 6000 Есть
8,50 0,04 6000 »
0,94 0,13 4500 Нет
0,83 0,21 4500 »
0,90 0,13 6000 Есть
, 3,50 0,18 . 6800 Нет
5,40 0,20 7500 »
Примечание. В швах содержалось 0,18—0,21% Nb; 0,05—
0,07% О,.
При более высокой погонной энергии предотвратить появление го-
рячих трещин в таких швах дополнительным легированием их только
марганцем или только азотом не удается (табл. IV.5). Для исключения
возможности образования горячих трещин такие швы необходимо ле-
гировать совместно марганцем и азотом. Кривые зависимости критиче-
ской скорости деформации швов от содержания марганца и азота имеют
максимум: чрезмерное легирование этими элементами ухудшаетстойкость
сварных аустенитных швов против горячих трещин, несмотря на от-
сутствие меди и связанного с ней выделения второй интерметаллидной
фазы, как это имеет .место в швах на стали 05Х23Н28МЗДЗТ (см.
рис. IV. 29), Оптимальным с точки зрения трещиноустойчивости однофаз-
ных аустенитных хромоникельмолибденовых швов является легирование
их 3,25% Мп и 0,13% N. С целью повышения прочностных характерис-
тик металла шва можно допустить несколько большее содержание в
нем марганца и азота. При этом соответственно снизится критическая
скорость деформации металла шва. Однако, как показывает опыт сварки
стали толщиной до 30 мм, однофазные аустенитные хромоникельмолиб-
307
деновые швы, содержащие до 5—6% Мп и 0,18% N, достаточно стойки
против горячих трещин. При увеличении толщины свариваемой стали
этого класса и повышении отношения Ni : Сг в металле таких швов для
обеспечения стойкости против горячих трещин их следует дополнитель-
но легировать 1—1,8% вольфрама и 0,4—0,8% ванадия, а также при-
менить перечисленные выше специальные технологические приемы
и режимы сварки.
При легировании металла шва азотом химическая дендритная неод-
нородность в нем по кремнию (и меди) не уменьшается (см. табл.1У.2).
Не замечено также влияния азота на количество и форму высоко-
кремнистой малопластичной второй фазы. Практически мало измель-
чается при этом и структура металла шва [15]. Поэтому положительное
влияние азота на стойкость против образования горячих трещин объ-
ясняют [15, 16] образованием в твердом растворе группировок атомов,
так называемых облаков Котрелла (или атмосфер Сузуки, [109, 12]),
блокирующих дислокации и другие дефекты кристаллической решетки
и затрудняющих их перемещение в твердом растворе [107, 50, 108]
и концентрацию на вторичных границах в остывающем металле шва под
действием возникающих и возрастающих сварочных и усадочных на-
пряжений. С ростом количества и плотности указанных облаков умень-
шается вероятность перемещения в твердом растворе и концентрации
дефектов кристаллической решетки на вторичных границах, что, в
свою очередь, благоприятно сказывается на стойкости металла аустенит-
ного шва против образования и раскрытия горячих трещин. Вместе с тем
в металлах с гранецентрированной кубической решеткой атомы внед-
рения (в частности, азота) блокируют только линейные дислокации,
оставляя свободными винтовые [79]. С увеличением темпа нарастания
сварочных напряжений и деформаций (при увеличении погонной энер-
гии сварки и толщины свариваемого металла) подвижность незакреп-
ленных дислокаций и вакансий и, следовательно, концентрация их на
вторичных границах возрастает. Кроме того, достаточно большие сва-
рочные напряжения могут отрывать дислокации от тормозящих их об-
лаков [87], что также способствует развитию физической неоднороднос-
ти металла шва.
Из сказанного следует, что легирование только азотом (при на-
личии молибдена) не всегда предотвращает образование горячих трещин
в аустенитных сварных швах. Легирование только марганцем также не
исключает возможности возникновения горячих трещин в швах. Мар-
ганец слабо блокирует дислокации [2] и весьма незначительно увели-
чивает энергию активации процесса диффузии несовершенств кристал-
лической решетки [43]. Марганец, как известно, нейтрализует серу.
Однако полностью избежать возникновения горячих трещин в хромо-
никельмолибденовых аустенитных швах в результате легирования мар-
ганцем не всегда удается.
Значительное повышение эффекта совместного действия азота и
марганца можно объяснить следующим образом. Взаимодействуя с
атомами азота, марганец замедляет их диффузию [86], уплотняя, та-
ким образом, облака и усиливая тормозящее влияние последних на пе-
ремещение дислокаций и вакансий и развитие физический неоднород-
ности в металле шва.
Однако не только в уменьшении развития физической неоднород-
ности заключается положительное влияние азота и марганца на повы-
шение трещиноустойчивости аустенитного металла шва. Можно пред-
положить, что, растворяясь в твердом растворе, прежде всего в наиболее
308
разрыхленных межкристаллитных зонах решетки — в зонах срастания
кристаллитов и в итоге на вторичных границах, азот и марганец уплот-
няют решетку этих границ, повышая тем самым высокотемпературную
межкристаллитную прочность (авозможно, и пластичность) металла шва.
Упрочнение границ кристаллитов приводит к тому, что под действием
нарастающих напряжений деформирование металла) {в подсолидусной
области (и соответствующая частичная релаксация напряжений) про-
исходит не только за счет межкристаллитного проскальзывания, но и
за счет внутрикристаллической деформации металла. При оптимальном
содержании азота и марганца (или других упрочнителей) высокотем-
пературное межкристаллитное проскальзывание остывающего металла
может происходить при более низких температурах, более высоких
напряжениях и большем темпе возрастания деформаций, чем без этих
элементов. Кроме того, если учесть, что помимо необходимого для за-
рождения горячей трещины межкристаллитного проскальзывания [40]
для развития зародышевой полости в макроскопическую полость необ-
ходим приток вакансий и дислокаций к ней из пограничных слоев кри-
сталлитов (см. Джифкинс Р. К. Атомный механизм разрушения. Метал-
лургиздат, 1963, с. 25 и 575), то можно заключить, что роль азота и мар-
ганца состоит также в более эффективной блокировке этих вакансий и
дислокаций атмосферами растворенных атомов данных элементов и,
следовательно, в уменьшении притока дефектов к полости при действии
напряжений.
Ухудшение трещиноустойчивости аустенитного шва при чрезмер-
ном легировании его азотом и марганцем (и другими упрочняющими
элементами) обусловлено, по-видимому, тем, что такая концентрация
их вызывает настолько сильное упрочнение пограничных зон и самих
кристаллитов, что резко снижает способность металла к высокотемпе-
ратурной пластической деформации (сопротивление пластической де-
формации становится выше сопротивления отрыву), и под действи-
ем возрастающих напряжений легче (т. е. при меньшем темпе нараста-
ния напряжений) происходит хрупкре (путем отрыва) межкристал-
литное разрушение металла сварного шва — образование горячей
трещины.
Таким образом, общими мерами предотвращения образования
горячих трещин в однофазных аустенитных швах являются следующие:
1) максимально возможное снижение содержания в металле шва серы,
фосфора, кремния, водорода и других вредных примесей; 2) приме-
нение окислительных защитных сред — смеси аргона с кислородом,
высокоокислительного низкокремнистого сварочного флюса или вве-
дение окислителей (в том числе и тугоплавких окислов) в покрытия
электродов и керамические флюсы; 3) легирование металла шва мар-
ганцем, азотом, молибденом, вольфрамом и др; 4) применение спе-
циальных методов воздействия на кристаллизующийся металл свароч-
ной ванны — электромагнитного воздействия, механической продоль-
ной относительно оси шва вибрации электрода; 5) введение в сварочную
ванну модификаторов (лучше в хвостовую ее часть); 6) сварка на режи-
мах, обеспечивающих наиболее благоприятную форму шва и, по воз*
можности, короткую сварочную ванну; 7) применение электрошлаковой
сварки (вместо электродуговой).
Влияние режима сварки и температуры
свариваемого металла
на стойкость против горячих трещин
однофазных аустенитных швов
В литературе по технологии дуговой сварки нержавеющих аустенит-
ных сталей имеются указания о значительном влиянии режима свар-
ки на стойкость чистоаустенитных швов против образования горячих
трещин [49]. Выше отмечалась отрицательная роль увеличения погон-
ной энергии сварки на трещиноустойчивость таких швов. В табл. IV.6
50 Ue,B
30
50 Уа,м/ч
30
40
~40
300 400 500 1сВ,4
Гис. IV.31. Зависимость критической ско-
рости деформации металла шва типа
05Х23Н28МЗДЗТ от изменения одного из
параметров режима автоматической сварки
под флюсомАН-18 проволокой диаметром
4 ММ* Г—V qB", 2—^св* &—Д, *
и на рис. IV.31 — IV.34 при-
ведены данные [9] о влиянии
изменения режима электродуго-
вой автоматической сварки под
флюсом и температуры предва-
рительного подогрева основно-
го аустенитного металла на раз-
Рис. IV.32. Зависимость крити-
ческой скорости деформации ме-
талла шватипа05Х23Н28МЗДЗТ,
содержащего 0,57 — 0,59% Si, от
температуры предварительного
подогрева свариваемой аустенит-
ной стали (сварка под флюсом
АН-18 проволокой Диаметром
4 мм на режиме: /сВ=350А, U& =
= 33—34В; псв — 21,5 м/ч).
меры шва и "стойкость его против об-
разования горячих трещин. Между
трещиноустойчивостью аустенитного шва и его коэффициентом формы
нет прямой связи (табл. IV.6). Так, с повышением силы сварочного тока
коэффициент формы шва уменьшается, а при повышении напряжения
дуги, наоборот, увеличивается; пкр в обоих случаях падает. При
увеличении скорости сварки (уменьшении q/v) коэффициент формы шва
лишь незначительно уменьшается, критическая же скорость деформиро-
вания при этом возрастает. Предварительный подогрев свариваемой ста-
ли увеличивает коэффициент формы шва и снижает стойкость метал-
ла против образования горячих трещин (рис. IV.32), усиливая вредное
действие кремния на трещиноустойчивость (рис. IV.33).
Наблюдается четкая зависимость между шириной шва и длиной
сварочной ванны, с одной стороны, и стойкостью металла шва против
образования горячих трещин — с другой (рис. IV.34). С увеличением
силы сварочного тока, напряжения дуги и температуры металла ши-
310
рина шва и длина сварочной ванны увеличиваются, а критическая
скорость деформации наплавленного аустенитного металла соответ-
ственно падает. С увеличением же скорости сварки при неизменных
токе и напряжении дуги ширина сварочной ванны уменьшается, а
г»кр металла шва возрастает (рис. IV.31). В. связи с этим при
сварке аустенитных сталей, ширину шва ограничивают?'"Не рекомен-
дуется также применять при ручной сварке аустенитной стали попе-
Рис. IV.34. Зависимость ширины
шва (а) и Длины сварочной ванны (б)
от температуры предварительного
подогрева свариваемой аустенитной
стали (/), напряжения дуги (2),
сварочного тока (3) и скорости ав-
томатической сварки под флюсом (4).
речные колебания электрода. ---------
Уменьшение скорости электро-
дуговой сварки до 10 м/ч и ниже, 5
даже при некотором повышении по- 5
Содержание Si в шве, %
Рис. IV.33. Зависимость критической
скорости деформации металла шва типа
05Х23Н28МЗДЗТ от содержания крем-
ния при температуре свариваемой ста-
ли: 1---И 20° С; 2---И 300° С (свар-
ка под высокоокислительным флюсом,
погонная энергия q[v — 4500 кал/см)-
вышает ее. Так, если при скорости аргонодуговой сварки неплавя-
щимся электродом стали 03Х20Н20С5, равной 20 м/ч, шов был поражен
горячими трещинами, то при скорости сварки 8 м/ч при прочих равных
условиях трещины не образовывались.
Металл толщиной более 20—30 мм эффективно сваривать при ско-
рости сварки до 6 м/ч с дополнительным подогревом присадочной про-
волоки и с электромагнитным воздействием на дугу и сварочную ванну.
При указанных изменениях режима сварки и даже при повышении
температуры свариваемой стали дендритная химическая неоднород-
ность металла шва заметно не изменяется [9]. Можно поэтому
предположить, что снижение трещиноустойчивости аустенитного шва
при изменении режима и температуры свариваемого металла, сопровож-
311
Рис. IV.35. Микроструктура металла
швов гига 05Х2Л1128МЗДЗТ. выполнен-
ных ачго'игнч*ской сваркой под высо-
коокисл и тел ни ы м флюсом при темпера-
туре св д стали (X 150): а~
20й С; 6 — --(>0 в — 400° С.
Таблица IV.6
Влияние режима сварки и температуры предварительного подогрева сва-
риваемой стали на стойкость против горячих трещин металла однофаз-
ного аустенитного шва типа 06Х23Н28МЗДЗТ (сварка под высокоокис-
лительным флюсом проволокой диаметром 4 мм)
'св- А 1/д, в VCB> м/ч Темпе- ратура свари- ваемой стали, вС Длина свароч- ной ванны, мм Шири- на шва, мм Глуби- на про- плавле- ния, мм Коэф- фици- ент формы шва Критиче- ская ско- рость де- формации ШВЭ| мм/мин
230 33—34 21,5 20 54,0 15,0 2,5 6,0 12,5
350 33—34 21,5 20 61,0 19,0 3,9 4,9 12,0
450 33—34 21,5 20 67,0 21,0 4,0 5,2 10,5
540 33—34 21,5 20 74,0 21,5 5,0 4,3 6,7
,450 28—29 21,5 20 60,0 19,0 4,5 4,2 12,5
450 32—33 21,5 20 65,0 21,5 4,5 4,8 11,0
450 36—37 21,5 20 98,0 23,0 4,3 5,3 6,7
450 44—45 21,5 20 130,0 25,5 4,0 6,4 1,5
450 36—37 21,5 20 100,0 22,5 4,8 4,7 6,7
450 36—37 24,5 20 84,0 22,0 5,0 4,4 9,8
450 36—37 30,7 20 64,0 19,0 4,2 4,5 12,6
450 36—37 35,5 20 56,0 17,0 4,2 4,1 15,0
350 33—34 21,5 +20 60,0 19,0 4,0 4,7 9,0
350 33—34 21,5 + 100 70,0 21,0 5,0 4,2 7,4
350 33—34 21,5 +200 80,0 23,0 5,5 4,1 6,7
350 33—34 21,5 +300 91,0 25,0 5,0 5,0 6,6
350 33—34 21,5 +400 100,0 26,0 4,5 5,8 5,9
350 33—34 21,5 + 500 105,0 27,5 4,5 6,0 5,9
Примечание. В швах, выполняемых с предварительным подогревом основно-
го металла, содержалось 0,57—0,59% Si, а в швах, выполняемых на различных ре-
жимах сварки, —0,41—0,44% Si.
дающихся увеличением ширины шва и длины сварочной ванны, обус-
ловлено усилением усадки наплавленного металла и укрупнением его
дендритов (ячеек) и кристаллитов (рис. IV.35), а также расширением
температурного интервала хрупкости. Не исключено и отрицательное
влияние усиления физической неоднородности металла вследствие об-
легчения миграции дефектов решетки на границы кристаллитов из-за
замедленного охлаждения.
IV.5. Холодные трещины в сварных швах,
причины их возникновения и меры предотвращения
Холодные трещины образуются при температурах ниже 200° С, когда
металл приобретает высокую твердость. По характеру распространения
в металле холодные трещины являются в основном транскристаллитным
разрушением металла. Зарождаясь на границах зерен (чаще всего на
стыке трех зерен), холодные трещины распространяются затем как по
границам, так и (преимущественно) по телу зерен. Они обычно образу-
313
ются в закаливающихся сварных швах и околошовной зоне основ-
ного металла, склонного к закалке. Наиболее часто холодные трещины
обнаруживаются в швах и околошовной зоне соединений среднелеги-
рованных и высоколегированных сталей перлитного и мартенситного
классов, свариваемых проволокой или электродами идентичного клас-
са (например, в околошовной зоне стали 35X3H3M, в швах типа ЗОХГСА,
ЗОХГСН, 20X13, 14Х17Н2, 15Х1М1Ф, 10Х11АМВФ). Реже они встре-
чаются в аустенитных сварных швах (например, в хромоникелькрем-
нистых, содержащих 7% Si и более). Появление видимых холодных
Рис.
рации водорода в наплавленном за-
каливающемся металле, вызываю-
щие возникновение холодных тре-
щин в сварных соединениях сталей
с различным эквивалентом углерода
(ручная сварка электродами 48Н-1).
IV.36. Критические концент-
трещин в швах почти всегда сопровождается характерным звоном.
Наиболее изучены закалочные хо-
лодные трещины [39]. Их появление
связано с местным увеличением объе-
ма металла при образовании мар-
тенсита и возникновением свароч-
ных напряжений. Непременным
условием образования закалочных
(холодных) трещин является низкая
температура распада аустенита (по
данным Котрелла, ниже 290° С),
наличие достаточно больших объем-
ных напряжений, появление круп-
ных игл мартенсита [39]. По экспе-
риментальным данным, вероятность
образования закалочных холодных
трещин появляется при наличии в
металле более 25—30% мартенсита.
С увеличением толщины сваривае-
мого металла возможность образова-
ния холодных трещин возрастает.
Повышение содержания углерода и
насыщение сварочной ванны водо-
родом также способствуют образованию и развитию холодных трещин
, (рис. IV.36 [56]). После завершения кристаллизации и последующего
остывания металла шва выделение из него водорода не прекращается.
Даже при комнатной температуре из пересыщенного твердого раствора
металла может довольно длительное время выделяться водород. Причем
атомы водорода выделяются не только в атмосферу, но и в мельчайшие
дефекты кристаллической решетки металла и неметаллические включе-
ния, скопляясь в них в виде молекул под большим давлением. Это дав-
ление в сочетании со структурными (при у -> 44-превращении объем
металла увеличивается) и сварочными остаточными напряжениями об-
условливают зарождение и развитие холодных трещин.
Процесс распада аустенита с образованием мартенсита обознача-
ют: у -> 44-превращение или А -> 44-превращение. Некоторые авторы
такое превращение при охлаждении металла обозначают: у -> а'-пре-
вращение, а при деформировании — у -> «"-превращение. При этом а'
называют мартенситом охлаждения, а а" — мартенситом деформации.
Водород способствует образованию и развитию холодных трещин
не только в закаливающемся шве, но и в околошовной зоне. В резуль-
тате растворения водорода в сварочной ванне создается разница между
его содержанием в затвердевшем шве и в металле околошовной зоны.
Эта разница концентраций и высокие температуры металла обусловли-
вают интенсивную диффузию водорода из шва в околошовную зону.
314
При дальнейшем охлаждении сварного соединения в металле проис-
ходит у -> ЛГпревращение. Вследствие меньшей растворимости водо-
рода в феррите (мартенсите), чем в аустените, атомы его выделяются из
твердого раствора, собираясь в виде молекул в дефектных местах
решетки.
При сварке сталей ЗОХГС, ЗОХГСН, 20X13, 14Х17Н2 в швах, по
составу близких к основному металлу, образованию холодных трещин
способствует кремний (при содержании более 0,5% [18, 19]).
Отличительной особенностью холодных трещин является замед-
ленный характер их развития [39]. Как правило, они зарождаются по
истечении некоторого времени после окончания сварки и затем на про-
тяжении нескольких минут, часов, а иногда даже суток распространя-
ются вдоль и в глубь шва. Наряду с развитием ранее образовавшихся
трещин появляются и развиваются новые. Это особенно относится к
околошовной зоне при сварке металла большой толщины. По достиже-
нии некоторой определенной величины трещины в швах могут разви-
ваться мгновенно (взрывоподобно), со звоном.
Холодные трещины бывают продольными и поперечными. Попе-
речные трещины расположены, как правило, перпендикулярно к оси
шва. Продольные холодные трещины в околошовной зоне могут распо-
лагаться по линии сплавления со швом и на некотором расстоянии от
него. Трещины, расположенные по линии сплавления, называют от-
рывами, а расположенные на некотором расстоянии от шва — отко-
лами. Отрывы наблюдаются только в случае аустенитного шва [39].
Элементы, снижающие температуру у -> Л1-превращения, усиливают
склонность металла к образованию холодных закалочных трещин. К та-
ким элементам прежде всего относится углерод. В среднелегированном
металле температура мартенситного превращения снижается при повы-
шении содержания марганца, никеля, хрома, молибдена и др. На рис.
IV.36 приведен график [56], иллюстрирующий влияние различных эле-
ментов (по сравнению с углеродом) на критическое содержание водорода
в металле низко- и среднелегированных швов. Чем выше содержание
углерода и других элементов, понижающих температуру мартенситного
превращения, тем при меньшем содержании водорода образуются хо-
лодные трещины. Кремний не относится к этим элементам, однако при
содержании, большем 0,5%, также увеличивает склонность среднеле-
гированных швов типа ЗОХГС [18] и высокохромистых мартенситных
швов [19] к образованию холодных трещин.
В швах, содержащих 10—14% хрома, повышение количества хро-
ма, молибдена и других элементов-ферритизаторов (особенно кремния,
но не титана) снижает трещиноустойчивость металла, а введение в шов
элементрв-аустенитизаторов, уменьшающих в нем количество структурно-
сьободного феррита, повышает трешиноустойчивость [19, 1]. Исходя из
этих данных, в проволоку Св-08Х14ГНТ кроме марганца введен до-
полнительно никель. Стойкость против трещин высокохромистых
мартенситных швов повышается также при измельчении и дезориенти-
fовации микроструктуры металла путем введения в него титана
19, 20], в связи с чем в эту проволоку и в проволоку Св-08Х18Н2ГТ,
предназначенную для сварки стали 14Х17Н2, введен титан.
Наиболее действенной мерой предотвращения закалочных трещин
при сварке высокохромистого металла большой толщины и заварке ра-
ковин является предварительный и сопутствующий местный или об-
щий подогрев изделий и последующее медленное охлаждение. При
этом повышается температура у -> М-превращения и уменьшается
315
интенсивность нарастания сварочных напряжений. Для повышения
пластичности и вязкости металла шва и околошовной зоны изделия
из высокохромистых закаливающихся сталей подвергают высокому
отпуску. На рис. IV.37 приведена зависимость твердости и ударной вяз-
кости металла околошовной зоны от температуры отпуска.
5
Рис. IV.37. Зависимость твердости и ударной вязкости
металла околошовной зоны у линии сплавления со швом
сварных соединений сталей 14Х17Н2 (а) и 20X13 (б) тол-
щиной 4 мм от температуры отпуска.
Режим подогрева и отпуска изделий из закаливающихся сталей
зависит от состава и толщины свариваемого металла, а также от жест-
кости соединений. Для ряда сталей эти режимы указаны в соответ-
ствующих разделах по технологии сварки.
IV.6. Поры и неметаллические включения в
сварных швах
Поры представляют собой пузырьки газа, не успевшего выделиться из
металла при его затвердевании. Они обычно имеют округлую или про-
долговатую форму и располагаются либо по центру шва, либо у линии
его сплавления с основным металлом. Газами, образующими поры,
могут быть водород, азот или окись углерода. Поры образуются обычно
вследствие чрезмерного насыщения жидкого металла водородом или азо-
том, поступающим из окружающей дугу среды (зоны сварки) и последу-
ющего их выделения при кристаллизации металла. Возможно образова-
ние пор непосредственно перед началом кристаллизации металла в ре-
зультате запоздавшей реакции раскисления углеродом из-за недостат-
ка в шве других раскислителей — Si, Мп, А1 (см. гл. III).
Водород может попасть в зону сварки с маслом, ржавчиной и вла-
гой, оставшимися на поверхности сварочной проволоки и на кромках
свариваемого металла при плохой их зачистке; при использовании влаж-
ного защитного газа (аргона, углекислого газа), флюса или электродов;
при сварке на открытом влажном воздухе. Азот попадает в зону сварки
при плохой ее защите от воздуха либо вместе с защитным, газом (ар-
гоном, углекислым газом), в которых он содержится в небольших ко-
личествах. Парциальное давление азота в сварочной зоне может увели-
чиваться вследствие подсоса воздуха через зазоры между свариваемыми
316
Содержание легирующего
элемента, %
Рис. IV.38. Зависимость раство-
римости азота в жидких бинар
ных сплавах на основе железа
от содержания в них легирую-
щих элементов (температура
1600° С, давление 1 атм).
кромками, а также в результате попадания воздуха, находящегося
между зернами флюса. Чем крупнее зерна флюса, тем больше азота
(и кислорода) попадает в зону сварки. В том же направлении влияет по-
вышение напряжения дуги (увеличения длины дуги) и увеличение ско-
рости сварки из-за ухудшения защиты сварочной зоны от воздуха.
Насыщение жидкого металла водородом и азотом происходит как
в капле электродного металла при ее переходе через дуговой промежуток,
так и непосредственно в сварочной ванне. Насыщение газами металла в
капле протекает более интенсивно, чем
более высокой температуре и большей
поверхности контактирования с газом
капли.
абсорбции (поглощения)
газов жидким металлом, или так на-
зываемой хемосорбции, может состоять
не только в растворении атомов газов
в жидком металле, айв образовании
химических соединений газа (азота) с
элементами металла, обладающими хи-
мическим сродством к этому газу. При
повышении концентрации элемента в
сварочной ванне до уровня, когда его
нитрид еще не образуется, количество
растворенного в металле азота возрас-
тает. Дальнейшее увеличение концен-
трации элемента (например, более
0,2% титана в железе) сопровождается
уменьшением содержания азота, вслед-
ствие всплывания частичек нитрида на
поверхность жидкого металла в шлак
[61]. Наличие в металле сварочной ван-
ны Ti, Nb, Al, V и редкоземельных
металлов, обладающих химическим
сродством к азоту и связывающих его
в нитриды, уменьшает вероятность обра-
зования пор, вызываемых этим газом.
Описанный процесс называется химическим поглощением газов
металлом. При электродуговой сварке возможно и электрическое по-
глощение, которое наблюдается у поверхности катода, в области ак-
тивного пятна, куда внедряются положительные ионы газов из столба
дуги. Степень электрического поглощения газа при дуговой сварке
пропорциональна величине катодного падения напряжения и силе сва-
рочного тока.
Выделение азота из металла при кристаллизации зависит также
от степени увеличения параметра решетки твердого раствора при ле-
гировании элементами.
На рис. IV.38 приведены обобщенные в работе [61] данные ряда
исследователей о влиянии некоторых элементов на растворимость азота
в соответствующих двойных сплавах с железом при температуре
1600° С и давлении 1 атм
До настоящего времени отсутствует единое мнение о механизме
образования пор в сварных швах. Причиной пористости многие ис-
следователи считают пересыщение маточного расплава газами в резуль-
тате их диффузионного перераспределения и интенсивного выделения
317
в процессе кристаллизации. По мнению некоторых авторов [65, 66],
вероятность образования пор зависит от соотношения скорости роста
пузырька газа vp и скорости продвижения фронта кристаллизации икр.
Если vp < цкр, пузырьки газа не успевают отделиться от растущих
кристаллов и всплыть, и в швах образуются поры.
По мнению авторов [80, 81], для объяснения механизма образова-
ния пор необходимо учитывать зубчатый фронт и дискретность самого
процесса кристаллизации. Легирующие элементы и примеси оказывают
влияние не только на величину пересыщения жидкого металла газами,
что является необходимым условием образования пор, но также на
условия зарождения газовых пузырьков в жидком металле. Важно по-
этому знать фактическую концентрацию элементов и газов перед фрон-
том кристаллизации. Вероятность образования пор в швах зависит от
длительности остановки кристаллизации и размеров растущих дендри-
тов, точнее, от высоты их выступов [80]. При остановке кристаллизации
концентрация, например, водорода в жидком металле перед растущими
дендритами падает. Увеличение высоты' выступов кристаллизующихся
дендритов вызывает некоторое повышение количества водорода в маточ-
ном расплаве во впадинах между зубьями. Накопление газа происхо-
дит в весьма тонком и узком слое жидкого металла. При насыщении
металла газами выше некоторого предела образование газовых пузырь-
ков становится возможным.
Таким образом, наиболее благоприятные условия для образования
пузырьков газа в жидком металле создаются в местах впадин на фронте
кристаллизации, где концентрация газа оказывается самой высокой.
Образовавшийся на поверхности раздела твердый — жидкий металл
пузырек растет вследствие диффузии газа из соседних объемов жидкого
металла. В зависимости от скорости движения фронта кристаллизации,
общего содержания газа в жидком металле и скорости роста пузырька
последний либо успевает всплыть на поверхность металла, либо остает-
ся между растущими дендритами. Благодаря росту пузырька перед его
выделением количество газа вблизи пузырив уменьшается и поэто-
му для образования следующего пузырька необходимо дальнейшее про-
движение фронта кристаллизации и накопление газа в маточном
расплаве.
Если общее содержание газа в жидком металле невелико, то может
оказаться, что и впереди фронта кристаллизации содержание его не до-
стигнет предела растворимости в жидком металле при данной температу-
ре и пузырьки газа не будут образовываться. В этом случае пор не
будет.
Повышение окислительной способности защитной среды снижает
содержание водорода в металле шва (см. гл. III) и уменьшает возмож-
ность образования пор водородного происхождения (табл. IV.7).
Совершенно иначе влияет на пористость металла шва, вызываемую
азотом, кислород. Будучи введен в зону дуги в чистом виде (в виде при-
меси к аргону) и даже в виде активных окислов (ЕеаОз, FeO, SiO2, TiO2),
кислород способствует образованию пор в хромоникелевых, хромони-
кельмарганцевых и хромоникельмарганцемолибденовых азотсодержа-
щих аустенитных швах. Так, например, при аргонодуговой сварке не-
плавящимися и плавящимися электродами швов типа 08Х20Н16АГ6 и
03Х19Н17М2АГ7 предельное содержание азота в них, при котором не
образуются поры, составляет примерно 0,25—0,27%, а в швах того же
типа, но выполняемых под флюсом АН-26, — 0,22—0,23%. При сварке
под высокоокислительным флюсом, ручными электродами с высоко-
го
окислительным покрытием удается обеспечить беспористые швы типов
03Х19Н17М2АГ7 и 04Х18Н17МЗАГ6 при содержании в них азота не
более 0,22%.
Побитость поверхности швов при одинаковом количестве раство-
ренного в сварочной ванне газа зависит от возможности более или менее
свободного его выделения из металла, что определяется вязкостью
шлака. Вязкие, густые, медленно затвердевающие (так называемые
длинные) шлаки обладают плохой газопроницаемостью, а маловязкие,
жидкотекучие, быстро затвердевающие («короткие») шлаки — хорошей
газопроницаемостью. Поэтому вероятность побитости поверхности шва
при сварке под жидкотекучими «короткими» шлаками меньше, чем под
вязкими «длинными».
Разжижителями шлака являются: CaF2, ТЮ2, К2О, Na2O, МпО,
хлориды. Силикаты, наиболее часто встречающиеся в сварочных шла-
ках, по возрастанию вязкости располагаются в ряд: FeO • SiO2,
МпО • SiO2, Ре20з • SiO2, MgO • SiO2, CaO • SiO2, А120з • SiO2.
Таблица IV.7
Склонность швов, свариваемых под флюсом и в обезвоженном углекислом
газе, к образованию пор, вызываемых ржавчиной
Способ сварки Количество ржавчины на 100 мм длины шва, г
0.3 0,5 0,7 1,0 1,2
Под флюсом постоян- ным током обратной полярности Поры от- сутст- вуют Пор не- много Много пор Много пор Много пор
В углекислом газе по- стоянным током обрат- ной полярности То же Поры отсутст- вуют Поры отсутст- вуют Пор не- много То же
Окислы титана и железа, фтористый кальций, а также циркон
(ZrSiO^) хорошо разжижают сварочный шлак (расплавленные флюс,
покрытие электродов) указанных систем, способствуя удалению из-
лишка газа из сварочной ванны. Кроме того, такие окислы, как МпО
и ZrO2, способствуют удалению избыточного азота из сварочной ванны
вследствие увеличения растворимости его шлаком, предотвращая по-
ристость металла шва. Например, как показали опыты по сварке аус-
тенитной стали с повышенным (до 0,35%) содержанием азота, в шлаковой
корке без окислов марганца и циркония содержание азота не превы-
шало 0,005%, а при наличии до 10% окисла циркония достигало 0,036%
и окисла марганца в таком же количестве — составляло 0,043%. Гли-
нозем повышает вязкость шлака, затрудняя выделение газа из ванны.
Поданным [4], добавка СаО и FeO в шлаки системы MgO — SiO2 — А120з
снижает их вязкость, а добавка окислов хрома повышает ее. Из сказан- |
ного выше ясны пути предотвращения пористости и побитости поверх- i
ности сварных швов. ---*
Неметаллические включения в металле сварных швов могут иметь
различные размеры и содержаться в разных количествах, в зависимости
от способа, техники и режима сварки, влияющих на условия кристалли-
зации металла, а также от характера и состава защитной среды. Они
могут быть результатом обменных (окислительно-восстановительных)
319
реакций между металлом и защитной средой или представлять собой
«запутавшиеся» в металле (не успевшие всплыть на поверхность ванны)
частички шлака (флюса или покрытия электродов).
Наплавленный металл содержит обычно сульфидные, фосфидные и
оксидные включения. Чем больше окислительная способность защит-
ной среды, тем больше кислорода содержится в шве в виде оксидных
включений. Менее всего кислорода и оксидных включений содержат
швы, выполняемые аргонодуговой и гелиедуговой сваркой, боль-
ше — швы, выполняемые в смеси аргона с кислородом, еще боль-
ше — швы, выполняемые в углекислом газе, и тем более в смеси
углекислого газа с кислородом. В швах, выполняемых под сили-
катными флюсами, количество шлаковых включений больше и они
крупнее, чем в швах, свариваемых в углекислом газе [13] (табл. IV. 8).
Таблица IV. 8
Общее содержание в металле шва неметаллических включений и их сос-
тав при сварке в углекислом газе и под флюсом
Метод сварки Общее со- держание включений в шве, % Химический состав включений, % к общему их количеству
Закись железа Силикаты Глинозем -}~ + шпинели
В углекислом газе 0,03 69,4 24,9 5,7
Под флюсом АН-348А 0,12 16,5 79,0 4,5
Наибольшее количество шлаковых включений содержат швы, вы-
полняемые вручную покрытыми электродами. Размер оксидных вклю-
чений зависит от их состава и общего количества в шве. Чем больше
оксидных включений в металле шва, тем они крупнее. Размер включений
тем больше, чем больше в них SiO2 и МпО [61]. Наличие в сварочной ван-
не тугоплавких включений Сг20з и А120з затрудняет коагуляцию окси-
дов, вследствие чего они остаются в шве главным образом в виде мелких
включений.
Выше отмечалось положительное влияние мелких оксидных вклю-
чений, особенно окислов хрома, на стойкости аустенитных швов против
горячих трещин. Опыты показывают, что повышение содержания кис-
лорода в аустенитном шве несколько снижает ударную вязкость и плас-
тичность металла при низких температурах. При комнатной темпера-
туре ударная вязкость аустенитного шва практически не зависит от
содержания в нем мелких неметаллических включений. Крупные шла-
ковые включения, особенно силикатного типа, уменьшают сопротив-
ляемость металла шва высокотемпературной ползучести [13]. .
В сварных швах могут встречаться шлаковые включения макро-
скопических размеров, иногда настолько крупные, что их легко обна-
ружить невооруженным глазом. Причинами этих дефектов являются,
как правило, нарушение режима сварки и низкая квалификация свар-
щика. Дефекты подобного вида здесь не рассматриваются.
320
ЛИТЕРАТУРА
1. Баженов В.В..Федяева Т. Р. Электроды для сварки теп
лоустойчивой хромистой стали.— Сварочное производство, 1958, 3.
2. Берд Дж., Джемисон А. Влияние углерода, азота и мар-
ганца на высокотемпературную прочность железа при растяже-
нии. — В кн.: Структура и механические свойства металлов. М.,
«Металлургия», 1967.
3. Белинький А. Л. и д р. О коррозионной стойкости чисто-
аустенитной стали марки 0Х17Н16МЗТ.— В кн.: Защита металлов,
6, 1. М., «Наука», 1970.
4. Бобкова О. С. Вязкость шлаков системы MgO — SiO2 — А120з.
— В кн.: Физико-химические основы производства стали. М., Изд-во
АН СССР, 1957.
5. Б о л д ы р е в А. М., Дорофеев Э. Б., Антонов Е. Г.
Управление кристаллизацией металла при сварке плавлением.—
Сварочное производство, 1971, 6.
6. Б о ч в а р А. А. Металловедение. М., Металлургиздат, 1956.
7. Гудремон Э. Специальные стали 1. Перевод с немецкого. М.,
Металлургиздат, 1959.
8. Демьянцевич В. П. О механизме возникновения горячих
трещин при сварке.— Сварочное производство, 1967, 3.
9. Демьяненко Г. П.,Каховский Ю. Н. Влияние режима
сварки и предварительного подогрева свариваемой стали на склон-
ность однофазных аустенитных швов к образованию горячих тре-
щин.— Автоматическая сварка, 1972, 5.
10. Демьянен ко Г. П., Каховский Ю. Н. Влияние бора
на стойкость металла швов типа 0Х23Н28МЗДЗТ против образова-
ния горячих трещин.— Автоматическая сварка, 1972, 9.
11. Ерохин А. А., Кузнецов О. М. О повышении стойкости
металла шва против образования горячих трещин.— Автоматиче-
ская сварка, 1964, 7.
12. И в а н о в а В. С. и др. Роль дислокаций в упрочнении и разру-
шении металлов. М., «Наука», 1965.
13. Касаткин Б. С., Каховский Н. И., В а х н и н Ю. Н.
Автоматическая сварка теплоустойчивой стали 15ХМА в среде уг-
лекислого газа.— Автоматическая сварка, 1957, 3.
14. К а х о в с к и й Н. И., Фартушный В. Г., Савченко
В. С. Влияние кремния на свариваемость аустенитной стали, струк-
туру и свойства сварных соединений.— Автоматическая свар-
ка, 1971, 4.
Г5. Каховский Н. И. Сварка нержавеющих сталей. Киев, «Тех-
н!ка», 1968.
16. К а х о в с к и й Н. И. и др. Сварка хромоникельмолибденовых
однофазных аустенитных сталей.— Автоматическая сварка, 1970, 1.
17. К а х о в с к и й Н. И. и д р. Влияние кремния, азота и марганца
на химическую дендритную неоднородность металла швов типа
0Х23Н28МЗДЗТ и их стойкость против образования горячих тре-
щин.— Автоматическая сварка, 1971, 8.
18. К а х о в с к и й Н. И. Получение высокопрочных швов при авто-
матической сварке стали ЗОХГСА в углекислом газе.— Автомати-
ческая сварка, 1959, 5.
19. Каховский Н. И. Сварка высокохромистой стали 2X13 в сре-
де углекислого газа.— Автоматическая сварка, 1958, 4.
И 4-2168 321
20, Каковски й Н. II. Сварка в углекислом газе стали Х17Н2.—
Автоматическая сварка, 1961, 2,
21. К а х о в с к и й Н. И. Сварка высоколегированных сталей. Киев,
«Техн1ка», 1975.
22. Каховский Н. И., Фартушный В. Г., Юшке-
вич 3. В. Сварка тонколистовой стали Х18Н2АГ5.-— Автоматиче-
ская сварка, 1962, 3.
23. Каховский Н. II. и др. Электродуговая сварка коррозионно-
стойкой ферритно-аустенитной стали ’ 0Х21Н6М2Т,— Автомати-
ческая сварка, 1962, 11.
24. Каховский Н. И. и др. Электродуговая сварка;коррозионно-
стойких ферритно-аустенитных сталей типа 21-3 и 21-5.— Автома-
тическая сварка, 1963, 12.
25. Каховский Н. И., Фартушный В. Г,, Демьянен-
к о Г. П. Автоматическая сварка под флюсом стали 0Х23Н28МЗДЗТ.
— Автоматическая сварка, 1968, 8.
26. Каховский Н. И., Липодаев В. Н., К а х о в с к и й Ю. Н.
Снижение содержания углерода в металле шва при ручной сварке
нержавеющих сталей. — Автоматическая сварка, 1970, 6.
27. Каховский Н. И. Влияние окислов железа во флюсе, окислов
хрома в покрытии электродов и легирования азотом и марганцем
однофазных аустенитных швов на их трещиноустойчивость.—
В кн.: Сварочные материалы. Изд. ИЭСим. Е. О. Патона, Киев,1972.
28. К а х о в с к и й Н. И., Ющенко К. А. Влияние никеля
на микроструктуру и свойства сварных швов с 20—22% хрома.—
Автоматическая сварка, 1966, 5.
29. К а р м а з и н В. И. О производстве сернистых автоматных ста-
лей.— Сталь, 1940, 5, 6. у
30. К о п е р с а к Н. И. Влияние легирующих элементов на 475°-ную
хрупкость аустенитно-ферритного наплавленного металла.— Ав-
томатическая сварка, 1963, 7.
31. Л а ш к о Н. Ф., Лашко-Авакян С. В. Металловедение
сварки. М., Машгиз, 1954.
32. Л е й н а ч у к Е. И., П а р ф е с о Г. И. Влияние ванадия на склон-
ность наплавленного металла к горячим трещинам.— Автомати-
ческая сварка, 1957, 4.
33. Л е й н а ч у к Е. И. О влиянии титана на уменьшение склонности
наплавленного металла к горячим трещинам.— Автоматическая
сварка, 1957, 4.
34. Л и п е ц к и й И. А. Образование трещин при остывании свар-
ных швов углеродистых конструкционных сталей.— Вестник ме-
таллопромышленности, 1938, 2, 3.
35. Л е й н а ч у к Е. И., Подгаецкий В. В. К образованию
горячих трещин в наплавленном металле.— Автоматическая свар-
ка, 1955, 1.
36. Л е в и н Е. Е. и др. Литая экономнолегированная сталь
ЭИ-402-М-Л для деталей турбин и арматуры с рабочей температурой
650° С.— Энергомашиностроение, 1963, 1.
37. Л ю б а в с к и й К. В., Торопов В. А. К вопросу образова-
ния горячих трещин при дуговой сварке аустенитных сталей,—
В кн.: Новое в технологии сварки. М., Машгиз, 1955.
38. Л ю б а в с к и й К. В., Т и м о ф е е в М. М. Справочник по свар-
ке. Под редакцией И. А. Акулова, 4, с. 99—100. М., Машинострое-
ние, 1971.
322
39. Макара A. М., Мосенз А. А. Сварка высокопрочных ста-
лей. Киев, «Техшка», 1971.
40. Мак Лин Д. Границы зерен в металлах. М., Металлургиздат,
1960.
41. Макара А. М. и др. Исследование микроскопической хими-
ческой неоднородности в сварных швах.— Автоматическая сварка,
1965, 11.
42. Мовчан Б. А. Границы кристаллитов в литых металлах и спла-
вах. Киев, «Техн1ка», 1970.
43. М о в ч а н Б. А., Н е р о д ен ко Л. М. Исследование терми-
чески активируемого движения несовершенств кристаллической
решетки в литых сплавах.— В кн.: Физика металлов и металло-
ведение, 18, 4. Свердловск, «Наука», 1964.
44. М о в ч а н Б. А. Некоторые особенности структуры вторичных
границ в литых металлах.— Сварочное производство, 1971, 6.
45. М о в ч а н Б. А. О причинах и механизме образования горячих
трещин в сварных швах с однофазной аустенитной структурой.—
Автоматическая сварка, 1959, 6.
46. М о в ч а н Б. А. Микроскопическая неоднородность в литых
сплавах. Киев, Гостехиздат, 1962.
47. М е д о в а р Б. И. Сварка хромоникелевых аустенитных сталей.
М., Машгиз, 1958.
48. М е д о в а р Б. И. Сварка жаропрочных аустенитных сталей и
сплавов. М., «Машиностроение», 1966.
49. М е д о в а р Б. И. Сварка аустенитных сталей и сплавов. Киев,
«Техшка», 1964.
50. М о р о з о в А. Н. Водород и азот в стали. М., «Металлургия»,
1968.
51. Новиков И. И., Золотаревский В. С. Дендритная
ликвация в сплавах. М., «Наука», 1966.
52. Н о в и к о в И. И. Горячеломкость цветных металлов и сплавов.
М., «Наука», 1966.
53. О с т р о в с к а я С. А. Некоторые вопросы образования кристал-
лизационных трещин при электрошлаковой сварке.— Автомати-
ческая сварка, 1957,4.
54. Островская С. А. Некоторые особенности дуговой и электро-
шлаковой сварки низкоуглеродистых и низколегированных конструк-
ционных сталей на морозе.— В кн.: Новые проблемы сварочной тех-
ники. Киев, «Техшка», 1964.
55. П е т р о в Г. Л., Земзин В. Н.— Сварочное производство,
1967, 2.
56. Петров Г. Л., Т у м а р е в А. С. Теория сварочных процессов
М., «Высшая школа», 1967.
57. П е т р о в Г. Л., 3 е м з и н В. Н. Электроды для сварки жаро-
прочных сталей. ЛДНТП, 1956.
58. П е т р о в Г. Л., Земзин В. Н., Гонсеровский Ф. Г.
Сварка жаропрочных нержавеющих сталей, М., Машгиз, 1963.
59. Производство стали в основной мартеновской печи. Перевод с
английского. М., Металлургиздат, 1969.
60. Подгаецкий В. В., Парфессо Г. И., Литвин-
ч у к С. М. Сульфидные кристаллизационные трещины в сварных
швах.— Автоматическая сварка, 1969, 3.
61. П i д г а е ц ь к и й В. В. Пори, включения i трпцини в зварних
швах. Кшв, «Техшка», 1970.
И*
323
62. Подгаецкий В. В., Парфе с со Г. И., Литвин'-
чу к С. М. Сульфидные кристаллизационные трещины в сварных
швах.— Автоматическая сварка, 1969, 3.
63. П о д г а е ц к и й В. В., Парфессо Г. И., Лей-
на ч у к Е. И. О форме сульфидных включений в сварных швах.—
Сварочное производство, 1970, 12.
64. П о д г а е ц к и й В. В., Л е й н а ч у к Е. И. К вопросу о горя-
чих трещинах при автоматической сварке под флюсом малоуглеро-
дистой стали.— В кн.: Труды по автоматической сварке под флюсом,
7. Киев, Изд-во АН УССР, 1949.
65. П о х о д н я И. К-, Я в д о щ и н И. Р.— Автоматическая свар-
ка, 1969, 2.
66. П о х о д н я И. К- и д р. Взаимодействие металла с водородом при
сварке электродами с рутиловым покрытием.— Автоматическая
сварка, 1969, 1.
67. П р о х о р о в Н. Н. Проблема прочности металлов при сварке
в процессе кристаллизации.— Сварочное производство, 1958, 2.
68. П р о х о р о в Н. Н. Технологическая прочность металла при
сварке. М., Профиздат, 1960.
69. П р о х о р о в Н. Н. Технологическая прочность металлов в про-
цессе кристаллизации при сварке.— Сварочное производство,
1962, 4.
70. П р о х о р о в Н. И., Якушин Б. Ф. Исследование механи-
ческих свойств сплавов в условиях неравновесного состояния.—
В кн.: Сварка. М., Судпромгиз, 1964.
71. П р о х о р о в Н. Н. Горячие трещины при сварке. М., Машгиз,
1952.
72. П р о х о р о в Н. Н. Проблема прочности металлов при сварке в
процессе кристаллизации.— Сварочное производство, 1956, 6.
73. П р о х о р о в Н. Н. и др. О характере деформирования металлов
в процессе кристаллизации при сварке.— Сварочное производство,
1971, 6.
74. Разиков М. И.,Миличенко С. Л. Влияние серы, фосфора
и кремния на образование кристаллизационных трещин в наплав-
ленном металле типа 30Х10Г10.— Сварочное производство, 1966,8.
75. Р а б к и н Д. М., Ф р у м и н И. И. Причины образования го-
рячих трещин в сварных швах.— Автоматическая сварка, 1950, 2.
76. Р у с и я н А. В., Шор шор ов М. X. Влияние бора на склон-
ность жаропрочных аустенитных сталей типа 1Х13Н18В2Б к об-
разованию горячих трещин при сварке,— Сварочное производство,
1958, 10.
77. Р у н о в А. Е. Исследование вопросов улучшения свариваемости
и работоспособности сварных соединений литых аустенитных жаро-
прочных сталей.— В кн.: Вопросы сварки в энергомашиностроении,
ЦНИИТМАШ, 104. М., Машгиз, 1962.
78. Р ы к а л и н Н. Н. и др. Состояние и задачи развития теории тех-
нологической прочности металлов в процессе кристаллизации
при сварке.— Сварочное производство, 1971, 6.
79. С а р р а к В. И. Хрупкое разрушение металлов.— В кн.: Успехи
физических наук, 67, 2. М., «Наука», 1959.
80. С т е р е н б о г е н Ю. А. Исследование процесса образования хи-
мической неоднородности в сварных швах и в околошовной зоне.
Докторская диссертация. Изд. ИЭС им. Е. О. Патона. Киев,
1971.
324
81. Стеренбоген Ю. А., Демченко В. Ф., К о з л и т и -
на С. С. Исследование кинетики образования микроскопической
химической неоднородности при кристаллизации швов.—Автома-
тическая сварка, 1969, 4.
82. Т р о ч у н И. П., Черныш В. П. Способ электромагнитного
перемешивания расплава сварочной ванны (знакопеременными про-
дольными магнитными полями). Авт. свид. № 21334.
83. Технология электрической сварки плавлением. Под ред. Б. Е. Па-
тона. М.— Киев, Машгиз, 1962.
84. Т и м о ф е е в М. М., Ч е ш е в П. И. Выбор аустенитной стали
для сварных соединений энергетических установок.— Энергомаши-
ностроение, 1966, 6.
85. Т и л л е р В. А. Сегрегация растворимых примесей при затвер-
девании слитка.— В кн.: Жидкие металлы и их затвердевание.
М., Металлургиздат, 1962.
86. Форрест П., X о п к и н Л. Влияние азота и углерода на со-
противление ползучести и усталости железа (высокой чистоты) и
его сплавов.— В кн.: Структура и механические свойства метал-
лов (перевод с англ.). М., «Металлургия», 1967.
87. Фридель Ж- Дислокации. М., «Металлургия», 1967.
88. Ф р о л о в В. В. Теоретические основы сварки. М., «Высшая
школа», 1970.
89. Ф р у м и н И. И. О механизме возникновения кристаллизацион-
ных трещин при сварке и наплавке.— Автоматическая сварка,
1957, 1.
90. Ф р у м и н И. И., РабкинД. М. К вопросу о флюсах для авто-
матической сварки малоуглеродистой стали.— В кн.: Труды по
автоматической сварке под флюсом, 3. Киев, Изд-во АН УССР,
1948.
91. Ч а л м е р с Ф. Физическое металловедение. Пер. с английского.
М., Металлургиздат, 1963.
92. Ч е р н ы ш о в а Т. А., Ш о р ш о р о в М. X. О механизме об-
разования горячих трещин при сварке ниобия.— Физика и химия
обработки металлов, 1967, 3. '
93. Ч е р н ы ш о в а Т. А., Шоршоров М. X. О структуре ли-
того металла сварных соединений.— Сварочное производство,
1971, 6.
94. Ч е р н ы ш о в а Т. А., Шоршоров М. X, Горячие трещины
в сварных соединениях тугоплавких металлов. ЛДНТП, 1968.
95. Ч е р в я к о в А. Н., К и с е л е в а С. А., Рыльнико-
в а А. Г. /Металлографическое определение включений в стали. М.,
Изд-во Госчерцветмет, 1962.
96. Ш о р ш о р о в М. X. Свариваемость металлов. М., Профиздат.
1960.
97. Шоршоров М. X., Соколов Ю. В. Температурный ин-
тервал образования горячих трещин при сварке плавлением одно-
фазных никелевых сплавов.— Сварочное производство, 1962, 4.
98. Ш о р ш о р о в М. X. Справочник по сварке. Под ред. Е. В. Со-
колова. М., Изд-во машиностроительной литературы, 1960, с.
143— 153.
99. Я к у ш и н Б. Ф. О достоверности критериев и способов оценки
технологической прочности металлов в процессе кристаллизации
при сварке.— Сварочное производство, 1971, 6.
100. John Olof, Edstro m.— Chem. Age of India, 1965, 12.
325
101. T h о г s e n Knud A a d e. Nye sunspunkter om varmrevnep-
roblemet.— Svesten, 1969, 28, 4.
102. Borland I. C. Generalised theory of super-soliduo cracing in
welds (and castings).— British Weld. J. 1960 (7), 8.
103. Borland I. C. Suggested explanation of hot cracking in mild
and low-alloy steel welds.— British Weld. J. 1961 (8), 1.
104. Sims C., Dahle F. The effect of aluminium on the properties
of mediium carbon cast steels.— Transactions of the American
Foundrymens Association, 1938 (46), 1.
105. SchindlerovaV., Buzek Z. Prehled hodnot mezireak-
cnich koeficientu legujecich prvku a siry rospustenych v rostavchem
Zeleze pri 1600° C.— In: Sbornik vedechych praci vysoke Skole
banske v Ostrave, 1965, 3.
106. Parks Y. M. Welding tupe 347 stainless steel for 1100° F turbine
operation. The Weld. J. 1955, 6.
107. H op к i n L. M. T. Influence of Nitrogen On the Creep Resistance
of High Pyrity Iron and Allous.— In:' Iron and Steel Institute, 203,
1965, 6.
108. N a к a d a I., К e h A. S. Kinetics of Snoek Ordering and Cot-
• trell Atmosphere Formation in Fe — N Single Cristals.— In: Acta
л Mctallurgie, 15, May 1967.
109. Suzuki H. Dislocations and Mechanical Properties of Crystals.
McGrow — Hill Book, N. Y. 1957.
Глава V. ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ
ПОД ФЛЮСОМ
V.I. Способы повышения производительности
автоматической сварки под флюсом
Увеличение объема выпуска сварных конструкций, а также примене-
ние металла больших толщин выдвинуло задачу повышения производи-
тельности сварки под флюсом. Известные в технике сварки способы [21]—
форсированные режимы, увеличение диаметра сварочной проволоки,
применение многодуговой сварки [29] — дополнились в последние годы
новыми, такими как сварка с дополнительным подогревом электрода
[32], сварка с добавкой металлической фракции (крупки, окатышей)
[1, 2], сварка погруженной дугой [1], сварка с наложением переменного
магнитного поля, сварка ленточным электродом.
Многодуговая сварка заключается в одновременном использова-
нии двух или большего числа дуг. Это позволяет повысить производи-
тельность сварочных работ за счет прямого увеличения количества нап-
лавленного металла. Существует несколько принципиальных схем много-
дуговой сварки (рис. V.1 и V.2). Наибольшее распространение получила
сварка двумя дугами как в общую, так и в раздельные металлические
ванны. На рис. V.1, а показана схема с последовательным расположени-
ем сварочных проволок; сварка осуществляется от одного источника
питания в раздельные металлические ванны. На схеме, приведенной
на рис. V. 1, б, сварочные проволоки расположены параллельно;
Рис. V.I. Схемы многодуговой свар-
ки: а — последовательнее располо-
жение сварочных проволок; б —-
параллельное расположение свароч-
ных проволок.
Рис. V.2. Схема сварки с
комбинированны^ распо-
ложением сварочных
проволок (одна из прово-
лок наклонена).
сварка осуществляется в общую металлическую ванну. Первый способ
применяется при сварке толстолистовой стали, второй — при сварке
биметалла, а также при наплавочных работах.
При производстве труб широко используют разработанные Инсти-
тутом электросварки им. Е. О. Патона технологию и аппаратуру для
многодуговой сварки. Известен способ сварки трехфазной дугой как
прямого, так и косвенного действий, когда дуга горит либо между элек-
тродами, либо между электродами и изделием.
327
Многодуговая сварка позволяет решать ряд технологических
задач, связанных с улучшением качества металла шва и сварного со-
единения в целом, формы шва, его технологической прочности.
В табл. V.1 приведены режимы двухдуговой сварки под флюсом
углеродистых и коррозионностойких сталей.
Рациональность применения многодуговой сварки определяется
типом конструкции, толщиной свариваемого металла, протяженностью
Рис. V.3. Зависимость сварочного тока /св от
вылета электрода LB: / — диаметр проволоки
1,6, мм; скорость подачи 163 м/ч; 2 — диаметр
проволоки 2,0 мм, скорость подачи 325 м/ч.
швов, объемом механизации сварочных ра-
бот. Широкое применение многодуговая
сварка получила в основном в судостро-
ении, при изготовлении строительных
конструкций из проката, производстве
труб.
Сварка с подогревом электродной проволоки позволяет увеличить
количество расплавленного металла. Широко известен способ дуговой
сварки, получивший название где I — сила сварочного тока,
А; Я — омическое сопротивление электрода, Ом [29]. Сущность его за-
Рис. V.4. Схема сварки с подо-
гревом сварочной проволоки от
дополнительного источника тока:
1 —- источник сварочного тока;
2 — сварочный мундштук; 3 —
сварочная проволока; 4— основ-
ной металл; 5—дополнительный
источник тока для подогрева
проволоки.
ключается в том, что с целью повы-
шения производительности свароч-
Рис. V.5. Схема сварки двумя про-
волоками, одна из которых (6) по-
догревается от дополнительного ис-
точника тока (обозначения те. же,
что и на рис. V.4).
ных и наплавочных работ подогре-
вают сварочную проволоку элек-
трическим током. Токоподвод
осуществляется не в крайней нижней поверхности сварочного мунд-
штука, как это принято обычно, а на некотором расстоянии от него,
составляющем около 100 мм. Этот способ, известный также как свар-
ка «удлиненным вылетом», позволяет на 50—80% увеличить количес-
тво металла, расплавляемого в единицу времени, по сравнению со
сваркой без подогрева. Увеличение вылета электрода позволяет при
прочих равных условиях снизить сварочный ток на 30—40% (рис. V.3).
Наибольшее распространение этот способ получил при полуавтомати-
ческой и автоматической сварке в защитных газах [26].
328
Таблица V.1 Режимы'двухдуговой сварки под флюсом Дуга 2 Скорость сварки, м/ч о о оо о о U0 — тр СО 1 II 1 О О О Ю со CD СЧ СЧ
Напряже- ние дуги, В г- о оо со со ио со о о оо со т со со
Ток, А 400—550 800—1650 200—350 500—1100
Дуга 1 Скорость сварки, м/ч о О 00 о о LO CD 1111 о о о ю СО CD СЧ СЧ
Напряже- ние дуги, В Г- Ю 00 СЧ co rf co III 1 О О "Ф оо т со со
Ток, А о о о о о по г- ио о по •—со о> 1111 о о о о о о о о •чГ 00 О)
Расположение сварочных проволок Параллельное (рас- щепленный элект- род) Последовательное Параллельное (рас- щепленный элект- род) Последовательное
Марка стали; сварочные материалы ВМ Ст. Зпс; проволока Св-08ГА; флюс АН-348А, АН-60 08Х18Н10Т; проволока Св-04Х19Н10; флюс АН-26П
соединения ан шва, кГм/см2 18,2 25,6
о
о
а
ТО CQ СУ ТО \О
S
ТО га а о о
сс «а со со
о ’S
о О
ffi о &
о
СУ
3*
S о ио
к
то со
X Ю 1D
СУ
S
я*
со со
о
* о ю
со 'Т со
о о ч 1 1
ь 00 со
S со со
*
а
3 о
о. СЧ
ф со
я f-j 1 1
то о
сх Е о
то ю
с СЧ
о о
СЧ 00
г-, тГ
О о о
ио о
CD
S
СХ ТО — се S
CQ СУ о
СУ СХ СП
Ю о С- 0) о сх
СУ Ч (_
о О О
С С
О о
со G
из и
Примечание. Толщина свариваемого металла 12 мм; диаметр проволоки 3,0 мм
329
Разновидностью этого способа является сварка с подогревом сва-
рочной проволоки от дополнительного источника тока, Схема автома-
тической сварки показана на рис. V.4 и V.5. В качестве источника
подогрева может быть использован низковольтный трансформатор
со ступенчатым регулированием подводимой мощности либо сварочный
генератор (выпрямитель) постоянного тока. Нагрев сварочных (5)
на рис. V.4 и присадочных (3) и (6) на рис. V.5 проволок в широком
интервале температур, вплоть до плавления, производится в специаль-
ном мундштуке (2) и легко регулируется за счет изменения подводи-
мой мощности подогрева, скорости подачи проволоки, протяженности
участка подогрева [32].
Сварка с подогревом электродной проволоки, находящейся под
сварочным током (или без него) позволяет при прочих равных условиях
в полтора — два раза увеличить количество наплавленного металла.
Легко достигается стабилизация дугового разряда при сварке на малых
токах, так как подогрев проволоки значительно облегчает процесс капле-
образования. Этот способ позволяет применять проволоку большого
диаметра без существенного увеличения тока и мощности дуги. Особенно
перспективной является возможность применения многоэлектродной
сварки, при которой осуществляется дополнительный подогрев прово-
лок, как находящихся под сварочным током, так и подогреваемых от
отдельных источников питания (см. рис. V.5). Такая схема позволяет
значительно повысить производительность сварочных работ и объем
расплавляемого металла без увеличения силы сварочного тока. Послед-
нее особенно ценно при сварке толстолистового металла из высоко-
прочных, низко- и среднелегированных, коррозионностойких, жаро-
Таблица V.3
Химический состав и механические свойства шва при сварке под флю-
сом ОСЦ-45 проволокой Св-08А с добавкой металлической крупки
Марка стали Содержание, % Механические свойства
С Мп Si S Р ат’ кГ/мм2 °В’ кГ /мм’
Сталь ВМ Ст. 3 Сталь 09Г2 0,12 0,09 0,80 1,19 0,20 0,28 0,023 0,023 0,035 0,023 32,9 ' 32,6 48,6 48,8
Марка стали Механические свойства
б. % Ф. % а кГм/см2 н
при 4-20° С при —40° С после ста- рения
Сталь ВМ Ст. 3. 30,7 52,0 11,3 6,6 9,0
Сталь 09Г2 30,5 68,0 16,0 10,8 14,0
Примечания. 1. Соотношение между флюсом и металлической фракцией по
объему составляет 1:4; диаметр проволоки 5,0 мм. 2. Здесь и далее приведены
средние данные трех — пяти определений.
330
прочных сталей и сплавов, для которых снижение погонной энергии
сварки необходимо, чтобы обеспечить отсутствие горячих или холодных
трещин, уменьшить реакцию основного металла на сварочный нагрев
в зоне термического влияния,
В табл. V.2 приведены режимы сварки стали с подогревом и без
подогрева сварочной проволоки, а также механические свойства свар-
ных соединений, выполненных этими способами.
Сварка с добавкой в дугу металлических присадок |1] заключается
в дополнительном введении в дугу присадок в виде рубленой проволоки,
окатышей либо других металлических материалов, размеры которых
соизмеримы с гранулами флюса.
Специальные дозирующие устройства обеспечивают подачу приса-
док непосредственно в зону дуги, где происходит плавление сварочной
проволоки. Тепла, выделяемого дугой, вполне достаточно для плавления
проволоки, флюса, а также дополнительных присадок.
Коэффициент наплавки при этом способе сварки резко увеличивает-
ся, достигая 20—30 г/А • ч. Снижение количества тепла, отводимого
в основной металл, за счет уменьшения перегрева стали в околошовной
зоне, позволяет повысить пластичность сварных соединений. В табл. V.3
приведены химический состав и механические свойства шв^при сварке
стали ВМ Ст.З и 09Г2. В качестве крупки использовалась рубленая
сварочная проволока Св-10ГС, диаметром 1,2 мм.
V.2. Сварка углеродистых и низколегированных
конструкционных сталей
Углеродистые и низколегированные конструкционные стали, постав-
ляемые по ГОСТам 380—71 и 5520—69, обладают хорошей свариваемо-
стью. При их сварке не требуется предварительного подогрева, если
содержание в них углерода не превышает 0,25%. При более высоком
содержании углерода сварку рекомендуется производить с предвари-
тельным подогревом при температуре 200—250° С с целью повышения
стойкости против трещин. После сварки — отпуск либо нормализация
с отпуском.
Основными легирующими элементами в сталях являются углерод,
марганец, кремний. В последние годы получили применение стали, мик-
ролегированные азотом, ниобием, ванадием [25]. Благодаря значитель-
ному изменению структуры при повышении содержания углерода или
других легирующих элементов, а также дисперсному упрочнению при
легировании азотом прочностные и пластические свойства сталей изме-
няются в широком интервале, соответственно расширяется и допускае-
мый в эксплуатации температурный интервал.
Порог хладоломкости сварных соединений для кипящих сталей
конверторного производства находится в интервале (—10)—(—15)° С, а
для полуспокойных — 20° С.
При более низких температурах применяют хорошо раскисленные
низколегированные стали, содержащие марганец, кремний, иногда
никель, медь, хром и т. п., а также меньшее количество серы, фосфора
и других вредных примесей.
Основные легирующие элементы (марганец, кремний) переходят
в металл шва из высокомарганцевых и высококремнистых флюсов.
Флюсы АН-348А, ОЦС-45 и другие обладают хорошей технологичностью
и наиболее широко применяются в настоящее время. В табл. V.4
331
4t* > 0. ф СУ О 0,12 21*0 0,15 0,10 0,15 0,05 0,10 0,15 0,15
ea s: sS 0) *5 Cl \о CJ 2 0,15 0,15 0,15 0,15 0,15 1 0,05 01*0 0,15 1 0,15
Ч Ю cc S- Q И 3 FeO 2,0 2,0 2,0 2,0 । 1,5 1,0 2,0 Fe2O3 <3,0 ю V/
я я CS ca о Q. S u 4 4> Я 5 8- s CaF? 4,0—5,5 3,5—4,5 6,0—9,0 6,0—9,0 5,0—8,0 20,0—24,0 2,0—3,0 । 3,5—5,5 2,0—5,0
SO о Яя 1 1 1 1 1,0—2,0 1 0*9—0*5 гО!1 2,0—4,0
«стых, низко- ,С су S # о 01 V/ to V о юГ V о Ю V <э 1О V 19,0—23,0 10,0—13,0 1 7 ' о o' V о 1Л V 4
EC о Cl. <u 4 Sb s я Q. ee G5 X СХ СУ к( О и о ьс S 5,0—7,5 5,0—7,5 ю 04 V/ ю of V 0,5—3,0 11,5—15,0 ю о! V 5,0—7,5 0,5—3,0
емых для св, СаО <6,5 ю о V/ LO СО V/ 1Л со V/ 3,0—11,0 12,0—15,0 <6,5 <10,0 3,0—11,0
я <u s я о. я й о о МпО 34,0—38,0 34,0—38,0 I 38,0—47,0 38,0—47,0 36,0—41,0 7,0—9,0 1 38,0—41,0 30,0—34,0 36,0—41,0
i состав флю <м о Й 41,0—44,0 41,0—44,0 38,0—44,0 С с ОС о 5 < 42,5—46,5 18,0—21,5 38,0—41,0 39,0—43,0 42,0—46,0
Химический Марка флюса АН-348А АН-348АМ ОСЦ-45 ОЦС-45М АН-60 АН-22 ФЦ-9 АН-348В АН-64
332
7
Таблица V.5
Материалы, рекомендуемые для сварки под флюсом углеродистых сталей
Марка стали Марка сварочной проволоки Марка флюса Температура эксплуа- тации, °C
ВМ Ст. Зкп Св-08ГА ЛН-348В От +10 до +200
В К Ст. Зкп Св-08ГА АН-348А, От —15 до +350
ВМ Ст. Зкп ОСЦ-45
В К Ст. 4кп
ВМ Ст. Зпс Св-08, АН-348В, От —20 до +400
В К Ст. Зпс Св-08А, АН-348А,
ВМ Ст. 4пс Св-08ГА ОЦС-45,
В К Ст. 4пс АН-22
ВМ Ст. Зсп
В К Ст. Зсп
ВМ Ст. 4сп
45 Св-08А АН-348А От —10 до +400
Примечание. Проволоки поставляются по ГОСТу 2246—70; флюсы АН-348А
и ОСЦ-45 — по ГОСТу 9087—69; АН-348В — по ТУ ИЭС
Таблица V.6
Материалы, рекомендуемые для сварки под флюсом низколегированных
конструкционных сталей
Марка стали Марка сварочной проволоки Марка флюса Минимальная температура экс- плуатации, ®С
09Г2 12ГС 16ГС 10Г2С1 17ГС 17Г1С Св-08ГА, Св-ЮГА, Св-08ГСМТ АН-22 АН-60 АН-64 —40
09Г2С Св-08ГА, Св-ЮНМА, Св-ЮГА АН-22 —55
14Г2АФ 16Г2АФ Св-ЮГ2, Св-08МХ АН-348А АНК-30 —70
10ХСНД Св-08ГСМТ АН-348А —40
15ХСНД Св-10Г2, Св-08ХГСМА АН-348В АН-22 -40
Примечание. Проволоки поставляются в соответствии с ГОСТом 2246—70:
флюсы АН-348А и ОСЦ-45 по ГОСТу 9087-69.
333
Таблица V.7
Химический состав сварочных проволок (по ГОСТу 2246—70)
Марка проволоки
с Si Ми Сг
Низкоуглеро д и с т а я п р о в о л о к а
Св-08 <0,10 <0,03 0,35—0,60 <0,15
Св-08А <0,10 <0,03 0,35—0,60 <0,12
Св-08АА <0,10 <0,03 0,35—0,60 <0,10
Св-08ГА <0,10 <0,03 0,80—1,10 <0,10
Св-ЮГА <0,12 <0,03 1,10—1,40 <0,20
Св-10Г2 <0,12 <0,03 1,50—1,90 <0,20
Легированна я п р о в о л ока
Св-08ГС I <0,10 0,60—0,85 1,40—1,70 <0,20
Св-12ГС <0,14 0,60—0,90 0,80—1,10 <0,20
Св-08Г2С 0,05—0,11 0,70—0,95 1,80—2,10 <0,20
Св-ЮГН <0,12 0,15—0,35 0,90—1,20 <0,20
Св-08ГСМТ 0,06—0,11 0,40—0,70 1,00—1,30 <0,30
Св-15ГСТЮЦА 0,12—0,18 0,45—0,85 0,60—1,00 <0,30
Св-20 ГСТЮА 0,17—0,23 0,60—0,90 0,90—1,20 <0,30
СВ-18ХГС 0,15—0,22 0,90—1,20 0,80—1,10 0,80—1,10
Св-ЮНМА 0,07—0,12 0,12—0,35 0,40—0,70 <0,20
Св-08МХ 0,06—0,10 0,12—0,30 0,35—0,60 0,45—0,65
Св-08ХМ 0,06—0,10 0,12—0,30 0,35—0,60. 0,90—1,20
Св-18ХМА 0,15—0,22 0,12—0,35 0,40—0,70 0,80—1,10
Св-08ХНМ <0,10 0,12—0,35 0,50—0,80 0,70—0,90
Св-08ХМФА 0,06—0,10 0,12—0,30 0,35—0,60 0,90—1,20
Св-ЮХМФТ 0,07—0,12 <0,35 0,40—0,70 1,40—1,80
Св-08ХГ2С 0,05—0,11 0,70—0,95 1,70—2,10 0,70—1,00
Св-08ХГСМА 0,06—0,10 0,45—0,70 1,15—1,45 0,85—1,15
Св-10ХГ2СМА 0,07—0,12 0,60—0,90 1,70—2,10 0,80—1,10
Св-08ХГСМФА 0,06—1,10 0,45—0,70 1,20—1,50 0,95—1,25
Св-04Х2МА <0,06 0,12—0,35 0,40—0,70 1,80—2,20
Св-13Х2МФТ 0,10—0,15 <0,35 0,40—0,70 1,70—2,20
Св-08ХЗГ2СМ <0,10 0,45—0,75 2,00—2,50 2,00—3,00
Св-08ХМНФБА 0,06—0,10 0,12—0,30 0,35—0,60 1,10—1,40
Св-08ХН2М <0,10 0,12—0,30 0,55-0,85 0,70—1,00
Св-10ХН21МТ 0,07—0,12 0,12—0,30 0,80—1,10 0,30—0,60
Св-08ХН2ГМТА 0,06—0,11 0,12—0,30 0,80—1,10 0,25—0,45
Св-08ХН2ГМЮ 0,06—0,11 0,25—0,55 1,00—1,40 0,70—1,10
Св-08ХН2Г2СМЮ 0,06—0,11 0,40—0,70 1,50—1,90 0,70—1,00
Св-ОбНЗ <0,08 <0,03 0,40—0,70 <0,30
Св-10Х5М <0,12 0,12—0,35 0,40—0,70 4,00—5,50
Св-12Х11НМФ 0,08—0,15 0,25—0,55 0,35—0,65 10,50—12,00
Св-ЮХИНВФМ 0,08—0,13 0,30—0.60 0,35—0,65 10,50—12,00
Содержание, %
Ni Мо Ti S Р Прочих элементов
не более
<0,30 11 0,040 0,040 А1 < 0,01
<0,25 — — 0,030 0,030 А1 < 0,01
<0,25 — — 0,020 0,020 А1 < 0,01
<0,25 — х — 0,025 0,030 —-
<0,30 -— — 0,025 0,030 —-
<0,30 — — 0,030 0,030 ——•
<0,25 __ — 0,025 0,030
<0,30 — — 0,025 0,030 —
<0,25 — —- 0,025 0,030 —
0,90—1,20 — — 0,025 0,030 —
<0,30 0,20—0,40 0,05—0,12 0,025 0,030 —
<0,40 — 0,05—0,20 0,025 0,025 А1 0,20—0,50
Zr 0,05—0,15
Се < 0,40
<0,40 0,10—0,20 0,025 0,025 А1 0,20—0,50
Се 0,30—0,45
<0,30 — — 0,025 0,030 —
1,00—1,50 0,40—0,55 — 0,025 0,020 —
<0,30 0,40—0,60 — 0,025 0,030 —
<0,30 0,50—0,70 — 0,025 0,030 —
<0,30 0,15—0,30 — 0,025 0,025 ——
0,80—1,20 0,25—0,45 — 0,025 0,030 —
<0,30 0,50—0,70 — 0,025 0,025 V 0,15—0,30
<0,30 0,40—0,60 0,05—0,12 0,030 0,030 V 0,20—0,35
<0,30 0,40—0,60 — — 0,025 0,025 —
<0,25 — — 0,025 0,030 -—
<0,30 0,40—0,60 — 0,025 0,025 —
<0,30 0,50—0,70 0,025 0,025 V 0,20—0,35
<0,25 0,50—0,70 0,020 0,025 —
<0,30 0,40—0,60 0,05—0,12 0,030 0,030 V 0,20—0,35
<0,30 0,30—0,50 — 0,030 0,030
0,65—0,90 0,80—1,00 — 0,025 0,025 V 0,20—0,35
Nb 0,10—0,25
1,40—1,80 0,20—0,40 — 0,025 0,030 —
1,80—2,20 0,40—0,60 0,05—0,12 0,025 0,030 —
2,10—2,50 0,25—0,45 0,05—0,12 0,020 0,025 "•
2,00—2,50 0,40—0,65 — 0,030 0,030 Al 0,06—0,18
2,00—2,50 0,45—0,65 0,030 0,030 Al 0,06—0,18
3,00—3,50 — — 0,025 0,030
<0,30 0,40—0,60 0,025 0,030
0,60—0,90 0,60—0,90 0,025 0,030 V 0,25—0,50
0,80—1,10 1,00—1,30 — 0,025 0,030 V 0,25—0,50
334
335
Продолжение табл. V.7
Содержание, %
Марка проволоки С Si Мп Сг Ni Мо Ti S р Прочих элементов
не С олее
Св-12Х13 0,09—0,14 0,30—0,70 0,30—0,70 12,00—14,00 <0,60 0,025 0,030
Св-20X13 0,16—0,24 <0,60 <0,60 12,00—14,00 — — —— 0,025 0,030 —
Св-06X14 <0,08 0,30—0,70 0,30—0,70 13,00—15,00 <0,60 — 0,025 0,030
Св-08Х14ГНТ <0,10 0,25—0,65 0,90—1,30 12,50—14,50 0,40—0,90 — 0,60—1,00 0,025 0,035 —
Св-10Х17Т <0,12 <0,80 <0,70 16,00—18,00 <0,60 — 0,20—0,50 0,025 0,035 —
Св-13Х25Т <0,15 <1,00 <0,80 23,00—27,00 <0,60 — 0,20—0,50 0,025 0,035 —
Св-06Х24Н6ТАФМ <0,08 <0,70 <0,80 23,00—25,50 5,50—6,50 0,06—0,12 0,08—0,20 0,018 0,030 V 0,08—0,15
N2 0,10—0,20
Св-01 Х19Н9 <0,03 0,50—1,00 1,00—2,00 18,00—20,00 8,00—10,00 — — 0,015 0,025 —
Св-04Х19Н9 <0,06 0,50—1,00 1,00—2,00 18,00—20,00 8,00—10,00 — — 0,018 0,025 —
Св-08Х16Н8М2 0,05—0,10 <0,60 1,50—2,00 15,00—17,00 7,50—9,00 1,50—2,00 — 0,018 0,025
Св-08Х18Н8Г2Б 0,05—0,10 0,30—0,70 1,80—2,30 17,50—19,50 8,00—9,00 — — 0,018 0,025 Nb 1,20—1,50
Св-07Х18Н9ТЮ <0,09 <0,80 <2,00 17,00—19,00 8,00—10,00 — 1,00—1,40 0,015 0,030 Al 0,60—0,95
Св-06Х19Н9Т <0,08 0,40—1,00 1,00—2,00 18,00—20,00 8,00—10,00 — 0,50—1,00 0,015 0,30 —
Св-04Х19Н9С2 <0,06 2,00—2,75 1,00—2,00 18,00—20,00 8,00—10,00 — — 0,018 0,025 —
Св-08Х19Н9Ф2С2 <0,10 1,30—1,80 1,00—2,00 18,00—20,00 8,00—10,00 — 0,025 0,030 V 1,80—2,40
Св-05Х19Н9ФЗС2 <0,07 1,30—1,80 1,00—2,00 18,00—20,00 8,00—10,00 — — 0,025 0,030 V 2,20—2,70
Св-07Х19Н10Б 0,05—0,09 <0,70 1,50—2,00 18,50—20,50 9,00—10,50 — — 0,018 0,025 Nb 1,20—1,50
Св-08Х19Н10Г2Б 0,05—0,10 0,20—0,45 1,80—2,20 18,50—20,50 9,50—10,50 — —. 0,020 0,030 Nb 0,90—1,30
Св-06Х19Н10МЗТ <0,08 0,30—0,80 1,00—2,00 18,00—20,00 £ 9,00—11,00 2,00—3,00 0,50—0,80 0,018 0,025 —
Св-08Х19Н10МЗБ <0,10 <0,60 1,00—2,00 18,00—20,00 9,00—11,00 2,00—3,00 — 0,018 0,025 Nb 0,90—1,30
Св-04Х19Н11МЗ <0,06 <0,60 1,00—2,00 18,00—20,00 10,00—11,00 2,00—3,00 0,018 0,025 —
Св-05Х20Н9ФБС <0,07 0,96—1,50 1,00—2,00 19,00—21,00 8,00—10,00 0,020 0,030 Nb 1,00—1,40
V 0,90—1,30
Св-09Х20Н9С2БТЮ <0,10 2,00—2,50 1,00—2,00 19,00—21,00 8,00—10,00 ——. 0,60—1,00 0,020 0,035 Nb 0,60—1,00
Al 0,30—0,70
Св-0бХ20Н11МЗТБ <0,08 0,50—1,00 <0,80 19,00—21,00 10,00—12,00 2,50—3,00 0,60—1,10 0,018 0,030 Nb 0,60—0,90
Св-10Х20Н15 <0,12 <0,80 1,00—2,00 19,00—22,00 14,00—16,00 — — 0,018 0,025 —
Св-07Х25Н12Г2Т <0,09 0,30—1,00 1,50—2,50 24,00—26,50 11,00—13,00 0,60—1,00 0,020 0,035 —
Св-06Х25Н12ТЮ <0,08 0,60—1,00 <0,80 24,00—26,50 11,50—13,50 — 0,60—1,00 0,020 0,030 Al 0,40—0,80
Св-07Х25Н13 <0,09 0,50—1,00 1,00—2,00 24,00—26,50 12,00—14,00 — — 0,018 0,025 —
Св-08Х25Н13БТЮ <0,10 0,60—1,00 <0,55 24,00—26,00 12,00—14,00 — 0,50—0,90 0,020 0,030 Nb 0,70—1,10
Al 0,40—0,90
Св-13Х25Н18 <0,15 <0,50 1,00—2,00 24,00—26,50 17,00—20,00 1 — 0,015 0,025 —
Св-08Х20Н9Г7Т <0,10 0,50—1,00 5,00—8,00 18,50—22,00 8,00—10,00 ' ' - 0,60—0,90 0,018 0,035 —
Св-08Х21Н10Г6 <0,10 0,20—0,70 5,00—7,00 20,00—22,00 9,00—11,00 — - 0,018 0,035 1 '
Св-30Х25Н16Г7 0,25-0,33 <0,30 6,00—8,00 24,50—27,00 15,00—17,00 — — 0,018 0,030 —
Св-10Х16Н25АМ6 0,08—0,12 <0,60 1,00—2,00 15,00—17,00 24,00—27,00 5,50—7,00 — 0,018 0,025 N2 0,10—0,20
Св-09Х16Н25М6АФ 0,07—0,11 <0,40 1,00—2,00 15,00—17,00 24,00—27,00 5,50—7,00 -— 0,018 0,018 V 0,70—1,00;
N2 0,10—0,20
Св-01 Х23Н28МЗДЗТ <0,03 <0,55 <0,55 22,00—25,00 г 26,00—29,00 2,50—3,00 0,50—0,90 0,018 0,030 Cu 2,50—3,50
336
337
Продолжение табл. V.7
____________________________________________________________ Содержание, %
Марка проволоки с Si Мп Сг Ni Мо Ti. S Р Прочих элементов
не более
Св-ЗОХ15Н35ВЗБЗТ 0,27—0,33 <0,60 0,50—1,00 14,00—16,00 24,00—36,00 — 0,20—0,70 0,015 0,025 W 2,50—3,50 Nb 2,80—3,50
Св-08Н50 <0,10 <0,50 <0,50 <0,30 48,00—53,00 0,020 0,030
Св-06Х15Н60М15 <0,08 <0,50 1,00—2,00 14,00—16,00 Основа 14,00—16,00 — 0,015 0,015 Fe < 4,0
Примечания. 1. Условные обозначения марок проволоки состоят из индекса Св
указывают среднее содержание углерода в сотых долях процента. 3, Цифры, следующие
элемента в процентах. После буквенного обозначения элементов, содержащихся в неболь
рок низкоуглеродистой и легированной проволок указывает на повышенную чистоту ме
указывает на пониженное содержание серы и фосфора по сравнению с проволокой мар
(сварочная) и следующих за ним цифр и букв. 2. Цифры, следующие за индексом Св,
за буквенными обозначениями химических элементов, указывают среднее содержание
ших количествах, цифры не проставлены. 4. Буква А в конце условных обозначений ме-
талла по содержанию серы и фосфора. В проволоке марки Св-08 АА сдвоенная буква А
ки Св-08А.
Таблица V.8
Режимы двусторонней сварки углеродистых и низколегированных
конструкционных сталей
Толщина металла, мм Подготовка кромок Ток, А Напряже- ние дуги, В Скорость сварки, м/ч
8—12 Без разделки, 400—500 34—37 34—40
зазор 2—4 мм 600—650 36—39 42—50
16—20 Без разделки, 600—700 36—39 31—37
зазор 4—6 мм 750—850 38—40 24—28
V-образная разделка, 450—550 35—38 31—37
зазор 2—4 мм 750—850 38—42 20—25
30-40 Без разделки, зазор 950—1100 38—42 16—22
8 —10 мм 1050—1200 40—44 12—16
X-образная разделка, 700—800 36—39 18—22
зазор 3—5 мм 800—900 36—39 18—22
Примечания. 1. Режимы указаны для проволоки 05,0мм; притупление
5—8 мм; флюс АН-348А. 2. Для сварки конструкций, работающих при низких тем-
пературах, а также сталей повышенной прочности силу сварочного тока рекомендует-
ся снизить на 20—30%. 3, В числителе приведен режим для первого слоя, в зна-
менателе — для остальных.
приведен химический состав флюсов, применяемых для сварки углероди-
стых, низко-и среднелегированных сталей. Их использование в сочета-
нии со сварочными проволоками, выпускаемыми по ГОСТу 2246—70
(табл. V.7), обеспечивает необходимые степень легирования шва и его
механические свойства. Швы обладают высокой стойкостью против об-
Таблица V.9
Механические свойства металла шва, выполненного при сварке угле-
родистых и низколегированных сталей
Марка флюса Марка стали °т’ кГ/мм2 °в- кГ/мм2 6, % ф. % а,„ кГм/см2, при п температуре, ®С
+20 -20 -40
АН-348А М Ст. Зсп, 42,8 53,6 23,8 56,3 11,9 8,3 7,8
10ХСНД 51,0 59,3 26,4 63,3 10,3 7,6 5,8
АН-348В М Ст. Зсп, 43,5 53,3 23,7 54,7 13,5 9,7 8,5
10ХСНД 50,5 60,7 25,0 61,1 10,7 6,9 6,1
АН-60 17Г1С 36,5 55,5 27,5 60,0 - - 11,2 4,1
АН-64 17Г1С 42,8 58,6 29,1 62,7 12,3 4,9
Примечание. Приведены средние результаты испытаний трех образцов
разования пор и трещин. С целью повышения сварочных и гигиенических
свойств флюса массового применения в Институте электросварки
им. Е. О. Патона АН УССР разработаны новые флюсы марок АН-348-В
и АН-64, призванные заменить марки АН-348 и АН-60.
Сварка под флюсом производится, как правило, на переменном токе
от специальных сварочных трансформаторов типа ТСД-1000 либо на
постоянном токе от генераторов типа ПСМ-1000, выпрямителей типа
ВКСМ-1000 и др. Диаметры сварочных проволок составляют 2—5 мм.
Толщина свариваемого металла равна 4 мм и более. Если толщина сва-
риваемого металла менее 4.0 мм, то сварка под флюсом приводит к зна-
' читальному короблению киИМ'рукции, количество дефектов в шве уве-
личивается. В этохМ случае целесообразно применить сварку в защитных
газах или другие способы.
Автоматическая сварка может выполняться как с разделкой
кромок (для больших толщин), так и без нее. С целью качественного
338
339
формирования швов сварка производится на флюсовой подушке или
флюсомедной подкладке.
Применение переменного магнитного поля, действующего на дугу
и металлическую ванну, позволяет сваривать углеродистые и низко-
легированные конструкционные стали на весу.
Данные о материалах, рекомендуемых для сварки углеродистых
и низколегированных конструкционных сталей, приведены в табл. V.5
и V.6. В табл. V.8 даны режимы двусторонней сварки углеродистых и
низколегированных конструкционных сталей. Механические свойства
швов, выполненных на этих сталях приведены в табл. V.9. Если необ-
ходимо предотвратить переход кремния в шов, то сварку низколегиро-
ванных сталей рекомендуется выполнять под флюсом АН-22. С целью
повышения прочности шва такие стали сваривают проволокой, допол-
нительно легированной хромом (до 1,1%), молибденом (до 0,6%), нике-
лем (до 0,8%). Жесткие узлы конструкций из сталей этого класса боль-
шой толщины рекомендуется сваривать с предварительным подогревом
при 150—250°С, а после сварки подвергать отпуску при 550—650\С для
снятия напряжений.
V.3. Сварка среднелегированных сталей
высокой прочности
Основная трудность при сварке высокопрочных низко- и среднелегиро-
ванных сталей состоит в обеспечении равнопрочности сварного соеди-
нения и его стойкости против холодных трещин. Эти трещины могут
возникать и распространяться как в околошовной зоне, так и в метал-
ле шва.
В работах [16—19] установлено, что склонность к холодным тре-
щинам зависит от системы легирования металла шва и основного ме-
талла, содержания углерода, структуры металла, строения мартенсита,
а также от ряда технологических факторов, таких как скорость и по-
гонная энергия сварки, скорость охлаждения и др.
Наибольшее применение получили стали типа 25ХГСА, ЗОХГСА
и ЗОХГСНА, а также высокоуглеродистые стали 42Х2ГСНМ (серия ВКС),
30Х2ГСНВМ (серия ВЛ). Высокая прочность швов достигается за счет
комплексного легирования углеродом, хромом, молибденом, никелем,
что обусловливает их мартенситную или мартенситно-бейнитную струк-
туру. Снижение прочности металла из-за окисления углерода при сварке
под флюсом компенсируется дополнительным легированием элементами-
упрочнителями. Для сварки высокопрочных сталей в Институте элек-
тросварки им. Е. О. Патона разработаны плавленые флюсы типа АН-10,
АН-22, АН-42. Наилучшие результаты достигаются при использовании
флюса АН-15М.
Сварка сталей 20ХГС и 25ХГСА не представляет особых труднос-
тей и выполняется без предварительного подогрева. Равнопрочность
сварного соединения этих сталей достигается благодаря применению
флюса АН-42 или АН-15М и проволок Св-10Г2, Св-10ХМ. После за-
калки в масле от температуры 880° С и отпуска при 520° С сварные сое-
динения этих сталей обладают пределом прочности более 80 кГ/мм2
(сталь 20ХГС) и более 90 кГ/мм2 (сталь 25ХГСА).
Стали ЗОХГСА и ЗОХГСНА толщиной до 10 мм свариваются без
предварительного подогрева. В случае сварки жестких узлов, а также
металла большой толщины применяют подогрев при 250—300° С. После
340
сварки изделие следует подвергнуть термообработке. Если термооб-
работка не может быть произведена непосредственно после сварки, ре-
комендуется использовать специальные приспособления для снижения
скорости охлаждения шва и околошовной зоны.
Если к сварным соединениям сталей ЗОХГСА не предъявляется тре-
бований равнопрочности, они после сварки могут быть подвергнуты
только отпуску при 500—580° С. При этом сварные соединения имеют
предел прочности до 70 кГ/мм2. Для обеспечения высокой прочности и
пластичности сварные соединения стали ЗОХГСА подвергают нормали-
зации при 910° С, затем закалке в масле от 910° С и отпуску при 520—
560° С.
Материалы, рекомендуемые для сварки среднелегированных сталей
высокой прочности, и вид термической обработки сварных соединений
приведены в табл. V.10.
Таблица V. 10
Материалы, рекомендуемые для сварки среднелегированных сталей вы-
сокой прочности, и вид термической обработки сварных соединений
Марка стали Марка сварочной проволоки Марка флюса Темпера- тура пре- двари- тельного подогрева, Вид термообработ- ки
20ХГС, 25ХГСА Св-10Г2, Св-ЮХМ АН-15М, АН-42 150—200 Закалка, от- пуск
ЗОХГСА Св-18ХМА, Св-13Х2МТФ, Св-08ХЗГ2СМ АН-42, АН-15М 250—300 Нормализация, закалка, от- пуск
ЗОХГСНА Св-20Х4МА по ЧМТУ/ЦНИИЧМ 1033—63, Св-18ХМА АН-15М 250—300 Закалка, низ- кий отпуск
12Х2НВФА Св-13Х2МТФ, Св-08ХЗГ2СМ, Св-18ХМА АН-15М, АН-22 150—250 Закалка, от- пуск
23Х2МВФА Св-13Х2МТФ, Св-18ХМА АН-15М, АН-22 200—300 Закалка, от- пуск
Примечание. Проволоки в соответствии с ГОСТом 2246—70.
Для толстостенных конструкций из сталей этого класса примене-
ние предварительного и сопутствующего подогревов, а также замедлен-
ного охлаждения является необходимым условием обеспечения стойкос-
ти сварных соединений и швов против холодных трещин. Термообработ-
ка, способствующая снятию остаточных сварочных напряжений, а
также низкий отпуск при 200—300° С повышают стойкость против об-
разования трещин.
Сварка стали ЗОХГСНА осуществляется постоянным током обратной
полярности на умеренных режимах с обязательным предварительным
341
подогревом при 250—300° С. Как и в случае сварки стали ЗОХГСА,
может применяться последующий отпуск при 750—800° С и охлаждение
до 300° С. Полная термическая обработка стали ЗОХГСНА: нагрев
в соляной ванне при 910°С; изотермическая закалка в селитровой ванне
с температурой 250 —280° С; выдержка — 1 ч; отпуск в селитровой ванне
при 300° С — 2 ч; охлаждение на воздухе. В результате такой терми-
ческой обработки механические свойства сварного соединения будут
следующими: предел прочности — 150 кГ/мм2; ударная вязкость — бо-
лее 6 кГм/см2.
Как правило, сварку сталей ЗОХГСА и ЗОХГСНА выполняют
на токах до 450 А и напряжении до 32 В, при скорости сварки до 20 м/ч.
Использование сварки подогреваемой проволокой или в переменном
магнитном поле позволяет снизить погонную энергию и улучшить
условия формирования шва.
В ряде случаев для сварки сталей этого класса может использовать-
ся высоколегированная нержавеющая проволока, обеспечивающая
аустенитную или аустенитно-мартенситную структуру шва. Такие швы
обладают высокой пластичностью и достаточной прочностью. Высокая
растворимость водорода, кислорода и азота в аустените обусловливает
стойкость сварных соединений против охрупчивания. Прочность ау-
стенитно-мартенситных швов уступает прочности основного метал-
ла, однако высокий запас пластичности обеспечивает достаточно
хорошую работоспособность конструкции. Наибольшее применение при
сварке высокопрочных сталей получила проволока Св-10Х16Н25М6
(по ГОСТу 2246—70).
V.4. Сварка теплоустойчивых сталей
Теплоустойчивые низколегированные стали перлитного класса облада-
ют удовлетворительной свариваемостью при любых толщинах. По-
вышенное содержание углерода, хрома и молибдена способствует об-
разованию закалочных структур в околошовной зоне и шве, в связи с
чем при сварке в ряде случаев используют предварительный и сопут-
ствующий подогрев, а сварные соединения подвергают термической об-
работке.
Листовые конструкции из сталей 12МХ, 15ХМ, 12Х1МФ толщи-
ной менее 10 мм сваривают без предварительного подогрева и последу -
Таблица V. 11
Материалы, рекомендуемые для сварки теплоустойчивых сталей пер-
литного класса и вид термообработки сварных соединений
Марка стали Марка проволоки Марка флюса Температура предваритель- ного подогре- ва, °C Температура отпуска, °C
12МХ Св-08МХ АН-22, ФЦ-11 150—200 680—700
15ХМ Св-08ХМ АН-22, ФЦ-11 200—250 700—720
20ХМ Св-08ХМ АН-22, ФЦ-11 200—300 710—730
12Х1МФ Св-08ХМФА АН-22 250—350 730—760
15Х1М1Ф Св-08ХМФА АН-22 250—350 730—760
15Х2МФБ Св-08ХМФБА АН-22 300—350 730—760
342
ющей термообработки. При сварке металла большей толщины применя-
ют подогрев при 200—400° С. Сварку под флюсом рекомендуется вести
на постоянном токе обратной полярности, с применением умеренных
режимов с целью уменьшения участка разупрочнения металла в около-
шовной зоне.
Отпуск при 680—750° С снимает остаточные напряжения в шве
и околошовной зоне, а также способствует повышению пластичности
металла, выравниванию структуры и повышению работоспособности
сварного соединения.
Для автоматической и полуавтоматической сварки используется
низкокремнистый флюс в сочетании с проволоками, близкими по со-
ставу к свариваемой стали.
Втабл. V.11 приведены материалы, рекомендуемые для сварки
теплоустойчивых сталей перлитного класса и вид термообработки
сварных соединений.
V.5. Сварка низколегированных сталей
высокой прочности
Низколегированные стали повышенной прочности характеризуются
комплексным легированием углеродом, молибденом, никелем, медью,
ванадием, бором и другими элементами. Наилучшее сочетание свойств
сталей достигается после термической обработки, состоящей в закалке
и отпуске, когда обеспечивается образование бейнитной или мартенсито-
бейнитной структуры. Стали могут эксплуатироваться при повышенных
(до 500° С) и пониженных (до —70° С) температурах.
К этой группе относятся стали марок 14ГСМФР, 15ХГМФР,
15Х2ГМФ, 12Г2СМФ, 15ХГ2СМФР, а также мартенситные стали с
низким содержанием углерода 14Х2ГМР, 14ХМНДФР.
При сварке возникают трудности: в обеспечении требуемой проч-
ности и пластичности сварного соединения; минимальном насыщении
водородом металла шва; выборе оптимального термического воздействия
на основной.металл (погонной энергии сварки и условий охлаждения).
Автоматическую сварку сталей 14Х2ГМР, 14ХМНДФР выполняют
под низкокремнистыми высокоокислительными флюсами АН-17, АН-17М
и АН-22. Химический состав флюсов приведен в табл. V.12.
Эти флюсы характеризуются низким содержанием окислов крем-
ния, что затрудняет, а в случае применения флюсов АН-17 и АН-17М
полностью подавляет переход кремния в шов.
Показано [10], что при сварке под флюсом высокопрочных сталей
этого типа необходимо строго регламентировать содержание в шве крем
ния, серы, фосфора, неметаллических включений и водорода. Форма и
количество неметаллических включений оказывают решающее влияние
на пластичность и работоспособность высокопрочных швов, а водород
является одной из главных причин возникновения холодных трещин.
Поэтому флюс должен иметь ограниченное количество SiO2 и МпО и
одновременно обеспечивать окисление металла шлаком. Окислительная
система флюса АН-17 и его модификации — АН-17М отвечает этим
условиям.
Содержание неметаллических включений в шве, выполненном под
флюсом АН-17М, в полтора раза меньше, чем в шве, выполненном под
флюсом АН-22 и в четыре-пять раз меньше, чем в шве, выполненном под
флюсом АН-348А. Содержание водорода в швр при этом снижается в два
343
СЧ
>
га
а
х
ч
ю
И
Н
ю Ю Ю
а. о о_ CD
(V o' о‘ О
<ъ> г>
ю
(V
X ю Ю Ю
00 о о о
о о о
ю о
о оГ 1 ю о_
S £ 1 ю о »»<
н о ь- со"
S
т
О. S О S CD о ст>
»х о X со V/ Ь-
о 3
са ю
»х к о НИ 1
ч £ ю
я a О'. ст> .
О
К о <5
3
S со -ф
X СЧ СЧ СЧ
Cd во 1 1
о. га СЧ СЧ
X
<и ч о 1О
X оо' ОО ю
« X X CaO ^-га
X X о. га 14,!
а
м ю О) со
я о СЧ СЧ сч
ч •tad 1 1 1
в(
со СЧ СЧ ^—га
о
2
ч •е- о СЧ СЧ СЧ
а га 26 00 оо
И о
о о
•X
X
о
т S Г4* сч
S X X к X
X
со
>
га
X
X
ч
Ю
га
Н
о о СХ Н <зЗ О. (V С S О о -ф оо' 7,7 7,2—7,5 7,4 не, а в зна-
О тр
S‘6—0*8 8,4 8,2—9,0 8,6 ;ены край]
. . .. R
;Гм/см2, при те о сч 11,0—11,8 11,4 8,6—9,8 1 9,1 | слителе приве.
X
д а о сч 12,3—13,3 12,7 9,3—11,5 10,3 «и [10]. В чз 2246—70.
ф. % 59,9—60,9 60,5 57,8—59,9 59,2 | оянии после сва ЖМФ по ГОСТ}
6, % 19,4—21,2 20,3 17,4—19,9 18,3 1 показаны в сост Проволока Св-Of
ав, кг/мм1 79,9—81,0 80,4 78,1—80,2 79,6 | свойства швов ческих свойств.
м S д fe н ь 68,2—73,6 71,3 65,3—67,1 66,2 | i. Механические значения механи
Марка флюса и сварочной проволоки АН-17М; Св-08ХН2ГМЮ АН-22; Св-08ХМФ Примечание менателе — средние :
раза по сравнению с аналогичными условиями при сварке под низко-
кремнистым флюсом АН-22 [9].
Применение окислительной системы флюса потребовало разра-
боток новых сварочных проволок. Для сварки под флюсом сталей
14Х2ГМР, 14ХМНДФР и подобных им по системе легирования, при-
меняют проволоку марки Св-08ХН2ГМЮ.
Комплексное легирование швов никелем (до 2%), молибденом (до
0,6%), хромом (до 1,2%), алюминием (до 0,10%), титаном (до 0,10%)
при микролегировании бором, медью, ванадием за счет перехода этих
элементов из основного металла позволяет получать высокую прочность
шва в сочетании с хорошей пластичностью и ударной вязкостью даже при
отрицательных температурах. Снижение содержания кремния (до 0,5%),
Температура испытания, °C
Рис. V.6. Зависимость ударной вяз-
кости металла у границы сплавле-
ния со швом сталей 14Х2ГМР и
14ХМНДФР от скорости охлаждения
w охл С8]
Рис. V. 7. Зависимость содер-
жания диффузионного водоро-
да [Нд] в наплавленном ме-
талле от влажности флюса
[9].
углерода (до 0,12%) и повышение содержания никеля обеспечивает до-
статочно высокую стойкость против горячих трещин.
В табл. V.I3 приведены механические свойства металла шва, вы-
полненного проволокой Св-08ХМФ под флюсом АН-22 и проволокой
Св-08ХН2ГМЮ под флюсом АН-17М на стали 14ХМНДФР. Химиче-
ский состав проволоки Св-08ХН2ГМЮ (%): С — 0,07—0,02; Мп — 1,0—
1,4; Si — 0,25—0,55; Сг — 0,7—1,1; Ni — 2,0—2,5; Мо — 0,4—0,6;
А1 до 0,18; S и Р менее 0,03. Сварку под флюсом АН-17М и АН-22 вы-
полняют на постоянном токе обратной полярности.
Швы стыковых соединений при многопроходной сварке выполня-
ются после тщательной зачистки каждого слоя. Следует правильно вы-
бирать погонную энергию сварки и температуру предварительного по-
догрева. В табл. V.14 приведены рекомендации по выбору этих парамет-
ров в зависимости от толщины свариваемого металла. Сварка сталей
14Х2ГМР и 14ХМНДФР толщиной до 16 мм может производиться без
предварительного подогрева. При большей толщине свариваемого ме-
талла рекомендуется предварительный подогрев кромок до 100—200° С.
В случае выполнения сварки при отрицательной температуре или
при повышенной влажности воздуха необходим предварительный, а в
ряде случаев и сопутствующий подогрев независимо от толщины метал-
ла. Подогрев целесообразен и при сварке металлоконструкций повышен-
ной жесткости [9].
344
345
Мягкие прослойки
прослойками.
Рис. V. 8. Схема сварки под
флюсом стыковых соединений
с мягкими
Для повышения сопротивления холодным трещинам рекомендуется
[9J местный подогрев соединения при 150—200° С в течение 1—2 ч по
окончании сварки. При этом необходимо, чтобы нагрев осуществлялся
заранее и шов не остывал ниже этой температуры. Исследованиями пока-
зано [8], что скорость охлаждения металла в околошовной зоне ниже
500° С должна находиться в интервале 13,5—3,5° С/с. При этом с умень-
шением скорости охлаждения увеличивается пластичность и ударная
вязкость зоны термического влияния (рис. V.6).
Замедленное охлаждение позволяет также снизить содержание
водорода в шве (максимальное содержание его не должно превышать
2,0 см3/100 г).
Количество водорода в наплавленном
металле зависит от влажности флюса
(рис. V.7), в связи с чем особое внимание
уделяется подготовке материалов под
сварку. Подготовка заключается в тща-
тельной прокалке флюса при 400—480° С
(не менее 2 ч), очистке проволоки и свари-
ваемых кромок от ржавчины, масла и др.
Одним из технологических приемов
сварки высокопрочных сталей этого
класса является использование так на-
зываемых мягких^ прослоек (рис. V.8).
в том, что часть слоев стыкового со-
получение
его заключается
выполняется материалами, обеспечивающими
Сущность
единения
высокопластичного металла, несколько менее прочного, чем основной.
Как правило, так выполняются корневые швы и швы, расположенные в
центральной части разделки. Наличие мягких прослоек не сказывается
на прочности соединения в целом, однако позволяет повысить сопротив-
ление трещинам, особенно в случае сварки конструкций повышенной
жесткости. Для выполнения мягких прослоек при автоматической свар-
ке под флюсом применяют проволоки Св-08ГА, Св-10Г2, Св-ЮНМ и им
подобные.
В зависимости от требуемых прочностных характеристик металла
шва, и прежде всего предела текучести стали [8], при сварке средне-
легированных сталей повышенной прочности рекомендуется использо-
вать сварочные проволоки:
Предел текучести,
кГ/мм2
Марка сварочной проволоки
40—45
50-55
60—70
Более 75
Св-ЮМН
Св-08ХН2М
Св-08ХМФ, Св-08ХГСМФ,
Св-08ХН2ГМЮ, Св-10ХГ2СН2МЮ
Св-15Х2ГСН2МФА
В швах, легированных ванадием, отмечается понижение вязкости
и пластичности при низкотемпературном деформировании. В связи с
этим более предпочтительным считается использование проволок, не
содержащих ванадий, особенно если сварные изделия после сварки под-
вергаются высокому отпуску. Такая термическая обработка применяет-
ся для тяжелонагруженных толстостенных конструкций из сталей
14ХМНДФР и 14Х2ГМР.
346
V.6. Сварка высоколегированных сталей
К высоколегированным сталям относят сплавы на основе железа,
содержащие более 8—10% легирующих элементов. Согласно ГОСТу
5632—71 наибольшую группу составляют нержавеющие стали и спла-
вы, легированные хромом, никелем, молибденом, кремнием, марганцем,
титаном, ниобием, алюминием и другими элементами. В зависимости от
степени легирования изменяются структурный состав и свойства сталей,
в частности их свариваемость. Обилие марок сталей послужило поводом
для их классификации по таким признакам, как структурный состав,
процентное содержание хрома или никеля, область применения
(коррозионностойкие, жаропрочные, высокопрочные и т. п.). В табл. 1.14
приведены наиболее распространенные марки высоколегированных
сталей, применяемых в сварных конструкциях.
Материалы для механизированной сварки
высоколегированных сталей
Высококремнистые и марганцевые флюсы типа АН-348А, ОСЦ-45, успе-
шно используемые для сварки углеродистых и некоторых марок низко-
легированных сталей, не применимы для сварки высоколегированных
сталей. Наличие в расплавленном металле одного из таких легирующих
элементов, как хром, титан, алюминий, имеющих большее, чем железо,
сродство к кислороду, приводит к интенсивному взаимодействию окис-
лов шлака с сильными элементами — раскислителями, что вызывает
дополнительное легирование шва марганцем, кремнием, кислородом и
значительное обеднение титаном, алюминием, хромом. Основные ре-
акции взаимодействия между металлом и шлаком могут проходить по
типу:
4 [Сг] + 3 (SiO2) 2 (Сг2О3) + 3 [Si];
[Ti]4- (SiO2)«*(TiO2) + [Si].
Из-за повышенного содержания кремния в шве возможно образо-
вание горячих трещин, а выгорание легирующих элементов приводит к
снижению таких основных свойств, как коррозионная стойкость, жа-
ропрочность, окалиностойкость. Более подробно основы металлургии
сварки изложены в гл. III.
Для сварки высоколегированных сталей и некоторых типов спла-
вов на никелевой основе разработаны следующие специальные шлако-
вые системы: низкокремнистые (в том числе и высокоокислительные),
галогенные (бескислородные, безокислительные и окислительные) и
бесфтористые. Они строятся на основе прочных окислов (СаО, Mg, А120з)
и фторидов (CaF2, NaF, KF). Содержание SiO2, как правило, ограничи-
вается, а в некоторых флюсах этот окисел вообще отсутствует.
Уменьшение содержания кремнезема повышает склонность флюса
к гидротации, в связи с чем низкокремнистые флюсы, особенно на основе
галогенов, требуют более высокой температуры прокалки (до 850° С)
и последующего немедленного использования. Технологические свой-
ства бескремнистых флюсов (формирование шва, отделимость шлаковой
корки) также заметно уступают свойствам низ ко кремнистых флюсов.
Выбор флюса обусловливается маркой стали (главным образом, ее фа-
зовым составом), степенью аустенитности и специфическими особеннос-
тями сварки. Химический состав флюсов для сварки высоколегиро-
ванных сталей приведен в табл. V. 15.
347
Выбор температуры предварительного подогрева при сварке сталей
энергии
Температу- ра предва- рительного подогрева, •С кал ПРИ см
6 8 10 12 16
20 100 150 200 1500—3200 Недостат зоны 2000—3900 очная ударн 2800—4700 ая вязкост! 4300—5800 металла 3500—9200 3200—6000 околошовной
Примечание. Погонная энергия сварки q определяется по формуле q =
сварки, см/с; т)эф — к. п. д., равный 0,85.
Химический состав флюсов для сварки высоколегированных сталей
Марка флюса Тип флюса
SiO2 A1SO, СаО MgO
АН-26 Плавленый 30,0—32,0 20,0—22,0 5,0—6,5 16,0—18,8
АН-22 » 18,0—21,0 19,0—23,0 12,0—15,0 11,0—15,0
АН-30 » 2,0-5,0 39,0—44,0 16,0—20,0 13,0—16,0
48-ОФ-6 <4,0 20,0—27,0 16,0—23,0 <3,0
48-ОФ-Ю » 9,0—12,0 28,0—34,0 <8,0 11,0—14,0
АНФ-14 » 14,0—16,0 10,0—12,0 <8,0 4,0—8,0
АНФ-16 <5,0 23,0—32,0 <5,0 5,0—9,0
АНФ-5 » <2,0 — .—
АН-292 » <1,5 58,0—61,0 33,0—37,0 4,0—7,0
АНФ-17 Следы 22,0—27,0 3,0—5,0 —
АНФ-22 » Следы — 2—3 —
АНФ-23 » <2,0 21,0—25,0 10,0—13,0 —
ФЦК-С Спекание — 9,6 «V —
при 400° С
К-8 То же 4,0—5,0 4,5—5,0 54,0—58,0 8,5—11,0
348
Таблица V. 14
14Х2ГМР и 14ХМНДФР в зависимости от толщины металла и погонной
толщине металла, мм
20 25 30 36 40 . 60
Недостаточная стойкость против образования трещин и низкая плас-
тичность
4500—7200 4800—9000 5200-11 500
3200—5700 3800—7000 4500—8800 5000—9800 6200—12 000 6300—12 300
3200—6500 4000—7900 4400—9300 4700—10 800
г]эф, где / =— сила тока, A; U — напряжение на дуге, В; Исв — скорость
Таблица V.15
(21, 23]
Содержание, %
CaF2 NaF FeO s р других компонентов
не более
20,0—24,0 1,0 0,07 0,10 МпО 6,0—9,0
20,0—24,0 — 1,0 0,06 0,05 МпО 6,0—9,0
19,0—23,0 —— 1,0 0,08 0,05 МпО < 0,5
45,0—60,0 — 1,5 0,05 0,04 МпО < 0,3
35,0—45,0 — 1,5 0,05 0,05 МпО < 0,3
60,0—65,0 1,0 0,05 0,05 МпО < 0,5
50,0—55,0 5,0—7,0 1,0 0,05 0,05 МпО < 0,5
75,0—80,0 17,0—25,0 1,0 0,05 0,02 —
— 1,0 0,02 0,02
48,0—55,0 — — — — К2О 4,0—8,0 МпО 9,0—13,0
86—92 — ' — — B2G3 8,0—12,0
61,0—64,0 — 1,0 0,02 0,02
74,5 4,8 — — — КС1 7,7
5,0-6,0 2,0 — — —— FeSi 3,6—3,9
349
Все большее распространение получают керамические флюсы, ос-
нову которых могут составлять как неметаллические фракции, так и
смеси окислов с ферросплавами. Они обеспечивают необходимое метал-
лургическое взаимодействие между металлом и шлаком и требуемое
легирование шва. При сварке толстого металла керамические флюсы
позволяют получать шов, однородный по содержанию легирующих
члрмрм’ттпа благодадя, возможности, использования проволок, по составу
близких свариваемой стали. Как и в случае электродных покрытий, воз-
можно ‘широкое варьирование состава флюса без особых затрат и труд-
ностей. Керамические флюсы могут быть основного, окислительного или
промежуточного типа. В качестве связующего применяются различные
виды жидких стекол. Флюсы изготавливаются методом спекания на
солевых растворах [3]. В последние годы объем и номенклатура выпус-
каемых керамических флюсов значительно возросли.
Главная роль в технологии сварки высоколегированных сталей
отводится составу и качеству проволоки, вспомогательная — флюсу.
Как правило, требуемый химический состав шва обеспечивается выбо-
ром соответствующей проволоки. В случае использования керамиче-
ских или специальных флюсов, например боридных, шов дополнительно
легируется элементами, обеспечивающими требуемые свойства. Проволо-
ки для сварки высоколегированных сталей включены в ГОСТ 2246—70.
Однако имеется много проволок, выпускаемых небольшими партия-
Таблица V.16
Ориентировочные режимы односторонней сварки под флюсом АН-26
стали 12Х18Н10Т на флюсомедной подкладке. Диаметр проволоки 3,0 мм
Толщина ме- талла, мм Зазор между кромками, мм Ток, А Напряжение дуги, В Скорость сварки, м/ч
6 * 1,0+ 0,5 400—460 31-34 25—35
8 2,5+ 0,5 450—550 33—37 21—30
10 3 + 0,5 500—600 35-38 10—27
12 3 + 0,5 600—700 36—39 14—19
* Режим для проволоки диал гетром 2 мм. Табл ица V.17
Ориентировочные режимы двусторонней сварки без разделки кромок
под флюсом АН-26 стали 12Х18Н10Т. Диаметр проволоки 3,0 мм
Толщина ме- талла, мм Зазор между кромками, мм Ток, А Напряжение Дуги, В Скорость сварки, м/ч
8 1 ± 0,5 400—460 31—33 30—40
10 1 ± 0,5 420—480 32—35 28—35
12 1 i 0,5 440—500 33—36 23—30
16 2 ± 0,5 500—600 34—37 19—27
20 2+1,0 550—680 36—38 19—25
Примечание. Ток постоянный обратной полярности
350
Таблица V.18
Ориентировочные режимы двусторонней сварки под флюсом АН-26 ста-
ли 12Х18Н10Т с V-образной разделкой кромок. Диаметр проволоки 4,0 мм
Толщина ме- талла, мм Зазор между кромками, мм Ток, А Напряжение дуги, В Скорость сварки, м/ч
16 1,5 ± 0,5 500—600 34—37 19—27
25 2+ 1,0 650—750 36—38 16—23
30 3 -j- 1,0 700—800 36—39 16—23
40 4 -j- 1,0 900—1000 38—41 14—17
Примечание. Ток постоянный обратной полярности.
ми по техническим условиям. Общим требованием, предъявляемым к
сварочным проволокам, является ограниченное содержание вредных
примесей, таких как сера и фосфор, а для некоторых — газов: водорода,
кислорода, азота. Особо чистые высококачественные сварочные прово-
локи изготавливают из металла электрошлакового, плазменнодугового
или электроннолучевого переплава. Ориентировочные режимы сварки
нержавеющих сталей приведены в табл. V.16—V.18.
V.7. Сварка 13%-ных хромистых нержавеющих сталей
Реакция высокохромистых сталей ферритного и ферритно-мартенситного
классов, содержащих 13% хрома, на сварочный нагрев зависит от
содержания аустенитообразующих элементов, в первую очередь углеро-
да и никеля. При содержании углерода, равном 0,08% и менее, сталь
с 13% хрома толщиной 16—20 мм может свариваться без подогрева.
При увеличении толщины металла рекомендуется производить предва-
рительный и сопутствующий подогрев при температуре 200—300° С.
С повышением содержания углерода (никеля) и жесткости конструк-
ции минимальная толщина металла, свариваемого без подогрева, сни-
жается: для стали 12X13 до 10 мм; для стали 20X13 до 8 мм. Так как в
зоне термического влияния образуются участки с мартенситной или
смешанной структурой, сварные соединения, как правило, подвергают
последующей термической обработке. Оптимальный режим термооб-
работки для сталей 08X13, 12X13, 20X13, 30X13: отпуск при 680—720° С
в течение 3—5 ч с охлаждением на воздухе. При этом твердость металла
околошовной зоны уменьшается от 280—450 до 160—200 единиц по Вик-
керсу, а ударная вязкость возрастает до 6—8 кГм/см2 [12].
Типичная микроструктура металла в зоне термического влияния —
низкоугл ерод истый фёр р ит, количество которого зависит от со держан ия
углерода и никеля в стали, и мелкозернистый мартенсит, в котором пос-
ле отпуска происходит выделение карбидови образование продуктов
распада. Стали, содержащие 10—13% хрома, используются как коррози-
онностойкие (для слабых агрессивных сред) и как жаропрочные.
К первым относятся стали 08X13, 08Х12НД, 20X13, 30X13, 12X13.
Ко вторым — 15X11МФБ, 15Х12ВНМФ (ЭИ-802), 15Х12В2МФ (ЭИ-756),
18Х12ВМБФР (ЭИ-993). Во втором случае они дополнительно легируют-
ся вольфрамом, молибденом, ванадием, ниобием, бором.
Для автоматической сварки под флюсом сталей, используемых
в качестве коррозионностойких материалов, широкое применение
351
Таблица V.19
Химический состав швов, выполненных под флюсом АН-26 на сталях,
содержащих 13% Сг
Марка стали Марка проволоки Содержание, %
С Мп Si Сг Ni Ti s Р
08X13 Св-12Х13, 0,09 0,50 0,35 12,9 0,40 0,02 0,02
Св-07Х25Н13 0,08 0,45 0,48 17,4 7,4 — 0,02 0,02
20X13 Св-08Х14ГТ, 0,09 0,32 0,45 12,7 0,44 0,14 0,02* 0,02
Св-07Х25Н13 0,09 0,51 0,52 17,7 7,1 — 0,02 0,02
получили проволоки аустенитного класса, содержащие повышенное коли-
чество хрома (до 25%) и никеля (до 18%). При сварке проволоками типа
Св-07Х25Н13, Св-13Х25Н18, Св-08Х20Н9Г7Т обеспечиваются аустенит-
но-ферритная структура шва, его хорошая пластичность и ударная
вязкость. Высокая пластичность шва увеличивает пластичность сварно-
го соединения в целом, благодаря чему термическую обработку кон-
струкций из сталей типа 08X13 и 12X13 толщиной до 12—16 мм, экс-
плуатирующихся при статических нагрузках, не производят. Отпуск
при 680—720° С является провоцирующим для аустенитно-ферритного
шва и приводит к некоторому снижению его пластичности и ударной
вязкости, однако повышает эти характеристики в зоне термического
влияния основного металла, что позволяет обеспечить высокую работо-
способность сварных конструкций из этих сталей при знакопеременных
нагрузках, а также под давлением. Химический состав швов, выпол-
ненных под флюсом АН-26 на сталях, содержащих 13% хрома, приве-
ден в табл. V.19, механические свойства — в табл. V.20. Прочность шва
Таблица V.20
Механические свойства швов, выполненных под флюсом АН-26 на
сталях, содержащих 13% Сг [12]
Марка стали Марка проволоки Термическая обработка <ч 2 . о «Чй" oc- ti м °В’ кГм/см1 6, % Ф. % %• кГм/см1
СВ-12Х13 Без термине-
08X13 ской обра- ботки 92,0 106,0 9,0 17,0 3,4
Отпуск
700° С, 3 ч 55,0 67,0 18,0 52,0 9,6
Св-07Х25Н13 Без термиче-
ской обра- ботки 32,3 67,0 29,6 34,0 8,8
Св-08Х14ГТ Отпуск
20X13 700° С, 3 ч 58,0 73,5 18,0 44,0 6,6
Св-07Х25Н13 То же 34,2 70,2 21,5 37,6 8,1
352
выполненного проволоками аустенитного класса, заметно ниже, чем
основного металла. Поэтому для обеспечения равнопрочности сварных
соединений рекомендуется' прйменять'"АроволокиГблизк^о к "основному
металлу состава: Св- Г2Х13, Св-06Х14', Св-20~Х1Д~Сй-08Х Г4НТ. Механи-
ческие" свойства швов зависят от соотношения низкоуглеродистого
6-феррита и игольчатого феррита (продукта у -> a-превращения). При
увеличении 6-ферри'та снижаются ударная вязкость и сопротивление шва
холодным трещинам. Это в свою очередь проявляется при содержании
хрома, большем 13% , и кремния, большем 0,35% . По данным работы [11],
при содержании хрома, равном ~16%, количество 6-феррита в шве
составляет ~ 50%, а ударная вязкость падает до 0,6 кГм/см2.
Легирование титаном (0,10—0,30%) повышает стойкость шва про-
тив трещин, однако дальнейшее увеличение содержания титана приво-
дит к повышению 6-феррита и соответственно к снижению пластичности
и ударной вязкости шва. Марганец и никель увеличивают пластичность
шва. Их содержание может быть доведено до 0,8—1,0%. С увеличением
содержания никеля повышается склонность шва к подкалке.
При сварке 13%-ных хромистых сталей могут быть использованы
высокоокислительные флюсы типа АН-17М и АН-18 и низ ко кремнистые
флюсы типа АН-26 и АН-22.
Автоматическая сварка жаропрочных высокохромистых сталей
(8,0—12,5% хрома) производится как под флюсом, так и в среде защит-
ных газов.
В Институте электросварки им. Е. О. Патона разработаны основ-
ные положения по выбору системы легирования металла шва для меха-
низированных способов сварки, а также некоторые технологические ре-
комендации по сварке высокохромистых жаропрочных сталей, химиче-
ский состав которых указан в табл. V.21.
Показано [12], что при высоких температурах на стабильность
структуры, механические свойства, ползучесть и длительную прочность
большое влияние оказывает наличие структурно-свободного феррита и
соотношение между углеродом и карбидообразующими элементами.
Швы, содержащие 12,5% хрома, 0,12—0,15% углерода, 0,6—0,8% мо-
либдена, 0,5—1,0% вольфрама, стабилизированные ванадием (0,25—
0,35%) или ванадием и ниобием (до 0,25%), имеют мелкозернистую сор-
битную микроструктуру без 6-феррита или с минимальным его коли-
чеством. '
Для сварки сталей типа ЭИ-756 (1Х12В2МФ), ЭИ-993
(18Х12ВМБФР), ЭИ-802 (15Х12ВНМФ) разработаны проволоки марок
ЭП-249 и ЭП-390, поставляемые соответственно по ЧМТУ/ЦНИИЧМ
442—61 и ЧМТУ/ЦНИИЧМ 671—62. ГОСТом2246—70 предусмотрено
производство проволоки Св-10Х11НВМФ, которая по своему составу
близка к ЭП-390. По данным [11], наиболее высокой технологичностью
обладают окислительные флюсы АН-17 и АН-18, рекомендованные
для сварки высокохромистых жаропрочных сталей типа ЭИ-756. В зави-
симости от требований к прочностным свойствам при повышенных тем-
пературах могут применяться проволоки ЭП-390 или ЭП-249.
Химический состав проволок и швов, выполненных на стали ЭИ-756
под флюсом АН-17, приведен в табл. V.22; механические свойства швов —
в табл. V.23. Применение флюсов типа АНФ-5 или 48-0Ф6 в сочета-
нии с указанными проволоками позволяет получать швы, отличающиеся
более высокой прочностью, но низкой пластичностью. Серьезным не-
достатком бескислородных флюсов этого типа является плохая отдели-
мость шлаковой корки, а также неудовлетворительная формируемость
12 4 — 2108
353
££ Таблица V.21 ** Химический состав и максимальная температура эксплуатации высокохромистых жаропрочных сталей и О О О ООО ю оо со о о см ю ю со со ю см I 1 Содержание, % Марка прово- Состав локи С Mn Si Сг Mo W Ni V Nb ЭП-249 проволоки 0,13—0,18 0,9—1,3 0,3—0,6 11,0—12,5 0,7—1,1 0,8—1,2 0,9—1,3 0,2—0,4 0,15—0,20 шва 0,12 0,79 0,25 10,34 0,85 1,18 0,70 0,37 0,09 ЭП-390 проволоки 0,12—0,17 0,9—1,3 <0,6 11,0—12,5 0,8—1,2 0,8—1,2 0,6—0,9 0,25—0,45 — шва 0,11 0,71 0,23 10,00 0,75 1,12 0,89 0,30 —
Содержание, % 1 прочих эле- ментов 'Ч ч о _ о сГ is is 1^7 । । * 1 IO CM S ООО* Е-
> ООО о ю тР СО СО СО СЧ ООО* О* С-. III II LIO ю ю ю см —<_ —< — о* о" o' о*
Мо ООО о £ 00 О О 1 о* О* О* О 5 III II •" ООО о g (pip тг со а о* о* о* о* g
£ ч р -а* см ~ — о* см* =1 III II g О О Г" t" -ф * СО о* о"
6 LO О_ О. о~ о. -н* со* со* со* -ф JE III II 3 ООО О О н О* —"* ” см ° — . д
Мп S ° О _ СП 00 ч О о* О о* О и Ь- Ю I со g 0*0 о* о О* £ ю ю Е о* о* О с
ООО о о 3 ю ю ю ю “ ООО о о м~
о о О 00 СМ О СО S ’Ч’^. 'Ч ’"‘•.'l в 7° 7 7° “ см см ю о о ~ - -я. g ООО о о о со
Марка стали -15Х11МФ 15Х12ВНМФ (ЭИ-802) 18Х12ВМБФР (ЭИ-993) 1Х12В2МФ (ЭИ-756) 1X13 Химический состав про
Таблица V.23
Механические свойства швов, выполненных на стали ЭИ-756 под
флюсом АН-17
Марка проволоки Темпера- тура, °C °0,2- кГ /мм1 %- кГ/мм2 б, % ф. % ан- кГм/см2
ЭП-249 20 60,0 78,5 18,1 44,7 5,5
600 41,3 47,3 20,0 69,4 17,0
ЭП-390 20 58,8 74,0 18,4 60,5 7,8
600 39,2 42,2 19,3 74,9 16,0
Примем ание. Свойства швов в состоянии после отпуска 740—760° С, 5 ч.
швов при сварке в глубокую разделку. Жаропрочность швов, выпол-
ненных под флюсом АН-17 при температурах до 600° С, находится на
уровне жаропрочности основного металла. Длительная прочность швов,
выполненных проволоками ЭП-249 и ЭП-390, на базе испытаний до 105 ч
составляет соответственно 11 и 10 кГ/мм2 [12].
Сварку высокохромистых жаропрочных сталей рекомендуется про-
водить с предварительным подогревом до 350—400° С. После сварки со-
единения подвергают высокому отпуску при температуре 740—760° С с
Время до разрушения, ч
Рис. V.9. Логарифмическая зависимость напряжения от времени до
разрушения (при 600° С) сварных соединений стали ЭИ-756, выпол-
ненных проволоками ЭП-249 [1] и ЭП-390 [2] под флюсом АН-17 (циф-
ры у кривых обозначают величину относительного сужения ф, %).
охлаждением на воздухе (выдержка около 5 ч). Анализ влияния дли-
тельных (до 400 ч) выдержек при 600° С показывает (рис. V.9), что струк-
тура, прочностные и пластические свойства швов, выполненных прово-
локами ЭП-390 и ЭП-249, весьма стабильны.
Сварка стали 14Х17Н2, имеющей мартенситную структуру, мо-
жет/ выполняться под окислительным низкокремнистым (типа АН-18)
либо фторидным (типа АНФ-5) флюсом.
Если сталь используется в качестве коррозионностойкого матери-
ала, возможно применение проволок с высокой степенью аустенитности
(типа Св-07Х25Н13 или Св-13Х25Н18). Сталь толщиной до 8 мм может
свариваться без подогрева, для сталей больших толщин рекомендуется
подогрев при температуре около 350° С, а после сварки — отпуск при
700° С.
Для получения равнопрочного сварного соединения при дуговой
газоэлектрической сварке стали разработана [15] проволока
Св-08Х18Н2ГТ (ЭП-157) по ЧМТУ/ЦНИИЧМ 277—60. Применение этой
12* 355
проволоки при сварке под флюсом АН-18 обеспечивает высокую проч-
ность швов, наряду с хорошей пластичностью и коррозионной стойко-
стью. Химический состав шва, выполненного указанной проволокой под
флюсом АН-18 на стали 14Х17Н2, следующий (%): С 0,08; Мп 0,70;
Si 0,20; Сг 16,2; Ni 2,0; Ti 0,20; Fe остальное. Механические свойства
шва после отпуска при 700° С 3 ч: о0 2 60 кГ/мм2; ов 77,0 кГ/мм2;
65 > 20%; ф > 45%; ан > 7,0 кГм/см3.
V.8. Сварка высокохромистых ферритных сталей
Рис. V.10. Зависимость удар-
ной вязкости металла шва,
содержащего 18,0% Сг, от со-
держания в нем никеля.
К этому классу относятся стали системы железо — хром — углерод,
содержащие от 15 до 30% хрома. Легирование небольшими количества-
ми титана, молибдена или ниобия повышает стойкость металла против
межкристаллитной коррозии. Основной недостаток этих сталей —
снижение пластичности в околошовной
зоне при сварке? При нагреве металла
вьшГё'ПЮО0 С происходит обусловленное
рекристаллизацией перераспределение
вредных примесей, таких как углерод,
азот, кислород и водород, что приводит к
их сосредоточению по границам зерен и,
как следствие, к резкому снижению плас-
тичности приграничного металла. При
этом зерна в околошовной зоне укрупня-
ются. Если содержание углерода в стали
12X17 относительно велико, по границам
ферритных зерен при рекристаллизации
возможно образование участков с мартен-
ситной структурой. Сварные соединения
сталей 12X17, 08Х17М2Т, 08Х17Т, 08Х18Т,
15Х25Т, 15X28 и им подобных обладают
практически нулевой пластичностью при
использовании сварочных материалов,
обеспечивающих химический состав шва, близкий к составу основного
металла. Такими же свойствами обладает участок зоны термического
влияния с крупнозернистой структурой. Понижение содержания уг-
лерода «0,01%), азота, кислорода и водорода за счет применения вы-
сокого вакуума при производстве стали и использования чистых ших-
товых материалов при выплавке или электроннолучевого переплава
позволяет получить, несмотря на значительный рост зерна в околб-
шовной зоне, сварные соединения, обладающие высокой пластичностью
и ударной вязкостью, и обеспечить производстве высокохромистых ста-
лей ферритного класса, имеющих более высокую свариваемость.
Пластичность зоны термического влияния возрастает с повышением
температуры испытания. Если при 20° С ударная вязкость зоны терми-
ческого влияния стали 08X17Т толщиной 10 мм составляла около
1 кГм/см3, то при 160° С она достигает 20 кГм/см2. Эго свойство исполь-
зуется для повышения технологичности сварных соединений высокохро-
мистых сталей при их вальцовке, штамповке, гибке, правке и других
технологических операциях. Последующий отпуск сварных соединений
при температуре 760—780° С несколько повышает угол загиба, однако
не оказывает влияния па величину ударной вязкости.
356
Таблица V.24
Химический состав швов и механические свойства сварных соединений,
выполненных на стали 08Х17Т, 0.8Х17М2Т, 15Х25Т под флюсом АЯ-26
Марка стали Марка проволоки Содержание, %
С Мп Si Сг Ni Ti Nb
08Х17Т Св-08Х20Н9Г71 0,06 3,10 0,87 17,6 4,6 0,22 - -
Св-06Х25Н12ТЮ 0,07 0,58 0,60 20,5 7,0 0,45
Св-08Х20Н15ФБЮ (ЭП-444) 0,08 1,10 0,86 18,6 8,3 — 0,70
08Х17М2Т Св-06Х20Н1 1МЗТБ 0,07 0,72 0,70 17,7 5,7 0,38 0,40
15Х25Т Св-13Х25Н18 0,11 0,88 0,52 24,0 8,6 0,13 —
Марка стали Марка проволоки Содержа- ние, % сч S ^2 ь о Угол загиба, град шва, кГм/см2 п зоны терми- ческого влияния, кГм/см2
Других элементов
08X17Т Св-08Х20Н9Г7Т 47,1 НО 8,6 1,3
Св-06Х25Н12ТЮ А1 0,1 49,2 150 10,8 1,6
Св-08Х20Н15ФБЮ (ЭП-444) V 0,45 52,6 160 9,8 1,2
08X17М2Т Св-06Х20Н11МЗТБ Мо 2,3 50,2 180 8,1 —
15Х25Т Св-13Х25Н18 — 53,7 180 11,7 1,2
Технология автоматической сварки под флюсом высокохромистых
ферритных сталей предусматривает применение проволок,обеспечиваю-
щих получение швов с аустенитно-ф'ерритной структурой. Увеличение
содержанияникеля, а соответственно и аустенитной фазы в шве повыша-
ет его пластичность и ударную вязкость. На рис. V.10 показана зави-
симость ударной вязкости шва с 18% хрома от содержания в нем никеля.
Для сварки 17%-ных хромистых сталей 12X17, 08Х17Т,
08X18Т1 под флюсом АН-26 рекомендуются проволоки аустенитного
класса Св-08Х20Н15ФБЮ (ЭП-444) по ЧМТУ/ЦНИИЧМ 849—63,
Св-08Х20Н9Г7Т, Св-06Х25Н12ТЮ по ГОСТу 2240—70. Химический
состав швов и механические свойства сварных соединений приведены в
табл. V.24. Для сварки сталей типа 08Х17М2Т применяется проволока
Св-06Х20Н11МЗТБ по ГОСТу 2246—70 в сочетании с флюсом АН-26.
Высокая коррозионная стойкость швов обеспечивается за счет
дополнительного легирования титаном или ниобием, связывающими
углерод, и наличия ферритной фазы.
Сталь 15Х25Т используется главным образом в качестве жаро-
стойкого (окалиностойкого) материала для оборудования, работающего
при статических нагрузках и температурах до 1100° С.
357
Высокая окалиностойкость швов достигается путем их легирования
хромом, причем содержание последнего должно быть не менее 23,0%.
Это условие выполняется при использовании аустенитных проволок
типа Св-07Х25Н13, Св-13Х25Н18, Св-06Х25Н12ТЮ. Основное условие
/ получения сварного соединения с Удо вл етво р ител ьно шштастичностью —-
I Ддбеспечениеаустенитно<рерритноиструктуры шва. При использовании
проволок, сод ер жащиЗГмёнёё'Т2—13% никеля и 25% хрома, соедине-
k ния обладают низкой пластичностью. Наибольшую пластичность при
высоких прочности и окалиностойкости сварных соединений полу-
чают, применяя проволоку Св-13Х25Н18.
Предварительный и сопутствующий подогрев при температуре 150—
200° С предотвращает образование трещин при сварке, а также в про-
цессе гибки, вальцовки и других операций. Отпуск при температуре
760—780° С с охлаждением на воздухе снимает остаточные напряжения
и несколько повышает пластичность сварного соединения.
V.9. Сварка мартенситных и аустенитно-
мартенситных высоколегированных сталей
Высокопрочные стали, содержащие 12—17% хрома и 4—9% никеля
(07Х16Н6), дополнительно легированные молибденом (08Х15Н5АМ2),
медью (08Х15Н5Д2Т), титаном или ниобием (08X16Н4Б), после упроч-
няющей термообработки, состоящей в закалке, обработке холодом и
старении, имеют предел текучести более 100 кГ/мм3, предел прочности —
более 120 кГ/мм2 при высоких пластичности и ударной вязкости [28].
Все большее распространение получают высокопрочные мартен-
ситостареющие стали на основе никеля, кобальта и молибдена типа
ОЗН18К8МЗТЮ [24], которые после двойной закалки с 980 и 820° С и
последующего старения при 480° С имеют предел прочности более
200 кГ/мм2 при высокой пластичности (удлинение более 8% и ударная
вязкость более 6 кГм/см2).
Стали этого класса обладают хорошей свариваемостью, не склонны
к образованию трещин в околошовной зоне. При их сварке не требуется
предварительный или сопутствующий подогрев.
В связи с тем, что максимальная прочность этих сталей достигается
в результате обработки холодом или старения, термообработку сварных
соединений следует проводить по режиму, рекомендованному для стали.
В последние годы появилась группа нержавеющих сталей типа
03Х12Н9Д2Т [28], 03Х13Н9Д2ТМ (ЭП-699) [28], которые, несмотря на
низкое содержание углерода, имеют высокую прочность (предел проч-
ности около 90—ПО кГ/мм2) в состоянии после закалки. Высокая
пластичность сталей с низкоуглеродистым мартенситом позволяет
применять их при низких температурах. Основной трудностью при
сварке высокопрочных сталей этого класса под флюсом является
обеспечение равнопрочных основному металлу швов, обладающих хо-
рошей пластичностью и ударной вязкостью, а также стойкостью против
хрупкого разрушения. В [28] предложено для швов со структурой низ-
коуглеродистого мартенсита на нержавеющих сталях оценивать вели-
чину хромового эквивалента ферритообразования
CrL “ % Сг - 1,5 • % Ni + 2 • % Si - 0,75 • % Мп ~ Кф • (% С +
% N) + % Мо 4- 4• % А1 4- 4 . % Ti + 1,5 • % V 4- 0,5 % W 4-
4- 0,9 . % Nb — 0,6 • % Со — 0,5 • % Си.
Для сталей, не легированных азотом, его содержание в металле
может быть принято равным 0,02%. Для сталей, содержащих более 5%
Ni, вместо 1,5-% Ni используется (2,5+ %|Ni). Коэффициент Кф для
% (С + N) до 0,05 составляет 45, для 0,1 — равен 35.
Если Сг^кв =2ч-5, швы имеют дезориентированную мелкозернис-
тую структуру и обладают высокими показателями пластичности и проч-
ности. Для сварки высокохромистых сталей аустенитно-мартенситно-
го кл асе а~йспользуйтся~бсскислстридтапТ'АНФ^ 4ЯТГФ - ЮУ
„„ -........................ " .... ...-. _ .и-. ч -•
Таблица V.25
Механические свойства высокопрочных нержавеющих сталей и швов,
выполненных под флюсом АН-26 проволоками идентичного основному
металлу состава
Марка стали Исследуе- мый ме- талл °0,2- кГ /мм1 сч 3 BU. е> « б». % ф, % «ч S . 2 BU, О В Термическая обработка, при темпера- туре, ”С
08Х15Н5Д2Т Основной металл 119,2 130,1 15,0 57,0 8,1 Нормализа- ция: 950;
Шов 116,0 122,4 12,6 48,3 7,4 обработка холодом: —70; ста- рение: 450
16Х15Н5М2А Основной металл 129,3 151,0 18,2 49,8 8,9 Нормализа- ция: 1050;
Шов 138,0 148,0 17,0 49,5 4,5 обработка холодом: —70; ста- рение: 450
09Х16Н6 Основной металл 105,0 125,0 23,0 59,1 16,3 Нормализа- ция: 975;
Шов 118,0 129,0 18,0 59,0 5,8 обработка холодом: —70; ста- рение: 425
и проволоки, близкие по химическому составу свариваемым сталям.
Ecjrr В’ проволоках ’6тсутствуюТТйТа1ГТГ^Л1бмйнйй; можно применять
низкокремнистый флюс АН-26. Насыщение швов водородом, кислородом
и азотом может вызвать их пористость, а в ряде случаев и трещины. Ни-
келекобальтомолибденовые дисперсионно-твердеющие сплавы сварива-
ются под специальными керамическими флюсами. Некоторые высоко-
прочные нержавеющие стали сваривают аустенитными швами, если по
условиям эксплуатации конструкции допускается меньшая прочность
металла шва, а необходимая работоспособность сварного соединения
достигается за счет увеличения толщины металла шва и зоны термиче-
ского влияния. Техника и режимы сварки высокопрочных сталей под
флюсом мало отличаются от принятых для коррозионностойких ме-
таллов.
359
В табл. V.25 приведены механические свойства высокопрочных
нержавеющих сталей и швов, выполненных под флюсом АН-26 проволо-
ками идентичного основному металлу состава.
V.10. Сварка аустенитных хромоникелевых сталей
Широкое применение хромоникелевых сталей аустенитного класса
типа 18—10 (хром — никель) объясняется их хорошей технологичностью,
свариваемостью и коррозионной стойкостью. Легирование этих ста-
лей построено таким образом, что их аустенитная структура сохраняется
неизменной в широком интервале температур — от плавления до глубоко-
го холода. Отсутствие превращений аустенита в мартенсит упрости-
ло’технологию сварки: нет необходимости в предварительном и сопут-
ствующем подогревах, а также в последующей термической обработке с
целью повышения пластичности сварных соединений. Вместе с тем, аус-
тенитпая стру’ктура вызвала и ряд технологических трудносГещТлжзная
из которых заклточае1сугв~ббёспёчении стойкости швов против горячих
трещин. Теоретические аспекты этой проблемы изложены в’Тл. III. Здесь
ли1Йь укажем, что в настоящее время применяются следующие методы
повышения сопротивления горячим трещинам: создание двухфазной
структуры металла шва (аустенитно ферритной, аустенитно-боридной);
легирование элементами, снижающими склонность металла шва к по-
лигонизации при температурах, близких к температуре солидуса; сни-
жение содержания вредных, в том числе ликвирующих, примесей за счет
использования чистых от этих примесей сварочных проволок.
На этой основе созданы различные системы легирования металла
шва и сварочные материалы [6, 12, 21,23].
К технологическим особенностям сварки под флюсом аустенитных
сталей относится применение минимальной погонной энергии. Шов,
подвергаемый при эксплуатации воздействию агрессивной среды, в
процессе сварки должен выполняться в последнюю очередь. Его не-
обходимо очистить от шлаковой корки, в нем должны отсутствовать вмя-
тины, забои, грубые проплавы. Особенно недопустим непровар, так как
он не только снижает рабочее сечение шва, но является очагом последу-
ющей «щелевой» коррозии, протекающей очень быстро даже в сравни-
тельно слабых агрессивных средах. С целью снятия остаточных напря-
жений после сварки толстолистовых конструкций, а также повышения
стойкости против коррозии под напряжением рекомендуется проводить
стабилизирующий отжиг (для хромоникелевых сталей при 870° С, для
хромоникельмолибденовых — выше температуры образования сигма-
фазы, как правило, выше 920° С). Хорошие результаты достигаются
при проведении повторной закалки на воздухе с температуры 1050—
1150° С.
При сварке хромоникелевых сталей не целесообразно, а иногда
и вредно применять хромоникельмолибденовые проволоки типа 17-13-3.
Для сварки сталей типа 12Х18Н9, 08Х18Н10, 04Х18Н10, 08Х18Н10Т,
12Х18Н9Т целесообразно применять проволоки Св-07Х19Н10Б,
Св-04Х22Н-10ТБ (ЭП-541), Св-05Х20Н9ФБС, Св-05Х21Н8БТ,
Св-08Х20Н9Г7Т, Св-06Х19Н9Т. Менее предпочтительны проволоки
Св-07Х18Н9ТЮ, СВ-06Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9ФЗС2,
Св-08Х21Н10Г6 (ГОСТ 2246—70). Могут быть использованы следующие
флюсы: низкокремнистый АН-26; фторидные типа АНФ-14, АНФ-5,
48-0Ф6 или 48-0Ф-10У; в ряде случаев высокоокислительный АН-18.
360
Таблица V.26 Химический состав швов, выполненных на стали 08Х18Н10Т под флюсом АН-26 Содержание, % феррита СО СО СЧ* 11171 ш сч со сч
1^111 о
н сп — сп со о —< сч — сч сч о* 0* о* 0” 0"
Nb со со —• I | о* о” о
> ш , , г- . q | | о" о*
Z Ю СЧ СП со со СО о Г'-*'
и со оо <ю о со оо” со со о —. сч
Й о сп ю сп сч co in о г-^ —* —Г o' -7 0"
Мп ш о — со СЧ СО ш о сч -7 —7 —7 о —7
и г~- г- г- со г- qo_ooq o' о" о* о' о*
Марка проволоки Св-08Х19Н9Ф2С2 Св-07Х18Н9ТЮ €в-08Х19Н10Б Св-05Х20Н9ФБС Св-08Х21Н7БТ
Таблица V.27 Механические свойства швов и сварных соединений, выполненных на стали 08Х18Н10Т под флюсом АН-26 Сварное соединение Угол загиба, град о о о о о со 00 00 ОО 1П »—1 WM Г"м
ов, кГ/мм2 ю -г со ш со о со* 'Ф* о* о? со Ю LO СО ю
са О 3 ан, кГм/мм2 TF сч оо сч ю LQ СО СЧ” О 1Л
X® О'4 э СЧ тГ со <э —_ СО Ю* -Th in Г-* СО Ш СО Tf rt<
Ю СО in — СП оо* со* об со -ф Ш -тГ -тГ
N 2 2 L? & О СЧ_ СО СП Tf со оо со со* о* —7 Ш Ш Щ СО со
64 2 3 U С} о е> in СП Г- 00 СП сп со in* —7 ьГ СЧ СЧ СЧ СО СЧ
1 Марка проволоки СВ-08Х19Н9Ф2С2 Св-07Х18Н9ТЮ СВ-08Х19Н10Б 05Х20Н9ФБС СВ-08Х21Н7БТ
361
Применение перечисленных материалов обеспечивает стойкость
шва против межкристаллитной коррозии при испытании методом «АМ»
(ГОСТ 6032—58).
В табл. V.26 приведен химический состав швов, выполненных на
стали 08Х18Н10Т под флюсом АН-26.
В табл. V.27 приведены механические свойства швов и сварных
соединений, выполненных на стали 08Х18Н10Т под флюсом АН-26.
Таблица V.28
Химический состав и механические свойства низкоуглеродистых нержа-
веющих сталей и швов, выполненных под флюсом АН-18
Исследуемый металл Марка стали Содержание, %
С Мп Si Сг Ni n2
Основной металл 03Х18Н11 0,03 0,60 0,35 18,7 10,8 —
03Х18АН10 0,03 0,60 0,41 18,4 10,6 0,22
Шов, выполненный 03Х18Н11 0,03 0,56 0,40 18,0 10,4 —.
проволокой идентичного с ос- новным металлом состава 03Х18АН10 0,04 0,72 0,30 17,3 10,3 0,23
Исследуемый металл Марка стали кГ/мм2 °в, кг/мм! б6. % ф. % ан, кГм/см2
Основной металл 03Х18Н11 23,2 54,0 66,0 75,6 30,2
03Х18АН10 41,4 66,9 53,0 67,0 35
Шов, выполненный 03Х18Н11 21,5 49,4 62,1 66,0 21,4
проволокой идентичного с основным метал- лом состава 03Х18АН10 34,0 57,3 51,0 61,0 17,7
Повышенной коррозионной стойкостью сварных соединений, и в
первую очередь меньшей реакцией металла на воздействие термического
цикла сварки, обладают хромо.никелевые стали, содержащие до 0,03%
углерода. Это количество углерода близко к пределу его растворимости
в аустените при длительных выдержках в интервале 60D—800 С, что" в
значительной мере ослабляет процесс карбидообразования по границам
зерен металла околошовной зоны при воздействии сварочного нагрева.
Стали 03Х18Н12 и 03Х18Н11 обладают более низкими характерис-
тиками прочности, чем стали с обычным содержанием углерода, в связи
с чем некоторые из них дополнительно легируются азотом (до 0,25%).
Автоматическую сварку сталей 03Х18Н11 и 03Х18Н12 выполняют
под высокоокислительным флюсом АН-18 проволокой Св-01 Х19Н9.
362
Целесообразно применение проволок, обеспечивающих аустенитно-фер-
~ритную Структуру шва. При легировании швов марганцем (~ 3—4%) и
‘•--азотомф~'0,155^)'поньшгается'йХ"сопротиВ7юнТге трещинам. В табл. V.28
приведены химический состав и механические свойства низкоуглероди-
стых нержавеющих сталей и швов, выполненных под флюсом АН-18.
V.11. Сварка хромоникельмарганцевых
нержавеющих сталей
Хромоникельмарганцевые стали аустенитного класса являются замени-
телями хромоникелевых сталей типа 08Х18Н10 и применяются в ка-
честве коррозионностойких, хладостойких и жаропрочных материалов.
Наиболее распространены: стали 10Х14Г14НЗТ (ЭИ-711) иОЗХ21Н5АГ7,
Таблица V.29
Химический состав швов, выполненных на стали 10Х14Г14НЗТ (ЭИ-711)
Марка проволоки Марка флюса Содержание, %
С Мп Si Сг Ni Ti Мо Фер- рита
Св-10Х14Г14 НЗТ АН-26 0,10 13,0 0,72 14,0 3,4 0,15 — 7,6
Св-10Х14Г14 НЗТ АНФ-5 0,09 13,6 0,55 13,0 3,5 0,22 — 6,0
Св-01Х19Н18 Г10АМ4 АН-26 0,06 11,3 0,67 16,4 10,0 0,11 1,8 0
Св-06Х15Н9 АГ6 АН-26 0,07 11,6 0,72 16,5 6,3 0,18 — 0
Св-08Х18Н10Т АН-26 0,07 8,0 0,6 16,2 5,8 0,20 — 4
предназначенные для работы в слабоагрессивных средах и при темпе-
ратурах до —196° С; коррозионностойкая сталь 06Х17Н5Г9АБ (ЭП-55),
жаропрочная сталь 12Х25Н16Г6АР (ЭИ-835). Коррозионностойкая и
хладностойкая сталь 03Х20Н16АГ6 используется при температурах до
—269° С. Характерным для этих сталей является повышенное содержа-
ние в них марганца и легирование..азотом, а то^е^дысдкйёТГо'казатели
про что ста ПГпластичности; Автоматическая сварка перечисленных ста-
лей выполняётся’ПоД~низкокремнистым флюсом АН-26 или под фторидны-
ми флюсами типа АНФ-5. Из-за повышенного содержания азота в сталях
типа ЭП-55, 03Х21Н5АГ7, 03Х20Н16АГ6 и в некоторых марках 'сва-
рочных проволок выполненные на этих сталях швы склонны к порис-
тости. Поэтому при сварке рекомендуется использовать смесь стекло-
видного и пемзовидного флюсов АН-26 в соотношении 1:1. Более вы-
сокое качество швов достигается благодаря использованию нового
флюса АН-45, разработанного в Институте электросварки им. Е. О. Па-
тона АН УССР.
Сварка ведется без предварительного и сопутствующего подогре-
вов. Для сварных соединений сталей, содержащих 17—25% хрома и
более 0,03% углерода, с целью повышения коррозионной стойкости и
хладностойкости рекомендуется закалка с температур ~ 1000° С. При
363
Для сварки стали 03Х20Н16АГ6 разработана новая проволока марки Св-01Х19Н15Г6Н2АВ2, поставляемая по ТУ-14-1/3-5—72.
364
этом следует учитывать, что хроМонйкеЛьМарганцевые стали склонны
к сигматизации и охрупчиваются в случае выдержки при 700—8003 С,
в связи с чем необходимо ограничивать время пребывания металла при
этих температурах.
В табл. V.29 приведен химический состав швов, выполненных на
стали 10Х14Г14НЗТ (ЭИ-711); в табл. V.30 — механические свойства
швов и сварных соединений. В табл. V.31 указаны механические свой-
ства швов, выполненных на хромоникельмарганцевых сталях с азотом
под флюсом АН-26. Из приведенных сталей и швов только сталь
03Х20Н16АГ6 обладает стабильностью структуры и свойств при низко-
температурном деформировании (до —269° С).
V.12, Сварка хромоникельмолибденовых сталей
Основной трудностью автоматической сварки сталей .этого класса яв-
| "ляется~тговнП1ённая склонность металла’фцвД.. «...образованию горячих
трещин. Известные методы борьбы с трещинами путем обеспечения двух-
< фазной аустенитно-ферритной или аустенитно-боридной структуры
в большинстве случаев неприемлемы, так как наличие второй фазы,
\ отличной по своему составу от аустенита, приводит к развитию струк-
К турно-избирательной коррозии. Содержание ферритной фазы в шве
тСе должно превышать 1,5—2%, а для ряда химических производств
наличие феррита недопустимо. Длительное время для механизированной
сварки тонкблисТОвеги-стали типа 10Х17Н13М2Т и 10X17H13M3T ис-
пользовались проволоки Св-04Х 19Н11МЗ, Св-ОбХ 19Н11МЗТ или
Св-06Х20Н11МЗТБ (по ГОСТу 2246—70) в сочетании с флюсами АН-26,
48-0Ф-10У, АНФ-14 и др. При толщине свариваемого металла, превы-
шающей 16 мм, указанные материалы не обеспечивают необходимого
сопротивления швов горячим трещинам. Содержание ферритной фазы
в шве, превышающее 2% , приводит к охрупчиванию металла ^следствие
образования сигма-фазы при выполнении многослойных швов.
*' Институтом электросварки им. Е. О. Патона разработана техноло-
гия сварки хромоникельмолибденовых и хромоникельмолибденоме-
дистых сталей типа 06Х23Н28МЗДЗТ, обеспечивающая получение шва
с аустенитной структурой, обладающего высоким сопротивлением го-
рячим трещинам.
Технология предусматривает применение высокоокислительного
низкокремнистого флюса АН-18. Для обеспечения высокой трещино-
устойчивости и сохранения удовлетворительной коррозионной стойкости
шов легируют молибденом, марганцем и азотом,- Для сварки целого
класса сталей, содержащих 16—20% хрома, 13—2и% никеля, 2—4%
молибдена, стабилизированных 'титаном*или ниобием, рекомендуется
^дфоволока ЭП-690 (Св-01 Х19Н18Г10АМ4). * --------------- —
' ДлзГавтоматической сварки стали 06Х23Н28МЗДЗТ толщиной до
16 мм применяется проволока ЭП-516 (Св-01 Х23Н28МЗДЗТ) в сочетании
с флюсом АН-18.
В табл. V.32—V.35 приведены химический состав и механические
свойства швов и сварных соединений, выполненных на хромоникель-
молибденовых сталях, а в табл. V.36, V.37 — на стали ЭИ-943.
Одним из технологических приемов, облегчающих сварку трудно-
свариваемых коррозионностойких аустенитных сталей, является со-
здание композитных швов. Суть его заключается в том, что верхние уча-
стки швов (один-два слоя) или Св-01 Х19Н15ПМ2АВ2 и флюс АН-45
соприкасающиеся с агрессивной средой, выполняются материалами.
365
о Таблица V.32
°* Химический состав швов, выполненных на хромоникельмолибденовых сталях
Марка стали Марка проволоки Марка флюса Содержание, %
С Мп Si Сг Ni Мо Ti Nb N феррита
08Х17Н13М2Т Св-04Х19Н11МЗ АН-26 0,06 0,7 1,2 18,0 12,6 1,9 0,21 4,0
Св-04Х19Н11МЗ АН-18 0,05 0,4 0,85 17,8 12,6 2,0 0,16 — — 4,8
СВ-06Х20Н11МЗТБ АН-18 0,06 0,62 1,0 20,0 12,0 3,0 0,17 0,60 — —
10X17H13M3T Св-06Х19Н10МЗТ АН-26 0,07 1,1 0,78 20,4 11,0 2,9 0,18 7,8
Св-06Х19Н10МЗТ АН-18 0,05 0,8 0,55 19,8 11,0 2,8 0,15 — — 8,0
ЭП-690 АН-18 0,05 3,9 0,25 17,5 15,2 3,4 0,21 — 0,13 0
03Х17Н14М2 ЭП-690 АН-18 0,03 4,0 0,30 17,1 16,1 3,0 — — 0,12 о
Таблица V.33
Механические свойства швов и сварных соединений, выполненных на хромоникельмолибденовых сталях
Марка стали Марка проволоки Марка флюса Шов Сварное соединение
^0’2» кГ/мм2 ав, кГ/мм2 в5. % Ф, % ан, кГм/см2 ств, кГ/мм2 Угол за- гиба, град.
08Х17Н13М2Т Св-04Х19Н11МЗ АН-26 27,7 56,3 52,7 43,5 16,8 59,4 180
Св-04Х19Н11МЗ АН-18 28,8 58,4 50,0 40,0 14,8 60,6 180
10X17H13M3T Св-06Х19Н10МЗТ АН-26 48,7 65,8 26,8 58,9 19,2 60,1 170
Св-06Х19Н10МЗТ АН-18 48,5 65,0 27,0 56,0 18,9 62,1 170
Св-01 Х19Н18Г10АМ4 (ЭП-690) АН-18 26,1 53,7 48,3 54,5 16,4 55,1 180
03Х17Н14М2 Св-01Х19Н18Г10АМ4 (ЭП-690) АН-18 27,8 54,0 40,1 61,0 29,8 56,0 180
Таблица V.34
Химический состав швов, выполненных на хромоникельмолибденовых сталях повышенной коррозионной
стойкости под флюсом АН-18
Марка стали Марка проволоки Содержание, %
С Мп Si Сг Ni Мо Ti Nb N
08Х17Н15МЗТ (ЭИ-580) Св-01Х19Н18Г10АМ4 (ЭП-690) 0,045 5,1 0,55 17,8 17,0 3,3 0,16 0,10
05Х17Н16МЗБ (опытная) ЭП-690 0,034 5,0 0,43 17,7 17,1 3,5 — 0,18 0,12
03X16H15M3 (ЭИ-844) ЭП-690 0,03 3,9 0,35 17,0 16,4 3,7 — — 0,11
03X21Н21М4Б ЭП-690, 0,029 4,8 0,43 20,0 18,6 3,1 -— 0,21 0,12
Св-01Х21Н21Г7АМ4 0,020 2,6 0,31 20,0 20,6 3,1 — 0,20 0,11
Таблица V.35
Механические свойства швов и сварных соединений, выполненных на хромоникельмолибденовых сталях
повышенной коррозионной стойкости под флюсом АН-18
Марка стали Марка проволоки Шов Сварное соединение
Оо>2> кГ/мм2 ств, кГ/мм2 в». % Ф. % ан, кГм/см2 ав, кГ/мм2 Угол за- гиба, град.
08Х17Н15МЗТ (ЭИ-580) Св-01 Х19Н18Г10АМ4 (ЭП-690) 37,0 58,0 39,5 68,5 24,1 60,2 180
05Х17Н16МЗБ ЭП-690 33,0 60,2 39,4 68,6 23,7 63,0 180
03X16H15M3 (ЭИ-844) ЭП-690 39,0 61,2 46,4 69,6 32,0 63,2 180
со 03X21Н21М4Б ЭП-690, 38,0 64,2 33,3 67,7 16,6 65,2 180
О Св-03Х21Н21Г7АМ4 38,3 65,1 33,7 52,1 14,5 65,8 180
Таблица V.36
Химический состав швов, выполненных на стали ЭИ-943 под флюсом
АН-18
Марка проволоки Содержание, %
С Мп Si Сг Ni Мо Си Ti
Св-06Х23Н28МЗДЗТ (ЭИ-943) 0,05 0,40 0,36 23,1 26,2 2,7 2,9 0,21
Св-01 Х23Н28МЗДЗТ, (ЭП-516) 0,03 0,43 0,27 22,8 26,8 Т а 2,8 б л и 2,9 ц а \ 0,14 7.37
Механические свойства швов и сварных соединений, выполненных на
стали 06Х23Н28МЗДЗТ (новое обозначение—06ХН28МДТ) под флюсом
АН-18
Марка проволоки Шов Сварное соединение
«ч 2 угу С ' о ‘но % “о о"" -э- °и. кГм/см2 °В, кГ/мм2 Угол за- гиба, град.
Св-06Х23Н28МЗДЗТ (ЭИ-943) Св-01 Х23Н28МЗДЗТ (ЭП-516) 26,3 26,9 52,6 52,0 29,0 44,0 50,9 64,0 16,3 21,3 56,0 50,5 180 180
обеспечивающими требуемую коррозионную стойкость. Центральная
часть шва (около 2/3 его сечения) выполняется материалами, которые
обеспечивают высокую стойкость против образования трещин и дру-
гих дефектов, а также необходимые прочностные характеристики
сварного соединения в целом.
Такая технология не только предупреждает появление трещин в
швах, но и значительно упрощает процесс сварки, делая его экономически
более выгодным.
Для сварки стали 06Х23Н282МЗДЗТ большой толщины рекомендо-
вана следующая последовательность сварочных операций. Прямые
строганые кромки соединяемых листов на 2/3—3/4 толщины металла об-
лицовываются аустенитно-ферритным металлом под флюсом АН-18 в
три слоя: первый слой — проволокой Св-0Х25Т, второй и третий —
Св-0Х21Н6М2Т. Металл облицовки содержит от 10 до 30% ферритной
фазы. Затем производится рюмкообразная разделка кромок так, чтобы
основание разделки располагалось в облицованной части и было обра-
щено наружу изделия (со стороны, противоположной агрессивной
среде). После сборки соединения свариваются многослойной автоматиче-
ской сваркой под флюсом АН-18: внутренние слои — проволокой
Св-0Х21Н6М2Т (ЭП-54), наружные два-три слоя — проволокой ЭП-516.
ЗН8
V.13. Сварка ферритно-аустенитных
нержавеющих сталей
Ферритно-аустенитные стали предназначены для эксплуатации в аг-
рессивных средах и по своей коррозионной стойкости не уступают ста-
лям аустенитного класса типа 18-10 (хром — никель) и 17-13-3 (хром —
никель — молибден). Содержание ферритной фазы в зависимости от
соотношения между аустенитообразующими (углерод, азот, никель,
марганец) и ферритообразующими (хром, кремний, молибден, титан,
ниобий) элементами может изменяться в широких пределах.
Рис. V. 11. ^Микроструктура стали 08Х22Ы6Т: а — основной металл; б — металл
у линии сплавления.
В сталях типа 06X21НЗТ (табл. V.38) содержание ферритной фазы
достигает 70%; в сталях типа ЭП-53 и ЭП-54 оно изменяется в пре-
делах от 40 до 70% (рис. V.11, а). В околошовной зоне в результате
Таблица V.38
Химический состав ферритно-аустенитных сталей
Марка стали Содержание, %
С Мп Si Сг Ni Ti Mo феррит- ной фазы, %
06Х21НЗТ 0,06 1,60 0,45 21,0 3,4 0,26 . — 70 '
08Х22Н6Т 0,06 0,65 0,48 21,4 5,7 0.48 — 55
(ЭП-53) 12Х21Н5Т 0,12 0,58 0,50 21,3 5,3 0,80 40 *
(ЭИ-811) 08X21Н6М2Т 0,06 0,70 0,44 20,8 6,0 0,44 2,3 60
(ЭП-54) 08Х18Н2Г8Т 0,08 7,40 0,20 17,9 2,30 0,28 — 50 г
Рис. V.12. Изменение ударной вязкости металла
в околошовной зоне сварного соединения сталей:
1 — 08Х22Н5Т; 2 — 08Х21Н6М2Т; 3 — 08Х21Н5Б;
4 — 12Х21Н5Т; 5 — 06Х21НЗТ.
Расстояние от линии
сплавления, мм
у -> «-превращения происходит рост феррит-
ного зерна (рис. V.11, б) и в связи с этим не-
которое снижение пластичности и ударной
вязкости (рис. V.12). С увеличением погон-
ной энергии сварки интенсивность у -> «-пре-
вращения и ширина участка укрупненного
зерна возрастают.
Благодаря наличию аустенита по грани-
цам ферритных зерен пластичность сварных
соединений сохраняется на достаточно высо-
ком уровне. Последующая термообработка
при 850—900° С обеспечивает выделение вто
ричного аустенита (рис. V.13), что повышает
пластичность и коррозионную стойкость ме-
талла околошовной зоны.
Техника и режимы сварки ферритно-аустенитных сталей не отли-
чаются от общепринятых для всего класса нержавеющих сталей.
Благодаря высокому содержанию феррита швы обладают достаточно
высокой стойкостью против горячих трещин. Следует отметить, что
изменение содержания ферритной фазы в шве (за счет легирования нике-
лем, марганцем, азотом) приводит к существенному изменению его ме-
ханических свойств (рис. V.14).
Пределы текучести и прочности при достаточно высокой пластич-
ности и вязкости шва достигают максимума при равном процентном со-
держании в нем ферритной и аустенитной фаз. Для получения равно-
прочного сварного соединения с удовлетворительными пластическими
Химический состав и механические свойства швов и сварных соединений,
флюсом АН-26
Марка стали Марка сварочной прово- локи Содержание элементов
С Мп Si Сг Ni
08Х22Н6Т 06X21Н8БТ (ЭП-500) 0,07 0,67 0,69 21,0 6,5
Св-07Х19Н10Б 0,08 0,72 0,82 20,4 7,4
Св-05Х20Н9ФБС 0,08 0,58 1,10 21,4 7,5
08Х18Н2Г8Т Св-07Х19Н10Б 0,08 4,9 0,74 19,0 5,7
08Х21Н6М2Т 06Х21Н6М2Т 0,07 0,50 0,60 20,3 6,1
Св-06Х20Н11МЗТБ 0,07 0,70 0,78 20,2 8,2
Св-04Х19Н11МЗ 0,06 0,80 0,70 20,0 8,1
370
Рис. V.13. Микроструктура стали 08Х22Н6Т у линии сплав-
ления после сварки и отпуска при 900° С.
свойствами предложена следующая зависимость:
Ni3KB
—= 0,30 — 0,40,
Сгэкв
где Ni3KB и Сгэкв — эквиваленты никеля и хрома, определяемые по
диаграмме Шефлера.
Указанное соотношение между аустенито- и ферритообразующими
элементами в шве соответствует содержанию ферритной фазы в пределах
40—60%. Такое соотношение между а- и у-фазами обеспечивает наиболее '
Таблица V.39
выполненных на ферритно-аустенитных нержавеющих сталях под
в шве, % Механические свойства
Шов Сварное соединение
Т Nb Мо ° О,2> кГ/мм2 °в, кГ/мм2 б. % Ф, % кГм/см2 ств, кГ/мм2 Угол заги- ба, град
0,28 0,47 41,9 79,5 35,1 32,1 12,4 77,9 180
0,15 0,59 — 31,4 76,8 40,0 41,0 10,9 66,5 170
0,16 0,62 0,72 48,8 71,5 28,5 52,6 9,7 73,6 120
0,10 0,51 — 33,4 81,0 47,0 35,9 9,4 75,3 180
0,22 — 2,1 52,6 77,3 22,3 48,8 И,2 72,1 180
0,36 0,60 2,6 42,3 71,8 26,0 48,0 10,3 71,0 180
0,14 — 2,4 40,0 71,5 26,7 62,0 9,4 73,0 180
871
благоприятное сочетание механических свойств и коррозионной стой-
кости шва и сварного соединения в целом.
Автоматическая сварка ферритно-аустенитных сталей выполняется
под флюсами АН-26, АН-45 либо под фторидными флюсами АНФ-5,
48-ОФЮУ, АНФ-14 и др. Для сталей типа 08Х22Н6Т (ЭП-53),
85 74 51 46 36 27 16 3,5
Содержание фазы. %
Рис. V.14. Зависимость механи-
ческих свойств шва, содержаще-
го 22% хрома, от содержания в
нем никеля и ос-фазы.
12X21Н5Т (ЭИ-811), 08Х18Н2Г8Т,
03Х22Н6 могут применяться прово-
локи: Св-06Х21Н8БТ (ЭП-500 по
ЧМТУ/ЦНИИЧМ 1124—64),
Св-08Х19Н10Б и Св-05Х20Н9ФБС по
ГОСТу 2246—70.В случае использова-
ния проволок Св-06Х21Н8БТ и
Св-05Х20Н9ФБС обеспечивается рав-
нопрочность сварного соединения и
основного металла. Угол загиба шва,
выполненного проволокой, содержа-
щей ванадий, кремний и ниобий, не-
сколько ниже, чем при сварке проволо-
кой ЭП-500 или Св-08Х 19Н10Б.
Для сварки стали 08X21Н6М2Т
могут применяться проволоки
Св-06Х20Н11МЗТБ, Св-ОбХ 19Н11МЗТ,
Св-04Х19Н11МЗ в сочетании с флюсом
АН-26 или фторидными флюсами. Наи-
более высокая прочность при сохране-
нии хорошей пластичности и ударной
вязкости достигается при сварке про-
волокой 06X21Н6М2Т под фторидными флюсами или флюсом АН-45.
В табл. V.39 приведены химический состав и механические свой-
ства швов и сварных соединений, выполненных на ферритно-аустенит-
ных сталях под флюсом АН-26.
V.14. Сварка жаростойких высоколегированных сталей
Жаростойкие стали в зависимости от системы легирования могут иметь
аустенитно-ферритную (стали типа 08Х20Н14С2 (ЭИ-732)) или аустенит-
ную (стали типа 10Х23Н18, 20Х25Н20С2) структуру. Известен также
ряд аустенитных сплавов на никелевой основе (стали типа ХН38ВТ
(ЭИ-703), ХН50). Их жаростойкость обусловлена повышенным содер-
жанием хрома (от 20 до 50%), кремния (от 2 до 3%), углерода, азота,
бора и алюминия.
Металл шва и околошовной зоны этих сталей обладает повышенной
склонностью к горячим трещинам. При высоком содержании бора,
кремния, углерода, хрома и при сварке металла большой толщины воз-
можно образование холодных трещин. Для предупреждения последних
применяют предварительный и сопутствующий подогрев при температу-
ре более 250°С, в значительной мере зависящей от жесткости конструк-
ции и уточняемой экспериментально.
Сварку двухфазных сталей типа 20Х25Н13, 08Х20Н14С2 выпол-
няют проволоками Св-07Х25Н13 или Св-08Х25Н13БТЮ (ГОСТ
2246—70) под флюсами типа АН-26, АНФ-14, 48-0Ф-10У. Аустенитные
сталитипа 20 Х23Н18, 12Х25Н16Г7АР (ЭИ-835), 20Х25Н20С2 сваривают,
применяя проволоки, обеспечивающие комплексное легирование шва
372
высоким углеродом, марганцем, азотом. В ряде случаев возможно Ле-
гирование вольфрамом или совместно вольфрамом, молибденом и ко-
бальтом. К таким проволокам относятся: Св-30Х25Н16Г7 (по ГОСТу
2246—70), 10Х22Н15Г7АТ (ЭП-155), 01Х19Н18АГ12 (ЭП-689),
01X19Н18Г10АМ4 (ЭП-690), 01Х19Н15Г6М2АВ2.
Соответствующие режимы сварки и применение флюсов типа
АНФ-23, АНФ-5, АН-18 позволяют сваривать металл небольшой тол-
щины. Большим сопротивлением трещинам обладают швы, выполнен-
ные низкоуглеродистыми проволоками, содержащими повышенный
процент азота и марганца либо ферритную фазу (тип 25-13). Поэтому
иногда целесообразно получение «композитного шва», в котором основ-
ная часть разделки заполнена менее жаростойким металлом, а высокое
Таблица V.40
Ориентировочные режимы сварки аустенитно-боридных сталей
Вид сварки Толщина металла, мм Флюс Диаметр проволо- ки, мм Ток, А Напряже- ние дуги, В Скорость сварки, м/ч
Одно- и двусто- 5—10 АНФ-22 2 280—300 28—30 30—35
ронняя АНФ-23 3 300—350 30—32 30-35
Односторонняя 10—15 АНФ-22 2 200—250 26—28 15—25
многопроход- АНФ-23 3 300—350 28-30 15—25
на я с раздел- 2 200—250 28—30 15—25
кой кромок 3 300—350 30—32 15—25
содержание в верхних слоях шва хрома, кремния или других элементов
обусловливает жаростойкость соединения.
Все большее применение находит предложенная Институтом элек-
тросварки им. Е. О. Патона технология сварки жаростойких и жаро-
прочных сталей [20], обеспечивающая аустенитно-боридную структуру
шва. Наличие боридной фазы в аустенитном шве обеспечивается приме-
нением борсодержащих проволок (табл. V.41) и нейтрального фторидного
флюса типа АНФ-23 либо вследствие перехода бора из флюса при
сварке под боридным флюсом типа АНФ-22, содержащим до 10% В20з,
проволоками, не содержащими бор. Для получения боридной эвтек-
тики и предотвращения горячих трещин минимальное содержание бора
в шве должно составлять не менее 0,3%. Ориентировочные режимы
сварки приведены в табл. V.40.
Для сварки сталей типа 20Х25Н20С2 (ЭИ-283), 30Х18Н35С2,
50Х28Н48В5 применяют проволоку 08Х25Н20С2Р1 (ЭН-532) в сочета-
нии с флюсами АНФ-23, 48-0Ф-10У и им подобными. Сварку высоко-
хромистых сплавов типа ХН50, способных работать при температурах
до 1200° С, проводят проволокой идентичного состава. Использование
флюса АНФ-23 позволяет достигнуть большей пластичности шва.
После сварки большинство жаростойких сталей, особенно легированных
бором, рекомендуется подвергать термической обработке, заключаю-
щейся в аустенизации при 1100—1150° С, и повышающей пластичность
сварных соединений при комнатных температурах.
373
химический состав аустенитно-боридных сварочных проволок
Техниче- Со .
Марка проволоки ские усло- вия, ЧМТУ/ ЦНИИЧМ с Мп Si Сг
08Х15Н15М2БР1 (ЭП-380) 435—63 0,05— —0,10 <0,8 <0,8 14,0—17,0
06Х18Н11БР1 847—63 <0,08 1,2—2,0 <0,8 17,0—19,0
(ЭП-381)
ХН50 (ЭП-668) 875—64 <0,05 <0,30 <0,30 46,0—50,0
08Х15НЗОГ7ВЗТР1 668—62 <0,10 6,0—8,0 <0,4 14,0—16,0
(ЭП-388)
08Х15Н30Г7В2ТР1 668—62/1 <0,10 6,0-8,0 <0,4 14,0—16,0
(ЭП-388А)
06Х15Н24В5Т2Р1 1037—63 <0,08 0,5—1,0 <0,5 14,5—16,5
(ЭП-467)
06Х15Н24В5Т2Р1 1254—64 <0,08 0,5—1,0 <0,5 14,5—16,5
(ЭП-538)
08Х25Н20С2Р1 1222—64 <0,10 <1,5 2,5—3,0 24,0—27,0
(ЭП-532)
06Х14Г30НР1 1253—64 <0,08 28,0—32,0 <0,7 12,5—14,5
(ЭП-537)
06Х15Н35Г7В7МЗТР1 (ЭП-604) ТУ/СИМ 16—66 <0,08 7,0—8,5 <0,5 14,0—16,0
08Х30Н20С2Р1 (ЭП-605) ТУ/СИМ 17—66 <0,10 <1,5 2,5—3,2 29,0—32,0
Примеча ние. Проволока ЭП-668 содержит 0,3% А1, 0,3% Се, 1,0% Fe.
Стойкость швов против горячих трещин и пористости возрастает,
если применять сварку в электромагнитном поле, сварку на малых ско-
ростях или сварку предварительно подогреваемой сварочной прово-
локой.
С повышением степени аустенитности металла, его толщины и же-
сткости конструкции трудности получения бездефектных швов при свар-
ке под флюсом возрастают настолько, что становится более целесооб-
разным применение газоэлектрической, электроннолучевой и других
видов сварки.
V.15. Сварка жаропрочных сталей и сплавов
на никелевой основе
Жаропрочные стали на базе 14—25% хрома и 9—35% никеля, легиро-
ванные молибденом, вольфрамом, титаном, ниобием, бором, ванадием,
составляют большую группу конструкционных материалов, рассчитан-
ных на работу при температурах до 800 С [6, 20, 21]. При их сварке
под флюсом используют проволоки, обеспечивающие аустенитную, аус-
тенитно-боридную или аустенитно-ферритную структуры шва. Из
условий стойкости против охрупчивания, вызываемого сигма-фазой,
количество феррита в швах ограничивают до 2—3%, если температура
374
Таблица V.41
держание, %
N1 Ti Nb Мо в W S | Р
менее
14,0—16,0 — 0,3— —0,7 1,2— —2,0 0,4—0,65 — 0,025 0,030
11,0—13,0 — 0,8— — 1,2 — 0,5—0,8 — 0,025 0,030
48,0—54,0 —— — —. 0,015 0,015
29,0—32,0 1,1 — — 0,6—0,8 2,8—3,5 0,025 0,030
29,0—32,0 0,6—1.1 — — 0,4—0,8 1,8—2,5 0,025 0,030
23,0—25,0 1,5—2,2 —— — 0,4—0,7 4,0—5,0 0,025 0,035
23,0—25,0 1,5-2,2 — — 0,25—0,50 4,0—5,0 0,025 0,035
18,0—21,0 — — 0,50—0,80 — 0,020 0,030
1,0—2,0 — — — 0,25—0,50 — 0,025 0,035
33,0—36,0 1,3—1,8 — 2,5— —.40 0,40—0,55 6,5—8,5 0,020. 0,025
18,0—21,0 — 0,4—0,7 0,020 0,030
эксплудтации^превышает 600° С, Используют низкокремнистые флюсы
''"тала АН-26 или^торидные флюсы типа АНФ-5, АНФ-23, 48-0Ф-10У.
Для получения аустенитно-боридной структуры шва применяют бо-
ридный флюс АНФ-22.
Жаропрочные аустенитные стали весьма склонны к локальным
разрушениям в околошовной зоне при., изтютовжйвд ^и эксплуатации
конструкций. В связи с этим сварку рекомендуется проводить на ми-
"“нимилБнбй погонной энергии с последующей термической обработкой —
высоким отпуском (при 750—850° С) либо аустенизацией (при 1100° С).
В ряде случаев совмещают аустенизацию и стабилизирующий отпуск.
f~~C точки зрения уменьшения склонности к горячим трещинам целесооб-
( разна сварка предварительно подогреваемым электродом с управляе-
\ мым переносом металла, что позволяет значительно снизить погонную
\ энергию.
В табл. V.42 приведены материалы, рекомендуемые для сварки
жаропрочных сталей.
Для жаропрочных сплавов на никелевой основе применяют
электроннолучевую сварку и газоэлектрическую сварку в аргоне.
Институтом электросварки им. Е. О. Патона разработана техно-
логия сварки высоконикелевых сталей и сплавов под флюсом, обеспе-
чивающая аустенитно-боридную структуру шва [20]. Сплавы типа
375
Таблица V.42
Материалы, рекомендуемые для сварки жаропрочных сталей
Марка стали Марка проволоки ГОСТ или ЧМТУ/ цниичм Марка флюса Содержа- ние фер- рита, %
08Х18Н10, 12Х18Н9, 08Х18Н12Б 08Х18Н9Б 519—61 АН-18, АНФ-23, 48-0Ф-10У 3—6 (в прово- локе) 3-6
09Х16Н9М2 08Х16Н8М2 561—62 АН-26, АН-18, 48-0Ф-10У (в прово- локе)
I0X17H13M2T, 10X17H13M3T Св-04Х19Н11МЗ 2240—70 АН-18 <2 (в шве)
15Х14Н14В2М 08Х15Н9В4Б 519—61 АН-18 4—6 (в прово- локе)
12Х18Н12Т, 10Х16Н25АМ6 2246—70 АН-18 —
10X17H13M3T, 20Х23Н18
08Х15Н35В4Т, 12Х15Н35ВТ, 06Х15Н35Г7В7МЗТ 400—61 АНФ-23, 48-0Ф-10У —
12ХI5H35B5TP, 12Х15Н35В5Т
20Х23Н18 08Х25Н20С2Р1 1222—64 АНФ-23 —
10Х15Н24В5Т2Р1 06Х15Н24В5Т2Р1 1037—63 АНФ-23 —
ХН77ТЮ, ХН35ВТР (ЭИ-725) свариваются под боридным флюсом
АНФ-23. Содержание бора в шве должно быть не менее 0,3%.
С целью повышения сопротивления трещинам в околошовной
зоне в сварных конструкциях рекомендуется использовать металл,
прошедший специальную металлургическую обработку (электрошла-
ковый, плазменно-дуговой или электроннолучевой переплав). Сопро-
тивление трещинам увеличивается также с уменьшением размеров
зерен свариваемого металла (балл зерна не менее 6), что достигается по-
нижением температуры аустенитизации на 100° С по сравнению с ре-
комендуемой для стали.
В табл. V.43 приведены материалы, рекомендуемые для сварки
жаропрочных сплавов на никелевой основе.
Все большее применение находит технология сварки высокони-
келевых сталей с использованием проволок, обеспечивающих комплекс-
ное легирование шва молибденом (до 10%), вольфрамом (до 3%), тита-
ном и алюминием (до 2,2%), в сочетании с термической ступенчатой об-
работкой, предусматривающей перестаривание металла. При этом до-
стигается не только высокая длительная прочность, но и хорошая плас-
тичность шва [6].
376
Таблица V.43
Материалы для сварки жаропрочных сплавов на никелевой основе
Марка сплава Марка проволоки Марка флюса Сваривае- мость Максима- льная ра- бочая тем пература, ° С
ХН75МВТЮ (ЭИ-893) ЭИ-893 АНФ-23 Удовле- твори- тельная 750
ХН35ВТР (ЭИ-725) 06Х15Н35Г7В7МЗТ (ЭП-235) АНФ-22 Хорошая 750
ХН77Т (ЭИ-437) ХН77ТЮ (ЭИ-437А) АНФ-22 Хорошая 800
ХН77ТЮР (ЭИ-437Б) XH77TIO (ЭИ-437А) АНФ-22 Хорошая 800
ХН67ВМТЮ (ЭП-202) ЭП-356 АНФ-23 Плохая 850
ЭП-199 ЭП-199 АНФ-23 Удовле- твори- тельная 850—900
06Х15Н55М16В (ЭП-567) ЭП-567 АНФ-5 АНФ-23 То же 750
V.16. Сварка двухслойных сталей
Двухслойная сталь представляет собой прокат, состоящий из корро-
зионностойкого (плакирующего) и некоррозионностойкого (основного)
слоев. В качестве первого применяют нержавеющие высоколегированные
стали или сплавы. Основной слой — углеродистая или низколегирован-
ная конструкционная сталь. Соотношение между толщинами этих слоев
%
сталь
й 6
Рис. V.15. Форма разделки кромок (а) и порядок выполнения шва (б)
при сварке двухслойных сталей под флюсом по обычной схеме (циф-
ры обозначают очередность выполнения швов).
колеблется в больших пределах. Толщина плакирующего слоя может
достигать 10—12 мм, а основного — 150 мм и более. Двухслойные стали
позволяют резко уменьшить потребление дефицитных высоколегирован-
ных материалов без снижения работоспособности конструкции.
При сварке под флюсом со стороны высоколегированного корро-
зионного слоя возможно значительное разбавление шва углеродистым
377
металлом и в связи с этим образованием подкалочных структур с низ-
кой пластичностью и коррозионной стойкостью.
Сварка двухслойных сталей производится с соблюдением опре-
деленного порядка выполнения швов. На рис. V.15 и V.16 приведены
Рис. V.16. Форма раз-
делки кромок (а) и поря-
док выполнения корро-
зионностойкого шва (б)
расщепленным электро-
дом.
формы разделки кромок (а) и порядок выпол-
нения швов (б). При сварке по обычной схеме
(рис. V.15) в первую очередь выполняется
разделительный слой (/) проволокой, обеспе-
чивающей аустенитную или аустенитно-фер-
ритную структуру шва. Второй шов (2) вы-
полняется со стороны основного слоя до
полного заполнения разделки по технологии,
принятой для сварки класса материала в
зависимости от марки стали. Последним
(шов 3) выполняется коррозионностойкий
(плакирующий) шов. Этот порядок обуслов-
лен требованием не подвергать повторному
нагреву высоколегированный шов и обеспечить
его коррозионную стойкость. В табл. V.44
и V.45 приведены материалы, применяемые
для выполнения основного, разделительного
и коррозионностойкого слоев шва при сварке
двухслойных сталей.
Если по техническим причинам необходимо выполнять в первую
очередь коррозионностойкий шов, целесообразно использовать прово-
локу с минимальным (менее 0,03%) содержанием углерода либо повы-
шенным количеством стабилизаторов — титана и ниобия.
Таблица V.44
Материалы, применяемые для выполнения основного слоя шва при свар-
ке двухслойных сталей
Марка стали (основной слой) Марка проволоки (ГОСТ 2246—70) Марка флюса Температура эксплу- атации, 0 С
ВСтЗсп, ВСтЗспЗ, ВСтЗспб, 20 К 16ГС, 09Г2С 12МХ, 12ХМ, 20Х2М Св-08, Св-08А, Св-08ГА Св-08ГА, Св-ЮНМА Св-08МХ, Св-08МХ, Св-04Х2МА АН-348А, ОСЦ-45М (по ГОСТу 9087—69) АН-348В (ТУ ИЭС им. Патона) АН-22 (по ГОСТу 9087—69) > —20 > —40; после нор- мализации швов > —70 >0
При сварке спаренными (расщепленными) электродными прово-
локами достигаются более стабильные химический состав и корро-
зионные свойства высоколегированного шва.
Специальная подготовка кромок (см. рис. V.16) позволяет сначала
полностью выполнить сварку углеродистого или низколегироваиног*'
878
Т а б л и ц a V.45
Материалы, применяемые для выполнения разделительного и плакиру-
ющего слоев шва при сварке двухслойных сталей
Марка стали (кор- розионностойкий слой) Марка проволоки Марка флюса Назначение шва
08Х18Н10Т, 12Х18Н10Т, 12Х18Н9Т Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ Св-06Х19Н9Т, Св-07Х19Н10Б, Св-05Х20Н10ФБС АН-26, АН-45 То же Разделительный и плакирующий Плакирующий коррозионно- стойкий
10Х17Н13М2Т, 10X17H13M3T Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ, Св-06Х25Н12ТЮ Св-0Х30Н40М6ТБ (ЭП-829) Св-06Х20Н11МЗТБ, Св-08Х19Н10МЗБ, Св-01 Х19Н18Г10АМ4 (ЭП-690) То же АН-45, АН-18 АН-26, АН-18 Разделительный Разделительный и плакирующий Плакирующий
08Х17Н15МЗТ Св-06Х20Н11МЗТБ, Св-01Х19Н18Г10АМ4 Св-09Х25Н60М10, Св-08Х25Н40М7 АН-45, АН-18 АН-45, АНФ-16 Плакирующий Разделительный и плакирующий
06Х23Н28МЗДЗТ Св-06 Х20Н11МЗТБ Св-01 Х23Н28МЗДЗТ АН-45, АН-18 АН-18 Разделительный Плакирующий
08X13, 12X13 Св-10Х16Н25М6 АН-45, АН-18 Разделительный и плакирующий
Примечание. Проволока ЭП-829 поставляется по ТУ-14 - 130 - 25 —
72; Св-08Х25Н40М — по ТУС 2-74-67; Св-09Х25Н60М10 — по ТУС 2-74 — 66;
01Х19Н18Г10АМ4 — по ТУ-14-1-100 — 71; флюс АН-26 —по ГОСТу 9087—69; АН-45
и АН-18 —по ТУ ИЭС им. Е. О. Патона; АН-18—по ТУ-14-1-509 — 73.
Таблица V. 46
Ориентировочные режимы сварки при выполнении высоколегированных
слоев расщепленными электродами под флюсом АН-26
Диаметр про- волоки, мм Расстояние между прово- локами, мм Сварочный ток, А Напряжение дуги, В Скорость свар- ки, м/ч
3 8 350 38—40 25
4 8 420 38—40 25
3 12—13 400 42—45 16
4 12—13 420 42—45 18
379
слоя (1, 2) по общепринятым режимам и правилам. Высоколегированные
слои (3, 4) свариваются спаренными проволоками диаметром 3—4 мм
в два прохода. Ориентировочные режимы сварки легированных слоев
расщепленным электродом приведены в табл. V.46.
При выполнении сварки расщепленным электродом последний со-
вершает поперечные колебания с частотой 20—50 колебаний в минуту.
Двухслойные стали с плакирующим слоем 08Х18Н10Т и 08X13
толщиной до 20 мм при отсутствии требований стойкости против межкрис-
таллитной коррозии можно сваривать в два прохода без разделки кромок.
Первый проход выполняется со стороны конструкционной углеродис-
той или низколегированной стали, второй — со стороны высоколегиро-
ванной. Со стороны коррозионного слоя выполняют шов типа 18-8
(хром — никель).
V.17. Сварка разнородных сталей
Проблема сварки разнородных сталей особенно остро встала в котло-
строении, где по условиям эксплуатации энергетических установок не-
обходимо соединять высоколегированный и низколегированный
, металлы. В процессе работы при высоких температурах или термической
обработки (высоком отпуске) на границе сплавления высоколегирован-
ного шва и низколегированной стали образуется зона, отличающаяся
своими физико-механическими свойствами от свариваемых металлов.
В этой зоне резко снижается пластичность и повышается твердость ме-
талла за счет образования карбидной прослойки, что может способ-
ствовать преждевременному разрушению конструкции.
Образованию хрупкой карбидной прослойки по зоне сплавления
способствуют также диффузия углерода из низколегированной стали в
высоколегированный шов, наличие в шве сильных карбидообразовате-
лей, таких как хром, титан, ниобий, вольфрам, марганец и др. Кроме
того, возможно образование сплавов промежуточного состава, кото-
рые могут иметь мартенситную структуру и в связи с этим низкую плас-
тичность.
Ограничение или устранение возможности диффузии углерода
из малоуглеродистой стали в аустенитный шов и образования в нем хруп-
ких прослоек — основная задача при сварке разнородных сталей.
Широко применяется способ, обеспечивающий получение аусте-
нитного металла шва с высоким содержанием в нем никеля. Для сварки
разнородных сталей разработана серия проволок и электродов, обес-
печивающих необходимое количество никеля в шве в зависимости от
температуры эксплуатации [4] сварного соединения. Ниже приведено
минимальное содержание никеля в шве для принятых при эксплуата-
ции сварных соединений четырех температурных интервалов:
Температурный
интервал, °C До 350 350—450 450—550 Более 550
Минимальное содержание
никеля в шве, % 10 19 31 47
Увеличение содержания никеля в шве понижает его сопротивление
горячим трещинам, особенно в случае сварки жестких соединений или
металла большой толщины. Новые марки проволок, применяемых для
сварки разнородных сталей (при температуре эксплуатации 450°. С и
380
Таблица V. 47
Химический состав проволок, применяемых для сварки разнородных
сталей
Марка проволоки Содержание, %
С Si Мп Сг
ЭП-622 <0,08 <0,40 1,2—2,0 23,5—26,5
ЭП-673 <0,08 <0,40 1,2—2,0 23,5—26,5
ЭП-606 <0,10 <0,40 1,0—2,0 23,5—26,5
Марка проволоки
Ni Мо S Р
не ( олее
ЭП-622 23,5—26,5 2,5—4,0 0,015 0,020
ЭП-673 38,5—41,5 6,5—8,0 0,015 0,020
ЭП-606 58,5—61,5 9,0—11,0 0,010 0,015
выше), комплексно легированы никелем, хромом и молибденом. Повы-
шенное содержание молибдена в шве оказывает решающее влияние на
обеспечение его стойкости против горячих трещин даже при сварке под
высококремнистыми плавленными флюсами типа АН-26 й~АНЛ5М,
обладающими высокой активностью кремнезема.
В табл. V.47 приведен химический состав проволок, применяе-
мых для сварки разнородных сталей. В табл. V.48 даны механические
свойства металла швов, выполненных при сварке разнородных сталей.
Таблица V.48
Механические свойства металла швов, выполненных при сварке разно-
родных сталей
Марка проволоки Темпера- тура ис- пытаний, ° С П0’2> кГ/мм2 ° в, кГ/мм2 о. % Ф, % ан, ' кГм/см*
ЭП-622 20 33,6 59,1 37,9 47,2 17,6
450 21,4 42,3 27,3 38,2 15,6
ЭП-673 20 40,2 64,5 33,7 42,6 18,0
450 22,6 46,4 47,4 48,6 17,6
ЭП-606 20 36,4 63,1 29,7 55,7 18,0
575 21,05 48,2 46,5 52,5 18,3
381
Швы, выполненные указанными проволоками, обладают стабиль-
ной структурой, хорошей длительной прочностью и, что особенно важно,
не склонны к охрупчиванию при длительной эксплуатации. Применение
стандартных сварочных материалов (флюсов, газа или смеси газов)
позволило получить сравнительно простое технологическое решение
вопросов, относящихся к сварке разнородных сталей.
ЛИТЕРАТУРА
1. Аснис А. Е., Богдановский В. А., Фролова С. А.
Автоматическая сварка с добавкой железных окатышей.— Авто-
матическая сварка, 1967, 2.
2. Б е з б а х Д. К-, Коробов С. С., Фу кельм ан М. Л.
Автоматическая сварка под флюсом с металлической крупкой.—
Автоматическая сварка, 1970, 11.
3. Г а л и н и ч В. И. и др. Разработка сварочных флюсов понижен-
ной токсичности общего назначения.— В кн.: Сварочные материа-
лы. Сборник докладов конференции. Киев, ЛОП ИЭС им. Патона,
1972.
4. Готальский Ю. Н., Снисарь В. В. Проволоки и элект-
роды для сварки разнородных сталей.— В кн.: Сварочные материа-
лы. Сб. докладов конференции. Изд. ИЭС им. Е. О. Патона, Киев,
1972.
5. Ерегин Л.П. и др. Сварка лыж экскаватора ЭШ-10/60 из
высокопрочной стали 14Х2ГМР — Автоматическая сварка, 1972, И.
6. Земзин В. И. Жаропрочность сварных соединений. Л., «Маши-
* построение», 1972.
7. Зуб чен ко А. С., Коляда А. А., Карпов И. А. Влияние
углерода и азота на свариваемость ферритных хромистых сталей.—
Автоматическая сварка, 1972, 3.
8. Касаткин Б. С., Мусияченко В. Ф. Низколегирован-
ные стали высокой прочности для сварных конструкций. Киев, «Тех-
шка», 1970.
9. Касаткин Б. С. и др. Сварка низколегированных высокопроч-
ных сталей 14Х2ГМР и 14ХМНДФР.— Автоматическая сварка,
1970, 6.
10. Касаткин Б. С., Мусияченко В. Ф. Металлургические
особенности сварки под флюсом низколегированных сталей.— Авто-
матическая сварка, 1969, 1.
11. Каховский Н. И., Понизовцев А. М. Влияние некото-
рых упрочняющих и стабилизирующих элементов на микрострук-
туру и свойства сварных швов на высокохромистых жаропрочных
сталях.— Автоматическая сварка, 1964, 2.
12. К а х о в с к и й Н. И. Сварка нержавеющих сталей. Киев, «Тех-
н!ка», 1968.
13. К а х о в с к и й Н.П. и др. Технология механизированной ду-
говой и электрошлаковой сварки. М., «Высшая школа», 1972.
14. К а х о в с к и й Н. И. и др. Сварка жаропрочной высокохромис-
той стали ЭИ756.— Автоматическая сварка, 1966, 6.
15. К а х о в с к и й Н. И. Сварка в углекислом газе стали Х17Н2.—
Автоматическая сварка, 1961, 2.
16. М а к а р а А. М. Вопросы сварки закаливающихся среднелегиро-
ванных сталей.— В кн.: Труды Всесоюзного технического совеща-
ния по проблемным вопросам сварки. М., «Металлургия», 1958.
382
17. М а к а р а А. М. и др. Холодные поперечные трещины в низко-
легированных высокопрочных швах.— Автоматическая сварка,
1971, 11.
18. М а к а р а А. М., Грабин В. Ф., Денисенко А. В.
Влияние легирующих элементов на структуру и свойства низколе-
гированных швов.— Автоматическая сварка, 1968, 6.
19. М а к а р а А. М. и др. Взаимосвязь холодных трещин со струк-
турой высокопрочных швов.— Автоматическая сварка, 1972, 7.
20. М е д о в а р Б. И., Пинчук Н. И., Чекотило Л. В.
Аустенитно-боридные стали и сплавы для сварных конструкций.
Киев, «Наукова думка», 1970.
21. Медовар Б. И. Сварка жаропрочных аустенитных сталей и
сплавов. М., «Машиностроение», 1966.
22. Новые стали и сплавы, ч. 1. Под ред. А. П. Гуляева. М., ЧЕРМЕТ-
информация, 1972. •;
23. П е т р о в Г. Л. Сварочные материалы. Л., «Машиностроение»,
1972.
24. П е р к а с М. Д. Высокопрочные мартенситостареющие стали.—
Металловедение и термическая обработка металлов, 1968, 6.
25. Применение низколегированных высокопрочных сталей для сва-
рочных конструкций. М., сер. V, ЦНИИТЭстроймаш, 1972.
26. П о к л а д и й В. Р. Влияние вылета электродной проволоки на
режим сварки в смеси углекислого газа и кислорода.— Автомати-
ческая сварка, 1972, 8.
27. П о т а к Я. М. и др. Макроструктура стыковых швов на мартен-
ситных нержавеющих сталях в зависимости от степени легирова-
~\ния.— Автоматическая сварка, 1972, 10.
28 ДП о т а к Я. М. Высокопрочные стали. М., «Металлургия», 1972.
29; Технология электрической сварки плавлением. Под ред. Б. Е. Па-
тона. М.— Киев, Машгиз, 1962.
30. Сварка электродуговая ручная и автоматическая под флюсом со-
судов и аппаратов из углеродистых и низколегированных повышен-
ной прочности сталей (РТМ 2627—70). М., Изд-во Минхимнефте-
маш, 1970.
31. Справочник по сварке, 4. Под ред. А. И. Акулова. М., «Машино-
строение», 1971.
32. Ю щ е н к о К. А. и др.— Скоростная газоэлектрическая сварка
нержавеющих сталей дополнительно подогреваемой проволокой.—
Автоматическая сварка, 1969, 1.
Глава VI. ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ
В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Дуговая сварка в защитных газах (газоэлектрическая сварка) осуще-
ствляется в среде как инертных, так и активных газов.
В качестве инертных газов используют аргон и гелий, практи-
чески не взаимодействующие с расплавленным металлом, а в качест-
ве активных — углекислый газ, смеси аргона или гелия с азотом,
углекислым газом, кислородом, углекислого газа с кислородом.
Инертные газы применяют как для сварки неплавящимся (воль-
фрамовым) электродом с присадкой проволоки соответствующего сос-
тава или без нее, так и плавящимся электродом (проволокой).
Аргонодуговую (реже гелиедуговую) сварку применяют преиму-
щественно для изготовления конструкций из высоколегированных ста-
лей и сварки стыков труб и тонкого металла.
Весьма перспективным является способ сварки в аргоне или в
смесях аргона с 2—5% кислорода или 10—20% углекислого газа, а
также аргона, углекислого газа и кислорода дополнительно подогрева-
емой проволокой [35]. В качестве дополнительного подогревателя про-
волоки используют специальный трансформатор ОБ-1239 мощностью
4 кВт со ступенчатым регулированием вторичного напряжения от 2
до 8 В, а также генератор импульсов типа ГИ-ИДС-1. При этом до-
полнительный подогрев проволоки сочетается с управляемым (прину-
дительным) переносом электродного металла, благодаря чему достига-
ется не только повышение производительности, но и улучшение стабиль-
ности процесса горения дуги и уменьшение разбрызгивания.
Для сварных изделий из углеродистых и легированных конструк-
ционных сталей наиболее широко применяются способы автоматической,
и, особенно, полуавтоматической сварок в углекислом газе.
VI.1. Материалы, применяемые для дуговой сварки
в среде защитных газов
В качестве неплавящегося электрода для сварки в инертных газах ис-
пользуют вольфрамовые прутки, такие же прутки, покрытые окисью
тория, лантаном (лантанированные вольфрамовые прутки) диаметром от
1 до 10 мм (по ВТУ-ВЛ24-5-62).
Требования, предъявляемые к чистоте сварочных аргона и угле-
кислого газа, приведены в табл. VI. 1 и VI.2 соответственно.
Межреспубликанские технические условия МРТУ 51-77—66 преду-
сматривают два сорта газообразного гелия: гелий высокой чистоты, со-
держащий 99,98% гелия, и гелий технический, содержащий 99,8%
гелия.
Аргон и гелий высших классов чистоты применяются для сварки
наиболее ответственных конструкций, например из жаропрочных и
384
хладостойких аустенитных сталей, работающих в тяжелых условиях
нагружения. Во многих случаях для сварки аустенитных коррозионно-
стойких сталей может вполне применяться аргон марки В (с повышен-
ным содержанием азота и кислорода).
Таблица VI.1
Требования к чистоте сварочного аргона (по ГОСТу 10157—62)
Марка аргона Содержание, %
Аг, не менее 0 N Влаги при атмо- сферном давлении
не бс )лее
А 99,99 0,003 0,01 0,03
Б 99,96 0,005 0,04 0,03
В 99,90 • 0,005 0,10 0,03
Если по той или иной причине в баллоне с углекислым газом со-
держание влаги превышает допустимое, при сварке углекислый газ
необходимо пропускать через специальный влагоотделитель.
В табл. VI.3 приведен химический состав проволок, применяемых
для сварки сталей в углекислом газе. Некоторые проволоки, применя-
емые для сварки под флюсом (см. гл. V), могут быть использованы и для
сварки соответствующей стали в защитных газах. При этом в проволо-
Таблица VI.2
Требования к чистоте сварочного углекислого газа (по ГОСТу 8050—64)
Компонент Содержание
1-й сорт 2-й сорт
Двуокись углерода, %, не менее Водяные пары 99,5 99,0
при нормальных температуре и давлении, об.%, не более 0,178 0,515
по точке росы, 0° С, не выше -34 -34
Примечание. Сварочный углекислый газ не должен содержать более 1 %
примесей, в их числе не более 0,05 % растворенной влаги, без воды в свободном
состоянии. В нем не должно быть азота, воздуха, разных масел, сернистых соеди-
нений и других вредных примесей.
ках, используемых для сварки в углекислом газе, должно содержаться
достаточное количество кремния и марганца (см. гл. III). При сварке
этим способом высоколегированных сталей содержание этих элементов
(особенно кремния) в проволоке может быть меньше, чем при сварке
конструкционных сталей.
13 4-aiee 385
Химический состав проволок, применяемых для сварки сталей в углекислом газг
Марка проволоки ГОСТ или ТУ
С Мп S1
Св-08ГС ГОСТ 2246—70 <0,10 1,40—1,70 0,60—0,85
Св-08Г2С То же 0,05—0,11 1,80—2,10 0,70—0,95
Св-08ХГС »» »» 0,15—0,22 0,80—1,10 0,90—1,20
Св-08ХГ2С* »» 0,05—0,11 1,70—2,10 0,70—0,95
Св-08ХГСМА »» » 0,06—0,10 1,15—1,45 0,45-0,70
Св-ЮХГСМА »» »» 0,07—0,12 1,70—2,10 0,60—0,90
Св-08ХГСМФА »» »» 0,06—0,10 1,20—1,50 0,45—0,70
Св-08ХЗГ2СМ »» »» <0,10 2,00—2,50 0,45—0,75
Св-08Х14ГНТ »» »» <0,10 0,90—1,30 0,25—0,65
Св-08Х18Н2ГТ ЧМТУ/ЦНИИЧМ <0,10 0,90—1,30 0,25—0,65
(ЭП157) 277—60
Св-15Х12НМВФБ ЧМТУ/ЦНИИЧМ 0,13—0,18 0,90—1,30 0,30—0,60
(ЭП 249) 442—61
Св-15Х12ГНМВФ ЧМТУ/ЦНИИЧМ 0,12—0,17 0,90—1,30 <0,60
(ЭП 390) 671—62
Св-01 Х19Н9 ГОСТ 2246—70 <0,03 1,00—2,00 0,50—1,00
Св-08Х18Н8Г2Б ГОСТ 2246—70 0,05—0,10 1,80—2,30 0,30—0,70
Св-08Х20Н15ФБЮ ЧМТУ/ЦНИИЧМ 0,04—0,10 1,00—2,00 <0,80
(ЭП 444) 849—63
Св-06Х19Н9Т ГОСТ 2246—70 <0,08 1,00—2,00 0,40—1,00
Св-07Х19Н10Б То же 0,05—0,09 1,50—2,00 <0,70
Св-08Х19Н10Г2Б »» »» 0,05—0,10 1,80—2,20 0,20—0,45
Св-05Х20Н9ФБС »» »» <0,07 1,00—2,00 0,90—1,50
Св-08Х20Н9СБТЮ <0,10 1,00—2,00 1,00—1,50
Св-06Х20Н11МЗТБ ГОСТ 2246—70 <0,08 Не более 0,50—1,00
0,80
Св-07Х25Н12Г2Т »» »» <0,09 1,50—2,50 0,30—1,00
Св-08Х20Н9Г7Т »» >:» <0,10 5,00—8,00 0,50—1,00
* В работах [8,12] рекомендовался состав проволоки Св-08Г2С: до 10%С;
1,5—1,9% Мп; 0,6—0,9%Si; не более чем по 0,3% S и Р.
386
Таблица VI.3
Содержание, %
Сг N1 Мо Ti Nb S, не более Р, не более Прочих элементов
<0,20 <0,25 — 0,025 0,030 —
<0,20 <0,25 — — — 0,025 0,030 —.
0,80—1,10 <0,30 — — — 0,025 0,030
0,70—1,00 <0,25 — — 0,025 0,030 —-
0,85—1,15 <0,30 0,40— 0,60 — — 0,025 0,025 —
0,80—1,10 <0,30 0,40— 0,60 — — 0,025 0,025 —
0,95—1,25 <0,30 0,50— 0,70 — — 0,025 0,025 V0.20- —0,35
2,00—3,00 <0,30 0,30— 0,50 — — 0,030 0,030
12,50—14,50 0,40—0,90 — 0,60— 1,00 —-• 0,025 0,035 —
17,00—19,00 2,00—2,50 — 0,80— 1,30 0,030 0,030 V0.20—
11,00—12,50 0,60—0,90 0,70— 1,10 — 0,15— 0,35 0,030 0,030 —0,40 W0.80— —1,20
11,00—12,50 0,60—0,90 0,80— 1,20 — — 0,030 0,030 V0.25- —0,45
18,00—20,00 8,00—10,00 —> — — 0,015 0,025 W0.80— —1,20
17,50—19,50 8,00—9,00 — 1,20— 1,50 0,018 0,023 V0.50— —0,90
19,00—21,00 14,00—16,00 — — 0,90— 1,50 0,025 0,040 А10.40- —0,80
18,00—20,00 8,00—10,00 — 0,50— 1,00 — 0,015 0,030 —
18,50—20,50 9,00—10,50 — 1,20— 1,50 0,018 0,025 —
18,50—20,50 9,50—10,50 — — 0,90— 1,30 0,020 0,030
19,00—21,00 8,00—10,00 —“• — 1,00— 1,40 0,020 0,030 V0,90— —1,30
19,00—21,00 8,00—10,00 — 0,60— 1,00 0,60— 1,00 0,020 0,035 А10.30— —0,70
19,00—21,00 10,00—12,00 2,50— 3,00 0,60— 1,00 0,60— 0,90 0,018 0,030 —
24,00—26,50 11,00—13,00 0,60— 1,00 0,020 0,035 —
18,50—22,00 8,00—10,00 — 0,60— 0,90 — 0,018 0,035 —
13*
387
YI.2. Техника и режимы дуговой сварки в среде
защитных газов
Аргонодуговая сварка
Аргонодуговая сварка неплавящимся и плавящимся электродом раз-
личных соединений тонкого металла (до 2—4 мм) выполняется поступа-
тельным перемещением дуги с заданной скоростью. В отдельных слу-
чаях с целью некоторого воздействия на кристаллизацию металла
сварочной ванны (например, при сварке высокопрочных среднелеги-
рованных сталей) автоматическую сварку выполняют вибрирующим
электродом.
Для качественной аргонодуговой сварки стыковых соединений,
особенно тонкого металла, необходимы точная сборка и подгонка сва-
риваемых кромок с минимальными зазорами. Важно, чтобы смещение
кромок не превышало допустимого, для чего необходим хороший при-
жим к подкладке на минимальном расстоянии от стыка.
Толщина свариваемого Допускаемое смещение Расстояние прижима
металла, мм кромок, мм от стыка, мм
0,4—0,5 0,15 3
0,8—0,1 0,15 4
1,2—1,5 0,30 5—6
1,5—2,0 0,35 6—8
2,0—3,0 0,40 8—10
Техника аргонодуговой ручной сварки неплавящимся электродом
с присадкой напоминает технику газовой сваркой: в зависимости от
толщины свариваемого металла и выполняемого слоя шва дугу пере-
мещают поступательно, возвратно-поступательно или с поперечными
колебаниями (змейкой). Полуавтоматическая аргонодуговая сварка
электродом выполняется, подобно сварке в углекислом газе и ручными
штучными электродами, поступательно, возвратно-поступательно, по
вытянутой спирали или змейкой, с амплитудой поперечных колебаний,
зависящей от угла разделки кромок и номера слоя шва.
Режим аргонодуговой и гелиедуговой сварки вольфрамовым элек-
тродом выбирается в зависимости от толщины свариваемого металла
и диаметра электрода. Ниже приведена зависимость сварочного тока
от диаметра вольфрамового электрода для аргона:
Диаметр электрода, мм 1—2
Сила сварочного
тока, А 65—150
и для гелия:
Диаметр электрода, мм 1—2
Сила сварочного
тока, А 50—110
3 4 5 6
140—180 250—340 300—400 350—450
3 4 5 6
100—200 200—300 250—350 300—400
Сварка стыковых соединений тонкого металла чаще проводится при
наклоне электрода в сторону его движения, т. е. «углом назад». При
этом дуга горит стабильнее и шов формируется лучше, чем при верти-
кальном положении электрода. Хуже горит дуга и формируется шов
888
Таблица VI.4
Режимы дуговой сварки в инертных газах различными способами высоколегированных сталей толщиной 2—6 мм
нии/в- ‘веки tfOXOBj •Ч о и 1 1 1 1 1 Т со со со
О (NOW сч Tf СЧ Tf тГ Хр
Btf -oxodn daw он СЧ OJ —н —> —< —-
ь/и ‘ииЦваэ HxoodoMj 00 Ю сч | О СО о о о г- ю —< —< 1 сч — сч со со сч сч ю
h/И ‘ИМО1Г -oaodn HhBtfou aiaodoxg 1 1 Л 1 8 s 8 8 8 1 1 1 по сч со ~ СО тГ
g 9HH3«BdnBH -ч —1 —' СЧ —< СЧ СЧ СО 'Г ПО —« . сч сч сч сч
Сварочный ток, A О ООО ОО ООО СО О со ОСТ) —' со О —« СЧ — -ч СЧ —' сч сч сч о 1 III 1 1 1 1 1 8 О ООО о о о о о Ю 00 СО о И S О СЧ 'Т _ _ — _ _ сч сч сч
ИИ ‘ИМО1Г -osodii goHhod -ваэ diawBHtf 1 I <© СО СЧ^ СО СО о 1 1 —Г -Г —Г -Г -Г сч
ин ‘BtfodiMaire ОЗОЯОПВффЧИ -oa diOHBHt/ СО СО -* III 1
Подготовка кромок S X 2 X 3 s 3 s as 4? а ст •s 3 I'S a - - - • СП ® СИ s § § о о 5 § 2 £4 4) Э O S 3 W 4> 4) 2 8 j? 3 О C 3 « o 3OOGS*‘ M Ни н Й h h и
ИИ ‘И1Г -В1Э BHHfrnroJ, СЧ CO CO СЧ CO CO
ИЯ -deao вдоэонэ эннэьвнворо E XX X S S X
Примечание. ИН — в инертных газах неплавящимся электродом без присадочного материала; ИНп — в инертных газах
неплавящимся вольфрамовым электродом с присадочным материалом; ИП — в инертных газах н их смесях с активными газами плавя-
щимся электродом.
389
при сварке «углом вперед». При сварке угловых швов (нахлесточных и
тавровых соединений) электрод направляют под углом 55—65° к нижней
стенке.
Важное значение для качества шва имеет вылет электрода:
Диаметр сварочной проволоки, мм 0,5 0,8 1,0 1,6 2,0
Вылет электрода, мм 5—7 6—8 8—10 10—12 12—14
В последнее время некоторые заводы для повышения производи-
тельности выполняют полуавтоматическую сварку в углекислом газе
конструкционных сталей при увеличенном против указанного вылете
электродной проволоки.
Для стабильного горения дуги следует соблюдать следующую
зависимость силы сварочного тока от диаметра проволоки:
Диаметр сварочной проволоки, мм 0,6 1,0 1,6 2,0
Сила сварочного тока (не менее), А 30 50 90 120
Сварку сталей всех классов вольфрамовым электродом лучше вы-
полнять постоянным током прямой полярности (минус на электроде);
хуже" ирбЦесс""пр6текает при использовании переменЯШЧ) тика'; Сварка
плавящимся электродом в инертном газе и в смесях аргона с кислородом
или углекислым газом выполняется постоянным током обратной по-
лярности (плюс на электроде).
В табл. VI.4 приведены ориентировочные режимы дуговой сварки
в инертных газах неплавящимся и плавящимся электродами, а в табл.
VI.5 — плавящимся, дополнительно подогреваемым электродом в
аргоне и смесях аргона с кислородом или углекислым газом.
Таблица VI.5
Ориентировочные режимы дуговой сварки высоколегированных сталей
подогреваемой высоколегированной проволокой
нцина ста- ми аметр свя- той про- юки, мм Свароч- ный ток, А зряжение и, В зрость по- и проволо- м/ч )рость рки, м/ч Ток подогре- ва, А <иМ Я . S 2 *2 s S' g- ° юр в сты- мм Расход смеси газов, л/мин
о к Н ч « оЗ Hai ДУГ Е1 ЕГ * ds Я о Кс аз О> ОТ я Аг СО’
2 1,2 240—260 20 860 130 200 6 1,5 16 3
3 1,2 250—270 21 900 115 200 6 1,5 16 3
4 1,6 340—360 22 720 100 250 6,3 2,0 16 3
6 1,6 380—400 23 740 82 250 6,3 2,5 16 3
При сварке соединений в вертикальном положении величину сва-
рочного тока уменьшают на 10—15%, а при сварке в потолочном —
на 20% по сравнению со сваркой в нижнем положении.
В табл. VI.6 приведены данные [1] по подготовке стыков к автома-
тической аргонодуговой сварке нержавеющей стали плавящимся элек-
тродом в различных пространственных положениях.
390
Таблица VI.6
Режимы автоматической аргонодуговой сварки плавящимся электродом нержавеющей стали в различных простран-
ственных положениях
Вылет электрода, мм ОО OOCNO о о оз О ОО
Скорость сварки, м/ч р О О О Ю О Q со 'ф ю со Г'- О О О Ю СО О (О rf Ю Ю СО
Напряже- ние дуги, В ’С Tf СОСО 03 03 if Ь- СО О- Ю О1 03 СЗ 03 03 03 03 03 03 03 03 03 03 03 00030 —' СЗ Ю -Г to СО 03 03 03 03 03 03 03 03 03 03 03 03
1 Сила тока» 1 А оо оо оо о о оо оо ~ ' — СО — О 03 Г— СО 03 СО 03 01 03 03 03 03 — 03 03 03 03 03 II Illi Illi II ОО ОО ОО со О оо оо ОО ОО 03 0 00 — СОЮ —03 03 03 03 03 03 03 03 03 03 03 03
Диаметр сварочной проволо- ки, мм О О ОО ° р °° ° О о о о -Г _г —Г U U U о U U* —Г —Г
Зазор, мм ОО СО Tt< ОО 00 тЬ 03 03^ 77 77 77 7 7 °7 7“‘ CJO 0-1 СО 03 $00 СО_Р. о о” —Г о о о о о" о о
эвка кромок Притуп- ление, мм 03 ю®. Роз Il II < । 77 7° Р СО СО оз Р. оо 0е*
Подгот» Угол разделки, град К S S ч ч ч Ф ф ф со со р оз О о ОО га сз со сч ю ’* ю Си си си м гага ф ф ф И Й А Й [Q А [Q
Положение шва в пространстве 8^* 8-ь® Iph 1 И- га о о л о га?о*^о Ф я Я* К 55 25 фИши^ ЕГ фЕСЯГИГОВ’ £°т й£ ФО К« О ф о 2 « О И га ® iS S Ч яга >s S Ч д га m s Ч £ s га о Ь 2 £Srao£ 2 К s « о ь 2 « о к я ф О « о “ к ф о J &« » &8 Хи cqC Хи со X Хи СОХ
ИИ ‘вд -гхэ ениУшго^ 03 СО —1 Ю
Примечание. Расход аргона во всех случаях 15 л/мин; сварка вертикальных швов выполняется в направлении сверху вниз-
891
Таблица VI.7
Режимы автоматической аргонодуговой сварки вольфрамовым электро-
дом неповторных стыков труб
Диаметр тру- бы, X на тол- щину стенки, ММ Слой Сила тока, А Напряже- ние дуги, В Скорость сварки, м/ч Скорость по- дачи проволо- ки, м/ч Расход арго- । на, л/мин
15X3 1 130 10—11 27,0 6-8
2 140 12—13 27,0 31,5 6—8
20X3 1 145 10—11 26,6 — 6—8
2 150 12—13 26,6 36,0 6—8
1 170—180 10—11 14,5—15,0 — 8—10
34X5 2 165—175 12 14,5—15,0 23—25 8—10
3 165—175 13 14,5—15,0 23—25 8—10
1 170—180 10—11 13,5—14,0 — 8—10
58X5 2 165—175 12 13,5—14,0 23—25 8—10
3 165—175 13 13,5—14,0 23—25 8—10
1 170—180 10—11 12,5—13,5 8—10
89X5 2 165—175 12 12,5—13,5 23—25 8—10
3 165—175 13 12,5—13,5 23—25 8—10
1 175—185 10—11 12,5—13,5 — 8—10
108X6 2 170—180 12—12,5 12,5—13,5 24—27 8—10
3 170—180 12—12,5 12,5—13,5 24—27 8—10
4 165—175 13—14 12,5—13,5 24—27 8—10
1 175—185 10—11 12,5—13,5 — 8—10
133X6 2 170—180 12—12,5 12,5—13,5 24—27 8—10
3 170—180 12—12,5 12,5—13,5 24—27 8—10
4 165—175 13—14 12,5—13,5 24—27 8—10
1 180—190 10—11 12,5—13,5 — 8—10
2 175—185 12—12,5 12,5—13,5 24—27 8—10
159X6 3 175—185 12—12,5 12,5—13,5 24—27 8—10
4 170—180 13—14 12,5—13,5 24—27 8—10
Примечание. Угол разделки 45—50 град; диаметры присадочной проволо-
ки и вольфрамового электрода 1,6—2,0 мм. При сварке в гелии ток берется на
20—30 % меньше, чем при сварке в аргоне; расход гелия на 30—50 % ^больше, чем
аргона.
Для сварки стыков труб в монтажных условиях используют спе-
циальные автоматы для аргонодуговой сварки вольфрамовым электро-
дом с присадкой. В табл. VI.7 приведены данные [2] по режимам сварки
стыков труб вольфрамовым электродом с присадкой.
Сварка в углекислом газе
Техника полуавтоматической сварки в углекислом газе (рис. VI. 1)
подобна технике ручной сварки покрытыми электродами и полуавтома-
тической сварки в аргоне и его смесях. При сварке тавровых соедине-
на
5
Рис. VI. 1. Положение мундштука дер-
жателя полуавтомата относительно вер-
тикали (а) при сварке в углекислом га-
зе в нижнем положении и приемы пере-
мещения электрода (б) при выполнении
слоев шва: 1 — возвратно-поступатель-
ное; 2 — по вытянутой спирали; 3 (и по-
следующие) — змейкой.
ний применяют те же приемы, что и при сварке стыков, причем угол
между вертикальной стенкой изделия и электродом должен быть в пре-
делах 25—35°. Электрод либо направляют точно в угол, либо смещают
на 1—1,5 мм на горизонтальную полку (рис. VI. 1, а).
, Тонкий металл в нижнем положении сваривают при равномерном
поступательном перемещении электрода (без поперечных колебаний), за
исключением мест, имеющих за-
зоры. Соединения с зазорами сва-
ривают с поперечными колебания-
ми конца электрода. При сварке
в нижнем положении стыковых
соединений большой толщины с
V-образной разделкой кромок
первый слой (корень) шва вы-
полняют равномерным поступа-
тельным или возвратно-поступа-
тельным перемещением электро-
да (с шагом а, равным 3—10 мм).
Средние слои многослойного шва
выполняют при перемещении
электрода по вытянутой спирали,
а верхние слои—змейкой. Шаг пе-
ремещений и амплитуда попереч-
ных колебаний электрода за-
висят от ширины разделки,
определяемой в свою очередь но-
мером слоя шва: при перемеще-
нии по вытянутой спирали шаг
перемещения а' соблюдают рав-
ным от 4 до 20 мм и амплитуду
поперечных колебаний b — от 4
до 15 мм. Перемещение электро-
да змейкой может осуществлять-
ся, как показано на рис. VI.1, б,
а также в противоположном на-
правлении (вперед, затем назад
и снова вперед). При этом шаг
продольных перемещений а* равен примерно 3—6 мм, а амплитуда по-
перечных колебаний У — 10—30 мм.
Нахлесточные соединения из металла толщиной до 1,5 мм сварива-
ют электродом в вертикальном положении, перемещая дугу по кромке
верхнего листа. При толщине свариваемого металла 2 мм и более на-
клон электрода и смещение дуги должны быть такими же, как и при
сварке тавровых соединений.
Сварочный ток, при котором обеспечиваются хорошая устойчивость
горения дуги и формирования шва, устанавливается в зависимости от
диаметра проволоки в следующих пределах [4]:
Диаметр проволоки,
мм
0,5
0,6
0,8
1,0
Сварочный ток,
А
30—60
30—70
50—100
70— 12Q
Напряжение дуги,
В
16—18
17—19
18—21
18—22
393
Диаметр проволоки,
мм
1,2
1,6
2,0
2,5
3,0
Сварочный ток,
А
90—200
140—300
200—500
300—650
500—750
Напряжение дуги,
В
19—23
24—28
27—36
28—37
32—38
При этом применяются сварочные генераторы постоянного тока
(для сварки тонкой проволокой с жесткой внешней характеристикой)
или сварочные выпрямители.
Количество слоев углового шва зависит от размера его катета:
Катет шва, мм Количество слоев 6—8 1—2 9-^10 2—3 11 — 12 2—3 13—14 4 14—16 5
Катет шва, мм 16—18 18—20 22—24 25—26 26—30
Количество слоев 6 7—8 9 ' 10 12
Ориентировочные режимы автоматической и полуавтоматической
сварки в углекислом газе стыковых соединений углеродистых и легиро-
ванных сталей приведены в табл. VI.9, угловых соединений — в
табл. VI. 10 [4], а высоколегированных сталей — в табл. VI.8.
Соединения различного типа во всех пространственных положениях
можно сваривать в углекислом газе проволокой диаметром 0,5—1,2 мм.
Таблица VI. 10
Ориентировочные режимы сварки в углекислом газе высоколегированных
сталей
Толщина стали, мм Допустимый зазор между кромками, мм Диаметр сва- рочной про- волоки, мм Расход угле- кислого газа, л/мин Сила тока, А Напряже- ние дуги, В Вылет электрода, мм
1,0 - - 0,5 5 25—60 16—17 6—8
1,5 — 0,5—0,6 5—6 35—80 16—17 6-8
2,0 — 0,6—0,8 6—8 45—100 16—18 6—9
3,0 0,5 0,8—1,2 7—9 70—120 18—20 8—10
4,5 0,5 1,2—1,6 8—14 110—180 20—24 10—12
6—8 1,0 1,6—2,0 14—18 160—280 25—30 12—14
10 и более 1,0 2,0 16—24 240—400 27—34 12—18
Опытные сварщики выполняют вертикальные и горизонтальные швы
больших сечений проволокой диаметром до 1,6 мм.
Сварка во всех пространственных положениях, отличных от ниж-
него, производится, как правило, на пониженном напряжении (17—
19 В). Опытные сварщики при выполнении вертикальных швов повы-
шают напряжение дуги до 20—22 В.
Полуавтоматическую сварку тонколистового металла в вертикаль-
ном положении, а также вертикальные угловые швы с катетом до 5—
6 мм выполняют сверху вниз. В начале процесса сварки электрод рас-
полагают перпендикулярно к свариваемым кромкам с целью обеспече-
ния хорошего провара начала шва. После образования сварочной ван-
ны электрод держат под углом 10—15 град к горизонтали. При этом
394
Таблица VL9
Ориентировочные режимы автоматической и полуавтоматической сварки в углекислом газе стыковых соединений
конструкционных сталей легированными проволоками в нижнем положении
(им'г.'и'и'м'гг'он KogataoiBi -эо) уончнвгэ Hirn ijoh -tfaw аиьиУиц Л , J5 . Л Л Ь4 f*- fc"* _ ш X шЕш ш
ww ‘etr'od -ГЯЭ1Г6 1Э1пчд ОСО-МИСОСОССООООЮ 1 1 1 1 1 1 1 1 II 1 1 1 00 О О О О О О О СЧ "Ф ф 1Л Ю
Расход газа л/мин О'} о оо 00 О 1 1 1 1111 1 1 1 1 |§ wH wH г—4
Скорость сварки, м/ч О о О о Ю LO о Ю Л - С1 О1 о <м о о Ю1ОЮФ1ПЬ--Ф—<—'СЧСОСЧСЧСЧ 1 1 IT 1 1 1 1 1 1 1 1 1 1 ЮОЮО^ОООООЮООСС ффх}»ффиЭ-ФОО<МС4—<—<—
Скорость подачи про- волоки, м/ч ооооооооо ООООЮОСЧООО СЧ СО СЧ "ф СЧ ф Ф Ф 43 1 1 111 III 1 1 1 1 1 1 ооооооооо ЩСЧШиОиООООООО —< СЧ — СЧ —‘ <М СО Ф Ф
Напряже- ние дуги, В IO LQ о - « -ч"« СО ю о о о о о о <M<MC4<M<M<M<MCOCOCOCOCOCO 1 1 1 1 1 1 1 1 1 1 1 1 1 ЬФОО-<C4<MCOHOOOOOOOOO<5O —> —<C4<M<M<MC4C4C4C4C4C4C4C4
Сила тока, А юоооооооооооо С5С4Ю1Л(''ОС1О1ЛОООЮО — —.счсчсосососососош ОЮОООООООООООО «ПОСОСЧСООООСПОЙЭООООООО — C4C4COC4<M<M<MCO
ВНГП КЭОУЭ ОНХЭЭЬИ1ГО>1 сч со со 1 1 [ —< сч сч
WW ‘ИМОУ -oaodn fjonhod -eso diawBHi/ ООО О 6 сГ 1—Г ? т—ГГ»—Г»—Г сч* 'о | I <4 I 1 I I I |°.оо я g U0 00 00 ” о сч сч сч со 01 01 о 4 Vk Л «к «к *> ** ** /ъ ОО О —1 ‘ —1 -1 сч
Зазор, мм <о о о о ooooooooo’J’J'’J"y,C4 о о о о
Подготов- ка кромок S 1 ё 5 § о ю S 2 « СЧ <3" CU и
Толщина стали, мм о_ <о о~ о о ио in qq о о ос « -Г — —Г С4 сч* сч* со* СО* -Ф* ио । д I | о °-°-оо'° CD СО - * _ GO 00 Я
Примечание. При сварке нержавеющих сталей сварочный ток принимается несколько меньшим. При использовании флюса
пасты тонкий металл или первый слой шва в разделке можно сваривать без подкладки (на весу).
395
Таблица VI.10
Ориентировочные режимы автоматической и полуавтоматической сварки в углекислом газе угловых соединений
углеродистых и легированных конструкционных сталей
Расход га- за, л/мин trs ГГ> ° ° ° 00 00 & & О о о О О СО СО ОО ОО СС —* ,—1 ,—1 э—< о) CN CN СЧ Ю О С С X’ СО ?| С! СО О fl СО оо 00 00 ОО
Вылет электрода, мм - _ _ _ с о OW оо О тГ -П- тг тГ «#< ОООСЬ — — -y~~C4C4 СЧ СЧ О) с-ч сч сч сч Г- Г- ОО ОО О СЧ СО OO О о о о <о о о <~> — •— сч сч ci сч сч о) сч сч
Скорость сварки, м/ч О О ОО ОО СО ОО СО 00 С Ч СО ОО О со СО ОО О СО ОО ! Я , 7 ~ T oi со сч сч сч сч с < сч JI 1 1 1 1 1 1 1 1 1 1 1 1 1 1 i 1 00 00 C0C0<DC0Tt*(OOO<0 00 ю Ю IT’ Tt Ю
Напряжение дуги,В 00 00 7^7^^° й $ й й й й 22111111|11 1 1 1 1 1 1 1 СОООСЬООСГ>ОГ-Ь.ОО о о о о о о о со со со со со со со
Сила тока, А ° S й й ° ° О О О О О О О О Я й S ~ 03 1/3 00 00 ° Ю) ю Ю Ю LO ю ю । । । । со со со со со N II 1 II | || | | | | | || ОООООЮОСЭООО О О О О СО со о Ю СО СО Г- Г- СП СЧ Ю СО 00 О О О О О О о ’-ч’—'счсчсоеосососососо
Количест- во слоев шва сч ю — 1 сч п 1 _
Катет шва, мм СЧ ОС С О_О С О О О О О <=- -7сч СЧ СЧСО со ТГтг со" со' 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ONNlOlOlOO^OOOO О О -- СО СЧ К- ь. —' ~ —« —' ' сч со' со ю' ю' сп’-^ 04
Диаметр сварочной проволоки, мм ^^^°О^ОСЧСЧ<0<00 0 О О й. ° ° 1/3 О О О о' СО —' < —1 —И сч' сч' сч' сч' сч' сч" сч' сч'
Толщина стали, мм 000 0^0000^- , сч сч сч' со' со' •<*' тг' ао ~ о ° 51 II 1 171 1 Is юююююоооо —1 ~ —7 -7 -7 со' со' ю' о' ” Ч о ю
давление дуги способствует удержанию жидкого металла сварочной
ванны от стекания.
Сварка тонколистового металла в горизонтальном положении по
технике выполнения аналогична сварке в вертикальном положении.
После возбуждения дуги электрод располагают ниже горизонтали для
удержания металла сварочной ванны от стекания.
В потолочном положении швы сваривают на пониженных свароч-
ном токе и напряжении дуги при несколько увеличенном расходе уг-
лекислого газа. Для лучшего удержания жидкого металла от стекания
Рис. VI.2. Макроструктура корня шва стыкового соедине-
ния, выполненного автоматической сваркой в углекислом
газе сверху вниз проволокой диаметром 1 мм.
электрод располагают с небольшим наклоном углом назад. Если необ-
ходимо получить широкий валик шва, электроду сообщают поперечные
колебания.
Первый слой шва стыковых прямолинейных соединений с V-об-
разной разделкой и угловые швы с катетом до 6 мм в вертикальном по-
ложении выполняются полуавтоматом А-547р проволокой диаметром
1,2 мм сверху вниз без поперечных колебаний на режиме: сварочный
ток 190—200 А, напряжение дуги 21—22 В. Второй и последующие слои
шва стыковых соединений, а также угловые швы с катетом более 6 мм
в вертикальном положении выполняют, перемещая дугу снизу вверх
с поперечными колебаниями конца проволоки на режиме: сварочный
ток 150—160 А, напряжение дуги 20—21 В.
Проволокой малых диаметров (1,0—1,2 мм) можно сваривать в
углекислом газе кольцевые стыковые соединения без подкладок, обес-
печивая при этом полный провар без прожогов (рис. VI.2).
При массовом производстве однотипные изделия с кольцевыми
стыками можно сваривать автоматом, который остается неподвижным,
а изделие вращается с заданной скоростью. Кромки при таком способе
сварки должны быть точеными, а разделка их V-образной без притуп-
ления. Зазор в стыке не должен превышать 0,8 мм, а несовпадение кро-
мок должно быть не более 1 мм. Первый слой (корень) шва выполняется
при горизонтальном положении проволоки (или под углом до 30 град
к горизонтали) диаметром 1 мм на режиме: сила тока 180—190 А,
напряжение дуги 20—22 В, скорость сварки 30 м/ч. Изделие должно вра-
396
397
щаться так, чтобы сварка осуществлялась сверху вниз (рис. VI.3).
Второй и последующие слои шва выполняются проволокой диаметром
2 мм, расположенной вертикально наверху стыка.
Неповоротные кольцевые стыки сваривают полуавтоматом. Напри-
мер, монтажные стыки труб газопроводов с V-образной разделкой кро-
мок сваривают в углекислом газе полуавтоматом А-547р в два слоя про-
волокой диаметром 1,2 мм. При этом требования к точности сборки сты-
ков менее жестки, чем при автоматической сварке поворотных стыков.
Первый слой шва выполняют сверху вниз без поперечных колебаний
электродов на режиме: сила тока 190—220 А, напряжение дуги 21—22 В.
Второй слой сваривают при перемещении дуги снизу вверх с поперечны-
ми колебаниями электрода змей-
Рис. VI.3. Схема расположения
электрода при автоматической свар-
ке в углекислом газе поворотных
кольцевых стыков: сбоку — элект-
род диаметром 1 мм (сварка корня
соединения); сверху — электрод
диаметром 2 мм (выполнение после-
дующих слоев шва). Стрелкой ука-
зано направление вращения свари-
ваемого изделия.
Рис. VI.4. Форма разделки кромок (а)
и порядок выполнения слоев шва (б)
при полуавтоматической сварке в уг-
лекислом газе стыковых толстостен-
ных соединений в горизонтальном по-
ложении.
В последнее время разработана
и освоена на производстве техника
полуавтоматической сварки в угле-
кислом газе толстостенных кольце-
вых неповоротных стыков без подкладных колец. Рекомендуемая форма
разделки кромок и последовательность наложения слоев шва показаны
на рис. VI.4. Стык сваривается в горизонтальном положении. Корень
шва выполняется полуавтоматом А-547р проволокой диаметром 1 мм при
равномерно поступательном перемещении дуги. Режим сварки: сила
тока 180—200 А, напряжение дуги 20—22 В. Последующие слои шва
выполняют полуавтоматом А-537 проволокой диаметром 1,6 мм при силе
тока 300—320 А и напряжении дуги 28—30 В. При таком режиме свар-
ки разделку соединения заполняют неполностью. Облицовочный слой
шва с небольшим усилием выполняют на пониженном режиме до полно-
го заполнения разделки. Сварочный ток должен составлять 220—240 А,
напряжение дуги — 26—28 В. Во всех случаях дуга питается от источ-
ника постоянного тока с жесткой внешней характеристикой. Для пред-
отвращения разбрызгивания электродного металла и забрызгивания
свариваемых кромок, а также для поддержания стабильности процесса
398
сварки рекомендуется в сварочную цепь последовательно включать дрос-
сель РСТЭ-24 или пользоваться специальными сварочными выпрямите-
лями с индуктивностью в сварочной цепи.
VI.3. Сварка в углекислом газе углеродистых
и низколегированных конструкционных сталей
На основании металлургических особенностей сварки в окислительной
среде углекислого газа [29] и исследовании условий перехода легиру-
ющих элементов в шов [10] (см. гл. III) разработана проволока Св-08Г2С
[8]. Позднее было показано [12], что эта проволока пригодна и для
сварки среднеуглеродистых конструкционных сталей.
Таблица VI.11
Проволоки, рекомендуемые для сварки в углекислом газе углеродистых
и низколегированных конструкционных сталей
Марка стали Требования, предъявляемые к сварным швам и соединениям Марка проволоки
ВСтЗсп, ВСт4сп, Ст35, Ст40 Равнопрочность и пластич- ность Св-08Г2С, Св-08ГС
Ст45, 20ХГС Равнопрочность Св-08ХГ2С, Св-08Г2С
10ХСНД, 15ХСНД, 10ХГСНД, 14ХГС, 09Г2, 14Г2 и им подобные Равнопрочность и пластич- ность Св-08Г2С
10ХСНД, 10ХГСНД, 15ХСНД Равнопрочность, пластич- ность и коррозионная стой- кость в морской воде Св-08ХГ2С
Таблица VI.12
Химический состав некоторых типичных швов на низколегированных
конструкционных сталях, выполненных дуговой сваркой в углекислом
газе
Марка стали Марка проволоки Содержание, %
С Мп SI
14ХГС Св-08Г2С 0,08 1,40 0,41
10ХСНД Св-08Г2С 0,06 1,40 0,61
10ХСНД Св-08ГС 0,07 0,82 0,44
15ХСНД Св-08Г2С 0,08 1,47 0,41
399
Таблица VI.13
Механические свойства металла швов, выполненных сваркой в углекислом газе на углеродистых конструкционных
№
Ч
«J
U
Ударная вяз- кость при тем- пературе 20* С после механи- ческого старе- ния, кГм/см2 Гр г- оо оо go? 1 1 1 1 1 1 xf xt< <х> <х> to S о— О г/) ° -.о5'
ле сварки, атуре, ®С О 1 - я м 1 । । 7 1 । f СО х*< Ю О Г- со см” «"sg PQ
зязкость пос при темпер; о сч I <М_ ° ” £2 2 о, <о ю sgj 1 1 1 1 1 । О СО ОО Г- Г~ . ® О •* § л О е
Ударная 1 кГм/см2, о сч со со хф со со " В- я ’т' ’,_н оо л 9 1 1 1 1 1 1 1 sug- СМ — СМ О CM xf xf о. .и ° 8»8
Относи- тельное сужение, % О СМ со Г- хГ СЧ ml ГС । I । 7 7 7 О о оо о о xt< г, Е Я ю со xj< ю ю со ю <£> S'-1
Относи- тельное удлине- ние, % t Я о О СТ) Ю ОО Г- СО СО ч ср сч см см см см см «5 1 1 1 1 1 1 1 СО xf О CM xf Г- xt< Я&Г смсмсмсмсм —< см й № л
Предел прочности, кГ/мм2 —— • —— Q... К) СО 00 00 СО О СЧ СТ) ИО ю ю ю ю со со со и° <5 1 1 1 1 I । 1 сч ю со со со оо со J. 2 ю ю ю ю ю ю со oSR со'
I Предел текучести, кГ/мм2 38—40 АО АЛ 1 * £ Г Ю СЧ СО —1 СТ) § о я 1 1 1 1 1 -1 СО 00 СМ 00 со я Я HxfcOxT СО xf я 9 о
Марка проволоки Ч £2 Я § О о 3 о. Ч. м * * S 8 5 ** » * • s g * 0 0 * 0 0 0 О см см О см см СЧ 5 Кот 00 00 00 00 00 00 00 ч 2 OOOOO О О О § <n шишам ш щ о K'S OOOOO о о к Й
4*ьарка стали Щ S о S 2 и S.S g. R g R R R м М О CJ CJ ..о о S3 S3 Н Н ° * и б О О 6 О ? н UQLQCaCQGQOO §
обычных низкоуглеродистых конструкционных сталей, в том числе
кипящих. Проволоку Св-08ГС (см. табл. VI.3) для сварки кипящей ста-
ли применять не рекомендуется, особенно при содержании кремния и
марганца в этой проволоке по нижнему пределу.
При сварке обшивки морских судов из низколегированных кон-
струкционных сталей, содержащих хром и никель, для обеспечения кор-
розионной стойкости металла шва в морской воде его необходимо ле-
гировать хромом [16, 17[ либо никелем (см. гл. I). В связи с этим для
сварки таких сталей в углекислом газе следует применять проволоку
Св-08ХГС или стандартную проволоку Св-08ХГ2С (табл. VI. 11, IV. 14)
[17, 4].
В последнем случае, вследствие более высокого содержания мар-
ганца (табл. VI. 12), прочность металла шва получается несколько
выше прочности основного металла, а пластичность и вязкость —
ниже, полностью удовлетворяя вместе с тем требованиям морского
регистра.
Широко распространенная и выпускаемая в большом количестве
сталь 10ХСНД, содержащая меньше углерода и значительно больше
кремния, чем менее распространенная сталь 15ХСНД, отличается от
последней худшей свариваемостью, большей чувствительностью к сва-
рочному термическому циклу и склонностью металла шва к образованию
горячих трещин. При всех видах сварки плавлением на повышенных
режимах в этой стали из-за высокого содержания кремния в околошов-
ной зоне происходят структурные изменения (образование белой полос-
ки металла, обогащенного кремнием), вследствие чего снижается удар-
ная вязкость металла в этом месте.
В табл. VI. 13 и VI. 14 приведены механические свойства металла
швов на углеродистых и низколегированных конструкционных сталях.
Сварка в углекислом газе
низко- и среднелегированных
высокопрочных сталей
К этой группе относятся стали ЗОХГС, 25ХГС, 15ГФ, 15Г2СФ,
14Х2ГМР, 15ХГ2СФМР, 15ХМНДФР и др. Стали 25ХГС и ЗОХГСА
применяется в виде тонкого листа (1,5—4 мм) и более толстого прока-
та (10—12 мм). Тонкий металл обычно сваривают однослойными швами,
иногда с дополнительной подваркой корня шва, а металл большой тол-
щины — многослойными швами.
При однопроходной сварке с полным проваром металла шва
сталь ЗОХГСА толщиной до 4 мм в значительной степени легируется
углеродом, хромом, марганцем за счет основного металла. Поэтому
в таком случае могут быть использованы стандартные проволоки
Св-18ХГСА (содержащие не более 0,18% углерода), Св-12ХМА,
Св-ЮГСМ [18], Св-ЮГСМТ, Св-10ХГ2С, Св-08ХГ2СМ [4].
После обычно применяемого для тонколистовой стали данной марки
отпуска при 660° С (выдержка до 1 ч) сварные соединения обладают
равнопрочностью (табл. VI. 15). Несколько меньшей прочностью об-
ладают соединения стали 25ХГС.
При необходимости получения более высокой прочности сварные
изделия из этой стали подвергают более сложной термической обработ-
ке, а для ее сварки в углекислом газе применяют проволоку Св-08ХЗГ2А
или стандартную проволоку Св-08ХЗГ2СМ [19]. Для предотвращения
образования в швах холодных трещин содержание кремния в проволоке
400
401
Механические свойства трехслойных швов, выполненных сваркой в угле
Марка стали Марка проволоки Предел теку- чести, кГ/мм* Предел проч- ности, кГ/мм* Относитель- ное удлине- ние, %
14ХГС СВ-08Г2С Св-08ГС 38,9—40,6 38,0—39,4 56,2—56,6 56,0—56,2 21,3—27,7 20,8—26,8
10ХСНД Св-08Г2С Св-08ГС Св-08ХГС Св-08ХГ2С 43,1—53,4 42,1=—44,2 38,1—44,6 48,0—52,1 61,3—68,5 59,4—60,9 58,0—58,6 60,8—68,6 21,3—26,3 20,0—31,0 25,7—30,5 22,0—25,0
15ХСНД 09Г2 Св-08Г2С Св-08Г2С 40,6—41,0 34,4—37,4 56,2—57,2 48,1—49,5 30,0—32,3 32,7—36,3
Механические свойства сварных соединений и металла швов, выполненных
Толщи- на ста- ли, М.М Марка проволоки Коли- чество слоев шва Термическая обработка
Предел теку- чести, кГ/мм’
4 Св-18ХГСА Св-12ХМА Св-ЮГСМ Св-ЮГСМ 1 1 1 1 Отпуск при 660° С, 1 ч То же То же Отпуск при 500° С, 1 ч 55,8—61,5 49,5—55,8 51,6—53,7 64,2—65,7
10 08ХЗГ2А Св-08ХЗГ2СМ 3 3 Нормализация при 910° С, 20 мин, закал- ка от 910° С Отпуск при 500° С, 45 мин 96—108 91—105
не должно превышать 0,5%. При этом применяют следующую терми-
ческую обработку изделий: закалка в масле от температуры 880° С,
последующий отпуск при температуре 520° С. В отдельных случаях
сварные соединения подвергают более сложной обработке: отпуск при
температуре 660° С (выдержка 1 ч, охлаждение на воздухе); нормали-
зация при температуре 910° С (выдержка 20 мин, охлаждение на воздухе);
закалка в масле от температуры 910° С (выдержка 20 мин) и последую-
щий отпуск при температуре 500° С (выдержка 45 мин, охлаждение на
воздухе).
Весьма перспективными являются низко- и среднелегированные
высокопрочные конструкционные стали, свариваемые в упрочненном
состоянии [6] и эксплуатируемые в состоянии после сварки или после
отпуска (в зависимости от требований к сварным соединениям и габари-
там конструкций).
402
Таблица VI.14
кислом газе на легированных конструкционных сталях
Относитель- ное сужение, % Ударная вязкость после сварки, кГм/см2, при температуре, *С Ударная вязкость при температуре 20° С после механического старения, кГм/см*
20 —20 —40
56,6—56,6 10,2—11,0 7,2—7,5 6,5—7,8 5,3 -6,9
53,0—55,0 8,0—11,0 6,0-6,8 3,0—4,0 4,5 5,6
43,5—57,8 9,7—11,2 7,2—8,5 6,3—7,4 ОО ю
43,5—66,0 11,2—12,8 8,5—10,0 7,6—9,2 6,4—8,6
56,3—64,0 18,0—21,0 12,1—15,0 — 7,6—10,2
57,2—60,0 11,0—12,0 7,0—10,0 4,0—4,6 —
62,3—62,3 10,1 — 10,9 5,3—7,4 4,5—6,4 7,5—15,3
68,8—72,5 16,0—16,3 10,3—12,9 7,4—9,0 6,9—7,2
Таблица VI.15
на стали ЗОХСА толщиной 4 и 10 мм (во втором случае шов трехслойный)
Металл шва Сварное соединение
Предел проч- ности, кГ/мм2 Относитель- ное удлине- ние, % Относитель- ное, суже- ние, % Ударная вязкость, кГм/см* Предел проч- ности, кГ/мм2 Угол заги- ба по шву, град
73,5—75,6 21,3—24,7 55,6—55,6 7,7—7,9 70,3—83,1 180
65,7—70,0 21,3—24,0 51,0—53,3 7,5—9,6 63,7—70,1 180
67,8—70,0 21,3—25,3 55,6—57,8 8,6—10,4 71,6—74 180
77,7—81,6 18,0—22,7 48,6—51,7 6,2—7,6 77,5—83,0 95—103
111—117 12—14 46—51 4,4—5,2 118—127 40—70
114—123 12—14 47—51 4,8—6,0 120—130 40—75
Сварочная проволока выбирается в зависимости от предела теку-
чести свариваемой стали [6]:
Предел текучести,
кГ/мм2
Марка проволоки
55—60
60—70
Св-08ХГ2СМ
Св-10ХГ2СН2МЮ или
Св-08ХГСМФ
Для сварки стали 14Х2ГМР рекомендуется [31] проволока
Св-10ХГСН2МЮ. Эти проволоки могут также применяться для сварки
сталей данной группы и в смеси аргона с 20% углекислого газа или ар-
гона с 3—5% кислорода, причем смесь аргона с углекислым газом, в
отличие от аргоно-кислородной смеси, позволяет выполнять полуавтома-
тическую сварку во всех пространственных положениях [36].
403
Механические свойства металла швов, выполненных сваркой в углекислом
Марка стали Марка проволоки Отпуск после сварки Предел теку- чести, кГ/мм* Предел проч- ности, кГ/мм*
14ХМНДФР Св-08ХГ2СМ Без отпуска 620° С, 1 ч 64,3—70,5 56,5—57,9 75,2—80,0 67,7—68,5
Св-08ХГСМФ Без отпуска 620° С, 1 ч 68,8—70,6 71,3—73,5 81,2—82,9 73,1—80,5
Св-ЮХГ2СНМО Без отпуска 620° С, 1 ч 73,0—76,1 62,5—63,9 92,5—93,0 85,9—88,6
14Х2ГМР Св-10ХГСН2МЮ Без отпуска 78,3 88,6
В табл. VI. 16 приведены [6, 31] механические свойства металла
швов на наиболее характерных из этих сталей, выполненных сваркой
в углекислом газе.
VI.4. Сварка в углекислом газе теплоустойчивых
перлитных сталей
Все теплоустойчивые стали являются закаливающимися. Поскольку
в турбостроении сваривают преимущественно металл большой толщины,
применяют предварительный и часто сопутствующий подогрев сварива-
емой конструкции, а после сварки ее подвергают термической обработ-
ке — высокому отпуску. Как правило, режим нагрева и охлаждения
определяется стремлением избежать возникновения термических напря-
жений: посадка в печь с температурой более низкой, чем температура
отпуска, обычно при 200—300° С, медленный нагрев до температуры от-
пуска, выдержка при этой температуре, медленное охлаждение с печью
до температуры 200° С, затем на воздухе.
Стали 15ХМА, 20ХМА предназначены для работы при температурах
до 520° С. Рекомендации по сварке в углекислом газе этих сталей даны
в работах [9, 13, 4]. Сварку выполняют с предварительным подогревом
до 250—300° С. Для стали 15ХМА рекомендуется такой режим отпуска:
посадка в печь при 200° С, нагрев до температуры 600—610° С со скоро-
стью 40—50 град/ч, выдержка при 600—610° С, 3 ч, охлаждение до тем-
пературы 200° С со скоростью 40—50 град/ч, последующее охлаждение
на воздухе. Для стали 20ХМА режим термической обработки следующий:
посадка в печь при 300° С, нагрев до 680° С со скоростью 40—50 град/ч,
выдержка 4 ч, охлаждение до 200° С со скоростью 40—50 град/ч, затем
на воздухе.
Применяется стандартная проволока Св-08ХГСМА. При этом целе-
сообразно отбирать плавки проволоки с содержанием углерода и мар-
ганца, близким к верхнему пределу.
В табл. VI. 17 приведены механические свойства и длительная
прочность металла швов, выполненных на сталях 15ХМА и 20ХМА.
404
Таблица VI.16
газе на высокопрочных конструкционных сталях
Относитель- ное удлине- ние, % Относитель- ное сужение, % Ударная вязкость, кГм/см1, при температуре, *С;
4-20 —20 -40 —60
20,0—24,3 22,4—22,5 52,6—56,3 67,9—70,7 10,0—11,5 12,6—16,6 8,0—9,0 14,5—15,5 7,5—7,7 11,2—12,8 7,0—7,3 11,2—12,5
16,7—17,4 15,7—19,1 57,8 59,9—69,8 8,6—9,9 8,7—10,1 — 5,0—5,4 4,1—5,6 3,4—3,7 1,0—1,6
14,3—16,1 18,5—20,1 53,3—55,6 59,9—62,3 8,8—9,1 10,0—10,7 7,2—8,8 9,5—11,2 7,2—8,1 8,2—8,7 5,6—7,0 6,9—8,5
17,0 55,8 10,4 9,1 8,6
Стали 20ХМФЛ, 12Х1МФ применяют при изготовлении сварно-
литых конструкций энергетических установок, работающих при тем-
пературах до 540° С. Сталь 12Х1МФ в виде толстостенных труб рекомен-
дуется для изготовления узлов поровых установок, работающих при
Таблица VI.17
Механические свойства металла швов, выполненных проволокой
Св-08ХГСМА на сталях 15ХМА и 20ХМА (испытания после отпуска)
Марка стали Темпера- тура ис- пыта- ний, *С Предел текучести кг/мм* Предел прочнос- ти, кг/мм* Относи- тельное удлине- ние, % Относи- тельное сужение, % Ударная вяз- кость, кГм/см* Длитель- ная проч- ность за 10ьчкГ/мм2
15ХМА 20 54 68 22 57 10,0—11,0
480 45 51 19 65 8,0—8,8 —
500 «— — — 14—17
530 40 46 22 68 5,3—7,3 —
550 — — — — — 8—12
20ХМА 20 42 56 25 68 8,6—13,0
480 38 52 20 60 7,2—14,0 —
500 — — — — — 14
530 35 46 20 65 8,9—12,5 —
550 .— — — — •— 8
Примечание. Условный предел полз чести швов на обеих сталях при 500* С
составляет не менее 8 кГ/мм8.
температурах до 580° С. Стали этих марок сваривают с предварительным
подогревом до температуры 250—300° С. Для сварки их рекомендуется
[4, 11, 33] проволока Св-08ХГСМФА. Сварные соединения из этих ста-
лей подвергают термической обработке: посадка в печь при 200° С,
нагрев до 700° С со скоростью 40—50 град/ч, выдержка при этой темпе-
ратуре от 2 до 5 ч, охлаждение до 200° С со скоростью 40—50 град/ч,
405
затем на воздухе. Нормализацию сварных соединений, подобно основ-
ному металлу, производить не рекомендуется из-за возможного раз-
упрочнения металла шва. Сварные соединения в монтажных условиях
подвергают отпуску при 720—740° С, 3 ч [37].
В табл. VI. 18 приведены механические свойства и длительная
прочность металла швов на этих сталях [II, 4].
Стали 15Х1М1Ф и 34ХМ применяются для паротурбинных устано-
вок, работающих при температуре до 570° С. Для сварки в углекислом
Таблица VI. 18
Механические свойства металла швов, выполненных в углекислом газе
проволокой Св-08ХГСМФА на сталях 20ХМФЛ и 12 Х1МФ (испытания
после отпуска)
Марка [ стали | i Темпера- тура ис- пыта- ния, вС Предел I текучести, кГ/мм1 Предел прочнос- ти, кГ/мм1 я о о; -х© о Й s * Я t± О н я Относи- тельное ( суже- ’ ние, % Ударная ! вязкость, кГм/см* | | Длитель- ная проч- ; ность за ! 106 ч, ! кГ/мм1 1
20ХМФЛ 20 56—58 66—68 20—22 62—64 7—11
470 48—50 59—61 14—17 50—64 6—9
520 46—48 55—58 17—19 60—64 6—7 15,5
570 44—45 50—51 18—19 64—66 5—6 —
12X1 МФ 20 56—66 68—76 64—66 12—14 —.-
560 42—53 45—57 64—69 . 7—10 —
580 40—46 46—50 67—71 — 8—10 13,3
Таблица VI.19
Механические свойства металла швов, выполненных проволокой
Св-08Х1М1ГСФ на сталях 15Х1М1Ф и проволокой Св-08ХГСМФ на
стали 34ХМ (испытания после отпуска)
Марка стали Температура испытаний, ®С Предел теку- чести, кГ/мм 2 Предел проч- ности, кГ/мм1 Относитель- ное удлине- ние, % Относитель- ное сужение, % Ударная вяз- кость, кГм/см»
15Х1М1Ф 20 53,0— 53,0 59,7— 65,4 19,3— 20,7 64,0— 64,0 11,6— 12,0
570 39,6— 46,6 50,2— .53,4 10,6— 10,6 45,9— 55,6 8,0—10,2
34ХМ 20 54,8— 57,7 71,6— 73,1 6,6—12,0 65,7— 65,7 5,0—7,2
500 47,7— 53,2 62,5— 67,7 8,6—13,8 42,0— 69,7 4,4—5,2
550 44,6— 45,8 59,2— 62,5 9,7—12,3 65,7— 69,7 4,9—5,2
Примечание. Длительная прочность соединений за 10s ч на стали 15Х1М1Ф
при 570® С составляет 9,1 кГ/мм*, а на стали 34ХМ при 480® С — 20 кГ/мм1.
406
газе стали 15Х1М1Ф рекомендуется проволока Св-08Х1М1ГСФ, а
стали 34ХМ — проволока Св-08ХГСМФ [7, 4]. По данным [5], без
ущерба для механических свойств для сварки этих сталей можно при-
менять проволоку Св-08ХГСМФ. Сварка выполняется с предваритель-
ным подогревом до 250—300° С. После сварки изделия из стали 15Х1М1Ф
подвергают отпуску по режиму: посадка в печь при 200° С, нагрев до
720° С, выдержка 5 ч, охлаждение с печью до 200° С, далее охлаждение
на воздухе. Для сварных соединений стали 34ХМ применяют следующую
термическую обработку: посадка в печь при 200° С, медленный нагрев
до 680° С, выдержка 25 ч (толстого металла), медленное охлаждение с
печью до 200° С, затем на воздухе. В табл. VI. 19 приведены механиче-
ские свойства металла швов, выполненных на этих сталях.
VI.5. Сварка в углекислом газе
высоколегированных сталей
Сварка в углекислом газе высокохромистых
закаливающихся нержавеющих сталей
К этой группе относятся стали 08X13, 12X13, 20X13 и 14Х17Н2. Стали
с таким содержанием хрома и более высоким — углерода плохо свари-
ваются и для сварных конструкций почти не применяются. 13%-ные
хромистые стали в результате воздействия сварочного нагрева вос-
принимают закалку в зависимости от содержания в них углерода.
Сталь 08X13 слабо закаливается и поэтому сварные изделия из нее
в отсутствие динамических нагрузок эксплуатируются без терми-
ческой обработки. В этом случае для ее сварки, в том числе
и в углекислом газе, обычно применяют аустенитную проволоку
Св-13Х25Н18 или Св-07Х25Н13. Для сварки многослойными швами сле-
дует применять проволоку Св-07Х25Н13, так как при использовании
Таблица VI.20
Механические свойства металла швов, выполненных сваркой в угле-
кислом газе (после отпуска при 700 °C 3 ч) на сталях 12X13, 20X13,
14Х17Н2
Марка стали Толщина стали, мм Марка проволоки Предел текучес- ти, кг/мм* Предел прочности кГ/мм1 Относи- тельное удлине- ние, % Относи- тельное суже- ние, % Ударная вязкость, кГм/см*
12X13 10 СВ-10Х13 56 69 17 54 9,0
10 Св-10Х13 58 72 18 52 6,5
20X13 10 Св-06X14 56 70 19 50 6,6
10 Св-08Х14ГНТ 58 74 20 52 8,0
14Х17Н2 4 Св-10Х13 54,1 74,0 23,6 46,9 7,2
4 Св-06 X14 60,8 74,2 20,0 42,0 4,8
8 Св-06Х14 61,3 75,0 17,0 41,1 9,5
8 Св-08Х18Н2ГТ 60,8 78,8 21,0 48,8 8.6
Примечание. Металл толщиной 4 мм сваривался в один слой, а толщиной
8~ 10 мм — в три слоя.
407
первой проволоки в металле третьего и последующего слоев шва может
оказаться много никеля, что обусловливает наличие однофазной ау-
стенитной структуры и горячие трещины. Для сварки сталей 12X13
и 20X13 аустенитные проволоки могут быть рекомендованы только в
случае эксплуатации без термической обработки при статических на-
грузках без значительных давлений (менее 0,7 атм). Напомним, что свар-
ные соединения сталей 12X13 и тем более 20X13 с аустенитным (аусте-
нитно-ферритным) швом при отпуске приобретают хрупкость благодаря
науглероживанию металла по линии сплавления [32]. То же относится
и к стали 14X17Н2. Для обеспечения равнопрочности и оптималь-
ных механических и коррозионных свойств сварных швов и соединений
для сварки сталей 12X13 и 20X13 разработана проволока Св-08Х14ГНТ
[20], а для сварки стали 14Х17Н2— проволока Св-08ХН2ГТ [21].
Несколько меньшие пластичность и вязкость (а при сварке стали
14Х17Н2 и коррозионная стойкость) металла шва обеспечиваются при
использовании проволок Св-10Х13 иСв-06Х14.
Стали толщиной до 8 мм свариваются без предварительного подо-
грева, а большей толщины — с подогревом до температуры 250—300° С.
После сварки конструкцию необходимо подвергать отпуску при тем-
пературе 700° С с выдержкой при этой температуре 3—5 ч (в зависимости
от толщины сваренного металла).
В табл. VI.20 приведены механические свойства металла швов,
выполненных сваркой в углекислом газе [32] на сталях этой группы.
Сварка в углекислом газе высокохромистых
жаропрочных сталей
Стали 15X11МФБ, 15Х12ВНМФ (ЭИ 802), 18Х12В2МФ (ЭИ 993) и им
подобные сваривают теми же проволоками, что и при сварке под флю-
сом: Св-15Х12НМФБ (ЭП 249) и Св-15Х12ГНМВФ (ЭП390) [22]. При
производстве паровых турбин и трубопроводов приходится выполнять
как сварку рассматриваемых сталей, так и заварку раковин литья (обыч-
но из стали 15X11МФБ). Естественно, что заварку раковин литья луч-
ше всего выполнять полуавтоматической сваркой в углекислом газе.
Сварка и заварка раковин литья 11—12%-ных хромистых жаропрочных
сталей производятся с предварительным и сопутствующим подогревом
основного металла до 350—4006 С.
После заварки раковин литье медленно охлаждают до 300° С, а
затем подвергают двойной нормализации при температурах 1080—
1100° С 10 ч и 1030—1060° С 8 ч и последующему отпуску при 730—740° С
5 ч с охлаждением на воздухе. Механические свойства наплавленного
металла при комнатной температуре после такой термической обработки
составляют (сварка проволокой ЭП390, средние данные): предел теку-
чести 62 кГ/мм2, предел прочности 77 кГ/мм2, относительное удлинение
19%, относительное сужение 57%, ударная вязкость 7,7 кГм/см2. Дли-
тельная прочность наплавленного металла при температуре 600° С за
106 ч составляет 10—12 кГ/мм2.
Сварные конструкции из 11—12%-ных хромистых жаропрочных
сталей после сварки и медленного охлаждения до 200—150° С подвер-
гают высокому отпуску при 740—760° С с 5—10-часовой выдержкой при
этой температуре и последующим медленным охлаждением до 300° С,
а затем на воздухе.
При необходимости сваривать комбинированные соединения вы-
сокохромистой жаропрочной стали с теплоустойчивой перлитной
408
Таблица VI.21
Механические свойства сварных швов и соединений, выполненных дуго-
вой сваркой в углекислом газе на жаропрочных высокохромистых сталях
и их комбинированных соединений с перлитными (средние значения
в состоянии после отпуска)
Марка стали Марка проволоки Температура испытаний, ’С Металл шва
Предел теку- чести, кГ/мм* Предел проч- ности, кГ/мм1 Относитель- ное удлине- ние, % Относитель- ное сужение,- %
15Х11МФБ Св-15Х12НМВФБ 20 62,5 77,0 17,0 52,6
(ЭП249) 600 48,5 57,1 11,3 51,7
Св-15Х12ГНМВФ 20 60,4 71,6 19,9 53,0
(ЭП390) 600 30,7 32,0 22,2 81,2
15Х11МФБ+ Св-08ХГСМФ 20 — — — —
+ 20ХМФ 500 — -— .— —
15Х11МФБ4- Св-08Х1М1ГСФ 20 — — —
+ 15Х1М1Ф Св-08ХГСМФ 570 — — —— —
Марка стали Марка проволоки Металл шва Сварное соединение
Ударная вяз- кость, кГм/см* Длительная прочность за 10s ч, кГ/мм* Предел проч- ности, кГ/мм* Длительная прочность за 10s ч, кГ/мм*
15X11МФБ Св-15Х12НМВФБ 4,2 ___ ——
(ЭП249) 10,2 11,0 — 9,0
Св-15Х12ГНМВФ 7,3 — ' — ——
(ЭП390) 14,6 10,0 9,0
15Х11МФБ-Н Св-08ХГСМФ 17 — 75
+20ХМФ 16 — 78 24
15Х11МФБ+ Св-08Х1М1ГСФ 12 — 76
+ 15Х1М1Ф Св-08ХГСМФ 12 — 45 8,5—9,0
Примечание. При испытании сварных соединений на длительную прочность
во всех случаях разрушение происходило по основному металлу, причем в комби-
нированных соединениях — по перлитной стали.
сталью сварка выполняется по технологии, предусмотренной для
соответствующей перлитной стали (проволока, предварительный подо-
грев, последующая термическая обработка).
В табл. VI.21 приведены механические свойства сварных швов и
соединений высокохромистой жаропрочной стали и ее комбинированных
соединений с перлитными.
409
Сварка в углекислом газе ферритных,
ферритно-аустенитных и аустенитных
коррозионностойких сталей
Сваркой в углекислом газе, преимущественно полуавтоматической,
целесообразно сваривать сравнительно тонкий металл, толщиной до
6—8 мм. За небольшим исключением, для сварки в углекислом газе не-
ржавеющих (коррозионностойких) сталей применяются те же проволо-
ки, что и для сварки под флюсом. Для стабилизации металла шва (свя-
зывание углерода) с целью обеспечения стойкости его против межкрис-
таллитной коррозии осуществляется легирование ниобием, выгорание
которого во всех случаях, кроме аргонодуговой сварки, не превышает
Таблица VI.22
Механические свойства металла швов и сварных соединений, выпол-
ненных дуговой сваркой в углекислом газе на ферритных сталях толщи-
ной 10 мм (средние значения)
Марка стали Марка проволоки Предел теку- чести, кГ/мм2 Предел проч- ности, кГ/мм ‘ 1 I Относитель- ное удлине- ние, % Относитель- ное сужение, % _____ Ударная вяз- кость, кГм/см2 Угол загиба сварного сое- динения, град
12X17 Св-10Х17Т 33,0* 54,6 24,0 54,8 0,6 88
Св-13Х25Н18 28,7* 58,6 40,3 42,3 8,2 107
Св-13Х25Н18 31,3 57,2 40,0 42,5 7,0 62
08Х17Т 05Х25Н12ТЮ 35,0 70,0 30,0 50,4 9,0 150
08Х20Н15ФБЮ 32,6 67,0 40,1 48,1 10,1 170
15Х25Т 05Х25Н12ТЮ 50,0 70,0 23,0 42,4 8,2 100
Св-13Х25Н18 42,0 65,0 36,3 44,8 10,9 180
* После отпуска сварных соединений при 760® С 3 ч.
20—25%. При этом следует иметь в виду, что при низком исходном со-
держаниях кремния и марганца в дуге, горящей в окислительной сре-
де, интенсивно выгорает хром (часто на 1,0—1,5%), что нежелательно.
Для сварки многих нержавеющих сталей в последние годы начали при-
менять в качестве защиты зоны сварки от воздуха окислительные среды
(флюсы и покрытия электродов, углекислый газ, смесь аргона с кисло-
родом или углекислым газом), что обусловливает применение соответ-
ствующих проволоке учетом выгорания элементов.
Таким образом, первоначальное критическое отношение к угле-
кислому газу как защитной среде при дуговой сварке, особенно при
сварке нержавеющих сталей, сменилось сейчас использованием и дру-
гих окислительных защитных сред, хотя и не для всех сталей, и не для
любых условий эксплуатации конструкций.
Для сварки сталей 12X17, Х17Т, 08Х17Т и 15Х25Т, применяе-
мых в качестве жаростойкого материала, используют проволоки
Св-13Х25Н18, Св-07Х25Н13, 05Х25Н12ТЮ, Св-07Х25Н12Г2Т. Наи-
лучшие пластичность и вязкость обеспечиваются при использовании
проволоки Св-13Х25Н18. Отметим, однако, что в случае контактирова-
ло
«ч
к
ч
ю
«
и
3
—СЧОО-_ С5
Ю О О Г~* —7 СО
о* —* со*
ю со
СО — СО С£>
•^сч со сч
СЧ СЧ СО Tf
— СО со чГ о
00 00* О — —* —
г~ со г~- г- оо ь-.
(DOW СЧ,— Ч’О О СО ~ СО 64
СО о 00 Г-" < t~~* 00 сч* сч со’ ь-*
ОСО — СО
00 00 Г~~* Q00
СО СЧ 'f со со
сч
оосч’сч
со F- со
— ооо .
СЧ СЧ* 00* О I I
со — со сч
со
сч
о
Ю СО О О
00 О* оо*
СЧ -Ф СО Tf
со
ю
ООО О ООО ОО ОСООСООСО
СЧСЧСЧ сч СЧСЧСЧ СЧСЧ счосчосчо
сч
2 п С g 2с. 2г.
Нс_ Е-1 О с_< н
UU [Q l£> Е-1 овса И О овС гд U3 ое
о о о о г- о ООО о о
КД ДДХ К ХХД ХК
о о ООО о ООО о о
сч сч сч сч сч сч сч сч сч сч сч
XX XXX X XXX XX
со 00 00 1Л со 00 00 Ш 00 00 ю
о о 1 1 999 9 о о о 99
CQ CQ ш ш и га га га га га га
оо ООО О ООО ОО
X
СО
X
1Л
411
ния с газами, содержащими соединения, применять хромоникелевые
проволоки не следует.
Сварку стали 08Х17Т, используемой в качестве коррозионно-
стойкого материала, выполняют проволокой Св-08Х20Н15ФБЮ
(ЭП444), разработанной специально для этой цели. При отсутствии
требований стойкости металла шва против межкристаллитной коррозии
можно применять проволоку Св-07Х20Н9Г7Т.
В табл. VI.22 приведены механические свойства металла швов,
выполненных в углекислом газе на ферритных сталях [22].
Для сварки в углекислом газе хромоникелевых, ферритно-аусте-
нитных и аустенитных сталей 12Х28АН, 08Х21Н5Т, 08Х22Н5Т,
12Х21Н5Т, 06Х21АН5, 08Х18Н10, 08Х18Н10Т, 08Х18Н2Г8Т,
08Х17Н5Г9АБ и им подобных можно применять стандартные проволоки
Таблица VI.24
Коррозионная стойкость сварных соединений, выполненных сваркой
в углекислом газе на хромоникелевых высоколегированных сталях
Марка стали Марка проволоки Потери в весе, г/м*ч, в азотной кис- лоте
30%-ной 50%-ной
70* С Кипение 50* С 70* с Кипение
08Х18Н10Т 08X21Н5Т 08Х17Н5Г9АБ Св-08Х20Н9СБТЮ Св-05Х20Н9ФБС Св-08Х20Н9Г7Т Св-05Х20Н9ФБС Св-08Х20Н9СБТЮ Св-05Х20Н9ФБС 0,001 0,011 0,10 0,11 0,003 0,003 0,002 0,010 0,009 0,015 0,011 0,41 0,23 — & 0,30
Марка стали Марка проволоки Потери в весе, г/м-ч, в азотной кислоте
56%-ной 65%-ной
50* С Кипе- ние 50* С 70* G
08Х18Н10Т Св-08Х20Н9СБТЮ — — 0,007 0,026
Св-05Х20Н9ФБС — — 0,004 0,018
Св-08Х20Н9Г7Т — — 0,025
08Х21Н5Т Св-05Х20Н9ФБС — — — —
08Х17Н5Г9АБ Св-08Х20Н9СБТЮ 0,015 0,50 —
Св-05Х20Н9ФБС 0,016 ——
412
Св-08Х19Н10Б, Св-08Х19Н10Г2Б, Св-05Х20Н9ФБС, 06Х21Н7БТ
(ЭП500) (см. гл. V) или проволоку Св-08Х20Н9СБТЮ (см. табл. VI.3).
При отсутствии требований стойкости металла шва против межкристал-
литной коррозии может быть использована проволока Св-07Х20Н9Г7Т.
При сварке сталей 21-5 двумя первыми аустенитными проволоками не
обеспечивается равнопрочность металла шва с основным металлом.
При использовании проволоки Св-08Х20Н9СБТЮ шов, особенно мно-
гослойный, имеет несколько меньшие пластичность и вязкость из-за
чрезмерно высокого содержания кремния. Для обеспечения равно-
прочности шва с основным металлом, его хорошей пластичности и корро-
зионной стойкости при сварке этих двухфазных сталей можно исполь-
зовать проволоки ЭП500, а также Св-05Х20Н9ФБС. В окислительной
защитной среде часть кремния и ванадия выгорает, при этом обеспечи-
ваются вполне удовлетворительные механические и коррозионные свой-
ства металла шва, не уступающие свойствам основного металла.
В табл. VI.23 приведены механические свойства металла швов,
выполненных сваркой в углекислом газе на хромоникелевых высоко-
легированных сталях, а в табл. VI.24 — коррозионная стойкость свар-
ных соединений [22].
Сварка в углекислом газе
хромоникельмолибденовых коррозионностойких
сталей
Для сварки в углекислом газе сталей 08Х21Н6М2Т, 10X17H13M3T
и 10Х17Г13М2Т могут применяться проволоки Св-06Х20Н11МЗТБ,
обеспечивающая наличие в шве ферритной фазы, а также
Св-01 Х19Н18Г10АМ4, обеспечивающая чистоаустенитную структуру
наплавленного металла. Для сварки стали 08Х17Н15МЗТ, как и для
сварки под флюсом, следует применять только аустенитную проволоку
Св-01 Х19Н18Г10АМ4 или ей подобную (с несколько меньшим ко-
личеством марганца), содержащую требуемое для коррозионной стой-
кости количество никеля, молибдена и хрома, т. е. проволоку, приме-
няемую для сварки под флюсом этих сталей. Вопрос легирования чисто-
аустенитных швов данного типа ниобием совместно с азотом пока
не решен.
В табл. VI.25 приведены механические свойства металла швов,
выполненных сваркой в углекислом газе на хромоникельмолибденовых
аустенитных сталях [22, 32]. Коррозионная стойкость этих сварных
соединений в серной, уксусной и фосфорной кислотах такая же, как и
соединений, сваренных соответствующей проволокой под флюсом
(см. гл. V). Скорость коррозии швов не превышает скорости коррозии
основного металла.
Сварка в углекислом газе жаростойких
и жаропрочных аустенитных
сталей и сплавов
Для свар кив углекисл ом газе жаростойких сталей Х25Н18 (20Х25Н20-
С2, 20Х23Н18, 20Х23Н13) и сплава X18H35C3 можно использовать про-
волоку Х25Н20С2Р1 (ЭП532) [28], а для сварки сплава ХН78Т (ЭИ-
435) — проволоку того же состава [4]. В табл. VI.26 приведены механи-
ческие свойства сварных соединений и швов [28, 4].
413
in сч > св Я хромоникельмолибденовых Ударная вяз- кость, кГм/см2 О 1Л сч о со О О О Сч” Tj’” со сч СО И я х Я я »Я о § а
Я ч ю я Н Относитель- ное суже- ние, % о оо о сч о со О? 1П со сч Tf1 in Ш CD К ч ю со н Й л к 0) м g S о
Й 3 Я
>м газе Относите ное удл1 ние, % О О Tf ’t in oo in —7 о —7 СЧ Ч4 СЧ 'ф Tf ч >> а
3 «я
3 S * ч проч- :Г/мм8 О 00 сч о о о я о. 2
а •я о I Предел ности, к об об <М О Q о ш г*- 25 и 1 я S 4>
енных сварк Предел теку- чести, кГ/мм’ СЧ СП о о сч СО Сч" o' сч" СО СО СО in -ЧГ СО я ч о Б 3 я »я я я
г s О . ЙГ проволоки с_ < с_< <; со 2 со со 2 —< 00 — О 00 я я о О и 3 я а Й О
свойства металла 1лях (средние зна< Марка Св-06Х20Н1 Св-01Х19Н1 Св-06 Х20Н1 Св-06Х19Н Св-01Х19Н1 я я о са 3 2 X л я СО ч с О я и я ч g
>я о
Механические । аустенитных ст< Марка стали 10X17HI3M3T 08Х21Н6М2Т 08Х17Н15МЗТ 3 о я 3 о 5* S X Я о и м 3 я я о а я о а я £
Ударная вязкость металла шва, кГм/см2 I 3,4 5,0 ! 7,1 18,1 / текучести
Место разруше- ния образца По основному металлу 1 По шву По основному металлу 1 лл шва. По предел]
Относи- тельное сужение, % 52,8 51,0 82,7 58,4 18,0 | разрыв мета, и.
Осноси- тельное удлине- ние, % 46,8 27,7 33,9 . I 55,2 27,1 | ытывали на пластичност
Предел прочнос- ти, кГ/мм2 79,2 со in счоо" 63,1 29,0 | ЭЙ 3 ММ ИСП1 евосходя по
Предел i текучести, кГ/мм8 46,4 21,9 0 30,9 23,3 | 135) толщине чительно пр
Темпера- тура ис- пытаний, "С О 700 1000 1 20 1 800 | ХН78Т (ЭИ !5—30%, зна
Марка проволоки 08Х25Н20С2Р1 ХН78Т 1 1 соединениях сплава >вному металлу на S
Толщи- на ме- талла, мм СО ’Т 1 1 ние. В । упает оснс
Марка метал- ла 20Х25Н20С2 ХН78Т П р и м е ч а металл шва уст;
VI.6. Аргонодуговая сварка среднелегированных
мартенситных сталей
Наибольшую опасность при сварке среднелегированных мартенситных
сталей представляет собой повышенная склонность металла швов и
околошовной зоны к образованию холодных трещин. В [23—26] пока-
зано, что кроме низкой температуры мартенситного превращения, по-
вышенного содержания водорода, химической дендритной неоднород-
ности по кремнию, марганцу, хрому, молибдену, высоких сварочных
напряжений в соединении образованию холодных трещин в швах и
околошовной зоне при сварке сталей данного класса (20Х2М, 35X3H3M,
42Х2ГСНМ, 30Х2Н2М и др.) способствуют крупнозернистая структура
и наличие пленкообразных неметаллических крупных включений (суль-
фидов, сульфостекол и оксисульфидов). Было замечено, что при сварке
этих сталей холодные трещины зарождаются преимущественно в около-
шовной зоне и затем распространяются в шов. Применение сварочных
материалов, обеспечивающих повышение прочности шва (например,
проволоки 18ХГСН2МТ при сварке стали 30Х2Н2М), способствует рас-
пространению холодных трещин из околошовной зоны в шов, а повы-
шение пластичности шва (применение для сварки этой стали
проволок 10ГСМТ и Св-08Г) предотвращает распространение трещин
в шов.
Уменьшением размера зерна в околошовной зоне путем ограниче-
ния погонной энергии сварки (не более 1000 кал/см [25]), а также пред-
варительной наплавкой кромок свариваемой стали металлом того же
состава (в котором сернистые соединения распределяются, как извест-
но, более равномерно и в дисперсном виде по сравнению с катаной ста-
лью) можно уменьшить отрицательное влияние неметаллических вклю-
чений на трещиноустойчивость металла околошовной зоны и шва. Кро-
ме того, к режимам и технике аргонодуговой сварки, устраняющим или
ослабляющим неблагоприятное расположение неметаллических вклю-
чений в околошовной зоне у линии сплавления и предотвращающим об-
разование надрывов, относится применение флюсов — паст, наносимых
на свариваемые кромки и способствующих получению глубокого про-
плавления при низких погонных энергиях [26]. К ним относится также
аргонодуговая сварка с поперечными колебаниями электрода, благодаря
чему удается уменьшить перегрев металла в околошовной зоне, осла-
бить столбчатость структуры металла шва, уменьшить его химическую
дендритную неоднородность и тем самым повысить стойкость против
холодных трещин и пластичность [27]. Амплитуда и частота колебаний
зависят от толщины свариваемой стали и режима сварки. При сварке
металла толщиной 2—6 мм амплитуда колебаний составляет 2—3,5 мм,
а частота — 1—8 колебаний/с. Наилучшие результаты дает электронно-
лучевая сварка.
Все эти способы вследствие низкой погонной энергии сварки, обус-
ловливают кратковременность пребывания околошовной зоны при вы-
соких температурах. В результате ослабляется перегрев и осуществля-
ется такая степень аустенитизации, при которой последующее мартен-
ситное превращение при охлаждении происходит преимущественно при
высоких температурах вблизи мартенситной точки и сопровождается
самоотпуском образовавшегося мартенсита [25].
В табл. VI.27 приведены механические свойства металла швов,
выполненных аргонодуговой сваркой с применением и без применения
флюса — пасты [26, 27].
414
415
Таблица VI.27
Механические свойства металла швов, выполненных аргонодуговой
сваркой на среднелегированных сталях с применением и без применения
флюса — пасты и поперечных колебаний электрода
Марка стали Сварка Предел прочности, кГ /мм* Относи- тельное удлине- ние, % Ударная вязкость. кГм/см*
ВКС-1 Без флюса-пасты 180,5 7,0 3,1
С флюсом-пастой 187,4 10,4 4,9
42Х2ГСНМ Без колебаний С колебаниями (амплиту- да 3,5 мм, частота — 3 колебания/с) 173,0 10,2
187,0 11,5
Одним из методов предотвращения холодных трещин в околошов-
ной зоне и шве при сварке среднелегированных мартенситных сталей
является использование аустенитных проволок(например, ЭП673).
VI.7. Аргонодуговая сварка высоколегированных
сталей
Металл шва, выполненного аргонодуговой сваркой, отличается наи-
большей чистотой по неметаллическим включениям, содержанию кис-
лорода и азота сравнительно со швами, выполняемыми прочими дуго-
выми методами. Весьма незначительное содержание в шве дисперсных
окислов и азота, попавшего в металл при сварке нержавеющих аустенит-
ных сталей, в большинстве случаев даже полезно. Такой способ сварки
Таблица VI.28
Механические свойства металла швов и сварных соединений, выполнен-
ных аргонодуговой сваркой [3] на стали ВИС-2, толщиной 1,5 мм
Марка проволоки Термическая обра- ботка стали до сварки Металл шва Сварное соединение
Предел проч- ности, кГ/мм* Ударная вяз- кость, кГм/см- Предел проч- ности. кГ/мм* Угол загиба, град
Св-04Х19Н11МЗ, Закалка с 950° С, 110,0— 8,5— 109,0— ПО—
диаметр — 2 мм отпуск при 450° С 1 ч 114,0 12,5 118,5 123
— Закалка с 950° С, отпуск при 450° С 1 ч — 113,0— 115,5 180
Отпуск при 625° С 3 ч — — 89,0— 97,5 120— 180
416
14 4-2188
417
применяется преимущественно при изготовлении конструкций из тон-
колистовых высоколегированных сталей, однако ряд заводов, не ос-
воивших технологию автоматической сварки аустенитных сталей под
флюсом (гл. V), в отдельных случаях применяют ручную аргонодуговую
сварку этих сталей большой толщины. Данный метод находит приме-
нение при исправлении дефектов швов, ранее выполненных другими
методами сварки. При этом вследствие малой погонной энергии и благо-
приятной формы (малой ширины) отдельных валиков шва стойкость
последнего против образования горячих трещин достаточно высока да-
же при однофазной аустенитной структуре металла.
Для аргонодуговой сварки жаростойких аустенитных сталей
20Х25Н20С2, 20Х23Н13, 20Х23Н18 и сплава X18H35C3, так же как и
Таблица VI.30
Механические свойства металла швов, выполненных в аргоне в
вертикальном положении на стали 12Х18Н10Т проволокой Св-02Х19Н9
Температура испытаний, •С Предел прочнос- ти, кГ/мм1 Предел текучести, кГ /мм1 Относи- тельное удлинение, % Относи- тельное сужение, % Ударная ВЯЗКОСТЬ, кГм/см*
+20 59,2 29,3 58,5 73,5 23,3
—196 118,2 38,5 49,8 56,1 12,4
для автоматической сварки под флюсом и в углекислом газе, рекомен-
дуется [28] использовать боридную проволоку 08Х25Н20С2Р1 (ЭП532),
а для сплава ХН78Т — проволоку того же состава [4].
Для аргонодуговой сварки коррозионностойких и хладостойких
аустенитных сталей используются, как правило, те же присадочные
проволоки, что и для сварки под «флюсом. При этом, естественно, хи-
мический состав швов несколько изменяется (особенно по содержанию
кремния и марганца) что, однако, не оказывает заметного влияния на их
механические и коррозионные свойства.
В табл. VI.28, VI.29 приведены механические свойства металла
швов и сварных соединений, выполненных аргонодуговой сваркой.
В ряде случаев, например, при сварке в монтажных условиях
нержавеющих сталей толщиной 20 мм и более, оказывается целесооб-
разным применять электродуговую сварку плавящимся электродом в
вертикальном положении с принудительным формированием шва пере-
мещающимися формирующими устройствами (ползунами). В качестве
защитной среды в этом случае используют чистый аргон или аргон
в смеси с 5% кислорода. Расход газа при сварке металла толщиной 20 мм
составляет 18—20 л/мин. В табл. VI.30 приведены механические свой-
ства металла швов, выполненных в вертикальном положении в аргоне
на стали 12Х18Н10Т проволокой Св-02Х19Н9 диаметром 3 мм на режи-
ме: /св = 425 А; t/д = 24 В; осв = 3 м/ч.
Горизонтальные швы в монтажных условиях можно выполнять ав-
томатической аргонодуговой сваркой проволокой диаметром 1,0 мм
несколькими слоями в V-образную разделку кромок (нижняя кромка
без скоса). Скорость сварки 16—18 м/ч; сила тока 140—160 А (скорость
подачи проволоки 290—350 м/ч), напряжение дуги 20—21 В; расход
аргона 24 л/мин.
418
ЛИТЕРАТУРА
1 Акулов А. И., Пальчук Н. 10. Автоматическая аргонсду-
говая сварка плавящимся электродом нержавеющей стали в раз-
личных пространственных положениях.— Сварочное производство,
1956, 6.
2. Верченко В. Г., П е т р о в А. В., Б а р а н о в М. И. Авто-
матическая сварка неповоротных стыков труб.— Сварочное про-
изводство, 1956, 2.
3. Ганелин Д. Н. и др. Автоматическая аргонодуговая сварка
стали ВНС-2.— Сварочное производство, 1967, 9.
4. Заруба И. И. и др. Сварка в углекислом газе. Киев, «Техшка»,
1966.
5. Иваненко В. Д.,Касаткин Б.С.,Ройтенберг С. С.
Сварка трубопроводов высокого давления на монтаже.— Автома-
тическая сварка, 1967, 5.
6. К а с а т к и н Б. С., Мусияченко В.- Ф. Низколегирован-
ные стали высокой прочности для сварных конструкций. Киев,
«Техшка», 1970.
7. К а с а т к и н Б. С., В а х н и н Ю. Н. Сварка в среде углекис-
лого газа стали Э4ХМ и ее соединений со сталью ЭИ415.— Автома-
тическая сварка, 1960, 11.
8. Касаткин Б. С., Каховский Н. И., В а х н и н Ю. Н.
Автоматическая сварка низколегированных сталей повышенной
прочности в среде углекислого газа.— Автоматическая сварка, 1957,
3.
9. К а с а т к и н Б. С., К а х о в с к и й Н. И., В а х н и н ГО. Н.
Автоматическая сварка теплоустойчивой стали 15ХМА в среде уг-
лекислого газа.— Автоматическая сварка, 1957, 3.
10. Касаткин Б. С., Каховский Н. И., В а х н и н Ю. Н.
К вопросу сварки легированных сталей в среде углекислого га-
за. — Автоматическая сварка, 1956, 5.
11. Касаткин Б.С., Вахиин Ю. Н. Сварка в среде углекислого
газа теплоустойчивой стали 20ХМФ.— Автоматическая сварка,
1958, 3.
12. Каховский Н. И., П о н и з о в ц е в А. М. Сварка в среде
углекислого газа сталей Ст. 4 и СХЛ-1.— Автоматическая сварка,
1957, 5.
13. Каховский Н. И., П о н и з о в ц е в А. М. Автоматическая
сварка стали 20ХМА в углекислом газе.— Сварочное производство,
1958, 2.
14. Каховский Н. И., Ф а р т у ш н ы й В. Г. Технология свар-
ки нержавеющей стали Х14Г14НЗТ (ЭИ 711).— Автоматическая
сварка, 1962, 7.
15. Каховский Н. И., Фартушный В. Г. Сварка тонколис-
товой стали Х28АН под флюсом и в углекислом газе.— Автомати-
ческая сварка, 1963, 3.
16. К а х о в с к и й Н. И., Лангер Н. А., Ющенко К- А.
Электроды для сварки обшивки корпусов морских судов из сталей
типа СХЛ.— Автоматическая сварка, 1960, 8.
17. Каховский Н. И., Лангер Н. А., П о н и з о в ц е в А. М.
Электродная проволока для сварки в углекислом газе корпусов су-
дов из низколегированных сталей.— Автоматическая сварка, 1960,
12.
14*
419
18. Каховский Н. И. Сварка тонколистовой стали хромансиль с
защитой углекислым газом.— Автоматическая сварка, 1957, 6.
19. Каховский Н. И. Получение высокопрочных швов при авто-
матической сварке стали ЗОХГСА в углекислом газе.— Автомати-
ческая сварка, 1959, 5.
20. Каховский Н. И. Сварка высокохромистой стали 2X13 в
среде углекислого газа.— Автоматическая сварка, 1958, 4.
21. Каховский Н. И. Сварка в углекислом газе Х17Н2.— Авто-
матическая сварка, 1961, 2.
22. К а х о в с к и й Н. И. Сварка нержавеющих сталей. Киев, «Тех-
н!ка», 1968.
23. М а к а р а А. М., М о с е н д з Н. А. Природа влияния металла
шва на образование трещин в околошовной зоне.— Автоматическая
сварка, 1964, 19.
24. М а к а р а А. М., Дзыкович И. Я., М о с е н д з Н. А. Ис-
следование микроскопической химической неоднородности в свар-
ных швах.— Автоматическая сварка, 1965, 11.
25. М а к а р а А. М. О новых путях повышения стойкости сварных
соединений против образования холодных трещин.— В кн.: Науч-
ные проблемы сварки и специальной электрометаллургии. Киев,
«Наукова думка», 1970.
26. М а к а р а А. М., Ку шнирен ко Б. Н., Замков В. Н.
Аргонодуговая сварка высокопрочных сталей мартенситного класса
с применением флюса.— Автоматическая сварка, 1968, 7.
27. М а к а р а А. М., Ку шнир ен к о Б. Н. Поперечные переме-
щения дуги как фактор улучшения структуры и свойств сварных
соединений.— Автоматическая сварка, 1967, 1.
28. М е д о в а р Б. И., Пинчук Н. И., Чекотило Л. В. Ау-
стенитно-боридные стали и сплавы для сварных конструкций.
Киев, «Наукова думка», 1970.
29. Н о в о ж и л о в Н. М. Вопросы металлургии дуговой сварки в
защитных газах.— В кн.: Новое в технологии сварки. М., Маш-
гиз, 1955.
30. Н о в о ж и л о в Н. М., Суслов В. И. Сварка плавящимся
электродом в углекислом газе. М., Машгиз, 1958.
31. Патрушев А. Н. и др. Сварка стрел из высокопрочной стали
14Х2ГМР для экскаватора ЭКГ-4,65.—Автоматическая сварка,
1971, 5.
32. Сердюк М. А. и др. Сварка сталей X17H13M3T и Х17Н13М2Т.—
Автоматическая сварка, 1971, 5.
33. С у с л о в В. Н., Клепиков С. И. Сварка в углекислом газе
теплоустойчивой перлитной стали 20ХМФЛ.— Сварочное произ-
водство, 1958, 1.
34. Фарт у ш н ы й В. Г. и др. Аустенитная хромомарганцеазотистая
сталь и технология ее сварки.— Автоматическая сварка, 1965, 12.
35. Ю щ е н к о К. А. и др. Скоростная газоэлектрическая сварка
нержавеющих сталей дополнительно подогреваемой проволокой. —
Автоматическая сварка, 1969, 1.
36. S i b 1 е у G. R. All-position welding of HY-80 Steel with the has-
schielded process.— Weld. J., 1960, 10.
Глава VII. ТЕХНОЛОГИЯ РУЧНОЙ СВАРКИ
ПОКРЫТЫМИ ЭЛЕКТРОДАМИ
VII. 1 Покрытие электродов
Металлические электроды, предназначенные для дуговой сварки сталей
различных марок, имеют специальные покрытия (обмазки). Покрытия
защищают расплавленные капли электродного металла и сварочной ван-
ны от воздействия кислорода и азота воздуха, повышают стабильность
горения дуги, в ряде случаев обеспечивают раскисление металла ван-
ны, а иногда и легирование металла шва необходимыми элементами для
сообщения ему специальных свойств.
Для повышения стабильности горения дуги в покрытие вводятся
сода, поташ, углекислый барий, двуокись титана и др.
Защиту сварочной ванны от воздуха обеспечивают шлакообразую-
щие компоненты (мрамор, полевой шпат, кварцевый песок, доломит,
каолин, титановый концентрат, марганцевая руда и др.), а также га-
зообразующие вещества (крахмал, декстрин, древесная мука, окси-
целлюлоза). Шлакообразующие компоненты, расплавляясь в дуге,
образуют шлаковую оболочку на поверхности капель электродного
металла и шлаковое покрытие на поверхности сварочной ванны, за-
щищая таким образом металл от контакта с воздухом. Газообразующие
компоненты покрытия образуют при сгорании в дуге газовую за-
щитную атмосферу, которая оттесняет воздух от зоны сварки.
При недостаточном количестве легирующих элементов в стержнях
электродов, предназначенных для сварки легированных и высоко-
легированных сталей, для сообщения шву специальных свойств в со-
став покрытия иногда вводят хром, никель, молибден, ниобий, титан
и др. в виде ферросплавов или металлических порошков. Если
данный элемент присутствует в электродном стержне в достаточном
количестве, то в покрытие его не вводят.
Переход большинства легирующих элементов из покрытия в шов
зависит от окислительной способности шлака (см. гл. III).
Металлургические и технологические свойства сварочных шлаков
зависят от их вязкости, температуры и скорости затвердевания, газо-
проницаемости, удельного веса.
Вязкость шлака оказывает влияние, на активность протекания ме-
таллургических реакций, а также на степень дегазации металла сва-
рочной ванны и всплывания шлаковых включений. Если сварочный
шлак очень вязок, дегазация сварочной ванны затрудняется. Уменьше-
ние вязкости шлака достигается за счет введения фтористых соедине-
ний, например плавикового шпата (CaFa), фтористого натрия (NaF),
за счет введения титанового концентрата и других компонентов.
Температура застывания шлака должна быть ниже температуры
плавления металла и находиться в пределах 1100—1200° С. В этом слу-
чае шлак не будет препятствовать выделению газов из расплавленного
металла. В то же время шлак должен быстро застывать с поверхности,
обеспечивая хорошее формирование сварного шва. Особенно важно обе-
спечить хорошее формирование при сварке вертикальных й потолочных
сварных швов. Наилучшие результаты при потолочной и вертикальной
421
«о
60 Химический состав основных компонентов электродных покрытий
Таблица VII.1
Компонент ГОСТ или ТУ Содержание, %
SiO, А12О2 Fe,O3 СаСО3 СаО Na2O 4- к»о р S прочих элемен- тов
Концентрат иль- менитовый ти- тановый элект- родный 4414—48 <5,0 — — — — — <0,05 <0,20 >38; <52
Марганцевая руда электродная 4418—48 <10,0 <3,0 — — — — <0,20 <0,10 >45,0
Каолин 6138—61 ** 43—48 34—43 — — — — <0,01 — 0,3
Полевой шпат электродный 4422—48 64—70 17—21 До 1,5 — <1,5 >10,0 — — 1,0—0,5
Песок кварцевый 4417—48 * >97,0 — — — — — — —
Мрамор электрод- ный 4416—48 * — — — 92,0 — — Следы <0,04 <3
Мел 4415—48 * —. —- <0,5 >96,0 — <0,06 <5
Гранит ТУ ЦНИИТМАШ 69—73 16—18 <3,4 — <2,6 3,54-3,7 До 0,1 <0,015
Плавиковый шпат 4421—48 * <5,0 — — — — — Стеды <0,1 >92,0
Таблица VII.2
Химический состав ферросплавов
Ферросплав ГОСТ Марка Сорт Содержание, %
С Si Мп S р прочих элементов
Ферромарганец 4755—49 * МнО Высший <0,50 <1,50 80,0 <0,03 <0,20 —
малоуглероди- стый МнО Первый <0,50 <2,00 80,0 <0,03 <0,30
Ферромарганец 4755—49* Мн1 Высший <1,00 <1,50 80,0 <0,03 <0,20
среднеуглероди- стый Мн1 Первый <1,50 <2,00 80,0 <0,03 <0,20 —
Ферромарганец 4755—49* Мн4 Высший <7,00 <1,25 76,0 <0,03 <0,33 ——
углеродистый электропечной Мн4 Первый <7,00 <2,00 78,0 <0,03 <0,33 —
Ферромарганец 5165—49 * Мнб, — <2,0 70 <0,03 <0,35 -
углеродистый доменный группа А
Ферросилиций 1415—61 Си75 Высший — 72—78 <0,04 <0,03 <0,03 Сг 0,3; А1 < 1,5
Си75 Первый — 72—78 <0,7 <0,04 <0,05 Сг 0,5
Си45 » — 43—50 <0,08 <0,04 <0,05 Сг 0,5
Феррохром угле- 4757—49 * Хр4, низ- — 4,1—5,5 <2,0 — <0,04 <0,07 Сг 65,0
родистый кокремни- стый •
Хрб, низ- кокремни- — 6,6—8,0 <2,0 — <0,04 <0,07 Сг 65,0
стый
Силикомарганец 4756—49 * Симн20 Первый <1,0 >20,0 65,0 <0,04 <0,10
Симн17 » <1,75 17,0—19,0 65,0 — <0,10 -—.
Ферромолибден 4759—49 * Mol Высший <0,10 <1,0 — <0,10 <0,10 Мо55,0
Мо2 <0,15 <1,5 —— <0,15 <0,15 Си < 0,8 Мо 55,0 Си < 1,5
Феррониобий А1 <7
—— — — <0,12 <11,5 <0,05 <0,17 Nb 31 Ti <7
Феррованадий
4760—49 * ВдЗ Первый <1,0 <3,5 — <0,16 <0,25 V 35,0 Al < 2,0
Ферровольфрам 4758—55 В1 — <0,2 <0,4 <0,2 <0,08 <0,04 W 70,0
4^ to со В2 — <0,7 <0,1 <0,4 <0,1 <0,05 W 70,0’
сварке обеспечивают электроды с покрытиями, дающими «короткие
шлаки». На рис. VII. 1 приведена зависимость вязкости основных и
кислых шлаков от температуры. Основные «короткие» шлаки находят
широкое применение в высококачественных фтористо-кальциевых по-
крытиях.
Химический состав основных компонентов электродных покрытий
приведен в табл. VI 1.1, а состав ферросплавов — в табл. VII.2.
Как указывалось выше, при сварке ручными электродами большое
значение имеют устойчивость горения дуги, коэффициент наплавки,
Рис. VII.1. Зависимость вязкости ос-
новных (кривая 1) и кислых (кривая 2)
шлаков от температуры.
коэффициент потерь, склонность
металла к образованию трещин,
пор и т. п.
Устойчивость горения дуги
зависит от состава электродных
покрытий. К- К. Хренов предло-
жил за количественный крите-
рий определения устойчивости
горения дуги принять «разрыв-
ную длину дуги» — расстояние
между электродом и изделием
после естественного обрыва стоя-
чей дуги [21, 22]. Он установил,
что стабильность дуге придают
компоненты, содержащие эле-
менты с низким потенциалом ио-
низации (ВаСОз, К2СОд), т. е.
щелочные металлы. Устойчи-
вость горения дуги может быть
определена также путем осцил-
лографирования электрических
параметров. Иногда критерием
устойчивости горения дуги слу-
жит минимальное напряжение холостого хода, при котором еще воз-
можно горение дуги.
Производительность процесса наплавки определяется коэффициен-
том наплавки
ССН
It
где GH — вес наплавленного металла, г; t — время наплавки, ч; 1 —
сила сварочного тока, А.
Потери металла электродов на разбрызгивание, испарение, окисле-
ние характеризуются коэффициентом потерь
ф D ЮО %,
Gp
где Gp — вес расплавленного электродного металла; GH — вес наплав-
ленного металла.
VII.2. Выбор режима ручной сварки
Режим ручной сварки штучными электродами выбирают в зависимости
от марки и толщины свариваемой стали, диаметра и марки электродного
стержня, состава покрытия и пространственного положения выполня-
емого шва.
424
Диаметр электрода (стержня) принимают в зависимости от толщины
свариваемого металла (табл. VII.3) и характера сварного соединения
(вопросы, связанные с подготовкой сварных соединений под сварку, и
типы сварных соединений рассмотрены в гл. II).
При сварке многослойных стыковых швов первый слой, а иногда
второй и третий, рекомендуется выполнять электродом диаметром 3—
4 мм. Для сварки последующих слоев можно использовать электроды
большего диаметра. Выполнение первых слоев электродами малого
Таблица VII.3
Диаметры электродов, рекомендуемые в зависимости от
толщины свариваемого металла
Толщина сва- риваемого ме- талла, мм Диаметр электрода, мм Толщина сва- риваемого ме- талла, мм Диаметр электрода, мм
1,5 1,6 9—12 4—5
2 2 13—15 5
3 з. 16—20 5—6
4—5 6—8 3—4 ' 4 20 и более Т а б л и 6—10 та VII.4
Сила токов, рекомендуемая электрода в зависимости от диаметра
Диаметр Сварочный Диаметр Сварочный
электрода, мм ток, А электрода, мм ток, А
2 35—55 6 280—400
3 80—140 8 400—600
4 5 120—200 200—300 10 520—750
диаметра обеспечивает проплавление корня шва, а также уменьшает
величину поперечных напряжений в шве. Сварку в вертикальном и
потолочном положениях следует выполнять электродами, диаметр ко-
торых не превышает 5 мм, так как с увеличением диаметра электрода
увеличивается объем сварочной ванны, вследствие чего ухудшаются
условия ее удержания. Чаще всего для вертикальной и потолочной свар-
ки используют электроды диаметром 4 мм
Сила сварочного тока выбирается в зависимости от диаметра элек-
тродного стержня (табл. VII.4). При сварке электродами, в покрытие
которых входят металлические составляющие, сила тока значительно
выше, чем при сварке обычными электродами.
Нижний предел по току для данных диаметра и марки электрода
определяется устойчивостью дуги, а верхний — перегревом электрода
во время сварки. При чрезмерно высоких токах электрод быстро нагре-
вается, покрытие при этом трескается и осыпается, увеличивается раз-
брызгивание металла и ухудшаются условия формирования шва. Это
425
приводит к ухудшению качества сварного шва. При очень малой силе
тока ухудшается устойчивость горения дуги.
Наличие металлического порошка в покрытии позволяет увели-
чить сварочный ток при данном диаметре электрода, что способствует
повышению производительности сварки.
При сварке в вертикальном и потолочном положениях сила сва-
рочного тока для данного диаметра электрода принимается на 10—20%
ниже, чем при сварке в нижнем положении. При сварке высоколегиро-
ванных сталей сила сварочного тока на 10—15% ниже, чем при сварке
конструкционных углеродистых и низколегированных сталей. Это обус-
ловлено более высоким омическим сопротивлением высоколегирован-
ной проволоки по сравнению с углеродистой. Поэтому высоколегиро-
ванный электрод при том же сварочном токе перегревается быстрее,
чем углеродистый.
VII.3. Техника ручной сварки
стыковых и угловых соединений
в различных пространственных положениях
По пространственному положению в сварочной практике различают
следующие виды швов:
нижние, — расположенные в горизонтальной плоскости или в
плоскости, находящейся под углом до 60 град к горизонтальной;
вертикальные, — расположенные в вертикальной плоскости поя
углом 60—120 град к горизонтали;
потолочные, — расположенные в плоскости, находящейся под
углом 120—180 град к горизонтальной;
горизонтальные, — расположенные в вертикальной плоскости го-
ризонтально.
Качество сварного шва в значительной мере зависит от умения свар-
щика поддерживать необходимую длину дуги. Нормальной считается
а 5 в г д е ж з и
Рис. VII.2. Схема движения конца электрода при ручной сварке.
длина дуги /д — (0,5—1,1) d3, где d3 —диаметр электрода. Множитель
0,5—1,1 зависит от условий сварки и марки электрода. Увеличение дли-
ны дуги вызывает ухудшение ее стабильности, повышает угар и раз-
брызгивание жидкого металла, способствует насыщению шва азотом и
кислородом воздуха и уменьшает глубину провара.
426
Для получения сварного шва необходимой ширины сварщик дол-
жен выполнять поперечные колебательные движения конца электрода.
Схемы движения электрода показаны на рис. VII.2. Поступательное
движение электрода без поперечных колебаний (рис. VII.2, а) приме-
няют, когда необходимо получить узкий (ниточный) шов небольшого
поперечного сечения, например при сварке тонкого металла, первого
слоя многослойного шва в стыковом соединении со скосом кромок или
прп выполнении угловых швов малого поперечного сечения. Ширина
шва при этом составляет примерно 0,8—1,5 и определяется силой сва-
рочного тока и скоростью сварки.
Возвратно-поступательное перемещение конца электрода короткими
колебаниями вдоль сварного соединения (рис. VI 1.2, б) применяют
при необходимости несколько увеличить ширину шва и его попереч-
ное сечение. Так как сварочная ванна при таком перемещении электрода
находится в расплавленном состоянии более продолжительное время,
чем при обыкновенном поступательном перемещении электрода, то ме-
талл лучше дегазуется, шов получается плотнее, улучшается его внеш-
ний вид.
При возвратно-поступательном перемещении конца электрода
длинными колебаниями, наоборот, уменьшается время пребывания ме-
талла в жидком состоянии. Этот метод применяется при сварке кор-
невых швов в вертикальном и потолочном положениях
Ширина нормального шва b = (2—4)<7Э. Для получения таких швов
сварщик должен осуществлять не только поступательное, но и попереч-
ное перемещение конца электрода. В последнем случае помимо увеличе-
ния ширины и поперечного сечения сварного шва лучше прогреваются
кромки свариваемого металла, а также лучше выделяются газы и шла-
ковые включения из ванны.
Возможны различные формы поперечных колебаний конца электро-
да. Формы колебаний, показанные на рис. VII.2, в — е, применяют
для лучшего прогрева обеих кромок свариваемого металла, а на рис.
VI 1.2, з — для большего прогрева одной кромки (например, при сварке
листов разной толщины). Когда необходимо прогреть середину шва,
применяют более сложное перемещение конца электрода, показанное на
рис. VI 1.2, и. Перемещение конца электрода «восьмеркой» (рис. VI 1.2, ж)
некоторые опытные сварщики применяют при выполнении в нижнем
положении стыковых, а чаще угловых швов больших поперечных се-
чений тавровых соединений за один проход. Перемещение электрода
«треугольником» (рис. VII.2, е) применяют при сварке стыковых соеди-
нений с V-образной разделкой кромок и тавровых соединений в ниж-
нем и вертикальном положениях.
Для получения качественного сварного соединения большое зна-
чение имеет правильный наклон электрода при сварке. Электрод дол-
жен быть наклонен на 10—20 град в сторону направления сварки (рис.
VI 1.3, а). Такое положение электрода обеспечивает равномерное по-
крытие жидкого металла сварочной ванны слоем расплавленного сва-
рочного шлака и предотвращает затекание шлака на нерасплавленный
свариваемый металл перед дугой. При этом достаточно полно протекают
реакции раскисления, хорошо проплавляется свариваемый металл и
одновременно прогревается жидкий, благодаря чему обеспечиваются
провар и формирование шва.
При ручной сварке стыковых соединений практически невозможно
получить стабильное проплавление корня шва без прожогов. Поэтому
такие соединения выполняют с предварительной подваркой корня
427
шва или с последующей (после выполнения сварки в разделку) его
подваркой после предварительной зачистки. Канавка с противополож-
ной стороны шва должна быть выбрана до чистого металла.
Если корень шва технологически выполнить невозможно (напри-
мер, при сварке труб, шаровых баллонов и т. п.), то в этом случае свар-
ные соединения выполняются на остающейся стальной или на съемной
Рис. VI 1.3. Схема, иллюстрирующая технику сварки стыко-
вых и угловых соединений в разных пространственных по-
ложениях.
медной подкладке. Корень шва (первый слой) выполняется электродом
диаметром 3—4 мм; последующие слои — электродами большего диа-
метра.
Тавровые соединения лучше всего выполнять при положении «в
лодочку» (рис. VI 1.3, б). При сварке таких соединений в нормальном
нижнем положении техника выполнения швов определяется величиной
поперечного сечения шва и маркой свариваемой стали. При катете шва
до 8 мм последний выполняют за один проход без колебания электрода
с поперечным наклоном его на 40—50 град к горизонтали и на 10—20 град
в направлении сварки. При выполнении углового шва сечением более
8 мм за один проход сварщик должен перемещать конец электрода по
достаточно сложной кривой (рис. VII.3, е). Электрод держат под углом
45 град, слегка наклоняя его в процессе сварки то к горизонтальной, то к
вертикальной полке. Дугу следует возбуждать на нижней полке при
положении электрода, обозначенном цифрой 1. Некоторые сварщики
выполняют угловые швы больших сечений в нижнем положении с пере-
428
мещением конца электрода «восьмеркой» (рис. VII.2, ж), а в вертикаль
ном положении — «змейкой» и «треугольником» (рис. VII. 2, д, ё).
Горизонтальные швы в соединениях со скосом кромок (рис. VI 1.3, в)
чаще всего выполняют за несколько проходов без поперечных колебаний
конца электрода. Однако опытные сварщики уменьшают число проходов
за счет увеличения поперечного сечения отдельных швов, перемещая
конец электрода, как показано на рис. VI 1.3, в. Одновременно с этим элек-
трод наклоняют то выше, то ниже горизонтали (положения 1—3). Для
предотвращения стекания жидкого металла в таких соединениях лучше
делать односторонний скос кромок только в верхнем листе (рис. VI 1.3, г).
В этом случае сварку выполняют с наклоном электрода выше горизон-
тали на 10—15 град с некоторым отклонением вниз от горизонтали в
момент, когда дуга направлена на кромку верхнего листа.
Наиболее трудновыполнимыми являются потолочные швы
(рис. VII.3, д), так как трудно удержать металл жидкой ванны от сте-
кания. При выполнении потолочных швов используют электроды диа-
метром до 4 мм с покрытием, более тугоплавким, чем металл электрода.
При этом конец электрода периодически то приближают, то отводят от
сварочной ванны. При использовании электродов с тугоплавким по-
крытием удаление конца электрода от сварочной ванны вызывает крат-
ковременный обрыв дуги и затвердевание металла ванны. С приближе-
нием конца электрода дуга легко возбуждается, расплавляя ванну и
новые порции электродного металла. При использовании электродов с
покрытием, которое плавится одновременно с металлическим стержнем,
стекание жидкого металла предотвращают закорачиванием дуги на ван-
ну, приближая к ней конец электрода. Дуга на мгновение гаснет, и
металл ванны затвердевает.
При сварке в вертикальном положении капли электродного ме-
талла и жидкий металл сварочной ванны стремятся стечь вниз. Поэтому
вертикальные швы, аналогично потолочным, выполняют короткой дугой,
при которой капли электродного металла лучше переходят в сварочную
ванну, а последняя не перегревается. Для сварки вертикальных швов
используют электроды диаметром до 4 мм.
Вертикальные швы (рис. VII.3, ё) выполняют сверху вниз при свар-
ке металла толщиной до 3 мм и снизу вверх — при сварке более тол-
стого металла. При сварке сверху вниз расплавленный металл, который
стремится стечь вниз, всегда находится под дугой, вследствие чего глу-
бина проплавления незначительна. Из-за стекания металла при сварке
сверху вниз невозможно применять поперечные колебания конца элек-
трода для увеличения поперечного сечения сварного шва. При сварке
толстого металла в вертикальном положении в направлении снизу вверх
кратер сварочной ванны удерживает капли электродного металла. Элек-
трод в этом случае наклоняют вверх от горизонтальной оси (положение 1
рис. VI 1.3, ж). Сварочный ток для электрода диаметром 4 мм устанав-
ливают не более 160 А, чтобы объем жидкого металла в сварочной ванне
не был слишком большим. При выполнении швов больших поперечных
сечений с использованием поперечных колебаний конца электрода по-
верхность сварочной ванны (кратера) должна быть меньшей, чем попе-
речное сечение шва; в процессе сварки жидкий металл ванны должен
затвердевать вслед за перемещением дуги. Это обеспечивает провар и
формальное формирование вертикального шва.
При сварке вертикальных швов сверху вниз электрод наклоняют
Ниже горизонтальной оси (положение 2, рис. VI 1.3, ж). При таком на-
клоне козырек нерасплавленного покрытия на конце электрода и дуга
429
своим давлением удерживают капли электродного металла от стекания
вниз. Скорость сварки выбирается с таким расчетом, чтобы жидкий ме-
талл не затекал впереди дуги.
Сварка неповоротных стыков трубопроводов является трудоем-
кой и ответственной операцией. Она требует от сварщика большого
опыта и высокой квалификации Неповоротный стык трубопровода
объединяет все положения шва в пространстве. Чем меньше диаметр
трубы, тем сложнее техника выполнения шва.
Рис. VII.4. Схема, иллюстрирующая последовательность
и приемы сварки неповоротных стыков труб.
Схемы последовательности, направления и приемы ручной сварки
неповоротных стыков труб, которые используются сварщиками на стро-
ительстве газопроводов, приведены на рис. VI 1.4. Последовательность
наложения валиков обозначена цифрами (рис. VII.4, а). Корень стыка
сваривают электродом диаметром 3 мм без поперечных колебаний конца
электрода. Наклон показан на рис. VII.4, б. При этом сила сварочного
тока у некоторых сварщиков достигает 150 А при напряжении дуги
20—25 В. Для того чтобы металл сварочной ванны не стекал, сварщик
использует колебание конца электрода вдоль разделки кромок (возврат-
но-поступательное перемещение) с амплитудой 20—35 мм, стремясь под-
держивать дугу минимальной длины. Начало сварки в нижней части сты-
ка смещается от крайней нижней точки на 50—100 мм с тем, чгсбы начало
шва не размещалось в недоступной для последующего контроля части
трубы.
Начало и конец каждого шва должны перекрываться на 15—20 мм
последующими швами, чтобы избежать образования непроваров и за-
шлаковки в этих местах.
430
Начало второго шва смещают относительно крайней нижней точки
стыка на 100—150 мм в противоположную сторону от смещения начала
первого шва. Для предотвращения прожогов первого слоя концом элек-
трода делают колебательные движения по траектории, показанной на
рис. VII.4, в. Минимальная амплитуда колебаний — при сварке в по-
толочном (низ стыка) и нижнем (верх стыка) положениях, а максималь-
ная — при сварке вертикальных участков шва.
При сварке третьего (последнего) шва шаг колебательного переме-
щения конца электрода вдоль шва уменьшается, меняется характер тра-
ектории колебаний по сравнению со сваркой первых двух слоев (рис.
VI 1.4, г, д'); потолочные и вертикальные участки шва выполняются при
колебании конца электрода треугольником, а горизонтальный участок —
(сверху стыка) — «змейкой». Ширина поперечных колебаний конца
электрода должна быть такой, чтобы шов перекрывал разделку стыка
на 1,5—2 мм с каждой стороны.
VII.4. Сварка покрытыми электродами углеродистых
и легированных конструкционных сталей
Электроды общего назначения в соответствии с ГОСТом 9467—60 раз-
деляются на типы, определяемые гарантированными механическими
свойствами металла (Э34, Э42, Э42А, Э46 и т. д.). Согласно стандарту
электроды должны обеспечивать определенные значения временного
сопротивления разрыву, относительного удлинения и ударной вязкости
металла шва. Требования к углам загиба, предусмотренные ГОСТом
9467—60, относятся к электродам диаметром до 2,5 мм; для электродов
больших диаметров данные требования не регламентируются. Этим же
ГОСТом предусматриваются электроды с индексом «А» (Э42А, Э46А
и т. д.), которые отличаются от аналогичных без индекса более высокими
показателями ударной вязкости металла шва и углов загиба сварного
соединения.
Каждый тип электродов разделен на группы по видам покрытий:
Р — руднокислое покрытие, Т — рутиловое, Ф — фтористо-кальцие-
вое, О — органическое. Шлаковую основу руднокислого покрытия со-
ставляют окислы железа и марганца, активно окисляющие металл. Ме-
талл шва, выполненный этими электродами, отличается повышенным
содержанием кислорода. Основной недостаток этих электродов — по-
вышенная токсичность. В настоящее время выпуск электодов с рудно-
кислым покрытием практически прекращен. Их заменили электроды с
рутиловым покрытием. Шлакообразующую систему этих электродов со-
ставляют рутил, алюмосиликаты, карбиды. Металл шва раскисляется
ферромарганцем. Сварка этими электродами производится на постоянном
и переменном токе. Формирование швов во всех пространственных по-
ложениях хорошее. Электроды с фтористо-кальциевым покрытием при-
меняют при сварке особо ответственных конструкций. Металл шва,
выполненный ими, отличается высокой пластичностью при комнатной
и низкой температурах, стоек против образования горячих трещин.
В качестве основы покрытия применяют фтористый кальций (плавико-
вый шпат) и карбонаты кальция (мрамор, мел). Сварка выполняется на
постоянном токе обратной полярности. Электроды с органическим по-
крытием в СССР пока широкого распространения не получили.
Тип покрытия по международной классификации условно обозна-
чают следующими буквами: А — рудиокислое (кислое), В — основное
431
(фтористо-кальциевое), С — органическое (целлюлозное), О — окисли-
тельное, R — рутиловое, V — специальное.
Условное обозначение электродов общего назначения состоит из
марки и типа электрода, диаметра стержня, типа покрытия и номера
ГОСТа. Например, электрод АН-Х7 диаметром 4 мм, имеющий фторис-
то-кальциевое покрытие и обеспечивающий минимальный гарантируемый
Таблица VII.5
Типы электродов для сварки конструкционных сталей, механические
свойства металла шва и сварного соединения при их применении (по
ГОСТу 9467—60)
Тип электрода Металл шва или наплавленный металл Сварное сое- динение Содержание в металле шва или на- плавленном металле, % Основное назначение
ст_, кГ/мм! И «О я S о . s' ЯСч <3 3! 1 а. град S р
не денее не бс злее
Э34 34 ___ — 34 30 0,05 0,05 Для сварки мало-
Э42 42 18 8 42 120 0,05 0,05 углеродистых и
Э42А 42 22 14 42 180 0,04 0,04 низколегиро-
Э46 46 18 8 46 120 0,05 0,05 ванных сталей
Э46А 46 22 14 46 150 0,04 0,04
Э50 50 16 6 50 90 0,05 0,05 Для сварки сред-
Э50А 50 20 13 50 150 0,04 0,04 неуглеродистых
Э55 55 20 12 55 140 0,04 0,04 и низколегиро- ванных сталей
Э60 60 16 6 — — 0,04 0,04 Для сварки леги-
Э60А 60 18 10 — 0,04 0,04 рованных сталей
Э70 70 12 6 —— '11—11 0,04 0,04 повышенной
Э85 85 12 5 — 0,04 0,04 прочности
Э100 100 10 5 — — 0,04 0,04
Э125 125 6 4 — 0,04 0,04
Э145 145 5 4 — 0,04 0,04
предел прочности металла шва 50 кГ/мма, в соответствии с ГОСТом
9467—60 должен быть записан следующим образом:
АН-Х7-Э5ОА-4, 0-Ф ГОСТ 9467—60. :
Типы электродов для сварки конструкционных сталей, механи-
ческие свойства металла шва, наплавленного металла и сварного со-
единения, а также содержание серы и фосфора в металле шва и наплав-
ленном металле при применении этих электродов должны соответст-
вовать нормам, указанным в табл. VI 1.5.
Все низкоуглеродистые и низколегированные стали хорошо сва-
риваются всеми способами и не требуют подогрева и последующей тер-
мической обработки сварных соединений. К низкоуглеродистым от-
432
носятся стали, содержащие до 0,25% углерода. С увеличением содер-
жанШГуглерода боЛёё'0725% свариваемость стали ухудшается. При этом
существенную роль играет толщина свариваемого металла: чем она
больше, тем труднее получить качественное сварное соединение. При
сварке среднеуглеродистых сталей (содержание углерода 0,3—0,5%),
а также сталей, содержащих более 0,25% углерода при наличии леги-
рующих элементов, возможно образование трещин как в свариваемом
металле, так и в металле шва. Для получения качественных соединений
из этих сталей необходимы предварительный подогрев изделия и по-
следующая его термическая обработка.
О свариваемости стали ориентировочно можно судить по эквива-
лентному содержанию в них углерода:
г Mn Cr V Mo Ni Cu P
С’“С+-5- + -Г + -Г + -Г + -1Г + Лз- + -2-.
где символами обозначено процентное содержание соответствующего
элемента в металле. Стали с эквивалентным содержанием углерода более
0,45 склонны к образованию трещин при сварке.
В зависимости от прочности и пластичности свариваемой стали,
а также условий эксплуатации сварных конструкций для их сварки
выбирается соответствующий тип электрода. Для сварки низкоугле-
родистых сталей широкое распространение получили электроды с ру-
тил-карбонатным покрытием типа Э42-Т марки АНО-5 и типа Э46-Т
марок АНО-3, АНО-4 [13], МР-3. Последние электроды предназначены
для сварки ответственных конструкций из малоуглеродистых сталей.
Ранее широко распространенные электроды с руднокислым покрытием
типа Э42 (ОММ-5) в настоящее время находят крайне ограниченное при-
менение из-за высокой токсичности. Если сварная конструкция рабо-
тает в тяжелых условиях (ударные нагрузки, низкие температуры),
то для их сварки применяются электроды типа ЭА42А (УОНИ-13/45,
СМ-11, УП-1/45 и т. п.), обеспечивающие высокую ударную вязкость ме-
талла шва и стойкость его против образования горячих трещин.
Для сварки стали Ст40 и низколегированных сталей рекомендуется
использовать электроды типов Э50, Э50А (УОНИ 13/55, У-340/55,
УП-1/55и т. п.).
В судостроении для сварки низколегированных сталей обычно
используют электроды типа Э42А марки УОНИ-13/45 с целью обеспе-
чить высокую пластичность сварных соединений. Прочность металла
шва несколько уступает прочности свариваемого металла.
При изготовлении танкеров применяют низколегированные стали
10ХСНД и 10ХГСНД. Практика эксплуатации танкеров показала, что
сварные швы, выполненные на этих сталях электродами УОНИ-13/45
и УОНИ-13/55, плохо сопротивляются коррозии. Интенсивная корро-
зия швов обусловлена низким содержанием в них хрома. С целью по-
вышения коррозионной стойкости сварных соединений на сталях
10ХСНД и 10ХГСНД следует применять электроды АН-Х7, обеспе-
чивающие легирование металла шва хромом в количестве 0,75—1,0%,
и электроды Э-138/45Н или Э-138/50Н, обеспечивающие легирование
металла шва никелем в количестве 0,7—1,1% .
В ряде случаев при сварке низколегированных сталей с повышен-
ным содержанием углерода необходимо обеспечить о'в порядка 50 кГ/мм2.
При этом используют электроды типов Э60А, Э70. Сварка низколегиро-
ванных сталей должна производиться в помещениях с температурой
433
Электроды для сварки углеродистых и низколегированных сталей, химиче-
сварного соединения
1ип элек- трода Марка электрода Содержание, % от> кГ/мм2 а„, кГ/мм2 D 6, %
С Мп Si S Р
не б олее
Э34-Р АН-1 0,04 0,13 0,02 0,05 0,05 — 38 6
Э42-Р ОММ-5 0,12 0,75 0,05 0,05 0,05 37 48 22
СМ-5 0,12 0,75 0,05 0,05 0,05 32 46 25
ЦМ-7 0,10 0,50 0,03 0,05 0,05 36 48 22
КПЗ-32Р 0,07 0,50 0,05 0,04 0,04 38 47 22
УНЛ-1 0,07 0,50 0,30 0,03 0,03 48 23
Э42-Т АНО-5 0,08 0,70 0,12 0,04 0,04 35,0 47,0 25,0
АНО-6 0,09 0,65 0,10 0,04 0,04 33,0 45,0 26,0
АНО-1 0,09 0,75 0,25 0,04 0,04 38,0 46,0 28,0
Э42-0 ОМА-2 0,12 0,30 0,12 0,05 0,05 — 46,0 19,0
ВСП-1 0,10 0,45 0,20 0,03 0,03 38,5 47,0 25,0
ВСЦ-2 0,10 0,45 0,20 0,04 0,04 37,0 47,0 28,0
434
Таблица VI 1.6
ский состав наплавленного металла и механические свойства шва и
О" & ан> кГм/см* при темпе- ратуре, °C а, град Типичный коэффициент наплавки, г/А -ч Род тока Основное назначение электро- дов
4-20 -40
— 1,0 — 75 9,0 Постоянный и пере- менный Сварка неответ- ственных конструкций из низкоуглеродистых сталей
55 10,0 5,0 160 7,2 Постоянный Сварка ответственных конструкций из низко- углеродистых сталей
60 12,0 8,0 180 7,2 Постоянный и пере- менный Сварка низкоуглероди- стых сталей
55 10 4,0 160 10,6 То же То же
45 10 — 180 8,0 » » »
12,3 9,5 160 8,0 » » Сварка судостроитель- ных сталей марок Ст.ЗС, Ст. 4С, СХЛ-1 и др. низкоуглероди- стых и низколегиро- ванных конструкцион- ных сталей с пределом текучести до'38 кГ/мм2
60,0 14,0 8,0 180 11,0 » » Сварка низкоуглероди- стых сталей
60,0 14,0 8,0 180 8,5 » » Сварка низкоуглероди- стых сталей. Отличают- ся легким возбужде- нием дуги
60,0 13,0 8,0 180 15,0 » » Сварка низкоуглероди- стых и некоторых низ- колегированных (на- пример, 09Г2) сталей
— ——- — 150 10,0 » » Сварка низкоуглероди- стых и низколегиро- ванных сталей малых толщин
68,0 13,0 — 160 10,0 » » Сварка низкоуглероди- стых и низколегиро- ванных сталей
60,0 9,0 180 10,5 Постоянный ток любой полярности То же
435
1ип элекг- рода Марка алектрода Содержание, % От, кГ/мм* ов, кГ/ммг 6. %
С Мп Si >> Р
не б олее
Э42А-Ф УОН И-13/45 0,10 0,65 0,25 0,03 0,03 36,0 46,0 26,0
СМ-11 0,10 0,65 0,20 0,03 0,03 36,0 48,0 28,0
УП-1/45 0,10 0,80 0,25 0,03 0,03 35,0 48,0 28,0
УП-2/45 ОЗС-2 0,10 0,08 0,80 0,80 0,20 0,40 0,03 0,04. 0,03 0,04 38,0 38,0 46,0 46,0 26,0 24,0
Э46-Т АНО-3 0,08 0,70 0,10 0,04 0,04 38 48 25
АНО-4 МР-1 МР-3 0,08 0,12 0,11 0,70 0,55 0,58 0,10 0,15 0,17 0,04 0,04 0,04 0,04 0,04 0,04 37 38 38 48 48 48 25 25 25
ОЗС-4 0,10 0,55 0,25 0,04 0,04 39 48 23
• ОЗС-6 РБУ-4 0,10 0,08 0,55 0,45 0,25 0,06 0,04 0,04 0,04 0,04 39 38,5 48 49 24 26
РБУ-5 0,08 0,45 0,10 0,04 0,04 38 47,5 21
436
Продолжение табл. VI 1.6
ан, кГм/см’ при темпе- ратуре, ®С а, град Типичный коэффициент наплавки, г/А -ч Род тока Основное назначение электро- дов
+20 -40
22,0' 18,0 180 8,5 Постоянный ток об- ратной по- лярности Сварка наиболее ответ- ственных и напряжен- ных конструкций из низкоуглеродистых и низколегированных сталей
22,0 16,0 9,5 Постоянный ток об- ратной полярнос- ти или переменный Сварка ответственных конструкций из низко- углеродистых и низко- легированных сталей
20,0 12,0 180 10,0 То же Сварка наиболее ответст- венных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей
24,0 — 180 10,0 » » То же
18,0 — 180 8,5 » » » »
15 10 180 8,5 Постоянный и пере- менный Сварка низкоуглероди- стых сталей
15 10 180 8,3 То же То же
15 10 180 8,5 » » »
15 10 180 7,8 Постоянный обратной полярнос- ти и пере- менный Сварка ответственных конструкций из низко- углеродистых сталей
12 8 180 8,5 Постоянный и пере- менный Сварка низкоуглероди- стых сталей
12 8 180 10,5 То же То же
14 8 160 7,8 Постоянный обратной полярнос- ти и пере- менный > >
14 8 150 9,0 Постоянный и пере- менный » >
437
Содержание, %
Тип элек- трода Марка С Мп Si s р гч S м S ЗЕ Ч'
не более о" •а
Э46-Т ЗРС-2 0,12 0,55 0,14 0,04 0,04 38,5 48 23,5
ОЗС-З 0,10 0,60 0,30 0,04 0,04 40 49 25
ЗРС-1 0,12 0,75 0,25 0,04 0,04 38 48 24
Э46А-Ф Э-138/45Н 0,10 0,50 Ni 0,90 0,25 0,03 0,03 35 47 22
Э50-0 всц-з 0,10 0,43 0,22 0,04 0,04 41 51 21
Э50-Ф всн-з 0,08 0,90 Ni 3,0 0,45 0,03 0,03 — 50 16
Э50А-Ф УОНИ-13/55 0,09 0,90 0,43 0,03 0,03 42 52 24
ДСК-50 0,10 1,00 0,55 0,03 0,03 — 52,0 28,6
438
Продолжение табл. VII.6
% ан, кГм/см2 при темпе- ратуре, *С а, град Типичный коэффициент наплавки, г/А-ч Род тока Основное назначение электро- дов
+20 —40
60 13 6 150 10,5 То же Сварка ответственных конструкций из низко- углеродистых сталей
60 12 7 180 15,0 Постоянный обратной полярнос- ти и пере- менный Сварка низкоуглероди- стых сталей
68 12 7 150 14,0 Постоянный и пере- менный Сварка ответственных конструкций из низко- углеродистых сталей
15 180 8,5 Постоянный обратной полярнос- ти Сварка низкоуглероди- стых и низколегиро- ванных сталей при постройке и ремонте су- дов. Обеспечивают вы- сокую коррозионную стойкость сварных сое- динений в морской воде
57 105 13 — прямая поляр- ность, 9,5 — обрат- ная Постоянный любой по- лярности Сварка стыков магист- ральных трубопрово- дов (кроме первого и последнего слоев, свар- ка которых произво- дится электродами ВСЦ-2)
10 3 при —70° С 100 9,0 Постоянный обратной полярнос- ти Сварка трубопроводов из стали 10Г2, рабо- тающих при темпера- турах до —70°С
62 20 165 9,0 То же Сварка ответственных конструкций из низко- углеродистых, средне- углеродистых и низко- легированных сталей. Пригодны для сварки сталей с повышенным содержанием углерода и вредных примесей
20 14 180 10,0 Постоянный обратной полярнос- ти и пере- менности Сварка низколегирован- ных сталей 14ХГС, 15ХСНД
439
Тип элек- трода Марка электрода с Содержание, % от, кГ/ммг 2 .S L, а Ь 6. %
Мп Si S р
не б олее
Э50А-Ф УП-1/55 0,10 1,00 0,30 0,025 0,020 40 54 25
УП-2/55 0,10 1,1 0,3 0,03 0,03 40 54 25
К-5А 0,10 0,7 0,25 0,03 0,03 — 52,0 . 24
Э-138/50Н 0,10 0,60 Ni 0,90 0,25 0,03 0,03 41 51 24
АН-Х7 0,12 0,6 Сг 0,9 0,3 0,03 0,03 37 52,5 24
Э55-Ф УОНИ-13/55У 0,13 1,10 0,40 0,025 0,04 48,0 57 22
440
Продолжение табл. VI 1.6
ф. % i ан, кГм/см* при темпе- ратуре, *С со А 8 Типичный коэффициент наплавки, г/А-ч Род тока Основное назначение электро- дов
+20 —40
62,5 24 — 165 10,0 Постоянный обратной по- лярности и переменный Сварка ответственных конструкций из низко- углеродистых и низко- легированных конст- рукционных сталей
62 24 — 165 10,0 То же То же
— 15 — 165 9,0 » » Сварка низкоуглероди- стых, среднеуглероди- стых и низколегирован- ных сталей
15,5 >3 165 9,0 Постоянный обратной полярнос- ти Сварка наружных швов подводной части корпу- сов судов из низкоугле- родистых и низколеги- рованных сталей. Обес- печивают коррозион- ную стойкость в мор- ской воде, равную со | свариваемым металлом
15 >3 165 9,8 То же Сварка швов наружной обшивки морских судов из низколегированных сталей типа СХЛ. Ме- талл шва по коррозион- ной стойкости в мор- ской воде близок к ос- новному
60 16 160 9,5 » » Сварка ванным способом стержней арматуры из низкоуглеродистых, среднеуглеродистых и низколегированных сталей и рельсов. Мо- гут быть использованы также для обычной ду- говой сварки ответст- венных конструкций из низкоуглеродистых и низколегированных сталей
441
Тип элект- рода Марка электрода с Содержание, % <тт, кГ/мм2 ств, кГ/мм1 б. %
Мп Si S р
не б олее
Э60 А-Ф УОНИ-13/65 0,13 1,20 0,45И 0,03 0,04 47 62 21
Э70-Ф Л КЗ-70 0,13 1,40 Сг 1,43 0,53 Ni< 0,3 0,04 0,04 60 80 16,5
Э85-Ф УОНИ-13/85 УОНИ-13/85У 0,14 0,13 1,25 Мо 0,60 1,15 Мо 0,60 0,50 0,50 0,03 0,04 0,03 0,04 53 79,5 90 90 14 15
окружающего воздуха не ниже+15° С и при отсутствии сквозняков.
Основные характеристики электродов, применяемых для сварки угле-
родистых и низколегированных сталей, приведены в табл. VII.6.
В табл. VII.7 приведены данные об электродах, применяемых для
сварки конструкций из среднеуглеродистых и низколегированных ста-
лей повышенной прочности. Не следует применять для сварки низко-
легированных сталей такие сварочные проволоки, как Св-06Х19Н9Т,
Св-13Х25Н18, Св-08Х20Н10Г6 и им подобные, поскольку сварные со-
единения в зоне перемешивания с основным металлом приобретают хруп-
кость из-за недостаточного запаса аустенитности. Полную гарантию
отсутствия мартенсита в структуре при всех практически возможных
степенях разбавления дают лишь электроды на базе проволоки
Св-10Х16Н25М6 [2], а также проволоки на никелевой основе ЭИ334,
ХН78Т (ЭИ435) [16]. Сварные швы, выполненные электродами на базе
указанных проволок, имеют пониженную по сравнению со свариваемой
сталью прочность (60 кГ/мм2), однако отличаются высокими пласти-
ческими свойствами и малой чувствительностью к концентраторам на-
пряжений.
442
Продолжение табл. VII.6
ф. % й([, кГм/см* при темпе- ратуре, ®С а, град i Типичный коэффициент наплавки, г/А-ч Род тока Основное назначение электро- дов
+20 -40
65 18 — 180 9,8 Постоянный обратной по- лярности Сварка среднеуглероди- стых и низколегирован- ных хромистых, хромо- молибденовых и хромо- кремнистомарганцевых сталей
53,5 g 5 9,5 То же Сварка конструкционных среднеуглеродистых и низколегированных сталей повышенной прочности
55 9 — -— 9,5 ' » » Сварка низколегирован- ных сталей повышен- ной прочности
9 10,0 Постоянный и пере- менный Сварка ванным способом рельсов и стержней ар- матуры железобетон- ных конструкций. Мо- гут быть также исполь- зованы для обычной ду- говой сварки ответст- венных конструкций из сталей повышенной прочности
VII.5. Сварка жаропрочных сталей
покрытыми электродами
Сварка теплоустойчивых сталей
Электроды для сварки теплоустойчивых сталей обеспечивают легирова-
ние металла шва элементами, позволяющими получить необходимую
жароопрочность, стойкость против коррозии и окалинообразования свар-
ных соединений в паровой среде при высоких температурах путем вве-
дения соответствующих легирующих компонентов либо через электрод-
ный стержень, либо через покрытие. В настоящее время наиболее
широко распространено легирование металла шва через покрытие. По-
крытия электродов для сварки теплоустойчивых сталей — фтористо-
кальциевые. Их основой являются карбонат кальция (СаСОз) и флюорит
(CaF2). За счет содержания в покрытии ферромарганца, ферросилиция,
ферротитана, алюминия обеспечивается хорошее раскисление металла
шва. Низкое содержание в шве неметаллических включений и водорода
443
Таблица VII.7
Электроды для сварки во всех пространственных положениях
конструкционных среднеуглеродистых и низколегированных сталей
повышенной прочности
Тип элект- рода Марка элект- рода Марка прово- локи Основное назначение
Э85-Ф ЦЛ-18-63 Св-18ХГСА Сварка ответственных коне г-
* ЦЛ-18Мо Св-18ХГСА рукций из сталей 20ХГС, 25ХГС и ЗОХГС, термически обрабатываемых на высокую прочность То же
НИАТ-ЗМ Св-18ХМА Сварка конструкций из сталей
АНП-1 Св-08ХН2М ЗОХГСНА, ЗОХГСА, 10А, 20А, 25ХГСА, 20ХГСА, 12Х2НВФА, 40ХН2СВА, 10Х12НВМФА, термически обрабатываемых Сварка конструкций из сталей
Э100-Ф У-340/Т05 Св-08, Св-08А 14Х2ГМР, 15ХГ2СФМР и др. с от де 60 кГ/мм2 Сварка ответственных конструк-
УОНИ-13/В Св-08А ций из сталей ЗОХГСА, ЗОХМА и для наплавки Сварка высокопрочных безни-
ЦЛ-19-63 Св-18ХМА келевых сталей типа ЗОХГВТ, 40ХГВТ и др. Сварка ответственных конст-
ВИ-10-6 Св-18ХМА рукций из сталей ЗОХГСА, ЗОХМА и др., термически об- рабатываемых Сварка стали ЗОХМА с подогре-
УОНИ-13 Св-18ХМА вом до 250—300° С с после- дующей термической обра- боткой изделий Сварка конструкционных ста-
Э125-Ф 18ХМА НИИ-ЗМ Св-08А лей типа ЗОХСНВФА с терми- ческой обработкой соединений на прочность более 150 кГ/мм2 Сварка сталей ЗОХГСНА и др.,
Э145-Ф НИИ-3 Св-18ХМА термически обработанных на предел прочности до 130 кГ/мм2 Сварка стали ЗОХГСНА и др.
НИАТ-3 Св-18ХМА с термической обработкой со- единений на прочность до 150 кГ/мма То же
444
при сварке этими электродами позволяет получить высокие пластичность
и вязкость. Для предотвращения пористости в швах электроды этой си-
стемы следует просушивать при 80—100° С. Электроды с рутиловым
и, особенно руднокислым, покрытиями применяют лишь для сварки
малоответственных элементов из'низкоуглеродистых или хромомолиб-
деновых сталей.
Все теплоустойчивые стали склонны к закалке, причем с увели-
чением в них содержания углерода склонность к закалке возрастает. '
Поэтому такие стали необходимо сваривать с предшествующим и со-
путствующим подогревом со скоростью 40—50° С в час (табл. VII.8),
а после сварки сварные изделия или сварные соединения подвергать
высокому отпуску с последующим медленным охлаждением до 200—
300° С и дальнейшим охлаждением на воздухе. Теплоустойчивые стали ,,
Таблица VII.8
Температура, рекомендуемая для предварительного и
сопутствующего подогрева теплоустойчивых сталей
Марка стали Температура, ’С
12МХ, 15ХМ 20ХМ, 12МХФ 20ХМФ, 15Х1М1Ф, 34ХМ 15Х2М2ФБС, 15ХМФКР 220—270 270—320 320—400 400—500
толщиной более 6 мм сваривают многослойными швами. После нало-
жения каждого слоя шва необходимо тщательно удалять шлак из раз-
делки, одновременно обращая внимание на то, чтобы температура
металла не падала ниже установленной. Для сварки этих сталей не
следует применять форсированные режимы, которые приводят к глу-
бокому провару.
Электроды для сварки теплоустойчивых сталей классифицируются •
в соответствии с ГОСТом 9467—60 на семь типов, различающихся ме-
ханическими свойствами после термической обработки и химическим
составом (табл. VII.10). Основные характеристики некоторых электро-
дов, применяемых для сварки перлитных теплоустойчивых сталей, при-
ведены в табл. VII.9.
В табл. VII.11 приведены значения пределов длительной прочности
металла теплоустойчивых сварных швов (1, 5], а в табл. VII.12 — зна-
чения пределов длительной прочности сварных соединений, наиболее
широко используемых в отечественной практике сталей [5]. При сварке
сталей марок 20, 15ХМ, 12МХ и 20ХМЛ сварные соединения по своей
длительной прочности не уступают свариваемому металлу. Разрушение
при испытании на длительную прочность происходит по основному ме-
таллу вдали от шва.
Весьма сложно обеспечить высокие жаропрочные характеристики
при сварке хромомолибденованадиевых сталей. Сварные соединения
из этих сталей, выполненные электродами типа Э-ХМФ, уступают
свариваемым сталям (прочность шва Э-ХМФ на 10—15% ниже прочнос-
ти стали 12Х1МФ и на 15—30% — стали 15Х1М1Ф). Повысить жаро-
прочность сварных швов можно за счет дополнительного легирования
445
Таблица VII.9
Электроды для сварки перлитных теплоустойчивых сталей
Тип электрода Марка элект- рода Марка прово- локи Род тока Основное назначение
Э-М. ЦУ-2М CB-08A Постоянный, об- ратной поляр- ности Сварка молибденовой стали 16М, применяемой вместо сталей 15М и 20М
ЦЛ-21 ЭИ569 То же Сварка сосудов высокого давления из стали 16ГНМ, работающих при повышенных температурах
э-мх ЦЛ-14 Св-08А Постоянный и переменный Сварка сталей 12МХ, 15ХМ, 20МХ-Л, работаю- щих при температуре до 550° С, при толщине сва- риваемых элементов до 20—30 мм
ЦУ-2МХ Св-08А Постоянный, обратной по- лярности Сварка конструкций из стали 12ХМ, работающих при температурах до 520° С
ЦЛ-12 Св-08 А Постоянный Сварка паропроводов и элементов котлов из ста- лей ЭИ531 и ЭИ454
ГЛ-14 Св-ЮМХ Постоянный, обратной поляр- ности Сварка конструкций из стали 12МХ, работающих при температуре до 520° С
э-хм ЦУ-2ХМ Св-08 То же Сварка паропроводов и элементов котлов из стали 15ХМ и др., работающих при температуре 520° С и давлении до 100 атм
ЦЛ-30-63
ХН-56
ЦТ-2
Э-ХМФ ЦЛ-20-63
Э-ХМФБ Э-Х2МФБ ЦЛ-27 ЦЛ-26М-63
Св-ЮХМ i » »
10ХМ ''
20ХНЗА
Св-08ХМФ »
Св-08ХМФБ У
Сварка конструкционных теплоустойчивых пер-
литных сталей 30 ХМ, 34ХМ, 20ХЗМВФ и др. боль-
ших толщин (до 100 мм) в случае повышенных тре-
бований к прочностным характеристикам металла
шва (сварные роторы, цилиндры низкого давления,
мощные турбины и т. п.)
Сварка с предварительным подогревом до 300—
350° С труб, изготавливаемых из хромомолибдено-
вольфрамовой стали ЭИ578, предназначенной для
холодильников, работающих в агрессивных средах
при давлении 325 атм и температуре 250° С
Сварка хромоникельмолибденовой стали
40ХНМА и др., применяемых в котлотурбостроении
при температурах до 400° С
Сварка конструкций из теплоустойчивых сталей
20ХМФ, 20ХМФЛ, 12Х1М1Ф и др., работающих
при температурах до 570° С в парокотельных и тур-
бинных установках
Сварка литой, кованой и трубной стали 15Х1М1Ф
Сварка конструкций из жаропрочных перлитных
сталей 15ХМФКР и 12Х2МФБ, работающих при
температурах до 600° С. Рекомендуются также для
сварки тонкостенных изделий из всех теплоустойчи-
вых перлитных сталей, например для монтажной
сварки труб пароперегревателей (диаметр электрода
не более 2,5 мм)
Химический состав и механические свойства при температуре 20° С метал Таблица VI 1.10
применяемых для сварки теплоустойчивых сталей (по ГОСТу 9467—60) | шва или наплавленного металла в зависимости от типа электродов.
с л о/ а Содержание, % ив’ '• Н’
„ кГ/мм1 кГм/см*
1ип электрода
С Si S Р
Мп Сг Мо V N h
; не более
Э-М 50 18 8 0,06—0,12 <0,35 1 А „
Э-МХ 50 18 8 0,06—0,12 <0,35 0,8 ~ 0,40—0,70 — — 0,05 0,05
Э-ХМ 50 16 8 0,06—0,12 0,15—0,45 2’г~0,8 0>3—0>6 °,40—0,70 — — 0,04 0,04
Э-ХМФ 50 16 8 0,08—0,13 0,15—0,45 \ 0,5—0,9 0,7—1,0 0,40—0,70 — — 0,04 0,04
Э-ХМФБ 55 14 6 0,08—0,13 0,15—0,45 1 0,о—0,9 0,8—1,2 0,40—0,70 0,10—0,35 — 0,04 0,04
Э-Х2МФБ 55 14 6 0,08—0,13 0,15—0,45 1 0,5—0,9 1,°—1,4 0,70—1,00 0,15—0,40 0,10—0,25 0,04 0,04
Э-Х5МФ 55 14 6 0,08—0,13 0,15—0,45 . 0,5—0,9 2,4—3,0 0,70—1,00 0,25—0,50 0,35—0,65 0,04 0,04
! 0,5—0,9 4,5—5,0 0,40—0,70 0,10—0,35 — 0,04 0,04
Примечание. Нормы механических свойств — после термической обработки cod Ь
тветственно паспорту на электроды.
их ниобием (швы типа Э-ХМФБ). Однако при незначительных откло-
нениях от оптимальных режимов отпуска они приобретают склонность
к растрескиванию, что обусловило весьма ограниченное применение по-
добного типа швов. Кроме того, жаропрочность сварных соединений из
этих сталей снижается из-за наличия так называемой белой полоски в
Таблица VII.11
Длительная прочность металла некоторых теплоустойчивых сварных
швов, кГ/мм2
Тип электрода Марка электрода Температура, *С
450 500 535 650 565 580
Э-50А УОНИ 13/55 17/13 9/6
Э-ХМ ЦУ-2ХМ — 18/13 11/7 9/6 •>— — —
Э-ХМФ ЦЛ-20М — 24/16 16/10 13/8,5 11/7 9/5
Э-ХМФБ ЦЛ-27 — — 17/13 15/11 14/9 12/7,5
Примечание. В числителе приведены значения <у1#4, в знаменателе — <т105
зоне термического влияния. Разрушение сварных узлов из хромомо-
либденованадиевых сталей по белой полоске наиболее вероятно при
воздействии значительных напряжений изгиба. Такая вероятность уве-
личивается, если свариваемая сталь обработана на максимальную проч-
ность.
Большое значение имеет жесткость сварного соединения при свар-
ке. С уменьшением жесткости, например за счет облицовки кромок перед
сваркой, вероятность локальных разрушений резко снижается. Резкому
снижению склонности сварных соединений к локальным разрушениям
448
Таблица VII.12
Длительная прочность сварных соединений теплоустойчивых сталей,
кГ /мм2
Марка стали Объект испытания Температура, °C
450 500 550 565 580
Сталь 20 Основной металл 12/8 6/4 .
Шов Э-50А 14/10 7/5 « > 1
Сварное соединение 12/8 6/4 — — —
15ХМ Основной металл 34/27 18/14 9/6,5 - ——
(12МХ) Шов Э-ХМ 35/25 18/14 9/6 «в •-М
Сварное соединение 34/27 19/15 9/6 — —
12Х1МФ Основной металл — 21/16 11/9 9/8 8/6
Шов Э-ХМФ — 23/16 13/8,5 10/7 9/5
Сварное соединение — 21/16 11/7 9/6,5 8/5
15Х1М1Ф Основной металл -/19 12/11 11/9 9/7
Шов Э-ХМФ — 23/16 13/8,5 10/7 9,5
Сварное соединение — 21/16 11/7,5 10/6,5 8/5,5
15Х1М1Ф; Основной металл —. 12/11 11/8 9/7
Шов Э-ХМФБ — — 15/11 14/9 12/6,5
Сварное соединение — — 12/8 11/7 8/6
Примечание. В числителе приведены значения Оц)«. в знаменателе — Ojqs.
способствует и зачистка швов до полного сопряжения со свариваемым
металлом, что особенно следует иметь в виду при изготовлении узлов,
работающих в условиях воздействия высоких напряжений изгиба.
15 4-2168 449
Сварка высокохромистых сталей
12%-ные хромистые стали относятся к улучшаемым (за исключением
стали 0X13). Оптимальные свойства они приобретают после двойной тер-
мической обработки (закалки или нормализации с последующим от-
пуском). Свойства стали в значительной степени зависят от температуры
отпуска. Оптимальным уровнем прочности сталей данной группы при
комнатной температуре следует считать от = 55—65 кГ/мм2, который
достигается при отпуске 720—750° С. Эта же температура отпуска ре-
комендуется и для сварных соединений.
Аналогично перлитным 12%-ные хромистые стали подвержены
разупрочнению в межкритическом интервале зоны термического влияния.
Поэтому с точки зрения работоспособности изделие должно быть об-
работано на умеренную прочность. Как и стали перлитного класса,
высокохромистые стали следует сваривать с предварительным и со-
путствующим подогревом, температура которого находится в пределах
320—400° С.
При выборе сварочных материалов для изготовления конструк-
ций из высокохромистых (12% Сг) жаропрочных сталей также стре-
мятся обеспечить состав шва, близкий к составу свариваемой стали.
Основные типы сварочных электродов, применяемых для сварки некото-
рых высокохромистых жаропрочных сталей, приведены в табл. VII. 13
[11], а пределы длительной прочности сварных соединений, выпол-
ненных этими электродами, свариваемого металла и сварных швов в
состоянии оптимального отпуска после сварки приведены в табл. VII. 14
[5]. Электроды, используемые для сварки высокохромистых жаро-
прочных сталей, имеют фтористо-кальциевое покрытие и легируются
упрочняющими элементами и раскислителями при отсутствии проволок,
обеспечивающих оптимальный химический состав шва. При наличии
же проволоки Св-15Х12ГНМВФ (ЭП390, см. гл. V), легирующие эле-
менты в покрытие не вводятся; в таком случае целесообразно вводить
Таблица VII.14
Длительная прочность основного металла, шва и сварных соединений
высокохромистых жаропрочных сталей, кГ/мм2
Марка стали Объект испытания Температура, *С
550 580 600
15X11МФ Основной металл 16/13 —- 9,7/—
Шов ЭФ-ХПМФН 19/15 — 9/-
Сварное соединение 18/13 — —
15Х12ВНМФ Основной металл — 15/11 —
Шов ЭФ-ХПВМФН — 15/12 —•
(ЭИ802) Сварное соединение — 15/11 —
15Х12ВМФЛ Основной металл — 12/10 10/8
(Х11ЛБ) Шов ЭФ-ХПВМФН — 15/12 —
Сварное соединение — 12/10 —•
18X11МФБ Основной металл -/17 -/11 —
Шов ЭФ-ХПВМФН — 15/12 —
Сварное соединение — -/10 —/9,0
Примечание. В числителе — значения ою*. в знаменателе — Пцл-
450
Таблица VII.13
Электроды для сварки 12%-мых хромистых сталей, химический состав и свойства наплавленного металла
,ии/лм ‘h ,oi bs шэоньоаи gOHqiraiHL’i/ iratfadu со ю j ем СЧ ”
Э о ‘кинвхгшэи BdXiBdauwai О Q Q Ю об о Ю Ю СО
сч a а=5з з к: о Ю Ю
механические свойст при 20* С ю ю о LO ю
Зх® в©®4* ю ю сч
«в- кГ/мм2 (ЛЮ ю
С1 3 f. s t> uT я о о о со ю <о
Режим отпуска ° и о о о о СГ щ гг | ю | с- О о О сч £ СЧ
Содержание основных леги- рующих элемен- тов в наплавлен- ном металле с' У .2 — 0 с) .2 — • - < U 0* г - о" х© X© X© х© ©X Г ) 0х- \Ф X© о'4 X© Хр X© X© X© со ''Р V© X© X© СО ©^о4 Ю о4- СО сг' ©^0х- o'4 Ю ^аэаэ^-’* « о> оэ со о" o' а — о* о о" о" 6 ~ - Я1 £2 -Г —" Z о* 1 1 1 1 1 1 1 1 1 1 1 J.7 1 1 1 1 ^ЮЮЮСЧ «О О СЧ~«Р 1Л 00 О СП сч o"o''o"ai'o‘ о” o' о а о” ел o'—' о o'о”o'
Марка проволоки Св-ЮХИМФН Св-ЮХПВМФН Св-ЮХПВМФН
Марка электрода <?• т cq s s ч S §
Марка стали 1 и 1 О к—Й « CQ — сч оо — С- сч й £s><~ И ю ю (D оо X
15*
451
в покрытие 3—5% окислов железа. Все эти электроды обеспечивают по
лучение металла шва без структурно-свободного феррита или с мини-
мальным его количеством (до 10—15%). (Наличие большего количества
структурно-свободного феррита в металле шва снижает пластичность
металла, а также стойкость его против образования трещин.) Такой ме-
талл шва в состоянии после отпуска при температуре 720—740° С в те-
чение 5 ч обладает достаточно высокими механическими и жаропрочными
свойствами при удовлетворительной пластичности (см. табл. VII.13,
VII.14).
Как правило, оптимальные свойства шва и околошовной зоны обес-
печиваются при полном охлаждении сварного соединения после сварки
для прохождения мартенситного превращения с последующим отпуском
для получения структуры сорбита. В том случае, если конструкция от-
личается повышенной жесткостью, охлаждение перед отпуском должно
быть не ниже 100—150° С. Этим уменьшается вероятность образования
трещин. Крайне вреден нагрев под отпуск сварного изделия непосред-
ственно от температуры сопутствующего подогрева, так как в этом слу-
чае шов будет иметь грубую ферритно-карбидную структуру с низкими
прочностью и вязкостью [4].
Сварка аустенитных сталей
Жаропрочные аустенитные стали в зависимости от запаса их аустенит-
ности условно можно разделить на две группы [3]: 1) стали с малым
/ Сг п.
запасом аустенита ости I %
2) стали с большим запасом аустенитности
Такое деление сталей в основном связано с принципом выбора
сварочных материалов. Для сварки сталей первой группы могут быть
использованы электроды, обеспечивающие аустенитно-ферритную струк-
туру. Стали второй группы требуют применения электродных мате-
риалов, обеспечивающих однофазную аустенитную или аустенитно-кар-
бидную структуру.
Электроды для сварки жаропрочных аустенитных сталей имеют
фтористо-кальциевое покрытие. Сварка производится преимущественно
на постоянном токе обратной полярности короткой дугой без попереч-
ных колебаний конца электрода.
Большинство сварных конструкций из жаропрочных аустенит-
ных сталей подвергается термической обработке: аустенитизации при
1050—1100° С либо аустенитизации с последующим стабилизирующим
отжигом при 750—800° С. Аустенитизация обеспечивает снятие свароч-
ных напряжений и придает сварному соединению более однородные
свойства. Стабилизирующий отжиг способствует выделению избыточ-
ных фаз и стабилизации структуры.
Сварные швы с двухфазной структурой склонны к тепловому ох-
рупчиванию (475-градусной хрупкости при наличии более 7% феррита,
образованию о-фазы, выпадению пнтерметаллидной фазы). Однофаз-
ные аустенитные швы менее склонны к тепловому охрупчиванию. Учи-
тывая, что одним из основных элементов, способствующих сигматизации,
является хром, содержание последнего снижают при соответствующем
повышении содержания никеля и дополнительном упрочнении твердого
раствора за счет введения вольфрама и молибдена.
3* о « ж ,1 [8] 5Г ю (и] ' —1 1—i о m — 04 -ч со 1—
Структура наплавленного металла Аустенит + феррит (2-4%) Аустенит 4- феррит (3-5%) То же Аустенит + феррит (2-4%) Аустенит карбиды (D £ £ А А
0? то Д л Ч о н S EX ТО к ж и о 2 g Д о металла. од, кГ/мм2 заь 100 000 ч ООО СО тЬ ОО О о СО СП 22,0 о о со о г- ( 13,0 10,0 12,0 13,0 18,0 13,0 1
д О Си G CQ ТО С 10 000 ч со о со г-Д —7 см — — 13,0 25,0 17,0 13,0 16,0 13,0 со 18,0 22,0 16,0 1
Темпе- ратура испыта- ния, °C ООО mom m со со о о о m СО СО 009 600 700 650 099 650 650 650 о о
Тип наплавленного металла 10Х16Н9М2 10Х18Н11М2Ф | 12Х20Н10МВФБ I 10Х18Н10В2Б 1 12Х16Н9В4Б 12Х15Н14Г6В2Б 12Х15Н25М6 12Х14Н18В2Б 30Х13Н35ВЗБ2
Марка электрода ЦТ-26 ЦТ-7 КТИ-5 ЦТ-5 | ЦТ-16 ЦТ-25 ЦТ-23 ЦТ-10 ОО со £ КТИ-7
Марка стали 12Х18Н9, 12Х18Н9Т, 12Х18Н12Т, 08Х16Н9М2 12Х16Н13М2Б (ЭИ405, ЭИ680) 35Х19Ы10МВБ (ЭИ572) 12Х16Н14В2БР (ЭП17) 12Х16Н9ВЗБ (ЦЖ15) .щд? -г m оо о — СО ES СПф, Д> Д> ГД ГД СМ С4 CQCQ СО О —< 04 ЖЕ со тг XX О 04 12Х15Н25М6А (ЭИ395) 12Х14Н20В2БР (ЭИ695Р) 12X15H35B3T2 (ЭИ612)
452
453
Сварные соединения с ферритно-аустенитными швами при нерег-
ламентированном количестве в них ферритной фазы не должны под-
вергаться длительному воздействию опасных температур. Конструкции
не следует подвергать стабилизирующему отжигу для снятия напряже-
ния, сварка должна выполняться на минимальной погонной энергии.
Если конструкция эксплуатируется при температурах до 700—
750° С, применяются электроды с аустенитно-карбидной композицией.
Такие швы отличаются от аустенитно-ферритных меньшей склонностью
к тепловому охрупчиванию. В то же время однофазные сварные швы
в значительной степени склонны к образованию горячих трещин. Не-
обходимая технологическая прочность швов может быть достигнута за
счет различных легирующих элементов, вводимых в шов через проволо-
ку или покрытие и обеспечивающих получение двухфазных сварных
швов (аустенитно-ферритных, аустенитно-карбидных, аустенитно-бо-
ридных) или однофазных — с повышенным содержанием молибдена или
марганца [9, 12].
В табл. VI 1.15 приведены электроды, рекомендуемые для сварки
аустенитных жаропрочных сталей, структура и свойства наплавленного
металла.
Наиболее жаропрочным из разработанных в настоящее время
композиций аустенитных швов является аустенитно-карбидный со-
став, в частности электроды КТИ-7, обеспечивающие высокие значения
прочности металла шва, вплоть до температуры 800° С. Даже при тем-
пературе 1000° С длительная прочность швов, выполненных этими элек-
тродами, превосходит длительную прочность швов других составов,
что позволяет рекомендовать их для сварки жаростойкой стали
20Х25Н20С2 [5].
Длительная прочность сварных соединений аустенитных сталей
обычно определяется прочностью самой стали. Разрушение сварных
образцов, испытываемых на длительную прочность, происходит либо
по основному металлу, либо по околошовной зоне. Чувствительность
к локальным разрушениям связана с понижением относительной проч-
ности границ зерен за счет выделения по ним различного рода приме-
сей, а также упрочнения тела зерна. Для предотвращения локальных
разрушений сварных соединений аустенитных сталей проводят их вы-
сокотемпературную термическую обработку (аустенитизацию) с целью
снятия сварочных напряжений и эффекта самонаклепа, уменьшают
содержание хрома в стали [17, 18]. Весьма стойки против локальных
разрушений стали, легированные бором [10], молибденом. Использо-
вание сталей, выплавленных на чистой шихте, прошедших электро-
шлаковый и, особенно, вакуумнодуговой переплав, значительно повы-
шает стойкость сварных соединений против локальных разрушений и
соответственно надежность работы энергетических установок.
VII.6. Сварка коррозионностойких сталей
Общие правила ручной сварки высоколегированных сталей всех марок:
а) преимущественное использование постоянного тока обратной
полярности (плюс на электроде); *
б) преимущественное использование электродов с фтористо-каль-
циевым покрытием;
в) сварка короткой дугой на небольших токах без поперечных
колебаний конца электрода;
454
г) сварка сравнительно короткими электродами;
д) обязательное охлаждение сварного соединения во время перерыва
при наложении отдельных слоев многослойного шва.
При сварке электродами, .содержащими титан и ниобий, увеличе-
ние длины дуги приводит к повышенному окислению этих элементов
и уменьшению их перехода в шов, что может значительно ухудшить
стойкость швов против межкристаллитной коррозии. Кроме того, с
увеличением длины дуги увеличивается разбрызгивание капель элект-
родного металла. Если металлические брызги привариваются к основ-
ному металлу, то после их удаления в этих местах может развиться уси-
ленная коррозия.
При сварке большинства высоколегированных сталей запрещается
манипулировать концом электрода поперек шва, так как это увеличи-
вает разогрев металла в околошовной зоне. В случае сварки хромони-
келевых и хромоникельмарганцевых сталей аустенитного класса это
может способствовать ухудшению коррозионной стойкости сварных со-
единений, а в случае сварки хромистых кислотостойких сталей ферритно-
го и ферритно-аустенитного классов — значительному росту зерна в
околошовной зоне и снижению пластичности и вязкости сварных соеди-
нений.
Для уменьшения разогрева свариваемого металла ток при сварке
этих сталей ограничивают; плотность тока при этом не должна превы-
шать 25—35 А/мм. При выполнении вертикальных и потолочных швов
ток должен быть еще меньшим (табл. VII. 16).
Таблица VII.16
Сила тока, рекомендуемая при ручной сварке кислотостойких
сталей, А
Толщина металла, мм Диаметр электро- да, мм Длина электро- да, мм Положение шва в пространстве
нижнее вертикаль- ное потолочное
До 2 2 150—200 30—50 30—40 30—40
2—2,5 2—3 200—225 40—80 30—50 30—70
3 3 250 55—95 50—75 50—80
3,5—4 3—4 250—300 80—130 50—120 50—130
5—8 4 300 90—150 70—120 75—130
10—12 4—5 300—400 100—165 75—130 80—140
Свыше 12 5 400 120—180 80—130 90—150
Некоторые марки аустенитных и ферритных электродов допускают
незначительное увеличение сварочного тока, на что делаются соот-
ветствующие указания в паспорте на электроды.
При двусторонней сварке соединений в аппаратах из кислотостой-
ких сталей в последнюю очередь следует выполнять шов, обращенный к
агрессивной среде. При сварке кислотостойких сталей ферритного или
ферритно-аустенитного класса, требующих термической обработки пос-
ле сварки, порядок наложения валиков двусторонних швов особой роли
не играет.
Сваривая кислотостойкие стали, особенное внимание следует
уделять качеству подсоединения сварочного кабеля к изделию,
455
Типы электродов для сварки кислотостойких сталей и требования
Содержание в наплавленном
Тип электрода С Мп Si Сг Ni Мо Nb
ЭА-1 <0,08 <2,0 <1,20 18,5— 22,5 7,0— 9,8 — —
ЭА-1а <0,10 <2,0 <1,20 18,5— 21,5 7,5— 9,8 — —
ЭА-1 Б <0,12 <2,50 <1,30 18,0— 23,0 8,0— 10,4 — 0,70—1,30, но не ниже 8 • С
ЭА-1 Ба <0,12 <2,20 0,15— 0,80 17,5— 21,5 8,5— 10,4 — 0,65—1,00, но не ниже 8 • С
ЭА-1В2Б <0,12 1,50— 2,20 0,15— 0,55 17,5— 21,5 8,0- 10,4 — 0,65—1,00, но не ниже 8 • С
ЭА-1В2Ба <0,12 1,50— 2,20 0,15— 0,55 16,0— 20,5 8,5— 10,4 — 0,65—1,00, но не ниже 8 • С
ЭА-1 Гб <0,13 5,00— 7,00 <1,50 17,0— 21,0 8,0— 11,0 — —
ЭА-1М2Ф <0,13 <3,0 <1,00 16,5— 22,5 7,5— 12,5 1,80— 3,30 —
ЭА-1М2Фа <0,13 <3,00 <1,00 16,5— 20,5 8,5— 12,5 1,80— 3,30
ЭА-1 М2 <0,10 <3,00 <0,60 16,5— 21,5 9,0— 12,0 2,00— 3,10 —
ЭА-1М2Б <0,09 <2,50 <1,20 17,0— 21,0 9,5— 12,2 1,80— 2,80 0,60—1,20, но не ниже 8-С
ЭА-1М2Ба <0,13 <2,50 <1,20 16,5— 21,5 8,0- 12,5 1,80— 2,80 0,70—1,30, но не ниже 8-С
ЭА-1Ф2 <0,12 <2 90 <1,30 17,5— 20,5 7,2— 10,5 —
456
Таблица VII.17
к наплавленному металлу
металле, % Стойкость против межкристаллит- ной коррозии при испытании (по ГОСТу 6032—58) Механические свойства при 20° С
S р прочих элемен- тов допол- нитель- но ле- гирую- щих феррит- ной фазы кГ/мм* 0/ »л /0 у S и sat- is х
не более эле- ментов не менее
0,020 0,030 — — 6,0—15,0 Методом «АМ» без провоци- рующего от- пуска 55,0 30,0 10,0
0,020 0,030 — — 2,5—7,0 Не нормирует- ся 53,0 30,0 12,0
0,020 0,030 — — 2,5—12,0 Методом «АМ» без провоци- рующего от- пуска 58,0 22,0 6,0
— — —•• 2,5—5,5 То же 60,0 24,0 8,0
0,020 0,030 W 1,30— 1,80 — 5,5—13,0 » » 63,0 22,0 6,0
0,020 0,030 W 1,30— 1,80 — 2,5—5,6 » » 60,0 25,0 8,0
0,020 0,040 — Мо 0,30— 0,80 Не нор- мируется Не нормирует- ся 55,0 25,0 9,0
0,020 0,035 V 0,30— 0,75 5,5—10,0 Методом «АМ» без провоци- рующего от- пуска 60,0 28,0 8,0
0,020 0,035 V 0,30— 0,75 — 2,0—5,5 Не нормирует- ся 58,0 30,0 10,0
0,020 0,035 — V 0,30— 0,75 5,0—12,0 Методом «АМ» без провоци- рующего от- пуска 55,0 25,0 8,0
0,020 0,035 —— 5,0—15,0 То же 60,0 22,0 7,0
0,020 0,035 — — 2,5—10,0 » » 60,0 24,0 7,0
0,025 0,035 V 1,50— 2,50 >5,5 » » 65,0 22,0 6,0
457
Содержание з наплавленном
Тип
электрода G Мп Si Сг N1 Мо Nb
ЭА-2 <0,12 <2,50 <1,00 23,0— 11,5—
27,0 14,0
ЭА-2Б <0,12 <2,50 <1,00 21,0— 11,0— 1 0,70—1,30,
25,5 14,0 но не ниже 8-С
ЭА-2Г6 0,15— 5,0— <0,50 22,0— 15,0— — —
0,25 7,0 26,0 19,0
ЭА-2С2 <0,14 <2,0 1,20— 22,0— 12,8— — —
2,20 25,0 15,0
ЭА-ЗМ6 0,08— 1,00— 0,15— 14,0— 23,5— 5,0- —
0,15 2,20 0,50 17,0 27,3 7,00
ЭА-ЗМ9 0,08— 1,00— 0,15— 13,0— 22,5— 7,00— —
0,15 2,00 0,50 17,0 27,0 10,00
ЭАФ-1 <0,09 1,00— 0,20— 20,5— 7,0— — ——
2,00 0,70 24,5 9,5
ЭАФ-1МФ <0,12 <1,20 <0,10 24,0— 4,2— <0,12 —
27,0 5,7
ЭФ-Х13 0,08— 0,50— 0,40— 11,0— <0,6 —
0,16 1,50 1,00 14,5
ЭФ-Х17 <0,14 <1,50 <1,00 15,0— <2,0 —
18,0
Примечания. 1. Норма содержания ферритной фазы, а также химический
быть ограничены их паспортом, но не должны выходить за пределы величин, указан
термической обработки в соответствии с паспортом на электроды; для остальных элект
ханические свойства металла швов не являются приемно-сдаточной характеристикой.
обеспечивая надежный контакт, исключающий искрение и подплавле-
ние свариваемого металла в этом месте. Электроды выбирают в зависи-
мости от марки стали и условий эксплуатации сварного изделия,
В соответствии с ГОСТом 10052—62 типы электродов, применяе-
мых для сварки кислотостойких сталей, и требования к наплавлен-
ному металлу должны соответствовать указанным в табл. VII.17. Наи-
более характерные свойства, обеспечиваемые электродами, приведены
в табл. VII. 18. Как видно из этой таблицы, для сварки одних и тех же
сталей часто рекомендуется несколько марок электродов. Выбор кон-
кретной марки электродов зависит от того, в каких условиях будет ра-
ботать свариваемое изделие. Так, например, если при сварке изделий из
сталей типа 18-8 (18-10) от сварных швов не требуется стойкости против
межкристаллитной коррозии, то сварку целесообразно проводить элек-
тродами типа ЭА-1. ЭА-1а. При наличии таких требований необходимо
458
Продолжение табл. VI 1.17
металле, % Стойкость против межкристаллит- ной коррозии при испытании (по ГОСТу 6032-58) Механические свойства при 20* С
S р прочих элемен- тов допол- нитель- но ле- гирую- щих феррит- ной фазы °В’ | кГ/мм* 1 i ан- кГм/см*
не более эле- ментов не менее
0,020 0,030 — — >2,5 Не нормируе- тся 55,0 25,0 9,0
0,020 0,030 — — >2,5 Методом «АМ» без провоци- рующего от- пуска 60,0 24,0 7,0
0,020 0,035 — — Не нор- мируется Не нормируется 55,0 25,0 9,0
0,020 0,030 — — >2,5 То же 60,0 24,0 6,0
0,020 0,030 — — Не нор- мируется » * 60,0 30,0 10,0
0,020 0,030 — — То же » » 60,0 30,0 10,0
0,020 0,030 — — » > 65,0 20,0 7,0
0,020 0,035 V до 0,12 — > > » » 70,0 18,0 4,0
0,025 0,035 — — > > > > 60,0 16,0 Не и 5,0 орми-
0,025 0,035 —— —— — > > 65,0 руется
состав наплавленного металла для
ных в таблице. 2. Для электродов
родов —. в состоянии после сварки.
отдельных марок электродов данного типа могут
ЭФ-Х13 нормы механических свойств указаны после
3. Для электродов диаметром 2,5 мм и менее ме-
использовать электроды типа ЭА-1Б или ЭА-1Ба, которые обеспечивают
содержание ниобия в металле шва, в 9—11 раз превышающее содержание
углерода. Если сталь содержит до 0,03% углерода (03X1811,
03Х18АН10 и им подобные), нужно выбирать электроды с таким рас-
четом, чтобы содержание углерода в металле шва не превышало его со-
держания в свариваемой стали (электроды АНВ-13).
Для сварки сталей 10Х17Н13М2Т и 10X17H13M3T при отсутствии
требований стойкости против межкристаллитной коррозии могут
быть использованы электроды типа ЭА-1М. Если же по условиям работы
к сварным соединениям предъявляются требования стойкости против
межкристаллитной коррозии, сварку необходимо проводить электродами
марок НЖ-13, ЭА-400/10У. В ряде химических производств разрушение
сварных соединений происходит по ферритной фазе (структурная кор-
розия). При опасности развития такого вида коррозии сварку указан-
но
Электроды для сварки кислотостойких сталей, типичный химический
соединения при их применении
Тип электрода Марка электрода Содержа
С Мп Si Сг Ni Мо Nb
ЭА-1 ОЗЛ-14 0,042 1,5 0,9 20,5 8,8
АНВ-3 0,12 14,2 0,56 14,1 3,1 — —
AHB-24 0,06 4,6 0,52 15,6 9,0 — —
ЭА-1а ОЗЛ-8 0,08 1,4 0,58 20,0 8,8
Л-39 0,08 1,95 1,10 18,5 8,5
ЭА-1 Б ЦЛ-П 0,12 1,6 1,0 20,0 9,5 1,0
Л-38М 0,09 1,3 1,4 18,5 8,5 1,0
ОЗЛ-7 0,08 1,5 0,85 20,0 9,0 0,95
ЦТ-15-1 0,08 1,8 0,35 19,9 9,4 0 8
Л-40М 0,08 1,3 1,2 18,5 8,5 0,9
АНВ-23 0,07 1,6 0,8 19,8 9,2 0,8
АНВ-13 <0,03 0,8 0,45 18,9 8,6 — 0,3
ЭА-1 Ба ЦТ-15 0,09 1,9 0,35 19,0 9,4 0,8
ЗИО-З 0,09 1,8 0,55 18,5 10,0 — 0,9
ЭА-898/19 0,09 1,6 0,35 17,5 10,5 0,7 0,78
ЭА-898/21 0,10 1,8 0,53 18,0 9,2 0,65 1,0
ЭА-1 М2 ЭА-400/10У 0,07 2,4 0,48 18,0 10,5 2,5 1
ЭНТУ-ЗМ 0,08 1,7 0,70. 18,5 10,0 2,2
ЦЛ-4 0,08 2,0 0,50 18,5 9,2 2,3
НИАТ-1 <0,1 1,2 0,75 18,2 8,7 2,0
НИАТ-6 0,09 0,30 1,34 15,7 7,6 2,0 —
НИАТ-6АМ 0,09 0,25 1,40 14,3 7,48 1,40 —
ЭА-1М2Б ЭА-902/14 0,08 1,4 0,37 18,5 10,5 2,76 0,80
СЛ-28 0,09 1,7 1,6 19,0 11,0 2,4 0,9
НЖ-13 0,07 1,4 0,8 18,2 10,2 2,4 0,8
ЭА-400/13 0,08 1,7 0,60 18,5 10,5 2,50 0,85
ЭА-1Ф2 460 ЭА-606/11 0,08 1,2 1,3 18,0 8,6 — —
Таблица VII. 18
состав наплавленного металла, механические свойства шва и сварного
ние, % кГ/мм2 к Г /мм2 б % Ф, % sivo/wjM •п» а, град • Типичный коэффици- ент наплав кн, г-А/ч
про- чих эле- ментов S Р
не б< злее
до 0,5 0,020 0,030 >38 >58 >36 >30 >12 180 11,0
Ti N ' 0,032 0,035 — 70 25 — 10 180 10,5
0,15 0,020 0,020 0,020 0,030 >30 >35 >65 >60 >30 >36 — >12 >12 180 180 10,5 13,0
— 0,012 0,012 — >55 >30 — >10 160 10,5
0,020 0,030 >36 >60 >24 >60 > 7 180 12,5
0,012 0,020 30 60 30 —- 9 180 10,5
0,020 0,030 >40 >64 >25 — >10 180 11,5
0,020 0,030 >32 >60 >24 — > 7 — 12,0
— 0,012 0,018 0,020 0,025 >35 >40 >60 >63 >24 >30 —— > 7 >ю 160 180 10,5 15,0
— 0,020 0,020 >30 >55 >30 >30 >12 180 10,5
— 0,014 0,026 >32 >60 >24 >40 > 4 — 12,0
0,035 0,035 — >60 >24 — > 7 180 12,5
0,035 0,035 >40 >62 >25 >40 > 9 — 11,5
V 0,60 0,025 0,025 — >60 >24 — > 7 160 10,5
V 0,52 0,025 0,025 >35 >55 >25 — > 9 160 12,0
0,012 0,025 — >55 >22 — > 9 180 11,5
0,020 0,030 — >58 >30 — >10 180 11,0
0,020 0,030 — >55 >30 —“ >ю 180 10,5
А1 0,79 0,020 0,030 >80 После обра( >по i тер ми 5отки ческой > 9 >2,5 10,5
1 1 i А1 0,55 0,020 0,035 >85 Поел обра >115,0 е терми ботки ческой >9,0 >3,0 100 60 11,5
0,014 0,016 >44 >60 >27 >43 >ю 160 11,0
0,006 0,027 — >60 >38 >25 >12 — 10,7
0,020 0,035 >45 >60 >26 .— >10 — 12,5
— 0,025 0,025 >40 >65 >25 >40 > 8 160 12,0
V 2,0 0,016 0,010 >44 >65 >28 >41 >ю -— 12,0 461
Тип электрода Марка электрода ' Содержа
С Мп Si Сг Ni Мо Nb
ЭА-1Ф2 ГЛ-2 0,08 1,4 1,7 18,5 8,6 — —
ЭАФ-1 ЦЛ-33 0,07 1,6 0,30 21,5 8,5 — —
ЭАФ-1МФ 08Х25Н5ТМФ 0,10 0,95 0,65 25,0 5,0 0,08 —
Н-48
ЭА-2Б ЗИО-7 0,08 1,4 0,7 24,0 13,0 — 0,88
ЦЛ-9 0,12 1,5 0,85 21,0 11,2 — 0,8
ЭА-48М/22 Не регламентируется
АНВ-9 0,08 0,9 0,30 18,6 14,2 — 0,8
АНВ-10 0,09 1,2 0,4 18,8 14,3 — 0,6
ЭФ-Х13 У0НИ/ЮХ13 0,12 0,55 0,50 13,0 <0,6 — —
ЛМЗ-1 <0,15 0,4 0,3 13,0 0,30 — —
АНВ-1 <0,10 0,9 0,35 13,1 0,7 — —
ЭФ-Х17 УОНИ/10Х17Т 0,11 0,55 0,50 15,0 0,40 — —
НЗЛ/Х17 0,12 0,5 0,4 15,8 — •—1 —
ЦЛ-10 0,08 0,6 0,4 15,0 0,25 — —
АНВ-2 <0,1 0,9 0,35 17,0 2,0 —
АНВ-17 <0,03 6,2 0,3 18,6 17,2 3,2 —
АНВ-18 0,03 5,8 0,35 21,5 21,0 2,9 ——
АНВ-20 Не указывается
АНВ-22 » »
ОЗЛ-З » 1
462
Продолжение табл. VII.18
ние, % (Ту, к Г /мм» ав. кГ/мм* б. % ф. % ан. кГм/см» а, град Типичный коэффици- ент наплав- ки, г-А/ч
про- чих эле- ментов S р
не б □лее
V 1,40 0,012 0,020 >30 >60 >30 — > 9 180 10,5
— 0,030 0,030 Отпуск 80 >35 >65 >20 Отпуск 600° С 12 >35 | >65 | >16 | Э°С 6 ч 13,0 >40 > 7 — — ч, охлаждение с печью >16 | >2 | - | -
V 0,09 N 0,020 0,035 Отжиг 850° ( >50 | >70 j 2 10 ч >18 | >30 1 > 41 180 । 11,2
0,14 Зака >42 лка 101 >71 )0°С 1 >30 ч >40 >10 180
— 0,035 0,035 —— >65 >25 ^7 180 12,5
0,030 0,035 >38 >68 >39 >55 >9 — 11,5
V 0,6 0,025 0,030 0,030 0,030 35 35 >55 60 60 >24 30 30 38 40 >8 10 10 11,2 10,5
— 0,030 0,035 Отпуск 720 >42 | >60 —750° >20 С 1 ч >9 11,0
Ti 0,3 0,025 0,03 0,030 0,035 0,03 0,035 Отпус >55 Отпус >55 ж 720° >65 ж 700° >70 >55 С >12 С >18 >8 1 >50 >45 >6 >6,5 10,8 11,0
— 0,035 0,035 — — — — — — —
—— 0,035 0,035 64 72 Хруш излом СИЙ 6 — —
Ti- О.3 N 0,23 N 0,22 0,03 0,025 0,025 0,03 0,025 0,025 Опту 60 >30 >30 ск 700 78 >60 >60 = С 20 >30 >30 45 8 >12 >12 180 180 11,0 11,0
>35 >65 >30 — >12 180 11,0
— >62 >30 — >12 180 11,0
>40 >60 >15 — >4 12,0
463
Тип электрода Марка электрода Содержа
С Мп Si Сг Ni Мо Nb '
ЭФХ-17 15М 0,06 0,40 0,25 23,0 27,0 3,0 0,8
ОЗЛ-11 0,08 0,85 0,55 24,0 27,0 3,5
ОЗЛ-17У 0,04 1,35 0,6 23,0 27,0 3,2 0,4
ных сталей следует проводить электродами АНВ-17, обеспечивающими
чистоаустенитный металл шва с высокой сопротивляемостью образова-
нию горячих трещин и повышенной стойкостью против межкристаллит-
ной коррозии. Электроды АНВ-17 применяются и при сварке хромо-
никельмолибденовых сталей с низким содержанием углерода.
При сварке сталей 06Х23Н28МЗДЗТ и ей подобных предпочитают
электроды ОЗЛ-17У, менее склонные к образованию горячих трещин,
чем электроды 15М и ОЗЛ-11. Могут быть использованы также электро-
ды из проволоки Св-01 Х23Н28МЗДЗТ (ЭП516) с покрытием типа
АНВ-17.
Двухфазные хромоникелевые стали типа 21-5 следует сваривать
электродами типа ЭА-1 Б или ЭА-2Б. После сварки сварные соединения
имеют хорошую стойкость против межкристаллитной и общей корро-
зии. Термическая обработка сварных соединений не требуется.
17%-ные хромистые стали следует сваривать электродами типа
ЭА-2Б или АНВ-9 (из проволоки Св-08Х20Н15ФБЮ), АНВ-10 (из про-
волоки Св-10Х20Н19). При сварке околошовная зона сталей этого типа
приобретает крупнозернистую структуру, которая не устраняется тер-
мической обработкой. Сварные соединения из 17%-ных хромистых
сталей, не стабилизированных титаном, рекомендуется подвергать высо-
котемпературному отпуску при 760—780° С в течение 2—4 ч (с охлажде-
нием на воздухе) для повышения коррозионной стойкости и пластично-
ти металла в околошовной зоне. Если сталь стабилизирована титаном,
термическая обработка сварных изделий необязательна.
Основное назначение электродов
для сварки жаростойких сталей
ОЗЛ-14. Сварка сталей 08X18Н10, 08Х18Н10Т, 04Х18Н10, 12Х18Н10Т
и им подобных, работающих при температурах до 350° С, когда к метал-
лу шва не предъявляются требования стойкости против межкристаллит-
ной коррозии Структура наплавленного металла — аустенитно-фер-
ритная. Содержание ферритной фазы 6,0—10,0% .
АНВ-3. Сварка изделий из стали 10Х14Г14НЗТ и ей подобных,
работающих в атмосферных условиях и в слабоагрессивных средах.
АНВ-24. Для тех же условий, что и электроды АНВ-3, а также при
низких температурах: до —196° С.
ОЗЛ-8. Сварка сталей 04Х18Н10, 08Х18Н10, 12Х18Н9,
464
Продолжение табл. VII.18
ние, % Огр » кГ/мм2 <тв, кГ/мм» в. % Ф. % ан- кГм/см2 а, град Типичный коэффици- ент наплав- ки, г-А/ч
про- чих эле- ментов S р
не б олее
W 0,020 0,030 >30 >55 >23 >40 >7 120 11,0
0,75 Си 3,0 Си 3,3 0,025 0,030 >50 >25 >7 11,5
Си 3,0 — — >35 >57 >30 >40 >11 —— ——
08Х18Н10Т, 12Х18Н9Т и им подобных, работающих при температурах
до 350° С, а если отсутствуют жидкие агрессивные среды, — при темпера-
турах от —253° до 800° С. Сварка коррозионностойких сталей, когда к
металлу шва не предъявляются жесткие требования стойкости против
межкристаллитной коррозии.
Л-39. Сварка сталей 08Х18Н10, 12Х18Н10Т, 08Х18Н12Б и им по-
добных, работающих в слабоагрессивных средах, при отсутствии тре-
бований стойкости против межкристаллитной коррозии. Наплавлен-
ный металл имеет аустенитно-ферритную структуру с 3,5—8,5% фер-
ритной фазы.
ЦЛ-11. Сварка изделий из сталей 12Х18Н10Т, 08Х18Н10Т,
08Х18Н12Б, 08Х22Н6Т, 12Х21Н5Т, 08Х22Н6Б, 06Х21АН5, работаю-
щих в агрессивных средах, когда к металлу шва предъявляются жесткие
требования стойкости против межкристаллитной коррозии. Обеспечи-
вают наличие в шве 2,5—7% феррита.
Л-38М. Сварка коррозионностойких сталей 08Х18Н10Т,
12Х18Н10Т, 12Х18Н9Т и им подобных, работающих при температурах
до 600° С в контакте с жидкими аргессивными средами, когда к металлу
шва предъявляются требования стойкости против межкристаллитной
коррозии. Содержание ферритной фазы в металле шва 3—5%.
ОЗЛ-7. Сварка сталей 12Х18Н10Т, 08Х18Н12Т, 08Х12Н12Б и им
подобных, работающих в агрессивных средах, когда к металлу шва
предъявляются жесткие требования стойкости против межкристал-
литной коррозии. Обеспечивают 5—10% ферритной фазы в метал-
ле шва.
ЦТ-15-1. Сварка сталей типа 12Х18Н12Т и им подобных, работа-
ющих при температуре 600—650° С. Сварка первого (корневого) слоя
сварных стыков; последующее заполнение электродами ЦТ-15. Сварные
швы содержат 5,5—9% ферритной фазы.
Л-40М. Сварка коррозионностойких сталей 08Х18Н10Т,
12Х18Н10Т, 08Х18Н12Б и им подобных, работающих при температурах
до 600° С в жидких агрессивных средах, когда к металлу шва предъяв-
ляются жесткие требования стойкости против межкристаллитной кор-
розии. Обеспечивают 2—5% ферритной фазы в металле шва.
АНВ-23. Для тех же целей, что и электроды ЦЛ-11, но одновре-
менно позволяют повысить производительность сварки примерно в
два раза. Вследствие большого объема ваннРГпригодны для сварки толь-
ко в нижнем положении.
465
АНВ-13. Сварка сталей 03Х18Н11, 03Х18АН10 и им подобных,
когда к металлу шва предъявляются жесткие требования стойкости
против межкристаллитной коррозии (Метод Д). Обеспечивают до 3%
ферритной фазы в металле шва.
ЦТ-15. Сварка ответственных узлов конструкций сверхвысокого
давления из коррозионностойких сталей 12Х18Н10Т, 12Х18Н9Т,
12Х18Н12Т и им подобных, работающих при температурах 580—660° С.
Сварка сталей тех же марок, когда к сварным соединениям предъяв-
ляются требования стойкости против межкристаллитной коррозии. Швы,
выполненные этими электродами, отличаются повышенной стойкостью
против образования горячих трещин. Содержание ферритной фазы в
швах 2,5—4,5% .
ЗИО-З. Сварка сталей типа 12Х18Н10Т, работающих при темпе-
ратурах до 560° С или в условиях, когда к металлу шва предъявляются
требования стойкости против межкристаллитной коррозии. Обеспечива-
ют содержание ферритной фазы 2,5—5,0%.
ЭА-898Ц9. Сварка коррозионностойких сталей 12Х18Н10Т,
12Х14Н16 Б(ЭИ694), 12Х18Н12Т и им подобных, не склонных к меж-
кристаллитной коррозии после провоцирующего отпуска. Наплавлен-
ный металл по химическому составу близок к наплавленному металлу
при сварке электродом типа ЭА-1 Ба, но дополнительно легирован
молибденом. Содержание ферритной фазы 3—5%.
ЭА-898/21. Сварка коррозионностойких сталей 12Х18Н10Т,
10Х17Н13М2Т и им подобных, работающих при температурах до 350° С
и подвергающихся после сварки термической обработке. Наплавлен-
ный металл по химическому составу соответствует наплавленному
металлу при сварке электродами типа ЭА-1 Ба, но дополнительно ле-
гирован молибденом и ванадием. Содержание ферритной фазы 2—8%.
ЭА-400/10У. Сварка коррозионностойких сталей 10Х17Н13М2Т,
10X17H13M3T, 08Х21Н6М2Т (ЭИ54), 12Х18Н12Т и им подобных, ра-
ботающих в контакте с агрессивной средой при температурах до 350° С
и не подвергающихся термической обработке после сварки. Содержание
ферритной фазы в металле шва 2—8%.
. ЭНТУ-ЗМ. Сварка сталей 10Х17Н13М2Т, 10X17H13M3T и им по-
добных, работающих в контакте с агрессивной средой при температурах
до 360° С и не подвергающихся термической обработке после сварки.
Металл шва обладает высокой коррозионной стойкостью. Содержание
ферритной фазы до 3%.
ЦЛ-4. Сварка сталей 10Х17Н13М2Т, 10X17H13M3T и им подоб-
ных, работающих в контакте с агрессивной средой (типа серной кислоты)
при температурах до 360° С и не подвергающихся термической обра-
ботке после сварки. Содержание ферритной фазы в шве 2,5—10%.
НИ АТ-1. Сварка сталей 10Х17Н13М2Т, 10X17H13M3T и им по-
добных. Металл шва обладает повышенной стойкостью в средах типа
серной кислоты. Содержание ферритной фазы 2,5—5%.
НИ АТ-6. Сварка коррозионностойкой высокопрочной стали
10X15Н9Ю (ЭИ904). Наплавленный металл по химическому составу
близок к наплавленному металлу при сварке электродами типа ЭА-1М2,
но дополнительно легирован кремнием и алюминием. Наплавленный
металл после термической обработки не склонен к межкристаллитной
коррозии. Структура шва после термической обработки аустенитно-
мартенситная.
НИАТ-6АМ. Сварка коррозионностойкой высокопрочной стали
I0X17H5M3 (ЭИ925). Наплавленный металл по химическому составу
166
близок к наплавленному металлу при сварке электродами типа
ЭА-1М2, но дополнительно легирован кремнием и алюминием. После
термической обработки имеет аустенитно-ферритную структуру.
ЭА-902Ц4. Сварка высокопрочных аустенитных сталей, работа-
ющих при температурах до 500° С. Металл шва не склонен к межкри-
сталлитной коррозии в исходном состоянии и после провоцирующего
отжига. Содержание ферритной фазы в металле шва 2—8%.
СЛ-28. Сварка коррозионностойких сталей ЮХ17Н13М2Т,
10X17H13M3T, 08Х21Н6М2Т и им подобных, наружного слоя облицо-
вочного шва двухслойных сталей со стороны высоколегированной
стали указанных марок, работающих при температурах до 700° С, когда
к металлу шва предъявляется требование стойкости против межкристал-
литной коррозии после провоцирующего отжига. Содержание феррит-
ной фазы в металле шва 4—5% .
НЖ-13. Сварка коррозионностойких сталей, когда к металлу шва
предъявляются жесткие требования стойкости против межкристаллит-
ной коррозии (в частности, для сред типа серной кислоты). Сварка
сталей 10Х17Н13М2Т, 10X17H13M3T, 08Х21Н6М2Т, 12Х16Н13М2Б и
им подобных, работающих в агрессивных средах при температурах
до 700° С, а также двухслойных сталей со стороны высоколегированных
сталей тех же марок и стали 20К + 10Х17Н13М2 (3) Т в конструкциях,
работающих под давлением в агрессивных средах при температурах
до 350° С. Содержание ферритной фазы 4—8%. При сварке конст-
рукций, работающих в интервале температур 450—700° С, применяются
электроды с обеспечением 3—6% ферритной фазы. Выосокая стойкость
против межкристаллитной коррозии в этом случае обеспечивается тер-
мической обработкой при температуре 870—920° С.
ЭА-400113. Сварка изделий из коррозионностойких сталей
10Х17Н13М2Т, 10X17H13M3T и им подобных, которые работают при
температурах до 500° С и стали 08X21Н6М2Т, работающей при темпера-
турах до 300° С. Количество ферритной фазы в наплавленном металле
примерно 2—8%.
ЭА-606Ц1. Сварка изделий из хромоникелевых и хромоникель-
марганцевых нержавеющих сталей, работающих в слабых окислитель-
ных средах, в пищевой промышленности и т. п. при температурах до
350° С. Швы, выполненные этими электродами, по коррозионной стой-
кости в азотной кислоте намного уступают швам, выполненным электро-
дами ЦЛ-11, ЦТ-15 (без ванадия). ;
ГЛ-2. Сварка тех же сталей, что и в предыдущем случае, а также
наружного шва облицовочного слоя двухслойных сталей со стороны вы-
соколегированных сталей 08X13 и 08Х18Н10Т. Стойкость металла шва
против межкристаллитной коррозии при сварке сталей, не стабилизи-
рованных титаном или ниобием, обеспечивается только после термиче-
ской обработки. Содержание ферритной фазы не менее 5,5%.
ЦЛ-33. Сварка аустенитно-ферритных сталей, а также сталей
типа 10Х18НЗГЗД2-Л и им подобных, работающих в условиях эро-
зионного и кавитационного износа. В наплавленном металле 12—20%
ферритной фазы.
08Х25Н5ТМФ
----------------. Сварка изделий из ферритно-аустенитных сталей
12Х25Н5ТМФ (ЭИ954), 12Х21Н5Т (ЭИ811), 08Х22Н6Т (ЭП53), ра-
ботающих в агрессивных средах при температурах не выше 300dG.
Обеспечивают наличие до 60% ферритной фазы в металле шва.
4G7
ЗИО-7. Сварка высоколегированного слоя двухслойных сталей,
когда к металлу шва предъявляются требования стойкости против
межкристаллитной коррозии, а также сталей 15X28, 15Х25Т, 08Х17Т,
10Х28АН, 08X21АН5, 08Х22Н6Т, 08X21Н6Б. Содержание ферритной
фазы в наплавленном металле не менее 2,5% .
ЦЛ-9. Сварка сталей 15X28, 15Х25Т, 08Х17Т, 10Х28АН, 08Х21АН5,
08Х22Н6Т, 08X21Н6Б и двухслойного металла со стороны
высоколегированного слоя из сталей марок 12Х18Н10Т, 08X13 и им
подобных, работающих в агрессивных средах, когда к металлу шва предъ-
являются требования стойкости против межкристаллитной коррозии.
Стойкость металла шва против межкристаллитной коррозии после про-
воцирующего отпуска обеспечивается только при наличии предвари-
тельного нагрева при температурах 870—920° С. Содержание ферритной
фазы не менее 2,5%.
ЭА-48М/22. Сварка комбинированных соединений аустенитных,
хромоникелевых и хромомарганцевых сталей с низколегированными
высокопрочными сталями. Обеспечивают аустенитно-ферритную струк-
туру наплавленного металла.
АНВ-9. Сварка хромистых сталей 12X17, 08Х17Т и им подобных.
Обеспечивают повышенную стойкость против межкристаллитной кор-
розии.
АНВ-10. Сварка хромистых сталей 12X17, 08Х17Т и им по-
добных.
УОНИ/ 10X13. Сварка хромистых сталей 08X13, 12X13 , 20X13,
12X14, работающих в слабоагрессивных и окислительных средах, а
также стали 12X17, когда по условиям работы в металле шва допускает-
ся пониженное содержание хрома.
ЛМ.3-1. Сварка ответственных конструкций из хромистых сталей
типа 12X13 в турбостроении и нефтеперерабатывающей промышлен-
ности.
АНВ-1. Сварка хромистых сталей 08X13, 12X13, 20X13, работаю-
щих в слабоагрессивных и окислительных средах.
УОНИ/10Х17Т. Сварка хромистых коррозионностойких сталей
типа 12X17, работающих при температурах выше 600° С в агрессивных
окислительных средах. Металл шва на сталях 12X17, 15Х25Т и др.
имеет повышенную жаростойкость в средах, содержащих сернистые
газы, нагретые выше 600° С. Могут применяться для однопроходной
сварки двухслойных сталей со стороны высоколегированного слоя из
сталей 08X13, 12X13, 12X14 и др.
НЗЛ/Х17. Для тех же целей, что и электроды УОНИ/ЮХ17Т,
ЦЛ-10. Сварка конструкций из двухслойного металла (ВСтЗ 4-
4- 08X12, ВСтЗ 4- 12X13) со стороны плакирующего слоя, а также 17%-
ных хромистых сталей.
А НВ-2. Сварка стали Х17Н2 и ей подобных.
АНВ-17. Сварка сталей 03X16H15M3, 08X17HI6M3T,
04Х17Н16МЗБ, 10Х17Н13М2Т, 10X17H13M3T и им подобных. Обеспечи-
вают металл шва с чистоаустенитной структурой высокой сопротив-
ляемостью образованию горячих трещин, стойкий против межкристал-
литной коррозии (методы AM, Д и В, в зависимости от свариваемого
металла).
АНВ-18. Сварка стали ЗИ35 и ей подобных. Сварные швы имеют
аустенитную структуру, не склонны к образованию горячих трещин.
Швы стойки против межкристаллитной коррозии (методы Д и В).
468
Выполнение последующих валиков рекомендуется после остывания
предыдущих до температуры < 100° С.
АНВ-20. Сварка сталей, работающих в условиях глубокого хо-
лода до —269°-С.
АН В-22. Сварка сталей, работающих в условиях глубокого хо-
лода до —269° С.
ОЗЛ-З. Сварка коррозионностойких сталей типа ЭП654, работаю-
щих в агрессивных средах (крепкая азотная кислота). Содержание
ферритной фазы примерно 15%. Обеспечивает стойкость против меж-
кристаллитной коррозии.
15М. Сварка сталей 06Х23Н28МЗДЗТ (ЭИ943), 06Х23Н28М2Т
(ЭИ628) и им подобных толщиной до 6 мм, работающих в агрессивных
средах (крепкая серная и фосфорная кислоты).
ОЗЛ-11. Сварка сталей ОЗХ23Н28МЗДЗТ (ЭИ943), 08Х23Н28М2Т
(ЭИ628) и им подобных, работающих в условиях воздействия сильно-
агрессивных сред, (серная кислота). Допускается однопроходная
сварка стали 06Х23Н28МЗДЗТ; при многослойной сварке необходимо
первый слой шва сваривать электродами марки 15М, а последующие
слои—электродами марки ОЗЛ-11. Структура наплавленного металла —
аустенитная.
ОЗЛ-17У.Сварка сталей 06Х23Н28МЗДЗТ(ЭИ943), ОЗХ23Н28МЗДЗТ
(ЭП516), 08Х23Н28М2Т (ЭИ628) и им подобных, работающих в сре-
дах повышенной агрессивности (серная и фосфорная кислоты). По стой-
кости против образования горячих трещин превосходят электроды
марок 15М и ОЗЛ-11. Структура наплавленного металла — аустенитная.
VIL7. Сварка жаростойких сталей
Большинство жаростойких сталей имеют стабильную аустенитную струк
туру и в процессе сварки не претерпевают фазовых превращений.
С целью повышения жаростойкости металл шва дополнительно леги-
руют углеродом, кремнием, алюминием. Вольфрам, марганец и молиб-
ден, вводимые в сварные аустенитные швы с целью повышения стойкос-
ти против образования горячих трещин, практически мало влияют на
их жаростойкость. Ванадий и бор ухудшают жаростойкость швов.
Если изделие работает в контакте с горячими серусодержащими газами,
используют хромистые стали ферритного класса (см. гл. I). Основные
характеристики электродов, применяемых при сварке жаростойких
сталей, приведены в табл. VII.19.
Основное назначение электродов
для сварки жаростойких сталей
ОЗЛ-4. Сварка жаростойких сталей, работающих при температурах
900—1100° С; сталей 20Х23Н18, 20Х23Н13, 36Х18Н25С2 и им подоб-
ных; хромистых сталей 15Х25Т, 15X28, 10Х28АН; сварка малоугле-
родистых и низколегированных сталей со сталями аустенитного класса.
Сварка жаростойких хромомарганцевых сталей 40Х15Г14Ю,
40Х15Г14СЮ. Возможна некоторая склонность металла шва к охруп-
чиванию из-за образования сигма-фазы в интервале температур 600—
800° С. Содержание ферритной фазы 2,5—8%. Металл шва склонен к
межкристаллитной коррозии. Средняя скорость окисления при 1050° С
— 0,4 г/м2 • ч за 100 ч.
ОЗЛ-6. Сварка сталей 20Х23Н13, 20Х23Н18, 36Х18Н25С2 и им
подобных, работающих при температуре 1150° С; деталей из хромистых
469
Таблица VII.19
Электроды для сварки жаростойких сталей, типичный химический состав наплавленного металла, механические
свойства шва н сварного соединения при их применении
b/y-J •ИМЯВ1ГП -вн лнэи'пиффб -ом ЦННЬИЦИД с ю ю по по . ю по по с? о_ СЧ О СО СО 1 СО ЭТО ' S
а, град
§ 1 1 1 1 1 1 1 1 1 1 §
,иэ/идя ‘«о СЧ о О СО —1 по по со сч по сч ^3. АДА Л ЛЛ 1 А А А
«о СО СО ПО —1 СЧ СЧ СЧ ИО ЕГ О ОО 00 И0 СО СО СЧ СО СО — —‘ СЧ —, сч — со АЛА А А А2 А А А А С 1
®в. кГ /мм» ОО НО ОЬЮЮ О° О но СО по НО НО ИО «5 СО СО СО со О со со но со ААА А А Л Л А А
кГ/мм* о НО И0 О Г" О О НО >> О 00 со о СО СО СО СО I Ю Й СО Е СО -ф СО но ААА 1 Л А© А А А А
Содержание, % о. не более ООО но но О О ОО О по о СО СО СО СО СО СЧ СЧ СОСО V со со ООО о о_ с о оо о о о о" о* со" о" о* о" о* о" о" о" о о’
ООО оооо оо о о о сч сч сч сч сч сч сч сч сч сч сч сч ООО оооо оо о о о о" о” о" o' о* о о о" о" о" о’ о
прочих элемен- тов о сч 111 1 1 1 1 II 1 о" S CQ
ОШО КО О О КО О ИО СЧ ко сч СО СЧ СЧ* СО со" Г~* •ф -Ф о" тр оо" 4 4-1 т—*
0 О НО О ПО ко КО ПО ИО О О О по НО но по" ф" ф" ф" ф" СО СО КО ф сч сч сч сч сч сч сч сч сч сч сч сч
й НО по по КО ПО 00 о Ю Ю ОО COCOCOCO Г- 1 Ф ю сч ООО О о" О о" «-Н сч" о сч"
Мп КО СЧ О О КО О О КО СО со «о со сч" со" о" со" —" —со —Г сч
О СЧ О О О СЧ по СЧ ОСО О О —1 — —< о СЧ СЧ СО СО —I О —1 — ООО оооо оо о о о
Марка электрода со < оо Т _ О О Ю сч ^2 т о СОСОСОСО mH ОС? 003 ОООО ОЗ и О АНЖ
Тип электрода со сч ill U О СЧ сч сч 1 < < < СП СП СП
сталей 15Х25Т, 15X28, 10Х28АН и др., работающих при указанной
температуре, но без циклических резких изменений ее и в средах, не
содержащих сернистого газа; сварка малоуглеродистых и низколеги-
рованных сталей со сталями аустенитного класса. Наблюдается некото-
рая склонность наплавленного металла к охрупчиванию в температур-
ном интервале сигматизации. Содержание ферритной фазы 2,5—10%.
ЦЛ-25. Сварка жаростойких аустенитных сталей 20Х23Н18,
20Х23Н13, а также хромистых сталей 15Х25Т, 15X28, 10Х28АН и им
подобных, работающих при температурах выше 850° С. Сварка мало-
углеродистых и низколегированных сталей со сталями аустенитного
класса типа 18—8 (18—10), 23—18, 15Х25Т и им подобных. Могут при-
меняться для сварки промежуточных слоев (не имеющих непосредствен-
ного контакта с агрессивной средой) двухслойных сталей со стороны вы-
соколегированных сталей. Содержание ферритной фазы 3—9%.
ОЗЛ-9. Сварка жаростойких сталей типа 20Х23Н13, 20Х23Н18,
36Х18Н25С2, работающих при температурах до 1050° С, когда к ме-
таллу шва предъявляются требования повышенной стойкости против
охрупчивания. Стойкость против межкристаллитной коррозии низкая.
ОЗЛ-9А. Сварка жаростойких сталей 20Х23Н13, 20Х23Н18 и
им подобных, работающих в окислительных и науглероживающих
средах при температурах 900—1050° С. Могут быть использованы для
сварки сталей 36Х18Н25С2, 20Х25Н20С2, работающих при темпера-
турах до 1100° С. В последнем случае для сварки первого слоя следует
применять электроды ГС-1 или ОЗЛ-5. Ферритная фаза отсутствует.
Жаростойкость металла шва такая же, как стали 20Х23Н18. Требованию
стойкости против межкристаллитной коррозии не удовлетворяют.
Склонны к образованию трещин при сварке жестких изделий. Сварку
жестких изделий следует проводить электродами диаметром 3 мм.
ОЗЛ-18. Сварка сталей типа 20Х25Н20С2, 36Х18Н25С2, работаю-
щих при температурах до 1100° С, в сочетании с аустенитно-ферритными
электродами ГС-1 или ОЗЛ-5, которыми заваривают первый слой шва.
ОЗЛ-9-1. Сварка конструкций из центробежного литья и проката
жаростойких и жаропрочных сталей типа 20Х25Н20С2, 35Х25Н20С2 и
им подобных, работающих при температурах 1050° С, когда к металлу
шва предъявляются требования жаростойкости и жаропрочности.
Обеспечивают стойкость металлу шва против охрупчивания.
ОЗЛ-5. Для сварки жаростойких сталей 20Х25Н20С2, 08Х20Н14С2
и им подобных, работающих при температурах 900—1100° С, а также
для сварки коррозионностойких сталей, работающих в контакте с
агрессивными средами при температурах до 350° С. Наплавленный ме-
талл не склонен к науглероживанию. Возможно охрупчивание в тем-
пературном интервале сигматизации. Содержание ферритной фазы 3—
10%. Термическая обработка (стабилизация) не рекомендуется.
ЦТ-17. Для сварки жаростойкой стали 08Х20Н14С2 и ей подоб-
ных, работающих при температурах 900—1100° С. Содержание феррит-
ной фазы 3—5% . Стойкость наплавленного металла против межкристал-
литной коррозии низкая.
ГС-1. Для сварки первого слоя при многослойной сварке проката
и литья из жаростойких сталей 08Х20Н14С2, 20Х25Н20С2 и им подоб-
ных, работающих при температурах 1050° С. Содержание ферритной
фазы не менее 10%. Жаростойкость наплавленного металла до 1150° С.
Наплавленный металл стоек против науглероживания.
ОЗЛ-2. Для сварки жаростойких сталей 20Х23Н13, 15Х25Т(
15X28, 10Х28АН и им подобных, работающих при температурах 900—
470
47!
950° С в условиях воздействия газовых сред, содержащих сернистые
соединения. Содержание ферритной фазы не нормируется.
ОЗЛ
-1^- Сварка жаростойких и жаропрочных сталей
20Х25Н20С2, 35Х25Н20С2 и им подобных, работающих при температурах
900—1000° С. Ферритная фаза отсутствует. Металл шва обладает повы-
шенной стойкостью против горячих трещин, в том числе при сварке
жестких конструкций.
VII.8. Сварка двухслойных сталей
С целью экономии высоколегированных сталей в химическом и нефтяном
машиностроении вместо монометалла достаточно широко используются
двухслойные стали СтЗ (сталь 10, 20К, 15ХМ и др.) + 08Х18Н10Т
(08Х18Н12Т, 10X17H13M3T, 06Х23Н28МЗДЗТ и др.).
Сварка основного (углеродистого или низколегированного) слоя
производится по обычной технологии, которая принята для сварки
данной конструкционной стали. Шов, выполненный со стороны леги-
рованного слоя, должен отвечать требованиям, предъявляемым к по-
следнему.
При сварке двухслойной стали в первую очередь заваривается
углеродистый слой. После этого вырубается корень шва. Вторым на-
кладывается так называемый разделительный слой, обеспечивающий
минимальное разбавление высоколегированного и углеродистого ме-
таллов, а также отсутствие подкалочных структур (мартенсита), мо-
гущих привести к разрушению сварного соединения в процессе работы
изделия или даже в процессе его изготовления. Как правило, для вы-
полнения разделительного слоя применяют электроды типа ЭА-2, ЭА-2Б.
При выполнении плакирующего шва используются электроды, обеспе-
чивающие его работоспособность, равную работоспособности плакиру-
ющего слоя. Так, если в качестве плакирующего слоя используются
стали 08X13, 12X13, то для его сварки применяют электроды ЦЛ-11,
ЦЛ-9; плакирующий слой из сталей 08Х17Н16МЗТ, 10Х17Н13М2Т и им
подобных следует сваривать электродами АНВ-17, НЖ-13; из стали
06Х23Н28МЗДЗТ — электродами ОЗЛ-17У
Если к сварному соединению из двухслойного металла, плаки-
рованного сталью 18-8, не предъявляются требования стойкости против
межкристаллитной коррозии, сварку плакированного слоя целесооб-
разно выполнять электродами типа ЭА-2 (марок ЦЛ-25, ЗИО-8), а при
наличии таких требований — электродами типа ЭА-2Б (марок ЗИО-7,
ЦЛ-9).Как правило, конструкции и изделия из двухслойной стали не
подвергают термической обработке. При необходимости термическая
обработке должна выполняться с учетом обеспечения требуемой корро-
зионной стойкости как облицовочного слоя, так и сварного соединения
в целом.
VII.9. Сварка разнородных сталей
Во многих случаях оптимальные эксплуатационные свойства сварных
конструкций можно получить, используя узлы из различных марок
сталей. При этом достигается наиболее полная реализация преиму-
ществ каждого материала, с одной стороны, и экономия дефицитных
металлов, с другой.
472
Так, при изготовлении различных емкостей и аппаратов из вы-
соколегированных сталей, предназначенных для получения, хране-
ния и транспортировки различных агрессивных материалов, нет
необходимости расходовать дорогостоящие стали на изготовление
силовых и крепежных конструкций, ложементов и т. п., т. е. узлов
и деталей, которые работают в условиях, исключающих их кон-
такт с агрессивной средой. Подобные конструктивные элементы, с
учетом условий их эксплуатации, могут быть изготовлены из сред-
не- или низколегированных, а иногда даже из углеродистых сталей.
Большое распространение получили сварные конструкции из разно-
родных сталей в энергетическом машиностроении. Естественно,
сварка разнородных сталей предъявляет собой достаточно сложную
задачу.
По сочетанию свариваемых сталей сварные соединения могут
быть выполнены из сталей одного структурного класса, но разных
степеней легирования или из сталей разного структурного класса.
Эти соединения могут эксплуатироваться как при обычных, так и
при повышенных температурах. Наиболее сложны вопросы сварки
сталей разного структурного класса при изготовлении изделий,
предназначенных для работы при повышенных температурах. Ти-
пичным представителем подобных соединений является композиция:
высоколегированная аустенитная сталь + перлитная сталь.
Одна из основных трудностей при сварке аустенитных сталей
с перлитными обусловлена образованием хрупких кристаллизацион-
ных прослоек со стороны перлитных сталей, как правило, со структу-
рой мартенсита. Резко отличаясь своими свойствами от свариваемых
сталей, эти прослойки могут оказаться причиной образования тре-
щин в сварных швах и в сварных соединениях, а также причиной
преждевременного разрушения конструкции. Как правило, такие
прослойки возникают при использовании для сварки электродов,
обеспечивающих низкий запас аустенитности металла сварного шва
(электроды типа ЭА-1). Для сведения к минимуму количества та-
ких прослоек необходимо использовать электроды с большим запа-
сом аустенитности (ЭА-2, ЭА-2Г6, ЭА-ЗМ.6 и др.). При этом кри-
сталлизационные прослойки, если и имеют место, то весьма огра-
Таблица VII. 20
Содержание никеля, рекомендуемое для предотвращения структурной
неоднородности в сварных соединениях из разнородных сталей
Класс менее легированных сталей Температура эксплуатации сварного соеди- нения, ° С Рекомендуемое содержание никеля
Обычные низкоуглеродистые Качественные углеродистые, обычные <350 10
низколегированные Низко- и среднелегированные хромо- 350 — 450 19
молибденовые Низко- и среднелегированные хромо- 450 — 550 31
мол ибде нова над ие вые >550 47
473
Таблица VII. 21
Электроды для сварки разнородных сталей разных структурных классов в энергетических установках [5]
Марки сваривае- мых сталей Тип электрода Марка электрода Предель- ная темпе- ратура эксплуата- ции, • С Примечание
Низкоуглеродистые перлитные теплоустойчивые стали с высокохромистыми сталями
Ст.З 10X13 Э-ХМ ЦУ-2ХМ 400 Для сварки основных швов диафрагм турбин
12МХ; 15ХМ 10X13 Э-ХМ ЦУ-2ХМ 500
12Х1МФ 15Х11МФ; 18Х11МФБ Э-ХМФ ЦЛ-20 ЦЛ-20М 570
Сталь 20 08X13; 10X13 Э-ХМ ЦУ-2ХМ 350—450 Для сварки комбинирован- ных узлов газовых турбин
12МХ; 15ХМ; 20ХМЛ 08X13; 10X13 Э-ХМФ ЦЛ-20М 450—500
Продолжение таблицы VII. 21
12X1 МФ 15Х1М1Ф 08X13; 10X13; 18X11МФБ; 15Х12В2МФ Облицовка кромок высо- кохромистой стали электро- дами Э-Х2МФБ. Сварка ос- новной разделки электрода- ми Э-ХМФ ЦЛ-26М ЦЛ-20М 570 Для сварки комбинирован- ных узлов газовых и паро- вых турбин, трубопроводов между собой и с корпусами турбин и арматурой
Низкоуглеродистые и перлитные теплоустойчивые стали с аустенитными сталями
Ст.З; Сталь 20 12Х18Н10Т; 10Х23Н18; 12Х18Н12Т ЭА-2; ЭА-2Г6; ЭА-ЗМ6; ЭА-4ВЗБ2; на никелевой основе ЦЛ-25; ЗиО-8; 400—450
12МХ; 15ХМ; ЗОХМ ЦТ-10; ЦТ-28; АНЖР-1 * 450—500
12Х1МФ; 15Х1М1Ф АНЖР-2 * АНЖР-3 * 520—570
По данным работы (24)
сл
ничены размерами и практически не оказывают влияния на работо-
способность изделия в целом.
В этом случае, если сварное соединение должно работать при
повышенных температурах (различного рода энергетические уста-
новки), необходимо предпринимать меры против развития диффузи-
онных прослоек, определяемых диффузией углерода из менее леги-
рованного в более легированный металл. Эти прослойки могут резко
снизить работоспособность сварного изделия. С целью предотвра-
щения их развития рекомендуется использовать сварочные мате-
риалы с повышенным содержанием никеля [23, 24], например,
электроды марок АНЖР-1, АНЖР-2, АНЖР-3, ЦТ-28, ЦТ-36.
Учитывая то обстоятельство, что необходимое количество ни-
келя, препятствующего образованию структурной неоднородности,
зависит от температуры, а также принимая во внимание его де-
фицитность, рекомендуется [24] сварные соединения из разнородных
сталей разбить на 4 группы, в зависимости от температуры их
эксплуатации, и дифференцировать необходимое количество никеля
в металле шва (табл. VII. 20).
Некоторые конкретные рекомендации по сварке разнородных
сталей разных структурных классов применительно к изготовлению
энергетических установок, приведены в табл. VII. 21.
ЛИТЕРАТУРА
1. Г е р м а н С. И. Электродуговая сварка теплоустойчивых сталей
перлитного класса. М.— Киев, Машгиз, 1963.
2. Е р о х и н А. А. Электроды для сварки сталей повышенной и
высокой прочности Тезисы докладов Всесоюзной конференции по
электродному производству, II. Изд. ИЭС им. Е. О. Патона,
Киев, 1966
3. 3 е м з и и В. Н., Ф р е н к е л ь Л. Д. Сварные конструкции па-
ровых и газовых турбин. М.— Л., Машгиз, 1962.
4. 3 е м з и н В. Н. и др. Сварка высокохромистых жаропрочных
сталей для деталей паровых турбин. М.— Л., Машгиз, 1962.
5. 3 е м з и н В. Н. Жаропрочность сварных соединений. Л., «Ма-
шиностроение», 1972.
6. К ы р г е н о в В. В. Электродуговая сварка жаропрочной аусте-
нитной стали типа 15-35.— Автоматическая сварка, 1958, 5.
7. Л а ш к о Н. Ф., Лаш ко-Авакян С. В. Металловедение
сварки. М., Машгиз, 1954.
8. Л ю б а в с к и й К. В., Л а з а р е в Б. И. Электроды для сварки
стали ЭИ257.— Сварочное производство, 1956, 7.
9. Любавский К. В., Львова Е. П., Герман С. И. Свар-
ка корпуса газовой турбины из жаропрочной глубокоаустенитной
стали.— Сварочное производство, 1966, 9.
10. Медовар Б. И. и др. Легирование бором (более 0,3—0,4%)
жаропрочных аустенитных сталей и сварных швов.— В кн.: Ис-
следования по жаропрочным сплавам, 10. М., Изд-во АН СССР,
1963.
11. Петров Г. Л. и др. Сварка жаропрочных нержавеющих сталей.
М., Машгиз, 1963.
12. П е т р о в Г. Л., 3 е м з и н В. Н., Гонсеровский Ф. Г.
Сварка жаропрочных нержавеющих сталей. М.— Л., Машгиз, 1964.
476
13. Походи я И. К. Газы в сварных швах. М., «Машиностроение»,
1972.
14. Рунов А. Е. Исследование вопросов улучшения свариваемости
и работоспособности сварных соединений литых аустенитных жаро-
прочных сталей.— В кн.: Вопросы сварки в энергомашинострое-
нии, 104, ЦНИИТМАШ, М., 1962.
15. Руссиян А. В..Шоршоров М. X. Новые аустенитные элек-
троды для сварки стали типа Х13Н18В2Б.— Сварочное производ-
ство, 1959, 6.
16. Справочник по сварке. Под ред. А. И. Акулова. 4. М., «Машино-
строение», 1971
17. Тимофеев М. М. Принципы разработки хорошо сваривающей
ся стали для энергетических конструкций. IX Московская научно-
техническая конференция по итогам научных и производственных
работ за 1963 г. в области сварочного производства (тезисы докла
дов). Моск. гор. совет НТО, М., 1964.
18. Тимофеев М. М., Ч е ш е в П. И. О выборе аустенитной стали
для изготовления сварных конструкций энергетических устано-
вок.— Энергомашиностроение, 1966, 6.
19. Т о р о п о в В. А., М а р т ь я н о в Г. И. Изготовление сварных
роторов из аустенитной стали.— Энергомашиностроение, 1956, 11.
20. Т о р о п о в В. А. Свойства аустенитного шва типа 1Х15Н25М5
при высоких температурах.— Сварочное производство, 1959, 1.
21. Хренов К. К., Я р х о В. И. Технология дуговой электросвар-
ки. М., Машгиз, 1940.
22. X р е н о в К- К. Электрическая сварочная дуга. М., Машгиз,
1949.
23. 3 е м з и н В. Н. Сварные соединения разнородных сталей.
М.— Л. «Машиностроение», 1966.
24. Готальский Ю. Н., Снисарь В. В. О содержании никеля
в металле шва сварных соединений аустенитных сталей с неаустенит-
ными.— «Автоматическая сварка», 1968, 12.
СОДЕРЖАНИЕ
Предисловие ........................................... 3
Главе I. Классификация и краткая характеристика сталей,
применяемых для сварных конструкций .... 5
1.1. Конструкционные стали ...................... 5
1.2. Стали с особыми физическими свойствами ... 26
Литература ................................. 89
Глава II. Подготовка соединений к сварке и размеры
швов .................................................... 95
Глава III. Металлургические процессы при электродуговой
сварке сталей .............................................220
I1I.1. Электрическая дуга и ее свойства...........220
III.2. Общие вопросы металлургии электродуговой свар-
ки сталей ....................................226
Ш.З. Взаимодействие жидкого металла с кислородом 230
II 1.4. Взаимодействие жидкого металла с азотом и во-
дородом .....................................234
III.5. Металлургические особенности газоэлектриче-
ской сварки ......... ...................... 242
II 1.6. Металлургические особенности электродуговой
сварки под флюсом ...........................248
III.7. Металлургические особенности сварки покры-
тыми электродами.............................258
Литература ..................................265
Глава IV. Дефекты металлургического происхождения в
сварных швах и соединениях............................. , 270
IV. 1. Кристаллизация металла сварочной ванны н его
химическая и физическая неоднородность .... 270
IV.2. Причины и механизм образования горячих тре-
щин в сварных швах...........................282
IV.3. Факторы, определяющие склонность металла не-
легированных и низколегированных сварных
швов к образованию горячих трещин, и меры
предотвращения трещинообразования.................288
IV.4. Факторы, определяющие склонность металла
высоколегированных сварных швов к образованию
горячих трещин, и меры предотвращения трещино-
образования ......................................292
IV.5. Холодные трещины в сварных швах, причины
478
их возникновения и меры предотвращения . .
IV.6. Поры и неметаллические включения в сварных
швах .............................................
Литература .......................... . . . .
Глав
Глав
V. Технология автоматической сварки под флюсом
V .I. Способы повышения производительности автома-
тической сварки под флюсом ......................
V. 2. Сварка углеродистых и низколегированных
конструкционных сталей ..........................
V.3 . Сварка среднелегированных сталей высокой
прочности .......................................
V.4. Сварка теплоустойчивых сталей...............
V. 5. Сварка низколегированных сталей высокой проч-
ности ...........................................
V .6. Сварка высоколегированных сталей..........
V. 7. Сварка 13%-ных хромистых нержавеющих ста-
лей .............................................
V.8 . Сварка высокохромистых ферритных сталей . .
V.9. Сварка мартенситных и аустенитно-мартенситных
высоколегированных сталей .......................
V.1 0. Сварка аустенитных хромоникелевых сталей
V. 11. Сварка хромоникельмарганцевых нержавеющих
сталей ..........................................
V.1 2. Сварка хромоникельмолибденовых сталей . . .
V.13 . Сварка ферритно-аустенитных нержавеющих
сталей .................................... . .
V.14. Сварка жаростойких высоколегированных сталей
V.1 5. Сварка жаропрочных сталей и сплавов на ни-
келевой основе ..................................
V. 16. Сварка двухслойных сталей .........
V.1 7. Сварка разнородных сталей ............ . .
Литература ............................ . .
VI. Технология дуговой сварки в среде защитных
газов ..........................................
VI.1. Материалы, применяемые для дуговой сварки
в среде защитных газов ..........................
VI.2 . Техника и режимы дуговой сварки в среде за-
щитных газов ....................................
VI. 3. Сварка в углекислом газе углеродистых и низ-
колегированных конструкционных сталей
VI.4 . Сварка в углекислом газе теплоустойчивых пер-
литных сталей ...................................
VI.5. Сварка в углекислом газе высоколегированных
сталей ..........................................
VI.6. Аргонодуговая сварка среднелегированных мар-
тенситных сталей ................................
VI.7 . Аргонодуговая сварка высоколегированных ста-
лей .............................................
Литература .................................
313
316
321
327
327
331
440
342
343
347
351
356
358
360
363
365
369
372
374
377
380
382
384
384
388
399
404
407
415
416
419
479
Глава VII. Технология ручной сварки покрытыми электро-
дами .......................................42i
VI 1.1. Покрытие электродов .....................42'1
VII .2. Выбор режима ручной сварки . .............42'
VI 1.3. Техника ручной сварки стыковых и угловых со-
единений в различных пространственных поло-
жениях ............................................42(
VI I.4. Сварка покрытыми электродами углеродистых и ле-
гированных конструкционных сталей .................431
V I 1.5. Сварка жаропрочных сталей покрытыми электро-
дами...............................................44J
VI I .6. Сварка коррозионностойких сталей.........454
VII .7. Сварка жаростойких сталей................46?
VII. 8. Сварка двухслойных сталей................47$
VII .9. Сварка разнородных сталей................472
Литература .................................476
Николай Иванович Каховский,
Владимир Григорьевич Фарту шный,
Константин Андреевич Ющенко
ЭЛЕКТРОДУГОВАЯ СВАРКА СТАЛЕЙ
СПРАВОЧНИК
Редактор Е. А. Воронько. Художественный редактор В. М. Тепляков. Оформ-
ление художника В. Самсонова. Технический редактор Б. М. Кричевская.
Корректоры Р. С. Коган, Л. Г. Бузиашвили.
Сдано в набор 29.VIII 1974 г. Подписано к печати 6.VI 1975 г. БФ 02049. Зак.
Ns 4—2168. Изд. № 13. Тираж 19 000. Бумага Ns 1, 84Х108‘/з2. Усл. печ. листов
25,2. Учетно-изд. листов 28,08. Цена 1 руб. 65 коп.
Издательство «Наукова думка», Киев, Репина, 3.
Отпечатано с матриц Головного предприятия Республиканского производст-
венного объединения «Полиграфкнига» Госкомиздата УССР, г. Киев, ул. Дов-
женка, 3 в Киевской книжной типографии научной книги, Киев, Репина, 4.
Зак. 5—488.