

Author: Тамаркин М.А. Давыдова И.В. Тищенко Э.Э.
Tags: общее машиностроение технология машиностроения отдельные машиностроительные и металлообрабатывающие процессы и производства технология производства издательство феникс серия высшее образование
ISBN: 978-5-222-12211-2
Year: 2007




М.А. Тамаркин,
И.В. Давыдова,
Э.Э. Тищенко
ТЕХНОЛОГИЯ
СБОРОЧНОГО
ПРОИЗВОДСТВА
ВЫСШЕЕ
ОБРАЗОВАНИЕ
I
УДК 621(075.8)
ББК 34.68я73
ктк 2зе
Т17
Авторы выражают благодарность
доценту Ершову В.С. за предоставленные материалы
по алгоритмизации проектирования технологических
процессов сборки.
Тамаркин М.А.
Т17 Технология сборочного производства / М. А. Та-
маркин, И. В. Давыдова, Э.Э. Тищенко. — Рос-
тов н/Д: Феникс, 2007. — 270, [1] с. : ил. —
(Высшее образование).
ISBN 978-5-222-12211-2
В учебном пособии изложены основные понятия
технологии сборки машин. Рассмотрены все этапы
проектирования технологического процесса сборки, на-
чиная с анализа исходных данных и заканчивая испы-
таниями собранного изделия, освещены вопросы орга-
низации производственного процесса на участке сбор-
ки , показаны принципы разработки планировки участ-
ка сборки. Описана технология сборки типовых соеди-
нений.
УДК 621(075.8)
ISBN 978-5-222-12211-2 ББК 34.68я73
© Тамаркин М.А., Давыдова И. В.,
Тищенко Э. Э., 2007
© Оформление: изд-во «Феникс», 2007
ВВЕДЕНИЕ
В современном машиностроении трудоемкость сбо-
рочных работ составляет 30-40% и более от общей
трудоемкости изготовления изделия. Степень механи-
зации сборочных операций не превышает 20-30%,
а степень автоматизации —- еще ниже. Поэтому совер-
шенствование сборочного производства является одним
из основных резервов повышения технического уровня
и экономической эффективности машиностроительного
комплекса.
Сборка отличается от других технологических про-
цессов тем, что ее составными элементами являются
разнообразные, физически разнородные процессы. Ус-
тановка составных частей конструкции сборочной еди-
ницы (СЕ) включает основанные на различных физи-
ческих принципах процессы перемещения и ориенти-
рования соединяемых деталей.
Сборка является завершающим этапом изготовления
машин, и требования к элементам конструкции, посту-
пающим на сборку, оказывают существенное влияние
на содержание заготовительных работ, механической
обработки и других процессов изготовления элементов
3
Технология сборочного производства
конструкции изделия. Возможность применения совре-
менных методов и средств производства существенно
зависит от технологичности конструкции изделия и
фактически закладывается в конструкцию при его про-
ектировании. Поэтому содержание сборочных работ
органически взаимосвязано с конструкцией изделия и
предшествующими этапами производственного процес-
са изготовления его элементов.
Совершенствование и повышение эффективности
сборочных работ требует непрерывного обобщения и
анализа передового опыта промышленности на осно-
ве научных исследований. Основы такого подхода
были заложены в трудах выдающихся ученых нашей
страны Н. А. Бородачева, Б. С. Балакшина, В. М. Кова-
на, Л. Н. Кошкина, М. П. Новикова и др. [1].
4
О ОСНОВНЫЕ ПОНЯТИЯ ТЕХНОЛОГИИ
СБОРКИ МАШИН
1.1. Общие положения
Процесс сборки, является заключительным этапом
изготовления машины, в значительной степени опре-
деляющим ее основные эксплуатационные свойства.
Условия достижения высоких эксплуатационных
свойств машины не ограничиваются созданием ее
удачной конструкции или применением высококаче-
ственных материалов для изготовления ее деталей, не
гарантирует этих качеств и высокоточное изготовле-
ние деталей с обеспечением оптимального состояния
поверхностных слоев их сопряженных или рабочих
поверхностей.
Процесс изготовления машины может гарантиро-
вать достижение всех требуемых эксплуатационных по-
казателей, а также ее надежности и долговечности в
эксплуатации лишь при условии высококачественного
проведения всех этапов сборки машины (т. е. сборки и
регулирования отдельных сборочных единиц — узлов
и общей сборки и испытаний изготовленного изделия в
целом).
Это связано с тем, что в процессе сборки вполне
качественных составных частей изделия по разным
причинам могут возникать погрешности взаимного рас-
положения деталей, существенно снижающие точность
и служебные качества собираемого изделия. Причина-
ми возникновения таких погрешностей могут быть:
5
Технология сборочного производства
1. Ошибки, допускаемые рабочими при установке и
фиксации требуемого положения собираемых дета-
лей (образование зазоров между торцами втулок,
монтируемых на валах, и торцами соответствую-
щих фланцев и буртиков валов в связи с недоста-
точно прочным их соединением сборщиком или
сдвигом втулки сверлом при засверловке стопорно-
го отверстия на валу «по месту» через отверстие во
втулке; попадание грязи и стружки между сопряга-
емыми поверхностями; совпадение эксцентрисите-
тов наружной и внутренней поверхностей втулок;
посадочной шейки вала, на которой монтируется
втулка, и опорных шеек; нарушение правильной
последовательности затяжки резьбовых соединений
и непостоянство усилия затяжки и т. д.).
2. Погрешности установки калибров и измерительных
средств, применяемых при сборке; погрешности ре-
гулирования, пригонки и контроля точности поло-
жения детали в машине, достигнутого при сборке,
а также собственные погрешности измерительных
средств.
3. Относительные сдвиги деталей в промежутке вре-
мени между их установкой в определенное положе-
ние и их фиксацией в этом положении.
4. Образование задиров и забоин на сопрягаемых по-
верхностях деталей.
5. Упругие деформации сопрягаемых деталей при их
установке и фиксации и пластические деформации
поверхностей сопряжений, нарушающие точность и
прочность соединений.
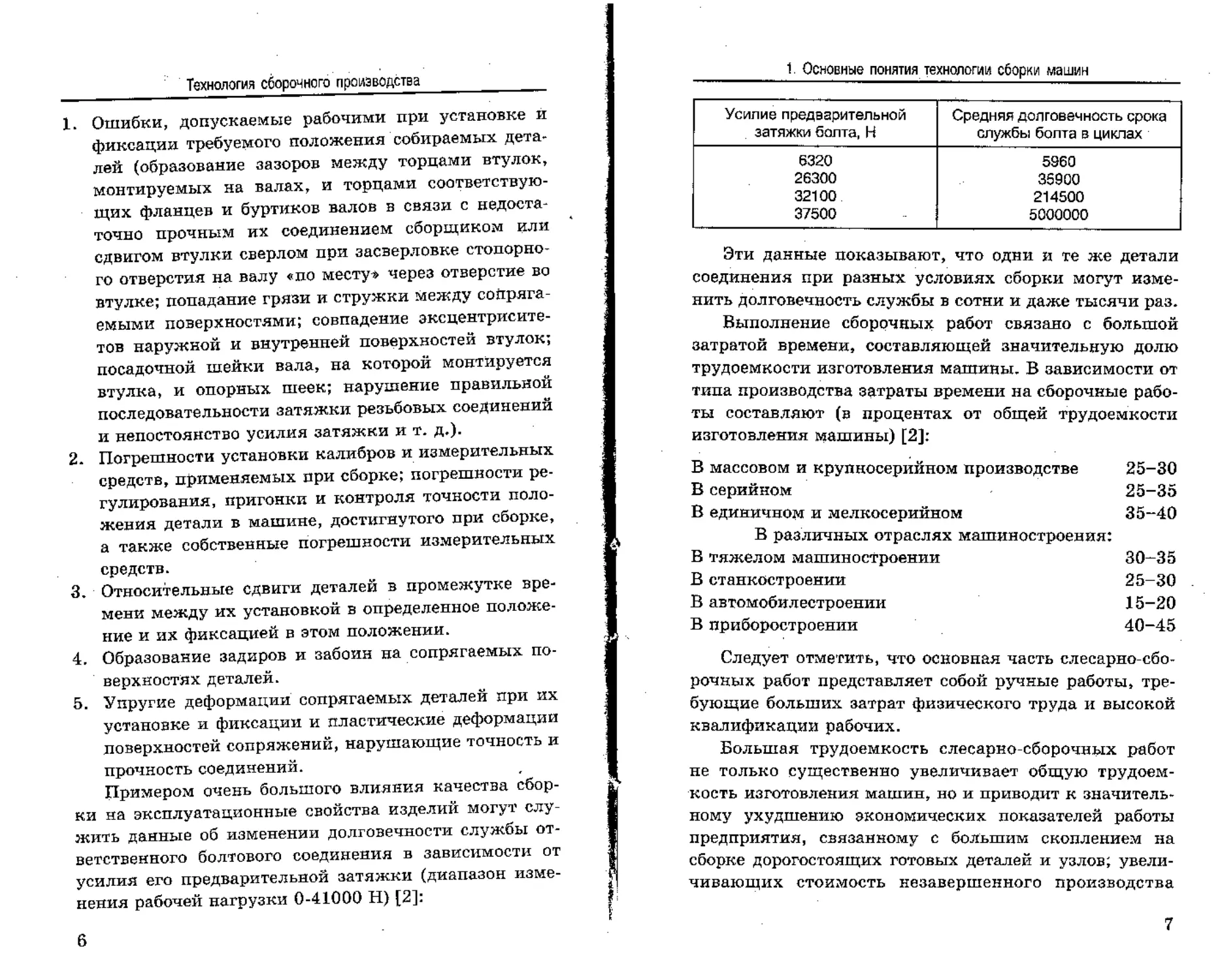
Примером очень большого влияния качества сбор-
ки на эксплуатационные свойства изделий могут слу-
жить данные об изменении долговечности службы от-
ветственного болтового соединения в зависимости от
усилия его предварительной затяжки (диапазон изме-
нения рабочей нагрузки 0-41000 Н) [2]:
6
1. Основные понятия технологий сборки машин
Усилие предварительной затяжки болта, Н Средняя долговечность срока службы болта в циклах
6320 5960
26300 35900
32100 214500
37500 5000000
Эти данные показывают, что одни и те же детали
соединения при разных условиях сборки могут изме-
нить долговечность службы в сотни и даже тысячи раз.
Выполнение сборочных работ связано с большой
затратой времени, составляющей значительную долю
трудоемкости изготовления машины. В зависимости от
типа производства затраты времени на сборочные рабо-
ты составляют (в процентах от общей трудоемкости
изготовления машины) [2]:
В массовом и крупносерийном производстве 25-30
В серийном 25-35
В единичном и мелкосерийном 35-40
В различных отраслях машиностроения:
В тяжелом машиностроении 30-35
В станкостроении 25-30
В автомобилестроении 15-20
В приборостроении 40-45
Следует отметить, что основная часть слесарно-сбо-
рочных работ представляет собой ручные работы, тре-
бующие больших затрат физического труда и высокой
квалификации рабочих.
Большая трудоемкость слесарно-сборочных работ
не только существенно увеличивает общую трудоем-
кость изготовления машин, но и приводит к значитель-
ному ухудшению экономических показателей работы
предприятия, связанному с большим скоплением на
сборке дорогостоящих готовых деталей и узлов; увели-
чивающих стоимость незавершенного производства
7
Технология сборочного производства
предприятия и снижающих оборачиваемость оборот-
ных средств.
Изложенные причины превращают проблему повы-
шения качества и производительности сборки в одну
из первоочередных и важнейших задач развития со-
временного машиностроения.
Приведем основные определения.
Изделием называется любой предмет или набор
предметов производства, подлежащих изготовлению на
предприятии.
Согласно ГОСТ 2.101-68, установлены следующие
виды изделий:
а) детали;
б) сборочные единицы (узлы);
в) комплексы;
г) комплекты.
Деталь является изделием, изготовленным из од-
нородного материала без применения сборочных опера-
ций, например вал, втулка, рычаг, корпус и т. д.
Сборочной единицей 'называется изделие, состав-
ные части которого подлежат соединению между собой
на предприятии-изготовителе сборочными операциями
(свинчиванием, клейкой, пайкой, запрессовкой и т. д.),
например станок, автомобиль, вертолет и т. д.
Комплексом называются два и более специфициро-
ванных изделия, не соединенных на предприятии-изго-
товителе сборочными операциями, но предназначен-
ных для выполнения взаимосвязанных эксплуатацион-
ных функций.
В комплекс, кроме изделий, выполняющих основ-
ные функции, могут входить детали, СЕ й комплекты,
Предназначенные для выполнения вспомогательных
функций, например, детали и СЕ, предназначенные
для монтажа комплекса на месте его эксплуатации.
Комплект представляет два и более изделия, не
соединенных на пр ед приятии-изготовителе сборочными
8
1. Основные понятия технологии сборки машин
операциями и представляющих собой набор изделий,
имеющих общее эксплуатационное назначение вспомо-
гательного характера, например комплект запасных ча-
стей, комплект инструментов и т. д.
Сборка — образование разъемных или неразъем-
ных соединений составных частей изделия.
Узловая сборка — сборка, объектом которой явля-
ется составная часть изделия — СЕ (узел).
Общая сборка — сборка, объектом которой являет-
ся изделие в целом.
Сборочный комплект — группа составных частей
изделия, которые необходимо подать на рабочее место
для сборки изделия или его составной части.
В условиях единичного и мелкосерийного произ-
водства основная часть сборочных работ выполняется
на общей сборке, и лишь малая их доля осуществля-
ется над отдельными сборочными единицами. С уве-
личением серийности производства сборочные рабо-
ты все больше раздробляются по отдельным СЕ, и в
условиях массового и крупносерийного производства
объем узловой сборки становится равным или даже
превосходит объем общей сборки. Это в значитель-
ной мере способствует механизации и автоматиза-
ции сборочных работ и повышает их производитель-
ность, а также снижает требования к квалификации
рабочих.
По стадиям процесса сборка подразделяется на сле-
дующие виды.
Предварительная сборка — сборка деталей, со-
ставных частей или изделия в целом, которые в после-
дующем подлежат разборке. Например, предваритель-
ная сборка узла с целью определения размера непо-
движного компенсатора.
Промежуточная сборка — сборка деталей, вы-
полняемая для дальнейшей их совместной обработки.
Например, предварительная сборка корпуса редуктора
9
Технология сборочного производства
с крышкой для последующей совместной обработки
отверстий.
Сборка nbd сварку — сборка заготовок для их по-
следующей уварки.
Окончательная сборка — сборка изделия или его
составной части, после которой не предусмотрена его
последующая разборка при изготовлении.
Технологический процесс (ТП) сборки заключается
в соединении деталей в узлы и узлов и отдельных
деталей в механизмы и целую машину. В связи с этим
все работы сборочного процесса разбиваются на отдель-
ные последовательные стадии, которые далее расчле-
няются на отдельные последовательные операции, пе-
реходы, приемы.
Под операцией в сборочном процессе понимается
часть ТП, осуществляемая по какому-либо узлу или
машине одним или несколькими рабочими на одном
рабочем месте непрерывно.
Под переходом понимается часть операции, кото-
рая вполне закончена, не может быть расчленена на
другие переходы и выполняется без смены инструмен-
тов одним или несколькими рабочими одновременно.
Приемом называется часть перехода, состоящая из
ряда простейших рабочих движений, выполняемых од-
ним рабочим.
Под установкой понимается придание определен-
ного положения собираемым деталям и соединениям.
1.2. Классификация соединений деталей в машинах
В процессе узловой и общей сборки соединяют раз-
нообразные детали. Метод образования соединения на-
значает конструктор с учетом условий работы изделия,
экономики его производства и эксплуатации. По кон-
струкции и условиям эксплуатации соединения под-
10
1. Основный понятия технологии сборки машин
разделяются на подвижные и неподвижные [2]. Пер-
вые характеризуются возможностью относительного
перемещения составных частей, вторые такого переме-
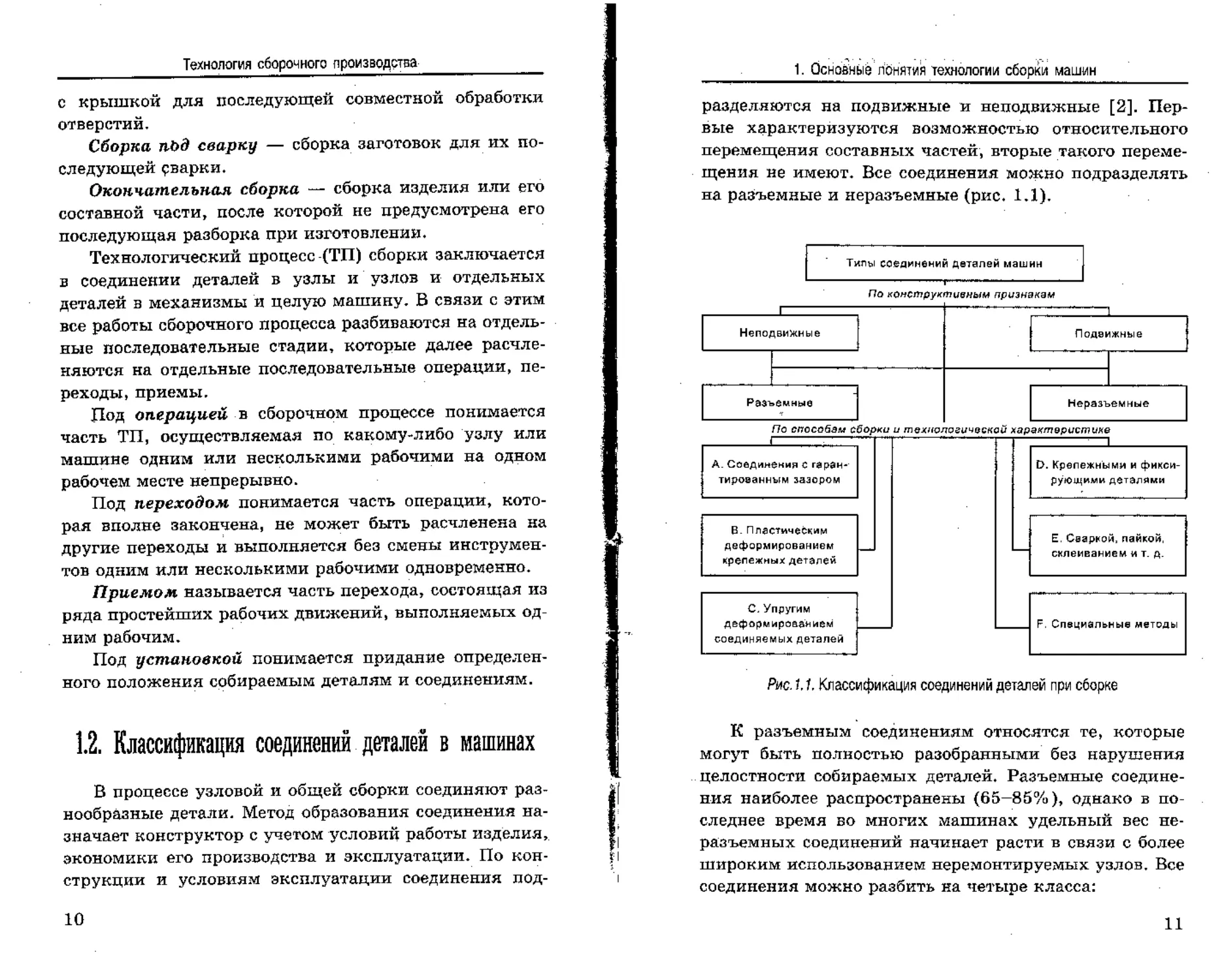
щения не имеют. Все соединения можно подразделять
на разъемные и неразъемные (рис. 1.1).
Рис. 11. Классификация соединений деталей при сборке
К разъемным соединениям относятся те, которые
могут быть полностью разобранными без нарушения
целостности собираемых деталей. Разъемные соедине-
ния наиболее распространены (65—85%), однако в по-
следнее время во многих машинах удельный вес не-
разъемных соединений начинает расти в связи с более
широким использованием перемонтируемых узлов. Все
соединения можно разбить на четыре класса:
11
Технология сборочного производства
I — неподвижные разъемные;
II — неподвижные неразъемные;
III — подвижные разъемные;
IV — подвижные неразъемные.
Наиболее распространены в машиностроении соеди-
нения класса Ш, затем I и II. Соединения класса IV
встречаются редко. Для общего машиностроения число
соединений указанных классов (включая сборку в загото-
вительных процессах) можно выразить соотношением:
0,45 : 0,35 : 0,15 : 0,05.
Соединения классифицируют также по способам
сборки и технологической характеристике [3, 4].
К классу А относят наиболее распространенные со-
единения, осуществляемые установкой сопрягаемых
деталей по охватывающим (охватываемым) поверхнос-
тям или по установочным элементам сборочных при-
способлений. Соединения осуществляют с гарантируе-
мым зазором вручную или автоматически без приложе-
ния сил. Этот вид соединений применяют как при
узловой, так и при общей сборке изделий.
К классу В относят соединения, выполняемые плас-
тическим деформированием крепежных деталей (сплош-
ных или трубчатых заклепок) или соединяемых дета-
лей (раскернивание, расклепывание, развальцовыва-
ние, отбортовка, соединение в фальц, отгибка или
скручивание специальных выступов, обжимка, поста-
новка шплинтов, постановка рифленых штифтов). Дан-
ный класс относят к неразъемным, неподвижным со-
единениям.
Соединения класса С выполняют упругим деформи-
рованием соединяемых или соединенных деталей: за-
прессовкой (осуществляемой приложением осевой силы
или тепловым воздействием на сопрягаемые детали),
постановкой стопорных упругих колец на валы и в
канавки корпусных деталей, постановкой упругих
разъемных шайб, сборкой с помощью упругих заще-
12
1. Основные понятая технолог™ сборки машин
лок, пружинных фиксаторов положения сопрягаемых
деталей, пустотелых упругих штифтов, применением
клемм и упругих элементов (кнопки для обивки две-
рей автомобилей, упругое крепление патрона в реф-
лекторе фары, сборка клапана двигателя с пружиной
и разрезными сухариками/соединение патрубка водя-
ного насоса с дюритовым шлангом и др.). В машинах
и приборах широкое применение получили штепсель-
ные разъемы, а также упругие наконечники проводов.
К достоинствам данного класса соединений относятся
малые габариты, удобство и быстрота сборки и разбор-
ки, что важно не только для производства, но и для
обслуживания машин.
В большинстве случаев усилие для сборки и разбор-
ки соединений невелико, а надежность их работы вы-
сокая даже в условиях толчков и вибраций. Соедине-
ния с упругими элементами применяют как при узло-
вой, так и при общей сборке.
Класо D объединяет разъемные соединения, осуще-
ствляемые различными крепежными и фиксирующи-
ми деталями (резьбовые детали, клинья, цилиндричес-
кие и конические штифты). Наиболее распространены
резьбовые соединения; их выполняют отдельными кре-
пежными деталями (винтами, болтами, шпильками),
а также специальными крепежными деталями. При
сборке данных соединений обеспечивают требуемый на-
тяг и стопорение резьбовых деталей различными спо-
собами.
Помимо четырех основных классов можно привес-
ти еще два.
К классу Е относят соединения, осуществляемые
введением в зону контакта сопрягаемых деталей допол-
нительного материала (расплавляемого металла при
сварке, припоя, клея, пластмасс, мастик). Эти соедине-
ния являются неподвижными и неразъемными. Их при-
меняют при выполнении заготовок (сваркой, пайкой)
13
Технология сборочного производства
на промежуточных этапах механической обработки
(перед окончательной обработкой), а также на сбороч-
ных операциях (при отдельных методах сварки и пай-
ки, склеивания). В последнем случае сварка допускает-
ся, если обработанные поверхности расположены дос-
таточно далеко от швов и допуски на расположение
обработанных поверхностей в соединенных элементах
достаточно широки.
К классу F относятся соединения, получаемые спе-
циальными методами (заливкой деталей расплавлен-
ным металлом или пластмассой, обвязкой проволокой,
соединением тонкостенных деталей из мягких листо-
вых металлов или пластмасс скрепками, сшивкой тон-
ких листовых деталей из неметаллов и др.). Эти мето-
ды имеют ограниченное применение.
При выборе способа соединения учитывают усло-
вия работы изделия, обеспечение необходимой его на-
дежности, технологии обработки и сборки, условия
эксплуатации, включая необходимую разборку, ре-
монт И: сборку соединения, а также затраты на изго-
товление и эксплуатацию в течение заданного срока
службы изделия.
Из нескольких возможных вариантов, удовлетворя-
ющих требованиям работы и эксплуатации, оконча-
тельно отбирается метод, обеспечивающий наименьшие
затраты на изготовление и эксплуатацию соединения.
Все методы образования соединений могут быть
также классифицированы по трем признакам:
1. По конструктивным особенностям соединительных
деталей методы образования соединений делят на
резьбовые, шпоночные, клиновые, штифтовые,
шплинтовые, шлицевые, клепаные.
2. В зависимости от применяемого материала для со-
единения элементов деталей различают следующие
методы образования соединений: сварные, паяные,
клеевые.
14
1. Основные понятия технологии сборки машин
3. По характеру объемно-напряженного состояния со-
единяемых деталей методы образования соедине-
ний делят на соединения с зазором, соединения с
натягом (прессовые), фальцованные, развальцован-
ные, термоусаженные, пружинные, замковые.
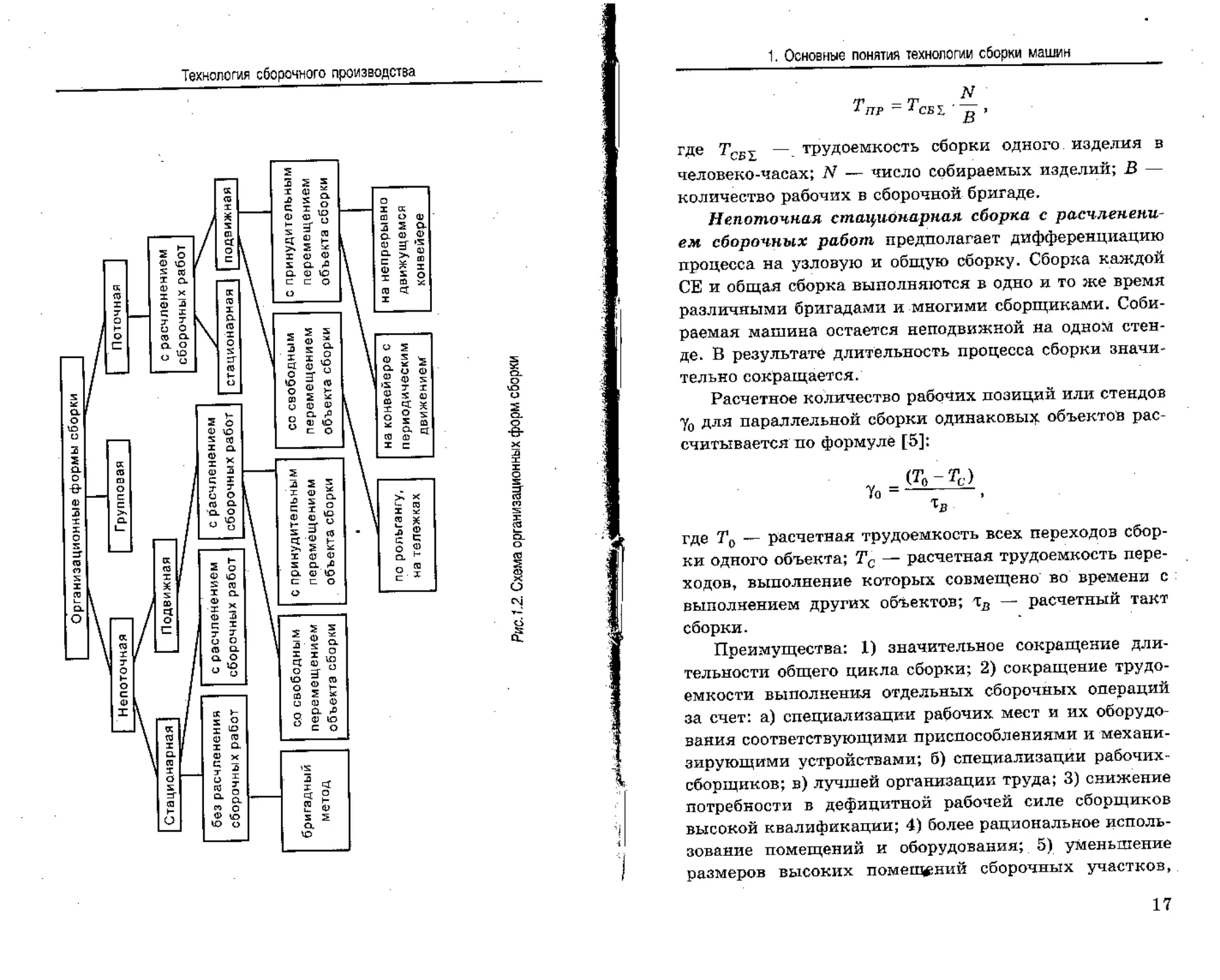
1,3. Организационные формы сборки
В различных типах и при различных условиях про-
изводства организация сборки приобретает различные
формы. По перемещению собираемого изделия сборка
подразделяется на стационарную и подвижную, по
организации — на непоточную, групповую и поточную
(рис. 1.2).
Непоточная стационарная сборка характеризует-
ся тем, что весь процесс сборки изделия и его СЕ
выполняется на одной сборочной позиции. Все детали
поступают на эту позицию.
Достоинства: 1) сохранение неизменного положе-
ния основной базовой детали, что способствует дости-
жению высокой точности изделия; 2) использование
универсальных транспортных средств, приспособлений
и инструментов, что сокращает продолжительность и
стоимость технологической подготовки производства.
Недостатки: 1) длительность общего цикла сборки,
выполняемого последовательно; 2) потребность в высо-
коквалифицированных рабочих, способных выполнять
любую сборочную операцию; 3) увеличение потребнос-
ти в больших сборочных стендах, так как машина
длительное время занимает монтажный стенд.
Область применения — единичное и мелкосерийное
производство тяжелого И энергетического машиностро-
ения, экспериментальные и ремонтные цехи.
Продолжительность сборочного процесса определя-
ется по формуле [5]:
15
Технология сборочного производства
Организационные формы сборки
г
i
1. Основные понятая технологии сборки машин
N
Tjtp - Г св ,
Z5
где TCEJ- — трудоемкость сборки одного изделия s
человеко-часах; N — число собираемых изделий; В —
количество рабочих в сборочной бригаде.
Непоточная стационарная сборка с расчленени-
ем сборочных работ предполагает дифференциацию
процесса на узловую и общую сборку. Сборка каждой
СЕ и общая сборка выполняются в одно и то же время
различными бригадами и многими сборщиками. Соби-
раемая машина остается неподвижной на одном стен-
де. В результате длительность процесса сборки значи-
тельно сокращается.
Расчетное количество рабочих позиций или стендов
у0 для параллельной сборки одинаковых объектов рас-
считывается по формуле [5]:
7
Го - ,
Ъ
где Tq — расчетная трудоемкость всех переходов сбор-
ки одного объекта; Тс — расчетная трудоемкость пере-
ходов, выполнение которых совмещено во времени с
выполнением других объектов; тЕ — расчетный такт
сборки.
Преимущества: 1) значительное сокращение дли-
тельности общего цикла сборки; 2) сокращение трудо-
емкости выполнения отдельных сборочных операций
за счет: а) специализации рабочих мест и их оборудо-
вания соответствующими приспособлениями и механи-
зирующими устройствами; б) специализации рабочих-
сборщиков; в) лучшей организации труда; 3) снижение
потребности в дефицитной рабочей силе сборщиков
высокой квалификации; 4) более рациональное исполь-
зование помещений и оборудования; 5) уменьшение
размеров высоких помещений сборочных участков,
17
Технология сборочного производства
оборудованных мощными подъемно-транспортными ус-
тройствами; 6) сокращение себестоимости сборки.
Область применения — серийное производство сред-
них по размеру и крупных машин [5].
тр _ ^лим
1ПР - ~
алим
T0N То
—— , если —-
•Во Д)
Тлим
Вдим
т
1 ПР
Т-ЛимК + сслп 2а Тдим
В.~им А) &лим
где Тлим — трудоемкость сборки лимитирующей сбо-
рочной единицы; ВЛ{1М — количество рабочих, занятых
ее сборкой; То — трудоемкость общей сборки изделия;
Во — количество рабочих, занятых общей сборкой.
Нелоточная подвижная сборка характеризуется
последовательным перемещением собираемого изделия
от одной позиции к другой. Перемещение может быть
свободным или принудительным. ТП сборки при этом
разбивается на отдельные операции.
Сборка со свободным перемещением собираемого
объекта заключается в том, что рабочий, закончив
свою операцию, с помощью средств механизации или
вручную перемещает собираемую СЕ на следующую
рабочую позицию, СЕ также могут собираться на те-
лежках, рольгангах и т. п.
Сборка с принудительным перемещением собирае-
мого объекта состоит в том, что он передвигается при
помощи конвейера или тележек, замкнутых ведомой
цепью.
Фактическая продолжительность выполнения каж-
дой операции колеблется, для компенсации таких ко-
лебаний создается межоперационный задел.
Расчетное количество рабочих позиций qlr которое
должен последовательно пройти собираемый объект в
процессе сборки, подсчитывается по формуле [5]:
18
1. Основные понятия технологам сборки машин
(тв-ОУ1
где tn — расчетное время, необходимое для перемеще-
ния одного собираемого объекта с рабочей позиции на
следующую; — количество параллельных потоков,
необходимых для выполнения производственной про-
граммы параллельной сборки одинаковых собираемых
объектов, определяется по формуле:
V_(TOT + Q,
и-----------
где — продолжительность наиболее длительной
сборочной операции.
Область применения — переход от сборки единич-
ных изделий к их серийному изготовлению.
Поточная сборка характеризуется тем, что при
построении ТП сборки отдельные операции процесса
выполняются за одинаковый промежуток времени —
такт — или за промежуток времени, кратный такту.
При этом на более продолжительных операциях парал-
лельно работают несколько рабочих-сборщиков. Обес-
печение одинаковой продолжительности технологичес-
ких операций, называемое синхронизацией операций,
достигается их перестройкой.
Поточная сборка может быть организована со сво-
бодным или принудительным ритмом. Межоперацион-
ное перемещение собираемого изделия осуществляется
вручную или с помощью тележек, наклонного лотка
или рольганга, с помощью конвейера с периодическим
или непрерывным перемещением.
Поточная сборка сокращает длительность производ-
ственного цикла и уменьшает межоперационные заде-
лы деталей, повышает специализацию сборщиков и
возможности механизации и автоматизации сборочных
19
Технология сборочного производства
операций, что, в конечном итоге, приводит к сниже-
нию трудоемкости сборки на 35-50%.
Общая продолжительность поточной сборки
= % • п. >
где пя — число рабочих мест на поточной линии, зави-
сящее от числа сборочных и контрольных операций.
Главным условием поточной сборки является обес-
печение взаимозаменяемости собираемых узлов и дета-
лей. В случае необходимости использования пригоноч-
ных работ они должны осуществляться за пределами
потока на операциях предварительной сборки.
Поточная стационарная сборка является одной
из форм поточной сборки, требующей наименьших за-
трат на ее реализацию. Она применяется при сборке
крупных и громоздких изделий (самолеты и т. д.). При
этом виде сборки все собираемые объекты остаются на
рабочих позициях в течение всего процесса сборки.
Рабочие (или бригады) по сигналу все одновременно
переходят от одних собираемых объектов к следующим
через периоды времени, равные такту. Каждый рабо-
чий (или бригада) выполняет закрепленную за ним
одну и ту же операцию на каждом из собираемых
объектов.
Расчетное количество рабочих (или бригад) д2, не-
обходимых для одного потока, рассчитывается по фор-
муле [5]:
Г0-Гс
п, = ... . ч— ,
где tp — расчетное время для перехода рабочих (бри-
гад) от одного собираемого объекта к другому; уг —
количество параллельных потоков, необходимых для
выполнения производственной программы параллель-
ной сборки одинаковых собираемых объектов, опреде-
ляется по формуле
20
1. Основные понятия технологии сборки машин
(Топ+tp)
Преимущества: работа с установленным тактом,
равномерный выпуск продукции, короткий цикл сбор-
ки, высокая производительность труда, высокий съем
продукции с 1 мг площади.
Область применения — серийное производство ма-
шин, отличающихся недостаточной жесткостью базо-
вых деталей, большими габаритами и массой (станков,
крупных дизелей, самолетов и т. п.).
Поточная подвижная сборка становится экономи-
чески целесообразной в тех случаях, когда выпуск ма-
шин и их СЕ значительно возрастает.
Этот вид сборки может осуществляться с непрерыв-
но или периодически перемещающимися собираемыми
объектами.
Расчетное количество рабочих позиций q3, которые
должен пройти в процессе сборки собираемый объект,
рассчитывается по формулам:
при сборке с непрерывным движением собираемого
объекта [5]:
при сборке с периодическим движением собираемо-
го объекта:
?4= _(т;г + ^)
Мл ’ 73 "—
где — количество параллельных потоков, необходи-
мых для выполнения производственной программы при
параллельной поточной подвижной сборке; t’ — рас-
четное время, необходимое рабочему для возвращения
в исходное положение после выполнения операции.
21
: Технология сборочного производства
Длина рабочей части конвейера определяется по
формуле:
Lpa6 = (-^ + А) ’ +1) *
где L — длина собираемого объекта, измеряемого в
направлении движения конвейера, м; — промежуток
времени между собираемыми объектами, необходимый
для удобства сборки, м.
Преимущества — выполнение работы с требуемым
тактом и возможность почти полного совмещения вре-
мени, затрачиваемого на транспортирование объектов,
со временем их сборки.
Несомненные преимущества поточного метода сбор-
ки расширили его применение в серийном производ-
стве за счет использования сборочных линий с «гиб-
ким* тактом (несинхронных), имеющих на транспорте-
ре между рабочими позициями межоперационные на-
копители, обеспечивающие независимую работу пози-
ций без жесткой синхронизации-
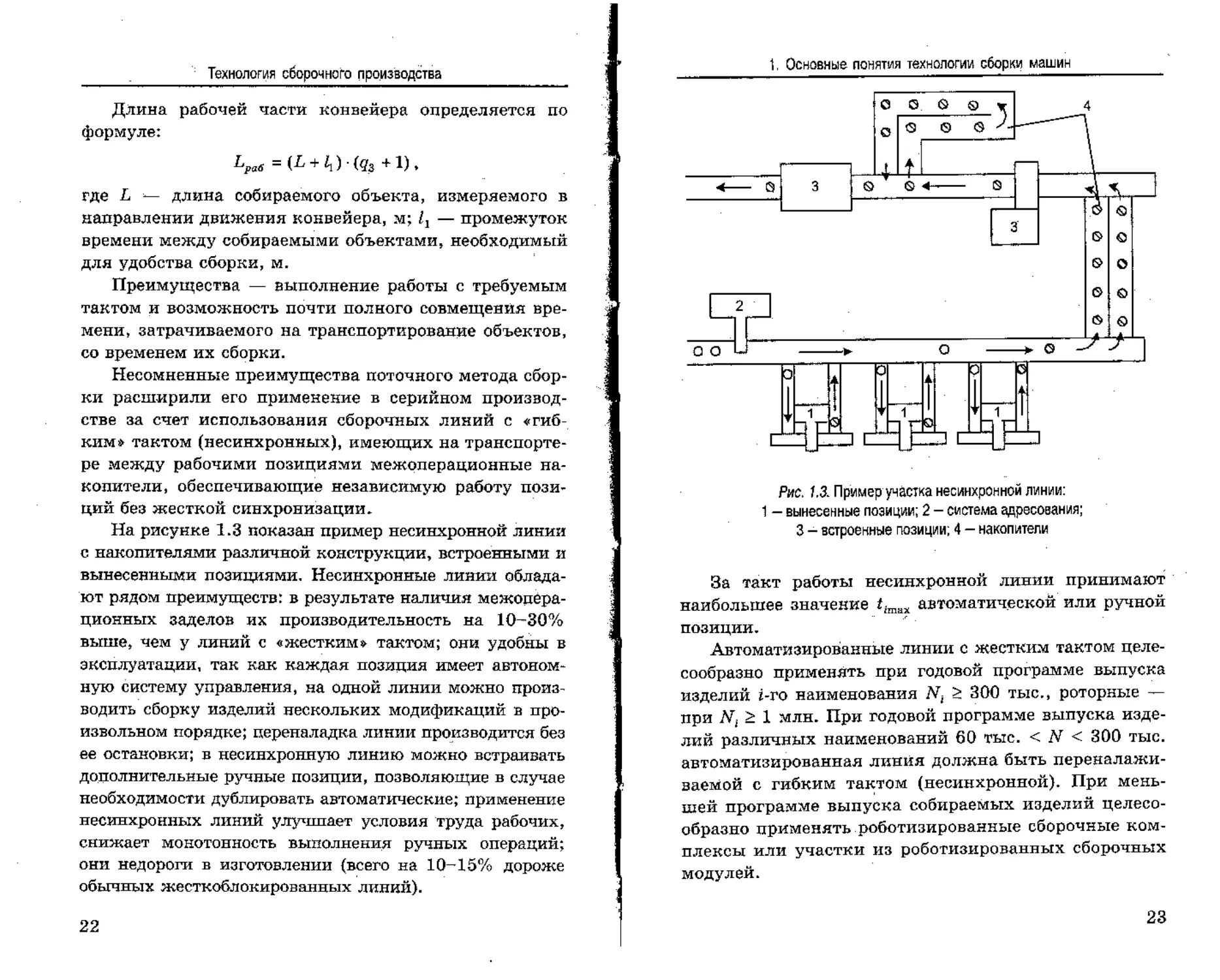
На рисунке 1.3 показан пример несинхронной линии
с накопителями различной конструкции, встроенными и
вынесенными позициями. Несинхронные линии облада-
ют рядом преимуществ: в результате наличия межоцёра-
ционных заделов их производительность на 10-30%
выше, чем у линий с «жестким* тактом; они удобны в
эксплуатации, так как каждая позиция имеет автоном-
ную систему управления, на одной линии можно произ-
водить сборку изделий нескольких модификаций в про-
извольном порядке; переналадка линии производится без
ее остановки; в несинхронную линию можно встраивать
дополнительные ручные позиции, позволяющие в случае
необходимости дублировать автоматические; применение
несинхронных линий улучшает условия труда рабочих,
снижает монотонность выполнения ручных операций;
они недороги в изготовлении (всего на 10-15% дороже
обычных жесткоблокиров энных линий).
22
Рис. 1.3. Пример участка несинхронной линии:
1 - вынесенные позиции; 2 - система адресования;
3 - встроенные позиции; 4 — накопители
За такт работы несинхронной линии принимают
наибольшее значение i;max автоматической или ручной
позиции.
Автоматизированные линии с жестким тактом целе-
сообразно применять при годовой программе выпуска
изделий г-го наименования А, > 300 тыс., роторные —
при N; > 1 млн. При годовой программе выпуска изде-
лий различных наименований 60 тыс. < N < 300 тыс.
автоматизированная линия должна быть переналажи-
ваемой с гибким тактом (несинхронной). При мень-
шей программе выпуска собираемых изделий целесо-
образно применять роботизированные сборочные ком-
плексы или участки из роботизированных сборочных
модулей.
23
Технология сборочного производства
1.4. Подготовка деталей к сборке
Окончательному соединению деталей при сборке
предшествуют дополнительные работы, к ним следует
отнести: дополнительную обработку; пригоночные ра-
боты; очистку и промывку деталей; контроль деталей;
сортировку деталей на группы; подбор и комплекта-
цию деталей.
Пригоночные работы при сборке
Точность, сборки на основе принципов полной или
неполной взаимозаменяемости обеспечивается преиму-
щественно в массовом и крупносерийном производстве.
В мелкосерийном и единичном производстве принцип
взаимозаменяемости экономически не оправдан и при-
меняется лишь в отдельных случаях. Детали здесь об-
рабатываются на универсальных станках без примене-
ния специальных приспособлений, а контроль осуще-
ствляется универсальным измерительным инструмен-
том. Погрешности взаимного расположения поверхнос-
тей деталей в процессе их обработки нередко значи-
тельно превышают допускаемые отклонения. Это вы-
зывает необходимость в процессе сборки дополнитель-
но обрабатывать детали и СЕ, пригоняя их по месту.
Таким образом, под пригонкой понимается ручная или
механическая обработка в процессе сборки сопрягаю-
щихся поверхностей деталей для достижения необхо-
димой точности сопряжений или обеспечения других
качественных показателей [1].
Пригонка может иметь место и в серийном произ-
водстве, так как в определенных случаях при малых
допусках посадок экономически выгоднее применять
пригонку деталей в процессе сборки, чем повышать
точность обработки.
Процесс пригонки состоит из двух этапов: опреде-
ления величины погрешности и устранения ее снятием
24
1. Основные понятия технологии сборки машин
излишнего слоя металла. Продолжительность пригон-
ки обычно трудно нормировать, так как погрешность 5
для различных СЕ переменная.
Основной путь уменьшения объема пригоночных
работ — это всемерное улучшение технологичности
конструкций, применение подвижных компенсаторов,
улучшение организации и техники контроля деталей
при обработке.
Наиболее распространенными видами пригоночных
работ являются опиливание, зачистка, притирка, по-
лирование, шабрение, сверление отверстий по месту,
развертывание отверстий, подторцовывание и гибка.
Рассмотрим некоторые из них.
Опиливание и зачистка. Характерные примеры:
опиливание детали по контуру для снятия неровнос-
тей, шероховатостей, забоин, заусенцев, снятие при-
пуска на детали — компенсаторе под размер, предус-
мотренный технологией сборки, устранение дефектов
на поверхности детали (сколов, царапин), опиливание
плоскостей, сложных поверхностей пазов и выступов
при подгонке соединений.
Опиливание считается грубым, если необходимо
удалить слой металла более 0,2 мм, при тонком опили-
вании припуск не превышает 0,1 мм, при этом может
быть достигнута точность до 0,02 мм.
Во всех случаях после опиливания поверхность за-
чищается (мелким напильником, шкуркой, оселком).
Инструменты для опиливания: напильники, надфи-
ли, абразивные круги, головки и бруски. Широко при-
меняются переносные пневматические и электрические
шлифмашины.
Притирка. Притирку применяют при сборке в тех
случаях, когда необходимо получить точный размер де-
талей за счет снятия очень малого припуска или для
достижения плотного прилегания поверхностей, обеспе-
чивающих гидравлическую непроницаемость соединения.
25
Технология сборочного производства
Точность размеров, достигаемая при притирке, — до
0,1 мкм.
Притирка представляет собой процесс резания аб-
разивными зернами, находящимися между поверхнос-
тями притира и детали.
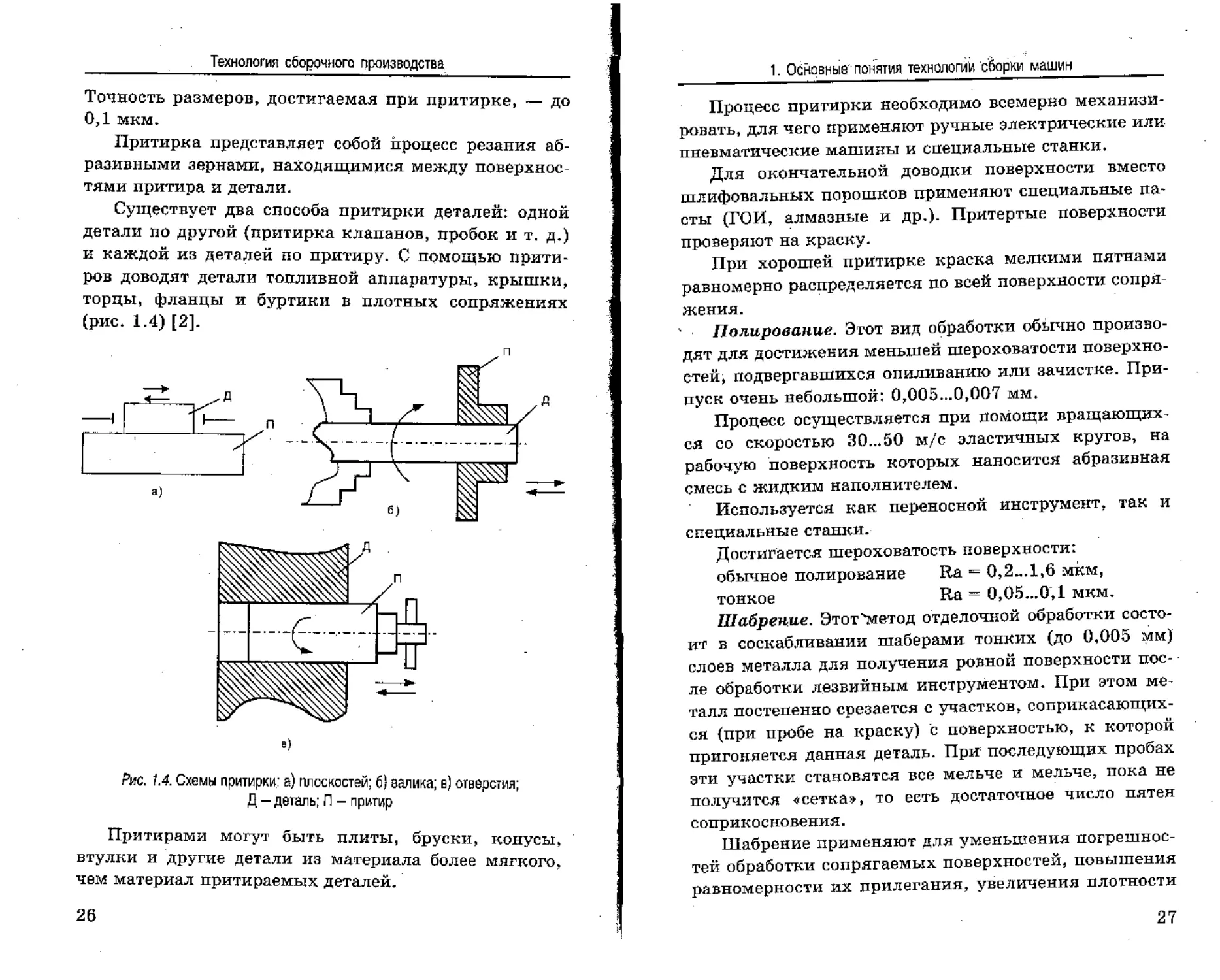
Существует два способа притирки деталей: одной
детали по другой (притирка клапанов, пробок и т. д.)
и каждой из деталей но притиру. С помощью прити-
ров доводят детали топливной аппаратуры, крышки,
торцы, фланцы и буртики в плотных сопряжениях
(рис. 1.4) [2].
В)
Рис. 1.4. Схемы притирки; а) плоскостей; б) валика; е) отверстия;
Д - деталь; П - притир
Притирами могут быть плиты, бруски, конусы,
втулки и другие детали из материала более мягкого,
чем материал притираемых деталей.
26
1. Основные'понятия технологии сборки машин
Процесс притирки необходимо всемерно механизи-
ровать, для чего применяют ручные электрические или
пневматические машины и специальные станки.
Для окончательной доводки поверхности вместо
шлифовальных порошков применяют специальные па-
сты (ГОИ, алмазные и др.). Притертые поверхности
проверяют на краску.
При хорошей притирке краска мелкими пятнами
равномерно распределяется по всей поверхности сопря-
жения.
1 Полирование. Этот вид обработки обычно произво-
дят для достижения меньшей шероховатости поверхно-
стей, подвергавшихся опиливанию или зачистке. При-
пуск очень небольшой: 0,005...0,007 мм.
Процесс осуществляется при помощи вращающих-
ся со скоростью 30...50 м/с эластичных кругов, на
рабочую поверхность которых наносится абразивная
смесь с жидким наполнителем.
Используется как переносной инструмент, так и
специальные станки.
Достигается шероховатость поверхности:
обычное полирование Ra = 0,2...1,6 мкм,
тонкое Ra = 0,05. ..0,1 мкм.
Шабрение. Этот'метод отделочной обработки состо-
ит в соскабливании шаберами тонких (до 0,005 мм)
слоев металла для получения ровной поверхности пос-
ле обработки лезвийным инструментом. При этом ме-
талл постепенно срезается с участков, соприкасающих-
ся (при пробе на краску) с поверхностью, к которой
пригоняется данная деталь. При последующих пробах
эти участки становятся все мельче и мельче, пока не
получится «сетка», то есть достаточное число пятен
соприкосновения.
Шабрение применяют для уменьшения погрешнос-
тей обработки сопрягаемых поверхностей, повышения
равномерности их прилегания, увеличения плотности
27
Технология сборочного производства
и достижения герметичности соединения. Шабрение
применяется и для улучшения внешнего вида поверх-
ностей (декоративное шабрение). Процесс шабрения
весьма трудоемок и малопроизводителен, и его следу-
ет заменять механизированными отделочными мето-
дами обработки — шлифованием, тонким фрезерова-
нием и растачиванием, строганием широкими резца-
ми и т. и., а также применять переносные шабровоч-
ные машины.
Результаты шабрения определяют обычно по краске
или всухую — «на блеска: обычное шабрение — 15 пятен
на квадратный дюйм, тонкое — 25 пятен на квадрат-
ный дюйм (25x25 мм).
Шабрением можно получить высокую точность:
плоскостность и прямолинейность до 0,002 мм на дли-
не 1000 мм.
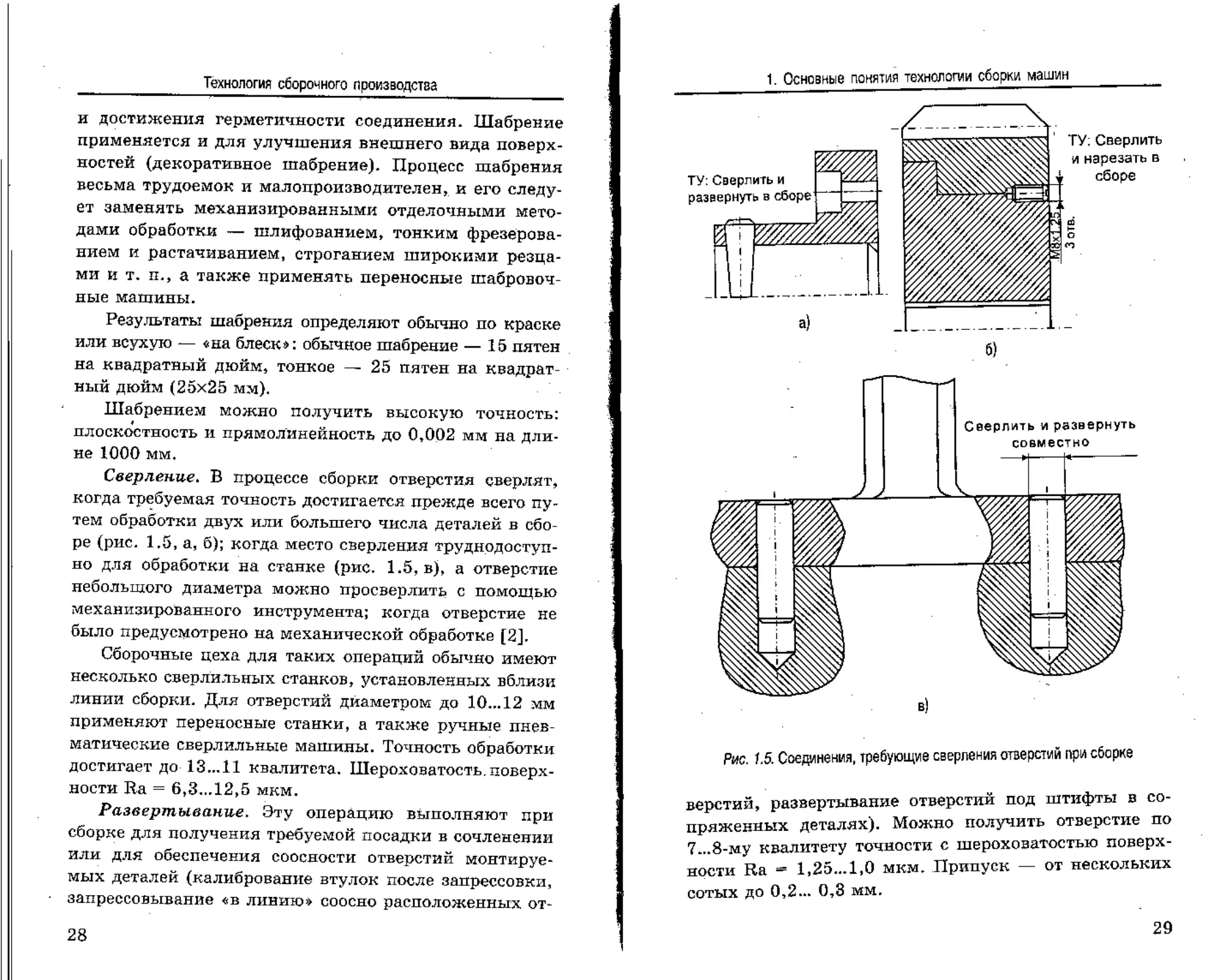
Сверление. В процессе сборки отверстия сверлят,
когда требуемая точность достигается прежде всего пу-
тем обработки двух или большего числа деталей в сбо-
ре (рис. 1.5, а, б); когда место сверления труднодоступ-
но для обработки на станке (рис. 1.5, в), а отверстие
небольшого диаметра можно просверлить с помощью
механизированного инструмента; когда отверстие не
было предусмотрено на механической обработке [2].
Сборочные цеха для таких операций обычно имеют
несколько сверлильных станков, установленных вблизи
линии сборки. Для отверстий диаметром до 10...12 мм
применяют переносные станки, а также ручные пнев-
матические сверлильные машины. Точность обработки
достигает до 13... 11 квалитета. Шероховатость.поверх-
ности Ra = 6,3...12,5 мкм.
Развертывание. Эту операцию выполняют при
сборке для получения требуемой посадки в сочленении
или для обеспечения соосности отверстий монтируе-
мых деталей (калибрование втулок после запрессовки,
запрессовывание «в линию* соосно расположенных от-
28
1. Основные понятия технологии сборки машин
Рис. 1.5. Соединения, требующие сверления отверстий при сборке
верстий, развертывание отверстий под штифты в со-
пряженных деталях). Можно получить отверстие по
7...8-му квалитету точности с шероховатостью поверх-
ности Ra = 1,25—1,0 мкм. Припуск — от нескольких
сотых до 0,2— 0,3 мм.
29
Технология сборочного производства
Мойка деталей и СЕ
Качество процесса сборки изделий зависит от чис-
тоты деталей и сборочных единиц. Детали, поступаю-
щие на узловую сборку, и собранные СЕ, подаваемые
на общую сборку машины, должны быть совершенно
чистыми. Металлические, опилки, мельчайшие кусоч-
ки стружки, остатки обтирочных материалов, абразив-
ный порошок, попадая в отверстия или каналы детали,
могут впоследствии, при работе машины, попасть вмес-
те со смазкой в подшипники или зазоры других по-
движных сопряжений и вызвать их преждевременный
износ. Для предотвращения этого детали и СЕ в про-
цессе сборки проходят специальные операции — очист-
ку и мойку. Это трудоемкая работа, и на нее затрачи-
вается до 10% всего времени изготовления деталей.
Существует несколько способов мойки: 1) химичес-
кий (мойка окунанием и струйная мойка с применени-
ем органических растворителей), 2) электрохимичес-
кий (в спокойном или принудительно возбуждаемом
электролите), 3) ультразвуковой, 4) электрогидравли-
ческий, 5) механический (при помощи приводных и
ручных щеток).
В процессе сборки точных соединений мойка дета-
лей требуется почти для каждой сборочной единицы.
В серийном и массовом производствах используют
специальные моечные машины (однокамерные, двух-
камерные и трехкамерные), в которых процесс мойки
деталей и сборочных единиц осуществляется в закры-
том пространстве без участия рабочего.
В массовом производстве для мойки однотипных
сборочных единиц, используемых в больших количе-
ствах, применяют механизированные установки специ-
ального назначения.
Процесс мойки состоит из следующих этапов: ме-
ханического воздействия жидкости, смачивания, тем-
пературного воздействия, адсорбирования и смыва. Мо-
30
1, Основные понятия технологии сборки машин
ющие жидкости должны разлагать загрязненные плен-
ки, превращая их в растворимые элементы, хорошо
смачивать поверхность, а также препятствовать по-
вторному осаждению растворенных примесей на поверх-
ность. В состав моющей жидкости, кроме неоргани-
ческих веществ (щелочей), должны также вводиться
поверхностно-активные вещества (ПАЕ): мыло, кисло-
ты, спирты, жидкое стекло, синтетические моющие
вещества. Щелочные растворы с такими эмульгатора-
ми, воздействуя на загрязняющие частицы, образуют
вокруг них адсорбционные оболочки, которые препят-
ствуют в дальнейшем сцеплению этих частиц с поверх-
ностью промываемой детали.
Для достижения чистоты внутренних каналов сбо-
рочных единиц промывку ведут струей подогретого до
60 °C керосина, направляемой под давлением 600 МПа
и выше. Чистоту промывки определяют фильтрацией
проб керосина, вытекающего из отверстий сборочной
единицы. О чистоте Каналов судят по числу включе-
ний, оставшихся на фильтре, при этом учитываются
включения определенной зернистости.
При электрохимической мойке в электролите про-
исходит механическое и химическое воздействие пото-
ков жидкости на деталь, а также катодная поляриза-
ция, что интенсифицирует процесс мойки.
Более тщательная очистка достигается промывкой
в жидкой среде при помощи ультразвука.' Этот прин-
цип состоит в том, что в жидкости возбуждаются ульт-
развуковые колебания, в результате чего образуются
кавитационные пузырьки, механически воздействую-
щие на загрязненную поверхность. Возникающие при
этом ударные волны интенсивно разрушают слои смаз-
ки, грязи и пр., покрывающие поверхность деталей.
Одновременно происходит также химическое взаимо-
действие загрязнений с жидкостью-растворителем. Ко-
лебания, обычно с частотой около 20 Гц, создаются
31
Технология сборочного производства
пьезокварцевым или магнитострикционным преобразо-
вателем.
Мойка в ультразвуковой ванне продолжается 1-5 ми-
нут, в зависимости от конфигурации детали и её за-
грязненности. Затем детали промывают в горячей и
холодной воде и просушивают в течение 10-15 минут.
Сортировка
При сборке по методу групповой взаимозаменяемости
осуществляется сортировка деталей по размерам, массе,
статическому моменту и другим признакам; после сорти-
ровки детали маркируют и хранят в специальной таре.
Контроль качества
Контроль качества деталей и других элементов, по-
ступающих на сборку, заключается в проверке выпол-
нения требований технических условий поставки на
сборку. Контрольной проверке подвергаются размеры,
форма и взаимное расположение поверхностей деталей,
качество выполнения предшествующих операций (при-
гоночных работ, очистки, промывки и т. п.).
Контроль осуществляется различными измеритель-
ными инструментами и приборами. Отклонение плос-
ких поверхностей от прямолинейности проверяют по
краске с помощью поверочной плиты, контрольной ли-
нейки, эталонных или сопрягаемых деталей. Щупом
измеряют зазоры. Натянутой струной проверяют плос-
кие поверхности длиной до 10 м. Плоские поверхности
до 2 мм длиной проверяют линейкой и индикатором.
Форму цилиндрической, конической, сферической
и других криволинейных поверхностей проверяют с
помощью эталонной или сопрягаемой детали по краске
с оценкой качества по равномерности расположения
окрашенных пятен лекалами-шаблонами.
Отклонение от параллельности выявляют непосред-
ственно измерением универсальными измерительными
32
1. Основные понятия технологии сборки машин
инструментами (штангенциркулем, штихмасом, мик-
рометром) и косвенными способами с использованием
индикаторов, уровней, линеек или плит.
Отклонение поверхности от перпендикулярности
выявляют угольником с применением щупа, штихмаса
или индикатора, а также уровнем и отвесом.
Отклонение отверстий и валов от соосности выяв-
ляют эталонными скалками, вводимыми в соосные от-
верстия собранных узлов.
Неплотность прилегания и зазоры проверяют по
краске или щупом.
1.5. Качество и точность сборки
Способы базирования при установке элементов СЕ
Важнейшим этапом сборочных работ является уста-
новка деталей и других элементов СЕ в требуемое отно-
сительно друг друга положение и закрепление их в
этом положении. При этом должна быть обеспечена
определенность базирования устанавливаемых элемен-
тов конструкции.
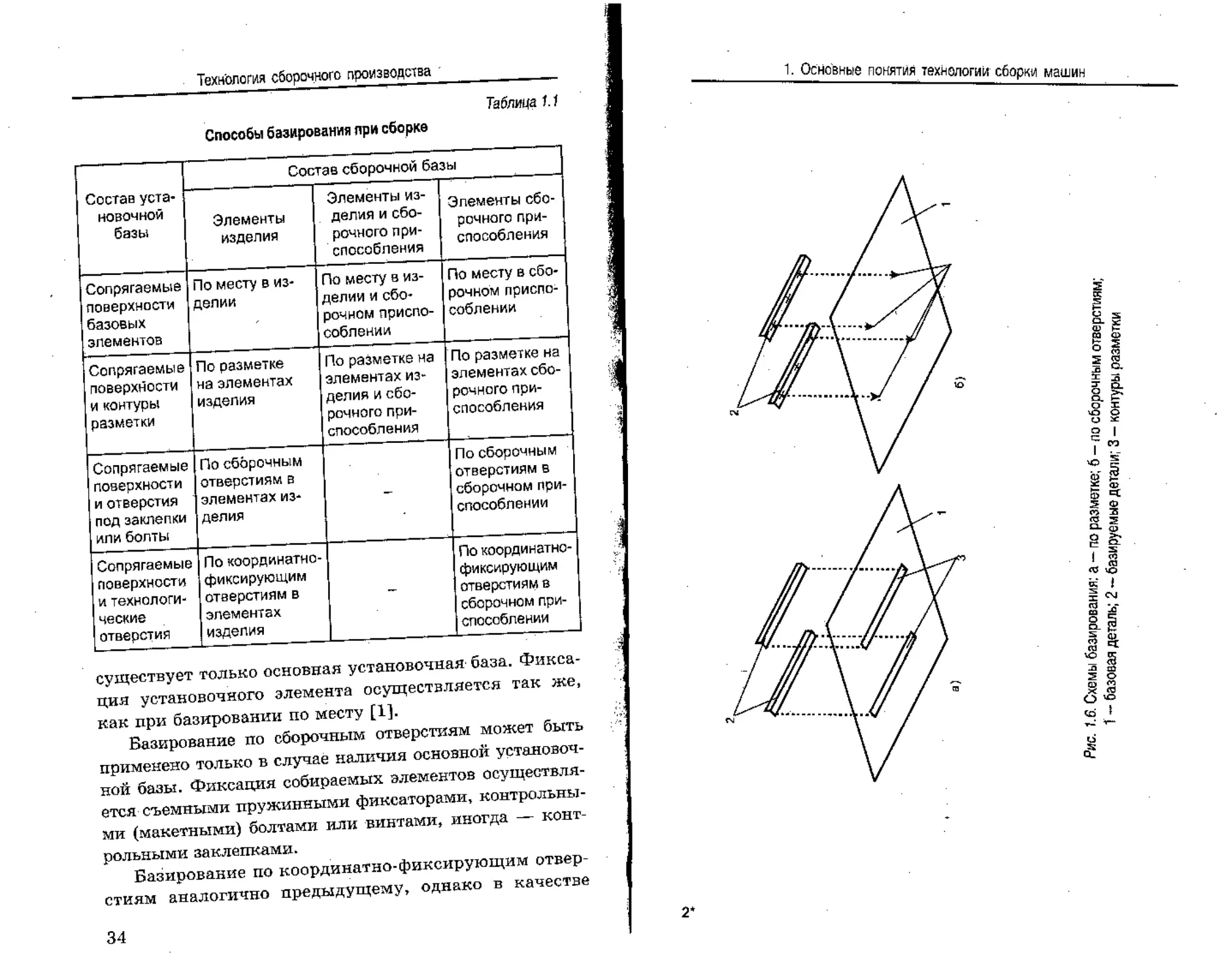
Возможные составы сборочных, баз различаются по
виду базовых элементов и установочных баз, эти раз-
личия и определяют способ базирования при сборке
(табл. 1.1) [1].
Базирование по месту в изделии может быть при-
менено , только тогда, когда у базируемого элемента
отнимается хотя бы одно поступательное перемеще-
ние относительно каждой из трех осей базовой систе-
мы координат. Фиксация базируемого элемента осу-
ществляется прижатием его с помощью струбцин,
контрольными или макетными болтами к базовым
элементам изделия.
Базирование по разметке (рис. 1.6, а) применяет-
ся чаще всего тогда, когда у базируемого элемента
2. Зак. 348
33
Технология сборочного производства '
Таблица 11
Способы базирования при сборке
Состав уста- новочной базы Состав сборочной базы
Элементы изделия Элементы из- делия и сбо- рочного при- способления Элементы сбо- рочного при- способления
Сопрягаемые поверхности базовых элементов По месту в из- делии По месту в из- делии и сбо- рочном приспо- соблении По месту в сбо- рочном приспо- соблении
Сопрягаемые поверхности и контуры разметки По разметке на элементах изделия По разметке на элементах из- делия и сбо- рочного при- способления По разметке на элементах сбо- рочного при- способления
Сопрягаемые поверхности и отверстия под заклепки или болты По сборочным отверстиям в элементах из- делия - По сборочным отверстиям в сборочном при- способлении
Сопрягаемые поверхности и технологи- ческие отверстия По координатно- фиксирующим отверстиям в элементах изделия — По координатно- фиксирующим отверстиям в сборочном при- способлении
существует только основная установочная база. Фикса-
ция установочного элемента осуществляется так же,
как при базировании по месту [1].
Базирование по сборочным отверстиям может быть
применено только в случае наличия основной установоч-
ной базы. Фиксация собираемых элементов осуществля-
ется съемными пружинными фиксаторами, контрольны-
ми (макетными) болтами или винтами, иногда — конт-
рольными заклепками.
Базирование по координатно-фиксирующим отвер-
стиям аналогично предыдущему, однако в качестве
34
1. Основные понятия технологий- сборки машин
2
Технология сборочного производства
базовых здесь используются элементы сборочного при-
способления. Основной базой при базировании являет-
ся поверхность базовых элементов приспособления, в
дополнение к ним в состав установочной базы входят
координатно-фиксирующие отверстия в базовых эле-
ментах приспособления и установочных элементах из-
делия. Фиксация установленных элементов осуществ-
ляется прижатием их к базовым элементам приспособ-
ления прижимами, фиксаторами и т. п.
Базирование по световому или лазерному лучу по-
лучило широкое распространение при монтаже сбороч-
ной оснастки и при сборке крупногабаритных конст-
рукций. Положение базируемого элемента определяет-
ся в плоскости, перпендикулярной световому лучу, пу-
тем центрирования координатных отверстий в этих
элементах относительно световых лучей. Применяются
специальные приспособления — держатели.
Понятие о точности сборки
Осуществление основного назначения машины свя-
зано с преобразованием движений, передачей сил и
моментов. Силы и моменты, воздействуя на звенья
механизма и их соединения, могут изменять, иска-
жать их форму, что вызывает отклонение от заданно-
го характера движения всего механизма и машины.
Большие или меньшие значения этих отклонений, ха-
рактеризующие точность машины, зависят от конст-
руктивных, технологических и эксплуатационных
факторов. При этом одним из важнейших технологи-
ческих факторов являются погрешности, допущенные
при сборке механизмов, то есть в процессе формиро-
вания их из отдельных деталей. Эти погрешности в
различных сочетаниях, в конечном счете, приводят к
ошибкам результирующих характеристик собираемо-
го изделия.
36
1. Основные понятна технологии сборки машин
Под точностью сборки подразумевается степень со-
впадения материальных осей, контактирующих поверх-
ностей или иных элементов сопрягающихся деталей с
положением их условных прототипов, определяемым
соответствующими размерами на чертеже или техни-
ческими требованиями.
Несмотря на широкое разнообразие служебного на-
значения машин, основные показатели их точности
общие: точность относительного движения исполни-
тельных поверхностей (ИП), точности их геометричес-
ких форм и расстояний между этими поверхностями и
точность их относительных поворотов.
Точность замыкающего звена размерной цепи (РЦ)
обеспечивается известными методами [2, 5, 6].
Известно также, что повышения точности РЦ мож-
но достичь тремя методами: повышением точности со-
ставляющих звеньев, сокращением количества звеньев
и уменьшением величины передаточных отношений.
Для обеспечения надежности и долговечности рабо-
ты машины в эксплуатации поля допусков зазоров (на-
тягов) в сопрягаемых деталях должны лежать по воз-
можности в узких пределах. Однако следует учиты-
вать, что сокращение этих пределов влечет за собой
увеличение стоимости обработки деталей.
Правильный выбор посадок в сопряжениях, кроме
увеличения общего срока службы всей машины, имеет
большое значение для обеспечения равност ой кости ее
отдельных СЕ и деталей.
Большое значение для обеспечения точности сбор-
ки имеет характер базирования. Для сохранения точ-
ности взаимного расположения элементов машин необ-
ходимо достичь неизменности базирования или посто-
янства контактов сопрягаемых поверхностей. Послед-
нее, как известно, должно обеспечиваться соответству-
ющей конструкцией СЕ, позволяющей создать силы
37
Технология сборочного производства
или моменты, вызывающие силовые замыкания сопря-
гаемых деталей.
Уместно остановиться еще на одном вопросе, свя-
занном с точностью. Параметры, характеризующие
требуемую точность при сборке СЕ и машины в целом,
устанавливаются обычно исходя из предположения,
что СЕ не обладают упругостью. Между тем детали
машин как при сборке, так и при последующей работе
претерпевают деформации.
В конструкции предусматривается, чтобы эти де-
формации не превышали определенных величин и не
влияли на выполнение машиной ее служебного назна-
чения. Тем не менее многие параметры сопряжений
деталей в работающей машине отличаются от значе-
ний, определяемых при ее сборке. Следовательно, точ-
ность, которая предусматривается чертежом и техни-
ческими требованиями и достигается в процессе сбор-
ки машины, является в значительной мере условной.
В связи с этим имеет особое значение определение
действительной точности машины, то есть именно той,
которой она обладает в процессе работы и от которой
зависит качество выполнения ее служебного назначе-
ния, а также ее надежность. Речь идет о проблеме так
называемой технической диагностики состояния ра-
ботающей машины.
38
@ ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ СБОРКИ МАШИНЫ
2.1. Исходные материалы для разработки технологии
Разработка технологии сборки машины является
составной частью технологической подготовки ее про-
изводства. Главными принципами проектирования про-
цесса сборки являются обеспечение высокого качества
изделий, достижение наибольшей производительности
и экономичности процесса на основе возможно более
широкого применения механизации и автоматизации
сборочных работ. Технический и организационный
уровень сборки в значительной мере определяет надеж-
ность и долговечность машины, а увеличение срока
службы и повышение надежности работы машины в
период ее эксплуатации — это один из важнейших
путей более быстрого оснащения техникой всех отрас-
лей страны.
Основой проектирования ТП сборки является опре-
деление наиболее рациональной последовательности и
установление методов сборки; планирование сборочных
операций и режимов сборки по элементам; выбор и
конструирование необходимого инструмента, приспо-
соблений и оборудования; назначение технических ус-
ловий на сборку элементов и общую сборку изделия по
операциям; выбор методов и средств технического конт-
роля качества сборки; установление норм времени на
выполнение сборочных операций; определение рацио-
нальных способов транспортировки деталей, полуфабри-
катов и изделий; выбор и проектирование транспортных
39
Технология сборочного производства
средств; разработка технологической планировки сбо-
рочного цеха и необходимой технологической докумен- .
тации. -j
Разработка ТП и его технологического оснащения '
должна осуществляться в соответствии со стандарта-
ми: ЕСТД и ЕСТПП (единая система технологической 1
подготовки производства). ЕСТПП — это система ме-
тодов и средств технологической подготовки произ-
водства, разработанная на основе комплексного ис-
пользования прогрессивных технологических и орга- !
низационных решений. С внедрением этой системы 1
можно повысить уровень применения типовых техно- j
логических процессов с 10-12% до 50-60%, уровень 1
стандартной переналаживаемой оснастки — с 20 до 1
50-60% и т. д. [2]. 1
Внедрение ЕСТПП позволяет повысить производи- J
тельность труда на 30-35% в мелкосерийном, на 10-
15% в крупносерийном и массовом производстве, со-
кращает в 1,5—2,5 раза сроки технической подготовки
производства и затраты на ее проведение [2].
Для разработки ТП сборки машины или СЕ техно-
логу необходимо иметь: сборочные чертежи, характе-
ризующие машину или СЕ с полнотой, необходимой ,
для отчетливого представления конструкции; чертежи |
деталей; спецификацию’ деталей по СЕ, технические
требования на приемку; годовой план выпуска изде-
лий. Сборочные чертежи, а также чертежи деталей и
поузловые спецификации необходимы технологу для i
изучения конструкции собираемого изделия. • -
Чертежи, предназначенные для разработки ТП
сборки изделия, должны содержать необходимое и дос-
таточное количество проекций и разрезов, позволяю-
щих быстро разобраться в конструкции изделий; поде-
тальную нумерацию; спецификацию деталей; размеры,
которые должны быть соблюдены в процессе сборки; ’
зазоры и натяги в сочленениях; массы деталей, изго-
40
2. Проектирование технологических процессов сборки машины
товляемых с допусками по массе, и массу изделия;
особые технические требования, которые необходимо
выполнить в процессе сборки.
Если наряду со сборочными чертежами технологу
будут представлены образец изделия или его узлы, то
это ускорит не только изучение конструкции, но и
разработку ТП сборки.
После получения перечисленной выше документа-
ции технолог изучает чертежи и технические требова-
ния к изделию. Эти требования весьма разнообразны,
поэтому необходимо выделить и проанализировать толь-
ко те, от которых зависит качество сборки изделия.
При сборке машин и механизмов основные требова-
ния сводятся, как правило, к соблюдению точности
положения, вращения, траекторий линейного переме-
щения и т. д. основных их узлов и деталей относитель-
но каких-либо базовых поверхностей или относительно
друг друга, причем точностные характеристики машин
не всегда задаются в явном виде, т. е. в цифрах.
Точностные характеристики машины определяют
либо составлением и решением соответствующих раз-
мерных цепей, либо требованиями стандарта, либо
экспериментальным путем. Для того чтобы правильно
оценить точностные требования к машине, необходи-
мо перед изучением чертежей конструкции выяснить
следующее: целевое назначение машины и техничес-
кие требования к ней; выходные параметры машины
или основные ее характеристики; на какой срок служ-
бы рассчитана машина; условия эксплуатации; воз-
можность замены деталей в СЕ машины во время ее
эксплуатации; к какому механизму или агрегату бу-
дет присоединена данная машина и какие дополни-
тельные нагрузки будет она испытывать в зависимос-
ти от этого; программу выпуска машины; техничес-
кую оснащенность предприятия, которое будет выпус-
кать машину.
41
Технология сборочного производства
При необходимости следует уточнить и дополнить
технические требования к машине, если выяснится ка-
кое-либо несоответствие этих требований ее служебно-
му назначению.
После выяснения всех этих вопросов можно при-
ступать к анализу самой конструкции.
При решении сформулированных задач можно ре-
комендовать следующую последовательность:
1. Определить точностные требования к конструкции
машины и СЕ.
2. Выявить основные точностные параметры конст-
рукции, которые подлежат определению. К ним от-
носятся такие показатели ее точности, которые оп-
ределяют способность СЕ и машины выполнять за-
данные им функции или влияют на надежность их
работы.
3. Выявить наихудшие возможные положения элемен-
тов конструкции. Многие детали машин и механиз-
мов в процессе работы перемещаются. Точностные
характеристики конструкции будут различными
при разном положении звеньев,
4. Определить заложенные в конструкции методы
компенсации погрешностей.
5. Выбрать способ установки и настройки элементов
конструкции.
6. По выявленным наихудшим взаимным положени-
ям и выбранным способам регулировки конструк-
ции составить ее условную схему. Последняя долж-
на содержать только те элементы, которые влияют
на основные точностные параметры или без кото-
рых затруднено понимание конструкции.
7. Изучить размерные цепи, определяющие основные
точностные параметры конструкции.
8. Сопоставить полученные значения основных пара-
метров с допусками.
42
2, Проектирование технологических процессов сборки машины
9. Определить способы контроля основных парамет-
ров конструкции и необходимые для этого инстру-
менты и приспособления. Составить схему контро-
ля, на которой показывают измерительный инст-
румент в его рабочем положении. Следует стре-
миться к тому, чтобы все основные элементы про-
верялись раздельно. Для того чтобы отклонение от
какого-либо основного параметра не повлекло за
собой разборку всей машины, необходимо предус-
матривать проверку сразу же, как только собрана
группа элементов конструкции, определяющая эти
параметры.
10. Если основные параметры в производстве не могут
быть выдержаны в заданных пределах, а также в
случае невозможности или большой сложности про-
ведения регулировки и контроля следует совместно
с конструкторским отделом откорректировать кон-
струкцию, сделав ее более технологичной, и после
этого внести соответствующие изменения в схемы и
расчеты.
Последовательность разработки технологического
процесса сборки следующая:
1. В зависимости от программного задания устанавли-
вается целесообразная организационная форма
сборки, предварительно определяется ее такт и
ритм.
2. Производится технологический анализ сборочных
чертежей и рабочих чертежей деталей с позиций
технологичности конструкции.
3. Производится размерный анализ конструкции со-
бираемых изделий с выполнением соответствующих
размерных расчетов и устанавливаются рациональ-
ные методы обеспечения требуемой точности сбор-
ки. Определяется вероятное количество деталей и
узлов; непригодных для взаимозаменяемой сборки,
величина компенсации регулирования и пригонки.
43
Технология сборочного производства
4. Определяется целесообразная в данных условиях
производства степень дифференциации проектируе-
мого процесса сборки.
5. Устанавливается последовательность соединения
всех сборочных единиц и деталей изделия и состав-
ляются технологические схемы общей сборки и уз-
ловых сборок изделия.
6. Определяются наиболее производительные, эконо-
мичные и технически целесообразные способы со-
единения, проверки положений и фиксации всех
составляющих изделие СЕ и деталей. Определяется
перечень переходов, содержание технологических
операций сборки и окончательных испытаний изде-
лия. При необходимости рассчитываются техноло-
гические режимы сборочных переходов.
7. Разрабатывается необходимая для выполнения ТП
технологическая оснастка (приспособления, режу-
щий, монтажный, контрольно-измерительный ин-
. струмент и оборудование).
8. Производится техническое нормирование сбороч-
ных работ и рассчитываются экономические пока-
затели процесса сборки.
9. Оформляется технологическая документация про-
цесса сборки.
2.2, Последовательность разработки технологического
процесса сборки машины
Выбор вида и организационной формы
производственного процесса сборки машины
На основе изучения служебного назначения маши-
ны, ее сборочных и рабочих чертежей, размерного
анализа и намеченного количества машин, подлежа-
44
2. Проектирование технологических процессов сборки машины
щих изготовлению в единицу времени и по неизменя-
емым чертежам, предварительно выбираются вид и
организационная форма процесса сборки машины. Ре-
шающим фактором является количество машин, под-
лежащих изготовлению, причем к вопросу о выборе
вида и организационной формы ТП сборки необходи-
мо подходить с точки зрения экономической эффек-
тивности.
При больших количествах подлежащих изготов-
лению машин и СЕ следует выяснить экономичность
использования поточного вида сборки. Если конст-
рукция машины обладает достаточной жесткостью
базирующей детали и отличается сравнительно не-
большим весом, целесообразно выбрать подвижную
сборку с непрерывным перемещением собираемой ма-
шины; в противном случае следует остановиться на
подвижной сборке с прерывистым перемещением со-
бираемой машины.
Машины большого веса при относительно неболь-
ших количествах экономично собирать с использова-
нием поточного вида сборки .и с перемещающимися
бригадами рабочих от одного собираемого объекта к
другому.
С уменьшением количества машин, подлежащих
изготовлению, когда использование поточного вида
сборки становится неэкономичным, следует применить
непоточный вид сборки с перемещающимися объекта-
ми. При единичном изготовлении машины или в ма-
лых количествах их приходится использовать непоточ-
ный вид стационарной сборки.
Деление машины на сборочные единицы
Разбивка машины на СЕ — это основная работа при
проектировании ТП сборки.
При выполнении этой работы целесообразно исхо-
дить из следующих принципов:
45
Технология сборочного производства
1) СЕ не должна быть слишком большой по габарит-
ным размерам и массе или состоять из большого
количества деталей и сопряжений; в то же время
излишнее дробление машины на СЕ нецелесообраз-
но, так как это усложняет процесс комплектования
при сборке, создает дополнительные трудности в
организации сборочных работ;
2) если в процессе сборки требуется проведение испы-
таний, обкатка, специальная слесарная пригонка
СЕ, то она выделяется в особую СЕ;
3) СЕ при последующем монтировании ее в машине не
должна подвергаться какой-либо разборке, а если
этого избежать нельзя, то соответствующие разбороч-
ные работы необходимо предусмотреть в технологии;
4) большинство деталей машины, исключая ее глав-
ные базовые детали (станину, раму и пр.), а также
детали крепления, резьбовых соединений должны
войти в те или иные СЕ, с тем чтобы сократить
количество отдельных деталей, подаваемых непос-
редственно на общую сборку;
5) трудоемкость сборки должна быть примерно одина-
кова для большинства СЕ.
Конструктивная СЕ — это сборочная единица,
спроектированная лишь по функциональному призна-
ку, без учета особого значения условий независимой
сборки (например, механизм газораспределения двига-
теля внутреннего сгорания).
Технологическая СЕ — это СЕ, которая может со-
бираться отдельно от других и выполнять определен-
ную функцию в изделиях одного назначения только
совместно с другими составными частями.
Наилучшим вариантом конструкции является СЕ,
которая отвечает условию функционального назначе-
ния ее в изделии и условию самостоятельной независи-
мой сборки. Это конструктивно-технологическая СЕ
(насосы, вентили, коробки передач).
46
2. Проектирование технологических процессов сборки машины
2.3. Типовые и групповые
технологические процессы сборки
Сущность и задачи типизации
Типизация технологических процессов сборки —
основная форма их стандартизации. Она способствует
снижению затрат на разработку ТП сборки, ускорению
этих разработок, а также уменьшению себестоимости
производства изделий. Цель типизации — стандарти-
зовать ТП для того, чтобы сборка одинаковых и сход-
ных по конструкции изделий осуществлялась общими,
наиболее совершенными и аффективными методами.
Типовой ТП в этих случаях разрабатывают как образ-
цовый, позволяющий внедрять прогрессивную техно-
логию и прогрессивное оборудование [6].
В случае применения типового ТП сборки для ряда
сходных изделий уменьшается работа технолога, со-
кращается длительность и объем технологической под-
готовки производства.
Этапы типизации сборочных ТП
Первым этапом типизации ТП сборки является
классификация данной группы изделий.
Изделия или их составные части могут быть разде-
лены йа классы по общности технологических задач,
возникающих при их сборке. Каждый класс изделий
разбивают на подклассы, затем на группы и подгруп-
пы, при этом учитывают определенные конструктив-
ные признаки изделий и их размеры, обобщают реше-
ния технологических задач с целью исключения ин-
дивидуального подхода при разработке ТП. Таким об-
разом, классификация должна иметь в основе техно-
логический характер. Типовые изделия объединяют
47
Технология сборочного производства
совокупность изделий, имеющих одинаковый план
(маршрут) операций, осуществляемый на однородном
сборочном оборудовании с применением однотипных
приспособлений и инструментов. При определении клас-
сификационных признаков необходимо учитывать как
состав собираемого объекта, гак и структуру сборочных
операций, а также серийность выпуска изделий.
Работа по классификации завершается составлени-
ем классификаторов, позволяющих делить типизиро-
ванные сборочные объекты по характерным конструк-
тивным и технологическим признакам.
Вторым этапом типизации ТП сборки является раз-
работка принципиально общего ТП с установлением
типовых последовательности и содержания операций,
типовых схем базирования и типовых конструкций ос-
настки. Если изделия достаточно полно унифицирова-
ны, то на них составляют одну общую технологичес-
кую карту с нормами времени. При меньшей унифика-
ции разрабатывают как обязательный образец принци-
пиальный ТП, на базе которого составляют ТП для
конкретных изделий. Типизация ТП способствует вне-
дрению новых, более совершенных методов сборки, со-
кращению сроков й удешевлению ТПП, более широко-
му применению средств механизации и автоматизации.
По мере совершенствования технологии сборочного
производства типовые ТП необходимо периодически
корректировать. Типовые ТП сборки целесообразно
применять на заводах серийного и массового производ-
ства с устойчивой номенклатурой изделий.
Сущность и преимущества групповой технологии
Основу групповых ТП составляет не только общ-
ность конструктивных особенностей изделия, но и общ-
ность технологии их сборки. Это позволяет в условиях
мелкосерийного производства осуществлять ТП сбор-
ки, характерные для крупносерийного и массового про-
48
2. Проектирование технологических процессов сборки машины
изводства, переходить от непоточного к поточному про-
изводству.
В групповых поточных линиях оборудование распо-
лагают по маршруту сборки близких по конструкции и
размерам изделий (или их элементов) нескольких на-
именований, закрепленных за линией. Все закреплен-
ные за линией изделия собирают периодически пропус-
каемыми партиями, и в каждый данный момент линия
работает как непрерывно-поточная.
Оборудование линии комплектуют и располагают
по технологическому маршруту сборки наиболее слож-
ного и трудоемкого изделия в группе (либо условного
«комплексного» изделия). Другие изделия группы
можно собирать с пропуском отдельных переходов и
операций.
Групповые ТП используются в отечественном ма-
шиностроении и за рубежом. Применение групповых
ТП позволяет снизить трудоемкость на 50% и более,
уменьшить количество основных рабочих на 20-25%
и т. п. [2].
Этапы проектирования
групповой технологии сборки
Проектированию групповых ТП или операций пред-
шествует классификация изделий. Групповую техноло-
гию следует применять в пределах цеха или всего заво-
да; она должна охватывать весь комплекс выпускае-
мых изделий.
При составлении классификации определяют схему
сборки и выбирают средства механизации и автомати-
зации. Формируя группы, исходим из необходимости
использования одного сборочного оборудования. При
выборе состава групп трудоемкость сборки прикреп-
ленных изделий не должна изменяться в широких
пределах. Групповые ТП разрабатывают в основном
49
Технология сборочного производства
для узловой сборки; для общей сборки их применяют
реже и только сравнительно простых изделий.
При подборе изделий в группу изучают их чертежи
и технические условия. В отдельных случаях проводят
унификацию деталей изделий (например крепежных),
а также отрабатывают вопросы технологичности конст-
рукций изделий.
Групповые ТП проектируют в следующей последо-
вательности: 1) подбирают группу изделий, удовле-
творяющих требованиям групповой сборки; намечают
маршрут сборки, содержание операций и схемы груп-
повых наладок; ориентировочно определяют оператив-
ное время сборки; 2) уточняют содержание операций
и разрабатывают наладки для наиболее сложных и
выпускаемых в большом количестве изделий группы;
затем разрабатывают наладки для других изделий
группы; определяют штучное время сборки; 3) уточня-
ют требования к сборочному оборудованию (дают зада-
ния на модернизацию или конструирование нового
специального оборудования); 4) разрабатывают конст-
рукции сборочных приспособлений и выявляют необ-
ходимую инструментальную оснастку; окончательно
устанавливают норму времени; 5) составляют техно-
логическую документацию каждого изделия группы;
6) выявляют технико-экономические показатели груп-
повой сборки.
К документам, фиксирующим технологические про-
цессы групповой сборки, относятся карты технологи-
ческих процессов сборки; карты исходных данных и
результатов по нормированию времени; классификатор
узлов, входящих в данную группу. Эффективность
групповых ТП зависит от уровня унификации конст-
рукции изделий. На основе максимальной унификации
конструкций можно разработать эффективный техно-
логический процесс групповой .сборки.
50
2. Проектирование технологических процессов сборки машины
1. Пример типового
технологического процесса сборки
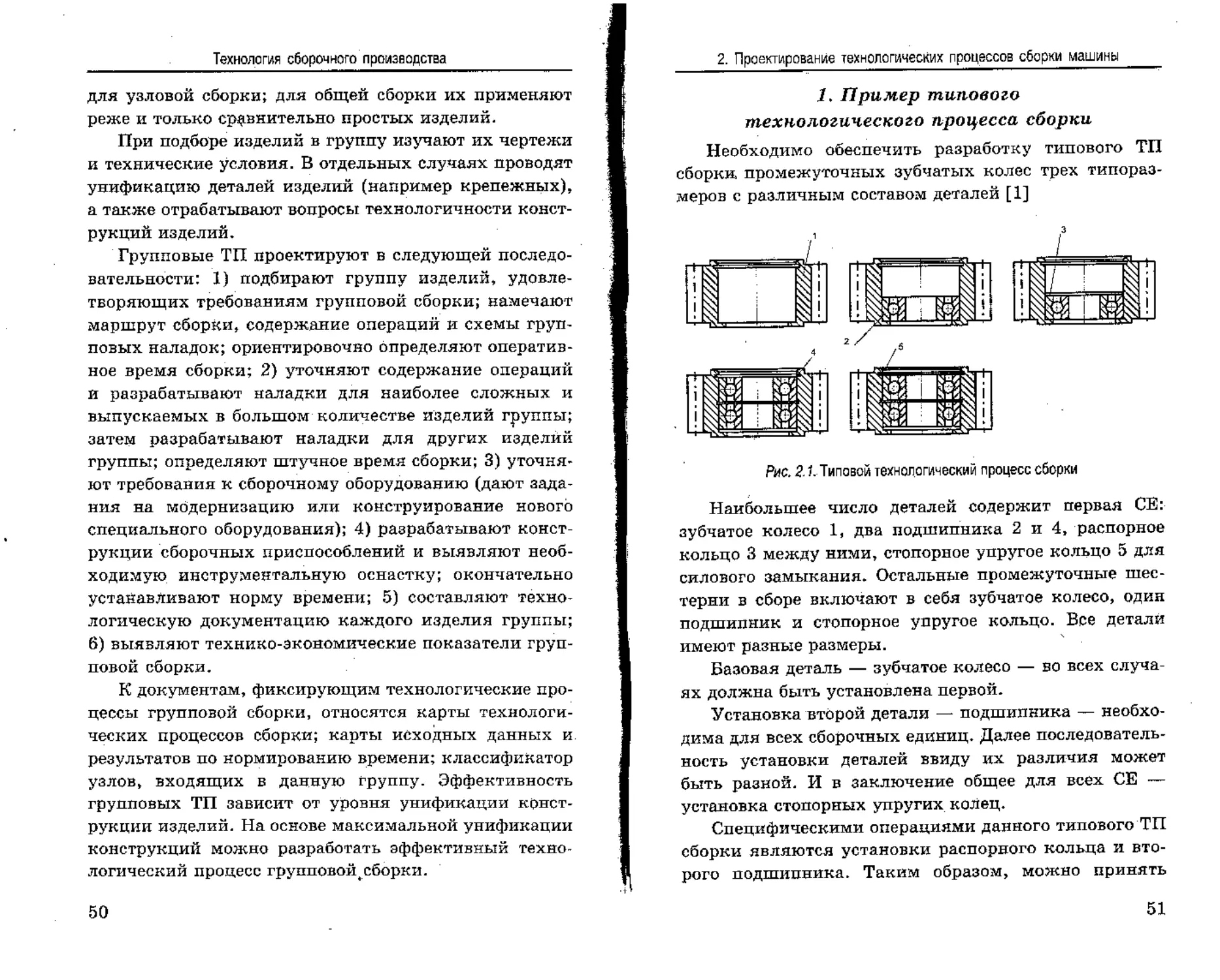
Необходимо обеспечить разработку типового ТП
сборки, промежуточных зубчатых колес трех типораз-
меров с различным составом деталей [1]
Рис. 2 4. Типовой технологический процесс сборки
Наибольшее число деталей содержит первая СЕ:
зубчатое колесо 1, два подшипника 2 и 4, распорное
кольцо 3 между ними, стопорное упругое кольцо 5 для
силового замыкания. Остальные промежуточные шес-
терни в сборе включают в себя зубчатое колесо, один
подшипник и стопорное упругое кольцо. Все детали
имеют разные размеры.
Базовая деталь — зубчатое колесо — во всех случа-
ях должна быть установлена первой.
Установка второй детали — подшипника — необхо-
дима для всех сборочных единиц. Далее последователь-
ность установки деталей ввиду их различия может
быть разной. И в заключение общее для всех СЕ —
установка стопорных упругих колец.
Специфическими операциями данного типового ТП
сборки являются установки распорного кольца и вто-
рого подшипника. Таким образом, можно принять
51
Технология сборочного производства
промежуточную шестерню с двумя подшипниками,
распорным и стопорным кольцами в качестве СЕ-пред-
ставителя, а ее сборку в качестве типового ТП с вы-
полнением общих операций посредством единого тех-
нологического оборудования и оснастки — универ-
сальной, специальной или универсально-наладочной
(групповой).
Для установки и запрессовки деталей, например
зубчатых колес и подшипников, могут быть использо-
ваны универсальные самопереналаживающиеся тех-
нологические устройства в виде адаптивных приспо-
соблений и загрузочно-транспортных лотков. Устрой-
ства используются с любым транспортным средством
периодического движения и роторного типа, обеспе-
чивают автоматическую сборку любых изделий из де-
талей, соединяемых по поверхности вращения с га-
рантированным натягом и зазором и имеющих раз-
личные конфигурацию и размеры сопрягаемых и дру-
гих поверхностей.
Типовые процессы сборки характеризуются одина-
ковой последовательностью установки большинства де-
талей и образования соединений, а также применением
единого технологического оборудования и оснастки на
общих для ряда изделий операций.
2.4. Проектирование технологии сборочного
производства (алгоритмизированный вариант)
Проектирование технологии сборочного производ-
ства имеет свою специфику и резко отличается от про-
ектирования технологии изготовления деталей.
Алгоритм проектирования ТП сборки будем рас-
сматривать на примере СЕ гидроцилиндра грейдера
(рис. 2.2, 2.3).
52
2. Проектирование технологических процессов сборки машины
5/
Рис.2.2. Гидроцилиндр грейдера (поз.1-13 см. на рис.2.3)
Технология сборочного производства
пз £ О е Зона. I ПОЗ. I ОБОЗНАЧЕНИЕ НАИМЕНОВАНИЕ С £ Примечание
АЗ 49.00СБ Сбооочный чертеж
Сборочные единицы
1 49.100СБ Корпус 1
2 49.200СБ Шток 1
Детали
3 49.003 Поршень 1 Ст5
4 49.004 Кольцо уплотнения 1 Резина
5 49.005 Втулка 1 бронза
5 49.005 Крышка 1 СтЗ
7 49.007 Вкладыш 2 Сталь 45
Стандартные изделия
8 Болт М№15 ГОСТ 252В-73 6
9 Гайка М14 ГОСТ 2528-73 1
10 Кольцо 034-040-36 2
11 Кольцо 042-050-46 3
12 Шайба 14.06.05 ГОСТ 6958-68 1
13 Шайба 1065Г ГОСТ 6402-70 6
49.00DC6
Изм| Лит № докуй. Подпись Дата
Разраб. Гидроцилиндр грейдера Лит Лист Листов
"1 ровер. и- 1 4
-1. контр. дгту кафедра ТМс
Г. контр.
Утв,
Рис.2.3. Спецификация к сборочной единице
Пользуясь приведенным алгоритмом, начинающий
инженер или студент-технолог может значительно со-
кратить сроки работ по проектированию ТП сборки
различных СЕ и разработать технологию сборки на
достаточно высоком уровне.
54
2. Проектирование технологических процессов сборки машины
2.4.1. Последовательность проектирования
технологического процесса сборки
Проектирование ТП сборки ведется в следующей
последовательности:
1) описание служебного назначения СЕ (техническое
описание СЕ; анализ исходных данных для проек-
тирования);
2) анализ ТУ (технических условий) на СЕ в связи со
служебным назначением;
3) выбор типа производства;
4) точностные расчеты: выбор методов достижения
требуемой точности;
5) предварительный выбор метода и организационной
формы сборки;
6) анализ технологичности конструкции изделия;
7) выбор методов контроля качества СЕ;
8) проектирование технологической схемы сборки и
последовательности сборки;
9) нормирование процесса сборки, составление цик-
лограммы сборки;
10) формирование сборочных операций. Окончатель-
ный выбор вида и организационной формы сборки;
11)проектирование завершающих операций сборки:
контроля, балансировки, регулировки, испытаний
собранного изделия;
12) выбор метода окраски, консервации и упаковки со-
бранного изделия.
2.4.2. Формулирование служебного назначения
сборочной единицы
Формулировка служебного назначения СЕ состоит
из трех основных частей:
1. Краткое и емкое определение служебного назначе-
ния рассматриваемой СЕ.
55
Технология сборочного производства
2. Технические характеристики СЕ.
3. Условие работы СЕ.
В формулировке служебного назначения машины
прежде всего должна быть отражена общая задача, для
решения которой создается машина. Далее следует рас-
шифровка задачи, конкретизирующая назначение ма-
шины, условия эксплуатации и содержащая требова-
ния, обуславливающие ее соответствие в техническом,
экономическом, эргономическом и эстетическом смыс-
ле современному уровню.
Служебное назначение машины описывают не толь-
ко словесно, но и составляют систему количественных
показателей с ограничениями допусков возможных от-
клонений от их номинальных значений. Наибольшую
сложность в формулировании служебного назначения
машины составляет конкретизация ее функций и усло-
вий работы, правильное определение значений показа-
телей и допускав, ограничивающих их отклонения.
Глубина проработки вопроса и обоснованность прини-
маемых решений во многом определяют возможность
создания качественной и экономичной машины [5].
При уточнении служебного назначения машины мо-
гут быть использованы следующие источники:
1) подробные данные о свойствах продукции (вид,
материал, размеры, масса, требования к. качеству
и т. д.), для выпуска которой создают машину;
2) данные о количественном выпуске продукции в
единицу времени и по неизменяемым чертежам;
3) требования к стоимости продукции;
4) данные об Исходном продукте (вид, качество, коли-
чество и т. д.);
5) сведения о ТП изготовления продукции. Например,
если создаваемая машина — станок, то должны быть
указаны требуемое положение заготовки в рабочем
пространстве станка, схема ее базирования, размеры
обрабатываемых поверхностей, способ и режимы
56
2. Проектирование технологических процессов сборки машины
обработки, применяемый режущий инструмент, зат-
рата времени на выполнение операции и др.;
6) требования к производительности машины;
7) условия, в которых должен" осуществляться ТП
(температура, влажность, запыленность окружаю-
щей среды, наличие активных химических веществ
и т. д.);
8) требования к надежности машины;
9) Требования к долговечности машины;
10) требуемый уровень механизации и автоматизации;
11) условия, гарантирующие удобство управления ма-
шиной, безопасность работы и обслуживания;
12) требования к внешнему виду;
13)вид, качество и источник потребляемой энергии
и т. д.
Перечисленные Направления конкретизации слу-
жебного назначения машины нельзя считать полными.
Мир машин настолько широк и настолько разнообраз-
ны их функции, что формулировка служебного назна-
чения каждой машины сугубо индивидуальна, специ-
фична и имеет свою систему показателей.
Формулировка служебного назначения должна со-
держать четко сформулированное служебное назначе-
ние СЕ и описание ее работы, например, для гидроци-
линдра грейдера описание служебного назначения выг-
лядит следующим образом.
Гидроцилиндр грейдера (ГЦ) предназначен для при-
вода движения навесной системы дорожной машины
грейдера.
ГЦ работает следующим образом: масло, подавае-
мое в правую полость, заставляет шток вдвигаться
внутрь цилиндра. Для выдвижения штока давление
масла подаётся в левую полость, а из правой масло
вытесняется в резервную емкость гидросистемы. ГЦ
преобразует подачу масла в возвратно-поступательное
движение штока.
57
Технология сборочного производства
1. Технические характеристики рассматриваемой СЕ.
В число технических характеристик входят следу-
ющие показатели:
- передаваемая или развиваемая мощность;
- передаваемый или развиваемый крутящий мо-
мент;
- скоростные характеристики (число оборотов на
входе и выходе, при переменных скоростях —
пределы чисел оборотов);
— электрическое напряжение, давление рабочей
среды, пределы колебаний этих характеристик,
точность, с которой выполняются элементы слу-
жебного назначения (например, редуктор лебед-
ки и редуктор зуборезного станка имеют раз-
личные требования к плавности работы). Точ-
ность задается в величинах отклонения от но-
минального значения. Например, для ГЦ грей-
дера это может выглядеть следующим образом:
а) развиваемое усилие — 1,2 т;
б ) скорость перемещения штока — 5 м/с — max;
рабочий ход — 400 мм — max;
в ) рабочее давление масла — 250 атм., или
2500 МПа;
- усилие холостого хода — не более 300 Н.
2. Условия работы СЕ.
Режим работы по частоте включения может быть
непрерывный, периодически постоянный; периодичес-
ки случайный, регулировочное включение; реверсив-
ный и нереверсивный (у вентилятора нереверсивный
привод); статический и динамический (статический —
постоянное движение с небольшими колебаниями ста-
тических нагрузок, динамический — резкие колеба-
ния величины и направления рабочих нагрузок). На-
пример, для рассматриваемого ГЦ режим работы бу-
дет периодически постоянный, динамический, ревер-
сивный.
58
2. Проектирование технологических процессов сборки машины
В условия работы входят характеристики: стацио-
нарный или подвижный характер работы, климатичес-
кие условия, состояние окружающей среды (запылен-
ность, загрязненность, воздействие активных реаген-
тов); силовые внешние воздействия — подверженность
встряскам, одиночным или многочисленным ударам,
возможность аварийных ситуаций.
Условия работы для ГЦ: подверженность тряске и
вибрации, все атмосферные воздействия, климатичес-
кие воздействия, отдельные ударные воздействия; за-
пыленность и загрязненность — чрезвычайно сильные
с коррозионным воздействием.
Анализ технических условий, выбор методов дости-
жения требуемой точности подробно изложены в учеб-
ном пособии [8].
2.4.3. Анализ технологичности конструкции
изделия
Технологичностью называется совокупность
свойств изделия, определяющих приспособленность его
конструкции к достижению оптимальных затрат ре-
сурсов при:
1) производстве;
2) эксплуатации;
3) ремонте и утилизации
для заданных показателей качества, производительно-
сти, объема выпуска и условий выполнения работ.
В принципе технологичность определяет понятия:
удобно или неудобно данную конструкцию произво-
дить, эксплуатировать, ремонтировать.
Для оценки технологичности можно воспользовать-
ся упрощенной методикой, при которой нужно отве-
тить на следующие вопросы:
1) оценить размеры, массу СЕ и их соотношение с
точки зрения применения грузоподъемных средств
59
Технология сборочного производства
и жесткости собираемого изделия. Для ГЦ формулиру-
ем: масса изделия 12 кг допускает ручное перемеще-
ние. Соотношение массы и габаритов 12 кг/600 мм =
= 0,02 кг/мм = 20 кг/м обеспечивает хорошую жест-
кость изделия;
2) определить, имеется ли в СЕ достаточно удобная
базовая деталь (хребет изделия). При отсутствии четко
выраженной базовой детали (корпуса, рамы и т. д.) воз-
никает необходимость стапельной сборки. (Стапель —
внешнее устройство, выполняющее при сборке роль
базовой детали).
Для ГЦ формулируем: имеется четко выраженная
базовая деталь — корпус с хорошими базовыми повер-
хностями: наружная цилиндрическая поверхность,
а также плоскость и отверстия проушины;
3) оценить блочность конструкции или блочный
принцип конструирования — разбивку на отдельные
узлы (функциональные, конструкторские и технологи-
ческие), допускающие их независимую сборку. Особен-
но это важно при использовании автоматизированной
и роботизированной сборки. В конструкции рассматри-
ваемого ГЦ применяется узловая сборка (шток с крыш-
кой и поршнем);
4) оценить унификацию (общая или локальная
внутри СЕ) элементов конструкции. Для ГЦ общую
унификацию рассмотреть невозможно, а локальная
унификация заключается в применении одинаковых
уплотнительных колец (поз. 10 и 11 на рис. 2.2). Все
Шесть болтов позиции 8 применяются одного наиме-
нования;
5) оценить необходимость и трудоемкость частич-
ной разборки СЕ в процессе сборки. Такая необходи-
мость возникает при использовании метода регулиро-
вания с неподвижным компенсатором и тем более при
использовании метода пригонки.
60
2. Проектирование технологических процессов сборки машины
Необходимость разборки определяется использова-
нием этих методов, а трудоемкость — глубиной распо-
ложения звена компенсатора.
Общее правило: звено компенсатора должно распола-
гаться за пределами корпуса и для своей подгонки или
замены требовать снятия минимума других деталей.
Для ГЦ необходимость разборки отсутствует вооб-
ще, что хорошо с точки зрения технологичности;
6) оценить необходимость и трудоемкость механи-
ческой обработки при сборке. Последнее характерно
для использования метода пригонки;
Для ГЦ механическая обработка не требуется во-
обще;
7) определить наличие труднодоступных мест для
сборки, регулировки и измерения.
Для ГЦ труднодоступных мест нет, но если регла-
ментировать зазор между поршнем и днищем цилинд-
ра, то появится размер, затруднительный для измере-
ния и невозможный для регулирования при данной
конструкции;
8) Оценить необходимость применения специаль-
ных приспособлений при сборке и регулировке. Такая
необходимость определяется следующими факторами:
а) потребностью одновременного базирования двух
и более элементов конструкции;
б) необходимостью сжатия упругих элементов (пру-
жин, прокладок и т. д.) числом более одного;
в) если положение присоединяемого элемента опре-
деляется точным размером.
Для ГЦ специальных приспособлений не требуется;
9) оценить наличие и обоснованность специальных
требований к СЕ (по массе, уровню вибрации, по
шуму, усилию холостого хода, герметичности, нера-
диоактивности и т. д.).
Для ГЦ предъявляются требования: герметичность,
плавность хода, усилие холостого хода;
61
Технология сборочного производства
10) оценить необходимость и обоснованность назна-
чения испытаний. Особенно это относится к длитель-
ным испытаниям (более 10 мин.).
Для ГЦ необходимы испытания на герметичность;
11) оценить необходимость дополнительных опера-
ций по балансировке, окраске, консервации и т. д.
Для ГЦ эти операции не нужны;
12) Оценить необходимость предпродажной подго-
товки: упаковка, регулировка, реклама.
Рассмотрим способы определения технологичности
конструкции изделия. В соответствии с ГОСТ 14.201-
83 оценка технологичности конструкции изделия бы-
вает двух видов: качественная и количественная.
Качественная оценка — словесное описание техно-
логичности конструкции изделия, основанное на лич-
ном опыте технолога и пользующееся определениями:
хорошо, плохо, удобно, неудобно, рационально, нера-
ционально. Качественная оценка является первым эта-
пом анализа технологичности.
В отдельных случаях возможно использование ран-
жирования признаков технологичности, то есть оценка
проявления этих признаков в баллах, тогда качествен-
ная приблизится к количественной.
Количественная оценка технологичности конструк-
ции изделия — оценка, производимая при помощи
системы показателей. Показатели могут быть: относи-
тельные (в долях от процента/т. е. безразмерные); аб-
солютные (размерные, в штуках, кг, часах,...).
Качественные показатели оценивают производствен-
ную, эксплуатационную, ремонтную технологичность.
Эксплуатационную и ремонтную технологичность
определяют через следующие свойства изделий:
1) доступность;
2) легко съемность;
3) технологическая простота;
4) технологическая преемственность;
62
2. Проектирование технологических процессов сборки машины
5) контролепригодность;
6) восстанавливаемость.
Доступность СЕ и ее элементов — качество, опре-
деляемое свободным доступом к СЕ и ее элементам как
во время работы, так и при ремонте. Хорошая доступ-
ность — когда для этого ничего не надо снимать. Удов-
летворительная доступность обеспечивается после сня-
тия некоторых элементов. Низкая доступность обеспе-
чивается после полной разборки изделия.
Для ГЦ грейдера оценим доступность. В целом до-
ступность хорошая.
Для замены уплотнения 11 на поршне необходимо
извлечь поршень из корпуса — доступность удовлетво-
рительная.
Для замены уплотнительных колец 10 надо произ-
вести полную разборку — низкая доступность.
Легкосъемность качество изделия, определяю-
щее необходимость использования специального при-
способления, инструментов и возможность поврежде-
ния деталей при разборке.
Технологическая простота — обеспечивает удоб-
ство и несложность в эксплуатации, а именно: перевод
из транспортного положения в рабочее, управление вы-
полнением рабочей функции, заправку рабочими сре-
дами, горючим и т. д., переналадку на выполнение
другой операции, очистку рабочих органов.
Технологическая преемственность в сфере эксплуа-
тации означает минимальную трудоемкость обучения об-
служивающего персонала для работы на данном изделии.
Контролепригодность подразумевает наличие дат-
чиков, индикаторов и прочих устройств, свидетель-
ствующих о неисправности изделия (это система диаг-
ностики).
Восстанавливаемость в качестве обеспечивает воз-
можность восстановления изделия при износе, она до-
стигается применением высокостойких и высокопрочных
63
Технология сборочного производства
материалов и введением в конструкцию сменных эле-
ментов на быстроизнашиваемых поверхностях.
В ГЦ предусмотрены вкладыши 7 и сменная на-
правляющая втулка 5.
Количественные показатели подразделяются на
7 групп:
1) показатели технологической рациональности
конструкций; коэффициент блочности конструкции
(относительный):
.100%>
дет.об.
где тЭетузл — количество деталей, входящих в узлы;
тйеш.об. — общее количество деталей.
В ГЦ 13 деталей, из них 9 входит в узлы:
о
k6 = — 100% .
13
Абсолютный показатель трудоемкость сборки — ко-
эффициент сложности
= -^т-цза- • 100% ;
dew.a налог
2) показатель преемственности конструкции:
, ^заимствованных дет. 100% *
коэффициент унификации:
^=^«£±^.100%;
Шдет.общ.
3) показатели ресурсоемкое™ изделия. Показатели
все абсолютные. Это материалоемкость, трудоемкость,
энергоемкость и себестоимость;
4) показатели производственной технологичности
конструкции изделия;
5) показатели эксплуатационные;
64
2. Проектирование технологических процессов сборки машины
6) показатели ремонтные;
7) общие показатели технологичности конструкции
изделия.
Приведем пример определения частных дополни-
тельных показателей количественной оценки техно-
логичности конструкции изделия для условий автома-
тической сборки, принятых в автотракторной про-
мышленности (табл. 2,1). По значению коэффициента
автоматизации можно судить об уровне автоматиза-
ции сборки изделия и его составных частей. Значения
О < Ка1т< 0,45 соответствуют низкой степени автома-
тизации; 0,45 < Кадт < 0,6 — средней; Кавт > 0,6 —
высокой [4].
Таблица 2.1
Дополнительные показатели технологичности конструкции изделия
для условий автоматической сборки
Фактор, ха- рактеризуе- мый показа- телем Расчетная фор- мула К, Коэффици- ент экономи- ческой экви- валентности к1й Примечание
1 2 3 4
Число деталей 0,97
Сборность конструкции IQ=E/(E + D) 0,73 Е — число сбо- рочных единиц; D — число де- талей, не во- шедших в сбо- рочные единицы
Уровень автоматиза- ции 1 ALm. —число соединений, выполняемых автоматически; N — общее чис- ло соединений
* Устанавливают в зависимости от числа сборочных позиций
3. Зак. 343
65
Технология сборочногб производства
Окончание табл. 2. J
1 2 3 4
Повторяе- мость дета- лей и узлов й и F з О' I я—4 п 0,8 Qaen!. —число наименований соединений, выполняемых автоматически
Уровень унификации = = ^к.авт./^айт. 0,82 ^И.МЛ1, —чис- ло соединений, выполняемых на типовом автома- тическом сбо- рочном обору- довании
Числа на- правлений сборочных движений 0,75 п —число . isl направлений: сборочных дви- жений
Число уста- новочных баз =Утпй 0,8 т — коэффици- ент, равный 1 при одинаковых установочных базах, 1,15 — при подобных установочных базах и 2,5 — при различных установочных базах; пб — чис- ло установочных баз
Взаимоза- меняемость. Квз = 1 - _дг . /N 2 гр.авт.; 2 аят. 0,73 , ЧИС- ЛО соединений, выполняемых автоматически методом группо- вой взаимозаме- няемости
2, Проектирование технологических, процессов сборки машины
2.4.4', Технологическая схема сборки
Технологическая схема сборки (ТСС) — вспомога-
тельный технологический документ (не входящий в
число обязательной технологической документации),
который показывает в графическом виде:
- последовательность соединения деталей и СЕ,
входящих в изделие;
- состав СЕ, входящих в изделие;
- выполнение операций, не связанных с присоеди-
нением деталей и СЕ (контроль, регулировка,
заливка масла и др. рабочих сред, окраска, упа-
ковка и т. д.).
Назначение ТСС:
- раскрытие структуры изделия и возможности
применения узловой сборки;
- формализация и алгоритмизация разработки ТП
сборки;
— оценка конструкции изделия с технической точ-
ки зрения.
В технической литературе приняты древовидные
или дендридные ТСС (рис. 2.4).
Дендридная форма — наиболее часто встречаемая в
литературе, раскрывает структуру изделия, служит хо-
рошим пособием для конструктора, но практически не
помогает технологу в проектировании ТП сборки.
Для проектирования ТП сборки гораздо удобнее
ТСС, ранжированная по уровням или порядкам СЕ.
При проектировании такой ТСС приняты следую-
щие формализационные ограничения:
1. СЕ, входящие в изделие, могут иметь разные по-
рядки, а именно: СЕО — СЕ нулевого порядка — предме-
ты, не требующие сборки: деталь, подшипник, и посту-
пающие со стороны (покупные и собранные в других
подразделениях) и не требующие сборки в пределах из-
готовления заданного изделия, т. е. — это ноль сборки.
3'
67
Технология сборочного производства
2. Порядок СЕ всегда на единицу больше макси-
мального порядка входящих в нее элементов (рис. 2.5).
Рис. 2.5. Определение порядка СЕ в технологической схеме сборки
Совершенно неправильно повышать порядок СЕ пос-
ле присоединения любой очередной детали (рис. 2.6). Это
самая распространенная ошибка при составлении ТСС.
Сборочная единица переходит в следующий уро-
вень только после присоединения СЕ порядка равного
ей уровня.
Пример. В ГЦ грейдера поршень (позиция 3) нельзя
установить прежде установки крышки (позиция 6). В том
случае, если определить порядок СЕ заранее невозмож-
68
2. Проектирование технологических процессов сборки машины
Рис. 2.6. Пример неправильного определения порядка СЕ
в технологической схеме сборки
но, предполагаем наименьший из возможных (первый
порядок) собираемой СЕ.
4. Обозначение СЕ любого порядка производится
прямоугольником произвольной формы и размеров с
тремя обозначениями (рис. 2.7):
1) наименование (корпус);
2) позиция (номер);
3) количество (шт).
Рис. 27. Обозначение СЕ на технологической схеме сборки
На рисунке 2.8 показаны обозначения, используе-
мые на ТСС:
а — присоединение обозначается стрелкой на дан-
ном уровне сборки и нумерацией перехода;
б — присоединение с дополнительными действиями;
69
Технология сборочного производства
I СЕО
а)
Рис. 2,8. Условные обозначения на технологический схеме сборки
в — действие, не связанное с присоединением: регу-
лировка, измерение, испытание, заполнение рабочими
средами, балансировка, окраска, упаковка и т. д.;
г — разборка предусматривается при использова-
нии метода регулирования с неподвижным компенса-
тором и метода пригонки.
2.4.5. Составление технологической схемы
сборки (на примере гидроцилиндра грейдера)
Подготовка поля
технологической схемы сборки
По общим правилам разработка ТСС начинается с
подготовки поля ТСС.
1. На листе произвольной длины проводят горизон-
тальные линии, обозначающие уровни СЕ, если неизвест-
70
2. Проектирование технологических процессов сборки машины
но, СЕ какого уровня может встретиться при проектиро-
вании, то следует взять их с запасом, например, СЕО -
СЕЗ + общая сборка (5 уровней) или СЕО — СЕ5 + общая
сборка (7 уровней). Вполне допускаются незаполненные
уровни высших порядков.
2. Проводится анализ собираемого изделия. При этом:
а ) выявляется базовая деталь всего изделия (обыч-
но корпус, рама, станина, основание). Базовая деталь
назначается из соображения, что на ней расположены
все остальные комплектующие элементы изделия.
Можно использовать другой подход: в качестве ба-
зовой назначается та деталь (или СЕО), которая имеет
поверхности, служащие основной конструкторской ба-
зой всего изделия;
б ) осуществляется предварительная разбивка изде-
лия на составляющие СЕ, Желательна окраска рабоче-
го чертежа в различные цвета для различных СЕ. Де-
тали, изображенные в разрезе, заполняются сплошной
штриховкой, на неразрезанные детали наносится крас-
ка близ контура, имитирующая выпуклость детали.
Входящие в изделие СЕ могут быть:
- функциональными (двигатель, карбюратор, ко-
леса);
- конструкторскими;
- технологическими, сюда относятся: обязатель-
ные (т. е. без сборки которых невозможна сборка
изделия) и произвольные (назначенные по жела-
нию технолога);
в) в каждой намеченной СЕ назначается базовая
деталь (по тем же принципам, что и у всего изделия).
3. Проектирование ТСС начинается с того, что изоб-
ражается базовая деталь всего изделия, которое от-
правляется на общую сборку (рис. 2.9). В нашем слу-
чае это корпус 1.
4. К базовой детали на уровне общей сборки присо-
единяются прочие элементы в очередности, исходящей
71
Технология сборочного производства
Рис. 2,9. Технологическая схема сборки гидроцилиндра
2. Проектирование технологических процессов сборки машины
Номер опе- рации Номер пере- хода Содержание перехода Тпер/ МИН. Уточ- ненное Тперг мин. Теку- щее время, мин.
Общая сборка
1 Установить корпус 1 в приспособление 0,100
2 Смазать солидолом 0,630
3 Установить шток в сб. СЕ 2-1 0,640
4 Установить СЕ 1-3 (6 шт.) 0,900
5 Измерить усилие х.х. регулировать 0,860
6 Залить масло, удалить воздух 0,910
7 Испытать под давлением 5,200
Узловая сборка Сборка СЕ-2-1
1 Установить шток 2 в приспособление 0,100
2 Установить крышку в сб. СЕ1-1 0,492
3 Измерить усилие х.х., притереть 1,100
4 Установить кольцо 4 0,086
5 Собрать, установить поршень в сборе 0,200
6 Установить шайбу 12 0,060
7 Установить гайку 9, закерноватъ 0,700
Сборка СЕ 1-1
1 Установить крышку в приспособление 0,100
2 Запрессовать втулку 5 0,712
3 Установить кольцо 11(2 шт.) 0,084
4 Установить кольцо 10 (1 шт.) 0,320
Сборка СЕ 1-2
1 Установить поршень в приспособление 0,100
2 Установить кольцо 11(2 шт.) 0,168
Сборка СЕ 1-3
1 Взять болт 8 (6 шт.) 0,018
2 Надеть шайбу 13 (6 шт.) 0,084
Рис. 2.10. Перечень переходов узловой и общей сборки
(на чертеже циклограммы)
Технология сборочного производства
из простоты соединения, т. е. любую деталь желатель-
но присоединять, пока собираемая СЕ не обросла про-
чими элементами.
Из этих соображений запрессовываем вкладыш 7.
5. Очевидно, что остальные элементы возможно
присоединять только после предварительной узловой
сборки.
Анализ изделия показывает, что внутренности ГЦ
образуют СЕ с базовой деталью — шток (поз. 2). По-
скольку неизвестен порядок собираемой СЕ, предпола-
гаем, что собирается СЕ1 (пунктирная или тонкая ли-
ния). Переход собираемой СЕ в более высокий порядок
определяется необходимостью начать сборку СЕ того
же порядка (крышка).
Составление перечня переходов
узловой и общей сборки
После проектирования технологической схемы
сборки техпроцесс сборки составляется автоматически,
при атом необходимо соблюдать некоторые правила:
1. Перечень переходов начинается с перечисления
переходов общей сборки. Поскольку в дальнейшем
предстоит составление циклограммы сборки, имеет
смысл перечисление переходов вести в чертеже цик-
лограммы (рис. 2.10).
2. Перечень переходов узловой сборки выражается в
перечислении переходов сборки (узловой) в последователь-
ности установки СЕ соответствующего порядка на общей
сборке с их раскрытием вплоть до СЕ первого порядка.
2.4.6. Взаимосвязь методов достижения
показателей точности и последовательности
сборки машины
На последовательность выполнения сборочного про-
цесса значительное влияние оказывают выбранные ме-
тоды достижения точности замыкающих звеньев раз-
74
2. Проектирование технологических процессов сборки машины
мерных цепей изделия [9]. Если качество изделия обес-
печивается методами полной взаимозаменяемости,
групповой взаимозаменяемости или методом подбора,
то последовательность сборки может быть любой, т. е.
будет зависеть только от конструкции изделия и степе-
ни механизации или автоматизации сборки. При при-
менении методов неполной взаимозаменяемости, при-
гонки и регулировки определяющим фактором при оп-
ределении последовательности сборки изделия являет-
ся минимальный объем разборочно-сборочных, приго-
ночных и регулировочных работ.
Например, при обеспечении показателей точности
изделия методами полной и неполной взаимозаменяе-
мости в первую очередь целесообразно осуществлять
сборку тех сборочных единиц, точность которых обес-
печивается методом неполной взаимозаменяемости.
Это связано с тем, что при попадании размера замыка-
ющего звена за пределы допуска изделие выбраковы-
вается й отправляется на разборку, а затем его детали
снова транспортируются на сборку других изделий.
В любом случае при использовании метода неполной
взаимозаменяемости в сочетании с другими методами
желательно по возможности начинать сборку с тех
сборочных единиц, точность которых обеспечивается
этим методом, до осуществления пригонки, регулиро-
вания и т. д.
При применении методов пригонки и регулирова-
ния неподвижным компенсатором сборку сборочных
единиц следует осуществлять с установки в первую
очередь деталей, несущих на себе звенья этой размер-
ной цепи. Это делается для уменьшения трудоемкости
частичной разборки, необходимой для извлечения
компенсатора для его замены или пригонки, а также
для обеспечения удобного доступа к местам замера
величины замыкающего звена. Если пригонка осуще-
ствляется непосредственно на собираемом изделии, то
75
Технология сборочного производства
ее желательно осуществлять до установки точных и
легкоповреждаемых деталей — подшипников, манжет,
зубчатых колес и т. д. Это позволит исключить попада-
ние стружки на ответственные поверхности, в стыки
подвижных соединений и др.
Как правило, в изделиях машиностроения при сбор-
ке обеспечивается не один, а несколько показателей
точности. При этом нередко они достигаются различ-
ными методами. Наиболее универсальным методом,
сочетающимся с любыми другими, является метод пол-
ной взаимозаменяемости; достаточно универсальны
методы регулирования, пригонки, групповой взаимоза-
меняемости. Наиболее сложно встраиваемым в техно-
логический процесс является метод неполной взаимо-
заменяемости, так как требует полной разборки всего
изделия, и в некоторых случаях этот метод целесооб-
разно заменить на какой-либо другой, например, регу-
лирование или пригонку.
Если в машине обеспечивается несколько показате-
лей точности, то возможен вариант, когда они описы-
ваются размерными цепями, имеющими общие звенья.
Поэтому для достаточно точных изделий, сборка кото-
рых должна осуществляться методом неполной взаимо-
заменяемости, пригонки, регулирования или подбора,
сборку следует начинать с установки деталей, которые
несут на себе составляющие звенья той размерной
цепи, с помощью которой решается наиболее ответ-
ственная задача. Часто такой задачей является обеспе-
чение относительных поворотов исполнительных по-
верхностей изделия. Далее независимо от назначения
изделия рекомендуется устанавливать те сборочные
единицы и детали, относительные повороты поверхно-
стей и размеры которых являются общими звеньями,
принадлежащими наибольшему числу размерных це-
пей. Например, для,- двухступенчатого редуктора та-
кой сборочной единицей является промежуточный вал
76
2. Проектирование технологических процессов сборки машины
в сборе, воспринимающий и передающий крутящий
момент наибольшему числу других валов редукторов.
Затем устанавливаются детали и сборочные единицы,
размеры которых являются общими звеньями посте-
пенно уменьшающегося числа размерных цепей. Сбор-
ка, как правило, заканчивается установкой крышек,
сливных пробок, заглушек, маслоуказателей, затяж-
кой винтов крепления и др.
Для червячного редуктора (рис. 2.11) [9] в первую
очередь устанавливается червячное колесо в сборе.
При этом обеспечивается такой показатель точности,
как радиальное биение исполнительной поверхности
зуба червяка относительно рабочей оси (оси дорожки
качения наружных колец подшипников). Этот пока-
затель точности, как правило, обеспечивается мето-
дом полной взаимозаменяемости. Затем устанавлива-
ется червячное колесо в сборе с валом и подшипника-
ми. Радиальное биение исполнительной поверхности
зуба червячного колеса относительно рабочей оси так-
же обеспечивается в основном методом полной взаи-
мозаменяемости.
Такая последовательность сборки обусловлена тем,
что линия разъема «корпус — крышка* обычно прохо-
дит по оси червячного колеса. При этом точность меж-
осевого расстояния зубчатой пары чаще обеспечивается
методом полной взаимозаменяемости, формируя при
этом величину бокового зазора в зубчатой передаче в
требуемых пределах.
Далее, используя метод регулирования неподвиж-
ным компенсатором обеспечивается совпадение в за-
данных пределах осей симметрии червячного колеса и
червяка, при этом достигается требуемая точность пло-
щади и расположения пятна контакта зубьев зубчатой
передачи (регулирование производится резьбовыми па-
рами: червяк 14 — гайки установочные 13. Затем уста-
навливается крышка корпуса в сборе с рым-болтами,
77
Технология сборочного производства
Рис. 2.11 Редуктор червячный в сборе
2. Проектирование технологических процессов сборки машины
производится регулирование осевых зазоров на чер-
вяке и червячном валу методом регулирования не-
подвижным компенсатором (прокладками регулиро-
вочными 33 и 19), заполняются смазкой полости
подшипниковых узлов и закрываются крышками 11,
16, 18, 32.
В конце сборочного процесса устанавливается проб-
ка 24, заливается масло в партер редуктора, устанавли-
вается крышка смотрового окна 10 и отдушина 8.
Заканчивается сборка проверкой правильности вза-
имодействия кинематических звеньев редуктора. Про-
изводится контроль показателей качества, а также об-
катка редуктора.
2,4.7. Нормирование
технологического процесса сборки
Нормированием называется установление норм вре-
мени на выполнение как ТП в целом, так и отдельных
операций, переходов и приемов.
Необходимо ввести определение следующих понятий.
Операцией называется законченная часть ТП, вы-
полняемая на одном рабочем месте одним рабочим (или
группой рабочих) непрерывно.
Переходом называется законченное действие по ус-
тановке, регулировке какого-либо элемента изделия.
Переход (в нашем случае) — это точка на схеме ТСС.
Прием — это часть перехода, связанная с примене-
нием законченного действия. Например, прием —
взять инструмент, прием — установить втулку под
пресс и т. д.
Нормой времени называется отрезок времени, от-
водимый на выполнение операций.
Нормой времени на операцию является штучное
(массовое производство) и штучно-калькуляционное
(в серийном производстве) время.
79
Технология сборочного производства
Структура нормы времени включает;
ГШЛ1_К — штучно-калькуляционное время;
п — размер партии.
=to + С + ;
П
ton = ta + ta ~ оперативное время;
+ tomd = Чоп ~ дополнительное время;
ton + ^ол = ^шт “ норма времени для массового про-
изводства;
i0 — основное время — время на выполнение основ-
ного содержания операции;
te — вспомогательное — время на выполнение до-
полнительных приемов (подвести, отвести, установить,
снять, вывести и т. д.);
Гол — реальное технологическое время на выполне-
ние данной операции;
— время на техническое и организационное об-
служивание рабочего места — уход за рабочим местом;
ГЙЛ13 — время на отдых и естественные надобности
рабочего,-
tdlJri = (0,08.. .0,12) Гол — процентное отношение от tart;
tn3 — подготовительно-заключительное время, за-
трачиваемое на переход к выполнению другой операции
над другим изделием; определяется по нормативам.
Рассмотрим особенности нормирования в сбороч-
ном производстве.
1. Трудно и практически невозможно отделить ос-
новное время (i0) от вспомогательного (#я). Основным
нормируемым элементом при сборке является опера-
тивное время (t„„).
2. Сборка — это практически 100% ручного труда,
поэтому время выполнения одних и тех же действий
может очень сильно различаться в зависимости от удоб-
80
2. Проектирование технологических процессов сборки машины
ства выполнения, квалификации рабочего, от освещен-
ности рабочего места, от температуры, от настроения
рабочего. Поэтому практически не существует единого
надежного способа нормирования.
В настоящее время принято использовать 3 способа
нормирования:
1) опытный (или опытно-статистический);
2) нормативный;
3) метод наблюдений.
Первый метод заключается в использовании усто-
явшихся норм времени на сборку изделий-аналогов на
родственных подразделениях или предприятиях. Если
необходимо освоить сборку гидроцилиндра, вы едете
на какой-либо завод и получаете аналог норм на прове-
дение работ. На период освоения опытно-статистичес-
кие нормы увеличиваются в 1,5... 1,7 раза.
Второй метод заключается в использовании спра-
вочных нормативов, приводимых в специальных сбор-
никах (например, «Общие машиностроительные нор-
мативы времени на слесарно-сборочные работы»). Этот
метод дает крайне неточные и устанавливает очень
жесткие нормы времени, кроме того, очень трудно
учесть все приемы при выполнении переходов.
Третий метод из всех является более объективным
и наиболее распространен для сборки. Выполняется он
двумя способами [2]:
1) фотография рабочего времени (ФРВ);
2) хронометраж.
Хронометраж может проводиться двумя способами:
1) наблюдение по текущему времени;
2) использование метода отдельных наблюдений.
Перед организацией хронометража необходимо:
1) подробно расписать исследуемый переход по при-
емам;
2) наметить фиксажные точки.
81
Технология сборочного производства
Фиксажной точкой называется некое действие,
условно принятое за начало или конец выполнения
приема.
При наблюдении по текущему времени достаточно
наметить только начальные фиксажные точки, при от-
дельных наблюдениях — начальные и конечные. Со-
ставляется карта наблюдений. Например, переход 1
общей сборки — установить корпус в приспособление
(рис. 2.12).
| Номер ; приема Содержа- ние приема Фиксажная тонка Время. т/н Номер наблюдения
1 2 3 4
1 Подойти к стеллажу Начало 1-го шага т 0 120 28 24
н 10,4 10,4
2 Взять корпус Протянуть руку т 10,4 130,4
н 7,8
3 Осмотреть Поднести в зону осмотра т 18,2
н 13,8
4 Отнести к приспособ- лению Начало 2-го шага т 32,0
н 16,4
5 Установить Касание корпу- са к приспособ- лению т 48,4
н 25,8
6 Закрепить Прикосновение к зажимному устройству т 54,2
н 5,8
Рис. 2.12. Карта наблюдений (переход 1) по текущему времени
При наблюдении по текущему времени секундомер
не выключается в течение всего рабочего дня.
Обработка результатов наблюдений:
1) по разности текущего времени заполняется строка
«Н» — время отдельных наблюдений;
2) составляется хроноряд по каждому приему. Хроно-
ряд — совокупность всех наблюдений по каждому
приему;
82
2. Проектирование технологических процессов сборки машины
3) из хроноряда исключаются заведомо дефектные на-
блюдения, т. е. простой;
4) составляется упорядоченный хроноряд, где данные
располагаются в порядке возрастания;
5) определяются основные показатели хроноряда: сред-
нее арифметическое всех членов хроноряда. Оно
может быть принято за норму времени на выполне-
ние данного приема.
Обычно норму ужесточают по сравнению со средней
нормой хроноряда. В качестве нормы применяются:
улучшенная средняя, двойная средняя или мода, или
медиана.
Улучшенная средняя — средняя величина хроно-
ряда, найденная после отбрасывания всех значений, на
30% превышающих среднее значение.
Двойная средняя — новая средняя величина, най-
денная после отбрасывания всех значений, превышаю-
щих среднее значение. Это гораздо более жесткая нор-
ма времени.
Более научно обоснованным является применение
моды и медианы.
Мода — значение, наиболее часто повторяющееся в
упорядоченном хроноряде.
Медиана представляет собой значение, находящее-
ся в середине упорядоченного хроноряда.
Норма времени:
Л
^оп ~
1=1
= 1.1 *ол — штучное время.
2,4.8. Циклограмма сборки
Циклограмма — вспомогательный технологический
документ, изображающий протекание процесса сборки
во времени.
83
Технология сборочного производства
Циклограмма предназначена:
1) для визуального представления затрат времени на
ТП сборки в целом;
2) для анализа ТП сборки и возможной корректиров-
ки ТСС;
3) для синхронизации основного времени сборочного
процесса по принципу just in time (точно вовремя).
Разработку циклограммы рассмотрим на примере
ТП сборки ГЦ грейдера (рис. 2.13). На основе ТСС
сборки заполняются графы (столбцы):
номер перехода; содержание перехода;
после нормирования заполняется графа Тперехода;
после заполнения графы «время переходов» произ-
водится первичный анализ разрабатываемого ТП.
Предположим самый трудный случай — разработка
ТП для массового производства с жестким тактом вы-
пуска. Примем программу выпуска N = 150 000 шт./год,
тогда такт выпуска:
Fd - т - 60 2000 2 60 d е
Та = —------ = --------- = 1,6 MUH.
в N 150 000
При анализе в первую очередь необходимо обра-
щать внимание на переходы, связанные с применени-
ем специального оборудования. В. нашем случае это
переходы, связанные с запрессовкой (оборудование —
пресс), переход, связанный с заливкой масла (обору-
дование — маслозаправочная станция), а также пере-
ходы, связанные с измерением усилия холостого хода
и испытанием (требуется испытательный стенд).
Первичный анализ показывает:
В переходе 2 общей сборки и в переходе 2 узловой
сборки задействован пресс (фактически два пресса),
каждый из них загружен только на 46%:
ТпеР 0,742
и, = —- ---------
ТВ 1,6
= 0,46.
84
2. Проектирование технологических процессов сборки машины
Nfe опер № пер. Содержание перехода, МИИ. Уточ. т™ мин, Текущее время, мин.
D 1 2 3 4 S ... 10
Общая сборка
ого 1 Установить корпус 1 в прксп. о.тоо о.too
2 Запрессоаать вкладыш 7 0.742 —
3 2 Смазать солидолом 0.630 о.взо
4 3 Установить шток а сб. СЕ 2-1 0.640 0.640
025 п-зо 4 Запрессовать вкладыш 7 (2 шт.) - 0.040 & Z2
5 Собрать, уст. СЕ 1-3 (б и*т.) trjoo 1.002 %
6 Измерить усилие ход. хода, pet. сева о.ввп Illi z1
03S 7 Залить масло, удалить воздух 0.910 0.910 ^^3 /з
OJO 8 Испытать под давлением 5.2 DO S.200
Узловая сборка
Сборка СЕ 2*1
010 1 Установить шток 2 в лркспасоб. 0.100 О.ЮО
2 Запрессовать вкладыш 7 01742 —
3 2 Установить крышку веб. СЕ 1-1 0.492 04 92 a.
4 3 Иэмвр. усилив х. х , притереть MOO 1.100
015 54 Установить к'ольца уплати. 4- о.оав D.C66
6 5 Собрать, установить поршень 0.200 0.200
7 5 Установить шайбу 12 0.060 0.060
е 7 Установить гайку 9, за керните о.гоо 0.700
Сборка.СЕ_1И
□ 05 1 Установит крышку 6 в присп. 0.100 0.1 DO т-
2 Запрессовать втулку 5 D.742 Р-742
3 Установить кольцо 11 0.О64 0.084
4 Установить кольцо 10 (2 шт.) 0 320 0.320
Сборка СЕ 1-2
1 Установить поршень 3 в присп. 0.100 - Включить в операцию 015, переход G
2 Установить кольцо 11 (2 шт.) 0.16В —
Сборка СЕ 1-3
1 Ваять болт 8 (6 шт.) 0Л19 - Включить .в операцию 025, переход 5
2 Надеть шайбу 13 (6 шт.) о.ом -
° ° 5
023
EZ.S 015
055
ВВИ9 040
Рис. 2J 3. Цм клограм ма сбор ки
В то же время можно запрессовывать два вкладыша
одновременно после установки штока в корпус. Эконо-
мится время запрессовки и оборудование — устраняет-
ся один пресс.
В нашей циклограмме устраняем второй переход.
Надо ввести дополнительный переход и запрессовать
два вкладыша одновременно.
85
Технология сборочного производства
В результате вводим корректировку:
1) после перехода 3 необходимо ввести переход одно-
временной запрессовки двух вкладышей по норма-
тивам Т„ер = 0,840 мин.;
2) на технологической схеме сборки необходимо ввес-
ти корректировку;
3) анализ затрат времени на сборку СЕ 1-2 и GE 1-3
показывает, что организация узловой сборки этих
СЕ нерациональна:
Г^СЕ 1-2) = 0,268 мин.,
ТУСЕ 1-3) = 0,102 мин.
Принимаем решение — трудоемкость сборки СЕ 1-2
и СЕ 1-3 перенести в соответствующие операции
общей и узловой сборки. На эти операции не стро-
им циклограмму, а пишем: «Включить в переход 6
и включить в переход 5». В переходе 5 и 6 появля-
ется слово «Собрать»;
4) по результатам анализа заполняется графа «Уточ-
ненное Тпер*.
Соответственно время переходов, в которое входит
сборка СЕ, не выделенных в отдельную операцию, увели-
чивается на трудоемкость аннулированной узловой сбор-
ки. Например, переход общей сборки Tiup = 1,002 мин.
вместо 0,900 мин. и время перехода 5 узловой сборки
Тпер ~ 0,468 вместо 0,200 мин.
2.4.9. Формирование операций сборки
Формирование операций производится по двум прин-
ципам:
1) для поточного производства — по такту выпуска;
2) для непоточного — по специализации рабочих мест
и по входящим сборочным единицам (узлам).
Например, программа выпуска гидроцилиндра —
N = 150 000 шт./год, такт выпуска тв = 1,6 мин.;
86
2. Проектирование технологических процессов сборки машины
тв <<: = ЮЛ82 мин.;1
тв Туз.сб. = 4>252 мин.; J
Тмб — трудоемкость общей сборки;
— трудоемкость узловой сборки.
Если трудоемкость сборки превышает тй, то ТП
сборки разбивается на ряд параллельно выполняемых
операций, штучное время которых равно или кратно тв
(т. е. применяется поточная сборка, а сборочная линия
становится специализированной, ориентированной толь-
ко на выпуск данного изделия).
Формирование операций в этом случае происходит
путем Объединения переходов, суммарная трудоемкость
которых £т„ер=(0,7...0,9)та.
Т = t -
л пер ’
^оп ^обс "
... = 10% i„„
Переходы, объединенные в одну операцию, на цик-
лограмме(см. рис. 2.13) закрашиваются соответствую-
щим цветом или штрихуются. При формировании опе-
раций таким способом могут встретиться следующие
осложнения.
Формирование операции 020 общей сборки прошло
без осложнений.
ТП!,П = Т.+ Т,+ Т = 0,1 + 0,63 + 0,64 = 1,37 = 0,86тп.
1. Трудоемкость переходов значительно меньше тв,
а догрузить операцию нельзя ввиду ее специализиро-
ванное™ (^1 на циклограмме).
Т035= 0,910 = 0,57тд.
Специализированные операции даже в поточном
производстве допускается оставлять недогруженными
в силу необходимости.
87
Технология сборочного производства
2. На стыке операций встречается переход большой
трудоемкости, который не может быть целиком включен
ни в предыдущую, ни в последующую операцию 2).
Если переход делимый, т. е. не требующий непре-
рывного процесса, то его разделяют между смежными
операциями. Например, при установке большого числа
болтов половина может быть поставлена на п опера-
ции, а другая — на п+1. Или на одной операции болты
наживляются, а на последующей — затягиваются.
В нашем случае
Т5- 1,002 = 0,5 + 0,502;
Т025 = 0,840 + 0,5 = 1,34 = 0,83тв,
Тозо = 0,860 + 0,502 = 1,362 = О,85ти.
3. Трудоемкость перехода значительно превосходит т3,
при этом переход неделимый.
В нашем примере это переход 8 и 3 .
В таком случае обычно организуется ряд парал-
лельных рабочих мест, выполняющих одну и ту же
операцию.
Организовали четыре рабочих места с загрузкой
каждого:
4. Суммарная трудоемкость объединяемых перехо-
дов несколько превышает такт выпуска, но исключе-
ние любого перехода приводит к значительной недо-
грузке операции (на циклограмме 4^). J
Для синхронизации технологического процесса в
этом случае применяют различные организационные, 1
технологические и конструкторские мероприятия для
сокращения лимитирующего перехода. 3
Например, совершенствуется организация рабочего |
места, сокращается или устраняется путь хождения
рабочего за комплектующими, совершенствуется тех-
нологическая тара, механизируются ручные переходы,
88
2. Проектирование технологических процессов сборки машины
применяется многоместный многошпиндельный инст-
румент, поворотные стенды, кантователи.
Если эти меры не помогают, то изменяется конст-
рукция изделия:
Тэ= 1,1 (сократим) = 0,86.
В результате Т010 = 0,1 -I- 0,492 + 0,860 = 1,452.
Рассмотрим случай, когда тБ > Т^.
Например, N = 10000 шт./год, тв = 24 мин.
f2000 - 602
[ 10000 ]'
Такт выпуска превышает трудоемкость общей сбор-
та _ 24 '
ки: в ~ - т = 2,36 раза, а полной сборки —
хсб 10,182
24
в Й34 = 1’67Раза-
В атом случае тв (24 мин.) является не реальной
величиной, а расчетной.
Если на линии собирается несколько наименований
изделий, то линия перестает быть специализированной
и становится многономенклатурной.
При такой организации фонд рабочего времени, при-
ходящийся на выпуск нашего n-го изделия, составляет
уже не 4000 часов, а будет значительно меньше, в зави-
симости от трудоемкости сборки изделий остальных
наименований.
Можно назвать его частным годовым фондом рабо-
чего времени:
Т N
~ ~ п *
1=1
Соответственно частный такт выпуска
т = Рдч .
а дг
п
89
Технология сборочного производства
Предположим, на нашей линии выпускают 15 наи-
менований изделий.
Т N
F№4 = 4000 = =267 час/год,
* п
60 267 . _
частный те = = 1, о мин.
В том случае, если частный меньше трудоемкости
сборки, то формирование операций производится по
принципу, изложенному выше.
В том случае, если частный тв п™ изделия превосхо-
дит трудоемкость общей или даже полной сборки, су-
ществует теоретическая возможность оформить всю
сборку в одну операцию.
Практически это возможно только тогда, когда ТП
не требует отдельной сборки узлов и состоит из одно-
родных сборочных переходов (запрессовка, регулиров-
ка, заправка маслом, испытания) при отсутствии спе-
циализированных переходов, требующих специального
оборудования.
В этом случае операции формируются по следую-
щим правилам:
1) сборка каждой СЕ, входящей в изделие, должна
оформляться отдельной операцией. В нашем случае
будет следующее: операция 005 — сборка СЕ-1-1,
Т005 = 1,246. Операция 010 — сборка СЕ-2-1, Тмо =
= 3,006;
2) в отдельные самостоятельные операции следует вы-
делять переходы или группы переходов, выполне-
ние которых связано с использованием определен-
ного сборочного оборудования (пресс, печь, конт-
рольно-измерительное оборудование). В нашем слу-
чае операция 015 будет включать переходы 1, 2, 3,
4, 5 общей сборки. Операция 015 — сборка
Т015»2,21;
90
2. Проектирование технологических процессов сборки машины
3) в отдельные операции выделяются также перехо-
ды, выполнение которых требует высокой квалифи-
кации рабочего или особой специализации.
Операция 020 — общая сборка (переход 6), Т020 = 1,862';
—//-—025 — общая сборка (переход 7), Т025 = 0,91';
---//——030 — общая сборка (переход 8), Т030^ 5,2'.
Операции не синхронизированные.
3-й случай N = 1 шт. — сборка единичного произ-
водства.
К этой ситуации относится сборка приспособлений,
штампов, средств автоматизации и механизации для
модернизации оборудования.
В этом случае сборка единичного изделия поручает-
ся опытному сборщику высокой квалификации или
бригаде сборщиков при сборке крупных изделий и вы-
полняется в одну операцию.
Составлять циклограмму не нужно.
2.5. Организация и планировка участка сборки
1. Организация специализированной поточной ли-
нии сборки. Принцип организации — расположение
сборочных постов (станций) в порядке выполнения об-
щей сборки (рис. 2.14).
2. Организация многономенклатурной поточной ли-
нии сборки. Организуется, когда частный тв меньше тру-
доемкости общей сборки. Принцип организации такой
линии подобен вышеприведенному, но так как на линии
собираются изделия не одного наименования, а несколь-
ких, возможно включение дополнительных постов как
общей, так и узловой сборки, которые не задействованы
при сборке нашего n-го наименования, но используются
при сборке изделий других наименований,
3. Организация участка (не линии) непоточной
сборки.
91
Технология сборочного производства
Коренное отличие такого участка — наличие цент-
рального комплектовочного склада (ЦКС), на который
изделие возвращается после выполнения каждой оче-
редной операции (рис. 2.15).
Рис. 2, /4, Схема организации специализированной поточной линии сборки:
1 - сборочные позиции (станки, посты); 2 - средства межоперационного
транспорта (конвейер, склиз, скат или ручная передача); 3 — места хранения
комплектующих элементов (стеллажи); 4 — пресс; 5 — контрольно-регулиро-
вочная аппаратура; 6 — маслозаправочная станция; 7 - испытательные
. стенды; 8 - площадка (склад, накопитель) готовой продукции
Рис. 2.15. Схема участка непоточной сборки
92
2. Проектирование технологических процессов сборки машины
4. Организация рабочего места сборщика. Сформи-
рованная сборочная операция определяет затраты вре-
мени на выполнение работ, их состав и содержание.
Это служит основой для организации рабочего места,
на котором эта операция будет выполняться.
Организация рабочего места существенно влияет на
производительность труда. Рациональная организация
рабочего места создает удобство и облегчает выполне-
ние работ, уменьшает физическое напряжение и сни-
жает утомляемость сборщиков.
Организация рабочего места включает правильную
расстановку и удобную для выполнения технологичес-
ких работ конструкцию столов и верстаков, обеспечи-
вающую сокращение путей и числа движений сборщи-
ка, рациональное размещение средств оснащения (обо-
рудования, приспособлений загрузочных устройств и
рабочего инструмента) и соединяемых деталей собирае-
мого изделия, благоприятное освещение и окраску ок-
ружающей среды, рациональный режим труда и др.
Необходимо соблюдение норм безопасности при раз-
мещении всех средств производства.
Наиболее удобны верстаки (столы) для одного и
двух сборщиков. Одноместные столы имеют размеры
2,0 х 0,8 м, двухместные — (2,2-2,4) х (0,8-0,9) м. На
верстаках размещают технологическую оснастку.
Для сборки изделий средних размеров используют
стол с выдвижными ящиками для рабочего инстру-
мента, а на нем обычно устанавливается тара — мага-
зины (1) для присоединяемых деталей, рядом на под-
ставках размещают готовые комплекты, подузлы и
крупные базовые детали: корпуса и крышки собирае-
мых изделий (рис. 2.16).
Мелкие изделия машиностроения собирают на ра-
бочих столах, оснащенных магазинами (1) для хране-
ния соединяемых деталей, прессом (3) и подвесным
93
Технология сборочного производства..
гайковертом (2). Рядом размещают подъемники (4) для я
тяжелых деталей [1].
Для снижения интенсивности выполнения работ и Я
утомляемости сборщика часто целесообразно детали Я
вместе с магазинами подавать непосредственно к рабо- я
чему (рис. 2.17). Это особенно необходимо при серийной Я
сборке, когда требуется переналадка на сборку других Я
объектов. Приспособление (3) с базовыми деталями и я
набор магазинов (1) с присоединяемыми деталями для Я
сборки каждого объекта размещаются на поворотном Я
столе (4) и диске (5). Обычно число базовых приспособ- Я
лений — 12 или 24, в каждом из них можно размес- I
тить собираемые изделия с габаритными размерами 1
100x200x100 мм. Повороты стола (4) и диска (5) могут J
осуществляться периодически независимо друг от дру- т
га. Вначале подаются одна за другой первые детали из
магазина (1) сегментной формы последовательно во все
94
2, Проектирование технологических процессов сборки машины
Рис. 2J7. Рабочие места сборщиков с поворотными столами
приспособления (3) с базовыми Деталями. Затем в та-
ком же порядке подаются вторые и все последующие
присоединяемые детали. Затраты времени на сборку
минимальны, так как расстояние между магазином и
базовой деталью не превышает 100-150 мм. Общая
масса присоединяемых деталей в магазинах до 85 кг.
Рядом с поворотным столом (4) могут быть разме-
щены средства (2) технического оснащения для выпол-
нения различных сборочных операций с применением
прессов, гайковертов, стационарных и других техни-
ческих средств для завинчивания винтов, гаек, клеп-
ки, гибки, запрессовки и выполнения других опера-
ций. В этих случаях базовые детали размещают на
плавающих приспособлениях (3) для обеспечения их
95
Технология сборочного -производства я
точного позиционирования относительно технологичесз
ких средств [1]. 1
На одном рабочем месте рабочий может собирать]
три или четыре комплекта и затем монтировать их!
здесь в подузел, узел и даже в изделие. Тут же могут!
быть выполнены контрольные замеры. Затраты времени!
на поворот стола от одной позиции к другой 1-1,5 сёк.!
Диаметр поворотного стола — до 1000 мм. Я
При компоновке рабочего места учитываются эрго-1
номические требования с целью создания хороших ус-!
ловий труда. Желательно, чтобы рабочий инструмент'
располагался на высоте от пола на расстоянии 102-::
153 см и по горизонтали на расстоянии около 38 см от;
рабочего. При некоторых видах работ требуется новы-:
шенная освещенность производственного помещения и
рабочей зоны. Не следует допускать низкую интенсив-
ность освещения в диапазоне 0-30° из-за отражения
света от поверхностей объекта на рабочем месте. Пред-
почтительно применение дневного освещения. Шум и
вибрации должны быть минимальными, а микрокли-
мат — благоприятным, температура воздуха должна
быть около 20 °C.
2.6. Технико-экономическая оценка вариантов
технологического процесса
Технико-экономические принципы
проектирования и осуществления ТП сборки
В основу разработки ТП сборки положены два
принципа: технический и экономический.
По техническому требованию ТП сборки должен
полностью обеспечить выполнение всех требований ра-
бочего чертежа и технических условий приемки изде-
96
2. Проектирование технологических процессов сборки машины
лия. По экономическому принципу сборка должна вес-
тись с минимальными затратами труда и издержками
производства. ТП сборки изделий необходимо выпол-
нять с наиболее полным использованием технических
средств производства при наименьшей себестоимости
изделий.
Из нескольких возможных вариантов ТП сборки
одного и того же изделия выбирают наиболее произво-
дительный и рентабельный вариант. При равной про-
изводительности выбирают наиболее рентабельный ва-
риант, а при равной рентабельности — наиболее произ-
водительный.
Оптимизация ТП заключается в том, что в заданный
промежуток времени необходимо обеспечить выпуск по-
требного количества изделий заданного качества при
возможно меньшей себестоимости изготовления. В про-
стейшем случае оптимизируют отдельные (обычно ли-
митирующие) операции сборки. По установленным
ограничениям определяют наивыгоднейшие схемы пост-
роения операций и условия выполнения сборки. Более
сложная задача — оптимизация ТП в целом, ее решают
методом динамического программирования с учетом
влияния предыдущих операций на последующие. По-
этому нельзя на каждой операции принимать такое ре-
шение, при котором эффективность этой операции бу-
дет наибольшей. При оптимизации ТП может изменять-
ся не только содержание операций но и его структура.
ТП сборки оптимизируют по различным целевым функ-
циям, чаще для получения наименьшей себестоимости
изготовления изделий. В других случаях целевыми фун-
кциями оптимизации могут быть наибольшая произво-
дительность и наивысшее качество продукции. Знание
основных закономерностей построения ТП и использо-
вание математических методов позволяют находить оп-
тимальные решения с помощью ЭВМ.
4. Зак. 348
97
Технология сборочного производства
Критерии технико-экономической оценки
различных вариантов ТП сборки
Разработанный ТП сборки должен обеспечивать за-
данную производительность. Производительность сбо-
рочного рабочего места [5]:
где Фр — фонд рабочего времени, к которому отнесена
производительность, мин.; А — количество рабочих на
рабочем месте.
Годовая производительность сборочной линии:
л.ФоЛ
W---------,
t
где ЁЛ — коэффициент готовности работы линии, ха-
рактеризующий ее надежность; t — такт работы линии.
Для линии с «жестким» тактом:
К =--------Т ,
' Л-1 ’
1=1
где т — суммарное время работы выпускающей или
лимитирующей позиции; тГ1 — суммарное время про-
стоев выпускающей или лимитирующей позиции из-за
л-1
собственных отказов; X1' — суммарное время просто-
i=i
ев выпускающей или лимитирующей позиции из-за
отказов прочих позиций.
Для линии с «гибким» тактом (несинхронных) ко-
эффициент готовности значительно выше [4]:
п-1
1 + вл + У вн. >
*// п I
2=1
98
2. Проектирование технологических процессов сборки машины
где Вл — удельная длительность собственных простоев
лимитирующей позиции; ^B}i, ~ суммарная удель-
i=i
ная длительность наложенных простоев лимитирую-
щей позиции из-за отказов соседних позиций.
Критерии для оценки спроектированных ТП сборки
можно разбить на абсолютные и относительные.
Абсолютные критерии
1. Трудоемкость ТП сборки как сумма штучного
времени по всем операциям сборки:
Т = У Т
Z..J .
1
Этот показатель дают отдельно по общей и узловой
сборке изделия. Целесообразно из общей трудоемкости
сборки выделять трудоемкость пригоночных работ.
2. Технологическая себестоимость выполнения уз-
ловой и общей сборки одного изделия:
п
1
, Ю0(Ао +fe3)S0
+У SX +Y Т' , L +-----,
jCw » ш п-3- л jy ’
где — штучное время узловой и
общей сборки, пригонки и регулирования; lg,l0,ln,lp —
минутная заработная плата на соответствующих опера-
циях; S’M — стоимость одной минуты работы оборудо-
вания; Т^3 — подготовительное — заключительное
время, отнесенное к одному изделию на одну операцию;
1п — минутная зарплата одного наладчика, ka и k3 —
коэффициенты амортизации и эксплуатации сборочной
оснастки (ka = 0,2...0,5; k3 = 0,2), So — стоимость всей
4'
99
Технология сборочного производства
сборочной оснастки, W — годовой выпуск изделий, п —
число сборочных операций, п' — число единиц сбороч-
ного оборудования, п" — число переналаживаемых сбо-
рочных операций.
3. Число единиц сборочного оборудования.
4. Число сборщиков.
5. Средний разряд сборщиков.
6. Энерговооруженность сборщиков.
Относительные критерии
1. Коэффициент трудоемкости сборочного процесса
где Теб — трудоемкость сборки изделия; Тя — трудоем-
кость обработки деталей изделия.
Для различных производств фей = 0,1...0,5.
3. Коэффициент себестоимости сборки:
'-‘изд.
где Ссб — 'себестоимость сборки; С.азд — себестоимость
изделия в целом.
Этот коэффициент отражает участие не только жи-
вого, но и овеществленного труда.
3. Коэффициент загрузки рабочих мест и поточной
линии;
КР. ’
1 у-
/I ,
где kpac — расчетное число рабочих мест на данной
операции; knp — принятое число рабочих мест.
Приемлемое значение цэ= 0,9...0,95.
4. Коэффициент совершенства сборочного процесса
изделия:
100
2. Проектирование технологических процессов сборки машины
. _ тее. + Тпр.
гр ’
где Тпр — трудоемкость пригоночных работ, разборки
и повторной сборки изделия.
В массовом производстве этот коэффициент равен
0,9...0,95; в серийном — 0,8...0,9; в единичном —
0.6...0.8.
5. Показатель уровня автоматизации процесса сборки:
Т
где Тавт — длительность сборки изделия на автомати-
зированных операциях; Тсб — длительность сборки из-
делия на всех операциях ТП.
6. Коэффициент оснащенности ТП сборки:
ъ _ ^прис.
кмн. »
гг
где knpuc — число сборочных приспособлений; п —
число операций сборки данного изделия.
С ростом kBCt{ снижаются трудоемкость и себестои-
мость сборки.
Основными технологическими мероприятиями, по-
вышающими технико-экон омические показатели про-
цессов сборки, являются замена в максимально воз-
можной степени ручных операций механизированны-
ми; широкое применение сборочных и контрольных
приспособлений; ликвидация технологических просто-
ев путем соответствующего перераспределения техно-
логических переходов сборки между операциями.
2.7. Технический контроль качества сборки
Способность машины выполнять определенные
функции, характеризуемые совокупностью установлен-
ных для нее технических, технологических, эстети-
101
Технология сборочного производства
ческих и экономических показателей, определяет уро-
вень ее качества. В числе этих показателей могут быть
производительность, металлоемкость, энергоемкость,
трудоемкость изготовления, технологичность в обслу-
живании и ремонте, долговечность, надежность, себес-
тоимость и т. д.
Качество -— понятие комплексное. Оно распростра-
няется не только на машину — изделие, но и одновре-
менно на все агрегаты, СЕ и детали этой машины.
Сборка изделия представляет собой последнюю ста-
дию технологического процесса, когда некондицион-
ная деталь или СЕ, каким-либо образом попавшие в
сборочный цех, еще могут быть обнаружены и изъяты,
что предотвратит выпуск некачественной продукции.
На качество сборки может влиять большое число
факторов, в том числе многие из них не имеют прямо-
го отношения к сборочному процессу, например сборка
СЕ, основной деталью в которых является литой кор-
пус сложной формы. Как известно, если отливку этого
корпуса после грубой механической обработки не под-
вергнуть термической обработке, то вследствие внут-
ренних напряжений корпус может деформироваться;
если деформация произойдет после сборки СЕ, то вызо-
вет нарушения сопряжения других деталей, что в ко-
нечном счете приводит к снижению качества сборки.
Таким образом, отступление от ТП обработки детали
на одной из первых ее стадий вызывает нарушение
качества окончательно собранного изделия, когда уже
завершен весь производственный процесс.
Погрешности сборки по характеру их проявления
могут быть случайными, если их возникновение обус-
лавливается неопределенными, трудно учитываемыми
причинами, и периодическими, зависящими от при-
чин, поддающихся учету.
В свою очередь, случайные и периодические по-
грешности могут быть подразделены в зависимости от
102
2. Проектирование технологических процессов сборки машины
характера выявляемого при сборке нарушения техни-
ческих требований на погрешности посадок (несоблю-
дение установленных зазоров и натягов), взаимополо-
жения элементов машины (перекосы, несовпадение
осей, биение и т. п.)> деформации (нарушение контакта
сопряженных поверхностей, искажение формы дета-
лей при неправильной сборке), жесткости (ослабление
крепления, нарушение связей, нарушение герметич-
ности), состояния сопрягаемых поверхностей (царапи-
ны, задиры и пр.), балансировки (неуравновешен-
ность, вибрация), состояния рабочего места (засорение
собираемого объекта абразивными остатками, струж-
ками и пр.).
В практике сборки встречается много и других по-
грешностей, но все они являются следствием или не-
точностей, допущенных при изготовлении деталей, или
недостаточной продуманности технических требований
на сборку, или, наконец, следствием неправильной Тех-
нологии самой сборки.
Систематическое появление некачественных изде-
лий — первый серьезный сигнал о том, что производ-
ство организовано плохо. Отсюда понятна та чрезвы-
чайная роль, которая принадлежит на производстве
техническому контролю.
Задача технического контроля заключается не толь-
ко в предотвращении выпуска с завода бракованных
изделий, но прежде всего в постоянном активном воз-
действии на производство в целях предупреждения по-
явления< брака. Главное внимание службы контроля
должно быть сосредоточено на соблюдении технологии,
состоянии оснастки, инструмента, т. е. на'том, от чего
непосредственно зависит качество. Все это, конечно,
полностью относится и к техническому контролю в
сборочных цехах.
В машиностроении при сборке изделий встречаются
два вида брака: окончательный и исправимый.
103
Технология сборочного производства
Окончательный брак получается в том случае, кот- J
да в собранной СЕ нельзя устранить имеющиеся откло- !
нения от установленных требований. Одна или не- i
сколько деталей СЕ при этом оказываются совершенно
непригодными для дальнейшего употребления, напри-
мер при напрессовке втулки на вал вследствие чрез-
мерного натяга произошла поломка втулки, при ввер-
тывании шпильки она сломалась или в бобышке кор- ‘
пуса образовалась трещина и т. д. =
При исправимом браке обнаруженные погрешности i
могут быть устранены, после чего собранная СЕ будет j
соответствовать техническим условиям. К этому виду
брака относится слишком свободная посадка детали ?
(погрешность может быть устранена заменой одной из *
сопрягаемых деталей); недостаточный зазор в сочлене- 3
нии (погрешность устраняется дополнительной обра- i
боткой (пропиловкой, пришабриванием) или заменой -
одной из деталей); течь через сальник и т. п. В случае ’
конвейерной сборки погрешности устраняются на спе-
циально выделенных рабочих местах. Для этой цели ;
рядом со сборочным конвейером устанавливают не- j
сколько участков рольганга. При обнаружении погреш- ]
ности собираемую машину снимают с конвейера и по- :
дают кран-балкой или тельфером на рольганг, а после
устранения погрешности — снова на конвейер [1].
Контроль в сборочных цехах осуществляют в про- ;
цессе сборки и после окончания сборки. Основной
контроль качества сборки ведут сами сборщики (само-
контроль). Большинство операций, контролируемых i
исполнителем при выполнении, не нуждается в до- <
полнительной проверке. Ответственность за качество ;
исполнения принимает на себя сборщик. ¥
Однако есть в технологии такие операции, для про-
верки качества выполнения которых требуется значи-
тельное время и специальная аппаратура. Совместить
выполнение технологических работ и операцию конт-
104
2. Проектирование технологических процессов сборки машины
роля качества в течение регламентированного темпа
сборщик в этом случае не может. Тогда контрольная
операция выделяется как самостоятельная.
При проектировании ТП на узловой и на общей
сборке должны быть предусмотрены рабочие места для
контролеров на таких операциях. Темп работы контро-
леров должен быть подчинен темпу работы конвейера.
В том случае, когда время, требуемое для проверки,
значительно меньше темпа конвейера, один контролер
совмещает несколько операций, осуществляя так назы-
ваемый летучий, т. е. эпизодический контроль.
В зависимости от сложности и ответственности соби-
раемого изделия контролю подвергают либо все СЕ, либо
на выборку определенное их количество (10, 15, 30 и
50%). Сплошной контроль всех собираемых изделий не
всегда экономически оправдан. Поэтому в ряде случаев
целесообразно применять выборочный контроль.
Кроме этих основных видов контроля, на многих
заводах существуют также дополнительные: спецкон-
троль для выборочной проверки уже принятых изде-
лий, инспекционный контроль, осуществляемый ла-
бораториями исследования качества, статистический
контроль.
Использование радиоэлектроники, рентгенотехники
и других современных методов дает возможность со-
вершенствовать методы контроля собранных машин.
Так, чтобы проверить обычными методами прямо-
линейность осей прецизионного токарного станка, при-
ходится затратить несколько часов работы. Использо-
вание же для этого специального лазерного устройства
позволяет проделать контрольные операции за несколь-
ко минут.
Прогрессивным направлением развития методов кон-
троля собранных СЕ и изделий является использование
вибро акустических явлений. Собранное изделие поме-
щают в звукоизолированное помещение и с помощью
105
Технология сборочного производства
специальной аппаратуры измеряют параметры вибра-
ций и интенсивности шумов. Последующий анализ за-
писанных спектрограмм дает возможность установить
правильность выдержанных при сборке зазоров, а так-
же отсутствие искажений формы деталей в местах их
сопряжения.
Контрольные операции целесообразно снабжать де-
тальными инструкционными картами контроля, уста-
навливающими единые требования, которым должен
удовлетворять объект. В инструкционной карте под-
робно указывается метод проверки того, или иного эле-
мента объекта в той последовательности, которой сле-
дует придерживаться контролеру или сборщику в сво-
ей работе.
Метод статистического анализа и профилактики
брака на сборочных участках позволяет на основании
положений математической статистики и накопления
данных о повторяемости погрешностей, обнаруживае-
мых при сборке, создать устойчиво качественный про-
цесс сборки изделия.
Основные методы контроля,
показатели точности машины
Осуществляемые в процессе сборки контрольные
операции имеют цель установить соответствие формы
относительного положения и сближения исполнитель-
ных поверхностей машины заданным нормативам и
техническим требованиям [8].
Методы и средства измерения выбирают, стремясь
познать значения контролируемого параметра с наи-
высшей точностью. Технические измерения в машинб-
и приборостроении ведут методами, разработанными
метрологами с помощью механических, индуктивных,
пневматических, фактических и других видов измери-
тельных средств. Приведем примеры.
106
2. Проектирование технологических процессов сборки машины
Радиальное биение цилиндрической поверхности
вращающейся детали проверяют по схеме, показанной
на рисунке 2.18.
О радиальном биении для данного сечения детали
судят по разности показателей индикатора при поворо-
те детали на 180°. Проверку производят в одной коор-
динатной плоскости. За начало отсчета обычно прини-
мают одно из крайних показаний индикатора, найден-
ное при повороте детали на 360°. Овальность и огранка
контролируемой поверхности влияют на точность опре-
деления радиального биения, поэтому они должны
быть установлены ранее и учтены, если их значениями
нельзя пренебречь.
Рис. 2.18. Схема контроля радиального биения
107
Технология сборочного производства
2. Проектирование технологических процессов сборки машины
Осевое перемещение вращающейся детали опреде-
ляют как разность показателей крайних положений
индикатора, расположенного точно по оси вращения
детали. Если деталь полая, то осевое отверстие при
контроле заглушают (рис. 2.19).
Торцевое биение вращающейся детали определяют
по схеме, показанной на рисунке 2.20.
Индикатор, установленный по торцу детали на за-
данном радиусе, показывает сумму осевого перемеще-
ния, неплоскостности торца и его ней ер пен дик ул ярно-
сти к оси вращения детали за полный оборот её.
Соосность цилиндрических поверхностей двух не-
подвижных деталей проверяют индикатором, установ-
ленным на одной из неподвижных деталей, с помощью
муфты (рис. 2.21). Вращая муфту, обкатывают индика-
тором вторую деталь. О несоосности судят по крайним,
показаниям индикатора в двух противоположных по-
ложениях. На точность определения несооосности вли-
яют погрешности формы поверхностей второй детали,
базирование муфты на первой детали.
Рис. 2.27. Схема контроля соосности цилиндрических поверхностей
Совпадение оси вращения одной детали с осью ци-
линдрической. поверхности другой детали может быть
проверено с помощью индикатора, установленного на
вращающейся детали (рис. 2.22). Вращая правую де-
таль, обкатывают индикатором неподвижную деталь.
О несоосности судят по наибольшей разности показаний
109
Технология сборочного производства
Рис, 2.22. Схема контроля совпадения оси вращения
индикатора при его нахождении в противоположных
положениях в плоскости измерения. Овальность и ог-
ранка поверхности неподвижной детали отражаются
на результатах измерения.
Прямолинейность перемещения узла в заданном
направлении проверяют с помощью индикатора и эта-
лона, в качестве которого могут быть использованы
линейка, угольник или оправка. Индикатор закрепля-
ют на перемещаемом узле. Эталон выставляют предва-
рительно по показаниям индикатора в крайних поло-
жениях узла (рис. 2.23).
110
2. Проектирование технологических процессов сборки машины
Рис. 2.24. Схема контроля перпендикулярности
или параллельности перемещения
Перпендикулярность или параллельность переме-
щения узла к заданному направлению проверяют ин-
дикатором с помощью эталона, предварительно вы-
ставленного в заданном направлении (рис. 2.24).
Обеспечение качества машин при сборке
Погрешности замыкающих звеньев размерных це-
пей машины при её сборке возникают в зависимости от
разных причин. Большую роль играют погрешности са-
мих деталей, поступающих на сборку. К ним относятся
погрешности формы, размеров, поворотов и расстояний
поверхностей деталей, неизбежно допускаемые в про-
цессе их изготовления. Помимо погрешностей самих
деталей, при сборке машины возможны погрешности,
причинами возникновения которых являются:
— ошибки, допускаемые рабочими при ориентации
и фиксации достигнутого положения монтируе-
мых деталей;
111
Технология сборочного производства
— погрешности установки калибров и измеритель-
ных средств, применяемых сборщиками в про-
цессе сборки, погрешности регулирования, при-
гонки и контроля точности положения деталей в
машине, достигнутого при сборке, а также соб-
ственные погрешности измерительных средств;
— относительные сдвиги деталей в промежутке вре-
мени между достижением ими требуемого поло-
жения и фиксацией достигнутого положения;
— попадание грязи и стружки в стыки деталей;
— образование задиров на поверхностях сопряже-
ния деталей.
Немалую долю в общей сумме погрешности состав-
ляют погрешности сборки машины, вызываемые упру-
гими деформациями деталей при фиксации их относи-
тельного положения. Например, при затяжке винтов и
гаек могут деформироваться собираемые детали, что
приведет к смене баз деталей и нарушит точность их
относительного положения, а также плотность соеди-
нения. Чтобы избежать этого, необходимо производить
затяжку винтов и гаек в определенной последователь-
ности и с требуемой силой. Для этого используют раз-
личные предельные и динамометрические ключи.
В зависимости от сложности и ответственности со-
бираемых узлов или машин, а также масштаба выпус-
ка контролю можно подвергать все изделия или опре-
деленное их число на выборку.
Основными видами контроля качества машин при
сборке является наружный осмотр, то есть оценка ка-
чества на основе ощущений, а также контроль с помо-
щью технических средств и испытания машин.
Несмотря на несовершенство и субъективность
оценки качества сборки машин и их узлов на основе
ощущений, этот вид контроля играет чрезвычайно
важную роль и необходим на протяжении всего про-
цесса сборки изделий. Наружным осмотром выявляют
112
2. Проектирование технологических процессов сборки машины
наличие царапин, забоин, коррозии, окалины и загряз-
ненности поверхности монтируемой детали. Проверять
наличие крепежных деталей, легкость хода, шум зуб-
чатых колес должны не только контролеры на конт-
рольных постах, но и сами сборщики при выполнении
сборочных операций.
Методы контроля точности машины и ее узлов
Контроль, которому подвергают каждый узел и
каждую изготовленную машину, имеет целью прове-
рить соответствие точности формы, относительного по-
ложения и перемещения исполнительных поверхнос-
тей установленным нормам. Эффективность всякого
контроля тем выше, чем ближе результаты измерений
контролируемых параметров к их действительным зна-
чениям. Степень приближения измеренного значения
к действительному зависит от следующих факторов:
— раскрытия смысла контролируемого параметра и
явлений, порождающих возникновение погреш-
ностей;
— правильности выявления взаимосвязи различ-
ных параметров и умения выделить контролиру-
емый параметр;
— правильности выбора или разработки средств
контроля;
— техники осуществления контроля.
Рассмотрим методы контроля некоторых парамет-
ров точности машины при сборке.
Контроль резьбовых соединений производится с це-
лью определения усилия затяжки с применением пре-
дельных и динамометрических ключей. Проконтроли-
ровать затяжку резьбового соединения можно измере-
нием удлинения болта или шпильки индикатором или
микрометром.
Испытания собранного трубопровода проводят на
прочность и плотность. При испытании наполняют
113
Технология сборочного производства
трубопровод водой и отмечают те места, в которых
наблюдается утечка. Затем воду выпускают и уплотня-
ют отмеченные места. При гидравлических испытани-
ях трубопровода проверяют прочность всех элементов
и герметичность соединений под давлением, предус-
мотренных техническими условиями.
Контроль сборки подшипников скольжения. Основ-
ным критерием работоспособности подшипника сколь-
жения является правильная установка подшипниковых
опор, обеспечивающая их соосность. Этот параметр точ-
ности можно проверить несколькими способами: эта-
лонным валом, линейкой и щупом, струной и штихма-
сом или микрометрическим нутромером, оптическим
методом. Для контроля сборки отдельно стоящих под-
шипниковых опор применяют метод измерения нагру-
зок под каждой из них с помощью динамометров.
Контроль качества сборки подшипников качения.
После установки подшипников качения проверяют
плотность прилегания подшипниковых колец к запле-
чикам вала. Проверку осуществляют с помощью щупа,
который вводят в зазор между заплечиком вала и под-
шипниковым кольцом. Контролируют также осевые и
радиальные зазоры.
Контроль качества сборки ременной передачи. Пе-
ред установкой на вал шкив проверяют на биение с
помощью индикатора или рейсмуса-чертилки. Также
проверяют прямолинейность осей шкивов с помощью
стрелок и отвеса. Перед установкой шкива на вал прово-
дят его балансировку статическую или динамическую.
Контроль качества сборки цепных передач осуще-
ствляют вращением звездочки вручную или с помощью
рычага. Таким способом определяют плавность и лег-
кость хода передачи. При вращении передачи цепь не
должна соскакивать, а каждое её звено должно легко
садиться на зуб звездочки и сходить с него. Это прове-
ряют внешним осмотром.
114
2. Проектирование технологических процессов сборки машины
Контроль сборки зубчатой передачи. Контролиру-
ется расстояние между осями валов и отверстий в
корпусе калибрами и штихмасом или штангенцирку-
лем. Также определяют качание зубчатого колеса на
шейке вала, радиальное биение по окружности высту-
пов, торцевое биение, неплотное прилегание колеса к
буртику вала. Качание проверяют, обстукивая напрес-
сованное на вал зубчатое колесо молотком с бойком.
Биение проверяют в центрах или на призмах с помо-
щью индикаторов. Для измерения межцентрового рас-
стояния, отклонения от параллельности и перекоса
осей отверстий применяют два центратора. Определе-
ние бокового зазора в передаче осуществляется щупом
или индикатором. Качество зацепления собранной
зубчатой передачи проверяют на краску. Зубья мень-
шего колеса покрывают тонким слоем краски и про-
ворачивают передачу на один оборот. По отпечаткам
на сопряженном колесе судят о пятне контакта (пят-
но, оставленное на большем колесе, должно состав-
лять 60-70% площади зуба).
Контроль сборки конической зубчатой передачи
осуществляют на боковой зазор, качество сборки опре-
деляют на краску. Пятно контакта должно распола-
гаться на боковой поверхности зуба ближе к его тонко-
му концу и занимать не менее 70% площади зуба.
Контроль сборки червячной передачи осуществля-
ют на совмещение средней плоскости червячного коле-
са с осью червяка на краску. При правильно собранной
передаче краска должна покрывать не менее 50-60%
поверхности каждого зуба колеса. Боковой зазор в за-
цеплении червяка и червячного колеса определяют,
поворачивая червяк при неподвижном колесе. На вы-
ступающих концах вала червяка и червячного колеса
крепят рычаги, которые касаются индикаторов, пока-
зывающих угол поворота червяка при вращении чер-
вячного колеса.
115
Технология сборочного производства Я
Контроль сборки механизмов поступательного Я
движения. Собранные узлы проверяют на плоскост- Я
ность, параллельность и перпендикулярность поверх- Я
костей направляющих. Кроме того, направляющие Я
проверяют на правильность геометрической формы с Я
помощью угломеров, шаблонов или специальных фа-Я
сонных плит. Я
Контроль сборки кривошипно-шатунного механиз- Я
ма. Геометрическую форму и размеры отверстий шату- Я
на проверяют микрометрическим нутромером, с помо- Я
щью которого также можно определить овальность и Я
конусность отверстия, то есть его отклонение от круг- Я
лости и цилиндричности. Прямолинейность, скручен-Я
ность и изогнутость шатуна проверяют с помощью спе- Я
циальных приспособлений. Проверка параллельности Я
осей отверстий нижней и верхней головок шатуна так- Я
же производится на специальном приспособлении. Пе- Я
ред установкой поршневых колец на поршень их про- Я
веряют на упругость и плотность прилегания к зеркалу Я
цилиндра. Измеряют также зазор между торцами Я
поршневых колец в месте их стыковки. Я
Испытание элементов гидросистем. Герметич-Я
ность системы проверяют наружным осмотром. Опре- Я
деление утечек производится при максимально допус- Я
тимой температуре рабочей жидкости, то есть её мини- Я
мальной вязкости. Параметры элементов гидросистем Я
контролируют на специальных стендах, оснащенных Я
установками для фильтрации и охлаждения рабочей Я
жидкости. Непрерывный контроль давления в системе Я
осуществляется с помощью манометров. Я
Испытание насосов осуществляют на стенде, на ко-
тором определяют подачу, приведенную мощность и f
объёмный КПД, отклонение номинальной частоты вра-
щения от действительной не должно превышать 5% .
Испытание гйдромоторов осуществляют на стенде.
Определяют расход жидкости, крутящий момент,
116
2. Проектирование технологических процессов сборки машины
объемный КПД при номинальных давлении и частоте
вращения.
Испытания гидроцилиндров осуществляют на стен-
де. Во время испытания определяют утечки в конеч-
ном и среднем положениях поршня при давлении, со-
ставляющем не менее 1,25 номинального, на второй
минуте после остановки поршня и стабилизации давле-
ния. Время измерения утечек в каждом положении —
не менее 2 минут.
Испытания собранных машин
и сборочных единиц
Заключительной контрольной операцией ТП изго-
товления машин является испытание, то есть проверка
работы машины со снятием необходимых характерис-
тик в искусственно создаваемых условиях, сходных с
эксплуатационными. По существу, испытание готовой
машины уже не относится к сборочному процессу, так
как целью его проведения является не только проверка
качества сборки, но и общая проверка качества, достиг-
нутого в результате всего производственного процесса.
Действительно, если детали какого-либо тяжело на-
груженного соединения, работающего на истирание,
неправильно термически обработаны и не имеют необ-
ходимой поверхностной твердости, то как бы каче-
ственно ни была выполнена сборка, это не будет гаран-
тировать надежности работы СЕ. Следовательно, при-
чиной погрешности, обнаруживаемой при испытании
машины, в данном случае будет несоблюдение техноло-
гии термической обработки.
При нарушении режима механической обработки,
в частности шлифования, на рабочих поверхностях де-
тали возможно появление мельчайших трещин. Дета-
ли с таким дефектом, даже если они смонтированы в
машине с соблюдением всех технических требований
117
Технология сборочного производства
на сборку, могут при испытании изделия нарушить
нормальную работу сочленений.
Нарушение технологии заливки подшипников ан-
тифрикционным сплавом нередко вызывает отслаива-
ние последнего при работе подшипниковой СЕ, что
также обычно обнаруживается лишь в процессе испы-
тания машины.
Эти примеры свидетельствуют о том, что тщатель-
ное испытание машин играет очень большую роль в
деле повышения качества выпускаемой продукции.
Существует много различных видов производствен-
ных испытаний машин, но все их можно свести при-
мерно к следующим: приемочные, контрольные и спе-
циальные.
Приемочные испытания проводят для определения
фактических эксплуатационных характеристик маши-
ны, например: мощности, затраты горючего, геометри-
ческой точности, чистоты и точности на обрабатывае-
мом изделии и пр., а также для установления правиль-
ности работы механизмов и СЕ — зубчатых, цепных и
других передач, подшипников, уплотнений, регулято-
ров и т. д. Для ряда машин очень большое значение
имеет проверка на виброустойчивость и контроль тем-
пературных деформаций. Отбор оценочных критериев,
которые должны быть выявлены в процессе испыта-
ний, играет большую роль.
Машина, поступающая из сборочного цеха на испы-
тательную станцию, должна иметь сопроводительную
карту, в которую контролеры сборки заносят замеча-
ния о результатах проведенной проверки.
Приемочные испытания металлорежущих станков в
соответствии с общими ТУ на их изготовление и прием-
ку проводят на холостом ходу для проверки работы
механизмов и под нагрузкой для определения произво-
дительности, точности и чистоты обработки. В процессе
испытаний проверяют все включения, переключения и
118
2, Проектирование технологических процессов сборки машины
передачу органов управления для определения правиль-
ности их действий, взаимной блокировки, надежности
фиксации и отсутствия самопроизвольных смещений,
отсутствия заедания, проворачивания и пр.
Точность станка определяют измерением его гео-
метрических точностей и точности обработки образцов.
В процессе испытаний используют специальную ав-
томатику. Так, при испытании двигателей внутреннего
сгорания применяют специальное программное устрой-
ство, с помощью которого по определенному заданию
можно осуществить управление нагрузочным реоста-
том электростенда, дроссельной заслонкой или регуля-
тором двигателя. Вследствие этого в процессе испыта-
ний автоматически изменяется число оборотов, нагруз-
ка, мощность и пр.
Правила, программу и режимы приемочного испы-
тания любой машины разрабатывают в зависимости от
ее назначения, конструкции, требуемой точности и на-
дежности, а также от типа производства. Контрольным
испытаниям подвергают не все машины, а лишь те,
у которых при приемочных испытаниях были обнару-
жены недостатки.
Изделия, которые должны отвечать особо высоким
требованиям надежности, после сборки, обкатки и ис-
пытания частично или полностью разбирают, прове-
ряют состояние деталей, а затем вновь собирают и
тоже подвергают кратковременным контрольным ис-
пытаниям.
Специальные испытания проводят при необходимо-
сти изучения какого-либо явления в машине (напри-
мер износа), при проверке новой конструкции СЕ или
детали, установлении пригодности новой марки мате-
риала на ответственных деталях или изменении каче-
ства обработки поверхностей и пр. Программу и режи-
мы этих испытаний разрабатывают в зависимости от
целей их проведения.
119
Технология сборочного производства
Таблица 2.2
Классификация контрольно-испытательных работ
Классификаци- онный признак Вид испытаний и контроля
Показатели без- отказности и дол- говечности На работоспособность (функциональные), на надежность и ресурс
Вид воздейст- вующих факто- ров Тепловые воздействия высоких температур, механические (на воздействие постоянной силы, вибрацию, удар, тряску, линейные уско- рения), гидр о газовые (на воздействие посто- янного давления, пульсирующего давления, гидравлических ударов), акустические, элек- трические, магнитные, коррозионные, химиче- ские, климатические и биологические, ком- плексные или комбинированные
Испытания на воздействия основных факто- ров, которые вызывают или стимулируют ра- боту объекта испытаний; испытания на воз- действие дестабилизирующих факторов
Вид испытаний Неразрушающие, разрушающие, восстанавли- ваемые, невосстанавливаемые
Контролируемые параметры Контроль монтажных параметров (характери- зующих качество монтажных работ); контроль качества функциональных параметров, харак- теризующих работу объекта испытания в це- лом, в том числе качество регулировочных и наладочных работ
Объекты испыта- ний Входные (при испытании функциональных и технологических элементов систем), автоном- ные (при испытании отдельных систем), ком- . плексные (при испытании комплекса совместно действующих систем)
Этапы проведе- ния Конструкторские (исследовательские) и отра- боточные, производственные (исследователь- ские технологические)
Темп испытаний Нормальные, ускоренные
Место испытаний Заводские и проводимые в реальных условиях эксплуатации изделия (аэродромные и летные)
2. Проектирование технологических процессов сборки машины
Полученная при испытании ряда машин информа-
ция кодируется, подвергается статистической обработ-
ке, и на основе этого анализа появляется возможность
выявить с большой достоверностью недостаточно на-
дежные СЕ, механизмы и детали и принять меры для
их доработки.
Очевидно, что чем больше поступит различных све-
дений о работе машины, тем точнее может быть заклю-
чение о ее достоинствах и недостатках. Но с увеличе-
нием объема информации значительно усложняется ее
анализ. В этом случае используется ЭВМ.
Кроме испытаний машин-изделий часто такой же
проверке подвергают некоторые СЕ, например, масля-
ные и водяные насосы, коробки передач, редукторы
и т. д. Собранные СЕ обычно испытывают на стендах
либо по методу искусственного нагружения, имитиру-
ющего условия работы СЕ в изделии.
Для получения более полных данных о качестве
продукции в ряде случаев заводы-из готовите л и органи-
зуют систематическое наблюдение за группами.
Контрольно-испытательные работы весьма разнооб-
разны как по целям, так и по способам их проведения
(табл. 2.2) [1].
2.8. Окраска изделий
В машиностроении применяют лакокрасочные по-
крытия и покрытия пластмассовыми пленками. Клас-
сификация, ряды толщин и обозначения покрытий нор-
мированы. Сборку небольших изделий без пригоноч-
ных работ производят из окрашенных деталей; в этом
случае окраска является последней операцией их изго-
товления. Крупные машины, собираемые с выполнени-
ем пригоночных работ, окрашивают в собранном виде
после проведения приемочных испытаний и устранения
121
Технология сборочного производства
выявленных дефектов. Процесс нанесения лакокрасоч-
ных покрытий в общем случае состоит из трех основ-
ных этапов: подготовки поверхности, ее окраски и
сушки, отделки. Подготовка поверхности включает ее
очистку, выравнивание, грунтовку и шпатлевку с пос-
ледующим шлифованием. Очистку производят хи-
мическим или механическим воздействием (пескост-
руйной обработкой, шлифованием, переносными ма-
шинами и стальными приводными щетками). Для уда-
ления следов масла детали промывают в моечных агре-
гатах в обезжиривающих растворах. Поверхности
крупных деталей очищают органическими растворами.
Окраску поверхности производят одним или не-
сколькими слоями. Для окраски применяют масляные
и эмалевые краски и лаки. Эмалевые краски разделяют
на масляные, нитро- и спиртовые эмали. Срок сушки
нитроэмалей 30-40 минут. При высыхании они образу-
ют твердый блестящий слой. Продолжительность суш-
ки масляных и спиртовых эмалей 24-48 часов.
Кроме нитроэмалей применяют перхлорвиниловые
эмали, для специальных целей используют алкидно-
меламиновые, эпоксидные н пентафталевые эмали го-
рячей сушки. Если окрашиваемое оборудование рабо-
тает в помещениях, используют нитроэмали. Если его
поверхности подвергаются воздействию щелочных сма-
зочно-охлаждающих жидкостей, окраску производят
перхлорвиниловыми эмалями. Эпоксидные эмали при-
меняют при наличии химически активных сред; они
обладают повышенной механической прочностью.
Ручная окраска кистью не требует предваритель-
ной защиты смежных неокрашиваемых участков, ма-
лопроизводительна (до 10-1’2 м2/ч) и неудобна при
работе с быстросохнущими материалами. Потери крас-
ки при этом методе до 5%. Окраска распылением наи-
более распространена и высокопроизводительна; она
позволяет наносить быстросохнущие лакокрасочные
122
2. Проектирование технологических процессов сборки машины
материалы (нитролаки, нитроэмали) с образованием
ровного покрытия. Метод легко автоматизируется с
помощью специальных установок и промышленных
роботов. Различают механическое, воздушное и без-
воздушное распыление и распыление в электростати-
ческом поле. При механическом распылении краска
подается к форсунке насосом. При воздушном распы-
лении краска распыляется в струе воздуха и в виде
тумана переносится на окрашиваемую поверхность.
Производительность этого метода 30-80 м2/ч, а поте-
ри краски 40-50%. При безвоздушном распылений
краска в нагретом до 70-90 °C состоянии под давлени-
ем 20-40 МПа выбрасывается из сопла и распыляет-
ся. Этот метод позволяет применять более вязкие ма-
териалы, что сокращает расход растворителя и время
сушки. Потери краски при этом методе 25—50%,
а производительность 50-200 м2/ч. При окраске в
электростатическом поле краска подается распылите-
лем и переносится на окрашиваемую поверхность ме-
таллического изделия, получающего положительный
заряд от источника постоянного тока высокого напря-
жения (распылитель имеет отрицательный заряд). По-
тери краски составляют менее 5%. При этом методе
улучшаются условия работы, обеспечиваются высокая
производительность (50 м2/ч) и автоматизация про-
цесса окраски.' При окраске распылением все неокра-
Шиваемые поверхности защищают нанесением на них
смазки, снимаемой после окраски.
В автоматизированном производстве применяют
окраску методом электрофореза. Окрашиваемые дета-
ли подвешивают на цепном конвейере. На рабочем уча-
стке их подключают к положительному полюсу генера-
тора и погружают в резервуар с водорастворимой крас-
кой. За 2 минуты деталь покрывается равномерным
слоем краски толщиной 45 мкм, не требующим после-
дующей отделки. Потери краски не превышают 5%.
123
Технология сборочного производства
Условия работы безвредны для здоровья и огнебезопас-
ны. Метод окунания является производительным и де-
шевым в условиях массовой окраски небольших дета-
лей с хорошо обтекаемой поверхностью.
При окраске обливанием окрашиваемое изделие
находится в парах растворителя определенное время,
в течение которого краска растекается по поверхности
равномерным слоем. Покрытие получается гладким,
беспористым и одинаковой толщины.
Различают сушку естественную и искусственную.
Естественную сушку производят при 18-25 °C в тече-
ние длительного времени. Искусственная сушка уско-
ряет процесс высыхания пленки и значительно улуч-
шает качество покрытия. Существует несколько спосо-
бов искусственной сушки, наиболее распространена
конвекционная. Она основана на нагреве окрашенных
деталей горячим воздухом в специальных сушилках.
Терморадиационная сушка основана на поглощении
инфракрасных лучей окрашенной поверхностью.
2.9. Подготовка изделий
к хранению и отправке потребителю
Изделия, направляемые для временного хранения
на склад, подвергают консервации. Консервации под-
вергают все обработанные поверхности, не имеющие
лакокрасочных покрытий. Ее производят в помещении
при температуре не ниже 15 °C не позднее 2 часов
после подготовки поверхности. Влажность воздуха дол-
жна быть не выше 70%. Не допускается прерывать
работу по консервации и производить в запыленной
зоне. Руки рабочих; выполняющих консервацию, дол-
жны быть защищены хлопчатобумажными трикотаж-
ными перчатками.
124
2. Проектирование технологических процессов сборки машины
Подготовка к консервации. Поверхности деталей,
подвергаемые консервации, тщательно очищают от
продуктов коррозии, пыли и других загрязнений. Пе-
ред консервацией поверхности деталей обезжиривают
и просушивают. Следы коррозии удаляют мелкой абра-
зивной шкуркой, смоченной индустриальным маслом,
с последующей протиркой сухой ветошью. Обезжири-
вание поверхностей производят водно-щелочными ра-
створами или органическими растворителями. Его вы-
полняют кистью, бумажной салфеткой или в ванне
(для небольших изделий).
Отдельные детали небольших и средних размеров
рекомендуется промывать в моечных машинах или ба-
ках следующим водным раствором: 4% соды кальци-
нированной; 1-1,5% тринатрийфосфата; 1-1,5% нит-
рита натрия; температура раствора 70-80 °C.
Промежуточную консервацию производят для за-
щиты от коррозии деталей в процессе длительной
сборки и при хранении в цехах до окончательной
консервации и упаковки. Ее производят трансформа-
торным или индустриальным маслом при хранении в
течение 7—10 суток. Перед сборкой консервацию с по-
верхностей деталей удаляют бензином или уайт-спири-
том. Консервацию собранных частей изделия (узлов)
производят только ингибированным маслом.
Окончательная консервация. Зубчатые передачи,
расположенные внутри корпусных деталей, консерви-
руют после их окончательной обработки. Рабочее мас-
ло из узлов сливают, а в их внутренние полости зали-
вают смазку — ингибированное масло. После работы
механизма в течение 8-10 минут масло сливают.
Расконсервацию изделия производят снятием плен-
ки, удалением парафинированной бумаги и протиркой
его наружных поверхностей. Внутренние поверхности,
консервированные маслами, расконсервации не под-
вергают.
125
Технология сборочного производства ]
ГОСТом определены также основные варианты сис- $
тем внутренней упаковки изделий с использованием ')
парафинированной бумаги, чехлов из полиэтиленовой ‘
или поливинилхлоридной пленки, картонных коробок
и герметизирующих составов. Сроки временной проти- 'i
вокоррозионной защиты изделий установлены от одно-
го года до 10 лет.
Крупные машины перед отправкой потребителю
разбирают на основные составные части для удобства
транспортирования, маркируют для последующего
монтажа, подвергают консервации и упаковке в дере-
вянные ящики. Обработанные поверхности для защи-
ты от механических повреждений при транспортирова-
нии закрывают деревянными планками или щитами.
Изделия массового производства подвергают консерва-
ции с помощью средств механизации.
При малых габаритах этих изделий (подшипники
качения) процессы консервации и упаковки автомати-
зируют.
2.10. Проектирование технологических процессов
автоматической сборки
Условия применения сборки
Автоматизация сборки повышает качество изделий,
производительность, улучшает условия труда и высво-
бождает большое количество рабочих, снижает себесто-
имость изделий и уменьшает потребные производствен-
ные площади.
Автоматизацию сборки сдерживают нетехнологич-
ность конструкции изделий, недостаточная унифика-
ция и малая серийность их выпуска, отсутствие типо-
вого сборочного оборудования, недостаточно высокое
126
2. Проектирование технологических процессов сборки машины
качество деталей изделий, а также малое число апро-
бированных на производстве приемов решений.
При автоматической сборке должна быть использо-
вана прогрессивная и проверенная на практике техно-
логия. Недопустимо простое копирование ручной сбор-
ки. Создание технологии автоматической сборки тесно
связано с глубоким изучением сущности сборочных
процессов для выявления закономерностей их протека-
ния и эффективного управления ими. На базе научных
и методических основ автоматизации сборки разраба-
тываются технологические основы проектирования сбо-
рочного автоматического оборудования и создаются ти-
повые исполнительные устройства, из которых по
принципу агрегатирования можно быстро компоновать
автоматическое сборочное оборудование различного це-
левого назначения. В основе этой работы должна ле-
жать типизация ТП сборки.
Стадии развития процессов автоматизации сборки —
частичная и комплексная механизация, частичная и
комплексная автоматизация. Такая последовательность
способствует постоянному накоплению опыта, однако
она не является обязательной во всех случаях.
Комплексная автоматизация — высшая форма ав-
томатизации сборки. Из технологического и вспомога-
тельного оборудования компонуются автоматические
линии, цехи и заводы, где в едином потоке осуществ-
ляются процессы выполнения сборки, контроля, регу-
лировки, окраски, упаковки или консервации. При
комплексной автоматизации обеспечивается возмож-
ность непрерывной работы в едином потоке, отпадает
необходимость в промежуточных складах, сокращают-
ся производственные заделы и длительность цикла про-
изводства, упрощается планирование производства и
учет выпускаемой продукции.
ТП автоматической сборки существенно отличается
от ручной и механизированной сборки.
127
Технология сборочного производства
Для автоматической сборки нужно иметь: 1) бункер-
но-ориентирующие устройства для деталей изделия, кас-
сеты или магазины, загружаемые более сложными пб
своей конфигурации деталями в предварительно ориен-
тированном виде; 2) накопители, соединяемые с бункер-
но-ориентирующими устройствами, открытыми или зак-
рытыми лотками; 3) отсекатели — устройства для по-
штучной выдачи деталей из накопителя на сборочную,
позицию автомата; 4) питатели — устройства для пере-
дачи деталей из накопителя после освобождения ее от-
секателем на сборочную позицию автомата (направляют
деталь для точного соединения с сопрягаемой деталью);
5) устройства для получения соединений (прессовых,
клепаных и т. д.); 6) устройства, выполняющие специ-
альные функции (обдувку, смазку и др.); 7) устройства, ’
контролирующие правильность выполнения соедине-
ния; 8) механизм для удаления собранного изделия из '
автомата в тару или на транспортер для передачи на
следующий автомат без изменения ориентации.
Автоматизированные и автоматические линии сбор- •/
ки узлов автомобилей и тракторов являются специали-
зированными и спроектированы из типовых элемен-
тов. Автоматизированные линии применяют для сбор-
ки крупногабаритных узлов и агрегатов машины, та-
ких как двигатель, задний мост и др. Сборку меньших
по размеру узлов и агрегатов осуществляют, как пра-
вило, на автоматических линиях.
По
типу транспортеров линии бывают
с жестким
нежестким тактом. Линии с жестким тактом оснаще-
ны штанговыми или цепными транспортерами цикли-:
ческого действия с пневматическим или электричес-
ким приводом движения. Производительность таких
линий зависит от надежности работы каждой позиции
и собственно транспортера. Число позиций не должно
превышать 8. Если необходимо большее число позиций
на линии, то линию делят на участки, создавая между
ними накопители.
128
2. Проектирование технологических процессов сборки машины
Более высокую производительность обеспечивают
линии с жестким циклом или связью — так называе-
мые несинхронные линии. В несинхронных линиях
используют пластинчатые или цепные роликовые кон-
вейеры. По компоновке это горизонтально замкнутые
рабочие конвейеры.
Технологичность конструкции изделий
При автоматической сборке деталям изделия необ-
ходимо придавать простые и симметричные формы. Это
упрощает ориентацию деталей при выдаче их из бункер-
но-ориентирующего устройства на рабочую позицию.
Ориентация, т. е. придание деталям вполне определен-
ного положения в пространстве, — это основной перво-
начальный и наиболее сложный этап автоматической
сборки. Ориентации подвергаются детали небольших и
средних (до 100 мм) размеров. Детали загружают в
бункерно-ориентирующие устройства навалом. Более
крупные детали поступают из магазинов, или их пода-
ют на сборочный автомат вручную.
Главные факторы, определяющие сложность авто-
матического ориентирования деталей в вибрационных
устройствах, — число осей и плоскостей симметрии,
которые имеет деталь, и соотношение ее габаритных
размеров.
Детали, подлежащие ориентации, можно разбить
на три основные группы: имеющие ось вращения, име-
ющие плоскость симметрии, не имеющие плоскости
симметрии [4]. Детали первой группы могут иметь и не
иметь плоскости симметрии, перпендикулярной к оси
вращения. При первом условии автоматическая ориен-
тация значительно упрощается. Детали второй группы
можно разбить на три класса.
1-й класс — детали имеют три плоскости симметрии,
2-й класс — две плоскости симметрии, 3-й класс —
одну. Ориентация деталей третьей группы значительно
5. Зак. 348
129
Технология сборочного производства
усложняется, поскольку на лотке ориентирующего уст-
ройства возрастает число возможных положений дета-
ли. Деталям необходимо придавать простые и симмет-
ричные формы, увеличивая, по возможности, количе-
ство плоскостей симметрии.
Задача автоматической ориентации часто затрудня-
ется или становится невозможной, когда несимметрич-
ность детали выражена слаборазличными внешними
признаками (отверстиями малого диаметра, переход-
ными поверхностями с различными, но близкими по
величине радиусами закругления и т. д.). Для упроще-
ния ориентации таких деталей их конструкцию изме-
няют, предусматривая уступы, срезы, дополнительные
отверстия и другие элементы, несколько усложняя при
этом механическую обработку.
Конструкция деталей должна быть такой, чтобы
при выдаче из вибробункера они не сцеплялись в виде
многозвенных цепочек. Большие трудности создаются
при выдаче из бункера спиральных пружин, разрезных
колец и пружинных шайб с большим зазором в замке.
Если торцевые витки не поджаты, то при диаметре
проволоки, меньшем промежутка между витками, воз-
можно взаимное сцепление пружин.
Детали, сопрягающиеся с зазором или натягом, не-
обходимо выполнять с фасками или направляющими
элементами.
Базовые детали изделий при автоматической сбор-
ке должны просто и надежно устанавливаться и за-
крепляться на рабочих позициях автоматов. При кор-
ректировке конструкции изделия следует в максималь-
ной степени стремиться к использованию унифициро-
ванных и стандартных деталей, а также к унификации
элементов оригинальных деталей. Это позволяет ис-
пользовать однотипные исполнительные и вспомога-
тельные устройства сборочных автоматов, что сокра-
щает сроки и себестоимость их изготовления.
130
2. Проектирование технологических процессов сборки машины
Конструкция изделия должна быть удобной для
подвода и отвода сборочных инструментов по прямоли-
нейным траекториям.
Конструкцию изделия в целом желательно делать
такой, чтобы сборку можно было производить без из-
менения положения базовой детали. Сложные изделия
необходимо расчленять на предварительно собираемые
элементы. Это позволяет шире применять и автомати-
зировать узловую сборку.
Автоматизация сборки облегчается переходом к бо-
лее удобным видам соединения деталей и частей изде-
лия. Традиционные методы выполнения соединений,
ориентированные на ручную механизированную сборку,
необходимо критически анализировать и заменять но-
выми, более эффективными. Сборка резьбовых соедине-
ний в условиях автоматизации сложнее, чем сборка
клепкой, а при использовании отдельных видов сварки
и пайки сборка выполняется проще, чем при клепке.
Разработка ТП сборки
При проектировании ТП автоматической сборки
имеются свои особенности.
1. До начала работ по проектированию ТП выявляют
технико-экономическую целесообразность автома-
тизации, если она не диктуется только требования-
ми облегчения и оздоровления условий труда.
2. Тщательно разрабатывают ТП сборки на основе ус-
тановления сущности и закономерностей их проте-
кания. Знание этих закономерностей является ос-
новным условием определения параметров, воздей-
ствуя на которые, можно интенсифицировать про-
изводство и повысить его точность.
3. Тщательность разработки технологии автоматичес-
кой сборки обусловлена трудностями последующей
корректировки принятых решений и большими за-
тратами времени и средств на ее проведение.
5’
131
Технология сборочного производства
4, За основу разрабатываемой технологии принимают
прогрессивную технологию и проверенные типовые
решения, а также результаты научных исследова-
ний в данной области.
5. С развитием автоматизации сборки возрастает роль
и ответственность технолога за выбор принятой тех-
нологии и дорогостоящего оборудования, за выпол-
нение всех этапов проекта нового и реконструируе-
мого сборочного цеха.
6. Заданное качество продукции обеспечивается в ре-
зультате устойчивой и надежной работы технологи-
ческого оборудования. ТП должен быть стабильным
во времени, а принятое оборудование -должно до-
пускать возможность быстрой переналадки.
7. Сокращается число рабочих, обслуживающих авто-
матическое оборудование, уменьшается их влияние
на качество продукции и производительность сбор-
ки. Максимально высвобождаются сборщики.
8. Обеспечиваются непрерывность протекания ТП
сборки и сокращение производственного цикла, оп-
тимальная концентрация технологических перехо-
дов при построении операций, более полная балан-
сировка сборочных линий, использование энерго-
сберегающих ТП сборки.
9. Работа технолога усложняется необходимостью де-
тальной проработки вопросов ориентации, базирова-
ния, транспортирования и контроля качества про-
дукции, а также обоснованной и подробной разра-
ботки технических заданий на конструирование спе-
циальных исполнительных устройств и оснастки.
10. Проектирование ТП автоматической сборки требует
от технолога большого опыта, широкой инженер-
ной эрудиции и знаний в различных смежных об-
ластях.
По организационным формам автоматическая сбор-
ка может быть стационарной и конвейерной.
132
© ТЕХНОЛОГИЯ СБОРКИ
ТИПОВЫХ СОЕДИНЕНИЙ
3.1. Сборка неподвижных разъемных соединений
3.1.1. Сборка резьбовых соединений
Резьбовые соединения в конструкции машин со-
ставляют 15-20% от общего числа соединений. Про-
цесс сборки резьбового соединения состоит из следу-
ющих элементов: подачи деталей, установки их и
предварительного ввертывания (навинчивания или
наживления), подвода и установки инструмента, за-
винчивания, затяжки, отвода инструмента, дотяж-
ки, шплинтовки или выполнения иного процесса,
необходимого для предохранения от самоотвинчива-
ния, в случае автоматической сборки предварительное
ввертывание часто производят вручную. Это объясня-
ется тем, что от качества наживления зависит пра-
вильная первоначальная установка одной детали по
другой, а также возможность исключения срывов пер-
вых ниток резьбы, что нередко приводит к порче до-
рогостоящих корпусных деталей.
При механическом наживлении ввертываемая де-
таль должна быть подведена к резьбовому отверстию
до совпадения осей, затем необходимо создать осевое
усилие для прижатия этой детали к кромке отверстия
и после этого сообщить детали вращательное движение
с определенной скоростью и, величина которой обрат-
но пропорциональна диаметру резьбы.
Угловая скорость вращения детали [2]:
133
Технология сборочного производства
2А 1
<о <----;=--------------’
dCP т А tga.
,—arccos(l--——)
V с Н
где А — зазор по среднему диаметру резьбы; <ДР —
средний диаметр резьбы; т — масса детали и связан-
ных с ней частей шпинделя; с — жесткость пружины,
создающей осевое усилие; Н — величина предвари-
тельного сжатия пружины; ft — угол наклона резьбы.
Момент, требуемый для наживления [2]:
мкр„ =^-c(H-zndCptga)-tg(p-a),
н 2
где 2 — число начальных витков (2.3); tga = р —
коэффициент трения.
Собираемость винтовых или болтовых соединений
зависит от точности или достаточности зазоров между
винтом (болтом) и соответствующими поверхностями
скрепляемых деталей. Это определяется путем расчета
соответствующих размерных цепей.
Постановка шпилек
Неподвижность шпильки, ввинченной в корпус, до-
стигается натягом, создаваемым обычно одним из трех
способов: коническим сбегом резьбы, упорным буртом
или тугой резьбой с натягом по среднему диаметру.
Существуют для метрической резьбы шесть посадок
с натягом, из которых четыре посадки должны осуще-
ствляться с сортировкой наружной и внутренней резь-
бы на группы по среднему диаметру.
Крутящий момент, необходимый для завинчивания
шпильки в корпус, зависит от натяга, размеров и со-
стояния резьбы. Его можно рассчитать по формуле [2]:
1
ft 1 - Vj 1 + v2 ’
2 Д + Е2
мкр -Д2) ——
3 Cos
134
3. Технология сборки типовых соединений
где п — число витков; А — эффективный натяг по
среднему диаметру резьбы; Е,, и Е2 — модули упругос-
ти материала шпильки и корпуса; и v2 — коэффици-
енты Пуассона материала шпильки и корпуса; Ц —
коэффициент трения.
Для метрической резьбы эта формула упрощается [2]:
Е.>
МКР ~ 3,1 А • ц I • djj — .
1,3 + 0,7—
Коэффициент трения при стальной шпильке можно
принять равным ОД...0,2 — для стального корпуса;
0,07...0,15 — для чугунного; 0,04...0,1 — для корпуса
из алюминиевого сплава или бронзы.
Уменьшению трения при завинчивании шпилек,
а в связи с этим и выделения тепла способствует смаз-
ка резьбы. Применяют масла с графитом (до 25%) или
с присадками порошкообразного цинка, меди, свинца,
MoS2. При хорошо подобранной смазке момент завин-
чивания может быть уменьшен на 35-40% по сравне-
нию со сборкой без смазки резьбы. Избыток смазки
при ввинчивании шпильки в глухое отверстие недопус-
тим, так как при этом может возникнуть гидростати-
ческое давление смазки, искажающее величину момен-
та завинчивания, а в некоторых случаях и приводящее
к разрыву базовой детали.
При постановке шпилек .следует учитывать следую-
щие требования:
1) шпилька должна иметь достаточно плотную по-
садку в корпусе, чтобы при свинчивании даже
туго посаженной гайки она не вывинчивалась;
2) если неподвижность шпильки обеспечивается на-
тягом по среднему диаметру резьбы, то ее при
постановке недовертывают до начала сбега резьбы
на угол, несколько больший, чем требуется для
затяжки гайки, навинчиваемой на эту шпильку;
135
Технология сборочного производства
3) ось шпильки должна быть перпендикулярна по-
верхности детали, в которую ввернута шпилька.
Отклонение от перпендикулярности вызывает
значительные дополнительные напряжения в
резьбе шпильки и часто может быть причиной
обрыва ее при работе в машине.
Для предотвращения резьбы от повреждения на вы-
ступающие концы установленных шпилек в процессе
сббркй необходимо надевать колпачки или, в крайнем
случае, сразу же навинчивать гайки.
Для ввертывания шпилек вручную применяют ин-
струмент, являющийся по существу гайкой, которую
навинчивают на свободный конец шпильки и тем или
иным способом стопорят на ней.
При завинчивании шпилек механизированным ин-
струментом для удержания их используют головки,
принцип действия которых также основан на захвате
шпильки либо за резьбу, либо за цилиндрическую часть.
Основные погрешности постановки шпилек и спо-
собы их устранения:
1) перекос шпильки. Подгибать (выпрямлять) зап-
рещается. Ее надо осторожно вывернуть. Если
перекос невелик, резьбу в отверстии можно наре-
зать вновь; если перекос велик, следует нарезать
резьбу большего диаметра, просверлив предвари-
тельно отверстие под эту резьбу ио кондуктору;
2) шпилька недовернута. Необходимо вывинтить
шпильку, пройти резьбу метчиком и поставить
Другую шпильку, с меньшим средним диаметром
резьбы;
3) шпилька сидит слишком глубоко. Шпильку не-
обходимо осторожно вывернуть, прочистить
резьбу метчиком и ввернуть новую шпильку с
большим средним диаметром;
4) шпилька сидит недостаточно плотно, при свин-
чивании гайки она вывинчивается. Нужно осто-
136
3. Технология сборки типовых соединений
рожно пройти метчиком резьбу отверстия и по-
ставить другую шпильку, средний диаметр кото-
рой несколько больше;
5) шпилька имеет нечистую или сорванную резьбу.
Такую шпильку необходимо заменить;
6) шпилька сломалась. Следует удалить ее при по-
мощи ключей, соблюдая все меры предосторож-
ности;
7) металл у основания цилиндрической части шпиль-
ки выпучивается. Выпучивание более 0,05 мм не
допускается. Плоскость у основания шпильки
рекомендуется подшабрить или подторцевать.
Сборка болтовых и винтовых соединений
Предварительная затяжка соединений при сборке
играет существенную роль в повышении долговечности
работы СЕ или. машины и должна быть такой, чтобы
упругие деформации деталей сочленения при устано-
вившемся режиме работы машины находились в опре-
деленных пределах, обусловленных конструктивными
особенностями.
Под действием силы затяжки Рзат болт, винт или
шпилька удлиняются на величину ХБ, а деталь сжима-
ется на величину Хд (рис. 3.1). Зависимость ХБ и Хд от
Рзат может быть изображена графически (рис. 3.2).
Под действием силы Р (рабочее усилие) во время
работы машины болт или шпилька удлиняются на ве-
личину ДХ, и на ту же величину уменьшается деформа-
ция стягиваемой детали, а сила давления болта или
шпильки на деталь уменьшается до размера (Рзапг - ДР).
Под действием этой силы обеспечивается уплотнение
стыка А. Для болта или шпильки [2]:
ДХ =
(P-AP)L
£> £|
137
Технология сборочного производства
а)
б)
Рис. 3.1. Схема затяжки резьбового соединения
для стягиваемой детали:
Л ДР-L
АЛ =-----;
следовательно, АР =---——=~
ч , &В'^Б
Ед
Во время работы соединения на болт, винт или шпиль-
ку действует сила (Рзая[ - ДР + Р). Сила (Рзат - АР),
уплотняющая стык, выбирается в зависимости от вели-
чины Р. Если Рдаот > ДР, то зазора в стыке А не будет.
Если Рзат < АР, то это приводит к раскрытию стыка,
и внешняя нагрузка будет передаваться на болт, винт
или шпильку.
138
Рис. 3.2. Графики растяжения болта и сжатия стягиваемой детали
Сила Рзат определяется формулой:
\ni^P(k +---
ЕД Ед
Определение силы Рзат и точный ее контроль явля-
ется необходимым условием надежной работы резьбо-
вых соединений.
При затягивании гайки момент Мзат идет на пре-
одоление трения торца гайки о неподвижную опорную
139
Технология сборочного производства
поверхность скрепляемых деталей и трения в резьбе и
для метрической резьбы определяется по формуле [2]:
М = Р + —-—) + g ,D
3OW “рЧ 0,866? М 3(D2-.^)J’
где р. — коэффициент трения в резьбе.
На степень предварительной затяжки резьбового со-
единения влияют конструкция сборочного инструмен-
та; состояние и вид торцевых поверхностей гайки, бол-
та или винта, а также опорной поверхности детали;
повторяемость сборки; скорость завинчивания; усло-
вия сборки и индивидуальные навыки сборщика.
Влияние конструкции сборочного инструмента
прежде всего проявляется в способе захвата головки
болта или гайки и длине рукоятки ключа. Плотный
охват гайки ключом и большая длина его рукоятки
дают возможность увеличить предварительную затяж-
ку; свободный захват гайки ключом и меньшая длина
рукоятки, а также неудобная ее форма могут быть
причинами уменьшения предварительной затяжки.
Влияние индивидуальных особенностей сборщика
проявляется в том, что усилие, прикладываемое к ру-
коятке ключа, колеблется от 400 до 600 кН для правой
руки и от 180 до 280 кН для левой. В результате этого
некоторые болты или шпильки оказываются при за-
тяжке перенапряженными, тогда как часть соединений
остается недогруженной.
Постановка гаек
Процесс сборки резьбового соединения с болтом и
гайкой в общем случае включает следующие элементы:
предварительное соединение деталей СЕ с постановкой
болта; установление подсобранной СЕ в приспособле-,
ние; навинчивание гайки, снятие собранной СЕ. Про-
цесс навинчивания гайки условно можно представить
состоящим из трех элементов: наживления, свободного
140
3. Технология сборки типовых соединений
навинчивания на длину резьбы выступающей части
болта (шпильки) и затяжки с заданным моментом.
Высокое качество сборки резьбовых соединений зави-
сит от качества наживления гайки, так как смятие, срыв
резьбы, заедания в значительной мере зависят от того,
как произведено наживление. Особенно важно это при
механическом наживлении. В этом случае для безуслов-
ной ориентации гайка должна иметь как можно больше
степеней свободы. Поэтому применяют специальные го-
ловки, где гайка удерживается подпружиненными шари-
ками и самоориентируется относительно болта [2].
При большом числе гаек рекомендуется завертывать
их в определенном порядке. Общий принцип — завин-
чивать сначала средние гайки, затем пару соседних
справа и пару соседних слева, после чего снова пару
соседних справа, и т. д., постепенно приближаясь к
краям, по так называемому методу спирали (рис. 3.3).
Гайки, расположенные по кругу, завинчивают крест-
накрест. Правильно выбранная последовательность на-
винчивания гаек исключает перекосы и коробления де-
талей. Недовернутая гайка вызывает перегрузку сосед-
них с ней шпилек, и это может явиться причиной их
разрыва во время работы машины.
В процессе разборки резьбовых соединений целесо-
образно придерживаться обратного порядка отвинчива-
ния гаек; это позволит предотвратить перекосы скреп-
ленных деталей. Рекомендуется вначале поочередно
слегка отвернуть все гайки и после этого отвинчивать
их полностью.
При затяжке гайки обычным ключом следует вни-
мательно следить за тем, чтобы момент на ключе не
превышал допустимой величины.
Момент затяжки:
Мзат = Ркл ' Ц,, = Мкл >
JtlrJ» П--Д TOJlf П.Л л
где Ркл — величина силы, необходимая для затяжки
гайки ключом.
141
Технология сборочного производства
I вариант
08 06 04 02 01 03 05 07 09
II вариант
09 06 05 02 0 1 03 04 07 08
Рис. 3.3. Последовательность затяжки гаек
Момент, создаваемый при затяжке на ключе, дол-
жен быть:
<0,ld3 -Gs,
где ов — предел прочности материала.болта или
шпильки; d — диаметр болта или шпильки.
Расход энергии на преодоление трения в резьбовом
соединении намного превышает ее затраты непосред-
142
3. Технология сборки типовых соединений
ственно на затяжку (до 80% от общих затрат). В связи с
трением возникает опасность задиров и заедания поверх-
ностей сопряжений, особенно когда резьбовые детали
изготовлены из таких металлов, как титан, вольфрам,
молибден, нержавеющая сталь. Для устранения опасно-
сти заедания болт и гайку делают из материалов раз-
личной твердости или применяют гальванические по-
крытия мягкими металлами (олово, медь, цинк).
Заедание, смятие и срыв резьбы при постановке
гаек происходит также в результате загрязнения резь-
бы металлической стружкой, абразивом и т. д. Поэто-
му резьбовые детали, поступающие на сборку, должны
быть тщательно промыты, а на рабочем месте требует-
ся соблюдение соответствующей чистоты.
Важным условием обеспечения нормальной и уста-
лостной прочности резьбового соединения является от-
сутствие изгибающих напряжений в теле болта или
шпильки. В связи с этим неплотное прилегание гайки
или головки болта, особенно в ответственных, тяжело
нагруженных соединениях, недопустимо. Следователь-
но, при сборке необходимо следить, чтобы торец гайки,
как и опорная часть зажимаемой ею детали, был пер-
пендикулярен оси резьбы; допустимое биение торца —
не более 0,01 диаметра описанной окружности.
В длинных болтах и шпильках, особенно малого
диаметра, при затягивании гаек могут также дополни-
тельно возникнуть напряжения кручения. Чтобы избе-
жать этого, на выступающих над гайкой концах таких
болтов (шпилек) должны быть предусмотрены головки
с гранями, за которые можно при сборке удерживать
эти резьбовые детали ключом.
Постановка винтов
Процесс сборки соединения, в котором скрепляю-
щей деталью является винт, состоит обычно из следу-
ющих элементов: установка подсобранных деталей
143
Технология сборочного производства
соединения на подставку, захват винта механической
отверткой, завинчивание винта в деталь, снятие со-
бранного соединения. При сборке крупных СЕ про-
цесс сборки состоит из наживления и завинчивания
винта, а при автоматической подаче винтов к нако-
нечнику механической отвертки — из одного перехо-
да — завинчивания.
Так как винтовое соединение обычно многократно
собирают и разбирают, посадка резьбы здесь не может
быть с натягом, как в шпильках.
Тугое винтовое соединение нежелательно, но не ме-
нее нежелательна и другая крайность — слишком сво-
бодное соединение, поэтому, если винт, завернутый до
половины нарезки, имеет хотя бы небольшую качку,
его нужно заменить.
Величина момента затяжки винтов обычно прини-
мается исходя из прочности стержня винта на растя-
жение. Для винтов с цилиндрической, сферической
или шестигранной головкой [2]:
М]ат = o,OO5d3 -аг(6,5р + 1);
Для винтов с потайной головкой
мзат = 0.005d3 (9,8ц +1),
где d — нагруженный диаметр резьбы; стг — предел
текучести материала винта; ц — коэффициент трения
головки винта по опорной поверхности.
Затяжка резьбовых соединений
Надежность и долговечность работы тяжело натру-
женных резьбовых соединений в значительной мере оп-
ределяются тем, насколько правильно будет произведена
их затяжка в процессе сборки. Напряжение затяжки в
шпильке, болте или винте составляет для резьбовых де-
талей из углеродистых сталей — взат = (0,6...0,7)стг; для
деталей из легированных сталей — <тгат = (0,5...0,6)аТ.
144
3, Технология сборки типовых соединений
Если детали, соединяемые болтами, шпильками
или винтами, испытывают во время работы перемен-
ные ударные нагрузки, то такие соединения следует
затягивать крутящим моментом определенной величи-
ны, при этом в случае многоболтового соединения нуж-
но обеспечить равномерность затяжки.
Требования к равномерности затяжки еще более по-
вышаются, если в соединении необходима герметичность.
Обеспечение требуемой затяжки данного резьбового
соединения является весьма ответственной частью тех-
нологии сборки.
Простейшим способом ограничения крутящего мо-
мента при затягивании гаек является выбор соответ-
ствующей длины рукоятки ключа. Однако усилие руки
в процессе работы даже у одного и того же сборщика
может изменяться в сравнительно широких пределах.
Поэтому обычно применяют специальные ключи,
они бывают двух типов: предельные автоматически
выключающиеся при достижении определенного мо-
мента затяжки, и динамометрические — с указанием
величины прилагаемого момента при затяжке.
Периодически в процессе использования предель-
ные и динамометрические ключи тарируют.
Стопорение резьбовых соединений
Нарушением работы сборочной единицы или маши-
ны может быть самопроизвольное ослабление затяжки
резьбового соединения. Поэтому при сборке таких со-
единений большое внимание уделяют обеспечению ста-
бильности их затяжки. Самоотвинчиванне может устра-
няться надежным стопорением резьбового соединения.
Существует несколько способов стопорения резьбовых
соединений: создание дополнительных сил трения пу-
тем осевого или радиального давления (стопорение кон-
тргайкой, винтом, самостопорящимися гайками); вза-
имная фиксация гайки относительно болта, одной из
145
Технология сборочного производства
скрепляемых деталей или фиксация нескольких гаек
(винтов) (стопорение шплинтом, пружинными и дефор-
мируемыми шайбами, проволокой); посредством мест-
ных пластических деформаций (накерниванием).
Стопорение контргайкой [2]. Обычную или штам-
пованную из листовой стали контргайку (рис. 3.4, а)
навинчивают на конец болта (шпильки) после затяжки
крепежной гайки. Затягивают контргайку до плотного
соприкосновения ее с торцом основной гайки.
Возможно применение контргайки из упругого пла-
стика с одним витком резьбы и скошенным торцом.
Эту контргайку затягивают до тех пор, пока скошен-
ный торец благодаря упругим деформациям не при-
жмется к гайке всей своей плоскостью.
Стопорение винтом. При ввертывании резьбовой
детали (рис. 3.4, б) винт должен быть отвернут. После-
дующей его затяжкой достигают местного увеличения
шага резьбы, повышенного осевого давления и трения
в резьбе. При атом сам винт стопорится за счет упруго-
сти основной детали.
Этот же эффект достигается благодаря применению
сам ост спорящихся гаек с завал ьцов энными пластмас-
совыми упругими вставками 2 (рис. 3.4, в), а также
гаек, имеющих горизонтальные или винтовые разрезы.
При затяжке радиального стопорного винта 4
(рис. 3.4, г) также создаются дополнительные силы
трения в резьбе. Винт затягивают до отказа. Во избе-
жание порчи основной резьбы под винт кладут свинцо-
вый или алюминиевый шарик 3.
Стопорение специальными гайками основано на со-
здании дополнительных сил трения от радиального на-
тяга в резьбе гаек за счет упругости верхней ее части
благодаря разрезам (рис. 3.4, д) или обжатия на эл-
липс (рис. 3.4, е).
Надежность стопорения таких гаек проверяется со-
поставлением фактических крутящих моментов при
146
3. Технология сборки типовых соединений
Д) • е’
Рис. 3.4. Стопорение резьбовых соединений
Технология сборочного производства
3. Технология сборки типовых соединений
первом их навинчивании и 10-15-кратном отвинчива- ;
нии (в свободном состоянии) с моментами, заданными '
нормами.
Гайки ответственных соединений для достижения j
стабильности затяжки нередко омедняют.
Стопорение разводным шплинтом (рис. 3.4, з). Гай-
ки корончатые со шплинтами обладают существенны- !
ми конструктивными и технологическими недостатка-
ми. Но в ряде соединений, где требуется особая ста-
бильность затяжки, другие способы стопорения дают <
худшие результаты. Шплинт должен сидеть в отвер-
стии болта или шпильки плотно и выступать над тор-
цовой поверхностью гайки не более чем на 0,3 его ;
диаметра. Головка шплинта утопает в прорези гайки, |
а концы его разводят: один — на торец болта или $
шпильки, другой — на грань гайки. Следует обеспе-
чить плотное прилегание обоих концов.
Следует учитывать, что стопорение шплинтом тре-
бует часто дополнительной затяжки (дотяжки) гайки,
с тем чтобы обеспечить совпадение ее прорези с отвер-
стием под шплинт. Максимальный угол дотяжки мо-
жет составлять 53—55°. При такой дотяжке напряже-
ние в болте (шпильке) значительно возрастает, особен-
но при малых моментах основной затяжки.
После установки шплинта необходимо проверить,
нет ли в месте его перегиба трещин или надломов, так
как это может быть причиной обрыва конца и повреж-
дения всего механизма.
Стопорение пружинными шайбами (рис. 3.4, ж).
Шайба должна обладать достаточной упругостью. Это
обнаруживается по величине развода ее концов, кото-
рая должна быть не менее полуторной толщины шай-
бы. При правильной затяжке гайки пружинная шайба
прилегает к опорной поверхности детали и торцу гай-
ки по всей окружности: зазор в разрезе шайбы допус-
кается до половины ее толщины, но не более 2 мм.
Установка двух пружинных шайб не допускается.
При затяжке гайки с пружинной шайбой момент
трения, вследствие «врезания» концов шайбы в опор-
ную поверхность и торец гайки, меняется. По этой же
причине предварительная затяжка соединения, осуще-
ствляемая ключом с ограниченным моментом, умень-
шается. Опорные поверхности от упругих шайб пор-
тятся И при переборке соединения требуют зачистки.
Недостатком этих шайб также является возможность
обламывания их концов, которые могут затем попасть
в собираемый механизм.
В связи с этим упругие шайбы рекомендуется при-
менять только на наружных резьбовых соединениях.
Стопорение резьбовых соединений деформируемой
шайбой с наружными выступами (рис. 3.5, а) — наибо-
лее простой способ [2]. Шайба выполняется из мягкой
листовой стали толщиной 1-1,25 мм. После затяжки
148
149
Технология сборочного производства
Рис, 3.5. Стопорение резьбовых соединений
деформируемой шайбой
гайки выступы шайбы отгибаются: один на грань, вто-Я
рой — по кромке корпуса. Если болт расположен на Я
значительном расстоянии от края корпуса, то деформи- Я
руемую шайбу делают круглой с наружным диаметром Я
в 2,5 раза больше диаметра болта (рис. 3.5, б). На Я
корпусе заранее просверливают отверстие, в которое Я
при помощи молотка и кернера отгибают край шайбы.
Отогнутая часть шайбы должна плотно прилегать к Я
грани гайки и не иметь трещин в месте перегиба, а
Повторное отгибание шайбы по одному и тому же мес- I
ту не допускается. Я
Перечисленные способы стопорения обеспечивают Я
фиксацию только гайки, болт же должен быть предок- 1
ранен от сам о отвинчивания. 1
Стопорение посредством местной пластической I
деформации производят после затягивания винта или f
гайки накерниванием (рис. 3.5, в). Таким способом
обычно стопорят соединения, не требующие разборки.
Операция кернения болтов или шпилек намного уско-
150
3, Технология сборки типовых соединений
рвется применением специального кернителя, фикси-
руемого на гайке.
Стопорение проволокой. Винты (или болты) с от-
крытыми головками часто стопорят мягкой проволо-
кой (рис. 3.6). Отверстия в головках должны быть
просверлены заранее, до постановки винтов. Проволо-
ку в отверстия следует вводить крест-накрест и так,
чтобы натяжение, получающееся после стягивания ее
концов, создавало момент, действующий в направле-
нии затяжки. Проволока должна быть мягкой, без над-
ломов; концы ее скручивают и обрезают на расстоянии
5-7 мм от начала скрутки.
Для предохранения мелких винтовых соединений
от самоотвинчивания в ряде случаев применяют одно-
компонентные клеящие лаки на пластмассовой основе.
При использовании этих химических средств в процес-
се сборки необходимо применять меры, исключающие
попадание капель лака на поверхности других деталей
сборочной единицы, особенно на рабочие поверхности
подвижных соединений.
правильно
неправильно
Рис. 3.6. Стопорение реэьбоеых
соединений проволокой
151
Технология сборочного производства
3.1.2. Сборка шпоночных соединений
Точность сборки соединений с одной или несколь-
кими шпонками обеспечивается изготовлением, их эле-
ментов по размерам с допусками. Размеры шпонок
выполняются по системе вала, так как посадки в пазах
вала и ступицы, как правило, различны. При непо-
движных соединениях шпонку устанавливают в паз
вала плотно или даже с натягом, а в пазу ступицы
посадка создается более свободная.
При монтаже на вал охватывающей детали необхо-
димо следить, чтобы она не «сидела» на шпонке, то
есть центрировалась бы исключительно по цилиндри-
ческой или конической поверхности вала. При этом
между верхней плоскостью шпонки и впадиной паза
втулки должен быть достаточный зазор. Если в собран-
ной СЕ зазор проверить нельзя, то перед постановкой
охватывающей детали рекомендуется промером опре-
делить размер 1)+^ (рис. 3.7, б).
Смещение осей шпоночных пазов в валу и втулке
(рис. 3.7, в) приводит к неправильному положению
шпонки и несовпадению боковых поверхностей шпон-
ки и паза на величину:
Правильная сборка соединений со шпонками в зна-
чительной мере обеспечивает работоспособность и на-
дежность СЕ. Большое значение при этом, прежде все-
го, имеет строгое соблюдение посадок в сопряжениях
шпонки с валом и охватывающей деталью. Увеличен-
ные зазоры — одна из основных причин нарушения
распределения нагрузок, смятия и разрушения шпонки.
В процессе сборки шпоночных соединений с клино-
выми шпонками ось охватывающей детали смещается
по отношению к оси вала на величину посадочного зазо-
ра «е». Таким образом, посадочный зазор необходимо
152
3, Технология сборки типовых соединений
I
Технология сборочного производства
сокращать до минимума. При сборке соединений с кли-
новой шпонкой необходимо добиваться, чтобы дно паза
охватывающей детали имело уклон, соответствующей
уклону шпонки, так как иначе ступица будет сидеть на
валу с перекосом.
В условиях крупносерийного и массового производ-
ства призматические и сегментные шпонки обычно не
пригоняют (в процессе самой сборки). В единичном и
мелкосерийном производствах такие работы допускают-
ся, особенно когда к шпоночным соединениям предъяв-
ляют особые требования в отношении точности.
Для свободного соединения пазы вала и втулки
изготавливают соответственно с полями допусков Н9 и
D10; для нормального N9 и Js9; для плотного Р9.
Свободное соединение имеет посадку с зазором, а нор-
мальное и плотное — переходные.
Рис. 3.8. Схемы извлечения шпонок из пазов
При вынимании шпонок из пазов пользуются одним
из способов, приведенных на рисунке 3.8. В качестве
инструмента обычно употребляют мягкие выколотки.
Шпоночные соединения имеют недостатки, заклю-
чающиеся в том, что при передаче больших и особенно
знакопеременных крутящих моментов шпоночный паз
на валу приходится делать глубоким, при этом снижа-
154
3. Технология сборка типовых соединений
ется прочность вала. При боковых зазорах между
шпонкой и пазом охватывающей детали паз постепен-
но разбалтывается, что может вызвать срез шпонки
или ее деформацию. Учитывая это, особые требования
предъявляют к точности центрирования шпоночного
соединения и к плотности посадки на валу охватываю-
щей детали. В конструкциях машин могут применять-
ся разнообразные виды без шпоночных соединений.
Один из таких видов — соединение упругопластичны-
ми втулками (рис. 3.9).
Рис. 3.9. Соединение упругопластичными втулками
Охватывающая деталь 1 устанавливается на цилин-
дрическом хвостовике вала 2, центрируясь на два ме-
таллических кольца 3, между которыми поставлена
втулка 4 из капрона, пороцита, асборезины или других
упруго пластических материалов. Под действием осевой
силы, создаваемой гайкой 5, втулка деформируется,
в результате чего возникают силы трения, прочно удер-
живающие охватывающую деталь на валу.
155
Технология сборочного производства
Создание при сборке условий для передачи соедине-
нием необходимого крутящего момента, обеспечивает-
ся нормированной затяжной гайки, в результате чего
возникает соответствующая осевая сила.
3.1.3. Сборка шлицевых соединений
Соединение деталей по шлицам позволяет обеспе-
чивать более точное центрирование, чем при соеди-
нении деталей со шпонкой, а также повышенную
прочность. Распространены прямобочные, эвольвент-
ные и треугольные шлицевые цилиндрические соеди-
нения [2]. В прямобочном соединении охватывающая
деталь может быть центрирована по наружной поверх-
ности шлицев, по поверхности впадин или по боковым
сторонам шлицев. В соединении с эвольвентными шли-
цами центрирование осуществляется профилями зубь-
ев или по наружной поверхности шлицев. При треу-
гольных шлицах детали центрируются по боковым про-
филям шлицев.
В зависимости от применяемой посадки центрирую-
щих поверхностей шлицевые соединения можно отнес-
ти к одной из следующих групп: тугоразъемные, лег-
коразъемные и подвижные.
При сборке шлицевых соединений полная взаимо-
заменяемость даже в условиях массового производства
обычно не достигается из-за весьма малых зазоров,
выдерживаемых в центрирующих сопряжениях.
Сборку шлицевых соединений начинают с осмотра
состояния шлицев обеих деталей. Даже небольшие за-
боины, задиры или заусенцы в шлицевом соединении
не допускаются. В тугоразъемных соединениях охва-
тывающую деталь обычно напрессовывают на вал при
помощи специального приспособления или на прессе.
Собирать такие соединения, применяя молоток, не
рекомендуется. Неравномерные удары могут вызвать
перекос охватывающей детали на шлицах или даже
156
3. Технология сборки типовых соединений
задир их. При очень тугих шлицевых соединениях
целесообразно охватывающую деталь перед запрессов-
кой нагреть до 80-120 °C.
Зазоры в легкоразъемном шлицевом соединении
являются причиной перекоса сопрягающихся деталей.
В результате этого возникают дополнительные осевые
силы, вызывающие колебательное движение деталей со-
единения вдоль шлицев и усиленный износ последних.
После, установки и закрепления охватывающей де-
тали на шлицах соединение следует проверить на бие-
ние. Допускаемые величины радиального и торцевого
биения зависят от назначения соединения и указыва-
ются в технических требованиях на сборку или на
чертеже СЕ.
В правильно собранной СЕ с подвижным шлицевым
соединением перемещение охватывающей детали долж-
но быть легким, без заеданий.
Качка охватывающей детали под действием созда-
ваемого вручную крутящего момента допустима лишь
в очень ограниченных пределах, определяемых техни-
ческими требованиями.
В целях снижения напряжения смятия на боковых
поверхностях шлицев сопряжения их в тяжело нагру-
женных ответственных соединениях проверяют также
с помощью краски на прилегание.
3.1.4. Сборка неподвижных
конических соединений
Конические соединения с неподвижной посадкой
часто применяют взамен цилиндрических, так как они
имеют ряд преимуществ.
Вследствие того, что в начале сборки вал легко
входит в отверстие и сам сцентрируется, сборка кони-
ческих соединений значительно облегчается, что особен-
но важно при установке крупных деталей (маховиков,
157
Технология сборочного производства
больших зубчатых колес). Напряженность посадки и
необходимый натяг в коническом соединении создают-
ся напрессовкой охватывающего конуса на охва-
тываемый и поэтому могут регулироваться. Такие со-
единения часто применяют без шпонок, так как при
определенных натягах возможна передача крутящего
момента только силами трения, возникающими на по-
верхности контакта. Конические соединения удобны в
разборке.
Сборку конического соединения начинают с под-
борки охватывающей детали по конусу вала. Проверку
ведут по краске, на качку, а также по глубине посадки
охватывающего конуса на валу. Перекос и качка дета-
лей возникают при несовпадении углов конусов охва-
тываемой и охватывающей деталей,
В процессе сборки конического соединения к охва-
тываемой детали — валу или охватывающей — втулке,
прикладывают осевую силу. В сопряжении возникает
диаметральный натяг и контактное напряжение, бла-
годаря которому создаются элементарные силы трения.
В зависимости от величины диаметрального натя-
га в конических соединениях применяют обычно no-
il Н Н
садки —, —, — .
s и г
Специальные посадки с натягом более 1 мм средне-
го диаметра конуса используются в тяжело нагружен-
ных соединениях.
Исследования устойчивости конических прессовых
соединений показали, что сила запрессовки при любом
натяге в значительной степени зависит от угла накло-
на конуса а, с увеличением угла наклона конуса она
резко возрастает. От угла а непосредственно зависит
также прочность конического соединения. При малых
значениях угла а сила, требуемая для распрессовки,
увеличивается и иногда даже превышает силу запрес-
158
3. Технология сборки типовых соединений
совки. При больших значениях а сила, требуемая для
распрессовки соединения, составляет лишь часть силы
запрессовки.
Требуемый натяг в соединении можно достичь за-
прессовкой определенной силы. Для этого применяют
специальные приспособления.
Сила, требуемая для сборки неподвижного коничес-
кого соединения, в ряде малогабаритных СЕ создается
обычной гайкой. В этом случае при сборке необходимо
учитывать то обстоятельство, что силы контактного дав-
ления могут быть весьма значительны, в связи, с чем
при тонкой стенке охватывающей детали — ступицы и
бесконтрольной затяжке возможны смятие и даже раз-
рыв этой детали. Поэтому гайку необходимо затягивать
предельным или динамометрическим ключом.
Сборку неподвижного конического соединения
можно также осуществить нагревом охватывающей де-
тали или охлаждением охватываемой.
Конусы обеих деталей до сборки измеряют и на
основе полученных данных наносят на валу риску,
отмечающую положение ступицы, при котором в со-
единении будет необходимый натяг. Температуры на-
грева или охлаждения определяют по специальным
формулам.
Для обеспечения неподвижности соединения иногда
используют конические штифты, соединяющие втулку
и вал. В некоторых конструкциях неподвижность со-
единения обеспечивается также пружинно-затяжными
кольцами [2](рис. 3.10). При затяжке гайки эти кольца
вследствие конического сопряжения получают упругую
деформацию, в результате которой достигается непо-
движность соединения. Кольца применяют цельные и
разъемные. Углы наклона конусов для этих колец
а= 12,5-5-14°. От силы затяжки колец зависит величина
крутящего момента, передаваемого соединением. Здесь
существует строгая линейная зависимость.
159
Технология сборочного производства
Рис. 3.10. Соединение пружинно-затяжными кольцами
3.2. Сборка неподвижных неразъемных соединений
В конструкциях машин неподвижные неразъемные
соединения имеют широкое применение. Разборка этих
соединений обычно связана с нарушением состояния
сопрягаемых поверхностей, а нередко с порчей одной
или нескольких деталей СЕ. Лишь некоторые виды из
них, так называемые условно неразъемные, могут быть
разобраны, но число разборок строго ограничено.
Конструктивных разновидностей неподвижных не-
разъемных соединений чрезвычайно много. Большин-
ство из них может быть отнесено к одной из трех
групп: 1) соединения с силовым замыканием, относи-
тельная неподвижность деталей в которых обеспечива-
ется механическими силами, возникающими в резуль-
тате пластических деформаций; 2) соединения с геомет-
рическим замыканием, осуществляемым благодаря фор-
ме сопрягаемых деталей; 3) соединения, в основе кото-
рых лежат молекулярные силы сцепления или адгезии.
160
3, Технология сборки типовых соединений
Рис. 3.11 Схемы соединений с нагревом охватывающей или охлаждением
охватываемой детали: 1 - охватывающая деталь; 2 — охватываемая деталь
Рассмотрим процессы сборки наиболее распростра-
ненных в машиностроении соединений. К ним относят-
ся соединения с гарантированным натягом, сварные,
паяные, склеиваемые и заклепочные.
По способу получения нормальных напряжений на
сопрягаемых поверхностях соединения е гарантирован-
ным натягом условно делят на поперечно-нрессовые и
продольно-прессовые [2].
В поперечно-прессовых соединениях сближение со-
прягаемых поверхностей происходит радиально или
нормально к поверхности (рис. 3.11).
Такие соединения осуществляются одним из следу-
ющих способов: нагреванием охватывающей детали пе-
ред сборкой, охлаждением охватываемой детали, пу-
тем пластической деформации (например развальцов-
ки), приданием упругости охватываемой детали.
6. Зек. 343
161
Технология сборочного производства
При продольно-прессовом соединении охватываемая
деталь под действием прикладываемых вдоль оси сил
запрессовывается в охватывающую с натягом, в ре-
зультате чего возникают силы трения, обеспечиваю-
щие относительную неподвижность деталей.
3.2Д. Соединения, собираемые с использованием
тепловых методов
Сборку с нагревом охватывающей детали осуществ-
ляют чаще всего в тех случаях, когда в соединении
предусмотрены конструкций значительные натяги. При
тепловых посадках создаются натяги, средняя величина
которых примерно в 2 раза больше натягов при обыч-
И и
пых посадках —,— (прессовых). В одних и тех же
г s
условиях прочность тепловых посадок при передаче кру-
тящего момента в 2-3 раза больше прочности обычных
посадок. Объясняется это тем, что при тепловых посад-
ках микронеровности сопрягаемых поверхностей не
сглаживаются, как при холодной запрессовке, а как бы
сцепляются друг с другом. Время на запрессовку круп-
ногабаритных деталей с нагревом или охлаждением со-
кращается в 2—4 раза. Кроме того, упрощается и уде-
шевляется сборочное оборудование, ибо отпадает необ-
ходимость в тяжелых прессах. Температура нагрева и
охлаждения рассчитывается по специальным формулам.
Минимальная температура, до которой следует на-
гревать охватывающую деталь 1 (см. рис. 3.11) [2]:
U = +0,001)
н Ка
где Ка — коэффициент линейного расширения детали 1.
„ „ 1350 ПЛ.
Для стальных деталей tH - (----+ 90).
di
162
3. Технология сборки типовых соединений
Температура охлаждения охватываемой детали 2
определяется по формуле:
_ Д + 5
° ~ Ka d’
где А — величина натяга; 6 — минимальный зазор,
позволяющий легко ввести охватываемую деталь в от-
верстие.
В зависимости от конструкции и назначения охва-
тывающей детали ее нагревают в газовых или электри-
ческих печах в вакуумной или жидкостной среде (до
200 °C). Жидкостная среда используется, когда темпе-
ратура деталей должна быть выдержана в узком диапа-
зоне. Венцы крупных зубчатых колес, муфт, шкивов и
других деталей кольцевой формы нагревают также ин-
дукционными токами. Охлаждают охватывающую де-
таль после ее установки в печи потоком воздуха, в
масляной ванне или омыванием водным раствором нит-
рита натрия (-75...-100 °C).
Способ сборки с охлаждением охватываемой детали
имеет ряд преимуществ. Нагрев деталей сложной фор-
мы может явиться причиной возникновения темпера-
турных напряжений, местных деформаций, снижения
твердости и окисления поверхностей деталей. Сборка с
применением глубокого холода не имеет таких недо-
статков. Для охлаждения требуется меньше времени,
чем для нагрева. Кроме того, когда охватываемых де-
талей в СЕ несколько, а габаритные размеры и масса
их значительно меньше, чем у охватывающих, этот
способ оказывается экономичнее.
Охлаждение до -75 °C производят при помощи твер-
дой углекислоты (сухого льда). Посредством холодиль-
ных машин температура охлаждения может быть дове-
дена до —100 °C. При необходимости можно получить
еще более низкую температуру, применяя для охлажде-
ния деталей жидкий воздух, кислород или азот.
6*
163
Технология сборочного производства
Целесообразность использования того или иного
способа охлаждения охватываемой детали в значитель-
ной степени определяется величиной натяга, который
Должен быть создан в сопряжениях.
При охлаждении детали помещаются в специаль-
ные теплоизолированные камеры, стенки которых
охлаждаются жидкими хладоносителями.
При пользовании охлаждающей средой необходимо
принимать меры предосторожности, так как действие
этой среды на кожу вызывает болезненные явления.
Ткань, пропитанная жидким кислородом, приобретает
взрывчатые свойства. Хранить сосуды с остатками
жидкого газа или кислорода необходимо в специаль-
ном помещении. Плотно закрывать отверстия сосудов с
сжиженными газами воспрещается, так как это может
привести к взрыву.
3.2.2. Соединения, собираемые путем
пластической деформации деталей
Пластическую деформацию используют при сборке
соединений, натяг в которых создается радиальным
расширением охватываемой или сжатием охватываю-
щей детали.
Основное назначение соединений, получаемых та-
ким способом, — обеспечить неподвижность и герме-
тичность от проникновения газов или жидкостей. Они
относятся к числу редко демонтируемых, так как их
разборка во многих случаях сопровождается порчей
одной или об.еих деталей. В конструкциях машин со-
единения этого типа имеют большое распространение.
Распространенными видами пластической дефор-
мации, используемыми в конструкциях машин для
создания неподвижности и плотности, являются валь-
цевание, раздача, бортование, осадка, формование, об-
жатие [2].
164
3. Технология сборки типовых соединений
3.2.3. Соединения с использованием
упругих деталей
Фальцовочные соединения деталей — соединения,
образуемые путем загибания и сдавливания краев этих
деталей. Фальцовка применяется для соединения сталь-
ных листов и лент малой толщины — меньше 0,8 мм.
Ширина фальца — 5-12 мм.
Основные требования, предъявляемые к данному
виду соединения деталей, — надежность, герметич-
ность и сохранение от повреждений покрытий соединя-
емых листов. Возможна комбинации фальцовочных со-
единений с резьбовыми, шпоночными и клеевидными.
Обеспечение качества соединения в значительной мере
зависит от ширины фальца и размеров заготовок.
Фальцовочные соединения используют при изготовле-
нии глушителей автомобилей.
Зиговочные соединения деталей — соединения, об-
разованные путем вдавливания части материала дета-
лей. Материал стенок деталей должен быть достаточно
пластичным: стали 10, 15, 20, латунь Л62, медь, мяг-
кие алюминиевые сплавы и др. Таким методом соеди-
няют обычно трубчатые детали.
Намотка — многократная гибка проволоки, ленты
вокруг базовых деталей с целью расположения витков с
определенным шагом. Широко используется при произ-
водстве трансформаторов и сопротивлений. Материал
пластичный: медь и некоторые алюминиевые сплавы.
Обмотка — многократная гибка шнуров, ленты
вокруг других деталей с целью получения определен-
ного их расположения и конфигурации объекта. Ши-
роко используется в авиационной промышленности для
получения крыльев специальных самолетов. Выполня-
ют эти работы на станках-полуавтоматах, оснащенных
системами числового программного управления и обес-
печивающих укладку ленты по многим направлениям.
165
Технология сборочного производства
Плетение — гибка проволоки, шнуров или нитей
для получения сетки или иного их расположения с
целью получения требуемых свойств изделия.
Вязка — многократное изгибание шнура, нитки,
проволоки для образования переплетения.
Свивка — многократная гибка нескольких шнуров,
стержней, проволоки, лент и других подобных дета-
лей, причем каждая из них обвивается вокруг другой.
Сборка возможна посредством промышленных ро-
ботов сборочных комплексов.
3.2.4. Сборка продольно-прессовых
соединений
Соединения такого вида сравнительно широко рас-
пространены в конструкциях машин. Трудоемкость
сборки их составляет 10-12% от общей трудоемкости
сборочных работ.
Процесс сборки продольно-прессовых соединений
состоит в том, что к одной из двух деталей, охватывае-
мой или охватывающей, прикладывается осевая сила,
надвигающая детали друг на друга (рис. 3.12). Сила
запрессовки растет от нуля до некоторого максималь-
ного значения.
Охватываемая деталь имеет наружной диаметр,
больший, чем диаметр отверстия охватывающей дета-
ли, и соединение их при относительном придельном
перемещении в процессе сборки происходит с деформи-
рованием металла (явления механического или моле-
кулярного характера), в результате чего на поверхнос-
ти контакта возникают значительные нормальные дав-
ления и силы трения, которые препятствуют сдвигу
этих деталей. Способность прессовых соединений вы-
держивать значительные нагрузки зависит от натяга.
Изменение натяга происходит за счет уменьшения диа-
метра охватываемой и увеличения диаметра охватыва-
166
3. Технология сборки типовых соединений
Рис.З. /2. Схема продольно-прессового соединения:
1 - охватываемая деталь; 2 - охватывающая деталь
ющей деталей. Кроме того, происходит смятие шерохо-
ватостей на сопрягаемых поверхностях. Гальваничес-
кие покрытия на поверхностях контактирующих дета-
лей повышают прочность.
Наибольшая сила запрессовки, необходимая для
сборки продольно-прессового соединения с гарантиро-
ванным натягом, определяется по формуле [2]:
• л • р d Z ,
гДе Лоп ~ коэффициент трения при запрессовке; р —
удельное давление на поверхности контакта; d — диа-
метр охватываемой детали 1 по поверхности сопряже-
ния; L — длина запрессовки.
167
Технология сборочного производства
Фактически натяг при посадке обычно определяют
по номинальным размерам охватываемой и охватываю-
щей деталей без учета микрогеометрии поверхностей.
Однако, неизбежные при любой обработке микронеров-
ности, сминаясь под действием давлений на сопрягае-
мых поверхностях, уменьшают величину натяга. Та-
ким образом, при запрессовке происходит как бы сгла-
живание микронеровностей сопрягаемых поверхнос-
тей, вызывающее ослабление посадки.
Разрабатывая технологию сборки соединений с га-
рантированным натягом, приходится определять вели-
чину сил запрессовки и выпрессовки, так как в зависи-
мости от этих величин подбираются или конструиру-
ются оборудование и приспособления для выполнения
операций.
В процессе запрессовки применяют различные смаз-
ки (машинное, сурепное или авиационное масло, ртут-
ная смазка и др.), предохраняющие поверхности от
задиров, уменьшающие коэффициент трения и снижа-
ющие потребную силу запрессовки.
Прочность продольно-прессового соединения и си-
ла запрессовки в значительной мере определяются ско-
ростью выполнения операций. Обычные скорости — 1-
10 мм/с, с увеличением скорости потребная сила зап-
рессовки уменьшается, но при этом снижается и проч-
ность соединения.
В процессе запрессовки возможны неточности со-
пряжения деталей, особенно в начальный период их
наживления. Значительные относительные перекосы
деталей могут быть причиной некачественной сборки,
чтобы не допустить этого, необходимо соответствую-
щее базирование деталей на плавающих столах или
посредством упругих элементов, благодаря которым
могло бы происходить автоматическое перебазирова-
ние. Этому способствует также наличие на деталях
соответствующих фасок или заходных поясков.
168
3. Технология сборки типовых соединений
3.2.5. Сварка, пайка и склеивание
Сварные соединения в конструкциях машин полу-
чают все большее распространение. Прочность этих со-
единений обычно не ниже прочности клепаных, они
значительно менее трудоемки, более технологичны.
Применение новейших достижений науки и техни-
ки в области сварки позволяет успешно решать вопро-
сы, связанные с созданием неразъемных соединений,
практически всех применяемых в конструкциях ма-
шин металлов и сплавов.
Распространенными в промышленности способами
сварки являются: контактно-точечная и шовная; дуго-
вая-полуавтоматическая и автоматическая под слоем
флюса, в среде защитных газов; электрошлаковая; уль-
тразвуковая. В ряде производств используются новые
виды сварки: электронным лучом; плазменно-кванто-
вая; диффузионная; лазерная.
В связи с широким применением в конструкциях
машин пластических масс возникла необходимость
сварки деталей из этих материалов. Используют пре-
имущественно тепловые виды сварки и сварку нагре-
вом ТВЧ.
Основными элементами сборочно-сварочного про-
цесса являются подготовка поверхностей под сварку,
сборка и установка СЕ, закрепление, пуск, подвод сва-
рочной головки, подача электрода, сварка, отвод го-
ловки, выключение, снятие сваренной СЕ, контроль.
При выполнении сборочно-сварочных работ в мел-
косерийном производстве широко применяют механи-
зированные приспособления, а в крупносерийном и
массовом производствах — полуавтоматические и авто-
матические сварочные установки.
Пайкой называется процесс получения неразъемно-
го соединения двух или нескольких деталей с примене-
нием присадочного металла — припоя — путем их
169
Технология сборочного производства
нагрева в собранном виде до температуры плавления
припоя. Расплавленный припой затекает в специально
создаваемые зазоры между соединяемыми деталями и
диффундирует в металл этих деталей. При этом проте-
кает элементарный процесс взаимного растворения ме-
талла деталей и припоя, в результате чего образуется
сплав, более прочный, чем припой.
В зависимости от температуры плавления припоя
различат пайку мягкими и твердыми припоями. Мяг-
кие (обычно оловянисто-свинцовые) припои имеют тем-
пературу плавления ниже 400 °C, твердые (медные,
медно-цинковые) припои — 400-1200 °C. Мягкие при-
пои обладают небольшим пределом прочности — до
100 МПа, а твердые — 500 МПа и выше. При необхо-
димости иметь большую прочность соединения приме-
няют твердые припои, если же пайка производится
только для получения плотности, используются мяг-
кие припои.
Кроме припоя, при пайке применяют флюсы, на-
значение которых сводится к защите места спая от
окисления при нагреве СЕ, к обеспечению лучшей сма-
чиваемости места спая расплавленным металлом и ра-
створению металлических окислов. В качестве флюсов
для твердых припоев используют буру и плавиковый
шпат, а также смеси их с различными окислителями
или солями щелочных металлов.
При пайке мягкими припоями пользуются канифо-
лью, хлористым цинком, нашатырем и фосфорной кис-
лотой. Применяют также газообразные флюсы на осно-
ве метилбората и фтористого бора. Пайку точных со-
единений производят без флюсов в защитной атмосфе-
ре или в вакууме.
Процесс пайки включает подготовку сопрягаемых
поверхностей деталей под пайку, сборку, нанесение
флюса и припоя, нагрев места спая, промывку и зачист-
ку шва.
170
3. Технология сборки типовых соединений
В зависимости от способа нагрева пайку подразде-
ляют на следующие основные виды: газовую, погруже-
нием (в металлические или соляные ванны), электри-
ческую (дуговая, индукционная, контактная), в печах,
ультразвуковую.
В единичном и мелкосерийном производствах рас-
пространены способы пайки с местным нагревом по-
средством паяльника или газовой горелки; в крупносе-
рийном и массовом производствах СЕ при пайке нагре-
вают в ваннах и газовых печах, а также широко при-
меняют электронагрев. Особенно широко используют
индукционный нагрев ТВЧ.
Перспективным направлением развития технологии
пайки металлов и неметаллических материалов явля-
ется использование ультразвука. Так, например, от ко-
лебательных движений наконечника паяльника в рас-
плавленном припое возникает явление кавитации, вы-
зывающее разрушение окисной пленки на поверхнос-
тях деталей, соединяемых пайкой.
Детали для пайки должны быть тщательно подго-
товлены. Места под спай необходимо осмотреть и прй
наличии коррозии зачистить, а затем промыть и обез-
жирить.
Особое внимание следует обратить на зазор между
сопрягаемыми поверхностями в соединении, предна-
значенном для пайки. От величины этого зазора в
связи с различными условиями капиллярности зави-
сит диффузионный обмен припоя с металлом деталей
и прочность соединений. При пайке легкоплавкими
припоями зазор устанавливают 0,025-0,075 мм, при
пайке серебряными припоями — 0,05-0,08 мм, при
пайке медью — 0,012-0,014 мм [2]. Припой должен
быть зафиксирован относительно места спая. Припой
закладывают в месте спая в виде фольговых прокла-
док, проволочных контуров, лент, дроби, паст вместе
с флюсом, а также наносят в расплавленном виде.
171
Технология сборочного производства
В процессе автоматизированной пайки припой в виде
пасты вносят с помощью шприц-установок в требуе-
мых дозах.
Соединения следует пригнать таким образом, чтобы
зазор был одинаков по всему сечению.
Паяные соединения контролируют по параметрам
режимов пайки внешним осмотром, проверкой на проч-
ность или герметичность, а также методами дефекте- и
рентгеноскопии.
Склеивание — один из способов получения непо-
движных неразъемных соединений деталей. В процессе
склеивания между сопрягаемыми поверхностями вво-
дится слой специального вещества, способного при оп-
ределенном физическом состоянии, благодаря проявле-
нию сил адгезии, прочно склеивать эти детали. Одним
из важных преимуществ склеивания является возмож-
ность получения соединений из разнородных металлов
и неметаллических материалов. Кроме того, в процессе
склеивания можно в значительной мере избежать внут-
ренних напряжений и деформации детали, так как
технология не требует повышенных температур.
Существенными недостатками клеевых соединений
являются их сравнительно низкая термостойкость,
склонность к старению, необходимость в ряде случаев
нагревания соединения при склеивании.
Существует большое разнообразие марок клеев. Они
делятся на две группы: конструкционные, или жест-
кие, и неконструкционные, или эластичные. Первые
отверждаются нагревом или введением в состав специ-
ального отвердителя. Конструкционные клеи применя-
ют, когда требуется высокая прочность (на сдвиг — до
50-55 МПа, на отдир — до 2,5—2,7 МПа). Неконструк-
ционные клеи, основанные на эластомерах, менее проч-
ны (на сдвиг — до 5 МПа, отдир — до 0,7 МПа) [2], но
более дешевы. Кроме того, клеи подразделяют на жид-
кие, пастообразные, пленочные и порошковые.
172
3. Технология сборки типовых соединений
Марку клея для того или иного соединения выбира-
ют в процессе конструирования СЕ, исходя из физико-
механических свойств клея и условий работы СЕ в
машине (действующие нагрузки, температуры, нали-
чие масла, бензина, кислот и пр.).
Большое значение для обеспечения прочности име-
ет толщина клеевой прослойки, причем увеличение
слоя клея снижает прочность.
В процессе склеивания деталей выполняют следую-
щие работы: подготавливают поверхности, готовят
клей, наносят на поверхности, поверхности выдержи-
вают и высушивают, соединяют склеиваемые детали и
создают условия для отверждения, зачищают соедине-
ние и контролируют сборку.
Подготовка поверхностей к склеиванию является
важным фактором получения высококачественного
соединения. Речь идет о надлежащей пригонке по-
верхностей склеивания, об очистке путем травления,
дробеструйной или пескоструйной обработкой, обез-
жириванием.
Для нанесения клея используют кисть, шпатель,
ролик, покрытый фетром, специальные шприцы, осо-
бые механизированные установки.
Открытая выдержка после нанесения клея предус-
матривается с целью удаления растворителей. После
этого производится подсушивание, продолжительность
которого зависит от вида клея (примерно 60 мин.).
Далее производится сборка и процесс отверждева-
ния. Обычно этот процесс протекает с выдержкой под
давлением и нагревом.
Требуемые давления создают посредством пневма-
тических и гидравлических прессов, автоклавов, струб-
цин или специальных приспособлений. При необходи-
мости горячего от в ерж девани я одновременно с прессо-
ванием производят подогрев в термостатах, конвейер-
ных печах или с применением электронагрева.
173
Технология сборочного производства
После склеивания соединение зачищают и контро-
лируют осмотром, простукиванием или посредством
контрольных приборов — ультразвуковыми методами.
В конструкции машин встречаются также клее-
сварные соединения. При их сборке слой клея наносят
на сопрягаемую поверхность одной детали, а вторую
приваривают точечной сваркой по этому слою.
3.2.6. Сборка заклепочных соединений
Наиболее распространены заклепки со сплошным
стержнем (рис. 3.13, а), трубчатые (рис. 3.13,6) и по-
лутрубчатые (рис. 3.13, в), материал заклепок — сталь,
медь, латунь и алюминиевые сплавы.
Диаметральные зазоры в сопряжении стержня с
базовой деталью должны выдерживаться строго по чер-
тежу, так как от этого в значительной мере зависит
возможность получения изгиба стержня, смещение де-
талей, а при переменных нагрузках — быстрый износ
и разрушение стержня. Величина этих зазоров [2]:
0,2 мм для диаметра стержня до 6 мм;
0,25 мм —------//— ------6—13 мм;
0,3 мм---------—//----—-—10-18 мм.
Для получения качественного заклепочного соеди-
нения большое значение имеет выбор длины заклепки
(выступающая часть стержня 1,3...1,6 диаметра стерж-
ня в зависимости от формы головок).
В зависимости от назначения СЕ, ее конструктив-
ных форм, размеров заклепок и масштаба производ-
ства клепку осуществляют на прессах, с помощью спе-
циализированных приспособлений или посредством ме-
ханизированного инструмента. Ручную клепку предус-
матривать в технологических процессах не следует.
В большинстве случаев при сборке машин производят
холодную клепку, так как диаметр заклепок обычно
не превышает 8-14 мм.
174
3. Технология сборки типовых соединений
Рис. 3,13, Заклепочные соединения
Технология сборочного производства
Для уменьшения при клепке смещения отверстия в
соединяемых деталях целесообразно заклепки ставить
не последовательно, а вразброс. В случае использова-
ния подвижных пресс-скоб операция клепки включает
четыре основных этапа: базирование подсобранной СЕ,
опускание скобы и включение кнопки пуска, формиро-
вание головки заклепки, отход штока и подъем скобы.
Многие заклепочные соединения, работающие в ус-
ловиях повышенных или пониженных давлений, долж-
ны быть герметичными. Поэтому при клепке применя-
ют специальные уплотнительные материалы — герме-
тики в виде клееобразной жидкости, пасты или плен-
ки. Герметики накладывают либо на поверхность со-
пряжения, либо на внешнюю поверхность заклепоч-
ного шва.
Контроль обычно осуществляется осмотром или
простукиванием заклепок; плотные соединения прове-
ряют гидравлическим испытанием. Ответственные за-
клепочные соединения следует контролировать метода-
ми рентгеноскопии.
3.2.7. Соединения, получаемые заформовкой
Заформовку осуществляют погружением детали в
жидкий или размягченный материал с последующим
затвердеванием. Заформовку применяют для соедине-
ния металлических деталей с металлами, стеклом,
пластмассами и резиной. Для заформовки металличес-
ких деталей в металл применяют литье под давлением.
Заформовку металлических деталей в пластмассы про-
изводят в металлических разъемных пресс-формах, а
заформовку в резину осуществляют сырой резиной с
последующей вулканизацией в специальных формах.
Заформовку в стекло обычно выполняют путем обжатия
размягченной стекломассы на металлической детали.
При проектировании пластмассовых изделий с ме-
таллической арматурой на последней предусматривают
176
3. Технология сборки типовых соединений
накатку и канавки для увеличения механического
сцепления арматуры с пластмассовой деталью.
Соединение заливкой компаундом получают на ос-
нове литья в разовые формы, выполненные из гипса,
картона или пластилина. После 10-12 часов выдержки
при 20°С процесс отверждения эпоксидного компаунда
заканчивается. Время отверждения может быть сокра-
щено до 4-6 часов при нагреве до 100—120 °C. Проч-
ность соединений может быть повышена введением в
смолу наполнителя (стекловолокна, железного порош-
ка) или применением металлической арматуры. Соеди-
нения, полученные заливкой эпоксидного компаунда,
имеют хорошую адгезию к металлам; все заливаемые
соединяемые детали должны быть хорошо обезжирены
(промыты в ацетоне, щелочных ваннах или прожига-
нием на газовом пламени).
177
@ СБОРКА ТИПОВЫХ СБОРОЧНЫХ ЕДИНИЦ
4.1. Сборка механических передач
Из всех существующих механических передач наи-
более часто используются зубчатые передачи, затем i—
ременные и цепные.
Зубчатые передачи имеют следующие достоинства:
1) высокий КПД, до 99%;
2) постоянство и высокая точность передаточного от-
ношения;
3) широкий диапазон передаваемых мощностей от ты-
сячных долей кВт до десятков тысяч кВт;
4) высокая допустимая быстроходность;
5) высокая надежность и долговечность работы в лю-
бых условиях эксплуатации.
Недостатки зубчатых передач:
1) невозможность передавать движение между валами
с большим межцентровым расстоянием;
2) повышенная металлоемкость, сложность и дорого-
визна изготовления.
Ременные передачи имеют следующие достоинства:
1) практически неограниченное межосевое расстояние
между передающими валами (это относится к плос-
коременным передачам);
2) простота и дешевизна в изготовлении;
3) бесшумность работы;
4) ограничение передаваемой мощности (т. е. ремен-
ная передача служит одновременно предохрани-
тельным элементом). При превышении заданного
крутящего момента она проскальзывает.
Недостатки ременных передач:
1) непостоянство передаточного отношения в связи с
проскальзыванием ремня;
178
4. Сборка типовых сборочных единиц
2) ограничение передаваемого крутящего момента.
Чтобы повысить крутящий момент, во-первых, ис-
пользуют клино реме иную передачу, во-вторых, зуб-
чатую передачу, в-третьих, используют многоручье-
вые шкивы для параллельной работы нескольких
клиновидных ремней (не применяют количество ру-
чьев > 12);
3) существуют значительные ограничения по скорос-
ти. Окружная скорость V = 15 м/с.
Цепные передачи бывают втулочные, втулочно-ро-
ликовые, зубчатые, пластинчатые, фасонно-звенные.
Достоинства:
1) неограниченное практически расстояние между ве-
дущим и ведомым валами;
2) постоянство передаточного отношения;
3) относительная дешевизна (по сравнению с зубчаты-
ми передачами);
4) простота эксплуатации.
Недостатки:
1) цепь значительно дороже ремня;
2) необходимость смазки (сложные условия принуди-
тельной смазки);
3) цепь, особенно втулочно-роликовая (велосипед),
подвержена вытяжению. Необходимы механизмы
для ликвидации этого явления;
4) цепная передача более шумная, чем ременная.
4.1.1. Сборка зубчатых передач
Общая характеристика
и технические требования
Рассмотрим основные виды зубчатых передач: ци-
линдрическую, коническую и червячную (табл. 4.1).
Будем подразумевать, что зацепления эвольвент-
ные. Передачи циклоидальные и Новикова рассматри-
вать не будем.
179
Технология сборочного производства
- Таблица 4. 1
Технические требования к зубчатым передачам
Ns п/ п Техническое условие Вид передачи
Ци- ли нд- риче- ская Кони- чес- кая Чер- вяч- ная
1 Ограничение величины осевого за- зора (монтажного + теплового) для каждого вала. На чертеже ТУ: «Вал поз... должен вращаться свободно, без дробления и заедания, осевой люфт не более 0,4 мм» + + +
2 Отклонение межцентрового рас- стояния между рабочими осями зуб- чатых колес. Рабочей осью зубчато- го колеса называется ось последней вращающейся поверхности, нахо- дящейся в контакте с неподвижной деталью (ось дорожки наружного кольца подшипника) -ь - +
3 Несовпадение вершин делительных конусов зубчатых колес (отдельно по х и у) - + -
4 Несовпадение оси делительного цилиндра червяка с осью выкружки зуба червячного колеса - - +
5 Биение зубчатого (винтового - у червяка) профиля относительно рабочей оси + +
6 Непараллельность рабочих осей + - -
7 Нелерпендикулярность рабочих осей - + +
8 Пересечение рабочих осей - + -
4. Сборка типовых сборочных единиц
Сборка цилиндрических зубчатых передач
Сборка цилиндрических зубчатых передач по срав-
нению со сборкой конических и червячных относи-
тельно проста:
1) не требуется осевой регулировки положения зуб-
чатого колеса, так как ширина шестерни обычно
на 4-5 мм больше зубчатого колеса;
2) основные технические условия, определяющие
работу зубчатой передачи, — величина и посто-
янство бокового зазора — устанавливаются меж-
центровым расстоянием и биением зубчатого
венца.
Так как оба параметра никакому регулированию не
поддаются, сборка ведется методом полной, реже —
методом неполной взаимозаменяемости.
Технология сборки цилиндрических зубчатых пере-
дач или цилиндрического редуктора составляется на
основе технологической схемы сборки и начинается,
как правило, с узловой сборки. В состав узловой сбор-
ки входит предварительная сборка валов (рис. 4.1).
Предвари- тельная сборка валов Установка валов Измере- ние, регу- лирование зазора Контроль Сборка второсте- пенных элементов Обкатка, испыта- ние
Узловая
сборка
Общая сборка
Рис, 4.1. Порядок сборки цилиндрических зубчатых передач
Объем узловой сборки в значительной степени зави-
сит от конструкции корпуса редуктора. Самой низкой
технологичностью обладает корпус с доступом к зубча-
той передаче сверху. Узловая сборка заключается только
в напрессовке одного из подшипников. Монтаж зубчато-
го колеса производится внутри корпуса на операциях
181
Технология сборочного производства
общей сборки. Зубчатые колеса монтируются внутри
корпуса специальным приспособлением с захватом по
зубьям. Несколько лучше конструкция корпуса с окном
в стенке, параллельной осям колес. Еще более техноло-
гична конструкция, где один из подшипников базирует-
ся не в корпус, а в переходной стакан, посадочный
диаметр которого больше диаметра зубчатого колеса.
Еще более технологична с точки зрения сборки конст-
рукция разъемного корпуса либо со съемной стенкой
(крышкой), перпендикулярной осям колес, либо кор-
пус, разъемный по отверстиям под подшипники. В этом
случае требуется совместная расточка корпуса и крыш-
ки при механической обработке.
Особенности сборки при методе неполной взаимо-
заменяемости, Поскольку расстояние между рабочими
осями зубчатых колес на 80-90% определяется точнос-
тью расположения отверстий в корпусе, в начале сбор-
ки производится измерение фактического межосевого
расстояния при помощи двух точных оправок (скалок),
вводимых в отверстие (рис. 4.2). Для предельно малых
межцентровых расстояний выбираются шестерни с ми-
нимальным размером по роликам.
Диаметр делительной окружности измеряется при
помощи мерительного ролика (рис. 4.3).
Регулировка осевого зазора в подшипниках. Обычно
осуществляется при помощи пакета мерных прокладок,
оправка
(скалка)
Рис. 4.2. Схема измерения межосевого расстояния
182
4. Сборка типовых сборочных единиц
Рис. 4.3. Схема измерения диаметра делительной окружности
устанавливаемых под нажимные крышки. Причем для
цилиндрических колес ставят любую прокладку между
корпусом и крышкой, затем производят измерения, то
есть устанавливают вторую крышку, предварительно за-
тягивают винтами до получения требуемого осевого
люфта (измеряется индикатором), измеряют зазор меж-
ду корпусом и второй крышкой, набирают необходимый
пакет прокладок и устанавливают под вторую крышку.
Для исключения полного демонтажа крышки рекомен-
дуется применять разрезные прокладки, которые уста-
навливают после небольшого
ослабления затяжки винтов
(рис, 4.4).
Контроль зубчатого со-
единения. Основной измеряе-
мый параметр — боковой за-
зор между зубьями.
Способы изменения боко-
вого зазора:
1) на крупномодульных
передачах при наличии
торцевого доступа —
измерение щупом (для
случая, если модуль
М > 5 мм);
2) при помощи свинцо-
вой проволоки, прока-
183
Технология сборочного производства
тываемой между колесами, с измерением ее тол-
щины;
3) по пятну контакта на краску;
4) по угловому люфту одного из валов при останов-
ленном другом вале.
Технология сборки
конических зубчатых передач
Технология сборки конических зубчатых передач зна-
чительно сложнее, чем сборка цилиндрических зубчатых
передач. Это обусловлено следующими причинами:
1) у конического колеса модуль меняется вдоль его
оси, поэтому за измерительный модуль, по кото-
рому ведется контроль бокового зазора, прини-
мается модуль у широкого основания конуса;
2) вместо межосевого расстояния, являющегося па-
раметром качества у цилиндрических зубчатых
колес, вводится ТУ — несовпадение вершин де-
лительных конусов, которое требует осевого пе-
ремещения вала с колесом в процессе сборки.
Это техническое условие вынуждает при сборке
применять следующие технологические приемы:
а) на каждом валу использовать не один компенса-
тор, а два. Первый — определяет положение
делительного конуса зубчатого колеса в переда-
че. Второй — - обеспечивает допустимый осевой
люфт в подшипниках вала;
б) для предварительного определения размера пер-
вого компенсатора, определяющего положение
делительного конуса, используется эталон —
очень точно выполненный, закаленный шлифо-
ванный заменитель, или имитатор, второго зуб-
чатого колеса в передаче;
в) в связи с тем, что серийное зубчатое колесо, уста-
навливаемое в данный редуктор, по своим пара-
метрам всегда несколько отличается от эталона,
184
4. Сборка типовых сборочных единиц
производится вторичная перерегулировка первого
вала после установки реальной шестерни.
Технология сборки конической зубчатой передачи
состоит из следующих этапов:
1) блок операции узловой сборки — валы с под-
шипниками, стаканы с валами в сборе, крышки
с манжетами;
2) монтаж первого вала (большего колеса);
3) установка эталона с технологическими винтами;
4) измерение, подбор первого компенсатора и его
установка;
5) снятие эталона;
6) установка второго вала в сборе;
7) измерение, подбор второго компенсатора, уста-
новка;
8) измерение осевого зазора;
9) перерегулировка первого вала;
10) контроль и регулировка второго вала;
11) сборка второстепенных элементов;
12) испытание и выходной контроль.
Методы контроля конических редукторов
Основной параметр конического редуктора — боко-
вой зазор — контролируется следующими способами:
1) щупом — со стороны широких оснований конусов.
Это для крупномодульных передач (ш > 5 мм) и
при наличии доступа к зубчатой передаче;
2) косвенный — по угловому люфту обычно быст-
роходного вала при заторможенном тихоходном
вале при помощи индикатора и специального
инструмента (рычага). Боковой зазор:
р
« - Д *™™Р' *
3) комплексный — по пятну контакта или по крас-
ке. Зубья зубчатого колеса покрывают быстро-
185
Технология сборочного производства
сохнущим нитроцеллюлозным лаком с черным,
фиолетовым или синим красителем. После про-
кручивания зубчатой передачи остаются блестя-
щие участки, реализующие пятно контакта пе-
редачи (рис. 4.5).
угол меньше
заданного,
налример, 89°20'
угол Передачи
больше заданного,
например, 91°30|
неверная
_неверная
регулировка
Рис, 4.5. Контроль конических передач по пятну контакта
Технология сборки черв'ячных передач
Червячные передачи обладают многими достоин-
ствами:
1) передаточное отношение у одноступенчатого редук-
тора может достигать значения i = 50...60. (Цилин-
186
4. Сборка типовых сборочных единиц
дрический редуктор с таким соотношением должен
быть трехступенчатым);
2) червячные передачи очень компактные, или иначе
говоря, у них очень хорошие массогабаритные по-
казатели;
3) ведущий вал с червяком получается точением, что
гораздо дешевле зубофрезерования и зубодолбления.
Недостатки червячных передач:
1) обязательное расположение осей под углом 90°;
2) повышенные потери на трение в передачах, по-
этому КПД не выше 0,96-0,97;
3) червячная передача почти всегда должна быть
закрытой, т. е. в картере или в масле.
Особенности сборки червячной передачи — при
сборке необходимо выдержать ТУ:
1) свободное вращение ведущего вала;
2) нормированное отклонение расстояния между
рабочими осями червяка и червячного колеса
(как в цилиндрических передачах);
3) это наиболее трудоемкое ТУ — нормирование
допускаемого отклонения между осью делитель-
ного цилиндра и осью выкружки зуба червячно-
го колеса.
Венец червячного колеса выполняется из бронзы:
Бр ОЦС; Бр ОФ.
Червячная передача — одностороннего действия.
Технология сборки червячной передачи состоит из
следующих этапов:
1. Узловая сборка — сборка червяка с подшипника-
ми и сборка вала-колеса.
Объем узловой сборки зависит от конструкции кор-
пуса. Если применяется переходной стакан диаметром
больше наружного диаметра колеса, то вал червячного
колеса монтируется полностью с колесом и всеми под-
шипниками, в противном случае монтаж колеса и вто-
рого подшипника производится внутри корпуса, что
крайне неудобно;
187
Технология сборочного производства
2. Общая сборка — предварительная установка вала
с колесом;
3. Окончательная сборка, измерение и регулирова-
ние вала-червяка с крышками;
4. Установка крышек вала колеса, измерение зазо-
ров, подбор компенсатора 1. Размер компенсатора оп-
ределяем поочередным перемещением червячного ко-
леса в одну и в другую сторону;
5. Измерение и подбор компенсатора 2;
6. Сборка второстепенных элементов;
7. Контроль (по угловому люфту и краске);
8, Обкатка и смена масла.
Для червячных передач средней и высокой ответ-
ственности обязателен контроль на краску (рис. 4.6).
больше
допустимого
межцентровое
расстояние
меньше
допустимого,
необходим
подбор
компенсатора 1
больше
необходимого
компенсатора 1
меньше
необходимого
Рис. 4.6. Контроль червячных передач по пятну контакта
4,1.2, Технология сборки ременных
и цепных передач
Технология сборки ременных и цепных передач иден-
тична и выполняется в следующей последовательности:
1) сборка валов с подшипниками, иногда со шкива-
ми или звездочками;
188
4. Сборка типовых сборочных единиц
2) монтаж валов в сборе на раме или основании;
3) монтаж и выверка шкивов и-звездочек при по-
вышенных требованиях к точности установки.
Для точной работы передачи требуется обеспечить
несовпадение диаметральных плоскостей шкивов и
звездочек в пределах 1,5...2 мм на 1 метр межцентро-
вого расстояния. При этом возможны следующие по-
грешности:
1) перекос самого вала (рис. 4.7);
2) биение шкивов (звездочек) (рис. 4.8);
Рис. 4,8. Схема торцевого биения шкивов
Рис. 4.7. Схема перекоса валов
3) осевое смещение шкивов или звездочек (рис. 4.9);
189
Технология сборочного производства
4) радиальное биение шкивов или звездочек (рис. 4.10).
।
Рис. 4.10. Схема радиального биения шкива
Перекос валов. Причины — неверный монтаж. Об-
наруживают это явление, измеряя расстояние между
валами на мерной базе.
Исправление — распиливание овальных отверстий
под болты, перемещение болтов, т. е. пригонка.
Осевое биение, каждого отдельного шкива. Причины:
а) дефект изготовления шкива;
б) кривизна участка вала;
в) неправильное использование клиновых шпонок.
Методы обнаружения — при помощи линейки и
отвеса.
Устранение дефекта рихтовка, правильная уста-
новка шпонки.
Осевое смещение шкивов. Причина — погрешность
изготовления и монтажа.
Выявление и контроль — при помощи линеек и
щупов.
Устранение дефекта — регулировочное устройство
типа зажимных болтов, применение компенсаторов
(рис.4.11).
Монтаж ремня или цепи. Монтаж цепи произво-
дится при помощи стяжных устройств (рис. 4.12).
Монтаж натяжных устройств:
1) перемещение одного из валов, чем достигается
натяжение;
2) при помощи натяжного ролика, или звездочки,
или шкива. Этот метод предпочтительнее.
190
4. Сборка типовых сборочных единиц
Рис. 4.1 J, Схема регулировки осевого положения шкивов
4.2. Балансировка вращающихся масс
Быстроходные передачи всех видов подлежат обя-
зательной балансировке во избежание возникновения
вредных вибраций.
В зависимости от концентрации масс балансировка
может быть:
— статической (рис, 4.13);
— динамической (рис. 4.14).
В том случае, если основная масса сосредоточена на
участке незначительной длины, то дисбаланс, т. е. не-
совпадение центра масс (центр тяжести) с центром вра-
191
Технология сборочного производства
Рис. 4.13. Статическая балансировка вращающихся масс
Рис. 4.14. Динамическая балансировка вращающихся масс
4, Сборка типовых сборочных единиц
щения, может быть устранен добавлением или устране-
нием массы в плоскости, проходящей через центр масс.
М = G-a (если переместим G),
где М — возвращающий момент.
Устранение:
— высверливание отверстия на расстоянии Ъ; т. е.
убавление массы;
— добавление массы — противовес.
Обнаружение статического дисбаланса производится:
1) на направляющих, на призмах, ножах;
2) На роликах;
3) на дисках.
Если масса распределена по длине вала, то стати-
ческой балансировки недостаточно.
Валы с распределенными массами нуждаются в ди-
намической балансировке.
Динамическая балансировка заключается в том, что
вал приводят во вращение в подпружиненных опорах.
Против каждого диска ставят мел, электрод, резец.
В том случае, если оставлены риски, то центр масс
смещен. Если ставится электрод или резец, то баланси-
ровка называется — автоматической.
4.3. Технология сборки подшипниковых опор
В любом механизме, имеющем детали, осуществля-
ющие вращательное движение, имеются подшипнико-
вые опоры.
В своем большинстве опоры вращения делятся на
две категории:
1) подшипники скольжения;
2) подшипники качения.
Помимо перечисленных могут встречаться опоры
на кернах (рис. 4.15): гидростатические, гидродинами-
7. Зак. 34В
193
Технология сборочного производства
Рис. 4.15. Опора на кернах
ческие, аэростатические и аэродинамические. Они при-
меняются для особо быстроходных валов и не так уж
часто.
4.3.1. Технология сборки подшипников
скольжения
Подшипники скольжения преимущественно приме-
няются в следующих случаях:
1) для быстроходных валов с частотой вращения
п>5000 об/мин., где долговечность подшипни-
ков качения крайне мала;
2) при необходимости особо точной установки ва-
лов (у подшипников качения радиальный люфт
всегда больше, чем у подшипников скольжения);
3) при монтаже многоопорных валов (с числом опор
более двух);
4) для промежуточных опор коленвалов, где требу-
ются разъемные подшипники скольжения;
5) для тихоходных валов, так как подшипники
скольжения проще и дешевле подшипников ка-
чения;
6) для валов, испытывающих ударные нагрузки,
так как площадь контакта подшипника сколь-
жения значительно больше площади контакта
194
4. Сборка типовых сборочных единиц
подшипника качения. Кроме того, в подшипни-
ке скольжения лучше демпфирует усилие масля-
ная пленка;
7) если подшипник работает в агрессивной среде
(газы, кислоты, электролиты).
Подшипники скольжения могут работать в следую-
щих режимах:
1) режим Жидкостного трения, к нему нужно стре-
миться;
2) режим полужидкостного трения — это жидкост-
ное трение с периодическим продавливанием
масляной пленки — менее благоприятный;
3) режим полусухого или сухого трения — небла-
гоприятный, аварийный режим.
Смазка подшипников скольжения осуществляется,
как правило,’ жидкой смазкой. Подается самотеком
или под давлением.
Консистентные смазки используют, когда подшип-
ник должен обеспечить герметизацию (солидол, ЦИА-
ТИМ-201).
Твердые смазки применяются при работе подшип-
ника в условиях высоких температур (делаются они на
основе графита (чистый углерод), на основе дисульфи-
да молибдена МО8г).
Сборка неразъемных
подшипников скольжения
Неразъемный подшипник скольжения представля-
ет собой втулку из антифрикционного материала.
Втулка в корпусе устанавливается по посадке с на-
тягом. Запрессовка осуществляется:
1) ударами молотка по специальной оправке;
2) давлением на прессе;
3) охлаждением втулки при запрессовке.
Стопорение втулок осуществляется при помощи вин-
тов (рис. 4.16, а), штифтов, тангенциальных штифтов
7’
195
Технология сборочного производства
(рис. 4.16, б), при помощи стопорных винтов или гу-
жонов (рис. 4.16, в).
Для точных подшипников скольжения применяет-
ся совместное растачивание или протягивание для обес-
печения соосности.
Сборка разъемных подшипников скольжения
Разъемный подшипник скольжения, как правило,
имеет антифрикционный вкладыш (рис.4.17).
Последовательность сборки разъемных подшипни-
ков скольжения:
1) предварительная установка корпусов подшип-
ников;
2) установка нижних вкладышей;
3) выверка линейности расположения корпусов
при помощи линейки, струны, коллиматора,
лазера;
4) закрепление корпусов;
5) установка вала;
6) установка верхних вкладышей и крышек;
196
4. Сборка типовых сборочных единиц
вкладыш
7) подбор и установка прокладок, обеспечиваю-
щих зазор подшипника;
8) затяжка крышек;
9) проверка на пятно контакта;
10) разборка крышек, пригонка вкладышей шабре-
нием;
11) сборка крышек с корпусом и затяжка;
12) проверка усилия проворачивания вала;
13) шплинтовка гаек, монтаж системы смазки и т. д.
Сборка подшипников скольжения на валу
и укладка вала в подшипники
В мелкосерийном производстве сборку толстостен-
ных подшипников обычно начинают с подгонки их по
валу [2]. Толстостенные вкладыши, залитые баббитом,
после механической обработки шабрят по шейке вала с
проверкой на краску.
197
Технология сборочного производства
Процесс сборки рассмотрим на примере шатунного
подшипника (рис. 4.18). Сборку шатунов быстроходно-
го многоцилиндрового двигателя начинают с их подбо-
ра по массе, которую обычно обозначают на стержне
шатуна; допускают разность в массе комплекта шату-
нов для современных автотракторных двигателей от 15
до 40 г. Подобранные шатуны клеймят номером двига-
теля и номером цилиндра.
Рис. 4. Шатунный подшипник с толстостенными вкладышами на шейке
вала 1 - корпус шатуна, 2 — крышка шатуна, 3 и 4 — вкладыши, 5—регули-
ровочные прокладки, 6 — шатунный болт
В ряде конструкций шатунных подшипников в мес-
те разъема их предусмотрены регулировочные проклад-
ки, с помощью которых в процессе эксплуатации под-
держивается постоянный масляный зазор.
В данной конструкции (рис. 4.18) на каждой сторо-
не подшипника установлено по пять прокладок общей
198
4. Сборка типовых сборочных единиц
толщиной 0,7 мм, в том числе две имеют толщину по
0,05, одна — 0,1 и две — по 0,25 мм. Такое сочетание
прокладок позволяет изменять их общую толщину ми-
нимально на 0,05 мм.
Однако в некоторых подшипниковых сборочных
единицах регулировочные прокладки предназначены
для иных целей. Например, в шатунных подшипниках
автомобильных двигателей прокладки толщиной до
0,05 мм иногда ставят лишь между плоскостями разъе-
ма крышки и корпуса (шатуна); они предназначены
для регулирования плотности посадки вкладыша в от-
верстии корпуса в процессе эксплуатации машины,
после того как произойдет обжатие вкладыша и смя-
тие микронеровностей на его наружной поверхности.
Перед сборкой подшипника необходимо проверять,
чтобы регулировочные прокладки были чистыми, ров-
ными и гладкими. Крепежные болты должны входить
в отверстия подшипника плотно, без качки или даже
под легкими ударами медного молотка.
Пригонку подшипника производят следующим об-
разом: шейку вала, по которой ведут подгонку, смазы-
вают тонким слоем краски (обычно лазури); на шейке
устанавливают шатун с регулировочными прокладка-
ми и затягивают болты; коленчатый вал для получе-
ния отпечатков на поверхности трения подшипника
несколько раз провертывают, удерживая шатун за верх-
нюю головку в вертикальном положении; разобрав пос-
ле этого шатун и подшипник, приступают к шабрению
тех мест на вкладышах, которые хорошо видны по
отпечаткам краски. При шабрении вкладыши укреп-
ляют в специальных зажимных приспособлениях. Пос-
ле того как с закрашенных мест будет снят слой баб-
бита, шатун и шейку вала тщательно протирают хлоп-
чатобумажной салфеткой, на шейку наносят новый
слой краски, а шатун опять устанавливают на шейке.
Эту операцию повторяют до тех пор, пока равномерно
199
Технология сборочного производства
распределенные мелкие отпечатки краски составят не
менее 75-85% общей поверхности подшипника. Для
подшипников средней точности на площади 25 х 25 мм
число пятен должно быть 12-16, выше средней точнос-
ти — 16-20 и высокой-точности — 20-25. Количество
пятен удобно подсчитывать, накладывая целлулоид-
ный шаблон с нанесенной на нем сеткой (25 х 25 мм),
выгнутый по форме вкладыша. Затем шатун еще раз
собирают на шейке без нанесения краски и проверяют
качество пригонки по блестящим пятнам на поверхно-
сти трения подшипника, остающимся после проверты-
вания вала. Эти пятна также должны располагаться
равномерно и занимать не менее 70-80% рабочей по-
верхности вкладышей.
После подгонки подшипника нижней головки ша-
тун проверяют на параллельность осей головок.
Рассмотренная выше технология сборки и пригон-
ки подшипников характерна для мелкосерийного про-
изводства. В крупносерийном производстве шатуны бы-
строходных двигателей поступают обычно на сборку
после окончательной обработки. Поэтому операция
пришабривания подшипника нижней головки не вы-
зывается необходимостью. Если же шатун имеет тон-
костенный подшипник, то какая-либо пригонка его
при сборке вообще запрещается. Для получения требу-
емого по техническим условиям сопряжения коленча-
тые валы в зависимости от диаметров шеек сортируют
на две-три размерные группы; на такое же число групп
сортируют и шатуны по диаметру отверстия подшип-
ника. Комплектуя при сборке валы и шатуны соответ-
ствующих групп, получают нужный масляный зазор в
подшипнике.
Укладка вала в подшипники. Перед укладкой вала
необходимо проверить правильность установки вкла-
дышей в корпусе и крышках подшипников. Вкладыши
должны плотно прилегать к поверхности постелей.
200
4. Сборка типовых сборочных единиц
Штифты, удерживающие их от провёртывания, не долж-
ны выступать над поверхностью трения. Очень важно
проверить чистоту всех деталей, а также комплект-
ность вала и вкладышей.
Если подшипники требуют при сборке пригонки, то
укладку вала начинают с проверки прилегания его
шеек к вкладышам (раздельно к нижним и верхним).
С этой целью вначале нижние вкладыши устанавливают
в корпус и закрепляют прижимами. Далее внимательно
осматривают шейки вала, протирают их чистой хлопча-
тобумажной салфеткой, а затем смазывают легким сло-
ем краски. Вал укладывают на подшипники одновре-
менно всеми шейками. При этом, если он весит более
25 кг, то рабочее место сборщика необходимо оборудо-
вать электрическим или пневматическим подъемником.
Для удерживания вала применяют специальные захва-
ты. Уложенный вал провертывают на два-три оборота,
затем поднимают и проверяют состояние отпечатков
краски на вкладышах. Следы краски должны быть
равномерно распределены на всех вкладышах. После
этого вкладыши протирают, прижимы снимают, вал со
смазанными краской шейками вновь укладывают в
подшипники и производят установку крышек с вкла-
дышами.
При механической обработке постели подшипников
и крышки маркируют, и раскомплектовывать их
нельзя. Поэтому при укладке вала необходимо прове-
рить соответствие меток на крышке и корпусе. Крыш-
ки насаживают на шпильки легкими ударами мягкого
молотка.
Если на стыках вкладышей конструкцией предус-
мотрены регулировочные прокладки, то пакеты их оди-
наковой толщины должны быть установлены с обеих
сторон вкладыша. Сдвигу прокладок обычно препят-
ствуют установочные штифты. Комплект прокладок
имеет толщину от 0,5 до 5 мм; количество прокладок
201
Технология сборочного производства
в комплекте — от 5 до 20, толщина каждой проклад-
ки — 0,1-1,0 мм. При установке комплектов прокла-
док в подшипнике необходимо следить за тем, чтобы
толстые прокладки прилегали к корпусу, а тонкие —
к крышке подшипника. Благодаря этому при сборке,
а также в условиях эксплуатации можно быстро отре-
гулировать масляный зазор.
После постановки крышек проверяют прилегание
верхних вкладышей к шейкам, для чего гайки, крепя-
щие крышки, попеременно затягивают до отказа после-
довательно на каждом подшипнике в порядке от середи-
ны к концам вала (гайки, крепящие третью крышку,
затем вторую, четвертую и т. д.). Затянув гайки одного
подшипника (при ослабленных остальных гайках), про-
вертывают вал рычагом определенной длины на два-три
оборота; ослабив затем эти гайки, затягивают следую-
щую пару, снова поворачивают вал, и т. д. Сняв после
этого крышки, по отпечаткам на рабочей поверхности
верхних вкладышей судят о качестве прилегания шеек.
Удовлетворительным прилеганием считается такое, ког-
да 75-85% поверхности подшипника занято равномер-
но распределенными отпечатками краски, а количество
отпечатков не менее 12 на площади 25 х 25 мм. Если
прилегание шеек вала не отвечает техническим требова-
ниям, то производят шабрение (при толстостенных
вкладышах), а затем снова укладывают вал в подшип-
ники на повторную проверку.
Когда рабочие поверхности подшипников оконча-
тельно обрабатывают в механическом цехе (например,
при заливке их свинцовистой бронзой после специаль-
ного криволинейного растачивания), шабрение при
сборке таких подшипников не допускается.
После окончательной подгонки подшипников про-
мывают вал и вкладыши в специальных моечных уста-
новках или в ванне, прочищают масляные отверстия,
обдувают поверхности сжатым воздухом.
202
4. Сборка типовых сборочных единиц
Последовательность укладки вала в подшипники с
тонкостенными вкладышами следующая. Подбирают
комплекты вкладышей с учетом размеров шеек вала.
Затем вкладыши монтируют в постели и крышки, обра-
щая внимание на плотность прилегания, а также на
положение в канавках фиксирующих усов. Далее обду-
вают все поверхности воздухом, смазывают вкладыши и
шейки вала тонким слоем масла, укладывают вал в
подшипники, устанавливают крышки и затягивают гай-
ки. Последние часто также не обезличиваются, а, как и
крышки, маркируются при механической обработке.
Укладывая валы массой более 23 кг, обязательно
применяют подъемные устройства с надежными захва-
тами. В автоматизированных линиях для этой цели
часто предусматривают механические «руки» с клеще-
образными захватами. Такая рука может работать в
автоматическом цикле: опускание «руки» — захват
вала— поворот «руки» с валом — опускание вала в
подшипники — подъем «руки» в исходное положение.
Во избежание перекосов гайки целесообразно на-
винчивать попарно от середины к краям. При этом
вначале необходимо навинтить все гайки до соприкос-
новения с опорными поверхностями, а потом затянуть
их окончательно. Для обеспечения равномерности за-
тяжки гаек после гайковерта применяют предельные
или динамометрические ключи.
В подшипниках, подверженных воздействию боль-
ших динамических нагрузок, во избежание деформа-
ции крышек и искажения формы вкладышей в эксплу-
атации затяжку гаек часто производят с силой, превы-
шающей динамическую нагрузку на 25-50%. В связи с
этим крышки как бы «выгибают» при сборке в обрат-
ную сторону. Во время работы такой подшипник при-
нимает правильную форму.
Степень затяжки подшипников можно проконтроли-
ровать косвенно по крутящему моменту, необходимому
203
Технология сборочного производства
для провертывания вала. С этой целью вал слегка по-
ворачивают рычагом, закрепленным на фланце, или
приспособлением с цанговым захватом. Рычаг при этом
должен быть определенной длины, которая указывает-
ся в технических требованиях На сборку. Существуют
различные способы определения зазора в подшипнике
при сборке. Наиболее распространенный способ — из-
мерения в трех-двух поясах и в двух взаимно перпен-
дикулярных направлениях диаметров отверстия под-
шипника и шейки вала и определение их разности.
Однако этот способ не всегда можно применить, так
как он требует полной разборки соединения. Кроме
того, в ряде конструкций подшипников с тонкостенны-
ми вкладышами размеры отверстия при снятом вале
могут быть несколько меньше, чем с валом.
Зазор можно определить при помощи свинцовой
проволоки. Для этой цели отрезки мягкой, свинцовой
проволоки диаметром на 0,2-0,3 мм больше возможно-
го зазора закладывают в нескольких местах между
вкладышем и шейкой вала) и по разъему вкладышей.
Проволоку слегка смазывают маслом. После этого
крышку подшипника затягивают гайками. Отрезки
проволоки при этом деформируются, толщина образо-
вавшихся пластинок будет характеризовать зазоры в
местах установки проволоки. Кроме радиальных зазо-
ров, большое влияние на работоспособность вала и под-
шипников оказывают осевые зазоры, в пределах кото-
рых возможно перемещение вала вдоль его оси.
Особенно важно соблюдение определенных осевых
зазоров при наличии на валу конструктивных элемен-
тов, создающих во время работы силы, действующие
вдоль оси вала (фрикционные включатели, кулачко-
вые муфты, конические зубчатые зацепления). В этих
случаях при свободном осевом зазоре может произой-
ти сдвиг вала, нарушающий кинематическую схему
всего узла. В многоопорных валах с упорными бурти-
204
4. Сборка типовых сборочных единиц
ками осевые зазоры, кроме того, необходимы для ком-
пенсации неравномерного удлинения вала и корпуса
при нагреве их во время работы в машине. Величина
осевых зазоров зависит от конструктивных особеннос-
тей сборочной единицы и обычно лежит в пределах от
0,1 до 0,8 мм.
При сборке требуемые осевые зазоры выдерживают
обычно за счет предусмотренного конструкцией ком-
пенсатора, например, толщину буртиков вкладышей
подшипника уменьшают путем торцевания, ввертыва-
ния или отвертывания упорного винта, подбора дис-
танционных втулок соответствующей высоты и пр.
Осевой зазор обычно проверяют щупом или индика-
тором при крайних смещениях вала.
4,3.2.Технология сборки
подшипниковых опор качения
Подшипники качения монтируют в СЕ по двум не-
подвижным посадкам: внутреннему кольцу с валом и
наружному кольцу с корпусом — обычно без специаль-
ных креплений, препятствующих проворачиванию. Ха-
рактер обеих посадок, как правило, различный. Внут-
реннее и наружное кольца подшипника, находящиеся
под действием постоянной радиальной нагрузки, рабо-
тают в разных условиях. Так как одно из колец непо-
движно, то износ его желобка происходит равномерно.
Неподвижное же кольцо ^воспринимает действие на-
грузки все время одним и тем же небольшим участком
желобка, который интенсивно изнагйивается. Для
уменьшения этого износа желательно, чтобы при сбор-
ке в сочленении неподвижного кольца с корпусом или
валом была достигнута посадка, позволяющая этому
кольцу незначительно поворачиваться.
Если нагрузка при вращении меняет направление,
выбор посадок представляет несколько большие за-
труднения. Здесь при назначении переходных посадок
205
Технология сборочного производства
возможны небольшие зазоры. Величину зазора при 1
сборке СЕ необходимо соблюдать особенно строго. Д
Даже при незначительном увеличении зазора между 1
вращающимся валом и установленным на нем коль- J
цом подшипника при переменных нагрузках происхо- |
дит качение вала по кольцу — своеобразный процесс 1
вальцевания, нередко являющийся причиной быстро- '
го износа вала. '
Посадки с учетом конкретных условий работы под- 3
шипниковых узлов в машине назначаются конструкто- J
ром. Примеры установки подшипников качения на ва-
лах показаны на рис. 4.19 [2].
На рисунке 4.19, а подшипник удерживается на j
валу за счет посадки с натягом. В сборочных едини- i
цах, выполненных по рисунку 4.18,6, после посадки ,
Рис. 4,19. Установка подшипников качения на валах
206
4. Сборка типовых сборочных единиц
подшипника в канавку вала устанавливается разрезное
пружинное кольцо. На рисунке 4.19, в осевому смеще-
нию подшипника препятствует втулка, прижимаемая
гайкой или муфтой. Распространенные способы креп-
ления подшипников посредством резьбы показаны на
рисунке 4.19, гид.
Подшипник на закрепленной втулке (рис. 4.19, е)
удерживается от смещения благодаря трению втулки
о вал, что достигается соответствующей затяжкой гай-
ки 1. При установке подшипника 3 гайка должна
быть отвернута, а внутреннее кольцо сдвинуто к резь-
бе. В таком виде закрепленная втулка 2 может быть
свободно надета на вал. Гайку 1 после затяжки стопо-
рят, отгибая усы фасонной шайбы 4.
Крепление подшипников в корпусе (рис. 4.20, а, в,
д, е) применяют как для разъемных, так и для неразъ-
емных корпусов. Подшипники монтируют в корпус
Рис. 4.20 Установка подшипников качения в корпусе
207
Технология сборочного производства
обычно после установки их на валу. На рисунке 4.20, г
показано крепление подшипниковой СЕ в разъемном
корпусе; ограничительное кольцо и крышку можно
установить при сборке в канавках лишь при наличии
диаметрального разъема. Конструкции, показанные на
рисунке (4.20, б, ж) обычно применяют при неразъем-
ных корпусах.
Так как кольца подшипников имеют малую жест-
кость, очень важно при сборке не допустить их переко-
са. Поэтому, устанавливая подшипники на валу или в
корпусе, следует использовать торцы колец как базы,
добиваться плотного контакта колец с буртиками вала,
корпуса или промежуточной детали.
Для осуществления надежного сопряжения под-
шипника с валом и корпусом посадочные места долж-
ны быть чистыми, гладкими, без рисок, задиров и
коррозионных пятен. Шероховатость посадочных по-
верхностей для высокоточных подшипников должна
соответствовать Ra = 1,25...0,32 мкм, для менее точ-
ных Rz = 20 мкм, Ra = 1,25 мкм, а торцов заплечиков
валов и корпусов Rz = 20 мкм, Ra =• 1,25 мкм.
Допустимые отклонения от правильной геометри-
ческой формы мест посадки шарико- и роликоподшип-
ников на валах и в корпусах следующие: овальность и
конусность — не более 0,5 допуска на диаметр, а для
точных подшипников — не более 0,25 допуска на диа-
метр; биение заплечика для подшипников нормальной
и повышенной точности — 0,02...0,03 мм на валу и
0,04—0,07 мм — в отверстии корпуса.
Контроль производится индикатором или мини-
метром.
Сборку СЕ вал — подшипник качения осуществля-
ют следующим образом. Подшипник тщательно про-
мывают в 6%-ном растворе масла, в бензине или в
горячих (75-85 °C) антикоррозионных водных раство-
рах. В хорошо промытом подшипнике наружное кольцо
208
4. Сборка типовых сборочных единиц
8. Зак. 34В
Рис. 4.2). Схемы установки подшипников качения на валу и в корпусе
Технология сборочного производства
легко и равномерно вращается. Проверку ведут, удер-
живая подшипник за внутреннее кольцо в горизон- 5
тальном положении.
Далее промытый подшипник нагревают (до 60-
100 °C) в масляной ванне в течение 15-20 мин и после %
этого напрессовывают на вал. Операцию напрессовкй •!
необходимо обязательно осуществлять с применением
оправок. Наносить удары непосредственно по подшип- .3
нику нельзя, так как при этом могут быть повреждены i
кольца, поломаны шарики, 1
Осевые силы, требуемые для установки подшипни- )
ков качения, должны прикладываться только к тому j
кольцу, которое при данной операции сопрягается с
базовой деталью (рис. 4,21, а и б). Если вал имеет
небольшую длину и малую массу, напрессовывать под- 1
шипник можно, прикладывая осевые усилия к валу, ч
Если подшипник монтируется одновременно на вал и в J
корпус, то усилия передаются на торцы обоих колец
(рис. 4.20, в). J
Рис. 4.22. Базирование в приспособлении подшипника 1
и корпуса 2 при сборке узла
210
4. Сборка типовых сборочных единиц
Во избежание перекоса подшипника при его запрес-
совке целесообразно применять подставки, обеспечива-
ющие хорошее базирование деталей СЕ (рис. 4.22).
Для облегчения установки крупных подшипников
на вал применяют гидропрессовый способ монтажа с
нагнетанием между сопрягаемыми поверхностями ми-
нерального масла.
После напрессовки подшипника на вал следует убе-
диться в том, что шарики его не защемлены. Наруж-
ное кольцо должно вращаться равномерно, без заеда-
ния, с незначительным шумом. Проверяют также плот-
ность соприкосновения торца кольца с буртиком или
заплечиком.
Установку подшипника в корпусе, если его наруж-
ное кольцо запрессовывают в отверстие, производят
так же, как и монтаж подшипника на валу, только
нагревают при этом корпус или охлаждают подшип-
ник. Для охлаждения используют сухой лед.
4.3.3 Сборка составных валов и муфт
Распространены следующие способы соединения со-
ставных валов: шлицевой муфтой, втулочной муфтой
со шпонками или штифтами, соединение на конусе со
штифтами, болтами, работающими на срез, фланцами,
стягиваемыми болтами, запрессовкой одной части вала
в Другую, созданием сил трения, удерживающих части
вала в определенном положении.
Сборку составного вала со шлицевой муфтой (рис.
4.23, а) [2] начинают с установки и закрепления частей
вала 1 и 2 на призмах таким образом, чтобы оси их
совпадали. Для этой цели удобно применять призмы с
регулируемой высотой, устанавливаемые на выверенной
плите. Параллельность осей плоскости плиты контроли-
руют индикатором, укрепляемым на стойке. Части вала
закрепляют в положении, требуемом условиями их по-
следующего монтажа, т. е. с учетом расположения
8*
211
Технология сборочного производства
шпоночных канавок, отверстий, выступов и т. п. Далее
надевают ограничительные кольца 3 и на один из шли-
цевых концов — муфту 4; конец второго вала вводят в
отверстие муфты.
Если при данном относительном положении частей
вала впадины и выступы шлицев вводимого конца вала
и муфты не совпадут, валы необходимо раздвинуть,
переставить муфту 4 на несколько шлицев, а затем
снова собрать.
Для окончательной посадки муфты иногда приме-
ГТ
няют «мягкие^ молотки. При посадке — (напряжен-
ие
ной) по центрирующему диаметру шлицев муфту перед
сборкой целесообразно прогреть в горячем масле.
Сборочную единицу валов со втулочной муфтой на
шпонках (рис. 4.23, б) собирают в такбм же порядке,
предварительно установив шпонки. Посадка муфты
212
4, Сборка типовых сборочных единиц
обычно —; зазоры е = 1,5—2 мм (для диаметров валов
k
до 150 мм).
Валы, соединяемые втулочной муфтой со штифта-
ми (рис. 4.23, в), собирают в следующей последова-
тельности: устанавливают муфту на один конец вала,
затем на другой; сверлят отверстия под штифты в ва-
лах, развертывают их и запрессовывают штифты. Так
как в сопряжении этой муфты с валами часто приме-
няют посадку —, —,— (глухую или легкопрессовую),
п г р
то сборку лучше производить с предварительным на-
гревом муфты. Однако при больших диаметрах валов
такое соединение применяют сравнительно редко. При
небольших длинах и диаметрах валов сборка упроща-
ется, ее производят обычно напрессовкой муфты под
прессом. В таких соединениях обычно применяют ци-
линдрические штифты, которые запрессовывают пере-
носным прессом или молотком.
Особенностью сборки составного вала, части кото-
рого соединяются коническими поверхностями (рис.
4.23, г), является необходимость контроля силы за-
прессовки, так как углы уклона конуса в таких соеди-
нениях бывают очень малыми, и при сборке возможен
разрыв охватывающей части вала.
Контролировать запрессовку конуса можно изме-
рением зазора h до начала запрессовки и в конце ее.
Сверление отверстий под штифты и их подстановку
осуществляют после окончательной запрессовки час-
тей вала. Составной вал (рис. 4.23, д) начинают соби-
рать с подбора боковин 1 муфты по валам таким обра-
зом, чтобы между валами и выточками в боковинах
не было зазора. Затем устанавливают пружинные
кольца 2 и шпонки 3 и обе боковины предварительно
стягивают двумя болтами 4. После этого проверяют,
213
Технология сборочного производства
нет ли «зависания» боковин на шпонках. Причиной
такого зависания могут быть недостаточные размеры
канавок под шпонки, в связи с чем боковины упирают-
ся в эти детали. Далее устанавливают остальные два
болта, затягивают и зашплинтовывают гайки.
В конструкции, приведенной на рисунке 4.24, а,
две части вала соединены болтами, установленными во
фланцах; при этом соосность обеих частей обеспечива-
ется центрирующим буртиком и строгой перпендику-
лярностью плоскостей фланцев к осям сопрягаемых
частей вала.
Если требования в отношении соосности жесткие,
то сборку такого вала начинают с подбора его частей
по диаметрам центрирующего буртика и выточки для
обеспечения минимального зазора в этом сочленении.
Посадку болтов в отверстиях фланцев назначают обыч-
н н
но —- (напряженную или глухую).
n k
При сборке обе половины вала устанавливают на
призмах и, сдвигая их до соприкосновения фланцев,
фиксируют в таком положении тремя болтами, располо-
женными в отверстиях под углом 120°. Затем вал уста-
навливают в центрах и проверяют на биение по всем
шейкам обеих половин его. Если биение не выходит за
пределы допустимого, устанавливают и закрепляют ос-
тальные болты. При этом для лучшего совпадения от-
верстия нередко развертывают. Если биение шеек в
предварительно собранном вале больше допустимого,
сборочную единицу необходимо разобрать, а затем со-
брать вновь, сместив одну половину по отношению к
другой на некоторый угол.
Сборка коленчатых валов, сопряжения в которых
осуществлены с гарантированным натягом, произво-
дится в такой последовательности (рис. 4.24, а). Палец
кривошипа гидравлическим прессом запрессовывают в
отверстие щеки 2. После этого во второе отверстие
214
4. Сборка типовых сборочных единиц
щеки устанавливают макет вала с разжимной цапфой
и проверяют параллельность осей отверстия щеки и
запрессованного пальца кривошипа. Далее напрессовы-
вают щеку на цапфу вала и производят окончательный
контроль сборочной единицы на параллельность и не-
пересечение осей пальца кривошипа и вала.
Если в конструкции предусмотрены торцовые
штифты (рис. 4.26, б) [2], то сверление и развертыва-
/Я7 Я7)
ние отверстий под штифты и установку их I
производят после предварительного контроля собран-
ного вала.
В тяжело нагруженных крупных валах штифты и
отверстия для них нередко упрочняют обкатыванием.
Сборку составного вала, показанного на рисунке
4.26, в, можно выполнить двумя способами. Палец 1
кривошипа запрессовывают вначале в щеку 2, при этом
Рис, 4.24. Соединение прямых
составных валов
Рис. 4.25. Контроль напрессованного
фланца на перпендикулярность
торца и биение
215
Технология сборочного производства
Рис. 4.26. Соединение составных коленчатых валов
палец и щека фиксируются в приспособлении. Щеку
обычно предварительно нагревают до 170-180 °C (или
охлаждают палец). После этого на палец 1 надевают
шатун с набранными роликами (если головка его не
имеет разъема) и на свободный конец пальца напрессо-
вывают предварительно нагретую вторую щеку 3. Для
обеспечения требуемого расстояния а между щеками
устанавливают дистанционную плиту. Соосность отвер-
стий в щеках под цапфы 4 и 5 обеспечивается направ-
ляющим штырем, вставленным в точно обработанные
отверстия Д. Затем в обе щеки запрессовывают цапфы
4 и 5 с предварительно вставленными шпонками.
При другом способе сборки в каждую щеку запрес-
совывают цапфы 4 и 5, затем палец 1 запрессовывают
в отверстие одной из щек, устанавливают шатун с
роликами и напрессовывают вторую щеку. Соосность
цапф 4 и 5 обеспечивается установкой сборочных еди-
ниц в центрирующем приспособлении, в результате
чего отпадает надобность в отверстиях К. Технология
сборки в этом случае следующая: в цапфы 4 и 5 запрес-
совывают шпонки; в нагретую щеку устанавливают
цапфу 4; так же запрессовывают цапфу 5 в другую
щеку. Щеку с цапфой 4 в сборе вновь нагревают и
216
. 4. Сборка типовых сборочных единиц
производят запрессовку пальца 1. На пальце монтиру-
ют шатун на роликовом подшипнике. Далее нагревают
щеку с цапфой 5, обе подгруппы базируют в приспо-
соблении, устанавливают дистанционную плиту и про-
изводят окончательную сборку вала.
Параллельности осей цапф и пальца добиваются
групповой технологией сборки. Точность посадки ша-
туна на пальце (зазор 0,01-0,025 мм) обеспечивается
сортировкой пальцев (по диаметру дорожки качения),
роликов и шатунов (по диаметру отверстия нижней
головки) на три-четыре размерные группы). Контроль
собранных составных коленчатых валов производят на
призмах или в центрах. Допускаемая несоосность или
биение цапф 0,02-0,05 мм.
4.3.4. Сборка сборочных единиц
с цилиндрическими деталями,
движущимися возвратно-поступательно
К цилиндрическим деталям, движущимся возврат-
но-поступательно, относятся поршни, клапаны, тол-
катели двигателей внутреннего сгорания, поршни и
штоки гидравлических цилиндров, плунжеры насо-
сов, а также большое количество других деталей ма-
шины и механизмов.
Основным условием качественной сборки сбороч-
ных единиц толкателя, клапана являются правильная
форма отверстия втулки, в которой движется деталь, и
оптимальный зазор в сопряжении, обеспечивающий
нормальное расширение охватываемой детали при ра-
боте, а также надлежащие условия для создания слоя
смазки.
При сборке поршневой сборочной единицы необхо-
димо:
а) обеспечивать требуемую герметичность для пре-
дотвращения утечки газов из надпоршневого
пространства цилиндра;
217
Технология сборочного производства
б) передавать давление газов в цилиндре на криво-
шип коленчатого вала;
в) препятствовать проникновению масла из карте-
ра в цилиндр;
г) отводить в стенки цилиндра наибольшее количе-
ство воспринимаемого поршнем и кольцами тепла.
Поршень, его канавки для поршневых колец и порш-
невые кольца, медленно вращающиеся в процессе рабо-
ты двигателя, представляют собой уплотнительную си-
стему сальникового и лабиринтного типов. Зазоры в
канавках для колец это лабиринт, отделяющий над-
поршневое пространство с повышенным давлением
газов от полости картера. В процессе работы двигателя
этот лабиринт может быть заполнен газами или мас-
лом, собираемым кольцами со стенок цилиндра.
Нормальная работа всей уплотнительной системы
обеспечивается правильно выбранными зазорами. При
недостаточных зазорах ухудшаются условия трения,
увеличивается износ сопрягаемых деталей, повышает-
ся доля мощности, расходуемой на трение, растет теп-
ловая напряженность колец и поршней. При слишком
больших зазорах возможны прорыв газов из цилинд-
ров в картер, пригорание колец, падение мощности,
развиваемой двигателем. Зазоры в сопряжениях дета-
лей поршневой группы, которые необходимо выдер-
жать при сборке, определяет конструктор, исходя из
тепловой напряженности поршня, гильзы (цилиндра) и
поршневых колец, а также с учетом материала этих
деталей. В связи с неравномерным нагревом поршня
величина зазоров в верхней, средней и нижней его
частях неодинакова.
Наименьший зазор в холодном состоянии выдер-
живается между гильзой и нижней частью (юбкой),
которая является для поршня центрирующей. Увели-
ченные зазоры между поршнем й гильзой могут
явиться причиной появления металлических стуков,
218
4, Сборка типовых сборочных единиц
получающихся от ударов поршня о гильзу под дей-
ствием боковых сил. Во избежание этого зазор между
нижней, менее нагревающейся частью поршня и гиль-
зой принимают возможно меньшим и лишь такой ве-
личины, чтобы обеспечить образование слоя смазки в
этом месте и предотвратить заклинивание поршня при
eiro нагревании. При достаточно больших допусках на
обработку отверстия гильзы (цилиндра) и поршня су-
жение допуска посадки осуществляется путем подбора
этих деталей.
Гильзы (цилиндры) и поршни по диаметру юбки
сортируют на несколько размерных групп (от 2 до 12) в
зависимости от требуемой точности посадки. Это осу-
ществляют специальные полуавтоматические и автома-
тические установки; точность сортировки достигает
0,005 мм [2].
Принадлежность поршня и гильзы к той или иной
размерной группе после сортировки определяют по
клеймам, наносимым на днище или торце юбки порш-
ня и Верхней плоскости блока около соответствующих
цилиндров.
Зазор между поршнем и гильзой проверяют щупом,
толщину которого выбирают в зависимости от величи-
ны зазоров, а ширину принимают 10-15 мм. При нор-
мальном зазоре усилие, требуемое для протаскивания
щупа, должно быть в пределах, устанавливаемых опыт-
ным путем [2].
Кроме подбора по геометрическим параметрам, пор-
шни, а также шатуны подбирают по массе таким обра-
зом, чтобы на одном двигателе в различных цилиндрах
эти детали имели соответственно одинаковые массы.
Это делается для предотвращения возникновения не-
уравновешенных сил. Поэтому допуск на массу, оче-
видно, должен быть тем меньше, чем быстроходнее
двигатель. Допуск на массу поршней одного современ-
ного двигателя допускается ± 0,05%. Поэтому поршни
219
Технология сборочного производства
сортируют по массе на три-пять групп и каждый пор-
шень клеймят (на днище) соответствующей цифрой. ^Я
В крупносерийном и массовом производствах такая
сортировка ведется на автоматах. В настоящее время
применяют высокопроизводительные автоматы, кото- .^Я
рые одновременно контролируют и сортируют поршни ~^Я
по размерам и массе. После подбора поршней необхо-
димого диаметра и массы устанавливают поршневые
кольца. Последние должны быть чистыми, без рисок,
заусенцев и забоин, острые углы должны быть затупле-
ны. Требования к точности изготовления поршневых 1Я
колец стандартизованы. .*Я
Поршневые кольца поступают на сборку обычно со ^Я
специализированных заводов окончательно обработан-
ными и проверенными. Однако в условиях мелкосерий- .аН
кого производства нередко бывает необходимо перед ус- |Я
тановкой колец на поршень проверить их геометричес- )Я
кую форму и подобрать к данному поршню. В этих Я
случаях выполняют следующие операции: проверяют
упругость поршневого кольца, зазор в замке кольца в
сжатом состоянии и, если нужно, пригонку замка и л.Я
зачистку концов кольца; проверяют форму кольца; Я
притирают кольца по специальному цилиндру; прове- Я
ряют зазор между кольцом и канавкой поршня. Я
Поршневые кольца должны обладать определенной Я
упругостью. При малой упругости они не дают достаточ- Я
но плотного прилегания к стенкам гильзы (цилиндра), Я
поэтому не могут обеспечить необходимого уплотнения Я
от прорыва газов; при чрезмерной упругости кольца со- Я
здают слишком большое удельное давление на гильзу, Я
что вызывает быстрый износ как гильзы, так и колец. С
Упругость поршневых колец в каждом отдельном случае
в зависимости от их размеров и конструкции ограничи-
вается определенными сравнительно узкими пределами.
Упругость колец определяют приборами, принцип
работы которых состоит либо в сжатии кольца силой,
220
4, Сборка типовых сборочных единиц
действующей по диаметру, либо в сжатии касательной
силой, приложенной к концам гибкой стальной ленты,
охватывающей кольцо. Наиболее простым универсаль-
ным прибором для проверки упругости колец по перво-
му способу являются специальные весы. При массовом
же контроле применяют для этой цели автоматические
установки.
Плотность прилегания кольца к стенкам цилиндра
при единичных проверках контролируют на световом
приборе. Прибор выполнен в виде пластмассового или
металлического ящика, на одной из стенок которого
сделано отверстие с калибром, закрытое матовым стек-
лом. Если проверяемое поршневое кольцо плотно всей
поверхностью прилегает к стенке отверстия калибра,
то свет от электрической лампы не будет виден снару-
жи, что и является признаком отсутствия погрешнос-
тей. Поршневые кольца, которые недостаточно плотно,
т. е. с просветами, прилегают к калибру, в мелкосерий-
ном производстве дополнительно притирают по прити-
ру-гильзе.
В массовом производстве контроль плотности при-
легания осуществляет фотоэлектрический автомат.
В поршневых кольцах также проверяют величину
замка — зазор между его концами на специальном
контрольном автомате.
В единичном производстве зазор в замке определя-
ют в рабочем положении щупом после того, как порш-
невое кольцо вставлено в специальное калиброванное
отверстие, равное диаметру цилиндра. При необходи-
мости плоскости замка поршневых колец зачищают
напильником или оселком до тех пор, пока зазор не
окажется в нужных пределах. Всё заусенцы тщательно
снимают. В маслосбрасывающих кольцах зачищают
также кромки прорезей.
При установке поршневых колец на поршне дол-
жен быть проверен зазор между кольцом и стенками
221
Технология сборочного производства
канавки поршня. Оптимальный зазор достигается под-
бором колец, и лишь в индивидуальном производстве
допускается пригонка кольца путем его притирки на
плите.
Надевать кольца на поршень необходимо весьма
осторожно, не разводя концы их больше, чем требует-
ся. При надевании колец в них возникают напряжения
значительно больше тех, какие они испытывают в ра-
боте. Поэтому на кольцах при неправильной установке
могут образоваться микротрещины. При работе двига-
теля такие кольца ломаются, что нередко вызывает
поломку поршня й задиры цилиндра. Наконец, кольцо
при надевании на поршень может быть настолько де-
формировано, что оно не примет прежней формы и
будет при работе пропускать газы.
4.3.5. Сборка подвижных конических соединений
Эти виды соединений применяют в разнообразных
машинах и механизмах, в частности, в конструкциях
запорных устройств — пробковых конических кранах,
клапанах, а также в регулируемых подшипниках
скольжения и качения, упорных пятах и т. и.
Подвижные конические соединения, препятствую-
щие проникновению газов и жидкостей, часто при
сборке подвергают пригонке (развертке, притирке).
Плотность прилегания клапанов к фаске гнезда
блока или его головки на большинстве двигателей
достигается за счет притирки. Лишь в некоторых со-
временных двигателях плотность соединении обеспе-
чивается точным шлифованием фаски клапана и чис-
товой обработкой гнезд. Для притирки клапанов при-
меняют: шлифующие порошки с мелким равномер-
ным зерном в смеси с маслом или керосином в виде
полужидкой массы либо специальные пасты. Эту мас-
су или пасту наносят тонким слоем на фаску седла
клапана, который вводится стержнем в отверстие на-
222
4. Сборка типовых сборочных единиц
правляющей втулки. Под тарелку клапана подклады-
вают спиральную пружину, приподнимающую кла-
пан над гнездом. После этого механизированным ин-
струментом с реверсивным ходом клапан вращают
поочередно в обе стороны. Через три-четыре поворо-
та клапан приподнимают над гнездом, Чтобы круп-
ные частицы притирочного порошка смещались и не
оставляли глубоких кольцевых царапин на фасках,
При необходимости добавляют притирочную массу,
причем использованную массу следует с клапана
смыть. Притирать детали надо до тех пор, пока по
всей окружности фаски клапана и седла не появится
матовая полоска шириной 1,5-2,5 мм.
После притирки сборочную единицу необходимо
тщательно промыть, а затем продуть воздухом, чтобы
частицы абразива не остались и не попали на трущиеся
поверхности деталей, смазать направляющие клапанов
и проконтролировать.
4,3.6. Установка пружин
Сила, развиваемая пружиной в собранной сбороч-
ной единице, должна быть равна некоторой опреде-
лённой, заранее заданной величине. В связи с этим в
практике сборки могут встретиться два случая: а) про-
гиб пружины определяется ее геометрическими раз-
мерами в свободном состоянии и не может быть изме-
нен при сборке и б) прогиб при сборке можно регули-
ровать.
В первом случае пружины перед сборкой обязатель-
но проверяют на упругость на специальном приспособ-
лении, В массовом производстве контроль упругости
пружин, работающих на сжатие, производится автома-
тически.
При сборке СЕ с пружинами изменяемого прогиба
их окончательно закрепляют после регулирования.
Концы пружины для создания необходимых опорных
223
Технология сборочного производства
поверхностей должны быть сошлифованы и прижаты к
крайним виткам. Поверхность витков пружины долж-
на быть чистой и блестящей, чтобы можно было обна-
ружить возможные трещины.
При сборке двух винтовых концентрично располо-
женных пружин направления их витков (наружной и
внутренней) должны быть разными, что предотвращает
возможность попадания витков при поломке одной из
пружин между витками другой. При установке винто-
вых пружин необходимо также следить за тем, чтобы
при их сжатии не было одностороннего выпячивания
средних витков на величину больше 1,5-2% от наруж-
ного диаметра пружины. Для установки пружины в
сборочную единицу машины необходимо предваритель-
но сжать ее так, чтобы можно было поместить в паз
или закрепить каким-либо иным способом на штоке.
Сжатие производят специальными приспособлениями.
Для сжатия жестких пружин целесообразно применять
винтовые струбцины и скобы, а также пневматические
приспособления. Струбциной пользуются, когда пру-
жины должны быть помещены в паз в сжатом виде.
В этом случае пружину сжимают до требуемого разме-
ра, устанавливают струбцину над пазом и при помощи
молотка и медной выколотки выталкивают пружины
на место.
Винтовыми скобами удобно пользоваться при мон-
таже крупных пружин в открытых местах (например,
при сборке амортизаторов гусеничного хода).
Сборочные единицы с крупными амортизационны-
ми пружинами, требующими для сжатия больших уси-
лий, собирают при помощи гидравлического пресса.
Установку нескольких пружин (в сборочных едини-
цах клапанов двигателей внутреннего сгорания, в муф-
тах сцепления и пр.) целесообразно проводить на пнев-
матических приспособлениях для одновременного сжа-
тия пружин.
224
4. Сборка типовых сборочных единиц
4.3.7. Сборка гидравлических и пневматических
сборочных единиц и систем
Порядок сборки гидравлических и пневматических
узлов и систем определяется конструкцией этих уст-
ройств. [2]. Обычно сборку ведут в следующем поряд-
ке: сборка силового устройства (рабочих цилиндров,
насосов), сборка аппаратуры управления, монтаж тру-
бопроводов, испытание системы на герметичность и
испытание в работе. Сборка рабочих цилиндров вклю-
чает установку и закрепление поршней на штоке, мон-
таж уплотнений, сборку цилиндров, установку в них
поршневой группы и сборку сальников. Поршень, ба-
зирующийся на цилиндрической шейке штока, уста-
навливают с натягом. Во избежание приваривания пор-
шня к штоку на месте упора помещают медное кольцо.
При установке поршня на конус штока поверхности
сопряжения предварительно проверяют на краску и в
случае необходимости отверстие пришабривают, с тем
чтобы прилегало не менее 75% поверхности конуса.
Затяжка гайки в этом случае производится ключом с
рукояткой ограниченной длины.
Поршень, укрепляемый на резьбе штока, должен
навинчиваться свободно, но без качки. Отверстие под
стопор, препятствующий самоотвинчиванию, сверлят и
нарезают в нем резьбу после установки поршня. Сбо-
рочную единицу поршня со штоком проверяют на бие-
ние на призмах или в центрах; допускаемое биение
0,015-0,02 мм на 100 мм диаметра поршня.
На поршень устанавливают кожаные манжеты: в ци-
линдрах среднего давления — гладкой стороной кожи
наружу, а в цилиндрах высокого давления — шерохо-
ватой стороной. Кольца из маслостойкой резины вво-
дят в канавки посредством монтажных конусов, уста-
навливаемых на днище поршня. Чугунные порш-
невые кольца перед постановкой в канавки разводят
225
Технология сборочного производства
специальными щипцами. Развод этих колец во избежа-
ние перенапряжения материала должен быть строго ‘
ограничен.
Сборка рабочих цилиндров включает пригонку
крышек, проверку резьбы, установку прокладок и за-
тяжку болтов или винтов. Если у цилиндра обе крыш-
ки отъемные, то вначале гильзу и одну из крышек,
имеющую отверстие для штока, соединяют временны-
ми болтами или скобами. После этого вводят поршень
с манжетами или кольцами, устанавливают вторую
крышку с прокладкой и затягивают гайки болтов. За-
тяжку производят крест-накрест равномерно.
Во избежание повреждения манжет или колец при
установке поршня в цилиндр применяют монтажные
гильзы. Уплотнение штока в крышке цилиндра осуще-
ствляют при помощи сальника.
При монтаже цилиндра на машине необходимо со-
блюдать параллельность оси цилиндра направляющим
движения рабочего органа машины. Для выверки ци-
линдра в двух взаимно перпендикулярных плоскостях
обычно предусмотрены на
концах
гильзы
шлифован-
ные пояски, которые концентричны ее внутренней по-
верхности.
Монтаж штока с кронштейном или стойкой должен
осуществляться так, чтобы ось штока совпадала с осью
цилиндра и была параллельна направляющим движе-
ния рабочего органа машины.
При несоблюдении этих требований при эксплуата-
ции цилиндров возможны искривление оси штока и
его защемление в направляющей втулке или в отвер-
стии крышки; неравномерное, с вибрациями, движе-
ние штока и связанного с ним рабочего органа маши-
ны; появление задиров на поверхности штока и на-
правляющей втулки; преждевременный износ уплот-
нительных колец и появление течи масла: увеличение
сил трения и снижение КПД цилиндра.
226
4. Сборка типовых сборочных единиц
При обнаружении течи масла через уплотнитель-
ные кольца штока необходимо отвернуть винты саль-
никовой крышки и снять одну или две компенсацион-
ные прокладки, после чего винты крышки вновь затя-
нуть до отказа.
Для устранения возможного нарушения равномер-
ного движения рабочего органа (вследствие попадания
воздуха в цилиндр) следует совершить два-три полных
движения поршня (или цилиндра) из одного крайнего
положения в другое на холостом ходу. Если в конст-
рукции цилиндра предусмотрены воздухоспускные
краны, удалять воздух надо с их помощью; открывать
краны следует тогда, когда из полости цилиндра выте-
кает масло. Если указанные действия не устраняют
неравномерности движения рабочего органа, необходи-
мо установить и устранить причины подсоса воздуха в
гидросистеме.
Сборка насосов шестеренчатого типа начинается с
подбора зубчатых колес. Особое внимание обращают
на точность зацепления зубьев, так как при погреш-
ностях в зацеплении объемы впадин между зубьями
не полностью заполняются жидкостью, и в магист-
раль попадает воздух, нарушающий нормальную рабо-
ту системы.
Зазоры в зацеплении зубчатых колес выдерживают
в пределах: при модуле 1-4 мм — до 0,2 мм, при
модуле 5-7 мм — 0,3 мм и при модуле 8-10 мм — до
0,4 мм. Диаметральные зазоры между зубчатыми коле-
сами модулей 1-4 мм и корпусом должны быть в преде-
лах 0,07-0,12 мм, зазоры между торцами колес и крыш-
ками корпуса — в пределах 0,04-0,08 мм. В связи с
такой сравнительно малой величиной зазора плоскости
крышек должны быть тщательно обработаны и прове-
рены по краске на плите.
Крепежные винты затягивают равномерно, с тем
чтобы не допустить перекоса и защемления зубчатых
227
Технология сборочного производства
колес. Вращение колес в правильно собранном насосе-|
должно быть плавным и легким. I
В целях предотвращения перегрузок насоса и гид- |
росистемы предохранительный клапан следует настра- I
ивать на давление, превышающее рабочее не более чем |
на 20%. I
У лопастного насоса точность посадки лопаток в т
пазах ротора с зазором 0,02-0,03 мм обеспечивают под- ::
бором лопаток или притиркой их с пастой на плите. J
Лопатки не должны выступать над статорным коль- |
цом; допускается незначительное (на 0,01-0,02 мм) 3
утапливание лопатки в статоре. На эту величину высо- |
та ротора должна быть меньше ширины статорного з
кольца. При установке лопаток в ротор не следует |
забывать, что заостренная часть лопатки должна быть •]
направлена в сторону вращения ротора. В собранном
насосе вращение ротора должно быть свободным. J
После сборки проверяют производительность насо- .а
са на стенде при различных давлениях, обусловленных 1
техническими требованиями. Возможны следующие ос- 1
новные неисправности. |
1. Заедание лопаток в. пазах ротора, сопровождаю- 1
щееся толчками и шумом при работе. Для устра- £
нения неисправности необходимо снять крышку |
насоса и задний диск. Провертывая вал от руки, j
проверить свободное перемещение лопаток в па- ;
зах ротора: если лопатки перемещаются туго,
снять ротор с вала, заметить нахождение лопа-
ток в каждом определенном пазу, так как лопат-
ки могут быть невзаимозаменяемыми, промыть
детали и при необходимости произвести притир-
ку лопаток до легкого хода их в пазах ротора.
2. Насос засасывает воздух, в результате чего не
дает максимального давления, работает с шу-
мом, масляный бак заполняется пеной, стрелка
манометра резко колеблется. Для устранения
228
4, Сборка типовых сборочных единиц
неисправности необходимо проверить уплотне-
ние всасывающего трубопровода насоса и плотно
подтянуть все соединения.
3. Утечка масла по валу через уплотнение — • следу-
ет проверить манжету и в случае повреждения
заменить ее.
Монтаж гидродвигателя на машине производят с
учетом технических требований в горизонтальном, вер-
тикальном или в наклонном положении.
Для обеспечения равномерного движения механиз-
ма, приводимого гидро двигателем, необходимо обеспе-
чить заполнение всей системы жидкостью, не допуская
проникновения туда воздуха.
Монтаж аппаратуры управления осуществляют в
соответствии с требованиями, предъявляемыми к каж-
дому аппарату гидравлической системы. Аппаратура
управления предназначается для контроля и регулиро-
вания направления и скорости движения жидкости, ее
давления и количества. К аппаратуре управления отно-
сятся обратные, редукционные и предохранительные
клапаны, дроссели, реле, золотники и краны.
Клапаны монтируют в горизонтальном, вертикаль-
ном или наклонном положении. Во избежание подсоса
воздуха через сливную трубку необходимо при сборке
достичь плотности в ее сопряжении. Требования в этом
случае предъявляют те же, что и при монтаже подво-
дящих труб.
Особое внимание при монтаже должно быть обра-
щено на плотность прилегания клапана к седлу, что
характеризуется отсутствием протекания масла через
клапан, а также на плотность сопряжений крышки и
корпуса.
Дроссели укрепляют при помощи винтов в горизон-
тальном или вертикальном положении. Расход масла,
проходящего через дроссель, зависит от положения лим-
ба. Поэтому у смонтированного дросселя необходимо
229
Технология сборочного производства
проверить, как изменяется расход масла при вращении?
лимба по часовой стрелке и против. Если же расход:
при этом не уменьшается, то следует проверить воз-
можность перемещения клапана в корпусе и отсут-
ствие перекоса пружины. Реле давления включается в
систему посредством концевого соединения, монтируе-
мого в отверстие с конической резьбой. После установ-
ки обычно производят настройку реле на нужное дав-
ление вращением регулировочного винта. В требуемом
положении регулировочный винт стопорится специаль-
ным резьбовым стопором.
Корпуса золотников устанавливают обычно в гори-
зонтальном положении, что исключает самопроизволь-
ное перемещение золотника при падении давления.
Скорость переключения золотника зависит от положе-
ния дросселей. Поэтому после установки золотника со-
ответствующим вращением дросселей производят его
регулирование. Если таким способом отрегулировать
время переключения золотника нельзя, то причиной
этого может быть неплотное прилегание шарика к сед-
лу, течь масла в стыках или ненормальная работа пру-
жины шарика.
Краны управления монтируют в любом положении
и закрепляют обычно винтами на обработанной плос-
кости корпуса. Отверстия на кране для присоединения
маркированы буквами: Д — подвод давления; С —
сливная труба; Ц1 и Ц2 — подводы к цилиндру.
4.3.8. Гидравлические ‘ испытания собранных
сборочных единиц
Плотные соединения, подверженные в процессе эк-
сплуатации воздействию разности давления гидравли-
ческой среды (вода, масло и т. п.), а также замкнутые
системы и резервуары, выдерживающие большие дав-
ления, после сборки подвергают гидравлическим испы-
таниям.
230
4. Сборка типовых сборочных единиц
В процессе гидравлических испытаний замкнутых
систем также производят регулирование устройств,
препятствующих повышению в системе давления выше
определенного предела. Эти испытания дают возмож-
ность, кроме плотности сочленений, проконтролиро-
вать также и детали в отношении качества литья (на-
личие трещин, свищей, пор и других погрешностей),
сварки (непроваренных мест) и т. п.
В качестве наполняющих жидкостей при гидроис-
пытаниях применяют воду, эмульсию, водный раствор
хромпика, керосин, трансформаторное и дизельное мас-
ло, реже другие жидкости,
В цилиндровой группе двигателя внутреннего сго-
рания неплотности хорошо обнаруживаются при повы-
шении давления жидкости, заполняющей блок или ка-
меру сгорания цилиндра. При гидравлических испыта-
ниях цилиндров или блоков последние устанавливают
на стойку, а отверстия в них, за исключением одного*
закрывают заглушками. К открытому отверстию при-
соединяют шланг от насоса, подающего из бака эмуль-
сию или воду. Давление в процессе испытания посте-
пенно повышают, следя за показаниями манометра и
за состоянием поверхностей. При наличии погрешнос-
тей на поверхности рубашки или соответственно в мес-
тах соединения появляются мелкие капли жидкости,
В ряде случаев испытание проводят сжатым возду-
хом. Испытуемую камеру сборочной единицы также
изолируют от окружающей среды заглушками и запол-
няют воздухом при давлении от 30 до 45 кгс/см2. Если
это давление сохраняется в камере после перекрытия
крана, соединяющего камеру с воздушной магистра-
лью, то результат считается удовлетворительным. Для
проверки герметичности стыков, а также заглушек
контролируемые соединения покрывают тонким слоем
масла, а внутрь подводят сжатый воздух. Если какое-
либо соединение недостаточно плотно, то происходит
231
Технология сборочного производства
утечка воздуха^ который в виде пузырьков обнаружи-j
вается на покрытой маслом поверхности. :- i
Гидравлические испытания сборочных единиц, тре-;
бующие низких давлений жидкости, удобно проводить с;
помощью пневмогидравлических установок, работаю--;
щих без насосных станций, от цеховой пневматической •
сети. Испытуемую сборочную единицу устанавливают,-
на прокладки стола установки и закрепляют прижима-
ми. Далее включением воздушного крана создают в ре-,
зервуаре требуемое давление жидкости, при котором
испытывают плотность сопряжений сборочной единицы.
4.3.9. Клеймение и маркировка деталей
и сборочных единиц
Клеймом называют знак, свидетельствующий о со-
ответствии детали или собранной СЕ техническим тре-
бованиям. Клеймо ставит на узле после его проверки
либо сборщик, либо работник технического контроля.
Детали, входящие в состав той или иной СЕ, после-
подбора или при наличии некоторой индивидуальной
пригонки, кроме того, маркируют, т. е. наносят на них
знаки с обозначением размера, группы, технических^
данных и пр.
Клеймение и маркировка могут быть осуществле-
ны механическим, химическим и электрическим спо-
собами. Простейшим видом механического клеймения
является выбивание цифр, букв или знаков на поверх-
ности детали при помощи стальных пуансонов. Вы-
полнять эту операцию вручную нерационально. Более
целесообразным является применение специальных
прессов, в частности электромагнитных. Для клейме-
ния и маркировки массовых деталей, пальцев, стака-
нов, роликов, колец и пр. используются автоматы.
Однако эти способы клеймения и высокопроизводи-
тельные механизмы применяются для деталей, закон-
ченных обработкой или в процессе ее, в механических
232
4. Сборка типовых сборочных единиц
цехах. В сборочных цехах распространены преимуще-
ственно химический и электрический способы клей-
мения и маркировки.
Химические способы применяют как для сталей,
так и для медных сплавов. Клеймение или маркировку
осуществляют резиновыми штампами. Для смачива-
ния штампов применяют войлочные или фетровые по-
душки, находящиеся в плотно закрываемых коробках.
В составы травильных растворов для: стальных деталей
входят растворы азотнокислого висмута, азотнокисло-
го никеля, азотная кислота, серная кислота.
Для деталей из медных сплавов применяют раствор
из медного купороса, азотнокислого серебра; азотной
кислоты и ацетона.
5%-ный раствор соляной кислоты в азотной кисло-
те употребляют для нанесения знаков на бронзовых
деталях.
Места, подлежащие маркировке, очищают от смаз-
ки, промывают бензином и протирают известью с по-
мощью фетровой протирки.
После нанесения знака выдерживают 1-2 минуты
до появления текста, после чего излишек кислоты уда-
ляют с поверхности фильтровальной бумагой, а отпеча-
ток нейтрализуют 10%-ным раствором в воде нитрита
натрия или 10%-ным водным раствором тринатрий-
фосфата. Во избежание появления коррозии место мар-
кировки смазывают щелочной смазкой, протирают чи-
стой марлей досуха и покрывают тонким слоем техни-
ческого вазелина.
Процесс химической маркировки однотипных дета-
лей или сборочных единиц может быть в значительной
t мере механизирован.
На многих заводах крупносерийного производства
для маркировки деталей, рассортированных на размер-
ные группы, применяют краски белого, синего, желто-
го, зеленого и других цветов. Условные знаки наносят
233
Технология сборочного производства
соответствующей краской на нерабочих поверхностях!
деталей. Применяют также авторучки, наполненный
специальными чернилами, с помощью которых можно!
наносить надписи на металлах и пластмассах. Эти черте
нила стойки по отношению к воде, жирам и растворит!
телям. Надписи высыхают в течение нескольких ce.J
кунд. Применяются также чернила для временных над-|
писей, смываемые по истечении надобности водой илия
другими растворителями.
В условиях мелкосерийного производства удобноЯ
пользоваться также электрогравировальными аппаратами.|
В условиях массового производства исподьзуют бо-j
лее эффективный электроэрозионный способ клейме-1
ния и маркировки, основанный на электроискровом!
эффекте. J
4,3.10. Трубопроводы и уплотнения |
Трубопроводы для воды и других жидкостей изго-|
товляют из стальных газопроводных или тонкостей-^
ных труб. Требуемую форму трубопроводу придают]
путем гибки или соединения отдельных частей трубы!
фитингами или на фланцах. Трубопровод цо возмож-1
ности должен иметь минимальное число колен и изги-|
бов. Части трубопроводов поступают на сборку в под- ;-
готовленном виде, т. е. соответствующей длины и с '
нарезанной на концах резьбой. При сборке трубопро-1
водов для получения соединений необходимой плотно- ‘
сти резьбу покрывают масляной краской и обматыва-
ют льняной паклей, промазанной составом, состоящим
из двух частей сурика и одной части натуральной
олифы. Сборку удобно производить, зажимая часть
трубопровода в специальных откидных зажимах, ук-
репленных на верстаке. Для уменьшения влияния теп-
ловых деформаций и вибраций в водяных системах
применяют гибкие соединения с помощью дюритовых
шлангов и хомутиков [2].
234
4. Сборка типовых сборочных единиц
В условиях мелкосерийного производства при сбор-
ке трубопроводов приходится выполнять различные
слесарные операции по резке и гибке труб, снятию
фасок и нарезанию резьбы на трубах. Для выполнения
этих операций Целесообразно применять установки
(верстаки), оборудованные различными механизиро-
ванными устройствами.
Трубопроводы для гидравлических, пневматичес-
ких и топливных систем выполняют из медных, латун-
ных, алюминиевых или стальных тонкостенных труб.
Неразъемные соединения в трубопроводах обеспечива-
ют сваркой или пайкой труб твердыми припоями с
применением переходных муфт. Разъемные соедине-
ния трубопроводов обеспечивают с помощью различ-
ной резьбы или фланцевой арматуры.
Припайку ниппелей и конусов к трубке производят
медным или другим твердым припоем, так как пайка
оловом не может обеспечить необходимую прочность в
условиях работы системы с вибрацией.
В соединениях с торцовым уплотнением герметич-
ность достигается прокладкой, расположенной между
торцом штуцера и заплечиком ниппеля и поджимае-
мой накидной гайкой.
4.3.11. Оборудование сборочных цехов
Оборудование сборочных цехов условно может быть
разделено на две группы: технологическое, предназна-
ченное непосредственно для выполнения работ по осу-
ществлению подвижных или неподвижных сопряже-
ний деталей, их регулировке и контролю в процессе
узловой и общей сборки, й вспомогательное, назначе-
ние которого — механизировать все виды вспомога-
тельных работ, объем которых при сборке изделий
весьма большой [2].
Техническая характеристика необходимого для сбо-
рочных работ подъемно-транспортного оборудования
235
Технология сборочного производства
зависит от типа и масштаба производства, вида органиЖ
зации процесса сборки, конструктивных и технологи-ш
ческих данных собираемых изделий. Основные видыЯ
подъемно-транспортных средств, применяемых в сбо-я
рочных цехах: 1) подъемные — гидравлические, пневая
матические и гидропневматические домкраты, электЯ
рические лебедки, полиспасты, тали, электро- и пнев-Я
моподъемники, подъемники-кантователи; 2) подъем-Я
но-траяспортные — тельферы, кран-балки, мостовыеЯ
краны, поворотные краны, передвижные напольные»
краны; 3) транспортные — рольганги, тележки рельсо-Я
вые и безрельсовые, конвейеры. я
Подъемные и подъемно-транспортные средства, заД
исключением некоторых видов электрических и пнев- Д
матических подъемников, а также легких поворотных j
и напольных кранов, в основном применяют при ста-Д
ционарной сборке; подъемники и краны — при стацио- я
нарной и подвижной сборке:, а транспортные средстваД
предназначены главным образом для подвижной сбор-я
ки машин. Я
Значительную долю трудоемкости сборочных работ 1
составляют затраты времени на горизонтальное пере- Я
мещение объектов сборки. Механизация этих вспомо- 1
гатедьных элементов операций важна для повышения Я
общего уровня механизации сборочных работ. |
При ручном перемещении собираемых изделий при- I
меняют рольганги, рельсовые и безрельсовые пути с I
тележками, а при механическом перемещении — кон-
вейеры. ।
Рольганги. Наиболее распространенные при сборке.
Сборочные рольганги бывают однорядные и двухряд-
ные, горизонтальные и наклонные, прямолинейные,
подковообразные и замкнутые. Собираемые сборочные
единицы или изделия либо опираются на роликовую
поверхность рольгангов непосредственно, либо устанав-
ливаются на деревянные или металлические поддоны
236
4. Сборка типовых сборочных единиц
соответствующей формы. Скорость передвижения изде-
лий на рольгангах — до 20 м/мин.
Пригоночные операции при сборке изделий часто
выносят из потока на специальное рабочее место. В этом
случае рольганг оборудуют отводными участками. Изде-
лия передают на эти участки при помощи поворотных
или подъемных секций, приводимых в действие пнев-
моцилиндрами.
Интересной разновидностью рольгангов являются
склизы с выступающими над поверхностью тарами;
они могут найти широкое применение. Собираемое на
поддоне изделие на таком склизе можно легко повора-
чивать; радиусы закругления здесь возможны значи-
тельно меньшие, чем у рольгангов.
Сборочные тележки. При поточной сборке часто
используют тележки, на которых закрепляют соби-
раемые изделия; тележки последовательно передви-
гают от одного рабочего места к другому со скорос-
тью 10-15 м/мин. На колеса тележки надевают ли-
тые резиновые шины, вследствие чего ее можно пе-
ремещать по обычному полу или же по накладкам,
выполненным в виде полос из котельного железа,
уложенных по полу цеха.
При значительном весе изделий тележки снабжают
колесами с ребордами для движения по рельсам. Для
удерживания таких тележек в требуемом месте предус-
мотрен стопорный механизм. Рельсы укладывают на
бетонных подушках таким образом, чтобы головка их
была заподлицо с полом или несколько утоплена. Для
возврата тележек в исходное положение применяют
вспомогательный рельсовый путь.
При сборке малогабаритных изделий пути для дви-
жения тележек могут быть установлены на эстакадах
высотой 0,7-0,8 м. Для возвращения тележек в исход-
ное положение применяют холостые пути, которые рас-
полагают или на одном уровне с путями рабочей ветви,
237
Технология сборочного производства
или же под ними. Для передачи тележек на холостув
ветвь служат поворотные круги или механизмы подъем
ма с пневматическим цилиндром.
Конвейеры сборочных цехов подразделяются не
сборочные и транспортные [2]. Сборочные бывают с
непрерывным и периодическим движением рабочего:
органа. Конвейеры с непрерывным движением подрав-;
деляются на ленточные, пластинчатые и тележечные?
(горизонтально замкнутые, вертикально замкнутые и*
подвесные). Конвейеры с периодическим движением*
подразделяются на шагающие, карусельные, тележеч<,
ные, на воздушной подушке и с гидростатическими;
направляющими. Транспортные конвейеры бывают пей
редающие и комплектующие, которые, в свою очередь,)
подразделяются на конвейеры с ручным перемещением;
и механизированным (грузонесущие, грузотянущие,-;
толкающие, с автоматическим адресованием). -i
Сборочные конвейеры предназначены для переме-!
щения собираемых изделий на узловой и общей сбор-!
ках, транспортные — для подачи на сборочные участ-
ки и линии деталей и полуфабрикатов. •;)
Конвейеры сборочные ленточные применяют при;
сборке мелких сборочных единиц и изделий. Широкое?
распространение они получили в приборостроении.
Скорость движения ленты 0,02-0,5 м/с.
Приводной тележечный конвейер представляет собой:'
механизм для периодического или непрерывного движе-
ния групп тележек, скрепленных одной или двумя цепя-
ми. Скорость перемещения тележек 0,1-4 м/мин.
У пластинчатых конвейеров тяговым органом явля-
ются одна или две цепи, а рабочая поверхность конвей-
ера выполнена в виде металлических или пластмассо-
вых (реже деревянных) пластин.
Конвейеры обычно располагают на участке сборки в
одну линию. При большом количестве сборочных опера-
ций и крупногабаритном изделии длина конвейера мо-
238
4. Сборка типовых сборочных единиц
жет быть слишком большой для размеров цеха. В таких
случаях линию конвейера делают Г- или П-образной.
На углах предусматривают поворотные круги с переда-
точным конвейером. Цикл работы таких кругов авто-
матизируют.
Для сборки сборочных единиц при небольшом коли-
честве операций применяют карусельные конвейеры,
представляющие собой круглый вращающийся стол, по
периметру которого размещается от четырех до восьми
рабочих мест. На специальной неподвижной стойке при
необходимости устанавливают требуемое по технологии
сборки сборочной единицы оборудование (пресс, кле-
пальную скобу и пр.) или подвешивают механизирован-
ный инструмент. Внутри корпуса стола помещается
привод, состоящий из электродвигателя, вариаторов и
червячного редуктора. На сборочном участке карусель-
ные конвейеры размещают вблизи главного конвейера с
таким расчетом, чтобы сборочные единицы непосред-
ственно поступали на общую сборку изделий.
Для сборки крупных объектов применяют цепные
напольные конвейеры. Изделия собирают в этом слу-
чае на одной или двух тележках, ролики-катки кото-
рых опираются на рельсы или стальные пластины,
вмонтированные в пол. Тележки при помощи сцепок
присоединяют к тяговой цепи (или тросу), расположен-
ной в канаве ниже уровня пола.
Для машин, имеющих ходовую часть (тракторы,
автомобили и др.), конвейер имеет специальные те-
лежки лишь на том участке, где монтируют ходовую
часть. В дальнейшем собираемый объект присоединя-
ют непосредственно к цепи или тросу. После оконча-
ния сборки изделия сходят с конвейера на своем ходу.
Такие конвейеры могут иметь одну или две парал-
лельные тяговые цепи. В приводных механизмах кон-
вейеров обычно предусматривают вариаторы для из-
менения скорости передвижения от 0,1 до 5 м/мин.
239
Технология сборочного производства
Движение конвейера может совершаться непрерывно
или периодически со скоростью 4-5 м/мин.с последу-
ющими остановками продолжительностью, равной
темпу сборки.
При пульсирующем движении цепного конвейера
тяговая цепь может двигаться последовательно в одном
и том же направлении или же совершать возвратно-
поступательное движение. В последнем случае прямо-
линейные участки цепи иногда заменяют штангами,
выполненными из швеллерных балок. К штангам приг
варивают кулачки с односторонним скосом, которые,
упираясь в изделия, продвигают их на заданное рассто-
яние (на величину хода штанг) от одного рабочего
места к другому.
Транспортные конвейеры. Для транспортирования
деталей и сборочных единиц, предназначенных для
сборки изделий, а также готовых изделий на испыта-
тельные станции или в окраску применяют подвесные
конвейеры. Трасса подвесного конвейера простран-
ственная, поэтому одним конвейером можно обслужить
большое количество рабочих постов на сборке. Ско-
рость подвесных конвейеров до 25 м/мин.
Сборочные стенды. Машины и крупные сборочные
единицы часто собирают на станках-стендах, конструк-
ция которых зависит от формы, веса и размеров изде-
лия, а также организации производства. Если сборку
производят без перемещения изделия, то стенды дела-
ют с неподвижными основаниями. В случае же, когда
собираемые изделия должны в процессе сборки переме-
щаться, стенды снабжают ходовой частью в виде глад-
ких или ребордчатых роликов. Стенды делают ориен-
тируемые, что позволяет устанавливать собираемый
объект в удобное для данной операции положение.
Подъемные устройства, применяемые при сборке.
Важным вспомогательным элементом операции явля-
ется необходимое во многих случаях перемещение
240
4. Сборка типовых сборочных единиц
объекта сборки в вертикальном направлении или пово-
рот и закрепление собираемой сборочной единицы либо
изделия'в удобном для сборщика положении. Механи-
зация этих процессов дает значительную экономию за-
трат времени на сборку, повышает производительность
и облегчает труд сборщика.
Применяют также разнообразные конструкции спе-
циальных пневматических подъемников, предназна-
ченных для выполнения определенных работ на одном
рабочем месте. Грузоподъемность их до 500 кг.
Из специальных типов кранов на сборочных лини-
ях распространены консольные поворотные краны гру-
зоподъемностью до 1 т и вылетом до 6 м. Такой кран
может поворачиваться на угол до 180°. В качестве
подъемного средства используют электротали или
пневматические подъемники, подвешиваемые на ка-
ретку, перемещаемую по полке консоли крана. Управ-
ление подъемником кнопочное или с помощью тяг, с
пола. Кран поворачивают вручную посредством строп.
Для съема с конвейера собранных изделий среднего
габаритного размера удобно использовать двухплече-
вые консольные краны с электролебедкой.
4,3.12. Ручной и механизированный инструмент,
применяемый прй сборке
Инструмент, используемый в сборочном производ-
стве, делится на две группы: для вспомогательных при-
гоночных работ, связанных со снятием стружки, и для
основных технологических сборочных работ. Сюда от-
носятся инструменты ручные, когда расходуется толь-
ко энергия сборщика, и механизированные. Все инст-
рументы подразделяются на универсальные и специ-
альные.
К ручному относится режущий, вспомогательный
и слесарно-сборочный инструмент. Режущий инстру-
мент — это напильники, шаберы, надфили, притиры;
9. Зак. 348
241
Технология сборочного производства
вспомогательный — кернеры, бородки, пробойники,
выколотки, клейма, специальные молотки; слесарно-
сборочные — гаечные ключи, отвертки, шпильковер-
ты, плоскогубцы, круглогубцы и острогубцы, шплин-
то- и штифтовыдергиватели, оправки.
По возможности ручной инструмент необходимо за-
менять механизированным. Однако полностью отка-
заться от применения ручного инструмента не всегда
представляется возможным. Тогда для повышения эф-
фективности и улучшения качества сборки целесооб-
разно применять ручные инструменты специального
назначения.
Целесообразно, например, применять накладные
многогранные гаечные ключи, имеющие замкнутый
контур (рис. 4.27) [2]. Они более жестки, дают возмож-
ность обеспечить большую затяжку гаек или винтов.
При навинчивании крупных гаек, когда требуются
значительные крутящие моменты, применяют подобные
ключи с двумя рукоятками или ключи-коловороты. Эти
ключи ускоряют завинчивание гаек и винтов примерно
в 4-5 раз.
Затягивать винты и гайки крупных размеров, осо-
бенно в труднодоступных местах, удобно трещоточны-
Рис. 4.27. Конструкция 12-гранного гаечного ключа
242
4. Сборка типовых сборочных единиц
ми ключами, которые, как и торцовые, не надо сни-
мать с гайки после каждого поворота, что позволяет
экономить до 50-60% времени по сравнению с выпол-
нением операций обычными ключами. Для сборки со-
единений с диаметрами резьбы до 20 мм удобно приме-
нять ключи с торцовыми трещотками.
Для завинчивания вручную винтов небольших раз-
меров можно также применять отвертки-дрели. При их
помощи процесс завинчивания ускоряется в 1,5-2 раза,
но при ввинчивании мелких винтов необходимо удер-
живать их руками до тех пор, пока винт не будет ввин-
чен на две-три нитки. Особенно замедляется работа при
установке винтов в стесненных местах. В таких случаях
целесообразно применять отвертку с цанговым держате-
лем или отвертку с пластинчатой пружиной.
Для пригоночных работ используется следующий
механизированный инструмент: сверлильные и шлифо-
вальные ручные машины, механические шаберы, ма-
шины для нарезания резьбы. Непосредственно при вы-
полнении сборочных операций применяются заверты-
вающие и развальцовывающие машины. В сборочном
производстве используются универсальные и специали-
зированные ручные машины с электрическим, пневма-
тическим, реже гидравлическим приводами.
Ручные машины вращательного действия широкое
применение находят при сборке резьбовых соединений.
Механизированный инструмент, наряду с быстрым на-
винчиванием гайки или завинчиванием винта, должен
обеспечить также требуемую величину затяжки резь-
бового соединения.
Кроме типа двигателя, основным фактором, харак-
теризующим гайко- и винтозавертывающие машины,
является тип муфты, с помощью которой крутящий
момент передается на шпиндель и монтируемую деталь
резьбового соединения. По этому признаку гайко- и вин-
тозавертывающие машины могут быть следующими.
9* 243
Технология сборочного производства
1. С муфтами прямого привода, полностью передаю-
щими создаваемый двигателем крутящий момент
на шпиндель. Величина крутящего момента в этих
инструментах постоянна, зависит от давления пита-
ющего воздуха (эти инструменты, как правило,
пневматические или гидравлические). При полной
затяжке соединения двигатель останавливается. Та-
кие инструменты применяют при сборке соедине-
ний, не требующих высокой точности затяжки, при
групповом использовании, когда для одного агрега-
та требуется несколько шпинделей.
2. С ударно-импульсными муфтами, обеспечивающими
передачу вращающего момента в процессе затяжки
винта или гайки при помощи ударных импульсов,
сообщаемых ведомой полумуфте. Достоинством та-
ких муфт является то, что на шпинделе инструмента
при затяжке можно создать значительный крутя-
щий момент, при этом реактивный момент только
частично передается на руки сборщика. Однако в
связи с отсутствием возможности регулирования
силы ударов в муфте и крутящего момента точность
затяжки резьбового соединения недостаточна.
3. С ограничительными муфтами, позволяющими пе-
редавать шпинделю крутящий момент определен-
ной величины, требуемой условиями затяжки.
Муфта вступает в работу, когда затяжка гайки или
винта достигнет установленной величины. Ее ку-
лачки сцепляются под действием пружины. При
возникновении на скосах кулачков осевых сил, пре-
вышающих силу затяжки пружины, последняя бу-
дет сжиматься, и муфта начнет срабатывать, что
сопровождается характерным «прощелкиванием»,
свидетельствующим об окончании затяжки.
4. С предельными муфтами, воздействующими на
привод и полностью отключающими его при дости-
жении в резьбовом соединении требуемой затяжки.
244
4. Сборка типовых сборочных единиц
Инструменты с этими муфтами дают возможность
обеспечить высокую и повышенную точность за-
тяжки. Инструмент применяется преимущественно
для мелкой и средней резьбы.
Для завинчивания мелких винтов и других крепеж-
ных деталей применяют разнообразные конструкции ме-
ханизированных отверток, действующих от электродви-
гателей через гибкий вал или со встроенными в корпус
легкими двигателями. Обычно головки таких отверток
имеют кулачковые или конусные фрикционные муфты,
ограничивающие величину крутящего момента.
В некоторых сборочных производствах получают
распространение гидровинтовые гайковерты, к преиму-
ществам которых следует отнести высокий крутящий
момент на единицу массы; высокий (около 60%) КПД;
меньшие, чем у пневматических инструментов, габа-
ритные размеры; большую износостойкость деталей в
связи с их обильной смазкой; возможность точного
регулирования крутящего момента; бесшумность в ра-
боте; меньшие эксплуатационные затраты. Гидровин-
товые гайковерты удобны для встраивания в гайко- и
винтозавертывающие агрегаты автоматических сбороч-
ных машин и линий.
Многошпиндельный гаййо- и в и нто завертывающий
инструмент получил самое широкое распространение.
Преимущество его состоит не только в возможности
увеличения производительности труда, но также и в
улучшении качества сборки.
Большое применение находят пневмогайковерты,
обеспечивающие качественную затяжку резьбовых со-
единений по углу поворота и затяжку по удлинению,
с системой электронного контроля, точно улавливаю-
щие момент растяжения болта и затем прекращающие
затяжку. Затяжка непосредственно по удлинению ис-
ключает все неточности и погрешности, имеющие мес-
то при традиционных методах контроля.
245
© ПРАВИЛА И ПРИМЕРЫ ЗАПОЛНЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
НА СЛЕСАРНЫЕ, СЛЕСАРНО-СБОРОЧНЫЕ
И ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ
5.1. Общие требования
Общие требования к оформлению текстовых и гра-
фических документов, проектируемых различными ме-
тодами, должны соответствовать ГОСТ 3.1129-93 и
ГОСТ 3.1130-93.
Коды материалов и средств технологического осна-
щения следует присваивать по общероссийскому клас-
сификатору продукции (ОКП). Допускается присваивать
коды материалов и средств технологического оснаще-
ния по действующим на предприятиях классификато-
рам АСУ и нормам машиностроения.
Допускаются сокращения слов в тексте, установ-
ленные государственными стандартами или применяе-
мые в них.
Допускается в МК, КТП, ОК, КТО и др. документах
описание одного перехода, выполненного на строках
0,Т или О, Т, Р, отделять от описания последующего
перехода 1-2 свободными строками.
Обозначение технологической документации
Каждому разработанному и выпускаемому в обра-
щение технологическому документу, а также комплек-
ту документов (документации) присваивается обозначе-
ние в соответствии с ГОСТ 3.1201-85.
246
5. Правила и примеры заполнения технологических документов...
Обозначение документа (комплекта документов)
указывается в графах основной надписи по ГОСТ
3.1103-82: обозначение документа — графа 4, обозна-
чение комплекта документов — в графе 25.
Структура обозначения состоит из кода организа-
ции, кода характеристики документа и порядкового
номера.
Код организации — разработчика или организации
заказчика (если разработчик не является собственни-
ком) — следует присваивать по общероссийскому клас-
сификатору предприятий, учреждений и организаций
(ОКПО). Указывается по ОКПО идентификационный
код с контрольным числом (КЧ).
Код характеристики документа следует присваивать
в соответствии со структурой, установленной ГОСТ
3.1201-85.
Порядковый регистрационный номер документа
должна присваивать служба предприятия-собствен-
ника, ответственная за ведение картотеки учета обо-
значений.
Заполнение граф основной надписи
Правила заполнения граф основной надписи техно-
логических документов должны соответствовать ГОСТ
3.1103-82.
В графе 1 следует указывать сокращенное наиме-
нование или условное обозначение предприятия (орга-
низации) — разработчика технологических докумен-
тов или заказчика, если разработчик не является соб-
ственником.
В графе 2 допускается указывать код детали, сбо-
рочной единицы по ОКП. Запись в графе выполняется
в две строки: в верхней строке указывается код детали
(сб. единицы, изделия) по ОКП, в нижней строке —
обозначение детали (сб. единицы, изделия) по конст-
рукторскому документу.
247
Технология сборочного производства
На свободных строках графы 12 следует указывать
характер работы, выполняемой лицами, подписываю-
щими документы: «Проверил» и «Нормировал».
Обозначение конструкторского документа изделия
(сборочной единицы), куда входит деталь (сб. единица),
на изготовление которой разработан комплект техноло-
гических документов, следует указывать в графе 24.
Краткое наименование технологического процесса
или метода обработки следует указывать в графе 29
блока Б6 основной надписи только на первом или
Таблица 5.1
Вид документа Условное обозначе- ние Обозначение документа Номер формы
Титульный лист ТЛ ГОСТ 3.1105-84 1,2,3
Карта эскизов кэ ГОСТ 3.1105-84 7,7а, 8,8а
Технологическая инст- рукция ти ГОСТ 3.1105-84 5,5а
Маршрутная карта мк ГОСТ 3.1118-82 16,2
Операционная карта слесарных, слесарно- сборочных и электро- монтажных работ мк/ок ГОСТ 3.1118-82 16,2
Комплектовочная карта мк/кк ГОСТ 34118-82 16,2
Ведомость оснастки мк/во ГОСТ 3.1118-82 16,2
Операционная карта технического контроля мкгок ГОСТ 3.1118-82 16,2
Карта типового техноло- гического процесса мк/кттп ГОСТ 3.1118-82 16,2
Карта типовой операции мк/кто ГОСТ 3.1118-82 16,2
Карта технологической информации мк/кти ГОСТ 3.1118-82 16,2
248
5. Правила и примеры заполнения технологических документов...
заглавном листе каждого вида документа, входящего в
комплект.
Для описания технологических процессов слесар-
ных, слесарно-сборочных и электромонтажных работ
следует применять документы, указанные в таблице 5.1.
Обязательность применения того или иного вида
документа для описания ЕТП определяется в соответ-
ствии с требованиями ГОСТ 3.1119-83.
При описании ТТП (ГТП) необходимость примене-
ния документа определяется в соответствии с требова-
ниями ГОСТ 3.1121-84,
5.2. Правила заполнения документов
общего назначения
Правила заполнения титульного листа
Титульный лист является первым листом комплек-
та технологических документов (документации). Обя-
зательность применения титульного листа установлена
стандартом предприятия. Обязательность применения
титульного листа дополнительно должна быть регла-
ментирована стандартом предприятия.
Титульный лист следует составлять на формах 1,
2, 3 по ГОСТ 3.1105-84. Примеры заполнения ТЛ при-
ведены в приложении.
Графы основной надписи титульного листа следует
заполнять в соответствии с ГОСТ 3.1103-82, за исклю-
чением граф 23, 26 и 27. Графу 23 следует заполнить
по усмотрению предприятия.
Правила заполнения титульного листа должны со-
ответствовать ГОСТЗ.1105-84.
На поле 1 следует указывать наименование мини-
стерства или агентства.
249
Технология сборочного производства
На поле 2 — левой части поля под графой «Согла-
совано» указывается должность и подпись лица, согла-
сующего документы от заказчика; в правой части поля
под грифом «Утверждаю» следует указывать должность
и подпись лица, утвердившего документ от разработчи-
ка или заказчика, если разработчик не является соб-
ственником.
Запись данных на поле 3 следует выполнять в соот-
ветствии с ГОСТ 3.1105-84.
Титульный лист с грифом «Комплект документов»
оформляется при проектировании технологического
процесса одного вида работ. Например, на технологи-
ческий процесс слесарно-сборочных работ, электромон-
тажных работ и т. д.
Титульный лист с грифом «Комплект технологичес-
кой документации» оформляется при проектировании
технологического процесса изготовления или ремонта
изделия и (или) его составных частей, т. е. комплект
технологической документации может состоять из не-
скольких комплектов документов по отдельным видам
работ, выполняемых по изготовлению изделия (состав-
ных частей), или из документов, содержащих описание
изготовления изделия (составных частей), начиная от
получения заготовки до полного его (их) изготовления.
В правой части поля 4 указываются должности и
подписи лиц от разработчика. Должности и подписи
лиц от разработчика или заказчика, если разработ-
чик не является собственником, указываемые в ле-
вой части поля 4, регламентируются стандартами
предприятия.
На поле 5 следует указывать номер акта, оформлен-
ного по ГОСТ 3. 1113-79, и дату внедрения технологи-
ческого процесса (операции).
На поле 6 указывается обозначение отраслевого
стандарта или руководящего технологического матери-
ала, регламентирующего комплектность документов.
250
5. Правила и примеры заполнения технологических документов...
Правила заполнения карты эскизов
Карту эскизов следует составлять по формам 7, 7а,
8, 8а по ГОСТ 3.1105-84.
Карту эскизов следует заполнять в соответствии с
требованиями ГОСТ 3.1105-84, ГОСТЗ. 1129-93, ГОСТ
3.1130-93, ГОСТ 3.1120-93, ГОСТ 3.1107-84.
Пример заполнения карты эскизов приведен в при-
ложении.
Правила заполнения
технологической инструкции
Технологическую инструкцию следует составлять
на формах 5, 5а по ГОСТ 3.1105—84.
Технологическую инструкцию следует заполнять в
соответствии с требованиями к выполнению текстовых
документов, установленными ГОСТ 2.105-95, ГОСТ
3.1129-93, ГОСТ 3.1130-93,ГОСТ 3.1105-84.
Отражение требований безопасности труда в техно-
логической инструкции необходимо выполнять в соот-
ветствии с требованиями ГОСТ 3.1120-83.
5.3. Правила заполнения документов
специального назначения
Правила заполнения маршрутной карты
Маршрутную карту следует составлять по формам
16, 2 по ГОСТ 3.1118-82. Пример заполнения МК при-
веден в приложении.
Информацию в маршрутной карте и карте техноло-
гического процесса следует указывать на строках с
символами А, Б, О, Т: при маршрутном описании опе-
раций заполняются все указанные типы строк, а при
операционном описании — только строки с символа-
ми А и Б. Допускается при операционном описании
251
Технология сборочного производства
операций перемещения указывать краткую информа-
цию на строке с символом О, без указания информации
об оснастке.
При заполнении построчной информации следует
руководствоваться правилами по заполнению соответ-
ствующих граф, расположенных на строках, в соответ-
ствии с требованиями ГОСТ 3.1118-82, ГОСТ 3.1119-83,
ГОСТ 3.1121-84, ГОСТ 3.1120-83.
Состав построчной информации приведен в табли-
це 5.2.
Таблица 5.2
Обозначение слу- жебного символа строки Наименование (условное обозна- чение графы) Содержание информации
1 2 3
А Цех. Номер цеха, в котором выполняется операция
А Уч. Номер участка, поточной линии, конвейера
А РМ Номер рабочего места
А Опер. Номер операции
А Код, на- именова- ние опе- рации Код и наименование операции по российско- му классификатору технологических опера- ций в машиностроении и приборостроении (КТО) или по действующему отраслевому классификатору. Допускается вместо полно- го наименования операций технического контроля по классификатору указывать крат- кое наименование «контрольная».
А Обозна- чение докумен- та Обозначение технологических документов по ГОСТ 3.1201-85, обозначение инструкций по охране труда. Очередность записи ссылок на обозначения технологических документов для ЕТП установлена ГОСТ 3.1119-83, для ТПП (ГТП)-ГОСТ 3.1121-84
252
5, Правила и примеры заполнения технологических документов,..
Продолжение табл. 5.2
1 2 3
Б Код, на- именова- ние обо- рудова- ния Код оборудования по общероссийскому клас- сификатору продукции (ОКП), наименование оборудования и инвентарный номер. Допускается не указывать инвентарный номер. Вместо наименования оборудования допус- кается указывать его модель
Б СМ Код степени механизации. Допускается графически не заполнять
Б Проф. Код профессии по общероссийскому клас- сификатору профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР)
Б Р Разряд работы выполняемой операции
Б. УТ Код условий труда по классификатору ОКПДТР
Б КР Количество рабочих, занятых при выполне- нии операции
Б жжд Количество одновременно изготавливаемых деталей
Б КП Единица нормирования, т. е. количество дета- лей, на которое установлена норма времени
Б оп Объем производственной партии
Б Кат. Коэффициент штучного времени
Б Тпз. Норма подготовительно-заключительного времени на операцию
Б Тшт, Норма штучного времени на операцию. ПРИМЕЧАНИЕ: запись информации в каждой из вышеуказанных граф следует выполнять в пределах длины графы с возможностью ее переноса (при необходимости) на после- дующие строки
0 - Описание содержания операций (переходов). Перед описанием каждого перехода следует указывать номер перехода
253
Технология оборонного производства
Окончание табл..5.2
1 2 3
На первой строке каждого перехода следует указывать: в графе «ТПз» - норму вспомогательного времени на переход; в графе - норму оперативного време- ни на переход. На последующих строках за- пись содержания перехода при ручном про- ектировании выполняется по всей длине строки, при автоматизированном проектиро- вании - до графы «Тпз,»
т Информация о технологической оснастке, применяемой при выполнении операции. Запись данных по оснастке следует выпел* нять по всей длине строки в следующем по- - рядке: приспособления; вспомогательный инструмент; режущий инструмент; средства измерения; средства защиты
С целью сокращения общего состава документов,
применяемых на предприятии, следует применять фор-
мы маршрутных карт взамен:
— операционной карты (ОК);
— карты технологического процесса (КТП);
— карты типового технологического процесса
(КТТП);
— ведомости оснастки (ВО);
— комплектовочной карты (КК);
— карты технологической информации (КТИ), при-
меняемой взамен ВТП (ВТО);
— карты типовой операции (КТО).
При применении формы МК в качестве других
видов технологических документов в нижней левой
части поля документа (блок Б6 основной надписи)
254
5. Правила и примеры заполнения технологических документов...
следует указывать через дробь условное обозначение
того вида документа, который выполнен не МК. На-
пример, МК/ОК; МК/КТП; МК/ВО; МК/КТИ; МК/КК;
МК/ВТО и т. Д.
Правила заполнения операционной карты
слесарных, слесарно-сборочных
и электромонтажных работ
В качестве операционной карты для описания сле-
сарных работ применять формы МК 16, 2 по ГОСТ
3.1118-82. Пример заполнения МК/ОК сборки приве-
ден в приложении.
Информацию в ОК следует указывать на строках с
символами А, Б, О, Т. При этом информация на строках
с символами А и Б, являющаяся общей для всей опера-
ции, указывается один раз, а информация на строках с
символами О и Т указывается для каждого перехода.
Запись информации на строках с символами А и Т
следует заполнять так же, как и на соответствующих
строках маршрутной карты, содержание которых при-
ведено в таблице 2.
На строке с символом А:
допускается заполнять графы: «Цех», «Уч.», «РМ»;
в графе «Обозначение документа» следует указывать
ссылки на обозначение карты эскизов и обозначение
инструкции по охране труда.
На строке с символом Б следует заполнять графы
«Код, наименование оборудования», «Тпз » и «Тшт».
При этом в графе «Тпз » следует указывать норму вспо-
могательного времени на операцию (Тв), а в графе
— норму основного времени на операцию (То).
После записи информации на строке с символом Б
при необходимости следует указывать:
— требования по безопасности труда, касающиеся
конкретного выполнения операции и являющиеся
255
Технология сборочного производства
исключением от общих требований, установлен-
ных ИОТ или ТИ;
— на строках с символом Т информацию об оснастке
и средствах индивидуальной защиты, применяе-
мых при выполнении всех переходов операции.
На строках с символом О выполняется запись содер-
жания переходов до граф «Тпэ» и «Т^» на первой
строке, далее на остальных строках запись выполняется
по всей длине строки. На первой строке с символом О
каждого перехода следует указывать:
— в графе «Тпз — норму вспомогательного време-
ни на переход;
— в графе «Тшт » — норму основного времени на
переход.
Правила записи содержания переходов должны со-
ответствовать ГОСТ 3.1703-79.
Правила заполнения операционной карты
технического контроля
В качестве операционной карты технического конт-
роля для сборки следует применять формы маршрут-
ных карт 16,2 по ГОСТ 3.1118-82.
Операционную карту технического контроля МК/ОК
следует заполнять в соответствии с требованиями ГОСТ
3.1502-85.
Правила заполнения комплектовочной карты
В качестве комплектовочной карты следует принять
формы маршрутных карт 16, 2 по ГОСТ 3.1118-82. При-
меры заполнения МК/КК приведены в рекомендуемом
приложении.
Комплектовочную карту МК/КК следует заполнять
в соответствии с требованиями ГОСТ 3.1123-84 и на-
стоящего руководящего технического материала.
Запись информации в комплектовочной карте следу-
ет производить в технологической последовательности
256
5. Правила и примеры заполнения технологических документов...
Таблица 5.3
Обозначение слу- жебного символа строки Наименование (условное обо- значение графы) Содержание информации
1 2 3
к Цех Номер цеха
К Уч. Номер участка
К РМ Номер рабочего места
К Опер. Номер операции по МК или КТП
Примечания; 1. Запись информации в вышеуказанных графах следует выполнять на 1-й строке, где указывает- ся наименование сборочной единицы, собирае- мой на данной операции; допускается указанную информацию отделять вертикальной чертой от последующей информации на строке. 2. Информацию в графах: «Цех», «Уч.» и «РМ» допускается не указывать
К Наиме- нование детали. сб> еди- ницы или материа- ла Запись наименований следует производить построчно в следующем порядке: — сборочные единицы; — детали; — материалы. Перед наименованием сборочной единицы (де- тали) следует указывать номер позиции по соот- ветствующей номеру операции карте эскизов. Для материала и стандартных деталей следует указывать наименование и условное обозначе- ние по стандарту с указанием номера стандарта
К Обозна- чение, код Обозначение сборочной единицы, детали по конструкторскому документу; код сборочной, единицы, детали по ОКП указывается на той же строке, что и обозначение. Для стандарт-
257
Технология сборочного производства
Окончание табл. 5.3
1 2 3
ных деталей, сборочных единиц, не имеющих обозначения по конструкторскому документу, следует указывать код по ОКП
к ОЛП Номер склада, цеха, откуда поступают детали и сборочные единицы для сборки
к ЕВ Код величины (массы, штук) детали, сборочное единицы по классификатору «Система обозна- чения единицы величин и счета, используемых в автоматизированных системах управления на- родным хозяйством для обработки технико- экономической информации» (СОЕВС)
к ЕН Единица нормирования, т. е. количество де- талей, на которое установлена норма времени (1,10,100 и т.д.)
к КИ Количество сборочных единиц, деталей, при- меняемых при сборке
к Нрасх Масса детали, сборочной единицы
м Наимено- вание де- тали (сб. единицы) или мате- риала Наименование материала следует указывать вместе с условным обозначением по стандар- ту с указанием его номера
м Обозна- чение, код Код материала по ОКП
м ОПП Номер склада, цеха, откуда поступают мате- риалы
м ЕВ Код единицы величины (массы, длины, площади и т. д.) материала по классификатору СОЕВС.
м ЕН Единица нормирования, т. е. количество де- талей, на которое установлена норма расхода материала (1,10 и т. д.)
м КИ Графу не заполнять
м Нрзсх Норма расхода материала
258
5. Правила и примеры заполнения технологических документов.,.
выполнения сборки на строках с символами К и М для
каждой операции сборки.
При заполнении МК/КК ручным способом допуска-
ется запись наименования детали, сборочной единицы,
материала выполнять по всей ширине графы маршрут-
ной карты «Наименование детали, сборочной единицы
или материала».
Состав построчной информации, заполняемой на
строках с символами Ки М, приведен в таблице 5.3.
Правила заполнения ведомости оснастки
В качестве ведомости оснастки следует применять
формы маршрутных карт 16 и 2 по ГОСТ 3.1118-82.
Пример заполнения ведомости оснастки МК/ВО приве-
ден в рекомендуемом приложении. Ведомость оснастки
следует заполнять в соответствии с требованиями ГОСТ
3.1122-94.
При заполнении МК/ВО ручным способом допус-
кается:
— на строке с символом Т указывать информацию
«номер цеха, участка, рабочего места» совместно
с данными по технологической оснастке верти-
кальной разделительной линией;
— указывать данные по оснастке, общей для всех
операций (например средства защиты или сред-
ства измерений и т. д.), в начале документа без
указания номера операции;
— указывать данные об оснастке, общей для не-
скольких операций, один раз для первой опера-
ции с указанием в скобках номеров последую-
щих операций;
— выполнять запись информации на строках с сим-
волом Т по всей длине строки, за исключением
строки, на которой указывается номер цеха, ра-
бочего места, операции.
259
Технология сборочного производства
Правила заполнения карты Я
типового технологического процесса Я
В качестве карты типового технологического про- Я
цесса следует принять формы маршрутных карт 16 и 2 Я
по ГОСТ 3.1118-82. Пример заполнения МК/КТТП при- -Я
веден в приложении. Я
Графы КТТП следует заполнять так же, как и coot- 1
ветствующие графы маршрутной карты, кроме граф J
«Тпз» и «Тшт», которые к КТТП не заполняются. 1
В КТТП следует указывать базовое оборудование, 1
оснастку, являющиеся общими для всей группы дета- 1
лей, а в КТИ, выполняющей роль ВТП, сменное обору- 1
дование и оснастку. Я
Правила заполнения карты ]
технологической информации 1
В качестве карты технологической информации, J
выполняющей роль ведомости деталей к типовому тех- |
нологическому процессу, следует применять формы |
маршрутных карт 16 и 2 по ГОСТ 3.1118-82. Пример и
заполнения МК/КТИ приведен в приложении. |
КТИ служит для указания переменной ин форма- I
ции, относящейся только к одному обозначению труп- 1
пы изделий (составных частей). j
Информацию в КТИ следует указывать на строках j
с,...,к,м,т.
Графы на строке С следует заполнять так же, как и
соответствующие графы строки МК/КК, содержание
которых приведено в таблице 3, кроме графы «Наиме--
нование детали...».
В графе «Наименование детали, сб. единицы или
материала» строки с символом С на первой строке доку-
мента следует указывать наименование изготавливае-
мой сборочной единицы (изделия), при этом графа 2
основной надписи не заполняется. Запись данных в гра-
260
5. Правила и примеры заполнения технологических документов...
фе следует выполнять в технологической последователь-
ности сборки изделия (сборочной единицы); при этом
наименование сборочных единиц, входящих в сбороч-
ную единицу (изделие), указанную (ое) на первой стро-
ке, также следует записывать на строке с символом С.
Перед наименованием деталей, сборочных единиц сле-
дует указывать номер позиции по карте эскизов.
Графы на строках с символами К и М следует вы-
полнять так же, как и на одноименной строке МК,
содержание которой приведено в таблице 5.3. При этом
следует указывать в КТИ сменную оснастку.
Состав информации, заполняемой на строке с сим-
волом Ш, приведен в таблице 5.4.
Таблица 5.4
Наименование (условное обозначение) графы Содержание информации
Опер, Номер операции по КТТП
Код, наимено- вание обору- дования Код оборудования по О КП и наименование обору- дования. Указывается только сменное оборудова- ние, при отсутствии такого графа не заполняется
Тпз. Норма вспомогательного времени на операцию
Тшс Норма основного времени на операцию
Правила заполнения карты типовой операции
В качестве карты типовой операции следует приме-
нять формы 16 и 2 маршрутных карт по ГОСТ 3.1118-82.
Пример заполнения МК/КТО приведен в приложении.
Запись информации в карте типовой операции следует
выполнять так же, как и в операционной карте сборки.
В МК/КТО следует записывать информацию, общую
для группы сборочных единиц (изделий). Переменную
информацию по оборудованию, оснастке, основному и
вспомогательному времени следует указывать в КТИ.
261
... 1 MIX co Ю
I CM
91
£[
я
£1
П
u
HKS1Z91 J30J 01
t (ХИГ I I L i г ин i xx '.i>i0o;c= i ni'i-ioioAdrtiiniist-xxxxxxxxxx 60 я
хх-ххххы 1ОИ оаюо'юпи'шиса) aui.anawadan SO) _ _П_ _i(J SI И0 V
w
w
о OK-991 КХи«['<>-<о!-[-Пт‘.^ж1т.ш.1иип [OSSI !££(>£ SOL
S UK g dOHLUd 'UMdZ'flOdU '£ tt)
о rs^KtinH o.ioi и пнэ j.o 'Xi. oi ’ irxXd .io сяимпт олнэтпвск ооггсго^отэ n.i.ndftfiodu 'j Eo
щ s: 1 Illi || || ШЗАШЧЯ О.ЮГНЮМГ> 1Л> %(}| 'HIkIevujOO им 1 ШПОН Я cl)
1= wo KMciotp ой.тдэквя и mxIkm moiii.ohal'hoi.’Iihox yuncir.to^ inn и । ни f ikdi ihodojjo ч tooi шюиинол n.r.Hdofiodu । IDO
d
KJcd'H ИЯ НЯ 8Я ипо иол 'оииаввнссдо га,тийм.ги ипи питии» 'М ‘ита.ж ani.wo.owwH
jjLij. и|± ii.i^ uo н3 Й!0Я | dJi a
' uMliCibiiO aiciiBSiOnowiiCii btfo>] | itOlfQ | Nd | ьд | XOf] V
'°2<®'™Ot oio '00 s или
CtISfZO
Z IOOOO'88ltO | OOOOOTHAU
1,1 1 rVDU
Kcr.g
_ irgAn'
__ HXducp MIX
• > L U tor) [ (XJf i 1. t- 1 9ss;i XX .гаи икння109э - XXXXXXXXXX 91 3
XX-XXXX "N- ion wwirodlHux 001 не. cl rn ч SI V
kt
ET
Zl 0
_ш“о_ 90 1 OOC i 1 1 XX Г--.Ш UHHkMtoga .-XXXXXXXXXX II я
xx-xxxx 1ОИ . тКУШ0Гс£[И1Тй wdiHO OOftfKH ' Я0 70 g| OE V
60
SO
96E I 90‘0 I ! I I 1 E frit’il XX Strail aasdi. - XXXXXXXXXX £0 Я
хх-ххххчч: 1ОИ !1Ш]'£Й 1 WtnSEci) 9HMsffO0O3diivc DOEZRg Did Ll 7f) SI 90
SO
to
OX’flZPI 10(11 £0
f (KJE I 1 1 I i 1 XX = |riwja 'SBh!;XdJ01ifti.AW-.- XYXXYYYYYY zo в
XX’XXXX’W 10 И OEWWMIO'ZeWElO 3HK0lT13l4ftdg£J SIM) ci ZD SE 10 V
d
4J1XI н Ий Hd sa uno rox 'aiiHghirwEXigQ T?i.THdo.LnK hrm пппжггга '<jj ‘Hjnr.i.gir’onBrBi.iHawFftn И.7У
1111 1 U,1 ur^ uo H3 ином | dx 1 1A •I (hxIu HO KMmJe«iir.<cl<x}0 OHHiMioiiawiiBH "Соц 3
HHtrndano зииряоизншгн‘irojf ' (buy ЬА X31F V
10000'88101 ZEEBEcO 010 00 f HAU
J i. lOOOO’SSliO I 000 4» S HAU
'IrtlXtf
ШЖОШП
<N
СО
Технология сборочного производства
10000’881 cO ООО WTHAU
264
Приложение
265
Технология сборочного производства
266
РЕКОМЕНДУЕМЫЙ БИБЛИОГРАФИЧЕСКИЙ
СПИСОК
1, Колесов И. М. Основы технологии машиностроения; Учеб,
для машиностроит. спец, вузов. — 3-е изд., стер. — М.: Высш,
шк., 2001. — 591 с.
2. Машиностроение. Энциклопедия / Ред. совет: К. В. Фролов и
др. — М.: Машиностроение. Технология сборки в машино-
строении. Т III-5/A, 2001. - 640 с.
3. Мельников А. С. Размерные связи в машине. Учеб, пособие. -
Ростов н/Д: Издательский центр ДГТУ, 1991. — 83 с.
4. Мельников А. С., Прокопец Г. А., Азарова А. И. Влияние ме-
тодов достижения показателей точности машины на органи-
зацию сборочного процесса. — Ростов н/Д, 2004. — 59 с.
5. Новиков Н. П. Основы технологии сборки машин и механиз-
мов. — М.: Машиностроение, 1980. — 592 с.
6. Сборка и монтаж изделий машиностроения: Справочник.
В 2 т. / Ред. совет: В. С..Корсаков (пред.) и др. — М.: Маши-
ностроение, 1983. — Т. 1. Сборка изделий машиностроения /
Под ред. В. С. Корсакова, В. К. Замятина. — 480 с.
7. Сборка и монтаж изделий машиностроения: Справочник.
В 2 т. / Ред. совет: В. С. Корсаков (пред.) и др. — М.; Машино-
строение, 1983. — Т. 2. Монтаж машин и агрегатов / Под ред.
В. С. Демина, П. П. Алексеенко. — 360с.
8. Технология машиностроения: В 2 т. Т. 1. Основы технологии
машиностроения: Учебник для вузов / В. М. Бурцев, А. С. Васи-
льев, А. М. Дальский и др.; Под ред. А. М. Дальского. — М.:
Изд-во МГТУ им. Н. Э. Баумана, 1999. — 564с.
9. Технология машиностроения: В 2 т. Т 2. Производство машин:
Учебник для вузов / В. М. Бурцев, А.С. Васильев, О. М. Деев
и др.; Под ред. Г. М. Мельникова. — М.: Изд-во МГТУ им.
Н. Э. Баумана, 1999. — 640 с.
267
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ
1. ОСНОВНЫЕ ПОНЯТИЯ ТЕХНОЛОГИИ
СБОРКИ МАШИН
1.1. Общие положения........................5
1.2. Классификация соединений деталей
в машинах.........................,....... 10
1.3. Организационные формы сборки ........ 15
1.4. Подготовка деталей к сборке......... 23
1.5. Качество и точность сборки .......... 33
2. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ СБОРКИ МАШИНЫ
2.1. Исходные материалы для разработки
технологии................................ 39
2.2. Последовательность разработки
технологического процесса сборки машины .... 44
2.3. Типовые и групповые
технологические процессы сборки ............ 47
2.4. Проектирование технологии сборочного
производства (алгоритмизированный вариант) ... 52
2.4.1. Последовательность проектирования
технологического процесса сборки... 55
2.4.2. Формулирование служебного
назначения сборочной единицы............ 55
2.4.3. Анализ технологичности конструкции
изделия .................................59
2.4.4. Технологическая схема сборки .... 67
2.4.5, Составление технологической схемы
сборки (на примере гидроцилиндра
грейдера) .............................. 70
2.4.6. Взаимосвязь методов достижения
показателей точности и
последовательности сборки машины . 74
2.4.7. Нормирование технологического
процесса сборки......................... 79
268
Оглавление
2.4.8, Циклограмма сборки................. 83
2.4.9. Формирование операций сборки...... 86
2.5. Организация и планировка участка сборки. 91
2.6. Тех ник о-эк он омическая оценка вариантов
технологического процесса................. 96
2.7. Технический контроль качества сборки ....101
2.8. Окраска изделий..........................121
2.9. Подготовка изделий
к хранению и отправке потребителю..........124
2.10. Проектирование технологических процессов
автоматической сборки.......................126
3. ТЕХНОЛОГИЯ СБОРКИ
ТИПОВЫХ СОЕДИНЕНИЙ...........................133
3.1. Сборка неподвижных разъемных соединений.. 133
3.1.1. Сборка резьбовых соединений .......133
3.1.2. Сборка шпоночных соединений........152
3.1.3. Сборка шлицевых соединений ........156
3.1.4. Сборка неподвижных
конических соединений..................157
3.2. Сборка неподвижных неразъемных
соединений.................................160
3.2.1. Соединения, собираемые
с использованием тепловых методов .... 162
3.2.2. Соединения, собираемые путем
пластической деформации деталей.........164
3.2.3. Соединения с использованием
упругих деталей ...................... 165
3.2.4. Сборка продольно-прессовых
соединений .......................... 166
3.2.5. Сварка, пайка и склеивание.........169
3.2.6. Сборка заклепочных соединений......174
3.2.7. Соединения, получаемые заформовкой.... 176
4. СБОРКА ТИПОВЫХ СБОРОЧНЫХ ЕДИНИЦ...............178
4.1. Сборка механических передач..............178
4.1.1. Сборка зубчатых передач .......— 179
4.1.2. Технология сборки ременных
и цепных передач ......................188
269
Технология сборочного производства
4.2. Балансировка вращающихся масс..........191
4.3. Технология сборки подшипниковых опор...193
4.3.1. Технология сборки подшипников
скольжения.............................194
4.3.2. Технология сборки
подшипниковых опор качения ............205
4.3.3. Сборка составных валов и муфт...211
4.3.4. Сборка сборочных единиц
с цилиндрическими деталями,
движущимися возвратно-
поступательно ................... 217
4.3.5. Сборка подвижных конических
соединений ............................ 222'
4.3.6. Установка пружин................223
4.3.7. Сборка гидравлических
и пневматических сборочных
единиц и систем....................... 225
4.3.8. Гидравлические испытания собранных
сборочных единиц.......................230
4.3.9. Клеймение и маркировка деталей
и сборочных единиц.....................232
4.3.10. Трубопроводы и уплотнения......234
4.3.11. Оборудование сборочных цехов...235
4.3.12. Ручной и механизированный
инструмент, применяемый
при сборке ............................241
5. ПРАВИЛА И ПРИМЕРЫ ЗАПОЛНЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ
НА СЛЕСАРНЫЕ, СЛЕСАРНО-СБОРОЧНЫЕ
И ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ......................246
5.1. Общие требования......................246
5.2. Правила, заполнения документов
общего назначения..........................249
5.3. Правила заполнения документов
специального назначения....................251
Приложение ...................................262
Рекомендуемый библиографический список .......267
270
Учебное издание
ТАМАРКИН Михаил Аркадьевич
ДАВЫДОВА Ирина Вазгеновна
ТИЩЕНКО Элина Эдуардовна
ТЕХНОЛОГИЯ
СБОРОЧНОГО ПРОИЗВОДСТВА
Ответственные редакторы
Технический редактор
Корректор
Компьютерная верстка:
Оксана Морозова,
Наталья Калиничева
Галина Логвинова
Алла Багдасарян .
Андрей Басов
Сдано в набор 21.05.2007. Подписано в печать 27.06.2007.
Формат 84x108 1/32. Бумага типографская № 2.
Тираж 3 000 экз. Заказ 348.
Издательство «Феникс».
344082, г. Ростов-на-Дону, пер. Халтуринский, 80.
Отпечатано с готовых диапозитивов в ЗАО «Книга»,
344019, г. Ростов-на-Дону, ул. Советская, 57.
Качество печати соответствует предоставленным диапозитивам.