


























































































































































































































Author: Заруба И.И. Александров А.Г. Пиньковский И.В.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления отдельные машиностроительные и металлообрабатывающие процессы и производства сварка сварочное производство сварочное оборудование
ISBN: 5-7705-0320-3
Year: 1990




А. Г. АЛЕКСАНДРОВ, канд. техн, наук,
И. И. ЗАРУБА, д-р техн, наук,
И. В. ПИНЬКОВСКИЙ, канд. техн, наук
§2очеп5** ЭКСПЛУАИЦИЯ
СТРОЧНОГО
ОБОРЭДОВ4НИЯ
Издание 3-е,
переработанное и дополненное
КИЕВ -БУЛИВЭЛЬНЫК’ 1990
Справочное издание
ЭКСПЛУАТАЦИЯ
СВАРОЧНОГО ОБОРУДОВАНИЯ
СПРАВОЧНИК РАБОЧЕГО
АЛЕКСАНДРОВ Александр Гаврилович,
ЗАРУБА Игорь Иванович,
ПИНЬКОВСКИИ Игорь Викторович
Художественный редактор Н. А. Сердюкова
Технический редактор 3. П. Золотарева
Корректоры О. В. Панюта, Т. А. Стоянова
ИБ № 2743
Сдано в набор 08.08.89. Подписано в печать 20.12.89. БФ 0Б201.
Формат 70Х90'/зг Бумага типографская № 2. Гарнитура литера-
турная. Печать высокая. Усл. печ. л. 8,19. Усл. кп.-отт. 8,19.
Уч.-изд. л. 11.34. Тираж 40 000 эка. Заказ № 9—1407. Цена 76 к.
Издательство «Будивэльнык». 252053 Киев. ул. Обсеоватор-
ная, 25.
Киевская фабрика печатной рекламы им. XXVI съезда КПСС,
252067 Киев. ул. Выборгская, 84.
ББК 34.641я2
А46
УДК 621.791Р?
Рецензент канд. техн, наук Б. М. Шинкарев
Редакция литературы по технологии, организации и
охране труда в строительстве
Зав. редакцией Н. А. Белокриницкая -
Редактор Е. В. Фурман
Александров А. Г. и др. ,
А46 Эксплуатация сварочного оборудова-
ния: Справочник рабочего/А. Г. Алек-
сандров, И. И. Заруба, И. В. Пиньков-
ский.— К.: Будивэльнык, 1990.— З е изд.,
дорераб. и доп.— 224 с.-, пл.
ISBN 5-7705-0320-3.
Систематизированы данные о повременном
сварочном оборудовании, его конструктивном
устройстве и принципах работы. Даны рекоменда-
ции по выбору режима сварки, безопасной эксплу-
атации сварочного оборудования.
Издание (2-е—1981 г.) дополнено сведениями
о сварочных трансформаторах, выпрямителях н
новых типах сварочных генераторов и аппаратов.
Для рабочих-сварщиков.
2704060000-015
А----------------75-90
М203(04)-90
ББК 34.641 я2
© Издательство «Будтвельник», 1978
© Александров А. Г., Заруба И. И., Пиньковский И. В.,
1990, с изменениями
ISBN 5-7705-0320-3
ПРЕДИСЛОВИЕ
Приоритетными направлениями развития сварочного
производства являются: снижение металлоемкости кон-
струкций, комплексная механизация и автоматизация
сборочных, монтажных и сварочных работ, повышение
уровня использования сварочного оборудования и мате-
риалов, эффективная организация рабочих мест, профес-
снона.тьная подготовка производственного персонала.
В строительстве наибольший удельный вес среди дру-
гих имеют дуговые способы сварки. Ежегодно в СССР
выпускается более 300 тысяч единиц сварочного обору-
дования: трансформаторы, выпрямители, полуавтоматы
и другое специальное оборудование для дуговой сварки.
С использованием оборудования для ручной дуговой
сварки выполняется наиболее значительный объем работ
в строительстве. Несмотря на более высокую произво-
дительность и качество сварных соединений использова-
ние автоматов и полуавтоматов для сваужп под фмоеом
в в защитных газах составляет около 15 %, а для элек-
трошлакозой— менее 1 %. За счет применения новых
тех5о.;огачес:-:1!х процессов и внедрения автоматического
сварочного оборудования доля малопроизводительной
ручной дуговой сварки штучными электродами снижена
в 2,5—3 раза.
Поэтому перед рабочими-сварщиками ставятся ответ-
ственные задачи, связанные с эффективным использо-
ванием имеющейся и внедрением в производство новой
сварочной техники, так как от качества сварки во мно-
гом зависят надежность и долговечность сварных строи-
тельных конструкций.
Эксплуатация сварочного оборудования требует по-
стоянного обновления, роста технических знаний и со-
ответствующей информации. Ускорения научно-техниче-
ского прогресса при выполнении строительно-монтажных
работ можно достичь только при рациональном выборе
технологических процессов сварки, быстром осиоении
новых видов сварочного оборудования, повышении уров-
ня автоматизации сварочных работ, правильной и безо-
пасной эксплуатации оборудования для дуговой сварки.
.1*
ГЛАВА
OP
“fl
ОБОРУДОВАНИЕ
ДЛЯ ДУГОВОЙ
СВАРКИ
ОБЩИЕ СВЕДЕНИЯ
Источники питания сварочной дуги — электрические
машины и аппараты — обеспечивают питание дуги то-
ком, поддержание устойчивого дугового разряда. В за-
висимости от уровня механизации операций (перемеще-
ние горелки, подача электродной проволоки в зону
сварки, защита свариваемого металла от окисления и
загрязнения, выполнение вспомогательных операций)
сварочное оборудование дополнительно включает меха-
низмы перемещения и подачи проволоки, токоподводя-
щие устройства, кассеты, флюсоаппараты, шланги, пуль-
ты и блоки управления и другую аппаратуру.
Такие комплексные устройства получили название
сварочных аппаратов. К иим относятся полуавтоматы
для сварки в' защитных газах и под флюсом, сварочные
тракторы, самоходные и подвесные сварочные автоматы,
специализированное сварочное оборудование.
Для поддержания заданного режима сварки и обес-
печения высокого качества сварных соединений все вхо-
дящие в состав сварочного поста или установки устрой-
ства должны работать надежно и безотказно, отвечать
требованиям, связанным с технологическими особенно-
стями применяемого способа сварки. Из них наиболее
общими являются обеспечение качества сварных соеди-
нений, высокой производительности сварочного процес-
са, надежности сварочного оборудования, эргономиче-
ских показателей, минимальной стоимости я затрат на
техническое обслуживание.
Выполнению указанных требований способствуют со-
вершенствование сварочного оборудования, применение
4
унифицированных узлов и оборудования для выполнения
специализированных работ и т. п.
Подавляющее большинство способов дуговой сварки
з строительстве выполняется с применением несложного
ручного или механизированного инструмента (электро-
додержатели, полуавтоматы).
Применение автоматического оборудования эффектив-
но: повышаются производительность и качество труда,
уровень механизации, снижается трудоемкость выпол-
нения работ, создаются безопасные условия труда.
Современное оборудование для механизированной и
автоматической сварки включает десятки различных
сварочных аппаратов и установок. Поэтому требования
к отдельным видам оборудования разнообразны. Они
будут рассмотрены при описании конкретного сварочно-
го оборудования.
НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ
ИСТОЧНИКОВ ПИТАНИЯ ДУГИ
Конструкции н параметры источника питания дуги
зависят от его технологического назначения: ручной
сварки покрытым электродом, механизированной сварки
плавящимся электродом или автоматической сварки в
защитных газах или под флюсом. Если на одном рабо-
чем месте возникает необходимость сварки различными
способами, применяют более сложные универсальные
источники.
Перечисленные источники питания объединяют в груп-
пу источников общепромышленного назначения. Суще-
ственно отличаются от них по конструкции специали-
зированные источники, предназначенные для сварки не-
плавящнмся электродом в защитном газе, для плазмен-
ной сварки и резки или для электрошлаковой сварки.
Источники питания классифицируются в зависимости
от рода тока и принципа действия. В качестве источ-
ников переменного тока используют сварочные транс-
форматоры и специализированные установки на их ос-
нове; в качестве источников постоянного тока — сва-
рочные выпрямители, преобразователи и агрегаты, а
также специализированные источники на базе выпрями-
телей.
Сварочные трансформаторы преобразуют
переменное сетевое напряжение в пониженное, иеобхо-
5
димое для сварки. Это наиболее простые и дешевые
источники, широко используемые при ручной сварке
покрытыми электродами и автоматической сварке под
флюсом. Специализированные установки на основе
трансформаторов применяют для сварки алюминиевых
сплавов неплавящимся электродом в защитном газе.
Устойчивость дуги постоянного тока более высока по
сравнению с устойчивостью дуги переменного тока, что
заметно влияет на качество сварки (на малых токах,
электродами с фтористо-кальциевыми покрытиями, в уг-
лекислом газе, наплавка под флюсом). В этих случаях
рекомендуется использовать источники постоянного
тока.
Наиболее совершенны сварочные выпрямит е-
л и, которые имеют более высокий коэффициент полез-
ного действия, меньшую массу, удобны в изготовлении
и эксплуатации, обладают лучшими технологическими
свойствами. Их применяют для ручной, полуавтомати-
ческой и автоматической сварки, а также в качестве
универсальных источников.
Сварочный преобразователь представляет
собой комбинацию электродвигателя переменного тока
и сварочного генератора постоянного тока. Электриче-
ская энергия сети переменного тока преобразуется в
механическую энергию электродвигателя, вращает вал
генератора и преобразуется в электрическую энергию,
постоянного сварочного тока. Поэтому коэффициент по-
лезного действия преобразователя невелик: из-за нали-
чия вращающихся частей они менее надежны и удобны
в эксплуатации по сравнению с выпрямителями. Одиако
для строительно-монтажных работ использование гене-
раторов имеет преимущество по сравнению с другими
источниками благодаря их меньшей чувствительности к
колебаниям сетевого напряжения.
Сварочный агрегат состоит из двигателя внут-
реннего сгорания и генератора постоянного тока. Хими-
ческая энергия сгорания топлива преобразуется в меха-
ническую, а затем в электрическую энергию. Агрегаты
используют в основном для ручной сварки в монтаж-
ных и полевых условиях, где отсутствуют электрические
сети.
Специализированные источники пред-
ставляют собой аппараты, дополненные различными
вспомогательными устройствами, расширяющими их
технологические возможности. Источник постоянного
6
така для сварки неплавящимся электродом в защитном
ггзе имеет устройства для возбуждения дуги и заварки
кратера.
Каждый источник предназначен для питания током
одной дуги (однопостовой источник). В цехах с боль-
шим числом постов сварки целесообразно использовать
многопостовые источники.
ЭЛЕКТРИЧЕСКИЕ СВОЙСТВА СВАРОЧНОЙ ДУГИ
И ТРЕБОВАНИЯ К ИСТОЧНИКАМ ПИТАНИЯ
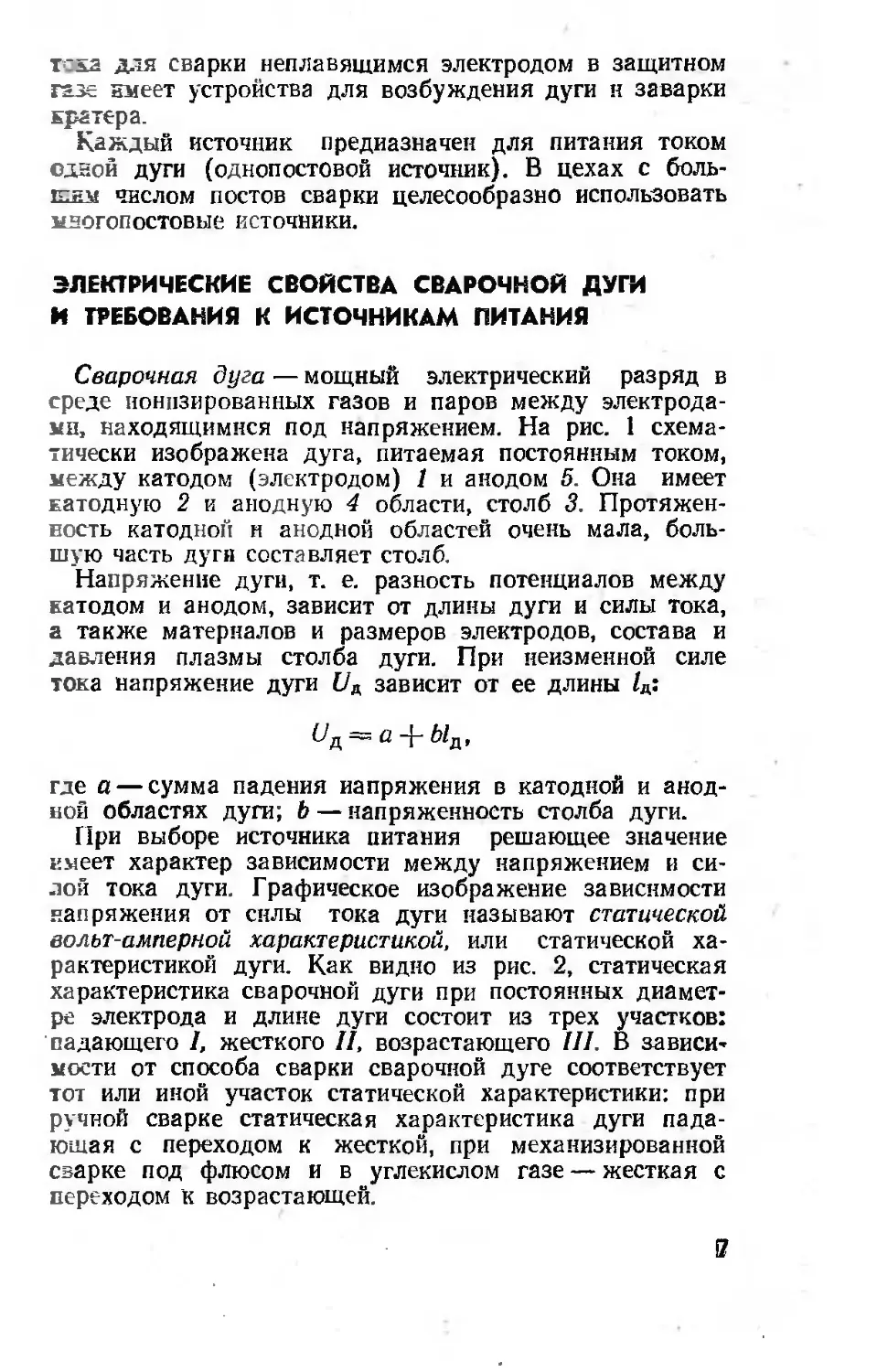
Сварочная дуга — мощный электрический разряд в
среде ионизированных газов и паров между электрода-
ми, находящимися под напряжением. На рис. 1 схема-
тически изображена дуга, питаемая постоянным током,
между катодом (электродом) 1 и анодом 5. Она имеет
катодную 2 и анодную 4 области, столб 3. Протяжен-
ность катодной и анодной областей очень мала, боль-
шую часть дуги составляет столб.
Напряжение дуги, т. е. разность потенциалов между
катодом и анодом, зависит от длины дуги и силы тока,
а также материалов и размеров электродов, состава и
давления плазмы столба дуги. При неизменной силе
тока напряжение дуги t/д зависит от ее длины /д:
t/д ~ а “Г ,
где а — сумма падения напряжения в катодной и анод-
ной областях дуги; b — напряженность столба дуги.
При выборе источника питания решающее значение
имеет характер зависимости между напряжением и си-
лой тока дуги. Графическое изображение зависимости
напряжения от силы тока дуги называют статической
вольт-амперной характеристикой, или статической ха-
рактеристикой дуги. Как видно из рис. 2, статическая
характеристика сварочной дуги при постоянных диамет-
ре электрода и длине дуги состоит из трех участков:
падающего I, жесткого II, возрастающего III. В зависи-
мости от способа сварки сварочной дуге соответствует
тот или иной участок статической характеристики: при
ручной сварке статическая характеристика дуги пада-
ющая с переходом к жесткой, при механизированной
сварке под флюсом и в углекислом газе — жесткая с
переходом к возрастающей.
0
Рис. 1. Сварочная дуга
постоянного тока:
/ — катод; 2—катодная об-
ласть; 3 — столб дуги; 4 —
анодная область; 5 — анод
Рис. 2. Статическая ха-
рактеристика сварочной
дуги:
I — падающая; II — жесткая!
Ill — возрастающая
Источник питания сварочной дуги должен удовлет-
ворять основным требованиям: обеспечивать надежное
возбуждение дуги, поддерживать ее устойчивое горение,
способствовать благоприятному переносу электродного
металла н формированию сварного шва, а также .обес-
печивать возможность настройки требуемого режима
сварки.
Электрические свойства источника питания при работе
в статическом режиме выражаются его внешней харак-
теристикой — зависимостью между напряжением на его
зажимах (клеммах) и силой тока, протекающего через
сварочную цепь при нагрузке. Внешняя вольт-амперная
характеристика может быть крутопадающей (а), поло-
гопадающей (б), жесткой (в) и возрастающей (г)
(рнс. 3). Важными параметрами источника питания яв-
ляются его напряжение холостого хода Uo, ток корот-
кого замыкания /к, номинальные напряжение С/н и ток
/н (рис. 4).
При касании электродом изделия происходит корот-
кое замыкание сварочной цепи, ток которого расплавля-
ет и испаряет металл контактных поверхностей. Прн
Последующем отрыве электрода от изделия в простран-
стве, заполненном ионизированными парами и газами,
под действием напряжения источника возникает свароч-
ная дуга. Возбуждение дуги происходит тем легче, чем
выше напряжение холостого хода источника. Для обес-
печения надежного возбуждения напряжение холосто-
го хода должно быть не ниже 40 В. По условиям
безопасности напряжение холостого хода источников
8
Рис. 4. Внешняя харак-
теристика источника Пи-
тания (/) и статическая
характеристика дуги (2)
PifC 3. Внешняя харак-
теристика источника пи-
тания:
с — крутопадающая; б — по-
жгопалающая; в — жесткая;
г — возрастающая
временного тока не превышает 80 В, постоянного то-
ка — 90 В (за исключением специализированных источ-
иков). Прн сварке неплавящимся электродом для воз-
буждения дуги без касания на промежуток электрод —
кзделне подают высоковольтный разряд от специального
генератора высокочастотного напряжения — осцилля-
тора.
Устойчивое горение дуги обеспечивается правильным
выбором внешней характеристики источника питания
(см. рис. 4). Например, при падающей статической ха-
рактеристике 2 дуги источник питания должен иметь
еие более крутопадающую внешнюю характеристику
1. Как видно из рнс. 4, сила тока и напряжение дуги
я источника питания совпадают в точках Л и В. Из них
только точка А соответствует устойчивому горению ду-
га. Если по какой-либо причине сила тока снизится, то
напряжение источника станет больше напряжения дуги,
и этот избыток приведет к увеличению силы тока, т. е.
к возврату в точку А. Если же сила тока увеличится,
то напряжение источника снизится и станет меньше
напряжения дуги, поэтому сила тока уменьшится и ре-
жам горения врсстаиовится. Тем самым поддерживается
востояниый режим сварки и устойчивое горение дуги.
Точка В соответствует неустойчивому горению дуги,
так как всякое случайное изменение силы тока разви-
вается вплоть до обрыва дуги или до тех пор, пока
она тока ие достигнет значения, соответствующего точ-
ке устойчивого горения дуги А. Следовательно, устой-
9
чивое горение дуги поддерживается только в той точке,
где внешняя характеристика источника питания являет-
ся более крутопадающей, чем статическая характеристи-
ка дуги.
При жесткой статической характеристике дуги внеш-
няя характеристика источника питания может быть и
круто-, и пологопадающей. При возрастающей стати-
ческой характеристике дуги применяют источники с
жесткими внешними характеристиками.
К источникам питания переменного тока предъявля-
ют дополнительные требования, связанные с понижен-
ной устойчивостью дуги переменного тока. При частоте
50 Гц напряжение источника в течение секунды 100 раз
снижается до нуля, при этом дуга угасает. После каж-
дого такого угасания дуга может возбудиться лишь при
повышенном напряжении, называемом напряжением
повторного возбуждения. Если напряжение источника
недостаточно велико, повторного возбуждения может
не произойти, и в горении дуги наступают значительные
перерывы. Для надежного повторного возбуждения дуги
переменного тока необходимо увеличивать силу тока и
напряжение холостого хода источника, а также при-
менять источники с большой индуктивностью.
При ручной сварке все возможные способы регулиро-
вания силы тока и напряжения дуги можно свести к
двум; изменению напряжения холостого хода Uo и
сопротивления Z источника. Если увеличить напряжение
холостого хода источника питания (рис. 5, а), его ха-
рактеристика сместится вправо и пересечется с харак-
теристикой дуги при больших токах. Если увеличить
сопротивление источника питания, что соответствует
смещению его характеристики влево (рис. 5, б), то энер-
гия, отдаваемая источником питания дуге, уменьшится,
сила тока снизится. При механизированной сварке ис-
точником регулируют напряжение дуги, сила тока в
этом случае задается скоростью подачи электродной
проволоки автомата.
При ручной сварке покрытыми электродами исполь-
зуют источники питания постоянного и переменного то-
ка с крутопадающими внешними характеристиками (см.
рис. 4). Благодаря повышенному напряжению холостого
хода обеспечивается надежное первоначальное и пов-
торное возбуждение дуги. При сочетании крутопада-
ющей характеристики источника с жесткой характерис-
тикой дуги выполняется условие устойчивости. Посколь-
10
Рис. 5. Характеристики источника питания дуги при уве-
личении напряжения холостого хода («) и сопротивле-
ния источника питания (б)
ку на рабочем участке (область точки 4) характеристи-
ка источника близка к вертикальной, то при увеличении
длины дуги и ее напряжения сила тока уменьшается
незначительно. За счет этого обеспечиваются высокая
устойчивость горения, эластичность сварочной дуги и
стабильный режим сварки. При крутопадающей внеш-
ней характеристике сила тока короткого замыкания
сравнительно невелика, поэтому разбрызгивание элект-
тродного металла при капельном переносе мало.
При сварке под флюсом применяются автоматические
системы с постоянной скоростью подачи проволоки, ра-
ботающие по принципу саморегулирования дуги. Он за-
ключается в том, что при большой силе тока и неболь-
шом диаметре электрода в дуге самопроизвольно
устанавливается такая сила тока, при которой скорость
плавления проволоки равна скорости ее подачи. При
внезапном удлинении дуги сила сварочного тока умень-
шается, и снижается скорость плавления проволоки.
В результате возникшее отклонение длины дуги умень-
шается, а сила тока увеличивается до тех пор, пока
не восстановятся исходные длина и сила тока дуги.
Аналогичные процессы происходят при укорачивании
дуги.
11
Чем больше отклонение силы сварочного тока, тем
легче саморегулирование дуги. При изменении длины
дуги отклонение силы тока тем больше, чем меньше
наклон внешней характеристики источника. Поэтому ис-
точник для сварки под флюсом должен иметь полого-
падающую внешнюю характеристику (см. рис. 3). При
этом обеспечиваются надежное первоначальное и пов-
торное возбуждение и устойчивое горение дуги. Сила
тока зависит от скорости подачи проволоки и поэтому
настраивается механизмом ее подачи сварочного аппа-
рата.
При механизированной сварке в углекислом газе ис-
пользуют источники постоянного тока с жесткой внеш-
ней характеристикой. Постоянный ток необходим для
улучшения условий возбуждения дуги. Жесткая Харак-
теристика обеспечивает' устойчивость горения дуги и
стабильность процесса сварки. Для уменьшения раз-
брызгивания электродного металла последовательно с
источником включают дроссель со значительной индук-
тивностью, ограничивающей пиковое значение силы то-
ка короткого замыкания. Величина напряжения дуги
регулируется источником, а сила сварбчйбго тока —
полуавтоматом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Основными техническими характеристиками источни-
ков питания сварочной дуги являются напряжение хо-
лостого хода и номинальная сила сварочного тока. Ис-
точники для ручной сварки изготовляют на токи 125...
500, для механизированной—315...1000, для автомати-
ческой— 500...2000 А, многопостовые источники имеют
Номинальную силу тока 1Q00...5Q00 А. Важным пара-
метром является номинальное рабочее напряжений, На-
пример, однопостовые источники с падающей внешней
характеристикой, предназначенные для ручной снарки,
имеют номинальное напряжение 25...40 В. В технической
документации указаны пределы регулиродаиця силы то-
ка и соответствующие ему пределы регулирования рабо-
чего напряжения. Например, выпрямитель ддя ручной
сварки с номинальной силой тока 315 А йцеет пределы
регулирования силы тока 50...4QD А и напряжение 22...
36 В. Задастся также напряжение холостого хода, для
12
источников с падающей характеристикой оно составля-
ет 60...90 В.
Источники питания работают в одном из следующих
режимов: перемежающемся, повторно-кратковремен-
ном и продолжительном. В перемежающемся режиме
работа под нагрузкой в течение времени tB чередуется
с холостым ходом в течение времени /х, когда источник
не отключается от сети. Такой режим характеризуется
относительной продолжительностью нагрузки ПН=
= —----------- • 100 %. Источники для ручной сварки
имеют номинальную ПН, равную 60 %. В пОвторно-крат-
ковременном режиме работа под нагрузкой чередуется
с периодическими отключениями источника от сети на
время /0. Такой режим характеризуется относительной
/и
продолжительностью выключения ПВ= —'-------------X
*н т 'о
X100 %_. В продолжительном режиме нсточнйк питания
непрерывно, работает под нагрузкой.
Кроме перечисленных параметров в технический доку-
ментации указываются напряжение Питающей сети,
номинальная мощность, коэффициент полезного дей-
ствия, размера и масса источников питания.
Принята единая система обозначения электросвароч-
ного Оборудований, выпускаемого предприятиямй элек-
тротехнической промышленности.
В условном обозначении первая буква означает тип
изделия (Т — трансформатор, В — выпрямитель, Г —
генератор, П — преобразователь, А — агрегат, У — уста-
новка); вторая буква — вид сварки (Д—дуговая, П —
плазменная); третья — способ сварки (Ф — под флюсом,
Г—в защитных газах, У — универсальный источник
для нескольких способов; отсутствие буквы означает —
ручная сварка покрытыми электродами); четвертая бук-
ва поясняет назначение источника (М — многон остовой).
Одну или две последующие цифры используют для
обозначения номинального тока (округленно в сотнях
ампер), еще две цифры—регистрационный номер изде-
лия. Следующая затем буква означает климатическое
исполнение (У — для стран с умеренным климатом; Т —
для стран с тропическим климатом), последняя цифра
соответствует категории размещения источника (1—для
работы на открытом воздухе, 2 — в помещениях, где
колебания температуры и влажности несущественно от-
13
личаются от колебаний на открытом воздухе, 3 — в за-
крытых помещениях, где колебания температуры и
влажности, воздействие песка и пыли существенно мень-
ше; чем на открытом воздухе, 4 — в помещениях с ис-
кусственным регулированием климатических условий,
5 — в помещениях с повышенной влажностью).
Условное обозначение, например, источника ВДГМ-
1602УЗ расшифровывается следующим образом: В —
выпрямитель; Д—для дуговой сварки; Г — в защитных
газах; М — многопостовой; 16 — с номинальной силой
тока 1600 А; 02 — вторая модификация; У — для стран
с умеренным климатом; 3 — для работы в закрытых по-
мещениях.
ГЛАВА
СТРОЧНЫЕ
ТРЛНСФОРЛИТОРЫ
ОБЩИЕ СВЕДЕНИЯ
Сварочный трансформатор предназначен для питания
дуги переменным током. Простые в устройстве и обслу-
живании, надежные в эксплуатации, экономичные в ра-
боте сварочные трансформаторы широко применяют при
ручной дуговой сварке покрытыми электродами, меха-
низированной и автоматической сварке под флюсом, при
электрошлаковдй сварке.
Трансформатор разделяет силовую сеть и сварочную
цепь, понижает напряжение сети до напряжения, необ-
ходимого для сварки, обеспечивает самостоятельно или
в комплекте с дополнительными устройствами начальное
и цодтррное возбуждение и стабильное горение дуги,
формирование, требуемых внешних характеристик и ре-
гулирование силы сварочного тока или напряжения на
дуге.
14
Силовые трансформаторы входят 'в состав всех сва-
рочных выпрямителей и установок и имеют то же на-
значение, что и собственно сварочные трансформаторы.
Конструкции сварочных трансформаторов разнообраз-
ны. В зависимости от способа формирования внешних
характеристик и регулирования режима сварки транс-
форматоры бывают с механическим и электрическим
регулированием.
Трансформаторы для ручной сварки относятся ко вто-
рой категории размещения источника тока, то есть
предназначены для работы на объектах, где колебания
температуры и влажности несущественно отличаются от
колебаний на открытом воздухе. Трансформаторы мо-
гут работать при температуре окружающего воздуха
—45°...-\Л0°С Vi отаосотелыхой влажности воздуха не
более 80 % при +20 °C на высоте не более 1000 м над
уровнем моря.
Трансформаторы для автоматической сварки климати-
ческого исполнения У имеют 3-ю и 4-ю категории раз-
мещения источников и могут работать при температуре
воздуха —10°..+40 °C.
ПРИНЦИП ДЕЙСТВИЯ
Принцип действия трансформатора основан на явле-
нии электромагнитной индукции. Сварочный трансфор-
матор (рис. 6) имеет стержневой сердечник 2 и смонти-
рованные на нем первичную 1 и вторичную 3 обмотки.
Режим холостого хода трансформатора (рис. 6, я) ус-
танавливают (при разомкнутой цепи вторичной обмот-
ки) в момент подключения первичной обмотки к сети
переменного тока с напряжением Ut. При этом в пер-
вичной обмотке проходит ток h, который создает в
сердечнике переменный магнитный поток Ф|. Этот поток
создает во вторичной обмотке переменное напряжение
иг. Поскольку цепь вторичной обмотки разомкнута, ток
в ней не проходит, и никаких затрат энергии во вторич-
ной цепи нет. Поэтому вторичное напряжение при хо-
лостом ходе максимально. Эта величина — напряжение
холостого хода.
Отношение напряжений на Первичной и вторичной об-
мотках при холостом ходе (коэффициейт трансформа-
ции k) равно отношению количества витков первичной
и вторичной W2 обмоток. В сварочных трансформа-
15
a
Рис. 6. Работа трансформатора при:
а — холостом ходе; б — под нагрузкой; 1,3 — первичная
и вторичная обмотки; 2 — стержневой сердечник
торах сетевое напряжение 220 или 380 В преобразует-
ся в более низкое — 60...90 В. Такие трансформаторы
называются понижающими.
Режим нагрузки (см. рис. 6, б) устанавливают при
замыкании цепи вторичной обмотки в момент зажигания
дуги. При этом под действием напряжения £72, равном
напряжению дуги Ua, во вторичной обмотке сварочной
цепи и дуге возникает ток /2. Он создает в сердечнике
переменный, магнитный поток, который стремится умень-
шить величину магнитного потока, создаваемого первич-
ной обмоткой. Противодействуя этому, сила тока в
первичной обмотке увеличивается. Увеличение силы то-
ка в первичной цепи происходит в соответствии с зако-
ном сохранения энергии — потребление энергии от сёти
первичной обмотки должно быть равно отдаче энергии
дуге вторичной обмоткой. Следовательно, понижай с
помощью трансформатора напряжение в k раз, во столь-
ко же раз увеличивают силу тока во вторичной цепи.
Поэтому в сварочных трансформаторах сила вторично-
го тока в 3—6 раз больше первичного.
Падающая внешняя характеристика получается в сва-
рочном трансформаторе благодаря большому рассеянию
магнитного потока. С этой целью первичную и вторич-
ную обмотки располагают на значительном расстоянии
друг от друга. При нагрузке (см. рис. 6, б) часть маг-
нитного потока трансформатора замыкается по возду-
ху, образуя поток рассеяния Фр. Поэтому поток Ф2,
пронизывающий вторичную обмотку, при нагрузке мень-
16
ше, чем поток Фь пронизывающий первичную обмотку.
Соответственно и напряжение 1Д, создаваемое потоком
Ф2 во вторичной обмотке, уменьшится по сравнению с
ив, создаваемом при холостом ходе потоком Ф, на неко-
торую величину Е₽, которую называют ЭДС рассеяния.
Таким образом, вторичное напряжение трансформато-
ра снижается из-за потерь на внутреннем сопротивлении
(индуктивное сопротивление трансформатора). С увели-
чением силы Тока вторичной обмотки увеличиваются
магнитный поток и ЭДС рассеяния. Поэтому-с увеличе-
нием нагрузки напряжение на выходе трансформатора
иг уменьшается, внешняя характеристика — падающая
(см. рис. 4). Крутизна наклона внешней характеристики
тем больше, чем больше индуктивное сопротивление
трансформатора.
Силу тока регулируют изменением напряжения холос-
того хода или индуктивного сопротивления трансфор-
матора (рис. 7).
Напряжение холостого хода трансформатора Uo =
= [/iIS72/W'1. Если дугу подключить к крайним контак-
там вторичной обмотки (см. рис. 7, а), то число витков
Й72, участвующих в работе, увеличится. При этом уве-
личится напряжение холостого хода, а следовательно, и
сила сварочного тока. Очевидно, что при увеличении
числа витков первичной обмотки W'i сила тока умень-
шится. Секционированные обмотки позволяют регулиро-
вать силу тока только ступенчато. В трансформаторах
с подвижными катушками винтовым механизмом 4 плав-
но регулируют силу тока (см. 7, б), перемещая по сер-
дечнику 3 подвижные обмотки. Если увеличить рассто-
яние между первичной 1 и вторичной 2 обмотками, то
возрастут магнитный поток и ЭДС рассеяния, т. е.
увеличатся потери энергии внутри трансформатора. Это
вызовет уменьшение силы тока. Следовательно, увели-
чение расстояния между обмотками приводит к увели-
чению индуктивного сопротивления трансформатора.
Подобным же образом при введении магнитного
шуита 5 между обмотками (см. рис. 7, в) уменьшится
магнитное сопротивление на пути потока рассеяния, а
сам поток увеличится, что приведет к увеличению ин-
дуктивного сопротивления трансформатора и уменьше-
нию силы тока. В трансформаторах с подвижными
магнитными шунтами, изменяя регулятором 6 положе-
ние шуита 5, плавно регулируют силу тока. Силу тока
можно регулировать еподвижным магнитным шунтом,
17.
Рис. 7. Регулирование сварочного тока:
а — подключением вторичной обмотки: б — перемещением
подвижных обмоток; в — введением магнитного шунта;
1, 2 — первичная и вторичная обмотки; 3 — сердечник;
4— винтовой механизм; 5 — магнитный шунт; 6 — руко-
ятка регулятора
подмагничиваемым обмоткой управления постоянного
тока. Если увеличить силу тока в обмотке управления,
то магнитное сопротивление шунта возрастет. При уве-
личении магнитного сопротивления шунта поток рассея-
ния уменьшится, что приведет к увеличению силы сва-
рочного тока. Этот способ плавного регулирования силы
тока использован в трансформаторах, регулируемых
подмагничиванием шунта.
В тиристорных трансформаторах формирование тре-
буемых внешних характеристик и регулирование режи-
ма сварки осуществляется полууправляемыми вентиля-
ми— тиристорами, включаемыми встречно — параллель-
но, и системой управления фазой их включения. Способ
фазового регулирования переменного тока основан на
преобразовании синусоидального тока в знакоперемен-
ные импульсы, амплитуду и длительность которых оп-
ределяют углом (фазой) включения тиристоров.
ТРАНСФОРМАТОРЫ ДЛЯ РУЧНОЙ СВАРКИ
Для ручной сварки применяют сварочные трансфор-
маторы с подвижными катушками (типа ТД и ТДМ) и
е подвижными магнитными шунтами (СТШ-500, СТШ-
500-80), а также тиристорные трансформаторы типа
ТДЭ (ТДЭ-402). Для сварочных работ в монтажных
18
условиях выпускают переносные трансформаторы с
подвижными катушками (ТД-102, ТД-306) и трансфор-
маторы, регулируемые намоткой сварочного кабеля
(ТСМ-250, ТСМ-500). Требования к сварочным транс-
форматорам изложены в ГОСТ 95—77 *.
Переносной трансфор-
матор ТД-102 (рис. 8)
благодаря разнесению
обмоток имеет крутопа-
дающие внешние харак-
теристики.
Рис. 8. Переносной транс-
форматор ТД-102 с подвиж-
ными катушками:
1 — регулятор сварочного тока;
2 , 4 —вторичная и первичная
обмотки; 3 — сердечник; 5 —
кожух
Обе катушки вторичной обмотки 2 прикреплены к
верхней части магнитопровода. При параллельном сое-
динений катушек получается ступень больших тбков
(85...175 А), при включении только одной из катушек —
ступень малых токов (S5...85 А). В пределах каждой
ступени сила тока регулируется ходовым винтом й ру-
кояткой регулятора силы тока 1. При вращении руко-
ятки регулятора по часовой стрелке первичная обмот-
ка 4 сближается со вторичной 2 (сила тока увеличива-
ется).
Аналогичное устройство имеет переносной трансформа-
тор ТД-306 (табл. 1).
Трансформаторы типа ТДМ (табл. 2) с механическим
регулированием силы тока по конструктивному испол-
нению, схеме соединения катушек обмоток и принципу
регулирования силы тока близки к передвижным транс-
форматорам типа ТД. В новых трансформаторах серии
ТДМ применена холоднокатаная сталь, современные об-
моточные и изоляционные материалы, наборные магн'й-
топроводы имеют бесшпилечную конструкцию. Все это
позволило уменьшить массу и размеры трансформаторов.
В трансформаторах типа ТДМ изменена конструкция
переключателя диапазонов сварочного тока, Йереключа-
тель ножевого типа выдерживает токовые нагрузки при
его переключении без отключения трансформатора от
сетевого напряжения. Сварочные и сетевые йровода
19
Таблица 1. Техническая характеристика трансфор-
маторов тина ТД для ручной дуговой сварки
Параметры СМ о S3 СО 8 СО 8 ПО см 8 §
Ц н tj 5 tj
Номинальная сила
сварочного тока, А 160 250 315 500 500 500
Номинальный режим работы ПН, % 20 25 60 60 60 60
Напряжение холосто- го хода, В, не более 80 80 80 80 80 12
Номинальное рабочее напряжение, В 26 30 33 40 40 40
Минимальная- сила сварочного тока, А, не более 60 100 60 100 100 100
Минимальное рабо- чее напряжение, В 22,4 24,0 22,4 24 24 24
Максимальная Сила сварочного тока, А, не менее 175 300 360 560 560 560
Максимальное рабо- чее напряжение, В 27,0 32,0 34,4 4?, 4 42,4 42,4
КПД 0,72 0,78 0,86 0,88 0,88 0,87
Коэффициент мощно- сти 0,48 0,5 0,56 0,68 0,85 0,67
Размеры, мм: длина 570 630 692 720 765 780
ширина 325 370 620 670 670 670
высота 530 585 710 835 835 835
Масса, кг 38 67 13? 180 210 200
Примечание. Климатическое исполнение и категория
размещения У2.
подключаются штыревыми разъемами. Значительно рас-
ширена номенклатура трансформаторов. Базовые модели
ТДМ-317, ТДМ-401, ТДЛ1-503 рассчитаны соответствен-
но на номинальную силу тока 315, 400 и 500 А. Транс-
форматоры ТДМ-317-1, ТДМг401.-,1> ТДМ-503-1 пред-
назначены для эксплуатации в особо опасных условиях
и снабжены ограничителями напряжения холостого хо-
20
Таблица 2. Техническая характеристика трансформа-
торов типа ТДМ для ручной дуговой сварки
Ю О Ю сч со СО ' S
Параметры s % £ s
ч ч £ ч ч
напряжение, В
Минимальная сила
сварочного тока, А,
не более
Минимальное рабо-
чее напряжение; В
Максимальная сила
сварочного тока, А,
не менее
Номинальная сила
сварочного тока, А 160 250 315 400 500 315
Напряжение холосто-
го хода, В, не более 62 62 80 80 80 62; 80
Номинальный режим
работы ПН, % 25 25 60 60 60 60
Номинальное рабочее
26 30 32,6 36,0 40,0. 32,6
55 85 60 80 90 60
— — 22,4 23,2 23,6 22,4
170 250 360 460 560 360
Максимальное рабо-
чее Напряжение, В — — 34,4 38,4 42,4 34,4
КПД 0,68 0,76 0,86 0,86 0,88 0,86
Коэффициент мощно-
сти — — 0,56 0,6 0,65 0,56
Размеры, мм:
длина 450 450 555 555 555 760
ширина 290 290 585 585 585 585
высота 510 550 818 848 888 818
Масса, кг 38 50 130 145 170 145
21
Продолжение табл. 2
Параметры Т ДМ-319 Т ДМ-401-1 ТДМ-503-1 ТДМ-503-2 ТДМ-503-31 ТДМ-402
Номинальная сила
сварочного тока, А 315 400 500 500 500 400
Напряжение холосто- го хода, В, не более 80 62; 80 80 80 80 80
Номинальный режим работы ПН, % 35 60 60 - 60 60 60
Номинальное рабочее напряжение, В 32,6 36,0 40,0 40,0 4,0 44
Минимальная сила сварочного тока, А, не бОлее 150 80 90,0 90 90 80
Минимальное рабо- чее напряжение, В — 23,2 23,6 23,6 23,6 24,8
Максимальная сила сварочного тока, А, не менее 330 460 560 560 560 430
Максимальное рабо- чее напряжение, В 38,4 42,4 42,4 42,4 45,8
КПД — 0,88 0,88 0,88 0,88 0,86
Коэффициент мощно- сти 0,6 0,65 о,аэ- 0,85 0,61
Размеры, мм: дл'йна 560 760 760 ббо 820 590
ширина 590 585 585 585 585 595
высота 850 848 888 888 888 820
Масса, кг 160 160 185 195 210 180
Примечание. Климатическое исполнение и категория
размещения У2.
да УСНТ-06, снижающими напряжение при работе на
холостом ходу до безопасного значения (12 В). Транс-
форматор ТДМ-503-2 имеет конденсатор для повышения
коэффициента мощности, а трансформатор ТДМ-503-3
снабжен конденсатором и ограничителем напряжения
холостого хода.
В трансформаторе СТШ-500 (рис. 9) катушкн первич-
ной обмотки неподвижно закреплены у нижней, а ка-
тушкй вторичной обмотки 1 — у верхней части магнито-
22
провода 2. В окне магнитопровода в пространстве меж- •
ду первичной 4 и вторичной 1 катушками расположены
два магнитных шунта 3. Положение шунтов изменяют
рукояткой холостого винта 5 и гайками, вмонтированны-
ми в шунты. Один из шунтов имеет гайку с левой резь-
бой, другой — с правой. При
вращении винта по часовой
стрелке шунты раздвигают-
ся (сила тока уменьшается),
Рис. 9. Сварочный транс-
форматор СТШ-500:
1.4 — катушки вторичной и пер-
вичной обмоток; 2 — магнито-
провод; S'— магнитный шунт;
5 — рукоятка ходового винта;
6 — кожух
против часовой стрелки — сдвигаются (сила тока возрас-
тает). При этом изменяется индуктивность рассеяния н
плавно регулируется сила сварочного тока. Шунты, как
и j магнитопровод трансформатора, изготовляют из лис-
тов электротехнической стали толщиной 0,5 мм. Обмот-
ки трансформатора выполнены из алюминия и армиро-
ваны на концах медью.
Трансформатор устанавливают на раму с колесами и
закрывают кожухом 6. Доска зажимов для подключения
сетевого напряжения расположена на левой боковой
стенке кожуха, доска зажимов для присоединения сва-
рочных проводов — на правой; обе они закрыты защит-
ными крышками.
В трансформаторе СТIII-500-80 (табл. 3) сила свароч-
ного тока ступенчато регулируется переключением ка-
тушек с параллельного (большие токи) на последова-
тельное (малые токи) соединение. Трансформатор СТШ-
500-80 имеет устройство для снижения напряжения хо-
лостого хода до безопасного через 0,5... 1 с после пре-
кращения сварки. Внешние характеристики трансформа-
торов крутопадающие.
Переносной сварочный трансформатор ТСМ-250 (рис.
10) имеет четыре ступени регулирования силы тока,
получаемые при согласном или встречном включении
двух дополнительных обмоток со вторичной обмоткой.
При согласном включении ЭДС дополнительных обмоток
складывается с ЭДС вторичной обмотки и сила тока
увеличивается, при встречном — уменьшается. Ступени
23
Таблица 3. Техническая характеристика трансформа-
торов типа СТШ
Параметры СТШ-500 СТШ-500-80
Номинальная сила свароч-
ного тока; А 500 500
Номинальный режим рабо-
ты ПН, % 60 60
Номинальное рабочее на-
пряжение, В 30 50
Напряжение холостого хо-
да, В 60 80
Пределы регулирования си-
лы сварочного тока, А 145...650 60...800
кпд 0,90 0,92
Коэффициент мощности 0,53 0,62
Размеры, мм:
длина 670 980
ширина 666 765
высота 753 766
Масса, кг 220 323
меняют при подключении сварочных кабелей и перемыч-
ки к соответствующим клеммам на доске зажимов 6.
Наматывая сварочный кабель вокруг кожуха (до четы-
рех витков в одну или другую сторону), плавно регу-
лируют силу тока в пределах одной ступени. Транс-
форматор имеет крутопадающие внешние характерис-
тики.
Переносные сварочные трансформаторы оборудованы
специальным устройством — стабилизатором дуги. Для
сварки на переменном токе предназначены стабилизатор
дуги СД-2 на 50 Гц и стабилизатор для малоустойчи-
вых дуг на 100 Гц. Стабилизаторы дуги подают на
дуговой промежуток стабилизирующий импульс в мо-
мент перехода силы тока через нулевое значение. Ста-
билизатор фактически повторно зажигает дугу и под-
держивает ее горение, пока напряжение сварочного
трансформатора не станет достаточным для питания
дугового разряда.
Стабилизатор СД-2 (рис. 11) состоит из зарядного
устройства ЗУ, конденсатора С, трансформатора тока
24
Т2, контактора К и блока управления БУ. Конденсатор
С заряжается от зарядного устройства ЗУ н в момент
перехода сварочного тока через нулевое значение раз-
ряжается на дуговой промежуток, стабилизируя дуго-
вой разряд. 2 .
Рис. 10. Переносной транс-
форматор ТСМ-250:
/ — сварочный кабель; 2 — об-
мотки; 3, 4 — первичная и вто-
ричная обмотки; 5 — магнито-
провод; 6 — доска зажимов
Стабилизатор выпускает-
ся в виде отдельного блока.
Его можно подключить к
любому трансформатору для
ручной дуговой сварки ТС,
что облегчает начальное и
повторное зажигание дуги и обеспечивает режим сварки
на переменном токе электродами, предназначенными
Рис. 11. Схема включе-
ния стабилизатора дуги
СД-2
для сварки на постоянном токе.
Для сварки на переменном токе электродами с низ-
кими стабилизирующими
свойствами (например, элек-
тродами для сварки корро-
зионностойких сталей) на
дуговой промежуток необ-
ходимо подавать . импульсы
с частотой 100 Гц. Стабили-
заторы дуги на 100 Гц вы-
пускаются промышлен-
ностью в комплекте со сва-
рочными трансформаторами,
образуя источник питания
«Разряд-250» или «Разряд-
160» (табл. 4).
Источник питания «Разряд-250» состоит из трансфор-
матора, аналогичного по устройству трансформатору
ТСМ-250, и стабилизатора на 100 Гц, подобного стаби-
лизатору СД-2. Источник имеет крутопадающую внеш-
нюю характеристику.
Ступенчато силу тока регулируют переключателем, а
В диапазоне между ступенями — намоткой сварочного
кабеля на кожух. Для питания схемы стабилизатора
25
Таблица 4. Техническая характеристика сварочных
трансформаторов типа ТСМ и источников «Разряд»
Параметры ТСМ-250 ТСМ-ЭДО «Разряд-160» «Разряд-250»
Первичное напряже- ние, В Номинальная мощ- ность, кВ-А 380 '380 220 380
6,2 32 9.6 15
Номинальная сила сва- рочного тока, А 250 500 125 250
Номинальный режим работы ПН, % 20 40 20 20
Номинальное рабочее иапряжеиие; В 25 40 25 30
Напряжение холостого хода, В 60 68 55 60
Пределы регулирования силы сварочного тока, А 92...250 60,.. 700 90...260 90...250
кпд 0,69 0,82 0,69 0,69
Коэффициент мощности 0,55 0,69 0,55 0,55
Размеры, мм: длина 400 650 350 350
ширина 370 560 300 300
высота 450 580 480 480
Масса, кг 35 130 42 50
дуги служит обмотка, расположенная на магнитопрово-
де сварочного трансформатора. При этом обеспечивается
автоматическое отключение стабилизатора дуги на хо-
лостом ходу сварочного трансформатора.
Источник питания «Разряд-160» также укомплектован
стабилизатором дуги на 100 Гц. Его трансформатор
обеспечивает ступенчатое регулирование силы свароч-
ного тока переключателем, который имей- семь позиций.
На первых четырех ступенях сварочный трансформатор
работает от бытовой сети.
Тиристорный трансформатор ТДЭ-402 имеет два диа-
пазона регулирования силы сварочного тока, в пределах
которых она плавно регулируется тиристорным фазо-
регулятором.
Структурная схема трансформатора ТДЭ-402 приведе-
на на рис. 12. Тиристорный фазорегулятор (ФР) включен
в цепь первичной обмотки силового трансформатора
(СТ) и выполняет функции регулятора силы тока и
26
устройства снижения напряжения холостого хода. Клю-
чевой элемент (К) пропускает сигнал задания Ца с
блока задания силы гока (БЗТ) на элемент сравнения
(ЭС) только при наличии разрешающего сигнала 1/разр
с датчика обратной связи
(ДТ) по току сварочной ду-
ги (СД). В рабочем режиме
трансформатора ключ К
закрыт, разность сигналов
задания и обратной связи
по току дуги поступает на
вход системы фазового уп-
равления (СФУ) и опреде-
ляет величину угла управ-
ления тиристоров и силу
тока вторичной обмотки
трансформатора. Через 1 с
после обрыва дуги ключ К
открывается, на выходных
Рис. 12. Структурная
схема тиристорного тра-
нсформатора ТДЭ-402
зажимах трансформатора
устанавливается безопасное напряжение холостого хода
(12 В). В течение этого времени на вход СФУ подается
сигнал задания тока без учета напряжения обратной
связи ио.с, что обеспечивает полнофазное открытие ти-
ристоров фазорегулятора и надежное повторное возбуж-
дение дуги. В аварийном режиме на выходных зажимах
трансформатора длительное время сохраняется полное
напряжение холостого хода (80 В). В этом случае блок
аварийного отключения (БАО) автоматическим -выклю-
чателем (АВ) отключает трансформатор от сети.
Внешние характеристики трансформатора ТДЭ-402
крутопадающие. Техническая характеристика трансфор-
матора приведена в табл. 2.
Сила сварочного тока ступенчато регулируется вклю-
чением или отключением реакторной обмотки. Тирис-
торное регулирование снижает массу и упрощает кон-
струкцию трансформатора, стабилизирует режим свар-
ки при различных возмущениях, обеспечивает програм-
мируемый режим сварки.
В Институте электросварки им. Е. О. Патона к серий-
ным сварочным трансформатором (до 315 А) для мон-
тажных работ разработан модулятор сварочного тока
марки ОЙ 101. Он обеспечивает надежное зажигание ду-
ги н регулируемое начало процесса сварки, повышает
27
производительность труда при сварке вертикальных, по-
толочных швов и тонколистовых конструкций толщиной
0,6...0,8 мм электродами диаметром 3...4 мм.
Техническая характеристика модулятора ОИ 101:
Номинальное напряжение однофазной
сети частотой 50 Гц, В..............220
Сила тока импульса, А...............315
I ступень ....... 85...Э5
II ступень.......................100...120
Пределы регулирования времени им-
пульса н паузы, с...................0,02...0,5
Пределы регулирования стартового им-
пульса, с...........................0,5...1,5
Размеры (длина X ширила X высо-
та), мм................................ 350x216x515
Масса, кг...........................16
ТРАНСФОРМАТОРЫ ДЛЯ АВТОМАТИЧЕСКОЙ
СВАРКИ ПОД ФЛЮСОМ
Для автоматической сварки под флюсом применяют
трансформаторы, регулируемые подмагничиванием шун-
та (серии ТДФ) и тиристорные трансформаторы (серии
ТДФЖ).
Трансформаторы выпускаются в стационарном испол-
нении, рассчитаны на продол-
жительный режим работы при
принудительном воздушном ох-
лаждении (табл. 5). Требова-
ния к трансформаторам изло-
жены в ГОСТ 7012—77 *Е.
Рис. 13. Трансформатор ТДФ-
1601:
I — блок управления; 2 — блок вен-
тилей; 3 — магнитопровод; 4, 5 —
вторичная и первичная обмотки;
f — вентилятор; 7 — контактор
Трансформатор ТДФ-1601 (рнс. 13) благодаря нали-
чию магнитного шунта и расположению первичной 5 и
основной вторичной 4 обмоток на значительном рассто-
28
Таблица 5. Техническая характеристика трансформа-
торов для автоматической сварки под флюсом
О о
Параметры ТЛФ-1001 ТДФ-160 ТДФЖ-1 ТДФЖ-2
Номинальная сила сва-
рочного тока, А 1000 1600 1000 2000
Номинальный режим ра-
боты ПВ % 100
Номинальное рабочее
напряжение, В 44 60 56 76
Пределы регулирования
рабочего напряжения В 36...44 54...60 30...56 32...76
Пределы регулирования
силы сварочного тока, А 400...1200 600...1800 300...1200 600...2200
КПД, не меиее 0,87 0,88 0,86 0,88
Размеры, мм:
длина 120 1200 1370 1370
Ширина 830 830 760 760
высота 1200 1200 1220 1220
Масса, кг, не более 720 1000 550 850
Примечание. Климатическое исполнение и категория
размещения УЗ.
янии друг от друга имеет развитое магнитное рассея-
ние и падающие внешние характеристики.
Трансформатор обеспечивает ступенчатое и плавное
регулирование силы сварочного тока. Для перехода со
ступени малых на ступень больших токов пересоединяют
сварочные провода на доске зажимов трансформатора.
При этом отключают часть витков основной вторичной
обмотки и подключают дополнительную часть вторичной
обмотки. Сила тока плавно регулируется подмагничи-
ванием магнитного шунта.
Сварочный трансформатор ТДФ-1001 устроен анало-
гично.
Трансформатор типа ТДФЖ имеют тиристорное регу-
лирование и обеспечивают импульсную стабилизацию
процесса сварки. Упрощенная схема тиристорного транс-
форматора типа ТДФЖ приведена на рис. 14, а,
конструкция силового трансформатора схематически
изображена на рис. 14, б. Трансформатор состоит из маг-
нитопровода с обмотками W1—W4, тиристорных кон-
такторов VI, V2 и блока управления углом зажигания
29
тиристоров (БФУ). Первичная W1 и вторичная W2 обмот-
ки состоят каждая нз двух катушек, разделенных для
удобства на две последовательно соединенные секции.
Между секциями катушек вторичной обмотки располо-
жены катушки импульсной обмотки W3. В окне магни-
Рис. 14. Упрощенная электрическая схема (а) н
конструкция (б) тиристорного трансформатора
ТДФЖ-1002
топровода между стержнями расположены две дисковые
реакторные катушки обмотки W4. В трансформаторе
ТДФЖ-1002 полный диапазон регулирования разбит на
две, а в трансформаторе ТДФЖ-2002 — на три ступени;
третья ступень регулирования в трансформаторах
ТДФЖ-2002 обеспечивает возможность сварки при боль-
ших падениях напряжения в сварочных проводах.
В трансформаторе ТДФЖ-1002 дли создания диапа-
зона малых токов катушки реакторной обмотки вклю-
чают последовательно и согласно с первичной обмоткой.
В трансформаторе ТДФЖ-2002 катушки реакторной
обмотки включают последовательно в диапазоне малых
токов и параллельно — в диапазоне средних токов. При
сварке в диапазоне больших токов реакторные обмотки
не включаются. На рис. 14, а переключатель Q установ-
лен в положение «Большие токи». Для надежного пов-
торного возбуждения дуги трансформатор имеет цепь
30
импульсной стабилизации, состоящую из последователь-
но включенных конденсатора С и импульсной обмотки
W3, которая имеет магнитную связь со вторичной об-
моткой. При включении любого из тиристоров (VI или
V2) конденсатор С заряжается до текущего значения
Рис. 15. Внешние характеристики трансформатора
ТДФЖ-2002 (штриховыми линиями обозначены
внешние характеристики для больших токов,
сплошными — для малых)
сетевого напряжения. Зарядный ток конденсатора про-
ходит по обмотке W3, трансформируется во вторичную
цепь и создает на дуговом промежутке импульс напря-
жения, достаточный для повторного возбуждения дуги.
По окончании периода проводимости тиристора дуга
гаснет, и конденсатор разряжается на первичную обмот-
ку силового трансформатора. В следующий полупериод
сетевого напряжения включается второй тиристор, и
процесс импульсной стабилизации дуги повторяется.
С помощью тиристорного фазорегулятора удается по-
лучить внешние пологопадающие на рабочем участке
характеристики и плавно регулировать рабочее напря-
жение на дуге. На рис. 15 приведены внешние харак-
теристики трансформатора ТДФЖ-2002 для диапазонов
больших и малых токов. Штриховыми линиями обозна-
чены естественные внешние характеристики трансформа-
торов для больших токов. Пологопадающие характерис-
тики обеспечивают хорошее саморегулирование дуги при
сварке под флюсом автоматами с постоянной скоростью
31
подачи проволоки и поддержание постоянного напряже-
ния на дуге. Сила сварочного тока в этом случае зада-
ется скоростью подачи электродной проволоки.
Параллельность внешних характеристик <грансформа-
торов типа ТДФЖ позволяет ориентировочно устанав-
ливать рабочее напряжение на холостом ходу транс-
форматора.
ПОДКЛЮЧЕНИЕ, НАЛАДКА
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
'Трансформаторы для ручной сварки. Перед пуском
нового или длительно не эксплуатировавшегося транс-
форматора необходимо:
расконсервировать его, очистить от смазки, продуть
сжатым воздухом, проверить, нет ли видимых повреж-
дений и не ослаблен ли крепеж после транспортировки;
проверить мегомметром на 500 В сопротивление изо-
ляции между первичной обмоткой и корпусом (предва-
рительно отключив фильтр для подавления радиопомех
от корпуса), между вторичной обмоткой и корпусом,
первичной и вторичной обмотками. Сопротивление изо-
ляции должно быть не ниже 10 МОм. В случае сниже-
ния сопротивления изоляции трансформатор следует
просушить, обдув теплым воздухом (температура обмо-
ток не должна превышать 100°C); все соединения вы-
полнить кабелем соответствующего сечения (табл. 6) и
тщательно затянуть все контактные зажимы;
заземлить сварочный стол н корпус трансформатора
болтом с надписью «Земля». Запрещается: исполь-
зовать заземление одного трансформатора для зазем-
ления другого; заземлять зажим вторичной обмотки
трансформатора, к которому подключается кабель, иду-
щий к изделию (обратный кабель); включать транс-
форматор без заземления;
убедиться, что концы рабочего кабеля не касаются
один другого, электрододержатель и конец обратного
провода не касаются одновременно металлической по-
верхности;
установить переключатель диапазона токов в соответ-
ствии с выбранным режимом сварки (рукоятку пере-
ключателя следует переводить из одного крайнего поло-
жения в другое рывком до упора при отключенном от
сети трансформаторе);
32
проверить соответствие напряжения сети напряжению,
указанному в табл. 6;
подключить трансформатор к сети через рубильник
и предохранители.
Таблица 6. Сечение кабелей для подключения сва-
рочных трансформаторов к сети
Трансформаторы Напряжение се- ти, В Сила первичного тока, А Номинальное сечение провода, мм1
первич- ной цепи вторичной цепи при сварочном токе, А
500 400 300 U5 2J
ТДМ-317 или 220 97 16 50 25 ТДМ-317-1 380 56 10 50 25 ТДМ-401 или 220 124 16 70 50 25 ТДМ-401-1 380 73 10 — ТДМ-503 или 220 155 25 Ql- 7П гП ТДМ-503-1 380 90 10 ТДМ-503-2 илн 380 65 10 95 70 50 25 ТДМ-503-3
Для обеспечения бесперебойной длительной работы
трансформатора надо производить его техническое об-
служивание, ежедневные и периодические осмотры.
При ежедневном обслуживании необходимо перед на-
чалом работы производить внешний осмотр трансфор-
матора для выявления случайных повреждений отдель-
ных наружных частей и устранять замеченные наруше-
ния, проверять заземление трансформатора.
При периодическом обслуживании следует:
один раз в месяц — очищать трансформатор от пыли
и грязи, продувая его сжатым воздухом и протирая
мягкой ветошью, проверять состояние электрических
контактов,
один раз в три месяца — проверять состояние конден-
саторов фильтра защиты от радиопомех (в случае не-
обходимости заменить поврежденные конденсаторы);
проверять сопротивление изоляции;
g 9-1407 33
один раз в шесть месяцев — очищать контакты и
изоляционные части переключателя диапазона силы тока
от медной пыли и налета; смазывать тугоплавкой смаз-
кой ЦИАТИМ-201 контакты поверхности переключате-
ля, а трущиеся части (ходовой винт, подпятники пере-
Рис. 16. Схема подклю-
чения ограничителя хо-
лостого хода УСНТ--06
к сварочному трансфор-
матору
ключателя, поверхности маг-
нитопровода в местах сколь-
жения плоских пластин под-
вижных катушек, посадоч-
ные поверхности осей ко-
лес) — тугоплавкой универ-
сальной смазкой УТ-1.
При проведении сварки на
открытом воздухе в особо
опасных условиях (внутри
металлических емкостей и
т. п.), а также в неудобной
позе (лежа) для обеспече-
ния безопасности сварщика
при смене электродов транс-
форматор должен иметь ог-
раничители напряжения хо-
лостого хода УСНТ-06У2
или БСНТ-08У2, снижающие
напряжение холостого хода
трансформатора до безопас-
ного (12 В) не позже, чем
через 1 с после угасания
сварочной дуги. На рис. 16
показана схема подключе-
нии ограничителя УСНТ-06У2 к сварочному трансфор-
матору.
После устранения неисправностей следует подготовить
трансформатор к работе и проверить: вторичное напря-
жение холостого хода на обоих диапазонах регулирова-
ния хилы сварочного тока; пределы регулирования силы
сварочного тока; отсутствий греющихся контактных
соединений и другихтчастей.
Трансформаторы для автоматической сварки. После
расконсервации трансформатора, очистки его от пыли и
грязи, проверки сопротивления изоляции, заземления
трансформатора и подключения его к сети в том же
порядке, что и трансформаторов для ручной сварки,
необходимо;
для трансформаторов типа ТДФ; цодклю и ь свароч»
34
ные провода в соответствии с необходимым диапазо-
ном тока, установить переключатель «Местное дистан-
ционное управление» в нужное положение. Подключе-
ние сварочных проводов производить к специальным
шинам, закрепленным на выводах вторичных катушек
силового трансформатора, для чего снять торцевую
стенку кожуха с лицевой панели трансформатора. Мар-
ка и сечение проводов, подключающих трансформатор к
автомату, а также схема подключения указаны в ин-
струкций по эксплуатации сварочного автомата. Мини-
мальное сечение медных изолированных проводов, под-
ключающих трансформатор к сети, для ТДФ-1001УЗ иа
380 В должно составлять 70 мм5, для ТДФ-1601У4—
185 мм2;
включить автоматический выключатель, а также дви-
гатель вентилятора кнопкой «Пуск». Охлаждающий
воздух должен всасываться со стороны лицевой панели.
Если этого не происходит, необходимо изменить на-
правление вращения вентилятора, поменяв местами два
основных питающих провода;
трансформатор выключить кнопкой «Стоп» и автома-
тическим выключателем;
для трансформаторов типа ТДФЖ:
переключением перемычек на панели переключения
диапазонов силы сварочного тока установить требу-
емый диапазон и подключить трансформатор к сети.
При этом в трансформаторе ТДФЖ-2002 сигнальная
лампа «Сеть» должна загораться сразу же после пода-
чи сетевого напряжения, а в трансформаторе ТДФЖ-
1002 — после включения автоматического выключателя.
Минимальное сечение медных изолированных проводов
для подключения к сети трансформатора ТДФЖ-Ю02 —
120, ТДФЖ-2002 — 240 мм2. Для питания двигателя
вентилятора необходимо подать третий слаботочный пи-
тающий провод сечением 2...4 мм2;
включить автоматический выключатель цепей управле-
ния трансформатора и выключатель «Включено. Пуск»
(охлаждающий воздух должен всасываться со стороны
лицевой панели);
переключателем «Сварка включена» включить транс-
форматор. Поворачивая по часовой стрелке ручку по-
тенциометра плавного регулирования напряжения, уста-
новленного на лицевой панели трансформатора, убедить-
ся в плавном нарастании напряжения холостого хода
до максимального значения (110...120 В).
2* 35
Ровное несильное гудение трансформатора начинается
с напряжения холостого хода (80...90 В) и свидетель-
ствует о его нормальной работе. Прн отсутствии на-
пряжения холостого хода или при повышенном гудении
трансформатора необходимо отключить трансформатор
от сети, снять слаботочный провод питания вентилято-
ра, отключить его двигатель, подключить трансформа-
тор к сети двумя силовыми проводами. Включить авто-
матические выключатели. При отсутствии напряжения
холостого хода проконтролировать напряжения на вто-
ричных обмотках вспомогательного трансформатора, иа
потенциометре — регуляторе и резисторах цепей управ-
ления силовыми тиристорами. Наличие плавно регулиру-
емого напряжения на резисторах цепей управления сви-
детельствует о нормальной работе схемы фазового уп-
равления; для устранения неисправности надо поменять
местами провода, подключенные к первичной обмотке
вспомогательного трансформатора Т2.
Повышенное гудение трансформатора свидетельствует
о том, что работает только один из силовых тиристоров.
Необходимо определить, какой из тиристоров не вклю-
чается, поочередно разрывая цепи управления тиристо-
рами VI и V2. Если в цепи управления неработающего
тиристора обрыва не обнаружено, нужно изменить фазу
обмоткн питания цепи управления данного тиристора,
поменяв местами провода, подключенные к обмотке, или
'изменить полярность управляющего импульса иа сило-
вом тиристоре.
Порядок дальнейшей наладки трансформатора:
отключить трансформатор от сети;
подключить двигатель вентилятора;
подать напряжение на трансформатор;
проверить напряжение холостого хода;
отключить трансформатор автоматическим выключа-
телем, замкнуть накоротко его выходные зажимы про-
водом большого сечения (120... 185 мм2);
включить трансформатор прн минимальном рабочем
напряжении. Проверить, не допуская перегрева корот-
козамыкаюшего провода, регулирование силы сварочного
тока, амперметра иа лицевой панели трансформатора;
отключить трансформатор от сети, замкнуть накоротко
тиристоры VI и V2 проводом сечением ие менее 10 мм2,
поставив выключатель «Сварка» в положение «Выклю-
чено». Подключить трансформатор к сети. При этом
при подаче питающего напряжения автоматический
36
выключатель должен отключить трансформатор от сети.
Исправный трансформатор можно подключать к свароч-
ному автомату.
Работу по настройке автомата следует производить
прн выключенной кнопке «Сварка» на сварочном авто-
мате или выключенном переключателе «Сварка» на ли-
цевой панели трансформатора (при местном управле-
нии). При выборе диапазона силы сварочного тока сле-
дует отдавать предпочтение наименьшему, обеспечива-
ющему заданный режим сварки.
Техническое обслуживание трансформаторов для авто-
матической сварки в основном аналогично техническому
обслуживанию трансформаторов для ручной сварки.
Кроме того, при обслуживании трансформаторов для
автоматической сварки необходимо один раз в месяц
проверять подтижку крепления силовых катушек и
других винтовых соединений, один раз в три месяца
проверять состояние блока управления, проводить ре-
визию сетевого контактора (для трансформаторов типа
Таблица 7. Неисправности трансформаторов для руч-
ной сварки и способы их устранения
Неисправность Причина Способ устранения
Витковое замыкание
в обмотках
Витковое замыкание
в Первичной обмотке
Разобрать трансфор-
матор, ликвидиро-
вать замыкание
При необходимости
заменить обмотку
Сильный нагрев
частей обмоток
Й>ансформатора
свыше иное гу-
дение трансфор-
матора, большая
сила тока холос-
того хода
Чрезмерный на-
грев сердечника
и скрепляющих
его шпилек
Повышенный на-
грев контактов
Нарушение изоляции
листов сердечника
или шпилек
Нарушение или
ослабление контак-
тов в соединении
Восстановить изоля-
цию
Повышенный на-
глев контактов
Переключателя
Слабый контакт то-
коведущих шив с ра-
бочими перемычками
барабана лопнули
пЛи ослаблены пру-
жины токоведущих
шин
Разобрать греющееся
соединение, зачис-
тить, плотно подо-
гнать контактные по-
верхности, до отказа
затянуть зажимы
Зачистить поверхно-
сти контактов, заме-
нить пружины
37
ТДФ), один раз в шесть месяцев проверять техническое
состояние автоматического выключателя, один раз в год
производить разборку электродвигателя вёйтйлятОра,
внутрейнюю его чистку, замену смазки в подшипниках.
Для подшипников электродвигателя рекомендуется жи-
ровая смазка.
Характерные неисправности сварочных трансформа-
торов и способы их устранения приведены в табл. 7 и 8.
Таблица 8. Неисправности трансформаторов для ав-
томатической сварки Типа ТДФЖ и способы их устра-
нения
- Способ
Неисправность Причина устранения
Заменить лампу
Не горит сигнальная
лампа «Сеть» на лице-
вой панели
Вентилятор работает
нормально. Нет блоки-
ровки выключателя
«Включено. Пуск». Вен-
тилятор работает Только
прй нажатом выключа-
теле
Повышенное гуденйе
трансформатора, чрез-
мерная силд тока хо-
лостого кода
При отключенном авто-
матическом выключателе
на выходных зажимах
есть напряжение холос-
того хода, срабатывает
автоматический выклю-
чатель
На выходных зажимах
трансформатора отсут-
ствует напряжение
Во время работы отклю-
чается магнитный пуска-
тель цепей управления
При нажатом выключа-
теле «Включено. Пуск»
не вращается вентиля-
тор
Повышенный нагрев
контактов в соединениях
Перегорела сиг-
нальная лампа
Не работает вет-
ровое реЛе
Устранить неис-
правность Ветро-
вого реле
Не работает
один из тиристо-
ров. Витконое за-
мыкание в об-
мотке
Пробой силового
тиристора
Проверить цепи
управления тири-
сторами. Ликви-
дировать витко-
вое замыкание
Выявить проби-
тый тиристор и
заменить его
Неисправна схе-
ма управления
тиристорами
Нестабильная
работа ветрового
реле
Не работает маг-
нитный пуска-
тель цепей управ-
ления
Нарушение иля
ослабление кон-
тактов, вызван-
ное ослаблением
ЗЯТЯЖЩ1 болто-
вого зажима
Проверить нали-
чие напряжения
на элементах
схемы
Устранить неис-
правность ветро-
вого реле
Разобрать и про-
чистить магнит-
ную систему пус-
кателя
Разобрать соеди-
нение и зачис-
тить контактные
поверхности» до
отката затянуть
болтовой зажим
38
ГЛАВА
..........СУ
СВ4Р0ЧНЫЕ
ВЫПРЯМИТЕЛИ
ОБЩИЕ СВЕДЕНИЯ
Сварочные выпрямители представляют собой стати-
ческие преобразователи переменного тока в выпрямлен-
ный, используемый для дуговой сварки.
Сварочные выпрямители имеют значительные преиму-
щества перед преобразователями — высокую стабиль-
ность горения дуги, незначительное разбрызгивание
металла, высокий КПД, меньшие потери холостого хо-
да, отсутствие вращающихся частей, меньшие масса и
размеры, бесшумность в работе.
В настоящее время выпускаются однопостовые н
многопостовые сварочные выпрямители.
Однопостовые выпрямители бывают:
с крутопадающими внешними характеристиками для
ручной дуговой сварки покрытыми электродами и для
автоматической сварки под флюсом;
с жесткими (пологопадающими) внешними характе-
ристиками для механизированной сварки плавящимся
электродом в защитных газах и без защиты дуги;
с универсальными внешними характеристиками: кру-
топадающими и жесткими (пологопадающнмн) для всех
видов дуговой сварки.
Многопостовые выпрямители также предназначены
для ручной дуговой, механизированной нлн автоматиче-
ской сварки, либо имеют универсальное назначение.
Сварочные выпрямители состоят из следующих основ-
ных узлов: силового трансформатора, выпрямительного
блока из полупроводниковых вентилей, собранных в
схему выпрямления, регулирующего устройства, пуско-
вой и защитной аппаратуры. Нормальная работа венти-
лей возможна только в условиях принудительного воз-
душного охлаждения и их защиту от перегрузок по
риле тона и напряжению.
5?
Часто в комплект выпрямителя входит стабилизирую-
щий дроссель, предназначенный для сглаживании пуль-
саций и обеспечения нормального переноса расплавлен-
ного электродного металла в сварочную ваину с мини-
мальным разбрызгиванием.
Выпрямители различаются по способу регули-
рования силы тока или напряжения и по
конструктивному исполнению.
Для ручной сварки наибольшее распространение полу-
чили выпрямители с механическим регулированием, си-
ловой трансформатор которых выполнен по схеме с под-
вижными катушками (типа ВД). Для механизированной
сварки в углекислом газе выпускаются выпрямители,
регулируемые изменением коэффициента трансформации
силового трансформатора (типа ВС), методом магнит-
ной коммутации (типа ВСЖ), дросселем насыщения
(типа ВДГ), тиристорами. Универсальные выпрямители
имеют тиристорное регулирование.
Выпрямители на малые и средние токи (до 315 А)
выполняются по трехфазной мостовой схеме, на сред-
ние токи (до 500 А)—по шестифазной схеме с уравни-
тельным реактором, иа большие токи (1000 А и бо-
лее) — по шестифазной кольцевой схеме выпрямления.
В качестве полупроводниковых вентилей используются
кремниевые диоды и тиристоры.
В зависимости от вида помещений выпрямители имеют
3-ю и 4-ю категории размещения. Выпрямители 3-й ка-
тегории размещения предназначены для работы в сырых
неотапливаемых помещениях прв температуре —40...
+40 °C, выпрямители 4-й категории размещения — в
отапливаемых помещениях с колебаниями температуры
+1...+45°G
ВЫПРЯМИТЕЛИ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ
Требования к выпрямителям для ручной дуговой свар-
ки изложены в ГОСТ 13821—77 *Е (СТ СЭВ 4669—84).
Наиболее часто применяются выпрямители ВД-201,
ВД-301, В Д-306, ВД-401 с механическим регулированием,
базовым узлом которых является трехфазный силовой
трансформатор с повышенным магнитным рассеииием
и подвижными катушками.
В выпрямителе ВД-306 (рис. 17) напряжение, пада-
ющаи внешняя характеристика и регулирование сил$
40
сварочного тока обеспечиваются трехфазным силовым
трансформатором с повышенной индуктивностью рассе-
яния, которая создается расположением на некотором
расстоянии друг от друга первичной и вторичной обмо-
ток трансформатора вдоль стержней сердечника.
Рис. 17. Сварочный выпрямитель ВД-306:
1 — выпрямительный блок; 2—выдвижные ручки; 3 —
предохранитель; 4 — блок пусковой и защитной аппара-
туры; 5 — вентилятор; 6 — реле контроля вентиляции; 7 —
силовой понижающий трехфазный трансформатор; Я, 9 —
вторичная и первичная обмотки; 10—амперметр; 11 —
сигнальная лампа; 12 — кнопки «Пуск» и «Стоп»; /5 —
подъемные скобы; 14— рукоятка регулирования силы то-
ка; lb — рукоятка переключения диапазонов сварочного
тока; 16 — шины заземления; 17 — токовые разъемы сва-
рочной цепи; 18 — бълт заземления; 19 — штепсельный
разъем для подключения сети
Выпрямитель ВД-306 имеет два диапазона регулиро-
вания сварочного тока. Диапазон малых токов получают
при соединении первичной и вторичной обмоток транс-
форматора звездой, больших токов — треугольником.
Диапазоны силы сварочного тока регулируются пере-
ключателем диапазонов тока.
Сила сварочного тока внутри каждого диапазона плав-
но регулируется изменением расстояния между первич-
ными и вторичными обмотками. При сближении обмоток
индуктивность рассеяния уменьшается, сила сварочного
41
Тока увеличивается; при увеличении расстояния индук-
тивность рассеяния увеличивается, сила сварочного тока
уменьшается.
Обмотки трансформатора выполнены из алюминиевого
провода со стеклянной изоляцией. Для межслоевой
изоляции катушек применена стеклолента. Концы кату-
шек армированы медью. Катушкн первичной обмотки
подвижные и установлены в специальные обоймы, кото-
рые обеспечивают их изоляцию от сердечника. Катушки
вторичной обмотки неподвижные, закреплены у верхней
части магнитопровода и изолированы от сердечника
прессованными вкладышами.
Сердечник трансформатора изготовлен, из лакирован-
ных листов холоднокатаной электротехнической стали.
Через верхнюю часть магнитопровода пропущен ходовой
винт.
Прн вращении рукоятки, находящейся над выпря-
мителем, первичные катушки перемещаются, сила сва-
рочного тока плавно регулируется..
Переменное напряжение преобразуется в постоянное
сварочное в выпрямительном блоке (рис. 18). Он состо-
ит из шести диодов, собранных по трехфазной мостовой
схеме выпрямления. Вентиляция выпрямителя воздуш-
ная принудительная. Вентилятор приводится во враще-
ние трехфазным асинхронным двигателем М.
При правильном направлении вентиляции поток возду-
ха должен засасываться в выпрямители со стороны ли-
цевой панели. Работа системы вентиляции контролирует-
ся ветровым реле контроля вентиляции КЗ. При наруше-
нии вентиляции реле КЗ разрывает цепь катушки пус-
кателя К2, который отключает выпрямитель от сети.
Двигатель вентилятора и вспомогательный трансформа-
тор Т2 защищены предохранителями F1 — F3, располо-
женными в блоке пусковой и защитной аппаратуры.
Для защиты выпрямительного блока от коммутаци-
онных перенапряжений на выходе выпрямителя вклю-
чена защитная цепочка R—С; состоящая из активных
сопротивлений R2, R3 и конденсатора.
При нажатии кнопки «Пуск» S2 срабатывает магнит-
ный пускатель К2, контакты которого подключают вы-
прямитель к сети. Кнопку «Пуск» необходимо удержи-
вать в нажатом состоянии до тех пор, пока не придет
во вращение вентилятор и не сработает реле КЗ.
Сварочный выпрямитель включается кнопкой «Стоп»
S1.
42
Рис. 18. Электрическая схема выпрямителя
ВД-306
Выпрямитель снабжен зашитой, отключающей его от
сети при выходе из строя одного из диодов выпрями-
тельного блока или при пробое на корпусе вторичной
обмотки силового трансформатора.
Защита состоит из магнитного усилителя А, вспомо-
гательного трансформатора Т2 и электромагнитного ре-
ле К1 переменного тока. Обмоткой управления магнит-
ного усилителя служат четыре фазных провода двух
фаз вторичных катушек силового трансформатора, про-
ходящие через окно тороидального сердечника усили-
теля, При пробое одного из диодов возрастает сила
тока в обмотках управления усилителя. Усилитель пе-
реходит в насыщенное состояние, его сопротивление
падает. Во вторичной цепи вспомогательного трансфор-
матора сила тока увеличивается, при этом срабатывает
электромагнитное реле К1. Контакт К! обрывает цепь
питания катушки магнитного пускателя К2, н выпря-
митель отключается от сети. Регулируются диапазоны
силы сварочного тока переключателем F5 (при выклю-
ченном выпрямителе). В переключатель диапазонов F5
встроен микровыключатель F4. Если диапазоны регу-
лирования переключаются при включенном выпрямите-
ле, контакт микровыключателя F4 обрывает цепь питания
катушки пускателя К2, н выпрямители отключаются от
сети. О включении выпрямителя в сеть сигнализирует
лампочка Н, включенная в цепь через сопротивления
R1 и R7.
43
Значение сварочного тока регистрируется ампермет-
ром РА, подключенным к шунту Е во вторичной цепи
выпрямленного тока выпрямителя. Разъем XI служит
для подключения выпрямителя к трехфазной сети пере-
менного тока, разъемы Х2 и ХЗ — для подключения
сварочной цепи.
Аналогично устроены выпрямители В Д-201 и ВД-401
(табл. 9).
Таблица 9. Техническая характеристика выпрямите-
лей типа ВД для ручной дуговой сварки
Параметры ВД-201 ВД-306 ВД-401
Номинальная сила сва-
речного тока, А Номинальный режим ра- 200 315 400
боты ПН, % 60
Продолжительность цик- ла сварки, мни Номинальное рабочее на- 5
пряжение, В Напряжение холостого 28 32 36
хода, В, не более Пределы регулирования 70 80
силы сварочного тока, А Первичная мощность, 30...200 45...315 50...450
кВ-А, не более 15 21 28
КПД, не менее Размеры, мм: 0,60 0,72 0,69
длина 716 785 772
ширина 622 780 770
высота 775 795 785
Масса, кг, не белее 120 164 200
Примечание. Климатическое исполнение и категория
размещения выпрямителей УЗ.
ВЫПРЯМИТЕЛИ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ
В УГЛЕКИСЛОМ ГАЗЕ
Для сварки в углекислом газе применяют выпрямите-
ли с пологопадающнми (жесткими) внешними характе-
ристиками. Они обеспечивают не только устойчивость
44
сварочного процесса, но и минимальное разбрызгивание
металла.
В настоящее время выпускается несколько типов вы-
прямителей для сварки в углекислом газе, отличающих-
ся способом регулирования напряжения иа дуге, кон-
структивным исполнением отдельных узлов, способом
ограничения силы тока при коротком замыкании. Вы-
прямители выпускаются в комплекте с полуавтоматами
для сварки в защитных газах. '-
Наиболее просты по устройству выпрямители для ме-
ханизированной сварки в углекислом газе ВС-300А и
ВС-600М со ступенчатым регулированием выходного
напряжения (табл. 10).
Таблица 10. Техническая характеристика выпрями-
телей типа ВС для механизированной сварки
Параметры ВС-300А ВС-600М
Номинальная сила сварочного то- ка, А 315 630
Номинальный режим работы ПВ, % 60 60
Номинальное рабочее напряже- ние, В 34 50
Пределы регулирования напряже- ния, В 16...34 20...50
Пределы регулирования силы сва- рочного тока, А Б0...315 100...630
Число ступеней регулирования 24 27
Первичная мощность, кВ-А, не бо- лее 16 35
КПД, не менее 0,75 0,83
Размеры, мм: длина 680 1000
ширина 600 700
высота 900 1400
Масса, кг, не более 180 550
Выпрямитель ВС-600М (рис. 19) состоит из трехфаз-
ного понижающего трансформатора Т с нормальным
магнитным рассеянием и секционированной первичной
обмоткой, выпрямительного блока VI — V2, собранного
45
на кремниевых вентилях по трехфазной мостовой схеме,
переключателей QI, Q2 и Q3 для регулирования напря-
жения дуги, стабилизирующего дросселя L в цепи вы-
прямленного тока, электродвигателя М вентилятора,
магнитного пускателя и реле контроля вентиляции.
Выпрямитель имеет пологопадающие внешние харак-
теристики. Напряжение, подаваемое на дугу, регулиру-
ется переключателями изменением числа витков первич-
ных обмоток трансформатора (при отключенной нагруз-
ке). Дроссель служит для уменьшения разбрызгивания
расплавленного металла. Для расширения диапазона
допустимых режимов сварки дроссель выпрямителя
секционирован. При сварке тонкой электродной прово-
локой диаметром 0,8... 1,2 мм в сварочную цепь вклю-
чают часть витков дросселя, прн сварке проволокой
большего диаметра — всю дроссельную обмотку.
Выпрямитель установлен на металлическую подвиж-
ную jJaMy и закрыт кожухом из листовой стали. С пе-
редней стороны выпрямитель имеет дверцу, за которой
расположены контактные зажимы для подключения
сети и сварочных проводов, ручки пакетных переключа-
телей, вольтметр и таблица регулирования выпрямлен-
ного напряжения. Включается выпрямитель кнопкой
-Пуск» и магнитным пускателем.
Существенный недостаток выпрямителей ВС-300А и
46
ВС-600М — большое число
ступеней регулирования
(ВС-300А — 24, ВС-600М —
27 ступеней регулирования),
плохое использование сило-
вого трансформатора, от-
сутствие дистанционного и
плавного управления сва-
рочным напряжением.
Рис. 20. Силовой трансфор-
матор (а) и электрическая
схема (б) выпрямителя
ВСЖ-303
Выпрямитель ВСЖ-303 имеет трансформатор с маг-
нитной коммутацией (рис. 20, а). Вторичная обмотка
трансформатора состоит из двух частей — нерегулиру-
емой с числом витков 1Г2а, расположенной вместе с
первичной обмоткой с числом витков W7! у нижней части
магнитопровода, н регулируемой с числом витков lF2g,
расположенной между средней и верхней частями маг-
нитопровода, которые подмагничиваются обмотками
управления ОУ2 и ОУЬ питаемыми постоянным током.
При подмагничивании верхней части магнитопровода
переменный магнитный поток Ф замыкается через сред-
нюю часть, и ЭДС создается только основной вторич-
ной обмоткой трансформатора. Напряжение иа выходе
трансформатора будет минимальным. При подмагничи-
вании средней части магнитопровода переменный маг-
нитный поток замыкается через его верхнюю часть,
47
ЭДС наводится в обеих частях вторичной обмотки.
Напряжение трансформатора в этом случае максималь-
но. При подмагничивании обеих частей получают любое
промежуточное значение вторичного напряжения в пре-
делах диапазона плавного регулирования.
Напряжение плавно регулируют (рис. 20, б) резис-
тором R2, рукоятка которого вынесена на панель уп-
равления, и специальной схемой управления. Для рас-
ширения диапазона напряжений в выпрямителе преду-
смотрено ступенчатое регулирование (три ступени)
изменением числа витков основной вторичной обмотки.
Переключение отпаек вторичной обмотки осуществляет-
ся поворотным переключателем Q, установленным на
передней стенке кожуха.
Выпрямительный блок VI состоит из шести кремние-
вых вентилей, собранных по трехфазной мостовой схеме.
Внешние характеристики выпрямителя ВСЖ-303 полого-
падающие с регулируемым наклоном.
Схема управления выпрямителя ВСЖ-303 состоит из
узла коррекции (трансформатор тока Т2, вспомогатель-
ный выпрямительный блок V2, регулятор R1 наклона
внешних характеристик), потенциометра регулятора R2
плавного регулирования напряжения, измерительного
моста, бесконтактного реле и выходного усилителя.
Схема управления обеспечивает стабилизацию выход-
ного напряжения при колебаниях напряжения питающей
сети и коррекцию наклона внешних характеристик вы-
прямителя. Меняя раздельно напряжение холостого хода
. и наклон внешних характеристик, можно регулировать
динамические свойства выпрямителя и тем самым сво-
дить к минимуму разбрызгивание расплавленного метал-
ла при сварке. Наклон внешних характеристик может
меняться в пределах 0,095...0,07 В/А.
Все узлы выпрямителя смонтированы на каркасе и
закрыты кожухом^ Клеммы лля подсоединения прово-
дов питающей сети расположены на передней стенке
шкафа и закрыты защитной крышкой, клеммы для под-
ключения сварочного кабеля расположены на задней
стенке.
На лицевую панель выпрямителя вынесены сигналь-
ная лампа, кнопки «Пуск» и «Стоп», переключатель
диапазонов и ручки потенциометров плавного регули-
рования напряжения и наклона внешних характеристик.
Сварочный выпрямитель ВДГ-303 имеет дроссель на-
сыщения (рис. 21). Рабочее напряжение ступенчато ре-
48
гулйруетбя переключением СОеДййенйя первичных обмо-
ток трехфазным пакетно-кулачковым переключателем
S1. Соединению фаз первичной обмотки силового транс-
форматора Т треугольником с использованием отводов
соответствует первая ступень регулирования рабочего
Рис. 21. Упрощенная электрическая схема выпря-
мителя В Д Г-303
напряжения (максимальное напряжение), соединению
первичных обмоток треугольником (без отводов) —
вторая, соединению первичных обмоток звездой с исполь-
зованием отводов — третья ступень регулирования. Ра-
бочее напряжение внутри ступени плавно регулируется
потенциометром, изменяющим силу тока намагничивания
в обмотке управления ОУ дросселя насыщения RP.
Обмотка смещения ОС, питаемая от вспомогательного
выпрямителя VD2, служит для расширения пределов
регулирования сварочного напряжения. Обмотка управ-
ления ОУ дросселя насыщения L1 питается от переком-
пенсированного стабилизатора напряжения СН через
выпрямительный блок VD1.
При понижении напряжения сети напряжение на вы-
ходе стабилизатора -увеличивается (н наоборот), что
позволяет частично компенсировать изменения рабочего
напряжения при колебаниях напряжения сета. В выпря-
мителе ВДГ-303 применен стабилизирующий дроссель
L2 специальной конструкции, обеспечивающий повыше-
ние стабильности сварочного процесса и бесступенчатое
регулирование индуктивности в зависимости от режима
сварки.
49
Таблица 11. Техническая характеристика выпрямите
Параметры
Номинальная сила сварочного то-
ка, А
Номинальный режим работы
ПВ, %
Номинальное рабочее напряже-
ние, В
Пределы регулирования рабочего
напряжения, В
То же, силы сварочного тока, А
Первичная мощность, кВ-А
КПД
Размеры (длина X ширина X вы-
сота), мм
Масса, кг
ВДГ-302
315
60
38
' 13...38
50...315
19
0,75
748X1045X953
275
Примечание. Климатическое исполнение и категория
Выпрямительный блок ВДГ-303 выполнен по трехфаз-
ной мостовой схеме из шести кремниевых вентилей.
Выпрямитель оборудован защитой от перегрузок: вет-
ровым реле, тепловым реле, реле максимального тока,
автоматическим включателем S2. Все узлы выпрямите-
ля смонтированы на передвижной раме и закрыты ко-
жухом.
На передней стенке кожуха расположены сигнальная
лампа, кнопки «Пуск» и «Стоп», измерительные приборы
(амперметр и вольтметр), штепсельный разъем для
подключения пульта дистанционного управления и гнез-
да для подключения проводов. На задней стенке вы-
прямителя расположены автоматический выключатель,
переключатель ступенчатого регулирования рабочего
напряжения и разъем для подключения сетевого напря-
жения. В выпрямителе предусмотрена ниша для разме-
щения блока управления сварочным полуавтоматом.
Внешние характеристики выпрямителя пологопада-
ющие с повышенным напряжением холостого хода.
Тиристорный выпрямитель ВДГ-601 (табл. 11) явля-
ется двухрежимным источником питания с жесткими
50
лей типа ВДГ и ВСЖ для механизированной сварки
4^ ВДГ-303 ВСЖ-303 ВДГ-601
315 315 630
60 60 60
40 34 66
16...40 16-34 18...66
50...315 50-315 100-700
21 20 69
0,76 0,76 0,82
723X593X938 600X650X900 900X1250X1125
230 200 570
размещения выпрямителей УЗ.
внешними характеристиками. Он состоит из трансфор-
матора с нормальным магнитным рассеянием, тиристор-
ного выпрямительного блока, сглаживающего дросселя,
вентилятора и блока аппаратуры управлении. Тиристор-
ный блок имеет шестифазную кольцевую схему выпрям-
ления.
Выпрямленное напряжение регулируется и стабилизи-
руется в блоке фазового управления изменением угла
поджигания тиристоров.
Выпрямитель ВДГ-601 позволяет (местно и дистанци-
онно) настраивать рабочее напряжение для двух режи-
мов сварки двумя потенциометрами. Прн сварке в раз-
личных пространственных положениях выпрямитель
обеспечивает мгновенное переключение с одного режима
сварки на другой (без изменения диаметра электродной
проволоки).
Стабилизирующий дроссель выпрямителя ВДГ-601
имеет две ступени индуктивности, устанавливаемые
предварительно и дистанционно, переключаемые в про-
цессе сварки.
51
УНИВЕРСАЛЬНЫЕ ВЫПРЯМИТЕЛИ
Универсальные выпрямители обеспечивают устойчивое
горение дуги и стабильный режим при ручной и меха-
низированной (в защитных газах и под флюсом) свар-
ке. Внешние характеристики таких выпрямителей при
ручной и сварке под флюсом имеют падающую форму,
при сварке в защитных газах — жесткую или полого-
падающую. Выпрямительный блок универсальных вы-
прямителей состоит из тиристоров. Электрические схемы
выпрямителей предусматривают их быстрое переключе-
Таблица 12. Техническая характеристика
Параметры ЕДУ-305 ЕДУ-504-1
Номинальная сила свароч- ного тока, А 315 500 Режим работы ПВ, % 60 60 Номинальное рабочее на- пряжение, В, при характери- стиках: жестких 38 50 Падающих 32,6 46 Напряжение холостого хо- да, В 70 80 Пределы регулирования си- лы сварочного тока, А, при характеристиках: жестких 50...315 100...500 падающих 20. ,.315 60. ..800 Пределы регулирования ра- бочего напряжения, В, при характеристиках: жестких 16...38 18...50 падающих 21...33 23...46 Первичная мощность, кВ-А 23 40 КПД 0,70 0,82 Размеры (длина X шири- 975X634X 1085 Х808Х наХвысота), мм Х760 Х1026 Масса, кг 230 370
Примечание. Климатическое исполнение н категория
52
ние с Одного вида внешних характеристик на другой.
Выпрямители обеспечивают плавное и дистанционное
регулирование силы сварочного тока и напряжения, а
также стабилизируют режим сварки при изменении
напряжении питающей сети.
Промышленностью выпускаются выпрямители: ВДУ-
305 для ручной сварки штучными электродами и меха-
низированной сварки в углекислом газе; ВДУ-504-1 для
ручной сварки, сварки под флюсом и в среде защитных
газов; ВДУ-1201 для сварки в среде защитных газов и
под флюсом; ВДУ-505, ВДУ-506, ВДУ-601 для ручной
универсальных тиристорных выпрямителей типа ВДУ
ВДУ-506 ВДУ-506 ВДУ-601 ВДУ-1201
500 500 630 1250
60 60 60 100
50 50 56 56
46 4б 52 56
80 80 90 85
60...500 50...500 60...500 50...500 65...63Q 60...630 300... 1250 300... 1250
18...50 18...50 16...56 24...56
22...46 22...46 22...50 26...S6
40 40 60 118
0,82 0,79 0,75 0,8
790X670X 820X620X 860Х690Х 1350X850X1250
Х880 Х1Ю0 XI юо
300 300 320 730
размещения выпрямителей УЗ,
53
Рнс. 22. Универсальный выпрямитель ВДУ-504-1:
а — устройство; б — упрощенная электрическая схема; 1 — вен-
тилятор; 2 — выпрямительный блок; 3— обмотки силового транс-
форматора; 4 — уравнительный реактор; 5 — магнитопровод; 6 —
автоматический выключатель; 7 — переключатель места регули-
рования; Я — переключатель внешних характеристик; 9 —потен-
циометр; 10—переключатель местного включения сварочного
Тока; 11— аварийная кнопка «Стоп»; 12 — кнопка «Стоп»; 13 —
кнопка «Пуск»; 74 —зажимы для подсоединения сварочных
кабелей
сварки под флюсом и в углекислом газе, преимущест-
венно для совместной работы с роботами и манипуля-
торами (табл. 12).
Универсальный выпрямитель ВДУ-504-1 выполнен пе-
редвижным на колесах (рис. 22, а). Вся аппаратура
управления расположена на выдвижном блоке.
На рис. 22, б приведена электрическая схема выпря-
мителя. Через автоматический выключатель Q и контак-
тор К подается напряжение на трехфазный силовой
трансформатор Т1 с нормальным магнитным рассеянием.
Трансформатор преобразует сетевое напряжение в по-
ниженное, которое затем выпрямляется вентильным
блоком из шести тиристоров VI—V6, собранных по
шестифазной схеме с уравнительным реактором L1.
Стабилизирующий дроссель L2 сглаживает выпрямлен-
ное напряжение. С магнитного усилителя А сигнал
обратной связи поступает в блок управления тиристора-
ми (клеммы 7 и 8). Выпрямитель охлаждается вентиля-
тором М и защищен от перегрузок тепловыми реле, от
аварийных режимов — автоматическим выключателем
Q, от радиопомех — фильтром из конденсаторов, от пе-
ренапряжений — цепочками из резисторов и конденса-
торов. Схема управления выпрямителя защищена плав-
кими предохранителями.
При сварке в углекислом газе переключатель внешних
характеристик на пульте управления устанавливают в
положение «Жесткие». Для повышения сварочного на-
пряжения первичные обмотки трансформатора соединя-
ют по схеме треугольника, для понижения — по схеме
звезды. Одновременно пакетно-кулачковым переключа-
телем уменьшают индуктивность стабилизирующего
дросселя. Напряжение плавно регулируют потенциомет-
ром и схемой управления, изменяя угол управления ти-
ристоров.
При ручной сварке переключатель внешних характе-
ристик устанавливают в положение «Крутопадающие».
При этом первичные обмотки трансформатора соединяют
по схеме треугольника, а дроссель в цепи выпрямленно-
го тока имеет максимальную индуктивность. Плавно
регулируют силу тока тем же потенциометром, которым
настраивают напряжение при сварке на жёстких харак-
теристиках.
Включать и регулировать силу сварочного тока и на-
пряжение выпрямителя можно с места и дистанционно
выносным пультом. Принцип регулирования режима н
55.
формирований внешних характеристик поясняет блОК-
схёма выпрямителя ВДУ-504-1 (рис. 23).
При механизированной сварке напряжение плавно
регулируется блоком задания напряжения — тока. Сиг-
нал задания через блок сравнения поступает на блок
фазового управления, который формирует управляющие
импульсы и подает нх в необходимой последовательно-
сти на тиристоры. При увеличении напряжения задания
уменьшается угол управления тиристоров, а поэтому
увеличивается сварочное напряжение.
Благодаря силовому трансформатору с нормальным
рассеянием выпрямитель обладает естественными поло-
гопадающими внешними характеристиками. Для получе-
ния более жестких, к тому же независимых от колеба-
ния напряжения сети, характеристик используют обрат-
ную связь по выпрямленному напряжению. Сварочное
напряжение с датчика и напряжение задания сравнива-
ются в блоке сравнения. Разность этих напряжений
поступает в блок фазового управления. При снижении
сварочного напряжения угол управления тиристоров
уменьшается, и выпрямленное напряжение увеличива-
ется (рис. 24, а).
Для получения крутопадающих внешних характерис-
тик в схему управления тиристорами вводят обратную
связь по току сварочной дуги следующим образом. На-
пряжение от датчика, пропорциональное сварочному
току, сравнивается с напряжением задания, и их раз-
ность подается в блок фазового управления. При отри-
цательной связи угол управления тиристорами с ростом
силы тока увеличивается, в результате чего выпрямлен'
56
ное напряжение, подаваемое на дугу, снижается. Так,- с
помощью тиристоров и блока управления из естествен-
ных пологопадающих характеристик силового трансфор-
матора получают искусственные крутопадающие внешние
характеристики выпрямителя (рис. 24, б).
Рис. 24. Внешние характеристики выпрямителя
В ДУ-504-1:
а — для механизированной сварки; б — для ручной свар-
ки; /, 2 •— подключение обмоток треугольником и звез-
дой
Все тиристорные выпрямители имеют однокорпусное
исполнение. Выпрямители ВДУ-305, ВДУ-504-1, ВДУ-
506, ВДУ-601 на колесах, ВДУ-505, ВДУ-1201—стаци-
онарные.
Выпрямители ВДУ-504-1, ВДУ-506, ВДУ-601, ВДУ-
1201 имеют иишу для размещения блока управления
сварочным полуавтоматом или автоматом и трансфор-
матор для питания цепей управления и подогревателя
газа.
В схему сварочных выпрямителей ВДУ-505, ВДУ-506,
ВДУ-601 введен специальный узел, обеспечивающий
избирательное форсированное зажигание дуги для раз-
личной протяженности и положения швов в простран-
стве, и применен стабилизирующий дроссель, обеспечи-
вающий бесступенчатое автоматическое изменение индук-
тивности в сварочной цепи в зависимости от режима
сварки. Это обусловлено тем, что при работе с робота-
ми и манипуляторами предъявляются повышенные тре-
бования к таким технологическим свойствам источника,
как надежность начального зажигания дуги, устойчи-
вость процесса сварки во всех пространственных
доеддендоц.
МНОГОПОСТОВЫЕ ВЫПРЯМИТЕЛИ
Многопостовые выпрямители предназначены для пи-
тания нескольких сварочных дуг одновременно. Их ис-
пользуют там, где сварочные посты расположены на
небольшом расстоянии друг от друга.
Для ручной дуговой сварки, а также для питания
установок при сварке под флюсом разработаны много-
постовые сварочные выпрямители ВДМ-1001 и В ДМ-
1601.
Выпрямитель ВДМ-1001 (рис. 25) выполнен на базе
трехфазного понижающего трансформатора Т с нор-
мальным магнитным рассеянием, благодаря чему его
внешняя характеристика имеет жесткую форму, необхо-
димую для многопостового питания. Первичная обмотка
трансформатора имеет отпайки, позволяющие переклю-
чателем Q2 повышать вторичное напряжение при паде-
нии сетевого напряжения. Схема выпрямления — шести-
фазная кольцевая. В каждой фазе параллельно включе-
ны два кремниевых вентиля. В шестифазной схеме
каждый вентиль работает лишь 1/6 часть периода, т. е.
вдвое меньше, чем в трехфазной мостовой схеме. По-
этому шестифазную схему вместе с ее разновидностями
Рис. 25. Электрическая схема многопостового вы-
прямителя В ДМ* 100)
£8
(шестифазиой с уравнительным реактором и Шестифаз-
ной кольцевой) используют в мощных, в том числе
многопостовых выпрямителях. Блок вентилей VI—V12
соединен с трансформатором Шинами. В выпрямителе
Предусмотрена защита от перегрузок: автоматический
выключатель Q1, тепловые реле, плавкие предохраните-
ли, защитные цепочки R—С, реле контроля вентиляции.
Все узлы выпрямителя смонтированы в шкафу, име-
ющем две закрывающиеся на ключ двери с электриче-
ской блокировкой. Блок управления находится на перед-
ней стенке в верхней части кожуха выпрямителя. На
блоке управления расположены амперметр РА и вольт-
метр PV для контроля за выпрямленным Током и на-
пряжением, кнопки «Пуск» и «Стоп» н сигнальная
лампа, указывающая о наличии напряжения на выпря-
мителе.
Перед пуском выпрямителя переключатель Q2 следует
установить в положение «Напряжение номинальное» или
положение «Напряжение пониженное», после чего за-
крыть двери.
Таблица 13. Техническая характеристика многопосто-
вых выпрямителей для ручной сварки и сварки под
флюсом
Параметры ВДМ-1001УХЛ4 ВДМ-1601УЗ
Номинальная сила
сварочного тока, А,
при ПН=100%
Номинальный ток по-
ста, А, при ПН=60 %
Номинальное рабочее
напряжение, В
Напряжение холосто-
го хода, В
Первичная мощ-
ность, кВ-А
КПД
Размеры (длина X
X ширина Хвысо-
та), мм
Масса, кг, не более
Число постов
1000 1600
315
60
70
74 120
0,90
1100 X 700X900 1050X 850X1650
420 770
7 9
59
Выпрямитель включают в такой последовательности:
замыкают сетевой рубильник, затем включают автома-
тический выключатель, расположенный на боковой
стенке выпрямителя, при этом загорается сигнальная
ламва. Пуск следует производить вхолостую при отклю-
ченной нагрузке. Выключают выпрямитель (без размы-
кания автоматического выключателя) нажатием кнопки
«Стоп».
Выпрямитель ВДМ-1001 обеспечивает питание до семи,
а ВДМ-1601—до девяти сварочных постов ручной ду-
говой сварки при силе тока каждого из них 315 А
(табл. 13).
Подключают сварочные посты от шинопровода выпря-
мителя через балластные реостаты — РБ (набор сопро-
тивлений). При включении сварочной дуги последова-
тельно с балластным реостатом появляется возмож-
ность независимо регулировать силу сварочного тока
каждого отдельного поста. Одновременно сварочный
пост приобретает необходимую при рурной сварке кру-
топадающую внешнюю характеристику.
Балластные реостаты рассчитаны на силу тока 200,
3'15 и 500 А. Реостаты позволяют ступенчато регулиро-
вать силу сварочного тока через каждые 6—10 А.
Техническая характеристика балластного реостата
РБ-302:
Номинальная сила сварочного то-
ка, А, при ПН“60 % .... 315
Сопротивление, Ом:
наименьшее, не более .... 0,095
наибольшее, не менее .... 5
Пределы регулирования силы тока, А 6...315
Разность токов соседних ступеней, А 6
Размеры (длина X ширина X высо-
та), мм ............................ 610X370X500
Масса, кг, не более..............29,5
Многопостовой сварочный выпрямитель ВМГ-5000
предназначен в основном для питания сварочных постов
в среде углекислого газа. Выпрямитель имеет жесткую
внешнюю характеристику и собран по двойной трех-
фазной схеме выпрямления с уравнительным реактором
с использованием неуправляемых вентилей В200.
Первичная обмотка силового трансформатора выпри-
мителя ВМГ-5000 соединена в звезду и секционирована,
60.
что позволяет получать пять значений выходного на-
пряжения.
Выпрямитель ВМГ-5000 рассчитан на длительную ра-
боту с принудительным иодяиым охлаждением. Выпря-
митель подключают к магистральным алюминиевым
шинопроводам, разведенным по цеху. Шинопровод мо-
жет иметь два плеча длиной до 75 м, к каждому из
которых подключают по 15 сварочных постов силой
тока до 315 А.
Напряжение иа дуге сварочного поста при многопос-
товой сварке в углекислом газе регулируют балластны-
ми реостатами РБГ-302, включенными последовательно
с дугой. Реостат РБГ-302 позволяет получать 20 ступе-
ней напряжения при сохранении пологопадающей внеш-
ней характеристики, необходимой для саморегулироиа-
ния и устойчивого горения дуги при сварке полуавтома-
тами с постоянной скоростью подачи проволоки. Кроме
того, для уменьшения разбрызгивания расплавленного
металла в цепь каждого поста последовательно с бал-
ластным реостатом необходимо включить дроссель, на-
пример ДР-301, имеющий две ступени индуктивности
(0,76 МГн и 0,2 МГн).
Выпрямитель ВМГ-5000 может быть использован так-
же для ручной сварки и сварки под флюсом. В этом
случае сварочные посты подключают через балластные
реостаты РБ-302 и РБ-502.
Техническая характеристика выпрямителя ВМГ-5000;
Номинальная сила выпрямленного
тока, А, при ПН =100 % .
Номинальная сила тока поста, А,
при ПН=60 %...................
Выпрямленное напряжение, В, по
ступеням .....................
Первичная мощность, кВ-А
КПД...........................
Размеры (длина X ширина X вы-
сота) , мм....................
Масса, кг.....................
Число постов..................
5000
315
30, 35, 40, 50, 60
317
0,92
1500X1150X1685
2490
30
Многопостовой тиристорный сварочный выпрямитель
с универсальными характеристиками ВДУМ 4x401 со-
стоит из общего силового трансформатора, четырех не-
зависимых силовых тиристорных выпрямителей, блоков
фазового управления и дросселей в цепи выпрямленного
61
тока, которые й образуют четыре сварочных поста. Вы-
прямитель имеет падающие и жесткие характеристики.
Таким образом, Один и тот же источник питания может
быть использован одновременно для механизированной
сварки в углекислом газе и ручной дуговой сварки.
Выпрямитель обеспечивает стабилизацию режима сварки
при колебаниях напряжения сети, дистанционное регу-
лирование силы тока и напряжения на дуге, включение
сварочного напряжения.
Техническая характеристика выпрямителя ВДУМ
4X401:
Номинальная сила сварочного тока
поста, А, при ПН=60 % . , . , _ 400
Число сварочных постов .... 4
Номинальное рабочее напряжение, В,
при характеристиках:
Жестких........................45
падающих.......................36
Пределы регулирования силы свароч-
ного тока, А......................100. „400
Пределы регулирования рабочего на-
пряжения, В, при характеристиках:
Жестких . ......................18.. 45
падающих.......................24...36
Напряжение холостого хода, В, не бо-
лее ......................... ... 75
Первичная мощность, кВ-А . . . 100
КПД, не менее....................0,75
Размеры (длина X ширина X высо-
та), мм........................... 1350x 850X1200
Масса, кг, не более..............790
ИНВЕРТОРНЫЕ ИСТОЧНИКИ ПИТАНИЯ
Для дуговой сварки применяются инверторные источ-
ники питания. Благодаря принципиально новой кон-
струкции эти источники обладают массой и габаритами
в 6—9 раз меньшими, чем выпускаемые ранее. Они
имеют коэффициент мощности 0,95...0,98, более высокий
КПД, высокие динамические свойства. На рис. 26 при-
ведена блок-схема инверторного источника шитания для
дуговой сварки. Переменное напряжение питающей сети
поступает на низкочастотный выпрямитель НВ и после
выпрямления преобразуется инвертором ИНВ в пере-
62
Рис. 26. Блок-схема инверторного источника пи-
тания
меиное напряжение повышенной частоты 1...20 кГц. Си-
ловой трансформатор Т включен между инвертором и
выходным неуправляемым высокочастотным выпрями-
телем ВВ. Трансформация осуществляется на повышен-
ной частоте, что позволяет существенно снизить размеры
силового трансформатора.
Формирование внешних характеристик и регулирова-
ние сварочного режима осуществляется системой управ-
ления блока обратных связей БОС.
Благодаря небольшой массе и размерам инверторные
источники широко применяются при производстве строи-
тельно-монтажных работ. На рис. 27 приведена упро-
щенная принципиальная схема тиристорного инвертор-
ного источника тока. Входной мост и фильтр выполне-
ны на диодах VI — V6, дросселе L1 и электролитических
конденсаторах Cl, С2. Инвертор содержит коммутнру-
Рис. 27. Упрощенная электрическая схема тирис-
торного инверторного источника питания
ФЗ
ющие конденсаторы СЗ, С4, катушку индуктивности L2,
тиристоры V7, V8 и обратные диоды V9, V10. Первич-
ная обмотка трансформатора Т подключена к точкам
1—Г. Вторичная обмотка трансформатора через выход-
ной выпрямитель (диоды VII—V13) и фильтр L3 под-
Рис. 28. Внешние характеристики инверторного
источника питания:
f — предельная; i — предельная нагрузочная прямая; 3 —
при частоте б: 4 — при частоте б; 5 —я режиме стаби-
лизации тока; 6 — в режиме стабилизации напряжения.
Стрелками указаны пределы регулирования напряжения
и силы тока
ключена к сварочной дуге. Внешние характеристики
инверторного источника тока (рис. 28) позволяют гибко
управлять процессом сварки. Система регулирования
режима сварки, воздействуюшая на частоту запуска ин-
вертора, позволяет получать необходимые жесткие илн
падающие внешние характеристики.
Ниже приведена техническая характеристика экспе-
риментального универсального инверторного источника
тока конструкции ВНИИЭСО:
Номинальная сила сварочного тока. А,
при ПВ=60 %....................315
Номинальное рабочее напряжение, В 34
КПД.............................0,75
Размеры (длина X ширина X высо-
та), мм......................... 540X300X420
Масса, кг , , . , , . . . 60 -
ПОДКЛЮЧЕНИЕ, НАЛАДКА
И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Подготовка выпрямителя к работе. Перед пуском но-
вого или длительное время не эксплуатировавшегося
выпрямителя необходимо:
очистить выпрямитель от пыли;
проверить мегомметром иа 1Q00 В сопротивление изо-
ляции выпрямителя между первичной и вторичной об-
мотками, а также между обмотками и корпусом. Сопро-
тивление изоляции должно быть не ниже 0,5 МОм;
заземлить корпус выпрямителя и зажим вторичной
обмотки, к которому подключается про.вод, идущий к
изделию;
проверить состояние приборов, электрических прово-
дов, элементов схем управления и защиты;
подключить выпрямитель к сети проводами соответ-
Таблица 14. Минимальные сечения проводов подклю-
чения сварочных выпрямителей к сети
Выпрямитель Сечение проводов, мм8, цепи
первичной | вторичной
ВД-201 4 (220 В); 2,5 (380 В) 25
ВД-306 6 50
ВДГ-303 6 50
ВС-300А 6 50
ВД-401 6 75
В ДУ-504-1 10 (220 В); 6 (380 В) 95
ВДУ-505 95
ВДУ-506 95
ВД-502-2 95
ВДГ-601 16 95
ВДУ-601 16 95
ВДУ-1201 70 250
ВДМ-1001 50 200
ВДМ-1601 70 300
ВДУМ-4Х401 50 75 для каждого
поста
Примечание. В скобках указано напряжение сети.
3 9-1407
65
ствующего сечения (табл. 14) через трехполюсной, ру-
бильник, предохранители или другие защитные устрой-
ства.
Порядок работы и регулирование режима сварки вы-
прямителя зависят от типа, назначения и устройства
выпрямителя и должны соответствовать инструкции по
эксплуатации и паспорту выпрямителя.
Наиболее сложны в эксплуатации тиристорные выпря-
мители. Порядок их настройки и включения следующий
(на примере выпрямителя ВДУ-504Ч):
подключить концы сварочных кабелей к выпрямителю;
установить переключателем на лицевой панели необ-
ходимый вид внешних характеристик;.
переключателем на задней стенке установить требу-
емый диапазон регулирования режима сварки;
подать напряжение на выпрямитель через рубильник
или другое внешнее коммутирующее устройство;
установить рукоятку автоматического выключателя во
включенное положение (при этом должна загореться
сигнальнаи лампа на лицевой панели выпрямителя);
включить вентилятор кнопкой «Пуск», расположенной
на лицевой панели выпрямителя;
установить потенциометр плавного регулирования ре-
жима сварки на пульте дистанционного управления в
среднее положение;
включить тумблером или кнопкой «Пуск» на пульте
„дистанционного управления сварочное напряжение.
После этого можно приступать к сварке. Необходимый
режим сварки на жестких характеристиках устанавли-
вается предварительно по вольтметру, при сварке на
падающих характеристиках сила сварочного тока под-
бирается по амперметру пробными зажиганиями дуги.
После окончания сварки тумблером или кнопкой
«Стоп» отключить сварочное напряжение. При перерывах
в работе отключают выпрямитель нажатием кнопки
«Стоп» на лицевой панели, а рукояткой автоматического
выключатели — в положение «Выключено».
Для обеспечения бесперебойной и длительной работы
сварочных выпрямителей необходимо производить еже-
дневные и. периодические осмотры.
При ежедневном обслуживании необходимо:
перед началом работы производить внешний осмотр
выпрямителя для выявления случайных повреждений
отдельных наружных частей и устранить замеченные
неисправности (табл. 15);
66
Таблица 15. Неисправности сварочных выпрямителей
и способы их устранения
Неисправность Причина Способ устранения
Сварочные выпрямители на диодах
Выпрямитель да-
ет пониженное
напряжение хо=-
л ост ого хода.
Сварочный ток
снизился почти
вдвое.
Выпрямитель
не дает напря-
жения
Вышел из строя
диод. Отсутствует
питание одной из
фаз
Восстановить нор-
мальную работу всех
трех фаз. Заменить
диод
Повышенное гу-
дение силового
трансформатора,
большая сила то-
ка холостого
хода
Св еыпрялп
ав-
7 -?И*ТГ5£€КЯ ОТ-
кличается от
сети
Не работает венти-
лятор: охлаждающий
воздух засасывается
не со стороны лице-
вой панели
Заедание ветрового
реле
Вышел из строя днсд,
пробой на корпусе
вторичной обмотки
трансформатора.
Сработала защита
Витковое замыкание
в первичной обмотке
трансформатора
Проверить работу
вентилятора. Поме-
нять местами два
провода питания вы-
прямителя сетевым
напряжением
Проверить работу
ветрового реле
Проверить схему, за-
менить днсд
Устранить замыка-
ние, при необходи-
мости перемотать
обмотку заново
На выходе вы-
прямителя нет
напряжения
ште-iu на тиристорах
Пробит силовой ти-
ристор
При работе на жест-
ких характеристиках
произошло короткое
замыкание во вто-
ричной цепи
Пробой на корпусе
вторичной обмотки
силового трансфор-
матора
Не работает венти-
лятор, неисправно
ветровое реле
Вышли из строя ти-
ристоры
Обрыв цепи обрат-
ной связи по току
Отсутствует напря-
жение управления
Проверить все ти-
ристоры
Осмотреть втсрич--
ную цепь, проверить
тиристоры
Проверить сопротив-
ление изоляции вы-
прямителя, ликвиди-
ровать пробой
Проверить работу
вентилятора и ветро-
вого реле, устранить
неисправности
Проверить тирис-
торы
Проверить цепь об-
ратной связи по
току
Проверить работу
схемы .
3*
67
Продолжение табл. 15
Неисправность
Причина
Способ устранения
При работе вы- Неправильное под- Проверить цепь об-
прямителя не ключение цепи об- ратной связи по току
обеспечиваются ратной связи по
падающие внеш- току
ние характерис- тики При работе вы- Обрыв цепи обрат- Проверить цепь об-
прямителя не ной связи по напря- ратной связи по на-
обеспечиваются жению пряжению
жесткие внешние
характеристики Неустойчивая Не на все тиристоры Проверить осцилло-
сварка на падаю- подаются импульсы графом наличие им-
щих и жестких управления пульсов управления
характеристиках на управляющих
Неустойчивая Разорвана цепь вспо- электродах тиристо- ров Проверить цепь
сварка на жест- могательной обмотки вспомогательной об-
ких внешних ха- дросселя в свароч- мотки дросселя
рактеристиках ной цепи
проверить заземление выпрямителя, направление вра-
щения вентилятора, надежность крепления контактов
сварочных проводов.
При периодическом обслуживании один раз в месяц
следует:
очистить выпрямитель (особенно вентили и аппарату-
ру управления) от пыли и грязи, продувая его сжатым
воздухом, а в доступных местах протереть чистой мягкой
ветошью;
проверить состояние электрических контактов н паек.
При периодическом обслуживании выпрямителей типа
ВД-306:
один раз в два месяца необходимо производить осмотр
пускателя магнитного переменного тока и не реже од-
ного раза в шесть месяцев — осмотр реле. Проверить
отсутствие заклинивания подвижной системы при по-
вороте якоря от руки, состояние контактов. Если кон-
такты обгорели, илв на их поверхности образовались
капельки металла, то поверхность контактов необходимо
слегка зачистить бархатным надфилем. Зачистка кон-
тактов абразивными материалами не допускается;
одни раз в три месяца проверить сопротивление изо-
ляции выпрямителя;
68
один раз в шесть месяцев, но не реже чем через 500
переключений очищать контакты и изоляционные части
переключателя диапазонов тока от медной пыли и ко-
поти. Контактные поверхности, а также трущиеся части
(ходовой винт, посадочные поверхности вала переключа-
теля, посадочные поверхности осей колес) смазывают
тонким слоем тугоплавкой (ЦИА ТИМ-201) или консис-
тентной смазки (марка 1-13).
При периодическом обслуживании выпрямителей типа
В ДУ-504:
один раз в три месяца проверять состояние блока уп-
равления и фильтра защиты от радиопомех;
один раз в шесть месяцев смазывать тугоплавкой
смазкой все трущиеся части;'
через 1500...2000 часов работы заменять смазку в
подшипниках электродвигателя вентилятора, заполняя
гнезда подшипников свежей смазкой на 1/2—2/3 свобод-
ного объема (ЛИТОЛ-24 ГОСТ 21150—75*).
ГЛАВА
СТРОЧНЫЕ
ГЕНЕВ4Т0РЫ
Сварочные генераторы являются основным узлом сва-
рочных преобразователей и агрегатов. Одна.ко они могут
служить и автономными источниками питания сварочной
дуги.
При сварке применяют сварочные генераторы постоян-
ного тока двух типов: коллекторные и вен-
тильные.
КОЛЛЕКТОРНЫЕ ГЕНЕРАТОРЫ
Принцип действия коллекторного сварочного генера-
тора на примере генератора самовозбуждения с парал-
лельной намагничивающей и последовательной размаг-
69
Рис. 29. Принципиальная схема сва-
рочного коллекторного генератора с
параллельной намагничивающей
(НО) и последовательной размагни-
чивающей (ПР) обмотками:
фн> Фр — намагничивающие и размагни-
чивающий потоки; R — регулятор; 1н— ток
в цепи намагничивающей обмотки;
ток дуги; а, Ь, с-— щетки
ничивающей обмотками возбуждения представлен на
рис. 29. Обмотки возбуждения включены так, что маг-
нитные потоки, создаваемые ими, направлены навстречу
друг другу.
Намагничивающая обмотка подключена к главной и
дополнительной щеткам и питается от самого генерато-
ра. Напряжение питания намагничивающей обмотки
поддерживается постоянным вследствие подмагничива-
ющего действия реакции якоря, которая компенсирует
в этой половине полюса генератора размагничивающее
действие последовательной обмотки. Размагничивающая
обмотка включена последовательно со сварочной дугой.
Пока по сварочной цепи не протекает ток, действует
только одна намагничивающая обмотка возбуждения.
Создаваемый этой обмоткой магнитный поток Фв ин-
дуктирует в якоре ЭДС, равную напряжению холостого
хода. Это напряжение регулируют реостатом.
Как только в сварочной цепи начинает протекать ток,
например при зажигании и горении дуги, размагничива-
ющая обмотка создает магнитный поток Фр. Этот поток
пропорционален числу витков последовательной обмотки
и силе сварочного тока. Поток ФЕ направлен встречно
потоку Фн и уменьшает его. Поэтому прн работе под
нагрузкой ЭДС генератора индуцируется разностью
потоков Ф„ и Фр.
С увеличением силы сварочного тока поток Фр возрас-
тает, разность потоков Фн и Фр уменьшается. Следова-
тельно, снижается и напряжение генератора. В резуль-
тате этого при ручной сварке обеспечивается необходи-
мая для устойчивого горения дуги падающая внешняя
характеристика. Крутизну наклона внешних характерис-
тик генератора можно регулировать, изменяя число
витков последовательной обмотки возбуждения. На этом
основан способ ступенчатого регулирования силы свароч-
70
него тока (изменяется число витков последовательной
обмотки). На ступени с большим числом витков после-
довательной обмотки ее размагничивающее действие
увеличивается, внешняя характеристика более крутопа-
дающая, а сила сварочного тока уменьшается при том
же напряжении холостого хода (рис. 30).
Рис. 30. Внешние характе-
ристики сварочного генера-
тора ГСО-ЗОО при выведен-
ном (1, 2) и введенном (3,
4} сопротивлении реостата:
U?!=18 витков; IFs-10 витков
Плавно регулировать силу сварочного тока в преде-
лах каждого диапазона можно, изменяя реостатом силу
тока в намагничивающей обмотке. Увеличение силы тока
возбуждения вызывает увеличение намагничивающего
потока Фн, напряжения холостого хода генератора и
силы сварочного тока.
Недостатком регулирования силы сварочного тока
реостатом, включенным в цепь обмотки возбуждения,
является то. что при изменении силы тока возбуждения
изменяется напряжение холостого хода. При уменьшении
силы тока в обмотке возбуждения напряжение холос-
того хода также снижается и может быть недостаточ-
ным для зажигания дуги. Поэтому в диапазонах малых
токов силу сварочного тока регулируют включением в
цепь якоря генератора дополнительных балластных
сопротивлений, увеличивающих крутизну внешних ха-
рактеристик при неизменном напряжении холостого хода.
К коллекторным генераторам самовозбуждения с па-
раллельной намагничивающей и последовательной раз-
магничивающей обмотками возбуждения относятся мо-
дификации типа ГСО (ГСО 300М; ГСО-ЗОО-5; ГСО-
300-8, ГСО-ЗОО-12), типа ГД (ГД-303; ГД-305; ГД-310),
а также типа СГП (СГП-3-Vl; СГП-3-VIII).
Конструкция этих генераторов — защищенная, предо-
храняющая от попадания внутрь посторонних предме-
тов, с самовентиляцией, на шарикоподшипниках. На-
71
правление вращения якоря в генераторе указано на щи-
те (против часовой стрелки со стороны коллектора).
Генераторы состоят из корпуса с прикрепленными к
нему .полюсами, иа которых расположены обмотки воз-
буждения, подшипниковых щитов якоря с коллектором
и токосъемного механизма. На верхней части генера-
тора располагается аппаратная коробка с доской зажи-
мов и перемычками регулировки силы тока.
Генераторы типа ГСО и ГД имеют одинаковую прин-
ципиальную электромагнитную схему и отличаются
только силой номинального тока, пределами его регу-
лирования и некоторыми конструктивными особеннос-
тями.
Генераторы этой системы имеют четыре основных и
два добавочных полюса. Добавочные полюсы служат
для улучшения работы коллектора токосъемных щеток.
На двух основных геометрически противоположных
одноименных полюсах (JV) располагается намагничива-
ющая обмотка, иа двух других (S) — последовательная
размагничивающая обмотка. На добавочных полюсах
находятся обмотки добавочных полюсов. Питание на-
магничивающей обмотки возбуждения осуществляется
от основной и дополнительной щеток генератора. Гене-
раторы рассчитаны так, что напряжение между допол-
нительной и основной минусовыми щетками, от которых
питается обмотка возбуждения, с изменением силы сва-
рочного тока изменяется иезначительво, при этом й си-
ла намагничивающего тока в параллельной обмотке
возбуждения также изменяется в небольших пределах.
Для безыскровой работы дополнительной щетки под
серединой полюсной дуги главных полюсов сделаны вы-
резы.
Так как генераторы имеют последовательную 'размаг-
ничивающую обмотку, их внешние характеристики па-
дающие. Крутизна их наклона регулируется изменением
числа витков последовательной обмотки и включением
последовательно с дугой балластных сопротивлений.
Повышенное напряжение холостого хода и крутизна
внешних характеристик генератора позволяют обеспе-
чить хорошее зажигание и горение дуги во всем диапа-
зоне сварочных токов.
Генераторы типа СГП -имеют четыре основных и че-
тыре дополнительных полюса. Параллельная обмотка
возбуждения размещена на всех четырех основных по-
72
люсах и питается от якоря самого генератора через
одну из главных и одну дополнительную щетки.
Последовательная размагничивающая обмотка воз*
буждения расположена лишь иа двух основных полюсах,
включена в цепь якоря и питается током нагрузки. На
добавочных полюсах располагаются обмотки, соединен-
ные последовательно с обмоткой якоря.
Последовательная размагничивающая обмотка секци-
онирована. При силе тока 350...600 А в схему включа-
ются по четыре, а при 120...400 А — по шесть витков на
каждом полюсе. Для этого на доске генератора име-
ются два вывода со знаком «+», а между ними еще
один дополнительный зажим для присоединения свароч-
ного кабеля.
Коллекторный генератор самовозбуждения ГСМ-500
имеет параллельную намагничивающую и последова-
тельную подмагничивающую обмотки возбуждения.
Внешняя характеристика — жесткая. Подмагничива-
ющее действие последовательной обмотки состоит в том,
что ее магнитный поток направлен согласно с магнитным
потоком параллельно обмотке возбуждения. Подмагни-
чивающее действие последовательной обмотки компенси-
рует размагничивающее действие реакции якоря и поте-
ри напряжения на внутренних сопротивлениях генера-
тора. В результате этого напряжение на клеммах
генератора поддерживается постоянным (55 В) незави-
симо от силы тока нагрузки. Напряжение генератора
регулируется реостатом в цепи параллельной обмотки
возбуждения. Поскольку напряжение генератора не за-
висит от силы тока нагрузки, отпадает необходимость в
дополнительной щетке; цепь параллельной обмотки
возбуждения питается непосредственно от основных
щеток генератора.
В качестве автономных источников питания сварочной
дуги служат коллекторные сварочные генераторы неза-
висимого возбуждения ГД-304 и ГД-502.
Генератор ГД-304 предназначен как для ручной свар-
ки постоянным током при крутопадающих внешних ха-
рактеристиках, так и для полуавтоматической сварки
плавящимся электродом в среде аргона при жестких
внешних характеристиках. Он имеет йезависимое воз-
буждение и последовательную обмотку. На двух гео-
метрически противоположных одноименных полюсах
(N) располагается обмотка независимого возбуждения,
на двух других (S) — последовательная обмотка.
73-
Обмотка независимого возбуждения генератора пита-
ется от генератора переменного тока через понижающий
трансформатор и выпрямительный мост, смонтирован-
ные на корпусе генератора.
В первичной цепи понижающего трансформатора ус-
тановлен переключатель диапазонов напряжения гене-
ратора. При сварке с жесткими характеристиками пе-
реключатель устанавливают в положение 1 и 2, при
сварке с крутопадающими характеристиками — в поло-
жение 3 и 4.
Крутопадающие внешние характеристики получают
при включении последовательной обмотки так, чтобы
магнитный поток, создаваемый ею, был направлен на-
встречу потоку обмотки независимого возбуждения.
Поэтому, чем больше сила сварочного тока при работе
под нагрузкой, тем сильнее размагничивающее действие
последовательной обмоткн. Результирующий магнитный
поток, ЭДС, и напряжение генератора (рис. 31) умень-
шаются.
Рис. 31. Внешние крутопа-
дающие характеристики сва-
рочного генератора ГД-304
при выведенном (1—5) и
введенном (Г—5') сопро-
тивлении в диапазонах то-
ков, А:
1. Г — 200...350; 2, 2 — 95...240;
3, 3' —45...100; 4, 4' —25.. 5; S,
5' — 15...25
Рис. 32. Внешние же-
сткие характеристики
сварочного генерато-
ра ГД-304 при раз-
личных положениях
регулятора напряже-
ния
Жесткие внешние характеристики генератора получают
при включении последовательной обмотки так, чтобы
магнитный поток, создаваемый ею, был направлен со-
гласно с потоком обмотки независимого возбуждения.
74
При таком включении последовательная обмотка ока-
зывает подмагничивающее действие и компенсирует
'потери напряжения на внутренних сопротивлениях гене-
ратора (рис. 32).
Регулируют силу тока при крутопадающих характе-
ристиках так же, как и в генераторах самовозбуждения.
Изменяя число витков последовательной оомотки, а
также включая в цепь якоря балластные сопротивления,
ступенчато регулируют силу тока; в пределах каждой
ступени изменяя силу тока намагничивания в цепи об-
мотки независимого возбуждения,— силу тока регули-
руют реостатом.
Рис. 33. Генератор ГД-304:
/ — коллектор с токосъемным механизмом; 2 — якорь;
3 — полюс с обмоткой возбуждения; 4 — устройство
управления; 5 — вентилятор; 6 — корпус с подшипнико-
выми щитами
Генератор ГД-304 имеет пять студеней регулирования
и пять диапазонов силы сварочного тока: 200...350 А,
когда включается часть витков последовательной раз-
магничивающей обмотки; 95...240 А, когда включаются
все витки последовательной обмотки; 45... 100, 25...4В н
15...25 А — при включении в цепь якоря балластных
сопротивлений.
75
Таблица 16. Техническая характеристика
Параметра! ГД-304
Харак
падающие жесткие
Номинальная сила свароч- ного тока, А 315 300 Номинальный режим рабо- ты ПН, % 60 60 Номинальное напряжение, В 32 30 Пределы регулирования си- лы тока, А 15...350 80...300 Пределы регулирования на- пряжения. В — 16...45 Частота вращения, с-1 33 Размеры, мм: длина 680 ширина 624 _ высота 700 Масса, кг 260
При сварке с жесткими внешними характеристиками
сила тока зависит от скорости подачи электродной про-
волоки. Генератором устанавливают напряжение дуги.
Регулируют его реостатом, изменяя силу тока намагни-
чивания в обмотке независимого возбуждения.
Генератор ГД-304 предназначен для работы в закры-
тых помещениях или кузове спепиальных передвижных
мастерских и приводится во вращение двигателем через
вал отбора мощности и редуктор.
Переключение на крутопадающие или жесткие харак-
теристики, а также на необходимый диапазон силы тока
Производят пересоединением сварочных кабелей на доске
зажимов генератора.
При ручной дуговой сварке с крутопадающими внеш-
ними характеристиками одни сварочный кабель под-
ключают к зажиму «—», а второй к одному из зажимов
«15...25», «25 ..45», «45...100», «95...240» или «200...350» в
зависимости от требуемого диапазона силы сварочного
тока. При этом зажимы «Р» и «+» соединяют накоротко.
При полуавтоматической сварке с жесткими внешни-
176
универсальных генераторов
| ГД-502 ГСУМ-400
теристики
падающие | жесткие | падающие | жесткие
500
60
40
15...500
15...50
50
950
500
750
400
400
65
70
100...400 ...
25...70
49
1660
560
920
850
ми характеристиками сварочные кабели подключают к
зажимам «—» и «200...350», а зажимы «95...240» и «+»
соединяют накоротко.
По конструкции сварочный генератор ГД-304 защи-
щенного типа с самовентиляцией. Он состоит из следу-
ющих основных частей: индуктора с главными и доба-
вочными полюсами, якоря, корпуса с подшипниковыми
щитами и токосъемного механизма (рис. 33). На кор-
пусе генератора смонтированы балластные сопротивле-
ния и устройство управления, в котором размещены
трансформатор, выпрямительный мост и переключатели
для подключения и регулирования напряжения возбуж-
дения. Генератор комплектуется дистанционным регуля-
тором силы тока в виде ползункового реостата со
скользящими роликовыми контактами. Реостат смонти-
рован в отдельном защитном кожухе и рассчитан иа
естественное охлаждение.
При регулировании силы тока непосредственно у сва-
рочного агрегата реостат может быть закреплен на кор-
пусе генератора. Реостат подключают к генератору
специальным проводом, поставляемым в комплекте с
77
Рис. 34. Принципиальная
электрическая схема ге-
нератора ГСГ-500
Рис. 35. Устройство маг-
нитной системы генера-
тора ГСГ-500-1
К оуге
генератором. Сопротивление реостата 4,5 Ом, наиболь-
шая сила тока —15 А.
Для ориентировочного определения силы сварочного
тока при ручной сварке реостат имеет шкалу.
Аналогично устроен генератор ГД45О2 (табл. 16).
Коллекторный генератор ГСУМ-400 имеет независи-
мое возбуждение и последовательную размагничива-
ющую обмотку. Он дает возможность получать как
падающие, так и жесткие внешние характеристики:
падающие обеспечиваются последовательной размагни-
чивающей обмоткой, жесткие получают отключением
Последовательной размагничивающей обмотки.
Для механизированной сварки плавящимся электро-
дом в углекислом газе требуется источник питания, об-
ладающий жесткой внешней характеристикой, так как
вольт-амперная характеристика дуги в этом случае
возрастающая. Для этого способа сддркц предназначен
преобразователь ПСГ-500-1 с колдектордым генератором
постоянного тока ГСГ-500-1 с са^^даозбуЩДеДйем и
встроенным трсхфазным асинхронным двигателем с'ко-
роткозамкнутым' ротором. Генератор имеет жёсйше
внешние характеристики, создаваемые специальной схе-
78
мой самовозбуждения и особой конструкцией магнит-
ной системы.
На рис. 34 приведена принципиальная электрическая
схема генератора ГСГ-500, а на рис. 35 устройство маг-
нитной системы и расположение обмоток генератора
ГСГ-500-1. Магнитная система генератора имеет четыре
основных полюса N, SB, Na, S и четыре дополнительных
п, s, п, s, обеспечивающих безыскровую работу щеток.
Чередование полярности основных полюсов обычное.
Жесткие внешние характеристики генератора обеспечи-
ваются тем, что одна пара основных полюсов Мн и SH
имеет в сердечниках вырезы, вследствие чего эти полю-
сы при работе генератора насыщены. Катушки обмоток
возбуждения, расположенные на ненасыщенных полю-
сах, включены параллельно. Выходное напряжение ге-
нератора регулируется резистором R, включенным в. цепь
обмотки возбуждения, расположенной на ненасыщенных
полюсах. При уменьшении сопротивления напряжение
генератора увеличивается; пределы регулирования вы-
ходного напряжения — 16...40 В при силе тока 60...
500 А. Как видно из рис. 34 и 35, параллельные ветви
обмотки возбуждения присоединяются к щетке «плюс»
через резистор R.
Техническая характеристика генератора ГСГ-500-1:
Номинальная сила сварочного тока, А . . 500
Пределы регулирования силы сварочного
тока, А............................... 60...500
Режим работы ПН, %....................60
Номинальное рабочее напряжение, В . 40
Номинальное напряжение питающей сети, В 220, 380
ВЕНТИЛЬНЫЕ ГЕНЕРАТОРЫ
Выпрямительный блок вентильных генераторов состо-
ит из кремниевых вентилей. Он выпрямляет переменный
ток повышенной частоты, наводимый в статорных обмот-
ках, в постоянный сварочный ток. Вентильные генерато-
ры обеспечивают высокую стабильность горения и элас-
тичность дуги. КПД вентильных генераторов в среднем
на 10 % выше КПД генераторов самовозбуждения типа
ГСО и ГД, а масса их значительно меньше. Применение
вентильных генераторов позволяет в 2—3 раза умень-
шить разбрызгивание металла, улучшить качество свар-
79
ных швов, обеспечивает высокую надежность в эксплу-
атации.
Вентильный генератор ГД-311—двухпакетный индук-
торный генератор повышенной частоты с выпрямитель--
ным блоком (рис. 36). На статоре генератора располо-
жена трехфазная силовая обмотка. Обмотка возбуж-
дения, прикрепленная к станине, размещена между дву-
мя пакетами ротора и неподвижна во время работы.
Рис. 36. Вентильный генератор ГД/311:
/ — фланец; 2 — ротор; 3 — обмотка возбуждения; 4 —
статор; 5 — аппаратура управления; , 6 — выпрямительный
блок
Вентильные генераторы не имеют обмоток на роторе.
Все обмотки — якоря и возбуждения — закреплены на
статоре и при работе генератора неподвижны, поэтому
в генераторах полностью отсутствуют скользящие си-
ловые контакты.
Ротор — индуктор генератора — представляет собой
два пакета из электротехнической стали, расположенных
иа валу и имеющих полюсы. Обмотки на роторе гене-
ратора отсутствуют. Восемь зубцов каждого пакета
ротора при вращении обеспечивают наведение в обмот-
ке статора ЭДС повышенной частоты. Зубцы пакетов
ротора сдвинуты между собой на угол 180°.
Трехфазная обмотка статора подсоединена к вы-
прямительному блоку из кремниевых вентилей В-200,
собранных по трехфазной мостовой схеме. Между бло-
ком вентилей и корпусом установлен вентилятор.
Магнитный поток создается обмоткой возбуждения.
Ои распределяется так, что один пакет ротора образует
80
только северные полюсы, а другой — южные. При вра-
щении ротора каждый виток обмотки статора пронизы-
вается пульсирующим магнитным потоком зубцов яко-
ря. В результате в каждой из трех фаз обмотки статора
возникает переменная ЭДС, которая выпрямительным
блоком преобразуется в постоянную.
Рис. 37. Принципиальная электрическая схема
сварочного генератора ГД-311:
1—6 — места подключения монтажных проводов; G — ге-
нератор; V — выпрямительный блок; VI, V2, V3 — венти-
ли; ОВ — обмотка возбуждения; Q — переключатель; U —
ротор; R1 — реостат дистанционной регулировки тока;
R2 — реостат подстройки электродвижущей силы гене-
ратора; С1—С6 — точки соединения концов катушек; Т1,
Т2 — трасформаторы напряжения и тока
Обмотка возбуждения питается от силовой цепи ге-
нератора через трансформаторы тока и напряжения и
через выпрямительную систему. Начальное самовозбуж-
дение генератора после пуска обеспечивает остаточный
магнитный поток, который индуцирует в обмотке ста-
тора ЭДС (5—7 В).
Трансформатор напряжения Т1 через выпрямитель VI
прикладывает ЭДС к обмотке возбуждения, по которой
протекает ток, усиливающий магнитный поток машины.
ЭДС на зажимах генератора начинает увеличиваться и
достигает напряжения холостого хода, которое регули-
руется реостатом R2 (рис. 37).
С появлением нагрузки трансформатор Т2 через вы-
81
цв
100 200 зоо wdi;a
Рис. 38. Внешние харак-
теристики сварочного ге-
нератора ГД-311:
1,3 — большие токи; 2, 5 —
малые токи; 4 — напряжение
сварки
прямитель V3 начинает питать обмотку возбуждения.
При коротком замыкании работает только трансформа-
тор Т2. Вентиль V2 служит для разрядки электромаг-
нитной энергии, накопленной в обмотке возбуждения.
Изменяя сопротивление реостата R1, включенного во
вторичную цепь трансформатора Т2," плавно изменяют
крутизну наклона внешней характеристики генератора
и тем самым Плавно регулируют силу сварочного тока.
Изменяя индуктивное сопротивление обмотки статора,
состоящей из двух самостоятельных трехфазных обмо-
ток, грубо регулируют силу сварочного тока, переклю-
чая схему соединения переключателем. Для этого в
работу включают одну обмотку каждой фазы (средние
токи), две обмотки каждой фазы последовательно (ма-
лые токи) или две обмотки каждой фазы параллельно
(большие токи).
Генератор имеет крутопадающие внешние характе-
ристики, формируемые индуктивными сопротивлениями
машины (рис. 38). Крутизна наклона характеристик
меняется в 2—4 раза при изменении соединения статор-
ных обмоток. Напряжение холостого хода при ступен-
чатом регулировании сохраняется неизменным.
ПРЕОБРАЗОВАТЕЛИ ДЛЯ РУЧНОЙ СВАРКИ
Для ручной сварки предназначены преобразователи
ПСО-ЗОО-2, ПСО-315 М и ПД-502 с коллекторными ге-
нераторами и преобразователь ПД-305 с вентильным
генератором (табл. 17). Требования к сварочным пре-
образователям сформулированы в ГОСТ 7237—82 Е.
Преобразователь ПД-502 (рис. 39) состоит из коллек-
торного генератора независимого возбуждения ГД-502
с падающими внешними характеристиками и электро-
двигателя 6, помещенных в одном корпусе 3 на коле-
сах. Якорь 2 генератора с коллектором 1 вращается иа
одном валу с электродвигателем. Полюса генератора
закреплены в корпусе 3. На корпусе в распределитель-
ном устройстве 5 расположена вся аппаратура управ-
82
Рис. 39. Сварочный пре-
образователь ПД-502;
1 — коллектор; 2 — якорь ге-
нератора; 3 — корпус; 4 —
реостат; 5 —- распределитель-
ное устройство; 6 — электро-
двигатель
Рис. 40. Упрощенная эле-
ктрическая схема ПД-502
ления: пакетный выключатель, стабилизатор напряже-
ния, выпрямители, зажимы для подключения сварочных
кабелей, амперметр для контроля силы сварочного тока,
реостат 4 для плавного регулирования силы сварочного
Рис. 41. Сварочный преобразователь ПД-305:
1 — дентйлвдый блок.; 2 — веяталятор; 3 — индукторный
генератор; 4 — обгло'тка воабувдейия; й — центробежный
веннпгятор; 6 — электродвигатель; 7 — короока управле-
ния
83
.Таблица 17. Техническая характеристика
Параметры ПСО-300-2У2 ПСО-315М
Генератор ГСО-ЗОО-2 ГСО-ЗООМ Номинальная сила то- ка, А 315 315 Номинальный режим ра- боты ПН, % 60 60 Напряжение холостого хода, В, ие более 90 - 90 Номинальное напряже- ние, В 30 32 Пределы регулирования силы тока, А 115...315 100...315 Внешняя характеристика Круто Двигатель АВ160А4У2 АВ2-62-2СХУ1 Частота вращения, с”1 25 50 Напряжение питающей сети, В 220, 390 380 Мощность, кВт 15 17 Размеры, мм: длина 1030 1225 ширина 590 485 высота 830 780 Масса, кг 435 393
тока. С помощью дополнительного кабеля реостат мож-
но переносить на расстояние до 20 м.
Независимая обмотка возбуждения питается от одной
из фаз сети через феррорезонансиый стабилизатор на-
пряжения и выпрямитель V (рис. 40). Одновременно с
пуском электродвигателя М включается цепь независи-
мого возбуждения. Падающая внешняя характеристика
получается благодаря действию размагничивающей по-
следовательной обмотки. Для ступенчатого регулирова-
ния режима последовательная обмотка секционирована.
При включении в работу частичного или полного числа
ее витков получают соответственно диапазоны больших
и малцх токов. Перед пуском преобразователя необхо-
димо установить перемычку на доске зажимов в поло-
жение «300» или «500» в зависимости от выбранного
режима сварки.
84
сварочных преобразователей
ПД-502-1У2 ПД-305У2 ПСГ-500-1УЗ
ГД-502 ГД-317 ГСГ-500-1
500 315 500
60 60 60
90 85 40
42 32 40
75...500 45...350 60...500
падающая Жесткая
АВ2-71-2СУ2 АВ2-51-2В АВ2-71-2С
50 50 50
220, 380 220, 380 220, 380
/30 10,4 30
1010 1200 1050
650 537 620
935 845 890
480 280 500
Пуск преобразователя осуществляют электродвигате-
лем. При первом пуске следует проверить вращение яко-
ря. Якорь должен вращаться против часовой стрелки,
если смотреть со стороны коллектора. При неправильном
направлении вращения следует поменять местами два
любых провода подключения электродвигателя к пита-
ющей сети. После пуска можно приступить к сварке,
установив нужную силу тока регулировочным реоста-
том R.
Преобразователи ПСО-315М н ПСО-ЗОО-2 имеют кол-
лекторные генераторы с самовозбуждением, Подготав-
ливают и включают их в работу так же, как преобра-
зователь ПД-502.
В преобразователе ПД-305 (рис, 41) сида сварочного
тока регулируется дистанционно реостатом, подключен-
ным к коробке управления кабелем.
85
ПОДКЛЮЧЕНИЕ, НАЛАДКА И ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
Подготовка преобразователя к работе. Перед пуском
нового или длительное время не эксплуатировавшегося
преобразователя и также при изменении места его ус-
тановки следует:
расконсервировать, проверить и при необходимости
подтянуть крепежные соединения;
корпус преобразователя заземлить: включение преоб-
разователя без заземления недопустимо;
проверить надежность контактов в цепи внутренних
соединений сварочного преобразователя, во внешней
сварочной цепи и цепи высокого напряжения;
проверить мегомметром сопротивление изоляции всех
обмоток преобразователя, которое не должно быть ниже
0,5 МОм. При более низком сопротивлении изоляции
обмотки или при невозможности его замера преобразо-
ватель необходимо просушить в сухом теплом помеще-
нии при пониженном (половинном) напряжении и дать
ему поработать вхолостую 2...3 ч. При этом необходимо
следить чтобы преобразователь не перегревался;
убедиться, что концы рабочих кабелей ие касаются
один другого, а присоединенный электрододержатель и
конец второго рабочего кабеля не касаются одновре-
менно металлической поверхности;
повернуть маховичок реостата против часовой стрелки
до упора;
проверить соответствие напряжения сети напряжению,
указанному на заводском щитке преобразователя;
проверить вручную вращение ротора (ротор должен
легко проворачиваться);
подключить двигатель к сети, при этом в цепи дви-
гателя должна быть установлена максимальная защита
от перегрузок по силе тока с учетом того, что пусковые
токи при номинальном напряжении равны примерно пя-
тикратному значению от номинального, а время пуска
равно 2...3 с. Защитная аппаратура в комплект постав-
ки преобразователя не входит. Подключение двигателя
к сети должно быть произведено проводами сечением
не менее 10 мм2. Провода должны быть снабжены на-
конечниками.
Порядок включения. Пуск преобразователя осуществ-
ляется включением двигателя (пакетным выключателем).
86
При первом пуске следует проверить направление
вращения якоря. При неправильном направлении враще-
ния нужно поменять местами провода двух любых фаз
в месте подключения к питающей сети.
По окончании пускового периода можно приступать
к сварке, установив нужную силу тока и напряжение
при помощи реостата, руководствуясь показаниями
амперметра или вольтметра.
Техническое обслуживание. Для обеспечения беспе-
ребойной и длительной работы преобразователя необ-
ходимо производить ежедневное и периодическое (через
100...200 ч работы, но не реже 1 раза в месяц) техни-
ческое обслуживание.
При ежедневном обслуживании:
перед началом работы произвести внешний осмотр
преобразователя для выявления случайных поврежде-
ний отдельных наружных частей. Замеченные неисправ-
ности устранить;
проверить заземление преобразователя, надежность
крепления контактов в проводах и направление враще-
ния.
При периодическом обслуживании:
очистить преобразователь от пыли и грязи, продув его
струей сжатого воздуха, а в доступных местах проте-
реть чистой мягкой ветошью;
проверить состояние электрических контактов схемы
и при необходимости обеспечить надежный электриче-
ский контакт, состояние и наличие смазки в камерах
шарикоподшипников. Смазка шарикоподшипников с
течением времени разлагается, поэтому через 500...
600 ч работы, но не реже чем через полгода, ее следует
заменить, для чего снять крышки подшипников на щи-
тах преобразователя. Удалив загрязненную смазку,
нужно тщательно промыть бензином подшипники, после
чего наполнить гнезда подшипников свежей смазкой на
1/2—2/3 свободного объема. Рекомендуется консистент-
ная смазка марки 1-13. При необходимости смены шари-
коподшипников произвести разборку преобразователя;
проверить сопротивление изоляции.
ГЛАВА
СВ4РСННЫЕ
/1ГРЕИТЫ
Сварочные агрегаты состоят из генератора постоян-
ного тока и приводного бензинового -или дизельного
(иногда электрического) двигателя.
Сварочные агрегаты можно разделить:
по типу генератора — с коллекторным или
вентильным генератором;
по виду привода — с бензиновым, дизельным
или электрическим двигателем;
по способу установки — передвижные, ста-
ционарные.
Требования к сварочным генераторам и агрегатам
сформулированы в ГОСТ 304—82 * Е (СТ СЭВ 4918—
84) и ГОСТ 2402—82 Е (СТ СЭВ 4918—14).
При выборе сварочного агрегата следует иметь в виду,
что агрегат с бензиновым двигателем дешевле по стои-
мости, но использует более дорогое топливо; агрегат с
дизельным приводом имеет более высокую стоимость,
но работает на более дешевом топливе, проще и надеж-
нее в работе в условиях эксплуатации при низких тем-
пературах.
СВАРОЧНЫЕ АГРЕГАТЫ С КОЛЛЕКТОРНЫМИ
ГЕНЕРАТОРАМИ И БЕНЗИНОВЫМИ ДВИГАТЕЛЯМИ
В состав каждого агрегата входят коллекторный гене-
ратор с реостатом регулирования силы сварочного тока,
бензиновый двигатель, соединительная муфта, пульт
управления, аккумуляторные батареи, капот с кровлей
й шторками, топливный бак (табл. 18). Генератор и
двигатель смонтированы на общей раме.
Сварочный агрегат АСБ-300М предназначен для руч-
ной дуговой электрической сварки в полевых условиях
88
иа силу тока до 315 А. Он состоит из сварочного гене-
ратора постоянного тока ГСО-ЗООМ, соединенного
эластичной муфтой с двигателем внутреннего сгорания
АБ8М «Москвич-408». Генератор и двигатель смонтиро-
ваны на раме и защищены железной кровлей и метал-
лическими шторками.
Коллекторный генератор самовозбуждения ГСО-ЗООМ
имеет две ступени регулирования силы сварочного тока:
«Малые токи», когда включается полное число витков
последовательной размагничивающей обмотки, и «Боль-
шие токи», когда включается лишь часть витков раз-
магничивающей обмотки. На доске зажимов размещены
три выводных зажима: «Общий», «4-180» и «4-315». Пе-
ресоединением кабеля с одного зажима на другой, изме-
няют диапазон регулирования силы сварочного тока.
Реостатом, включенным в цепь параллельной намагни-
чивающей обмотки, плавно регулируют ее в пределах
диапазона. Реостат смонтирован непосредственно на
корпусе генератора.
Двигатель АБ8М «Москвич-408» — бензиновый четы-
рехтактный карбюраторный с водяным охлаждением,
переоборудованный для стационарной работы.. Аппара-
тура управления и контрольно-измерительные приборы
находятся иа специальном пульте, установленном под
кровлей агрегата.
Сварочный агрегат АСБ-300-7 состоит из генератора
постоянного тока ГСО-ЗОО-5 и двигателя внутреннего
сгорания 3M3-320-01, смонтированных иа общей раме и
соединенных эластичной муфтой. Агрегат защищен ме-
таллической кровлей и шторками.
Коллекторный генератор ГСО-ЗОО-5 — четырехполюс-
иый с самовозбуждением и последовательной размагни-
чивающей обмоткой. Регулирование силы сварочного
тока такое же, как и в генераторе ГСО-ЗООМ.
Сварочный агрега? АДБ-309 состоит из генератора
постоянного тока ГД 303 и бензинового двигателя моде-
ли ЗМЗ 320 01, соединенных фланцем. Блок двигатель —
генератор установлен на металлической раме на четырех
амортизаторах. Вращающий момент от двигателя к ге-
нератору передается через пальцевую эластичную муф-
ту. Полумуфта с пальцами насажена на вал генератора,
эластичный диск с гнездами закреплен на маховике
двигателя.
Агрегат защищен металлическим кожухом с откид-
ными шторками и поддоном. Под крышкой агрегата
89
Таблица 18. Техническая характеристика сварочных
двига
Параметры АСБ-300-7 АДБ-309 АДБ-311
Относительная продолжи- 60(315А) 35(350А) 60(315А)
тельность нагрузки ПН. % Пределы регулирования си- 100(240А) 60(315А) 100(240А) 100(240А)
лы сварочного тока, А Рабочее напряжение при но- минальном сварочном то- 45...315 1S...350 15...315
ке, Б 32 32 32
Сварочный генератор Двигатель ГСО-300-5 ' ГД-303 3M3-320-01 ГД-305
——1 Частота вращения, с 33 33 25
Вместимость топливного ба- ка, л Расход топлива при номи- нальном режиме рабо- ты, кг/ч 60 66 66
5,1 5,1 4,3
Размеры, мм: длина ИЗО 1892 1890
ширина 850 880 880
высота 1165 1200 1200
Масса незаправленного агре- гата (без комплектации), кг 635 750 800
Примечание. 1. Климатическое исполнение и категория
сила сварочного тока.
расположен бензиновый бак вместимостью 66 л, что
обеспечивает непрерывную работу в течение 7—8 ч.
Коллекторный генератор Г Д-303 — четырехполюсный
с самовозбуждением и последовательной размагничива-
ющей обмоткой. Он имеет пять ступеней регулирования
и пять диапазонов силы сварочного тока. Ступенчатое
регулирование осуществляется включением части или
полного числа витков последовательной размагничива-
ющей обмотки, а также включением в цепь якоря до-
полнительных балластных сопротивлений, расположен-
ных на корпусе генератора.
На доске зажимов генератора помимо выводных за-
жимов «+» и «—», к которым подключаются свароч-
ные кабели, есть дополнительные зажимы с обозначе-
нием предельных значений силы тока каждого днапазо- '
на и переходная перемычка. Переключая перемычки на
90
агрегатов с коллекторными генераторами и бензиновыми
телами
АСБ-300М АДБ-2502 АДБ-318 АДБ-3120 ПАС-400-VI, ПАС-400-VIII
35(300А) 100(250А) 35(350А) 60(250А) 60(31БА) 60 100С240А) 45..,300 40...300 45...350 15...350 120...500 30 30 32 32 40 ГСО-ЗООМ — ГД-312 ГД-314 СГП-3-VI АБ8М — 3M3-320-01 ЗИЛ-164 («Моск- внч-408») 50 — 33 33 27 35 — 66 66 50 5,5 — 4,4 4.4 11,0 1680 1550 1890 1900 2700 870 950 880 900 900 1080 1120 1200 1200 1500 550 480 710 690 1990 размещения агрегатов У1, 2, В скобках указана номинальная
зажимах, устанавливают необходимый диапазон регу-
лирования силы сварочного тока.
Двигатель модели 3M3-320-01 — бензиновый четырех-
тактный че ырехцилиндровый с водяным охлаждением.
На двигателе установлены зарядный генератор, стар-
тер, распределитель зажигания, катушка зажигания,
свечи и электрические датчики. Пуск двигателя осуще-
ствляют аккумуляторной батареей 6СТ-60ЭМ, располо-'
женной на раме агрегата.
Аппаратура управления и контрольно-измерительные
приборы агрегата находятся на специальном пульте, ус-
тановленном под крышей агрегата на вертикальной
перегородке со стороны генератора. На панели пульта
наряду с измерительными приборами размещены выклю-
чатели зажигания, измерительных приборов, стартера,
розетка для подключения переносной лампы, тяги дрос-
91
Рис. 42. Сварочный агрегат АДБ-311:
Z — сварочный генератор ГД-305; 2 —топливный бак; S —рео-
стат в доска зажимов; 4 — пульт управления; 5 — двигатель;
6 — акумулятор; 7 —рама сварная
сельной и воздушной заслонок, фонарь для освещения
приборов.
Реостат для плавного регулирования силы сварочно-
го тока смонтирован в отдельном кожухе и может быть
закреплен на корпусе генератора или расположен на
месте сварки. В последнем случае реостат подключают
к генератору кабелем.
Сварочный агрегат АДБ-311 (рис. 42) во многом ана-
логичен агрегату АДБ-309, но отличается от него типом
сварочного генератора (ГД-305) и моделью двигателя
(3M3-320-51).
Коллекторный генератор самовозбуждения ГД-305
имеет пять ступеней и пять диапазонов регулирования
силы сварочного тока: 180...315 А, когда включается
часть витков последовательной размагничивающей об-
мотки; 95...220 А, когда включается полное число вит-
ков; 45...100; 25...45; 15...25 А, получаемые подключени-
ем балластных сопротивлений, установленных на кор-
пусе генератора. Перемычкой на доске зажимов гене-
ратора переключают диапазоны силы тока, сварочные
кабели подключают к зажимам «+» и «—».
Реостатом плавно регулируют силу тока. Для удоб-
ства он. выполнен в отдельном кожухе и может быть
вынесен к месту сварки на расстояние до 20 м от агре-
гата. Сопротивление реостата 4,5 Ом, максимальная си-
ла тока 15 А.
Сварочные агрегаты ПАС-400-Vl и ПАС-400-VlIl
предназначены для ручной сварки и резки при силе тока
120...500 А на воздухе и под водой.
Агрегат ПАС-400-VIII состоит из двигателя ЗИЛ-164А
и генератора постоянного тока СГП-3-VI, соединенных
между собой эластичной муфтой и смонтированных на
передвижной металлической раме. Агрегат имеет метал-
лтескугЬ кровлю и откидные боковые и торцевые штор
ки. Система водяного охлаждения двигателя состоит из
двух параллельно соединенных радиаторов и вентиля
торов. Аппаратура управления и контрольно-измернтелс
ные приборы расположены иа щите управления дви
гателя.
93
Ступенчато регулируют силу сварочного тока специ-
альной планкой, имеющей вырезы на доске зажимов
генератора.
Плавно регулируют силу тока реостатом. На лицевой
стороне корпуса реостата нанесены указатели «Мень-
ше», «Больше». Общее сопротивление реостата 5 Ом,
максимальная сила тока 21 А. Кроме регулируемой
части, реостат имеет постоянную часть сопротивления,
которая остается включенной в цепь возбуждения при
крайнем правом положении штурвала. К двум зажимам
реостата подключают концы обмотки параллельного
возбуждения, к третьему — цепь автомата АСН-55 для
автоматического снижения напряжения холостого хода.
Для защиты от брызг воды крышки смотровых отвер-
стий генератора снабжены резиновыми прокладками и
винтовыми зажимами. Изоляция обмоток генератора
выполнена из влагостойких материалов.
Автомобильный бензиновый двигатель ЗИЛ-164А пе-
реоборудован для длительной стационарной работы. Он
имеет автоматический центробежный регулятор оборо-
тов, поддерживающий частоту вращения в пределах
26...30 с-1, и автоматическое выключение зажигания при
внезапном увеличении частоты вращения свыше 35 с-1.
Агрегаты ПАС-400-VI и ПАС-400-VIII различаются
только комплектом поставки и длительностью обкаткн
двигателя на заводе. Агрегат ПАС-400-VI в процессе
испытаний проходит обкатку на заводе, дополнительной
обкатки перед пуском в работу не требует. Перед вво-
дом в эксплуатацию двигатель агрегата ПАС-400-VIIl
необходимо проверить в течение 20 ч на холостом ходу:
первые 10 ч при частоте вращения 16,5 с-1 и ручном
регулировании, последующие 10 ч при частоте вращения
27 с-1 и регулировании центробежным регулятором.
СВАРОЧНЫЕ АГРЕГАТЫ
С ДИЗЕЛЬНЫМИ ДВИГАТЕЛЯМИ
В состав каждого агрегата входят: сварочный генера-
тор постоянного тока, реостат для регулирования силы
сварочного тока, дизельный двигатель, соединительная
муфта, пульт управления, аккумуляторные батареи, ка-
пот с крышкой и шторками, топливный бак.
Агрегаты сходны по конструкции, но отличаются типа-
ми генераторов и двигателей (табл. 19).
94
Сварочные агрегаты с дизельными двигателями АСД-
300М, АДД-303 и АДД-305, АДД-3112 предназначены
для сварки в полевых условиях прн силе постоянного
тока до 300...350 А.
Агрегат АДД-ЗОЗ состоит из сварочного генератора
ГСО-ЗОО-12 и дизельного двигателя Д-144, которые со-
единены в единый блок фланцевым сочленением и за-
креплены иа металлической раме резиновыми аморти-
заторами. Соединительная муфта передает вращающий
момент от дизеля к генератору.
Принцип действия генератора ГСО-ЗОО-12 аналогичен
принципу работы других генераторов типа ГСО, от ко-
торых он отличается частотой вращения (27 с-1), а
также некоторыми конструктивными особенностями.
Ступенчато регулируют силу тока, изменяя число вит-
ков размагничивающей обмотки. Для этого на доске
зажимов сварочного генератора есть три выводных за-
жима (один «—» и два «+»). В зависимости от требуе-
мого сварочного тока сварочные провода подключают к
зажимам «—» и «+200» («малые токи») или к зажимам
«—» и «+300» («большие токи»).
Плавно регулируют силу сварочного тока реостатом,
изменяя силу тока намагничивания в параллельной об-
мотке возбуждения. При повороте маховичка реостата
по часовой стрелке сопротивление реостата уменьшается,
сила тока в обмотке возбуждения увеличивается, воз-
растают напряжение холостого хода и сила сварочного
тока генератора. При повороте маховичка против часо-
вой стрелки сопротивление реостата увеличивается, сила
намагничивающего тока уменьшается и, соответственно,
уменьшаются напряжение холостого хода генератора и
сила сварочного тока. Для удобства регулирования
реостат выполнен в отдельном защитном кожухе и мо-
жет быть вынесен к месту сварки. Сопротивление реос-
тата 4,5 Ом, максимальная сила тока 15 А. Генератор
выполнен в защитном варианте с самовентиляцией, на
шарикоподшипниках.
Аппаратура управления агрегата (реле-регулятор, ре-
ле стартера, предохранитель, розетка для подключения
переносной лампы, фонарь для освещения приборов,
органы управления: ручка управления подачей топлива,
ручка управления декомпрессором, .включатель стартера
и электрофакельного устройства) н контрольно-измери-
тельные приборы (амперметр для контроля силы тока
подзаряда и разряда аккумуляторных батарей, датчик
95
Таблица 19. Техническая характеристика
Параметры АДД-303 АДД-305 АДД-3112
Номинальная сила сва- рочного тока, А Относительная продол- жительность нагрузки ПН, % (при силе то- ка, А) 315 60(315) 100(240) 315 315 35(350) 60(315) 100(240)
Пределы регулирования сйлы сварочного тока, А Рабочее напряжение при номинальной силе сварочного тока, В Напряжение холостого хода, отрегулированное на номинальный ре- жим, В Генератор вместимость топлив- ного бака, л расход топнва при номинальном режи- ме, кг/ч Двигатель 45-315 _ 45-350 30-350 32 32 32 Не более ГСО-300-12 ГД-310 ГД-3120 35 35 54 4,35 4,35 4,35 Д144
—1
Частота вращения, с 27 27 27
Размеры, мм:
длина 1915 1900
ширина 895 900
высота 1250 1200
Масса незаправленного агрегата без комплекта-
ции, кг 900 695
Примечание. Климатическое исполнение и категория
агрегатов с прицепом.
температуры масла и манометр для измерения давле-
ния масла в системе смазки двигателя; контрольные лам-
почки перегрева цилиндров и обрыва ремия, контроль-
ный элемент свечи накаливания) расположены на пуль-
те, установленном кронштейном иа картере маховика
двигателя. На двигателе установлены зарядный генера-
тор, стартер, свеча накаливания и электрические дат-
чики.
Агрегат может быть установлен на прицепе, в кузове
автомобиля или иа ровной площадке и эксплуатировать-
ся как стационарный и передвижной.
96
сварочных агрегатов с дизельными двигателями
АСД- 300М АСД- 300Т АДД 304 АСД-3-1 АСДП-500Г АДД-502
АСДП-500
315 315 250 500 500 2X315/500* 60(315) 60(250) 60(500) 60 35 100(240) 35(300) 100 (600) (2X330) (400) 100 60 (500) (2X315) 80 (500) 45—315 45—300 120-500 До 600 2Х (60-330)/ (250—500) 32 32 32 40 55 2X32/40* 100 ГСО-ЗОО ГД-309 ГД-307 СГП-3 ГСМ-500 — 40 40 40 25 150 100 3,6 3,6 2.9 11,8 9,5 5,7/6,40* 4ч8,5/11 ЯАЗ-М204Г Д144 25 25 30 25 25 30 1915 1980 1820 2820/6250* 6350 2550/6240* 1100 900 930 2115/2350* 2350 1200/2350’ 895 1350 1450 1115/2785» 2785 1270/2040* 920 1100 850 2500/4400* 4550 1600/3500* размещения агрегатов У1. * В знаменателе — характеристики
Сварочный агрегат АДД-305 состоит из дизеля Д-144
и однопостового сварочного генератора ГД-310 с номи-
нальной силой тока 315 А, агрегат АДД-3112— нз ди-
зеля Д-144 и генератора ГДД-3112. Генераторы ГД-310
и ГД-3120 имеют три диапазона регулирования силы
тока. Диапазон малых токов получается при включении
в цепь якоря балластных сопротивлений.
Сварочные агрегаты АСД-3-1 и АСДП-500 предназ-
начены для питания одного сварочного поста силой тока
120...500 А.
Агрегат АСД-3-1 состоит из генератора СГП-3-VIII
и дизельного двигателя ЯАЗ-М204Г, соединенных меж»
ду собой эластичной муфтой, смонтированной на общей
раме. Агрегат защищен крышей и откидными боковыми
и торцевыми шторами.
Генератор СГП-3-VIII имеет два диапазона регулиро-
вания силы тока. Диапазоны переключают перемычкой
на доске зажимов. Плавно регулируют силу сварочного
тока реостатом в цепи параллельной намагничивающей
обмотки генератора. Лицевая сторона корпуса реостата
маркирована указателями «больше», «меньше».
Вся аппаратура управления и контрольные приборы
двигателя, а также амперметр и вольтметр генератора
и доска зажимов для подсоединения сварочных проводов
смонтированы на щите.
Дизельный двигатель ЯАЗ-М204Г является стаци-
онарным и отличается от автомобильного варианта:
изменена компоновка трубопроводов топливной систе-
мы, между топливным насосом и топливным баком ус-
тановлен разобщительный кран;
имеет ручное регулирование подачи топлива насос-
форсунками. Ручка регулирования подачи топлива свя-
зана тягами и рычагами с рычагом управления, распо-
ложенным на крышке регулятора числа оборотов дизе-
ля. Постоянная частота оборотов коленчатого вала на
заданном скоростном режиме поддерживается одиоре-
жимиым центробежным регулятором;
водяное охлаждение двигателя осуществляется по
замкнутому контуру радиатором и вентилятором. Изме-
нена конструкция крыльчатки вентилятора, что измени-
ло направление потока охлаждающего воздуха — он
всасывается со стороны дизеля и выбрасывается через
радиатор;
для удобства отвода газов выпускной коллектор по-
вернут выхлопными отверстиями вверх;
для пуска дизеля при температуре 4-5...—40 °C пре-
дусмотрено подогревающее устройство (лампа подогре-
ва с дутьем).
На щите управления смонтированы аппаратура уп-
равления агрегата и контрольно-измерительные приборы.
Там же смонтированы амперметр и вольтметр генера-
тора и доска зажимов для подсоединения сварочных
проводов.
Передвижной сварочный агрегат АСДП-500 по прин-
ципу работы и конструктивному устройству аналогичен
агрегату АСД-3-1. Их отличие состоит и том, что игре*
93
гат АСДП-500 выпускается в виде автомобильного
прицепа в заводском исполнении.
Передвижной сварочный агрегат АСДП-500Г (рис. 43)
предназначен для питания постоянным током двух сва-
рочных постов ручной дуговой сварки. Он состоит из
двигателя ЯАЗ-М204Г и генератора ГСМ-500, соединен-
ных эластичной муфтой и смонтированных на общей
раме на автомобильном прицепе. Основное отличие
агрегата АСДП-500Г от других агрегатов с дизельным
двигателем заключается в устройстве и принципе рабо-
ты сварочного генератора ГСМ-500, который имеет
жесткую внешнюю характеристику.
Рис. 43. Сварочный агрегат АСДП-500Г:
1 — катушка; 2 —генератор; 3 — распределительный щит;
4 — реостат; 5 — двигатель; 6 — бак для воды; 7 — Топ-
ливный бак
Напряжение генератора регулируется реостатом
РР-4/9 в цепи параллельной обмотки возбуждения. На-
пряжение регулируют вручную поворотом маховичка.
Полное сопротивление реостата 3,7 Ом, наибольшая си-
ла тока 9 А.
Сила тока сварочных постов регулируется двумя бал-
ластными реостатами, которые включают последователь-
но с дугой для получения крутопадающей внешней ха-
рактеристики отдельного сварочного поста. Это дает
возможность ступенчато регулировать силу сварочного
тока в пределах 15...350 А. Каждый реостат состоит из
пяти ступеней сопротивления, которые пятью рубильни-
ками включаются в сварочную цепь независимо одна от
другой. Каждая ступень включает одни илн несколько
4*
99
элементов сопротивления в виде рамок, обмотанных
константановой лентой размером 0,2X10 мм, и вклю-
ченных параллельно. С увеличением числа включаемых
ступейей уменьшается сопротивление, вводимое в цепь
дуги, сила сварочного тока возрастает.
Сила сварочного тока поста зависит не только от со-
противления балластного реостата, но и от напряжения
на дуге, на клеммах генератора и падения напряжения
на проводах.
Агрегат ’’СДП-500Г предназначен для сварки магист-
ральных трубопроводов двумя сварщиками одновремен-
но и может работать в полевых условиях на высоте
над уровнем моря до 1200 м при температуре, окружа-
ющего воздуха —35„.+40°С и относительной влажно-
сти воздуха до 95 % (при температуре 4-20°C).
СВАРОЧНЫЕ АГРЕГАТЫ "
С ВЕНТИЛЬНЫМИ ГЕНЕРАТОРАМИ
Сварочные агрегаты АДБ-318 и АДБ-3120 состоят из
вентильных генераторов ГД-312 и ГД-314, приводимых
во вращение бензиновым двигателем 3M3-320-01. Дви-
гатель и сварочный генератор соединены фланцем и за-
креплены на раме резиновыми амортизаторами.
Вентильный генератор ГД-312 рассчитан на номи-
нальную скорость вращения индуктора 33 с*1 и обеспе-
чивает питание дуги постоянным током (до 350 А).
Сварочный генератор ГД-314 по сравнению с генера-
тором ГД-312 имеет расширенные пределы регулирова-
ния силы сварочного тока.
Конструкция капота агрегатов, пульт управления и
электрическая схема двигателя такие же, как и агрега-
та АДБ-311.
Вращающий момент через соединительную муфту пе-
редается от двигателя к сварочному генератору. Свароч-
ные кабели подсоединяются к зажимам «+» в «—»,
расположенным на торце коробки управления.
Переключая статорные обмотки пакетным выключате-
лем, рукоятка которого расположена на доске зажимов
генератора, ступенчато регулируют силу тока. Плавно —
выносным реостатом, включенным в цепь обмотки воз-
буждения генератора.
Топливная система агрегата состоит из бака, фильтра-
100
отстойника, запорной арматуры и трубопроводов. Бак
вместимостью 60 л обеспечивает непрерывную работу
агрегата при номинальной нагрузке в течение 8—9 ч.
Для защиты от воздействия атмосферных осадков и
механических повреждений агрегата служит капот из
листовой стали, состоящий из крыши, стоек и штор.
На панели агрегата, расположенной под капотом на
вертикальной перегородке со стороны генератора, раз-
мещены аппаратура управления (включатели зажигания
и стартера) и контрольно-измерительные приборы (тер-
мометр контроля температуры масла в системе смазки
двигателя, фонари контроля работы зарядного генера-
тора и аварийного давления масла).
Пуск двигателя осуществляется от аккумуляторной
батареи, которая установлена на раме агрегата.
Агрегат предназначен для работы на открытом возду-
хе при температуре -|-40...—45 °C на высоте над уровнем
моря до 1000 м при относительной влажности воздуха
до 80 % и температуре —20 °C.
Разработана новая серия одно- и многопостовых сва-
рочных агрегатов с вентильными генераторами (АДБ-
3122, АДБ-3123; АДБ-3125) с улучшенными технико-
экономическими характеристиками (табл. 20).
Сварочные агрегаты АД Д-501 и АД Д-502 предназна-
чены для ручной дуговой сварки в резки металлов по-
стоянным током на двух постах током (до 315 А), а
также однопостовой механизированной сварки под флю-
сом или ручной дуговой сварки в резки металлов по-
стоянным током (до 500 А). В состав агрегата АДД-
501 входят двухпостовой вентильный сварочный гене-
ратор и дизельный двигатель Д-144, в состав агрегата
А ДД-502 — агрегат АДД-501 и прицеп 2-ПН-4.
Сварочный генератор агрегатов состоит из двух само-
стоятельных вентильных генераторов, смонтированных в
одном корпусе на одном валу. При работе генератора
на два сварочных поста каждый пост питается от от-
дельного генератора.
При питании одного сварочного поста и необходимости
получения ббльшего тока генераторы включаются па-
раллельно. Переключается сварочный генератор с дву-
постового режима на однопостовой перестановкой пере-
мычек на контактном зажиме, расположенном в генера-
торном отсеке.
Для защиты от атмосферных осадков и механических
повреждений агрегат енабжен капотом, средняя стенка
J01
Таблица 20 Техническая характеристика одио-
Параметр АДБ-3120 АДД-502
ПОСТЫ раз- дельно посты пар ал Лельно
1 2 3 4
Номинальная сила то- ка, А Номинальная продолжи- 315 2X315 500
тельность цикла сварки, мин
5 5 10
Номинальная продолжи- тельность работы ПН, % 60 60 80
Пределы регулирования силы тока, А Двигатель: 15...350 60...330 120...550
тип 320-01 Д144 320-01
мощность, кВт 29,4 36,7 29,4
частота вращения, с-1 33 30 30
Система пуска двигателя Электро- Пусковой двигатель
стартер
Генератор вентильный ГД-304 Двухпостовой
Расход топлива в номи- нальном режиме, кг/ч 4,4 6,4 5,7
Масса, кг 690 3500*
Примечания: 1. Система регулирования силы тока агрв
ным регулятором, остальных — плавная дистанционная реостатом
2. Масса агрегатов АДД-502 и АДД-4Х2501 с прицепом и
которого делит агрегат на два отсека: генераторный и
двигательный. На передней стенке капота расположен
пульт управления агрегата. Переключатель диапазонов
ступенчато регулирует силу тока. Он имеет три фикси*
рованных положения: левое, среднее и правое. Левое и
правое положения соответствуют диапазону больших,
среднее — диапазону малых токов. Плавность регули-
рования силы сварочного тока в диапазонах обеспечи-
вают дистанционные реостаты, включенные в цепь обмо-
ток возбуждения генераторов.
Агрегат АДД-4001 состоит из вентильного генератора
и дизельного двигателя Д-144.
102
и многопостовых агрегатов с вентильными генераторами
АДБ-3122 (АДБ-3123) АДБ-3125 АДД-4001 (АДД-4002, АДД-4003) АДД-3114 (АДД-3115, АДД-3116) АДД-4Х2501
ПОСТЫ раз- дельно ПОСТЫ парал- лельно
б 6 7 • 9 10
315 315 400 315 4X250 800
5 5 5 5 5 10
60 60 60 60 60 60
15. .350 45...350 60...450 15...350 70...800
320-0J Д144 Д21А1 Д240Л
29,4 29,4 36,7 18,4 56,7
33 33 30 Электро- стартер 30 36 Пусковой двигатель
ГД-3121 ГД-316 ГД-4002 ГД-3122 Четырех- постовой
4,0 4,0 5,2 3,2 11.8
670 670 855 730 5000*
гатя АДД-4Х2501 плавная местная и дистанционная безреостат-
в ц«*пи возбуждения
другим технологическим оборудованием
Агрегат может быть смонтирован на раме, на авто-
мобильном прицепе (АДД 4002). на прицепе и со вспо-
могательным источником электроэнергии мощностью
2 кВт (АДД 4003)
Агрегач АД Д-3114 состоит из вентильного генератора и
дизельного двухцилиндрового двигателя Д21А1 (Д120)
с воздушным охлаждением Также бывает смонтирован
на раме, на автомобильном одноосном прицепе (АДД
3115), на прицепе (со вспомогательным источником
электроэнергии (АДД 3116))
Четырехпостовый агрегач АДД-4У.2501 состоит из ди-
зельного двигателя жидкостного охлаждения марки
103
Д240Л и однокорпусного вентильного четырехпостового
генератора.
Агрегат оснащен двумя выносными печами для суш-
ки электродов, двумя топливными баками общей вмес-
стимостью 400 л, специальным устройством для намот-
ки сварочных кабелей общей протяженностью до 300 м.
Вся установка смонтирована на двухосном автомобиль-
ном прицепе 2ПН-4.
Предусмотрена регулировка режима сварки (напря-
жения холостого хода и силы сварочного тока отдель-
ного поста) как на панели управления, так и с помощью
дистанционных пультцр. Технические данные сварочных
агрегатов с вентильными генераторами приведены в
табл. 20.
СВАРОЧНЫЕ АГРЕГАТЫ С ЭЛЕКТРОПРИВОДОМ
Для сварки и резки под водой наряду со сварочными
агрегатами ПАС-400 применяют агрегаты с электропри-
водом САМ-300, САМ-400, АСУМ-400 и др. (табл. 21).
Сварочный агрегат САМ-300 предназначен для пита-
ния одного сварочного поста, состоит из сварочного ге-
Таблица 21. Техническая характеристика сварочных
Параметры САМ-300
Генератор ГСО-ЗООМ
Номинальная сила тока, А 300
Пределы регулирования силы тока, А 75...300
Номинальное напряжение, В 30
Напряжение холостого хода, В Двигатель: 80
ТИП П-62М
мощность, кВт 16
частота вращения, с-1 Габариты, мм: 25
длина 1435
ширина 600
высота 832
Масса, кг 685
нератора ГСО-ЗООМ и приводного двигателя постоян-
ного тока П-62М, смонтированных на общей раме и
соединенных эластичной муфтой.
Конструкция, принцип действия и регулирование силы
тока генератора ГСО-ЗООМ описаны ранее (рис. 44).
Сварочные агрегаты САМ-400 и САМ-400-1 состоят из
однопостового сварочного генератора СГП-3-V и элек-
Рис. 44. Преобразователь САМ-300:
I — сварочный генератор; 2 — соединительная муфта; S —
приводной электродвигатель; 4 — сварная рама
агрегатов с электроприводом (ПН-65 %)
САМ-400 САМ-400-1 АСУМ-400
СГП-3-V СГП-3-V ГСУМ-400
500 500 400
120...600 120...600 120...500
40 40 70
60—90 60—90 105
МАФ-82-73/4 ПН-209 МАФ-82-73/2
32 . 32 42
24 25 49
1770 1980 1660
650 650 620
920 940 890
1450 1600 875
105
тродвигателя (соответственно двигателя постоянного
тока ПН-290 и трехфазного асинхронного двигателя ти-
па МАФ-82-73/4), соединенных эластичной муфтой и
смонтированных на сварной металлической раме.
Сварочную цепь подключают к отрицательной и до-
полнительной положительной клеммам на щитке генера-
тора. Ступенчато регулируют силу тока перемычкой,
которая .соединяет дополнительную клемму с одним из
положительных выводов от последовательной обмотки,
плавное регулирование—реостатом в цепи параллель-
ной намагничивающей обмотки
Универсальный агрегат АСУМ-400 состоит из свароч-
ного генератора ГСУ М-400 и электродвигателя перемен-
ного тока типа МА Ф 82-73/2, смонтированных на общей
раме.
Генератор обеспечивает питание сварочного поста при
ручной или механизированной сварке на двух диапазо-
нах силы тока (250 и 400 А) и напряжений (22...45 и
45...70 В) как на падающих, так и на жестких внешних
характеристиках.
ПОДКЛЮЧЕНИЕ, НАЛАДКА И ТЕХНИЧЕСКОЕ
ОБСЛУЖИВАНИЕ
Подготовка агрегатов к работе. При подготовке к ра-
боте агрегат устанавливают на ровной горизонтальной
площадке, исключая возможность перемещения, прове-
ряют состояние щеток и коллектора генератора, прн не-
обходимости подтягивают крепежные соединения, затем
проверяют исправность и натяжение ремней и регулято-
ра оборотов.
Натяжение ремней должно быть таким, чтобы при
нажатии пальцев на ремень между шкивами генератора
и вентилятора прогиб составлял не более 10...15, а меж-
ду шкивами вентилятора и регулятора оборотов не более
10... 12 мм Проверяют соединение тяги регулятора обо-
ротов с рычагом и дроссельной заслонкой, исправность
кронштейна регулятора оборотов, крепление ступицы
вентилятора на валике водяного насоса.
Сварочный агрегат заземляют болтом «Земля» на кор-
пус генератора, после чего подключают сварочные ка-
бели.
Убедившись в исправном состоянии топливной систе-
мы, заправляют бак топливом. Уровень топлива прове'
(06
ряют мерной линейкой, укрепленной на пробке бака.
Смазочное масло заливают через воронку до верхней
отметки масломерного щупа.
Систему водяного охлаждения заливают водой. При
работе агрегата при минусовых температурах и с кре-
ном или дифферентом более 5° в системе охлаждения
двигателя необходимо применять антифриз^
Перед пуском нового или длительное время не рабо-
тавшего агрегата проверяют надежность контактов в
цепи внутренних и внешних соединений генератора, а
мегомметром — сопротивление изоляции обмоток сва-
рочного генератора, которое не должно быть ниже
0,5 МОм (для СГП-3-VI не ниже одного МОм). При
более низком сопротивлении изоляции обмоток генера-
тор в режиме короткого замыкания необходимо просу-
шить в сухом теплом помещении. Для этого перемычку
на доске зажимов устанавливают в положение «95...
240 А» для генераторов типа ГСО и «+400 А» для ге-
нераторов типа СГП, маховичок регулятора поворачи-
вают против часовой стрелки до упора, соединяют
внешние зажимы генератора «+» и «—» накоротко ка-
белем достаточного сечения. При сушке необходимо
следить, чтобы агрегат не перегревалси.
Перед пуском необходимо повернуть маховичок дис-
танционного реостата против часовой стрелки до упора
в положение, соответствующее минимальной силе тока.
По окончании пускового периода, т. е. после возбуж-
дения генератора, переключателем и дистанционным
реостатом устанавливают нужную силу сварочного тока
и приступают к сварке.
В сварочном агрегате АДБ-318-VI генератор возбуж-
дается от остаточного магнетизма. Если после пуска
агрегата генератор не возбуждается, необходимо зако-
ротить электродом сварочную цепь на 1...3 с и затем
резко оторвать электрод. При многократном повторении
этой операции генератор должен возбудиться. При от-
сутствии напряжения указанную операцию повторяют
при выведенном реостате и крайнем правом положении
ручки переключателя диапазонов. Если и тогда генера-
тор не возбуждается, необходимо кратковременно (на
1—2 с) подключить посторонний источник постоянного
тока напряжением не выше 12 В к обмотке возбужде-
ния, т. е. к одному зажиму «+» подключить радиатор
маломощных диодов, а к другому «—» — выходной ко-
нец среднего диода.
107
Перед пуском й работу»сварочного агрегата АСДП-
500Г рубильники балластных реостатов должны быть
разомкнуты. Необходимо убедиться, что концы свароч-
ных проводов не касаются электрододержателей или
металлической поверхности. В процессе работы агрегата
АСДП-500Г его напряжение снижается, т. к. обмотки
генератора нагреваются, что ухудшает устойчивость
горения дуги и изменяет режим сварки. Поэтому необ-
ходимо реостатом поддерживать напряжение генерато-
ра 56 В.
Перед пуском бензинового двигателя проверяют уро-
вень масла в картере, наличие бензина в баке и охлаж-
дающей жидкости в радиаторе. Двигатель запускают в
работу стартером или пусковой рукояткой.
Для пуска теплового двигателя необходимо закрыть
ручным приводом дроссельную заслонку карбюратора
и включить зажигание. Затем включить стартер и дер-
жать его включенным до тех пор, пока двигатель не
заработает (но не более 5 с). Воздушная заслонка прн
этом должна быть открыта полностью. Теплый двига-
тель, находящийся в исправном состоянии, при правиль-
ном выборе топлива обычно начинает работать с первых
оборотов якоря стартера. Если исправный двигатель не
начинает работать после двух-трех попыток, следует
открыть дроссельную заслонку карбюратора н снова
приступить к пуску двигателя стартером. В двигателе
появляются редкие вспышки, затем, когда он начинает
работать без перебоев, дроссельную заслонку нужно
прикрыть, чтобы снизить обороты коленчатого вала на
холостом ходу. Так же необходимо действовать при
пуске перегретого двигателя в случае самопроизвольной
его остановки. Если при пуске теплового двигателя
требуется закрыть воздушную заслонку, то это указыва-
ет на засорение жиклеров карбюратора и в первую оче-
редь топливного жиклера системы холостого хода. За-
соренные жиклеры нужно продуть сжатым воздухом.
Пуск холодного двигателя при температуре не ниже
0° вызывает трудности. Для этого необходимо: ручным
приводом закрыть дроссельную заслонку карбюратора;
включить зажигание; прикрыть воздушную заслонку
карбюратора на 3/4 хода тяги (во избежание недопус-
тимого переобогащения смеси); включить стартер. Если
после нескольких оборотов коленчатого вала двигатель
не начнет работать, нужно сделать короткий перерыв.
При появлении вспышек в цилиндрах следует открыть
108
дроссельную заслонку карбюратора. Частота вращения
коленчатого вала не должна быть слишком большой.
Поддерживая тягой управления дроссельной заслонкой
карбюратора частоту вращения коленчатого вала, двига-
тель прогревают. При этом постепенно уменьшают час-
тоту вращения коленчатого вала и открывают воздуш-
ную заслонку. После того, как двигатель начнет устой-
чиво работать на малых оборотах холостого хода при
полностью открытой воздушной заслонке карбюратора,
дополнительно прогревают двигатель до температуры
охлаждающей жидкости +65 °C н подают номинальную
электрическую нагрузку.
Для пуска холодного двигателя при температуре не
ниже —10 °C необходимо рычагом ручкой подкачки
бензонасоса подкачать бензин в поплавковую камеру
карбюратора; закрыть дроссельную и воздушную за-
слонки карбюратора; провернуть коленчатый вал пуско-
вой рукоятки на 8—10 оборотов, не включая зажига-
ния, и проверить, вращается ли вентилятор. Через 1 мин
включить зажигание и стартером запустить двигатель.
Если после первой попытки двигатель не начнет рабо-
тать, после перерыва (1 мин) вновь повторяют пуск.
При появлении ' вспышек в цилиндрах приоткрывают
воздушную заслонку. Если при пуске стартером были
отдельные вспышки, ио двигатель не начал работать,
то при последующих попытках пуск следует производить
с полностью открытой воздушной и приоткрытой дрос-
сельной заслонками карбюратора. Это даст возможность
избежать переобогащения смеси.
Для пуска двигателя прн температуре ниже —10 °C
его прогревают подогревательным устройством. Для это-
го закрывают сливной краник, расположенный на котле
подогревателя, и открывают пробку наливного отвер-
стия в воронке котла; разжигают неэтилированным бен-
зином лампу пускового подогревателя. Когда горелка
лампы даст пламя синеватого цвета, издающее легкое
гудение, ее вводят в жаровую трубу котла (пламя не
должно попадать на резиновый шланг угольника). За-
тем заливают воду в котел до уровня наливного отвер-
стия в воронке и заворачивают пробку. После этого
пламя увеличивают. Створка кожуха радиатора при
пуске двигателя должна быть закрытой. Когда головка
блока цилиндров и впускная труба прогреваются до
2>й..Ай°С, необходимо пусковой рукояткой провернуть
коленчатый вал двигателя. Если вал легко проворачи-
109
вается и на пусковой рукоятке отчетливо ощущается
компрессия в цилиндрах, двигатель готов к пуску. Далее
следует вывести пламя лампы из жаровой трубы котла
пускового подогревателя, подкачать бензин в поплавко-
вую камеру карбюратора. Запускать двигатель так же,
как при температуре не ниже О °C.
Когда двигатель начнет работать, закрывают слив-
ной краник радиатора и заполняют систему охлаждения
водой. Заливать воду надо медленно, чтобы весь воз-
дух из системы охлаждения мог легко выйти. После
того как двигатель прогреется, проверяют уровень воды
в радиаторе и при необходимости доливают воду. При
пользовании незамерзающими смесями (антифризами)
подготовку к пуску двигателя следует вести, как было
указано выше. Перед разогревом двигателя необходимо
убедиться, что антифриз ие застыл в системе охлаж-
дения, т. е. находится в жидком состоянии. Застывший
антифриз не может циркулировать через котел, рубашки
головки и блока цилиндров, и поэтому при разогреве
котел может взорваться. В этом случае антифриз необ-
ходимо отогревать на малом огне, пока он не начнет
циркулировать в системе охлаждения.
После прекращения работы двигателя с нагрузкой
следует дать ему проработать в течение 2—3 мин на
малых оборотах, прикрыв дроссельную заслонку кар-
бюратора, и только после этого включить зажигание. Это
необходимо для постепенного охлаждения двигателя.
Длительная работа двигателя на холостом ходу приво-
дит к образованию копоти на свечах. Поэтому ие сле-
дует на морозе поддерживать работу двигателя на хо-
лостом ходу более 5...8 мин.
Температура воды в радиаторе бензинового двига-
теля должна поддерживаться в пределах 7О...95°С. При
повышении температуры сверх допустимой следует сни-
зить нагрузку или остановить двигатель. При нормаль-
ных температурных условиях и номинальной частоте
вращения давление в масляной системе колеблется в
пределах 0,2...0,4 МПа. Если давление масла падает
ниже 0,05 МПа на малых оборотах холостого хода при
прогретом двигателе, это указывает на неисправность
двигателя.
Перед пуском дизельного двигателя необходимо убе-
диться в поступлении топлива из бака к фильтру, от-
сутствии воздуха и течи в топливной системе. Ручку
подачи топлива следует установить в положение, соот-
110
ветствующее наибольшей подаче, для чего перемещают
ее в крайнее левое положение, вращая против часовой
стрелки.
Для пуска двигателя необходимо включить двигатель
массы и перевести ключ .включателя стартера в первое
фиксированное положение. При этом включается пред-
пусковой подогреватель, о чем сигнализирует контроль-
ная спираль. После этого ключ следует перевести во
второе фиксированное положение. Реле включает стар-
тер.
Если двигатель после трех-четырех попыток ие за-
пустился, последующую попытку во избежание выхода
из строя аккумуляторных батарей производят только
после паузы в 2,5—3 мин. Продолжительность непрерыв-
ной работы стартера не должна превышать 15 с. После
пуска двигателя стартер автоматически отключается от
батарей аккумуляторов. Ключ выключателя следует по-
вернуть, переведя в исходное положение.
Для облегчения пуска, особенно в зимнее время,
пользуются декомпрессионным механизмом. Вытянутое
положение ручки соответствует выключенной компрес-
сии.
Сразу же после пуска двигателя необходимо прове-
рить показания контрольных приборов. Стрелка ампер-
метра должна показывать подзарядку аккумуляторных
батарей, отклоняясь в сторону «+». Давление масла в
системе смазки у прогретого двигателя не должно пре-
вышать 0,15...0,3 МПа, контрольные лампы — не гореть.
Температура воды в радиаторе должна быть в пределах
75...90°С. Двигатель должен работать без стука и по-
сторонних шумов.
Для остановки агрегата с дизельным двигателем не-
обходимо прекратить сварку и дать двигателю порабо-
тать 5 мии на холостом ходу при минимальной частоте
вращения для охлаждения головки блока цилиндров;
выключить подачу топлива, для чего ручку управления
подачей перевести в крайнее правое положение; отклю-
чить аккумуляторную батарею выключателем массы.
Нельзя останавливать дизель перекрытием крана на
подводящем топливопроводе, а также включением де-
компрессионного устройства.
При эксплуатации дизеля 2ч8,5/11 при температуре
окружающего воздуха ниже 8 °C необходимо Слить из
систем воду, топливо и масло, промыть системы, затем
валить В топливную и масляную системы рекоменду-
111
ёМЫе топливо й маслб, ё? систему охлаждений — неза-
мерзающую жидкость (антифриз). После этого подза-
ряжают аккумуляторы и увеличивают плотность элек-
тролита до необходимого значения, подключают подо-
греватель, утепляют радиатор, топливный бак, фильтр,
топливопроводы, аккумуляторы. Перед пуском дизель
необходимо прогреть. Запрещается до прогрева прово-
рачивать коленчатый вал дизеля.
Техническое обслуживание сварочных агрегатов необ-
ходимо производить ежедневно и периодически через
каждые 100...200 ч работы, ио не реже одного раза в
месяц.
Ежедневно перед работой следует-производить внеш-
ний осмотр агрегата и устранять случайные поврежде-
ния; проверять состояние болтовых соединений токове-
дущих частей и подтягивать ослабевшие контакты; про-
верять натяжение ремней привода вентилятора и
регулятора оборотов и его крепления; состояние электро-
оборудования, крепление наконечников к проводам ак-
кумуляторных батарей к раме; заземление агрегата;
производить пуск, чтобы убедиться в отсутствии стука
и посторонних шумов; проверять показания приборов
и контрольных ламп на пульте управления.
Если давление масла ниже 0,1 МПа, а температура
воды выше 105 °C, необходимо немедленно остановить
двигатель, найти, и устранить причину, вызвавшую по-
вышение температуры.
Периодически следует очищать агрегат от пыли и
грязи, в случае необходимости очищать и подкраши-
вать поврежденные места (для подкраски агрегата ис-
пользуют поливинилхлоридные, а для подкраски двига-
теля— нитроглифталевые эмали); проверять и подтя-
гивать резьбовые соединения, особенно фланцевое
сочленение двигателя и генератора, крепление их к ра-
ме, крепление топливного бака; состояние электрических
контактов схемы генератора; состояние й наличие смаз-
ки в камерах шарикоподшипников.
Смазка со временем разлагается, поэтому через 500...
600 ч работы, но не реже чем через полгода, ее следу-
ет заменить. Для этого надо снять крышку подшип-
ников иа щитах генератора, удалить загрязненную
смазку, тщательно промыть подшипники бензином, затем
заполнить гнезда подшипников свежей смазкой на
1/2—1/3 свободного объема. Рекомендуется применять
консистентную смазку марки ЛИТОЛ-24 (ГОСТ 21150—
112
?5*), Жировую смазку марки 1-13, а также им подоб-
ные.
Периодически необходимо замерять сопротивление изо-
ляции генератора, которое должно быть ие ниже
0,5 МОм для генераторов типа ГСО и ГД и 1 МОм для
генераторов типа СГП. Мелкая металлическая и уголь-
ная пыль, осаждаясь внутри генератора, может вызвать
снижение сопротивления отдельных участков изоляции.
Поэтому генератор рекомендуется периодически проду-
вать струей сжатого воздуха и протирать тряпкой.
В процессе эксплуатации необходимо следить за чис-
тотой панели пульта, проверять состояние креплений,
контактов и контрольно-измерительных приборов.
При правильной работе сварочного генератора кол-
лектор не должен иметь следов нагара. Коричневый с
синеватым отливом цвет коллектора свидетельствует о
его нормальной работе. Такой коллектор требует лишь
систематического удаления пыли чистой тряпкой, смо-
ченной в бензине. Мелкое искрение щеток, не оставля-
ющее следов нагара на коллекторе, не опасно.
В случае появления на коллекторе нагара необходимо
выяснить и устранить причину, вызывающую иагар, а
коллектор прошлифовать мелкозернистой пресованной
пемзой или мелкой стеклянной бумагой, натянутой на
деревянную колодку цилиндрической формы. Шлифуют
равномерно всю поверхность. Шлифовать коллектор
наждачной бумагой категорически запрещается.
Если со временем между пластинками начнет высту-
пать слюда, вызывая искрение и шум щеток при работе,
ее следует осторожно счистить специальной пилкой на
глубину до 1 мм. Затем мелким трехгранным напиль-
ником убрать заусеницы с краев пластин и прошлифо-
вать коллектор на ходу при поднятых щетках. Щеточ-
ный механизм требует регулярного осмотра. Щетки гене-
ратора должны соответствовать паспортным данным
генератора. Применение щеток разных сортов на одной
машине, особенно в одном ряду, строго запрещается.
Поврежденную или изношенную щетку надо заменить
новой. Установив новую щетку, следует подложить по-
лоску мелкой стеклянной бумаги стеклом к щетке и
притирать до тех пор, пока щетка ие будет полностью
облегать коллектор. Притирку производят при нормаль-
ном нажатии пружины щеткодержателя. После при-
тирки щеток коллектор обдувают воздухом, протирают
пыль и дают генератору поработать на холостом ходу
113
для окончательной - прошлифовки. Все шетки одного
пальца должны быть выровнены, свободно передви-
гаться в обойме и выступать из нее на 2...3 см в направ-
лении коллектора. Траверса должна занимать правиль-
ное положение. Запрещается поворачивать ее, так как
это ведет к искрению под щетками.
В сварочных агрегатах постоянного тока иногда про-
исходит произвольное изменение полярности. Для ее
определения используют электроизмерительные приборы
(вольтметр, миллиамперметр). При отсутствии электро-
измерительных приборов полярность тока может быть
определена при помощи угольного электрода. Сварка
угольным электродом на обратной полярности сопро-
вождается сильным перегревом электрода и значитель-
ным науглероживанием металла шва.
Уход за двигателем и аккумуляторными батареями
необходимо производить согласно инструкциям по экс-
плуатации: ежедневно очищать их от пыли и грязи,
проверять и при необходимости доливать масло в кар-
тер двигателя, топливо в топливный бак и воды в ра-
диатор.
Техническое обслуживание двигателей предусматрива-
ет проверку крепления его узлов, проверку и регулиров-
ку натяжения ремня вентилятора и генератора, провер-
ку уровня и степени зараженности аккумуляторных
батарей.
После каждых 100...200 ч работы агрегата необходи-
мо смазывать двигатель, выпускать конденсат из мас-
ляных фильтров, промывать воздушный фильтр и ме-
нять в нем масло.
После 500...600 ч эксплуатации полностью заменяют
масло в двигателе, проверяют и подтягивают механиз-
мы и агрегаты систем питания, охлаждения, смазки, за-
жигания и пуска двигателя, проверяют компрессию
двигателя, зазоры между поршневыми кольцами и ка-
навками в поршне, масляные зазоры между коленчатым
валом и подшипниками, работу двигателя при малых
оборотах холостого хода коленчатого вала, легкость
пуска и правильность установки зажигания, пропускную
способность жиклеров и регулировку уровня топлива в
поплавковой камере (карбюраторные двигатели), прове-
ряют и регулируют топливный насос и форсунки (дизе-
ля), проверяют и очищают генератор и реле-регулятор,
стартер и свечи зажигания.
При эксплуатации двигателей следует систематически
114
следить за состоянием всех уплотнений, не допуская
вытекания масла йз системы смазки, воды из системы
охлаждения, топлива из системы питания. Герметич-
ность системы питания дизеля проверяют при ежеднев-
ном уходе на работающем двигателе (обороты холосто-
го хода), определяя наличие воздуха в системе, для чего
следует слегка отвернуть пробку на крышке фильтра
Таблица 22. Неисправности коллекторных сварочных
генераторов и способы их устранения
Неисправность Причина Способ устранения
Генератор не дает напряжения Коллектор за- Прочистить коллек- грязнен тор Обрыв в цепи Проверить цепь воз- возбуждения бу ж дения и устра-
Искрение щеток, со- провождаемое нага- ром на всех пласти- нах нить обрыв Щетки плохо Прошлифовать прошлифованы щетки Щетку заело Притереть щетку в щеткодержа- более тщательно теле Щетка болтается Сменить щетку в обойме Коллектор за- Протереть коллектор грязнен тряпкой, намочен- ной бензином, или
Обгорает большая группа рядом лежа- щих пластин Искрение щеток, со- провождаемое нага- ром на отдельных пластинах Искрение п значи- тельный нагар в од- ном месте коллек- тора Искрят отдельные щетки из одного ряда, причем искря- щие щетки прогре- ваются Значительное искре- ние добавочной щет- ки генератора при холостом ходе Обгорают периоди- чески отдельные пластины коллек- тора прошлифовать Повреждение Обточить коллектор коллектора Коллектор разо- Отремонтировать шелся, выступа- коллектор ют отдельные Пластины Обрыв пли пло- Продйрнть и отре- ха.я пайка в об- монтировать якорь мотке Неравномерное Проверить контакт распределение между канатиком тока между щет- и щеткой ками Траверса сдви- Установить траверсу нута с нормаль- по меткам ного положения Траверса сдвину- Установить траверсу та с нормального по меткам положения
115
Таблица 23. Неисправности вентильных сварочных
генераторов и способы их устранения
Неисправность Причина Способ устранения
Повышенный шум подшипни- ков, сопровожда- емый иагаром Генератор не да- ет напряжения Отсутствие смазки Подшипник вышел из строя Вышел из строя вентиль Обрыв в цепи воз- буждения Сменить смазку Проверить и заме- нить подшипник Заменить негодный вентиль Устранить обрыв
Отсутствует контакт
в реостате дистан-
ционного регулиро-
вания силы тока
Зачистить места
контактов
Генератор не да-
ет напряжения,
но приводной ре-
мень работает
с нагрузкой
Проби! один или не-
сколько силовых
вентилей
Заменить неисправ-
ные вентили
Замыкание накорот-
ко фазы иа статоре
или в коробке управ-
ления
Вышел из строя пе-
реключатель диапа-
зона
Устранить короткое
замыкание фаз
Проверить работу
переключателей
тонкой очистки. Если из-под пробки будет вытекать пена
или топливо с пузырьками воздуха, значит в системе
имеется воздух. Подсос воздуха устраняют, ликвидируя
неплотности в соединениях топливопровода. Необходи-
мо следить за показаниями контрольных приборов дви-
гателя и не допускать его работы в аварийном состоя-
нии.
Если топливный манометр показывает давление ниже
0,04 МПа, следует промыть фильтры и заменить элемен-
ты фильтра тонкой очистки.
Нельзя допускать работу двигателя с дымным выхло-
пом; черный дым свидетельствует о перегрузке двигате-
ля или его неисправности.
116
Таблица 24. Неисправности бензиновых двигателей
и способы их устранения
Неисправ- ность Причина Способ устранения
Двигатель ие запуска- ется Нет подачи бензина Залить в бак бензин, проверить топливную систему
Чрезмерно богатая горючая смесь Открыть воздушную за- слонку
Бедная горючая смесь Прикрыть воздушную заслонку
Неисправно зажига- ние Проверить свечи зажи- гания, промыть их в бен- зине, проверить магнето, отрегулировать зажи- гание
Стартер медленно проворачивает вал двигателя Проверить аккумулятор- ную батарею
Двигатель работает с перебоями, ие развивает полной мощ- ности В цилиндрах двига- теля слишком бога- тая или слишком бедная горючая смесь Проверить топливную систему
Не работает один из цилиндров Промыть сэечи зажига- ния, проверить зазор между электродами и пружины клапанов
Перебои в работе цилиндров Зачистить и отрегулиро- вать контакты, прове- рить конденсатор маг- нето
Двигатель внезапно остановился Кончился бензин, за- сорилась топливная система, обрыв в це- пи высокого напря- жения Долить бензин, продуть бензопровод н жиклеры карбюратора, промыть фильтр-отстойник, устра- нить обрыв цепи высоко- го напряжения
117
Таблица 25. Неисправности дизелей 2ч-8,5/11 и спо-
собы их устранения
Неисправ- ность Причина Способ устранения
Дизель ие за- пускается В баке нет топлива. За- крыт кран топливного бака В топливный насос не поступает топливо (за- сорены топливопровод и фильтр, повреждены трубки) Наличие воздуха в топ- ливной системе Топливоподкачивающнй насос не подает топливо (заедание н нзиос порш- ня и клапанов) Наполнить бак топ- ливом. открыть кран Промыть топливо- проводы и фильтр. Продуть топливопро- вод сжатым возду- хом. Поврежденные _ трубы заменить Удалить воздух из системы н устранить негерметичность Промыть поршень и клапаны, проверить упругость пружин. Изношенные детали заменить
Зависание плунжеров, толкателей или нагнета- телей клапанов. Полом- ка пружии плунжера или клапаиа Заедание иглы распы- лителя Заменить плунжер- ную или клапанную пару и пружниу Определить нерабо- тающие форсунки, сиять, промыть рас- пылитель и прове- рить качество распЫ-» ла. Неисправный распылитель заме- нить
Повреждение нагнета- тельных трубок Заменить повреж- денные трубки 0 подтянуть гайкн
Заедание рейки топлив- ного насоса Плохой распыл топлива форсунками Попадание воды в топ- ливо или камеру сгора- ния Устранить заедание Заменить неисправ- ные форсунки Заменить топливо. Подтянуть гайки крепления головок цилиндров и выхлоп- ного коллектора За- менить прокладки головок цилиндров и выхлопного коллек- тора, проверить, нет ли трещин в блоке
118
Продолжение табл. 25
Неисправ- ность Причина Способ устранения
Дизель рабо- Недостаточно прогрет дизель Не нагреваются спирали свечей накаливания Наличие воздуха в топ- Прогреть дизель Устранить разрыв в электрической цепи свечей, промыть све- чи в фензиие Удалить воздух,
тает неравно- ливной системе устранить негерме-
мерно, не развивает но- Неравномерная подача тич ность Отрегулировать иа-
минальной топлива секциями на- сос
МОЩНОСТИ Недостаточ- coca Плохой распыл топлива форсунками Износ плунжерных и клапанных пар Сильно загрязнен возду- хоочиститель Сломались или потеряли Заменить неисправ- ные форсунки Комплектно заме- нить изношенные па- ры новыми Промыть воздухо- очиститель Заменить пружины
мая компрес- сия в цилинд- рах Глухой стук упругость пружины вса- сывающих и выхлопных клапанов Отсутствуют зазоры между коромыслами и клапанами Заедают стержни кла- панов в направляющих втулках Неплотное прилегание всасывающих и выхлоп- ных клапанов к гнездам Закоксовались поршне- вые кольца Большой износ поршне- вых колец, поршней, вту- лок цилиндров Большой угол опереже- Отрегулировать за- зоры Смазать стержни клапанов дизельным топливом Притереть клапаны Очистить от нагара и промыть в кероси- не поршни н кольца Заменить изношен- ные детали Уменьшить угол one-
при работе ния подачи топлива реження
дизеля Номинальная нагрузка Уменьшить нагрузку
Металличе- непрогретого дизеля Звонкий стук в верхней и прогреть дизель Заменить изношен-
ский стук части блока (увеличен- ные детали
прн работе дизеля ный зазор между паль- цем н втулкой шатуна) Сильный стук в ннжней части блока (при вы- плавлении или большом Немедленно остано- вить дизель и заме- нить вкладыш под-
щипни ков
119
Продолжение табл. 25
Неисправ- ность Причина Способ устранения
Дизель
дымит:
дым чер-
ный
дым си-
ний
дым бе-
лый
Дизель идет
вразнос
износе коренных и ша-
тунных подшипников)
Дребезжащий стук, хо-
рошо прослушиваемый
по всей высоте цилинд-
ра, (изношенные поршни
н втулки цилиндров)
Изменился угол опере-
жения подачи топлива
Дизель перегружен
Неравномерная подача
топлива по цилиндрам
Неисправная форсунка
(низкое давление впрыс-
ка, подтекание топлива,
зависание иглы)
Неправильно установле-
ны распределительные
шестерни после ремонта
Попадание в камеру сго-
рания большого количе-
ства масла:
уровень масла в под-
доне выше верхней
отметки маслоуказа-
теля
большой зазор меж-
ду поршнями и втул-
ками цилиндров
Попадание воды в топ-
ливо нли в камеру сго-
рания
Заедание рейки топлив-
ного насоса или полом-
ка регулятора
Заедание плунжера на-
соса в положении мак-
симальной подачи топ-
лива
Заменить изношен-
ные детали
Отрегулировать угол
опережения пОдачи
топлива
Уменьшить нагрузку
Отрегулировать иа-
сос на равномерность
подачи топлива
Отрегулировать дав-
ление впрыска нли
заменить форсунку
(распылитель)
Установить шестер-
ни по меткам
Слнть избыток
масла
Заменить изношен-
ные детали
Заменить топливо
(см. выше)
Проверить топлив-
ный насос и регуля-
тор. Устранить неис-
правность
Проверить топлив-
ный насос и регуля-
тор. Устранить неис-
правность. Заменить
плунжерную пару
Характерные неисправности коллекторных и вентиль-
ных генераторов, бензиновых и дизельных двигателей и
способы их устранения приведены в табл. 22—25.
120
ГЛАВА
/а ОБОРУДОВАНИЕ
лф ДЛЯ РУЧНОЙ,
МЕХАНИЗИРОВАННОЙ
И АВТОММИЧЕСКОЙ
СВАРКИ
ОБОРУДОВАНИЕ ПОСТА РУЧНОЙ ДУГОВОЙ СВАРКИ
- В состав поста ручной дуговой сварки входят источ-
ник питания (трансформатор, выпрямитель и т. д.),
электрододержатель и сварочные кабели.
Электрододержатели должны обеспечивать надежное
закрепление покрытых электродов в одной плоскости не
менее, чем в двух положениях (перпендикулярно и под
углом не меиее 115° к оси электрододержателя) и вы-
держивать без ремонта 800СГ зажимов. Время смены
электрода не должно превышать 4 сек.
По конструктивному исполнению электрододержатели
бывают пассатижные (ЭП и ЭД) — табл. 26, рычажные
(ЭР), защелочные (ЭДС и ЭУ) —табл. 27, винтовые
(ЭВ) — табл. 28.
Для подвода тока к электрододержателю и изделию
от источника питания применяются гибкие кабели марок
РГД, РГДО и РГДВ по ГОСТ 6731—77*Е.
Длина гибкого кабеля, к которому подсоединен элек-
трододержатель обычно равна 2—3 м, остальная его
часть может заменяться кабелями марок КРПГН,
КРПТН и КРПСН по ГОСТ 13497—77*Е (табл. 29).
В условиях строительных и монтажных площадок дли-
нр сварочных кабелей может достигать 40...50 м. При
111
Таблица 26. Техническая характеристика пассатиж-
ных электрододержателей
Параметры ЭП-2 ЭП-3 ЭД-1201 ЭД-3102 ЭД-5001
Сила сварочного 'тока, А 250 500 125 315 500
Диаметр элект- рода, мм До 5 6...8 1.6...3 2...6 4... 10
Сечение подсое- диняемого сва- рочного кабеля, мм2 50 70 25 50 70
Размеры, мм: длина 250 325 250 260 265
ширина 40 37 32 36 40
высота 80 95 74 84 92
Масса, кг 0.43 0,8 0.32 0,48 0.62
Таблица 27 Техническая характеристика и защелочиых алек рододержателей рычажных
Параметры СЧ 1 и О т О -3001 5001
Q, Q. Ц ч
СП СП л (П СП СП
Сила сварочного тока, А 300 500 125 315 315 500
Диаметр электрода, мм До 6 6...8 До 4 3...6 3...6 5...8
Сечение присоеди- няемого сварочного кабеля, мм2 50 70 25 50 50 70
Размеры, мм: длина 220 260 195 225 198 198
ширина 48 50 — — 42 42
высота 80 85 — — 80 80
Диаметр, мм — — 42 48 — —
Масса, кг 0,52 0,72 0,22 0,34 0,4 0,42
1»
Таблица 28. Техническая характеристика винтовых
влектрододержателеб
Параметр ЭВ-2 ЭВ-3 ЭВ-4
Сила сварочного тока, А 125 315 500
Диаметр электрода, мм До 4 4...6 6...8
Сечение подсоединяемо- го сварочного кабеля, ММ2 35 50 70
Диаметр, мм 45 47 50
Длина, мм 230 235 270
Масса, кг 0,24 0,37 0,5 V
большой длине кабелей наблюдается значительное паде-
ние напряжения, что отрицательно сказывается на каче-
стве сварки. В этих случаях сварочные кабели проверя-
ют на падение напряжения (At/) по формуле:
где 1— сила сварочного тока, А; р — удельное сопро-
тивление металла кабелей, мкОм-м; /к—длина кабеля,
см; S — поперечное сечение кабеля, мм2.
Допустимым считается падение напряжения до 4 В.
Если при расчете выяснится, что в сварочных кабелях
напряжение падает на величину, превышающую допус-
тимую, сечение сварочных кабелей следует увеличить
или приблизить к месту сварки источник питания.
Кабель, соединяющий свариваемые изделия с источни-
ком питания, может быть более жестким и менее доро-
гим, например типа ПРН.
Сечение сварочных кабелей необходимо выбирать в
зависимости от тока дуги и допустимых нагрузок (табл.
30). Следует помнить, что сечение обратного кабеля
должно соответствовать сечению основного сварочного
кабеля.
Для разъемного соединения отрезков сварочных кабе-
лей между собой применяют соединительные муфты
МС-2, МСБ-2, М-315 и М-500 и др.
Неразъемно кабели соединяют с помощью специаль-
ного соединителя ССП-2, который состоит из токопод-
123
Таблица 29. Характеристика кабелей для сварочных
работ
Марка Элементы Номи- нальное сечение основных ЖИЛ, ММ2 Область применения
РГД Медная токопрово- дящая жила, резино- вая изоляция и рези- новая оболочка 16...150 Для дуговой сварки в мон- тажных усло- виях
РГДО Медная токопрово- дящая жила, резино- вая изоляция, обла- дающая защитными свойствами 16...70 Для дуговой сварки в ста- ционарных ус- ловиях (цеха, участка)
РГДВ Основная медная тоководящая, изо- лированные медные жилы, резиновая изоляция, обладаю- щая защитными свойствами 25... 150 Для дуговой сварки в ста- ционарных условиях, для дистанционно- го регулиро- вания процес- са сварки
КРПСН Медные токопрово- дящие жилы, рези- новая изоляция с профилированным сердечником в рези- новой маслостойкой оболочке, не распро- страняющей горение 4...50 Для дуговой сварки в мон- тажных усло- виях
КРПТН, Медные токоведу- КРПГН щие жилы, резино- вая изоляция, рези- новая маслостойкая 25...120 Для дуговой сварки в мон- тажных усло- виях
оболочка
вода, покрытого изоляционным материалом, и винтов,
зажимающих сварочный кабель. Работать с соединитель-
ными муфтами и соединителями можно при темпера-
туре окружающей среды —4О.„+5О°С.
Подключают сварочные кабели к источнику питания
124
Таблица 30. Допустимые нагрузки на сварочные ка-
бели
Сечение жилы, им1 Нагрузка на кабель, А
одножильный двухжильный
длитель- ная повторная кратковре- менная длитель- ная повторная кратковре- менная
Температура воздуха 4-25 °C 10 90 125 150 208 16 120 167 190 264 25 160 222 250 348 35 190 264 300 416 50 235 327 370 514 70 290 404 460 654 95 354 492 — — 120 414 575 — — Температура воздуха —5 °C 10 119 165 198 275 16 158 220 251 460 25 211 293 330 460 35 251 349 396 550 50 310 431 489 679 70 383 533 620 863 95 467 650 — — 120 546 760 — — Температура воздуха +40 °C 10 71 99 118 164 16 95 132 150 208 25 126 175 195 275 35 160 208 237 329 50 186 258 292 405 70 229 319 371 515 95 280 382 — — 120 327 468 — -
Примечанье. I. При повторной кратковременной нагруз-
ке время сраркн не превышает 4 мин, общее время цикла до
10 мин. 2. Для обеспечения падения напряжения в цепи не бо-
лее 4 % длина сварочного кабеля не должна превышать 60 м.
125
медными кабельными наконечниками или присоедини-
тельной муфтой типа МС-3. Обратный кабель к зазем-
ляемому изделию присоединяют клеммами заземления
типа КЗ-2. Промышленность выпускает три комплекта
для электросварщика: КИ-125, КИ-315, КЙ-500. В каж-
дый комплект входят муфта соединительная М-315
(КИ-125 и КИ-315) или М-500 (КИ-500), электрододер-
жатель ЭД-1201, ЭД-3102, ЭД-5001 (соответственно
типу комплекта) с отрезком сварочного кабеля; запас-
ные части к электрододержателю; стекла и светофильт-
ры для щитка или маски сварщика; зажимы контакт-
ные; шлакоотделитель; металлическая щетка.
Инструменты хранятся в ящике размером 385Х340Х
Х115 мм, масса инструментов с ящиком—6,5...9 кг.
Предприятиями Минмонтажспецстроя изготовляются
наборы инструментов ЭНИ-300 и ЭНИ-300/1. В каж-
дом таком наборе имеется: электрододержатель с запас-
ными частями; соединительная муфта; клемма заземле-
ния; щетка-зубило; отвертка с диэлектрической ручкой,
две диэлектрические ручки, плоскогубцы комбиниро-
ванные (ГОСТ 5547—86Е); ключ гаечный разводной
(ГОСТ 7275—75 *Е); клеймо сварщика; молоток (ГОСТ
2310—77*Е); два защитных светофильтра; стекло по-
кровное для щитка или маскв сварщика, отрезок кабеля
марки РГД длиной 3 м. Набор размещается в металли-
ческом ящике (415x 290x 80 мм) массой 7—8 кг.
На своем рабочем месте сварщик должен иметь допол-
нительный инструмент: стальную щетку для зачистки
кромок изделия перед сваркой и удаления с поверхно-
сти швов остатков шлака, молоток-шлакоотделитель
для удаления шлаковой корки, брызг и для проковки
швов, зубило, набор шаблонов для контроля размеров
швов, личное клеймо, метр, отвес, стальную лииейку и
угольник. Иногда рабочий сварщик имеет на своем
посту шлифовальную машинку (КПМ-37) с набором
абразивных кругов и металлических щеток.
Инструменты и электроды хранятся в специальных
ящиках, сумках или пеналах.
Для сушки электродов служат специальные пеналы,
подключаемые к сварочному источнику тока. Необходи-
мая температура в пеналах (100—110®С) обеспечива-
ется прикосновением на 40...60 сек электрододержате-
лем к выводной клемме пенала, что замыкает спираль
подогрева в его внутренней полости. Температура в
пенале сохраняется 1,0—1,5 ч.
126
УСТАНОВКИ ДЛЯ РУЧНОЙ СВАРКИ
Для плазменной и аргонодуговой сварки на постоян-
ном токе предназначена установка УПС-301. В нее вхо-
дят сварочный выпрямитель ВДУ-305, горелки для
плазменной и аргонодуговой сварки, блок поджигания,
состоящий из возбудителя дуги УПД-1 или ВИС-501,
газовая аппаратура (клапан, ротаметры), дистанцион-
ный регулятор силы сварочного тока. Установка обеспе-
чивает сварку пульсирующей дугой и точечную сварку.
Для сварки от миогопостовых выпрямителей предназ-
начены установки УДГ-201. Она представляет собой
переносной транзисторный регулятор силы тока, уком-
плектованный газовой аппаратурой и горелкой с воздуш-
ным охлаждением. Установка УДГ-201 имеет вертикаль-
ную внешнюю характеристику, обеспечивает зажигание
дуги коротким замыканием при малой силе тока, обес-
печивает сварку пульсирующей дугой, снабжена уст-
ройством для плавного нарастания силы тока при зажи-
гании дуги и плавного снижения силы тока в конце
сварки.
Для сварки на переменном токе применяют установки
УДГ-301-1 и УДГ-501-1. Установки содержат сварочный
трансформатор с подмагничиваемым шунтом, возбуди-
тель-стабилизатор дуги, диодно-транзисторное устрой-
ство для подавления постоянной составляющей тока,
устройство заварки кратера, аппаратуру управления
циклом сварки, газовую аппаратуру и горелки типа ГР.
На базе установки УДГ-301 выпускается универсальная
установка УДГУ-301 для сварки иа переменном и по-
стоянном токе (табл. 31).
ПОЛУАВТОМАТЫ ДЛЯ ДУГОВОЙ СВАРКИ
Механизированная сварка осуществляется сварочны-
ми полуавтоматами, обеспечивающими автоматическую
подачу электродной проволоки и других сварочных
материалов в зону плавления. При этом перемещение
дуги вдоль свариваемого изделия осуществляется свар-
щиком вручную. Полуавтоматы для сварки и наплавки
изготовляются в соответствии с ГОСТ 18130—79*Е
(табл. 32, 33) и имеют следующие обозначения: вида
изделия (ПД); способа защиты зоны дуги (Г — для
сварки в среде активных защитных газов; И — в среде
J27
Таблица 31. Техническая характеристика установок'
дом
Параметры УДГ-ЗОЫ УДГ-вОЫ
Переменный
Род сварочного тока
Номинальный сва-
рочный ток, А
Напряжение холос-
того хода, В
Рабочее напряже-
ние, В
Пределы регулиро-
вания тока, А
Размеры (высотах
Хдлина X ширина),
мм
Масса, кг
Примечание, В
315 500
72
16
15—25; 40—150;
20—100; 120—500
90—315
700X1100X900 900X1100X900
380 460
числителе указано постоянное напряже
инертных защитных газов; У — в среде активных и
инертных защитных газов; О — открытой дугой; Ф —
под флюсом); номинальный сварочный ток в сотнях
ампер; номер модификации; вид климатического испол-
нения и размещения соответственно по ГОСТ 15150—
69* и ГОСТ 15543—70*; напряжение питающей сети,
В; технических условий на оборудование.
Например, условное обозначение полуавтомата для
дуговой сварки в активных газах при номинальной силе
сварочного тока 500 А, о 16-м модификационным номе-
ром, климатического исполнения V и категории разме-
щения 3, на напряжение 380 В — полуавтомат ПДГ-
516 V3, 380 В ТУ,
В разработках института электросварки им. Е. О. Па-
тона полуавтоматы обозначаются буквами А или ПШ,
после чего следует цифровое обозначение.
Например, полуавтомат для ванной сварки арматуры
в монтажных условиях при номинальной силе тока
500 А обозначается А1503Ц,
1Z8
для сварки в защитных газах неплавящимся электро*
УДГУ-301 УПС-301 УДГ-201
Постоянный,
переменный
315
Постоянный
200
65/72 68 60
12/16 40 12
15—25; 4—25; 7—200
20—100; 25—315
90—315
90 XI100X900
420
900X110X900
340
300X500X400
30
ние. в знаменателе — переменное.
Сварочные полуавтоматы классифицируют по способу
защиты дуги (в среде защитных газов под флюсом, без
дополнительной защиты, универсальные); по типу элек-
тродной проволоки (сплошного сечения, порошковой или
одновременно для проволок сплошного сечения и для
порошковых проволок); по способу регулирования ско-
рости подачи электродной проволоки (с плавным, сту-
пенчатым или смешанным); по компоновке однокор-
пусные (механизм подачи встроен в корпус источника
питания) или с вынесенным подающим механизмом; по
транспортабельности (стационарные или с переносным
подающим механизмом подачи).
Широкое распространение получили полуавтоматы для
дуговой сварки, комплектуемые из универсальных агре-
гатных элементов (рис. 45). Замена бесконечного
количества элементов разнообразной конструкции огра-
ниченным их числом резко снижает затраты на разра-
ботку, изготовление и эксплуатацию сварочного обору-
дования, значительно упрощает ремонт, т. к. после
5 S-W
129
Рис. 45. Составные элементы агрегатирования по-
луавтоматов:
о —на токи до 316 А; б —на токи до 500 А; 1—4 — го-
релки различных типов; 5—подающий механизм; 6 —
электродвигатель переменного тока (нерегулируемый
асинхронный); 7 — электродвигатель постоянного тока
(регулируемый); 8 — кронштейн с катушкой для прово*
локи; 9 — тележка с фигуркой для проволоки; 10 — блок
управления регулируемым двигателем; 11 — блок управ-
ления нерегулируемым электродвигателем; 12—14 —
источники питания дуги; 15 — ящик (чемодан) с меха*
низ мои подачи, катущцой и гдзовйм клапаном
130
Таблица 32. Характеристики полуавтоматов ДЛЯ Ду-
говой сварки плавящимся электродом
Номи- нальная сила свароч- ного тока, А Испол- нение Электродная проволока Диаметр электрод- ной про- волоки, мм Скорость подачн электрод- ной прово- локи, м/ч
200 г, И, У Сплошная алю- миниевая 1,2-2,0 80...320
Сплошная сталь- ная 0,8..1,2 120...720
315 г. И, У Сплошная алю- миниевая 1,6...2,0 80...440
Сплошная сталь- ная 1,0-1,4 1,2... 1,6 120-960 120 ..960
400 500 г, о ф Порошковая стальная 1.0...3.0 1,6-2,0 100-600 120...720
г Сплошная сталь- 1,2-2,0 120-720
630 ф г г, О ная Порошковая 1.6...2.0 1,2...2,0 2,0...3.0 120-720 120. .720 100 ..600
стальная
Примечание: Номинальный режим работы ПВ=Ь0 %,
цикл работы — 5 мин.
разборки вышедшие из строя модули легко заменяются.
Кроме того при необходимости разобранные модули
могут повторно и многократно использоваться при из-
готовлении или модернизации другого оборудования.
Сварочный полуавтомат (рис. 46) состоит из горелки
или комплекта горелок со шлангами, механизма подачи
электродной проволоки; кассеты, катушки для электрод-
ной проволоки; шкафа или блока управления; провода
сварочной цепи и цепей управления; аппаратуры для
регулирования и измерения параметров газа и шлангов
5*
13;
Таблица 33. Техническая характеристика сварочных
Полуавтомат Номинальная сила свароч- ного тока, А Диаметр электродной проволоки, мм
ПШ125 125 0,8... 1,2
А1234 200 0,8... 1,2
А547УМ * 315 0,8... 1,4
ПДГ-301-1 315 0,8... 1,2
ПДИ-303 315 1,2-2,0
ПДГ-303 315 0,8... 1,4
ПДГ-ЗО7УЗ 315 0,8... 1,4
ПДГ-308 315 1.2...1.6
ПД Г-304-1 315 0,8-2,0
А825М 315 0,8... 1,2
А929 (ПШ-118) 315 1,2-2,0
А1230МУ4 315 0,8-1,2
«Спутник-2» 200 0,8... 1,0
ПРМ-4 400 0,8-2,0
ПДГ-312 315 1,0-1,4
ПДГИ-303 315 1,2-2,0
А1114М 350 1,6...2.0
А1660 400 1,2...2.0
ПДГ-502, ПДГ-503 500 1,2—2,0
А537Р, А537У 500 1,6-2,0
ПДГ 515 500 . 1,2-2,0
ПДГ 51₽ 500 1,2-2,0
А1197С 500 1,6...2.0
А765 500 2,0-3,5
ПШ 112 500 1.6...3.2
А1530 500 1,6-3,2
А1750 500 1,2...2,0
ПДФ-502 (ПШ 116) 500 1,2-2,5
А1503П (ПДГ-603) 630 1,2-3,0
А1631Р 500 0,8...2,0
ПШ109 315 1,2..,2,0
132
полуавтоматов
Скорость подачи элек- тродной про- волоки, м/ч Размеры (длина X шири- на X высота), мм Масса по- дающего устрой- ства, кг Источник тока
90...350 364 X290X130 10 ВЖ-2П
90...350 364X290X130 10 ВЖ-2П
160...650 350X118X245 6,25 ВС-300
160...960 450X 275X240 8 ВДГ-301
720 953X1045X748 13 ВДГИ-301
120... 1200 362X284X153 12,5 ВДГ-302
160...960 380X 290X160 13 ВДГ-302
120...1200 765X525X 865 65 ВДГ-302
100...960 380 X 330X100 5 ВДГ-301
120...620 305X175X245 11 ВСЖ-303
120...620 305X175X245 11 ПСГ-500
140...670 290X130X364 11 ВДГ-302
200...600 265X170X75 3,5 —
—— — 16 ВДГ-302
120...960 12 ВДГ-303
72...960 700X1020X 950 13 ВДГИ-301
114...128 364X290X130 11 ПСГ-500
100...1000 500x330x350 42 АСУМ-400
120...1200 470X296X260 13 ВДУ-504-1
80...590 330X 280X 325 25 ПСГ-500-1
120...960 805X605X1050 12 ВДУ-506 Л
120...960 1275X816X940 18 ВДУ-505
92...920 960 X 660 X 560 35 В ДУ-504
72...720 760 x 500x 550 16,5 ПСГ-500-1
— 1135X495X360 23 —
200... 1000 550X310X235 20 ВС-600 В ДУ-504
685X 280 X335 12,5 —
—й 904 X660X434 26,5 ВДГ-601
120...960 960X 660 X 560 25,5 В Д Г-601
120... 1200 340X150 X 450 20 ВС-500М, В ДУ-500-1
120...720 728 X300X 335 15 ГИ-ИДС-1
133
5 10 6
Рис. 46. Схема полуавтома-
та для сварки в защитных
газах:
1 — горелка; 2 — шланг; 3 — ме-
ханизм подачи; 4 — кассета; 6 —
блок управления; 6 — провода
сварочные; 7 — провода управ-
ления; 8 — аппаратура для ре-
гулирования и измерения пара-
метров защитного газа; S —
шланг для газа; 10— источник
питания
для газа (в случае сварки в среде защитных газов),
источника питания. Полуавтоматы для сварки под флю-
сом вместо газовой аппаратуры снабжены устройством
для подачи флюса. Полуавтоматы для сварки открытой
дугой не имеют газовой аппаратуры и устройств подачи
флюса.
Регулирование скорости перемещения проволоки в
зону сварки осуществляется механизмом подачи сту-
пенчато, плавно или комбинированным способом.
Скорость подачи проволоки ступенчато регулируется
подающими роликами с различными наружными диа-
метрами и коробками скоростей или редукторами, име-
ющими пару сменных шестерен. В таких случаях в
качестве приводного применяют асинхронный трехфаз-
ный электродвигатель. Скорость подачи плавно регули-
руется высокоскоростными электродвигателями постоян-
ного тока' с трех-четырехступенчатой зубчатой, червяч-
ной и червячно-зубчатой передачами.
Широко используются малогабаритные, облегченные,
безредукториые (планетарные) и импульсные с пульси-
рующей подачей проволоки приводы.
Проволока в сварочных полуавтоматах подается с
постоянной скоростью. Саморегулирование дуги обеспе-
чивает высокое качество сварных швов. В зависимости
от особенностей конструктивного исполнения полуавто-
матов сварочная проволока устанавливается в кассетах,
катушках-шпулях или в разъемных кассетных устрой-
ствах. ' ;
Наиболее общий вариант системы управления свароч-
ным полуавтоматом приведен на рис. 47. Для систем с
трехфазным приводным электродвигателем эта схема не
имеет узла 5. При подключении схемы управления ие-
134
Рис. 47. Блок-схема систе-
мы управления сварочным
полуавтоматом:
1 — источник сварочного тока;
2 — блок управления источни-
ком сварочного тока; 3 — блок
питания системы управления;
4 — блок логический; 5 — блок
управления электродвигателем
подачи проаолоки; 6 — газовый
клапан; 7 — пусковая кнопка;
8 — электродвигатель подачи
проволоки; 9 — изделие
Сеть
питания дуги отсутствуют
посредственно к источнику
узлы 5—7.
Малогабаритные регуляторы и элементы логических
схем систем управления часто размещают на корпусе
подающего устройства полуавтомата и внутри корпуса
источника питания в виде блока управления сварочным
полуавтоматом БУ-06 или БУСП-1. Наиболее распро-
страненная сварочная горелка для сварки плавящимся
Рис. 48. Горелка шлангового полуавтомата:
J — рукоятка; ? — переходная втулка с каналами для
подачи защитного газа; 3 — сопло; V — наконечник; б —
щиток; 6 — пусковая кнопка
электродом в среде защитного газа изображена иа рис.
48. Сварочная проволока подается в горелку через гиб-
кий направляющий шланг со спиралью, а затем выходит
из мундштука. Защитный газ через канал для его пода-
чи и сопло выходит наружу в зону сварки.
По способу охлаждения нагреваемых частей различа-
ют горелки с естественным (воздушным) и искусствен-
ным газовым или водяным охлаждением (табл. 34). По
характеру взаимного расположения основного корпуса
и рукоятки различают молотковые и пистолетные го-
релки с различной формой рукояток, расположением
пусковых устройств (курковые или рычажные)'.
Большинство горелок снабжено шлангами — гибкими
направляющими каналами (совмещенные и раздельные).
При сварке силой гока до 315 А наиболее удобными
считаются совмещенные каналы (полые кабели). Смен-
ные каналы для подачи проволоки позволяют значитель-
но повысить срок службы сварочных горелок со шлан-
гами при замене загрязненных каналов. При этом уп-
рощается очистка тракта подачи проволоки. Такие
шланги имеют каркасную спираль для размещения
сменных каналов (табл. 35). В качестве сменных ка-
налов используются спирали из стальной проволоки или
ленты. При сварке проволоками из алюминиевых спла-
вов и коррозионно-стойких сталей часто используют ка-
налы из тефлона, полиэтилена или нейлона.
Сварка в углекислом газе сопровождается короткими
замыканияйи. Образующиеся при сварке брызги рас-
плавленного металла могут прилипать к соплу и мунд-
штуку горелки, что часто приводит к короткому замы-
канию сварочной цепи. Для предотвращения коротких
замыканий используют керамические сопла с изолиру-
ющими прокладками, металлокерамические или водо-
охлаждаемые металлические. Положительные результа-
ты дает применение защитных смазок.
Для сварки в инертных газах или в смесях газов
применяют специальные расходомеры-ротамеры РМ-1,
РМ-5, РМ-П, РМ-Ш, РМА-1 (ГОСТ 13045—81).
Подогреватели газов применяют при сварке в угле-
кислом газе, а осушители при сварке в углекислом газе,
полученном из пищевой (иеосушенной) углекислоты.
Подогреватели выполняют в виде электронагревателя-
змеевика, по которому пропускается газ (рис. 49).
Осушитель газа служит для поглощения влаги и ус-
танавливается на баллоне перед редуктором (табл. 36).
Таблица 34. Техническая характеристика горелок
Для полуавтоматической сварки плавящимся электродом.
я га t_ га и . пз га Ч
со Ч га Диаметр 3
Горелки К И электродной га
1 m £ проволоки, мм s
бз яЗКЗ ч й
ГДПГ-101-10 г 160 0,8... 1,2 2.0 0,45
ГДПГ-102 г 160 1,2... 1,6 2,0 0,45
ГДП Г-201 г 200 1,2 2,5 —.
ГДПГ-301-8 г 315 1,2... 1,4 3,0 0,6
ГДПГ-302 г 315 1,6...2,0 2,0 0,7
ГДПГ-304 г 315 1,2... 1,4 3,0 —
ИГД-401 г 400 1,2... 1,6 3,0 4,7*
И ГД-501 г 500 1,4...2,0 3.0 4,72*
ИГД-504 г 500 2,0...3,0 3,0 4,72*
ГДПГ-501 г 500 1,4...2,1 3,0 0,7
ГДПГ-502 г 500 1,4; 1,6; 2,0 3,0 —
А-1231-5-Г2 г 500 1,6...2,0 3,5 0,4
А-1231-5-Ф2 ф 500 1,6..-.2,0 3,5 0,9
А-1231-5-03 о 500 2...3.2 3,5 0,35
ГДПГ-603 г 630 1,6...2,5 3,0 0,7
Примечание. * — масса горелки со шлангом.
Осушитель состоит из. корпуса 7, в котором сверху и
снизу вставлены сетчатые шайбы 4 (рис. 50). С внут-
ренней стороны корпуса перед шайбами установлены
фильтры 5 из стекловаты. Внутренняя полость корпуса
заполнена поглотителем влаги, в качестве которого
используются обезвоженный медный купорос или сили-
кагель марки ШСМ. Перед заполнением поглотитель
влаги прокаливается при температуре 200 °C в течение
2 ч. Втулка 1 через пружину сжимает осушитель. Осу-
шитель рассчитан иа осушку 30...35 м3 углекислого газа
при одной зарядке.
Для сварки в смесях защитных газов в комплект
газоаппаратуры входят смесители (табл. 37). Смеси-
тели газов УСД-1А и УСД-1Б предназначены для пи-
тания до 50—70 постов смесью углекислого газа с 20...
30 % кислорода. Смеситель УСД-1А оснащен газоаиа-
137
Таблица 35. Техническая характеристика гибких на
матов
Параметр КН-1,5 КН-2,5
Диаметр электродной прово-
ЛОКИ, мм 0,8... 1,0 1,0... 1,6
Внутренний диаметр на- 1 к~|-0,3
правляющего шланга, мм 1’5—0,1 2»5.—0,1
Сечение .токопроводящей
жилы, мм2 —
Число вспомогательных жил —
Сечение вспомогательных
жил, мм2 — —
Наружный диаметр резины,
мм 9,7 10,7
Масса 1 м, кг 0,193 0,227
Таблица 36. Техническая характеристика газовых
Редуктор Рабочий газ Число ступе- ней Давление
наибольшее |
Г-70 Гелий 2 20000
У-30 Углекислый 2 10000
РС-250-58 Воздух 2 25000
ДВ-70 1 25000
ДВП-1-65 Водород 1 20000
В-50 2 20000
РД-55М 1 15000
АР-10 Аргон 2 20000
АР-40 2 20000
АР-150 2 20000
А-30 Азот 2 20000
А-90 2 20000
ДКМ-1-70 Кислород 1 20000
ДКП-1-65 1 20000
ДСК-66-1 1 1600
ДКС-200 1 > 1600
138
правляющих шлангов к горелкам сварочных полуавто-
КН-3,2 КН-4,7 КШПЭ-40 КШПЭ-75
1,6...2,0 2,0...3,2 1,6...2,0 1,6...2,0
3,2 4.7+W 3.2%,1 поО од
__ — 40 75
— — 2 3
— 2,5 2,5
13,7 15,2 21,7 25,7
0,392 0,469 0,922 1,397
редукторов
газа, кПа Расход газа наибольший, м®/ч Размеры (длина X ши- рина X высота), мм Масса* кг
рабочее
100...700 4,2 255X235X190 3,8
100...400 1,8 485X160X172 4,7
6500 5,0 200X175X220 2,2
7000 70 215X185X136 3,6
100... 1500 80 195X160X170 2,3
100...540 3,0 255X235X190 3,8
100... 1500 100 200X130X150 2,0
100...900 0,6 255X235X190 3,8
100...400 2,4 255X235X190 3,8
100...700 9,0 255X235X130 3,8
100... 1500 1,8 255X235X190 3,8
100...3900 . 5,4 255X235X190 3,8
20...300 1,0 160X172X195 2,3
100... 1500 60 195X160X170 2,4
500 10 165X160X150 1,85
1200 200 135X165X265 3,95
139
х Таблица 37. Техническая характеристика смесителей газов
Смеситель Рабочий газ Состав смеси, % Расход смеси, ма/ч Давление газа на вы- ходе, кПа Размеры (длина X X ширина X высота), мм Масса, кг
УКП-1-71 Углекислый " 70 1,2 1 20... 100 165X84X169 1,65
Кислород 30 150... 1500
УКР-1-72 Углекислый 70 60 500...800 980X490X290 37,0
Кислород 30 500... 1500
АКУП-1 Аргон 70 ' 2,3 100...400 390X200X175 8,0
Углекислый 25 600
Кислород 5 600
УСТ-16 Углекислый 25, 60 200...600 1490X500X660 160
Смесь аргона и кислорода 75 300...600
УСТ-1А Углекислый 25 60 200...600 1600 X 930 X 660 220
Смесь аргона и кислорода 75
лизатором, позволяющим вести запись состава в авто-
матическом режиме.
Посты механизированной сварки и наплавки плавя-
щимся электродом находят применение в сборочно-
сварочных цехах, участках предварительной сборки й
Рис. 49. Подогреватель газа:
1 — корпус; 2 — кожух; 3 — труб-
чатый змеевик; 4 — теплоизоляцион-
ное покрытие; 5 — нагревательный
элемент; 6 —• накладная гайка
Рис. 50. Осуши-
тель газа:
1 — втулка; 2 — гай-
ка; 3 — пружина; 4 —
сетчатые шайбы; 5 —
фальтры; 6 — шайба
сетчатая; 7 — корпус;
8 — штуцер; 9 — сетка
монтажа, стапелях, ремонтных участках. Применение
механизированной сварки существенно повышает произ-
водительность труда и качество сварных соединений.
ПОДГОТОВКА ПОЛУАВТОМАТОВ К РАБОТЕ
Подготовку полуавтомата к работе начинают с от-
ключения и проверки заземляющего провода в соответ-
ствии с инструкцией, имеющейся в паспорте каждого
полуавтомата.
141
Таблица 38. Неисправности сварочных полуавтоматов и способы их устранения
Неисправность Причина Способ устранения
При замыкании электрода
ие возбуждается сварочная
дуга
При включении кнопки
«Пуск» не включается кон-
тактор и не работает двига-
тель
При включении выключате-
ли «ВК» без нажатия кноп-
ки «Пуск» срабатывает кон-
тактор и начинает работать
двигатель подачи проволоки
Не включен выключатель на
аппаратном ящике
Не включен источник свароч-
ного тока
В плохом состоянии контакт в
месте крепления сварочного
провода
Конец электрода покрыт шла-
ковой корочкой
Не включен выключатель иа
пульте управления
Не ^ включен источник свароч-
ного тока
Обрыв в цепи кнопки
Неисправность контакта кноп-
ки
Замыкание проводов в цепи уп-
равления
Включить выключатель
Включить источник сварочного
тока
Проверить состояние всех кон-
тактов, подтянуть их, зачис-
тить
Очистить конец проволоки от
шлака
Включить выключатель
Включить источник сварочного
тока
Устранить обрыв
Устранить неисправность в
кнопке или заменить ее
Устранить замыкание в штеп-
сельных разъемах; устранить
замыкание в проводах управ-
ления
При замыкании электрода
на изделие дуга возбужда-
ется, но проволока не по-
дается
При замыкании электрода
появляется искра, но дуга
не возбуждается
Электродная проволока не-
равномерно поступает в
держатель
В процессе сварки наблю-
дается неравномерная пода-
_ ча проволоки и обрывы ду-
Й ги при нормально работаю-
Замыкание в контакте пуско-
вой кнопки
Нет питания двигателя пода-
ющего механизма
Неисправность контактов пус-
кового реле
Неправильно подключен кабель
сварочного тока на подающем
механизме к держателю, воз-
можно обгорание проволоки
перед креплением держателя на
подающем механизме
Засорен канал спирали
Диаметр канала спирали ие
соответствует диаметру прово-
локи
Образуется петля между по-
дающими роликами и крепле-
нием держателя на подающем
Механизме
Износился подающий ролик
Перегиб в шланге
Слабый прижим проволоки в
подающем механизме
Заменить пусковую кнопку
Проверить цепь привода
Осмотреть и зачистить контак-
ты реле
Перекинуть клемму сварочного
провода так, чтобы ток проте-
кал не по спирали и электрод-
ной проволоке, а по сварочно-
му проводу в держателе
Прочистить канал спирали
Заменить спираль
Установить входную трубу
шлангового кабеля точно про-
тив канавки подающего роли-
ка на расстоянии не более
2—3 мм
Заменить подающий ролик
Выпрямить шланг
Отрегулировать прижатие про-
волоки в подающем механизме
Продолжение табл 38
Неисправность , Причина Способ устранения
щем двигателе подающего с целью исключения ее про-
механизма Заедание электродной проволо- ки в наконечнике Плохой контакт проволоки в наконечнике и «примерзание» проволоки к наконечнику Электродная проволока пода- ется в держатель сплющенной скальзывания Заменить наконечник в случае подгорания Подогнуть сапожок наконеч- ника для лучшего контакта или заменить наконечник Отрегулировать пружину, дей- ствующую на прижимной ро- лик подающего механизма, устранить чрезмерное давле- ние
Неустойчивое горение дуги, Не обеспечена плотность кон- Проверить рукой нагрев всех
сопровождающееся нагре- тактов в сварочной цепи (за- контактов сварочной цепи. При
вом отдельных контактов в жимов сварочных проводов на сварочной цепи пульте управления и в подаю- щем механизме, крепления шлангового держателя на по- дающем механизме, соединения горелки со шлангом) повышенном нагреве обеспе^ чить плотное соединение кон- тактов
Повышенный нагрев держа-
теля при сварке на больших
токах
Не поступает охлаждающая
вода в держатель
В процессе сварки быстро
обгорает электрод с увели-
чением длниы до обрыва
Сопло находится под напря-
жением
Образование пор
Большой вылет электрода
Нет контакта в наконечнике
Высокое напряжение холосто-
го хода источника питания
Скорость подачи электродной
проволоки слишком мала
Образовался мостик из брызг
между мундштуком и соплом
Неправильно выбран химичес-
кий состав проволоки для сва-
рки
Проволока с повышенным за-
грязнением масла и ржавчины
Поверхность свариваемых де-
талей загрязнена ржавчиной и
маслом
Проверить соединения в систе-
ме водяного охлаждения и обе-
спечить плотность крепления ре-
зиновых трубок к штуцерам,
устранить перегибы в шлангах
подачи и отвода воды
Уменьшить вылет электрода до
5—8 мм, приблизив сопло к
изделию на 15—20 мм
Улучшить контакт проволоки в
наконечнике
Уменьшить напряжение холос-
того хода
Увеличить скорость подачи
электродной проволоки
Снять сопло и очистить его а
наконечник от брызг
Заменить проволоку
Очистить и обезжирить прово-
локу
Очистить детали от загрязне-
ний
Продолжение табл. 33
146
Неисправность Причина Способ устранения
Образование пор
Чрезмерно высокое напряже-
ние иа дуге
Наличие влаги ч во флюсе, по-
рошковой проволоке и защит-
ном газе
Плохая газовая защита
недостаточный расход за-
щитного газа
подсос воздуха между соп-
лом и, обгоревшей текстоли-
товой втулкой, через канал
прохода проволоки
Уменьшить напряжение соот-
ветственно заданному режиму
сварки
Прокалить флюс и порошко-
вую проволоку, проверить на-
личие и качество поглотителя
влаги в осушителе газа
Осушающие вещества, насы-
щенные влагой, изменяют свой
цвет: медный купорос — с се-
ровато-белого на голубоватый,
силикагель — с розовато-голу-
бого на белый с голубым от-
тенком
увеличить расход защитного
газа
заменить текстолитовую втулку
и очистить сопло; на входе в
канал для прохода проволоки
установить уплотнители
сдувание защитного газа на поставить защитное огражде-
ветру или сквозняке ние
подсос воздуха в соединена- устранить подсос воздуха в со-
ях и подводке шлангов единениях
сопло горелки очень забрыз- зачистить сопло или сменить
гано каплями расплавленно- его
го металла
Источник сварочного тока В блоке БУСП-1 вышел из Заменить транзистор VT3 или
включается только при ме- строя транзистор VT3 или ре- реле К!
стном управлении ле К1
Электродная проволока не Перегрузка по току, срабаты- Устранить резкие изгибы пре-
подается, не вращается дви- вает токовая защита волоки, закусывание в кассете
гатель подающего механиз- или заклинивание в редукторе
ма Нет импульсов управления в Проверить, а при необходимос-
блоке БУСП-1 ти устранить неисправности в
цепи задающего резистора R6,
усилителя А1 или транзисторов
VT1 и VT2
Неустойчиво работает дви- Плохой контакт щеток с кол- Очистить от угольной пыли
гатель подачи электродной лектором щеткодержатели или заменить
проволоки. Искрение на кол- щетки
лекторе
Не включается клапан за- Неисправна катушка клапана; Заменить катушку или весь
щитного газа в блоке БУСП-1 вышел из клапан. Заменить неисправный
строя тиристор VS20 или ти- элемент
ристор VT4
6
Продолжение табл. 38
Неисправность Причина Способ устранения
Большой вылет электрод- В блоке БУСП-1 неисправна Устранить обрыв или заменить
ной проволоки после пре- схема динамического торможе- тиристор VS12
крашения сварки ния двигателя
Таблица 39. Неисправности редуктора и способы ихустранеиия
Неисправность Причина Способ устранения
Пропуски газа в соеди- нениях Неплотности: под накидной гайкой Подтянуть ключом накидную гай- ку или сменить фибровые про- кладки
под штуцером манометра Подтянуть ключом штуцер мано- метра или сменить фибровую про- кладку
в кожухе манометра Заменить манометр
Пропуск газа в предо-
хранительном клапане
Пропуск газа через за-
порный вентиль
Самопроизвольный про-
пуск газа в редукторе
Неплотность в редуцирующем Заменить редуцирующий клапан
клапане
Неплотность в соединении вен-
тиля
Попадание под клапан инород-
ных частиц (абразив, металл)
Неровная или пористая поверх-
ность эбонитового или капроно-
вого уплотнения клапана
Проседание в гнезде эбонито-
вого или капронового уплотне-
ния
Неровность седла
Подтянуть сальниковую гайку или
сменить прокладку сальника
Разобрать и тщательно проверить
исправность клапана и седла. Пе-
ред установкой клапана на место
редуктор продувают воздухом
(осушенным) азотом для удале-
ния инородных частиц
Очистить клапан и протереть
наждачной бумагой. Царапины,
забоины, вмятины и другие поро-
ки удаляются специальной притир-
кой
Заменить клапан
Заменить седле, зачистить и при-
тереть седло наждачной бумагой.
Правильнесть обработки седла оп-
ределяется по отпечатку на уп-
лотнение клапана
о
Поломка или усадка запорных Заменить преушину
проушин
й
Продолжение табл. 39
Неисправность Причина Способ устранения
Не поступает или плохо поступает газ через ре- дуктор Падение давления в ре- дукторе Стрелка манометра сто- ит неподвижно как при спаде давления,—так и при повышении его Засорение фильтра редуктора Вынуть из штуцера фильтр, про- мыть его бензином Б-70 или гид- ролизным спиртом Замерзание редуктора Отогреть редуктор чистой вето- шью, смоченной горячей водой, за- тем продуть азотом или сжатым воздухом Повреждена мембрана Заменить мембрану Неплотность по периметру за- Устранить неплотность щемления мембраны Засорился демпфер Вывернуть демпфер и прочистить его
Засорился канал штуцера
Вывернуть демпфер и прочистить
канал штуцера, отсоединив пред-
варительно магистраль от мано-
метра
Пропуск углекислого га-
за через сальник венти-
ля баллона
Повреждена фибровая прок-
ладка в вентиле баллона
Утечка углекислого газа
через соединения подо-
гревателя газа с венти-
лем баллона и редукто-
ром
Ослаблены накидные гайкн
Плохо уплотнены фибровые
нли капроновые прокладки
При отборе газа из баллона от-
крыть вентиль до отказа. Если не-
исправность не устраняется, сдать
баллон в ремонт написав предва-
рительно на нем: «Неисправный»
Подтянуть гайки
Заменить фибровые или капроно-
вые прокладки
При наличии давления в
баллоне и при открытом
редукторе нет выхода га-
за из сопла
а*
VI
Отверстие редуктора закупори-
лось льдом из-за неисправнос-
ти подогревателя газа (перего-
рела спираль)
Пережата трубка подачи угле-
кислого газа или обрыв трубки
Заменить спираль в подогревателе
I
Найти место пережатия или обры-
ва и устранить неисправность
При подключений источника сварочного тока питаю-
щей сети необходимо убедиться в соответствии напряже-
ния питающей сети напряжению источника.
На выпрямителе^переключателем устанавливают вид
внешних характеристик, а на блоке управления БУСП-
1 — необходимый режим работы («непрерывный», «пре-
рывистый» или «точечный») и вид управления.
Диаметр отверстия токоподводящего наконечника
горелки и диаметр направляющего канала устанавли-
вают исходя из заданного диаметра электродной прово-
локи.
При подсоединении горелки к подающему устройству
необходимо проверить соосность отверстия хвостовика
горелки и канавки подающих роликов, т. к. смещение
их на 1 мм уже через несколько минут приводит к
прекращению подачи проволоки из-за попадания струж-
ки проволоки в направляющий канал. Хвостовик горел-
ки должен быть максимально приближен к роликам.
При иамотке проволоки на кассету укладка ее должна
быть рядовой. Применение ржавой проволоки недопу-
стимо.
При заправке проволоки в направляющий канал го-
релки включателем на подающем устройстве устанав-
ливают необходимое давление роликов на проволоку,
чтобы оиа подавалась равномерно, без пробуксовки.
При несоосности токоподводящего наконечника и свечи
проволока может «утыкаться» в него. При этом возмож-
на либо пробуксовка роликов, либо их остановка в
случае чрезмерного давления иа проволоку. Для пред-
отвращения этого необходимо заменить наконечник,
либо сначала пропустить проволоку в неввинчеиный на-
конечник, а затем ввернуть его в свечу. В последнем
случае возрастает усилие проталкивания проволоки.
Неисправности сварочных полуавтоматов и газовых
редукторов, а также способы их устранения приведены
в табл. 38, 39.
СВАРОЧНЫЕ АВТОМАТЫ
Автоматическая сварка предусматривает механизацию
процессов возбуждения и поддержания устойчивого
горения дуги, прекращения сварки, заварки кратера в
конце шва, подачи электрода в зону плавления, а также
перемещение дуги в заданном направлении вдоль сва-
152
риваемых кромок с определенной скоростью. Сварочные
автоматы могут быть универсальные общего назначения
и специальные.
Их классифицируют:
по способу Перемещения вдоль стыка: са-
моходные и несамоходные. В состав самоходного авто-
мата входят технические средства, обеспечивающие его
перемещение со скоростью сварки. Несамоходные (под-
весные) таких средств не имеют.
Установка или станок, в состав которого входит
несамоходный сварочный автомат, имеет обычно меха-
низмы для перемещения самого автомата или для
перемещения изделия. Сварочные автоматы, перемеща-
ющиеся непосредственно по поверхности изделия или по
направляющим, уложенным на изделие, принято назы-
вать сварочными тракторами;
по виду электрода: для сварки плавящимся и
иеплавящимся электродом;
по способу защиты дуги: под флюсом, в .сре-
де защитных газов, без защиты, по флюсу, под флюсом
и в защитных газах;
по способу регулирования скорости
подачи электродной проволоки и скорос-
ти сварки (для самоходных автоматов): с плавным,
ступенчатым и плавно-ступеичатым регулированием;
по способу подачи электродной прово-
локи: с независимой от напряжения на дуге подачей
и с зависимой от напряжения иа дуге подачей;
по способу формирования металла
шва: со свободным или принудительным формирова-
нием;
по числу дуг с раздельным питанием
током.' однодуговые, двухдуговые и многодуговые;
по технологическому назначению: для
сварки, наплавки;
по числу электродов с общим подво-
дом сварочного тока: одноэлектродные, двух-
электродные и многоэлектродные.
Сварочные автоматы оощего назначения выпускаются
промышленностью в соответствии с ГОСТ 8213—75 *Е.
Техническая характеристика некоторых универсальных
и специализированных автоматов для сварки под флю-
сом, н среде защитных газов и электрошлаковым спосо-
бом, нашедших применение в строительной индустрии,
приведена в табл. 40—47,
Таблица 40. Техническая характеристика сварочных
Трактор Номинальная сила свароч- ного тока, А Диаметр элек- тродной прово- локи, мм
I 2 3
Однодуговыг для
ТС-17М-1УЗ 1000 1Д..5.0
ТС-17Р АДФ- 1000 1,6...5,0
1602-УЗ ТС-44 1600 3...6
(А-1506) ТС-43 ' 2000 3...6
(А-1648) 1600 3...5
АДС-1000-3 1000 3...6
АДФ-1004-УЗ 1000 2...5
Двухдуговой для
ДТС-38-УЗ ТС-58 2X1500 2X1250 2...S 3...6
Для сварки в защитных
АДГ-502-У4 500 1,2...2,0
АДПГ-500-1 500 1,2... 2,0
АДСП-2 400 1,0...2,5
А-1588 500 1.6...3.0
А-17Ц 350 1,2... 1,6
АДГ-601 500 1.2...2.0
АД-106 2X315 1,4... J ,6
Для сварки под флюсом
ТС-35 1000 1,6...5,0
ТС-35-1 ♦И 1009
тракторов
Скорость подачи элек- тродной про- волоки, м/ч Скорость сварки, м/ч Размеры (длина X X ширина X высо- та), мм Мас- са, кг
4 6 6 7
сварки под флюсом
52...400 16...126 715X 345X 540 45
56...435 16... 126 740X 300 X 520 42
18...360 12... 120 1050X365X655 60
61...360 1.5...45 940 X450X610 115
61...360 12...120 845 X425X 710 56
30... 120 15...70 1010X370X665 65
18... 120 12...120 1050X365X 655 60
сварки под флюсом
56...560 60...360 16... 160 8...80 900 X 400X 930 965X400X965 90 90
газах плавящимся электродом
30...720 18...180 845X 365X 670 55
149.5...720 15...70 425 X265 X 570 22
101...799 12...79 730X600X1050 63
72-562 6...30.5 900X 450X 550 38
150...450 15.5...31 375X 308X370 20
149.5...720 15...70 425 X265X570 22
120...720 12...80 400X350X365 14
и в защитных газах
50,5...403 16...126 740 X300X520 42
50.5...403 12... 120 1200X830X850 42
155
Таблица 41. Техническая характеристика автоматов
Автомат Номи- нальная сила сва- рочного тока, А Диаметр электродной проволоки, мм Скорость подачи элек- тродной про- волоки, м/ч
АСП-360М-1 150 1,0. ..2,0 50-800
А-1002 800 3,0...5,0 84-700
А-1411П 1000 2,0—4,0 50...500
А-1417 1000 2,0...5.0 13-133
А-1418 1000 2,0-5,0 47...508
А-1589М 250 1,6-3,0 122...1222
«РИТМ-3» 1000 2,0-4,0 122-958
АД-200 630 1,0-2,5 122...960
АД-201 630 1,2-3,2 72...720
Таблица 42. Техническая
характеристика головок
Головка Номи- нальная сила сва- рочного тока, А Диаметр электродной проволоки, мм Скорость подачи элек- тродной про- волоки, м/ч
1 2 3 4
Самоходные
А-1404-У4 1000 2,0-5,0 52,9-529
А-1416-У4 1000 2,0-5,0 49,7-497
А-1425-У4 1000 4,0-5,0 49,7...497
АБСК-У4 1000 3,0-6,0 43-142
А-1410-У4 2000 2,0-5,0 52,9-529
А-1419-У4 2000 2,0-5,0 49.7...509
АД-202 1250 2,0-6,0 41-410
АДл208 1250 2,0-6,0 41...410
Afl-209 1000 2,0...6,0 41-410 Подвесные
А-1423-У4 300 1.6...3 45...450
А-1569 400 2...3 49,7-350
ГДФ-1001-У4 1000 3-5 52,9-529
156
для дуговой сварки в защитных газах
Скорость сварки, м/ч Верти- кальный ход, МЫ Размеры (длина X ши- . рина X высота), мм Масса, кг
— — НО
8... 120 — 950Х600Х180 160
12...240 500 500X230X440 350
12... 120 250 925 X740X1560 240
12... 120 — 1405X 840X1920 240
3...30 — 1200 X 600 X 600 32
0,8... (8 — 1250Х1750X400 900
— 160 410X410X700 60
— 250 610X410X850 80
для дуговой сварки под флюсом
Скорость сварки, м/ч Верти- кальные ход, мм Размеры (длина X ши- рина X высота), мм Масса» кг
Б 6 7 8
головки 12... 122 250 1660 X870X1160 325
12...122 250 1660X870X1160 320
12...122 — 300x600x1650 500
22...71 200 760X710X1750 160
12... 122 250 1660 X 870X1160 325
24-244 250 1166X 870X1160 320
12... 122 250 830 X 510X 850 105
12... 122 250 — 380
12...122 280 — 380
головки 760 X 840X1670 210
— — 1120X850X1990 260
— 1050X1680X2000 298
157
Таблица 43. Техническая характеристика голбвой
Головка Номинальная сила свароч- ного тока, А Диаметр электродной проволоки, мм Скорость по- дачи элек- тродной про- волоки, м/ч
1 2 8 4
УДФ-1001-У4 2X1000 । 2,5-3,0 198-530
А-639 2X1000 1.6...5.0 1 28-225
А-1156 2X1500 3.0..Д0 155-650
А-1412-У4 2X1600 2,0-5,0 52,9-529 '
А-1422 2X1600 2,0-5,0 47-510
АД-207 2X1000; 2,0-6,0 41-410
2X1250
АД-206 2X1250 2.0...6.0 41-410
АД-205 2X1600 2,0-6,0 41-410
Таблица 44. Техническая характеристика сварочных
Автомат Номинальная сила свароч- ного тока, А Диаметр электродной проволоки, мм
1 2 3
А-1150 500 2,5—3,5
А-1237 500 3,0-5,0
А-1381-01 450 2,6-3,0
А-1590 450 1,6-2,0
«Иигул» 450 1,6-2,0
А-1325 1000 3,0
АД-102 1000 2,0-3,0
АД-119 500 1,4-3,0
АД-142 500 2,3
АД-142-01 500 2,3
158
для многодуговой сварки под флюсом
Скорость сварки, м/ч Верти- каль* ный ход, мм Поперечная корректиров- ка электро- дом, мм Размеры (дли- на X ширина X X высота), мм Мас- са, кг
5 в 7 8 9
18...266 250 ±60 1050x650X 2000 580
13...112 250 ±100 1430X630X2100 322
79...250 — — 3175X 820X 820 985
72-720 250 ±75 1405X890X1920 325
72...720 250 ±75 1405X890X1920 390
25-250 250 ±160 — 420
25...250 250 ±160 420
25-250 250 ±160 —— 420
автоматов с принудительным формированием шва
Скорость подачи элек- тродной про- волоки» м/ч Скорость сварки, м/ч Размеры (длина X X ширина X высота), мм Масса, кг
4 6 е 7 -
180...216 2,9-10 470X280 X 875 31,6
50,5-400 1,0-2,9 540 X 325X740 85
151...299 4,0... 12,2 800X445 X440 42,5
20...720 1,8...50.0 1200 X600X 600 30
120...720 1Д..9.0 470 X440X660 40
140...280 14,4-45 850Х500Х1200 150
100...1000 2,5...252 520X525 X785 52
100-453,5 2,5-252 682X420X 820 48
151...504 50...25 1145X570X930 84,2
151...504 .6,1.452 1840X^X1320 96,6
15?
Таблица 45. Техническая характеристика универсала
Установка Номинальная сила сварочного тока, А Диаметр электродной проволоки, мм
АДФГ-501 500 1,0-2,0
АДФГ-502-У4 500 1,0...3,0
АДФГ-503-ХЛ4 500 1,0..;2,5
Таблица 46. Техническав характеристика спениаль
ков магистральных трубопроводов
Комплекс Сварка Диаметр электродной проволоки, мм Напряжение. В
«Стык 01» Наружная 2.5 25,28
«Стык 02» Наружная 3,0 25...28
КДГ-1221 Внутрен- 1,0...2,0 18—28
(«Дуга-1») няя
КДГ-1421 Наружная 1,0-2,0 18...28
(«Дуга-2»)
Конструктивно сварочные автоматы состоят из следу-
ющих узлов и элементов: механизмов подачи электрод-
ной проволоки и перемещения дуги, настроечных, вспо-
могательных и корректировочных перемещений (меха-
низм подачи электродной проволокв состоит из привода
и систем подающих роликов); токоведущих мундщту-
ков; горелок; правильных механизмов; кассет для элек-
тродной проволоки; флюсоаппаратуры или газопода-
ющих устройств; систем управления и средств техники
безопасности.
.Привод обеспечивает вращение подающего ролика с
заданной скоростью и необходимым крутящим момен-
том, а также настройку скорости подачи электродной
проволоки. В качестве приводов механизмов подачи
используются асинхронные двигатели и -редукторы со,
сменными шестернями или коробками скоростей.
Автоматы с механизмами подачи со сменными шестер-
нями используются в серийнрм иди массовом произ-
ных установок для автоматической сварки
Скорость подачи электродной про- волоки, м/ч Скорость сварки, м/ч Размеры (длина X X ширина X высота), мм Мас- са, кг
90...960 20...70 1300 X850X1400 400
60...600 20...70 1700X1000X200 800
12... 120 20...70 — 280
ных -комплексов для дуговой сварки неповоротных сты-
Сила свароч- ного, тока, А Скорость подачи элек- тродной про- волоки, м/ч Скорость ( сварки, м/ч Источник питания
400 150...300 5,0—20 ВД-301
400 150...300 5,0...20 ВДУ-504
315 300...500 25...45 ВДГ-302 (10 шт.)
315 300...750 15...50 ВДУ-504
(2 шт.)
водстве, где режим сварки перестраивается редко. Онн
надежны в эксплуатации и просты по устройству.
Подающие ролики обеспечивают стабильную подачу
электродной проволоки без значительной деформации ее
поверхности из кассеты в зону сварки. Наиболее рас-
пространенными являются цилиндрические ролики с на-
сечкой на поверхности, с гладкой канавкой, с канавкой
и насечкой, обрезиненные, шестеренчатые с канавкой
и др.
Механизмы перемещения самоходных автоматов (са-
моходные тележки) предназначены для перемещения
дуги со скоростью сварки вдоль линии соединения и для
возвращения аппарата в исходное положение с марше-
вой скоростью или вручную. Самоходная тележка слу-
жит также корпусом, к которому крепятся остальные
части автомата. Тележки имеют колесный ход велоси-
педного или кареточного типа. Велосипедные тележки
обеспечивают более трчную установку конца электрода
6 8-И07 161
из-за увеличенного расстояния между колесами в вер-
тикальном направлении. Велосипедные тележки обычно
имеют три колеса, кареточные — четыре. В тележках
сцепление между рельсом и ведущими колесами проис-
ходит за счет трения. При зубчатом сцеплении зубча-
тые колеса, сцепляющиеся с рейкой, применяются для
повышения надежности и улучшения плавности дви-
жения.
Т а б л и ц а 47. Техническая для электрошлаковой сварки характеристика автоматов
V Автомат Толщина свариваемого металла, мм Способ передвижения Мас- са, кг
А-501М До 100 Безрельсовый А-681 14...60 По рельсам А-820М 16...50 » А-1027 10...50 » А-1170 До 300 » А-1304 До 400 (сталь); Крепится к изде- до 140 (алюми- лию или подве- ний) шивается над ним А-1517 До 140 По рельсам Скорость перемещения тележки настраивается 25 19 16 .19 120 45 30 смен-
иыми шестернями, сменными ходовыми колесами или
изменением числа оборотов приводного двигателя по-
стоянного тока.
Для обеспечения сварочной и маршевой скоростей ис-
пользуют тележки с двумя электродвигателями. Один
из1 двигателей более мощный нерегулируемый обеспечи-
вает маршевую скорость. В этом.случае в приводе ме-
ханизма перемещения предусмотрены электромагнитные
муфты.
Отличительной особенностью механизма перемещения
сварочного трактора является то, что при выполнении
шва трактор движется по легкому рельсовому пути,
укладываемому на свариваемые детали параллельно
шву илн непосредственно по поверхности деталей. Кро-
ме того многие сварочные тракторы могут транспорти-
роваться рабочим-сварщиком от одного места конструк-
ций к другому. Самоходные тележки тракторов кон-
1Ф2
структивно отличаются от тележек самоходных автома-
тов, Обычно они имеют четыре обрезиненных колеса, из
которых, как правило, приводные только два. Другие
два используются для копирования швов и являются
настраивающимися или сменными.
В качестве привода тележек сварочных тракторов ис-
пользуются отдельные двигатели с плавным регулирова-
нием оборотов либо двигатель подачи проволоки (в
одномоторных тракторах). В одномоторных тракторах
скорость перемещения трактора регулируется ступен-
чато.
Настроечные, корректировочные и вспомогательные
перемещения выполняются суппортами с прямолиней-
ными или круговыми направляющими и ручным само-
тормозящим приводом, качающимися рычагами с ме-
ханизированным или ручным приводом, а также регу-
лируемыми клеммными фрикционными или мелкозубча-
тыми соединениями, которые после регулировки зажи-
мают.
Токоведущие мундштуки направляют электрод в
зону сварки и подводят к нему ток. По конструкции
мундштуки бывают трубчатыми, роликовыми или коло-
дочными.
Роликовые (дисковые) мундштуки применяют для
проволок диаметром 3 мм и более. Достоинством их
является возможность поворота на небольшой угол
дисков при локальном износе их поверхности. Мундшту-
ки колодочные или со сменными вкладышами компакт-
ны, удобно размещаются во флюсовой воронке, что
очень важно при сварке в стесненных условиях.
Горелки для автоматической дуговой сварки плавя-
щимся электродом в среде защитных газов (табл. 48)
подводят к электродной проволоке ток и обеспечивают
безопасные условия работы, эффективную газовую за-
щиту зоны сварки, минимальное налипание брызг рас-
плавленного металла на внутренней поверхности сопла
и легкую замену износившихся деталей.
Правйльиые механизмы представляют собой систему
свободно вращающихся роликов, расположенных так,
чтобы обратным изгибом компенсировать кривизну по-
даваемой в зону сварки проволоки. Правка осуществля-
ется в одной, двух или более плоскостях. Запас элек-
тродного или присадочного материала размещается на
сварочных автоматах в катушках, кассетах или кассет-
ных устройствах.
6*
163
Таблица 48. Техническая характеристика горелок
для автоматической дуговой сварки плавящимся элект-
родом в среде защитных газов
Горелка Номинальная си- ла сварочного гокз, А Диаметр электрод- ной про- волоки, мм Вид охлажде- НИЯ Размеры сопла, мм Мас- са, кг
Дна- метр Вы- сота
ГПА-160-100
ГПА-160-140
А-1589М
ГПА-315-140
ГПА-315-180
ГПА-315-220
100 0,365
160 0.6...1.6 Воздуш- 14; 16 140 0,415
ное
250 1,6...3,0 Водяное — — —
140 0,470
315 1,6...3,0 » 16; 18 180 0.540
220 0,625
Флюсовая аппаратура и оборудование служат для по-
дачи флюса в зону сварки, а также для сбора нерас-
плавленного флюса после сварки. На сварочных трак-
торах для подачи флюса устанавливаются специальные
бункеры. На подвесных самоходных сварочных автома-
тах флюсоаппаратура служит одновременно для подачи
и сбора флюса. Такие флюсоаппараты бывают всасыва-
ющего, нагнетательного или всасывающе-нагнетательио-
го типа. Для работы их подключают к сети сжатого
воздуха давлением 0,5—0,6 МПа.
В комплект газоподающих устройств сварочных авто-
матов для сварки в среде защитных газов входят те же
элементы, что и при полуавтоматической сварке.
Для уменьшения запаздывания подачи газа к зоне
сварки от момента включения газового клапана его ус-
танавливают вблизи горелки. Предусматривается также
опережение подачи газа для продувки газовых каналов
и создания защитной атмосферы в точке сварки до за-
жигания дуги и задержка отключения подачи газа после
прекращения гореиии дуги для защиты конечной части
шва от контакта с окружающей атмосферой иа время,
необходимое для естественного охлаждения металла
шва. Системы управления сварочными автоматами обес-
печивают перемещения электродной проволоки (вверх,
1И
вниз) и самого аппарата (вперед, назад), начало й
прекращение сварки с помощью кнопок и выключателей,
заварку кратера, включение и выключение газоаппара-
туры, а также контроль и поддержание на нужном урои-
не силы сварочного тока, напряжения на дуге и
скорости сварки (для аппаратов с плавным и плавно-
ступенчатым регулированием скорости) стрелочными
индикаторами.
Блок-схема самоходного автомата для дуговой свар-
ки приведена на рис. 51.
Основные элементы систем управления автоматами
монтируются в шкафах управления, где устанавлива-
Свт
Рис. 51. Блок-схема самоходного
автомата для дуговой сварки:
/ — источник сварочного тока; 2 —блок управления источником
сварочного тока,; 3 — блок питания системы управления; 4 —
логический блок; 5 — панель управления; 6 — привод газового
клапана или флюсового затвора, 7 — блок привода подачи про-
волоки (М7 — двигатель подачи проволоки); в —блок привода
сварочного движения (М8 — двигатель сварочного движения);
9—п — блоки приводов прочих перемещений (М9—Мл — двига-
тели прочих перемещений); 77 —электрод; 12— изделие
165
ЮТся силовой контактор, промежуточные реле и пре-
дохранительные устройства. Управление автоматом и
Контроль параметров режима сварки осуществляются с
пульта управления.
В комплект автоматов, предназначенных для сварки
стыков на вертикальных и наклонных плоскостях, а так-
же для электрошлаковой сварки входят также медные
ползуны, служащие для принудительного формирования
швов.
НАЛАДКА И ЭКСПЛУАТАЦИЯ СВАРОЧНЫХ
АВТОМАТОВ
Подвод и отвод сварочных автоматов к месту сварки
осуществляется вручную специальными механизмами с
визуальным контролем, или автоматическими устрой-
ствами с путевыми выключателями или датчиками поло-
жения. При больших расстояниях для перемещения ис-
пользуются маршевые скорости автоматов.
При сварке в защитных газах проволоками диаметром
0,6...2,0 мм дугу возбуждают при скорости подачи про-
волоки, соответствующей выбранному режиму сварки.
После включения кнопки «Пуск. Сварка» или появле-
ния команды системы автоматического управления
циклом выполняются действия в следующей последова-
тельности: подается защитный газ с выдержкой времени,
достаточной для оттеснения воздуха из зоны начала
сварки и сварочное напряжение на горелку, включается
электродвигатель подачи электродной проволоки.
При использовании проволок диаметром 1,6...2,5 мм
дугу возбуждают иа небольшой скорости подачи. После
появления команды в схеме управления о начале сварки
выполняются последовательно следующие действия: по-
дается газ, отрабатывается выдержка времени для со-
здания надежной защиты места сварки от воздуха,
подается напряжение на горелку, включается электро-
двигатель подачи проволоки на частоте вращения мень-
шей,- чем установленная для выбранного режима -в 2—3
раза; после срабатывания токового реле электродви-
гатель подачи проволоки переключается на частоту
вращения, соответствующую скорости подачи при
сварке.
При сварке под флюсом дугу возбуждают с предва-
166
рительным закорачиванием электрода на изделие при
ручном управлении приводом подачн электродной про-
волоки. Флюс в зону сварки подают после закорачи-
вания. При сварке тонкой проволокой последовательно
выполняют подачу сварочного напряжения на мундштук,
включение электродвигателя подачи проволоки на за-
данной или пониженной частоте вращения; переключе-
ние электродвигателя подачи на заданную частоту вра-
щения (только для случая возбуждения на пониженной
скорости подачи). При сварке толстой проволокой пос-
ле подачи напряжение на мундштук электродвигатель
подачи либо включается в обратную сторону, выполняя
отрыв проволоки от изделия, либо не включается до тех
пор, пока не расплавится конец электродной проволоки
или легкоплавкой вставки в зоне контакта с изделием
(стальной стружки), после чего возникает сварочная
дуга; электродвигатель подачи включается по сигналу
токового реле.
Сварка шва на постоянном режиме возможна с неза-
висимой либо с зависимой от напряжения на дуге ско-
ростью подачи электродной проволоки. В современных
сварочных автоматах чаще используют независимую
скорость подачи. Параметры режима сварки устанавли-
вают и контролируют приборами на пульте управления.
Величину расхода газа регулируют настройкой газового
редуктора, закрепленного на баллоне с газом или на
отводной трубе, подключенной к цеховой сети газоснаб-
жения.
Заварка кратера выполняется после прохождения со-
ответствующей команды от оператора, путевого выклю-
чателя или от программного устройства. При этом по-
следовательно выполняются следующие действия: сни-
жение скорости сварки по заданной программе, останов-
ка или реверс сварочного движения; снижение скорости
подачи электрода по заданной программе или ее пре-
кращение; изменение напряжения на дуге по заданной
программе (для случаев, когда предусмотрено програм-
мное снижение скорости подачи электрода). В резуль-
тате выполнения этих действий кратер заполняется на-
плавленным металлом.
После заварки кратера по команде от оператора, пу-
тевого выключателя или от программного устройства
сварка заканчивается. В случае заварки кратера при
остановке подачи электродной проволоки и ее расплав-
ления до естественного обрыЬа дуги сигналом на окон-
167
Т а б л ггц a 49. Неисправности сварочных автоматов и
способы их устранения
Неисправность - Причины Способ устранения
1 2 3
При иажатии Нет подачи элек- Проверить цепь пи-
кнопки «Пуск» трода тания и устранить
ие возбуждается неисправность
дуга Отсутствует корот- Звчистить изделие
кое замыкание меж- и конец электродной
ду электродом проволоки, надежно
и изделием замкнуть накоротко
электрод на изделие
Прн нажатии Обрыв цепи управ- Проверить катушку
кнопки «Пуск» ления контактора. Устра-
не срабатывает нить неисправность
контактор в контактах кнопки
Неисправен вспомо- «Пуск* и реле Р1. Исправить вспомога-
гательный трансфор- тельный трансфор-
матор матор
включен тумб- Включить тумб-
лер «В» лер «В»
При сварке на- Недостаточный за- Отрегулировать дав-
блюдается нерав- жим электродной ление прижимного
номерная подача проволоки прижим- ролика, изменив
электродной про- ным роликом усилия пружины
волоки в сварочной головке
Большой износ веду- Заменить ролик но-
щего ролика вым
Заедание электрод- Прочистить наконеч-
ной проволоки в на- ник, а в случае его
конечнике свароч- подгорания нли
ной головки чрезмерного износа
При нажатии Обрыв нли наруше- заменить новым Проверить цепь пи-
кнопок «Вверх» ния в цепи питания тания и устранить
или «Вниз» дви- двигателя подачи неисправность
гатель подачи пронолокн или реле
электрода ие ра- Pl, Р2
ботает В процессе свар- Люфты в корректоре Устранить люфты
ки произвольно в корректоре и ко-
меняется поло- пирном устройстве
жение головки Люфты в копирном Заменить изношен-
и мундштука устройстве ные детали
В поперечном направлении В процессе свар- Резкое повышение Уменьшить силу
ки наблюдаются напряжения в сети, сварочного тока
частые обрывы большая сила сва- и напряжение
дуги при отсут- рочного токд «а Дуг?
ствии механиче-
ских неполадок
ие
Продолжение табл. 49
В процессе свар-
ки наблюдается
непрерывное
«примерзание»
электрода
В процессе свар-
ки наблюдаются
перерывы в
движении авто-
мата
Подающие роли-
ки быстро изна-
шиваются
Сопло сварочной
головки находит-
ся под напряже-
нием
Корпус держате-
ля находится нод
напряжением
Резкое понижение
напряжения в сети
Увеличить напряже-
ние на дуге
Пористость в ме-
талле шва
Пробуксовывает
фрикцион ходового
механизма
Буксуют колеса ап-
парата
Чрезмерное нажатие
прижимных роликов
Попадание брызг
металла между соп-
лом и наконечником
Мундштук замкнут
на корпус держате-
ля. Пробита изоля-
ция прокладок в ме-
сте соединения Дер-
жателя со шлангом
Повышено напряже-
ние дуги
Повышена влаж-
ность газа нлн
флюса
Сильнее зажать
фрикцион
Отцепить провода
и подтянуть их
рукой
Ослабить нажатне
пружины в свароч-
ной головке
Очистить сопло от
брызг металла, за-
менить сопло
Восстановить изоля-
цию
Плохая газовая за-
щита
Несоответствие мар-
ки проволоки
Уменьшить напря-
жение на дуге
Установить осуши-
тель газа. Прока-
лить флюс прн тем-
пературе 200...250 °C
Проверить газовый
тракт
Проверить химиче-
ский состав прово-
локи
чание сварки служит прекращение сварочного тока.
После команды об окончании сварки последовательно
выполняются следующие действия: отключаются источ-
ник сварочного тока и подача проволоки, прекращается
сварочное движение и подача газа. Подача газа отклю-
чается с выдержкой времени, что предохраняет конеч-
ную часть шва от контакта с воздухом на время, необ-
ходимое для естественного охлаждения расплавленного
металла шва. После этого разрешается возврат свароч-
ного инструмента в исходное положение или перемеще-
ние его к началу следующего шва. Подача флюса обыч-
16?
йо прекращается за 100...200 мм до конечной точкй
шва.
Неисправности сварочных автоматов и способы их
устранения приведены в табл. 49.
ОБОРУДОВАНИЕ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
Сварка неплавящимся электродом в инертных газах
применяется при изготовлении конструкций из химиче-
ски активных металлов и сплавов (титана, алюминия,
магния, нержавеющих сталей), которые сильно окисля-
ются при нагреве в присутствии кислорода.
Оборудование для сварки неплавящимся электродом
в инертных газах классифицируется по роду сварочного
тока (постоянный и переменный), способу применения
(ручное, автоматическое) и составу (в зависимости от
состава комплектующих узлов).
В состав оборудования для ручной сварки входят
специальная установка и сварочная горелка. В состав
оборудования для автоматической сварки входят сва-
рочная установка, сварочная головка, устройство для ее
перемещения и аппаратура управления механизмами
автомата. Сварочные установки состоят из источника
сварочного тока и вспомогательной аппаратуры обеспе-
чения устойчивого горения дуги, управления циклом
сварки и газовой защиты.
Для сварки неплавящимся электродом применяют ис-
точники сварочного тока с крутопадающей внешней
характеристикой. Такая характеристика обеспечивает
стабильность силы сварочного тока при колебаниях дли-
ны дуги и устойчивость процесса сварки. Обычно для
сварки неплавящимся электродом применяют источники
с повышенным напряжением холостого хода. В боль-
шинстве случаев при аргбиодуговой сварке применяют
источники постоянного тока. При использовании посто-
янного тока и примой полярности более благоприятно
распределение тепла дуги, большая часть которого
идет в сварочную ванну. Это позволяет увеличить срок
службы вольфрамового электрода, повышает устойчи-
вость и снижает напряжение горения сварочной дуги.
При сварке алюминия и его сплавов используют ис-
точники переменного тока. Здесь в моменты прямой по-
лярности происходит плавление основного металла, в
моменты обратной полярности — катодное распыление
170
прочной п тугоплавкой окисной пленки на поверхности
алюминия, препятствующей сварке.
В связи с тем, что глубина проплавления при сварке
неплавящимся электродом очень чувствительна к коле-
баниям силы тока, к источникам предъявляются повы-
шенные требования по стабильности силы сварочного
тока при различных внешних воздействиях.
Источники питания дуги при сварке неплавящимся
электродом должны иметь широкий диапазон регулиро-
вания тока. Это вызвано необходимостью снижения
силы тока в конце сварки в несколько раз по сравнению
с рабочим, чтобы избежать образования кратера. Уст-
ройство для заварки кратера входит в состав всех
источников питания дуги при сварке неплавящимся
электродом.
Источники питания некоторых установок обеспечива-
ют также плавное нарастание силы тока в начале про-
цесса сварки, что позволяет избежать разрушения воль-
фрамового электрода. При импульсно-дуговой сварке
источник должен обеспечивать получение требуемых ре-
жимов пульсации силы тока.
В качестве источников постоянного тока, кроме специ-
альных источников, используются тиристорные сварочные
выпрямители ВДУ-305, ВДУ-504, ВДУ-505, ВДУ-601 при
работе на крутопадающих внешних характеристиках
Например, установка для плазменной и аргоиодуговой
сварки на постоянном токе УПС-301 в качестве источ-
ника сварочного тока содержит тиристорный выпрями-
тель ВДУ-305. В качестве источников могут применяться
многопостовые выпрямители совместно с регулятора-
ми тока.
В ряде случаев при сварке ответственных конструк-
ций, импульсно-дуговым способом применяют специали-
зированные выпрямители, в качестве источников пере-
менного тока — трансформаторы с подмагничиванием и
с электронным регулированием. Трансформаторы дол-
жны иметь напряжение холостого хода 70...80 В, а при
сварке в гелии— 120 В. Во избежание поражения свар-
щика электрическим током во всех установках преду-
сматривается отключение напряжения холостого хода
через 1...2 с после прекращения сварки. Для подавления
постоянной составляющей в установках для сварки на
переменном токе применяются специальные устройства
(конденсаторы, диодно-тиристорные устройства).
Горелки для ручной сварки выпускают на токи до
171
Рис. 52. Горелки для ручной сварки типа ГР:
/ — сопло; 2— цанга смевная; 3 — корпус; 4 — колпачок; 5 — выключатель; 6 — рукоятка; 7 — токопро*
вод; 8, Р —трубки подвода газа и воды; /0 —провода управления
Таблица 50. Техническая характеристика горелок для
ручной сварки вольфрамовым электродом
Горелка Номм* нальная сила сва- рочного тока, А Диаметр вольфрамового электрода, мм Вид охлажде- ния
ЭЗР-5 75 0,5; 1,0; 1,5 Воздуш- ЭЗР-З-66 150 1,5; 2,0; 3,0 ное ЭЗР-4 500 4,0; 6,0 ГР-4 200 0,8; 1,0; 1,2; 1,6; 2,0; 3,0; 4,0 ГР-6 400 3,0; 4,0; 5,0; 6,0 Водяное ГР-10 500 5,0; 6,0; 8,0; 10,0 ГСН-1 450 3,0; 4,0; 5,0 ГСН-2 150 2,0; 2,5; 3,0 ГСН-3 70 2,0; 3,0 500 А с водяным охлаждением (рис. 52). Горелки с
естественным воздушным охлаждением применяются при
сварке в монтажных условиях на токах до 150 А
(табл. 50),
Для закрепления вольфрамового электрода и токопод-
вода применяют цанговые зажимы, для формирования
струи защитного газа — сопла, имеющие коническую
камеру на входе и цилиндрический канал на выходе.
Зависимость между внутренним диаметром цилиндри-
ческой части сопла и сварочным током такова:
Сила сварочного то-
ка, А 100 200 300 400 500
Диаметр сопла, мм 6—8 10—12 14—16 18—20 20—22
Сопла малой и средней горелок ГР-4 и ГР-6 выполнены
из керамики, горелка ГР-10 имеет медное сопло, охлаж-
даемое водой.
Горелкн для автоматической сварки рассчитаны на
длительную работу и имеют ряд конструктивных осо-
бенностей: механизм для осевого перемещения воль-
фрамового электрода, успокоительные камеры и сетчатые
фильтры для создания ламинарного потока защитной
газовой струи. Горелки для автоматической сварки
(табл. 51) входят в состав установки и отдельно не вы-
пускаются.
173
Таблица 51. Техническая характеристика горелок для
автоматической дуговой сварки неплавящимся электро-
дом в среде защитных газов
Горелка Номинальная сила свароч- ного тока, А Диаметр элек- тродной про- волоки Вид охлажде- ния Размеры, мм Масса, кг
Вы- сота Дна- метр
1ГНА-040 40 0,8...2,0 Воздуш- 100 6; 8 0,115
1ГНА-160-100 160 1,5...4,0 ное 100 9; 12 0,156
1ГНА-160-140 160 1,5...4,0 » 140 9; 12 0,236
1ГНА-160-180 160 1,5...4,0 » 180 9; 12 0,317
2ГНА-160-140 [60 1,5...4,0 » 140 9; 12 0,210
2ГНА-160-180 160 1,5...4,0 » 180 9; 12 0,236
1ГНА-315-140 315 2,0...6,0 Водяное 140 12; 16 0,583
1ГНА-315-180 315 2,0...6,0 » 180 12; 16 0,788
1ГНА-315-220 315 2,0...6,0 у,- 220 12; 16 0,998
2ГНА-315-140 315 2,0...6,0 140 12; 16 0,398
2ГНА-315-18О 315 2,0...6.0 » 180 12; 16 0,470
2ГНА-315-220 315 2,0...6,0 » 220 12; 16 0,540
1ГНА-630-1 630 4,0... 10,0 Корпуса — водяное, сопла — воздуш- ное 220 16; 20 0,978
1ГНА-6Э0-П -630 4,0...10,0 Водяное 220 16; 20 1,2
1ГНА-10ОО-22О 1000 6,0...12,0 220 20; 28 1,6
1ГНА-1000-280 1000 6,0...12,0 X- 280 20; 28 2,0
УСТРОЙСТВО ДЛЯ ПОДЖИГАНИЯ ДУГИ
Осцилляторы. При сварке неплавящимся электродом
в инертных защитных газах первоначальное возбужде-
ние дуги производится бесконтактным способом. Напря-
жение холостого хода источника питания (60—80 В)
недостаточно, чтобы вызвать электрический разряд или
искру в промежутке между изделием и электродом. Для
возбуждения дуги необходим кратковременный импульс
высокого напряжения, который обеспечил бы пробой и
последовательное развитие искрового разряда вплоть до
дугового. Такой импульс может быть обеспечен возбу-
дителем дуги — осциллятором с непрерывным либо им-
пульсным питанием. Достоинством осцилляторов явля-
ется простота схемы.
174
Осциллятор представляет собой генератор затухаю-
щих по амплитуде знакопеременных импульсов высокого
напряжения (около 3...5 кВ) и высокой частоты (100...
3000 кГц). Прн подаче импульсов на промежуток меж-
ду изделием и электродом происходит пробой промежут-
ка искрой и появление свободных электронов. Кратко-
Рис.. 53. Принципиальная электрическая
схема осциллятора ОСПЗ-2М
временный искровой разряд развивается в дуговой,
создавая условия для горения сварочной дуги. Осцил-
лятор непрерывного действия параллельного подключе-
ния ОСПЗ-2М (рис. 53) питается от сети переменного
тока через предохранитель F1 помехозащитный фильтр
(ПЗФ). Трансформатор TV1 промышленной частоты
служит источником повышенного напряжения. Напряже-
ние вторичной обмотки TV1 подведено к колебательно-
му контуру, в состав которого входят разрядник FV,
конденсатор С1 и первичная обмотка трансформатора
TV2 низкой частоты. Проходной конденсатор С образу-
ет фильтр низких частот. Предохранитель F2 защища-
ет обмотку трансформатора TV2 при пробое конденса-
тора. Конденсатор С2 заряжается от трансформатора
TV1 до напряжения пробоя разрядника FV. При про-
бое разрядника конденсатор разряжается на первичную
обмотку трансформатора TV2 с частотой, определяемой
параметрами колебательного контура. Трансформатор
TV2 через вторичную обмотку передает высокочастот-
ные импульсы высокого напряжения на дуговой проме-
жуток.
В возбудителе с импульсным питанием, например
ВИР-101 предварительно запасенная в накопителе энер-
гия выделяется за короткое время на каком-либо из
элементов высокочастотного контура. В качестве нако-
пителя может служить конденсатор или дроссель.
П5
Возбудители дуги могут быть параллельного и после-
довательного включения (осциллятор типа ОСППЗ-
300-М и возбудитель дуги УПД-1), для питания дуги
переменного и постоянного (УПД-1, ВИС-501, ВИР-
101) тока (табл. 52).
В силу недостатков возбудители дуги применяются
только для начального поджигания дуги.
Таблица 52. Техническая характеристика возбудите-
лей дуги
тока дуги, А 80
Стабилизаторы горения дуги применяют для повтор-
ного возбуждения дуги переменного тока. Стабилизатор
должен генерировать импульсы достаточной энергии и
длительности, чтобы обеспечить надежное Повторное
возбуждение дуги, в частности при смене полярности с
прямой на обратную. Амплитуда импульса напряжения
стабилизатора достигает 400...600 В.
Работа стабилизатора основана на накоплении энер-
гии в каком-либо накопителе (индуктивном или емкост-
ном) и подаче ее на дугу в ваде импульса повышенного
напряжения определенной длительности и мощности по
команде управляющего устройства.
В некоторых установках (УДГ 301, УДГ-501) для
возбуждения и стабилизации дуги переменного тока
применяют комбинированные возбудители-стабилизато-
ры дуги. При иачальном_ зажигании дуги возбудитель-
стабилизатор подает на дуговой промежуток высоко-
частотные импульсы высокого напряжения (при горении
дуги ов работает как стабилизатор). Для стабилизации
дуги могут быть использованы возбудители-стабилизато-
176
ры, управляемые напряжением дуги. К числу таких
устройств относится возбудитель-стабилизатор дуги
ВСД-01.
АВТОМАТЫ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
Промышленность выпускает универсальные и специ-
ализированные автоматы для сварки неплавящимся
электродом.
Универсальными автоматами тракторного типа явля-
ются автоматы АДСВ-6 и АДГ-506 (табл. 53).
Автомат АДСВ-6 предназначен для сварки неплавя-
щимся электродом в аргоне продольных швов изделий,
комплектуется унифицированной головкой АСГВ-4.
Автомат АДГ-506 предназначен для сварки прямоли-
нейных швов во всех пространственных положениях,
комплектуется выпрямителем ВДУ-506 и возбудителем
дуги ВИС-01. Трактор перемещается по специальной
направляющей ленте, входящей в комплект автомата.
Для сварки труб разработаны и выпускаются специ-
ализированные автоматы типа ACT (ACT-I и АСТ-П) и
ОДА (ОДА-IC, ОДА-2С и ОДА-ЗС и др-J (см. табл. 54
на с. 180—181).
Автоматы типа ACT предназначены для сварки непо-
воротных стыков труб в монтажных (тип АСТ-П) и цехо-
вых (тип ACT-I) условиях. В зависимости от материала
трубы они комплектуются источниками постоянного
(для стали АСТ-1С, для титана АСТ-П) или перемен-
ного (для алюминиевых сплавов — ACT-IA) тока.
Автоматы типа ОДА предназначены для сварки без
присадки неповоротных стыков труб малых диаметров.
Переносные головки автоматов имеют небольшую
массу (до 12 кг), малую установочную длину (до
100 м) и малый радиус вращающихся частей (до
90 мм), позволяющие широко применять их в условиях
монтажа.
Автоматы типа ГТМ предназначены для сварки без
присадки коррозионностойких и жаропрочных сталей
дугой, вращающейся в магнитном поле.
Для монтажной сварки трубопроводов атомных элек-
тростанций разработан ряд малогабаритных автоматов.
Автомат АДГ-201 предназначен для сварки труб диа-
метром 57... 160 мм. В его состав входит источник пи-
тания— установка УДГ-201, аппаратура унравления и
177
Таблица 53. Техническая характеристика автоматов
для сварки неплавящимся электродом
Параметра АДГ-506 АДСВ-6
Род сварочного тока Постоянный Постоянный, переменный Номинальная сила сварочного тока, А 500 315 Пределы регулирова- ния сварочного то- ка, А 60...500 ' -— Время импульса, с 0,01...10 — Время паузы, с 0,01... 10 — Напряжение дуги, В 7...15,9 10...20 Скорость сварки, м/ч 8...50 5...80 Скорость подачи при- садочной проволо- ки, м/ч 10...100 8...120 Диаметр присадоч- ной, проволоки, мм 1,0...2,0 0,8...2,0 Диаметр вольфрамо- вого электрода, мм 2...6 1...5 Расход охлаждаю- щей жидкости, л/мин 2..:4 2 Расход аргона, л/мин 4...30 4... 15 Масса трактора (без 1 проводов и кассеты с присадочной прово- локой), кг 30 27 Размеры (длина X X ширина X высо- та), мм 600 X 490X 400 450 X 470 X400
четыре сменные сварочные головки, устанавливаемые на
трубы диаметром 76...160 мм.
Автомат АДГ-301—тракторного типа. Трактор пере-
мещается по направляющему зубчатому колесу, уста-
навливаемому иа трубу. Автомат снабжен кольцами пя-
ти типоразмеров, что позволяет вести сварку труб диа-
метром 219... 1020 мм.
Автоматы для сварки неплавящимся электродом ком-
плектуются специальными горелками.
178
НАЛАДКА, ЭКСПЛУАТАЦИЯ И РЕМОНТ
ОБОРУДОВАНИЯ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ
ЭЛЕКТРОДОМ
В установках и аппаратах для дуговой сварки непла-
вящимся вольфрамовым электродом наладке подлежат
сварочный инструмент, системы управления, газовая
аппаратура, а также различные механизмы и устрой-
ства (подачи проволоки, перемещения вдоль линии
сварки, настройки, для вспомогательных корректировоч-
ных перемещений, размещения электродов и присадоч-
ной проволоки и др.). Особенности наладки оборудова-
ния индивидуальны и оговариваются в технической до-
кументации.
В процессе эксплуатации оборудования в Первую оче-
редь необходимо следить за целостностью сварочных
горелок, состоянием их водяного и газового трактов.
Плотность водоохлаждаемого тракта, прохождение
воды и наружные дефекты горелок выявляют визуально.
В горелках с водотокоподводом периодически (не реже
раза в неделю, а после 400 ч эксплуатации ежедневно)
проверяют надежность электрических контактов. Для
этого используют низковольтные пробки или омметр.
Для большей надежности во время измерений изменя-
ют положение горелки или делают это при пробных
зажиганиях дуги и наплавке с различными поворотами
горелкой.
Контрольными зажиганиями дуги на 1...2 минуты и
последующим осмотром электрода проверяют надеж-
ность подачи газа в зону сварки. Если поверхность
электрода покрывают окислы синего цвета, то это свиде-
тельствует или о подсосе воздуха в газовый тракт, или
о недостатке времени подачн газа после исчезновения
дуги.
При наличии в сварочном аппарате устройства для
возбуждения дуги периодическому контролю и очистке
подвергают электроды разрядных промежутков. Прове-
ряют также состояние контактов в разъемных соедине-
ниях и электромеханических реле.
В установках на переменном сварочном токе и ем-
костным подавлением постоянной составляющей тока
дуги проверяют реле, шунтирующее конденсаторную
батарею во время возбуждения дуги. Окисление или
загрязнение контактов этого реле нарушает поджига-
179
Таблица 54. Техническая характеристика переносных
электродом неповоротных стыков труб в монтажных
Автомат Макси- мальная сила сва- рочного тока, А Диаметр свариваемых труб, мм
ACT-I-25-A 8—25
ACT-I-60-A 40...60
ACT-I-110-A 85-110
ACT-I-220-A 150-200
ACT-I-40-C 25-40
ACT-I-85-C 250 60-85
АСТ-Ы50-С 110-150
ACT-I-25-T 8-25
ACT-I-60-T 40...60
АСТ-ЫЮ-Т 300 85-110
ACT-I-220-T 150-220
ACT-II-40-A 25-40
ACT-II-85-A. 200 60-85
ACT-II-150-A 110-150 •
ACT-II-25-C 8-25
ACT-II-60-C 40-60
АСТ-П-ПО-С 85...110
ACT-II-220-C 150...220
ACT-II-40-T 300 25...40
ACT-II-85-T 60-85
ACT-II-150-T 110-150
ОДА-1С 100 8...26
ОДА-2С 160 20...42
ОДА-ЗС 200 42-76
ГТМ-1-25 10-25
ГТМ-1-65 25-65
ГТМ-2-20 250 6...20
ГТМ-2-35 20-35
ГТМ-2-50 35-50
ние, а их замыкание — горение дуги. То же самое про-
исходит при окислении или замыкании контактов реле
дуги. Постоянной профилактике подвергаются все ме-
ханизмы и устройства автоматов. Следует следить за
наличием смазки в их узлах и периодичностью ее за-
мены. \
180
автоматов для аргоиодуговой сварки неправящимся
условиях
Радиус вращаю- щихся частей, мм Устано- вочная длина, мм Размеры (длина X шири- на X высота), мм Масса (без шлангов), кг
55 200X80X185 2
90 218X80X228 3,5
120 242X85X296 4,6
170 310X85X420 6,1
80 206X80X207 3,1
105 65 230X85X264 4,2
140 257X85X345 5,4
55 200X80X185 2,3
90 218X85X228 3,5
120 242X 85X296 4,6
170 310X85X420 6,1
80 136X115X305 6,1
105 170X115X346 6,8
140 246X115X412 9,0
55 110X115X305 5,3
90 155X115X320 6,6
120 210X115X388 8,6
170 335X115X490 9,2
80 136X115X305 6,1
105 75 170X115X346 6,8
140 246X115X412 9,0
40 63 138X194X60 4,1
55 90 180X250X80 5,7
90 100 190X355X90 11,8
45 265X90X90 3,4
45 302X90X124 4,1
50 40 265X101X90 3,4
50 285X102X107 3,7
50 295X102X120 4,0
Ежедневно нужно контролировать состояние механиз-
мов поперечного колебания горелок, систем слежения
за стыком и стабилизаторов длины дуги, проверяя лег-
кость их хода и отсутствие люфтов.
В устройствах подачи присадки необходимо предот-
вращать проскальзывание проволоки в подающих роли-
181
ках и обращать внимание на надежность крепления
мундштука для ввода присадки в сварочную ванну.
Неисправности оборудования для сварки иеплавящнм-
ся электродом, выявляемые во время наладки (заеда-
ние в механизмах перемещения горелки или подачи про-
волоки, несвоевременное включение или несрабатыва-
ние газовых клапанов и т. п.), устраняются быстро, т. к.
они достаточно полно отражены в технической документ
тации по обслуживанию. Труднее поддаются диагности-
ке такие неисправности, проявляющиеся только во время
сварки, как: нестабильное горение дуги, провар и ско-
рость подачи, неправильный ввод присадки в жидкую
ванну, плохое возбуждение дуги, неправильная фази-
ровка поджигающего импульса, сбой в работе устрой-
ства для устранения постоянной составляющей дуги и
т. п.
Перед сваркой рабочий конец электрода затачивают
под углом 60° на длину двух-трех диаметров. Слишком
остро электрод затачивать нецелесообразно, т. к. при
этом конец электрода быстро обедняется легко ионизи-
руемыми примесями, а катодное пятно переходит на
его боковую поверхность.
Ненадежность газовой защиты, приводящая к окисле-
нию электрода или загрязнению электрода металлом сва-
риваемого изделия, также может быть причиной неста-
бильности провара. Признаком окисления является синий
налет на электроде, а признаком загрязнения — большой
расход электрода и черный налет на конце электрода.
Загрязняется электрод при неправильном выборе то-
ка поджига, в результате неумелых действий сварщика
при поджиге коротким замыканием, из-за недостаточной
газовой защиты ванны, неправильного выбора режима
сварки.
Поэтому начинают поиск причив подобных неисправ-
ностей с перезаточки электрода и проверки газового
тракта. Затем проверяют силу тока короткого замыка-
ния при поджиге коротким замыканием. Она не должна
превышать 20...25 А при работе на токах до 200 А.
Причинами нестабильного провара могут быть неис-
правности механической части устройства стабилизации
длины дуги, системы автоматического регулирования ее
длины, механизма перемещения горелки и ее вибрация.
При эксплуатации оборудования с автоматической по-
дачей присадочной проволоки иногда наблюдаются нару-
шение равномерности скорости подачи проволоки и не-
182
правильный ввод присадки в ванну. Неравномерность
скорости подачи бывает при проскальзывании проволоки
в подающих роликах, заедании ее на участке от кассе-
ты до ванны, засорении и искажении формы канала для
проволоки, а также при неисправном приводе. Для кор-
ректировки направления ввода присадки необходимо
проверить положение мундштука и жесткость его креп-
ления, качество намотки проволоки в кассете и ее прав-
ки. Плохое зажигание дуги через зазор обусловлено
неисправностями газовой системы или неправильным
выбором и подготовкой неплавящегося электрода. При-
чиной такого дефекта может быть и неисправность го-
релки— нарушенная изоляция токоведущего кабеля или
между электродом и соплом, высокая электропровод-
ность воды в системе водоохлаждения.
Для проверки работы возбудителя рекомендуется
следующий способ: к гнезду отключенной горелки под-
осят провод, соединенный через конденсатор (0,15—
0,1 мкФ, 400—500 В) с зажимом «Изделие». Еслв воз-
будитель работает правильно, искра возникает при дли-
не промежутка более 1 мм. При отсутствии искры
неисправность ищут в возбудителе (наличие питания,
состояние разрядника и тиристора), а при ее наличии —
в горелке или кабеле.
В установках переменного тока плохое возбуждение
дуги связано с неправильной фазировкой поджигающего
импульса с напряжением на электроде или неправильной
работе устройства, снижающего постоянную составля-
ющую тока дуги.
Настройку фазы производят имеющимся в возбуди-
теле подстроечным резистором или подбором лучшего
зажигания «на ощупь» или осциллографируя напряже-
ние на конденсаторе защитного фильтра.
На неудовлетворительное возбуждение дуги влияют
неправильный диаметр электрода, режимы сварки или
изменение расхода защитного газа. Стабильность горе-
ния дуги снижается в случае регулирования тока бал-
ластным реостатом. Плохая работа стабилизатора или
устройства переключения с осцилляторного в стабилиза-
торный режим также вызывает нарушение стабильности
возбуждения дуги. У стабилизатора наиболее распро-
страненным дефектом является нарушение фазировки
импульса и снижение его'амплитуды. Правильно рабо-
тает стабилизатор, когда импульс появляется с запазды-
ванием 60...200 мкс после смеиы полярности напряже-
183
ния на дуге. В технической документации на сварочное
оборудование приводятся обычно методы проверки и
настройки этого запаздывания.
Снижение амплитуды импульса связано с неисправно-
стями в цепи заряда накопителя стабилизатора. Напря-
жение на нем должно превышать 600 В.
Наладка и ремонт оборудования для дуговой сварки
неплавящимся электродом требует повышенной квали-
фикации наладчика и особенно тщательного соблюде-
ния всех правил техники безопасности.
ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ
ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ
. При сварке в инертном газе плавящимся электродом
получил распространение способ импульсно-дуговой
сварки, при котором на постоянный (базовый) ток не-
большой величины периодически накладываются импуль-
сы тока силой в 1000 и более ампер. При импульсно-
дуговой сварке плавящимся электродом происходит
программируемый перенос металла с частотой, кратной
частоте импульсов. По сравнению со сваркой неплавя-
щимся электродом импульсно-дуговая сварка позволяет
значительно повысить производительность труда и зна-
чительно снизить сварочные деформации. Импульсно-
дуговая сварка неплавящимся электродом может при-
меняться для изготовления конструкций из сталей, алю-
миниевых, никелевых и титановых сплавов при выпол-
нении швов во всех пространственных положениях.
Источники питания должны иметь базовые внешние
характеристики: крутопадающие при малых токах, по-
логопадающие— при средних и жесткие — при больших
токах. Импульсные характеристики источника должны
быть жесткими.
Одним из способов питания сварочной дуги при им-
пульсно-дуговой сварке является параллельное вклю-
чение источника постоянного тока и генератора импуль-
сов типа ГИД-1 или ГИ-ИДС-1, в которых частота и
амплитуда импульсов регулируются тиристорами. Про-
мышленностью- выпускаются также специализированный
выпрямитель ВДГИ-302 для импульсно-дуговой сварки
плавящимся электродом в инертных газах и на его ба-
зе полуавтомат ПДИ-303.
Полуавтомат ПДИ-303 состоит нз механизма подачи,
комплекта горелок и шлангов и выносного пульта. По-
184
луавтомат предназначен для сварки алюминиевых спла-
вов, снабжен пластмассовым направляющим каналом,
медно-графитовыми наконечниками. На выносном пуль-
те можно предварительно установить два независимых
сварочных режима, которые могут переключаться тум-
блером как перед сваркой, так и в процессе сварки.
Техническая характеристика полуавтомата ПДИ-303:
Номинальная сила сварочного тока, А 315
Продолжительность включения ПВ, % 60
Диаметр электродной проволоки, мм . 1,2—2
Скорость подачи электродной проволо-
ки, м/ч ............................ 72...720
Рабочее напряжение, В...............35
Пределы регулирования силы сварочно-
го тока, А .......................40-315
Регулирование скорости подачи прово-
локи ...............................Плавное
Напряжение сети, В................ 220/380
Питание системы управления ... От источ-
ника пита-
ния дуги
Выпрямитель ВДГИ-302 предназначен для механизи-
рованной импульсно-дуговой сварки плавящимся элек-
тродом в защитных инертных газах. Выпрямитель пи-
тает сварочную дугу пульсирующим однополярным
током, т. е. постоянным базовым током, на который с
частотой 50 или 100 Гц накладываются кратковремен-
ные мощные импульсы тока.
Принципиальная электрическая схема и временные
диаграммы, поясняющие принцип работы выпрямителя,
приведены на рис. 54.
Питание дуги производится от однофазного силового
выпрямителя V пульсирующим выпрямленным напряже-
нием. В цепи выпрямленного тока последовательно с
дугой включен сглаживающий дроссель L, параллельно
которому подключен тиристор VI. Пока тиристор не
включен, в сварочной цепи проходит постоянный базо-
вый ток I. В момент fi включается тиристор, шунтиру-
ющий дроссель, и напряжение выпрямителя в форме
отрезка синусоиды с начальной фазой в точке 6 посту-
пает на сварочную дугу. Ток импульса /и определяется
параметрами сварочной цепи.
Частота следования импульсов определяется частотой
шунтирования дросселя тиристором,
165
Принципиальная электрическая схема силовой цепи
выпрямителя ВДГИ-302 приведена на рис. 55. Первич-
ная обмотка силового трансформатора Т состоит из
секций Wi_i, a>i-s, Wi-j и Wi-4, а вторичная из секций
ш3_6 и u>2-e. В один полупериод напряжения питающей
сети совместно с секциями обмоток ~ трансформатора
Wi-i, Wj-j, wj-s работают тиристоры VI и V2 и вентиль
V7, а в другой полупериод напряжения совместно с
секциями обмоток Wi-3, wa-e работают тиристо-
ры V3 и V4 и вентиль V8. При открытии тиристора VI
(V4) иа секции t4>i_3 («h-г. Wi-«) первичной об-
мотки нодается напряжение сети. После выпрямления
вентилем V7 (V8) через дроссель L и дугу идет базовый
ток. Дроссель выполнен нелинейным для сглаживания
пульсаций базового тока во всем диапазоне регули-
рования. При малых сварочных токах индуктивность
дросселя больше, чем при больших.
Схемой управления предусмотрена возможность из-
менения наклона внешних характеристик при работе
выпрямителя в режиме базового тока. При больших
сварочных токах в целях саморегулирования дуги внеш-
ние характеристики жесткие, а при малых токах для
предотвращения обрывов дуги, внешние характеристики
186
крутопадающие, что требуется для стабилизации ба-
зового тока.
При импульсном режиме тиристоры V5(V6) включа-
ются с запаздыванием относительно момента включения
тиристоров VI (V4). Одновременно с тиристорами
V5 (V6) могут включаться тиристоры V2 (V3) с одно-
временным включением тиристоров VI (V4) для повы-
Рис. 55. Принципиальная электрическая схема
силовой цепи выпрямителя ВДГИ-302
шеиия коэффициента трансформации. Такому режиму
соответствует диапазон крутых импульсов большой ам-
плитуды. Когда тиристоры V2(V3) не включаются, а
работают только тиристоры VI (V4), выпрямитель ра-
ботает с пологими импульсами малой амплитуды.
В каждом диапазоне амплитуда и длительность импуль-
сов определяются фазой включения в работу тиристоров
V5(V6). Запирание тиристоров V5 (V6) происходит
естественно, когда снижается напряжение питания.
В выпрямителе предусмотрена возможность предвари-
тельно, при отсутствии выходного напряжения, устано-
187
вить по прибору среднее значение напряжения на дуге
и амплитуду напряжения импульса. Кроме того, в вы-
прямителе имеется прибор с переключателем на три
положения для изменения в процессе сварки силы базо-
вого тока, тока дуги и амплитуды тока импульса.
Техническая характеристика выпрямителя:
Номинальная сила сварочного тока, А 315
Пределы регулирования сварочного
тока, А..........................40—315
Амплитуда импульса тока, А . . 1000
Длительность импульса, мкс . . 4
Режим работы ПВ, % . . . . _ 60
Продолжительность цикла сварки,
мин.................................5
Рабочее напряжение, В . 30
Пределы регулирования рабочего на-
пряжения, В ...... . 10...35
Номинальное напряжение питающей
сети, В..........................380
Первичная мощность, кВ А . . . 13
Точность стабилизации при изменени-
ях напряжения питающей сети
+5...—10 % от номинального, %:
по базовому току...............от +1,5 до
+3
по импульсному току .... От +3 до—6»
Размеры (высотах ширинах длина),
мм............................... 720 X593X938
Масса, кг, не более..............250
ГЛАВА
.-ХУ
ОРГАНИЗАЦИЯ
сварочных
РАБОТ
ВЫБОР И НАСТРОЙКА РЕЖИМА СВАРКИ
Режим сварки (совокупность основных характеристик
сварочного процесса) обеспечивает получение сварных
швов заданных размеров, формы и качества. Например,
при ручной дуговой сварке это диаметр электрода, сила
сварочного тока, напряжение дуги, площадь поперечно-
го сечения шва, выполняемого за один проход дуги,
число проходов, род тока, полярность и др.
Определение режима сварки обычно начинают с вы-
бора диаметра электрода, который назначают в зависи-
мости от толщины листов при сварке швов стыковых
соединений и от катета шва при сварке швов угловых и
тавровых соединений. Диаметр электрода при стыковой
сварке:
Толщина деталей при
сварке встык, мм 1.5...2 3 4...8 9... 12 13... 15
Диаметр электрода,
мм.................. 1.6...2 3 4 4...5 5
при сварке угловых соединений:
Катет шва при сварке угло-
вых и тавровых соедиие-.
ний, мм ..... 3 4...5 6...9
Диаметр электрода, мм 3 4 5
При сварке многопроходных швов стыковых соеди-
нений первый проход должен выхолняться электродами
не более 5 мм, чаще всего диаметром 4 мм, так как
189
применение электродов большего диаметра не позволяет
в необходимой степени проникнуть в глубину разделки
для провара корня шва.
При сварке угловых и тавровых соединений за один
проход выполняют швы катетом не более 8...9 мм. При
необходимости выполнения шва с большим катетом при-
меняется сварка за два прохода и более.
Сила сварочного тока при ручной дуговой сварке
может быть определена в зависимости от диаметра
электрода и допустимой плотности тока:
где d3 — диаметр электрода (стержня)., мм; j — допусти-
мая плотность тока, А/мм2. Значения допустимой плот-
ности тока / в электроде при ручной сварке выбираются
в зависимости от вида покрытия и диаметра электрода,
А/мм2:
Вид покрытия
Рутиловое
Фтористо-
кальциевое
Диаметр электрода, мм
3 4 5 6
14...20 11.5...16 10-13,5 9,5...12,5
13-18,5 10—14,5 9...12,5 8,5-12,0
При приближенных подсчетах сила сварочного тока
может быть также определена по одной из следующих
эмпирических формул:
/дВ в
/вв “ (^2,4* ®^э)«
где fei—=20...25; fes=20; а=6 — эмпирические коэффи-
циенты, определенные опытным путем.
Наиболее удобно при определении силы сварочного
тока пользоваться первой формулой. Значения к выби-
рают в зависимости от диаметра электрода:
Диаметр элект-
рода, мм . . 2 3 4 5 6
k . . . . 25...30 30-45 35...50 40...55 45...60
190
Если толщина металла меньше I,5d„ то силу тока в
дуге уменьшают на 10—15 % по сравнению с расчет-
ным. При толщине металла более 3d, силу тока увели-
чивают на такую же величину. При сварке на верти-
кальной плоскости сила сварочного тока должна быть
уменьшена на 10—15%, а в потолочном положении на
15—20 % по сравнению с силой тока для сварки в ниж-
нем положении.
Тип и марка выбираемого электрода обусловливаются
химическим составом, физико-механическими свойствами
свариваемого материала, а также назначением и сте-
пенью ответственности сварной конструкции.
Скорость сварки, напряжение в дуге и наклон элек-
трода подбираются сварщиком самостоятельно, исходя
нз условий обеспечения определенного качества и раз-
меров (глубины проплавленяя, выпуклости и ширины)
шва.
В табл. 55—59 приведены режимы ручной дуговой
сварки штучными электродамв различных марок стыко-
вых, угловых, тавровых и других сварных соединений.
Режим ручной дуговой сварки неплавящимся элек-
тродом в среде инертных газов выбираются также с
учетом толщины свариваемого металла и диаметра
вольфрамового электрода (ГОСТ 23949—80).
Зависимость силы сварочного тока от диаметра воль-
фрамового электрода:
Диаметр электрода, мм Сила тока, А: 1 2 3
переменного в аргоне 10...75 40...90 90...150
то же, в гелии 10...40 30...60 бо:..12о
постоянного в аргоне 20...65 65...200 200...300
то же, в гелии 10...50 50... 150 150...200
Диаметр электрода, мм Сила тока, А: 4 5 6
переменного в аргоне 150...220 220...300 300...400
то же, в гелии 100... 180 150...200 200...300
постоянного в аргоне 300...400 350...400 300...480
то же, в гелии 200...300 300...350 300...400
Примечание. Для сварки на переменном токе применяют
алектродные прутки из чистого вольфрама. На постоянном то-
ке — на вольфрама с добавками о^ислов лантана, иттрия или
тория.
1?1
Таблица 55. Режимы ручной дуговой сварки электро
Диаметр элек- тродной про- волоки, мм Положение шва Сила сварочного
АНО-1 АНО-3. АНО-4
3 Нижнее 100...140
Вертикальное — 90... 110
Потолочное 100...120
4 Нижнее 180...240 170...200
Вертикальное — 140...160
Потолочное —. 140... 170
5 Нижнее 230...320 200...270
Вертикальное — 150...170
Потолочное — —
6 Нижнее 350...400 270...320
• При сварке «снизу вверх» сила сварочного тока 130... 150 А;
Таблица 56. Режимы ручной дуговой сварки стыко
Толщина
металла, мм
Количество
слоеи в шве
Номер слоя
4...8 1/1 I II
10...12 2...3/подварочный III Последующие Подварочный
12...18 4—5/подварочный I Последующие Подварочный
12...30 3...5/3...5 I
30....40 5...6/S...6 II
40...50 6-8/6... 10 III
50...60 10...16/10...16 Последующие
Примечание. В числителе приведено количество слоев
ки приведены для металла толщинрй 4,..8 мм без разделки
целкой кромок.
19?
дами АНО
тока, А, при сварке электродами марки
AHO-S АНО-6 АНО-7, АНО-8 АНО-9 АНО-11
100... 150 ПО... 140 П0...140
—. 90-.. 120 100... ПО — 90... ПО
— 90... 130 120... 130 — 100... 130
160...230 160...210 170...200 160... 190 170...200
120... 160 150... 180 130... 140 160...200* 130...150
130... 180 140... 180 150... 170 — 150... 170
190...300 180...270 240...270 180...240 240...270
130... 170 150... 180 160... 180 220...270 ** 160...180
— 170...190 — 170... 190
270...380 280...350 — —.
•• — то же, 160...180 А.
вых соединений (положение шва — нижнее)
Диаметр элетрод- иой про- Сила сварочного тока, А, при сварке электродом марки
волоки, мм СМ-11 , ДСК-50 | УОН И 13/45, УОНИ 13/55
4 140... 160 180...200 140...160
4 160...180 200...220 160...180
4 140... 160 180...200 160... 190
5 180...200 250...270 230...250
4 160... 180 200...220 170...200
4 160...180 200...220 160...190
5 220...250 250...270 230...250
5 180...200 230...250 200...250
4 160... 180 200...220 180...200
4 180...200 200...220 180...200
5 200...250 250...270 230...250
5 200...250 — 230...250
с одной стороны шва, в знаменателе — с др] /гой. Режимы свар-
кромок: 10... 18 мм с V-обрааиой и 12...60 с X - и (/-образной раз-
7 9-1407
193
В табл. 60, 61 приведены ориентировочные режимы
ручной аргонодуговой сварки некоторых металлов. Хи-
мический состав присадочной проволоки в приведенных
данных соответствует составу свариваемого металла.
Таблица 57. Режимы ручной дуговой сварки низко-
легированных сталей
Электрод Диаметр электрод- ной про- волоки, мм Сила сварочного тока, А, при положении шва
верти потолоч- нижнем кальном ном
УОНН 13/55 3 80...110 70...100 70...Ю0 4 120...150 100...130 100...130 5 160...190 140...170 - 6 190...230 170...210 — ДСК-50 3 100...130 90...110 90...U0 4 160...200 140...180 140...180 5 220...240 180...220 — СК-2-50 4,0 160...220 140... 180 140... 180 5,0 180...280 160...200 — КД-И 3,0 100...140 100...120 100...120 4,0 160...220 140... 180 — 5,0 180...280 160...200 — АНО-25 3,0 60...100 70...110 80...130 4,0 140...170 130...150 130...170 5,0 160...230 160...180 — АНО-26, 3,0 80...130 70...110 160...240 АНО-27 4,0 120...180 120...150 160...180 5,0 160...240 130... 170 —
К основным технологическим параметрам механизиро-
ванных способов сварки относятся: сила сварочного
тока, его полярность, диаметр и химический состав
электродной проволоки, напряжение на дуге, скорость
сварки, марка флюса или используемый защитный газ.
Варьируя перечисленными параметрами удается полу-
чить необходимые размеры и форму шва.
Силу сварочного тока определяют из условия обес-
печения заданной глубины проплавления основного ме-
талла.
194
Большинство автоматов и полуавтоматов для сварки
плавлением имеют постоянную скорость подачи элек-
тродной проволоки. Благодаря саморегулированию дуги
сила сварочного тока у них настраивается изменением
скорости подачи электродной проволоки.
Таблица 58. Режимы ручной дуговой одноэлектрод-
ной сварки арматурных стержней протяженными и мно-
гослойными швами
Диаметр стержня, мм Количество слоев в шве Номер слоя Диаметр электрод- ной про- волоки, мм Сила сва- рочного тока, А Положение шва в пространстве
До 20 1 1 4 150... 175 Ннжнее или
22...32 1 ] 5 220...225 вертикальное Нижнее
36...40 2 I 4 200 »
2 II 2X4 300 »
45-80 2 1 5 250 »
2 II 2X5 400 »
22...80 1 I 5 175 Вертикальное
Таблица 59. Режимы дуговой ванной едноэлектрод-
ной сварки стыковых соединений горизонтальных арма-
турных стержней в медных формах
Диаметр стержня, мм Диаметр электродной проволоки, мм Сила сварочного тока, А Зазор между торца- ми стержней, мм
мини- мальный макси- мальней
20 5 220...230 12 14
22 5 220...230 12 14
25 5 230...240 12 14
28 5-6 240...250 13 15
32 5...6 250...260 13 15
36 5...6 250...260 13 15
40 5...6 250...260 14 16
у*
195
Таблица 60. Ориентировочные режимы аргонодуго
Толщина металла, мм Подготовка кромок Диаметр вольфрамово- го электрода, мм Диаметр присадочной проволоки, мм
0,8 Без разделки 1,0 0,8-2,0
1,0 То же 1,0... 1,5 1,0...2.0
1,5 1,5 1,0...2.0
2.0 1,5...2.0 2,0
2,5 » 2,0 2,5-3,0
3,0 » 2,0 2,5-3,0
4,0 У-образная, 60° 2,Т) 2,5-3,0
Напряжение на дуге и скорость сварки выбирают для
принятых диаметра проволоки и силы сварочного тока
с учетом требований, предъявляемых к форме и разме-
рам шва.
Род тока и его полярность определяются физическими
и технологическими особенностями способа сварки. Так,
механизированная сварка плавящимся электродом в
среде защитных газов, самозашитными проволоками или
под слоем флюса в состав которого входит большое
количество соединений фтора, требует применения по-
стоянного тока обратной полярности; аргонодуговая
сварка неплавящимся электродом — постоянного тока
прямой полярности.
Выбор флюса определяется в зависимости от вида
свариваемого металла:
Флюс Свариваемый металл
АН-348А Сварка углеродистых и низколегированных
сталей
ОСЦ-45 То же
А.Н-10 Сварка низколегированных и среднелегиро-
ванных сталей
АН-22 То же
АН-14 Сварка высокопрочных среднелегированиых
сталей
АН-15 То же
АН-60 Многодуговая скоростная сварка низколе-
гированных сталей
АН-20 Сварка меди и ее сплавов
АН-26 Сварка высоколегированных сталей
АНФ-5 То же
196
вой сварки стыковых соединений титановых сплавов
Сила сварочного тока, А Напряже- ние, В Расход аргона, л/мии
для защиты дуги для защиты обратной стороны шва
30...50 12...15 8...12 3...4
40...60 12...15 8... 12 3...4
60...80 14...16 8...12 3...4
90... 100 14...16 10...12 3...4
110...120 14...16 10...12 3...4
120...140 14...16 12...14 3...4
120...130 14...16 12...14 3...4
Выбор защитного газа для сварки зависит от химиче-
ского состава металла и особенностей сварной конструк-
ции:
Защитный газ ГОСТ Назначение
Аргои 10157—79 * Сварка тонколисто- вых соединений из высоколегированных нержавеющих и жа- ропрочных сталей, алюминия, меди, ти- тана и их сплавов
Гелий 20461—75 * Замена аргона для поддува (при сварке в аргоне) активных н редких металлов. Добавки к аргону меди, алюминия, ти- тана и их сплааов
Азот 9293—74 * Сварка меди и мед- ных сплавов
Углекислый газ 8050—85 Сварка углеродис- тых, низколегиро- ванных и высоколе- гированных нержа- веющих сталей. Сварка в смеси га- зов тонколистовых конструкций из ста- лей
197
Используют аппараты с постоянной скоростью подачи
пр« сварке проволоками диаметром 1...3 мм.
Сварку и особенно наплавку проволокой большего
диаметра рационально проводить на аппаратах с авто-
матическим регулированием напряжения на дуге прину-
дительным изменением скорости подачи электрода. Сила
сварочного тока в таких аппаратах регулируется источ-
ником питания.
Таблица 61. Режимы ручной аргонодуговой сварки
корневого шва труб из высоколегированных сталей
•Я рг о
Подготовка 6 , „ 5 К р- Й О Р-4 S 5 И Р.В- ь7 с S3 si D Р- сз W о д api VI и и
кромок к Ч и о 5с о р. Ч.и и н S3 2 s & R С 3 И с ~ 2 ? Сила ного т А I/If ‘ЕН QXOEd
1.5 Без разделки 1.5 1,0...2,0 40...70 3...4
2,0 То же 1,5...2,0 2,5...3,0 50...80 3...4
2,5 2,0...2,Б 2.5...3.0 70...110 4...5
3,0 У-образная 3,0 3,0 00...140 6...8
3,5 То же 3,0 3.0...3,5 120...150 8...10
4,0 » 3,0...4,0 3,0.-.3,5 150...160 8...10
6.0 > 4.0...5,0 3.5...4.0 160... 180 8...12
8,0 » 5,0 4,0 180...200 10...14
Примечание. Напряжение на дуге 12...15 В.
Диаметр электродной проволоки (d9) для механизиро-
ванной сварки ориентировочно определяют по формуле
d э= 1,13 И /ов//, где /св — сила сварочного тока; / — до-
пускаемая плотность тока.
Например, для автоматической сварки стыковых
швов без скоса кромок диаметр проволоки находится в
следующей зависимости от допускаемой плотности тока;
С'9, ММ i 3 4 б в
Л А/м2 65...200 45...90 35...60 30...60 26...45
Диаметр присадочной проволоки (dn) при автомати-
ческой сварке неплавящимся электродом в защитном
газе выбирают в зависимости от мощности дуги
или диаметра вольфрамового электрода (d9) : </„=
= (0,5...0,7)d3.
198
Основными параметрами электрошлаковой сварки
(кроме рода тока, его полярности, сварочною напряже-
ния и скорости подачи электрода в шлаковую ванну)
являются количество и сечение электродов, глубина
шлаковой ванны, величина сухого вылета электрода,
скорость возвратно-поступательных перемещений (коле-
баний) электродов, расстояние между электродами,
ширина зазора между свариваемыми деталями и т. д.
Оптимальные значения скорости подачи электродной
проволоки при электрошлаковой сварке находятся в
пределах 0,018...0,54 м/ч; напряжения — 32...58 В; глу-
бины шлаковой ваины — 30...70 мм, а сухого вылета
электрода — 60...90 мм.
Количество электродов и их сечение выбирается ис-
ходя из толщины свариваемых деталей:
Толщина детали,
мм 40... НО 110...250 250...500
Количество элект-
родов 1 2 3
Скорость поперечных колебаний электродов обычно
составляет 0,018...0,54 м/ч.
Параметры механизированной и автоматической свар-
ки некоторых типов соединений приведены в табл. 62—
77 (см. с. 200—206, 208, 209).
ЭКСПЛУАТАЦИЯ И РЕМОНТ
Своевременный ремонт и правильная эксплуатация
сварочного оборудования определяют срок его службы,
эксплуатационную надежность и долговечность.
При вводе в эксплуатацию нового оборудования,
наладке действующего, организации межремонтного
обслуживания и плановых ремонтов необходимо руко-
водствоваться требованиями, сформулированными
ВНИИЭСО и Минэлектротехпромам СССР, «Правилами
устройства электроустановок» (М.: Энергоатомиздат,
1985), «Правилами технической эксплуатации электро-
установок потребителей» (Днепропетровск, «Промшь»,
1976) и требованиями ГОСТ 12.2.003—74* (СТ СЭВ
1085—78) и ГОСТ 12.2.049—80.
К самостоятельной работе на сварочном оборудова-
нии допускаются рабочие, прошедшие курс теоретиче-
199
Таблица 62. Режимы механизированной сварки в уг-
лекислом газе стыковых соединений без скоса кромок
Толщина металла, мм Диаметр электрод- ной про- волоки, мм Сила сварочного тока, А Напря- жение на луге, В Ско- рость сварки, м/ч
Швы односторонние
1,0 0,8 50-60 18...20 14...16
2,0 1,0 90... 120 19...21 18...28
3...5 2,0 160-200 27—29 20...22
6-8 2,0 280-300 .28-30 20-25
Швы двусторонние
3...5 2,0 160-200 27...2Э 20...22
6-8 2,0 280...300 28...30 25...30
10 2,0 28Q...320 30-32 22-26
12... 14 2,0 300...340 32...34 20-22
Примечание. Вылет электрода 12...20 мм.
Таблица 63. Режимы механизированной сварки в
углекислом газе V- и X-образных стыковых соединений
(швы двусторонние)
Толщина металла, мм Сила сварочного тока, А Напряжение на дуге, В Скорость сварки, м/ч
V-образная разделка кромок
280...300 28-30 16-20
380...400 30-32 18-22
18...26 420-440 30-32 16-22
Х-обраэная разделка кромок
12...18 380...400 30...32 16...20
20-26 420...440 30...32 16...20
28-40 440...460 32...34 16...20
П р н м е ч а и н я: 1. Данные приведены для сварки прово-
локой диаметром 2,0 мм. 2. Вылет электрода 12...20 мм. 3. В чис-
лителе даны режимы для первого прохода и подварочного шва.
200
Таблица 64. Режимы механизированной сварки под
флюсом
Толщина металла, мм Диаметр электрод- ной проволоки, мм Постоянный ток обратной полярности Скорость подачи । электродной прово- локи, м/ч Скорость сварки, м/ч Допускаемый за- зор, мм Тиа соеди- нения
Сила свароч- ного то- ка, А I Напря- дуге, В |
3 1,6 170...210 24...26 79...126 30...45 1,5 Стыковое
3 1,2 130-170 24...26 156...191 25...40 1,5 >
3 1.6 170...220 24...26 79... 126 25...40 1,0 Тавровое
4 2,0 180...300 24...26 79...156 18...26 2,0 Стыковое
4 2,0 180...320 24...26 101...156 24...30 1.5 Тавровое
5 2,0 270...350 26...28 126... 156 18...24 2,0 Стыковое
5 2,0 270-350 26...28 126...156 24...30 1,5 Тавровое
6 2,0 300...400 26...28 156...306 18...24 3,0 Стыковое
6 2.0 350...450 30...32 156...306 20...30 2,0 Тавровое
Таблица 65. Режимы автоматической и механизиро-
ванной сварки в углекислом газе тавровых соединений
без скоса кромок (швы односторонние и двусторонние)
Катет шва, мм Диаметр электрод- ной про- волоки, мм Вылет электро- да, мм Сила сва- рочного тока, А Напря- жение и а дуге, в Скорость сварки, м/ч
1,0-2,0 0,5-0,6 7...Э 60...65 18... 19 18-20
1,2-2,0 0,8 7—9 70...75 18...19 16...18
2,0-3,0 0,8 9... 10 90...110 19...20 16...18
1,5-4,0 1,0 8...10 80... 120 18...19 14...18
3...4 1,2 10...12 100... 150 19...21 16...18
3...4 1,6 16...18 150... 180 27...29 20-22
5-6 1,6 18...20 260-280 27-29 20-25
8... 10 2,0—2,5 20...24 300...350 30...32 25-30
ского обучения по соответствующему виду сварки и
подтвердившие свои знания сдачей экзамена специаль-
ной комиссии.
Рабочий сварщик ответственен за правильную эксплу-
атацию и сохранность оборудования, инструмента и
।
201
Таблица 66. Режимы механизированной сварки ар-
матурных стержней открытой дугой самозащитной про-
волокой сплошного сечения
Вертикальные стыки Горизонтальные стыки
Диаметр стержня, мм Диаметр проволоки, мм Напряжение на дуге, В 1 Скорость по- дачи элек- тродной про- волоки, м/ч Диаметр проволоки, мм Напряжение на дуге, В Скорость ПО' j дачи прово- локи, м/ч [
20...22 1,6 24-25 186 1,6 29...30 241
25—28 1,6 25...2Б 215 1,6 29...30 241
32 1,6-2,0 26...30 253 2,0 30...32 312
36 1,6...2,0 26—27 253 2,0 30-32 312
40 1,6-2,0 29...30 274 2,0 30-32 312
Таблица 67. Режимы сварки электрозаклепками в
углекислом газе с проплавлением верхнего элемента
Толщина металла, мм Диаметр электродной проволоки, мм Сила сварочно- го тока,А Напря- жение НВ дуге, В Время сварки,с
верх- него ниж- него
0,5 0,8 100...130 17...18 0,8... 1,0
1,0 1,0 230-250 18-19 0,8... 1,0
1,5 1,0 300...320 19...20 1,2... 1,5
2,0 1,6 320...350 28-30 1,2... 1,5
2,0 2,0 350-400 32...34 1,5... 1,8
2,0 8,0 1,6 320...350 28...30 1,0... 1,2
2,0 8,0 2,0 350-400 32...34 1,5... 1,8
2,0 8,0 2,0 450-500 35...37 1,2... 1,5
3,0 2,0 400-450 34...36 2,0...2.5
4,0 2,0 500-550 36-38 2,5...2,8
5,0 2,0 530-570 36...38 2,8...3,0
6,0 2,0 550...600 38-40 3,0-3,5
202
Таблица 68. Режимы автоматической аргонодуговоб
сварки плавящимся электродом стыковых соединений
высоколегированных сталей
0> S3 й О
S Подготовка Сила сва- и о S Си g о и Скорость 1 сварки, м/' Расход api на, л/мин
Ils кромок речного тока. А Диаме рочноЕ волоки Число
i Без раз- 30...40 0,5 1 32...47 6
2 делки 200...210 1,0 1 72 8...Э
3 220...230 1,0 1 58...Б5 8-9
4 С V-образ- 230...240 1,0 1 54 8-9
5 разной 260-275 1,0 1 32-47 8-9
6,5 разделкой 250...280 1,0 1 16-32 8-9
8 под углом 300...380 2,0 2 16-32 11-15
10 50° 330...440 2,0 2 16-32 12...17
Таблица 69. Режимы механизированной аргонодуго-
вой сварки плавящимся электродом титана
Толщи- на ме- талла, мм Сила свароч- ного тока, А Диаметр электродной проволоки, мм Напря- жение, В Вылет элек- трода, мм Расход газа, л/мин
4-8 150...250 0,6-0,8 22-24 10...14 20-30
8-12 340-520 1,6-2,0 30-34 20...25 36-45
14-34 480...750 3,0 32...34 30-35 38...50
16...36 630-920 4,0 32-36 35-40 50-60
16-36 780-1200 5,0 34...38 40-45 50-60
Примечания: i. Режимы приведены для стыковых, тав-
ровых и нахлесточных соединений. 2. Ток сварки постоянной
обратной полярности.
оснастки сварочного поста. Для этого оборудование за-
крепляется персонально за отдельным сварщиком спе-
циальным актом.
Перед началом работы сварщик обязан тщательно
осмотреть и проверить состояние оборудования и в
случае обнаружения неисправностей вызвать наладчика.
Работать на неисправном оборудовании и ремонтиро-
вать его сварщику запрещается.
203
Таблица 70. Режимы автоматической аргонодуговой
сварки неплавящимся электродом стыковых соединений
алюминиевых сплавов
1.0 2 40...70 — 25-50 Б...6
1,6 4 80... 100 2,0 39,6-43 14,5-20 7-8
2,0 4 100...120 2,0 39,6-43 14,'5.. .20 7-8
3,0 4 150... 170 2.0 36-43 10-14,5 12-14
5,0 6 240...260 2,0 30-36 10—14.5 12-14
8,0 10 480-490 2,0...3,0 — 12 28...30
10,0 10 480...520 2,0-3,0 9 28-30
14,0 10 550—600 2,0-3,0 6 28-30
10,0 10 640...660 2,0...3,0 — 6 28-30
Таблица 71. Режимы автоматической аргонодуговой
сварки неплавящимся электродом титана и его сплавов
Толщина метал- ла, мм Диаметр вольф- рамового элект- рода, мм Сила сварочного тока, А Напряжение, В Длина дуги, мм Скорость сварки, м/ч Расход ар- гона, л/мин
зоны свар- ки обратной стороны
1,0 1,5...2,0 60-80 8...10 1.5...2.0 25...30 14-15 3...4
1,5 1,5...2,0 80-100 10...12 1,5-2,0 25-30 14...15 3...4
2,0.-.2,5 2,0-2,5 120-200 12... 14 2,0—2,5 20-25 18...19 4...5
2,5-3.0 2,5...3,0 200-220 12... 14 2,0-2,5 20-25 24-25 4...5
4,0 2,5...3,0 220.,.260 12...14 2,0...2,5 15...20 27-28 4-5
10,0 2,5...3,0 220-260 12...14 2.0...2.5 12-20 27-28 4-5
Примечание. Диаметр присадочной проволоки I,5...2 мм.
При авариц сдаргцик обязан немедленно отключить
сварочный аппарат и сообщить об этом мастеру по
сварке или энергетику цела, При этом аппарат должен
оставаться в том же положений, в котором он находил-
ся в момент авария, В конце каждой смены сварщик
обязан передать рабочему следующей смены (под конт-
204
Таблица 72. Режимы автоматической аргонодуговой
сварки вольфрамовым электродом высоколегированных
сталей
Толщи- на ме- талла, мм Тип соединение Сила сва- рочного тока. А Скорость сварки, м/ч Расход аргона, л/мин
1,0 Стыковое (с при- 80... 140 32...65 4
2,0 садкой) 140...240 20—32 6...7
4,0 200...280 14-32 7...8
1,0 Стыковое (без 60...120 36...65 4
2,5 присадки) 110...200 25...32 6...7
4,0 130...250 25—32 7„.8
Примечания: 1. Диаметр присадочной проволоки 1,6...
2 мм. 2. Ток постоянный, прямой полярности.
Таблица 73. Режимы импульсно-дуговой сварки
плавящимся электродом стыковых соединений алюми-
ниевых сплавов в аргоне
Толщина сваривае- мого ме- талла, мм Диаметр электрод- ной про- волоки, мм Сила сва- рочного тока. А На- пря- жение в ду- ге, В Вылет элек- трода, мм Ско- рость свар- ки, м/ц . Рас- ход газа, л/мин
2,6...3,0 1,4... 1,6 60...80 17... 18 10...12 35-40 8-9
10,0 2,0-2,б 220-250 21-23 12-18 18...26 12.„14
14...25 2,0...2,5 240...300 23...24 12-18 10...20 14...16
Примечание. Ток постоянный, полярность обратная.
Таблица 74. Режимы электрошлаковой сварки с при-
садочным порошкообразным материалом (ППМ)
30 25 900-1000 43...45 158,5 5...6 6
40 26 900...1000 48...50 158,5 6,7 4,5
50 26...27 1000...1100 50...52 187 6,7...7.5 4,5
60 27...28 1000...1100 Б2...54 187 7,5...8,4 4
205
Таблица 75. Режимы автоматической наплавки под
флюсом
Электродный материал Диаметр электрод- ной про- волоки, размеры Ленты, мм Сила сва- рочного тока, А Напряже- ние дуги, в Скорость наплавки, м/ч
Проволока 2 300...400 28...34
сплошного се- 3 300...600 30...36
чеиия 4 400...800 -34...40 15,5-61
5 500... 1000 36...45
Проволока по- 2,0 150...250 26...30
роЩковая 2,5 180...300 28...34
Лента элект- 3,0 3,6 60X0,5 200...400 240...450 500...800 5.6...14 34...40 24-28 20...50
родная сплошная 100X0,5 800... 1000 30...34 10...20
ролем сменного мастера) оборудование, зафиксировав
в журнале передачи смен выявленные в нем недостатки.
В обязанйости сварщика входит также правильное
пользование электросварочным оборудованием, строгое
соблюдение заданных режимов сварки, требований тех-
ники безопасности и содержание оборудования, свароч-
нбго поста и рабочего места в чистоте.
Наладчиками сварочного оборудования могут быть
рабочие с квалификацией сварщика 3—6 разряда, про-
шедшие аттестацию по технике безопасности с присвое-
нием не ниже III квалификационной группы.
Наладчик несет ответственность за бесперебойную
эксплуатацию закрепленного за ним оборудования
(табл. 78).
Наладчик осуществляет наладку нового и находяще-
гося в работе электросварочного оборудования с целью
обеспечения заданных технологическим процессом ре-
жимов сварки и производительности труда, выполняет
мелкий ремонт оборудования на рабочем месте, систе-
матически проверяет выполнение сварщиками правил
эксплуатации оборудования и техники безопасности.
206
Наладчик наблюдает также за работой и сроком дей-
ствия измерительных приборов, установленных на сва-
рочном оборудовании, за своевременной их проверкой.
Вместе со сварщиком и наладчиком за правильную и
безопасную эксплуатацию сварочноге оборудования, а
также за соблюдение заданных параметров режима
сварки несет ответственность производственный мастер
или мастер по сварке.
Мастер должен своевременно инструктировать свар-
щиков по правилам безопасной эксплуатации и ухода за
оборудованием, обеспечивать сварщиков и наладчиков
инструментами и материалами, необходимыми для экс-
плуатации и ухода за оборудованием, и проверять со-
стояние оборудования, передаваемого одной сменой
другой.
Сварочное оборудование должно обеспечиваться необ-
ходимыми энергопитанием: электроэнергией, сжатым в
защитными газами, охлаждающей жидкостью.
Организацией этого обеспечения занимается служба
главного энергетика предприятия. Этой же службой
осуществляется контроль исправности цеховых энерге-
тических коммуникаций, относящихся к сварочному обо-
рудованию, качество ремонта и техническое состояние
сварочного оборудования между ремонтами; составля-
ются совместно со службой главного сварщика заявки
на необходимую аппаратуру, приборы, запасные части
для эксплуатации и ремонта сварочного оборудования.
Ответственность за электросварочное оборудование
несет энергетик цеха или лицо, в ведение которого пе-
редано это оборудование. Он проверяет техническое
состояние, наблюдает за работой оборудования и уста-
навливает при необходимости причины выхода его из
строя; инструктирует персонал, обслуживающий и экс-
плуатирующий оборудование, организует ремонтные ра-
боты, предусмотренные графиками планово-предупреди-
тельного ремонта и их материально-техническое обеспе-
чение; осуществляет общее техническое руководство
ремонтом сварочного оборудования, а после него участ-
вует в приемке оборудования в качестве члена специаль-
ной комиссии. Кроме энергетика в эту комиссию ДОЛЖНЫ
входить еще представители отделов главного сварщика
и энергетика, старший мастер сварочного участка.
Производственный мастер или мастер по сварке Нёсёт
ответственность за правильную эксилуатацию свароч-
ного оборудования, его сохранность, безопасную эке-
207.
Таблица 76. Режимы автоматической сварки угло
углекислом газе
Толщина металла, мм Диаметр электродной проволоки, мм Сила сварочного тока. А Напряжение на дуге. В
0,5 60 18
1,0 0,6 60 18
0,8 90 18...19
1,5-2,0 0,8 75 18-20
0,8 110- 19...20
1,5-3,0 1,0 75... 120 18...I9
1,2 90... 130 19...21
3.0...4.0 1,2 120... 150 20...22
1,6 150-180 27...2Э
2,0 300...350 30...32
5,0 и более 2,0 300...350 30...32
2,0 300...350 30...32
2,0 300...350 30...32
Таблица 77. Режимы электрошлаковой сварки про
Толщи- на сва- ривае- мого метал- ла. мм Сила свароч- ного тока на один электрод, А Напря жеине ванны. В Коли- чество элек- тро- дов Диаметр элек- тродной проволо- ки, мм 1 Скорость попереч- ного дви- жения электро- да, м/ч
30 350...370 32-34 1 2,5
70 650 47 1 3 31
90 600...620 42...46 2 3 26...32
250- 500-550 50...55 2 3 31
300 400...450 46...48 3 3 31...36
450 200 36...38 9 3 —
плуатацию, а также соблюдение заданных параметров
режима сварки.
Отдел главного сварщика вместе с отделом главного
технолога обеспечивает рациональную расстановку и
максимальное использование технологических возмож-
ностей сварочного оборудования, разрабатывает техни-
208
вых швов углеродистых и низколегированных сталей в
Скорость сварки, м/ч Катет шва. м Число слоев Расход газа, л/мин Вылет электро- да, мм
I8...20 1,0 1 5-6 7...Э
18...20 1,2-2,0 1 5-6 7-9
16...18 1,2-2,0 1 6-8 7-9
16...18 1,5-3,0 1 6-8 7-9
16... 18 2,0-3,0 1 6...8 7-9
13,7... 18 1,5...4,0 1 8...10 8...10
12,6—16 2,0-6,0 1 - 8...10 10...12
16...18 3,0-4,0 1 12...16 10-12
20...22 3,0—4,0 1 12...16 16-18
25...30 7,0-9,0 1...2 17...I8 20...24
25...32 11,0-14,0 3 17...18 20-24
25...30 13,0-16,0 4...5 17...18 20-24
25...30 22,0-24,0 9 17...18 20-24
водочными электродами
Скорость подачи электрода, м/ч Вы- держ- ка ползу- нов, с Зазор, мм Скорость сварки, м/ч Глубина шлако- вой ван- ны. мм Сухой вылет электро- да, мм
170 — 30 0,9... 1,0 20-25 40-45
338,5-403 5 25...30 0,9... 1,1 60...65 90-95
302,5 4-6 24-27 1,6 50-70 60-80
232-252 5 28...32 0,4-0,5 45-50 60-70
202-222 5 30 0,7 45-50 60-70
60...80 5 30...33 0,6 40...45 50-70
ческую документацию на проектирование специальной
оснастки для рабочих мест и оказывает техническую
помощь цехам и участкам в автоматизации и механи-
зации сварочных процессов, в освоении нового обору-
дования, организовывает обучение рабочих сварщиков и
наладчиков с целью повышения их квалификации, обра-
209
Таблица 78. Норма обслуживания одним наладчи-
ком однотипного сварочного оборудования, шт.
В цехах металле- На мон-
Группы сварочного конструк- ций, сбо- рочных, тажных площад- ках, ста-
оборудования котел ь- пельных
ных, ме* ханиче* ской об- работки и достро- ечных цехах
Полуавтоматы, для сварки под флюсом, в защитных газах, по- 14 10
рошковой проволокой Установки для механизированной сварки в защитных газах (непла- вящимся электродом) 10 8
Сварочные агрегаты — 10
Автоматы для дуговой сварки под флюсом, в защитных газах 10 8
Примечания: I. Нормы обслуживания учитывают налад-
ку в комплекте с источниками питания. 2. При обслуживании
одним наладчиком однотипных сварочных аппаратов и устано-
вок по каждому типу оборудования в соответствии с известны-
ми нормами устанавливается доля норм обслуживания, прихо-
дящаяся иа данный тип оборудования. Общую норму обслужи-
вания устанавливают в этом случае иа 10—20 % ниже принятой
для однотипного оборудования.
щая внимание на особенности эксплуатации контактного
оборудования.
В обязанности отдела главного сварщика входит так-
же организация служб (мастерских, участков) по изго-
товлению запасных частей к электросварочному обору-
дованию, составление совместно с отделом главного
энергетика графиков планово-предупредительных ремон-
тов и заявок на новое оборудование и оснастку, участие
в списании устаревшего или изношенного оборудования.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Работы по обслуживанию и ремонту должны выпол-
няться в плановом порядке в соответствии с рекомен-
дациями эксплуатационной документаций оборудования.
210
В состав этих работ входят: межремонтное обслужи-
вание, осмотры (О), малые ремонты (М), средние ре-
монты (С), капитальные ремонты (К) и внеплановые
ремонты.
Чередование ремонтных работ и профилактических
осмотров, продолжительность межремонтных циклов,
категории сложности и трудоемкость ремонта свароч-
ного оборудования приведены в табл. 79—81.
Таблица 79. Категория сложности и трудоемкость
ремонта сварочного оборудовании
Сварочное оборудование Категория сложно- сти в ус- ловных единицах Трудоемкость ремонта, иормо-час
капи- таль- ного сред- него ма- лого
Трансформатор ТД-500 5 75 35 6
Выпрямители:
ВС-300А ВД-306 5 75 35 6
ВС-600М 8 120 56 10
ВДГ-303 6 80 42 7
ВДМ-1601 Преобразователи: 12 180 84 14,5
ПСО-ЗОО 10 150 70 12
ПСГ-500 Агрегаты: 12 180 84 14,5
АДД-305 АСБ-300М Автоматы: 12 180 84 14,5
АДС-1000 10 150 70 12
АДФ-500 Полуавтоматы: 8 120 56 10
А-825 7 105 49 8,5
А-547 А-1197 6 90 42 7
А-765 Установки: 7 105 49 8,5
УД Г-300 УДГ-500 14 210 96 17
п р к меч а в ие. В количество нормо-часов входят работы
ПО ремонту аппаратных шкафов и пультов управления.
211
В технической документации, входящей в комплект
поставляемого сварочного оборудовании, заводы-изго-
товители указывают гарантийные сроки безаварийной
работы при условии соблюдения всех правил его хране-
ния и эксплуатации.
Так, для самоходных сварочных автоматов гарантий-
ный срок устанавливается 12 месяцев с момента ввода
Таблица 80. Продолжительность межремонтных цик-
лов, мес, при работе в две смеиы
Оборудование Меж- осмот- ровый период Между средни- ми ре- монтами Между малым и оче- редным ремон- тами Межре моит- иый цикл
Источники питания Передвижные сва- рочные агрегаты с двигателями внут- 1,5 6 3 24
реннего сгорания Автоматы и полуав- томаты для дуговой 1,5 6 3 24
сварки 1,5 12 3 24
Примечание. Одновременная работа рассчитывается
умножением показателя периодичности, указанного в таблице,
на коэффициент 1,4, трехсменная на коэффициент — 0,6.
их в эксплуатацию, срок службы до первого капиталь-
ного ремонта — не менее 2000 ч эксплуатации, а срок
до списания — не менее 5 лет (ГОСТ 8213—75 *Е).
В случае отказа в работе сварочного оборудования в
период гарантийного срока необходимо составить тех-
нически обоснованный акт и направить его в адрес за-
вода-изготовителя для замены вышедшего из строя
элемента.
В таблице 80 приведены сведения о трудоемкости
капитального, среднего и малого ремонтов некоторых
видов оборудования для дуговой сварки.
Основные виды работ по техническому обслуживанию
сварочного оборудования приведены в соответствующих
главах справочника.
212
Таблица 81. Чередование ремонтных работ и профи* лактических осмотров сварочного оборудовании
Оборудо- вание Ремонтные работы в цикле
Чередование Количество
сред них ре- мон- тов ма- лых ре- мон- тов ос- мот- ров
Сварочные траисформа- К—О—М—О—С—О-М—О— -с—О—О—М—О—О-К 2 3 8
Сварочные выпрямители {—О—М—О—С—О—М—О— -с—о-м—о-с—о-м-о—к 3 4 8
Сварочные преобразо ватели К—О-М—О—С—О-М—О— -с—О—М—о—с—о—м—о—к 3 4 8
Сварочные агрегаты <_О—М—О—С—О—М—О—С— —о—м—о—с—о—м—о—к 3 4 8
Полуавтома- ты для дуго- вой Сварки К—О—О—М -О—С-О—М—О— -О—М—о—с—о—к г S 8
Автоматы для дуговой сварки Ц_О—М—О—С—О—М—О—С— -О-М—О—С—О—м—о—к 3 4 8
Автоматы для электро- шлаковой сиарки <_о—м-о-с—о—м—о—с— -О—М—о—с—о—м—о—к 3 4 8
Установки для ручной сварки в за- щитных га- зах неплавя- щнмся элек- троном <_О—М—О—С—О—М—О—С— -О—М—О—С—О—М—О—к 3 4 8
Примечание. Чередование ремонтных циклов может
уточняться в зависимости от условий эксплуатации оборудо-
вания.
ТЕХНИКА БЕЗОПАСНОСТИ
Основные требования безопасной эксплуатации сва-
рочного оборудования изложены в «Правилах цржарцой
безопасности при проведении сварочных и других огне-
вых ра.бот на объектах народного хозяйства», «Прави-
лах технической эксплуатации электроустановок потре-
бителей», «Правилах техники безопасности при эксплуа-
тации электроустановок потребителей», ГОСТ 12.0.001—
213
82, в Правилах техники безопасности и гигиены труда
при производстве сварочных работ и термической резки
в строительстве Минмонтажспецстроя УССР и другими
нормативными материалами.
Ответственность за соблюдение техники безопасности
несет административно-технический персонал предприя-
тий, мастера, производители работ и специальные работ-
ники по технике безопасности.
Государственный контроль за выполнением норм и
правил по технике безопасности осуществляет инспекция
Госгортехнадзора, инспекторы по технике безопасности
ЦК профсоюзои рабочих строительства и промышлен-
ности строительных материалов и общественные инспек-
торы. За соблюдением санитарных условий труда следит
Государственная санитарная инспекция, за нормами по-
жарной охраны — Государственная инспекция пожарной
охраны.
При наладке, технических осмотрах, ремонте и экс-
плуатации сварочного оборудования наиболее опасным
является поражение человека электрическим током.
Поэтому лица, обслуживающие это оборудование, дол-
жны придерживаться следующих основных мер эЛектро-
безопасности:
работать только на исправном и заземленном обору-
довании;
не касаться голыми руками клемм и токоведущих
частей сварочных установок, кабелей без изоляции или
с поврежденной изоляцией;
перед началом работ проверять целостность свароч-
ных кабелей и заземления, проводов питания, а также
надежность всех наружных контактных соединений;
при прокладке с'вар'очиых кабелей и при каждом их
перемещении не допускать повреждения изоляции, со-
прикосновения их с водой, маслом, стальными канатами,
трубопроводами с горючими газами и кислородом и
горячими трубами;
гибкие провода электроуправления при значительной
их протяженности следует помешать в резиновые или
брезентовые рукава. Защищать сварочные кабели от
повреждений и при необходимости дополнительно обма-
тывать их брезентовой лентой;
не использовать в качеств обратного провода сва-
рочной цепи контуры заземления, трубы санитарно-
технических устройств, металлоконструкции закончен-
ных зданий И технологического оборудовании;
214
не применять для сварки в особо опасных условиях
(внутри металлических емкостей, трубопроводов и т. п.)
установки без устройств автоматического отключения
напряжения холостого хода или его ограничения до на-
пряжения 12 В с выдержкой времени не менее 0,5 с
после размыкания цепи.
При эксплуатации оборудования следует помнить, что
напряжение холостого хода сварочных трансформато-
ров, работающих без устройства снижения холостого
хода (УСНТ-06) не должно превышать 70...75 В, сва-
рочных генераторов — 80...90 В. Длина проводов между
передвижным сварочным агрегатом и питающей сетью
не должна быть больше 10 м.
Основные требования по правильной наладке, квали-
фицированному монтажу, эксплуатации и уходу приво-
дятся в технической документации сварочного оборудо-
вания, входящей в комплект поставки завода-изготови-
теля. Электрический монтаж должен выполняться в
соответствии с «Правилами устройства электротехниче-
ских установок», Энергоатомнздат, М.: 1985.
Перед монтажом новое оборудование расконсервиру-
ется, с поверхности деталей удаляется консервирующая
смазка и защитная бумага.
Подключению сварочной аппаратуры к сети предшест-
вуют обязательное заземление корпусов шкафов управ-
ления и источников питания, зажимов вторичных обмо-
ток сварочных трансформаторов, выпрямителей и дру-
гих металлических нетоковедущих частей сборочно-сва-
рочных установок и оснастки, а также проверка соот-
ветствия величины напряжения питающей сети напря-
жению, оговоренному паспортными характеристиками
оборудования.
Заземление осуществляется при помощи оголенных
гибких проводов или шин из меди или других токопро-
водящих металлов.
Сечение медного заземляющего проводника должно
быть не менее 6 мм2, стального—12 мм2. Последова-
тельное включение в заземляющий провод нескольких
сварочных установок не допускается.
Каждая сварочная установка должна иключдться в
сеть отдельным рубильником или пускателем с предо-
хранителями.
Выбор сечения проводов для подключения оборудова-
ния к сети определяется из условий допустимого паде-
ния напряжения на них — не более 5 %.
21э
Для заземления можно использовать и трубы диамет-
рам 37...50 мм, металлические полосы сечением 48...
50 мм2 длиной 1...2 м.
Сопротивление заземляющего устройства не должно
превышать 10 Ом при суммарной мощности источника
сварочного тока 100 кВа, температура нагрева отдель-
ных частей сварочного агрегата — 75 °C.
Таблица 82. Модификация защитных щитков со све-
тофильтрами
Модификация Модель Размер свето- фильтра, мм
Наголовный щиток с непрозрачным корпусом НН-Э-301У1 52Х102
То же ННО-Э-302У1 90X102
Ручной щиток с непроз- рачным корпусом РНЭ-301-У1 52X102
Наголовный щиток, мон- тируемый на защитной каске ЩЭК-Э-301У1 52X102
Наголовный щиток с открывающимся свето- фильтром и подвижной НН-Э-302У1 52X102
Ручной щиток с непроз- РНО-Э-302У1 90X102
рачным корпусом
Расположение оборудования должно обеспечивать
удобный доступ к местам его обслуживания, удобство
и безопасность при транспортировке деталей к месту
сварки и и процессе самой сварки. Оно не должно за-
нимать лишней производственной площади.
Источники питания, балластные реостаты, регуляторы,
сварочные полуавтоматы и автоматы, устанавливаемые
иа открытом воздухе, должны быть защищены от ат-
мосферных осадков навесами.
К электросварочным работам допускаются лица не
моложе 18 лет, прошедшие специальное обучение, име-
ющие удостоверение на право производства работ и по-
лучившие II квалификационную группу по технике
216
безопасности согласно правилам Госэнергонадзора.
Женщины могут допускаться к ручной электродуговой
сварке только на открытых площадках.
Каждый сварщик может быть допущен к работе
только после прохождения вводного (общего) инструк-
тажа по технике безопасности и производственной сани-
тарии и инструктажа на рабочем месте, который прово-
дится также и при каждом переходе на другую работу
или при изменении условий работы.
Повторный инструктаж проводится ие реже одного
раза в три месяца. Проведение инструктажа регистри-
руется в специальном журнале. Знание сварщиком пра-
иил техники безопасности проверяется ежегодно.
Сварочная дуга — мощный источник излучения види-
мых световых и невидимых инфракрасных и ультрафио-
летовых лучей, вызывающих различные заболевания глаз
и ожоги кожи. Для защиты лица и глаз от попадания
лучей, испускаемых дугой, и брызг расплавленного ме-
талла необходимо работать закрыв лицо щитком или
шлемом (ГОСТ 12.4.035—78*) со специальными свето-
фильтрами (табл. 82), разработанным ВНИИмонтаж-
спецстроя.
В качестве'светофильтров используются темные стек-
ла марки ТС-ЗС (ГОСТ 9411—81*Е) размерами 46х
Х65; 52X102; 65X120; 69X121; 80 x80 мм, при толщи-
не 1,5...4,0 мм. С наружной стороны светофильтр закры-
вают прозрачным стеклом (ГОСТ 111—78 *) толщиной
до 2,5 мм, которое по мере загрязнения меняют. При
сварке применяют следующие светофильтры:
Дуговая сварка металлическим плавящимся электродом
Сила тока, А • 30...60 60...150 150...275 275...350 До 600
Светофильтр С-4 С-5 С-6 С-7 С-8
Дуговаи сварка легких сплавов металлическим электро-
дом в инертных газах
Сила тока, А . . . .
Светофильтр . . . .
Сила тока, А . . . .
Светофильтр . . . .
20...40 С-5 40...80 С-6 80... 100 С-7
100...175 ' 175...275 275...300
С-8 С-9 С-10
Дуговая сварка вольфрамовым электродом в инертных
газах
Сила тока, А............ 20...40 40...80 80... 100
Светофильтр............. С-б С-6 С-7
217
Сила тока, А .
Светофильтр
100...175
С-8
175...27Б
С-9
275...300
С-10
Дуговая сварка металлическим электродом в углекис-
лом газе
Сила тока, А1 .
Светофильтр .
30...60 60...100 100...150 150...175
С-1 С-2 С-3 С-4
Сила тока, А .
Светофильтр .
175...300 300..400 400...600
С-5 С-6 С-7
Плазменная сварка
Сила тока. А .
Светофильтр .
30...50 50...100 100...175 175...300
С-5 С-6 _ С-7 С-8
Сила тока, А . . • 300...350
Светофильтр . . , С-9
350...500
С-10
500...700
С-11
Воздушно-дуговая поверхностная
плавка
резка, строжка, вы-
Сила тока, А.................. 500...700 700...800 Более 900
Светофильтр................... С-И С-12 С-13
Для защиты глаз вспомогательных рабочих, находя-
щихся в зоне' проведения сварочных работ, использу-
ются светофильтры В-1, В-2, В-3 (табл. 83).
При зачистке швов следует пользоваться защитными
очками с простыми стеклами для предохранения глаз от
осколков горячего шлака.
В целях предохранения от тепловых ожогов, сварщик
должен работать в спецодежде и рукавицах, носить
ботинки с боковыми застежками, брюки (без отворотов)
носить только навыпуск.
Карманы сварочной куртки должны закрываться кла-
панами, концы рукавов рекомендуется завязывать тесь-
мой, а при сварке в потолочном положении пользоваться
асбестовыми нарукавниками, плотно завязывая нх у
кистей рук и брезентовыми наплечниками для защиты
плечи шеи. Голова должна быть защищена обычным
головным убором, а на монтажной площадке — фибро-
вой каской.
Не следует допускать перегрева электрододержателей
и горелок для механизированной сварки.
Снижение действия на организм сварщиков вредных
выделений и аэрозолей достигается применением мест-
218
пой и общеобменной вентиляции, подачей в зону дыха-
ния чистого воздуха, а также использованием малоток-
сичных сварочных материалов.
Стационарные посты дуговой сварки мелких изделий
должны быть оборудованы сварочными столами со
встроенными местными отсосами или специально разра-
ботанными воздухоприемниками.
Таблица 83. Средства защиты рабочих
Назначение
Вид средства
защиты
Обозиа- Вид очкового
чение стекла
Для работы О (открытые) 02 Светофильтр В
на открытых площадках при ярком ОД (открытые 002 ОД1 То же, в комбина- ции с бесцветным стеклом Светофильтр В-2
солнечном освещении При электро- двойные) О (открытые) 02
сварке в цехе ОД (открытые 002 ОД1 То же, в комбина- ции с бесцветным стеклом Светофильтр В
При электро- двойные) О (открытые) ОД2 02
сварке на от- крытой пло- ОД (открытые 002 ОД1 То же, в комбина-
щадке двойные) ОД2 ции с бесцветным
ЗН (закрытые с непрямой венти- ляцией) ЗН5 ЗН8 ЗН12 стеклом Светофильтр В
Категорически запрещается проведение сварочных ра-
бот на сосудах, находящихся под давлением, внутри и
снаружи трубопроводов, резервуаров и емкостей, в ко-
торых хранились легковоспламеняющиеся, горючие,
взрывоопасные или токсичные вещества, без тщательной
очистки и последующей проверки содержания остатков
этих веществ.
На строительно-монтажных площадках сварщики дол-
жны соблюдать дополнительные меры предосторожности:
на высоте работать с предохранительным поясом и
прикрепляться им к прочным неподвижным конструк-
циям;
при производстве работ в несколько ярусов устанав-
ливать навесы илн настилы для защиты работающих
внизу от капель расплавленного металла, шлака, искр и
падающих предметов;
219
на открытом воздухе во время атмосферных осадков
работать только при наличии навесов или козырьков;
использовать для работы на высоте только предвари-
тельно проверенные леса, подмостки и люльки. Леса и
подмостки должны быть сплошными, не уже одного
метра, иметь прочные и устойчивые ограждения при вы-
соте выше 1,3 м;
не допускать работу сварщиков при температуре ок-
ружающей среды ниже —30 °C, гололедице или ветре
силой более 6 баллов.
Несоблюдение техники безопасности при сварочных
работах на строительной площадке может стать причи-
ной возникновевия пожаров. Поэтому рабочее место
сварщика должно быть очищено в радиусе 10 м от
древесных стружек, пакли и возгораемого мусора. Из
этой зоны должны быть удалены другие взрывоопасные
и огнеопасные вещества.
СПИСОК
РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ
1. Александров А. Г., Милютин В. С. Источники пита-
ния для дуговой сварки.— М.: Машиностроение,
1982.— 80 с.
2. Березин В. Л., Суворов А. Ф. Сварка трубопроводов
конструкций.— М.: Недра, 1983,— 382 с.
3. Блинов А. Н., Лялин К- В. Организация и производ-
ство сварочно-монтажных работ.— М.: Стройиздат,
1982,—307 с.
4. Браткова О. Н. Источники питания сварочной ду-
ги.—М.: Высш. шк„ 1982,— 182 с.
5. Дуговая сварка стальных трубных конструкций/
И. А. Шмелева, М. 3. Шейкин, И. В. Михайлов,
Э. В. Островский.— М.: Машиностроение, 1985.—
232 с.
6. Зайцев К. И., Шмелева И. А. Справочник по сва-
рочно-монтажным работам при строительстве трубо-
проводов,— М: Недра, 1982,—223 с.
7. Закс М. И. Сварочные выпрямители.— Л.: Энерго-
издат, 1983.— 96 с.
8. Закс М. И., Кошелев П. А., Ермолин С. А. Инвер-
торный источник для дуговой сварки // Сварочное
производство.— 1983.—№ 11,—С. 35—36.
9. Закс М. И., Каганский Б. А., Печения А. А. Транс-
220
форматоры для электродуговой сварки.— Л.: Энер-
гоиздат, 1988.— 136 с.
10. Заруба И. И., Дыменко В. В. Стабилизаторы горения
дуги переменного тока с двойным управлением//
Автомат сварка.— 1982.— № 5.— С. 39—42.
11. Источники типа «Разряд» для питания сварочной
дуги/ И. И. Заруба, В В. Дыменко, С. А. Сафьян,
А. А. Рубцов//Монтаж. и спец, работы в стр-ве.—
1980,—№ 6,—С. 22—26.
12. Каталог сварочного оборудования, серийно выпуска-
емого в странах — членах СЭВ/Под ред.
А. И. Чвертко.— К.: Наук, думка, 1981.— 334 с.
13. Лебедев В. К-. Заруба И. И., Пентегов И. В. Тен-
денции развития источников питания для дуговой
сварки //Автомат, сварка.— 1982,—№ 8.— С. 1—9.
14. Оборудование для дуговой сварки: Справ, пособие/
Под. ред. В. В. Смирнова,— Л.: Энергоиздат, 1986.—
656 с.
15. Прох Л. Ц.. Шпаков Б. М. Яворская Н М. Спра-
вочник по сварочному оборудованию.— К.: Техника,
1983.—207 с.
16. Резницкий А. М.. Коцюбинский В. С. Электротехни-
ка для сваршика.— М.: Машиностроение, 1987.—
ПО с.
17. Розаренов Ю. И. Оборудование для электрической
сварки плавлением.— М.: Машиностроение, 1987.—
208 с.
18. Сварочное оборудование: Каталог-справочник: В
8 т./Под ред. А. И. Чвертко.— К.: Наук, думка,
1968—1987.
19. Справочник сварщика / Под. ред. В. В. Степанова.—
М.: Машиностроение. 1983.—560 с.
20. Справочник по наладке электрооборудования про-
мышленных предприятий / Под ред. М Г. Зименкова.
3-е изд.— М.: Энергоиздат, 1983.— 480 с.
21. Чвертко А. И. Патон Б. Е. Тимченко В. А. Обору-
дование для механизированной дуговой сварки и
наплавки.— М.: Машиностроение, 1981,—264 с.
22. Чвертко А. И., Тимченко В.'А. Унифицированное обо-
рудование для автоматической и механизированной
дуговой сварки и иаплавки.— К.: Наук, думка,
1987,— 192 с.
23. Шкуратовский Г. Д. Шинкарев Б. М Сварочные ра-
боты.— К.: Будивэльнык, 1988.— 318 с.
221
ОГЛАВЛЕНИЕ
s '
ПРЕДИСЛОВИЕ............................ 3
Глава 1. ОБОРУДОВАНИЕ ДЛЯ ДУГОВОЙ
СВАРКИ .............................. 4
Общие сведения................................... 4
Назначение и классификация источников питания
дуги............................................. 5
Электрические свойства сварочной дуги и требо-
вания к источникам питания ...................... 7
Технические характеристики и условные обозна-
чения ................................. ... 12
Глава 2. СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ 14
Общие сведения ................................14
Принцип действия............................15
Трансформаторы для ручной сварки .... 18
Трансформаторы для автоматической сварки под
флюсом......................................28
Подключение, наладка и техническое обслужива-
ние .......................................... 32
Глава 3. СВАРОЧНЫЕ ВЫПРЯМИТЕЛИ ... 39
Общие сведении.................................39
Выпрямители для ручной дуговой сварки . . 40
Выпрямители для механизированной сварки в уг-
лекислом газе..................................44
Универсальные выпрямители......................52
Многопостовые выпрямители ...... 58
Инверторные источники питания..................62
Подключение, наладка и техническое обслужива-
ние ...........................................65
222
Глава 4. СВАРОЧНЫЕ ГЕНЕРАТОРЫ . . 69
Коллекторные генераторы........................69
Вентильные генераторы..........................79
Преобразователи для ручной сварки ... 82
Подключение, наладка и техническое обслужива-
ние ...........................................86
Глава 5. СВАРОЧНЫЕ АГРЕГАТЫ 88
Сварочные агрегаты с коллекторными генератора-
ми и бензиновыми двигателями....................88
Сварочные агрегаты с дизельными двигателями 94
Сварочные агрегаты с вентильными генераторами 100
Сварочные агрегаты с’электроприводом . . . 104
Подключение, наладка и техническое обслужива-
ние ...........................................106
Глава 6. ОБОРУДОВАНИЕ ДЛЯ РУЧНОЙ, МЕ-
ХАНИЗИРОВАННОЙ И АВТОМАТИЧЕСКОЙ СВАР-
КИ ...................................121
Оборудование поста ручной дуговой сварки . . 121
Установки для ручной сварки ..... 127
Полуавтоматы для дуговой сварки .... 127
Подготовка воиуавтоматов к работе . . . . 141
Сварочные автоматы.............................152
Наладка и эксплуатация сварочных автоматов 166
Оборудование для сварки неплавящимся элект-
родом .........................................170
Устройство для поджигания дуги .... 174
Автоматы для сварки неплавящимся электродом 177
Наладка, эксплуатация и ремонт оборудования
для сварки неплавяшимси электродом . . . 179
Оборудование для импульсно-дуговой сварки пла-.
вящимсй' электродом............................184
Глава 7. ОРГАНИЗАЦИЯ СВАРОЧНЫХ РАБОТ 189
Выбор и настройка режима сварки .... 189
Эксплуатация и ремонт...........................199
Техническое обслуживание........................210
Техника безопасности............................213
СПИСОК РЕКОМЕНДУЕМОЙ ЛИТЕРАТУРЫ 220