



































































































































































































































Author: Зайцев С.А. Куранов А.Д. Толстов А.Н.
Tags: технология обработки без снятия стружки в целом: процессы, инструмент, оборудование и приспособления общая технология машиностроения обработка металлов машиностроение профессиональное образование технические измерения посадки
ISBN: 5-7695-1028-5
Year: 2004




ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
С. А.ЗАЙЦЕВ, А.Д. КУРАНОВ, А. Н.ТОЛСТОВ
ДОПУСКИ, ПОСАДКИ
И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
В МАШИНОСТРОЕНИИ
Учебник
Допущено
Министерством образования Российской Федерации
в качестве учебника для образовательных учреждений
начального профессионального образования
Москва
ACADEMA
2004
КАФЕДРА ?
машин
УДК 621.753.1-2; 620.1.08
ББК 34.5-7
3-15
Рецензент —
преподаватель высшей квалификации ПУ № 149 г. Москвы М. К. Бунакова
Зайцев С. А.
3-15 Допуски, посадки и технические измерения в машиностроении:
Учебник для нач. проф. образования / С. А. Зайцев, А. Д. Куранов,
А. Н. Толстов. — М.: Издательский центр «Академия», 2004. —
240 с.
ISBN 5-7695-1028-5
Изложены основы взаимозаменяемости деталей. Рассмотрены допуски и
посадки гладких элементов деталей, а также наиболее часто встречающихся
соединений. Рассмотрены средства измерения и контроля деталей и соединений.
Для учащихся учреждений начального профессионального образования,
осваивающих профессии, связанные с обработкой и сборкой деталей, ремон-
том и обслуживанием машин и механизмов.
УДК 621.753.1-2; 620.1.08
ББК 34.5-7
Учебное издание
Зайцев Сергей Алексеевич, Куранов Алексей Дмитриевич,
Толстов Андрей Николаевич
Допуски, посадки и технические измерения в машиностроении
Учебник
Редактор И. С. Тарасова
Технический редактор О. С. Александрова
Компьютерная верстка: А. Р. Павлов
Корректоры О. А. Королева, И. Н. Волкова
Разработка серийного оформления: И. В. Соловьев
Изд. № A-633-I/2. Подписано в печать 26.04.2004. Формат 60x90/16.
Гарнитура «Таймс». Бумага тип. № 2. Печать офсетная. Усл. печ. л. 15,0.
Тираж 30000 экз. (2-й завод 5001 - 15000 экз.). Заказ №13144.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.003903.06.03 от 05.06.2003.
117342, г. Москва, ул. Бутлерова, 17-Б, к. 223. Тел./факс: (095)334-8337, 330-1092.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
© Зайцев С.А., Куранов А.Д., Толстов А.Н., 2002
© Образовательно-издательский центр «Академия», 2002
ISBN 5-7695-1028-5 © Оформление. Издательский центр «Академия», 2003
Предисловие
«Стандартизация», «допуски», «посадки», «взаимозаменя-
емость» — термины, без применения которых на практике сегодня
невозможны развитие техники, разработка и изготовление высо-
кокачественной продукции, ее эксплуатация, а в конечном сче-
те — утилизация без ущерба окружающей среде и здоровью людей.
Современная техника и перспективы ее развития, постоянно
повышающиеся требования к качеству изделий предопределяют
необходимость получения и использования знаний, которые яв-
ляются базовыми, основными для всех специалистов, работающих
на этапе разработки конструкции, на этапе ее изготовления и на
этапе эксплуатации вне зависимости от ведомственной принад-
лежности. Эти знания будут востребованы и в машиностроении, и
в авиастроении, и в станкостроении.
Базовые материалы не являются обособленными от других учеб-
ных дисциплин. Знания, полученные при изучении курсов «Чер-
чение», «Математика», «Физика», пригодятся при освоении «До-
пусков, посадок и технических измерений». А знаниями, умени-
ями и практическими навыками, полученными при изучении этого
учебника, можно пользоваться при прохождении таких дисцип-
лин, как «Методы и средства измерений, испытаний и контро-
ля», «Технология машиностроения и приборостроения», «Техно-
логия ремонта» и др.
В первых трех главах представлены основные понятия о стан-
дартизации, качестве машин и механизмов, взаимозаменяемости
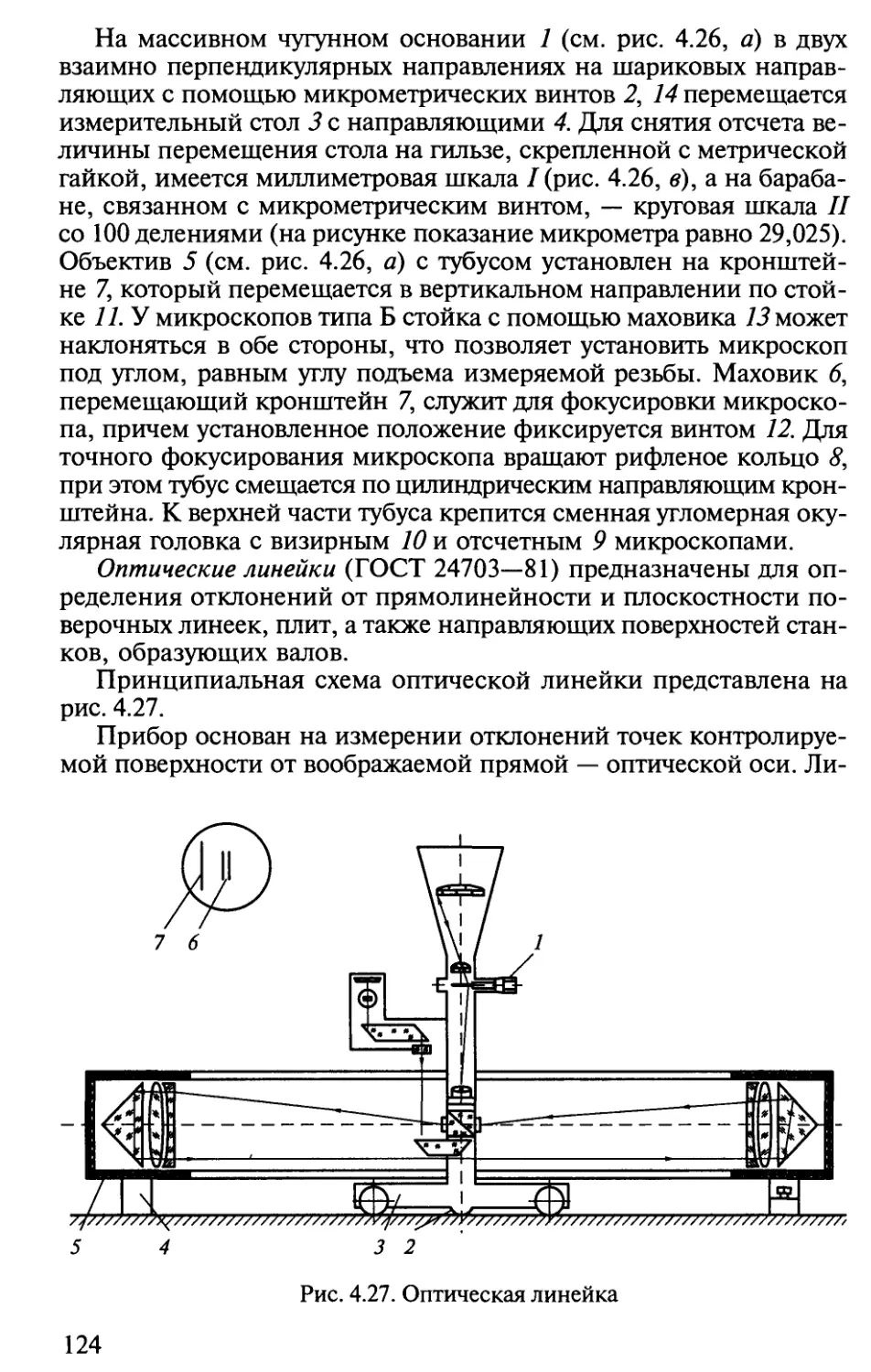
деталей, узлов и механизмов. Гл. 4 посвящена техническим изме-
рениям, в том числе методам и средствам нахождения геометри-
ческих параметров деталей с помощью универсальных техниче-
ских инструментов и приборов. Без этого нельзя изучать последу-
ющие главы. Материал, представленный в последних главах, на-
учит применять полученные знания при работе с типовыми со-
единениями деталей машин и механизмами, используемыми в ма-
шиностроении.
Предисловие и гл. 4 написаны С. А. Зайцевым, гл. 1 — 3 и 5 —
А. Н. Толстовым, гл. 6 —10 — А.Д.Курановым.
Глава 1
ОСНОВЫ СТАНДАРТИЗАЦИИ
На современном этапе развития общества, науки и техники
стандартизация охватывает все области жизни. Правила пользова-
ния метрополитеном, правила поведения в учебном заведении,
на дискотеке — все это элементы общей системы стандартизации
в быту. При проектировании, изготовлении и эксплуатации лю-
бого вида продукции также устанавливаются определенные пра-
вила, положения, требования, которые оформляются соответству-
ющими документами.
Международной организацией по стандартизации (ИСО) разра-
ботаны основные термины и определения, принятые большин-
ством стран, в том числе Россией.
1.1. Основные цели и задачи стандартизации.
Виды и категории стандартов
Что же подразумевает понятие «стандартизация»? Стандарти-
зация — это установление и применение правил с целью упоря-
дочения деятельности в определенной области на пользу и при
участии всех заинтересованных сторон при соблюдении условий
эксплуатации (использования) и требований безопасности. Стан-
дартизация основывается на объединенных достижениях науки,
техники и практического опыта и определяет основу не только
настоящего, но и будущего развития и должна осуществляться
неразрывно с прогрессом.
Из определения следует, что стандартизация — это плановая
деятельность по установлению обязательных правил, норм и тре-
бований, выполнение которых обеспечивает экономически опти-
мальное качество продукции, повышение производительности
труда и эффективности использования материальных ценностей
при соблюдении требований безопасности. Объектами стандар-
тизации, как правило, являются продукция, работа, услуга.
Государственную политику в области стандартизации форми-
рует и реализует Государственный комитет Российской Федера-
4
ции по стандартизации (Госстандарт России). Он же осуществляет
государственный контроль и надзор за соблюдением обязатель-
ных требований государственных стандартов. Госстандарт России
принимает участие в работах по международной стандартизации,
организует профессиональную подготовку и переподготовку кад-
ров в области стандартизации.
Основным документом в стандартизации служит стандарт.
Стандарт — это утвержденный компетентным органом норма-
тивно-технический документ, устанавливающий комплекс норм,
правил, требований к объекту стандартизации.
Какие же виды стандартов существуют?
В зависимости от специфики объектов стандартизации и
предъявляемых к ним требований предусмотрены основополага-
ющие стандарты; стандарты на продукцию (услуги); стандарты на
работы (процессы); стандарты на методы контроля (испытаний,
измерений, анализа).
Основополагающие стандарты разрабатывают с целью содей-
ствия взаимопониманию, техническому единству и взаимосвязи
деятельности в различных областях науки, техники и производ-
ства. В целом они обеспечивают взаимодействие при разработке,
создании и эксплуатации продукта (услуги) таким образом, что-
бы выполнялись требования к охране окружающей среды, безо-
пасности продукта или процесса для жизни, здоровья и имуще-
ства человека, ресурсосбережению и другим общетехническим
нормам, предусмотренным государственными стандартами на
продукцию.
Примерами основополагающих стандартов могут быть
ГОСТ Р 1.0-92, ГОСТ Р 1.2-92, ГОСТ Р 1.4-93, ГОСТ Р 1.5-92 -
нормативные документы по организации государственной систе-
мы стандартизации в России.
Еще одним нормативным документом может быть комплекс
стандартов, который объединяет стандарты, имеющие общую
целевую направленность, устанавливающие согласованные тре-
бования к взаимосвязанным объектам стандартизации. Комплекс
основополагающих стандартов, по существу являясь объединени-
ем взаимосвязанных нормативных документов, носящих методи-
ческий характер, содержит положения, направленные на то, что-
бы стандарты, применяемые на разных уровнях управления, не
противоречили друг другу и законодательству, обеспечивали дос-
тижение общей цели и выполнение обязательных требований к
продукции, процессам, услугам.
Примером комплекса стандартов служат Единая система кон-
структорской документации (ЕСКД) и Единая система техноло-
гической документации (ЕСТД).
Стандарты на продукцию (услуги) устанавливают требования
либо к конкретному виду продукции (услуги), либо к группе од-
5
нородной продукции (услуг). Есть две разновидности этого вида
нормативных документов:
стандарты общих технических условий, которые содержат об-
щие требования к группам однородной продукции, услуг (напри-
мер, ГОСТ Р 51121—97. Товары непродовольственные. Информа-
ция для потребителя. Общие требования);
стандарты технических условий, содержащие требования к кон-
кретной продукции (услуге) (например, ГОСТ 51306—99. Услуги
бытовые. Услуги по ремонту и пошиву швейных изделий. Общие
технические условия).
Стандарт общих технических условий обычно включает в себя
следующие разделы: классификацию, основные параметры (раз-
меры), общие требования к параметрам качества, упаковке, мар-
кировке, требования безопасности; требования охраны окружаю-
щей среды; правила приемки продукции; методы контроля, транс-
портирования и хранения; правила эксплуатации, ремонта и ути-
лизации.
Стандарт технических условий устанавливает всесторонние тре-
бования к конкретной продукции (в том числе различных марок
или моделей этой продукции), касающиеся производства, потреб-
ления, поставки, эксплуатации, ремонта, утилизации. Содержит
конкретизированные дополнительные требования, относящиеся
к объекту стандартизации (указание о товарном знаке, если он
зарегистрирован в установленном порядке; знаки соответствия,
если изделия сертифицированы; особые требования, касающиеся
безопасности и охраны окружающей среды).
Стандарты на работы (процессы) устанавливают требования к
конкретным видам работ, которые осуществляются на разных ста-
диях жизненного цикла продукции: разработки, производства,
эксплуатации (потребления), хранения, транспортирования, ре-
монта, утилизации (например, ОСТ 36-71—82. Плиты теплоизо-
ляционные минераловатные. Типовой технологический процесс).
Стандарты на методы контроля (испытаний, измерений, анали-
за) рекомендуют применять методики контроля, в наибольшей
степени обеспечивающие объективность оценки обязательных тре-
бований к качеству продукции, которые содержатся в стандарте
на нее (например, ГОСТ 25799—85. Игрушки. Общие требования к
безопасности и методы контроля).
В 1996 г. внесено изменение в основополагающий стандарт
ГОСТ Р 1.0—92, согласно которому к перечню нормативных доку-
ментов, применяемых в России, добавился технический регламент.
К техническому регламенту относятся законодательные акты и
постановления Правительства Российской Федерации, содержа-
щие требования, нормы и правила технического характера, госу-
дарственные стандарты Российской Федерации в части устанав-
ливаемых в них обязательных требований, а также нормы и пра-
6
вила федеральных органов исполнительной власти, в компетен-
цию которых в соответствии с законодательством Российской
Федерации входит установление обязательных требований.
1.2. Государственная система стандартизации
Нормативные документы по стандартизации в Российской
Федерации установлены Законом РФ «О стандартизации». К ним
относятся стандарты следующих категорий: государственные стан-
дарты Российской Федерации, применяемые в соответствии с пра-
вовыми нормами международные, региональные стандарты, а
также правила, нормы и рекомендации по стандартизации; об-
щероссийские классификаторы технико-экономической инфор-
мации; стандарты отраслей', стандарты предприятий', стандарты
научно-технических, инженерных обществ и других общественных
объединений. До настоящего времени действуют еще и стандарты
бывшего СССР, если они не противоречат законодательству РФ.
Кроме стандартов нормативными документами являются прави-
ла и рекомендации по стандартизации и технические условия (ТУ).
Рассмотрим содержание российских нормативных документов.
Государственные стандарты (ГОСТ Р) разрабатывают на про-
дукцию, работы и услуги, потребности в которых носят межот-
раслевой характер. Стандарты этой категории, не относящиеся к
области строительства, архитектуры и промышленности строи-
тельных материалов, принимает Госстандарт России. Если они
относятся к этой области, то их принимает Госстрой России.
В государственных стандартах содержатся как обязательные для
выполнения требования к объекту стандартизации, так и реко-
мендательные.
К обязательным требованиям относятся: безопасность продук-
та, услуги, процесса для здоровья человека, окружающей среды,
имущества, а также производственная безопасность и санитарные
нормы; техническая и информационная совместимость и взаимо-
заменяемость изделий; единство методов контроля и единство мар-
кировки.
Отраслевые стандарты (ОСТ) разрабатываются применитель-
но к продукции определенной отрасли. Их требования не должны
противоречить обязательным требованиям государственных стан-
дартов, а также правилам и нормам безопасности, установлен-
ным для отрасли. Принимают такие стандарты государственные
органы управления (например, министерства), которые несут от-
ветственность за соответствие требований отраслевых стандартов
обязательным требованиям ГОСТ Р.
Объектами отраслевой стандартизации могут быть: продукция,
процессы и услуги, применяемые в отрасли; правила, касающи-
7
еся организации работ по отраслевой стандартизации; типовые
конструкции изделий отраслевого применения (инструменты,
крепежные детали и т.п.); правила метрологического обеспече-
ния в отрасли; правила применения (например, ОСТ 200-001—95.
Правила эксплуатации автомобильных шин). Диапазон применя-
емости отраслевых стандартов ограничивается предприятиями,
подведомственными государственному органу управления, при-
нявшему данный стандарт.
Стандарты предприятий (СТП) разрабатываются и принимают-
ся самим предприятием. Объектами стандартизации в этом случае
являются организации и управления производством, совершенство-
вание которых — главная цель стандартизации на данном уровне.
Стандартизация на предприятии может затрагивать и продукцию,
производимую этим предприятием. Объектами стандарта предприя-
тия в этом случае будут составные части продукции, технологичес-
кая оснастка и инструменты, общие технологические нормы про-
цесса производства этой продукции (например, СТП 37.101.9528—93.
Система качества. Автомобили. Организация и порядок поверки и
ремонта средств измерений геометрических величин (разработчик
АвтоВАЗ). Стандарты предприятий могут содержать требования к
различного рода услугам внутреннего характера.
Стандарты общественных объединений (СТО) разрабатываются
научно-техническими или инженерными обществами, как пра-
вило, на принципиально новые виды продукции, процессов или
услуг; на передовые методы испытаний, а также на нетрадицион-
ные технологии и принципы управления производством. Обще-
ственные объединения, занимающиеся этими проблемами, пре-
следуют цель распространить через свои стандарты перспектив-
ные результаты мировых научно-технических достижений, фун-
даментальных и прикладных исследований.
Правила по стандартизации (ПР) и рекомендации по стандар-
тизации (Р) соответствуют нормативным документам методиче-
ского содержания. Они касаются порядка согласования норматив-
ных документов, представления информации о принятых стан-
дартах отраслей, стандартах обществ и стандартах организаций в
Госстандарт РФ, создания службы по стандартизации на пред-
приятии, правил проведения государственного контроля за со-
блюдением обязательных требований государственных стандартов
и многих других вопросов (например, Р 50-601-44—96. Примене-
ние стандартов ИСО серии 9000 на малых предприятиях,
ПР 50.3.001—94. Система сертификации ГОСТ Р. Требования к эк-
спонатам и порядок их аттестации). ПР и Р разрабатываются, как
правило, организациями и подразделениями, подведомственны-
ми Госстандарту России или Госстрою России. Проекты этих до-
кументов обсуждаются с заинтересованными сторонами, утверж-
даются и издаются этими комитетами.
8
Технические условия (ТУ) разрабатывают предприятия и другие
субъекты хозяйственной деятельности в том случае, если стан-
дарт создавать нецелесообразно. Объектом технических условий
может быть продукция разовой поставки, выпускаемая малыми
партиями, а также произведения художественных промыслов и т. п.
В соответствии с Законом РФ «О стандартизации» ТУ отнесены
к техническим, а не нормативным документам. В то же время уста-
новлено, что ТУ рассматриваются как нормативные документы,
если на них есть ссылка в контрактах или договорах на поставку
продукции.
Принимает ТУ их разработчик (руководитель или заместитель
руководителя организации) без указания срока действия за ис-
ключением отдельных случаев, когда заинтересованность в указа-
нии сроков проявляет заказчик (потребитель) продукции.
В соответствии с Законом РФ «О стандартизации» действует
государственная система стандартизации (ГСС). Методологические
вопросы ее организации и функционирования изложены в комп-
лексе государственных основополагающих стандартов «Государ-
ственная система стандартизации Российской Федерации», новая
редакция которого принята в 1993 г. и введена в действие 1 апреля
1994 г. Данный комплекс включает в себя следующие документы:
ГОСТ Р 1.0—92. Государственная система стандартизации Рос-
сийской Федерации. Основные положения;
ГОСТ Р 1.2—92. Государственная система стандартизации Рос-
сийской Федерации. Порядок разработки государственных стан-
дартов;
ГОСТ Р 1.4—93. Государственная система стандартизации Рос-
сийской Федерации. Стандарты отраслей, стандарты предприятий,
научно-технических, инженерных обществ и других обществен-
ных объединений. Общие положения;
ГОСТ Р 1.5—92. Государственная система стандартизации Рос-
сийской Федерации. Общие требования к построению, изложе-
нию, оформлению и содержанию стандартов;
ПР 50.1.001—93. Правила согласования и утверждения техни-
ческих условий.
Принятая в Российской Федерации система стандартизации обес-
печивает и поддерживает единый технический язык, унифициро-
ванные ряды важнейших технических характеристик продукции,
систему строительных норм и правил; типоразмерные ряды и типо-
вые конструкции изделий для общего машиностроения и строитель-
ства; систему классификации технико-экономической информации,
достоверные справочные данные о свойствах материалов и веществ.
В современных условиях стандартизация выполняет три функ-
ции: экономическую, социальную и коммуникативную.
Экономическая функция позволяет заинтересованным сторо-
нам получить в четкой и удобной форме достоверную информа-
9
цию о продукции. При заключении договора (контракта) ссылка
на стандарт заменяет описание сведений о товаре и обязывает
поставщика выполнять указанные требования и подтверждать их.
Социальная функция стандартизации заключается в стремле-
нии включать в стандарты такие показатели качества объекта стан-
дартизации, которые содействуют здравоохранению, обеспечению
необходимых санитарно-гигиенических норм, безопасности ис-
пользования и возможности утилизации продукта с соблюдением
экологических норм.
Коммуникативная функция выражается в достижении взаимо-
понимания в обществе путем обмена информацией. При этом ис-
пользуются стандартизованные термины, трактовки понятий,
символы, единые правила делопроизводства и т.п.
1.3. Ответственность за нарушение обязательных
требований стандартов
Согласно Закону РФ «О стандартизации» ответственность за
нарушение его положений несут юридические и физические лица,
органы государственного управления. Ответственность носит уго-
ловный, административный или гражданско-правовой характер.
Нарушения выявляются службами государственного контроля и
надзора за соблюдением обязательных требований государствен-
ных стандартов.
Нарушение должностными лицами или гражданами, которые
зарегистрированы как индивидуальные предприниматели, обяза-
тельных требований государственных стандартов при реализации,
эксплуатации, транспортировании и хранении продукции влечет
за собой наложение штрафа в размере от пяти до 100 минималь-
ных размеров оплаты труда. Такое же наказание определено за
уклонение юридических и физических лиц от предъявления про-
дукции, сведений о ней и соответствующей документации орга-
нам государственного надзора.
С 1 января 1997 г. специальная уголовная ответственность уста-
новлена за обман потребителей в отношении качества товара, ус-
тановленного договором (в сферах торговли товарами и предос-
тавления услуг), а также за производство и реализацию товаров и
услуг, не отвечающих требованиям безопасности. Уголовная от-
ветственность за нарушение требований стандартов по продукции
производственного назначения не предусмотрена, а администра-
тивная ответственность установлена за несоблюдение обязатель-
ных требований при продаже (поставке) этой продукции, ее ис-
пользовании, транспортировании и хранении. Гражданско-право-
вая ответственность за нарушение требований к качеству опреде-
ляется на основе положений гражданского законодательства.
Глава 2
КАЧЕСТВО МАШИН И МЕХАНИЗМОВ
2.1. Основные термины и определения, относящиеся
к понятию качества продукции
В результате производственной деятельности человека созда-
ются материальные ценности, предназначенные для удовлетворе-
ния его определенных потребностей. Эти материальные ценности
принято называть продукцией. Продукция может быть изделиями
или продуктами.
Изделия — результат работы производственного предприятия,
характеризуемый величиной, исчисляемой в штуках, экземпля-
рах и других счетных единицах. К изделиям относятся, например,
машины и приборы, а также их элементы (детали, агрегаты),
швейные изделия и обувь, кондитерские и ювелирные изделия.
Продукты — результат работы производственного предприя-
тия (металлы, лес, нефтепродукты, краски, ткани, овощи, зерно
и др.), характеризуемый величиной, исчисляемой в килограммах,
литрах, метрах, квадратных или кубических метрах и т. п.
По способу использования продукция может быть разделена
на два класса. К первому классу относится потребляемая продук-
ция, ко второму — эксплуатируемая продукция.
Потребляемая продукция расходуется в процессе использования:
топливо сгорает, материалы перерабатывают в изделие, продукты
питания употребляют в пищу.
Эксплуатируемая продукция расходует свой ресурс, а ее масса
практически не уменьшается. К классу эксплуатируемой продук-
ции относятся машины, приборы, оборудование. Физическая сущ-
ность и закономерности процесса расходования ресурса изучают-
ся наукой о надежности машин.
Продукция указанных классов подразделяется на пять групп:
1) сырье и природное топливо (полезные ископаемые, нефть,
газ, уголь, строительные материалы);
2) материалы и продукты (искусственное топливо, пластмас-
сы, металлопрокат, ткани, пищевые продукты);
3) расходные изделия (дозированные продукты в упаковке,
консервы, жидкое топливо и смазочные материалы в бочках, ка-
бель в бобинах и др.);
11
4) перемонтируемые изделия (электровакуумные и полупро-
водниковые элементы приборов, клиновые ремни, крепежные
изделия и др.);
5) ремонтируемые изделия (машины, механизмы, приборы и
оборудование длительного использования, в том числе тракторы,
автомобили, сельскохозяйственные и гидромелиоративные маши-
ны, оборудование животноводческих ферм).
Каждый вид продукции обладает рядом специфических свойств,
позволяющих отличить его от любого другого.
Свойство продукции — объективная особенность продукции,
проявляющаяся при ее создании и использовании.
Признак продукции — качественная или количественная харак-
теристика ее свойств.
Качественные признаки характеризуют цвет, форму, способ
крепления деталей (сварка, клепка, свинчивание), способ настрой-
ки или регулировки изделия (ручной, полуавтоматический, авто-
матический).
Количественный признак, или параметр продукции, дает чис-
ловую характеристику отдельных свойств. Например, угол заточ-
ки резца, грузоподъемность автомобиля и т.д.
Не все свойства продукции имеют одинаковую значимость. Одни
являются важнейшими, другие — второстепенными, а третьи мо-
гут не иметь никакого значения и никак не отражаться на эффек-
тивности использования данной продукции. Например, для гру-
зового автомобиля важнейшими являются такие его свойства, как
грузоподъемность, удельный расход топлива, пробег до капиталь-
ного ремонта, а такие свойства, как электрическая проводимость
или растворимость в азотной кислоте, значения не имеют. Они не
отражают способности автомобиля выполнять его основные функ-
ции и поэтому не входят в состав качественных признаков из-
делия.
Качество продукции — совокупность свойств продукции, обус-
ловливающих ее пригодность удовлетворять определенные потреб-
ности в соответствии с ее назначением.
Для оценки качества машин и других изделий разработаны си-
стема показателей качества и методы их определения. Область прак-
тической и научной деятельности, которая занимается разработ-
кой теоретических основ и методов количественной оценки каче-
ства продукции, называется квалиметрией.
Задачи квалиметрии состоят в определении номенклатуры
необходимых показателей качества изделия и их оптимальных
значений, разработке методов количественной оценки качества,
создании методики учета изменения качества с течением вре-
мени.
Номенклатурой показателей качества промышленной продук-
ции установлено десять групп показателей качества любых видов
12
продукции, т.е. количественных характеристик свойств продук-
ции, рассматриваемых применительно к определенным условиям
ее создания, эксплуатации или потребления. В каждую группу вхо-
дят как единичные, так и комплексные показатели качества.
Единичный показатель качества продукции отражает одно свой-
ство (производительность, грузоподъемность, энергоемкость, ре-
сурс и др.).
Комплексный показатель качества продукции характеризует не-
сколько ее свойств. Комплексным показателем является, напри-
мер, коэффициент готовности изделия, характеризующий одно-
временно его безотказность и ремонтопригодность и определяе-
мый по формуле
К=Т/(Т + Тъ),
где Т — время наработки на отказ; Тъ — среднее время восстанов-
ления.
Обобщенные показатели качества, которые представляют собой
сумму единичных показателей, имеющих одну размерность либо
выраженных в относительных безразмерных единицах или в бал-
лах с учетом коэффициента значимости каждого показателя, так-
же относят к комплексным. Принято различать десять групп пока-
зателей качества.
1. Показатели назначения характеризуют назначение, область
применения, конструктивные и другие особенности изделия. В ма-
шиностроении наиболее часто используют такие показатели на-
значения, как универсальность машины, производительность,
материалоемкость, энергоемкость.
2. Показатели надежности характеризуют свойства изделия вы-
полнять заданные функции, сохраняя значения установленных
эксплуатационных показателей в пределах, соответствующих за-
данным режимам и условиям использования, технического об-
служивания, ремонта, хранения и транспортирования. Надеж-
ность определяется четырьмя составляющими свойствами: без-
отказностью, долговечностью, ремонтопригодностью и сохра-
няемостью.
3. Показатели технологичности характеризуют степень соответ-
ствия изделия и его элементов оптимальным условиям производ-
ства, рациональность использования конструкционных материа-
лов, приспособленность продукции к применению прогрессив-
ных технологических методов производства, возможность макси-
мального использования централизованного производства и ра-
циональной организации ремонта и обслуживания. Важнейшими
технологическими показателями качества являются коэффициент
сборности изделия, коэффициент использования рациональных
материалов, удельная трудоемкость производства, удельная мате-
риалоемкость.
13
4. Показатели стандартизации и унификации характеризуют сте-
пень использования в данном изделии стандартизованных и уни-
фицированных деталей, агрегатов, блоков и других составных эле-
ментов.
5. Патентно-правовые показатели включают в себя два не имею-
щих размерности показателя: патентоспособности и патентной
чистоты. Патентоспособным изделие является в том случае, если
оно содержит технические решения, которые могут быть призна-
ны изобретением в одной или нескольких странах.
6. Эргономические показатели качества позволяют оценивать сте-
пень приспособленности изделия к взаимодействию с человеком-
оператором (возможность создания оптимальных условий для эф-
фективного управления машиной, соблюдения необходимых норм
гигиены и техники безопасности для оператора и окружающих).
В связи с увеличением интенсивности работы машин, усложне-
нием их конструкции, повышением важности выполняемых ими
функций эргономические показатели качества приобретают все
большее значение.
7. Эстетические показатели качества характеризуют внешний
вид продукции, степень ее соответствия определенному стилю,
гармоничность сочетания отдельных элементов машины друг с
другом и всего изделия с окружающей средой, соответствие форм
изделия его назначению, цветовое оформление, а также качество
отделки внешних поверхностей и других элементов изделия.
8. Показатели транспортабельности характеризуют приспособ-
ленность изделия к перемещениям в пространстве, не сопровож-
дающимся его использованием или потреблением. Эти показатели
выбираются с учетом конкретного вида транспорта и определяют
затраты (трудовые и материальные) на операции по подготовке к
транспортированию и непосредственно транспортные.
9. Показатели безопасности характеризуют свойства продукции,
обусловливающие безопасность человека при ее использовании
(например, время срабатывания защитных устройств, сопротив-
ление изоляции токоведущих частей и т.п.).
10. Экологические показатели характеризуют уровень вредных
воздействий, возникающих при эксплуатации продукции, на окру-
жающую среду и человека (например, содержание вредных эле-
ментов в составе продукции или ее выбросах).
Показатели качества определяются с помощью объективного
(инструментального) и субъективного (экспертного) методов.
Инструментальный метод включает в себя определение пока-
зателей качества продукции с помощью измерительных средств:
весов, спидометров, расходомеров и т.д.
Разновидностью инструментального метода можно считать рас-
четный метод определения показателей качества. Он основан на
вычислениях с использованием значений параметров, найден-
14
ных другими методами (например, расход топлива на 1 км про-
бега, коэффициент полезного действия, производительность
машины).
Экспертный метод — определение показателей качества про-
дукции на основе решения, принимаемого группой специалис-
тов-экспертов. Экспертный метод часто применяют для определе-
ния комплексных показателей качества. По возможности следует
пользоваться объективными методами определения показателей
качества продукции и отдавать им предпочтение перед показате-
лями, полученными субъективными методами. Разновидности экс-
пертного метода — органолептический и социологический методы.
Органолептический метод — определение показателей качества
продукции (в баллах) на основе анализа восприятия окружающей
среды органами чувств человека — зрением, слухом, обонянием,
осязанием и вкусом без применения технических измерительных
или регистрационных средств. Этим методом определяют, напри-
мер, эстетические показатели, вкусовые качества и т.д.
Социологический метод основан на сборе и учете мнений фак-
тических или возможных потребителей продукции. Этим методом
определяются в основном показатели качества товаров широкого
потребления.
2.2. Методы оценки качества продукции
Систематическое проведение мероприятий по оценке уровня
качества — один из основных элементов системы управления ка-
чеством продукции.
Уровень качества продукции — относительная характеристика
качества продукции, основанная на сравнении совокупности по-
казателей ее качества с соответствующей совокупностью базовых
показателей.
Базовый показатель — показатель качества продукции, приня-
той за исходную при сравнительных оценках качества. За базовые
принимают показатели продукции, выбранной в качестве этало-
на. Эталоном могут служить лучшие отечественные или зарубеж-
ные образцы (проектируемые или принятые к производству).
При анализе изменения качества продукции в процессе ее про-
изводства за базовые показатели принимают достигнутые ранее
значения.
Уровень качества однородной продукции может быть опреде-
лен дифференциальным, комплексным и смешанным методами.
Дифференциальный метод оценки уровня качества заключается
в раздельном сопоставлении единичных показателей качества
рассматриваемого изделия с аналогичными базовыми показате-
лями. Этот метод не позволяет получить однозначное числовое
15
значение уровня качества продукции, однако благодаря простоте
и доступности применяется довольно широко. Для оценки уровня
качества дифференциальным методом определяют относительные
показатели качества:
(2.1)
или
<h=Ti5/Th (2.2)
где Т, — единичный показатель рассматриваемого изделия; 7% —
единичный базовый показатель.
Оценку по формуле (2.1) применяют для тех показателей, увели-
чение которых свидетельствует об улучшении качества изделия (про-
изводительность, мощность, ресурс), по формуле (2.2) — для пока-
зателей, уменьшение которых свидетельствует об улучшении каче-
ства изделий (себестоимость, материалоемкость, энергоемкость).
Если уровень качества рассматриваемого изделия превышает
уровень эталона или соответствует ему, то все отнЬсительные по-
казатели будут больше единицы или равны ей. Если же часть отно-
сительных показателей окажется меньше единицы, то заключе-
ние об уровне качества изделия дифференциальным методом сде-
лать нельзя и надо использовать комплексный метод.
Комплексный метод оценки уровня качества предусматривает
применение обобщенных показателей качества. Он позволяет по-
лучить однозначную числовую оценку уровня качества продукции.
Если единичные показатели качества рассматриваемой продук-
ции выражаются в баллах 7} и им присвоены некоторые коэффи-
циенты весомости Kh то обобщенный показатель качества опре-
деляется по формуле
/=1
где п — число рассматриваемых единичных показателей.
Смешанный метод оценки уровня качества применяют в тех
случаях, если обобщенный показатель качества, используемый при
комплексном методе, недостаточно полно учитывает все суще-
ственные свойства продукции, например эргономические, эсте-
тические и патентно-правовые.
Уровень качества продукции оценивают смешанным методом
следующим образом:
объединяют в группы единичные показатели качества и для
каждой группы определяют соответствующий ей комплексный
показатель (наиболее важные показатели качества, как правило,
не объединяют в группы и используют как единичные);
рассматривают полученные комплексные показатели качества
по группам и выделенные в этих группах единичные показатели,
применяя дифференциальный метод оценки.
16
В том случае, если оценивают качество разнородной продук-
ции, что бывает необходимо при сравнении деятельности различ-
ных предприятий, используют индексы качества.
2.3. Управление качеством
Управление качеством продукции — это установление, обес-
печение и поддержание необходимого уровня качества продук-
ции на всех стадиях ее жизненного цикла (при разработке, в про-
изводстве, при эксплуатации или потреблении и утилизации),
осуществляемые путем систематического контроля за качеством и
целенаправленного воздействия на условия и факторы, влияющие
на качество продукции.
В марте 1987 г. ИСО приняла пакет международных стандартов
серии 9000, в которых отражен международный опыт по управле-
нию качеством продукции. Пакет международных и отечествен-
ных стандартов на системы качества (по управлению качеством)
включает в себя следующие документы:
МС ИСО 8402—86. Качество. Словарь;
МС ИСО 9000—87. Общее руководство качеством и стандарты
по обеспечению качества;
ГОСТ Р ИСО 9001—96. Системы качества. Модель для обеспе-
чения качества при проектировании и (или) разработке, произ-
водстве, монтаже и обслуживании;
ГОСТ Р ИСО 9002—96. Системы качества. Модель для обеспе-
чения качества при производстве и монтаже;
ГОСТ Р ИСО 9003—96. Системы качества. Модель для обеспе-
чения качества при окончательном контроле и испытаниях;
МС ИСО 9004—87. Общее руководство качеством и элементы
системы качества. Руководящие указания.
В этих стандартах задачи, стоящие перед любой организацией в
области качества, сформулированы следующим образом:
1) организация должна достигать и поддерживать качество про-
дукции или услуги на уровне, обеспечивающем постоянное удов-
летворение установленным или предполагаемым требованиям;
2) организация должна обеспечивать своему руководству уве-
ренность в том, что намеченное качество достигается и поддер-
живается на заданном уровне;
3) организация должна обеспечивать потребителю уверенность
в том, что намеченное качество поставляемой продукции или
представляемой услуги достигается или будет достигнуто.
Ориентация на удовлетворение требований потребителя явля-
ется главным отличием указанных стандартов. Особенно отчетли-
во это отражено в МС ИСО—9004, где рассмотрены технические,
административные и человеческие факторы, влияющие на каче-
17
ство продукции или услуги на всех этапах петли качества — от
выявления потребности до удовлетворения потребителя.
В рекомендациях по применению стандартов рассмотрены: об-
ласть распространения и сфера действия стандартов; правила их
выбора; основные принципы системы обеспечения качества; до-
кументация системы качества; порядок проведения на предприя-
тии работ по применению указанных стандартов; способы про-
верки, анализа и оценки системы качества.
Стандарты по качеству действуют в процессе проверки систе-
мы обеспечения качества продукции на предприятии. Системой
обеспечения качества принято называть совокупность системати-
чески проводимых плановых мероприятий, необходимых для со-
здания уверенности в том, что продукция (услуга) удовлетворяет
определенным требованиям к качеству.
Так как каждый стандарт содержит нормы, следование кото-
рым необходимо для обеспечения качества, цель проверки состо-
ит в установлении соответствия фактического положения дел ука-
занным нормам. Проверка системы обеспечения качества может
быть частью более общей процедуры (например, сертификации
продукции, аттестации продукции, официальной оценки систе-
мы качества и т.д.).
Правила выбора стандартов. Каждый государственный стандарт
содержит нормы, выполнение которых обеспечивает качество в
определенных конкретных условиях. Например, ГОСТ Р ИСО
9001—96 используют, если необходимо обеспечить качество на
всех стадиях жизненного цикла, ГОСТ Р ИСО 9002—96 — при
необходимости обеспечить качество в процессе производства и
монтажа, ГОСТ Р ИСО 9003—96 применяют, если качество должно
быть обеспечено в процессе окончательного контроля и испыта-
ний. Все указанные критерии выбора называют функциональными.
Кроме них при выборе стандарта учитывают еще ряд факторов:
сложность процесса проектирования, степень обоснованности
проектов, сложность производственного процесса, характеристи-
ки продукции, требования к безопасности продукции, экономи-
ческий фактор.
Основные принципы системы качества. Системы управления ка-
чеством (или просто системы качества) создаются и внедряются
на предприятии для того, чтобы обеспечить проведение опреде-
ленной политики в области качества и достижение целей, сфор-
мулированных относительно качества. Из этого следует, что пер-
вичным в создании системы качества являются формирование и
документальное оформление руководством предприятия полити-
ки в области качества.
Политика в области качества может быть сформулирована по-
разному: либо в виде принципа деятельности по поддержанию
качества продукции на определенном техническом уровне, либо
18
Глава 3
ВЗАИМОЗАМЕНЯЕМОСТЬ ДЕТАЛЕЙ, УЗЛОВ
И МЕХАНИЗМОВ
3.1. Основные понятия о взаимозаменяемости деталей,
узлов и механизмов
В соответствии с рекомендациями ИСО взаимозаменяемость —
это пригодность одного изделия, процесса, услуги для использова-
ния вместо другого изделия, процесса, услуги в целях выполнения
одних и тех же требований. Выполнение требований к точностным
параметрам деталей и сборочных единиц является одним из основ-
ных условий взаимозаменяемости. Кроме того, для обеспечения
взаимозаменяемости необходимо соблюдать и ряд других условий,
например устанавливать оптимальные и номинальные значения
параметров деталей и сборочных единиц, выполнять требования
к материалу деталей, технологии их изготовления, контроля.
Взаимозаменяемыми могут быть детали, сборочные единицы и
изделия в целом, прежде всего детали и сборочные единицы, от
которых зависят надежность и другие эксплуатационные показа-
тели изделий.
Различают следующие виды взаимозаменяемости.
Полная взаимозаменяемость — это такая взаимозаменяемость,
при которой обеспечивается возможность беспригоночной сбор-
ки (или замены при ремонте) любых независимо изготовленных
с заданной точностью однотипных деталей. Такой вид взаимоза-
меняемости возможен только в тех случаях, если размеры, фор-
ма, механические, электрические и другие качественные и коли-
чественные характеристики деталей и сборочных единиц после
изготовления находятся в заданных пределах и собранные из этих
деталей изделия соответствуют техническим требованиям.
В условиях полной взаимозаменяемости существенно упрощается
сборка, которая при этом сводится к простому соединению дета-
лей, расширяются возможности применения поточного метода
изготовления деталей, автоматизации процесса изготовления и
сборки изделий, упрощения ремонта машин. Такой вид взаимоза-
меняемости позволяет ввести специализацию и кооперирование
предприятий (поставщик изготовляет унифицированные изделия,
20
детали или сборочные единицы ограниченной номенклатуры и
поставляет их предприятию, выпускающему основную продукцию).
Неполная взаимозаменяемость — это взаимозаменяемость, при
которой для обеспечения требуемой точности изделия предусмат-
риваются некоторые конструктивные особенности узла или вво-
дятся дополнительные технологические операции при сборке или
ремонте. Применяется в том случае, если для заданных эксплуата-
ционных требований необходимо изготовлять детали и сборочные
единицы с малыми, экономически не выгодными или технологи-
чески трудно выполнимыми допусками. Для получения требуемой
точности сборки при этом применяются дополнительные техно-
логические операции, в том числе доводка и пригонка, так назы-
ваемая селективная сборка или групповой подбор деталей, в кон-
струкцию вводятся регулировочные элементы, компенсаторы. Не-
полная взаимозаменяемость осуществляется не по всем, а только
по отдельным геометрическим или другим параметрам.
Кроме указанных выше различают внутреннюю, внешнюю и
функциональную взаимозаменяемость.
Внутренняя взаимозаменяемость — взаимозаменяемость всех или
некоторых деталей, составляющих сборочные единицы, механиз-
мы, входящие в изделие. Например, в подшипниках качения внут-
реннюю взаимозаменяемость имеют кольца и тела качения (ша-
рики, ролики).
Внешняя взаимозаменяемость — взаимозаменяемость сборочных
единиц, а также кооперируемых и покупных изделий (монтиру-
емых в более сложные изделия) по размерам и форме присоеди-
нительных поверхностей, эксплуатационным показателям, пара-
метрам. Для подшипников качения это размеры наружного и внут-
реннего колец, точность их вращения; для электродвигателей —
мощность, частота вращения вала, размеры и форма присоеди-
нительных поверхностей.
Функциональная взаимозаменяемость — вид взаимозаменяемо-
сти, при которой возможны не только сборка и замена при ре-
монте любых деталей, узлов и механизмов, но и обеспечение их
необходимых эксплуатационных показателей и функциональных
параметров. Например, взаимозаменяемое зубчатое колесо кроме
способности без подгонки занять свое место в узле должно пере-
давать заданный крутящий момент, иметь определенное переда-
точное отношение и обладать заданным ресурсом работы. Функ-
ционально взаимозаменяемый бензонасос автомобиля кроме соот-
ветствующих присоединительных размеров должен иметь задан-
ную производительность, развивать определенное давление и иметь
соответствующий ресурс.
Помимо взаимозаменяемости часто встречается такое понятие,
как совместимость. Под совместимостью принято понимать свой-
ство объектов занимать свое место в сложном готовом изделии и
21
выполнять требуемые функции при совместной или последователь-
ной работе этих объектов и сложного изделия в заданных эксплуа-
тационных условиях. В качестве объекта чаще всего подразумевают-
ся различные автономные электронные блоки, приборы и т.д.
Чтобы обеспечить наибольшую эффективность взаимозаменя-
емости, необходимо при конструировании, производстве и экс-
плуатации машин и механизмов учитывать целый комплекс науч-
но-технических положений. Этот комплекс часто называют прин-
ципом функциональной взаимозаменяемости.
Что включает в себя этот принцип?
В это понятие входят три группы исходных положений.
В первую группу входят положения, используемые при констру-
ировании изделий. Перечислим пять основных из них.
1. Функциональная взаимозаменяемость в большинстве случаев
обеспечивается на стадии проектирования изделий. Прежде всего
уточняются номинальные эксплуатационные показатели и опре-
деляются допустимые отклонения от их значений, возникающие
в ходе эксплуатации. Теоретически и экспериментально на маке-
тах, моделях и опытных образцах устанавливаются возможные
изменения функциональных параметров во времени (износ при
эксплуатации, пластическая деформация, изменение структуры
и т.д.), определяются связи и степень влияния этих параметров и
их отклонений на эксплуатационные показатели нового изделия.
Зная эти связи и допуски на эксплуатационные показатели изде-
лий, определяют допустимые отклонения функциональных пара-
метров и рассчитывают посадки для ответственных соединений.
2. Эксплуатационные показатели машин и других изделий опре-
деляются уровнем и стабильностью характеристик процесса изго-
товления (размерами, формой, другими геометрическими парамет-
рами деталей и сборочных единиц), а также уровнем и стабильно-
стью свойств (механических, электрических, оптических, хими-
ческих) материалов, из которых изготовлены детали, и других фак-
торов. Немаловажную роль играет обеспечение однородности ис-
ходного сырья и материалов заготовок по структурно-химическому
составу, а также стабильного уровня физико-механических свойств,
точности и стабильности размеров и формы заготовок.
3. При конструировании изделий необходимо придерживаться
общетехнических норм, широко применять унифицированные и
стандартизованные детали и сборочные единицы, так как без этого
невозможно обеспечить высокое качество изделий и экономич-
ность производства.
4. Для обеспечения взаимозаменяемости ответственных деталей
по шероховатости поверхностей, их форме и взаимному располо-
жению эти параметры следует выбирать таким образом, чтобы
износ деталей был минимальным, а эксплуатационные качества —
оптимальными.
22
5. При конструировании необходимо учитывать требования тех-
нологичности и предусматривать возможность выбора для про-
верки точностных параметров деталей, сборочных единиц и из-
делий таких схем измерения, которые не вносили бы дополни-
тельных погрешностей и позволяли применять простые и надеж-
ные универсальные или специальные средства измерения и конт-
роля.
Разработка чертежей, технических условий и требований с ука-
занием точности размеров и других параметров, обеспечивающих
высокое качество деталей, сборочных единиц и изделий, являет-
ся первой составной частью реализации принципа взаимозаменя-
емости в процессе конструирования изделий. Рабочий чертеж, в
котором указаны точностные требования, является исходным и
основным документом, по которому разрабатывают технологи-
ческие процессы, измеряют и контролируют точность деталей,
составных частей и готовой продукции.
Вторая группа включает в себя положения, используемые при
производстве изделий. Рассмотрим некоторые из них.
1. Для соблюдения принципа взаимозаменяемости при изго-
товлении деталей и сборке изделий необходимо строго выдержи-
вать нормированную точность функциональных параметров.
2. Чтобы создать большой запас работоспособности машин, для
ответственных функциональных параметров целесообразно обес-
печить выполнение условия TF>Tr, где TF — допуск параметра,
устанавливаемый исходя из эксплуатационных требований; Тг —
технологический допуск, обеспечиваемый принятым технологи-
ческим процессом.
3. Точность оборудования, инструмента и оснастки должна быть
несколько выше требуемой точности изготавливаемых деталей,
т.е. следует иметь необходимый запас точности.
4. Для обеспечения взаимозаменяемости деталей и высокого
качества машин и других изделий необходимо, чтобы технологи-
ческие и измерительные базы совпадали с конструкторскими, т. е.
необходимо соблюдать принцип единства и постоянства баз.
В третью группу входят положения, используемые при экс-
плуатации изделий (обеспеченность запасными частями, пери-
одичность ремонта, планово-предупредительная замена отдель-
ных частей, механизмов и эксплуатационных материалов).
3.2. Понятия о погрешности и точности размера
Качество машин, их надежность и долговечность в значитель-
ной мере зависят от точности обработки деталей при их изготов-
лении. Совершенствование и усложнение конструкций автомоби-
лей, станков и других машин, увеличение рабочих скоростей,
23
нагрузок предъявляют все более высокие требования к качеству
деталей, точности обработки.
При проектировании конструктор определяет размеры и фор-
му каждой детали, обеспечивающие заданные эксплуатационные
характеристики. Однако при изготовлении деталей в связи с боль-
шим числом факторов, возникающих в процессе обработки, по-
являются отклонения от заданных размеров и формы.
Точность обработки чаще всего бывает различной в разных се-
чениях и точках даже в пределах одной поверхности. Она пред-
ставляет собой совокупность отклонений с различными частота-
ми и амплитудами.
Степень соответствия действительных геометрических разме-
ров параметрам, заданным чертежом, принято называть точностью
обработки. Под погрешностью обработки понимают степень несо-
ответствия действительных параметров заданным, т.е. погреш-
ность — это величина, обратная точности.
В производственных условиях для оценки точности размеров
деталей принято использовать укрупненную классификацию от-
клонений геометрических параметров:
отклонения размера;
отклонения расположения поверхностей;
отклонения формы;
волнистость поверхности;
шероховатость поверхности.
Факторов, влияющих на точность обработки, очень много, и в
процессе изготовления деталей они постоянно изменяются. Что-
бы тщательно проанализировать источники погрешностей обра-
ботки, попробуем разделить их на группы.
Неточности станка. Погрешность обработки вызывается биени-
ем шпинделя, отклонениями от прямолинейности направляющих
станины или суппорта, отклонениями от параллельности и пер-
пендикулярности перемещений суппорта относительно оси шпин-
деля, несовпадением осей центров передней и задней бабок, за-
зорами в сопряжениях.
Неточности приспособления. Проявляются при неточности эле-
ментов приспособлений, предназначенных для установки обраба-
тываемой детали, а также для определения положения режущего
инструмента.
Неточности режущего инструмента. Наиболее существенное вли-
яние на форму и размер обрабатываемых поверхностей оказывают
неточности мерного инструмента (сверл, разверток, метчиков и
т.п.) и профильного (фасонного) инструмента (резцов, шлифо-
вальных кругов, фрез и т.п.). Это объясняется тем, что неточнос-
ти изготовления таких инструментов непосредственно влияют на
форму и размер обрабатываемой поверхности. Устранить эти не-
точности подналадкой инструмента нельзя.
24
Для всех режущих инструментов наиболее существенными бу-
дут погрешности, вызываемые износом режущей части.
Неточность установки инструмента. Чаще всего ее называют по-
грешностью настройки инструмента на размер. Возникает при
неточной первоначальной установке режущего инструмента или
при его замене.
Неточности детали. Деталь, поступившая на данную операцию,
имеет погрешности обработки, возникшие на предшествующих
операциях. Эти погрешности влияют на точность обработки, до-
стигаемую на данной операции.
Деформация детали. Особенно часто проявляется при обработ-
ке нежестких деталей (тонкостенных цилиндров, длинных валов,
колец и т. п.). Погрешности обработки возникают в результате дей-
ствия сил зажима детали при ее закреплении и сил резания при
обработке.
В процессе обработки деталей сложной формы, имеющих рез-
кие изменения сечений, особое значение приобретают деформа-
ции, вызванные внутренними напряжениями.
Деформации станка, приспособления, инструмента. В основном
это упругие деформации, возникающие под действием сил реза-
ния в станке, приспособлениях, инструменте. Величины этих де-
формаций определяются жесткостью станка и зависят прежде всего
от его конструкции и качества изготовления.
Температурные деформации, возникающие в процессе обработки
детали. Температура отдельных частей станка, приспособлений, ин-
струмента, детали изменяется неодинаково. Материалы, из которых
они изготовлены, имеют различные коэффициенты линейного рас-
ширения. В результате первоначальное положение поверхностей из-
меняется, что является причиной возникновения погрешностей.
Неточности измерения и контроля размеров. Погрешности, до-
пускаемые при измерениях и контроле, неточность изготовления и
настройки измерительных приборов и инструментов и другие фак-
торы не позволяют определить истинные размеры, полученные при
обработке, и вынуждают использовать реальные размеры.
Перечисленные причины вызывают отклонения размеров де-
тали после обработки от заданных чертежом. При обработке партии
деталей каждая из причин, вызывающая неточность, изменяет
свое воздействие при переходе от одной детали к другой. В резуль-
тате реальные размеры деталей в одной партии различаются меж-
ду собой, т.е. происходит рассеяние размеров.
Рассеяние размеров возникает в результате воздействия боль-
шого числа факторов, поддающихся и не поддающихся регулиро-
ванию. Эти факторы получили название погрешности. Погрешно-
сти делятся на систематические, случайные и грубые.
Полностью избежать погрешностей обработки невозможно,
поэтому при изготовлении деталей отклонения параметров гео-
25
метрической точности от заданных ограничивают, обеспечивая
определенную точность обработки.
3.3. Предпочтительные числа и ряды предпочтительных чисел
Параметры, характеризующие каждый вид продукции, выра-
жаются конкретными числами. Например, мощность двигателя
80 кВт, диаметр вала 50 мм, грузоподъемность автомобиля 5 т. Эти
параметры определяются расчетами или назначаются исходя из
конструктивных соображений. При этом числовые характеристи-
ки параметров могут принимать самые разные значения.
Если не ограничивать применение числовых характеристик,
то осуществить стандартизацию и унификацию параметров ста-
нет практически невозможно. Кроме того, как показал опыт стан-
дартизации, последовательность чисел, характеризующих пара-
метры объектов стандартизации, должна быть не случайной, а
строиться по математическим законам — рядам. При выборе чис-
ловых значений параметров в расчетах, составлении техничес-
ких документов, проектировании пользуются рядами предпоч-
тительных чисел.
Ряды предпочтительных чисел установлены ГОСТ 8032—84.
Предпочтительные числа и ряды предпочтительных чисел. В этом
стандарте предусмотрено четыре основных ряда предпочтитель-
ных чисел (R5, ЛЮ, Л20, Л40) и два дополнительных ряда пред-
почтительных чисел (Л80 и А160). Применение дополнительных
рядов допускается в отдельных случаях, но только если это эко-
номически и технически обосновано.
Основные ряды имеют знаменатели:
ряд А5- Ш = 1,5849 = 1,6;
ряд ЛЮ - Ш = 1,2589 = 1,25;
ряд Я20 - W = 1,1220 = 1,12;
ряд Я40 - W = 1,0593 = 1,06.
Дополнительные ряды имеют знаменатели:
ряд Я 80 - Ш = 1,0292 = 1,03;
ряд Я160 - 16Ш = 1,0145 = 1,015.
Числа, входящие в ряды, округлены. Их относительное отли-
чие от расчетных значений находится в пределах +1,26 ...-1,01 %.
26
Основные ряды предпочтительных чисел приведены в табл. 3.1.
Таблица 3.1
Основные ряды предпочтительных чисел
Основные ряды Номер предпочти- тельного числа
R5 Я10 Я20 Я 40
1,00 1,00 1,00 1,00 0
1,06 1
1,12 1,12 2
1,18 3
1,25 1,25 1,25 4
1,32 5
1,40 1,40 6
1,50 7
1,60 1,60 1,60 1,60 8
1,70 9
1,80 1,80 10
1,90 11
2,00 2,00 2,00 12
2,12 13
2,24 2,24 14
2,36 15
2,50 2,50 2,50 2,50 16
2,65 17
2,80 2,80 18
3,00 19
3,15 3,15 3,15 20
3,35 21
3,55 3,55 22
3,75 23
27
Окончание табл. 3.1
Основные ряды Номер предпочти- тельного числа
Л5 ЛЮ Л20 Л40
4,00 4,00 4,00 4,00 24
4,25 25
4,50 4,50 26
4,75 27
5,00 5,00 5,00 28
5,30 29
5,60 5,60 30
6,00 31
6,30 6,30 6,30 6,30 32
6,70 33
7,10 7,10 34
7,50 35
8,00 8,00 8,00 36
8,50 37
9,00 9,00 38
9,50 39
10,00 10,00 10,00 10,00 40
Во всех случаях необходимо применять одно из 40 основных
предпочтительных чисел, указанных в таблице, причем при уста-
новлении параметров следует отдавать предпочтение значениям
ряда R5 перед значениями ряда ЛЮ, ряда ЛЮ — перед значения-
ми ряда Л 20, ряда Л 20 — перед значениями ряда Л 40.
Отступление от предпочтительных чисел и их рядов допускает-
ся в следующих случаях:
если округление до предпочтительного числа выходит за пре-
делы допустимой погрешности;
если значения параметров следуют закономерности, отлича-
ющейся от геометрической прогрессии.
Стандартом допускается использование выборочных и состав-
ных рядов, поэтому применять все числа того или иного ряда не
всегда обязательно.
28
Выборочные ряды предпочтительных чисел применяются в тех
случаях, если уменьшение числа градаций значений создает до-
полнительный экономический эффект по сравнению с использо-
ванием полных рядов. Предпочтение следует отдавать рекоменду-
емым выборочным рядам, а из выборочных рядов с одинаковым
знаменателем — ряду, содержащему единицу или число, един-
ственной значащей цифрой которого является единица (напри-
мер, 0,01; 0,1; 10; 100).
Кроме предпочтительных рядов чисел в ГОСТ 8032—84 приво-
дится приложение с описанием специальных рядов чисел, кото-
рые следует использовать, если ни один вид установленных ряда-
ми предпочтительных чисел не может быть применен.
По рядам предпочтительных чисел устанавливают, например,
параметры и числовые характеристики продукции, не являющи-
еся линейными размерами.
Ряды рекомендуемых линейных размеров приведены в
ГОСТ 6636—69. В стандарте представлено четыре ряда линейных
размеров: Ra5, Raid, Ra20, Ra4Q, в которые включены округлен-
ные числа из рядов R5, ЛЮ, Л20, Л40 предпочтительных чисел,
устанавливающие нормальные линейные размеры от 0,001 до
20 000 мм. В табл. 3.2 представлены нормальные линейные размеры
от 1 до 500 мм.
Таблица 3.2
Нормальные линейные размеры от 1 до 500 мм
Линейные размеры, мм, рядов
Ra5 Яа10 Яа20 Ла40 Ra5 Яа10 Ra20 Яа40 Ra5 Яа10 Ra2Q Яа40
1,0 1,0 1,0 1,0 10 10 10 10 100 100 100 100
1,05 10,5 105
1,1 1,1 11 11 ПО НО
1,15 15,5 120
1,2 1,2 1,2 12 12 12 125 125 125
1,3 13 130
1,4 1,4 14 14 140 140
1,5 15 150
1,6 1,6 1,6 1,6 16 16 16 16 160 160 160 160
1,7 17 170
1,8 1,8 18 18 180 180
1,9 19 190
29
Окончание табл. 3.2
Линейные размеры, мм, рядов
RaS ЛаЮ Ла20 Ла40 Ra5 ЛаЮ Яа20 Яа40 Ra5 Ла20 Яа40
2,0 2,0 2,0 2,1 2,2 2,2 2,4 2,5 2,5 2,5 2,5 2,6 2,8 2,8 3,0 3,0 3,0 3,2 3,4 3,6 3,6 3,8 4,0 4,0 4,0 4,0 4,2 4,5 4,5 4,8 5,0 5,0 5,0 5,2 5,5 6,0 6,0 6,0 6,0 6,3 6,5 7,0 7,0 7,5 8,0 8,0 8,0 8,5 9,0 9,0 9,5 20 20 20 21 22 22 24 25 25 25 25 26 28 28 30 32 32 32 34 36 36 38 40 40 40 40 42 45 45 48 50 50 50 52 55 55 60 60 60 60 63 65 70 70 75 80 80 80 85 90 90 95 200 200 200 210 220 220 240 250 250 250 250 260 280 280 300 320 320 320 340 360 360 380 400 400 400 400 420 450 450 480 500 500 500
30
Указанный стандарт не распространяется на производные раз-
меры, зависящие от принятых исходных размеров и параметров,
в том числе на технологические межоперационные размеры, а
также размеры, регламентированные в стандартах на конкретные
изделия (например, средний диаметр резьбы).
3.4. Предельные размеры, предельные отклонения,
допуски и посадки
Основные термины и определения установлены ГОСТ 25346—89.
Номинальный размер — размер, служащий началом отсчета от-
клонений. Относительно номинального размера определяются
предельные размеры. Номинальный размер обозначается D для от-
верстий, d для валов, / — линейные размеры. Для деталей, входя-
щих в соединение, номинальный размер является общим.
Для сокращения числа типоразмеров заготовок и деталей, ре-
жущего и измерительного инструмента, а также для облегчения
типизации технологических процессов значения размеров округ-
ляются (как правило, в большую сторону) в соответствии со зна-
чениями нормальных линейных размеров.
Действительный размер — размер, установленный при измере-
нии с допустимой погрешностью. Как уже отмечалось, изготовить
деталь с абсолютно точными размерами и измерить ее без внесе-
ния погрешностей практически невозможно, поэтому и введен
этот термин.
Предельные размеры — два предельно допустимых размера, ко-
торым может быть равен или между которыми должен находиться
действительный размер годной детали. Больший из них называет-
ся наибольшим предельным размером, меньший — наименьшим пре-
дельным размером. Эти размеры принято обозначать Dmax и Dmin для
отверстий, г/тах и 6/min для валов. Если сравнить действительный
размер с его предельными значениями, то можно сделать заклю-
чение о годности детали.
Проходной предел — термин, применяемый к одному из пре-
дельных размеров, который соответствует максимальному коли-
честву материала, т.е. верхнему пределу для вала или нижнему
пределу для отверстия.
Непроходной предел — термин, применяемый к одному из пре-
дельных размеров, который соответствует минимальному количе-
ству материала, т. е. нижнему пределу для вала или верхнему пре-
делу для отверстия. В ГОСТ 25346—89 введены понятия предель-
ных отклонений от номинального размера:
верхнее предельное отклонение (ES, es) — алгебраическая раз-
ность между наибольшим предельным размером и номинальным
размером:
31
ES = Dmax — D;
= ^max —
нижнее предельное отклонение (El, ei) — алгебраическая раз-
ность между наименьшим предельным размером и номинальным
размером:
EI = Дпт -
ei ~ ^min — el,
действительное отклонение — алгебраическая разность между
действительным размером и номинальным размером.
Отклонения могут быть положительными, если предельный или
действительный размер больше номинального, и отрицательны-
ми, если предельный или действительный размер меньше номи-
нального. На конструкторских и технологических чертежах номи-
нальные и предельные размеры, а также их отклонения указыва-
ют в миллиметрах без обозначения единицы измерения (ГОСТ
2.307-68), например 81^[; 42zSg; 50+0’025; 50_0>022.
Угловые размеры и их предельные отклонения указываются в
градусах, минутах и секундах с указанием единицы измерения,
например, 30° 15'40".
При равенстве абсолютных значений отклонений они указыва-
ются один раз со знаком ± рядом с номинальным размером, на-
пример 85 ±0,02°; 90 ±12°.
Отклонение, равное нулю, на чертежах не проставляется. На-
носят только одно отклонение — или положительное на месте
верхнего отклонения, или отрицательное — на месте нижнего
предельного отклонения, например 60_002; 89+0,02.
Одним из основных понятий, определяющих точность изго-
товления деталей, является допуск. Допуском Тназывают разность
между наибольшим и наименьшим допустимыми значениями па-
раметра. Если говорят о допуске размера, то под этим понимается
разность между наибольшим и наименьшим предельными разме-
рами или абсолютное значение алгебраической разности между
верхним и нижним предельными отклонениями:
TD - Dmax - Dmin = I-EIS* - Е7|;
Td = dmax — cfmin = I&S — ei\.
Отрицательного допуска не бывает, допуск всегда положитель-
ная величина. Он определяет допустимое поле рассеяния действи-
тельных размеров годных деталей в изготовленной партии. От до-
32
пуска во многом зависит качество дета-
лей и стоимость их изготовления. С уве-
личением допуска, как правило, каче-
ство деталей ухудшается, зато стоимость
изготовления становится меньше.
Графическое изображение допусков
позволяет наглядно представить соот-
ношение предельных размеров отдель-
ных деталей и деталей в соединении.
При графическом изображении допуск
изображается в виде поля допуска.
На рис. 3.1 представлено изображе-
ние деталей: отверстия и вала. Заштри-
хованная зона между наибольшим и
Рис. 3.1. Соединение деталей
выполнима в масштабе,
наименьшим предельными размерами
является допуском. Однако такая схема
хотя и достаточно наглядна, но трудно
так как разница между значениями номинального размера, от-
клонений и допусков очень большая.
Поле допуска — это поле, ограниченное верхним и нижним
предельными отклонениями относительно номинального разме-
ра — нулевой линии. Нулевая линия — это линия, соответствующая
номинальному размеру. От нее откладываются отклонения разме-
ров при графическом изображении допусков и посадок. Как пра-
вило, нулевая линия располагается горизонтально и отклонения
относительно нее откладываются: положительные — вверх, а от-
рицательные — вниз (рис. 3.2).
Две или несколько подвижно или неподвижно соединяемых
деталей называют сопрягаемыми. Поверхности, по которым про-
исходит соединение деталей, также называют сопрягаемыми. Ос-
тальные поверхности называют свободными, или несопрягаемы-
ми. В соответствии с этим различают размеры сопрягаемых и не-
сопрягаемых, или свободных, поверхностей.
В соединении деталей различают охватываемые и охватывающие
поверхности. Для обозна-
чения этих поверхностей
введены специальные
термины — вал и отвер-
стие. Термин «вал» приме-
няется для обозначения
наружных (охватывае-
мых) поверхностей дета-
лей (совокупности охва-
тываемых поверхностей);
Термин «отверстие» ис-
пользуется для обозначе-
Рис. 3.2. Схема расположения отклонений
2 Зайцев
33
D
Рис. 3.3. Примеры охватываемой и охва-
тывающей поверхностей
ния внутренних (охватываю-
щих) поверхностей деталей
(совокупности охватывающих
поверхностей). Эти термины
относятся не только к цилин-
дрическим деталям, но и к
элементам деталей другой
формы: резьбовых, шлице-
вых, плоских и т.д. (рис. 3.3).
Введены также понятия основ-
ной вал и основное отверстие.
Основной вал — это вал, верх-
нее предельное отклонение
которого равно нулю (es = 0).
Основное отверстие — это отверстие, нижнее предельное откло-
нение которого равно нулю (Е1 = 0). Допуски размеров охватыва-
ющих и охватываемых поверхностей принято сокращенно назы-
вать соответственно допуском отверстия и обозначать TD и допус-
ком вала и обозначать Td.
Если говорят о деталях, находящихся в соединении, то приме-
няют термин «посадка». Посадкой называется характер соедине-
ния деталей, определяемый получающимися в нем зазорами или
натягами. Посадка характеризует свободу перемещения деталей в
соединении или степень сопротивления их взаимному переме-
щению.
Различают посадки с зазором (рис. 3.4, а), с натягом (рис. 3.4, б)
и переходные, в которых возможен как зазор, так и натяг (рис. 3.4, в).
Зазор S — разность размеров отверстия и вала, если размеры
вала меньше размеров отверстия. Собранное с зазором соединение
допускает перемещение деталей друг относительно друга. В соеди-
нении с зазором определяются следующие основные параметры:
наибольший зазор 5max = Dmax - d^;
наименьший зазор 5min = Z)min - Jmax;
средний зазор 5т = (5тах + 5min)/ 2.
Натяг N — разность размеров вала и отверстия до сборки со-
единения, если размер вала больше размера отверстия. Собранное
с натягом соединение обеспечивает неподвижность деталей после
их сборки. Основные параметры соединений с натягом:
наибольший натяг NmSK = dm3X - Z>min;
наименьший натяг Nmjn = dmin - Dmax;
средний натяг Nm = (Nmax + Nmin)/ 2.
Рассмотрим виды посадок.
Посадка с зазором — посадка, при которой зазор в соединении
обеспечивается благодаря разности размеров отверстия и вала. При
посадке с зазором (см. рис. 3.4, а) поле допуска отверстия 1 рас-
полагается над полем допуска вала 2 и в любом случае размеры
34
2
Рис. 3.4. Виды посадок
вала будут меньше размеров отверстия. К посадкам с зазором от-
носятся и такие посадки, у которых нижняя граница поля допус-
ка отверстия совпадает с верхней границей поля допуска вала,
т. е. Dmm = dmax. В этом случае 5^=0.
Посадка с натягом — посадка, при которой натяг в соедине-
нии обеспечивается благодаря разности размеров вала и отвер-
стия. При посадке с натягом (см. рис. 3.4, б) поле допуска отвер-
стия 1 располагается под полем допуска вала 2 и в любом случае
размеры вала будут больше размеров отверстия. К посадкам с на-
тягом относятся и такие посадки, у которых нижняя граница поля
допуска вала совпадает с верхней границей поля допуска отвер-
стия, т. е. Z)max = d^n. В этом случае #min = 0.
Переходная посадка (см. рис. 3.4, в) — посадка, при которой
возможен как зазор, так и натяг (поля допусков вала и отверстия
перекрываются полностью или частично).
Кроме зазора и натяга посадки существует понятие допуск по-
садки. Допуском посадки принято называть разность между наи-
35
большим и наименьшим предельными зазорами для посадок с
зазором:
TS = 5max - iSmin
или натягами для посадок с натягом
TN = N - N
2 1 ’ 1 ’max 1 ’min*
В переходных посадках допуском посадки считают сумму наи-
большего натяга и наибольшего зазора, взятых по абсолютному
значению:
TS (TN) = Smax + Nmax.
Если провести несложные преобразования, выразив максималь-
ные зазор и натяг через разность диаметров (5max = Dmax - dmin и
Nmax = dmax ~ Anin), ТО МОЖНО ПОЛуЧИТЬ ДОПУСК ПОСЭДКИ, ЧИСЛвННО
равный сумме полей допусков вала и отверстия:
TS (TN) = TD + Td.
Рассмотрим три соединения деталей, имеющие различные виды
посадок. При расчете необходимо определить предельные разме-
ры, допуски, зазоры и натяги в соединениях. Предельные откло-
нения следует взять из ГОСТ 25346—82.
Пример 1. Для посадки с зазором определить предельные раз-
меры отверстия и вала, допуски отверстия и вала, максимальный
и минимальный зазоры, допуск посадки. Посадка с зазором
050 НТ/fl. Отверстие: номинальный размер 050 мм, верхнее пре-
дельное отклонение ES = +25 мкм, нижнее предельное отклоне-
ние Е1 = 0.
Предельные размеры отверстия, мм:
Z)max = D + ES = 50 + 0,025 = 50,025;
Z)min = D + £7=50 + 0 = 50,000.
Допуск отверстия, мм:
TD = Z)max - Z)min = 50,025 - 50,000 = 0,025.
Вал: номинальный размер 050 мм, верхнее предельное откло-
нение es = -25 мкм, нижнее предельное отклонение ei = -50 мкм.
Предельные размеры вала, мм:
flfmax = = 50 + (-0,025) = 49,975;
cfmin = d + es = 50 + (-0,050) = 49,950;
Допуск вала, мм:
Td = Jmax - Jmin = 49,975 - 49,950 = 0,025.
36
Зазоры в посадке этих деталей, мм:
^тах = Дпах - 4nin = 50,025 - 49,950 = 0,075;
Smin = Дпт - dmax = 50,000 - 49,975 = 0,025.
Допуск посадки с зазором, мм:
TS = Smax - = 0,075 - 0,025 = 0,05
или
TS = TD + Td = 0,025 + 0,025 = 0,05.
Схема расположения полей допусков для этой посадки пред-
ставлена на рис. 3.5.
Пример 2. Для посадки с натягом определить предельные раз-
меры отверстия и вала, допуски отверстия и вала, максималь-
ный и минимальный натяги, допуск посадки. Посадка с натягом
050 Н7/р6. Для отверстия предельные размеры и допуск остают-
ся такими же, как в примере 1.
Вал: номинальный размер 050 мм, верхнее предельное откло-
нение es = +42 мкм, нижнее предельное отклонение ei = +26 мкм.
Предельные размеры вала, мм:
4nax = d + es = 50 + 0,042 = 50,042;
^min = d + es = 50 + 0,026 = 50,020.
Допуск вала, мм:
Td = dmax - 4in = 50,042 - 50,026 = 0,016.
37
Натяги в посадке, мм:
wmax = dmax - = 50,042 - 50,000 = 0,042;
tfmin = 4nin - Дпах = 50,026 - 50,025 = 0,001.
Допуск посадки с натягом, мм:
TN = Nmax - Nmin = 0,042 - 0,001 = 0,041
или
TN = TD + Td = 0,025 + 0,016 = 0,041.
Схема расположения полей допусков для этой посадки пред-
ставлена на рис. 3.6.
Пример 3. Для переходной посадки определить предельные разме-
ры отверстия и вала, допуски отверстия и вала, зазор и натяг допус-
ка посадки. Переходная посадка 050 Н1/тв. Для отверстия предель-
ные размеры и допуск остаются такими же, как в примерах 1 и 2.
Вал: номинальный размер 050 мм, верхнее предельное откло-
нение es =+25 мкм, нижнее предельное отклонение ei = 4-9 мкм.
Предельные размеры вала, мм:
Jmax = d 4- es = 50 4- 0,042 = 50,025;
= d + es = 50 + 0,026 = 50,009.
Допуск вала, мм:
Td = cfmax - dmm = 50,025 - 50,009 = 0,016.
38
Натяги и зазор в посадке, мм:
= Dmax - dmia = 50,025 - 50,009 = 0,016;
Лтах = rfmax - Anin = 50,025 - 50,000 = 0,025.
Допуск посадки, мм:
TS(N) = + А™. =0,016 + 0,025 = 0,041;
ИЛИ
TS(N) = TD + Td = 0,025 + 0,016 =0,041.
Схема расположения полей допусков для этой посадки пред-
ставлена на рис. 3.7.
Линейные размеры и предельные отклонения, а также посад-
ки на чертежах указываются в миллиметрах. Их сокращенное обо-
значение (мм) не ставится.
Правила нанесения предельных отклонений установлены ЕСКД,
в частности входящим в нее ГОСТ 2.307—68.
Предельные отклонения указываются непосредственно после
номинальных размеров со своим знаком: верхнее отклонение (ES,
es) вверху, нижнее (El, ei) внизу. Предельные отклонения, рав-
ные нулю, не указываются (нуль не ставится), а место для откло-
нения остается свободным. Если поле допуска располагается сим-
метрично относительно нулевой линии, абсолютное значение пре-
дельных отклонений указывается один раз со знаками ±, причем
высота шрифта, которым они записываются, должна быть равна
высоте шрифта, которым указывается номинальный размер.
При написании предельных отклонений справа от значащей
цифры нули не ставятся, например 01ОО±О,1. Если же число зна-
чащих цифр у верхнего и нижнего предельных отклонений раз-
ное, то дописываются нули справа, чтобы число цифр у верхнего
и нижнего отклонений было одинаковым, например 012, .
Предельные отклонения размеров деталей, находящихся в со-
пряжении, записываются в виде дроби. В числителе дроби указы-
39
Рис. 3.8. Примеры обозначения числовых значений предельных отклонений
на чертежах
ваются числовые значения предельных отклонений отверстия, а в
знаменателе — числовые значения предельных отклонений вала,
+0,02
например, 040
-0,02
При нанесении числовых значений отклонений на сборочных
чертежах в некоторых случаях допускаются надписи, поясняющие,
к какой из деталей относятся эти отклонения (рис. 3.8).
3.5. Единые принципы построения системы допусков
и посадок для типовых соединений деталей машин
Системой допусков и посадок называют совокупность рядов до-
пусков и посадок, построенных на основе опыта, теоретических и
экспериментальных исследований и оформленных в виде стан-
дартов.
Согласно ГОСТ 25346-82, ГОСТ 25347-82 и ГОСТ 25348-82 в
ЕСДП и ИСО установлены допуски и посадки для размеров ме-
нее 1 мм и до 500 мм, более 500 мм и до 3150 мм, а в ЕСДП,
кроме того, для размеров более 3150 мм до 10 000 мм. Поля допус-
ков для размеров менее 1 мм приводятся в отдельных таблицах.
Система допусков и посадок предназначена для выбора мини-
мально необходимых, но достаточных для практики допусков и
посадок типовых соединений деталей. Она дает возможность стан-
дартизации режущего инструмента и калибров, облегчает конст-
руирование и производство изделий, обеспечивает взаимозаме-
няемость изделий и их частей, обусловливает их качество.
40
В большинстве стран мира применяется система допусков и
посадок ИСО, созданная для унификации национальных систем
допусков и посадок в целях обеспечения международной техни-
ческой связи в различных отраслях промышленности. Включение
международных рекомендаций в национальные стандарты (в част-
ности, в ЕСДП) создает условия для обеспечения взаимозаменя-
емости однотипных деталей, составных частей и изделий, изго-
товленных в разных странах.
Действие ЕСДП распространяется на допуски размеров гладких
элементов деталей и на посадки, которые образуются при их соеди-
нении. Принятые нормы взаимозаменяемости включают в себя так-
же системы допусков и посадок резьбовых деталей, конусов и т.д.
Системы допусков ИСО и ЕСДП построены по единому прин-
ципу и характеризуются следующими признаками.
Основание системы. Стандарты предусматривают две равноправ-
ные системы посадок: систему посадок отверстия и систему поса-
док вала.
Посадки в системе отверстия (рис. 3.9, а) — это посадки с
различными зазорами и натягами, получающимися в результате
соединения различных валов с основным отверстием, поле до-
пуска которого обозначается Н(Е1 = (У).
Посадки в системе вала (рис. 3.9, б) — это посадки с различ-
ными зазорами и натягами, получающимися соединением раз-
личных отверстий с основным валом, поле допуска которого обо-
значается h (es = 0).
Такую систему допусков принято называть односторонней пре-
дельной. Систему посадки (отверстия или вала) выбирают исходя
из конструктивных, технологических и экономических сообра-
жений.
Поля допусков валов Поля допусков отверстий
Нулевая линия
Номинальный размер D
Поле допуска основного вала
Поле допуска основного отверстия
Поля допусков валов
Поля допусков отверстий'
Рис. 3.9. Примеры расположения полей допусков для посадок в системе
отверстия и вала
41
Особенно широкое распространение получила система отвер-
стия. Это объясняется тем, что точное отверстие получают, ис-
пользуя дорогостоящий режущий инструмент, предназначенный
только для одного размера с определенным полем допуска. Вал
же независимо от размера в основном обрабатывается одним и
тем же инструментом (резцом или шлифовальным кругом).
В некоторых случаях из конструктивных соображений приме-
няется система вала (например, если нужно чередовать соедине-
ния нескольких отверстий одного номинального размера с раз-
личными посадками на одном валу). На рис. 3.10, а представлено
соединение, имеющее подвижную посадку оси 3 с тягой 1 и не-
подвижную посадку этой оси с вилкой 2. Это соединение целесо-
образно выполнять в системе вала (рис. 3.10, б), а не в системе
отверстия (рис. 3.10, в). Система вала применяется также в тех случа-
ях, если детали типа валиков или осей изготовляются из калибро-
ванных холоднотянутых прутков, дополнительная механическая
обработка которых не предусматривается.
При выборе системы посадок предполагается, что детали и их
составные части изготовлены по стандарту. Например, соедине-
ние внутреннего кольца подшипника качения с валом осуществ-
ляется по системе отверстия, а наружное кольцо с корпусом — по
системе вала.
Для учета специфики конструирования и технологии изготов-
ления деталей, их измерения и контроля, удобства практического
использования стандартных предельных отклонений и допусков
все размеры разбиваются на диапазоны и интервалы.
Наиболее распространенными являются следующие диапазо-
ны размеров:
свыше 0 до 1 мм;
свыше 1 до 500 мм;
свыше 500 до 3150 мм;
свыше 3150 до 10 000 мм.
Детали, размеры которых входят в каждый из этих диапазонов,
имеют свои особенности и при проектировании, и при обработ-
Рис. 3.10. Примеры соединений
42
ке, и при контроле. Так, размеры диапазона более 0 до 1 мм наи-
более часто реализуются в микроэлектронике, размеры более 1 до
500 мм — в машиностроении, а размеры более 500 мм — в станко-
строении и тяжелом машиностроении.
Каждый диапазон размеров разбивается на интервалы — ос-
новные и промежуточные. Основные интервалы используются для
определения всех допусков системы. В ЕСДП для номинальных
размеров от 1 до 500 мм предусмотрено 13 основных интервалов.
Для полей допусков, образующих посадки с большими зазорами
или натягами, введены дополнительные промежуточные интер-
валы, что позволяет уменьшить колебание зазоров и натягов и
делает посадки более определенными.
Единица допуска. Применяется в системе допусков для отраже-
ния влияния технологических, конструктивных и метрологических
факторов на точность размера и выражает зависимость допуска от
номинального размера. На основании исследований точности ме-
ханической обработки установлены следующие единицы допуска:
для размеров до 500 мм
/ = 0,45#2)+0,0012);
для размеров более 500 мм до 10 000 мм
i = 0,0042) + 2,1,
где D — среднее геометрическое крайних размеров каждого ин-
тервала размеров, мм; i — единица допуска, мкм.
Единицы допуска для основных интервалов размеров приведе-
ны ниже.
Единица допуска i, мкм, для интервалов размеров
Интервал размеров, мм:
от 1 до 3......................................
» 3 » 6.............................
» 6 » 10.............................
» 10 » 18.................................
» 18 » 30.................................
» 30 » 50.................................
» 50 » 80.................................
» 80 » 120................................
» 120» 180................................
» 180» 250................................
» 250 » 315...............................
» 315 » 400...............................
» 400 » 500...............................
0,63
0,83
1,00
1,21
1,44
1,71
1,90
2,20
2,50
2,90
3,38
3,60
4,00
Интервалы диаметров. Так как зависимость между допуском и
диаметром установлена, можно было бы определить допуск для лю-
43
бого диаметра в диапазоне от 1 до 500 мм. Однако в этом нет необхо-
димости, так как при небольших отличиях номинальных размеров
допуски на них будут отличаться незначительно. Технологическая
трудность изготовления деталей в определенном диапазоне размеров
будет одинаковой, причем этот диапазон тем меньше, чем меньше
сами размеры. С увеличением размеров расширяется и диапазон.
Квалитет. Детали разного назначения в различных изделиях
изготовляют с различной точностью. Нормирование требуемых
уровней точности осуществляется с помощью квалитетов. Под
квалитетом понимается совокупность допусков, изменяющихся в
зависимости от номинального размера так, что уровень точности
для всех номинальных размеров остается одинаковым.
В ЕСДП установлено 20 квалитетов: /701, /7В, ITl, IT2, IT3, ...,
ITY1, ГП8. Допуск в каждом квалитете характеризуется постоянным
коэффициентом к, который называется числом единиц допуска. Это
число зависит от квалитета и не зависит от номинального размера.
Допуск для любого квалитета определяется по формуле
Т = ki.
Число единиц допуска для квалитетов Z75...Z718
Квалитет:
IT5
IT6
IT7
IT8
IT9
IT10
IT 11
IT12
IT13
IT14
IT15
IT16
IT 17
IT18
7
10
16
25
40
64
100
160
250
400
640
1000
1600
2500
Из приведенных данных видно, что число единиц допуска, а
следовательно, и допуски размеров увеличиваются при переходе
от одного квалитета к другому по геометрической прогрессии со
знаменателем 1,6. Через каждые пять квалитетов начиная с 6-го
допуски увеличиваются в 10 раз.
Строгое разграничение областей применения различных ква-
литетов не предусмотрено, используют квалитеты:
для концевых мер длины — /701... /71;
калибров и особо точных изделий — /72.../75;
сопряжений — /76.../712;
наиболее распространенных свободных размеров — /713... /718.
44
Такая система построения рядов допусков позволяет по извест-
ным номинальному размеру и допуску определить квалитет, а сле-
довательно, и сложность получения размера в заданном допуске.
Например, шейка коленчатого вала шлифуется под размер
8^-одз4 мм- Допуск составляет 22 мкм, единица допуска для диа-
метра 85 мм равна 2,2. Определим число единиц допуска: а = IT/i =
= 22/2,2 = 10, что соответствует квалитету IT6.
В машиностроении для окончательной обработки наиболее ча-
сто применяются квалитеты IT6 и IT1.
Нормальная температура. Допуски и отклонения, установлен-
ные стандартами, относятся к деталям, размеры которых опреде-
лены при нормальной температуре. В большинстве странах мира за
нормальную принята температура +20 °C. Такая температура при-
нята как близкая к температуре рабочих помещений машиностро-
ительных и приборостроительных заводов. Градуировка и аттеста-
ция всех линейных и угловых мер, измерительных приборов, а
также точные измерения должны выполняться при нормальной
температуре. Температура детали и измерительного средства в мо-
мент контроля должна быть одинаковой. Отклонения от нормаль-
ной температуры не должны превышать допустимых значений,
установленных ГОСТ 8.050—73.
3.6. Взаимозаменяемость деталей по форме и взаимному
расположению поверхностей
Точность формы характеризуется отклонением формы реаль-
ной поверхности (или профиля) от формы номинальной поверх-
ности (или профиля), заданной чертежом, и определяется в соот-
ветствии с ГОСТ 24642—81. Чтобы охарактеризовать всевозмож-
ные отклонения от номинальной поверхности или профиля, не-
обходимо дать несколько определений.
Реальная поверхность — это поверхность, ограничивающая де-
таль и отделяющая ее от окружающей среды. Реальные поверхно-
сти деталей 1 (рис. 3.11) получают
в результате обработки.
Номинальная поверхность — это
идеальная поверхность 2, форма
которой задана чертежом или дру-
гим техническим документом.
Кроме реальной и номинальной
поверхностей различают номи-
нальный и реальный профили, а
также номинальное и реальное
расположение поверхности (про-
Рис. 3.11. Поверхности детали
45
филя). Номинальное расположение поверхности (профиля) опре-
деляется номинальными линейными и угловыми размерами, а
реальное расположение поверхности (профиля) — действитель-
ными линейными и угловыми размерами, т. е. размерами реаль-
ной детали.
База — поверхность, линия, точка детали, определяющие ту
плоскость или ось системы координат, по отношению к которой
задается допуск расположения или определяется отклонение вза-
имного расположения поверхностей.
Профиль поверхности — это линия пересечения (или контур)
поверхности с плоскостью или заданной поверхностью.
Для нормирования и количественной оценки отклонений фор-
мы и взаимного расположения поверхностей используют прин-
цип прилегающих прямых, поверхностей и профилей.
Прилегающая прямая — прямая, соприкасающаяся с реальным
профилем и расположенная вне материала детали так, чтобы рас-
стояние от нее наиболее удаленной точки реального профиля в
пределах нормируемого участка было минимальным (рис. 3.12, а).
Прилегающая окружность — окружность минимального диамет-
ра, описанная вокруг реального профиля наружной поверхности
вращения детали (рис. 3.12, б), или окружность максимального
диаметра, вписанная в реальный профиль внутренней поверхнос-
ти вращения (рис. 3.12, в).
Прилегающий цилиндр — цилиндр минимального диаметра,
описанный вокруг реальной наружной поверхности, или ци-
линдр максимального диаметра, вписанный в реальную внут-
реннюю поверхность (рис. 3.13).
Прилегающая плоскость — это плоскость, соприкасающаяся с
реальной поверхностью и расположенная вне материала детали
так, что отклонение от нее наиболее удаленной точки реальной
поверхности в пределах нормируемого участка имеет минималь-
ное значение (рис. 3.14).
Прилегающая прямая
Д< Д„ Д < Д2
Прилегающая окружность
Реальный
б в
Рис. 3.12. Расположение прилегающей прямой и прилегающих окружностей
46
Рис. 3.13. Прилегающий цилиндр
Рис. 3.14. Прилегающая плоскость
Приняты следующие условные обозначения:
Д — отклонение формы или отклонение расположения поверх-
ностей;
Т — допуск формы или допуск расположения;
L — длина нормируемого участка.
Количественно отклонение формы оценивается наибольшим
расстоянием Д от точек реальной поверхности (профиля) до при-
легающей поверхности (профиля) по нормали к прилегающей
поверхности (профилю).
Отклонения формы могут быть комплексными и частными.
Например, для цилиндрических поверхностей комплексным
является отклонение от цилиндричности, которое характеризует
наибольшее расстояние Д от точек реальной поверхности до при-
легающего цилиндра (см. рис. 3.13).
3.6.1. Отклонения формы цилиндрических поверхностей
Отклонение от круглости — комплексный показатель отклоне-
ний в плоскости поперечного сечения цилиндрической детали. От-
клонением от круглости называется наибольшее расстояние Д от
точек реального профиля до прилегающей окружности (рис. 3.15, а).
Допуск круглости Т — наибольшее допустимое значение отклоне-
ния от круглости.
Частными видами отклонения от круглости являются оваль-
ность и (рис. 13, б) огранка (рис. 3.15, в).
Овальность — это отклонение от круглости, при котором ре-
альный профиль поперечного сечения представляет собой ова-
лообразную фигуру, наибольший и наименьший диаметры ко-
47
Прилегающая Отклонение
окружность от круглости
а б в
Рис. 3.15. Отклонения формы цилиндрической детали в поперечном сечении
торой находятся во взаимно перпендикулярных направлениях (см.
рис. 3.15, б).
Численно овальность можно выразить в виде полуразности меж-
ду наибольшим и наименьшим диаметрами сечения:
А = (^тах ~ ^тт)/2«
Овальность возникает в результате биения шпинделя токарно-
го или шлифовального станка, из-за неправильной формы попе-
речного сечения заготовки, дисбаланса детали и т.д.
Огранка — это отклонение от круглости, при котором реаль-
ный профиль поперечного сечения представляет собой много-
гранную фигуру (см. рис. 3.15, в), очерченную отрезками дуг с
центрами кривизны в различных точках. Огранка количественно
определяется так же, как и отклонение от круглости, — наи-
большим отклонением Д реального профиля от прилегающей
окружности.
Причиной появления огранки является изменение положения
мгновенного центра вращения детали при обработке. Она появля-
ется, как правило, при бесцентровом шлифовании и при реза-
нии, когда система «станок — приспособление — инструмент—
деталь» недостаточно жесткая.
Кону сообразность, бочкообразность, седлообразность, отклонение
от прямолинейности оси — частные показатели отклонений про-
филя цилиндрических поверхностей в продольном сечении.
Конусообразность — это отклонение профиля продольного се-
чения, при котором образующие прямолинейны, но не парал-
лельны (рис. 3.16, а).
Конусообразность возникает при несовпадении осей шпинде-
ля и пиноли задней бабки станка, непараллельное™ оси шпинде-
ля направляющим станины и т. п.
48
Рис. 3.16. Отклонения профиля в продольном сечении
Бочкообразностъ — это отклонение профиля продольного сече-
ния, при котором образующие непрямолинейны и диаметры уве-
личиваются от краев к середине сечения (рис. 3.16, б). Чаще всего
причиной бочкообразности является прогиб вала при малой его
жесткости в процессе обточки в центрах.
Седлообразностъ — это отклонение профиля продольного сече-
ния, при котором образующие непрямолинейны и диаметры
уменьшаются от краев к середине сечения (рис. 3.16, в). Причины
возникновения седлообразности — несовпадение центров токар-
ного станка в вертикальной плоскости или обработка толстых ко-
ротких валов в нежестких центрах.
Количественно конусообразность, бочкообразность и седлооб-
разность равны полуразности между наибольшим и наименьшим
диаметрами в одном и том же продольном сечении:
А = (^max ~ ^min)/2-
Зная частные показатели отклонений профиля, можно вно-
сить коррективы в технологический процесс и устранять причи-
ны, вызывающие эти отклонения, так как любое из них снижает
ресурс подвижных соединений и надежность неподвижных.
Отклонение от прямолинейности оси (рис. 3.16, г) появляет-
ся, как правило, из-за действия неравномерно распределенных
остаточных напряжений, возникающих после термообработки, на-
клепа и т. п.
49
3.6.2. Отклонения формы плоских поверхностей
Отклонение от плоскостности — комплексный показатель от-
клонений формы плоских поверхностей. Оно характеризуется со-
вокупностью всех отклонений формы поверхности и численно
равно наибольшему расстоянию Д от реальной поверхности до
прилегающей плоскости (рис. 3.17, а). Вогнутость (рис. 3.17, б) и
выпуклость (рис. 3.17, в) — частные виды отклонений формы плос-
ких поверхностей.
Отклонение от прямолинейности в плоскости (рис. 3.18) — ком-
плексный показатель отклонений профиля сечения плоских по-
верхностей. Численно оно равно наибольшему расстоянию от ре-
ального профиля до прилегающей прямой.
Отклонение формы заданного профиля (поверхности) — наиболь-
шее отклонение (рис. 3.19) точек реального профиля (поверхнос-
ти) от номинального, определяемое по нормали к номинальному
профилю (поверхности).
Все виды отклонений от правильной геометрической формы
отрицательно сказываются на работе соединений. В подвижных со-
единениях отклонения формы приводят к уменьшению факти-
ческой площади контакта, увеличению удельных нагрузок, ухуд-
шению условий смазывания и в результате к значительному со-
кращению ресурса соединения из-за быстрого износа сопрягаемых
поверхностей. В соединениях с натягом отклонения формы приво-
дят к уменьшению реального натяга и, как следствие, к сниже-
нию надежности соединения.
Для взаимозаменяемости соединений ГОСТ 24643—81 устанав-
ливает предельные отклонения в зависимости от принятой степе-
ни точности. Стандартом определено 16 степеней точности, в ко-
торых предельные отклонения формы соответствуют ряду R5 пред-
почтительных чисел.
Относительная геометрическая точность формы цилиндричес-
ких поверхностей и соотношение допусков формы и размера в
зависимости от условий применения следующие: нормальная 60 %,
повышенная 40 %, высокая 25 %.
Прилегающая
плоскость
Рис. 3.17. Отклонения формы плоских поверхностей
Прилегающая
плоскость
в
50
Рис. 3.18. Отклонение от прямоли-
нейности в плоскости
Номинальный профиль
Рис. 3.19. Отклонения формы за-
данного профиля
Если предельные отклонения формы не установлены, их сле-
дует ограничить допуском на размер.
3.6.3. Отклонения расположения поверхностей
Отклонение расположения — отклонение рассматриваемого эле-
мента поверхности от его номинального расположения, опреде-
ляемого номинальными линейными и угловыми размерами меж-
ду ним и базами или между рассматриваемыми элементами, если
базы не заданы.
Причинами возникновения отклонений расположения поверх-
ностей являются погрешности обработки деталей, погрешности при-
способлений для установки деталей, нарушение принципа единства
баз при изготовлении деталей. Во время эксплуатации отклонения
расположения поверхностей в значительной мере увеличиваются из-
за неравномерного износа, пластических деформаций, старения
металла корпусных деталей, сопровождающегося их короблением.
В зависимости от формы и назначения детали различают зави-
симые и независимые допуски расположения поверхностей. Зна-
чение зависимого допуска расположения не только определяется
заданным предельным отклонением расположения, но и зависит
от действительных отклонений размеров рассматриваемых поверх-
ностей. Чтобы обеспечить собираемость деталей, назначают зави-
симые допуски. Независимый допуск определяется только задан-
ным предельным отклонением расположения и не зависит от пре-
дельных отклонений размеров рассматриваемых поверхностей.
К отклонениям Д расположения поверхностей относятся:
отклонение от параллельности плоскостей (рис. 3.20, а), осей
поверхностей вращения, оси вращения и плоскости (рис. 3.20, б);
51
Рис. 3.20. Отклонения расположения поверхностей
отклонение от перпендикулярности плоскостей, осей или оси
и плоскости (рис. 3.20, в);
отклонение от соосности — относительно оси базовой повер-
хности (рис. 3.20, г) или относительно общей оси (рис. 3.20, д);
отклонение от пересечения осей (рис. 3.20, е);
отклонение от заданного наклона;
отклонение от симметричности (рис. 3.20, ж);
позиционное отклонение — смещение от номинального рас-
положения (рис. 3.20, з).
К суммарным отклонениям формы и расположения поверхно-
стей относятся:
торцевое и радиальное биение (рис. 3.20, и, к) и биение в за-
данном направлении;
полное торцевое и полное радиальное биение;
отклонение формы заданного профиля;
отклонение формы заданной поверхности.
Отклонения расположения поверхностей от номинального зна-
чения чрезвычайно вредно сказываются на надежности и долго-
52
вечности работы машин, вызывая в отдельных деталях и соеди-
нениях дополнительные статические и динамические нагрузки,
что приводит к быстрому износу и усталостному разрушению
деталей.
3.6.4. Обозначение на чертежах допусков формы
и взаимного расположения поверхностей
Допуски формы и расположения поверхностей указывают на
чертежах условными обозначениями или текстом в технических
требованиях. Применение условных обозначений предпочтитель-
но. Обозначения на чертежах допусков формы и расположения
поверхностей выполняют по ГОСТ 2.308—79.
В табл. 3.3 приведены условные обозначения допусков формы и
расположения поверхностей и суммарные допуски формы и рас-
положения поверхностей.
Таблица 3.3
Условные обозначения допусков формы и расположения поверхностей
Группа допусков Допуск (вид) Условный знак
Допуски формы Прямолинейности Плоскостности Круглости Цилиндричности Профиля продольного сечения 1 И II
Допуски расположения Параллельности Перпендикулярности Наклона Соосности Симметричности Позиционный Пересечения осей // о -0- X
Суммарные допуски формы и расположения Радиального биения Торцевого биения Биения в заданном направлении
Полного радиального биения Полного торцевого биения f!
Заданного профиля Формы заданной поверхности
53
Условные обозначения допусков помещают в прямоугольную
рамку, разделенную на две или три части (рис. 3.21, а). В первой
проставляют условный знак допуска, во второй — числовое зна-
чение допуска в миллиметрах, в третьей — буквенное обозначе-
ние базы или другой поверхности, к которой относится откло-
нение.
Рамки вычерчивают сплошными тонкими линиями и распола-
гают горизонтально. Высота цифр, букв и знаков, вписываемых в
рамки, должна быть равна размеру шрифта размерных чисел, а
высота рамки — на 2...3 мм больше. Не допускается пересекать
рамку какими-либо линиями. В случае необходимости рамку мож-
но располагать вертикально.
С элементом, к которому относится допуск, рамку соединяют
прямой или ломаной линией, заканчивающейся стрелкой (рис. 3.21, б).
Если допуск относится к поверхности или ее профилю, то рамку
соединяют с контурной линией поверхности или ее продолжени-
ем. При этом соединительная линия не должна быть продолжени-
ем размерной рамки. Если же допуск относится к оси или плоско-
сти симметрии, то соединительная линия должна быть продолже-
нием размерной линии (рис. 3.21, в).
Направление отрезка соединительной линии, заканчивающе-
гося стрелкой, должно соответствовать направлению линии изме-
рения отклонения.
Базовую поверхность, ось или плоскость симметрии обознача-
ют равносторонним зачерненным треугольником и соединяют с
рамкой по тем же правилам, что и стрелку.
Чтобы не затемнять чертеж, при необходимости разрешается ба-
зовую или другую поверхность, к которой относится отклонение,
жения и формы на чертежах
54
обозначать прописной бук-
вой, вписываемой в третью
часть рамки (рис. 3.21, г). Эту
же букву вписывают в квад-
ратную рамку, которую со-
единяют с обозначаемой
поверхностью линией, за-
канчивающейся треуголь-
ником или стрелкой, в за-
висимости от того, обозна-
чает она базу или небазо-
вую поверхность.
Указанный в рамке допуск
формы или расположения
поверхности относится ко
Рис. 3.22. Обозначение зависимого до-
пуска
всей длине поверхности. Если же допуск относится к участку повер-
хности заданной длины, то ее указывают после предельного откло-
нения, отделяя наклонной чертой (рис. 3.21, д). При необходимости
допуск ко всей длине указывают над допуском к заданной длине.
Зависимые допуски расположения поверхностей обозначают
знаком (М), который помещают после числового значения до-
пуска (рис. 3.22).
Если допуски формы не указаны на чертеже, то допускаются
любые отклонения формы в пределах поля допуска рассматривае-
мого элемента. Если у элементов указаны допуски параллельнос-
ти, перпендикулярности, наклона или торцевого биения, то в
соответствии с ГОСТ 25069—81 неуказанный допуск плоскостности
или прямолинейности равен указанному допуску расположения или
торцевого биения. Примеры обозначений на чертежах допусков фор-
мы и расположения поверхностей приведены в табл. 3.4.
Таблица 3.4
Примеры условных обозначений допусков формы и расположения
Элемент условного обозначения Пример условного обозначения Пояснение
Нормируемый участок Допуск относится ко всей поверхности (длине) элемента Допуск относится к любому участку поверхности (элемента), имеющему заданную длину (или площадь)
— |0,02/1001
—
55
Окончание табл. 3.4
Элемент условного обозначения Пример условного обозначения Пояснение
Допуск относится к нормируемому участку, расположенному в определенном месте (участок обозначают штрих-пунктирной линией и указывают размер)
О| 0,2 |
10 20
База Знак базы — зачернен- ный равносторонний треугольнике высотой, равной размеру шрифта размерных чисел Если соединение рамки, имеющей обозначение допуска с базой, неудобно, то базу обозначают прописной буквой и указывают ее в третьем поле рамки допуска
"1 0,1 |
1
Sj
Зависимый допуск Числовое значение зависимого допуска связано с действи- тельными размерами нормируемого и базо- вого элементов
O|0o,i(m)|a(m)|
-— — г*
Одинаковые условные обозначения, относящиеся к разным элементам I 0,01 I АВ | Повторяющиеся допуски, обозначаемые одним и тем же условным знаком и имеющие одно и то же числовое значение
f
]
0 [в
3.7. Волнистость и шероховатость поверхности
3.7.1. Основные термины и определения
Поверхности деталей, обработанных на любых металлорежу-
щих станках, имеют неровности в продольном и поперечном на-
правлениях. Продольные неровности определяются в направле-
56
нии главного рабочего движения при резании, а поперечные —
в направлении, перпендикулярном к нему.
Форма, размеры, частота повторяемости этих неровностей за-
висят от вида режущего инструмента, метода и режимов обработ-
ки, материала детали, жесткости оборудования и, как следствие,
от частоты колебаний в системе «станок—приспособление —ин-
струмент — деталь».
При изучении неровностей поверхности выделяют волнистость
и шероховатость.
Волнистость — это такая совокупность периодически череду-
ющихся возвышенностей и впадин, у которой расстояние между смеж-
ными возвышенностями или впадинами превышает базовую длину /.
Нормируемыми параметрами волнистости являются ее высота
и средний шаг.
Высота волнистости Wz (рис. 3.23) — среднее арифметическое
из пяти значений, определенных на участке измерения длиной
Lw, равной не менее пяти действительным наибольшим шагам
волнистости:
Wz = | W + W2 + + W5).
Предельные числовые значения высоты волнистости Wz необ-
ходимо выбирать из ряда, мкм: 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5;
25; 50; 100; 200.
Средний шаг волнистости 5^ — среднее арифметическое рас-
стояний 5ц/ между одноименными сторонами соседних волн, из-
меренных по средней линии профиля:
Sw ~ ~ X •
Шероховатость поверхности — это совокупность неровностей
профиля поверхности с относительно малыми шагами в пределах
базовой длины /.
Базовая длина — длина базовой линии, используемой для выде-
ления неровностей, характеризующих шероховатость поверхности.
Граница между волнистостью и шероховатостью условна, так
как при изменении базовой длины /, которую назначают из эксп-
луатационных соображений, числовые значения параметров вол-
нистости и шероховатости тоже будут изменяться.
В качестве критерия различия между волнистостью, шерохо-
ватостью и отклонением формы чаще всего используют отно-
с
шение среднего шага к высоте: —— < 40 — шероховатость;
S S z
40 < — < 1000 — волнистость; —> 1000 — отклонение формы.
Wz Wz .
57
Рис. 3.23. Определение высоты (а) и шага (б) волнистости поверхности
Стандартом ГОСТ 25142—82 предусмотрен ряд параметров для
количественной оценки шероховатости, причем отсчет значений
ведется от единой базы, за которую принята средняя линия про-
филя т.
Средней линией профиля т называется базовая линия, имею-
щая форму номинального профиля поверхности и делящая дей-
ствительный профиль так, что в пределах базовой длины среднее
квадратичное отклонение профиля от этой линии минимально.
Систему отсчета значений шероховатости от средней линии
профиля называют системой средней линии.
На профилограмме (рис. 3.24) в пределах базовой длины / пло-
щади, расположенные по обеим сторонам от этой линии до кон-
тура профиля, должны быть равны между собой.
Базовая длина при измерении шероховатости поверхности вы-
бирается из ряда, мм: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25. Чем
больше размеры неровностей на приборе К201, тем больше долж-
на быть базовая длина.
Количественную оценку шероховатости проводят по следующим
основным параметрам:
Ra — среднее арифметическое отклонение профиля;
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота неровности профиля;
Sm — средний шаг неровностей;
S — средний шаг неровностей по вершинам;
tp — относительная опорная длина профиля (р — уровень
сечения профиля).
58
Рис. 3.24. Профилограмма к определению основных параметров шерохо-
ватости поверхности
Параметр Ra характеризует среднюю высоту всех неровностей
профиля, Rz — среднюю высоту наибольших неровностей, Атах —
наибольшую высоту профиля.
Шаговые параметры Sm, S и t введены для учета формы и рас-
положения характерных точек неровностей. Параметр Ra является
предпочтительным.
Средним арифметическим отклонением профиля Ra называется
среднее значение расстояний у2, ..., уп от точек измерения
профиля до средней линии, взятых по абсолютному значению:
Л /=1
где / — базовая длина; п — число выбранных точек профиля на
базовой длине.
Высота неровностей профиля по десяти точкам Rz — сумма сред-
них абсолютных значений высот пяти наибольших выступов профи-
ля и пяти наибольших впадин профиля в пределах базовой длины:
5
1 ( 5
RZ = ~ 'Ey pi +£к/
J ;=i ;=i
где ypi — высота z-ro наибольшего выступа профиля; yvi — глубина
z-й наибольшей впадины.
Наибольшая высота неровностей профиля 7?тах — это расстояние
между линией выступов профиля и линией впадин в пределах базо-
вой длины /:
59
^max ~ Rp + Rv-
Средний шаг неровностей Sm — среднее значение шага неровностей
по средней линии т в пределах базовой длины, определяемое как
расстояние между одноименными сторонами соседних неровностей:
ni=\
где п — число шагов в пределах базовой длины /; Smi — шаг неров-
ностей профиля, равный длине отрезка средней линии, пересе-
кающей профиль в трех соседних точках и ограниченной двумя
крайними точками.
Средний шаг неровностей по вершинам S — среднее значение
расстояний между вершинами характерных неровностей в преде-
лах базовой длины:
1 п
nfrx
где п — число шагов неровностей по вершинам в пределах базо-
вой длины /; S,— шаг неровностей профиля по вершинам, рав-
ный длине отрезка средней линии между проекциями на нее двух
наивысших точек соседних выступов профиля.
Числовые значения параметров шероховатости Ra, Rz, Rmax,
Sm и S нормализованы и приведены в ГОСТ 2789—73. Рекоменду-
ется использовать предпочтительные значения параметров шеро-
ховатости, указанные в этом стандарте.
Относительная опорная длина профиля tp — отношение опор-
ной длины профиля к базовой длине, определяемое в %:
^ = (П//)ЮО,
где Т1р — сумма длин отрезков bh отсекаемых на выступах профиля
заданной линией, эквидистантной средней линии в пределах ба-
зовой длины,
/=1
где п — число отсекаемых отрезков в пределах базовой длины
(см. рис. 3.24); / — базовая длина.
Относительная опорная длина профиля tp характеризует факти-
ческую опорную площадь, от которой в значительной степени зави-
сят износостойкость подвижных соединений, прочность посадок с
натягом и пластическая деформация поверхностей при их контакте.
Опорная длина профиля tip определяется на уровне сечения р,
т.е. на заданном расстоянии между линией выступов и линией,
пересекающей профиль эквидистантно линии выступов.
60
Уровень сечения профиля р отсчитывают по линии выступов и
выбирают из приведенных ниже рядов:
tp, %...10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90
р, %....5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90
3.7.2. Обозначение шероховатости поверхности на чертежах
На чертежах шероховатость поверхности обозначают по
ГОСТ 2.309—73 для всех получаемых по данному чертежу поверх-
ностей детали независимо от метода их образования.
Структура условного обозначения шероховатости поверхности
приведена на рис. 3.25, а. В обозначении шероховатости поверхно-
сти, вид обработки которой не указывают, применяют знак, по-
казанный на рис. 3.25, б, причем этот знак является предпочти-
тельным.
В обозначении шероховатости поверхности, образуемой пу-
тем удаления слоя материала, например точением, шлифовани-
ем, хонингованием, фрезерованием, сверлением и т.п., приме-
няют знак, показанный на рис. 3.25, в. В обозначении шерохова-
тости поверхности, образуемой без снятия слоя материала, на-
пример литьем, ковкой, штамповкой, или поверхности, сохра-
няемой в состоянии поставки, применяют знак, показанный на
рис. 3.25, г.
Значения параметров шероховатости указывают над знаком: па-
раметр Ra — только числовым значением, мкм, остальные пара-
метры — буквенным обозначением и числовым значением
(рис. 3.26, а).
При указании нескольких параметров вверху ставят обозначе-
ние высоты профиля, ниже — шага и еще ниже — относительной
опорной длины профиля (рис. 3.26, б). Вид обработки указывают
над полкой знака шероховатости (рис. 3.26, в).
Параметр (параметры)
шероховатости
Полка знака
Базовая длина
Условное
обозначение
направления
неровностей
Рис. 3.25. Структура обозначения шероховатости поверхности на чертежах
61
Вид обработки
поверхности и (или)
другие дополнительные
указания
Рис. 3.26. Обозначение шероховатости поверхности
В некоторых случаях устанавливаются требования к направле-
нию неровностей и виду обработки (если он является единствен-
ным или предпочтительным для обеспечения требуемого качества
поверхности).
Эти параметры обозначаются в соответствующем поле услов-
ного обозначения (см. рис. 3.25, а): вид обработки — надписью,
направление неровностей — условным знаком.
Условные обозначения направления неровностей указывают на
чертежах, используя один из знаков, приведенных в табл. 3.5.
Значение базовой длины / размещают над обозначением на-
правления шероховатости, но под полкой знака в соответствую-
щем поле.
Если необходимо ограничить не только максимальное, но и
минимальное значение параметра, предельные значения распо-
лагают одно над другим: выше — максимальное, ниже — мини-
мальное, например:
ЬОО р, 0,080 р 0,80 . 50
0 63 ^0,032 ктахо,32 *50 70
Кроме номинального значения параметра могут быть указаны
предельные отклонения (в процентах), например: 1 ± 30 %; /5070 ±
± 10 % и т.п. Допускается упрощенное обозначение шероховатости
62
Обозначение направления неровностей
Таблица 3.5
Направление неровностей Схема расположения Условное обозначение
Параллельное Перпендикулярное Перекрещивающееся Произвольное Кругообразное Радиальное © \/£ /\^м
поверхности строчными буквами русского алфавита с разъясне-
нием его в технических условиях (рис. 3.26, г).
На изображении изделия обозначение шероховатости поверхнос-
ти располагают на линиях контура, выносных линиях (ближе к раз-
Рис. 3.27. Примеры обозначения шероховатости поверхности
63
мерной линии) или на полках линий-выносок, а при недостатке
места — на размерных линиях или их продолжении (рис. 3.26, д).
Преобладающее значение шероховатости поверхности указы-
вают в правом верхнем углу, а если есть поверхности с другой
обозначенной на них шероховатостью, то ставят еще знак шеро-
ховатости в скобках. Знак перед скобкой должен быть в 1,5 раза
больше знака на детали, а в скобках — одинакового размера со
знаками на детали (рис. 3.27, а — в).
Если шероховатости одной и той же поверхности детали на
разных участках различны, то эти участки разделяют сплошной
тонкой линией (рис. 3.27, г). Шероховатость поверхностей зубьев
колес, эвольвентных шлицев указывают на делительной окруж-
ности, если на чертежах не приводится их профиль.
3.7.3. Влияние волнистости и шероховатости поверхности
на эксплуатационные свойства узлов и механизмов
Волнистость и шероховатость поверхностей оказывают значи-
тельное влияние на ресурс подвижных и надежность неподвиж-
ных соединений.
В подвижных соединениях из-за волнистости и шероховатости
фактическая площадь контакта в 3 — 5 раз меньше номинальной,
что приводит к увеличению давления в точках контакта и разрыву
масляного слоя. Давление при этих условиях становится таким, что
упругие деформации неровностей переходят в пластические, и это
сглаживает неровности. Кроме того, при разрыве масляного слоя и
большом давлении происходит схватывание отдельных неровно-
стей и вырывание частиц металла. Эти процессы сопровождаются
значительным повышением температуры, что в таких соединениях,
как «коленчатый вал — вкладыши», приводит к выплавлению анти-
фрикционного слоя. Если при этом разрушения сопрягаемых по-
верхностей не происходит, то все равно наблюдаются ускоренный
износ поверхностей и значительное увеличение зазора. Эти про-
цессы продолжаются до тех пор, пока высота и форма неровностей
не достигнет определенного стабильного значения. Получающую-
ся при этом шероховатость называют оптимальной. Она характе-
ризуется определенными высотой, шагом и формой неровностей.
Важно отметить, что если неровности поверхности первоначаль-
но будут меньше оптимального значения, то через определенный
промежуток времени, равный периоду приработки, высота неров-
ностей увеличится и также будет близка к оптимальной. Чем больше
первоначальная шероховатость отличается от оптимальной, тем боль-
ший износ будет иметь поверхность в период приработки и тем на
большее значение сократится технический ресурс соединения.
Шероховатость поверхности влияет также на усталостную проч-
ность деталей, так как неровности являются концентраторами
64
напряжений. Поэтому детали, работающие в условиях знакопере-
менных нагрузок, не должны иметь грубо обработанных поверх-
ностей с большими неровностями.
Впадины неровностей являются резервуарами, в которых скап-
ливаются вода и другие жидкости, поэтому поверхности с боль-
шими неровностями особенно подвержены коррозии. В местах
уплотнений, где требуется герметичность, большая высота не-
ровностей также вредна. Как правило, чем меньше допуск на об-
работку, тем меньшей получается высота неровностей. В то же время
прямой зависимости между допуском и высотой неровностей нет.
Иногда при большом допуске на обработку назначают шерохо-
ватость с минимальной высотой неровностей для придания деко-
ративного вида поверхности или для обеспечения надежной за-
щиты ее от коррозии. Порой при минимальных допусках на обра-
ботку получают поверхности со сравнительно большими неров-
ностями, надежно удерживающие смазку (например, поверхнос-
ти поршней, направляющих станков, различных салазок).
Шероховатость поверхности — фактор управляемый, завися-
щий от режимов резания, вида режущего инструмента и охлажда-
ющей жидкости и, наконец, от вида обработки.
При изготовлении и восстановлении деталей подвижных со-
единений в большинстве случаев следует стремиться к получению
шероховатости, близкой к оптимальной.
В неподвижных соединениях шероховатость поверхностей дета-
лей значительно влияет на их надежность. При напрессовке дета-
лейсоединений с натягом происходит частичное сглаживание не-
ровностей, при этом изменяется натяг, который в собранном со-
единении будет меньше расчетного. Это приведет к уменьше-
нию прочности соединения. С уменьшением высоты неровностей
влияние шероховатости будет меньшим.
Из сказанного следует, что обоснованное назначение шерохо-
ватости поверхности с определенными параметрами — важный
фактор повышения надежности и долговечности соединений и
машины в целом.
При назначении параметра шероховатости можно ориентироваться
на наибольшие допустимые значения параметра Ra в зависимости от
допусков на размер и форму, определяемые для следующих условий:
при допуске 60 % от допуска на размер — Ra < 0,05 Г;
при допуске 40 % от допуска на размер — Ra < 0,025 Г;
при допуске 25 % от допуска на размер — Ra < 0,012 Г.
Контрольные вопросы
1. Как классифицируется взаимозаменяемость деталей машин?
2. Что такое сопрягаемые и несопрягаемые, охватываемые и охваты-
вающие поверхности?
3 Зайцев 65
3. Что такое посадка, зазор, натяг?
4. Какие бывают посадки?
5. Что такое номинальный, действительный и предельные размеры?
6. Что такое отклонение размеров и как оно указывается на чер-
тежах?
7. Для чего предназначены системы допусков и посадок?
8. Что такое единица допуска и как она определяется?
9. Что такое квалитет?
10. Как определяют отклонения формы и расположения поверх-
ностей?
11. Какие отклонения формы цилиндрических деталей существуют в
осевом и радиальном сечениях?
12. Что такое комплексные и дифференцированные показатели от-
клонения формы поверхностей?
13. Как обозначаются отклонения формы и расположения на чер-
тежах?
14. Какие параметры волнистости поверхности вы знаете?
15. Какие основные параметры шероховатости поверхности преду-
смотрены ГОСТ 25142—82?
16. Как обозначается шероховатость поверхности на чертежах?
Глава 4
ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
Итак, мы подошли к главе, без которой не было бы смысла ни
в предыдущих, ни в последующих главах. Ведь без измерения раз-
меров, твердости, массы, температуры и т.п. мы не смогли бы
оценить действительное состояние любого материального объек-
та, определить его место в пространстве и во времени, задать не-
обходимую точность для обеспечения требуемых эксплуатацион-
ных параметров в заданных условиях. Каждый из нас в практиче-
ской жизни имеет дело с измерениями, применяя (осознанно или
неосознанно) различные методы и средства, будь то определение
расстояния или размеров на глазок либо с помощью линейки,
массы — с помощью рычажных или электронных весов, време-
ни — с помощью солнца или часов. Точность определения физи-
ческих величин (длины, массы, времени) различна и зависит как
от человека, который проводит эти измерения, так и от средств
измерения и условий измерения.
Вопросами, касающимися измерений и способов достижения
требуемой точности, занимается наука — метрология.
Начнем с нее!
4.1. Основные понятия по метрологии
Кто-то из вас уже слышал и кое-что знает о такой науке, как
метрология — учение о мерах. В дословном переводе с древнегре-
ческого metron — мера, a logos — речь, слово, учение. Метроло-
гия — это наука об измерениях. Принято считать, что метроло-
гия — это наука об измерениях, методах и средствах обеспечения их
единства и способах достижения требуемой точности.
Если в незапамятные времена люди могли обходиться только
счетом однородных объектов (например, числа домов в деревне,
числа жителей в городе, числа мужчин, женщин и т.п.), то с
развитием человеческого общества возникла потребность в опре-
делении длины, времени, массы и т.д. Для этого сначала употреб-
лялись природные единицы оценки, а затем специальные услов-
67
ные единицы. Так, в древности время измерялось числом сезонов
(числом лет, зим, весен), позднее — месяцами, неделями, сутка-
ми. С появлением специальных устройств для более точного опре-
деления времени — солнечных, песочных, водяных, маятнико-
вых часов — единицами измерения стали час, минута, секунда. Се-
годня и эта точность уже недостаточна. Время стали определять с
точностью до 10-13 с. И это не предел.
Аналогичное явление в развитии количественной оценки из-
мерения можно увидеть и для других физических величин — дли-
ны, массы, температуры и т.д.
А что такое физическая величина?
Физическая величина (ФВ) — это одно из свойств физического объек-
та, общее в качественном отношении для многих физических объектов,
но в количественном отношении индивидуальное для каждого из них.
Например, масса любого тела может быть выражена в кило-
граммах, но каждого в отдельности тела — определенным значе-
нием (5; 15; 20,5 кг). Длина объектов машиностроения обычно
выражается в миллиметрах, каждого в отдельности — в конкрет-
ных значениях (5; 25; 48 мм).
Основным свойством физической величины является ее размер-
ность. Единицей физической величины называют физическую величину
фиксированного размера, которой условно присвоено числовое значе-
ние, равное единице, и которая применяется для количественного вы-
ражения однородных с ней физических величин (например, единицей
длины принят метр, единицей массы — килограмм и т.д.).
Для хранения и (или) воспроизведения (повторения) одного
или нескольких заданных размеров, значения которых выражены в
установленных единицах и известны с необходимой точностью, с
давних времен используют средство измерения, называемое мерой
(например, мера длины, мера массы, мера температуры и т.д.).
Так, на Руси первым свидетельством, относящимся к мерам и
весам (конец X в.), является «Устав о церковных десятинах и про-
чем» князя Владимира Святославовича, где дано поручение епис-
копам наблюдать за весами и мерами. В Грамоте новгородского
князя Всеволода (1135 г.) за неправильное пользование мерами и
весами предусматривалось суровое наказание — казнь. Имущество
казненного при этом изымалось и делилось.
В Киевской Руси применялись такие меры длины, как вершок —
длина фаланги указательного пальца; пядь — расстояние между
концами вытянутых большого и указательного пальцев; локоть,
сажень и др. (рис. 4.1).
Развитие науки и техники в разных странах привело к появле-
нию множества используемых мер, что вызывало значительные
трудности и неурядицы при общении. Возникла необходимость
разработки международной системы единиц физических величин
и обеспечения единства их измерения.
68
Под системой единиц физических величин понимают совокуп-
ность основных и производных единиц ФВ, образованную в соответ-
ствии с принципами, принятыми для заданной системы физических
величин.
69
Наиболее распространенной во всем мире и принятой у нас в
стране является Международная система единиц (СИ), содержа-
щая семь основных единиц, две дополнительные и ряд производ-
ных. Основные единицы физических величин этой системы при-
ведены в табл. 4.1.
Дополнительными единицами ФВ являются радиан (рад) —
единица плоского угла и стерадиан (ср) — единица телесного угла.
Дадим определения некоторых основных единиц СИ. {Заранее
отметим: не пугайтесь сложности представленных определений! Это
не для запоминания!)
Метр есть длина пути, проходимого светом в вакууме за
1/299 792 458 с.
Килограмм есть единица массы, равная массе международного про-
тотипа килограмма.
Секунда есть время, равное 9 192 631 770 периодам излучения, со-
ответствующего переходу между двумя сверхтонкими уровнями ос-
новного состояния атома цезия-133.
Кельвин есть единица термодинамической температуры, рав-
ная 1/273,16 части термодинамической температуры тройной точки
воды. {Температура тройной точки воды — это температура точки
равновесия воды в твердой (лед), жидкой и газообразной (пар)
фазах на 0,01 К или 0,01 °C выше точки таяния льда.)
Допускается применение шкалы Цельсия. Температура в граду-
сах Цельсия (°C) обозначается символом Т.
t= Т- То,
где TQ = 273,15 К.
Таблица 4.1
Основные единицы физических единиц СИ
Физическая величина Размерность Наименование Русское обозначение
Длина L метр м
Масса М килограмм кг
Время Т секунда с
Сила электричес- I ампер А
кого тока
Термодинамиче- 0 кельвин К
ская температура
Количество N моль моль
вещества
Сила света J кандела КД
70
В соответствии с этой зависимостью 0° по шкале Цельсия соот-
ветствует 273,15 по шкале Кельвина.
Кроме системных единиц СИ у нас в стране до сих пор приме-
няются некоторые внесистемные единицы, удобные для практики
и традиционно использующиеся для измерения:
давления — атмосфера, бар, миллиметры ртутного столба;
длины — ангстрем (10-10 м), дюйм (25,4 мм);
мощности — киловатт-час;
времени — час, минута и др.
Единицы той или иной физической величины, как правило,
связаны с мерами. Размер единицы измеряемой физической вели-
чины принимается равным размеру величины, воспроизводимо-
му мерой.
Но на практике одна единица оказывается неудобной для из-
мерения больших и малых размеров данной величины. Поэтому
применяется несколько единиц, находящихся в кратных и доль-
ных соотношениях между собой.
Кратная единица — единица физической величины, в целое число
раз большая системной или внесистемной единицы.
Дольная единица — единица физической величины, в целое число
раз меньшая системной или внесистемной единицы.
Кратные и дольные единицы ФВ образуются благодаря соот-
ветствующим приставкам к основным единицам. Эти приставки
приведены в табл. 4.2.
Например: основная единица длины — метр (м), дольные еди-
ницы длины — дециметр (дм), сантиметр (см), миллиметр (мм),
микрометр (мкм) и т.д., кратные единицы длины — декаметр
(дам), гектометр (гм), километр (км) и т.д.
Аналогичные приставки даются и другим единицам физиче-
ских величин.
Существуют определенные правила написания обозначений
единиц. При наименовании, соответствующем произведению еди-
ниц с кратными или дольными приставками, рекомендуется при-
ставку присоединять к наименованию первой единицы, входя-
щей в произведение. Например, 103 единиц момента силы — нью-
тон-метров следует именовать «килоньютон-метр», а не «ньютон-
километр». Записывается это кН м, а не Нкм.
Все рассмотренные выше положения о метрологии, системе
единиц физических величин не имели бы смысла, если бы нельзя
было воспроизводить и передавать размеры. На самом деле «длина
некоторого объекта 1,5 м» должна соответствовать своей величине
и в Европе, и в Азии, и в Америке. Другими словами, «метр он
и в Африке метр». 1 кг в Москве и 1 кг в Париже должны соответ-
ствовать одинаковой массе с заранее оговоренной погрешностью.
Но мы ничего не смогли бы сказать о действительных значениях
этих величин без измерений, результаты которых должны выра-
71
Таблица 4.2
Множители и приставки для образования десятичных кратных
и дольных единиц и их наименования
Множитель Приставка Обозначение приставки
русское международное
1015 пета П Р
1012 тера Т Т
109 гига Г G
106 мега м М
103 кило к к
102 гекто г h
101 дека да da
10-’ деци д d
10-2 санти с с
10-3 милли м m
10-6 микро мк Ц
10-9 нано н n
10-12 ПИКО п Р
io-15 фемто ф f
жаться в определенных, заранее оговоренных и принятых в раз-
личных городах и странах единицах измерения.
Таким образом, мы подошли к понятию единства измерений.
Единство измерений — это состояние измерений, характеризующее-
ся тем, что их результаты выражаются в узаконенных единицах,
размеры которых в установленных пределах равны размерам единиц,
воспроизводимых первичными эталонами, а погрешности результа-
тов измерений известны и с заданной вероятностью не выходят за
установленные пределы.
Для обеспечения единства измерений необходима тожде-
ственность единиц, в которых проградуированы все средства
измерений. Тождественность обеспечивается путем точного вос-
произведения и хранения установленных единиц физических
величин и передачи их размеров применяемым средствам изме-
рений.
Воспроизведение, хранение и передача размеров единиц физи-
ческих величин осуществляется с помощью эталонов и рабочих
эталонов. Высшим звеном в цепи передачи размеров единиц физи-
ческих величин являются эталоны. Эталон единицы физической ве-
личины — это средство измерений {или комплекс средств измерений),
12
предназначенное для воспроизведения и (или) хранения единицы и пере-
дачи ее размера нижестоящим по поверочной схеме средствам измере-
ний, утвержденное в качестве эталона в установленном порядке.
Основное назначение эталонов — обеспечение материально-тех-
нической базы воспроизведения и хранения единиц физических
величин.
Основные единицы физических величин СИ воспроизводятся
централизованно с помощью государственных эталонов.
Государственные эталоны хранятся в метрологических инсти-
тутах Госстандарта РФ. По разрешению Госстандарта РФ допуска-
ется их хранение и применение в органах ведомственных метро-
логических служб.
Кроме национальных эталонов единиц ФВ существуют между-
народные эталоны, хранимые в Международном бюро мер и ве-
сов. Под эгидой Международного бюро мер и весов проводится
систематическое международное сличение национальных этало-
нов крупнейших метрологических лабораторий с международны-
ми эталонами и между собой. Например, эталон метра и кило-
грамма сличают раз в 25 лет, эталоны электрического напряже-
ния, сопротивления и световые — раз в 3 года.
Большинство эталонов представляет собой сложные и весьма
дорогостоящие физические установки, которые должны обслужи-
ваться и использоваться учеными высочайшей квалификации, обес-
печивающими их эксплуатацию, совершенствование и хранение.
Рассмотрим, например, эталон длины.
До 1960 г. действовал следующий эталон метра: метр опреде-
лялся как расстояние, измеренное при температуре 0°С между
осями двух соседних штрихов, нанесенных на платиново-ириди-
евый брусок, хранящийся в Международном бюро мер и весов,
при условии, что этот брусок находится при нормальном давле-
нии и поддерживается двумя роликами диаметром не менее 1 см,
расположенными симметрично в одной продольной плоскости на
расстоянии 571 мм один от другого.
Требование к повышению точности (платиново-иридиевый бру-
сок не позволял воспроизводить метр с погрешностью меньше
0,1 мкм), а также целесообразность установления естественного и
неразмерного эталона привели к созданию в 1960 г. нового, действу-
ющего по настоящее время, эталона метра, точность которого на
порядок выше старого. В новом эталоне метр определяется как
длина пути, проходимая светом в вакууме за 1/299 792 458 с.
Погрешность воспроизведения единицы метра не превышает
5 ♦ 10"11 м. Несмотря на это эталон постоянно совершенствуется в
целях повышения точности, стабильности, надежности.
Передача размеров единиц от эталона единицы физической
величины к первичному эталону и к рабочим средствам измере-
ния осуществляется с помощью рабочих эталонов.
73
Рабочий эталон — это эталон, предназначенный для передачи раз-
мера единицы рабочим средствам измерения.
Термин «рабочий эталон» заменил собой термин «образцовое
средство измерений» (ОСИ), что сделано в целях упорядочения
терминологии и приближения ее к международной.
При необходимости рабочие эталоны подразделяют на разря-
ды (1, 2, 3, и-й), как это принято для ОСИ. Передачу размера
единицы осуществляют через цепочку соподчиненных по разря-
дам рабочих эталонов. От последнего рабочего эталона в этой це-
почке размер единицы передают рабочему средству измерений.
Схема передачи размеров (метрологическая цепь) от эталонов
к рабочим средствам измерения (первичный эталон —> рабочий
эталон —> разрядные эталоны —> рабочие средства измерения)
представлена на рис. 4.2.
Рис. 4.2. Схема передачи размеров от эталонов к рабочим средствам измерения
74
Между разрядными эталонами существует следующая соподчи-
ненность: эталоны 1-го разряда поверяются непосредственно по
эталонам; эталоны 2-го разряда — по эталонам 1-го разряда и т.д.
Отдельные рабочие средства измерений наивысшей точности
могут поверяться по рабочим эталонам, рабочие средства измере-
ний высшей точности — по эталонам 1-го разряда.
Разрядные эталоны располагаются в метрологических институтах
государственной метрологической службы, а также в поверочных ла-
бораториях отраслевых метрологических служб, которым в установ-
ленном порядке предоставлено право поверки средств измерения.
Для обеспечения правильности передачи размеров физических
величин во всех звеньях метрологической цепи должен быть уста-
новлен определенный порядок. Этот порядок приводится в пове-
рочных схемах.
Поверочная схема — это нормативный документ, устанавлива-
ющий соподчинение средств измерений, участвующих в передаче раз-
мера единицы от эталона рабочим средствам измерения (с указани-
ем методов и погрешности при передаче). Различают государствен-
ные и локальные поверочные схемы.
Строгое соблюдение поверочных схем и своевременная повер-
ка рабочих эталонов — необходимые условия для передачи досто-
верных размеров единиц физических величин рабочим средствам
измерений.
Как уже отмечалось, измерение есть нахождение значения фи-
зической величины опытным путем с помощью специальных тех-
нических средств. В процессе измерения мы получаем дополни-
тельную информацию об объекте.
Измерительной информацией называется информация о значени-
ях физических величин.
Так как применяемые при измерениях методы и технические
средства не являются идеальными, а органы восприятия экспери-
ментатора (например, глаза) не могут идеально воспринимать
показания приборов, после завершения процесса измерения ос-
тается некоторая неопределенность в наших знаниях об объекте
измерения, что свидетельствует о невозможности получения ис-
тинного значения любой физической величины.
В теории измерений мерой неопределенности результата изме-
рения является погрешность результата наблюдений.
Под погрешностью результата измерения или просто погрешно-
стью измерения понимается отклонение результата измерения от
истинного значения измеряемой физической величины.
Погрешность измерения определяется следующим образом:
Д = ^-ИЗМ ~ ^5
где хизм — результат измерения; х — истинное значение физиче-
ской величины.
75
Но так как истинное значение физической величины неизвест-
но, то неизвестна и погрешность измерения. Поэтому на практике
имеют дело с приближенными значениями погрешности или с
так называемыми их оценками. В формулу для оценки погрешнос-
ти подставляют вместо истинного значения физической величи-
ны ее действительное значение. Под действительным значением
физической величины понимается ее значение, полученное экспери-
ментальным путем и настолько близкое к истинному значению, что
в поставленной измерительной задаче может быть использовано
вместо него.
Таким образом, формула для оценки погрешности имеет вид
Ахизм ~ -^изм ~ ^д,
где хд — действительное значение физической величины.
Каковы же основные виды погрешностей измерения?
Можно выделить четыре вида:
погрешности, обусловленные методиками выполнения изме-
рений (погрешности метода измерений);
погрешности средства измерений;
погрешности органов чувств наблюдателей (личные погреш-
ности);
погрешности, обусловленные влиянием условий измерений.
Все эти погрешности дают суммарную погрешность измерения.
Суммарную погрешность измерения принято разделять на две со-
ставляющие — случайную и систематическую погрешности изме-
рения.
Случайная погрешность измерения — составляющая погрешнос-
ти результата измерения, изменяющаяся случайным образом (по
знаку и значению) при повторных измерениях, проведенных с
такой же тщательностью, одной и той же физической величины.
Например, случайными являются погрешности, которые воз-
никают при многократных измерениях линейкой длины детали.
Систематическая погрешность измерения — составляющая по-
грешности результата измерения, остающаяся постоянной или
закономерно изменяющаяся при повторных измерениях одной и
той же физической величины.
Это, например, погрешность, связанная с износом инстру-
мента при обработке детали, погрешность показаний электриче-
ского счетчика индукционного типа, если эти показания снимать
сразу же после его включения в электрическую сеть (погрешность
электрического счетчика в первые часы работы непрерывно умень-
шается благодаря прогреву механизма счетчика до температуры,
установленной техническими условиями его эксплуатации).
В результатах измерений всегда присутствуют оба вида погреш-
ностей, и часто одна из них значительно превышает другую. В этих
случаях меньшей погрешностью пренебрегают.
76
Например, при измерениях, проводимых с помощью линейки
или рулетки, как правило, превалирует случайная составляющая
погрешности, а систематическая мала, и ею пренебрегают. Появ-
ление случайной составляющей при этих измерениях можно объяс-
нить следующими основными причинами:
неточностью (перекосом) установки рулетки (линейки);
неточностью установки начала отсчета;
изменением угла наблюдения;
усталостью глаз;
изменением освещенности.
Систематическая погрешность возникает из-за несовершенства
метода выполнения измерений, погрешности средства измерений,
неточного знания математической модели измерений, из-за вли-
яния внешних условий (температуры, влажности и др.), погрешно-
стей градуировки и поверки средства измерений, личных причин.
Так как случайные погрешности результатов измерений явля-
ются случайными величинами, в основе их обработки лежат ме-
тоды теории вероятностей и математической статистики.
Случайная погрешность характеризует такое качество, как точ-
ность измерений, а систематическая — правильность измерений.
Различают абсолютные и относительные погрешности.
Абсолютная погрешность измерения — погрешность измерения,
выраженная в единицах измеряемой величины.
Например, погрешность измерения массы 5 кг равна 0,005 кг.
Результат измерения массы выражен в килограммах, поэтому аб-
солютная погрешность также выражается в этих же единицах —
килограммах.
Относительная погрешность измерения — это погрешность, вы-
раженная отношением абсолютной погрешности измерения к дей-
ствительному или измеренному значению измеряемой величины.
Она может выражаться в долях измеряемой величины или в про-
центах. Например, если абсолютная погрешность измерения дли-
ны Юм равна 0,01 м, то относительная погрешность будет равна
0,01/10 = 0,001, или 0,1%.
Кроме обычной погрешности измерения различают так назы-
ваемую грубую погрешность измерения — промах.
Промах — погрешность результата отдельного измерения, входя-
щего в ряд измерений, которое для данных условий резко отличается
от остальных результатов этого ряда.
Например, значение взвешиваемой массы гири 10 кг опреде-
ляется с погрешностью 0,010 кг. В результате воздействия какого-
нибудь фактора (например, толчка весов) получилась погрешность,
равная 0,1 кг. Эта погрешность и будет промахом — грубой по-
грешностью.
Как правило, для уменьшения случайной погрешности и ис-
ключения промахов проводят многократные измерения. Обработ-
77
ка результатов осуществляется методами математической статис-
тики по правилам, действующим в отношении случайных величин.
Для обоснованного выбора или назначения средства измере-
ний необходимо знать о возможных видах и методах измерений.
Виды измерений обычно классифицируются по следующим
признакам:
физической сущности измеряемых физических величин;
характеристике точности (измерения равноточные, неравно-
точные);
числу измерений случайной величины (измерения однократ-
ные, многократные);
изменению определяемой величины во времени (измерения
статические, динамические);
метрологическому назначению (измерения технические, мет-
рологические);
выражению результатов измерений (результаты абсолютные,
относительные);
способу получения числового значения физической величины
(способы прямые, косвенные, совместные, совокупные).
Равноточные измерения — ряд измерений какой-либо величины,
выполненных одинаковыми по точности средствами измерений и в
одних и тех же условиях с одинаковой тщательностью.
Например, измерение одной и той же величины детали разны-
ми микрометрами одинаковой точности при одинаковых темпера-
туре и влажности помещения, в котором производятся измерения.
Неравноточные измерения — ряд измерений какой-либо величины,
выполненных различающимися по точности средствами измерений и
(или) в разных условиях. В этом случае размер одной и той же детали
определяется в разных условиях (например, в разных цехах) раз-
ными средствами измерения (например, в одном цехе штанген-
циркулем, а в другом — микрометром), разными операторами.
Однократное измерение — измерение, выполненное один раз. Этот
вид измерений широко распространен в торговле, быту благодаря
своей простоте и достаточной точности. Однако в условиях произ-
водства такая точность часто не является достаточной. В этом слу-
чае применяются многократные измерения.
Многократное измерение — измерение одной и той же физичес-
кой величины, результат которого получен из нескольких следующих
друг за другом измерений, т. е. состоящее из ряда однократных изме-
рений. В этом случае измерение одной и той же величины повторя-
ется оператором неоднократно, но в одних и тех же условиях и
одним и тем же средством. Так, средняя температура воздуха за
день определяется по показаниям одного и того же термометра,
снимаемым несколько раз в день.
Прямое измерение — измерение, при котором искомое значение фи-
зической величины получают непосредственно (например, измере-
78
ние массы с помощью циферблатных или равноплечих весов, из-
мерение температуры с помощью термометра, длины с помощью
линейки и т.д.).
Прямое измерение производится путем экспериментального
сравнения измеряемой физической величины с мерой этой вели-
чины или путем отсчета показаний средства измерения по шкале
или цифровому прибору (например, измерения с помощью ли-
нейки, вольтметра, весов).
Косвенное измерение — определение искомого значения физической
величины на основании результатов прямых измерений других физи-
ческих величин, функционально связанных с искомой величиной (напри-
мер, определение площади или объема по значениям длины, шири-
ны и высоты объекта, измеренных с помощью некоторого средства
измерений, или определение плотности тела заданной формы —
например, куба — по результатам прямых измерений массы, разме-
ра сторон куба и плотности материала, из которого изготовлен куб).
Совокупные измерения — это проводимые одновременно измерения
нескольких одноименных величин, при которых искомые величины оп-
ределяют путем решения системы, уравнений, получаемых при изме-
рениях этих величин в различных сочетаниях (например, измере-
ния, при которых массу отдельных гирь набора определяют по
известному значению массы одной из гирь и по результатам изме-
рений масс различных сочетаний гирь).
Например, имеются гири с массами т}, т2, ту Обозначим из-
меренную массу 1-й гири /й] = М}. Тогда измеренная масса 2-й
гири может определиться как разность массы гирь 1 и 2-й и изме-
ренной массы 1-й гири, т. е. т2 = Mi 2 - пц (Mi>2 — масса гирь т} и
т2), а измеренная масса 3-й гири — как разность масс 1, 2 и 3-й
гирь и измеренных масс 1 и 2-й гирь:
/й3 = Mi 2,3 - - т2,
где М1)2)3 — масса гирь ть т2, ту
Часто именно этим путем добиваются повышения точности
результатов измерений.
Совместные измерения — это проводимые одновременно измере-
ния двух или нескольких неодноименных величин для определения за-
висимости между ними (например, определение времени движе-
ния автомобиля t и расстояния L, пройденного им, для последу-
ющего расчета скорости автомобиля по формуле v = L/t).
Значение физической величины определяется с помощью
средств измерений определенным методом. Под методом измере-
ний понимается прием или совокупность приемов сравнения измеря-
емой физической величины с ее единицей в соответствии с реализо-
ванным принципом измерений. Метод измерений обычно обуслов-
лен устройством средства измерения. Различают методы непо-
средственной оценки и методы сравнения с мерой.
79
Метод непосредственной оценки (часто применяют термин «пря-
мой метод измерения») — это метод измерений, при котором вели-
чину определяют непосредственно по показывающему средству из-
мерений (измерение длины с помощью линейки, массы с помо-
щью пружинных весов, давления с помощью манометра и др.);
метод сравнения с мерой — это метод измерений, в котором из-
меряемую величину сравнивают с величиной, воспроизводимой мерой
(измерение зазора между деталями с помощью щупа, измерение
массы на рычажных весах с помощью гирь, измерение длины с
помощью концевых мер и др.). Метод сравнения с мерой может
иметь несколько разновидностей: метод измерений дополнением,
дифференциальный метод, нулевой метод измерений и метод изме-
рений замещением.
Кроме перечисленных различают контактный и бесконтактный
методы измерений.
Контактным называется метод измерений, основанный на том,
что чувствительный элемент прибора приводится в контакт с объек-
том измерения (например, определение диаметра отверстия штан-
генциркулем или индикаторным нутромером).
Бесконтактный метод измерений — это метод измерений, осно-
ванный на том, что чувствительный элемент средства измерений не
приводится в контакт с объектом измерения (например, измере-
ние расстояния до объекта с помощью радиолокатора, измерение
параметров резьбы с помощью инструментального микроскопа).
Итак, мы познакомились с положениями метрологии, связан-
ными с единицами физических величин, системами единиц фи-
зических величин, группами погрешностей результата измерений
и, наконец, с видами и методами измерений.
Мы подошли к одному из важнейших разделов науки об изме-
рении — обработке результатов измерений. От того, какой метод
измерения избрать, чем измерять, как измерять, зависит результат
измерения и его погрешность. Но без обработки этих результатов
невозможно определить числовое значение измеряемой величины.
Обработка результатов измерений — это ответственный и по-
рой сложный этап подготовки ответа на вопрос об истинном зна-
чении измеряемого параметра (физической величины). Это и оп-
ределение среднего значения измеряемой величины и его диспер-
сии, и определение доверительных интервалов погрешностей,
нахождение и исключение грубых погрешностей, и оценка и ана-
лиз систематических погрешностей и т.д. Подробно с этими воп-
росами можно познакомиться в других книгах. Здесь же мы рас-
смотрим лишь первые шаги, выполняемые при обработке резуль-
татов равноточных измерений, которые подчиняются нормально-
му закону распределения.
Как уже указывалось выше, определить истинное значение
физической величины по результатам ее измерения невозможно в
80
принципе. На основании результатов измерений может быть по-
лучена оценка этого истинного значения. В связи с наличием боль-
шого числа случайных погрешностей даже при измерении одной
и той же величины проявляется рассеяние результатов в ряду из-
мерений. Оценить воздействие этих погрешностей в определен-
ном ряду измерений можно следующими критериями:
размахом результатов измерений
~ -X-max -^min>
гДе Хтах и *тт — наибольшее и наименьшее значения физической
величины в данном ряду измерений;
средним арифметическим значением измеряемой величины из п
единичных результатов
х = 1/и£х,-,
/=1
где х, — результаты измерений; п — число единичных измерений
в ряду;
средней квадратичной погрешностью результатов единичных из-
мерений в ряду измерений (СКП)
S = _х)2/(л-1)-
V /=1
Вместо термина СКП на практике широко распространен тер-
мин среднее квадратичное отклонение (СКО). При обработке ряда
результатов измерений, свободных от систематических погреш-
ностей, СКП и СКО применяются в качестве одинаковой оценки
рассеяния результатов единичных измерений.
Для оценки наличия грубых погрешностей — промахов —
пользуются определением доверительных границ погрешности ре-
зультата измерений. В случае нормального закона распределения
эти границы определяются как ±tS, где t — коэффициент, завися-
щий от доверительной вероятности Р и числа измерений (выби-
рается по таблицам).
Если среди результатов измерений найдутся результаты, зна-
чение которых выходят из доверительных границ, т.е. большие
или меньшие среднего значения х на величину tS, то они будут
грубыми погрешностями и из дальнейшего рассмотрения исклю-
чатся.
Дальнейший анализ и обработка полученных результатов вы-
полняется по ГОСТ 8.207—80 ГСИ.
Рассмотрим пример начальной обработки результатов единич-
ных измерений диаметра шейки вала (табл. 4.3), выполненных
микрометром в одних и тех же условиях.
81
Результаты измерений
Таблица 4.3
Номер изме- рения 1 2 3 4 5 6 7 8 9 10
Диа- метр шейки, мм 10,08 10,09 10,03 10,10 10,16 10,13 10,05 10,30 10,07 10,12
1. Расположим полученные результаты в монотонно увеличи-
вающийся ряд:
х,-.... 10,03; 10,05; 10,07; 10,08; 10,09; 10,10; 10,12; 10,13; 10,16; 10,30
2. Определим среднее арифметическое значение результатов
измерений, мм:
х = l/n^Xi = 101,13/10= 10,113.
/=1
3. Определим среднюю квадратичную погрешность результатов
измерений в полученном ряду:
5 = .f(x,-x)2/(n-l) =0,076.
V /=1
4. Определим интервал, в котором будут находиться результаты
измерений без грубых ошибок:
х + 35 = 10,113 + 0,228 = 10,341;
х-35 = 10,113-0,228 = 9,885.
5. Проверим, есть ли грубые ошибки. В нашем примере результа-
ты измерений не имеют грубых ошибок и, следовательно, все они
принимаются для дальнейшей обработки. Если бы в результатах
измерений были значения больше 10,341 мм и меньше 9,885 мм, то
пришлось бы их исключить и снова определить величины х и S.
Контрольные вопросы
1. Чем занимается метрология?
2. Что такое единство измерений?
3. Что понимают под термином «физическая величина»? Приведите
примеры физических величин, их единиц (основных и производных) и
условных обозначений.
82
4. Почему величины называют физическими?
5. Что такое система единиц физических величин?
6. Какие основные и дополнительные единицы физических величин
входят в СИ?
7. Что такое эталон единицы физической величины?
8. В чем заключается основное назначение эталонов?
9. На каких принципах основан эталон единицы длины?
10. Что такое поверочная схема?
11. Какие методы измерений находят применение в промышленности?
12. С какой целью выполняется обработка результатов измерений?
13. Как определяется среднее арифметическое значение измеряемой
величины?
14. Как определяется средняя квадратичная погрешность результатов
единичных измерений?
Задачи
Задача 1. Не заглядывая в учебник, напишите в столбик наименова-
ние основных физических величин международной системы единиц, их
наименование и условное обозначение.
Задача 2. Назовите известные внесистемные единицы физических ве-
личин, узаконенные и широко применяющиеся в нашей стране.
Задача 3. Попытайтесь с помощью табл. 4.2 дать приставки к основ-
ным единицам физических величин. Запомните приставки, наиболее рас-
пространенные в машиностроении для измерений линейных и угловых
величин.
Задача 4. Определите наличие и исключите из результатов равноточ-
ных измерений диаметров отверстий, выполненных нутромером, грубые
ошибки (результаты измерений представлены в миллиметрах):
30, 28; 30,38; 30,25; 30,75; 30,40; 30,35; 30,33; 30,21; 30,24; 30,71; 30,30;
30,60.
Если вы ответили на поставленные вопросы и решили предло-
женные задачи, то вас можно поздравить с освоением непросто-
го, но очень важного подраздела этого учебника!
4.2. Средства измерения и контроля линейных
и угловых величин
Многообразие физических величин, подвергаемых измерению,
видов и методов измерений предопределило появление и исполь-
зование большого числа разнообразных средств измерений и кон-
троля. Мы рассмотрим лишь незначительную часть этих средств —
лишь те из них, которые применяются для измерения и контроля
линейных и угловых величин в машиностроении.
Что же такое средство измерения!
83
Средство измерения — техническое средство, предназначенное для
измерений, имеющее нормированные метрологические характеристи-
ки, воспроизводящее и (или) хранящее единицу физической величины,
размер которой принимают неизменным в течение известного ин-
тервала времени.
Термин «средство измерения» является обобщенным поняти-
ем, объединяющим самые разнообразные устройства, обладающие
одной из двух способностей:
воспроизводить величину данного (известного) размера;
подавать сигнал (показание), несущий информацию о размере
(значении) измеряемой физической величины.
К средствам измерений относятся меры, измерительные при-
боры, измерительные преобразователи, измерительные установ-
ки, измерительные системы.
Мера — это средство измерений, предназначенное для воспро-
изведения и (или) хранения физической величины одного или
нескольких заданных размеров, значения которых выражены в
установленных единицах и известны с необходимой точностью.
Меры бывают однозначные (воспроизводят физическую вели-
чину одного размера, например, гиря массой 1 кг), многозначные
(воспроизводят физическую величину разных размеров, напри-
мер, рулетки, разделенные на миллиметры, сантиметры, метры;
конденсаторы переменной емкости и т.п.).
Набор мер — это комплект мер разного размера одной и той же
физической величины, предназначенных для применения на практике
как в отдельности, так и в различных сочетаниях (например, набор
концевых мер длины).
Магазин мер — набор мер, конструктивно объединенных в единое
устройство, в котором имеются приспособления для их соединения в
различных комбинациях (например, магазин электрических сопротив-
лений).
Измерительный прибор — это средство измерений, предназна-
ченное для получения значений измеряемой физической величи-
ны в установленном диапазоне.
По действию измерительные приборы делятся на приборы пря-
мого действия (амперметр, термометр) и приборы сравнения (весы,
потенциометр), а по индикации значений измеряемой величи-
ны — на показывающие (шкальные приборы — штангенинстру-
мент, нутромеры) и регистрирующие.
Одним из распространенных видов средств измерений являют-
ся измерительные преобразователи.
Измерительный преобразователь — это техническое средство с
нормативными метрологическими характеристиками, служащее для
преобразования измеряемой величины в другую величину или измери-
тельный сигнал, удобные для обработки, хранения, дальнейших преоб-
разований, индикации или передачи.
84
Измерительный преобразователь может входить в состав како-
го-либо измерительного прибора, измерительной установки, из-
мерительной системы и т.д. или применяться вместе с каким-либо
средством измерений.
По характеру преобразования различают аналоговые, цифро-
аналоговые, аналого-цифровые преобразователи.
По месту в измерительной цепи различают первичные и проме-
жуточные преобразователи. Преобразователь, на который непос-
редственно воздействует измеряемая физическая величина, т. е. сто-
ящий первым в измерительной цепи, называется первичным (напри-
мер, термопара). Промежуточные преобразователи, как правило,
не меняют значения физической величины и устанавливаются пос-
ле первичного.
Датчик — конструктивно обособленный первичный преобразова-
тель, от которого поступает измерительная информация (сигнал).
Он может быть установлен как в самом средстве измерения, так и
помещен на значительном расстоянии от средства измерения,
принимающего его сигналы. Например, датчик запущенного ме-
теорологического радиозонда передает измерительную информа-
цию о температуре, давлении, влажности и других параметрах
атмосферы на аппаратуру, установленную на Земле, с помощью
соответствующих радиосигналов.
Измерительная установка — совокупность функционально объеди-
ненных мер, измерительных приборов, измерительных преобразователей
и других устройств, предназначенная для измерений одной или несколь-
ких физических величин и расположенная в одном месте. Если речь идет
о том, что эта совокупность размещена в разных точках контролиру-
емого объекта, то она называется измерительной системой.
В зависимости от назначения измерительные системы разделя-
ются на измерительные информационные (ИИС), измерительные
контролирующие, измерительные управляющие и др.
Вспомогательные средства, служащие для обеспечения необ-
ходимых условий для выполнения измерений с требуемой точно-
стью (источники питания, коммутаторы, усилители, термостаты
и пр.), называются измерительными принадлежностями.
Средства измерения и контроля, применяемые в машиностро-
ении, классифицируются по различным признакам (рис. 4.3):
по типу и виду контролируемых физических величин;
назначению;
числу проверяемых параметров при одной установке объекта
измерения;
степени механизации и автоматизации процесса измерения.
Классификация средств измерений и контроля геометрических
величин представлена на рис. 4.4.
Универсальные измерительные инструменты и приборы нашли
широкое применение в условиях единичного и мелкосерийного
85
Средства измерения и контроля
ПО ТИПУ И ВИДУ КОНТРОЛИРУЕМЫХ ФИЗИЧЕСКИХ ВЕЛИЧИН
ПО ЧИСЛУ ПРОВЕРЯЕМЫХ ПАРАМЕТРОВ ПРИ ОДНОЙ УСТАНОВКЕ
ПО СТЕПЕНИ МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРОЦЕССА ИЗМЕРЕНИЙ
Рис. 4.3. Классификация средств измерения и контроля
производства для определения размерных величин и отклонений,
отклонений от правильной геометрической формы и от нужного
взаимного расположения поверхностей (при отсутствии специ-
альных приспособлений), при наладке станков, для особо ответ-
ственных измерений во всех видах производств, включая массо-
вое и крупносерийное (рис. 4.5).
В условиях все расширяющейся автоматизации технологических
процессов обработки деталей и сборки узлов и агрегатов машин,
повышения требований к производительности, точности и каче-
ству обработки при массовом производстве машин все большее
86
Средства измерения и контроля
геометрических величин
Углов и конусов
Резьб
Шероховатости
и волнистости
Рис. 4.4. Классификация средств измерения и контроля по виду измеряемых
геометрических величин
значение приобретают автоматические средства измерения и кон-
троля. Автоматическое средство измерения — это средство измере-
ния, производящее без непосредственного участия человека измерения
и все операции, связанные с обработкой результатов измерений, их
регистрацией, передачей данных или выработкой управляющего сиг-
нала. Если это средство встроено в автоматическую технологичес-
кую линию, оно нередко называется измерительным автоматом,
или контрольным автоматом.
Автоматические средства измерения классифицируются по
степени автоматизации, виду воздействия на технологический
процесс, способу преобразования измерительного импульса,
месту установки, числу проверяемых параметров (рис. 4.6).
Отнести контрольные операции к тому или иному виду — руч-
ным, полуавтоматическим или автоматическим — можно по от-
ношению времени /р, затрачиваемого на ручные операции, к об-
щему (суммарному) времени контроля Если /Р//Е > 0,5, то конт-
роль считается ручным (например, контроль ручными калибрами
или шкальными средствами измерения). Если 0,02 < /Р//Е< 0,5, то
контроль считается полуавтоматическим (например, установка
объекта контроля на стол контрольного приспособления выпол-
няется вручную, а последующий процесс контроля показаний —
автоматически). Если /Р//Е< 0,02, то контроль считается автомати-
ческим (установка объекта контроля, его измерение, оценка ре-
зультатов и снятие объекта контроля выполняются без участия
оператора).
Кроме классификации технического контроля в зависимости
от степени участия оператора в контрольных операциях виды кон-
троля различают по распределению во времени (непрерывный,
87
88
Автоматические средства контроля
ПО ЧИСЛУ ПРОВЕРЯЕМЫХ ПАРАМЕТРОВ
одномерные многомерные
ПО СТЕПЕНИ АВТОМАТИЗАЦИИ
ручные | | механизированные | | полуавтоматические | | автоматические |
ПО СПОСОБУ ПРЕОБРАЗОВАНИЯ ИЗМЕРИТЕЛЬНОГО ИМПУЛЬСА
механические пневматические гидравлические электрические оптические
ПО МЕСТУ УСТАНОВКИ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
ПО ВОЗДЕЙСТВИЮ НА ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Рис. 4.6. Классификация автоматических средств контроля
ПО МЕТОДУ ВОЗДЕЙСТВИЯ НА ХОД
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
89
периодический, летучий), стадиям технологического процесса
(входной, операционный, приемочный), способу отбора объекта
контроля (сплошной, выборочный), исполнителям (контроль на
рабочем месте оператором, контроль мастером, контроль ОТК,
инспекционный).
Для грамотного назначения и использования средств измере-
ния и контроля необходимо ориентироваться в требованиях,
предъявляемых к этим средствам.
Известно, что средства измерений и контроля являются одной
из групп большой разновидности продукции. Поэтому требова-
ния, предъявляемые к ним с позиций качества, должны отвечать
общим показателям качества, установленным для всех видов про-
дукции.
Показатели назначения характеризуют свойства продукции,
определяющие основные функции, для выполнения которых она
предназначена. Эти показатели подразделяются на три подгруп-
пы: функциональные показатели и показатели технической эф-
фективности, конструктивные показатели, показатели состава и
структуры.
К функциональным показателям и показателям технической эф-
фективности средств измерения и контроля относятся метроло-
гические характеристики. Это важнейшие показатели для средств
измерения и контроля. Их перечень определяется применительно
к каждой группе средств измерения и контроля. Эти показатели
весьма существенно отличаются друг от друга. Более подробно они
будут рассмотрены ниже.
К функциональным показателям и показателям технической
эффективности средств измерения и контроля относятся также
показатели быстродействия, производительности, уровня автома-
тизации процесса измерения и контроля, максимальная продол-
жительность времени непрерывной работы и ряд других.
Конструктивные показатели средств измерения и контроля —
это границы нормальных и рабочих областей изменения значений
влияющих на точность измерения величин (температуры окружа-
ющей среды, относительной влажности, атмосферного давления
и т.д.), электропитания (напряжение, частота питающей сети
и т.д.), а также показатели, характеризующие прочность, массу,
габарит и др.
Показатели состава и структуры применяют для оценки каче-
ства стандартных образцов состава и свойств веществ и матери-
алов (например, содержание различных примесей) с помощью
газоаналитических приборов и устройств.
Показатели надежности включают в себя показатели безот-
казности, долговечности, ремонтопригодности и сохраняемости
средств измерений и контроля. Показатели безотказности оце-
нивают продолжительность непрерывной работы этих средств до
90
наступления отказа. К ним относятся интенсивность отказов, сред-
няя наработка до отказа, вероятность безотказной работы в те-
чение заданного времени и др. Особое значение для средств из-
мерения и контроля имеют показатели метрологической надеж-
ности.
Показатели долговечности характеризуют способность средств
измерения и контроля сохранять работоспособность до наступ-
ления предельного состояния (когда ремонт становится невоз-
можным или нецелесообразным). К ним относятся оценки срока
службы или ресурса (например, средний срок службы, ресурс
средства и др.).
Показатели ремонтопригодности характеризуют приспособлен-
ность средств измерений и контроля к предупреждению, обнару-
жению причин повреждения и проведению ремонтов.
Показатели сохраняемости характеризуют свойство средств из-
мерения и контроля сохранять исправное состояние во время их
хранения и транспортирования.
Показатели надежности выбирают в зависимости от вида средств
измерения и контроля.
Показатели экономичности использования сырья, материалов,
топлива, энергии и трудовых ресурсов характеризуют техническое
состояние средства измерения или. контроля.
Необходимо иметь в виду, что по этим показателям можно
сравнивать только взаимозаменяемые средства измерений и кон-
троля, имеющие одинаковое назначение.
Эргономические показатели характеризуют «взаимоотношения»
человека со средствами измерения или контроля. Они учитывают
комплекс гигиенических, физиологических, антропометрических
и психологических свойств человека, проявляющихся в процессе
измерения или контроля. К этим показателям относятся: уровень
шума, освещенность, температура, степень соответствия конст-
рукции средства измерений или контроля силовым возможнос-
тям человека и др.
Эстетические показатели характеризуют эстетические свойства
средств измерения или контроля. К эстетическим относятся пока-
затели оригинальности, тщательности покрытия и отделки по-
верхности средства, четкости исполнения указателей. Средства
измерения и контроля позволяют уменьшить нервно-эмоциональ-
ное напряжение и утомляемость оператора, обеспечивают высо-
кую точность снятия показаний и увеличивают производитель-
ность измерения или контроля.
Показатели технологичности характеризуют приспособленность
конструкции средства измерения или контроля к достижению
минимальных затрат на их изготовление, эксплуатацию и ремонт.
Показатели стандартизации и унификации характеризуют ко-
личество стандартных и унифицированных составных частей в об-
91
щем числе составных частей средств измерения и контроля. В на-
стоящее время осуществляется унификация средств измерения и
контроля для обеспечения информационной, метрологической,
энергетической и эксплуатационной совместимости составных
частей вновь разрабатываемых измерительных систем. Преду-
смотрены, в частности, использование единых методов нормиро-
вания метрологических характеристик средств измерения и конт-
роля (метрологическая совместимость), унификация параметров
их энергопитания, схем, конструкций и технических характерис-
тик источников энергопитания (энергетическая совместимость),
унификация форм, разновидностей и типоразмеров элементов кон-
струкций, установочных и присоединительных размеров (конст-
руктивная совместимость), нормирование внешних воздействую-
щих факторов и применение единых методов их определения, уни-
фикация показателей эксплуатации средств измерений и контро-
ля (эксплуатационная совместимость).
Патентно-правовые показатели (показатели патентной защиты
и патентной чистоты) характеризуют степень обновления техни-
ческих решений, использованных в средстве измерения или кон-
троля, и их патентную защиту.
Экологические показатели — показатели уровня вредных воз-
действий на окружающую среду, возникающих при эксплуатации
средства измерений или контроля. К ним относятся допустимое
содержание вредных примесей, газов, излучений, выбрасываемых
в окружающую среду при эксплуатации средств измерения и кон-
троля, вероятность выбросов и т. п.
Показатели безопасности — среднее время безопасной работы
защитных устройств, минимальная прочность электрической изо-
ляции токоведущих частей средства измерений или контроля и др.
По этим показателям можно судить о способности средства изме-
рения и контроля обеспечивать надежную безопасность работы
обслуживающего персонала.
Показатели транспортабельности характеризуют приспособлен-
ность средства измерения или контроля к транспортированию. Это
такие показатели, как габаритные размеры, масса средства изме-
рения или контроля с упаковкой, коэффициент использования
вместимости тары, средняя продолжительность подготовки сред-
ства к транспортированию и др.
Контрольные вопросы
1. В чем заключается отличие средства измерения от измерительного
преобразователя?
2. Как классифицируются средства измерения и контроля?
3. Какова область применения универсальных и автоматических средств
измерения и контроля в машиностроении?
4. Какие требования предъявляются к средствам измерения и контроля?
92
4.3. Метрологические характеристики средств
измерения и контроля
Важнейшими свойствами средств измерения и контроля явля-
ются свойства, от которых зависит качество получаемой с помо-
щью этих средств измерительной информации.
Метрологическая характеристика средства измерения и контро-
ля — это характеристика одного из свойств средства измерений,
влияющая на результат измерений и его погрешность. Для каждого
типа средств измерений устанавливают свои метрологические ха-
рактеристики. Метрологические характеристики, устанавливаемые
нормативно-техническими документами, называют нормируемы-
ми, а определяемые экспериментально — действительными мет-
рологическими характеристиками.
ГОСТ 8.009—84 устанавливает комплекс нормируемых метро-
логических характеристик средств измерения, который выбира-
ется из числа приведенных ниже.
Характеристики, предназначенные для определения результатов
измерений {без введения поправки)'.
функция преобразования измерительного преобразователя,
значение однозначной или значения многозначной меры;
цена деления шкалы измерительного прибора или многознач-
ной меры;
вид выходного кода, число разрядов кода.
Характеристики погрешностей средств измерения — характери-
стики систематической и случайной составляющих погрешнос-
тей, вариация выходного сигнала средства измерения, характе-
ристика погрешности средств измерения.
Характеристики чувствительности средств измерения к влия-
ющим на точность измерения величинам — функция влияния или
изменение значений метрологических характеристик средств из-
мерений, вызванные изменениями влияющих величин в установ-
ленных пределах.
Динамические характеристики средств измерения подразделяют
на полные и частные. К первым относятся переходная, амплитуд-
но-фазовая и импульсная характеристики, а также передаточная
функция. К частным динамическим характеристикам отнесены
время реакции, коэффициент демпфирования, постоянная вре-
мени, резонансная собственная круговая частота.
Неинформативные параметры выходного сигнала средства изме-
рения — параметры выходного сигнала, не используемые для пе-
редачи или индикации значения информативного параметра вход-
ного сигнала измерительного преобразователя или не являющие-
ся выходной величиной меры.
Рассмотрим наиболее часто встречающиеся метрологические
характеристики средств измерения, которые обеспечиваются оп-
93
ределенными конструктивными решениями средств измерения и
их отдельных узлов.
Цена деления шкалы — это разность величин, соответствующих
двум соседним отметкам шкалы средства измерения.
Например, если перемещение указателя шкалы из положения I
(рис. 4.7, а) в положение II соответствует изменению величины
на 0,001 мм, то цена деления этой шкалы равна 0,001 мм.
Значения цен делений выбирают из ряда 1, 2, 5, 10, 20, 50,
100, 200, 500 мкм, но чаще всего используют кратные и дольные
значения от 1 до 2: 0,01; 0,02; 0,1; 0,2; 1; 2; 10 мкм и т.д. В угломер-
ных средствах измерений применяются круговые шкалы с ценой
деления Г, а дополнительное отсчетное устройство позволяет от-
считывать доли этих делений в минутах и секундах. Цена деления
шкалы всегда указывается на шкале средства измерений.
Длина деления шкалы — это расстояние между осями (или цент-
рами) двух соседних отметок шкалы (рис. 4.7, б).
Исходя из разрешающей силы глаза оператора (остроты зре-
ния) и учитывая ширину штрихов и указателя, на практике ми-
в
Рис. 4.7. Основные метрологические
характеристики средств измерения
94
нимальный интервал деления шкалы принимают равным 1 мм, а
максимальный 2,5 мм. Наиболее распространенным интервалом
является 1 мм. У пневматических приборов с водяным маномет-
ром интервал деления шкалы равен ~ 5 мм.
Начальное и конечное значения шкалы — соответственно наи-
меньшее и наибольшее значения измеряемой величины (рис. 4.7, в),
которые могут быть отсчитаны по шкале средства измерения.
Диапазон показаний средства измерения — область значений шка-
лы прибора, ограниченная начальным и конечным значениями шкалы.
Эту характеристику часто называют пределами измерений по
шкале. Для индикаторов часового типа диапазон может составлять
2; 5 или 10 мм, для гладких микрометров 25 мм, для оптиметра
±0,1 мм.
Диапазон измерений средства измерений, который часто называ-
ют пределами измерений средства измерений, — это область зна-
чений величины, в пределах которой нормированы допускаемые преде-
лы погрешности средства измерения.
Например, для гладких микрометров этот параметр составляет
0...25; 25...50; 50...75 мм и т.д., для большого инструментального
микроскопа (БМИ) — по оси X0... 150 мм, по оси У0...75 мм.
Одной из основных характеристик средств измерений линей-
ных и угловых величин контактным методом является измерительное
усилие, которое возникает в зоне контакта измерительного нако-
нечника средства измерений с измеряемой поверхностью в на-
правлении линии измерения. Это усилие необходимо для обеспе-
чения устойчивого замыкания измерительной цепи. Она зависит
от допуска контролируемого изделия. При допуске контролиру-
емого изделия 2... 10 мкм рекомендуемые величины измеритель-
ного усилия находятся в пределах 2,5...3,9Н, а при допуске свы-
ше 10 мкм оно должно быть равно 9,8 Н.
Важным показателем измерительного усилия является перепад
измерительного усилия — разность измерительного усилия при двух
положениях указателя в пределах диапазона показаний. Стандарт
ограничивает эту величину в зависимости от типа средства изме-
рений. Например, для микрометра с ценой деления 0,01 мм пере-
пад измерительного усилия находится в пределах 0...2 Н, для ин-
дикаторов часового типа с той же величиной цены деления —
0...0,8 Н, для измерительных пружинных головок — 0,2...2 Н.
Способность средства измерений реагировать на изменения
измеряемой величины называется чувствительностью. Она опре-
деляется отношением изменения выходного сигнала этого сред-
ства к вызывающему его изменению измеряемой величины.
Если измеряемой величиной является длина или угол и чув-
ствительность выражается безразмерным числом, то это число
называется передаточным отношением. Оно может быть выражено
зависимостью
95
i = а/с,
где а — интервал деления шкалы; с — цена деления.
Например, при цене деления индикатора 0,01 мм и интервале
деления шкалы 1,5 мм передаточное отношение будет равно 150.
Порог чувствительности средства измерения — характеристика
средства измерения, выражаемая наименьшим значением изменения
физической величины, начиная с которой может осуществляться ее
измерение данным средством, т.е. наименьшим значением, обнаружи-
ваемым при нормальном для данного средства способе отсчета. Эта
характеристика важна при оценке малых перемещений.
Кроме рассмотренных выше характеристик средств измерения
на практике используются еще такие понятия, как стабильность
меры (свойство меры сохранять свое значение неизменным), ста-
бильность измерительного прибора (свойство сохранять неизменны-
ми поправки к его показаниям), вариация показаний, разрешение сред-
ства измерений, его градуировочная характеристика, смещение нуля,
дрейф показаний, зона нечувствительности средства измерений и др.
Вариация показаний измерительного прибора — разность показа-
ний прибора в одной и той же точке диапазона измерений при плавном
подходе к этой точке показывающего элемента со стороны меньших и
больших значений измеряемой величины. Другими словами, это раз-
ность между повторными показаниями средства измерений, соот-
ветствующими одному и тому же действительному значению изме-
ряемой им величины при неизменных внешних условиях. Обычно
вариация показаний у средств измерений составляет 10... 50 % цены
деления и она определяется путем многократного арретирования
измерительного наконечника средства измерения.
Особое место в метрологических характеристиках средств из-
мерения и контроля занимают погрешности измерений, в частно-
сти погрешности самих средств измерений и контроля. В подразд. 4.1
были рассмотрены основные группы погрешностей измерений.
Погрешность средства измерения Дси — это разнрсть между по-
казанием средства измерения хп и истинным (действительным)
значением измеряемой физической величины хд:
^си ~ -^п -^д-
Так как истинное значение физической величины неизвестно,
на практике пользуются ее действительным значением.
Погрешность средства измерения есть составляющая общей
погрешности измерения, которая включает в себя в общем случае
не только Дси, но и погрешности установочных мер, температур-
ных колебаний, погрешности, вызванные нарушением первич-
ной настройки средства измерений, упругими деформациями
объекта измерения, обусловленные шероховатостью измеряемой
поверхности, и др.
96
Вопросы, связанные с определением составляющих погрешнос-
ти измерения, и методика выбора средств измерений в зависимости
от допустимой величины погрешности будут рассмотрены позже.
Инструментальные погрешности возникают вследствие погреш-
ностей элементов средств измерения и контроля. К этим погрешно-
стям можно отнести: погрешности изготовления и сборки средства
измерений; погрешности из-за трения в механизмах средства изме-
рений, недостаточной жесткости его деталей и т. п. Инструменталь-
ная погрешность индивидуальна для каждого средства измерений.
Причиной возникновения методических погрешностей служит
несовершенство принятого метода измерений. В результате того, что
мы сознательно преобразуем или используем на выходе средств изме-
рений не ту величину, которая нам нужна, а другую, которая отра-
жает нужную лишь приблизительно, но гораздо проще реализуется,
появляется погрешность, которая иногда превышает остальные. По-
грешность метода иногда называют теоретической погрешностью.
Различают основную и дополнительную погрешности средства
измерения. За основную погрешность принимают погрешность сред-
ства измерений, применяемого в нормальных условиях. Извест-
но, что наряду с чувствительностью к измеряемой величине сред-
ство измерения имеет некоторую чувствительность и к неизмеря-
емым, но влияющим величинам, например к температуре, ат-
мосферному давлению, вибрации, ударам и т.д. Поэтому любое
средство измерения имеет основную погрешность, которая отра-
жается в нормативно-технических документах.
При эксплуатации средств измерения и контроля в производ-
ственных условиях, значительно отличающихся от нормальных, воз-
никают дополнительные погрешности. Дополнительными погрешностями
называются погрешности средства измерения, возникающие в дополне-
ние к основной погрешности вследствие отклонения какой-либо из вли-
яющих величин от нормального значения или вследствие ее выхода за
пределы нормальной области значений. Дополнительные погрешности
характеризуются соответствующими коэффициентами влияния из-
менения отдельных влияющих величин на изменение показаний.
Суммарное значение погрешности средств измерения норми-
руют установлением предела допустимой погрешности. Предел до-
пустимой погрешности средства измерения — наибольшее значение
погрешности средства измерения, устанавливаемое нормативным
документом для средств измерения данного типа, при которой оно
еще признается годным к применению. Например, предел допусти-
мой погрешности для 100-миллиметровой концевой меры длины
равен ±50 мкм. При превышении этого предела средство измере-
ния признается негодным для применения.
Все перечисленные погрешности средств измерения делят на
систематические, случайные и грубые, статические и динамиче-
ские, абсолютные и относительные.
4 Зайцев
97
Для обобщенной характеристики точности средств измерения,
определяемой пределами допустимых погрешностей, а также дру-
гими свойствами, влияющими на погрешность измерений, вво-
дится понятие класс точности средств измерения. Единые правила
установления пределов допустимых погрешностей показаний по
классам точности средств измерения регламентирует ГОСТ 8.401—80.
Классы точности удобны для сравнительной оценки качества средств
измерения, при их выборе.
Несмотря на то что класс точности характеризует совокупность
метрологических свойств данного средства измерения, он не оп-
ределяет непосредственно точность измерений, так как последняя
зависит и от метода измерений, и от условий их выполнения.
Классы точности средств измерения определяются в стандартах
технических требований (условий) или в других нормативных доку-
ментах, содержащих технические требования к средствам измере-
ний. Для каждого класса точности средства измерения определенно-
го типа устанавливаются конкретные требования к метрологичес-
ким характеристикам, в совокупности отражающие уровень точности.
Контрольные вопросы
1. Какие метрологические характеристики средств измерения уста-
навливаются стандартом?
2. Что такое цена деления шкалы?
3. Как определяется погрешность средства измерения и от чего она
зависит?
4. Что такое предел допустимой погрешности средства измерения?
5. Что такое класс точности средства измерения и от чего он зависит?
4.4. Средства для измерения и контроля линейных размеров
4.4.1. Плоскопараллельные концевые меры длины
Плоскопараллельные концевые меры длины (ГОСТ 9038—83)
предназначены для передачи размеров от эталона до изделия. Эта
передача осуществляется путем применения плоскопараллельных
концевых мер длины для поверки и градуировки различных мер и
средств измерения, для поверки калибров, а также определения раз-
меров изделий, настройки приспособлений, точных разметочных и
координатно-расточных работ, наладки станков и инструментов и т. д.
В соответствии с ГОСТ 9038—83 концевые меры длины имеют
форму прямоугольного параллелепипеда с двумя плоскими па-
раллельными измерительными поверхностями (рис. 4.8, а).
За размер плоскопараллельной концевой меры длины прини-
мается ее срединная длина I (рис. 4.8, б), которая определяется
98
Измерительные поверхности
концевых мер
Рис. 4.8. Плоскопараллельные концевые меры длины
длиной перпендикуляра, проведенного из середины одной из из-
мерительных поверхностей меры до середины противоположной
измерительной поверхности. Длина сторон а и b сечения мер опре-
деляется в зависимости от номинальной срединной длины /.
Так, при 10 мм > / > 0,29 мм а = 30_о 28, b = 9_0 20, а при 10 мм >
> / > 250 мм а = 35_0,з4, Ь = 9-о,2о-
Номинальная срединная длина наносится на каждую меру.
Концевые меры имеют классы точности: 00; 01; 0; 1; 2; 3 — из
стали; 00; 0; 1; 2 и 3 — из твердого сплава. Класс 00 — самый точный.
Концевые меры комплектуют в различные наборы по числу мер
и номинальным длинам. В наборах № 1... 19 число мер 2... 112. В спе-
циальном наборе № 20 23 меры, № 21 — 20 мер, № 22 — 7 мер.
Комплектация мер в наборы осуществляется таким образом,
чтобы из минимального числа мер можно было составить блок
любого размера до третьего десятичного знака. В соответствии с
этим положением в наборах концевых мер принята градация мер:
0,001 - 0,01 - 0,1 - 0,5 - 1 - 10 - 25 - 50 и 100 мм.
Номинальные длины мер изменяются от 1,005 до 100 мм. Так,
набор из 112 концевых мер содержит одну меру размером 1,005 мм;
51 меру от 1 до 1,5 мм через 0,01 мм; пять мер от 1,6 до 2 мм через
0,1 мм; одну меру 0,5 мм; 46 мер от 2,5 до 25 мм через 0,5 мм и
восемь мер от 30 до 100 мм через 10 мм.
Класс точности набора определяется низшим классом отдель-
ной меры, входящей в набор. К каждому набору прилагается пас-
порт, в котором указываются номинальная длина каждой меры и
отклонение.
В зависимости от погрешности измерения длины мер (погреш-
ности аттестации) и отклонения их (рабочих поверхностей) от
плоскостности и параллельности концевые меры разделяют на пять
разрядов: 1, 2, 3, 4 и 5-й (для 1-го разряда определена наименьшая
погрешность аттестации). Погрешности приводятся в аттестате меры.
При использовании концевых мер, для которых установлен раз-
ряд, размер блока плиток определяют по номинальным значениям
мер с учетом действительных отклонений, приведенных в аттестате.
99
Одно из основных свойств концевых мер длины, обеспечива-
ющее их широкое применение, — это притираемость, т. е. способ-
ность прочно сцепляться при прикладывании или надвигании
одной меры на другую (рис. 4.8, в). Сцепление (адгезия) мер вы-
зывается молекулярными силами сцепления лишь при наличии
тончайшей пленки смазки между мерами (0,05...0,1 мкм). Усилие
сдвига одной меры относительно другой в условиях эксплуатации
мер составляет не менее 30 Н, а у новых концевых мер эта вели-
чина больше в 10...20 раз. Концевые меры из стали должны вы-
держивать 500 притираний при вероятности безотказной работы
0,8, а из твердого сплава — 30 000 при вероятности 0,9.
При составлении блока требуемого размера из концевых мер
нужно руководствоваться следующим правилом: блок заданного раз-
мера следует составлять из возможно меньшего числа мер. Сначала
выбирают концевые меры, позволяющие получить тысячные доли
миллиметра, затем сотые, десятые и, наконец, целые миллимет-
ры. Например, для получения блока размером 28,495 мм необхо-
димо из набора № 1 взять концевые меры в такой последователь-
ности: 1,005 + 1,49 + 6 + 20 = 28,495 мм. Минимальное число кон-
цевых мер в блоке повышает, с одной стороны, точность блока
(уменьшается суммарная погрешность размера блока), а с дру-
гой — не позволяет ему разрушиться. Число концевых мер в блоке
не должно превышать пяти.
Материалом, из которого изготовляют концевые меры длины,
чаще всего бывает сталь с температурным коэффициентом расшире-
ния (11,5 ± 0,1) 10-6 мм на 1 °C при изменении температуры от +10 до
+30 °C. Это хромистые стали 20ХГ, ХГ, ШХ15, X. Твердость измери-
тельных поверхностей должна быть не менее HRC3 62. Иногда кон-
цевые меры изготовляют из твердого сплава ВК6М с температур-
ным коэффициентом расширения 3,6 • 10-6 мм на 1 °C. Это позволяет
повысить износостойкость концевых мер в 10... 40 раз по сравнению
с износостойкостью стальных. В то же время необходимо учитывать,
что из-за разности температурных коэффициентов твердого сплава и
стали могут возникнуть значительные погрешности измерения.
Шероховатость измерительных поверхностей концевых мер дли-
ны для обеспечения хорошей притираемости и высокой износо-
стойкости не должна превышать 0,063 мкм по критерию Rz. Ше-
роховатость нерабочих поверхностей Ra = 0,63 мкм.
Средний срок сохраняемости концевых мер из стали — не ме-
нее 1 года, а из твердого сплава — не менее 2 лет.
Приведем примеры условных обозначений.
Набор № 2 концевых мер из стали класса точности Г.
Концевые меры 1-Н2 ГОСТ 9038—83.
Набор № 3 концевых мер из твердого сплава класса точности 2\
Концевые меры 2-НЗ-Т ГОСТ 9038—83.
100
Рис. 4.9. Набор принадлежностей к концевым мерам длины
101
Концевая мера номинальной длины 1,49 мм из стали класса точ-
ности 3:
Концевая мера 3-1,49 ГОСТ 9038—83.
Благодаря способности концевых мер притираться они явля-
ются универсальными и широко применяемыми средствами из-
мерения и контроля. Область применения концевых мер еще бо-
лее расширяется при использовании их вместе с принадлежнос-
тями, прилагаемыми к ним.
К этим принадлежностям относятся:
державка (струбцина, рис. 4.9, а);
основание (рис. 4.9, б);
стяжки, предназначенные для скрепления блоков, размером
более 100 мм (рис. 4.9, в);
зажимной сухарь (рис. 4.9, г), служащий для крепления стяжка-
ми блоков концевых мер с боковиками;
плоскопараллельные боковики (рис. 4.9, д);
радиусные боковики (рис. 4.9, е), h = R = 2 мм;
радиусные боковики (рис. 4.9, ж), h = R=5 мм;
радиусные боковики (рис. 4.9, з), h = R = 15 или 20 мм;
центровой боковик (рис. 4.9, и);
чертильный боковик (рис. 4.9, к).
Кроме перечисленных выше принадлежностей в набор могут
быть включены трехгранная линейка и плитки с рисками.
Контрольные вопросы
1. В чем заключается основное назначение концевых мер длины?
2. Как определяется срединная длина плоскопараллельной концевой
меры длины?
3. Чем определяются класс и разряд концевой меры длины?
4. Что такое притираемость концевых мер длины?
5. В чем заключается правило составления блока концевых мер длины?
После изучения данного подраздела рекомендуется провести лабо-
раторную работу «Измерение и контроль с помощью концевых мер
длины».
4.4.2. Измерительные линейки, штангенинструмент
и микрометрический инструмент
Измерительные линейки (рис. 4.10) относятся к штриховым ме-
рам и предназначены для измерения размеров изделий 14... 17 ква-
литетов точности прямым методом. Конструкция линеек однотипна.
Они представляют собой металлическую полосу шириной 20...40 мм
и толщиной 0,5... 1,0 мм, на широкой поверхности которой нане-
сены деления. Линейки изготовляются с одной или двумя шкала-
102
Illlplllllllllllllllllllllltlllllllllll | '| | I I 1 I I
MM1 2 3 4 5 6 7 8
niiliiiiliiiiliiiiliiiiliiiiliiiiliiiil I I I I I I I I
24 25
Рис. 4.10. Измерительные линейки
ми, верхние пределы измерений 150, 300, 500 и 1000 мм, цена
деления 0,5 или 1 мм. Линейки с ценой деления 1 мм могут иметь
на длине 50 мм от начала шкалы полумиллиметровые деления.
Допустимые отклонения действительной общей длины шкалы
линеек от номинального значения находятся в пределах ±0,10...
0,20 мм в зависимости от общей длины шкалы, а отдельных участ-
ков шкалы — в пределах ±0,05...0,10 мм.
Поверку линеек, т. е. определение погрешности нанесения штри-
хов производят путем сравнения с образцовыми измерительными
линейками, которые называют штриховыми мерами. Погрешность
сравнения не должна превышать 0,01 мм.
Штангенинструмент предназначен для измерений абсолютных
линейных размеров наружных и внутренних поверхностей, а так-
же для воспроизведения размеров при разметке деталей. К нему
относятся штангенциркули, штангенглубиномеры и штангенрейс-
масы.
ГОСТ 166—80 предусматривает изготовление и использование
трех типов штангенциркулей: ШЦ-I с ценой деления 0,1 мм,
ШЦ-П с ценой деления 0,05 мм и ШЦ-Ш с ценой деления 0,05 и
0,1 мм. Кроме того, на заводах применяют ранее изготовленные
штангенциркули с ценой деления нониуса 0,02 мм.
Штангенциркуль показан на рис. 4.11 (а — для измерения наруж-
ных и внутренних размеров, а также глубин; б — слесарных; в —
для измерения только наружных и внутренних диаметров). Штан-
генциркуль состоит из линейки-штанги 7, имеющей на конце не-
103
a
Рис. 4.11. Конструкция штангенцир-
кулей
подвижные губки для измерения наружных (2') и внутренних (2")
поверхностей. На подвижной рамке 3 расположена шкала-нониус
5 и линейка глубиномера 6 для измерения глубин отверстий и
пазов. Винт 4 служит для фиксации рамки после окончания изме-
рения. Устройство 7 предназначено для медленного перемещения
рамки 3 по линейке-штанге 1. Шкала, нанесенная на линейке-
штанге 1, имеет деления через 1 мм.
Для измерения наружных поверхностей необходимо освободить
подвижную рамку 3 с помощью винта 4, поместить измеряемую
деталь между губками 2' и винтом 4 закрепить рамку 3. При нали-
чии устройства микроподачи винтом 7' скрепляют рамку микро-
подачи со штангой, а вращением гайки 7" медленно перемещают
рамку 3 относительно линейки-штанги 1. Для измерения внутрен-
них поверхностей используют губки 2". Показания снимают по ос-
новной шкале линейки-штанги 1 и шкале-нониусу 5 после удаления
измеряемой детали. По шкале-линейке 1 отсчитывают целое число
миллиметров, а по нониусу — десятые и сотые доли миллиметра.
При отсчете с помощью нониуса сначала по основной шкале
определяют целое число миллиметров перед нулевым делением
нониуса, затем добавляют к нему число долей по нониусу в соот-
ветствии с тем, какой штрих шкалы нониуса ближе к штриху ос-
новной шкалы. Например, на рис. 4.12, а измеряемый размер ра-
вен 7 мм, а на рис. 4.12, б — 7,7 мм.
В штангу индикаторного штангенциркуля (рис. 4.13) вмонти-
рована зубчатая рейка 2, по которой перемещается зубчатое коле-
со 3 индикатора, закрепленного на рамке 1. Перемещение зубча-
104
7 мм
7,7 мм
5 10
5 10
б
Рис. 4.12. Отсчет по нониусу
того колеса 3 передается на стрелку индикатора, показывающую
единицы, десятые и сотые доли миллиметра.
Штангенглубиномеры (ГОСТ 162—80) принципиально не от-
личаются от штангенциркулей и применяются для измерения глу-
бины отверстий и пазов. Рабочими поверхностями штангенглуби-
номеров (рис. 4.14) являются торцевая поверхность штанги 1 и
база для измерений — нижняя поверхность основания 4 с рамкой 2
микрометрической подачи и нониусом 3. Для удобства отсчета ре-
зультатов измерений, повышения точности и производительнос-
ти контрольных операций в штангенглубиномерах некоторых ти-
пов вместо нониусной шкалы предусматривается установка инди-
катора часового типа с ценой деления 0,05 и 0,01 мм.
Штангенрейсмасы (ГОСТ 164—80) являются основными изме-
рительными инструментами при разметке деталей и определении
их высоты. Они могут иметь дополнительный присоединительный
7 '8 '9 '10 '11
А—АО
А/2:1
3 2
Рис. 4.13. Индикаторный штангенцир-
куль
105
Рис. 4.14. Штангенглубиномер
Рис. 4.15. Штангенрейсмас
узел для установки измерительных головок параллельно или пер-
пендикулярно плоскости основания. Конструкция и принцип штан-
генрейсмаса принципиально не отличаются от конструкции и прин-
ципа действия штангенциркуля. Для измерения или разметки дета-
лей станина 3 (рис. 4.15) штангенрейсмаса устанавливается на из-
мерительный стол и с помощью подвижной рамки 2, закреплен-
ной на ней держателем 4, по линейке-штанге 1 и нониусной шкале
5 определяют показания. На предприятиях применяются штанген-
рейсмасы с индикаторным и цифровым отсчетом показаний. В пер-
вом случае вместо нониусной шкалы на подвижной рамке уста-
навливается индикатор часового типа с ценой деления 0,05 или
0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектри-
ческого счетчика импульсов, которое находится в зацеплении с зуб-
чатой рейкой, нарезанной на штанге прибора. За один оборот зубча-
того колеса счетчик дает 1000 импульсов. Показания счетчика пере-
даются цифровому показывающему или записывающему устрой-
ству. Погрешность измерения в этом случае не превышает 15 мкм.
Основные метрологические показатели штангенинструментов,
применяемых в машиностроении, представлены в табл. 4.4.
Микрометрические инструменты предназначены для абсолют-
ных измерений наружных и внутренних размеров, высот уступов,
106
Таблица 4.4
Основные метрологические характеристики штангенинструментов
Наименование Цена деления шкалы, мм Диапа- зон по- казаний шкалы, мм Предел измерения инстумента, мм Предельная погреш- ность инстру- мента, мкм Условное обозначение инструмента
Штанген- циркуль типов: ШЦ-1-125-0,1
ШЦ-1, ШЦТ-1 0,1 125 0.. .125 ±(150... 170) ГОСТ 166-80
ШЦ-П 0,05 160 0.. .160 ±50 ШЦ-11-250-0,05
200 0.. .200 ГОСТ166—80
250 0.. .250
ШЦ-Ш 0,1 160 0.. .160 ±70
200 0.. .200 ±70
250 0.. .250 ±80
Штанген- 0,05 160 0.. .160 ±50 ШГ-160
глубиномер 200 0.. .200 ГОСТ162—80
типа ШГ 250 0.. .250
315 0.. .315
400 0.. .400
Штанген- 0,05 250 0.. .250 ШР-250-0,05
рейсмас типа 360 40. ..400 ГОСТ 164-80
ШР 570 60. ..630 ШР-1000-0,1
0,1 900 100. ..1000 ±100 ГОСТ 164-80
1000 600. ..1600 ±150
1000 1500 ...2500 ±200
глубин отверстий и пазов и т.д. К ним относятся гладкие микро-
метры, микрометры со вставками, микрометрические глубино-
меры, микрометрические нутромеры.
Принцип действия этих инструментов основан на использова-
нии винтовой пары («винт —гайка») для преобразования враща-
тельного движения микрометрического винта в поступательное.
Схема микрометрического инструмента представлена на рис. 4.16, а,
а его устройство — на рис. 4.16, б. Основными частями микромет-
рических инструментов являются: корпус 1, стебель 2, внутри ко-
торого с одной стороны имеется микрометрическая резьба с ша-
гом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обес-
печивающее точное направление перемещения винта 3. На винт
установлен барабан 4, соединенный с трещоткой 5, обеспечива-
ющей постоянное усилие измерения (для микрометрических нут-
ромеров трещотка не устанавливается). Стопор Услужит для зак-
репления винта в нужном положении.
107
8 9105
Отсчет 5,0
Отсчет 8,5
в
Отсчет 8,82
Рис. 4.16. Гладкий микрометр
Отсчетное устройство микрометрических инструментов состоит
из двух шкал: продольной 6 и круговой 7. По продольной шкале
отсчитывают целые миллиметры и половины миллиметров, по кру-
говой шкале — десятые и сотые доли миллиметра (рис. 4.16, в).
Гладкие микрометры МК (ГОСТ 6507—78) выпускаются с раз-
личными пределами измерения: 0... 300 мм с диапазоном показаний
шкалы 25 мм, а также 300... 400; 400... 500 и 500... 600 мм. Предельная
погрешность микрометров зависит от верхних пределов измерения и
может составлять от ± 3 мкм для микрометров МК-25 до ± 50 мкм для
микрометров МК-500. Выпускаются микрометры с цифровым от-
счетом результата измерения. Отсчетное устройство в таких микро-
метрах действует по механическому принципу.
Микрометрический глубиномер (ГОСТ 7470—78, рис. 4.17) предназ-
начен для абсолютных измерений глубин отверстий, высот выступов
и т.д. Он имеет стебель 5, закрепленный на траверсе. Одной измери-
тельной поверхностью является
Рис. 4.17. Микрометрический глу-
биномер
нижняя плоскость траверсы 6, дру-
гой — плоскость микрометрического
винта 1. Микрометрический винт,
установленный в стебле 5, приво-
дится во вращение трещоткой 3, со-
единенной с барабаном 4, и фик-
сируется гайкой 2. В комплект мик-
рометрического глубиномера входят
установочные меры с плоскими из-
мерительными торцами.
Микрометрический нутромер
(ГОСТ 10—75, рис. 4.18) предназ-
начен для абсолютных измерений
внутренних размеров. При изме-
108
Рис. 4.18. Микрометрический нутромер
рении измерительные наконечники 1 приводят в соприкоснове-
ние со стенками контролируемого отверстия с помощью кольца 4.
Микрометрические нутромеры не имеют трещоток, поэтому плот-
ность соприкосновения определяется на ощупь. Установка нутро-
мера на ноль выполняется либо по установочному кольцу, либо
по блоку концевых мер с боковиками, устанавливаемыми в струб-
цину. Снятие показаний осуществляется по шкале 3 (рис. 4.18, а)
или индикатору 6, установленному в корпусе 5 (рис. 4.18, б).
Микрометрические нутромеры НМ имеют пределы измере-
ний 50...75, 75... 175, 75...600, 150... 1250, 800...2500, 1250...4000,
2500... 6000 и 4000... 10000 мм. При необходимости увеличения пре-
делов измерений используются удлинители 2.
Основные метрологические показатели микрометрических ин-
струментов представлены в табл. 4.5.
Таблица 4.5
Основные метрологические характеристики микрометрических инструментов
Измерительное средство Цена деления шкалы, мм Диапазон показаний шкалы, мм Предел измерения инстру- мента, мм Предельная погрешность инструмента, мкм Измери- тельное усилие, Н
Микрометр гладкий типа МК для измерения наружных размеров (ГОСТ 6507-78) 0,01 25 0...25 25 ...50 50...75 75 ...100 и т.д. ±2,0 ±2,5 ±2,5 ±2,0 5...9
Нутромер микрометрический типа НМ (ГОСТ 10-75) 0,01 25 100 525 1100 50...75 75 ...175 75 ...600 150... 1250 и т.д. ±4,0 ±6,0 ±15,0 ±20,0
109
Окончание табл. 4.5
Измерительное средство Цена деления шкалы, мм Диапазон показаний шкалы, мм Предел измерения инстру- мента, мм Предельная погрешность инструмента, мкм Измери- тельное усилие, Н
Глубиномер микрометрический (ГОСТ 7470-78) 0,01 25 0...25 25 ...50 50...75 75 ...100 100 ...125 125 ...150 ±2,0 ±3,0 ±3,0 ±3,0 ±4,0 ±4,0 3...7
Контрольные вопросы
1. Какова область применения измерительных линеек и штангенинст-
румента?
2. Что такое шкала нониуса и каков принцип ее действия?
3. Перечислите основные части штангенинструмента.
4. Из чего состоит и как работает гладкий микрометр?
После изучения данного раздела рекомендуется провести лабора-
торную работу «Измерение наружных поверхностей штанген-
инструментом и микрометром».
4. 4.3. Средства измерения с механическим преобразованием
Средства измерения и контроля с механическим преобразова-
нием основаны на преобразовании малых перемещений измери-
тельного стержня в большие перемещения указателя (стрелки,
шкалы, светового луча и т.д.). В зависимости от типа механизма
эти средства делятся на рычажно-механические (рычажные), зуб-
чатые, рычажно-зубчатые, пружинные и пружинно-оптические.
В производственных условиях и измерительных лабораториях
для абсолютных измерений нашли широкое применение индика-
торы, или индикаторные измерительные головки с зубчатой пе-
редачей. На рис. 4.19, а изображен общий вид индикатора часово-
го типа, на рис. 4.19, б — его кинематическая схема.
Индикаторы часового типа (ГОСТ 577—68), являющиеся ти-
пичными представителями приборов с зубчатой передачей, име-
ют стержень 1 с нарезанной зубчатой рейкой 3, зубчатые колеса
2, 4, 7 и 8, спиральную пружину 6, стрелку 5. Возвратно-поступа-
тельное перемещение измерительного стержня 1 преобразуется в
круговое движение стрелки 5.
Один оборот стрелки соответствует перемещению измеритель-
ного стержня на 1 мм. Целые миллиметры отсчитываются по шка-
ле с помощью малой стрелки. Шкала прибора имеет 100 делений
ПО
a
Рис. 4.19. Индикатор часового типа
с ценой деления 0,01 мм. Индикаторы часового типа выпускают
двух классов точности — 0 и 1 — двух типов: типа ИЧ с перемеще-
нием измерительного стержня параллельно шкале и типа ИТ с
перемещением измерительного стержня перпендикулярно шкале.
Выпускаются также индикаторы часового типа с цифровым (элек-
тронным) отсчетом.
Основные метрологические показатели индикаторов часового
типа представлены в табл. 4.6.
Рычажно-зубчатые измерительные головки (рис. 4.20) отлича-
ются от индикаторов часового типа наличием не только зубчатой
Таблица 4.6
Основные метрологические характеристики индикаторов часового типа
Тип прибора (ГОСТ 577-68) Цена деления шкалы, мм Предел измерения прибором, мм Предельная погрешность прибора во всем диапа- зоне, мкм Измерительное усилие, Н
ИЧ, ИТ 0,01 0...2 10 1,5 (0,4)
ИЧ 0,01 0...5 12 1,5 (0,6)
0,01 0...10 15 1,5 (0,6)
0,01 0...25 22 3,0 (1,8)
111
Рис. 4.20. Рычажно-зубчатая измерительная головка
передачи, но и рычажной системы, позволяющей увеличить пе-
редаточное число измерительного механизма и тем самым повы-
сить точность измерений. При перемещении измерительного стерж-
ня 7 в двух направляющих втулках 8 поворачивается рычаг 3, ко-
торый воздействует на рычаг 5, имеющий на большем плече зуб-
чатый сектор, входящий в зацепление с зубчатым колесом (три-
бом) 4. На оси триба установлена стрелка с втулкой, связанная со
спиральной пружиной 6, устраняющей зазор. Измерительное уси-
лие создается пружиной 7. Для арретирования измерительного
стержня служит рычажок 2.
Ленинградский инструментальный завод (ЛИЗ) изготовляет ры-
чажно-зубчатые однооборотные и многооборотные (ГОСТ 9696—82)
измерительные головки с ценой деления 0,001 и 0,002 мм. Много-
оборотные головки применяются в тех случаях, если требуются вы-
сокая точность и большой диапазон измерения.
В соответствии с ГОСТ 5584—75 предусматривается выпуск ры-
чажно-зубчатых индикаторов с ценой деления 0,01 мм, у которых по-
ложение измерительного рычага изменяется относительно корпуса.
Основные метрологические показатели рычажно-зубчатых из-
мерительных головок представлены в табл. 4.7.
К приборам с пружинной передачей относятся измерительные
пружинные головки (ГОСТ 6933—81), малогабаритные измеритель-
112
Таблица 4.7
Основные метрологические характеристики рычажно-зубчатых
измерительных головок
Тип головки Цена деления шкалы, мм Диапазон измерения, мм Измеритель- ное усилие (колебание измеритель- ного усилия), Н Предел основной допустимой погрешнос- ти на всем диапазоне измерений, мкм Условное обозначение головки
ИРБ, ИРТ 0,01 0,4 1...4 10,0 ИРБ ГОСТ 5584-75
1 МИГ, 1 МИГП 0,001 0...1 2,0 (0,5) 2,5 1,8 1 МИГ гост 9696-82
2 МИГ, 2 МИГП 0,002 5,0 2,0 (0,70) 5,0 3,5 2 МИГП ГОСТ 9696-82
ные головки (мйкаторы, ГОСТ 14712—79) и рычажно-пружин-
ные измерительные головки бокового действия (миникаторы,
ГОСТ 14711—69). Эти приборы предназначены для относительных
определений размеров, проверки наличия отклонений формы де-
талей от правильной геометрической формы с высокой точнос-
тью, а также для поверки и наладки средств активного контроля.
Приборы этого типа построены по принципу использования в пе-
редаточных механизмах упругих свойств скрученной фосфористой
бронзовой ленты шириной 0,1... 0,2 мм и толщиной 0,008... 0,015 мм.
Измерительные пружинные головки (рис. 4.21) обладают значи-
тельными преимуществами перед другими подобными прибора-
ми: высокой чувствительностью, малой силой измерения, незна-
чительной погрешностью обратного хода, высокой надежностью.
Основными недостатками являются неудобство отсчета показа-
ний по слишком тонкой стрелке и наличие вибрации стрелки,
что увеличивает ошибки измерений. В измерительной пружинной
головке бронзовая пружинная лента 4 закручена в разные сторо-
ны относительно стрелки 2 и правым концом прикреплена к пру-
жинному угольнику 5, а левым — к плоской пружине 1.
При перемещении измерительного стержня 7 поворачивается
угольник 5, что приводит к растяжению пружинной ленты 4 и
повороту прикрепленной к ней в середине стрелки относитель-
но шкалы 3. Стрелка сбалансирована с помощью противовеса 9.
Сила измерения создается пружиной 8. Измерительный стержень 7
113
подвешен к корпусу головки на мембране 6 и пружинном уголь-
нике 5.
Основные метрологические показатели приборов с пружин-
ной передачей представлены в табл. 4.8.
Таблица 4.8
Основные метрологические характеристики измерительных
пружинных головок
Тип головки Цена деления шкалы, мкм Диапазон измерения мкм, не менее Измерительное усилие (колебание измерительного усилия), Н Предел регулирования измерительного усилия, Н Предел допустимой погрешности на любом участке шкалы до 30 делений, мкм
ИГП, 0,1 ±4,0 1,5 (0,5) 0...1,5 0,1
ИГПУ 0,2 ±6,0 1,5 (0,5) — 0,15
0,5 ±15,0 1,5 (0,5) — 0,25
1,0 ±30,0 2,0 (0,5) — 0,4
2,0 ±60,0 2,0 (2,0) — 0,8
5,0 ±150,0 3,0 (3,0) — 2,0
10,0 ±300,0 3,0 (3,0) — 3,0
114
К рычажно-механическим приборам относятся также индика-
торные нутромеры.
Индикаторные нутромеры (рис. 4.22) предназначены для отно-
сительных измерений отверстий диаметром от 3 до 1000 мм. Они
состоят из корпуса 3, рукоятки 7, отсчетного устройства (индика-
тора) 9, устанавливаемого в корпусе 10, подвижного (измеритель-
ного) 4 и неподвижного (регулируемого) 1 стержней, контр-гайки
2, равноплечего рычага 11, центрирующего мостика 12 и подвиж-
ного штока 6. При измерении отверстия стержень 4, перемещаясь в
направлении, перпендикулярном оси отверстия, поворачивает на
определенную величину Г-образный рычаг 11 вокруг оси 5 и пере-
мещает на ту же величину шток 6 и измерительный наконечник
индикатора 9. Устранение зазоров в сопряжениях выполняется с
помощью пружины 8. Перемещение стрелки индикатора указывает
на отклонение действительного диаметра проверяемого отверстия
от настроенного размера нутромера. Установка индикатора на ноль
осуществляется либо по установочному кольцу, либо по блоку кон-
цевых мер с боковиками, зажимаемому в державке.
Предприятия выпускают индикаторные нутромеры с ценой де-
ления 0,01 (ГОСТ 868—82) и индикаторные нутромеры с ценой
деления 0,001 мм и 0,002 мм (ГОСТ 9244—75). Основные метроло-
гические показатели индикаторных нутромеров представлены в
табл. 4.9.
К приборам с рычажно-зубчатой передачей относятся рычаж-
ные скобы, рычажные микрометры, рычажно-зубчатые измери-
тельные головки и т.д. Эти приборы предназначены для относи-
тельных измерений наружных поверхностей.
115
Таблица 4.9
Основные метрологические характеристики нутромеров
Тип нутромера Цена деле- ния, шкалы мм Наиболь- шая глу- бина измере- ния, мм Предел измерения, мм Предел основной допустимой погреш- ности в диапазоне перемещения измери- тельного стержня, мкм Измери- тельное усилие, Н
НИ 10 0,01 60... 100 6...10 8,0 2,5 ...4,5
НИ 18 0,01 130 10...18 12,0 4,0...7,0
НИ 50А 0,01 150 18...50 12,0 4,0 ...7,0
НИ 100-1 0,01 200 50...100 15,0 4,0...7,0
НИ 450 В 0,01 500 250...450 15,0 5 ...9
Нутромеры 0,001 12 2...3 ±1,8 3,0
поГОСТ
9244-75 20 3...6 ±1,8 3,0
30 6...10 ±1,8 3,5
0,002 100 10...18 ±3,5 4,0
150 18...50 ±3,5 4,5
200 50...100 ±4,0 7,0
300 100...160 ±4,0 9,0
300 160...250 ±4,0 9,0
В рычажных скобах (на рис. 4.23, а представлен общий вид
рычажной скобы, ГОСТ 11098—75, а на рис. 4.23, б — ее кине-
матическая схема) в процессе измерения чувствительная пята 4,
перемещаясь, воздействует на рычаг 8 и зубчатый сектор 6 кото-
рый поворачивает зубчатое колесо 7 и стрелку 2, неподвижно
Рис. 4.23. Рычажная скоба (пассаметр)
116
Таблица 4.10
Основные метрологические характеристики рычажных скоб
и рычажных микрометров
Наименование и тип прибора Цена деления отсчетного устройства, мм Диапазон показаний шкалы, мм Предел измерения прибором, мм Предельные погрешнос- ти прибора, ±Д, мкм Сила измерения, Н
Рычажные скобы СР 0,002 ±0,14 0...25 25...50 50...75 75...100 100...125 125...150 ±0,2 6,0 ± 1,0 6,0 ± 1,0 8,0 ±2,0 8,0 ± 2,0 8,0 ± 2,0 8,0 ± 2,0
Рычажные микрометры: МР 0,002 ±0,14 0...25 25...50 50...75 75...100 ±2,0 6,0 ± 1,0
MP3 0,02 ±0,14 0...20 20...45 ±3,0 6,0 ± 1,0
МРИ 0,02 ±0,10 100...125 125...150 150...200 200...250 ±4,0 ±4,0 ±4,0 ±5,0 8,0 ± 1,0
закрепленную на его оси в корпусе 5. Пружина постоянно прижи-
мает зубчатое колесо 7 к зубчатому сектору, устраняя таким обра-
зом зазор между ними. Для исключения повреждения детали и
рычажной скобы предусмотрена кнопка арретира 1. Микровинт 3
служит для установки прибора на ноль по блоку концевых мер.
Выпускаются также рычажные скобы с отсчетом измеряемой ве-
личины в миллиметрах, в десятых и сотых долях миллиметра.
Рычажные микрометры (ГОСТ 4381—80) аналогичны рычаж-
ным скобам и отличаются от них лишь наличием микрометриче-
ской головки для отсчета измеряемой величины в миллиметрах, в
десятых и сотых долях миллиметра.
Основные метрологические показатели рычажных скоб и ры-
чажных микрометров представлены в табл. 4.10.
Контрольные вопросы
1. На чем основан принцип действия средств измерения и контроля с
механическим преобразованием?
117
2. Каково устройство и принцип действия индикатора часового типа?
3. Каково устройство и принцип действия индикаторного нутромера?
4. Как настраивается на ноль рычажная скоба?
После изучения данного подраздела рекомендуется провести лабо-
раторную работу «Измерение внутренних поверхностей накладными
средствами».
4.4.4. Средства измерения с оптическим и оптико-механическим
преобразованием
Оптико-механические измерительные приборы находят широ-
кое применение в измерительных лабораториях и цехах для изме-
рения калибров, плоскопараллельных концевых мер длины, точ-
ных изделий, а также для настройки и проверки средств активно-
го и пассивного контроля. Эти приборы основаны на сочетании
оптических схем и механических передач.
К оптико-механическим измерительным приборам относятся
пружинно-оптические измерительные головки (оптикаторы), опти-
метры, ультраоптиметры, длиномеры, измерительные машины,
интерферометры и др.
Оптиметр (ГОСТ 5405—75) состоит из измерительной головки 1,
называемой трубкой оптиметра, и стоек (вертикальной 2 или гори-
зонтальной 5). В зависимости от вида стойки оптиметры подразделя-
ют на вертикальные (например, ОВО-1 или ИКВ, рис. 4.24, а) и
горизонтальные (например, ОГО-1 или ИКГ, рис. 4.24, б). ЛИЗ вы-
Рис. 4.24. Оптиметр
118
пускает также горизонтальные и вертикальные проекционные опти-
метры (ОГЭ-1 и ОВЭ-02). У последних отсчет результата измерения
производится по шкале, проецируемой на экран. Вертикальные оп-
тиметры предназначены для измерений наружных размеров дета-
лей, а горизонтальные — для измерения как наружных, так и внут-
ренних размеров.
В оптической схеме оптиметров использованы принципы авто-
коллимации и оптического рычага.
Трубка оптиметра действует следующим образом (рис. 4.25). Лучи
от источника света направляются зеркалом 1 в щель трубки и,
преломившись в трехгранной призме 3, проходят через шкалу,
нанесенную на плоскость стеклянной пластины 4 и имеющую
200 делений. Пройдя через шкалу, луч попадает на призму полно-
го отражения 5 и, отразившись от нее под прямым углом, направ-
ляется на объектив 6 и зеркало 7. Качающееся зеркало пружиной
прижимается к измерительному стержню 8. При перемещении
измерительного стержня 8, опирающегося на измеряемую деталь
9, зеркало 7 поворачивается на угол а вокруг оси, проходящей
через центр опорного шарика, что вызывает отклонение отра-
женных от зеркала 7 лучей на угол 2а. Рассеянный отраженный
пучок лучей объективом превращается в сходящийся пучок, ко-
торый дает изображение шкалы. При этом шкала смещается в верти-
кальном направлении относительно неподвижного указателя на
некоторую величину, пропорциональную измеряемому размеру.
Контролер наблюдает изображение шкалы в окуляр 2, как прави-
ло, одним глазом, отчего сильно утомляется. Для удобства отсчета
на окуляр надевают специальную проекционную насадку, на экра-
не которой можно наблюдать изображение шкалы обоими глазами.
Основные метрологические показатели оптиметров представ-
лены в табл. 4.11.
Оптические измерительные приборы нашли применение в изме-
рительных лабораториях для абсолютных и относительных изме-
рений бесконтактным методом деталей сложного профиля (резьб,
шаблонов, кулачков, фасонных режущих инструментов), для точ-
ных измерений длин, углов, радиусов. Эти приборы построены на
оптических схемах. Наиболее распространенными из них являют-
ся: микроскопы (инструментальный, универсальный, проекци-
онный), проекторы, оптические длиномеры и угломеры, дели-
тельные головки, столы и др.
Инструментальные и универсальные микроскопы предназначены для
абсолютных измерений углов и длин различных деталей в прямо-
угольных и полярных координатах. В соответствии с ГОСТ 8074—82
выпускают микроскопы с микрометрическими измерителями двух
типов: типа А — без наклона головки и типа Б — с наклоном голов-
ки. У микроскопов ИМ 100 х 50, А и ИМ 150 х 50, Б предусмотрена
возможность отсчета показаний по шкалам микрометрических голо-
119
Рис. 4.25. Оптическая схема оптиметра
120
Таблица 4.11
Основные метрологические характеристики оптико-механических приборов
Наименование и тип прибора Цена деле- ния шка- лы, мкм Предел измерения по шкале Предел допустимой погрешности на любом участке шка- лы в преде- лах 100 деле- ний, мкм Наибольшее измерительное усилие (колебание измерительного усилия), Н Вариа- ция показа- ний, мкм
Оптиметр (ГОСТ 5405-75):
ОВ-100 0,2 ±25 мкм ±(0,07... 0,1) 2,0 0,02
ОВ-200 1,0 ±100 мкм ±(0,2...0,3) 2,0 0,1
ОГ-500 1,0 ±100 мкм ±(0,2...0,3) 2,0 0,1
Ультраоптиметр ИКП-2 0,2 ±25 мкм ±0,1 0,5... 1,5 —
Оптический
длиномер (ГОСТ 14028-68):
ДВО 1,0 0... 100 мм ±(1,4+2/100) 2,0 0,4
ДВЭ 1,0 0... 100 мм ±(1,4+2/100) 2,0 0,4
ДГЭ 1,0 0... 100 мм ±(1,4+2/100) 2,5 0,1
Интерферометр:
модели 264 0,05 ±2,5 мкм ±0,05 1,5 ±0,1 (0,02) 0,02
(вертикальный) 0,1 ±5,0 мкм ±0,08 1,5 ±0,1 (0,02) 0,03
0,2 ±10,0 мкм ±0,10 1,5 ±0,1 (0,02) 0,04
модели 273 0,05 ±2,5 мкм ±0,06 2,0±0,1(0,02) 0,02
(горизонтальный) 0,1 ±5,0 мкм ±0,08 2,0±0,1(0,02) 0,03
0,2 ±10,0 мкм ±0,12 2,0±0,1(0,02) 0,04
вок и применения концевых мер длины, тогда как микроскопы ИМЦ
100 х 500, А; ИМЦ 150 х 50, А; ИМЦ 150 х 50, Б; ИМЦЛ 160 х 80, Б
оснащены цифровым отсчетным устройством.
Универсальные измерительные микроскопы (ГОСТ 14968—69)
отличаются от инструментальных большим диапазоном измере-
ний и повышенной точностью. В них вместо микрометрических
измерителей применены миллиметровые шкалы с отсчетными
спиральными микроскопами.
121
Основные метрологические показатели указанных микроско-
пов представлены в табл. 4.12.
Несмотря на конструктивные различия инструментальных и
универсальных микроскопов, принципиальная схема измерения
Таблица 4.12
Основные метрологические характеристики микроскопов
Тип микроскопа Верхний предел измере- ния, мм Диапазон измерения плоских углов, ° Линейное увеличение объективов визирного микроскопа Цена деления шкалы барабанов микрометри- ческих головок, мм Цена деления шкалы наклона линии центров Максимальный диаметр проверяемого изделия, мм Цена деления шкалы угломерной головки Предел основной допус- тимой погрешности микроскопа, мкм (диапазон измерений, мм)
в поперечном направлении в продольном направлении
ИМ 100x50, А 100 50 0... ...360 1; 3; 5; 10; 20; 40х 0,005 15 85 Г (О- 25) ±3
ИМЦ 100x50, А 100 50 0... ...360 1; 3; 5; 10; 20; 40х — 15 85 1' (0.. 50) ±5
ИМ 150x50, А 150 50 0... ...360 1; 3; 5; 10; 20; 40х 0,005 15 85 Г (0... 100)±3
ИМЦ 150x50, А 150 50 0... ...360 1; 1,5; 3,0; 5,0х — 15 85 Г —
ИМ 150x50, Б 150 50 0... ...360 1; 1,5; 3,0; 5,0х 0,005 15 85 Г —
ИМ ЦП 160x80, Б 160 80 0... ...360 1; 3; 5; 10х — 15 85 Г —
УИМ-200 200 100 0... ...360 10; 15; 30; 50 х 0,001 — 100 Г ±(6+Z/70)
УИМ- 200Э 200 100 0... ...360 Ю; 15; 30; 50 х 0,001 — 100 г
УИМ- 500Э 500 200 0... ...360 Ю; 20; 30х 0,001 — 200 г
122
у них общая — визирование различных точек контролируемой
детали, перемещаемых для этого по взаимно перпендикулярным
направлениям, и измерение этих перемещений посредством от-
счетных устройств. Для обеспечения хорошего визирования мик-
роскопы снабжают сменными объективами различной степени
увеличения.
В качестве примера рассмотрим конструкцию и принцип изме-
рения микроскопа ММ И (рис. 4.26, а).
Оптическая схема микроскопа представлена на рис. 4.26, б. Из-
меряемая деталь А Б рассматривается через объектив ОБ микро-
скопа. Изображение детали АХБХ получается действительным, об-
ратным и увеличенным.
Глаз наблюдателя через окуляр ОК видит мнимое, обратное и
еще раз увеличенное окуляром изображение детали А2Б2.
в
Рис. 4.26. Инструментальный микроскоп
ММИ
123
На массивном чугунном основании 1 (см. рис. 4.26, а) в двух
взаимно перпендикулярных направлениях на шариковых направ-
ляющих с помощью микрометрических винтов 2, 14 перемещается
измерительный стол 3 с направляющими 4. Для снятия отсчета ве-
личины перемещения стола на гильзе, скрепленной с метрической
гайкой, имеется миллиметровая шкала / (рис. 4.26, в), а на бараба-
не, связанном с микрометрическим винтом, — круговая шкала II
со 100 делениями (на рисунке показание микрометра равно 29,025).
Объектив 5 (см. рис. 4.26, а) с тубусом установлен на кронштей-
не 7, который перемещается в вертикальном направлении по стой-
ке 11. У микроскопов типа Б стойка с помощью маховика 13 может
наклоняться в обе стороны, что позволяет установить микроскоп
под углом, равным углу подъема измеряемой резьбы. Маховик 6,
перемещающий кронштейн 7, служит для фокусировки микроско-
па, причем установленное положение фиксируется винтом 12. Для
точного фокусирования микроскопа вращают рифленое кольцо 8,
при этом тубус смещается по цилиндрическим направляющим крон-
штейна. К верхней части тубуса крепится сменная угломерная оку-
лярная головка с визирным 10 и отсчетным 9 микроскопами.
Оптические линейки (ГОСТ 24703—81) предназначены для оп-
ределения отклонений от прямолинейности и плоскостности по-
верочных линеек, плит, а также направляющих поверхностей стан-
ков, образующих валов.
Принципиальная схема оптической линейки представлена на
рис. 4.27.
Прибор основан на измерении отклонений точек контролируе-
мой поверхности от воображаемой прямой — оптической оси. Ли-
Рис. 4.27. Оптическая линейка
124
Таблица 4.13
Основные параметры оптических линеек
Типо- размер Наиболь- шая длина контроли- руемого участка поверх- ности, мм Диапазон измеряемых отклонений, мм, с устройством Предел допустимой погреш- ности прибора, мкм Цена деления отсчетно- го уст- ройства, мкм Измери- тельное усилие наконеч- ника, Н
отсчетным регистри- рующим
ОЛ-800 До 800 ±0,2 ±0,05 ±(0,5+ЗА) 0,5 7,0
ОЛ-1600 1600 ±0,4 ±0,1 ±(1>10А) 1,0 7,0
ОЛА-800 800 ±0,025 ±0,1 ±(1,2+1 Ой) — 18,0
ОЛБ-800 800 ±0,2 ±0,5 ±(0,5+Зй) 0,5 —
ОЛУ-800 800 ±0,2 ±0,05 ±(0,5+Зй) 0,5 7,0
нейка 5 (тонкостенная труба с оптической системой) устанавлива-
ется на двух опорах 4. Она имеет сквозной шлиц, вдоль которого
перемещается измерительная каретка 3 с щупом 2, касающимся
контролируемой поверхности. Для определения отклонений точек
поверхности необходимо совмещать видимые на экране визирный
штрих 7 и бифиляр 6 и снимать отсчеты по барабану микрометра 1.
Оптические линейки могут иметь регистрирующее устройство
в виде профилографа, позволяющего графически воспроизводить
на бумаге профиль контролируемой поверхности.
Основные параметры оптических линеек представлены в табл. 4.13.
Контрольные вопросы
1. Какова область применения средств измерения и контроля с опти-
ческим и оптико-механическим преобразованием?
2. Каковы устройство и принцип действия оптиметра?
3. Каковы устройство и принцип действия микроскопа?
После изучения данного подраздела рекомендуется выполнить ла-
бораторную работу «Определение годности цилиндрических высоко-
точных деталей».
4.4.5. Средства измерения с пневматическим преобразованием
Пневматические измерительные приборы нашли широкое при-
менение для контроля линейных размеров. Эти приборы обладают
высокой точностью, позволяют производить дистанционные из-
мерения в относительно труднодоступных местах, имеют низкую
чувствительность к вибрациям. Пневматические бесконтактные
125
измерения дают возможность контролировать легкодеформируе-
мые детали и детали с малыми микронеровностями, способные
повреждаться при механическом контакте, а также исключают
износ измерительных поверхностей контрольных устройств, что
повышает точность и надежность контроля. Пневматические при-
боры сравнительно легко поддаются автоматизации, просты в
эксплуатации, не требуют высокой квалификации обслуживаю-
щего персонала. Однако эти приборы обладают значительной инер-
ционностью, снижающей их производительность.
Пневматические измерительные приборы делятся на маномет-
рические, в которых измеряется давление воздуха («Солеке»), и
расходомерные, регистрирующие скорость истечения воздуха или
его расход («Ротаметр»). Манометрические приборы нашли более
широкое распространение в устройствах активного контроля.
И манометрические, и расходомерные пневматические изме-
рительные приборы состоят из измерительной головки, включа-
ющей в себя показывающий прибор, чувствительного элемента
(сопла) и источника сжатого воздуха. Источник сжатого воздуха в
свою очередь содержит: компрессор; отстойники, в которых воз-
дух очищается от влаги; фильтры, в которых воздух очищается от
механических включений; редуктор, понижающий давление до
нужной величины; стабилизатор давления.
Различают пневматические приборы низкого (например, 10 кПа)
и высокого (например, 150 кПа) давления. И те и другие работают
от сети с давлением 0,2... 0,6 МПа. Приборы низкого давления рас-
ходуют на измерение одного параметра до 10 л/мин воздуха, при-
боры высокого давления — до 20 л/мин.
В пневматических измерительных приборах для линейных из-
мерений использована зависимость между площадью проходного
сечения канала истечения и количеством проходящего через него
воздуха. Площадь канала истечения изменяется в результате ли-
нейного перемещения иглы.
Приборы давления (манометрические) выпускаются одномер-
ными и многомерными. Они бывают двух вариантов: цеховые при-
боры с манометрической трубкой длиной 500 мм и лабораторные
приборы с манометрической трубкой длиной 1230 мм. Передаточ-
ное отношение в этих приборах достигает 1:20 000.
Принципиальная схема прибора низкого давления с водяным
манометром ДПНД-500, выпускаемого заводом «Калибр», пока-
зана на рис. 4.28, а. Он представляет собой цилиндрический баллон
1, сообщающийся с атмосферой и наполненный водой, в кото-
рую погружена трубка 2. К верхней части этой трубки через трубо-
провод 3 и дроссельное устройство 4 компрессором подается воз-
дух под давлением Р. В трубке 2 автоматически поддерживается
практически постоянное давление, определяемое высотой Я столба
в баллоне 1.
126
С трубкой 2 соединена камера 6, имеющая входное 5 и выход-
ное 11 сопла. Последнее установлено с зазором над поверхностью
измеряемой детали 10. Для измерения переменного давления Рк в
камере 6 прибор снабжен водяным манометром в виде стеклян-
ной трубки 7 со шкалой 8. Давление Рк определяется разностью
уровней столбов воды в баллоне 1 и трубке 7, которая одним кон-
цом соединена с камерой 6, а другим — с баллоном 1. Из трубки
2 воздух под постоянным давлением проходит через входное со-
пло 5 в камеру 6 и выходит через измерительное (выходное) со-
пло 11. От величины зазора 5 зависит давление Рк и, следователь-
но, разность уровней h, отсчитываемая по шкале 8. Так, при умень-
шенном размере детали 10 зазор S возрастает и уровень воды в
трубке 7 повышается. На шкале 8 устанавливают указатели допус-
ка 9, между которыми должен находиться уровень воды в трубке
7, если контролируемые детали являются годными.
Приборы расхода (поплавковые) выполняются одномерными и
многомерными. Последние могут обслуживать до 15 измеритель-
ных позиций. Принципиальная схема расходомера типа «Ротаметр»
показана на рис. 4.28, б. Он имеет коническую стеклянную труб-
ку 14 с широким концом кверху. По ней снизу через дроссель 12 и
фильтр 13 под давлением 100...200 кПа проходит воздух, подни-
мающий поплавок 75. Верхняя плоскость поплавка является ука-
зателем для отсчета по шкале 16 (градуированной в микромет-
рах), помещенной рядом с трубкой. Высота подъема поплавка за-
висит от скорости прохождения воздуха, которая тем больше, чем
больше зазор между торцом измерительного сопла 7 7 и поверхно-
стью измеряемой детали 18. Под действием напора воздуха попла-
Рис. 4.28. Пневматические приборы
127
Таблица 4.14
Основные технические характеристики пневматических
измерительных приборов
Наименование и тип прибора Число команд (трубок) Число делений шкалы, мкм Цена деления шкалы, мкм Длина рабочей части шкалы, мкм Диапазон измерения (предел измерения) Погрешность срабатывания прибора Смещение настройки после 25 000 срабатываний Давление, МПа
в питающей сети на выходе стабилизатора
Рота- метры: РП 1 100 Ин- див- иду- аль- ная 50 0,1...63 м3/ч ±(1,5... ...2,5)% ±2,5% 0,6 1,6; 6,4
РЭ 1 100 » 300 0,1... ...0,63 м3/ч ±2,5% ±2,5% 0,6 0,6; 1,6
РМ 1 100 » 400 0,16... ...2,5 м3/ч ±2,5% ±2,5% 0,6 6,4
Длино- меры — — 0,2 250 10 мкм ±0,2 мкм 0,15 мкм 0,31... ...0,59 0,07... ...0,30
ВЫСО- КОГО давле- ния (ГОСТ 14806— -76) 0,5 0,5 1,0 20 мкм 20 мкм 35 мкм ±(0,3...0,5) мкм ±(0,3...0,5) мкм ±(0,6...0,8) мкм 0,3 мкм 0,3 мкм 0,5 мкм
2,0 60 мкм ±1,5 мкм 0,6 мкм
5,0 100 мкм ±2,5 мкм 1,2 мкм
10,0 160 мкм ±6,0 мкм 2,0 мкм
5,0 100 мкм ±2,5 мкм 1,2 мкм
10,0 160 мкм ±6,0 мкм 2,0 мкм
вок поднимается в трубке до тех пор, пока не уравняются расходы
воздуха через кольцевой зазор между поплавком и стенками труб-
128
Окончание табл. 4.14
Наименование и тип прибора Число команд (трубок) Число делений шкалы, мкм Цена деления шкалы, мкм Длина рабочей части шкалы, мкм Диапазон измерения (предел измерения) Погрешность срабатывания прибора Смещение настройки после 25 000 срабатываний Давление, МПа
в питающей сети на выходе стабилизатора
Длино- меры низко- го дав- ления (ГОСТ 11198— -75) 1... ...7 0,5 1,0 2,0 5,0 10,0 20,0 500 20 мкм 40 мкм 80 мкм 160 мкм 320 мкм 630 мкм 0,5 мкм 1,0 мкм 2,0 мкм 3,0 мкм 8,0 мкм 15,0 мкм 0,2... ...0,6 0,005± ±0,00005
ки 14 и через зазор S между измерительным соплом и контроли-
руемой деталью. В этом случае поплавок зависает в трубке. Таким
образом, каждому значению зазора S’ соответствует определенное
положение поплавка в трубке.
Точность рассмотренных выше приборов обеспечивается по-
стоянством рабочего давления воздуха. Любые (даже незначи-
тельные) колебания давления влияют на результаты измерения.
Основные технические характеристики некоторых пневмати-
ческих приборов представлены в табл. 4.14.
Контрольные вопросы
1. Каков принцип действия средств измерения и контроля с пневма-
тическим преобразованием?
2. Что такое манометрические и расходомерные измерительные при-
боры?
3. В чем заключаются достоинства и недостатки пневматических при-
боров?
4.4.6. Контроль калибрами
Для выполнения операций технического контроля в условиях
массового и крупносерийного производства широко используют
контрольные инструменты в виде калибров. Калибры — это тела
5 Зайцев
129
или устройства, предназначенные для проверки соответствия раз-
меров изделий или их конфигурации установленным допускам. Они
применяются чаще всего для определения годности деталей с точ-
ностью от 6 до 17-го квалитетов точности, а также в устройствах
активного контроля.
С помощью предельных калибров не определяют числовое зна-
чение контролируемого параметра, а выясняют, не выходит ли
он за предельные значения. При контроле деталь считается год-
ной, если проходная сторона калибра (ПР) под действием уси-
лия, примерно равного весу калибра, проходит, а непроходная
сторона калибра (НЕ) не проходит по контролируемой поверх-
ности детали. Если ПР не проходит, то деталь относят к бракован-
ным с исправимым браком. Если НЕ проходит, то деталь относят
к бракованным с неисправимым браком.
Виды гладких калибров для цилиндрических отверстий и валов
устанавливает ГОСТ 24851—81. Калибры предназначены для оп-
ределения годности деталей с допуском от IT6 до ITV1.
ГОСТ 24851—81 предусматривает следующие гладкие калибры
для валов и относящиеся к ним контрольные калибры:
ПР — проходной калибр-скоба;
НЕ — непроходной калибр-скоба;
К-ПР — контрольный проходной калибр для нового гладкого
калибр-скобы;
К-НЕ — контрольный непроходной калибр для нового гладко-
го калибр-скобы;
К-И — контрольный калибр для контроля износа гладкого про-
ходного калибр-скобы.
Для контроля отверстий предназначены ПР — проходной ка-
либр-пробка и НЕ — непроходной калибр-пробка.
Для контроля отверстий применяют предельные калибр-пробки
различных конструкций. К ним относятся: двусторонние пробки с
цилиндрическими вставками (рис. 4.29, а) и со вставками с коничес-
ким хвостовиком (рис. 4.29, б); полные (рис. 4.29, в) и неполные (рис.
4.29, г) пробки; полные (рис. 4.29, д) и неполные (рис. 4.29, ё) шайбы.
Предпочтение отдают односторонним предельным калибрам
(см. рис. 4.29, г, е), так как они сокращают время контроля изделий
и расход материала.
Для контроля валов применяют предельные и регулируемые
калибр-скобы. К предельным калибр-скобам относятся односторон-
ние (рис. 4.30, а) и двусторонние (рис. 4.30, б) скобы. Регулиру-
емые скобы (со вставками или передвижными губками, рис. 4.30, в)
позволяют компенсировать износ и могут настраиваться на раз-
ные размеры, входящие в определенные интервалы, однако име-
ют меньшие по сравнению с нерегулируемыми скобами точность
и надежность и, как правило, применяются для контроля разме-
ров с допусками не точнее 8-го квалитета точности.
130
Рис. 4.29. Предельные калибр-пробки
По назначению предельные калибры делят на рабочие, прием-
ные и контрольные. Рабочие калибры предназначены для контроля
деталей в процессе их изготовления (рис. 4.31, а). Ими пользуются
операторы и наладчики оборудования, а также контролеры ОТК
предприятия-изготовителя. Приемные калибры применяют предста-
вители заказчика для приемки деталей (рис. 4.31, б).
Маркировка калибра предусматривает номинальный размер де-
тали, для которого предназначен калибр, буквенное обозначение
поля допуска изделия, числовые значения предельных отклоне-
131
a
б
в
Рис. 4.30. Калибр-скобы
ний изделия в миллиметрах (на рабочих калибрах), тип калибра
(например, ПР, НЕ, К-И) и товарный знак предприятия-изго-
товителя. На рис. 4.32 представлены эскизы калибр-пробки
(ГОСТ 14810—69), калибр-скобы (ГОСТ 18362—73) и контрольно-
го калибр-шайбы с указанием типовой маркировки, исполнитель-
ных размеров, точности формы и шероховатости рабочих поверх-
ностей.
Особую группу составляют калибры для контроля глубин и вы-
сот уступов, представляющие собой ступенчатые пластины той
или иной формы. ГОСТ 2534—77 устанавливает виды калибров с
охватом размеров 1... 500 мм 11... 17-го квалитетов точности. Год-
ность изделия определяется калибрами. Если между соответству-
ющими плоскостями калибра и изделия есть зазор, изделие бра-
куется. Вместо проходной и непроходной сторон у этих калибров
имеются стороны, соответствующие наибольшему (Б) и наи-
меньшему (М) предельным размерам изделия.
а б
Рис. 4.31. Схемы контроля деталей предельным калибр-скобой
132
Рис. 4.32. Эскизы калибр-пробки (а), калибр-скобы (б) и калибр-шайбы (в)
Основными методами контроля являются: метод «световой
щели» или «на просвет», методы «надвигания», «осязания», «по
рискам».
В зависимости от того, какой метод выбран, применяют те или
иные средства контроля, основные разновидности которых при-
ведены на рис. 4.33. На рис. 4.33, а— в представлены предельные
калибры, используемые при контроле «на просвет», на рис. 4.33, г,
д— калибры для контроля методом «надвигания», на рис. 4.33, е,
ж — для контроля методом «осязания», на рис. 4.33, з — для конт-
роля «по рискам».
Калибрами, работающими по методу «на просвет», контроли-
руются допуски не менее 0,04 мм. Минимальные допуски изде-
133
Направляющие
плоскости
плоскости
Шаблон
Измерительные
Направляющие
плоскости
Рис. 4.33. Разновидности методов и калибров для контроля глубин, высот
уступов, формы изделий
плоскости
лий, контролируемых ступенчато-стержневыми калибрами, состав-
ляют 0,03 мм, контролируемых «по осязанию» — 0,01 мм.
В ИСО предельные калибры для глубин и высот не стандарти-
зованы.
Контроль параметров наружных конусов выполняется конусны-
ми калибр-втулками, а внутренних конусов — конусными калибр-
134
Заданное сечение
v/T/77/7777,
Рис. 4.34. Разновидности конусных калибр-пробок и калибр-втулок
<11:20
пробками. ГОСТ 24932—81 устанавливает виды и исполнения ка-
либров для гладких конусов с раздельным нормированием каждо-
го вида допуска. Некоторые калибры изображены на рис. 4.34.
Контрольные вопросы
1. Что такое калибры и для каких целей они применяются?
2. В чем заключается отличие между понятиями «контроль» и «измере-
ние»?
3. Как классифицируются калибры?
4. В чем заключается принцип контроля предельными калибрами?
После изучения данного подраздела рекомендуется провести лабо-
раторную работу «Контроль предельными калибрами партии дета-
лей».
ААЛ. Поверочные линейки и плиты
Для лекальных, инструментальных и разметочных работ в ма-
шиностроении широко применяются поверочные линейки, пли-
ты и лекальные угольники. С их помощью контролируются откло-
нения от прямолинейности, плоскостности, перпендикулярно-
сти, углов наклона.
В соответствии с ГОСТ 8026—92 выпускаются поверочные сталь-
ные линейки шести типов (рис. 4.35): с двусторонним скосом ЛД,
135
ЛД
60...90*
лт
лч
шп-тк
ШП и
шпх
Рис. 4.35. Разновидности поверочных линеек
трехгранные ЛТ, четырехгранные ЛЧ, прямоугольного сечения
ШП и хромированные ШПХ, двутаврового сечения ШД. Все они
подразделяются на лекальные (ЛД, ЛТ, ЛЧ) и с широкой рабо-
чей поверхностью (ШП, ШПХ, ШД).
Кроме стальных имеются чугунные линейки с широкой рабочей
поверхностью: мостики ШМ, угловые трехгранные УТ и твердока-
менные (ШП-ТК, ШМ-ТК, УТ-ТК). Длина линеек 80...4000 мм.
Линейки ШМ и УТ изготовляются в двух исполнениях: с руч-
ной шабровкой рабочих поверхностей и механически обработан-
ными рабочими поверхностями. Шероховатость рабочих поверх-
136
ностей Ra в зависимости от типа линейки и класса ее точности
0,04...0,63 мкм.
В зависимости от точности изготовления линеек им присваива-
ют соответствующие классы точности: лекальным — 0 и 1, линей-
кам ШП, ШД и ШМ - 00; 0; 01; 1 и 2.
Линейки ЛД, ЛТ, ШП и ШД изготовляют из углеродистой
стали марки X или У7 с твердостью рабочих поверхностей
5161HRC3 (ГОСТ 9013), линейки ШМ и УТ — из серого чугуна
СЧ 20 (ГОСТ 1412) или высокопрочного чугуна ВЧ50 (ГОСТ 7293)
с твердостью 153...245 НВ (ГОСТ 9012).
Средний полный срок службы стальных линеек должен быть
не менее 8 лет, а твердокаменных — не менее 10 лет.
Погрешность контроля поверочными линейками зависит от при-
меняемого метода контроля, опыта оператора, условий контроля
и составляет 1... 5 мкм.
Контроль отклонений от прямолинейности и плоскостности
поверочными линейками выполняется одним из трех методов: «на
просвет», «линейных отклонений» и «на краску».
При проверке методом «на просвет» лекальную линейку острым
ребром накладывают на контролируемую поверхность (рис. 4.36, а),
а источник света помещают за линейкой и деталью (рис. 4.36, б).
При отсутствии отклонений от прямолинейности или плоско-
стности свет не должен пробиваться сквозь щель между линей-
кой и поверхностью. Линейное отклонение методом «линейных
отклонений» определяют на глаз (рис. 4.36, в) или сравнением с
образцами просветов. В качестве образцов просветов могут выс-
тупать концевые меры длины (рис. 4.36, г). Минимальная ширина
щели, устанавливаемая глазом, составляет 3 мкм. Контроль мо-
жет выполняться как для открытых поверхностей, так и для уг-
лов (рис. 4.36, д).
Схема контроля с помощью линеек с широкой рабочей поверх-
ностью и концевых мер длины представлена на рис. 4.37. При конт-
роле прямолинейности детали 1 в направлении XX линейку 3 ук-
ладывают на две одинаковые концевые меры 2, находящиеся на
расстоянии 0,233 длины линейки от ее концов. За измерительную
базу принимается нижняя поверхность линейки 3 с широкой ра-
бочей поверхностью. Отклонение от прямолинейности определя-
ется с помощью концевых мер длины, щупов или специального
средства измерения с измерительной головкой 4. Описанный ме-
тод применим для контроля прямолинейности на длине не более
2000 мм, так как при большей длине линеек их прогиб начинает
оказывать существенное влияние на точность контроля.
Контроль отклонений от плоскостности методом «на краску»
выполняется линейками ШТ, ШД, ШМ и УТ, причем у линеек
ШМ и УТ рабочие поверхности должны быть шаброваны. Рабо-
чую поверхность линейки покрывают тонким слоем краски (на-
137
д
Рис. 4.36. Приемы контроля обработанных поверхностей поверочными
линейками
пример, смесью берлинской лазури или сажи с машинным мас-
лом), перемещают по контролируемой поверхности и определя-
ют число или площадь пятен краски, оставшихся на этой поверх-
ности в квадрате со стороной 25 мм. Погрешность контроля со-
ставляет 3...5 мкм.
138
Поверочные плиты ГОСТ
10905—86) изготавливаются
из чугуна и гранита с раз-
мерами от 250x250 до 4000 х
х 1600 мм (рис. 4.38). Рабо-
чие поверхности чугунных
плит должны быть подверг-
нуты ручной шабровке или
механической обработке.
Шероховатость рабочих по-
верхностей механически об-
работанных чугунных и гра-
нитных плит соответствует
Ra 0,32... 1,25 мкм.
Классы точности плит:
000; 00; 0; 1; 2; 3.
Допуск плоскостности
устанавливается в зависимо-
сти от класса точности и раз-
мера плиты и составляет,
например, для плиты 250 х
х 250 мм 000 класса точно-
сти 1,2 мкм, а для плиты
2500 х 1600 мм 3-го класса
точности 120 мкм.
Рис. 4.37. Схема контроля отклонений от
прямолинейности с помощью линеек с
широкой рабочей поверхностью
Плиты изготавливаются из чугуна с физико-механическими
характеристиками не ниже показателей чугуна марки СЧ8
(ГОСТ 1412-85) с твердостью 170...229 НВ (ГОСТ 9012).
Применение гранитных плит, имеющих большую твердость ра-
бочей поверхности, более высокую износостойкость, меньшую
температурную и вибрационную зависимость, позволяет повы-
сить точность контроля. Гранитные плиты изготовляются из диа-
база, габбро и различного типа гранитов, имеющих предел
прочности при сжатии не менее 264,9 МПа.
Рис. 4.38. Поверочные плиты
139
Допустимая погрешность контроля отклонений 3...5 мкм.
По заказу потребителя рабочие поверхности чугунных плит
могут быть разделены на квадраты и прямоугольники продольны-
ми и поперечными рисками, а рабочие поверхности гранитных
плит изготовлены с пазами и резьбовыми отверстиями.
Средний срок службы плит — не менее 10 лет.
Проверку отклонений от прямолинейности и плоскостности с
помощью плит нужно выполнять с учетом того, что контролиру-
емая деталь должна быть по размерам не больше размеров плиты.
Кроме того, должна быть обеспечена возможность определять от-
клонения с помощью набора щупов, концевых мер длины или
специального шкального средства (при использовании метода
линейных отклонений «от плиты»\ Погрешность контроля при
этом, как правило, не превышает погрешностей, получаемых при
контроле с помощью поверочных линеек.
Контрольные вопросы
1. В чем заключается основное назначение поверочных линеек и плит?
2. Какие методы контроля применимы при использовании повероч-
ных линеек и плит?
3. Из каких материалов изготовляются поверочные линейки и плиты
и почему?
4. Какие классы точности предусмотрены стандартом для лекальных
линеек?
После изучения данного подраздела рекомендуется провести лабо-
раторную работу «Определение отклонений от прямолинейности и
плоскостности с помощью поверочных линеек и плит».
4.4.8. Автоматические средства контроля
Для разработки и внедрения новых высокопроизводительных
методов обработки деталей, автоматизации технологических про-
цессов, повышения точности изготовления продукции предус-
матривается широкое применение автоматических средств конт-
роля.
В машиностроении все в большей степени внедряются быстро-
действующие автоматические измерительные системы, осуществ-
ляющие контроль качества деталей по различным параметрам, сор-
тировку годных деталей по группам, отбраковку низкокачествен-
ных деталей, блокировку или подналадку технологического обо-
рудования.
Классификация автоматических средств контроля была пред-
ставлена в подразд. 4.2. Здесь мы рассмотрим основные средства
активного контроля, применяемые в металлообработке.
140
Основным назначением средств активного контроля является
предупреждение появления брака в процессе обработки детали пу-
тем получения информации о текущем параметре (размере, точнос-
ти формы, взаимном положении, шероховатости поверхности), пе-
редачи ее в исполнительные органы металлорежущего оборудования
и соответствующей корректировки режимов и условий обработки.
Средства активного контроля позволяют устранить влияние на
обрабатываемое изделие различных факторов, действующих в си-
стеме «станок—приспособление — инструмент—деталь», таких как
износ режущего инструмента, тепловые деформации, силовые
деформации и т.д.
Средства активного контроля можно разбить на три основные
группы.
Средства активного контроля, устанавливаемые до обрабатыва-
ющей позиции, — это средства, с помощью которых заготовку пе-
ред обработкой оценивают по одному или нескольким парамет-
рам (размеру, состоянию поверхности). Полученная при этом ин-
формация поступает на позицию обработки детали с целью кор-
ректировки режимов и условий обработки. Эти средства чаще все-
го применяются на предварительных операциях.
Средства активного контроля в процессе обработки предназна-
чены для непрерывного или дискретного измерения обрабатыва-
емой детали (прямым или косвенным способом) с последующей
передачей полученной информации исполнительным органам
металлорежущего оборудования для изменения режимов и усло-
вий обработки, а также для ее прекращения при достижении за-
данных размеров.
Эти средства используют при финишных стадиях обработки,
например при круглом наружном и внутреннем шлифовании,
хонинговании, плоском шлифовании и т.п.
Средства активного контроля после обработки, называемые так-
же подналадчиками, применяют в том случае, если получение
заданного размера обеспечивается установкой рабочей поверхно-
сти режущего инструмента «на размер». В таких средствах инфор-
мация о размере, получаемая за зоной обработки, поступает ис-
полнительным органам станка для корректировки положения ин-
струмента, прекращения обработки, подачи сигнала для вызова
наладчика. Они применяются при плоском шлифовании, бесцен-
тровом шлифовании напроход, развертывании, растачивании, в
том числе алмазном, и т.п.
Независимо от типа средства активного контроля состоят из
отдельных узлов, предназначенных для выполнения определен-
ных функций. Этими узлами являются: измерительная оснастка,
включающая в себя шуповые механизмы в виде скоб, призм, ры-
чажных устройств и т.п., механизмы подвода и отвода; измери-
тельные приборы, наглядно представляющие информацию о кон-
141
третируемом параметре; командные устройства, преобразующие
измерительную информацию в сигнал — команду; блоки усиления
и сигнализации и другие устройства, обеспечивающие стабильную
работу средства активного контроля.
Одной из основных частей автоматической измерительной си-
стемы является преобразователь.
В подразд. 4.2 уже давалось определение измерительного преоб-
разователя как технического средства с нормативными метроло-
гическими характеристиками, служащего для преобразования из-
меряемой величины в другую величину или измерительный сиг-
нал, удобный для обработки, хранения, дальнейших преобразо-
ваний, индикации или передачи.
Конструкция преобразователя определяет не только метод конт-
роля, но и погрешность измерения, порог чувствительности, из-
мерительное усилие, пределы измерений и другие характеристи-
ки автоматической системы контроля. Основными требованиями
к преобразователям являются: высокая точность или чувствитель-
ность, стабильность точности измерения, долговечность и надеж-
ность в работе, небольшие размеры и масса, малое усилие и его
постоянство в пределах рабочего хода измерительного наконеч-
ника, малая чувствительность к вибрациям и ускорениям и доста-
точно большие пределы измерений. Кроме того, преобразователь
должен обеспечивать возможность визуального отсчета измеряе-
мой величины и работы в статическом и динамическом режимах,
а также обладать небольшой инерционностью. Основой выбора и
применения преобразователя должна быть тесная связь с техно-
логическим процессом обработки деталей.
Преобразователь является устройством, включающим в себя
воспринимающий, задающий, сравнивающий и преобразующий
элементы.
По типу воспринимающих элементов преобразователи делятся
на контактные и бесконтактные, а по числу команд — на одно- и
многокомандные.
Предельные преобразователи служат для фиксации выхода от-
клонений размера из поля допуска; амплитудные определяют сум-
марные отклонения геометрической формы и взаимного распо-
ложения поверхностей.
Число команд зависит от назначения автоматической системы.
Однокомандные (однопредельные) преобразователи сортируют де-
тали по одному пределу или дают команду на управление станком.
Они применяются редко. Двухкомандные (двухпредельные) преоб-
разователи сортируют детали на годные, брак исправимый и брак
неисправимый или дают две команды на управление станком. Мно-
гокомандные преобразователи применяются для сортировки де-
талей на группы внутри поля допуска и для управления сложны-
ми автоматическими циклами работы станков.
142
4
Рис. 4.39. Схема элекгроконтактного
преобразователя
По типу преобразующих эле-
ментов преобразователи можно
разделить на преобразователи с
прямым и промежуточным пре-
образованием. В контрольных
устройствах наиболее широкое
применение получили электро-
контактные, фотоэлектричес-
кие, пневмоэлекгроконтактные
и механотронные преобразова-
тели. В ряде случаев использу-
ют индуктивные, емкостные,
пьезофотоэлектрические и дру-
гие преобразователи.
Электроконтактные преобра-
зователи преобразуют механиче-
ское перемещение измеритель-
ного штока в электрический сиг-
нал управления. В двухконтактном преобразователе перемещение што-
ка с измерительным наконечником 10 (рис. 4.39) передается рыча-
гу 2, подвешенному к корпусу 3. На рычаге установлены два контак-
та 5 и 8, а сам рычаг имеет выход на электрическую цепь. С помощью
микровинтов регулируемые контакты 6 и 7, также имеющие выходы
на электрическую цепь, настраиваются на определенные размеры.
Прикосновение одного из контактов, 5 или 8, к регулируемому кон-
такту 6 или 7 позволяет замкнуть электрическую цепь и направить
сигнал соответствующему исполнительному механизму, например
отсекателю сортировочного автомата. Измерительное усилие созда-
ется пружиной 1, которая одним концом прикреплена к измери-
тельному штоку, а вторым — к корпусу 3. Для упрощения настройки
измерительного преобразователя и обеспечения возможности визу-
ального наблюдения за размерами детали 9 преобразователь снаб-
жен стрелочным индикатором 4.
Амплитудный электроконтактный преобразователь (рис. 4.40)
служит главным образом для контроля отклонений от круглости
(овальности) цилиндрических деталей. Основной элемент амп-
литудного преобразователя — плавающий контакт, выполнен-
ный в представленной конструкции в виде рычага. При повороте
детали 4 наконечник фиксирует ее наименьший диаметр, шток 3
опускается и фрикционная пружина 1 поворачивает плавающий
рычаг 2 до упора в контакт К1. При дальнейшем опускании што-
ка выступ рычага проскальзывает по пружине. Когда диаметр дета-
ли начнет увеличиваться, шток будет подниматься и фрикционная
пружина заставит плавающий рычаг повернуться вправо на вели-
чину, соответствующую разности между максимальным и мини-
мальным диаметрами. Если эта разность будет больше допустимой,
143
К1 К2
Рис. 4.40. Принцип действия
амплитудного электрокон-
тактного преобразователя
рычаг упрется в контакт К2 и подаст
сигнал на отбраковку детали.
Широкое распространение в изме-
рительной технике нашли индуктив-
ные, емкостные и электронные пре-
образователи, отличающиеся высо-
кой точностью, позволяющие вести
дистанционные измерения, имеющие
сравнительно небольшие габаритные
размеры, обладающие незначитель-
ной инерционностью.
В индуктивных преобразователях
используется свойство катушки изме-
нять свое реактивное сопротивление
при изменении некоторых ее парамет-
ров, определяющих индуктивность L.
Для получения возможно большей
индуктивности катушку, как прави-
ло, выполняют с магнитопроводом из
ферромагнитного материала. Один из
элементов магнитопровода, якорь 3
(рис. 4.41), выполняют подвижным, а
его положение относительно непод-
вижной части магнитопровода 2 бу-
дет определять изменение магнитно-
го сопротивления цепи, а следователь-
но, и индуктивной катушки 1. Изменение индуктивного сопротив-
ления катушки ведет к соответствующему изменению ее полного
сопротивления R. Таким образом, если связать перемещение якоря
с измеряемой величиной 5 при постоянной скорости перемещения
якоря, возникнет функциональная зависимость между 5 и элект-
рическим параметром L. Устройство, которое преобразует линей-
ные перемещения в электрический параметр с помощью описан-
ной катушки, называется индуктивным преобразователем.
Индуктивные измерительные приборы могут быть бесконтакт-
ными и контактными. В первом случае контролируемая деталь (ко-
торая изготовляется только из ферромагнитных материалов) вклю-
чена непосредственно в магнитную цепь и образует участок маг-
нитопровода. Схема контактного безрычажного дифференциаль-
ного индуктивного прибора с малым ходом, например модели
БВ-3099 или 226, показана на рис. 4.42. Отклонение размеров кон-
тролируемой детали 1 вызывает перемещение измерительного стер-
жня 2, на котором закреплен якорь 4, находящийся в воздушном
зазоре между магнитопроводами индуктивных катушек 3 и 5. В за-
висимости от положения якоря меняется воздушный зазор у маг-
нитопроводов, в результате чего индуктивное сопротивление од-
144
ной катушки возрастает, а другой
уменьшается. При этом нарушает-
ся равновесие моста, образован-
ного катушками 3 и 5 и сопротив-
лениями би 8, который питается
от стабилизирующего генератора
звуковой частоты 7. В результате в
диагонали моста возникает ток,
направление которого определяет-
ся отклонением измерительного
стержня от среднего положения.
Отсчетный прибор 9, включенный
в диагональ моста через фазочув-
ствительный выпрямитель, пока-
зывает величину этого отклонения.
Индуктивные приборы выпус-
кают как со стрелочными показы-
вающими приборами, которые
имеют пять регулируемых преде- Рис. 4.41. Принцип действия
лов измерения (±1; ±3; ±10; ±30; индуктивного преобразователя
±100 мкм) с разной ценой деле-
ния (0,02; 0,05; 0,2; 2 мкм соответственно), так и с цифровыми уст-
ройствами, имеющими три регулируемых предела измерения (±10;
±100 и ±1000 мкм) с разной ценой деления (0,005; 0,05 и 0,5 мкм
соответственно).
В емкостных измерительных системах используется принцип пре-
образования линейных перемещений в изменение электрической
емкости конденсатора. По изменению емкости судят об изменении
размера детали. Емкостные
измерительные приборы мо-
гут быть бесконтактными и
контактными. В бесконтакт-
ном приборе контролируе-
мая деталь включается непос-
редственно в электрическую
цепь в качестве одной из пла-
стин конденсатора. Принци-
пиальная схема прибора, в
котором применен диффе-
ренциальный емкостный
преобразователь с двумя не-
подвижными пластинами,
включенными в мостовую
схему, показана на рис. 4.43.
Измерительный стержень 1
соединен пружиной 2 с опо-
145
Рис. 4.43. Схема дифференциального
емкостного преобразователя
рами 3. Изменение положе-
ния измерительного стерж-
ня 1, на конце которого за-
креплена подвижная плас-
тина 4, при измерении раз-
мера детали 12, установлен-
ной на столе 13, влечет за
собой изменение емкости
двух конденсаторов, образо-
ванных пластинами 4, 5 и 4,
И. Эти конденсаторы и ре-
гулировочный конденсатор
6 включены в мостовую схе-
му, которая питается от вы-
сокочастотного генератора 7.
Выходное напряжение пре-
образователя через усили-
тель 8 подается на отсчет-
ный прибор 9 и исполни-
тельное реле 10.
Емкостные измеритель-
ные приборы обладают малой инерционностью (менее 0,04 с),
высокой чувствительностью и весьма малым измерительным
усилием, так как силы электростатического притяжения между
пластинами очень малы. Эти приборы предъявляют повышенные
требования к стабильности электронной схемы включения.
Механотронные измерительные приборы состоят из электронного
преобразователя, представляющего собой электронную лампу с ме-
ханическим управлением электронными и ионными токами, из-
мерительной схемы, усилителя, показывающего устройства и ис-
точника питания. Эти приборы предназначены не только для изме-
рения перемещений, воздей-
ствующих перпендикулярно
оси выходного штыря лам-
пы, но и усилий F, действу-
ющих на выходной штырь
лампы. Механотроны изго-
товляют на основе диодов,
триодов и тетродов с под-
вижными анодами, катода-
ми или сетками. Наибольшее
распространение получили
преобразователи, выполнен-
ные в виде сдвоенного дио-
да (рис. 4.44). Механотрон
имеет вакуумный корпус-
146
баллон 7, аноды 2 и 5, которые закреплены в изоляторе 3, нака-
ленный катод 6, мембраны или гофрированные трубки 4. В зависи-
мости от взаимного расположения электродов изменяются ток и
напряжение преобразователя, что фиксируется прибором и исполь-
зуется для подачи сигналов управления.
Рассмотрим некоторые устройства активного контроля, при-
меняемые в металлообработке.
Средства активного контроля для шлифовальных станков. Для
круглошлифовальных центровых станков наиболее часто применя-
ются устройства, позволяющие осуществлять контроль наружного
диаметра обрабатываемой детали. Реже используются устройства
для контроля положения шлифуемого торца, расстояния между
торцами, а также для установки стола с деталью относительно
шлифовального круга по ее торцу.
Для измерения диаметров используют ряд схем, которые при-
нято различать по числу измерительных и базовых наконечников,
соприкасающихся с обрабатываемой поверхностью. В устройствах,
работающих по трехконтактной схеме, скоба 8 (рис. 4.45) снабже-
на жестко связанными с ней измерительным 1 и базирующим 9
наконечниками, опирающимися на обрабатываемую поверхность
и обеспечивающими определенное взаимное расположение оси
обрабатываемой детали 2 и скобы.
Второй измерительный наконечник связан со стержнем 5, ко-
торый может перемещаться относительно скобы 8. Изменение ди-
аметра D обрабатываемой детали воспринимается отсчетным уст-
ройством 7 или чувствительным элементом этого устройства (ин-
дуктивным преобразователем, измерительным соплом), жестко
связанным со скобой.
В большинстве случаев скоба
специальным механизмом зак-
реплена на кожухе шлифовально-
го круга. Это удобно при установ-
ке и съеме детали, так как бабка
шлифовального круга отводится
от нее на значительное расстоя-
ние. Такое закрепление удобно
также при шлифовании одним
кругом последовательно несколь-
ких шеек обрабатываемой детали.
При шлифовании с продоль-
ной подачей устройство для уста-
новки скобы закрепляют на пере-
дней или задней бабке, чтобы ис-
ключить относительное перемеще-
ние скобы и детали вдоль оси,
влияющее на точность измерения.
Рис 4.45. Схема устройства актив-
ного контроля для круглошлифо-
вальных центровых станков
147
Диаметр обрабатываемой детали измеряется в одном сечении вдоль
ее оси. Конструкция устройства для установки трехконтактной
скобы на станке обеспечивает число степеней свободы, необхо-
димое для ее самоустановки на поверхности детали, благодаря
наличию шарниров 4 и 6. Поджим наконечников 1 и 9 к поверхно-
сти детали осуществляется грузом 3 или с помощью специальной
пружины.
Наибольшее распространение внутришлифовальные станки по-
лучили в подшипниковой промышленности, где они применяют-
ся при обработке желобов и отверстий колец подшипников. Здесь
же используется большая часть средств активного контроля.
При контроле отверстий небольшого диаметра (менее 30 мм)
трудно одновременно установить шлифовальный круг и измери-
тельные наконечники прибора в обрабатываемое отверстие. В этом
случае измерительную головку прибора перемещают вместе со шли-
фовальным кругом вдоль оси обрабатываемого отверстия. Иногда
измерительную головку располагают со стороны шлифовального
шпинделя, и измерительные наконечники 3 (рис. 4.46, а), охва-
тывающие оправку 2 шлифовального круга 7, периодически вхо-
дят в обрабатываемое отверстие вслед за шлифовальным кругом
(рис. 4.46, б). На специальных станках с полым коротким шпинде-
лем измерительная головка может быть помещена внутри шпин-
деля, и измерительные наконечники вводятся в обрабатываемое
отверстие в тот момент, когда шлифовальный круг частично вы-
водится из него. В обоих случаях несмотря на гладкую поверхность
отверстия приборы работают так же, как при контроле прерыви-
стой поверхности, и имеют соответствующую конструкцию.
Наиболее простыми и надежными устройствами для контроля
размеров при внутреннем шлифовании являются жесткие калибр-
пробки. Их располагают в бабке изделия и вводят в обрабатываемое
Рис. 4.46. Схема действия средства активного контроля для внутришлифо-
вальных станков
148
отверстие со стороны,
противоположной кругу.
На станке соосно с обра-
батываемым отверстием 3
(рис. 4.47) устанавливают
шток 1, на конце которо-
го закреплен ступенчатый
калибр-пробка 2. Перио-
дически, в те моменты,
когда шлифовальный круг
4 отходит вправо, шток с
калибром под действием
пружины подводится к от-
верстию диаметром D. Од-
нако войти в это отверстие
Рис. 4.47. Схема действия средства активно-
го контроля для внутришлифовальных стан-
ков по типу жестких калибр-пробок
калибр сможет только при D >DX, т. е. если диаметр отверстия станет
больше диаметра первой ступени калибра. В этот момент регулируе-
мый упор, связанный со штоком 1, нажимает на конечный выклю-
чатель 5, команда которого используется в схеме станка для измене-
ния режима обработки. При дальнейшем шлифовании наступает мо-
мент, когда D > D-i, вторая ступень калибра получает возможность
войти в отверстие и второй регулируемый упор нажимает на выклю-
чатель 6, который подает команду на прекращение обработки. Изве-
стны устройства с четырехступенчатыми калибрами, подающие в
цепь управления станка четыре команды на изменение режимов
обработки. Калибр-пробки позволяют контролировать отверстия со
шпоночными и шлицевыми пазами, нечувствительны к вибраци-
ям, имеют малые размеры и простую конструкцию.
Однако применение жесткого калибр-пробки возможно только
для измерения обрабатываемых на специальных станках деталей со
сквозными отверстиями диаметром до 100 мм. На универсальных
внутришлифовальных станках жесткие калибры не применяются.
Погрешность обработки отверстий при использовании жест-
ких калибров составляет 0,01 ...0,02 мм.
Схема работы плоскошлифовального станка с автоматической
подналадкой показана на рис. 4.48. Обработанные детали 9 после
выхода из-под шлифовального круга 1 проходят под измеритель-
ным наконечником 8 измерительной головки 7. По мере износа
шлифовального круга размеры обработанных деталей возрастают,
и при достижении деталью размера, равного подналадочному или
превышающего его, измерительная головка выдает команду на
подналадку. Сигнал от головки 7 поступает в усилитель 6 и через
реле времени станка РВ подается электродвигателю 5. По команде,
поступившей от усилителя, электродвигатель 5 включается и че-
рез редуктор 4 поворачивает винт 3 шлифовальной бабки 2. Вели-
чина перемещения шлифовальной бабки определяется временем
149
вращения электродвигателя
подналадки, задаваемым реле
времени. Подналадочный им-
пульс выбирают в зависимо-
сти от поля допуска, припус-
ка на обработку, характери-
стик шлифовального круга,
формы и размеров изделий,
числа изделий, находящих-
ся между кругом и измери-
тельной головкой, ит.д. Реле
времени станка также задер-
живает следующий поднала-
дочный импульс на время,
равное времени прохождения
под измерительным наконеч-
ником всех деталей, находя-
щихся между ним и кругом
при подаче первого поднала-
дочного импульса.
Рис. 4.48. Схема действия устройства для Средства активного конт-
автомат^ческой подналадки плоско- роля для хонинговальных
шлифовального станка станков. Как правило, хонин-
гование является завершаю-
щей операцией при обработке точных отверстий. Обработка на хо-
нинговальных станках производится с помощью мелкозернистых аб-
разивных брусков, совершающих вращательное и возвратно-посту-
пательное движения. Процесс хонингования характеризуется неболь-
шим снимаемым припуском (0,03...0,15 мм), небольшой скоростью
съема припуска в конце обработки (0,3... 0,5 мкм за один ход хонин-
говальной головки), медленным износом режущих брусков и, как
следствие, стабильностью. Из многочисленных приборов, разрабо-
танных для контроля размеров на хонинговальных станках, в про-
мышленности чаще всего применяются жесткие калибры и пневма-
тические бесконтактные и контактные устройства, встроенные в хо-
нинговальную головку.
Довольно широкое распространение получили устройства с па-
дающим калибр-пробкой, расположенным непосредственно на кор-
пусе хонинговальной головки над режущими брусками. Устрой-
ства могут применяться для контроля отверстий с гладкой и пре-
рывистой поверхностью.
На штоке хонинговальной головки 2 (рис. 4.49) монтируют же-
сткий калибр-пробку 11, диаметр Dx которого лежит в середине
поля допуска на диаметр D отверстия обрабатываемой детали. Ка-
либр-пробка должен быть подвижным относительно хонинговаль-
ной головки. Как правило (особенно при плавающем закреплении
150
этой головки), он монтируется на
двух упорных шарикоподшипни-
ках 8 и 10, чаще всего специаль-
ных, и фиксируется в осевом на-
правлении с помощью винтовой
пружины 9. Жесткое центрирова-
ние калибра относительно хо-
нинговальной головки недопус-
тимо, он должен иметь возмож-
ность свободно перемещаться в
радиальном направлении. От вра-
щения вместе с хонинговальной
головкой калибр 11 удерживает-
ся с помощью имеющихся на его
верхнем буртике выступов, за-
цепляющихся за втулку, закреп-
ленную на станине станка.
Действие прибора основано
на том, что при каждом ходе го-
ловки 2 вниз калибр 11 в конце
хода под действием пружины 9
стремится войти в отверстие об-
рабатываемой детали 1. Для об-
легчения вхождения на конце
Рис. 4.49. Схема средства активного
контроля для хонинговальных стан-
ков
калибра сделана фаска. Однако калибр не сможет войти в контро-
лируемое отверстие до тех пор, пока диаметр отверстия не станет
больше D} цилиндрического пояска. В начале обработки верхний
буртик калибра не достает до рычага 3 элекгроконтактного преоб-
разователя 4, установленного на станине станка. При достижении
отверстием D требуемого размера калибр 11 под действием пружи-
ны 9 войдет своим рабочим пояском в это отверстие, верхний бур-
тик калибра нажмет на рычаг 3 преобразователя и повернет его.
Контакты 6 и 7 разомкнутся, в цепь управления станка поступит
команда на прекращение обработки. Контакты 6 и 7 настраивают
вращением винта 5. При контроле диаметра изделий с гладкими
отверстиями у цилиндрического пояска калибра предусмотрены пазы,
необходимые для пропускания смазочно-охлаждающей жидкости.
Для компенсации износа калибра рабочий поясок изготовляют
в виде разрезной втулки, армированной твердым сплавом и снаб-
женной винтом для регулирования размера калибра. Хорошие ре-
зультаты этот прибор дает при контроле сравнительно коротких
отверстий. К его недостаткам следует отнести отсутствие возмож-
ности визуального наблюдения за ходом обработки, а также кон-
троля по всей длине отверстия.
Жесткие калибры, расположенные на хонинговальной голов-
ке, применяют при хонинговании отверстий диаметром не менее
151
25 мм. Погрешность обработки при стабильном технологическом
процессе составляет 0,01 ...0,015 мм.
Средства активного контроля на токарных станках. В отличие
от шлифовальных станков, на которых припуск на шлифование
снимается постепенно, за большое число проходов, припуск на
обработку при точении снимается, как правило, за один проход.
Эта особенность технологического процесса токарной обработки
накладывает на применяемые на токарных станках средства ак-
тивного контроля особый отпечаток. В частности, здесь отпадает
необходимость (вследствие однопроходной обработки) измерения
размеров в процессе обработки, так как у токарных станков обычно
отсутствует исполнительный орган для подналадки инструмента.
К сложностям регулирования, обусловленным особенностями
технологического процесса, добавляются трудности, связанные с
неблагоприятными условиями измерений размеров на токарных
станках. Большая шероховатость поверхности и высокая окружная
скорость детали значительно затрудняют измерение геометричес-
ких параметров в процессе токарной обработки. Наибольшими пре-
пятствиями для измерения являются обильная стружка и трудно-
сти ее отвода, создаваемые самим измерительным устройством,
устанавливаемым непосредственно на станке. Требования к точ-
ности обработки деталей на токарных станках обычно не очень
высоки, поэтому для этих станков применяются в основном авто-
матические подналадочные устройства, построенные по одному-
из двух основных вариантов:
1) измерение при изготовлении одной и той же детали в про-
межутке между предварительной и окончательной обработками и
подача сигнала на подналадку перед окончательной обработкой;
2) измерение детали после ее обработки (обычно за пределами
зоны обработки) и подналадка станка перед изготовлением сле-
дующей детали.
В обоих случаях на токарном станке предусматриваются специ-
альные исполнительные органы для подналадки положения резца.
Первый вариант активного контроля применяется чаще на то-
карных станках с программным управлением, так как там имеют-
ся устройства для осуществления поперечной подачи резца. Этот
вариант применяется и на обслуживаемых вручную токарных стан-
ках при обработке деталей большого диаметра (> 200 мм), причем
в этом случае возможно значительное сокращение вспомогатель-
ного времени благодаря оснащению токарного станка цифровы-
ми измерительными устройствами.
Второй вариант применяется на прецизионных и многошпин-
дельных токарных станках для компенсации износа резца и тем-
пературной деформации станка. В этом случае устройство актив-
ного контроля имеет структуру регулирующего контура с задерж-
кой по времени цикла.
152
Прямой метод
измерения
Активный контроль
на токарных станках
I
Косвенный метод
измерения
см
Измерение перед
обработкой
Измерение
в процессе обработки
Измерение после
обработки
Измерение величины
перемещения
суппорта
Измерение величины
перемещения
режущей кромки
инструмента
Приспособление для
установки
инструмента на
заданный размер
Измерение при
врезном обтачивании
Измерение вне
станка (вручную или
автоматически)
и подналадка
Упоры
Определение
положения перед
обработкой
Измерение при
продольном
обтачивании
Измерение на станке
(автоматическое)
и подналадка
Визуальные системы
путевого контроля
Измерение величины
износа в процессе
обработки и перед
обработкой
Электронные (в том
числе цифровые)
системы путевого
контроля
Рис. 4.50. Классификация основных методов активного контроля на токарных станках
На наиболее распространенных токарных станках доминирую-
щими являются косвенные методы контроля, позволяющие из-
мерить или ограничить перемещение суппорта (жесткие упоры,
регулируемые упоры, цифровые измерительные системы и др.).
Основной недостаток этих систем состоит в том, что они не фикси-
руют погрешности, появляющиеся вследствие неправильной настрой-
ки и износа токарного резца и температурной деформации станка.
В качестве особого случая активного контроля на токарных стан-
ках можно упомянуть о регулировании формы при обтачивании
длинных валов. При этом измеряется диаметр детали во время об-
работки в сечении, ближайшем к токарному резцу. Отклонения от
заданного значения, возникающие вследствие непараллельное™
направляющих станка и оси вращения, прогиба длинной обраба-
тываемой детали и износа токарного резца, регулируются путем
автоматической подналадки, осуществляемой обычно с помощью
специального исполнительного органа.
Классификация основных методов активного контроля на то-
карных станках путем осуществления непосредственного (прямого)
измерения размера детали и косвенного измерения положения
режущего инструмента приведена на рис. 4.50.
Контрольные вопросы
1. Что такое средства активного контроля, из каких элементов они
состоят и чем характеризуются?
2. Какова область применения средств измерения и контроля с элек-
трическим и электромеханическим преобразованием?
3. Расскажите о функциональной схеме средств измерения с электри-
ческим преобразованием.
4. В чем заключается принцип действия индуктивных и емкостных
приборов?
5. Какие средства контроля наиболее применимы при шлифовании,
хонинговании и токарной обработке?
После изучения данного подраздела рекомендуется провести лабо-
раторную работу «Измерение и контроль линейных размеров с помо-
щью средств с электрическим преобразованием».
4.4.9. Средства измерения и контроля волнистости и шероховатости
В подразд. 3.6 уже были представлены параметры волнистости и
шероховатости поверхности (ГОСТ 2789—73, ГОСТ 25142—82).
Здесь мы рассмотрим средства измерения, с помощью которых
определяются эти параметры.
Измерение параметров волнистости и шероховатости поверх-
ностей принадлежит к линейно-угловым измерениям. Измеряемые
величины здесь очень малы. На производстве измерению подле-
154
жат высоты неровностей от 0,025 мкм и шагов начиная с 2 мкм.
Точность измерения этих величин, естественно, должна быть в
несколько раз выше требуемой точности изготовления геометри-
ческих параметров деталей.
Большое значение шероховатости и волнистости поверхности
деталей узлов и механизмов для эксплуатации обусловило воз-
никновение разнообразных методов и средств оценки параметров
микронеровностей. На рис. 4.51 представлена классификация при-
боров для измерения этих параметров.
Рис. 4.51. Классификация приборов для измерения параметров шерохова-
тости поверхности
155
Рис. 4.52. Контроль шероховатос-
ти поверхности методом сравне-
ния с образцами
Наиболее простым методом
контроля шероховатости поверх-
ностей деталей в цеховых услови-
ях является метод сравнения с об-
разцами визуально или на ощупь
(рис. 4.52). Образцы в соответствии
с межгосударственным стандартом
ГОСТ 9378-93 (ИСО 2632-1-85,
ИСО 2632-2—85) изготовляются из
тех же материалов, что и контро-
лируемые детали, и обрабатывают-
ся теми же методами. Кроме того,
форма образцов и основное на-
правление неровностей поверхно-
сти должны удовлетворять опреде-
ленным требованиям. Для некото-
рых методов обработки эти требования представлены в табл. 4.15.
В стандарте установлены ряды номинальных параметров шеро-
ховатости Ra поверхности образца в зависимости от воспроизво-
димого метода обработки и базовой длины для их оценки. Так,
для шлифования значения Ra варьируются от 0,050 до 3,2 мкм при
базовой длине 0,25...2,5 мм, а для точения и расточки — соответ-
ственно от 0,4 до 12,5 мкм при базовой длине 0,8...2,5 мм; для
Таблица 4.15
Методы обработки, воспроизводимые при изготовлении образцов, форма
образца и основное направление неровностей его поверхности
Метод обработки Форма образца Расположение неровностей
Описание Условное изобра- жение Вид поверхности и условное изобра- жение на чертеже
Точение Расточка Цилиндриче- ское фрезеро- вание Строгание Шлифование периферией круга Цилиндриче- ская выпуклая Цилиндриче- ская вогнутая Плоская » Плоская, цилиндрическая выпуклая, цилиндрическая вогнутая Прямоли- нейное
156
Окончание табл. 4.15
Метод обработки Форма образца Расположение неровностей
Описание Условное изобра- жение Вид поверхности и условное изобра- жение на чертеже
Торцевое точение Торцевое фрезерование Плоская » Дуго- образное \/с Ml IHlIi
Торцевое фрезерование Торцевое шлифование Шлифование чашеобразн- ым кругом Плоская » » Перекре- щивающее- ся дуго- образное \/r il ши
Электро- эрозионная обработка Дробеструй- ная, песко- струйная обработка Плоская » Не имеющее опреде- ленного направле- ния штриха \/м 1 1 1
Полирование Плоская, ци- линдрическая выпуклая Путаный штрих — —
полирования — 0,006...0,2 мкм и 0,08...0,8 мм. Ширина образцов
сравнения — не менее 20 мм, — а длина 20...50 мм. Образцами
могут быть и готовые детали.
Однако глазомерная оценка и оценка на ощупь субъективны и
могут вызвать недоразумения. Особенно эти виды оценки затруд-
нительны для точно обработанных деталей.
Для количественного определения параметров неровностей
применимы бесконтактные и контактные методы измерения.
Наибольшее распространение из бесконтактных методов полу-
чили методы светового сечения, теневой проекции, метод с при-
менением растров, микроинтерференционные, рефлект омери-
ческие и др.
Рассмотрим один из них — метод светового сечения, для которого
применяются двойной микроскоп МИС-11, прибор ПСС-2, при-
157
бор теневого сечения ПК-1 и другие устройства. Принципиальная
схема этого метода приведена на рис. 4.53, а. Освещенная узкая щель
проецируется микроскопом на ступенчатую поверхность Р2. При
падении света в направлении, указанном стрелками, изображение
светящейся щели на ступенчатой поверхности займет положение S2
на нижней части поверхности Р2 и положение — на верхней части
поверхности Р^ В поле зрения микроскопа наблюдения, располо-
женного под углом 90° к оси проецирующего микроскопа, изобра-
жение щели будет иметь вид, показанный на рис. 4.53, б, т. е. в данном
случае будет видна не высота ступени Н, измеряемая по нормалям к
поверхностям Р\ и Р2, а ее проекция h, которая определяется с по-
мощью винтового окулярного микрометра.
Оптическая схема двойного микроскопа МИС-11 представле-
на на рис. 4.54. Пучок света от осветительного устройства 8 через
конденсор 7 и узкую щель диафрагмы 6 проходит в систему линз
а
Рис. 4.53. Схема метода светового сечения
158
Рис. 4.54. Оптическая схема микроскопа МИС-11
5 и 4, проецирующую изображение щели на исследуемую поверх-
ность 3. Полученное отраженное от этой поверхности изображе-
ние проецируется объективом 2 микроскопа наблюдения (визу-
ального) на сетку окулярного микрометра 7, которым выполня-
ется измерение высоты неровностей.
Считается, что средства измерения, реализующие метод све-
тового сечения, позволяют измерять неровности поверхности вы-
сотой от 0,8 до 63 мкм с допустимыми погрешностями показаний
по норме 24 и 7,5 % соответственно.
Основным профильным методом измерения параметров мик-
ронеровностей поверхности является контактный (щуповой) ме-
тод. Его сущность заключается в том, что остро заточенная игла,
имеющая контакт с исследуемой поверхностью, поступательно
перемещается по определенной трассе относительно поверхности
(рис. 4.55, а). Ось иглы 2 располагают по нормали к поверхности 3.
а б
Рис. 4.55. Схемы измерения параметров шероховатости
159
Опускаясь во впадины поверхности, поднимаясь на ее выступы во
время движения ощупывающей головки 1, игла начинает коле-
баться относительно головки, повторяя по величине и форме оги-
баемый профиль поверхности.
Механические колебания иглы преобразуются, как правило, в
электрические колебания с помощью электромеханического пре-
образователя того или иного типа. Снятый с преобразователя сиг-
нал после преобразования поступает либо на шкалу прибора (при
профилометрировании), либо на записывающий прибор с соот-
ветствующим горизонтальным и вертикальным масштабами (при
профилографировании). Щуповые электромеханические приборы,
предназначенные для измерения параметров шероховатости по-
верхности, называются профилометрами, а приборы для записи
микронеровностей — профилографами. Комбинированные прибо-
ры, которые позволяют количественно определять и графически
изображать микронеровности называются профилометрами-профи-
лографами.
В зависимости от назначения установлены следующие типы
профилометров-профилографов: I — для лабораторных работ (ста-
ционарные), II — цеховые стационарно-переносные для контро-
ля окончательно обработанных поверхностей, III — цеховые пор-
тативные, предназначенные для межоперационного контроля.
Преимущественное распространение получили профилометры
и профилографы с индуктивным преобразователем. Это приборы
моделей 201, 202, 240, 252 отечественного завода «Калибр», «Те-
лисарф-4» (Великобритания), «Профикордер» (США) и др.
В соответствии со схемой, приведенной на рис. 4.55, б, движе-
ние алмазной иглы 2 по микронеровностям в вертикальной плос-
кости вызывает соответствующее перемещение якоря 6 в индук-
тивной ощупывающей головке, а вместе с тем и изменение воз-
душных зазоров между якорем 6 и двумя расположенными по обеим
сторонам оси его качения катушками 4. К одной из катушек якорь
приближается, что увеличивает ее индуктивность, а от другой он
в то же время удаляется, что уменьшает ее индуктивность. Катуш-
ки и две половины первичной обмотки дифференциального вход-
ного трансформатора образуют мост, питание которого осуще-
ствляется от генератора 5 звуковой частоты (=5 кГц). Одновремен-
ное, но противоположное изменение индуктивности катушек со-
ответственно изменяет напряжение в измерительной диагонали
моста, которое связано с перемещением ощупывающей иглы при
ее механических колебаниях.
На рис. 4.56 изображен профилометр-профилограф модели 170311
завода «Калибр» блочной конструкции лабораторного типа. Он пред-
назначен для измерения параметров шероховатости и волнистости
плоских и цилиндрических поверхностей изделий, поверхностей
шариков и роликов диаметром 1 ...25 мм, поверхностей отверстий
160
Рис. 4.56. Профилометр-профилограф модели 170311 завода «Калибр»
малых диаметров (до 3 мм). Прибор имеет выход на ЭВМ. Измере-
ние шероховатости производится путем ощупывания поверхнос-
ти алмазной иглой с радиусом при вершине 10 мкм и фиксацией
цифровых показаний на табло по параметрам Ra, Rz, Rmax, Rp,
Sm, tp или воспроизведения профиля на электротермической бу-
маге в прямоугольных координатах.
Вертикальное увеличение микропрофиля варьируется по 11 сту-
пеням в 100...200000 крат, а горизонтальное — в 0,5...2000 крат.
Скорость трассирования датчика выбирается в зависимости от
шероховатости в пределах 0,6...60 мм/мин. Статическое измери-
тельное усилие алмазной иглы на измеряемую поверхность не
превышает 0,003 Н. Погрешность показаний прибора по записы-
вающему блоку составляет ±4,5%, а по показывающему блоку
±10%.
Профилометр-профилограф состоит из следующих основных
блоков: датчика 3, мотопривода 4, электронного блока 6, запи-
сывающего прибора 1, стойки 5, предметного столика 2, блока-
приставки 7.
Волнистость поверхности с шагами, большими 2,5 мм, а также
неровности поверхности в отверстиях диаметром от 4 мм при глу-
бине до 10 мм записывают и измеряют с помощью приспособле-
ния для проверки волнистости (рис. 4.57), которое применяется в
комплекте с обычным датчиком.
Корпус 4 приспособления устанавливается на направляющую
мотопривода. К подвесу 7 на пружине 5 крепится коромысло 1,
имеющее доведенную опорную плоскость, на которой перемеща-
ется сферический винт 12 опоры 11.
Пятка 2 коромысла 1 опирается на микровинт 3, предназна-
ченный для регулирования положения опорной плоскости, вы-
ставляемой параллельно исследуемой поверхности.
6 Зайцев
161
Рис. 4.57. Приспособление для измерения волнистости поверхности
Подвес 7 с помощью хомута 6 размещается на корпусе датчика.
На переднем конце подвеса 7 закреплен переходник 9 с доведен-
ной верхней плоскостью, находящейся непосредственно под иг-
лой датчика. В отверстие переходника вставляют щуп 8 с закреп-
ленным концом, который фиксируют в наконечнике винтом 10.
Контакт сферической поверхности винта 12 с опорной плос-
костью опоры 11 обеспечивается двумя спиральными пружина-
ми, надеваемыми на штифты подвеса и корпуса.
С помощью такого устройства определяются параметры волни-
стости — высота волнистости Wz, наибольшая высота волнистос-
ти И'™* и средний шаг волнистости.
Контрольные вопросы
1. Какие методы контроля шероховатости и волнистости применяют-
ся в промышленности?
2. В чем заключается принцип метода «светового сечения» и в каких
приборах он применяется?
3. В чем заключается принцип контактного (щупового) метода?
4. В чем состоит отличие профилометра от профилометра-профилог-
рафа?
После изучения данного подраздела рекомендуется выполнить ла-
бораторную работу «Измерение и оценка параметров шероховатости
поверхности деталей, обработанных различными методами».
162
4.4.10. Выбор средств измерения и контроля
Правильный выбор средств измерения и контроля обеспечива-
ет получение достоверной информации об измеряемом объекте (а
это гарантия качества изготавливаемых изделий) и позволяет оп-
тимизировать затраты производства на контрольные операции.
Выбор средств измерения и контроля зависит от целого ряда
факторов, таких как масштаб производства, организационно-тех-
нические формы контроля, принятые на производстве, конст-
руктивные особенности объекта измерения контроля, экономи-
ческие и другие факторы, а также от обязательных и дополни-
тельных показателей, устанавливаемых ГОСТ 14.306—73.
Масштаб (объем) производства определяет вид средства изме-
рения и контроля, необходимую производительность измерения
контроля, а следовательно, уровень его автоматизации или меха-
низации.
Так, в индивидуальном и мелкосерийном производстве номен-
клатура выпускаемых изделий достаточно широкая, объем выпуска
небольшой и часто изменяемый. Качество изделий зависит в основ-
ном от индивидуальных навыков и квалификации операторов и не
гарантируется ходом технологического процесса. Поэтому в таком
производстве особенно необходим тщательный пооперационный
контроль изготавливаемых изделий, возможный при наличии со-
ответствующих средств измерения и контроля. Контролеры, зани-
мающиеся этим контролем, должны иметь достаточно высокую ква-
лификацию. При индивидуальном производстве, как правило, не
проектируется специальная контрольно-измерительная оснастка,
что объясняется не только экономической нецелесообразностью,
но и невозможностью задерживать изготовление изделий на дли-
тельные сроки, необходимые для проектирования, изготовления и
отладки специальных средств измерения и контроля.
При серийном производстве, как правило, изготовляют вза-
имозаменяемые детали, узлы и изделия, номенклатура которых
не меняется в течение достаточно продолжительного времени. Од-
нородность качества деталей достигается применением специали-
зированного оборудования, инструмента и оснастки, которые чаще
всего бывают выполнены в виде сменных приспособлений и уст-
ройств к универсальным станкам. Работу ведут по отработанной
технологии, поэтому пооперационный контроль необязателен.
Контрольные операции выполняют после нескольких операций
или по окончании изготовления деталей с помощью универсаль-
ных измерительных средств, специализированных контрольных
приспособлений, жестких предельных калибров и шаблонов.
При массовом производстве номенклатура изделий постоян-
на: в больших количествах в течение длительного времени изго-
товляются взаимозаменяемые детали, узлы и изделия. Высокое
163
качество изделий обеспечивается отработанной технологией, при-
менением специализированного оборудования, приспособлений
и инструмента, а также введением контрольных операций, яв-
ляющихся обязательной составной частью единого технологи-
ческого процесса. В таком производстве широко используют вы-
сокопроизводительные механизированные и автоматические кон-
трольно-измерительные средства. Применение контрольных ав-
томатов должно быть экономически обосновано, так как их сто-
имость достаточно высока и для обслуживания требуются квали-
фицированные наладчики. Эти автоматы особенно эффективны
при контроле деталей простой геометрической формы, неболь-
шой массы, с малым числом контролируемых параметров и в
особенности при многодиапазонной сортировке и селективной
сборке.
Активные средства контроля целесообразно применять как в
массовом, так и в серийном производстве.
Универсальные средства измерения и контроля в массовом
производстве имеют ограниченное применение. Их используют
преимущественно при наладке технологической оснастки.
С позиций организационно-технических форм контроля различают:
100 %-й контроль, который назначается при сортировке дета-
лей на размерные группы и применении селективной сборки, а
также при измерении функциональных параметров, определяю-
щих эксплуатационные показатели изделия в целом. В этих случаях
в массовом производстве назначают специальные контрольно-сор-
тировочные автоматы и устройства, а в индивидуальном и мелко-
серийном — универсальные (реже специализированные) средства
измерения с достаточно высокой точностью измерения;
выборочный контроль, при котором устанавливают объем вы-
борки в зависимости от стабильности технологического процес-
са, совокупности контролируемых признаков, задачей и целей
контрольных операций. При этом виде контроля назначают как
специальные, так и универсальные средства измерений с допус-
тимой погрешностью измерений;
статистический метод выборочного контроля, применяемый для
приемки готовых изделий (приемочный контроль) и для управ-
ления точностью в процессе производства (управляющий конт-
роль). В первом случае выбор средств измерения во многом зави-
сит от объема производства, точностных показателей процесса
измерения, конструктивных особенностей объекта измерения,
экономических и других факторов. Для управляющего контроля в
условиях массового производства применяют различные средства
автоматизации измерения, в том числе средства активного конт-
роля, управляющие системы различного уровня.
Конструктивная форма, число контролируемых параметров, габа-
ритные размеры и масса деталей также влияют на выбор вида сред-
164
ства измерения. Так, детали больших габаритных размеров и мас-
сы измеряют и контролируют переносными средствами измере-
ния и контроля. При большом числе контролируемых параметров
рекомендуется применять многомерные средства измерения и кон-
троля.
При выборе средства измерения необходимо учитывать матери-
ал контролируемой детали, жесткость ее конструкции и шерохова-
тость поверхности с позиций повреждаемости объекта измерения.
Измерение тонкостенных деталей и деталей из легких сплавов и
пластмасс следует выполнять бесконтактным методом или измери-
тельными средствами с малыми измерительными усилиями.
В соответствии с ГОСТ 14.306—73 установлены обязательные
показатели процесса измерения и контроля. К ним отнесены: точ-
ность измерения, достоверность, трудоемкость и стоимость. В ка-
честве дополнительных показателей для выбора средств измере-
ния и контроля используют объем, полноту, периодичность, про-
должительность и другие показатели.
Рассмотрим подробнее наиболее важный показатель выбора
средств измерения и контроля — погрешность измерения.
Погрешность измерения в соответствии с РМГ 29—99 — это от-
клонение результата измерения от истинного значения измеряе-
мой физической величины. Погрешность зависит в основном от
ряда причин, создающих суммарный эффект. Таких причин в за-
висимости от применяемого метода, объекта измерения и усло-
вий измерения может быть очень много, но не все они в одинако-
вой мере оказывают влияние на общую погрешность измерения.
В общем случае на погрешность измерений оказывают влияние
следующие факторы:
установка объекта измерения в средство измерения (СИ) или
установка СИ на объект измерения (Дк);
измерительное устройство и передаточные элементы при нор-
мированных условиях (Диу);
установочные меры, используемые для настройки измеритель-
ных средств (Дм);
температурные колебания, возникающие от комплекса при-
чин, обобщенных понятием «температурный режим» (Д,);
упругие деформации от воздействия усилий закрепления объекта
измерения в СИ и колебания измерительных усилий средств из-
мерения (Дкк);
нарушение первичной настройки измерительных средств (Дн);
наличие шероховатости измеряемой поверхности (Дш);
конструктивные особенности измерительных средств;
субъективные погрешности, зависящие от оператора, и др.
Оценка погрешности измерения должна выполняться комплекс-
но, с учетом самой погрешности измерения и условий измере-
ний, при которых она должна проявиться.
165
Точность показаний средства измерения определяется суммар-
ной погрешностью, составляющими которой являются система-
тические и случайные погрешности. Составляющие суммарной по-
грешности могут быть найдены по справочным данным или экс-
периментальным путем. Суммарную погрешность измерения оп-
ределяют по формуле
= ^/д2 + Д^ + Д2 + Д2 + Д2' + Д2 + Д2.
Суммарная погрешность может составлять 8...30% допуска
контролируемого параметра. Ее величина зависит от назначения
изделия и может быть равна: для ответственных изделий 8 %, для
менее ответственных 12,5 и 20, для остальных 25...30 %. Средство
измерения выбирают исходя из допустимой погрешности измере-
ния [Д] и расчетной суммарной погрешности Д2.
Допустимые погрешности измерения регламентированы
ГОСТ 8.051—81 в зависимости от номинальных размеров и допус-
ков на изготовление измеряемого параметра. Допустимые погреш-
ности измерения приняты равными:
для грубых допусков [А] =0,2 Г;
для остальных допусков [Д] = 0,35 Т,
где Т — допуск контролируемого параметра, задаваемый конст-
руктором.
Условие правильности выбора средства измерения
Д2 < [А].
Если это условие не выполняется, нужно либо пересмотреть
составляющие суммарной погрешности измерения и принять меры
к их снижению, либо предусмотреть замену средства измерений
или его элементов.
Экономические показатели выбора средств измерения занима-
ют важное место в процедуре выбора и его обоснования. К ним
относятся стоимость средства измерения, продолжительность его
работы до ремонта, срок окупаемости, время настройки средства
измерения и время, затраченное на измерение, необходимая ква-
лификация оператора и др.
ГОСТ 14.306—73 определяет последовательность обоснования
выбора средства измерений по его экономической эффективности.
4.5. Условия измерения и контроля
В этом подразделе мы рассмотрим ряд вопросов, связанных с
условиями, в которых выполняются измерения и контроль объек-
тов, и их влиянием на погрешность измерения. Ведь каждое изме-
166
рение выполняется в конкретных условиях, которые в свою оче-
редь характеризуются одной, а чаще несколькими физическими
величинами. Это температура и влажность окружающей среды,
давление и плотность, ускорение свободного падения и т.п. Все
эти величины носят еще название внешние влияющие величины. Они
часто оказывают существенное влияние на выбор средств измере-
ний, контролируемый объект и на саму измеряемую физическую
величину.
Например, при измерении длины детали штриховыми сред-
ствами измерения (линейкой, рулеткой) немаловажное значе-
ние имеют температура окружающего воздуха, освещенность по-
верхности детали и линейки или рулетки. А если эта деталь изго-
товлена из определенных видов пластмасс, то имеет значение и
влажность воздуха. Конечно, наиболее существенной влияющей
величиной в данном примере будет являться температура, так
как любое изменение температуры окружающего воздуха приво-
дит к изменению длины детали и длины линейки. И чем больше
будет это изменение, тем более существенно исказятся резуль-
таты измерения. Освещенность детали и шкалы линейки также
влияет на результат измерений: при слабой освещенности опе-
ратор не сможет определить, совмещаются ли концы детали со
штрихом линейки.
Поэтому вопросам нормирования условий проведения измере-
ний и контроля уделяется серьезное внимание.
ГОСТ 21964—76 делит все внешние воздействующие факторы
следующим образом:
климатические (температура, атмосферное давление, относи-
тельное давление, относительная влажность окружающей среды,
ветер, туман, пыль, солнечное излучение);
электромагнитные (колебание напряжения, частоты перемен-
ного электрического тока в сети, постоянные и переменные маг-
нитные поля, электромагнитная совместимость и др.);
ионизирующие излучения естественного и искусственного про-
исхождения;
механические (колебания, удары, линейные ускорения, меха-
ническое давление, сила и т.п.);
термические (тепловой удар, аэродинамический нагрев и т.п.);
специальные среды (кислотно-щелочные, отравляющих веществ,
топлива и т.п.).
Для обеспечения единства измерений к условиям их проведе-
ния предъявляются жесткие требования. Для средств измерения
конкретного типа в нормативных документах или по результатам
их поверки (калибровки) устанавливаются единые нормальные ус-
ловия измерений, т. е. условия, характеризуемые совокупностью влия-
ющих величин, при которых изменением результата измерений пре-
небрегают вследствие малости. Значение физической величины,
167
соответствующее нормальным условиям, называют нормальным
значением влияющей величины, и оно принимается за номинальное.
Ниже приведены номинальные значения широко распространен-
ных влияющих физических величин, в том числе для линейно-
угловых измерений.
Номинальные значения влияющих физических величин:
Температура для всех видов измерений, °C (К)....20 (293)
Давление воздуха для линейных, угловых измерений,
измерений массы, силы света, измерений
в спектроскопии, кПа (мм рт. ст.)................. 101,3 (760)
Относительная влажность воздуха для линейных,
угловых измерений, измерений массы, измерений
в спектроскопии, %...............................58
Плотность воздуха, кг/м3...........................1,2
Ускорение свободного падения, м/с2.................9,8
Магнитная индукция (напряженность магнитного поля)
и напряженность электростатического поля для измерений
параметров движения, магнитных и электрических
величин...........................................0
То же для всех видов измерений,
кроме указанных в предыдущем
пункте..................................Соответствует
характеристикам
поля Земли в данном
географическом
районе
Относительная скорость движения
внешней среды...................................0
Однако при выполнении измерений бывает трудно и даже по-
рой невозможно поддержать установленные номинальные значе-
ния влияющих величин, поэтому определяют пределы возмож-
ных изменений для каждой влияющей величины. Эти пределы
называют нормальной областью значений влияющей величины. В со-
ответствии с РМГ 29—99 это область значений влияющей величины,
в пределах которой изменением результата измерений под воздей-
ствием этой величины можно пренебречь в соответствии с уста-
новленными нормами точности.
Например, нормальная область значений температуры при ли-
нейных измерениях в зависимости от уровня точности и диапазо-
на размеров не должна изменяться более чем на +0,1 °C от уста-
новленной температуры +20 °C для точных квалитетов и ±4 °C от
установленной температуры +20 °C для грубых квалитетов, а для
угловых измерений эта величина не должна превышать ±3,5 °C,
т.е. нормальная область значений влияющей величины — темпе-
168
ратуры должна находится в диапазонах: +19,9...+20,1 °C;+16...+24 °C
и+16,5...+23,5 °C.
Аналогично устанавливаются нормальные области значений
других влияющих величин.
В соответствии с ГОСТ 8.050—73 требования к нормальным
условиям устанавливаются в зависимости от допусков на измеря-
емую величину и требований к допутимой погрешности измерений.
При подготовке к измерениям необходимо подготовить (уста-
новить) рабочее пространство — часть пространства (окружающего
средство измерения и объект измерений), в котором нормальная об-
ласть значений влияющих величин находится в известных пределах.
Если рабочее пространство не установлено, нормальные условия
измерений обеспечиваются во всем помещении, где они выпол-
няются.
Для обеспечения нормальных условий измерений стандарт
устанавливает время выдержки объектов измерения (контроля) и
средств измерения до начала измерений в условиях, соответству-
ющих определенным требованиям, в течение 2... 36 ч в зависимо-
сти от массы объекта измерения и требуемой точности измерения.
В машиностроении при точных измерениях для обеспечения
нормальных условий применяются специальные средства защиты
от воздействия влияющих величин. Так, влияние температуры ис-
ключают путем термостатирования — обеспечения определенной
температуры в рабочем пространстве. Термостатировать можно
средства измерения, производственные помещения (цехи, лабо-
ратории), камеры.
С целью устранения вибраций и сотрясений применяют амор-
тизаторы — эластичные подвесы (струны, пружины и т.п.), губ-
чатую резину и т.д.
Средством защиты от влияния магнитного поля Земли служат
экраны из магнитомягких материалов.
Для уменьшения влияния на результат измерения атмосфер-
ного давления применяют барокамеры.
Как уже было отмечено, учесть действие влияющих величин в
совокупности сложно, а иногда и невозможно. ГОСТ 8.050—73
рекомендует учитывать это действие с помощью дополнительной
погрешности или изменения показаний средств измерения. Для
этого устанавливается рабочая область значений влияющей величи-
ны — область, в пределах которой нормируют дополнительную по-
грешность или изменение показаний средства измерения.
При выполнении измерений в сложных условиях, например
при высокой и низкой температуре, определенной влажности, в
агрессивных средах, обеспечить нормальные условия измерений
невозможно. В таких ситуациях устанавливают особые, менее жес-
ткие, чем обычно, условия выполнения измерений, называемые
рабочими условиями. Это такие условия, при которых значения влияю-
169
щих величин находятся в пределах рабочей области. Например, для
измерительного конденсатора нормируют дополнительную погреш-
ность, учитывающую отклонение температуры окружающего воз-
духа от нормальной.
При проектировании средств измерения и контроля определя-
ются так называемые предельные условия измерения. Это условия из-
мерений, характеризуемые экстремальными значениями измеряемой и
влияющих величин, которые средство измерения может выдержать
без разрушений и ухудшения его метрологических характеристик.
Вот некоторые сведения об условиях измерений и контроля,
нередко вызывающих существенные погрешности измерения. Уме-
ние учитывать эти условия является одной из важнейших задач
технических измерений.
Контрольные вопросы
1. С какой целью нормируются условия измерений и контроля?
2. С какими внешними воздействующими факторами встречаются при
линейно-угловых измерениях?
3. Что такое нормальные условия измерений?
4. Какие номинальные значения влияющих физических величин уста-
новлены для линейно-угловых измерений?
5. Какие специальные средства защиты от воздействия влияющих ве-
личин применимы в машиностроении?
Глава 5
ДОПУСКИ И ПОСАДКИ ГЛАДКИХ
ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ И СОЕДИНЕНИЙ
5.1. Основные принципы построения системы
допусков и посадок
Гладкие цилиндрические соединения по назначению разделя-
ют на подвижные и неподвижные.
Основное требование, предъявляемое к ответственным подвиж-
ным соединениям, — создание между валом и отверстием наи-
меньшего гарантированного зазора, а для прецизионных соеди-
нений, кроме того, — точное центрирование и равномерное вра-
щение вала.
Основное требование, предъявляемое к неподвижным соеди-
нениям (разъемным и неразъемным), — обеспечение точного цен-
трирования деталей и передача в процессе длительной эксплуата-
ции заданного крутящего момента или осевой силы благодаря га-
рантированному натягу или дополнительному креплению деталей
шпонками, стопорными винтами и т.п.
Обеспечение наибольшей долговечности — общее требование
ко всем соединениям деталей машин и приборов.
Чтобы обеспечить минимально необходимое, но достаточное
число посадок в соответствии с эксплуатационными требовани-
ями, разработана система допусков и посадок.
Системой допусков и посадок называется закономерно постро-
енная совокупность допусков и посадок, оформленная в виде стан-
дартов. Использование стандартных допусков и посадок обеспе-
чивает взаимозаменяемость деталей и делает возможной стандар-
тизацию режущего и измерительного инструмента. В нашей стране
действует Единая система допусков и посадок (ЕСДП), разрабо-
танная в соответствии с рекомендациями международной орга-
низации по стандартизации ИСО и оформленная в виде стандар-
тов ГОСТ 25346-82 и ГОСТ 25347-82.
Для образования посадок с различными зазорами и натягами в
МС ИСО и в ЕСДП для размеров до 500 мм предусмотрено 27 ва-
риантов основных отклонений валов и отверстий (рис. 5.1). Основ-
ное отклонение — это одно из двух предельных отклонений (верх-
171
Рис. 5.1. Схема основных отклонений
нее или нижнее), используемое для определения положения поля
допуска относительно нулевой линии (линии номинального раз-
мера). Таким отклонением является отклонение, ближайшее к
нулевой линии (рис. 5.2).
Основные отклонения отверстий обозначают прописными бук-
вами латинского алфавита, основные отклонения валов — строч-
ными. Так называемое основное отверстие обозначают буквой Н,
а так называемый основной вал — Л.
Отклонения от А до Н (a...h) предназначены для образования
полей допусков в посадках с зазорами; отклонения Js, К, М, N
— в переходных посадках, отклонения от Рдо ZC(p...zc) —
в посадках с натягом.
Каждая буква обозначает ряд основных отклонений, значение
которых зависит от номинального размера.
172
Рис. 5.2. Схема определения основных отклонений
Основные отклонения для валов определяются по эмпирическим
формулам, а основные отклонения для отверстий — по правилу:
EI = -es — для основных отклонений от А до Н;
ES = -ei — для основных отклонений от Js до ZC.
Это правило формулируется следующим образом: основное
отклонение отверстия, обозначенного прописной буквой, долж-
но быть симметрично относительно нулевой линии основному
отклонению вала, обозначенному той же, но строчной буквой.
Из этого правила сделано исключение для отверстий диамет-
ром бол'ее 3 мм с отклонениями Js, К, М и N до квалитета 8 и с
отклонениями от Р до ZC до квалитета 7 включительно. Для них
установлено специальное правило:
ES = -ei + А,
где А = 1Тп- 1Тп-1 — разность между допуском рассматриваемого
квалитета и допуском ближайшего точного квалитета.
Для валов с отклонениями js и отверстий с отклонениями Js
основные отклонения не установлены. Оба предельных отклонения
определяют исходя только из допуска IT соответствующего квали-
тета. Для js и Js поле допуска симметрично относительно нулевой
линии, а предельные отклонения равны по значениям и противо-
положны по знакам: ES(es) =+IT/2; EI (ei) = -1Т/2 (рис. 5.3).
Основные отклонения валов и отверстий для диаметров не бо-
лее 500 мм приведены соответственно в табл. 7 и 8 ГОСТ 25346—82,
а для диаметров от 500 до 3150 мм — в табл. 15 этого стандарта.
173
Рис. 5.3. Расположение полей допусков, не имеющих основных отклонений
Поля допусков. Поле допуска образуется сочетанием одного из
основных отклонений с допуском по одному из квалитетов. В со-
ответствии с этим правилом поле допуска обозначают буквой
(иногда двумя) основного отклонения и номером квалитета, на-
пример: для вала А6, d\ 1 ,/9, для отверстия Я6, Dll, JslO.
В принципе допускаются любые сочетания основных отклоне-
ний и квалитетов, что обеспечивает огромный выбор полей до-
пусков.
Поле допуска ограничено горизонтальной линией, определяе-
мой основным отклонением (рис. 5.4, а). Второе предельное от-
клонение, ограничивающее данное поле допуска, можно опреде-
лить по основному отклонению и допуску принятого квалитета
(рис. 5.4, б).
Если основным отклонением является верхнее, то нижнее от-
клонение для вала
ei = es - IT;
для отверстия
EI = ES -IT.
Если основное отклонение нижнее, то верхнее отклонение для
вала
es = ei - IT;
для отверстия
ES = EI+IT
(отклонения ei, es, EI, £5 берут с учетом знака).
Для повышения уровня унификации изделий, сокращения но-
менклатуры режущих инструментов и калибров, создания благо-
приятных условий для кооперирования и организации центра-
лизованного производства стандартного режущего инструмента
и калибров на специализированных предприятиях (продукция ко-
торых имеет лучшее качество и в 3...5 раз дешевле продукции
174
Рис. 5.4. Пояснения к определению предельных отклонений
инструментальных цехов машиностроительных заводов) в соот-
ветствии с рекомендацией ИСО в ГОСТ 25347—82 для размеров
1... 500 мм выделены предпочтительные поля допусков (табл. 5.1,
5.2). Они позволяют получить 90...95 % посадок общего приме-
нения.
Предпочтительные поля допусков в табл. 5.1, 5.2 обведены рам-
ками. Для размеров более 500 и менее 1 мм предпочтительные
поля допусков рамками не выделены, но в Приложении 2
ГОСТ 25347—82 даны рекомендации по применению полей до-
пусков в различных интервалах номинальных размеров.
В отдельных случаях может возникнуть необходимость в приме-
нении полей допусков, не вошедших в основные ряды. В целях
упорядочения выбора таких полей допусков и соответствующих
им числовых значений предельных отклонений установлены до-
175
Таблица 5.1
Предпочтительные поля допусков отверстий для номинальных размеров
1...500 мм (квалитеты 4 ...12)
Примечание. Рамкой выделены предпочтительные поля допусков и по-
садки (см. также табл. 5.2—5.4).
Таблица 5.2
Предпочтительные поля допусков валов для номинальных размеров
1...500 мм (квалитеты 4... 12)
полнительные поля допусков валов и отверстий для размеров
1 ...500 мм (см. Приложение 3 ГОСТ 25347—82).
Посадки. Закономерность построения посадок. В соответствии с
ЕСДП посадки образуются сочетанием полей допусков отверстия
и вала. Для сопрягаемых деталей (отверстия и вала) установлены
176
Рис. 5.5. Определение предельных отклонений в посадках
только основные отклонения, т. е. расстояния от ближайшей гра-
ницы поля допуска до нулевой линии (рис. 5.5). Верхнее (если поле
допуска расположено выше нулевой линии) или нижнее (если
поле допуска расположено ниже нулевой линии) отклонение оп-
ределяют по основному отклонению и допуску выбранного ква-
литета.
Например, для вала 016«5 по табл. 7 ГОСТ 25346—82 основное
отклонение составляет +12 мкм, допуск квалитета 5 по табл. 6 того
же стандарта равен 8 мкм. Следовательно, нижнее предельное от-
клонение вала ei = +12 мкм, а верхнее предельное отклонение es =
= 12 + 8 =+20 мкм (рис. 5.6).
Указанные отклонения можно определить также по табл. 7 ГОСТ
25347—82. Если допуск вала принять по квалитету 7, то нижнее от-
клонение не изменится, а верхнее будет равно es = 12 + 18 = +30 мкм.
Верхние отклонения полей допусков валов (от а до g) и ниж-
ние отклонения отверстий, обозначаемых теми же, но прописны-
ми буквами (от Л до G), приняты одинаковыми по абсолютному
значению. Зазоры в одноименных посадках в системах отверстия и
вала одинаковы (рис. 5.7).
В ЕСДП для размеров всех диапазонов установлены рекоменду-
емые посадки, причем для размеров 1...500 мм выделены предпоч-
тительные (например, Я7//7, ЕП/пб, Hl/gb и т.п.).
Унификация посадок позволяет обеспечить однородность кон-
структивных требований к соединениям и облегчить работу кон-
структоров по назначению посадок. Комбинируя различные ва-
7 Зайцев 177
рианты предпочтительных полей допусков валов и отверстий,
можно значительно расширить возможности создания различ-
ных посадок без увеличения набора инструментов, калибров и
другой технологической оснастки. Можно сократить число полей
допусков и посадок, введя ограничительный стандарт (отрасле-
вой или стандарт предприятия). Рекомендуемые посадки приве-
дены в табл. 5.3 и 5.4, взятых из Приложения 1 ГОСТ 25347—82.
Из-за того, что по экономическим соображениям посадки сле-
дует назначать главным образом в системе отверстия и реже в
системе вала, в ГОСТ 25347—82 предпочтительных посадок (об-
разованных из предпочтительных полей допусков) в системе от-
верстия больше, чем в системе вала.
При назначении квалитетов точности пользуются следующи-
ми рекомендациями. Так, в рекомендуемых и предпочтительных
посадках точных квалитетов для размеров 1... 3150 мм допуск от-
верстия, как правило, на один-два квалитета больше допуска вала.
Это объясняется тем, что точное отверстие технологически полу-
чить труднее, чем точный вал, вследствие худших условий отвода
тепла, недостаточной жесткости, повышенной изнашиваемости
и сложности направления режущего инструмента, имеющих мес-
то при обработке отверстий. Увеличение допуска отверстия при
сохранении допуска посадки повышает срок службы разверток и
протяжек, так как при этом допускается их больший износ по
178
ко
Рекомендуемые посадки в системе отверстия при номинальных размерах 1... 500 мм
Таблица 5.3
Основ- ное отвер- стие Посадки при основном отклонении вала
а b С d е f g А Л к т п Р Г S t и V X Z
Н5 Н6 Я7 Я8 Я9 Я10 ЯН Я12 ЯН all Н\\ All Я12 А12 Я7 с8 Я8 с8 ЯН сП Я7 Я8 Я8 d8 d9 Н9 d9 Я10 </10 Н7.Н7 е7 е8 Я8 е8 Я8 е9 Н9.Н9 е8 ’ е9 Н6 /6 Н7 |/б| Я8.Я8 /7 ’/8 Я8 /9 Я9.Я9 /8 ’/9 Н5 ?4 Я6 Я7 g6 Я5 Л4 Я6 Л5 Я7 Л6 Я5 js4 НБ js5 Н7 js6 js7 Н5 к4 Н6 к5 Н7 кб Н8 к7 Н5 т4 НЬ т5 Я7 тб Н8 т7 Н5 п4 НЬ п5 Н7 пб Н8 п7 Н6 р5 Н7 рб нь г5 Н7 гб Я6 55 Я7 ,Я7 56 57 Я8 57 Я7 /6 Я7 и7 Н8 м8 Я8 х8 Z8
Я8.Я8 Л7 ’ Л8
Я8 Л9 Я9.Я9 Л8 ’ Л9 Я10.Я10 А9 ’ ЛЮ
ЯН </11 ЯН АН
Я12 Л12
Я8 Л7 Я8 Л8
оо
о
Рекомендуемые посадки в системе вада при номинальных размерах 1... 500 мм
Таблица 5.4
Основ- ной вал Посадки при основном отклонении отверстия
А В С D Е £ G H Js К М Р R S Т и
А4 А5 А6 А7 Л 8 А9 А10 £8 А6 Д8 А7 Z>8 £9 А8 ’ А8 £9. £10 А9 ’ А9 £10 А10 £8 А6 £8 А7 £8. £9 А8 j А8 £9 А9 £7 А5 £7. £8 А6 j А6 £8 А7 £8. £9 А8 ’ А8 £9 А9 G5 А4 G6 А5 G7 h6 H5 h4 Н6 А5 Js5 А4 Js6 ~h5 Js7 A6 £8 A7 K5 A4 Кб А5 К7 |А6 £8 А7 М5 А4 Мб А5 М7 А6 Л/8 А7 #5 А4 £6 А5 N7 А6 7V8 А7 Рб А5 £7 |А6 R7 А6 S7 А6 Т7 А6 U8 А7
Н7 h6 Я8 А7
Н 1 А Я8. А9 ’ 8,£ 8_| А Я9. А9 ’ #10 А10 £ 8 #10 А9
АН А12 АН АП ДИ АН 112 А12 СН АН ДИ АН НИ АН
#12 А12
диаметру и большее число заточек. При малых диаметрах иногда
технологически труднее получить точный вал, чем точное отвер-
стие, поэтому в рекомендуемых посадках для размеров менее 1 мм
допуски отверстия и вала приняты одинаковыми (то же для поса-
док при размерах 3150... 10000 мм).
ГОСТ 25347—82 в технически обоснованных случаях допускает
применение посадок, отличающихся от рекомендуемых, но обра-
зованных из числа полей допусков валов и отверстий, предусмот-
ренных этим стандартом.
5.2. Обозначение посадок на чертежах
Поля допусков линейных размеров указывают на чертежах либо
условными (буквенными) обозначениями, например 05ОЯ6,
032/7, 01Og6, либо числовыми значениями предельных отклоне-
ний, например 0122^59 , либо буквенными обозначениями по-
лей допусков с одновременным указанием справа в скобках чис-
ловых значений предельных отклонений (рис. 5.8, а, б).
181
или
04О+0-025
50
Я11(+о’16)
Л11(-о,1б)
025Z1O Й®
д
Рис. 5.8. Примеры обозначения допусков и поса-
док на чертежах
Посадки сопрягаемых деталей и предельные отклонения раз-
меров деталей, изображенных на сборочных чертежах, указывают
дробью, в числителе которой приводится буквенное обозначение
или числовое значение предельного отклонения отверстия либо
Рис. 5.9. Примеры обозначения предельных
отклонений
буквенное обозначение с
указанием справа в скоб-
ках его числового значе-
ния, а в знаменателе —
аналогичное обозначе-
ние поля допуска вала
(рис. 5.8, в, г).
В условных обозначе-
ниях полей допусков не-
обходимо указывать чис-
ловые значения предель-
ных отклонений в следу-
ющих случаях:
для размеров, не вклю-
ченных в ряды нормаль-
ных линейных размеров,
182
например 041,5 Я7(+0>021); при назначении предельных отклонений,
условные обозначения которых не предусмотрены ГОСТ 25347—82,
например для пластмассовой детали (рис. 5.8, д) с предельными
отклонениями по ГОСТ 25349—82.
Предельные отклонения могут назначаться для размеров, не
указанных на чертеже детали, включая несопрягаемые и неответ-
ственные. Например, в технических требованиях дается указание
«Неуказанные предельные отклонения размеров: отверстий Я14,
валов А14, остальных ±---» или «Неуказанные предельные от-
2 /714
клонения размеров: диаметров Я12, А12, остальных ±--».
2
В первом случае отклонения Я14 относятся к размерам всех
внутренних (охватывающих) элементов, а отклонения h 14 — к
размерам всех наружных (охватываемых) элементов. Во втором
случае отклонения Я12 относятся только к диаметрам отверстий,
/Г14
а отклонения h 12 — к диаметрам валов. Обозначение ±—-— реко-
мендуется для симметричных отклонений, таких как межцентро-
вые расстояния, высоты, глубины.
На поверхности, состоящей из участков с одинаковым но-
минальным размером, но разными предельными отклонения-
ми, наносят границу между этими участками тонкой сплошной
линией и номинальный размер с соответствующими предель-
ными отклонениями указывают для каждого участка отдельно
(рис. 5.9).
5.3. Порядок выбора и назначения квалитетов
точности и посадок
Выбор квалитета точности. Определение оптимальной точнос-
ти обработки и выбор квалитета точности часто представляют со-
бой сложную задачу. При произвольном назначении необоснованно
высокого квалитета с малыми допусками увеличивается стоимость
изготовления деталей. При выборе более низкого квалитета точ-
ности стоимость изготовления уменьшается, но снижаются на-
дежность и долговечность работы деталей в узле.
Для решения этой задачи необходимо учесть не только харак-
тер посадки конкретного соединения и условия его работы, но и
рекомендации, учитывающие целесообразность назначения того
или иного квалитета и возможность изготовления деталей необ-
ходимой точности.
Общее представление о применении квалитетов в соединениях
машин и механизмов можно получить из следующих примеров.
183
Квалитеты 5 и 6 применяются в особо точных соединениях,
таких как «поршневой палец — втулка верхней головки шатуна
двигателя автомобиля», «шейки коленчатого вала — вкладыши под-
шипников» и т. п.
Квалитеты 7 и 8 применяются для соединений зубчатых колес
с валом, установки подшипников качения в корпус, фрез на оп-
равки и т. п.
Квалитеты 9 и 10 применяются в тех соединениях, где требова-
ния к точности понижены, а к соосности и центрированию они
сравнительно высокие (например, установка поршневого кольца
в канавке поршня по высоте, посадка звездочек на вал и т.д.).
Квалитеты 11 и 12 распространены в подвижных соединениях
сельскохозяйственных машин, в посадках часто снимаемых дета-
лей, не требующих высокой точности центрирования, в сварных
соединениях.
Посадки с зазором. Характер и условия работы подвижных со-
единений отличаются разнообразием. Примеры обозначения пока-
заны на рис. 5.10 (а — шкив насоса; б — редуктор; в — шатуц; г —
шкив; д — звездочка цепи; е — вкладыш звездочки; ж — фланец).
Например, соединения «поршень — гильза», «шейка коленчатого
вала — вкладыш», «поршневой палец — втулка верхней головки ша-
туна» одного и того же двигателя отличаются друг от друга харак-
тером взаимного перемещения деталей, температурным режимом,
действующими нагрузками и т.д. Поэтому использовать единую
методику расчета зазоров подвижных соединений для конкретно-
го случая практически невозможно.
Для соединений каждого типа существует своя методика рас-
чета зазоров. Так как подбирать специальную методику в боль-
шинстве случаев нецелесообразно, часто используют установлен-
ные практическим опытом примерные области применения реко-
мендуемых посадок.
Посадки группы H/h характерны тем, что минимальный зазор в
них равен нулю. Они применяются для пар с высокими требова-
ниями к центрированию отверстия и вала, если взаимное переме-
щение вала и отверстия предусматривается при регулировании, а
также при малых скоростях и нагрузках.
Посадку Я5/А4 назначают для соединений с высокими требо-
ваниями к точности центрирования и направлению, в которых
допускается проворачивание и продольное перемещение деталей
при регулировании. Эти посадки используют вместо переходных
(в том числе для сменных частей). Для вращающихся деталей их
применяют только при малых нагрузках и частотах вращения.
Посадку Я6/А5 назначают при высоких требованиях к точнос-
ти центрирования (например, пиноли задней бабки токарного
станка, измерительных зубчатых колес при их установке на шпин-
дели зубоизмерительных приборов).
184
185
Посадка Hl/h6 (предпочтительная) используется при менее
жестких требованиях к точности центрирования (например, смен-
ных зубчатых колес в станках, корпусов под подшипники каче-
ния в станках, автомобилях и других машинах).
Посадку Ш/hl (предпочтительную) назначают для центриру-
ющих поверхностей, если можно расширить допуски на изготов-
ление при несколько пониженных требованиях к соосности.
ЕСДП допускает применение посадок группы H/h, образован-
ных из полей допусков квалитетов 9... 12, для соединений с низки-
ми требованиями к точности центрирования (например, для посад-
ки шкивов зубчатых колес, муфт и других деталей на вал с крепле-
нием шпонкой для передачи крутящего момента, при невысоких
требованиях к точности механизма в целом и небольших нагрузках).
Посадки группы H/g {HS/gA', Ш/gS и Hl/g^ — предпочтитель-
ная) имеют наименьший гарантированный зазор из всех посадок
с зазорами. Их применяют для точных подвижных соединений,
требующих гарантированного, но небольшого зазора для обеспе-
чения точного центрирования, например золотника в пневмати-
ческих устройствах, шпинделя в опорах делительной головки, в
плунжерных парах и т. п.
Из всех подвижных посадок наиболее распространены посадки
группы H/f(Hl/fl — предпочтительная, H%/f% и т.п., образован-
ные из полей допусков квалитетов 6, 8 и 9). Например, посадку
Hl /fl применяют в подшипниках скольжения электродвигателей
малой и средней мощности, поршневых компрессорах, в короб-
ках скоростей станков, центробежных насосах, в двигателях внут-
реннего сгорания и др.
Посадки группы Н/е (Н1/е%, НЪ/еЪ — предпочтительная, Н1/е1
и посадки, подобные им, образованные из полей допусков квали-
тетов 8 и 9) обеспечивают легкоподвижное соединение при жид-
костном трении. Их применяют для быстровращающихся валов боль-
ших машин. Например, первые две посадки применяют для валов
турбогенераторов и электродвигателей, работающих с большими
нагрузками. Посадки Я9/е9 и Я8/е8 применяют для крупных под-
шипников в тяжелом машиностроении, свободно вращающихся
на валах зубчатых колес, и для других деталей, включаемых муф-
тами сцепления, для центрирования крышек цилиндров.
Посадки группы H/d (H$/d9, H9/d9 — предпочтительная и по-
добные им посадки, образованные из полей допусков квалитетов
7, 10 и 11) применяют сравнительно редко. Например, посадка
Hl/d% используется при высокой частоте вращения и отно-
сительно малом давлении в крупных подшипниках, а также в
сопряжении «поршень — цилиндр» в компрессорах, а посадка
H9/d9 — при невысокой точности механизмов.
Посадки группы Н/с (Hl/cft и Я8/с9) характеризуются значи-
тельными гарантированными зазорами, и их применяют для со-
186
единений с невысокими требованиями к точности центрирова-
ния. Наиболее часто эти посадки назначают для подшипников
скольжения (с различными температурными коэффициентами
линейного расширения вала и втулки), работающих при повы-
шенных температурах (в паровых турбинах, двигателях, турбоком-
прессорах, других машинах, в которых при работе зазоры значи-
тельно уменьшаются вследствие того, что вал нагревается и рас-
ширяется больше, чем вкладыш подшипника).
Переходные посадки. Переходные посадки групп H/js, Н/к, Н/т,
Н/п применяются для неподвижных разъемных соединений, в
которых требуется обеспечить центрирование сменных деталей или
(при необходимости) перемещение их друг относительно друга.
Посадки характеризуются возможностью появления в сопряже-
нии как зазоров, так и натягов. Неподвижность соединения до-
стигается дополнительным креплением с помощью шпонок, штиф-
тов и других видов креплений.
Переходные посадки предусмотрены только в квалитетах 4...8,
причем точность вала в них должна быть на один квалитет выше
точности отверстия.
В переходных посадках наибольший натяг получается при соче-
тании наибольшего предельного размера вала (dmax) и наимень-
шего предельного размера отверстия (Д™п), а наибольший зазор —
при сочетании наибольшего предельного размера отверстия (Ятах)
и наименьшего предельного размера вала
Примерное соотношение натягов и зазоров в различных пере-
ходных посадках представлено в табл. 5.5.
Таблица 5.5
Соотношение зазоров и натягов в переходных посадках
Вид соединения Соотношение зазоров и натягов при посадке, %
Я7 дб Н1 тб Н1 кб Н1 js6
С натягом 99 80 37 1
С зазором 1 20 63 99
Из табл. 5.5 видно, что при посадке Н1/кб большая часть со-
пряжений будет иметь натяги и зазоры, близкие к нулю. Поэто-
му для центрирования деталей наибольшее распространение по-
лучила именно эта посадка. Посадку Я 7/и 6 рекомендуется при-
менять в тех случаях, если кроме центрирования натяг необхо-
дим для предотвращения осевых перемещений. При частой раз-
борке и сборке соединения чаще всего рекомендуется посадка
Примеры назначения переходных посадок показаны на рис. 5.11
(а — соединение «вал —шестерня»; б — соединение «поршень —
187
Рис. 5.11. Примеры использования переходных посадок
поршневой палец — головка шатуна»; в — соединение «вал —ма-
ховик»; г — соединение «втулка — корпус»).
Посадки с гарантированным натягом. Посадки с гарантирован-
ным натягом применяют для получения неподвижных неразъем-
ных соединений, причем относительная неподвижность сопряга-
емых деталей обеспечивается благодаря упругим деформациям,
возникающим при соединении вала с отверстием. При этом пре-
дельные размеры вала больше предельных размеров отверстия. В не-
188
которых случаях для повышения надежности соединения допол-
нительно используют штифты или другие средства крепления, при
этом крутящий момент передается штифтом, а натяг удерживает
деталь от осевых перемещений.
Благодаря надежности и простоте конструкции и сборки уз-
лов, включающих в себя соединения с натягом, применяются во
всех отраслях машиностроения (например, при сборке оси с ко-
лесом для железнодорожного транспорта, втулок с валами, сту-
пицы червячного колеса с венцом и т.д.).
Выбор способа получения соединения (под прессом, с нагре-
вом охватывающей или охлаждением охватываемой детали и т.д.)
определяется конструкцией деталей, их размерами, требуемым
натягом и другими факторами.
Надежность посадок с натягом зависит от многих факторов:
механических свойств материалов соединяемых поверхностей,
шероховатости и геометрии поверхностей, конструктивных фак-
торов, величины натяга, метода сборки и т.д. Одна часть этих фак-
торов учитывается при расчете посадки с натягом, а другую часть
учесть в расчетах трудно или невозможно, поэтому в ответствен-
ных случаях выбранную в соответствии с расчетом посадку реко-
мендуется проверять экспериментально.
Примеры применения посадок с натягом. Частота применяемости
предпочтительных посадок с натягом соответствует порядку уве-
личения гарантированного натяга.
Для соединений тонкостенных деталей, а также деталей со стен-
ками большей толщины, испытывающих небольшие нагрузки,
предпочтительной будет посадка Hl/pfs. Для соединений кондук-
торных втулок с корпусом кондуктора, запорных втулок с допол-
нительным креплением предпочтительными будут посадки Н1 /г 6,
Hl/sG. Посадка Н1 /и! применяется для таких соединений, как
втулки подшипников скольжения в тяжелом машиностроении,
венцы червячных колес, маховики. Посадки, характеризуемые са-
мыми большими величинами гарантированного натяга — Я8/х8,
H%/z%, применяются для тяжело нагруженных соединений, вос-
принимающих большие крутящие моменты и осевые силы.
Контрольные вопросы
1. Что такое система вала и система отверстия?
2. Что такое поля допусков предпочтительного применения и как их
применяют?
3. Что называют основным отклонением? Как располагаются основ-
ные отклонения на схеме?
4. Что называют посадкой в системе вала?
5. Что называют посадкой в системе отверстия?
6. Как обозначаются посадки на чертежах?
7. В зависимости от каких параметров выбирают и назначают посадки?
Глава 6
ДОПУСКИ УГЛОВ И ПОСАДКИ КОНУСОВ
6.1. Допуски углов конусов
Гладкие конические соединения внутреннего конуса «конус —
втулка» с наружным «конус — вал» имеют разнообразное приме-
нение. Они имеют следующие преимущества перед цилиндричес-
кими соединениями: передают большие крутящие моменты, чем
посадки с натягом, но при этом их можно часто разбирать и соби-
рать; обеспечивают лучшее центрирование соединения и его бо-
лее высокую герметичность, а также возможность регулирования
натягов или зазоров.
Конусы, как наружные, так и внутренние, характеризуются
диаметром большого основания D (рис. 6.1), диаметром малого
основания d, углом конуса а, углом а/2 и длиной конуса L.
Основные элементы конусов связаны соотношением
~ = 2tg(a/2) = C
JU
или
С , Q,5(D-d) .
- = tg (а/2) = = к
£ JU
При этом величина С носит название конусность, a i — уклон.
Конусность является основным параметром конического со-
единения и на чертежах обозначается знаком который ста-
вится острым концом по направлению к вершине конуса. Пример
обозначения конусности С= 1:30 говорит о том, что разность ди-
аметров Dm d равна 1 мм на длине 30 мм.
По своему назначению и конструкции конусы могут быть:
центрирующими — для обеспечения высокой точности центри-
рования;
силовыми — для передачи крутящих моментов;
герметичными — для ликвидации возможностей утечки жидко-
стей и газов;
закрепительными — для крепления деталей в строго определен-
ном положении с помощью различных клиньев, конических штиф-
тов, болтов и т.д.;
190
уплотнительными — для уплот-
нения конических соединений;
регулирующими — для измене-
ния частоты вращения в различ-
ных фрикционных и других меха-
низмах;
свободными — несопрягаемыми,
например различные обтекатели
скоростных машин.
ГОСТ 8908—81 регламентирует
допуски углов конусов и ряды нор-
мальных углов. Этим же стандартом
установлено 17 степеней точности
допусков углов: 1, 2, 3,..., 17, из
которых допуск 17-й степени точ-
ности самый грубый.
Обозначая допуск угла опреде-
ленной точности символом АТ,
следует добавлять и цифровую ин-
дексацию степени точности, на-
пример АТ\, ATS и т.д. Следует
иметь в виду, что допуск угла по каждой последующей степени
точности увеличивается в 1,6 раза относительно допуска по преды-
дущей степени.
Широкое применение угловых размеров на практике привело
к необходимости их регламентирования. ГОСТ 8908—81 стандар-
тизирует нормальные углы и разделяет их на три ряда:
ряд I - 0°, 5°, 15°, 20°, 30°, 45°, 60°, 90°, 120°;
ряд 2 - 30', 1°, 2°, 3°, 4°, 6°, 7°, 8°, 10°, 40°, 75°;
ряд 3 - 15', 45', 1°30', 2°30', 9°, 12°, 18°, 22°, 25°, 35°, 50°, 55°,
65°, 70°, 80°, 85°, 100°, 110°, 135°, 150°, 165°, 180°, 270°, 360°.
При выборе углов первый ряд следует предпочитать второму, а
второй — третьему.
В целях достижения взаимозаменяемости конических изделий
или соединений ГОСТ 8593—81 устанавливает ряды нормальных
конусностей.
При определении допусков используется связь между размера-
ми D, d, L и а.
Допустимые параметры конусов не могут назначаться неза-
висимо друг от друга. Например, можно задать предельные раз-
меры и допустимые отклонения параметров D, L и а. В этом
случае предельные параметры d определяют из геометрических
соотношений уже заданных параметров. Таким образом, допус-
ками ограничиваются только три параметра из указанных четы-
рех (D, d, L, а).
191
При конусности <1:3
При конусности >1:3
Рис. 6.2. Допуски угла конуса с конус- Рис. 6.3. Допуски угла конуса
ностью <1:3 с конусностью >1:3
Назначение допусков углов конуса согласно ГОСТ 8908—81 за-
висит от длины конуса L (для конусов с конусностью не более
1:3, рис. 6.2) и от длины образующей Ц (для конусов с конусно-
стью более 1:3, рис. 6.3). При конусности не более 1:3 длина ко-
нуса L приближенно принимается равной длине образующей Ц
(разность значений не более 2 %). Допуски углов призматических
элементов деталей следует назначать в зависимости от номиналь-
ной длины Ц меньшей стороны угла (рис. 6.4).
Стандарт определяет следующие допуски углов:
АТ— допуск угла (разность между наибольшим и наименьшим
предельными углами);
АТа — допуск угла, выраженный в угловых единицах;
АТ'а — округленное значение
допуска угла в градусах, минутах,
секундах;
ATh — допуск угла, выражен-
ный отрезком на перпендикуляре
к стороне угла, противолежащему
углу АТа на расстоянии от вер-
шины этого угла (практически этот
отрезок равен длине дуги радиуса
L{, стягивающей угол АТа);
ATd — допуск угла конуса, вы-
раженный допуском на разность
Рис. 6.4. Допуски углов призма-
тических элементов
192
AT
Рис. 6.5. Схемы расположения допусков углов
диаметров в двух нормальных к оси сечениях конуса на заданном
расстоянии L между ними (определяется по перпендикуляру к
оси конуса).
Следует иметь в виду, что
Я7Л=Я7аД10-3;
Л7^=ЛГа£10-3.
Здесь ATh имеет размерность микрометр, АТа — микрорадиан,
L — миллиметр.
Для конусов с конусностью более 1:3 ATD следует определять
по формуле
Л'Г
АТв-------а’
COS —
2
где а — номинальный угол конуса.
Допуски углов могут назначаться в плюс (+АТ), в минус (-АТ)
или симметрично (±АТ/2) относительно номинального угла
(рис. 6.5, 6.6).
Рис. 6.6. Схемы расположения допусков углов конусов
193
6.2. Допуски и посадки конических соединений
В системе допусков конусов используется два способа норми-
рования допусков диаметра конуса.
Способ 1 — допуск на диаметр конуса TD (рис. 6.7), устанавли-
ваемый по квалитетам точности согласно ГОСТ 25346—82. Этот
допуск одинаков в любом поперечном сечении конуса и опреде-
ляет положение двух предельных конусов (наружный и внутрен-
ний), между которыми должны находиться все точки поверхнос-
ти действительного конуса. Этот же допуск ограничивает отклоне-
ния угла конуса и отклонения формы конуса, если они не огра-
ничены меньшими допусками.
Способ 2 — допуск на диаметр в конкретном сечении TDS. Этот
допуск не ограничивает форму конуса и его угол. Допуск формы
конуса TF равен сумме допусков круглости поперечного сечения
конуса и прямолинейности его образующих.
Допуски на диаметр конуса TD и TDS устанавливаются по квалите-
там согласно ГОСТ 25346—82. Они выбираются соответственно по
диаметру большого основания конуса или по диаметру заданного
сечения конуса. В зависимости от того, как сопрягаются два коничес-
ких изделия (наружный и внутренний конусы) при одинаковом но-
минальном угле конуса и разном способе фиксации осевого поло-
жения, посадки могут быть с зазором, с натягом и переходные.
Характер посадки обусловливается изменением базового рассто-
яния, т.е. осевого расстояния между базовыми плоскостями сопря-
гаемых конусов. В зависимости от способа фиксации осевого распо-
ложения сопрягаемых конусов посадки делят на следующие виды:
посадки с фиксацией путем совмещения конструктивных эле-
ментов сопрягаемых конусов (рис. 6.8);
посадки с фиксацией по заданному осевому расстоянию (рис. 6.9);
посадки с фиксацией по заданному осевому смещению (рис. 6.10);
посадки с фиксацией по заданному усилию запрессовки (рис. 6.11).
(На рис. 6.10 и 6.11 1 — конечное положение; 2 — начальное положе-
ние; 3 — наружный конус; 4 — внутренний конус.)
Рис. 6.7. Действительный и предельные
конусы
Для получения разных
посадок ГОСТ 25307—82
устанавливает основные
отклонения:
для наружных конусов
d, е, f g, h, js, к, m, n, p,
r, s, /, u, x, z',
для внутренних кону-
сов H, Js, N.
Поля допусков харак-
теризуются 4... 12 квали-
тетами.
194
Рис. 6.8. Посадки с фиксацией путем совмещения конструктивных
элементов сопрягаемых конусов
ГОСТ 2.230—82 устанавливает правила нанесения допусков и
посадок на чертежах (рис. 6.12), которые могут быть выражены
числовым (рис. 6.12, а, б), условным (рис. 6.12, в) или смешан-
ным (рис. 6.12, г) способом.
195
Рис. 6.9. Посадки с фиксацией по заданному осевому расстоянию
Если конус задается конусностью, то предельные отклонения
необходимо указывать под указанием конусности числовыми зна-
чениями А Т. Если конус определен углом конуса, то предельные
196
Посадка с зазором
Посадка с натягом
Рис. 6.10. Посадки с фиксацией по заданному осевому смещению
отклонения следует указывать числовыми значениями после но-
минального размера (см. рис. 6.12, в).
При условии назначения допуска Т диаметра конуса в лю-
бом сечении значение конусно-
сти или угла конуса необходи-
мо заключить в прямоугольную
рамку.
Так же обозначается и рассто-
яние от базовой плоскости до
плоскости в заданном сечении
(см. рис. 6.12, г).
В машиностроении использу-
ются разнообразные конические
соединения, но наиболее рас-
пространены инструментальные
конусы, выпускаемые двух ти-
пов:
метрические конусы с круглым
значением конусности, т. е. к =
= 1:20 = 0,05, что соответствует
углу 2а = 2°5Г51". Номера кону-
Рис. 6.11. Посадки с фиксацией
по заданному усилию запрессовки
197
60
Рис. 6.12. Способы обозначения конусов на чертежах
сов (4, 6, 80, 100, 120, 160 и 200) соответствуют размерам их
базового диаметра D, мм (рис. 6.13, а — конус-вал; рис. 6.13, б —
конус-втулка);
конусы Морзе с некруглыми значениями конусности и угла конуса.
Значение угла близко к 3°. Номера конусов Морзе (0, 1, 2, 3, 4, 5, 6)
не связаны с его линейными размерами. Базовый диаметр таких ко-
нусов D растет от конуса 0 (D = 9,045 мм) к конусу 6 (D = 63,348 мм).
Как для метрических, так и для конусов Морзе базовым диа-
метром является диаметр D.
Конструктивно инструментальные конусы могут быть с лап-
кой и с резьбовым отверстием. Эти конусы применяются для ко-
нических хвостовиков режущего инструмента, отверстий шпин-
делей станков, переходных втулок, различных оправок.
Существуют различные методы измерения углов и конусов:
основанные на использовании предельных мер — угловых пли-
ток, шаблонов, угольников, калибров;
обеспечивающие определение углов и длины конусов в дуго-
вой мере с использованием оптических угломеров, угломеров со
198
штриховым нониусом,
оптических делительных
головок и т.д.;
косвенные, смысл
которых заключается в
определении линейных
размеров, связанных с
измеряемым углом. Для
измерения применяются
синусные линейки, ша-
рики, ролики и т.д.
Контроль коничес-
ких изделий калибрами
относится к комплекс-
ным методам. Он произ-
водится путем опреде-
ления положения торца
контролируемого изде-
лия относительно усту-
пов или рисок калибра.
Калибры выпускаются с
уступами или рисками
на наружной поверхно-
сти, расстояние между
которыми h равно до-
пуску базового расстоя-
ния (рис. 6.14). Уступы
Конусная часть, «Цилиндрическая
_ часть
Основная плоскость
б
или риски располагают- Рис. 6.13. Инструментальные конусы
ся у большого или у ма-
лого диаметров — в зависимости от того, как расположена база.
Изделие считается годным, если его торец находится между рис-
ками или в пределах уступа калибра.
Конусные калибры используются и для проверки конусности с
помощью краски. В этом случае их покрывают тонким слоем крас-
ки и по числу пятен или по площади окрашиваемой поверхности
на проверяемой детали судят о ее годности.
При измерении наружных конусов часто используют синусные
линейки (рис. 6.15). Проверяемая деталь 3 устанавливается на пли-
ту 4 с закрепленными на ней роликами 7, расстояние между ко-
торыми 100 или 200 мм.
Под один из роликов устанавливается блок плиток концевых
мер 5, размер которого равен
h = I sin а,
где / — базовое расстояние между роликами; а — угол проверяе-
мого конуса.
199
h
h
^ZZZZZZi
^/7777722
Рис. 6.14. Калибры для контроля
конусов
Рис. 6.15. Измерение угла наружного
конуса на синусной линейке
Наружная образующая конуса должна быть параллельна плос-
Рис. 6.16. Схема измерения углов
внутренних конусов
кости основания. По разности
показаний миниметра 2, опреде-
ленных в двух сечениях на рас-
стоянии £б между ними, можно
говорить о погрешности угла ко-
нуса.
Внутренние конусы проверя-
ются с помощью аттестованных
шариков.
В коническое отверстие (рис.
6.16) по очереди закладывают два
шарика и с помощью глубино-
мера или вертикального компа-
ратора измеряют Huh. Затем по
формуле
D-d
sin а =--,
2/
. гт , D-d
где I = Н -h---— , определя-
ют половину угла конуса.
200
Контрольные вопросы
1. Какие элементы конусов, углов и соединений регламентирует
ГОСТ 8908-81?
2. Какие бывают посадки у конических соединений и какие известны
способы нормирования допусков диаметра конуса?
3. В чем заключаются основные правила нанесения размеров на чер-
тежах?
4. В чем заключается различие между инструментальными конусами,
предназначенных для разных инструментов?
5. Какие существуют основные способы измерения и контроля углов
и конусов?
После изучения данного подраздела рекомендуется выполнить
лабораторную работу «Контроль наружных конусов».
Глава 7
ДОПУСКИ, ПОСАДКИ И КОНТРОЛЬ
РЕЗЬБОВЫХ ДЕТАЛЕЙ И СОЕДИНЕНИЙ
Эта глава посвящена самому распространенному в машино-
строении виду соединений — резьбовому.
7.1. Характеристика крепежных резьб
В зависимости от эксплуатационного назначения резьбы делят-
ся на две группы:
1) крепежные общего применения;
2) специальные с узкой областью применения (прямоуголь-
ные, конические, трапецеидальные и т.д.).
В свою очередь резьбы первой группы можно разделить на кре-
пежные, кинематические и трубные.
Крепежные резьбы (метрические и дюймовые) используются в
разъемных соединениях деталей машин и обеспечивают плотность
соединений и неподвижность стыков.
Кинематические резьбы применяются для обеспечения взаим-
ного перемещения деталей машин при наименьшем трении (на-
пример, ходовых винтов, винтов суппортов станков и измери-
тельных приборов) или для преобразования вращательного дви-
жения в прямолинейное (например, в домкратах, прессах и т.д.);
Трубные резьбы предназначаются для обеспечения герметично-
сти соединений трубопроводов с их арматурой.
Кроме того, резьбы можно классифицировать:
по форме профиля (треугольные, трапецеидальные, прямоуголь-
ные);
числу заходов (однозаходные и многозаходные);
форме винтовой поверхности (цилиндрические и конические);
направлению винтовой линии (правые и левые).
Основными требованиями ко всем резьбам независимо от их
назначения являются долговечность и возможность свинчивания
без дополнительной пригонки.
На метрические резьбы общего назначения распространяется
ГОСТ 9150—84, который устанавливает номинальный профиль и
размеры его элементов (рис. 7.1):
202
Рис. 7.1. Основные параметры резьбы
d — наружный диаметр наружной резьбы (болт);
D — наружный диаметр внутренней резьбы (гайка);
d2 — средний диаметр болта;
D2 — средний диаметр гайки;
d{ — внутренний диаметр болта;
Dx — внутренний диаметр гайки;
d3 — внутренний диаметр болта по дну впадины;
Р — шаг резьбы;
Н — высота исходного треугольника;
а — угол профиля резьбы.
Кроме того, установлены следующие параметры:
р и у — угол наклона сторон профиля;
Ф — угол подъема резьбы;
Нх — рабочая высота профиля;
/ — длина свинчивания.
Этим же стандартом предусмотрены и плоские срезы на рас-
стоянии Я/8 от вершины теоретического профиля наружного ди-
аметра болта и на /7/4 — по внутреннему диаметру гайки.
Такой профиль болта и гайки в резьбовом соединении позво-
ляет повысить его Прочность, увеличить самоторможение резьбы
и упростить технологию ее нарезания.
Широкое распространение резьбовых соединений обусловли-
вает особые требования к их взаимозаменяемости. Взаимозаменя-
емость и точность резьбовых соединений обеспечиваются точнос-
тью наружного, внутреннего и среднего диаметров резьбы болта
и гайки, размеров шага и половины угла профиля резьбы.
Болт и гайка сопрягаются между собой по боковым сторонам
профиля, поэтому предельные контуры резьбовых изделий долж-
203
ны иметь четкие ограничения. Свинчиваемость резьбы будет обес-
печиваться в том случае, если действительный контур каждой
детали не будет выходить за предельный контур (предельный кон-
тур — это контур, ограничивающий максимальную высоту сни-
маемого при обработке металла).
Отклонения размеров в резьбовой детали на чертежах и схемах
откладываются перпендикулярно оси резьбы.
Основным посадочным размером резьбы является средний ди-
аметр, который определяет характер соединения. При сопряже-
нии наружных диаметров болта и гайки для исключения заклини-
вания резьбы предусматриваются зазоры.
Стандартом установлены следующие ограничения резьбового
профиля (рис. 7.2):
допуск на средний диаметр болта и гайки — Td2 и TD2;
допуск на наружный диаметр болта — Td;
допуск на внутренний диаметр гайки — ГД.
Нижнее отклонение внутреннего диаметра наружной резьбы
(болта) eidx не устанавливается, а сам диаметр косвенно огра-
ничивается геометрической формой резьбонарезного инструмен-
та и должен быть равен номинальному значению или быть мень-
ше его.
Верхнее отклонение наружного диаметра внутренней резьбы
(гайки) ESd также не устанавливается и косвенно ограничивается
геометрической формой профиля. Диаметр (D) — должен быть
равен номинальному значению или быть больше его.
Таким образом, допуски на наружный диаметр гайки TD и
внутренний диаметр болта Td{ не устанавливаются.
На шаг Р и половину угла профиля а/2 резьбы допуски отдель-
но не устанавливаются, так как погрешность изготовления тесно
определяется действительным средним диаметром. При изготов-
Рис. 7.2. Допуски отдельных параметров
резьбового профиля
лении резьбовых изделий
неизбежно появление по-
грешности резьбового про-
филя, его размеров и фор-
мы (отклонения от кругло-
сти, цилиндричности бол-
та и гайки).
В процессе нарезания
резьбы возникают погреш-
ности шага, которые могут
быть разделены на прогрес-
сивные и местные.
Прогрессивные погреш-
ности возрастают пропор-
ционально числу витков и
возникают из-за кинемати-
204
ческих погрешностей эле-
ментов станка.
Местные погрешности
возникают вследствие ме-
стного износа резьбы хо-
дового винта станка, нео-
днородности материала
заготовки, погрешностей
шага резьбонарезного ин-
струмента и т.д.
На рис. 7.3 представле-
на прогрессивная погреш-
ность шага ДРЛ, которая
может быть компенсиро-
вана соответствующим из-
менением среднего диа-
Рис. 7.3. Схема компенсации погрешно-
стей шага резьбы
метра резьба. В теоретическом смысле при наличии такой погреш-
ности для свинчивания болта с гайкой необходимо уменьшить сред-
ний диаметр болта d2 или увеличить средний диаметр гайки D2 на
величину fp — диаметральную компенсацию погрешности шага.
Необходимое изменение диаметров можно рассчитать из тре-
угольника abc:
±fP =^APnctg(a/2),
где ДРЛ — накопленная погрешность п шагов.
Тогда
fp = AP„ctg(a/2).
Диаметральная компенсация шага характеризует изменение
средних диаметров резьбы болта и гайки, численно равна разно-
сти их значений и зависит от накопленной погрешности шага.
Погрешность угла профиля может быть вызвана погрешностя-
ми профиля резьбонарезного инструмента и его установки, пере-
косом оси детали и т.д. Анализируя погрешность угла профиля,
обычно оперируют половиной этой величины, т. е. а/2 (для мет-
рической резьбы а/2 = 30°). Эту погрешность также можно ком-
пенсировать изменением средних диаметров болта и гайки.
На рис. 7.4 представлена схема диаметральной компенсации по-
грешности половины угла профиля для метрической резьбы. Эту
погрешность можно определить по формуле
/а = 0,36РДа/2,
где Да/2 — отклонение половины угла профиля резьбы болта или
гайки (т. е. разность между действительным и номинальным зна-
205
чениями а/2). Таким образом, при наличии погрешностей шага и
угла профиля свинчиваемость резьбы будет обеспечена только в
том случае, если зазор между средним диаметром болта и сред-
ним диаметром гайки будет больше суммарной диаметральной ком-
пенсации погрешностей шага и компенсации погрешности поло-
вины угла профиля болта и гайки.
Для упрощения контроля и расчета допусков резьб введено по-
нятие приведенный средний диаметр. Для внутренней резьбы при-
веденный средний диаметр
^2 пр — -^2 действ (//> + Ja) ,
для наружной резьбы
^2 пр = ^2 действ + (?р + /а),
где d2 действ, действ ~ действительные средние диаметры болта и
гайки, полученные в результате измерения.
Как уже отмечалось, основными параметрами, характеризую-
щими характер резьбового соединения, его точность и прочность,
являются средний диаметр, шаг и угол профиля резьбы.
С учетом того, что эти параметры связаны между собой, от-
дельно их не нормируют (правда, у резьбовых соединений с на-
тягом и резьбонарезного инструмента кроме диаметров резьбы
допусками ограничивают шаг и угол профиля). Устанавливают
суммарный допуск на средний диаметр болта Td2 и гайки TD2.
Рис. 7.4. Схема диаметральной
компенсации погрешности по-
ловины угла профиля
Td2 (77)2) - Дб/2 (Д^г) + fp + Л,
где Дб/2 (Д/)2) — допустимые откло-
нения собственно среднего диамет-
ра; fpifa. — диаметральные компен-
сации погрешности шага и угла про-
филя.
Таким образом, приведенный
средний диаметр резьбы равен но-
минальному, если fp +fa = 0. Исходя
из этого можно считать, что номи-
нальный средний диаметр является
наибольшим приведенным для бол-
та и наименьшим приведенным для
гайки.
В соответствии со сказанным
выше суммарный допуск Td2 (TD2)
для наружной резьбы ограничивает
наибольший приведенный средний
диаметр (верхний предел) и наи-
206
меньший собственно средний диаметр (нижний предел); для внут-
ренней резьбы — наименьший приведенный средний диаметр
(нижний предел) и наибольший собственно средний диаметр (вер-
хний предел).
При контроле резьбовое изделие считается годным, если при-
веденный средний диаметр не выходит за указанные пределы.
Система допусков и посадок метрической резьбы регламенти-
рована ГОСТ 16093-81, ГОСТ 4608-81, ГОСТ 24834-81.
Стандартом установлены резьбы 10 степеней точности, которые
обозначаются цифрами от 1 до 10 (10-я степень самая низкая).
Поле допуска диаметра резьбы образуют сочетанием основно-
го отклонения, обозначаемого буквой, с допуском по принятой
степени точности. В отличие от гладких цилиндрических соедине-
ний цифра степени точности пишется на первом месте, напри-
мер 5Н, 6G, бе, 6f, Зр.
Степень точности выбирают в зависимости от длины свинчи-
вания и условий эксплуатации резьбового соединения. Длина свин-
чивания разбита на три группы: S — короткая, N— нормальная и
L — длинная.
Существуют таблицы соответствия длины свинчивания допус-
тимой точности. Если длина свинчивания отличается от одной из
указанных групп, ее указывают в обозначении резьбового изделия.
Поля допусков болтов и гаек установлены для трех классов точ-
ности: точного, среднего и грубого.
Само понятие «класс точности» условное и применяется для
сравнительной оценки точности резьбы. Кроме того, при одном и
том же классе точности допуск среднего диаметра следует увели-
чивать при длине свинчивания L и уменьшать при длине свинчи-
Таблица 7.1
Поля допусков болтов и гаек
Деталь Класс Поле допуска при длине свинчивания
точности N L
Болт Точный — (ЗА4А) — — — 4g 4h — — (5A4A)
Средний (5А6А) 6d бе 6f 6g 6h (7ебе) 7g6g (7Л6А)
Грубый — — — — — 8g (8A)* — (9g8g) —
Гайка Точный — 4Н — 4Я5Я, 5H — 6H
Средний (50 5Н 6G 6H (70 7H
Грубый — — 1G 1Н (80 8Я
* Только для резьб с шагом Р >0,8 мм; для резьб с шагом Р< 0,8 мм приме-
няют поле допуска 8Л6Л.
207
вания S на одну степень по сравнению с допусками, принятыми
для нормальной длины свинчивания N.
Стандартом установлено, что допуск среднего диаметра явля-
ется суммарным, а основным рядом допусков для всего диапазо-
на размеров резьбы принят ряд степени точности 6. Допуски ос-
тальных степеней точности определяются умножением на соот-
ветствующие коэффициенты, приведенные в ГОСТ 16093—81. При
этом допуск на средний диаметр гайки TD2 больше допуска сред-
него диаметра болта Td2 на 1/3.
В табл. 7.1 представлены данные для определения соответствия
длины свинчивания, класса точности и рекомендуемых посадок с
зазором.
7.2. Допуски и посадки резьб с зазором
Поля допусков, заключенные в скобках, не рекомендуется
применять. В зависимости от характера соединений по боковым
сторонам (по среднему диаметру) посадки резьбовых соединений
могут быть с зазором, с натягом и переходные.
Резьбы с зазором — наиболее распространенные резьбовые со-
единения.
Соединения с зазором предусмотрены как в системе отверстия,
так и в системе вала, причем система отверстия предпочтительнее.
Для посадок с зазором используют следующие степени точности:
для наружной резьбы по d — 4; 6; по d2 — 3; 4; 5; 6; 7; 8; 9; 10*;
для внутренней резьбы по Dx — 4; 5; 6; 7; 8; по D2 — 4; 5; 6; 7;
8; 9*.
Степени точности 10* и 9* применяются для изделий из пластмасс.
Для получения посадок резьбовых изделий с зазором согласно
ГОСТ 16093—81 предусмотрено пять основных отклонений d, e,f g, h
для наружной резьбы и четыре Е, F, G, Нддя внутренней (рис. 7.5).
Как отмечалось выше, поля допусков нормируемых диаметров
резьбы образуют сочетанием основного отклонения, обозначае-
мого буквой, с допуском по принятой степени точности, обозна-
чаемым цифрой.
На сборочных чертежах и в технической документации посад-
ки резьбовых сопряжений обозначают дробью, где в числителе
указывают поле допусков гайки, а в знаменателе — поле допусков
болта, а само обозначение полей допусков резьбы следует за обо-
значением размера резьбы, например:
ЛЛ0х1-5Я6Я-30,
где М — резьба метрическая; 1 — шаг резьбы (мелкий); 5Я —
допуск среднего диаметра гайки (П>2); 6Я — допуск внутреннего
208
Поля допусков наружной резьбы
с основными отклонениями d, е, f g с основным отклонением Л
Поля допусков внутренней резьбы
с основными отклонениями Е, F, G
с основным отклонением Н
сГ
Рис. 7.5. Схемы полей допусков посадок с зазором
8 Зайцев
209
диаметра гайки (TDi\, 5g — допуск среднего диаметра болта (Td2);
6g — допуск наружного диаметра болта (Td); 30 — длина свинчи-
вания (если она отличается от N, S, L).
Условное обозначение отдельных резьбовых деталей имеет сле-
дующий вид:
для внутренней резьбы Л/10 х 1 — 5Н6Н — 30;
для болта Л/10 х 1 — 5g6g — 30.
Если обозначение поля допуска среднего диаметра D2, d2 со-
впадает с обозначением поля допуска диаметра выступа Z)b d,
например 5Н5Н для гайки или 5g5g для болта, то в обозначении
поля допуска резьбы 5Н5Н и 5g5g не повторяют, а записывают
Л/lOxl- —-30.
5g
Если шаг резьбы крупный, то его тоже не указывают, например:
М10- —-30.
5g
7.3. Допуски и посадки резьб с натягом и переходные
В технике особенно широко используются резьбовые соедине-
ния с натягом по среднему диаметру. Эти соединения применяют
в тех случаях, если нужно обеспечить герметичность и не допус-
тить самоотвинчивания шпилек под действием резких перепадов
температуры, вибраций и т.д. Например, шпильку вворачивают в
корпус двигателя так туго, чтобы она не проворачивалась при
затяжке и отвинчивании гайки, навернутой на другой конец
шпильки.
Соединения с натягом выполняют в системе отверстия, что
обусловлено технологическими особенностями обработки и пре-
имуществами системы отверстий перед системой вала.
Для соединений с натягом необходимо устанавливать более
жесткие допуски, чем для соединений с зазором, поэтому для
резьб с натягом допуск на собственно средний диаметр резьбы
(77>2, Td2) установлен для гнезд по степени точности 2, а для шпи-
лечных соединений — по степеням точности 2, 3 (рис. 7.6). Кроме
того, для получения стабильного натяга резьбовые изделия сор-
тируют на группы, и на сборку поступают детали из одноимен-
ных групп. Маркировка числа групп сортированных деталей пре-
дусмотрена после указания допусков элементов резьбы (в скоб-
ч 2Я5С121
ках), например Л/12------г-р.
Зр|2|
210
Рис. 7.6. Расположение полей допусков резьбы с натягом
Допускается применение посадок без сортировки деталей на
группы.
Допуск среднего диаметра резьб с натягом является не сум-
марной величиной. Отклонения половины угла профиля и шага
нормируются отдельно.
По наружному и внутреннему диаметрам предусмотрены зазо-
ры, предотвращающие заклинивание резьбы.
Переходные посадки резьбовых соединений установлены
ГОСТ 24834-81.
7.4. Методы и средства контроля резьб
Резьбовые изделия контролируются в основном двумя метода-
ми: дифференцированным и комплексным.
Дифференцированный метод контроля заключается в измерении
каждого элемента резьбы в отдельности (наружного и внутренне-
го диаметров, собственно среднего диаметра, шага и угла профи-
ля). Метод достаточно трудоемок, поэтому его применяют для
контроля точных резьб: резьбовых калибров, ходовых винтов стан-
ков, метчиков и т.д.
Комплексным методом контроля выявляют степень соответствия
действительного контура резьбы предельному. Для комплексного
метода используются предельные резьбовые калибры, проекторы
и шаблоны с предельными контурами.
Калибры можно разделить на рабочие, приемные и конт-
рольные.
Рабочие гладкие и резьбовые проходные (ПР) и непроходные (НЕ)
калибры применяются для контроля изделий непосредственно на
рабочем месте в процессе производства.
Приемные калибры используются для контроля изделий пред-
ставителями завода-заказчика и контролерами ОТК.
Контрольные калибры предназначены для контроля и установ-
ки размеров рабочих калибр-колец или калибр-скоб.
211
Принцип контроля резьб с помощью калибров заключается в
следующем.
Если рабочий резьбовой проходной калибр свинчивается с про-
веряемой резьбой, то это значит, что приведенный средний диа-
метр, а также диаметры (наименьший внутренний для болта и
наибольший наружный для гайки) не выходят за пределы поля
допуска.
В случае годности резьбы непроходные резьбовые калибры,
которыми проверяют только собственно средний диаметр, не долж-
ны свинчиваться с резьбой более чем на два витка.
При изготовлении резьбовых калибров допуском ограничива-
ются все пять параметров резьбы: средний, наружный и внутрен-
ний диаметры, шаг и угол профиля.
При дифференцированном методе контроля используют универ-
сальные средства измерения: инструментальные микроскопы и
горизонтальные оптиметры — для измерения наружных и внут-
ренних диаметров, шага и угла профиля; микрометры с тремя
проволочками, штихмасы с резьбовыми вставками — для измере-
ния среднего диаметра.
Как правило, проводят многократные измерения с целью
уменьшения погрешности измерения.
Большое распространение получили автоматические средства
контроля отдельных элементов резьбы (например, автомат БВ-538),
которые значительно сокращают время измерения и обеспечива-
ют высокую достоверность результатов измерения при измерении
среднего диаметра.
Контрольные вопросы
1. На какие группы можно разделить резьбы по эксплуатационному
признаку?
2. Какие основные параметры резьбы регламентированы ГОСТ 9150—81?
3. Какие элементы резьбы ограничиваются допусками?
4. Что такое приведенный средний диаметр?
5. Какие посадки используются в резьбовых соединениях?
6. Каковы основные степени точности, используемые в соединениях
с зазором?
7. Где и как используются резьбовые соединения с натягом?
8. Какими бывают длины свинчивания?
9. Как обозначаются резьбовые соединения на чертежах?
10. Какие виды, методы и средства измерения и контроля использу-
ются для проверки резьбы?
После изучения данного подраздела рекомендуется провести ла-
бораторную работу «Поэлементный контроль резьбовых изделий».
Глава 8
ДОПУСКИ, ПОСАДКИ И КОНТРОЛЬ
ШПОНОЧНЫХ И ШЛИЦЕВЫХ ДЕТАЛЕЙ
И СОЕДИНЕНИЙ
При соединении шкивов, рукояток, зубчатых колес, втулок с
валами для передачи крутящих моментов в машиностроении час-
то используют шпоночные и шлицевые соединения. Кроме того,
шпоночные соединения применяют для фиксации деталей в оп-
ределенном положении в сборочном узле или машине.
8.1. Допуски и посадки шпоночных соединений
Шпоночные соединения отличаются простотой, компактнос-
тью, удобством разборки и сборки соединений, изготовленных с
их помощью. Шпонки бывают призматические, сегментные, кли-
новые и тангенциальные.
Наибольшее распространение получили призматические шпон-
ки, которые могут быть трех исполнений (рис. 8.1): закрытые по
обоим концам (исполнение А); прямоугольные (исполнение В);
с закруглением на одном конце (исполнение С).
Следует иметь в виду, что призматические и сегментные шпонки
«работают» боковыми сторонами, а по высоте между пазом втул-
ки и шпонкой предусматривается гарантированный зазор. Шпон-
Рис. 8.1. Виды призматических шпонок
213
Рис. 8.2. Основные элементы шпоночного соединения
ки должны надежно устанавливаться в пазу вала и не выпадать из
него, а сам паз должен располагаться симметрично относительно
оси вала (рис. 8.2). Шпоночные соединения выполняются в систе-
ме вала, что позволяет изготовлять шпонки централизованно.
Предельные отклонения размеров шпонок определены
ГОСТ 23360—78. Для ширины шпонки b они приняты по Л9, а для
высоты h — по h 11. На длину шпонки и глубину пазов отклонения
назначаются по А14.
Выбор посадок для деталей шпоночного соединения произво-
дится в зависимости от эксплуатационного назначения узла. Стан-
дартом установлено три вида соединений (рис. 8.3): свободное,
нормальное и плотное.
Поле допуска Свободное Нормальное Плотное
ширины шпонки соединение соединение соединение
Рис. 8.3. Схема расположения полей допусков по ширине шпонки
214
Предельные отклонения размеров по ширине и глубине паза
вала и втулки установлены для всех видов соединений.
Для свободного соединения — по ширине шпонки Л9, ширине
паза вала Я9, ширине паза втулки 2)10; для нормального соедине-
ния — по ширине шпонки Л9, ширине паза вала N9, ширине паза
втулки JS9; для плотного соединения — по ширине шпонки h9,
ширине паза вала Р9, ширине паза втулки р9.
Выбирая вид соединения, следует иметь в виду, что свободное
соединение обеспечивает подвижность соединенных деталей при
условиях затрудненной сборки, нормальное соединение — непо-
движность разъемных соединений при облегченных условиях сборки.
Плотное соединение целесообразно использовать при реверсивных
нагрузках с напрессовкой деталей при сборке.
Шпоночные соединения имеют ряд недостатков: они не могут
передавать большие крутящие моменты, обеспечивают центриро-
вание хуже, чем шлицевые соединения, а нагрузка между шпон-
ками распределяется неравномерно. Кроме того, возможны смя-
тие и срез шпонок, вызывающие перекос и смещение деталей
или другие неблагоприятные последствия.
8.2. Допуски и посадки шлицевых соединений
Перечисленных выше недостатков можно избежать, применив
в конструкции узла шлицевое соединение.
Шлицевые соединения находят все более широкое примене-
ние в связи с ростом требований к качеству изделий, их долговеч-
ности и обеспечению высокой точности центрирования и переда-
че больших крутящих моментов.
По профилю зуба шлицевые соединения делятся на прямобоч-
ные, эвольвентные, треугольные.
Прямобочные шлицевые соединения распространены особен-
но широко, но эвольвентные соединения имеют преимущества
перед ними: они могут передавать большие, чем прямобочные,
крутящие моменты, имеют меньшую концентрацию напряжений,
проще в изготовлении, более точно центрируют сопрягаемые де-
тали, более долговечны.
Шлицевые соединения с треугольным профилем применяют
для передачи небольших крутящих моментов при тонкостенных
втулках и посадках с натягом.
Для прямобочных шлицевых соединений при одном и том же
номинальном диаметре в зависимости от передаваемых нагрузок
предусмотрено три серии: легкая, средняя и тяжелая (при этом
средний диаметр остается постоянным, а меняются число и вы-
сота зубьев). Установлено, что число зубьев у прямобочных соеди-
нений легкой и средней серии 6; 8; 10; тяжелой серии 10; 16; 20.
215
Рис. 8.4. Виды центрирования прямобочных шлицевых соединений
Согласно ГОСТ 1139—80 и ГОСТ 25346—82 в зависимости от
эксплуатационных требований и технологии изготовления шли-
цев возможны три способа центрирования (рис. 8.4): по наружно-
му диаметру D (рис. 8.4, а); внутреннему диаметру d (рис. 8.4, 5);
боковым сторонам зубьев b (рис. 8.4, в).
Способ центрирования по внутреннему диаметру d обеспечи-
вает точное центрирование и подвижность соединений при высо-
кой твердости материала, из которого изготовлена втулка.
При центрировании по наружному диаметру D подвижность
деталей в соединении не предусматривается, а сопрягаемые дета-
ли термически не обрабатываются.
Способ центрирования по b используется редко, в основном
при передаче больших крутящих моментов и при знакоперемен-
ных нагрузках (реверсивном вращении). Этот способ позволяет
равномерно распределить нагрузки между зубьями, но не обеспе-
чивает высокой точности центрирования.
Посадки строятся в системе отверстия и обеспечивают соеди-
нения одновременно по двум поверхностям (d и b, D и Ь) или
только по Ь.
Системе отверстия отдается предпочтение, потому что она по-
зволяет резко сократить номенклатуру дорогостоящих протяжек,
которыми обрабатывают шлицевые втулки.
Стандартом установлено значительное число посадок для со-
единений вала и втулки, но мы рассмотрим наиболее предпочти-
тельные.
1. При центрировании по внутреннему диаметру d следует ис-
, Я7 Я7
пользовать посадки по внутреннему диаметру д: ——; ——; посад-
77 g6
ки по ширине зубьев Ь:
D9.D9.D9.D9, £10. £10. £10. £10
Л8 ’ Л9 ’ jl ’ кГ е8 ’ /9 ’ hl ’ jl '
216
2. При центрировании по наружному диаметру D необходимо
Н1 Н1
выбирать посадки по наружному диаметру D: ——; —— и посадки
П JQ
с L F8 F8 F8 D9
по ширине зубьев Ь:
/7 /8 ;7 у 7
3. При центрировании по боковым поверхностям зубьев b использу-
_ L F8 D9 D9 ПО НО НО
ют посадки по ширине зубьев Ь: —; —;—; ; -тт-; -т-=-.
jl е8 /8 а9 /8 к!
Для нецентрирующих диаметров установлены следующие поля
допусков: при центрировании по d или b: d^^ — all и 7)ВТулки —
Я12; при центрировании по D или b: d^ — all и 7)ВТулки — ЯП.
Необходимо научиться расшифровывать условное обозначение
шлицевых соединений на чертежах, в котором содержатся сведе-
ния о виде центрирования, числе зубьев и параметры d, D или Ь.
Например:
, с -,Я7 . Я12 „D9
d — йхЗЬ х 40----х 7 —,
е8 all /8
где d обозначает центрирование по внутреннему диаметру; 8 —
Я7
число шлицев; 36-- — внутренний диаметр 36 мм и посадку по
е8
Н1 Я12
этому диаметру----; 40—— — наружный диаметр 40 мм и посад-
е8 all
Я12 - D9
ку по этому диаметру---; 7-----ширину шлица 7 мм и посад-
all /8
ку по размеру b---
Jo
При этом условное обозначение шлицевого вала будет выгля-
деть следующим образом: d — 8 х 36e8 х 40al 1x7/8, а шлицевой
втулки: d — 8х36Я7х40Я12х7£>9.
Обозначение центрирования по наружному диаметру выглядит
следующим образом:
л о ак лл HI 7 7)9
D — 8x36x40-— x 7—,
/7 jl
где D обозначает центрирование по наружному диаметру; 8 — число
Я11
шлицев; 36 — внутренний диаметр; с посадкой ----; 40 — на-
all
. Н1 D9
ружный диаметр с посадкой ——; 7 — — ширину шлица и по-
/7 >7
садку по этому размеру.
217
Пример условного обозначения при центрировании по Ь\
. о лаНП ~ D9
b — 8x36x40----х7—.
al 1 js7
Широкое распространение получили шлицевые соединения с
эвольвентным профилем зубьев. ГОСТ 6033—80 рассматривает
соединения с модулем от 0,5 до 3 мм и числом зубьев от 8 до 65.
Особая форма зуба (или шлица) предполагает и другие способы
центрирования, например центрирование по боковым поверхностям
зубьев (рис. 8.5, а) или по наружному диаметру (рис. 8.5, б).
При центрировании по боковым сторонам установлены допуски
на ширину впадины втулки е и толщину зуба вала s, которые имеют
общий номинальный размер по дуге делительной окружности.
Соединения с центрированием по боковым сторонам зуба вы-
полняются в системе отверстия. Для размера е установлено одно
основное отклонение Нс выполнением по 7, 9 или 11-й степени
точности, т.е. 7Н, 9Н, 11Н
Для параметра s установлено десять основных отклонений: а, с,
d, f, g, h, к, n, p, г и допуски по 7, 8, 9, 10 и 11-й степеням
точности.
Возможно центрирование и по наружному диаметру D. При этом
посадки выбираются так же, как и для гладких цилиндрических
соединений. Окружности впадин втулки Df имеют допуск по Н7
или Н8, а окружности вершин зубьев вала выполняются с допус-
ками пб, is6, h6 или /7.
При обозначении шлицевых соединений с эвольвентным про-
филем указываются номинальный диаметр D соединения, его
модуль т и обозначение посадки, помещаемое после размеров
центрирующих элементов, затем номер стандарта.
Например:
/то
1) 50х2х--- ГОСТ 6033—80, где 50 обозначает номинальный
Н9
диаметр соединения, мм; 2 — модуль зуба; - — центрирование
, “ Н9 89
по боковым сторонам с посадкой -------;
т 89
2)50х-—-х2 ГОСТ 6033—80. Здесь 50 — номинальный диа-
g6 Н7
метр соединения, мм; --- — центрирование по D с посадкой
Hl 86
---; 2 — модуль зуба.
#6
Шлицевые соединения контролируются калибрами. При этом в
качестве проходных калибров используются комплексные калиб-
ры, а в качестве непроходных — поэлементные калибры: гладкие
218
Средняя окружность
Средняя окружность
а б
Рис. 8.5. Виды центрирования эвольвентных шлицевых соединений
пробки, неполные гладкие пробки, пластины, предельные скобы.
Непроходным калибром проверяют каждый элемент профиля
не менее трех раз. Изделие бракуют в случае хотя бы одного про-
хода калибра через контролируемый элемент.
Толщина зубьев и ширина впадины деталей эвольвентного
шлицевого соединения проверяются средствами для контроля зуб-
чатых колес или с помощью калиброванных роликов, закладыва-
емых во впадины зубьев.
Контрольные вопросы
1. Для чего предназначены шпоночные и шлицевые соединения?
2. Какие бывают шпонки?
3. Как нормируются допуски элементов шпоночного соединения?
4. В какой системе выполняются шпоночные соединения и соедине-
ния каких видов осуществляются с помощью шпонок?
5. В чем заключаются достоинства шлицевых соединений с прямобоч-
ным и эвольвентным профилем зуба?
6. Какие основные способы центрирования предусмотрены для пря-
мобочных шлицевых соединений?
7. В какой системе и какие посадки используют в прямобочных шли-
цевых соединениях?
8. Какие виды центрирования используют при изготовлении эволь-
вентных шлицевых соединений?
9. Расшифруйте условное обозначение шлицевых соединений.
10. Как контролируются шлицевые соединения и их элементы?
Глава 9
ДОПУСКИ И КОНТРОЛЬ ЗУБЧАТЫХ
КОЛЕС И ПЕРЕДАЧ
С зубчатыми колесами вам приходится встречаться довольно часто.
Во всех мчащихся мимо вас автомобилях, летящих над вами само-
летах, тикающих на руках и в доме часах, а также в огромном ко-
личестве машин, механизмов и приборов имеются зубчатые пере-
дачи, главными элементами которых являются зубчатые колеса.
Наибольшее распространение в промышленности получили
зубчатые колеса с эвольвентным профилем зуба, который полу-
чают при механической обработке заготовок методом обкатыва-
ния (без скольжения) зуборезного инструмента.
По своему назначению зубчатые передачи можно разделить на
четыре группы: отсчетные, силовые, скоростные, общего назна-
чения.
Отсчетные (кинематические') передачи чаще всего используют-
ся в измерительных приборах, часах, счетно-решающих маши-
нах, различных делительных механизмах и т.д., т.е. там, где тре-
буется высокая степень согласованности углов поворота ведомого
и ведущего колес, где основным показателем является высокая
кинематическая точность.
Силовые передачи передают большие усилия при небольших часто-
тах вращения. Зубчатые колеса изготовляют с зубьями большой
длины и большим модулем. При работе таких колес должна макси-
мально использоваться площадь контакта зубьев, которая являет-
ся основным эксплуатационным требованием к этим передачам.
Скоростные передачи используются в передачах с большими
окружными скоростями (более 100 м/с). Такие зубчатые передачи
должны работать без вибраций и без шума. Основное требование к
ним — плавность работы, что достигается высокой точностью из-
готовления формы и взаимного расположения зубьев колеса.
Передачи общего назначения передают малые нагрузки при не-
высоких окружных скоростях (до 10 м/с). К их точности высокие
требования не предъявляются.
Профиль зубчатого колеса соответствует требованиям
ГОСТ 13755—81, который устанавливает форму и размер исход-
220
ного контура зубчатого колеса (рис. 9.1), угол главного профиля и
коэффициенты исходного контура:
угол главного профиля а = 20°;
коэффициент высоты головки ha= 1;
коэффициент высоты ножки hf = 1,25;
коэффициент граничной высоты hx = 2;
коэффициент радиуса кривизны переходной кривой р/ = 0,38;
коэффициент глубины захода зубьев в паре исходных контуров
К, = 2;
коэффициент радиального зазора в паре исходных контуров
с = 0,25.
Точностные требования к колесам, регламентируемые
ГОСТ 1643—81, утанавливаются исходя из назначения и основ-
ных эксплуатационных показателей колес. Система допусков для
различных видов передач строится по одним и тем же признакам.
По точности изготовления все зубчатые колеса разделены на
12 степеней точности: 1, 2, 3, ..., 12-ю (в порядке понижения
точности). Для 1 и 2-й степени точности допуски не предусмот-
рены.
Колеса 3...5-Й степени точности предназначены в основном
для измерительных колес, используемых для проверки контроли-
руемых зубчатых колес. Самыми распространенными колесами яв-
ляются колеса 6...9-й степени точности (в металлорежущих стан-
ках — 3...7-Й степени точности, в автомобилях — 5...8-й степени
точности, в авиационных двигателях — 4...7-й степени точности,
в различных редукторах — 6...8-й степени точности, тракторах и
строительной технике — 7...9-й степени точности).
Для каждой степени точности установлены независимые нор-
мы допустимых отклонений различных параметров:
Рис. 9.1. Схема исходного контура зубчатого колеса
221
кинематической точности;
плавности работы;
контакта зубьев зубчатых колес в передаче.
Независимо от норм и степени точности предусматривается и
норма бокового зазора, характеризующая вид зубчатого соединения.
Нормами кинетической точности колес лимитируется степень
несогласованности поворота ведомого колеса при его зацеплении
с точно изготовленным ведущим колесом. Эти нормы особо важ-
ны в различных следящих системах, делительных механизмах и т.д.
Нормы плавности определяют равномерность хода зубчатого
колеса. Они имеют большое значение в скоростных передачах ав-
томобилей, где предъявляются жесткие требования к бесшумнос-
ти передачи, отсутствию вибрации и т.д.
Нормы контакта зубьев очень важны в тяжелонагруженных пе-
редачах, которые используются в прессах, прокатных станах и т.д.
и определяют площадь и место расположения пятна контакта со-
прягающихся колес в зубчатой передаче.
Следует иметь в виду, что перечисленные нормы точности мо-
гут быть разными по степени точности, но нормы плавности мо-
гут выполняться по такой же степени точности, что и норма ки-
нематической точности, или на одну-две степени точнее; норма
контакта должна назначаться по степени точности более точной,
чем норма плавности (в крайнем случае, должна быть равной ей).
К параметрам норм кинематической точности относятся:
кинематическая погрешность передачи;
кинематическая погрешность зубчатого колеса;
накопленная погрешность шага зубчатого колеса;
радиальное биение зубчатого венца;
колебание длины общей нормали;
колебание измерительного межосевого расстояния за один обо-
рот зубчатого колеса;
колебание измерительного межосевого расстояния на одном зубе.
При проектировании зубчатых колес и передач нормируются
лишь некоторые из этих параметров, но не все.
К параметрам норм плавности относятся:
циклическая погрешность колеса и передачи;
местные кинематические погрешности зубчатого колеса и пе-
редачи;
отклонение шага зацепления;
погрешность профиля зуба.
Для улучшения плавности работы передачи часто используют
зубчатые колеса с модифицированным профилем головки зуба
(рис. 9.2). При этом линия модификации представляет собой пря-
мую, коэффициент модификации hg должен быть не более 0,45, а
коэффициент глубины модификации Д — не более 0,02. В этом
случае обеспечивается плавнЬе вхождение зубьев в зацепление,
222
улучшаются условия смазки
передачи, снижаются шум и
динамические нагрузки в пе-
редаче.
Для тяжелонагруженных 4*
передач, работающих с невы-
сокими скоростями, в целях
повышения долговечности
Рис. 9.2. Схема исходного контура
с модификацией профиля головки
зуба
колес и их износостойкости
важным фактором являются
нормы контакта зубьев в пе-
редаче. При этом нормируются площадь и расположение области
прилегания боковых поверхностей зубьев сопряженных колес. Не-
полное или неравномерное прилегание поверхностей зубьев ко-
лес друг к другу приводит к их интенсивному износу.
Полнота контакта нормируется комплексным показателем —
площадью суммарного пятна контакта (рис. 9.3), которое задается
как по длине зуба, так и по высоте:
по длине зуба — отношением суммарной длины пятна к общей
длине зуба, %:
^—^100;
о
по высоте зуба — отношением высоты следов прилегания к
общей высоте зуба:
h
^100.
hp
На полноту контакта зубьев влияют следующие погрешности фор-
мы зубьев и погрешности их взаимного расположения в передаче:
отклонение осевых шагов от
нормали;
суммарная погрешность
контактной линии;
погрешность направления
зубьев;
отклонение от параллель-
ности осей зубчатых колес в
передаче и их перекос.
Для нормальной работы
зубчатой передачи между ак-
тивными боковыми поверхно-
стями сопряженных колес дол-
жен быть зазор. Он необходим:
для компенсации погреш-
ностей изготовления и монта-
Рис. 9.3. Схема пятна контакта
зубьев в передаче
223
жа колес. Эти погрешности могут
быть вызваны неточностью изго-
товления зубчатых колес и валов,
на которых они закреплены, не-
точностью подшипников и сопря-
гаемых с ними посадочных повер-
хностей и т.д.;
исключения заклинивания пе-
редачи в результате тепловых де-
формаций;
обеспечения смазки, без кото-
рой невозможно нормальное фун-
кционирование передачи.
Боковой зазор определяют в се-
Рис. 9.4. Схема бокового зазора чении, перпендикулярном направле-
jn в передаче нию зубьев, в плоскости, касатель-
ной к основным цилиндрам (рис. 9.4).
Стандартом установлен наименьший гарантированный зазор —
Amin- Величина j„min не зависит от степени точности колеса, а оп-
ределяется условиями работы передачи (скоростью, нагревом,
смазкой).
Предусмотрено шесть видов сопряжения с различной величи-
ной^^: А, В, С, D, Е, Я (рис. 9.5).
Как правило, вид сопряжения соответствует определенной сте-
пени точности по нормам плавности. Например, при 3... 12-й сте-
пени точности используется вид сопряжения А, при 3... 11-й — В,
при 3...9-Й — С, при 3...8-Й - Ни при 3...7-Й — Ей Н.
На боковой зазор установлен допуск TJn, величина которого
зависит от вида сопряжения и точности передачи и увеличивается
с увеличением бокового зазора.
Установлено восемь видов допуска Tjn на боковой зазор’, х, у, z, а,
Ь, с, d, h.
Как правило, определенным видам сопряжения соответствует
и определенный вид допуска. Например, Ни Есоответствует вид
допуска h; D, С, Ви А — соответствуют виды допусков d, с, Ь, с.
Однако допускается изменять это соответствие, используя до-
пуски х, у и z.
Стандартами установлено шесть классов отклонения межосе-
вого расстояния, обозначаемых римскими цифрами от I до VI
(VI класс — при самой низкой точности).
Сопряжениям Ни Е соответствует II класс отклонений межо-
севого расстояния, сопряжениям D, С, Ви A — III, IV, V, VI класс
соответственно. I класс зарезервирован для очень точных колес. Га-
рантированный боковой зазор в передаче обеспечивается при из-
готовлении зубчатых колес путем дополнительного смещения про-
филя зуборезного инструмента к центру нарезаемого колеса на
224
A
величину EHS (относительно номинального положения исходного кон-
тура, рис. 9.6).
На величину EHS установлен допуск 1Н, величина которого за-
висит от допуска на радиальное биение.
Кроме того, установлены допуски на длину общей нормали
Twm, а также предельные отклонения измерительного межосевого
расстояния: верхнее и — Е^— нижнее (рис. 9.7).
Условное обозначение зубчатых колес на чертежах должно вклю-
чать в себя степени точности по нормам кинематической точнос-
ти, нормам плавности, нормам контакта, а также вид сопряже-
ния и вид допуска на боковой за-
Рис. 9.6. Схема исходного конту-
ра после дополнительного сме-
щения
зор. Например, зубчатое колесо
может быть обозначено:
8—7—6—Q—II (ГОСТ 1643-81),
где 8 — степень точности по нор-
мам кинематической точности;
7 — степень точности по нормам
плавности; 6 — степень точности
по нормам контакта; С — вид
сопряжения; b — вид допуска на
боковой зазор; II — класс откло-
нения межосевого расстояния.
Если на чертеже встретится бо-
лее короткое условное обозначе-
ние, например 7—В (ГОСТ 1643—
81), то оно означает, что данная
передача имеет степень точности
по нормам кинематической точ-
225
Рис. 9.7. Схема предельных отклонений длины общей нормали (о)
и измерительного межосевого расстояния (5)
ности 7, по нормам плавности 7, по нормам контакта 7, вид со-
пряжения В, вид допуска на боковой зазор Ь, класс отклонений
межосевого расстояния И
Таким образом, вид допуска на боковой зазор и класс откло-
нений межосевого расстояния проставляются только в том слу-
чае, если они не соответствуют виду сопряжения.
При контроле зубчатых колес в первую очередь следует отда-
вать предпочтение тем нормам, которые определяют назначение
передачи.
В процессе изготовления зубчатых колес и их последующего
контроля используют приборы и оборудование для непосредствен-
ного контроля, а также для настройки зубообрабатывающего обо-
рудования.
Для контроля колес в зависимости от типа производства, сте-
пени точности колес, их назначения и габарита ГОСТ 5368—81
устанавливает несколько комплексов контролируемых параметров.
После выбора комплекса контролируемых параметров следует ис-
пользовать такие методы контроля, которые максимально имити-
руют условия эксплуатации колес.
Поэтому чаще проверяют колесо в зацеплении с измеритель-
ным колесом, чем отдельные параметры непосредственно на ко-
лесе.
Например, отдельные нормы кинематической точности, в ча-
стности колебание измерительного межосевого расстояния, мож-
но контролировать на межцентромерах моделей МЦ-400 Б, МЦ-630,
БВ-5050 ит.д. (рис. 9.8).
226
Рис. 9.8. Схема межцентромера
Эти приборы достаточно просты. На шпиндели 4 и 5 устанавли-
вают проверяемое колесо 3 и измерительное колесо 6, которое
является эталонным.
Колесо 6 со шпинделем 5 закрепляется на неподвижной карет-
ке, а колесо 3 — на подвижной подпружиненной каретке 2. Все
неточности изготовления проверяемого колеса фиксируются ре-
гистрирующими элементами 1 при вращении зубчатой пары.
Колебание длины общей нормали можно измерить с помо-
щью зубомерных микрометров моделей БВ-5045, БВ-5015, БВ-
5082 и др. (рис. 9.9). Длину общей нормали можно проверить в
любом месте зубчатого венца без предварительного базирова-
ния, лишь рассчитав необходимое число зубьев.
Без особого труда можно определить и радиальное биение зубча-
того венца на биенимерах моделей БВ-5050, БВ-5060 и др.
Отдельные параметры норм плавности можно проверить на
эвольвентомерах, накладных шагомерах.
Размеры пятна контакта и положение пятна на зубе можно
проконтролировать по краске. Тонкий слой краски наносят на
измерительное колесо и затем, после обкатки его с сопряжен-
ным проверяемым колесом, измеряют площадь отпечатков, ос-
тавленных на проверяемом ко-
лесе.
Боковой зазор в собранной
передаче можно проверить с
помощью тонких свинцовых
проволочек, которые заклады-
ваются и прокатываются меж-
ду зубьями проверяемых колес.
По их толщине после дефор-
мации судят о действительном
боковом зазоре. Кроме того, бо-
Рис. 9.9. Схема измерения длины об-
щей нормали
227
Рис. 9.10. Схема измерения
смещения исходного контура
инструмента для создания бо-
кового зазора
ковой зазор можно проверить с по-
мощью щупов.
При контроле отдельного колеса
боковой зазор можно проверить пу-
тем измерения толщины зуба Sc, ко-
торая должна быть меньше номи-
нального значения из-за смещения
исходного контура режущего инст-
румента к центру нарезаемого коле-
са. Эти измерения можно произвес-
ти с помощью тангенциальных зу-
бомеров (рис. 9.10).
Тангенциальные зубомеры настра-
ивают на ноль с помощью валиков,
имитирующих идеальный исходный
контур, которые затем при наложе-
нии на зуб проверяемого колеса фик-
сируют действительное смещение
исходного контура.
Номенклатура средств измерения
и контроля зубчатых колес и пере-
дач огромна, она постоянно пополняется, и работать с этими
приборами интересно и увлекательно.
Контрольные вопросы
1. Как делятся зубчатые передачи в зависимости от назначения?
2. Какие особенности имеют отсчетные и силовые передачи?
3. Какие требования предъявляются к скоростным передачам и пере-
дачам общего назначения?
4. Сколько степеней точности установлены стандартом?
5. Какие группы независимых норм допусков вы знаете?
6. Сколько видов сопряжений и сколько видов допусков на боковой
зазор установлено стандартами?
7. Приведите примеры способов обозначения на чертежах точностных
требований колеса.
8. В чем заключаются основные способы контроля зубчатых колес?
9. Назовите основные средства измерения и контроля зубчатых колес
и передач.
После изучения данного подраздела рекомендуется выполнить ла-
бораторную работу «Контроль зубчатых колес».
Глава 10
ДОПУСКИ РАЗМЕРОВ, ВХОДЯЩИХ
В РАЗМЕРНЫЕ ЦЕПИ
Глядя на различные машины и механизмы, окружающие нас,
мы видим сложные соединения, в которых участвует множество
различных деталей, взаимно связанных между собой и имеющих
свои линейные и диаметральные размеры. Чтобы обеспечить пра-
вильную работу всей машины или какого-либо ее узла, необходи-
мо выдержать эти размеры в определенных рационально подо-
бранных пределах, ибо изменение размера любой из множества
деталей вызовет нарушение положения других деталей, составля-
ющих эту машину или этот узел деталей (рис. 10.1).
Установление правильного соотношения линейных и диамет-
ральных размеров и их предельных отклонений необходимо для
правильного построения технологического процесса обработки
детали и для правильной сборки деталей в узлы и машины.
Для определения оптимального соотношения размеров одной
или нескольких деталей, входящих в сборочный узел, проводят
размерный анализ, предварительно построив размерные цепи.
Согласно РД 50-635—85 «Цепи размерные. Основные поня-
тия. Методы расчета линейных и угловых цепей» размерной це-
пью называют совокупность размеров, образующих замкнутый
контур и непосредственно участвующих в решении поставлен-
ной задачи.
Если в такую совокупность входят размеры одной детали, то
цепь называют подетальной размерной цепью (рис. 10.2), если вхо-
дят размеры нескольких деталей, то сборочной размерной цепью
(см. рис. 10.1; 10.3).
Для анализа размерной цепи необходимым условием является
замкнутость размерного контура.
В зависимости от расположения размеров размерные цепи де-
лятся на линейные, угловые, плоские и пространственные.
Размерные цепи, звеньями которых являются линейные раз-
меры, называются линейными.
Размерные цепи, звеньями которых являются угловые разме-
ры, называются угловыми.
229
Рис. 10.1. Пример простановки размеров на шатунно-поршневом узле дви-
гателя внутреннего сгорания
Если все звенья цепи лежат в одной или нескольких парал-
лельных плоскостях, такую цепь называют плоской, а если звенья
цепи не параллельны одно другому и лежат в непараллельных плос-
костях, то такую цепь называют пространственной.
По назначению размерные цепи можно разделить на конструк-
торские, обеспечивающие точность изделия на этапе его проек-
тирования, технологические, выражающие связь размеров обраба-
тываемой детали с технологическим процессом, и измеритель-
ные, решающие задачу измерения определенных звеньев, харак-
230
теризующих точность из-
делия.
Размеры, составляю-
щие размерную цепь, на-
зываются звеньями.
Звено, которое являет-
ся исходным при поста-
новке задачи или получа-
ется последним в процес-
се обработки детали, ее
измерения или сборки,
называют замыкающим.
На рис. 10.3 замыкающим
звеном будет являться за-
зор S. Таким звеном мо-
Рис. 10.2. Подетальная размерная цепь
жет быть звено, точность которого определяет точность изготовле-
ния деталей в цепи или всего узла. Например, на рис. 10.1 размер А д
(расстояние между днищем поршня и головкой блока) обусловли-
вает функционирование всей шатунно-поршневой группы. Номи-
нальный размер и предельные отклонения замыкающего звена за-
висят от точности изготовления всех остальных звеньев цепи, ко-
торые называются составляющими, т.е. составляющими звеньями
размерной цепи являются звенья, изменение размеров которых
приводит к изменению размеров замыкающего звена (но не долж-
но вызывать изменения размеров исходного звена).
Исходное звено — замыкающее звено, размер которого задан и
его нужно обеспечить соответствующим исполнением составляю-
щих звеньев.
Составляющие звенья на схемах и чертежах обозначают про-
писными буквами русского алфавита (А, Б, В и т.д.) или строч-
ными буквами греческого алфавита (кроме букв а, (3, со, £, Л) с
соответствующим порядковым номером 7, 2, 3, ..., т.
При этом замыкающее звено обозначается соответствующей
буквой с индексом Д (например, Лд, 7?д). Составляющие звенья
могут быть увеличивающими и уменьшающими. Увеличивающие зве-
нья — звенья, увеличение
размеров которых приводит
к увеличению размера замы-
кающего или исходного зве-
на. На рис. 10.2 таким звеном
будет А3
Уменьшающие звенья —
звенья, увеличение размеров
которых приводит к умень-
шению размера замыкающе-
го или исходного звена. На
Рис. 10.3. Пример сборочной размерной
цепи
231
Рис. 10.4. Схема размерной
рис. 10.2 такими звеньями будут звенья
А\ и А2. Размерную цепь удобно пред-
ставлять в виде замкнутого векторного
контура, в котором векторы направле-
ны либо по часовой стрелке, либо про-
тив нее (рис. 10.4).
Уменьшающие звенья имеют направ-
цепи ления, одинаковые с направлением за-
мыкающего звена (<-), а увеличиваю-
щие — противоположные (—»). Анализ размерных цепей и их рас-
чет проводят для определения: числовой взаимосвязи размеров,
обеспечивающих эксплуатационные требования и экономически
целесообразную точность выполнения этих размеров; экономи-
чески выгодного вида взаимозаменяемости (полной или непол-
ной); допусков размеров и рационального порядка простановки
размеров на чертежах.
Задачи размерного анализа делятся на два вида — прямую и
обратную. Прямая задача решается для определения допусков и
предельных отклонений составляющих звеньев по заданным но-
минальным размерам всех звеньев цепи и заданным предельным
размерам исходного звена.
Решение обратной задачи позволяет определить номинальный раз-
мер, предельные отклонения и допуск замыкающего или исходного
Рис. 10.5. Размерная цепь под-
шипникового узла
звена по заданным номинальным
размерам и предельным отклонени-
ям составляющих звеньев.
Существует несколько методов
решения прямой и обратной за-
дачи в условиях полной и непол-
ной взаимозаменяемости. Наибо-
лее распространенными являются
методы:
расчета на максимум — мини-
мум (обеспечивает полную взаи-
мозаменяемость) ;
теоретико-вероятностный (обес-
печивает неполную или частичную
взаимозаменяемость);
групповой взаимозаменяемости;
регулирования;
пригонки и др.
Рассмотрим некоторые из этих
методов на примере расчета раз-
мерной цепи подшипникового
узла (рис. 10.5). При расчете дан-
ного узла решим обратную задачу
232
Л
я41 1 4 I а2
Рис. 10.6. Схема размерной цепи
подшипникового узла с числом
звеньев т = 5
методом расчета на максимум —
минимум.
Известны: Я,-; ESA,', EIA,; ТА,.
Определить: Яд; ESA^; EIA^
ТА&.
Расчет осуществляем в следу-
ющем порядке.
1. Составляем схему размерной
цепи, определяем общее число
звеньев цепи (рис. 10.6).
2. Определяем характер звеньев: Яд — замыкающее звено; At —
увеличивающее звено; А2, А3, А4 — уменьшающие звенья. Обозна-
чаем п число увеличивающих звеньев (для нашего случая п = 1), а
р — число уменьшающих звеньев (для нашего случая р = 3). Тогда
п + р = т - 1.
3. Составляем уравнение номинальных размеров в частном случае:
Лд = Л ~ (Я2 + Я3 + Я4);
в общем случае:
А ув ум •
1=1 /=л+1
4. Определяем допуск замыкающего звена, для чего составляем
уравнение допусков, зная, что допуск любого звена, в том числе
звена Яд, равен
ТА = А - А
-^Д ^*д щах /*-Д min,
а предельные размеры замыкающего звена могут быть определе-
ны из формул
п
A max ~ ув max
т-1
~ ум min,
/=л+1
п
Лд min ~ ^\-AjC2 mi.
т-1
min ~ '4с<Гпах.
i=n+l
(Ю.1)
(Ю.2)
Так как разность между предельными размерами звеньев есть
их допуск, получим
п т-1
ГЛ =£7>1(у, + S TAty«-
/=1 /=И+1
Сумма увеличивающих и уменьшающих звеньев п + р = m - 1,
поэтому
т-1
ТА, = ^ТА<,
(Ю.З)
233
т. е. допуск замыкающего или исходного звена равен сумме допус-
ков составляющих звеньев.
5. Находим предельные размеры замыкающего звена, т.е. опре-
деляем его верхнее и нижнее предельные отклонения. Согласно
формуле (10.1)
п т-1
A max ~~ ув max ~ -4’ ум min •
/=1 /=л+1
Известно, что для любого наибольшего предельного размера,
в том числе для
^Дтах = Лд + ESA^.
Тогда
п т-1
ESAa=£ESA,„- X EIAiyH.
i=l i=n+l
По формуле (10.2) находим ЛДтй1:
п т-1
A min ~ ув min ~ -4’ ум max
/=1 i=n+l
ИЛИ
Лд min = ^д + Ej Яд.
Тогда
п т-1
EIA^^EIAiy.- S ^4ум-
/=1 i=n+l
Таким образом находятся предельные размеры замыкающего
или исходного звена.
В соответствии с формулой (10.3) допуск замыкающего звена
равен сумме допусков всех составляющих звеньев. Следовательно,
чтобы погрешность узла была минимальной, при проектирова-
нии и изготовлении деталей надо стремиться к минимальному
числу звеньев цепи, т. е. соблюдать принцип кратчайшей цепи.
При решении прямой задачи размерного анализа можно вос-
пользоваться методом равных допусков, который удобно приме-
нять, если составляющие размеры цепи входят в один размер-
ный интервал или в крайнем случае в соседние размерные ин-
тервалы. Метод основан на предположении, что допуски всех со-
ставляющих звеньев равны, т.е.
ТА} = ТА2 = ... = Тат_! = Тср А,-.
Согласно (10.3) имеем
/и-1
ТИд = ТА^ или 7ИД = ТА\ + T/I2 +... + ТсрА,.
i=l
234
Так как все допуски равны, можно эту же формулу предста-
вить в виде
7ИД = (т- 1)ТсрД.
Тогда допуск любого звена размерной цепи определяется по
формуле
ТсрД = TAJ(m -1).
Найденный допуск желательно скорректировать до значения
ближайшего стандартного поля допуска.
Этот метод назначения полей допусков составляющих звеньев
достаточно прост, но не совсем точен, поэтому его обычно при-
меняют для предварительного назначения допусков.
Прямую задачу можно решить и другим методом — методом
одинаковой точности (методом допуска одного квалитета точности).
В этом случае условно принимается, что все составляющие звенья
цепи выполнены с допусками по одинаковому квалитету точности.
Из подразд. 3.4 мы знаем, что
ТА = ki,
где i — единица допуска, зависящая от номинального размера и
подсчитывающаяся по формуле i = 0,45^1) + 0,00 ID; к — число
единиц допуска, зависящее от квалитета точности.
Использовав формулу (10.3), получим
ТАц, = к^ + k2i2 + &з*з +... +
Квалитеты точности у всех звеньев одинаковы, т. е.
= ^2 = ^3 = ••• = ^т-\ = ^ср-
Тогда
т-1
ТА^ = кср J
/=1
откуда
/и-1
кср =TAb/Yii- (10.4)
/=1
В предыдущих подразделах мы уже определяли i для каждого
интервала размеров и параметр к для каждого квалитета.
Полученное по формуле (10.4) значение кср редко бывает абсо-
лютно точно равным какому-либо значению Аг для конкретного ква-
литета, поэтому мы выбираем ближайший к этому значению квали-
тет и по таблицам ГОСТ 25347—82 определяем допуски составляю-
235
щих звеньев, обращая внимание на то, что допуски охватываемых
размеров назначаем, как для основного вала (т. е. в «-» от номиналь-
ного значения), а допуски охватывающих размеров рассчитываем,
как для основного отверстия (т. е. в «+» от номинального значения).
В условиях массового и крупносерийного производства расчет
размерных цепей изложенными выше методами часто не дает эко-
номически выгодного результата. Поэтому в этих видах производ-
ства целесообразно использовать вероятностные методы расчета,
которые основаны на суммировании средних размеров, опреде-
ленных с учетом случайных погрешностей.
При этом размер замыкающего звена размерной цепи прини-
мается за случайную величину, являющуюся суммой независи-
мых случайных переменных размеров составляющих звеньев. Вме-
сто алгебраического суммирования допусков, которое мы исполь-
зовали в рассмотренных выше методах, в этом случае применяет-
ся квадратическое суммирование:
Jm-l
£(7Х)2.
/=1
Погрешности изготовления деталей различных размеров или
их сборки могут подчиняться различным математическим зако-
нам (закону нормального распределения, закону равной вероят-
ности, закону треугольника и т.д.). Чаще всего они подчиняются
закону нормального распределения. Поэтому в расчеты вводят раз-
личные коэффициенты, связывающие законы равной вероятнос-
ти и треугольника с законом нормального распределения.
Контрольные вопросы
1. Что такое размерная цепь? Назовите виды размерных цепей.
2. Как можно разделить размерные цепи по их назначению?
3. Какие звенья цепи называются составляющими, увеличивающи-
ми и уменьшающими?
4. Что называют замыкающим звеном?
5. Что такое исходное звено?
6. Каковы особенности решения прямой и обратной задачи размер-
ного анализа?
7. Какими методами решаются задачи размерного анализа?
8. В какой последовательности нужно решать размерные цепи мето-
дом максимума-минимума?
9. В чем заключаются особенности решения размерных цепей мето-
дом равных допусков?
10. Как решить размерную цепь методом одинаковой точности (одно-
го квалитета)?
11. С какой целью решается размерная цепь теоретико-вероятностным
методом?
Список литературы
1. Грибанов Д.Д., Зайцев С. А., Митрофанов А. В. Основы метрологии: Учеб,
для вузов. — М., 1999.
2. Зайцев С. А. Основы проектирования и расчета средств измерений и кон-
троля в машиностроении: Учеб, пособие для машиностр. вузов. — М., 1999.
3. Зябрева Н. А., Перельман Е. И., Шегал М. Я. Пособие к решению задач по
курсу «Взаимозаменяемость, стандартизация и технические измерения»: Учеб,
пособие для вузов. — М., 1977.
4. Измерительные приборы в машиностроении / А. Г. Иванов, Г.Д. Бурдун,
К.С. Волосков и др. — М., 1964.
5. Интеграция производства и управление качеством продукции / В. Г. Вер-
сан, В.И.Сиськов, Л.Г.Дубицкий и др. — М., 1995.
6. Козловский Н. С., Виноградов А. Н. Основы стандартизации, допуски, по-
садки и технические измерения. — М., 1982.
7. Крылова Г.Д. Основы стандартизации, сертификации, метрологии: Учеб,
для вузов. — М., 1998.
8. Лифшиц И.М. Основы стандартизации, метрологии, сертификации:
Учеб. - М., 1999.
9. Марков Н. Н., Ганевский Г. М. Конструкция, расчет и эксплуатация кон-
трольно-измерительных инструментов и приборов: Учеб, для техникумов. —
М., 1993.
10. Метрологическое обеспечение, взаимозаменяемость, стандартизация:
Учеб, для вузов / К. И. Гусев, Р. В. Медведева, Е.П. Мышелов, Е. А. Яковлев. —
М„ 1992.
11. Никифоров А. Д. Взаимозаменяемость, стандартизация и технические
измерения: Учеб, пособие для машиностр. спец, вузов. — М., 2000.
л-чса. посхязйе’дай'1йашшк5?Яр; спец, вузов. — М., 2ШЙГ.
12. ПарцийЯ. Закон РФ «О стандартизации» (Постатейный комментарий) //
Хозяйство и право. — 1995. — № 4. — С. 35 — 49.
13. Райкунова Л.М. Взаимозаменяемость и контроль в машиностроении:
Учеб, пособие. — Л., 1977.
14. Саранча Г. А. Стандартизация, взаимозаменяемость и технические из-
мерения: Учеб, для втузов. — М., 1991.
15. Серый И. С. Взаимозаменяемость, стандартизация и технические изме-
рения. — М., 1987.
16. Справочник по производственному контролю в машиностроении /
Под ред. А. К. Кутая. — Л., 1974.
17. Технический контроль в машиностроении: Справочник проектировщика /
Под ред. В. Н. Чупырина и Л. Д. Никифорова. — М., 1987.
18. Технологические измерения и контрольно-измерительные приборы:
Учеб, для техникумов / А. М. Беленький, В. Ф. Бердышев и др. — М., 1981.
19. Шишкин И. Ф., Станякин В.М. Квалиметрия и управление качеством:
Учеб, для вузов. — М., 1992.
20. Якушев А. И., Воронцов Л. Н., Федотов Н.М. Взаимозаменяемость, стан-
дартизация и технические измерения. — М., 1987.
Оглавление
Предисловие.......................................................... 3
Глава 1. Основы стандартизации........................................4
1.1. Основные цели и задачи стандартизации. Виды и категории
стандартов................................................4
1.2. Государственная система стандартизации.......................7
1.3. Ответственность за нарушение обязательных требований
стандартов...............................................10
Глава 2. Качество машин и механизмов.................................11
2.1. Основные термины и определения, относящиеся
к понятию качества продукции.............................11
2.2. Методы оценки качества продукции............................15
2.3. Управление качеством........................................17
2.4. Система обеспечения качества................................19
Глава 3. Взаимозаменяемость деталей, узлов и механизмов..............20
3.1. Основные понятия о взаимозаменяемости деталей, узлов
и механизмов.............................................20
3.2. Понятия о погрешности и точности размера....................23
3.3. Предпочтительные числа и ряды предпочтительных чисел.26
3.4. Предельные размеры, предельные отклонения, допуски
и посадки.................................................31
3.5. Единые принципы построения системы допусков и посадок
для типовых соединений деталей машин......................40
3.6. Взаимозаменяемость деталей по форме и взаимному
расположению поверхностей................................45
3.6.1. Отклонения формы цилиндрических поверхностей..........47
3.6.2. Отклонения формы плоских поверхностей.................50
3.6.3. Отклонения расположения поверхностей..................51
3.6.4. Обозначение на чертежах допусков формы
и взаимного расположения поверхностей................53
3.7. Волнистость и шероховатость поверхности.....................56
3.7.1. Основные термины и определения........................56
3.7.2. Обозначение шероховатости поверхности на чертежах ....61
3.7.3. Влияние волнистости и шероховатости поверхности
на эксплуатационные свойства узлов и механизмов.......64
Глава 4. Технические измерения................................67
4.1. Основные понятия по метрологии.......................67
4.2. Средства измерения и контроля линейных и угловых величин ... 83
238
4.3. Метрологические характеристики средств измерения
и контроля..............................................93
4.4. Средства измерения и контроля линейных размеров.....98
4.4.1. Плоскопараллельные концевые меры длины......98
4.4.2. Измерительные линейки, штангенинструмент
и микрометрический инструмент.......................102
4.4.3. Средства измерения с механическим
преобразованием......................................ПО
4.4.4. Средства измерения с оптическим и оптико-
механическим преобразованием..........................118
4.4.5. Средства измерения с пневматическим
преобразованием.....................................125
4.4.6. Контроль калибрами...........................129
4.4.7. Поверочные линейки и плиты...................135
4.4.8. Автоматические средства контроля.............140
4.4.9. Средства измерения и контроля волнистости
и шероховатости.....................................154
4.4.10. Выбор средств измерения и контроля..........163
4.5. Условия измерения и контроля.......................166
Глава 5. Допуски и посадки гладких цилиндрических деталей
и соединений................................................171
5.1. Основные принципы построения системы допусков
и посадок..............................................171
5.2. Обозначение посадок на чертежах....................181
5.3. Порядок выбора и назначения квалитетов точности
и посадок..............................................183
Глава 6. Допуски углов и посадки конусов....................190
6.1. Допуски углов конусов..............................190
6.2. Допуски и посадки конических соединений............194
Глава 7. Допуски, посадки и контроль резьбовых деталей
и соединений................................................202
7.1. Характеристика крепежных резьб.....................202
7.2. Допуски и посадки резьб с зазором..................208
7.3. Допуски и посадки резьб с натягом и переходные.....210
7.4. Методы и средства контроля резьб...................211
Глава 8. Допуски, посадки и контроль шпоночных и шлицевых
деталей и соединений................................213
8.1. Допуски и посадки шпоночных соединений.............213
8.2. Допуски и посадки шлицевых соединений...............215
Глава 9. Допуски и контроль зубчатых колес и передач........220
Глава 10. Допуски размеров, входящих в размерные цепи.......229
Список литературы...........................................237