/





























































































































Author: Соломахо В.Л. Цитович Б.В.
Tags: организация производственного процесса производственное планирование управление качеством техника и технические науки в целом стандартизация
ISBN: 985-452-083-8
Year: 2004




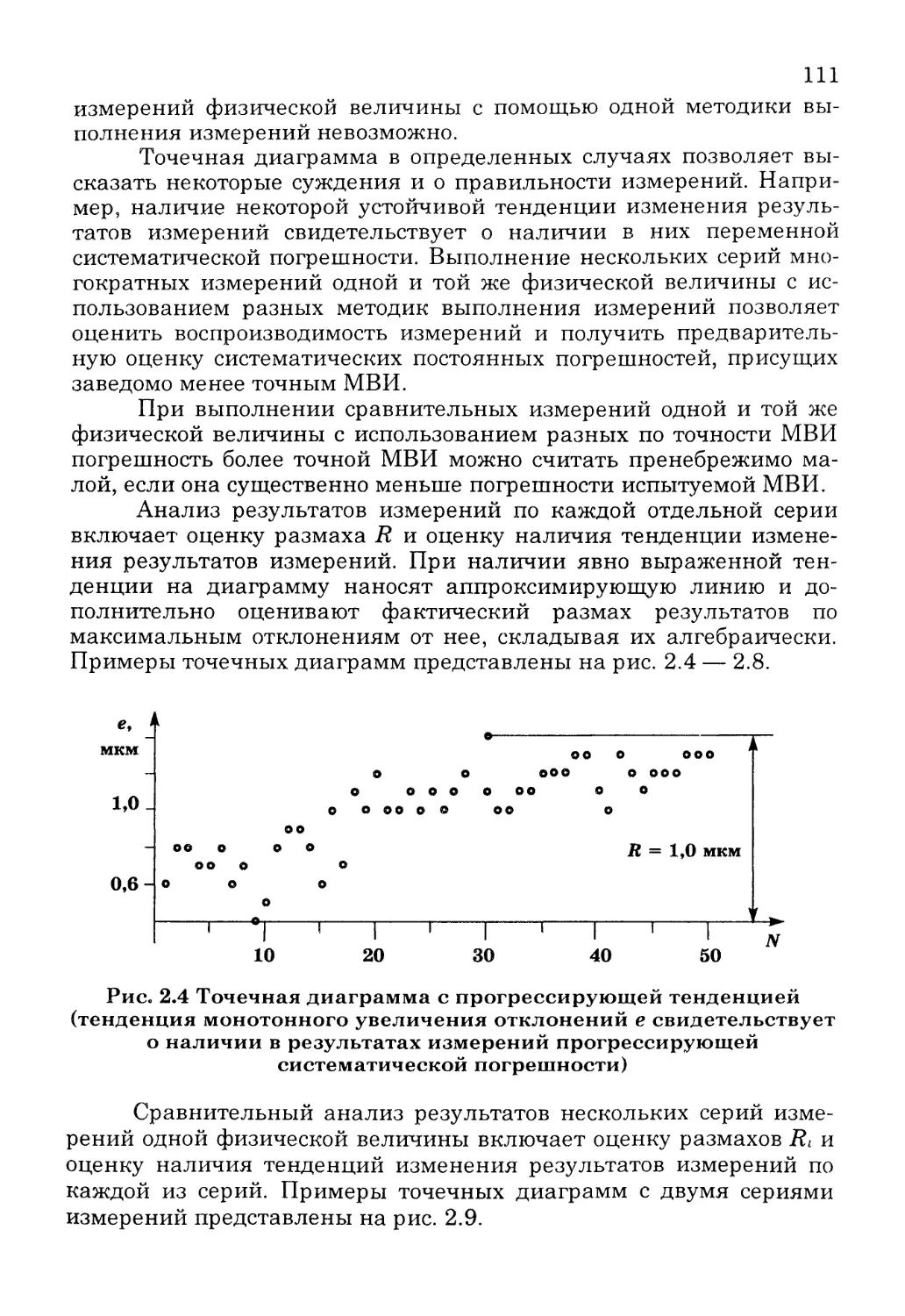
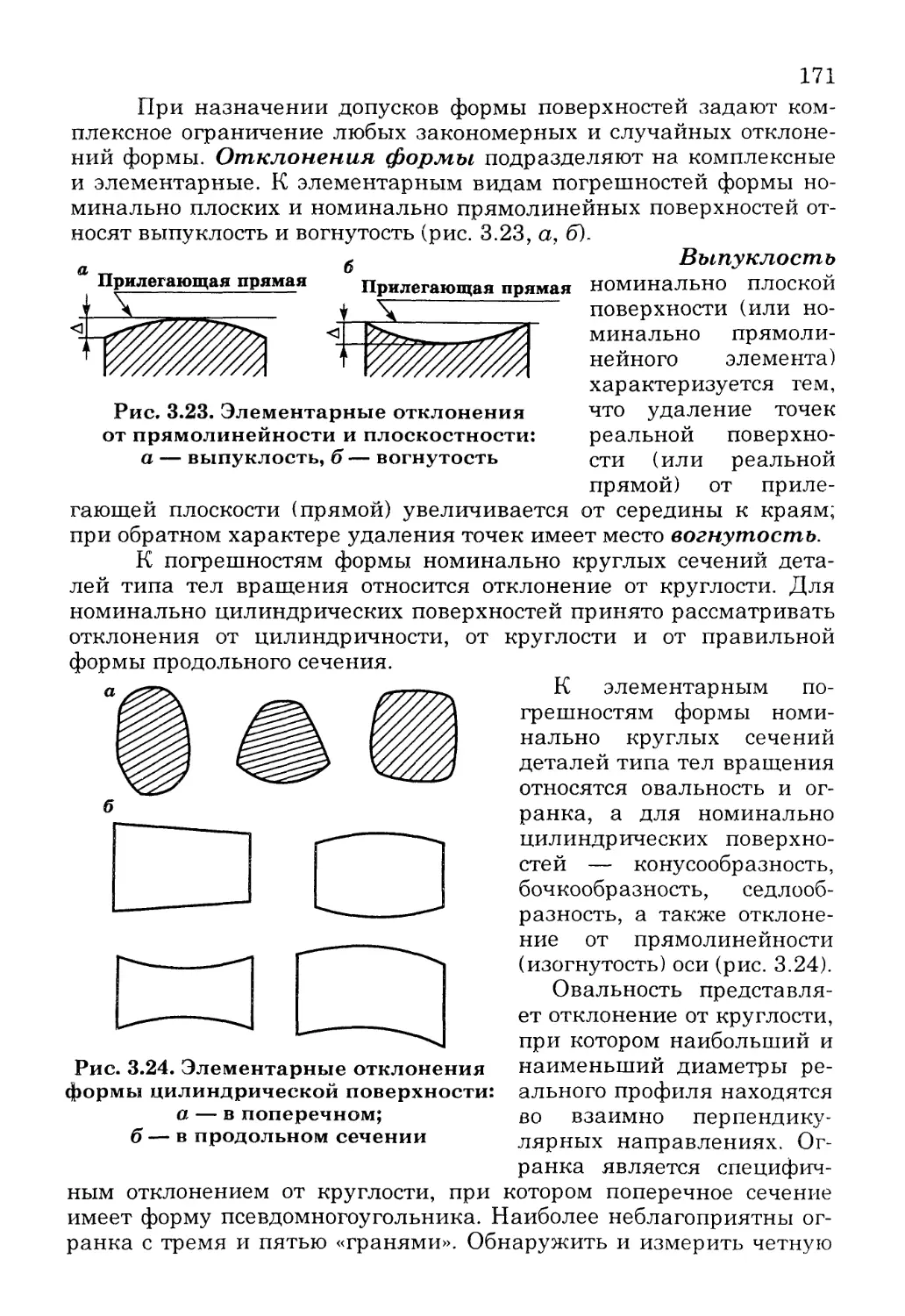
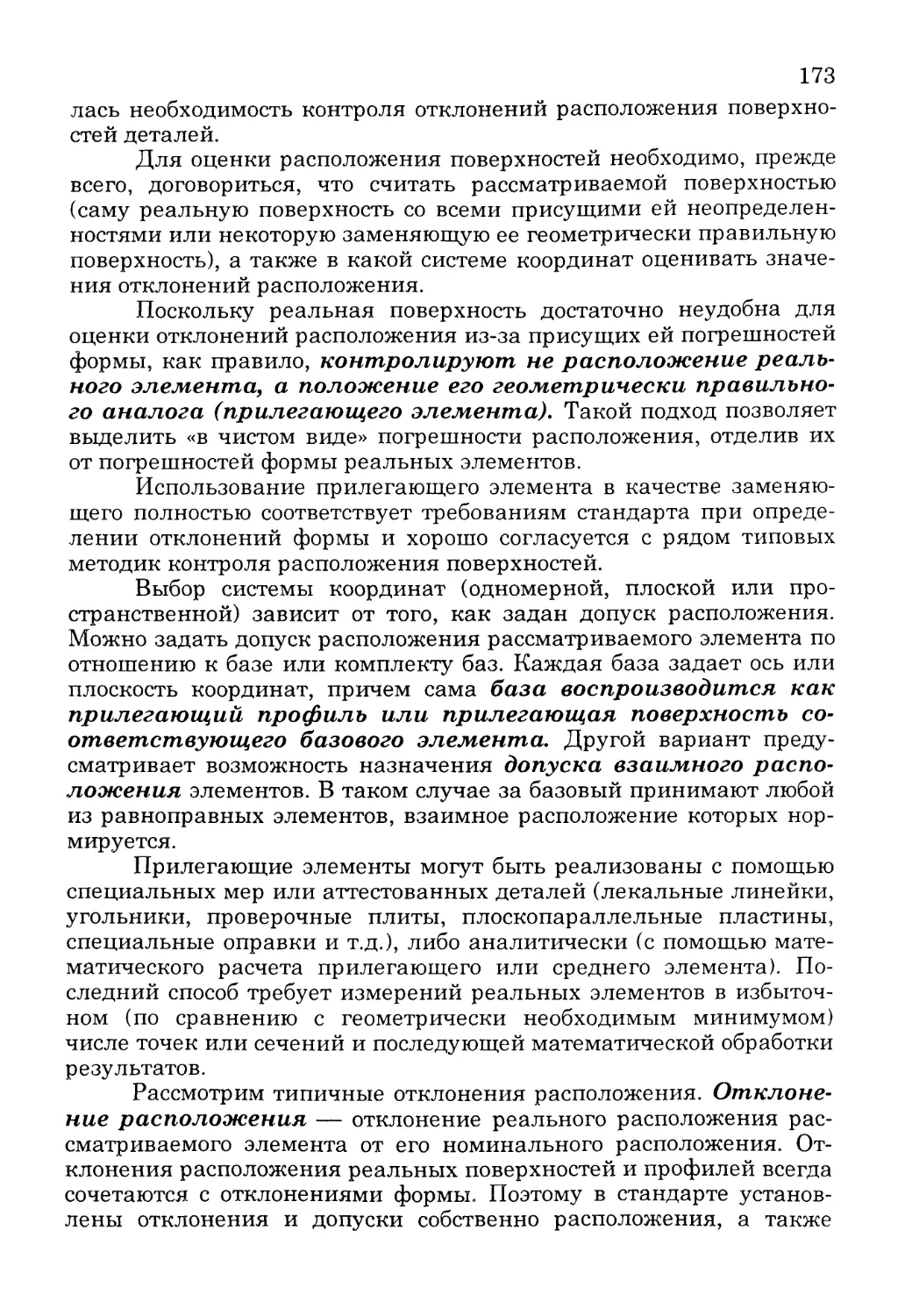
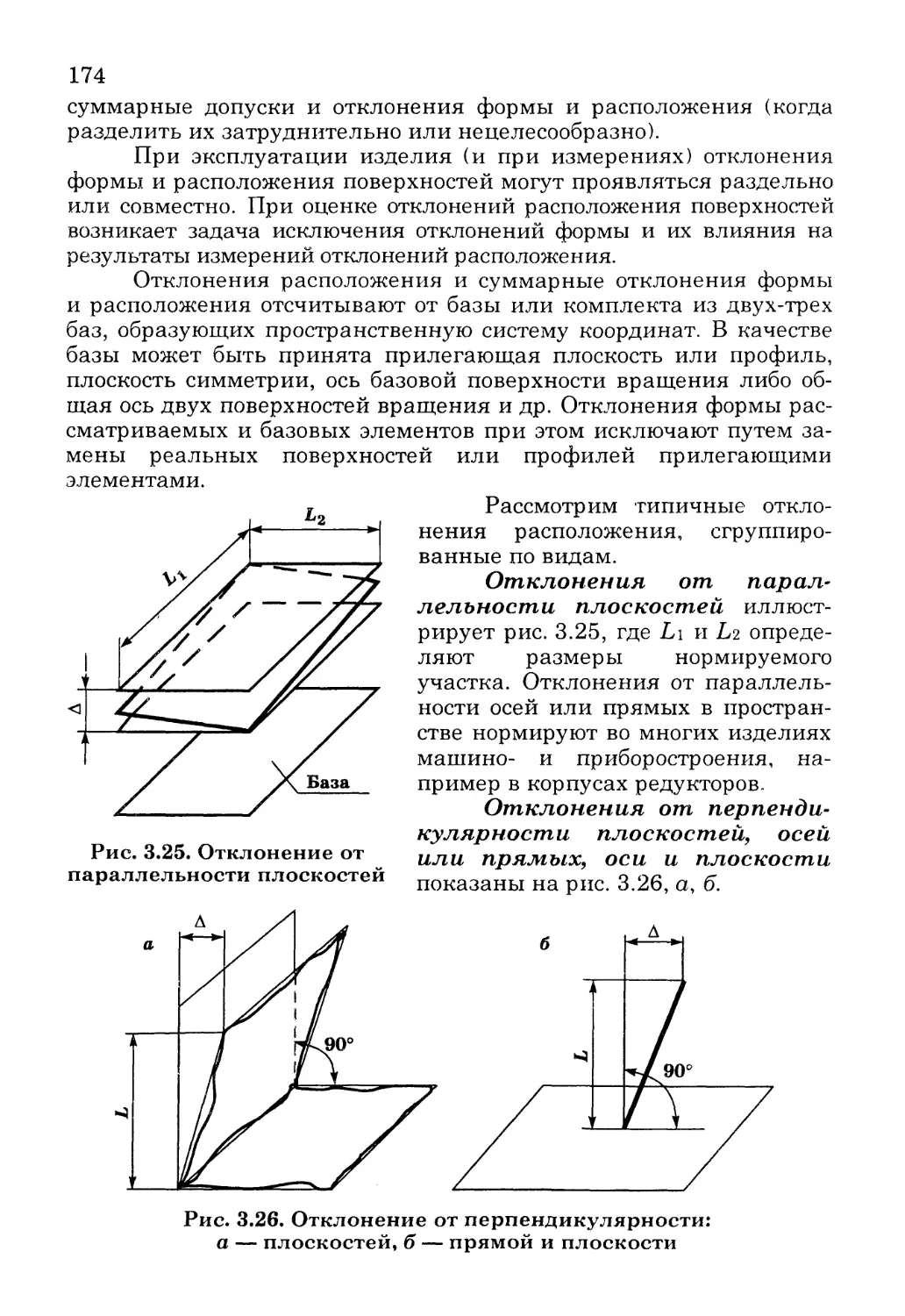
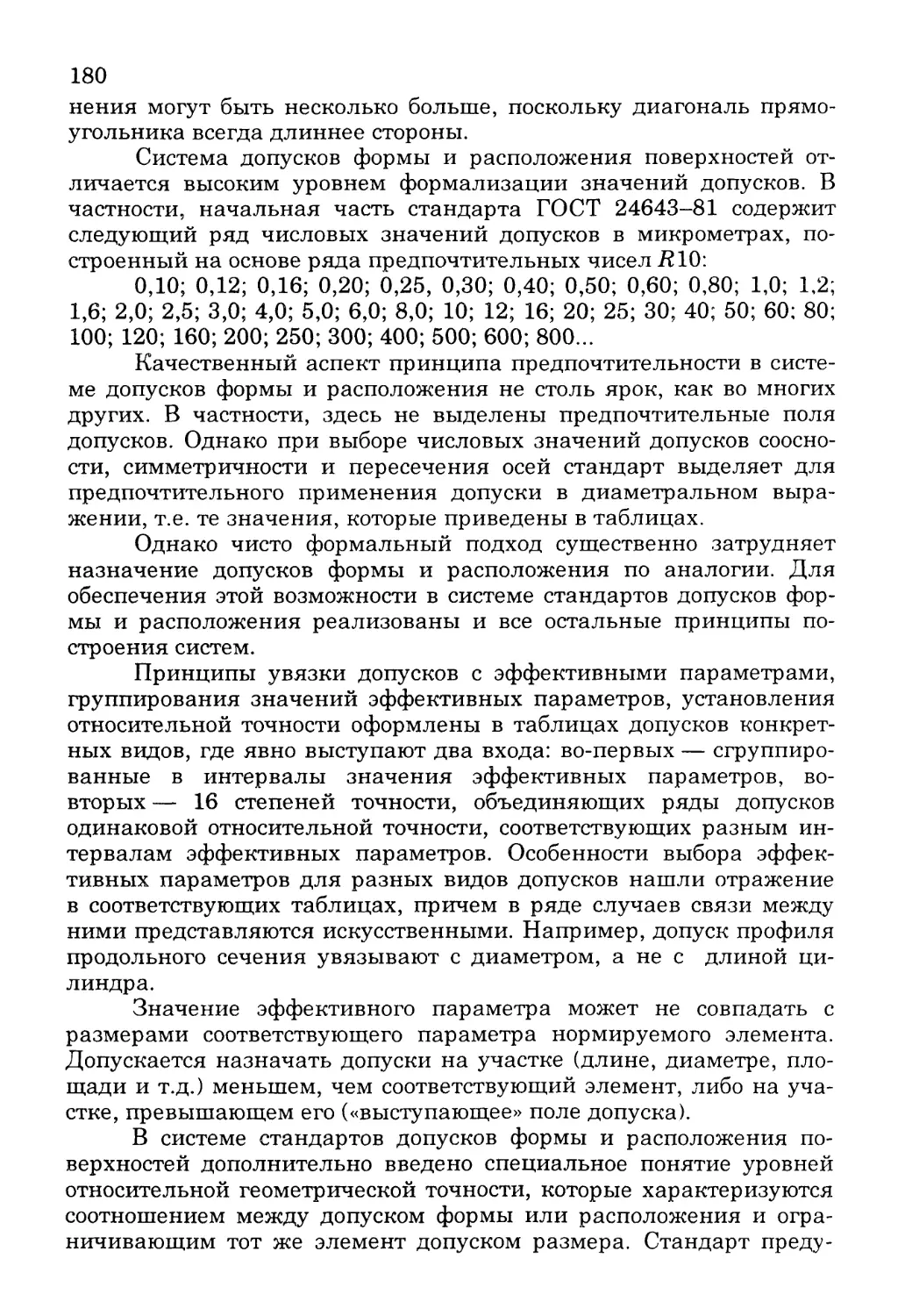
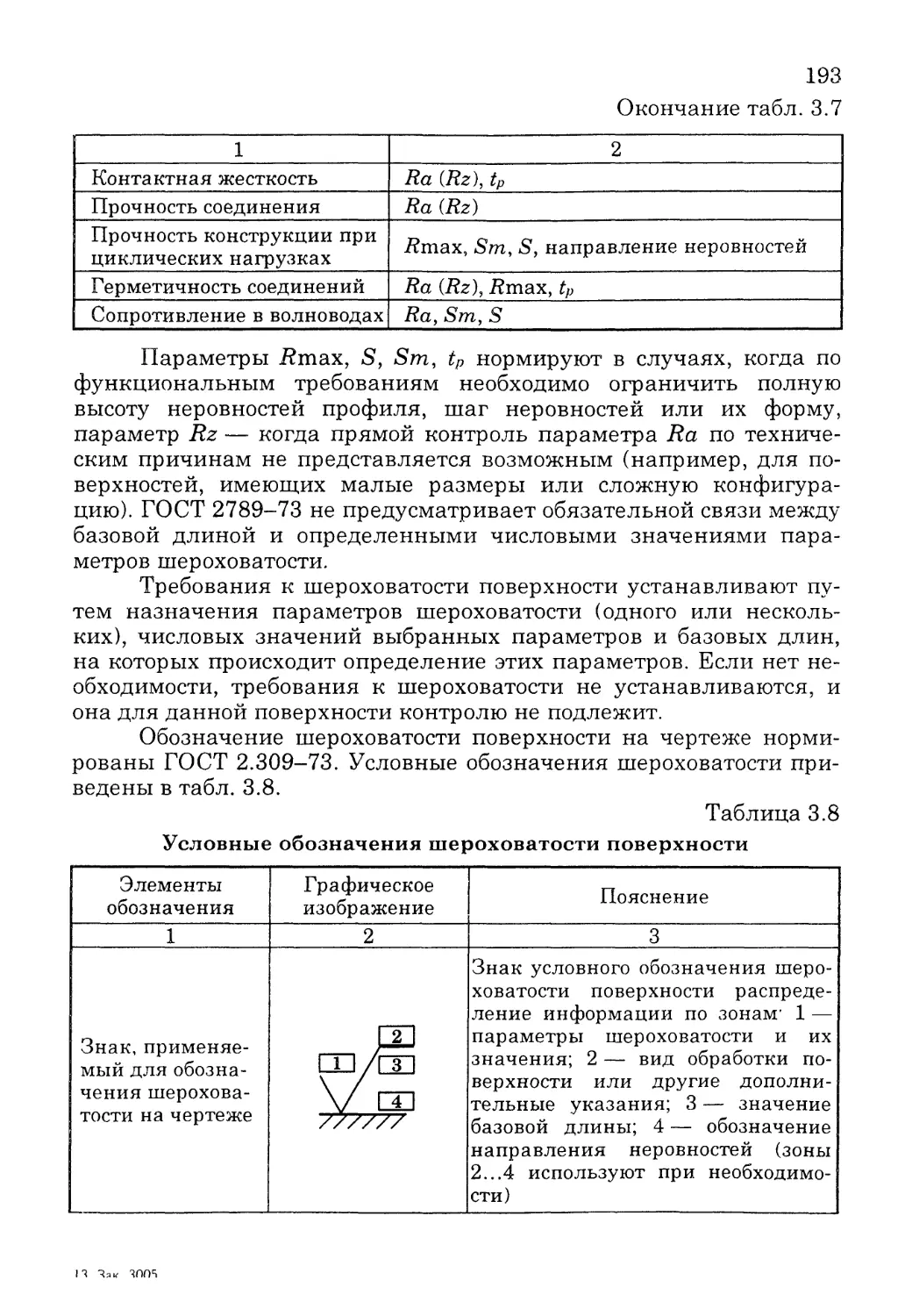
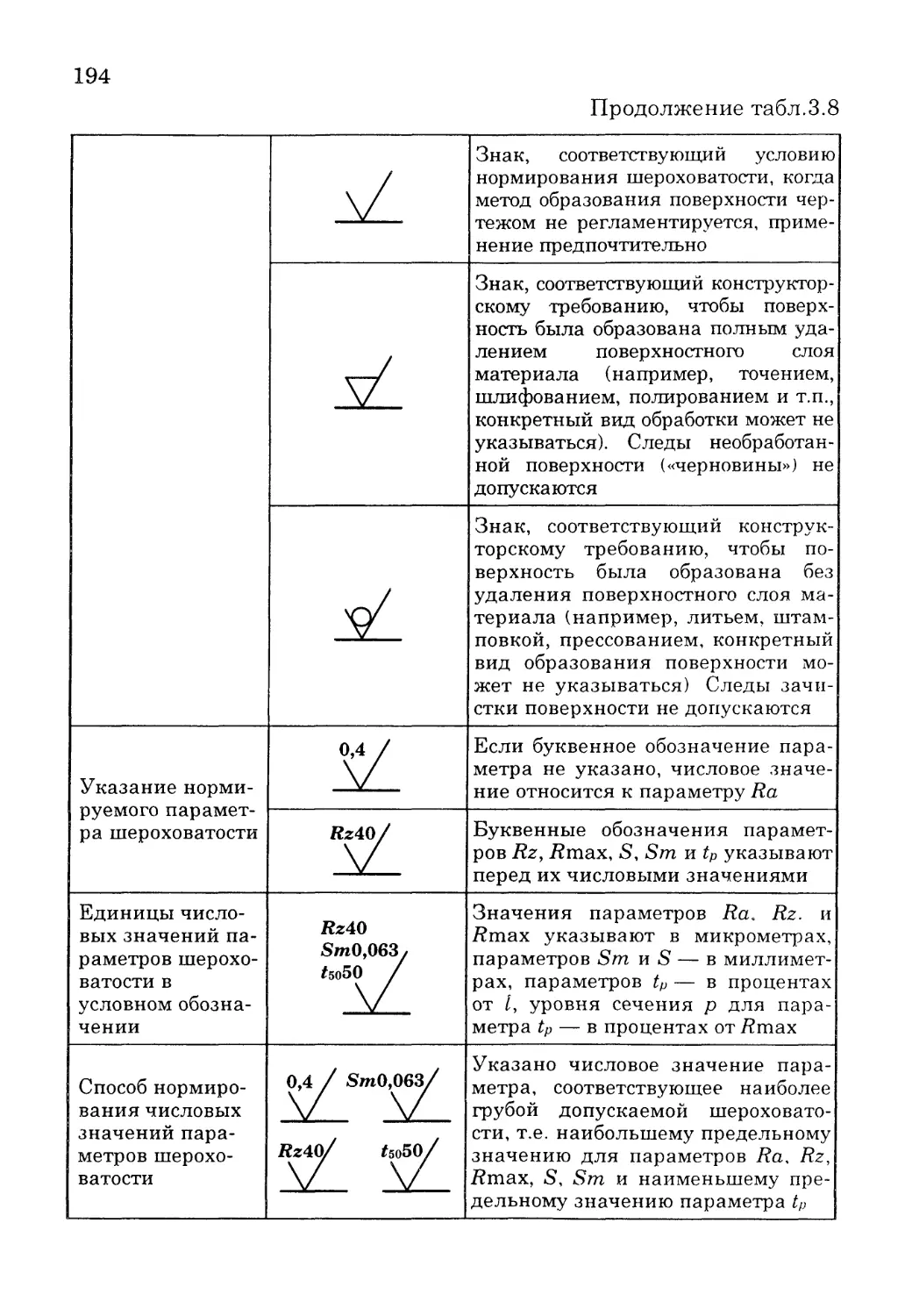
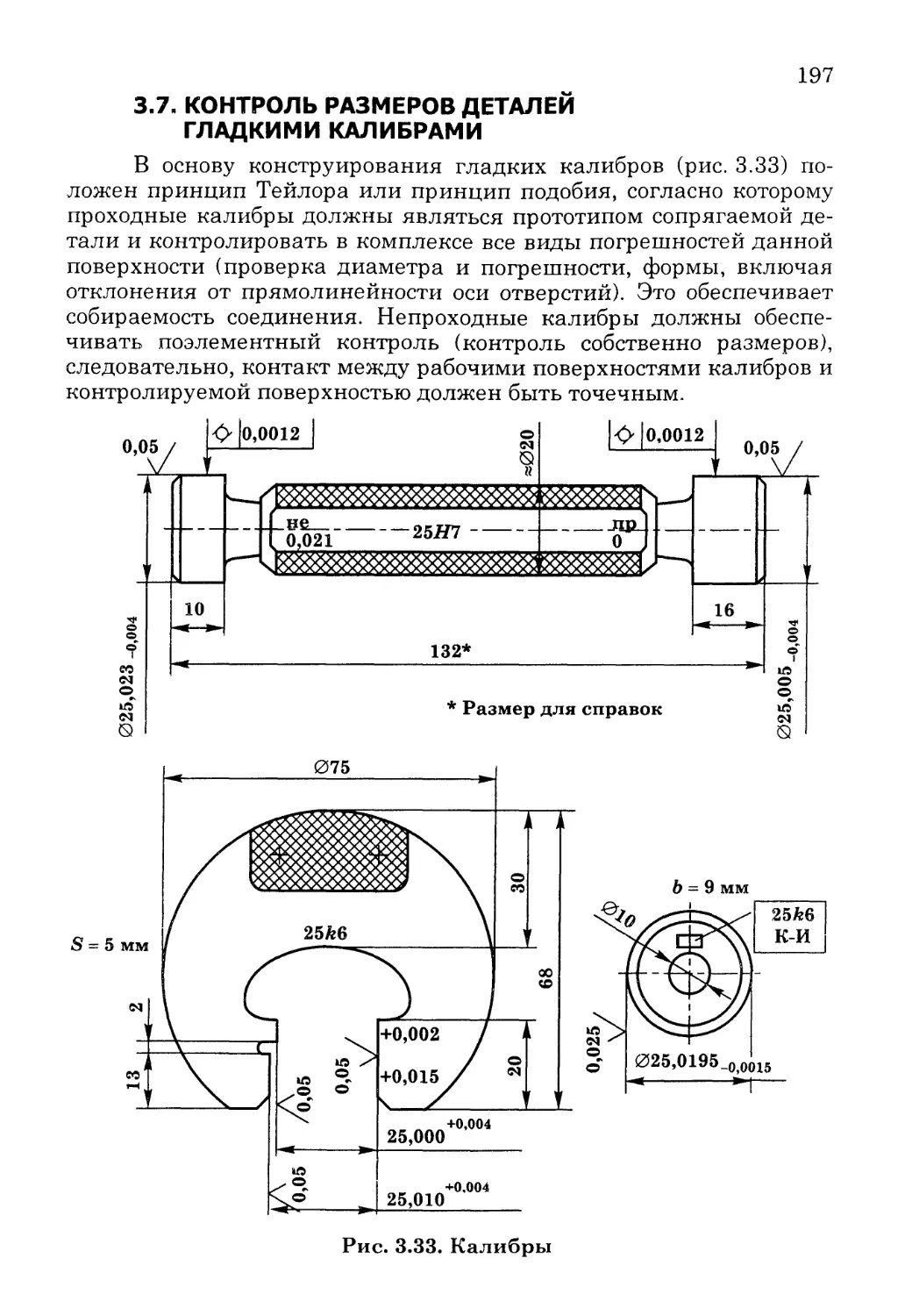
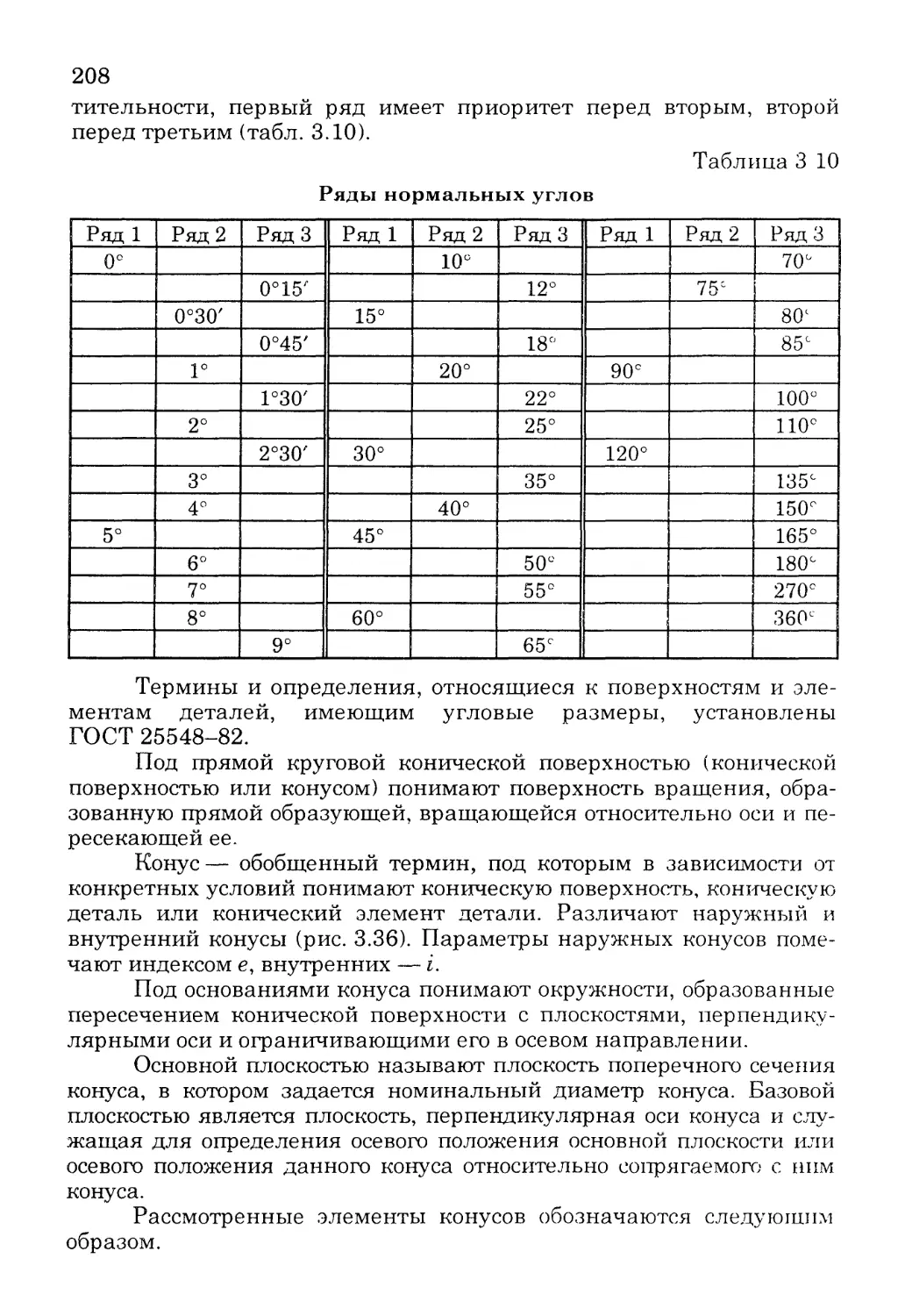
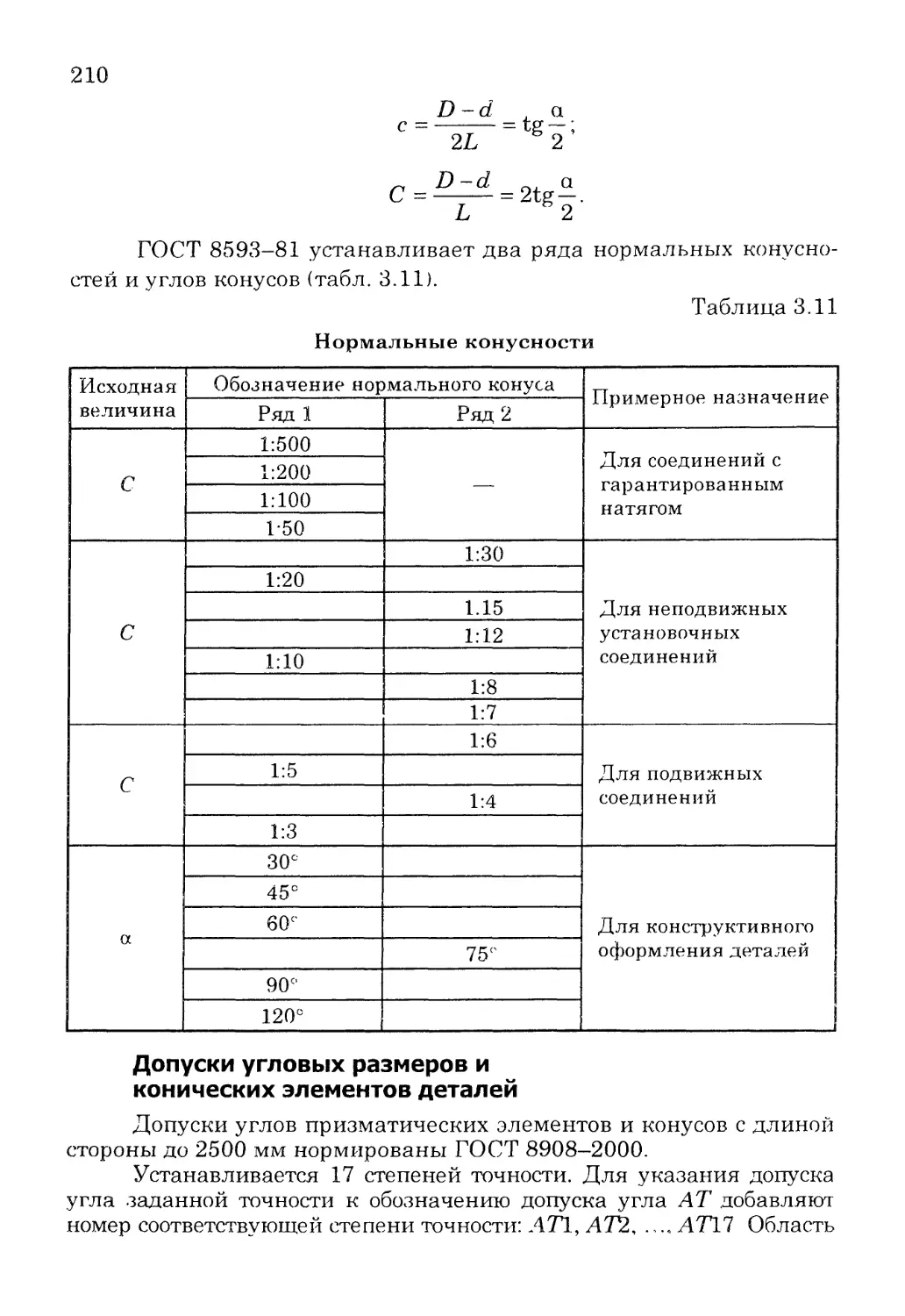
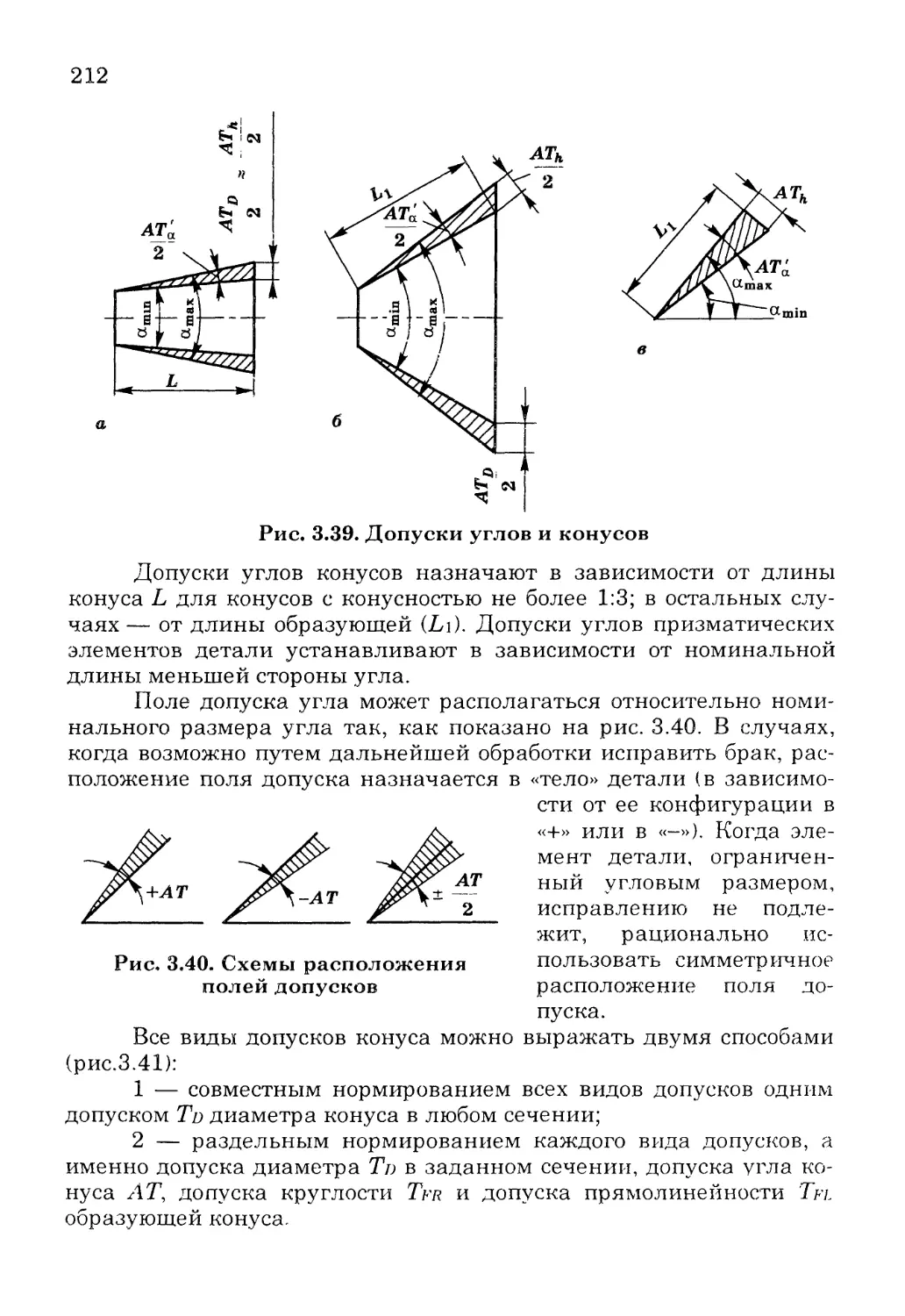
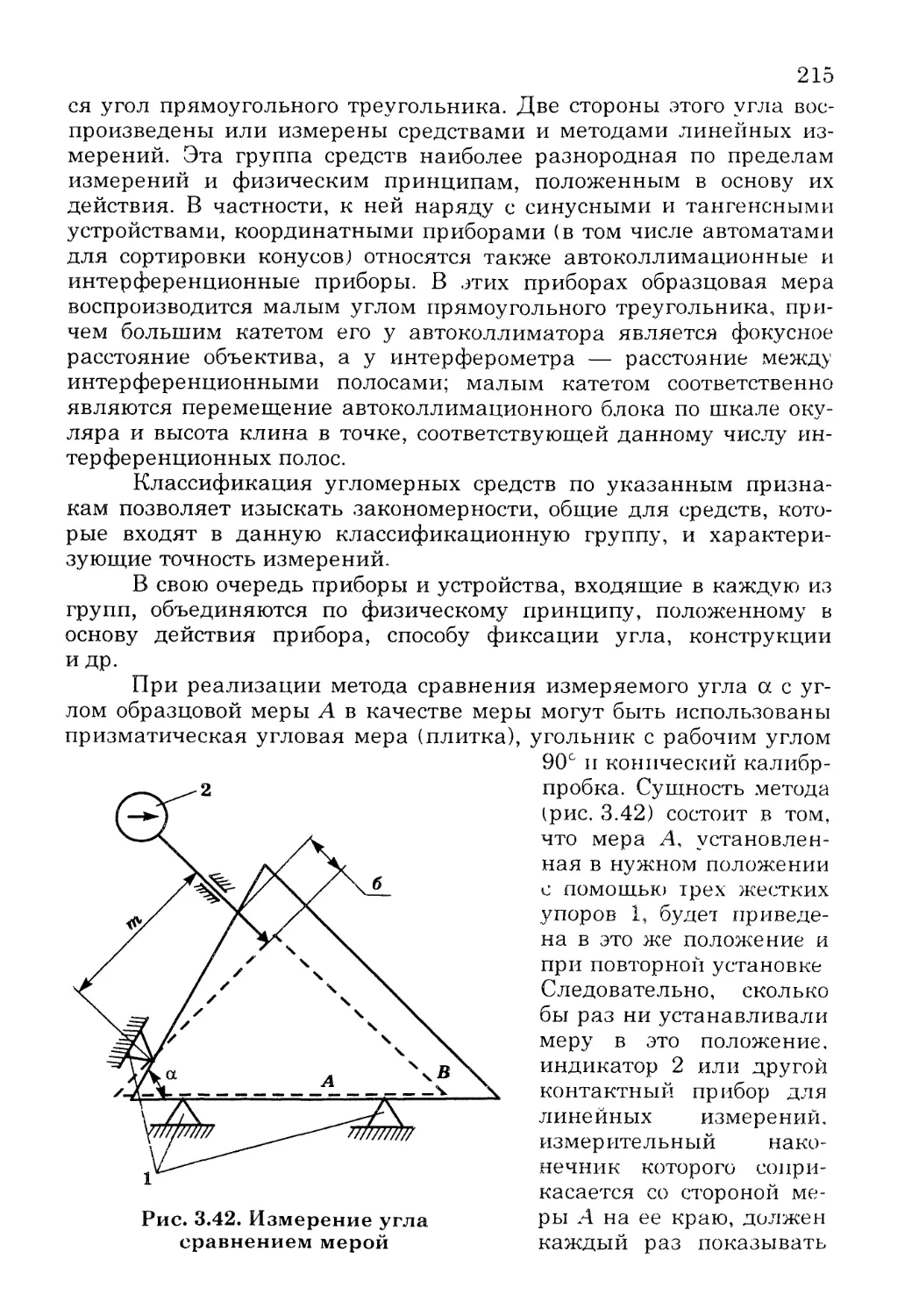
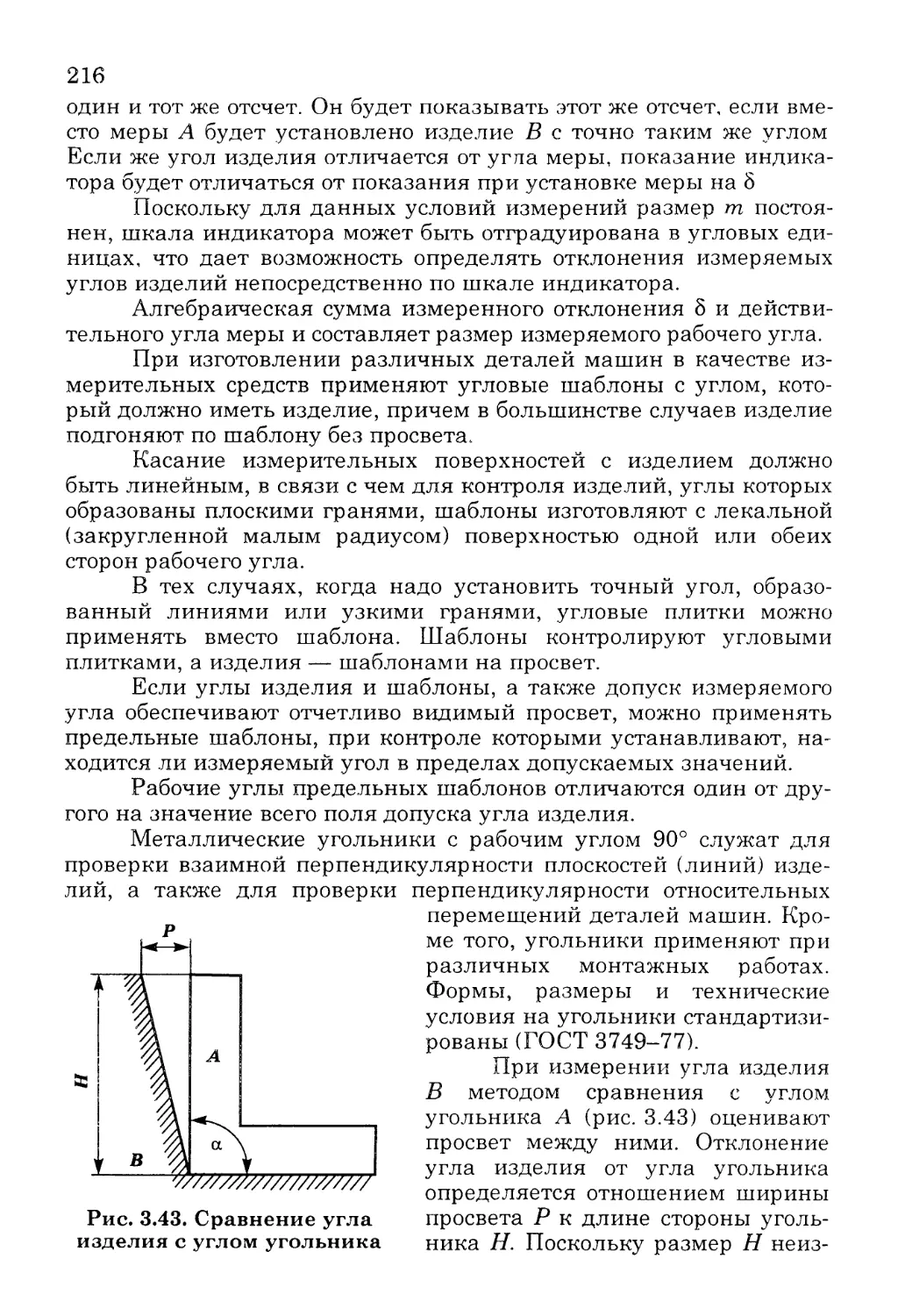
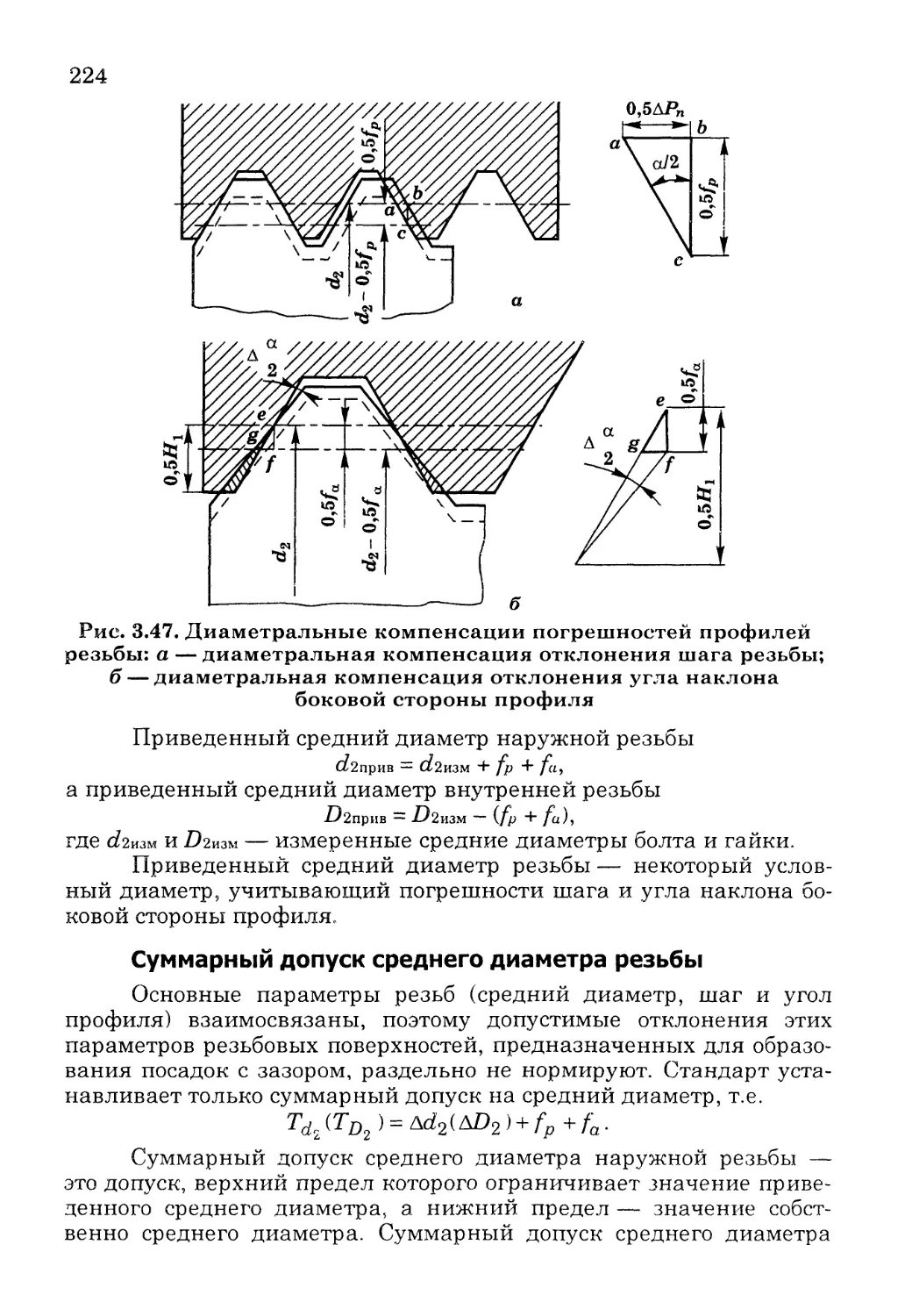
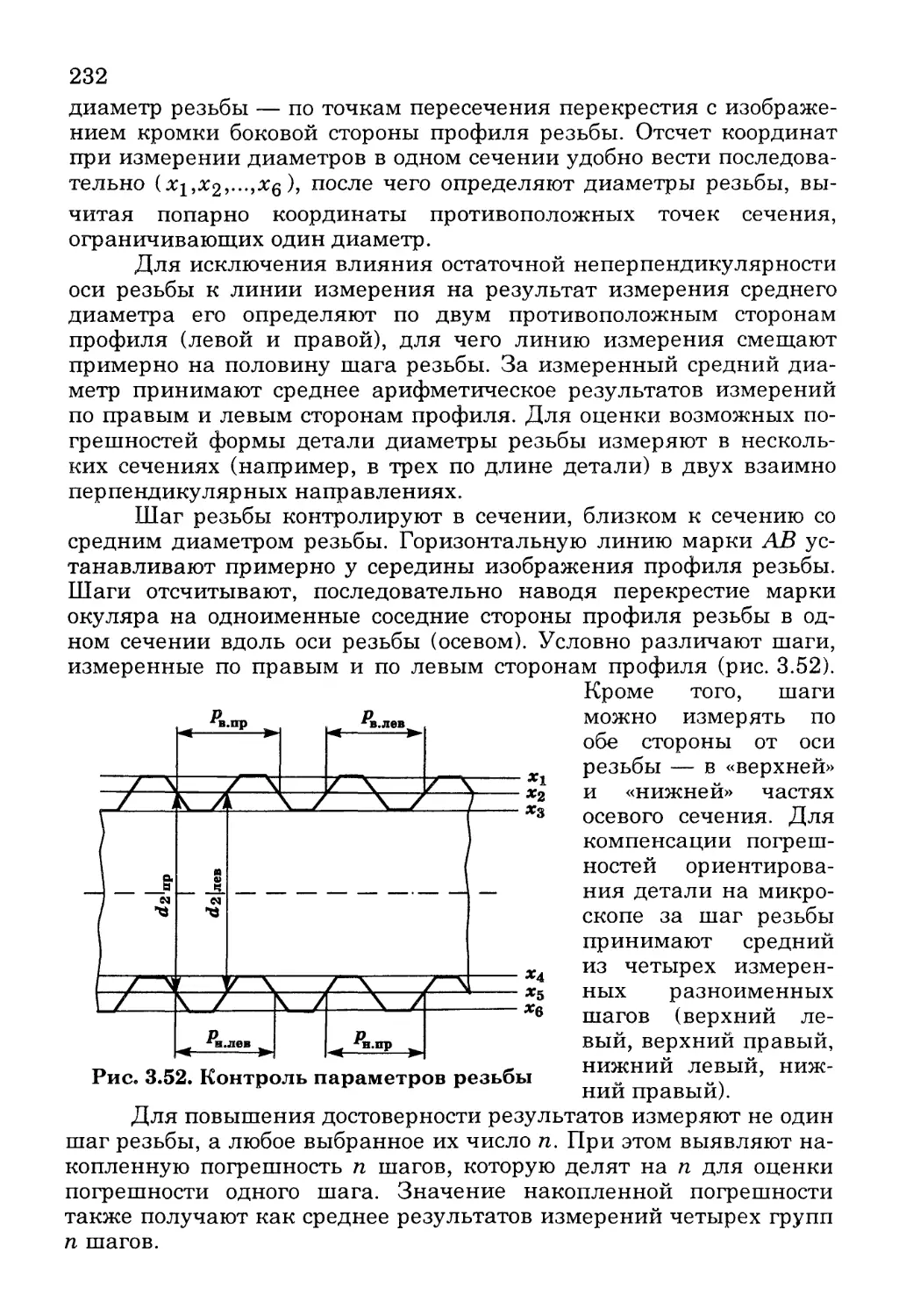
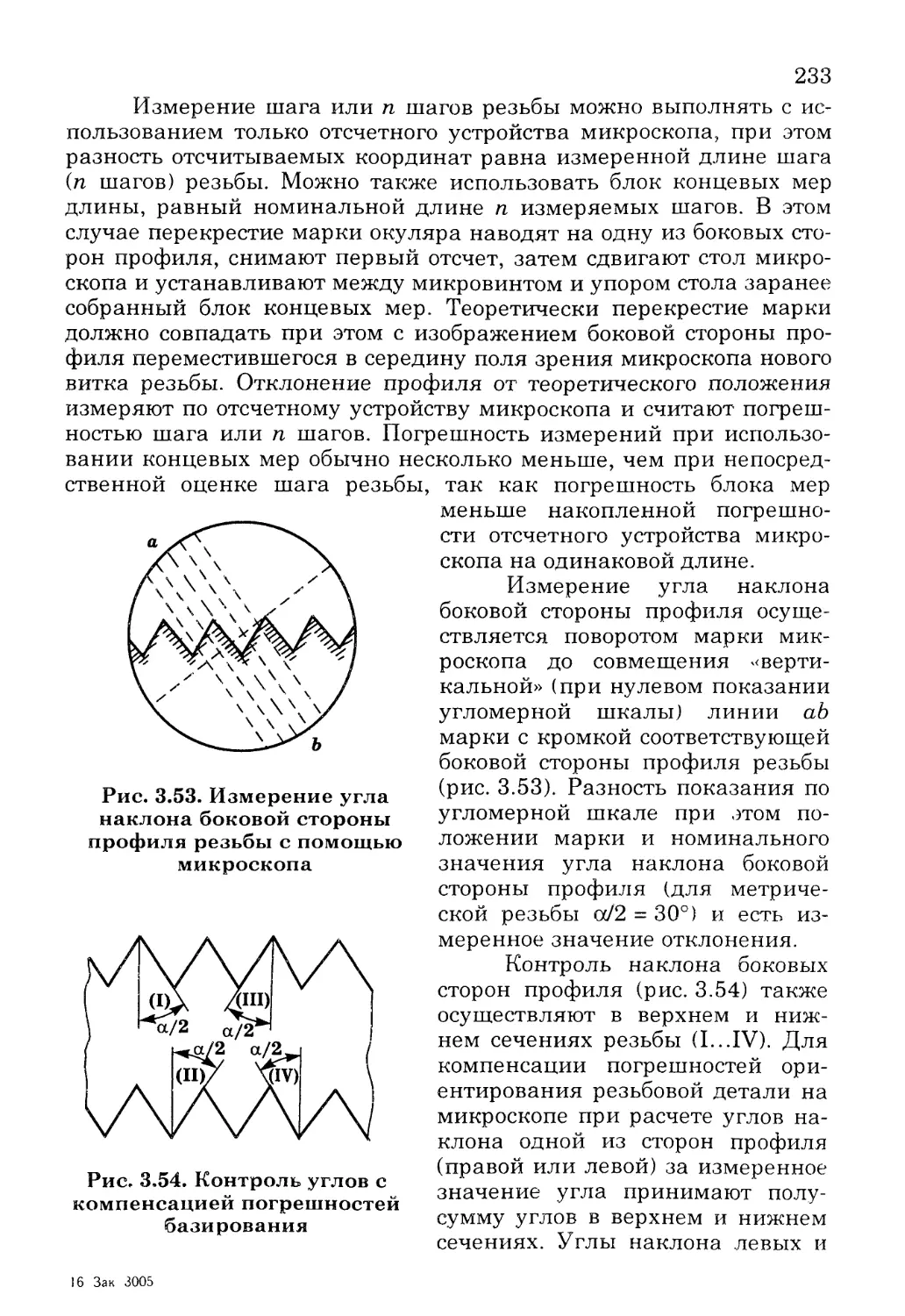
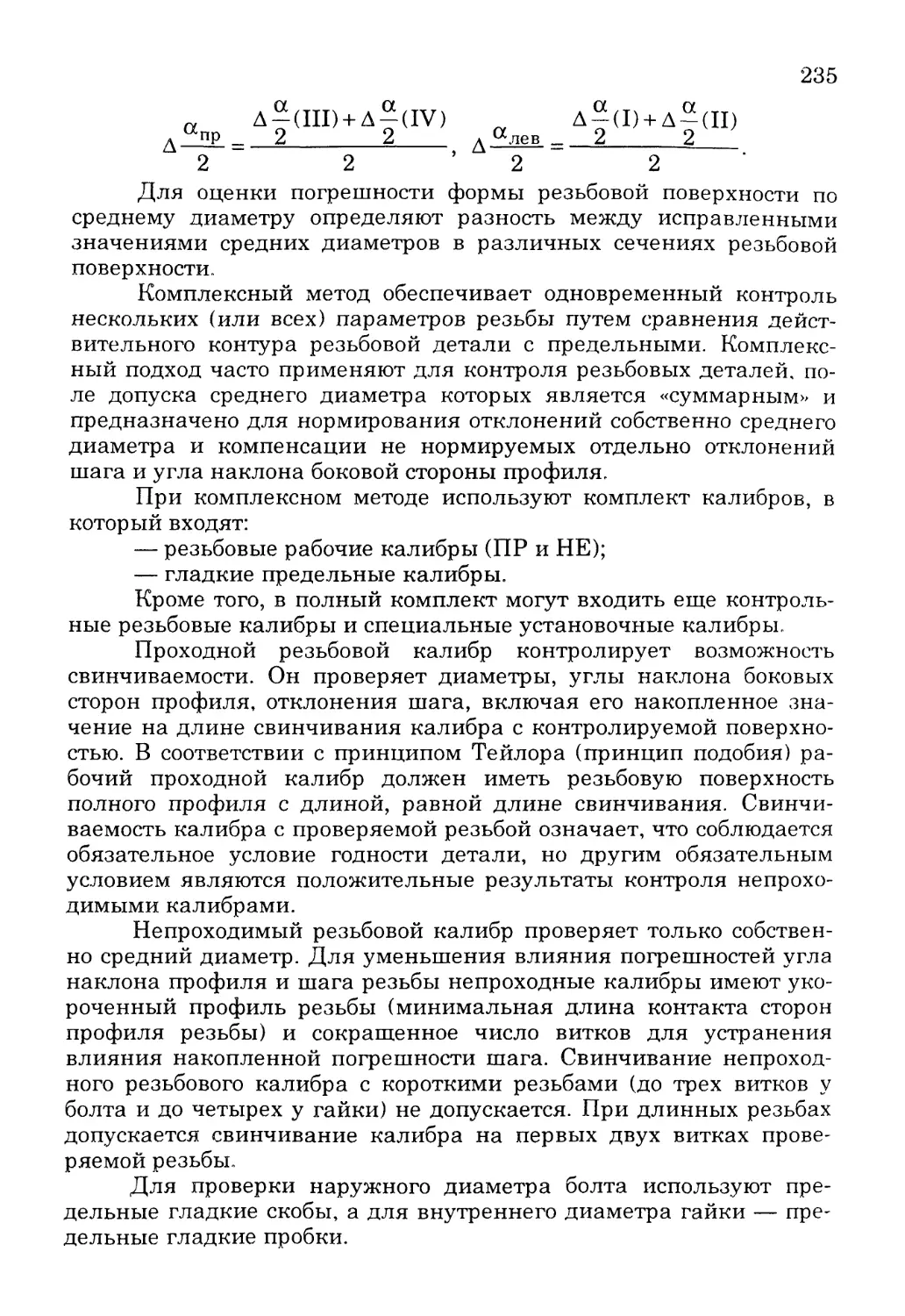
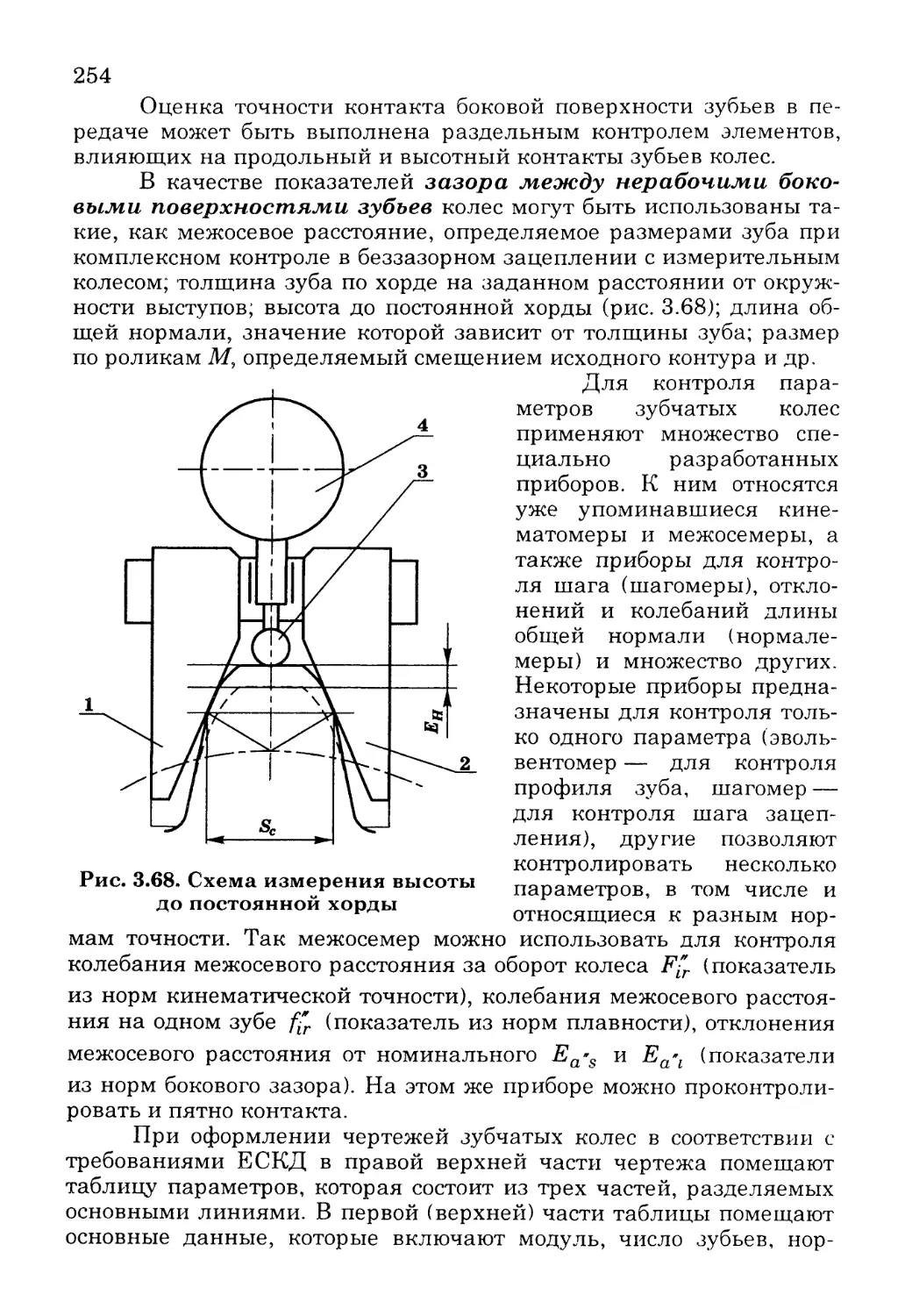
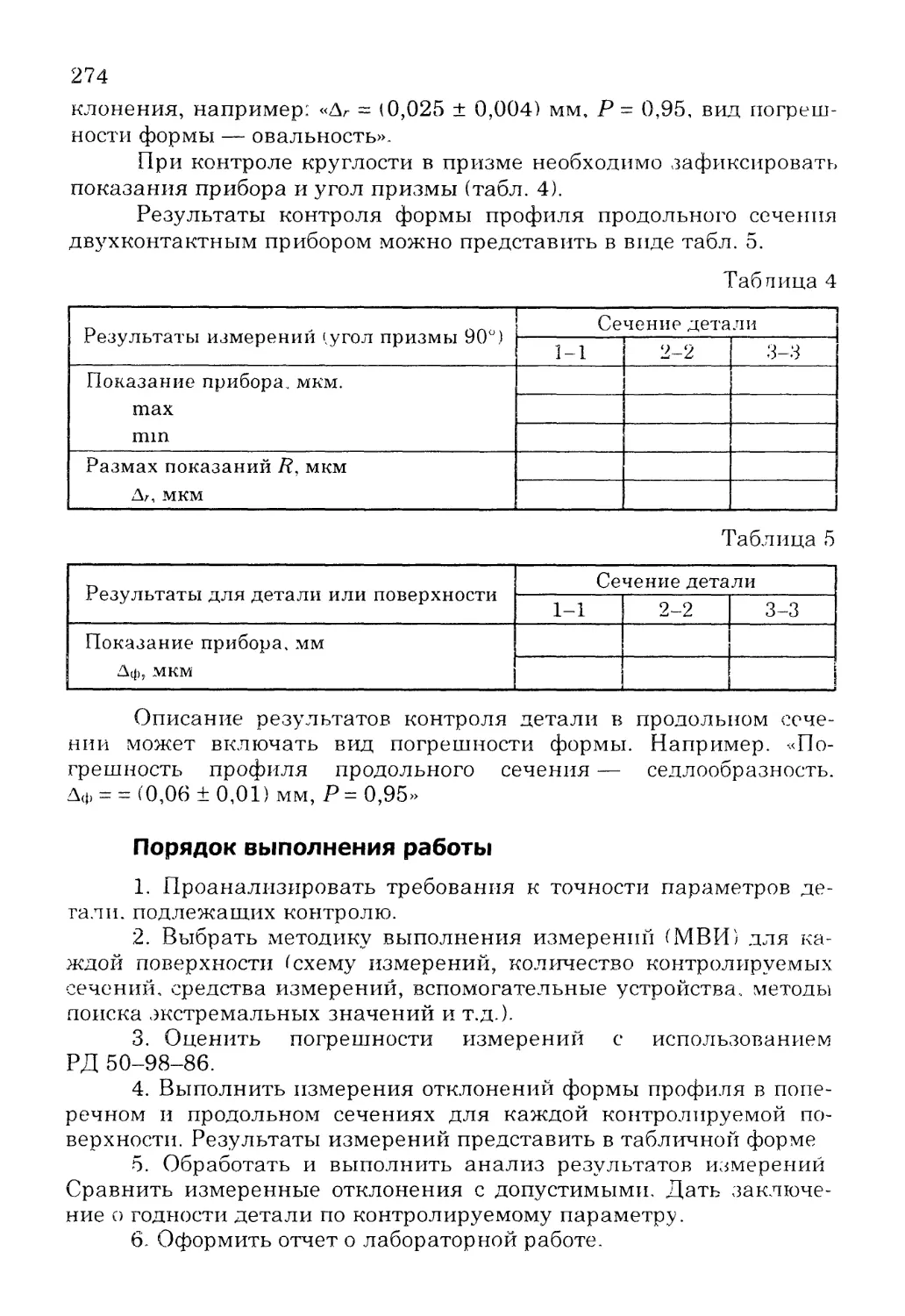
Text
В.Л. Соломахо, Б.В. Цитович
Основы стандартизации, допуски, посадки и технические измерения
Утверждено Министерством образования Республики Беларусь в качестве учебника для учащихся машиностроительных специальностей средних специальных учебных заведений
Минск Издательство «Дизайн ПРО:
2004
УДК 658.562
ББК 30я7
С 60
Рецензенты цикловая комиссия Минского автомеханического колледжа, председатель цикловой комиссии Н Г Цибульская. Председатель Госстандарта Республики Беларусь, к.т.н. В.Н. Корешков
Соломахо В.Л., Цитович Б.В.
С60 Основы стандартизации, допуски, посадки и технические измерения. — Мн.: Дизайн ПРО, 2004. — 296 с.: ил.
ISBN 985-452-083-8
Рассмотрены современные подходы к проблемам стандартизации и качества продукции, развитие систем менеджмента качества. Изложены вопросы организации сертификации в рамках Национальной системы сертификации
Отражено современное состояние вопросов нормирования точности и качества соединений с различной формой сопрягаемых поверхностей. Приведены сведения о технических измерениях с применением прогрессивных средств контроля.
Учебник предназначен для студентов средних учебных заведений, может быть полезен студентам ВУЗов и инженерно-техническим работникам
УДК 658.562
ББК 30я7
ISBN 985-452-083-8
© Соломахо В.Л..
Цитович Б.В.. 2004
© Оформление — издательство «Дизайн ПРО*. 2004
ВВЕДЕНИЕ
СТАНДАРТИЗАЦИЯ, ВЗАИМОЗАМЕНЯЕМОСТЬ, КОНТРОЛЬ
В древние времена ремесленник изготавливал изделие от начала и до конца, тщательно пригоняя детали друг к другу. Качество изделия зависело от мастерства изготовителя и затраченного труда. Труда и времени, как правило, не жалели, в результате каждое изделие ремесленника было уникальным, отличалось индивидуальными особенностями исполнения деталей и их украшения. Уникальными были и цены изделий, редкими счастливцами — их обладатели.
Первые же попытки организации серийного выпуска изделий потребовали сокращения вложенного в них овеществленного труда. Добиться снижения себестоимости изделий можно было за счет упрощения конструкции (в первую очередь отказа от «излишеств» — украшений, вычурных форм, декоративной отделки) и изменения технологии (обеспечения разделения труда и кооперации производства).
Разделение труда в предельной форме можно представить, как членение технологического процесса изготовления изделия на операции — простейшие действия, каждое из которых выполняется одним работником (оператором). Научиться выполнению такой операции можно в течение нескольких минут, а достаточные навыки работы приобрести за 2...3 рабочие смены. Выигрыш от такой организации труда — высокая производительность при минимальных требованиях к квалификации работника.
Для обеспечения определенного уровня качества серийно выпускаемых изделий необходимо, чтобы все обработанные детали одного назначения (номенклатуры, типоразмера) были практически одинаковыми. Детали и более сложные изделия, если они отвечают поставленным требованиям, называются взаимозаменяемыми.
В бытовом смысле взаимозаменяемость можно рассматривать как одинаковость изделий, но, поскольку абсолютно одинаковых изделий не существует, очевидно, что при изготовлении следует всего лишь не допустить таких различий, которые выходят за оговоренные нормы. Эти нормы фиксируют в документации (конструкторская документация, технические описания, паспорта и др.) Для придания наиболее употребимым нормам официального статуса широко используется стандартизация. Стандартизуют сложные изделия и процессы, их составные части, вплоть до элементарных. Всем известны не только стандартные дома и машины, но и стандартное напряжение электрической сети, стандартные размеры магнитной ленты и скорости устройств воспроизведения записей. Для получения стандартных изделий заданного уровня каче-
4
ства приходится организовывать разветвленную нормативную базу. Стандартизация является нормативной базой взаимозаменяемости серийно выпускаемых изделий и многократно воспроизводимых процессов.
В технике взаимозаменяемость изделий подразумевает возможность равноценной (с точки зрения оговоренных условий) замены одного другим в процессе изготовления или ремонта Чем более подробно и жестко нормированы параметры изделий, тем проще реализуется замена, но тем сложнее обеспечить взаимозаменяемость.
Взаимозаменяемость изделий и их составных частей (узлов, деталей, элементов) следует рассматривать как единственную возможность обеспечения серийного и массового производства. Одинаковый (в пределах пренебрежимых для потребителя различий) уровень качества конечных изделий конкретного производства обеспечивается выполнением определенного набора требований. Требования предъявляются ко всем элементам деталей, которые обеспечивают нормальную работу изделия. Обеспечение взаимозаменяемости, а значит, и заданного уровня качества изделий подразумевает:
— установление комплекса требований ко всем параметрам, оказывающим влияние на взаимозаменяемость и качество изделий (нормирование параметров и их точности);
— соблюдение при изготовлении установленных норм, единых для одинаковых объектов, и эффективный контроль нормируемых параметров.
При этом «пробелы» при назначении норм или неправильный, нечетко определенный выбор их границ могут привести к нарушению взаимозаменяемости изготавливаемых изделий, а следовательно, к несоблюдению заданного уровня качества изделий.
Итак, высшим достижением нормирования параметров изделия будет обеспечение полной взаимозаменяемости однотипных изделий в любой изготавливаемой партии. Полная взаимозаменяемость подразумевает взаимозаменяемость изделий по всем нормируемым параметрам. Параметры и свойства, не имеющие принципиального значения для функционирования изделий, не нормируются. Например, домохозяйку мало интересуют размеры частиц сахара-песка, который продается «на вес», а для макаронных изделий форма и размеры могут быть достаточно значимыми свойствами, поскольку лапша и вермишель развариваются неодинаково. Взаимозаменяемость (полная взаимозаменяемость) подразумевает соблюдение в процессе изготовления изделия всех его нормируемых параметров в заданных пределах.
В число нормируемых параметров изделий могут входить геометрические (размеры, форма, расположение и шероховатость
5 поверхностей); физико-механические (твердость, масса, отражательная способность и т.д.); экономические (себестоимость, лимитная цена, производительность и др.); прочие (эргономические, эстетические, экологические и др.).
Можно предусмотреть «отказ от взаимозаменяемости» еще в процессе проектирования, заложив в конструкцию компенсатор, который обеспечивает изменение в определенных пределах (регулирование) нормируемого параметра. Всем известны регулируемые опоры (ножки) приборов и мебели, которые позволяют компенсировать не только неточности изготовления самих изделий, но и несовершенство базовых поверхностей (стола, пола).
«Функциональная взаимозаменяемость» — аналог полной взаимозаменяемости, которая понимается не в буквальном смысле (одинаковость параметров), а ограничивается необходимым и достаточным набором требований к работе (выполнению функций) изделия. Наложение экономических ограничений может резко укоротить такой список. Особенностью, которую подчеркивает термин «функциональная взаимозаменяемость», является приоритет выполняемых изделием функций (карандашом, мелом, ручкой... пишут) при возможных существенных технических отличиях используемых объектов.
Детали для изделий машиностроения (в отличие от ряда радиоэлектронных, оптических и др.) держат первый экзамен на взаимозаменяемость в процессе сборки. Неточно изготовленные детали могут не собраться друг с другом или сломаться при попытке собрать их «силой», поэтому для механических деталей и узлов отдельно и в первую очередь рассматривается такой аспект, как геометрическая взаимозаменяемость.
Используемые для нормирования массивы значений геометрических параметров, как правило, оформлены в виде стандартов. Например, можно воспользоваться стандартами параметров макрогеометрии (размеры, форма, расположение поверхностей) и микрогеометрии (шероховатость поверхностей). Данные из стандартов пригодны для нормирования геометрических параметров любых типовых деталей и поверхностей в весьма широком диапазоне.
Годность изделия по данному параметру Q оценивают сравнением действительного значения параметра фдейств с его предельными допускаемыми значениями. Определение годности называется контролем параметра, и если при этом используются средства измерений, то контроль называют измерительным. Измерительный контроль обычно осуществляется в два этапа:
определение действительного значения параметра;
сравнение действительного значения параметра с нормированными значениями и определение годности объекта по контролируемому параметру.
Чтобы получить действительное значение контролируемого параметра, необходимо сравнить его реальное значение с единицей соответствующей физической величины — в этом и заключается суть любого измерения. Единицы физических величин стандартизованы, они воспроизводятся с помощью стандартных эталонов, а от них передаются стандартным (и нестандартизованным) средствам измерений. Процедура передачи (поверка средства измерения) тоже стандартизована. В метрологии различают специальную область, которая называется «законодательной метрологией» и основу которой составляют нормативные документы по стандартизации в этой области.
Таким образом, очевидны связи между стандартизацией, метрологией и взаимозаменяемостью. Если серийное производство и эксплуатацию изделий удовлетворительного качества можно организовать только с применением взаимозаменяемости, делать это следует, опираясь на стандарты. Выполнение установленных требований, которые заимствуются из стандартов, проверяют измерениями, которые в свою очередь базируются на стандартных единицах, средствах их воспроизведения, процедурах и требованиях к оформлению.
1. ОСНОВЫ СТАНДАРТИЗАЦИИ
1.1. СТАНДАРТИЗАЦИЯ КАК УПОРЯДОЧЕНИЕ
И НОРМИРОВАНИЕ
Каждому современному человеку очевидна невозможность существования любой современной технической структуры, включая строительство, транспорт и промышленное производство, без высокого уровня упорядоченности. Примеры упорядочения можно найти в самых разных областях: всем известно наличие определенных правил в музыке и поэзии, в технике безопасности и дорожном движении.
То, что обычно происходит в новых областях науки и техники, нельзя назвать «хаосом» или беспорядком, но и признать удовлетворительно упорядоченным тоже никак нельзя. Упорядочение, т.е приведение знаний и объектов в систему, начинается на базе накопления определенной информации и продолжается вплоть до «отмирания» или замены данной системы новой, более общей или более строгой. Примерами остаточной неупорядоченности в сравнительно новых технических областях можно считать разные системы телевидения, нестыкующиеся типы компьютеров и др. Все сохраняемые технические решения, как правило, имеют значительные достоинства и определенную конкурентоспособность. Кроме того, в технике значительную роль играет фактор преемственности, требующий согласования новых изделий с ранее выпускавшимися.
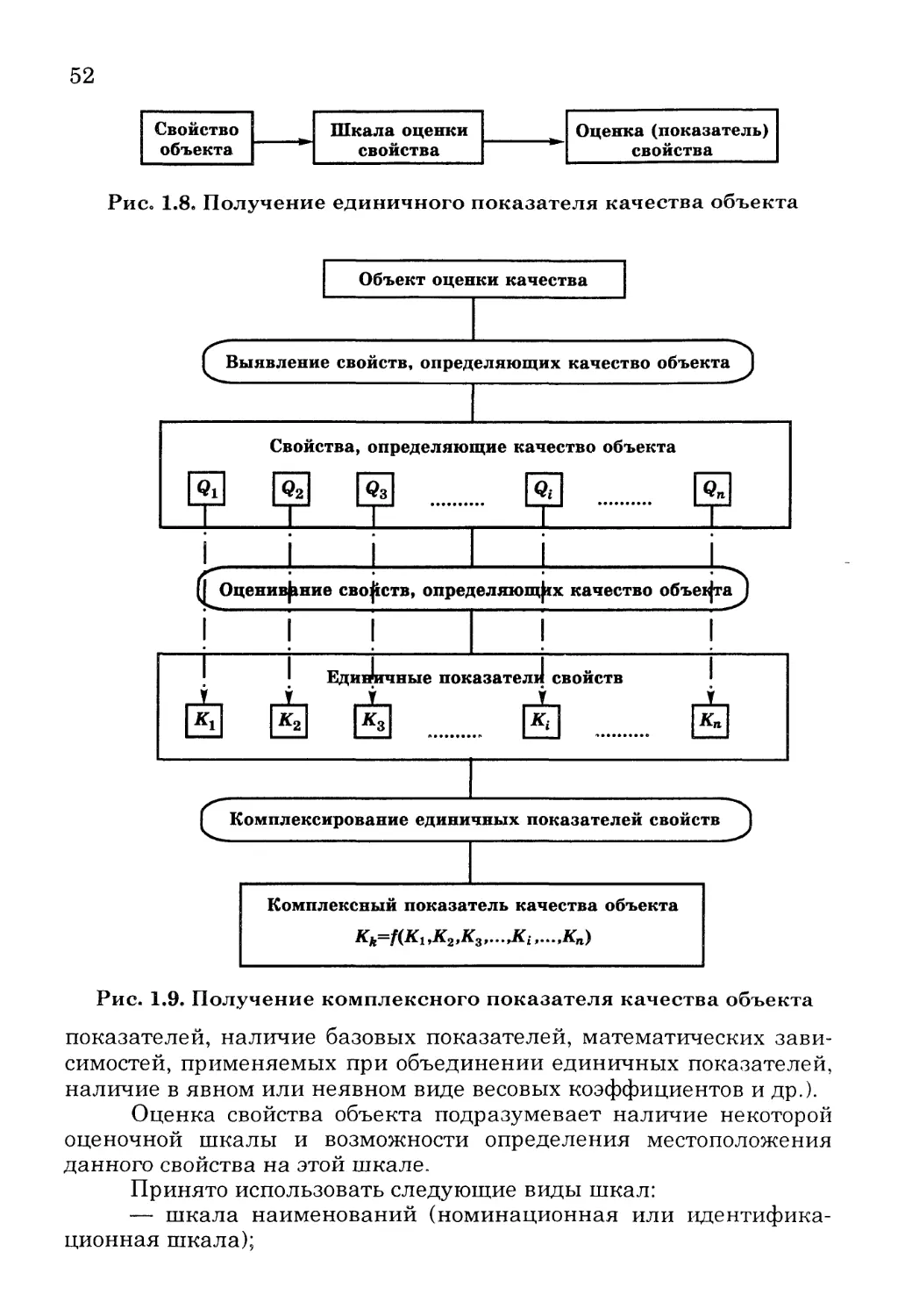
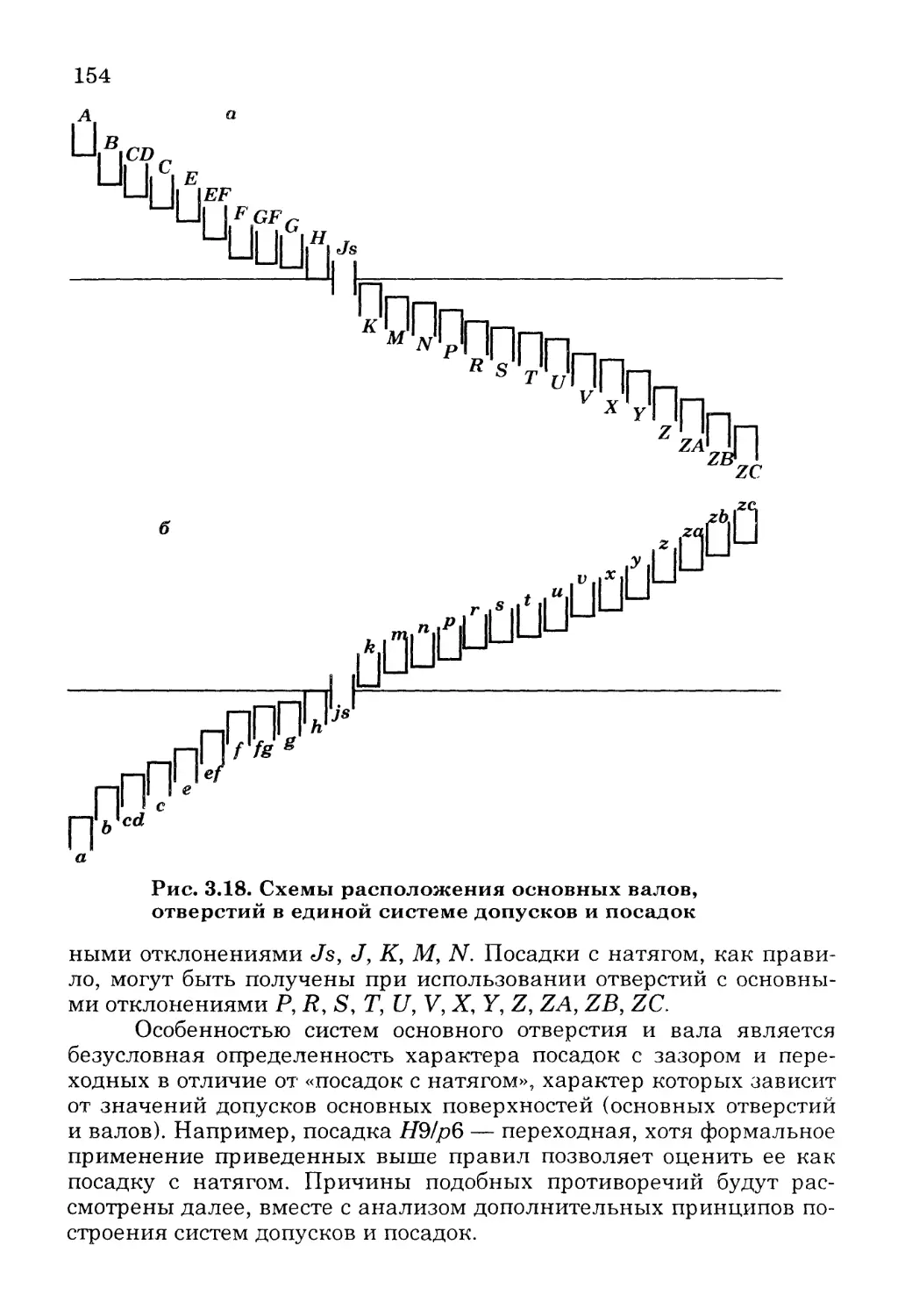
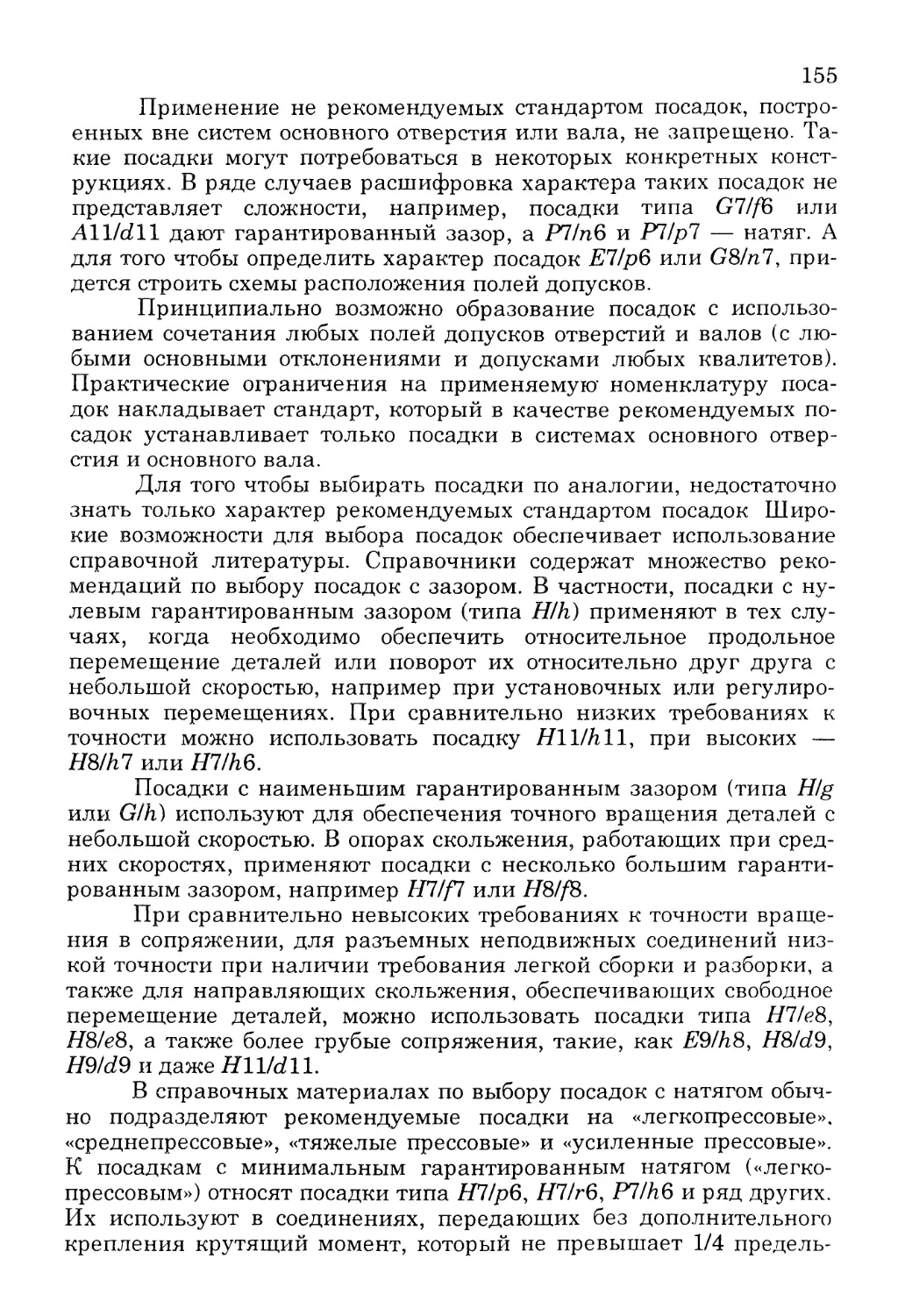
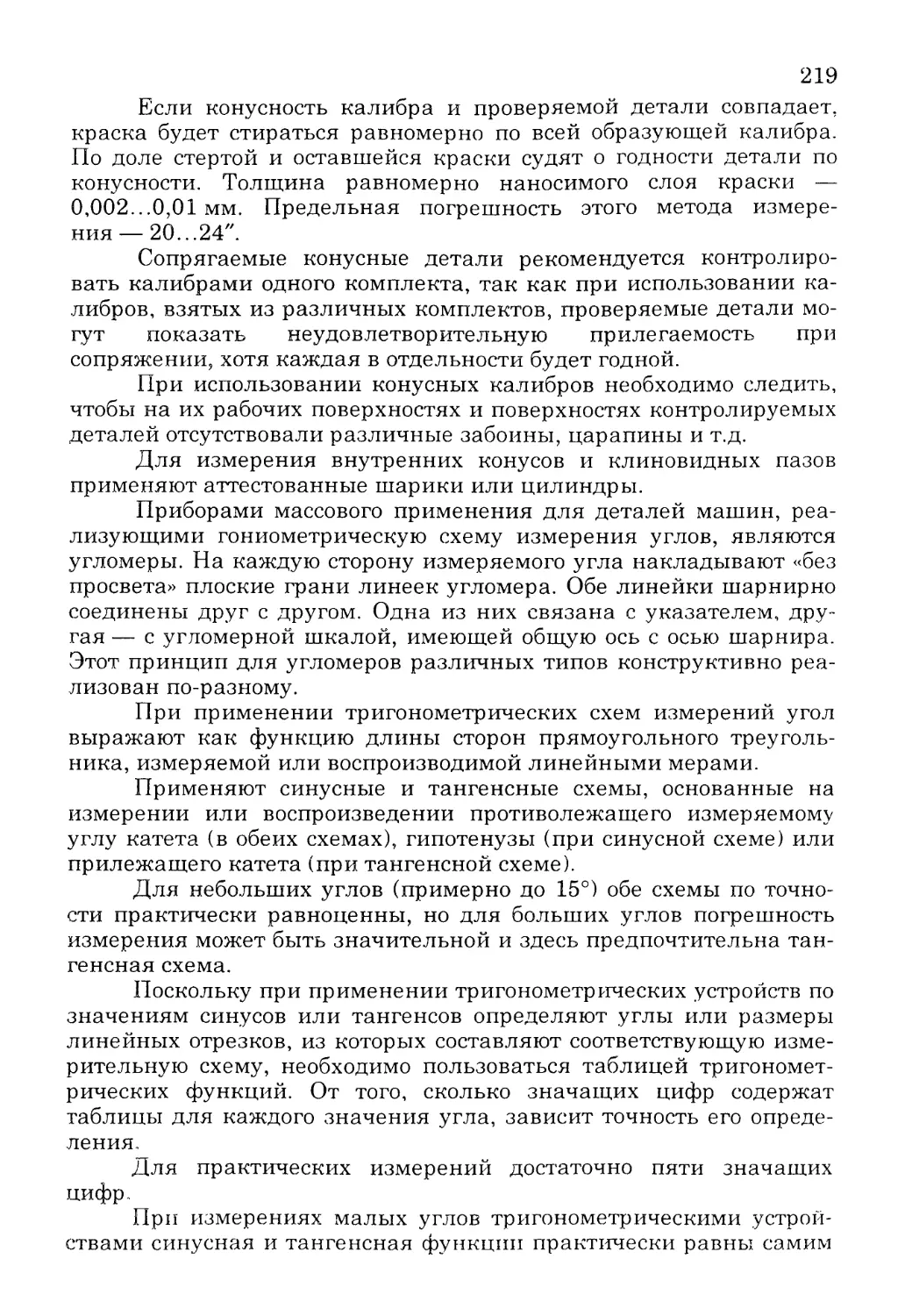
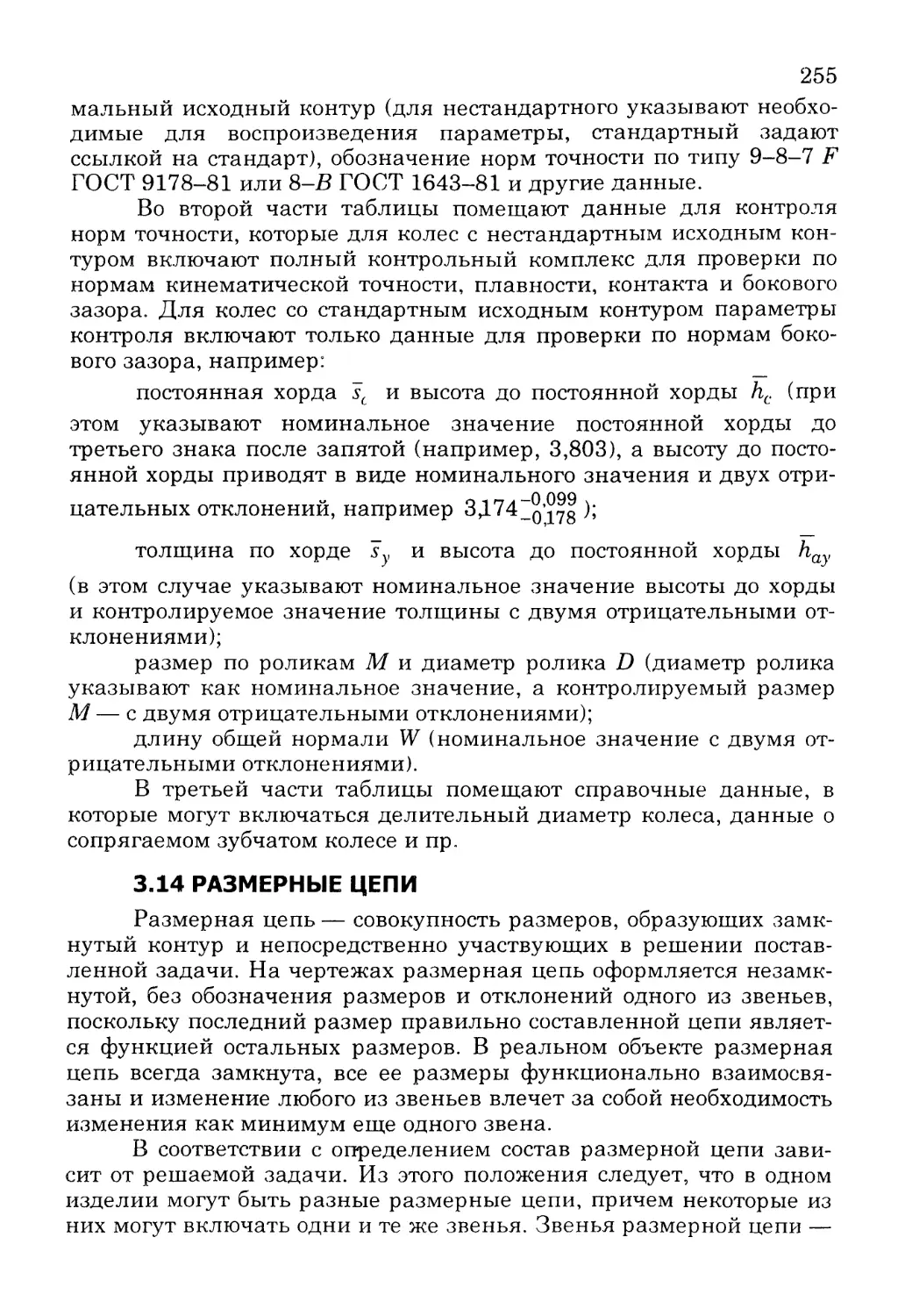
Объектами упорядочения являются не только изделия (телевизионная аппаратура, компьютеры, автомобили и т.д.), но и различные процессы (например, технологические процессы обработки изделий и оказания услуг, правила перехода дороги, правила написания литературных и музыкальных произведений), а также условные обозначения (знаки), применяемые в самых различных областях (цифры, ноты, обозначения единиц физических величин, знаки дорожные и др.) (рис. 1.1).
Рис. 1.1. Объекты упорядочения
Полнота упорядочения объектов зависит от их характера и назначения и может колебаться в широких пределах. Так стационарные электрические машины и другие устройства обычно рассчитаны на использование стандартного сетевого напряжения, а транспортируемые — на использование стандартных источников питания с напряжением, кратным 1,5 В, при значительном разнообразии назначения и конструкций.
Практически в любом сложном изделии в большей или меньшей степени используются стандартные элементы (материалы, конструктивные решения и покупные изделия). Встречаются изделия, которые можно считать упорядоченными комплексно, поскольку они полностью состоят из унифицированных частей. В настоящее время наиболее яркие примеры такого комплектования можно найти в вычислительной технике.
Упорядочение осуществляется с помощью норм и правил, которые могут быть специально разработанными, официальными (инструкции, законы, распоряжения, указания, стандарты) и «неписаными» (обычаи, традиции, этикет и т.д.). Обычно нормативные акты однозначно устанавливают нормы и правила их применения, в то время как «мягкие» нормы допускают более или менее широкую вариативность. В качестве примера можно представить различия в приветствиях при встрече в гражданском обществе и у военных.
Упорядочение свойств любых объектов вызвано необходимостью:
— контролировать параметры объекта;
— оценивать уровень качества объекта;
— выявлять зависимости между свойствами (параметрами, характеристиками) объекта в целом и функциональными (в том числе и точностными) параметрами и характеристиками его элементов.
Под параметром объекта здесь понимается его количественный признак, представляющий собой объективную числовую оценку отдельного свойства. Принято различать основные параметры (из которых могут быть выделены главные) и второстепенные. К основным параметрам относят те, которые определяют характерные свойства объекта, в то время как второстепенные не оказывают на качество объекта существенного влияния.
Для упорядоченного описания свойств сложных объектов необходимо выделить наиболее существенные из них, что можно сделать с помощью анализа назначения объекта и сопоставления объектов одинакового или близкого назначения. К основным относят те свойства, которыми обладают все однородные объекты, а также особые свойства, которые определяют их принципиальные различия. Например, все наручные часы характеризуются точностью хода, продолжительностью работы от одного завода пружины или ис-
9 точника питания, а также массой и габаритными размерами. Но не все модели одинаково информативны: текущее время в часах и минутах показывают все часы, а секунды, день недели и число месяца — отдельные типы часов, причем в разных сочетаниях. Не все модели наручных часов снабжены такими устройствами, как будильник и секундомер.
После выявления существенных свойств объектов обычно распределяют их по уровню значимости для потребителя (ранжируют), причем принятая модель потребителя в значительной степени определяет порядок ранжирования. Если пожилые мужчины покупают точные часы с повышенной информативностью и различимостью показаний, то молодые женщины предпочитают часы-украшения — даже в ущерб точности и удобству считывания информации.
Выделенные главные и второстепенные свойства нормируют, по возможности ограничивая номенклатуру жестко нормируемых свойств. Нормирование допустимых колебаний свойств всегда представляет собой компромисс между растущими запросами потребителя и возможностями производителя обеспечить экономичное достижение устанавливаемых требований. Если потребитель «хочет слишком много», ему предлагается выбор: либо оплатить с избытком свои завышенные запросы, либо снизить требования до «умеренно высоких».
Для того чтобы серийно выпускаемые изделия обладали необходимыми потребителю свойствами, надо нормировать выходные характеристики этих изделий. Формально назначение норм состоит в наложении на параметры некоторых ограничений. Ограничение может оформляться заданием предельного значения параметра, например: радиус не менее 0,5 мм (R 0,5 min), масса не более 1 кг (1 кг max).
Любой параметр может быть ограничен с одной стороны указанием верхнего или нижнего предела (однопредельное ограничение), либо с двух сторон (двухпредельное нормирование). Поле допустимой неопределенности параметра А, ограниченное задаваемыми предельными значениями Amin и Атах, называют полем допуска параметра. Допуском Т параметра называют разность между наибольшим и наименьшим допустимыми предельными значениями параметра:
Т — Атах — Amin.
Допуск может быть выражен величиной абсолютной (в единицах параметра) либо относительной (например, в процентах от номинального значения параметра), но он всегда является величиной положительной, поскольку является разностью большего и меньшего предельных значений.
Годность изделия по некоторому параметру Q оценивают сравнением действительного значения параметра с предельными.
v^min <— действ <— C^max.
Для обеспечения заданного уровня качества (что в значительной мере определяется выходными характеристиками изделий) необходимо нормировать те параметры составляющих изделие частей (деталей, узлов, покупных изделий), которые определяют значения каждой из выходных характеристик.
Процесс назначения требований к объектам можно назвать нормированием. Нормирование осуществляется с использованием специальных документов или образцов.
Документ, содержащий правила, общие принципы, характеристики, касающиеся определенных видов деятельности или их результатов, и доступный широкому кругу потребителей (пользователей), называется нормативным документом. Несмотря на различные названия таких документов (стандарт, технические условия, методические указания и т.д.), их суть состоит в стандартизации норм и требований, потому далее будем пользоваться обобщенным названием «стандарт» для всех подобных документов и сводов правил.
В наиболее широком смысле «стандартом» можно считать любое нормирующее предписание (например, рецепт домашнего пирога, правила спортивных соревнований, описание технологического процесса обработки детали) или изделие-образец. В узком смысле стандарт — нормативный документ, образец (изделие), который определяет требования к объекту стандартизации или соответствует установленным требованиям по своему содержанию и утвержден компетентной инстанцией.
В соответствии с определением Международной организации по стандартизации (ИСО) стандарт — нормативный документ по стандартизации, разработанный, как правило, на основе согласия, характеризующегося отсутствием возражений по существенным вопросам у большинства заинтересованных сторон, и утвержденный признанным органом (или предприятием), в котором могут устанавливаться для всеобщего и многократного использования правила, общие принципы, характеристики, касающиеся определенных объектов стандартизации, и который направлен на достижение оптимальной степени упорядочения в определенной области.
Стандарты основываются на обобщенных результатах науки, техники и практического опыта и направлены на достижение оптимальной пользы для общества. Экономия изготовителя на несоблюдении стандартов, как правило, оборачивается дополнительными затратами для потребителя, вынужденного разрабатывать или заказывать согласующие устройства.
Стандартизация — деятельность, направленная на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих пли потен-
11 циальных задач. В частности, эта деятельность проявляется путем разработки, опубликования и применения стандартов и технических условий на продукцию. Важнейшими результатами деятельности по стандартизации являются повышение степени соответствия продукции, процессов и услуг их функциональному назначению, устранение барьеров в торговле и содействие научно-техническому и экономическому сотрудничеству.
Объекты стандартизации (предметы, продукты, процессы, услуги, подлежащие или подвергающиеся стандартизации) весьма разнообразны. Стандартизуют конкретные изделия от соски до автомобиля, организационные и технологические процессы, условные обозначения. Например, Единая система конструкторской документации (ЕСКД) стандартизует технологический процесс разработки конструкционной документации (стадии проектирования, документацию на каждой стадии, ее состав и наполнение), содержание и оформление чертежей и условные обозначения (от правил проекционного черчения до обозначений допусков размеров, формы и расположения или параметров шероховатости поверхностей).
Все стандарты, действующие в стране, можно считать системой, которая складывается из элементов (отдельных стандартов) и подсистем («системы стандартов», например Государственная система стандартизации, Государственная система обеспечения единства измерений и др.). В свою очередь, национальную стандартизацию можно считать частью международной стандартизации, которая охватывает ряд стран (например, стандартизация в рамках СНГ) или большинство стран мира (стандартизация И СО).
Научные основы стандартизации включают системный подход, оптимизацию параметров и формализацию параметрических рядов. Кроме того, при стандартизации конкретных объектов обязательно используются результаты соответствующих научных направлений, включая новейшие достижения.
Системный подход используется для комплексной стандартизации взаимосвязанных компонентов, входящих в объекты стандартизации. Например, для повышения качества бытовой радиоаппаратуры необходимо повысить требования к комплектующим изделиям, в том числе к «элементной базе» — полупроводниковым приборам, резисторам, конденсаторам и т.д. Для повышения качества этих элементов приходится ужесточать требования к полуфабрикатам и материалам, которые идут на их изготовление. Очевидно, что необходимо будет также менять требования к технологическим процессам по всей цепочке изготовления изделия.
Математические методы оптимизации параметров объектов стандартизации используют для достижения «всеобщей оптимальной экономии» как в сфере эксплуатации стандартных изделий, так и при их изготовлении. Например, главные параметры некоторого
типоразмерного ряда изделий (стиральных машин, самолетов, кроссовок, сверлильных станков) должны представлять ряды значений, которые практически перекрывают основные запросы потребителя при минимизации затрат изготовителя. Но это не значит, что кто-то из них должен жестко диктовать требования другому. Кому могут быть выгодны стиральные машины, рассчитанные на 1,0; 1,5; 2,0; 2,5; 3,0...99,5; 100,0 килограммов белья? Самолеты только на 25 и 350 пассажиров? Кроссовки только 25 размера?
Математика предоставляет возможности использования таких формальных рядов чисел, как геометрическая прогрессия, арифметическая прогрессия или их комбинации в различных сочетаниях, которые используются для представления параметрических рядов. Этот процесс называют формализацией.
Установление норм с помощью стандартов и их применение подчиняется определенным условиям и преследует цели в первую очередь экономического характера. Нормирование любых объектов направлено на минимизацию средств, необходимых для получения удовлетворительных результатов. При этом нормы на изделия и процессы должны ограничивать уровень качества объектов снизу, защищая интересы потребителя.
Нормирование конкретных параметров объектов, осуществляется в соответствии со следующими правилами:
1. Соблюдение принципов нормирования.
1.1. Полнота охвата параметров — следует жестко нормировать функционально важные параметры и нормировать более свободно остальные; полнота охвата будет достаточной, если отсутствие каких-то норм не может отрицательно сказаться на качестве изделия. При нормировании параметров необходимо учитывать, что ненормированные параметры могут быть истолкованы изготовителем произвольно; это может привести к снижению уровня качества.
1.2. Однозначность требований — нормы должны задаваться настолько определенно, чтобы их могли объективно проверить сам изготовитель, контролер и потребитель продукции. Неоднозначность нормирования параметров приводит к возможности неодинакового истолкования, что может привести к конфликтам между заказчиком и изготовителем. Нормированные параметры фактически становятся неконтролепригодными.
1.3. Оптимальность нормирования параметров — оптимальные значения норм необходимо устанавливать исходя из экономических критериев. Один из возможных критериев — экономия совокупного общественно-полезного труда на изготовление и эксплуатацию изделия.
В случаях, когда работа изделия связана с обеспечением безопасности людей или выход его из строя может привести к
13 большим экономическим потерям, авариям и т.д., основным критерием служит безотказность.
Оптимальность нормирования параметров подразумевает достижение заданного уровня качества с минимальными экономическими затратами. Необходимость оптимального нормирования очевидна, но трудно реализуема из-за множества возможных критериев оптимизации, сложности учета влияющих факторов, противоречивости предъявляемых требований и т.д.
2. Использование методов нормирования.
Выбор норм может осуществляться двумя методами:
2.1. Заимствование норм, например прямой перенос требований нормативных документов (НД) или норм объекта-прототипа на проектируемый объект («метод прецедентов или аналогов»), либо заимствование апробированных решений подобных задач из ранее выполненных проектов, справочной и научно-технической литературы и других источников («метод подобия»).
2.2. Назначение норм по итогам специально проведенной исследовательской работы, которая может включать теоретическое прогнозирование результатов при выбранных нормах или оценку (расчет) норм для достижения заданных результатов (в литературе «расчетный метод»), либо экспериментальное исследование вариантов изделий с произвольно (интуитивно, методом проб) назначенными нормами.
Возможно также «смешанное» использование этих двух подходов в разных пропорциях.
Использование опыта решения подобных задач, зафиксированного в нормативной документации или научно-технической литературе, обеспечивает значительное сокращение времени нормирования. Назначение норм по аналогии с известными решениями оправдывает себя в тех случаях, когда решают не слишком ответственную задачу, используют известное решение при жестком ограничении условий задачи (тривиальная задача) или заимствуют апробированное решение действительно подобных задач. Аналоги берут из нормативной документации, справочников, готовых конструкторских и технологических разработок.
3. Оформление выбранных норм в соответствии с требованиями действующих нормативных документов.
Необходимо помнить, что однозначно установленная норма должна найти адекватное отражение при ее оформлении. Следует избегать формулировок типа: «Каретка должна перемещаться легко и плавно», «Крышку надежно закрепить» и т.д. Оформление требований в документации на нормируемый объект должно обеспечить однозначное их прочтение и истолкование изготовителем, контролером и пользователем.
Область оформления нормируемых требований также является объектом стандартизации, поэтому при возможности надо ис-
пользовать стандартные выражения норм (стандартные термины, определения, условные обозначения). Формулировки в действующей нормативной документации избавляют от опасности внести дополнительные («творческие», личные) ошибки. Для обеспечения однозначности требований удобно использовать не только специально разработанные формулировки (вербальное оформление), но и условные обозначения (знаковое оформление). При наличии стандартных условных обозначений предпочтительно их использование вместо словесных описаний (информация представляется в компактном виде, быстрее оформляется, читается и проверяется квалифицированным пользователем).
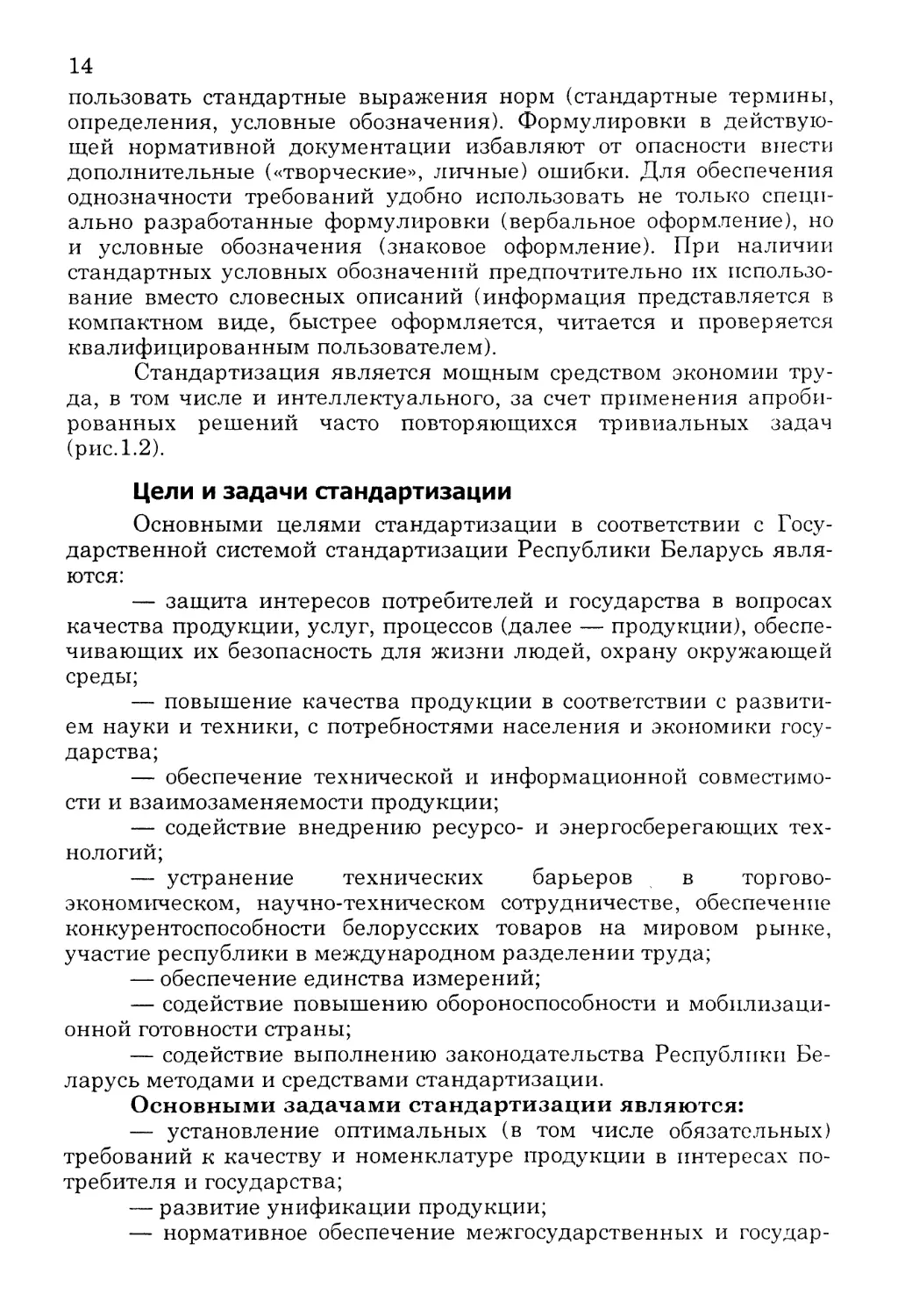
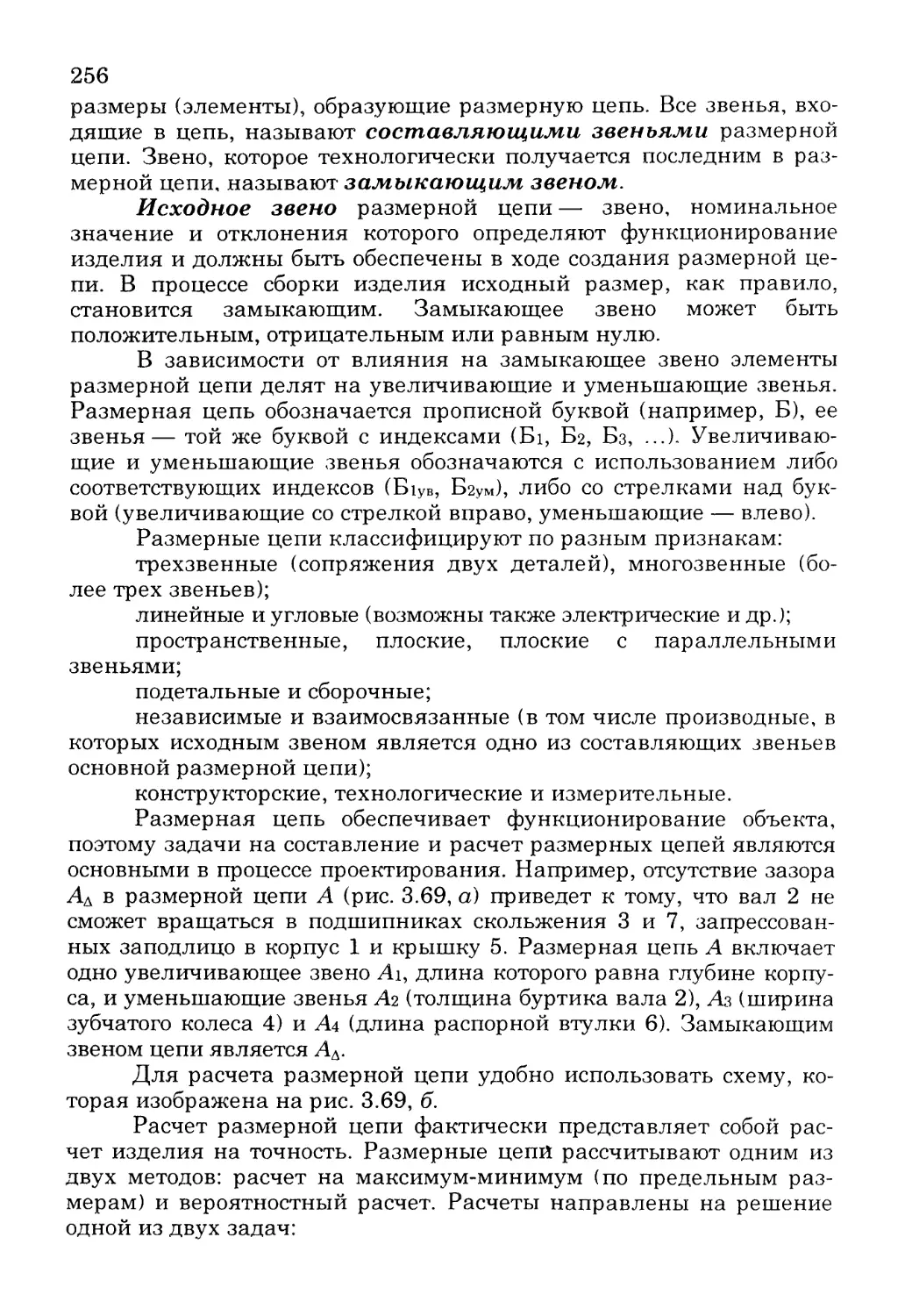
Стандартизация является мощным средством экономии труда, в том числе и интеллектуального, за счет применения апробированных решений часто повторяющихся тривиальных задач (рис.1.2).
Цели и задачи стандартизации
Основными целями стандартизации в соответствии с Государственной системой стандартизации Республики Беларусь являются:
— защита интересов потребителей и государства в вопросах качества продукции, услуг, процессов (далее — продукции), обеспечивающих их безопасность для жизни людей, охрану окружающей среды;
— повышение качества продукции в соответствии с развитием науки и техники, с потребностями населения и экономики государства;
— обеспечение технической и информационной совместимости и взаимозаменяемости продукции;
— содействие внедрению ресурсо- и энергосберегающих технологий;
— устранение технических барьеров в торгово-экономическом, научно-техническом сотрудничестве, обеспечение конкурентоспособности белорусских товаров на мировом рынке, участие республики в международном разделении труда;
— обеспечение единства измерений;
— содействие повышению обороноспособности и мобилизационной готовности страны;
— содействие выполнению законодательства Республики Беларусь методами и средствами стандартизации.
Основными задачами стандартизации являются:
— установление оптимальных (в том числе обязательных) требований к качеству и номенклатуре продукции в интересах потребителя и государства;
— развитие унификации продукции;
— нормативное обеспечение межгосударственных и государ-
Рис. 1.2. Упорядочение и нормирование
ственных социально-экономических и научно-технических программ и инфраструктурных комплексов (транспорт, связь, оборона, охрана окружающей среды, безопасность населения и т.д.);
— согласование и увязка показателей и характеристик продукции, ее элементов, комплектующих изделий, сырья и материалов;
— снижение материалоемкости и энергоемкости, применение прогрессивных технологий;
— установление метрологических норм, правил, положении и требований;
— установление требований к испытаниям, сертификации, контролю и оценке качества продукции;
— введение и развитие систем классификации и кодирования технико-экономической и социальной информации.
Основные термины и определения
Государственная система стандартизации Республики Беларусь вводит ряд терминов и определений.
Стандартизация — деятельность, направленная на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
Важнейшими результатами деятельности по стандартизации являются повышение степени соответствия продукции, процессов и услуг их функциональному назначению, устранение барьеров в торговле и содействие научно-техническому и экономическому сотрудничеству.
Объект стандартизации — предмет (продукция, процесс, услуга), подлежащий стандартизации.
Нормативный документ — документ, содержащий правила, общие принципы или характеристики, касающиеся различных видов деятельности пли их результатов.
Стандарт — нормативный документ по стандартизации, разработанный на основе согласия большинства заинтересованных сторон и утвержденный (принятый) признанным органом, в котором устанавливаются для всеобщего и многократного использования правила, общие принципы или характеристики, касающиеся различных видов деятельности или их результатов, и который направлен на достижение оптимальной степени упорядочения в определенной области.
Государственный стандарт Республики Беларусь — стандарт, утвержденный Комитетом по стандартизации, метрологии и сертификации (Госстандартом) или Министерством строительства и архитектуры Республики Беларусь (Минстройархитектуры).
Межгосударственный стандарт (ГОСТ) — стандарт, принятый Межгосударственным советом по стандартизации, метрологии и сертификации или Межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве.
Международный (региональный) стандарт — стандарт, принятый международной (региональной) организацией ио стандартизации.
Руководящий документ отрасли — нормативный документ по стандартизации, утвержденный компетентным органом в определенной области деятельности.
Стандарт предприятия — стандарт, утвержденный предприятием (об'йединениехМ, фирмой и т.п.).
Безопасность — состояние, при котором риск вреда (персоналу) или ущерб ограничен допустимым уровнем.
Охрана здоровья людей — защита здоровья людей от неблагоприятного воздействия продукции, процессов и услуг.
Охрана окружающей среды — защита окружающей среды от неблагоприятного воздействия продукции, процессов и услуг.
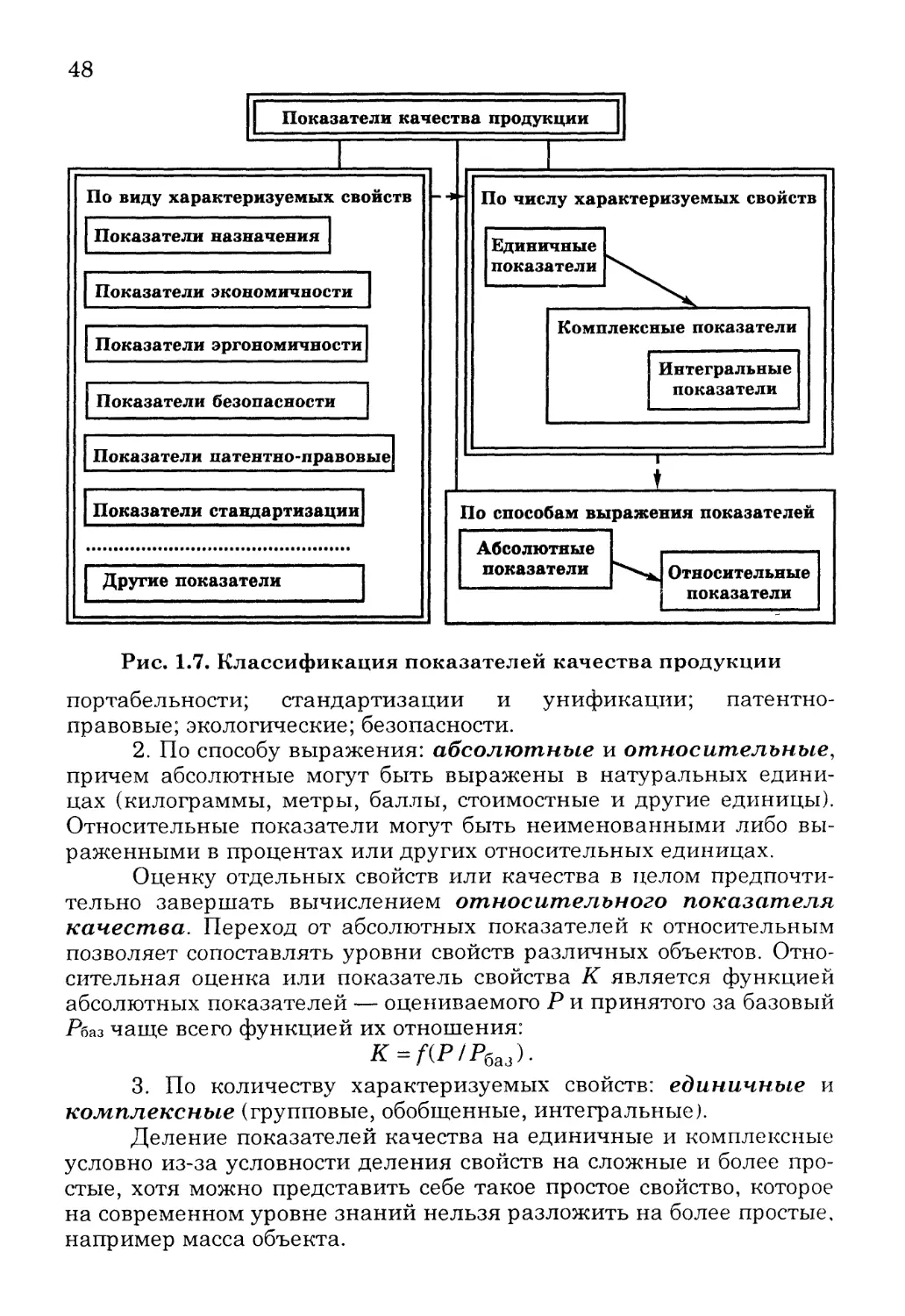
Качество продукции — совокупность характеристик продукции, относящихся к ее способности удовлетворить установленные и предполагаемые потребности.
Взаимозаменяемость — способность объекта быть использованным без модификаций вместо другого для выполнения тех же требований.
Совместимость — способность объектов к совместному использованию в конкретных условиях с целью выполнения соответствующих требований.
Унификация — выбор оптимального числа размеров или видов продукции, процессов и услуг, необходимых для удовлетворения основных потребностей.
Для обеспечения условий использования международных стандартов и согласования с ними национальных НД по стандартизации осуществляют мероприятия по их гармонизации и унификации.
Гармонизация стандарта — приведение его содержания в соответствие с другими стандартами для обеспечения взаимозаменяемости продукции (услуг), однозначного взаимного понимания результатов испытаний и информации, содержащейся в стандартах. В такой же степени гармонизация может быть отнесена и к техническим регламентам.
В гармонизированных (эквиватентных) стандартах могут содержаться некоторые различия (в форме стандартов, в пояснительных примечаниях, в отдельных специальных указаниях и т.п.). В связи с возможными различиями стандартов Руководство 2 ИСО/МЭК предлагает следующие термины:
Идентичные стандарты — гармонизированные стандарты, полностью идентичные по содержанию и по форме. Это аутентичный перевод стандарта (международного, регионального). Введенный национальный стандарт может отличаться от международного лишь обозначением (шифром, кодом).
Унифицированные стандарты — гармонизированные стандарты, которые идентичны по содержанию, но отличаются формой представления.
Основные принципы стандартизации
В соответствии с СТБ 1.0-96 основными принципами стандартизации являются:
— взаимное стремление всех заинтересованных сторон, разрабатывающих, изготавливающих и потребляющих продукцию, к достижению общего согласия с учетом мнения каждой из сторон но управлению многообразием продукции, ее качеству, экономичности, применимости, совместимости и взаимозаменяемости, ее безопасности для жизни, здоровья людей и имущества, охране окружающей среды и другим вопросам, представляющим взаимный интерес;
— программно-целевое планирование работ по стандартизации. Работы по нормативному обеспечению социально-экономических, научно-технических и других государственных и отраслевых программ проводят в составе соответствующих программ. По отдельным направлениям техники (деятельности) с целью комплексного проведения работ по стандартизации разрабатывают самостоятельные программы стандартизации;
— техническая, экономическая, социальная обоснованность разработки нормативных документов по стандартизации;
— преемственность при применении нормативных документов по стандартизации;
— комплексность стандартизации взаимосвязанных объектов, включая метрологическое обеспечение, путем согласования требований к этим объектам, к средствам измерений и увязкой сроков введения в действие нормативных документов по стандартизации,
— гармонизация нормативных документов по стандартизации с международными, региональными и национальными стандартами других государств;
— соответствие требований нормативных документов по стандартизации современным достижениям науки, техники, передовому опыту, а также законодательным актам, нормам и правилам органов, выполняющих функции государственного надзора;
— взаимосвязь и согласованность нормативных документов по стандартизации всех уровней. Не допускается дублирование разработки нормативных документов по стандартизации на идентичные объекты стандартизации на различных уровнях управления,
— открытость информации о действующих нормативных документах по стандартизации и программах (планах) работ по стандартизации с учетом действующего законодательства;
— утверждение стандартов на основе достижения согласия всеми заинтересованными сторонами;
— пригодность нормативных документов по стандартизации для их применения в целях сертификации.
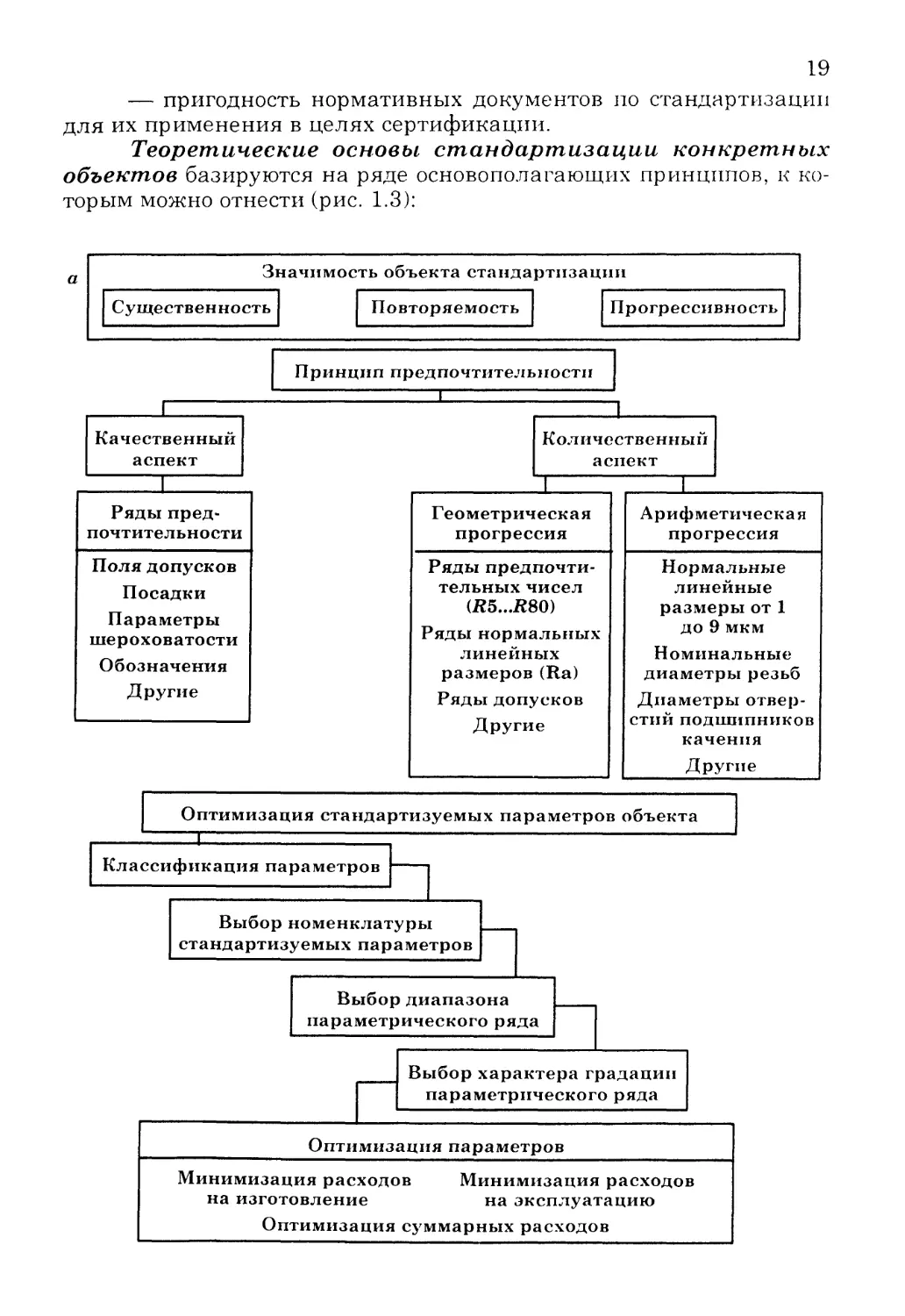
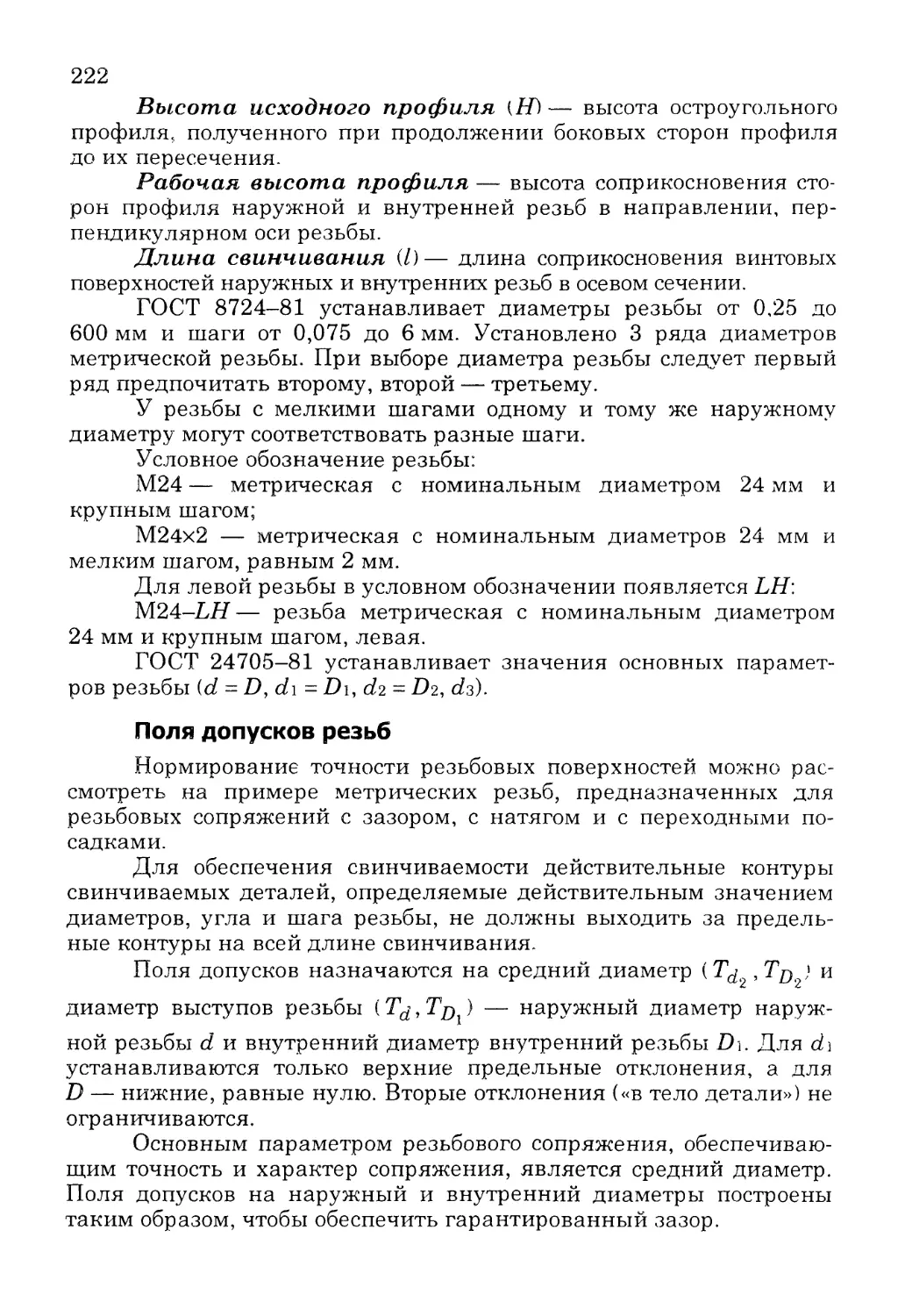
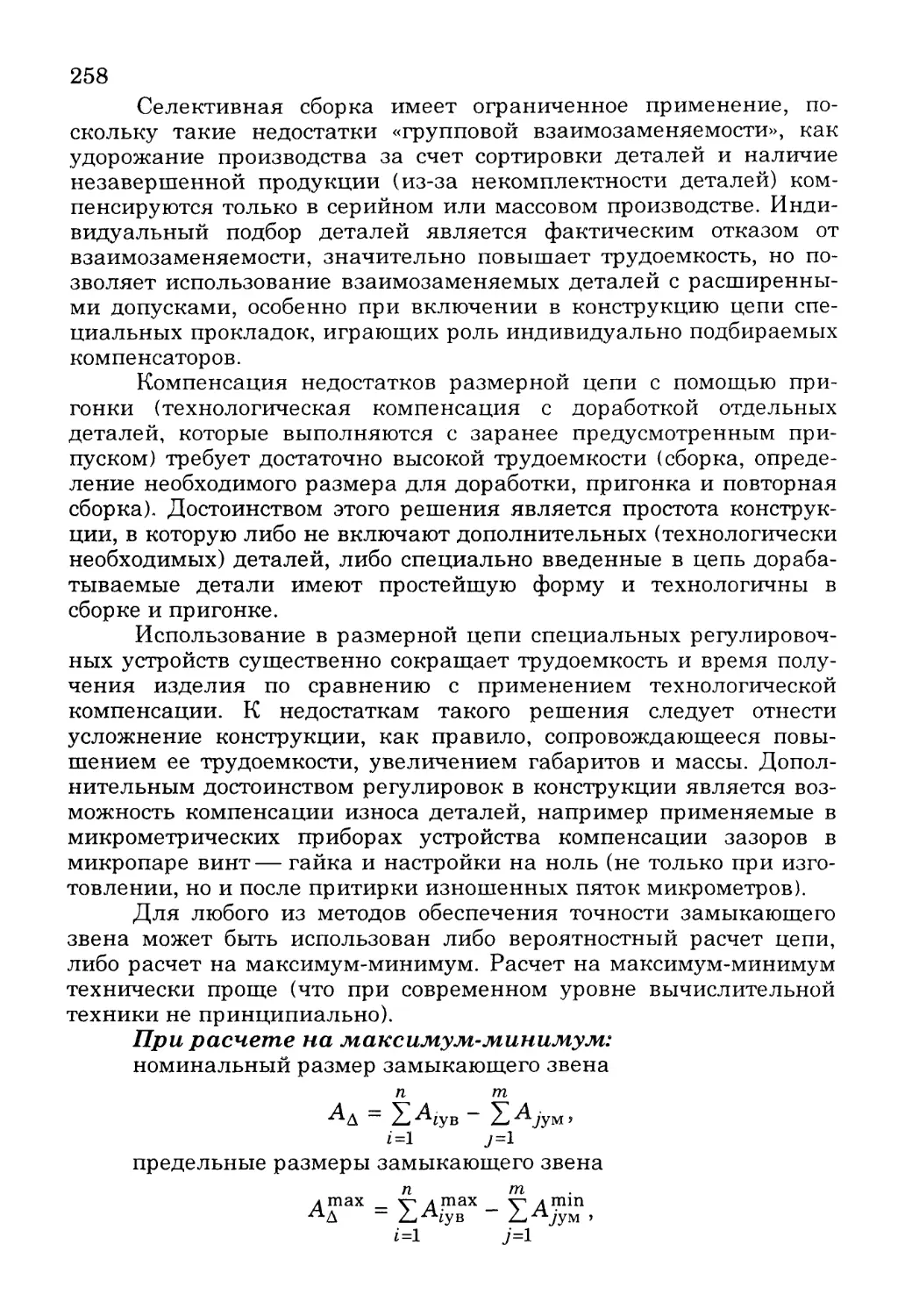
Теоретические основы стандартизации конкретных объектов базируются на ряде основополагающих принципов, к которым можно отнести (рис. 1.3):
Значимость объекта стандартизации
Существенность Повторяемость Прогрессивность
Качественный аспект
_______I_______
Ряды пред* почтительности
Поля допусков Посадки Параметры шероховатости
Обозначения Другие
Принцип предпочтительности I " " ---
б Принцип системности в стандартизации (использование системного подхода)
Объекты стандартизации как системы Система стандартов Отдельные стандарты как системы
Конструкторская документация и процесс ее разработки ЕСКД Нормальные линейные размеры
Передачи зубчатые цилиндрические Допуски
Технологическая документация и процесс ее производства ЕСТД
Резьба метрическая Посадки с натягом
Технологическая подготовка производства ЕСТПП
Другие
Система обеспечения единства измерений геи
Другие Другие
Рис. 1.3. Принципы стандартизации
— принцип значимости объекта стандартизации,
— принцип предпочтительности,
— принцип оптимизации стандартизуемых параметров,
— принцип системности,
— принцип комплексности.
Сферы действия названных принципов могут частично перекрываться, но главным условием успешной работы стандартизаторов является комплексное применение принципов на основе системного подхода. Только соблюдение этого условия позволит разрабатывать прогрессивные нормативные документы по стандартизации и использовать стандартизацию как реальное средство упорядочения научно-технической деятельности, приносящее значительный экономический или социальный эффект.
Принцип значимости объекта стандартизации
В соответствии с принципом значимости для стандартизации выбирают только объекты, соответствующие определенному набору требований. Первый критерий — существенность объекта— позволяет отказаться от разработки НД на второстепенные и малозначительные объекты и благодаря этому установить приоритеты в разработке стандартов.
Вторым критерием является повторяемость объекта, которая должна быть достаточно большой, чтобы имело смысл разрабатывать стандарт. Поскольку применение стандарта должно приносить экономический эффект за счет однажды оплаченного апробированного решения типовой задачи, необходимо, чтобы такие задачи решались достаточно часто. Себестоимость разработки стандарта на уникальное изделие может оказаться соизмеримой с затратами на производство, поскольку определение оптимальных параметров требует дорогостоящих исследований. Но если изделие уникально, то повода повторно использовать такой стандарт просто не будет.
Еще один важный критерий — прогрессивность объекта стандартизации. Для стандартизации следует выбирать те объекты, которые имеют достаточные перспективы применения Любой стандарт является обоюдоострым оружием, которое может служить как прогрессу, так и его торможению. Если стандарт будет фиксировать достигнутое положение, не предусматривая возможности совершенствования объекта стандартизации, то может наступить санкционированный стандартизаторами застой.
Принцип предпочтительности
Принцип предпочтительности — один из основных принципов, используемых в стандартизации. Различают качественный и количественный аспекты применения этого принципа. Качественная сторона принципа предпочтительности состоит в образовании предпочтительных рядов объектов стандартизации. Предпочтительность устанавливают для конкретных изделий, деталей, их конструктивных элементов, типовых решений, норм, обозначений и т.д.
Уровней предпочтительности может быть как минимум два. В соответствии с уровнями следует выбирать по возможности более
22 предпочтительные стандартные объекты. Как правило, наиболее предпочтительный ряд включает наименьшее количество объектов или параметров объектов стандартизации. Следующие, менее предпочтительные ряды отличаются расширенной номенклатурой и могут включать объекты предыдущих рядов.
Соблюдение принципа предпочтительности позволяет добиться разумного сокращения применяемой номенклатуры стандартных объектов. Поскольку в первую очередь выбирают из наиболее предпочтительного ряда и переходят к выбору из менее предпочтительных только тогда, когда поставленная задача не имеет удовлетворительного решения на более высоком уровне предпочтения, то вместе с необходимым (иногда весьма значительным) разнообразием стандартных объектов существенно сокращается число наиболее часто используемых решений.
Таким образом, принцип предпочтительности всегда предлагает некоторый компромисс между достаточно широкой номенклатурой, пригодной для решения любых, в том числе оригинальных и сравнительно редко встречающихся задач, и значительно сокращенным набором средств для использования в типовых, наиболее часто встречающихся ситуациях.
Примером использования принципа предпочтительности в стандартных системах допусков и посадок могут служить ряды предпочтительных полей допусков и ряды предпочтения посадок
Количественная сторона принципа предпочтительности реализуется через использование рядов предпочтительных чисел Стандартом установлены пять рядов R, называемых иногда рядами Ренара, которые построены на основе геометрической прогрессии со знаменателем в виде корня определенной степени из десяти.
Ряд Знаменатель
R5 л/10 - 1,5949 (приблизительно 1,6)
Я10 ^аУн) -1,2589 (приблизительно 1,25)
R20 2^10 -1,1220 (приблизительно 1,12)
R40 Ш - 1,0593 (приблизительно 1.06)
R80 Sy/1Q ~ 1,0292 (приблизительно 1,03)
Значение членов рядов рассчитывается с использованием приведенных выше знаменателей геометрических прогрессий Значения знаменателей рядов предпочтительных чисел и самих чисел округлены по сравнению с точными значениями геометрических прогрессий. Ряды 7?5.../?40 называются основными, ряд 7?80 — дополнительным. Свойства рядов предпочтительных чисел соответствуют свойствам геометрической прогрессии.
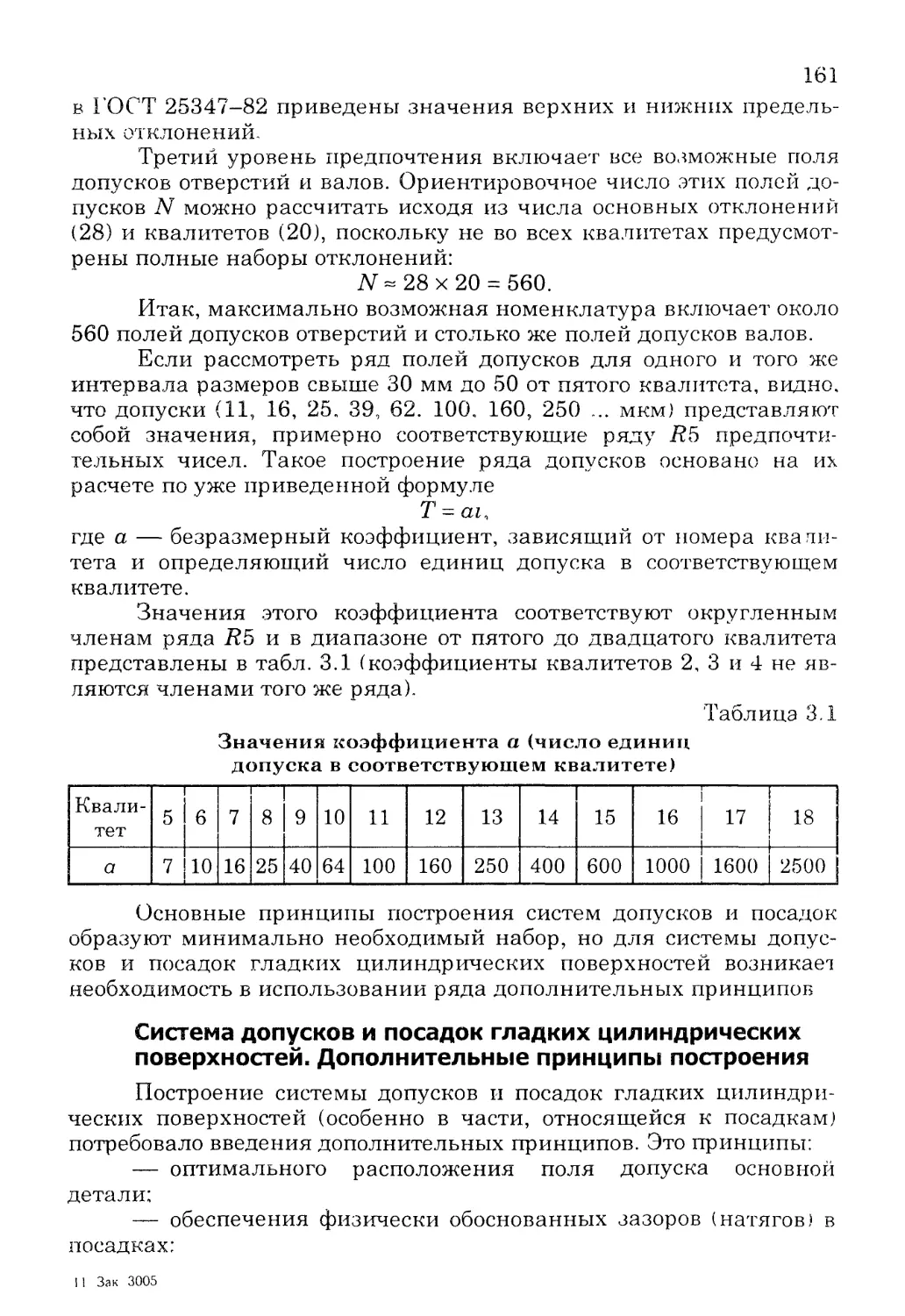
Стандарт ГОСТ 8032-84 устанавливает порядок применения рядов предпочтительных чисел, включая образование производных рядов. Они могут образовываться отбором каждого л-го члена основного ряда; можно также составлять ряды с неодинаковыми знаменателями в различных диапазонах. Таким образом регулируют номинальные значения членов рядов и их «густоту».
Наиболее предпочтительным является ряд R5, за ним следует ряд R10 и т.д. Дополнительный ряд R80 можно применять только в технически и экономически обоснованных случаях.
В стандарте приведены значения членов рядов от 1 до 10. Значения в других диапазонах рядов определяют умножением приведенных членов на 10 в соответствующей положительной или отрицательной степени. Благодаря этому можно считать, что ряды предпочтительных чисел практически бесконечны в обе стороны. Количество членов каждого ряда в любом десятичном интервале соответствует числу в обозначении ряда (ряд R5 — пять членов, ряд 2? 10 — 10 членов и т.д.).
В электротехнике применяют также предпочтительные числа, построенные по рядам Е, — геометрические прогрессии со знаменателями в виде корней третьей, шестой, двенадцатой, двадцать четвертой, сорок восьмой, девяносто шестой и сто девяносто второй степени из десяти. Примерные значения знаменателей первых четырех рядов: ЕЗ — 2,2; Ев — 1,5; £12 — 1,2 и £24 — 1.1.
Использование рядов предпочтительных чисел обеспечиваем упорядочение при выборе числовых значений любых параметров, на которые нет конкретного НД по стандартизации.
При стандартизации новых параметрических рядов и пересмотре действующих НД также необходимо использование предпочтительных чисел и их рядов. Стандартизуемые и нормируемые параметры могут иметь разный характер, но при выборе их номинальных значений из рядов предпочтительных чисел значительно легче согласуются между собой изделия, предназначенные для работы в одной технологической цепочке или являющиеся объектами технологического процесса. Например, принято использование транспортных и грузоподъемных средств в расчете на массы грузов, построенные по ряду R5 (грузоподъемность железнодорожных вагонов 25, 40, 63 и 100 т, вместимость (грузоподъемность) контейнеров — 250, 400, 630, 1000 кг, масса ящиков — 25, 40, 63, 100 кг, масса коробок или банок — 250, 400, 630 и 1000 г).
Стандартизаторы при необходимости используют не только геометрическую, но и арифметическую прогрессию. Примерами таких параметрических рядов являются ряды размеров обуви и одежды. Применяют также и ступенчатые арифметические ряды с отличающимися разностями на разных диапазонах (номинальные диаметры резьб, подшипников качения и др.).
Оптимизация стандартизуемых параметров
Поскольку стандартизация стремится к «достижению всеобщей оптимальной экономии», постановка оптимизационной задачи может выходить за область проектирования конкретного объекта.
При разработке гаммы изделий одного назначения с отличающимися техническими характеристиками оптимизации подлежит число объектов, необходимых для удовлетворения запросов всех возможных потребителей с минимизацией затрат производителя из-за роста номенклатуры.
Стандартизация полуфабрикатов и изделий из них, а также сборочных единиц, комплектующих элементов и включающих их более сложных изделий ставит задачи минимизации суммарных затрат на изготовление полуфабрикатов и комплектующих изделий, а также на их обработку и встраивание в сложное изделие.
Задачи оптимизации решаются математическими методами, которые разработаны в специальной области, называемой теорией оптимизации. Основная сложность чаще всего состоит не в поиске решения задачи, а в необходимости правильной ее постановки, включая выбор критериев оптимизации.
Принцип системности
Принцип системности в стандартизации предусматривает применение системного подхода как к объекту стандартизации, так и к организации НД по стандартизации. Системный подход подразумевает рассмотрение элементов, образующих систему, с учетом связей между ними, что позволяет разрабатывать систему взаимно увязанных требований к собственно объекту стандартизации и к основным элементам, составляющим этот объект или используемым при эксплуатации (потреблении) объекта стандартизации.
Система (от греческого systema — целое, составленное из частей, соединенное) — совокупность элементов, находящихся в отношениях и связях между собой и образующих определенную целостность, единство. Такое наиболее общее определение системы позволяет строить системы искусственным путем при наличии слабо выраженных связей между элементами и минимальной упорядоченности.
Например, такая система, как естественный язык, характеризуется наличием множества исключений, неоднозначностью трактовки правил и высказываний, изменениями во времени. К «мягким» системам можно отнести этикет, который в большинстве состоит из «неписаных» предписаний. Противоположностью «мягким» системам являются строгие логические системы, построенные на использовании ограниченного числа аксиом (евклидова геометрия, натуральный ряд чисел и др.).
Деление систем на «мягкие» и «жесткие» в значительной степени условно, абсолютно строгие системы существуют тишь в тео
рии. Обычно технические системы по упорядоченности занимают некое среднее место между расплывчатыми биологическими либо социальными и строгими абстрактными (идеальными) системами.
В качестве примеров жестких систем можно привести «машинные языки», гражданский или уголовный кодекс, правила дорожного движения, системы конструкторской или технологической документации.
В стандартизации очевидно стремление к разработке жестких систем, так как любая неоднозначность здесь может привести к возникновению конфликтной ситуации, а в худшем случае — к поломке изделия, аварии или катастрофе. Разработка жестких систем предполагает использование таких принципов, как достаточность, определенность и оптимальность норм.
Любой объект стандартизации (изделие, техпроцесс, набор условных обозначений) следует рассматривать как систему определенного уровня сложности. Если объект стандартизации сравнительно прост, можно ограничиться разработкой одного стандарта (например, ГОСТ 8820-69. «Канавки для выхода шлифовального круга. Форма и размеры»; ГОСТ 2590-88. «Прокат стальной горячекатаный круглый. Сортамент»).
Сложные объекты стандартизации могут представлять собой системы, включающие в себя не только элементы, но и другие системы более низкого порядка (подсистемы). К примеру, Единая система конструкторской документации включает такие подсистемы, как «Общие правила выполнения чертежей» (ГОСТ 2.3ХХ-ХХ), «Правила выполнения схем и обозначения условные графические» (ГОСТ 2.7ХХ-ХХ), и ряд других. В «Основные положения» ЕСКД входят стадии разработки конструкторской документации, которые по составу элементов и их взаимосвязям представляют собой формализацию системы, определяющей состав и порядок разработки конструкторской документации.
Принцип комплексности
Комплексный подход в стандартизации подразумевает установление и применение взаимосвязанных норм и требований к взаимосвязанным в процессе создания (производства) и (или) эксплуатации либо потребления объектам стандартизации.
Очевидными комплексами НД по стандартизации можно считать такие, которые объединяют требования к материалам, полуфабрикатам, деталям, комплектующим и изготовляемым из них сложным изделиям, машинам, приборам. Существует связь между конструкционными материалами, сортаментом проката, материалами и конструкциями режущего инструмента и требованиями к технологическому оборудованию.
Если учесть, что однотипные материалы, полуфабрикаты и комплектующие применяют для создания машин п приборов раз
ного назначения, то можно сделать вывод о комплексном подходе к стандартизации связанных между собой объектов (систем). Не очевидны связи между музыкой, стандартизацией и метрологией, но без эталонов и образцовых средств измерений времени и частоты невозможна согласованная настройка музыкальных инструментов. Музыкальные произведения (как и другие) пишут стандартными чернилами (пастой), печатают на стандартной бумаге стандартной краской, а музыкальные электроинструменты со всех сторон «за-стандартизованы».
Простейшим примером комплексного объекта стандартизации является чертеж детали, в котором используют нормы проектирования и оформления (ЕСКД), стандарты на материалы, нормы номинальных значений и точности геометрических параметров и ряд других.
Примером комплекса стандартов можно считать изданные одной брошюрой ГОСТ 2789-73. «Шероховатость поверхности. Параметры и характеристики» и ГОСТ 2.309-73. «ЕСКД. Обозначение шероховатости поверхностей». Аналогичные комплексы знакомы всем, кто изучал не только ЕСКД, но и системы допусков формы и расположения поверхностей, системы допусков и посадок конусов и ряд других.
В качестве комплекса изделий можно рассмотреть авиатранспорт, в который входят «летательные аппараты», навигационные системы, аэродромные сооружения, системы обеспечения горюче-смазочными материалами и многое другое. Если «летательные аппараты», системы управления, механизированные трапы проектируются в рамках конкретной системы, то машины для очистки взлетно-посадочных полос от снега или для транспортировки горючего могут быть достаточно универсальными и применяться для обслуживания других комплексов. А немаловажная для авиаторов метеорологическая служба работает на сельское хозяйство, отдыхающих и на множество других потребителей ее информации.
Известным сложным изделием является автомобиль, который приходится «увязывать» со стандартами на металлы и сплавы, другие конструкционные и горюче-смазочные материалы, приборы для измерения разных физических величин, с экологическими нормами, правилами дорожного движения и юридическими нормами.
Одна из самых распространенных сборочных единиц — подшипник качения. В комплекс стандартов, связанных с подшипниками, входят стандарты на материалы для изготовления его деталей, стандарты на сами подшипники, а также стандарты, регламентирующие посадки подшипников качения и требования к поверхностям, сопрягаемым с подшипниками.
Идеальной была бы такая ситуация, когда все стандарты составляли бы одну сверхмощную систему (надсистему), но столь же очевидно, что такой идеал недостижим. Одна из сторон принципа
27 комплексности состоит в последовательном приближении к созданию системы (надсистемы) стандартов и правил их разработки и применения.
Еще одна задача комплексной стандартизации состоит в обеспечении преемственности вновь назначаемых норм со старыми и в увязывании разрабатываемых стандартов с действующими. К сожалению, действие некоторых не самых удачных норм продолжается далеко за пределы своего технико-исторического периода. Например, сегодняшний уровень техники позволяет существенно уменьшить ширину межкадрового промежутка киноленты, но сложно даже представить себе, к каким экономическим затратам может привести такая революция в кинофототехнике.
Практически весь мир отказывается от дюймовой системы мер длины, но следы ее применения обнаруживаются даже в столь прогрессивной области, как компьютеры, не говоря о дюймовых резьбах, калибрах оружия и др.
Комплексный подход позволяет успешно решить еще одну противоречивую задачу стандартизации — назначение в стандартах перспективных норм и требований. Когда разрабатывается новый комплекс требований, его согласуют не только с действующими стандартами и требованиями международных и наиболее прогрессивных национальных стандартов других стран. Обязательно необходимо учитывать также и современное состояние национальной техники и технологии, которая может оказаться не готовой к обеспечению резко ужесточающихся требований.
Дилемма, которая при этом возникает (старые нормы тормозят производство, а новые не обеспечиваются техническими возможностями), может быть решена принятием стандартов со ступенчатыми сроками введения отдельных норм. В таком случае пользователь стандарта заранее предупреждается о необходимости революционизировать производство, а не ставится внезапно перед фактом невозможности продолжения работы.
Виды и системы стандартов
В зависимости от содержания и юрисдикции или области распространения требований стандартов их делят на виды и категории. Категория определяется уровнем утверждения стандарта: в соответствии с этим различают международные, национальные и ведомственные стандарты и стандарты предприятий.
Виды стандартов
Принято различать общетехнические и организационно-методические стандарты. Эти стандарты либо образуют отдельные системы, либо являются самостоятельными НД или представителями определенных комплексов общетехнических и (или) организационно-методических стандартов. Примерами общетехнических и организационно-методических стандартов разных видов можно
считать стандарты единиц физических величин, терминологические стандарты, стандарты предпочтительных чисел, стандарты норм точности геометрических параметров и ряд других.
Стандарты, относящиеся к определенной продукции (включая полуфабрикаты) и к технологическим процессам, принято делить на следующие виды:
— стандарты технических условий (всесторонних технических требований);
— стандарты технических требований;
— стандарты типов и основных параметров (размеров);
— стандарты параметров (размеров);
— стандарты конструкции и размеров;
— стандарты сортамента;
— стандарты марок;
— стандарты правил приемки;
— стандарты методов испытаний (контроля, анализа, измерений);
— стандарты правил маркировки, упаковки, хранения и транспортирования;
— стандарты правил эксплуатации и ремонта;
— стандарты типовых технологических процессов;
— стандарты на методы и средства поверки мер и измерительных приборов.
Стандарты технических условий устанавливают всесторонние технические требования к продукции при ее изготовлении, поставке и использовании (эксплуатации), правила приемки, методы проверки ее качества, требования к маркировке, упаковке, хранению и транспортированию, комплектности, а также гарантии поставщика. Иными словами, этот вид стандартов является наиболее полным для сложных изделий.
Стандарты, устанавливающие требования к конкретным видам (моделям, маркам и т.п.) продукции, содержат дополнительные данные, относящиеся только к этим видам изделий, со ссылкой на стандарты общих технических условий.
Стандарты технических требований устанавливают для определенного вида продукции основные потребительские требования, показатели и нормы, характеризующие эксплуатационные свойства стандартизуемой продукции. В зависимости от вида и назначения продукции могут устанавливаться требования к ее надежности, требования технической эстетики и эргономики (удобство пользования, отделка и др.), требования к исходным материалам, применяемым при изготовлении данной продукции, — сырью, материалам, полуфабрикатам и др., а также требования к физикомеханическим свойствам — прочности, твердости, износоустойчивости и др.
Стандарт, устанавливающий технические требования, общие для группы (без указания конкретных разновидностей) продукции, называется стандартом общих технических требований.
Назначение стандартов технических требований — установить определенный уровень требований к качеству стандартизуемой продукции.
Стандарты, типов и основных параметров (размеров) устанавливают типы стандартизуемой продукции в зависимости от их основных свойств, а также основные параметры (размеры), характеризующие эти типы продукции. Стандарты типов должны учитывать перспективы развития данного вида изделий и содержать не только освоенные в производстве, но и подлежащие освоению типы изделий.
Стандарты параметров (размеров) устанавливают параметрические или размерные ряды продукции по основным потребительским (эксплуатационным) характеристикам, на базе которых должна проектироваться продукция конкретных типов, моделей, марок.
Стандарты конструкции и размеров устанавливают конструктивные исполнения и основные размеры для определенной группы изделий в целях их унификации и обеспечения взаимозаменяемости при разработке конкретных типоразмеров, моделей и т.п.
Стандарты конструкции и размеров деталей, узлов, агрегатов машин и механизмов, а также стандарты на технологическую оснастку и инструмент могут содержать рабочие размеры и технические требования, необходимые и достаточные для изготовления и приемки этих изделий.
Стандарты сортамента устанавливают геометрические формы, размеры продукции (полуфабрикатов).
Стандарты марок устанавливают номенклатуру марок материалов (сырья), их химический состав, потребительские (эксплуатационные) свойства, методы их контроля. Стандарты марок выпускаются на сырье и материалы, которые поставляются потребителям только в виде продукции определенного сортамента. Стандартизация марок материала направлена на сокращение многообразия марок до целесообразного минимума.
Стандарты правил приемки устанавливают порядок приемки определенной группы или вида продукции в целях обеспечения единства при приемке этой продукции по качественным и количественным признакам.
Стандарты методов испытаний устанавливают порядок отбора проб (образцов) для испытаний, методы испытаний (контроля, анализа, измерений) потребительских характеристик определенной группы продукции в целях обеспечения единства оценки показателей качества.
Стандарты правил маркировки, упаковки, хранения и транспортирования устанавливают требования к потребительской маркировке продукции с целью информации потребителя об основных характеристиках продукции, требования к упаковке с учетом технической эстетики и т.п.
Стандарты правил эксплуатации и ремонта устанавливают общие правила, обеспечивающие в заданных условиях работоспособность изделий и гарантирующие их эксплуатационные характеристики.
Стандарты типовых технологических процессов устанавливают способы, последовательность и технические средства выполнения и контроля технологических операций изготовления определенного вида продукции с целью внедрения прогрессивной технологии производства и обеспечения единого уровня качества выпускаемой продукции.
Стандарты на методы и средства поверки мер и измерительных приборов устанавливают методику наиболее эффективного проведения поверок мер и приборов с указанием средств поверки, обеспечивающих требуемую точность.
Допускается разработка стандартов, совмещающих несколько видов, например стандарт технических требований, методов контроля и правил приемки; стандарт технических требований, маркировки, упаковки, хранения и транспортирования. Можно также разделять содержание стандарта определенного вида, например, могут быть разработаны самостоятельные стандарты маркировки, стандарты упаковки, стандарты хранения и т.д.
Системы стандартов
Стандарты с аббревиатурой ГОСТ, по соглашению принятые сейчас в СНГ в качестве межгосударственных стандартов для всех его участников, включают ряд формализованных систем с индексацией типа ГОСТ 2.309-73. Первое число означает номер системы, которой принадлежит стандарт. Номер системы отделяется от номера подсистемы или номера конкретного стандарта точкой. Аналогичный подход принят в Республике Беларусь, например СТБ 1.0-96.
Системы неравнозначны по объему, о чем свидетельствует число цифр после номера системы (в номерах стандартов знак X заменяет конкретную цифру): одни содержат до десятка стандартов (ГОСТ 1.Х-ХХ, СТБ 1.Х-ХХ), а другие содержат сотни (ГОСТ 8.ХХХ-ХХ). Некоторые системы стандартов включают в себя подсистемы, например ГОСТ 12.1.ХХХ-ХХ, ГОСТ 12.2.ХХХ-ХХ, ГОСТ 12.3.ХХХ-ХХ и ряд других. Системы рождаются и отмирают, в результате чего исчезают некоторые номера, например, полностью изъяты ранее действовавшие системы ГОСТ 11.ХХ-ХХ (При-
31 кладная статистика), ГОСТ 16.ХХХ-ХХ (Управление технологическими процессами) и другие.
Стандартизаторам предоставляется возможность постоянно совершенствовать системы, Причем процесс этот бесконечен.
Международная и государственная стандартизация
Нормативная документация по стандартизации весьма разнообразна по составу, уровням утверждения и обязательности соблюдения установленных норм. В частности, требования международных стандартов любая страна вольна не исполнять, когда речь идет о продукции используемой на внутреннем рынке. Возможно подобное и по отношению к национальным стандартам, если только их требования не связаны напрямую с обеспечением экологии, а также безопасности человека или государства.
Грамотный пользователь знает, что несоблюдение обязательных требований НД по стандартизации влечет за собой экономические (административные, уголовные) санкции, причем незнание стандартов не освобождает от ответственности, а является отягощающим вину обстоятельством. С другой стороны, соблюдение даже необязательных требований НД, невзирая на определенные экономические затраты, окупается при выходе на рынок внутренний (за счет повышения конкурентоспособности товара) и на внешний (поскольку при несоблюдении международных норм товар туда могут просто не пустить).
Обязательность выполнения требований не связана прямо с видом НД: могут быть стандарты, требования которых не обязательны, и может быть установлена обязательность выполнения требований технических условий и других документов.
Нормативная документация по стандартизации
Международная нормативная документация по стандартизации может выпускаться в виде стандартов или рекомендаций по стандартизации. Ранг документа связан с порядком его одобрения странами — членами соответствующих международных организаций, который устанавливается каждой из организаций самостоятельно. Принципиальных различий в разработке нормативных документов, как правило, не имеется, хотя обычно стандарт содержит более конкретный набор нормируемых требований и отличается однозначностью их нормирования. Международные стандарты и рекомендации по стандартизации разрабатываются как базовые документы для создания национальных стандартов. Если национальные НД по стандартизации не противоречат международным, а отличаются от них только расширением или исключением некоторых положений и разделов, то принято называть их гармонизированными с соответствующими международными НД. Национальные НД по стандартизации в странах СНГ по традиции
разрабатываются на нескольких уровнях, которым соответствуют определенные категории стандартов. Различают государственные и отраслевые стандарты, а также стандарты предприятий и объединений. Государственные стандарты утверждаются, как правило, Государственным комитетом по стандартизации, метрологии и сертификации. Стандарты, имеющие особо важное значение для реализации технической политики страны, могут утверждаться непосредственно правительством (Советом или Кабинетом Министров). В качестве объектов государственной стандартизации выбирают те нормы, правила, понятия и обозначения, регламентация которых необходима для обеспечения взаимосвязи различных областей техники, науки и культуры, а также для обеспечения безопасности и оптимального качества. Объектами государственной стандартизации являются важнейшие общетехнические нормы, единицы физических величин, научно-технические термины и определения общего применения, системы документации, информации и управления качеством. Могут подвергаться государственной стандартизации также и изделия массового и серийного производства, имеющие межотраслевое и общепромышленное применение.
Отраслевые стандарты разрабатывают на те объекты, которые не являются объектами государственной стандартизации, но регламентация которых необходима для обеспечения оптимального качества продукции и упорядочения деятельности в данной отрасли. Отраслевые стандарты утверждаются ведомством, являющимся ведущим в производстве данных объектов. Отраслевые стандарты распространяются не только на все предприятия и организации конкретной отрасли, но и на субъекты хозяйствования других отраслей, выпускающих, применяющих или потребляющих продукцию данной отрасли, независимо от их ведомственной принадлежности и формы собственности. В настоящее время отраслевые стандарты в Республике Беларусь не разрабатываются.
Стандарты предприятий утверждаются руководством конкретных предприятий (объединений) и распространяются только на объекты «внутреннего потребления». Ссылки на стандарты предприятий в документации, выходящей за их пределы, не допускаются.
Объектами стандартов предприятий могут быть нормы в области организации и управления качеством на предприятии, технологические нормы и типовые процессы, оснастка, инструмент, средства измерений и т.д. Следует обратить внимание на возможность разработки отраслевых стандартов и стандартов предприятий, которые могут устанавливать ограничения по номенклатуре, типоразмерам, нормам и правилам по сравнению со стандартами более высоких категорий (ограничительные стандарты) или развивать эти стандарты. Основное требование к таким НД заключается в том, чтобы в них не были заложены нарушения параметрических
33 рядов, снижение уровня качества и эксплуатационных показателей, установленных стандартами более высокой категории.
В тех случаях, когда объект стандартизации не может быть жестко регламентирован или такое требование не ставится, если появляется необходимость частичной или вариативной регламентации требований к объекту стандартизации, разрабатывают другие виды НД по стандартизации. К таким НД можно отнести технические условия на типовые или конкретные виды продукции (ТУ), методические указания на проведение определенных технологических процессов (МУ), руководящие материалы (РМ) или руководящие документы (РД) на применение нормируемых действий, соотношений между параметрами объектов или осуществление техпроцессов изготовления или контроля. В таких документах, в отличие от стандартов, допускаются ссылки на техническую литературу и другие ненормативные информационные источники.
Международные организации по стандартизации
Разработкой международной нормативной документации по стандартизации занимается ряд различных организаций. Наиболее представительной из них является Международная организация по стандартизации, в которую входят около 100 стран. Кроме того, необходимо отметить еще и такие всемирные организации, как Международная электротехническая комиссия (МЭК), Международная организация законодательной метрологии (МОЗМ). Есть и региональные международные организации, например Европейская организация по контролю качества (ЕОКК), Панамериканская организация по стандартизации (ПОС) и др. Международная организация по стандартизации была создана в 1946 году в соответствии с решением Комитета по координации стандартов Организации Объединенных Наций. Основная задача ИСО — разработка международных рекомендаций (с 1971 года — стандартов) с целью содействия международной торговле и научно-техническому прогрессу. В статье 2 Устава ИСО записано:
«Целью организации является содействие развитию стандартизации в мировом масштабе для облегчения международного товарообмена и взаимопомощи, а также для расширения сотрудничества в области интеллектуальной, научной, технической и экономической деятельности.
В частности, для достижения этого она может:
— принимать меры для облегчения координации и унификации национальных стандартов и с этой целью издавать нужные рекомендации для комитетов-членов;
— принимать международные стандарты при условии, если в каждом случае стандарт одобрен 75 % комитетов-членов, участвующих в голосовании;
— по возможности способствовать разработке новых стандар-
тов, содержащих общие правила, одинаково применяющиеся как в национальных, так и в международном масштабах,
— организовывать обмен информацией о работе своих комитетов-членов и технических комитетов;
— сотрудничать с другими международными организациями, заинтересованными в смежных вопросах, в частности, по их просьбе изучать вопросы, относящиеся к стандартизации».
Комитетами-членами И СО (такое наименование принято для обозначения членов ИСО) являются национальные организации по стандартизации, наиболее представительные в области стандартизации в своих странах и изъявившие согласие подчиняться уставу и правилам организации От каждой страны в члены ИСО можез быть принята только одна организация по стандартизации с правом одного голоса.
Высшим органом ИСО является Генеральная Ассамблея, которая представляет собой общее собрание комитетов-членов. Ассамблея определяет техническую политику ИСО и решает основные принципиальные вопросы деятельности этой организации Изучение общих вопросов, возникающих в работе ИСО, и подготовка соответствующих решений входит в обязанности комитетов ИСО. а разработку проектов международных рекомендаций (стандартов! осуществляют технические комитеты (ТК).
Рассмотрим функции некоторых комитетов.
Плановый комитет (ПЛАКО) занимается вопросами планирования и организации технических комитетов ИСО в целях координации их работы.
Задачей Комитета по изучению научных принципов стандартизации (СТАКО) является оказание помощи Совету ИСО в широком изучении (по сравнению с работой технических комитетов) вопросов технической политики и выборе наилучших методов стандартизации Этим комитетом были разработаны определения понятий «стандартизация» и «стандарт», а также определения других терминов, применяемых в стандартизации.
Сертификационный комитет (СЕРТИКО) организован в январе 1970 г. с целью:
— обеспечения условий для международного признания национальных и региональных «знаков качества», особенно для продукции, влияющей на здоровье, безопасность и защиту окружающей среды;
— пересмотра существующих аттестационных схем, чтобы по возможности обеспечить аттестацию изделий и услуг в соответствии со стандартами ИСО;
— контроля применения стандартов ИСО при аттестации продукции.
Свою основную функцию — разработку международных нормативных документов по стандартизации — ИСО осуществляет че
рез технические комитеты В ТК входят представители комитетов-членов. изъявившие желание принять участие в работе конкретных комитетов Если область работы технического комитета очень широка и многогранна по тематике, то в рахмках ТК создаются подкомитеты (ПК) и рабочие группы (РГ), которые решают более узкие вопросы.
Проект рекомендации считается принятым, если за него проголосовало большинство членов ТК и он был одобрен 65 % проголосовавших комитетов-членов. В настоящее время стандарт ИСО принимается, если за него проголосовало 75 % комитетов-членов Если проект стандарта не получил одобрения 75 % проголосовавших комитетов-членов, то он может быть возвращен на доработку, после которой проект стандарта снова передается на голосование Анализ работы ИСО показывает, что средний срок разработки стандартов составляет около 8 лет; при этом есть примеры разработки стандартов за 2 года и за 17 лет.
Технические комитеты ИСО осуществляют связь более чем с 200 международными экономическими, специализированными техническими, правительственными и неправительственными ор-гани нитями.
Для решения вопросов стандартизации в области электротехники к ИСО присоединилась Международная эчектротехниче-ская комиссия, которая хотя и сохраняет свою автономию, но проводит работу как составная часть ИСО. Структура МЭК, которая формально была учреждена в 1906 году, и работа этой комиссии в значительной степени напоминают состав и деятельность ИСО
Международная организация законодательной метрологии призвана обеспечивать единство измерений в международном масштабе. Это необходимо как для обеспечения международной торговли, так и для сопоставимости результатов научных исследований. В МОЗМ входят представители национальных метрологических служб государств — членов организации Рабочими органами МОЗМ являются секретариаты-докладчики, каждый из которых ведет та пли иная страна — член МОЗМ. Они разрабатывают международные рекомендации по методам измерений, оценке погрешностей средств измерений и методам их поверки, по унификации терминов и определений и ряду других метрологических проблем
С основным секретариатом-докладчиком по каждой из тем сотрудничают несколько других стран, образуя вместе с ним рабочую группу Рабочие группы занимаются разработкой и согласованием проектов рекомендаций, которые рассылаются на голосование всем государствам — членам МОЗМ. Проекты, одобренные не менее чем 4/5 голосов членов МОЗМ, представляются на Международную конференцию по законодательной метрологии, которые созываются один раз в шесть лет
Европейская организация по контролю качества была создана в 1956 году. Основная задача ЕОКК — совершенствование и пропаганда методов контроля качества и управления качеством.
В составе ЕОКК работают технические комитеты по определенным направлениям, например: Технический комитет по терминологии, Технический комитет по вопросам стандартизации в управлении качеством, Технический комитет по методам выборочного контроля качества, Технический комитет по разработке требований к качеству и надежности, а также ряд других.
ЕОКК анализирует и обобщает результаты научно-исследовательских работ и практического опыта различных стран в области обеспечения качества и рекомендует к использованию лучшие решения. Один из каналов распространения нового опыта управления качеством — ежегодные научно-технические конференции, проводимые ЕОКК. В них принимают участие представители передовых промышленных фирм и научно-исследовательских организаций не только Европы, но и других континентов.
Органы и службы стандартизации
Национальную службу стандартизации возглавляет Государственный комитет, который, как правило, выполняет функции планирования, управления и контроля в области стандартизаци-онного и метрологического обеспечения, а также научного обеспечения этих работ и работ по управлению качеством. В Республике Беларусь высшим органом по стандартизации является Госстандарт РБ — Государственный комитет по стандартизации, метрологии и сертификации. В непосредственном подчинении Госкомитета как правило находятся научно-исследовательские институты, занимающиеся проблемами стандартизации и метрологии, а также территориальные органы, которые осуществляют надзор и контроль. Объектом контроля являются вопросы внедрения и соблюдения стандартов, обеспечения единства измерений и качества продукции и услуг. Кроме того, в систему Госкомитета входят информационно-издательские службы, занимающиеся вопросами издания и распространения НД по стандартизации, причем современное состояние информационной техники и оргтехники позволяет широко использовать в этих целях компьютерные системы и сети.
Информационно-издательские службы Госкомитета обладают монопольным правом издания и распространения НД по стандартизации в связи с официальным характером документов и необходимостью абсолютного соответствия их содержания оригиналам. Копирование напечатанных стандартов допускается только методами репрографии (фотография, ксерокопирование и др.), поскольку при этом в отличие от перепечатки в документ не могут быть внесены искажения из-за ошибок оператора.
Не следует также забывать, что любой НД по стандартизации подлежит совершенствованию, а это означает, что при необходимо-
37 сти в него вносят изменения, которые должны быть доведены до всех пользователей НД и внесены во все ранее выпущенные рабочие экземпляры документов.
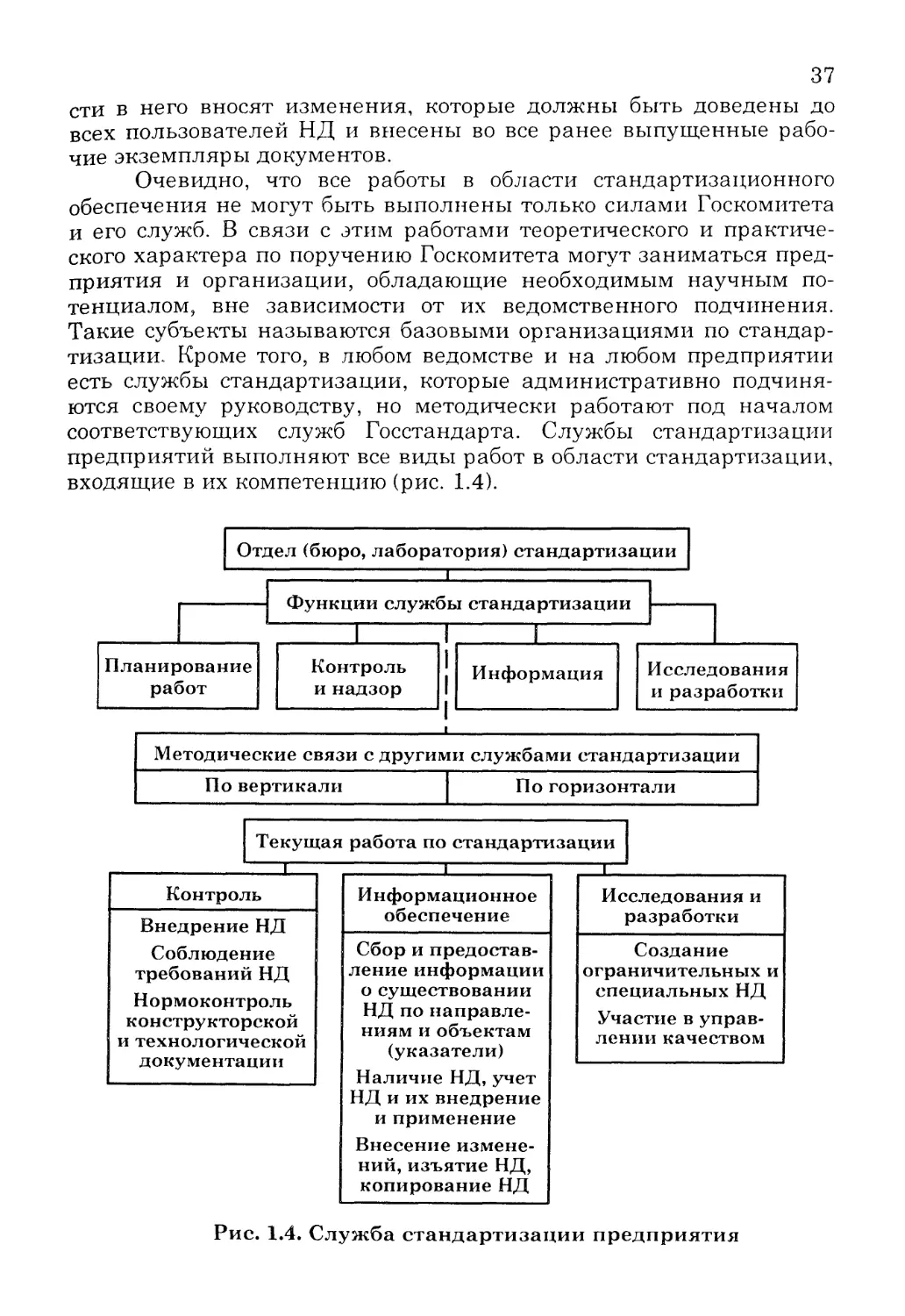
Очевидно, что все работы в области стандартизационного обеспечения не могут быть выполнены только силами Госкомитета и его служб. В связи с этим работами теоретического и практического характера по поручению Госкомитета могут заниматься предприятия и организации, обладающие необходимым научным потенциалом, вне зависимости от их ведомственного подчинения. Такие субъекты называются базовыми организациями по стандартизации. Кроме того, в любом ведомстве и на любом предприятии есть службы стандартизации, которые административно подчиняются своему руководству, но методически работают под началом соответствующих служб Госстандарта. Службы стандартизации предприятий выполняют все виды работ в области стандартизации, входящие в их компетенцию (рис. 1.4).
Рис. 1.4. Служба стандартизации предприятия
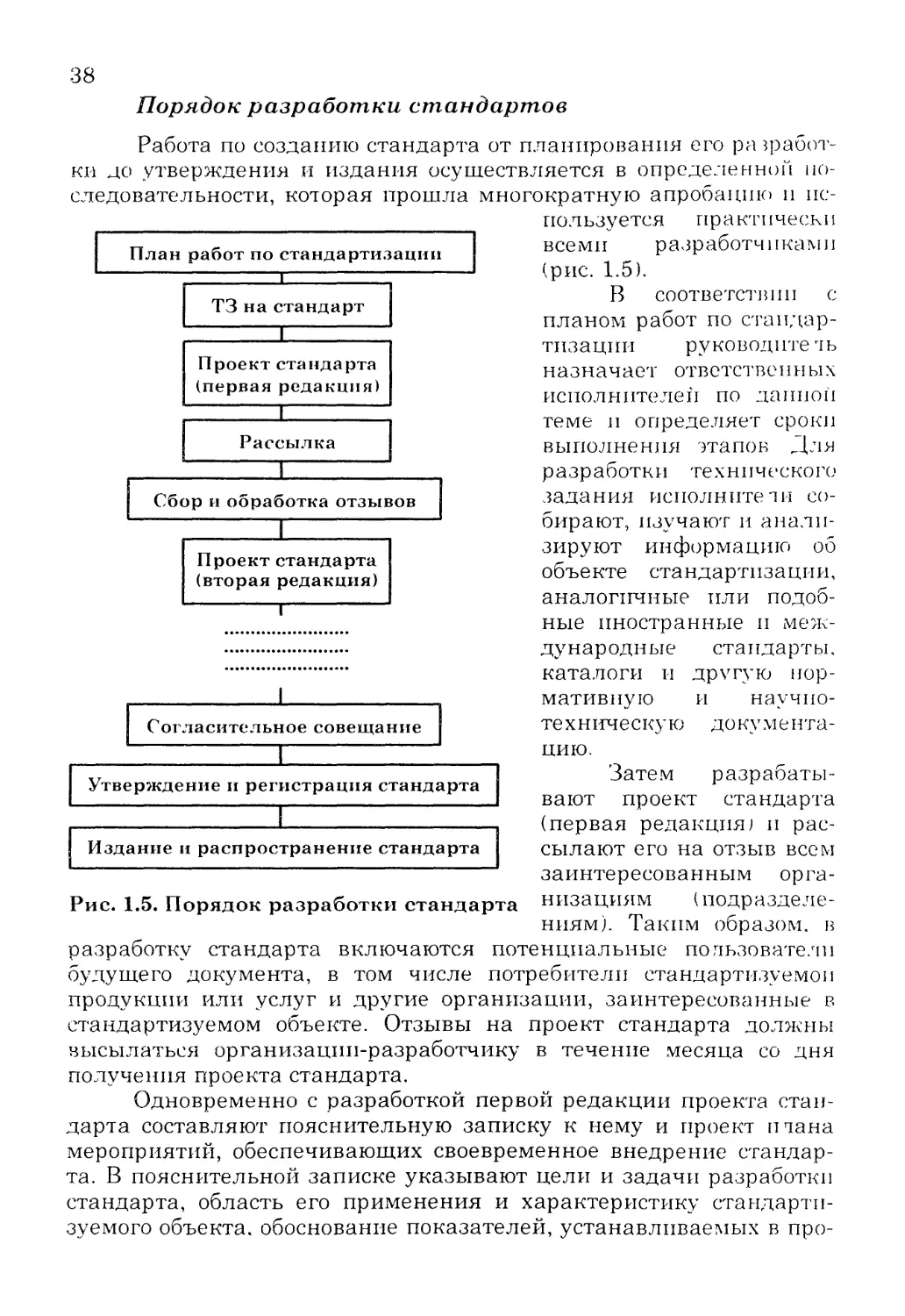
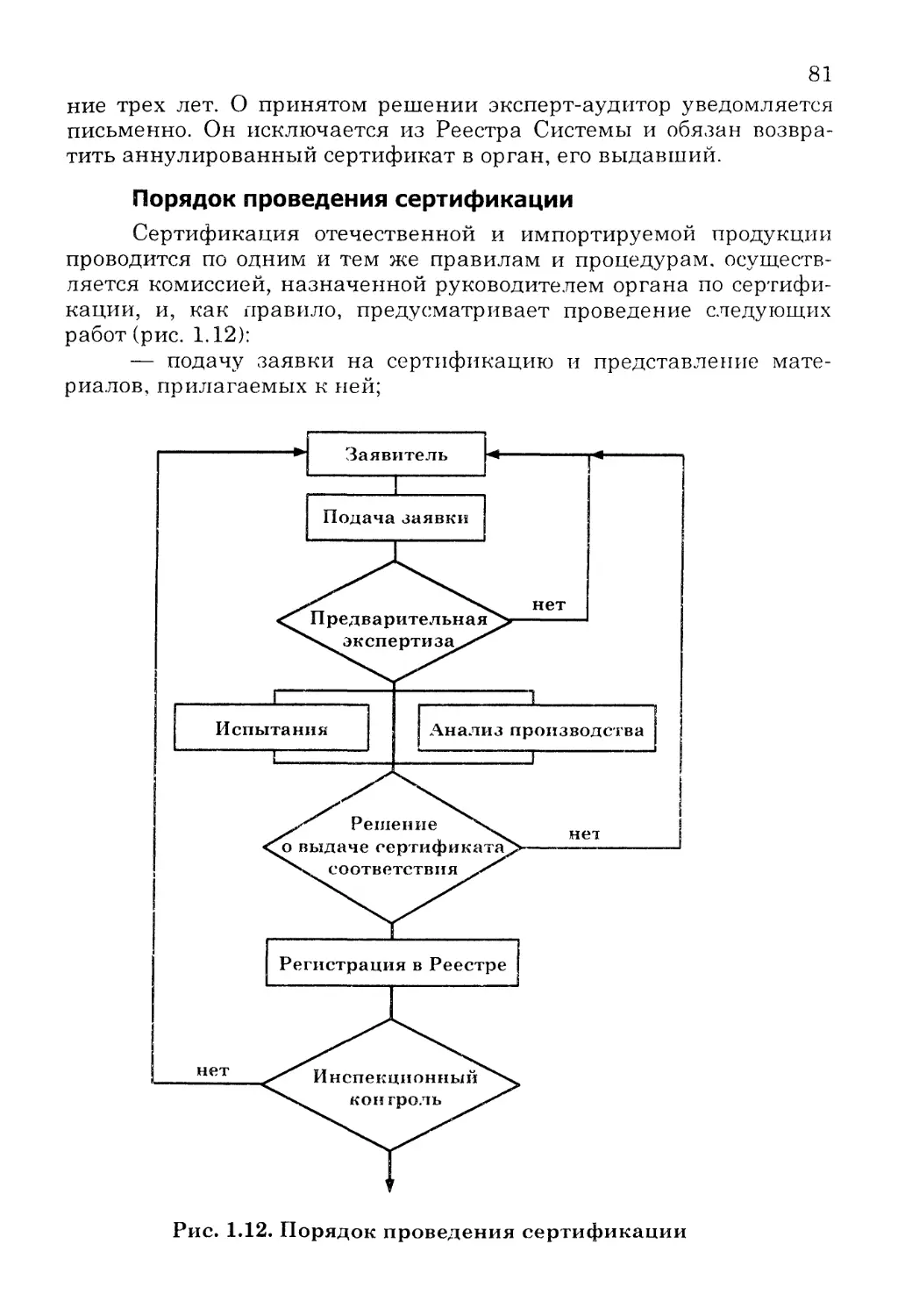
Порядок разработки стандартов
Работа по созданию стандарта от планирования его ра сработки до утверждения и издания осуществляется в определенной последовательности, которая прошла многократную апробацию и ис
пользуется практически всеми разработчиками (рис. 1.5).
В соответствии с планом работ по стандартизации руководитечь назначает ответственных исполнителей по данной теме и определяет сроки выполнения этапов Для разработки технического задания исполнитети собирают, изучают и анализируют информацию об объекте стандартизации, аналогичные или подобные иностранные и международные стандарты, каталоги и другую нормативную и научно-техн иче с ку ю до к у м е н та -цию.
Затем разрабатывают проект стандарта (первая редакция; и рассылают его на отзыв всем заинтересованным орга-
Рис. 1.5. Порядок разработки стандарта низациям (подразделениям). Таким образом, в разработку стандарта включаются потенциальные пользователи будущего документа, в том числе потребители стандартизуемой
продукции или услуг и другие организации, заинтересованные в стандартизуемом объекте. Отзывы на проект стандарта должны высылаться организации-разработчику в течение месяца со дня
получения проекта стандарта.
Одновременно с разработкой первой редакции проекта стандарта составляют пояснительную записку к нему и проект плана мероприятий, обеспечивающих своевременное внедрение стандарта. В пояснительной записке указывают цели и задачи разработки стандарта, область его применения и характеристику стандартизуемого объекта, обоснование показателей, устанавливаемых в про-
39 екте стандарта, данные о предполагаемой эффективности внедрения стандарта и др.
После получения отзывов на проект стандарта организация-разработчик составляет сводку отзывов, где по каждому замечанию и предложению дается обоснованное заключение После обработки отзывов разработчик проекта составляет следующую редакцию проекта стандарта, в которой учитывают принципиальные замечания и предложения, способствующие совершенствованию документа. После этого новую (вторую) редакцию проекта стандарта снова рассылают на отзыв тем же организациям. При необходимости цикл разработки повторяется Если по проекту стандарта есть серьезные разногласия между разработчиком и организациями, приславшими отзывы, созывают согласительное совещание, на которое приглашают ответственных представителей заинтересованных сторон. Состав участников совещания должен обеспечить всестороннее обсуждение рассматриваемых вопросов и принятие окончательного решения. На основании последней сводки отзывов и решения согласительного совещания составляется окончательная редакция проекта стандарта.
Окончательную редакцию проекта стандарта представляют на утверждение в компетентную инстанцию, которая рассматривает проект и утверждает его, после чего стандарт регистрируют. Одновременно с окончательной редакцией стандарта рассматривают план мероприятий по его внедрению.
Последняя стадия разработки включает издание стандарта и его распространение и носит технический характер. Государственные стандарты издаются и распространяются в качестве официальных документов, право их издания и распространения ограничено.
Гармонизация законодательства в области технического нормирования и стандартизации в соответствии с международными требованиями
Сложившаяся практика технического нормирования направлена на обеспечение нужд национальной экономики и является основным стимулом повышения уровня качества продукции и услуг, создает необходимые предпосылки для технического совершенствования Государственная система стандартизации, в которой в качестве обязательных требований стандартов определены требования по обеспечению безопасности продукции, работ и услуг для жизни, здоровья и имущества граждан и охраны окружающей среды, совместимости и взаимозаменяемости продукции, маркировки, единства методов контроля, построена с учетом того, что в республике еще не получило развитие техническое законодательство, устанавливающее требования к группам продукции и услуг Недостаток законодательных актов для различных групп продукции и отдель
ных рисков компенсируется системой стандартов, строительных норм и правил, санитарных правил и норм, норм пожарной безопасности, которые устанавливают обязательные требования к объектам стандартизации.
Расширяющиеся масштабы внешней торговли, необходимость широкой интеграции в мировую хозяйственную систему, гармонизация действующих норм и правил поставили вопрос о необходимости реформирования существующей системы стандартизации и создания новой современной системы технического нормирования и оценки соответствия.
В этой связи в Республике Беларусь разработан проект Закона «О техническом нормировании и стандартизации»
В соответствии с новым подходом стандартизация является деятельностью, основанной на консенсусе, которая проводится как заинтересованными сторонами, так и в их интересах на принципах открытости и прозрачности в рамках независимых и признанных организаций по стандартизации.
Под Системой технического нормирования и стандартизации понимается совокупность технических регламентов, технических кодексов, стандартов, технических условий, а также субъектов технического нормирования и стандартизации, взаимодействующих согласно установленным правилам.
К нормативным документам в сфере технического нормирования и стандартизации относятся:
— технические регламенты, в том числе строительные нормы Республики Беларусь, санитарные правила, правила пожарной безопасности в части требований к продукции (товару, услуге), деятельности и процессам, в результате которых она создается, эксплуатируется и утилизируется;
— технические кодексы;
— стандарты, в том числе государственные, международные и межгосударственные (региональные), введенные в действие в качестве государственных стандартов Республики Беларусь, а также стандарты организаций;
— технические условия.
Технические регламенты принимаются в целях защиты жизни, здоровья человека, его имущества и охраны окружающей среды. Принятие технических регламентов в иных целях не допускается.
Технический регламент должен содержать обязательные для соблюдения технические требования, связанные с безопасностью продукции, процессов ее производства, эксплуатации (использования), хранения, перевозки, реализации и утилизации или оказания услуг, а также исчерпывающий перечень объектов технического нормирования, в отношении которых устанавливаются требования технического регламента.
В техническом регламенте могут содержаться:
— правила и формы оценки соответствия (в том числе схемы подтверждения соответствия) требованиям технического регламента в отношении каждого объекта технического нормирования, включая правила и методики контроля, испытаний, измерений, необходимые для оценки соответствия;
— правила маркировки объектов технического нормирования, подтверждающей соответствие их техническому регламенту;
— требования к порядку осуществления государственного надзора за соблюдением технических регламентов.
Технический регламент применяется одинаковым образом независимо от страны и (или) места происхождения продукции.
Требования утвержденного технического регламента являются обязательными для соблюдения всеми субъектами технического нормирования и стандартизации.
Технический регламент не может быть введен в действие, если отсутствуют методики контроля, измерений и испытаний технических требований, установленных в техническом регламенте.
Технические кодексы разрабатываются с целью реализации требований технических регламентов, оценки качества процессов проектирования (разработки), производства, эксплуатации (использования), хранения, перевозки, реализации и утилизации продукции или оказания услуг.
Разработка и утверждение технических кодексов осуществляется республиканскими органами государственного управления.
Право официального издания технических кодексов принадлежит республиканским органам государственного управления, их утвердившим. Технические требования, содержащиеся в технических кодексах, не должны противоречить требованиям технических регламентов.
Государственные стандарты разрабатываются, как правило, техническими комитетами по стандартизации, а при их отсутствии — любыми заинтересованными лицами.
Государственные стандарты основываются на современных достижениях науки, техники, международных и межгосударственных (региональных) стандартах, правилах, нормах и рекомендациях по стандартизации, прогрессивных стандартах других государств.
Государственные стандарты в зависимости от объекта стандартизации содержат:
— требования к продукции, процессам ее разработки, производства, эксплуатации, хранения, перевозки, реализации и утилизации или оказываемым услугам;
— требования к правилам приемки продукции и методикам ее контроля;
— требования к технической и информационной совместимости; правила оформления технической документации;
— общие правила обеспечения качества продукции (услуг) сохранения и рационального использования ресурсов;
— требования к энергоэффективности и снижению энерго- и материалоемкости продукции, процессов, в результате которых она производится, эксплуатируется (используется), хранится, перевозится, реализуется и утилизируется, а также оказания услуг,
— термины и определения, условные обозначения, метрологические и другие общие технические и организационно-методические правила и нормы.
Государственные стандарты не должны противоречить требованиям технических регламентов.
Государственные стандарты являются добровольными для применения на стадиях разработки, производства, эксплуатации (использования), хранения, перевозки, реализации и утилизации продукции, а также при оказании услуг. Они могут использоваться в качества основы для разработки технических регламентов, технических кодексов.
Если в техническом регламенте дана ссылка на государственный стандарт, то положения этого государственного стандарта становятся обязательными для соблюдения.
Если производитель или поставщик продукции в добровольном порядке применили государственный стандарт и заявили о соответствии ему своей продукции (услуги), а также если продукция (услуга) производителя или поставщика сертифицирована на соответствие требованиям государственного стандарта, соблюдение требований государственного стандарта для них становится обязательным.
Стандарты организаций разрабатывают и утверждают юридические лица или индивидуальные предприниматели самостоятельно и распоряжаются ими по собственному усмотрению.
Порядок разработки, утверждения, введения в действие, учета, изменения, отмены и издания стандартов организаций и информации о них устанавливается юридическим лицом или индивидуальным предпринимателем, их утвердившими.
Технические требования стандартов организаций распространяются только на юридическое лицо или индивидуального предпринимателя, их утвердивших. Стандарты организаций не должны противоречить требованиям технических регламентов.
Технические условия разрабатываются и утверждаются юридическими лицами или индивидуальными предпринимателями на продукцию (услугу), предназначенную для реализации Они являются интеллектуальной собственностью юридических лиц или индивидуальных предпринимателей, их утвердивших
Государственное регулирование в области технического нормирования и стандартизации включает:
— установление единого порядка разработки, утверждения (принятия) технических регламентов, технических кодексов, государственных стандартов, технических условий;
— координацию разработки технических регламентов, технических кодексов, государственных стандартов;
— утверждение (принятие) технических регламентов, технических кодексов, государственных стандартов;
— установление порядка формирования информационных фондов технических регламентов, технических кодексов, международных, межгосударственных (региональных), государственных стандартов, технических условий;
— установление порядка официального толкования по вопросам применения технических регламентов, технических кодексов, государственных стандартов.
К наиболее принципиальным изменениям, которые установлены в проекте Закона «О техническом нормировании и стандартизации» в отличие от действующих норм, следует отнести:
1. Введение в закон государственной функции «техническое нормирование», в результате реализации которой создается и принимается технический нормативный документ — технический регламент.
2. Установление принципов, на которых базируется государственная политика в области технического нормирования и стандартизации, соответствующих принципам Международных организаций по стандартизации (ИСО, МЭК) и Всемирной торговой организации.
3. Закрепление компетенции субъектов технического нормирования и стандартизации, включая компетенцию Президента Республики Беларусь, Совета Министров Республики Беларусь и республиканских органов государственного управления.
4. Определение видов технических нормативных документов, в которых отражаются результаты работ по техническому нормированию, стандартизации и их взаимосвязь между собой (технические регламенты, технические кодексы, государственные стандарты, стандарты организаций, технические условия) При этом обязательные требования, которые должны соблюдаться всеми и обеспечивать безопасность для жизни и здоровья людей, животных, растений, обеспечивать сохранность имущества должны быть в технических регламентах, утверждаемых правительством, а государственные стандарты, перейдя в ранг добровольных, могут использоваться. как доказательная база соблюдения требований технических регламентов.
5. Применение на принципах добровольности знака соответствия продукции государственным стандартам.
6. Разработка стандартов силами технических комитетов по стандартизации, что обеспечивает равноправное, широкое участие всех заинтересованных в разработке стандартов.
Переход к системе технического нормирования, в которой установление обязательных требований будет осуществляться с учетом потенциальной опасности продукции, позволит избежать избыточных, необоснованных затрат при ее производстве и эксплуатации, исключить дублирование, а иногда и устранить неоднократные требования в различных документах, упростить для производителя продукции процедуры согласования документов.
Требования, формирующие уровень продукции и не указанные в технических регламентах, выделяются в добровольную область, которая может регулироваться государственными стандартами, принимаемыми на основе согласия всех заинтересованных сторон.
Применение государственных стандартов может становиться обязательным, если это предусмотрено техническими регламентами или производитель заявил любым способом о соответствии его продукции государственным стандартам.
Весьма важным является вопрос о взаимосвязи между техническими регламентами и государственными стандартами. По мере разработки регламентов стандарты должны становиться добровольными, не сдерживать инициативу производителей и устанавливать тот уровень качества, который позволит повышать конкурентоспособность продукции и предприятия в целом. Уже сегодня в республике предпочтение отдается только разработке и принятию стандартов, гармонизированных с международными и европейскими стандартами.
1.2. СТАНДАРТИЗАЦИЯ И КАЧЕСТВО
Качество продукции
Качество продукции — совокупность характеристик продукции, относящихся к ее способности удовлетворить установленные и предлагаемые потребности.
Качество продукции обусловлено ее свойствами. Свойство продукции — объективная особенность продукции, проявляющаяся при ее создании и эксплуатации или потреблении. При оценке качества продукции учитывают только те свойства, которые связаны с употреблением продукции по назначению. Например, для стационарных часов могут быть признаны несущественными их масса и габариты, сравнительно высокий расход энергии, в то время как для переносных (наручных, карманных) часов эти свойства рассматриваются в первую очередь. Для дамских часов часто характерны избыточные эстетические требования, которые могут входить в противоречие с требованиями эргономики.
Объектом оценки уровня качества могут быть не только изделия, полуфабрикаты, сырье, но и технологические процессы, услуги, выполненная работа (включая интеллектуальный труд) произведения искусства, культурные и спортивные зрелища и многое другое.
Следует отметить, что на бытовом уровне часто смешивают такие понятия, как высококачественные и годные объекты, с одной стороны, а с другой — брак и изделия с низким уровнем качества, хотя подходы к оценкам здесь принципиально различны. В продажу поступает множество изделий одного назначения существенно различающихся по уровню качества и цене, причем все продаваемые товары должны быть годными (не бракованными). Годность продукции определяется соответствием ее свойств установленным требованиям. Если предприятие выпускает продукцию, уровень качества которой отстает от лучших отечественных или зарубежных образцов, но свойства этих изделий полностью соответствуют требованиям конструкторской документации, они будут признаны годными.
Кто обеспечивает качество изделий? Самый простой ответ — производитель. Но если морально устаревшие требования к изделию заложены в задание на проектирование и в соответствии с таким заданием разработано изделие, оно будет неконкурентоспособным на рынке даже при низких ценах и отличном качестве изготовления. Именно по этим причинам сегодня неконкурентоспособны паровозы, пароходы, проигрыватели граммпластинок, бытовые радио- и телевизионные приборы на электронных лампах.
Качество изделий проявляется в работе, при этом неправильная эксплуатация сложного изделия приводит к его неэффективному использованию и быстрой поломке. В таком случае, разговор о качестве теряет всякий смысл. Значит, качество изделия следует рассматривать на протяжении всего «жизненного цикла»: от проектирования, через изготовление и эксплуатацию до физической или моральной его «смерти» (рис. 1.6). Кроме того, в последнее время особое внимание стали обращать на экологическую безопасность. Всемирное значение приобрела проблема утилизации использо-
Обратные связи
Рис. 1.6. «Жизненный цикл» изделия
ванных и ставших ненужными физически изношенных или морально устаревших изделий, начиная от атомных подводных лодок и заканчивая пластиковыми пакетами, бутылками, банками, одноразовой посудой.
При проектировании изделия еще на этапе технического задания планируется определенный уровень его качества. Качество любого объекта (проекта, изделия, процесса) поддается оценке, на основе которой можно сравнить объекты одинакового назначения еще на этапе планирования их производства.
Качество изделия является наиболее общим его свойством и складывается из таких свойств, как надежность, мощность, коэффициент полезного действия, эргономичность и др. Эти свойства могут быть более или менее сложными. Например, надежность изделия включает в себя безотказность, долговечность, ремонтопригодность и сохраняемость. А такие свойства, как масса, отдельные габаритные размеры изделия, являются простыми и не разлагаются на составные элементы.
Простые свойства, которые могут быть выражены числовыми значениями физических величин: масса, длина, твердость и другие — обычно называют параметрами. Функциональные параметры элементов сложного изделия — это параметры, определяющие уровень его эксплуатационных показателей. К ним могут быть отнесены геометрические, физико-механические, электрические, магнитные и др.
Номенклатура функциональных параметров зависит от назначения изделия, его состава, конструкции и работы. Например, от площади зазоров в системе цилиндр — кольцо — поршень и объема камеры сгорания зависит вращающий момент двигателя внутреннего сгорания. От твердости рабочих поверхностей уплотнительных колец и стенок цилиндра зависит их износостойкость, а следовательно, и долговечность двигателя.
«Красота» ювелирного украшения с граненым камнем (такого, как кольцо или серьги) зависит не только от качества камня, но и от точности углов его граней и их «гладкости», а также от качества обработки декоративных поверхностей оправы. Качество платья зависит не только от фасона, расцветки, фурнитуры, но и от правильности швов, прочности ниток, причем важно, чтобы ткань «не сбегалась» на швах после стирки.
Примеры свойств, определяющих качество объекта, легко найти в любом техническом изделии. Эксплуатационные показатели, определяющие качество изделий, зависят в значительной степени от точности функциональных параметров деталей. Для большинства деталей необходимо соблюдать требуемую точность не только по геометрическим параметрам (точность размеров, формы и расположения, параметры шероховатости поверхностей), но и по ряду других физических свойств. Например, наиболее важные де-
47 тали оптико-механического прибора (микроскопа, фотоаппарата, бинокля) изготавливаются из стекла или пластмасс, и для них весьма существенны оптические свойства материала. Для электродвигателей очень важными будут электромагнитные свойства обмотки, якоря и статора. Для упаковки — герметичность, для корпусов холодильников и термосов — теплопроводность.
Чтобы при серийном и массовом производстве каждое изделие соответствовало заданному уровню качества, необходимо устанавливать единообразные требования к однотипным изделиям (и к сложным комплексам, и к отдельным деталям). Единообразие требований является обязательным условием взаимозаменяемости изделий, которая направлена на достижение заданного уровня качества и опирается на стандартизацию. Стандарты дают возможность обеспечить определенный уровень качества при наименьших затратах общественно полезного труда.
Обеспечение конкурентоспособности промышленной продукции, ее сертификации, стандартизации показателей качества и другие проблемы прямо или косвенно связаны с необходимостью оценки качества продукции. Область научных знаний, в рамках которой исследуются проблемы количественной оценки качества продукции, называют «квалиметрия», что можно перевести как «измерение качества». В соответствии с ГОСТ 15467-79 квалиметрия — это научная область, объединяющая количественные методы оценки качества, используемые для обоснования решений, принимаемых при управлении качеством продукции и стандартизации. Предметом изучения квалиметрии является качество объектов с точки зрения возможностей его количественного выражения или описания.
Следует различать такие понятия, как качество объекта (наиболее общее его свойство), уровень качества (количественная или альтернативная оценка этого свойства), технический уровень (оценка технического совершенства объекта). Профессиональная оценка уровня качества и технического уровня некоторого объекта требует сложной работы по выявлению определяющих качество свойств, их оцениванию аппаратурными или органолептичес-кими (экспертными) методами. На основе полученных оценок свойств определяются показатели качества продукции.
Показатель качества продукции — количественная характеристика одного или нескольких свойств продукции, входящих в ее качество, рассматриваемая применительно к определенным условиям ее создания и эксплуатации или потребления.
В соответствии с РД 50-64-84 можно предложить следующую классификацию показателей качества продукции (рис. 1.7):
1. По характеризуемым свойствам: показатели назначения: экономного использования сырья, материалов, топлива и энергии; эргономические; эстетические; надежности; технологичности; трас-
Показатели качества продукции
По виду характеризуемых свойств
Показатели назначения
Показатели экономичности
Показатели эргономичности
Показатели безопасности
Показатели патентно-правовые
Показатели стандартизации
Другие показатели
Рис. 1.7. Классификация показателей качества продукции портабельности; стандартизации и унификации; патентноправовые; экологические; безопасности.
2. По способу выражения: абсолютные и относительные, причем абсолютные могут быть выражены в натуральных единицах (килограммы, метры, баллы, стоимостные и другие единицы). Относительные показатели могут быть неименованными либо выраженными в процентах или других относительных единицах.
Оценку отдельных свойств или качества в целом предпочтительно завершать вычислением относительного показателя качества. Переход от абсолютных показателей к относительным позволяет сопоставлять уровни свойств различных объектов. Относительная оценка или показатель свойства К является функцией абсолютных показателей — оцениваемого Р и принятого за базовый Рбаз чаще всего функцией их отношения:
K = f(P/P5aj).
3. По количеству характеризуемых свойств: единичные и комплексные (групповые, обобщенные, интегральные).
Деление показателей качества на единичные и комплексные условно из-за условности деления свойств на сложные и более простые, хотя можно представить себе такое простое свойство, которое на современном уровне знаний нельзя разложить на более простые, например масса объекта.
Единичный показатель качества продукции — показатель качества продукции, характеризующий одно из ее свойств. Примерами единичных показателей качества являются: наработка радиоприемника на отказ; калорийность топлива; коэффициент вариации проволоки по толщине; среднее квадратическое отклонение ресурса автомобилей. Из приведенных примеров следует, что единичные показатели могут относиться как к единице продукции, так и к совокупности единиц однородной продукции.
Комплексный показатель качества продукции — показатель качества продукции, характеризующий несколько ее свойств. Комплексный показатель Kk по определению получают объединением (комплексированием) показателей К, свойств, определяющих качество продукции:
Kk=f(Ki,K2,K3,...,Ki,...,Kn).
Пример комплексного показателя — коэффициент готовности Кг , который для определенного вида изделий вычисляют по формуле
Кг = Т/(Т+ТВ),
где Т— наработка изделия на отказ (показатель безотказности); Тв— среднее время восстановления (показатель ремонтопригодности).
Кг представляет собой комплексный показатель, имеющий определенное физическое содержание (вероятность того, что изделие окажется работоспособным в любой произвольно выбранный момент времени в промежутках между периодами планового технического обслуживания).
Комплексным показателем качества продукции, характеризующим п различных свойств продукции, может являться показатель Кко, вычисляемый методом суммирования взвешенных единичных показателей по формуле
Kko = ,
1=1
где KL— показатель г’-го свойства оцениваемой продукции; а^ — коэффициент весомости показателя Kt.
Показатель К^о, как все комплексные показатели, вычисляемые методами объединения (арифметического, геометрического, гармонического и т.д.) взвешенных единичных показателей, представляет собой условную величину, выражаемую в условных единицах исчисления, например в баллах, и конкретного физического содержания не имеет.
Среди комплексных показателей качества продукции особо выделяется по своей сущности и значению интегральный показатель качества, являющийся отношением суммарного полез-
нога эффекта от эксплуатации или потребления продукции к суммарным затратам на ее создание и эксплуатацию или потребление. Интегральный показатель качества продукции И/? можно вычислить по формуле
И/? = Э/(3С + 3J , где Э — суммарный полезный эффект от эксплуатации пли потребления продукции (например, пробег грузового автомобиля в тонно-километрах за срок службы до капитального ремонта;, Зс— суммарные затраты на создание продукции (разработку, изготовление, монтаж и другие единовременные затраты); Зэ — суммарные затраты на эксплуатацию продукции (техническое обслуживание, ремонты и другие текущие затраты).
Интегральный показатель обладает важным свойством: он обращается в максимум при оптимальном соотношении полезного эффекта и затрат на его достижение. Следовательно, увеличение затрат на повышение качества имеет смысл только до тех пор, пока увешгчивается интегральный показатель качества. Применение его очень важно при анализе динамики качества продукции, определении путей повышения уровня качества и т.д.
Количественная оценка качества продукции завершается определением уровня ее качества. Уровень качества продукции — относительная характеристика качества продукции, основанная на сравнении значений показателей качества, оцениваемой продукции с базовыми значениями соответствующих показателей. Таким образом, оценка уровня качества продукции представляет собой совокупность операций, включающую выбор номенклатуры показателей качества оцениваемой продукции, определение значений единичных и/или комплексных показателей и сопоставление их с базовыми.
Не следует смешивать уровень качества с техническим уровнем продукции. Понятие «уровень качества» является более общим, чем «технический уровень», так как свойства, составляющие технический уровень продукции, входят в общую совокупность свойств качества продукции. Технический уровень продукции — одна из относительных характеристик качества, основанная, на сопоставлении значений показателей, характеризующих техническое совершенство продукции, с базовыми значениями соответствующих показателей.
Для определения уровня качества продукции могут использоваться три основных метода: дифференциальный, комплексный и смешанный. При этом дифференциальный метод основывается на использовании единичных показателей качества продукции, комплексный метод — на использовании комплексных показателей, а смешанный метод — на одновременном использовании единичных и комплексных показателей.
Квалиметрический подход к оценке качества
Наряду с определением уровня качества на всех этапах производства осуществляется контроль качества, в основе которого лежит контроль отдельных свойств продукции. Под контролем свойства продукции подразумевается определение соответствия свойства некоторому нормированному уровню Контроль включает в себя два этапа:
1) оценку свойства объекта:
2) сравнение оценки с нормированными значениями
Заключение о годности объекта по данному свойству принимают по альтернативному принципу (годно — брак) в соответствии с результатами сравнения полученной оценки свойства с его нормированными значениями
В зависимости от используемых средств различают инструментальный и органолептический конгропь. Согласно ГОСТ 16504-81 средство контроля — это техническое средство, вещество и (или) материал для проведения контроля. Наиболее объективный вид контроля — инструментальный, осуществляется с помощью всевозможных средств измерений, исполняющих в этом случае роль средств измерительного контроля. Распространенными средствами измерительного (инструментального) контроля по альтернативному принципу являются калибры и шаблоны, лакмусовая бумага, ключи предельного момента и др.
Контроль качества продукции может осуществляться органолептически. При органолептическом контроле (визуальном, тактильном и т.д.) оценка свойства осуществляется с помощью органов чувств человека. В отдельных случаях для усиления восприятия могут использоваться специальные усиливающие технические; средства (оптические, механические, химические и т и.), например лупа при визуальном органолептическом контроле Кроме органов чувств контролирующего субъекта средствами контроля могут являться также различного рода эталоны, и образцы определенных свойств.
Наконец, контроль функционирования ряда технических устройств принято считать испытаниями (четкого различия в понятиях «контроль» и «испытания» для широкой области экспериментальных методов оценки свойств нет). В таком случае средства контроля отождествляются со средствами испытаний.
Поскольку качество представляет собой совокупность свойств объекта, то количественная оценка качества всегда начинается с количественной оценки его отдельных свойств (рис. 1.8), а заканчивается чаще всего получением комплексной оценки (рис. 1.9). Комплексная оценка может быть условной, интегральной, относительной в соответствии с используемыми показателями и методами комплексирования (использование абсолютных и относительных
Рис» 1.8. Получение единичного показателя качества объекта
Рис. 1.9. Получение комплексного показателя качества объекта показателей, наличие базовых показателей, математических зависимостей, применяемых при объединении единичных показателей, наличие в явном или неявном виде весовых коэффициентов и др.).
Оценка свойства объекта подразумевает наличие некоторой оценочной шкалы и возможности определения местоположения данного свойства на этой шкале.
Принято использовать следующие виды шкал:
— шкала наименований (номинационная или идентификационная шкала);
— шкала порядка (ранговая шкала или ординальная шкала): — шкала интервалов;
— шкала отношений
— абсолютная шкала.
Сводные сведения о шкалах представлены в табл. 1.1.
Таблица 1.1
Сводные сведения о шкалах
Тип шкалы Характеристика шкалы Отношения, задаваемые на шкале
Наименований Числа или другие символы шкалы используются только для классификации (идентификации, различения) исследуемых объектов Эквивалентность
Порядка (ранговая) Свойство одного объекта находится в некотором соотношении со свойством другого объекта. Могут быть использованы для оценки как качественных, так и количественных признаков Эквивалентность. Больше чем (меньше чем)
Интервалов Шкала порядка с известными расстояниями между двумя любыми точками (числами) на шкале, нулевая точка шкалы и оценочная единица выбираются произвольно. Пригодна для оценки только количественных признаков Эквивалентность. Больше чем (меньше чем) Известно отношение любых двух интервалов
Отношений Шкала интервалов с фиксированной нулевой точкой. Известны не только расстояния между двумя любыми точками (числами) на шкале, но и положения этих точек относительно нуля. Пригодна для оценки только количественных признаков Эквивалентность. Больше чем (меньше чем). Определено отношение любых двух интервалов и любых двух точек
В быту используют такие шкалы наименований, как личные номера в документах, адреса, номера экзаменационных билетов, номера пристатейных ссылок, список фамилий, рисунки-обозначения шкафчиков в детском саду и др. Из примеров видно, что шкала наименований может состоять из любых знаков (число, название, символы, другие условные обозначения).
Использование номеров не означает, что мы имеем дело с количественными оценками, напротив, любые цифры или числа такой шкалы — не более чем кодовые знаки. Всем понятно, что литературный источник 7 не лучше (толще, важнее, достовернее...), чем источник 8. Они просто перечислены в порядке упоминания или по алфавиту. Такая шкала позволяет составлять классификации, идентифицировать и различать объекты, а также набирать статистику на каждый из идентифицируемых объектов.
В отличие от шкалы наименований шкала порядка устанавливает фиксированный порядок расположения объектов. Примером такой шкалы является построенная по росту группа людей, где каждый последующий ниже всех предыдущих. Такие шкалы широко применяются в спорте при определении мест команд и пи спортсменов. Всем учащимся известны балльные оценки знаний на экзаменах, которые тоже являются фиксированными ступенями шкалы порядка. Можно отметить две существенные особенности шкалы порядка: неправильные (какие сами сложились) интервалы между соседними ступенями шкалы и инвариантность объектов (сохранение их порядка) вне зависимости от начала шкалы.
Отсчет на такой шкале можно начинать от самого большого или самого маленького из объектов, можно — от любой другой выбранной точки, порядок в группе объектов останется неизменным Например, при распределении по росту можно поставить всю группу на одинаковые подставки или «каблуки», можно выстроить в мелком бассейне по высоте над уровнем воды, однако и в этих случаях расстановка не меняется. Шкала позволяет не только сравнивать объекты, но и делать выводы об их упорядоченном расположении (всегда можно сказать, кто за кем, хотя нельзя определить на сколько отстает).
Следующую шкалу иногда называют шкалой равных или равномерных интервалов. Правильнее здесь говорить о шкале закономерных интервалов, поскольку они могут быть построены не только равномерно, но и прогрессивно, экспоненциально, логарифмически. Принципиальное отличие от предыдущей шкалы в гом, что положение на любой ступени шкалы интервалов жестко определено и соотношения точек шкалы поддаются точному расчету. Шкала инвариантна относительно используемых оценочных единиц. Мы можем измерять рост людей в группе в метрах и сантиметрах, футах и дюймах, в ярдах, аршинах, саженях пли любых других единицах — порядок останется неизменным. Можно определить математические зависимости для трансформации шкалы при изменении единиц (1 дюйм равен 25,4 миллиметра; температура в градусах Цельсия на 273,16 выше температуры по Кельвину и т.д.).
Недостатком такой шкалы является отсутствие фиксированного нуля или неопределенность ее начала. Начало такой шкалы приходится устанавливать условно. Такой условностью является момент начала суток, отличающийся в часовых поясах, момент начала летоисчисления (1999 год от рождества Христова одновременно приходится на 5760 год по иудейскому календарю). Тем не менее в сутках у всех 24 часа, а в году 365 суток, если год не високосный.
Каждая из представленных в таблице шкал является более мошной, чем расположенные выше, и вбирает в себя свойства всех
55 предыдущих. Шкала отношений имеет фиксированный ноль и полностью соответствует математической шкале чисел по определенности ступеней и возможностям оперирования элементами шкалы.
Что касается не включенной в таблицу «абсолютной» шкалы, то она, по сути, является частным случаем шкалы отношений, но кроме фиксированной нулевой точки («естественного нуля») имеет еще и «естественную единицу». Примером такой шкалы является шкала количества целочисленных объектов (штук продукции), шкала коэффициента полезного действия, относительной влажности и т.п.
Свойства, оцениваемые по двум первым шкалам, не поддаются объективному измерению с помощью специальных технических средств. О таких свойствах говорят, что они не метризованы и потому не подлежат аппаратурной (или инструментальной) оценке.
Если на множестве объектов соблюдаются отношения, определяемые полным набором аксиом, то эти объекты могут оцениваться по шкале интервалов или по шкале отношений (обладают метризованными свойствами). Разница в двух последних множествах, которая окончательно определяет вид применяемой шкалы, зависит от наличия или отсутствия фиксированного нуля на шкале рассматриваемого свойства. Например, можно себе представить нулевую длину или массу и даже абсолютный ноль температуры, но затруднительно — ноль времени.
И наконец, если при соблюдении всех предыдущих условий свойства объектов имеют применимую для их оценки «естественную единицу», то их сопоставление осуществляют по абсолютным шкалам. По абсолютной шкале оценивают, например, число страниц в книге, число строк на странице, число знаков в строке, число патронов в обойме. Близки к абсолютным шкалы оценки качества таких параметров современной техники, как тактовая частота процессора, частота смены кадров, число линий (точек) на экране на бумаге. Такие шкалы становятся абсолютными после фиксации знаменателя, поскольку частота обычно оценивается единицами в секунду (1 Гц), а разрешающая способность — числом линий (точек) либо на миллиметр, либо на дюйм.
В квалиметрии для оценки свойств часто используется частный случай шкалы наименований из двух градаций, обозначающих наличие или отсутствие того или иного свойства (например, при визуальной оценке внешнего вида на наличие дефектов по альтернативной шкале «годно — брак»). Кроме того, достаточно часто используется оценка свойств двух объектов но альтернативной шкале типа «больше — меньше» («лучше — хуже», «выше — ниже»).
Характерным примером использования шкалы порядка в квалиметрии является балльная оценка какого-либо эргономического свойства продукции (цветовой гаммы, совершенства форм и т.д.), выставляемая экспертами по конвенциональной (договорно установленной) шкале.
Шкалы интервалов и отношений используются в квалиметрии при оценке значений физических величин по результатам измерений. При этом под измерением в соответствии с ГОСТ 16263-70 подразумевается нахождение значения физической величины опытным путем с помощью специальных технических средств (средств измерения).
Экспертные методы оценки качества
Анализ шкал и возможностей получения оценок по этим шкалам позволяет раскрыть некоторые сложности квалиметриче-ской работы. Значительное число свойств приходится оценивать не инструментальными, а экспертными методами, причем эксперт обязательно вносит в оценку определенную долю субъективности. Для того чтобы повысить объективность экспертных оценок, разрабатывают специальные процедуры подготовки и проведения экспертизы. Чем подробнее и тщательнее проработана процедура экспертного оценивания, тем выше объективность оценок отдельных экспертов. Хорошо известны высокая сходимость оценок при судействе фигурного катания и спортивных танцев. Болельщики могут добавить к этому примеру также судейство в спортивной и художественной гимнастике, прыжках в воду и других видах спорта.
Некоторые особенности получения экспертных оценок в спорте, искусстве, в образовании (и не только) являются общими для квалиметрии в целом:
— привлечение для оценки группы экспертов (судейская комиссия, экзаменационная комиссия, экспертная комиссия);
— предварительная подготовка экспертов (отбор, ознакомление с процедурой оценивания и формированием оценок);
— обеспечение независимости экспертов от внешних влияний и давления авторитетов.
Очевидно, что привлечение комиссии со сравнительно большим числом экспертов позволяет существенно уменьшить влияние как заведомой необъективности, так и недостаточно высокой квалификации отдельных экспертов. Для ужесточения такого подхода иногда отбрасывают крайние оценки — по одной сверху и снизу. Если такая процедура заранее оговорена, даже заинтересованный эксперт вынужден судить более объективно, поскольку он не в состоянии существенно повлиять на результат (явно завышенная или заниженная оценка отбрасывается).
Привлечение группы экспертов для повышения объективности оценки влечет за собой возникновение другой задачи — необходим метод объединения оценок отдельных экспертов в единую экспертную оценку группы. Но зато можно использовать разные усредненные оценки свойств, а также применять разработанные меры расхождений оценок отдельных экспертов между собой и с усредненной оценкой группы. В качестве групповой оценки обычно используют некоторую среднюю (чаще всего среднее арифметическое значение оценок экспертов), расхождения можно оценивать максимальными отклонениями от средней оценки, средним квадратическим отклонением, размахом оценок.
Предварительная подготовка экспертов включает в себя множество различных процедур. Сюда входит обучение и оценка квалификации экспертов (кстати, тоже экспертная), отбор экспертов и организация экспертной группы с учетом совместимости и близости квалификаций экспертов, определение необходимого и возможного числа экспертов в группе, разработка процедуры оценивания и методов обработки оценок, ознакомление экспертов с процедурой оценивания и типовыми оценками, причинами снижения оценок и приблизительными нормами.
Большое значение имеют такие «подсказки» экспертам, как весовые коэффициенты отдельных свойств. Например, прыжки в воду классифицированы по уровням сложности и каждому из них присвоен коэффициент, на который умножается балльная оценка При рассмотрении неравноценных свойств весовые коэффициенты используют для компенсации их влияния на комплексную оценку. Например, даже самая привлекательная упаковка пищевого товара не должна перевесить недостатки его вкусовых качеств, не говоря о других возможных нежелательных свойствах (истекший срок реализации, наличие нежелательных ингредиентов и др.).
Весовые коэффициенты определяют экспертными хметодами со всеми присущими этому процессу сложностями и недостатками.
Особое место в экспертных оценках занимает «коэффициент вето», применение которого сводит оценку качества к нулю. Например, истекший срок реализации определенных пищевьгх продуктов может привести не только к потере питательных и вкусовых свойств, но и к пищевым отравлениям, а значит, продажу этих товаров следует категорически запретить. Персональный компьютер без CD-дисковода может рассматриваться как хМорально устаревший, поскольку для него недоступны многие программные продукты, включая необходимые для сопряжения с новым принтером, сканером и другой периферией. Бытовое применение «коэффициента вето» широко известно («первый и последний этажи не предлагать», «возраст до 35 лет» и т.д.).
Для защиты от внешних влияний привлекают «независимых» экспертов, то есть непосредственно не связанных с заинтересован-
иыми сторонами (производителем, потребителем, истцом или ответчиком по иску). Понятно, что абсолютное отсутствие связен практически не реализуемо, но вполне возможна их разумная минимизация.
Давление авторитетов из числа экспертов группы может сниматься за счет независимого и одновременного представления оценок, за счет представления анонимных оценок, работы «в темную» без сообщения оценок других экспертов. Такие методы могут обеспечить независимость от признанных авторитетов, но они затрудняют обучение новых экспертов и повышение квалификации в ходе жспертизы.
Для подготовки и проведения работ по получению экспертной оценки (рис 1.10) в квалиметрии разработаны специальные методы и процедуры, к которым можно отнести.
Рис. 1.10. Порядок подготовки и проведения работ по получению экспертной оценки качества объекта
— методы подготовки экспертизы,
— методы получения экспертных оценок;
— методы усреднения оценок экспертов при групповой экспертизе одного свойства;
— методы объединения оценок отдельных свойств для получения комплексной оценки качества объекта
Подготовкой и проведением «технической части» всех этих работ обычно занимается специально созданная рабочая группа, которая обеспечивает работу членов экспертной группы
Подготовка экспертизы — понятие? значительно более широкое, чем подготовка работы экспертной группы, поскольку оно может включать в себя.
— выбор экспертов.
— предварительную оценку квалификации выбранных экспертов п создание экспертной группы;
— подготовку экспертов к оцениванию намеченных конкретных объектов.
— организацию работы экспертов по получению' оценок отдельных свойств.
— организацию взаимодействия экспертов в группе ii/irin обмен информацией между экспертами;
— организацию обработки результатов экспертизы и по течения комплексных экспертных опенок качества
В качестве экспертов (от латинского expertus — опытный) приглашаются специалисты, имеющие высокую квалификацию в конкретной области (в разработке, испытаниях и эксплуатации объектов оценки качества) «Независимых экспертов». обладающих всеми необходимыми знаниями, найти достаточно сложно, поэтому предпочтительнее опираться не на мнение эксперта-одиночки, а на обобщенные оценки экспертной комиссии (группы экспертов) Для вновь создаваемых экспертных групп задачи оценки качества объектов могут оказаться сложными из-за непривычного характера работы, нового объекта оценки, непривычной роли в отсутствие должностной иерархии и в силу других причин. В подобных случаях обязательными становятся процессы обучения экспертов и подготовки их к проведению конкретной экспертной работы
Количество экспертов в группе существенным образом зависит от организационных и экономических факторов (сколько специалистов «доступно», скольких можно пригласить, какие установить сроки и объемы работ, ск< 1ько придется платить и гл) Минимальное число экспертов в группе — 3, рекомендуемое — от 6 до 15 экспертов Группой более 15 экспертов трудно управлять, кроме того, большое число экспертов осложняет возможности обсх-ждения спорных вопросов, подталкивает к пассивности менее уверенных в себе экспертов, увеличивает опасность «давления авторитетов». Большие группы экспертов могут организовываться при распределении решаемых задач оценки качества на группы 'например, раздельная оценка показателей назначения и показателен эргономических и эстетических свойств). В таком случае группа делится на соответствующее число подгрупп, работающих автономно.
Ознакомление экспертов с процедурой оценивания и типовыми оценками, причинами снижения оценок и приблизительными нормами может включать представление цели оценивания качества, сроков и порядка работ, исходной информации, ознаком
ление с документацией и правилами ее заполнения, с методами обработки результатов оценивания, с другой информацией, которая может понадобиться экспертам при оценивании свойств объекта.
Обязательные требования к конкретной подготовке экспертов перед процедурой оценивания:
— эксперт должен знать систему организации работы в группе, применяемые способы и процедуру оценивания;
— эксперт должен ясно понимать постановку задачи оценивания каждого из свойств и условия, которым должно отвечать ее решение;
— эксперт должен иметь представление о методах обработки результатов оценивания (определения усредненной групповой оценки и формирования комплексной оценки уровня качества).
Методы получения экспертных оценок отдельного свойства можно разбить на две группы: методы противопоставления и методы ранжирования. В методах противопоставления оцениваемые аналогичные свойства разных объектов получают альтернативную качественную оценку типа «больше — меньше» или «хуже — лучше». При этом могут попарно сопоставляться одинаковые свойства любого множества объектов (не менее двух) по полной (каждый с каждым) матрице или по ограниченной специально разработанной матрице. Особенность полного попарного сопоставления заключается в том, что каждая пара сопоставляемых свойств рассматривается дважды: сначала в прямом порядке (например, «свойство объекта i — свойство объекта у»), а затем в обратном порядке («свойство объекта j — свойство объекта /»).
К методам ранжирования относят:
— «метод предпочтения» — исследуемым свойствам шли уровням свойств) присваивают номера в порядке убывания (или возрастания) предпочитаемых свойств;
— «метод ранга» — исследуемым свойствам (или уровням свойств) присваивают балльные оценки из заданного числа баллов с определенной градацией;
— «метод последовательных сопоставлений» — исследуемые свойства (или уровни свойств) располагают в порядке предпочтения, а затем вначале первому из них присваивают заданную балльную оценку, а остальным — меньшие оценки в порядке убывания.
Описанные методы проведения экспертного опроса могут быть использованы для оценки свойств конкурирующих объектов, для установления коэффициентов весомости свойств и для получения других экспертных оценок.
Коэффициенты весомости свойств (весовые коэффициенты) имеют большое значение в организации работы экспертов, поскольку они акцентируют внимание на наиболее существенных для оценки качества свойствах. Весовые коэффициенты могут вводить-
61 ся в явном виде либо за счет ограничения верхних значений балльной оценки свойства на ранговой шкале (вспомните, как судят отдельные конкурсы в КВН).
Математическая обработка результатов опроса экспертов достаточно разнообразна и предусматривает применение как детерминированной математики (функции и математический анализ), так и аппарата теории вероятностей и математической статистики Однако наиболее существенными являются различия между двумя целевыми установками:
— получение усредненной оценки по результатам частных оценок отдельных экспертов при групповой экспертизе одного свойства;
— объединение оценок отдельных свойств для получения комплексной оценки качества объекта.
Типичные методы усреднения хорошо известны из элементарной математики и предусматривают получение среднего арифметического и среднего геометрического значений. Средние взвешенные получают с учетом весовых коэффициентов, если таковые можно присвоить экспертам в соответствии с квалификацией каждого, но обычно группу составляют из экспертов по возможности равносильных. Для оценки расхождений часто используют аппарат теории вероятностей и математической статистики.
Объединение оценок отдельных свойств для получения комплексной оценки качества объекта (комплексирование оценок единичных показателей качества) может осуществляться с использованием зависимости
Kk = f<K(), где Kt— i-й единичный показатель качества объекта, f— символ функциональной зависимости.
Развитие систем менеджмента качества
Во второй половине XX столетия специалисты многих стран пришли к выводу, что качество не может быть гарантировано только путем контроля готовой продукции. Менеджмент качества, направленный на получение продукции заданного уровня качества, включает действия, осуществляемые при разработке, производстве, контроле и испытании продукции в целях установления, обеспечения и поддержания необходимого уровня ее качества. Наибольший эффект может быть достигнут при системном подходе к решению этой задачи.
Под системой менеджмента качества подразумевается совокупность управляющих органов и объектов управления, взаимодействующих в ходе обеспечения качества и управления качеством с помощью материально-технических и информационных
средств Требования потребителя фиксируются в нормативных документах но стандартизации на конкретные виды продукции Однако сами ио себе НД не могут быть гарантией того, что требования потребителя будут действительно удовлетворены, если в организа ционной системе имеются какие-либо несоответствия.
Особенности в построении систем управления качеством в разных странах при общей тенденции к интеграции мировой экономики привели к необходимости создания и внедрения международных стандартов на «системы качества», которые известны в настоящее время как международные стандарты семейства ИСО 9000.
Первое издание стандартов ИСО было выпущено в 1987 году. В настоящее время разработаны и внедряются стандарты семейства ИСО 9000 редакции 2000 года.
Стандарты ИСО семейства 9000 используются как методические документы при осуществлении менеджмента качества.
Создание системы управления качеством способствует повышению конкурентоспособности организации на рынке товаров и vc-луг, причем соблюдение требований к качеству продукции осуществляется с учетом экономической эффективности
Как нормативные документы стандарты ИСО семейства 9000 исполь зуются
— при заключении контракта между первой и второй сторонами.
Потребитель вправе проявить интерес к определенным (отдельным) элементам системы качества компании-поставщика и к его способности постоянно производить продукцию в соответ( гвии (, установленными требованиями В этом случае потребитель может оговорить в контракте, чтобы определенные требования к элементам системы управления качеством вошли как обязательная часть в систему качества компании-поставщика с учетом конкретной модели обеспечения качества
— при оценке системы качества второй стороной
Если система качества компании-поставщика оценивается потребителем, поставщик может получить от него официальное признание соответствия определенному стандарту,
— при проведении сертификации третьей стороной
Система качества компании-поставщика оценивается органом по сертификации, и поставщик соглашается поддерживать в рабочем состоянии систему качества для всех потребителей
Стандарты семейства ИСО 9000 классифицируют продукцию на четыре категории'
1) оборудование (технические средства);
2) программное обеспечение (программные средства).
3) перерабатываемые материалы;
4 )у слуги.
Новая версия стандартов ИСО 9000 не требуем коренной переработки системы менеджмента качества.
Однако меняется подход к менеджменту качества, при котором доминирующим становится лозунг «От качества продукции — к качеству предприятия»
Методической основой новой версии МС ИСО 9000 являются восемь принципов менеджмента качества:
— направленность на потребителя;
— ответственность руководства;
— вовлечение всего персонала;
— процессный подход;
— системный подход к управлению;
— постоянное улучшение;
— подход к принятию решений на основе фактов;
— взаимовыгодные отношения с поставщиками.
Документирование системы качества
Согласно положениям стандартов ИСО система качества должна быть тщательно документирована. Документация летает систему «видимой» не только для ее разработчиков, но и для ноть-зоватетей Подтвердить соответствие системы качества установленным требованиям можно только тогда, когда система представлена в документированном ваде.
Разработка документированной системы качества и ее реализация позволяют решать следующие важнейшие задачи.
— достижение требуемого уровня качества продукции (услуг'. — оценка системы качества;
— улучшение качества и создание механизмов поддержания улучшения качества.
Документация по качеству не создается раз и навсегда — она постоянно корректируется. Поэтому управление документацией является динамичным элементом, требующим постоянного совершенствования в процессе создания и функционирования системы качества.
Под документированием системы качества понимается деятельность по установлению структуры и состава документации и управлению документацией Цель документирования системы качества заключается в создании организационно-методической и нормативной основы для построения и функционирования системы качества, соответствующей рекомендациям и требованиям стандартов (например, семейства ИСО 9000) Основными задачами документирования являются:
— установление и нормирование требований к выполнению работ в системе качества;
— обеспечение воспроизводимости процессов административного управления качеством;
— регулярная регистрация фактических данных о качестве продукции и состоянии системы качества в ходе ее функционирования и совершенствования;
— обеспечение идентификации и прослеживаемости продукции и измерительного оборудования;
— закрепление лучших традиций и накопленного опыта по организации и проведению работ в системе качества;
— разрешение и предупреждение спорных вопросов в процессе деятельности в системе качества;
— обеспечение проверяемости и оценка качества продукции и системы качества.
Документация системы качества — комплект документов, необходимых для надежного функционирования системы качества и обеспечения качества продукции.
Документом системы качества считается любой материальный носитель информации с реквизитами, позволяющими идентифицировать данную информацию.
Исходя из целей и задач документирования, можно сформулировать следующие принципы, положенные в основу создаваемой на предприятии документации системы качества:
1. Документация должна быть системной, т.е. определенным образом структурированной, с четкими внутренними связями между элементами системы качества.
2. Документация должна быть комплексной, т.е. охватывать все аспекты деятельности в системе качества, в том числе организационные, экономические, технические, правовые, социальнопсихологические, методические.
3. Документация должна быть полной, т.е. содержать исчерпывающую информацию обо всех процессах и процедурах, выполняемых в системе качества, а также о способах регистрации данных о качестве. При этом объем документации должен быть минимальным, но достаточным для практических целей.
4. Документация должна быть понятной всем ее пользователям — руководителям, специалистам и исполнителям. Текст документа должен быть логически последовательным, не должен допускать различных его толкований.
5. Документация должна содержать только практически выполнимые требования. В ней нельзя устанавливать нереальные положения.
6. Документация должна быть адекватной рекомендациям и требованиям стандартов семейства ИСО 9000. С этой целью во вводной части каждого стандарта необходимо давать точную ссылку на конкретный раздел или пункт стандарта, в соответствии с которым разработан данный документ.
7. Документация должна быть легко идентифицируемой, т.е. каждый документ системы качества должен иметь соответст-
65 вующее наименование, условное обозначение и код, позволяющий установить его принадлежность к определенной части системы.
8. Документация должна быть адресной, т.е. каждый документ системы качества должен быть предназначен для определенной области применения и адресован конкретным исполнителям.
9» Документация должна быть актуализированной. Это означает, что документация в целом и каждый отдельный документ должны своевременно отражать изменения, происходящие в стандартах семейства ИСО 9000 и изменения условий обеспечения качества на предприятии.
10. Документация должна иметь санкционированный статус, т.е. каждый документ системы качества и вся документация в целом должны быть утверждены полномочными должностными лицами.
Все элементы, требования и положения, принятые организацией для своей системы качества, должны быть документированы в форме политики и процедур, систематизированы, упорядочены и доступны для понимания.
Один из ведущих документов системы качества — политика в области качества.
Политика в области качества — это специально сформированное и обязательное для всех заявление высшего руководства предприятия об основных направлениях, целях и задачах предприятия в области качества.
Политика в области качества должна быть сформулирована понятным для всех сотрудников языком.
В основу политики могут быть положены принципы, направленные на:
— выпуск и поставку продукции, предоставление услуг, отвечающих требованиям потребителей;
— создание системы качества, направленной на предупреждение несоответствий;
— тесное взаимодействие с поставщиками материалов и комплектующих и др.
Документирование системы качества
Разработка политики в области качества осуществляется под непосредственным руководством руководителя предприятия.
Основными составляющими политики в области качества являются:
— цели и задачи предприятия в области качества;
— пути достижения поставленных целей и решения задач;
— основные направления деятельности предприятия в области качества.
При изложении в политике путей достижения целей и решения поставленных задач к ним можно отнести:
— постоянное совершенствование системы качества;
— формирование пакета информации о требованиях потребителей, рыночном спросе, состоянии дел на конкурирующих фирмах;
— формирование пакета информации о технических достижениях в стране и за рубежом и др.
Основные направления деятельности предприятия в области качества включают:
— расширение освоенных и/или освоение новых рынков сбыта;
— постоянное повышение качества продукции (с указанием средств достижения);
— освоение принципиально новых видов продукции и др.
Важнейшим элементом управления политикой в области качества является ее анализ и актуализация с учетом возрастающих требований потребителей, внедрения новых технологий, ужесточения требований к охране окружающей среды и сертификации продукции.
Основным документом, дающим представление о системе качества в целом, является Руководство по качеству. Руководство имеет различные назначения в зависимости от поставленной цели.
Руководство по качеству является обобщающим документом системы качества предприятия и должно содержать описание политики в области качества, основных положений системы качества по всем элементам стандарта на систему качества, а также сведений о предприятии и его деятельности в области качества.
В Руководстве по качеству регламентируют распределение обязанностей, полномочий и ответственности персонала предприятия в системе качества.
Руководство по качеству включает или ссылается на документально оформленные процедуры системы качества, предназначенные для общего планирования и управления процессами, которые оказывают влияние на качество продукции
Перед утверждением Руководства по качеству документ должен быть подвергнут анализу со стороны ведущих специалистов предприятия в целях гарантии его ясности, точности, приемлемости и правильности структуры. Предполагаемые пользователи должны также иметь возможность оценки пригодности документа для использования в работе.
Руководство по качеству должно описывать применяемые элементы системы качества.
Каждое предприятие самостоятельно определяет элементы системы качества, которые являются приемлемыми, и на основе требований этих элементов определяет в Руководстве по качеству, каким способом предприятие намерено применять и контролировать каждый из выбранных элементов.
Следующую группу документов составляют стандарты предприятий на процедуры, которые регламентируют управленческие и рабочие процедуры по обеспечению качества. В них есть ответы на все вопросы: «что?» и «как?» делают («кто?») сотрудники предприятия по обеспечению качества.
Руководство по качеству может быть разработано в виде отдельного стандарта предприятия (СТП).
Стандарт предприятия (СТП) в системе качества — документ, устанавливающий правила, порядок, общие принципы или характеристики, касающиеся различных видов деятельности. Разработка СТП целесообразна в тех случаях, когда деятельность носит повторяющийся (регулярный) и устоявшийся характер и когда регламентации подлежит деятельность в области качества, выполняемая несколькими подразделениями предприятия.
Важно отметить, что СТП является традиционным для отечественной практики видом внутреннего документа по качеству, что позволяет предприятию в привычной для него форме регламентировать деятельность в системе качества.
1.3. СЕРТИФИКАЦИЯ ПРОДУКЦИИ, УСЛУГ И СИСТЕМ КАЧЕСТВА
История развития сертификации
Характерной чертой современного этапа мирового экономического развития является широкое распространение международного разделения труда, в результате чего имеет место специализация стран по выпуску определенных видов продукции.
Доля продукции, поставляемой на экспорт, у большинства промышленно развитых стран составляет (25 — 50) % от общего объема производства. Это характеризует роль качества продукции в создании благоприятных условий торгово-промышленного сотрудничества между странами.
Одной из наиболее широко применяемых форм подтверждения качества выпускаемой продукции является ее сертификация.
В основе сертификации лежит процедура, в результате проведения которой определенным образом подтверждается соответствие продукции, процесса или услуги требованиям, которые выдвигает потребитель. Наиболее простой и древней формой такого подтверждения являлось устное заверение, сделанное продавцом покупателю о том, что предлагаемые ему продукция, процесс или услуга соответствуют требованиям, которые выдвигает покупатель.
С развитием стандартизации производитель продукции стал утверждать, что она соответствует требованиям принятых нормативных документов, которые служат гарантией качества. Изготовитель, проведя сертификацию продукции, повышает ее конкурентоспособность на рынке сбыта.
Потребитель сертифицированной продукции получает большие гарантии в стабильности характеристик качества продукции. Если потребитель использует сертифицированную продукцию для производства новых изделий, то наличие сертификата позволяет отказаться от проведения сплошного выходного контроля, дополнительных испытаний и т.д.
Сертификация продукции в современном представлении на начальных этапах своего становления вводилась в отдельных странах. Были созданы национальные системы сертификации во Франции, Великобритании, Германии, Канаде.
Хотя все эти системы включают испытание образцов продукции и контроль за выпуском сертифицированной продукции, тем не менее в силу определенных различий в правилах национальной сертификации часто возникали сложности, связанные с экспортом продукции из одной страны в другую. Кроме того, в национальных правилах сертификации вводились требования, направленные, на ограждение собственных производителей от конкуренции со стороны производителей других стран. Задачи защиты рынка решались и через создание региональных систем сертификации. Такое положение не соответствовало интересам экономически развитых стран, так как ограничивало развитие экспортных возможностей.
Усложнение продукции и ее производства, развитие международной торговли и стандартизации привело к необходимости разработать международные стандарты и включить требования, выполнение которых обеспечивало бы необходимую гарантию качества продукции потребителю. Такая работа требовала координации не только в национальном, но и международном масштабе.
По этой причине в начале 60-х годов Международной организацией по стандартизации (ИСО) совместно с Международной электротехнической комиссией (МЭК) были начаты работы по обобщению опыта стран в области сертификации, направленные на установление общих принципов организации национальных систем сертификации, а также разработки единых процедур проведения сертификации, которые рекомендованы к применению международному сообществу.
Специальным комитетом по вопросам сертификации в рамках ИСО было представлено положение о создании Международной системы сертификации изделий электронной техники в рамках МЭК. В этот же период было создано в рамках Европейской экономической комиссии ООН (ЕЭК ООН) совещание правительственных должностных лиц, ответственных за политику в области стандартизации, в программу работ которого были включены вопросы международной сертификации.
В СССР сертификация применялась для отдельных видов экспортируемой продукции. Первоначально она проводилась в зарубежных сертификационных центрах и ее обязательность уста-
69 навливалась законодательством тех стран, куда продукция поставлялась из СССР
Вместе с тем в СССР осуществилась оценка соответствия продукции установленным требованиям в других формах: аттестация по категориям качества, государственная приемка продукции, государственные испытания (им подвергалось около 30 % продукции, аттестованной по категориям качества), государственный надзор за стандартами.
Основные понятия, термины и определения
Аккредитация — официальное признание того, что организация правомочна проводить определенные работы в конкретной области деятельности
Заявитель — изготовитель (поставщик) продукции, зарегистрированный в установленном порядке, подавший заявку на сертификацию продукции.
Заявление о соответствии — документ, в котором изготовитель (поставщик) удостоверяет, что поставляемая им продукция соответствует установленным требованиям.
Документальное подтверждение соответствия проводится посредством предъявления либо сертификата, либо на отдельные виды продукции заявления о соответствии. Таким образом, заявление о соответствии имеет равную с сертификатом юридическую силу.
Знак соответствия — зарегистрированный в установленном порядке знак, которым по правилам данной системы сертификации подтверждается соответствие маркированной им продукции установленным требованиям нормативных актов и конкретных стандартов или других нормативных документов по стандартизации.
Идентификация продукции — процедура, посредством которой устанавливается соответствие представленной на сертификацию продукции требованиям, предъявляемым к данному виду (типу) продукции (в нормативной и технической документации, в информации о продукции).
Изготовитель — предприятие, организация, учреждение или индивидуальный предприниматель, производящие продукцию для реализации.
Инспекционный контроль — периодический и оперативный контроль за деятельностью предприятий-изготовителей или индивидуальных предпринимателей с целью оценки возможности сохранения действия ранее выданных сертификатов соответствия, осуществляемый органами, выдавшими эти документы, или организациями, уполномоченными ими.
Область аккредитации — один или несколько видов работ. на выполнение которых аккредитован орган по сертификации.
Потребитель продукции — предприятие или физическое лицо, использующее данную продукцию по назначению.
Сертификат соответствия (сертификат) — документ, выданный по правилам системы сертификации, указывающий, что обеспечивается необходимая уверенность в том, что данная продукция, процесс или услуга соответствуют конкретному стандарту или другому нормативному документу.
Сертификация — процедура, посредством которой третья сторона письменно удостоверяет, что продукция, процесс или услуга соответствуют конкретному стандарту или другому нормативному документу.
Объектом сертификации является продукция, предназначенная для реализации потребителю.
Система сертификации — система, располагающая собственными правилами и процедурами для проведения сертификации
Системы сертификации могут функционировать на национальном, региональном и международном уровнях.
Соответствие — это соблюдение всех установленных требований к продукции, процессу или услуге, в то время как несоответствие — их несоблюдение. Несоответствие включает в себя отсутствие одной или нескольких характеристик качества пли их отклонение.
Требование (нормативного документа) — положение, содержащее критерии, которые должны быть соблюдены.
Третья сторона — лицо или орган, признаваемые независимыми от участвующих сторон в рассматриваемом вопросе Участвующие стороны представляют, как правило, интересы поставщиков (первая сторона) и покупателей (вторая сторона).
Эксперт-аудитор (по качеству) — специалист, имеющий квалификацию для проведения проверки качества.
Регламентируемые и нерегламентируемые государством области сертификации
По степени приоритетности проведения сертификация может иметь регулируемый государством (обязательный) и нерегулируемый государством (добровольный) характер. Степень обязательности сертификации той или иной продукции, услуги или персонала определяется действующим в стране законодательством и требованиями, изложенными в соответствующих нормативных документах.
Обязательная сертификация — подтверждение уполномоченным на то органом соответствия продукции обязательным требованиям, осуществляемое в случаях, предусмотренных законодательством Республики Беларусь. Продукция, на которую в нормативных актах, конкретных стандартах на продукцию и дру
гих нормативных документах по стандартизации установлены требования безопасности для жизни, здоровья и имущества граждан, а также охраны окружающей среды, подлежит обязательной сертификации в Системе.
Контроль за сертифицированной продукцией осуществляют должностные лица Госстандарта Республики Беларусь, а также органов по сертификации.
Органы, осуществляющие контроль, имеют право вносить предложения о приостановлении либо запрещении деятельности по производству сертифицированной продукции.
Добровольная сертификация проводится в соответствии с Законом о сертификации по инициативе заявителей (изготовителей, поставщиков) в целях подтверждения соответствия продукции (услуг) требованиям нормативных документов по стандартизации, а при необходимости и других документов, определяемых заявителем.
Добровольная сертификация проводится на условиях договора между заявителем и органом по сертификации. Добровольная сертификация продукции осуществляется по параметрам (нормам), не подпадающим под обязательную сертификацию, и не заменяет последнюю. Таким образом, продукция, прошедшая обязательную сертификацию, может проверяться в рамках добровольной сертификации по требованиям назначения, определенным заявителем.
Для проведения процедуры добровольной сертификации может использоваться Национальная система сертификации либо создаваться специальные системы добровольной сертификации. На регистрацию систем добровольной сертификации могут заявляться юридические лица, сфера деятельности которых соответствует области распространения Системы. Юридическое лицо, создающее систему добровольной сертификации, должно сформировать структуру системы, представить в Республиканский орган по сертификации организационно-методические документы системы, документировать правила и знак соответствия системы и зарегистрировать их в Республиканском органе по сертификации в установленном порядке.
Национальная система сертификации
Национальная система сертификации (Система) — совокупность взаимодействующих элементов, включающая законодательную и нормативную базы, определяющие собственные правила и процедуры проведения сертификации соответствия, а также участников процесса сертификации.
Система определяет цели процедуры сертификации, организационную структуру Системы, задачи и порядок функционирования органов по сертификации, требования, предъявляемые к экспертам-аудиторам, порядок ведения Реестра Системы.
Целями Системы сертификации являются:
— защита потребителей от приобретения (использования) продукции, работ и услуг, представляющих опасность для жизни людей, их здоровья и имущества;
— предотвращение распространения^продукции, работ и услуг, представляющих опасность для окружающей среды;
— устранение технических барьеров в международной торговле;
— стимулирование повышения качества и конкурентоспособности отечественной продукции;
— защита отечественного рынка от недоброкачественной и небезопасной продукции, поступающей по импорту.
В рамках Системы сертификации возможны следующие виды деятельности:
— сертификация продукции;
— сертификация услуг;
— сертификация систем качества;
— сертификация персонала;
— инспекционный контроль за сертифицированной продукцией, работами, услугами, системами качества и персоналом;
— подготовка и аттестация экспертов-аудиторов по качеству;
— подготовка и аттестация преподавателей, привлекаемых для проведения занятий в центрах (курсах) подготовки и повышения квалификации специалистов организаций (предприятий) по вопросам стандартизации, управления качеством и сертификации;
— консалтинговая деятельность в области стандартизации, управления качеством и сертификации;
— ведение Реестра Системы;
— ведение государственного кадастра служебного и гражданского оружия и боеприпасов к нему.
Общее руководство Системой, организацию и координацию работ осуществляет Республиканский орган по сертификации.
Законодательной и нормативной базой работ по сертификации является разветвленная система документов, которые, как правило, носят обязательный характер, направлены на создание правовой основы проведения работ по сертификации.
Структура Системы и функции ее органов
В структуру Системы (рис. 1.11) входят:
— Республиканский орган по сертификации;
— Совет Системы;
— апелляционный Совет Системы;
— подсистемы сертификации по видам продукции, услуг, отдельным требованиям.
8
Аккредитованные испытательные лаборатории
__________________________
I
Изготовители, продавцы (поставщики)
Рис. 1.11. Структура Национальной системы сертификации
Правила сертификации
1. В качестве органов по сертификации могут быть утверждены (аккредитованы) организации независимо от их организационно-правовых форм и формы собственности, если они не являются изготовителем (продавцом, поставщиком, исполнителем) и потребителем (заказчиком, покупателем) сертифицируемой ими продукции, при условии их аккредитации в установленном порядке и наличии лицензии на проведение работ по сертификации.
6 Зак 3005
2. Аккредитацию органов по сертификации и испытательных лабораторий организует и осуществляет Госстандарт РБ либо по его поручению региональные органы по стандартизации, метрологии и сертификации на основе результатов их аттестации специально создаваемыми для этих целей комиссиями По результатам аккредитации оформляется и выдается аттестат.
3. Сертификаты и аттестат аккредитации вступают в силу с момента их регистрации в Реестре Системы.
4. Сертификация отечественной и импортируемой продукции производится по одним и тем же правилам и процедурам.
5. Инспекционный контроль за сертифицированной продукцией, услугами, системами качества, персоналом осуществляют органы, проводившие сертификацию.
6. При наличии в системе нескольких аккредитованных органов по сертификации одной и той же продукции (услуги) заявитель вправе провести процедуру в любой из них (по своему выбору): При отсутствии на момент подачи заявки органа по сертификации заявка направляется в Республиканский орган по сертификации.
7. Сертификация проводится по схемам, установленным используемой заявителем системой сертификации.
8. При возникновении спорных вопросов в ходе практической деятельности участников сертификации заинтересованная сторона имеет право подать в Республиканский орган по сертификации жалобу или апелляцию.
9. Система предусматривает информирование всех заинтересованных сторон и отдельных лиц о деятельности в Системе, в том числе о ее правилах, результатах сертификации, при условиях обеспечения конфиденциальности информации, составляющей коммерческую тайну.
10. Официальными языками Системы являются белорусский и русский. Все документы (заявки, протоколы, акты и т.п.) могут оформляться на обоих языках.
11. Продукция отечественного и импортного производства должна иметь информацию на белорусском или русском языке, включающую наименование продукции, данные об изготовителе, дату изготовления и срок годности, основные потребительские характеристики продукции, способы и правила применения (эксплуатации) продукции.
Схемы сертификации
Под схемой сертификации понимается определенная совокупность действий, официально принимаемая (устанавливаемая) в качестве доказательства соответствия продукции заданным требованиям. Реализация схем сертификации предусматривает определенный порядок выполнения этих действий.
Сертификация в рамках международных или региональных систем, к которым присоединилась Республика Беларусь, проводится на соответствие нормативным документам по схемам и в порядке, установленным в этих системах. Сертификация в рамках Системы проводится по схемам, приведенным в табл. 1.2.
Методика проведения испытаний различна и зависит от характера сертифицируемой продукции, а следовательно, и схемы сертификации.
Каждая схема используется для конкретных объектов сертификации, при этом принимается во внимание происхождение продукции, объем и условия ее поставки на рынок.
Таблица 1.2
Схемы сертификации и условия их применения
Но мер схемы Испытание Проверка производства Инспекционный контроль сертифицированной продукции Область применения
1 2 3 4 5
2 Испытание типа — — Для сертификации продукции, поставляемой по контракту малыми партиями1 периодически для изучения потребительского спроса в течение одного года (для сложной техники)
За Испытание типа Анализ состояния производства Испытание образцов и(или)оценка состояния производства Для изделий серийного и массового производства
5 Испытание типа Сертификация системы качества Испытание образцов, контроль за стабильностью функционирования систем качества Для изделий серийного и массового производства
6а Рассмотрение заявления о соответствии с прилагаемыми документами Сертифицированная система качества Контроль за стабильностью функционирования системы качества Для изделий серийного и массового производства в случае сертифицированной системы качества
Окончание табп. L2
1 2 3 4 5
7 Испытание партии — — Для сертификации партии продукции (используется, как правите, дтя сертификации ввозимой (импортной)продукции)
8 Испытание каждого изделия — — Для изделий, представляющих большую опасность для жизни человека. либо для изделий, выход из строя которых может привести к катастрофе
9 Рассмотрение заявления о соответствии продукции изготовителя с прилагаемыми документами i Для изделий единичного производства или опытных образцов изделий, а также малых партий продукции, приобретаемых целевым назначе- I нием для оснащения । отечественных произ- I водственных и ш иных ! объектов, если представ-пенная документация п о д т в е р жд а ет бе з о 11 а с -ность изделия
9а Рассмотрение заявления о соответствии продукции изготовителя с прилагаемыми документами Анализ состояния производства 1 Испытание об- | разцов, взятых у заявителей Для скоропортящихся пищевых продуктов, продовольственного сырья. плодов, овощей, ягод, грибов
В качестве способов доказательства соответствия используют испытание, проверку производства, инспекционный контроль Испытания в целях сертификации проводятся на образцах или типовых представителях продукции, предъявленной к сертификации, конструкция, состав и технология изготовления которых дочжны быть такими же, как у сертифицируемой продукции Заявление о соответствии с комплектом прилагаемых документов также рассматривается как способ доказательства и в ряде случаев заменяет этап испытаний. Один или совокупность нескольких способов доказательства определяют содержание той или иной схемы сертификации.
В схемах 2, За, 5 производится испытание типа, т о кошроть одного или нескольких образцов, являющихся гиповыми предста-
7'7 вителями продукции, представленной на сертификацию. В схеме 7 предусмотрен контроль качества партии путем испытаний средней пробы (выборки), отбираемой от партии с использованием методов статистического контроля. Схема сертификации 8 предполагает испытания каждой единицы продукции, что обеспечивает необходимую надежность испытаний и достоверность полученных результатов.
При реализации той или иной схемы могут быть использованы документальные доказательства соответствия, полученные заявителем вне рамок данной сертификации Они могут служить основанием для сокращения объема проверок при сертификации.
Рассмотрение декларации о соответствии заимствовано из практики сертификации в ЕС. Этот способ доказательства соответствия. который предъявляет первая сторона (изготовитель), предполагает, что руководитель предприятия представляет в орган по сертификации заявление о соответствии (см. рис. 4.3), прилагая к нему протоколы испытаний, а также информацию об организации на предприятии контроля качества продукции. Этот способ доказательства используют при сертификации продукции с высокой репутацией на рынке (схема 6а), продукции, выпущенной малой партией, или единичного изделия (схема 9), а также при сертификации скоропортящейся продукции (схема 9а).
Проверка производства, в ходе которой анализируется технологический процесс, проводится при сертификации по схемам За, 5, 6а. 9а наряду с испытаниями для повышения объективности оценки, стабильности качества продукции. Для оценки производства скоропортящейся продукции (схема 9а) этот способ доказательства является главным, так как сроки годности продукции меньше времени, необходимого для организации и проведения испытаний в испытательной лаборатории.
Инспекционный контроль предусмотрен в большинстве схем. Его проводят периодически после выдачи сертификата с целью подтверждения заданного уровня качества продукции в течение всего срока действия документа Инспекционный контроль может проводиться в форме испытаний образцов (схемы За, 5, 9а) и/или контроля стабильности функционирования сертифицированной системы качества продукции.
Органы по сертификации
Требования к органам по сертификации. Орган по сертификации в Национальной системе сертификации может создаваться при организации, имеющей статус юридического лица. При этом организация должна быть независимой от сторон, заинтересованных в результатах сертификации, располагать необходимыми средствами для обеспечения проведения работ по сертификации.
Независимость органа определяется отсутствием совместной хозяйственной деятельности в области разработки, производства, реализации, ремонта и технического обслуживания продукции.
В качестве органа по сертификации могут быть аккредитованы организации государственной формы собственности, специально созданные для проведения таких работ, а по решению Республиканского органа по сертификации — и любой другой формы собственности.
Организация, претендующая на аккредитацию в качестве органа по сертификации, должна располагать следующими необходимыми средствами и документацией на процедуры, позволяющими проводить работу по сертификации:
— экономическими средствами, обеспечивающими проведение работ по сертификации;
— оптимизированной организационной структурой;
— квалифицированным, прошедшим специальную подготовку персоналом;
— документированной системой качества и организационно-методическими документами, устанавливающими правила и порядок проведения работ по сертификации;
— актуализированным фондом нормативных документов на продукцию и методы испытаний в соответствии с областью аккредитации.
Основными функциями органа по сертификации являются:
— организация и проведение работ по сертификации;
— разработка и актуализация организационно-методических документов;
— организация подготовки и повышения квалификации персонала;
— контроль функционирования и совершенствование внутренней системы качества;
Координацию, методическое руководство и контроль за деятельностью органа осуществляет Республиканский орган по сертификации.
Персонал органа по сертификации. Формирование органа по сертификации возможно при наличии персонала достаточной численности (не менее трех экспертов-аудиторов по качеству), который имеет специальную профессиональную подготовку, технические знания и опыт работы, необходимые для выполнения предписанных функций.
Требования к образованию, квалификации, стажу работы по специальности, должностные обязанности, права и ответственность всех сотрудников органа по сертификации устанавливаются должностными инструкциями, которые утверждаются руководителем органа по сертификации. Должностные инструкции пересматрива-
79 ются в случае изменения квалификационных требований или функциональных обязанностей сотрудника.
Функции персонала органа по сертификации заключаются в:
— проведении экспертизы представленных заявителем материалов на соответствие требованиям стандартов, применяемых при сертификации;
— анализе документации (нормативной, конструкторской, технологической) на продукцию;
— разработке программ проведения работ;
— проведении комплекса работ по сертификации продукции;
— рассмотрении официальных протоколов сертификационных испытаний и документов по оценке состояния производства;
— проведении экспертизы иностранных сертификатов соответствия и выработке предложений об их признании;
— разработке программ инспекционного контроля за сертифицированной продукцией и их реализации;
Для достижения высокого качества работ по сертификации все сотрудники органа по сертификации не реже одного раза в три года повышают свой технический уровень и профессиональное мастерство путем:
— целенаправленного обучения в учебных учреждениях, определенных Республиканским органом по сертификации для подготовки и повышения квалификации экспертов-аудиторов, а также в международных, межгосударственных и национальных организациях, занимающихся подготовкой специалистов;
— участия в работе семинаров, конференций, симпозиумов в соответствии с планом работы органа по сертификации.
В работах по сертификации принимают участие персонал Республиканского органа по сертификации, органы по сертификации конкретных видов продукции, услуг, систем качества, персонала, специалисты предприятий-изготовителей, поставщики продукции.
Главными участниками работ являются эксперты-аудиторы — лица, аттестованные на право проведения одного или нескольких видов работ в области сертификации.
Экспертами-аудиторами могут быть специалисты различных областей деятельности, которые имеют соответствующую теоретическую и профессиональную подготовку, обладают комплексом необходимых личных качеств и аттестованы Республиканским органом по стандартизации, метрологии и сертификации.
Эксперт-аудитор по качеству должен иметь высшее образование и практический стаж работы после окончания высшего учебного заведения не менее четырех лет, из них не менее двух лет в области обеспечения качества.
Эксперт-аудитор осуществляет свою деятельность в одном из следующих направлений:
— сертификация продукции;
— сертификация услуг;
— сертификация систем качества;
— сертификация персонала.
После соответствующей подготовки он может быть аттестован на право проведения работ по нескольким направлениям.
Для руководства работ по сертификации из числа экспертов-аудиторов назначается главный эксперт-аудитор по качеству, который наделяется полномочиями принимать окончательные решения по проведению проверки. Он несет полную ответственность за все этапы проверки, определяет квалификационные требования к экспертам-аудиторам по качеству, распределяет обязанности между участниками проверки, разрабатывает программу проверки. Главный эксперт-аудитор обязан своевременно информировать проверяемого о наличии опасных несоответствий и незалмедлитель-но в четкой, ясной, убедительной и достаточно краткой форме представлять отчет о проверке.
Аттестация эксперта-аудитора по качеству. Аттестацию эксперта-аудитора по качеству проводит комиссия по аттестации Республиканского органа по сертификации. К моменту аттестации, соискатель должен иметь необходимую теоретическую и профессиональную подготовку.
Для аттестации эксперта-аудитора установлены требования к минимально допустимому количеству процедур сертификации, проведенных в том направлении экспертной деятельности, по которому аттестуется соискатель. Для эксперта-аудитора по сертификации продукции или услуг устанавливается пять обязательных аудитов, по сертификации систем качества — четыре, включая анализ документации, фактическую деятельность по проверкам и подготовку отчетов о них, по сертификации персонала — гри.
При положительных результатах аттестации Республиканский орган по сертификации выдает сертификат, который дает право проведения работ в заявленной области.
Работа эксперта-аудитора по качеству оценивается каждые три года. При переаттестации анализируется его деятельность за предыдущий период. Результаты переаттестации ложатся в основу принимаемого решения о продлении (аннулировании) сертификата.
Аннулирование сертификатов экспертов-аудиторов Сертификат эксперта-аудитора по качеству может быть аннулирован Республиканским органом по сертификации в случае повторных грубых нарушений при проведении проверок, связанных с непрофессионализмом, необъективностью, несоблюдением конфиденциальности информации, нарушением этических норм и правил, а также при прекращении практической деятельности в тече-
81 ние трех лет. О принятом решении эксперт-аудитор уведомляется письменно. Он исключается из Реестра Системы и обязан возвратить аннулированный сертификат в орган, его выдавший.
Порядок проведения сертификации
Сертификация отечественной и импортируемой продукции проводится по одним и тем же правилам и процедурам, осуществляется комиссией, назначенной руководителем органа по сертификации, и, как правило, предусматривает проведение следующих работ (рис. 1.12):
— подачу заявки на сертификацию и представление материалов, прилагаемых к ней;
Рис. 1.12. Порядок проведения сертификации
— анализ заявки на правильность заполнения и представленных документов на достаточность;
— принятие решения по заявке, в том числе выбор схемы сертификации и аккредитованной испытательной лаборатории для проведения сертификационных испытаний;
— анализ документации (нормативной, конструкторской, технологической) на продукцию;
— идентификацию продукции и отбор образцов продукции;
— испытания образцов продукции;
— анализ состояния производства или сертификацию системы качества (если это предусмотрено схемой сертификации);
— анализ полученных результатов и принятие решения о возможности выдачи сертификата соответствия (далее — сертификата);
— регистрацию и выдачу сертификата, а также соглашения по сертификации между органом по сертификации и заявителем;
— инспекционный контроль за сертифицированной продукцией (в соответствии со схемой сертификации);
— корректирующие мероприятия при нарушении соответствия продукции и (или) условий производства установленным требованиям и неправильном применении знака соответствия;
— информацию о результатах сертификации;
— рассмотрение апелляций.
Рассмотрим более подробно ключевые этапы проводимых в ходе сертификации работ.
Отбор образцов для испытаний. Испытания в целях сертификации продукции проводятся на образцах или типовых представителях продукции, представленной к сертификации, конструкция, состав и технология изготовления которых должны быть такими же, как у сертифицируемой продукции.
Отбор, маркировку, пломбирование образцов для испытаний и документирование процедуры отбора образцов осуществляет в соответствии с решением органа по сертификации представитель органа по сертификации. Отбор образцов осуществляется в присутствии заявителя с оформлением акта отбора образцов. Количество образцов, порядок их отбора, идентификация, хранение и транспортирование должны соответствовать требованиям нормативной документации.
Проведение идентификации продукции обеспечивает ее прослеживаемость — способность выявить предысторию, использование или местонахождение единицы продукции.
Идентификация продукции предусматривает проверку соответствия маркировки продукции (указания изготовителя, даты изготовления, нормативного документа, в соответствии с которым изготовлена продукция), номера партии, а также объемов представленной партии, совпадения информации, указанной на упа-
83 ковке и в товарно-транспортных документах (при сертификации партии продукции) и др.
Проведение испытаний для сертификации. Сертификационные испытания продукции проводятся в испытательной лаборатории (центре), аккредитованной на техническую компетентность и независимость, область аккредитации которой соответствует испытываемой продукции и видам испытаний.
Под аккредитацией лаборатории понимается официальное признание того, что испытательная лаборатория правомочна осуществлять конкретные испытания или конкретные типы испытаний. Техническая компетентность определяется наличием необходимой материальной и нормативной базы и персонала соответствующей квалификации. Независимость имеет место в случае, когда испытания производятся в лаборатории, которая административно и финансово не связана с производителем и потребителем продукции.
При отрицательных результатах испытаний работы по сертификации прекращаются. Заявителю направляется решение с обоснованием отказа от дальнейшего проведения работ по сертификации продукции. Решение о возобновлении работ принимается органом по сертификации в каждом конкретном случае индивидуально.
Выдача сертификата соответствия. Сертификат выдается на продукцию, выпускаемую серийно, на партию продукции или на каждое изделие в зависимости от выбранной схемы сертификации. Если сертификационные испытания по отдельным показателям проводились в разных испытательных лабораториях (центрах), то решение о выдаче сертификата принимается только при наличии всех необходимых протоколов с положительными решениями. В случае, когда по какому-либо показателю продукции уже имеется сертификат соответствия, выданный или признанный в рамках Национальной системы сертификации Республики Беларусь, испытания по данному показателю могут не проводиться, а этот сертификат указывается в выдаваемом сертификате.
Сертификат бывает двух видов. Сертификат серии А выдается на продукцию, если она отвечает установленным требованиям безопасности жизни и здоровья людей, охраны окружающей среды или требованиям, установленным в качестве контролируемых при обязательной сертификации. Сертификат серии Б — на продукцию, соответствующую установленным отдельным требованиям нормативных документов, которые определены заявителем и не являются обязательными (при условии ее безопасности для жизни и здоровья людей и окружающей среды)
Срок действия сертификата на серийную продукцию (не более чем три года) устанавливается органом по сертификации в зависимости от схемы сертификации с учетом специфики продукции
«4
и ее производства. В случае, если при выдаче сертификата учитывается сертификат, выданный ранее по какому-либо отдельному показателю (показателям), или сертификат на систему качества, срок действия выдаваемого сертификата устанавливается с учетом
срока действия ранее полученных документов.
Применение знака соответствия. На продукцию, выпускаемую серийно, на которую выдан сертификат, может наноситься знак соответствия Национальной системы сертификации по РСТ Беларуси 915. Форма знака соответствия определяется перечнем
требований, на соответствие
Формы национального знака соответствия, для продукции, отвечающей установленным требованиям безопасности жизни и
которым проводится процедура сертификации (рис 1 13).
Знак соответствия проставляется на изделие и (или) этикетку (ярлык), тару, потребительскую упаковку, сопроводительную техническую
здоровья людей, охраны окружающей среды
для продукции, отвечающей более широкому кругу показателей
Рис. 1.13. Знак соответствия
документацию
Копирование сертификатов Копирование сертификатов производится только с использованием специальных защищенных бланков установленного образца для копий органом по сертификации, выдавшим сертификат, или территориальным органом Госстандарта
Бланки и копии сертификатов являются документами, подлежащими учету в соответствии с установ
ленным порядком
Выдача дубликата сертификата. Выдача дубликата сертификата производится при утере (порче) заявителем подлинника сертификата. В этом случае заявитель информирует об утере сертификата орган по сертификации, выдавший сертификат. и направляет заявку в произвольной форме на выдачу дубликата сертификата
На бланке дубликата сертификата в графе «Особые отметки»
указывается дата выдачи дубликата.
При утере подлинника сертификата на партию продукции орган по сертификации проводит идентификацию нереализован-
ной продукции, после чего заявителю выдается дубликат утерянного сертификата. В графе «Особые отметки» указывается остаток партии и дата выдачи дубликата.
УЛ
Дубликат сертификата регистрируется под тем же номером, что и подлинник, при этом в правом верхнем углу бланка сертификата проставляется штамп «ДУБЛИКАТ».
Дубликаты сертификатов продлению не подлежат
Информация о выдаче дубликата сертификата вносится в Реестр Системы.
Реестр Системы
Реестр Системы — учетный документ для регистрации сертифицированной продукции, услуг, систем качества, персонала, а также подсистем сертификации, аккредитованных органов по сертификации и систем сертификации других государств, признанных Республиканским органом по сертификации.
Реестр Системы ведется Республиканским органом по сертификации в целях:
— учета объекта сертификации, участников работ и документов сертификации:
— придания юридической силы сертификатам соответствия и сертификатам компетентности,
— создания централизованной информационной базы данных и обеспечения заинтересованных предприятий и организаций необходимой информацией при соблюдении конфиденциальности информации, составляющей коммерческую тайну.
Ведение Реестра предусматривает регистрации? объектов сертификации, участников работ и документов, а также внесение информации о приостановлении действия сертификатов и аттестатов или об их аннулировании. Срок регистрации не более трех дней после принятия соответствующего решения органом но сертификации. Документы, представляемые на регистрацию, и копии сертификатов и аттестатов составляют фонд Реестра и подлежат учету и хранению в органах, их выдавших, в течение срока действия документа и пяти лет после окончания его действия.
Актуализация информационной базы осуществляется два раза в месяц.
Официальная информация о результатах работ по сертификации в Национальной системе сертификации РБ публикуется в издаваемом ежеквартальном Госстандартом научно-практическом журнале «Новости Стандартизация и сертификация».
2. МЕТРОЛОГИЧЕСКИЕ ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
2.1. ВИДЫ И МЕТОДЫ ИЗМЕРЕНИЙ
В настоящее время основные термины и определения в области метрологии определены нормативным документом РГМ 29-99, на базе которого подготовлен соответствующий предварительный стандарт Республики Беларусь. Ниже представлены материалы, которые в основном заимствованы из указанных документов и, по необходимости, дополнены рядом логически обоснованных терминов и определений.
Измерение — нахождение значения физической величины опытным путем с помощью специальных технических средств.
Рассмотрим некоторые свойства измерений и средства измерений, характеризующие их основные качества.
Точность измерений — качество измерений, отражающее близость их результатов к истинному значению измеряемой величины.
Примечания: 1. Высокая точность измерений соответствует малым погрешностям всех видов, как систематических, так и случайных. 2. Количественно точность может быть выражена обратной величиной модуля относительной погрешности. Например, при значении относительной погрешности 0,1 % точность измерений будет равна
Т = 0,1/100 = 1000.
Поскольку любой результат измерений получают с некоторой погрешностью, возникает необходимость оценки ее характера и значения. Обобщенные характеристики погрешности используют для оценки точности измерения. Точность многократных измерений можно характеризовать такими их свойствами, как правильность, сходимость и воспроизводимость измерений.
Правильность измерений — качество измерений, отражающее близость к нулю систематических погрешностей в их результатах.
Сходимость измерений — качество измерений, отражающее близость друг к другу результатов измерений, выполняемых в одинаковых условиях.
Здесь под условиями понимается весь комплекс обстоятельств, определяющий проведение измерений. Одинаковыми должны быть не только условия в узком смысле слова (влияющие величины, оказывающие нежелательное воздействие на измеряемый объект и средства измерений), но и средства измерений, и операторы, должно также соблюдаться единообразие измерительной процедуры.
Воспроизводимость измерений — качество измерений, отражающее близость друг к другу результатов измерений, выполняемых в различных условиях (в различное время, в разных местах, разными методами и средствами).
Для обеспечения сопоставимости результатов измерений в рамках страны или в международном масштабе необходимо обеспечить единство измерений. Единство измерений — состояние измерений, при котором их результаты выражены в узаконенных единицах и погрешности измерений известны с заданной вероятностью.
Одним из необходимых условий обеспечения единства измерений является единообразие средств измерений — состояние средств измерений, характеризующееся тем, что они проградуированы в узаконенных единицах и их метрологические свойства соответствуют нормам.
Высокий уровень сходимости измерений соответствует малым значениям случайных погрешностей многократных измерений одной и той же физической величины с использованием одной методики выполнения измерений. В качестве упрощенной оценки сходимости может быть использован такой параметр, как размах результатов измерений:
х> _ V _ V
11 Лтах ^min •
Геометрическое представление о размахе R результатов измерений можно получить на точечной диаграмме результатов многократных измерений одной и той же физической величины, которая строится в координатной системе «измеренные значения X — номер измерения N». Точечная диаграмма в определенных случаях позволяет высказать некоторые суждения и о правильности измерений. Например, устойчивая тенденция изменения результатов измерений свидетельствует о наличии в серии переменных систематических погрешностей. Выполнение нескольких серий многократных измерений одной и той же физической величины с использованием разных методик выполнения измерений позволяет оценить воспроизводимость измерений и получить предварительную оценку систематических постоянных погрешностей, присущих заведомо менее точным МВИ.
Для систематизации подхода к измерению, для выявления и оценки погрешностей необходимо классифицировать сами измерения (рис. 2.1).
В соответствии со стандартным определением метод измерений — совокупность приемов использования принципов и средств измерений. Излишняя широта этого определения приводит к описаниям методов измерений с классификацией но разным признакам. В результате научно-техническая и учебная литература содержит множество наименований методов, не включенных в стандартную терминологию (например, абсолютный ме-
Рис. 2.1. Виды и методы измерений
тод, косвенный метод, бесконтактный метод, интерференционный метод и ряд других).
Стандарт определяет значительное число методов измерений, но всех разновидностей измерений эти методы не покрывают Для того чтобы избавиться от путаницы, предлагается укрупненное деление измерений на виды (с различными основаниями классификации), а также классификация методов измерений в зависимости от приемов использования мер в явном или опосредованном виде.
К видам измерений (если не разделять их по видам измеряемых физических величин на линейные, оптические, электрические и др? можно отнести измерения:
— прямые и косвенные,
— совокупные и совместные,
— абсолютные и относительные,
— однократные и многократные,
— технические и метрологические,
— равноточные и неравноточные,
— равнорассеянные и неравнорассеянные,
— статические и динамические.
Прямые и косвенные измерения различают в зависимости от способа получения результата измерений.
Прямые измерения отличаются той особенностью, что искомое значение величины определяют непосредственно по устройству отображения измерительной информации применяемого средства измерений. Формально без учета погрешности измерения они могут быть описаны выражением
где Q — измеряемая величина, X — результат измерения.
Косвенные измерения — измерения, при которых искомое значение величины находят на основании известной зависимости между этой величиной и величинами, подвергаемыми прямым измерениям. Формальная запись такого измерения
Q = F(X, У.
где X, Y, Z,... — результаты прямых измерений.
Принципиальной особенностью косвенных измерений является необходимость обработки (преобразования) результатов вне прибора (на бумаге, с помощью калькулятора или компьютера) в противоположность прямым измерениям, при которых прибор выдает готовый результат. Классическими примерами косвенных измерений можно считать нахождение значения угла треугольника по измеренным длинам сторон, определение площади треугольника или другой геометрической фигуры и т.п.
Прямые и косвенные измерения характеризуют измерения некоторой конкретной одиночной физической величины. Измерение любого множества физических величин классифицируется в соответствии с однородностью (или неоднородностью) измеряемых величин.
При совокупных измерениях осуществляется измерение нескольких одноименных величин, например длин L\. Lz, Ьл и т.д. Подобные измерения выполняют на специальных устройствах для одновременного измерения ряда геометрических параметров валов
Совместные измерения подразумевают измерение нескольких неодноименных величин (X, У, Z и т.д.). Примерами таких измерений могут быть комплексные измерения электрических, силовых и термодинамических параметров электродвигателя или одновременные измерения длин и температур для нахождения температурного коэффициента линейного расширения.
Для отображения результатов, получаемых при измерениях, могут быть использованы разные шкалы, в том числе градуированные в единицах измеряемой физической величины либо в некоторых относительных единицах, включая неименованные. В соответствии с этим принято различать абсолютные и относительные измерения.
По числу повторных измерений одной и той же величины различают однократные и многократные измерения, причем многократные измерения проводят или для страховки от грубых погрешностей, или для математической обработки результатов (расчет средних значений, статистическая обработка и др.). В зависимости от поставленной цели число повторных измерений может колебаться в широких пределах (от двух измерений до нескольких десятков и даже сотен).
В зависимости от планируемой точности измерения делят на технические и метрологические, а от реализованной точности и от степени рассеяния результатов при многократном повторении измерений одной и той же величины — на равноточные и неравноточные, а также равнорассеянные и неравнорассеянные.
Технические измерения выполняют с заранее установленной точностью, иными словами, при таких измерениях погрешность не должна превышать заранее заданного значения.
Метрологические измерения выполняют с максимально достижимой точностью, добиваясь минимальной (при имеющихся ограничениях) погрешности измерения.
В тех случаях, когда точность результата измерений не имеет принципиального значения, а цель измерений состоит в приблизительной оценке неизвестной физической величины, прибегают к ориентировочным измерениям, погрешность которых может колебаться в достаточно широких пределах, поскольку любая реализуемая в процессе измерений погрешность принимается за допустимую.
Общность метрологического подхода ко всем этим видам измерений состоит в том, что при любых измерениях определяют значения реализуемых погрешностей, без чего невозможна достоверная оценка результатов.
Оценка равноточности и неравноточности, а также равнорассеянности и неравнорассеянности результатов измерений зависит от выбранных значений предельных мер расхождения точности или оценок рассеяния. Допустимые расхождения оценок устанавливают в зависимости от задачи измерения.
Равноточными называют серии измерений для которых оценки погрешностей можно считать практически одинаковыми, а к неравноточным относят измерения с различающимися погрешностями. Измерения считают равнорассеянными или не
равнорассеянными в зависимости от совпадения или различия оценок случайных составляющих погрешностей измерений сравниваемых серий.
Статические и динамические измерения наиболее логично рассматривать в зависимости от режима получения средством измерения входного сигнала измерительной информации. При измерении в статическом (квазистатическом) режиме скорость изменения входного сигнала несоизмеримо ниже скорости его преобразования в измерительной цепи и результаты фиксируются без динамических искажений.
При измерении в динамическом режиме появляются дополнительные динамические погрешности, связанные со слишком быстрым изменением либо самой измеряемой физической величины, либо входного сигнала измерительной информации, поступающего от постоянной измеряемой величины. Например, в подшипниковой промышленности при измерении диаметров тел качения (постоянных физических величин) с использованием контрольносортировочных автоматов скорость изменения измерительной информации на входе может оказаться соизмеримой со скоростью измерительных преобразований в цепи прибора.
Различают два основных метода измерений: метод непосредственной оценки и метод сравнения с мерой.
При использовании метода непосредственной оценки значение измеряемой физической величины определяют непосредственно по отсчетному устройству прибора прямого действия. Суть метода непосредственной оценки, как и любого измерения, состоит в сравнении измеряемой величины с мерой, принятой за единицу, но в этом случае мера «заложена» в измерительный прибор опосредованно. Прибор осуществляет преобразование входного сигнала измерительной информации, соответствующего всей измеряемой величине, после чего и происходит оценка ее значения.
Метод сравнения с мерой характеризуется тем, что измеряемая величина сравнивается с известной аналогичной величиной, которая воспроизводится мерой.
Принципиальные различия между двумя основными методами измерений заключаются в том, что метод непосредственной оценки реализуется с помощью приборов без применения мер в явном виде, а метод сравнения с мерой связан с обязательным использованием овеществленной меры. Меры воспроизводят с выбранной точностью физическую величину определенного (близкого к измеряемой) размера. Примерами мер являются гири, концевые меры длины или угла, резисторы и т.д.
Метод сравнения с мерой реализуется в нескольких разновидностях, среди которых различают:
— дифференциальный и нулевой методы,
— метод совпадений,
— методы замещения и противопоставления.
Дифференциальный и нулевой методы отличаются друг от друга в зависимости от степени приближения размера, воспроизводимого мерой, к измеряемой величине.
Дифференциальный метод измерений — метод сравнения с мерой, в котором на измерительный прибор воздействуем разность измеряемой величины и известной величины, воспроизводимой мерой.
Нулевой метод измерений — метод сравнения с мерой, в котором результирующий эффект воздействия величин на прибор сравнения доводят до нуля.
Метод совпадений — метод сравнения с мерой, в котором значение измеряемой величины оценивают, используя совпадение ее с величиной, воспроизводимой мерой (т.е. с фиксированной отметкой на шкале физической величины). Для оценки совпадения используют прибор сравнения или органолептику, фиксируя появление определенного физического эффекта (стробоскопический эффект, совпадение резонансных частот, плавление или застывание индикаторного вещества при достижении определенной температуры и другие физические эффекты).
В зависимости от одновременности или неодновременности воздействия на прибор сравнения измеряемой величины и величины, воспроизводимой мерой, различают методы замещения и противопоставления.
Метод замещения — метод сравнения с мерой, в котором измеряемую величину замещают известной величиной, воспроизводимой мерой, то есть эти величины воздействуют на прибор последовательно.
Метод противопоставления — метод сравнения с мерой, в котором измеряемая величина и величина, воспроизводимая мерой, одновременно воздействуют на прибор сравнения, с помощью которого устанавливается соотношение между этими величинами.
Примеры:
— измерение диаметра цилиндрической поверхности детали штангенциркулем в одном сечении — прямое абсолютное однократное (при повторении многократное) статическое измерение, выполняемое методом непосредственной оценки;
— нахождение значения угла прямоугольного треугольника по результатам измерений его сторон — косвенное измерение плоского угла, при котором осуществляются прямые абсолютные статические измерения линейных величин. Методы прямых измерений зависят от конкретной выбранной реализации;
— определение плотности материала по результатам измерений размеров (длин) образца и его массы — косвенное измерение искомой величины, требующее совместных измерений разноимен-
93 ных величин (длины и массы) и совокупных измерений нескольких одноименных физических величин (длин). Вычисляемый объем в этом случае также можно рассматривать как результат косвенного измерения.
Для оценки метода измерений предлагается ответить на следующие вопросы:
а) применяется ли мера для воспроизведения физической величины в явном виде?
б) измеряются или сводятся к нулю значения отклонений физической величины от известного значения меры?
Отрицательный ответ на первый вопрос означает, что мы имеем дело с методом непосредственной оценки. Положительный ответ на этот вопрос позволяет утверждать, что применяется метод сравнения с мерой. Если при этом значение разности измеряемой величины и меры доводится до нуля, реализуется нулевой метод измерений (иногда его называют методом полного уравновешивания), а если разность этих значений алгебраически суммируется со значением меры — дифференциальный метод.
Если в ходе измерения мера и измеряемый объект последовательно воздействуют на вход средства измерений (СИ), '<замещая» друг друга, реализуется метод замещения. Например, измерительная головка на стойке настраивается по плоскопараллельной концевой мере длины, после чего мера убирается и замещается контролируемой деталью.
Некоторые приборы (весы, измерительные мосты и др.) обеспечивают возможность одновременного воздействия на них меры и измеряемой физической величины. С помощью таких приборов реализуется метод противопоставления.
2.2. ПОГРЕШНОСТИ ИЗМЕРЕНИЙ
Погрешность измерения — отклонение результата измерения от истинного значения измеряемой величины. Формально погрешность можно представить выражением
A=X-Q,
где А — абсолютная погрешность измерения; X — измеренное значение физической величины; Q — физическая величина (истинное значение физической величины).
Классификация погрешностей измерений (рис. 2.2) может осуществляться по разным классификационным признакам (основаниям), например по формам их выражения (абсолютные и относительные погрешности), по формам используемых оценок (доверительные границы, предельные, средние арифметические, средние квадратические значения, значения размаха и др.), а также по источникам возникновения (инструментальные, погрешности метода и т.д.), по значимости (значимые, пренебрежимо малые). По харак-
теру проявления наиболее часто погрешности делят на случайные, систематические и грубые. Специфический характер носит деление погрешностей на статические и динамические.
Общеприняты и практически непротиворечивы классификации погрешностей измерений по формам их выражения. Абсолютные погрешности выражают в единицах измеряемой величины, а
Рис. 2.2. Погрешности измерений
95 относительные, которые представляют собой отношение абсолютной погрешности к значению измеряемой величины, могут быть выражены в неименованных или именованных относительных единицах, например в процентах или в промилле. Формальное выражение относительной погрешности (ДОтн) может быть представлено в виде:
Доти — A/Q, где Д — абсолютная погрешность измерения; Q — истинное значение физической величины.
Либо, принимая во внимание незначительное для данного выражения различие между истинным значением физической величины Q и результатом ее измерения X, можно записать
Дотн — д/х, а при использовании именованной относительной погрешности, выраженной в процентах:
Доти — (Д/QHOO %.
Для характеристики средств измерений иногда используют такой специфический класс относительных погрешностей, как приведенные погрешности, т.е. отношение абсолютной погрешности к некоторой нормирующей величине.
Дпр — (Д/Хнор)100 %.
В качестве нормирующей величины ХНОр могут использоваться верхний предел измерений, больший из модулей пределов измерений (если нулевое значение находится внутри диапазона измерений, а верхний и нижний пределы не одинаковы по модулю) и др., оговоренные ГОСТ 8.401-80.
Классификации погрешностей измерений по источникам возникновения несколько разнообразней и запутанней. Очевидно, что не может быть абсолютно строгой классификации источников погрешностей, поскольку погрешности метода связаны с выбранным средством измерений, дискомфортные условия измерений приводят к увеличению субъективных погрешностей и т.д. Поскольку деление погрешностей по источникам их возникновения не является самоцелью, а используется только для выявления составляющих, наиболее логичным представляется следующее деление погрешностей по источникам их возникновения:
— инструментальные погрешности (погрешности средств измерений или аппаратурные погрешности),
— погрешности метода (методические погрешности измерения);
— погрешности «условий» (погрешности из-за отличия условий измерения от нормальных);
— субъективные погрешности (погрешности оператора, личные или личностные погрешности).
К инструментальным погрешностям относят все погрешности применяемых в данной методике средств измерений и вспомогательных устройств, например погрешности прибора, мер для его настройки, установочных узлов или соединительных проводов и т.д. Так, при измерении диаметра детали индикатором часового типа на стойке инструментальные погрешности складываются из погрешностей самой измерительной головки, погрешностей стойки и погрешностей блока концевых мер или аттестованной детали, на которую настраивался прибор.
Погрешности метода могут возникать из-за теоретических допущений, принятых при измерении или обработке результатов, а также используемых в ходе измерительного преобразования приближений и упрощений (несоответствие процесса измерительного преобразования его идеальной модели). Другой возможной причиной погрешностей метода является идеализация реального объекта измерений (его несоответствие идеализированной модели, положенной в основу процесса измерения).
Например, при косвенных измерениях больших диаметров, когда рулеткой измеряют длину окружности, а затем рассчитывают диаметр, теоретическая погрешность метода будет присутствовать в любом случае из-за трансцендентности числа тс. Аналогично возникают погрешности метода при измерении площади круглых сечений, объема и плотности материала тел с такими сечениями.
При измерении азимута по магнитному компасу погрешность метода возникает из-за несовпадения магнитных и географических полюсов Земли.
Измерение параметров электрической цепи специально подключаемым прибором приводит к изменению структуры цепи из-за подключения дополнительной нагрузки. Результаты измерений электрических параметров объектов могут искажаться также из-за наличия присоединительных проводов, меняющихся переходных сопротивлений в местах присоединения чувствительных элементов (щупов) измерительных приборов.
Измерение массы взвешиванием на рычажных весах с гирями в воздушной среде обычно осуществляют без учета воздействия на меры и объект выталкивающей архимедовой силы.
Как правило, погрешности из-за принятых допущений пренебрежимо малы, но в случае прецизионных измерений их приходится учитывать или компенсировать.
Появление погрешности метода из-за идеализации реального объекта измерений можно рассмотреть на примере измерения диаметра детали измерительной головкой на стойке. Оно может быть связано с неидеальной формой номинально цилиндрической поверхности. В частности, измерение детали с седлообразной поверхностью приведет к появлению методической погрешности, примерно равной отклонению образующей от прямолинейности. Очевидно,
97 что подобная идеализация формы объекта линейных измерений может привести к возникновению погрешностей, в ряде случаев существенно превышающих инструментальную составляющую.
При измерении плотности номинально компактного твердого тела его неидеальность может быть связана с наличием необнаруженных полостей или инородных включений.
Значения параметров твердости и шероховатости поверхностей деталей, определяемые на конкретном участке, могут отличаться от параметров на других участках той же поверхности.
Нормальные условия измерений связаны с понятием влияющих физических величин, которые не являются измеряемыми, но оказывают влияние на результаты измерений. Пределы допустимых изменений таких величин или их отклонений от номинальных значений ограничивают, как правило, нормальной областью значений (для обеспечения нормальных условий) или рабочей областью значений (для обеспечения рабочих условий измерений).
К погрешностям из-за несоблюдения нормальных условий измерений следует отнести все составляющие погрешности измерения, которые вызваны воздействием на измеряемый объект и средства измерений любой влияющей физической величины, отличающейся от номинальной и выходящей за пределы нормальной области значений. Нормальные условия измерений устанавливаются таким образом, чтобы погрешности «условий» оказались пренебрежимо малыми.
Влияющие физические величины обычно обусловлены температурными, электромагнитными и другими полями, наличием вибраций, избыточной влажностью. Есть множество других факторов, которые могут привести к искажению самой измеряемой величины и (или) измерительной информации о ней. Поиск влияющих велггчин осуществляется при анализе конкретной методики выполнения измерений.
Следует внимательно относиться к дополнительным погрешностям средств измерений из-за действия влияющих величин, поскольку учет только этих составляющих может привести к «потере» результатов воздействия влияющих величин на объект измерения.
Субъективные погрешности включают погрешности отсчитывания и погрешности манипулирования средствами измерений и измеряемым объектом. При измерениях часто приходится оперировать устройствами совмещения, настройки и корректировки нуля, арретирования, базирования СИ и измеряемого объекта или другими устройствами присоединения СИ к объект^’ для снятия сигнала измерительной информации.
Погрешности отсчитывания возникают при использовании аналоговых средств измерений с устройством выдачи измерительной информации типа шкала — указатель. При положении указа-
теля между отметками шкалы отсчитывание осуществляется либо с округлением до ближайшего деления, либо с интерполированием доли деления на глаз. В случае, если плоскости шкалы и указателя не совпадают, возможно возникновение погрешности отсчитывания из-за параллакса при «косом» направлении взгляда оператора. Очевидно, что погрешности отсчитывания в рассмотренной интерпретации невозможны при использовании «цифровых» приборов.
Принятое некоторыми авторами деление субъективных погрешностей на погрешности присутствия и погрешности действия нелогично. В этом случае под погрешностями присутствия понимают те, которые вызваны температурным и другими полями оператора. Более правильно здесь рассматривать оператора как один из источников возмущения, вызывающих искажение условий измерения.
По значимости все погрешности (составляющие и суммарные) можно делить на значимые и пренебрежимо малые. К пренебрежимо малым составляющим погрешностям относят погрешности, значительно меньшие по сравнению с доминирующими. Эти погрешности при суммировании всех составляющих практически не оказывают влияния на окончательный результат. К ним, например, можно отнести любые случайные составляющие, которые на порядок меньше доминирующих погрешностей.
Погрешность измерения (суммарную) считают пренебрежимо малой, если отягощенный ею результат измерений может считаться действительным значением измеряемой величины. Иными словами, для установления действительного значения измеряемой физической величины следует предварительно выбрать допустимую погрешность измерений, которая и будет представлять собой предел пренебрежимо малого значения погрешности результата измерений.
Стандартные определения статической и динамической погрешностей приведены в качестве погрешностей средств измерений. Динамической погрешностью средства измерений в соответствии со стандартом называется составляющая погрешности, дополнительная к статической и возникающая при измерении в динамическом режиме. В соответствии с определением
Адин — Ад р — Дет р, где Ддин — динамическая погрешность средства измерения, Адр — погрешность средства измерения при использовании его в динамическом режиме; Астр — статическая погрешность средства измерения (погрешность при использовании средства измерений в статическом режиме).
При этом статической называется погрешность измерения постоянной величины, что несколько сужает понятие динамических измерений. Фактически динамический режим измерений может быть связан как с измерением изменяющейся величины, так и с
99 измерением величины постоянной. И в том и в другом случае возможна слишком высокая скорость «подачи информации» на средство измерений.
Например, в контрольно-сортировочных автоматах для измерения диаметров тел качения подшипников измеряется постоянная физическая величина — длина. Но из-за необходимости обеспечить высокую производительность автомата скорость изменения входного сигнала измерительной информации может оказаться соизмеримой со скоростью преобразования измерительной информации средством измерения. Из-за «запаздывания» измерительного преобразователя возникают динамические погрешности.
Поскольку речь идет не столько о средствах измерений, сколько об их работе в специфическом режиме, погрешность следует рассматривать не как сугубо инструментальную, а более широко. Динамическая погрешность — составляющая итоговой (суммарной) погрешности измерения, которая обусловлена динамическим режимом измерений.
В метрологической литературе встречаются разные классификации погрешностей измерений по характеру их проявления (изменения). Стандартное деление погрешностей на систематические, случайные и грубые не всегда удается однозначно реализовать из-за неудачных определений в стандарте и их произвольной трактовки. Неопределенность механизмов разделения погрешностей иногда приводит к нелепым ситуациям. Например, в словаре-справочнике «Основные термины в области метрологии» под редакцией Ю.В. Тарбеева (М.: Издательство стандартов, 1989) погрешности метода, «условий» и субъективные названы систематическими, а об инструментальной скромно сказано, что «в последние годы в нее стали включать случайную составляющую». Такая позиция характерна и для других метрологических источников, но неправильна, поскольку без каких-либо оснований увязывает характер составляющей погрешности измерений с источником ее появления.
Поскольку одни и те же погрешности в некоторых случаях могут проявляться либо как систематические, либо как случайные, встречается и такой подход, который трактует распределение погрешностей на систематические и случайные только как один из приемов их анализа. Принятие такой концепции равноценно признанию произвольного приписывания погрешностям выбранного характера проявления.
Реальное положение характеризуется фактическим наличием случайных (стохастических) явлений, например на молекулярном уровне, которые вызывают появление случайных погрешностей. Следует также признать наличие явлений, которые по отдельности имеют функциональную природу, но в итоге комплек-сирования при измерениях приводят к появлению случайных по-
грешностей из-за неопределенности действующих факторов, малости воздействия каждого из них и неопределенности объединения воздействий отдельных факторов. При большом числе действующих факторов такой механизм приводит к стохастическому характеру их комбинированных воздействий. Подобные механизмы действуют при бросании игральных костей, остановке запущенной рулетки, выбрасывании шара с определенным номером «лототроном». Все описанные системы используются как генераторы случайных чисел.
Поскольку механизмы образования значительной части погрешностей измерений и их составляющих сходны с описанными механизмами формирования случайных величин, можно не только полагать наличие при измерениях случайных погрешностей, но и использовать для их обработки и оценки математический аппарат теории вероятностей и математической статистики.
Анализ стандартных определений погрешностей измерения позволяет выявить их недостатки и откорректировать содержание широко применяемых терминов. Систематическая погрешность — составляющая погрешности измерения, остающаяся постоянной или закономерно изменяющаяся при повторных измерениях одной и той же физической величины. Более корректным будет следующее определение: систематическая погрешность — закономерно изменяющаяся составляющая погрешности измерений. Иными словами, к систематическим погрешностям измерений можно отнести те составляющие, для которых можно считать доказанным наличие функциональных связей с вызывающими их аргументами. Формально это записывается в виде
As = \|Л..),
где (р, V — аргументы, вызывающие изменение систематической погрешности.
Элементарные систематические составляющие погрешности могут быть постоянными (рис. 2.3, a): As = а, или As - const, прогрессирующими (рис. 2.3, б — д') либо периодическими, или гармоническими (рис. 2.3, е).
Ввиду малости самих переменных погрешностей и их изменений эти изменения наиболее часто аппроксимируют линейными уравнениями As = kx\f или синусоидой As - dsincp. Нелинейные прогрессирующие погрешности (рис. 2.3, в) можно либо аппроксимировать некоторой кривой (параболой, экспонентой...), либо пересекающей (средней) прямой, а если погрешности аппроксимации окажутся слишком большими, кривую можно заменить кусочнолинейной функцией.
Аналогичный подход применяют и для аппроксимации гармонической систематической погрешности, которая может быть описана как синусоида, косинусоида, пилообразная либо другая периодическая функция.
Рис. 2.3. Виды систематических погрешностей: а — постоянные; б, в — прогрессирующие (линейная и нелинейная);
г, д — прогрессирующие нелинейные (предложены варианты аппроксимации прямыми линиями);
е — периодические (гармонические)
Систематическая погрешность может иметь не только элементарный, но и более сложный характер, который, как правило, можно аппроксимировать функцией, включающей приведенные элементарные составляющие. Например, сложная систематическая погрешность, включающая постоянную, прогрессирующую и периодическую составляющую, в общем виде может быть описана выражением
As = а + kx\f + dsintp, где а — постоянная составляющая сложной систематической погрешности; у, <р — соответственно аргументы прогрессирующей и периодической составляющих сложной систематической погрешности.
Стандартное определение случайной погрешности измерения в строгом смысле не является определением, поскольку содержит «порочный круг» (составляющая погрешности измерения, изменяющаяся случайным образом).
Случайными погрешностями в строгом смысле термина можно считать только те, которые обладают статистической устойчивостью (ведут себя как центрированная случайная величина). Причиной появления таких погрешностей чаще всего является совокупное действие ряда слабо влияющих дестабилизирующих факторов, связанных с любыми источниками погрешностей, причем функциональные связи этих факторов (аргументов) с погрешностями либо отсутствуют (есть только стохастические зависимости), либо не могут быть выявлены из-за неопределенности действующих факторов и большого их числа.
Неудачно сформулировано «определение» грубой погрешности измерения как «... существенно превышающей ожидаемую при данных условиях». Размытость понятий «существенного превышения» и «ожидаемой погрешности» дает значительные возможности для произвола, а ссылка на «условия измерения» создает впечатление связи грубой погрешности с единственным источником — нарушением нормальности условий измерения.
Очевидно, что причинами возникновения грубой погрешности могут быть также промах оператора при снятии отсчета или его записи, ошибка в реализации метода измерений или сбой в измерительной цепи прибора.
В некоторых метрологических источниках грубые погрешности измерений относят к случайным, что соответствует вульгарной трактовке понятия случайности и маскирует различия механизмов возникновения собственно случайных и грубых погрешностей.
Причины появления грубых погрешностей резко выпадают из общего ряда аргументов, формирующих систематические и случайные составляющие погрешности измерений. Фактически к результатам с грубыми погрешностями относят те, которые возникают из-за ошибки в измерениях и либо до нелепости искажают результаты измерений, либо резко выделяются на фоне остальной серии Грубые погрешности в принципе индивидуально непредсказуемы, и их значения в отличие от случайных погрешностей не могут быть предварительно оценены стохастически с учетом вероятности.
Поскольку причиной «результатов с грубыми погрешностями» являются ошибки, такие результаты следует исключать из рассмотрения. Отбраковывание результатов с грубыми погрешностями предупреждает возможность значительного искажения оценки результатов измерений. Оно может осуществляться либо отбрасыванием (цензурированием) явно нелепых значений, либо статистическим отбраковыванием отдельных экстремальных результатов. Статистическое отбраковывание результатов с грубыми погрешностями основано на принципе практической уверенности, согласно которому значения, имеющие вероятность появления погрешности ниже некоторой заранее выбранной, отбрасывают (элиминируют).
В зависимости от полноты имеющейся информации логически обоснованной представляется следующая укрупненная классификация погрешностей измерений:
— определенные погрешности,
— неопределенные погрешности.
К определенным можно отнести составляющие погрешности измерений, которые имеют достаточно жесткую функциональную связь с вызывающими их аргументами. Такие погрешности совпадают по сути с систематическими и принципиально могут быть выявлены и исключены из результатов измерений, их значения можно прогнозировать. Исключение этих погрешностей может осу-
103 ществляться до измерений, в процессе измерений, а также при математической обработке результатов измерительного эксперимента.
К неопределенным погрешностям относят невыявленные систематические и неисключенные остатки систематических погрешностей, а также случайные (собственно случайные) и грубые погрешности.
Неопределенные систематические погрешности могут быть либо значимыми, либо пренебрежимо малыми. К значимым погрешностям относятся неисключенные остатки систематических погрешностей, соизмеримые со случайными составляющими, и невыявленные систематические погрешности того же порядка либо существенно превосходящие случайные составляющие. Такие погрешности могут существенно искажать результаты измерений, что особенно опасно при выполнении прецизионных измерений со сравнительно малыми случайными составляющими погрешностей. Значимые невыявленные систематические погрешности не имеют права существования в грамотно поставленных измерениях, они подлежат обязательному выявлению (переводу в определенные погрешности) и исключению.
Неисключенные остатки систематических погрешностей имеют место при любом, даже самом тщательном выявлении и исключении систематических составляющих. Поскольку далеко не всегда удается выявить вид зависимости аргумент — погрешность, а в ряде случаев неизвестными остаются и сами значения аргументов, в результатах измерений всегда присутствуют неисключенные систематические погрешности, которые в соответствии с предлагаемой классификацией относятся к погрешностям неопределенным.
Хотя в принципе они могут быть выявлены и исключены (как систематические), эти погрешности остаются невыявленными из-за сложности технического решения такой задачи (малые значения погрешностей, сложные закономерности их изменения и ограниченность информации;. В подобных случаях необходимо оценивать предельные значения этих погрешностей или их порядок. Методы выявления и оценки таких погрешностей описаны в специальной литературе.
В случаях, когда измерения характеризуются наличием нескольких неисключенных остатков систематических погрешностей, для расчета результирующего («суммарного») значения неисключенных систематических погрешностей применяют аппарат теории вероятностей и математической статистики в силу сходства механизмов формирования этих погрешностей и случайных величин. Применение такого математического аппарата тем более оправдано в случаях, когда систематическая погрешность отдельной реализации является случайной величиной в ансамбле однородных событий. Например, систематическая погрешность конкретной меры массы (гири) является случайной для партии мер одного номинала
и одного класса точности. Предельное значение (граница) такой погрешности может быть определена как граница поля допуска меры.
Статистическая обработка неисключенных систематических составляющих приводит к появлению таких парадоксальных оценок, как значение среднего квадратического отклонения систематической составляющей погрешности, предельные значения или доверительные границы систематической погрешности с указанием доверительной вероятности, а также качественные оценки (принятая аппроксимация) закона распределения.
Если полученные оценки значений неисключенных систематических погрешностей соизмеримы со случайными составляющими, расчет суммарного» значения неисключенных остатков систематических погрешностей и учет их совместного со случайными составляющими влияния на результаты измерений должен осуществляться с применением специального аппарата математической обработки, который приведен в ГОСТ 8.207-76.
Методы выявления и исключения погрешностей
Определение значения реализуемой в процессе измерения погрешности осуществляется традиционными методами метрологии.
В метрологической литературе, как правило, описываются методы выявления и исключения систематических погрешностей, а также методы обнаружения грубых погрешностей и отбраковывания результатов с такими погрешностями. Отдельно рассматривают применение аппарата теории вероятностей и математической статистики для получения вероятностной оценки случайных погрешностей.
В итоге представление о поиске и оценке погрешностей, составленное на базе нескольких источников, может получиться довольно запутанным из-за несовпадения терминологии и отсутствия обобщенного подхода. Многочисленные частные методы выявления, оценки и исключения систематических погрешностей окончательно запутывают картину.
Описываемые методы выявления и оценки систематических погрешностей в ряде случаев могут распространяться и на случайные погрешности, о чем обычно не говорят, поскольку случайные погрешности индивидуально непредсказуемы. Следует иметь в виду, что в полученных результатах измерений погрешности и их составляющие имеют фиксированные значения.
Поскольку для любых физических величин может быть разработана более точная методика выполнения измерений, следует признать, что при наличии методов выявления и количественной оценки погрешности измерений и ее систематических составляющих появляется принципиальная возможность выявления и количественной оценки a posteriori случайных погрешностей измере-
105 ний. Это нисколько не противоречит определению случайной погрешности как случайной величины в части невозможности предсказания ее конкретного значения.
Для получения достоверных вероятностных численных оценок случайной составляющей погрешности необходимо набрать представительный массив случайных величин (результатов наблюдений при равнорассеянных измерениях) и произвести его статистическую обработку. Результаты наблюдений получают при многократном воспроизведении измерительного эксперимента в некоторых фиксированных условиях. Здесь под «условиями» подразумевается соблюдение единообразия не только собственно условий измерений, но и использование одной и той же методики выполнения измерений с применением одних и тех же средств измерений одним и тем же оператором. Любое изменение указанных условий многократных измерений не должно приводить к существенным искажениям массива результатов из-за появления переменной систематической погрешности или нарушения условия равнорассеян-ности результатов.
Статистическая обработка номинально одинаковых результатов, полученных при многократных измерениях одной и той же физической величины и имеющих некоторое рассеяние, позволяет оценить случайную погрешность измерения, причем корректность оценки зависит от того, насколько тщательно были исключены систематические погрешности.
Результаты многократных измерений одной и той же физической величины могут быть объектом анализа для выявления систематической составляющей погрешности измерений. Систематические погрешности могут иметь место и при измерении разных или изменяющихся физических величин. Анализ базируется на оценке тенденции изменения результатов измерений. Сравнение полученной тенденции с идеальной дает возможность судить о наличии систематической погрешности и характере ее изменения. Например, возрастающие (убывающие) результаты при повторных измерениях одной и той же величины свидетельствуют о наличии прогрессирующей систематической составляющей погрешности измерений. Линейное или другое закономерное изменение градуировочной характеристики прибора с равномерной шкалой позволяет выявить прогрессирующую или периодическую составляющую погрешности, либо систематическую погрешность прибора, описываемую более сложными функциями.
Постоянная систематическая погрешность вызывает только эквидистантное смещение экспериментальной тенденции относительно идеальной, а характер тенденции при этом не меняется. Поэтому делать какие-либо выводы о постоянной составляющей по характеру экспериментальной тенденции нельзя, можно только высказать предположение о наличии такой погрешности на осно
вании обязательного наличия систематической составляющей в погрешности измерения.
Более полную количественную оценку систематической погрешности можно получить только при наличии заведомо более точной информации об измеряемой физической величине.
Анализ характерных особенностей методов выявления и оценки погрешностей позволяет сделать вывод о наличии общих подходов к выявлению и оценке значений погрешностей. Общие методы выявления и оценки погрешностей в принципе позволяют выявлять любые погрешности измерений независимо от их характера, т.е. равным образом распространяются на систематические, случайные и грубые погрешности.
Уровень оценки погрешностей зависит от полноты информации и может колебаться от оценки наличия до определения числовых значений некоторой характеристики погрешности. Возможные уровни оценки погрешностей:
оценка наличия погрешности определенного вида;
оценка характера погрешности;
числовая оценка значения погрешности (оценка порядка, граничных значений, конкретных значений систематической составляющей или некоторой вероятностной характеристики случайной составляющей погрешности).
Очевидно, что результаты с грубыми погрешностями следует исключать из рассмотрения, поскольку они могут существенно исказить итоговые результаты измерений, а также качественные и количественные оценки систематических и случайных погрешностей.
Общие методы, пригодные для выявления и оценки погрешностей независимо от их характера и источников возникновения, базируются на решении уравнения
A=X-Q,
где А — абсолютное значение искомой погрешности; X — результат измерения; Q — истинное значение измеряемой величины.
Это уравнение содержит два неизвестных и в строгом математическом смысле неразрешимо, следовательно, для получения удовлетворительного решения необходимо заменить одно из неизвестных его приближенным значением. Получение таких значений и составляет суть общих методов выявления и оценки погрешностей.
Методы можно разделить на экспериментальные, аналитические (теоретические) и смешанные. Кроме того, в ряде случаев успешно используют оценки погрешностей, взятые из информационных источников.
Первая группа экспериментальных методов основана на измерении «точной» меры, вторая — на «точных» измерениях той же
107 величины с использованием новой методики выполнения измерений. В любом из этих случаев получают количественную оценку погрешности за счет использования заведомо более точной информации об измеряемой физической величине. Различие между методами заключается в том, что первый обеспечивает необходимую точность информации за счет аттестованного размера физической величины, воспроизводимого мерой, а при втором аттестуется сама измеряемая физическая величина.
Вторая группа экспериментальных методов основана на анализе массивов результатов многократных измерений физической величины. Она включает в себя математический анализ результатов измерений и графо-аналитический анализ точечных диаграмм.
Аналитические методы выявления и оценки погрешностей, как правило, позволяют определить значения погрешности измерений по ее составляющим и базируются на функциональном анализе методики выполнения измерений. Они могут включать аналитическое определение погрешностей средств измерений, погрешностей метода и погрешностей из-за несоответствия условий измерений нормальным и требуют построения необходимых аналитических моделей.
Нахождение значения погрешности в информационных источниках используют для оценки результата измерения при некоторой конкретной методике выполнения измерений. Удовлетворительные результаты в таких случаях дает применение стандартизованных или аттестованных методик выполнения измерений. Можно использовать в качестве информационных источников также отчеты о научно-исследовательских работах, монографии и другую техническую литературу при достаточной степени доверия к ее авторам.
В тех случаях, когда определение значения погрешности одним из перечисленных методов невозможно из-за применения не-стандартизованных средств измерений или оригинальной методики выполнения измерений, могут применяться комбинированные методы выявления и оценки составляющих погрешности измерений. Часть составляющих при этом берут из информационных источников (стандартов, справочников, паспортов средств измерений), некоторые составляющие определяют аналитическим методом, а другие находят экспериментально.
Рассмотрим более подробно перечисленные методы выявления и оценки погрешностей.
Метод определения значения погрешности по результатам измерения точной меры применяют для оценки всей реализуемой погрешности измерений или для оценки инструментальной составляющей, если погрешности от остальных источников удается свести к пренебрежимо малым значениям. Определение значения погрешности измерения или средства измерения возможно только в
том случае, когда погрешность измеряемой «точной» меры Дм пренебрежимо мала по сравнению с искомой погрешностью А.
Искомая погрешность в этом случае определяется из зависимости:
ь=х-хы,
где X — результат измерения, Хы — номинальное значение меры, или значение меры с поправкой по аттестату.
К разновидностям этого метода можно отнести так называемые «метод замещения» и «метод противопоставления», которые в метрологической литературе относят к методам оценки систематических составляющих погрешностей. Некорректные наименования методов, полностью совпадающие со стандартными терминами методов измерении (разновидности метода сравнения с мерой), не должны мешать пониманию сути методов. Фактически эти методы сводятся к замещению измеряемой величины «точной» мерой или противопоставлению «точной» меры и измеряемой величины.
Метод определения значения погрешности по результатам измерения той же физической величины с использованием заведомо более точной МВИ применяют, как правило, для оценки погрешности измерений. Метод основан на том, что погрешность измерения при использовании «точной» МВИ ( Лмви2 ) пренебрежимо мала по сравнению с искомой погрешностью Д , т.е.
АМВИ2 <<
Искомая погрешность в этом случае определяется из зависимости:
Л = Х ~^МВИ2 у
где X—результат измерения при использовании исследуемой МВИ, ^МВИ2 — результат измерения при использовании «точной» МВИ.
Экспериментальные методы, основанные на анализе массивов результатов многократных измерений одной и той же физической величины, включают в себя математический анализ результатов измерений и графо-аналитический анализ точечных диаграмм. Математический анализ числового массива результатов измерений может включать функциональный анализ для выявления и оценки характеристик систематической составляющей и стохастический анализ — для оценки случайной составляющей погрешности.
При математическом анализе числового массива результатов измерений можно сравнивать, не прибегая к геометрической интерпретации результатов измерений, такие характеристики массивов, как средние значения по сериям измерений и (или) значения оценок средних квадратических отклонений по сериям измерений
Если массив результатов был получен с помощью одной МВИ, серии можно формировать разбиением полного массива ре
зультатов измерений на автономные или частично перекрывающие друг друга ограниченные последовательности данных в порядке их получения.
Эффективным средством может оказаться сравнение двух и более серий результатов измерений, полученных с некоторым разрывом во времени, разными операторами либо при использовании разных МВИ.
Заключение о неравенстве сравниваемых оценок при неочевидном их различии может носить субъективный характер, что оставляет место для возникновения конфликтных ситуаций.
Статистически более строгие методы сравнения основываются на использовании таких специальных критериев, как t или критерий Аббе. Например, если
f _ ^1-^2.^ ,
+°2
то в результатах есть систематическая погрешность (либо в одной из серий, либо в обеих).
При использовании критерия Аббе если г = (д2 / о2) < г , где
£(Х!+1-^)2
q = —----------;
2(п-1)
г— критическое значение, то в результатах есть систематическая составляющая погрешности измерений.
Анализ точечных диаграмм является сравнительно простым и достаточно эффективным средством, позволяющим не только выявлять и оценивать переменные систематические и случайные составляющие погрешности измерений, но и отбраковывать результаты с явно выраженными грубыми погрешностями.
Точечную диаграмму строят в координатах «результат измерения X — номер измерения N». При построении диаграммы по оси ординат предпочтительно откладывать не результаты измерений, а отклонения результатов от некоторого условного значения. Масштаб желательно выбрать таким, чтобы размах R результатов измерений можно было оценить двумя значащими цифрами.
Тенденции точечной диаграммы (наклон, мода, гармонические изменения аппроксимирующей линии) свидетельствуют о наличии систематических погрешностей. Характер таких погрешностей в первом приближении можно оценить по виду используемой аппроксимации. Отклонения результатов от аппроксимирующей линии могут рассматриваться как случайные составляющие погрешности измерения. Следует помнить, что точечная диаграмма фактически не является графиком результатов измерений, поскольку по оси абсцисс не откладывают аргумент какой-либо
функции. Любая возможная тенденция изменения результатов свидетельствует только об изменении во времени аргументов, вызывающих переменные систематические погрешности измерений. Проведение аппроксимирующей линии и оценка тенденции осуществляются на основе предположения о равномерном изменении аргумента от измерения к измерению, причем сам аргумент по точечной диаграмме выявить невозможно.
Многократные измерения одной и той же физической величины с использованием одной методики выполнения измерений позволяют численно оценить сходимость измерений, которая определяется значениями случайных погрешностей. В качестве первичной оценки случайной составляющей погрешности измерений может быть использован такой параметр, как размах результатов многократных измерений:
R ~ ^max — -^min •
Геометрическое представление о размахе R результатов измерений можно получить на точечной диаграмме результатов многократных измерений. Следует различать размах «неисправленных» результатов измерений R', который включает в себя как рассеяние результатов из-за случайной составляющей погрешности измерений, так и переменную систематическую составляющую погрешности, вызывающую закономерное изменение результатов во времени. Частичное «исправление» результатов измерений с использованием точечной диаграммы можно осуществить наложением на экспериментальные точки аппроксимирующей линии и переходом к оценке случайных составляющих погрешности по отклонениям результатов от построенной тенденции их изменения.
Числовые оценки отклонений определяют по точечной диаграмме с учетом ее масштаба. Предложенный прием позволяет наглядно разделить систематические и случайные составляющие погрешности измерений. Для определения размаха «исправленных» результатов измерений R, который включает в себя только рассеяние результатов из-за случайной составляющей погрешности измерений, исключают влияние переменной систематической составляющей погрешности. Размах R определяют как расстояние между двумя эквидистантами аппроксимирующей линии, проведенными через две наиболее удаленные от нее точки, с учетом масштаба точечной диаграммы.
Описанное «исправление» результатов измерений названо частичным, поскольку неизвестное (и потому отсутствующее на диаграмме) истинное значение измеряемой величины искусственно заменяется некоторым текущим значением, учитывающим влияние переменной части систематической погрешности. Получить информацию о значении постоянной систематической погрешности на основе анализа точечной диаграммы результатов многократных
Ill измерений физической величины с помощью одной методики выполнения измерений невозможно.
Точечная диаграмма в определенных случаях позволяет высказать некоторые суждения и о правильности измерений. Например, наличие некоторой устойчивой тенденции изменения результатов измерений свидетельствует о наличии в них переменной систематической погрешности. Выполнение нескольких серий многократных измерений одной и той же физической величины с использованием разных методик выполнения измерений позволяет оценить воспроизводимость измерений и получить предварительную оценку систематических постоянных погрешностей, присущих заведомо менее точным МВИ.
При выполнении сравнительных измерений одной и той же физической величины с использованием разных по точности МВИ погрешность более точной МВИ можно считать пренебрежимо малой, если она существенно меньше погрешности испытуемой МВИ.
Анализ результатов измерений по каждой отдельной серии включает оценку размаха R и оценку наличия тенденции изменения результатов измерений. При наличии явно выраженной тенденции на диаграмму наносят аппроксимирующую линию и дополнительно оценивают фактический размах результатов по максимальным отклонениям от нее, складывая их алгебраически. Примеры точечных диаграмм представлены на рис. 2.4 — 2.8.
е, мкм
1,0-оо о оо о 0,6 - О О
оо
° R = 1,0 мкм
о
1 1 I I ' I ' I 1 I „
10 20 30 40 50
Рис. 2.4 Точечная диаграмма с прогрессирующей тенденцией (тенденция монотонного увеличения отклонений е свидетельствует о наличии в результатах измерений прогрессирующей систематической погрешности)
Сравнительный анализ результатов нескольких серий измерений одной физической величины включает оценку размахов Ri и оценку наличия тенденций изменения результатов измерений по каждой из серий. Примеры точечных диаграмм с двумя сериями измерений представлены на рис. 2.9.
е,
мкм
О
ООО
30
40
I N 50
ООО
R =
1,1 мкм
Рис. 2.5. Точечная диаграмма с прогрессирующей тенденцией (тенденция монотонного уменьшения отклонений е свидетельствует о наличии в результатах измерений прогрессирующей систематической погрешности)
в, мкм
1,0 -
0,6 -
° R = 0,6 1 оо
. ° т
0,2-
“I 1 I I I ' I 1 Г
10 20 30 40 50
Рис. 2.6. Точечная диаграмма без явной тенденции к систематическому изменению отклонений (свидетельствует об отсутствии в результатах измерений переменной систематической погрешности)
Рис. 2.7. Точечная диаграмма с гармонической тенденцией (тенденция периодического изменения отклонений е свидетельствует о наличии в результатах измерений гармонической систематической погрешности). Результат десятого измерения (точка рядом с вопросительным знаком) явно выпадает из массива и должен цензуроваться как содержащий грубую погрешность
Рис. 2.8. Точечная диаграмма с прогрессирующей тенденцией на начальном участке (тенденция монотонного уменьшения отклонений е до результата N = 15) и без явной тенденции к систематическому изменению отклонений на остальном участке. Можно предположить, что в начале серии измерений монотонно изменялся какой-либо влияющий фактор, который затем стабилизировался. Например, могло происходить либо изменение температуры, либо смятие вершин микронеровностей, либо привыкание оператора к прибору и т.д.
Рис. 2.9. Точечные диаграммы без явных тенденций, полученные при измерении одной и той же физической величины с помощью двух разных МВИ. МВИ2 отличается меньшими случайными погрешностями (Ri < R2). Кроме того, центры группирования не совпадают, что свидетельствует о наличии постоянной систематической погрешности либо в одной из серий измерений, либо в обеих
Сходимость измерений в серии характеризуется размахом результатов после исключения влияния тенденции их изменения (если она обнаружена), воспроизводимость измерений — степенью совпадения аппроксимирующих линий. О правильности измерений можно судить по значениям Ri и по числовым характеристикам тенденций изменения результатов. Можно также использовать априорные данные, характеризующие погрешности выбранных МВИ.
При наличии тенденции изменения результатов делают заключение о наличии систематической переменной погрешности определенного вида, а также по возможности дополняют его числовыми оценками. Отклонения результатов от аппроксимирующей линии оценивают размахом, предельными или средними квадратическими отклонениями.
Функциональный анализ методики выполнения измерений применяют для аналитического определения погрешности измерений по ее составляющим. Функциональный анализ МВИ может проводиться на двух уровнях:
а) качественный (выявление возможных причин возникновения погрешностей, характера их изменения, оценка аргументов систематических составляющих погрешностей и предполагаемых видов функции, априорная оценка предполагаемого вида распределения случайных составляющих);
б) количественный (проводится после качественного и включает оценку порядка, предельных или конкретных значений — в зависимости от вида погрешности и полноты имеющейся информации).
Метод определения значения погрешности измерений по ее составляющим базируется на объединении известных значений всех значимых составляющих. Он может использоваться для оценки погрешности измерения в целом, либо для оценки погрешностей отдельного источника или интегральной погрешности от нескольких источников (инструментальной погрешности при измерении методом сравнения с мерой, погрешности «условий» при воздействии влияющих величин на объект измерений и средства измерений и т.д.).
В метрологической литературе широко описываются и методы исключения погрешностей, которые в основном предназначены для «борьбы» с систематическими составляющими. К этим методам можно отнести профилактику погрешностей, введение поправок и компенсацию погрешностей.
Профилактика погрешностей включает: применение исправных, стабильных и помехоустойчивых средств измерений; выявление теоретических погрешностей метода или средств измерений и их исключение или учет до начала измерений; стабилизацию условий измерений и защиту от нежелательных воздействий влияющих величин (и физических полей) на средства и объекты измерений; строгое соблюдение правил использования средств измерений и методик выполнения измерений; обучение операторов и контроль их квалификации.
Методы компенсации погрешностей достаточно разнообразны и включают такие частные случаи, как компенсация погрешности по знаку, измерение четное число раз через полупериоды, введение
115 корректирующих устройств для компенсации теоретических погрешностей, автоматических корректирующих устройств для компенсации систематических инструментальных составляющих, автоматическую поднастройку или коррекцию «нуля» после выполнения серии измерений, применение автоматических компенсаторов для учета воздействия на средство измерений влияющих величин и ряд других.
Введение поправок в процессе измерений или по их окончании является весьма эффективным методом исключения систематических погрешностей, следует только отметить, что для его реализации необходимо предварительно выявить и оценить погрешность, которая при изменении знака на противоположный и будет использоваться в качестве поправки.
К специфическим методам выявления и оценки систематических погрешностей можно отнести рандомизацию результатов измерений для определения вида и параметров рассеяния систематических погрешностей, являющихся случайными на множестве номинально одинаковых объектов. Для рандомизации необходимо соответствующим образом организовать получение массива результатов измерений, например, многократно воспроизводя измерения одной и той же величины с помощью одной МВИ, при использовании каждый раз нового экземпляра того же средства измерений. В таком случае систематические составляющие каждого из применяемых средств измерений будут случайными для группы однородных СИ.
При координатных измерениях некоторых параметров одной и той же детали рандомизация систематических погрешностей, возникающих при ориентировании детали в системе координат средства измерений, может достигаться за счет нового ориентирования детали перед каждым из многократно повторяемых измерений тех же параметров.
Рандомизация систематических погрешностей требует квалифицированного анализа и четкой организации измерений. Эффективность описанной рандомизации будет нулевой, если систематические погрешности СИ перекрываются любыми случайными составляющими погрешностями, присущими данной методике выполнения измерений.
Проанализируем некоторые из традиционно предлагаемых методов выявления и исключения систематических погрешностей.
Например, метод симметричных наблюдений, суть которого состоит в анализе трех сопряженных результатов из серии многократных измерений. В предположении одинакового изменения аргумента, вызывающего монотонно изменяющуюся систематическую погрешность, можно предположить, что результат измерения под номером N = 1-1 будет на столько же меньше результата с номером i, на сколько этот результат будет меньше «симметрично рас-
положенного» относительно него следующего результата с номером i +1. Очевидно, что такой метод может быть эффективным только в том случае, когда соблюдаются приведенные допущения и к тому же случайные составляющие погрешности анализируемых результатов будут значительно меньше их систематического изменения Таким образом можно утверждать, что метод симметричных наблюдений представляет собой усеченный до трех результатов анализ точечной диаграммы с присущими такому сокращению недостатками.
«Метод поверки средства измерения в рабочих условиях» основан на самоповерке СИ по точной мере или набору мер в перерывах между измерениями. Наиболее эффективным такой метод будет при автоматическом переключении на измерение меры (мер) и автоматическом внесении поправки в результаты последующих измерений или автоматической поднастройке СИ.
Поскольку предусмотрено определение значения погрешности «в рабочих условиях» и в ограниченном числе точек, строгое соответствие такого метода поверке СИ не гарантировано. Такой метод скорее следует рассматривать как автоматизированную поднастройку СИ или автоматизированный метод получения поправки и внесения ее в результаты измерений. С точки зрения общих методов выявления погрешностей он базируется на измерении точной меры.
«Метод образцовых сигналов» заключается в проверке искажения известной измерительной информации в процессе ее преобразования. Образцовый сигнал может подаваться на первичный измерительный преобразователь, например, задаваться точной мерой. В таком случае этот метод ничем не отличается от метода измерения точной меры. Если образцовый сигнал подается на промежуточный измерительный преобразователь, проверяется только часть преобразующей цепи применяемого СИ в фиксированных условиях. Такой метод может дать хороший эффект при автоматизации СИ и процесса подачи образцового сигнала, точность которого гарантирована. Использование такого метода рекомендуется при наличии в СИ промежуточного измерительного преобразователя, дающего доминирующую часть систематической составляющей и подверженного изменению коэффициента преобразования под действием влияющих факторов.
Тестовые методы можно рассматривать как расширенный вариант предыдущего, отличающийся использованием переменных образцовых сигналов. Преимущества этих методов наилучшим образом используются при измерениях одним и тем же СИ ряда физических величин, воспроизводимых «точными» мерами с разными номинальными значениями.
«Метод вспомогательных измерений» используется для определения значений поправок, компенсирующих погрешности из-за
117 воздействия влияющих физических величин. При известных функциях влияния таких величин на результаты измерений для определения значений поправок необходимо знать значения аргументов, которые получают с помощью «вспомогательных измерений».
2.3. МЕТРОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ СРЕДСТВ ИЗМЕРЕНИЙ
Для оценки метрологических характеристик (MX) следует, прежде всего, определить вид конкретного средства измерений, поскольку для разных СИ используют различные характеристики и их комплексы.
В зависимости от конструктивного исполнения различают такие виды средств измерений:
— меры, предназначенные для воспроизведения физической величины заданного размера (однозначные меры) или ряда размеров (многозначные меры). В качестве примеров однозначных мер можно назвать щуп (мера длины), угольник (мера прямого угла). К многозначным мерам следует отнести измерительную линейку, транспортир, измерительный сосуд, угловую концевую меру с несколькими рабочими углами;
— измерительные преобразователи, предназначенные для преобразования сигнала измерительной информации и выдачи его в любой форме, удобной для дальнейшего преобразования, передачи и хранения, но не поддающейся непосредственному восприятию оператором. Примеры измерительных преобразователей — пружина динамометра, рычажно-зубчатая система прибора, микрометрическая пара винт — гайка;
— измерительные приборы, предназначенные для получения измерительной информации от измеряемой физической величины, преобразования ее и выдачи в форме, поддающейся непосредственному восприятию оператором. Прибор включает в себя один или несколько измерительных преобразователей и присоединенное к ним устройство отображения измерительной информации типа шкала — указатель, указатель — диаграммная бумага (показывающие или записывающие аналоговые приборы) либо типа числового табло, цифропечатающего устройства («цифровые» или дискретные приборы);
— индикаторы — особый вид средств измерений (техническое устройство или вещество), предназначенных для установления наличия какой-либо физической величины или определения ее порогового значения (индикатор фазового провода электропроводки, индикатор контакта измерительного наконечника, лакмусовая бумага). В некоторых случаях в качестве индикаторов могут использоваться измерительные приборы (омметр при проверке обрыва в электрической цепи, часы-будильник, электроконтактный измери-
тельный преобразователь с визуальной сигнализацией, называемый иногда «реле геометрических размеров»).
Основные и вспомогательные средства измерений и дополнительные устройства могут быть объединены в измерительные установки или измерительные системы.
Метрологические характеристики различных средств измерений (MX СИ) могут не совпадать, а их комплексы могут существенно различаться. В соответствии с ГОСТ 8.009-84 нормируемые метрологические характеристики средств измерений делятся на следующие группы:
1. Характеристики, предназначенные для определения результатов измерений (без введения поправки). Такие MX можно назвать номинальными.
2. Характеристики погрешностей СИ. Сюда же можно отнести характеристики чувствительности СИ к влияющим величинам.
3. Динамические характеристики СИ.
4. Неинформативные параметры выходного сигнала СИ.
Номинальные метрологические характеристики однозначной и многозначной мер включают значения мер, представляемые именованными числами (одно номинальное значение Y для однозначной меры или N значений многозначной меры У). Для штриховых многозначных мер обязательны также характеристики, связанные со шкалой, которые рассматриваются ниже. Для любых мер кроме номинальных значений обязательно нормируются характеристики погрешностей.
Для измерительного преобразователя интегральной MX является функция преобразования СИ. Она может быть задана в виде формулы, таблицы или графика, которые представляют номинальную функцию преобразования СИ. Функция преобразования отдельного экземпляра СИ может быть представлена конкретной реализацией, которую называют статической или градуировочной характеристикой СИ. Она также оформляется в виде таблицы или графика.
Набор частных MX измерительного преобразователя может включать такие номинальные характеристики, как диапазон измерений, пределы измерений или диапазон и пределы преобразования, чувствительность СИ, вид выходного кода и число разрядов кода, цена единицы наименьшего разряда кода, номинальная ступень квантования. Остальные MX выбирают из той же номенклатуры, что и для измерительных приборов.
Диапазон измерений — область значений измеряемой величины, для которой нормированы допускаемые погрешности средства измерений. Для измерительных преобразователей диапазон измерений может вообще не устанавливаться, если он зависит не от самого преобразователя, а от устройств, с которыми он используется. Например, для таких измерительных преобразователей дефор-
119 маций, как тензопреобразователи, диапазон измеряемых величин зависит от свойств применяемого упругого элемента, а не самого тензопреобразователя. Для предельных электроконтактных преобразователей диапазон измерений полностью зависит от конструкции стойки или скобы, в которую преобразователь установлен.
Для некоторых измерительных преобразователей диапазон измерений может ограничиваться их физическими свойствами. Это касается термопар, фотоприемников лучистой энергии, емкостных и других преобразователей.
Пределы измерений (нижний и верхний) соответствуют наименьшему и наибольшему значениям диапазона измерений.
Для измерительных преобразователей могут использоваться и такие MX, как диапазон и пределы преобразований, которыми ограничена функция преобразования.
Чувствительность СИ характеризует отношение сигнала на выходе измерительного преобразователя, отображающего измеряемую величину, к вызывающему его сигналу на входе преобразователя.
Для преобразователей с дискретным (цифровым, числовым) устройством выдачи измерительной информации вместо диапазона и пределов измерений или преобразований приходится использовать такие MX, как вид выходного кода и число разрядов кода. Эти MX ограничивают сверху и снизу возможности выдачи сигнала измерительной информации.
Цена единицы наименьшего разряда кода или номинальная ступень квантования (если она больше цены единицы наименьшего разряда кода) для устройств с дискретной выдачей измерительной информации ограничивает снизу фиксируемый уровень изменения входного сигнала.
Поскольку измерительные преобразователи выдают измерительную информацию в форме, не поддающейся непосредственному восприятию оператором, реальные значения их MX обычно определяют с подключением к этим СИ устройств отображения информации, после чего они превращаются в измерительные приборы. Поэтому будем рассматривать оставшиеся метрологические характеристики этих СИ совместно с MX измерительных приборов.
Для измерительных приборов с неименованными устройствами отображения информации или выходными устройствами, градуированными не в единицах измеряемой физической величины, интегральной MX является его функция преобразования. Она может быть задана в виде формулы, таблицы или графика. Для конкретного прибора может также использоваться и градуировочная характеристика.
Частные номинальные метрологические характеристики измерительного прибора включают:
— диапазон измерений;
— пределы измерений (нижний и верхний);
— диапазон показаний — область значений шкалы, ограниченная конечным и начальным значениями шкалы. Иногда используют также термины «диапазон шкалы» и «пределы шкалы», которые особенно удобны для характеристики приборов с несколькими парами шкала — указатель. Для приборов с дискретным (цифровым, числовым) устройством отображения измерительной информации диапазон показаний определяется видом выходного кода и числом разрядов кода;
— цену деления шкалы или для приборов с дискретным (цифровым) устройством отображения измерительной информации цену единицы наименьшего разряда кода или номинальную ступень квантования, если она больше цены единицы наименьшего разряда кода.
В характеристики погрешностей измерительного прибора или преобразователя могут входить:
— значение погрешности СИ (если доминирующей составляющей является случайная составляющая погрешности, а неис-ключенной систематической погрешностью СИ можно пренебречь);
— значение случайной составляющей погрешности СИ;
— значение среднего квадратического отклонения случайной составляющей погрешности СИ;
— значение случайной составляющей погрешности СИ от гистерезиса (от вариации выходного сигнала);
— значение систематической составляющей погрешности СИ;
— значение среднего квадратического отклонения систематической составляющей погрешности СИ.
При определении оценок систематической составляющей погрешности СИ необходимо учитывать, что систематические составляющие конкретного экземпляра СИ рассматриваются как случайные величины на множестве СИ данного типоразмера
Характеристики чувствительности СИ к влияющим величинам:
— функции влияния (ФВ) — зависимость изменения MX СИ от изменения влияющей величины или от изменения совокупности влияющих величин;
— изменения значений MX СИ, вызванные изменениями влияющих величин в установленных пределах.
Имеются также характеристики средств измерений, отражающие способность влиять на инструментальную составляющую погрешности измерений вследствие взаимодействия СИ с любым подключенным к их входу или выходу компонентом (таким, как объект измерений, дополнительное средство измерений и т.п.).
Динамические характеристики, входящие в MX конкретного средства измерений, делятся на полную динамическую характеры-
121 стику и частные динамические характеристики. Примерами частных динамических характеристик аналоговых СИ являются:
— время реакции tr (для измерительного преобразователя — время установления выходного сигнала, для показывающего измерительного прибора — время установления показаний);
— максимальная частота (скорость) измерении /max.
Дополнительными метрологическими характеристиками СИ могут быть неинформативные параметры выходного сигнала средства измерений. Например, для устройств с электрическим преобразованием измерительной информации в выходном каскаде принципиально важными являются сила или напряжение опорного электрического тока, который модулируется для получения соответствующего сигнала.
Для разработчиков СИ могут понадобиться такие MX СИ, которые обычно не входят в нормируемый комплекс, но должны быть учтены при проектировании, например:
длина деления шкалы — расстояние между осями или центрами двух соседних отметок шкалы, измеренное вдоль базовой линии;
порог чувствительности СИ, который характеризуется наименьшим изменением измеряемой величины, вызывающей заметное изменение выходного сигнала средства измерений. Порогом чувствительности определяется зона нечувствительности СИ;
вариация показаний измерительного прибора — разность показаний прибора в одной и той же точке диапазона измерений при плавном подходе «справа» и «слева» к этой точке.
Цель измерения. Требования к точности измерений
Идеальным результатом измерения является истинное значение физической величины. Поскольку при измерении это значение получить невозможно, удовлетворительным результатом считают такое экспериментально полученное (измеренное) значение физической величины, отличие которого от истинного значения величины можно считать практически равным нулю. Таким образом, цель любого измерения — получение действительного значения измеряемой физической величины, г.е. значения, которое настолько близко к истинному, что может адекватно его заменить.
Точность является необходимым условием для использования результатов измерений. Несоблюдение этого условия делает невозможным получение действительного значения измеряемой физической величины. Для обеспечения точности измерений необходимо установить и соблюдать требуемое соотношение допустимой погрешности измерений [А] и значения предела реализуемой в ходе измерений погрешности А:
[А] < А.
Методика выполнения измерений кроме требуемой точности должна также обеспечить экономичность, безопасность измерений и получение представительных результатов.
Экономичность измерений — не абсолютное требование, по этому критерию можно сравнивать только сопоставимые методики выполнения измерений, гарантирующие необходимую точность Для оценки экономичности измерений надо учитывать производительность и себестоимость измерительной операции, необходимую квалификацию оператора, цены применяемых универсальных средств измерений, стоимость разработки и изготовления специального (нестандартизованного) средства измерений, возможность многоцелевого использования данных средств измерений для контроля других объектов и др.
При рассмотрении безопасности измерений следует анализировать опасности, связанные с измеряемым объектом, а также те. которые могут нести средства измерений. Потенциально опасными могут быть измерения высокого давления, механических и электрических напряжений, силы электрического тока, радиоактивности и многие другие. Источниками опасности применяемых средств измерений могут быть используемые для измерительных преобразований подвижные механические элементы, высокие давления и электрические напряжения, когерентные пучки оптических частот и другие энергетически насыщенные явления.
Представительность результатов измерений конкретной физической величины характеризует близость полученных результатов к ее истинному значению. Это означает, что при измерениях физической величины с многократными наблюдениями представительность обусловлена выбранной доверительной вероятностью и числом наблюдений при измерениях. Чем больше (в разумных пределах) наблюдений в серии, тем достовернее становятся статистические оценки средних квадратических значений и границ случайной погрешности.
Заданный параметр объекта может воспроизводиться на нем либо одной физической величиной, либо бесконечным множеством номинально одинаковых физических величин. Примерами соответствия «один объект — одна физическая величина» являются масса тела, сопротивление резистора, температура плавления вещества. Линейные размеры (высота, толщина, ширина, глубина, диаметр и т.д.), заданные на чертеже одним требованием к определенному параметру детали, обычно как физическая величина (длина) воспроизводятся на контролируемом объекте бесконечное множество раз.
Нарушение представительности результатов контроля при измерении номинально одинаковых физических величин может быть обусловлено неидеальностью объекта измерения. Так, реаль-
123 ная поверхность шейки вала может отличаться от прямого кругового цилиндра, например наличием кону сообразности или седлооб-разности в продольном сечении, овальности или огранки в поперечном сечении или другими погрешностями формы.
Задачи измерений и методы назначения допустимой погрешности измерений
Поскольку целью любого измерения является получение действительного значения измеряемой физической величины, формулирование возможных измерительных задач осуществляется, прежде всего, с позиций точности. Очевидно, что разные задачи требуют различной точности, например, погрешности приемочного контроля однозначной меры могут быть значительно большими, чем погрешности ее аттестации на определенный разряд. Следовательно, задачи измерений с позиций требуемой точности необходимо рассматривать в соответствии с предполагаемым использованием результатов.
Измерительную информацию можно использовать для:
— измерительного приемочного контроля заданного параметра;
— сортировки объектов на группы по заданному параметру;
— арбитражной перепроверки результатов измерений;
— получения информации об исследуемой величине в ходе экспериментального исследования.
При решении любой из поставленных измерительных задач необходимо:
— установить необходимую точность измерения;
— убедиться в том, что реализуемая в процессе измерения точность соответствует установленной.
Необходимую точность измерения обычно устанавливают, нормируя значение допустимой погрешности измерения [А]. Принцип нормирования состоит в том, чтобы погрешность измерения не оказывала существенного (значимого) влияния на достоверность результата измерения.
Особенности измерительных задач состоят в том, что в их условие может входить или не входить допустимая неопределенность измеряемой физической величины (допуск параметра).
Поскольку значение допустимой погрешности измерения должно быть пренебрежимо малым по отношению к допустимой неопределенности оценки и результата измерений, необходим критерий пренебрежимой малости погрешностей, в качестве которого можно предложить
(2.1)
[А] = А/3,
где [А] — пренебрежимо малая случайная погрешность измерения, которую принимают за предел допустимой погрешности измерений; А — допустимая неопределенность измеряемого параметра (допуск параметра, основная погрешность поверяемого средства измерений и т.д.).
Для измерительного приемочного контроля соотношение [АI < Т/3 является вполне удовлетворительным при следующих допущениях!
— контролируемые параметры объекта (партии объектов; имеют случайный характер;
— в результатах измерений доминирует случайная составляющая погрешности.
При арбитражной перепроверке результатов приемочного контроля предельно допустимая погрешность измерений [А]а не должна превышать 1/3 часть погрешности измерений параметра при его приемочном контроле (АПр):
i.A]a< Атф/З. (2.2)
При контроле погрешности средства измерения (поверке СИ) погрешность измерения в соответствии с зависимостью (2.1) не должна превышать 1/3 основной погрешности поверяемого средства измерений (Аси), если погрешности поверяемого СИ и погрешности поверки имеют случайный характер:
[А] < Аси/3. (2.3)
При сортировке объектов на N групп по заданному параметру допустимую погрешность назначают в зависимости от минимального группового допуска (Тгр):
[А] < Тгр/3. (2.4)
При сортировке объектов по заданному параметру на две группы (годные — брак) или на три группы (годные — брак исправимый — брак неисправимый) групповой допуск равен допуску контролируемого параметра. Справедливым является соотношение
[А] < Т/3.
Таким образом, измерения параметра при приемочном контроле и сортировке на группы, при арбитражной перепроверке результатов приемочного контроля или при поверке (приемочном контроле) средств измерений в рассмотренных вариантах представляют собой корректно поставленные измерительные задачи. В ходе решения таких задач допустимую погрешность измерений определяют исходя из традиционного в метрологической практике соотношения
[А] <(1/5... 1/3) А, (2.5)
где А — допустимая неопределенность измеряемого параметра (допуск контролируемого параметра, групповой допуск, погрешность измерения в ходе приемочного контроля, основная погрешность поверяемого СИ).
При измерении параметра в процессе научного исследования определение допустимой погрешности измерений связано с конкретной целью исследований и представляет задачу высокой сложности, для решения которой следует привлекать специалистов-метрологов.
Формы представления результатов измерений
Общая форма представления результата измерения включает — точечную оценку результата измерения;
— характеристики погрешности результата измерения (или их статистические оценки);
— указание условий измерений, для которых действительны приведенные оценки результата и погрешностей. Условия указываются непосредственно или путем ссылки на документ, удостоверяющий приведенные характеристики погрешностей.
В качестве точечной оценки результата измерения принимают среднее арифметическое значение результатов рассматриваемой серии измерений.
Характеристики погрешности измерений можно указывать в единицах измеряемой величины (абсолютные погрешности) или в относительных единицах (относительные погрешности).
Характеристики погрешностей измерений по НД или статистические оценки:
— среднее квадратическое отклонение погрешности,
— среднее квадратическое отклонение случайной погрешности;
— среднее квадратическое отклонение систематической погрешности;
— нижняя граница интервала погрешности измерений;
— верхняя граница интервала погрешности измерений,
— нижняя граница интервала систематической погрешности измерений;
— верхняя граница интервала систематической погрешности измерений;
— вероятность попадания погрешности в указанный интервал;
Рекомендуемое значение вероятности Р = 0,95.
Возможные характеристики погрешностей включают аппроксимации функции плотностей распределения вероятностей или статистические описания этих распределений.
Функцию плотностей распределения вероятностей погрешности измерений считают соответствующей усеченному нормальному распределению, если есть основания полагать, что реальное распределение симметрично, одномодально, отлично от нуля на конечном интервале значений аргумента и другая информация о плотности распределения отсутствует.
Если есть основания полагать, что реальное распределение погрешностей отлично от нормального, следует принимать какую-либо другую аппроксимацию функции плотностей распределения вероятностей. В таком случае принятая аппроксимация функции указывается в описании результата измерений, например: «трап.» (при трапециевидном распределении) или «равн.» (при равновероятном).
В состав условий измерений могут входить: диапазон значений измеряемой величины, частотные спектры измеряемой величины или диапазон скоростей ее изменений; диапазоны значений всех величин, существенно влияющих на погрешность измерений, а также, при необходимости, и другие факторы.
Требования к оформлению результата измерений:
— наименьшие разряды должны быть одинаковы у точечной оценки результата и у характеристик погрешностей;
— характеристики погрешностей (или их статистические оценки) выражают числом, содержащим не более двух значащих цифр, при этом для статистических оценок цифра второго разряда округляется в большую сторону, если последующая цифра неука-зываемого младшего разряда больше нуля;
— допускается характеристики погрешностей (или их статистические оценки) выражать числом, содержащим одну значащую цифру, при этом для статистических оценок второй разряд (неука-зываемый младший) округляется в большую сторону при округлении цифры младшего разряда, равной или больше 5, и в меньшую сторону при цифре меньше 5.
Наиболее часто используется следующая форма представления результатов измерений: (8,334 ± 0,012) г; Р = 0,95.
3. ДОПУСКИ И ПОСАДКИ
3.1. ВЗАИМОСВЯЗЬ МЕЖДУ ГЕОМЕТРИЧЕСКИМИ ПАРАМЕТРАМИ И КАЧЕСТВОМ ИЗДЕЛИЙ
Стандартизация параметров
Качество зависит от функциональных параметров изделий и должно обеспечиваться на всех элементах «петли качества» (рис. 3.1).
Номенклатура функциональных параметров зависит от назначения изделия, его состава, конструкции и работы. Например, от площади зазоров в системе цилиндр — кольцо — поршень и объема камеры сгорания зависит вращающий момент двигателя внутреннего сгорания. От твердости рабочих поверхностей уплотнительных колец и стенок цилиндра зависит их износостойкость, а следовательно, и долговечность двигателя. Подобные примеры легко найти в любом техническом изделии.
Рис. 3.1. «Петля качества»
Эксплуатационные показатели, определяющие качество изделий, зависят в значительной степени от геометрических параметров деталей. Для нормальной работы соединений деталей (сопряжений) и изделия в целом необходимо обеспечить требуемую точность размеров, формы и расположения поверхностей, а также параметры их микрогеометрии (шероховатости).
Для большинства деталей необходимо соблюдать требуемую точ-
ность не только по геометрическим параметрам. Например, наиболее важные детали оптико-механического прибора (микроскопа, фотоаппарата, бинокля) изготавливаются из стекла или пластмасс и для них весьма существенны оптические свойства материала. Точность присоединительных размеров оптических деталей также будет влиять на качество собранного изделия. Кроме того, оптические свойства самих деталей в значительной мере зависят от точности таких геометрических параметров, как радиусы и толщина линз, углы и толщина призм, а также от правильности формы и
микрогеометрии сферических и плоских поверхностей, их расположения и т.д.
Поверхность шарика в пишущем узле стержня шариковой ручки должна быть достаточно правильной (сферической) для того, чтобы шарик свободно вращался, а размеры шарика и гнезда должны обеспечивать зазор для выхода красящей пасты. Причем слишком большой зазор приведет к вытеканию пасты на бумагу либо в карман или сумку, где лежит ручка.
Из рассмотренных примеров видно, что геометрические параметры в значительной степени влияют на качество любого изделия — от детской игрушки до космического корабля.
Множество современных технических изделий работает на автономном электрическом питании от батареек. Батарейки вставляют в часы, фотоаппараты, фонари, игрушки, причем вставить новую батарейку часто может сам пользователь. Замена наиболее употребляемых батареек возможна благодаря тому, что во всем мире изготовители и пользователи придерживаются одинаковых норм — стандартов — на их геометрические размеры и напряжение. Поэтому специальные гнезда в приборах и игрушках позволяют легко установить туда подходящие батарейки в необходимом количестве.
Весь мир пользуется фотографической пленкой стандартных размеров, то же можно сказать о магнитных пленках для аудио- и видеоаппаратуры, дискетах и компакт-дисках.
Для того чтобы запустить подобные изделия в серийное и массовое производство, техническая документация на них должна содержать жестко нормированные значения основных параметров Установленные допустимые разбросы параметров, которые не сказываются существенно на работе изделия, ограничивают допусками. Соблюдение единообразных норм обеспечивает взаимозаменяемость однородных изделий, что означает «одинаковость^ их основных параметров. Но одинаковость подхода к нормированию параметров не исключает возможности разработки и выпуска различных изделий. Необходимое разнообразие параметров по видам и числовым значениям требует разработки систем допусков, причем в первую очередь стандартизации подвергаются геометрические параметры деталей и сопряжений.
Заказывая технически сложные изделия, потребитель доз-жен убедиться в их высоком качестве. Контроль качества осуществляется также и изготовителем, поскольку ему самому необходимо убедиться в соответствии изделий требованиям технической документации, чтобы гарантированно сдать изделие заказчику. Очевидно. представитель заказчика может потребовать доказательств годности изделия. Самую объективную характеристику параметра представляет результат измерительного контроля Такую информацию обычно получают с помощью технических измерений.
Контроль качества объекта позволяет убедиться в том, что при изготовлении были соблюдены установленные нормы. Преимущественным видом контроля параметров является измерительный контроль, который осуществляется при помощи технических измерений.
Виды взаимозаменяемости
Взаимозаменяемость изделий — сложное явление. Различают функциональную, полную и геометрическую взаимозаменяемость. Иногда говорят о неполной или частичной взаимозаменяемости. Функционально взаимозаменяемыми могут быть зонт и плащ с капюшоном. Они в одинаковой мере защищают от небольшого летнего дождя. Но если выставить дополнительное требование (например, свободные руки), функциональная взаимозаменяемость зонта и плаща исключается.
Функциональная взаимозаменяемость изделий гарантирует равноценное выполнение ими оговоренных функций. Полная взаимозаменяемость изделий предусматривает возможность их замены с обеспечением всех оговоренных параметров. Полностью взаимозаменяемы шарикоподшипники одного типоразмера, часы одинаковой модели, кнопки или скрепки из одной коробки. Полная взаимозаменяемость изделий определяется по установленным правилам (требованиям). Нужно оговорить все необходимые требования и сравнивать изделия только исходя из них, в противном случае мы всегда найдем различия между, казалось бы, одинаковыми изделиями.
Полная взаимозаменяемость предполагает наличие неполной или частичной взаимозаменяемости. Неполная взаимозаменяемость получается из полной «методом урезания свойств». Например, можно сделать вал автомобиля или станка из дуба. Но даже если он выполнен очень точно, работать такой автомобиль (станок) не будет, поскольку нарушены требования к прочности и твердости, необходимые для обеспечения полной взаимозаменяемости. Зато практически одинаковые геометрические параметры позволяют нам говорить о геометрической взаимозаменяемости валов.
Геометрическая взаимозаменяемость выделяется особо, так как в машиностроительном производстве именно формообразование деталей является преимущественным видом работ. Геометрические параметры взаимозаменяемых изделий всегда получают с ограниченной точностью. Абсолютная точность на практике недостижима, да и необходимости в ней нет. Как правило, нормально работают детали, изготовленные в некотором диапазоне геометрических параметров. Чем жестче назначенный диапазон, тем дороже деталь. Стоимость деталей резко возрастает с повышением точности обработки, поэтому избыточные требования к точно
сти неоправданно удорожают изделие. Но с другой стороны, заниженные требования к точности делают изделие неработоспособным.
В дальнейшем будут неоднократно рассматриваться вопросы обеспечения геометрической взаимозаменяемости с использованием различных систем допусков и посадок.
Номенклатура допусков
Допуск параметра есть разность его наибольшего и наименьшего предельных значений. Допуск ограничивает рассеяние параметра и гарантирует получение нужного эффекта (в бытовых условиях — встреча партнеров во времени и пространстве; в производстве — годность изделия и т.д.).
Нормирование геометрических параметров достаточно сложно. Для поверхностей деталей принято нормировать допуски размеров, формы и расположения (макрогеометрия поверхностей) и параметры шероховатости (микрогеометрия поверхностей). Рассмотрим деталь простейшей геометрической формы — шар. Поверхность шара — сфера, характеризуется одним номинальным параметром (диаметром d). Для того чтобы шарики нормально работали в подшипнике, размеры их должны быть практически одинаковы, т.е.
di ~ dz ~ ds ~ ... ~ dn.
Разность размеров отдельных шариков зависит от требуемого качества подшипника и нормируется допуском размера Тсг.
Td — с/тах — dmin-
Разброс размеров всех шариков — понятие скорее геометрическое, чем техническое. Оно основано на допущении, что каждый шарик характеризуется одним размером, т.е. имеет идеальную геометрическую форму. Реальный шарик имеет бесконечное множество размеров (толщин), которые хоть и незначительно, но отличаются друг от друга. Следовательно, допуск размера ограничивает допустимые разности размеров каждого шарика, а тем самым и всех шариков подшипника.
Назначив допуск размера реального шарика, мы одновременно установили требования к его форме. Но часто возникают ситуации, когда требования к форме должны быть жестче, чем это установлено назначенным допуском размера. Например, прижимные ролики и натяжные шкивы в ряде конструкций могут существенно отличаться по размерам без нарушения взаимозаменяемости. Что же касается круглости их наружных поверхностей — это требование закономерно вытекает из назначения деталей и должно быть жестко нормировано.
Допуски формы и расположения поверхностей необходимо назначать и в тех случаях, когда они не ограничиваются допусками размеров. Часто нужны хорошие привалочные плоскости плит,
131 кронштейнов и других деталей, прямолинейность направляющих, параллельность и перпендикулярность плоскостей. Требования к точности размеров могут при этом практически не устанавливаться или назначаться весьма свободно. Например, слесарный угольник должен обеспечивать прямолинейность и перпендикулярность рабочих граней, а колебания ширины и длины его ребер пользователю практически безразличны.
Микрогеометрия поверхностей настолько существенно влияет на качество подвижных и неподвижных сопряжений, что ее нормирование обязательно. Нормируют высотные и шаговые параметры шероховатости поверхности, а также другие параметры и некоторые характеристики.
Неопределенность сопряжения двух и более деталей зависит от допусков всех деталей, входящих в сопряжение. Сопряжение двух деталей может быть оформлено как стандартная посадка. Допуск посадки (Т) равен сумме допусков отверстия Td и вала Td.
T=Tn + Td.
Сопряжение нескольких (более двух) деталей следует рассматривать как размерную цепь более сложную, чем посадка. Допуск замыкающего звена цепи равен сумме допусков составляющих звеньев:
п-1
Гд = ,
(=1 где Т — допуск i-ro звена, п — число звеньев цепи (включая замыкающее).
Сопряжение двух деталей можно рассматривать как простейшую размерную цепь из трех звеньев: отверстия, вала и зазора или натяга в сопряжении (замыкающего звена).
Применение средств измерений для технического контроля
Технический контроль есть один из видов контроля качества. Если в пищевой промышленности часто применяют органолептический (основанный на использовании органов чувств) контроль вкуса, цвета, запаха продуктов, в машиностроении для контроля изделий чаще применяют специальные технические средства.
Технический контроль точности соблюдения геометрических параметров обычно проводят средствами измерений длин и углов. Контроль с применением любых средств измерений (калибров, штриховых мер, приборов) называется измерительным. Контроль калибрами применяется для сортировки деталей на годные и брак (неисправимый и исправимый). Такой контроль достаточен для потребителя, заказчика: брак не проходит. Однако информация о годности может оказаться недостаточной для наладчика и техноло-
га. Им нужно знать действительное числовое значение размера каждой детали. По этим данным можно вовремя переналадить станок или поставить его на ремонт. Результаты измерений несут информацию о точности технологического процесса и оборудования. Информация о конкретном значении каждого контролируемого параметра может быть получена в процессе технического измерения с использованием специальных средств измерений (мер, измерительных приборов и т.д.).
3.2. МЕТОДЫ НОРМИРОВАНИЯ ПАРАМЕТРОВ
Нормирование при проектировании
Как назначить ту или иную норму точности на параметр проектируемого изделия? У сложного изделия множество деталей, у каждой из них большое число параметров.
Нормирование геометрических параметров любого изделия включает два этапа: выбор номинального значения и установление предельных значений или предельных отклонений параметра. Номинальное значение параметра (размера, формы, расположения поверхностей) получают исходя из требований к прочности и жесткости элементов изделия и к обеспечению кинематических связей его элементов.
Предельные значения параметров выбирают так. чтобы в первую очередь обеспечить нормальную работу сопряжений двух или более деталей. Стандартное сопряжение двух деталей называют посадкой, а если деталей больше, то их соединение называют размерной цепью.
Выбор параметров базируется на глубоких знаниях конструкции и работы проектируемого изделия в целом и составных его частей. В условия большинства решаемых задач данные о номинальных и (или) предельных размерах входят в готовом виде. Если известны предельные значения параметров, решение сводится к согласованию исходных данных со стандартными значениями размеров, допусков, предельных отклонений. Из технических соображений на чертежах принято, как правило, обозначать не предельные значения геометрических параметров, а их номинальные значения с указанием предельных отклонений.
В общем случае сложность выбора предельных значений заключается не столько в поиске решения, сколько в необходимости корректной постановки самой задачи. От постановки задачи будет зависеть необходимость ее строгого или приближенного решения. Для выбора предельных значений упрощенными методами должны быть взяты только те параметры, которые действительно не нуждаются в расчетной или экспериментальной проверке. Умение правильно произвести такое разделение есть отличительная способность квалифицированного специалиста.
Методы нормирования
Анализ любых решений предусматривает сопоставление достоинств и недостатков (положительного и отрицательного, «за» и «против»). Такое сопоставление проще всего провести при выборе одного из двух возможных (альтернативных) решений. Поэтому научно-технические проблемы выбора решений предпочитают строить на альтернативной основе:
— решение, принимаемое по аналогии,
— решение, принимаемое по результатам научных исследований. В ситуациях, когда приходится принимать большое количество решений, можно использовать оба метода в разных соотношениях.
Итак, можно отметить, что для нормирования конкретных геометрических параметров применимы два альтернативных метода:
1. Нормирование по результатам исследований (исследовательский метод).
2. Нормирование по аналогии с известными решениями (метод аналогов).
Исследовательский метод нормирования предельных значений параметров гарантирует правильность решения и заданный уровень качества изделия. Однако исследования как теоретические, так и экспериментальные, требуют значительных затрат времени и труда, применения экспериментального оборудования, вычислительной техники и т.д. Кроме того, даже тщательно проведенное исследование может содержать скрытые ошибки методики проведения, обработки результатов или их интерпретации. Такие ошибки могут быть обнаружены только в процессе эксплуатации или при дальнейшем проведении более глубоких исследований. Очевидно, что исследовательский метод нормирования параметров ни в коем случае не следует применять для решения тривиальных конструкторских задач, которые многократно решаются при проектировании типовых элементов изделий.
Тривиальные задачи назначения параметров, особенно если это касается деталей и сопряжений вспомогательного характера или отработанных, многократно проверенных элементов конструкций, решаются методом аналогов. Применение метода аналогов обеспечивает существенную экономию времени, труда, материалов. Отпадает необходимость проведения исследований, опасность получить отрицательные результаты, которые приводят к дополнительным потерям времени и труда.
Применение апробированных решений позволяет не только максимально использовать опыт предшественников, но также исключить этап согласования предельных значений геометрических параметров с требованиями соответствующих стандартов.
Термины и определения
Терминология, применяемая в конкретной области науки или техники, для незнакомого с ней человека напоминает иностранный язык. Если выражения «посадка с зазором» и «посадка с натягом» понятны непрофессионалу, то термины типа «поле допуска отверстия седьмого квалитета с основным отклонением Н» или «допуск посадки» для него не менее загадочны, чем «грот-бом-брам-стеньга» для глубоко сухопутного человека. На незнании терминов строят розыгрыши новичков, посылая их с ведром «за люфтами» или «за компрессией», причем эти плоские шутки сравнительно безобидны.
К сожалению среди специалистов довольно часто встречается пренебрежительное отношение к строгой терминологии, замена терминов такими профессиональными жаргонизмами, как «размер в допуске», «вал, обработанный по посадке с зазором», «отрицательный допуск на толщину ленты» и ряд других. Технически грамотный и культурный специалист не позволяет себе некорректного использования терминов хотя бы для того, чтобы его всегда правильно понимали и не могли по-иному истолковать его высказывание.
Терминология единой системы допусков и посадок является базовой для всей области взаимозаменяемости. Ниже приведены основные стандартные термины и определения с иллюстрациями и комментарии, направленные на уточнение не слишком удачных стандартных определений.
Основные термины и определения
Размер — числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения (рис. 3.2).
Рис. 3.2. Линейные размеры (валов d, Z, Л, отверстий Н, D, L)
Комментарий: линейная величина и есть длина, которая охватывает диаметры, высоты, толщины, глубины и т.д. Кроме того, вместо термина «единицы измерения» следует использовать более корректный термин «единицы физической величины» или краткую форму «выбранные единицы».
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические
элементы.
Действительный размер — размер элемента, установ-
ленный измерением с допустимой погрешностью.
Комментарий: действительный размер элемента устанавливают измерением с пренебрежимо малой погрешностью. В противном случае любое измеренное значение размера можно считать действительным, что при больших погрешностях измерений исключает возможность объективного заключения о годности контролируемого элемента. Допустимые погрешности измерений линейных размеров до 500 мм при измерительном приемочном контроле установлены ГОСТ 8.051-81.
Предельные размеры — два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер (рис. 3.3).
Наибольший предельный размер — наибольший допустимый размер элемента.
Наименьший предельный размер — наименьший допустимый размер элемента.
Рис» 3.3» Предельные размеры валов и отверстий
Номинальный раз-
мер — размер, относительно которого определяются отклонения.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая
линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные — вниз (рис. 3.4).
Отклонение — алгебраическая разность между размером действительным или предельным и соответствующим номинальным размером (см. рис. 3.4).
±0
Рис. 3.4. Отклонения
Действительное отклонение — алгебраическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение — алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Верхнее отклонение ES, es — алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение El, ei — алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами.
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющих положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
Допуск Т — разность между наибольшим и наименьшим предельными размерами или алгебр а ическая разность между верхним и нижним отклонениями.
Стандартный допуск IT — любой из допусков, устанавливаемых данной системой допусков и посадок.
Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис. 3.5).
Комментарий: вместо выражения «величина допуска» следует использовать более корректное, например «значение допуска», поскольку под величиной в метрологии понимают физическую величину (длину, угол и т.д.).
Квалитет (степень точности) - совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Рис. 3.5. Поле допуска
Единица допуска i, I — множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
Комментарий: единица допуска используется для расчетов значений допусков квалитетов от 2 и грубее. Допуски квалите-тов 01...1 рассчитывают с использованием зависимостей, не включающих единицу допуска.
Основной вал — вал, верхнее отклонение которого равно нулю (рис. 3.6, а).
и основное отверстие
Рис. 3.6. Основной вал
Основное отверстие — отверстие, нижнее отклонение которого равно нулю (рис. 3.6, б).
Предел максимума материала — термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия (рис. 3.7).
Предел минимума материала — термин, относящийся к тому из предельных размеров, которому соответствует наименьший объем материала, т.е. наименьшему предельному размеру вала или наибольшему предельному размеру отверстия (см. рис. 3.7).
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки — номинальный размер, общий для отверстия и вала, составляющих соединение.
Зазор — разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
10 Зак 3005
Рис. 3.7. Пределы минимума и максимума материала
Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Комментарий: в таком случае после сборки диаметры вала и отверстия одинаковы.
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (рис. 3.8).
Наименьший за
зор — разность межд\ наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор — разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке
Рис. 3.8. Посадка с зазором с зазором или в переход-
ной посадке.
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер от
верстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (рис. 3.9).
Комментарий: натяг можно рассматривать как отрицательный зазор.
Наименьший натяг — разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг — разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке.
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (рис. 3.10).
Рис. 3.10. Переходная посадка
Комментарий: в конкретном сопряжении может быть либо зазор, либо натяг. Переходная посадка представляет собой характеристику партии сопряжений с большей или меньшей вероятностью зазоров и натягов.
Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.
Комментарий: допуск посадки численно равен разности наибольшего и наименьшего зазоров (натягов) в посадке.
Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 3.11, а).
Комментарий: определение строго соответствует только посадкам в системе основного отверстия. Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с одним полем допуска отверстия (рис. 3.11, б).
зб
Рис. 3.11. а — посадки в системе основного отверстия, б — посадки в системе отверстия
Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 3.12, а).
Комментарий: определение строго соответствует только посадкам в системе основного вала. Посадки в системе вала. — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с одним полем допуска вала (рис. 3.12, б).
Нормальная температура. Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре 20 °C.
Комментарий: определение не является достаточно строгим, поскольку приведено только номинальное значение темпера-
и св й
s’
TD1
TD2
S
TD3
Рис. 3.12. a — посадки в системе основного вала, б — посадки в системе вала
туры. Достаточно полно нормальные условия измерений, включая нормальную температуру, установлены стандартом ГОСТ 8.050-73.
Интерпретация предельных размеров
Для отверстий — диаметр наибольшего правильного воображаемого цилиндра, который может быть вписан в отверстие так, чтобы плотно контактировать с наиболее выступающими точками поверхности на длине соединения (размер сопрягаемой детали идеальной геометрической формы, прилегающей к отверстию без зазора), не должен быть меньше, чем предел максимума материала. Дополнительно наибольший диаметр в любом месте отверстия, определенный путем двухточечного измерения, не должен быть больше, чем предел минимума материала (рис. 3.13, б).
Для валов — диаметр наименьшего правильного воображаемого цилиндра, который может быть описан вокруг вала так, чтобы плотно контактировать с наиболее выступающими точками поверхности на длине соединения (размер сопрягаемой детали идеальной геометрической формы, прилегающей к валу без зазора), не должен быть больше, чем предел максимума материала. Дополнительно наименьший диаметр в любом месте вала, определенный путем двухточечного измерения, не должен быть меньше, чем предел минимума материала (рис. 3.13, а).
Рис. 3.13. Интерпретация предельных размеров
3.3. ПРИНЦИПЫ ПОСТРОЕНИЯ СИСТЕМ ДОПУСКОВ И ПОСАДОК
Системы допусков и посадок
Систематизация и классификация используются как мощный инструмент познания. Изучение некоторой системы объектов всегда основано на выделении наиболее существенных и общих свойств. Такое упорядочение информации позволяет установить ее необходимый минимум для грамотного использования в конкретной области. Кроме того, любая классификация проявляет «белые пятна» и способствует их заполнению, т.е. совершенствованию самой системы. Систематизация широко применяется в любой области науки и техники, а в стандартизации она является одним из важнейших рабочих инструментов.
Анализ любых технически сложных изделий позволяет выявить многократно повторяющиеся типовые сопряжения и поверхности, которые должны быть стандартизованы. Стандартизована точность геометрических параметров подшипников, зубчатых колес и передач, рабочих и контрольных калибров и т.д. Можно говорить о системах нормирования стандартных требований к точности таких объектов. При этом следует различать системы допусков и системы допусков и посадок.
Системы допусков и посадок включают множество разнообразных систем, в том числе системы для гладких цилиндрических поверхностей, для резьбовых, шпоночных и шлицевых сопряжений. Есть также системы допусков углов, формы и расположения поверхностей и ряд других. Там, где возможны сопряжения поверхностей, стандартизаторы разрабатывают системы допусков и посадок, в противном случае ограничиваются только системой допусков.
Системы допусков и посадок различаются в соответствии с объектами нормирования. Формы и содержание систем весьма раз-
143 нообразны и сопоставление их затруднительно. Правильное использование допусков и посадок различных поверхностей подразумевает знание каждой конкретной системы. Изучение всех систем порознь требует слишком большого времени из-за огромного количества фактического материала. Рационализация изучения систем допусков и посадок возможна за счет отсеивания маловажных подробностей и концентрации внимания на основном содержании. Понятно, что анализ каждой системы допусков и посадок должен привести к выделению аналогичных «скелетов», если стандартизаторы правильно подошли к разработке систем. Анализ множества систем допусков и посадок подтверждает, что они построены единообразно, на некоторых общих принципах.
Основные принципы построения систем допусков и посадок
В системах допусков и посадок можно обнаружить следующие общие принципы построения этих систем.
Принцип предпочтительности проявляется многообразно: в качественном отношении (ряды предпочтительности допусков и посадок) и в количественном аспекте (использование рядов предпочтительных чисел в системах).
Принцип измерений при нормальных условиях обеспечивает единообразие информации, получаемой при многократных независимых измерениях одних и тех же параметров.
Принцип ограничения предельных контуров необходим для соблюдения единообразия при решении вопроса о годности детали по контролируемому параметру.
Два последних принципа направлены на обеспечение инвариантности требований систем допусков и посадок (invariantis — неизменяющийся — свойство неизменности по отношению к какому-либо преобразованию, условию, или совокупности преобразований). Несоблюдение этих принципов исключает возможность применения систем допусков и посадок, что видно на примерах возникновения конфликтных ситуаций при попытках произвольной трактовки годности либо при нарушениях нормальных условий из-за небрежного или неграмотного подхода к измерениям.
Принцип формализации допусков необходим для создания рядов допусков, которые в силу более высокого уровня абстрагирования дают возможность оперативного выбора допусков и технологических процессов исходя из значений допусков вне зависимости от расположения полей.
Формирование рядов допусков в любой системе осуществляется на базе трех остальных принципов.
Принцип увязки допусков с эффективными параметрами позволяет связать значения допусков с технологическими и
(или) конструктивными факторами. Из всего множества влияющих факторов отбираются те, которые характеризуют обобщенное влияние возмущений. Эти факторы (их может быть несколько или один) названы эффективными параметрами.
Принцип группирования эффективных параметров. Группирование осуществляется так, чтобы значения допусков на краях интервалов умеренно отличались от «теоретических».
Принцип установления уровней относительной точности дает возможность выбирать по аналогии допуски и посадки, а также ориентироваться при выборе технологического оборудования для обеспечения требуемой точности обработки.
Ниже мы рассмотрим все перечисленные принципы более подробно.
Принцип предпочтительности
В стандартах на системы допусков и посадок обычно устанавливают ряды с несколькими уровнями предпочтения, например предпочтительные посадки (первый уровень), рекомендуемые посадки (второй уровень) и, наконец, все стандартные посадки (третий, самый низкий уровень предпочтительности).
В Единой системе допусков и посадок может быть образовано и назначено около 600 полей допусков валов (отверстий), но фактически установлено только около 70 полей допусков системы (так называемый «основной отбор»), а к предпочтительным отнесены всего 17 полей допусков валов и 10 полей допусков отверстий. Именно за счет механизма предпочтительного применения и происходит рациональное и единообразное сокращение номенклатуры применяемых полей допусков.
В системах стандартов допусков и посадок ряды допусков обычно строятся с использованием рядов предпочтительных чисел. Возможны и другие проявления количественной стороны принципа предпочтительности в системах стандартов. Например, в стандарте допусков углов границы интервалов длин короткой стороны угла построены по ряду 2?5.
Наиболее полно принцип предпочтительности использован в стандарте, устанавливающем нормальные линейные размеры (ГОСТ 6636-69). Этот стандарт не нормирует допуски размеров, но является одним из важнейших для унификации параметров. Унифицированными геометрическими параметрами являются те, у которых одинаковы не только поля допусков, но и номинальные значения.
Ряды нормальных линейных размеров построены на базе соответствующих рядов предпочтительных чисел. Основные ряды нормальных размеров построены в соответствии с рядами 7?5...7?40, а дополнительный ряд — на основе ряда 7?80. Ряды 7?a5..J?a40 по
строены как геометрическая прогрессия с округленными значениями членов ряда. Они начинаются с 0,01 мм и заканчиваются значением 20 000 мм. Стандарт содержит также арифметический ряд размеров в диапазоне от 0,001 до 0,009 мм с разностью в 0,001 мм.
Принципиальные отличия рядов нормальных линейных размеров от рядов предпочтительных чисел заключаются в том, что ряды Ra размеров конечны и содержат некоторые округленные по сравнению с рядами R значения, причем в стандарт включены все значения размеров в указанном диапазоне. При проектировании необходимо по возможности назначать нормальные линейные размеры деталей (диаметры, толщины, глубины уступов и т.д.), выбранные с учетом уровней предпочтительности.
Требования стандарта не распространяются на технологические межоперационные размеры, на размеры, зависящие от других принятых значений, а также на размеры, установленные в стандартах на конкретные изделия.
Принципы, обеспечивающие инвариантность деталей
Под обеспечением инвариантности деталей понимают такое построение систем допусков и посадок, которое гарантирует геометрическую взаимозаменяемость (инвариантность) деталей, изготовленных по одним и тем же требованиям к номинальным значениям и к точности геометрических параметров.
Чтобы система обеспечивала инвариантность деталей, должны соблюдаться заложенные в ней условия годности деталей: единообразие трактовки годности и достоверность результатов контроля. Только при соблюдении этих условий результаты измерений можно сопоставить с моделью годной детали, которая задана чертежом, и дать объективное заключение о годности.
Единообразие трактовки годности детали обеспечивается установлением ее предельных контуров, в которые должна «вписываться» реальная деталь. Фактические значения геометрических параметров контролируемой детали определяются по результатам измерений. Достоверную информацию о параметрах детали можно получить только при измерении в нормальных условиях.
Принцип измерения при нормальных условиях
Нормальные условия подразумевают, что измерения проводят при нормальных значениях влияющих физических величин. Под влияющими величинами понимают те физические величины, которые не являются измеряемыми, но могут вызвать искажение результатов измерений из-за воздействия на сам объект измерения или на применяемые средства измерений. Например, при измерении длины существенное влияние оказывает температура контро
лируемой детали, от которой зависит фактическое значение размера. Понятно, что температурный фактор сказывается не только на измеряемом объекте, но и на применяемых средствах измерений.
Менее очевидно влияние таких величин, как относительная влажность или давление воздуха, параметры гравитационных и электромагнитных полей и т.д. С другой стороны, непосредственное влияние электромагнитных полей на электрические средства измерений сомнений не вызывает. Поддается анализу воздействие влажности или давления на пневматические приборы или на емкостные электрические преобразователи. Не столь существенным оказывается влияние относительной влажности, атмосферного давления или гравитации на контролируемые детали.
Можно представить себе пластмассовую деталь, размер которой зависит от относительной влажности воздуха (гидрофильные пластмассы впитывают влагу и увеличиваются в размерах). Нежесткие детали деформируются под действием силы тяжести и размеры их искажаются.
Нормальные условия измерений линейных размеров предполагают изменения влияющих величин в пределах областей их нормальных значений. Под областью нормальных значений влияющей физической величины понимают такую область ее изменений, при которых погрешности, вызванные воздействием этой величины, могут быть признаны пренебрежимо малыми. Кроме нормальных условий измерений возможно также измерение параметров в рабочих условиях — в таких условиях погрешности из-за воздействия влияющих величин не превышают заранее определенных допустимых значений.
Проблема установления номенклатуры влияющих величин и областей их нормальных значений настолько сложна, что для случая измерений линейных размеров ей посвящен специальный стандарт (ГОСТ 8.050-73). Указание в некоторых стандартах допусков и посадок значения нормальной температуры 20 °C не дает необходимой информации и может служить только формальным ориентиром.
Принцип ограничения предельных контуров
Для однозначного заключения о годности детали по результатам ее измерений в нескольких сечениях необходимо предварительно установить правила разбраковки. Формальными правилами при разбраковке деталей по размерам являются истолкования предельных контуров детали. Деталь признается годной в том случае, если ее реальные контуры, установленные по результатам измерений, не выходят за предельные. При этом экстремальные измеренные значения могут быть равны предельным размерам.
В стандартах систем допусков и посадок истолкование предельных размеров содержится в явном виде или оформлено косвенно, через установление полей допусков размеров.
Специфическим случаем установления предельных контуров деталей является установление только одного экстремального (наибольшего или наименьшего) предельного контура. В таком случае фактически не устанавливается допуск размера и поле допуска, поскольку отсутствует вторая граница.
Истолкование предельных контуров можно проиллюстрировать на примере длинного изогнутого вала (см. рис. 3.13, а). Если даже его толщина в любом сечении не выходит за предельные размеры, его реальный профиль может не вписываться в максимальный предельный контур. Такая деталь должна быть признана бракованной, для чего необходимы формальные основания, установленные стандартом.
Принцип формализации допусков
Абстрагирование от конкретных объектов широко используется в науке и технике. Этот прием применяется и при формализации допусков в системах.
Система допусков, в которой были бы установлены массивы предельных размеров для любого номинального значения и тем самым все поля допусков, была бы слишком громоздкой и неоперативной. Значительно более удобно пользоваться рядами допусков с абстрактными значениями, «оторванными» от конкретных отклонений или предельных размеров. Такие допуски определяют только допустимые рассеяния нормируемых параметров, при этом поле рассеяния может иметь любое выбранное расположение относительно номинала.
Формализованные значения допусков могут быть построены в соответствии с рядами предпочтительных чисел и быть организованы в виде рядов с различными структурами. Например, в стандарте допусков и посадок гладких цилиндрических поверхностей ряды допусков построены в виде массива, где числовое значение допуска установлено в соответствии с интервалом номинальных размеров и уровнем точности.
В системе допусков формы и расположения поверхностей приведены несколько массивов значений допусков, в том числе допуски, связанные со значениями номинальных параметров и уровнями точности, а также абстрактный ряд допусков, построенный в порядке возрастания их числовых значений.
Одно и то же формализованное значение допуска размера можно использовать для интервала близких номинальных размеров вне зависимости от расположения поля допуска по отношению к нулевой линии, которая на схеме расположения полей допусков представляет номинальный размер.
Принцип увязки допусков с эффективными параметрами
Формальное значение допуска не является достаточно определенной мерой точности нормируемого параметра. Представляется очевидным, что допуск в 100 мкм будет сравнительно грубым для размера 10 мм и существенно более жестким для размера 80 мм.
Чтобы обеспечить нормальную работу изделия, необходимо назначить допуски требуемой точности с учетом масштабного фактора. При выборе допуска размера его значение следует связывать с номинальным размером. Выбор значения допуска угла осуществляется в зависимости от длины его короткой стороны, а не в соответствии со значением углового размера. Могут встретиться и более сложные взаимосвязи. Например, значения допусков геометрических параметров резьбовых поверхностей увязываются не только с диаметрами, но и с шагами резьбы, а для зубчатых колес допуски назначают с учетом модуля и делительного диаметра колеса. Те параметры, с которыми увязывают значения допусков, будем называть эффективными.
Увязка допуска с эффективными параметрами имеет принципиальное значение как с конструкторских, так и с технологических позиций. Технологический подход к возможным значениям допусков основывается на увязывании допусков с полем практического рассеяния размеров при обработке детали на определенном технологическом оборудовании. Поле рассеяния размеров при обработке каждой детали в партии зависит от множества факторов, которые будут сказываться на силовых и температурных деформациях в системе станок — приспособление — инструмент — деталь. Существенное влияние на разброс размеров в партии деталей может оказывать также износ режущего инструмента.
Из-за сложности комплексного воздействия нельзя выделить один или несколько влияющих факторов и «привязать» к ним значение допуска. Поэтому эффективные параметры, с которыми увязывают значения допуска, должны отражать некоторое обобщенное влияние множества технологических факторов. Поэтому при построении систем допусков и посадок их разработчики вынуждены увязывать допуски с некоторыми эффективными параметрами, которые с позиций функционирования изделия (конструкторский подход) учитывают масштабный фактор при назначении норм точности размеров, а с позиций изготовления деталей (технологический подход) по возможности увязаны с точностью технологических процессов.
Функциональная зависимость допуска от эффективных параметров в общем виде может быть записана следующим образом:
T = F(Q, V,...),
149 где Т— допуск параметра, F — знак функциональной зависимости, Q, V — эффективные параметры.
Анализ систем допусков и посадок показывает, что в большинстве случаев можно обойтись одним или двумя эффективными параметрами.
Принцип группирования значений эффективных параметров
В быту мы часто пользуемся объединительными приемами: вместо точного указания возраста говорим, например, «дошкольник», «молодой человек», «пенсионер»...
Если допуск любого параметра рассчитывать по функциональной зависимости, то расчетных («теоретических») значений допусков будет столько же, сколько и номинальных размеров. Унификация допусков и сокращение их общей номенклатуры вполне возможна за счет объединения близких значений и использования вместо них одного стандартного допуска. Различия между теоретическими значениями и выбранным стандартным не должны существенно искажать установленный системой допусков и посадок характер связи между значением допуска и эффективными параметрами.
Многолетняя апробация систем допусков и посадок позволила практически решить вопрос об интервалах эффективных параметров и их «представителях». В любой системе допусков или допусков и посадок ряды допусков образованы с учетом эффективных параметров, которые сгруппированы в интервалы. Границы интервалов приведены в таблицах стандартов с указаниями «до» (приведенное номинальное значение включается в данный интервал) и «свыше» (приведенное значение не входит в данный интервал, и он начинается с любого большего значения).
Интервалы эффективных параметров являются одним из «входов» в таблицу рядов допусков любого стандарта.
Принцип установления уровней относительной точности
Для решения различных конструкторских задач необходимы допуски разной точности. Например, точность направляющих станка или измерительного прибора существенно выше точности дверного засова; подшипники шпинделя станка точнее подшипников автомобильных колес и т.д.
Понятие точности геометрических параметров не может рассматриваться как абсолютное. Известна связь допуска со значениями эффективных параметров. Следовательно, можно говорить об установлении в любой системе допусков и посадок уровней относительной точности, которые используются для назначения «одинаково точных» допусков однотипных параметров с разными номинальными значениями.
Уровни относительной точности в различных стандартных системах допусков и посадок называются по-разному. В системе допусков и посадок гладких цилиндрических поверхностей они называются квалитетами, в системах допусков формы и расположения поверхностей, допусков зубчатых колес — степенями точности. Для подшипников качения, допусков несопрягаемых поверхностей («неуказанные допуски») и некоторых других случаев используют понятие классов точности. Наименование уровней относительной точности зависит от конкретных объектов и сложившихся традиций.
Установленные стандартами уровни относительной точности используются как второй вход в таблицах допусков. Первым входом являются интервалы эффективных параметров, а значение допуска отыскивают на пересечении двух входов в таблицу по принципу строка — столбец.
Уровни относительной точности играют весьма важную роль в использовании аналогии для выбора норм точности при проектировании или технологического оборудования при разработке технологического процесса. Вне зависимости от конкретного значения нормируемого параметра или параметра изготавливаемой детали можно, опираясь на уровень относительной точности, выбрать допуск, посадку, которые способны обеспечить удовлетворительное выполнение требуемых функций, или технологическое оборудование, обеспечивающее удовлетворительное поле практического рассеяния при обработке детали.
На использовании уровней относительной точности построены справочники конструкторов и технологов, а также значительная часть нормативно-технических документов. Уровни относительной точности фиксируются в обозначениях допусков и посадок, за исключением тех случаев, когда приводят только значения предельных отклонений.
3.4. ДОПУСКИ И ПОСАДКИ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Обозначение допусков и посадок
Расшифровка неизвестного сообщения требует знания использованного шифра или, как теперь чаще говорят, кода. Понятие кодирования сейчас применяется очень широко: кодовые замки, генетический код, кодирование и декодирование сообщений и т.д.
Машиностроительный чертеж тоже является кодированным сообщением о спроектированном изделии. Здесь используется несколько видов кодирования: графическое кодирование для перевода пространственных форм в плоское изображение; символьные коды технических требований (условные обозначения допусков формы и расположения поверхностей, шероховатости поверхностей
151 и т.д.) и буквенно-цифровые коды допусков, посадок, параметров шероховатости и т.д.
Расшифровка обозначений допусков и посадок на чертежах не представляет никакой сложности для профессионально подготовленного специалиста, который все принятые условные обозначения читает «с листа». Например, технически грамотный механик сразу скажет, что Н7/е6 — посадка с зазором, а НИрЪ — с натягом.
Прочесть характер посадки по ее обозначению на чертеже общего вида или сборочном чертеже бывает необходимо для того, чтобы разобраться в работе изделия, поэтому расшифровка таких обозначений должна осуществляться мгновенно, без обращения к стандартам или справочникам. Знание условных обозначений, используемых в чертежах так же необходимо, как знание алфавита при чтении текста.
Опорные признаки обозначений допусков и посадок
Расшифровка кодированных сообщений существенно упрощается при использовании опорных признаков кода. В системах допусков и посадок гладких цилиндрических поверхностей используются общие опорные признаки, на которые необходимо опираться при расшифровке обозначений назначенных норм точности. Более того, эти признаки единообразны для большинства систем допусков и посадок.
Основные отклонения отверстий обозначают прописными литерами латинского алфавита (А, В, С, D и т.д.), а валов — строчными (а, Ь, с, d и т.д.). Разные основные отклонения обозначают разными буквами (рис. 3.14).
Рис. 3.14. Основные отклонения валов и отверстий
Обозначения основных отклонений говорят о расположении полей допусков относительно нулевой линии. Одинаковые отклонения обозначаются одними и теми же буквами. При этом в одном
All
Рис. 3.15. Обозначение квалитетов в полях допусков
интервале эффективных параметров поля допусков одинаковы, а в разных — отличаются вторым (не основным) отклонением из-за различных значений допусков.
Допуски (значения допусков) обозначаются числами соответствующих квалитетов, например, //6, dl, All, Jsl2 означают поля допусков шестого, седьмого, одиннадцатого и двенадцатого квалитетов (рис. 3.15).
Основные отклонения, обозначаемые буквами, и допуски, обозначаемые числами, — два независи-
мых составляющих элемента обозначения (рис. 3.16). У каждого из этих элементов своя роль: бук-
Рис. 3.16. Обозначение полей допусков
венное обозначение определяет положение поля допуска, а числовое — размеры поля (они соответствуют значениям допусков указанных квалитетов). Необходимое разнообразие полей допусков обеспечено возможностью
основными отклонениями
сочетания любых основных отклонений и квалитетов.
Специфичны поля допусков типа Js6, Js8, Js9 и т.д. Они фактически не имеют основного отклонения, поскольку расположены симметрично относительно нулевой линии. По определению основное отклонение — это отклонение, ближайшее к нулевой линии. Значит, оба отклонения таких полей допусков могут быть признаны основными, что недопустимо.
Особое значение имеют основные отклонения Ник, которые равны нулю (рис. 3.17). Поля допусков с такими основными откло-
нениями расположены от номинала «в тело» детали.
Обозначения посадок строятся, как дроби, причем в числителе всегда находится обозначение поля допуска охватывающей поверхности (отверстия), а в знаменателе — поля допуска охватываемой (вала).
Системы посадок
Системы посадок деталей, образуемые сочетанием охватывающих и охватываемых поверхностей с различными полями допусков, обеспечивают весьма широкие возможности для конструкторов. С другой стороны, совершенно необходимо наложение разумных ограничений на применяемую номенклатуру посадок.
В единой системе допусков и посадок все рекомендуемые посадки построены либо в системе основного отверстия, либо в системе основного вала. Посадка в системе основного отверстия образуется сопряжением вала, имеющего любое поле допуска, с отверстием, поле допуска которого имеет основное отклонение Н(Е1 = 0). Например, Н7/е6, ЯП/all, HllkQ (см. рис. 3.11, а). Посадки в системе основного вала получают при сопряжении отверстия (с любым полем допуска) и вала с полем допуска, имеющим основное отклонение h(es = 0), например: G1/hQ, Kl/h§, Pl/hQ (см. рис. 3.12, а).
Определить характер посадки в системе основного отверстия или основного вала по ее буквенно-цифровому обозначению достаточно легко при условии знания расположения основных отклонений (рис. 3.18). Так поля допусков валов с основными отклонениями а, Ь, с, cd, d, е, ef, f, fg, g, h в сочетании с полем допуска основного отверстия (основное отклонение Н) всегда дают посадки с зазором.
Посадки с основными отклонениями h и Н обеспечивают наименьший зазор, равный нулю; их иногда называют посадками с нулевым гарантированным зазором. Особое значение этой посадки обусловлено еще и тем оригинальным обстоятельством, что она с одинаковыми основаниями относится как к посадкам в системе основного вала, так и к посадкам в системе основного отверстия (одновременно использованы основные отклонения h и Н).
Посадки в системе основного отверстия, образованные с использованием основных отклонений валов js,j, k, т, п, будут переходными. Валы с основными отклонениями р, г, s, t, и, v, х, у, z, za, zb, zc в сочетании с основным отверстием, как правило, дают посадки с натягом.
Для расшифровки посадок в системе основного вала (его поле допуска имеет основное отклонение А) необходимо запомнить расположение основных отклонений отверстий. Стандартные посадки с зазором обеспечивают отверстия с основными отклонениями А, В, С, CD, D, Е, EF, F, G, Н, переходные посадки — отверстия с основ-
A a
a
Рис. 3.18. Схемы расположения основных валов, отверстий в единой системе допусков и посадок
ними отклонениями Js, J, К, М, N. Посадки с натягом, как правило, могут быть получены при использовании отверстий с основными отклонениями P,R, S, T,U,V, X, У, Z, ZA, ZB, ZC.
Особенностью систем основного отверстия и вала является безусловная определенность характера посадок с зазором и переходных в отличие от «посадок с натягом», характер которых зависит от значений допусков основных поверхностей (основных отверстий и валов). Например, посадка НЪ/рЪ — переходная, хотя формальное применение приведенных выше правил позволяет оценить ее как посадку с натягом. Причины подобных противоречий будут рассмотрены далее, вместе с анализом дополнительных принципов построения систем допусков и посадок.
Применение не рекомендуемых стандартом посадок, построенных вне систем основного отверстия или вала, не запрещено. Такие посадки могут потребоваться в некоторых конкретных конструкциях. В ряде случаев расшифровка характера таких посадок не представляет сложности, например, посадки типа Gl/fG или А11/с/11 дают гарантированный зазор, а PlInG и Pllpl — натяг. А для того чтобы определить характер посадок El/pG или GS/пЛ, придется строить схемы расположения полей допусков.
Принципиально возможно образование посадок с использованием сочетания любых полей допусков отверстий и валов (с любыми основными отклонениями и допусками любых квалитетов). Практические ограничения на применяемую’ номенклатуру посадок накладывает стандарт, который в качестве рекомендуемых посадок устанавливает только посадки в системах основного отверстия и основного вала.
Для того чтобы выбирать посадки по аналогии, недостаточно знать только характер рекомендуемых стандартом посадок Широкие возможности для выбора посадок обеспечивает использование справочной литературы. Справочники содержат множество рекомендаций по выбору посадок с зазором. В частности, посадки с нулевым гарантированным зазором (типа H/h) применяют в тех случаях, когда необходимо обеспечить относительное продольное перемещение деталей или поворот их относительно друг друга с небольшой скоростью, например при установочных или регулировочных перемещениях. При сравнительно низких требованиях к точности можно использовать посадку Н11/А11, при высоких — Н8/А7 или Hl/hG.
Посадки с наименьшим гарантированным зазором (типа H/g или Glh} используют для обеспечения точного вращения деталей с небольшой скоростью. В опорах скольжения, работающих при средних скоростях, применяют посадки с несколько большим гарантированным зазором, например ITl/fl или HG/fS.
При сравнительно невысоких требованиях к точности вращения в сопряжении, для разъемных неподвижных соединений низкой точности при наличии требования легкой сборки и разборки, а также для направляющих скольжения, обеспечивающих свободное перемещение деталей, можно использовать посадки типа Н7/е8, Н8/е8, а также более грубые сопряжения, такие, как ES/hS, HG/d§, H9/d9 и даже HWdl 1.
В справочных материалах по выбору посадок с натягом обычно подразделяют рекомендуемые посадки на «легкопрессовые», «среднепрессовые», «тяжелые прессовые» и «усиленные прессовые». К посадкам с минимальным гарантированным натягом («легкопрессовым») относят посадки типа HUpG, FTl/rG, Pl/hG и ряд других. Их используют в соединениях, передающих без дополнительного крепления крутящий момент, который не превышает 1/4 предель
ного крутящего момента (наибольшего момента, передаваемого соответствующим валом).
Посадки с умеренным гарантированным натягом («среднепрессовые») обеспечивают наименьшее значение относительного натяга (его определяют как отношение натяга в сопряжении к номинальному диаметру сопряжения), до 0,5 мкм/мм. Такие посадки применяют в соединениях, передающих без дополнительного крепления крутящий момент до 1/2 предельного значения. К среднепрессовым посадкам относят Hl/sQ, Hl/sl, Sl/hQ и ряд других.
Посадки с большим гарантированным натягом («тяжелые прессовые») дают наименьший относительный гарантированный натяг до 1 мкм/мм и образуют соединения, равнопрочные валу, при условии достаточной площади сопрягаемых поверхностей. К посадкам с большими гарантированными натягами относят сопряжения типа Hl/tQ, Hl/ul, Tl/hQ и т.д.
Посадки с наибольшими гарантированными натягами («усиленные прессовые», обеспечивающие относительные натяги более 1 мкм/мм) дают равнопрочные валу соединения. Для таких посадок используют сочетания полей допусков типа Н8/х8 и HSIzS.
Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил, либо для таких неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием моментов или осевых сил.
В рассматриваемой конструкции (рис. 3.19) втулки 2 и 6, запрессованные в корпус 1 и крышку 7, должны оставаться неподвижными при вращении вала 5 и удерживать вал от осевого смещения. Осевые силы могут возникнуть, например, из-за воздействия веса вала 5 при вертикальном положении его оси. Не исключается также возможность применения косозубой передачи, в которой возникает осевая сила.
02ОН7/#7
025Н7/р6
Рис. 3.19. Примеры обозначений посадок на чертежах
Переходные посадки, как правило, применяются для центрирования сопрягаемых деталей. Иногда для этих целей применяют посадки с нулевым гарантированным зазором (типа H/h), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный) или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но утяжеляются условия их сборки.
Переходные посадки можно распределить на три группы: посадки с преимущественными зазорами («плотные»), посадки с примерно равной вероятностью зазоров и натягов («напряженные»), а также посадки с преимущественными натягами («глухие»).
«Плотные» посадки, как правило, собираются без применения слесарного инструмента и обеспечивают довольно высокую точность центрирования на валах зубчатых колес, шкивов, полумуфт и т.д. Типы посадок с преимущественными зазорами. Hl/jsQ, HS/jsl, JsllhQ и др.
«Напряженные» посадки образуются при использовании сочетаний полей допусков с большей степенью перекрытия, например Н7/&6, Н8/&7, KUhQ и т.д. Для сборки и разборки таких соединений необходимо применение слесарного инструмента. Они обеспечивают высокую точность центрирования деталей и могут использоваться в условиях вибрационных или динамических нагрузок.
«Глухие» посадки практически всегда обеспечивают натяги в сопряжениях и для их сборки может использоваться пресс. Это посадки НИпЪ, NS/hb, Nl/hQ и т.д. Область применения таких посадок — соединения, в которых не допускаются зазоры как возможные причины мертвых ходов, ударов и других нежелательных динамических явлений.
Система допусков и посадок гладких цилиндрических поверхностей. Основные принципы построения
Понятно, что общие принципы построения систем допусков и посадок не могут быть совершенно одинаково использованы в разных системах. Рассмотрим реализацию этих принципов в системе допусков и посадок гладких цилиндрических поверхностей.
Принцип измерения при нормальных условиях нашел отражение в пункте «Нормальная температура» ГОСТ 25346-89, где сказано: «Допуски и предельные отклонения, установленные в на
стоящем стандарте, относятся к размерам деталей при температуре 20 °C». Недостатки установленной стандартом нормы очевидны, они были проанализированы в ходе рассмотрения общих принципов построения систем допусков и посадок.
Принцип ограничения предельных контуров нормируемого элемента детали реализуется в стандарте через интерпретацию предельных размеров. В соответствии со стандартной интерпретацией предельных размеров гладкого цилиндрического вала наибольший размер реальной поверхности dimax определяют как диаметр описанного цилиндра наименьшего радиуса. Этот размер у годного вала не должен быть больше наибольшего предельного размера (dmax) вала, который называют также пределом максимума материала.
Поскольку сделать заключение о годности только по наибольшему размеру реальной поверхности нельзя, необходимо определить еще и наименьшую толщину контролируемого вала. Для этого применяют «двухточечное» измерение накладными приборами типа штангенциркуля, микрометра и т.д. Применение такого прибора в принципе позволяет обнаружить наименьшую толщину вала и сравнить ее значение с пределом минимума материала. Если при этом
dimm б/min, то деталь признается годной, так как соблюдаются формальные условия
б/min — di — dmax, где di — размеры реального вала.
Истолкование предельных размеров отверстия обратно интерпретации предельных размеров вала. Предел максимума материала сравнивают с размером вписанного цилиндра наибольшего диаметра. С пределом минимума материала (наибольший предельный размер отверстия) сравнивают максимальный размер реальной поверхности, полученный в результате двухточечного измерения (например, индикаторным нутромером).
Условие годности детали можно представить в виде
Dmm Di — Dmax, где Di — размеры реального вала.
Стандартная интерпретация предельных размеров вала и отверстия по сравнению с идеализированными концентрически расположенными предельными контурами имеет существенную особенность. Контуры, привязанные к максимуму материала, жестко фиксируются относительно реальной поверхности с помощью прилегающего цилиндра. Второй предельный контур «плавает» относительно прилегающей поверхности и может занимать любое из крайних положений от симметричного (равные расстояния между предельными контурами) до предельно смещенного, когда линии предельных контуров совпадают с одной стороны. Одностороннее
расположение поля допуска рассчитано на валы и отверстия с «кривыми» осями или асимметричными поперечными сечениями.
В приложении к стандарту ГОСТ 25346/89 содержится дополнительная информация к интерпретации предельных размеров для случаев, когда допускается отклонение от установленных стандартом норм.
Принцип формализации допусков в стандарте решен однозначно и нашел отражение в таблице допусков. Предусмотрено 20 квалитетов для назначения допусков в указанных интервалах номинальных размеров до 3150 мм.
Принцип увязки допусков с эффективными параметрами легко обнаруживается в системе допусков и посадок гладких цилиндрических поверхностей. Допуски одного квалитета возрастают с увеличением номинального размера нормируемого параметра. Такой характер связи объясняется влиянием масштабного фактора. Есть основание предположить, что в единообразных конструкциях можно допустить тем большие колебания размеров сопрягаемых деталей, чем больше сам сопрягаемый размер. Следовательно, в данной системе эффективным параметром является сам размер, на который устанавливают допуск.
Если рассматривать технологию, то множество факторов, влияющих на точность процессов обработки поверхностей, оказывают тем большее возмущающее действие, чем больше обрабатываемый размер. Действительно, при токарной обработке или шлифовании с увеличением пути резания повышается рассеяние температурных и силовых деформаций системы «станок — приспособление — инструмент — деталь» из-за неодинаковости толщины и механических свойств снимаемого слоя, колебания температуры смазывающе-охлаждающей жидкости, износа режущего инструмента и других факторов.
Полную (строгую) аналитическую модель процесса обработки детали построить невозможно ввиду неопределенности множества влияющих факторов, поэтому довольствуются приближенной эмпирической зависимостью. Вместо всех воздействующих на конечные результаты аргументов в эту зависимость входит только эффективный параметр, который позволяет учесть интегральное влияние множества аргументов.
Для гладких цилиндрических поверхностей экспериментально выявленная связь допуска (Т) с диаметром (о0 обрабатываемой поверхности может быть представлена в виде
Т - ai, где а — безразмерный коэффициент, i — единица допуска в микрометрах, которую в диапазоне размеров до 500 мм рассчитывают как
z = 0,45^D+0,OOW ,
где D — среднее геометрическое крайних значений интервала номинальных размеров (кроме первого), которое подставляется в миллиметрах.
Принцип группирования значений эффективных параметров в таблице рядов допусков зафиксирован интервалами номинальных размеров. Первый интервал замкнут только с большей стороны (до 3 мм). Последующие интервалы имеют обе границы: свыше 3 мм до 6, свыше 6 мм до 10, свыше 10 мм до 18 мм и т.д. Номинальные размеры, равные верхним границам, входят в меньший интервал. Допуски следующего интервала относятся только к номинальным размерам большим, чем установленные стандартом граничные значения. Например, допуски размера 6 берут из значений, установленных для интервала свыше 3 мм до 6 мм, а допуск размера 10,01 — из допусков интервала свыше 10 мм до 18. Интервалы, установленные для основных отклонений, могут несколько отличаться от принятых для рядов допусков. В справочном приложении к стандарту такие интервалы названы промежуточными.
Принцип установления уровней относительной точности реализован в стандарте введением квалитетов. Установлено 20 квалитетов, начиная с самого точного 01 и до самого грубого — 18-го. Квалитеты высокой точности (в основном до третьего-четвертого), как правило, не используются для образования посадок. Допуски этих квалитетов используют для прецизионных несопрягаемых элементов деталей и элементов средств измерений (размеры между рабочими гранями концевых мер длины, рабочие размеры калибров и т.д.). Допуски квалитетов средней точности (как правило, от 5 до 12) могут использоваться для образования рекомендуемых посадок. Грубые допуски, начиная с 12-го квалитета и грубее, в основном используют для назначения требований к точности несопрягаемых размеров.
Принцип предпочтительности в единой системе допусков и посадок реализован установлением рядов посадок и полей допусков разных уровней предпочтения и использованием предпочтительных чисел для формирования рядов допусков.
Стандартом ГОСТ 25347-82 в диапазоне размеров от 1 до 500 мм предусмотрено 10 предпочтительных полей допусков отверстий:
Е9, F8, НП, Н9, HS, Н7, Js7, К7, N7, Р7 и 16 предпочтительных полей допусков валов:
</11, сШ, е8, /7, g6, All, А9, А8, h7, h6,js6, A6, дб, рб, r6, s6.
Эти поля допусков составляют первый уровень предпочтения. Второй уровень предпочтения включает поля допусков ограничительного отбора (более 70 полей допусков отверстий и более 80 — валов, включая предпочтительные поля допусков). Для этих полей
161 в ГОСТ 25347-82 приведены значения верхних и нижних предельных отклонений.
Третий уровень предпочтения включает все возможные поля допусков отверстий и валов. Ориентировочное число этих полей допусков N можно рассчитать исходя из числа основных отклонений (28) и квалитетов (20), поскольку не во всех квалитетах предусмотрены полные наборы отклонений:
7V-28x20 = 560.
Итак, максимально возможная номенклатура включает около 560 полей допусков отверстий и столько же полей допусков валов.
Если рассмотреть ряд полей допусков для одного и того же интервала размеров свыше 30 мм до 50 от пятого квалитета, видно, что допуски (11, 16, 25. 39, 62. 100. 160, 250 ... мкм) представляют собой значения, примерно соответствующие ряду R5 предпочтительных чисел. Такое построение ряда допусков основано на их расчете по уже приведенной формуле
Т = ац
где а — безразмерный коэффициент, зависящий от номера квачи-тета и определяющий число единиц допуска в соответствующем квалитете.
Значения этого коэффициента соответствуют округленным членам ряда R5 и в диапазоне от пятого до двадцатого квалитета представлены в табл. 3.1 (коэффициенты квалитетов 2, 3 и 4 не являются членами того же ряда).
Таблица 3.1
Значения коэффициента а (число единиц допуска в соответствующем квалитете)
Квали-тет 5 6 7 I 8 1 9 10 11 12 13 14 15 16 i ! 17 1 18
а 7 10 16 25 40 64 100 160 250 400 600 1000 1600 2500
Основные принципы построения систем допусков и посадок образуют минимально необходимый набор, но для системы допусков и посадок гладких цилиндрических поверхностей возникает необходимость в использовании ряда дополнительных принципов
Система допусков и посадок гладких цилиндрических поверхностей. Дополнительные принципы построения
Построение системы допусков и посадок гладких цилиндрических поверхностей (особенно в части, относящейся к посадкам) потребовало введения дополнительных принципов. Это принципы: — оптимального расположения поля допуска основной детали:
— обеспечения физически обоснованных зазоров (натягов) в посадках:
— использования в посадках неравноточных допусков отверстий и валов.
Рассмотрим более подробно каждый из этих принципов.
Принцип оптимального расположения поля допуска основной детали в любой системе допусков и посадок связан с применением посадок в системе отверстия или в системе вала.
Если возникает необходимость образования нескольких разных по характеру посадок в сопряжениях одного отверстия с несколькими валами, то логичным решением является назначение на всю длину отверстия одинаковых предельных размеров. В таком случае деталь с отверстием считается основной, отверстие имеет одно поле допуска, а посадки с зазором, переходные или с натягом получают за счет использования валов с разными полями допусков. При этом поле допуска отверстия основной детали вовсе не обязательно должно быть «полем допуска основного отверстия с основным отклонением Н» в привычном стандартном понимании этого термина.
Любые поля допусков валов, расположенные ниже поля допуска отверстия, дадут посадки с зазором, перекрытие (частичное или полное) полей допусков валов и отверстия соответствуют переходным посадкам. Посадки с натягом получаются при расположении поля допуска вала над полем допуска отверстия.
Посадки в системе вала образуются при использовании единого поля допуска для всей сопрягаемой поверхности основного вала и охватывающих деталей с разными полями допусков отверстий.
Нулевая линия на схемах расположения полей допусков не показана и может располагаться в любом месте.
Любое расположение поля допуска основной детали относительно нулевой линии имеет определенные достоинства и недостатки. В единой системе допусков и посадок гладких цилиндрических поверхностей принято располагать поля допуска основного отверстия и основного вала от нулевой линии «в тело» детали. Это соответствует полям отверстия с основным отклонением Н и вала с основным отклонением h (значения основных отклонений соответственно EI = 0 и es = 0).
Такое расположение полей допусков основных деталей гарантирует характер посадок с зазором при любых значениях допусков. Практически всегда сохраняется характер переходных посадок при разумном сочетании полей допусков разных квалитетов.
Что же касается «посадок с натягом», то характер этих посадок в значительной мере зависит от допуска основной детали. При больших значениях допусков (грубых квалитетах) основных отверстий или валов такие посадки в системе основного отверстия или вала могут становиться переходными, т.к. «рост» поля допуска основной детали приводит к перекрытию ими поля допуска сопрягаемой поверхности.
Выбранное расположение полей допусков основных отверстий и валов объясняется необходимостью сравнительно большего разнообразия посадок с зазором (сопряжения неподвижные разъемные, посадки направляющих разной точности, подшипников скольжения и пр.). Назначение посадок с натягом требует несколько меньшей номенклатуры, так как цель сопряжения с натягом всегда одна и та же — сопротивление посадки взаимному перемещению деталей под действием осевой силы или вращающего момента. Для таких целей большого разнообразия номенклатуры посадок не требуется.
Принцип обеспечения физически обоснованных зазоров (натягов) в посадках основан на расчете основных отклонений валов и отверстий, которые должны гарантировать необходимый характер рекомендуемых посадок в системах основного отверстия и основного вала. Формулы расчета основных отклонений приведены в приложении к стандарту допусков и посадок гладких цилиндрических поверхностей. Зависимости получены с использованием теоретических положений и практического опыта эксплуатации сопряжений.
Принцип использования неравноточных валов и отверстий реализован в большинстве рекомендуемых посадок. Причины такого положения обусловлены в первую очередь технологией получения отверстий и валов одинаковой относительной точности. Обработка отверстий всегда производится в худших условиях, т.к в отверстие можно ввести инструмент ограниченной жесткости, при обработке отверстий хуже условия отвода стружки, теплоотвода, подачи смазывающе-охлаждающей жидкости и т.д. Поэтому при выборе посадок предпочтение, как правило, отдают таким сочетаниям полей допусков валов и отверстий, в которых поле допуска отверстия на квалитет грубее поля допуска вала.
Расшифровка обозначений допусков и посадок
Пример расшифровки обозначений допусков и посадок (см. рис. 3.19). Рассмотрим посадки в конструкции, где вал 5 с зубчатым колесом 3, которое крепится к нему штифтом 4, установлен в опорах скольжения (втулках) 2 и 6, которые посажены в стенках корпуса 1 и крышки 7. Рассмотрим посадки, обозначенные на чертеже.
Посадка шейки вала во втулку 020 Hl /gl. Предпочтительная посадка в системе основного отверстия, обеспечивающая зазор в сопряжении. Номинальный диаметр отверстия и вала 20 мм. Поле допуска отверстия — 7/7, основное отклонение /7=0, квалитет седьмой. Поле допуска вала — gl, основное отклонение (верхнее) g отрицательное, квалитет седьмой. Посадка с равноточными допусками отверстия и вала.
чертежах может быть пред-
jvni +0,021)
02О~гаог ё Ц-0.041/
Посадки такого типа называют посадками с минимальным гарантированным зазором. Они применяются для опор скольжения при нормальных требованиях к точности и средних скоростях скольжения. Конкретные числовые значения допусков и отклонений можно найти в стандартах. В данном случае значения допусков Td = Td = 21 мкм. Предельные отклонения отверстия: EI = 0. ES = +21 мкм; вала: es = -20 мкм; ei - -41 мкм.
Обозначения этой посадки на ставлено следующими вариантами: +0,021 02ОН7/#7; 020---------------------,
-0,020
-0,041
В первом варианте поля допусков обозначены буквенноцифровыми символами, во втором — числовыми значениями предельных отклонений в миллиметрах (отклонение, равное нулю, не проставляют, но оставляют свободное место, верхнее отклонение пишут сверху, нижнее — снизу). Третий вариант включает в себя оба предыдущих, значения отклонений при этом указывают в скобках. Последнее обозначение включает наиболее полную информацию о сопряжении.
Посадка втулки (2 и в) в корпус 1 (крышку 7) 025 Н7/р6 — предпочтительная посадка с натягом в системе основного отверстия. Поля допусков отверстия и вала неравноточные (отверстие 7-го квалитета, вал — шестого). Предельные отклонения отверстия EI = 0; ES = 21 мкм, вала — ei = 22 мкм, es = 35 мкм, варианты обозначений посадки:
+0,021
02ОН7/р6; 025---------; 025-----.
+0,035 пб +0’035
Р°\+0,022/
+ 0,022
Посадка зубчатого колеса 3 на вал 5 020 HlljsQ — пере-
в соединении. Не-квалитет) и вала системе основного вала включены в
jy у (+0,021)
ходная посадка с преимущественными зазорами равноточные поля допусков отверстия (седьмой (шестой квалитет), причем посадка образована в отверстия. Предельные отклонения отверстия и последние два варианта обозначений посадки:
+0,021 ц-7(+0,021)
02OH7/js6; 020--------; 020--------------.
+ 0,0065’ js(±0,0065)
-0,0065
Посадки штифта 4 в отверстия вала 5 и зубчатого колеса 3. Посадки переходные, могут быть приняты одинаковыми, например 04Н7/т6, что позволит выполнить окончательную обра-
165 ботку отверстий вала и колеса в собранном виде. Посадка Hl/mQ в системе основного отверстия, переходная, при значительной длине сопряжения обеспечивает преимущественно натяги (близка к «глухим»).
В дополнение к проведенной расшифровке обозначений можно рассмотреть еще несколько вопросов, например посадки в системе отверстия и в системе вала, а также анализ обозначений с позиций проявления в них принципов построения систем.
Например, для рассмотрения посадок в системах отверстия и вала вернемся к сопряжениям штифт 4 — зубчатое колесо 3 и штифт 4 — вал 5. Если бы в сопряжениях штифта с отверстиями вала и зубчатого колеса нам потребовались посадки разного характера, их пришлось бы назначать в системе неосновного вала с полем допуска тб. Например, в сопряжении штифта с валом можно оставить ту же посадку ЕЛ/тЪ, а посадку штифта в отверстиях зубчатого колеса выбрать с увеличенной вероятностью зазоров (посадки типа Н8/т6) или даже с гарантированным зазором (такие посадки предлагается выбрать и проанализировать самостоятельно).
Системы допусков и посадок деталей из пластмасс и «неуказанных» допусков
Отличительные признаки системы допусков и посадок деталей из пластмасс.
В нормальные условия измерений кроме температуры 20 °C включена еще относительная влажность 65 %.
Используются допуски в квалитетах с 8-го по 18-й. Предусмотрены поля допусков с основными отклонениями ay, az, ае и AY, AZ, АЕ, которых нет в системе допусков для металлических деталей.
Не выделены предпочтительные поля допусков и посадки. Для металлических деталей в соединениях с пластмассовыми рекомендуется назначать поля допусков основного отверстия (основного вала) квалитетов 7... 12.
Анализ отличительных признаков системы допусков и посадок деталей из пластмасс, а также самого стандарта позволяет выявить отражение принципов построения в этом стандарте. Принцип предпочтительности в качественном аспекте: есть рекомендуемые посадки, предпочтительно применение основных валов и отверстий для металлических поверхностей в сопряжениях с пластмассовыми. В количественном аспекте использование принципа не отличается от реализации его в уже рассмотренной системе допусков и посадок.
Принцип измерения геометрических параметров при нормальных условиях получил частичное отражение в установлении
166 номинальных значений нормальной температуры и относительной влажности.
Принципы ограничения предельных контуров, формализации допусков, увязки допусков с эффективными параметрами, группирования этих параметров и установления уровней относительной точности — все они по проявлению в данной системе допусков и посадок полностью соответствуют предыдущей системе. Дополнительные принципы построения систем обнаруживаются в полном объеме и тоже практически не отличаются по проявлению.
Принцип обеспечения физически обоснованных зазоров (натягов) в этом стандарте находит еще одно подтверждение в виде появления новых основных отклонений ay, az, ае и AY, AZ, АЕ, а также в использовании отклонений типа za и ZA. Эти отклонения расположены дальше от нулевой линии, чем крайние отклонения а, А и z, Z, и предназначены для образования посадок с очень большими зазорами (отклонения ay, az, ае, AY, AZ, АЕ) или натягами (отклонения za, zb, zc, ZA, ZB, ZC). Эти основные отклонения позволяют учитывать такие физические свойства некоторых пластмасс, как увеличенные по сравнению с металлами температурные коэффициенты линейного расширения, склонность к старению и деформациям, податливость, пониженные упругие свойства и т.д.
Отличительные признаки системы «неуказанных» допусков размеров.
Требования стандарта распространяются на гладкие элементы металлических деталей, обработанных резанием. Нормы можно использовать для деталей из других материалов, полученных иными способами обработки (формообразования), если на эти случаи не распространяются требования других стандартов.
Уровни относительной точности, установленные стандартом, — не только квалитеты, но и классы точности с условными наименованиями «точный», «средний», «грубый» и «очень грубый» (классы образованы соответственно на базе квалитетов 12, 14, 16 и 17). Допускается назначение норм и по квалитетам, и по классам точности. Для номинальных размеров менее 1 мм допуски назначают по квалитетам от 11-го до 13-го.
Предпочтительный уровень точности — класс «средний» или 14-й квалитет (для обработанных резанием металлических деталей).
Расположение полей допусков либо предельное одностороннее «в тело» детали (как у основного отверстия и у основного вала), либо симметричное.
Выбранный уровень точности линейных размеров одновременно определяет уровень точности допусков радиусов закругления и фасок (на эти элементы не распространяются общие допуски размеров, а установлены собственные 2 ряда допусков), а также уро-
167 вень точности неуказанных допусков углов (тоже 2 ряда допусков). Допуски второго (более грубого) ряда применяют при назначении «неуказанных» допусков по 17-му квалитету или классу точности «очень грубый», первого — при назначении любого более высокого уровня точности. В связи с этим для обеспечения однозначности соответствия стандарт обязывает применять в одной записи только один уровень точности.
Варианты записей неуказанных предельных отклонений в технических условиях приводятся ниже:
1. Н14, А14, или Н14, А14, ±7Т14/2.
2. +^2, —12,
3. ±£з/2.
4. 0Н14, 0А14, ±£г/2 или 0Н14, 0А14, ±7714/2.
Записи первого варианта основаны на назначении непро-ставленных допусков размеров по 14-му квалитету и классу точности «средний», допуск которого обозначен t2.
Второй и третий варианты записи основаны на использовании допусков класса точности «средний» (допуск ti) и «грубый» (допуск £з). Четвертый вариант отличается от первого тем, что специально указано, какие требования распространяются на размеры отверстий и валов с круглыми сечениями.
Запись варианта 1 (первая часть) можно прочесть так: «Поля допусков охватывающих размеров — по 7714, охватываемых — по А14, поля допусков размеров, не относящихся ни к валам, ни к отверстиям, симметричные, с предельными отклонениями, равными (в плюс и минус) половине допуска класса точности «средний».
В каждом приведенном обозначении соблюдено требование назначения допусков одного уровня точности, в том числе соответствие классов точности и квалитетов, на основе которых они образованы.
3. 5. ДОПУСКИ ФОРМЫ И
РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Отклонения и допуски формы поверхностей
Идеальная форма поверхностей встречается только в геометрии. Реальные поверхности, получаемые с помощью любых технологических процессов, характеризуются отклонениями от номинальной (геометрически правильной) формы. Можно предполагать, что для удовлетворительного выполнения определенных функций в готовом изделии вполне пригодны детали, реальные поверхности которых только приближаются к заданному идеалу в большей или меньшей мере. Если рассматривать номинально цилиндрическую поверхность, очевидно проявляется взаимосвязь между ее текущими размерами в разных сечениях и формой поверхности.
Рис. 3.20. Максимально допустимое отклонение формы
Максимальные отклонения формы годной детали не могут быть больше тех. что допускают предельные контуры детали. Значит, если взять за основу концентрическое расположение предельных контуров, ог-
Рис. 3.21. Допустимое отклонение от прямолинейности
раничивающих цилиндрическую поверхность (рис. 3.201. то максимально дотштимое отклонение формы не превысит половины значения допуска размера: Тформы = х ГП2. Аналогичные рассуждения можно провести и для отклонений от прямолинейности и плоскостности (рис. 3.21), в этом случае Тформы = ±ГТ.
Анализ отклонений формы типовых поверхностей позволяет
сделать два вывода:
1. Нормировать отклонения формы, автоматически ограничиваемые заданными полями допусков размеров, необходимо только в тех случаях, когда их следует ужесточить по сравнению со значениями, которые устанавливаются при назначении допуска размера.
2. В систему допусков формы следует включить только допуски для наиболее часто встречающихся типовых случаев, т.е. следует нормировать допуски формы номинально плоских поверхностей (допуск прямолинейности, допуск плоскостности) и поверхностей типа тел вращения (допуск круглости, допуск профиля продольного сечения и допуск цилиндричности номинально цилиндрической поверхности).
Намеченная номенклатура допусков формы полностью соответствует стандартной и позволяет нормировать не только плоские и цилиндрические поверхности, но и элементы любых поверхностей вращения (сферы, конуса, тора, эллипсоида, гиперболического параболоида и т.д.), причем для линейчатых поверхностей появляется возможность нормировать прямолинейность не только осей, но и образующих цилиндра и конуса.
Следует различать допуски формы — нормативные ограничения отклонений формы назначенными полями допусков и отклонения формы — характеристики любой реальной поверхности.
Для оценки отклонений от геометрически правильной формы необходимо задавать системы координат (направления осей или плоскостей) и начало отсчета отклонений. Отклонения формы принято отсчитывать от геометрически правильного элемен-
та в направлении, нормальном к нему (по перпендикуляру к прямой или плоскости или по радиусу круга либо цилиндра). Такой «базовый» геометрически правильный элемент строят по отноше-
Рис. 3.22. Прилегающие элементы: а — прямая, б — профиль продольного сечения, в — окружность, г — плоскость
прилегающий элемент (рис. 3.22, а, б, в).
нию к реальному элементу (принципиально возможны касательные или пересекающие геометрически правильные элементы).
Стандарт ГОСТ 24642-81 устанавливает в качестве «базы» для отсчета отклонений формы
Прилегающий элемент имеет номинальную (геометрически правильную) форму и проходит вне материала детали. Принцип построения прилегающего элемента (прямой, плоскости, пары па-
12 Зак 3005
раллельных прямых для профиля продольного сечения) минимаксный. Прилегающий элемент располагается относительно реального таким образом, чтобы наибольшее отклонение приобрело наименьшее из всех возможных значений. Прилегающая окружность, прилегающий цилиндр должны иметь экстремальные размеры: для внутренних элементов это вписанная окружность или цилиндр наибольшего диаметра, для наружных — описанная окружность (цилиндр) наименьшего возможного диаметра.
Прилегающий элемент выполняет еще одну функцию — от него «в тело» детали строится поле допуска формы.
В стандартах ряда промышленно развитых стран «база» для отсчета отклонений формы установлена в виде среднего элемента. Средний элемент проще реализуется аналитически (с помощью вычислительной техники), обладает более высокой воспроизводимостью при повторном контроле деталей, а также большей стабильностью при износе и незначительных деформациях поверхностей. С другой стороны, он хуже приспособлен для аналитической оценки положения сопрягаемой поверхности в подвижном соединении и его нельзя материализовать с помощью оправок, лекальных линеек, поверочных плит и других инструментов.
Относительные достоинства и недостатки «базовых» элементов могут существенно изменяться в зависимости от конкретного назначения деталей и сопряжений. Поэтому отечественный стандарт допускает использование среднего элемента для определения значений отклонений формы, хотя за основную «базу» при отсчете отклонений принят прилегающий элемент. В случае использования среднего элемента возникает дополнительная погрешность метода измерения отклонений, значение которой при необходимости учитывают.
Волнистость, которая представляет собой гармоническое искажение профиля со сравнительно малыми амплитудами, включается в погрешности формы и учитывается вместе с ними, если она не оговаривается особо.
Шероховатость поверхностей, которая является характеристикой микрогеометрии поверхностей, при оценке погрешностей формы обычно не рассматривается. Исключение составляют ситуации, в которых высотные параметры шероховатости становятся соизмеримыми с погрешностями формы и могут существенно повлиять на результаты их оценки. В подобных случаях стандарт допускает совместное рассмотрение макро- и микрогеометрии. Необходимость их совместной оценки возникает только тогда, когда применяемые технологические процессы обеспечивают очень высокую точность формы, и амплитудные характеристики отклонений формы приближаются к высотным параметрам шероховатости поверхностей.
При назначении допусков формы поверхностей задают комплексное ограничение любых закономерных и случайных отклонений формы. Отклонения формы подразделяют на комплексные и элементарные. К элементарным видам погрешностей формы но-
минально плоских и номинально прямолинейных поверхностей от-
носят выпуклость и вогнутость (рис. 3.23, а, б).
Прилегающая прямая
Рис. 3.23. Элементарные отклонения от прямолинейности и плоскостности: а — выпуклость, б — вогнутость
гающей плоскости (прямой) увеличивается
Выпуклость номинально плоской поверхности (или номинально прямолинейного элемента) характеризуется тем, что удаление точек реальной поверхности (или реальной прямой) от приле-от середины к краям;
при обратном характере удаления точек имеет место вогнутость.
К погрешностям формы номинально круглых сечений деталей типа тел вращения относится отклонение от круглости. Для
номинально цилиндрических поверхностей принято рассматривать
отклонения от цилиндричности, от формы продольного сечения.
б
круглости и от правильной
К элементарным погрешностям формы номинально круглых сечений деталей типа тел вращения относятся овальность и огранка, а для номинально цилиндрических поверхностей — конусообразность, бочкообразность, седлооб-разность, а также отклоне-
Рис. 3.24. Элементарные отклонения формы цилиндрической поверхности:
а — в поперечном;
б — в продольном сечении
ние от прямолинейности (изогнутость) оси (рис. 3.24).
Овальность представляет отклонение от круглости, при котором наибольший и наименьший диаметры реального профиля находятся
во взаимно перпендикулярных направлениях. Огранка является специфич-
ным отклонением от круглости, при котором поперечное сечение имеет форму псевдомногоугольника. Наиболее неблагоприятны огранка с тремя и пятью «гранями». Обнаружить и измерить четную
огранку можно любым двухконтактным средством измерений, а нечетную огранку— при трехточечной схеме измерений, например при контроле детали в призме.
Для измерения отклонений от круглости применяют специальные приборы (кругломеры), некоторые из них обеспечивают высокую точность не только вращения, но и осевых перемещений, что позволяет осуществлять контроль цилиндричности.
Кону сообразность цилиндрической поверхности характеризуется тем, что реальный профиль продольного сечения имеет практически прямолинейные, но не параллельные образующие (диаметры уменьшаются или увеличиваются от одного крайнего сечения к другому). Бочкообразность характеризуется наличием выпуклых образующих (диаметры увеличиваются от краев к середине); при седлообразности образующие вогнутые, а диаметры от краев к середине уменьшаются.
Количественную оценку всех видов отклонений цилиндрических поверхностей производят в радиусном выражении.
Отклонение от прямолинейности (изогнутость) оси поверхности вращения характеризуется эквидистантным изгибом образующих и оси и оценивается наименьшим значением диаметра цилиндра, внутри которого располагается реальная ось в пределах нормируемого участка L.
Специальные допуски формы для ограничения элементарных погрешностей стандартом не установлены. При необходимости наложения конкретных ограничений можно либо назначить более общее требование с использованием стандартных допусков формы, либо оговорить особые требования в текстовой (вербальной) форме. Можно использовать смешанный вариант: назначить стандартный допуск формы и текстом оговорить дополнительные или особые требования, например: «Вогнутость не допускается».
Сравнительный анализ стандартных допусков формы позволяет прийти к выводу о том, что и сами допуски могут рассматриваться как элементарные и комплексные. Так допуск прямолинейности, назначенный на номинально плоскую поверхность, является элементарным по отношению к комплексному допуску плоскостности. Допуски профиля продольного сечения и круглости, если их рассматривать как элементарные допуски формы цилиндрической поверхности, могут быть заменены комплексным допуском цилиндричности при условии равенства нормируемых значений допусков.
Отклонения и допуски расположения поверхностей
Расположение определенных объектов при строительстве и нормы точности расположения устанавливались с самых давних пор. Значительно позже, в ходе развития промышленности появи-
173 лась необходимость контроля отклонений расположения поверхностей деталей.
Для оценки расположения поверхностей необходимо, прежде всего, договориться, что считать рассматриваемой поверхностью (саму реальную поверхность со всеми присущими ей неопределенностями или некоторую заменяющую ее геометрически правильную поверхность), а также в какой системе координат оценивать значения отклонений расположения.
Поскольку реальная поверхность достаточно неудобна для оценки отклонений расположения из-за присущих ей погрешностей формы, как правило, контролируют не расположение реального элемента, а положение его геометрически правильного аналога (прилегающего элемента). Такой подход позволяет выделить «в чистом виде» погрешности расположения, отделив их от погрешностей формы реальных элементов.
Использование прилегающего элемента в качестве заменяющего полностью соответствует требованиям стандарта при определении отклонений формы и хорошо согласуется с рядом типовых методик контроля расположения поверхностей.
Выбор системы координат (одномерной, плоской или пространственной) зависит от того, как задан допуск расположения. Можно задать допуск расположения рассматриваемого элемента по отношению к базе или комплекту баз. Каждая база задает ось или плоскость координат, причем сама база воспроизводится как прилегающий профиль или прилегающая поверхность соответствующего базового элемента. Другой вариант предусматривает возможность назначения допуска взаимного расположения элементов. В таком случае за базовый принимают любой из равноправных элементов, взаимное расположение которых нормируется.
Прилегающие элементы могут быть реализованы с помощью специальных мер или аттестованных деталей (лекальные линейки, угольники, проверочные плиты, плоскопараллельные пластины, специальные оправки и т.д.), либо аналитически (с помощью математического расчета прилегающего или среднего элемента). Последний способ требует измерений реальных элементов в избыточном (по сравнению с геометрически необходимым минимумом) числе точек или сечений и последующей математической обработки результатов.
Рассмотрим типичные отклонения расположения. Отклонение расположения — отклонение реального расположения рассматриваемого элемента от его номинального расположения. Отклонения расположения реальных поверхностей и профилей всегда сочетаются с отклонениями формы. Поэтому в стандарте установлены отклонения и допуски собственно расположения, а также
суммарные допуски и отклонения формы и расположения (когда разделить их затруднительно или нецелесообразно).
При эксплуатации изделия (и при измерениях) отклонения формы и расположения поверхностей могут проявляться раздельно или совместно. При оценке отклонений расположения поверхностей возникает задача исключения отклонений формы и их влияния на результаты измерений отклонений расположения.
Отклонения расположения и суммарные отклонения формы и расположения отсчитывают от базы или комплекта из двух-трех баз, образующих пространственную систему координат. В качестве базы может быть принята прилегающая плоскость или профиль, плоскость симметрии, ось базовой поверхности вращения либо общая ось двух поверхностей вращения и др. Отклонения формы рассматриваемых и базовых элементов при этом исключают путем замены реальных поверхностей или профилей прилегающими
элементами.
Рассмотрим типичные отклонения расположения, сгруппированные по видам.
Отклонения от параллельности плоскостей иллюстрирует рис. 3.25, где Li и L2 определяют размеры нормируемого участка. Отклонения от параллельности осей или прямых в пространстве нормируют во многих изделиях машино- и приборостроения, например в корпусах редукторов.
Отклонения от перпендикулярности плоскостей, осей или прямых, оси и плоскости показаны на рис. 3.26, а, б.
Рис. 3.25. Отклонение от параллельности плоскостей
Рис. 3.26. Отклонение от перпендикулярности: а — плоскостей, б — прямой и плоскости
Отклонение наклона от номинального значения по смыслу, вариантам проявления и способам оценки аналогично отклонению от перпендикулярности, но его применяют при номинальных углах наклона, отличных от 0, 90 и 180°. Допускается нормирование наклона в угловых единицах.
Отклонение от соосности представляет собой смещение номинально совпадающих осей, измеренное на длине нормируемого участка. При измерении за базу может быть принята либо ось одной из поверхностей (рис. 3.27, а), либо общая ось номинально соосных поверхностей вращения (рис. 3.27, б).
а. Ось базовой
Рис. 3.27. Отклонение от соосности: а — по отношению к оси базовой поверхности, б — по отношению к общей оси
Отклонение от симметричности рассматривают либо относительно оси или плоскости симметрии базового элемента (рис. 3.28, а), либо относительно общей плоскости симметрии (рис. 3.28, б). Оно определяется наибольшим расстоянием А между7 принятой базой и плоскостью (осью) симметрии рассматриваемого
элемента в пределах нормируемого участка.
Рис. 3.28. Отклонение от симметричности: а — относительно базового элемента, б — относительно общей плоскости симметрии
Позиционное отклонение — наибольшее расстояние А между реальным расположением элемента (центра, оси или плоскости симметрии) и его номинальным расположением в пределах нормируемого участка. Отклонение от пересечения осей — наименьшее расстояние между осями, номинально пересекающимися.
Для нормативного ограничения отклонений стандартом установлены такие виды допусков расположения, как допуски параллельности (угол между элементами равен 0 или 180°), перпендикулярности (угол 90°), наклона (угол не равен 0, 180 или 90°). Кроме того, в стандарт включены допуски для нормирования других типовых случаев: допуски симметричности, соосности, пересечения осей и позиционный допуск. Поскольку последние четыре допуска распределяются симметрично по отношению к базовой плоскости или оси, приходится учитывать, в каком виде заданы числовые значения. Различают две формы назначения допусков: «допуск в диаметральном выражении» (задано числовое значение, равное целому допуску, что видно из включенного в обозначение знака Т или 0) и «допуск в радиусном выражении» (обозначается 772 или R).
Понятно, что поле допуска симметричности представляет собой полосу между двумя линиями или плоскостями, отстоящими на расстоянии 772 от оси или плоскости симметрии. Поле позиционного допуска на плоскости может быть представлено квадратом или кругом, а в пространстве — прямоугольным параллелепипедом или цилиндром. Поля допусков соосности и пересечения осей имеют форму цилиндров с образующими, удаленными от базовой оси на расстояние 772.
Суммарные отклонения и допуски формы и расположения поверхностей
В некоторых случаях нет необходимости выделять по отдельности требования к точности размеров, формы и расположения поверхностей, а в других — рационально объединить требования к точности формы и расположения исходя из соображений функционирования деталей и их контроля.
К суммарным отклонениям формы и расположения относятся в первую очередь торцовое и радиальное биения.
Торцовое биение (рис. 3.29) является следствием одновременного проявления отклонения от перпендикулярности торцовой поверхности по отношению к базовой оси вращения и отклонений от плоскостности части торцовой поверхности (ее узкой кольцевой зоны, лежащей вдоль окружности заданного диаметра). При контроле полного торцового биения рассматривают отклонения от плоскостности всей торцовой поверхности. Для нахождения экстремально расположенных точек при измерении необходимо не только вращать деталь, но и перемещать наконечник из-
Рис. 3.29. Торцовое
мерительного прибора по радиусу от центра к периферии (или наоборот) в плоскости, перпендикулярной к базовой оси, сохраняя координату первоначально настроенного нуля (нельзя просто переустанавливать прибор для измерения торцового биения в выбранных сечениях). Разность наибольшего и наименьшего показаний даст искомое полное биение.
Радиальное биение — следствие одновременного проявле-
ния отклонения от соосности рассматриваемой поверхности вращения по отношению к базовой оси, а также отклонений от круглости профиля поперечного сечения измеряемой поверхности. При контроле полного радиального биения учитывают отклонения фор-
мы на всей цилиндрической поверхности (отклонения от цилинд-
ричности), для чего при измерении следует вращать деталь и
дополнительно перемещать
Рис. 3.30. Биение в заданном направлении: 1 — заданное направление; 2 — базовая ось
ее или наконечник прибора вдоль образующей параллельно базовой оси, сохраняя первоначальную настройку нуля.
Кроме радиального и торцового биений стандарт ГОСТ 24642-81 позволяет нормировать еще и биение в заданном направлении (рис. 3.30).
Стандартом также предусмотрена возможность ограничивать суммарные отклонения формы и расположения в раде других сочетаний,
например отклонения от плоскостности и параллельности (плоскопарал-лельности), плоскостности и перпендикулярности, плоскостности и наклона.
Отклонения формы заданного профиля и заданной
поверхности являются результатом совместного проявления отклонений размеров и формы профиля (поверхности), а также отклонений их расположения относительно заданных баз. Отклонения формы и расположения заданного чертежом криволинейного профиля (поверхности) отсчитывают от номинального расположения идеального профиля (поверхности).
Стандартами установлены такие объединенные виды допусков формы и расположения поверхностей, как допуски радиального биения, торцового биения и биения в заданном направлении. Кро
ме того, предусмотрены допуски полного радиального и полного торцового биений. К суммарным допускам формы и расположения поверхностей стандарт относит также допуски формы заданного профиля и формы заданной поверхности. Несколько неудачные термины, принятые для этих видов допусков, не должны вводить в
заблуждение, поскольку определения не оставляют сомнений в том, что фактически это не допуски формы, а суммарные допуски формы и расположения.
Поле допуска формы профиля — область на заданной плоскости сечения, ограниченная двумя линиями, эквидистантными номинальному профилю, расстояние между которыми равно допуску формы заданного профиля Т в диаметральном выражении. Указание допуска в диаметральном выражении предпочтительно, хотя он может быть задан и в радиусном выражении TI2.
Все названные суммарные допуски формы и расположения подкрепляются наличием специальных знаков. Кроме того, при нормировании суммарных допусков формы и расположения можно использовать определенные сочетания автономных допусков формы и расположения, которые оформляются с помощью ранее приведенных конкретных терминов и комбинации соответствующих знаков. Примерами таких допусков являются допуски плоскопараллельно-сти, плоскоперпендикулярности и т.д.
Суммарные допуски формы и расположения поверхностей предусматривают обязательное наличие базы, которая используется для отсчета отклонений и построения полей допусков. Базами являются прилегающие элементы, их оси или геометрические центры.
Метрологической (измерительной) базой для контроля радиальных и торцовых биений, а также биения в заданном направлении служит определенная (заданная конструктором) ось, вокруг которой вращается контролируемая поверхность. Один и тот же базовый элемент («базовая ось») может одновременно быть базой для контроля биений в разных направлениях. По нормали к оси контролируют радиальное биение, в параллельном ей направлении — торцовое, и в любом назначенном — биение в заданном направлении. Аналогом такой базы в допусках расположения является базовая плоскость, относительно которой заданы допуски параллельности, перпендикулярности и наклона элементов сложной детали.
Распространенной ошибкой при назначении и оформлении допусков торцового биения является попытка назначить в качестве базы некоторую поверхность, параллельную нормируемой. Такой «базовый торец» добавляют к основной базе, а в худшем случае — обозначают вместо нее. Чтобы избежать подобных ошибок достаточно вспомнить, что биение происходит только при вращении поверхности, значит, для его измерения абсолютно необходима базовая ось вращения.
Понятно, что при контроле торцовых биений и биения в заданном направлении необходимо зафиксировать деталь от осевых смещений, которые могут существенно исказить результаты изме-
179 рения. Именно из этой правильной посылки в некоторых случаях делается неправильный вывод о необходимости дополнительной конструкторской базы.
Контроль полного радиального и полного торцового биений имеет ту отличительную особенность, что в отличие от контроля биений в нескольких сечениях с произвольной переустановкой измерительного наконечника прибора полное биение определяют как разность экстремальных показаний прибора, найденных в любых контрольных сечениях. Отсюда возникает необходимость при контроле полного радиального и полного торцового биений реальных поверхностей перемещать измерительный прибор строго параллельно или перпендикулярно базовой оси, чтобы получить сопоставимые (координированные) отклонения радиусов-векторов или положения реальных точек торца детали.
Допуски формы заданного профиля и заданной поверхности требуют базы типа точки или оси, линии или плоскости или соответствующего комплекта баз.
Построение полей суммарных допусков формы и расположения отличается той особенностью, что расположение поля допуска фиксированное и зависит от координирующих размеров, связывающих базу и нормируемый элемент. В отличие от них поля допусков формы или расположения поверхностей «привязываются» только к рассматриваемому или к базовому элементу и поэтому могут занимать произвольное положение внутри поля допуска размера.
Система допусков формы и расположения поверхностей
Система допусков формы и расположения поверхностей построена в строгом соответствии с основными принципами построения систем допусков и посадок. В отношении принципа измерения отклонений формы и расположения при нормальных условиях необходимо иметь в виду, что условия измерений, хотя они никак не оговорены в стандартах допусков формы и расположения, должны соответствовать ГОСТ 8.050-73.
Принцип ограничения предельных контуров детали реализуется через систему построения полей допусков формы и расположения поверхностей. Особенности построения полей допусков были рассмотрены выше и сводятся, в основном, к следующему: поля допусков формы строятся от прилегающих элементов «в тело» детали; поля допусков расположения строятся с учетом базовых элементов и координирующих размеров. При построении симметричных полей допусков числовые значения допусков могут быть заданы в «радиусном» или «диаметральном» выражении, что в одинаковой степени распространяется на поля допусков круглого и прямоугольного (квадратного) сечения. Для последних реальные откло-
нения могут быть несколько больше, поскольку диагональ прямоугольника всегда длиннее стороны.
Система допусков формы и расположения поверхностей отличается высоким уровнем формализации значений допусков. В частности, начальная часть стандарта ГОСТ 24643-81 содержит следующий ряд числовых значений допусков в микрометрах, построенный на основе ряда предпочтительных чисел В10:
0,10; 0,12; 0,16; 0,20; 0,25, 0,30; 0,40; 0,50; 0,60; 0,80; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10; 12; 16; 20; 25; 30; 40; 50; 60; 80; 100; 120; 160; 200; 250; 300; 400; 500; 600; 800...
Качественный аспект принципа предпочтительности в системе допусков формы и расположения не столь ярок, как во многих других. В частности, здесь не выделены предпочтительные поля допусков. Однако при выборе числовых значений допусков соосности, симметричности и пересечения осей стандарт выделяет для предпочтительного применения допуски в диаметральном выражении, т.е. те значения, которые приведены в таблицах.
Однако чисто формальный подход существенно затрудняет назначение допусков формы и расположения по аналогии. Для обеспечения этой возможности в системе стандартов допусков формы и расположения реализованы и все остальные принципы построения систем.
Принципы увязки допусков с эффективными параметрами, группирования значений эффективных параметров, установления относительной точности оформлены в таблицах допусков конкретных видов, где явно выступают два входа: во-первых — сгруппированные в интервалы значения эффективных параметров, во-вторых — 16 степеней точности, объединяющих ряды допусков одинаковой относительной точности, соответствующих разным интервалам эффективных параметров. Особенности выбора эффективных параметров для разных видов допусков нашли отражение в соответствующих таблицах, причем в ряде случаев связи между ними представляются искусственными. Например, допуск профиля продольного сечения увязывают с диаметром, а не с длиной цилиндра.
Значение эффективного параметра может не совпадать с размерами соответствующего параметра нормируемого элемента. Допускается назначать допуски на участке (длине, диаметре, площади и т.д.) меньшем, чем соответствующий элемент, либо на участке, превышающем его («выступающее» поле допуска).
В системе стандартов допусков формы и расположения поверхностей дополнительно введено специальное понятие уровней относительной геометрической точности, которые характеризуются соотношением между допуском формы или расположения и ограничивающим тот же элемент допуском размера. Стандарт преду-
181 сматривает следующие соотношения между допусками формы и расположения и допусками размеров, ограниченных плоскими элементами: допуски формы и расположения составляют не более 60 % допуска размера (уровень А, или нормальная относительная геометрическая точность допусков формы и расположения поверхностей), 40 % (уровень В, или повышенная относительная геометрическая точность формы и расположения) и 25 % (уровень С, или высокая относительная геометрическая точность).
Допуски формы цилиндрических поверхностей, соответствующие уровням А, В и С относительной геометрической точности допусков формы, составляют соответственно не более 30, 20 и 12 % допусков диаметральных размеров, так как допуски формы в данном случае назначаются не на диаметр, а на радиус.
Иногда говорят еще и о «грубой» относительной геометрической точности, если допуски формы или расположения специально не оговорены, т.е. фактически ограничиваются всем полем допуска размера.
В рассматриваемой системе допусков под относительной геометрической точностью подразумевают не одинаковую относительную точность допусков при различных значениях эффективных параметров, а соотношение взаимоувязанных допусков формы (расположения) и допусков размеров. Термин был бы более строгим, если бы в дополнение к «относительной геометрической точности» было бы сказано, к какому базовому значению берется отношение допуска формы (расположения), например «относительная геометрическая точность допуска формы (расположения) и допуска размера».
Независимые и зависимые допуски
Независимым называют допуск расположения, числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу, и не зависит от действительных размеров рассматриваемого и базового элементов.
Зависимым называется допуск расположения, числовое значение которого переменно для различных деталей, изготовленных по данному чертежу, и зависит от действительных размеров рассматриваемого и (или) базового элементов.
Зависимые допуски расположения назначаются для деталей, которые соединяются с сопрягаемыми деталями по двум или нескольким поверхностям, а отклонения расположения компенсируются за счет зазоров между соединяемыми поверхностями. На чертежах зависимый допуск задается своим минимальным значением.
Зависимыми могут быть следующие допуски расположения: позиционный, соосности, симметричности, пересечения осей, перпендикулярности оси и плоскости или осей между собой.
Стандартизация обозначений допусков формы и расположения поверхностей
Допуски формы и расположения поверхностей в соответствии с ГОСТ 2.308-79 указываются на чертежах одним из двух способов: условным обозначением;
текстом в технических требованиях.
Применяемые условные обозначения допусков формы и расположения на чертежах приведены в табл. 3.2.
Таблица 3.2
Группа допусков Вид допуска Условное обозначение
Допуски формы Допуск прямолинейности —
Допуск плоскостности
Допуск цилиндричности
Допуск круглости о
Допуск профиля продольного сечения
Допуски расположения Допуск перпендикулярности 1
Допуск параллельности //
Допуск наклона /
Допуск соосности ©
Допуск пересечения осей X
Допуск симметричности
Позиционный допуск
Суммарные допуски формы и расположения Допуск радиального биения
Допуск торцового биения
Допуск биения в заданном направлении
Допуск полного радиального биения у j
Допуск полного торцового биения
Допуск формы заданного профиля
Допуск формы заданной поверхности о
Примеры условных обозначений допусков формы и расположения в табл. 3.3.
Таблица 3.3
Примеры условных обозначений допусков формы и расположения поверхностей
Обозначение Пояснение
1 2
77/77 // 0 0,1 0, 1 А 1 а б в г Знак и числовое значение допуска или обозначения базы вписывают в рамку допуска, разделенную на два или три поля, в следующем порядке (слева направо): в первом поле приводят знак допуска (о). во второе поле вписывают числовое значение допуска в миллиметрах (б); в третье поле, при необходимости, вписывают буквенное обозначение базы (в); рамки допуска вычерчивают сплошными тонкими линиями или линиями одинаковой толщины с цифрами (г)
_J 1 в Если допуск относится к оси или плоскости симметрии определенного элемента, то конец соединительной линии должен совпадать с продолжением размерной линии соответствующего размера (например, диаметра, ширины — а, б). В случае недостатка места на чертеже стрелку размерной линии можно заменить стрелкой выносной линии (в). Если размер элемента уже указан один раз на других размерных линиях данного элемента, используемых для условного обозначения допуска формы или расположения, то он не указывается. Размерную линию без размера следует рассматривать как составную часть этого условного обозначения
—
а — ..
L 1 1 I | —* 1 — б
।
а б <0 ) 00,2 ) R0,2 - в - г ш пл 70,2 Г/2 0, 1 Перед числовым значением допуска необходимо вписывать: символ 0, если круговое или цилиндрическое поле допуска указывают диаметром (а); символ R, если круговое или цилиндрическое поле допуска указывают радиусом (б); символ Т, если поле допуска симметричности, пересечения осей, позиционный допуск ограничены двумя параллельными прямыми или плоскостями, в диаметральном выражении (в); символ 772 (те же поля допусков, что и для символа Г) в радиусном выражении (г); слово «сфера», если поле допуска шаровое (б)
и ф- сфера 00,1
Продолжение табл. 3.3
а — 0,02/100
и 0,08/100x200
// 0,06
0,01/100
2
Числовое значение допуска действительно для всей поверхности или длины элемента, если не задан нормируемый участок.
Если допуск должен быть отнесен к определенной ограниченной длине, которая может находиться в любом месте ограниченного допуском элемента, то длину нормируемого участка в миллиметрах описывают после значения допуска и отделяют от него косой чертой (а). Если допуск предписан таким образом на плоскости, данный нормируемый участок действителен для произвольного расположения и направления на поверхности.
Если допуск должен относиться к нормируемой поверхности, которая может находиться в любом месте ограниченной допуском поверхности, то после косой черты задают размеры нормируемого участка в миллиметрах (б) Если необходимо назначить допуск по всему элементу и одновременно допуск на заданном нормируемом участке, то второй допуск указывают под первым в объединенной рамке допуска (в)
Базы обозначают зачерненным треугольником, который соединяют соединительной линией с рамкой допуска.
Если треугольник, указывающий базу, нельзя наглядно соединить с рамкой допуска (а), то базу обозначают прописной буквой в специальной рамке и эту же букву вписывают в третье поле рамки допуска (б).
Если базой является ось или плоскость симметрии, то треугольник располагают в конце размерной линии соответствующего размера (диаметра, ширины) элемента (в), при этом треугольник может заменить прилегающую размерную стрелку (г).
Если размер элемента уже указан один раз на других размерных линиях данного элемента или не подлежит контролю, он не указывается. Размерную линию без размера следует рассматривать как составную часть условного обозначения базы
О 00,04 1
о 00,04 А (л ь
о 00,04® Л L®
|о 00,04 ®|
а
б
в
г
д
о 00,04® ®
________________________2______________________
Если два или несколько элементов образуют объединенную базу и их последовательность не имеет значения (например, они имеют общую ось или плоскость симметрии), то каждый элемент обозначают самостоятельно и обе (все) буквы вписывают подряд в третье поле рамки допуска (а).
Если необходимо задать допуск расположения относительно комплекта баз, то буквенные обозначения баз вписывают в самостоятельные поля (третье и далее) рамки допуска. В этом случае базы записывают в порядке убывания степеней свободы (б). Линейные и угловые размеры, определяющие номинальное расположение или номинальную форму элементов, ограничиваемых допуском, при назначении позиционного допуска, наклона, допуска формы заданной поверхности или заданного профиля указывают на чертежах без предельных отклонений и заключают в прямоугольные рамки
Если назначают допуск расположения для двух одинаковых элементов и если нет необходимости или возможности (у симметричной детали) различать элементы и принимать один из них за базу, вместо зачерненного треугольника применяют стрелку
Если допуск расположения или формы не указан как зависимый, его считают независимым.
Зависимые допуски расположения и формы обозначают условным знаком, который помещают: после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (а);
после буквенного обозначения базы (б) или без буквенного обозначения в третьем поле рамки (г), если зависимый допуск связан с действительными размерами базового элемента;
после числового значения допуска и буквенного обозначения базы (в) или без буквенного обозначения (д), если зависимый допуск связан с действительными размерами рассматриваемого и базового элементов
Допуски расположения осей отверстий под крепежные детали устанавливаются исходя из расчетного зазора S/, = KSmm, где К — коэффициент использования зазора для компенсации отклонения расположения осей.
Рекомендуется принимать К = 1...0,8 для соединений, не требующих регулировки соединяемых деталей, К = 0,8...0,6 для соединений, в которых требуется обеспечить регулировку расположения деталей при сборке.
Числовые значения позиционных допусков расположения осей отверстий для крепежных деталей приведены в табл. 3.4.
Таблица 3.4
Позиционные допуски осей отверстий для крепежных деталей
Зазор iSnun для прохода крепежной детали, мм Тип соединения
А | В
Позиционный допуск Т(мм) при коэффициенте использования зазора
К=1 /<=0,8 /<=0,6 К=1 /<=0,8 /<=0,6
0,1 0,1 0,08 0,06 0,05 0,04 0,03
0,2 0,2 0,16 0,12 0,1 0,08 0,06 '
0,3 0,3 0,25 0,16 0,16 0,12 0,1
0,4 0,4 0,3 0,25 0,2 0,16 0,12
0,5 0,5 0,4 0,3 0,25 0,2 0,16
0,6 0,6 0,5 0,4 0,3 0,25 0,2
0,8 0,8 0,6 0,5 0,4 0,3 0,25
1 1 0,8 0,6 0,5 0,4 0,3
2 2 1,6 1,2 1 0,8 0,6
3 3 2,5 1,5 1,6 1,2 1
4 4 3 2,5 2 1,6 1,2
5 5 4 3 2,5 2 2,6
6 6 5 4 3 2,5 2
7 6 6 4 3 3 2
8 8 6 5 4 3 2,5
10 10 8 6 5 4 3
11 10 8 6 5 4 3
12 12 10 8 6 5 4
14 12 10 8 6 5 4
15 16 12 10 8 6 5
Примечания: 1. Позиционные допуски Т приведены в диаметральном выражении. 2. Тип А — зазоры для прохода крепежных деталей, предусмотренных в обеих соединяемых деталях; тип В — зазоры для прохода крепежных деталей, предусмотренных в одной из соединяемых деталей.
Выбор допусков формы и расположения по аналогии
При назначении допусков формы и расположения поверхностей можно пользоваться следующими рекомендациями.
При нормировании точности формы плоских и прямолинейных поверхностей деталей степени точности 1 и 2 применяются для
187 измерительных и рабочих поверхностей особо точных средств измерений (плоскопараллельных концевых мер длины, лекальных линеек и т.д.); направляющих прецизионных измерительных приборов и технологического оборудования. Степени точности формы 3 и 4 — для измерительных и рабочих поверхностей средств измерений нормальной точности (поверочных линеек и плит, микрометров, опорных поверхностей рамных и брусковых уровней и др.); направляющих приборов и технологического оборудования повышенной точности, а также для базовых, установочных и измерительных поверхностей контрольных приспособлений повышенной точности. Степени точности 5 и 6 — для поверхностей направляющих и столов приборов и станков нормальной точности, базовых и установочных поверхностей технологических приспособлений повышенной точности, плоских рабочих поверхностей упорных подшипников. Степени 7 и 8 — для разметочных плит, рабочих поверхностей ползунов, опорных поверхностей рам, корпусов подшипниковых опор, разъемов корпусов редукторов, опорных и привалочных поверхностей станин; 9-я и 10-я степени точности формы — для неподвижных поверхностей стыков и опорных поверхностей машин пониженной точности, работающих в легких режимах нагружения, для поверхностей присоединения арматуры. Степени точности 11 и грубее — для неответственных рабочих поверхностей машин пониженной точности.
При назначении норм точности формы цилиндрических поверхностей степени точности формы 1 и 2 используют для роликов подшипников класса точности 2, деталей плунжерных и золотниковых пар, подшипниковых шеек прецизионных шпинделей. Степени 3 и 4 — для посадочных поверхностей подшипников 4-го и 5-го классов точности и сопрягаемых с ними поверхностей валов и корпусов, поверхностей поршневых пальцев, плунжеров, цапф осей гироприборов, 5-я и 6-я степени могут использоваться для назначения норм точности посадочных поверхностей подшипников 6-го и 0-го классов точности и сопрягаемых с ними поверхностей, для посадочных поверхностей валов редукторов и поршневых пальцев дизельных двигателей, золотников, гильз, цилиндров и других деталей гидравлической и пневматической аппаратуры средних и низких давлений (без уплотнения) и высоких давлений (с уплотнениями). Степени точности 7 и 8 — для подшипников скольжения гидротурбин, двигателей и редукторов, для отверстий под втулки в шатунах двигателей внутреннего сгорания. 9-ю и 10-ю степени можно использовать для подшипников скольжения, работающих при низких частотах вращения, для поршней и цилиндров гидроаппаратуры низкого давления (с мягким уплотнением). Степени точности от 11-й и грубее— для несопрягаемых поверхностей и поверхностей с неуказанными допусками.
Если отклонения формы и (или) расположения непосредственно ограничиваются допуском размера соответствующего элемента детали, они могут не нормироваться. В таком случае предельные значения допусков формы и расположения ограничиваются допусками размера. Можно ужесточить допуски формы и расположения подобных элементов, ограничив их значения определенной долей допуска размера.
Допуски формы и расположения грубой относительной геометрической точности (отклонения формы и расположения допустимы в пределах всего поля допуска размера) назначают для несо-прягаемых поверхностей; для поверхностей, к которым не предъявляются особые конструктивные требования по точности центрирования и прочности; для поверхностей в сопряжениях с зазором, если он предназначен для обеспечения собираемости, а относительные перемещения деталей не нужны либо носят эпизодический характер. Такие допуски устанавливают для сопрягаемых с небольшими натягами поверхностей, которые не подвергаются при эксплуатации тяжелым нагрузкам с ударами и вибрацией и. как правило, не подлежат повторной сборке.
Допуски формы и расположения нормальной относительной геометрической точности (А) назначают на поверхности подвижных сопряжений при небольших скоростях относительных перемещений и легких нагрузках, если не предъявляются повышенные требования к плавности хода или стабильности трения. Они также могут применяться для поверхностей соединений с небольшими натягами (включая сопряжения с переходными посадками) при необходимости обеспечения повышенных требований к точности центрирования и стабильности натяга, если сопряжения подлежат разборке и повторной сборке. Такой же уровень относительной геометрической точности обычно используют для допусков формы и расположения рабочих поверхностей калибров, а также для назначения технологических допусков формы и расположения, обеспечивающих точность технологических и измерительных баз при установленных допусках размеров 4... 12-го квалитетов.
Допуски формы и расположения повышенной относительной точности (В) назначают на поверхности подвижных соединений, работающих при средних относительных скоростях перемещения и умеренных нагрузках, если к сопряжению предъявляют повышенные требования по плавности хода и герметичности уплотнений. Аналогичные требования предъявляют к поверхностям сопряжений с натягом (включая сопряжения с переходными посадками) для обеспечения повышенных требований к точности и прочности изделия, работающего в условиях больших скоростей и нагрузок с ударами и вибрациями. Такой же уровень точности используют для назначения технологических допусков формы и расположения, обеспечивающих требуемую точность обработки и упрощенного
189 контроля параметров деталей, в том числе и активного контроля размеров.
Допуски, соответствующие высокой относительной геометрической точности формы и расположения (С), назначают на параметры поверхностей подвижных соединений, работающих при высоких скоростях и нагрузках, если предъявляются высокие требования к точности хода, стабильности трения и герметичности уплотнений. Такие же требования предъявляют к поверхностям сопряжений с натягом (включая сопряжения с переходными посадками) при высоких требованиях к точности и прочности сопряжений, работающих в условиях воздействия больших скоростей и нагрузок с ударами и вибрациями.
Более подробные рекомендации по выбору норм точности формы и расположения поверхностей содержатся в справочниках.
3.6П НОРМИРОВАНИЕ ШЕРОХОВАТОСТИ И ВОЛНИСТОСТИ ПОВЕРХНОСТЕЙ
Реальная поверхность, ограничивающая деталь, в отличие от номинальной — геометрически правильной и гладкой — имеет сложный профиль, характеризующийся микро- и макрогеометрией. К макрогеометрии реальной поверхности относят шероховатость и волнистость.
Под шероховатостью поверхности понимается совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины. Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью (рис. 3.31). ГОСТ 2789-73 устанавливает характеристики и параметры шероховатости поверхностей и распространяется на поверхности изделий независимо от их материала и способа изготовления (исключение составляют ворсистые. пористые и аналогичные поверхности). При определении па-
Рис. 3.31. Профиль реальной поверхности
раметров шероховатости из рассмотрения исключаются местные дефекты поверхности (раковины, трещины, вмятины, царапины и т.д.)
Стандарт устанавливает для количественной оценки шероховатости шесть параметров: три высотных (Ra, Rz, Вшах), два шаговых (Sm, S) и параметр относительной опорной длины профиля (tP).
Оценки параметров ведутся с использованием единой базы, за которую принята средняя линия профиля т. Средней линией профиля т называется базовая линия, имеющая форму номинального профиля поверхности и делящая действительный профиль так, что в пределах базовой длины сумма квадратов расстояний yi...yt точек профиля до этой линии минимальна. На профилограмме в пределах длины I площади, расположенные по обеим сторонам от линии т до контура профиля, должны быть равны между собой.
Наибольшая высота неровностей профиля (7?тах) определяется расстоянием между линией выступов профиля и линией его впадин в пределах базовой длины:
.RmaX = у Ртах + у Утах, где уртах — высота наибольшего выступа профиля; уутах — глубина наибольшей впадины профиля,
Линия выступов профиля — линия, эквидистантная его средней линии, проходящая через высшую точку профиля в пределах базовой длины. Линия впадин профиля строится аналогично, но проходит через низшую точку профиля.
Среднее арифметическое отклонение профиля (Ra) определяется как среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
1 I 1 п
о п *=1
где I — базовая длина, на которой оценивается значение параметров шероховатости; п — число выбранных точек профиля на базовой длине.
Числовые значения Ra приведены в табл. 3.5. Числовые значения базовой длины I выбираются из ряда 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25.
Таблица 3.5
Значения Ra по ГОСТ 2789-73, мкм
1 2 3 4 5 6
— 100 10,0 1,00 0,100 0,010
— 80 8,0 0,80 0,080 0,008
— 63 6,3 0,63 0,063 —
— 50 5,0 0,50 0,050 —
400 40 4,0 0,40 0,040 —
1 2 3 4 5 6
320 32 3,2 0,32 0,032 —
250 25 2,5 0,25 0,025 —
200 20 2,0 0,20 0,020 —
160 16,0 1,6 0,160 0,016 —
125 12,5 1,25 0,125 0,012 —
Высота неровностей профиля по десяти точкам CRz) опреде-
ляется как сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин
профиля (от средней линии) в пределах базовой длины.
Rz =
Х|.УРтг | + XjlVmj Й
у =1________г=1______J
5
где Уртщ — высота i-го наибольшего выступа профиля; Уут/ —
глубина i-й наибольшей впадины профиля.
Средний шаг неровностей профиля (Sm) определяется как среднее значение шагов неровностей профиля (по средней линии) в пределах базовой длины:
Sm - — TS
1 п
ni=l
где Smi — i-й шаг неровностей — отрезок средней линии профиля; п — число шагов неровностей профиля.
Средний шаг местных выступов профиля (по вершинам), находящихся в пределах базовой длины:
1 п s=-LSi( п (=1 где Si — i-й шаг местных выступов профиля — отрезок средней линии между проекциями на нее наивысших точек соседних местных выступов профиля; п — число шагов местных выступов.
Относительная опорная длина профиля (£р) представляет собой отношение опорной длины профиля к базовой длине: tp = bp/l,
где bp — опорная длина профиля — сумма длин отрезков bi, отсекаемых на заданном уровне р в материале профиля линией, эквидистантной средней линии т в пределах базовой длины I:
п
Ьр = ТА, i=i р — уровень сечения профиля, т.е. расстояние между линией выступов и линией, пересекающей профиль эквидистантно линии выступов (или средней линии) профиля.
Уровень сечения профиля р выражается в процентах от /?шах и выбирается из ряда 5, 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90. Относительная опорная длина профиля tP (%) выбирается из ряда 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90.
В дополнение к количественным параметрам шероховатости стандарт допускает нормирование качественной характеристики — направления неровностей. Типы направления неровностей представлены в табл. 3.6.
Таблица 3.6
Типы направления неровностей Схематическое изображение Обозначение направления неровностей
Параллельное ——— =
Перпендикулярное II 1 ±
Перекрещивающееся iiiiii X
Произвольное М
Кругообразное С
Радиальное R
Выбор параметров для нормирования шероховатости должен производиться с учетом назначения и требуемых эксплуатационных свойств поверхности (табл. 3.7). Основным в большинстве случаев является нормирование высотных параметров. Из высотных параметров шероховатости наиболее информативен параметр Ra, который и определен стандартом как предпочтительный.
Таблица 3. 7
Эксплуатационные свойства поверхности и обеспечивающая их номенклатура параметров шероховатости
Эксплуатационное свойство поверхности Параметры шероховатости и характеристики, определяющие эксплуатационное свойство
1 2
Износоустойчивость при всех видах трения Ra (Rz), tP, направление неровностей
Виброустойчивость Ra {Rz), Sm, S, направление неровностей
1 2
Контактная жесткость Ra (Rz), tP
Прочность соединения Ra (Rz)
Прочность конструкции при циклических нагрузках 7?max, Sm, S, направление неровностей
Герметичность соединений Ra (Rz), Rmax, tP
Сопротивление в волноводах Ra, Sm, S
Параметры 7?max, S, Sm, tp нормируют в случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровностей профиля, шаг неровностей или их форму, параметр Rz — когда прямой контроль параметра Ra по техническим причинам не представляется возможным (например, для поверхностей, имеющих малые размеры или сложную конфигурацию). ГОСТ 2789-73 не предусматривает обязательной связи между базовой длиной и определенными числовыми значениями параметров шероховатости.
Требования к шероховатости поверхности устанавливают путем назначения параметров шероховатости (одного или нескольких), числовых значений выбранных параметров и базовых длин, на которых происходит определение этих параметров. Если нет необходимости, требования к шероховатости не устанавливаются, и она для данной поверхности контролю не подлежит.
Обозначение шероховатости поверхности на чертеже нормированы ГОСТ 2.309-73. Условные обозначения шероховатости приведены в табл. 3.8.
Таблица 3.8
Условные обозначения шероховатости поверхности
Элементы обозначения Графическое изображение Пояснение
1 2 3
Знак, применяемый для обозначения шероховатости на чертеже гя n~i /пл У Ш 77/7// Знак условного обозначения шероховатости поверхности распределение информации по зонам' 1 — параметры шероховатости и их значения; 2 — вид обработки поверхности или другие дополнительные указания; 3 — значение базовой длины; 4 — обозначение направления неровностей (зоны 2...4 используют при необходимости)
И Чаи 4005
Продолжение табл.3.8
Знак, соответствующий условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется, применение предпочтительно
sL Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована полным удалением поверхностного слоя материала (например, точением, шлифованием, полированием и т.п., конкретный вид обработки может не указываться). Следы необработанной поверхности («черновины») не допускаются
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала (например, литьем, штамповкой, прессованием, конкретный вид образования поверхности может не указываться) Следы зачистки поверхности не допускаются
Указание норми-руемого параметра шероховатости К/ Если буквенное обозначение параметра не указано, числовое значение относится к параметру Ra
Rz40/ Буквенные обозначения параметров Rz, /?тах, S, Sm и tp указывают перед их числовыми значениями
Единицы числовых значений параметров шероховатости в условном обозначении Rz40 Sm0,063, #5о5О / Значения параметров Ra. Rz. и 7?max указывают в микрометрах, параметров Sm и S — в миллиметрах, параметров tP — в процентах от 1, уровня сечения р для параметра tP — в процентах от7?тах
Способ нормирования числовых значений параметров шероховатости 04^/ 8тп0,063/ Z5o5O/ Указано числовое значение параметра, соответствующее наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметров Ra. Rz, Rmax, S, Sm и наименьшему предельному значению параметра tP
1,0 \7 Яг0,080 0,032/ Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, относится к более грубой допускаемой шероховатости
1±20%/ *5о7О±1О%/ Указано номинальное значение параметра с предельными отклонениями от него (в процентах от номинального значения). Предельные отклонения выбираются из ряда 10, 20, 40 и могут быть односторонними (в плюс или минус) или симметричными (±)
jRz4O-io% /
Одновременное нормирование двух и более параметров шероховатости для одной и той же поверхности 0,1 Л>о5О / Числовые значения записывают сверху вниз в следующем порядке: параметр высоты неровностей, параметр шага неровностей, параметр tp
Дополнительные данные (вносятся при необходимости): базовая длина, направление неровностей 0ф^/0,25 Указывается в случаях, когда требуется нормировать значение параметра шероховатости на базовой длине, отличающейся от рекомендуемой стандартом
ОД/А Указывается в случаях, когда нормируется направление неровностей
Вид обработки поверхности Калибровать У Полировать -- Указывается в случаях, когда назначенный вид обработки является единственным, обеспечивающим требуемое качество поверхности. При этом в зависимости от вида обработки может быть применен либо знак обязательного удаления слоя, либо знак обязательного сохранения поверхностного слоя
Волнистость поверхности
Волнистость поверхности — совокупность периодически повторяющихся неровностей, у которых расстояние между соседними вершинами или впадинами превышает базовую длину I для имеющейся шероховатости поверхности (рис. 3.32). Волнистость измеряется на длине lw по профилограмме контролируемой поверхности. При этом профилограмма фильтруется, т.е. исключается присутствие шероховатости и отклонения формы поверхности. Эта фильтрация может быть механической путем использования щупа первичного преобразователя профилографа-профилометра соответствующего радиуса либо электрической — путем набора соответствующих фильтров, пропускающих синусоидальные сигналы определенных частот и амплитуд.
Волнистость нормируется тремя параметрами W2,
Wmax и Sw. За базу их отсчета принята средняя линия mw, которая определяется аналогично средней линии профиля т шероховатости.
Длина линии измерения lw должна быть не менее пяти значений шага самой большой волны.
Высота волнистости Wz — среднее арифметическое значение пяти высот волн, определяемых на каждом из пяти одинаковых участках измерений •
1 5 5i=l где Wi — высота волны
Предельные значения Wz — должны выбираться из ряда 0,1: 0,2; 0,4; 0,6; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200 мкм.
Наибольшая высота волнистости Wmax — самая высокая волна из пяти рассматриваемых.
Средний шаг волнистости Sw — среднее арифметическое значение длин отрезков средней линии, отсекаемых однотипными (четными или нечетными) точками пересечения профиля волнистости со средней линией в пределах полной длины волны измерения Lw\
1 п Sw=~ZSwr ni=i
3.7, КОНТРОЛЬ РАЗМЕРОВ ДЕТАЛЕЙ ГЛАДКИМИ КАЛИБРАМИ
В основу конструирования гладких калибров (рис. 3.33) положен принцип Тейлора или принцип подобия, согласно которому проходные калибры должны являться прототипом сопрягаемой детали и контролировать в комплексе все виды погрешностей данной поверхности (проверка диаметра и погрешности, формы, включая отклонения от прямолинейности оси отверстий). Это обеспечивает собираемость соединения. Непроходные калибры должны обеспечивать поэлементный контроль (контроль собственно размеров), следовательно, контакт между рабочими поверхностями калибров и контролируемой поверхностью должен быть точечным.
Рис. 3.33. Калибры
Полностью отвечающий принципу Тейлора рабочий калибр для контроля отверстия должен иметь проходную сторону в виде цилиндра с длиной, равной длине сопряжения или контролируемой поверхности (полная пробка), и непроходную сторону в виде неполной пробки со сферическими наконечниками. Рабочий калибр для контроля вала должен иметь проходную сторону в виде кольца с длиной, равной длине сопряжения или контролируемой поверхности, и непроходную сторону в виде скобы с ножевыми поверхностями.
Контроль размеров отверстий обычно производится проходными и непроходными калибрами-пробками. Для контроля отверстий малых и средних размеров обычно проходной и непроходной калибры изготавливают в виде полных пробок, причем непроходная пробка имеет меньшую длину, чем проходная Для отверстий больших диаметров чаще используют калибры с рабочими поверхностями в виде неполной пробки, например листовая пробка с цилиндрическими рабочими поверхностями, причем длина рабочих поверхностей непроходной пробки существенно меньше, чем у проходной. Контроль каждой пробкой осуществляется в нескольких поперечных сечениях отверстия (контролируется как минимум два взаимно перпендикулярных сечения).
Проходные калибры для валов обычно делают в виде скоб с плоскопараллельными рабочими поверхностями и проверяют поверхность в нескольких сечениях по длине и не менее чем в двух взаимоперпендикулярных направлениях каждого сечения,
Если детали годные, то в соответствии с названием проходные калибры (ПР) должны проходить по контролируемой поверхности, а непроходные (НЕ) — не должны проходить под действием собственного веса.
При контроле гладкими калибрами следует соблюдать ряд правил, в частности пользоваться только калибрами, предназначенными для данного случая (рабочие, как правило, используют новые проходные калибры, работники ОТК могут использовать частично изношенные). Необходимо следить за чистотой измерительных поверхностей, не пытаться силой проталкивать проходные и непроходные калибры, во избежание нагрева не следует держать калибры в руках дольше, чем это необходимо.
Виды гладких нерегулируемых калибров для контроля цилиндрических отверстий и валов устанавливает ГОСТ 24851-81, в котором различным конструктивным разновидностям присвоены номера вида (1...12) и соответствующие наименования.
Существуют три варианта исполнения гладких калибров:
1. Однопредельные пробки или скобы (проходные, маркируемые ПР, и непроходные — НЕ), применяемые преимущественно при контроле относительно больших размеров.
2. Двухпредельные двусторонние калибры, которые несколько ускоряют контроль. Они предусмотрены для сравнительно небольших размеров 1...10 мм (калибры-скобы) и 1...50 мм (калибры-пробки).
3. Односторонние двухпредельные калибры, которые компактнее и практически вдвое ускоряют контроль. Такие калибры предусмотрены для широкого диапазона размеров.
Односторонние скобы, начиная с размеров свыше 200 мм для контроля валов до 8-го квалитета включительно, обязательно должны снабжаться теплоизоляционными ручками-накладками.
Конструктивно гладкие калибры могут выполняться регулируемыми и нерегулируемыми.
Допуски на измерительные поверхности гладких калибров установлены— для размеров до 500 мм (ГОСТ 24853-81) и для размеров 500...3150 мм (ГОСТ 24852-81). Допуски на калибры должны быть значительно меньше допусков тех деталей, для контроля которых они предназначены.
Калибры для размеров свыше 500 мм, согласно ГОСТ 24852-81 применяют только для контроля деталей 9... 17-го квалитетов и имеют единую схему расположения полей допусков.
Расчет калибров сводится к определению исполнительных размеров измерительных поверхностей, ограничению отклонений их формы и назначению оптимальной шероховатости. Оптимальной называют шероховатость, обеспечивающую минимальный износ и сохраняющуюся в процессе длительной эксплуатации изделия. Началом отсчета отклонений для проходных гладких калибров является проходной предел вала или отверстия, для непроходных — их непроходной предел. На проходные калибры кроме допуска на изготовление отдельно предусматривают еще допустимую границу износа.
При необходимости высокоточного контроля внутренних размеров для контроля калибров-скоб в процессе их доводки при их изготовлении и для быстрого определения момента полного изнашивания используют гладкие контрольные калибры. Контрольные калибры из-за малости допусков рабочих калибров, для контроля которых они предназначены, выполнены как нормальные, а не предельные калибры, и годность рабочих калибров определяется с применением субъективной оценки соответствия проверяемых размеров контрольным шайбам. Контрольные калибры изготавливаются для непроходной стороны К-НЕ и для проходной стороны К-ПР и КИ. Калибр КИ предназначен для контроля допустимого износа проходной стороны и может рассматриваться как предельный калибр, контролирующий границу допустимого износа.
Контрольные калибры (или при размерах до 180 мм блоки концевых мер) предназначены для ускорения проверки окончательных размеров проходной и непроходной сторон при изготовле
нии нерегулируемых или установке регулируемых скоб (К-ПР и К-НЕ), а также для контроля момента полного износа проходных калибров-скоб в процессе их эксплуатации (КИ). Размеры калибров-пробок во всех случаях проверяют универсальными измерительными средствами, что для наружных поверхностей не представляет сложности.
Принцип Тейлора используют и при конструировании калибров для контроля сложных поверхностей деталей. Широко применяют калибры для контроля шлицевых и резьбовых поверхностей деталей. Например, для контроля шлицевых втулок рабочий проходной калибр изготавливают в виде шлицевого вала, что позволяет одновременно контролировать размеры по наружному и внутреннему диаметрам шлицевой втулки, а также взаимное расположение наружной и внутренней цилиндрических поверхностей втулки, шаг и направление шлиц, ширину впадин. Для контроля непроходных пределов (пределов минимума материала детали) используют комплект непроходных калибров, обеспечивающих проверку собственно размеров элементов шлицевой втулки. Диаметры контролируют пробками, причем для внутреннего диаметра применяют неполную или полную пробку, а для наружного диаметра шлицевой втулки используют неполную пробку. В комплект входит и рабочий калибр для контроля ширины шлиц.
Для контроля резьбы применяют рабочую проходную резьбовую пробку с резьбой полного профиля и длиной, равной длине резьбового сопряжения. В комплект непроходных резьбовых калибров входят рабочий непроходной резьбовой калибр с укороченным профилем резьбы и уменьшенной длиной резьбовой части, а также гладкие калибры для контроля диаметра выступов. Непроходной резьбовой калибр должен свинчиваться с ответной деталью не более чем на полтора витка.
3.8, НОРМИРОВАНИЕ ТОЧНОСТИ И ПОСАДКИ ПОДШИПНИКОВ КАЧЕНИЯ
Подшипники качения широко используются в изделиях машине- и приборостроения в качестве опор валов и осей. По сравнению с подшипниками скольжения (посадка с зазором в сопряжении вала и втулки) эти опоры обеспечивают меньшие энергетические затраты на вращение и более стабильный момент сопротивления. Достоинством опор с трением качения является также низкий момент, необходимый для начала движения.
К недостаткам подшипников качения можно отнести более сложную конструкцию и большие габариты, чем у подшипников скольжения. Подшипник качения, как правило, состоит из наружного и внутреннего колец, между которыми располагаются тела качения (шарики или ролики). Тела качения могут быть разделены сепаратором, они могут быть открыты или защищены от попадания
201 грязи. Подшипники качения — это наиболее распространенные стандартные изделия множества конструкций и модификаций, которые изготавливаются на специализированных заводах.
Для того чтобы по возможности сократить размеры опор на подшипниках качения, в принципе можно использовать, нестандартные подшипники, в которых дорожки качения выполняются непосредственно на валу и в корпусе. Однако нестандартные подшипники изготовитель должен разрабатывать и изготавливать самостоятельно, что не только существенно увеличит трудоемкость всей конструкции, но дополнительно потребует применения особо точного оборудования и работы специалистов высокой квалификации. Поэтому в большинстве случаев выгоднее пользоваться готовыми стандартными подшипниками.
Конструктивные разновидности подшипников классифицированы по следующим признакам:
По направлению действия воспринимаемой нагрузки:
а) радиальные — воспринимают нагрузку, действующую перпендикулярно оси вращения подшипника;
б) упорные — воспринимают осевую нагрузку;
в) радиально-упорные — воспринимают комбинированную нагрузку.
По форме тел качения: шариковые и роликовые.
Различают также серии подшипников: сверхлегкая, особо легкая, легкая, легкая широкая, средняя, средняя широкая, тяжелая. Подшипники различных серий отличаются друг от друга предельным числом оборотов в минуту, допускаемой радиальной или осевой нагрузкой и коэффициентом работоспособности.
В обозначение подшипника входят кодовые обозначения серии, типа, конструктивных особенностей и диаметра присоединительного отверстия подшипника (диаметр вала, сопрягаемого с данным подшипником). Полное обозначение стандартного подшипника без указания точности включает семь позиций цифр, в которых, считая справа налево, закодированы:
диаметр присоединительного отверстия подшипника (позиции первая и вторая);
тип подшипника (третья позиция);
серия подшипника (четвертая и при необходимости седьмая позиции);
конструктивные особенности (пятая и шестая позиции).
Диаметр отверстия подшипника обозначается:
для подшипников с диаметром присоединительного отверстия 20 мм и более числом, которое представляет собой частное от деления диаметра на 5;
для подшипников с диаметрами от 10 до 17 мм в соответствии с приведенной ниже кодовой таблицей:
d 10 12 15 17
обозначение 00 01 02 03
для подшипников с диаметром до 9 мм последняя цифра указывает фактический внутренний диаметр в миллиметрах. В этом случае на 3-м месте справа стоит «0».
В коды серии, типа и конструктивных особенностей подшипника входят нули, которые в обозначениях подшипника при отсутствии цифр слева не указывают, например «Подшипник 205» ТУ2-034-203-83 — радиальный однорядный, легкой серии, с диаметром отверстия 25 мм (в обозначении использованы только три позиции справа).
Класс точности подшипника качения указывают перед условным обозначением подшипника, например «Подшипник 6-205» ТУ2-034-203-83 (тот же подшипник, но класса точности 6). Самый распространенный (самый грубый) класс точности подшипника (класс 0) в обозначении не указывают.
Подшипники одного типоразмера обладают функциональной взаимозаменяемостью, включая геометрическую взаимозаменяемость по присоединительным поверхностям. Присоединительные размеры подшипника качения включают наружный диаметр D наружного кольца подшипника, внутренний диаметр d внутреннего кольца подшипника и ширину Ь. Тела качения внутри одного подшипника взаимозаменяемы (внутренняя взаимозаменяемость), а для колец разных экземпляров подшипников взаимозаменяемость не обязательна.
Для обеспечения малых допусков зазоров тела качения и кольца подшипников сортируют по размерным группам и собирают селективным способом. Особенности изготовления подшипников связаны с необходимостью достижения очень высоких точностей обработки тел качения и дорожек качения на внутренних и на наружных кольцах, причем повышенные требования предъявляются не только к размерам, но и к форме обрабатываемых поверхностей. Каждый из подшипников формируется «индивидуально», подбором тел качения одного действительного диаметра и пары колец в таком сочетании, которое обеспечивает необходимое значение радиального зазора при сборке. В связи с тем что подшипники выпускаются массово, вместо жесткого ограничения допусков размеров оказывается значительно более дешевым решением использование в производстве селективной сборки. Сортировка с учетом затрат на приобретение и эксплуатацию оборудования в данном случае оказывается рентабельнее, чем обработка поверхностей деталей с очень жесткими допусками.
Точность подшипников качения
Качество подшипника определяется точностью изготовления его деталей и точностью сборки. ГОСТ 520-89 «Подшипники каче
ния шариковые и роликовые. Технические требования» устанавливает пять классов точности подшипников: 0, 6, 5, 4, 2 (обозначения указаны в порядке возрастания точности).
Основными показателями точности подшипников и их деталей являются:
точность размеров присоединительных поверхностей (d. dCp, D, DcV). Средний диаметр наружной или внутренней цилиндрической поверхности следует определять потому, что при наличии таких отклонений формы, как овальность и конусообразность, можно получить различные значения диаметра в разных сечениях. Средний диаметр определяют расчетом как среднее арифметическое наибольшего и наименьшего значений диаметра, измеренных в 2 экстремальных сечениях кольца;
точность формы и расположения поверхностей колец (радиальное и торцовое биение, непостоянство ширины колец) и шероховатость их поверхностей;
точность формы и размеров тел качения;
боковое биение по дорожкам качения внутреннего и наружного колец.
Эти показатели определяют равномерность распределения нагрузки на тела качения, точность вращения и в значительной степени срок службы.
В связи с тем что стандартное сопряжение подшипника с ответными деталями образуется как сочетание полей допусков при
соединительных размеров подшипниковых колец со стандартными полями допусков валов и отверстий, есть возможность достижения повышенной точности посадки с перераспределением точности за счет ужесточения допусков на размеры подшипников. Таким образом, появляется необходимость создания специальных стандартов на поля допусков присоединительных размеров подшипников.
Расположение полей допусков присоединительных размеров
подшипниковых колец (рис. 3.34)
Рис. 3.34. Расположение полей допусков присоединительных размеров колец подшипников
о +
стандартизовано таким образом, чтобы получить необходимые их сочетания со стандартными полями допусков, которые наиболее часто используются в общем машиностроении. Посадки подшипника на вал должны, как правило, обеспечивать натяг, но стандартные посадки с натягом в данном случае не годятся, поскольку они могут привести к исчезновению радиального зазора из-за деформации колец. Для образования посадок со сравнительно малыми, но га
рантированными натягами было принято оригинальное решение:, поле допуска отверстия внутреннего кольца подшипника расположили односторонне от номинала в «воздух», а не в «тело детали» (что принято для основного отверстия). В результате сочетание такого поля допуска отверстия подшипника с полями допусков типа тб или дб сопрягаемых валов дает посадки с натягом, в то время как с основным отверстием такие поля допусков дают переходные посадки.
Для присоединительных размеров наружных колец подшипников качения оказалось вполне достаточно использовать стандартные поля допусков отверстий корпусов в сочетании с традиционно расположенным полем допуска вала (наружного кольца подшипника). Повышенные требования к точности присоединительных размеров подшипников и в этом случае привели к стандартизации допусков, отличных от обычных допусков на гладкие валы (по квалитетам).
Посадки подшипников качения
Выбор полей допусков поверхностей валов и корпусов, сопряженных с кольцами подшипников, регламентируется ГОСТ 3325-85. Этот стандарт распространяется на посадочные поверхности валов и отверстий корпусов под подшипники качения, отвечающие следующим требованиям:
1. Валы стальные, сплошные или полые толстостенные, т.е. с отношением d/do < 1,25, где d — диаметр вала, do — диаметр отверстия в нем.
2. Материал корпусов — сталь или чугун.
3. Температура нагрева подшипников при работе не выше 100 °C.
Посадки подшипников, определяемые полями допусков валов и отверстий корпусов, выбирают в зависимости от:
вида нагружения кольца подшипника;
режима работы подшипника;
соотношения эквивалентной нагрузки Р и каталожной динамической грузоподъемности С;
типа, размера и класса точности подшипника.
Различают три основных вида нагружения колец подшипника, местное (М), циркуляционное (Ц) и колебательное (К). На рис. 3.35 показаны схемы нагружения: местное нагружение наружного кольца (а), циркуляционное нагружение внутреннего кольца (б) и колебательное нагружение обоих колец (в).
При местном нагружении (о) кольцо воспринимает постоянную по направлению результирующую радиальную нагрузку ограниченным участком окружности дорожки качения и передает ее соответствующему участку посадочной поверхности вала или корпуса. Такой вид нагружения имеет место, например, тогда, ко-
Рис. 3.35. Виды нагружения колец подшипников
гда кольцо неподвижно относительно нагрузки (наружные кольца подшипниковых опор валов в редукторе и т.п.).
При циркуляционном нагружении (б) кольцо воспринимает радиальную нагрузку последовательно всей окружностью дорожки качения и передает ее также всей посадочной поверхности вала или корпуса. Такое нагружение возникает, когда кольцо вращается относительно неподвижной нагрузки (внутреннее кольцо вала редуктора) или вращается нагрузка, а кольцо неподвижно.
При колебательном нагружении (в) на неподвижное кольцо одновременно действуют две радиальные нагрузки (одна постоянна по направлению, а другая, меньшая по величине, вращается). Равнодействующая нагрузка не совершает полного оборота, а колеблется между точками дуги окружности.
Посадки следует выбирать так, чтобы вращающееся кольцо подшипника было смонтировано с натягом, исключающим возможность проскальзывания этого кольца по посадочной поверхности вала или отверстия в корпусе, другое кольцо может быть установлено с зазором.
Посадку с зазором назначают для кольца, которое испытывает местное нагружение. При такой посадке устраняется опасность заклинивания шариков из-за чрезмерного уменьшения радиального зазора. Кроме того, кольцо, если оно не зажато в осевом направлении, под действием вибрации и толчков постепенно проворачивается по посадочной поверхности, благодаря чему износ дорожки качения происходит равномерно по всей окружности кольца.
Посадку с натягом назначают для кольца, которое испытывает циркуляционное нагружение. Наличие зазора между циркуля-ционно нагруженным кольцом и посадочной поверхностью детали может привести к развальцовыванию и истиранию металла детали, что недопустимо.
Режим работы подшипника качения по ГОСТ 3325-85 характеризуется расчетной долговечностью и отношением Р/С. где Р —
эквивалентная нагрузка (условная постоянная нагрузка, обеспечивающая тот же срок службы подшипника, какой должен быть в действительных условиях); С— динамическая грузоподъемность (постоянная радиальная нагрузка, соответствующая расчетному сроку службы):
легкий режим работы — Р/С < 0,07;
нормальный режим работы — 0,07 < Р/С < 0,15;
тяжелый режим работы — Р/С >0,15.
Расчетная долговечность, соответствующая режимам работы: тяжелый — более 10000 ч;
нормальный — от 5000 до — 10000 ч;
легкий — от 2500 до 5000 ч.
Как уже отмечалось выше, опоры на подшипниках качения имеют большие габариты, чем опоры на подшипниках скольжения. Для уменьшения габаритов опор оба кольца подшипников делают как можно тоньше, поэтому они становятся легко деформируемыми и в значительной мере повторяют форму сопрягаемых с ними поверхностей. В связи с этим приходится предъявлять повышенные требования к точности формы поверхностей деталей, сопрягаемых с подшипниками качения. Отклонения формы, расположения и шероховатость таких поверхностей нормированы ГОСТ 3325-85.
Наибольшую опасность представляют такие погрешности формы, как конусообразность и овальность, поскольку именно эти погрешности приводят к значительному перераспределению радиального зазора (уменьшению его вплоть до полного исчезновения в неблагоприятных местах сечений).
Чем выше требования к точности опор на подшипниках качения и выше класс точности подшипников, тем жестче требования к точности форм сопрягаемых с подшипником поверхностей. Так для поверхностей, сопрягаемых с подшипниками классов точности 0 и 6, допуск формы (допуск цилиндричности или заменяющие его допуски круглости и профиля продольного сечения) должен составлять не более 1/4 части допуска размера, для поверхностей, сопрягаемых с подшипниками классов точности 5 и 4, — не более 1/8 части допуска размера, а для поверхностей, сопрягаемых с подшипниками класса точности 2, — не более 1/16 допуска размера соответствующей поверхности.
Следует отметить, что ограничения, наложенные стандартом на форму поверхностей, сопрягаемых с подшипниками, могут не совпадать со стандартными допусками формы по ГОСТ 24642-81. Однако существует возможность согласовать эти требования за счет ужесточения «расчетных» допусков до ближайших стандартных общетехнических значений. Еще одна особенность подшипниковых посадок заключается в том, что стандарт предъявляет определенные требования не только к цилиндрическим поверхностям, сопрягаемым с подшипниками, но и к привалочным плоскостям, в кото
рые упираются торцы наружного и внутреннего колец подшипников. На эти поверхности (буртики валов и заплечики корпусов) назначаются допуски торцового биения и высотные параметры шероховатости поверхностей.
Шероховатость посадочных поверхностей, сопрягаемых с кольцами подшипника деталей, зависит от диаметра и класса точности подшипника. Эта зависимость представлена в табл. 3.9
Таблица 3.9
Посадочные поверхности Классы точности подшипников Номинальные диаметры
до 80 мм 80. 500 мм
Ra. мкм
Валов 0 1,25 2,5
6,5 0,63 1,25
4 0,32 0,63
Отверстий корпусов 0 1,25 2.5
6, 5,4 0,63 1,25
Торцов заплечиков валов и корпусов 0 2,5 2,5
6. 5, 4 1,25 2,5
Стандарт нормирует также торцовое биение заплечиков валов и отверстий корпусов и отклонения от соосности посадочных поверхностей подшипников относительно их общей оси. Допуск соосности задают в диаметральном выражении на диаметре посадочной поверхности, а количественные значения допусков соосности зависят от группы подшипника.
3.9. ДОПУСКИ УГЛОВ И КОНУСОВ
Нормальные углы и конусности
Анализ конфигураций деталей, используемых в различных конструкциях машин и приборов, показывает, что достаточно часто их поверхности располагаются под некоторым углом, отличным от прямого. Нормирование такого расположения осуществляется через угловые размеры. Числовые размеры можно условно разделить на нормальные углы общего назначения и специальные углы, т е. углы, размеры которых связаны расчетными зависимостями с другими принятыми линейными и угловыми размерами в силу специфических эксплуатационных или технологических требований
Для первой группы углов, к которой относятся фаски, скосы, наклонные поверхности, штамповочные и литейные уклоны ГОСТ 8908-2000 с целью их разумного ограничения устанавливает три ряда нормальных углов, при этом, согласно принципу предпоч
тительности, первый ряд имеет приоритет перед вторым, второй перед третьим (табл. 3.10).
Таблица 3 10
Ряды нормальных углов
Ряд 1 Ряд 2 Ряд 3 Ряд 1 Ряд 2 Ряд 3 Ряд 1 Ряд 2 Ряд 3
0е 10° 70°
0°15' 12° 75е
0°30' 15° 8(У
0°45' 18° 85е
1° 20° 90е
ГЗО' 22° 100°
2° 25° 110°
2°30' 30° 120°
3° 35° 135е
4° 40° 150°
5° 45° 165°
6° 50° 180е
7° 55° 270е
8° 60° 360е
9° 65е
Термины и определения, относящиеся к поверхностям и элементам деталей, имеющим угловые размеры, установлены ГОСТ 25548-82.
Под прямой круговой конической поверхностью (конической поверхностью или конусом) понимают поверхность вращения, образованную прямой образующей, вращающейся относительно оси и пересекающей ее.
Конус— обобщенный термин, под которым в зависимости от конкретных условий понимают коническую поверхность, коническую деталь или конический элемент детали. Различают наружный и внутренний конусы (рис. 3.36). Параметры наружных конусов помечают индексом е, внутренних — i.
Под основаниями конуса понимают окружности, образованные пересечением конической поверхности с плоскостями, перпендикулярными оси и ограничивающими его в осевом направлении.
Основной плоскостью называют плоскость поперечного сечения конуса, в котором задается номинальный диаметр конуса. Базовой плоскостью является плоскость, перпендикулярная оси конуса и служащая для определения осевого положения основной плоскости или осевого положения данного конуса относительно сопрягаемого с ним конуса.
Рассмотренные элементы конусов обозначаются следующим образом.
Диаметры поперечных сечений конусов: большого основания — Z); малого — d\ заданного сечения — D. (в котором задан допуск), произвольно расположенного — dx. Длина конусов — L, соединения — Lp, осевые расстояния от большого основания конуса до заданного сечения — Ls, до произвольно расположенного сечения — Lx.
Расстояние между основной и базовой плоскостями конуса г< или zf называют базорасстоянием конуса. Базовая и основная плоскости могут совпадать.
Конические соединения (рис. 3.37)— соединения наружного и внутреннего конусов, имеющих одинаковые номинальные углы конусов, характеризуются большим диаметром D, малым диаметром d, длиной конического соединения Lp, базорасстояниями zP (расстояние между принятыми базами конусов конического сопряжения).
Рис. 3.36. Параметры внутренних
и наружных конусов
Рис. 3.37. Коническое
соединение
призматических деталей
Для призматических деталей (рис. 3.38), кроме нормальных углов, ГОСТ 8908-2000 допускает применять стандартные уклоны S. Уклон представляет собой отношение перепада высот (Н-Л) к расстоянию L между местами их измерения:
s = (H-A)/L = tgB.
Конические соединения и отдельные конусы в осевом сечении нормируются углом конуса а и углом уклона aJZ. Как правило, вместо них используют параметры уклон с и конусность С:
D-d a
C=—2L~ = tgT
C=—— = 2tg—.
L 2
ГОСТ 8593-81 устанавливает два ряда нормальных конусностей и углов конусов (табл. 3.11).
Таблица 3.11
Нормальные конусности
Исходная величина Обозначение нормального конуса Примерное назначение
Ряд 1 Ряд 2
С 1:500 — Для соединений с гарантированным натягом
1:200
1:100
1-50
С 1:30 Для неподвижных установочных соединений
1:20
1.15
1:12
1:10
1:8
1:7
С 1:6 Для подвижных соединений
1:5
1:4
1:3
а 30е Для конструктивного оформления деталей
45°
60е
75е
90°
120е
Допуски угловых размеров и конических элементов деталей
Допуски углов призматических элементов и конусов с длиной стороны до 2500 мм нормированы ГОСТ 8908-2000.
Устанавливается 17 степеней точности. Для указания допуска угла заданной точности к обозначению допуска угла АТ добавляют номер соответствующей степени точности: ATI, АТ2, ..., А 717 Область
211 применения каждой из 17 степеней определяется функциональными требованиями к точности угловых размеров.
Так. степени точности выше 5-й используются при изготовлении угловых мер; 5-я, 6-я применяются для конусов особо высокой точности, конических элементов герметичных соединений, сменных измерительных наконечников, точных опор скольжения; 7-я. 6-я используются для деталей высокой точности, требующих хорошего центрирования, конических центрирующих поверхностей валов и осей, а также сопрягаемых с ними ступиц зубчатых колес и конусных муфт при высокой точности соединений; 9... 12-я применяются в деталях нормальной точности — направляющих планках, фиксаторах, конических элементах валов, втулок и др.; 13...15-я— для деталей пониженной точности, в стопорных устройствах и т.п.; 16-я, 17-я — для несопрягаемых угловых размеров.
Допуск угла при переходе от одной степени точности к другой изменяется по геометрической прогрессии со знаменателем 1,6. Значение допуска призматической детали зависит от степени точности и длины меньшей стороны угла. Стандартом для каждой степени точности определены четыре вида допусков на угловые размеры:
АТп — допуск угла, выраженный в угловых единицах — в микрорадианах, градусах, минутах, секундах;
АТ^ — округленное значение допуска угла в градусах, минутах, секундах, например, если допуск АТ17 - 4°30'0Г' (при интервале длин Li до 10 мм), то соответствующий ему допуск АТ^ = 4°;
ATh — допуск угла, выраженный отрезком на перпендикуляре (в микрометрах) к номинальному положению короткой стороны угла, на расстоянии Li от вершины этого угла;
ATd — допуск угла конуса, выраженный допуском на разность диаметров в двух нормальных к оси сечениях конуса на заданном расстоянии между ними, определяется по перпендикуляру к оси конуса (рис. 3.39).
Допуски в угловых и линейных единицах связаны зависимостью
ATh = 10~3 ATaLx.
где АТь выражен в микрометрах, АТа— в микрорадианах; L]— длина стороны угла или длина образующей конуса, мм.
Для конусов, имеющих малые углы (при конусности С < 1.3 или угле конуса а < 19°), ATd ~ ATh. При больших значениях С и а
ATd = ATh/cosci/2.
Конусность, как правило, указывают в виде отношения IX, где X — расстояние между поперечными сечениями конуса, разность диаметров которых равна 1 мм (например, С = 1:20).
Рис. 3.39. Допуски углов и конусов
Допуски углов конусов назначают в зависимости от длины конуса L для конусов с конусностью не более 1:3; в остальных случаях— от длины образующей (Li). Допуски углов призматических элементов детали устанавливают в зависимости от номинальной длины меньшей стороны угла.
Поле допуска угла может располагаться относительно номинального размера угла так, как показано на рис. 3.40. В случаях, когда возможно путем дальнейшей обработки исправить брак, рас-
положение поля допуска назначается в
«тело» детали (в зависимости от ее конфигурации в «+» или в «-»). Когда элемент детали, ограниченный угловым размером, исправлению не подлежит, рационально использовать симметричное расположение поля допуска.
выражать двумя способами
всех видов допусков одним
допуском Td диаметра конуса в любом сечении;
2 — раздельным нормированием каждого вида допусков, а именно допуска диаметра Td в заданном сечении, допуска угла конуса АТ, допуска круглости Tfr и допуска прямолинейности Tfl образующей конуса.
Рис. 3.40. Схемы расположения полей допусков
Все виды допусков конуса можно (рис.3.41):
1 — совместным нормированием
Рис. 3.41. Нормирование точности формы конических поверхностей
При этом допуски угла конуса АТ и формы конуса Tfr и Tfl назначаются в случае, если отклонения угла конуса ограничены более жесткими пределами, чем это возможно при полном использовании допуска Td.
При выбранном квалитете допуски Td и Tfr определяют по номинальному диаметру большего основания конуса, а допуски Tds и Tfl — соответственно по номинальному диаметру в заданном сечении и длине конуса L.
Посадки конических соединений
Для конических соединений установлены посадки с зазором, натягом и переходные.
Посадки с зазором применяют в подвижных соединениях.
Посадки с натягом используют для получения герметичных соединений, а также соединений, обеспечивающих передачу крутящего момента. При этом происходит самоцентрирование деталей.
Конусные соединения обеспечивают более легкую по сравнению с цилиндрическими соединениями разборку, позволяют регулировать натяг в процессе эксплуатации.
Так как сопрягаемые поверхности конические, тот или иной характер соединений может быть достигнут для одной и той же пары конус — втулка за счет:
а) фиксации положения наружного и внутреннего конуса в осевом направлении путем:
совмещения конструктивных элементов конусов;
установки заданного осевого смещения конусов;
установки заданного осевого расстояния между базовыми плоскостями сопрягаемых конусов;
б) фиксации заданной силы запрессовки.
Нормирование точности элементов конических соединений по способу а) рекомендуется применять в посадках с фиксацией по конструктивным элементам и по заданному осевому расстоянию между базовыми плоскостями сопрягаемых конусов.
Поля допусков и посадки выбирают в зависимости от способа фиксации взаимного осевого положения сопрягаемых конусов.
В посадках с фиксацией по конструктивным элементам или по заданному осевому расстоянию между базовыми плоскостями следует принимать следующие поля допусков:
для внутренних конусов: Я4; Я5; Я6; Я7; Я8; Я9;
для наружных конусов: d, е, f, g, h,js. k4 m, n, p, r, s, t, u. x, z.
В посадках рекомендуется сочетать поля допусков диаметров наружного и внутреннего конусов одного квалитета, и только в обоснованных случаях допуск диаметра внутреннего конуса можно назначать на один или два квалитета менее точным.
В посадках с фиксацией по заданному осевому смещению сопрягаемых конусов от их номинального положения предельные значения осевого смещения определяются по следующим формулам:
^a^min ~ Vc^min’ ^a-^rnin =
^а^тах = l/c^max’ ^а^тах — l/c^max-
В посадках с фиксацией по заданному смещению сопрягаемых конусов от начального положения или по заданному7 усилию запрессовки следует применять поля допусков от 8-го до 12-го квалитета:
для внутренних конусов — Я, Js, N;
для наружных конусов — h,js, g.
Для внутренних конусов предпочтительно поле допуска Я.
Контроль углов и конусов
Объекты угловых измерений в машиностроении и приборостроении многочисленны и разнообразны. Это приводит к необходимости использования разнообразных средств измерений, различных по точности, пределам измерений, производительности и назначению.
Важнейшим признаком, по которому классифицируют средства измерений углов и конусов, является тип (вид) меры, с которой сравнивают измеряемый угол.
К первой группе средств относят прототипы изделий (их часто называют «жесткими мерами») в виде угловых мер.
Вторая группа измерительных средств — гониометрических — объединяет приборы и устройства, с помощью которых измеряемый угол сравнивается с соответствующими значениями встроенной в прибор угломерной круговой или дуговой (секторной; шкалы.
Третья группа средств — тригонометрических — отличается тем, что мерой, с которой сравнивают измеряемое изделие, являет
ся угол прямоугольного треугольника. Две стороны этого угла воспроизведены или измерены средствами и методами линейных измерений. Эта группа средств наиболее разнородная по пределам измерений и физическим принципам, положенным в основу их действия. В частности, к ней наряду с синусными и тангенсными устройствами, координатными приборами (в том числе автоматами для сортировки конусов) относятся также авто коллимационные и интерференционные приборы. В этих приборах образцовая мера
воспроизводится малым углом прямоугольного треугольника, причем большим катетом его у автоколлиматора является фокусное расстояние объектива, а у интерферометра — расстояние между интерференционными полосами; малым катетом соответственно являются перемещение автоколлимационного блока по шкале окуляра и высота клина в точке, соответствующей данному числу интерференционных полос.
Классификация угломерных средств по указанным признакам позволяет изыскать закономерности, общие для средств, которые входят в данную классификационную группу, и характеризующие точность измерений.
В свою очередь приборы и устройства, входящие в каждую из групп, объединяются по физическому принципу, положенному в основу действия прибора, способу фиксации угла, конструкции
и др.
При реализации метода сравнения измеряемого угла ос с углом образцовой меры А в качестве меры могут быть использованы призматическая угловая мера (плитка), угольник с рабочим углом
Рис. 3.42. Измерение угла сравнением мерой
90е и конический калибр-пробка. Сущность метода (рис. 3.42) состоит в том, что мера А, установленная в нужном положении с помощью трех жестких упоров 1, будет приведена в это же положение и при повторной установке Следовательно, сколько бы раз ни устанавливали меру в это положение, индикатор 2 или другой контактный прибор для линейных измерений, измерительный наконечник которого соприкасается со стороной меры А на ее краю, должен каждый раз показывать
один и тот же отсчет. Он будет показывать этот же отсчет, если вместо меры А будет установлено изделие В с точно таким же углом Если же угол изделия отличается от угла меры, показание индикатора будет отличаться от показания при установке меры на 5
Поскольку для данных условий измерений размер т постоянен, шкала индикатора может быть отградуирована в угловых еди
ницах, что дает возможность определять отклонения измеряемых углов изделий непосредственно по шкале индикатора.
Алгебраическая сумма измеренного отклонения 8 и действительного угла меры и составляет размер измеряемого рабочего угла.
При изготовлении различных деталей машин в качестве измерительных средств применяют угловые шаблоны с углом, который должно иметь изделие, причем в большинстве случаев изделие подгоняют по шаблону без просвета.
Касание измерительных поверхностей с изделием должно быть линейным, в связи с чем для контроля изделий, углы которых образованы плоскими гранями, шаблоны изготовляют с лекальной (закругленной малым радиусом) поверхностью одной или обеих сторон рабочего угла.
В тех случаях, когда надо установить точный угол, образованный линиями или узкими гранями, угловые плитки можно применять вместо шаблона. Шаблоны контролируют угловыми плитками, а изделия — шаблонами на просвет.
Если углы изделия и шаблоны, а также допуск измеряемого угла обеспечивают отчетливо видимый просвет, можно применять предельные шаблоны, при контроле которыми устанавливают, находится ли измеряемый угол в пределах допускаемых значений.
Рабочие углы предельных шаблонов отличаются один от дру
гого на значение всего поля допуска угла изделия.
Металлические угольники с рабочим углом 90° служат для проверки взаимной перпендикулярности плоскостей (линий) изде-
лии, а также для проверки
Рис. 3.43. Сравнение угла изделия с углом угольника
перпендикулярности относительных перемещений деталей машин. Кроме того, угольники применяют при различных монтажных работах. Формы, размеры и технические условия на угольники стандартизированы (ГОСТ 3749-77).
При измерении угла изделия В методом сравнения с углом угольника А (рис. 3.43) оценивают просвет между ними. Отклонение угла изделия от угла угольника определяется отношением ширины просвета Р к длине стороны угольника Н. Поскольку размер Н неиз
менен, просвет может служить мерой отклонений угловых величин так же, как и в предыдущем случае. Просвет можно наблюдать как у конца стороны угольника (угол изделия больше угла угольника), так и у вершины угла (угол изделия меньше угла угольника). При контроле на просвет необходимо установить отсутствие просвета между измерительными поверхностями или его значение. При обычной освещенности порядка 100... 150 лк просвет между плоской поверхностью изделия и рабочей поверхностью лекальной линейки невооруженный глаз обнаруживает начиная примерно с 1,5. ..1 мкм. Угловая погрешность, вносимая зоной просвета, тем больше, чем короче протяженность контакта изделия и угольника. При ширине контакта З...5мм зона невидимого просвета может достигать 4 мкм. Если же при этом обе контактируемые поверхности не доведенные, а шлифованные, невидимый просвет может доходить до 6 мкм.
Для более точной оценки просветов, превышающих невидимую зону, применяют так называемый образец просвета.
Просвет, ширину которого предстоит оценить, сравнивают на глаз с набором аттестованных просветов и по идентичности щелей определяют его размер. При достаточном навыке и наличии лекальной поверхности у линейки такую оценку можно выполнить с погрешностью порядка 1... 1,5 мкм при малых просветах (до 5 мкм) и 2...3 мкм при больших просветах (до 10 мкм). Для просвета свыше 10 мкм этот метод неприменим. При просветах от 20 мкм и более можно пользоваться щупами.
Для оценки просветов от 5 до 20 мкм применяют концевые меры длины. Если, например, требуется определить отклонение угла от 90° по угольнику, на одну из сторон измеряемого угла кладут концевую меру 1 (рис. 3.44), к которой подводят до упора угольник. Далее, пользуясь другими концевыми мерами 2 как щупами,
Рис. 3.44. Измерение угла с помощью угольника и концевых мер длины
определяют расстояние между верхней частью рабочей поверхности угольника и стороной измеряемого угла. При этом меру 2 можно подобрать по ощущению тугого контакта между изделием и угольником или на основе предельного метода. Этот метод заключается в том, что подбирают две меры с минимальной дискретностью; одна из них входит в зазор между угольни
ком и изделием, а другая нет. Размер зазора можно принять как среднее арифметическое размеров двух плиток. Разность размеров мер 1 и 2 является искомой шириной просвета
Контроль контактными приборами осуществляется следующим образом. На плите укрепляют стойку с прибором, ось которого расположена горизонтально, и упор. К упору подводят угольник так, чтобы при этом измерительный наконечник прибора переместился на некоторое расстояние, после чего устанавливают прибор на нуль или фиксируют отсчет (рис. 3.45). Далее угольник снимают
Рис. 3.45. Контроль угла с помощью показывающего прибора
и на его место ставят измеряемое изделие. Разность отсчетов, полученных при контакте прибора с угольником и изделием, отнесенная к расстоянию А между осью измерительного наконечника и рабочей поверхностью плиты, принимают за отклонение угла изделия.
Точность измерения углов с помощью жесткой угловой меры
зависит в первую очередь от точности угла меры, с которым сравнивают угол изделия, или от точности определения его действительного значения. В последнем случае в результат измерения вносят поправку, равную отклонению действительного значения угла меры от номинального со знаком, обратным этому отклонению. Кроме того, точность результата измерения зависит от точности прибора, правильности базирования изделия и т.д.
Для одновременного контроля размеров конуса (наружного и внутреннего) применяются конусные калибры, которые изготовляют в комплекте.
Контроль изделий калибрами является комплексным, поскольку проверяется не только угол конуса, но также и его диаметр в расчетном сечении по положению калибра относительно изделия вдоль оси. Для этой цели на поверхности калибра имеются две ограничительные линии (соответственно уступ на калибре-втулке).
Угол конуса детали проверяют по прилеганию поверхности калибра к поверхности проверяемой детали. Для этого калибр тщательно вытирают от пыли, масла и наносят на его конусную поверхность слой краски (берлинской лазури), равномерно распределяя ее по всей поверхности. Затем калибр осторожно вставляют или надевают на проверяемую деталь (также заранее тщательно протертую) и поворачивают его на 2/3 оборота вправо и влево.
Если конусность калибра и проверяемой детали совпадает, краска будет стираться равномерно по всей образующей калибра. По доле стертой и оставшейся краски судят о годности детали по конусности. Толщина равномерно наносимого слоя краски — 0,002...0,01 мм. Предельная погрешность этого метода измерения — 20... 24".
Сопрягаемые конусные детали рекомендуется контролировать калибрами одного комплекта, так как при использовании калибров, взятых из различных комплектов, проверяемые детали могут показать неудовлетворительную прилегаемость при сопряжении, хотя каждая в отдельности будет годной.
При использовании конусных калибров необходимо следить, чтобы на их рабочих поверхностях и поверхностях контролируемых деталей отсутствовали различные забоины, царапины и т.д.
Для измерения внутренних конусов и клиновидных пазов применяют аттестованные шарики или цилиндры.
Приборами массового применения для деталей машин, реализующими гониометрическую схему измерения углов, являются угломеры. На каждую сторону измеряемого угла накладывают «без просвета» плоские грани линеек угломера. Обе линейки шарнирно соединены друг с другом. Одна из них связана с указателем, другая — с угломерной шкалой, имеющей общую ось с осью шарнира. Этот принцип для угломеров различных типов конструктивно реализован по-разному.
При применении тригонометрических схем измерений угол выражают как функцию длины сторон прямоугольного треугольника, измеряемой или воспроизводимой линейными мерами.
Применяют синусные и тангенсные схемы, основанные на измерении или воспроизведении противолежащего измеряемому углу катета (в обеих схемах), гипотенузы (при синусной схеме) или прилежащего катета (при тангенсной схеме).
Для небольших углов (примерно до 15°) обе схемы по точности практически равноценны, но для больших углов погрешность измерения может быть значительной и здесь предпочтительна тан-генсная схема.
Поскольку при применении тригонометрических устройств по значениям синусов или тангенсов определяют углы или размеры линейных отрезков, из которых составляют соответствующую измерительную схему, необходимо пользоваться таблицей тригонометрических функций. От того, сколько значащих цифр содержат таблицы для каждого значения угла, зависит точность его определения.
Для практических измерений достаточно пяти значащих цифр.
При измерениях малых углов тригонометрическими устройствами синусная и тангенсная функции практически равны самим
углам, поэтому для этих случаев важен вывод о том, что точность этих методов зависит главным образом от точности измерения малого катета.
Типичными примерами реализации тригонометрических методов измерений углов являются измерения с помощью так называемых синусных линеек и координатные методы.
Для угловых измерений и делительных работ при разметке и обработке деталей применяют оптические делительные головки.
3.10. НОРМИРОВАНИЕ ТОЧНОСТИ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ И СОЕДИНЕНИЙ
Резьбы классифицируются по следующим признакам:
по профилю винтовой поверхности: треугольные, трапецеидальные, упорные и т.д..
по форме поверхности, на которой выполнена резьба: цилиндрические и конические, наружные и внутренние;
по направлению винтового движения резьбового контура, правые и левые;
по числу заходов: одно- и многозаходные;
по эксплуатационному назначению: общего применения и специальные.
К резьбам общего применения относятся:
а) крепежные (метрическая, дюймовая). Главное требование к ним — обеспечить прочность соединения и сохранить плотность стыка в процессе длительной эксплуатации;
б) кинематические (трапецеидальные и прямоугольные) — для ходовых винтов. Главное требование к ним — обеспечить точное перемещение при наименьшем трении;
в) трубные и арматурные. Главное требование к ним — обеспечить герметичность соединений.
Упорная резьба применяется для преобразования вращательного движения в поступательное силовое (домкраты, прессы). Главное требование к ней — обеспечить высокую нагрузочную способность.
В общем машиностроении наиболее широко применяется метрическая резьба. ГОСТ 24705-81 устанавливает номинальный профиль метрической резьбы и размеры элементов профиля (рис. 3.46): d — наружный диаметр наружной резьбы (болта); D — наружный диаметр внутренней резьбы (гайки); dz — средний диаметр болта; Dz — средний диаметр гайки; d\ — внутренний диаметр болта; D\ — внутренний диаметр гайки; dz — внутренний диаметр болта по дну впадины; Р— шаг профиля; Н— высота исходного треугольника; а = 60е — угол профиля резьбы; R — номинальный радиус закругления впадины болта; Н = P/2tgoc; Н\ - 5/8 Н (рабочая высота профиля); R = Н/6.
Рис. 3.46. Параметры метрических резьб
Определение параметров резьбы
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось.
Средний диаметр резьбы — диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы.
Наружный диаметр резьбы — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
Внутренний диаметр резьбы — диаметр воображаемого цилиндра, вписанного касательно к впадинам наружной резьбы или вершинам внутренней резьбы.
Шаг резьбы (Р) — расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Угол профиля резьбы (ос) — угол между боковыми сторонами профиля.
Угол наклона боковой стороны профиля (ос/2) — угол между боковой стороной профиля и перпендикуляром, опущенным из вершины исходного профиля симметричной резьбы на ось резьбы. Измеряя угол наклона боковой стороны профиля, можно установить перекос резьбы, происходящий от неточной установки изделия или инструмента. По полному углу перекос резьбы установить нельзя.
Высота исходного профиля (Н) — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения.
Рабочая высота профиля — высота соприкосновения сторон профиля наружной и внутренней резьб в направлении, перпендикулярном оси резьбы.
Длина свинчивания (/) — длина соприкосновения винтовых поверхностей наружных и внутренних резьб в осевом сечении.
ГОСТ 8724-81 устанавливает диаметры резьбы от 0,25 до 600 мм и шаги от 0,075 до 6 мм. Установлено 3 ряда диаметров метрической резьбы. При выборе диаметра резьбы следует первый ряд предпочитать второму, второй — третьему.
У резьбы с мелкими шагами одному и тому же наружному диаметру могут соответствовать разные шаги.
Условное обозначение резьбы:
М24 — метрическая с номинальным диаметром 24 мм и крупным шагом;
М24х2 — метрическая с номинальным диаметров 24 мм и мелким шагом, равным 2 мм.
Для левой резьбы в условном обозначении появляется LH\
M24-LH— резьба метрическая с номинальным диаметром 24 мм и крупным шагом, левая.
ГОСТ 24705-81 устанавливает значения основных параметров резьбы (d ~D^d\- Di, dz = Dz, с?з).
Поля допусков резьб
Нормирование точности резьбовых поверхностей можно рассмотреть на примере метрических резьб, предназначенных для резьбовых сопряжений с зазором, с натягом и с переходными посадками.
Для обеспечения свинчиваемости действительные контуры свинчиваемых деталей, определяемые действительным значением диаметров, угла и шага резьбы, не должны выходить за предельные контуры на всей длине свинчивания.
Поля допусков назначаются на средний диаметр (,Тр2' и диаметр выступов резьбы ) — наружный диаметр наруж-
ной резьбы d и внутренний диаметр внутренний резьбы D\. Для d\ устанавливаются только верхние предельные отклонения, а для D — нижние, равные нулю. Вторые отклонения («в тело детали») не ограничиваются.
Основным параметром резьбового сопряжения, обеспечивающим точность и характер сопряжения, является средний диаметр. Поля допусков на наружный и внутренний диаметры построены таким образом, чтобы обеспечить гарантированный зазор.
Предельные отклонения шага резьбы и угла наклона боковой стороны профиля нормируют для резьб, предназначенных для посадок с натягом и переходных. Для резьб, предназначенных для посадок с зазором, эти погрешности отдельно не ограничиваются, так как принято считать, что они компенсируются отклонениями средних диаметров болта и гайки.
Отклонением шага резьбы называется разность между действительным и номинальным расстоянием в осевом направлении между двумя точками любых одноименных боковых сторон профиля (расположенными на линии пересечения боковых поверхностей резьбы с цилиндром среднего диаметра) в пределах длины свинчивания или заданной длины.
Свинчивание без натяга резьбовых деталей, имеющих погрешность шага резьбы, возможно только при наличии положительной разности S их диаметров, полученной за счет уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки:
= Ви ~ .
Отклонением угла наклона боковой стороны профиля резьбы называется разность между действительным и номинальным значениями ос/2. Эта погрешность может быть вызвана погрешностью полного угла профиля, погрешностью положения профиля относительно оси детали. Эта погрешность может явиться следствием ошибок профиля резьбообразующего инструмента и неточности его установки.
Свинчивание без натяга резьбовых деталей, имеющих погрешность угла наклона боковой стороны профиля, возможно только при наличии необходимого зазора между средними диаметрами болта и гайки, т.е. диаметральной компенсации f(l, которая может быть осуществлена за счет уменьшенного среднего диаметра резьбы болта или увеличенного среднего диаметра резьбы гайки (рис. 3.47).
Значение f(l можно найти из треугольника gef (рис 3.47, б) Для метрической резьбы (ос = 60°) fa = 0,36 Р Дос/2.
Зависимости для расчетов fP и fa дают возможность определить действие отклонений ДР и Дос/2 на резьбовые детали в одном (диаметральном) направлении и привести их к одному параметру — диаметру резьбы. Для упрощения контроля резьб и расчета допусков на них введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость значений параметров Z>2, /р, fa.
Средний диаметр резьбы, увеличенный у болта и уменьшенный у гайки на суммарную диаметральную компенсацию отклонений шага, угла наклона боковой стороны профиля и других отклонений формы, называется приведенным средним диаметром.
Рис. 3.47. Диаметральные компенсации погрешностей профилей резьбы: а — диаметральная компенсация отклонения шага резьбы; б — диаметральная компенсация отклонения угла наклона боковой стороны профиля
Приведенный средний диаметр наружной резьбы
Смирив — О?2изм + fp + fa, а приведенный средний диаметр внутренней резьбы /^2прив — Т?2изм — (fp + fa), где с/2изм и />2изм — измеренные средние диаметры болта и гайки. Приведенный средний диаметр резьбы — некоторый условный диаметр, учитывающий погрешности шага и угла наклона боковой стороны профиля.
Суммарный допуск среднего диаметра резьбы
Основные параметры резьб (средний диаметр, шаг и угол профиля) взаимосвязаны, поэтому допустимые отклонения этих параметров резьбовых поверхностей, предназначенных для образования посадок с зазором, раздельно не нормируют. Стандарт устанавливает только суммарный допуск на средний диаметр, т.е.
?d2 (?D2 ) = Ad2( AD2 ) + fp+fa-
Суммарный допуск среднего диаметра наружной резьбы — это допуск, верхний предел которого ограничивает значение приведенного среднего диаметра, а нижний предел — значение собственно среднего диаметра. Суммарный допуск среднего диаметра
225 внутренней резьбы — это допуск, нижний предел которого ограничивает значение приведенного среднего диаметра, а верхний предел — значение собственно среднего диаметра.
Суммарный допуск определяет положение двух предельных контуров для резьбы болта и двух предельных контуров для резьбы гайки.
В основу классификации резьб по точности и посадкам приняты допуск по среднему диаметру и характер сопряжения по боковым сторонам профиля.
Система посадок метрических резьб
Все резьбы общего назначения соединяются по боковым поверхностям. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по наружному и внутреннему диаметрам болта и гайки.
В зависимости от характера сопряжения по боковым сторонам профиля (или, как принято называть «по среднему диаметру») различают резьбовые посадки с зазором, с натягом и переходные. Посадка резьбового соединения зависит от зазоров или натягов, которые численно представляют собой разницу действительных значений приведенных средних диаметров болта и гайки.
ГОСТ 1609-76 устанавливает систему допусков для резьбовых посадок с зазором. Предусмотрено пять основных отклонений для наружной резьбы (с/, е, f, g, h) и четыре основных отклонения для внутренней резьбы (Е, F, G, Н) (рис. 3.48). Отклонения отсчитываются от номинального профиля в направлении, перпендикулярном оси резьбы.
Положение поля допуска диаметра резьбы (рис. 3.49) определяется основным отклонением (es — для болта, Е1 — для гайки). Второе предельное отклонение определяют в зависимости от установленной стандартом степени точности (табл. 3.12).
Резьбовые сопряжения с боль-зазорами (с использованием основных
отклонений внутренних резьб Е и F) применяются в следующих случаях:
когда резьбовые детали работают при высокой температуре и необходима компенсация температурных деформаций;
когда необходима быстрая и легкая свинчиваемость деталей даже при наличии небольшого загрязнения или повреждения резьбы;
Рис. 3.48. Основные отклонения наружных и внутренних резьб
шими гарантированными
когда требуется повышенная циклическая прочность резьбовых соединений;
когда на резьбовые детали наносят защитные покрытия.
Рис. 3.49. Расположение полей допусков резьбовой посадки с зазором
Таблица 3.12
Степени точности метрических резьб
Вид резьбы Диаметр резьбы Степень точности
Наружная d 4, 6,8
dz 3, 4, 5, 6, 7, 8, 9, 10*
Внутренняя Dz 4, 5, 6, 7, 8, 9*
Di 4, 5, 6, 7, 8
* Только для резьб из пластмасс.
Поскольку накопленная погрешность шага зависит от длины свинчивания, стандартом установлено три группы длин свинчивания:
короткая S;
нормальная N;
длинная L.
Условное обозначение резьбовых деталей и сопряжений
Обозначение поля допуска диаметра резьбы состоит из числа, обозначающего степень точности, и строчной или прописной латин-
227 ской литеры, обозначающей основное отклонение резьбового вала или отверстия: 4А, ПН. Для различения обозначений полей допусков гладких и резьбовых поверхностей у резьб обозначение поля допуска начинается с числа (степень точности), после которого записывают основное отклонение.
Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (на первом месте) и обозначения поля допуска диаметра выступов (d — для болта, D] — для гайки): 7g6g, 5Н6Н.
Если обозначение поля допуска диаметра выступов совпадает с обозначением поля допуска среднего диаметра, то в обозначении оно не повторяется: 6g, 6Н.
Обозначение поля допуска резьбы должно следовать за обозначением резьбы (рис. 3.50):
с крупным шагом — М 12-6^;
с мелким шагом — М 12x1-677;
с мелким шагом левая — М12х1-7>77-677.
M12-6g
M12xl-6g 7g-30
Рис. 3.50. Примеры обозначения наружной резьбы на чертежах
Длина свинчивания группы N в условном обозначении резьбы не указывается. Длина свинчивания в обозначении резьбы указывается в миллиметрах в следующих случаях:
если она относится к группе L, например М12-6^7^-30;
если она относится к группе S, но меньше, чем вся длина резьбы.
Резьбовая посадка обозначается дробью: в числителе указывают поле допуска внутренней резьбы, а в знаменателе — поле допуска наружной резьбы, например M12-677/6g.
Кроме степеней точности поля допусков резьб сгруппированы в три условных класса точности; точный, средний, грубый.
Точный класс рекомендуется для ответственных резьб, если необходимо обеспечить малые колебания зазоров (натягов) в посадке, средний класс — для резьб общего применения и грубый — для неответственных резьбовых соединений, детали для которых получают нарезанием резьбы на горячекатаных заготовках или методами пластического деформирования (накатывание резьбы).
ГОСТ 4608-81 «Резьба метрическая. Посадки с натягом» распространяется на метрические резьбы с диаметрами от 5 до 45 мм и шагами от 0,8 до 3 мм.
Стандарт устанавливает посадки, предназначенные для стальных деталей с наружными резьбами (обычно шпилек), сопрягаемых с внутренними резьбами в деталях из стали, чугуна, алюминиевых и магниевых сплавов.
Резьбы с натягом находят применение в машинах и механизмах для неразъемных крепежных соединений, работающих в условиях вибраций и переменного температурного режима.
Стандарт устанавливает следующие длины свинчивания (табл. 3.13).
Таблица 3.13
Длины свинчивания
Материал детали с внутренней резьбой Длина свинчивания
Сталь От 1 до 1,25с/
Чугун От 1,25 до 1,5с/
Алюминиевые и магниевые сплавы От 1,5 до 2с/
Особенность резьбовых посадок с натягом заключается в том, что в них, как правило, осуществляется сортировка наружной и внутренней резьбы на группы по среднему диаметру. Детали сортируют, чтобы обеспечить более однородные натяги в резьбовых соединениях. Применяется сортировка деталей на 2 и 3 группы. Сборка резьбового соединения должна осуществляться из резьбовых деталей одноименных сортировочных групп.
В обозначении резьбовой посадки с натягом число сортировочных групп указывается дополнительно в скобках, например М12-2Н5С(2)/Зр(2).
Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
Для устранения заклинивания при свинчивании тугой резьбы по наружному и внутреннему диаметрам предусмотрены гарантированные зазоры. Они необходимы, т.к. после свинчивания вследствие остаточной пластической деформации витков наружный диаметр резьбы шпильки увеличивается, а внутренний диаметр гайки уменьшается.
У резьбовых поверхностей деталей, предназначенных для посадок с натягом, нормируют предельные отклонения шага и угла наклона боковой стороны профиля. Допуски среднего диаметра резьбы деталей, сортируемых на группы, не включают диаметральных компенсаций отклонений шага и угла наклона боковой стороны профиля.
На качество резьбовых соединений с натягом влияют также отклонения формы резьбовых деталей. Предельные отклонения формы наружной и внутренней резьбы не должны превышать 25 % от допуска среднего диаметра. «Обратная конусность» по среднему диаметру не допускается.
ГОСТ 24834—81 «Резьба метрическая. Переходные посадки» устанавливает посадки, предназначенные для стальных деталей с наружными резьбами, сопрягаемых с внутренними резьбами в деталях из стали, чухуна, алюминиевых и магниевых сплавов. Длины свинчивания аналогично длинам для посадок с натягом и составляют для корпусов из стали — (l...l,25) d; чугуна — (1,25... 1,5) d; алюминиевых и магниевых сплавов — (1,5...2,0) d.
Переходные посадки обеспечивают точное центрирование, возможна сборка-разборка.
Допуски среднего диаметра наружной и внутренней резьбы являются суммарными.
Стандарт устанавливает основные отклонения и степени точности резьбы (табл. 3.14).
Таблица 3.14
Основные отклонения и степени точности резьбы
Вид резьбы Диаметр резьбы Номинальный диаметр Основные отклонения Степени точности
Наружная d 5 — 45 g 6
d2 5 — 16 jk, m 2,4
d2 18- -30 j, m 2,4
d2 33- -35 jh 4
Внутренняя D 5 — 45 H —
D2 5 — 30 H 3, 4,5
d2 33- -45 H 5
d2 5 — 45 H 6
Пример условного обозначения переходной посадки: М12-4H6H/4J. Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
В сопряжениях с переходными посадками оговариваются дополнительные конструктивные элементы, обеспечивающие образование натяга при сборке — элементы заклинивания. Заклинивание может осуществляться с созданием осевого натяга (элементы заклинивания — плоский буртик или цилиндрическая цапфа на конце винта при завинчивании в глухое резьбовое отверстие) или радиального (заклинивание по сбегу резьбы).
Методы и средства контроля резьб
Различают два метода контроля резьбовых поверхностей: комплексный и дифференцированный (поэлементный).
Дифференцированный контроль резьбовых поверхностей — контроль каждого из нормированных параметров с отдельным заключением о годности по каждому из них. Этот метод применяют в тех случаях, когда нормы точности заданы на каждый отдельно взятый параметр резьбы (допуски диаметра выступов и собственно среднего диаметра, предельные отклонения диаметра впадин, шага и углов наклона каждой боковой стороны профиля). Такой метод используют при контроле поверхностей, предназначенных для резьбовых посадок с натягом, поверхностей резьбообразующего инструмента и резьбовых калибров.
Для дифференцированного контроля применяют такие универсальные средства измерений, как измерительные микроскопы, проекторы, трехкоординатные измерительные приборы или специализированные резьбоизмерительные средства, например резьбовые микрометры, шагомеры для резьбы. Кроме того, для измерения среднего диаметра наружной резьбы однокоординатными универсальными средствами измерений можно использовать вспомогательные устройства — измерительные проволочки, которые обеспечивают доступ к боковой поверхности резьбы (так называемые методы «одной проволочки» «двух проволочек» и «трех проволочек»).
Для контроля параметров внутренних резьбовых поверхностей, доступ к которым значительно затруднен, можно использовать реплики (слепки или отпечатки части контролируемой поверхности) изготавливаемые из специальных малоусадочных материалов.
Дифференцированный контроль параметров резьбы требует сложных средств измерений, высокой квалификации оператора, он трудоемок и не обеспечивает высокой производительности труда. Однако информация о результатах контроля отдельных параметров позволяет вносить необходимые коррективы в технологический процесс получения резьбовой поверхности.
Для реализации дифференцированного контроля широко используются измерительные микроскопы.
При измерении диаметров резьб используют метод их непосредственной оценки по отсчетному устройству микроскопа; угла наклона боковой стороны профиля — метод непосредственной оценки по угломерной головке микроскопа или метод сравнения с мерой по угломерной головке с использованием угла 30° на марке (рис. 3.51); шага резьбы — метод непосредственной оценки по отсчетному устройству микроскопа или метод сравнения с мерой с использованием блока плоскопараллельных концевых мер длины.
Рис, 3.51. Окулярная сетка(марка)визирного микроскопа
До начала измерений необходимо правильно установить контролируемый объект относительно линий измерения, т.е. ориентировать его в системе координат микроскопа. Для этого сначала надо установить показания угломерной шкалы окулярной головки микроскопа на нуль. Подсветка шкалы осуществляется дополнительным осветителем, который крепится к тубусу микроскопа, или зеркальцем, направляющим на угломерную шкалу пучок света от специального источника.
Если контролируемая деталь устанавливается на столе мик
роскопа в центрах, ось центров предварительно устанавливают параллельно одной из координатно-измерительных осей микроскопа, для чего поворачивается центровая бабка относительно стола или стол микроскопа. Правильность установки центров проверяют по положению кромки ножа контрольного валика, закрепленного в центрах. Визирный микроскоп фокусируют, перемещая его в вертикальном направлении, на кромку ножа, которую выставляют поворотом центровой бабки параллельно одной из координатноизмерительных осей микроскопа. Направление осей определяют по вертикальной и горизонтальной линиям перекрестия марки визирного микроскопа. Для проверки правильности установки микроскопа линию перекрестия совмещают с изображением кромки ножа, используя микровинты координатных перемещений микроскопа, а затем проверяют совпадение изображения кромки ножа с линией перекрестия на всем поле зрения визирного микроскопа.
Если деталь устанавливают без центровой бабки, ее ориентируют по наружной поверхности резьбы, совмещая линии перекрестия с кромками выступов резьбы.
После совмещения системы координат детали и микроскопа фиксируют положение стола (бабки с центрами), не изменяющееся до окончания измерений, затем проверяют, сохранилась ли настройка на нуль по контрольному валику или, если он не применяется, по объекту контроля.
Диаметры резьбы контролируют следующим образом. Изображение резьбы с помощью микровинтов прибора устанавливают так, чтобы вертикальная линия марки проходила примерно по середине одной из боковых сторон профиля резьбы. После этого по отсчетным устройствам микроскопа фиксируют наружный диаметр резьбы по координатам точек, его ограничивающих (при совпадении выступов резьбы с горизонтальной линией перекрестия), внутренний диаметр резьбы — по линиям впадин резьбы и средний
232 диаметр резьбы — по точкам пересечения перекрестия с изображением кромки боковой стороны профиля резьбы. Отсчет координат при измерении диаметров в одном сечении удобно вести последовательно (xi,X2,...,Xq ), после чего определяют диаметры резьбы, вычитая попарно координаты противоположных точек сечения, ограничивающих один диаметр.
Для исключения влияния остаточной неперпендикулярности оси резьбы к линии измерения на результат измерения среднего диаметра его определяют по двум противоположным сторонам профиля (левой и правой), для чего линию измерения смещают примерно на половину шага резьбы. За измеренный средний диаметр принимают среднее арифметическое результатов измерений по правым и левым сторонам профиля. Для оценки возможных погрешностей формы детали диаметры резьбы измеряют в нескольких сечениях (например, в трех по длине детали) в двух взаимно перпендикулярных направлениях.
Шаг резьбы контролируют в сечении, близком к сечению со средним диаметром резьбы. Горизонтальную линию марки АВ устанавливают примерно у середины изображения профиля резьбы. Шаги отсчитывают, последовательно наводя перекрестие марки окуляра на одноименные соседние стороны профиля резьбы в одном сечении вдоль оси резьбы (осевом). Условно различают шаги, измеренные по правым и по левым сторонам профиля (рис. 3.52).
Кроме того, шаги можно измерять по обе стороны от оси резьбы — в «верхней» и «нижней» частях осевого сечения. Для компенсации погрешностей ориентирования детали на микроскопе за шаг резьбы принимают средний из четырех измеренных разноименных шагов (верхний левый, верхний правый, нижний левый, нижний правый).
Для повышения достоверности результатов измеряют не один шаг резьбы, а любое выбранное их число п. При этом выявляют накопленную погрешность п шагов, которую делят на п для оценки погрешности одного шага. Значение накопленной погрешности также получают как среднее результатов измерений четырех групп п шагов.
ственной оценке шага резьбы,
Рис. 3.53. Измерение угла наклона боковой стороны профиля резьбы с помощью микроскопа
Измерение шага или п шагов резьбы можно выполнять с использованием только отсчетного устройства микроскопа, при этом разность отсчитываемых координат равна измеренной длине шага (п шагов) резьбы. Можно также использовать блок концевых мер длины, равный номинальной длине п измеряемых шагов. В этом случае перекрестие марки окуляра наводят на одну из боковых сторон профиля, снимают первый отсчет, затем сдвигают стол микроскопа и устанавливают между микровинтом и упором стола заранее собранный блок концевых мер. Теоретически перекрестие марки должно совпадать при этом с изображением боковой стороны профиля переместившегося в середину поля зрения микроскопа нового витка резьбы. Отклонение профиля от теоретического положения измеряют по отсчетному устройству микроскопа и считают погрешностью шага или п шагов. Погрешность измерений при использовании концевых мер обычно несколько меньше, чем при непосред-так как погрешность блока мер меньше накопленной погрешности отсчетного устройства микроскопа на одинаковой длине.
Измерение угла наклона боковой стороны профиля осуществляется поворотом марки микроскопа до совмещения ^вертикальной» (при нулевом показании угломерной шкалы) линии ab марки с кромкой соответствующей боковой стороны профиля резьбы (рис. 3.53). Разность показания по угломерной шкале при этом положении марки и номинального значения угла наклона боковой стороны профиля (для метрической резьбы а/2 = 30°) и есть измеренное значение отклонения.
Контроль наклона боковых сторон профиля (рис. 3.54) также осуществляют в верхнем и нижнем сечениях резьбы (I...IV). Для компенсации погрешностей ориентирования резьбовой детали на микроскопе при расчете углов наклона одной из сторон профиля (правой или левой) за измеренное значение угла принимают полусумму углов в верхнем и нижнем сечениях. Углы наклона левых и
Рис. 3.54. Контроль углов с компенсацией погрешностей базирования
правых сторон профиля могут оказаться разными (при этом возможен случай, когда угол профиля равен номинальному, но профиль отклоняется от номинального положения — так называемая «пьяная» резьба).
При контроле метрических резьб можно ограничиваться измерением отклонений углов наклона боковой стороны профиля от номинального значения (30°). Номинальный угол наклона воспроизводится между вертикальной линией марки окулярной головки микроскопа и одной из наклонных ее линий. Отклонение определяют следующим образом: первый отсчет при номинальном положении вертикальной линии марки равен нулю, второй, равный искомому отклонению, снимают после совмещения одной из наклонных линий марки с ближайшей кромкой боковой стороны профиля резьбы. Число и порядок отсчетов отклонений аналогичны принимаемым при измерении углов наклона боковой стороны профиля.
Обработка результатов измерений проводится следующим образом.
Диаметры резьбы в выбранном сечении определяют из зависимостей (см. рис. 3.52): d = х-± -х$ ; t/1=x3-x4; б/2=х2-х5-
Исправленное значение среднего диаметра (для компенсации погрешности ориентирования детали) в выбранном сечении оценивают по формуле:
^2 =(^2пр +б^2лев^^.
Отклонение шага резьбы (для компенсации погрешности ориентирования детали) определяют из зависимостей:
р _ п^в.лев + n^B.np + п^н.лев +,г-^н.пр
4п
АР = Р-Р0
или
A Р +А Р + A Р +А Р др _ п1 в лев в пр т н.лев н пр
4л
Отклонение угла наклона боковой стороны профиля (исправленные значения) рассчитывают как (см. рис. 3.54):
(У (У (У (У
а ^(III) + ^(IV) п ^(1)+£(П)
«пр 2 2 «лев _ 2 2
2 2’2 2
а£ = £_зо°
2 2
или
„ д£(Ш) + д£(1У) „ д£(1) + Д-(П)
д “пр = 2 2 д «лев = 2 2
2 2’2 2
Для оценки погрешности формы резьбовой поверхности по среднему диаметру определяют разность между исправленными значениями средних диаметров в различных сечениях резьбовой поверхности
Комплексный метод обеспечивает одновременный контроль нескольких (или всех) параметров резьбы путем сравнения действительного контура резьбовой детали с предельными. Комплексный подход часто применяют для контроля резьбовых деталей, поле допуска среднего диаметра которых является «суммарным» и предназначено для нормирования отклонений собственно среднего диаметра и компенсации не нормируемых отдельно отклонений шага и угла наклона боковой стороны профиля.
При комплексном методе используют комплект калибров, в который входят:
— резьбовые рабочие калибры (ПР и НЕ);
— гладкие предельные калибры.
Кроме того, в полный комплект могут входить еще контрольные резьбовые калибры и специальные установочные калибры.
Проходной резьбовой калибр контролирует возможность свинчиваемости. Он проверяет диаметры, углы наклона боковых сторон профиля, отклонения шага, включая его накопленное значение на длине свинчивания калибра с контролируемой поверхностью. В соответствии с принципом Тейлора (принцип подобия) рабочий проходной калибр должен иметь резьбовую поверхность полного профиля с длиной, равной длине свинчивания. Свинчи-ваемость калибра с проверяемой резьбой означает, что соблюдается обязательное условие годности детали, но другим обязательным условием являются положительные результаты контроля непроходимыми калибрами.
Непроходимый резьбовой калибр проверяет только собственно средний диаметр. Для уменьшения влияния погрешностей угла наклона профиля и шага резьбы непроходные калибры имеют укороченный профиль резьбы (минимальная длина контакта сторон профиля резьбы) и сокращенное число витков для устранения влияния накопленной погрешности шага. Свинчивание непроходного резьбового калибра с короткими резьбами (до трех витков у болта и до четырех у гайки) не допускается. При длинных резьбах допускается свинчивание калибра на первых двух витках проверяемой резьбы.
Для проверки наружного диаметра болта используют предельные гладкие скобы, а для внутреннего диаметра гайки — предельные гладкие пробки.
Резьбу рабочих калибров-пробок контролируют универсальными средствами. Рабочие резьбовые калибры-кольца проверяют контрольными калибрами. Специальные контрольные калибры применяют для контроля уровня износа находящихся в эксплуатации колец. Калибры «износа» не должны свинчиваться с контролируемыми калибрами.
Для настройки регулируемых резьбовых калибров-скоб могут использоваться установочные пробки У-ПР и У-НЕ, которые в комплект калибров не входят и изготавливаются по специальному заказу.
При маркировке калибра наносят обозначения калибра и резьбы, степень ее точности (например, ПР, М12-6Н) и указывают марку завода-изготовителя.
3.11. НОРМИРОВАНИЕ ТОЧНОСТИ ШПОНОЧНЫХ СОЕДИНЕНИЙ
Шпоночные соединения предназначены для передачи крутящего момента. Их применяют, главным образом, в малонагру-женных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных соединениях (шестерни-маховики, шкивы кузнечно-прессовых машин), во всех ответственных неподвижных конических соединениях, при единичном и мелкосерийном производстве изделий.
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные.
Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединяемых деталей.
Призматические шпонки дают возможность получать как подвижные соединения (при использовании направляющих шпонок с креплением на вал ГОСТ 8790-79), так и неподвижные соединения (ГОСТ 23360-78). Соединения с сегментной шпонкой (ГОСТ 24071-97) и клиновой (ГОСТ 24068-80) служат для образования только неподвижных соединений.
В табл. 3.15 приведены размеры элементов призматических шпонок и шпоночных пазов (рис. 3.55).
Длины шпонок 1 выбирают из ряда 5, 8, 10, 12, 14, 16. 18, 20. 25, 28, 32, 40, 45, 50, 56, 63, 70, 80, 90 и далее до 500.
Особенностью шпоночных сопряжений является использование при их организации трех деталей: шпоночного вала, шпоночной втулки и шпонки с образованием двух посадок вал — шпонка и втулка — шпонка.
Сопряжение шпоночного вала и шпоночной втулки является сопряжением двух «гладких» цилиндрических деталей и не относится к шпоночному сопряжению. Однако правильное назначение
посадки для этого соединения существенно влияет на условия работы шпоночного сопряжения. Рекомендуемые поля допусков для соединений вал — втулка приведены в табл. 3.16.
Рис» 3.55. Размеры элементов шпоночного соединения
Таблица 3.15
Размеры призматических шпонок и шпоночных пазов
d Ъ h ti t2 I
От 6 до 8 2 2 1,2 1,о 6. 20
Св. 8 до 10 3 3 1,8 1,4 6.. 36
Св. 10 до 12 4 4 2,5 1,8 8...45
Св. 12 до 17 5 5 3,0 2,3 10...56
Св. 17 до 22 6 6 3,5 2,8 14...70
Св. 22 до 30 7 7 4,0 3,3 16...63
Св. 22 до 30 1 8 7 4,0 3,3 18. .90
Таблица 3.16
Рекомендуемые поля допусков для соединения вал — втулка
Условия работы пары вал — втулка Характер сопряжения Рекомендуемые поля допусков
отверстия вала
Возможность осевого перемещения втулки по валу С зазором Н6 Л6
Н1 7i7,g6,/6
Обеспечение высокой точности центрирования, минимальное радиальное биение Переходные т js6, £6, тб, л 6
Наличие больших динамических нагрузок, возможность реверсивного движения С натягом не з7
Н1 §8
Работоспособность шпоночных соединений определяется в основном точностью посадок по ширине шпонки Ь. Поэтому размер b является сопрягаемым. Остальные размеры задаются так, чтобы максимально облегчить процесс сборки при сохранении необходимой надежности соединения. Допуски других элементов в шпоночных соединениях приведены в табл. 3.17 и 3.18.
Таблица 3.17
No п/п Наименование элемента детали шпоночного сопряжения Условное обозначение Поле допуска
1 Высота шпонки, до 6 мм свыше 6 мм h Л9 Л11
2 Длина шпонки 1 А14
3 Длина паза на валу Тшаз Я15
4 Длина паза во втулке 7>вт Н15
5 Исполнительная глубина паза: вала втулки И t2 Я12 Я12
6 Диаметр сегментной шпонки d А12
Таблица 3.18
Высота шпонки h, мм Глубина паза на валу й, мм Предельные отклонения размеров, мм
t\ или (d — И) | d + t2
От 2 до 6 От 1,2 до 3,5 +0,1 или (-0,1) 1 +0.1
Св. 6 до 18 Св. 3,5 до 11 +0,2 или (.-0,2) +0,2
Св. 18 до 50 Св. 11 до 31 +0,3 или (-0,3) +0,3
По сопрягаемому размеру — ширине для призматических шпонок предусмотрено три варианта соединения: свободное, нор-
Рис. 3.56. Виды шпоночных соединений
мальное и плотное (рис 3.56). Для сегментных шпонок применяется главным образом нормальное и плотное соединения; для термообработанных деталей допускается использование предельных отклонений ширины вала по ЯП, ширины паза втулки по Я10. Остальные поля допусков для обоих
типов шпонок одинаковы. Посадки выполняются в системе вала.
Наибольшее распространение в общем машиностроении имеет нормальное соединение; свободное соединение применяют главным образом для направляющих шпонок, иногда при наличии объемной термообработки; плотное соединение — в случае реверсивного движения шпоночного вала.
Для обеспечения собираемости шпоночного соединения к шпоночным пазам вала и втулки предъявляются определенные требования точности их расположения. Устанавливаются допуски на параллельность шпоночного паза (Т//) относительно оси детали и на его симметричность (Т=). Допуск параллельности определяется по классу относительной геометрической точности А и составляет 60 % от допуска на ширину шпоночного паза, а допуск симметричности, заданный в диаметральном выражении, составляет четыре допуска на ширину паза:
Т// = 0,6ZT; 7Д = 4ZT
Расчетные значения округляются до стандартных по ГОСТ 24643-81.
Шероховатость поверхностей шпоночного паза выбирается в зависимости от полей допусков размеров шпоночного соединения (Ra = 3,2. .6,3 мкм).
Методы и средства контроля элементов деталей шпоночного соединения
Для контроля используются два метода: дифференцированный (поэлементный) и комплексный. Для реализации первого метода применяют универсальные средства измерения. Выбор того или иного средства измерения определяется возможностью его использования с учетом конкретной конфигурации детали и обеспечения необходимой точности измерения. Этот метод целесообразно применять на стадии отладки технологического процесса или при дефектации деталей, он имеет высокую информативность, однако требует больших затрат времени и определенной квалификации персонала.
Комплексный контроль стандартизованных шпоночных пазов осуществляют калибрами (рис. 3.57). Ширину пазов вала и втулки проверяют пластинами, имеющими проходную и непроходную стороны (рис. 3.57, а). Размер от образующей цилиндрической поверхности втулки до паза дна (Л + 12) контролируют пробкой со ступенчатым выступом (б). Симметричность расположения паза относительно осевой плоскости проверяют у втулки пробкой со шпонкой (г), а у вала накладной призмой или кольцом с контрольным стержнем О, в).
Рис. 3.57. Калибры для контроля элементов шпоночного соединения
3.12. НОРМИРОВАНИЕ ТОЧНОСТИ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
Шлицевые соединения (рис. 3.58) предназначены для передачи крутящего момента, обладают достаточной прочностью, обес
печивают хорошее центрирование, легкое относительное перемещение деталей вдоль оси вала. Технологически эти соединения
сложнее шпоночных, но благодаря большому числу шлиц позволяют передавать значительные вращающие моменты и обеспечивают меньшую концентрацию напряжений.
В зависимости от формы шлиц различают прямобочные, эвольвентные и треугольные шлицевые соединения. Стандартизованы соединения с прямо-бочной (ГОСТ 1139-80) и эвольвентной (ГОСТ 6033-80) формами профиля зубьев. Наиболее распространены прямобоч
ные шлицевые соединения с четным Рис. 3.58. Параметры числом шлиц, которые применяют для шлицевого соединения подвижных, а также и для неподвижных соединений.
ГОСТ 1139-80 устанавливает три метода центрирования сопрягаемых втулки и вала (рис. 3.59). Выбор метода центрирования определяется эксплуатационными требованиями и технологическими факторами.
Центрирование по D применяют в случаях повышенных требований к соосности втулки и вала, когда допускается сравнительно невысокая твердость втулки (HRCa 40...45). В таком случае
Рис, 3.59. Методы центрирования шлицевых сопряжений: а — по наружному диаметру; б — по внутреннему диаметру; в — по боковым сторонам
втулку окончательно обрабатывают чистовой протяжкой обычно после нормализации. Такой метод центрирования применяют в неподвижных соединениях, в которых отсутствует износ поверхностей от осевых перемещений, и в подвижных соединениях, передающих небольшой крутящий момент.
Центрирование по d применяется для подвижных шлицевых соединений передающих большие крутящие моменты. В таких соединениях втулка должна быть достаточно твердой, значит, шлицевое отверстие получают протягиванием, затем деталь закаливают. Поскольку закаленную поверхность нельзя обработать чистовой протяжкой, окончательной технологической операцией обработки шлицевого отверстия является шлифование внутреннего диаметра. Соединение обеспечивает довольно точное центрирование, хотя его точность ниже, чем при центрировании по D.
Центрирование по боковым поверхностям зубьев b применяют для передачи больших крутящих моментов при нежелательных динамических нагрузках на шлицы и невысоких требованиях к соосности. Динамические ударные нагрузки в шлицевых соединениях возникают из-за зазоров между боковыми сторонами шлиц и шлицевых впадин при работе изделия в реверсивном и старт-стопном режиме.
Размеры и число зубьев z шлицевых соединений с прямобоч-ным профилем выбирают по ГОСТ 1139-80 в зависимости от серии (легкая, средняя, тяжелая). При одном и том же внутреннем диаметре более тяжелые серии отличаются от легкой увеличением высоты шлиц (значит, и наружного диаметра D). Тяжелая серия имеет большее число шлиц по сравнению со средней.
Посадки шлицевых соединений могут осуществляться по трем или по двум сопрягаемым поверхностям, например по центрирующей наружной цилиндрической поверхности, нецентрирующей внутренней цилиндрической поверхности и одновременно
по боковым поверхностям впадин втулки и шлиц вала (по размерам D, d и Ь) или по центрирующей наружной цилиндрической поверхности и по боковым поверхностям (по размерам D и Ь). В последнем случае по нецентрирующей внутренней цилиндрической поверхности предусматривается зазор между номинальными размерами d вала и втулки.
Поля допусков диаметров d и D и размера Ь. а также рекомендуемые посадки шлицевых соединений при различных способах центрирования приведены в табл. 3.19 — 3.21 (в соответствии с ГОСТ 1139-80).
Таблица 3.19
Поля допусков центрирующих элементов шлицевых сопряжений
Квалитет Основные отклонения для валов Основные отклонения для втулок
d е f ё h JS k п D F н Js
5 -1- 4-
6 0 - 0 -4-
7 0 0 0 0
8 + 0 0 + 0 4-
9 - + + + 0
10 + - + 0 +
Таблица 3.20
Поля допусков нецентрирующих элементов шлицевых сопряжений
Нецентрирующий диаметр Способ центрирования Поле допуска нецентрирующего элемента
d* D
d По D или b - НИ
D По d или Ъ । all Н12
* Допустимо для d устанавливать поле допуска oil или 612
Условное обозначение шлицевого соединения должно содержать:
букву, означающую поверхность центрирования;
число шлиц и номинальные размеры d,D и b соединения;
обозначения посадок по диаметрам и по ширине, помещенные после соответствующих размеров.
Поля допусков нецентрирующих диаметров допускается в обозначении не указывать.
243
Таблица 3.21
Посадки в шлицевых сопряжениях
Способ Посадки сопрягаемых элементов
центрирования (сопряжения) d D b
d. Hl Hl _ Hl e8 ’ fl ’ g6 I 2)9D92)9F10F10 69 ’ jsl' kl /9 ’ jsl
D 1 H7 Hl П ’ ^6 F9 F8 F8 W’ /8 >7
Ь - - ! 1 F8 2)9 2)9 F10 F10 jsl ’ eS ' f8 d9 ’ f8
Приведем примеры условного обозначения шлицевого пря-мобочного соединения с числом зубьев z - 6, внутренним диаметром <7-28 мм, наружным диаметром D = 32 мм, шириной зуба 6 = 7 мм.
При центрировании по внутреннему диаметру d с посадкой по центрирующему диаметру /77/е8 и по ширине зуба D9/f8:
(7-6x28//7/e8x32//12/allx7D9//8.
При центрировании по наружному диаметру D с посадкой по центрирующему диаметру H8/h7 и по ширине зуба F10/A9'
D-6x28x32H8/A7x7F10/69.
При центрировании по боковым сторонам Ъ зубьев: 6-6х28х32//12/о 11x72)9/68.
Условные обозначения отдельных шлицевых поверхностей (внутренней и наружной) отличаются тем, что вместо посадок записывают обозначения полей допусков соответствующих размеров. Пример условного обозначения втулки при центрировании по внутреннему диаметру:
</-6x28/77x32/712x72)9.
Пример условного обозначения вала при центрировании по внутреннему диаметру
</-6х28е8х32о11x7/8.
Параметры эвольвентных шлицевых соединений, число зубьев, значения модулей, поля допусков и посадки определены ГОСТ 6033-80
Преимуществами эвольвентного профиля шлиц перед прямо-бочным являются повышенная прочность и несколько лучшее центрирование по боковым поверхностям зубьев. В эвольвентных шлицевых соединениях центрирование по боковым поверхностям зубьев применяют чаще, чем по наружному диаметру. Допускается и центрирование по внутреннему диаметру, но оно практически не применяется.
На толщину шлиц вала и ширину впадин втулки установлены два вида допусков Ts — на толщину шлиц вала (Те — на ширину впадин втулки) и Т — суммарный допуск, включающий допуски на собственно размер элемента и допуски на отклонения формы и расположения элементов профиля шлиц и впадин.
Для ширины впадин втулки е нормировано одно основное отклонение Н и степени точности 7, 9 и 11. На толщину шлиц вала установлены десять основных отклонений (а, е, d, f, g. h, k, n, p, r] по степеням точности от 7-й до 11-й.
Обозначения эвольвентных шлицевых соединений включают значения номинального диаметра D, модуля м, обозначение посадки, помещаемое после обозначений размеров и номер стандарта. Пример обозначения: 50x2x9/7/9^ ГОСТ 6033-80 (диаметр D - 50 мм, модуль m = 2 мм, посадка по боковым сторонам шлиц QHIQg).
Пример обозначения эвольвентного шлицевого соединения с D = 50 мм, m = 2 мм, с центрированием по D и посадкой по центрирующему диаметру ITl/gQ:
50x777/^6x2 ГОСТ 6033-80.
При контроле деталей шлицевых соединений калибрами (рис. 3.60) в соответствии с принципом Тейлора применяют комплексные проходные калибры и непроходные калибры для поэлементного контроля. Комплексный калибр (шлицевые вал или втулка) должен проходить под действием собственного веса в одном произвольно выбранном положении. Непроходными калибрами деталь проверяют в ряде сечений, причем прохождение в любом из контролируемых сечений дает основание признать деталь бракованной.
Допуски калибров для контроля шлицевых деталей регламентированы ГОСТ 7951-80 (для прямобочных) и ГОСТ 24969-81 (для эвольвентных шлицевых деталей).
Рис. 3.60. Калибры для контроля шлицевых валов (а) и втулок (б)
Условные изображения прямобочных и эвольвентных шлицевых валов, отверстий и их соединений регламентированы ГОСТ 2.409-74
3.13. НОРМИРОВАНИЕ ТОЧНОСТИ ЗУБЧАТЫХ КОЛЕС И ПЕРЕДАЧ
Зубчатые колеса и передачи классифицируют по различным признакам, например по виду поверхностей, на которых располагаются зубцы (цилиндрические и конические, внутренние и внешние), по направлению зубцов (прямозубые, косозубые, винтовые, шевронные), по профилю зубцов (эвольвентные, циклоидальные, часовые, цевочные, Новикова), по направлению осей вращения (цилиндрические — с параллельными осями, конические — с пересекающимися, винтовые и червячные — со скрещивающимися) Среди множества классификаций важнейшими для определения точностных параметров являются те, которые определяют функциональное назначение передачи.
Требования, предъявляемые к точности зубчатых передач, зависят от назначения передач и условий их эксплуатации. В приборах, делительных машинах и технологическом оборудовании для нарезания резьбы и зубчатых колес применяют так называемые «отсчетные передачи», в которых главное внимание уделяют пропорциональности углов поворота зубчатых колес или кинематической точности. Кинематическая точность передачи определяет постоянство передаточного отношения за полный оборот зубчатого колеса. Колеса этих передач в большинстве случаев имеют малый модуль и работают при малых нагрузках и низких скоростях.
Достаточно часто встречаются в технике и «силовые» или тяжело нагруженные зубчатые передачи, к которым не предъявляют высоких требований точности вращения (передачи в домкратах, лебедках, прессах и т.д.). При передаче больших крутящих моментов требуется хороший контакт боковых поверхностей зубьев в передаче и максимальное использование площади рабочих поверхностей зубьев.
Деление зубчатых передач на «отсчетные» и «силовые» достаточно условно, поскольку все они передают крутящие моменты и все должны обеспечить пропорциональность углов поворота. Например, передачи в механических или электронно-механических часах вполне могут оказаться «силовыми», если малые по абсолютному значению крутящие моменты передаются узкими зубцами с мелким модулем. Если у зубчатых передач нет явно выраженного эксплуатационного характера, их относят к передачам общего назначения. К таким передачам не предъявляют повышенных требований по точности.
В редукторах турбин и высокооборотных двигателей, в других изделиях с высокой круговой частотой вращения применяют «скоростные передачи» (высокоскоростные, быстроходные), для которых основными являются требования к плавности работы, что необходимо для снижения уровня вибраций и шума при работе изделия. Плавность работы передачи зависит от колебания мгновенных передаточных отношений, т.е. от разностей передаточных отношений в каждый момент зацепления, которые многократно воспроизводятся за один оборот зубчатого колеса. Основными источниками неплавности работы являются такие погрешности зубчатых колес, как неправильное взаимное расположение зубьев (погрешности шага) и неточность формы рабочих поверхностей (погрешности формы профиля зубьев).
Колеса скоростных передач, как правило, имеют средние модули и передают нс слишком большие моменты, однако их зубья могут подвергаться значительным динамическим воздействиям.
В зависимости от условий работы меняются требования и к боковому зазору между нерабочими профилями зуб, .-в. Эвольвент-ное зацепление теоретически способно работать пр о нулевых боковых зазорах (толщина зуба, находящегося в зацеплении, равна ширине впадины ответного колеса). Однако неточности изготовления зубчатого венца приводят к искажению формы и взаимному смещению реальных профилей зубьев, что может вызвать их деформацию или поломку. Видоизменяют профиль зубьев и его расположение также температурные и силовые деформации. Смещение реальных профилей зубьев может также быть следствием неточностей монтажа зубчатых колес.
Для компенсации неточностей изготовления и монтажа, силовых и температурных деформаций используют зазор между нерабочими сторонами профилей зубьев, находящихся в зацеплении колес Ширина впадины, превышающая толщину зуба, обеспечивает не только компенсацию технологических погрешностей и деформаций, но и служит также для размещения слоя смазки, которая при отсутствии зазоров выдавливалась бы из впадин между зубьями.
В реверсивных передачах устанавливают минимальный боковой зазор, что позволяет предупреждать удары при перемене направления вращения. Значительные зазоры назначают в передачах, работающих при высоких температурах, и т.д.
ГОСТ 1643-81 позволяет установить двенадцать степеней точности цилиндрических зубчатых колес и передач — с 1-й по 12-ю в порядке убывания точности. В настоящее время допуски и предельные отклонения параметров зубчатых колес и передач нормированы для степеней точности 3...12, а степени 1 и 2 предусмотрены как перспективные. Для каждой степени точности зубча-
247 тых колес установлены нормы трех видов, определяющие степей и кинематической точности, плавности работы и контакта зубьев
Независимо от степеней точности устанавливают виды сопряжений, которые определяют требования к боковому зазору. ГОСТ 1643-81 устанавливает шесть видов сопряжений (А, В, С, D. Е, Н) и восемь видов допуска (a, b, с, d, h, х, у, z) гарантированного бокового зазора jn mm. С увеличением в сопряжении гарантированного бокового зазора ./г mm, как правило, предусматривается возрастание вида допуска зазора, обозначаемого одноименной видх сопряжения строчной буквой (кроме вида допуска е). Виды сопряжений зубчатых колес и допуски боковых зазоров представлены на рис. 3.61.
В большинстве случаев для зубчатых колес и передач рекомендуется поддерживать определенное соответствие между видом сопряжения, допуском бокового зазора и классом отклонения межосевого расстояния (табл. 3.22).
Таблица 3.22
Рекомендуемое соответствие норм точности
Степень точности Вид сопряжения Допуск бокового зазора Класс отклонений межосевого расстояния
3 — 7 Н h 1 П
3 — 7 Е h i 11
3 — 8 D d III
3 — 9 С с IV
3—11 в I V
3 — 12 I : । А а VI
Реальный боковой зазор в передаче зависит от вида сопряжения, устанавливающего минимальное значение зазора, от допуска зазора, ограничивающего рассеяние зазора между минимально гарантированным и максимально допустимым значениями, а также от соблюдения межосевого расстояния в передаче, рассеяние которого нормируется выбранным классом точности. Для отдельно взятого зубчатого колеса боковой зазор рассматривают как зазор между нерабочими профилями зубьев в воображаемом сопряжении рассматриваемого колеса с идеальным при выдержанном номинальном межосевом расстоянии.
Обозначение точности зубчатой передачи или колеса включает обозначения всех назначенных норм точности, т.е. степеней точности по показателям кинематической точности, плавности работы, контакта зубьев и норм бокового зазора в передаче При установлении неодинаковых степеней точности по разным нормам, а также при несоответствии лмежду видом сопряжения, допуска бокового зазора и классом точности межосевого расстояния в обозначении пишутся три цифры (степени точности) и две буквы (вид сопряжения и допуск бокового зазора), а через косую черту указывается класс отклонения межосевого расстояния. Например, обозначение 7-8-7-Bc/IV ГОСТ 1643-81 расшифровывается следующим образом: степень точности по нормам кинематической точности 7, по нормам плавности работы 8, по нормам контакта зубьев 7, вид сопряжения В, вид допуска бокового зазора с, класс точности межосевого расстояния IV. При одинаковых степенях точности и соблюдении соответствия вида сопряжения, допуска бокового зазора и класса межосевого расстояния обозначение существенно сокращается, например 9-В ГОСТ 1643-81 (степени точности по нормам кинематической точности, плавности работы и контакта 9, вид сопряжения В, вид допуска бокового зазора 6, класс точности межосевого расстояния V).
Стандарт допускает определенное комбинирование норм кинематической точности, плавности работы и контакта по разным степеням точности. Поскольку между элементами зубчатых колес существует взаимосвязь, нормы плавности работы колес и передач могут быть не более чем на две степени точнее или на одну степень грубее норм кинематической точности. Нормы контакта зубьев можно назначать по любым степеням более точным, чем нормы плавности, а также на одну степень грубее норм плавности.
По разным профилям зубьев (левым и правым) одного и того же зубчатого колеса могут быть заданы разные нормы точности. Это может дать определенную экономию при обработке зубчатых колес, предназначенных для нереверсивной работы и имеющих асимметричную ступицу (во избежание пеправитьной сборки с переменой «левого» профиля зубьев на «правый»). Допускается не?
назначать, а значит, и не контролировать степень точности на норму, не имеющую принципиального значения для конкретной конструкции зубчатого колеса. Если на одну из норм не задана степень точности, то на соответствующем месте обозначения точности зубчатого колеса вместо цифры ставят букву N \7-N-6-Ba ГОСТ 1643-81).
Для полной оценки геометрических параметров зубчатых колес необходимо обеспечить их контроль по всем нормам точности (показателям кинематической точности, плавности работы, контакта зубьев и по боковому зазору в передаче). С этой целью разработаны и регламентированы стандартом так называемые контрольные комплексы показателей, обеспечивающие проверку соответствия зубчатого колеса всем установленным нормам. Примеры контрольных комплексов приведены в табл. 3.23.
Таблица 3.23
№ комплекса 1 1 2 1 1 3 1 |4. 5 1 6 , 1 I
Нормы точности Показатели, включенные в комплекс для степеней точности
3-8 3-8 3-8 3-8 7-12 5-12 5-12
Кинематической к Fp и FPk Fг и Fvw Fг и Fс Fr Ff и Fvw F* и Fc
Плавности работы п fzk, ИЛИ fzz, или fpb и ff ИЛИ fpb И fp! ft
Контакта зубьев F$, или Fk, или пятно контакта
Бокового зазора Еис, или Тн, или Ewnic и Twm или Е\\\ и Tw
Каждый из контрольных комплексов устанавливает показатели, необходимые для контроля зубчатого колеса по всем назначенным нормам точности, прргчем все стандартные комплексы равноправны. Для контроля каждой из норм точности может быть выбран либо комплексный показатель, либо частный комплекс, характеризующий именно эту норму точности. Например, в контрольный комплекс может входить комплексный показатель кинематической точности F-r либо частные комплексы из элементарных показателей кинематической точности Fpr и FPkr, либо Frr и FnWr. Показатели точности зубчатых колес и передач есть реальные значения, получаемые в ходе измерительного контроля (об этом свидетельствует буква г в конце подстрочного индекса). Установленные стандартом нормы (предельно допустимые значения или допуски) для зубчатых колес или передач с соответствующими номинальными параметрами и определенной степени точности обозначаются такими же литерами с индексами, но без последней в индексе буквы г.
Выбор метода контроля зависит от технологии производства зубчатых колес и состояния зубообрабатывающего оборудования.
Согласно положению стандарта, если изготовитель существующей системой контроля технологического процесса обеспечивает требуемую точность изготовления и сборки зубчатых колес, непосредственный их контроль, а также контроль передач по всем показателям установленного контрольного комплекса не являются обязательными. Если зубчатые колеса по точности соответствуют требованиям установленных норм, контроль зубчатой передачи в сборе необязателен; если собранная передача по точности отвечает требованиям назначенных норм, контроль точности зубчатых колес не является необходимым.
Выбор контрольного комплекса зависит от масштабов производства, требуемой точности и типоразмеров изготовляемых зубчатых колес, наличия зубоизмерительных средств, а также от назначения проверяемых зубчатых колес. Следует учитывать и двоякую цель измерений: во-первых, контроль изготовленных колес предназначен для выявления и изъятия бракованных деталей (приемочный контроль), а во-вторых, результаты измерений зубчатых колес могут быть использованы для оперативного вмешательства в управление производством и корректировки технологических процессов.
При приемочном контроле зубчатых колес в соответствии с основным следствием из принципа инверсии (необходимость соблюдения единства баз) рекомендуется использовать в качестве измерительной базы конструкторскую (монтажную), т.е. поверхность, определяющую положение зубчатого колеса в собранном узле или механизме. Для соблюдения этих условий при приемочном контроле в качестве измерительной базы желательно воспроизвести рабочую ось колеса — его основную конструкторскую базу, а сам контроль осуществлять в однопрофильном зацеплении с ответным или с контрольным зубчатым колесом. Понятно, что такие условия не всегда реализуемы и пригодны для измерения ограниченной номенклатуры показателей.
В стандарте указано, что все контрольные комплексы являются равнозначными, однако при установлении контрольного комплекса для готовых зубчатых колес следует отдавать предпочтение не частным комплексам, а комплексным показателям.
Поэлементный контроль геометрических показателей зубчатых колес имеет определенные достоинства. Выбор поэлементных показателей точности вместо комплексных может быть обусловлен относительной простотой и дешевизной средств измерений по сравнению с приборами для измерения комплексных показателей. Кроме того, средства измерений поэлементных показателей в ряде случаев значительно удобнее при выявлении конкретных технологических погрешностей (с целью подналадки технологического процесса). Поэлементные измерения показателей точности зубча-
Рис. 3.63. Схема измерения радиального биения зубчатого вениа
тых колес, как правило, можно осуществлять непосредственно около технологического оборудования. Поэтому при контроле точности технологических процессов чаще выбирают поэлементные параметры, непосредственно связанные с технологическими источниками погрешностей. Измерения параметров зубчатого колеса иногда производят непосредственно на зуборезном станке, не снимая колеса со станка.
Основные показатели кинематической точности. Наиболее полно кинематическая точность колес выявляется при измерении кинематической погрешности F'r на кинематомере (рис. 3.62) или накопленной погрешности шага зубчатого колеса F/)r, которые являются комплексными показателями На схеме ки-нематомера зубчатые колеса 1 и 6 связаны со стеклянными дисками 2 и 5, сигналы от которых обрабатывает преобразователь 3 и выдает устройство отображения измерительной информации 4.
Вместо этих параметров могут быть использованы частные контрольные комплексы (например, Fif и FuWr), содержащие требования к двум параметрам колеса, связанным с радиальной и тангенциальной составляющими кинематической погрешности
(рис. 3.63 и 3.64) В приведенном частном комплексе Fr,— радиальное биение зубчатого венца, a F,wr — колебание длины обшей нормали (тангенциальная составляющая).
Биение рабочей оси зубообрабатывающего станка и неточность установки заготовки колеса относительно этой оси вызывают появление радиальной составляющей кинематической погрешности. Тангенциальная составляющая кинематической погрешности связана с погрешностями угловых («делительных») кинематических перемещений элементов зуборезного станка.
Рис. 3.64. Схема измерения длины общей нормали
Рис. 3.65. Схема межосемера
В частных контрольных комплексах в качестве норм кинематической точности используют такие показатели, как колебание измерительного межосевого расстояния за оборот колеса , измеряемое на межосемере (рис. 3.65), и радиальное биение зубчатого венца Frr (они характеризуют радиальную составляющую кинематической погрешности), дополненные погрешностью обката Frr или колебанием длины общей нормали Fvwr (они характеризуют тангенциальную составляющую кинематической погрешности). Стандарт
предусматривает возможности применения других частных комплексов, определяющих степень кинематической точности колес.
Основные показатели плавности. К ним можно отнести такие, как местная кинематическая погрешность f'r и циклическая погрешность колеса fzkr, равная удвоенной амплитуде гармонической составляющей кинематической погрешности зубчатого колеса.
Под циклической погрешностью зубцовой частоты fzzr понимают составляющую кинематической погрешности колеса, периодически повторяющуюся за один его оборот с частотой повторений, равной частоте входа зубьев в зацепление.
Наиболее совершенным способом выделения циклических погрешностей является гармонический анализ результатов измерения кинематической погрешности, но, поскольку измерения на кинематометрах сравнительно редки и дороги, чаще используют другие показатели плавности.
Показателями плавности являются отклонения шага зубьеь зубчатого колеса fptr и отклонения шага зацепления fPbr от номинальных значений, измеряемые с помощью шагомеров (рис. 3.66 и 3.67), погрешности профиля зубьев ffr и др.
Под отклонением (торцового) шага зубьев зубчатого колеса fp(r понимают разность действительного шага и расчетного торцового шага зубчатого колеса.
Под действительным шагом зацепления понимают расстояние между параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса.
Рис. 3.66. Схема измерения шага зубьев
Рис. 3.67. Схема измерения шага зацепления
Погрешность профиля зуба ffr — расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями, между которыми находится действительный торцовый профиль на активном участке зуба зубчатого колеса. Под действительным торцовым профилем зуба понимается линия пересечения действительной боковой поверхности зубчатого колеса с плоскостью, перпендикулярной к его рабочей оси, а под активным участком зуба — та часть поверхности, которая выполнена по эвольвенте и контактирует с ответным колесом.
Полноту контакта поверхностей зубьев оценивают по пятну контакта (интегральный показатель контакта) или по частным показателям. Пятно контакта можно определять непосредственно в собранной передаче, а также на контрольно-обкатных станках, специальных стендах или на межосемерах при зацеплении контролируемого колеса с измерительным и соблюдении номинального межосевого расстояния. Для контроля пятна контакта боковую поверхность меньшего или измерительного колеса покрывают слоем краски толщиной не более 4...6 мкм и производят обкатку колес при легком притормаживании. В качестве красителя применяют свинцовый сурик, берлинскую лазурь. Значение пятна контакта определяют в относительных единицах — процентах от длины и от высоты активной поверхности зуба. При оценке абсолютной длины пятна контакта из общей длины (в миллиметрах) вычитают разрывы пятна, если они превышают значение модуля зубчатого колеса.
Рис. 3.68. Схема измерения высоты до постоянной хорды
Оценка точности контакта боковой поверхности зубьев в передаче может быть выполнена раздельным контролем элементов, влияющих на продольный и высотный контакты зубьев колес.
В качестве показателей зазора между нерабочими боковыми поверхностями зубьев колес могут быть использованы такие, как межосевое расстояние, определяемое размерами зуба при комплексном контроле в беззазорном зацеплении с измерительным колесом; толщина зуба по хорде на заданном расстоянии от окружности выступов; высота до постоянной хорды (рис. 3.68); длина общей нормали, значение которой зависит от толщины зуба; размер по роликам М, определяемый смещением исходного контура и др.
Для контроля параметров зубчатых колес применяют множество специально разработанных приборов. К ним относятся уже упоминавшиеся кине-матомеры и межосемеры, а также приборы для контроля шага (шагомеры), отклонений и колебаний длины общей нормали (нормале-меры) и множество других. Некоторые приборы предназначены для контроля только одного параметра (эволь-вентомер — для контроля профиля зуба, шагомер — для контроля шага зацепления), другие позволяют контролировать несколько параметров, в том числе и относящиеся к разным нор
мам точности. Так межосемер можно использовать для контроля колебания межосевого расстояния за оборот колеса F"r (показатель из норм кинематической точности), колебания межосевого расстояния на одном зубе f'r (показатель из норм плавности), отклонения межосевого расстояния от номинального Ea*s и Еау (показатели из норм бокового зазора). На этом же приборе можно проконтролировать и пятно контакта.
При оформлении чертежей зубчатых колес в соответствии с требованиями ЕСКД в правой верхней части чертежа помещают таблицу параметров, которая состоит из трех частей, разделяемых основными линиями. В первой (верхней) части таблицы помещают основные данные, которые включают модуль, число зубьев, нор-
255 мальный исходный контур (для нестандартного указывают необходимые для воспроизведения параметры, стандартный задают ссылкой на стандарт), обозначение норм точности по типу 9-8-7 F ГОСТ 9178-81 или 8-В ГОСТ 1643-81 и другие данные.
Во второй части таблицы помещают данные для контроля норм точности, которые для колес с нестандартным исходным контуром включают полный контрольный комплекс для проверки по нормам кинематической точности, плавности, контакта и бокового зазора. Для колес со стандартным исходным контуром параметры контроля включают только данные для проверки по нормам бокового зазора, например:
постоянная хорда st и высота до постоянной хорды hc (при этом указывают номинальное значение постоянной хорды до третьего знака после запятой (например, 3,803), а высоту до постоянной хорды приводят в виде номинального значения и двух отрицательных отклонений, например 3Д742q’i78
толщина по хорде и высота до постоянной хорды hay (в этом случае указывают номинальное значение высоты до хорды и контролируемое значение толщины с двумя отрицательными отклонениями);
размер по роликам М и диаметр ролика D (диаметр ролика указывают как номинальное значение, а контролируемый размер М — с двумя отрицательными отклонениями);
длину общей нормали W (номинальное значение с двумя отрицательными отклонениями).
В третьей части таблицы помещают справочные данные, в которые могут включаться делительный диаметр колеса, данные о сопрягаемом зубчатом колесе и пр.
3.14 РАЗМЕРНЫЕ ЦЕПИ
Размерная цепь — совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. На чертежах размерная цепь оформляется незамкнутой, без обозначения размеров и отклонений одного из звеньев, поскольку последний размер правильно составленной цепи является функцией остальных размеров. В реальном объекте размерная цепь всегда замкнута, все ее размеры функционально взаимосвязаны и изменение любого из звеньев влечет за собой необходимость изменения как минимум еще одного звена.
В соответствии с определением состав размерной цепи зависит от решаемой задачи. Из этого положения следует, что в одном изделии могут быть разные размерные цепи, причем некоторые из них могут включать одни и те же звенья. Звенья размерной цепи —
размеры (элементы), образующие размерную цепь. Все звенья, входящие в цепь, называют составляющими звеньями размерной цепи. Звено, которое технологически получается последним в размерной цепи, называют замыкающим звеном.
Исходное звено размерной цепи — звено, номинальное значение и отклонения которого определяют функционирование изделия и должны быть обеспечены в ходе создания размерной цепи. В процессе сборки изделия исходный размер, как правило, становится замыкающим. Замыкающее звено может быть положительным, отрицательным или равным нулю.
В зависимости от влияния на замыкающее звено элементы размерной цепи делят на увеличивающие и уменьшающие звенья. Размерная цепь обозначается прописной буквой (например, Б), ее звенья— той же буквой с индексами (Б1, Б2, Бз, ...). Увеличивающие и уменьшающие звенья обозначаются с использованием либо соответствующих индексов (Б1ув, БгУм), либо со стрелками над буквой (увеличивающие со стрелкой вправо, уменьшающие — влево).
Размерные цепи классифицируют по разным признакам: трехзвенные (сопряжения двух деталей), многозвенные (более трех звеньев);
линейные и угловые (возможны также электрические и др.);
пространственные, плоские, плоские с параллельными звеньями;
подетальные и сборочные;
независимые и взаимосвязанные (в том числе производные, в которых исходным звеном является одно из составляющих звеньев основной размерной цепи);
конструкторские, технологические и измерительные.
Размерная цепь обеспечивает функционирование объекта, поэтому задачи на составление и расчет размерных цепей являются основными в процессе проектирования. Например, отсутствие зазора Ад в размерной цепи А (рис. 3.69, а) приведет к тому, что вал 2 не сможет вращаться в подшипниках скольжения 3 и 7, запрессованных заподлицо в корпус 1 и крышку 5. Размерная цепь А включает одно увеличивающее звено Ai, длина которого равна глубине корпуса, и уменьшающие звенья Аг (толщина буртика вала 2), Аз (ширина зубчатого колеса 4) и А4 (длина распорной втулки 6). Замыкающим звеном цепи является Ад.
Для расчета размерной цепи удобно использовать схему, которая изображена на рис. 3.69, б.
Расчет размерной цепи фактически представляет собой расчет изделия на точность. Размерные цепи рассчитывают одним из двух методов: расчет на максимум-минимум (по предельным размерам) и вероятностный расчет. Расчеты направлены на решение одной из двух задач:
Рис. 3.69. Размерная цепь: а —> составляющие элементы; б — схема размерной цепи
распределение предельных размеров и допуска исходного звена на остальные составляющие звенья цепи («проектный расчет», называемый иногда «прямая задача»);
определение предельных размеров и допуска замыкающего звена по предельным размерам и допускам со-
ставляющих звеньев размерной цепи («проверочный расчет», «обратная задача»).
В производстве используют следующие пути достижения требуемой точности исходного
(замыкающего) звена (рис. 3.70): метод полной взаимозаменяемости и метод «неполной или ограниченной взаимозаменяемости». К разновидностям последнего метода можно отнести селективную сборку (или «групповую взаимозаменяемость»), индивидуальный подбор деталей или специальных прокладок, компенсацию с помощью
пригонки или с использованием специальных регулировочных устройств.
Рис. 3.70. Методы достижения точности замыкающего звена
Селективная сборка имеет ограниченное применение, поскольку такие недостатки «групповой взаимозаменяемости», как удорожание производства за счет сортировки деталей и наличие незавершенной продукции (из-за некомплектности деталей) компенсируются только в серийном или массовом производстве. Индивидуальный подбор деталей является фактическим отказом от взаимозаменяемости, значительно повышает трудоемкость, но позволяет использование взаимозаменяемых деталей с расширенными допусками, особенно при включении в конструкцию цепи специальных прокладок, играющих роль индивидуально подбираемых компенсаторов.
Компенсация недостатков размерной цепи с помощью пригонки (технологическая компенсация с доработкой отдельных деталей, которые выполняются с заранее предусмотренным припуском) требует достаточно высокой трудоемкости (сборка, определение необходимого размера для доработки, пригонка и повторная сборка). Достоинством этого решения является простота конструкции, в которую либо не включают дополнительных (технологически необходимых) деталей, либо специально введенные в цепь дорабатываемые детали имеют простейшую форму и технологичны в сборке и пригонке.
Использование в размерной цепи специальных регулировочных устройств существенно сокращает трудоемкость и время получения изделия по сравнению с применением технологической компенсации. К недостаткам такого решения следует отнести усложнение конструкции, как правило, сопровождающееся повышением ее трудоемкости, увеличением габаритов и массы. Дополнительным достоинством регулировок в конструкции является возможность компенсации износа деталей, например применяемые в микрометрических приборах устройства компенсации зазоров в микропаре винт— гайка и настройки на ноль (не только при изготовлении, но и после притирки изношенных пяток микрометров).
Для любого из методов обеспечения точности замыкающего звена может быть использован либо вероятностный расчет цепи, либо расчет на максимум-минимум. Расчет на максимум-минимум технически проще (что при современном уровне вычислительной техники не принципиально).
При расчете на максимум-минимум: номинальный размер замыкающего звена п т
^Д = ~
/=1
предельные размеры замыкающего звена п т
Атах _ V д max у- Л тт
Д — 2иЛгув А^уум > i=l j=l
допуск замыкающего звена п т
ТАЛ = ^ТА1ув + TTAJyM ;=i j=i
или допуск замыкающего звена размерной цепи равен сумме допусков остальных составляющих звеньев.
При расчете цепей с непараллельными звеньями допуск замыкающего звена приходится рассчитывать с учетом коэффициентов влияния (^) изменения каждого из звеньев на изменение замыкающего звена:
т ТА^ = ^TAl. t=l
При решении проектной задачи применяют разные методы распределения допуска замыкающего звена на допуски составляющих элементов: метод одинаковых квалитетов, метод равных допусков, метод равного влияния допусков непараллельных звеньев, «метод попыток» (метод проб и ошибок). После решения проектной задачи обычно следует проверочный расчет, корректировка допусков и опять проверочный расчет. Вот почему все эти методы следует рассматривать как пригодные только для предварительного решения, тем более что окончательные значения допусков звеньев согласовывают со стандартными значениями.
Простейшей размерной цепью является посадка, которая содержит только три звена: увеличивающее (размер отверстия), уменьшающее (размер вала) и замыкающее (зазор). Очевидно, что размер замыкающего звена может быть положительным (посадка с зазором), нулевым и отрицательным (посадка с натягом). На формальных расчетах размерных цепей знак и значение замыкающего звена никак не сказываются.
Расчеты размерных цепей на максимум-минимум, как правило, не соответствуют сути большинства технологических процессов, поскольку эти расчеты фактически рассматривают случаи наихудшего сочетания наихудших звеньев. Вероятность подобных сочетаний настолько мала, что для цепей с большим числом звеньев ее можно считать практически не встречающейся. Возможность учета вероятностных (стохастических) проявлений производства привела к появлению вероятностных расчетов размерных цепей.
Вероятностно рассчитывают только допуски, поскольку номинальные и предельные размеры получают по тем же формулам, что и для расчета на максимум-минимум, с учетом определенного риска получения бракованного изделия, коэффициентов влияния (£) изменения каждого из звеньев на изменение замыкающего звена и вида случайного распределения размеров звеньев:
TA^=t^kf{TA^,
где t — коэффициент, определяющий вероятность получения бракованной цепи из годных звеньев, ki — коэффициент, характеризующий отличие распределения г-го звена от нормального распределения (коэффициент относительного рассеяния).
В зависимости от закона распределения параметров i-ro звена значения коэффициента ki принимают k = 1/3 для нормального распределения. Распределение полагают равновероятным, если ничего не известно о характере распределения размеров звена, рассматривая это распределение как наихудший вариант. Для равновероятного распределения k = 1/7з .
Значения коэффициента t зависят от принимаемого процента риска Р, соотношения которых приведены в табл. 3.24 (для случая нормального распределения замыкающего звена и при совпадении центра группирования с координатой середины поля допуска этого звена).
Таблица 3.24
Значения коэффициента соответствующие выбираемому проценту риска Р
Параметр Числовое значение
Процент риска Р 32 10 4,50 1,00 0,27 0,10 0,01
Коэффициент t 1,00 1,65 2,00 2,57 3,00 3,29 3,89
Вероятностные расчеты можно проводить на основании определенных допущений о видах распределения случайных размеров каждого из звеньев цепи, принимая в качестве границ рассеяния предельные размеры звена. Можно также проводить уточненные расчеты на основании использования информации о технологических процессах получения звеньев, для чего необходимо получить данные о виде и параметрах распределения размеров каждого звена. В таком расчете вместо допуска используют поле практического рассеяния параметра, вместо координаты середины поля допуска — центр группирования размеров звена. Такие расчеты требуют не только исследований результатов изготовления изделия, что очень трудоемко, но и начала производства, после чего расчет размерных цепей можно использовать для корректирования конструкции изделия и технологии его получения.
Вопросы предельных и вероятностных расчетов размерных цепей, выбора уровней риска и определения значений коэффициентов рассмотрены в технической и учебной литературе.
ЛАБОРАТОРНАЯ РАБОТА 1
ИЗМЕРЕНИЕ РАЗМЕРОВ ГЛАДКИХ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Цель работы. Назначение методик выполнения измерений конкретных размеров гладких наружных цилиндрических поверхностей и приобретение первичных навыков работы со средствами измерений.
Задачи, 1. Проанализировать требования к точности контролируемой детали, выбрать методы и средства ее приемочного контроля по заданным параметрам.
2. Измерить заданные параметры и зафиксировать результаты с учетом погрешности измерения.
3. Дать заключение о годности детали по каждому из контролируемых параметров.
Объект контроля: ступенчатый вал.
Средства измерений и вспомогательные устройства
Накладные приборы: штангенциркуль, микрометр гладкий, микрометр рычажный, скоба индикаторная, скоба рычажная.
Станковые приборы: стойка или штатив с индикатором часового типа или другой головкой (рычажно-зубчатой, микрокато-ром, оптикатором и др.).
Меры и вспомогательные устройства: набор плоскопараллельных концевых мер, линейка лекальная, призмы, плита поверочная.
Методы измерений
Возможно использование метода непосредственной оценки (измерение размера штангенциркулем, гладким микрометром), либо метода сравнения с мерой (измерение индикаторной или рычажной скобой, измерительной головкой на стойке).
Выполнение измерений
Наиболее часто используют схему контроля наружной гладкой цилиндрической поверхности, представленную на рис. 1, а. Годность детали определяется по результатам шести измерений в трех сечениях по длине детали 1-1, 2-2, 3-3 в двух взаимно перпендикулярных направлениях А-А и В-В. При такой схеме измерения можно выявить конусообразность, седлообразность и бочко-образность, а также овальность поверхности. Значительно сложнее здесь выявить отклонение оси детали от прямолинейности и практически невозможно — нечетную огранку.
Рис. 1. Схема измерения наружных цилиндрических поверхностей
Реализация описанной схемы измерения возможна при определении диаметров детали (рис. 1, б) накладным средством измерения (СИ) или расстояния от базы до измерительного наконечника станковым СИ (рис. 1, в — е). При использовании накладного СИ, как видно из схемы, отклонение оси детали от прямолинейности не выявляется. Для определения экстремальных значений размеров в случае таких погрешностей формы, как седлообразность или бочкообразность, следует уточнить методику выполнения измерений, например увеличить число наблюдений в сечениях, близких к сечению 2-2, перемещая прибор вдоль оси детали и принимая за окончательный результат измерения наибольшее (наименьшее) из наблюдаемых значений. Подобная процедура распространяется и на поиск экстремальных диаметров в поперечном сечении для выбора направлений А-А и В-В, что реализуется поворотом СИ вокруг оси детали.
Результаты измерений подчиняются зависимостям б/tmin — б/min, б&тах ~ dmax, причем вторая из них превращается в равенство при условии отсутствия отклонения оси детали от прямолинейности.
При измерении расстояния от базовой плоскости до точки контакта с наконечником станкового СИ отклонения от прямолинейности оси и образующих номинально цилиндрической поверхности оказывают весьма существенное влияние на результаты измерений (рис.1, в — е). В этом случае для описания результатов измерения приемлемы следующие зависимости: dimm > dmin, dimax ~ dmax
Но при такой схеме практически невозможно измерить наименьший диаметр в случае бочкообразности (рис. 1, г, д) и седлообразное™ (рис. 1, е). Наименьший диаметр изогнутой детали можно измерить только в отдельных случаях (например, при несовпадении плоскости с dmin и плоскости изгиба детали на угол, близкий к 90°).
Для получения результатов, наиболее объективно характеризующих исследуемую наружную номинально цилиндрическую поверхность, необходимо применять как накладные СИ (для измерения dmin),так и станковые (для измерения dmax).
Операции по измерению размеров наружной гладкой цилиндрической поверхности можно охарактеризовать следующим образом: 1) определение dimin и оценка отклонения образующих поверхности от прямолинейности с помощью накладного СИ; 2) определение dimax и оценка отклонения оси поверхности от прямолинейности с помощью станкового СИ; 3) установление размеров детали в призме для определения ее огранки (при наличии огранки измеряется d(min).
Последовательность измерений может быть любой, удобной для конкретного случая.
Измерение диаметров наружной гладкой цилиндрической поверхности с помощью станковых приборов осуществляется следующим образом: прибор настраивается на нуль по образцовой детали или блоку плоскопараллельных мер длины, измеряется размер в определенном сечении (фиксируется «точка возврата», характеризующая максимальный размер при плоскопараллельном перемещении контролируемой детали перпендикулярно линии измерения; снимается отсчет и производится алгебраическое суммирование полученного отклонения с настроенным размером). По окончании измерений размеров при одной фиксированной настройке прибора с помощью установочной меры проверяют, не сбилась ли настройка на нуль, и в случае необходимости измерения повторяют.
При использовании накладных приборов типа штангенциркуля или микрометра предварительно проверяют нулевое показание прибора, затем измеряют размер в. определенном сечении (накладной прибор с плоскими губками самоустанавливается относительно контролируемой поверхности.). По окончании измерений таким прибором заново проверяют его нулевое показание.
При несоответствии начального показания прибора нулю осуществляется его настройка, если это предусмотрено конструкцией прибора. В противном случае в показания прибора вносится поправка, модуль которой равен начальному показанию прибора, но с противоположным ему знаком.
Оформление результатов измерений
Предпочтительно составлять таблицу, соответствующую количеству измеренных размеров каждой контролируемой наружной цилиндрической поверхности детали. Например, при шести сечениях она может иметь форму табл. 1.
Таблица 1
Направление измерения Размеры, мм, в сечении
1-1 2-2 3-3
А-А
В-В
В таблице или в примечаниях к ней указывают погрешность измерения по типу: Д = ± 0,01 мм, Р= 0,95.
Порядок выполнения работы
1. Провести анализ требований к точности параметров детали, подлежащих контролю.
2. В соответствии с РД 50-98—86 назначить методику выполнения измерений (МВИ) размеров каждой поверхности, а также выбрать схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства, метод поиска экстремальных сечений и др.
3. Выполнить измерения размеров каждой контролируемой поверхности. Результаты измерений представить в табличной форме.
4. Дать заключение о годности детали по каждому из контролируемых параметров.
5. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 2
ИЗМЕРЕНИЕ РАЗМЕРОВ ГЛАДКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
Цель работы. Назначение методик выполнения измерений конкретных размеров гладких внутренних цилиндрических поверхностей и приобретение первичных навыков работы со средствами измерений.
Задачи, 1 Проанализировать требования к точности контролируемой детали, выбрать методы и средства ее приемочного контроля по заданным параметрам.
2. Измерить заданные размеры и зафиксировать результаты с учетом погрешности измерения
3. Дать заключение о годности детали по каждому из контролируемых параметров
Объект контроля: цилиндрическая деталь (втулка; с гладким или ступенчатым отверстием.
Средства измерений и вспомогательные устройства
Накладные приборы: штангенциркуль, нутромер микрометрический. нутромер индикаторный.
Станковые приборы: оптиметр горизонтальный, длиномер горизонтальный, стойка или штатив с индикатором рычажнозубчатым или часового типа, миникатором и т.д.
Меры и вспомогательные устройства: набор плоскопараллельных концевых мер длины и набор принадлежностей к ним; рычаг измерительный к индикатору; призмы; плита поверочная.
Методы измерений
Возможно использование метода непосредственной оценки (измерение штангенциркулем, нутромером микрометрическим, длиномером горизонтальным) либо метода сравнения с мерой (при использовании нутромера индикаторного, оптиметра горизонтального и т.д.).
Выполнение измерений
Если позволяют применяемые СИ и габариты измеряемого отверстия, используют традиционную схему измерений (см. рис 1. а), получая при этом шесть результатов. При малой длине отверстия ограничиваются измерениями в двух или в одном поперечном сечении (соответственно четыре или два результата).
При необходимости контроля отклонения от прямолинейности образующих или оси детали ее устанавливают на плите или в призмах гак, чтобы ось отверстия была приблизительно параллельна плите. Затем измеряют ординаты точек образующих поверхности отверстия относительно плиты, используя для этого прибор бокового действия (ИРБ, миникатор) или измерительную головку с рычагом. Контроль положения точек образующей отверстия в конкретном поперечном сечении осуществляется с использованием относительных перемещений детали и измерительного наконечника в направлении, перпендикулярном к оси отверстия; экстремальные показания прибора фиксируют по «точке возврата» t минимальная ордината для нижней образующей или максималь
ная — для верхней). Ордината оси сечения определяется как полусумма ординат образующих в данном сечении отверстия.
В случае использования метода непосредственной оценки проверяют нулевое показание прибора и настраивают его на нуль По окончании измерений убеждаются в том, что первоначальная настройка прибора не изменилась.
При измерениях методом сравнения с мерой прибор настраивают на нуль по установочной мере, в качестве которой используются аттестованное кольцо, блок плоскопараллельных концевых мер длины с боковиками и т.д. По окончании измерений при одной фиксированной настройке прибора проверяют, сохранилась ли настройка на нуль, и в случае необходимости повторяют измерения.
Оформление результатов измерений
Результаты измерений внутренней цилиндрической поверхности представляют в табличной форме (см. табл. 1).
Порядок выполнения работы
1. Провести анализ требований к точности параметров детали, подлежащих контролю.
2. В соответствии с РД 50-98-86 назначить методику выполнения измерений (МВИ) размеров каждой поверхности, а также выбрать схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства, метод поиска экстремальных сечений и др.
3. Выполнить измерения размеров каждой контролируемой поверхности. Результаты измерений представить в табличной форме.
4. Дать заключение о годности детали по каждому из контролируемых параметров.
5. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 3
КОНТРОЛЬ РАЗМЕРОВ ГЛАДКИХ ПОВЕРХНОСТЕЙ ПРЕДЕЛЬНЫМИ КАЛИБРАМИ
Цель работы. Изучение методов контроля предельных размеров гладких поверхностей и методики выполнения контрольных операций с помощью калибров.
Задачи. 1. Провести анализ требований к точности контролируемой детали.
2. Осуществить контроль заданных параметров детали и зафиксировать результаты контроля.
3. Дать заключение о годности детали по контролируемым параметрам.
Объект контроля: ступенчатая втулка с несколькими наружными и внутренними цилиндрическими поверхностями.
Средства измерений и вспомогательные устройства: калибры рабочие предельные жесткие, калибры рабочие предельные регулируемые; калибры контрольные; плоскопараллельные концевые меры длины и принадлежности к ним.
Выполнение измерений
Если для поверхности задано поле допуска размера, нормированы предельные контуры детали, контролю подлежат два фактических размера каждой детали: предел максимума материала, определяемый прилегающей поверхностью, и предельный размер в некотором сечении реальной поверхности, соответствующий минимуму объема (массы) материала.
Поэтому контроль предельных размеров должен осуществляться двумя калибрами. Проходной калибр является аналогом прилегающей поверхности и обеспечивает комплексный контроль. При положительном результате (прохождение калибра) гарантируется собираемость проконтролированной детали с сопрягаемой.
Непроходной калибр должен обеспечить нахождение в любом месте контролируемой поверхности детали размера, не соответствующего пределу минимума материала детали. Следовательно, поверхность непроходного рабочего калибра должна обеспечивать контакт калибра с деталью, близкий к точечному, контроль следует осуществлять поэлементно, так, чтобы отыскать размер поверхности, не соответствующий этому пределу. Положительный результат контроля (непрохождение калибра) говорит об отсутствии размеров, выходящих за предел минимума материала, а следовательно, и неисправимого брака.
При наличии рабочих проходных калибров, соответствующих по маркировке контролируемым размерам, последовательно используются проходной и непроходной калибры. Прохождение или непрохождение калибра проверяется приложением его собственного веса. Калибром неполного профиля (скобой, неполной пробкой) контролируют деталь в некотором выбранном количестве сечений.
При отсутствии калибров для одной или нескольких поверхностей их можно заменить, например, регулируемыми калибрами-скобами, настроенными по плоскопараллельным концевым мерам длины или по контрольным калибрам. Калибры-пробки (неполные') и калибры-скобы можно также собрать из плоскопараллельных концевых мер длины и принадлежностей к ним. При этом размер скобы равен размеру блока концевых мер, зажатого между боковиками, а размер неполной пробки включает как размер блока, так
и размеры радиусных боковиков, которые устанавливаются цилин
дрическими поверхностями наружу.
Блок концевых мер следует собирать из минимального количества мер, чтобы уменьшить число составляющих погрешностей измерений из-за неточностей каждой меры и их соединения Рекомендуется составлять блок «с конца», когда меры подбирают по последним цифрам размера с тем, чтобы освободиться от возможно большего количества разрядов. Например, необходимо набрать блок 78,694 мм, используя набор мер с градацией через 0,01 мм и одной мерой 1.005 мм. Сначала надо округлить размер до 78,595 мм. так как в противном случае данным набором мер блок не реализуется. Первая концевая мера в наборе — 1,005 мм. оста-
78.695 1,005 I мера ток — 77,69 мм. Следующая мера может быть выбрана из ряда 1,09, 1,19, 1,21, 1,39, 1,49 мм. Следует выбрать меру 1,19 мм как давшую окончание остатку 76,5 мм, тогда третья мера может быть 6,5 мм, а четвертая равна остатку — 70 мм. Расчет блока концевых мер мож-но представить в краткой форме:
77,69 1,19 II мера
76,5 6,5 III мера
70 IV мера
Правила использования калибров-скоб предельных регулируемых, а также калибров из концевых мер длины и принадлежно-
стей к ним общие.
Оформление результатов контроля
Результаты контроля неполными пробками и скобами можно представить в форме табл 2.
Таблица 2
1 Направпенис измерения Прохождение калибров-скоб при контроле сечений поверхности
проходной стороной непроходной стороной
1-1 2-2 3-3... 1-1 2-2 3-3
А-А 4- + +- - - -
1 В~В 1 ! i । L—1 + - - -
Порядок выполнения работы
1. Проанализировать требования к точности параметров детали, подлежащих контролю.
2. Выбрать методику контроля каждого параметра (схему контроля, количество контролируемых сечений, средства контроля).
3. Проконтролировать параметры каждой заданной поверхности. Результаты контроля представить в табличной форме.
4. Выполнить анализ результатов контроля и дать заключение о годности детали по каждой из контролируемых поверхностен детали.
5. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 4
КОНТРОЛЬ ПРЯМОЛИНЕЙНОСТИ
ПЛОСКОЙ ПОВЕРХНОСТИ
Цель работы. Изучение методов воспроизведения прилегающей прямой и методики выполнения измерений отклонений ori прямолинейности.
Задачи. 1. Провести анализ требований к точности контролируемой детали, выбрать методы и средства приемочного контроля детали по заданным параметрам.
2. Измерить отклонения от прямолинейности и зафиксировать результаты с учетом погрешностей измерений.
3. Дать заключение о годности детали по контролируемым параметрам.
Объект контроля: деталь с одной или несколькими узкими плоскими поверхностями, параллельными основанию.
Средства измерений и вспомогательные устройства
Станковые приборы: стойка или штатив с индикатором часового типа или другой рычажно-зубчатой или пружинной головкой.
Меры и вспомогательные устройства: плоскопараллельные концевые меры длины; линейка лекальная; плита поверочная; линейка измерительная.
Метод измерений
Рекомендуется метод непосредственной оценки отклонений от прямолинейности исследуемой поверхности. Рабочая поверхность лекальной линейки или поверочной плиты служит для воспроизведения базовой прямой.
Выполнение измерений
В качественном плане отклонения рельефа контролируемой поверхности (линии) от прямолинейности (выпуклость, вогнутость, волнистость) могут быть оценены по просвету при наложении на исследуемую поверхность лекальной линейки. Для количественной оценки применяют измерительную головку и поверочную плит\. которая используется для воспроизведения отсчетной прямой (рис. 2).
Предварительная оценка отклонений от прямо линейности позволяет выбрать количество и координаты точек, подлежащих
Рис. 2. Схема измерения отклонений от прямолинейности
контролю. Например, при выпуклости или вогнутости поверхности отклонение ее от прямолинейности можно оценить по координатам трех точек, а при волнистости необходимо выявить все экстремумы. Отклонения от прямолинейности определяются измерением ординат контролируемой поверхности детали. Деталь устанавливается на плиту
по двум наиболее удаленным друг от друга точкам так, чтобы контролируемая поверхность была примерно параллельна плоскости плиты. Для установки можно использовать измерительные про-
кладки.
Измерение ординат осуществляется при перемещении прибора относительно контролируемой детали, причем шаг его перемещения определяют в зависимости от наличия и характера экстремумов. Измерительную головку устанавливают с натягом на произвольную точку контролируемой поверхности, отклонения записывают с учетом их знака. По окончании цикла измерения проверяют, сохранилась ли правильная настройка прибора.
Оформление результатов измерений
В случае, если контролируемая поверхность устанавливалась на плите по двум крайним точкам с одинаковыми ординатами и отклонение от прямолинейности имеет характер вогнутости или выпуклости, отклонение оценивают по алгебраической сумме наибольшего и наименьшего отклонений.
В более сложных случаях выполняют графическую или аналитическую обработку результатов. Например, определяют графически отклонение реального профиля от прилегающей прямой на диаграмме, построенной в масштабе, причем прилегающую прямую строят методом последовательных приближений.
Результаты измерений можно представить в виде диаграммы или таблицы (табл. 3) с указанием в тексте или заголовке значений погрешности измерений ординат.
Таблица 3
Координата Значения координат точек
Абсцисса, мм
Ордината, мкм
На основании полученных результатов определяют оценку отклонения от прямолинейности, которую записывают по типу «Вогнутость (0,06 ± 0,01) мм, Р= 0,95».
Сравнивая измеренное отклонение от прямолинейности с допуском, дают заключение о годности детали по контролируемому параметру.
Порядок выполнения работы
1. Проанализировать требования к точности параметров детали, подлежащих контролю.
2 Выбрать методику выполнения измерений для каждой поверхности (схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства, методы поиска экстремальных значений ординат и т.д.).
3. Оценить погрешности измерений с использованием РД 50-98-86.
4. Измерить отклонения каждой контролируемой поверхности от прямолинейности. Результаты измерений представить в табличной форме.
5. Обработать результаты измерений и провести их анализ Сравнить измеренные отклонения от прямолинейности с допустимыми. Дать заключение о годности детали по контролируемому параметру.
6. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 5
КОНТРОЛЬ КРУГЛОСТИ И ПРОФИЛЯ ПРОДОЛЬНОГО СЕЧЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ
Цель работы. Изучение методов воспроизведения прилегающих элементов и методики выполнения измерений отклонений от круглости и профиля продольного сечения деталей цилиндрической формы.
Задачи. 1. Провести анализ требований к точности контролируемой детали, выбрать методы и средства приемочного контроля детали по заданным параметрам.
2. Исследовать круглость детали с помощью универсальных средств измерений.
3. Измерить отклонения профиля продольного сечения детали.
4. Дать заключение о годности детали по контролируемому параметру.
Объект контроля: гладкий или ступенчатый валик.
Средства измерений и вспомогательные устройства
Накладные приборы: микрометр рычажный; скоба индикаторная; скоба рычажная.
Станковые приборы: стойка или штатив с индикатором часового типа или другой рычажно-зубчатой или пружинной головкой; стойка с оптикатором и др.
Меры и вспомогательные устройства: плоскопараллельные концевые меры длины; линейка лекальная; призмы; плита поверочная.
Выполнение измерений
Исследование круглости обычно выполняют в нескольких сечениях детали, но в случае стабильности формы детали по длине
можно ограничиться одним сечением.
Рис. 3. Контроль отклонений от круглостй с помощью двухконтактного СИ
Приближенная оценка кру! пости может быть получена с помощью двухконтактного прибора (рис. 3) Методика оценки состоит в сравнении ряда диаметров контролируемого поперечного сечения детали. В выбранном сечении измеряют при последовательных поворотах детали относительно линии измерения ее диаметры или их отклонения от произвольно выбранного для настройки размера. Если обнаруживают колебания измеряемых диаметров при наличии экстремальных диаметров в перпендикулярных направлениях контролируемое сечение полагают овальным. Практическое отсутствие разлггчия диаметров может свидетельствовать как
о круглости сечения, так и о возможной невыявленной огранке.
Огранку вала можно проконтролировать, вращая его в призме (рис. 4). При
контроле огранки в призме из-за ^пла
вания» центра сечения измеренные отклонения от произвольно настроенного размера не соответствуют значениям огранки. Коэффициент воспроизведения, на который необходимо разделить показания прибора, при контроле деталей с трехгранным сечением в призме с углом 60° равен 3, а с углом 90° — 2. При контроле пятигранной детали эти ко-эффициенты соответственно равны 1 и 2, поэтому при возможном количестве граней три или пять предпочтительно выбирать призму с углом 90е, так как в этом случае коэффициенты воспроизведения одинаковы.
Рис. 4. Контроль отклонений от круглости с использованием призмы
273 Оценка погрешностей формы в продольном сечении детали «на просвет» с помощью лекальной линейки дает представление о виде отклонения при седлообразности и бочкообразнооти, а также при отклонении оси детали от прямолинейности. Количественная оценка возможна с использованием образцов просвета или прибора для измерения диаметров в нескольких поперечных сечениях, распределенных вдоль оси детали.
Наличие отклонения оси детали от прямолинейности обнаруживается при контроле детали станковым прибором с последовательными поворотами на плоскости или в призмах.
Контроль размеров или отклонений двухконтактным накладным прибором позволяет выявить отклонения от
прямолинейности образующих и оценить вид погрешности формы профиля продольного сечения детали по расположению экстремальных диаметров. Разность диаметров примерно вдвое больше разности текущих радиусов-векторов, по которой оценивается отклонение профиля.
Оформление результатов измерений
При контроле круглости детали двухконтактным средством измерений за отклонение от круглости принимают полуразность максимального и минимального диаметров. При контроле круглости детали в призме размах показаний прибора делят на коэффициент воспроизведения.
Для определения отклонения формы профиля продольного сечения детали при наличии его конусообразности, бочкообразно-сти и седлообразности измеренную разность диаметров делят пополам.
При контроле отклонений оси детали от прямолинейности станковым прибором и базировании детали на плоскости отклонение считают равным максимальной разности показаний прибора, а при базировании детали в призмах измеренное значение делят пополам.
Оформление результатов контроля круглости может включать описание вида погрешности формы и числовое значение от-
клонения, например: «Аг = (0,025 ± 0,004) мм, Р= 0,95, вид погрешности формы — овальность».
При контроле круглости в призме необходимо зафиксировать показания прибора и угол призмы (табл. 4).
Результаты контроля формы профиля продольного сечения двухконтактным прибором можно представить в виде табл. 5.
Таблица 4
Результаты измерений (угол призмы 90°) Сечение детали
1-1 2-2 3-3
Показание прибора, мкм. max min
Размах показаний R. мкм Az, мкм
1
Таблица 5
Результаты для детали или поверхности Сечение детали
1-1 2-2 3-3
Показание прибора, мм Аф, мкм
Описание результатов контроля детали в продольном сечении может включать вид погрешности формы. Например. ^Погрешность профиля продольного сечения — седлообразность. Аф = = (0,06 ± 0,01) мм, Р = 0,95»
Порядок выполнения работы
1. Проанализировать требования к точности параметров детали. подлежащих контролю.
2. Выбрать методику выполнения измерении (МВИ) для каждой поверхности (схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства, методы поиска экстремальных значений и т.д.).
3. Оценить погрешности измерений с использованием РД 50-98-86.
4. Выполнить измерения отклонений формы профиля в поперечном и продольном сечениях для каждой контролируемой поверхности. Результаты измерений представить в табличной форме
5. Обработать и выполнить анализ результатов измерений Сравнить измеренные отклонения с допустимыми. Дать заключение о годности детали по контролируемому параметру.
6. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 6
КОНТРОЛЬ ПАРАЛЛЕЛЬНОСТИ ПЛОСКОСТЕЙ
Цель работы. Изучение методов реализации прилегающих плоскостей и методики выполнения измерений отклонений плоскостей детали от параллельности.
Задачи. 1. Провести анализ требований к точности контролируемой детали, выбрать методы и средства приемочного контроля по заданным параметрам.
2. Измерить отклонения от параллельности и зафиксировать результаты с учетом погрешностей измерений.
3. Дать заключение о годности детали по контролируемому параметру.
Объект контроля: ступенчатая деталь с несколькими плоскими поверхностями, параллельными основанию.
Средства измерений и вспомогательные устройства
Накладные приборы: микрометр гладкий; микрометр рычажный; скоба индикаторная; скоба рычажная.
Станковые приборы: стойка или штатив с индикатором часового типа или другой рычажно-зубчатой или пружинной головкой (с микрокатором, оптикатором и др.).
Меры и вспомогательные устройства: набор плоскопараллельных концевых мер длины; линейка лекальная; плита поверочная, линейка измерительная.
Выполнение измерений
При измерении отклонений плоскостей детали 2 прибором 3 от параллельности по отношению к заданной базе плоскость, при-
3
Рис. 5. Контроль отклонений от параллельности с помощью поверочной плиты и измерительных прокладок
верхности, воспроизводится с помощью поверочной пииты или поверочной плиты и измерительных прокладок 1 (рис. 5). Предварительнмю оценку характера элементарных отклонений от плоскостности (выпуклости или вогнутости) осуществляют при наложении лекальной линейки на контролируемую плоскость в нескольких пересекающихся направлениях. Выпуклую базовую поверхность обязательно
3
Рис. 6. Контроль отклонений от параллельности с помощью лекальной линейки
устанавливают на плиту с измерительными прокладками, вогнутую или волнистую можно базировать непосредственно на плиту. Реальную контролируемую поверхность заменяют «прилегающей плоскостью» аппаратурно либо с использованием графоаналитического метода.
Для аппаратурной реализации плоскости, параллельно прилегающей к контролируемой поверхности, можно использовать
плоскопараллельную пластину (стеклянную пластину, плиту с пренебрежимо малыми отклонениями поверхностей от плоскостности и параллельности) или лекальную линейку (рис. 6). Плоскопараллельную пластину 2 накладывают на контролируемую поверхность детали 1, фиксируют в этом положении, после чего измеряют ординаты крайних точек на предписанной площади. В качестве результатов измерений записывают значения ординат или алгебраические значения отклонений всех контролируемых точек от произвольно выбранного значения ординаты.
При использовании лекальной линейки измеряются две крайние ординаты при каждом приложении линейки, причем число и направления сечений выбирают в зависимости от реального расположения контролируемой поверхности так, чтобы по возможности выявить сечение, которому соответствуют наименьшая и наибольшая ординаты.
Контроль ординат реальной поверхности дает возможность оценить суммарные отклонения от параллельности и плоскостности. В этом случае производят измерения не только для крайних точек каждого сечения, но и других его характерных (экстремальных) точек. Полученные таким образом результаты подлежат дальнейшей обработке.
Оформление результатов измерений
При использовании плоскопараллельной пластины за отклонение от параллельности принимают наибольшую алгебраическую разность ординат двух крайних точек; при реализации прилегающей плоскости последовательными наложениями лекальной линейки — разность крайних ординат в том сечении, где она оказалась максимальной.
Если контроль ординат реализуют непосредственно на реальной поверхности, в результаты измерений входят отклонения от параллельности и от плоскостности. В таком случае для исключения отклонений от плоскостности необходимо графически или аналитически построить прилегающую плоскость и оценить ее отклонение от параллельности базовой плоскости.
Результаты измерений ординат с указанием значений погрешности измерений могут представлены в виде таблицы (табл. 6).
Таблица 6
Ординаты Ai А2 В1 В2 С1 С2 Di D2. .
Значения ординат, мкм
Разности ординат Ai-Аг B1-B2 С1-С2 D\-D2 А1- £>i
Значения разностей ординат, мкм ।
Оценка отклонения от параллельности (максимальная разность ординат), мкм 1 i
Порядок выполнения работы
1. Проанализировать требования к точности параметров детали, подлежащих контролю.
2. Выбрать методику выполнения измерений (МВИ) для каждой поверхности (схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства, методы поиска экстремальных значений ординат и т.д.).
3. Оценить погрешности измерений с использованием РД 50-98-86.
4. Выполнить измерения отклонений от параллельности для каждой контролируемой поверхности. Результаты измерений представить в табличной форме.
5. Выполнить анализ результатов измерений. Сравнить измеренные отклонения от параллельности с допустимыми. Дать заключение о годности детали по контролируемым параметрам.
6. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 7
КОНТРОЛЬ РАДИАЛЬНОГО И ТОРЦОВОГО БИЕНИЙ
Цель работы. Изучение методов базирования детали и методики выполнения измерений радиального и торцового биений.
Задачи. 1. Провести анализ требований к точности контролируемой детали, выбрать методы и средства приемочного контроля детали по заданным параметрам.
2. Измерить радиальное и торцовое биения заданных поверхностей и зафиксировать результаты.
3. Дать заключение о годности детали по контролируемому параметру.
Объект контроля: ступенчатый цилиндрический валик.
Средства измерений и вспомогательные устройства
Станковые приборы: стойка или штатив с измерительной головкой (индикатором часового типа, рычажно-зубчатой или пружинной головкой, оптикатором и др.).
Меры и вспомогательные устройства: плоскопараллельные концевые меры длины; призмы измерительные; плита поверочная; упор с перемещающимся сферическим наконечником; центры измерительные.
Выполнение измерений
Радиальное и торцовое биения измеряются по нормали к контролируемой поверхности (по радиусу детали — радиальное биение, вдоль оси— торцовое). Биение определяется как разность максимального и минимального показаний прибора за полный оборот детали вокруг базовой оси.
Воспроизведение базовой оси может осуществляться аппара
турно или аналитически. Аппаратурная реализация предполагает вращение детали, закрепленной базовой поверхностью в самоцен-трирующем патроне, либо (если базовой является общая ось двух поверхностей) вращение детали, установленной базовыми поверхностями на призмы. В случае, если радиальное биение базовых поверхностей относительно оси центров детали пренебрежимо мало, в качестве измерительной базы можно использовать ось центров.
Аналитическая реализация оси базовой поверхности предусматривает использование тех же базирующих устройств с учетом
Рис. 7. Схемы измерения радиального и торцового биений
погрешностей, возникающих из-за несовпадения конструкторских и измерительных баз.
При установке детали на две измерительные призмы 6 на плите (рис. 7) ось детали должна быть параллельна поверхности плиты. Это достигается установкой призмы на прокладках (в случае необходимости) и контролируется с помощью показывающего
прибора (на штативе или стойке) по ординатам крайних образующих базовых 5 или контролируемых поверхностей, которые для одной поверхности и для поверхностей разных диаметров должны быть одинаковы. Один из торцов контролируемой детали должен упираться в жесткий упор 1 через шарик 2 в точке на оси вращения детали, чтобы исключить влияние биения этого торца на результат измерений
Для контроля радиального биения поверхности измерительная головка 3 устанавливается так, чтобы линия измерения совпадала с направлением радиуса контролируемой поверхности, и настраивается на нуль по произвольной точке поверхности Число контролируемых сечений должно обеспечивать выявление наибольшего значения радиального биения.
Для контроля торцового биения измерительная головка 4 устанавливается так, чтобы линия измерения проходила параллельно оси базовой поверхности (поверхностей), а исследуемая точка находилась на предписанном радиусе. Если этот радиус не оговорен, контроль ведут максимально близко к периферии поверхности, отступив от ее края настолько, чтобы «фаски», «завалы» края и другие возможные дефекты не оказывали на результат существенного влияния. Настройка на нуль производится по произвольной точке поверхности.
Оформление результатов измерений
Искомые значения радиального и торцового биений определяют как модуль алгебраической разности показаний за потный оборот детали.
Результаты измерений биений каждой поверхности могут быть представлены в виде табл. 7 (с указанием погрешностей измерений). Можно использовать общую таблицу или две раздельные по видам биений.
Таблица 7
Параметр Поверхность
А в с i I)
| Максимальное значение 1 1
Минимальное значение 1
Биение, мкм | 1
- - 1 Допустимое биение, мкм ! ! i
Заключение о годности ! I i 1
Таблица может быть дополнена заключением о годности де-
тали в целом.
Порядок выполнения работы
1. Проанализировать требования к точности параметров детали, подлежащих контролю.
2. Выбрать методику выполнения измерений каждого параметра (схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства и т.д.)
3. Оценить погрешности измерений с использованием РД 50-98-86.
4. Измерить параметры каждой контролируемой поверхности. Результаты измерений представить в табличной форме.
5. Выполнить анализ и сравнить результаты измерений с допустимыми значениями параметров, дать заключение о годности детали по контролируемым параметрам.
6. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 8
ИЗМЕРЕНИЕ УГЛОВ ДЕТАЛИ УГЛОМЕРОМ
Цель работы. Ознакомление со средствами и методами измерения углов, приобретение первичных навыков работы со средствами измерений.
Задачи. 1. По чертежу контролируемой детали проанализировать точностные требования к объекту измерения.
2. Измерить заданные углы детали угломером
3. Дать заключение о годности детали по каждому из контролируемых параметров.
Объект контроля: многогранная призма.
Средства измерений
Накладной прибор: угломер с принадлежностями.
Выполнение измерений
Собрать угломер с принадлежностями в соответствии с конфигурацией и значением контролируемого угла детали, проверить установку прибора на нуль. Измерить угол (углы), прикладывая рабочие кромки прибора к сторонам угла детали и контролируя правильность их положения по отсутствию просвета. По окончании измерений проверить, сохранилась ли установка прибора на нуль.
Оформление результатов измерений
Результаты измерений сводятся в табл. 8. В описании таблицы приводят значения погрешностей измерений.
281
Таблица 8
Номер угла Значение угла Заключение о годности угла
номинальное предельное измеренное
наименьшее наибольшее
1
2
3
Порядок выполнения работы
1. Провести анализ требований к точности контролируемых углов детали.
2. Назначить методику выполнения измерении, подобрать необходимые принадлежности к угломеру, собрать требуемый комплект.
3. Выполнить измерения каждого контролируемого угла детали. Представить результаты измерений в табличной форме.
4. Дать заключение о годности детали по контролируемым параметрам.
5. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 9
КОНТРОЛЬ НАРУЖНОГО КОНУСА ДЕТАЛИ
С ПОМОЩЬЮ СИНУСНОЙ ЛИНЕЙКИ
Цель работы. Ознакомление с косвенными измерениями углов и конусов.
Задачи. 1. По чертежу контролируемой детали проанализировать требования к точности объекта.
2. Измерить угол конуса.
3. Дать заключение о годности детали по контролируемому параметру.
Объект контроля: деталь с наружной конической поверхностью.
Средства измерений и вспомогательные устройства
Станковые приборы: стойка или штатив с индикатором часового типа или другой рычажно-зубчатой или пружинной головкой.
Меры и вспомогательные устройства: набор плоскопараллельных концевых мер длины; синусная, линейка; измерительная линейка.
Выполнение измерений
Предварительно рассчитывают размер блока концевых мер длины по формуле
h - L sin ex.
где L — база синусной линейки; ос — угол конуса при вершине.
Деталь закрепляют, положив образующей конуса на рабочую поверхность плиты синусной линейки.
Собирают блок концевых мер и подкладывают под тот ролик линейки, у которого закрепляется меньшее основание конуса. При этом верхняя образующая конуса располагается параллельно рабочей поверхности плиты, на которую установлены ролики синусной линейки. Показывающий прибор устанавливают с натягом на нуль по наивысшей точке выбранного сечения конуса возле одного из оснований, для чего синусную линейку с блоком концевых мер перемещают перпендикулярно линии измерения до получения максимального значения ординаты yi, которое соответствует нулевому показанию Затем синусную линейку с блоком мер переставляют таким образом, чтобы на линии измерения находилась точка второго основания конуса на расстоянии I от первой контрольной точки, и находят максимальное значение ординаты ух. Расстояние / междх контрольными точками измеряют с помощью линейки
Обработка и оформление результатов измерений
Определяют отклонение от конусности:
=(у2
Отклонение угла конуса от номинального значения (в радианах)
До =arcsin[ty2-yi)/^-
Результаты измерений могут быть представлены в виде табл. 9, в описании которой приводятся значения погрешностей измерений.
Таблица 9
а, град since 1 L, мм h, мм yi, мкм I У2, МКМ /, ММ
ОСцом (Хизм
! I 1 i
Порядок выполнения работы
1. Проанализировать требования к точности угла конуса, подлежащего контролю.
2. Выбрать методику выполнения измерений (МВИ) каждого параметра (схему измерений, количестве контролируемых точек,
283 средства измерений, вспомогательные устройства, методы поиска экстремальных значений и т.д.).
3. Оценить погрешности измерений с использованием РД 50-98-86.
4. Выполнить измерение параметров, входящих в расчетные зависимости. Результаты измерений представить в табличной форме.
5. Выполнить анализ результатов измерении. Сравнить их с допустимыми значениями параметров, дать заключение о годности детали по контролируемому параметру.
6. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 10
КОНТРОЛЬ ВНУТРЕННЕГО КОНУСА ДЕТАЛИ С ПОМОЩЬЮ ШАРИКОВ
Цель работы. Ознакомление с косвенными измерениями углов и конусов.
Задачи. 1. По чертежу контролируемой детали проанализировать требования к точности объекта измерения.
2. Измерить угол внутреннего конуса.
3. Дать заключение о годности детали по контролируемом} параметру.
Объект измерения: деталь с внутренней конической поверхностью, ось которой перпендикулярна к торцам.
Средства измерений и вспомогательные устройства
Станковые приборы: стойка или штатив с широкодиапазонным измерительным преобразователем или прибором; длиномер вертикальный.
Меры и вспомогательные устройства: плоскопараллельные концевые меры длины: аттестованные шарики; плита поверочная.
Выполнение измерений
Аттестованные шарики последовательно закладывают в контролируемый конус 2 (чрис. 8), установленный торцом с меньшим диаметром внутреннего конуса на плите 1, и измеряют расстояния h\ и /12 от верхних точек шариков до одного из торцов детали При использовании плоского измерительного наконечника экстремальное показание устанавливается автоматически, в других случаях его необходимо найти при относительном перемещении детали перпендикулярно к линии измерения. Так как искомой является разность ординат верхних точек шариков А, настройка на нуль может осуществляться по произвольной точке, например нижнемх или верхнему торцу конуса или по верхней точке одного из аттесто-
Рис. 8. Схема измерения внутреннего конуса с помощью шариков
ванных шариков, заложенных в контролируемый конус, По окончании измерений необходимо проверить, сохранилась ли настройка на нуль.
Обработка и оформление результатов измерений
Синус половины угла конуса при вершине
sin(a/2) = (R -г)/[А - (7? - г)],
где R, г — радиусы соответственно большего и меньшего аттестованных шариков.
Результаты измерений с указанием погрешностей могут быть оформлены в виде табл. 10.
Таблица 10
hi , мм hi, мм A- [hi - hi], мм R, мм г, мм | sino/2 1 а
1 1 !
Порядок выполнения работы
1. Проанализировать требования к точности контролируемого угла конуса.
2. Выбрать методику выполнения измерений (МВИ) ординат точек аттестованных шариков (схему измерений, средства измерений, вспомогательные устройства, методы поиска экстремальных значений и т.д.).
3. Оценить погрешность измерений с использованием РД 50-98-86.
4. Выполнить измерения параметров, входящих в расчетные зависимости. Результаты измерений представить в табличной форме.
5. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 11
Измерение среднего диаметра наружной метрической резьбы
Цель работы. Ознакомление с методами и средствами измерений среднего диаметра наружной резьбы.
Задачи. 1. Провести анализ требований к точности среднего диаметра наружной резьбы, выбрать методы и средства измерений.
2. Измерить средний диаметр резьбы.
3. Дать заключение о годности детали по контролируемому параметру.
Объект контроля: винт или болт с метрической резьбой
Средства измерений и вспомогательные устройства
Накладные приборы: микрометр гладкий; микрометр рычажный; скоба рычажная; микрометр резьбовой со вставками.
Станковые приборы: длиномер горизонтальный или вертикальный; стойка или штатив с рычажно-зубчатой или пружинной головкой и др.
Меры и вспомогательные устройства: плоскопараллельные концевые меры длины; проволочки измерительные (рис. 9, а).
Рис. 9. Проволочки измерительные и варианты контроля среднего диаметра резьбы
Выполнение измерений
Накладные и станковые средства измерений размеров (микрометр гладкий, микрометр рычажный, микрометр резьбовой, длиномер) или отклонений (скоба рычажная, измерительная головка на стойке) перед началом работы настраивают на нуль. Для измерения отклонений прибор настраивают по блоку плоскопараллельных концевых мер длины на предварительно рассчитанный размер
2«b
Mo. Зависимость для расчета размера Мо при измерении метрической резьбы:
Mo = dz + 3Jnp - 0.866Р, где dz — номинальный средний диаметр резьбы; — диаметр измерительной проволочки; Р— шаг резьбы.
Если есть возможность выбора размера измерительной проволочки, оптимальный ее диаметр рассчитывается по формуле
с/пр = P/[2cos(a/2)], где О(/2 — угол наклона боковой стороны профиля резьбы.
После настройки на нуль во впадины резьбы закладывают с двух сторон три проволочки (две — с одной стороны, третью — с диаметрально противоположной) и определяют размер Мз (рис. 9. б) между наиболее удаленными образующими проволочек, расположенных параллельно друг другу. Для этого на станковых приборах используют плоские измерительные наконечники.
При использовании резьбового микрометра после настройки его на нуль измеряют непосредственно средний диаметр резьбы
Резьбовую поверхность контролируют в нескольких сечениях по длине резьбовой части детали в двух диаметральных взаимно перпендикулярных направлениях с тем, чтобы оценить «погрешности формы» по среднему диаметру наружной резьбы.
Возможно также определение размера Mz при использовании двух проволочек (рис. 9, в) или одной — Mi (рис. 9, г), а также применение специальной проволочки, образующей два-три витка «проволочной гайки».
Обработка и оформление результатов измерений
При косвенных измерениях средний диаметр резьбы dz рассчитывают по формуле:
1 ~1 + Р ctg(a/2)
sin(a/2>J 2
d2 = М -dnp
или для метрической резьбы
dz-M — 3dnp + 0,866F.
где М — результат измерения размера резьбы с проволочками.
Результаты измерений среднего диаметра резьбы в ряде сечений можно представить в виде таблицы.
Порядок выполнения работы
1. Проанализировать требования к точности среднего диаметра резьбы, подлежащего контролю.
2. Выбрать методику выполнения измерений (МВИ; среднего диаметра резьбы (схему измерений, количество контролируемых сечений, средства измерений, вспомогательные устройства и т.д.;.
3. Выполнить измерения среднего диаметра резьбы. В случае косвенных измерений рассчитать значения диаметров резьбы. Результаты измерений представить в табличной форме.
4 Выполнить анализ результатов измерений. Сравнить измеренный средний диаметр резьбы с предельно допустимыми .значениями. Дать заключение о годности детали по контролируемому параметру.
6. Оформить отчет о лабораторной работе.
ЛАБОРАТОРНАЯ РАБОТА 12
КОНТРОЛЬ ПАРАМЕТРОВ КИНЕМАТИЧЕСКОЙ ТОЧНОСТИ ЗУБЧАТЫХ КОЛЕС
Цель работы. Изучить методы и средства контроля параметров, характеризующих кинематическую точность зубчатых колес.
Задачи. 1. Проанализировать требования к точности зубчатого колеса.
2. Измерить параметры, характеризующие кинематическую точность зубчатого колеса.
3. Дать заключение о годности колеса по контролируемым параметрам.
Объект контроля: прямозубое цилиндрическое зубчатое колесо с т - 2...5 мм, z - 20...40 мм, степень точности зубчатого колеса 7...9, вид сопряжения и допуск бокового зазора произвольные.
Средства измерения и вспомогательные устройства
Станковый прибор: межосемер
Накладной прибор: нормалемер, микрометр зубомерный.
Меры и вспомогательные устройства: колеса измерительные, плоскопараллельные концевые меры длины и принадлежности к ним.
Выполнение измерений
Контроль кинематической точности зубчатого колеса осуществляется с использованием двух показателей, составляющих комплекс, достаточный для оценки колеса по норме кинематической точности.
Измерение колебания длины общей нормали. Измерение FvWr можно производить зубомерными микрометрами, норма-лемерами и другими измерительными приборами, имеющими две параллельные плоскости, соприкасающиеся с разноименными профилями зубьев. Длина нормали W представляет собой сумму нескольких шагов зацепления pb и толщины зуба sb по дуге основной окружности колеса:
W = pb(zn + l)+sb, где zn — число зубьев, наводящихся на длине общей нормали и охватываемых при измерении.
При измерении колебания длины общей нормали губки нор-малемера настраивают на произвольную общую нормаль колеса. Число зубьев zn, определяющих длину общей нормали, рассчитывают по формуле:
zn = г/9 + 0,5, где Zn — число зубьев колеса, охватываемых губками прибора (с округлением до ближайшего целого числа). Прибор настраивают на размер по произвольно выбранной на колесе группе zn зубьев, а затем определяют наибольшую разность показаний, полученных при измерении других групп зубьев колеса: Vwr = Wi - W2.
Измерение колебания измерительного межосевого расстояния за оборот зубчатого колеса. При контроле параметров кинематической точности зубчатого колеса на межосемере определяют колебание измерительного межосевого расстояния между контролируемым и измерительным колесами при их совместной обкатке в двухпрофильном (беззазорном) зацеплении.
При измерении межосевого расстояния на межосемере измеряемые контрольные зубчатые колеса устанавливают на оправки прибора. Перемещая подвижную каретку, вводят колеса в двухпрофильное зацепление. Поворачивают контролируемое зубчатое колесо на полный оборот и фиксируют размах показаний индикатора, характеризующих колебание измерительного межосевого расстояния за оборот колеса.
Оформление результатов измерений
Колебание измерительного межосевого расстояния определяют как алгебраическую разность между наибольшим и наименьшим показаниями прибора за полный оборот контролируемого колеса. При контроле межосевого расстояния записывают измеренные значения наибольшего и наименьшего отклонений и колебания межосевого расстояния.
Колебание длины общей нормали определяют как алгебраическую разность между наибольшим и наименьшим отклонениями от произвольного значения, на которое был настроен нормалемер. В качестве результатов измерений фиксируют все измеренные отклонения от настроенного размера общей нормали.
Порядок выполнения работы
1. Проанализировать требования к точности зубчатого колеса, подлежащего контролю.
2. Измерить отклонения межосевого расстояния от произвольно настроенного размера и определить колебание межосевого расстояния
3. Рассчитать число зубьев, укладывающихся на длине общей нормали колеса, настроить прибор на произвольную общую нормаль и измерить отклонения длин общих нормалей от настроенного значения. Определить значение колебания длины общей нормали.
4. Сравнить измеренные значения колебаний межосевого расстояния и длины общей нормали с предельными допускаемыми значениями.
5. Дать заключение о годности зубчатого колеса по норме кинематической точности.
ЛАБОРАТОРНАЯ РАБОТА 13
КОНТРОЛЬ ПАРАМЕТРОВ ПЛАВНОСТИ
РАБОТЫ ЗУБЧАТЫХ КОЛЕС
Цель работы. Изучить методы и средства контроля параметров, характеризующих плавность работы зубчатого колеса.
Задачи. 1. Проанализировать требования к точности зубчатого колеса.
2. Измерить параметры, характеризующие плавность работы зубчатого колеса.
3. Дать заключение о годности колеса по контролируемым параметрам.
Объект контроля: прямозубое цилиндрическое зубчатое колесо с т = 2...5 мм, г - 20...40 зубьев; степень точности зубчатого колеса 7...9; вид сопряжения и допуск бокового зазора произвольные.
Средства измерений и вспомогательные устройства
Станковый прибор: эвольвентомер.
Накладной прибор: шагомер тангенциальный.
Меры и вспомогательные устройства: принадлежности к шагомеру, набор концевых мер длины.
Выполнение измерений
Контроль нормы плавности зубчатого колеса предусматривает измерение двух показателей, входящих в комплекс оценки нормы плавности работы колеса, — отклонения шага зацепления и погрешности профиля зуба.
Измерение шага зацепления. Под действительным шагом зацепления понимают расстояние между параллельными плоскостями, касательными к двум одноименным активным боковым поверхностям соседних зубьев зубчатого колеса.
Отклонение шага зацепления от номинального измеряют с помощью шагомера с параллельными контактными поверхностями. Перед началом измерений шага зацепления шагомер настраивают по блоку концевых мер длины, установленному в струбцину со специальными боковиками из принадлежностей к шагомеру. Шаг зацепления ра определяют из зависимости:
ра = ш cos а.
С помощью настроенного шагомера измеряют шаги зацепления зубчатого колеса по «правым» и «левым» профилям зубьев, если требованиями к точности колеса не предусмотрен контроль только по одной стороне профиля, и фиксируют значения отклонений шагов от номинального.
Контроль профиля зубьев. Погрешность профиля //? — расстояние по нормали между двумя ближайшими друг к другу номинальными торцовыми профилями, между которыми находится действительный торцовый активный профиль зуба зубчатого колеса Под действительным торцовым профилем зуба понимается линия пересечения действительной боковой поверхности зубчатого колеса с плоскостью, перпендикулярной к его рабочей оси.
Проверка профиля зубьев цилиндрических колес производится сопоставлением действительного профиля зубьев с теоретической формой профиля, очерченной по эвольвенте и измерением отклонений действительного профиля от теоретической эвольвенты, воспроизводимой измерительным наконечником эвольвентоме-ра в его движении относительно проверяемого зубчатого колеса.
Настраивают эвольвентомер и контролируют погрешность профиля зуба (или нескольких зубьев) по «правому» и «левому» профилям. Фиксируют значения погрешностей профиля зуба.
Оформление результатов измерений
Из измеренных значений отклонений шага зацепления отыскивают максимальное, которое подлежит сравнению с предельным отклонением шага по заданной степени точности. Аналогично максимальное измеренное отклонение профиля сравнивают с допуском погрешности профиля зуба.
Порядок выполнения работы
1. Проанализировать требования к точности зубчатого колеса, подлежащего контролю.
2. Настроить прибор на номинальный шаг зацепления и измерить отклонения шагов по «правому» и «левому» профилям Определить максимальное отклонение шага зацепления.
3. Измерить отклонения профилей зубьев по «правым» и «левым» профилям, определить максимальное отклонение профиля
4 Сравнить измеренные значения шага зацепления и отклонения профиля зуба с предельными допускаемыми значениями.
5. Дать заключение о годности колеса по норме плавности работы.
ЛАБОРАТОРНАЯ РАБОТА 14
КОНТРОЛЬ ПАРАМЕТРОВ, ХАРАКТЕРИЗУЮЩИХ НОРМЫ БОКОВОГО ЗАЗОРА ЗУБЧАТЫХ КОЛЕС
Цель работы. Изучение методов и средств контроля параметров, характеризующих боковой зазор зубчатого колеса.
Задачи. 1. Провести анализ требований к точности зубчатого колеса.
2. Измерить параметры, характеризующие нормы бокового зазора зубчатого колеса
3. Дать заключение о годности колеса по контролируемым параметрам
Объект контроля: цилиндрическое зубчатое колесо с т=1...5мм, г = 20...40; степень точности зубчатого колеса 7...9; вид сопряжения и допуск бокового зазора произвольные.
Средства измерений
Накладные приборы: штангензубомер. штангенциркуль.
Выполнение измерений
Перед началом измерений прибор настраивают на расчетное значение высоты до постоянной хорды hc от окружности выступов, которое определяют из зависимости:
где daD — действительное значение наружного диаметра;
~ d ( п . о . 2
G = — + — sin 2ос + х sm а \т.
2 <8 J
d — диаметр делительной окружности; х — коэффициент смещения.
Определив daD с помощью штангенциркуля, находят значение hc . Измеряют толщину постоянной хорды диаметрально расположенных зубьев на нескольких взаимно перпендикулярных диаметрах.
Оформление результатов измерений
Длина постоянной хорды
sc = 1,387т„.
где тГ! — нормальный модуль.
Наибольшая и наименьшая допустимая толщина зуба по постоянной хорде:
sc max ~ sc ~~ -®c.snp > sc min = sc ~ К, + ГСПр ).
Входящие в расчетные формулы наименьшие отклонения толщины зуба Ecsn? и допуск толщины зуба Тспр находят следующим образом Определяют значения Е^ и Тс из стандарта ГОСТ 1643-81 исходя из допуска радиального биения зубчатого венца Fr. вида сопряжения. вида допуска бокового зазора и степени точности зубчатого колеса, а затем — предельные отклонения и допуск толщины зуба
При измерении толщины зуба с использованием в качестве измерительной базы диаметра выступов отклонение Е и допуск толщины зуба Т определяют по формулам:
Ясепр = 1-^1 + 0,097^,
^сепр = 0,8Тс.
Результаты измерений толщины ряда зубьев можно представить в виде табл. 11.
Таблица 11
Номер зуба
sc, мм
Порядок выполнения работы
1. Проанализировать основные требования к точности зубчатого колеса, подлежащего контролю.
2. Определить расчетное значение высоты до постоянной хорды.
3. Измерить значения толщины зубьев по постоянной хорде
4. Полученные значения толщины зубьев по постоянной хорде сравнить с наибольшим и наименьшим допустимыми значениями.
5. Дать заключение о годности зубчатого колеса по контролируемому параметру.
ЛИТЕРАТУРА
1. Болдин Л.А. Основы взаимозаменяемости и стандартизации в машиностроении. — М.: Машиностроение, 1984.
2. Бурдун Г.Д., Марков Б.Н. Основы метрологии. — М.: Издательство стандартов, 1985.
3. Дунин-Барковский И.В. Взаимозаменяемость, стандартизация и технические измерения. — М.: Издательство стандартов. 1987.
4. Цитович Б.В. Технические измерения. Принципы построения систем допусков и посадок. — Мн.: «Дизайн ПРО», 1997.
5. Цитович Б.В., Соломахо В.Л., Ковалев Л.Д. Взаимозаменяемость, стандартизация и технические измерения. Лабораторный практикум. — Мн.: «Вышэйшая школа», 1987.
6. Шишкин И.Ф. Метрология, стандартизация и управление качеством. — М.: Издательство стандартов, 1990.
7. Шишкин И.Ф. Основы метрологии, стандартизации и контроля качества. — М.: Издательство стандартов, 1988.
8. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяемость, стандартизация и технические измерения. — М ' Издательство стандартов, 1986.
9. Справочник конструктора-приборостроителя. Проектирование. Основные нормы/ В.Л. Соломахо, Р.И. Томилин. Б.В. Цитович, Л.Г. Юдовин. —Мн.: «Вышэйшая школа», 1988.
10. Справочник конструктора-приборостроителя. Детали и механизмы приборов / В.Л. Соломахо, Р.И. Томилин, Б.В. Цитович, Л.Г. Юдовин. — Мн.: «Вышэйшая школа», 1990.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ ......................................3
СТАНДАРТИЗАЦИЯ, ВЗАИМОЗАМЕНЯЕМОСТЬ, КОНТРОЛЬ.......................................3
1. ОСНОВЫ СТАНДАРТИЗАЦИИ...................... 7
1.1. Стандартизация как упорядочение и нормирование................................7
1.2. Стандартизация и качество..............44
1.3. Сертификация продукции, услуг и систем качества............................67
2. МЕТРОЛОГИЧЕСКИЕ ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ.........................86
2.1. Виды и методы измерений................86
2.2. Погрешности измерений..................93
2.3. Метрологические характеристики средств измерений.........................117
3. ДОПУСКИ И ПОСАДКИ.........................127
3.1. Взаимосвязь между геометрическими параметрами и качеством изделий...........127
3.2. Методы нормирования параметров........132
3.3. Принципы построения систем допусков и посадок........................ ..142
3.4. Допуски и посадки гладких цилиндрических поверхностей...............150
3.5. Допуски формы и расположения поверхностей...............................167
3.6. Нормирование шероховатости и волнистости поверхностей...................189
3.7. Контроль размеров деталей гладкими калибрами....................... 197
3.8. Нормирование точности и посадки подшипников качения..................... 200
3.9. Допуски углов и конусов...............207
3.10. Нормирование точности резьбовых поверхностей и соединений..................220
3.11. Нормирование точности шпоночных соединений..................... 236
3.12. Нормирование точности шлицевых соединений.......................240
3.13. Нормирование точности зубчатых колес и передач..................245
3.14 Размерные цепи........................255
ЛАБОРАТОРНАЯ РАБОТА 1
Измерение размеров гладких наружных цилиндрических поверхностей..................261
ЛАБОРАТОРНАЯ РАБОТА 2
Измерение размеров гладких внутренних цилиндрических поверхностей..................264
ЛАБОРАТОРНАЯ РАБОТА 3
Контроль размеров гладких поверхностей предельными калибрами........................266
ЛАБОРАТОРНАЯ РАБОТА 4 Контроль прямолинейности плоской поверхности.269
ЛАБОРАТОРНАЯ РАБОТА 5
Контроль круглости и профиля продольного сечения цилиндрической поверхности...........271
ЛАБОРАТОРНАЯ РАБОТА 6 Контроль параллельности плоскостей...........275
ЛАБОРАТОРНАЯ РАБОТА 7 Контроль радиального и торцового биений......277
ЛАБОРАТОРНАЯ РАБОТА 8 Измерение углов детали угломером.......... .280
ЛАБОРАТОРНАЯ РАБОТА 9
Контроль наружного конуса детали с помощью синусной линейки...................281
ЛАБОРАТОРНАЯ РАБОТА 10
Контроль внутреннего конуса детали с помощью шариков............................283
ЛАБОРАТОРНАЯ РАБОТА 11
Измерение среднего диаметра наружной метрической резьбы..................284
ЛАБОРАТОРНАЯ РАБОТА 12
Контроль параметров кинематической точности зубчатых колес................... ..287
ЛАБОРАТОРНАЯ РАБОТА 13
Контроль параметров плавности работы зубчатых колес........................289
ЛАБОРАТОРНАЯ РАБОТА 14
Контроль параметров, характеризующих нормы бокового зазора зубчатых колес.........291
ЛИТЕРАТУРА...................................293
Учебное издание
Соломахо Владимир Леонтьевич Цитович Борис Васильевич
Основы стандартизации, допуски, посадки и технические измерения Учебник для учащихся машиностроительных специальностей средних специальных учебных заведений
Республики Беларусь ОКРБ 007-98 ч.1. 22 11.20.100
Ответственный за выпуск: Л. С. Овчинников Гл. редактор: Н В Овчинникова
Подписано в печать с оригинал-макета 22 10 03 Форма ! 60x90 1/16 Бум офсетная No 1 марки Л Печать офсетная Гарнитура Schoolbook Усл иеч ч 18
Уч - изд л 17,8 Тираж 3000 экз Зак 3005
Лицензия Л В No 93 от 02 12 1997 г , продолжение о i 02 12 2002 г
Изда!ельство «Дизайн ПРО», 220040. Рсспубчика fie iap\сь
г Минск, ул Некрасова, 5, офис 510
О।печатано в РУП «Типография «Победа» с готовых диапозитивов заказчика лицензия ЛП No 5 от 30 12 2002 г , 222310, Республика Беларусь, г Мочолсчио ул Тайная, 11
ISBN 985-452-083-8
0789854 520834