/

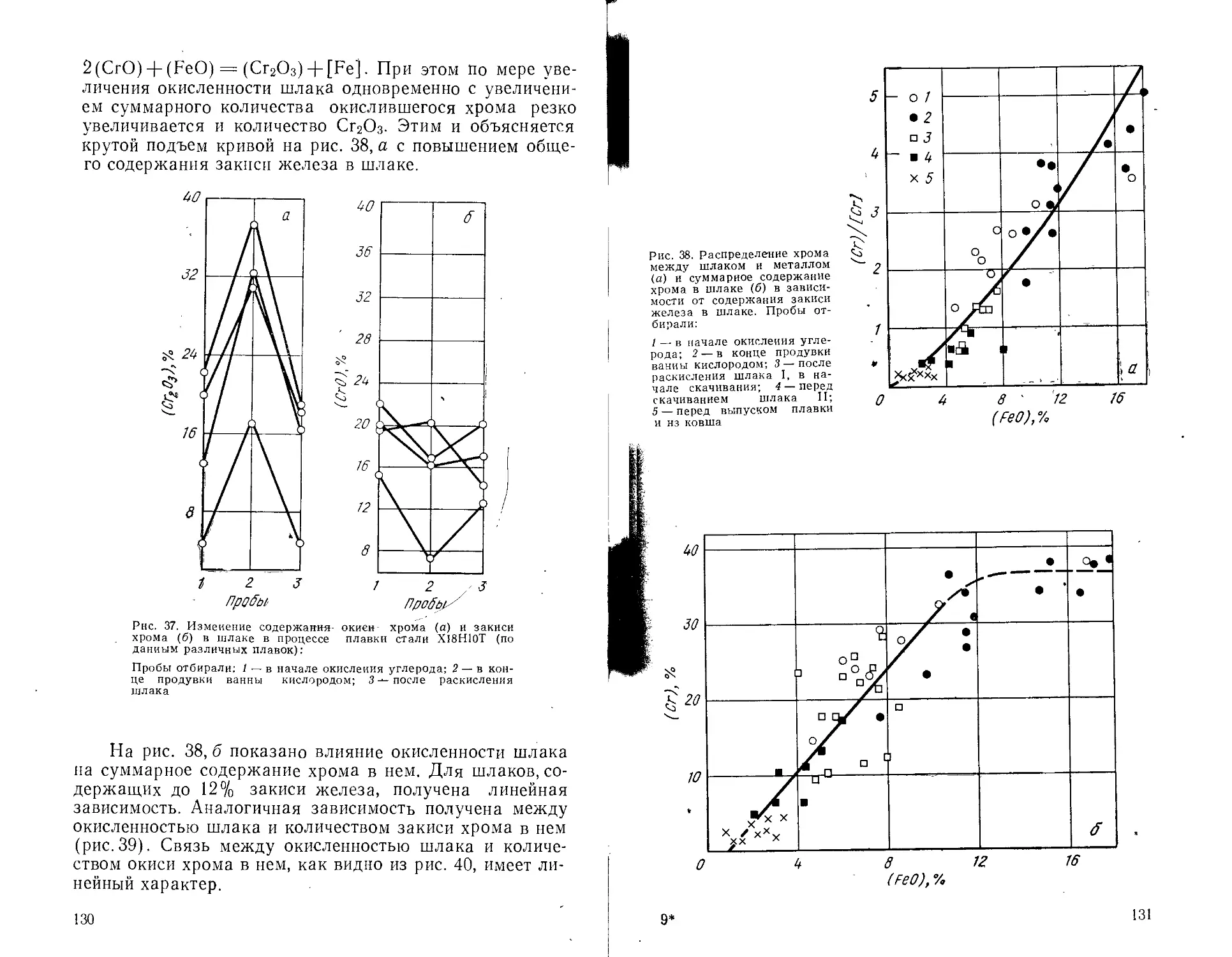
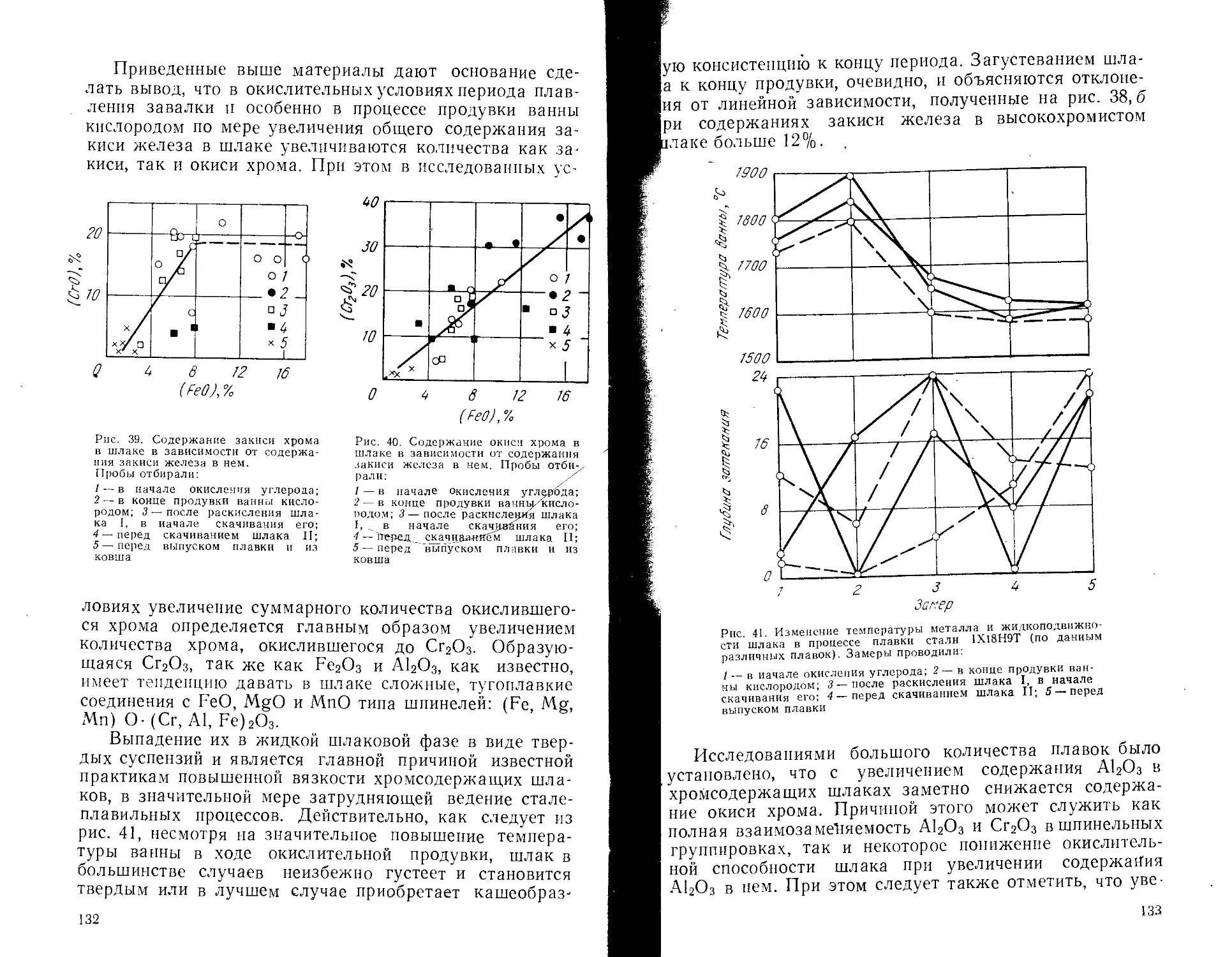
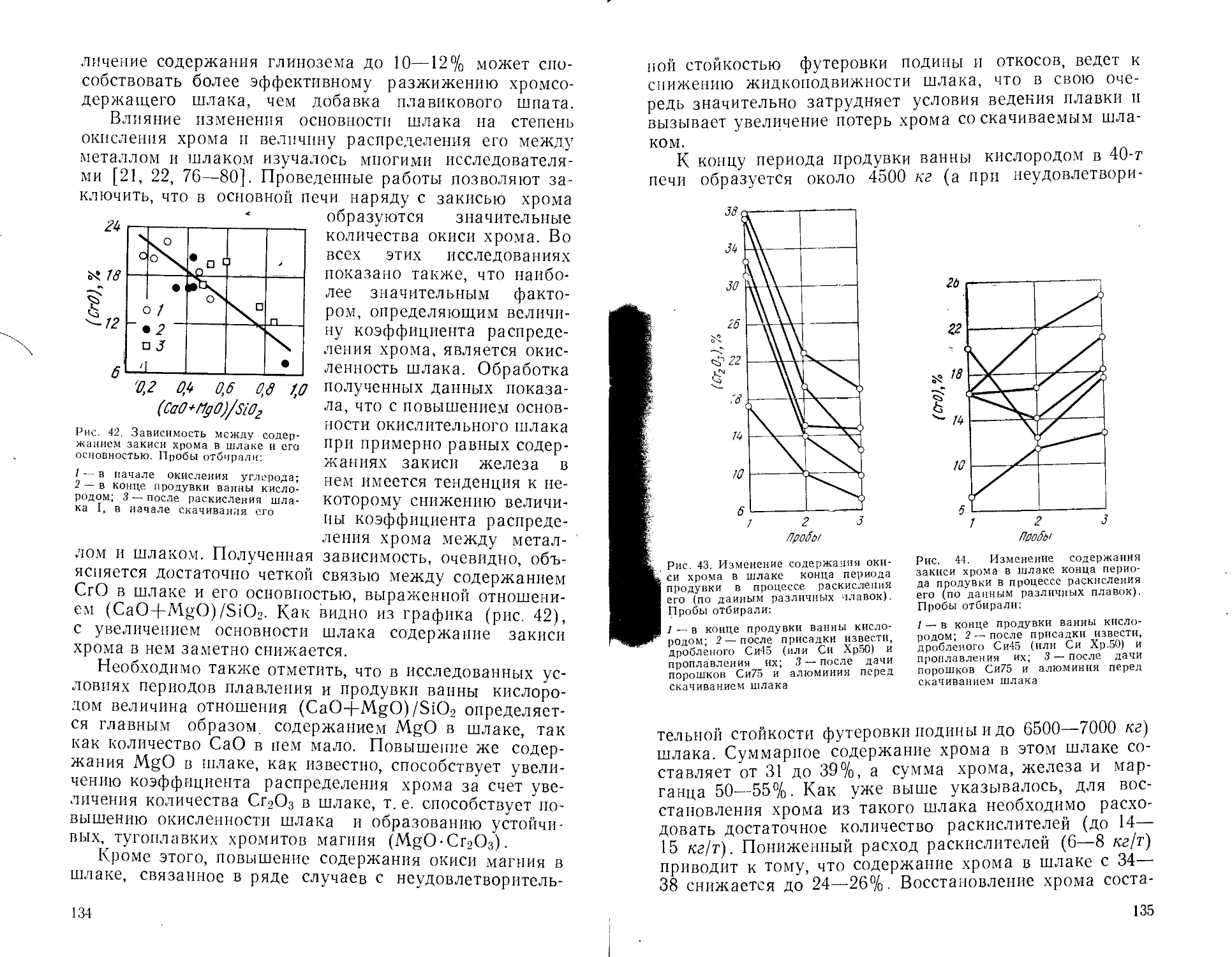
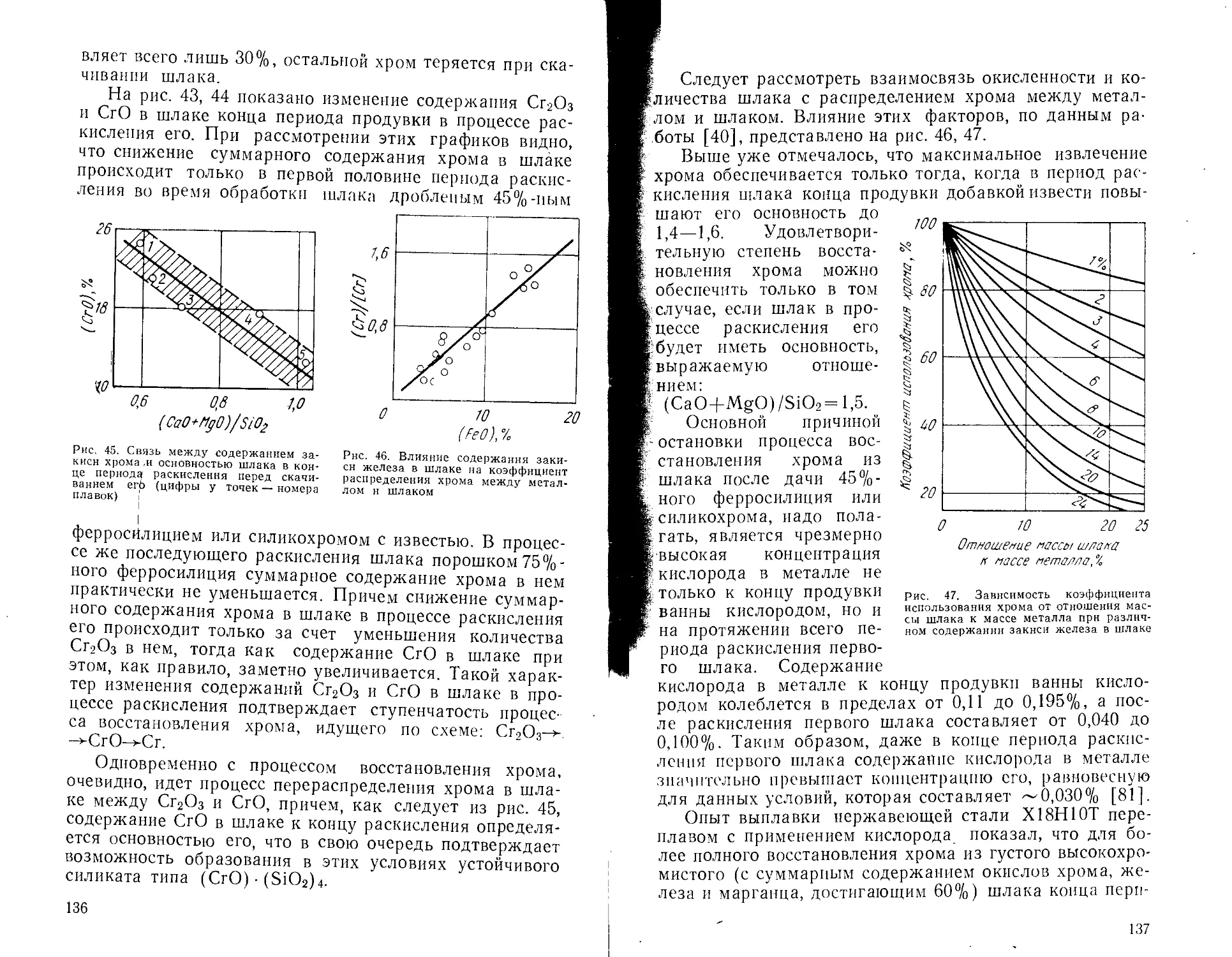
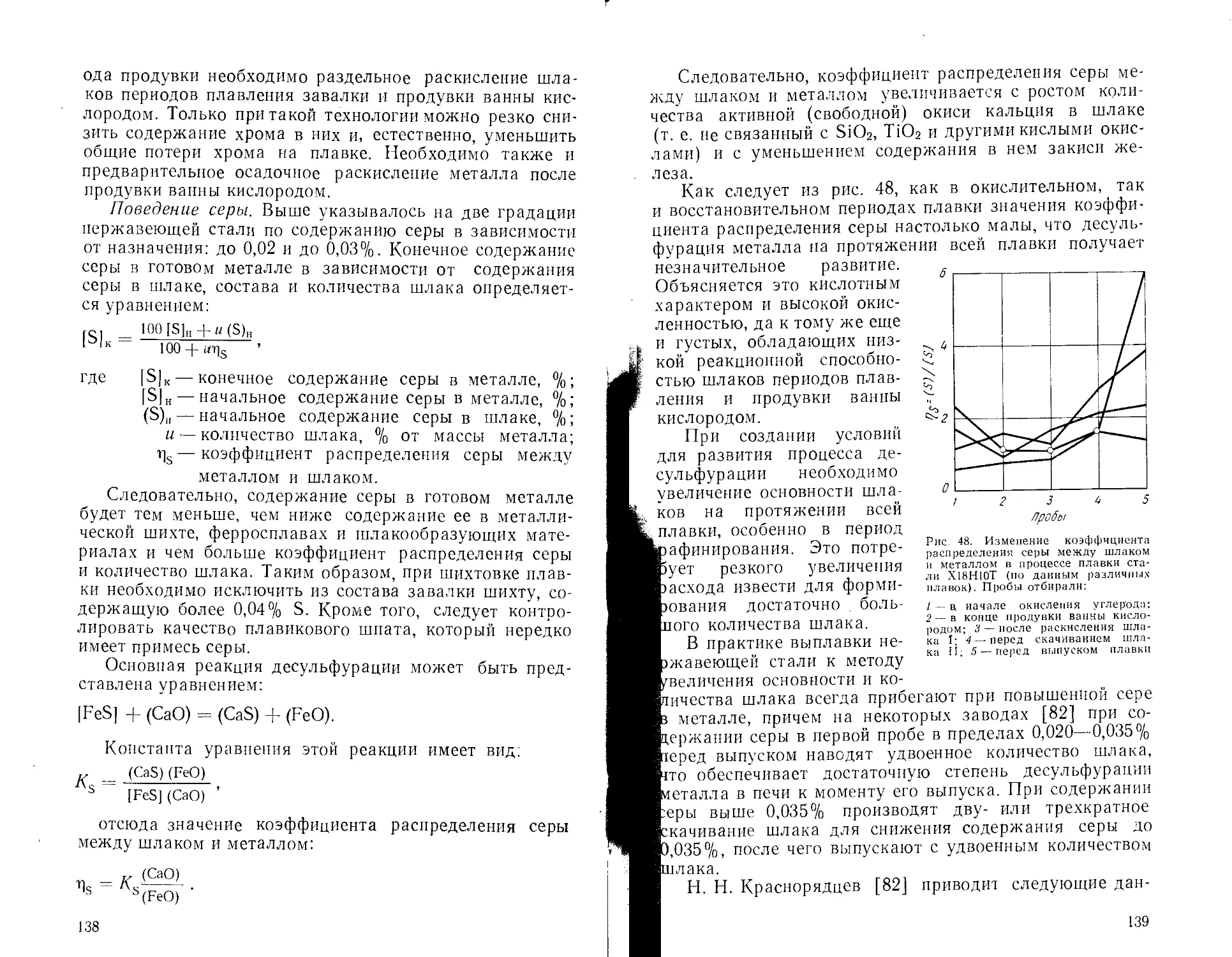
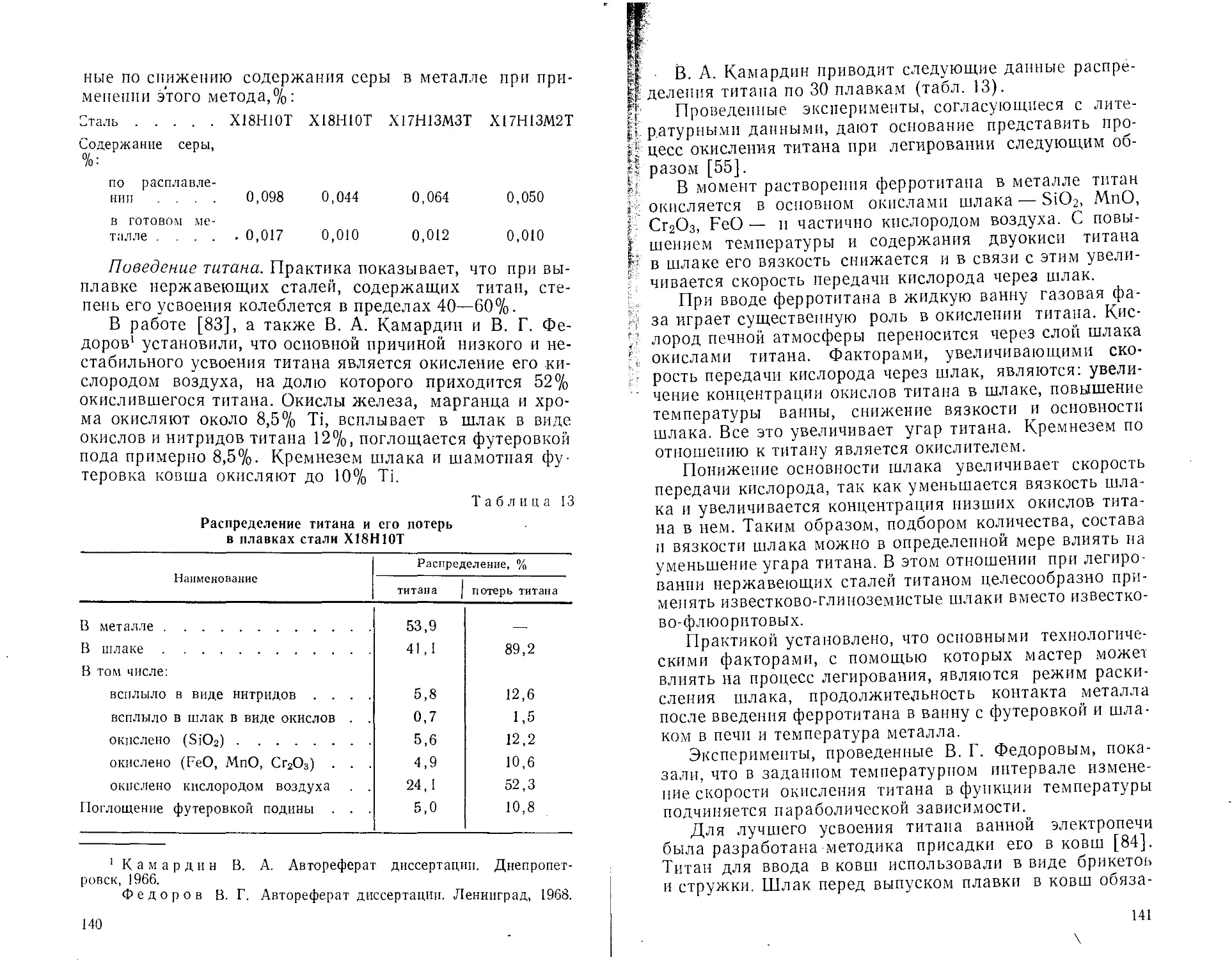
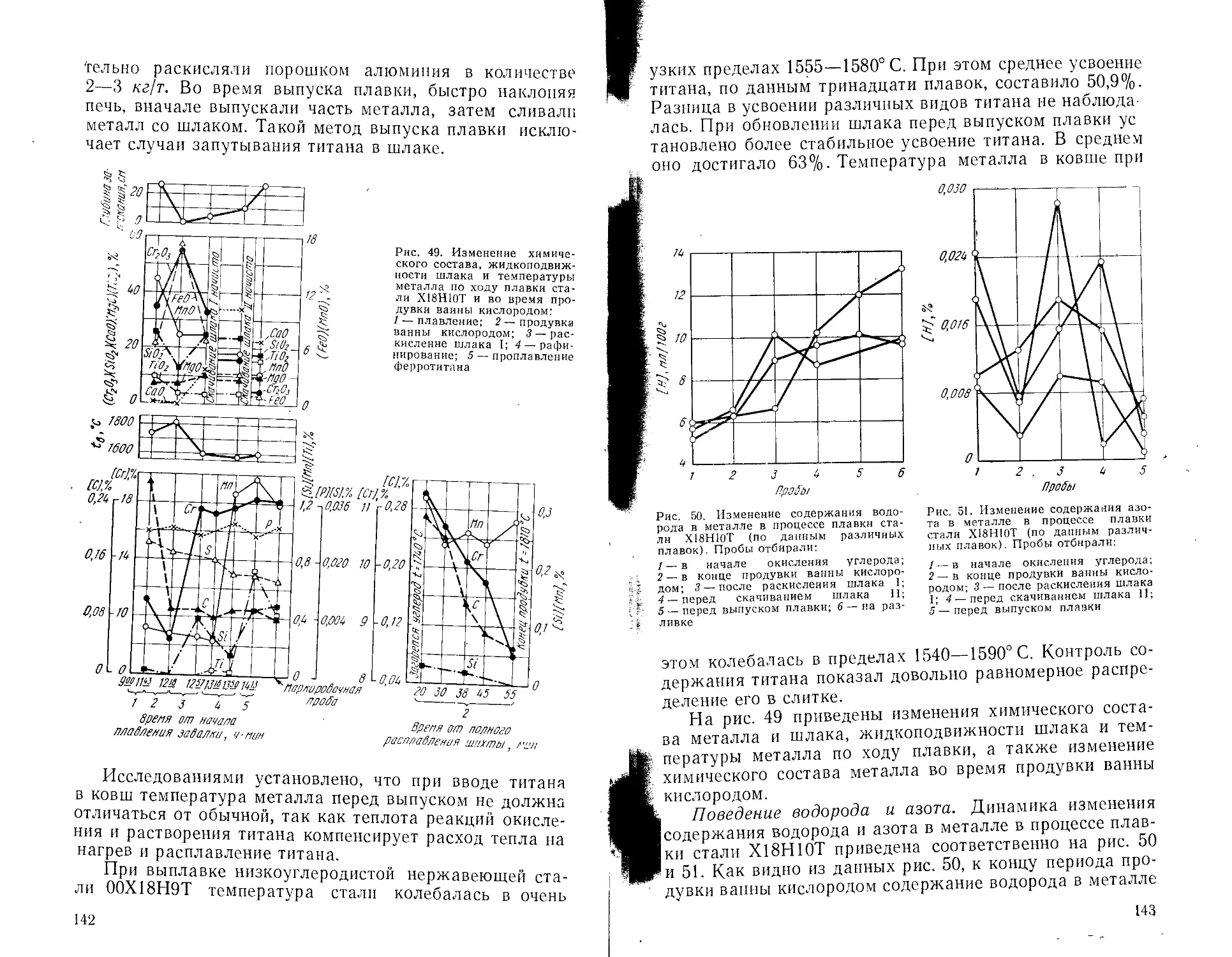
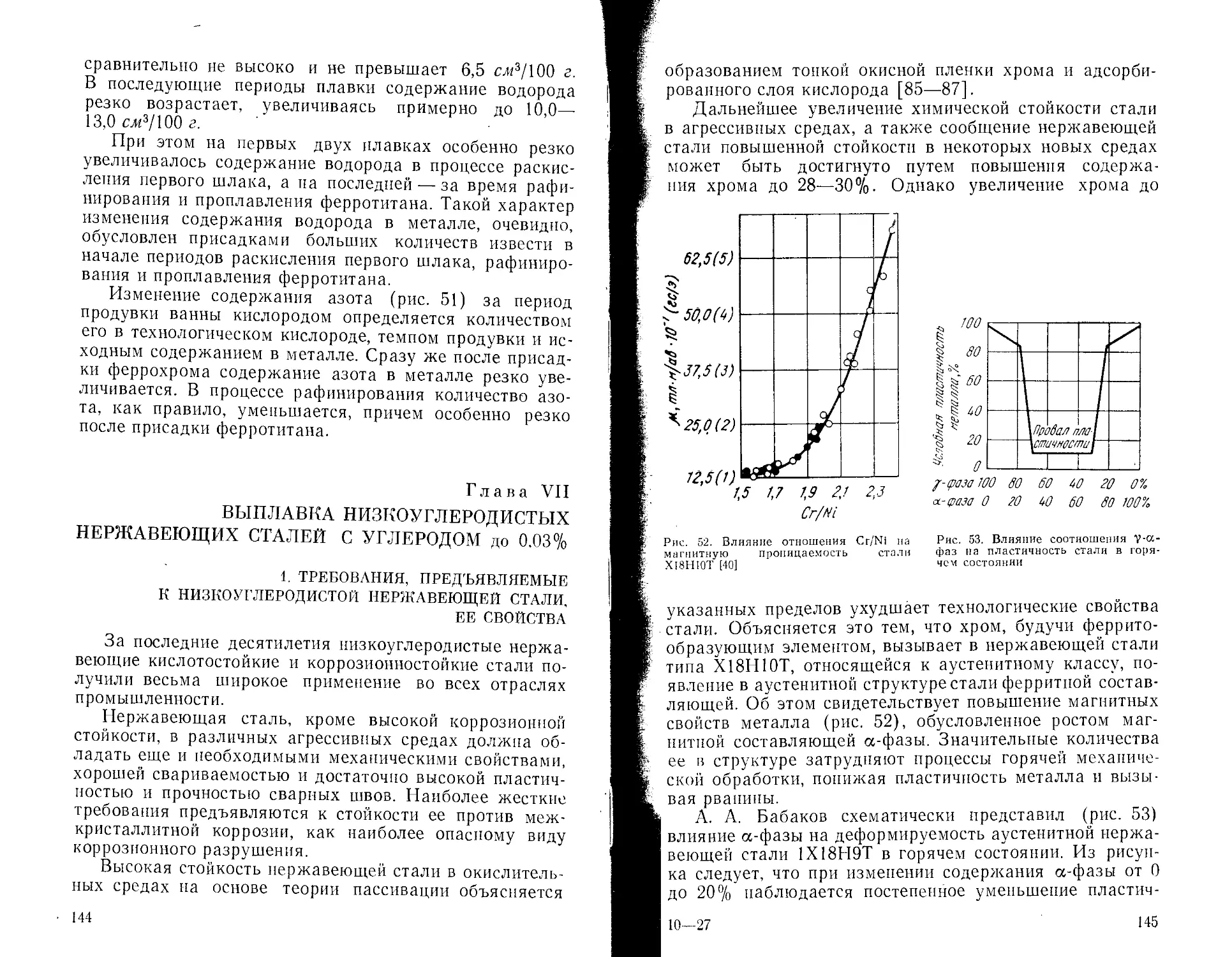

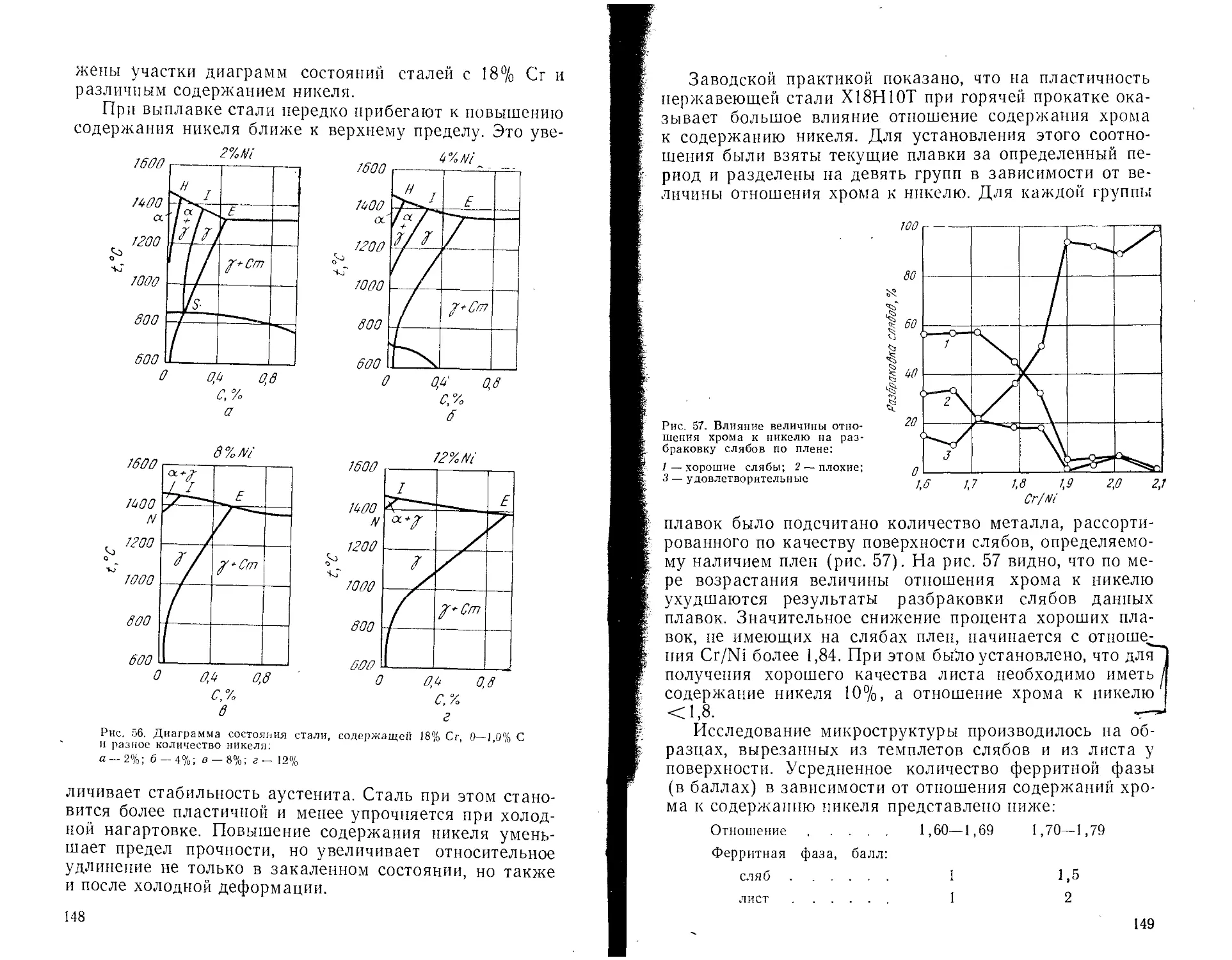
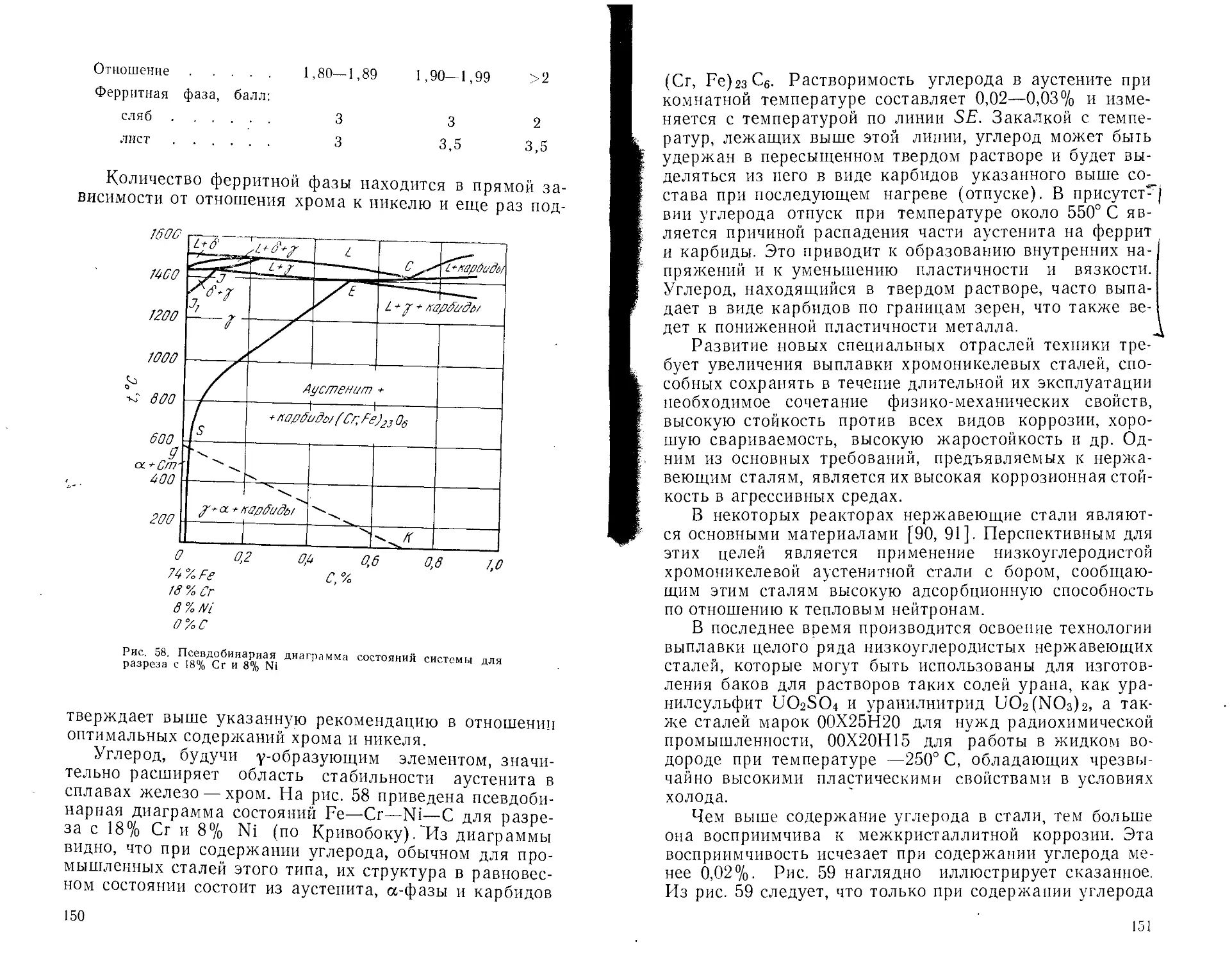
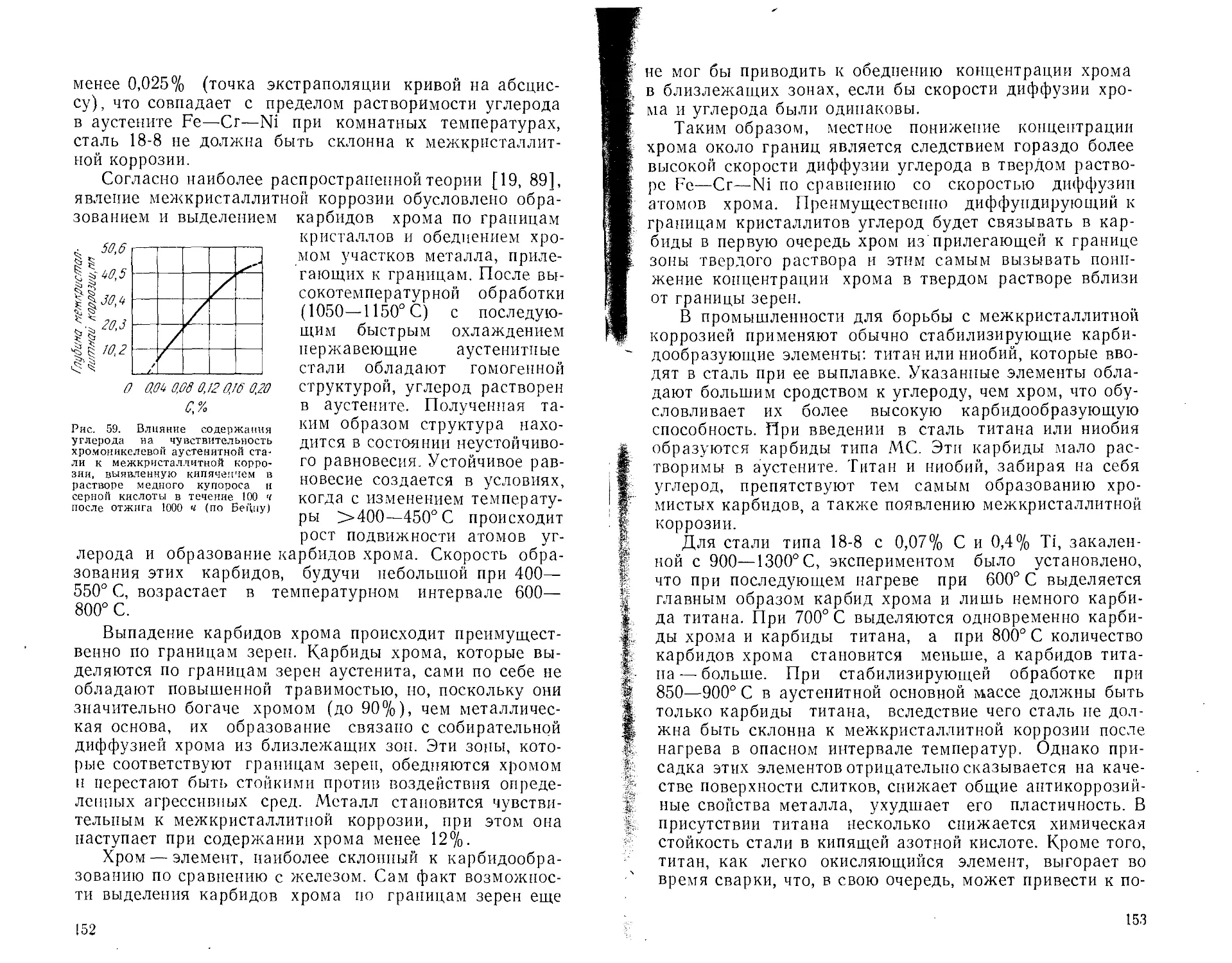
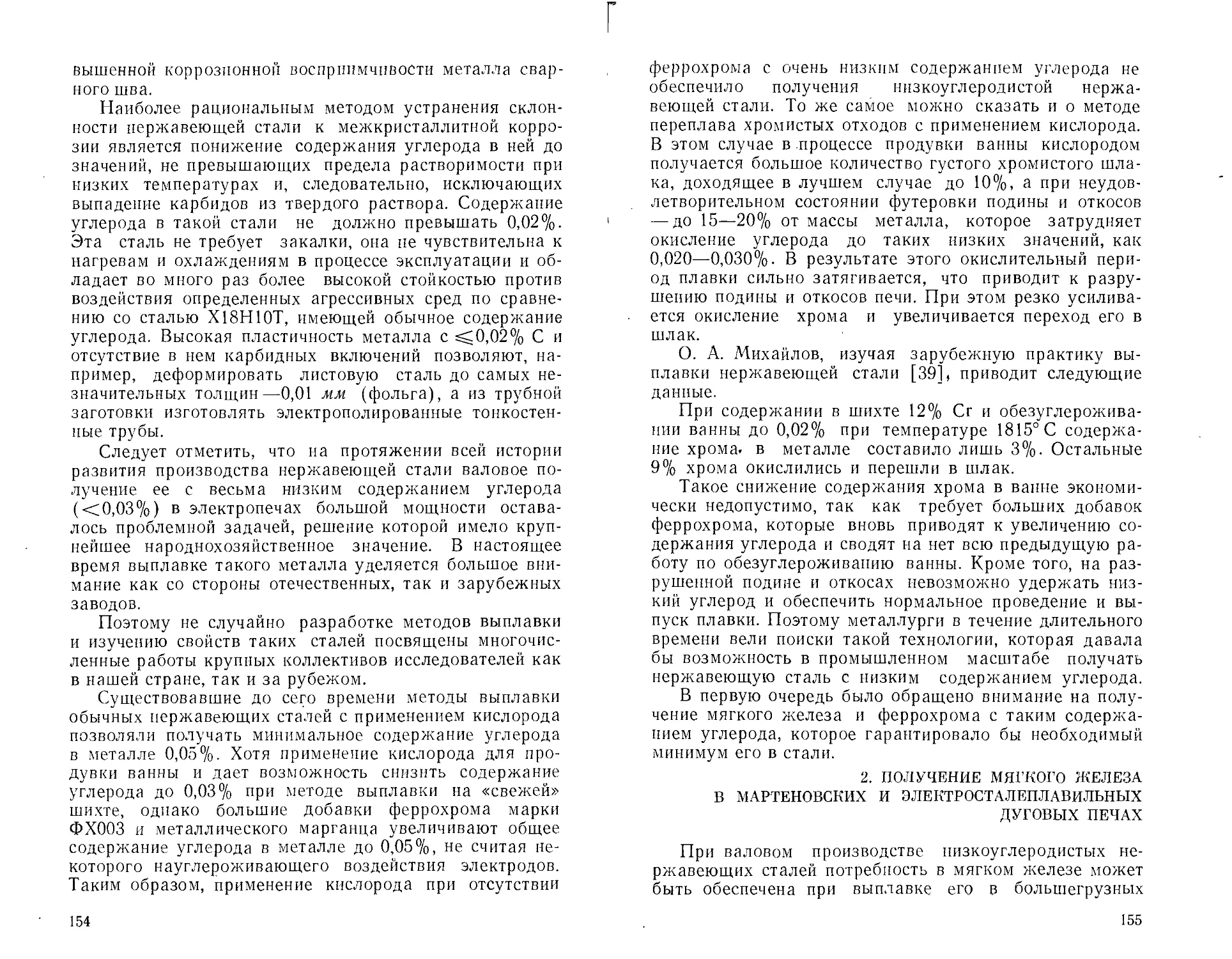





Text
Г. М. БОРОДУЛИН, Е. И. МОШКЕВИЧ
НЕРЖАВЕЮЩАЯ
СТАЛЬ
МОСКВА
«МЕТАЛЛУРГИЯ»»
1973 ।
I
УДК 669.14.018.8
© Издательство «Металлургия», 1973
к 3,02—137
040(01)-7332-73 ♦
ОГЛАВЛЕНИЕ
Стр.
Предисловие........................................ б
Раздел первый.
ХАРАКТЕРИСТИКА НЕРЖАВЕЮЩИХ
И КИСЛОТОСТОЙКИХ СТАЛЕЙ. 9
Глава I. Особенности нержавеющих сталей............ 9
1. Коррозионные процессы ...................... 9
2. Коррозия нержавеющих сталей ................ Н
Глава II. Классификация нержавеющих сталей и их про-
мышленное применение.......................... 15
II. Хромистые стали................................ 15
2. Хромоникелевые и никелевые'стали........... 23
3. Хромомарганцевые и хромомарганцевоникелевые стали 30
Глава III. Физические свойства нержавеющих сталей . . 33
Раздел второй.
ВЫПЛАВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ 40
Глава IV. Особенности электропечей, выплавляющих не-
ржавеющие стали, и материалы, применяемые
при выплавке их ...................... . 40
1. Футеровка дуговых электропечей.................. 40
2. Футеровка индукционных печей.................... 46
3. Материалы для выплавки нержавеющих сталей . . 47
Глава V. Физико-химические процессы при выплавке не-
ржавеющих сталей................................... 51
1. Окислительный период............................ 52
2. Восстановительный период ....................... 69
3. Легирование металла ............................ 77
4. Поведение титана при плавке нержавеющей стали . 83
5. Газы и неметаллические включения ............... 86
Глава VI. Выплавка нержавеющей стали в основных ду-
говых печах . ..................................... 92
1. Выплавка нержавеющей стали 1Х18Н9Т методом пол-
ного окисления..................................... 93
2. Выплавка нержавеющей стали методом частич-
ного окисления..................................... 94
3. Выплавка нержавеющих сталей методом Кировского
завода............................................. 98
4. Выплавка нержавеющих сталей методом сплавления
5. Выплавка нержавеющей стали методом смешения . 100
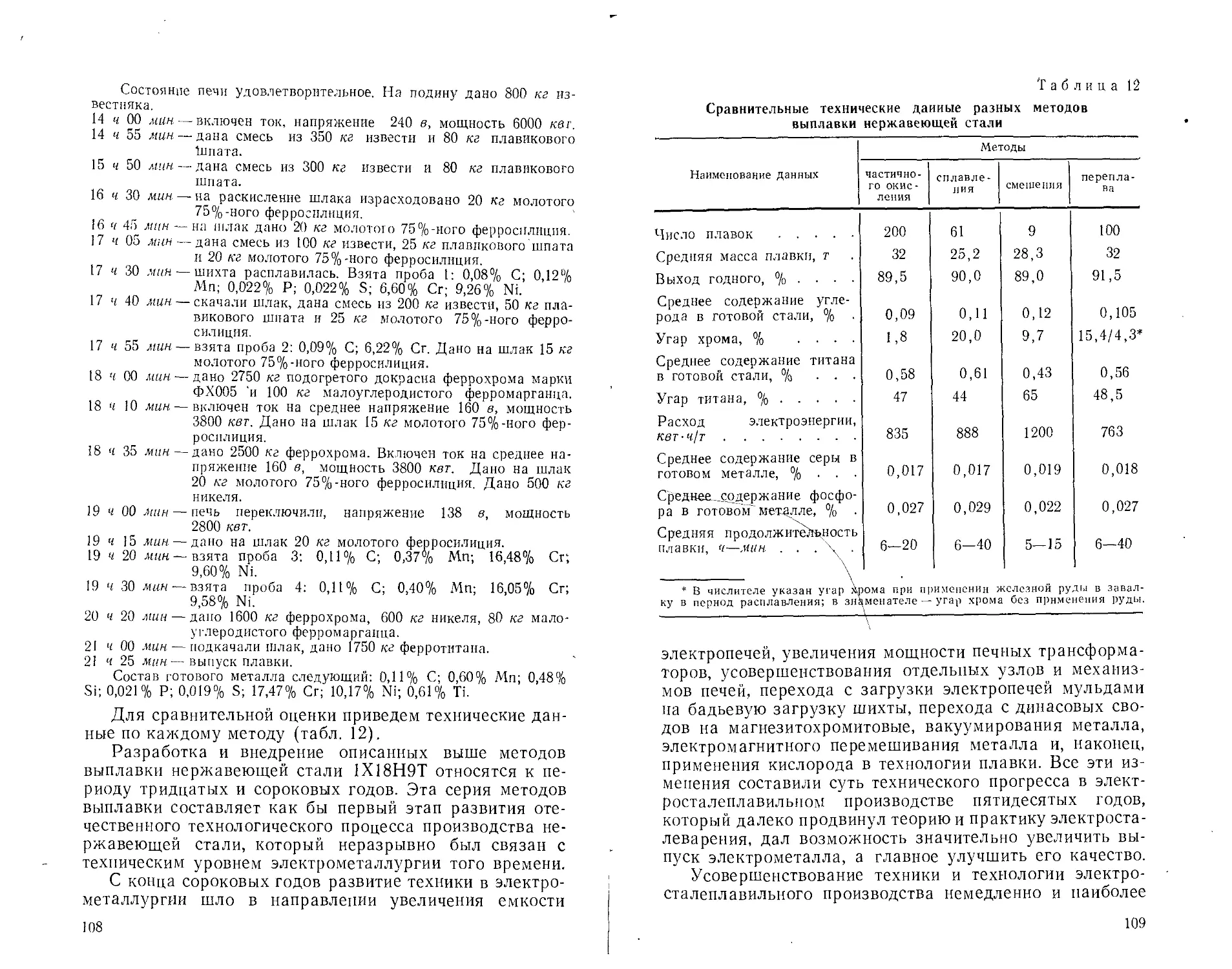
6. Выплавка нержавеющей стали 1Х18Н9Т методом пере-
плава с применением низкоуглеродистых шихтовых
блюмов........................................... 104
7. Выплавка нержавеющей стали 1Х18Н9Т (Х18Н10Т)
методом переплава отходов с применением кислорода 111
1* 3
Стр.
Стр.
Глава VII. Выплавка иизкоуглеродистых нержавеющих ста-
Раздел третий.
лей с углеродом до 0,03%................... 144
1. Требования, предъявляемые к низкоуглеродистой не-
ржавеющей стали, ее свойства....................... 144
2. Получение мягкого железа в мартеновских и электро-
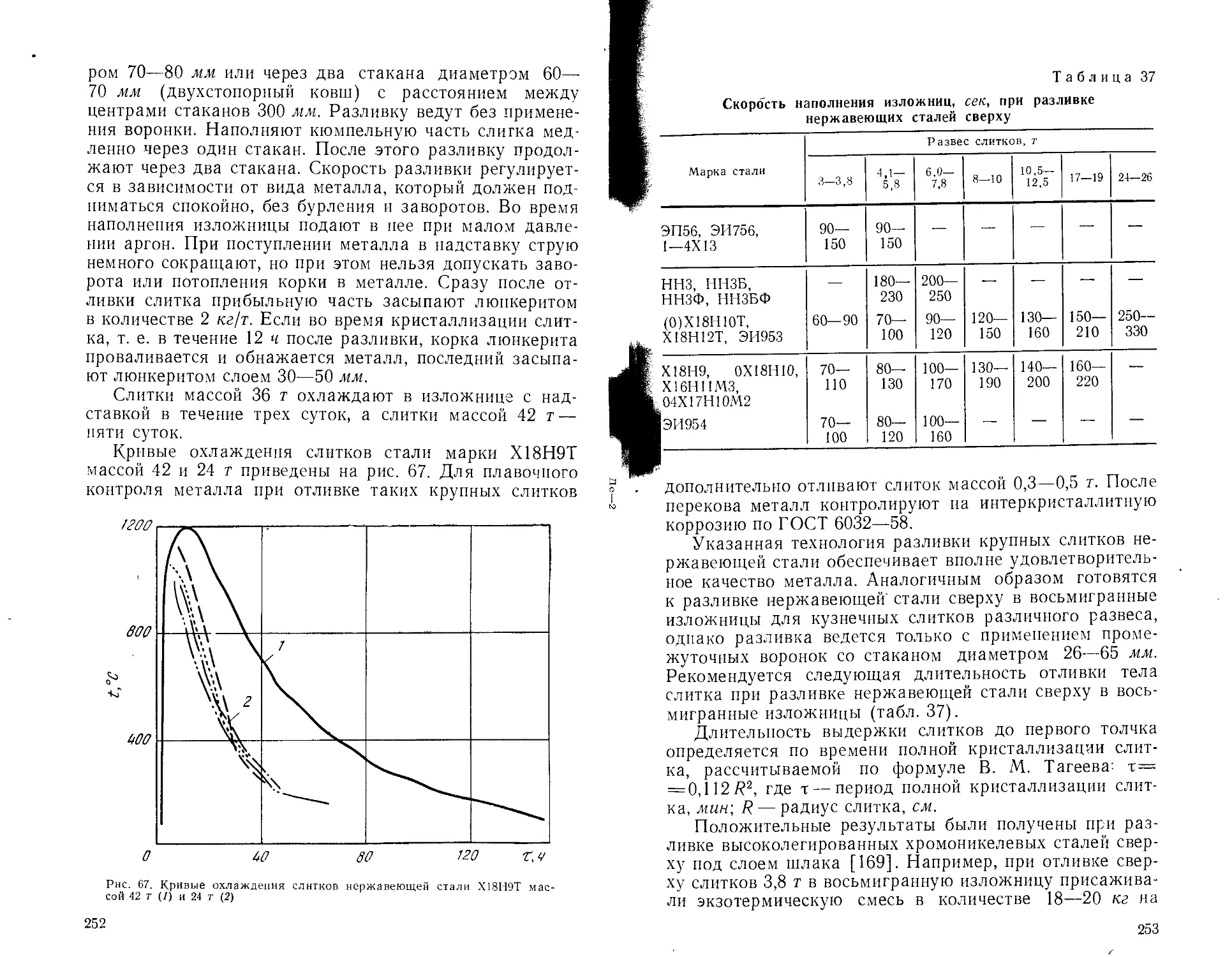
сталеплавильных дуговых печах...................... 155
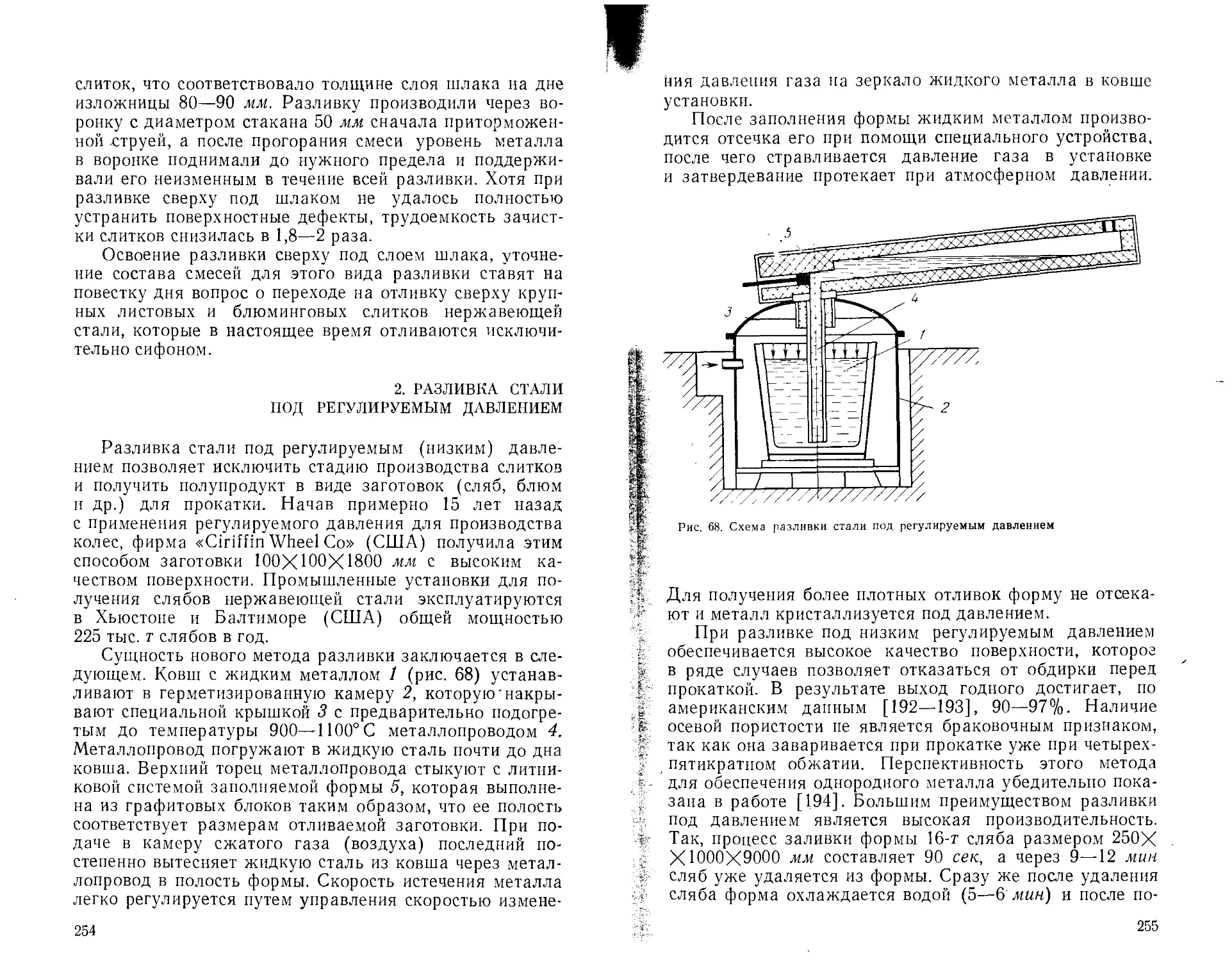
3. Подбор феррохрома с весьма низким содержанием уг-
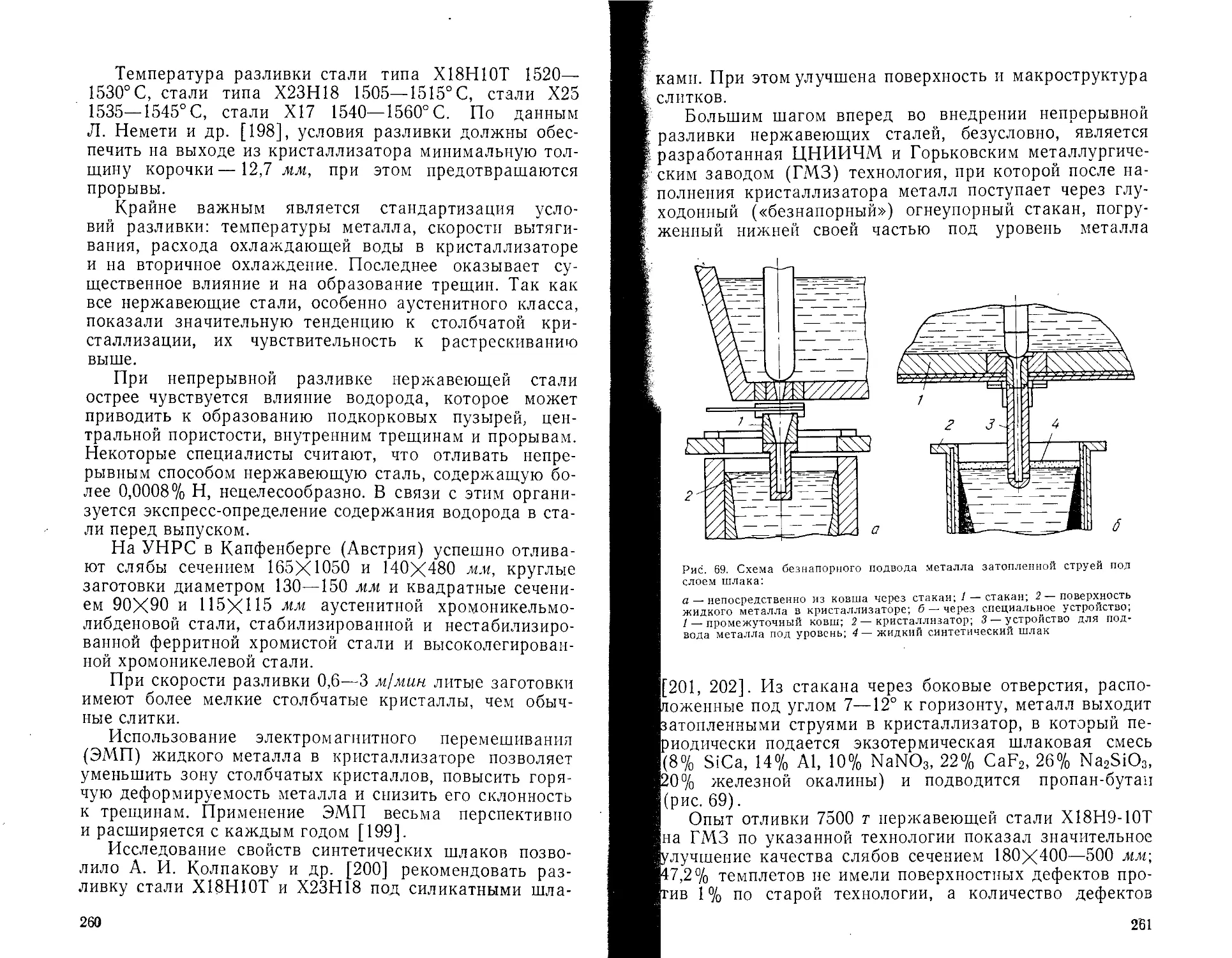
лерода для производства низкоуглеродистой нержа-
веющей стали ...................................... 158
4. Методы выплавки низкоуглеродистых нержавеющих
сталей............................................. 159
5. Технология выплавки низкоуглеродистой нержавею-
щей стали в основной дуговой печи.................. 159
6. Выплавка низкоуглеродистых нержавеющих сталей
с продувкой аргоном в ковше ....................... 164
7. Технология выплавки низкоуглеродистой нержавеющей
стали с содержанием углерода менее 0,03% в индук-
ционной печи....................................... 165
8. Выплавка нержавеющей стали в дуговых печах на
расходуемых металлических электродах .... 167
9. Производство нержавеющей стали дуплекс-процессом 168
Глава VIII. Выплавка хромистых нержавеющих сталей . 168
1. Переплав высокохромистых отходов с добавкой мяг-
кого железа, без окисления ........................ 169
2. Переплав высокохромистых отходов с применением
кислорода.......................................... 173
3. Плавка с полным окислением на свежей шихте . . 176
4. Сплавление мягкого железа и феррохрома .... 178
Глава IX. Особенности выплавки некоторых нержавею-
щих сталей. Методы улучшения качества ме-
талла при плавке в дуговой печи.......................... 179
1. Выплавка стали с нормированным содержанием не-
металлических включений ........................... 179
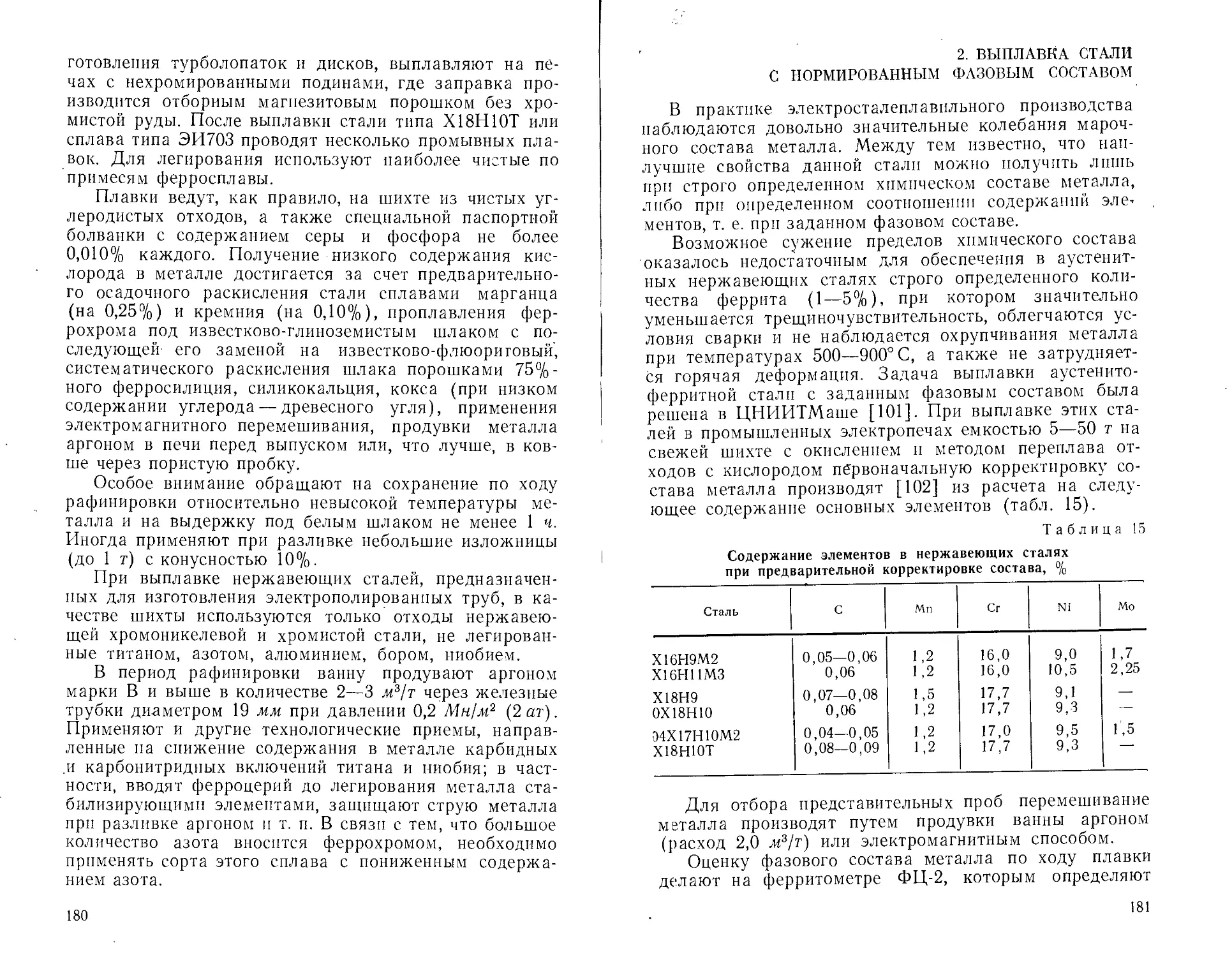
2. Выплавка стали с нормированным фазовым составом 181
3. Выплавка нержавеющих сталей, легированных азотом 183
4. Выплавка нержавеющих сталей с микролегированием
редкоземельными металлами и бором ................. 186
5. Рафинирование нержавеющей стали синтетическими
шлаками.......................................... 195
Глава X. Выплавка нержавеющей стали в других пла-
вильных агрегатах . . . ................................ 196
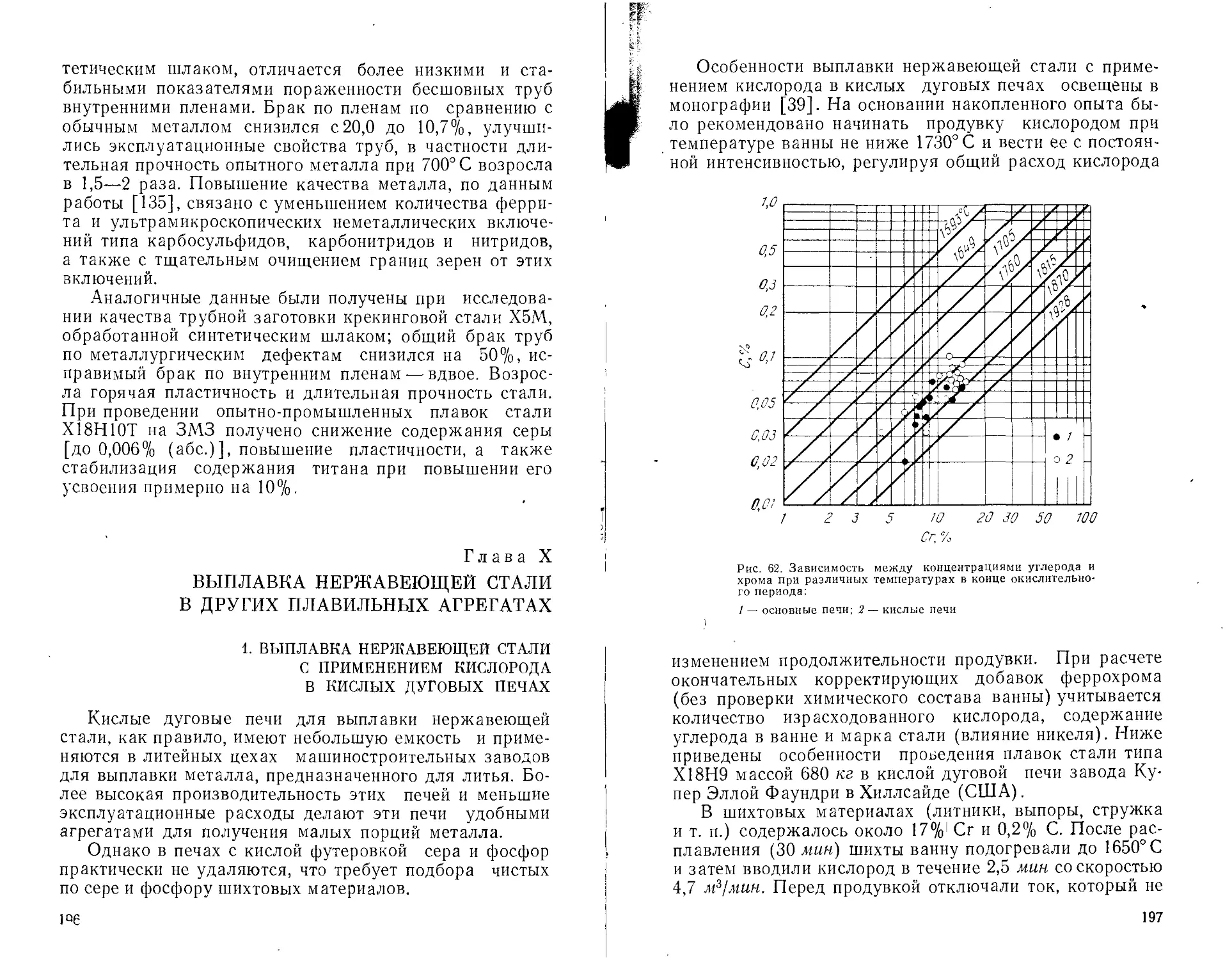
1. Выплавка нержавеющей стали с применением кисло-
рода в кислых дуговых печах ....................... 196
2. Выплавка нержавеющей стали в кислородных кон-
вертерах .......................................... 198
3. Выплавка нержавеющей стали в открытых индукци-
онных печах........................................ 202
4. Выплавка нержавеющей стали в вакуумных индук-
ционных печах...................................... 205
5. Выплавка нержавеющей стали в вакуумно-дуговых
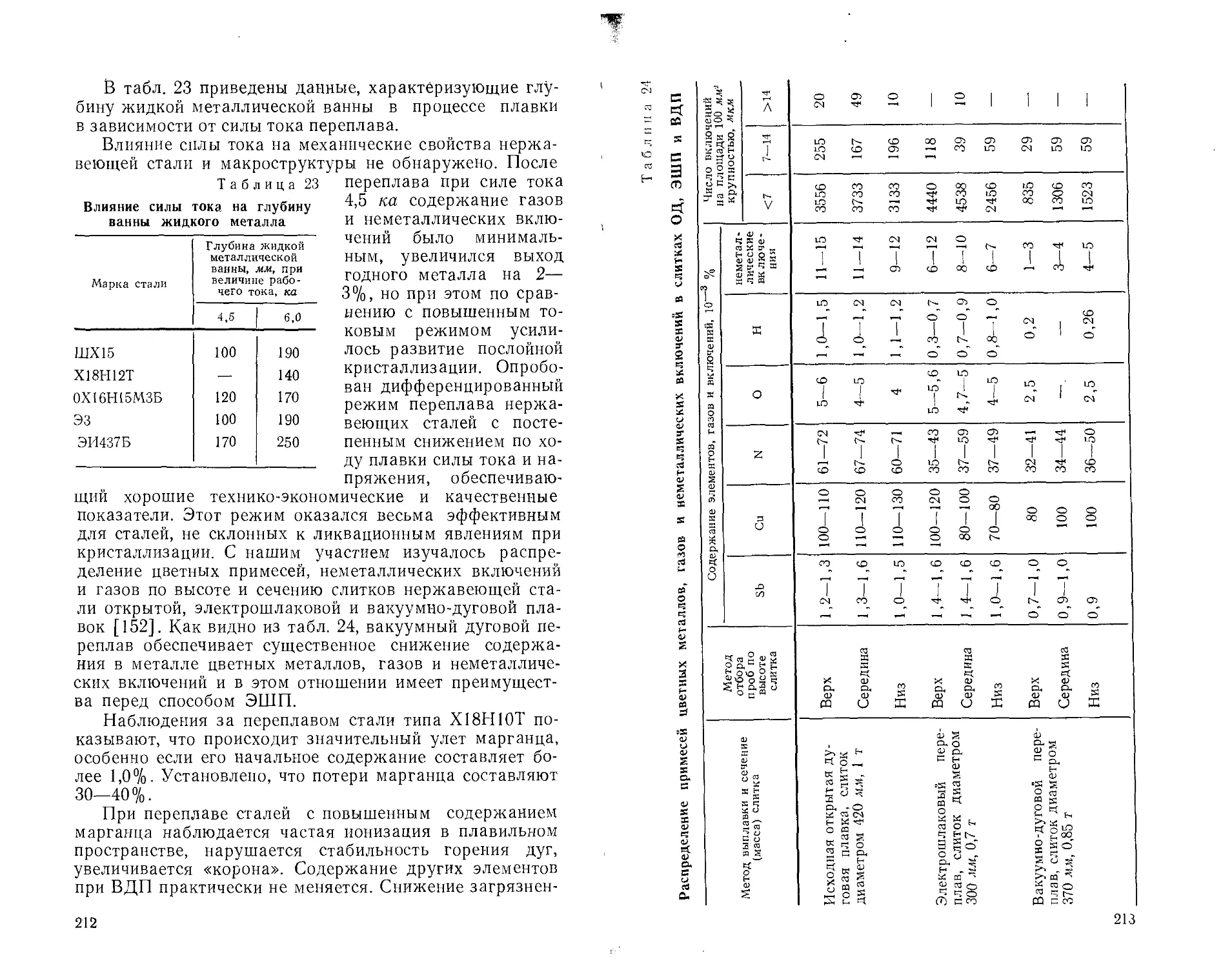
и электроннолучевых печах ......................... 210
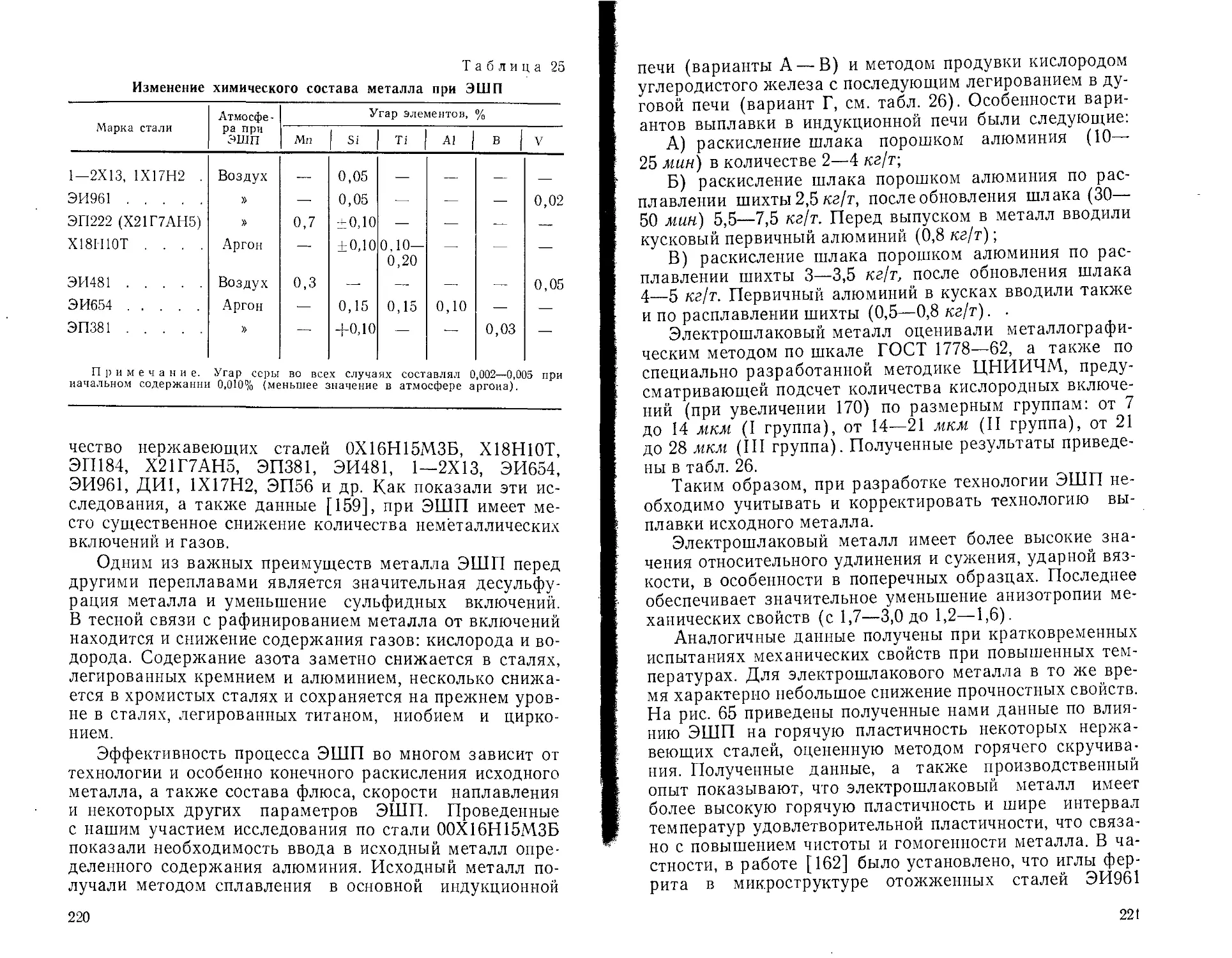
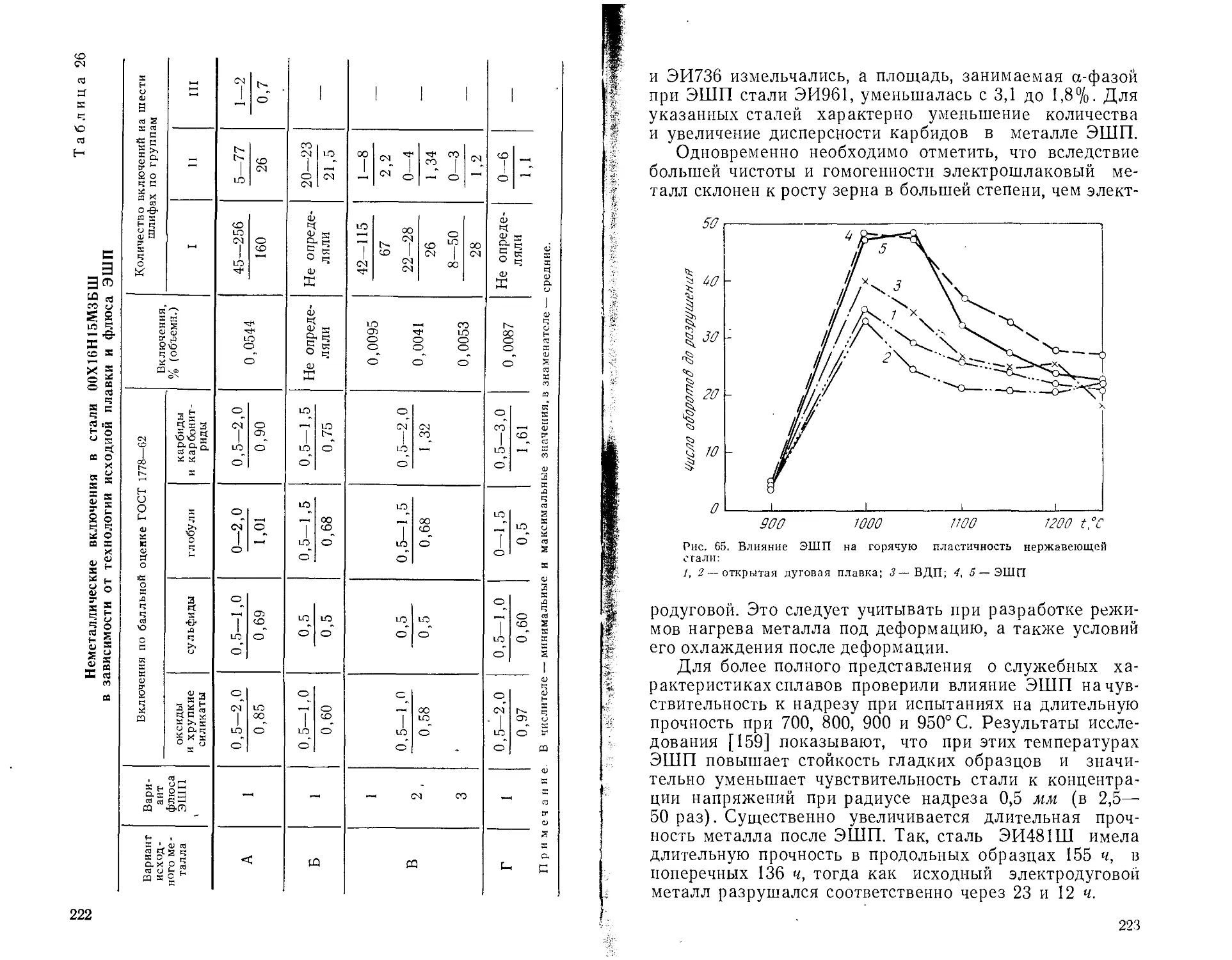
6. Электрошлаковый переплав нержавеющих сталей . 217
225
225
225
РАЗЛИВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ
XI. Основы разливки нержавеющей стали ....
Общие особенности разливки нержавеющих сталей
Особенности и служба оборудования при разливке
нержавеющих сталей .........................
Разливка нержавеющей стали сифоном .........
XII. Разливка нержавеющей стали сверху и особые
виды разливки .............................
1. Разливка нержавеющей стали сверху..........
2. Разливка стали под регулируемым давлением . . .
3. Электрошлаковая отливка слитков ...........
Глава XIII. Непрерывная и полунепрерывная разливка не-
ржавеющих сталей ..................................
Раздел четвертый.
КАЧЕСТВО И МЕТОДЫ КОНТРОЛЯ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
XIV. Дефекты нержавеющих сталей............
Дефекты, выявляемые в слитке...............
Дефекты, выявляемые в прокате..............
XV. Контроль качества нержавеющих сталей . . .
Особенности технологического контроля выплавки,
разливки и передела ......................
2. Плавочный контроль стали ..................
3. Контроль готовой продукции ................
Раздел пятый.
ТЕРМИЧЕСКАЯ ОБРАБОТКА И ПЕРЕДЕЛ
СЛИТКОВ НЕРЖАВЕЮЩИХ СТАЛЕЙ
XVI. Охлаждение и термическая обработка слитков
нержавеющих сталей.........................
XVII. Особенности передела слитков нержавеющих
сталей ....................................
Подготовка слитков к деформации.............
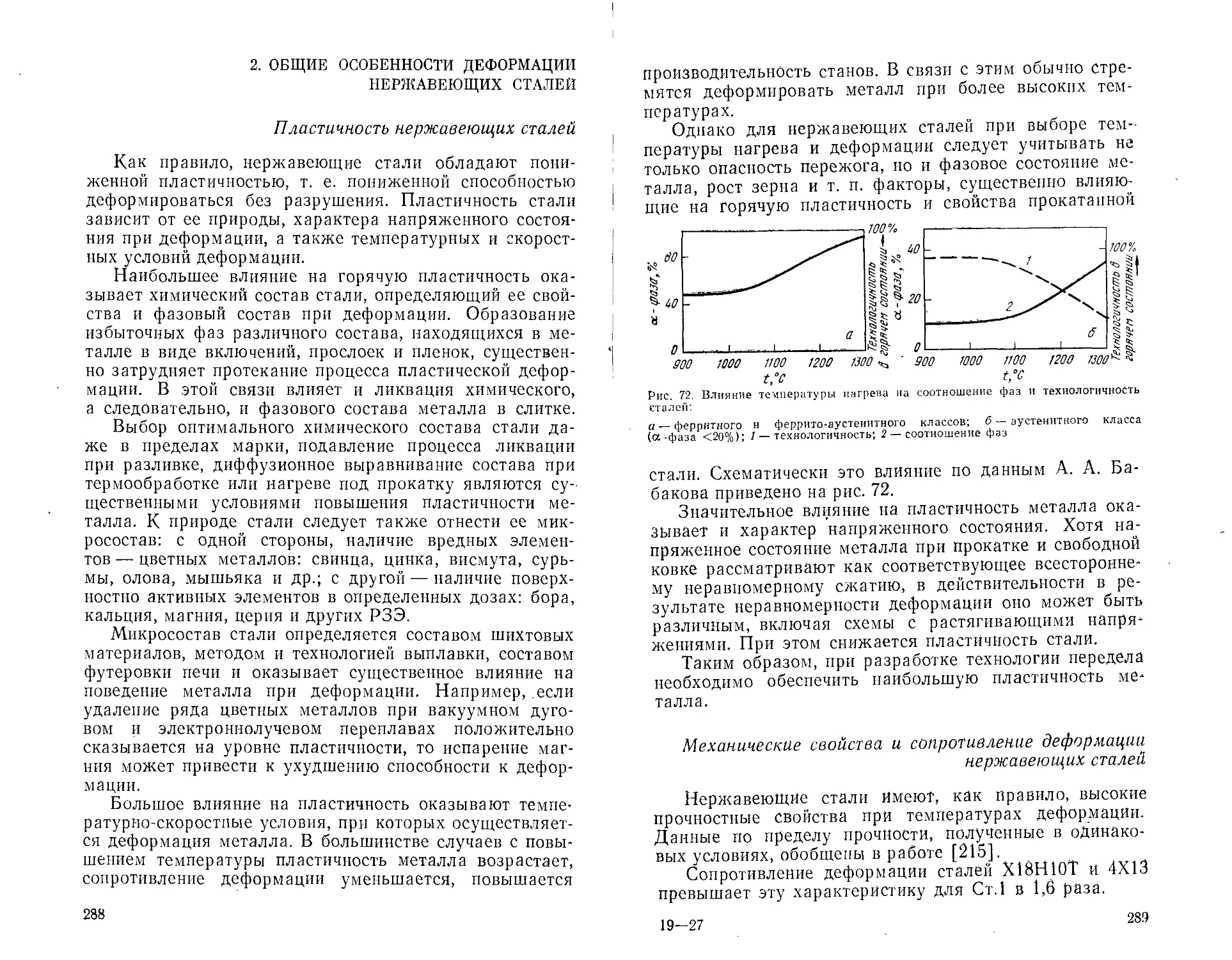
Общие особенности деформации нержавеющих сталей
Особенности передела слитков хромистых нержавею-
щих сталей .................................
Особенности передела слитков хромоникелевых и дру-
гих нержавеющих сталей аустенитного и аустенито-
ферритного (мартенситного) классов .........
5. Особенности передела листовых слитков нержавеющих
сталей .......................................
6. Особенности прошивки трубной заготовки стали
XI8HI0T и 0Х23Н18.............................
Заключение...................................
Список литературы............................
Глава
1.
2.
3.
Глава
Глава
1.
2.
Глава
1.
Глава
Глава
1.
2.
3.
4.
контроля выплавки,
Раздел пятый.
229
233
251
251
254
256
258
264
264
264
266
275
275
278
280
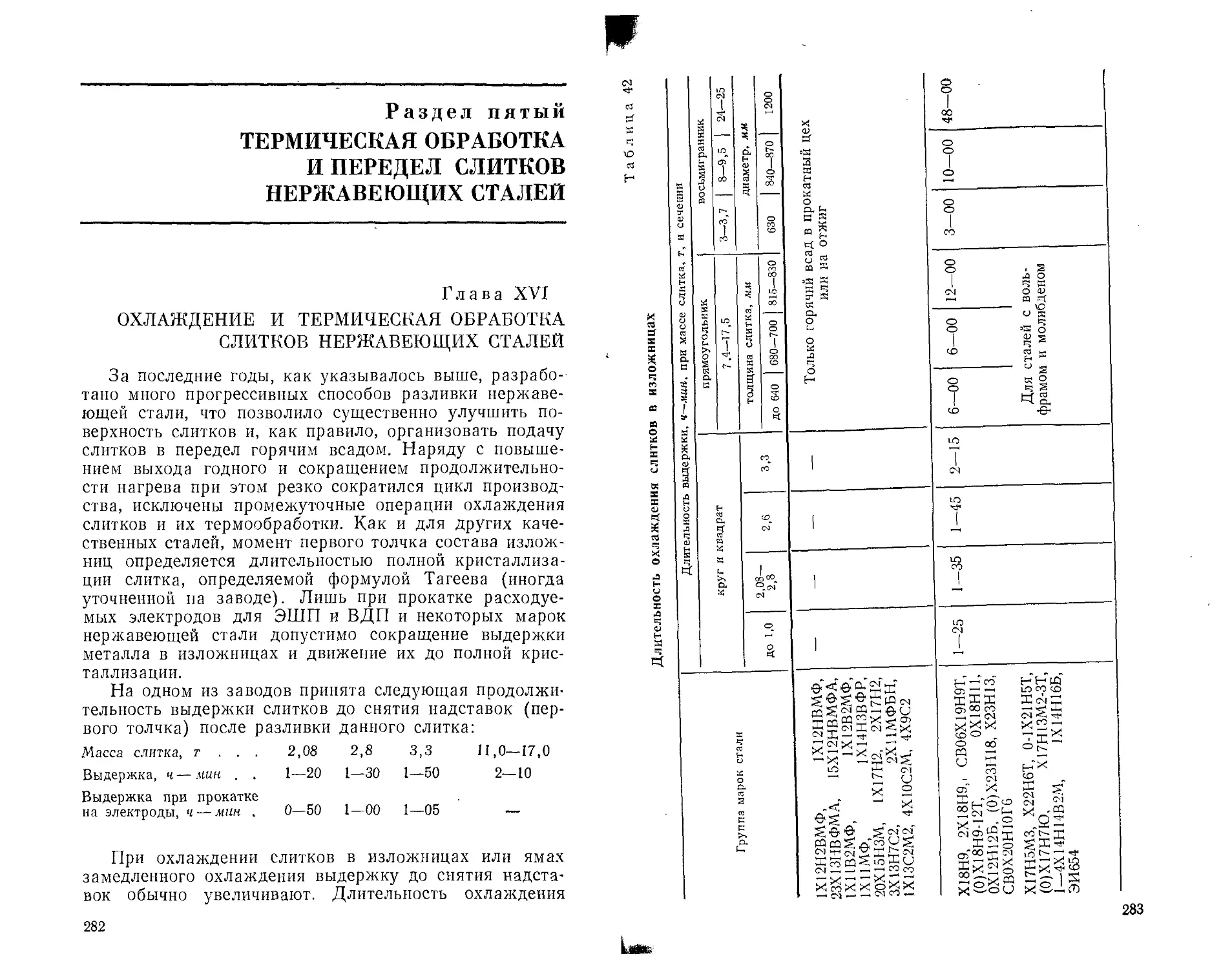
282
282
282
286
288
291
300
307
309
311
313
5
4
ПРЕДИСЛОВИЕ
В производстве специальных легированных сталей
все большее значение и удельный вес приобретают
нержавеющие стали, без широкого использования ко-
торых немыслима современная техника.
Государственный пятилетний план развития народ-
ного хозяйства СССР на 1971 —1975 гг. предусматрива-
ет рост производства электроэнергии до 1030—
1070 млрд-квт-ч, нефтеперерабатывающей промышлен-
ности— в 1,5 раза, машиностроения — в 1,7 раза. Все
это требует дальнейшего увеличения выпуска большой
гаммы нержавеющих сталей, особенно экономичных
и долговечных видов проката — листа и труб из них.
Использование передовой технологии производства,
новейшего оборудования, разработка новых высокока-
чественных сталей и методов упрочнения позволяют
существенно улучшить технико-экономические показа-
тели и повысить эффективность производства нержаве-
ющих сталей. Основы качества металла закладываются
при выплавке и разливке стали.
Наиболее перспективными направлениями развития
производства нержавеющих сталей, на наш взгляд, яв-
ляются:
1) . Расширение сортамента нержавеющих сталей,
особенно сталей с повышенной коррозионной стойко-
стью, с многокомпонентным легированием, увеличение
производства сталей с низким содержанием углерода,
легированных азотом, а также двухфазных сталей,
сталей переходного класса и мартенсито-стареющих
сталей.
2) . Повышение требований к металлургическому
качеству сталей: улучшению их чистоты и однороднос-
ти, снижению содержания газов, неметаллических
включений, фосфора, серы, вредных примесей: свинца,
висмута и др., устранению поверхностных и внутренних
дефектов.
6
3) . Усложнение профилей готового проката и по-
ковок.
В ближайшие годы следует ожидать существенных
сдвигов в вопросах повышения требований к шихтовым
материалам и ферросплавам, совершенствования тех-
нологии плавки за счет применения аргоно-кислородной
продувки в специальном агрегате, ускорения методов
контроля химического состава металла, микролегиро-
вания, вакуумирования, использования новых методов
разливки (непрерывной, под регулируемым давлением,
с экзосмесями), применения переплавов в вакууме, под
шлаком и в среде инертных газов (ЭШП, ВДП, ЭЛП,
ПДП).
При переделе более широко будет использоваться
вакуум — при отжиге для обезуглероживания тонких
труб и листа и вместе с инертными средами для полу-
чения требуемой структуры и поверхности деформиро-
ванного металла. В ряде случаев будет применяться
и прокатка в вакууме. Сужение температурного интер-
вала от выдачи слитков из нагревательных печей до
конца деформации за счет подогрева будет способство-
вать улучшению качества поверхности металла.
Широкое внедрение методов автоматического конт-
роля качества металла позволит снизить его расход на
переделах, а также повысить надежность поставляемой
продукции.
Эти и другие направления развития производства
нержавеющих сталей, безусловно, позволят удовлетво-
рить все возрастающие потребности многих отраслей
народного хозяйства.
В настоящей книге на основе научно-исследователь-
ских работ, проведенных авторами совместно с работ-
никами завода «Днепроспецсталь» и ряда институтов
(Днепропетровского металлургического, Московского
стали и сплавов, ЦНИИЧМ, «УкрНИИспецсталь»
и др.), а также литературных данных и опыта других
заводов сделана попытка рассмотреть комплекс вопро-4
сов, относящихся к производству нержавеющих сталей
на металлургических заводах, уделив основное внима-
ние вопросам выплавки и разливки.
Предисловие, главы I—III, V, IX—XVII написаны
Е. И. Мошкевичем, главы IV, VI—VIII и заключение —
Е. М. Бородулиным.
В выполнении ряда исследований, материалы кото-
7
рых использованы в книге, большую помощь оказали
работники завода «Днепроспецсталь» тт. Ельцов К. С,
Стеценко Н. В., Шамиль Ю. П., Францов В. П., Осад-
чий А. Н., Хитрик А. И., Волович Ю. Г., Бобков Т. М.,
Иоффе И. М., Елинсон Г. Л., Губенко А. В., Геллер А. Е.,
Травинин В. И., Киссина Л. Б., Мининзон Р. Д., Лав-
рентьев М. И. и др., за что авторы приносят им благо-
дарность.
Авторы будут весьма признательны всем читателям,
которые сообщат свои замечания по книге.
Раздел первый
ХАРАКТЕРИСТИКА
НЕРЖАВЕЮЩИХ
И КИСЛОТОСТОЙКИХ СТАЛЕЙ
Глава I
ОСОБЕННОСТИ НЕРЖАВЕЮЩИХ СТАЛЕЙ
1. КОРРОЗИОННЫЕ ПРОЦЕССЫ
Служба стали неизбежно связана с коррозией. Как
известно, коррозией называется поверхностное разру-
шение металлов и сплавов вследствие химического или
электрохимического воздействия на них внешней среды.
По признаку внешней среды различают атмосферную,
жидкостную и газовую коррозии.
Состав корродирующих сред и условия коррозии
чрезвычайно разнообразны. С дальнейшим развитием
технического прогресса следует ожидать еще большего
усложнения условий работы деталей и машин.
В результате коррозии уменьшается рабочее сече-
ние металлических деталей, их прочность, теряется
герметичность, обтекаемость, форма и другие важней-
шие конструктивные свойства узлов и агрегатов. Обра-
зующиеся в результате коррозии продукты загрязняют
среду, снижают качество продукции, ухудшают пара-
метры работы машин и в ряде случаев могут нарушить
их нормальную работу и привести к аварии.
По характеру внешнего проявления различают сле-
дующие виды коррозии:
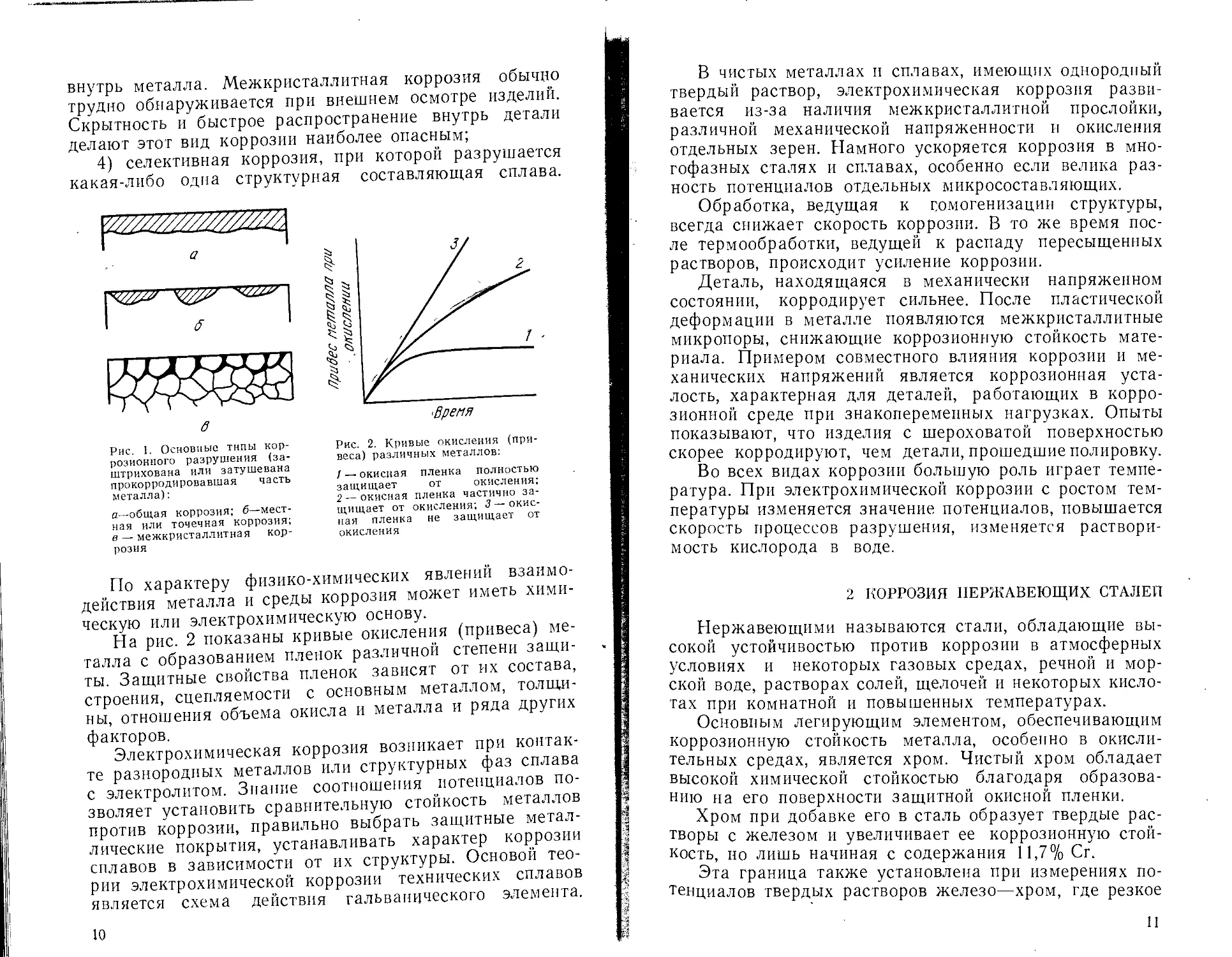
1) общую, равномерную, коррозию (рис. 1,я), при
которой происходит примерно одинаковое разрушение
детали по всей поверхности;
2) местную, или точечную (язвенную), коррозию
(рис. 1,6), при которой поражаются лишь отдельные
участки поверхности детали (очаги коррозии);
3) межкристаллитную коррозию (рис. 1,в), распро-
страняющуюся по границам кристаллитов (зерен)
9
внутрь металла. Межкристаллитная коррозия обычно
трудно обнаруживается при внешнем осмотре изделий.
Скрытность и быстрое распространение внутрь детали
делают этот вид коррозии наиболее опасным;
4) селективная коррозия, при которой разрушается
какая-либо одна структурная составляющая сплава.
Рис. 1. Основные типы кор-
розионного разрушения (за-
штрихована или затушевана
про корродировавшая часть
металла):
а—общая коррозия; б—мест-
ная или точечная коррозия;
в — межкристаллитная кор-
розия
Рис. 2. Кривые окисления (при-
веса) различных металлов:
/ — окисная пленка полностью
защищает от окисления;
2 — окисная пленка частично за-
щищает от окисления; 3—окис-
ная пленка не защищает от
окисления
По характеру физико-химических явлений взаимо-
действия металла и среды коррозия может иметь хими-
ческую или электрохимическую основу.
На рис. 2 показаны кривые окисления (привеса) ме-
талла с образованием пленок различной степени защи-
ты. Защитные свойства пленок зависят от их состава,
строения, сцепляемости с основным металлом, толщи-
ны, отношения объема окисла и металла и ряда других
факторов.
Электрохимическая коррозия возникает при контак-
те разнородных металлов или структурных фаз сплава
с электролитом. Знание соотношения потенциалов по-
зволяет установить сравнительную стойкость металлов
против коррозии, правильно выбрать защитные метал-
лические покрытия, устанавливать характер коррозии
сплавов в зависимости от их структуры. Основой тео-
рии электрохимической коррозии технических сплавов
является схема действия гальванического элемента.
10
В чистых металлах и сплавах, имеющих однородный
твердый раствор, электрохимическая коррозия разви-
вается из-за наличия межкристаллитной прослойки,
различной механической напряженности и окисления
отдельных зерен. Намного ускоряется коррозия в мно-
гофазных сталях и сплавах, особенно если велика раз-
ность потенциалов отдельных микросоставляющих.
Обработка, ведущая к гомогенизации структуры,
всегда снижает скорость коррозии. В то же время пос-
ле термообработки, ведущей к распаду пересыщенных
растворов, происходит усиление коррозии.
Деталь, находящаяся в механически напряженном
состоянии, корродирует сильнее. После пластической
деформации в металле появляются межкристаллитные
микропоры, снижающие коррозионную стойкость мате-
риала. Примером совместного влияния коррозии и ме-
ханических напряжений является коррозионная уста-
лость, характерная для деталей, работающих в корро-
зионной среде при знакопеременных нагрузках. Опыты
показывают, что изделия с шероховатой поверхностью
скорее корродируют, чем детали, прошедшие полировку.
Во всех видах коррозии большую роль играет темпе-
ратура. При электрохимической коррозии с ростом тем-
пературы изменяется значение потенциалов, повышается
скорость процессов разрушения, изменяется раствори-
мость кислорода в воде.
2 КОРРОЗИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Нержавеющими называются стали, обладающие вы-
сокой устойчивостью против коррозии в атмосферных
условиях и некоторых газовых средах, речной и мор-
ской воде, растворах солей, щелочей и некоторых кисло-
тах при комнатной и повышенных температурах.
Основным легирующим элементом, обеспечивающим
коррозионную стойкость металла, особенно в окисли-
тельных средах, является хром. Чистый хром обладает
высокой химической стойкостью благодаря образова-
нию на его поверхности защитной окисной пленки.
Хром при добавке его в сталь образует твердые рас-
творы с железом и увеличивает ее коррозионную стой-
кость, но лишь начиная с содержания 11,7% Сг.
Эта граница также установлена при измерениях по-
тенциалов твердых растворов железо—хром, где резкое
11
изменение потенциала наступает при 12—13% Ст. Чем
выше содержание хрома, тем выше коррозионная стой-
кость сплава в атмосферных условиях и в ряде корро-
зионных сред.
Другие легирующие элементы, вводимые в сталь,
могут улучшать или ухудшать антикоррозионные свой-
ства железохромистого сплава. Например, углерод,
связывающий хром в частицы карбидов Сг2зС7 и т. п„
удаляет его из твердого раствора. Поэтому для сохра-
нения требуемой стойкости против коррозии в сталь
нужно ввести больше хрома. Так, при 0,15—0,20% С
нужно ввести в железо не менее 13—14% Сг.
Хромистые стали устойчивы только по отношению
к кислотам-окислителям, например к азотной кислоте,
так как их устойчивость вызвана пассивирующим дей-
ствием хрома. После термической обработки хромистая
сталь хорошо служит в атмосферных условиях и в прес-
ной воде. В морской воде ее стойкость невелика вслед-
ствие развития местной коррозии.
Значительно улучшает антикоррозионные свойства
нержавеющей стали никель. Железоникелевые аусте-
нитные стали (без хрома) имеют повышенную корро-
зионную стойкость только в разбавленных растворах
серной кислоты и кипящих щелочах.
Хромоникелевые стали (в частности, типа Х18Н9)
имеют весьма высокие антикоррозионные свойства во
многих агрессивных средах. После закалки на аустенит
эти стали однородны по структуре, что обеспечивает
стойкость также против электрохимической коррозии.
Однако в условиях повышенных температур, которые
возникают при изготовлении детали или изделия, в этих
сталях происходит распад аустенита с выделением по
границам зерен богатых хромом карбидов и обеднени-
ем границ зерен хромом.
С повышением температуры (от 500 до 800°С), со-
держания углерода и увеличением длительности вы-
держки при нагреве распад аустенита увеличивается,
что резко ухудшает стойкость стали против межкри-
сталлитной коррозии. С увеличением времени выдерж-
ки опасная температурная зона смещается в область
более низких температур. В связи с этим хромоникеле-
вые стали типа XI8H9 обязательно используют в изде-
лиях, работающих при невысоких температурах, не до-
пускают их нагрева до опасного температурного интер-
12
вала или делают повторную закалку на аустенит,
снижают содержание углерода в стали и в присадочных
материалах при сварке.
Стали этого типа также весьма чувствительны к се-
ре, которая при повышенном содержании образует суль-
фид никеля, который располагается по границам зерен
п резко снижает стойкость к межкристаллитной корро-
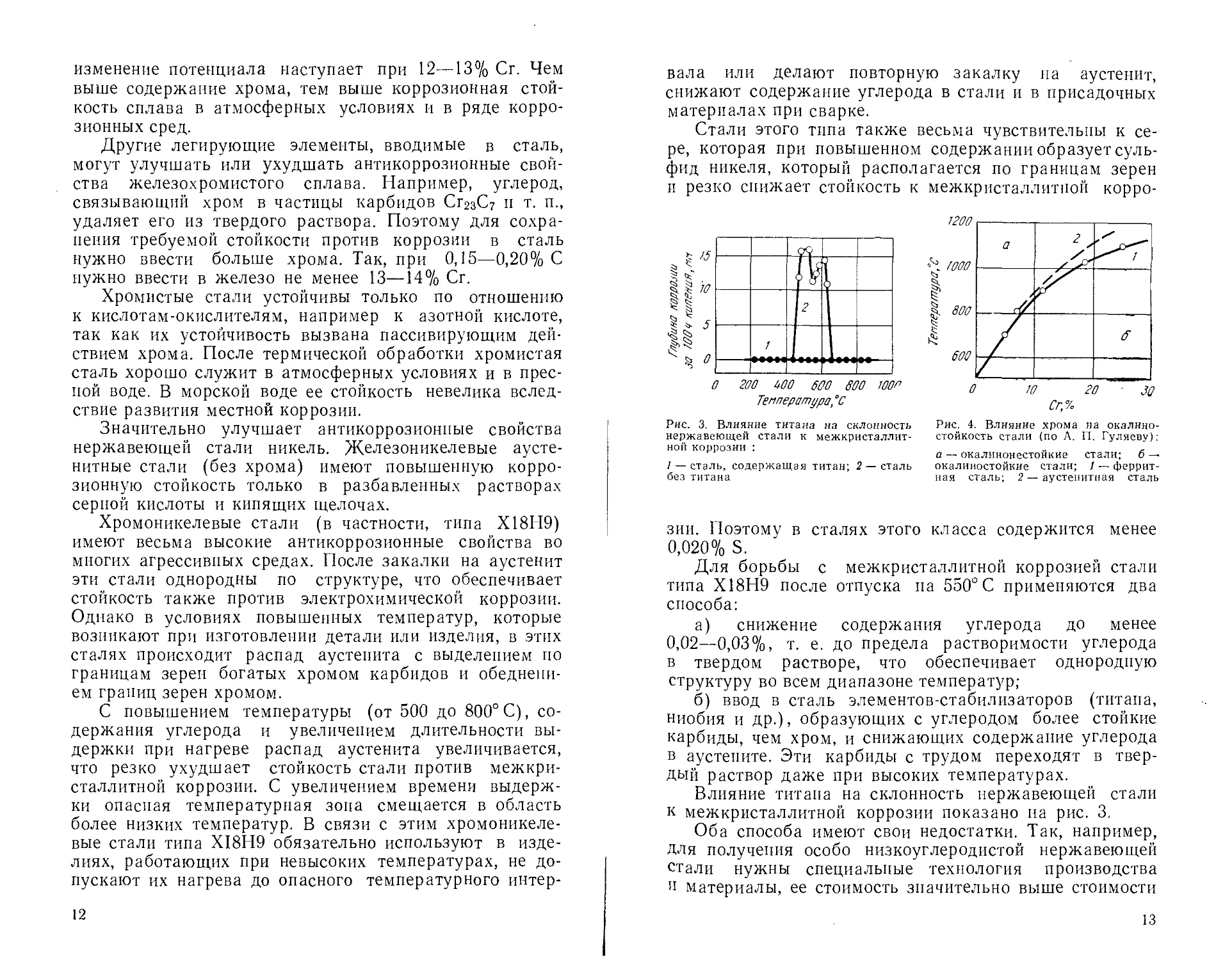
Рис. 4. Влияние хрома на окалино-
стойкость стали (по А. П. Гуляеву):
а — окалинонестойкие стали; б —
окалиностойкие стали; 1 — феррит-
ная сталь; 2 — аустенитная сталь
0 200 000 600 800 100Р
Температура’С
Рис. 3. Влияние титана на склонность
нержавеющей стали к межкристаллит-
ной коррозии :
1 — сталь, содержащая титан; 2 — сталь
без титана
зии. Поэтому в сталях этого класса содержится менее
0,020% S.
Для борьбы с межкристаллитной коррозией стали
типа Х18Н9 после отпуска па 550° С применяются два
способа:
а) снижение содержания углерода до менее
0,02—0,03%, т. е. до предела растворимости углерода
в твердом растворе, что обеспечивает однородную
структуру во всем диапазоне температур;
б) ввод в сталь элементов-стабилизаторов (титана,
ниобия и др.), образующих с углеродом более стойкие
карбиды, чем хром, и снижающих содержание углерода
в аустените. Эти карбиды с трудом переходят в твер-
дый раствор даже при высоких температурах.
Влияние титана на склонность нержавеющей стали
к межкристаллитной коррозии показано на рис. 3.
Оба способа имеют свои недостатки. Так, например,
для получения особо низкоуглеродистой нержавеющей
стали нужны специальные технология производства
и материалы, ее стоимость значительно выше стоимости
13
рядовой стали. Эта сталь имеет также пониженные
прочностные свойства. Изделия из этой стали не долж-
ны науглероживаться при изготовлении и службе. При
применении стабилизаторов ухудшаются пластические
свойства стали, повышается ее загрязненность неметал-
лическими включениями. Количество стабилизаторов
должно повышаться с ростом содержания углерода
в стали и обеспечить связывание всего углерода в кар-
биды типа TiC или NbC (практически содержание тита-
на должно быть в пять раз, а ниобия в девять раз выше,
чем содержание углерода). При сварке отмечается угар
титана, поэтому ниобий, как более дорогой стабилиза-
тор, вводят в нержавеющую сталь для сварных конст-
рукций.
Нержавеющие хромоникелевые стали полностью ус-
тойчивы по отношению к азотной кислоте любой кон-
центрации, к серной кислоте (холодной), недостаточно
устойчивы к соляной кислоте.
Увеличению коррозионной стойкости нержавеющих
сталей способствуют такие элементы, как молибден
и медь.
Марганец, который вводится в нержавеющие стали
взамен никеля (полностью или частично) для обеспече-
ния аустенитной структуры, придает стали несколько
меньшую стойкость против коррозии, чем никель. Не-
ржавеющие стали, легированные азотом, имеют удов-
летворительную стойкость в коррозионных средах. Осо-
бые требования предъявляются к сталям, работающим
длительное время при высоких температурах. Они
в первую очередь должны иметь повышенную жаро-
стойкость (окалиностойкость) и жаропрочность.
Высокая стойкость против газовой коррозии при
высоких температурах (жаростойкость) достигается ле-
гированием стали такими элементами, как хром, алю-
миний и кремний.
Эти элементы имеют химическое сродство к кисло-
роду выше, чем железо, поэтому они будут диффунди-
ровать из внутренних слоев металла к поверхности
навстречу кислороду и концентрация их в пленке окис-
лов будет увеличиваться.
Наилучшие результаты по жаростойкости получены
при легировании стали 12—30% Сг, 5—7% А1 и
1—3% Si. Влияние хрома на окалиностойкость приведе-
но на рис. 4. Аналогично влияют алюминий и кремний.
14
Если одновременно нужно получить и высокие жа-
ропрочные свойства, то сталь легируют также никелем,
молибденом, вольфрамом, титаном, ниобием, ванадием,
кобальтом. Помимо температуры, на процесс газовой
коррозии влияет состав среды. Главную определяющую
роль играет окислительный потенциал среды, содержа-
ние кислорода в ней. Водяные пары ускоряют, а окись
углерода замедляет процесс окисления.
На сплавы, содержащие никель, разрушающее вли-
яние оказывает сернистый газ SO2. Скорость газового
потока до определенного предела ускоряет коррозион-
ный процесс. Весьма вредными являются периодические
колебания температуры, приводящие к растрескиванию
окисной пленки.
Таким образом, общей особенностью нержавеющих
сталей является повышенная стойкость против различ-
ных коррозионных сред. Многообразие этих сред и ус-
ловий службы изделий привело к созданию широкого
сортамента нержавеющих сталей. Более полные сведе-
ния по теории коррозии и коррозионной стойкости не-
ржавеющих сталей освещены в работах [1—7].
Глава II
КЛАССИФИКАЦИЯ НЕРЖАВЕЮЩИХ СТАЛЕЙ
И ИХ ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
За основу классификации нержавеющих, коррозион-
ностойких и жаростойких сталей можно принять ГОСТ
5632—61. Следует выделить также наиболее крупные
группы сталей: хромистые, хромоникелевые и никелевые,
хромомарганцевые и хромомарганцевоникелевые.
Ниже дано краткое описание марочного сортамента
сталей каждой группы и приведены их основные свой-
ства.
1. ХРОМИСТЫЕ СТАЛИ
Хромистые стали являются наиболее экономичными
в отношении легирования. Они весьма широко применя-
ются в различных областях техники в виде листа, труб
и прутков, а также литья.
В зависимости от состава и структуры они подраз-
деляются на следующие подгруппы (по Ф. Ф. Химу-
шину) :
15
а) полунержавеющие (теплоустойчивые) хромистые
стали с 5—10% Ст, закаливающиеся на мартенсит;
б) сйльхромы и другие клапанные хромистые стали;
в) нержавеющие хромистые стали с 10—17% Сг, за-
Сг,7>
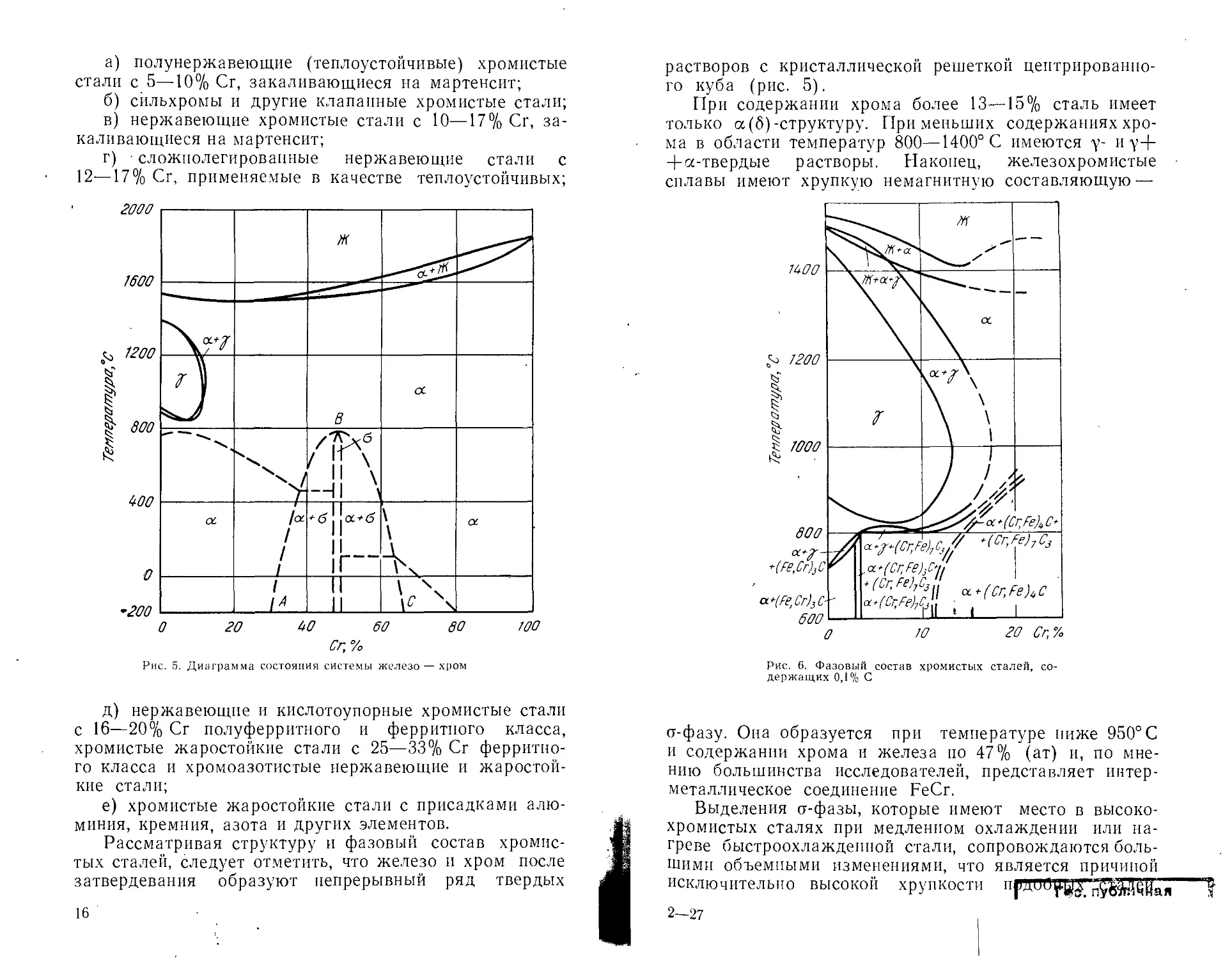
Рис. 5. Диаграмма состояния системы железо — хром
д) нержавеющие и кислотоупорные хромистые стали
с 16—20% Сг полуферритного и ферритного класса,
хромистые жаростойкие стали с 25—33% Сг ферритно-
го класса и хромоазотистые нержавеющие и жаростой-
кие стали;
е) хромистые жаростойкие стали с присадками алю-
миния, кремния, азота и других элементов.
Рассматривая структуру и фазовый состав хромис-
тых сталей, следует отметить, что железо и хром после
затвердевания образуют непрерывный ряд твердых
16
растворов с кристаллической решеткой центрированно-
го куба (рис. 5).
При содержании хрома более 13—15% сталь имеет
только а (6)-структуру. При меньших содержаниях хро-
ма в области температур 800—1400° С имеются у- и у-(-
+ а-твердые растворы. Наконец, железохромистые
сплавы имеют хрупкую немагнитную составляющую —
Рис. 6. Фазовый состав хромистых сталей, со-
держащих 0,1% С
о-фазу. Она образуется при температуре ниже 950° С
и содержании хрома и железа по 47% (ат) и, по мне-
нию большинства исследователей, представляет интер-
металлическое соединение FeCr.
Выделения ст-фазы, которые имеют место в высоко-
хромистых сталях при медленном охлаждении или на-
греве быстроохлаждениой стали, сопровождаются боль-
шими объемными изменениями, что является причиной
исключительно высокой хрупкости
2-27
Наличие марганца, кремния и молибдена облегчает
образование ст-фазы и смещает область ее существова-
ния в сторону более низкого содержания хрома.
Фазовый состав хромистых сталей с 0,1 % С пред-
ставлен на рис. 6.
Для повышения коррозионной стойкости хромистых
сталей желательно получение низкого содержания угле-
рода, в этом случае устраняется образование карбидов
и сохраняется однородность структуры.
Однако для повышения закаливаемости и твердости
необходимо иметь в стали повышенную концентрацию
углерода.
Наилучшие механические свойства хромистая не-
ржавеющая сталь приобретает после закалки и от-
пуска, а коррозионную стойкость — после закалки и по-
следующей полировки. Эти стали являются кислото-
упорными только в азотной кислоте, жаростойкими
в атмосфере до 700° С. Они удовлетворительно сварива-
ются при газовой и дуговой сварке.
Среднелегированные 5—10%-ные хромистые тепло-
устойчивые стали (Х5, Х5М, Х5ВФ, Х6СЮ, Х6СМ,
Х7СМ, 1Х8ВФ) обладают повышенной коррозионной
стойкостью в некоторых химически активных средах
и широко применяются в крекинг-аппаратуре, котлотур-
бостроении и аппаратуре синтеза аммиака при темпе-
ратуре до 550—650° С.
После отжига при 840—860° С механические свойст-
ва среднелегированных сталей следующие (не менее):
ав = 392н-568 Мн/м2 (404-58 кГ/мм2)\ от=1674-
4-304 Мн/м2 (174-31 кГ/мм2у, 6 = 204-35%; ф =
= 354-60%; ан=0,984-1,17 Мн-м/м2 (104-12 кГХ
Хм/см2); /75=1464-207.
Хромокремнистые (сильхромы) и клапанные стали
типа 4Х9С2, 4Х10С2М, 3X13H7C2, 4Х14Н14В2М и
4Х14Н14СВ2М применяются как жаростойкий матери-
ал в клапанах авиа- и автодвигателей, в рекуператорах,
теплообменниках, колосниковых решетках. Эти стали
имеют высокую прочность и твердость при рабочих
температурах, хорошо сопротивляются действию тепло-
смен и усталости. Обладают высоким сопротивлением
газовой коррозии в атмосфере воздуха и в конденсате
продуктов сгорания бензина.
Сильхромы с 8—10% Сг и 2—3% Si относятся
к группе мартенситных сталей и после закалки
18
с 1050° С в масло и отпуска при 700—750° С имеют пре-
дел прочности 882—980 Л1н/.ч2(90—100 кГ/мм2), относи-
тельное удлинение 10—20% и ударную вязкость
0,049—0,7 Мн-м/м2(0,5—7,2 кГ-м/см2).
При очень высокой температуре нагрева (выше
1100° С) сильхромовые стали проявляют склонность
к значительному росту зерен, что приводит к увеличе-
нию хрупкости. Для устранения отпускной хрупкости,
развивающейся при медленном охлаждении и нагреве
в диапазоне температур 500—600° С, их быстро охлаж-
дают в воде после отпуска при 700—800° С.
Наиболее широкое применение в технике получили
нержавеющие стали с 10—17% Сг мартенситного и по-
лумартенситного классов (0X13, 1X13, 2X13, 3X13, 4X13,
Х14, 1Х12СЮ, 1ХГ7Н2, 1X13H3, ДИ-1 и др.) с содержа-
нием 0,16—0,45% С. Эти стали удовлетворительно со-
противляются окислению до 700—800° С и служат в ап-
паратуре для переработки сернистой нефти. Из них
изготовляют лопатки паровых турбин и компрессоров,
клапаны гидравлических прессов (при работе до
475°С), режущий, мерительный и хирургический инст-
румент, детали приборов, предметы домашнего обихода
и т. п. При изготовлении деталей (винтов, гаек, шесте-
рен и т. п.) на автоматах в эти стали для лучшей обра-
батываемости добавляют 0,2—0,4% S. При дополни-
тельном легировании кремнием (до 2%) и алюминием
(до 1,8%) хромистые стали с 13% Сг (сихромали) при-
меняют в клапанах автотракторных двигателей, рабо-
тающих при температуре до 900° С.
Хромистые стали (14—17% Сг), дополнительно ле-
гированные никелем (1,5—3%), применяются в более
тяжело нагруженных деталях, например в лопатках
спрямляющего аппарата компрессора, в дисках ком-
прессоров и т. п.
Механические свойства и термическая обработка
хромистых нержавеющих сталей приведены в табл. 1.
Структура и свойства этих сталей в значительной сте-
пени зависят от относительного содержания в них угле-
рода (никеля) и хрома. Стали с низким содержанием
углерода и высоким хрома имеют ферритную структуру
и не закаливаются. Чем выше содержание углерода и
_ ниже хрома, тем больше способность стали к упрочне-
нию в результате закалки, что связано с особенностями
фазовой структуры стали.
2*
19
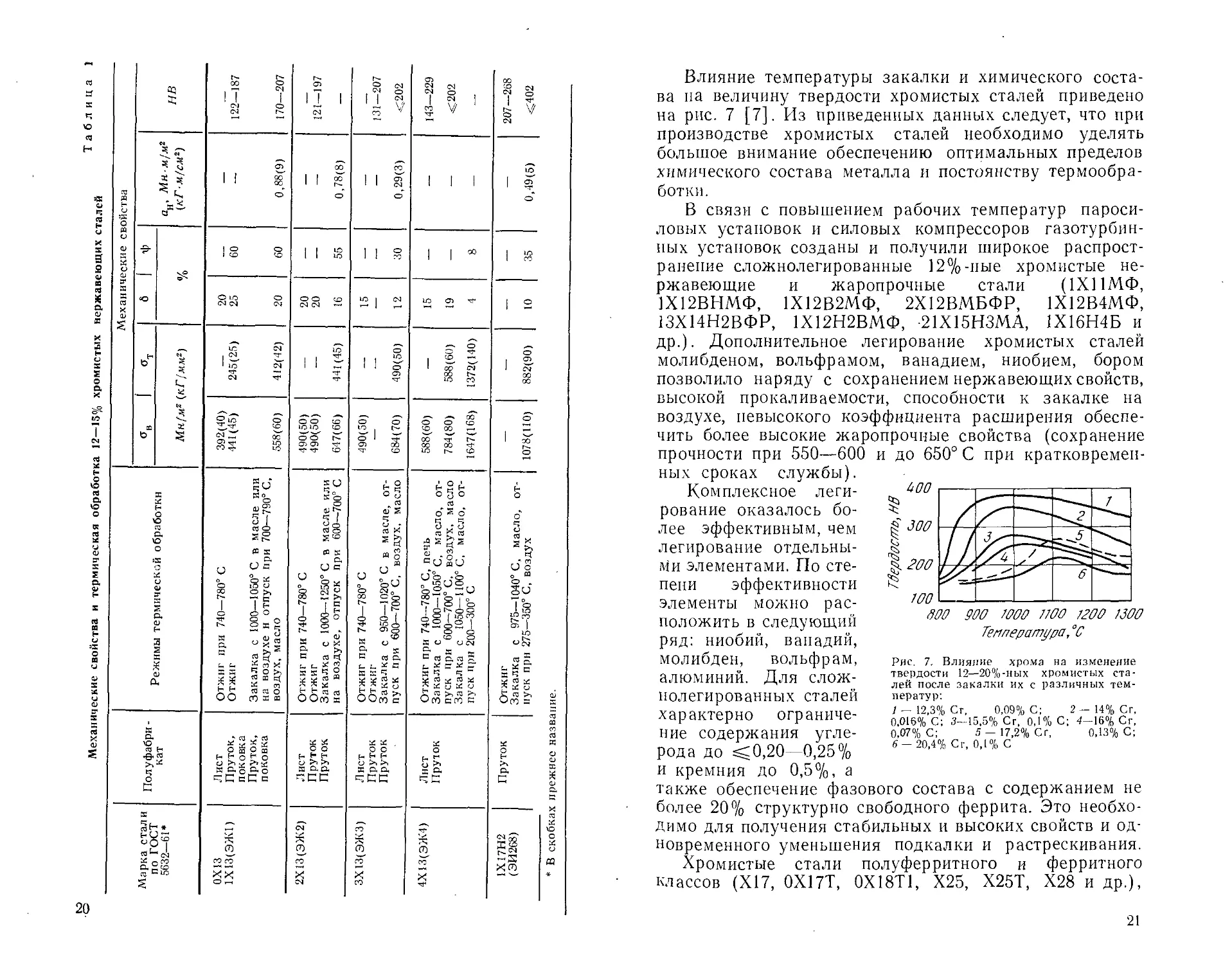
Механические свойства и термическая обработка 12—15% хромистых нержавеющих сталей
к
6?
1 Механические свойства НВ 122—187 170—207 121—197 [ । S £ V 1 143—229 <202 207—268 <402
S 3J s' ^2 = * Q 0,88(9) 00 1 1 к 1 Z 0,29(3) 1 1 1 LO । i
1 0 1 ф чО 20 — 25 60 20 60 । 1 20 20 — 16 55 12 30 1 15 - 19 — 4 8 10 35
се Ю N s- S 392(40) — 441(45) 245(25) । 558(60) 412(42) 490(50) — 490(50) — 647(66) 441(45) 490(50) — 684(70) 490(50) 588(60) — 784(80) 588(60) 1647(168) 1372(140) 1078(110) 882(90)
Режимы термической обработки Отжнг при 740—780° С Отжиг 1 Закалка с 1000—1050° С в масле или на воздухе и отпуск при 700—790° С, воздух, масло Отжиг при 740—780° С Отжиг Закалка с 1000—1250° С в масле или на воздухе, отпуск при 600—700° С Отжиг при 740—780° С Отжиг Закалка с 950—1020° С в масле, от- ! пуск при 600—700° С, воздух, масло Отжиг при 740—780° С, печь Закалка с 1000—1050° С, масло, от- пуск при 600—700° С, воздух, масло Закалка с 1050—1100° С, масло, от- пуск при 200—300° С Отжнг Закалка с 975—1040° С, масло, от- пуск прн 275—350° С, воздух
Полуфабри- кат Лист Пруток, | поковка | Пруток, поковка 1 х £ о о и г>> X йО. "СС о о и >. >. х а а х о о >> X О. 1Х17Н2 I Пруток (ЭИ268)
Марка стали по ГОСТ 5632—61* 0X13 1Х13(ЭЖ1) 2Х13(ЭЖ2) Я ст) й CQ 4Х13(ЭЖ4)
В скобках прежнее название.
20
Влияние температуры закалки и химического соста-
ва па величину твердости хромистых сталей приведено
на рис. 7 [7]. Из приведенных данных следует, что при
производстве хромистых сталей необходимо уделять
большое внимание обеспечению оптимальных пределов
химического состава металла и постоянству термообра-
ботки.
В связи с повышением рабочих температур пароси-
ловых установок и силовых компрессоров газотурбин-
ных установок созданы и получили широкое распрост-
ранение сложнолегированные 12%-пые хромистые не-
ржавеющие и жаропрочные стали (1Х11МФ,
1Х12ВНМФ, 1Х12В2МФ, 2Х12ВМБФР, 1Х12В4МФ,
13Х14Н2ВФР, 1Х12Н2ВМФ, -21Х15НЗМА, 1Х16Н4Б и
др.). Дополнительное легирование хромистых сталей
молибденом, вольфрамом, ванадием, ниобием, бором
позволило наряду с сохранением нержавеющих свойств,
высокой прокаливаемое™, способности к закалке на
воздухе, невысокого коэффициента расширения обеспе-
чить более высокие жаропрочные свойства (сохранение
прочности при 550—600 и до 650° С при кратковремен-
ных сроках службы).
Комплексное леги-
рование оказалось бо-
лее эффективным, чем
легирование отдельны-
ми элементами. По сте-
пени эффективности
элементы можно рас-
положить в следующий
ряд: ниобий, ванадий,
молибден, вольфрам,
алюминий. Для слож-
нолегированных сталей
характерно ограниче-
ние содержания угле-
рода до ^0,20—0,25%
и кремния до 0,5%, а
также обеспечение фазового состава с содержанием не
более 20% структурно свободного феррита. Это необхо-
димо для получения стабильных и высоких свойств и од-
новременного уменьшения подкалки и растрескивания.
Хромистые стали полуферритного и ферритного
классов (Х17, 0Х17Т, 0Х18Т1, Х25, Х25Т, Х28 и др.),
Рис. 7. Влияние хрома на изменение
твердости 12—20%-ных хромистых ста-
лей после закалки их с различных тем-
ператур:
1 — 12,3% Сг, 0,09% С; 2 — 14% Сг,
0.016% С; 3-15.5% Сг. 0,1% С; 4-16% Сг,
0,07% С; 5 — 17,2% Сг, 0,13% С;
3 — 20,4% Сг, 0,1% С
21
несмотря на свою относительную дешевизну, нашли ог-
раниченное применение вследствие ряда серьезных не-
достатков. Так, например, свойства полуферритных
сталей в значительной степени определяются количест-
венным соотношением а- и у-фаз. При большом количе-
стве феррита сталь становится крупнозернистой и хруп-
кой. Эти отрицательные свойства не устраняются после-
дующей термообработкой.
Горячая обработка давлением должна всегда закап-
чиваться при относительно низкой температуре (около
790° С) для получения мелкого зерна. Сварные конст-
рукции должны обязательно подвергаться термообра-
ботке.
Для измельчения зерна широко применяется при-
садка титана или азота. При этом добавка азота, обра-
зующего в высокохромистых сталях стойкие нитриды,
способствует повышению ударной вязкости и сварочных
характеристик стали.
Хромистые стали ферритного и полуферритного
классов применяются для теплообменников, баков для
кислот, трубопроводов, адсорбционных башен, аппара-
туры для растворов гипохлорита натрия, дымящейся
азотной и фосфорной кислот, т. е. для изделий, которые
не несут больших нагрузок, особенно ударных.
Хромистые стали с титаном (0Х18Т) применяют для
баков стиральных машин. Стали с добавкой никеля
(1%) и азота (Х28АН), никеля и кремния (Х25СЗН)
используют для изготовления окалиностойких деталей
и печного оборудования.
Высокохромистые стали с кремнием чаще всего
применяются в виде литья.
Ферритные железохромалюминиевые сплавы
(Х13Ю4, 0Х23Ю5, 0Х27Ю5А, 0Х27Ю5, 1Х25Ю5 и др.)
нашли широкое применение в виде проволоки и ленты
для нагревательных элементов, промышленных и лабо-
раторных электропечей сопротивления, бытовых прибо-
ров и реостатов, так как они обладают высоким элект-
росопротивлением и окалиностойкостью.
Введение алюминия в железо и железохромистые
сплавы ведет к резкому ограничению области аустени-
та, при содержании в железе I % А1 область аустенита
исчезает.
При нагреве до высоких температур наблюдается
сильная склонность к росту зерна и хрупкости. Однако,
22
когда жаростойкие детали из этих сплавов не подверга-
ются ударным нагрузкам, они, несмотря на крупнозер-
нистость, работают много лет, успешно заменяя значи-
тельно более дорогостоящие нихромы.
Живучесть деталей из железохромалюминиевых
сплавов высока в окислительной атмосфере, а также
при наличии в атмосфере большого количества серы.
В восстановительной атмосфере их срок службы значи-
тельно ниже, особенно если имеются условия для на-
углероживания нагревательных элементов. Живучесть
сплава в атмосфере азота достаточно велика.
2. ХРОМОНИКЕЛЕВЫЕ И НИКЕЛЕВЫЕ СТАЛИ
Эта группа сталей имеет самое широкое применение
в промышленности и занимает наибольший удельный
вес в выплавке нержавеющих сталей. К хромоникеле-
вым сталям в настоящее время можно отнести более
полусотни марок, которые используются в виде поковок,
сортового и листового проката, горячекатаных и холод-
нокатаных труб, фасонных профилей и литья в авиа-
ционной и атомной технике, в химической промышлен-
ности и энергетике, а также в других самых различных
областях техники.
Сортамент хромоникелевых сталей в последнее де-
сятилетие пополнился многими новыми марками с бо-
лее сложным легированием, с карбидным и интерметал-
лидным упрочнением, с промежуточными структурами.
Эти стали можно подразделить на следующие под-
группы:
а) хромоникелевые аустенитные стали с малым со-
держанием углерода, в том числе стабилизированные
титаном или ниобием;
б) хромоникелевые кислотостойкие аустенитные ста-
ли с присадкой молибдена и меди;
в) хромоникелевые окалиностойкие стали с высоким
содержанием хрома и никеля;
г) хромоникелевые стали аустенито-мартенситного
класса (с неустойчивым аустенитом);
д) хромоникелевые стали аустенито-ферритного
класса.
Ядром группы хромоникелевых сталей, безусловно,
являются аустенитные стали типа 18-8, например
ООХ18НЮ, 0Х18Н10, Х18Н9, 0Х18Н11, 2Х18Н9, стабили-
23
зированные титаном стали 00Х18Н10Т, 0Х18Н10Т,
Х18Н9Т, Х18Н10Т, Х18Н12Т, Х17Н13М2Т, 0Х17Н16МЗТ,
X17H13M3T и ниобием 0Х18Н10Б, 00Х16Н15МЗБ,
0Х16Н15МЗБ и др. Стали этого типа отличаются раз-
личным содержанием углерода, влияющим на их кор-
розионную стойкость.
Низкоуглеродистая сталь используется в качестве
электродной проволоки для сварки хромоникелевой ста-
ли. При содержании углерода до 0,06% сталь можно
подвергать кратковременному нагреву в зоне темпера-
тур 550—650° С без дополнительной термообработки.
Хромоникелевые аустенитные стали широко использу-
ются для аппаратуры в химической промышленности
в виде печной арматуры, теплообменников, патрубков
и коллекторов выхлопных систем.
Стали, стабилизированные титаном, используются
в средах высокой агрессивности, а также для изделий,
работающих при температурах до 600° С. Из них также
изготовляется сварная аппаратура для авиационной
и судостроительной промышленности.
Стабилизированные ниобием стали рекомендуются
для использования в средах высокой агрессивности,
а также как присадочный материал для сварки хромо-
никелевых сталей.
Хромоникелевые стали, стабилизированные титаном
и содержащие молибден, применяются в специфических
средах (кипящей сернистой, фосфорной, муравьиной
и уксусной кислотах, сульфитном щелоке, горячем рас-
творе белильной извести и т. п.).
Углерод в аустенитных хромоникелевых сталях на-
ходится в твердом растворе в виде фаз внедрения или
в составе карбидов и карбонитридов различной степени
дисперсности. Большинство исследователей считают,
что при температурах до 500—600°С в стали растворя-
ется не более 0,020% С; однако точно определить рас-
творимость затруднительно вследствие низких значений
, скорости диффузии углерода и хрома.
! Во время нагрева преимущественно выделяются
I карбиды хрома типа СГ23С7. Аустенитные хромоникеле-
1 вые стали типа 18-8 обычно имеют в структуре опреде-
I ленное количество феррита. Оно определяется конкрет-
ным соотношением элементов в пределах марки. С рос-
том содержания кремния, титана, ниобия, молибдена,
алюминия, хрома количество феррита увеличивается,
24
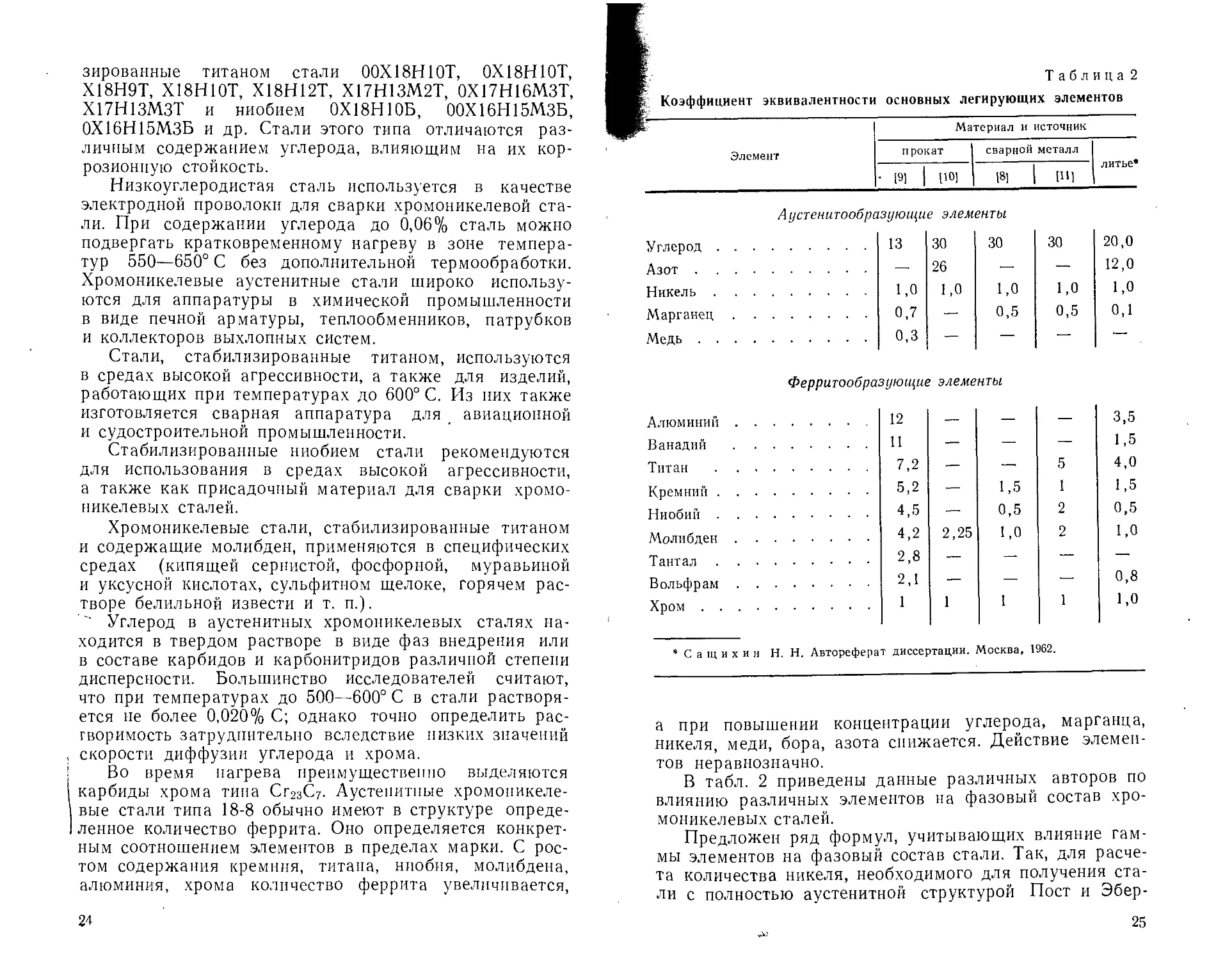
Таблица 2
Коэффициент эквивалентности основных легирующих элементов
Элемент Материал и источник
прокат сварной металл 1
• [9] | 1Ю] 1 литье* 18] 1 111] J
Аустенитообразующие элементы
Углерод 13 30 30 30 20,0
Азот — 26 —. — 12,0
Никель 1,0 1,0 1,0 1,0 1,0
Марганец 0,7 — 0,5 0,5 0,1
Медь 0,3 — — — —
Ферритообразующие элементы
Алюминий 12 — — — 3,5
Ванадий 11 — — — 1,5
Титан 7,2 — —. 5 4,0
Кремний 5,2 — 1,5 1 1,5
Ниобий 4,5 — 0,5 2 0,5
Молибден 4,2 2,25 1,0 2 1,0
Тантал 2,8 — — — —
Вольфрам 2,1 — — — 0,8
Хром 1 1 1 1 1,0
• С а щахин Н. Н. Автореферат диссертации. Москва, 1962.
а при повышении концентрации углерода, марганца,
никеля, меди, бора, азота снижается. Действие элемен-
тов неравнозначно.
В табл. 2 приведены данные различных авторов по
влиянию различных элементов на фазовый состав хро-
моникелевых сталей.
Предложен ряд формул, учитывающих влияние гам-
мы элементов на фазовый состав стали. Так, для расче-
та количества никеля, необходимого для получения ста-
ли с полностью аустенитной структурой Пост и Эбер-
25
Ли [12] предложили формулу (содержание элементов
в процентах):
% Ni = _ 0,5 Мп — 35 С+15.
Для сварочных операций и литого металла предло-
жена следующая формула [8]:
% Ni = 1,1 (Cr+Mo+1,5Si ф-1,5Nb) — 0,5Мп — ЗОС - 8,2.
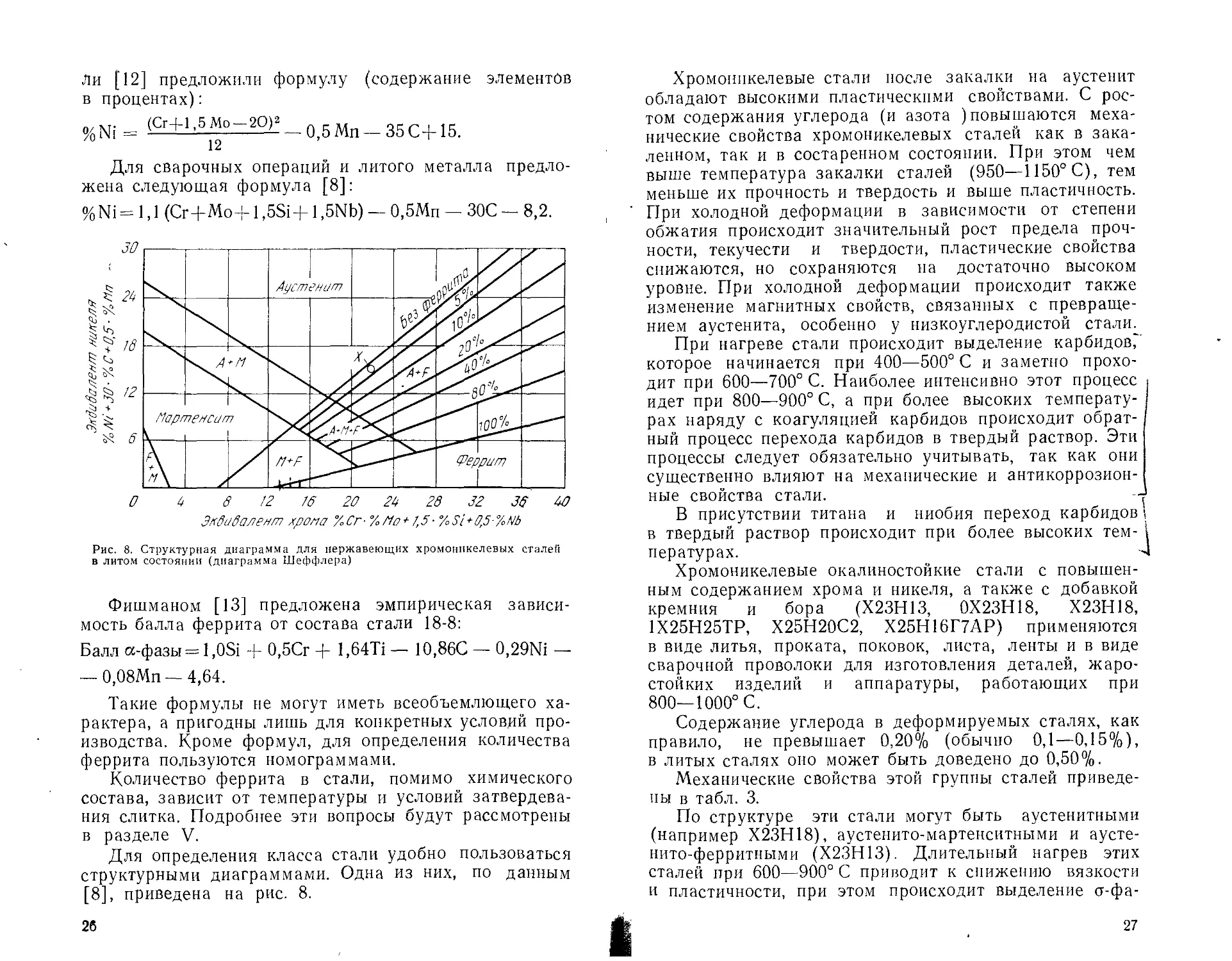
Эквивалент хрола 7°Cr-7„rto + J,5-7°Sl+0,5-7°Nb
Рис. 8. Структурная диаграмма для нержавеющих хромоникелевых сталей
в литом состоянии (диаграмма Шеффлера)
Фишманом [13] предложена эмпирическая зависи-
мость балла феррита от состава стали 18-8:
Балл а-фазы = 1,0Si ф- 0,5Сг ф- 1,64Ti — 10.86С — 0,29Ni —
— 0,08Мп— 4,64.
Такие формулы не могут иметь всеобъемлющего ха-
рактера, а пригодны лишь для конкретных условий про-
изводства. Кроме формул, для определения количества
феррита пользуются номограммами.
Количество феррита в стали, помимо химического
состава, зависит от температуры и условий затвердева-
ния слитка. Подробнее эти вопросы будут рассмотрены
в разделе V.
Для определения класса стали удобно пользоваться
структурными диаграммами. Одна из них, по данным
[8], приведена на рис. 8.
26
Хромоникелевые стали после закалки на аустенит
обладают высокими пластическими свойствами. С рос-
том содержания углерода (и азота ) повышаются меха-
нические свойства хромоникелевых сталей как в зака-
ленном, так и в состаренном состоянии. При этом чем
выше температура закалки сталей (950—1150° С), тем
меньше их прочность и твердость и выше пластичность.
При холодной деформации в зависимости от степени
обжатия происходит значительный рост предела проч-
ности, текучести и твердости, пластические свойства
снижаются, но сохраняются на достаточно высоком
уровне. При холодной деформации происходит также
изменение магнитных свойств, связанных с превраще-
нием аустенита, особенно у низкоуглеродистой стали.
При нагреве стали происходит выделение карбидов^
которое начинается при 400—500° С и заметно прохо-
дит при 600—700° С. Наиболее интенсивно этот процесс
идет при 800—900° С, а при более высоких температу-
рах наряду с коагуляцией карбидов происходит обрат-
ный процесс перехода карбидов в твердый раствор. Эти
процессы следует обязательно учитывать, так как они
существенно влияют на механические и антикоррозион-
ные свойства стали.
В присутствии титана и ниобия переход карбидов!
в твердый раствор происходит при более высоких тем- i
пературах. 4
Хромоникелевые окалиностойкие стали с повышен-
ным содержанием хрома и никеля, а также с добавкой
кремния и бора (Х23Н13, 0Х23Н18, Х23Н18,
1Х25Н25ТР, Х25Н20С2, Х25Н16Г7АР) применяются
в виде литья, проката, поковок, листа, ленты и в виде
сварочной проволоки для изготовления деталей, жаро-
стойких изделий и аппаратуры, работающих при
800—1000° С.
Содержание углерода в деформируемых сталях, как
правило, не превышает 0,20% (обычно 0,1—0,15%),
в литых сталях оно может быть доведено до 0,50%.
Механические свойства этой группы сталей приведе-
ны в табл. 3.
По структуре эти стали могут быть аустенитными
(например Х23Н18), аустенито-мартенситными и аусте-
нито-ферритными (Х23Н13). Длительный нагрев этих
сталей при 600—900° С приводит к снижению вязкости
и пластичности, при этом происходит выделение а-фа-
27
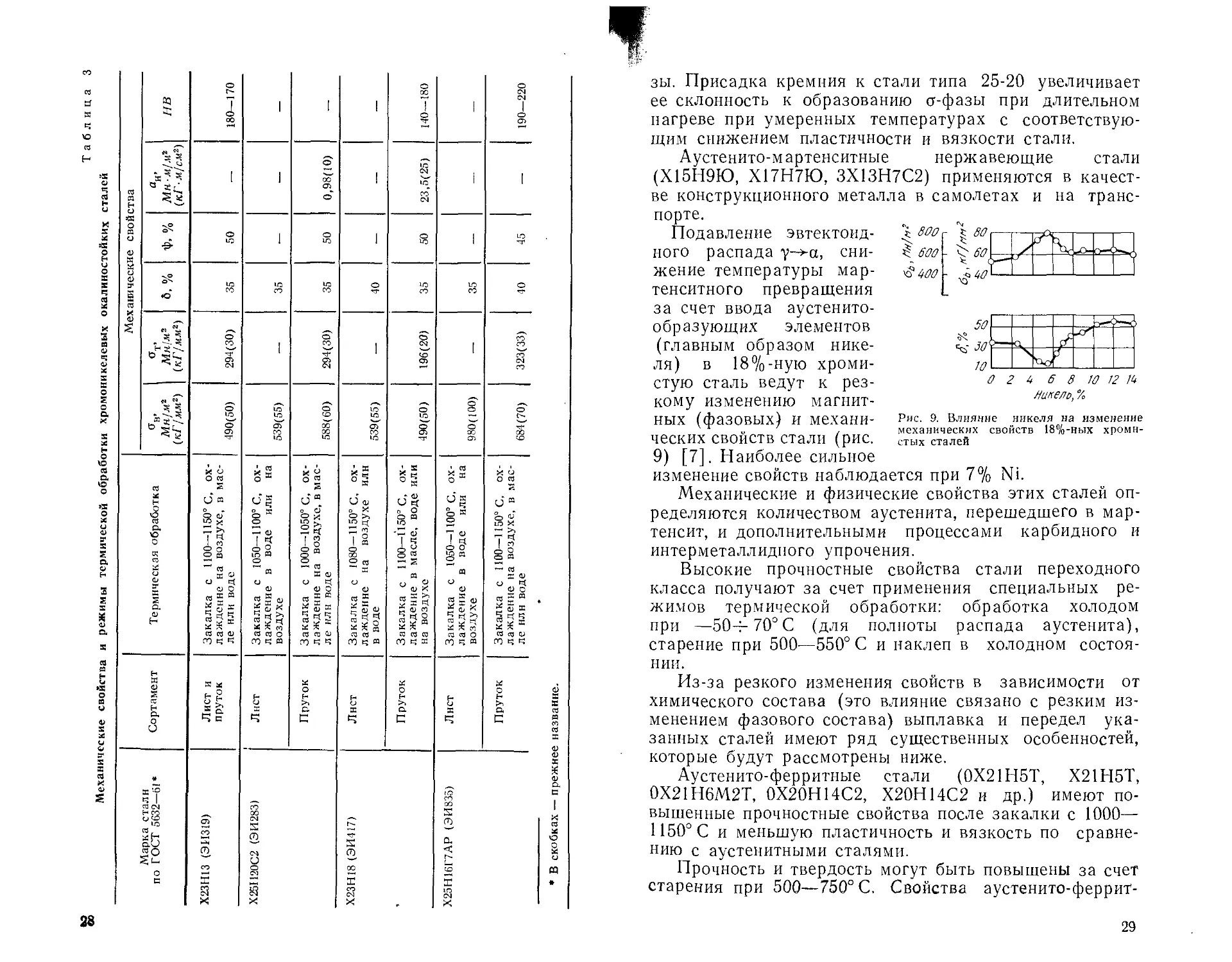
Механические свойства и режимы термической обработки хромоникелевых окалиностойких сталей
СО
СЗ
Sf
S
ч
СЗ
н
Механические свойства | НВ 180—170 1 1 1 । 140—180 1
• ”5* ж . ° < 1 1 0,98(10) 1 23,5(25) i
j Ф. % о ю 1 © 1Г> 1 8 1
б, % со Lfj со о LO со
% 3 . 5.3 J-s> 294(30) 1 294(30) 1 196(20) 1
“S'- I 490(50) 539(55) 588(60) 539(55) 490(50) (001)086
Термическая обработка Закалка с 1100—1150° С, ox- । лажденне на воздухе, в мае- 1 ле или воде | Закалка с 1050—1100° С, ох- лаждение в воде или на воздухе Закалка с 1000—1050° С, ох- лаждение на воздухе, в мас- । ле или воде Закалка с 1080—1150° С, ох- лаждение на воздухе или в воде Закалка с 1100—1150° С, ох- лаждение в масле, воде или на воздухе Закалка с 1050—1100° С, ох- ; лаждение в воде или на | воздухе
• Сортамент : । Лист и пруток Лист । Пруток Лист Пруток Лист
Марка стали по ГОСТ 5632—61* Х23Н13 (ЭИ319) X25I120C2 (ЭИ283) Х23Н18 (ЭИ417) Х25Н16Г7АР (ЭИ835)
Пруток Закалка с 1100—1150й С, ох-
лаждение на воздухе, в мас-
ле нлн воде 684(70) 323(33) 40 45 — 190—220
28
зы. Присадка кремния к стали типа 25-20 увеличивает
ее склонность к образованию a-фазы при длительном
нагреве при умеренных температурах с соответствую-
щим снижением пластичности и вязкости стали.
Аустенито-мартенситные нержавеющие стали
(Х15Н9Ю, Х17Н7Ю, 3X13H7C2) применяются в качест-
ве конструкционного металла в самолетах и на транс-
порте.
Подавление эвтектоид-
ного распада у->а, сни-
жение температуры мар-
тенситного превращения
за счет ввода аустенито-
образующих элементов
(главным образом нике-
ля) в 18%-ную хроми-
стую сталь ведут к рез-
кому изменению магнит-
Рис. 9. Влияние никеля на изменение
механических свойств 18%-ных хроми-
стых сталей
ных (фазовых) и механи-
ческих свойств стали (рис.
9) [7]. Наиболее сильное
изменение свойств наблюдается при 7% Ni.
Механические и физические свойства этих сталей оп-
ределяются количеством аустенита, перешедшего в мар-
тенсит, и дополнительными процессами карбидного и
интерметаллидпого упрочения.
Высокие прочностные свойства стали переходного
класса получают за счет применения специальных ре-
жимов термической обработки: обработка холодом
при —504-70° С (для полноты распада аустенита),
старение при 500—550° С и наклеп в холодном состоя-
нии.
Из-за резкого изменения свойств в зависимости от
химического состава (это влияние связано с резким из-
менением фазового состава) выплавка и передел ука-
занных сталей имеют ряд существенных особенностей,
которые будут рассмотрены ниже.
Аустенито-ферритные стали (0Х21Н5Т, Х21Н5Т,
0Х21Н6М2Т, 0Х20Н14С2, Х20Н14С2 и др.) имеют по-
вышенные прочностные свойства после закалки с 1000—
1150° С и меньшую пластичность и вязкость по сравне-
нию с аустенитными сталями.
Прочность и твердость могут быть повышены за счет
старения при 500—750° С. Свойства аустенито-феррит-
29
пых сталей зависят от соотношения фаз и процессов,
протекающих в них. Соотношение фаз в свою очередь
определяется температурой термообработки и измене-
нием химического состава даже в пределах марки. Если
прочностные свойства с ростом феррита возрастают, то
жаропрочные снижаются. Аустенито-ферритпые стали
склонны к охрупчиванию при нагреве в интервале выде-
ления a-фазы и при длительной выдержке при 475° С,
при этом наличие феррита ускоряет процессы охрупчи-
вания. Наличие обособленных фаз (а+у) приводит к
большей анизотропии свойств в прокате. Двух-
фазные стали деформируются гораздо хуже одно-
фазных.
После термической обработки наиболее распростра-
ненная сталь 1Х21Н5Т имеет предел прочности
685—833 Мн/м2 (70—85 кГ/мм2), предел текуче-
сти 510—587 Мн]м2 (52—60 кГ/мм2), удлинение 22—
32%.
3. ХРОМОМАРГАНЦЕВЫЕ
И ХРОМОМАРГАНЦЕВОНИКЕЛЕВЫЕ СТАЛИ
Нержавеющие стали, в которых никель был пол-
ностью или частично заменен другим аустенитообра-
зующим элементом — марганцем, нашли свое примене-
ние в областях, где предъявлялись к металлу повышен-
ные требования по истираемости, а также там, где важ-
ную роль играют вопросы прочности металла. Примене-
ние марганца позволяет вводить в сталь в весьма
больших количествах азот. В связи с меньшей эффек-
тивностью марганца (как аустенитообразующего эле-
мента), чем никеля, он должен вводиться в сталь в
больших количествах (почти в два раза). В зависимос-
ти от состава, структуры и свойств эти стали подразде-
ляются на несколько подгрупп:
а) аустенитные стали с 12—14% Сг и различным со-
держанием марганца и никеля;
б) аустенитные стали с 17—19% Сг, различ-
ным содержанием марганца и никеля с добавкой
азота;
в) аустенито-мартенситные стали с 12—18% Сг и
присадками марганца и никеля;
г) аустенито-ферритные стали с 16—18% Сг с раз-
личным содержанием марганца.
зо
Положение фазовых областей в системе железо —
хром — марганец — никель для медленно охлажденных
сплавов приведено на рис. 10 [17].
При содержании в хромомарганцевой стали свыше
15% Сг для получения аустенитной структуры наряду с
марганцем нужно вводить никель. При увеличении со-
держания никеля в стали аустенитная область значи-
тельно расширяется, а при увеличении содержания мар-
ганца более 6% (при 15—20% Сг) наблюдается неболь-
шое сужение аустенитной области.
Одна из распространенных нержавеющих хромомар-
ганцевоникелевых сталей 2Х13Н4Г9 обладает в исход-
ном состоянии после закалки на аустенит более высоки-
ми механическими свойствами, чем сталь 18-8, и исполь-
зуется в виде холоднокатаной ленты для изготовления
высокопрочных и легких конструкций с соединениями
точечной или роликовой сварки. Изменение механичес-
ких свойств этой марки стали в зависимости от темпера-
туры испытания приведено на рис. 11 [7].
Аустенитная .сталь Х14Г14НЗТ имеет повышенную
прочность и пластичность, не склонна к межкристал-
литной коррозии и применяется в химической промы-
шленности и кислородном машиностроении. Сталь
Х13Г15НЗ нашла применение в бытовом машинострое-
нии как заменитель стали Х18Н10Т.
В последние годы получили распространение хромо-
марганцевоникелевые стали с азотом типа 17-8-4-N, ко-
торые применяются в качестве коррозионностойкого, а
также нержавеющего и теплостойкого материала для
высокопрочных конструкций.
Наличие марганца, как указывалось выше, увеличи-
вает растворимость азота, а последний, внедряясь в ре-
шетку аустенита, способствует его упрочнению, а также
повышает его стабильность как аустенитообразующий
элемент. Механические свойства этих сталей зависят от
структуры и содержания марганца. При содержании
азота около 0,25% прочность повышается, а пластич-
ность снижается. Повышение содержания марганца уве-
личивает ударную вязкость при температурах глубокого
холода.
Для изделий, подвергаемых сварке, желательно
иметь низкое содержание углерода (0,03—0,05%) и
строго контролировать процесс во избежание появления
в сварных соединениях склонности к межкристаллитной
31
Рис. Л. Изменение механических свойств стали 2Х13Н4Г9, закаленной с 1150° С
в воде (а) и горячекатаной (б), в зависимости от температуры испытания
32
коррозии. Колебание химического состава в пределах
марки заметно влияет на механические свойства, поэто-
му важным является получение оптимальных соотноше-
ний элементов.
Хромомарганцевоникелевые стали с азотом и хромо-
никелевые стали типа 18-8 обладают при высоких тем-
пературах примерно одинаковыми механическими свой-
ствами. Для специальных целей получили применение
стали этого класса с повышенным содержанием азота
(0,5 и 0,8%).
Сталь марок 0Х18Н5Г12АБ и 0Х20Н4АГ10 с 0,5% N
после закалки с 950—1050° С в воде или на воздухе или
без термообработки имеет предел прочности 685 Мн1м2
(70 кГ/мм2), предел текучести 490 Мн/м2 (50 кГ/мм2),
относительное удлинение 30%, относительное сужение
40%, ударную вязкость 0,98 Мн]м2 (10 кГ• м/см2).
Вопросы металловедения хромомарганцевых сталей
и сталей с азотом подробно изложены в работах
[15-17].
Глава III
ФИЗИЧЕСКИЕ СВОЙСТВА
НЕРЖАВЕЮЩИХ СТАЛЕЙ
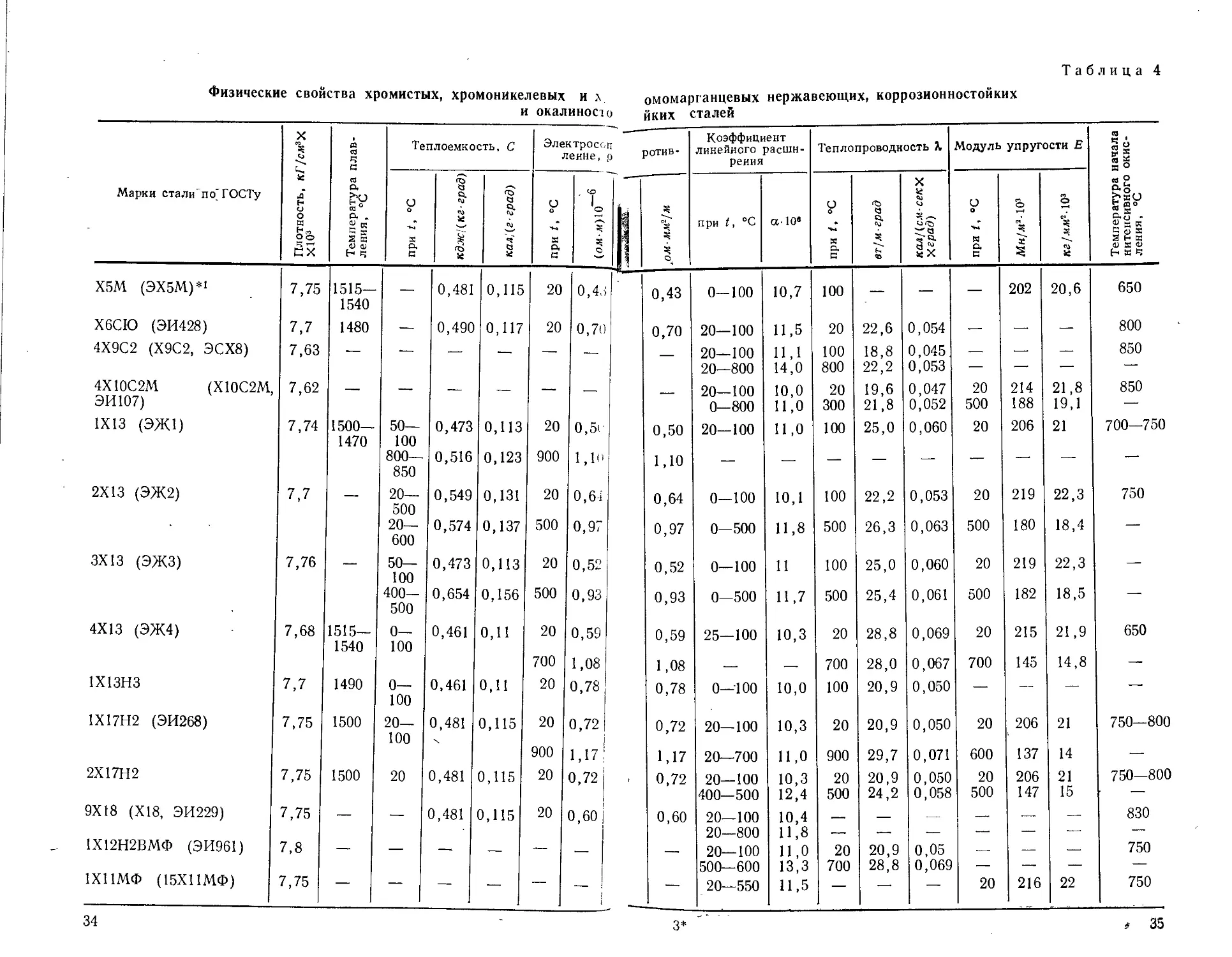
Физические свойства нержавеющих сталей следует
учитывать не только при конструировании изделий из
них, но и при разработке технологии их производства.
Особенно большая потребность в изучении этих свойств
возникла у металлургов с появлением новых способов
выплавки стали: электрошлакового, вакуумно-дугового
и электроннолучевого переплава.
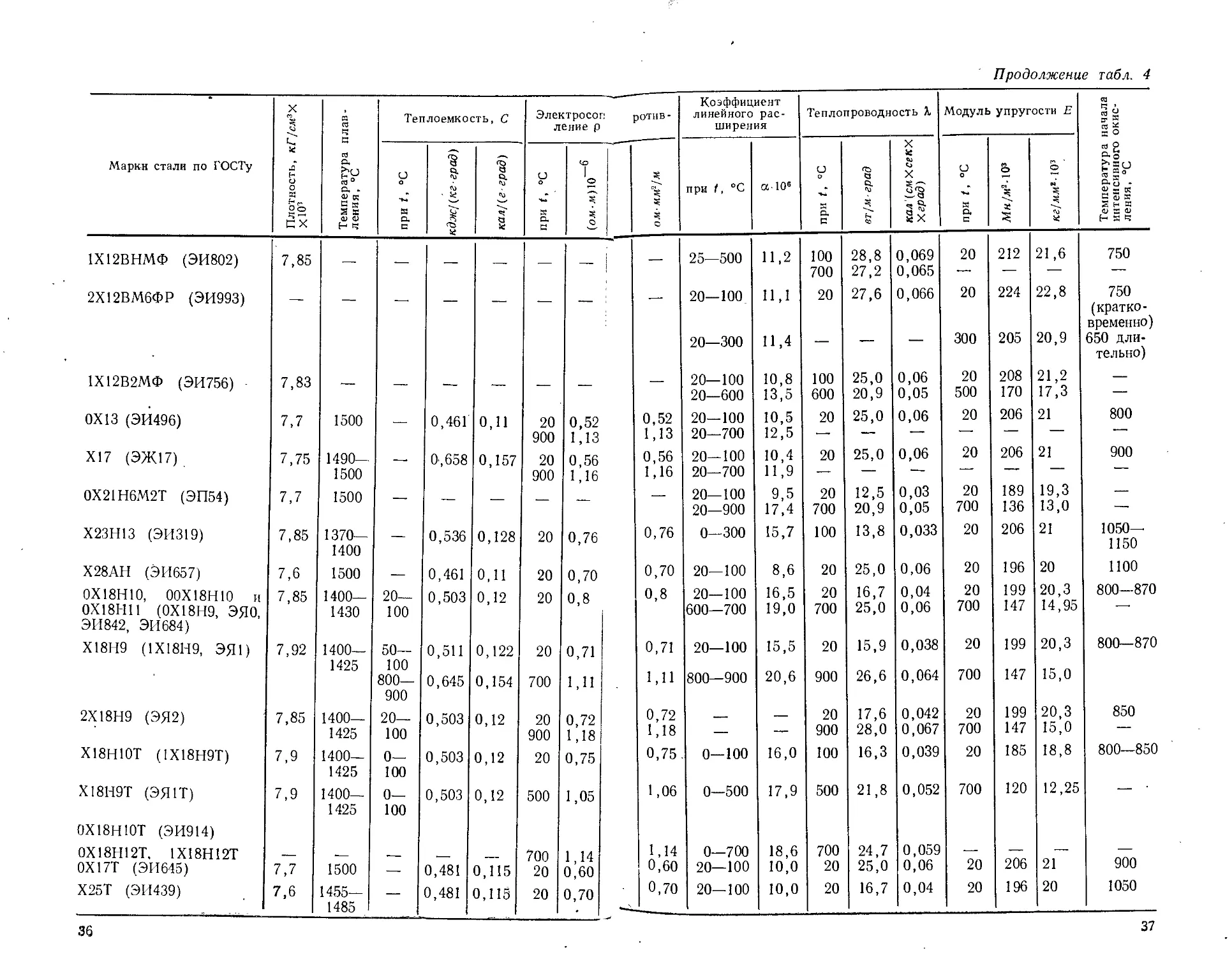
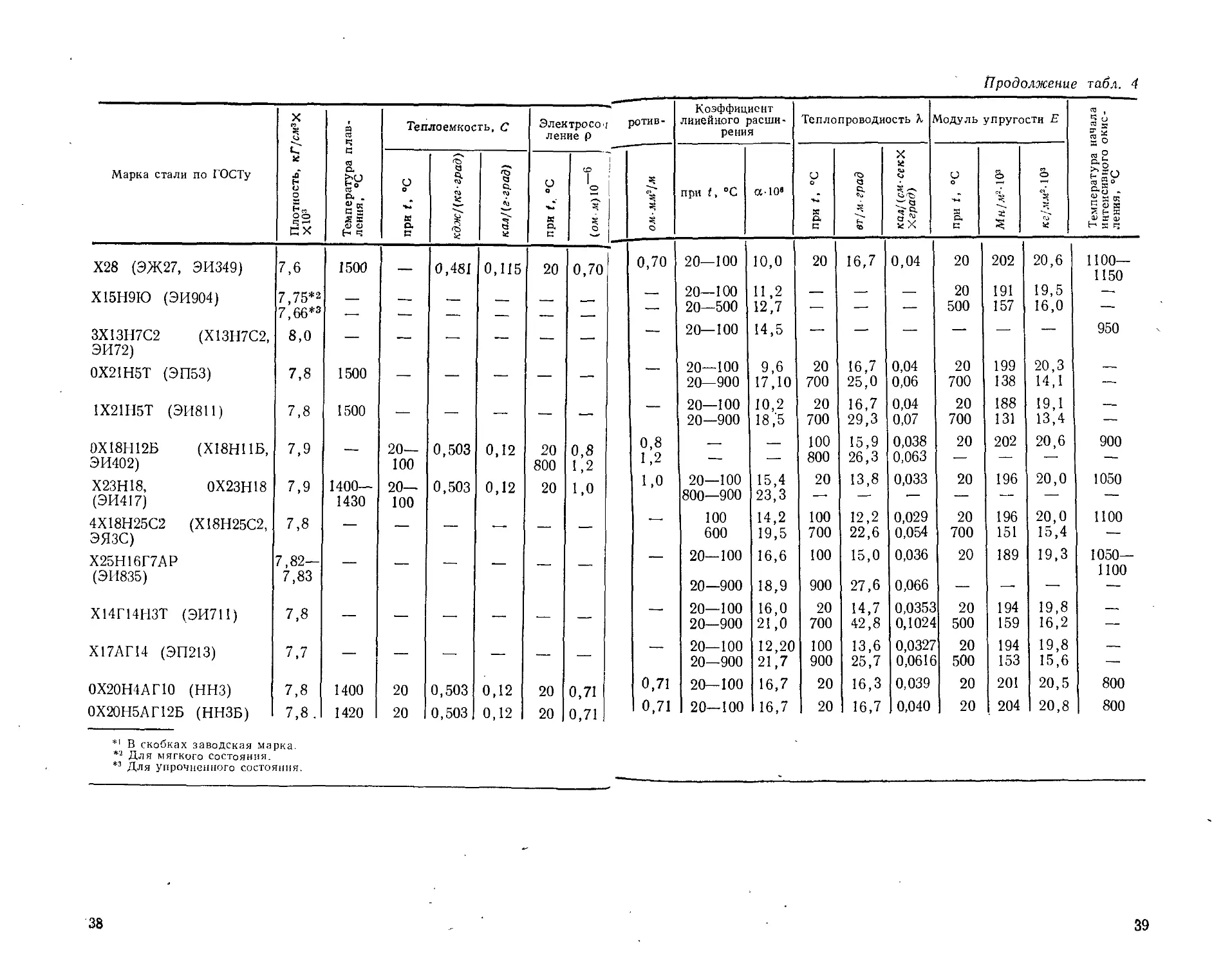
Конкретные значения основных физических свойств
нержавеющей, кислотоупорной и жаростойкой стали
наиболее распространенных марок приведены по дан-
ным [7] с дополнениями в табл. 4.
Общие вопросы металловедения нержавеющих
сталей весьма полно освещены в монографиях [5—7,
18—20].
3-27
33
Таблица 4
Физические свойства хромистых, хромоникелевых и л омомарганцевых нержавеющих, коррозионностойких
и окалиносю йких сталей
X "а? от в «3 Теплоемкость, С Электроссп леиир. п ротив- Коэффициент линейного расшн- Теплопроводность К Модуль упругости Е (9 . g S
С рения
Марки стали по'ГОСТу л о щ от О. от ° О. к £ и и о ; (кг-град) (г-град) и о со при t, °C а-10е Эо град {см-секх •д) и о О еч г01 “г 5 «• Q.Q - Ф д и
ёх S Щ ф ф Ь ч S К кдж «5 «3 S О. с й © а? Й © S С w/xe 1В S о. С аГ 3 от к ^4 ф S S Н К Ф S Ф Ь я Ч
Х5М (ЭХ5М)*1 7,75 1515— 1540 — 0,481 0,115 20 0,4.> 0,43 0—100 10,7 100 — — — 202 20,6 650
Х6СЮ (ЭИ428) 7,7 1480 — 0,490 0,117 20 0,70 0,70 20—100 11,5 20 22,6 0,054 800
4Х9С2 (Х9С2, ЭСХ8) 7,63 — — — — — — 20—100 11,1 100 18,8 0,045 — — — 850
20—800 14,0 800 22,2 0,053 — — —
4Х10С2М (Х10С2М ЭИ107) 7,62 — — — — — — — 20—100 10,0 20 19,6 0,047 20 214 21,8 850
0—800 н,о 300 21,8 0,052 500 188 19,1 —
1X13 (ЭЖ1) 7,74 1500— 1470 50— 100 0,473 0,113 20 0,5с 0,50 20—100 11,0 100 25,0 0,060 20 206 21 700—750
800— 850 0,516 0,123 900 1,10 1,10 — — — — — — — — —
2X13 (ЭЖ2) 7,7 — 20— 500 0,549 0,131 20 0,6-1 0,64 0—100 10,1 100 22,2 0,053 20 219 22,3 750
20— 600 0,574 0,137 500 0,97 0,97 0—500 11,8 500 26,3 0,063 500 180 18,4 —
3X13 (ЭЖЗ) 7,76 — 50— 100 0,473 0,113 20 0,52 0,52 0—100 11 100 25,0 0,060 20 219 22,3 —
400— 500 0,654 0,156 500 0,93 0,93 0—500 11,7 500 25,4 0,061 500 182 18,5 —
4X13 (ЭЖ4) 7,68 1515— 1540 0— 100 0,461 0,11 20 0,59 0,59 25—100 10,3 20 28,8 0,069 20 215 21,9 650
1X13H3 700 1,08 1,08 700 28,0 0,067 700 145 14,8 __
7,7 1490 0— 100 0,461 0,11 20 0,78 0,78 0—100 10,0 100 20,9 0,050 — — — —
1Х17Н2 (ЭИ268) 7,75 1500 20— 100 0,481 X 0,115 20 0,72 i 0,72 20—100 10,3 20 20,9 0,050 20 206 21 750—800
2Х17Н2 900 1,17: 1,17 20—700 11,0 900 29,7 0,071 600 137 14 —
7,75 1500 20 0,481 0,115 20 0,72 f 0,72 20—100 10,3 20 20,9 0,050 20 206 21 750—800
400—500 12,4 500 24,2 0,058 500 147 15 —
9X18 (Х18, ЭИ229) 7,75 — — 3,481 3,115 20 0,60 0,60 20—100 10,4 — — — —. —- — 830
1Х12Н2ВМФ (ЭИ961) 7,8 — — — — — — 20—800 20—100 11,8 н,о 20 20,9 0,05 — — . 750
1Х11МФ (15Х11МФ) 7,75 — — ~ ] — — ! —- 500—600 20—550 13,3 11,5 700 28,8 0,069 20 216 22 750
34
3*
* 35
Марки стали по ГОСТу Плотность, кГ/см?х Х1(Г Температура плав- ления, °C Теплоемкость, С Электросог; ление р
при t, °C 1 nj со к? и 1 кал/(еград) | ! при f, °C СО 1 о 5? Й
1Х12ВНМФ (ЭИ802) 7,85 — — — —
2Х12ВМ6ФР (ЭИ993) — — — — — — —
1Х12В2МФ (ЭИ756) 7,83 — — — — — —
0X13 (ЭИ496) 7,7 1500 0,461 0,11 20 900 0,52 1,13
Х17 (ЭЖ17) 7,75 1490— 1500 — 0,658 0,157 20 900 0,56 1,16
0Х21Н6М2Т (ЭП54) 7,7 1500 — — — — —
Х23Н13 (ЭИ319) 7,85 1370— 1400 — 0,536 0,128 20 0,76
Х28АН (ЭИ657) 7,6 1500 — 0,461 0,11 20 0,70
0Х18Н10, 00Х18Н10 и 0X181411 (0Х18Н9, ЭЯО, ЭИ842, ЭИ684) 7,85 1400— 1430 20— 100 0,503 0,12 20 0,8
Х18Н9 (1Х18Н9, ЭЯ1) 7,92 1400— 1425 50— 100 800— 900 0,511 0,645 0,122 0,154 20 700 0,71 1,11
2Х18Н9 (ЭЯ2) 7,85 1400— 1425 20— 100 0,503 0,12 20 900 0,72 1,18
Х18Н10Т (1Х18Н9Т) 7,9 1400— 1425 0— 100 0,503 0,12 20 0,75
Х18Н9Т (ЭЯ1Т) 0Х18Н10Т (ЭИ914) 7,9 1400— 1425 0— 100 0,503 0,12 500 1,05
0Х18Н12Т, 1Х18Н12Т — — — — 700 1,14
0Х17Т (ЭИ645) 7,7 1500 — 0,481 0,115 20 0,60
Х25Т (ЭИ439) 7,6 1455— 1485 — 0,481 0,115 20 0,70
36
Продолжение табл. 4
ротив- Коэффициент линейного рас- ширения Теплопроводность Л, Модуль упругости Е Температура начала интенсивного окис- ления, °C
W[;WW-WO 1 при t, °C а- 10е Эо ‘г Hdu вт/м-град (рпб/гх Хяглхигз)гоя при t, °C J О д О "й Д
— 25—500 11,2 100 700 28,8 27,2 0,069 0,065 20 212 21,6 750
— 20—100 И,1 20 27,6 0,066 20 224 22,8 750 (кратко- временно)
20—300 11,4 — — — 300 205 20,9 650 дли- тельно)
20—100 10,8 100 25,0 0,06 20 208 21,2 —
20—600 13,5 600 20,9 0,05 500 170 17,3 —
0,52 20—100 10,5 20 25,0 0,06 20 206 21 800
1,13 20—700 12,5 — — — — — — —
0,56 20—100 10,4 20 25,0 0,06 20 206 21 900
1,16 20—700 11,9 — — — — — — —
— 20—100 9,5 20 12,5 0,03 20 189 19,3 —
20—900 17,4 700 20,9 0,05 700 136 13,0 —
0,76 0—300 15,7 100 13,8 0,033 20 206 21 1050— 1150
0,70 20—100 8,6 20 25,0 0,06 20 196 20 1100
0,8 20—100 16,5 20 16,7 0,04 20 199 20,3 800—870
600—700 19,0 700 25,0 0,06 700 147 14,95 —
0,71 20—100 15,5 20 15,9 0,038 20 199 20,3 800—870
1,11 800—900 20,6 900 26,6 0,064 700 147 15,0
0,72 20 17,6 0,042 20 199 20,3 850
1,18 — — 900 28,0 0,067 700 147 15,0 —
0,75. 0—100 16,0 100 16,3 0,039 20 185 18,8 800—850
1,06 0—500 17,9 500 21,8 0,052 700 120 12,25 —
1,14 0—700 18,6 700 24,7 0,059
0,60 20—100 10,0 20 25,0 0,06 20 206 21 900
0,70 20—100 10,0 20 16,7 0,04 20 196 20 1050
37
Продолжение табл. 4
Марка стали по ГОСТу Плотность, «г/сл’х ХЮ3 Температура плав- ления, °C Теплоемкость, С Электросо ление р ротиВ- д й © Коэффициент линейного расши- рения Теплопроводность X Модуль упругости Е Температура начала интенсивного окис- ления, °C 1
при t, °C кджЦкг-град} а X) 3 и Я а с (om.jh)IO 6 при °C а-10» при t, °C ет/м-град кал/(см-секу Хград) при t, °C О ъ, £ О сй rj* V
Х28 (ЭЖ27, ЭИ349) 7,6 1500 — 0,481 0,115 20 0,70 0,70 20—100 10,0 20 16,7 0,04 20 202 20,6 1100— 1150
Х15Н9Ю (ЭИ904) 7,75*2 7,66*3 — — — — — — — 20—100 20—500 Н,2 12,7 — — — 20 500 191 157 19,5 16,0
3X13H7C2 (Х13Н7С2, 8,0 — 20—100 14,5 — — — — — — 950
ЭИ72) 0Х21Н5Т (ЭП53) 7,8 1500 — — — — — — 20—100 20—900 9,6 17,10 20 700 16,7 25,0 0,04 0,06 20 700 199 138 20,3 14,1 —
1Х21Н5Т (ЭИ811) 7,8 1500 — — — — — — 20—100 20—900 10,2 18,'5 20 700 16,7 29,3 0,04 0,07 20 700 188 131 19,1 13,4 —
0Х18Н12Б (Х18Н11Б, ЭИ402) 7,9 — 20— 100 0,503 0,12 20 800 0,8 1,2 0,8 1,2 — — 100 800 15,9 26,3 0,038 0,063 20 202 20,6 900
Х23Н18, 0Х23Н18 7,9 1400— 20— 0,503 0,12 20 1,0 1,0 20—100 800—900 15,4 23,3 20 13,8 0,033 20 196 20,0 1050
(ЭИ417) 1430 100
4Х18Н25С2 (Х18Н25С2, ЭЯЗС) 7,8 — — — — — — — 100 600 14,2 19,5 100 700 12,2 22,6 0,029 0,054 20 700 196 151 20,0 15,4 1100
Х25Н16Г7АР 7,82— — 20—100 16,6 100 15,0 0,036 20 189 19,3 1050— 1100
(ЭИ835) 7,83 20—900 18,9 900 27,6 0,066 — — —
Х14Г14НЗТ (ЭИ711) 7,8 — — — — — — — 20—100 20—900 16,0 21,0 20 700 14,7 42,8 0,0353 0,1024 20 500 194 159 19,8 16,2 —
Х17АГ14 (ЭП213) 7,7 — — — — — — — 20—100 20—900 12,20 21,7 100 900 13,6 25,7 0,0327 0,0616 20 500 194 153 19,8 15,6 —
0Х20Н4АГ10 (ННЗ) 7,8 1400 20 0,503 0,12 20 0,71 0,71 20—100 16,7 20 16,3 0,039 20 201 20,5 800
0Х20Н5АГ12Б (ННЗБ) 7,8 . 1420 1 20 0,503 0,12 20 0,71 0,71 20—100 16,7 20 16,7 0,040 20 204 20,8 1 800
*' В скобках заводская марка.
*- Для мягкого СОСТОЯНИЯ.
*3 Для упрочненного состояния.
38
39
Раздел второй
ВЫПЛАВКА
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Глава IV
ОСОБЕННОСТИ ЭЛЕКТРОПЕЧЕЙ,
ВЫПЛАВЛЯЮЩИХ НЕРЖАВЕЮЩИЕ СТАЛИ,
И МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
ПРИ ВЫПЛАВКЕ ИХ
Нержавеющие стали выплавляют в электрических
печах различных типов: дуговых, индукционных, элек-
трошлаковых, вакуумных дуговых, вакуумных индук-
ционных, электроннолучевых и плазменных. Подавляю-
щее количество их производится в дуговых основных
электропечах разной емкости. Основные тенденции раз-
вития конструкций дуговых печей, в том числе и вы-
плавляющих нержавеющие стали,— это увеличение их
емкости, повышение мощности печных трансформато-
ров и усовершенствование отдельных узлов. Механичес-
кое и электрическое оборудование дуговых печей, в ко-
торых выплавляют нержавеющие стали, ничем не отли-
чается от оборудования печей, выплавляющих стали
других марок. Однако служба футеровки, этих печей ко-
ренным образом отличается от службы футеровки пе-
чей, в которых выплавляют конструкционные стали.
1. ФУТЕРОВКА ДУГОВЫХ ЭЛЕКТРОПЕЧЕЙ
От огнеупорных свойств футеровки электростале-
плавильной печи, ее химического и минералогического
составов зависит состав шлака и качество выплавляемо-
го металла, а также производительность агрегата. Фу-
теровку дуговых электропечей для выплавки нержавею-
щих сталей изготовляют из основных материалов, в то
время как индукционные печи до самого последнего
времени футеровали кислыми материалами и лишь в
последние годы стали применять основные.
40
Материалы, применяемые для футеровки
основных дуговых электропечей
- Для кладки и набивки основных дуговых электропе-
чей применяют материалы повышенного качества:
а) шамотный кирпич — по ГОСТ 8691—58, 6024—51,
390—54 класса А, магнезитовый кирпич—по ГОСТ 4689—
63 1-го сорта. Перед кладкой отсортированный кирпич
просушивают, медленно нагревая при температуре 100—
150° С открытым газовым факелом;
б) магнезитовый порошок должен быть марки
МИЭК-88 по МРТУ 14-06-19-62, хромитовый порошок —
по ГОСТ 10154—62 или ТУОП 118—54, Магнезитовый и
хромитовый порошки для набивки подины должны
иметь следующий зерновой состав: мельче 2 мм — 75%,
от 2 до 4 мм—25%, крупнее 4 мм не допускается;
в) для засыпки швов шамотной кладки подины ис-
пользуют шамотный порошок по СТУ 71-589—68 с вели-
чиной зерна не более 0,5 мм; для засыпки швов магне-
зитовой кладки используют магнезитовый порошок с
величиной зерна не более 0,5 мм;
г) для набивки подины применяется жидкое стекло
по ГОСТ 962—41 в виде водного раствора в пропорции:
одна часть жидкого стекла, одна часть воды по объему.
Плотность жидкого стекла должна равняться 1,4 г/см3;
д) асбест листовой — по ВТУ МХП ШАУ-47—54.
Толщина листа 8—10 мм.
Кладка подины и откосов дуговых электропечей
После очистки от остатков старой футеровки днище
каркаса выстилают листовым асбестом, углы в местах
сопряжения днища и каркаса, а также головки болтов
выравнивают засыпкой шамотного порошка. На асбест
укладывают нормальный шамотный кирпич на плашку
в один ряд. Затем укладывают магнезитовый кирпич
па плашку и на ребро в зависимости от емкости печи:
па плашку 5 т — один ряд, 10—30 т — два ряда, 40-
50 т—три; на ребро 5—20 т—два, 30—50 т—.три.
Кладку подин и откосов производят всухую с прите-
ской и притиркой швов. Выкладку подины начинают
«елочкой» от центра печи к стенам. Кладку последующе-
го ряда по отношению к предыдущему ведут под углом
45°. Швы магнезитовой кладки засыпают горячим маг-
незитовым порошком.
'41
Температурный зазор между кирпичной кладкой по-
дины и откосов и кожухом печи должен быть 30—50 мм.
Этот зазор засыпают крупным магнезитовым порошком
после окончания кладки каждого ряда. После оконча-
ния кладки подины выкладывают уступами откосы
магнезитовым кирпичом на плашку в соответствии с
чертежом печи до уровня основания стен. Кладку отко-
сов производят аналогично кладке подины.
Перед набивкой подину разогревают равномерно по
всей поверхности дровами или газом в течение 2 ч. За-
тем ей дают остыть до температуры приблизительно
70—80° С, после чего тщательно очищают от мусора и
пыли и приступают к набивке.
Набивка подины и откосов дуговых электропечей
массой иэ магнезитового и хромитового порошков
и жидкого стекла
Для дуговых электропечей, выплавляющих нержа-
веющие марки стали типа Х18Н10Т, применяют набив-
ку подины массой из магнезитового и хромитового по-
рошков и жидкого стекла.
Смесь магнезитового и хромитового порошков гото-
вят в пропорции: магнезитового порошка 65% по объе-
му, хромитового 35%.
Смесь в сухом виде перемешивают в механическом
смесителе в течение 15—20 мин, а затем увлажняют ра-
створом жидкого стекла (20% по весу смеси) и вновь
тщательно перемешивают до равномерной влажности.
Масса наносится равномерным слоем толщиной не бо-
лее 40 мм по всей поверхности ванны и набивается пнев-
матическими ручными трамбовками без подогрева бой-
ков. Общая толщина набивного слоя в центре НО—
200 мм в зависимости от емкости печи.
После окончания набивки устанавливается свод и
производится сушка подины дровами и газом в течение
8—10 ч.
Выплавка стали после капитального ремонта
подины
После окончания капитального ремонта печь подго-
тавливают к пуску. Перед завалкой шихты на подину
укладывают металлические листы, чтобы закрыть всю
поверхность набивного слоя. На ли’сты насыпают слой
42
извести в количестве 2—3% от массы завалки. Завалку
шихты производят без сильных ударов по футеровке
печи. Первую обжиговую плавку ведут, как правило, на
чугуне. После первой обжиговой плавки выплавляют
четыре промывные. После проведения указанных про-
мывных плавок начинают нормальную эксплуатацию
печи.
Служба подин и откосов печей
Футеровка подины и откосов печи работает в тяже-
лых условиях. Температура ванны в конце продувки ее
кислородом поднимается до 1800 и даже 1850° С. Пере-
грев металла приводит к размягчению набивного слоя
и разрушению футеровки. При нормальном ходе плавки
футеровка в течение 5—10 мин в конце продувки нахо-
дится под воздействием высокой температуры, а после
присадки феррохрома температура снижается на
200—250 град. Заправку подин после выпуска плавки
производят смесью магнезитового порошка с 30% по-
рошка хромистой руды. Применение хромистой руды
резко повышает стойкость футеровки и позволяет вы-
плавлять сталь с более низким содержанием углерода
и меньшим угаром хрома.
Исследование состояния подии при капитальном ре-
монте показало, что толщина футеровки подин в про-
цессе службы ее заметно увеличивается и находится
в пределах 9—16%. При этом часть подины и откосов
сваривается в сплошной монолитный слой, охватываю-
щий весь набивной слой и часть магнезитовой кирпич-
ной кладки. Следует отметить, что подины печей, вы-
плавляющих нержавеющие стали, не подвержены рас-
сыпанию в порошок и при длительном нахождении на
воздухе сохраняют прочность и первоначальный вид.
Исследованиями [21] установлено, что в процессе
эксплуатации дуговых печей, выплавляющих нержаве-
ющие стали, происходит химическое и фазовое превра-
щение магнезитовых подин, приводящее к образованию
однородного по структуре монолита из набивного слоя
и верхних рядов кладки (до 50% от всей толщины по-
дины).
Петрографическое исследование показало, что моно-
лит образовался в результате фазовых превращений
минералов подины под влиянием силикатных составля-
43
ющих выпускаемого шлака, частично оседающего на
подине после выпуска плавки. Эти превращения оказы-
вают существенное влияние на физико-химические
свойства подины и особенно на огнеупорность. К числу
превращений, повышающих огнеупорность, относят
процессы рекристаллизации периклаза и хромшпииели-
да с образованием прочного и плотного периклазошпи-
нелидного состава, расположенного в верхних слоях по-
дины.
Результатом всех протекающих в подине процессов
и фазовых превращений является то, что огнеупорность
наиболее ответственных слоев подины (верхнего и сред-
него) в процессе службы печи остается высокой. Стой-
кость подины на печах, выплавляющих нержавеющие
стали, достигает 4000 плавок. Таким образом, условия
службы футеровки печи при выплавке нержавеющих
сталей с применением кислорода значительно отлича-
ются от условий службы футеровки при производстве
других сталей.
Выделение специальных печей для выплавки только
нержавеющих сталей было шагом вперед при освоении
технологии этих марок. В период освоения и организа-
ции первой серии плавок нержавеющей стали выплавку
ее вели наряду с другими марками стали на одной печи.
Это приводило к неустойчивой работе подины, частым
срывам ее и выходу из строя, так как технологический
режим периода восстановления нержавеющей стали от-
личается от технологического процесса и температурно-
го режима восстановительного периода прочих сталей.
Кроме того, металл конструкционных сталей, выплав-
ляемых после выпуска нержавеющей стали, всегда на-
сыщался хромом, что приводило нередко к забракова-
нию плавки.
Служба стен
В разные периоды производства нержавеющей стали
футеровку стен печей изготовляли из следующих мате-
риалов:
1) набивных магнезитодоломитовых блоков на пеке;
2) магнезитохромитового обожженного кирпича;
3) безобжигового магнезитохромитового кирпича
в кассетах;
4) периклазошпинелидного шпунтового кирпича.
Длительное наблюдение за работой стен дуговых
44
печей, специализированных на выплавке нержавеющей
стали, показало, что наиболее целесообразно выклады-
вать их магнезитохромнтовым обожженным кирпичом,
хорошие результаты получаются также при применении
безобжигового магнезитохромитового кирпича в кассе-
тах и периклазошпинелидпого кирпича. Стойкость степ
из безобжигового магнезитохромитового кирпича
в кассетах и периклазошпинелидпого шпунтового до-
стигает более 200 плавок [22].
Весьма высокая стойкость футеровки степ при вы-
плавке нержавеющей стали с продувкой ванны кисло-
родом является следствием образования гарниссажа,
который характеризуется высоким содержанием окис-
лов железа и хрома. По минералогическому составу
гарниссаж состоит на 70—80% из высокоогнеупорной
магнезиальной шпинели сложного состава, зерна кото-
рой связаны неогнеупорными марганцовистым монти-
челлитом и стеклом.
Химический анализ гарниссажа, плавильной пыли,
шлаков плавок нержавеющей стали, а также данные
минералогического анализа свидетельствуют о том, что
образование гарниссажа на откосах и нижней части
стен является результатом взаимодействия шлаков
с футеровкой (миграции и наслаивания) при одновре-
менном интенсивном выносе плавильной пыли при про-
дувке ванны кислородом, а образование гарниссажа на
верхней части стен и на сводах — результатом осажде-
ния и проникновения в футеровку плавильной - пыли.
Насыщение магнезитохромитовой футеровки стен
окислами железа способствует увеличению стойкости
благодаря свариванию отдельных кирпичей в монолит.
Наборка сводов
Своды для печей, выплавляющих нержавеющие ста-
ли, набирают из динасового или магнезитохромитового
кирпича. В настоящее время применяют преимущест-
венно магпезитохромитовые своды, наборку которых
осуществляют двумя способами: насухо и на высокоог-
неупорном цементном растворе.
Наборку магнезитохромитовых сводов насухо произ-
водят в металлическом водоохлаждаемом кольце со
стрелой прогиба '/?—7в от диаметра свода. Перед на-
боркой кольцо проверяют на герметичность водой под
45
давлением 0,6 Мн[м2 (6 ат). Толщина Магнезйтохро-
митового свода рекомендуется для печей от 5 до 20 т
230 мм, для печей от 30 до 50 т — 300 мм.
Наборку сводов из магнезитохромитового кирпича
на высокоогнеупорном цементном растворе выполняют
в том же металлическом кольце, при этом во время
кладки на поверхность кирпича мастерком наносят рас-
твор. Во избежание выжимания раствора из швов уп-
лотнение кладки клиновыми замками не производят.
Набранный свод выдерживают в неподвижном состоя-
нии на шаблоне не менее суток. Стойкость магнезитохро-
митовых сводов составляет около 200 плавок.
2. ФУТЕРОВКА ИНДУКЦИОННЫХ ПЕЧЕЙ
Футеровку тиглей индукционных печей делают из
кислых или из основных материалов. Для выплавки
нержавеющих сталей чаще всего пользуются основными
тиглями. В качестве исходных материалов для основ-
ных тиглей (например, емкостью 8 т) применяют маг-
незитовый порошок 4—2 мм 30—35%, фракции 2—1 мм
20—25%, порошок из боя сводового кирпича фракции
менее 1 мм 40—50%.
Для набивки шлакового пояса футеровки применя-
ют магнезит фракции 4—2 мм 30% и плавленый магне-
зит фракции 4—0 мм 70%, в том числе фракции менее
1 мм должно быть около 15—20%. Масса шлакового
пояса увлажняется раствором сернокислого магния
плотностью 1,24 г!смг из расчета 6 л раствора на 200 кг
сухой массы.
Набивку подины тигля производят с помощью виб-
роштыревой установки. Массу засыпают одним слоем
толщиной 300 мм. Уплотнение производят до тех пор,
пока стержни виброштыревой установки будут погру-
жаться в набивной слой на глубину не более
90—120 мм. Верхний слой (70—80 мм) набивают допол-
нительно с помощью пневмотрамбовки. Общая толщина
подины должна составлять 250—260 мм. После набивки
подины концентрично индуктору устанавливают шаб-
лон и набивают стенки тигля с помощью пневмотрам-
бовок. При набивке особое внимание уделяют равно-
мерности уплотнения массы по высоте и периметру
тигля. После набивки тигель сушат в течение 8 ч.
В процессе работы после каждой плавки производят
46
тщательное восстановление шлакового пояса массой из
магнезитового порошка фракции 1—0 мм, увлажненной
раствором сернокислого магния из расчета 1,5 л на
ведро раствора.
3. МАТЕРИАЛЫ ДЛЯ ВЫПЛАВКИ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Стальной лом и отходы
Одним из важных факторов получения высокого ка-
чества стали является высокое качество исходных мате-
риалов. Многообразие марок сталей, в том числе и не-
ржавеющих, вызвало необходимость классификации
как стального лома, так и отходов.
Стальной лом должен быть тяжеловесным, чтобы
вся шихта, назначенная для плавки, вмещалась в печь
в один прием, однако максимальная масса кусков не
должна превышать 8—10% от массы садки. Количество
такой шихты должно быть не более 40% от массы всей
завалки. Обычно шихту составляют из 20—30% мелко-
го лома и 70—80% среднего и крупного лома. Крупным
считают лом с массой кусков более 300 кг, мелким —
с массой кусков не более 2 кг. На подину печи загру-
жают мелкий лом, затем тяжелую крупнокусковую
шихту и лом средней массы. Наверх укладывают мел-
кий легкий лом.
Стальной лом не должен быть сильно окисленным,
так как при большом проценте ржавой шихты увеличи-
вается угар и вносится в сталь значительное количест-
во водорода. В ГОСТ 2787—63, кроме классификации,
предусмотрены технические требования к каждому ви-
ду лома и отходов.
В зависимости от химического состава, назначения,
качества и габаритов металлолом подразделяется на
виды (стальной, чугунный и доменный присад), катего-
рии (легированный и нелегировапный) и классы (по со-
стоянию поставки, степени чистоты, габаритам и массе).
Для производства электрометалла, в том числе и не-
ржавеющего, употребляют стальной лом категории Аг,
представляющий собой куски размером не более
600X350X250 мм, удобные для загрузки печей. Засо-
ренность безвредными примесями не должна превы-
шать 1% по массе, а содержание серы и фосфора
должно быть не более 0,05%.
47
Из отходов наибольшее применение при выплавке
нержавеющих сталей имеет легированная группа Б26,
представляющая собой отходы нержавеющих хромони-
келевой и хромоникелетитанистой стали с содержани-
ем: 8,0—13,0% Ni; 17,0—20,0% Сг; до 2% Мп; до 3% Si
и до 1,2% Ti. Отходы образуются в сталеплавильных
цехах в виде недоливков, литников и скрапа и в пере-
дельных цехах в виде обрези, брака и стружки. Кроме
того, отходы нержавеющих сталей поступают от заво-
дов-потребителей в виде обрези, стружки и бракован-
ных деталей, а также отработавших изделий.
Мягкое железо
Для производства нержавеющих сталей с весьма
низким содержанием углерода методом сплавления
применяют мягкое железо марки ЭП620 в виде катаной
заготовки или мелкой болванки следующего химического
состава, не более: 0,012% С; 0,05% Мп; 0,010% Si;
0,10% Си; 0,010% S; 0,010% Р; 0,015% S4-P; 0,004% Со;
0,01 % Ni; 0,1% Al.
Легирующие и раскислители
В качестве легирующих в нержавеющих сталях при-
меняют хром, никель, титан, марганец, молибден, воль-
фрам и некоторые другие элементы.
Легирующие элементы вводят в сталь в виде спла-
вов с железом (например, феррохром, ферромарганец,
ферросилиций) либо с железом и другим каким-либо
элементом (например, ферросиликохром), либо в виде
одного элемента (никель, металлический хром, метал-
лический марганец).
Феррохром. Хром — основной легирующий элемент
для получения стали с особыми химическими свойства-
ми. Поэтому феррохром при выплавке нержавеющих
сталей является одной из главных легирующих добавок.
В ряде случаев применяют металлический хром. В ка-
честве легирующей присадки и в качестве раскислителя
нередко применяют ферросиликохром.
Никель, как и хром, является основным легирующим
элементом при производстве хромоникелевой нержаве-
ющей стали. Никель, как правило, вводят в завалку на
нижний предел заданного состава с учетом содержания
его в шихте. Гранулированный и прессованный никель,
ферроникель и закись никеля вводят только в завалку
48
на плавках с полным окислением и при выплавке пере-
плавом с кислородом. Для корректировки химического
состава плавки во время кипения и рафинирования
применяют только электролитический, огневой (чушко-
вый) или карбонильный никель.
Ферротитан применяют как для легирования метал-
ла титаном, так и в качестве раскислителя. Ферротитан,
металлический титан и отходы металлического титана
вводят в хорошо нагретый и раскисленный металл. До-
бавки 0,05—0,1 °/о Ti производят без скачивания шлака
за 5—10 мин до выпуска. Металлический титан в этом
случае присаживают на шомполах. Большие добавки
производят после скачивания шлака за 10—20 мин до
выпуска. После растворения титана в жидкой стали на-
водят шлак из извести и плавикового шпата (3: 1),
примерно 1,5% от массы металла, затем раскисляют
шлак порошком алюминия. Прессованные брикеты
и губчатый титан перед вводом в металл прокаливают
в сушильной печи при температуре 200—300° С. Приме-
нение прессованного и губчатого титана допускается
только при выплавке нержавеющих сталей общего на-
значения. Титановые брикеты прессуются из губки и ее
отсевов. Содержание титана в брикетах должно быть
не менее 96%. Допустимое содержание сурьмы, олова,
мышьяка, цинка, свинца, серы и фосфора не более
0,01% каждого, а водорода не более 0,02%. Брикеты
изготовляют диаметром 100—150 мм. Отходы губчатого
титана поставляются в виде брикетов диаметром
115—160 мм и высотой от 50 до 180 мм. Отходы титана
присаживаются также в ковш.
Ферромарганец, или металлический марганец, при-
саживают в период плавления или рафицировки. При
выплавке хромоникелевой нержавеющей стали ферро-
марганец употребляют в небольших количествах
и главным образом малоуглеродистый.
Ферромолибден. Молибден почти не окисляется
в ванне, поэтому ферромолибден присаживают в печь
либо в завалку, либо в окислительный период.
При выплавке высоколегированных сталей добавки
ферромолибдена до 0,1% производят не позже чем за
20 мин до выпуска, а большие добавки — за 30—АО мин.
Молибдат кальция вводят на плавках с окислением
в завалку или в начале кипения сразу после скачивания
шлака, полученного после расплавления.
4—27
49
Ферросилиций. Кремний в количестве до 0,2—0,3%
остается в стали после раскисления и считается посто-
янной примесью, свыше 0,3—0,7% он является уже
легирующим элементом. Ферросилиций для легирова-
ния металла кремнием вводят за 10—20 мин до выпуска.
При выплавке нержавеющей стали для легирования
металла применяют только 75%-ный ферросилиций.
Силикокальций применяют в виде порошка для рас-
кисления шлака в течение всего периода рафинирова-
ния. Кусковой силикокальций фракции не более 50 мм
разрешается присаживать в шлак при выплавке нержа-
веющих сталей с повышенным кремнием и в ковш под
струю металла при выплавке сталей различного назна-
чения.
Алюминий для легирования металла вводят в печь
за 15—30 мин до выпуска после скачивания шлака либо
в ковш до слива плавки.
Алюминий для окончательного раскисления вводят
в металл за 2—3 мин до выпуска. Куски алюминия на
шомполе погружают как можно глубже в металл и вы-
держивают там в спокойном состоянии до полного рас-
творения.
Раскисление стали алюминием можно производить
и в ковше. В этом случае куски алюминия с отверстия-
ми по центру насаживают на шомполы диаметром
25 мм; шомполы с алюминием до выпуска плавки за-
крепляют на борту так, чтобы нижний кусок был на
расстоянии не более 0,5 м от дна ковша. Алюминий
применяют для окончательного раскисления металла
почти всех марок, кроме легированных титаном. Для
раскисления сталей обычно применяют алюминий, со-
держащий до 8% примесей, а для легирования — алю-
миний, содержащий не менее 98% А1.
Шлакообразующие
Для образования шлака в печи применяют свеже-
обожженную известь, плавиковый шпат, кварцевый пе-
сок и шамотный бой.
Известь. Обожженная известь является одной из
главных составляющих шлаковых смесей. Она должна
содержать не менее 85% СаО, не более 10% недопала,
0,1% S и 1%Н2О. Чем выше содержание СаО и ниже
содержание серы, тем выше качество извести. Для на-
ведения шлака следует употреблять только свежеобож-
50
Женную известь (не более 12 ч после выгрузки из об-
жиговой печи). Известь должна иметь размер кусков
20—100 мм. Количество фракции менее 20 мм должно
быть не более 10%.
Плавиковый шпат. Для разжижения шлака и по-
нижения температуры плавления высокоосновных
шлаков применяют плавиковый шпат, который состоит
в основном из фтористого кальция — 85—95% CaF2.
Шамотный бой. В качестве составляющей шлака
в ряде случаев применяют шамотный бой, содержащий
65% SiO2 и 35% А12О3, а также отходы электрокорунда
и известково-глиноземистого синтетического шлака.
Окислители
Для окисления углерода, фосфора, кремния и мар-
ганца в расплавленный металл вводят кислород в виде
железной руды и газа. Железная руда должна иметь
высокое содержание окислов железа (более 90% Fe2O3)
и низкое содержание кремнезема и фосфора. Применя-
ют кусковую руду 21-гО класса. Газообразный кислород
применяют в период расплавления для подрезки шихты
и подплавления крупных кусков ее и для продувки
жидкой ванны. Содержание О2 в газообразном кисло-
роде должно быть не менее 92%, давление ^0,9—
1,0 Мн/м2 (9—10 ат), точка росы —30-4—50°С.
Глава V
ФИЗИКО-ХИМИЧЕСКИЕ ПРОЦЕССЫ
ПРИ ВЫПЛАВКЕ НЕРЖАВЕЮЩИХ СТАЛЕЙ
В этой главе рассматриваются физико-химические за-
кономерности процессов, протекающих в период окисле-
ния, восстановления, легирования и во время выпуска
металла в ковш и разливки, а также при вакуумировании.
Термодинамика процессов выплавки нержавеющих ста-
лей тщательно изучалась, особенно в последнее двадца-
тилетие, что, несомненно, было связано как с применени-
ем газообразного кислорода и переходом на метод пере-
плава отходов, так и с резким увеличением объема про-
изводства нержавеющих сталей. Уточнение влияния зна-
чительных количеств хрома (а в ряде случаев и марган-
4*
51
ца) На термодинамику и кинетику обезуглероживания
железа при продувке ванны кислородом и выбор анали-
тических форм связи представляют как теоретический,
так и практический интерес. Описание эксперименталь-
ных данных с помощью математических формул, отра-
жающих сущность процесса, позволяет оценить эффек-
тивность различных вариантов плавки и получить исход-
ные данные для автоматизации процесса.
1. ОКИСЛИТЕЛЬНЫЙ ПЕРИОД
Рассмотрим вначале поведение элементов при вы-
плавке стали па свежей шихте, поскольку этот метод еще
применяется при выплавке некоторых низкоуглеродистых
нержавеющих сталей. В период плавления и окисления
происходит окисление кремния, марганца, фосфора, хро-
ма и углерода, удаление газов и неметаллических вклю-
чений. Примеси окисляются кислородом руды, техниче-
ским кислородом, вводимым в печь, и частично кислоро-
дом атмосферного воздуха.
Из химических элементов, находящихся в углероди-
стых отходах, наибольшее сродство к кислороду имеет
кремний. Он окисляется кислородом (техническим или
атмосферным) по реакции:
[Si] + О2 = (SiO2), ДЯ = — 780 кдж 186,4 ккал)
или кислородом закиси железа шлака:
[Si] ф-2 (FeO)=(SiO2) -ф 2Fe, ДЯ=—242 кдж (—57,9 ккал).
Кремнезем в шлаке взаимодействует с основаниями
и образует наиболее прочные силикаты с окислами каль-
ция и магния [23]:
2СаО 4- SiO2 кварц=Са251О4,
ДЯ = — 143 кдж (—34,27 ккал)-,
2MgO 4- SiO2 = Mg2SiO4, ДЯ = — 138 кдж (—33 ккал).
Основная суммарная реакция окисления кремния:
[Si] + 2(FeO) + 2(СаО) (Ca2SiO4) 4 2Fe,
ДЯ = — 386 кдж (—92,11 ккал).
В период расплавления кремний окисляется до следов. .
Окисление марганца протекает по реакции:
(FeO)4~ [Мп] ==(MnO)4~Fe, ДЯ= —135 кдж (—32,25 ккал).
52
Величины констант распределения марганца между шла-
ком и металлом для основного процесса могут быть рас-
считаны по уравнению [23]:
j. . (FeO) [Мп] 6600 , о 1 г
, g Я,, = 1g --—--1 —--------ЬЗ, 16.
Iй Мп ё (MnO) Т
Равновесная концентрация марганца в металле может
быть рассчитана по уравнению, предложенному Н. М.
Чуйко [24]:
ГМ 1 S [Мп] ЯМп
1Мг|Н-------5ГТ--------’
Кмп+ 71 100 (Fe0)
где [Мп]—равновесная концентрация марганца в
металле;
£ [Мп] —начальное содержание марганца в ванне,
£ [Мп] = [Мп] +,(Мп);
U — количество шлака, % от массы металла;
(FeO) — содержание закиси железа в шлаке, %.
Поскольку содержание марганца по ходу окислитель-
ного периода не регламентируется, конечная его концент-
рация обычно составляет 0,05—0,10%.
При плавлении и окислении происходят также следу-
ющие реакции:
[Сг] + (FeO) = (CrO) + [Fe];
3[Cr] +4(FeO)-(Cr3O4) + 4[Fe];
2|Cr] + 3(FeO) — (Сг2О3) + 3[Fe],
ДЯ = — 329 кдж (— 78,6 ккал).
Наибольшее развитие получает последняя реакция.
Зависимость коэффициента распределения хрома от кон-
центрации (FeO) в основном шлаке может быть опреде-
лена по формуле Н. М. Чуйко:
Ig ^Сг = gj = Т ~ 4’" + Fe0)*‘
С ростом окисленпости шлака, уменьшением-концент-
рации хрома и повышением основности отношение двух-
валентного хрома к трехвалентному уменьшается. При
окислении шихты из углеродистых отходов небольшие
количества хрома в виде примеси окисляются практиче-
ски полностью.
* Здесь и далее приняты содержания компонентов в процентах.
53
Как известно, удалению фосфора благоприятствуют
высокая основность, высокая окисленность шлака и низ-
кая температура. Количественные расчеты констант рав-
новесия, реакции окисления фосфора: 5 (FeO)+2 [Р]ф-
+3 (Л4еО) =Me3(PO4)2+5 [Fe], по данным различных
авторов, дают неоднозначные результаты. Наиболее пол-
ную методику расчета дефосфорации предложил
Н. М. Чуйко [27]:
2 5 3
аР aFeOaCaO
32 200 I 8 4.
T т , ,
«,.о.
!g= 3-^ - 8,4 + 51g aFe0 ф 31g аСа0;
up /
1 1 (Р2Об) 32 200 пло1 , i v / i
lgHp = = ---------9,431 + lgS«' +
+ 51gaFeo + 31gaCao-
При этом aFe0 и aCa0 определяются по графикам на
основании данных об основности шлака, содержании
FeO и молярной доли свободных окислов.
Значение 2ft' определяется как
2 п' = 2 п+ ф 0,5 о = (п СаО ф п MgO ф- п FeO ф п CaF2) ф
ф 0,5 (S« SiO2 ф 2 п Р2О5 ф S п А12О3 ф S п Fe2O3).
Проведенные по этой методике расчеты показывают,
что для получения содержания фосфора в конце плавле-
ния 0,005°/о! и в конце продувки 0,001—0,002% при кон-
центрации его в шихте 0,035% необходимо иметь в конце
плавления 11,5% шлака с основностью 3,1 и 24,0% FeO
при температуре 1853° С, а в конце продувки соответст-
венно 4%' шлака с основностью 7,0 и 50% FeO при темпе-
ратуре 1923° С.
Наиболее важной реакцией окислительного периода
является окисление углерода, так как режим этого про-
цесса оказывает большое влияние на поглощение и уда-
ление газов, содержание неметаллических включений,
массо- и теплопередачу в ванне.
Большое влияние на скорость протекания реакции
окисления углерода оказывает температура, содержание
кислорода в металле и FeO в шлаке, метод подвода
кислорода (прямой — через погруженную трубку или
фурму или рудой через шлак), а также давление, по-
54
скольку при окислении углерода образуется газовая фа-
за — СО.
Взаимодействие углерода с кислородом происходит по
трем основным реакциям:
1) [С] + [OJ = со,
Рсо
2) [О] + СО = СО2> = -° Рс-° ;
Рсо2
3) [С] + СО2 = 2СО, кз =
Рсо
где рсо, рсо — парциальные давления окиси и двуо-
киси углерода над металлом;
ас, а0—активные концентрации углерода и
кислорода в стали.
Если исходить из теории разбавленных растворов, то
в пределах от 0 до 1% С можно вместо активных кон-
центраций принять фактическое содержание углерода
и кислорода, тогда
lg/<= ig 12112.1 = А 4 в.
ё с ё Рсо т
Значения коэффициентов А и В и теплового эффекта
по данным различных исследователей приведены
в табл. 5.
В первом приближении для температур сталеварения
и давления СО и СОг, равного 0,1 Мн!м2 (1 ат), можно
принимать равновесное содержание углерода:
[О]р = -0,002Рсо/[С].
В реальных условиях электроплавки содержание уг-
лерода даже при интенсивной продувке кислородом
и температуре около 1800°С не снижается ниже 0,012%.
Так как в реальных условиях фактическое содержание
кислорода в металле выше равновесного, то и содержа-
ние двуокиси углерода будет выше расчетного.
Скорость окисления углерода зависит от скорости
и метода подвода кислорода, содержания углерода и тем-
пературы металла. При рудном кипении в электропечах
скорость окисления углерода составляет около
0,01 %' С/мин и зависит в основном от подводимой тепло-
вой мощности, темпа дачи железной руды и содержания
55
Таблица 5
Значение константы реакции окисления углерода по данным
разных исследователей
Исследователи А В Q Хс-10' при t, °C
дж/моль кал/моль 1500 1600 1700
Д. Чипман, А. М. Самарин [25] —2480 — 1,327 4-46 000 4-10 980 2,1 2,5 2,87
С. Маршал, Д. Чипман [26] — 1860 —1,643 Д-35 700 4- 8510 2,0 2,3 2,59
А. Д. Крамаров [27] 4-500 —2,744 —9 600 — 2 290 3,4 з,з 3,23
С. Т. Ростовцев [28] 4-1470 —3,47 —28 200 — 6 720 2,3 2,1 1,88
Н. М. Чуйко [24] —1470 -1,85 -[-28 300 4- 6 750 2,05 2,26 2,54
С. И. Филиппов [31] 4-1070 —3,075 —20 500 — 4 900 з,з 3,1 2,92
Е. Таркдоган и др. [29] —1056 -2,131 4-20 250 4- 4 830 1,9 2,0 2,06
Т. Фува, Д. Чип- ман [30] .... — 1168 —2,07 4-22 400 4- 5 350 1,89 2,04 2,18
углерода в металле. При окислении 0,01% С кислородом
руды температура металла снижается на 1,64° С и более,
при прямом окислении углерода кислородом, наоборот,
повышается на 2—10° и выше в зависимости от содержа-
ния углерода в стали. Учитывая, что при обезуглерожи-
вании имеет место повышение температуры ликвидус, не-
обходимо обеспечить обязательное нарастание темпера-
туры металла.
В общем случае скорость выгорания углерода может
быть выражена следующим уравнением [32]:
VC = ^2 (РСО - РВ1.) = ~ (/’ат + Ны ум %
+ Яшлушл + — 1,02-
г / J
где /С2 — константа скорости окисления углеро-
да, зависящая от метода подвода кис-
лорода, скорости конвективной диф-
фузии кислорода и температуры ме-
талла;
56
[С] [О] — произведение концентрации в метал-
ле углерода и кислорода;-
Кс—константа равновесия реакции (1);
/7М, #Шл— высота слоя металла и шлака над пу-
зырьком, м;
Ум, Ушл — плотность металла и шлака соответст-
венно 7 и 3—4 кг/дм3;
г— радиус пузырька, м;
о — поверхностное натяжение жидкой ста-
ли 0,8—1,4 н/м2 (800—1400 эрг! см2).
При образовании пузырей на шероховатой подине или
на другой поверхности раздела величинами капиллярного
давления можно пренебречь. По литературным дан-
ным, величина произведения [С] [О] в процессе окисле-
ния углерода кислородом руды в мартеновских и элект-
рических печах прямолинейно растет с ростом концент-
рации углерода в металле: [С] • [О] —а-\-Ь [С]. При
этом ц=[С] [О]Р=Лс- рвн------ Кс (14-0,007 Ям). Обыч-
но « = 0,0026—0,0028.
Избыток кислорода Ь = Д[О], необходимый для окис-
ления углерода, определяется по уравнению:
_ Кс &Рсо Кс vc
~ IC] Кг'
По литературным данным, величина b колеблется от
0,0193 до 0,003. Фактический расход кислорода зависит от
содержания углерода в металле, так как коэффициент
избытка кислорода прямо связан с содержанием угле-
рода:
Оф =_2£О_ = = 0,093 fl 4- —V
Ф /Сизб Кизб \ [Ср }
Величина а в условиях электроплавки зависит от ко-
личества шлака и других факторов и обычно составляет
0,008—0,012%.
Окисление элементов при выплавке нержавеющей
стали методом переплава отходов.
Механизм окисления хромистой стали по существу не
отличается от механизма окисления при продувке углеро-
дистых сталей, однако основным продуктом окисления
металла в данном случае будет не FeO, a CrO, CrsO4
57
и FeCr20t (в зависимости от содержания хрома в стали).
Кроме того, произведение концентраций углерода и кис-
лорода при выделении СО здесь значительно выше, так
как в присутствии хрома коэффициенты активности как
углерода, так и кислорода снижаются. Уже при темпера-
туре 1700°С и 5% Сг величина произведения [С] [О]
возрастает в два раза и составляет 0,00436.
Наконец, при продувке нержавеющей стали важную
роль приобретает скорость переноса углерода. С прибли-
жением к равновесию между хромом п углеродом отно-
сительные скорости окисления хрома и углерода стано-
вятся совершенно различными и окисление хрома возра-
стает. Для изменения этого необходимо повысить тем-
пературу или понизить давление СО с помощью вакуум-
ной обработки или разбавления инертным газом.
Рассмотрим физико-химические основы процессов,
протекающих при окислении хромистой стали. Как изве-
стно, современные методы производства этой стали ба-
зируются на сложном процессе избирательного окисле-
ния углерода в присутствии хрома при очень высоких
температурах. Реакция окисления хрома более экзотер-
мична, чем реакция окисления углерода. Термохимиче-
ские расчеты [27] показывают, что при окислении кисло-
родом 1% Сг температура ванны повышается примерно
на 100 град. Следовательно, окисление хрома при высо-
кой температуре протекает менее полно.
Как показали Д. С. Хилти и др. [33], некоторые окис-
лы хрома растворимы в железо-хромитовых расплавах.
Минимум на кривых растворимости свидетельствует о за-
метном влиянии хрома на коэффициент активности кис-
лорода. Аналогичное влияние было отмечено при изуче-
нии равновесия железо-хромитовых расплавов с парово-
дородными смесями. С помощью равновесных данных
можно рассчитать изменение свободной энергии резуль-
тирующих реакций:
реСг2О4(тв) = Ееж + 2 [Сг] + 4 [О],
AF° = 232200 —99, IT,
Сг3О4(тв) = 3[Сг] +4[О],
AF0 = 244800 — 109,67".
58
Из этих уравнений находим константу равновесия:
lg [Cr]1/2 [foO] = - ™ + 5,41 (0 - 9%Сг);
1g [Сг]3/4 [foO] = - + 5,99 (выше 9% Сг).
содержанием хрома приведе-
хрома на содержание
активность в распла-
Рис. 12. Влияние
кислорода и его ________ _ _ .......
вах железо — хром при 1600° С (1873° К)
табл. 6.
Равновесные концентрации кислорода в железо-хро-
мовых расплавах с низким
ны на рис. 12. Хром так-
же снижает коэффициент
активности углерода. Так,
по данным А. Г. Журжа1,
эта зависимость в жид-
ком железе выражается
соотношением:
Ig/cr = _0>027 [Сг].
Расчетные минималь-
ные значения произведе-
ния [С] [О] в присутст-
вии хрома по данным
Д. Чипмана и Д. Эллио-
та [34] представлены в
Наличие других элементов также оказывает опреде-
ленное влияние на произведение [С] [О], но оно заметно
меньше, чем хрома. Этот вопрос рассмотрен ниже.
Присутствие хрома наряду с увеличением концентра-
ции кислорода, необходимой для обезуглероживания,
приводит к уменьшению количества кислорода, которое
может раствориться в ванне. Растворимость кислорода
в железохромовых сплавах ограничивается выпадением
оксидных фаз. Д. С. Хилти с сотрудниками [33] показа-
ли, что оксидными фазами, находящимися в равновесии
с расплавом железо — хром — кислород при 600° С, яв-
ляются: 1) хромит при 0,06—3,0% Сг; 2) искаженная
шпинель при 3—9% Сг; 3) твердый раствор СГ3О4, в ко-
тором присутствует некоторое количество окиси железа
при более высоком содержании хрома.
Предполагается, что все три фазы имеют переменный
состав, соответствующий формуле FexCr3_xO4. Состав
жидких расплавов, находящихся в равновесии с этими
твердыми фазами, по данным Д. С. Хилти, приведен на
1 Журж А. Г. Автореферат диссертации, Москва, 1965.
59
Таблица 6
Значения произведения [С] [О] -103 в хромистых сталях
при равновесном давлении СО = 0,1 Мн]м2 (1 ат)
Содержание хрома, % Температура, СС *
1500 1600 1700 1800 1900
0 1,86 2,00 2,18 2,32 2,45
1 2,15 2,30 2,50 2,65 2,82
2 2,45 2,63 2,87 3,05 3,22
5 3,72 4,00 4,36 4,64 4,90
10 7,40 8,0 8,7 9,2 9,8
15 13,3 14,2 15,5 16,6 17,5
20 23 25 27 29 31
С г, 7,
Рис. 13. Растворимость кислорода в расплавах железо — хром:
1 — 1650° С (1923°К); 2 — 1600° С (1873“К): 3 — 1550°С (1823’К); / — твер-
дый раствор FeO-Cr2O3; // — искаженная шпинель; III — твердый рас-
твор СгзО«
рис. 13. На основании этих данных трехфазное равнове-
сие металл — окисел — газ можно представить следую-
щим образом:
Fe?; Сг3_лО4 + 4Н2 = xFe -J- (3 - - х) [CrJ + 4Н2О.
Близость раствора хрома в железе к идеальному поз-
воляет считать активности пропорциональными концент-
рациям, тогда
К^[Ре]х[Сг]3-х(рн,о/рН!)4.
60
Насыщение шлака окислами хрома облегчает расчет
предельного содержания углерода для различных темпе-
ратур и концентраций хрома. Для расчета взаимодейст-
вия окислов хрома с углеродом Д. Чипман и Д. Эллиот
предложили следующие уравнения:
а) для хромитного интервала (до 9% Сг)
FeCr2O4+4[C] =Реж+2[Сг] +4СОГ>
AF°= +198200—129,27,
1g ([Сг]1/2 — J +7,06;
б) для содержания хрома более 9%' Сг
Сг3О4+4[С] = 3 [Сг] +4СОГ,
Д7° = +210760—139,77,
lg ([Cr]3/4 — ^ = — 1-1^- + 7,64.
\ ас. / Т
Получая из этих уравнений значения активности уг-
лерода для данного [Сг] и рсо =0,1 Мн1м2 (I ат) и ис-
пользуя данные о коэффициентах активности углерода
[35], можно рассчитать равновесные концентрации угле-
рода и хрома при различных температурах. Эти расчет-
ные данные, полученные Д. Чипманом п Д. Эллиотом и
совпадающие с экспериментальными результатами Хил-
ти и др., приведены на рис. 14.
Таким образом, чем выше содержание хрома в стали
и ниже содержание углерода, тем выше должна быть
критическая температура процесса.
Исследования кинетики процесса окисления углерода
и хрома показали, что па границе пузырька и металла
имеет место изменение концентрации элементов. Так, по
данным Г. Кинга [34], при содержании хрома на границе
раздела 5% и температуре 1700°С его концентрация
в объеме металла составляет 5,5%, углерода соответст-
венно 0,09 и 0,2%', кислорода 0,05 и 0,03%. Когда в ме-
талле остается 0,1% С и 5% Сг, система оказывается
очень близкой к равновесной и скорость окисления угле-
рода должна стать совсем низкой. При поступлении га-
зообразного кислорода с той же скоростью начинается
преимущественное окисление хрома. Лишь повышая тем-
пературу или снижая давление СО с помощью вакуум-
ной обработки или разбавления инертным газом, можно
61
добиться резкого снижения содержания углерода в ме-
талле.
Выше было показано, что изменением термодинами-
ческих условий процесса можно увеличить относительную
скорость окисления углерода.
Продувка кислородом увеличивает содержание в шла-
ке закиси железа, расходуемой на последующее окисле-
ние примесей металла. При концентрации элемента, со-
ответствующей переходу от одного кинетического режи-
ма к другому, тормозящим звеном становится перенос
его из объема в реакционную зону [36, 37]. Суммарные
величины сопротивления переносу окислителя и осуще-
ствления химической реакции включают действие каждо-
го из окисляющихся элементов. Сочетание величин соп-
ротивления распределяет поток окислителя между эле-
ментами и обусловливает их взаимное влияние при одно-
временном их присутствии в металлической ванне.
Обычно к концу плавления за счет кислорода атмо-
сферы, технологического кислорода, используемого для
подрезки шихты и окисления жидкого металла, и кисло-
рода хромистой руды, применяемой для заправки подин
и откосов электропечей, происходит практически полное
окисление таких элементов, как титан и кремний. В при-
сутствии этих элементов окисление углерода резко тор-
мозится.
62
Наличие никеля в расплаве несколько облегчает про-
цесс обезуглероживания. По данным А. Г. Журжа, до-
бавление никеля к сплавам па железной основе ведет
к повышению коэффициента активности углерода, при
этом 1g/с’=0,011 [С].
По данным работы Н. Мохана1, для сплава Fe —
Сг — Ni с содержанием 0,05%! Сг и до 20% Ni равновес-
ное отношение хрома к углероду может быть рассчитано
по следующему эмпирическому уравнению:
lg-f^l =--------------н 15,37.
s [С] T + 5,4[Nil
Окисление углерода и хрома в присутствии марганца бу-
дет описано отдельно.
Рассмотрим влияние основных технологических фак-
торов на угар хрома в процессе плавления и продувки
высокохромистой ванны кислородом. В реальных усло-
виях электроплавки наряду с участием в обезуглерожи-
вании значительное количество закиси хрома окисляется
до окиси по реакции:
2(CrO)+(FeO)=(Cr2O3)+ [Fe],
В процессе расплавления завалки и продувки ванны
кислородом в течение 15—20 мин система металл —
шлак далека от равновесия. По данным Е. И. Кадинова
[38], коэффициент распределения хрома между шлаком
и металлом в конце продувки не превышает 5,0 при ис-
тинной величине его на лабораторных плавках, рав-
ной 96,0.
Суммарное количество окислившегося хрома, его ко-
эффициент распределения и относительное количество
окиси хрома в шлаке (при примерно неизменной основно-
сти) растут с увеличением содержания закиси железа
в шлаке и количества шлака. Характерно, что содержа-
ние закиси хрома в шлаке практически не изменяется,
а рост угара хрома происходит за счет интенсивного раз-
вития слабо обратимого процесса шпинелеобразования.
Таким образом, в реальных условиях поведение хрома
при продувке определяется соотношением степени раз-
вития двух процессов: участия закиси хрома в обезугле-
роживании и окислении ее до окиси, т. е. [Cr]=F{7',
[С], (FeO)}.
Мохан Н. Автореферат диссертации. Москва, 1964.
63
Полученное Е. И. Калиновым эмпирическое уравне-
ние
! [Сг] _ 13800 (FeO)
S [С] Т ‘ 0,12( FeO)—0,045
достаточно полно описывает практическое равновесие,
имевшееся при работе по классической технологии вы-
плавки нержавеющей стали методом переплава отходов
с кислородом.
В связи со значительным влиянием (FeO) становится
понятным и существенное влияние основности шлака на
процесс избирательного окисления углерода и хрома. По-
вышение основности шлака (CaO+MgO)/SiO2 до 1,8—2,0
(особенно в начальных стадиях плавки) позволяет до-
стичь минимального коэффициента распределения хро-
ма. Естественно, что для обеспечения высокой основно-
сти шлака нельзя признать целесообразным ввод боль-
шого количества извести, более оправданным является
снижение содержания кремния в шихте и исключение по-
догрева металла за счет дополнительного расхода ферро-
силиция.
Эффективным средством сохранения хрома в стали
является ввод известковой пыли вместе с кислородом.
Поскольку окислительно-восстановительные реакции
хрома протекают с участием шлаковой фазы, уменьшение
объема шлака оказывает положительное влияние на сни-
жение потерь хрома. При меньших количествах шлака
равновесные концентрации окислов хрома достигаются
при относительно низком ДСг.
Выше отмечалось, что вследствие диффузионного ха-
рактера процесса система металл — шлак-—газ далека
от равновесия.
Перемешивание металла способствует интенсифика-
ции процесса обезуглероживания за счет снижения вели-
чины сопротивления переносу реагирующих компонентов
внутри фазы и на межфазных границах. Перемешивание
способствует также развитию реакций во вторичных зо-
нах. В этой связи, очевидно, целесообразно применение
электромагнитного перемешивания металла, а также по-
вышение давления кислорода при продувке. Так, увели-
чение скорости подачи кислорода при продувке до 1 м3/т
в минуту способствует интенсификации периода продувки
и сокращению угара хрома. С увеличением скорости по-
дачи кислорода возрастает доля его, используемая на
64
окисление углерода, которая обычно составляет 10—15%.
О. А. Михайлов [39], анализируя различные методы вы-
плавки нержавеющих сталей, приводит данные о целесо-
образности повышения давления кислорода до 1,8—
2,0 Мн'м2 (18—20 ат), а М. Ф. Галкин [40] —до 2,5—
3,0 Мн1м2 (25—30 ат)\ Безусловно, ввод кислорода непос-
редственно в металл («под уровень») дает наибольший
эффект. Продолжительность продувки стали типа
Х18Н10Т можно приближенно определить по уравнени-
ям [41]:
дт_______[С]о 0,2
1 ~ 0,004 (1 +0,36о ) 1
0,2—[С]2
АТо=: -------------------------------- ,
0,041 (1 + 0,1160 ) + 0,00325 (1 + 1,636Ог)
где А+, Ат2—промежутки времени, соответствую-
щие окислительным периодам выше
и ниже критического содержания уг-
лерода (0,2%);
[С]о, [C]s — начальное и конечное содержание уг-
лерода в металлической ванне;
б0—скорость подачи кислорода.
Весьма перспективным способом повышения скорости
обезуглероживания и уменьшения угара хрома является
вакуумная обработка нераскисленной нержавеющей ста-
ли. В вакууме соотношение между концентрацией кисло-
рода и углерода при равновесии может быть вычислено
по уравнению:
[О|р = .
£ /S1C]
где 1g ------------- 1,328;
[q— коэффициент активности кислорода;
fg — коэффициент активности углерода.
Для расчета равновесных концентраций кислорода от-
носительно углерода для железохромоникелевых рас-
плавов необходимо ввести дополнительно коэффициенты
активности кислорода и углерода относительно каждого
из компонентов, входящих в расплав:
тРсо
fC (О fir fCr fNi fNi
'О IC IO IC IO IC
5—27
65
где коэффициенты активности могут быть рассчитаны по
уравнениям:
lg/g=—0,275 [CJ; lg/g=—0,031 [О]; lg^=0,041;
lg/cr=_0)024; lg/£}* =-—0,005 [Ni ]; 1g=0,011 [Ni].
Поданным [42], понижение давления над жидким
металлом от атмосферного до 1 кн!м2 (0,01 ат) повышает
раскислительпую способность углерода. Дальнейшее по-
нижение давления до 0,1 н/м2 (« 10-3 мм рт. ст.) не влия-
ет на раскислительную способность углерода. Во всем ис-
следованном интервале концентраций его раскислитель-
ная способность при данных давлениях остается во много
раз меньше, чем следует из равновесных соотношений.
Таким образом, практически давление 670—1340 н/.и2
(5—10 мм рт. ст.) является достаточным для раскисле-
ния.
Базируясь на эффективном влиянии вакуума, разра-
батываются способы выплавки нержавеющих сталей при
низком давлении, в частности в вакуумных индукционных
печах и путем перелива в вакууме расплава после частич-
ной продувки кислородом для понижения содержания
, углерода.
Барботирование инертного газа через металлическую
ванну может, подобно вакуумной обработке, вызывать
удаление растворенных газов, а также снижение парци-
ального давления окиси углерода, т. е. усилить процесс
обезуглероживания. Одновременно наблюдается эффект
перемешивания. На этой основе разработан способ по-
лучения низкоуглеродистой нержавеющей стали при про-
дувке расплава в емкости типа конвертера аргоно-кисло-
родной смесью переменного состава, что обеспечило низ-
кий угар хрома и возможность глубокого обезуглерожи-
вания расплава. Подача аргона, по-видимому, целесооб-
разна и при окислении стали кислородом в дуговых
печах.
Рассмотрение термодинамических и кинетических
условий процессов, протекающих при обезуглероживании
нержавеющей стали, указывает на то, что па практике
еще не использованы широкие возможности интенсифи-
кации плавки и улучшения технико-экономических пока-
зателей. Приходится также констатировать, что еще от-
сутствуют методы расчета процесса, учитывающие все
многообразие факторов, влияющих на процессы окисле-
66
ния расплавов железа, хрома и никеля, и тем более слож-
ных систем с марганцем, кремнием и т. д.
Особенности окисления расплава Fe — Сг—• Ni — Мп
Наличие марганца в расплаве существенно ухудшает
условия обезуглероживания железо-хромистого распла-
ва, так как марганец имеет более высокое сродство к кис-
лороду. Исследование физико-химических закономерно-
стей окисления расплавов с марганцем приобрело
большую актуальность в связи с расширением производ-
ства хромомарганцевых сталей (в том числе с азотом)
и образованием их отходов, которые экономически вы-
годно утилизировать. Однако до настоящего времени
как теория, так и практика окисления высокохромомар-
ганцевых расплавов разработаны недостаточно. По дан-
ным Е. Пахали [43], связь между содержанием марган-
ца, углерода и температурой металла в конце продувки
выражается уравнением
[Мп] _ 10000
[С] “ Т
Таким образом, при температуре 1800° С и 0,08%’ С в
расплаве может содержаться не более 5,93% Мп. В дру-
гой работе [44] обработка экспериментальных данных
привела к уравнению
[Мп1==_ 13190
s [С] т
При принятых условиях конца плавки [Мп] = 0,82%
Е. И. Кадинов и другие [45] изучали кинетику обезугле-
роживания высоколегированного расплава при продувке
кислородом.
На основании работ В. И. Баптизманского [37],
М. Я. Меджибожского [46] и С. И. Филиппова [31] ими
было предложено уравнение для связи между концентра-
цией углерода в металле и временем от начала продувки:
т = 4+ —+ D[C],
[С]
где т — время от начала продувки;
*' 0,75иОг (^СЬ'ач
а
(С]нач
6*
6?
vo —суммарная скорость подачи кислорода;
|С|,.ач — начальное содержание углерода;
п - - 12 К п I 1 -Д 16 £ре0 \
Рссл I Г- I ,
16 сНссЦ 72 ZFeO )
Кс— константа равновесия реакции окисления
углерода;
рсо — парциальное давление СО в пузырях;
£)сО—коэффициент распределения (FeO)/[O];
fpeo — коэффициент активности закиси железа
в шлаке;
— кратность шлака;
В = а/0,75по; D = 1,0,75t>o .
Численные значения коэффициентов в приведенных
выше уравнениях были получены Е. И. Кадиновым и др.
[45] и представлены в табл. 7.
Таблица 7
Численные значения коэффициентов уравнений
обезуглероживания [45]
Коэф- фици- ент Значение коэффициентов при обезуглероживании стали типа
0.8С: 0,8Мп; 3,5Ni 0,£С: 1,0Мп: ll,7Cr: ll.lNi 0.53С; 0,9Мп; 17,1Сг 10.6N1 0,5С; 9,5Мп; 12,2Cr; 3,6Ni
va_ 0,0692 0,0564 0,0529 0,0641
а 0,0156 0,0278 0,0438 0,1090
А 14,668 19,390 10,552 5,358
В 0,301 0,658 1,104 2,248
С — 19,259 —23,648 —25,216 —20,631
К —0,219 —0,473 — 1,298 —1,298
L —0,131 —0,073 —0,051 —0,037
п 0,780 0,846 0,494 0,476
т —0,048 —0,038 —0,027 —0,023
По мере увеличения суммарного содержания углеро-
да и марганца уровень скорости окисления углерода при
равных его концентрациях в металле уменьшается на
всем протяжении Продувки.
Наряду с перераспределением окислителя при этом
происходит уменьшение степени усвоения кислорода вап-
68
ной в результате увеличения количества и вязкости шла-
ка. Об этом свидетельствует уменьшение абсолютной ве-
личины vo с увеличением суммарного содержания хро-
ма и марганца в металле (см. табл. 7).
Анализ особенностей обезуглероживания хромомар
ганцевого расплава позволяет рекомендовать следующие
условия продувки ванны кислородом [45]: 1) содержа-
ние в шихте 12% Сг, 6—7% Мп, 0,4—0,6% С; 2) интен-
сивность ввода кислорода 1 —1,2 м3/т в 1 мин и воздуха
0,3—0,5 м3/т в 1 мин со снижением ввода кислорода пос-
ле [С] <0,20% до 0,5 м3/г в 1 мин и вводом аргона (0,3—
0,5 м3/т в 1 мин), начальная температура продувки
+г1600° С; 3) конечное содержание углерода 0,08—
0,10%; 4) высокая скорость разогрева ванны, особенно
во второй стадии обезуглероживания.
В одной из работ1 отмечается, что при продувке хро-
момарганцевых сталей под марганцево-магнезиальным
шлаком использование марганца из шихты повышается
до 65% против 50% при наличии известкового шлака.
Методом планирования экстремальных экспериментов
Н. Ф. Владимиров установил следующие зависимости:
АСг = 17,46 + 0,183 [Сг] - 10,9 • 10-3 Т — 0,026 [Мп] +
+ 0,28 [С] + 0,025 (МпО);
А Мп =. 12,9 + 0,36 [Мп] -8-10 ' Г 0,005 ]Сг] —
— 0,09 (МпО) —0,21 [С],
где [Сг], [Мп], [С]—содержание элементов перед
продувкой;
- (МпО) — количество присаженной марган-
цевой руды;
Т — температура металла перед про-
дувкой.
По-видимому, присадка марганцевой руды является
целесообразной.
2. ВОССТАНОВИТЕЛЬНЫ!! ПЕРИОД
Восстановительный период плавки, выплавленной на
свежей шихте, характеризуется процессами раскисления
’Владимиров Н. Ф. Автореферат диссертации. Ленин-
град, 1970.
Г.9
стали и шлака с помощью традиционных раскислите-
лей— сплавов кремния и алюминия с протеканием ре-
акций:
[Si] %2|О] — SiO2, tfSi=-I^nop
“SiO,
Поданным [47] lgKSi = - - + 12,15, подан-
ным [48] lgKSi - + 8,01. При 1600°С
(1873°K)KSi равен соответственно 4,0-10~5 и 2,8-10~5,
а равновесное содержание кислорода при 0,3% Si в ме-
талле составит 0,0115 и 0,0097% •
2 [А1] + 3 [О] =- А12О3;
—^ + 9,12 [27].
аА12о3 Т
При 1600еС КЛ| =8,3-10~12, а равновесное содержа-
ние кислорода при 0,02%' А1 в металле составит 0,0028%.
В связи с необходимостью в начале рафинировки ле-
гирования металла хромом, который затрудняет его вос-
становление, на практике применяют предварительное
осадочное раскисление кремнием (в виде кускового
45%-ного ферросилиция и силикомарганца) и алюмини-
ем (на штангах). Пои выплавке пизкоуглеродистой не-
ржавеющей стали (С^0,03%), когда содержание кисло-
рода в металле, а также в остатках неудаленного шлака
особенно велико, количество вводимых кремния и алюми-
ния увеличивают и, кроме того, присаживают марганец
и силикокальций. Дальнейшее раскисление металла про-
водится диффузионным методом через шлак с помощью
порошков 75 %-ного ферросилиция, силикокальция, а в
ряде случаев и алюминия.
Наибольшие трудности представляет проведение вос-
становительного периода плавки при выплавке нержа-
веющей стали методом переплава отходов с применением
кислорода. Проведенные Е. И. Калиновым с нашим уча-
стием исследования показали, что в условиях стандарт-
ной технологии ([Сг]Ших= 12%, [С]Кон=0,1 %, тпрОд=
= 30 мин, Ум=35 т) за периоды плавления шихты и про-
дувки ванны кислородом образуется 4,5—-6 т высокохро-
мистого шлака, содержащего около 50% окислов хрома
и около 75% суммы окислов хрома, марганца и железа.
70
Несмотря на повышающуюся до 1850—1900° С темпера-
туру ванны, из-за наличия в шлаке до 60% хромшпппе-
лида состава (Fe, Mg) (Сг, А1)2О4 (табл. 8) происходит
загустевание шлака, представляющего собой уже гетеро-
генную систему. Добавка к такому шлаку щелочных,
фтористых и хлористых соединений и изменение в нем
содержания SiO2, СаО и других компонентов с целью
разжижения его не дает должного эффекта. Применение
кремния для раскисления шлака в этих условиях приво-
дит к тому, что 40—50% раскислителя усваивается жид-
ким металлом, что ограничивает его расход. Восстанов-
ление хрома из шлака идет по схеме: Сг2О3->СгО—>-Сг.
Суммарную реакцию восстановления окиси хрома крем-
нием можно записать в виде:
2(Сг2О3) + 3 [Si] 4 [Сг] + 3 (SiO2).
Константа равновесия этой реакции выражается
уравнением:
4 3
,, аСт aSiO2
К = ------Г’
аСг2О3 aS i
откуда
Суммарная реакция восстановления силикатов хрома
имеет вид:
(2CrO-SiO2) % [Si| = 2 [Сг] +3(SiO2);
2 3
°Cr aSiO2
К = ------------
aSi "CrOSiO,
flCrO-SiO2
2 3
aCr aSiO2
«Si*
Термодинамические условия восстановления хрома из
окиси значительно благоприятнее, чем при восстановле-
нии его из закиси хрома, связанной в силикаты. Очевид-
но, что активность (и концентрации) окислов хрома бу-
дет тем меньше, чем выше активность кремния в стали
и ниже активность кремнезема.
Как известно, повышение содержания кремния в ста-
ли ограничено как составом стали, так и отрицательным
воздействием кремния на пластичность нержавеющей
стали. Однако ввод кремния в виде силикомарганца или
71
Химический и минералогический состав проб шлака,
f Номер пробы | Момент отбора пробы Место отбора пробы Химическ! й
SiO2 TiO2 AI2O3 Сг2О3
1 По расплавлении ших-
ТЫ — 15,26 8,66 5,15 20,05
2 В начале продувки ван- ны кислородом . . . . — — — — 20,19
3 В середине продувки — — — — 26,00
4 В конце продувки ванны кислородом 15,48 6,08 3,30 31,04
5 Пробы по высоте шлако- вого покрова *, отобран- Верх Сере- — — — 12,30 15,36
6 ные в период раскисле- — — —
ния шлака 1 после дачи 4000 кг ФХ005, 250 кг из- дина
7 вести, 500 кг дробленого Си45, проплавления их Низ — — — 14,18
и перемешивания ванны
8 Пробы по высоте шлако- вого покрова *, отобран- Верх — — 6,64 10,90
9 ные в период раскислё- Сере- . -— — —
нпя шлака I, после да- чи 70 кг Си 75, 85 кг дина
10 порошка алюминия и перемешивания ван- ны Низ 11,48
11 После раскисления шла- ка I, в начале скачива-
12 ния его Из верха шлаковни, че- рез 20—25 мин после — 25,14 5,46 6,52 18,35
13 скачивания шлака I . . Перед скачиванием шла- — — — — 10,89
14 ка II *» Перед выпуском плав- — 22,0 3,30 3,20 16,60
ки ** — 9,78 16,43 11,60 2,40
* При общей высоте шлакового покрова около 100 мм, пробы 5 и 8 отобраны
шлака.
** Содержание CaF2 в пробе 13 составило 1,4%, в пробе 14—20,8%, а содержа-
и 25,0% соответственно.
72
Таблица 8
отобранных по ходу плавки нержавеющей стали
состав, % Минералогический состав, %
СгО FeO МпО MgO СаО хром- шпине- лид стекло Дер» светло- зеленое кромсо- ащее светло- голубое металл
18,25 12,25 10,90 2,79 8,15 50,0 40,0 5,0 5,0
20,09 7,65 11,62 .— 55,0 35,0 4,5 5,5
19,62 10,12 9,90 — — 60,0 30,0 4,0 6,0
16,35 11,50 10,26 5,07 2,50 70,0 20,0 4,0 6,0
22,43 4,20 7,98 — — 40,0 45,0 10,0 5,0
20,09 4,44 7,84 — — 45,0 40,0 10,0 5,0
21,96 4,69 8,26 __ — 45,0 40,0 9,5 5,5
24,53 6,67 7,50 — — 30,0 56,0 10,0 3,0
24,76 7,41 8,44 — — 35,0 50,0 10,0 5,0
24,53 8,00 7,87 — — 35,0 60,0 — 5,0
17,02 6,52 8,60 7,50 7,13 40,0 57,0 — 3,0
17,76 3,95 7,98 — — 20,0 78,0 — 2,0
Нет 12,33 6,00 7,00 29,67 20,0 — — 1,0
0,93 2,47 2,27 6,88 26,76 5,0 — — —
на Расстоянии примерно 10 мм, 6 и 9 — 45 мм, 7 и 10 — 70 мм от поверхности
ние бесхромнстого бесцветного стекла 69,0 и 50,0%, бесхромисюй шпинели 10,0
73
сплава АМС способствует повышению раскислительной
способности кремния [49].
Существенного улучшения восстановления окислов
хрома можно добиться, если снизить активность кремне-
зема за счет повышения
(CaO-tlgO)/SiO2
Рис. 15. Зависимость между суммарным
содержанием хрома в шлаке и его ос-
новностью. Пробы отбирались:
/—после раскисления шлака I в нача-
ле его скачивания; 2—перед скачива-
нием шлака II
(CaO^gO)/SiO2
Рис. 16. Зависимость между содержа-
нием хрома, железа и марганца в шла-
ке и его основностью (обозначения тс
же, что и на рис. 15)
основности шлака. На
рис. 15, 16 приведена за-
висимость между суммар-
ным содержанием хрома,
а также хрома, марганца
и железа в шлаке и ос-
новностью шлака (СаО-|-
+MgO)/SiO2.
Важную роль в про-
цессах восстановления
окислов хрома играет пе-
ремешивание металла.
Нами была эксперимен-
тально установлена боль-
шая неоднородность по
высоте шлака и металла.
Поэтому, несомненно, эф-
фективно применение
электромагнитного и ме-
ханического перемешива-
ния. Наиболее радикаль-
ным способом является
выпуск плавки после про-
дувки кислородом вместе
со шлаком в ковш, куда
предварительно вводятся
раскислители. Примене-
ние перелива металла и
шлака в ковш и обратно
в печь позволяет в весь-
ма короткое время интен-
сивно провести рафини-
рование стали и шлака,
обеспечить высокую вос-
становительную способность кремния и увеличить расход
раскислителей без повышения их содержания в металле.
Для повышения поверхности реагирования раскислите-
ля со шлаком необходимо, чтобы раскислители были
в виде порошка или мелких гранул,
74
Рис. 17. Изменение содержания кисло-
рода в металле в процессе плавкн ста-
ли X18HI0T с продувкой кислородом по
классической технологии (по данным
различных плавок).
Проба:
1 — по расплавлении: 2 — в конце про-
дувки; 3 — перед скачиванием шлака I,
4 — перед присадкой титана; 5 — перед
выпуском
Для улучшения, условий диффузионного раскисления
шлака необходимо также предварительное осадочное
раскисление металла сразу же по окончании продувки,
так как высокое содержание кислорода в металле в кон-
це продувки (рис 17) тормозит процесс восстановления
окислов хрома.
Важным, с термодина-
мической точки зрения,
является и конкретный
момент раскисления ме-
талла и шлака. Если осу-
ществление осадочного
раскисления металла сра-
зу же после продувки
ванны не вызывает труд-
ностей и является теоре-
тически бесспорным, то
раскисление шлака может
проводиться до и после
основной присадки фер-
рохрома. Вполне очевид-
но, что при условии удов-
летворительной стойкости
печи эффективнее произ-
водить раскисление шла-
ка до присадки феррохро-
ма, т. е. в период меньшей
величины активности хро-
ма в металле и более вы-
сокой температуры. Од-
нако в связи с тем, что
для осуществления про-
цессов раскисления тре-
буется около 25—30 мин,
на многих заводах произ-
водят присадку ферро-
хрома сразу после про-
дувки ванны кислородом,
что позволяет сократить
продолжительность контакта футеровки с перегретым до
1800—1900° С металлом.
Компромиссным вариантом технологии является рас-
кисление шлака после ввода 5% отходов нержавеющей
стали для охлаждения металла. Необходимо отметить
75
также, что весьма интенсивное восстановление окислов
хрома из металла и шлака ведет к тому, что нарушается
равновесие между металлом и футеровкой подины и от-
косов, которая насыщена окислами хрома. При этом наб-
людается переход кислорода из футеровки в металл с
соответствующим ее разрушением.
Таким образом, максимальное восстановление хрома
из шлака достигается за счет уменьшения кратности
шлака, повышения его основности и использования вне-
печного раскисления металла и шлака.
Еще сложнее условия восстановления окислов мар-
ганца при выплавке хромомаргапцевой нержавеющей
стали. По данным Е. Пахали [43], раскисление шлака
периода продувки гранулированным алюминием не по-
влекло за собой заметного восстановления марганца.
По данным Е. И. Кадинова, при раскислении шлака
с основностью 1,2 кремнийсодержащими сплавами
(25 кг)т) удается достаточно полно восстановить хром,
а содержание марганца даже снижается на 1% из-за пе-
реокисления металла в конце продувки по отношению
к шлаку. При этом кремний практически не восстанавли-
вает марганец из силикатов, а повышение основности
шлака за счет присадки извести ведет лишь к увеличе-
нию объема шлака. По-видимому, целесообразно исполь-
зовать ферроалюминий для осадочного раскисления ме-
талла и гранулированный алюминий для раскисления
шлака.
Заканчивая рассмотрение физико-химических и кине-
тических особенностей раскисления металла и шлака при
плавке нержавеющей стали методом переплава отходов
с продувкой кислородом, можно наметить основные по-
ложения технологии, обеспечивающие минимальные по-
тери хрома и марганца на плавке:
1. Интенсивная продувка металла кислородом (с
большим расходом и давлением О2), применение в кон-
це продувки аргона, высокая температура металла в на-
чале и конце продувки, минимальное количество шлака
повышенной основности, автоматическая остановка про-
дувки на заданном содержании углерода, перемешива-
ние металла при продувке, продувка под вакуумом —
все это уменьшает степень окисления хрома и других
элементов (марганца, железа).
2. Осадочное раскисление металла сразу после про-
дувки кислородом сплавами кремния (а также марган-
76
на, алюминия и кальция) для связывания кислорода ме-
талла в прочные окислы и создания условий для более
полного раскисления шлака.
3. Диффузионное раскисление шлака порошками
сплавов кремния до ввода основной части феррохрома
при активном перемешивании шлака с сохранением его
повышенной основности. Наиболее эффективно при этом
вынесение процессов восстановления в специальный аг-
регат.
3. ЛЕГИРОВАНИЕ МЕТАЛЛА
Плавка нержавеющих сталей сопровождается боль-
шими присадками различных ферросплавов. Во время
легирования в жидкой стали протекает сложный физи-
ко-химический процесс, состоящий из нагрева и расплав-
ления ферросплавов, растворения элементов в металле,
взаимодействия легирующих с кислородом, азотом и се-
рой металла и шлака в условиях изменения температу-
ры системы. При обычных температурах сталеплавиль-
ного процесса элементы, содержащиеся в стали в каче-
стве примесей или вводимые для легирования и раскис-
ления, растворяются в чистом железе в различной степе-
ни: полностью растворяются Al, Си, Мп, Ni, Со, Si, Sb,
Ti, Сг, Zr, В; частично V, Mo, W, Sn, Pt, С, S, Р, О, Н, N,
As, Se; мало растворяются Pb, Ag, Bi, Na, Li, Ca, Mg,
Zn, Cd.
Растворимость в жидком железе никеля, кобальта,
марганца и хрома, имеющих близкие значения атомного
радиуса, подчиняется закону Рауля для идеальных раст-
воров, согласно которому активность растворенного ве-
щества равна его молярной доле. При малой весовой
концентрации молярная доля растворенного вещества
выражается уравнением:
КТ [ %х] Мр
х ’ 100Мх ’
где Nx— молярная доля растворенного вещества;
[% у]— концентрация растворенного вещества,
%;
Я, Я—молекулярная (или атомная) масса раст-
воренного вещества и растворителя.
При растворении вещества увеличивается его энтро-
пия и уменьшается свободная энергия:
А7" = F — 7° =з — 4,5757 1g а = — 4,5757 lg N =
= — 4,5757 1g .
6 100Afv
77
В. X. Хан [50] рассчитал изменение свободной энер-
гии на 1 г-атом при растворении жидких никеля, марган-
ца, кобальта в жидком железе в концентрациях [х] =
= 1 % по массе и Мр=55,85. Тогда для никеля Л1Х=
= 58,69, &F°=—38,5 Т дж/г-атом (—9,21 Т кал/г-атом);
для марганца Мх—54,93, AF°=—38,1 Т дж/г-атом
(—9,11 Т кал/г-атом);
для кобальта Мх~ 58,91, AF° = — 38,7 Г дж/г-атом
(—9,26 Т кал/г-атом);
для хрома Мх = 52,0, Л/70 = —37,6 Т дж/г-атом
(—9,01 Т кал/г-атом).
Для подсчета AF° при растворении твердых элемен-
тов нужно прибавить увеличение свободной энергии при
плавлении. Для этого рассчитаем увеличение энтропии
хрома [теплота плавления Ад= 18300 дж/г-атом (4350
кал/г-атом), температура плавления 2070° К]:
AS = ^- = 8,8дж, г-атом-град[2,\ кал/{г-атом-град)\,
АГ°г(ж) = 18300 — 8,8 Г дж г-атом
(4350 — 2,1 Т кал/г-атом).
Для реакции: Сгтв=[Сг], где Сгтв — твердый хром;
[Сг] —хром в жидком растворе
AF0 = 18300 — 8,8Г — 37,6 Т = 18300 — 46,4 Т.
Аналогичным образом можно рассчитать уравнение
для других элементов с полной растворимостью в жид-
ком железе. Для металлов с неполной растворимостью
подобные уравнения будут менее точны.
Как известно, кремний, алюминий, титан, цирконий и
бор образуют химические соединения с железом. Это
приводит к отрицательному отклонению от закона Ра-
уля.
Для неидеальных растворов, подчиняющихся закону
Генри, разность между свободной энергией 1 г-атом эле-
мента, растворенного в жидкой стали при концентрации
1 % по массе, и свободной энергией того же вещества в
чистом виде, находящегося в жидком состоянии, равна:
AF = — 4,5751g а = — 4,575 Т lg (yaN) =
= — 4,575 Fig
где Мх—атомная масса растворенного в стали ве-
щества;
78
По—молярная доля растворенного вещества в
предельном растворе;
7°= —----истинный коэффициент активности расг-
п
воренного вещества для той области раст-
воров, в которой соблюдается закон Генри.
С кремнием и алюминием жидкая сталь, по-видимо-
гу, образует регулярный раствор. С учетом того, что ко-
|ффициент активности кремния в жидкой стали равен
°=0,0077, а алюминий частично соединяется с азотом,
Б. X. Хан [51] вывел уравнение для расчета прираще-
ния свободной энергии этих элементов при растворении
их в жидком железе в концентрации, равной 1% по мас-
се: AF^ =—18100—7,77 Т- Д/^ =—26700—7,7 Т.
Для расчета количества тепла, требуемого для усвое-
ния жидким металлом твердых ферросплавов, или вели-
чины падения температуры металла используем следую-
щую методику: тепло, необходимое для нагрева ферро-
сплавов:
Соэщ ~ § [ст (4Л Д) “I" Фпл Ок (4т 4Л)] >
где g—масса ферросплавов, кг;
ст— теплоемкость твердого ферросплава, дж/
I(кг-град) [кал!(кг-град)]',
/пл— температура плавления ферросплава, °C;
/т — начальная температура ферросплава, °C;
Фпл — теплота плавления ферросплава, дж/кг
(кал/кг)-,
сж—теплоемкость ферросплава в жидком состо-
янии, дж)(кг-град) [кал!(кг-град)}',
/ст — температура жидкой стали.
Исходные данные для расчета приведены в табл. 9.
Растворение расплавленного хрома и марганца из
сплавов в жидкой стали происходит без изменения теп-
лосодержания системы. Силицид железа FeSi в виде
45%-ного ферросилиция также растворяется без погло-
щения или выделения тепла. В связи с некоторым оки-
слением этих элементов при легировании стали происхо-
дит выделение тепла, которое может быть учтено по
тепловым эффектам реакций:
[Si] +2(FeO)=(SiOa)+2Fe+369 кбж'лголб(88,2 ккал'моль)-,
(Мп] (FeO) = (МпО) + Fe +
4~ 332 кдж 'моль (79.55 ккал 'моль)-,
79
Таблица 9
Средняя теплоемкость, температура плавления и теплота плавления
ферросплавов
Ферросплав Содержа- ние веду- щего эле- мента, % Темпера- тура плав- ления, °C Теплоемкость
в твердом состоянии
дж/ (кг- град) кал/(кг-град)
Ферромарганец 75 1250 0,71 0,17
Ферросилиций . . 45 1350 0,88 0,21
Феррохром . . . 65 1800 0,71 0,17
Продолжение
Ферросплав Теплоемкость Теплота плавления
в жидком СОСТОЯНИИ
д ft /(кг-град) кал/(кг-г рад) дж/кг кал/кг
Ферромарганец 0,88 0,21 268 64
Ферросилиций . . 1,04 0,25 418 100
Феррохром . . . 0,75 0,18 326 78
4,3 [Сг] -- 2 (FeO) = 23 (Сг2О3) -i 2Fe +
+ 350 кдж моль (76,84 ккал моль).
Общие потери тепла ванной равны: AQ = SQO6nl—
—2<Ээкз.реакц, откуда снижение температуры ванны при
вводе ферросплавов составит:
А/ = AQ ст,
где с—теплоемкость жидкой стали, равная 0,84 дж/
1(кг -град) [0,2 кал/{кг-град)]-, т — масса
жидкой стали.
Термодинамические данные для расчетов процесса
легирования стали приведены в работе [50].
Изменение температуры при введении легирующих
присадок в ванну жидкой стали показано на рис. 18 [34].
Процесс растворения ферросплавов в жидком метал-
ле определяется его физико-химическими свойствами,
размером кусков, температурой расплава, интенсивно-
стью перемешивания и объемом присадки. Если скорость
первой стадии процесса (расплавление ферросплава)
80
определяется температурой плавления ферросплава и
температурой ванны, а также размером кусков и интен-
сивностью присадки, то скорость распределения элемен-
та по объему ванны зависит от интенсивности перемеши-
вания металла и его температуры.
Определенную роль в процессах легирования играют
и консистенция шлака и состояние подины печи. В ряде
случаев, чтобы исключить запутывание или окисление
Рис. 18. Понижение температуры при введении легирующих
(предполагается, что ванна не теряет тепла)
легирующего в шлаке, последний перед легированием
удаляют. При наличии рыхлой подины резко замедляет-
ся растворение вольфрама из ферровольфрама, имею-
щего большую плотность и высокую температуру плав-
ления.
В кипящей ванне ферросплавы растворяются быстрее,
чем в спокойной. В ряде случаев для ускорения расплав-
ления используется кинетическая энергия струи жидкой
стали при падении в ковш. На практике используется
ряд приемов, облегчающих условия легирования стали.
Прежде всего необходимо отметить стремление приса-
дить легирующие с низким сродством к кислороду в за-
валку вместе с другими шихтовыми материалами и за-
кончить присадку этих элементов в период кипения или
в начале рафинирования. К этим элементам относятся:
никель, молибден, кобальт, вольфрам, медь. Феррохром
вводят в начале восстановительного периода. Установ-
6-27
81
лена высокая эффективность электромагнитного переме-
шивания при выплавке нержавеющей стали: равномер-
ное распределение хрома в ванне завершается на 20—
25 мин раньше [52]. Полнота усвоения вольфрама при
выплавке стали ЭИ961 увеличивается на 5—10%.
Ферромарганец, или металлический марганец, .для
легирования обычно вводят в начале рафинирования,
после присадки феррохрома и обновления шлака. Роль
перемешивания особенно возрастает при выплавке хро-
момарганцевых сталей с азотом, когда необходимо обес-
печить относительно невысокую температуру по ходу
плавки и разливки и максимальное усвоение азота. Ле-
гирование феррованадием и ферросилицием осущест-
вляют за 15—20 мин до конца плавки при достаточно
раскисленной ванне. Равномерное распределение этих
элементов в металле происходит только в ковше.
Алюминий и металлический титан вводят либо в печь
за 10—20 мин до выпуска на голое зеркало металла, ли-
бо в ковш, обеспечивая в этом случае начало слива
плавки без шлака. Растворение этих элементов не пред-
ставляет трудностей, и главное внимание уделяется пре-
дотвращению их контакта с кислородом и полноте и
стабильности их усвоения.
Бор присаживают в хорошо раскисленный металл
перед выпуском плавки. Церий и РЗЭ, а также кальций
вводят в печь перед выпуском или в ковш.
Наибольшие трудности представляет легирование
нержавеющих, особенно хромомарганцевых сталей типа
ЭИ481, ниобием. Пониженные температуры, характер-
ные для этих сталей, высокая температура плавления
60%-ного феррониобия (1700° С), особенности растворе-
ния этого сплава приводили к тому, что в готовом
металле встречались частицы нерасплавившегося ферро-
ниобия. Поэтому легирование ниобием необходимо произ-
водить за 1 —1,5 ч до выпуска плавки, обеспечив предва-
рительное раздробление кусков до 20 мм в поперечнике
и активное перемешивание металла в течение плавки.
Целесообразно применение лигатур феррониобия с по-
ниженным содержанием ниобия и соответственно с мень-
шей температурой плавления, в частности сплава
FeMnNb [53]. Предварительный нагрев ферросплавов
до 700—800° С существенно снижает тепловые потери
ванны при легировании и ускоряет этот процесс. Однако
используемые обычно для нагрева газовые печи не яв-
82ч
\
ляются наилучшим агрегатом, так как при нагреве про-
текают процессы поглощения газов: водорода, азота и
[кислорода. В ряде случаев для подогрева ферросплавов
I целесообразно использовать вакуумные электропечи со-
? противления.
Применение экзотермических ферросплавов при элек-
: троплавке (в отличие от мартеновской и конвертерной
t плавок) не получило распространения, так как избыток
»окислителя отрицательно отражается на качестве ме-
I талла.
| 4. ПОВЕДЕНИЕ ТИТАНА
ПРИ ПЛАВКЕ НЕРЖАВЕЮЩЕЙ СТАЛИ
При продувке нержавеющей стали кислородом титан
отходов окисляется практически полностью по реак-
циям:
[Ti| + 2 [О] = TiO2(TB), AF° = — 140500 + 47,30 Т,
[Ti] + 4 [О] + 2Реж= 2FeO>TiO2(3K),
AF° = __ 294000 + 107,30 Т.
Наибольший интерес представляет изучение поведе-
ния титана при легировании стали. Исследование мате-
риального баланса титана при электроплавке нержаве-
ющей стали, проведенное с нашим участием [54], по-
казало, что при общей потере титана при легировании
около 50% за счет кислорода воздуха окисляется 25%,
окислами кремния, марганца, железа и хрома шлака —
около 10%, всплывает в виде нитридов в шлак около
5%. При этом основное окисление титана происходит до
выпуска плавки из печи. Процесс окисления растворен-
ного в металле титана в результате массопередачи кис-
лорода через шлак может быть описан следующим об-
разом:
1) окисление Ti2O3 до ТЮ2 на поверхности раздела
газ-шлак по реакции 2Ti2O3 -f-O2 = 4Т1О2;
2) массопередача двуокиси титана к поверхности раз-
дела шлак-металл;
3) массопередача титана (а также растворенных в
металле алюминия и кремния) из объема ванны к по-
верхности раздела металл-шлак;
6*
83
4) реакция на поверхности раздела металл — шлак:
[Ti] 4-3 (TiO2) = 2 (Ti2O3),
2 [Al] + 6 (TiO2) = 3 (Ti2O3) + (A12O3),
[Si] + 4 (TiO3) = 2 (Ti3O3) + (SiO2);
5) удаление продуктов реакций в объем шлака;
6) массопередача окиси титана к поверхности разде-
ла шлак-газ. Возможна также передача кислорода через
шлак закисью железа по реакциям:
(тю) + -А- (О2] = (тю2),
[Ti] -Ь (TiO2) = 2 (TiO),
2[А1] + 3(TiO2) = 3(TiO) + (A12O3),
[Si] 4~ 2(TiO3) = 2 (TiO) + (SiO2).
В табл. 10 приведены приближенные изобарные тер-
модинамические потенциалы рассматриваемых реакций.
Таблица 10
Изобарные термодинамические потенциалы реакций взаимодействия
с титаном [55]
Реакция Изменение изобарного термо- динамического потенциала. ЛИЛ*
2Т'20з(тв) + ®2(г) ~ 4TiO2(TB) — 138960 -J- 38,607
*/STiTB + 4TiO2(TB) = s/3Ti2O3<TB) — 103440 + З.ббТ
7зА1ж + 4ТЮ2=2ТЮ2(тв) + + 2/зА12О3(тв) --118540 + 5,707
Чк + 4TiO2 = 2Ti2O3(TB) + SiO2(>K) — 76510 4- 9,137
TiTB + Si°2(!K) = ТЮ2(тв) 4- Si* — 1070 — 6,437
4/3ai* + Sio2(;K) = V3ai2o3(tb)+ Si* — 42030 — 3,437
2ТЮ|В - O2(r) = 2TiO2(TB) — 167860 — 40,897
Ti™ + TiO2(TB) = 2TiOTB — 48680 4- 0,417
</зА1ж + 2ТЮ2(тв) = 2ТЮ1в + 4--*/зА12О3 — 89640 4-3,417
Ч< + 2ТЮ2(тв) = 2ТЮ1в + SiO2(*, — 47610 4- 6,847
* Коэффициент пересчета в систему СИ равен 4,18 дж.
84
I Изучая процессы легирования нержавеющей стали
титаном, В. А. Камардип показал, что передача кисло-
I рода через слой шлака является лимитирующим звеном
| процесса окисления титана и алюминия; факторы, уве-
| личивающие скорость массопередачи кислорода через
слой шлака (повышение температуры, концентрации
I окислов титана, снижение вязкости' шлака), увеличива-
Ьют угар титана и алюминия. Изучение физико-химичес-
Иких свойств шлаков различного состава выявило перс-
Ипективность применения шлаков системы СаО—А12О3
по сравнению с системами СаО—CaF2—SiO2 и СаО —
А12О3—TiO2, которые имеют меньшую вязкость и в кото-
рых увеличивается скорость массопередачи TiO2.
I При окислении титана протекает и процесс образова-
ния нитридов титана. Вопросы взаимодействия нитри-
I дов титана с кислородом и окислами изучал Ю. Г. Гу-
I ревич Согласно развитым им представлениям, условия
I выделения (растворения)' нитридов титана из расплава
К описываются уравнениями:
I (l)TixOy = х [Ti] + //|О],
I lg^ = № [Ti] 7* ]OP - - 4- 16,40;
" 2) xTiNTB - у |O] = [N],
„ lg/^[Nlx i4 200
3) TiNTB = |Ti| + [N|,
№ Ig/dTil/TjNI =
-3,44;
60 500 30 j9
T
Зависимость между концентрациями титана, кисло-
рода и азота в стали Х18Н10Т при 1600° С, по данным
Ю. Г. Гуревича, приведена на рис. 19. На основе приве-
денных данных можно рассчитать долю титана в виде
окислов и нитридов. Свойство нитридных включений
взаимодействовать с кислородом и окислами в период
нагрева и деформации слитков делает эти включения
особенно опасными. Для уменьшения карбонитридных
включений в стали необходимо снизить в ней содержа-
ние азота. На практике это достигается подбором ших-
1 Гуревич Ю. Г. Автореферат диссертации. Москва, 1970.
85
товых материалов, продувкой техническим кислородом,
содержащим 99,9% О2, а также использованием ваку-
умирования и продувки аргоном. Важным моментом
предохранения стали от поглощения азота является ус-
транение контакта с атмосферой при выпуске и разлив-
ке плавки.
Нашими исследования-
ми [56] также установле-
но, что присадка церия до
ввода титана позволяет
связать основную часть
азота в прочные нитриды
церия и снизить величину
балла по карбонитрид-
ным включениям в ме-
талле.
[О], % 10'3
Рис. 19. Зависимость между концентра-
циями титана, кислорода и азота в ста-
ли Х18Н10Т при 1600° С (цифры у то-
чек — концентрация титана):
Ig[Ti]2[O]3 = 7,70; t = 1600°C; lg[NP/[O]3 =
= 3,46; lg [Tij[N}=—2,12
5. ГАЗЫ И НЕМЕТАЛЛИ-
ЧЕСКИЕ ВКЛЮЧЕНИЯ
Поведение газов и не-
металлических включений
при выплавке и разливке
нержавеющей стали прин-
ципиальным образом за-
висит от особенностей
принятой технологии (ме-
тода выплавки, агрегата
и т. д.). Как известно,
в общем случае растворимость газа (водорода и азота)
в металле может быть представлена уравнением
Н. М. Чуйко [57]:
[Г] -Кгр(21+а’/(1+а'),
где Г — концентрация газа в метале;
рГг — парциальное давление газа над металлом;
п, — степень диссоциации молекул газа;
а — степень диссоциации молекул в газовой фазе;
Кг— константа растворимости газов в металле.
При а==ВтГаТ=1 [Г]=Кг! рГ2.
Константы растворимости газов в жидком и твердом
железе приведены в табл. 11.
Наличие легирующих элементов в железе влияет на
консГанту растворимости водорода и азота. Для расче-
86
Таблица 11
Константы растворимости газов в железе
Состояние железа IgKH lg [О]нас
Жидкое а (6) Y — 1850 —1,59 Т —1576 —2,156 Т -1585 —'— —2,037 Т — 188 —1,25 Т —3030 —0,213 т -^--1,954 Т —5660 +2,365 Т
та константы растворимости газов в нержавеющей ста-
ли необходимо учитывать параметры взаимодействия
каждого элемента:
igfr = igc;-igcr,
где /г—коэффициент активности газа в сплаве;
С' — растворимость газа в чистом железе;
Сг—растворимость газа в сплаве.
Влияние различных элементов на растворимость во-
дорода приведено на рис. 20 [58]. Динамика изменения
содержания водорода в процессе плавки и разливки ста-
ли Х18Н10Т (основная дуговая печь, метод переплава
отходов с кислородом) приведена на рис. 21. В период
продувки кислородом содержание водорода в металле
относительно невелико (5—6 с.и3/100 г), но затем суще-
ственно повышается, главным образом при присадках
легирующих и извести. Как и при выплавке трансформа-
торной и конструкционной стали, содержание водорода
в нержавеющей стали в летнее время значительно повы-
шается. Нами изучались допустимые концентрации во-
дорода в нержавеющей стали типа Х18Н10Т. Установ-
лено, что при содержании водорода в металле выше
12—13 с.н3/100 г (эта величина определяется также тем-
пературой металла и массой слитка) в слитке образу-
ются газовые пузыри, а в прокате — трещины и волосо-
вины. Влияние меньших концентраций водорода на
обычные качественные показатели нержавеющей стали
не установлено; по-видимому, это вызвано высокой рас-
87
Рис. 20. Влияние различных элементов на растворимость водорода в
жидком железе при 1600° С
Период по ад ко
Рнс. 21. Динамика изменения содер-
жания водорода и азота по ходу
плавки стали XI81I10T (метод пере-
плава отходов с кислородом). Пе-
риоды плавки:
/ — в начале окисления углерода;
2— в конце продувки ванны кисло-
родом; 3 — после раскнелриАя шла-
ка I; 4 --- перед скачиванием шла-
ка Н (перед вводом /ферротитана);
5 — перед выпуском /плавки; 6 — на
разливке /
О 4 д /2
Содержание легирующего элепента j, %
Рис. 22. растворимость азота в жидких
сплавах на основе железа при темпе-
ратуре 1600° С и давлении азота I атм
88
Творимостью водорода в аустените и отсутствием при
охлаждении фазовых превращений. Все же сталь, со-
держащая повышенные количества водорода, не пригод-
на для службы в изделиях вакуумной техники.
Для уменьшения содержания водорода в нержавею-
щей стали необходимо тщательно прокаливать приса-
живаемые ферросплавы и известь (особенно в летнее
время), а также хорошо просушивать желоба, ковши,
центровые и надставки. Практика показала, что при
применении губки металлического титана вместо ферро-
титана п петролатума вместо обычной смазки теплоизо-
ляционных вставок вместо обычных содержание водоро-
да в стали на разливке и склонность к образованию га-
зовых пузырей увеличивается. Поэтому при получении
содержания водорода, близкого к критическому, необ-
ходимо применять известные способы дегазации (про-
дувку аргоном или вакуумирование).
Влияние различных элементов на растворимость азо-
та в жидком железе приведено на рис. 22. Поведение
азота при выплавке нержавеющей стали также зависит
от технологических факторов (особенности легирования
стали азотом рассматриваются ниже). В период продув-
ки стали Х18Н10Т (переплав отходов) содержание азо-
та изменяется (рис. 21) незначительно: в среднем оно
снижается с 0,014 до 0,010% (хотя на отдельных плав-
ках с низким содержанием азота в начале продувки на-
блюдается небольшой рост его содержания). Резкое по-
вышение содержания азота (до 0,018%) наблюдается
при вводе феррохрома. По ходу рафинировки содержа-
ние азота в металле практически стабильно. Снижение
концентрации азота (до 0,011%) наблюдается при вво-
|де ,в сталь титана (за счет всплывания нитридов ти-
(тана).
I При выплавке стали методом сплавления в ипдукци-
[онных печах содержание азота в металле определяется
(содержанием его в исходной шихте и ферросплавах.
Вследствие высокой растворимости азота в нержавею-
щей стали, а также образования стойких нитридов уда-
(лить азот из стали весьма трудно. Лишь при глубоком
вакууме п длительном взаимодействии (при ВИП, ВДП
|и ЭЛП) удается несколько снизить концентрацию азо-
|та. Продувка ванны нейтральными газами дает отно-
(сительно небольшой эффект: наблюдается лишь удале-
|ние нитридов титана. В связи с этим основное внимание
89
должно быть обращено на чистоту применяемых ферро-
сплавов, а также интенсивность продувки ванны кисло-
родом высокой степени чистоты.
В сталях с высоким содержанием хрома и марганца
азот используется в качестве легирующего элемента.
В этом случае особо важно обеспечить оптимальные ус-
ловия ввода азота в металл. По данным Н. Ф. Влади-
мирова, предельно растворимое содержание азота в
твердой хромоникелемаргапцевой стали с ванадием со-
ставит:
[N]прсд = 0,0334 [Сг] + 0,0143 [Мп] + 0,15 [V] —
— 0,0042 [Ni] —0,500.
Таким образом, необходимо, чтобы ожидаемое содер-
жание азота в марке стали не превышало предела его
растворимости в твердом металле, так как в противном
случае в слитке образуются при кристаллизации газовые
пузыри.
Растворимость азота в жидкой стали в реальных ус-
ловиях плавки зависит от химического состава и темпе-
ратуры металла и может быть рассчитана по формуле
Н. Ф. Владимирова:
[N] = 1,97 + 0,0325 [Сг] + 0,021 [Мп] -ф 0,097 [V] —
— 0,0236 [Ni] — 1,425-Ю-3?,
где Т — температура металла, °C.
Отсюда вытекает необходимость ввода в металл азо-
тированных ферросплавов после легирования ванны
хромом, марганцем и ванадием, а также при низкой
температуре. Температурный режим восстановительно-
го периода гглавки должен определяться заданной мини-
мальной температурой выпуска металла, обеспечиваю-
щей удовлетворительную разливку. Применение пере-
мешивания позволяет избежать существенного местного
перегрева металла в зоне горения электрических дуг и
соответственно уменьшить потери азота при легирова-
нии. Более полно особенности выплавки сталей, легиро-
ванных азотом, рассмотрены ниже.
Наиболее подробно поведение неметаллических вклю-
чений при выплавке различных типов нержавеющих ста-
лей изучено и освещено в монографии М. И. Виноград
[59]. При выплавке хромистых сталей установлена пря-
мая связь между величиной оксидных включений и ко-
90
личеством и протяженностью волосовин. Исследования,
Проведенные на заводе «Днепроспецсталь», показали,
что для повышения чистоты стали по неметаллическим
включениям (в основном хромитам) необходимо обеспе-
чить снижение в металле содержания кислорода. Это
достигается выплавкой стали на свежей шихте в печи с
нехромированной подиной, использованием вакуумиро-
Пробы 12 3 ь 5 б Пробы 7 2 3 ^56
Рис. 23. Изменение общего количества и видов включений по ходу плавки стали
X18HI0T, выплавленной методом переплава отходов с кислородом:
а — хромиты; б — силикатные включения; в — окислы титана; г—всего кисло*
родных включений; б —сульфиды; е — нитриды титана. Пробы:
/ — после полного расплавления; 2 — после продувки кислородом; . 3 — после
5 мин раскисления шлака; 4 — после 20 мин раскисления перед вводом ферро-
хрома; 5 — перед присадкой ферротитана; 6— перед выпуском
ванного феррохрома с низким содержанием кремния
(до 0,7%), ущительным раскислением металла через
шлак и умеренной температурой металла в период ра-
финировки, а также отливкой стали с применением ар-
гона в слитки массой не более 1,0 т.
В стали типа Х18Н9 основным видом включений яв-
ляются оксиды и силикаты, а также глобули и мелкие
(сульфидные включения (0,5 балла). В нержавеющей ста-
ли с титаном и ниобием основную массу включений со-
ставляют нитриды и карбонитриды титана и ниобия.
^Изменение общего количества и видов включений по хо-
|ДУ плавки стали Х18Н10Т, выплавленной по типовой
технологии методом переплава отходов, приведено по
’данным [59] на рис. 23. Эти данные показывают, что
(кислородные включения по ходу плавки претерпевают
91
существенные изменения: первоначально образовавшие-
ся хромиты и силикаты железа переходят после дачи
раскислительной смеси в стекловидные силикаты, кото-
рые частично удаляются из ванны. Оставшиеся стекла
после присадки ферротитана переходят в окйслы и си-
ликаты титана.
Сульфидные включения мало изменяются по ходу
плавки, но резко уменьшаются после введения ферроти-
тана. Нитриды отсутствуют в течение всей плавки до
присадки титана, когда образуется значительное коли-
чество нитридов титана, а при кристаллизации — сетка
карбидов и карбонитридов титана.
Выше указывалось об отрицательном влиянии кар-
бонитридных включений на качество стали. В последние
годы для стали специального назначения (электрополи-
рованные, тонкостенные трубы, приборная сталь с высо-
кой гидроплотностью) введены ограничения по содер-
жанию оксидных, глобулярных и сульфидных включе-
ний. Наиболее надежным способом улучшения качества
металла в этом случае является переплав в электрошла-
ковых и других печах (ВДП, ЭЛП, ПДП).
При выплавке стали типа Х23Н18 методом переплава
отходов с кислородом пластические свойства металла
при горячей деформации существенно зависят от техно-
логических параметров.
Исследования М. И. Виноград показали, что насыще-
ние металла монооксидом кремния из кремнезема шла-
ка с образованием стекловидных включений резко сни-
жает горячую пластичность стали. В связи с этим при
выплавке подобных сталей чрезвычайно важно тщатель-
но раскислять металл, иметь преимущественно глино-
земистые включения, а также применять микролегиро-
вание стали бором и церием.
Г лава VI
ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
В ОСНОВНЫХ ДУГОВЫХ ПЕЧАХ
Кислотостойкая хромоникелевая нержавеющая сталь
типа Х18Н10Т является в настоящее время наиболее
распространенным в промышленности представителем
группы нержавеющих сталей.
92
В задачу настоящей главы входит не только дать опи-
сание различных методов выплавки,но и показать, как в
ряде случаев одна технология вытеснялась другой, более
совершенной, и как воздействовал технический прогресс
в выплавке стали вообще на усовершенствование техноло-
гии производства этой марки и улучшение ее качества.
Массовую выплавку нержавеющей стали производят
как правило, в специализированных цехах на закреп-
ленных за этой маркой электропечах. Естественно, что
техническая вооруженность, обеспечение исходными ма-
териалами и методы выплавки стали на разных заво-
дах имели различия, особенно в первый период осво-
ения.
1. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ 1Х18Н9Т
МЕТОДОМ ПОЛНОГО ОКИСЛЕНИЯ
Первоначальный технологический процесс выплавки
стали 1Х18Н9Т был аналогичен процессу плавок прочих
легированных марок сталей. Он предусматривал прове-
дение полного окисления примесей и рафинирования
ванны под белым шлаком. Основные положения этой
технологии были разработаны в довоенное время для
плавки стали в небольших печах (5—6-т). Шихту состав-
ляли из чистого углеродистого лома, никеля и передель-
ного чугуна из расчета получения в первой пробе 0.7—
0,8% С, 0,6—0,7% Мп и 13,0—14,0% Ni. Окислительный
период проводили до получения в металле не более
0,04—0,05 % С, после чего шлак начисто скачивали. Со-
держание' марганца в процессе кипения ванны поддер-
живалось не менее 0,20% систематическими присадками
ферромарганца. Общая продолжительность окислитель-
ного'периода составляла около 2 ч. После скачивания
шлака давали металлический марганец, сухой речной
песок для образования под электродами тонкой пленки
шлака для предохранения металла от науглероживания,
а затем известь и плавиковый шпат. Через 8—-10 мин от
включения печи давали около 1 кг/т А1, после чего в те-
чение 30—40 мин жидкоподвижпый шлак раскисляли мо-
лотым 75%-пым ферросилицием до получения спокойно-
го металла. Кокс в период рафинирования не давали.
Безуглеродистый феррохром марки ФХ 005 присаживали
в несколько приемов в хорошо нагретый металл. Рас-
плавление феррохрома длилось 1,5—2 ч. После расплав-
ления феррохрома продолжали раскисление ванны мо-
да
лотым ферросилицием до получения светлого рассыпа-
ющегося в порошок шлака.
После нагрева металла до необходимой температуры
за 20—25 мин до выпуска присаживали ферротитан, пос-
ле расплавления которого плавку выпускали. Период ра-
финирования продолжался 3,5—4 ч. Основным недостат-
ком этого метода была необходимость сильного нагрева
металла перед присадкой феррохрома, а затем продол-
жительное плавление его и вновь нагревание ванны до
необходимой при выпуске температуры. Это приводило
к сильному износу футеровки печи и особенно свода,
который в то время выкладывался только из динасового
кирпича и на плавке сильно оплавлялся.
Оплавление свода сказывалось на шлаках, они стано-
вились кислыми, что требовало больших присадок из-
вести. Образовывалось большое количество шлака, что
в свою очередь затягивало расплавление феррохрома и
расстраивало нормальный ход рафинирования.
Чрезмерно большое количество присаживаемой во
время рафинирования извести способствовало поглоще-
нию металлом водорода. В результате сталь получалась
насыщенной газом, слитки были свищеватыми и не всег-
да могли быть пригодными для дальнейшего передела
Были случаи, когда на плавке происходило проедание
металлом подины или откосов и печь аварийно выходила
из строя. Вследствие этих недостатков выплавка стали
1Х18Н9Т (с 1962 г 1Х18Н10Т по ГОСТу 5632-61) с пол-
ным окислением не нашла широкого распространения
2. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
МЕТОДОМ ЧАСТИЧНОГО ОКИСЛЕНИЯ
Желание избежать длительного периода окисления
привело к разработке метода частичного окисления. Сущ-
ность метода состоит в изготовлении низкоуглеродистого
мягкого железа в самой электропечи в процессе плавки.
Для этого в качестве шихты использовали низкоуглеро-
дистое железо, содержащее 0,10—0,15% С.
Завалку начинали с загрузкой на подину извести
(1,5—2% от массы шихты), поверх которой заваливали
никель и шихтовое углеродистое железо.
За 15—20 мин до полного расплавления давали пор-
цию железной руды (1,5—2% от массы шихты) и отби-
рали пробу металла на углерод. После полного расплав-
94
ления давали еще одну-две порции руды в зависимости
от содержания углерода. По достижении содержания
0,03—0,04% С окислительный шлак скачивали начисто.
Далее плавку вели под глиноземистым или известковым
шлаком. Выбор характера шлака зависел от содержания
серы в исходной шихте и от требований к содержанию
серы в готовой стали. Металл раскисляли 75%-пым фер-
росилицием через 25—30 мин от начала рафинирования.
В хорошо нагретый и раскисленный металл давали по-
догретый до 800—900° С феррохром марки ФХ005 в два-
три приема. Через 1 —1,5 ч от конца дачи феррохрома
при достижении нужной температуры скачивали около
75% шлака и вводили ферротитан, который топили ло-
мами. После дачи титана через 15—20 мин плавку вы-
пускали. Средняя продолжительность плавки составляла
6 ч.
Метод частичного окисления давал возможность по-
лучать нержавеющую сталь в 95% всех плавок с содер-
жанием углерода в готовом металле не выше 0,12%. Ме-
талл получался вполне удовлетворительного качества.
Угар хрома был минимальным и составлял всего 2—4%.
В качестве примера выплавки нержавеющей стали
методом частичного окисления приведем хронометраж
плавки в 30-т электропечи: у
Состав шихты, кг-. ''
мягкое железо.................. 17 200
никель..................., . 2 800
И т о г о............. 20 000
Состояние футеровки печи удовлетворительное. Свод динасовый.
На подину дано 500 кг извести.
16 ч 25 мин — включен ток на 160 в, мощность 4200 кет.
16 ч 35 мин — напряжение переключено на 240 в, мощность 7000 кет.
18 ч 15 мин — начало присадки железной руды, всего присажено
450 кг.
18 ч 30 мин — взята проба 1 : 0,05% С.
18 ч 40 мин — ванна расплавилась полностью, дано 500 кг руды.
18 ч 50 мин — взята проба 2:0,04% С; Мп — следы; 0,011% Р;
0,020% S; 14,70% Ni.
19 ч 00 мин — подкачали шлак. Напряжение понижено до 160 в,
мощность 4200 кет.
19 ч 15 мин — скачали шлак начисто.
19 ч 20 мин — дано 70 кг плавикового шпата, 200 кг шамотного боя,
48 кг молотого 75 %-кого ферросилиция и 150 кг мало-
углеродистого ферромарганца.
19 ч 35 мин — взята проба 3: 0,05% С; 0,27% Мп; 14,62% Ni.
95
19 ч 40 мин — введено 2700 кг нагретого докрасна феррохрома ФХ005
п 50 кг малоуглеродистого ферромарганца. На шлак
дано 18 кг молотого 75%-иого ферросилиция.
20 ч 05 мин — введено 2700 кг феррохрома. На шлак дано 12 кг мо-
лотого 75%-ного ферросилиция.
20 ч 40 мин — введено 2600 кг феррохрома. Присажено 20 кг 75%-
ного ферросилиция.
21 ч 05 мин — взята проба 4: 0,08% С; 0,56% Мп- 18.65% Сг;
10,32% Ni.
21 ч 10 мин — взята проба 5; 0,07% С; 0,56% Мп; 18,62% Сг; 10,48%
Ni. Присажено 20 кг молотого 75%-ного ферросилиция.
21 ч 30 мин — присажено 22 кг молотого 75%-Пого ферросилиция.
21 ч 50 мин — подкачали шлак. Введено 1600 кг ферротитана.
21 ч 55 мин — печь включена на 160 в, мощность 4200 кет.
22 ч 10 мин—'выпуск плавки.
Состав готового металла следующий: 0,08% С; 0,56% Мп; 071 %
Si; 0,029% Р; 0,013% S; 18,14% Сг; 10,38% Ni; 0,60% Ti.
Продолжительность плавки 5 ч 45 мин-, в том числе рафинирова-
ния 2 ч 55 мин; удельный расход электроэнергии составил 830 квт-ч/т.
Выход годных слитков 26,4 т.
В течение примерно двух лет метод частичного окис-
ления был основным методом производства нержавею-
щей стали. Были выполнены сотни плавок. Вначале метод
не подвергался изменениям и осваивался таким, каким
он был разработан при проведении опытных плавок. Че-
рез некоторое время в изложенную выше технологию вне-
сены были изменения: 1) большая часть мягкого железа
была заменена отходами хромоникелевых сталей с низ-
ким содержанием углерода; 2) масса плавки была повы-
шена; 3) после скачивания окислительного шлака в ме-
талл добавляли 10—12% нагретых докрасна отходов
стали 1Х18Н9Т для экономии легирующих материалов.
После внесения этих изменений процесс плавки про-
текал, как указано ниже.
Состав шихты, кг-.
Мягкое железо с содержанием до 0,10% С . . 9 500
Отходы хромоникелевых мягких марок стали . 10 000
Никель....................................... 2 600
Итого
22 100
Состояние футеровки удовлетворительное. Стены выложены на-
бивными блоками. Свод — динасовый.
3
4
5
5
ч 05 мин — включен ток. В конце расплавления дано 400 кг желез-
ной руды.
ч 55 мин — шихта расплавилась. Взята проба 1:0,05% С; Мп —
следы; 0,018% Р; 0,018% S; 0,02% Сг; 13,02% Ni.
ч 00 мин — дано 400 кг железной руды.
ч 15 мшг —взята проба 2:0,04% С; Мп — следы; 0,016% Р;
14 Ой о/ М:
5 ч 35 мин — скачали шлак. На голое зеркало ванны дано 50 кг
порошка 75 %-кого ферросилиция.
5 ч 40 мин — дано 150 кг малоуглеродистого ферромарганца и
2500 кг нагретых докрасна отходов стали 1Х18Н9Т.
5 ч 45 мин — завели глиноземистый шлак.
5 ч 55 мин — дано 4250 кг феррохрома марки ФХ005, нагретого до-
красна. На шлак дано 40 кг 75%-ного ферросилиция в
порошке.
f 6 ч 30 мин — дано 4250 кг феррохрома и 300 кг никеля. На шлак да-
но 40 кг 75%-ного ферросилиция.
I 7 ч 05 мин — взята проба 3: 0,08% С; 0,23% Мп; 17,85% Сг;
I 10,22% Ni.
7 ч 10 мин — взята проба 4: 0,09% С; 0,23% Мн; 17,90% Сг.
7 ч 20 мин — взята проба 5: 0,09% С.
7 ч 25 мин — подкачали 80% шлака, дано 1600 кг ферротитана, на
шлак дано 40 кг 75%-ного ферросилиция.
7 ч 40 мин — выпуск плавки.
Состав готового металла следующий; 0,09% С; 0,31% Мп; 0,61%
Si; 0,019% S; 0,027% Р; 17,28% Сг; 9,97% Ni; 0,47% Ti.
3. ВЫПЛАВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ
МЕТОДОМ КИРОВСКОГО ЗАВОДА
Технология выплавки нержавеющей стали по методу
Кировского завода была описана Вл М. Заморуевым
[60] и И. Н. Никоновым [61] в конце тридцатых годов.
Сущность этого метода заключается в проведении рафи-
нирования под глиноземистым шлаком, составленным из
молотого шамота. Плавка протекает/почти так же, как
и при методе с частичным окислением, однако по методу
Кировского завода рекомендуется^ в первой пробе иметь
содержание углерода около 0s2S—0,35%. Кроме того,
рафинировочный шлак является глиноземистым. Количе-
ство шлака в этом случае небольшое (1—2%), что уско-
ряет проплавление феррохрома.
Недостатком этого метода является отсутствие доста-
точной десульфурации стали. Получение низкого содер-
жания серы в стали обеспечивалось путем подбора соот-
ветствующей шихты. Кроме.того, надо отметить, что окис-
лительный процесс плавки по этому методу приводил к
сильному окислению металла, повышенному содержа-
нию закиси железа и окиси магния в шлаках восстано-
вительного периода, и вследствие этого процесс раскисле-
ния металла протекал неполно, что не могло не сказать-
ся отрицательно на его пластичности.
Использование глиноземистого шлака, образованного
из шамотного порошка возможно при любом методе
плавки стали 1Х18Н9Т.
7—27 97
96
4. ВЫПЛАВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ
МЕТОДОМ СПЛАВЛЕНИЯ
Метод сплавления был разработан в 1947—-1948 гг.
Он был одним из вариантов, позволяющих выплавлять
нержавеющую сталь в больших 30-т электропечах. Глав-
ным отличием его было то, что в качестве основного ших-
тового материала использовали предварительно выплав-
ленное в электропечах и прокатанное па блюмы мягкое
железо, содержащее не более 0,05% С; 0,010% Р и
0,020% S.
При организации выплавки нержавеющей стали ме-
тодом сплавления были опробованы три варианта завал-
ки и расплавления. Переход от одного варианта к друго-
му обусловливался величиной получаемых по расплавле-
нии содержаний углерода.
В первом варианте расположение материалов было
следующее: на подину печи давали известь и плавиковый
шпат, затем в центр печи заваливали мульдой никель
и мягкое железо; по откосам укладывали феррохром
марки ФХ006. В первой же плавке содержание углерода
по расплавлении всей шихты оказалось 0,19% при рас-
четном 0,07%. Рост содержания углерода можно объяс-
нить науглероживающим влиянием электродов, качество
которых в то время было еще низким.
Для устранения этого явления было решено дать в
завалку хромистую руду, а во время плавления приса-
живать небольшими порциями железную руду. Завалку
в этом варианте располагали так: на подину давали
400—500 кг извести, 200—250 кг плавикового шпата и
100 кг кварцевого песка. Затем заваливали никель, а па
него 400 кг хромистой руды. Далее укладывали блюмы
мягкого железа и по откосам печи феррохром. Во время
расплавления в образовавшиеся колодцы под электроды
давали порциями по 7—15 кг железную руду в количест-
ве 600—700 кг на плавку. В плавках, выплавленных по
этому методу, содержание углерода по расплавлении по-
лучилось 0,11—0,12%. Это содержание углерода удава-
лось удержать до выпуска металла из печи. Однако в хо-
де плавок было установлено, что хромистая руда играет
незначительную роль в окислении углерода ванны и со-
хранении в ней хрома.
Переход хромистой руды в шлак по расплавлении ван-
ны приводил к высокому содержанию окислов хрома в
98
нем, что сильно затрудняло ведение плавки. Поэтому в
дальнейшем был применен третий вариант, заключав-
шийся в том, что и в завалку, ив период расплавления да-
вали железную руду.
Порядок завалки шихтовых материалов был следую-
щий: на подину давали 400 кг извести, 200 кг плавико-
вого шпата, 100 кг кварцевого песка. Затем заваливали
весь никель, поверх которого загружали 4—5 т мягкого
железа. Далее присаживали железную руду в количест-
ве 1500 кг под каждый электрод по одной мульде. По-
верх руды загружали остальную часть мягкого железа,
а по откосам укладывали феррохром марки ФХ004.
Этот метод обеспечил получение стали с содержанием
углерода до 0,12% в 89% плавок. Ввиду того что в за-
валку и во время плавления давали железную руду, зна-
чительно повысился угар хрома, который колебался в
пределах 15—20%, а на некоторых плавках доходил до
24%. Раскисление шлака молотым ферросилицием не-
сколько уменьшало угар, но все же он оставался высо-
ким. Это является одной из причин того, что от метода
сплавления перешли к другому, более экономичному.
Таким образом, метод сплавления по третьему вари-
анту на определенном этапе освоения выплавки нержа-
веющей стали позволил получить металл с необходимым
содержанием углерода и удовлетворительного качества.
Средняя продолжительность плавки — 6 ч 40 мин.
Приводим хронометраж плавки, проведенной методом
сплавления по третьему варианту.
~~~ Состав шихты, г.
Мягкое железо................... 15 200
Феррохром марки ФХ004 . . . 9 000
Никель.......................... 2 800
Итого................ 27 000
Состояние футеровки удовлетворительное. Свод динасовый, на
подину дано: 400 кг извести и 200 кг плавикового шпата. В завал-
ку дано 1700 кг железной руды.
15 ч 55 мин — включен ток, напряжение 160 s, мощность 4400 кет.
16 ч 05 мин — напряжение переключено на 240 в, мощность 7000 кот.
16 ч 25 мин — под электроды дано 100 кг железной руды.
17 ч 00 мин — под электроды дано 100 кг железной руды, 50 кг пла-
викового шпата, 50 кг шамота и 50 кг песка.
17 ч 40 мин — под электроды дано 150 кг железной руды, 100 кг
плавикового шпата, 50 кг шамота.
18 ч 10 мин — под электроды дано 150 кг железной руды, 50 кг ша-
мота, 50 кг кварцевого песка.
7*
99
18 ч 45 мин — под электроды дано 100 кг железной руды, 50 кг пла-
викового шпата.
19 ч 00 мин — шихта расплавилась полностью.
19 ч 05 мин — взята проба 1: 0,10% С; 0,12% Мп; 0,030% Р;
0,018% S.
19 ч 20 мин — начало раскисления молотым 75%-ным ферросили-
цием. На шлак дано 150 кг молотого ферросилиция.
19 ч 55 мин — взята проба 2: 0,10% С; 17,18% Сг; 10,90% Ni; на
шлак дано 60 кг молотого ферросилиция.
20 ч 05 мин — взята проба 3: 0,09% С; 17,18% Сг; 10,90% Ni; на
шлак дано 70 кг молотого ферросилиция.
20 ч 10 мин — взята проба 4: 0,09% С; 17,86% Сг; 10,94% Ni.
20 ч 30 мин — скачали шлак начисто.
20 ч 35 мин — дано 150 кг малоуглеродистого ферромарганца. На
шлак дано 200 кг извести, 100 кг шпата, 100 кг шамо-
та, 45 кг молотого 75%-ного ферросилиция.
20 ч 40 мин — включен ток на 160 в, мощность 4400 кет.
20 ч 50 мин — раскисление шлака 30 кг молотого 75%-ного ферроси-
лиция.
21 ч 20 мин — раскисление шлака 20 кг молотого 75%-ного ферро-
силиция.
21 ч 40 мин — подкачали примерно 80% шлака, дано 1700 кг подо-
гретого ферротитана. Ферротитан топили ломами в ме-
талле. На шлак дано 100 кг шамота, 50 кг плавиково-
го шпата, 50 кг кварцевого песка.
21 ч 50 мин — включен ток на 160 в, мощность 3800 кет.
22 ч 05 мин — выпуск плавки.
Состав готового металла следующий: 0,11% С; 0,52% Мп; 0,60%
Si; 0,015% S; 0,030% Р; 17,88% Сг; 10,44% Ni; 0,64% Ti.
Общая продолжительность плавки 6 ч 10 мин, в том
числе рафинирования 1 ч 35 мин.
5. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
МЕТОДОМ СМЕШЕНИЯ
Сущность этого метода заключается в том, что вод-
ной электропечи выплавляют мягкое железо с никелем,
а в другой сплавляют отходы нержавеющей стали
1Х18Н9Т или при их отсутствии мягкое железо с ферро-
хромом. Затем обе плавки смешивают в одном ковше.
Технология этого метода была разработана и осуще-
ствлена на уральском заводе. Электропечи, выплавляю-
щие равные части плавки, были условно названы А и Б.
В печи А выплавляли хромистую часть плавки, а в печи
Б никелевую. Расчет шихты производили таким образом,
чтобы феррохром и никель, загружаемые в разные печи,
обеспечили необходимый состав металла после смешения.
При расчете учитывали угар хрома 5%, титана 50%; ус-
вояемость никеля брали 97%. Завалка в печах А и Б
составляла 14—15 г.
100
Стены печи А вместо набивных блоков выкладывали
магнезитовым кирпичом, а подину набивали массой из
магнезитового порошка и жидкого стекла. Эти меры
преследовали цель убрать все углеродистые вещества
из футеровки печи. Футеровка печи Б была обычной: как
стены, так и подина были набиты массой из магнезито-
вого порошка с пеком. Материалы, для обеих печей го-
товили строго по расчету. Завалку производили одно-
временно.
Порядок укладки шихтовых материалов был следую-
щим: в печь А в центре заваливали блюмы мягкого же-
леза, на откосы — феррохром; в печь Б загружали угле-
родистую шихту и никель, причем никель старались
положить внутрь шихты. Перед завалкой шихтовых мате-
риалов на подину каждой печи давали по 500 кг извести,
а в печь А еще 150 кг плавикового шпата. Обе печи
включали одновременно. Расплавление вели на макси-
мальном напряжении и мощности.
Электропечь А
Йа.мере расплавления шихты систематически неболь-
шими порциями под электроды подбрасывали известь и
плавиковый шпат. После полного расплавления брали
пробу металла, раскисляли шлак молотым ферросилици-
ем и затем начисто скачивали. Печь включали только
после того, как вся поверхность металлической ванны
будет покрыта жидкоподвижным шлаком из извести,
песка и шамота.
Рафинирование начинали дачей смеси, состоящей из
шамота, плавикового шпата, извести, 15—20 кг молотого
75%-ного ферросилиция, затем брали пробу металла па
углерод, марганец, хром, фосфор и серу. По получении
анализов производили необходимую корректировку не-
достающих элементов и подогревали металл. Через
1,5—2 ч от начала рафинирования подкачивали пример-
но 75% шлака и давали подогретый ферротитан, а затем
через 15—20 мин плавку выпускали.
Электропечь Б
После полного расплавления и необходимого нагрева
металла проводили обычное обезуглероживание. По до-
стижении содержания 0,04—0,05% С и 0,007—0,008% Р
шлак скачивали начисто и сразу же в металл давали
чушковый алюминий. Затем заводили жидкий шлак из
плавикового шпата и извести и включали печь на сред-
101
нее напряжение. После паводки шлака металл раскисля-
ли порошком 75%-кого ферросилиция до спокойной про-
бы в стаканчике. Далее брали пробы на химический ана-
лиз и производили тщательную соответствующую кор-
ректировку.
При совпадении фактических содержаний элементов
с расчетными плавку подготавливали к выпуску. Первой
выпускали в ковш плавку из печи А, а на нее плавку из
печи Б. Такой порядок выпуска плавок гарантировал
надлежащее смешение металла и его однородность. Сле-
дует отметить, что в период освоения этой технологии
были трудности с обеспечением в готовом металле необ-
ходимого содержания углерода и титана. Содержание
углерода в плавке А после присадки ферротитана значи-
тельно возрастало. Титан же в плавке Б сильно окислял-
ся. И то и другое приводило к браку. Для устранения
науглероживания металла были приняты меры по защите
зеркала ванны от науглероживающего воздействия элект-
родов. Для снижения угара титана и обеспечения необ-
ходимого содержания его в металле ферротитан стали
вводить в обе печи А иБ в отношении 3:1.
Приводим хронометраж плавок в печах А и Б:
Печь А
Состав шихты, кг:
мягкое железо..................... 5 790
феррохром марки ФХ004 . . 8 635
Итого
14 425
На подину дано 500 кг извести и 150 кг плавикового шпата.
14 ч 30 мин — включен ток на 240 в, мощность 7000 кет.
16 ч 40 мин — ванна расплавилась полностью. Печь переключена на
напряжение 160 в, мощность 4000 кет.
16 ч 45 мин — взята проба 1: 0,07% С; 0,17% Мп; 34,90%Сг; 0,31%
Ni; 0,035% Р.
17 ч 00 мин — скачали шлак начисто.
17 ч 05 мин—завели глиноземистый шлак. Дано 25 кг кварцевого
песка, 60 кг порошка шамота и 15 кг плавикового
шпата.
17 ч 10 мин — включен гок на 160 в, мощность 3000 кет.
17 ч 15 мин —дано 60 кг порошка шамота п 15 кг плавикового шпа-
та, 20 кг молотого 75%-ного ферросилиция.
17 ч 20 мин — взята проба 2: 0,08% С; 0,14% Мп; 37,68% Сг; 0,31%
Ni; 0,031% Р.
17 ч 25 мин — дано 80 кг извести.
18 ч 00 лин —дано 60 кг малоуглеродистого ферромарганца.
18 ч 20 мин—взята проба 3: 0,10% С; 0,46% Мп; 0,029% Р.
18 ч 40 мин — взята проба 4: 0,10% С; 0,47% Мп; 38,40% Сг.
102
18 ч 55 мин — подкачали 75% шлака, дано 1575 кг ферротитана.
19 ч 00 мин — печь включена на 240 в, мощность 4000 кет.
19 ч 20 мин. — выпуск металла.
Печь Б
Состав шихты, кг:
углеродистые отходы .... 11 887
никель........................ 3 600
Итого................ 15 487
14 ч 45 мин—включен ток. напряжение 240 в, мощность 7000 кет.
16 ч 05-мин—шихта расплавилась. Взята проба 1: 0,40% С; 0,23%
Мп; 0,025% Р; 0,020% S; 0,15% Сг; 20,18% Ni.
16 ч 20 мин — дано 500 кг железной руды. Печь переключена, напря-
жение 160 в, мощность 3800 кет.
16 ч 35 мин — взята проба 2: 0,18% С; 0,11% Мп; 0,020% S; 0,018%
Р; 19,98% Ni, шлак подкачали.
16 ч 40 мин — дано 400 кг железной руды.
17 ч 00 мин — взята проба 3: 0,06% С; 0,012% Р.
17 ч 10 мин — дано 400 кг железной руды, присажено 500 кг Ni.
17 ч 25 мин — взята проба 4: 0,05% С; 0,008% Р.
17 ч 40 мин — скачали шлак, дано в металл 12 кг чушкового алю-
миния п 70 кг малоуглеродистого ферромарганца. Да-
на шлаковая смесь из извести и плавикового шпата.
17 ч 50 мин — включен ток, напряжение 160 а, мощность 3800 кет.
17 ч 55 мин—дана смесь извести с 40 кг молотого 75%-ного ферро-
силиция.
18 ч 15 мин — взята проба 5: 0,05% С; 0,24% Мп; 22,20% Ni.
18 ч 40 мин — взята проба 6: 0,07% С; 0,24% Мп.
18 ч 45 мин — дано 30 кг малоуглеродистого ферромарганца и 150 кг
феррохрома марки Ф.Х004.
18 ч 55 мин — взята проба 7: 0,07% С; 0,39% Мп.
19 ч 10 мин — подкачали шлак, дано 525 кг ферротитана.
19 ч 25 мин — выпуск плавки.
Состав готового металла смешанной плавки следующий: 0,11% С;
0,46% Мп; 0,67% Si; 0,021% Р; 0,020% S; 17,30% Сг; 10,4% N1;
0,47% Ti.
В дальнейшем для использования отходов нержавею-
щих сталей практически без угара хрома в печь А загру-
жали отходы нержавеющих сталей.
Метод смешения возможен только в том случае, ког-
да в цехе крановое и ковшовое оборудование позволяет
выпускать плавки из двух печей в один ковш.
Несмотря на ряд организационных трудностей, этот
метод применяется па одном из заводов Советского Сою-
за, обеспечивая высокую экономичность процесса. Для
лучшего усреднения металла используется продувка ар-
гоном в ковше.
103
6. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ 1Х18Н9Т
МЕТОДОМ ПЕРЕПЛАВА С ПРИМЕНЕНИЕМ
НПЗКОУГЛЕРОДИСТЫХ ШИХТОВЫХ БЛЮМОВ
Описанные выше методы выплавки стали 1Х18Н9Т
не предусматривали использование отходов этой стали,
плавку вели с использованием свежих шихтовых мате-
риалов. Однако в процессе производства всегда получа-
ется то или иное количество отходов как на металлурги-
ческих, так и на машиностроительных предприятиях.
Естественно, что необходимость использования их сразу
встала перед металлургами.
Для утилизации дорогостоящих нержавеющих отхо-
дов была разработана технология переплава их с при-
менением низкоуглеродистого шихтового металла. Этот
метод позволяет достаточно полно использовать легиру-
ющие элементы (хром, никель), содержащиеся в отхо-
дах стали.
Сущность метода переплава состоит в том, что отхо-
ды стали 1Х18Н9Т заваливают в печь совместно с блю-
мами мягкого железа, расплавляют и проводят необхо-
димое рафинирование металла. Однако необходимо
принять меры, которые бы обеспечили устранение наугле-
роживания ванны электродами. Поэтому прежде чем
включить печь, тщательно осматривают электроды и про-
веряют автоматику печи. Электроды, имеющие на концах
трещины, огарки и ниппели, удаляют, так как в ходе
плавки они могут оборваться, попасть в металл и наугле-
родить его. Не менее опасно включать печь при неисправ-
ной автоматике, которая может привести к непрерывному
опусканию концов электродов в металл и, как следствие,
науглероживанию его.
Для выплавки нержавеющей стали методом перепла-
ва стены печи выкладывали магнезитовым кирпичом, а
подину набивали массой из магнезитового порошка и
жидкого стекла. Этой же массой делали заправку отко-
сов и подины между плавками. /
Технологический процесс плавки нержавеющей стфли
переплавом в период его внедрения был опробовфн в
трех вариантах: 1) с добавкой хромистой руды в завал-
ку и в процессе расплавления; 2) с добавкой железной
руды в завалку и в процессе расплавления; 3) с добав-
кой известняка в завалку.
Добавка окислителей преследовала цель снижения
104
содержания углерода в ванне или создания хотя бы от-
носительно окислительной атмосферы, противодействую-
щей росту углерода в металле.
Добавка в завалку хромистой руды при выплавке
методом переплава дала такие же неблагоприятные ре-
зультаты, как и при методе сплавления: содержание уг-
лерода не снижалось, а шлаки были чрезвычайно густые,
нереакционно способные.
Добавка железной руды не привела к снижению или
стабилизации углерода, а вызвала значительный угар
хрома.
Известняк же, разлагаясь, выделяет углекислоту,
которая, проходя сквозь толщу металла, приводит его
в движение и дегазирует его, шлак полностью закрывает
зеркало ванны и этим несколько ослабляет науглерожи-
вающее воздействие электродов. Количество известняка
обычно составляло 20—30 кг/т. Большое значение при
выплавке металла этим методом имеет процент отходов
в составе шихты. При содержании в шихте отходов ста-
ли типа 1Х18Н9Т до 500 кг/т, добавке никеля около
50 кг/т в состав шихты вводили до 500 кг/т мягкого же-
леза с углеродом не более 0,05%. В этом случае расчет-
ное содержание углерода равнялось 0,08%.
Следует отметить, что фактически на плавках получа-
ли содержание углерода несколько выше, причем на пер-
вой стадии освоения — значительно выше.
Ниже приведены данные, характеризующие распре-
деление плавок по содержанию углерода:
Содержание углерода в
готовой стали, % . . 0,09 0,10 0,11 0,12 >0,12
Период освоения, % от
общего количества . . — 5 18 77 —
. —Д1ассовое производст-
во; .% от общего коли-
честв^................ 19,0 54,0 12,5 4,5 10,0
Порядок завалки был следующий: па подину давали
известняк в количестве 30—40 кг/т; па дно бадьи (или
поверх известняка при загрузке мульдами) укладывали
мелочь (стружку, обрезь листа, выдавки) нержавеющей
стали и никель; затем в центр бадьи или печи загружа-
ли мягкое железо. Отходы нержавеющей стали уклады-
вали к стенкам бадьи или печи в зависимости от вида
завалки.
105
Для защиты металла от науглероживания по ходу
плавления присаживали сухой шамотный порошок в ко-
личестве 0,5—1,0% от массы завалки.
Если к металлу предъявлялись особо высокие требо-
вания в отношении чистоты по сере, то вместо шамотно-
го порошка по ходу плавки давали смесь из извести и
плавикового шпата в количестве 1,8—2% от массы за-
валки, а соотношение извести и шпата выдерживали
примерно 3:1.
Несмотря на отсутствие сильных окислителей в со-
ставе шихты и в процессе расплавления, угар хрома в
этот период значителен, так как металл во время плав-
ления шихты холодный, условия для выгорания углеро-
да неблагоприятны, а выгорание хрома протекает интен-
сивно. По данным одного металлургического завода,
угар хрома в процессе расплавления шихты, даже без вво-
да каких-либо окислителей, выражался внушительной
цифрой и достигал на отдельных плавках минимума
11,4% и максимума 48,2%- Естественно, что такие поте-
ри хрома заставляли металлургов искать пути снижения
угара его. Внимание было обращено на характер шлака,
наводимого в процессе плавления шихты.
Выше было указано, что по ходу плавления в печь
подбрасывают шамотный порошок или смесь извести и
плавикового шпата. При наличии свежеобожженной из-
вести наведение известковых шлаков в процессе плавле-
ния является достаточно эффективным средством сниже-
ния угара хрома.
Следует также отметить, что тщательность раскисле-
ния шлака по окончании расплавления ванны в немалой'
степени способствует снижению угара хрома.
Раскисленный шлак периода расплавления скачива-
ют и заводят новый. Характер рафинировочного шлака
зависит от требований к содержанию серы в готовом ме-
талле и фактического наличия ее в первой пробе. Если
содержание серы в первой пробе было низким, то плавку
вели под шамотным полукислым шлаком, который быст-
рее расплавляется, имеет меньший объем, что ускоряет
расплавление феррохрома и снижает газонасыщенность
стали.
Чтобы не заниматься удалением серы на такой тя-
желой и ответственной марке стали, как 1Х18Н9Т, ме-
таллурги ограничили содержание серы в мягком железе
0,030%. Это позволило в большинстве плавок получать
106
содержание серы не выше 0,020%, что обеспечивало на-
иболее жесткие требования технических условий для
этой стали.
После расплавления шлака и нагрева металла вводят
нагретый докрасна (примерно до 800—900° С) ферро-
хром. Расплавление феррохрома производят форсиро-
ванно при тщательном перемешивании ванны железными
гребками. После расплавления всего феррохрома произ-
водят раскисление шлака порошком 75%-иого ферро-
силиция с частичной заменой его молотым силикокаль-
цием или алюминиевым порошком. Смеси разбрасыва-
ются равномерно по поверхности ванны.
В процессе плавления феррохрома шлак становится
густым, темно-зеленого цвета, что говорит о значитель-
ном окислении хрома. Раскислительные смеси указанно-
го выше состава довольно быстро превращают густой
шлак в жидкоподвижный, зеленый цвет шлака переходит
в коричневый. После этого отбирают одну за другой две
пробы металла на углерод, марганец, хром и никель.
Определение хрома и никеля при нормальном ходе
плавки может и не производиться, так как феррохром
присаживают, руководствуясь анализом металла после
раскисления шлака.
По получении необходимых анализов и при хорошем
нагреве металла подкачивают шлак так, чтобы осталась
тонкая пленка на поверхности металла, и присаживают
ферротитан; затем дают шлаковую смесь из извести и
плавикового шпата и через 15—20 мин плавку выпус-
кают.
Большое значение для оценки настоящего метода
имеет угар хрома. Длительные наблюдения за ходом пла-
вок позволили получить следующие данные: угар хрома
при применении железной руды составил 15,4%; угар
хрома без добавления железной руды и при обеспечении
тщательного раскисления шлака порошком ферросили-
ция, силикокальция и алюминия после расплавления
всего феррохрома составил 4,3%.
Приведем хронометраж одной из плавок, выплавлен-
ных методом переплава в соответствии с описанной вы-
ше технологией:
Состав шихты, кг:
мягкое железо с никелем . . 13000
отходы стали 1Х18Н9Т ... 10000
Итого:
23000
107
Состояние печи удовлетворительное. На подину дано 800 кг из-
вестняка.
14 ч 00 мин — включен ток, напряжение 240 в, мощность 6000 кет.
14 ч 55 мин — дана смесь из 350 кг извести и 80 кг плавикового
1ппата.
15 ч 50 мин — дана смесь из 300 кг извести и 80 кг плавикового
шпата.
16 ч 30 мин — на раскисление шлака израсходовано 20 кг молотого
75%-ного ферросилиция.
16 ч 45 мин — на шлак дано 20 кг молотого 75 %-ного ферросилиция.
17 ч 05 мин — дана смесь из 100 кг извести, 25 кг плавикового шпата
и 20 кг молотого 75%-ного ферросилиция.
17 ч 30 мин — шихта расплавилась. Взята проба 1: 0,08% С; 0,12%
Мп; 0,022% Р; 0,022% S; 6,60% Сг; 9,26% Ni.
17 ч 40 мин — скачали шлак, дана смесь из 200 кг извести, 50 кг пла-
викового шпата и 25 кг молотого 75%-ного ферро-
силиция.
17 ч 55 мин — взята проба 2: 0,09% С; 6,22% Сг. Дано на шлак 15 кг
молотого 75%-ного ферросилиция.
18 ч 00 мин — дано 2750 кг подогретого докрасна феррохрома марки
ФХ005 'и 100 кг малоуглеродистого ферромарганца.
18 ч 10 мин — включен ток на среднее напряжение 160 в, мощность
3800 кет. Дано на шлак 15 кг молотого 75%-ного фер-
росилиция.
18 ч 35 мин — дано 2500 кг феррохрома. Включен ток на среднее на-
пряжение 160 в, мощность 3800 кет. Дано на шлак
20 кг молотого 75%-ного ферросилиция. Дано 500 кг
никеля.
19 ч 00 мин — печь переключили, напряжение 138 в, мощность
2800 кет.
19 ч 15 мин — дано на шлак 20 кг молотого ферросилиция.
19 ч 20 мин — взята проба 3: 0,11% С; 0,37% Мп; 16,48% Сг;
9,60% Ni.
19 ч 30 мин — взята проба 4: 0,11% С; 0,40% Мп; 16,05% Сг;
9,58% Ni.
20 ч 20 мин — дано 1600 кг феррохрома, 600 кг никеля, 80 кг мало-
углеродистого ферромарганца.
21 ч 00 мин — подкачали шлак, дано 1750 кг ферротитана.
21 ч 25 мин—выпуск плавки.
Состав готового металла следующий: 0,11% С; 0,60% Мп; 0,48%
Si; 0,021% Р; 0,019% S; 17,47% Сг; 10,17% Ni; 0,61% Ti.
Для сравнительной оценки приведем технические дан-
ные по каждому методу (табл. 12).
Разработка и внедрение описанных выше методов
выплавки нержавеющей стали 1Х18Н9Т относятся к пе-
риоду тридцатых и сороковых годов. Эта серия методов
выплавки составляет как бы первый этап развития оте-
чественного технологического процесса производства не-
ржавеющей стали, который неразрывно был связан с
техническим уровнем электрометаллургии того времени.
С конца сороковых годов развитие техники в электро-
металлургии шло в направлении увеличения емкости
108
Таблица 12
Сравнительные технические данные разных методов
выплавки нержавеющей стали
Наименование данных Методы
частично- го окис- ления сплавле- ния смешения перепла- ва
Число плавок ..... 200 61 9 100
Средняя масса плавки, т 32 25,2 28,3 32
Выход годного, % ... . Среднее содержание угле- 89,5 90,0 89,0 91,5
рода в готовой стали, % . 0,09 0,11 0,12 0,105
Угар хрома, % .... Среднее содержание титана 1,8 20,0 9,7 15,4/4,3*
в готовой стали, % ... 0,58 0,61 0,43 0,56
Угар титана, °/о Расход электроэнергии, 47 44 65 48,5
квт-ч!т Среднее содержание серы в 835 888 1200 763
готовом металле, °/о . . . Среднее__содержание фосфо- 0,017 0,017 0,019 0,018
ра в готовом металле, % Средняя продолжительность 0,027 0,029 0,022 0,027
плавки, ч—мин . . . '\ . \ \ 6—20 6—40 5—15 6—40
* В числителе указан угар Жрома при применении железной руды в завал-
ку в период расплавления; в знаменателе — угар хрома без применения руды.
электропечей, увеличения мощности печных трансформа-
торов, усовершенствования отдельных узлов и механиз-
мов печей, перехода с загрузки электропечей мульдами
на бадьевую загрузку шихты, перехода с динасовых сво-
дов на магнезитохромитовые, вакуумирования металла,
электромагнитного перемешивания металла и, наконец,
применения кислорода в технологии плавки. Все эти из-
менения составили суть технического прогресса в элект-
росталеплавилыюм производстве пятидесятых годов,
который далеко продвинул теорию и практику электроста-
леварения, дал возможность значительно увеличить вы-
пуск электрометалла, а главное улучшить его качество.
Усовершенствование техники и технологии электро-
сталеплавильного производства немедленно и наиболее
109
эффективно сказалось на изменении технологического
процесса выплавки нержавеющей стали. Особенно это
относится к использованию кислорода при проведении
электроплавки.
В Советском Союзе начали применять кислород при
производстве электростали в 1948 г. Почти одновремен-
но на трех металлургических заводах — Челябинском,
Кузнецком и «Электросталь»—окисление металла при
выплавке в основных дуговых печах стали проводить пу-
тем продувки ванны газообразным кислородом. Позднее,
в конце 1952 г., кислород нашел применение на заводе
«Днепроспецсталь». Эффективность использования кис-
лорода в электросталеплавильном производстве трудно
переоценить. Коренным образом была изменена техноло-
гия выплавки стали ряда марок ответственного назначе-
ния и особенно сталей с высоким содержанием хрома и
никеля. Примером этому может служить нержавеющая
сталь типа 1Х18Н9Т, которая до применения кислорода
была одной из наиболее трудных в выплавке.
Кроме того, благодаря кислороду была решена серь-
езная экономическая проблема использования высоколе-
гированных отходов, накопившихся в больших количест-
вах на заводах. До применения кислорода отходы нержа-
веющей стали 1Х18Н9Т использовались в основную
шихту для плавки недостаточно; не более 50%. Повышен-
ное содержание хрома в жидком металле препятствова-
ло обезуглероживанию ванны при ее окислении железной
рудой. Так, плавки, выплавленные методом переплава с
30% отходов, давали 4% отклонений от заданного хими-
ческого состава по углероду, а с 50% отходов—36% от-
клонений.
Ограниченное расходование отходов привело к боль-
шому накоплению их на заводах, и содержащиеся в них
в большом количестве дефицитные легирующие (хром
и никель) не могли быть использованы. Применение кис-
лорода позволило резко увеличить количество отходов
в шихте и довести их до 70—80%. Это дало возможность
в самое короткое время переработать все залежавшиеся
отходы хромоникелевых нержавеющих сталей. Исполь-
зование кислорода в плавке позволило также реализо-
вать громадные накопления кремнистых отходов, кото-
рые до этого почти не находили применения. Вначале
наибольшее применение кислород нашел при выплавке
нержавеющих хромоникелевых и хромистых сталей типа
НО
1Х18Н9Т и 1—4X13. Затем диапазон марок стали был
расширен, кислород начали применять при выплавке
шарикоподшипниковой, легированной конструкционной,
крекинговой, трансформаторной, быстрорежущей и дру-
гих сталей. Производство таких сталей, как 00Х18Н10,
00Х16Н15МЗБ, предназначенных для изготовления элек-
тропорированных и особо тонкостенных труб для уста-
новок с высокими и сверхкритическими параметрами
пара, стало возможным в больших промышленных элек-
тропечах только при йвпользовании кислорода на плавке.
Из всех Электростали, выплавляемых с применени-
ем кислорода, наибольший эффект, с точки зрения со-
кращения длительности плавки, использования высоко-
хромистых отходов, улучшенйд качества металла, эконо-
мии электроэнергии и снижения себестоимости, был
получен при выплавке хромоникелевой нержавеющей ста-
ли типа 1Х18Н9Т.
7. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ 1Х18Н9Т
(Х18Н10Т) МЕТОДОМ ПЕРЕПЛАВА ОТХОДОВ
С ПРИМЕНЕНИЕМ КИСЛОРОДА
Вот уже в течение двадцати лет (пятидесятые и шес-
тидесятые годы) метод переплава отходов с применением
кислорода является основной технологией производства
нержавеющей стали. Главными преимуществами этого
метода являются возможность управления содержанием
углерода в процессе плавки высокохромистой стали, ин-
тенсификация процесса плавления шихты и обезуглеро-
живания металла. Поэтому здесь отпадает необходи-
мость в шихтовке плавок мягким железом. Зато при при-
менении кислорода надо иметь в составе шихты элемент,
окисление которого могло бы давать большое количество
тепла, необходимого и для ускорения процесса плавления
и для обезуглероживания металла. Таким наиболее до-
ступным элементом является кремний. Поэтому при ра-
боте с кислородом в состав завалки вводили отходы, со-
держащие кремний. При отсутствии таких отходов в за-
валку либо в процессе плавления добавляли кусковой
45%-ный ферросилиций. Если в состав шихты не вводить
достаточного количества кремния, то при вдувании кис-
лорода происходил бы большой угар железа, хрома, т. е.
элементов, которые надо максимально сохранить. Поэ-
тому кремний в процессе плавки методом переплава с
ill
применением кислорода следует рассматривать как эле-
мент, предохраняющий железо и хром от излишнего
угара.
Значительное количество тепла, выделяющееся при
окислении кремния, естественно, способствует снижению
расхода электроэнергии.
Нержавеющую сталь с применением кислорода необ-
ходимо выплавлять при хорошем состоянии футеровки
печи. Обычно выплавку начинают после смены футеров-
ки стен и свода печи, предварительно проведя три-четы-
ре плавки стали нетрудоемких марок.
Особое внимание следует обратить на электроды, ко-
торые не должны иметь трещин, топких огарков и нип-
пельных гнезд. Автоматические регуляторы подъема и
опускания электродов должны быть в полной исправнос-
ти, чтобы концы электродов не погружались в ванну
и не науглероживали ее. Все ферросЛлавы, а также пла-
виковый шпат, заготовляемые на плавку, должны прока-
ливаться. Известь применяют свежеобожженную (не бо-
лее суток после выгрузки из известково-обжигательных
печей).
Подготовка шихты
Шихта составляется из 65—70% отходов стали
Х18Н10Т или из стали, близкой к ней по химическому
составу, и 25—30% отходов кремнистых сталей ЗОХГСА,
60С2А, ЭЗ, 38ХС и др. из расчета содержания в шихте
до 0,8% Si. Практикой последних лет установлено, что
наиболее оптимальным является содержание углерода в
первой пробе после расплавления шихты на 0,25—0,35%
выше требуемого содержания его в конце продувки ме-
талла кислородом. Таким образом, при обычном содер-
жании углерода в конце окисления 0,07—0,08% за время
продувки выжигается в среднем около 0,30% С. Это об-
стоятельство позволяет широко использовать в качестве
шихты при выплавке стали Х18Н10Т с применением кис-
лорода отходы таких среднеуглеродистых кремнистых
сталей, как стали 36Г2С, 35ГС и др., а также отходы
сталей группы Б2 и др. Выше названное расчетное ко-
личество кремния в шихте по установившемуся на прак-
тике правилу должно быть в 15 раз меньше, чем среднее
расчетное содержание хрома в завалке, и ни в коем слу-
чае не выше, лучше несколько ниже. Этого количества
кремния будет вполне достаточно для разогрева ванны
112
в процессе продувки ее кислородом и в то же время при
таком количестве он полностью может быть окислен при
продувке, что очень важно для получения плотного, нега-
зопасыщенпого металла.
По хрому плавку шихтуют следующим образом: при
содержании углерода в готовой стали до 0,12% содер-
жание хрома в металле после расплавления шихты дол-
жно быть не более 12% и соответственно до 0,10% С—
не более 11%, до 0,08% С—не более 10%, до 0,06%—не
более 8%.
Более высокое содержание хрома в шихте в каждом
из указанных случаев приводит к повышению угара хро-
ма и некоторому удлинению плавки. Это значительно
снижает экономический эффект от повышения доли хро-
мистых отходов в составе завалки. На необходимость
увязывания содержания хрома в составе шихты с содер-
жанием углерода в готовом металле указывали многие
исследователи [62, 63].
Загрузка шихты
Шихтовые материалы загружают в печь или бадью
(при механизированной завалке) так же, как и при дру-
гих методах выплавки. В составе завалки разрешается
иметь до 30% обезжиренной стружки. При использова-
нии стружки в шихте ее следует давать па низ бадьи,что-
бы она, с одной стороны, смягчала удары по подине тя-
желых кусков, а с другой-—придавленная сверху более
тяжелой шихтой занимала меньший объем.
На заводе «Днепроспецсталь» использование струж-
ки в составе шихты в указанных количествах не вызыва-
ет никаких осложнений в ходе процесса. Однако при
повышении доли стружки в шихте надо считаться с воз-
можностью повышения содержания серы в металле. По-
этому в таких случаях является обязательной проверка
содержания серы в первой пробе металла по расплавле-
нии и, если оно окажется повышенным, надо сразу же
с начала рафинирования вестИ-Щдавку под основным
белым шлаком.
На подину прред завалкой или во время плавления
присаживают йзвес'п, в количестве 10 кг/т.
z' Плавление
Процесс плавления шихты может быть ускорен при-
менением кислорода. Кислород вводят во время плавле-
8—27
113
ния железными трубами, а в окислительный период, как
правило, фурмами. Подготовка трубок и шлангов, вклю-
чение и отключение кислорода производятся специально
выделенным кислородчиком. Печь должна быть обору-
дована поворотной консолью, подвеской для опоры
кислородной трубки и экраном для защиты сталевара от
пламени. Ускорение плавления производится путем под-
резки шихты нефутеровапными трубками диаметром
12,7—19 мм, с помощью которых кислород подают к рас-
каленным кускам шихты для обрушения их в жидкий
металл. Подрезка производится также для устранения
подвисания шихты и подплавлепия крупных негабарит-
ных кусков. Проведение подрезки шихты требует от ста-
левара особой внимательности: он должен следить за
концом трубки и не допускать соприкосновения его с фу-
теровкой печи, которая под воздействием струи кислоро-
да быстро разрушается.
В практике были случаи прожигания кислородной
трубкой стен и откосов насквозь. Подрезка, как прави-
ло, начинается после того, как расплавится примерно
85—90% шихты.
Такое ограничение начала подрезки связано с тем, что
более раннее введение кислорода приводит к повышению
угара металла, особенно хрома, вследствие непосредст-
венного окисления струей кислорода. М. И. Зуев [63]
сообщил средние данные по 147 плавкам стали 1Х18Н9Т,
на которых кислород в процессе плавления вводили
только в лужицу жидкого металла. К началу ввода кис-
лорода на откосах печи оставалось нерасплавленной
шихты всего 5—10%. В этом случае содержание хрома
в шихте составило 11,85%, а в первой пробе после пол-
ного расплавления 11,10, т. е. угар не превышал 6,5%.
При введении кислорода для подрезки в первой половине
плавления угар хрома возрастал до 27%.
Таким образом, наибольший угар хрома получается
при раннем начале подрезки кислородом задолго до кон-
ца плавления. Это подтверждается и данными заводов,
на которых практиковалась ранняя подрезка шихты:
Начало применения кислорода после вклю-
чения тока, мин.................... 50 65 75 100
Количество нерасплавленной шихты в пе-
чи, % ............................. 65 52 46 25
Угар хрома за период расплавления, % . 2,5 1,5 0,6 0,3
114
’ Большое значение для снижения угара хрома в этот
^период имеет содержание углерода в металле. Установ-
лено, что содержание углерода в металле по расплавле-
нии, а следовательно, и в шихте определяет величину
Вугара хрома за период плавления. Ранее этот момент не
учитывался и содержание углерода по расплавлении бы-
Рис. 24. Угар хрома за период плав-
ления шихты в зависимости от со-
держания углерода в металле по
расплавлении завалки (цифры у то-
чек— число плавок)
Рис. 25. Угар хрома за период плавле-
ния шихты в зависимости, от содержа-
ния хрома и углерода в ией (цифры у
точек — число плавок):
1 — <0,25% С по расплавлении;
2 —>0,25% С по расплавлении
ло примерно 0,25% и, во всяком случае, рекомендова-
лось иметь не более 0,30%.
Зависимость угара хрома за период плавления ших-
ты от содержания углерода в металле по расплавлении
заваЛки представлена па рис. 24. По ^ере увеличения
содержания углерода в металле по расплавлении в сред-
нем с 0,09 до 0,45% угар хрома резко уменьшается с 54,0
до 22%, т. е. примерно в 2,5 раза. Учитывая столь значи-
тельное влияние содержания углерода в шихте на вели-
чину угара хрома, была произведена обработка плавок
с углеродом менее 0,25 и более 0,25%. Приведенная на
рис. 25 зависимость подтверждает это положение, а
также и то, что с увеличением содержания хрома в ших-
те повышается угар его за период плавления. В исследо-
ванных условиях минимальный угар хрома получен на
плавках, в которых содержание его в шихте не превыша-
ло 12%. Таким образом, для обеспечения минимального
угара хрома в период плавления необходимо:
8*
115
1) шихтовать плавку по хрому в зависимости от ко-
нечного содержания углерода в готовом металле: чем
оно должно быть ниже, тем меньше следует вводить хро-
ма в состав шихты;
2) шихтовать плавку из расчета получения 0,40% С
по расплавлении завалки;
3) вводить в состав шихты достаточное количество
кремния, который, окисляясь во время плавления до
S1O2, разогревает ванну и этим снижает степень разви-
тия реакции окисления хрома;
4) поддерживать достаточную основность шлака в
процессе плавления периодическими присадками изве-
сти и плавикового шпата. Основной шлак облегчает вос-
становление хрома из его окислов, высвобождая закись
хрома из трудновосстановимых силикатов. Поддержание
основного шлака в период плавления облегчает частич-
ную дефосфорацию металла. По расплавлении шлак
раскисляют крупкой или порошком кремнистых сплавов
(примерно 5—10 кг/т)-. силикохрома или 45%-ного фер-
росилиция.
Продувка ванны кислородом
По окончании плавления начинается окислительный
период плавки — продувка ванны кислородом. До нача-
ла продувки или одновременно с началом продувки про-
изводят подкачивание шлака на 50—70%. Продувку на-
-чинают через фурму при температуре металла не ниже
1580° С. Далее кислород вводят одновременно и через
фурму и через трубки диаметром 19,7 мм, футерованные
специальной массой или огнеупорами. Конец трубки по-
гружают в металл на глубину 150—200 мм и постоянно
перемещают ее по горизонтали в разных направлениях
для предотвращения местного перегрева и повреждения
футеровки печи. При нормальных условиях продувки и
строгом соблюдении температурного режима футеровка
ведет себя так же, как и при обычном окислении ванны
рудой. Струя кислорода выходит из фурмы под давлени-
ем 0,7—0,9 Мн/м2 (7—9 ат), разгоняет, шлак и, соприка-
саясь с металлом, окисляет углерод и другие элементы
ванны. При указанном давлении и нормальном составе
кислорода (не менее 92% О2) продувка длится 25—
40 мин. При падении давления до 0,3—0,7 Мн/м2 (3—•
7 ат) эффективность продувки снижается. Ниже показа-
116
па зависимость длительности продувки от давления ки-
слорода (данные по 146 плавкам) [13]:
Давление кислорода при
продувке, Мн/м2 (ат) . 0,4
(4)
Длительность продувки,
мин...................... 27
0,5—0,6 0,7—0,8
(5—6) (7-8)
20 17
0,9—1,0
(9-10)
14
Таким образом, при увеличении давления поступаю-
щего в печь кислорода с 0,4 до 1,0 Мн]»2 (с 4 до 10 ат)
длительность продувки уменьшается почти вдвое. На
всех плавках количество удаленного в процессе продувки
углерода примерно одинаково — около 0,20% (электро-
печь емкостью 20 т). Естественно, что при увеличении
количества выжигаемого углерода до 0,30% и емкости
печи до 40 т длительность продувки будет несколько
больше.
Нельзя допускать очень бурного развития в печи пла-
мени и всплесков металла. Это регулируется расходом
кислорода.
Прямое окисление жидкого металла кислородом
вносит изменения в процесс обезуглероживания. Хими-
ческие реакции-при введении газообразного кислорода
в расплавленный металл отличаются от реакций обычно-
го процесса, проведенного с рудой.
При введении газообразного кислорода непосредст-
венно в расплавленный металл реакции восстановления
железной руды исключаются, а диффузия закиси железа
из шлака в металл не требуется для начала окисления
железа и примесей ванны. Поэтому реакции начинаются
сразу с момента ввода кислорода в ванну. Естественно,
в этих случаях отпадает надобность в расходе тепла на
реакции восстановления железной руды и диффузию
закиси железа в металл.
При продувке ванны кислородом реакции могут раз-
виваться непосредственно между углеродом и кислоро-
дом или через стадию окисления железа до FeO и окис-
ления углерода кислородом FeO. Как в том, так и в дру-
гом случае выгорание углерода идет с выделением тепла.
Преобладание при прямом окислении ванны кислородом
экзотермических реакций изменяет температурный ре-
жим ванны. Поэтому при продувке ванны кислородом
обычно снижается или совсем прекращается подача в
печь электроэнергии, что обеспечивает ее экономию.
117
П. Я- Барздайн и В. П. Тунков [64] считают, что
обезуглероживание металла на 0,01 % С путем введения
в печь железной руды охлаждает ванну приблизительно
на 2,2 град, в то время как окисление каждой 0,01 °/о С
газообразным кислородом, вдуваемым непосредственно
в жидкий металл, повышает температуру его на 1,7 град.
Это согласуется с данными, полученными другими иссле-
дователями [65]. Когда в жидкий металл начинают вду-
вать кислород, ванна еще относительно холодная, поэто-
му могут пойти сильно экзотермические реакции, к кото-
рым в первую очередь надо отнести реакцию выгорания
кремния. На расплавление 1 т стали требуется теорети-
чески 340 кзт-ч; при обычном коэффициенте полезного
действия в этот период 0,72 [66] фактически потребует-
ся 340:0,72 = 472 квт-ч. Это эквивалентно 1,7 Мдж
(408 ккал); 1 кг Si, окисляясь за счет кислорода, выделяет
850:28 = 30,3 кдж (204:28 = 7,3 ккал)-, из этого видно, на- z
сколько эффективен процесс окисления кремния до SiOyz
за счет вдуваемого кислорода. Средний расход кремния
составляет около 10 кг/т. Следовательно, при сгорании
этого количества кремния выделится около 303 кдж
(73000 кал) или 18% всего тепла, требующегося ' для
расплавления 1 т стали в электропечи.
При вводе кислорода в жидкий металл, кроме Крем-
ния, окисляется и хром. При загорании углерода отбира-
ется проба на полный химический анализ.
Изучение большого количества плавок показывает,
что повышенное содержание углерода в шихте не толь-
ко не вызывает затруднений при продувке, но и при до-
статочно большой скорости ввода кислорода даже не\
влечет за собой заметного увеличения угара хрома. Ес-
тественно, представляет интерес выяснить, каким обра-
зом сказывается увеличение содержания углерода в ме-
талле по расплавлении шихты на величине угара хрома
за период продувки. Как следует из рис. 26 и 27, с уве-
личением содержания углерода в металле по расплавле-
нии с 0,25—0,30 до 0,40% и соответствующим увеличени-
ем количества выгоревшего углерода с 0,20 до 0,35 % ве-
личина угара хрома за период продувки, а также абсо-
лютное количество выгоревшего хрома увеличиваются
незначительно. Это согласуется с данными ряда иссле-
дователей [39,67—69]. Можно полагать [70], что при
увеличении скорости ввода кислорода и эта разница ис-
чезает. Таким образом, минимальная величина угара
118
хрома за период плавления получена при увеличении со-
держания углерода в шихте до 0,40%- Однако при этом
несколько увеличивается угар хрома за период продувки.
Тем не менее величина суммарного угара хрома за пе-
Количество выгоревшего углерода, 7.
Рис, 26. Угар хрома за период про-
дувки в зависимости от начального
и конечного содержания углерода
в этом периоде (цифры у точек —
число нлазок):
/ — <0,08% С в конце продувки;
2 —>0,08% С в конце продувки
Рнс. 27. Связь между количеством хро-
ма и углерода, выгоревшими за период
продувки (цифры у точек—число пла-
вок) ;
/ — <0,08% С в конце продувки;
2—>о,О8% С в конце продувки
Рис. 28. Суммарный угар хрома за пе-
риоды плавления и продувки в зависи-
мости от содержания углерода по рас-
плавлении и в конце продувки (цифры
у точек —число плавок):
/—<0,08% С в конце продувки;
2— >0,08% С в конце продувки
?0,10 0,16-0,20 0,26-0,30 >0,35
Количество выгоревшего
углерода, %
Рис. 29. Суммарный угар хрома за
периоды плавления и продувки в зат
виснмостн от количества выгорев-
шего углерода и содержания его в
конце продувки (цифры у точек —
число плавок):
/ __ <0,08% С в конце продувки;
2 — >0,08% С в конце продувки
Н9
риоды плавления и продувки,'как следует из рис. 28,29,
заметно уменьшается с увеличением содержания углеро-
да в шихте и, естественно, количества углерода, выгорев-
шего за продувку.
В. И. Симонов и С. И. Филиппов [71], изучая взаи-
мосвязь процессов окисления углерода и хрома при про-
дувке металла кислородом, исходили из того, что до опре-
Jf,2
Рис. 30. Изменение содержания хрома и углерода по ходу окисления
при постоянной скорости подвода кислорода: j
/—3 — номера плавок |
деленных концентраций, названных критическими, окис-
ление примеси идет с’постоянной скоростью независима
от концентрации элемента в металле. Уровень скороста
окисления в основном зависит от скорости подвода кислоу
рода. По прохождении критической концентрациях
скорость окисления элемента начинает зависеть -
от концентрации его в металлическом расплаве.
Оценивая кинетические кривые окисления угле-
рода и хрома (рис. 30), исследователи выявили
взаимную связь окисления обоих элементов. Ес-
ли процесс обезуглероживания идет с определенным
торможением, то процесс окисления хрома к концу про-
цесса обезуглероживания ускоряется. Ускорение окисле-
ния хрома при непрерывном повышении температуры,
которое происходит в условиях окислительного процесса
при продувке ванны кислородом, противоречит выводу
о том, что с повышением температуры скорость окисле-
ния хрома уменьшается. Авторы исследования утвер-
120
ждают, что увеличение скорости окисления хрома к кон-
цу продувки, когда в ванне концентрация углерода ста-
новится меньше критической, вполне закономерно и
объясняют это уменьшением расхода кислорода на реак-
цию обезуглероживания при достижении концентрации
углерода меньше критической. В подтверждение они
приводят график изменения температуры по ходу окис-
Рис. 31, Изменение температуры метал-
ла по ходу обезуглероживания
Рис. 32. Связь между количест-
вом окисленного хрома за время
кислородной продувки и конеч-
ной температурой металла при
одинаковом начальном содер-
жании хрома
лительного процесса (рис. 31) и график взаимосвязи
между количеством окисленного хрома за время кисло-
родной продувки и конечной температурой металла
(рис. 32), косвенно указывающей на влияние темпера-
турного фактора в процессе окисления хрома. Из графи-
ка (рис. 31) видно, что в первый период окисления подъ-
ем температуры несколько меньше, чем во второй. Повы-
шению скорости нагрева металла в конечный период
продувки, по-видимому, способствуют экзотермические
реакции окисления хрома и железа. Авторы подчеркива-
ют, что описание процесса окисления углерода и хрома,
как состоящего из двух стадий, обеспечивает правильное
представление о характере этих процессов: при совмест-
ном окислении углерода и хрома в первой стадии разви-
вается процесс окисления углерода; а в дальнейшем —
процесс окисления хрома. С увеличением скорости ввода
кислорода ускоряется процесс обезуглероживания и, сле-
довательно, сокращается длительность продувки.
Содержание углерода в конце продувки должно быть
не менее чем на 0,02% ниже, чем в заданном химическом
121
составе, с учетом углерода, вносимого ферросплавами
при рафинировании.
Выше отмечалось, что конечное содержание углеро-
да в металле после продувки в значительной мере влия-
ет на величину угара хрома. На угар хрома во время
продувки влияет и давление кислорода, которое должно
быть не менее 0,9 Мн!м2 (9 ат) [13]. При меныпих дав-
лениях угар хрома примерно на 6% выше, чем при дав-
лении 0,9—1,0 MhIm2 (9—10 ат). Это можно объяснить
тем, что реакция окисления хрома протекает более ин-
тенсивно при холодной ванне, а ванна будет холоднее
тогда, когда продувка идет неинтенсивно из-за недоста-
точного поступления кислорода. Наконец, целесообраз-
но в конце продувки наряду с кислородом вводить в ван-
ну аргон.
Многообразие факторов, влияющих на угар хрома во
время продувки, требует от мастера безукоризненного
знания всех процессов, происходящих в ванне, и боль[
того умения управлять ими для достижения оптималь-
ных технологических и максимальных экономических
показателей. /
Легирование металла и проплавление феррохрома
Следует особо остановиться на технологии ведения
плавки после окончания продувки ванны кислородом.
На разных заводах в зависимости от условий выплавки
нержавеющей стали — состояния футеровки печи, ших-
товки, содержания углерода в металле по расплавлении,
наличия достаточного количества кислорода, угара хро-
ма и пр.— плавки ведут по одному из следующих пяти
вариантов [72]:
1) раскисление шлака после продувки ванны кисло-'
родом и скачивание его перед присадкой феррохрома;
2) раскисление шлака после продувки ванны кисло-
родом. и присадка феррохрома без скачивания шлака;
3) раскисление шлака после продувки ванны кисло-
родом, присадка феррохрома и скачивание шлака;
4) присадка феррохрома сразу же после продувки
ванны кислородом, раскисление шлака и скачивание
его;
5) присадка феррохрома сразу же после продувки
кислородом, раскисление шлака без последующего ска-
чивания его.
122
Основными моментами, имеющими решающее значе-
ние при выборе того или иного метода плавки, является
стремление максимально снизить угар хрома и предот-
вратить срыв футеровки откосов и подины. В последние
годы наиболее широкое применение приобрел четвертый
вариант плавки. Этот вариант нашел широкое примене-
ние на заводах «Днепроспецсталь», «Красный Октябрь».
Ниже дается подробное описание этой технологии.
После продувки отбирается проба металла на хими-
ческий анализ и присаживается силикомарганец (ФСиМн-
17-20) или силикохром (СиХр50) или 45%-ный ферроси-
лиций (Си 45) из расчета ввода в металл 0,15—0,30% Si.
Иногда присаживается также алюминий.
При раскислении шлака после продувки ванны
45%-ным ферросилицием или силикохромом восстанав-
ливается часть окислившегося при продувке хрома. Сред-
ние данные об угаре и восстановлении хрома по ИЗ
плавкам стали 1Х18Н9Т следующие, кг:
Исходное количество хрома к началу продувки . . . 210920
Количество хрома в конце продувки................... 158990
Угар хрома во время продувки......................... 51920
(или 24,5%)
Восстановление хрома путем обработки шлака . . . 17950
Окончательная потеря хрома вследствие продувки . 33980
(или 16,1 %)
28 кг Si восстанавливают 104 кг Сг, или 1 кг Si мо-
жет восстановить 3,7 кг Сг. В рассматриваемых 113 плав-
ках стали 1Х18Н9Т на восстановление 17950 кг Сг было
израсходовано 10069 кг Si в виде крупки 45%-ного фер-
росилиция или силикохрома с содержанием 50% Si. Сле-
довательно, 1 кг Si восстановил около 1,8 кг Ст, т. е. ис-
пользование кремния составило примерно 50%, как это
обычно и имеет место при диффузионном методе рас-
кисления ванны.
Угар хрома за время продувки, несмотря на последу-
ющее восстановление из шлака примерно ’/з окисливше-
гося хрома, весьма значителен. Поэтому пришлось ис-
кать пути снижения этого угара. Некоторые из этих пу-
тей уже названы: работа на более высоком давлении
кислорода, продувка до максимально допустимого содер-
жания углерода, защита хрома от излишнего выгора-
ния путем ввода в шихту достаточного количества крем-
123
пия и повышение основности шлака. По данным
М. М. Зуева [63], средний угар хрома по 28 плавкам ста-
ли 1Х18Н9Т, проведенным с присадкой не менее 300 кг
извести в 18-т печи одновременно с раскислителями, со-
ставил 9,8% вместо обычных 15%.
Рис. 34. Распределение плавок стали
Х18Н10Т по содержанию хрома в шлаке
1 перед скачиванием его (цифры — сред-
нее содержание хрома для каждой груп-
пы шлаков)
Рис. 35. Связь между количеством
раскислителей (в пересчете на крем-
ний), израсходованных на раскисле-
ние шлака 1, и остаточным содер-
жанием хрома в нем (цифры у то-
чек — число плавок)
О. А. Михайлов [39] приводит диаграмму, показыва-
ющую зависимость между содержанием хрома в шлаке
и основностью шлака (рис. 33). Эта диаграмма относит-
ся непосредственно к концу восстановительного периода
плавки, т. е. ко времени перед скачиванием шлака для
ввода ферротитана. Однако опа справедлива и для кон-
124
ца раскисления шлака по окончании продувки. Более
поздние исследования показали также, что высокие
потери хрома при плавке определяются крайне
неудовлетворительным использованием хрома ших-
товых материалов. Причем основная масса хрома
шихтовых материалов, окислившегося в процессе плав-
ления завалки и продувки ванны кислородом, теряется
со скачиваемым шлаком, кратность которого составляет
обычно 12—15% от массы металла, так как восстановле-
ние окислов хрома из него не получает должного разви-
’ тия. Это положение подтверждается приведенным на ча-
стотной диаграмме рис. 34 распределением шлаков, ска-
чанных при проведении 318 производственных плавок,
по содержанию хрома в них.
Как видим, среднее содержание хрома в них весьма
| высоко и составило 15,8%. Из сказанного следует, что
Г. наряду с мероприятиями, направленными на уменьше-
I. ние количества окислившегося за периоды плавления и
продувки хрома, чтобы добиться радикального снижения
общих потерь хрома на плавке, нужно обеспечить
достаточно полное восстановление его из шлака конпа
периода продувки. Увеличение расхода раскислителей
(в пересчете на кремний) с 6—8 до 10—12 кг/т, как вид-
но из графика рис. 35, ведет к некоторому снижению
конечного содержания хрома в шлаке.
После осадочного раскисления металла присаживает-
ся феррохром в нагретом докрасна состоянии, а также
известь, примерно 20 кг/т. Расплавление феррохрома ве-
дется форсированно при тщательном перемешивании ме-
талла. Шлак раскисляется смесью из дробленого (фрак-
ция ^ДЗ мм) или гранулированного силикохрома или
45%-ного ферросилиция 10—15 кг/т и извести 10—20
кг/т, затем порошком 75%-ного ферросилиция 2—4 кг/т
до получения коричневого черепка с содержанием
в шлаке не более 9% Сг. После этого шлак скачивают
начисто. На печах с электромагнитным перемешиванием
статор включают примерно на 10 мин в конце раскисле-
ния шлака, а также при его скачивании.
Рафинирование металла
Рафинирование металла производят под белым шла-
ком. После скачивания шлака присаживают шлаковую
смесь из извести 15 кг/т и плавикового шпата 3 кг/т. 3a-
125
тем, после проплавления шлака и перемешивания ванны,
отбирают две пробы металла па полный химический ана-
лиз и присаживают раскислительиую смесь из извести
2 кг/т и порошка 75% -кого ферросилиция 1 —1,5 кг/т. Че-
рез 7—10 мин отбирают контрольную пробу металла на
химический анализ и производят предварительную кор-
ректировку металла по химическому составу. Далее рас-
кисление шлака производят порошком 75%-ного ферро-
силиция (или силикокальция) порциями по 0,5—1,0 кг/т
в чистом виде или в смеси с известью двумя-тремя пор-
циями. Смеси присаживают с интервалом примерно 7—
10 мин. Шлак должен быть светлым, рассыпающимся в
порошок.
При выплавке нержавеющих сталей типа Х18Н10Т
(1Х18Н9Т) необходимо учитывать назначение металла
и в связи с этим обращать внимание на содержание се-
ры в металле по ходу плавки. Существуют в основном
два предела содержания серы в готовом металле: не вы-
ше 0,020%, если в процессе изготовления изделий из нер-
жавеющей стали применяют сварку, и не выше 0,030%
во всех остальных случаях. Очень часто содержание се-
ры в первой пробе по расплавлении ванны настолько низ-
кое, что позволяет проводить рафинирование ускоренно,
под полукислыми шлаками. Тогда шлак образуется за
счет присадки шамотного порошка. Когда же к готовому
металлу предъявляются повышенные требования в отно-
шении содержания серы (не более 0,020%), плавку ве-
дут под основными известковыми шлаками. В этом слу-
чае рафинирование идет несколько дольше.
Следует также отметить, что некоторое снижение со-
держания серы происходит в результате продувки ме-
талла кислородом: оно составляет обычно 0,003—0,004%.
Значительное снижение содержания серы (до 0,004—
0,005%) наблюдается при выпуске плавкщ Десульфура-
ция во время слива металла идет за счет широко извест-
ного эффекта Перрена-Точинского. Под светлым рассы-
пающимся шлаком металл выдерживают не менее 30
мин. За 15—20 мин до выпуска плавки замеряют темпе-
ратуру металла', шлак скачивают и присаживают по рас-
чету нагретый докрасна ферротитан или отходы метал-
лического титана (куски, брикеты, губку).
Куски ферротитана или титана размешивают гребка-
ми до растворения, затем присаживают шлаковую смесь
из извести 8—12 кг/т и плавикового шпата 3 кг/т. В этот
126
период печь включают па среднее напряжение для подо-
грева металла, который интенсивно перемешивают. При
применении металлического титана на шлак присажива-
ют две смеси порошка (или стружки) алюминия (всего
2—3 кг/т) с мелкодробленой известью или плавиковым
шпатом с интервалом 5 мин. Разрешается также при-
садка металлического титана в виде губки, брикетов и
мелкой обрези в ковш перед выпуском плавки. При этом
шлак перед выпуском плавки обновляется полностью и
присаживается смесь порошка или стружки алюминия
2—3 кг/т с плавиковым шпатом.
Ниже приведен хронометраж одной из плавок, про-
веденных методом переплава с применением кислорода:
Состав шихты, кг:
отходы стали Х18Н10Т (Б-26) . . . . . 27000
отходы кремнистой стали (Б-2) .... 9400
никель ................................. 600
окись никеля.................... 1000
Итого...... 38000
Состояние футеровки печи удовлетворительное. Стены простоя-
ли 124 плавки, свод 70. На подину дано 400 кг извести.
7 ч 05 мин — включен ток.
9 ч 55 мин — подрезка шихты кислородом.
10 ч 10 мин—шихта расплавилась. Для раскисления шлака дано
400 кг 45%-ного ферросилиция в виде крупки.
10 ч 20 мин — подкачали шлак и начали продувку ванны кислоро-
дом. Давление 0,9 Мн/м2 (9 ат), температура 1590° С.
10 ч 25 мин — взята проба 1: 0,43°/о С; 0,36% Мп; 12,5% Сг;
11,94% Ni; 0,23% Си.
10 ч 35 мин — взята проба 2: 0,20% С; 0,024% Р; 0,032% S; 0,18% Мо;
0,10% W.
10 ч 40 мин — взята проба 3: 0,12% С.
10 ч 45 мин — конец продувки кислородом. Взята проба 4: 0,07% С;
10,36% Сг; 12,18% Ni.
10 ч 50 мин — дано 700 кг извести, 150 кг кускового 45%-ного фер-
росилиция и 4500 кг феррохрома марки ФХ005.
11 ч 00 мин — дано 400 кг извести и 300 кг 45%-ного ферросилиция.
11 ч 10 мин — дано 400 кг извести, 200 кг 45%-ного ферросилиция
и 100 кг молотого 75%-ного ферросилиция.
11 ч 15 мин — шлак жидкий коричневого цвета. Содержание хрома
в шлаке 9,8%. Начало скачивания шлака.
11 ч 25 мин — конец скачивания шлака, дано 800 кг извести и 100 кг
плавикового шпата.
11 ч 35 мин — взята проба 5: 0,07% С; 0,32% Мп; 0,020% S;
19,13% Сг.
11 ч 40 мин — взята проба 6: 0,07% С; 0,27% Si; 19,13% Сг;
10,48% Ni.
127
11 ч 45 мин — дано 100 кг извести и 50 кг молотого 75%-ного фер-
росилиция. Шлак светлый, рассыпается в порошок.
11 ч 50 мин — взята проба 7: 0,07°/0 С; 19,16% Сг; 10,48% Ni.
11 ч 55 мин — дано 450 кг ферромарганца и 100 кг молотого 75% то-
го ферросилиция.
12 ч 05 мин — взята проба 8: 0,09% С; 18,92% Сг; 10,73% Ni.
12 ч 25 мин — скачали шлак. Температура металла 1640° С, дано
1500 кг 26%-ного ферротитана.
12 ч 30 мин — дано 700 кг извести и 150 кг плавикового шпата.
12 ч 45 мин — выпуск плавки.
Состав готового металла: 0,08% С; 1,34°/о Мп; 0,56% Si; 0,027% Р;
0,010% S; 18,28% Сг; 10,34% Ni; 0,54% Ti.
Исследование некоторых особенностей
технологии плавок нержавеющей стали Х18Н10Т,
проведенных методом переплава
с применением кислорода
Поведение хрома. При рассмотрении технологии веде-
ния плавки авторы анализировали поведение хрома в
отдельные периоды ее и подчеркивали необходимость
проведения мер как по уменьшению угара хрома, так и
его восстановлению из шлака. Эти меры предусматри-
вают: 1) содержание в шихте кремния до 0,8%; 2) ших-
товку по углероду до 0,40% по расплавлении; 3) регла-
ментацию содержания хрома по расплавлении в зависи-
мости от конечного содержания углерода в готовой ста-
ли; 4) начало подрезки шихты кислородом при расплав-
лении 85—90% шихты; 5) наличие основного шлака;
6) нагрев металла перед началом продувки до темпера-
туры не ниже 1580° С и подкачивание шлака; 7) давле-
ние кислорода для продувки ^0,9—1,О7Ин/л2 (9—10 ат)
при содержании кислорода в газе не 'менее 92,0%; 8) про-
должительность продувки—25—40 мин. После продув-
ки— осадочное раскисление; 9) присадка феррохрома
после продувки ванны кислородом, раскисление шлака
до содержания хрома в нем не более 9% и скачивание
его; 10) расход раскислителей до 15 кг/г.
Ниже приведено распределение величин общих по-
терь хрома по отдельным периодам плавки, %
Плавление завалки .............. 39,0
Продувка ванны кислородом . . .56,0
Рафинирование
5,0
За период плавления и продувки ванны кислородом
теряется примерно 95% от общего угара хрома за плав-
128
7
б
ку. Причем основная масса окислившегося в процессе
плавления и продувки ванны кислородом хрома шихто-
вых материалов теряется со скачиваемым шлаком. На
рис. 36 схематически представлен баланс хрома для
плавки стали Х18Н10Т.
Многочисленные данные,
полученные при проведении
плавок стали Х18Н10Т, пока-
зывают, что для подавляющего
большинства плавок уже к
концу периода плавления сум-
марное содержание хрома в
шлаке составляет от 23 до
32%. За время продувки ван-
ны кислородом количество
окислившегося хрома завалки
увеличивается и содержание
его в шлаке к концу периода
достигает 31—39%.
На основании данных мно-
гих исследователей [67, 73—75
и др.] в условиях сталепла-
вильных процессов могут су-
ществовать только Сг20з в
шлаке и СгО в металле и шла-
ке. Результаты анализа шла-
ков ряда плавок подтвержда-
ют это положение (рис. 37, а).
Содержание Сг20з в шлаках
к концу периода плавления со-
ставляет от 13 до 22%, а к кон-
цу периода продувки ванны
кислородом от 31 до 37%.
На рис. 37 прежде всего обращает на себя внимание
не только весьма высокое содержание как Сг20з, так и
СгО в плавках, но и то обстоятельство, что если к кон-
цу периода плавления количества хрома, окислившегося
до Сг2О3 и СгО примерно равны, то к концу периода про-
дувки ванны кислородом при резком (почти вдвое) уве-
личении количества Сг20з содержание СгО в шлаке, как
правило, снижается.
Уже в процессе плавления завалки наряду с образо-
ванием закиси хрома увеличивается и количество окиси
хрома в шлаке, получающееся в результате реакции:
Рис. 36. Баланс хрома для плав-
ки стали Х18НЮТ:
1— введено с шихтовыми мате-
риалами 56,8% Сг; 2— введено
с ФХ005 и СиХр.50 43,2% Сг; по-
теряно хрома при скачивании:
3 —шлака I 0,63%; 4— шлака
II 0,09%; 5 —в литниках, недо-
ливе, скрапе 6,46%; 6 — в слит-
ках 77,03%; угар хрома за пери-
од: 7—проплавления ферротита-
на я выпуска 0,14%; 8—рафини-
рования 0,82%; 9 — продувки
10,83%; 10 — плавления 7,6%;
11— восстановлено из шлака I
3,6% Сг
9—27
129
2(CrO)-|-(FeO) = (Сг20з) + [Ре]. При этом по мере уве-
личения окисленности шлака одновременно с увеличени-
ем суммарного количества окислившегося хрома резко
увеличивается и количество Сг20з. Этим и объясняется
крутой подъем кривой на рис. 38, а с повышением обще-
го содержания закиси железа в шлаке.
Z г з
Провы
Рнс. 37. Изменение содержания
хрома (б) в шлаке в процессе
данным различных плавок):
окиси- хрома (а) и закиси
плавки стали Х18Н10Т (по
Пробы отбирали: 1 — в начале окисления углерода; 2 — в кон-
це продувки ванны кислородом; 3 — после раскисления
шлака
На рис. 38, б показано влияние окисленности шлака
на суммарное содержание хрома в нем. Для шлаков, со-
держащих до 12% закиси железа, получена линейная
зависимость. Аналогичная зависимость получена между
окисленностью шлака и количеством закиси хрома в нем
(рис. 39). Связь между окисленностью шлака и количе-
ством окиси хрома в нем, как видно из рис. 40, имеет ли-
нейный характер.
130
Рис. 38. Распределение хрома
между шлаком и металлом
(а) и суммарное содержание
хрома в шлаке (б) в зависи-
мости от содержания закиси
железа в шлаке. Пробы от-
бирали:
1 — в начале окисления угле-
рода; 2 —в конце продувки
вачиы кислородом; 3 — после
раскисления шлака I, в на-
чале скачивания; 4 — перед
скачиванием шлака II;
5 — перед выпуском плавки
и нз ковша
9*
131
Приведенные выше материалы дают основание сде-
лать вывод, что в окислительных условиях периода плав-
ления завалки и особенно в процессе продувки ванны
кислородом по мере увеличения общего содержания за-
киси железа в шлаке увеличиваются количества как за-
киси, так и окиси хрома. Пр
(FeO),V,
(FeO), %
Рис. 39. Содержание закиси хрома
в шлаке в зависимости от содержа-
ния закиси железа в нем.
Пробы отбирали:
/——в начале окисления углерода;
2— в конце продувки ванны кисло-
родом; 3 — после раскисления шла-
ка I, в начале скачивания его;
4 — перед скачиванием шлака II;
5—перед выпуском плавки и из
ковша
Рис. 40. Содержание окиси хрома в
шлаке в зависимости от содержания
закиси железа в нем. Пробы отби-
рали:
1—в начале окисления углерода;
2 —в конце продувки ванны/кисло-
подом; 3—после раскнследйя шлака
I, _ в начале скачивания его;
4 — Перед, скачива-цибм шлака II;
5 — перед выпуском плавки и из
ковша
ловиях увеличение суммарного количества окислившего-
ся хрома определяется главным образом увеличением
количества хрома, окислившегося до Сг2О3. Образую-
щаяся Сг2О3, так же как Fe2O3 и А12О3, как известно,
имеет тенденцию давать в шлаке сложные, тугоплавкие
соединения с FeO, MgO и МпО типа шпинелей: (Fe, Mg,
Мп) О - (Сг, Al, Fe)2O3.
Выпадение их в жидкой шлаковой фазе в виде твер-
дых суспензий и является главной причиной известной
практикам повышенной вязкости хромсодержащих шла-
ков, в значительной мере затрудняющей ведение стале-
плавильных процессов. Действительно, как следует из
рис. 41, несмотря на значительное повышение темпера-
туры ванны в ходе окислительной продувки, шлак в
большинстве случаев неизбежно густеет и становится
твердым или в лучшем случае приобретает кашеобраз-
132
ую консистенцию к концу периода. Загустеванием шла-
[а к концу продувки, очевидно, и объясняются отклоне-
|ия от линейной зависимости, полученные на рис. 38,5
ри содержаниях закиси железа в высокохромистом
плаке больше 12%.
Рис. 41. Изменение температуры металла и жидкоподвижно-
сти шлака в процессе плавки стали 1XI8H9T (по данным
различных плавок). Замеры проводили:
/ — в начале окисления углерода; 2 — в конце продувки ван-
ны кислородом; 3— после раскисления шлака I, в начале
скачивания его; 4—перед скачиванием шлака II; 5 —перед
выпуском плавки
Исследованиями большого количества плавок было
установлено, что с увеличением содержания А12О3 в
хромсодержащих шлаках заметно снижается содержа-
ние окиси хрома. Причиной этого может служить как
полная взаимозаменяемость А12О3 и Сг2О3 в шпинельных
группировках, так и некоторое понижение окислитель-
ной способности шлака при увеличении содержания
А12О3 в нем. При этом следует также отметить, что уве-
133
(CaO+HgO)/SiOz
Рис. 42. Зависимость между содер-
жанием закиси хрома в шлаке и его
основностью. Пробы отбирали:
/ — в начале окисления углерода;
2— в конце продувки ванны кисло-
родом; 3 — после раскисления шла-
ка I, в начале скачивания его
личение содержания глинозема до 10—12% может спо-
собствовать более эффективному разжижению хромсо-
держащего шлака, чем добавка плавикового шпата.
Влияние изменения основности шлака на степень
окисления хрома и величину распределения его между
металлом и шлаком изучалось многими исследователя-
ми [21, 22, 76—80]. Проведенные работы позволяют за-
ключить, что в основной печи наряду с закисью хрома
образуются значительные
количества окиси хрома. Во
всех этих исследованиях
показано также, что наибо-
лее значительным факто-
ром, определяющим величи-
ну коэффициента распреде-
ления хрома, является окис-
ленность шлака. Обработка
полученных данных показа-
ла, что с повышением основ-
ности окислительного шлака
при примерно равных содер-
жаниях закиси железа в
нем имеется тенденция к не-
которому снижению величи-
ны коэффициента распреде-
ления хрома между метал-
зависимость, очевидно, объ-
связью между содержанием
лом и шлаком. Полученная
ясняется достаточно четкой
СгО в шлаке и его основностью, выраженной отношени-
ем (CaO+MgO)/SiO2. Как видно из графика (рис. 42),
с увеличением основности шлака содержание закиси
хрома в нем заметно снижается.
Необходимо также отметить, что в исследованных ус-
ловиях периодов плавления и продувки ванны кислоро-
дом величина отношения (CaO-j-MgO)/SiO2 определяет-
ся главным образом, содержанием MgO в шлаке, так
как количество СаО в нем мало. Повышение же содер-
жания MgO в шлаке, как известно, способствует увели-
чению коэффициента распределения хрома за счет уве-
личения количества Сг2О3 в шлаке, т. е. способствует по-
вышению окисленности шлака и образованию устойчи-
вых, тугоплавких хромитов магния (MgO-Cr2O3).
Кроме этого, повышение содержания окиси магния в
шлаке, связанное в ряде случаев с неудовлетворитель-
134
пой стойкостью футеровки подины и откосов, ведет к
снижению жидкоподвижности шлака, что в свою оче-
редь значительно затрудняет условия ведения плавки и
вызывает увеличение потерь хрома со скачиваемым шла-
ком.
К концу периода продувки ванны кислородом в 40-т
печи образуется около 4500 кг (а при неудовлетвори-
Рис, 43. Изменение содержания оки-
си хрома в шлаке конца периода
продувки в процессе раскисления
его (по данным различных плавок).
Пробы отбирали:
1 — в конце продувки ванны кисло-
родом; 2— после присадки извести,
дробленого Си45 (или Си Хр50) и
проплавления их; 3 — после дачи
порошков Си75 и алюминия перед
скачиванием шлака
Рис. 44. Изменение содержания
закиси хрома в шлаке конца перио-
да продувки в процессе раскисления
его (по данным различных плавок).
Пробы отбирали:
1 — в конце продувки ванны кисло-
родом; 2—после присадки извести,
дробленого Си45 (или Си Хр.50) и
проплавления их; 3 —- после дачи
порошков Си75 и алюминия перед
скачиванием шлака
тельной стойкости футеровки подины и до 6500—7000 кг)
шлака. Суммарное содержание хрома в этом шлаке со-
ставляет от 31 до 39%, а сумма хрома, железа и мар-
ганца 50—55%. Как уже выше указывалось, для вос-
становления хрома из такого шлака необходимо расхо-
довать достаточное количество раскислителей (до 14—
15 кг!т). Пониженный расход раскислителей (6—8 кг/т)
приводит к тому, что содержание хрома в шлаке с 34—
38 снижается до 24—26%. Восстановление хрома соста-
135
вляет всего лишь 30%, остальной хром теряется при ска-
чивании шлака.
На рис. 43, 44 показано изменение содержания Сг20з
и СгО в шлаке конца периода продувки в процессе рас-
кисления его. При рассмотрении этих графиков видно,
что снижение суммарного содержания хрома в шлаке
происходит только в первой половине периода раскис-
ления во время обработки шлака дробленым 45%-пым
Рис, 45. Связь между содержанием за-
киси хрома ,и основностью шлака в кон-
це периоду раскисления перед скачи-
ванием его (цифры у точек — номера
плавок) J
Рис. 46. Влияние содержания заки-
си железа в шлаке на коэффициент
распределения хрома между метал-
лом и шлаком
I
ферросилицием или силикохромом с известью. В процес-
се же последующего раскисления шлака порошком 75%-
ного ферросилиция суммарное содержание хрома в нем
практически не уменьшается. Причем снижение суммар-
ного содержания хрома в шлаке в процессе раскисления
его происходит только за счет уменьшения количества
Сг2О3 в нем, тогда как содержание СгО в шлаке при
этом, как правило, заметно увеличивается. Такой харак-
тер изменения содержаний Сг2О3 и СгО в шлаке в про-
цессе раскисления подтверждает ступенчатость процес-
са восстановления хрома, идущего по схеме: Сг2О3—>-
->СгО—>-Сг.
Одновременно с процессом восстановления хрома,
очевидно, идет процесс перераспределения хрома в шла-
ке между Сг2О3 и СгО, причем, как следует из рис. 45,
содержание СгО в шлаке к концу раскисления определя-
ется основностью его, что в свою очередь подтверждает
возможность образования в этих условиях устойчивого
силиката типа (СгО) (SiO2)4-
136
Отношвние кассеи шла/га
к кассе кетам а,%
рис. 47, Зависимость коэффициента
использования хрома от отношения мас-
сы шлака к массе металла при различ-
ном содержании закиси железа в шлаке
5 Следует рассмотреть взаимосвязь окисленности и ко-
личества шлака с распределением хрома между метал-
лом и шлаком. Влияние этих факторов, по данным ра-
боты [40], представлено на рис. 46, 47.
Выше уже отмечалось, что максимальное извлечение
хрома обеспечивается только тогда, когда в период рас-
кисления шлака конца продувки добавкой извести повы-
шают его основность до
1,4—1,6. Удовлетвори-
тельную степень восста-
новления хрома можно
обеспечить только в том
случае, если шлак в про-
цессе раскисления его
убудет иметь основность,
выражаемую отноше-
нием:
(CaO+MgO)/SiO2=l,5.
Основной причиной
остановки процесса вос-
становления хрома из
шлака после дачи 45%-
ного ферросилиция или
силикохрома, надо пола-
гать, является чрезмерно
высокая концентрация
кислорода в металле не
только к концу продувки
ванны кислородом, но и
на протяжении всего пе-
риода раскисления перво-
го шлака. Содержание
кислорода в металле к концу продувки ванны кисло-
родом колеблется в пределах от 0,11 до 0,195%, а пос-
ле раскисления первого шлака составляет от 0,040 до
0,100%. Таким образом, даже в конце периода раскис-
ления первого шлака содержание кислорода в металле
значительно превышает концентрацию его, равновесную
для данных условий, которая составляет ~0,030% [81].
Опыт выплавки нержавеющей стали Х18Н10Т пере-
плавом с применением кислорода показал, что для бо-
лее полного восстановления хрома из густого высокохро-
мистого (с суммарным содержанием окислов хрома, же-
леза и марганца, достигающим 60%) шлака конца перн-
137
ода продувки необходимо раздельное раскисление шла-
ков периодов плавления завалки и продувки ванны кис-
лородом. Только при такой технологии можно резко сни-
зить содержание хрома в них и, естественно, уменьшить
общие потери хрома на плавке. Необходимо также и
предварительное осадочное раскисление металла после
продувки ванны кислородом.
Поведение серы. Выше указывалось на две градации
нержавеющей стали по содержанию серы в зависимости
от назначения: до 0,02 и до 0,03%. Конечное содержание
серы в готовом металле в зависимости от содержания
серы в шлаке, состава и количества шлака определяет-
ся уравнением:
re, _ 100 [S]H и (S)H
L Jk ~ 100 + iOis
где [SJK — конечное содержание серы в металле, %;
[SJH — начальное содержание серы в металле, %;
(S)„— начальное содержание серы в шлаке, %;
и — количество шлака, % от массы металла;
т]3—коэффициент распределения серы между
металлом и шлаком.
Следовательно, содержание серы в готовом металле
будет тем меньше, чем ниже содержание ее в металли-
ческой шихте, ферросплавах и шлакообразующих мате-
риалах и чем больше коэффициент распределения серы
и количество шлака. Таким образом, при шихтовке плав-
ки необходимо исключить из состава завалки шихту, со-
держащую более 0,04% S. Кроме того, следует контро-
лировать качество плавикового шпата, который нередко
имеет примесь серы.
Основная реакция десульфурации может быть пред-
ставлена уравнением:
[FeS] + (СаО) = (CaS) + (FeO).
Константа уравнения этой реакции имеет вид:
= (CaS)(FeO)
s IFeS] (СаО) ’
отсюда значение коэффициента распределения серы
между шлаком и металлом:
138
Следовательно, коэффициент распределения серы ме-
жду шлаком и металлом увеличивается с ростом коли-
чества активной (свободной) окиси кальция в шлаке
(т. е. не связанный с SiO2, TiO2 и другими кислыми окис-
лами) и с уменьшением содержания в нем закиси же-
леза.
Как следует из рис. 48, как в окислительном, так
и восстановительном периодах плавки значения коэффи-
циента распределения серы настолько малы, что десуль-
фурация металла на протяжении всей плавки получает
незначительное развитие.
Объясняется это кислотным
характером и высокой окис-
ленностью, да к тому же еще
и густых, обладающих низ-
кой реакционной способно-
стью шлаков периодов плав-
ления и продувки ванны
кислородом.
При создании условий
для развития процесса де-
сульфурации необходимо
увеличение основности шла-
ков на протяжении всей
плавки, особенно в период
афинирования. Это потре-
ует резкого увеличения
асхода извести для форми-
рования достаточно . боль-
того количества шлака.
В практике выплавки не-
жавеющей стали к методу
величения основности и ко-
шчества шлака всегда прибегают при повышенной сере
металле, причем на некоторых заводах [82] при со-
ержании серы в первой пробе в пределах 0,020—0,035%
еред выпуском наводят удвоенное количество шлака,
то обеспечивает достаточную степень десульфурации
:еталла в печи к моменту его выпуска. При содержании
эры выше 0,035% производят дву- или трехкратное
качивание шлака для снижения содержания серы до
,035%, после чего выпускают с удвоенным количеством
мака.
Н. Н. Краснорядцев [82] приводит следующие дан-
Пробы
Рис. 48. Изменение коэффициента
распределения серы между шлаком
и металлом в процессе плавки ста-
ли Х18Н10Т (по данным различных
плавок). Пробы отбирали;
1 — в начале окисления углерода:
2 — в конце продувки ванны кисло-
родом; 3 — после раскисления шла-
ка I; 4 — перед скачиванием шла-
ка II; 5 — перед выпуском плавки
139
ные по снижению содержания серы в металле при при-
менении этого метод а, %:
Сталь Х18Н10Т Х18Н10Т X17H13M3T Х17Н13М2Т
Содержание серы, %:
по расплавле- нии .... 0,098 0,044 0,064 0,050
в готовом ме- талле . ... 0,017 0,010 0,012 0,010
Поведение титана. Практика показывает, что при вы-
плавке нержавеющих сталей, содержащих титан, сте-
пень его усвоения колеблется в пределах 40—60%•
В работе [83], а также В. А. Камардин и В. Г. Фе-
доров1 установили, что основной причиной низкого и не-
стабильного усвоения титана является окисление его ки-
слородом воздуха, на долю которого приходится 52%
окислившегося титана. Окислы железа, марганца и хро-
ма окисляют около 8,5% Ti, всплывает в шлак в виде
окислов и нитридов титана 12%, поглощается футеровкой
пода примерно 8,5%. Кремнезем шлака и шамотная фу-
теровка ковша окисляют до 10% Ti.
Таблица 13
Распределение титана и его потерь
в плавках стали Х18Н10Т
Наименование Распределение, %
титана | потерь титана
В металле 53,9 —
В шлаке 41,1 89,2
В том числе: всплыло в виде нитридов . . . . 5,8 12,6
всплыло в шлак в виде окислов . . 0,7 1,5
окислено (SiOa) 5,6 12,2
окислено (FeO, МпО, Сг2О3) . . . 4,9 10,6
окислено кислородом воздуха . . 24,1 52,3
Поглощение футеровкой подины . . . 5,0 10,8
Камардин В. А. Автореферат диссертации. Днепропет-
ровск, 1966.
Федоров В. Г. Автореферат диссертации. Ленинград, 1968.
140
| В. А. Камардин приводит следующие данные распре-
f деления титана по 30 плавкам (табл. 13).
! Проведенные эксперименты, согласующиеся с лите-
: ратурными данными, дают основание представить про-
; цссс окисления титана при легировании следующим об-
: разом [55].
= В момент растворения ферротитана в металле титан
окисляется в основном окислами шлака — SiO2, МпО,
Cr2O3, FeO — и частично кислородом воздуха. С повы-
шением температуры и содержания двуокиси титана
! в шлаке его вязкость снижается и в связи с этим увели-
чивается скорость передачи кислорода через шлак.
При вводе ферротитана в жидкую ванну газовая фа-
за играет существенную роль в окислении титана. Кис-
лород печной атмосферы переносится через слой шлака
; окислами титана. Факторами, увеличивающими ско-
рость передачи кислорода через шлак, являются: увели-
чение концентрации окислов титана в шлаке, повышение
температуры ванны, снижение вязкости и основности
шлака. Все это увеличивает угар титана. Кремнезем по
отношению к титану является окислителем.
Понижение основности шлака увеличивает скорость
передачи кислорода, так как уменьшается вязкость шла-
ка и увеличивается концентрация низших окислов тита-
на в нем. Таким образом, подбором количества, состава
и вязкости шлака можно в определенной мере влиять па
уменьшение угара титана. В этом отношении при легиро-
вании нержавеющих сталей титаном целесообразно при-
менять известково-глиноземистые шлаки вместо известко-
во-флюоритовых.
Практикой установлено, что основными технологиче-
скими факторами, с помощью которых мастер может
влиять на процесс легирования, являются режим раски-
сления шлака, продолжительность контакта металла
после введения ферротитана в ванну с футеровкой и шла-
ком в печи и температура металла.
Эксперименты, проведенные В. Г. Федоровым, пока-
зали, что в заданном температурном интервале измене-
ние скорости окисления титана в функции температуры
подчиняется параболической зависимости.
Для лучшего усвоения титана ванной электропечи
была разработана методика присадки его в ковш [84].
Титан для ввода в ковш использовали в виде брикетов
и стружки. Шлак перед выпуском плавки в ковш обяза-
141
\
тельно раскисляли порошком алюминия в количестве
2—3 кг/т. Во время выпуска плавки, быстро наклоняя
печь, вначале выпускали часть металла, затем сливали
металл со шлаком. Такой метод выпуска плавки исклю-
чает случаи запутывания титана в шлаке.
0,16
0,08
го
о
Jo 1800
1600
Г18
-14
0,8 -
0,020
-10
0,0 -
0,004
icnft
[CJ7,
0,24
Рис. 49. Изменение химиче-
ского состава, жидкоподвиж-
пости шлака и температуры
металла по ходу плавки ста-
ли Х18НЮТ и во время про-
дувки ваины кислородом:
1 — плавление; 2 — продувка
ванны кислородом; 3 — рас-
кисление шлака I; 4 —рафи-
нирование; 5 — проплавление
ферротитана
[01,7,
[PUS 1,7 [Сг]7.
1,2 -,0,036
//
10
0L О
№1123 1211 122213!1№11423
1 2 3 4 ~5
8реп я от начала
плавления завалки, ч-мцн
О
'Паркиробочная
проба
Г 0,28
Пп
-0,20
-0,12
с 0,04
Сг
0,2
О,’
-J о
20 30 38 45 55
~2
врет от полного
расплавления шихты, т.п
9
8
Исследованиями установлено, что при вводе титана
в ковш температура металла перед выпуском не должна
отличаться от обычной, так как теплота реакций окисле-
ния и растворения титана компенсирует расход тепла на
нагрев и расплавление титана.
При выплавке низкоуглеродистой нержавеющей ста-
ли 00Х18Н9Т температура стали колебалась в очень
142
узких пределах 1555—1580° С. При этом среднее усвоение
титана, по данным тринадцати плавок, составило 50,9%.
Разница в усвоении различных видов титана не наблюда-
лась. При обновлении шлака перед выпуском плавки ус
тановлено более стабильное усвоение титана. В среднем
оно достигало 63%. Температура металла в ковше при
АрЭбЬ/
Арабы
Рис. 50. Изменение содержания водо-
рода в металле в процессе плавки ста-
ли Х18Н10Т (по данным различных
плавок). Пробы отбирали:
/ — в начале окисления углерода;
2 — в Конце продувки ванны кислоро-
дом; 3 —после раскисления шлака 1;
4 — перед скачиванием шлака II;
5 — перед выпуском плавки; 6 — на раз-
ливке
Рис. 51. Изменение содержания азо-
та в металле в процессе плавки
стали Х18Н10Т (по данным различ-
ных плавок). Пробы отбирали:
1—в начале окисления углерода;
2—в конце продувки ванны кисло-
родом; 3 — после раскисления шлака
1; 4—перед скачиванием шлака II;
5—перед выпуском плавки
этом колебалась в пределах 1540—1590° С. Контроль со-
держания титана показал довольно равномерное распре-
деление его в слитке.
На рис. 49 приведены изменения химического соста-
ва металла и шлака, жидкоподвижности шлака и тем-
пературы металла по ходу плавки, а также изменение
химического состава металла во время продувки ванны
кислородом.
Поведение водорода и азота. Динамика изменения
содержания водорода и азота в металле в процессе плав-
ки стали Х18Н10Т приведена соответственно на рис. 50
и 51. Как видно из данных рис. 50, к концу периода про-
дувки ванны кислородом содержание водорода в металле
сравнительно не высоко и не превышает 6,5 сл/3/100 г.
В последующие периоды плавки содержание водорода
резко возрастает, увеличиваясь примерно до 10,0—
13,0 сл«3/100 г.
При этом на первых двух плавках особенно резко
увеличивалось содержание водорода в процессе раскис-
ления первого шлака, а па последней — за время рафи-
нирования и проплавления ферротитана. Такой характер
изменения содержания водорода в металле, очевидно,
обусловлен присадками больших количеств извести в
начале периодов раскисления первого шлака, рафиниро-
вания и проплавления ферротитана.
Изменение содержания азота (рис. 51) за период
продувки ванны кислородом определяется количеством
его в технологическом кислороде, темпом продувки и ис-
ходным содержанием в металле. Сразу же после присад-
ки феррохрома содержание азота в металле резко уве-
личивается. В процессе рафинирования количество азо-
та, как правило, уменьшается, причем особенно резко
после присадки ферротитана.
Глава VII
ВЫПЛАВКА НИЗКОУГЛЕРОДИСТЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ С УГЛЕРОДОМ до 0,03%
1. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К НИЗКОУГЛЕРОДИСТОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ.
ЕЕ СВОЙСТВА
За последние десятилетия низкоуглеродистые нержа-
веющие кислотостойкие и коррозионностойкие стали по-
лучили весьма широкое применение во всех отраслях
промышленности.
Нержавеющая сталь, кроме высокой коррозионной
стойкости, в различных агрессивных средах должна об-
ладать еще и необходимыми механическими свойствами,
хорошей свариваемостью и достаточно высокой пластич-
ностью и прочностью сварных швов. Наиболее жесткие
требования предъявляются к стойкости ее против меж-
кристаллитной коррозии, как наиболее опасному виду
коррозионного разрушения.
Высокая стойкость нержавеющей стали в окислитель-
ных средах на основе теории пассивации объясняется
144
образованием тонкой окисной пленки хрома и адсорби-
рованного слоя кислорода [85—87].
Дальнейшее увеличение химической стойкости стали
в агрессивных средах, а также сообщение нержавеющей
стали повышенной стойкости в некоторых новых средах
может быть достигнуто путем повышения содержа-
ния хрома до 28—30%. Однако увеличение хрома до
Рис. 52. Влияние отношения Cr/Ni на
магнитную проницаемость стали
Х18НЮТ [401
Рис. 53. Влияние соотношения V-cc-
фаз на пластичность стали в горя-
чем состоянии
указанных пределов ухудшает технологические свойства
стали. Объясняется это тем, что хром, будучи феррито-
образующим элементом, вызывает в нержавеющей стали
типа Х18Н10Т, относящейся к аустенитному классу, по-
явление в аустенитной структуре стали ферритной состав-
ляющей. Об этом свидетельствует повышение магнитных
свойств металла (рис. 52), обусловленное ростом маг-
нитной составляющей a-фазы. Значительные количества
ее в структуре затрудняют процессы горячей механиче-
ской обработки, понижая пластичность металла и вызы-
вая рванины.
А. А. Бабаков схематически представил (рис. 53)
влияние a-фазы на деформируемость аустенитной нержа-
веющей стали 1Х18Н9Т в горячем состоянии. Из рисун-
ка следует, что при изменении содержания a-фазы от 0
до 20% наблюдается постепенное уменьшение пластич-
10—27
145
ности. Более высокое содержание a-фазы ведет к резко-
му ухудшению пластичности, провалу пластических
свойств металла и образованию в процессе горячей про-
катки больших рванин.
Одной из причин образования подобного рода дефек-
тов является различная сопротивляемость деформации
аустенита и феррита. Значение относительного удлине-
ния ферритной фазы при высоких температурах намного
превышает 100%, в то время как для аустенитной состав-
ляющей при этих условиях оно редко достигает 60—70%.
Выше указывалось, что хром и хромистые стали не-
устойчивы против действия серной и соляной кислот. Для
противодействия коррозии в средах, являющихся по сво-
ему химическому характеру восстановителями, а не окис-
лителями, в сталь вводится никель. Никель обладает по-
вышенной стойкостью к действию, например, серной кис-
лоты невысоких концентраций; это свойство его прояв-
ляется и в сплавах железа с никелем.
Работами А. А. Бабакова и Е. В. Зотовой [88] уста-
новлено, что в растворах 20%-ной серной кислоты кор-
розионная стойкость металла заметно увеличивается при
введении 13,5% Ni и резко повышается при введении до
27% Ni. Дальнейшее повышение содержания никеля на
коррозионную стойкость сплава заметно не влияет. На
рис. 54 приведены кривые, характеризующие коррозион-
ную стойкость железоникелевых сплавов в серной ки-
слоте.
Введение никеля в хромистые стали позволяет полу-
чать аустенитные стали, которые лишены недостатков,
свойственных ферритным сталям (склонность к хрупкос-
ти и недостаток прочности).
Важным преимуществом хромоникелевых сталей яв-
ляется также их хорошая свариваемость и отсутствие в
них закалочной хрупкости.
Никель как элемент, образующий у-фазу (рис. 55),
увеличивает область стабильности аустенита. Результат
совместного воздействия хрома, расширяющего а-область
и сужающего у-область, и никеля, расширяющего у-об-
ласть и сужающего a-область па свойства нержавею-
щей стали определяется количественным соотношением
этих двух элементов.
Влияние никеля хорошо выявляется при сравнитель-
ном изучении сталей с постоянным содержанием хрома
и возрастающим содержанием никеля. На рис. 56 изобра-
146
Bo
Рис. 54. Коррозия железоникелевых сплавов в H2SO, при температуре 60° С,
продолжительность испытания 100 ч (по данным различных плавок)
1600
1500
ЗБ-
Б
шо
1539 °C ^1512°С L
А к,5 =^= ' —-Г-—. г~ rL \ М55°С.
VM0°C Г' W6°C
10*
147
жены участки диаграмм состояний сталей с 18% Сг и
различным содержанием никеля.
При выплавке стали нередко прибегают к повышению
содержания никеля ближе к верхнему пределу. Это уве-
личивает стабильность аустенита. Сталь при этом стано-
вится более пластичной и менее упрочняется при холод-
ной нагартовке. Повышение содержания никеля умень-
шает предел прочности, но увеличивает относительное
удлинение не только в закаленном состоянии, но также
и после холодной деформации.
148
Заводской практикой показано, что на пластичность
нержавеющей стали Х18Н10Т при горячей прокатке ока-
зывает большое влияние отношение содержания хрома
к содержанию никеля. Для установления этого соотно-
шения были взяты текущие плавки за определенный пе-
риод и разделены на девять групп в зависимости от ве-
личины отношения хрома
Рис. 57. Влияние величины отно-
шения хрома к никелю на раз-
браковку слябов по плене:
1 — хорошие слябы; 2 — плохие;
3 — удовлетворительные
плавок было подсчитано
количество металла, рассорти-
рованного по качеству поверхности слябов, определяемо-
му наличием плен (рис. 57). На рис. 57 видно, что по ме-
ре возрастания величины отношения хрома к никелю
ухудшаются результаты разбраковки слябов данных
плавок. Значительное снижение процента хороших пла-
вок, не имеющих на слябах плен, начинается с отпоше^
ния Cr/Ni более 1,84. При этом было установлено, что для
получения хорошего качества листа необходимо иметь
содержание никеля 10%, а отношение хрома к никелю
<1,8. т-
Исследование микроструктуры производилось на об-
разцах, вырезанных из темплетов слябов и из листа у
поверхности. Усредненное количество ферритной фазы
(в баллах) в зависимости от отношения содержаний хро-
ма к содержанию никеля представлено ниже:
Отношение.......... 1,60—1,69 1,70—1,79
Ферритная фаза, балл:
сляб................ 1 1,5
лист............ 1 2
149
Отношение............. 1,80—1,89 1,90—1,99 >2
Ферритная фаза, балл:
сляб.......................... 3 3 2
лист...................... 3 3,5 3,5
Количество ферритной фазы находится в прямой за-
висимости от отношения хрома к никелю и еще раз под-
18 % С г
в % Ni
0%С
Рис. 58. Псевдобииариая диаграмма состояний системы для
разреза с 18% Сг и 8% Ni
тверждает выше указанную рекомендацию в отношении
оптимальных содержаний хрома и никеля.
Углерод, будучи у-образующим элементом, значи-
тельно расширяет область стабильности аустенита в
сплавах железо — хром. На рис. 58 приведена псевдоби-
нариая диаграмма состояний Fe—Сг—Ni—С для разре-
за с 18% Ст и 8% Ni (по Кривобоку).'Из диаграммы
видно, что при содержании углерода, обычном для про-
мышленных сталей этого типа, их структура в равновес-
ном состоянии состоит из аустенита, a-фазы и карбидов
150
(Сг, Ре)2зС6. Растворимость углерода в аустените при
комнатной температуре составляет 0,02—0,03% и изме-
няется с температурой по линии SE. Закалкой с темпе-
ратур, лежащих выше этой линии, углерод может быть
удержан в пересыщенном твердом растворе и будет вы-
деляться из него в виде карбидов указанного выше со-
става при последующем нагреве (отпуске). В присутст^)
вии углерода отпуск при температуре около 550° С яв-
ляется причиной распадения части аустенита на феррит
и карбиды. Это приводит к образованию внутренних на-
пряжений и к уменьшению пластичности и вязкости.
Углерод, находящийся в твердом растворе, часто выпа-
дает в виде карбидов по границам зерен, что также ве-
дет к пониженной пластичности металла. Д
Развитие новых специальных отраслей техники тре-
бует увеличения выплавки хромоникелевых сталей, спо-
собных сохранять в течение длительной их эксплуатации
необходимое сочетание физико-механических свойств,
высокую стойкость против всех видов коррозии, хоро-
шую свариваемость, высокую жаростойкость и др. Од-
ним из основных требований, предъявляемых к нержа-
веющим сталям, является их высокая коррозионная стой-
кость в агрессивных средах.
В некоторых реакторах нержавеющие стали являют-
ся основными материалами [90, 91]. Перспективным для
этих целей является применение низкоуглеродистой
хромоникелевой аустенитной стали с бором, сообщаю-
щим этим сталям высокую адсорбционную способность
по отношению к тепловым нейтронам.
В последнее время производится освоение технологии
выплавки целого ряда низкоуглеродистых нержавеющих
сталей, которые могут быть использованы для изготов-
ления баков для растворов таких солей урана, как ура-
нилсульфит UO2SO4 и уранилнитрид иОг(ИОз)2, а так-
же сталей марок 00Х25Н20 для нужд радиохимической
промышленности, 00Х20Н15 для работы в жидком во-
дороде при температуре —250° С, обладающих чрезвы-
чайно высокими пластическими свойствами в условиях
холода.
Чем выше содержание углерода в стали, тем больше
она восприимчива к межкристаллитной коррозии. Эта
восприимчивость исчезает при содержании углерода ме-
нее 0,02%. Рис. 59 наглядно иллюстрирует сказанное.
Из рис. 59 следует, что только при содержании углерода
151
менее 0,025% (точка экстраполяции кривой на абсцис-
су), что совпадает с пределом растворимости углерода
в аустените Fe—Ст—Ni при комнатных температурах,
сталь 18-8 не должна быть склонна к межкристаллит-
ной коррозии.
Согласно наиболее распространенной теории [19, 89],
явление межкристаллитной коррозии обусловлено обра-
зованием и выделением карбидов хрома по границам
Рис. 59. Влияние содержания
углерода на чувствительность
хромоникелевой аустенитной ста-
ли к межкристаллитной корро-
зии, выявленную кипячением в
растворе медного купороса и
серной кислоты в течение 100 ч
после отжига 1000 ч (по Бециу)
кристаллов и обеднением хро-
мом участков металла, приле-
гающих к границам. После вы-
сокотемпературной обработки
(1050—1150° С) с последую-
щим быстрым охлаждением
нержавеющие аустенитные
стали обладают гомогенной
структурой, углерод растворен
в аустените. Полученная та-
ким образом структура нахо-
дится в состоянии неустойчиво-
го равновесия. Устойчивое рав-
новесие создается в условиях,
когда с изменением температу-
ры >400—450° С происходит
рост подвижности атомов уг-
лерода и образование карбидов хрома. Скорость обра-
зования этих карбидов, будучи небольшой при 400—
550° С, возрастает в температурном интервале 600—
800° С.
Выпадение карбидов хрома происходит преимущест-
венно по границам зерен. Карбиды хрома, которые вы-
деляются по границам зерен аустенита, сами по себе не
обладают повышенной травимостью, но, поскольку они
значительно богаче хромом (до 90%), чем металличес-
кая основа, их образование связано с собирательной
диффузией хрома из близлежащих зон. Эти зоны, кото-
рые соответствуют границам зерен, обедняются хромом
п перестают быть стойкими против воздействия опреде-
ленных агрессивных сред. Металл становится чувстви-
тельным к межкристаллитной коррозии, при этом она
наступает при содержании хрома менее 12%.
Хром — элемент, наиболее склонный к карбидообра-
зованию по сравнению с железом. Сам факт возможнос-
ти выделения карбидов хрома по границам зерен еще
152
не мог бы приводить к обеднению концентрации хрома
в близлежащих зонах, если бы скорости диффузии хро-
ма и углерода были одинаковы.
Таким образом, местное понижение концентрации
хрома около границ является следствием гораздо более
высокой скорости диффузии углерода в твердом раство-
ре Fe—Сг—Ni по сравнению со скоростью диффузии
атомов хрома. Преимущественно диффундирующий к
границам кристаллитов углерод будет связывать в кар-
биды в первую очередь хром из прилегающей к границе
зоны твердого раствора и этим самым вызывать пони-
жение концентрации хрома в твердом растворе вблизи
от границы зерен.
В промышленности для борьбы с межкристаллитной
коррозией применяют обычно стабилизирующие карби-
дообразующие элементы: титан или ниобий, которые вво-
дят в сталь при ее выплавке. Указанные элементы обла-
дают большим сродством к углероду, чем хром, что обу-
словливает их более высокую карбидообразующую
способность. При введении в сталь титана или ниобия
образуются карбиды типа МС. Эти карбиды мало рас-
творимы в аустените. Титан и ниобий, забирая на себя
углерод, препятствуют тем самым образованию хро-
мистых карбидов, а также появлению межкристаллитной
коррозии.
Для стали типа 18-8 с 0,07% С и 0,4% Ti, закален-
ной с 900—1300°С, экспериментом было установлено,
что при последующем нагреве при 600° С выделяется
главным образом карбид хрома и лишь немного карби-
да титана. При 700° С выделяются одновременно карби-
ды хрома и карбиды титана, а при 800° С количество
карбидов хрома становится меньше, а карбидов тита-
на— больше. При стабилизирующей обработке при
850—900° С в аустенитной основной массе должны быть
только карбиды титана, вследствие чего сталь не дол-
жна быть склонна к межкристаллитной коррозии после
нагрева в опасном интервале температур. Однако при-
садка этих элементов отрицательно сказывается на каче-
стве поверхности слитков, снижает общие антикоррозий-
ные свойства металла, ухудшает его пластичность. В
присутствии титана несколько снижается химическая
стойкость стали в кипящей азотной кислоте. Кроме того,
титан, как легко окисляющийся элемент, выгорает во
время сварки, что, в свою очередь, может привести к по-
153
вишенной коррозионной восприимчивости металла свар-
ного шва.
Наиболее рациональным методом устранения склон-
ности нержавеющей стали к межкристаллитной корро-
зии является понижение содержания углерода в ней до
значений, не превышающих предела растворимости при
низких температурах и, следовательно, исключающих
выпадение карбидов из твердого раствора. Содержание
углерода в такой стали не должно превышать 0,02%.
Эта сталь не требует закалки, она не чувствительна к
нагревам и охлаждениям в процессе эксплуатации и об-
ладает во много раз более высокой стойкостью против
воздействия определенных агрессивных сред по сравне-
нию со сталью Х18Н10Т, имеющей обычное содержание
углерода. Высокая пластичность металла с ^0,02% С и
отсутствие в нем карбидных включений позволяют, на-
пример, деформировать листовую сталь до самых не-
значительных толщин—0,01 мм (фольга), а из трубной
заготовки изготовлять электрополированные тонкостен-
ные трубы.
Следует отметить, что на протяжении всей истории
развития производства нержавеющей стали валовое по-
лучение ее с весьма низким содержанием углерода
(<0,03%) в электропечах большой мощности остава-
лось проблемной задачей, решение которой имело круп-
нейшее народнохозяйственное значение. В настоящее
время выплавке такого металла уделяется большое вни-
мание как со стороны отечественных, так и зарубежных
заводов.
Поэтому не случайно разработке методов выплавки
и изучению свойств таких сталей посвящены многочис-
ленные работы крупных коллективов исследователей как
в нашей стране, так и за рубежом.
Существовавшие до сего времени методы выплавки
обычных нержавеющих сталей с применением кислорода
позволяли получать минимальное содержание углерода
в металле 0,05%. Хотя применение кислорода для про-
дувки ванны и дает возможность снизить содержание
углерода до 0,03% при методе выплавки на «свежей»
шихте, однако большие добавки феррохрома марки
ФХ003 и металлического марганца увеличивают общее
содержание углерода в металле до 0,05%, не считая не-
которого науглероживающего воздействия электродов.
Таким образом, применение кислорода при отсутствии
154
феррохрома с очень низким содержанием углерода не
обеспечило получения низкоуглеродистой нержа-
веющей стали. То же самое можно сказать и о методе
переплава хромистых отходов с применением кислорода.
В этом случае в процессе продувки ванны кислородом
получается большое количество густого хромистого шла-
ка, доходящее в лучшем случае до 10%, а при неудов-
летворительном состоянии футеровки подины и откосов
— до 15—20% от массы металла, которое затрудняет
окисление углерода до таких низких значений, как
0,020—0,030%. В результате этого окислительный пери-
од плавки сильно затягивается, что приводит к разру-
шению подины и откосов печи. При этом резко усилива-
ется окисление хрома и увеличивается переход его в
шлак.
О. А. Михайлов, изучая зарубежную практику вы-
плавки нержавеющей стали [39], приводит следующие
данные.
При содержании в шихте 12% Сг и обезуглерожива-
нии ванны до 0,02% при температуре 1815° С содержа-
ние хрома, в металле составило лишь 3%. Остальные
9% хрома окислились и перешли в шлак.
Такое снижение содержания хрома в ванне экономи-
чески недопустимо, так как требует больших добавок
феррохрома, которые вновь приводят к увеличению со-
держания углерода и сводят на нет всю предыдущую ра-
боту по обезуглероживанию ванны. Кроме того, на раз-
рушенной подине и откосах невозможно удержать низ-
кий углерод и обеспечить нормальное проведение и вы-
пуск плавки. Поэтому металлурги в течение длительного
времени вели поиски такой технологии, которая давала
бы возможность в промышленном масштабе получать
нержавеющую сталь с низким содержанием углерода.
В первую очередь было обращено внимание на полу-
чение мягкого железа и феррохрома с таким содержа-
нием углерода, которое гарантировало бы необходимый
минимум его в стали.
2. ПОЛУЧЕНИЕ МЯГКОГО ЖЕЛЕЗА
В МАРТЕНОВСКИХ И ЭЛЕКТРОСТАЛЕПЛАВИЛЬНЫХ
ДУГОВЫХ ПЕЧАХ
При валовом производстве низкоуглеродистых не-
ржавеющих сталей потребность в мягком железе может
быть обеспечена при выплавке его в большегрузных
155
мартеновских и электрических дуговых печах. С этой
точки зрения заслуживает внимания опыт завода «Серп
и молот» по выплавке шихтового железа в основной
мартеновской печи [92]. Авторами была применена тех-
нология проведения комбинированного кипения (рудно-
го и кислородного), обеспечивающая в условиях марте-
новской плавки окисление углерода до 0,015%.
Производство мягкого железа на заводе «Дпепро-
спецсталь» проводили на печи ДСВ-30. Шихту состав-
ляли из углеродистых отходов из расчета получения уг-
лерода по расплавлении не менее 0,30% и серы не более
0,030%. В начале окислительного периода проводили
рудное кипение до содержания фосфора в металле не
более 0,010%, а затем кислородное — до содержания уг-
лерода примерно 0,025%. Окислительный шлак скачива-
ли начисто.
После скачивания окислительного шлака металл рас-
кисляли кусковым силикокальцием в количестве 3—
4 кг/т и марганцем (Мр-1,2) из расчета на содержание
его в готовой стали около 0,50%, а затем наводили ра-
финировочный шлак из извести (30 кг/т) и шпата
(10 кг/т). Сначала на металл давали шпат, затем из-
весть. После проплавления шлаковой смеси производи-
ли энергичное раскисление шлака смесью, состоящей из
порошков 75%-ного ферросилиция (4—5 кг/т), силико-
кальция (2 кг/т), алюминия (2 кг/т) н извести (10 кг/т),
в течение 15—20 мин.
Рафинировочный шлак заводили хотя и высокооснов-
ным, но жидкоподвижным, рассыпающимся при остыва-
нии в белый порошок. В процессе раскисления металл и
шлак тщательно перемешивали. К выпуску в металле
содержалось 0,025% С, не более 0,015% S и около
0,25% Si. Металл выпускали при температуре 1610—
1620° С, обязательно со шлаком через хорошо разделан-
ное отверстие. Общая длительность рафинирования не
превышала 30 мин.
Разливку производили сифоном в несмазанные из-
ложницы. Прибыльные части слитков утепляющими сме-
сями не засыпали. Слитки прокатывали на 105 мм, а за-
тем раскат разрезали на куски по 500 мм длиной. Полу-
ченная при этом шихтовая заготовка имела следующий
химический состав: 0,025% С; 0,44% Мп; 0,31% Si;
0,013% Р; 0,011% S.
156
Метод выплавки вакуумного мягкого железа
Решение вопроса получения мягкого железа с еще
более низким содержанием углерода было найдено пу-
тем разработки технологии выплавки вакуумированного
мягкого железа. Суть технологии изготовления вакууми-
рованного мягкого железа заключается в следующем:
исходную шихту для вакуумно-дуговой плавки выплав-
ляли в обычной электродуговой печи. Требования к со-
стоянию футеровки печи, электродов, составу и качест-
ву шихтовых материалов и шлакообразующих предъ-
являли такие же, как и при выплавке обычного мягкого
железа, расплавление шихты и окислительный период
плавки проводили по той же технологии. По окончании
продувки ванну выдерживали примерно 10—20 мин, а
затем плавку нераскислепной сливали в ковш при тем-
пературе не менее 1630° С. Для предупреждения роста
металла во время, разливки в ковш вводили чушковый
алюминий из расчета 1,5 кг/т.
Во время разливки металл все же сильно рос, поэ-
тому для успокоения в каждую изложницу давали еще
до 1,5 кг А1. Разливку металла производили в сухие из-
ложницы массой 2,8 т.
Химический состав готового металла следующий:
0,03% С; 0,13% Si; 0,012% Р; 0,019% S; 0,10% Сг;
0,60% Ni; марганец — следы.
Слитки прокатывали на заготовки-электроды диамет-
ром 180 мм и длиной 2,1—2,2 м, которые подвергали за-
тем вакуумному дуговому переплаву. Переплав электро-
дов из не полностью раскисленного металла в вакууме
имел целью понизить содержание углерода в низкоугле-
родистом железе за счет имеющегося в металле кисло-
рода. Переплав производили на постоянном токе при
плотности порядка 45 а/см'2 и разрежении 1,33—0,133
н/м2 (1О”24-1О~3 мм рт. ст.). Более высокая степень раз-
режения и окисленность металла способствуют лучшему
обезуглероживанию. Проведенные по этой технологии
опытные плавки дали весьма положительные результа-
ты. Так, например, вакуумно-дуговой переплав плавки,
имевшей 0,03% С, снизил содержание его в вакуумиро-
ванном металле в три раза. Содержание углерода в ва-
куумных плавках составило: в плавках 1 и 2 0,010%, а
в плавке 3 0,012%, в плавках 4 и 5 0,013 и 0,010% соот-
ветственно.
157
В ряде случаев этим методом было достигнуто сни-
жение содержания углерода до 0,008% и даже до
0,003—0,004%.
Таким образом, вакуумный дуговой переплав слабо
раскисленного мягкого железа обеспечивает устойчивое
получение содержания углерода в железе не выше
0,015%. В отличие от обычного мягкого железа этот ме-
талл получил название вакуумного мягкого железа. От-
личие его от мартеновского мягкого железа состоит так-
же и в том, что содержание в нем кислорода и азота
намного ниже, что очень важно при выплавке высоко-
хромистых нержавеющих сталей.
3. ПОДБОР ФЕРРОХРОМА С ВЕСЬМА НИЗКИМ
СОДЕРЖАНИЕМ УГЛЕРОДА ДЛЯ ПРОИЗВОДСТВА
НИЗКОУГЛЕРОДИСТОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
В настоящее время разработаны достаточно перспек-
тивные методы получения феррохрома с низким содер-
жанием углерода, которые уже в значительной мере
внедрены в промышленность. При оценке способа полу-
чения феррохрома с весьма низким углеродом следует
учитывать не только допустимое предельное содержание
углерода и себестоимость производства, но также и со-
держание других примесей, отрицательное влияние ко-
торых на качество нержавеющих сталей в ряде случаев
является решающим, хотя они и не лимитируются
ГОСТами. Феррохром вносит в сталь растворенный в
нем кислород, окисные включения, кремний и газы, ко-
торые увеличивают загрязненность стали.
И. П. Казачков и С. И. Хитрик [93] показали, что в
готовой нержавеющей стали 2X13 сохраняется значи-
тельное количество крупных зерен кварца и включений
корунда, внесенных феррохромом. Несколько ранее эк-
спериментами [94] было установлено, что более высокая
пластичность стали 2X13 была получена при введении
в плавку вакуумированного в жидком состоянии ферро-
хрома, т. е. феррохрома с низким содержанием окисных
включений и газов.
Установлено вредное влияние на коррозионную ус-
тойчивость стали окисных включений, содержащихся в
феррохроме. С повышением загрязненности феррохрома
и, следовательно, нержавеющей стали сопротивляемость
ее агрессивному воздействию среды заметно снижалась.
158
В последнее время особый интерес проявляют элект-
рометаллурги к вопросу содержания в стали таких эле-
ментов, как сурьма, олово, мышьяк, свинец и др., что
обусловлено очень жесткими требованиями эксплуата-
ции деталей узлов и конструкций, изготовленных из не-
ржавеющей стали. Так, содержание некоторых примесей
в феррохроме, предназначенном для выплавки особо от-
ветственных марок стали, не должно превышать для
сурьмы, олова и мышьяка 0,001%, меди 0,1% и свинца
0,00015%.
В 1960 г. Днепропетровским металлургическим инсти-
тутом и Запорожским заводом ферросплавов был разра-
ботан метод получения специального безуглеродистого
вакуумтермического феррохрома с содержанием углеро-
да 0,02% и ниже, весьма чистого по неметаллическим
включениям и газам. Этот метод в самое короткое вре-
мя был внедрен в промышленное производство.
Таким образом, многочисленные исследования по
получению мягкого железа и феррохрома с весьма низ-
ким содержанием углерода увенчались успехом и дали
возможность организовать выплавку низкоуглеродистой
нержавеющей стали разных марок.
4. МЕТОДЫ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Выплавка низкоуглеродистой нержавеющей хромони-
келевой стали может быть осуществлена следующими
основными методами:
1) продувкой кислородом в основной дуговой печи
железо-никелевого расплава до содержания углерода
примерно 0,020% и последующим легированием металла
вакуумтермическим феррохромом;
2) сплавлением в индукционной печи мягкого железа
(обычного или вакуумного), вакуумтермического ферро-
хрома и никеля;
3) путем смешения в одном ковше железо-никелево-
го расплава, содержащего около 0,025% С и приготов-
ленного в дуговой печи, с расплавленным в индукцион-
ной печи вакуумтермическим феррохромом.
5. ТЕХНОЛОГИЯ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ
НЕРЖАВЕЮЩЕЙ СТАЛИ В ОСНОВНОЙ ДУГОВОЙ ПЕЧИ
При разработке технологии производства низкоугле-
родистой нержавеющей стали в крупных основных дуго-
159
вых печах, естественно, был использован опыт и некото-
рые особенности выплавки нержавеющих сталей с при-
менением кислорода [13, 72, 95—98]. Чтобы свести к ми-
нимуму длительность рафинирования металла с низким
углеродом, при выплавке стали 00Х18Н10 в дуговой пе-
чи в качестве шихты используют специально выплавлен-
ную шихтовую болванку с содержанием 0,25—0,30% С,
не более 0,010% Р, не более 0,015% S и не более
0,40% Сг.
Для легирования стали присаживают никель марок
Н-2 в завалку и Н-1 на корректировку и металлический
марганец.
Для раскисления металла и шлака применяют сили-
кохром, силикокальций, 75%-ный ферросилиций и алю-
миниевый порошок. Перед присадкой в электропечь для
корректировки химического состава легирующие мате-
риалы предварительно прокаливают. Известь применя-
ют только свежую, газового обжига. Технический кисло-
род, который используется для окисления металла, дол-
жен иметь давление не менее 0,9—1,0 Мн/м2 (9—10 ат).
Электроды перед плавкой подвергают тщательному ос-
мотру, треснутые концы, ниппели и огарки отбивают.
В дуговой печи сталь выплавляют при нормальном
состоянии футеровки на хорошей подине. Стены печи
футеруют магнезитовым кирпичом или магнезито-доло-
митовыми блоками. После заправки печи, как правило,
известь на подину не присаживают, чтобы не увеличи-
вать количество шлака и не затруднять продувку метал-
ла кислородом. В конце расплавления иногда применя-
ют для подплавления шихты кислород. После полного
расплавления шихты отбирают пробу на химический
анализ. Содержание углерода в металле должно быть
0,30—0,40%. Шлак по расплавлении не скачивают. Пос-
ле проверки состояния электродов в печь присаживают
ферросилиций из расчета ввода в металл 0,30% Si и на-
чинают продувку ванны кислородом. Температура ван-
ны передТИачалом продувки должна быть примерно
1600° С. Продувку ведут одновременно фурмой и футе-
рованными трубками диаметром 19 мм (одной или дву-
мя). После начала интенсивного окисления углерода
(примерно через 5—7 мин от начала продувки) печь
выключают. Длительность продувки составляет около
30 мин.
По ходу продувки пробы на содержание углерода от-
160
бирают через каждые 5 мин. Содержание углерода в
конце продувки должно быть не более 0,020—0,025% в
зависимости от марки стали. Расход кислорода состав-
ляет примерно 60—70 лР/т в час. Повышение температу-
ры металла в конце продувки до 1850°С отрицательно
сказывается на стойкости подины и откосов печи. Появ-
ление магнезиальных шлаков значительно затрудняет
условия обезуглероживания и дальнейшее ведение
плавки.
Таблица 14
Изменение содержания углерода в процессе продувки ванны
кислородом
Условный 1 номер плавки Содержа- • ние углерода перед продув- кой, % Давление кислорода, М.н/м? (ат) Снижение содержания углерода, %, за время от начала про- дувки, мин Содержа- ние углерода в готовом металле, %
4—6 10—12 15—18 25—30
1 0,31 0,95 (9,5) 0,16 0,05 0,030 0,028 0,030
2 0,43 0,7 (7) — 0,09 0,030 0,038 0,030
3 0,32 1,0 (10) 0,10 0,06 0,035 0,030 0,030
4 0,25 0,6 (6) — 0,07 0,035 0,030 0,030
5 0 19 0,9 (9) 0,05 0,04 0,030 — 0,030
6 0,20 0,7 (7) 0,12 0,045 0,020 0,020 0,030
7 0,41 0,72 (7,2) 0,21 0,06 0,030 0,025 0,032
8 0,31 0,75 (7,5) 0,09 0,03 0,030 0,025 0,028
При достижении содержания углерода в металле
0,030% скорость обезуглероживания даже при увеличе-
нии времени продувки и давления кислорода становит-
ся весьма незначительной. В табл. 14 показано снижение
углерода в период продувки ванны кислородом во вре-
мени.
За первые 4—6 мин продувки окисляется в среднем
до 60% С, за вторые 5—6 мин 20% и за третьи 5—6 .чин
10%. За 15—18 мин содержание углерода снизилось на
всех плавках до 0,030%.
Шлак, содержащий около 40% FeO, после продувки
ванны кислородом необходимо удалять на 70—90% (до
появления зеркала металла в центре ванны), иначе не-
избежны большие потери хрома. Чтобы предотвратить
окисление хрома перед присадкой феррохрома, необхо-
димо произвести осадочное раскисление ванны с 0,08—
0,10% растворенного кислорода марганцем, кремнием
11—27
161
(в виде силикохрома и ферросилиция), силикокальцием
и алюминием.
Поэтому после продувки ванны кислородом отбира-
ют пробу на полный химический анализ, скачивают
шлак, затем присаживают металлический марганец на
0,5% Мп, кусковой ферросилиций на 0,2% Si, силикокаль-
ций 4—5 кг/т и первичный алюминий в количестве
1,0 кг/т. После этого присаживают первую порцию фер-
рохрома, 0,2% плавикового шпата и извести около 3%.
Каждая порция феррохрома присаживается в таком ко-
личестве, чтобы весь феррохром был полностью погру-
жен в жидкий металл и куски его не попадали под элек-
троды. Плавление феррохрома производится при тща-
тельном перемешивании ванны. Подводимая мощность
регулируется в зависимости от температуры металла.
По мере расплавления феррохрома шлак раскисляют
смесями из порошка 75%-ного ферросилиция и извести.
Раскисление шлака производят до получения жидко-
подвижного коричневого черепка шлака, после чего
шлак скачивают. На раскисление шлака в период плав-
ления феррохрома расходуют примерно до 7 кг/т поро-
шка 75%-ного ферросилиция.
После скачивания шлака присаживают 0,5% пла-
викового шпата и 2,5% извести. После расплавления
шлаковой смеси замеряют температуру металла, кото-
рая должна быть в пределах 1590—1600° С, и начинают
раскисление шлака. Раскислйтельные смеси составляют
из 1,5—2,0 кг/т порошка 75%-ного ферросилиция с из-
вестью.
После присадки раскислительных смесей отбирают
Две пробы металла на полный химический анализ. При-
садка раскислительных смесей должна производиться
таким образом, чтобы раскисление шлака производилось
в течение всего периода рафинирования. Расход раскис-
лителей в этот период должен быть примерно следую-
щий: 4—6 кг/т порошка 75%-ного ферросилиция и 12—
15 кг/т извести. За 15—20 мин до выпуска присажива-
ют ферротитан там, где это оговорено маркой стали.
Следует отметить, что до проведения первых плавок
низкоуглеродистой нержавеющей стали в дуговой печи
существовало опасение относительно возможности про-
должительного рафинирования высокохромистого ме-
талла без заметного науглероживания за счет графити-
рованных электродов. Опыт показал, что даже при дли-
162
тельном рафинировании, превышающем 2 ч, содержа-
ние углерода возрастало весьма незначительно.
Необходимым условием сохранения достигнутого
низкого уровня содержания углерода является наводка
достаточного количества жидкоподвижного шлака, чис-
тота всех материалов от кокса и коксовой пыли, присад-
ка в каждой порции умеренных количеств феррохрома
и, конечно, хорошее качество электродов.
Ниже приведен хронометраж плавки марки
00Х18Н10, выплавленной на свежей шихте в 25-т элек-
тропечи сталеплавильного цеха завода «Днепроспец-
сталь».
Состояние футеровки печи хорошее. 32 плавки от ремонта стен
и свода. Состав шихты, кг:
шихтовая заготовка.............. 17800
никель.............................. 2700
Всего 20500
16 ч 25 мин — включен ток.
18 ч 50 мин — шихта расплавилась. Дано 100 кг 75%-ного ферроси-
лиция.
18 ч 55 мин — взята проба 1: 0,31% С; 0,016% Р. Температура метал-
ла 1590° С по термопаре погружения.
19 ч 00 мин — начало продувки кислородом. Включили фурму. Дав-
ление кислорода 9,5 атм. Расход кислорода 1100 м^/ч.
19 ч 05 мин — взята проба 2: 0,16% С. Начало продувки ванны кис-
лородом трубкой. Давление 0,9 Мн/м2 (9 ат). Расход
кислорода 1500 м3/ч.
19 ч 10 мин — взята проба 3: 0,05% С. Продувка кислородом про-
должается одновременно фурмой и трубкой.
19 ч 15 мин — взята проба 4: 0,03% С; 12,40% Ni.
19 ч 27 мин — конец продувки кислородом.
19 ч 30 мин — взята проба 5: 0,025% С; 13,36% Ni.
19 ч 32 мин — начало скачивания шлака начисто.
19 ч 41 мин — конец скачивания шлака. Дано 200 кг металлического
марганца, 150 кг силикохрома, 100 кг силикокальция,
23 кг алюминия на штанге.
19 ч 45 мин — дано 3475 кг специального безуглеродистого ферро-
хрома, дано 500 кг свежей прокаленной газовой изве-
сти и 50 кг плавикового шпата, дана раскислительная
смесь из 80 кг 75%-ного ферросилиция и извести.
19 ч 55 мин — шлак жидкий коричневый.
20 ч 15 мин — дано 3025 кг безуглеродистого феррохрома и 200 кг
извести.
20 ч 20 мин — дана та же раскислительная смесь.
20 ч 45 мин—начало скачивания шлака. Температура металла
1590° С по термопаре погружения.
20 ч 50 мин — взята проба 6: 0,03% С; 0,43% Si.
20 ч 55 мин — дано 500 кг извести, 100 кг плавикового шпата, 25 кг
кварцита.
11* 163
21 ч 00 мин — включен ток. Дана раскислительная смесь из порош-
ков: 50 кг 75%-пого ферросилиция и извести.
21 ч 15 мин — взята проба 7 — 0,03% С; 0,36% Мп; 18 28% Сг;
9,54% Ni.
21 ч \7 мин — взята проба 8: 0,03% С; 0,36% Мп; 18 28% Сг;
9,54% Ni.
21 ч 20 мин—дана та же раскислительная смесь.
21 ч 35 мин — взята проба 9: 0,03% С; 18,36% Сг. Температура ме-
талла 1600° С по термопаре погружения. Дана та же
раскислительная смесь.
22 ч 00 мин — дано 300 кг металлического марганца, 400 кг никеля.
22 ч 20 мин—выпуск плавки. Температура металла в ковше 1565° С'
по термопаре погружения.
Разливку производили сифоном в несмазанные изложницы, с при-
менением стружки сплавов магния. Прибыльные части слитков засы-
пали просеянным белым шлаком. Угар металла составил 9,7%.
Угар хрома 0,8%. Состав готового металла следующий: 0,030% С;
1,38% Мп; 0,49% Si; 0,012% Р; 0,008% S; 17,44% Сг; 10,79% Ni.
Опыт работы в основной дуговой печи при выплавке
низкоуглеродистой нержавеющей стали типа 00Х18Н10
показал возможность достижения содержания углерода
в металле в пределах 0,025—0,030%. Однако для целого
ряда отраслей народного хозяйства необходимы нержа-
веющие стали, содержащие менее 0,030 и даже 0,020%
С. Организация.выплавки такого металла проводилась
по второму методу — сплавлением чистых исходных ма-
териалов в индукционной печи.
6. ВЫПЛАВКА НИЗКОУГЛЕРОДИСТЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
С ПРОДУВКОЙ АРГОНОМ В КОВШЕ
Исследователи одного из металлургических заводов
разработали и внедрили в производство технологию по-
лучения низкоуглеродистых нержавеющих сталей в ду-
говых электропечах с продувкой аргоном в ковше. Сущ-
ность технологии заключается в том, что железо-углеро-
дистый расплав обезуглероживают до низких значений
путем продувки кислородом в печи при 1750—1800° С,
раскисляют повышенным количеством алюминия и ле-
гируют феррохромом без включения печи или при крат-
ковременном ее включении.
Окислительный шлак не скачивают, а переводят в ра-
финировочный присадками порошкообразных раскисли-
телей. Продолжительность восстановительного периода
не превышает 10—-15 мин.
После выпуска плавки в Ковш металл продувают
аргоном в течение 10—15 мин. Расход аргона составля*
164
ет 0,3—0,6 м3/т стали. Энергичное осадочное раскисле-
ние металла повышенным количеством алюминия и по-
рошкообразными раскислителями позволяет в короткий
срок снизить содержание кислорода в металле с 0,080
до 0,020%. В процессе продувки металла аргоном в ков-
ше содержание кислорода в стали снижают до 0,005—
0,008% благодаря удалению высокоглиноземистых час-
тиц в результате турбулентного движения расплава
н пронизывания стали пузырьками газа. За время про-
дувки металла аргоном снижается содержание алюми-
ния с 0,04 до 0,007%, глинозема с 0,007 до 0,002% и се-
ры на 50—70%. Содержание водорода и азота в сред-
нем составляло 0,0005 и 0,027% соответственно. Содер-
жание a-фазы в металле не превышало 0,5 балла. Ис-
пытания на склонность к межкристаллитной коррозии
показали хорошую стойкость металла против коррозии.
7. ТЕХНОЛОГИЯ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ
НЕРЖАВЕЮЩЕЙ СТАЛИ С СОДЕРЖАНИЕМ УГЛЕРОДА
МЕНЕЕ 0,03% В ИНДУКЦИОННОЙ ПЕЧИ
При выплавке низкоуглеродистых нержавеющих ста-
лей методом сплавления исходных материалов в индук-
ционной печи особое значение приобретает как мини-
мальное содержание углерода в шихтовой заготовке
мягкого железа и ферросплавах, так и отсутствие его
в шлакообразующих и раскислителях. Выплавку стали
производили как в кислой, так и в основной индукцион-
ной печи.
Перед плавкой низкоуглеродистой стали с целью
уменьшения науглероживания тигель промывали плав-
кой никеля. Порядок завалки был следующий: на поди-
ну загружали часть никеля, затем мягкое железо, ос-
тальной никель и феррохром. По ходу плавления в печь
присаживали битое стекло в количестве около 1% от
массы шихты. После полного расплавления завалки от-
бирали две параллельные пробы металла на полный
химический анализ, а затем снимали шлак периода плав-
ления и наводили новый из боя стёкла в количестве,
достаточном, чтобы закрыть металл. Раскисление шлака
после его обновления производили смесью порошков
алюминия (1—2 кг/т) и силикокальция (1 кг{т). По по-
лучении анализов проб плавку корректировали на со-
держание в ней хрома и никеля, а затем металл ПОДОГ-
165
ревали и выпускали в ошлакованный ковш. Марганец
и никель давали ближе к верхнему пределу для обеспе-
чения минимального балла по a-фазе. Перед выпуском
плавки шлак разжижали. Температура металла была
перед выпуском 1600—1620° С, в ковше 1555—1575° С.
Во время выпуска на струю присаживали 1 кг/т дро-
бленого силикокальция, а после слива в ковш вводили
кусковой алюминий в количестве 0,3—0,4 кг/т.
Металл разливали в слитки массой 2,8 и 1,0 т. Слит-
ки массой 2,8 т отливали сифоном в несмазанные из-
ложницы с применением стружки магниевых сплавов.
Надставки применяли с уширенным низом. Слитки мас-
сой 1,0 т отливали сверху с защитой металла в изложни-
це аргоном. Струю металла между ковшовым стаканом
и воронкой обдували на всех плавках аргоном для
уменьшения вторичного окисления. Металл в изложни-
цах поднимался с чистым зеркалом или матовой плен-
кой. Прибыли засыпали просеянным белым шлаком.
Ниже приводится хронометраж плавки, проведенной
в кислой индукционной печи с применением вакуумного
мягкого железа.
Состав шихты, кг:
вакуумное мягкое железо............. 3900
безуглеродистый феррохром ФХ001 . . . 1700
никель...................................670
металлический марганец....................НО
Итого............. 6380
7 ч 40 мин — включен ток.
11 ч 30 мин — шихта расплавилась. Взята проба 1: 0,015% С;
0,020% Мп; 0,022% Р; 0,014% S; 18,46% Сг.
11 ч 33 мин — взята проба 2; 0,015% С; 18,50% Сг. Температура ме-
талла 1605° С по термопаре погружения.
11 ч 35 мин — сняли шлак и завели новый из боя стекла.
11 ч 45 мин — дано для раскисления шлака 10 кг порошка алюми-
ния, ПО кг металлического марганца.
11 ч 58 мин — выпуск металла. Температура металла в ковше 1520° С.
Разливку металла производили сифоном также в несмазанные
изложницы с применением магниевой стружки и обдувкой струей
аргона. Прибыльные части слитков засыпали белым просеянным шла-
ком. Состав готового металла следующий: 0,018% С; 1,54% Мп;
0,23% Si; 0,020% Р; 0,004% S; 17,75% Сг; 11,50% Ni.
Угар шихты составил 6%, угар хрома 12,2%. Повышенный угар
шихты и хрома в этом случае, очевидно, связан со значительно более
высокой остаточной окисленностью вакуумного мягкого железа, со-
ставляющего основную массу завалки. Прирост содержания углерода
против расчетного составил 0.005%,
166
8. ВЫПЛАВКА НЕРЖАВЕЮЩЕП СТАЛИ
В ДУГОВЫХ ПЕЧАХ НА РАСХОДУЕМЫХ
МЕТАЛЛИЧЕСКИХ ЭЛЕКТРОДАХ
Выплавка нержавеющей стали типа Х18Н10Т может
быть осуществлена также путем применения расходу-
емых металлических электродов взамен графитирован-
ных в открытых дуговых печах [99].
Ю. Г. Гуревич, А. И. Маркелов и др. опытные плавки
стали Х18Н10Т проводили методом переплава 100% от-
ходов в 5-т печи. Металлический электрод представлял
собой трубу диаметром 350 мм, к которой приварива-
лась расходуемая часть электрода.
Перед плавкой на подину давали шлаковую смесь
из 150 кг извести и 50 кг отработанного флюса ЭШГ1.
Затем загружали 50—55% всей металлической шихты.
Остальной металл наплавлялся из расходуемых элек-
тродов, которые изготовлялись из остатков металла
при разливке очередной плавки той же марки. В период
плавления шлак наводили из извести (100 кг) и отрабо-
танного флюса ЭШП (150 кг). Шлак, полученный по
расплавлении, не скачивали. В конце расплавления ив
период рафинирования шлак раскисляли молотым 75%-
пым ферросилицием (4—5 кг/т стали), а перед легиро-
ванием металла титаном — порошкообразным алюми-
нием (4,5—5 кг!т). При периодическом погружении
электродов в шлак происходил бездуговой процесс. Ме-
талл переносился в ванну с концов электродов в виде
мелких капель. Температура металла перед вводом фер-
ротитана составляла 1570—1590° С, а в ковше 1550—
1570° С.
Угар металла составил 2—4%. Угар хрома в период
плавления составил 3—5%, марганца 20—30%, кремния
30—40%, титана почти 100%. Содержание углерода
в процессе расплавления не изменилось, содержание
серы за плавку в среднем уменьшилось с 0,008 до
0,002%.
Этот способ производства нержавеющей стали дает
возможность вести процесс без науглероживания ме-
талла с лучшей обработкой его шлаками вследствие ка-
пельного переноса. Он более экономичен вследствие сни-
жения расхода электроэнергии.
167
9. ПРОИЗВОДСТВО НЕРЖАВЕЮЩЕЙ СТАЛИ
ДУПЛЕКС-ПРОЦЕССОМ
Для производства нержавеющей стали в США раз-
работан новый процесс, характеризующийся тем, что
электропечь используется только как плавильный агре-
гат, в котором расплавляется шихта [100]. Затем рас-
плавленный металл заливают в конвертер п продувают
с целью обезуглероживания смесью кислорода и арго-
на. Добавка аргона к кислороду обеспечивает снижение
парциального давления окиси углерода в пузырьках,
что способствует более глубокому обезуглероживанию
металла, чем это возможно при обычном кислородно-
конвертерном процессе. Содержание углерода достига-
ет 0,010% и менее. При этом, что очень важно, обезугле-
роживание почти не сопровождается окислением хрома.
Это позволяет присаживать дешевый углеродистый фер-
рохром в период расплавления шихты, что обеспечивает
значительную экономию средств.
В период продувки металла смесью кислорода и ар-
гона потери хрома составляют всего около 1,5%, из
которых половина восстанавливается при раскислении
металла. Физические свойства получаемой нержавею-
щей стали и чистота ее по неметаллическим включениям
не хуже, чем стали, выплавленной по обычной техноло-
гии.
Глава VIII
ВЫПЛАВКА ХРОМИСТЫХ НЕРЖАВЕЮЩИХ
СТАЛЕЙ
К группе хромистых нержавеющих сталей относятся
стали марок 1—4X13, Х17, Х18, Х25, Х28, Х25Т и др.
Хромистые нержавеющие стали выплавляют одним
из следующих методов:
1) переплав высокохромистых отходов с добавкой
мягкого железа, без окисления;
2) переплав высокохромистых отходов с применени-
ем Кислорода;
3) плавка с полным окислением на свежих легирую-
щих добавках без высокохромистых отходов в составе
шихты;
4) сплавление мягкого железа и феррохрома.
168
Наиболее распространенным и экономичным являет-
ся второй способ—выплавка переплавом с применени-
ем кислорода. Этот способ нашел наибольшее распро-
странение на металлургических заводах.
При отсутствии на заводе кислорода наиболее эконо-
мичным в этих условиях будет первый метод — переп-
лав с добавкой мягкого железа. Третий и четвертый ме-
тоды являются менее экономичными. Применение их
можно допускать лишь при отсутствии на заводе высо-
кохромистых отходов.
1. ПЕРЕПЛАВ ВЫСОКОХРОМИСТЫХ ОТХОДОВ
С ДОБАВКОЙ МЯГКОГО ЖЕЛЕЗА, БЕЗ ОКИСЛЕНИЯ
Шихту составляют из высокохромистых отходов вып-
лавляемой стали или стали близкого к ней химического
состава по возможности с низким содержанием углеро-
да. Содержание углерода понижают присадкой низко-
углеродистого мягкого железа. Количество добавки
мягкого железа определяется необходимостью обеспе-
чить заданное содержание углерода. Обычно оно сос-
тавляет около 25% от массы завалки.
Общие положения относительно угара хрома, при-
водившиеся выше при рассмотрении технологии вып-
лавки хромоникелевых нержавеющих сталей, полностью
справедливы и для сталей хромистых. И здесь повышен-
ная основность шлака способствует снижению угара
хрома. Поэтому уже во время плавления шихты заво-
дят основной шлак. Для этого до завалки шихты на по-
дину печи дается смесь из извести и плавикового шпата
в отношении примерно 5:1, по массе в количестве 1,5—•
2,0% от массы завалки.
Угар хрома в процессе плавления также зависит от
оптимального содержания углерода в расплавившемся
металле.
По расплавлении шихты необходимо произвести вос-
становление из шлака окислившегося хрома. С этой
целью шлак раскисляют порошком 75%-ного ферроси-
лиция. Восстановление шлака ведут до перехода его из
густого (от наличия в нем окислов хрома) в жидкопод-
вижное состояние с одновременным изменением зеленой
окраски на коричневую.
После отбора проб металла на химический анализ
шлак скачивают полностью. Рафинирование проводят
169
под белым шлакбм. По окончании скачивания шлака
задают смесь из извести и плавикового шпата в отно-
шении 5:1 в количестве около 1% от массы -металла.
Затем вводят нагретый докрасна феррохром. После ра-
сплавления феррохрома количество шлака увеличивают
дачей еще 1,5—2% от массы металла смеси извести
и плавикового шпата.
После того как шлакообразующие смеси разойдутся,
отбирают пробу на углерод и марганец и начинают ра-
скисление шлака порошком молотого 75%-ного ферро-
силиция в смеси с известью. Такие смеси составляют
примерно из 1 кг/т порошка ферросилиция и 2—3 кг/т
мелкодробленой извести.
Смеси присаживаются по всей поверхности ванны.
Раскисление ведут до получения посветлевшего шлака,
рассыпающегося в белый порошок. Обычно расход фер-
росилиция вместе с силикокальцием составляет за весь
период рафинирования около 6 кг на 1 т жидкого ме-
талла.
Средний угар хрома в процессе плавления получа-
ется: для сталей 1—4X13 12,5% и для стали Х18 6%.
Суммарный угар хрома за плавку составляет 10%.
Практикой установлено, что для повышения пластич-
ности металла в горячем состоянии содержание кремния
в стали лучше держать 0,25—0,4%. Это особенно важно
при выплавке таких сравнительно малопластичных ста-
лей, как Х17, Х25, Х28, Х25Т, которые выплавляют ана-
логично сталям 1—4X13. Кроме того, анализ проведен-
ных плавок показывает, что более высокой пластично-
стью обладает та высокохромистая сталь, в которой
содержание углерода ближе к верхнему пределу, уста-
новленному для данной марки стали.
Этим положением рекомендуется всегда пользовать-
ся при выплавке нержавеющей хромистой стали. Это по-
лезно также и с точки зрения понижения угара хрома
в процессе плавки и с экономической точки зрения —
расхода более углеродистого и, следовательно, более де-
шевого феррохрома. Расход электроэнергии при этом
будет также несколько ниже, так как температура плав-
ления металла с более высоким содержанием углерода
будет ниже, чем малоуглеродистого.
Для'измельчения литого зерна иногда за 5—10 мин
до выпуска плавки присаживают ферротитан на 0,20%
Ti (без учета угара). Фактически при усвоении титана
170
около 40% в стали получается 0,06—0,08 п не более
0,10% Ti. Для конечного раскисления металла за 1 —
2 мин до выпуска вводят на штангах алюминий в коли-
честве 0,5 кг/т при выплавке стали марок 1—4X13
и 1 кг/т при выплавке сталей Х25 и Х28.
Если выплавляют сталь Х25Т, то перед вводом фер-
ротитана, как и при выплавке Х18Н10Т, шлак скачива-
ют до оголения металла и при выключенном токе вво-
дят ферротитан по расчету. Куски ферротитана топят
в металле ломами или железными гребками, после чего
присаживают шлаковую смесь из извести и плавиково-
го шпата в количестве около 1% от массы металла.
Печь включают на 10—15 мин для проплавления смеси,
проверяют температуру металла и плавку выпускают.
Технология выплавки стали марки Х18 отличается
от технологии выплавки сталей 1—4X13 тем, что рафи-
нирование может быть проведено под слабокарбидным
шлаком. По существу основные положения выплавки
нержавеющей хромистой стали вполне применимы к из-
готовлению и других представителей высокохромистых
сталей, например сильхрома.
Поскольку в рассматриваемом случае речь идет
о выплавке стали методом переплава отходов без окис-
ления, необходимо обеспечить в составе шихты отсут-
ствие высококремнистых отходов. Это требование вызы-
вается тем, что при отсутствии окислительного периода
плавки при наличии высокого содержания кремния в
шихте появилась бы опасность неполного удаления
кремния из металла, а это, как известно, могло бы быть
причиной получения газонасыщенной стали. Высокохро-
мистые отходы, в том числе и сильхром, могут входить
в состав шихты только при выплавке стали с примене-
нием кислорода.
Ниже приведен хронометраж плавок хромистой нер-
жавеющей стали марки 3X13 в 10-т электропечи.
Состав шихты, кг:
отходы стали Х17........ 5100
отходы хромистой конструк-
ционной стали типа 20Х—40Х 5400
Итого
10 500
Перед завалкой на подину печи дано ГЗО кг извести и 20 кг пла-
викового шпата. В процессе плавления добавлено в печь 60 кг изве-
сти и 30 кг плавикового шпата.
171
7 ч 00 мин — включен ток.
8 ч 30 мин — конец расплавления^ взята проба 1:0,25% С; 0,16% Ni.
8 ч 40 мин — взята проба 2: 0,24% С; 0,38% Мп; 7,55% Сг. На шлак
дано 30 кг порошка 75%-ного ферросилиция.
8 ч 45 мин — взята проба 3: 0,24% С; 7,5% Сг, начало скачивания
шлака.
8 ч 50 мин — начало рафинирования, дано 100 кг извести, 20 кг пла-
викового шпата и 50 кг шамотного боя.
8 ч 55 мин — взята проба 4: 0,25% С и 7,50% Сг.
9 ч 00 мин — дано 1100 кг феррохрома марки ФХ025, шлаковая
смесь: 170 кг извести, 30 кг плавикового шпата, 10 кг
кокса и 20 кг порошка ферросилиция.
9 ч 25 мин — дана шлаковая смесь: 20 кг извести, 10 кг кокса
и. 20 кг порошка ферросилиция.
9 ч 35 мин — дана шлаковая смесь: 30 кг извести и 20 кг порошка
ферросилиция.
9 ч 45 мин — взята проба 5: 0,27% С.
10 ч 10 мин — дано 20 кг извести, 10 кг порошка ферросилиция и
100 кг 20%-ного ферротитана.
10 ч 17 мин—отобрана проба шлака: 0,44% FeO.
10 ч 18 мин — дано 5 кг А1.
10 ч 20 мин — выпуск плавки. Шлак белый.
Состав готового металла следующий: 0,29% С; 0,40% Si;
0,60% Мп; 13,20% Сг; 0,16% Ni; 0,015% S; 0,023% Р; 0,10% Си.
Общая продолжительность плавки 3 ч 20 мин. Угар шихты 9,3%;
угар хрома за период плавления 13,4%; угар хрома за плавку 10,4%.
Сталь марки 4Х9С2.
Состав шихты, кг:
отходы стали 1—4X13 . . . 5000
отходы стали XI7 . . . . 600
мягкое железо.............. 5200
Итого
10800
13 ч 05 мин — включен ток, в процессе плавления дано 220 кг изве-
сти и 65 кг плавикового шпата.
14 ч 40 мин — конец расплавления, взята проба 1: 0,27% С; 0,19% Ni.
14 ч 45 мин — дана раскислительная смесь: 20 кг извести и 15 кг
порошка 75%-ного ферросилиция.
14 ч 50 мин — взята проба 2: 0,26% С; 0,34% Мп; 4,64% Сг.
14 ч 55 мин — взята проба 3: 0,26% С; 4,68% Сг; начало скачивания
шлака.
15 ч 00 мин — начало рафинирования.
15 ч 05 мин — дана смесь: 300 кг извести, 35 кг плавикового шпата
и 40 кг шамотного боя.
15 ч 10 мин — взята проба 4: 0,26% С, дана смесь: 20 кг извести,
20 кг кокса и 40 кг шамотного боя.
15 ч 40 мин — взята проба 5: 0,27% С; 0,30% Мп; 4,12% Сг. Шлак
слабокарбидный, рассыпающийся.
15 ч 45 мин — дан феррохром: 300 кг марки ФХ015 и 100 кг марки
ФХ800. Дана смесь 200 кг извести, 20 кг шамота и 15 кг
порошка ферросилиция.
16 ч 00 мин — взята проба 8: 0,40% С.
172
16 ч 05 мин— дано 200 кг феррохрома марки ФХ015 и смесь 20 кг
извести и 15 кг порошка ферросилиция.
16 ч 15 мин — дана смесь 20 кг извести и 15 кг порошка ферроси-
лиция.
16 ч 25 мин— дано 300 кг феррохрома марки ФХ015. Шлак содер-
жит 0,45% FeO. Дана смесь 20 кг извести и 15 кг по-
рошка ферросилиция.
16 ч 40 мин — взята проба 9: 0,38% С и 0,30% Мп. Шлак белый. Да-
на смесь 20 кг извести н 15 кг порошка ферросилиция.
16 ч 55 мин — дано 510 кг 45%-ного ферросилиция и 30 кг феррохро-
ма марки ФХ800. Дана смесь 20 кг извести и 15 кг
порошка ферросилиция.
17 ч 18 мин— дано 5,6 кг А1.
17 ч 20 мин — выпуск плавки. Шлак белый, содержит 0,32% FeO.
Состав готового металла следующий: 0,38% С; 2,19% Si;
0,33% Мп; 9,43% Сг; 0,19% Ni; 0,011% S; 0,029% Р; 0,10% Си.
Общая продолжительность плавки 4 ч 20 мин. Угар шихты 9,2%,
угар хрома за период плавления 23%, угар хрома за плавку 12,2%.
Повышенный угар шихты и хрома, особенно хрома
в период плавления, очевидно, следует отнести за счет
увеличенного содержания кислорода в мягком железе.
Из приведенного хронометража плавки стали 4Х9С2
видно, что технология выплавки этой стали отличается
от технологии выплавки стали 1—4X13 следующим:
1. Раскисление сначала проводится углеродом, как
это принято для любых конструкционных сталей. Лишь
после выдержки под слабокарбидным шлаком в тече-
ние 30 мин начинается раскисление порошком ферро-
силиция. Такой метод раскисления возможен в данном
случае, так как содержание углерода в готовом метал-
ле достаточно высоко.
2. За 20—25 мин до выпуска при хорошо нагретом
металле и содержании около 0,25% Si вводится куско-
вой ферросилиций и присаживается последняя раскис-
лительпая смесь.
2. ПЕРЕПЛАВ ВЫСОКОХРОМИСТЫХ ОТХОДОВ
С ПРИМЕНЕНИЕМ КИСЛОРОДА
Шихту составляют из отходов углеродистой стали
с содержанием фосфора не более 0,025%, отходов вы-
плавляемой марки или марки близкого химического со-
става. Допускается применение кремнистых отходов из
расчета получения в шихте не более 0,8% Si.
В период плавления завалки хром, как п при прочих
способах выплавки, дополнительно интенсивно выгора-
173
ет, причем тем сильнее, чем ниже содержание углерода
в конце плавления. Плавки шихтуют на получение в
первой пробе после расплавления: углерода на 0,20—
0,40% выше требуемого к началу рафинирования, хро-
ма не более 9% для марок 1—2X13, 10% для марок
3—4X13 и не более 11% для остальных марок. Приме-
нение кислорода для подрезки допускается после рас-
плавления не менее 80% шихты.
По расплавлении шихты отбирается проба металла
на полный химический анализ и начинается окисление
металла кислородом. За время продувки окисляется
0,20—0,40% С. Во время продувки, кроме углерода, вы-
горает хром, причем в тем большей степени, чем ниже
содержание углерода во время продувки.
После продувки ванны кислородом отбирают две
пробы металла на полный химический анализ и приса-
живают в нагретом докрасна состоянии феррохром. По
мере расплавления феррохрома шлак раскисляют по-
рошком 75%-ного ферросилиция в смеси с известью.
Раскислительные смеси составляют примерно из 1,5 кг/т
порошка ферросилиция и 3 кг/т извести. Раскисление
производится до получения жидкоподвижного шлака
коричневого цвета, после чего при температуре 1600—
1630°С шлак скачивается. На раскисление расходуется
5—6 кг/т порошка ферросилиция.
После скачивания шлака присаживают плавиковый
шпат 5 кг/т, шамотный бой 5 кг!т и известь 25 кг/т. По-
сле расплавления шлаковой смеси замеряют температу-
ру металла, отбирают две пробы металла па полный
химический анализ и начинают раскисление шлака по-
рошком 75%-ного ферросилиция и силикокальция в сме-
си с известью. Первую раскислительную смесь состав-
ляют из 1,5 кг/т порошка 75%-ного ферросилиция, 1—
2 кг/г порошка кокса и 2 кг/т извести. В последующие
смеси кокс вводят с таким расчетом, чтобы шлак полу-
чался белым. Смеси присаживают через каждые
8—10 мин. Рафинирование проводят, как правило, под
белым известковым шлаком. Длительность выдержки
под белым (или слабокарбидным) шлаком 45 мин — 1 ч.
Перед выпуском отбирают пробу шлака, в которой со-
держание FeO не должно превышать 0,50%. За 2—
3 мин до выпуска в печь присаживают алюминий в ко-
личестве 0,5—0,8 кг!т. Ниже приведен хронометраж
плавки высокохромистой стали марки 2X13, проведеп-
174
ной методом переплава отходов с применением кисло-
рода в 60-т электропечи.
Состав шихты, кг:
отходы хромистой стали (Б-18) . . . 40000
отходы шарикоподшипниковой хромистой
стали (Б-3) 15000
отходы углеродистой стали................ 6000
Итого
6)000
1 ч 30 мин — включен ток.
3 ч 35 мин — расплавилось 90% шихты, произвели подрезку подвис-
ших кусков кислородом. В конце расплавления дано
200 кг 75 %-кого кускового ферросилиция, 800 кг изве-
сти и 100 кг плавикового шпата.
4 ч 00 мин — конец расплавления. Взята проба 1:0,51% С; 0,38% Мп;
0,015% Р; 7,71% Сг; 0,30% Ni; 0,020% S; 0,07% Си.
4 ч 05 мин—конец продувки ванны кислородом.
4 ч 10 мин — взята проба 2: 0,52% С; 7,53% Сг; 0,30% Ni.
4 ч 20 мин — взята проба 3: 0,46% С.
4 ч 45 мин —взята проба 4: 0,23% С; 7,04% Сг.
4 ч 50 мин — конец продувки ванны кислородом.
4 ч 55 мин — взята проба 5: 0,15% С; 0,18% Мп; 6.28% Сг.
4 ч 58 мин — взята проба 6: 0,14% С; 0,18% Мп; 6,52% Сг.
5 ч 05 мин — дано 4760 кг феррохрома марки ФХ015.
5 ч 10 мин — дана раскислительная смесь из 300 кг извести, 120 кг
порошка 75%-ного ферросилиция.
5 ч 15 мин — дана раскислительная смесь из 300 кг извести и 120 кг
75 %-кого ферросилиция.
5 ч 20 мин — дана раскислительная смесь из 300 кг извести и 120 кг
75%-ного ферросилиция. Температура металла 1630° С.
5 ч 30 мин — начало скачивания шлака.
5 ч 45 мин — начало рафинирования, дано 1600 кг извести, 320 кг
плавикового шпата, 320 кг шамота. Температура ме-
талла 1600° С по термопаре.
5 ч 50 мин — дано 1240 кг феррохрома марки ФХ015.
6 ч 00 мин — взята проба 7: 0,14% С; 0,22% Мп; 13,0% Сг, дано
160 кг извести, 70 кг кокса, 40 кг 75%-ного ферроси-
лиция и 40 кг силикокальция.
6 ч 06 мин — дано 160 кг извести, 40 кг 75%-ного ферросилиция
и 40 кг силикокальция.
6 ч 12 мин — дано 160 кг извести, 40 кг 75%-ного ферросилиция
и 40 кг силикокальция.
6 ч 20 мин —взята проба 8: 0,16% С; 12,3% Сг, дано 160 кг извести,
40 кг 75%-ного ферросилиция и 40 кг силикокальция.
6 ч 28 мин— дано 160 кг извести, 40 кг 75%-ного ферросилиция
и 40 кг силикокальция.
6 ч 36 мин — взята проба 9: 0,16% С; 13,0% Сг; 0,27% Si. Дано 160 кг
извести, 40 кг 75%-ного ферросилиция и 40 кг силико-
кальция.
6 ч 42 мин — дано 160 кг извести, 40 кг 75%-ного ферросилиция,
40 кг силикокальция и 400 кг феррохрома ФХ800.
175
6 ч 50 мин — дано 160 кг извести, 40 кг 75%-ного ферросилиция
и 40 кг силикокальция.
6 ч 58 мин — дано 80 кг извести, 20 кг 75%-иого ферросилиция
и 20 кг силикокальция;
7 ч 06 мин — дано 50 кг извести, 20 кг 75%-ного ферросилиция,
20 кг силикокальция и 52 кг порошка алюминия. Тем-
пература металла 1620° С по термопаре погружения.
7 ч 15 мин — выпуск плавки.
В ковш дано 52 кг А1. Состав готового металла следующий:
0,20% С; 0,18% Мп; • 0,28% Si; 13,64% Сг; 0,015% Р; 0,006% S;
0,29% Ni; 0,08% Си.
Общая продолжительность плавки 5 ч 45 мин. Средний угар хро-
ма при изготовлении сталей 1—4X13 методом переплава отходов
с применением кислорода, подсчитанный по 50 плавкам, соста-
вил 14%.
3. ПЛАВКА С ПОЛНЫМ ОКИСЛЕНИЕМ
НА СВЕЖЕП ШИХТЕ
Этот метод применяют в тех случаях, когда отсут-
ствуют высокохромистые отходы. Шихту составляют из
углеродистых отходов, лома железа, чугуна или элек-
тродного боя. Плавку шихтуют так, чтобы за время ки-
пения выгорало не менее 0,40% С. Содержание хрома
должно быть не более 0,40%. Окислительный период
проводится так, чтобы скорость окисления углерода
была 0,80—0,50% в час.
Температура металла в процессе кипения должна
равномерно повышаться и перед скачиванием шлака
должна быть выше температуры выпуска. Такой тепло-
вой режим предусматривается для выплавки и всех про-
чих марок высококачественной стали, поскольку он по-
зволяет иметь постепенно понижающуюся температуру
в период рафинирования, что существенно улучшает
стойкость свода и стен печи.
Учитывая, что при рассматриваемом способе вы-
плавки стали придется расплавлять большие количест-
ва феррохрома, проплавление его лучше провести под
глиноземистым шлаком. С этой целью после скачива-
ния окислительного шлака присаживают шамотный по-
рошок в количестве 10 кг/т и вводят нагретый докрасна
феррохром в два-три приема, не допуская закбзле-
ния ванны. Для снижения содержания кремния в высо-
кохромистых нержавеющих сталях по отмечавшейся
ранее причине (улучшение пластичности при понижен-
ном содержании кремния в готовой стали) феррохром
подбирают для данной плавки такой, чтобы содержа-
ние кремния в нем не превышало 1,5% при выплавке
176
стали марок 1—4X13 и 1,0% при выплавке стали марок
Х17, Х25, Х28, Х25Т.
После расплавления феррохрома шлак раскисляют
порошком 75%-ного ферросилиция или силикокальция
в смеси с известью, затем шлак скачивают. Общий рас-
ход ферросилиция на раскисление шлака примерно
4 кг/т. Температура металла перед скачиванием шлака
должна быть примерно 1600—1620° С по термопаре по-
гружения.
После скачивания шлака заводят новый, теперь уже
основной шлак из извести, плавикового шпата и шамо-
та и начинают его раскисление. Всего присаживают
10—12 смесей. Кокс добавляют в зависимости от со-
держания углерода в металле.
Рафинирование проводят под белым шлаком. Со-
держание закиси железа в шлаке через час от начала
рафинирования должно быть не более 0,5%. Плавку
выдерживают не менее 1 ч 10 мин под белым рассыпа-
ющимся шлаком.
За 8—10 мин до выпуска шлак раскисляют порош-
ком алюминия в количестве 0,8 кг/т в смеси с мелко-
дробленой известью. Перед выпуском плавки отбирают
пробу шлака, в которой должно быть не более 0,40%
FeO. Температура металла в ковше должна быть при-
мерно 1570—1600° С по термопаре погружения. Ниже
приведен хронометраж плавки с полным окислением
стали марки 2X13.
Состав шихты, кг:
лом углеродистый . . 32 500
отходы углеродистые . 19 000
чугун............... 4000
Итого............ 55500
15 ч 30 мин — включен ток.
17 ч 40 мин— в конце расплавления дано 600 кг железной руды,
1000 кг извести, 100 кг плавикового шпата. Распла-
вилось примерно 90% завалки, произвели подрезку
шихты кислородом.
17 ч 50 мин — взята проба 1: 0,64% С; 0,38% Мп; 0,28% Сг; 0,14% Ni;
0,18% Си; 0,048% S.
18 ч 00 мин — скачали 3/4 шлака под током, дано 1400 кг руды,
1000 кг извести, 100 кг плавикового шпата и 200 кг
шамота.
18 ч 10 мин — взята проба 2: 0,34% С; 0,015% Р.
18 ч 15 мин — дано 1200 кг руды и 400 кг извести, шлак сходит
самотеком.
12-27
177
18 ч 25 мин — взята проба 3: 0,14% С; 0,26% Мп; 0,010% Р.
18 ч 30 мин — взята проба 4: 0,12% С; 0,26% Мп; 0,13% Сг. Темпе-
ратура металла по термопаре погружения 1620° С.
18 ч 35 мин — скачали шлак начисто, дано 500 кг шамота и 9700 кг
малоуглеродистого феррохрома марки ФХ015.
19 ч 00 мин — дана раскислительная смесь: 100 кг 75%-ного ферро-
силиция п 500 кг извести
19 ч 10 мин — дана раскислительная смесь 100 кг 75%-ного ферро-
силиция и 500 кг извести.
19 ч 30 мин — скачали шлак-начисто, дано 1300 кг извести, 300 кг
плавикового шпата, 300 кг шамота и 40 кг кокса.
19 ч 35 мин — взята проба 5: 0,15% С; 0,32% Мп; 11,50% Сг;
0,19% Si. Дано 2300 кг малоуглеродистого феррохро-
ма, дана раскислительная смесь: 100 кг извести, 70 кг
кокса, 40 кг 75%-ного ферросилиция н 40 кг силико-
кальция.
19 ч 45 мин — взята проба 6: 0,17% С; 13,54% Сг. Дана раскисли-
тельная смесь: 100 кг извести, 40 кг 75%-ного ферро-
силиция и 40 кг силикокальция.
19 ч 56 мин — взята проба 7: 0,17% С; 13,54% Сг. Шлак белый. Со-
держание FeO 0,32%. Дана раскислительная смесь:
100 кг извести, 40 кг 75%-ного ферросилиция, 40 кг
силикокальция.
20 ч 06 мин — дана раскислительная смесь; 100 кг извести, 40 кг
75%-ного ферросилиция и 40 кг силикокальция.
20 ч 12 мин — дана та же раскислительная смесь.
20 ч 25 мин — взята проба 8: 0,20% С; 0,024% S; 0,27% Si. Дана та
же раскислительная смесь.
20 ч 35 мин — дано 400 кг малоуглеродистого феррохрома, дана та
же раскислительная смесь.
20 ч 55 мин — дана та же раскислительная смесь.
21 ч 05 мин — дана раскислительная смесь: 100 кг извести, 40 кг
75%-ного ферросилиция, 40 кг силикокальция и 52 кг
порошка алюминия.
21 ч 20 мин — выпуск плавки. Содержание FeO в выпускном шлаке
0,34%. Температура металла 1595° С. В ковш дано
52 кг А1.
Состав готового металла следующий: 0,20% С; 0,34% Мп;
0,36% Si; 12,80% Сг; 0,014% Р; 0,015% S; 0,17% Ni; 0,13% Си.
Общая длительность плавки — 5 ч 55 мин.
4. СПЛАВЛЕНИЕ МЯГКОГО ЖЕЛЕЗА И ФЕРРОХРОМА
Шихту составляют из мягкого железа с содержани-
ем углерода не более 0,05%,' фосфора — не более
0,020% и феррохрома марки ФХ005. На подину перед
завалкой присаживают 20 кг/т извести и 5 кг/т плави-
кового шпата. В начале плавления под электроды при-
саживают мелкодробленую известь и плавиковый шпат
в количестве примерно 10 кг/т.
Плавки шихтуют на получение в металле по рас-
плавлении не более 0,10% С, не более 0,020% Р и хро-
ма примерно на нижнем пределе.
178
После полного расплавления шлак раскисляют по-
рошком 75%-кого ферросилиция в смеси с известью.
Раскислительные смеси составляют примерно из
1,5 кг/т порошка ферросилиция и 3 кг/т извести. Рас-
кисление ведут до получения жидкоподвижного светло-
коричневого шлака, затем отбирают две пробы на пол-
ный химический анализ и шлак скачивают. Расход по-
рошка 75%-ного ферросилиция составляет примерно
4 кг/т.
После скачивания шлака присаживают известь
25 кг/т, плавиковый шпат 5 кг/т и шамот 5 кг/т. После
расплавления шлаковой смеси отбирают две пробы на
полный химический анализ и начинают раскисление
шлака порошком 75%-ного ферросилиция и силико-
кальция в смеси с известью. Раскислительные смеси со-
ставляют из 0,6 кг/т порошка ферросилиция и 0,6 кг/т
порошка силикокальция; 0,5—1,0 кг/т кокса и 2 кг/т из-
вести. Вторую смесь вводят через 6 мин после первой.
Последующие'смеси задают через 8—10 мин с таким
расчетом, чтобы получить белый шлак. Выдержка под
белым или слабо-карбидным шлаком должна быть не
менее 1 ч. При выплавке сталей, содержащих в своем
составе титан, ферротитан, присаживается в печь за
10—15 мин до выпуска. Содержание FeO в выпускном
шлаке не допускается более 0,50%.
Глава IX
ОСОБЕННОСТИ ВЫПЛАВКИ НЕКОТОРЫХ
НЕРЖАВЕЮЩИХ СТАЛЕЙ.
МЕТОДЫ УЛУЧШЕНИЯ КАЧЕСТВА МЕТАЛЛА
ПРИ ПЛАВКЕ В ДУГОВОЙ ПЕЧИ
1. ВЫПЛАВКА СТАЛИ С НОРМИРОВАННЫМ
СОДЕРЖАНИЕМ НЕМЕТАЛЛИЧЕСКИХ ВКЛЮЧЕНИЙ
Ко многим нержавеющим сталям предъявляются
повышенные требования по содержанию неметалличес-
ких включений. При выплавке такой стали принима-
ют ряд мер для более полного раскисления и рафини-
рования металла от газов, неметаллических включений
и серы.
Обычно стали, предназначенные в основном для из-
•12*
179
готовлепия турболопаток и дисков, выплавляют на пе-
чах с нехромированными подинами, где заправка про-
изводится отборным магнезитовым порошком без хро-
мистой руды. После выплавки стали типа Х18Н10Т или
сплава типа ЭИ703 проводят несколько промывных пла-
вок. Для легирования используют наиболее чистые по
примесям ферросплавы.
Плавки ведут, как правило, на шихте из чистых уг-
леродистых отходов, а также специальной паспортной
болванки с содержанием серы и фосфора не более
0,010% каждого. Получение низкого содержания кис-
лорода в металле достигается за счет предварительно-
го осадочного раскисления стали сплавами марганца
(на 0,25%) и кремния (на 0,10%), проплавления фер-
рохрома под известково-глиноземистым шлаком с по-
следующей его заменой на известково-флюоритовый,
систематического раскисления шлака порошками 75%-
ного ферросилиция, силикокальция, кокса (при низком
содержании углерода — древесного угля), применения
электромагнитного перемешивания, продувки металла
аргоном в печи перед выпуском или, что лучше, в ков-
ше через пористую пробку.
Особое внимание обращают на сохранение по ходу
рафинировки относительно невысокой температуры ме-
талла и на выдержку под белым шлаком не менее 1 ч.
Иногда применяют при разливке небольшие изложницы
(до 1 т) с конусностью 10%.
При выплавке нержавеющих сталей, предназначен-
ных для изготовления электрополированпых труб, в ка-
честве шихты используются только отходы нержавею-
щей хромоникелевой и хромистой стали, не легирован-
ные титаном, азотом, алюминием, бором, ниобием.
В период рафинировки ванну продувают аргоном
марки В и выше в количестве 2—3 м3/т через железные
трубки диаметром 19 мм при давлении 0,2 Мн1м2 (2 ат).
Применяют и другие технологические приемы, направ-
ленные па снижение содержания в металле карбидных
.и карбонитридных включений титана и ниобия; в част-
ности, вводят ферроцерий до легирования металла ста-
билизирующими элементами, защищают струю металла
при разливке аргоном и т. п. В связи с тем, что большое
количество азота вносится феррохромом, необходимо
применять сорта этого сплава с пониженным содержа-
нием азота.
180
2. ВЫПЛАВКА СТАЛИ
С НОРМИРОВАННЫМ ФАЗОВЫМ СОСТАВОМ
В практике электросталеплавильного производства
наблюдаются довольно значительные колебания мароч-
ного состава металла. Между тем известно, что нап-
лучшне свойства данной стали можно получить лишь
при строго определенном химическом составе металла,
либо при определенном соотношении содержаний эле-
ментов, т. е. при заданном фазовом составе.
Возможное сужение пределов химического состава
оказалось недостаточным для обеспечения в аустенит-
ных нержавеющих сталях строго определенного коли-
чества феррита (1—5%), при котором значительно
уменьшается трещиночувствительность, облегчаются ус-
ловия сварки и не наблюдается охрупчивания металла
при температурах 500—900° С, а также не затрудняет-
ся горячая деформация. Задача выплавки аустенито-
ферритной стали с заданным фазовым составом была
решена в ЦНИИТМаше [101]. При выплавке этих ста-
лей в промышленных электропечах емкостью 5—50 т на
свежей шихте с окислением и методом переплава от-
ходов с кислородом первоначальную корректировку со-
става металла производят [102] из расчета на следу-
ющее содержание основных элементов (табл. 15).
Таблица 15
Содержание элементов в нержавеющих сталях
при предварительной корректировке состава, %
Сталь С Мп Сг Ni Мо
Х16Н9М2 0,05—0,06 1,2 16,0 9,0 1,7
Х16Н11МЗ 0,06 1 ,2 16,0 10,5 2,25
Х18Н9 0,07—0,08 1,5 17,7 9,1 —
0Х18Н10 0,06 1,2 17,7 9,3 —
Э4Х17Н10М2 0,04—0,05 1,2 17,0 9,5 1,5
Х18Н10Т 0,08—0,09 1,2 17,7 9,3 —
Для отбора представительных проб перемешивание
металла производят путем продувки ванны аргоном
(расход 2,0 м3/т) или электромагнитным способом.
Оценку фазового состава металла по ходу плавки
делают на ферритометре ФЦ-2, которым определяют
181
степень магнитности специальных пальчиковых проб
металла. Для получения требуемого фазового состава
(1,5—3,5% феррита) производят долегирование метал-
ла с учетом следующих эквивалентных количеств леги-
рующих на 1% (абс.) доли феррита: 0,6% Сг; 0,6% Мо;
0,4% Ni; 0,02% С; 4,0% Мп.
При избытке феррита, естественно, вводят аустени-
тообразующие элементы, при его недостатке — ферри-
тообразующие. Обычно достаточно одной-двух коррек-
тировок, которые лишь незначительно удлиняют период
рафинировки. При указанной технологии разница меж-
ду содержанием a-фазы в пробе перед выпуском и в
ковше, где металл практически полностью усреднен, не
превышает 0,7%, при этом частичное повышение коли-
чества феррита вызвано присадкой перед выпуском
плавки или в ковш титана из расчета на 0,15—0,2% и
алюминия на 0,1 %
Значительно более трудной является выплавка нер-
жавеющих сталей переходного класса типа Х15Н9Ю
(СН-2) в электропечах большой емкости. Для получе-
ния требуемых свойств стали необходимо обеспечить
условную магнитность проб в очень узком интервале —
2—6 мв [103, 104]. Помимо контроля металла по про-
бам, важно стабилизировать усвоение алюминия. Раз-
работанная с нашим участием технология предусматри-
вает выплавку стали двумя основными методами: 1) на
свежей шихте с окислением углерода железной рудой
и кислородом; 2) методом переплава отходов с кисло-
родом.
Особенностью плавок по первому методу является
применение осадочного раскисления металла (присад-
ка 0,3% Si, 0,3—0,4% Мп и 0,1—0,12% А1) перед при-
садкой феррохрома, что обеспечивает лучшее раскисле-
ние металла и более стабильное содержание хрома по
ходу плавки. Металл перемешивается аргоном, а также
ЭМП. Корректировку плавки по магнитности начи-
нают до присадки алюминия. Если пробы имеют маг-
нитность в пределах 20—14 мв, то для снижения маг-
нитности па 1 мв присаживают 0,012% С, а при магнит-
ности в диапазоне 2—14 мв соответственно 0,002% С.
Задачей корректировки является получение 0,5—2 мв.
Например, если в первом анализе магнитность соста-
вила 17 мв, то присаживают углерод в количестве
(17—14)-0,0124-(14—2) • 0,002 = 0,060% или же хром и
182
никель в эквивалентных соотношениях (1% Ni = 30-
• % С, 1% Сг=40-% С). После добавки ферросплавов
тщательно перемешивают металл и после повторной
оценки проб на магнитность при необходимости делают
вторую более тонкую корректировку, учитывая при
этом эффект разбавления от добавки отдельных компо-
нентов. При выдержке металла для корректировки хи-
мического состава вводимую мощность поддерживают
на минимальном уровне, чтобы не допустить перегрева
стали.
В связи с окислением углерода на плавке до 0,03—
0,05%, несмотря па осадочное раскисление, угар хрома
на рафинировке превышает расчетный на 0,5—1,2%
(абс.), что учитывают при первичной расчетной добав-
ке хрома на 15,0—15,3%.
При магнитности проб 0,5—2 мв скачивают шлак
и вводят алюминий, затем смесь извести и шпата. По-
сле растворения алюминия и раскисления шлака тща-
тельно перемешивают металл и проверяют его на маг-
нитность, которая обычно возрастает на 8—10 мв.
Поскольку перед выпуском требуется обеспечить магнит-
ность проб 7—12 мв для сортовых и кузнечных и 3—
7 мв для листовых слитков, в последнем случае целе-
сообразно вместе с алюминием вводить феррохром или
никель для снижения магнитности на 3—4 мв. Выдерж-
ка с алюминием составляет 40—60 мин.
На переплавных плавках стремятся получить уже в
начале рафинировки около 0,05% С, 14,5—15,3% Ст
и 7,5—8,3% Ni. Благодаря этому количество предвари-
тельных корректировок сокращается до одной-двух,
а после присадки алюминия — до одной.
Поддержание оптимального температурного режима
(1570—1600° С) перед выпуском и раскисление выпуск-
ного шлака порошком алюминия (4—6 кг/т) обеспечива-
ют стабильное усвоение алюминия в пределах 60—80%
п содержание кислорода 0,002—0,003%. По описанной
технологии в настоящее время выплавляется большая
группа сталей с нормированным фазовым составом.
3. ВЫПЛАВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ,
ЛЕГИРОВАННЫХ АЗОТОМ
В последние годы наблюдается значительное расши-
рение сортамента и объема производства сталей, легиро-
ванных азотом. В зависимости от степени легирования
183
металла содержание азота может составлять от 0,1 до
0,8%. При выплавке азотистых нержавеющих сталей
специальными методами (в плазменнодуговых печах
в атмосфере азота и др.) возможно дополнительное вве-
дение азота в сталь. Для обеспечения высокого усвоения
азота и получения плотных слитков рекомендуется про-
изводить предварительный расчет растворимости азота
в сплаве.
В работе [105] предложены формулы, использование
которых позволяет достаточно достоверно рассчитать
растворимость азота в весьма сложнолегированпых си-
стемах:
lg [N] спл = — 1,225 - 1g
при = 79 кн)м2 (0,79 ат),
1g/сипл = 0,13 [С] + 0,047 [Si] — 0,02 [Мп] — 0,045 [Сг] —
— 0,10 [V] + 0,010 [Ni] — 0,067 [Nb] - 0,002 [W] —
— 0,01 [Mo],
где [C], [Si] и т. д. — содержание соответствующих эле-
ментов в расплаве, %.
Содержанйе азота в расплаве в зависимости от соста-
ва металла, атмосферы и температуры стали можно оп-
ределить с помощью графического метода, предложенно-
го А. И. Кондратьевым [106].
Исследования растворимости азота в расплавах нер-
жавеющих сталей, легированных хромом, марганцем
и другими элементами, освещены также в работах [107—
ПО]. Как правило, азот вводится в сталь в виде азотиро-
ванных ферросплавов: феррохрома и ферромарганца
(металлического марганца). Стали с азотом выплав-
ляют на свежей шихте или методом переплава отходов
хромистых, хромоникелевых плп хромомарганцевых
сталей.
В связи с необходимостью поддержания невысокой
и равномерной температуры металла в ванне сплавы
хрома и марганца присаживают небольшими порциями.
Сначала на плавке присаживают безазотистые сплавы,
обеспечивая максимально возможное предварительное
легирование металла хромом и марганцем, затем азоти-
рованный феррохром п последним — азотированный мар-
ганец. При наличии в составе стали ванадия, который
184
вводится обычно за 30—40лш« до выпуска плавки, азот
частично присаживают в металл после легирования вана-
дием.
Применяя азотистые материалы в виде спеченных че-
шуек или мелких кусков, предварительно подкачивают
шлак, а затем присаживают тяжелые кусковые ферро-
сплавы. Для лучшего усвоения азота активно раскисля-
ют металл. Так, после окисления металла и скачивания
шлака присаживают алюминий (1 кг/т), 45%-ный ферро-
силиций (6—8 кг/т) или сплав АМС (10 кг/т), затем вво-
дят сплавы хрома и марганца. При проплавлении ферро-
сплавов содержание кремния не должно снижаться ме-
нее 0,15%- Шлак раскисляют порошками или крупкой
кремнистых сплавов. Максимальная легированность ван-
ны до ввода азота проверяется расчетом или с помощью
экспресс-анализа металла. Температуру металла до на-
чала ввода азота ограничивают 1430° С. Для обеспече-
ния равномерной температуры металла в ванне приме-
няют электромагнитное перемешивание. В случае плохо-
го перемешивания металла или его перегрева при при-
садке азотированных ферросплавов ванна закипает, что
свидетельствует о выделении азота из металла вследст-
вие превышения предела растворимости в отдельных объ-
емах ванны. В этих случаях быстро снижают температу-
ру металла путем отключения печи и присадки резерв-
ных (доЗ% от массы жидкого металла) порций сплавов
хрома и марганца. Легированную азотом ванну активно
раскисляют через шлак порошками 75%-ного ферроси-
лиция и силикокальция до получения светло-коричнево-
го излома черепка шлака.
Электрический режим плавки тщательно рассчитыва-
ют таким образом, чтобы за время рафинирования тем-
пература металла повысилась, примерно на 50 град. Пе-
ред выпуском плавки (примерно за 10 мин) шлак раскис-
ляют при отключенной печи порошком алюминия (1 —
2 кг/т) в смеси с плавиковым шпатом и в металл вводят
на штангах металлический кальций (1 —1,5 кг/т). На не-
которых марках вводят также кусковый алюминий
(0,4 кг/т), ферроцерий (0,5 кг/т), ферробор (на 0,002%
бора по расчету). Шлак перед выпуском плавки подсту-
живают. Усвоение азота составляет 70—90%.
С целью утилизации отходов хромоникельмарганце-
вых азотистых сталей типа 0Х18Н5Г12АБ и
0Х20Н5АГ12МФ было изучено поведение углерода и азо-
185
та в процессе продувки хромомарганцевой ванны кисло-
родом [111]. Введение в шихту до 20% отходов с высо-
ким содержанием хрома, марганца и азота не оказало
существенного влияния на скорость обезуглероживания
при продувке ванны кислородом, в то время как при при-
садке большого количества отходов резко возрастал
угар легирующих элементов и удлинялась продувка.
Несмотря на различие в начальных концентрациях
углерода и азота, после продувки ванны кислородом со-
держание азота составляло 0,025—0,043% •
На основании полученных результатов авторы работы
[111] рекомендуют использование высоколегированных
азотсодержащих отходов (до 70%) при выплавке стали
в основных индукционных печах без применения кисло-
рода. При этом обеспечивается наиболее эффективное
использование всех легирующих элементов.
4. ВЫПЛАВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ
С МИКРОЛЕГИРОВАНИЕМ РЕДКОЗЕМЕЛЬНЫМИ
МЕТАЛЛАМИ И БОРОМ
Микролегирование стали находит все большее приме-
нение в металлургии благодаря значительной технико-
экономической эффективности этого метода улучшения
качества стали. На заводах и в научно-исследовательских
организациях за последние 10—15 лет выполнен большой
объем экспериментальных работ, результаты которых
широко освещены в литературе [112—114].
Эффективность РЗМ и бора в .основном проявляется
благодаря изменению следующих характеристик ме-
талла:
а) снижению содержания и переводу в тугоплавкие
соединения некоторых вредных цветных металлов (свин-
ца, сурьмы, висмута, олова, мышьяка и др.);
б) снижению содержания газов в стали (кислорода,
азота и водорода);
в) изменению макро- и микроструктуры стали в про-
цессе кристаллизации и при дальнейших переделах;
г) изменению диффузионной подвижности атомов.
В свою очередь эти параметры определяют такие
свойства стали, как горячая пластичность, жаропроч-
ность, свариваемость и т. п. Поэтому в результате микро-
легирования достигается улучшение как технологических,
так и служебных свойств стали.
186
Несмотря на некоторые предупредительные меры,
цветные металлы попадают из шихты и ферросплавов
(а иногда из шлаков и флюсов) в нержавеющую сталь
и серьезно ухудшают ее пластичность. М. В. Приданцев
и др. [114] объясняют это тем, что цветные примеси,
например свинец и его легкоплавкие соединения, распо-
лагаются по границам первичных кристаллов в литом
состоянии, ослабляют межзеренную связь, вследствие
чего при последующей пластической деформации возни-
кают грубые межкристаллитные трещины. Наиболее от-
рицательное влияние на свойства сталей при высоких
температурах оказывают легкоплавкие примеси, имею-
щие высокую температуру кипения, некоторую раствори-
мость в жидком состоянии и отсутствие растворимости
в твердом. По степени воздействия эти примеси распола-
гаются в следующем порядке: висмут, затем свинец, не-
сколько меньшее влияние оказывают сурьма, олово и
цинк. Чем больше легирована сталь, особенно никелем,
тем меньше в ней должно содержаться свинца.
Снижение содержания цветных металлов в промыш-
ленных условиях достигается за счет применения более
чистых шихтовых материалов и ферросплавов, а также
длительной обработки металла в вакууме. Однако этот
путь ведет к значительному удорожанию металла и не-
применим при массовом производстве рядовых нержаве
ющих сталей.
Отрицательное влияние легкоплавких примесей может
быть нейтрализовано добавкой в сталь щелочноземель-
ных и особенно редкоземельных элементов, однако эта
добавка должна быть соразмерной, а образующиеся ту-
гоплавкие и термически стойкие вещества менее
вредны.
Как известно, церий и бор обладают специфическими
физико-химическими свойствами, определяющими их ин-
тенсивное влияние на свойства стали [115—116]. Сопо-
ставление свойств церия и бора обосновывает вывод о
том, что церий п другие РЗЭ должны использоваться в
случаях, когда повышение качества металла обеспечи-
вается прежде всего за счет улучшения его раскпсленно-
сти, уменьшения содержания серы и изменения формы,
состава и распределения сульфидов и нитридов.
Редкоземельные металлы образуют с рядом вредных
примесей, в том числе н цветных металлов, достаточно
тугоплавкие соединения. Ниже представлены температу-
187
ры плавления соединений церия
тами:
с некоторыми элемен-
Соединения ...........
Температура плавления,
°C....................
СеО2 CeS Ce3Pb Ce4Bi3 Ce2Sri
1930 2450 1200 1630 1400
Высокая температура плавления соединений церия
позволяет не только связать в прочные соединения ука-
занные примеси, но и изменить кристаллизацию состав-
ляющих расплава, а именно: обеспечить расположение
вредных примесей внутри кристаллов.
Особым свойством соединений РЗЭ с кислородом
и серой является их высокая адгезия к шлаку, что спо-
собствует хорошей очистке металла при электрошлако-
вом переплаве.
Бор, являясь поверхностно активным элементом, кон-
центрируется в стали у границ зерен, упрочняя их, и
влияет на процесс фазовых превращений и другие диф-
фузионные процессы в сталях [5]. Кроме того, бор явля-
ется аустенитообразующим элементом.
Указанные свойства бора усиливают его влияние па
такие свойства стали, как пластичность, жаропрочность
и т. п. В то же время влияние бора, как раскислителя
и десульфуратора, невелико. Эффект воздействия РЗЭ
п бора существенно связан как со способом ввода этих
элементов в стали, так. и с количеством присаженного
вещества.
Как показали наши исследования, оптимальным коли-
чеством церия, вводимого в нержавеющие стали, явля-
ется 0,1—0,15% (по расчету). При меньших добавках
полезное действие церия (здесь и далее учитывается це-
рий с небольшими примесями других РЗЭ) заметно сни-
жается. Превышение этого количества приводит к уве-
личению общего содержания цериевых включений в ста-
ли и повышению ее вязкости, что затрудняет разливку.
При присадке в ковш после слива крекинговой стали
церия в количестве 1,5 кг/т возникли затруднения в раз-
ливке: затягивало ковшовый стакан. В случае необходи-
мости обеспечить в нержавеющей стали, стабилизиро-
ванной титаном, более равномерное распределение нит-
ридов оказалось наиболее технологичным применить
присадку церия перед вводом титана. Наши исследова-
ния [119] не подтвердили имевшихся в литературе со-
общений об эффективном действии окислов РЗЭ.
188
Усвоение церия металлом можно оценить лишь ори-
ентировочно, так как неизвестно его фактическое содер-
жание в ферроцерии (там указана сумма РЗЭ). Если
принять содержание церия в ферроцерии'80% (при сум-
ме РЗЭ 93—97%), то усвоение церия при вводе ферроце-
рия в хромистую сталь при присадке в ковш составляет
10%, в печь перед выпуском 5—6%. При вводе ферроце-
рия на 0,1% в печь перед выпуском стали Х18Н10Т ус-
воение составляло 15—20%, на струю 30% • Если ферро-
церий присаживать на струю и легировать сталь тита-
ном в ковше, то усвоение церия снижается до 15%’.
Оптимальной присадкой бора для микролегирования
стали следует считать 0,001—0,005%. Лучше всего вво-
дить бор в виде различных сплавов (лигатур) с содержа-
нием бора от 5 до 22% перед выпуском плавки в хорошо
раскисленный металл. Присадка бора в ковш и изложни-
цу преимуществ не дает и в то же время не гарантирует
его равномерного распределения. Повышение присадки
бора сверх оптимального количества может быть опас-
ным, поскольку при этом в металле образуется легко-
плавкая боридная эвтектика, располагающаяся по гра-
ницам зерен, которая при деформации слитков при высо-
ких температурах приводит к разрушению металла.
На заводах имели место случаи образования грубых
рванин и трещин в слитках нержавеющей стали типа
Х18Н10Т, шарикоподшипниковой и других сталей, содер-
жащих 0,006—0,007% бора (при обычной технологии).
Усвоение бора определяется степенью раскисленности
и легирования металла. Так, при присадке сплавов бора
в хорошо раскисленную сталь перед выпуском плавки ус-
воение бора составило 30—40% в конструкционных ста-
лях, 50—60% в нержавеющих и 80—90% в жаропрочных
сплавах. Усвоение бора из окислов бора при добавке
в хорошо раскисленную сталь составляет 20—40%
В настоящее время значительное количество металла
выплавляется методом переплава отходов, поэтому сле-
дует учитывать поведение микролегирующих элементов
в отходах. Установлено, что церий полностью окисляется
при переплаве отходов.
При переплаве конструкционных сталей, содержащих
до 0,01 % бора, с окислением кремния до содержания не
более 0,1% происходит полное окисление бора. То же
происходит при выплавке нержавеющей стали, содержа-
щей до 0,005% В с применением кислорода. Если в шихте
189
содержание бора составляет 0,01—0,025%, то в металле
остается до 0,005%' В. При больших исходных содержа-
ниях остаточная концентрация бора превышает 0,005%,
отмечается образование боридной эвтектики и разруше-
ние металла при прокатке. В связи с этим отходы сталей,
содержащих бор, должны выделяться в отдельные груп-
пы, а при микролегировании бором следует учитывать
остаточное содержание бора в стали [120].
Влияние церия и бора на свойства сталей нами изу-
чалось в лабораторных и промышленных условиях (вы-
плавка соответственно в индукционной печи ИВ-60 емко-
стью 45 кг и в дуговых электропечах емкостью 25—40 т).
При присадке церия в стали типа Х18Н10Т и
Х17Н13М.2Т макроструктура слитков массой 43 кг и
2,8 т не изменяется, сохраняя типичное транскристаллит-
ное строение [121].
Существенное влияние оказывает присадка ферроце-
рия (на 0,15%) на макроструктуру слитка и деформиро-
ванной стали Х8. Резко снижается протяженность зоны
и интенсивность осевых межкристаллитных трещин, рав-
номернее распределены сульфидные включения. Добав-
ка бора (на 0,005%) изменяет характер литой структу-
ры слитка стали 0Х23Н18. Зона столбчатых кристаллов
сокращается с 90 до 50 мм, толщина дендритов уменьша-
ется с 2,6 до 1,3 мм, а максимальный размер равноосных
кристаллов соответственно — с 36 до 16 мм [122]. Отме-
чено незначительное улучшение поверхности слитков нер-
жавеющей стали при вводе церия.
Присадка церия '(на 0,1% ) ведет к уменьшению тре-
щиночувствительности крупных листовых слитков мас-
сой 12 т стали Х17Н13М.2 — ЗТ [123]. Присадка церия
позволяет существенно повысить чистоту стали типа
Х18Н10Т: содержание кислорода снижается с 0,010—
0,012 до 0,003—0,005%; азота —с 0,020 до 0,013%. В ме-
талле с церием сетка карбонитридов, характерная для
обычной стали, дробится и опоясывает меньшее число зе-
рен, скоплений нитридов становится значительно мень-
ше, а размеры их мельче. В скоплениях наблюдаются
включения оксисульфидов церия. При присадке церия
на 0,1% перед вводом титана получено определенное из-
менение оценки стали Х18Н10Т по карбонитридным
включениям (табл. 16).
Добавка церия способствует устранению четко выра-
женного ликвационпого квадрата в макроструктуре про-
190
Таблица 16
Влияние технологии плавки на загрязненность
металла карбонитридными включениями
Вариант выплавки стали XI8H10T Балл по карбонитридным включениям
максимальный | средний
Обычная технология: переплав отходов Х18Н10Т с кислородом 3,91 2,72
Выплавка без использования отходов, легированных титаном 3,63 2,74
Обычная технология: переплав отходов Х18Н10Т с применением кислорода и с присадкой церия 2,95 2,42
ката нержавеющей стали, а также значительному —
почти па 50% —снижению содержания серы при повы-
шенном начальном содержании ее (более 0,012%). При
начальном содержании серы около 0,010% и добавке це-
рия на 0,10% десульфурация незначительна.
В крекинговой стали с присадкой ферроцерия на
0,15% отмечено снижение кислорода па 0,002% (с 0,005
до 0,003%), серы — с 0,013 до 0,009%. Загрязненность
сульфидными включениями уменьшается с балла 4—5 до
1—2 по шкале ГОСТ 1778-—62, при этом распределение
более равномерное по сечению штанги. В оксидных вклю-
чениях преобладают сложные включения церия, возрас-
тает доля кремнезема и снижается доля глинозема.
Добавка церия на 0,1% в сталь 00Х16Н15МЗБ при-
водит к изменению состава включений: максимальный
балл по глобулярным включениям по сравнению с обыч-
ными плавками снижается с 2,5 до 1,0, тогда как балл по
оксидам возрастает с 3,5 до 4,5. Учитывая лучшее удале-
ние при электрошлаковом переплаве включений окси-
дов, присадка церия может быть эффективна при полу-
чении металла для ЭШП.
Влияние микродобавки бора на содержание в нержа-
веющей стали кислорода, серы, азота и неметаллических
включений менее существенно. Так, например, при до-
бавке бора до 0,005% по расчету в сталь Х18Н9Т содер-
жание кислорода составляет 0,008% против 0,010—
0,012% на обычных плавках, а азота соответственно
191
0,015% против 0,020% [124]. В то же время бор актив-
нее действует на снижение количества a-фазы. В дефор-
мированном металле это влияние выявляется еще
сильнее.
Ниже приведено содержание феррита в литой стали
Х17Н13М2Т в зависимости от количества присаженного
бора (по расчету):
Количество приса-
женного бора,
1О-зо/о........ 1 3 5 10 30 50 70 100
Содержание фер-
рита, % ... .2,5 2,0 1,5 1,3 1,0 0,3 0 0
Отмечено утоньшенпе границ зерен при микролеги-
ровании стали церием и бором, а в стали Х23Н18 и из-
мельчение структуры слитка и зерна. Так, величина зер-
на в слябах стали Х23Н18 при добавке бора на 0,005%
уменьшается у поверхности с баллов 2—7 до 6—8, в
центре до 3—6 баллов. Для металла с добавкой бора
характерно более однородное зерно. При присадке бора
в сталь Х23Н18 полное растворение карбидов происхо-
дит при 1250° С, т. е. на 100 град выше, чем в стали без
бора [125]. Соответственно при более высоких темпера-
турах (1200—1250°С) начинается рост зерна аустенита.
Наиболее подробно изучено влияние присадок церия
и бора на горячую пластичность нержавеющих сталей.
В лабораторных условиях установлено некоторое повы-
шение пластических свойств стали Х18Н10Т при 1000—
1250°С в результате добавок церия и лантана на 0,1%.
Отмечено улучшение пластичности при 1000° С стали
Х17Н13М2Т при вводе 0,15% мишметалла. В производ-
ственных условиях нами проведено исследование прока-
тываемости листовых слитков массой 12 т стали Х18Н10Т
с присадкой в ковш 0,08—0,10% ферроцерия перед вы-
пуском. При этом одновременно снижали содержание
никеля с 10,0—10,4 до 9,02—9,8%'. Выплавку стали, на-
грев и прокатку слитков и слябов осуществляли по дей-
ствующей технологии. Прокатываемость слитков опыт-
ных плавок несколько ухудшалась по сравнению с
плавками валового производства, т. е. присадка церия не
компенсировала снижение никеля в стали Х18Н10Т.
При прокатке опытных слитков стали с содержанием
никеля 9,6—10,0%; нагретых по специальному режиму с
удлиненной аустенизирующей выдержкой, получены
удовлетворительные результаты по качеству металла.
192
Аналогичные данные получены и при прокатке слитков
массой 2,8 т.
Положительное влияние церия на горячую пластич-
ность стали Х18Н9Т в сочетании со специальным режи-
мом нагрева слабеет по мере снижения содержания ни-
келя и при 8,8%' Ni оно уже не выявляется.
Таблица 17
Отбраковка стали XI8H9T по рванинам
Технология Выплав- лено, т Отбраковано по рванинам, %
I пере- дел II пере- дел всего
Обычная 6115 0,49 0,14 0,63
Усовершенствованная с при- садкой бора 4198 0,05 0,02 0,07
Влияние бора на технологическую пластичность ока-
залось более эффективным. При присадке бора на 0,001 —
0,005% по расчету в сталь Х18Н9Т с содержанием нике-
ля 8,25—9,0% (в среднем 8,7%) хорошая пластичность
слитков достигнута при продолжительности нагрева под
прокатку 8 ч против 17 ч для обычных плавок. Брак ме-
талла по рванинам снизился в девять раз (табл. 17).
Присадка бора на 0,003% существенно повысила го-
рячую пластичность слитков массой 12 т стали 0X17Н7Ю
и сделала возможной их прокатку без рванин. Наибо-
лее подробно влияние бора на пластичность исследовано
настали (0) Х23Н18, которая проходит передел на слябы
и кованую заготовку и далее на лист и трубы. Уже лабо-
раторные опыты выявили более эффективное влияние
бора на пластичность по сравнению с церием. Результа-
ты исследования горячей пластичности методом круче-
ния и прошиваемости (рис. 60) свидетельствуют о росте
пластичности в металле с бором на 20—25%. Аналогич-
ные данные получены при исследовании методом горяче-
го разрыва и осадки образцов литой стали Х23Н18.
Многолетняя практика показала, что присадка бора
на 0,005% (по расчету) в сталь (0)Х23Н18 существенно
улучшает ее пластичность, увеличилась жаропрочность
стали (рис. 61).
Влияние присадки РЗМ на горячую пластичность
13—27
193
нержавеющих сталей Х17, Х17Н4, 0Х17Т, Х17Н9, Х17Н2,
Х17Н15, 0Х22Н5Т и др. освещено в работе [126].
Ряд работ посвящен влиянию кальция. По данным
[127], при вводе кальция в значительной степени удаля-
а — метод горячего скручивания; б — метод горячего раз-
рыва; 1 — слиток с бором; 2 — слиток без бора
Рис. 61. Длительная прочность стали
висимости от присадки бора:
1 — слиток с бором; 2 — слиток без бора
Рис. 60. Влияние присадки бора на горячую пластичность
стали Х23Н18:
ется кислород, за счет восстановления окислов кремния,
хрома и алюминия в два-четыре раза снижается общее
количество неметаллических включений, в пять-шесть
раз снижается содержание водорода.
М. Ф. Сидоренко и другие [128, 129] связывают улуч-
шение горячей деформируемости, пластичности при ком-
натной температуре, свариваемости стали с действием
кальция как поверхностно активного элемента, изменя-
194
ЯУ-
ющего строение границ зерен и количество выпадающих
охрупчивающих фаз.
Действие лантана идентично церию [130]. Весьма
перспективно комплексное микролегирование церием и
бором, которое позволяет повысить жаропрочность. Из-
мельчение зерна, сокращение зоны столбчатых кристал-
лов, более равномерное распределение вторичной фазы,
получение неметаллических включений более благопри-
ятной формы являются следствием микролегирования
[131]. Хорошие результаты получают и при вводе бора
вместе с кальцием. Вопросам микролегирования нержа-
веющих сталей посвящены также работы [132—134 и
17 др.]. Следует полагать, что дальнейшие исследования
позволят найти наиболее оптимальные формы модифи-
К цирования металла и дополнительно улучшить его ка-
чество.
5. РАФИНИРОВАНИЕ НЕРЖАВЕЮЩЕЙ СТАЛИ
СИНТЕТИЧЕСКИМИ ШЛАКАМИ
В последние годы в СССР успешно применяется ра-
финирование стали путем обработки ее в ковше жидким
синтетическим известково-глиноземистым шлаком. В
1968 г. с применением этого способа было выплавлено
более 1,0 млн. г стали различного назначения [135].
Хотя в основном синтетическими шлаками обрабаты-
вают в ковше шарикоподшипниковые и конструкционные
стали, ряд исследований был проведен и по рафинирова-
нию нержавеющих и крекинговых сталей. На ЧМ.З в
ЮО-г дуговых печах обрабатывали сталь Х18Н10Т из-
вестково-глиноземистым шлаком обычного состава:
50—55% СаО, 45% А12О3, не более 2%' SiO2 и 0,5%FeO.
Ферротитан полностью вводили в печь с наведением в
ней перед этим известково-глиноземистого шлака (до
1%). При проведении 13 опытных плавок на двух до-
полнительно добавляли ферроцерий, на двух — силико-
кальций и на одной —силикоцирконий. Средний уровень
содержания серы на опытных плавках составлял
0,0054%, на обычных 0,0094%. При одинаковых услови-
ях легирования титаном его усвоение увеличилось до
55% против 47% на обычных плавках (стабильность ус-
воения повысилась до 48—60%', что является успехом
при выплавке стали в ЮО-г печах, где усложнено раскис-
ление металла и его усреднение по составу и температу-
ре). По данным УралНИТИ, металл, обработанный син-
13* 195
тетическим шлаком, отличается более низкими и ста-
бильными показателями пораженности бесшовных труб
внутренними пленами. Брак по пленам по сравнению с
обычным металлом снизился с 20,0 до 10,7%, улучши-
лись эксплуатационные свойства труб, в частности дли-
тельная прочность опытного металла при 700° С возросла
в 1,5—2 раза. Повышение качества металла, по данным
работы [135], связано с уменьшением количества ферри-
та и ультрамикроскопических неметаллических включе-
ний типа карбосульфидов, карбонитридов и нитридов,
а также с тщательным очищением границ зерен от этих
включений.
Аналогичные данные были получены при исследова-
нии качества трубной заготовки крекинговой стали Х5М,
обработанной синтетическим шлаком; общий брак труб
по металлургическим дефектам снизился на 50%, ис-
правимый брак по внутренним пленам — вдвое. Возрос-
ла горячая пластичность и длительная прочность стали.
При проведении опытно-промышленных плавок стали
Х18Н10Т на ЗМЗ получено снижение содержания серы
[до 0,006% (абс.) ], повышение пластичности, а также
стабилизация содержания титана при повышении его
усвоения примерно на 10%.
Глава X
ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
В ДРУГИХ ПЛАВИЛЬНЫХ АГРЕГАТАХ
1. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
С ПРИМЕНЕНИЕМ КИСЛОРОДА
В КИСЛЫХ ДУГОВЫХ ПЕЧАХ
Кислые дуговые печи для выплавки нержавеющей
стали, как правило, имеют небольшую емкость и приме-
няются в литейных цехах машиностроительных заводов
для выплавки металла, предназначенного для литья. Бо-
лее высокая производительность этих печей и меньшие
эксплуатационные расходы делают эти печи удобными
агрегатами для получения малых порций металла.
Однако в печах с кислой футеровкой сера и фосфор
практически не удаляются, что требует подбора чистых
по сере и фосфору шихтовых материалов.
ые
Особенности выплавки нержавеющей стали с приме-
нением кислорода в кислых дуговых печах освещены в
монографии [39]. На основании накопленного опыта бы-
ло рекомендовано начинать продувку кислородом при
температуре ванны не ниже 1730° С и вести ее с постоян-
ной интенсивностью, регулируя общий расход кислорода
Рис. 62. Зависимость между концентрациями углерода и
хрома при различных температурах в конце окислительно-
го периода:
/ — основные печи; 2 — кислые печи
изменением продолжительности продувки. При расчете
окончательных корректирующих добавок феррохрома
(без проверки химического состава ванны) учитывается
количество израсходованного кислорода, содержание
углерода в ванне и марка стали (влияние никеля). Ниже
приведены особенности проведения плавок стали типа
Х18Н9 массой 680 кг в кислой дуговой печи завода Ку-
пер Эллой Фаундри в Хиллсайде (США).
В шихтовых материалах (литники, выпоры, стружка
и т. п.) содержалось около 17%! Сг и 0,2% С. После рас-
плавления (30 мин) шихты ванну подогревали до 1650° С
и затем вводили кислород в течение 2,5 мин со скоростью
4,7 м3!мин. Перед продувкой отключали ток, который не
197
использовали до конца плавки. После продувки в печь
вводили низкоуглеродистые феррохром, ферромарганец
и 50%'-ный ферросилиций. После перемешивания через
5,5 мин от конца продувки плавку при температуре не
ниже 1700° С выпускали в ковш. Общая масса добавок
15%', длительность всей плавки 45—55 мин.
На рис. 62 приведена зависимость хром — углерод —
температура для основного и кислого процессов плавки,
из которой видно, что при одинаковой концентрации хро-
ма и температуре равновесное содержание углерода при
кислом процессе несколько больше.
2. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
В КИСЛОРОДНЫХ КОНВЕРТЕРАХ
Одной из наиболее характерных тенденций современ-
ного сталеплавильного производства является развитие
кислородно-конвертерного процесса. В конце 1969 г. об-
щая мощность кислородно-конвертерных цехов во всем
мире составляла 236 млн. т.
В последние годы происходит заметное расширение
сортамента сталей, выплавляемых в конвертерах. При
этом наблюдается стремление к освоению -котельных,
электротехнических, пружинных и других легированных
сталей, а также нержавеющей стали ферритного и аусте-
нитного классов [136—138].
Наметились три основных варианта технологии кон-
вертерной плавки при производстве нержавеющей стали:
1) традиционная технология (продувка, раскисление и
легирование); 2) продувка высокохромистых расплавов;
3) использование вспомогательных агрегатов, например
вакуум-камер.
При плавке по первому варианту в перегретую неле-
гированную ванну после продувки добавляли низкоугле-
родистый феррохром. В связи с низкой температурой
ванны после растворения хрома (около 1650° С) и при
малой продолжительности процесса не обеспечивалось
удовлетворительное раскисление металла, содержащего
примерно 12%' Сг. Ввод жидкого феррохрома, осуществ-
ленный на заводе Нисеин Сейко в Японии, также не по-
зволил достичь высоких технико-экономических и каче-
ственных показателей.
На основании избирательного окисления углерода в
условиях высокой температуры (более I8600 С) и кон-
198
центрации углерода более 0,15%' при 18% хрома фирма
Джойс эпд Лафлин Стил ^США) применяла следующую
технологию: в период продувки жидкого чугуна обычно-
го состава на 12-й и 16-й минутах присаживали высоко-
углеродистый феррохром. Корректирующие добавки хро-
ма после продувки состояли из пизкоуглеродистого фер-
рохрома, силикохрома и отходов нержавеющей стали.
Общее извлечение хрома при этом составляло 78—86%.
В Японии применили в конце плавки метод легирую-
щей продувки с присадкой хромокремнистых ферроспла-
вов и достигли выхода хрома 95%1 Дефосфорацию про-
водили до присадки хрома с тщательным скачиванием
шлака.
Оригинальная технологическая схема применена на
заводе в Мидленде (США). Выплавленный в доменной
печи высокохромистый чугун (14—15% Сг) заливают в
180-т миксер с индукционным подогревом для выравни-
вания состава чугуна, а затем продувают его в конверте-
ре до критического содержания углерода, ниже которо-
го начинается интенсивное окисление хрома. Предусмот-
рено дальнейшее внепечное вакуумирование расплава
порционным способом. Фирмой Джонс энд Лафлин
Стил (США) создан также ЛАМ-процесс: получение
высокохромистого чугуна в вагранке горячего дутья, ра-
ботающей на шихте из лома нержавеющей стали и высо-
коуглеродистого феррохрома, в доменной или электро-
доменной печах — из хромитовой руды. Никель вводится
либо с ломом нержавеющих и других сталей, либо с ни-
келевым агломератом. Наилучший полупродукт, содер-
жащий 0,3—0,6%' Si, получали в вагранке.
В 4;5-т конвертер заливали хромистый чугун после
ввода извести. По ходу продувки в металл периодически
добавляли порции хромитовой руды и извести. Расход
руды определялся температурными условиями плавки и
заданным содержанием хрома и углерода. В конце про-
дувки жидкий шлак выпускали в ковш, раскисляя струю
шлака кремнистыми сплавами. Смесь полученного ме-
талла и шлака [(Сг) < 10%] снова заливали в конвер-
тер для дальнейшего раскисления шлака. Температуру
металла регулировали присадками лома нержавеющей
стали. При необходимости добавляют никель, а при вы-
пуске из конвертера — марганец. Основные показатели
ЛАМ-процесса приведены в табл. 18.
ЛАМ-процесс позволяет выплавлять стали с 0,02—
199
Таблица 18
Основные показатели выплавки нержавеющей стали ЛАМ-процессом
Показатели Условный номер плавки
1 1 2 1 3 1 < 1 5
Содержание в чугуне, %:
хром 17,85 15,46 13,65 17,28 16,30
никель 6,14 7,12 6,10 — —
кремний 0,36 0,30 0,23 0,51 0,47
углерод 4,70 5,30 4,35 5,18 4,74
Основность шлака в конце продувки кислородом . . . 5,9 7,4 9,4 5,4 5,5
Содержание в металле после продувки, %:
хром 13,02 13,05 6,47 14,92 10,36
углерод . 0,06 0,06 0,08 0,08 0,08
Добавка ферросиликохрома, кг/т стали 56 59 71 59 63
Содержание в стали, %:
хром 18,93 19,41 18,55 17,99 17,15
никель . 10,00 8,01 8,60 — —
кремний 0,41 0,58 0,34 0,30 0,31
Содержание хрома в скачен- ном шлаке, % 1,3 2,75 5,9 3,3 4,5
Потери хрома в конечном шла- ке, % от всего загруженного
хрома 0,8 1,6 4,4 2,4 3,6
0,03% С при ухудшении усвоения хрома на 3—5%/ Годо-
вое производство цеха с двумя 45-т конвертерами может
превысить 270 тыс. т [139]. Способ продувки жидкого
металла смесью кислорода с аргоном разработан в
США. В дуговой электропечи расплавляют стальной лом
и легирующие, затем заливают металл в конвертер
с донным дутьем, через фурмы вдувают смесь аргона с
кислородом и доводят металл до требуемого состава без
добавок низкоуглеродистого феррохрома, после чего
сталь выпускают в ковш.
Хорошая воспроизводимость конечных параметров
позволила исключить выдержку плавки в ожидании апа-
200
лиза и присаживать окончательные добавки легирую-
щих по данным о составе металла до начала продувки.
Использование дуплекс-процесса (дуговая печь — кон-
вертер) увеличило производство нержавеющей стали
вдвое и обеспечило получение металла, не уступающего
по чистоте и свойствам обычному электропечному. Основ-
ные показатели плавки в опытном конвертере емкостью
13,5 т приведены в табл. 19.
Таблица 19
Показатели плавки хромистого расплава при выплавке
в кислородном конвертере
Показатели Время от начала процесса, мин Темпе- ратура, °C Содержание, %
С Сг Ni
Заливка металла в кон- вертер 0 1649 0,40 17,28 10,06
Конец продувки * . . . 52 . 1727 0,08 15,75 10,21
Перемешивание и вы- держка ** 67 1649 0,02 17,17 Не опре- деляли
Выпуск в ковш . . . 87 1602 0,014 17,08 10,69
* В этот период добавляли 1,36 кг SiMn, 227 кг SiCr и 91 кг Ni.
** В этот период вели продувку одним аргоном.
Количество вводимого кислорода следующее: на
0,01% С требуется 1,42 м3, на 0,01% Si 1,12 м3, на окис-
ление железа, хрома и марганца 85 м3. Кислород во вре-
мя первого периода подают с интенсивностью 7,08 м31мин,
аргон 3,54 м3!мин. Во втором периоде это соотношение
меняется на обратное, а длительность продувки зависит
от содержания углерода.
Извлечение хрома из легированного расплава состав-
ляло около 97%, расход кислорода 20,5 м3/т и аргона
17,2 м3/т.
На заводе Эдельштальверк Виттен (ФРГ) разрабо-
тан процесс ЛДВ. В вагранке горячего дутья с основным
шлаком выплавляют чугун из легированного лома или
высокоуглеродистого феррохрома. Затем чугун проду-
вают в конвертере и после падения пламени сливают
сталь в промежуточный ковш, удерживая шлак в кон-
201
вертере. По результатам экспресс-анализа металла уста-
навливают режим вакуумирования. Снижение содержа-
ния углерода с 0,10—0,24 до 0,02—0,05% обеспечивается
перемешиванием металла аргоном, который вдувают че-
рез установленную в днище ковша пористую пробку,
и присадками железной или хромистой руды в качестве
источника кислорода. При общей продолжительности ва-
куумирования 15 мин температура стали снижается поч-
ти на 100 град. Для получения низких концентраций кис-
лорода сталь раскисляют твердыми раскислителями.
Степень использования хрома составляет 87%, при этом
95% Сг шихты получено из дешевых материалов.
В обзоре [137] приведены данные, подтверждающие
высокие качественные показатели конвертерной нержаве-
ющей стали.
В СССР разработка технологии выплавки нержавею-
щей стали проводилась под руководством акад. А. М. Са-
марина [140]. Проведенные исследования и промышлен-
ное осуществление некоторых способов позволяют счи-
тать наиболее перспективным производство нержавею-
щих сталей дуплекс-процессом электропечь — конвертер
с использованием аргона при продувке и вакуумиро-
вании.
3. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
В ОТКРЫТЫХ ИНДУКЦИОННЫХ ПЕЧАХ
Выплавка нержавеющей стали в открытых индукци-
онных печах осуществляется методом сплавления или
методом переплава отходов. Наиболее часто индукцион-
ная плавка используется в машиностроении. Как извест-
но, при выплавке стали в индукционных печах отсутству-
ет науглероживание электродами, металл меньше насы-
щается азотом (благодаря отсутствию дуг и малопод-
вижному шлаку) и наблюдается меньший угар легирую-
щих элементов.
В то же время в индукционных печах, в том числе с
основной футеровкой, протекание процессов дефосфора-
ции, десульфурации и диффузионного раскисления в зна-
чительной мере затруднено низкой температурой шлака.
Ведение плавки основывается на расчете, в связи
с этим важно обеспечить подбор требуемой шихты с из-
вестным составом. Общие вопросы плавки стали в откры-
тых индукционных печах изложены в монографии [66].
Угар хрома при выплавке хромистой стали составляет
202
5—8% против 13—15% при выплавке в дуговой печи.
Угар углерода при переплаве стали с 1%! С составляет
5—10%, марганца 10—40%. В. А. Камардин и др. [141]
изучали особенности выплавки низкоуглеродистой аусте-
нитной нержавеющей стали, стабилизированной ниобием.
Опытные плавки проводили в основной 7-т индукци-
онной печи завода «Днепроспецсталь» методом сплавле-
ния мягкого железа ЭП355, вакуумтермического ферро-
хрома, никеля НДС, металлического молибдена, марган-
ца и феррониобия. Опробовали два варианта плавки:
1) присадку основного количества феррохрома в за-
валку. Шлак раскисляли порошком алюминия в количе-
стве 7—8 кг/г, перед выпуском в металл вводили куско-
вой алюминий (0,8 кг/г);
2) основное количество феррохрома присаживали
в предварительно раскисленный кусковым алюминием
(0,5—0,8 кг/г) металл под шлак. Все остальные легиру-
ющие добавки (молибден, никель, феррониобий) также
вводили в жидкий металл под шлак. Шлак на всех плав-
ках наводили из извести (17—18 кг/т) и плавикового
шпата (1,5—2 кг!т). Известь содержала 0,3—0,5% С (оп-
ределяли объемным методом).
Путем составления баланса было установлено, что из-
весть вносит 10—34% всего углерода, в результате чего
металл науглероживается на 0,002—0,003%.
Основным источником азота в стали является азот ат-
мосферного воздуха (40—60%) и феррохрома (20—
40%). Наименьшее содержание азота в стали (0,030%)
получили при использовании феррохрома с минимальным
содержанием азота и ввода сплава в жидкий металл
(второй вариант).
Качество получаемого металла было удовлетвори-
тельным по макроструктуре, механическим свойствам
Оценка неметаллических включений в готовой стали
представлена в табл.20.
Нами [142] изучалась технология выплавки стали
Х18Н10Т в 1,4-т индукционной печи с хромомагнезитовой
футеровкой с порционным отбором металла для разлив-
ки (по 200 кг). Выплавку проводили методом сплавле-
ния.
Наибольшие трудности вызвало легирование металла
титаном. Установлено, что через 0; 11; 25; 35 и 44 мин
после присадки 27% ферротитана содержание титана
в стали было 0,96; 0,69; 0,58; 0,52 и 0,33%. В связи с этим
203
Таблица 20
Неметаллические включения в стали 00Х16Н15МЗБ
Плавка Включения по ГОСТ 1778, балл Включения, выде- ленные электро- лизом, %
окислы-Ь силикаты сульфиды гло- були нитриды и карбо- нитриды ниобия всего в том чис- ле нитри- ды
Индукцион- 3,0—4,5* 1,0—2,5 1—5,0 0,5 0,0574 66,18
на я 2,1 0,71 1,20 0,36
Дуговая 3,0—3,5 1,0 2—3,0 0,5—1,5
1,35 0,6 1,16 0,83
* В числителе — минимальные и максимальные значения, в знаменателе —
средние.
была предложена технология легирования стали губкой
металлического титана, которая присаживалась в каж-
дый ковш непосредственно перед выпуском металла. До-
бавки корректировали с учетом емкости ковша и темпе-
ратуры металла. Такая технология обеспечила стабильное
усвоение титана и его оптимальное содержание в стали,
ограниченное требованиями по коррозионной стойкости
и по склонности стали к пленообразованию в отливках.
Легирование титаном в ковше целесообразно произво-
дить и при выплавке стали в крупных индукционных
печах.
Важную роль играет предварительное и конечное рас-
кисление металла. Например, повышение остаточного со-
держания алюминия в стали 00Х16Н15МЗБ до 0,10—
0,16% способствовало снижению оксидных и глобуляр-
ных включений.
Можно полагать, что с расширением производства
низкоуглеродистых нержавеющих и других сталей вы-
плавка в основных индукционных печах получит разви-
тие, тем более что стойкость основного тигля достигла
25—30 плавок. Особенно перспективны индукционные
печи при работе на жидкой завалке — заливке в них глу-
бокообезуглероженного железо-никель-молибденового
полупродукта. Увеличение емкости этих печей, оборудо-
вание их сводами, дополнительный подогрев шихты
204
и шлака с помощью плазмотронов будут также способ-
ствовать расширению производства стали в индукцион-
ных печах.
4. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
В ВАКУУМНЫХ ИНДУКЦИОННЫХ ПЕЧАХ
В вакуумных индукционных печах (ВИП) выплавля-
ют нержавеющие и жаропрочные стали повышенного ка-
чества для деталей ответственного назначения. Наиболее
часто вакуумная индукционная плавка применяется при
получении фасонных отливок и слитков для последующе-
го передела на листы, трубы и фасонный прокат. В пос-
ледние годы ВИП используют для получения электродов
с последующим переплавом их в электрошлаковых и осо-
бенно в вакуумно-дуговых и электроннолучевых печах.
Емкость вакуумных индукционных печен непрерывно
растет: в течение 10—15 лет наблюдался рост емкости
с 10—100 кг до 30—60 т. Для выплавки нержавеющих
и жаропрочных сталей используют тигли из окиси цирко-
ния, магния или корундизовые. Теоретические основы
и металлургические возможности вакуумной индукцион-
ной плавки изучены Б. В. Линчевским *.
Исследование раскислительной способности углерода
в вакууме показало, что достаточно выдерживать металл
при давлениях порядка нескольких сотен ньютонов на
квадратный метр (мм рт. ст.), при этом раскислительная
способность углерода в железе меньше зависит от дав-
ления над металлом, чем в железохромоникелевых спла-
вах. Снижение поверхностного натяжения в жидких
сплавах по сравнению с чистым железом обусловливает
меньшее значение упругости СО в образующемся пузыре.
Важную роль играют обменные реакции металла с футе-
ровкой тигля. Если взаимодействие кислорода и оксид-
ных включений с углеродом ведет к очищению металла
от кислорода, то при реакциях с футеровкой кислород
переходит в металл. Практически в первые 20—30 мин
плавки в печи емкостью 10 кг скорость первого процесса
наибольшая и при этом содержание кислорода в метал-
ле достигает минимального значения, а затем либо не
изменяется, либо чаще всего возрастает.
В диапазоне остаточных давлений 6700 и 2,66 hIm2
(50*1 и 0,02 мм рт. ст.) и температур 1500 и 1600° С
Линчсвский Б. В. Автореферат диссертации. Москва, 1970.
205
Б. В. Линчевским было установлено, что в тигле из А120з
минимальное значение кислорода (0,006%) в стали Х17
достигается при давлении 2,66 н!м2 (0,02 мм рт. ст.),
в тигле из MgO — 0,002% О — при давлении 133 «М2
(1 мм рт. ст.), а в тигле из ZrO2 — 0,003% О — при дав-
лении 133 н)м2 (1 мм рт. ст.). Во всех плавках при давле-
нии 6700 н!м2 (50 мм рт. ст.) содержание кислорода уве-
личивалось. С повышением температуры содержание
кислорода в металле росло, так как возрастала раство-
римость кислорода в железо-хромистых расплавах и по-
вышалось воздействие горячего металла на огнеупорную
футеровку тигля. Кинетика обезуглероживания в ВИП
характеризуется линейной зависимостью скорости реак-
ции от концентрации углерода. С понижением давления
над металлом скорость раскисления и обезуглерожива-
ния возрастает: например в стали Х17 (тигель из ZrO2)
константа скорости возросла с 5,25-10~4 до 7,05-10-4
1/мин при изменении давлений с 133,3 до 2,66 н/м2 (с 1
до 0,02 мм рт. ст.).
Наиболее интенсивно обезуглероживание стали типа
Х18Н9 протекает в малых вакуумных индукционных пе-
чах (до 10 кг). Чем крупнее печь, тем медленнее идут
процессы обезуглероживания, в связи с чем появляется
необходимость присадок железной руды (печь емкостью
150 кг) и газообразного кислорода (печи емкостью 0,5 т
и выше).
Раскисление металла в вакуумной индукционной печи
осуществляют сильными раскислителями (алюминием,
церием и их сплавами), так как марганец и кремний не
могут раскислить сталь, содержащую углерод. Введени-
ем алюминия илй' алюминия совместно с церием можно
достичь содержания кислорода в стали Х18Н9Т около
0,003%.
Вакуумная индукционная плавка является весьма эф-
фективной для удаления из металла азота и водорода.
Эксперименты, проведенные Б. В. Линчевским, пока-
зали, что скорость дегазации для водорода составляет
3,8-10-7 г/{см2-сек), для азота 4,8-10~6 г/{см2-сек), тог-
да как расчетные значения скоростей были выше, соот-
ветственно: 1,01-Ю-2 и 6,35 10~2 г/(см2-сек); опыты и
расчеты проведены при условиях: температура 1600° С,
давление водорода в камере печи 133,3 н/м2 (1 мм рт. ст),
азота 0,0133 н!м2 (10~4 мм рт. ст.), содержание в металле
водорода 3 см2/100 г, азота 0,03%.
206
Было установлено, что лимитирующим звеном для
процесса дегазации является диффузия вещества в по-
верхностном слое или десорбция. Коэффициенты диффу-
зии азота и водорода приведены в табл. 21. На скорость
удаления азота большое влияние оказывает содержание
кислорода и серы, а также перемешивание металла.
В связи с этим продувка жидкого металла газами~типа
пропана, способствующая снижению содержания кисло-
рода и перемешиванию металла, интенсифицирует про-
цесс деазотации. Например, при выплавке в 50-кг ВИП
нержавеющей стали 000Х18Н12 с продувкой пропаном
константа скорости удаления азота возросла до (2,7—
]5)-]О4 сек-1 против 1,34-10—4 сек-1 при простой вы-
держке металла.
Таблица 21
Коэффициенты диффузии азота и водорода в сплавах
Fc—Сг и Fe—Сг—Ni (данные Б. В. Линчевского)
Газ Сплавы D-10 3, см?/сек, при t, °C
1500 1550 1600 | 1650
Азот Fe—Сг Fe—Сг—Ni 0,37 0,46 0,54 0,61 0,76
Водород Fe—Сг Fe—Сг—Ni — 5,7 4,06 6,7 5,3 7,5 8,1
Удаление серы при вакуумной плавке в принятых на
практике условиях невелико, так как скорость испарения
серы составляет около (2—7)-10—5 сек-1. Значительно
полнее и быстрее процесс десульфурации в вакууме про-
текает при использовании шлаковых реагентов, при этом
наиболее интенсивно удаление серы происходит в первый
период плавки (расплавление), когда бурно выделяется
окись углерода [143].
Исследования С. Е. Волкова и др. [143] показали, что
шлаковая смесь, состоящая из извести и шпата (9:1)
с размером кусков 10—15 мм и вводимая на дно тигля
перед загрузкой металлической шихты в количестве 2—
3% от массы садки, позволяет весьма эффективно про-
вести десульфурацию нержавеющей стали (степень де-
сульфурации 72—82% при конечном содержании серы
0,002—0,004%).
207
С понижением содержания углерода в нержавеющей
стали с 0,06—0,09 до 0,02—0,03% необходимо для ус-
пешной десульфурации снижение остаточного давления
с 133,3 до 1 н/м2 (с 1 -мм рт. ст. до сотых долей мм
рт. ст.).
Таблица 22
Константы скоростей испарения примесей из жидкого металла
при давлении 0,133 н/м2 (10-3 мм рт. ст.)
Сплав Темпе- ратура Константа скорости испарения (10 3 см/сек)
Си Sn Pb Bi Сг
Fe 1600 9 2,63 — — —
Fe-Cr 1600 3,1 3,75 4,16 4,24 0,172
Fe—Сг—Ni 1650 6,1 — 8 — 0,34
При вакуумной плавке происходит испарение химиче-
ских элементов из ванны, которое зависит от давления в
камере печи, температуры металла, удельной поверхно-
сти контакта, упругости пара элемента и длительности
процесса плавки. Константы скоростей испарения приме-
сей из жидкого металла, по данным Б. В. Линчевского,
приведены в табл. 22.
При вакуумно-индукционной плавке нержавеющей
стали испарение хрома составляет 3—4%, а марганца
70—80% исходной концентрации, не происходит измене-
ния концентрации кремния и фосфора, несколько возра-
стает содержание никеля. Особенности выплавки нержа-
веющих сталей в вакуумных индукционных печах
освещены в монографии [144], обзорах [145, 146] и дис-
сертационных работах А. Г. Шалимова, Ю. В. Таракано-
ва, А. Л. Соболевского.
Обычно мягкое железо и отходы нержавеющих и дру-
гих сталей, часть ферросплавов (сплавы хрома, никеля,
молибдена, кобальта) присаживают в тигель при откры-
той печи, при этом тугоплавкие компоненты шихты за-
гружают в середину тигля. Присадку ванадия, титана,
углерода, бериллия, алюминия производят через дозатор
после создания в печи вакуума.
Вакуумирование начинают одновременно с включени-
ем тока. При значительной окисленности шихты в печь
подают аргон или гелий и расплавление ведут в атмосфе-
ре нейтрального газа, после чего начинают вакуумиро-
вание.
208
Раскисление металла производят через дозатор после
достаточной дегазации металла и при достижении тре-
буемой температуры металла при выпуске плавки. Мар-
ганец вводят в сплав в конце во избежание больших его
потерь на испарение.
Выплавленный в ВИП металл разливают, как прави-
ло, в вакууме и лишь в некоторых случаях при отливке
сложных сплавов — в атмосфере аргона. Усвоение леги-
рующих элементов при плавке нержавеющей стали, по
данным [147], составляет: хрома, никеля, вольфрама и
кобальта 100%, бериллия 95%, углерода 80%. Содер-
жание водорода снижается по сравнению с обычной
сталью в шесть-семь раз, азота — в полтора-два раза,
кислорода — в четыре-пять раз, вредных примесей; вис-
мута на 40%, мышьяка на 45%, свинца на 60%, олова на
55%!, меди на 75%.
Если ранее нержавеющую сталь в ВИП получали ме-
тодом сплавления мягкого железа, никеля и металличе-
ского хрома, то в последнее время успешно применяется
способ ЦНИИЧМ, позволивший за счет обезуглерожива-
ния при вводе аргоно-кислородной смеси заменить в ших-
те металлический хром безуглеродистым феррохромом.
При выплавке стали 0Х18Н9 на отходах вместе с за-
валкой присаживали окалину и руду. Вакуумировали ме-
талл при 1600° С при рост=4004-670 н/м2 (3—5 мм
рт. ст.). После раскисления кремнием и алюминием полу-
чили сталь, содержащую 0,02% С и 0,005% О.
Весьма перспективна для улучшения технико-эконо-
мических показателей ВИП работа на жидкой завалке.
По данным зарубежных исследователей, при дуплекс-
процессе в открытой печи расплавляют сталь с 0,19—
0,06% С, которую заливают в тигель ВИП. После ваку-
умирования при остаточном давлении 40—67 н/м2 (0,3—
0,5 мм рт. ст.) (в крупных печах добавляли 0,8% желез-
ной руды) происходило обезуглероживание до 0,03% С
и снижение содержания водорода. При обезуглерожива-
нии в вакууме, в том числе при вводе твердого и газооб-
разного окислителя, концентрация хрома уменьшается
всего на 1 —1,5% (абс.). Преимущества ВИП позволяют
получать металл повышенного качества.
Длительная прочность стали типа Х18Н10Т, выплав-
ленной в вакууме, при 650° С и нагрузке 245 Мн)м2
(25 кГ/мм2) возрастает с 22 ч 15 мин до 33 ч 40 мин.
Сталь Х27 после плавки в вакууме имела ударную
14—27
209
вязкость 2,2 Мн-м/м2 (22,4 кГ-м/см2), а обычная сталь
0,049 Мн-м/м2 (0,5 кГ-м/см2), что объясняется снижени-
ем концентрации углерода ниже 0,01 °/о [148]. Для хро-
мистых сталей существенно снижается температура
порога хрупкости. Можно полагать, что с учетом роста ем-
кости ВИП, увеличением стойкости футеровки и приме-
нения жидкой завалки этот метод выплавки нержавею-
щих сталей будет энергично развиваться, особенно в со-
четании с последующим вакуумным дуговым переплавом.
Производственные мощности ВИП в США предполага-
ется увеличить к 1980 г. до 1 млн. т.
5. ВЫПЛАВКА НЕРЖАВЕЮЩЕЙ СТАЛИ
В ВАКУУМНО-ДУГОВЫХ И ЭЛЕКТРОННОЛУЧЕВЫХ ПЕЧАХ
Вакуумно-дуговой переплав относится к новым спосо-
бам получения высококачественных сталей.• Отличитель-
ной чертой вакуумно-дуговых печей (ВДП) является от-
сутствие источников загрязнения металла (атмосферы,
шлака и футеровки), хорошие условия удаления неме-
таллических включений газов и примесей цветных метал-
лов, а также направленная кристаллизация, обеспечива-
ющая получение плотного слитка. Схема вакуумной дуго-
вой печи представлена на рис. 63.
Общие особенности переплава в вакуумных дуговых
печах и основы их расчета изложены в моногра-
фии [149].
Рассмотрим особенности выплавки нержавеющих ста-
лей в ВДП. Обычно плавку ведут при остаточном давле-
нии 1,33—0,133 н/м2 (10~2— 10-3 мм рт. ст.). Емкость пе-
чи для производства слитков нержавеющих сталей не ог-
раничивают (в настоящее время в СССР выплавляют
слитки массой 40 т и диаметром 1300 мм). В качестве
расходуемых электродов применяют катаные, кованые и
литые (в кокиль и на УПЕ1РС) штанги, которые перед
установкой на печь подвергают торцовке и обдирке (за-
чистке на абразивных станках). Диаметр электрода при-
мерно на 100 мм меньше диаметра кристаллизатора, при
этом зазор между электродом и стенкой кристаллизато-
ра должен быть больше длины дуги, которая составляет
15—30 мм.
Наибольшее влияние на физико-химические процессы,
качество металла, а также технико-экономические пока-
затели плавки оказывает сила тока.
210
Температура жидкой ванны при плавке в ВДП обычно
ненамного превышает точку ликвидуса переплавляемой
стали. При повышении силы тока в два раза (с 3 до 6 ка)
наблюдается небольшое повышение температуры метал-
ла (на 25 град). С увеличением силы тока и вводимой
мощности возрастает скорость наплавления. Превыше-
ние силы тока сверх оптимальной ведет к ухудшению ра-
а 5 в
Рис. 63. Схема новых способов переплава:
а — переплав в вакуумной дуговой печи; б — переплав в электроннолучевой
печи; в — переплав в электрошлаковой печи
финировочных процессов на торце электрода и в жидкой
ванне, а также к ухудшению структуры слитка (возник-
новению ликвационных дефектов, увеличению глубины
усадки и т. п.). Для расчета силы тока применяют фор-
мулу [150]
/Р =
где /р — сила тока при рабочем режиме, а;
D — диаметр кристаллизатора, см;
р — коэффициент, равный 170—400 а!см.
Нами изучалось влияние величины рабочего тока на
параметры плавки некоторых нержавеющих сталей при
ВДП [151]. Ободранные электроды диаметром 280 мм
переплавляли в кристаллизаторах диаметром 370 мм при
силе тока 4,5—6,0 ка и напряжении 24,3—26,5 в.
14* 211
В табл. 23 приведены данные, характеризующие глу-
бину жидкой металлической ванны в процессе плавки
в зависимости от силы тока переплава.
Влияние силы тока на механические свойства нержа-
веющей стали и макроструктуры не обнаружено. После
Таблица 23 Влияние силы тока на глубину ванны жидкого металла переплава при силе тока 4,5 ка содержание газов и неметаллических вклю- чений было минималь- ным, увеличился выход годного металла на 2— 3%, но при этом по срав-
Марка стали Глубина жидкой металлической ванны, мм, при величине рабо- чего тока, ка
4,5 6,0 нению с повышенным то- ковым режимом усили- лось развитие послойной кристаллизации. Опробо- ван дифференцированный режим переплава нержа- веющих сталей с посте- пенным снижением по хо- ду плавки силы тока и на-
ШХ15 Х18Н12Т 0Х16Н15МЗБ ЭЗ ЭИ437Б 100 120 100 170 190 140 170 190 250
пряжения, обеспечиваю-
щий хорошие технико-экономические и качественные
показатели. Этот режим оказался весьма эффективным
для сталей, не склонных к ликвационным явлениям при
кристаллизации. С нашим участием изучалось распре-
деление цветных примесей, неметаллических включений
и газов по высоте и сечению слитков нержавеющей ста-
ли открытой, электрошлаковой и вакуумно-дуговой пла-
вок [152]. Как видно из табл. 24, вакуумный дуговой пе-
реплав обеспечивает существенное снижение содержа-
ния в металле цветных металлов, газов и неметалличе-
ских включений и в этом отношении имеет преимущест-
ва перед способом ЭШП.
Наблюдения за переплавом стали типа Х18Н10Т по-
казывают, что происходит значительный улет марганца,
особенно если его начальное содержание составляет бо-
лее 1,0%. Установлено, что потери марганца составляют
30—40%.
При переплаве сталей с повышенным содержанием
марганца наблюдается частая ионизация в плавильном
пространстве, нарушается стабильность горения дуг,
увеличивается «корона». Содержание других элементов
при ВДП практически не меняется. Снижение загрязнен-
212
213
ности нержавеющих сталей после ВДП, наличие плотного
однородного слитка позволяют существенно повысить
служебные свойства металла. Так, например, относитель-
ное удлинение нержавеющей стали типа 2Х11НМВФ
увеличивается после ВДП с 2 до 18%, а сужение попереч-
ного сечения — с 1,2 до 32,5% [153]. Для переплава ста-
лей с титаном, предназначенных для полированных изде-
лий, важно использовать электроды с минимальным
содержанием азота, которые обычно получают после
плавки в ВИП.
Преимуществом металла, выплавленного в ВДП, яв-
ляется однородность свойств по сечению изделия. Высо-
кая плотность стали в больших сечениях позволяет иск-
лючить течь из систем в условиях больших давлений
и натекание в условиях глубокого вакуума.
Влияние различных способов переплава на структуру
и механические свойства нержавеющей аустенитной ста-
ли (1Х18Н8 и 06Х18Н9Б) изучено в работе [154]. После
выплавки в ВДП повышается изотропность металла. Не-
ржавеющие стали, выплавленные ВДП, широко исполь-
зуются в авиационной технике, атомной теплоэнергетике,
приборостроении и других важных отраслях.
Электроннолучевой переплав сочетает в себе возмож-
ности вакуумной дуговой плавки с нагревом металла до
высокой температуры и более глубоким вакуумом 1,33-
• 10~3— 1,33-10-2 н/м2 (10~5— 10~4 мм рт. ст.). Принцип
метода состоит в том, что пучок электронов высокой
мощности бомбардирует и расплавляет электрод, капли
с которого падают в медный водоохлаждаемый кристал-
лизатор. Слиток вытягивается с помощью возвратно-по-
ступательного движения штока (с поддоном). Преду-
смотрено вращение электрода.
Существуют два основных типа печей; с вертикальным
и горизонтальным расположением электродов. Одна из
схем электроннолучевой печи приведена на рис. 63. Бла-
годаря тому, что электронный луч греет и металл в кри-
сталлизаторе, т. е. имеется возможность выдерживать
жидкий металл при любой температуре в глубоком ва-
кууме длительное время, обеспечиваются благоприятные
условия для дегазации и рафинирования стали.
Действующие электроннолучевые печи (ЭЛП) для
плавки нержавеющих и других сталей и сплавов мощно-
стью от 60 до 1700 кет позволяют получать слитки мас-
сой от 100 кг до 12 т.
214
Сложность конструкции печей, высокая себестои-
мость металла, низкая стойкость электронных пушек,
связанная с большим газовыделением при переплаве
стали, ограничивают широкое промышленное примене-
ние этого метода. Но в настоящее время проведено не-
мало исследований по элек-
троннолучевой плавке не-
ржавеющей стали. Нами изу-
чался электроннолучевой пе-
реплав нержавеющей стали
на печи У-270М конструк-
ции института электросвар-
ки им. Е. О. Патона в кри-
сталлизаторы диаметром
120, 150 и 200 мм.
В качестве объекта ис-
следования выбрали наибо-
лее характерные нержавею-
щие 'стали: аустенитные
0Х18Н10Т и 00Х16Н15МЗБ,
феррито-аустенитную
1Х21Н5Т и феррито-мар-
тенситную 1Х13С2М2, пред-
назначенные для сорта, ли-
ста и труб.
Исследовали макрострук-
туру слитков, химический
состав, содержание газов,
неметаллические включения,
макро- и микроструктуру
кованых заготовок и физи-
ко-механические свойства.
На рис. 64 приведена мак-
роструктура слитка стали
00Х16Н15МЗБ. Рис. 64. Макроструктура слитка ста-
V „ л „ ли ООХ16Н15МЗБЭЛП (d=200 мм)
Характерным в структу-
ре является наличие у по-
верхности слоя мелких кристаллов толщиной 4—5 мм,
усадочной раковины, расположенной на глубине 30—
35 лиг от верхней кромки слитка, зоны выведения усадоч-
ной раковины с наличием мелких равноосных кристал-
лов. В нижней половине слитка столбчатые кристаллы
расположены вдоль оси слитка, в верхней — под углом
35° к оси слитка.
215
Сравнение плотности кованого металла обычной вы-
плавки (8,0099 г/см?) с металлом, выплавляемым в ЭЛП
(8,0186 г/см3), показало, что, несмотря на выплавку
в глубоком вакууме и меньший уков (соответственно
11,0 и 6,0), металл, полученный в ЭЛП, имеет большую
плотность.
При плавке в ЭЛП происходит интенсивное испарение
элементов. Содержание марганца и меди снижается на
50%, свинца, висмута, сурьмы и олова-—более чем в два
раза, серы и фосфора —на 30—40%, хрома — на 5%) мо-
либдена—на 4%. Содержание углерода, кремния, нике-
ля и ниобия практически не изменилось. Аналогичные ре-
зультаты были получены нами, а также в работе [155]
при переплаве стали Х18Н10Т. В работе [156] показано,
что распределение кремния, никеля и молибдена по се-
чению и высоте слитка равномерное, степень ликвации
углерода, фосфора, серы, титана и меди не превышает
15%. При ЭЛП уменьшается содержание газов в нержа-
веющих сталях: кислорода — па 40—90%, водорода —
в два-три раза, азота — на 50—60% в стали 1Х13С2М2 и
на 10—20%’ — в сталях Х18Н10Т и Х21Н5Т. Соответст-
венно снижается загрязненность стали неметаллически-
ми включениями в четыре-восемь раз. Так, например,
в стали 1Х13С2М2 открытой дуговой плавки оксиды и си-
ликаты оцениваются до балла 4,0, глобули — до балла
3,5, после эшп соответственно баллы 2,0 и 3,0, после
ВДП баллы 1,0 и 2,0 и после ЭЛП баллы 0,5 и 1.
В нержавеющих сталях, стабилизированных титаном,
после выплавки в ЭЛП карбонитридные включения су-
щественно не снижаются, но находятся в более мелко-
дисперсном виде и распределены по объему металла бо-
лее равномерно по сравнению с металлом дуговой плавки.
Имеющийся промышленный опыт говорит о том, что
наряду с повышением пластичности большинства аусте-
нитных сталей возможно снижение пластичности ферри-
то-аустенитных сталей после выплавки в ЭЛП. Это выз-
вано существенным увеличением двухфазности металла
вследствие угара хрома. Некоторые качественные харак-
теристики нержавеющих сталей, выплавленных в ЭЛП,
освещены в работе [154].
Область применения сталей, прошедших электронно-
лучевой переплав, еще недостаточно определена. С повы-
шением мощности и работоспособности печей, удешевле-
216
нием стоимости переплава, несомненно, возрастет вы-
плавка стали в ЭЛП.
Заканчивая рассмотрение выплавки нержавеющих
сталей под вакуумом (ВИП, ВДП, ЭЛП), следует отме-
тить, что эти методы неприменимы для получения ста-
лей, легированных марганцем и азотом. Улучшение каче-
ства сталей этого класса возможно при электрошлаковой
и плазменно-дуговой плавке. При последнем способе за
счет создания повышенного давления азота возможно
легирование стали этим элементом по ходу плавки.
6. ЭЛЕКТРОШЛАКОВЫЙ ПЕРЕПЛАВ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Среди новых рафинирующих переплавов электрошла-
ковый переплав (ЭШП) (рис. 63) получил наибольшее
развитие благодаря несложности необходимого оборудо-
вания и высокому качеству переплавленного металла при
относительно небольших затратах на переделе. Создан-
ный в институте электросварки им. Е. О. Патона и впер-
вые опробованный на заводе «Днепроспецсталь» ЭШП
за 15 лет сделал гигантский скачок: от слитка массой
0,2-—0,4 т в промышленности перешли к массовому про-
изводству слитков круглого, квадратного и прямоуголь-
ного сечения массой до 40 т (проектируются печи для
слитков массой 150—-200 т).
Значительно развита технология переплава, широко
внедрено производство литых расходуемых электродов,
расширился сортамент переплавляемой стали. Направ-
ленная кристаллизация слитка в сочетании с рафиниро-
ванием металла шлаком позволили повысить такие каче-
ственные характеристики стали, как плотность и одно-
родность структуры, чистота по неметаллическим вклю-
чениям и газам, пластические свойства, особенно в попе-
речном направлении и др.
Основные вопросы ЭШП изложены в монографиях
[157—160]. Для переплава нержавеющих и жаропроч-
ных сталей (0Х18Н9, ЭИ961, 1X17Н2 и др.) применяют
флюс системы CaF2 — А12О3. Переплав сталей, легиро-
ванных титаном, бором, ванадием, производят под шла-
ком с пониженным содержанием глинозема или на чи-
стом CaF2. При ЭШП титанистых сталей во флюс добав-
ляют титановую губку и иногда предварительно восста-
навливают окислы титана. Флюсы должны содержать
217
минимум непрочных окислов (FeO, ЭЮг). Переплав ве-
дется в атмосфере аргона. При переплаве пизкоуглероди-
стых нержавеющих сталей (менее 0,02% С) даже при со-
держании во флюсе 0,03% С в металле после ЭШП на-
блюдается рост углерода на 0,002% (с 0,018 до 0,020%).
При производстве крупных слитков нержавеющих сталей
необходимо ограничивать скорость наплавления с целью
обеспечения минимальной ликвации при кристаллизации
и исключения образования поверхностных дефектов (за;
ливин) на слитках.
В настоящее время накоплено достаточно данных
о влиянии ЭШП на качество нержавеющих сталей. Мак-
роструктура слитков ЭШП характеризуется высокой
плотностью и однородностью, что, естественно, обеспечи-
вает высокое качество деформированного металла даже
при малых степенях деформации. Наличие послойной
кристаллизации в структуре не является браковочным
признаком и отражает прерывистый характер кристалли-
зации. Проведенные нами исследования подтвердили
высокое качество металла с послойной кристаллизацией
[161]. Для слитка ЭШП характерно очень равномерное
и дисперсное распределение второй фазы, например, пер-
вичного феррита, боридной или карбидной эвтектики
в аустенитной основе. Например, если в обычном слитке
аустенито-ферритной стали содержание феррита по
мере приближения к центру слитка возрастает с 20 до
30—32%, а выделения феррита имеют грубый характер,
то в слитке ЭШП строение феррита более тонкое, а раз-
ница его содержания по сечению слитка не превыша-
ет 5 %.
Плотность заготовки из стали Х18Н9ТШ составляет
7,921 г/см3, а этой же исходной стали 7,825 г/см?.
Плотная структура слитков ЭШП характерна и для
таких сталей, как Х8, ЭИ961, ЭИ481, которые склонны
к образованию осевых дефектов (трещин) в обычных
слитках. Однако следует отметить, что с переходом к про-
изводству крупных слитков .(более 10 т) необходимо осо-
бенно тщательно разрабатывать и соблюдать технологию
ЭШП, ибо вследствие увеличения теплового сопротивле-
ния при кристаллизации могут возникать ликвационные
явления. Поэтому важно обеспечить осевую или радиаль-
но-осевую направленность кристаллов, что достигается
в первую очередь регулированием скорости наплавления
металла.
218
Отсутствие поверхностных и внутренних дефектов
в слитке, повышение его однородности и плотности бла-
гоприятно сказываются на качестве макроструктуры де-
формированного металла. В металле ЭШП отсутствуют
такие дефекты, как «ликвационный квадрат» (сталь 1—
2X13, Х18Н10Т), «паукообразный растрав» (сталь Х8,
Х8ВФ, 1X13), краевые загрязнения и титановая пори-
стость (сталь Х18Н10Т), интеркристаллитные трещины
(сталь ЭИ481) и многие другие, характерные для метал-
ла из обычных слитков. Полностью устраняется брак по
внутренним дефектам, выявленным при ультразвуковом
контроле. Многолетняя практика завода «Днепроспец-
сталь» показала 100%-ную годность металла ЭШП при
ультразвуковом контроле.
Нами исследована химическая ликвация в слитках
массой 0,7 т стали 0Х16Н15МЗБ и Х18Н10Т, а также
в слитках около 10 т стали Х18Н10Т и Х15Н5Д2Т. Уста-
новлено, что почти все химические элементы распреде-
лены равномерно, отклонения находятся в пределах точ-
ности химического анализа (всюду применяли затравки
той же марки стали). Отмечено неравномерное распреде-
ление титана, кремния и алюминия. Эти элементы участ-
вуют в окислительно-восстановительных реакциях метал-
ла со шлаком.
При ЭШП стали типа Х18Н10Т наблюдается в ниж-
ней части слитка угар титана и пригар кремния и алю-
миния. В дальнейшем, т. е. в остальных частях слитка, по-
ложение стабилизируется и характеризуется лишь ста-
бильным угаром титана. Степень угара титана, а при его
отсутствии кремния, бора, алюминия, марганца, а также
снижение содержания серы характеризуются данными,
приведенными в табл. 25. Угар указан по максимальному
значению.
Изменение содержания других элементов при ЭШП
практически не наблюдается (содержание азота при кон-
центрациях до 0,8% остается стабильным). Изменение
содержания цветных металлов и газов приведено
в табл.25.
При электрошлаковом переплаве значительно снижа-
ется загрязненность металла неметаллическими включе-
ниями и полностью устраняются скопления включений,
являющихся источником макродефектов (волосовин, за-
грязнений в изломе и т. п.).
Нами проведены исследования влияния ЭШП на ка-
219
Таблица 25
Изменение химического состава металла при ЭШП
Марка стали Атмосфе- ра при ЭШП Угар элементов, %
Мп ( Si Ti Al | в 1 V
1-2X13, 1Х17Н2 . Воздух — 0,05 — — — —
ЭИ961 » — 0,05 •— — — 0,02
ЭП222 (Х21Г7АН5) » 0,7 ±0,10 — — — —
Х18Н10Т . . . . Аргон — + 0,10 0,10— 0,20 — — —
ЭИ481 Воздух 0,3 — — — — 0,05
ЭИ654 Аргон — 0,15 0,15 0,10 — —
ЭП381 » — +0,10 — — 0,03 —
Примечание. Угар
начальном содержании 0,010
серы во всех случаях составлял 0,002—0,005 при
% (меньшее значение в атмосфере аргона).
чество нержавеющих сталей 0Х16Н15МЗБ, Х18Н10Т,
ЭП184, Х21Г7АН5, ЭП381, ЭИ481, 1—2X13, ЭИ654,
ЭИ961, ДИ1, 1Х17Н2, ЭП56 и др. Как показали эти ис-
следования, а также данные [159], при ЭШП имеет ме-
сто существенное снижение количества неметаллических
включений и газов.
Одним из важных преимуществ металла ЭШП перед
другими переплавами является значительная десульфу-
рация металла и уменьшение сульфидных включений.
В тесной связи с рафинированием металла от включений
находится и снижение содержания газов: кислорода и во-
дорода. Содержание азота заметно снижается в сталях,
легированных кремнием и алюминием, несколько снижа-
ется в хромистых сталях и сохраняется на прежнем уров-
не в сталях, легированных титаном, ниобием и цирко-
нием.
Эффективность процесса ЭШП во многом зависит от
технологии и особенно конечного раскисления исходного
металла, а также состава флюса, скорости наплавления
и некоторых других параметров ЭШП. Проведенные
с нашим участием исследования по стали 00Х16Н15МЗБ
показали необходимость ввода в исходный металл опре-
деленного содержания алюминия. Исходный металл по-
лучали методом сплавления в основной индукционной
220
печи (варианты А — В) и методом продувки кислородом
углеродистого железа с последующим легированием в ду-
говой печи (вариант Г, см. табл. 26). Особенности вари-
антов выплавки в индукционной печи были следующие:
А) раскисление шлака порошком алюминия (10—
25 мин) в количестве 2—4 кг/т;
Б) раскисление шлака порошком алюминия по рас-
плавлении шихты 2,5 кг/т, после обновления шлака (30—
50 мин) 5,5—7,5 кг/т. Перед выпуском в металл вводили
кусковый первичный алюминий (0,8 кг/т)-,
В) раскисление шлака порошком алюминия по рас-
плавлении шихты 3—3,5 кг/т, после обновления шлака
4—5 кг/т. Первичный алюминий в кусках вводили также
и по расплавлении шихты (0,5—0,8 кг/т). .
Электрошлаковый металл оценивали металлографи-
ческим методом по шкале ГОСТ 1778—62, а также по
специально разработанной методике ЦНИИЧМ, преду-
сматривающей подсчет количества кислородных включе-
ний (при увеличении 170) по размерным группам: от 7
до 14 мкм (I группа), от 14—21 мкм (II группа), от 21
до 28 мкм (III группа). Полученные результаты приведе-
ны в табл. 26.
Таким образом, при разработке технологии ЭШП не-
обходимо учитывать и корректировать технологию вы-
плавки исходного металла.
Электрошлаковый металл имеет более высокие зна-
чения относительного удлинения и сужения, ударной вяз-
кости, в особенности в поперечных образцах. Последнее
обеспечивает значительное уменьшение анизотропии ме-
ханических свойств (с 1,7—3,0 до 1,2—1,6).
Аналогичные данные получены при кратковременных
испытаниях механических свойств при повышенных тем-
пературах. Для электрошлакового металла в то же вре-
мя характерно небольшое снижение прочностных свойств.
На рис. 65 приведены полученные нами данные по влия-
нию ЭШП на горячую пластичность некоторых нержа-
веющих сталей, оцененную методом горячего скручива-
ния. Полученные данные, а также производственный
опыт показывают, что электрошлаковый металл имеет
более высокую горячую пластичность и шире интервал
температур удовлетворительной пластичности, что связа-
но с повышением чистоты и гомогенности металла. В ча-
стности, в работе [162] было установлено, что иглы фер-
рита в микроструктуре отожженных сталей ЭИ961
221
СО
G4
сз
S
\о
Н
Неметаллические включения в стали 00Х16Н15МЗБШ
зависимости от технологии исходной плавки и флюса ЭШП
минимальные и максимальные значения, в знаменателе — средние.
222
и ЭИ736 измельчались, а площадь, занимаемая а-фазой
при ЭШП стали ЭИ961, уменьшалась с 3,1 до 1,8%. Для
указанных сталей характерно уменьшение количества
и увеличение дисперсности карбидов в металле ЭШП.
Одновременно необходимо отметить, что вследствие
большей чистоты и гомогенности электрошлаковый ме-
талл склонен к росту зерна в большей степени, чем элект-
Рис. 65, Влияние ЭШП на горячую пластичность нержавеющей
стали:
1, 2 — открытая дуговая плавка; 3— ВДП; 4, 5—ЭШП
родуговой. Это следует учитывать при разработке режи-
мов нагрева металла под деформацию, а также условий
его охлаждения после деформации.
Для более полного представления о служебных ха-
рактеристиках сплавов проверили влияние ЭШП на чув-
ствительность к надрезу при испытаниях на длительную
прочность при 700, 800, 900 и 950° С. Результаты иссле-
дования [159] показывают, что при этих температурах
ЭШП повышает стойкость гладких образцов и значи-
тельно уменьшает чувствительность стали к концентра-
ции напряжений при радиусе надреза 0,5 мм (в 2,5—
50 раз). Существенно увеличивается длительная проч-
ность металла после ЭШП. Так, сталь ЭИ481Ш имела
длительную прочность в продольных образцах 155 ч, в
поперечных 136 ч, тогда как исходный электродуговой
металл разрушался соответственно через 23 и 12 ч.
223
Важным служебным свойством является сваривае-
мость. Как известно, при сварке сталей типа ЭИ943
(0Х24Н28МЗД), Х23Н18, 1Х14Н18В2БР и др. электроду-
говой выплавки возникают околошовные трещины. Пе-
реплав стали, обеспечивая повышение ее чистоты по
включениям и газам, снижение серы, улучшает сваривае-
мость. Институт электросварки им. Е. О. Патона на ос-
новании обширных исследований показал перспектив-
ность применения процесса ЭШП для улучшения свари-
ваемости трубных нержавеющих сталей, используемых
в тепло- и атомной энергетике. ЭШП также значительно
улучшает полируемость нержавеющих сталей. Важным
преимуществом ЭШП является сохранение физико-меха-
нических свойств для нержавеющих сталей переходного
класса [163].
В последние годы большое распространение получают
комплексные методы получения высококачественных ста-
лей, в которых используются сразу два-три переплава.
Например, сталь ЭИ844Б наиболее высокого качества
получена при дуплексе ЭШП+ЭЛП. В ряде случаев
сталь выплавляют методом ВИП с последующим ЭШП
или ВДП. Новые методы плавки и их сочетания позво-
ляют резко повысить металлургическое качество нержа-
веющих сталей, использовать новые композиции легиру-
ющих элементов и практически решить все задачи, кото-
рые ставят машиностроители перед металлургами.
Раздел третий
РАЗЛИВКА
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Глава XI
ОСНОВЫ РАЗЛИВКИ НЕРЖАВЕЮЩЕЙ СТАЛИ
1. ОБЩИЕ ОСОБЕННОСТИ РАЗЛИВКИ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Разливка нержавеющих сталей имеет ряд существен-
ных отличий, связанных с физико-химическими свойст-
вами металла, и во многом определяет качество проката,
выход годного и другие технико-экономические показа-
тели.
Литейные свойства легированной стали определя-
ются по существу влиянием отдельных элементов. При
однозначном влиянии элементов оно усиливается, при
противоположном итоговое влияние оказывает ведущий
элемент. Хромистая сталь отличается высокой динами-
ческой вязкостью. Практическая жидкотекучесть сталей
с содержанием 8—25% Сг, а также 5—18% Ni значи-
тельно возрастает по мере снижения хрома и одновре-
менного повышения никеля. Углерод оказывает еще
большее влияние на жидкотекучесть, чем никель.
Жидкотекучесть улучшается с ростом содержания
кремния. Например, разливка таких сталей, как
Х18Н25С2 и т. п., значительно облегчена. Однако поло-
жительное влияние на жидкотекучесть кремния исполь-
зуется только при литье кислотоупорной и жаростойкой
стали, где содержание кремния доводят до 1% добав-
ками ферросилиция и силикокальция. При разливке ме-
талла в изложницы содержание кремния обычно огра-
ничивается в связи с ухудшением деформируемости ме-
талла и повышением хрупкости. Введение марганца
благотворно влияет на жидкотекучесть хромистой и хро-
моникелевой стали.
Элементы, образующие карбиды, окислы и нитриды
в нержавеющей стали, снижают ее жидкотекучесть.
15—27
225
Т а б л и ца 27
Понижение температуры плавления при присадке 1% элемента
к жидкой фазе
Элемент Понижение температуры плавления, град Элемент Понижение температуры плавления, град
Углерод .... 90 Никель .... 2,9
Алюминий . . . 5,1 Кремний .... 6,2
Бор 100 Титан 17
Хром 1,8 Ванадий . . . . 1,3
Кобальт .... 1,7 Вольфрам . .' . <1
Медь 2,6 Фосфор .... 28
Марганец .... 1,7 Сера 40
Молибден . . . 1,5
В связи с тем, что химический состав нержавеющих
сталей имеет относительно узкие пределы и тенденция
к сужению пределов будет продолжаться, использо-
вать влияние отдельных элементов на жидкотекучесть
не представляется возможным. Это влияние должно
учитываться при разработке технологии разливки.
Одним из существенных факторов, влияющих на
жидкотекучесть стали, является температура металла.
Температура ликвидуса сплавов с различным содержа-
нием хрома и никеля приведена в работе [164]. Влия-
ние других элементов на температуру плавления стали
приведено в табл. 27.
Перегрев металла над температурой плавления оп-
ределяет не только качество поверхности слитка, но и
внутреннюю структуру металла, загрязненность стали
неметаллическими включениями и газами, ее плотность
и другие физико-механические свойства.
Особенно велика роль температуры металла при
производстве литых изделий. Снижение температуры ме-
талла увеличивает степень окисления хрома, титана и
алюминия, а также продолжительность разливки, что
отрицательно влияет на качество поверхности слитков.
Уменьшение склонности к образованию окисной
пленки на поверхности металла при увеличении темпе-
ратуры перегрева и скорости разливки показывает, что,
помимо физико-химических процессов (вторичное окис-
ление), большое влияние оказывают теплофизические
226
процессы. Фактически при разливке протекают одно-
временно два процесса: окисление и затвердевание.
Чрезмерное увеличение температуры металла при-
водит к снижению и нестабильности усвоения титана,
ухудшает стойкость ковшей и изложниц и снижает ка-
чество металла. Оптимальные температуры выпуска и
разливки металла подбираются экспериментальным пу-
тем в зависимости от марки стали (ее химического со-
става), емкости электропечи, способа разливки (сифо-
ном или сверху, в изложницы или на установках непре-
рывной разливки, под регулируемым давлением и т. п.),
развеса слитков, скорости разливки, требований к каче-
ству макроструктуры и загрязненности неметаллически-
ми включениями.
Зачастую приходится для обеспечения меньшей за-
грязненности металла неметаллическими включениями и
газами и ликвидации связанных с этим дефектов (воло-
совин, ликвационного квадрата, крупного зерна и т. п.)
снижать температуру металла по ходу плавки и на раз-
ливке, а ухудшение качества поверхности слитков ком-
пенсировать применением специальных зачистных или
обдирочных средств. Таким образом, температурой, как
п химическим составом, нельзя варьировать в широких
пределах.
Известно, что слитки стали, легированной хромом, и
особенно алюминием и титаном, получаются с плохой
поверхностью вследствие заворотов образующейся кор-
ки окислов. Образование корки на поверхности металла
в изложнице связано с окислением стали атмосферным
кислородом, а также с образованием и всплыванием
нитридов титана и алюминия и продуктов раскисления
стали, с окислением струи при выпуске стали в ковш и
разливке металла, с инжектированием при этом возду-
ха в металл.
На процесс окисления металла, помимо его состава
и температуры, влияет парциальное давление кислорода
в изложнице, наличие, величина и длительность контак-
та поверхности металла с атмосферой изложницы, ком-
пактность струи металла.
В практике разливки нержавеющих сталей применя-
лись различные способы снижения содержания кислоро-
да в атмосфере изложницы (разливка в вакууме, в ар-
гоне, с четыреххлористым углеродом, петролатумом,
антраценом и другими углеводородными соединениями,
15*
227
с магниевыми сплавами и магнием и т. д.). Эти способы
будут описаны ниже. Уменьшению окисления металла
способствует сокращение длительности контакта металла
с кислородом. Это достигается повышением скорости
разливки стали за счет увеличения диаметра стаканчика
в ковше (например, 70 мм вместо 60 мм), диаметра от-
верстий в центровой трубке п сифонной проводке, уста-
новкой на поддоне значительно меньшего количества
слитков.
Эти мероприятия дают определенный эффект, однако
при очень высокой скорости разливки возникает опас-
ность привара слитков к изложницам, особенно при раз-
ливке сверху и неблагоприятном вводе металла в излож-
ницу. Кроме того, при больших скоростях разливки воз-
можно появление трещин в хромистой ферритной и фер-
рито-аустенитной (мартенситной) сталях.
Наконец, при разливке в смазанные изложницы
смазка не успевает полностью сгорать н на поверхности
металла образуется глубокая «оспа». Этот дефект при-
водит к ухудшению поверхности проката. Общие осно-
вы разливки изложены в работах [165—169].
В последние годы разработаны и широко внедрены
новые способы разливки нержавеющих сталей, обеспе-
чивающие практически полное отсутствие контакта
жидкого металла с атмосферой изложницы. Речь идет
о разливке под жидким синтетическим шлаком, обра-
зующимся в результате сгорания экзотермических сме-
сей или брикетов, а также под слоем теплоизолирующих
веществ.
Для отливки слябов нержавеющей стали получил
развитие и метод разливки под регулируемым давле-
нием.
Из года в год расширяется объем и сортамент не-
ржавеющих сталей, отливаемых на установках непре-
рывной и полунепрерывной разливки.
Наряду с достижениями в области снижения голов-
ной части слитков новые методы разливки позволили су-
щественно повысить выход годной стали из слитка, ши-
ре применить передачу слитков горячим всадом (без ре-
монта) и сократить расходы и трудоемкость строжки и
зачистки проката. Однако даже при использовании са-
мых передовых способов разливки нержавеющих сталей
потери металла достигают 10—30%. В связи с этим поиск
новых более совершенных методов получения изделий
228
должен быть продолжен. Важную роль в этом должны
сыграть исследования, проводимые совместно металлур-
гами и машиностроителями.
2.ОСОБЕННОСТИ И СЛУЖБА ОБОРУДОВАНИЯ
ПРИ РАЗЛИВКЕ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Как правило, для нержавеющих сталей применяется
то же литейное оборудование, что и для других марок
стали. В частности, ковши футеруют в обычном поряд-
ке шамотным или высокоглиноземистым кирпичом.
При разливке хромистых и хромоникелевых сталей
стойкость ковшей составляет 9—15 плавок. Присадка
металлического титана в ковш приводит к большему из-
носу футеровки и снижению количества наливов (на
две-три плавки). Большой износ ковшей наблюдается и
при разливке хромомарганцевых сталей. При этом для
обеспечения удовлетворительной работы стопора необ-
ходимо применять пробки из цирконовых огнеупоров,
так как шамотные быстро разъедаются и уже при раз-
ливке второго и третьего кустов изложниц разливка мо-
жет идти при некроющем стопоре.
При разливке нержавеющей стали типа Х18Н10Т
после наполнения первого поддона не следует с усилием
закрывать стопор, так как в этом случае пробка стопо-
ра «примораживается» к стакану ковша. Опытные раз-
ливщики плавно опускают стопор, не боясь подтека ме-
талла из-под ковша при переезде с поддона на поддон,
и даже делают специальную прокачку путем небольшо-
го и кратковременного открытия стопора. Естественно,
что во избежание попадания брызг металла в изложни-
цы последние должны быть закрыты крышками.
При разливке нержавеющих сталей сталкиваются
также с явлением затягивания канала стакана ковша
окислами и нитридами титана, в результате чего сокра-
щается струя, замедляется разливка и ухудшается по-
верхность слитков. Поэтому целесообразно при разлив-
ке стали Х18Н10Т в середине или перед окончанием
разливки при переезде промыть канал стакана ковша
струей кислорода.
Для отливки слитков нержавеющей стали применя-
ются изложницы различной конфигурации и объема.
Развес по существу определяется условиями дальней-
шего использования металла.
229
При наличии обычных ковочных молотов с массой
падающих частей до 5—7 т отливают слитки массой
1 — 1,5 т. Для обжима на прокатных станах — блюмин-
гах отливают слитки массой в 2—10 т, на слябингах про-
катывают слитки массой до 20 т. Более крупные слитки
деформируют на мощных прессах. Сифоном обычно от-
ливают слитки массой до 20 т, сверху—-до 100 т.
Исследования крупных слитков аустенитной нержа-
веющей стали Х18Н10Т (массой до 40 т) и феррито-аусте-
нитной стали Х21Н5Т массой 15,0 т показали, что мак-
роструктура литого металла плотная [170—172]. Для
аустенитной структуры характерна глубокая транскри-
сталлизация, слиток феррито-аустенитной стали имеет
у поверхности зону мелких кристаллов (до 50 мм) и
затем крупнозернистую структуру, укрупняющуюся от
периферии к оси. Более подробно вопросы качества
слитков нержавеющих сталей рассмотрены в конце дан-
ного раздела.
Для некоторых нержавеющих сталей в связи с об-
разованием специфических дефектов или плохой дефор-
мируемостью ограничивают массу слитка и используют
специальные изложницы [173].
Например, хромистые стали типа Х17Н2 рекомендуют
отливать в изложницы с двойной конусностью для лик-
видации осевых трещин. В работе [174] приведены дан-
ные, показывающие существенное влияние применитель-
но к стали 12Х11В2МФ (ЭИ756) геометрии изложницы
и массы слитка на качество его макроструктуры и от-
браковку металла в трубной заготовке и трубах.
Замена слитков массой 4,5 т и конусностью 1,07% на
слитки массой 2,8 т и конусностью 4,25% уменьшила
загрязненность стали крупными неметаллическими
включениями и позволила снизить брак в трубах по
внутренним пленам с 32,0 до 6,6%.
Для ликвидации осевых трещин в слитках стали
ЭИ736, ЭИ961 предложен плоский слиток массой 750 кг.
Сталь ЭИ481 для обеспечения плотности макрострукту-
ры поковок следует отливать в изложницы с /7/Z)= 1,68
и конусностью до 10% и получать слитки массой 0,7—
2,0 т [175]. Для высоконпкелевых сталей и сплавов ре-
комендовано снижать толщину стенки изложницы. Вы-
сокохромистые ферритные стали (например, Х28) отли-
вают обычно в слитки 0,5 т, так как они весьма склонны
к образованию продольных трещин.
230
На большинстве заводов при разливке нержавею-
щей стали сифоном применяют предложенные А. К. Пет-
ровым и Б. П, Охримовичем [176, 177] надставки, уши-
ренные внизу. При этом нижнее основание прибыли
шире верхнего сечения слитка на 7,5—10 мм для слитка
2,8 т и 15 мм для слитков 3,6—4,6 т. В обычных надстав-
ках получается обратный уступ шириной до 15 мм. При
применении уширенных надставок корочка окислов при
входе металла в прибыль не подворачивается сразу, а
свободно поднимается в надставку. Уширенные надстав-
ки обеспечили также «самострипперование» слитков.
Проведенные нами работы [178] показали целесо-
образность повышенного утепления прибыльной части
слитка при применении уширенных надставок: футеров-
ки надставок слоем асбеста п 40-м.и шамотным кирпи-
чом или пористым кирпичом БЛ 1,3, а также засыпки
люнкерита в количестве. 3 кг/т.
В .связи с высокой стоимостью нержавеющей стали
проводились многократные и разносторонние исследо-
вания, направленные на снижение головной обрезп
слитка.
Для стали ряда марок оказалось возможным, приме-
нение удлиненных слитков с соотношением Н/D (сред-
ний) более 3,5. В частности, на Ижевском металлурги-
ческом заводе применяют слитки с отношением H/D
(средний) от 3,5 до 4,17 [168]. Подробные данные о
конструкции и применении удлиненных слитков приве-
дены в работе [179].
Многочисленные исследования проведены по изуче-
нию эффективности различных методов утепления при-
были [180—182]. Такие способы, как электродуговой,
индукционный и газовый обогрев прибыли слитка, опро-
бованные на многих заводах Союза, не были внедрены
при производстве нержавеющих сталей в связи со слож-
ностью и трудоемкостью обогрева, удлинением произ-
водственного цикла и нестабильными результатами.
Для теплоизоляции верха слитка кое-где получили
распространение засыпки из отходов слюдяного произ-
водства в количестве 1—2 кг/т.
В связи с тем, что около 90% тепла металла прибыли
расходуется на нагрев ее футеровки и корпуса и пере-
дается в окружающую среду надставкой, основное вни-
мание было уделено снижению теплопроводности и теп-
лоемкости надставки.
231
Применение легковесного кирпича на практике встре-
тило трудности из-за его низкой стойкости. На Челябин-
ском и Златоустовском металлургических заводах опро-
бовали экзотермический обогрев боковой поверхности
прибыли.
Молотый кокс (50%) смешивали с древесным углем
и опилками (25-|-20%) и смачивали водным раствором
селитры, после чего затворяли теплой водой. Перед об-
мазкой к смеси добавляли водный раствор жидкого стек-
ла. Массу наносили вручную слоем толщиной около
30 мм на внутреннюю поверхность прибыльной надстав-
ки при температуре 250—300° С и сушили в течение
8—16 ч. Затем для предохранения металла от науглеро-
живания наносили тонкий слой обычной массы. Как пока-
зал опыт ЧМЗ, на слитках стали Х18Н9Т массой 4,5 т
величина головной обрези может быть снижена с 18 до
15%.
За последние годы в металлургическую практику
многих стран Европы и Америки внедрены способы
утепления прибыли теплоизолирующими или экзотер-
мическими вставками разового действия.
Эти способы применяются и на заводах Советского
Союза. Теплоизолирующие вставки должны обладать
высокой огнеупорностью, низкой теплопроводностью,
малой объемной массой, низкой стоимостью, точностью
размеров, отсутствием вредных выделений при разлив-
ке. Рецепты изготовления вставок весьма разнообразны
и запатентованы в различных странах. Как правило,
используются такие дешевые материалы, как песок, гли-
на, асбестит, целлюлоза, древесные опилки и др. В каче-
стве связующего употребляется раствор сульфитной ще-
лочи. Материалы перемешиваются до и после увлажне-
ния и затем поступают в прессы, где производится фор-
мовка фигурных плит-вставок.
На одном из заводов применяли на одну надставку
комплект из четырех плоских и четырех угловых вставок
клиновидной формы. После формовки вставки сушатся
в специальных печах при 100—150° С. Применя-
ют также литые вставки на основе самотвердеющих
смесей.
Применение теплоизолирующих вставок при разлив-
ке стали Х18Н10Т, ЭИ448, Х23Н18, 1—2X13 и др. в слит-
ки массой 3,2 т позволяет за счет меньшей высоты на-
лива прибыли (на 260—300 мм вместо 380—400 мм) сни-
232
зить массу головной части слитка на 4,7% и повысить
выход годного на 3—4%.
Исследование макроструктуры, химического состава
подголовных штанг, механических свойств и склонности
к коррозии, содержания феррита и неметаллических
включений, а также ультразвуковой контроль всех штанг
не выявили каких-либо отклонений от обычных показа-
телей. Более того, было достигнуто повышение стабиль-
ности качества макроструктуры: количество темплетов
с дефектами при отливке с теплоизолирующими встав-
ками стали марок Х18Н10Т, ЭИ448, Х18Н12Т составило
1,5—5,8% против 6,2—13,8% при разливке с обычными
надставками, а стали марок 1—2X13 соответственно 3,7
и 10,1%.
Применение экзотермических вставок может быть
оправдано только при разливке малых слитков, когда
требуется сохранять тепло в прибыли в течение более
короткого времени. Изготовлять экзотермические встав-
ки сложнее, и стоимость их значительно выше, чем теп-
лоизолирующих.
Применение экзотермических вставок позволяет сэко-
номить до 6—8% металла. Внедрение экзотермических
и теплоизолирующих вставок требует осуществления
значительных капитальных затрат на заводах (стрби-
тельство зданий, оснащение их специальным оборудова-
нием по хранению, размолу, перемешиванию, формовке
и сушке материалов). Существенному изменению долж-
на подвергнуться конструкция изложницы, неполностью
решены вопросы стрипперования слитков с малой высо-
той прибыли. На ряде марок стали необходимо дорабо-
тать технологию с целью ограничения повышенной лик-
вации.
Однако разливка со вставками, безусловно, перспек-
тивна и получает всеобщее распространение, в первую
очередь при отливке нержавеющих и других дорогостоя-
щих сталей.
3. РАЗЛИВКА НЕРЖАВЕЮЩЕЙ СТАЛИ СИФОНОМ
Указанные выше особенности разливки нержавеющей
стали обусловили многообразие технологических при-
емов разливки этого металла, связанных также с конк-
ретными требованиями к форме и массе слитков и тех-
нологией их передела.
233
Наиболее часто нержавеющую сталь разливают си-
фоном, так как при этом легче обеспечить лучшую по-
верхность слитка.
Выше отмечалось, что для улучшения поверхности
слитка нержавеющей стали, в первую очередь стали
с титаном, устранения подворотов и титанистой короч-
ки в макроструктуре, необходимо иметь достаточно вы-
сокую температуру металла, облегчить свободный выход
корочки в прибыльную надставку, применять высокие
скорости наполнения слитков.
Применение различных смазок для покраски излож-
ниц: лака, лаколя, лака-флаколя, меляссы в смеси с по-
рошком ферросилиция и алюминия и т. п. не позволяет
существенно улучшить поверхность слитков, так как сго-
рающая смазка лишь частично снижает парциальное
давление кислорода и не в состоянии отогнать тяжелую
и плотную корку окислов и нитридов.
Практика одного из заводов показала, даже целесо-
образность отливки мелких слитков нержавеющей стали
в хорошо вычищенные и несмазанные изложницы при
большой скорости их наполнения, так как в этом случае
на поверхности отсутствовали газовые пузыри, образо-
вывающиеся из-за запоздалого сгорания смазки из-
ложниц.
Деревянные рамки, несколько уменьшая рОг, эффек-
тивно действуют лишь при разливке среднелегированной
стали.
Проведенные на заводе «Днепроспецсталь» опыты по
разливке нержавеющей стали со сплошными деревянны-
ми рамками (крышками) не дали ощутимых результа-
тов. На одном из заводов испытали смазки трех харак-
теристик: жирные, нормальные и сухие [183]. В качест-
ве жирной смазки на стенки изложниц наносили смесь
парафина и серебристого графита (55 : 45), второй смаз-
кой служила смесь каменноугольной смолы и серебри-
стого графита (70:30); сухую смазку готовили из смеси
талька, воды и сульфитной щелочи. Однако эффекта не
достигли при всех смазках.
В качестве смазки при разливке нержавеющей стали
были опробованы десятки веществ: бура, перманганат
калия, поваренная соль, хлористый магний, нафталин
(0,9—1 кг/т), смесь лаколя с бурой, политетрафторэти-
лен (280 г/т) и др. [184].
На ряде заводов некоторое время применялась раз-
234
ливка металла в несмазанные изложницы, в которые за
20—30 сек до начала заполнения данного сифона зали-
вали четыреххлористый углерод в количестве около
100—150 см?1т стали, после чего изложницы закрывали
плотными крышками. Сущность способа заключается
в том, что образующиеся при нагреве от жидкой стали
пары СС14 вытесняют из изложницы воздух, благодаря
чему устраняется дефект «титановая пористость». Одна-
ко ухудшение условий труда, повышенный расход излож-
. ниц и относительно небольшой эффект улучшения по-
верхности слитка препятствовали широкому внедрению
; этого способа.
Значительный эффект был получен при разливке не-
ржавеющей стали с петролатумом [183]. Обезвоженный
петролатум, представляющий смесь твердого парафина
и церезина с высоковязким минеральным маслом (ГОСТ
4096—54), забрасывали непосредственно перед разлив-
кой в несмазанные изложницы в количестве 0,3 кг/т
стали.
При входе металла в изложницу петролатум загора-
ется и горит сильным коптящим пламенем. Полезное
действие петролатума, помимо создания восстановитель-
ной атмосферы в изложнице, видят в том, что сажа, от-
лагающаяся па стенках изложницы, не смачивается ме-
таллом и к ней пе прилипают, а следовательно, п не под-
ворачиваются корки окислов. Определенный эффект дает
и тепловыделение при горении петролатума. Исследова-
ние состава газов в изложнице при разливке с петрола-
тумом показало значительное снижение содержания кис-
лорода (до 2%).
При разливке с петролатумом изложницы не следует
охлаждать водой, температура изложниц должна нахо-
диться в пределах 60—120° С. Поскольку разливка ве-
дется без наблюдения (крышки на изложницах снима-
ются только при входе металла в надставку), весьма
важным является выбор оптимальной температуры ме-
талла и скорости разливки. Рекомендуемые параметры
разливки с петролатумом приведены в работе [183]. При
той же температуре скорость разливки с петролатумом
должна быть ниже, особенно в первый период наполне-
ния изложниц. Применение петролатума позволило су-
щественно улучшить поверхность слитков. Количество
слитков нержавеющей стали, назначаемых на обдирку,
снизилось примерно на 20%, существенно (па 20—30%)
235
уменьшилась трудоемкость зачистки слитков, сократи-
лась отбраковка проката.
Слитки хромистой нержавеющей стали, отлитые
с петролатумом, были пригодны для прокатки с горя-
чего посада.
К недостаткам разливки с петролатумом следует от-
нести значительное ухудшение условий труда разливщи-
ков и крановых машинистов из-за выделений дыма
и пламени. Хотя при разливке с петролатумом, по-види-
мому, не происходит существенного наводороживанпя
металла, все же известны факты, когда нержавеющая
сталь, имеющая при выплавке близкое к критическому
содержание водорода, «выростала» в изложницах при
смазке петролатумом.
Известны, наконец, факты, когда применение петро-
латума приводило к интеркристаллитной коррозии не-
которых высоколегированных сталей. И, главное,
использование петролатума не решило кардинально во-
прос улучшения качества поверхности слитков нержа-
веющей стали с титаном.
В настоящее время на заводах применяются следую-
щие методы сифонной разливки стали: в атмосфере арго-
на, со стружкой магниевых сплавов и главным образом
под слоем жидкого шлака, образующегося при сгорании
экзотермических смесей и брикетов.
Разливка в атмосфере аргона
Опыты по разливке высоколегированных сталей про-
водили в атмосфере аргона, содержащего 0,14—0,25% N,
0,006—0,007% О, следы углекислоты и серы.
Первоначально опыты осуществляли в специальных
камерах (рис. 66). Куст изложниц 3 помещали в герме-
тически закрытую камеру 1, из которой через патрубок 2
насосами откачивали воздух, после чего камеру заполня-
ли аргоном. Между ковшом и камерой расположен гер-
метически закрытый затвор 7, который обеспечивает за-
щиту струи от окисления кислородом воздуха при выте-
кании металла из ковша в центровую или в изложницу.
Предварительная эвакуация воздуха из камеры поз-
воляла иметь минимальное количество кислорода в ат-
мосфере изложницы и соответствующее минимальное
окисление металла. При открывании стопора струя ме-
талла прожигала алюминиевую пластинку 6 и попадала
236
в центровую. Выделявшиеся из металла газы, а также
избыток аргона, получавшийся при его нагреве и запол-
нении изложниц металлом, удаляли из камеры через
клапан 5.
На такой установке было проведено несколько опыт-
ных разливок. Недостатками этой установки являлись
большая трудоемкость
таких операций, как
подготовка куста из-
ложниц к разливке и
разборка канавы; от-
сутствие надежного
контроля за наполне-
нием изложниц метал,-
лом, вследствие чего
нередко изложницы и
их прибыльную часть
наполняли неправиль-
но; возможность залив-
ки жидким металлом
резинового уплотне-
ния 4\ трудность цент-
ровки ковша при за-
ливке второго и после-
дующего кустов из-
ложниц, особенно если
эта операция происхо-
дит при некроющем
стопоре.
Из-за сложности
опытов и указанных
недостатков конструк-
ции камер разливка стали в них не могла быть внедре-
на достаточно широко, несмотря на то что качество по-
верхности слитков, отлитых в камере, было лучше, чем
отлитых обычным способом.
В сталеплавильных цехах были проведены массовые
опыты по применению аргона при разливке хромистых
и хромоникелевых нержавеющих сталей. При вводе ар-
гона рассчитывали, что более тяжелый аргон (плотность
1,78 кг/лг3) будет вытеснять из атмосферы изложниц бо-
лее легкий воздух (плотность 1,29 кг/м3).
Аргон подавали от рампы через аргонопровод и ре-
зиновые шланги по двум вариантам:
237
1. За 3—4 мин до начала разливки начинали подачу
газа в изложницы сверху при помощи специального «пау-
ка» (система железных трубок диаметром 12,7 и 19 мм).
Во время разливки подача аргона в изложницы не пре-
кращалась до подхода металла в прибыльную часть
слитка.
2. Аргон подавали через центровую до начала раз-
ливки, а во время разливки при помощи «паука» в из-
ложницы. После вытеснения воздуха через центровую
изложницы накрывали плотными крышками с отверстия-
ми в центре для трубок «паука», который устанавливали
на надставках.
При подаче аргона в изложницы во время разливки
значительно охлаждалась поверхность поднимающегося
металла, что вызывало образование грубых корок.
Поэтому в дальнейшем аргон подавали только через
центровую за 10—15 мин до начала разливки и после
прекращения подачи аргона быстро начинали разливку
металла. До начала разливки все центровые закрывали
деревянными пробками, через которые проходили желез-
ные трубки диаметром 19 мм для подачи аргона.
Для стандартизации расхода аргона на каждый куст
за вентилем у коллектора были установлены ограничи-
тельные шайбы вначале диаметром 1,8, затем 1,3 мм. Это
было вызвано тем, что вследствие субъективной оценки
количества введенного аргона, неточного регулирования
его подачи в атмосфере изложниц оставалось 6—12% О.
Расчеты показали, что при установке шайбы диаметром
1,8 мм и четырех изложниц на поддоне, расходе аргона
на одну изложницу (слиток 2,8 т) 0,6 лг3 и времени вво-
да аргона 15 мин, скорость аргона при входе в излож-
ницу составляет 0,53 м/сек. При такой скорости в из-
ложнице создается турбулентный поток, способствую-
щий перемешиванию воздуха с аргоном и затрудняющий
удаление кислорода.
Чтобы определить содержание кислорода в атмосфе-
ре изложницы, сделали анализ газа, отбирая пробы через
две резиновые трубки, опущенные в изложницу на глу-
бину 800 мм. Анализ вели на газоанализаторах Орса.
Проведенные опыты показали, что при ограничитель-
ной шайбе с отверстием диаметром 1,8 мм и давлении
аргона в коллекторе 0,35—1 Мн/м2 (3,5—10 ат) через
4 мин среднее содержание кислорода в изложнице со-
ставляет 6%.
238
Учитывая получившийся перерасход аргона, замени-
ли ограничительные шайбы на меньшие с диаметром от-
верстия 1,3 мм. Для получения стандартных условий от-
бора проб применили сдвоенные газозаборные трубки,
позволяющие отбирать газ на уровне стыка надставки
с изложницей и на 200 мм ниже — в изложнице.
Из проведенных опытов следует, что после 6 мин по-
дачи аргона через центровую на куст из четырех излож-
ниц среднее содержание кислорода в изложнице состав-
ляет 4—5%.
Дальнейшее снижение кислорода в атмосфере излож-
ниц возможно при значительном повышении расхода ар-
гона и увеличении времени продувки. Для эффективно-
го применения аргона необходимо уплотнять изложницы
ровными плотными крышками толщиной 3—4 мм. При
производственных плавках расход аргона колебался
в пределах 0,4—0,6 м3/т. Изложницы смазывали тонким
слоем лаколя. Полное вытеснение воздуха из излож-
ниц контролировали факелом.
Разливка нержавеющих сталей, в том числе легиро-
ванных титаном, в атмосфере аргона обеспечивала опре-
деленное улучшение качества поверхности слитков, заго-
товок и сорта (табл. 28).
' При разливке металла с применением аргона число
дефектных по макроструктуре штанг снижается, осо-
бенно у стали марок 1X13—4X13. Общий брак металла
Таблица 28
Качество поверхности заготовки и сорта1
Марка стали Вид проката Число пла- вок Состояние поверхности проката по категориям, %
I II П1 IV
15 29,9 19,2 21,5 29,4
1X13-4X13 Заготовка
13 9,1 21,6 35,5 33,8
11 40,2 24,2 22,2 13,4
1Х18Н9Т Заготовка
4 22,5 13,2 38,9 25,4
з 36,3 15,5 10,3 37,9
1Х18Н9Т Сорт
1 0 0 41,8 58,2
1 В числителе даны плавки, отлитые с аргоном; в знаменателе—рядовые
плавки.
239
на переделах по маркам стали 1X13—4X13 с примене-
нием аргона при разливке был ниже на 1,48%, в том
числе на 1,29% по макроструктуре, а выход годного вы-
ше на 3,1%, чем при обычных плавках. Аналогичные
данные были получены в работе [175] применительно
к стали 13Х12НВФМА. По стали Х18Н10Т не получено
заметного уменьшения брака металла и повышения вы-
хода годного.
Таким образом, была показана определенная эффек-
тивность применения аргона при разливке хромистых не-
ржавеющих сталей без титана, особенно при получении
мелких слитков, где удается лучше вытеснить воздух из
изложницы. Эта технология на ряде заводов внедрена
в производство, в частности при отливке особо низкоуг-
леродистых нержавеющих сталей в слитки 0,7—1,0 т.
Разливка со стружкой магниевых сплавов
Разливка со стружкой магниевых сплавов основана
на том, что магний эффективно соединяется с кислоро-
дом и азотом, выделяя большое количество тепла. При
650° С магний плавится, при 1100° С кипит. Температу-
ра воспламенения магния зависит от его размеров. В ви-
де стружки или порошка он воспламеняется при 450—
500° С. Плавится окись магния при температуре около
2800° С. При соприкосновении с расплавленной сталью
магний горит ослепительным пламенем с выделением бе-
лого дыма, состоящего из мелкокристаллического бело-
го порошка магнезита. В стали магний почти не раство-
рим, а его пары оказывают полезное влияние на качест-
во металла.
Таким образом, физико-химические свойства магния
позволяют его применять при разливке стали для соз-
дания восстановительной атмосферы в изложнице, так
как при его горении поглощаются кислород и частично
азот. Уменьшение парциального давления кислорода
и азота в изложнице при горении магния быстро ком-
пенсируется в основном резким повышением давления
при подогреве оставшейся атмосферы изложницы и вы-
теснении газов поднимающимся металлом. Поэтому за-
метного подсоса воздуха в этот момент не происходит.
Использование магния исключает необходимость
смазывания изложниц и способствует исчезновению при
быстрой разливке «оспы».
240
Расход магния определяется количеством кислорода
атмосферы изложницы и составляет 65 г/т. С учетом то-
го, что 10—15% Mg может связываться с азотом, опти-
мальный расход магния составит 75 г/т.
Применение чистого магния [186] показало опреде-
ленное улучшение качества поверхности слитков, однако
внедрения на металлургических заводах этот способ не
получил из-за следующих недостатков: бурная реакция
магния с кислородом ухудшала стойкость изложниц
(образовывались раковины), заплески металла распрост-
ранялись на большую высоту слитка. Наконец, приме-
нение чистого магния невыгодно по экономическим и ор-
ганизационным причинам.
На заводе «Днепроспецсталь» получила распростра-
нение разливка с применением стружки магниевых спла-
вов МЛ-5 и МЛ-7, являющейся отходом машинострои-
тельного производства.
Процесс горения стружки магниевых сплавов проте-,
кает более спокойно. Исходя из состава этих сплавов,
расход стружки должен составлять 80—85 г/т слитка.
Наличие примесей в сплавах не может оказать вредного
влияния на качество металла из-за -их малого количест-
ва и быстрого испарения.
Опыты проводили при отливке слитков нержавеющей
стали Х18Н10Т массой 2,85 т сифоном в квадратные из-
ложницы.
В результате проведения многочисленных опытных
плавок было установлено, что оптимальным вариантом
является ввод дробленой стружки магниевых сплавов
в заранее продутые воздухом сухие изложницы в коли-
честве 80 г/т слитка. Температура изложниц может быть
значительно повышена без ухудшения качества поверх-
ности слитков. Это ускоряет оборачиваемость изложниц.
Надставка должна быть накрыта плотными ровными
крышками. Открывать стопор и начинать разливку сле-
дует медленно до того, как загорится стружка (через
5—7 сек после начала разливки).
При горении стружки происходит светлая вспышка.
Чем ниже в изложнице будет металл при вспышке, тем
ниже соответственно будет поражена мелкими брызгами
поверхность слитков. Вспышка совершенно безопасна.
После нее необходимо наполнять изложницы металлом
как можно быстрее, на полную струю с тем, чтобы со-
хранить до конца наполнения изложницы па поверхно-
16—27
241
сти поднимающегося металла небольшую пленку с ран-
том чистого зеркала. Наполняют прибыльную часть мед-
ленно, как обычно.
Указанные особенности технологии разливки нержа-
веющей стали со стружкой магниевых сплавов позволя-
ют при обычных колебаниях температуры металла зна-
чительно улучшить качество поверхности слитков. Толь-
ко нижняя часть слитков (около Vs высоты) поражена
неглубокими пленами и заплескали металла. Остальная
часть слитков получается совершенно чистой. Изложни-
цы после разливки имеют корольки металла на внутрен-
ней поверхности около дна, которые можно легко очи-
стить ломиком. На внутренней поверхности изложниц
остается тонкий налет магнезии. Поэтому под разливку
нержавеющих и других сталей желательно выделить спе-
циальные составы изложниц.
Слитки массой 2,85 т нержавеющей стали марки
Х18Н10Т подвергали зачистке или обдирке. Если рань-
ше за 8-ч смену выработка одного рабочего — наждач-
ника составляла 0,7—1,2 слитка, то при новой техноло-
гии в тех же условиях выработка увеличилась до двух-
трех слитков, так как зачистке подвергалась в основном
только нижняя часть слитков; полезное время на зачист-
ку одного слитка составляло 302 и 105 мин соответствен-
но. Снизился расход наждачных камней и потери ме-
талла в виде пыли.
Обдирали только низ слитка на расстоянии 200—
250 мм на глубину 10—12 мм, а остальную часть остав-
ляли неободранной и незачищенной. Затруднений в об-
дирке металла не было. Слитки теряли в массе 1,0—1,5%,
а отлитые по обычной технологии 6%. Производитель-
ность токарных станков возрастала в 1,5—2 раза.
В табл. 29 приведено сопоставление качества заго-
товки опытных и рядовых плавок по категориям.
Таблица 29
Качество заготовок в зависимости от способа разливки
Метод разливки Число плавок Качество поверхности зато* товки по категориям, %
I И III IV
Со BOB стружкой магниевых спла- 6 36,9 17,6 14,8 30,7
Со смазкой 8 9,85 6,7 35,2 48,25
242
В табл. 30 показано сравнение выхода годного прока-
та при опытных и рядовых плавках, которое свидетельст-
вует об увеличении выхода годного при опытных плав-
ках на 3,5—3,7%.
Таблица 30
Выход годного проката из опытных и рядовых плавок
Схема прокатки Способ разливки Число плавок Число слитков Масса, г Брак, т Выход годного про- ката из черных слитков, %
черных слитков годного проката
Через заго- товку на сорт С магниевыми сплавами . . Со смазкой . . 6 8 46 79 128,524 220,546 86,41 145,05 0,070 0,30 68,9 65,4
На крупный сорт С магниевыми сплавами . . 6 51 142,494 91,78 1,040 64,7
Со смазкой . . 7 63 176,022 106,92 5,25 61,0
Магний в сортовом металле не обнаружен спект-
ральным методом. Длительное применение стружки маг-
ниевых сплавов при разливке нержавеющей стали пока-
зало отсутствие какого-либо изменения' механических
и других свойств металла.
Качество макроструктуры в подприбыльных штангах
определялось исключительно условиями разливки, типом
надставки и ее утеплением, а также фактической об-
резью головной части слитка в прокатном цехе и не за-
висело от смазки изложниц и применения стружки маг-
ниевых сплавов. Макроструктура штанг Н-дефектов не
имела.
Стойкость изложниц при разливке со стружкой маг-
ниевых сплавов возросла на два-три налива.
Низкая стоимость стружки (0,18 руб!кг), простота
подготовки состава изложниц и самой разливки, хоро-
шие результаты по качеству металла обеспечили быстрое
внедрение указанной технологии. Однако применение
стружки магниевых сплавов все же не позволило решить
16*
243
главную задачу: прокат слитков нержавеющей стали
с титаном горячим всадом без существенного ремонта
металла на первом переделе. Эта технология в настоящее
время имеет ограниченное применение и была постепен-
но вытеснена разливкой под жидким шлаком.
Разливка стали под слоем жидкого шлака
В последние годы разработан наиболее прогрессив-
ный способ разливки нержавеющих и других сталей,
обеспечивающий получение хорошей поверхности всего
слитка — способ разливки под слоем шлака.
В первый период разработки этой технологии жидкий
синтетический шлак расплавляли в водоохлаждаемом
тигле с токопроводящей подиной на гарниссаже [187—
188]. Шлак сливали в нефутерованный сварной ковш при
температуре 1350—1500° С после выдержки в тигле 15—
30 мин для обеспечения его однородности, а из ковша
выливали на зеркало металла, поднявшегося в излож-
нице, примерно на 150 мм.
Шлак должен был исключить образование корки
окислов и ассимилировать окисли, находящиеся в ме-
талле.
Чтобы синтетический шлак обладал такими свойст-
вами, он должен был: а) иметь низкую температуру
плавления и хорошую жидкотекучесть при температуре
1300° С; 0,4—0,8 н-сек1м2 (4—8 пз); б) хорошо раство-
рять тугоплавкие окислы и нитриды хрома и титана;
в) хорошо смачивать поверхность металла и изложни-
цы; г) быть химически нейтральным к металлу и не со-
держать окислов железа; д) состоять из дешевых и пе-
дефицитных материалов.
Наилучшим был признан шлак, состоящий из 35—
40% CaF2, 35—40% SiO2, 10—15% А12О3 и 10—15% СаО.
Расход шлака составил примерно 4 кг/т стали. В про-
цессе разливки стали Х18Н10Т шлак изменялся следую-
щим образом, %:
SiO2 СаО MgO TiO2 Сг2О3
Перед разливкой . . . 35,4 37,12 0,31 0,35 0,48
После разливки .... 32,72 35,99 1,50 6,17 1,74
FeO А12О3 F Na
Перед разливкой . . . 0,11 11,42 14,30 2,12
После разливки .... 0,97 13,16 13,40 1,00
244
Поверхность слитков была чистой и находилась в тон-
кой шлаковой рубашке. Остальные качественные показа-
тели практически не менялись.
Этот метод прошел промышленную проверку на за-
воде «Красный Октябрь»- и др., в результате которой
выявились некоторые недостатки этого способа: необхо-
димость специального агрегата для расплавления шла-
ка, трудоемкость работ по транспортировке и заливке
шлака в каждую изложницу и возможное запутывание
шлака в металле при отклонении от оптимального со-
става и температуры шлака и режима разливки. Эти
трудности были преодолены путем разработки способа
получения шлака в изложнице при разливке стали из
порошкообразных смесей специального состава — экзо-
термических смесей. Впервые этот способ был опробован
на металлургическом комбинате им. Серова совместно
с Институтом проблем литья АН УССР [189].
Характерная особенность этого способа — одновре-
менность протекания процесса горения смеси и разливки
стали. В связи с этим смесь должна быстро воспламе-
няться при соприкосновении с жидким металлом, а фор-
мирование шлака завершаться в возможно короткий
срок в начальной стадии разливки. Особенно большое
значение скорость горения имеет при разливке стали
сверху.
После больших исследовательских работ, проведен-
ных на ряде металлургических заводов Советского Сою-
за с использованием широкого диапазона смесей, для
практического использования были рекомендованы со-
ставы, указанные в табл. 31.
Для приготовления экзотермических смесей потребо-
валось создание отдельных помещений с соответствую-
щим оборудованием. Исходные материалы просушива-
ют при 150—800° С п размалывают по фракциям
0,5—1,5 мм. При приготовлении смесей соблюдают спе-
циальные меры противопожарной и противовзрывной
безопасности. В смесительное устройство, исключающее
возможность самовоспламенения смеси от трения, уда-
ра или искрения, загружают сначала инертные материа-
лы, затем окислители и лишь в конце — горючие.
Готовые смеси расфасовывают в плотные многослой-
ные бумажные мешки. Содержание влаги в готовой сме-
си ограничено 0,3—0,5%, а срок хранения готовой смеси
одними-тремя сутками. При изготовлении брикетов до-
245
Таблица 31
Составы экзотермических смесей и брикетов
Компоненты Хромистые и другие нержа- веющие стали без Ti и А1 Нержавеющие стали типа Х18Н10Т Нержавеющие стали типа Х13Ю4 (брикеты) Компоненты Хромистые и другие нержа- веющие стали без Ti и А1 Нержавеющие стали типа Х18Н10Т Нержавеющие стали типа Х13Ю4 (брикеты)
А.тюмомагниевый порошок ПАМЗ-4 + + . Плавиковый шпат Ф 75-92 + + +
Алюминиевый по- рошок + + + Флюоритовый кон- центрат .... — — +
Порошок силико- кальция .... — + Силикатная глыба Доменный шлак . + + 1 + + 1
Марганцевая руда + — + Жидкое стекло — —
Натриевая селитра + + — Калиевый хромпик — — +
бавляют жидкое стекло и увлажненную смесь формуют
ручным или машинным способом.
После двухчасовой воздушной сушки брикеты допол-
нительно сушат в специальной печи при температуре
150—250° С до получения влаги не выше 0,5%. Излож-
ницы для разливки под шлаком не смазываются, а толь-
ко чистятся.
Установлена необходимость тщательной очистки из-
ложниц для удаления остатков шлакового гнрниссажа от
предыдущей разливки. При наличии такого гарниссажа
происходит значительное налипание на него нового шла-
ка и толщина шлаковой корки настолько возрастает, что
резко изменяются условия кристаллизации. При этом
возможно образование дефектов поверхности в виде
прорыва корки и заплеска металла, понижения пластич-
ности из-за роста зерна в корковой зоне слитка. Темпе-
ратура изложниц перед закладкой смеси (за 20—30 мин
до выпуска плавки) 80—120° С. Расход смеси составля-
ет 4—4,5 кг/т слитка.
Во избежание образования плен в нижней части
слитка разливку начинают приторможенной струей. Че-
246
рез 20—30 сек после начала разливки смеси сгорают,
о чем свидетельствует прекращение выделения из-под
крышек интенсивного дыма и пламени, и далее скорость
разливки регулируют по поведению шлака в контроль-
ной изложнице.
Рекомендуемые скорости наполнения тела слитка для
нержавеющих сталей приведены в табл. 32. Длитель-
ность наполнения прибыльной части слитка составляет
70—100% от продолжительности наполнения тела слит-
Таблица 32
Длительность наполнения изложниц при разливке с экзосмесями
Группа сталей Марка стали Развес слитков, т Длитель- ность напол- нения излож- ниц, сек
I 0—4X13, XI7, ЭИ961, ЭИ962, ЭП4ЮУ, ДИ-6, ЭИ878 1,0 2,6—2,8 3 3 9,0—17,0 80—140 150—230 160—240 150—270
II 12—25Х5МА, Х5М, Х5ВФ, Х8, Х8ВФ 2,08 2,8 3,3 150—210 170—230 190—260
III ЭИ481 2,1 150—200
IV 1—2Х17Н2, ДИ-1, ЭИ736 2,08 2,8 140—190 150—200
V 4Х9С2, 4Х10С2М 2,8 160—200
VI (0)Х18Н9, (0)Х18Н10, 2Х18Н9, (0)Х23Н18, ЭИ69, ННЗ(Б) 1,0 2,8—3,3 9,0—17,0 70—130 120—220 160—290
VII (0)Х18Н9Т, (0)Х18Н10Т, ЭИ448, X17H13M2-3T, ЭИ811, 0Х18Т1, ЭИ580, (0)Х17Т 1,0 2,8 3 3 9,0—17,0 60—90 90—140 100—150 120—260
VIII ДИ-11, Х14Г14Н4Т 2,8 3 3 9,0—17,0 90—140 100—150 120—260
IX ЭИ654, ЭИ759 1 ,о 60—110
247
Таблица 33
Влияние разливки под шлаком на параметры затвердевания
слитка массой 3,5 т (H/D = 3,\7, конусность 3,5%) [190]
Способ отливки Расход смеси, кг/пг Время на- полнения слитка, мин—сек Толщина шлаковой рубашкн, мм Время за- твердева- ния тела слитка, мин—сек Коэффи- циент за- твердева- ния, , 0,5 см]мин
Со смазкой . . — — — 85-55 2,92
С быстросгораю- щей экзосмесью . 4 2—25 1—2 92—15 2,82
С тлеющей смесью1 6 4—05 0,5—1,25 85—55 2,92
1 Состав тлеющей смеси: 5% А1, 5% силикатной глыбы, 5% натриевой се-
литры, марганцевой руды, 20% Древесных опилок, 20% нефелинового кон-
центрата, 35% плавикового шпата.
ка. Как обычно, прибыльная часть утепляется люнке-
ритом.
Исследование влияния жидких шлаков на затверде-
вание слитка показало, что применение быстросгораю-
щих экзотермических смесей, создающих шлаковую ру-
башку толщиной 1—2 мм, приводит к некоторому замед-
лению кристаллизации, тогда как использование тлею-
щей смеси (толщина гарниссажа 0,5—1,25 мм) не влия-
ло на скорость кристаллизации (табл. 33).
Теплофизические исследования В. П. Осипоза [190]
также показали, что вследствие образования шлаковой
прослойки между слитком и изложницей скорость про-
движения твердой фазы в первые 10—15 мин снижается,
а температура поверхности слитка выше на 70—100 грай.
Однако замедление формирования твердой корочки за-
держивает образование зазора, что способствует вырав-
ниванию скоростей затвердевания.
Разливка под шлаком обеспечила кардинальное
улучшение качества поверхности слитков.
Исследование макроструктуры наружных слоев слит-
ков показало, что при разливке под шлаком почти пол-
ностью устраняются все поверхностные дефекты, связан-
ные с пленообразованием. Это позволило организовать
их прокатку с горячего всада без предварительной за-
чистки (табл. 34),
2.48
Таблица 34
Качество поверхности слитков нержавеющей стали,
разлитых под жидким шлаком
Технология Количество слитков с поверхностными дефектами, %
Х23Н18 Х18Н10Т Х18Н12М2-ЗТ
Обычная 35,5 68,2 48,5
Под шлаком .... 2,0 6,5 Нет
Сравнительные данные по качеству поверхности про-
ката также свидетельствуют о высокой эффективности
разливки под шлаком (табл. 35).
Таблица 35
Качество поверхности проката нержавеющей стали
Марка стали Доля бездефектных заготовок (%), разлитых Отбраковано по поверх- ностным дефектам, %
обычным способом под шлаком разливка обычная разливка под шлаком
Х18Н10Т 17,3 82,5 — —
Х18Н12М2Т 25,0 48,7 — —
Х18Н12МЗТ 33,3 55,5 — —
Х23Н18 12,9 36,4 — —
2-4X13 — — 1,0 0,45
Х5М — — 2,03 0,50
Значительно улучшилось при новом методе разливки
и качество макроструктуры. Исследование влияния раз-
ливки стали под шлаком на загрязненность металла не-
металлическими включениями показало, что при этом
способе разливки запутывания шлака в металле не про-
исходит. Этому препятствует высокая температура шла-
ка и металла, а также малая адгезия шлака к металлу.
В нержавеющих сталях с титаном средний балл по
карбонитридным включениям снизился с 2,98 до 2,62
и 83% плавок имели средний балл по этому виду вклю-
чений не более 3,0. На 70% плавок загрязненность ок-
249
сидными, силикатными и сульфидными включениями не
превышает балл 2,0. Лишь единичные плавки имеют
средний балл по оксидам 3,1.
Уменьшение загрязненности неметаллическими вклю-
чениями при разливке под шлаком высоколегированных
сталей без титана видно из данных, приведенных
в табл. 36.
Табл и ц а 36
Загрязненность стали неметаллическими включениями
в зависимости от способа разливки
Марка стали Технология разливки Средний балл загрязненности включений
оксиды точеч- ные ОКСИДЫ стро- чечные суль- фиды сили- каты
08Х20Н10Г6 Обычная . . . Под шлаком . . 2,3 1,8 3,16 1,5 2,17 1,8 2,3 2,0
07Х23Н13 Обычная . . . Под шлаком . . . 2,0 1,3 0,5 0,3 1,16 1,0 3,0 2,0
Положительные результаты были получены и при
разливке под шлаком крупных листовых слитков стали
Х18НЮТ массой до 17 т. Применение экзотермических
смесей позволило на 3,5% повысить выход годной стали
и существенно снизить затраты на зачистку и обдирку
слитков, заготовки и листа.
На ЧМЗ с успехом применили разливку нержавеющей
стали с экзотермическими брикетами, имевшими теплоту
сгорания 1,7 Мдж]к.г (400 ккал/кг). При расходе брике-
тов 4,5—5,0 кг/т время наполнения тела слитка массой
1,15т составляло 130— 180 сек [191].
По сравнению с разливкой с петролатумом новый спо-
соб разливки позволил при зачистке сократить потери
металла в пыль с 12 до 2,6 кг/т, снизить расход абразив-
ных кругов с 3,5 до 0,8 шт)т и уменьшить отбраковку
металла на 30%.
Дальнейшее усовершенствование технологии разлив-
ки под шлаком, изыскание новых более экономичных
способов получения шлака и улучшение его физико-хи-
мических свойств позволят дополнительно повысить эф-
фективность разливки нержавеющей стали.
250
| Глава XII
F РАЗЛИВКА НЕРЖАВЕЮЩЕЙ СТАЛИ СВЕРХУ
F И ОСОБЫЕ ВИДЫ РАЗЛИВКИ
1. РАЗЛИВКА НЕРЖАВЕЮЩЕЙ СТАЛИ СВЕРХУ
Как правило, сверху отливают слитки нержавеющей
стали, предназначенной для кузнечного передела, так
как качество поверхности слитка не влияет на качество
поверхности изделия вследствие больших припусков на
обработку и возможности вырубки дефектов по ходу пе-
редела. Обычно это слитки массой более 3 т, имеющие
повышенное отношение Н/D, как правило, восьмигран-
ные.
Большое значение имеет аккуратная сборка комплек-
та: изложницы, поддона и надставки (особенно при при-
менении плавающих надставок) и строго вертикальное
направление струи.
При разливке сверху успешно опробовались все ука-
занные выше способы разливки нержавеющей стали.
Особенностью их применения является необходимость
резкого замедления начала разливки (до вспышки маг-
ниевых сплавов, до сформирования жидкого шлака).
Ниже приведены особенности отливки сверху слитков
нержавеющей стали массой 24—42 т.
Вкладыш для поддона изготовляют литым из мало-
углеродистой или нержавеющей стали (обычно отлива-
ют в цехе накануне из остатков металла), торцовую ра-
бочую поверхность вкладыша зачищают от грязи, шла-
ка, ржавчины. Вкладыш устанавливают на поддон с за-
делкой зазора шнуровым асбестом.
Для лучшего утепления прибыльной части и получе-
ния плотной макроструктуры слитка надставки футеру-
ют менее теплопроводным — пористым шамотным кир-
пичом марки БЛ-1,3. Внутреннюю поверхность надстав-
ки облицовывают обычным шамотным кирпичом па
плашку. Между пористым шамотом и металлическим
каркасом надставки прокладывают листовой асбест. Из-
ложницы смазывают тонким слоем лаколя.
Для создания защитной атмосферы в изложнице при-
меняют аргон, которым вытесняют воздух до начала
разливки. В зависимости от скорости наполнения излож-
ницы и поведения металла для получения слитков 42
и 36 т металл разливают пли через стакан диамет-
251
ром 70—80 мм или через два стакана диаметром 60—
70 мм (двухстопорный ковш) с расстоянием между
центрами стаканов 300 мм. Разливку ведут без примене-
ния воронки. Наполняют кюмпельную часть слитка мед-
ленно через один стакан. После этого разливку продол-
жают через два стакана. Скорость разливки регулирует-
ся в зависимости от вида металла, который должен под-
ниматься спокойно, без бурления и заворотов. Во время
наполнения изложницы подают в нее при малом давле-
нии аргон. При поступлении металла в надставку струю
немного сокращают, но при этом нельзя допускать заво-
рота или потопления корки в металле. Сразу после от-
ливки слитка прибыльную часть засыпают люпкеритом
в количестве 2 кг/т. Если во время кристаллизации слит-
ка, т. е. в течение 12 ч после разливки, корка люнкерита
проваливается и обнажается металл, последний засыпа-
ют люнкеритом слоем 30—50 мм.
Слитки массой 36 т охлаждают в изложнице с над-
ставкой в течение трех суток, а слитки массой 42 г —
пяти суток.
Кривые охлаждения слитков стали марки Х18Н9Т
массой 42 и 24 г приведены на рис. 67. Для плавочпого
контроля металла при отливке таких крупных слитков
Рис. 67. Кривые охлаждения слитков нержавеющей стали Х18Н9Т мас-
сой 42 т (/) и 24 т (2)
252
Таблица 37
Скорость наполнения изложниц, сек, при разливке
нержавеющих сталей сверху
Марка стали Развес слитков, т
3—3,8 4,1— 5,8 6,0— 7,8 8—10 10,5— 12,5 17—19 24—26
ЭП56, ЭИ756, 1—4X13 90— 150 90— 150 — — — — —
ННЗ, ННЗБ, ННЗФ, ННЗБФ — 180— 230 200— 250 — — —
(0)Х18Н10Т, Х18Н12Т, ЭИ953 60—90 70— 100 90— 120 120— 150 130— 160 150— 210 250— 330
Х18Н9, 0XI8H10, Х16Н11МЗ, 04Х17Н10М2 70— ПО 80— 130 100— 170 130— 190 140— 200 160— 220 —
ЭИ954 70— 100 80— 120 100— 160 — — — —
дополнительно отливают слиток массой 0,3—0,5 т. После
перекова металл контролируют па интеркристаллитную
коррозию по ГОСТ 6032—58.
Указанная технология разливки крупных слитков не-
ржавеющей стали обеспечивает вполне удовлетворитель-
ное качество металла. Аналогичным образом готовятся
к разливке нержавеющей стали сверху в восьмигранные
изложницы для кузнечных слитков различного развеса,
однако разливка ведется только с применением проме-
жуточных воронок со стаканом диаметром 26—65 мм.
Рекомендуется следующая длительность отливки тела
слитка при разливке нержавеющей стали сверху в вось-
мигранные изложницы (табл. 37).
Длительность выдержки слитков до первого толчка
определяется по времени полной кристаллизации слит-
ка, рассчитываемой по формуле В. М. Тагеева; т==
= 0,112 R2, где т—период полной кристаллизации слит-
ка, мин; R— радиус слитка, см.
Положительные результаты были получены при раз-
ливке высоколегированных хромоникелевых сталей свер-
ху под слоем шлака [169]. Например, при отливке свер-
ху слитков 3,8 т в восьмигранную изложницу присажива-
ли экзотермическую смесь в количестве 18—20 кг на
253
слиток, что соответствовало толщине слоя шлака на дне
изложницы 80—90 мм. Разливку производили через во-
ронку с диаметром стакана 50 мм сначала приторможен-
ной струей, а после прогорания смеси уровень металла
в воронке поднимали до нужного предела и поддержи-
вали его неизменным в течение всей разливки. Хотя при
разливке сверху под шлаком не удалось полностью
устранить поверхностные дефекты, трудоемкость зачист-
ки слитков снизилась в 1,8—2 раза.
Освоение разливки сверху под слоем шлака, уточне-
ние состава смесей для этого вида разливки ставят на
повестку дня вопрос о переходе на отливку сверху круп-
ных листовых и блюминговых слитков нержавеющей
стали, которые в настоящее время отливаются исключи-
тельно сифоном.
2. РАЗЛИВКА СТАЛИ
ПОД РЕГУЛИРУЕМЫМ ДАВЛЕНИЕМ
Разливка стали под регулируемым (низким) давле-
нием позволяет исключить стадию производства слитков
и получить полупродукт в виде заготовок (сляб, блюм
и др.) для прокатки. Начав примерно 15 лет назад
с применения регулируемого давления для производства
колес, фирма «Ciriffin Wheel Со» (США) получила этим
способом заготовки 100ХЮ0Х1800 мм с высоким ка-
чеством поверхности. Промышленные установки для по-
лучения слябов нержавеющей стали эксплуатируются
в Хьюстоне и Балтиморе (США) общей мощностью
225 тыс. т слябов в год.
Сущность нового метода разливки заключается в сле-
дующем. Ковш с жидким металлом 1 (рис. 68) устанав-
ливают в герметизированную камеру 2, которую‘накры-
вают специальной крышкой 3 с предварительно подогре-
тым до температуры 900—1100° С металлопроводом 4.
Металлопровод погружают в жидкую сталь почти до дна
ковша. Верхний торец металлопровода стыкуют с литни-
ковой системой заполняемой формы 5, которая выполне-
на из графитовых блоков таким образом, что ее полость
соответствует размерам отливаемой заготовки. При по-
даче в камеру сжатого газа (воздуха) последний по-
степенно вытесняет жидкую сталь из ковша через метал-
лопровод в полость формы. Скорость истечения металла
легко регулируется путем управления скоростью измене-
254
кия давления газа на зеркало жидкого металла в ковше
установки.
После заполнения формы жидким металлом произво-
дится отсечка его при помощи специального устройства,
после чего стравливается давление газа в установке
и затвердевание протекает при атмосферном давлении.
Рис, 68, Схема разливки стали под регулируемым давлением
Для получения более плотных отливок форму не отсека-
ют и металл кристаллизуется под давлением.
При разливке под низким регулируемым давлением
обеспечивается высокое качество поверхности, которое
в ряде случаев позволяет отказаться от обдирки перед
прокаткой. В результате выход годного достигает, по
американским данным [192—193], 90—97%. Наличие
осевой пористости не является браковочным признаком,
так как она заваривается при прокатке уже при четырех-
пятикратном обжатии. Перспективность этого метода
для обеспечения однородного металла убедительно пока-
зана в работе [194]. Большим преимуществом разливки
под давлением является высокая производительность.
Так, процесс заливки формы 16-т сляба размером 250Х
X Ю00Х9000 мм составляет 90 сек, а через 9—12 мин
сляб уже удаляется из формы. Сразу же после удаления
сляба форма охлаждается водой (5—6 мин) и после по-
255
крытия специальной обмазкой (5 мин) вновь собирается
и поступает под заливку.
В перспективе возможность метода разливки под
низким давлением (регулируемым) по производительно-
сти оценивается до 300 т/ч па одну установку. Стойкость
графитовой формы оценивается в 1000—1200 заливок
при условии переточки рабочих поверхностей по 5—
10 мм через каждые 100—150 заливок. Металлопроводы
в ряде случаев выдерживают разливку из 100—120 30-г
ковшей.
В Советском Союзе уже длительное время работают
полупромышленные установки для разливки под низким
давлением. Проектируется крупная промышленная уста-
новка для получения этим методом электродов для элек-
трошлакового и вакуумно-дугового переплавов.
На заводе «Днепроспецсталь» совместно с Институ-
том проблем литья АН УССР были проведены опыты по
заливке нержавеющих сталей типа Х17Н2, ДИ-1, ЭИ961
и др. в футерованные графитовыми блоками формы,
установленные под углом к полу цеха около 15°. Металл
из ковша заливали сверху, через воронку, установленную
над более низким концом формы. Заполнение формы за-
канчивали при выходе металла в выпор. При массе за-
ливаемого металла около 1,8 т (сечение 200X200 мм,
длина 6000 мм) длительность наполнения формы состав-
ляла около 100 сек. Полученные электроды после зачист-
ки поверхности использовали для последующего электро-
шлакового переплава.
Проведенные исследования качества металла до
и после ЭШП позволили установить отсутствие наугле-
роживания металла при разливке в графитовую форму,
а также удовлетворительное качество стали ЭШП по
макроструктуре, механическим свойствам и загрязненно-
сти неметаллическими включениями.
Для массового внедрения указанного способа разлив-
ки необходимо решить вопрос увеличения стойкости по-
верхностных слоев графита, а также улучшения качества
поверхности отливки.
3. ЭЛЕКТРОШЛАКОВАЯ ОТЛИВКА СЛИТКОВ
Электрошлаковая отливка слитков (ЭШО) является
новым оригинальным методом получения высококачест-
венных слитков, разработанным Институтом электро-
256
сварки им. Е. О. Патона и Челябинским металлургиче-
ским заводом [195]. В медной водоохлаждаемой излож-
нице нерасходуемым электродом расплавляют шлак спе-
циального состава и затем заливают жидкий металл
в изложницу. Во время разливки и после нее шлак нахо-
дится под током, благодаря чему поддерживается требу-
емая его температура и другие свойства. В отличие от
электрошлакового процесса ЭШО обладает значительно
большей производительностью: отливка слитка массой
5—7 т производится в течение 7 мин, а общее время
установки под током 70—150 мин.
Разливка через слой активного шлака в медный во-
доохлаждаемый кристаллизатор, электрошлаковая под-
питка верхней части слитка обеспечивают получение
удовлетворительной поверхности и структуры слитка, по-
вышение его чистоты по неметаллическим включениям
и газам, снижение потерь металла при переделе на
10-15%.
В табл. 38 представлены данные по содержанию
в сталях Х18Н10Т и ЭИ961 газов и неметаллических
включений.
Таблица 38
Содержание газов и неметаллических включений в сталях
Х18Н10Т и ЭИ961 после ЭШО
Марка стали Содержание газов, 10 4 % Содержание неметаллических включений, 1(Г”4 %
N 0 н нитриды оксиды всего
Х18Н10Т 30—60 28—90 1,0 16—64 90 25—122 1160 41—168 1250
ЭИ961 100—130 25—35 1,0—2,0 4 30 34
21 120 141
Примечание. В знаменателе приведены данные для стали обычной
выплавки.
Хотя металл после ЭШО уступает по качеству метал-
лу ЭШП, однако по степени очищения металла от серы,
неметаллических включений и газов, по улучшению тех-
нологической пластичности и изотропности механических
свойств он заметно превосходит металл, отлитый в из-
ложницы.
17-27 257
Глава XIII
НЕПРЕРЫВНАЯ И ПОЛУНЕПРЕРЫВНАЯ
РАЗЛИВКА НЕРЖАВЕЮЩИХ СТАЛЕЙ
Последнее двадцатилетие ознаменовалось бурным
развитием непрерывной и полунепрерывной разливки
стали, которая позволяет закончить цикл комплексной
механизации и автоматизации в металлургии, а также
обеспечить значительное улучшение технико-экономиче-
ских показателей. К 1968 г. в мире действовало 190 уста-
новок НРС. При этом наряду с отливкой углеродистой,
мало- и среднелегированной стали накоплен определен-
ный опыт и по разливке нержавеющих сталей, в том чис-
ле легированных титаном.
В СССР работы по полунепрерывной разливке не-
ржавеющей стали типа Х18Н10Т были начаты на заводе
«Красный Октябрь» [196]. При разливке встретились
с обычным окислением и подстуживанием поверхности
металла в кристаллизаторе и образованием корки окис-
лов, которая, попадая внутрь слитка, приводила впослед-
ствии к грубым пленам и расслоениям в листах. Состав
корки был характерным для нержавеющей стали. Ниже
приведено содержание элементов, %:
Титан Кислород Азот
Корка . , ... 1,38 0,30 0,26
Металл . . . 0,53 0,05 0,015
При вводе аргона и обеспечении над уровнем метал-
ла содержания в атмосфере 0,1% О и 0,4% N корка на
поверхности металла все же образовывалась (кислород
эжектировался струей жидкой стали, аргон охлаждал
поверхность металла).
Для устранения эжекции воздуха из промежуточно-
го ковша применяли специальное разливочное устрой-
ство, создающее замкнутую литниковую систему метал-
ла от ковша до кристаллизатора.
Поверхность металла в кристаллизаторе прикрывали
деревянными брусками. При отливке по такой техноло-
гии нержавеющей стали Х18Н10Т в кристаллизатор се-
чением 150X500 мм скорость разливки составляла 1,1 —
1,2 м/мин, при температуре металла в промежуточном
ковше 1530—1540° С.
258
Е Поверхность литых слябов прострагивали на глубину
| до 5 мм и далее выборочно зачищали дефекты на абра-
[ зивных станках. В готовом листе выявили отдельные
расслоения и крупные шлаковые включения — результат
I потопления корочки и шлака при разливке.
В сечении горячекатаных листов встречали неодно-
родную макроструктуру. Темные полоски представляли
собой группы неметаллических включений (в основном
окислов и нитридов титана). Имелась также разнозерни-
стость, которая, однако, может быть снижена термообра-
боткой. Образцы с повышенной травимостыо по механи-
ческим свойствам и при специальных испытаниях на хо-
лодное скручивание показали те же результаты, что
и металл с однородной травимостыо.
Качество поверхности холоднокатаного листа было
получено удовлетворительное. По однородности резуль-
татов испытаний механических и антикоррозионных
свойств металл, отлитый на УПНРС, был лучше.
Степень неравномерности распределения элементов
по сечению слитка стали Х18Н10Т сечением 175X300 мм,
по данным [197], составляет: 25% С; 16% Si; 24% Р;
15% S; 10% Сг; 9,5% Ni; 10% Ti.
На заводе фирмы «Atlas Steel» (Канада) на УНРС
в кристаллизаторы сечением 380X215 мм и 610X170 мм
отливаются в основном хромоникелевые нержавеющие
стали без титана и лишь частично стали типа Х18Н10Т
и Х18Н11Б [198].
В табл. 39 приведены рекомендуемые параметры раз-
ливки нержавеющей стали Х18Н10.
Т а б л и ц а -39
Параметры разливки стали Х18Н10 на УНРС
Параметры Размер заготовок, мм
610X170 475X100 485X75 430X65
Температура разливки, °C . 1521 1521 1521 1521
Скорость вытягивания, м)мин 1,14 1,52 1,78 2,03
Скорость разливки, кг/мин 907 580,5 490 435,5
Продолжительность разлив- ки: 35-т плавка 35 55 65 73
50-т плавка 50 78 — —
17*
259
Температура разливки стали типа Х18Н10Т 1520—
1530° С, стали типа Х23Н18 1505—1515° С, стали Х25
1535—1545° С, стали Х17 1540—1560° С. По данным
Л. Немети и др. [198], условия разливки должны обес-
печить на выходе из кристаллизатора минимальную тол-
щину корочки—12,7 мм, при этом предотвращаются
прорывы.
Крайне важным является стандартизация усло-
вий разливки: температуры металла, скорости вытяги-
вания, расхода охлаждающей воды в кристаллизаторе
и на вторичное охлаждение. Последнее оказывает су-
щественное влияние и на образование трещин. Так как
все нержавеющие стали, особенно аустенитного класса,
показали значительную тенденцию к столбчатой кри-
сталлизации, их чувствительность к растрескиванию
выше.
При непрерывной разливке нержавеющей стали
острее чувствуется влияние водорода, которое может
приводить к образованию подкорковых пузырей, цен-
тральной пористости, внутренним трещинам и прорывам.
Некоторые специалисты считают, что отливать непре-
рывным способом нержавеющую сталь, содержащую бо-
лее 0,0008% Н, нецелесообразно. В связи с этим органи-
зуется экспресс-определение содержания водорода в ста-
ли перед выпуском.
На УНРС в Капфенберге (Австрия) успешно отлива-
ют слябы сечением 165X1050 и 140><480 мм, круглые
заготовки диаметром 130—150 мм и квадратные сечени-
ем 90X90 и 115X115 мм аустенитной хромоникельмо-
либденовой стали, стабилизированной и нестабилизиро-
ванной ферритной хромистой стали и высоколегирован-
ной хромоникелевой стали.
При скорости разливки 0,6—3 м/мин литые заготовки
имеют более мелкие столбчатые кристаллы, чем обыч-
ные слитки.
Использование электромагнитного перемешивания
(ЭМП) жидкого металла в кристаллизаторе позволяет
уменьшить зону столбчатых кристаллов, повысить горя-
чую деформируемость металла и снизить его склонность
к трещинам. Применение ЭМП весьма перспективно
и расширяется с каждым годом [199].
Исследование свойств синтетических шлаков позво-
лило А. И. Колпакову и др. [200] рекомендовать раз-
ливку стали Х18Н10Т и Х23Н18 под силикатными шла-
260
ками. При этом улучшена поверхность и макроструктура
слитков.
Большим шагом вперед во внедрении непрерывной
разливки нержавеющих сталей, безусловно, является
разработанная ЦНИИЧМ и Горьковским металлургиче-
ским заводом (ГМЗ) технология, при которой после на-
полнения кристаллизатора металл поступает через глу-
ходонный («безнапорный») огнеупорный стакан, погру-
женный нижней своей частью под уровень металла
Рис. 69. Схема безнапорного подвода металла затопленной струей под
слоем шлака:
а _ непосредственно из ковша через стакан; / — стакан; 2—поверхность
жидкого металла в кристаллизаторе; б — через специальное устройство;
/ — промежуточный ковш; 2—кристаллизатор; 3 — устройство для под-
вода металла под уровень; 4— жидкий синтетический шлак
[201, 202]. Из стакана через боковые отверстия, распо-
ложенные под углом 7—12° к горизонту, металл выходит
затопленными струями в кристаллизатор, в который пе-
риодически подается экзотермическая шлаковая смесь
(8% SiCa, 14% Al, 10% NaNO3, 22% CaF2, 26% Na2SiO3,
20% железной окалины) и подводится пропан-бутаи
(рис. 69).
Опыт отливки 7500 т нержавеющей стали Х18Н9-10Т
на ГМЗ по указанной технологии показал значительное
улучшение качества слябов сечением 180X400—500 мм;
47,2% темплетов не имели поверхностных дефектов про-
тив 1% по старой технологии, а количество дефектов
261
с глубиной более 4% снижено было вдвое. Соответствен-
но сократился расход металла при строжке слябов с 91
до 45—55 кг/т, снизился объем зачистки сутунки в два
раза.
Макроструктура поперечных и продольных темпле-
тов литого металла была плотной, без значительной осе-
вой пористости и других дефектов. В слитках обоих ва-
риантов зона транскристаллизации распространялась до
оси слитка.
Новая технология позволила также существенно сни-
зить загрязненность непрерывных слитков (табл. 40).
Таблица 40
Загрязненность включениями непрерывных слитков стали Х18Н10Т,
отлитых по старой и новой технологии
Вариант технологии Среднее содержание вклю- чений 10“4 % (электро- литическое выделение) Площадь групповых включений, мкм2/мм2 шлифа
нитриды титана окислы титана
Старая — открытая струя . 576—925 859—2169 4430
Новая — безнапорный под- вод под шлаком .... 3-19 14-31 2120
Меньшее падение температуры металла от промежу-
точного ковша до кристаллизатора при разливке по но-
вой технологии (на 30—35 вместо 60—80 град ранее)
позволило снизить на 20—30 град температуру разлива-
емого металла (до 1540—1550° С в промежуточном ков-
ше) и уменьшить угар титана. Повысилась стойкость
футеровки и стопоров разливочных и промежуточных
ковшей.
Развитие новых способов производства стали — элек-
трошлакового, вакуумно-дугового, электроннолучевого
и плазменно-дугового переплавов со всей очевидностью
продиктовало необходимость широкого внедрения полу-
непрерывной разливки стали для получения электродов.
На этих установках в СССР уже отливаются хромистые
и хромоникелевые нержавеющие стали в кристаллизато-
ры сечением 150X1504-370X370 мм и диаметром 170—
530 мм. Оптимальные скорости вытяжки и режимы
262
Таблица 41
Параметры разливки литых электродов крупных сечений на УПНРС
Сечение электро- да, мм Скорость разливки, м[мин в период Расход воды, лс’/ч Примечание
началь- ный ОСНОВ- НОЙ выведе- ние усадки на кри- сталли- затор на первую секцию вторично- го охлаж- дения
Круг 235 0,2— 0,3 0,7 0,4— 0,3 170 14,0 Смазка кри- сталлизатора — рапсовое масло
Круг 405 0,24 0,30— 0,35 0,2 230 14,0 Разливка под уровень с при- менением жид- кого шлака
Квадрат 370 0,2 0,35— 0,4 0,25— 0,3 270 14,0 То же
охлаждения при отливке электродов представлены
в табл. 41. Несомненно, что непрерывная разливка не-
ржавеющих сталей будет интенсивно развиваться и рас-
ширяться в ближайшие годы.
Раздел четвертый
КАЧЕСТВО И МЕТОДЫ
КОНТРОЛЯ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Глава XIV
ДЕФЕКТЫ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Улучшение качества продукции и снижение брака
металла позволяют существенно улучшить технико-эко-
номические показатели производства на металлургиче-
ских заводах и заводах-потребителях. Наряду с необхо-
димостью непрерывного улучшения технологии и орга-
низации производства, соблюдения технологической дис-
циплины важное значение в борьбе с браком имеет пра-
вильная классификация дефектов.
Понятие дефекта является в некоторых случаях отно-
сительным и качественно и количественно зависит от
предъявляемых к металлу требований. Отдельные виды
дефектов являются бесспорным браком, другие же нор-
мируются количественно в государственных стандартах
и технических условиях.
Дефекты нержавеющих, равно как и других, сталей
могут быть выявлены в стадии слитка, а также в проме-
жуточных и окончательных профилях после прокатки,
прессования или ковки. Некоторые дефекты выявляются
у потребителя при изготовлении деталей и в процессе
эксплуатации.
1. ДЕФЕКТЫ, ВЫЯВЛЯЕМЫЕ В СЛИТКЕ
Наиболее часто встречающимся дефектом слитка не-
ржавеющих сталей являются плены и завороты на по-
верхности. Технологические пути устранения этих дефек-
тов были рассмотрены выше.
Для удаления этих дефектов производят полную или
частичную обдирку слитков на глубину 2—6 мм на то-
карных станках либо сплошную или выборочную зачист-
ку на абразивных станках. За рубежом применяется так-
264
же обдирка горячих слитков на специальных фрезерных
станках. На крупных слитках поверхностные дефекты
удаляют огневым способом.
Как вынужденная мера, удаление дефектов произво-
дится в заготовке после проката неотремонтированных
; слитков. Чаще всего такая технологическая схема при-
I меняется в тех случаях, когда при охлаждении слитков
j возникают трещины, а также при прокатке слитков
; с крупнозернистым строением. Сохранение мелкокри-
; сталлического поверхностного слоя облегчает, например,
' деформацию ферритных сталей (сихромаль и др.).
На поверхности слитков встречаются продольные
и поперечные трещины. Продольные трещины наиболее
часто встречаются на слитках круглого сечения хроми-
стых сталей, особенно легированных кремнием и молиб-
деном. Отливка в слитки квадратного или прямоугольно-
го сечения, снижение температуры металла п скорости
разливки позволяют устранить трещины. Термические
продольные трещины устраняются путем обеспечения оп-
тимального режима охлаждения и термообработки
слитков.
Поперечные трещины, как правило, вызваны наруше-
ниями в технологии подготовки и сборки изложниц, что
приводит к зависанию слитков. На слитках стали
X17H13M2-3T массой 9—17,0 т встречали мелкие трещи-
ны, расположенные в средней части слитка. При огневой
зачистке этих слитков возникали дополнительные тре-
щины, которые при прокатке приводили к грубым рва-
нинам в слябах.
Для исключения трещин необходимо выдерживать
оптимальные условия разливки (температура металла
в ковше 1540—1560° С, длительность наполнения тела
слитка 120—150 сек, охлаждение слитков в изложницах
не менее 12 ч) и применять микролегирование металла
ферроцерием в количестве 1 кг!т [123].
При разливке стали под жидким шлаком, а также
при электрошлаковом переплаве на поверхности слитков
стали типа Х18Н10Т встречаются дефекты в виде зали-
вин металла за шлаковый гарниссаж. Дефект образует-
ся при замедленной кристаллизации поверхностной кор-
ки слитка, которая не может выдержать давление жидкой
металлической ванны. Выше указывалось, что при раз-
ливке в изложницы необходима их тщательная чистка от
остатков шлака, при ЭШП следует снижать скорость на-
плавления.
265
Одним из серьезных дефектов поверхности слитков
являются навары, образующиеся при быстрой разливке
горячего металла, высохшей смазке и плохом качестве
изложниц. Слябы, полученные из слитков стали Х18Н10Т
с наварами, были покрыты мелкими рванинами и чешуй-
ками, которые нельзя было удалить на строгальных
станках из-за высокой твердости. Химический анализ
чешуек металла (после травления) показал, что в них
содержание углерода достигало 1,06%, а титана 0,16%
при содержании их в центре сляба соответственно 0,10
и 0,55%- Металлографический анализ поверхностной зо-
ны показал наличие в металле большого количества
карбидов титана и хрома.
Наиболее часто навары бывают в нижней части слит-
ка. Чтобы их ликвидировать, необходимо своевременно
убрать дефектные изложницы, строго регламентировать
скорость разливки и температуру металла, повысить ка-
чество подготовки изложниц.
Нержавеющую сталь нельзя разливать в новые из-
ложницы, так как в них более высокое содержание угле-
рода, чем в применявшихся изложницах, а температура
плавления внутренних слоев сравнительно низкая.
2. ДЕФЕКТЫ, ВЫЯВЛЯЕМЫЕ В ПРОКАТЕ
Одним из наиболее частых дефектов, выявляемых
в макроструктуре проката, является усадка, которая мо-
жет иметь вид полости, иногда заполненной шлаком,
рыхлости с развитыми крупными дендритами, трещины,
темного пятна, сопровождающегося точечной неоднород-
ностью. Характерным отличительным признаком усадки
является наличие ликвации и значительное обогащение
металла неметаллическими включениями, что легко вы-
является при снятии серного отпечатка по Бауману.
Учитывая высокую стоимость нержавеющих сталей,
на всех заводах проявляется тенденция производить на
этой группе марок минимальную обрезь. Естественно,
что при этом необходимо особенно строго выполнять
установленную технологию на всех переделах, в частно-
сти соблюдать установленную температуру и режим раз-
ливки, наполнять надставки не ниже определенного
уровня, устанавливать поддоны по уровню, применять
горячие надставки и утепляющие засыпки. Наконец,
важно обеспечить условия наблюдения и контроля за
обрезью в передельных цехах.
266
При повышенном содержании в металле водорода,
а также азота в слитке при кристаллизации образуются
: газовые пузыри. Их выявляют при обдирке слитков, ког-
; да они расположены близко от поверхности, или при
- контроле макроструктуры проката, где они имеют вид
'ликвационных пятен или сплюснутых трубочек (закатан-
ных пузырей). Пузыри располагаются по сечению заго-
товки несимметрично. На микрошлифах вокруг пузырей
i обычно нет ликвационных загрязнений и структурной
неоднородности. Однако в стали Х18Н10Т в местах пу-
зырей нами выявлены скопления карбонитридов титана.
Окислившиеся при прокатке газовые пузыри выявля-
ются в виде поверхностных волосовидных трещин.
Наиболее склонны к образованию газовых пузырей
водородного происхождения нержавеющие стали, леги-
рованные кремнием (ЭИ654, Х10С2М, Х25Н20С2 и др.),
так как кремний резко снижает растворимость водорода
в твердой стали и тем самым увеличивает давление вы-
деления водорода при кристаллизации.
На основании опыта и наших исследований ниже
приведены критические содержания водорода в нержа-
веющих сталях, превышение которых приводит к обра-
зованию газовых пузырей:
Марки стали ... . . ЭИ654, Х18Н13С4 Х18Н10Т, Х18Н13М2Т
Максимально допустимое содержание водорода, обеспечивающее получе- ние плотных слитков, сл?/100 г ...... 4—6 10—12
Марки стали .... 1—4X13, Х28, Х17Н2 Х25Т Х18Н25С2, Х120Н14С2
Максимально допустимое
содержание водорода,
обеспечивающее получе-
ние плотных слитков,
см31Ю0 г................ 10—13
7—10
5-8
Критическое содержание водорода определяется так-
же массой слитка, перегревом металла и содержанием
свободного азота в стали.
Как правило, дефекты расположены в верхней части
слитка и ближе к одной из сторон. Образование газовых
пузырей здесь облегчено меньшим металлостагическим
давлением, наличием ликвации водорода и меньшей ско-
267
ростью кристаллизации у стенок изложницы, располо-
женных ближе к центровой.
Образование дефекта и отбраковка металла возра-
стают в летнее время года, когда увеличивается абсо-
лютная влажность воздуха и парциальное давление во-
дяных паров и водорода в дуговой печи, влажность шла-
кообразующих материалов, ферросплавов и газообразно-
го кислорода. Для уменьшения содержания водорода
в нержавеющей стали, помимо общетехнологических ме-
роприятий (сушки и прокалки материалов, замены изве-
сти известняком, осушки кислорода и т.п.), применяют
продувку жидкого металла аргоном (в печи или в ков-
ше). Например, на заводе «Днепроспецсгаль» при вы-
плавке стали марок ЭИ654, ЭИ759, Х102СМ, Х9С2
и т. п. после легирования кремнием производят продувку
металла чистым аргоном через трубки диаметром
19—25,4 мм в течение примерно 10 мин. Расход аргона
составляет 2—3 мг!т при давлении около 0,2 Мн!м2
(2 ат) в печи. Продувку ведут при погружении конца
трубки на глубину 300—400 мм в металл и при переме-
щении ее в ванне. В результате продувки снижается со-
держание водорода в металле на 1—3 сл?/100 г и прак-
тически полностью устраняется отбраковка металла по
газовым пузырям.
Повышенное содержание азота (выше предела рас-
творимости) также приводит к образованию газовой фа-
зы в слитке. Известны случаи получения газовых пузы-
рей в слитках стали Х23Н13 при применении азотиро-
ванного феррохрома [203] и т. д. Для ликвидации брака
по газовым пузырям целесообразно производить экс-
пресс-анализ металла на водород (а в дальнейшем и на
азот) и при необходимости дегазировать металл путем
вакуумирования, продувки аргоном или другими спосо-
бами.
При разливке нержавеющей стали могут образовы-
ваться и подкорковые пузыри, вызванные обильным во-
дяным охлаждением изложниц и быстрой разливкой
стали в изложницы, смазанные густой смазкой, т. е. на-
рушениями общепринятой технологии. В прокате нержа-
веющих сталей встречают расслоения в изломе. Как пра-
вило, они вызваны наличием грубых скоплений неметал-
лических включений. Причиной расслоений в листе
может быть и повышенная двухфазность стали. Так, как
показали исследования [204], при прокатке листа стали
268
ЭИ811 вследствие большой скорости деформации и ма-
лого времени пребывания при высокой температуре про-
исходит различная степень наклепа феррита и аустенита.
Существующая при температурах 870—900° С (оконча-
ние прокатки) ферритная фаза наклепывается меньше,
так как в ней успевают пройти процессы отдыха. В ре-
зультате возникают локальные напряжения, приводящие
к надрывам металла, кото-
К рые идут по границам фаз
В (рис. 70). Устранение подоб-
К ных дефектов достигается
В ограничением степени двух-
Р фазности стали и оптималь-
ным температурным и ско-
ростным режимами ее про-
катки.
Характер и природа крае-
вых загрязнений (титани-
стой пористости) в макро-
структуре нержавеющей
стали были описаны выше.
В нержавеющей стали,
Рис. 70. Надрывы металла по грани-
цам фаз в листе стали Х21Н5Т
(ЭИ8И)
легированной титаном, встречается также общая неод-
нородность структуры: рассеянные по полю шлифа скоп-
ления окислов и карбонитридов титана. Для устранения
этого дефекта необходимо обеспечить более полное рас-
кисление металла до присадки титана, а также произво-
дить разливку металла при оптимальной температуре.
При контроле макроструктуры заготовок нержавею-
щей стали (особенно типа Х18Н10Т и 1—4X13) на попе-
речных шлифах достаточно часто выявляется неодинако-
вая травимость осевой и периферийной зон. В зависимо-
сти от формы слитка форма различно травящейся пло-
щади (ликвационного квадрата) может быть квадратной
или круглой и иметь резкий или размытый контур,
а также чередование светлых и темных полос.
Наиболее легко ликвационный квадрат выявляется
в сталях 1—4X13, в хромоникелевых сталях с титаном
и ниобием для выявления ликвационного квадрата нуж-
но длительное травление.
При продолжительном травлении темная зона вы-
травливается одинаково интенсивно в заготовках круп-
ного и мелкого сечения независимо от условий нагрева
и деформации. Природа ликвационного квадрата описа-
269
на в работах [205—208]. Изменение травимости в осевой
зоне заготовки объясняют различием в кристаллизации
разных зон слитка и неодинаковым отношением к усло-
виям деформации этих зон. Поскольку по основным ка-
чественным показателям (механическим свойствам, кор-
розионной стойкости, чистоте по неметаллическим
включениям и т. п.) металл осевой и краевой зон не от-
личается, ликвационный квадрат в нержавеющих сталях
обычно не считают браковочным признаком. Различие
в травимости снижается при предварительной термиче-
ской обработке металла (для стали Х18Н10Т нагрев до
1200° С с выдержкой 2—4 ч, для стали 2X13 нагрев до
1100°С и отпуск при 670°С в течение 6 ч).
Следует отметить, что при направленной кристалли-
зации нержавеющих сталей в медном водоохлаждаемом
кристаллизаторе (при ЭШП, ВДП, ЭЛП и ПДП) ликва-
ционный квадрат в прокате не выявляется, что свиде-
тельствует о получении более однородной структуры
слитка.
В поперечной макроструктуре проката некоторых не-
ржавеющих (1—2X13, 1Х17Н2) и полуферритных (Х8,
Х8Ф) сталей обнаруживают так называемые «паукооб-
разные растравы», представляющие участки структур-
ной неоднородности в виде цепи плотно прилегающих
углублений (точек растрава). В продольном макротем-
плете «паук» представляет собой топкие прерывистые
нити, тянущиеся вдоль направления прокатки.
Серные отпечатки показали полное соответствие фор-
мы отпечатка рисунку растрава. Наши исследования
[209, 210] показали в местах «паука» отсутствие нару-
шений сплошности, одинаковые механические свойства,
содержание газов и неметаллических включений в зоне
паука и периферийной зоне. Установлено, что в сталях
Х8, Х8ВФ вытравливание происходит по цепочкам суль-
фидов балла 3—5. Повышенное количество сульфидов
в центре темплета и характер их расположения опреде-
ляются главным образом не абсолютным содержанием
серы в стали, а условиями выделения ее из раствора.
Было установлено, что паукообразные растравы пред-
ставляют собой следы полностью заварившихся меж-
кристаллитных трещин, возникающих в осевой части
слитка, особенно в зоне теплового центра. Для обеспе-
чения более равномерного распределения сульфидов
и уменьшения осевых трещин применяют присадку в ме-
270
талл ферроцерия (1 кг/т). Полное устранение растравов
достигается при электрошлаковом переплаве стали
[2П].
Паукообразные и другие структурные нитевидные не-
однородности в хромистых сталях могут также представ-
лять собой участки феррита на фоне мартенсита в ча-
стично закаленной стали. После термической обработки
.темплетов они, как правило, исчезают.
Существующие стандарты не устанавливают норм,
ограничивающих степень развития растравов, хотя соот-
ветствующие шкалы приведены в ГОСТ 10243—62. При
отсутствии расслоений в изломе и удовлетворительных
механических свойствах наличие растравов можно счи-
тать небраковочным признаком. Характерно, что при на-
личии осевых межкристаллитных трещин в слитках хро-
моникелевых сталей (ЭИ69, Х18Н12МЗТ и др.) в макро-
структуре проката подобные растравы не встречаются.
При изучении макроструктуры слитков и проката не-
ржавеющих и других сталей, полученных при ЭШП,
ВДП, ЭЛП и ПДП, обнаруживают неоднородную трави-
мость металла в виде чередования темных и светлых
полос.
В работе [161] была изучена природа послойной
кристаллизации в аустенитной нержавеющей стали
00Х16Н15МЗБ и показано, что устранение или снижение
интенсивности этого явления возможно при стабилиза-
ции электрического режима, выборе массы слитка, флю-
са и режима, определяющих максимальный запас тепла
в шлаке и меньший теплоотвод через кристаллизатор.
Поскольку послойная кристаллизация вызвана только
изменением дендритной структуры металла при затвер-
девании слитка и не влияет на механические, антикор-
розионные, физические и другие свойства стали, она не
является дефектом.
При нарушении температурного режима нагрева
слитков и деформации перегретого металла, особенно
с повышенными обжатиями и редкой кантовкой, возни-
кает дефект «осевой пережог», который в макрострукту-
ре имеет вид мелких пор или двух параллельных трещин
по сторонам ликвационного квадрата. Наиболее часто
дефект встречается в сталях 1Х17Н2, ЭИ481 и др. [212].
К дефектам макроструктуры нержавеющих сталей
следует отнести и инородные включения (рис. 71), кото-
рые при анализе оказались включениями не полностью
271
растворившегося или запутавшегося в шлаке ферронио-
бия. Как известно, феррониобий имеет температуру
плавления около 1700° С и медленно растворяется в ме-
талле. В связи со случайным характером расположения
этот дефект чрезвычайно опасен.
Для обеспечения надежного растворения ферронио-
бия необходимо его присаживать на голое зеркало ме-
Рис. 71. Инородные включения в стали ЭИ481:
макроструктура; б — микроструктура, X 100
талла перед рафинированием, а затем энергично пере-
мешивать металл. При выплавке сталей, имеющих пони-
женную температуру, необходимо применять железо-ни-
обиевую лигатуру, содержащую 20% Nb.
К макродефектам относятся также внутренние воло-
совины, выявляемые при контроле ступенчатых образцов
или продольных макротемплетов путем травления или
магнитным методом (на магнофлоксе). Чтобы выявить
настоящие волосовины, а не структурную неоднород-
ность металла, образцы следует изготовлять после нор-
мализации или полной термической обработки. Исследо-
вание волосовин в стали 1—2X13 показало, что они пред-
ставляют скопления грубых строчек неметаллических
включений, в основном хромитов.
272
В сталях, содержащих кремний (Х13Н7С2 и др.),
встречается в основном большое количество коротких
и тонких волосовин. Хромистые стали и стали, содержа-
щие более 0,2% Ti, часто имеют на отполированной по-
верхности детали длинные, кучно расположенные воло-
совины. Для снижения количества и протяженности во-
лосовин необходимо улучшить технологию раскисл-ения
стали в электропечах.
Одним из дефектов излома шайб является зональная
крупнозернистость, которая чаще встречается в сталях
ЭИ481,Х9С2, Х13Н7С2, 1Х25Ю5, 4Х14Н14В2М и др. Не-
однородность зерна в заготовках (участки крупного зер-
на на фоне основного мелкого зерна) образуется в ре-
зультате критической степени деформации отдельных
объемов металла. В ферритных сталях типа 1Х25Ю5 при
большой скорости рекристаллизации металла это приво-
дит к самому произвольному расположению зон крупно-
зернистое™ [203]. Исправить такой металл можно толь-
ко дополнительной горячей механической обработкой.
Устранение разнозернистости достигается обычно
подбором обжатий и температур при горячей деформа-
ции металла. Полезным является и введение гомогенизи-
рующих режимов нагрева слитков и заготовок. Иногда
разнозернистость в макротемплетах металла, имеющая
вид серпа, связана с охлаждением горячего раската при
порезке его на пилах. Эта ложная разнозернистость
устраняется после термообработки (нормализации)
проб.
В последние годы к нержавеющей стали предъявля-
ются повышенные требования по загрязненности неме-
таллическими включениями. В связи с этим было уделе-
но значительное внимание изучению природы неметалли-
ческих включений и разработке методов их уменьшения.
Наиболее полный обзор характерных включений в хро-
мистой и хромоникелевой нержавеющей стали, а также
их связи с основными свойствами металла выполнен
в монографии М. И. Виноград [59].
Рельефная связь между содержанием включений, их
распределением и свойствами металла была прослежена
на сталях 2X13 (строчки включений, образующих воло-
совины), Х18Н10Т (скопления карбонитридных включе-
ний, ухудшающих полируемость листов и особо тонко-
стенных труб), Х23Н18 (стекловидные включения и хро-
миты, резко снижающие пластичность металла при
18—27
273
деформации). Наличие неметаллических включений счи-
тается браковочным признаком в том случае, если их
количество (балл) оговорено техническими условиями,
а фактическое содержание превышает установленные
нормативы. В тех случаях, когда металл контролируется
на неметаллические включения, ужесточается технология
выплавки и разливки стали (например, оговаривается
выплавка только на свежей шихте, повышаются требова-
ния к футеровке печи и ковша, улучшается раскисление
металла и шлака и т. п.). Существенное снижение коли-
чества и величины неметаллических включений достига-
ется при применении новых методов выплавки стали —
ЭШП и ВДП. При контроле некоторых аустенитных не-
ржавеющих сталей (например, 00Х16Н15МЗБ) следует
обращать ’большое внимание на методику подготовки
шлифов, чтобы исключить попадание на шлиф ложных
включений [213].
Отбраковка нержавеющих сталей по механическим
свойствам — сравнительно редкое явление, так как уро-
вень этих свойств определен химическим составом ме-
талла и его термической обработкой. Однако в последнее
время были повышены требования по механическим
свойствам для некоторых нержавеющих сталей, что выз-
вало необходимость доработки технологии. Для обеспе-
чения, например, повышенных прочностных свойств ста-
ли ЭИ654 необходимо увеличение содержания феррита
в этой аустенитной стали, что достигается корректиров-
кой химического состава в пределах марки.
Для исключения отпускной хрупкости стали ЭИ811
[снижения ударной вязкости после отпуска при 550° С —
1 ч до не менее 196 Мн-м/м2 (2 кГ-м/см2)] оказалось не-
обходимым повысить содержание аустенита в этой фер-
ритной стали. Снижение содержания титана и алюминия,
ограничение содержания хрома позволили в сочетании
с оптимальным температурным режимом деформации
стабильно устранить охрупчивание.
Коррозионная стойкость нержавеющей стали практи-
чески полностью определяется заданным химическим со-
ставом металла и обеспечивается при выплавке стали.
Содержание феррита, которое ограничено в аустенитных
сталях типа Х18Н10Т для трубной заготовки и листа,
также обеспечивается при выплавке стали путем суже-
ния пределов химического состава.
При получении повышенного балла по a-фазе в труб-
274
ной заготовке производят исправляющую термическую
обработку — длительную аустенизирующую выдержку
при 1100° С.
Нормированные магнитные свойства в некоторых ста-
лях также обеспечиваются химическим составом ме-
талла.
Глава XV
КОНТРОЛЬ КАЧЕСТВА
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Для улучшения качества металла, повышения его
служебных характеристик, уменьшения отбраковки ста-
ли на металлургическом заводе и у потребителей и повы-
шения выхода годного необходима не только тщательная
разработка технологии, но и организация действенного
контроля за ее исполнением.
Важным элементом в этой системе является также
правильная и объемная оценка качества металла в слит-
ках, заготовке и особенно при конечном контроле гото-
вой продукции, так как по этим результатам и по резуль-
татам новых исследовательских работ вносятся коррек-
тивы в действующую технологию. Подробно общие
вопросы контроля производства и готовой продукции из-
ложены в работе [214].
1. ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКОГО КОНТРОЛЯ
ВЫПЛАВКИ, РАЗЛИВКИ И ПЕРЕДЕЛА
Контроль качества нержавеющих сталей имеет ряд
особенностей, связанных с назначением металла и осо-
бым комплексом свойств. При выплавке нержавеющих
сталей серьезное внимание должно уделяться контролю
.качества исходных материалов и ферросплавов, так как
они в значительной степени определяют ход плавки.
Например, из опыта металлургических заводов извест-
но, что неправильный подбор шихтовых материалов ве-
дет к переназначению или прекращению плавок из-за
повышенного содержания молибдена, вольфрама, меди,
фосфора, серы. Расширение марочного сортамента ста-
лей, легирование их многими элементами, комплексное
использование различных сплавов в конструкциях вызы-
18* 275
вают значительные трудности в подготовке (утилизация,
складирование и рассортировка) отходов. В связи с этим
возникла острая необходимость оснащения копровых
цехов металлургических заводов переносными стилоско-
пами и многоканальными фотоэлектрическими кванто-
метрами для массовой оценки состава прибывающих
шихтовых материалов. Объем контроля должен диффе-
ренцироваться в зависимости от состава и назначения
стали, а также источника поступления отходов. В ряде
случаев, безусловно, необходим контроль металлической
части шихты на содержание свинца, кобальта и других
вредных примесей.
Правильная рассортировка отходов позволяет более
грамотно вести шихтовку плавок, обеспечивая мини-
мальные добавки ферросплавов по ходу плавки.
При выплавке нержавеющей, как и другой высоко-
легированной стали, важным элементом технологии яв-
ляется отбор представительных проб и быстрый и пра-
вильный их анализ. Особенно это важно для двухфаз-
ных сталей. За счет лучшего усреднения металла при
применении электромагнитного перемешивания удалось
снизить количество плавок стали Х18Н10Т с содержа-
нием хрома выше 18% с 30—35 до 12—15%, улучшить
пластичность металла, сэкономить феррохром в коли-
честве 5 кг/т стали [52]. В результате применения по-
следних достижений экспресс-анализа (многоканальных
квантометров и квантоваков и ускоренных методик хи-
мического анализа) , доставки проб в лабораторию пнев-
мопочтой и выдачи анализов по селектору или па све-
товом табло существенно сократилась длительность
плавки.
Особый интерес при выплавке нержавеющих сталей
методом переплава отходов с применением кислорода
представляет быстрое определение содержания углеро-
да в стали. «Передув» металла, т. е. получение содер-
жания углерода в конце продувки ниже допустимого,
связан с большими потерями хрома и повышенным уга-
ром металла. В настоящее время созданы весьма удоб-
ные полуавтоматические приборы для скоростного опре-
деления углерода с точностью до 0,001 %.
Осуществляя непрерывный контроль содержания СО
и СО2 в печных газах, можно своевременно останавли-
вать продувку на заданной концентрации углерода. Со-
четание таких приборов с дозированным вводом кисло-
276
рода позволяет автоматизировать окислительный пе-
риод нержавеющей стали и провести его в оптимальных
условиях. При выплавке некоторых нержавеющих ста-
лей, помимо обеспечения требуемых пределов содержа-
ния химических элементов, необходимо получить строго
заданный фазовый состав стали.
Технологические особенности выплавки таких сталей
рассмотрены выше.
Для нержавеющих сталей характерны большие коле-
бания температуры по ходу плавки (1450—1850°С).
Как известно, применяемые для замера температур пла-
тина-платинородиевые термопары дают достаточно точ-
ные показания до 1600° С, тогда как вольфрамо-молиб-
деновые, наоборот, более точны при высоких темпера-
турах. В связи с этим целесообразно оборудовать печи,
выплавляющие нержавеющие стали, обеими термопара-
ми с одним потенциометром и переключателем на две
шкалы.
Несмотря на определенные усилия технологов, пол-
ностью стандартизировать технологию плавки нержаве-
ющей стали, особенно по таким параметрам, как угар
шихты и количество присадок ферросплавов, затрудни-
тельно.
В связи с трудностью количественного учета ряда
параметров возникает острая необходимость во взвеши-
вании жидкого металла перед выпуском или в ковше
для максимального использования стали при разливке.
Устройства для взвешивания жидкого металла разрабо-
таны и опробованы на металлургических заводах.
При разливке нержавеющей стали важен контроль
качества и состава экзотермических смесей и брикетов,
содержания влаги при разливке с различными смазка-
ми и органическими веществами и т. п. Ввиду отличий
качества поверхности слитков нержавеющей стали па
заводах установлены категории для их разбраковки, что
позволяет оценить состояние технологии разливки и тех-
нически грамотно организовать дифференцированный
ремонт слитков.
При переделе слитков нержавеющей стали основны-
ми контролируемыми параметрами являются темпера-
турный режим нагрева слитков и заготовок, калибров-
ка и схема обжатий, а также режим подачи воды на
валки, технология охлаждения и термообработки прока-
та. Наиболее часто встречающимся дефектом при пере-
277
деле слитков нержавеющей стали являются рванины
и трещины в заготовке. Учитывая, что температурный
интервал деформации некоторых нержавеющих сталей
весьма узок, необходимо периодически проверять не
только аппаратуру КИП на нагревательных печах (ко-
лодцах), но и оценивать фактическую температуру ме-
талла путем посадки в печь контрольных слитков (заго-
товок) с вмонтированными технологическими термопа-
рами.
Естественно, что такая проверка обязательна при
ремонтах и реконструкциях нагревательных средств.
Полученные данные позволяют корректировать режим
нагрева с учетом изменения перепада температур меж-
ду печью (термопарой в печи) и металлом.
Слитки сталей с узким температурным интервалом
пластичности рекомендуется нагревать в ближайших
к стану колодцах. Особое внимание следует уделять
проверке и настройке станов при прокатке уширяющих-
ся хромистых нержавеющих сталей, так как в прутках
можно получить закаты, морщины, риски.
2. ПЛАВОЧНЫЙ КОНТРОЛЬ СТАЛИ
Для производства нержавеющих сталей характерно
разнообразие требований, предъявляемых к отдельным
маркам стали, и даже различие требований к металлу
одной и той же марки. Дифференциация требований вы-
звана неодинаковыми условиями эксплуатации металла.
Для организации действенного контроля готовой про-
дукции и ее правильной аттестации на заводах преду-
смотрен плавочный контроль, заключающийся в провер-
ке качества части металла данной плавки.
На контроль обычно назначается металл первого
и последнего по разливке слитков. При повышенных тре-
бованиях к качеству металла дополнительно контроли-
руются и другие слитки (по одному от сифона). Конт-
роль макроструктуры производится в пробах от подго-
ловных штанг А первого и последнего слитка плавки,
где чаще всего встречаются дефекты, для ряда марок
сталей необходимо также контролировать пробы от
штанг Б.
При контроле плавки в крупном профиле получен-
ные результаты распространяются на меньшие профили
металла той же плавки и того же нагрева. Обычно при
278
прокатке крупных профилей разрешается для удобства
контроля и с учетом использования металла произво-
дить переков проб до сечений 90X90 или 100X100 мм
и в меньшем сечении определять качество макрострук-
туры металла, механических свойств и склонности к кор-
розии.
Контроль металла на механические свойства произ-
водят также в пробах от подголовных штанг А одного-
двух слитков плавки.
Для сталей ряда марок введен контроль горячей
пластичности (методом кручения, осадки, разрыва),
ползучести и жаростойкости.
Контроль фазового состава нержавеющей стали, маг-
нитной проницаемости и сопротивления межкристаллит-
ной коррозии может производиться двояким образом:
в образцах, изготовленных из пробы, специально отли-
той во время разливки плавки; в образцах, изготовлен-
ных из проб катаного или кованого металла. При
плавочном контроле, как правило, используют первый
способ, хотя он при некачественной отливке пробы мо-
жет дать ошибочные результаты. В последние годы при
стабильной технологии производства справедливо пред-
лагают отменить плавочный контроль и установить опре-
деление фазового состава и стойкости против коррозии
путем оценки этих свойств на основании результатов хи-
мического анализа металла.
По данным химического состава можно предсказать
с высокой степенью вероятности и механические свойст-
ва стали типа Х18Н10Т. На заводе «Днепроспецсталь»
рассчитаны формулы зависимости основных характери-
стик механических свойств от химического состава и сте-
пени обжатия металла.
Плавочный контроль обычно проводят в промежу-
точной заготовке. Пробы от поковок и проката отреза-
ются в горячем состоянии, литые пробы проковывают на
полосу.
При получении неудовлетворительных результатов
испытаний производят повторный контроль на удвоен-
ном количестве образцов.
Результаты контроля являются основой назначения
металла в прокат при удовлетворительной оценке каче-
ства, а при неудовлетворительных результатах плавку
доиспытывают посифонно и послиточно для последую-
щего использования годного металла.
279
3. КОНТРОЛЬ ГОТОВОЙ ПРОДУКЦИИ
Если такие характеристики металла, как макро-
структура, механические свойства и стойкость против
коррозии, контролируются обычно только в промежу-
точном профиле, то загрязненность металла неметалли-
ческими включениями, степень двухфазности микро-
структуры, излом и волосовины оцениваются в конечном
профиле.
Обычные методы испытаний готового металла описа-
ны в стандартах и технических условиях, а также в спе-
циальной литературе [214]. В последние годы, все шире
внедряются новые методы неразрушающего контроля.
Наиболее широкое применение получил ультразвуко-
вой метод контроля проката и поковок. Для ультразву-
кового контроля поверхность изделия должна быть под-
готовлена: ободрана (трубная заготовка нержавеющих
сталей обдирается по требованию заказчика, указанно-
му в технических условиях) или зачищена по месту дви-
жения щупа. Внедряются иммерсионные методы ульт-
развукового контроля, которые делают подготовку по-
верхности штанг излишней.
Ценным новшеством является внедренный на заводе
«Днепроспецсталь» совместно с ЦНИИТМАШ ультра-
звуковой контроль трубной заготовки при ее обдирке на
станках КЖ-6. Совмещение операций и автоматизация
контроля позволили снизить производственные расходы
и сократить цикл изготовления металла. Надежность
металла, прошедшего ультразвуковой контроль, резко
повышается.
Для обнаружения макродефектов применяется и ме-
тод просвечивания изделий рентгеновскими лучами.
Для обнаружения магнитных или слабомагнитных
включений в аустенитной нержавеющей стали применя-
ется разработанный УФАН СССР прибор — магнитный
полемер.
Все шире применяется и магнитная дефектоскопия:
от магнофлокса для выявления волосовин на пробах
и деталях до приборов типа ЭМИД, позволяющих от-
браковывать прутки с поверхностными дефектами.
Неразрушающие методы контроля позволяют конт-
ролировать весь металл, что практически полностью
ликвидирует отбраковку металла у потребителей и в
процессе эксплуатации. Металлографическая оценка
количества a-фазы в аустенитных нержавеющих сталях
280
все чаще заменяется объективным контролем на фазо-
метрах по эталонам, отградуированным на баллистиче-
ских установках.
Необходимо отметить, что рост требований по улуч-
шению качества металла сопровождается значительным
увеличением и усложнением контроля. Например, объ-
ем контроля нержавеющих сталей электрошлакового
и вакуумного дугового переплава возрастает в расчете
на 1 т продукции в 3—10 раз.
В ряде случаев по требованию потребителей вводит-
ся контроль металла на пластичность методом горячего
кручения. На трубных заводах применяется метод оцен-
ки прошиваемости конических образцов. Переход от вы-
борочного исследовательского контроля к массовому
сдаточному требует унификации приборов, методик от-
бора проб и самих испытаний, а также установления
критериев годности металла.
Для маломагнитных сталей некоторых марок введен
плавочный контроль магнитной проницаемости металла.
Усложняется и контроль неметаллических включений.
Для некоторых марок нержавеющей стали электрошла-
кового и вакуумного дугового переплава устанавлива-
ются нормативы не только балльной оценки по шкалам
ГОСТ 1778—62, но и пределы общего количества вклю-
чений определенной величины. Так, например, для од-
ной из аустенитных хромоникелевых .сталей, стабилизи-
рованной ниобием, количество оксидных включений
размером от 7 до 14 мкм на шести шлифах от плавки
не должно превышать 10 шт., а размером от 14 до
20 мкм — 1 шт. При таких требованиях необходимо,
чтобы металлургические заводы были оснащены специ-
альными микроскопами, позволяющими автоматически
классифицировать и сосчитывать включения с фиксаци-
ей полученных результатов.
Разработка физических методов контроля, автомати-
зация контроля, внедрение математически обоснованных
статистических методов оценки качества являются на-
сущными вопросами объективной и оперативной аттес-
тации качества продукции.
Раздел пятый
ТЕРМИЧЕСКАЯ ОБРАБОТКА
И ПЕРЕДЕЛ СЛИТКОВ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Глава XVI
ОХЛАЖДЕНИЕ И ТЕРМИЧЕСКАЯ ОБРАБОТКА
СЛИТКОВ НЕРЖАВЕЮЩИХ СТАЛЕЙ
За последние годы, как указывалось выше, разрабо-
тано много прогрессивных способов разливки нержаве-
ющей стали, что позволило существенно улучшить по-
верхность слитков и, как правило, организовать подачу
слитков в передел горячим всадом. Наряду с повыше-
нием выхода годного и сокращением продолжительно-
сти нагрева при этом резко сократился цикл производ-
ства, исключены промежуточные операции охлаждения
слитков и их термообработки. Как и для других каче-
ственных сталей, момент первого толчка состава излож-
ниц определяется длительностью полной кристаллиза-
ции слитка, определяемой формулой Тагеева (иногда
уточненной па заводе). Лишь при прокатке расходуе-
мых электродов для ЭШП и ВДП и некоторых марок
нержавеющей стали допустимо сокращение выдержки
металла в изложницах и движение их до полной крис-
таллизации.
На одном из заводов принята следующая продолжи-
ло снятия надставок (пер-
данного слитка:
2,8
1—30
тельность выдержки слитков
вого толчка) после разливки
Масса слитка, т . . .
Выдержка, ч—мин . .
Выдержка при прокатке
на электроды, ч — мин .
2,08
1—20
3,3
1—50
11,0—17,0
2—10
0—50
1-00
1—05
При охлаждении слитков в изложницах или ямах
замедленного охлаждения выдержку до снятия надста-
вок обычно увеличивают. Длительность охлаждения
283
282
ЭИ759, Х14Н14СВ2М, Х15Д2Т, [ 12—00 12—00 20—00
я
1 1 1
а отжиг цех - 1 ( 1
| Только горячий всад н ' или в прокатный ] 1 ! 1
16—00 1 10-00 7—00
( 12—00 ) со 5—00
12-00 1 ° со 5—00
8—00 6—00 6—00 3—00
0-1—4X13, (0)Х17Т Х25Т, Х28 00-0X16Н15М.ЗБ, Х16Н16В2М.БР, Х16Н14В2БР, 1Х14Н18В2БР, ХН38ВТ 0Х20Н4АГ10, 0Х18Н4Г11АФ, 0Х18Н5Г12АБ, 0Х18Н5Г11БАФ, 0Х20Н5АГ12МФ, Х14АГ14, Х17Н4АГ9, Х21Г7АН5, Х25Н16Г7АР, Х17Г9АН4
(0)Х20Н4С2, Х25Н20С2,
4Х18Н25С2
284
слитков нержавеющей стали в изложницах представле-
на в табл. 42.
Слитки стали трещиночувствительных марок в слу-
чае невозможности горячего посада в нагревательные
колодцы садят в термические печи (колодцы) для отжи-
га. Однако в ряде случаев оказалось необходимым раз-
работать специальную технологию охлаждения и отжи-
га. Так, например, восьмигранные слитки стали 1Х16Н4Б
(ЭП56) массой 3,7 т вначале передавали горячим вса-
дом в колодцы отжига, где производили отжиг при тем-
пературе 750° С. Несмотря на посадку слитков в колод-
цы при высокой температуре, в дальнейшем на слитках
появлялись трещины. Специальное исследование пока-
зало необходимость изменения термообработки слитков;
слитки охлаждали в неотапливаемых колодцах в тече-
ние пяти суток (до температуры ниже 200°С), а затем
не позднее чем через 24 ч подвергали высокому отпус-
ку при 600° С.
Внедрение нового режима позволило полностью уст-
ранить трещины в слитках стали ЭП56. Замедленное
охлаждение в неотапливаемых колодцах может приме-
няться и для других марок стали.
Таблица 43
Режим отжига слитков массой 2—4 т некоторых
нержавеющих сталей
Марка стали Посад Скорость нагрева, град/ч, не более Температура вы- держки, °C Длительность вы- держки, ч Скорость охлажде- ния. град/ч Температура вы- грузки. °C
ЭП56 (1Х16Н4Б), 1Х17Н7Ю, Х15Н9Ю . . Холодный 50 600 18 50 300
ДИ-1 (2Х15НЗМ) . . . Горячий 60 650 15 30 500
1Х12Н2ВМФ, 2Х12Н2ВФМА, 2Х11МФБН » 25 650 25 30 200
4Х9С2, 4Х10С2Н, 0Х17Т, 0X13, 1—4X13, Х17 . . Холодный 30 I 1-900 III—750 8—18 5 40 50 | 300
Х15Н5Д2Т » 60 600 8—18 30 500
Примечание. Дальнейшее охлаждение идет на спокойном воздухе.
285
Характерные режимы отжига (отпуска) слитков не-
ржавеющих сталей приведены в табл. 43. Следует отме-
тить, что вопросы оптимальной термической обработки
слитков нержавеющих сталей разработаны недоста-
точно.
Стали мартенситного и полуферритного классов под-
вергаются отжигу перед обдиркой или зачисткой. Слит-
ки сталей ряда марок мартенситного класса после аб-
разивной зачистки поверхности для снятия напряжений
подвергаются повторному отжигу по тому же или не-
сколько сокращенному режиму.
Отжиг слитков обычно производят в специальных
отапливаемых колодцах емкостью до 100 т слитков или
в термических печах с выкатной подиной емкостью до
40—60 т.
Глава XVII
ОСОБЕННОСТИ ПЕРЕДЕЛА СЛИТКОВ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
1. ПОДГОТОВКА СЛИТКОВ К ДЕФОРМАЦИИ
Несмотря на значительные успехи, достигнутые при
совершенствовании технологии разливки нержавеющей
стали, качество поверхности слитка в ряде случаев оста-
ется неудовлетворительным, в связи с чем оказывается
целесообразной организация ремонта слитков.
Для удаления поверхностных дефектов используют-
ся три вида ремонта: а) обдирка поверхности слитков
на токарных станках; б) полная или выборочная мест-
ная зачистка поверхности слитков с помощью абразив-
ных станков; в) огневая зачистка поверхности слитков
с помощью специального резака.
Обдирку поверхности слитков производят при нали-
чии массовых' дефектов глубиной до 10—15 мм. Этот
метод позволяет надежно удалять большинство дефек-
тов и получать качественную поверхность проката. Не-
достатком метода является перевод большого количест-
ва металла в стружку, низкая производительность то-
карных станков (даже при оборудовании их несколькими
резцами).
Однако для некоторых трещиночувствительных ста-
лей обдирка является единственно приемлемым спосо-
286
бом ремонта слитков. Зачистка поверхности слитков на
абразивных станках позволяет производить удаление
отдельных дефектов и благодаря этому сокращать за-
траты труда и металла. Зачистке следует подвергать не-
которые прочные марки нержавеющих сталей, например
ЗХ13Г14СТ и т. п. Для слитков, предназначенных для
прокатки или продольной ковки, глубина зачистки де-
фектов допускается до 20—50 мм (в зависимости от се-
чения) с развалом 1 :6. Для кузнечных слитков, которые
подвергаются осадке, глубина выточек ограничивается
до 30 мм при развале 1 : 10.
Весьма часто сочетают обдирку на токарных станках
с последующей абразивной зачисткой оставшихся по-
верхностных дефектов либо обдирку наиболее поражен-
ной дефектами зоны и местную зачистку дефектов в ос-
тальной части слитка.
Огневой зачистке обычно подвергают крупные листо-
вые слитки нержавеющей стали, глубина дефектов у ко-
торых более 5 мм, и их общая площадь занимает бо-
лее 1/3 грани. Такую зачистку осуществляют на специ-
альных открытых участках с помощью газовых резаков.
Для развития высокой температуры в зоне реза ме-
талла к головке резака по питательным штангам под-
водят природный газ и кислород (около 99% О), а так-
же порошковую смесь: на два объема порошка силико-
кальция один объем порошка ПАМ.-4. При сгорании
в кислороде порошка ПАМ.-4 (50% А1 и 50% M.g) раз-
вивается температура около 2500°С, что обеспечивает
плавление тугоплавких элементов, входящих в состав
нержавеющей стали.
Отрицательным моментом в абразивной и огневой
( зачистке металла является получение немобильных от-
Ж ходов металла с потерей ценных легирующих элементов,
к Известны и другие способы ремонта поверхности
К слитка. Например, итальянская фирма «Инноченти»
г производит фрезерные станки, которые позволяют ре-
| монтировать слитки в горячем состоянии. Набором фрез
К производится снятие в стружку поверхностного слоя
I слитка примерно при 800°С с механизированной кантов-
I кой слитка на станке. Иногда зачистку производят на
| дробеметных установках.
| Ремонт поверхности слитков является вынужденной
| операцией. Поэтому усилия технологов должны быть
I направлены на улучшение качества поверхности слит-
| ков при разливке.
287
2. ОБЩИЕ ОСОБЕННОСТИ ДЕФОРМАЦИИ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Пластичность нержавеющих сталей
Как правило, нержавеющие стали обладают пони-
женной пластичностью, т. е. пониженной способностью
деформироваться без разрушения. Пластичность стали
зависит от ее природы, характера напряженного состоя-
ния при деформации, а также температурных и скорост-
ных условий деформации.
Наибольшее влияние на горячую пластичность ока-
зывает химический состав стали, определяющий ее свой-
ства и фазовый состав при деформации. Образование
избыточных фаз различного состава, находящихся в ме-
талле в виде включений, прослоек и пленок, существен-
но затрудняет протекание процесса пластической дефор-
мации. В этой связи влияет и ликвация химического,
а следовательно, и фазового состава металла в слитке.
Выбор оптимального химического состава стали да-
же в пределах марки, подавление процесса ликвации
при разливке, диффузионное выравнивание состава при
термообработке или нагреве под прокатку являются су-
щественными условиями повышения пластичности ме-
талла. К природе стали следует также отнести ее мик-
росостав: с одной стороны, наличие вредных элемен-
тов — цветных металлов: свинца, цинка, висмута, сурь-
мы, олова, мышьяка и др.; с другой — наличие поверх-
ностно активных элементов в определенных дозах: бора,
кальция, магния, церия и других РЗЭ.
Микросостав стали определяется составом шихтовых
материалов, методом и технологией выплавки, составом
футеровки печи и оказывает существенное влияние на
поведение металла при деформации. Например, если
удаление ряда цветных металлов при вакуумном дуго-
вом и электроннолучевом переплавах положительно
сказывается на уровне пластичности, то испарение маг-
ния может привести к ухудшению способности к дефор-
мации.
Большое влияние на пластичность оказывают темпе-
ратурно-скоростные условия, при которых осуществляет-
ся деформация металла. В большинстве случаев с повы-
шение.м температуры пластичность металла возрастает,
сопротивление деформации уменьшается, повышается
288
производительность станов. В связи с этим обычно стре-
мятся деформировать металл при более высоких тем-
пературах.
Однако для нержавеющих сталей при выборе тем-
пературы нагрева и деформации следует учитывать не
только опасность пережога, но и фазовое состояние ме-
талла, рост зерна и т. п. факторы, существенно влияю-
щие на горячую пластичность и свойства прокатанной
Рис. 72. Влияние температуры нагрева на соотношение фаз и технологичность
сталей:
а—ферритного н феррито-аустеиитного классов; б — аустенитного класса
(а-фаза <20%); / — технологичность; 2 — соотношение фаз
стали. Схематически это влияние по данным А. А. Ба-
бакова приведено на рис. 72.
Значительное влияние на пластичность металла ока-
зывает и характер напряженного состояния. Хотя на-
пряженное состояние металла при прокатке и свободной
ковке рассматривают как соответствующее всесторонне-
му неравномерному сжатию, в действительности в ре-
зультате неравномерности деформации оно может быть
различным, включая схемы с растягивающими напря-
жениями. При этом снижается пластичность стали.
Таким образом, при разработке технологии передела
необходимо обеспечить наибольшую пластичность ме-
талла.
Механические свойства и сопротивление деформации
нержавеющих сталей
Нержавеющие стали имеют, как правило, высокие
прочностные свойства при температурах деформации.
Данные по пределу прочности, полученные в одинако-
вых условиях, обобщены в работе [215].
Сопротивление деформации сталей Х18НЮТ и 4X13
превышает эту характеристику для Ст.1 в 1,6 раза.
19-27 289
Повышенным сопротивлением деформации обладают
стали с наибольшей легированностью аустенита, особен-
но содержащие интерметаллидные соединения и карби-
ды вольфрама и молибдена.
Сопротивление деформации зависит от температуры:
и с понижением оно увеличивается. Верхний предел
температуры деформации определяется температурой
перегрева и пережога стали, которая на 100—200 град
ниже температуры плавления стали, и кривой пластич-
ности стали. Если сталь обладает высокой температу-
рой начала рекристаллизации, то ограничивают и тем-
пературу конца прокатки (ковки). Она должна быть
выше температуры рекристаллизации, так как при сни-
жении температуры происходит упрочнение стали и рост
сопротивления деформации. Для однофазных феррит-
ных сталей рекомендуется оканчивать прокатку при по-
ниженных температурах, чтобы обеспечить мелкую
и равномерную структуру, хотя при этом и возрастает
сопротивление деформации.
Для многих нержавеющих сталей необходимо произ-
водить деформацию в узком интервале температур, но
при этом нежелательно применять малые обжатия по
проходам, так как большое число проходов ведет к ухуд-
шению качества металла.
Станы для прокатки нержавеющих сталей должны
учитывать эти особенности и иметь повышенные проч-
ность и мощность двигателя: контрольно-измерительная
аппаратура должна обеспечить высокую точность темпе-
ратурного режима нагрева.
Уширение и опережение нержавеющих сталей
Нержавеющие стали всех классов при деформации
уширяются больше, чем углеродистая сталь. Например,
ферритные стали уширяются больше углеродистой стали
примерно в 1,6 раза, аустенитные — в 1,4 раза, мартен-
ситные — в 1,3 раза. С ростом температуры уширение
нержавеющих сталей возрастает. Повышенное уширение
должно учитываться при калибровке валков и разра-
ботке схем деформации, так как в противном случае
трудно обеспечить удовлетворительное качество поверх-
ности прокатанного металла.
Хромистые и хромомарганцевые стали при всех об-
жатиях характеризуются большим опережением, чем
290
Ст.1, тогда как сталь Х18Н10Т имеет меньшее опереже-
ние.
Процесс передела нержавеющих сталей характеризу-
ется также рядом других особенностей: при нагреве и
охлаждении металла (в связи с чувствительностью ряда
сталей к напряжениям), при деформации (склонность к
налипанию), при порезке и зачистке прокатанного ме-
талла.
3. ОСОБЕННОСТИ ПЕРЕДЕЛА СЛИТКОВ
ХРОМИСТЫХ НЕРЖАВЕЮЩИХ СТАЛЕЙ
Для хромистых нержавеющих сталей характерна по-
ниженная теплопроводность, которая лишь немного вы-
ше теплопроводности стали Х18Н10Т. Отсюда необходи-
мо слитки нагревать медленно под горячую обработку.
При быстром нагреве слитков из-за разницы темпера-
тур поверхности и середины возникают внутренние на-
пряжения, которые приводят к «скворечникам».
Высокое сопротивление деформации требует осторож-
ной прокатки металла с относительно небольшими об-
жатиями.
Пластичность ферритных хромистых сталей доста-
точно высока. Стали типа 1-2X13, Х17Н2, ДИ-1, ЭИ961
и т. п. являются двухфазными при температурах дефор-
мации.
С учетом выбора температурной (фазовой) зоны де-
формации устанавливаются суженные пределы химиче-
ского состава металла при выплавке (табл. 44).
Как правило, предпочитают прокатку в аустенитной
области, хотя при этом ниже температура прокатки и
выше сопротивление деформации. Лишь стали, имеющие
очень широкий интервал двухфазного состояния, целесо-
образно нагревать высоко, до перехода в ферритное со-
стояние. Для этих сталей особенно важна точность тем-
пературы нагрева, так как превышение заданной тем-
пературы сразу ведет к пережогу. Рекомендуется также
нагрев производить в ближайших к стану нагреватель-
ных колодцах п выдавать слитки небольшими партиями,
чтобы сохранять при деформации ферритную структуру
стали, определяемую высокой температурой металла.
При задержках на стане необходимо слитки или недока-
ты возвращать в нагревательные колодцы.
Мартенситные стали 2-4X13 и некоторые другие об-
ладают повышенной чувствительностью к напряжениям,
19* 291
Таблица 44
Суженные пределы химического состава ряда сталей
Марка стали с Мп Si Сг Ni Фазовая область деформации
1X13 0,09— 0,12 — — 13,0— 14,0 — Ферритная
2X13 0,19— 0,24 — — 12,0— 13,0 — Аустенитная
1Х17Н2 0,ll- о.14 —• — 17,0— 18,0 1,5— 2,0 Ферритная
2Х15НЗМ (ДИ-1) 0,17— 0,21 — — 14,5— 15,5 — Аустенитная
1Х12Н2ВМФ (ЭИ961) 0,13— 0,16 0,4— 0,6 0,25— 0,4 10,5— 11,5 1,65— 1,8 »
1Х14НЗВФР (ЭИ736) 0,12— 0,14 0,4— 0,6 0,25— 0,4 13,0— 14,0 3,0— 3,4 »
1Х12ВНМФ (ЭИ952) 0,14- 0,18 0,5- 0,8 — 11,0— 12,0 — »
1Х16Н4Б (ЭП56) 0,09— 0,12 — 0,25— 0,4 15,0— 16,0 3,75— 4,40 »
в связи с чем их нужно медленно нагревать и медленно
охлаждать по окончании горячей механической обработ-
ки. Ферритные стали Х25, Х28, Х25Т менее чувствитель-
ны к нагреву стали. Температура конца прокатки или
ковки ферритных сталей поддерживается довольно низ-
кой из-за необходимости получения мелкозернистой
структуры: эти стали очень склонны к росту зерна при
высоких температурах. Рост зерна происходит и в про-
цессе прокатки.
Оптимальная температура конца горячей деформа-
ции находится в диапазоне 800—850° С. Более высокая
температура приводит к получению крупного зерна, бо-
лее низкая — к наклепу. Желательно быстрое охлажде-
ние металла после горячей деформации для получения
мелкозернистой структуры.
Нагрев слитков хромистых нержавеющих сталей мо-
жет производиться с холодного и горячего посада. Хо*
лодные слитки стали типа 0-1X13, 1Х17Н2 массой 2—3 т
сажают в подогревательную камеру рекуперативных на-
293
гревательных колодцев, имеющую температуру не выше
550°С. Общее время нагрева слитков в подогревательной
ячейке составляет 7—8 ч, при этом в течение 1 ч слитки
выдерживают без подачи газа, затем равномерно нагре-
вают до 800° С и в течение 2 ч выдерживают при этой
температуре.
Подогретые слитки пересаживают в нагревательные
ячейки с температурой около 1000° С. В последних тем-
пературу повышают с максимальной скоростью (прак-
тически за 2—3 ч) до 1320° С, а затем до 1350—1360° С.
При этих температурах слитки выдерживают по 2—2,5 ч.
Такой режим нагрева обеспечивает удовлетворительную
прокатку металла, температура которого в конце про-
катки превышает 900° С. Если слитки подаются из стале-
плавильного цеха в прокатный в горячем состоянии, то,
естественно, нагрев в подогревательной ячейке не про-
изводится. Нагревательная ячейка, в которую сажают
горячие слитки, имеет температуру, отличную от темпе-
ратуры слитков не более чем на 250—300 град. По окон-
чании посадки слитки выдерживают без подачи газа 15—
30 мин, после чего нагревают по режиму слитков холод-
ного всада. Из-за склонности стали 1Х17Н2 к образова-
нию рванин по ребрам раскатов на некоторых заводах
слитки массой 1100 кг подвергают ковке на 1-т молотах
после нагрева в методических печах до 1200° С.
На одном из заводов слитки массой 2,7 т прокатыва-
ют на блюминге за два передела с зачисткой промежу-
точной заготовки сечением 300X300 мм и обеспечением
удовлетворительной поверхности крупного сорта.
Заметный эффект дает и промежуточный подогрев
горячих раскатов 300X300 мм. Однако такая технология
значительно осложняет производство.
Холодные слитки сталей (0)Х17Т, Х25Т и др. сажа-
ют в подогревательную ячейку, имеющую температуру
не выше 300°С, и выдерживают без подачи газа 2 ч.
В этой ячейке производится подогрев до 800° С в течение
8—9 ч со скоростью около 60 град/ч. После выдержки
1 ч слитки пересаживают в нагревательную ячейку с тем-
пературой не выше 900° С. В этой ячейке производится
равномерный подъем температуры до 1200° С (по потен-
циометру) за 2 ч 30 мин и томление при этой температу-
ре в течение 1 ч 30 мин (для горячего всада 1 ч).
Нагрев холодных слитков стали 4Х9С2 и 4Х10С2М
ведется в два этапа: сначала в подогревательной ячейке
293
с температурой при посадке не более 400° С (выдержка
без подачи газа 1 ч, нагрев до 800° С 5 ч, выдержка 2 ч)
и затем в нагревательной ячейке (температура при по-
садке слитков не более 900° С, нагрев до 1270°С в тече-
ние 3 ч 15 мин и выдержка при 1270°С 1 ч 45 мин). Для
горячих слитков допускается температура нагреватель-
ной ячейки 1000°С и время нагрева и томления сокра-
щается на 15 мин. Нагрев слитков стали 2X13, ЭИ961,
ДИ-1, ЭИ736, ЭИ952, ЭП-56 имеет существенные отли-
чия, так как он должен обеспечить аустенитную структу-
ру металла и максимально равномерный прогрев слитка.
Поэтому нагрев производится с максимальной скоростью
до 1200°С, и после выдержки 1 ч температуру снижают
до 1160° С. Через 2 ч слитки выдают в прокат. Слитки
3-4X13 нагревают до 1270° С и выдерживают 2—3 ч.
На одном из заводов слитки развесом 1,2 т прокаты-
вают на стане 800 с нагревом их в методических печах.
Посадка слитков производится в методическую печь при
температуре хвоста печи: для стали 1X13 не выше 800° С,
для стали 2-4X13 не выше 600° С. Минимальная продол-
жительность нагрева 10 ч. Температура стенок у окна
выдачи 1220°С. Температура в сварочной зоне печи для
стали 1-2X13 1250+20° С, для стали 3-4X13 1230+20° С.
Температура слитка после второго прохода на стане —
около 1140 °C. Однако, как правило, нагрев сортовых
слитков производится в рекуперативных нагревательных
колодцах.
Прокатка слитков на заготовку и сорт
Прокатка слитков хромистых сталей на заготовку
производится по режимам, приведенным в работе [215].
Слиток стали типа 1X13, Х25Т сечением 540X540 мм
прокатывают на заготовку 190 мм за 21 проход с 9 кан-
товками.
Характерно, что при прокатке аналогичного профиля
из стали Х18Н10Т требуется 15—17 проходов при 7 кан-
товках. Снижение обжатий, несмотря на меньшее сопро-
тивление деформации, которое имеют ферритные стали,
связано с тем, что’они при прокатке значительно уширя-
ются. Кроме того, при прокатке в ящичных калибрах
наблюдается свертывание раската. Сталь типа 1Х17Н2,
1X13 рекомендуется прокатывать в калибрах без подачи
воды на валки.
Охлаждение металла после прокатки слитков на об-
294
жимном стане производится на разных заводах по не-
сколько отличающимся режимам. Обычно заготовку ста-
ли 0-1X13, Х25, Х25Т, 1Х17Н2 охлаждают на воздухе в
штабелях. Заготовку и круглый сорт стали 2-4X13,
ЭИ736, ЭИ961 охлаждают в неотапливаемых колодцах в
течение не менее 60 ч с обеспечением температуры ме-
талла при выгрузке из колодцев не выше 150°С. С умень-
шением сечения проката до квадрата 100—120 мм дли-
тельность охлаждения соответственно снижается до 40 ч.
Металл загружается в колодцы с температурой не ни-
же 700°С. Штанги стали 3-4X13 в верхние ряды не ре-
комендуется укладывать. Температуру в колодце замеря-
ют каждые 4 ч. По истечении 50% общего времени ох-
лаждения при температуре не более 500° С разрешается
ускорять темп снижения температуры путем открывания
лючков и всей крышки. После выгрузки из колодцев сорт
сталей 2-4X13, 4Х9С2, 4Х10С2М не позднее 8 ч подвер-
гается отжигу.
Охлаждение стали 2-4X13 после прокатки может про-
изводиться в печах для изотермического отжига по сле-
дующему режиму: температура печи 500—650°С. По
окончании загрузки выдвижной платформы печи горя-
чим металлом садку подстуживают до 400° С. Затем
платформу закатывают в печь, температура повышается
за 3 ч до 700° С. При этой температуре садку выдержи-
вают 18—30 ч (при садке 60—100 т). По окончании вы-
держки металл выдают из печи, и дальнейшее охлажде-
ние производится в спокойном воздухе.
На одном из заводов блюмы сечением 200—300 мм
стали 3-4X13 после проката отжигают в термической пе-
чи по режиму: нагрев со скоростью 100 град/ч до 880 °C,
выдержка 12—20 ч в зависимости от садки, охлаждение
до 650° С со скоростью 30 град!ч, затем на воздухе.
При охлаждении заготовок стали 1Х17Н2 на воздухе
их отжигают через 24—72 ч после конца прокатки. При
замедленном охлаждении этой стали в песочных дорож-
ках в течение 72 ч получали до 30% брака по термиче-
ским трещинам. Поэтому для мартенситных сталей сле-
дует рекомендовать охлаждение в штабелях с посадкой
на отжиг.
Нагрев заготовки хромистых нержавеющих сталей
осуществляется в методических печах по режимам, при-
веденным в табл. 45.
Обычно прокатку нержавеющей хромистой стали на
295
LQ
СЗ
=3
S
Ю
03
Н
Режим нагрева заготовки хромистых нержавеющих сталей в методических печах
ЭЖИН ЭН ‘Эо *(<мчхэ1гя ИОЯО1Э •иь ifedSLi) HHiBMOdn еином vdXiadauwaj 850 , 850 850 850 850 800
ф ф I о О 1 о О
ч ю о о о о о О о о
В! О SB® 7 1 1 7 1 1 7 । 1
»• ф ф 1 ио 1 LQ 1 со
ф а д со
В И
л ф
„ ф ф
g 5 а 1 о о 1 -о 1 о
5 ю 5 IQ о О СО 1 гч О СЧ СО
ОТ ° - 7 1 1 7 1 1 7 1 1
ф ф 1 ГО 1 сч 1 О1
S х СЧ сч сч
л ю Ю Ю
Л ввм
S - ® ч д _|
ТО О 1 1 1
1 1
П от w о о
ьно зон не сч 1 со 1 о
“ к MW
9> ТО
ю о
й ч к со
Ч х о> «=; сч 1
и А ф 6J О £ о 1 о
О ь ф 1
О. g о | 1
С ф X к? 1 7*° ю сч 1
J о О 1 о
о о о
ввое со 1 00 1
S иенчвииоз сч J сч •—< J
X ЕГО Фо _ * о г? о
с <я п со О сч < J сч
и» о х сч сч сч СЧ сч сч мм
£Хф м м-« мМ
Л д -в—-
то от х —-
О. X сг
Ф О *
с а к Г*) < _ J < _ J
s то а t4* с 00 со
Ф ТО ф сч сч C4g сч ввм мм
Ь о д мв4 ММ
ввМ*
эпнча эн ‘qo <•—>! о
‘ИНЭП ВНИО OJOHhOtf ю о ю оо’ оо ю
-вэоа Л BdXiBdatmaj,
<•—>! о о
00 сч 00 сч 00 сч
МВ МВВ МвЧ мм мм
ww ‘ияаоюлве 1 1 1 1 1 1
BiBdtfBsM daweBj д о 1 ю 1 ю
(•“"I г*7~^
—’ —• —« мм мм
сч
X и
а марок али <м О X — X сч 1 X
И н в. ММ
к и со X
а сч о X ГЕ го н
СП мМ ю
X •—• X О сч
Для стали марки 4X13.
296
сорт производят по калибровкам и схемам прокатки,
принятым для стали Х18Н10Т с ограничением темпера-
туры конца прокатки: для стали марок 2-4X13, Х17,
Х9С2, Х10С2М не ниже 850° С, для стали марок 1X13,
Х25, Х25Т примерно 800° С.
Охлаждают металл после прокатки на сортовых ста-
нах либо на воздухе, либо в неотапливаемых колодцах,
либо в термостатах. Стали 2-4X13, 4Х9С2, 4Х10С2М ох-
лаждают в колодцах с закрытыми крышками 30—48 ч,
стали Х17Н, 1-2Х17Н2—24—36 ч. Металл этих марок по-
сле охлаждения передается на отжиг не позднее чем че-
рез 8 ч, стали 0-1X13, 1Х13М, Х17, 0Х17Т, Х25(Т) охлаж-
даются в штабелях на воздухе. Температура металла при
загрузке в колодцы должна быть для размеров 75 мм и
выше не ниже 700°С, для меньших размеров-—не ниже
450° С.
К моменту выгрузки температура должна быть не вы-
ше 150° С. Для этого разрешается ускорять охлаждение
металла подъемом или раздвиганием крышек. Охлажде-
ние сталей 2-4X13, 4Х9С2, 4Х10С2М. может производить-
ся в термостатах.
В ряде случаев слитки хромистых нержавеющих ста-
лей подвергают ковке. В этом случае нагрев слитков про-
изводится в методических печах. Температура печи па
посадке должна быть не более 600° С. Общая продолжи-
тельность нагрева слитков массой 1,0 т составляет 9—
14 ч, 0,5 т~ 7—13 ч, 0,3 т — 6—11 ч. Температурный ре-
жим печи (по потенциометру) приведен в табл. 46.
Температура металла (по оптическому пирометру)
в конце ковки должна быть не ниже 850° С для сталей
Таблица 46
Температурный режим нагрева слитков хромистой
нержавеющей стали
Показатели Марки стали
-1ХНС2, 4Х10С2М 9X18 1—1X13, Х17 Х25(Т), Х2К
Температура, °C: сварочной зоны . . томильной зоны 1220 1230 1220 1250 1220 1250 1100 изо
Выдержка в томильной зоне, ч—мин . . , . 1—00 1—00 1-00 1—00
297
Х17, 4Х9С2, 2-4X13 и примерно 800—850° С для сталей
Х25, Х25Т и Х28. В томильной зоне методической печи
слитки обязательно раскантовывают не менее двух раз,
причем между слитками следует оставлять промежутки
размером не менее 1/2 сечения слитка.
В работе [5] приведены диаграммы рекристаллиза-
ции сталей полуферритного и ферритного типов, иллюст-
рирующие склонность к укрупнению зерна у сталей фер-
ритного класса по сравнению с аустенитными. Крупно-
зернистость сталей, ковка или прокатка которых
заканчивалась при высокой температуре, не может быть
исправлена последующей термической обработкой. В свя-
зи с этим следует особенно тщательно соблюдать уста-
новленные для каждой группы сталей температуры окон-
чания деформации.
Охлаждение поковок производится практически так
же, как и прокатанных заготовок соответствующих про-
филей и марок сталей. При нагреве заготовки под ковку
на сорт температура печи у посадочного окна допуска-
ется не выше 850° С. Режим нагрева заготовок приведен
в табл. 47.
Таблица 47
Режим нагрева заготовки хромистых нержавеющих сталей
под ковку иа сорт
Показатели 4Х9С2, 4Х10С2М 9X18 1-4X13 Х17, Х25, Х25Т, ХХ28
Продолжительность нагрева, '< —мин
Размер заготовки квад-
рат, мм:
230—250 .... 5—00 6—00 6—00 7—00
200—220 .... 4—20 5—20 5—20 6—00
160—180 .... 3—40 4—20 4—20 5—00
120—140 .... 2—20 3—00 3—00 3—40
90—115 .... 2—00 2—30- 2—30 2—40
75—85 2—00 2—30 2—30 2—40
Температура, °C
Сварочная зона . . . 1200 1180 1200 950
Томильная зона . . . 1220 1260 1250 1020
Начало ковки .... 1080 1140 1120 950
Конец ковки .... 850—900 900—950 850—900 750—800
298
Если в процессе ковки заготовки сталей Х25(Т), Х28
на сорт необходимо произвести подогрев второго конца,
то его нагревают в печи до температуры 1100° С. При
этом откованный конец штанги нагреву не подвергается,
что исключает рост зерна и ухудшение механических
свойств, возникающих при высокотемпературном нагре-
ве деформированного металла.
Таблица 48
Режимы термообработки хромистых нержавеющих сталей
Марка стали Длительность нагре- ва до температуры отжига, ч—мин Температура отжи- га, °C Выдержка при тем- пературе отжига, ч—мин Снижение до тем- пературы, °C Суммарная выдерж- ка при двух темпе- ратурах, ч—мин Охлаждение до тем- пературы, °C Скорость охлажде- ния до температуры конца отжига, град/ч
1—4X13 . . . — — — — 4—00 — —
4Х9С2,4ХЮС2М 5—00 880 2—00 860 12—00 (в зависи- мости от садки) 700 30
Х17 3—00 800 2—00 770 То же 670 40—50
Х28 .... 3—00 700 4— 12—00 — —— Выдача на воздух
Охлаждение кованого сорта производится по той же
технологии, что и катаного. Важным элементом при этом
является подогрев неотапливаемых колодцев перед по-
садкой нержавеющей стали. Хромистые нержавеющие
стали проходят смягчающую термообработку по опреде-
ленным режимам (табл. 48).
Затем пакеты металла вынимают из печи на воздух и
устанавливают на специальные стеллажи. Для некото-
рых марок стали разрешается через некоторое время по-
сле установки на стеллажи производить принудительное
охлаждение металла вентилятором.
Указанные режимы термообработки обеспечивают
следующие значения твердости хромистой нержавеющей
стали:
1арка стали...................
.иаметр отпечатка, мм . . .
1X13 2X13 3X13
4,4—5,0 4,3—4,9 4,2—4,8
299
Марка стали............ 4X13 Х17 Х28
Диаметр отпечатка, мм . 4,0—4,6 4,3—5,0 4,4—4,9
4. ОСОБЕННОСТИ ПЕРЕДЕЛА СЛИТКОВ
ХРОМОНИКЕЛЕВЫХ И ДРУГИХ НЕРЖАВЕЮЩИХ СТАЛЕЙ
АУСТЕНИТНОГО И АУСТЕНИТО-ФЕ РЕНТНОГО
(МАРТЕНСИТНОГО) КЛАССОВ
Выше отмечалось, что на пластичность нержавеющих
сталей значительное влияние оказывает фазовый состав
металла и микроприрода стали.
Технология горячей обработки стали типа Х18Н10Т
должна строиться с учетом изменения сопротивления
деформации по мере роста температуры металла, пони-
женной теплопроводности стали, макроструктуры и фа-
зового состава металла в литом состоянии, химического
состава, в том числе микросодержания полезных и вред-
ных элементов. Фундаментальные исследования Н. С. Ал-
феровой [216] показали повышение пластичности хромо-
никелевой нержавеющей стали с титаном и ниобием по
мере повышения температуры, но до определенного пре-
дела (рис. 73). Одновременно была показана понижен-
ная пластичность аустенитной нержавеющей стали, осо-
бенно с повышенным содержанием a-фазы, по сравнению
с углеродистой и ферритной нержавеющей сталью. Наи-
большая пластичность стали типа Х18Н10Т была при
1175—1250° С.
Изменение пластичности металла связано с измене-
нием микроструктуры по мере нагрева металла: измене-
нием количества и формы выделения a-фазы. С повыше-
нием температуры нагрева от 1000 до 1200° С снижается
количество a-фазы (происходит фазовый переход а->у).
Это же явление наблюдается при увеличении выдержки
металла в указанном диапазоне температур. При нагре-
ве выше 1250° С происходит рост и укрупнение а-фазы.
Аналогичные выводы были получены в работах
Е. И. Астрова, В. П. Францова и др. [217—220]. Было
установлено, что уменьшение количества a-фазы в ин-
тервале температур 1000—1200° С происходит значитель-
но медленнее в литой стали, чем в деформированной. Это
является одной из причин большой трудности прокатки
слитков с одного нагрева и меньшего влияния ферритной
составляющей при повторной прокатке заготовки на лист
300
и сорт. Так как при нагреве стали выше 1250° С проис-
ходит выделение зерен a-фазы преимущественно вокруг
неметаллических включений, с увеличением степени за-
грязненности стали процесс перехода у-раствора в а(6)-
раствор получает большее развитие.
Альфа-фаза неравномерно распределяется по сече-
нию слитка (рис. 74). Например, содержание a-фазы в
стали с 0,09% С, 1,46% Мп, 0,43% Si, 0,03% Р, 0,008% S,
17,9% Сг, 8,5% Ni, 0,58% Ti и 0,25% Си составляет око-
ло 30% у поверхности слитка и 40—45% —в централь-
ной осевой части. В литой стали участки a-фазы имеют
грубое строение.
Повышенное содержание a-фазы на поверхности слит-
ков и является одной из основных причин образования
рванин на поверхности раската при горячей деформации.
Нами исследовано влияние бора и церия на фазовый со-
став литого металла [121]. На продольных разрезах
слитков плавок измеряли магнитные свойства металла.
Показания а-фазометра для осевой зоны и поверхности
слитков представлены в табл. 49.
Таблица 49
Показания а-фазометра при исследовании слитков стали Х18Н10Т
Номер слитка Температура ме- талла в ковше, °C Химический состав, % Средние по- казания при- бора
С Мп Si Сг Ni Ti в центре слитка иа по- верхности
1 1560 0,09 1,28 0,44 17,45 9,45 0,53 15,60 7,65
2 1560 0,09 1,46 0,43 17,90 8,50 0,58 21,40 15,00
3 1550 0,10 1,35 0,44 17,80 10,65 0,55 7,35 2,06
4* 1550 0,10 1,40 0,46 18,00 9,76 0,49 10,60 4,90
5** 1550 0,10 1,14 0,44 17,44 8,65 0,52 15,10 9,30
* Присадка ферроцерия.
** Присадка сплава бора иа 0,003% В.
Как видно из представленных данных, повышение со-
держания никеля на 0,1% приводит к снижению содер-
жания a-фазы в среднем на 0,6—0,7% в центре слитка
и на 0,5—0,8% на его поверхности. Добавка церия сни-
жает содержание a-фазы на 2,7—4,7%, бора — на 5—
6%. С уменьшением общего содержания a-фазы возрас-
302
тает разница в содержании ее между поверхностью и
центром слитка. На металле тех же плавок исследовали
содержание a-фазы после деформации. В деформирован-
ном металле влияние церия и бора на содержание «-фа-
зы заметнее, чем в литом. Снижение a-фазы улучшило
пластичность стали с микродобавками. Однако в целом
микролегирование при сни-
жении никеля в стали на
1 % не позволяет сохранить
прежний уровень а-фазы.
Нами [221] были опро-
бованы режимы нагрева
стали Х18Н9Т, представлен-
ные на рис. 75. При нагреве
по режимам I—III почти
70% плавок имели на рас-
катанном металле рванины,
что привело к отбраковке
5,3% штанг.
Рис. 77. Зависимость содержания
б -фазы в стали Х17Н13М2Т от тем-
пературы нагрева (цифры на кри-
вых — продолжительность нагре-
ва, ч)
0,21-0,300,31-0,50 031-0,50 0,51-0,60 >0,60
St, °/°
Рис. 76. Зависимость пластичности
металла от содержания в нем крем-
ния (цифры у точек — число пла-
вок) ;
балл 1—грубые рванииы; балл 2 —
средние; балл 3 — мелкие; балл 4 —
отсутствие рвании
Значительно лучшие результаты получены при про-
катке металла обычных плавок (9,25% Ni), нагретого
по режиму IV (отбраковано металла 0,85%).
Статистическая обработка данных (рис. 76) показала
значительное влияние содержания кремния на качество
поверхности проката из стали Х18Н9Т, оцениваемое по
четырем условным категориям. Ограничение в стали со-
держания кремния до 0,45%, замена ферротитана метал-
303
лическим титаном и внедрение микролегирования бором
позволили применить ускоренный режим V. Позднее на
основе режима V был разработан дифференцированный
режим, учитывающий химический состав стали, легирую-
щий материал и присадку бора. При этом выдержка при
1250° С составляет от 4 до 18 ч (табл. 50).
Таблица 50
Длительность выдержки (томления) слитков стали Х18Н9-10Т
массой 2,8 т
n=Ci4Ni + +shAbo6 Выдержка при 1250 °C, не менее, ч—ман //=Cr/Ni< +Si+TiCBo6 Выдержка при 1250 °C, не менее, ч—мин
легирова- ние метал- лическим титаном легирова- ние фер- ротитаном легирова- ние метал- лическим титаном легирова- ние фер- ротитаном
<2,40 4—00 5—00 2,61—2,70 6-00 11-00
2,41—2,50 4—00 6—00 2,71—2,80 8—00 14—00
2,51—2,60 5—00 8—00 2,81—3,0 11-00 18—00
Примечание. Для слитков массой 3,3 т длительность томления увели-
чивается на 1 ч.
В последние годы разработаны методики научного
расчета режимов нагрева слитков, позволяющие выбрать
оптимальные условия с помощью вычислений результа-
тов теплотехнических процессов на электронносчетных
машинах.
Металлографическим методом в лабораторных усло-
виях определяют требуемый режим нагрева металла. За-
тем рассчитывают тепловой режим работы печи с учетом
законов горения, движения газов и теплопередачи. Такой
метод позволил использовать резервы в продолжитель-
ности нагрева и обосновать целесообразность повышения
температуры печи (колодца) сверх оптимальной на оп-
ределенный период времени (при отставании темпера-
туры металла). При этом достигается также равномер-
ность нагрева по сечению слитка [222].
Некоторые особенности имеет нагрев слитков хромо-
никелемолибденовых нержавеющих сталей типа
X17H13M2-3T. Исследование литой структуры при нагре-
ве до 900—1300° С с выдержками при конечной темпера-
туре в течение 1 — 10 ч показало, что при повышении тем-
304
пературы и увеличении продолжительности нагрева из-
меняются количество, природа, форма и расположение
избыточной фазы в стали Х17Н13Л\2Т (рис. 77). При
1250° С содержание 6-фазы в стали минимальное и после
10-ч выдержки эта фаза располагается в структуре рав-
номерно в виде единичных округлых зерен, что обеспечи-
вает наибольшую пластичность металла. Наилучшее ка-
чество проката этих сталей обеспечивается при нагреве
стали в рекуперативных колодцах до 1250° С с выдерж-
кой 8 ч и затем при 1270° С 4 ч. Посадка слитков в ближ-
ние к стану колодцы и сокращение времени прокатки
способствуют получению качественной поверхности за-
готовки. Эти же особенности характерны для нагрева и
прокатки слитков стали Х23Н18 [222].
При нагреве феррито-аустенитной стали Х21Н5Т
(ЭИ811) необходимо обеспечить снижение содержания
у-фазы, что достигается томлением слитков массой 2,8—
3,3 т при 1300° С в течение 2,5—3 ч. Минимальная двух-
фазность и быстрая прокатка слитков обеспечивают вы-
сокую пластичность металла и удовлетворительную по-
верхность заготовок.
Хромомарганцевые аустенитные нержавеющие стали,
как правило, имеют удовлетворительную пластичность.
Режимы нагрева слитков этих сталей близки к стали
Х18Н10Т. При наличии двухфазной структуры металла
необходимо сузить пределы химического состава марки и
подобрать температурно-временный режим нагрева с
целью снижения избыточной фазы. К сожалению, влия-
ние технологии плавки, в частности раскисления этих
сталей, на пластичность изучено недостаточно, и некото-
рые стали подвергают ковке.
Ввиду относительно высокой пластичности нержаве-
ющих сталей типа Х18Н10Т и др. калибровка валков для
прокатки слитков применяется обычная, принятая и для
других марок стали. Величина обжатий выбирается в за-
висимости от мощности стана: при применении обычных
обжатий нагрузка на двигатель значительно повышает-
ся, для сохранения нагрузки обжатия необходимо умень-
шить почти в два раза.
В табл. 51 приведен режим обжатий при прокатке
слитков стали Х18Н10Т массой 3,3 т на заготовку 150Х
XI50 мм.
Нагрев заготовки для прокатки на сорт производится
обычно в методических печах.
20-27
305
Таблица 51
Режим обжатий при прокатке заготовки из слитков массой 3,3 т
стали типа Х18Н10Т сечением 590X590 мм на стане 950
Номер калибра Номер прохода Высота, мм Ширина, мм Обжатие, мм Уширение, мм
1 555 595 35 5
2 К* 520 600 35 5
3 575 525 25 5
4 550 530 25 5
I 5 525 535 25 5
6К 500 540 25 5
7 490 505 50 5
8 440 510 50 5
9 390 520 50 10
ЮК 345 530 45 10
И 380 355 50 10
12 435 365 45 10
ГТ 13 390 375 45 10
11 14К 345 385 45 10
15 325 360 60 15
16 265 375 60 15
17 320 278 55 13
J1T 18К 265 290 55 12
1П 19 240 275 50 10
20 К 195 285 45 10
TV 21 220 208 65 13
1 V 22К 160 220 60 12
23 170 170 50 10
V 24К 145 180 25 10
25 150 150 30 5
* К — кантовка после прохода.
В последние годы большинство нержавеющих сталей,
которые ранее ковали на молотах с массой падающих ча-
стей 3—7 т, было переведено на прокатку (X17H13M2-3T,
Х23Н18, ДИ-1 и др.). Однако слитки ряда малопластич-
ных сталей аустенитного класса (ЭИ654, ЭИ844Б,
ЭИ847, Х20Н14С2, ЭИ257, ЭП222 и др.) по-прежнему
подвергаются ковке, хотя кованую заготовку затем про-
катывают на сортовых станах.
306
5. ОСОБЕННОСТИ ПЕРЕДЕЛА ЛИСТОВЫХ СЛИТКОВ
НЕРЖАВЕЮЩИХ СТАЛЕЙ
Некоторые особенности имеет прокатка нержавеющих
сталей на лист, особенно на непрерывных станах. Слит-
ки до 10—17 т ряда аустенитных, ферритных и других
сталей успешно прокатываются на слябинге, а затем на
непрерывных станах без каких-либо серьезных непола-
док в отношении работы прокатного оборудования, хотя,
естественно, производительность станов при этом снижа-
ется в два-три раза.
При прокатке стали Х18Н10Т установлено сущест-
венное влияние на качество слябов и листа химического
состава стали. В связи с этим на ряде заводов, например,
ограничено отношение содержания хрома к никелю: не
более 1,8—1,85.
При производстве полированного и шлифованного ли-
ста слябовые слитки перед прокаткой обязательно под-
вергают огневой зачистке на глубину не менее 5 мм. На-
грев листовых слитков на одном из заводов производят
в регенеративных нагревательных колодцах, отапливае-
мых газовой смесью с теплотворной способностью
4,28 Мдж!мл (1050 ккал/м3). Коэффициент избытка воз-
духа при нагреве равен 1,1, при томлении 0,7.
В период томления через каждые 1,5 ч обязательно
раскантовывают слитки (поворот на 180°). Давление в
ячейке в период томления поддерживают от 9,8 до
19,6 н/м2 (от +1 до +2 мм вод. ст.).
В табл. 52 приведены режимы нагрева листовых слит-
ков массой 9—17 т (толщиной 640 мм) в нагреватель-
ных колодцах одного из заводов. Прокатку слитков ста-
ли типа Х18Н10Т, Х23Н18, Х14П4НЗ, 15Х12НВФМА,
Х15Н5Д2Т и др. производят по режимам обжатий, пре-
дусматривающим обжатие за пропуск в горизонтальной
клети от 50 до 7 мм, в вертикальной — от 0 до 15 мм.
Для уменьшения подстуживания металла регламенти-
руют число проходов, производят кантовку раската на
180° после каждого шестого-десятого прохода, а также
сокращают расход воды на валки (отключают воду пол-
ностью при прокатке слитков сталей X17H13M2-3T,
Х23Н18, Х21Н5Т, 15Х12НВФМА, Х15Н5Д2Т, 0X13,
1Х16Н4Б и т. п.) и прекращают подачу воды на ролики
рольгангов. Температуру металла в конце прокатки на
слябинге для сталей 0Х18Т1 и 0Х17Т ограничивают
20
307
Таблица 52 вательных колодцах Температура металла пе- ред выдачей по оптичес- кому пиро- метру, °C 0811 > 0811> 0811> 1200—1220 1220—1250 1220—1250 1220—1250 1220—1250 1220—1250 1270—1300 1270—1300 1270—1300
Продолжительность томле- нии, ч» при ширине слитка до 1650 мм 2,0—3,0 2,0—3,0 2,0—3,0 О о 1 ю 3,0—4,5 3,5—6,0 3,0—4,5 3,0—4,5 3,0—4,5 2,0—3,0 2,0—3,0 2,0—3,0
о* а. сЗ X X 2 X со X до 1200 мм 1,5—2,0 1,5—2,0 1,5—2,0 4,0—5,0 2,5—3,5 3,0—5,0 ю ю ю со coco ю ю ю сч сч сч ООО сч сч сч 1 1 1 1Л Ю1О
Я CL Ф X V Ф О. со Скорость нагоева vlq более, град/ч ООО ООО 09 О о о о 100 100 100 100 100 100
ющих сталей >а, ячейки, °C при томлении 1180—1200 1180—1200 1180—1200 1200—1230 1230—1260 1230—1260 1230—1260 1230—1260 1230—1260 1290—1310 1290—1310 1290—1310
СЙ сЗ я о. ф X со о Температур перед по- садкой ие более 1100 900 800 0001 О о о о СО СО 1100 900 800 1300 1100 900
X X g X 3 со о X Время от конца раз- ливки до по- садки, ч <6 6—8 8—10 Холодный всад До 10 ! 10 (холод- ный всад) <6 6—8 8-10 <6 6-8 8—10
ч сЗ СО о. rt X 3 Z X £ <u О. S СО §• g 0Х17Т, 0Х18Т1 X17H13M2-3T (00-0) Х18Н10(Т) 2Х18Н9, Х18Н12Т, Х17Н4АГ9, Х14Г14НЗ, Х14АГ14. Х14Г14Н4Т 15Х12НВМФА 23Х13НВФМА Х15Н5ДГТ, 1Х16Н4Б, Х5М 0X13, Х21Н5Т (0)Х23Н18*
* Обязательно промежуточное томление при 1230—1260° С в течение 2—3 ч.
Примечание. Для слитков холодного всада температура ячейки перед посадкой 500° С, скорость нагрева до 950° С не боле&
60 ZpadjH, продолжительность томления увеличивается на 1 ч.
308
950° С, сталей 0X13, Х21Н5Т, Х23Н18—1080° С, для ос-
тальных марок-— 1000° С.
Слябы стали некоторых марок замедленно охлажда-
ют, а затем подвергают термообработке в печах с вы-
движным подом. При назначении на строжку поверхно-
сти слябы предварительно правятся на Гидравлическом
прессе с усилием 1200 т и рабочим ходом плунжера
100 мм. Отдельные дефекты удаляются с помощью на-
ждачных станков. После ремонта слябы нагревают в ме-
тодических печах и прокатывают на горячекатаный лист
или подкат. По заказам потребителей изготавливаются
холоднокатаный нержавеющий лист и лента, а также по-
лированные пластины. Для обеспечения удовлетвори-
тельной пластичности некоторых сталей при прокатке на
слябинге был проведен ряд исследований. Для удовлет-
ворительной прокатываемое™ стали ЭИ962 оказалось
необходимым сузить пределы содержания элементов:
углерода — до 0,14—0,16%, хрома — до 10,5—11,2%,
никеля — до 1,6—1,8%, т. е. уменьшить содержание
ферритной составляющей в структуре при высоких тем-
пературах [223]. Попытки добиться улучшения пластич-
ности стали за счет изменения технологии выплавки (вы-
плавка на чистых шихтовых материалах, с рудным ки-
пом, с продувкой аргоном и т. п.) эффекта не дали.
Микролегирование стали Х23Н18 бором на 0,005%
(по расчету) позволило существенно повысить пластич-
ность металла, ликвидировать рванины при прокатке и
снизить расходный коэффициент металла от слитков до
слябов с 1503 до 1357 кг/т.
6. ОСОБЕННОСТИ ПРОШИВКИ ТРУБНОЙ ЗАГОТОВКИ
СТАЛИ Х18Н10Т И 0Х23Н18
Для изготовления нержавеющих цельнотянутых труб
ответственного назначения наиболее часто применяют
стали Х18Н10Т и Х18Н12Т. В последние годы освоена
прокатка труб из очень многих нержавеющих сталей, в
том числе X17H13M2-3T, (0)Х23Н18, Х21Н5Т, Х8 и др.
Большие работы проведены по улучшению прошивае-
мости стали Х18Н10Т и 0Х23Н18.
Прошивка труб является специфическим видом го-
рячей деформации, предъявляющим повышенные требо-
вания к пластичности металла. Хорошей прошиваемости
стали Х18Н10Т достигают путем установления узких пре-
309
Делов содержаний легирующих элементов. Многолетняя
практика показала, что при изготовлении трубной заго-
товки в стали следует иметь содержание хрома 17,0—
17,8%, никеля 10,2—10,8% и титана 5СЧ-5С4-0,1, где
С — процент углерода в стали.
Наибольшее влияние химический состав металла ока-
зывает на выход годных гильз из трубной заготовки
больших сечений (диаметром 140—180 мм). Влияние хи-
мического состава в определенной степени проявляется
через содержание в металле a-фазы. В последнее время
технология производства труб существенно усовершенст-
вована, что позволило значительно снизить отбраковку
труб по внутренним и внешним пленам, трещинам и дру-
гим дефектам. Только уточнение режима нагрева по дан-
ным [224] позволило снизить количество гильз с внут-
ренними пленами с 72 до 32,7%. Авторы отмечают, что
трубную заготовку перед прошивкой необходимо нагре-
вать лишь в течение минимального времени, обеспечива-
ющего нормальный нагрев.
Большие работы проведены по улучшению пластично-
сти трубной заготовки. Так, проведенные на заводах
«Днепроспецсталь» и Южнотрубном заводе исследова-
ния показали, что при комплексном микролегировании
стали Х18Н10Т бором и кальцием достигается обычный
выход годных труб при снижении содержания никеля в
металле до 9,5—10,0%, что дает значительную экономию
никеля. Эффективно также микролегирование бором ста-
ли Х23Н18.
В табл. 53 приведены данные, характеризующие раз-
браковку труб, полученных из стали Х23Н18 различной
технологии выплавки. Преимущества стали с добавкой
бора очевидны.
Из менее пластичных нержавеющих сталей трубы из-
готовляются с помощью горячего прессования.
Таблица 53
Результаты разбраковки труб из стали Х23Н18
различной технологии выплавки
Вариант технологии Выход годных труб, % Обрезь труб по пленам, %
труб тонн
Обычная технология . . . 93,4 22,0 6,6
С присадкой бора .... 99,24 5,5 0,76
310
ЗАКЛЮЧЕНИЕ
В настоящей книге авторы сделали попытку обоб-
щить опыт производства нержавеющих сталей в нашей
стране как в более ранний период ее освоения, так и осо-
бенно за последние 15 лет. Применение кислорода в
электрометаллургических процессах явилось техниче-
ским рубежом для выплавки нержавеющих сталей, пос-
ле которого производство ее стало стремительно увели-
чиваться. Эта технология была принята повсеместно, да
и сейчас она является основным методом ее массового
производства.
Наиболее перспективными направлениями развития
производства нержавеющих сталей, на наш взгляд, яв-
ляются:
1) расширение сортамента нержавеющих сталей, осо-
бенно сталей с повышенной коррозионной стойкостью,
с многокомпонентным легированием, увеличение произ-
водства сталей с низким содержанием углерода, легиро-
ванных азотом, а также двухфазных сталей, сталей пе-
реходного класса и мартенситно-стареющих сталей;
2) повышение требований к металлургическому ка-
честву сталей: улучшению их чистоты и однородности,
снижению содержания газов, неметаллических включе-
ний, фосфора, серы, вредных примесей: свинца, висмута
и др., устранению поверхностных и внутренних дефектов;
3) усложнение профилей готового проката и поковок.
В ближайшие годы следует ожидать существенных
сдвигов в вопросах повышения требований к шихтовым
материалам и ферросплавам, совершенствования техно-
логии плавки за счет применения аргоно-кислородной
продувки в специальном агрегате, ускорения методов
контроля химического состава металла, микролегирова-
ния, вакуумирования, использования новых методов
разливки (непрерывной, под регулируемым давлением,
с экзосмесями), применения переплавов в вакууме, под
шлаком и в среде инертных газов (ЭШП, ВДП, ЭЛП,
ПДП).
При переделе более широко будет использоваться
вакуум — при отжиге для обезуглероживания тонких
труб и листа и вместе с инертными средами — для по-
лучения требуемой структуры и поверхности деформи-
рованного металла. В ряде случаев будет применяться
и прокатка в вакууме. Сужение температурного интер-
311
вал а от выдачи слитков из нагревательных печей до кон-
ца деформации за счет подогрева будет способствовать
улучшению качества поверхности металла.
Широкое внедрение методов автоматического контро-
ля качества металла позволит снизить его расход на пе-
ределах, а также повысить надежность поставляемой
продукции.
Эти и другие направления развития производства не-
ржавеющих сталей безусловно позволят удовлетворить
все возрастающие потребности многих отраслей на-
родного хозяйства.
СПИСОК ЛИТЕРАТУРЫ
1. Коррозионная и химическая стойкость материалов. Справочник.
Под ред. Н. А. Доллежаля. М., Машгиз, 1954.
2. Т у ф а п о в Д. Г. Коррозионная стойкость нержавеющих сталей.
М., «Металлургия», 1969.
3. Акимов Г. В. Теория и методы исследования коррозии метал-
лов. М., пзд-во АН СССР, 1945.
4. Эванс Ю. Р. Коррозия, пассивность и защита металлов. ГНТИ,
1941.
5. Гудремоп Э. Специальные стали, т. I. М., Металлургиздат,
1959.
6. Б а б а к о в А. А. Нержавеющие стали. Свойства и химическая
стойкость в различных агрессивных средах. М., Госхимиздат,
1956.
7. X и м у ш и н Ф. Ф. Нержавеющие стали. М., «Металлургия»,
1967.
8. Schaeffler A. Metall Progr., 1949, v. 56, р. 680.
9. ThielemanR. ASTM Bull., 1940, v. 40, p. 788.
10. Binder W., Brown C., Franks R. Trans. Amer. Soc. Metals,
1949, v. 41, p. 1301.
11. Henry O., Clanssen G., Linnert J. Amer. Welding Soc.,
1949, v. 28, p. 201.
12. P о s t C„ E b e r 1 i W. Trans. Amer. Soc. Metals, 1947, v. 39, p. 868.
13. Сперанский В. Г., Бородулин Г. М. Технология произ-
водства нержавеющей стали. М., Металлургиздат, 1957.
14. Franks К., Binder W., Thompson G. Trans. Amer. Soc.
Metals, 1955, v. 47, p. 231.
15. Григорьев A. T. Сплавы железа с хромом и марганцем. М.,
изд-во АН СССР, 1952.
16. Королев М. Л. Азот как легирующий элемент. М., Металлург-
издат, 1961.
17. Стали с пониженным содержанием никеля. Справочник. М., Ме-
таллургиздат, 1961.
18. Меськин В. С. Основы легирования стали. М., Металлург-
издат, 1959.
19. К о л о м б ь е Л. И., Г о х м а н И. Нержавеющие и жаропрочные
стали. М., «Металлургиздат», 1958.
20. Медовар Б. И. Сварка жаропрочных аустенитных сталей и
сплавов. М., «Машиностроение», 1966.
21. Т р у б и н К- Г., О й к с Г. Н. Металлургия стали. М., Металлург-
издат, 1957.
22. Б у н г а р д т К-, П а к у л л а Э., ТешеК- Проблемы современ-
ной металлургии, 1953, № 2, с. 15.
23. Производство стали в основной мартеновской печи. М., Метал-
лургиздат, 1959, с. 67.
24. Чуйко Н. М. и др. Производство трансформаторной стали. М„
«Металлургия», 1970, с. 58.
25. Чипман Д., Самарип А. М. Новости иностранной метал-
лургии, 1937, № 1, с. 1.
26. М а г s h а 11 S., С h i р m a n J. Trans. Amer. Soc. Metals, 1942,
v. 30, p. 695.
27. Крамаров А. Д. Физико-химические процессы производства
стали. М., Металлургиздат, 1964.
313
28. Ростовцев С. Т. Теория металлургических процессов. М., Ме-
таллургиздат, 1956.
29. Т а р к д о г а н Е. и др. Проблемы современной металлургии, 1957,
№ 1, с. 3.
30. Ф у в а Г., Чипман Д. Проблемы современной металлургии,
1961, № 3, с. 3.
31. Филиппов С. И. Теория процесса обезуглероживания стали.
М., Металлургиздат, 1961.
32. Ч у й к о Н. М. Сталь, 1946, № 5, с. 28.
33. Hi Ity D. С. Trans. Metallurg. Soc. AIME, 1955, v. 20, p. 253.
34. Производство стали в электропечах. Под ред. В. А. Григоряна.
М., «Металлургия», 1965.
35. R i s t А., С h i р m a n J. The Physical Chemistry of Steelmaking.
New lock, 1958, p. 3.
36. Ф и л и п п о в С. И. В сб. «Применение кислорода в сталепла-
вильном производстве». Металлургиздат, 1957, с. 5.
37. Б а п т и з м а н с к и й В. И. Механизм и кинетика процессов в
конвертерной ванне. М., Металлургиздат, 1960.
38. Кадинов Е. И., Хитрик С. И. Изв. вузов. Черная металлур-
гия, 1962, № 10, с. 50.
39. М и х а й л о в О. А. Производство электростали с применением
кислорода. М., Металлургиздат, 1954.
40. Галкин М. Ф. Автоматизация электроплавки стали. М., «Ме-
таллургия», 1967.
41. Д р о з Д о в Н. Н. и др. Изв. вузов. Черная металлургия, 1964,
Ns 9, с. 16.
42. Линчевский Б. В., Соболевский А. Л. Изв. вузов. Чер-
ная металлургия, 1968, № 11, с. 60.
43. Р а с h а 1 i Е. Stahl und Eisen, 1953, № 8, S. 461.
44. Те she R. Arch. Eisenhiittewesen, 1961, Bd. 32, № 8, S. 508.
45. К а д и н о в E. И. и др. В сб. «Металлургия и коксохимия». Киев,
«Техника», 1968, Ns И, с. 3.
46. Меджибожский М. Я- Применение сжатого воздуха в мар-
теновском производстве. М., Металлургиздат, 1965.
47. К р а м а р о в А. Д. Производство стали в электропечах. М., «Ме-
таллургия», 1964.
48. С о keen N., Chipman J. J. Metals, 1953, Ns 2, p. 14.
49. H i 11 у D. С., V о г a f t s W. J. Metals, 1950, № 2.
50. Хан Б. X. Раскисление, дегазация и легирование стали. М., Ме-
таллургиздат, 1960.
51. Хан Б. X. В сб. «Вопросы производства стали». М., изд-во АН
СССР, 1956, вып. 4, с. 14.
52. Мошкевич Е. И. и др. Металлург, 1963, № 4, с. 22.
53. Ч и с т я к о в С. Л. и др. Сталь, 1970, № 12, с. 1093.
54. К а м а р д и н В. А., К а д и и о в Е. И., М о ш к е в и ч Е. И. Изв.
вузов. Черная металлургия, 1966, № 6, с. 80.
55. К а м а р д и н В. А., К а д и и о в Е. И. Изв. вузов. Черная метал-
лургия, 1966, № 10, с. 37.
56. Мошкевич Е. И. и др. В сб. «Физико-химические основы про-
изводства стали». М., «Наука», 1968, с. 189.
57. Чуйко Н. М. В сб. «Физико-химические основы производства
стали». М„ изд-во АН СССР, 1957, с. 333.
58. Галактионова Н. А. Водород в металлах. М., Металлургиз-
дат, 1959.
314
59. В и н о г р а д М. И. Включения в стали и ее свойства. М., Ме-
таллургиздат, 1963, с. 112.
60. 3 а м о р у е в В. М. Сталь, 1938, № 10, с. 25.
61. Н и к о н о в И. Н. Сталь, 1939, № 10—11, с. 31.
62. С а м а р и н А. М. Электрометаллургия. М., Металлургиздат,
1943.
63. Зуев М. И. Бюлл. ЦИИНЧМ, 1955, № 16—17, с. 50.
64. Б а р з д а й н П. Я-, Т у н к о в В. П. В сб. «Применение кислоро-
да в сталеплавильном производстве». М., изд-во АН СССР, 1955,
№ 3, с. 18.
65. Шпееров Я- А., С л а д к о ш т е е в В. Т. Применение кислоро-
да в мартеновском производстве. Труды НТО ЧМ, т. XVIII, ч. I.
М., Металлургиздат, 1957, с. 315.
66. Еднерал Ф. П. Электрометаллургия. М., Металлургиздат, 1963.
67. Крамаров А. Д. Производство стали в электропечах. М., Ме-
таллургиздат, 1958.
68. XIII Конференция электрометаллургов США. Сталь, 1957, № 2,
с. 523.
69. Б ок ши цк ий Я. М. В сб. «Производство стали с применением
кислорода. М., Металлургиздат, 1956, с. 340.
70. Филиппов С. И. В сб. «Металлургия СССР» (1917—1957),
т. 1. М., Металлургиздат, 1958, с. 361.
71. Симонов В. И., Филиппов С. И. Изв. вузов. Черная ме-
таллургия, М., «Металлургия», 1968, № 3, с. 67.
72. Бородулин Г. М. Применение кислорода в электрометаллур-
гии стали. М., Металлургиздат, 1959.
- 73. Гельд П. В., Есин О. А. Процессы высокотемпературного
восстановления. М., Металлургиздат, 1957.
74. Л и и ч е в с к и й Б. В., С а м а р и н А. М. Изв. АН СССР, ОТН,
1953, № 5, с. 691.
75. Аверин В. В., Поляков А. Ю., Самарип А. М. Изв. АН
СССР, ОТН, 1959, № 1, с. 13.
76. Лапиц кий В. И. Теория и практика металлургии, 1936, № 10,
с. 22.
Теория и практика металлургии, 1937, № 8,
Л а п и ц к и й В. И.
с. 42.
78. К р а м а р о в А. Д. Металлург, 1938, № 6, с. 14.
79. Я во иск ий Е. И., Дземяп С. К. Сталь, 1947, № 4, с. 335
80. Жи р а р д и Д. Ж., Хилти Д. К- Проблемы современной ме-
таллургии, 1953, № 3, с. 32.
81. Аверин В. В., Самарин А. М. ДАН, т. 120, 1958, № 6, с. 41.
82. Краснорядцев Н. Н. Бюлл. ин-та «Черметинформация»,
1967, № 1, с. 48.
83. Гуревич Ю. Г., Скорняков Б. Я. Изв. вузов. Черная ме-
таллургия, 1968, № 6, с. 57.
84. М о ш к е в и ч Е. И. Металлургическая и горнорудная промыш-
ленность, 1962, № 3, с. 80.
85. С т а р к Б. В., Ф и л и п п о в С. И. Сталь, 1947, № 5, с. 439.
86. Кларк Г. Б., Акимов Г. В. Труды Института физической хи-
мии, М., изд-во АН СССР, 1952, вып. IV, с. 14.
87. Акимов Г. В. Исследования по нержавеющим сталям. Труды
коррозионной комиссии. М., изд-во АН СССР, 1956, вып. 2, с. 15.
88. Б а б а к о в А. А., Зотова Е. В. Исследования по нержавею-
щим сталям. М., изд-во АН СССР, 1956, № 2, с. 3.
89. Т о м а ш о в Н. Д. Теория коррозии и защиты металлов. М.,
изд-во АН СССР, 1959.
315
90. Дятлова В. Н., Золотницкий М. М. Коррозионная и хи-
мическая стойкость материалов. Справочник. М., Машгиз 1954.
91. Кларк К. Жаропрочные сплавы. Металлургиздат, 1957.
92. С о к о л о в О. Н. и др. Металлург, 1962, № 1, с. 14.
93. Казачков И. П,, Хитри к С. И. Развитие ферросплавной
промышленности в СССР. Киев, Гостехиздат, 1961.
94. X и т р и к С. И. н др. Научные труды ДМеТИ, 1958, вып. 37,
с. 39.
95. X п т р и к С. И. и др. Бюлл. ЦНИИЧМ, 1960, № 21.
96. X и т р и к С. И., Кади нов Е. И. Физико-химические основы
производства стали. Металлургиздат, 1961.
97. Аверин В. В., Самарип А. М. ДАН СССР, 1958, т. 120,
№ 6, с. 65.
98. Б о р о д у л и н Г. М. и др. Сталь, 1963, № 1, с. 27.
99. Г у р е в и ч Ю. Г. и др. Сталь, 1959, № 1, с. 30.
100. Гуревич Б. Е. Бюлл. ин-та «Черметинформация», 1969, № 4,
с. 42.
101. ИодковскийС. А., С а щ и х и п Н. И. Труды ЦНИИТМАШ,
ОНТИ ЦНИИТМДШ, 1960, № 13, с. 15.
102. М о ш к е в и ч Е. И. и др. Сталь, 1966, № 4, с. 323.
103. Пота к Я. М. и др. Металловедение и термическая обработка,
1960, № 5, с. 24.
104. Мелихов П. И. Сталь, 1964, № 4, с. 320.
105. К о н д р а т ь е в А. И., Г н у ч е в С. М. Изв. вузов. Черная ме-
таллургия, 1968, № 3, с. 56.
106. Кондратьев А. И. Изв. АН СССР, Металлы, 1969, № 2,
с. 44.
107. Нпжельский П. Е., Р ы с к и п а С. Г. Изв. АН СССР, Ме-
таллы, 1969, № 4, с. 257.
108. Cosma Dante. Arch. Eisenhiittenwesen, 1970, Bd. 41, № 2,
S. 195.
109. H ижельский П. E., P ы с к и и а С. Г. Изв. вузов. Черпая
металлургия, 1970, № 1, с. 56.
110. Бабаков А. А. и др. Бюлл. ип-та «Черметинформация», 1969,
№ 9, с. 48.
111. Ж а л ы б и н В. И.и др. Сталь, 1970, № 7, с. 612.
112. Редкоземельные элементы в сталях и сплавах. М., Металлург-
издат, 1959.
113. Вопросы теории и применения редкоземельных металлов. М.,
«Наука», 1964.
114. Приданцев М. В. Влияние примесей и редкоземельных эле-
ментов на свойства сплавов, Металлургиздат, 1962.
115. К и н п е Г. и др. Изв. вузов. Черная металлургия, 1962, № 9,
с. 25.
116. Г у р о в ц е в а 3. М„ К у н и н И. П. Анализ газов в металлах.
М„ изд-во АН СССР, 1959.
117. И с а е в В. Ф., Морозов А. Н. Изв. АН СССР. Металлургия
и горное дело, 1964, № 2, с. 13.
118. Фридляпд М. А., Семенова Е. И. Свойства редких эле-
ментов. М., Металлургиздат, 1953.
119. Бобков Т. М. и др. Металловедение и термическая обработка
металлов, 1963, № 8, с. 55.
120. Мошкевич Е. И. Бюлл. ЦИИН ЧМ, 1964, № 22, с. 47.
121. К и с и н а Л. Б. и др. Черметинформация, 1964, серия 11, инф. 14.
122. М и н и н з о п Р. Д. и др. Металловедение п термическая об-
работка металлов, 1967, № 1, с. 22.
316
123. М ош к ев и ч Е. И. и др. Металлург, 1966, № 4, с. 18.
124. Мошке вич Е. И. и др. Черметинформация, 1965, серия 6,
инф. 8.
125. Мошкевич Е. И. и др. Сталь, 1964, № 8, с. 738.
126. Поволоцкий Д. Я. и др. Изв. вузов. Черная металлургия,
1970, № 10, с. 108.
127. П р о с в и р и н В. И. и др. В сб. «Вопросы металловедения
аустенитных сталей». М., Машгиз, 1952, с. 162.
128. Сидоренко М. Ф. и др. Труды ЦНИИТМАШ, 1965, № 51,
с. 87.
129. Сидоренко М. Ф., К р е щ а и о в с к и й И. С. В сб. «Произ-
водство стали и стального литья». М., «Металлургия», 1968,
вып. VI, с. 175.
130. Ланская К. А. Жаропрочные стали. М., «Металлургия», 1969,
с. 135.
131. Браун М. П. Изв. вузов. Черпая металлургия, 1969, № 12,
с. 108.
132. Волкова Р. М. и др. Изв. АН СССР, Металлы, 1967, № 5,
с. 195.
133. Ш е л г а е в Ю. Н. и др. Сталь, 1969, № 3, с. 256.
134. Ха син Г. А. и др. Металлург, 1968, № 3, с. 25.
135. Воинов С. Г. и др. Рафинирование стали синтетическими
шлаками. М., «Металлургия», 1970.
136. Мырцымов А. Ф. Бюлл. ип-та «Черметинформация», 1967,
№ 3, с. 13.
137. Якубович М. А. Бюлл. ин-та «Черметинформация», 1968,
№ 19, с. 4.
138. Гуревич Б. Е. Бюлл. ин-та «Черметинформация», 1970, № 21,
с. 10.
139. Iron and Steel Eng., 1968, v. 45, № I, p. 124.
140. Самарии A. M. и др. Изв. АН СССР, Металлы, 1970, № 6,
с. 21.
141. Камардин В. А. и др. Сталь, 1970, № 8, с. 708.
142. Смоляков В. Ф., Мошкевич Е. И. Литейное производ-
ство, 1963, № 2, с. 7.
143. Волков С. Е. и др. Изв. АН СССР, Металлы, 1969, № 2, с. 10.
144. Лин невский Б. В. Вакуумная металлургия стали и спла-
вов. М., «Металлургия», 1970.
145. Шалимов А. Г., Бояршинов В. А. Черметинформация,
1970, серия 20, инф. 2.
146. Окороков Г. Н. и др. Черметинформация, 1970, серия 20,
инф. 1.
147. Ч у п р и п К. К. и др. В сб. «Применение вакуума в металлур-
гии». М., Изд-во АН СССР, 1963.
148. Б о кщ иц кий Я. М. и др. Сталь, 1968, № 6, с. 521.
149. Б е л я п ч и к о в Л. Н. Основы расчета вакуумных дуговых пе-
чей. М., «Металлургия», 1968.
150. Б е л я п ч и к о в Л. Н. и др. Изв. вузов. Черпая металлургия,
1960, № 2, с. 39.
151. Вульфович М. С. и др, Металлург, 1968, № 11, с. 22.
152. Бояршинов В. А. и др. Бюлл. ин-та «Черметинформация»,
1967, № 3, с. 42.
153. Bundgardt К., Fol mer Н. Stahl und Eisen, 1962, № 7,
S. 401.
154. Вальтер M. и лр. Черные металлы. 1968, № 22. с. 22.
317.
155. Борисов А. Я. и др. В сб. «Металлургия». М., Судпромгиз,
1965, № 8, с. 25.
156. Антропов О. Ф. В сб. «Проблемы стального слитка». М.,
«Металлургия», 1969, № 4, с. 266.
157. Лейбе п зон С. А., ТрегубенкоА. Ф. Производство ста-
лей методом электрошлакового переплава. М., Металлургиздат,
1963.
158. Латаш Ю. В., Медовар Б. И. Электрошлаковый переплав.
М., «Металлургия», 1970.
159. Клюев М-, Каблуковский А. Ф. Металлургия электро-
шлакового переплава. М., «Металлургия», 1969.
160. Медовар Б. И. Сварка жаропрочных аустенитных сталей и
сплавов. М., «Машиностроение», 1966.
161. . М о ш к е в и ч Е. И. и др. В сб. «Проблемы стального слитка»,
1969, №3, с. 163.
162. X а с и н Г. А. и др. Сталь, 1971, № 1, с. 66.
163. Me ль кумов И. Н. и др. Сталь, 1970, № 5, с. 460.
164. Нехендзи Ю. А. Стальное литье. М., Металлургиздат, 1948,
с. 704.
165. Ефимов В. А. Теоретические основы разливки стали. Киев,
изд-во АН УССР, 1960.
166. Ефимов В. А. Стальной слиток. М-, Металлургиздат, 1961.
167. Колосов М. И., Куль ба цк ий А. П. Разливка стали. М.,
Металлургиздат, 1957.
168. Прохоренко К. К- Выплавка и разливка качественных ста-
лей. М., «Металлургия», 1964.
169. Ефимов В. А. Пути усовершенствования разливки стали. М.,
Металлургиздат, 1963.
170. ЖмуроваА. Е. Сталь, 1953, № 5, с. 448.
171. Богородский А. Л., Микульчик А. В. В сб. «Произ-
водство стали». М., Металлургиздат, 1958, Ns 3, с. 76.
172. Черкашина Н. П. Сталь, 1967, № 4, с. 353.
173. Додин Я. Л. и др. Изложницы для слитков легированных ста-
лей. М., Металлургиздат, 1963.
174. С е р г е е в Г. Н. и др. Сталь, 1962, № 4, с. 309.
175. Поволоцкий Д. Я., Петров А. К- Производство легиро-
ванных сталей. М., «Металлургия», 1967, с. 64.
176. Охримович Б. П. Бюлл. ЦИИНЧМ, 1954, № 24, с. 20.
177. Петров А. К., Охримович Б. П. Сталь, 1957, № 2, с. 130.
178. Мошкевич Е. И. Разливка высококачественной стали. М.,
Металлургиздат, 1963.
179. Ефимов Л. М. Бюлл. ЦИИНЧМ, 1963, № 14, с. 19.
180. Сб. «Эффективность различных методов утепления прибыли».
М., Металлургиздат, 1959.
181. Бакуменко С. П. и др. Снижение отходов стального слитка.
М., «Металлургия», 1967.
182, Смирнов Ю. Д. Бюлл. ЦИИНЧМ, 1963, № 1, с. 14.
183. X а с и п Г. А. и др. Разливка легированной стали с петролату-
мом. М., Металлургиздат, 1963.
184. К о н о в а л о в К. Н. и др. Сталь, 1964, № 3, с. 229.
185. Шелгаев Ю. Н. и др. Металлург, 1964, № 12, с. 21.
186. И в а н о в К- Н. Сталь, 1963, Ns 2, с. 168.
187. Осипов В. П. и др. Сталь, 1961, № 5, с. 415.
188. Осипов В. П. и др. В сб. «Вопросы производства стали».
Киев, «Наукова Думка», 1961, вып. 8, с. 15.
318
189. Осипов В. П. В сб. «Разливка стали и формирование слитка».
М., «Металлургия», 1966, № 1, с. 169.
190. Сб. «Проблемы стального слитка». М., «Металлургия», 1969, № 3,
с. 270.
191. Донец И. Д. и др. Сталь, 1968, № 3, с. 236.
192. S t а г a 11 F. W. J. Metals, 1965, v. 17, № 12, p. 1359.
193. Якубович M. А. Бюлл. ин-та «Черметинформация», 1967,
№ 23, с. 17.
194. Фогель с X. А. и др. Черные металлы, 1966, № 15, с. 27.
195. П а т о н Б. Е. и др. Сталь, 1969, № 3, с. 225.
196. Бойченко М. С. и др. Непрерывная разливка стали. Метал-
лургиздат, 1961.
197. Б ойчеико М. С. Сталь, 1958, № 11, с. 983.
198. Н е м е т и Л. и др. В сб. «Непрерывная разливка». М., «Метал-
лургия», 1966, с. 113.
199. Перминов В. П. и др. Бюлл. ип-та «Черметинформация»,
1969, № 18, с. 43.
200. К о л п а к о в А. И. и др. Черметинформация, 1967, серия 6, №6.
201. Астров Е. И. и др. Сталь, 1969, № 10, с. 898.
202. Е в т е е в Д. П. и др. Сталь, 1970, № 4, с. 308.
203. Калинина 3. М. Дефекты легированных сталей. М., Метал-
лургиздат, 1960.
204. Бабаков А. А. и др. Черметинформация, 1965, серия 11,
ипф. 7.
205. Данилов А. М. Сталь, 1952, № 1, с. 26.
206. Дави дюкВ. Н. Сталь, 1953, № 11, с. 1038.
207. Бабаков А. А., Карева Е. Н. Сталь, 1954, № 8, с. 735.
208. Кисс и'п а Л. Б. Сталь, 1964, № 3, с. 263.
209. Мошкевич Е. И. и др. Бюлл. ин-та «Черметинформация»,
1965, № 16, с. 42.
210. Ж а л ы б и н В. И. и др. Сталь, 1965, № 10, с. 941.
211. Мошкевич Е. И. и др. Бюлл. ин-та «Черметинформация»,
1966, № 16, с. 40.
212. Ми нин зон Р. Д. и др. Бюлл. ип-та «Черметинформация»,
1966, № 20, с. 37.
213. Смоляков В. Ф. и др. Заводская лаборатория, 1967, № 2,
с. 203.
214. Сперанский В. Г., Забалуев И. П. Контроль качества
электростали. М., «Металлургия», 1964.
215. Чижиков Ю. М. Процессы обработки давлением легирован-
ных сталей и сплавов. М., «Металлургия», 1965.
216. Алферова Н. С. Бюлл. ЦИИН ЧМ, 1948, № 17, с. 10.
217. А с т р о в Е. И. Сталь, 1953, № 7, с. 632.
218. Фрацов В. П. и др. Бюлл. ЦИИНЧМ, 1962, № 15, с. 20.
219. Чижиков Ю. М. Прокатное производство. М., Металлургиз-
дат, 1952.
220. Славкин В. С. Бюлл. ЦИИНЧМ, 1950, № 7, с. 1.
221. Мошкевич Е. И. и др. Черметинформация, 1964, серия 11,
инф. 2.
222. Синельников М. И. и др. Сталь, 1970, № 9, с. 814.
223. Мошкевич Е. И. и др. Бюлл. ЦИИНЧМ, 1962, № 14, с. 38.
224. О с л о н Н. Л. и др. Сталь, 1955, № 6, с. 537.
319