/
























































































































































































































































Text
6П5.3
И20
УДК 621.8(075)
Рецензенты — коллективы кафедр «Детали машин» Московского станко-инструментального и Московского авто.механического институтов.
Иванов М. Н. и Иванов В. Н.
И20 Детали машин. Курсовое проектирование. Учеб, пособие для машиностроит. вузов. М., «Высш, школа», 1975.
551 с. с ил.
Пособие является продолжением курса «Детали машин» М. И. Иванова, изданного издательством «Высшая школа» в 1967 г. Оно содержит дополнительные сведения, необходимые для выполнения курсового проекта; в нем изложены основные принципы проектирования на примерах проектирования деталей и узлов общего назначения; соединений, механических передач, муфт, подшипниковых опор, валов, корпусных деталей, рам и пр.
В пособии приведены правила оформления чертежей проекта на основе единой системы конструкторской документации (ЕСКД), даны методические указания и примеры разработки курсового проекта, а также необходимый справочный материал.
И 31302~061 137—75 ^П5.3
001(01)-75
© Издательство «Высшая школа», 1975
ПРЕДИСЛОВИЕ
Изучение основ расчета и конструирования в курсе «Детали машин» делится на два этапа. На первом этапе студенты слушают курс лекций, выполняют упражнения, домашние задания и лабораторные работы. Этот этап обычно заканчивается экзаменом. На втором этапе студенты выполняют и защищают курсовой проект.
В соответствии с этим целесообразно разделение учебной литературы на учебник, основное содержание которого соответствует курсу лекций, и учебное пособие по курсовому проектированию, дополняющее учебник сведениями, необходимыми для выполнения курсового проекта.
Авторы данного пособия' ведут преподавательскую работу на кафедре «Детали машин» Московского высшего технического училища им. Н. Э. Баумана, поэтому методика проектирования этой кафедры находит здесь свое отражение. Основное внимание уделено методике проектирования, выбору и обоснованию принятой конструкции, использованию стандартных узлов и деталей, унификации элементов конструкции.
При выполнении любого проекта, и в том числе курсового, используют большой справочный материал: государственные и отраслевые стандарты, практические рекомендации и пр. Знакомство со справочным материалом и правилами его использования является одной из основных задач курсового и дипломного пректирования в вузах. Обучение работе со справочным материалом проводится поэтапно и нарастает от одного проекта к другому. Для того чтобы студент постепенно осваивал работу со справочным материалом, в настоящем пособии мы ограничиваемся только тем, что необходимо для выполнения первого проекта. Например, ГОСТы даются не в полном, а сокращенном объеме. Если при проектировании возникает необходимость в данных, не приведенных в таблицах, следует обращаться к первоисточникам. В отличие от известных справочников конструктора справочный материал здесь сопровождается краткими объяснениями и рекомендациями по применению.
Главы V, VIII и IX написаны Ивановым В. Н., остальное Ивановым М. Н.
Авторы выражают благодарность рецензентам рукописи — коллективам кафедр «Детали машин» Московского станкоипстру-менталыюго и Московского автомеханического институтов, а также инж. Д. Л. Лезину, помогавшему в подготовке рукописи к печати.
Отзывы и пожелания по улучшению книги следует направлять в издательство «Высшая школа» по адресу: Москва, К-51, Неглинная, 29/14,
Авторы
ВВЕДЕНИЕ
Целевое назначение проекта. Проект — это комплекс технических документов, относящихся к изделию, предназначенному для изготовления или модернизации, и содержащий чертежи, расчеты, описание с принципиальными обоснованиями, макеты и пр. В процессе проектирования инженер решает целый ряд сложных и разнообразных задач. Так, например, помимо того что он должен разработать машину, способную выполнять заданные функции в течение заданного срока службы, он должен учесть требования экономики, технологии, эксплуатации, транспортировки, техники безопасности и пр. Для того чтобы удовлетворить этим требованиям, конструктор должен уметь выполнять кинематические, силовые, прочностные и другие расчеты; из множества форм, которые можно придать детали, из множества материалов, обладающих многочисленными и разнообразными свойствами, он должен выбрать такие, которые позволяют наивыгоднейшим образом использовать эти свойства для повышения эффективности и надежности изделия.
Это далеко не полное перечисление задач, которые приходится решать при проектировании, показывает, какими глубокими и разнообразными познаниями в области теоретических и прикладных наук должен обладать конструктор. Без преувеличения можно сказать, что вся подготовка студентов конструкторских специальностей в высших учебных заведениях направлена иа то, чтобы обучить их мастерству проектирования.
Основы проектирования не менее важны п для инженера-технолога, так же как и основы технологии для инженера-конструктора.
Курсовой проект по деталям машин является первой конструкторской работой студента и поэтому его значение особенно существенно. Изучение основ проектирования начинают с проектирования простейших элементов машин общего назначения. Знания и опыт, приобретенные студентом при проектировании элементов машин, являются базой для его дальнейшей конструкторской работы, а также для выполнения курсовых проектов по специальным дисциплинам и дипломного проекта.
Тематика технического задания. Тематику технического задания на курсовой проект по деталям машин составляют так, чтобы студент мог освоить основы проектирования наибольшего числа общих элементов машин: передач, соединений, муфт, подшипниковых узлов и пр.
Наибольшее распространение получили технические задания на проектирование приводных устройств транспортеров, конвейеров, смесителей, питателей и других средств механизации, а также приводов станков, транспортных машин и т. п. Такие задания весьма разно-4
Таблица 0.1
МОСКОВСКОЕ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ им. И. Э. БАУМАНА КАФЕДРА «ДЕТАЛИ МАШИН>
Техническое задание на курсовой проект по деталям машин
Студент, фак, гр.
ДП —20
Спроектировать привод цепного транспортера для угля
Привод
Натяжное устройство
1 — электродвигатель;
2—муфта упругокомпенсир;
3 — редуктор;
4—плита (рама);
5 — цепная передача с предохранительным устройством;
6—звездочки тягой&е (f— шаг, z — число зубьев)
Цепи тяговые по ГОСТ 588—64:
S2 = 0,2 Sx — натяжение ведомой ветви;
P—Sl—S2—окружное усилие на две звездочки;
v — скорость цепи транспортера
Срок службы не ограничен.
Возможны случайные перегрузки;
А1пуск . . А4мах
-Т~-->1,4 “77---- <1,8.
Ма Мц
Вариант 1 2 3 4 5 6 7 8
Р, кГ 1100 1250 1500 1500 1100 1600 1450 1450
v, м/сек 0,42 0,65 0,38 0,6 0,45 0,5 0,35 0,60
t, мм 80 100 100 125 125 80 125 125
г 10 8 9 7 9 10 8 9
L, мм 450 500 550 660
Н, мм 800 700 850 750 800 700 850 750
Разработать: 1. Общий вид привода. 2. Редуктор. 3. Приводной вал транспортера со звездочками. 4. Плиту или раму. 5. Рабочие чертежи деталей. 6. Пояснительную записку.
Производство мелкосерийное. Привод разместить под рамой транспортера. Работа в условиях повышенной запыленности воздуха
Лата выдачи Консультант
МОСКОВСКОЕ ВЫСШЕЕ ТЕХНИЧЕСКОЕ УЧИЛИЩЕ им. Н. Э. БАУМАНА
КАФЕДРА «ДЕТАЛИ МАШИН»
Техническое задание на проект по деталям машин Студент Фак. Гр.
ДП —0,6
Спроектировать привод ленточного транспортера
Привод Натяжное устройство
~ 0,5 — натяжение ведомой вет-
ви;
Р = — S2 — окружное усилие на барабане;
v — скорость ленты транспортера;
1 — электродвигатель;
2 — муфта;
3 — редуктор;
4 — муфта;
5 —барабан приводной;
6 —плита (рама)
Срок службы: 5 лет, 300 дней в год, 7 часов в сутки.
Нагрузка близка к постоянной:
Мпусн . о
> 1Л
Паррант 1 2 3 4 5 6 7 8
Р, кГ 350 295 300 300 325 360 350 525
V, м/сек 0,8 0,85 0,5 0,85 0,78 1,1 0,7 0,75
D, л.и 250 350 375 325 300 250 300 300
Ь, мм 375 400 400 400 400 300 400 400
Н, мм 700 700 750 720 750 ' 740 720 680
Разработать:
1. Общий вид привода. 2. Редуктор. 3. Приводной вал с барабаном и муфтой. 4. Плиту или раму. 5. Рабочие чертежи деталей. 6. Пояснительную записку.
Производство мелкосерийное. Желательно максимальное использование стандартных элементов.
Дата выдачи
Консультант
образны и многовариантны. Они позволяют варьировать конструкции редукторов, муфт, рам и пр. Кроме того, проектирование средств механизации позволяет дополнительно ознакомить студентов с очень важными и широко распространенными устройствами. В табл. 0.1 -4-0.2 показаны примеры двух типовых технических заданий из сборника кафедры деталей машин Московского высшего технического училища им. Н. Э. Баумана*.
Для заданий на первый проект обычно выбирают простые конструкции. Это позволяет направлять основное внимание на тщательную проработку конструкции во всех ее деталях. В процессе выполнения проекта студент должен понять, что в чертеже конструкции каждая деталь, каждый размер и даже каждая линия должны быть продуманы и обоснованы.
Объем и содержание проекта. Объем проекта зависит от специализации студента. Обычно проект содержит несколько листов чертежей с пояснительной запиской. Один из листов отводят разработке общего вида механизма, несколько листов — разработке сборочных единиц (редуктор, рама, муфта и т. п.), один лист — рабочим чертежам деталей. Образцы'чертежей, разработанные но одному из заданий в объеме пяти листов, приведены в гл. XIV.
Самостоятельная работа студента и консультации преподавателя. При выполнении курсового проекта студент должен проявлять максимум самостоятельности и творческой инициативы в выборе вариантов конструкции, материалов, форм деталей, расчетов, графического оформления чертежей и т. п.
Фотографии, чертежи типовых конструкций, образцы изделий и другое, что можно найти в атласах, альбомах и других пособиях, но должны рассматриваться как образцы, подлежащие слепому копированию. Они лишь помогают студенту освоить опыт проектирования и па основе этого опыта разработать свою конструкцию, удовлетворяющую требованиям задания.
Только при самостоятельной и творческой работе студент может приобрести прочные знания и хорошо защитить свой проект.
Самостоятельная работа студента над проектом систематически контролируется и направляется преподавателем-консультантом. Студенту рекомендуют приходить на консультацию, имея при себе выполненные расчетные и графические работы. Консультант проверяет работу студента, помогает ему разобраться в неясных вопросах, дает советы и указания по улучшению конструкции и графическому оформлению чертежей, а также утверждает законченные этапы проектирования. Критический разбор самостоятельной работы студента на консультации, непосредственная, живая беседа с опытным консультантом являются для студента очень эффективным способом освоения методики и опыта проектирования. При этом полезно слушать консультации не только по своему проекту, но и по проектам своих товарищей.
* Технические задания на проектирование по курсу деталей машин. МВТУ им. Баумана, 1964.
ГЛАВА I
ПРАВИЛА ПРОЕКТИРОВАНИЯ И ОФОРМЛЕНИЯ ПРОЕКТА
Правила проектирования и оформления проекта определены ГОСТами единой системы конструкторской документации. Эти ГОСТы предназначены для промышленной конструкторской документации, содержащей целый ряд документов, которые не разрабатывают при учебном проектировании (чертежи опытных серий, изменения чертежей в процессе отработки конструкции и пр ). При учебном проектировании правила промышленного проектирования применяют в сокращенном виде.
§ 1. ЭТАПЫ ПРОЕКТИРОВАНИЯ
(Из ГОСТ 2.103—68)
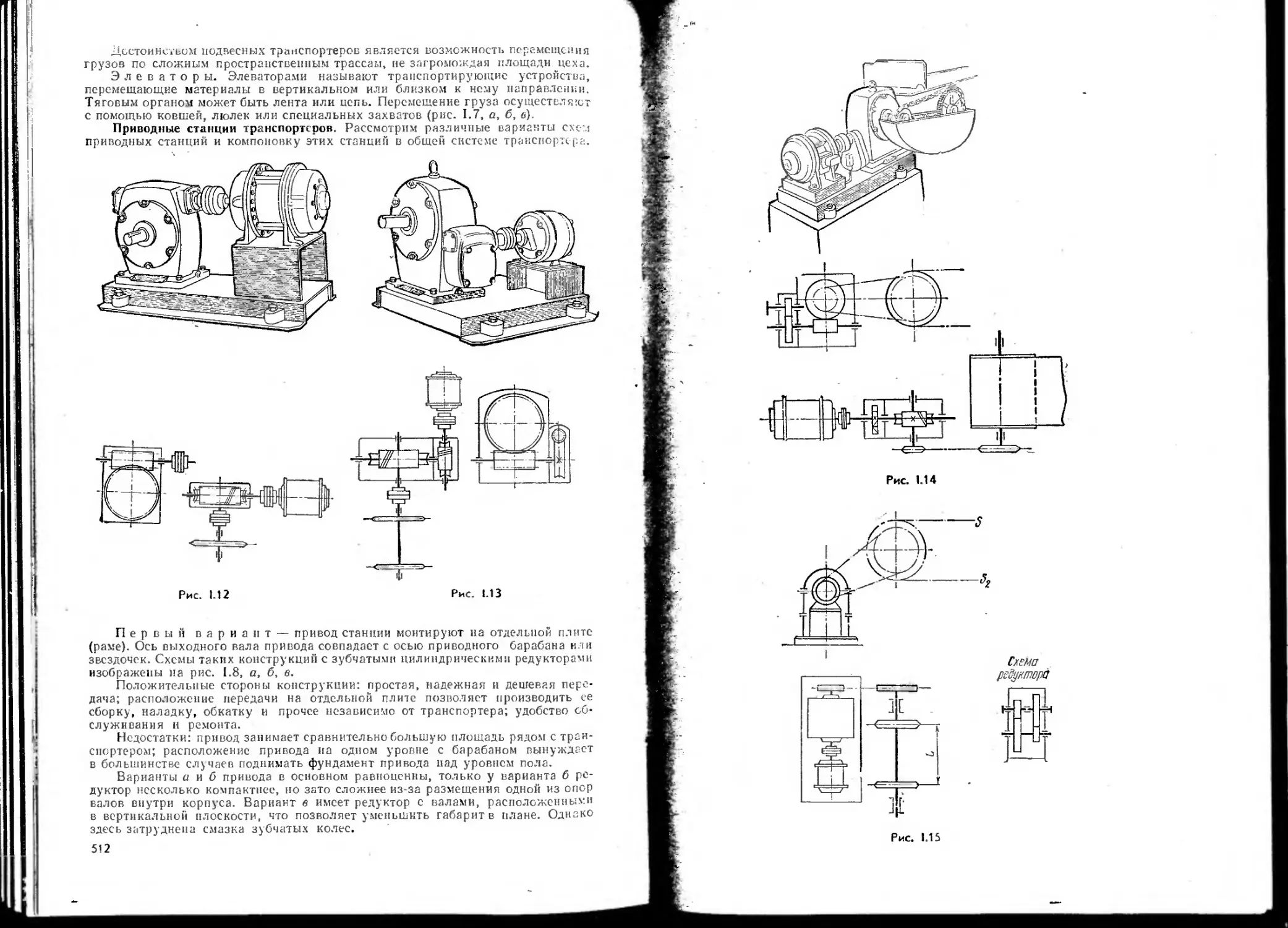
1 этап — разработка технического пред лож е-н и я. В техническом предложении обосновывают предлагаемый вариант решения по реализации задания. При этом анализируют задание с позиций возможности и целесообразности реализации тех или иных указанных в нем параметров и характеристик, конструктивных схем и т. п.; рассматривают различные существующие и возможные варианты конструктивных решений. Техническое предложение после согласования и утверждения в установленном порядке является основанием для разработки эскизного проекта.
II этап — разработка эскизного проекта. При эскизном проектировании выполняют расчеты и эскизные чертежи, которые должны содержать принципиальные конструктивные решения, дающие общее представление об устройстве и принципе работы изделия, о его габаритах и основных параметрах. Эскизный проект служит основанием для разработки технического проекта.
III этап — разработка технического проекта. При техническом проектировании разрабатывают чертежи сборочных единиц и общих видов, которые должны содержать окончательные решения, дающие полное представление об устройстве изделия, и исходные данные для разработки рабочих чертежей.
Отметим, что все чертежи рассматриваемого курсового проекта, за исключением рабочих чертежей деталей, относятся к чертежам технического проекта. Технический проект служит основанием для разработки рабочего проекта.
IV этап — разработка рабочего проекта — предусматривает разработку всех конструкторских документов, необходимых для изготовления изделия: чертежи деталей, сборочные, монтажные и габаритные чертежи, спецификации, ведомости покупных изделий и пр.
В курсовом проекте из чертежей рабочего проекта выполняют, как правило, только чертежи деталей.
V этап — разработка пояснительной записки, содержащей описание устройства и принципа действия изделия, а также расчеты и другие обоснования принятых при его разработке технических решений.
Все перечисленные здесь этапы проектирования иллюстрируются примером разработки одного из типовых проектов в гл. XIV.
§ 2. ПРОРАБОТКА КОНСТРУКЦИИ
(Из ГОСТ 2.107—68)
При проработке конструкции необходимо помнить, что в конструкторской работе нет мелочей. Только тщательно и всесторонне отработанная конструкция заслуживает право на применение.
Для большинства изделий выполнение проекта является лишь первичным результатом конструкторской работы. Обычно первичный проект изделия подвергают доработке и корректировке путем изготовления опытных образцов. В процессе производства и всестороннего испытания опытных образцов устраняют все конструкторские и технологические недостатки проекта и в том числе такие, как ошибки расчетов, несогласованность размеров, нетехнологичность, затруднения в обслуживании и пр.
Доводка конструкции на экспериментальных образцах связана с затратами средств и времени. Эти затраты тем меньше, чем тщательнее была первичная проработка конструкции. Следует учитывать, что даже незначительное изменение размеров или формы той или иной детали часто вызывает большие затруднения, так как с ней может быть связан целый ряд других деталей. Обучающимся конструированию очень важно приучить себя к качественной проработке конструкции с первых проектов. Следует обосновывать каждый размер, каждую линию своего чертежа, каждый элемент конструкции. С этой целью выполняют расчеты, используют ГОСТы, практические рекомендации и пр.
Отметим некоторые особенности выполнения расчетов при проектировании. Студент, начинающий проектировать, стремится внача.ё выполнить весь расчет и потом разработать чертеж конструкции. Эта неправильно. Расчет конструкции не следует выполнять без ее вычерчивания, так как многие размеры, необходимые для расчета (расстояния между опорами вала, места приложения нагрузок и т. п.), можно получить только из чертежа. В то же время поэтапное вычерчивание конструкции в процессе расчета является проверкой этого расчета. Неправильный результат расчета обычно проявляется в нарушении пропорциональности конструкции.
Первые проектные расчеты выполняют, как правило, упрощенными и приближенными. Окончательный расчет производят в форме проверочного для данной (уже намеченной) конструкции. Многие размеры элементов конструкции при проектировании не рассчитывают, а принимают в соответствии с опытом проектирования подобных конструкций. Опыт проектирования наиболее распространенных элементов конструк-
ций обобщен в ГОСТах и практических рекомендациях — учебниках, справочниках и пр. Например, для зубчатого колеса достаточно определить расчетом только диаметр и ширину зубчатого венца, а размеры всех других элементов (обода, диска, ступицы) можно принять по рекомендации (см. гл. X § 2). Размеры всех элементов литого корпуса редуктора рекомендуют принимать в зависимости от межосевого расстояния (см. гл. X § 4) и т. п. Для начинающих проектировать использование ГОСТов и рекомендаций связано с определенными трудностями и прежде всего потому, что они еще недостаточно знакомы с перечнем этих ГОСТов и рекомендаций. Знакомство с ГОСТами и' рекомендациями, приобретение навыков их применения является одной из задач курсового проекта деталей машин. Эта задача в той или иной степени находит свое отражение во всех последующих главах учебного пособия.
При проработке конструкции особое внимание уделяют правильному решению следующих вопросов:
1. Выполнение условий технического задания. Техническое задание является для конструктора документом, подлежащим безусловному выполнению. Если у конструктора (студента) появляются предложения по улучшению задания или его отдельных пунктов, они могут быть реализованы только при согласии заказчика (консультанта).
2. Соблюден не гармоничности конструкции по размерам узлов и деталей, запасам прочности, долговечности, надежности и т. п. Иллюстрируя это примером из заданий, приведенных в табл. 0.1 и 0.2, можно отметить, что конструкция по табл. 0.2 будет негармоничной, если размеры муфты 4 значительно больше размеров барабана 5; если размер ведомой звездочки цепной передачи 5 по табл. 0.1 значительно больше размеров тяговых звездочек 6; если размеры зубчатых колес первой ступени, редуктора по табл. 0.1 значительно меньше размеров колес второй ступени, и т. п.
Для соблюдения условий гармоничности размеров конструктор имеет в своем распоряжении ряд средств: выбор типа передачи (планетарной, червячной и т. д.); выбор типа муфты; распределение передаточных чисел в системе привода; выбор материалов и т. д.
Важным показателем совершенства конструкции является условие равнойрочности и равной долговечности элементов. Наличие в конс-струкции хотя бы одного недостаточно прочного или недостаточно долговечного элемента снижает надежность конструкции в целом. На практике встречаются случаи, когда различные элементы конструкции рассчитывают на различную долговечность или на различный ресурс наработки до предельного состояния. Например, валы, как правило, рассчитывают на неограниченный, а подшипники на ограниченный ресурс. При этом допускают замену подшипников при очередных плановых ремонтах. Расчет подшипников на больший ресурс в некоторых случаях мог бы привести к неоправданному завышению веса и габаритов конструкции в целом. Ограниченный ресурс имеют цепи, ремни и некоторые другие элементы. Важно, чтобы ни один из этих элементов не выходил из строя раньше намеченного срока очередного планового ремонта.
Ю
3. Рациональная компоновка сборочных единиц, обеспечивающая наименьшие габариты, удобства сборки и разборки, регулировки и обслуживания и пр.
В заданиях на проект по курсу деталей машин схема компоновки сборочных единиц и тип этих единиц обычно являются заданными (см. примеры в табл. 0.1 и 0.2). В таком случае проектирующий должен уметь оценить достоинства и недостатки той или иной заданной схемы. Примеры такой оценки различных схем компоновки приводных станций транспортеров даны в приложении I.
4. О б о с н о в а п н ы й выбор материалов и терм и-ческой обработки, обеспечивающий снижение массы изделия, расхода дефицитных материалов и стоимости конструкции. Для изготовления деталей, которые являются решающими в определении габаритов и массы изделия (например, зубчатые колеса редуктора), следует широко использовать легированные стали, термическую и химико-термическую обработку, а также упрочняющую технологию (закалка, азотирование, наклеп и т. п.). Следует широко применять пластмассы, модифицированные чугуны и другие прогрессивные материалы.
5. Выбор технологических форм деталей с учетом масштаба производства, способов получения заготовок и последующей механической обработки — см. рекомендации гл. III и IV.
6. Широкое использование стандартных изделий (подшипники, муфты, редукторы, крепежные детали, смазочная аппаратура, рукоятки, маховички и т. п.), а также стандартов на различные элементы проектируемых деталей (выточки, галтели, заплечики, литейные уклоны и т. д.). Стандарты разрабатывают на основе глубоких исследований и обобщения большого опыта. Поэтому стандартные детали и стандартные элементы деталей являются наиболее совершенными. Стандартизация — важнейший технико-экономический фактор, который обеспечивает: уменьшение объема конструкторских работ благодаря сокращению количества вновь конструируемых узлов и деталей и выполняемых рабочих чертежей; снижение сроков изготовления и общей стоимости изделия за счет применения стандартной технологии, готовых (покупных) относительно дешевых стандартных деталей и инструментов; регламентацию всех характеристик стандартизированных объектов, что дает возможность централизации их производства, широкой кооперации, международного обмена и легкой замены во время эксплуатации и ремонта.
7. У н и ф и к а ц и я или сокращение количества типоразмеров деталей нотдельных их э л е м е н-т о в во всем изделии. Унификация, так же как и стандартизация, направлена на повышение технико-экономических показателей конструкции. Принцип унификации распространяют и на материалы для изготовления деталей. Недооценка принципа унификации свидетельствует о недостаточной конструкторской подготовке.
Конструктор соблюдает принцип унификации на всех стадиях проектирования.
Ведомость крепежных деталей
Наименование и ГОСТ Размер Количество по сборочным Общее количество
1 единицам 4
2 3
Болт, ГОСТ 7808—70 М8Х40 8 20 12 40
М8х45 4 2 —. — 6
М10Х50 6 10 8 6 30
М 12x50 — — 2 — 2
Болт, ГОСТ 7805—70 Ml ОХ 50 — 6 — —— 6
Шпилька, тип А ГОСТ 11765—66 И т. д. АМ16Х120 /20\ (зв)’3*6 8 — — — 8
Окончательный анализ конструкции с целью унификации проводят после разработки всех сборочных чертежей. При этом учитывают, например, типы и размеры подшипников качения, модули зубчатых колес, крепежные детали, посадочные размеры, материалы и пр. Если в конструкции использовано много вариантов какого-либо элемента, для удобства анализа составляют ведомости, примеры которых приведены в табл. 1.1 и 1.2.
Унификация элементов конструкции снижает стоимость производства, уменьшает номенклатуру инструмента, необходимого для производства, упрощает ремонтное обслуживание и эксплуатацию. Например, унификация модулей зубьев уменьшает [номенклатуру зуборезного инструмента; унификация посадочных размеров снижает номенклатуру контрольных калибров; унификация крепежных деталей уменьшает комплект гаечных ключей, количество запасных деталей и пр. С этих позиций в приведенных примерах целесообразно рассмотреть вопрос о возможности замены болтов М8 X 45 (намечено 6 штук) на болты М8 х 40 (намечено 40 штук); болтов М12 X 50 (намечено 2 штуки) на болты МЮх 50 (намечено 30 штук); заменить болты MI0X50 по ГОСТ 7805—70 (намечено 6 штук) на болты МЮх х50 по ГОСТ 7808—70; размера 05ОХ (встречается 1 раз) на размер 0 50Х3 (встречается 11 раз) и т. п. Отметим, что любая замена не
Ведомость посадочных размеров
Таблица 1.2
Размер Количество по сборочным единицам Общее количество
1 2 3 4
0 50А 4 2 6 . 12
0 50А3 2 4 2 8
0 50Х — 1 1
0 50Х3 3 4 — 4 11
должна производиться в ущерб качества конструкции, ее прочности и т. п. После корректировки элементов конструкции с позиций унификации производят соответствующие исправления чертежей, а ведомости унифицированных деталей и посадочных размеров прикладывают к пояснительной записке.
8. Обоснованное назначение по-садок, допусков, степеней точности и классов чистоты поверхностей деталей. Все эти факторы должны быть обоснованы с позиций их влияния на функционально-эксплуатационные свойства изделия и согласованы с технологическими возможностями конкретных производственных условий (см. рекомендации гл. XIII). Недопустимо ставить перед производством необоснованно высокие и тем более невыполнимые требования. Такие требования повышают себестоимость продукции, не улучшая ее качества.
9. Хорошая смазка элементов, работающих в у с л о в и я х трения (подшипники, направляющие, зубчатые и червячные зацепления и др.), обеспечивающая достаточный ресурс наработки по износу и усталостному выкрашиванию, а также устраняющая возможность задира и заедания поверхностей деталей. Хорошую смазку обеспечивают не только надежностью системы подвода смазки, но и качеством смазочных материалов. Практика знает немало примеров, когда только правильным подбором сорта смазки удается повысить долговечность деталей в несколько раз (рекомендации по вопросам смазки см. гл. IX).
§ 3. ОФОРМЛЕНИЕ ЧЕРТЕЖЕЙ ПРОЕКТА
(Из ГОСТ 2.109—68)
Правила оформления чертежей изучают в курсе черчения. Ниже излагаются дополнительные сведения, с которыми студенты знакомятся при выполнении проекта деталей машин, а также те, на которые авторы сочли целесообразным обратить внимание студентов в порядке повторения (примеры чертежей проекта см. гл. XIV).
Графическое оформление чертежей. Все чертежи выполняют карандашом на ватмане. Форматы чертежей приведены в табл. 1.3.
Графическое оформление чертежей должно отвечать следующим ос-, новным требованиям:
Таблица 1.3
Форматы чертежей из ГОСТ 2.301—68
Обозначение формата 44 24 22 12 4 11
Размеры сторон, мм 1189x811 594X841 594x420 297x420 297X210
1. Соблюдение существующих чертежных стандартов: правила изображения видов, разрезов, сечений; условных изображений часто встречающихся деталей и их элементов (болтов, зубчатых колес, резьб, сварных швов и т. д.); различная толщина контурных, пунктирных, штрихующих, размерных и прочих линий и т. д.;
2. Конструкцию всех сборочных единиц и деталей, за исключением общих видов и в отдельных случаях крупногабаритных изделий, например таких, как рамы, вычерчивают в масштабе 1:1.
Если общие габариты изделия вынуждают вычерчивать отдельные виды в масштабе уменьшения (табл. 1.4), то обязательна проработка основных мест конструкций в масштабе 1:1с помощью сечений, разрезов и т. п. (см. рис. 14.5 и 14.6).
Таблица 11
Мелкие элементы конструкции (галтели или канавки вала), требующие показа формы и простановки размеров, вычерчивают отдельно в виде выносных увеличенных изображений (см. примеры на рис. 13.14, 13.16, ...).
3. Чертежная приработка конструкции должна быть достаточно полной и содержать необходимое число видов с разъясняющими сечениями, разрезами и выносками. Для того чтобы не загромождать чертеж излишними изображениями и экономить время конструктора, допускается не давать подробные изображения стандартных деталей (кроме мест сопряжения), изображение повторяющихся деталей (например, крепежных) давать только один раз, симметричные детали давать в разрезе только с одной стороны и т. п. (см. примеры па рис. 14.5, 14.14).
При графической проработке очень важно в минимальное количество изображений вложить максимум содержания. Не следует допускать пустых, мало что дающих изображений. Каждое изображение должно быть насыщено содержанием.
Основная надпись чертежей (из ГОСТ 2.104—68). Для всех видов чертежей (сборочных, деталей и пр.) ГОСТ предусматривает одну осиов-н\ю надпись, которую размещают в правом нижнем углу чертежа. В табл. 1.5 приведена основная надпись для чертежей учебного проекта с учетом упомянутого ГОСТа. В графах основной надписи (номера граф записаны в скобках) указывают:
в графе 1 — наименование изделия в именительном падеже единственного числа, порядок слов прямой (например, «Редуктор червячный», «Колесо зубчатое»);
Таблица 1.5
Основная навпись
185 5
65 70 50
_Л7^ /<? -
io «О (7) (2)
Исполн. Фамилия ПвЗл >ct Ала 0) Масса Macuima5
Раз pc 5.
Консулы. ЛиртМ Листай (S)
_20 _ (6) Сэ C\J
io (в)
Принял
Форма, первого листа, спецификации
в графе 2 — обозначение или шифр чертежа (например, «06.01.03» — см. ниже);
в графе 3 — обозначение материала детали (графу заполняют только на чертежах деталей);
в графе 4 — порядковый номер листа (заполняют в случае, если конструкция изделия, например редуктора, разработана на несколь* ких листах; при одном листе графу не заполняют);
в графе 5 — общее количество листов чертежа (графу заполняю! только на первом листе);
в графе 6—наименование учебного заведения, кафедры, группы (например, МВТУ им. Баумана, кафедра «Детали машин», группа М.1-61);
в графе 7 — наименование изделия по заданию (например, «Приводная станция ленточного транспортера»).
Содержание остальных граф не требует объяснения.
Спецификация чертежей (из ГОСТ 2.108—68). 1. Спецификацию относят к текстовым документам. Ее составляют на каждую сборочную единицу на отдельных листах формата 11 ватмана или писчей бумаги. Листы спецификации брошюруют отдельно или прикладывают к пояснительной записке.
2. Форма первого листа спецификации приведена в табл. 1.5. Последующие листы отличаются сокращенной формой основной надписи (см. табл. 14.6, стр. 483). Графы основной надписи спецификации пронумерованы так же, как и графы основной надписи чертежа. Соответственно сохраняется и содержание граф-
в графе 4 записывают порядковый номер листа спецификации (на спецификациях из одного листа графу не заполняют);
в графе 5 — количество листов спецификации (заполняют только на первом листе).
3. В общем случае спецификация состоит из ряда разделов (по стандарту 7 разделов, для курсового проекта оставлено 3). Наименование каждого раздела указывают в виде заголовка в графе «Наименование» и подчеркивают. Наличие тех или иных разделов определяется составом специфицируемого изделия.
4. В разделах «Сборочные единицы» и «Детали» запись изделий (например, деталей) производят в алфавитном порядке их наименований.
5. В разделе «Стандартные изделия» вначале записывают изделия по государственным стандартам, затем по отраслевым стандартам (нормалям). В пределах каждой категории стандартов запись производят по однородным группам (например, крепежные детали, подшипники и т. д.). В пределах каждой группы — в алфавитном порядке наименований изделий (например, болт, винт, гайка и т. д.). В пределах каждого наименования — в порядке возрастания обозначений (номеров) стандартов и далее в порядке возрастания основных параметров или размеров изделия (например, моментов для муфт, диаметров для болтов и т. д.).
6. Графы спецификации заполняют следующим образом:
а) в графе «Поз.» указывают порядковый номер составных частей изделии в последовательности записи их в спецификации (такие же номера позиций проставляют и на чертеже сборочной единицы);
б) в графе «Обозначение» указывают обозначения (шифр) чертежа составных частей изделия (см. ниже). В разделе «Стандартные изделия» графу не заполняют;
в) в графе «Наименование» указывают наименование изделий. Для стандартных изделий указывают наименование и условное обозначение в соответствии со стандартом (например, «Болт М12 X 40. 3.6 ГОСТ 7805—70»);
г) в графе «Кол.» указывают количество составных частей на одно специфицируемое изделие;
д) в графе «Материал» указывают обозначение материала и ГОСТ на материал;
е) в графе «Примечание» указывают дополнительные сведения по усмотрению конструктора.
Обозначение (шифр) чертежей. В основную надпись чертежа и спецификацию записывают обозначение того изделия, которое на нем изображено. Правила обозначения установлены ГОСТ 2.201 — 68.
В соответствии с этими правилами для учебных проектов авторы рекомендуют цифровую систему обозначений, учитывающую номер и вариант задания, разбивку изделия на сборочные единицы и детали. За индекс изделия целесообразно принять номер и вариант задания.
Значащие цифры в обозначениях сборочных единиц и деталей соответствуют номерам позиций.
При этом в основной надписи чертежа общего вида изделия (см. рис. 14.14) записывают, например, 06.01.00, где 06 — номер задания; 01 —номер варианта; 00 — обозначение чертежа общего вида.
В основной надписи чертежа сборочной единицы, например, редуктора (см. рис. 14.5), записывают: 06.01.03, где дополнительно 03 — обозначение редуктора, а цифра 3 — номер позиции редуктора на общем виде.
В основной надписи чертежа детали, например колеса зубчатого (см. рис. 14.13), входящего в редуктор, записывают: 06.01.03 05, где дополнительно 05 — номер позиции детали на чертеже редуктора.
Обозначения сборочных единиц (например, 06 01.03) записывают также в соответствующей графе спецификации чертежа общего вида, а обозначение деталей (например, 06.01.03. 05) — в спецификации чертежа сборочной единицы.
Простановка размеров (из ГОСТ 2.109—68), На чертежах сборочных единиц проставляют следующие размеры:
1) г аб а р ит н ые, необходимые для определения размеров места установки изделия, изготовления тары, транспортировки и пр.;
2) установочные и присоединительные, необходимые для установки изделия на месте монтажа, а также определения размеров и места положения элементов, которые присоединяют к данному изделию. К присоединительным относят также такие параметры, как модуль и число зубьев зубчатых колес, шаг и число зубьев звездочек, если они служат элементами внешней связи для данной сборочной единицы,
3) исполни тельные (сборочные), связанные с выполнением каких-либо технологических операций в процессе сборки, а также задающие условия регулировки изделия. Например, размеры отверстий под штифты, если их обрабатывают в процессе сборки; размеры зазоров между подшипниками и упорными торцами подшипниковых крышек, если их контролируют при сборке с целью гарантии подшипников от защемления, и т, п.;
4) посадочные, определяющие характер сопряжений. Например, посадка зубчатого колеса на вал, посадка подшипника на вал и в корпус и т. п. Эти размеры используют при разработке чертежей деталей-,--для'справок при разработке технологии сборки и пр.;
5) расчетные и справочные, характеризующие основные силовые и эксплуатационные показатели изделия. Например, межосевое расстояние и ширина зубчатых колес; крайние положения подвижных частей (рукояток управления в коробке скоростей) и т. п.;
6) р а з м е р ы э л е м е и т о в, которые конструктор выделяет по тем или иным соображениям (например, размеры выточек на валу, шпоночных пазов и т. п.).
На чертежах деталей размеры проставляют по правилам, изложенным в гл. XIII. При простановке всех размеров необходимо помнить, что размеры, относящиеся к одному и тому же элементу, рекомендуется сосредоточивать в одном месте, располагая их на том изображении, на котором этот элемент показан наиболее отчетливо. Было бы неправильно, например, указывать длину выходного конца вала на одном изображении, а его диаметр — на другом. Это затрудняло бы чтение чертежа и поиск необходимых размеров.
Технические требования, характеристики и таблицы (из ГОСТ 2.316 — 68). Весь комплекс технических данных, который необходим для изготовления, сборки, регулировки, отделки и контроля изделия, не может быть выражен только линиями чертежа, размерами, предельными отклонениями и условными обозначениями. Поэтому возникает необходимость дополнять чертежи соответствующими текстовыми техническими требованиями, основными характеристиками и таблицами. В зависимости от вида изделия, которое изображено на чертеже, и назначения чертежа технические требования могут быть самыми разнообразными. Ниже приведены примеры наиболее часто встречающихся технических требований при проектировании деталей машин.
1. Для чертежей сборочных единиц:
а) требования, определяющие качество и точность изготовления. Например, для редукторов указывают степень точности зацеплений;
б) требования по сборке. Например, допускаемая ие-соосность валов при монтаже приводной станции (перекос не более ..., радиальное смещение не более ...). Для редуктора обычно указывают способ уплотнения плоскости разъема (например, «плоскость разъема покрыть герметиком при окончательной сборке»), а также регулировочные зазоры по осям подшипников, если они необходимы и не указаны на чертеже. Указания о дополнительной обработке деталей при сборке. Например, «развальцевать», «отогнуть» и т. п.;
в)требованияпо отделке. Например, по окраске изделия в сборе, оговаривающие вид и цвет краски и в случае надобности предупреждающие о необходимости защиты отдельных мест от окраски: «необработанные поверхности красить внутри редуктора маслостойкой краской, снаружи — серой нитроэмалью».;
г) требования по эксплуатации. Например, по смазке редуктора с указанием количества и марки масла.
2. Для рабочих чертежей деталей:
а) требования, относящиеся к заготовке. Например, величина литейных и штамповочных уклонов, радиусов закругления, очистка, окраска и др.;
б) требования к термической обработке и поверхностному упрочнению деталей. Например, глубина цементации, азотирования; режим дробеструйной обработки или обкатки роликами и пр.;
в) у к а з а н и я п о а н т и к о р р о з и о п и ы м или декоративным покрытиям. Например, окраска, хромирование, никелирование и пр.;
г)требован и я, относящиеся к механической обработке детали. Например, отклонения свободных размеров; формы и взаимного положения поверхностей, если они не указаны на чертеже условными знаками (конусность, овальность, параллельность, перпендикулярность, соосность, радиальное и торцовое биение и т. п.);
д) т е х н о л о г и ч е с к и е требования. На рабочих чертежах помещать не рекомендуют. Такие требования ограничивают технологов в выборе наиболее рациональных способов обработки в условиях конкретного производства.
Исключение составляют требования по выбору вида заготовки (отливка, поковка и т. д.), так как от этого зависит прочность материала, а также указания по применению определенных приемов и способов обработки и сборки только в тех случаях, когда они предусматриваются как единственные, гарантирующие качество изделий. Например, совместная обработка (сверлить в сборе с дет. ...», «растачивать в сборе с дет. ...» и т. п ), совместная гибка или развальцовка, притирка, доводка и т. п.
3. Редакция технических требований должна быть краткой и четкой, допускающей только одно толкование. Следует придерживаться уже установившихся текстов указаний (см. примеры на рищ 14.5, 14.14, 13.15, 13.18, ...).
Пунктам технических требований дают сквозную нумерацию. Каждый пункт записывают с красной строки. Заголовок «Технические требования» не пишут, если на чертеже нет технической характеристики. В противном случае пишут оба заголовка (без подчеркивания).
4. Размещают технические требования на поле чертежа над основной надписью в виде колонки шириной не более ширины основной надписи. На листах формата более 12 допускают размещать текст в две и более колонки.
5. Основные технические характеристики записывают на чертежах общих видов и сборочных единиц на свободном поле чертежа под заголовком «Техническая характеристика». Например, для общего вида приводной станции транспортера указывают тяговую силу Р, кг и скорость и, м!сек ленты или тяговой цепи. Это мвимально необходимые характеристики. В целях расширения сведений о конструкции дополнительно можно указать мощность и скорость вращения двигателя, общее передаточное число привода, если они не указаны в спецификации.
На чертеже редуктора или другой передачи указывают момент на выходном валу Л1ПЫХ, кГ-м и передаточное отношение i. Пунктам технической характеристики присваивают самостоятельную нумерацию.
6. Таблицы (например, таблицу передаточных отношений коробки скоростей) размещают на свободном поле чертежа. Если таблица не одна, над ней пишут слово «Таблица» с порядковым номером (без знака Ле).
7. Всю текстовую часть размещают только на первом листе независимо от того, на скольких листах изображен чертеж данного изделия и на каких листах находятся изображения, к которым относятся указания, приведенные в текстовой части.
§ 4. СОДЕРЖАНИЕ И ОФОРМЛЕНИЕ ПОЯСНИТЕЛЬНОЙ ЗАПИСКИ
(Из ГОСТ 2.106—68)
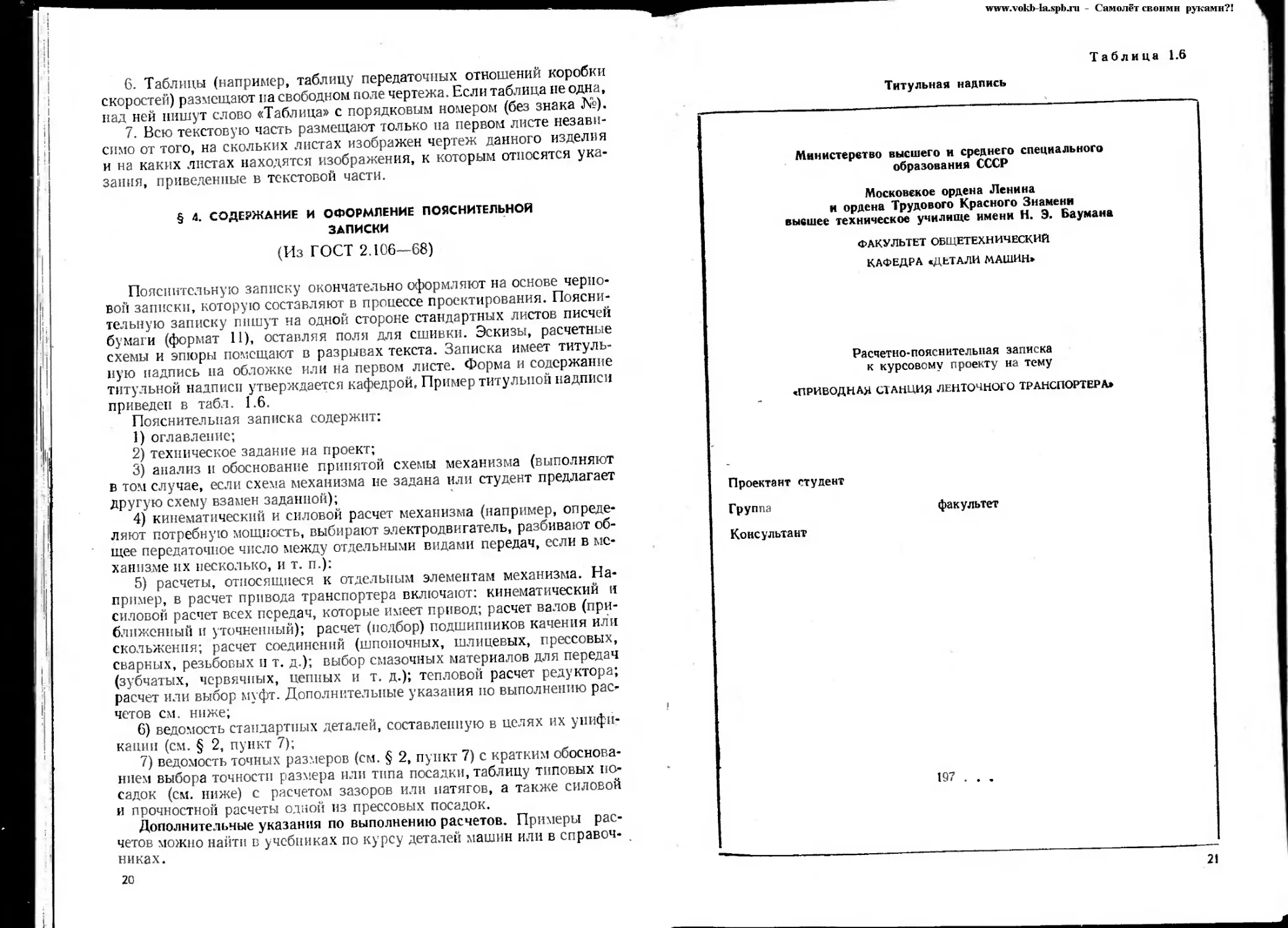
Пояснительную записку окончательно оформляют на основе черновой записки, которую составляют в процессе проектирования. Пояснительную записку пишут на одной стороне стандартных листов писчей бумаги (формат II), оставляя поля для сшивки. Эскизы, расчетные схемы и эпюры помещают в разрывах текста. Записка имеет титульную надпись на обложке или на первом листе. Форма и содержание титульной надписи утверждается кафедрой, Пример титульной надписи приведен в табл. 1.6.
Пояснительная записка содержит:
1) оглавление;
2) техническое задание на проект;
3) анализ и обоснование принятой схемы механизма (выполняют в том случае, если схема механизма не задана или студент предлагает другую схему взамен заданной);
4) кинематический и силовой расчет механизма (например, определяют потребную мощность, выбирают электродвигатель, разбивают общее передаточное число между отдельными видами передач, если в механизме их несколько, и т. п.):
5) расчеты, относящиеся к отдельным элементам механизма. Например, в расчет привода транспортера включают: кинематический и силовой расчет всех передач, которые имеет привод; расчет валов (приближенный и уточненный); расчет (подбор) подшипников качения или скольжения; расчет соединений (шпоночных, шлицевых, прессовых, сварных, резьбовых и т. д.); выбор смазочных материалов для передач (зубчатых, червячных, цепных и т. д.); тепловой расчет редуктора; расчет или выбор муфт. Дополнительные указания но выполнению расчетов см. ниже;
6) ведомость стандартных деталей, составленную в целях их унификации (см. § 2, пункт 7);
7) ведомость точных размеров (см. § 2, пункт 7) с кратким обоснованием выбора точности размера или типа посадки, таблицу типовых насадок (см. ниже) с расчетом зазоров или натягов, а также силовой и прочностной расчеты одной из прессовых посадок.
Дополнительные указания по выполнению расчетов. Примеры расчетов можно найти в учебниках по курсу деталей машин или в справочниках.
Таблица 1.6
Титульная надпись
Министерство высшего и среднего специального образования СССР
Московское ордена Ленина и ордена Трудового Красного Знамени вывшее техническое училище имени Н. Э. Баумана
ФАКУЛЬТЕТ ОБЩЕТЕХНИЧЕСКИЙ
КАФЕДРА «ДЕТАЛИ МАШИН»
Расчетно-пояснительная записка к курсовому проекту на тему
«ПРИВОДНАЯ G1 АКЦИЯ ЛЕНТОЧНОГО ТРАНСПОРТЕРА»
Проектант студент
Группа Консультант
факультет
. Расчеты сопровождают:
1) кратким обоснованием типа принятой конструкции тех или иных элементов в зависимости от их назначения и условий работы в механизме. Эти обоснования метут быть представлены в виде сравнения выбранного решения с другими имеющимися или возможными вариантами, показа их преимуществ под углом зрения стоимости, простоты изготовления, удобства эксплуатации, ремонта и пр. Например: «первуюступень выполняем косозубой как быстроходную»; «ставим компенсирующую муфту, так как конструкция закрепления соединяемых узлов не может обеспечить строгой соосности валов»; «выбираем радиальный шариковый подшипник как сравнительно дешевый, допускающий небольшие перекосы осей и способный воспринимать имеющиеся небольшие осевые нагрузки», и т. п.;
2) принципиальной схемой конструкции и расчетной схемой! с указанием нагрузок и размеров, необходимых для расчета;
3) расчетными эпюрами для валов осей и т. п.;
4) обоснованием выбора материала, термообработки, допускаемых напряжений, расчетных коэффициентов и пр.;
5) обоснованием выбора размеров, которые не определяют расчетом, а назначают по рекомендациям учебной или справочной литературы по конструктивным или технологическим соображениям;
6) записью расчетных формул в общем виде с последующей цифровой подстановкой и результатом вычисления. Последовательность подстановки цифр должна соответствовать последовательности обозначений в формуле. Мало распространенные обозначения выписывают отдельно с расшифровкой и указанием размерности;
7) сводкой или таблицей результатов расчета в тех случаях, когда при расчете определяют большое количество параметров. Например, межосевое расстояние зубчатой пары, число зубьев, модуль, диаметр и ширина зубчатых колес и т. п.;
8) выводами и заключениями по расчету, если они необходимы для оценки и обоснования полученных результатов;
9) краткими объяснениями к расчету, позволяющими разобраться в нем без помощи автора;
10) ссылками на литературу (в том числе конспекты лекций) с указанием номеров таблиц и страниц, номера использованных ГОСТов, нормалей и пр. Эти ссылки и являются в основном обоснованиями, указанными в пунктах 1, 4, 5.
Указание по составлению таблицы посадок. В большинстве случаев посадки и предельные отклонения размеров в курсовом проекте принято проставлять в буквенном обозначении (см. гл. XIII и XIV). При этом за буквами скрываются действительные значения предельных отклонений, зазоров и натягов. Для того чтобы студент получил представление об этих величинах, при учебном проектировании рекомендуют составлять таблицу посадок (табл. 1.7).
В таблицу включают не все посадки, а только по одной из каждой группы посадок, примененных в проекте. Обучающимся рекомендуют также выполнить расчет одной из прессовых посадок: определить передаваемый крутящий момент, силу запрессовки и прочность деталей. 22
s ч
www.vokbla.spb.nl - Самолёт своими руками?!
2
о
• Примечание Расчет посадки стр. 00 1 Расчет нагрева посадке см. стр. 1
5 5; S Г X СЧ 4-112 СО 4- 25
1
+ Л X ф S X га S а со 1 со 1 о
с с Г л ч о X уит 4-175 сч 1 4- 50
=5 Ч га R га е В/И + + — 50 — 140 сч °0 4-+ с>ю>
X
о X о ч * О отверстия — в/и сч ° 4-35 0 о сч 7 СО °
э га обозна- ф X ф СТ с 5:
о номиналь- яып раз- мер, мм 0 50 0110 050 i 0110
ф 0‘ГЗЗ 03-34 03-03 03-21 03-27 03-26 03-27 03-03
га СЧ 04 о о О СЧ о О) 04 О о
= О Э СЧ СЧ О1 сч CN СМ
5 О S га Зубчатое колесо Вал » Корпус редуктора Крышка подшип- ника Подшипник Вал Подшипник Корпус
ГЛАВА II
ПРОЕКТИРОВАНИЕ СОЕДИНЕНИИ
Различные типы соединений, их конструкции, характеристики, применение и расчет изучают в курсе деталей машин. В настоящей главе излагаются дополнительные сведения по разработке конструкции соединений, а также рекомендации справочного характера. Дополнительные сведения о сварных соединениях излагаются совместно с вопросами конструирования сварных изделий в гл. IV.
Так как конструкция соединений весьма разнообразна, ограничиваемся здесь рассмотрением соединений общего (не специального) типа и в основном тех, которые часто применяют при выполнении проектов по курсу деталей машин. Более широкие сведения можно найти в специальной литературе Ill, 68, 41, 70], в справочниках по деталям машин [6, 3], в атласах конструкций деталей машин [51].
§ 1. РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
Резьба и детали резьбовых соединений. Метрическая резьба (табл. 2.1), стандартизованная для диаметров 1 — 600 мм, изготов/гяет-ся с крупным и мелким шагами.
Конструктивное оформление концов резьбы (табл. 2.2 и 2.3) связано с технологическими требованиями. Для захода режущего инструмента на входных концах выполняют фаски с X 45° и сх X 45°. Для вывода режущего инструмента на выходных концах резьбы предусматривают проточки b и bt или участки с неполной резьбой — сбеги I и lt.
Участок сбега резьбы не позволяет завернуть гайку на винт или винт в резьбовую деталь до конца резьбы. Это необходимо учитывать при конструировании соединений. Минимально допустимый запас резьбы (L и Lj) указан в табл. 2.3. Кроме компенсации сбега резьбы запас резьбы предусматривает компенсацию неточностей размеров деталей. Если толщина прижимаемой детали меньше L\ (рис. б, табл. 2.3), под головку винта подкладывают шайбу или срезают некоторую часть резьбы на входе резьбового отверстия. В глухих резьбовых отверстиях (рис. в) без проточки необходимо иметь запас полной резьбы Е2 и запас глубины сверления L3, предусматривающий компенсацию сбега резьбы, неточности инструмента и пр. Минимальный выход конца винта из гайки (размер а на рис. а) предусматривает компенсацию фаски винта и неточностей размеров соединяемых деталей.
Глубину завинчивания Нг (табл. 2.3) назначают по условиям равно-прочности стержня винта на разрыв и резьбы на срез. Она зависит от соотношения прочностей материалов винта и детали.
Болты (винты) изготовляют для постановки в отверстие с зазором (табл. 2.4 и 2.6) и без зазора (табл. 2.7). Диаметры отверстий для постановки болтов с зазором даны в табл. 2.9.
Болты для отверстий из-под развертки (табл. 2.7) применяют при больших поперечных (сдвигающих) нагрузках в целях уменьшения ia-24
Таблица 2.1
Резьба метрическая (Из ГОСТ 9150 — 59}
Я=0,86603s ft=0,54125s
Утолщенной линией показан номинальный профиль, общий для болта и гайки
Размеры, мм
Диаметр наружный Шаг Диаметры Диаметр наружный Шаг Диаметры
средний внутренний средний внутренний
d 5 Д, d S dt
1 5,350 4,918 2 14,701 13,835
6 0,75 5,513 5,188 1,5 15,026 14,376
0,5 5,675 5,459 16 1 15,350 14,918
0,75 15,513 15,188
1,25 7,188 6,647 0,5 15,675 15,459
1 7,350 6,918 7,188 2,5 16,376 15,294
8 0,75 7,513
0,5 7,675 7,459 2 16,701 15,835
1,5 17,026 16,376
1,5 9,026 8,376 18* I 17,350 16,918
1,25 1 9,188 8 647 0,75 17,513 17,188
10 9'350 8,918 0,5 17,675 17,459
0,75 9,513 9 188 2,5 18,376 17,294
0,5 9', 675 9*459
1,75 2 18,701 17,835
10,863 10,106 20 1,5 19,026 18,376
1,5 11,026 10 376 1 19,350 18,918
12 ' 1,25 1 11,180 10 647 0,75 19,513 19,188
11,350 10'918 0,5 19,675 19,459
0,75 0,5 11,513 11,675 11,188 11,459 3 22,051 20,752
2 22,701 21,835
2 12,701 11,835 24 1,5 23,026 22,376
1,5 1 13,026 12 376 1 23,350 22,918
14 13'350 12'918 0,75 23,513 23,188
0,75 13,513 13.188
* 0,5 13,675 13,459
Продолжение табл. 2 1
Диаметр наружный Шаг Диаметры Диаметр наружный Шаг Диаметры
средний внутренний средний внутренний
d S d2 di d S dt d,
3 25,051 23,752 3,5 30,727 29,211
2 25,701 24,835 (3) 31,051 29,752
27* 1,5 26,026 25,376 | 2 31,701 30,835
1 26,350 25,918 33* 1.5 32,026 31,376
0,75 26,513 26,188 - 1 32,350 31,918
0,75 32,613 32,188
3 п 27,727 26,211
(3) 28,051 26,752 4 33,402 31,670
2 28,701 27,835 3 34,051 32,752
30 1,5 29,026 28,376 36 2 34,701 33,835
1 29,350 28,918 1,5 35,026 34,376
0,75 29,513 29,188 I 35,350 34,918
При м е ч а я и я.
1 Первая цифра шага в каждом ряду относится к резьбам с крупным шагом.
2. По предпочтительности диаметров d резьбы разделены .на 3 ряда Диаметры 3-го ряда применяют редко и здесь не приведены. Диаметры 2-го ряда выделены знаком *.
3. Пример условного обозначения резьбы с крупным шагом — Мб; М12; . , с мелким шагом добавляется шаг резьбы — М6Х0.5; М12Х1 и т. п.
баритов и повышения надежности соединения. Их устанавливают в отверстия деталей по одной из переходных посадок г т \i~n ) * °^еспе* чивающих небольшой натяг по диаметру d±. Поверхность болта по обрабатывают не ниже 7-го класса чистоты. Такой крепежный болт одновременно может выполнить функцию штифта, фиксирующего относительное положение деталей.
Головки болтов (винтов) весьма разнообразны: шестигранные, четырехгранные, двугранные, цилиндрические с внутренним шестигранником под ключ, цилиндрические под отвертку, потайные (конические), полупотайиые под отвертку и др.
Полный ассортимент болтов (винтов), различающихся по головкам, можно найти в справочниках и атласах.
Наиболее распространены в машиностроении болты с шестигранной головкой под ключ, как более падежные (по усилию затяжки) и удобные в эксплуатации. Выпускают болты с нормальной и уменьшенной шестигранной головкой (табл. 2.4 и 2.7). Уменьшенная головка несколько снижает вес бол га и позволяет некоторое уменьшение ширины фланцев, что также снижает вес конструкции. В настоящее время болты с уменьшенной головкой получают широкое применение. Винты с цилиндрической головкой и внутренним шестигранником под ключ (табл. 2.6) начали применять сравнительно недавно. Они позволяют уменьшить размеры фланца, удобны для частичного или полного углубления головки в тело детали (см. рис. 2.5 п 2.6) в тех случаях, когда-па плоскости требуется разместить другие детали (постановка винта 26
а>
Я а
0,5 0,6 0,7 0,75 0,8 1,0 1,25 1,5 1,75
2,0 2,5
3,0 3,5
4,0
Таблица 2.2
Сбеги, проточки и фаски для метрической резьбы (Из ГОСТ 10549 — 63)
Наружная резьба /
а=2С°| а—30е b di не более
Сбег и феска
1 0,6 1,6 d—0,8
1,2 0,7 1,6 d— 0,9
1,3 0,8 2,0 d—1,0
1,5 0,8 2,0 d—1,2
1,5 0,9 3,0 d—1,2
1,8 1,2 3,0 d—1,5
2,2 1,5 4,0 d—1,8
2,8 1,6 4,0 d—2,2
3,2 2,0 4,0 d—2,5
3,5 2,2 5,0 d—3,0
4,5 3,0 6,0 d—3,5
5,2 3,5 6,0 d—4,5
6,3 4.0 8,0 d—5,0
7,1 4,5 8,0 d—6,0
Размеры, лмг
Внутренняя резьба
R r c G G bt d„ Ri <1 Cl
0,5 0,3 0,5 1,6 3,5 2,0 d-p0,3 0,5 0,3 0,5
0,5 0,3 0,5 1,7 3,5 — — — — 0,5
0,5 0,3 0,5 1,8 3,5 — — — 0,5
0,5 0,3 1,0 1,9 4,0 3,0 d-0,4 1,0 0,5 1.0
1,0 0,5 1,0 2,1 4,0 .— — — — 1.0
1,0 0,5 1,0 2,7 5,0 4,0 d+0,5 1,0 0,5 l,o
1,0 0,5 1,6 3,3 5,0 5,0 d4-0,5 1,5 0,5 1,6
1,0 0,5 1,6 4,0 6,0 6,0 d-J-0,7 1,5 1,0 1.6
1,0 0,5 1,6 4,7 7,0 7,0 d-J-0,7 1 5 1,0 1.6
1,5 0,5 2,0 5,5 8,0 8,0 d-j-1,0 2,0 1,0 2,0
1,5 1,0 2,5 7,0 10,0 10 d-M,0 3,0 1,0 2,5
1,5 1,0 2,5 — 10 d—1,2 3,0 1,0 2,5
2,0 1,0 2,5 -— —- 10 d—1,2 3.0 1,0 2,5
2,0 1,0 3,0 — — 12 d-1-1,5 3,0 1,0 3,0
Запас метрической резьбы* глубина сверления, глубина завинчивания и выход конца винта из гайки
Размеры, мм
S В = L, I Lt I L, а
не менее
0,45 2 1 3
0,5 2 1 3 0,54-1,5
0,6 2,5 1.5 4
0,7 2,5 1.5 4
0,75 2,5 1.5 5 14-2
0,8 2,5 1.5 5
I 3,5 2 6 I 54-2 5
1,25 4 2,5 8
1,5 4,5 3 9 2—3
1,75 5,5 3,5 11
2 2.5 6 7 4 12 15 2,54-4
3 8 6 18 34-5
3,5 9 7 21
Обозначения: s—шаг резьбы;
L, М — запас наружной резьбы;
L2—запас внутренней резьбы полного сечения (без сбега);
/-з—запас глубины сверления; а—выход конца винта из гайки;
Ну— глубина завинчивания при ов винта » 404-50 кГ1мм*‘, в стальные детали Ну (0,84-0,9) d\ в чугунные » Ну ~ (1,34-1,4) d;
в силумин и другие легкие сплавы Ну ~ (1,44-2) d.
«впотай»), или в целях улучшения внешнего вида изделия. Эти винты обслуживают простым ключом в виде изогнутого под прямым углом прутка шестигранного профиля.
Винты с головкой под отвертку (рис. 2.1, а—д) обладают рядом преимуществ, свойственных винтам с внутренним шестигранником (габариты, внешний вид и др.). Недостатком этих винтов является то, что отверткой нельзя обеспечить хорошую затяжку. Поэтому такие винты применяют, как правило, для вспомогательных, малонагружен-иых соединений.
Если соединению необходима сильная затяжка и в то же время желательно применение винтов с головкой под огвертку (например, при по-28
становке «впотай»), то их устанавливают не как винты, а как болты, т. е. с гайкой на резьбовом конце. Затяжку производят за гайку обычным ключом, а отвертку используют для задержки винта от провора
чивания.
Крестообразные пазы под отвертку (рис. 2.1, в,д) обеспечивают устойчивость инструмента при завинчивании, что важно для механических отверток, применяемых в массовом производстве.
Шпильки наиболее распространенных типов приведены в табл. 2.10. Резьбовой конец шпильки для завинчивания в тело детали изготовля-
в стальные детали, 1У ж 1,25 d — в чугунные детали, ж 2d—в детали из легких сплавов. Шпильки типа А удобны при изготовлении резьбы резанием, типа Б — при накатке резьбы.
Гайка.
гайки
Шайба noc/ie затяжки
Рис. 2.2
При установке в деталь шпильку обязательно завинчивают на всю длин)- со значительным натягом (для того чтобы образовать значительное трепне в резьбе). В противном случае при отвинчивании гайки сама шпилька будет вывинчиваться из детали.
Гайки различают по форме и размерам: шестигранные с нормальным и уменьшенным размером под ключ, высокие и низкие, с опорным буртиком, с опорной сферической поверхностью, с прорезью под шплинт и корончатые, круглые с накаткой, круглые с прорезями под ключ, барашковые и др.
Гайки шестигранные (табл. 2.11 и 2.12) наиболее распространены. Гайки с уменьшенным размером под ключ (табл. 2.12) позволяют уменьшить размеры соединения (фланцев), что во многих случаях существенно.
Гайки круглые, низкие с пазами или отверстиями под ключ (см. рис. 2.16 и табл. 2.38) применяют главным образом для закрепления деталей на валах.
зо
Таблица 2.5
Длина болтов, мм
(Из ГОСТ 7805 — 70 и 7808 — 70)
Размеры, мм
____________I ___________
lD (л означает, чти ;0—И
6
8
10
12
16
20
24
84-20 254-90
х ’ 18 ’
84-25, 304-100
X ’ 22 ’
104-30- 354-150 1604-200
X 26 ’ 32
144-30 354-150 1604-260
х ’ 30 ’ 36
204-40 454- 150 1604-300
х ‘ 38 ? 44
254-50 554-150 1604-300
х ’ 46 ’ 52
354-60 654-150 1604-300
х * 54 ’ 60
Примечание Ряд длин Z: 10. 12, 14, 16. 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 90, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200.
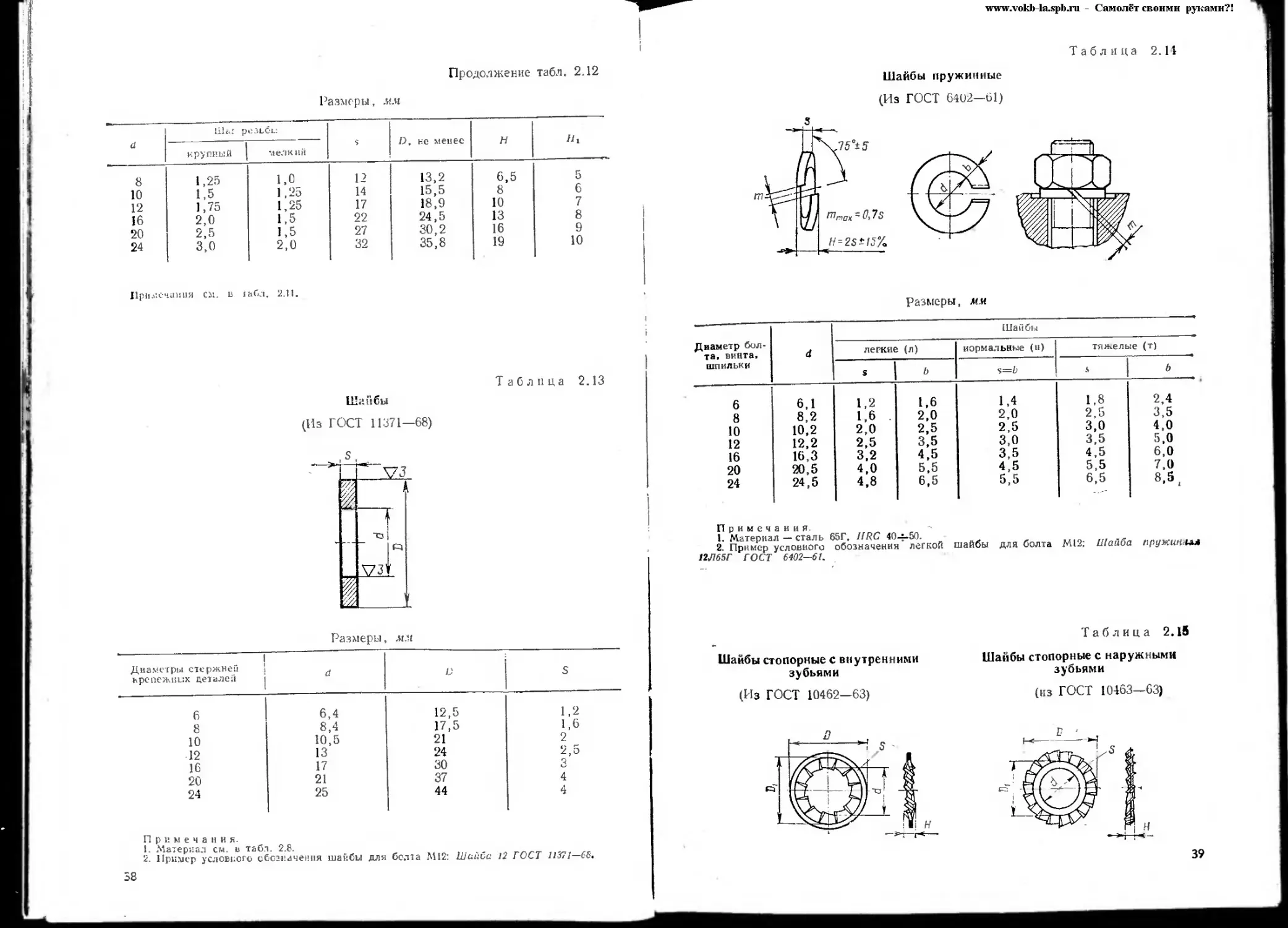
Шайбы подразделяются на подкладные и стопорные. Шайбы подкладные (табл. 2.13) применяют для выравнивания и уменьшения напряжений смятия на опорной поверхности детали, предохранения этой поверхности от задира и износа, уменьшения усилий на ключе при затягивании гаек.
Не следует увлекаться применением подкладных шайб и ставить их во всех болтовых (винтовых) соединениях. Случаи целесообразного применения подкладных шайб: материал детали мягче материала болта (болт стальной, деталь дюралевая, пластмассовая и т. п.); болт часто затягивают и отпускают при эксплуатации; поверхность детали полированная, хромированная; поверхность детали имеет высокую шероховатость (не обработана) и т. п.
Стопорение резьбовых соединений. Стопорение обязательно для каждого резьбового соединения, подвергающегося действию переменных нагрузок и вибраций.
Стопорение пружинными шайбами (табл. 2.14) получило широкое распространение, как наиболее простое и дешевое. Благодаря пружинящему эффекту шайбы усилие затяжки в случае самоотвинчивания гайки падает не сразу, а сохраняется на некотором угле отвинчивания. При этом сохраняются и силы трения в резьбе,
Винты с цилиндрической головкой и шестигранным углублением под ключ
(Из ГОСТ 11738—72) .
V4&)
Вариант исполнения головки
Г\ г/2
Размеры, мм
d 6 8 ю 12 16 20 24
Шаг резьбы крупный 1 1 .25 1.5 1,75 2 2.Б 3
мелкий — 1 1 ,25 1,25 1.5 I .5 2
D Н s‘ р, R h ht, не более г, не более с 10 6 5,8 5 6,1 4 3,5 4 0,5 0,3 12,5 8 6,9 6 7,2 4,75 4 5 0,5 о.з 15 10 9,2 8 9,7 6,5 5 6 0,6 0,5 18 12 11,5 10 12 8,5 7 8 0,8 0,5 24 16 13,8 12 14,3 9,5 9 10 1.0 0,5 30 20 16,2 14 16,7 11 11 13 1,0 1 36 24 19,6 17 20,4 13 13 15 1.2 1
Примечай и я.
I. Ряд длим I и /о — по табл. 2.5.
2. Материал — ио табл. 2.3.
3 Условное обозначение — по аналогии с табл. 2.4.
Таблица 2.7
Болты с шестигранной уменьшенной головкой для о»ьерсАна из-под развертки
(Из ГОСТ 7817 — 70)
D- 1,15 S; Di —0,95 S. Ра шеры, мм
а di н d. /, «> г. не более / /о S
6 7 4 4 1,5 0,5 184-35 12 384-75 15 ’ 10
8 9 5 5,5 1,5 0.5 284-35 15 ’ 384-80 18 ’ 12
10 И 6 7,0 2 0,6 304-35 38-4-105 1104-120 18 ’ 20 ’ 25 14
12 13 7 8,5 2 0,8 324-105 1104-180 17
22 28
(14) 15 8 10 3 0,8 40-М 05 23 1104-180 30 19
16 17 9 12 3 1 454-105 28 1104-200 ’ 32 22
(18) 19 10 13 3 1 504-105 1104-200 24
30 35
20 21 11 15 4 1 554- 105 32 1104-200 ’ 38 27
(22) 23 12 17 4 1 554-105 35 1104-200 ’ 40 30
24 25 13 18 4 1,2 604-105 1104-200 32
38 ’ 43
Примечания.
!• Ряд длин I — но габл. 2.5.
2. Материал — по табл 2.8.
3- Условное обозначение — но аналогии с таил. 2.4.
2 •>
Зак. Ю18
I. Механические свойства болтов, винтов и шпилек из углеродистых и легированных сталей
(Из ГОСТ 1759—70)
Класс прочности Временное сопротивление О’, кГ/жл» Предел текучести ст. кГ.'мм* Марка ci ал и Номер стандарта
наименьшее наибольшее (справочное)
3,6 34 49 20 Ст. 3 ГОСТ 380-71
30 10 ГОСТ 1050-60
4,6 40 55 24 20 ГОСТ 1050 — 60
5,6 50 70 30 30, 35 ГОСТ 1050-60
8,8 80 100 64 35Х, 38ХЛ 45Г ГОСТ 1050 — 60 ГОСТ 4543—71
Примечания.
I. Класс прочности обозначен двумя числами. Первое число, умноженное на 10, определяет величину минимального временного сопротивления в кГ/мм--, второе число, умноженное на 10, определяет отношение предела текучести к временному сопротивлению в процентах; произведение чисел определяет величину предела текучести в кГ/мм? (для класса прочности 3.6 значения приблизительные).
2. Рекомендации по хнмико-тсрмическим покрытиям, а также белее подробные сведения о рекомендуемых материалах приведены в ГОСТ 175S—70.
11. Механические свойства гаек из углеродистых и легированных сталей
Класс прочноети Напряжение ст испытательной нагрузки Oft id ;мм‘ Марка стали Номер стандарта
не г. ci.ee
4 W Ст. 3 ГОСТ 380—71
5 50 10 ГОСТ 1050—60
8 80 Сталь 20; 35; 45 ГОСТ 1050 — 60
10 100 35 X, 38ХЛ ГОСТ 4543—71
Примечание. Класс прочности обозначен числом, которое при умножении на 10 дает величину напряжений от испытательной нагрузки в
препятствующие самоотвинчивапию. Стопорящее действие шайбы усиливается за счет того, что ее острые концы врезаются в деталь и гайку навстречу отвинчиванию (рис. 2.2).
Стопорение зубчатыми шайбами (табл. 2.15) получает все большее распространение главным образом для гаек и винтов с уменьшенными размерами под ключ. Стопорящее действие этих шайб основано на врезании зубьев в деталь и гайку. Используется также и пружинящее свойство зубьев.
Стопорение деформируемыми шайбами (табл. 2.16, см. также табл. 2.37), в котором гайка соединяется с деталью за счет того, что усик шайбы отгибают в специальное отверстие детали, а край шайбы после завинчивания 1айки отгибают на грань гайки.
Таблица 2.9
Диаметр сверла для отверстия под крепежные детали (болты, винты, шпильки), мм
Диаметр стержня винта d Точная сборка Грубая сборка
1 я 2-я I -я 2-я
6 6,5 6,5 7
8 8,3 8,5 9 10,5
10 10,5 11 11 12,5
12 12 5 13 13 14,5
16 16,5 17 17 19
20 20,5 21 22 24
24 24,5 25 26 28
Примечание. Точную сборку 1-ю применяют в точной механике и приборостроении. 2 ю —в машиностроении, станкостроении и т. п.; грубую j-ю и 2-ю сборки применяют во всех отраслях промышленности.
Такие шайбы изготовляют сравнительно тонкими из пластичной низкоуглеродистой стальной ленты.
Стопорение шплинтами (рис. 2.3 и табл. 2.17) является одним из наиболее надежных способов. Его недостатки: ступенчатая затяжка, сверление винта, сравнительно высокая стоимость. Разновидностью этого способа является прошивка группы винтов проволокой (рис. 2.4).
Стопорение пластическим деформированием деталей осуществляют с помощью керна (рис. 2.5, а, б, в).
Стопорение круглых гаек на валах — см. табл. 2.39.
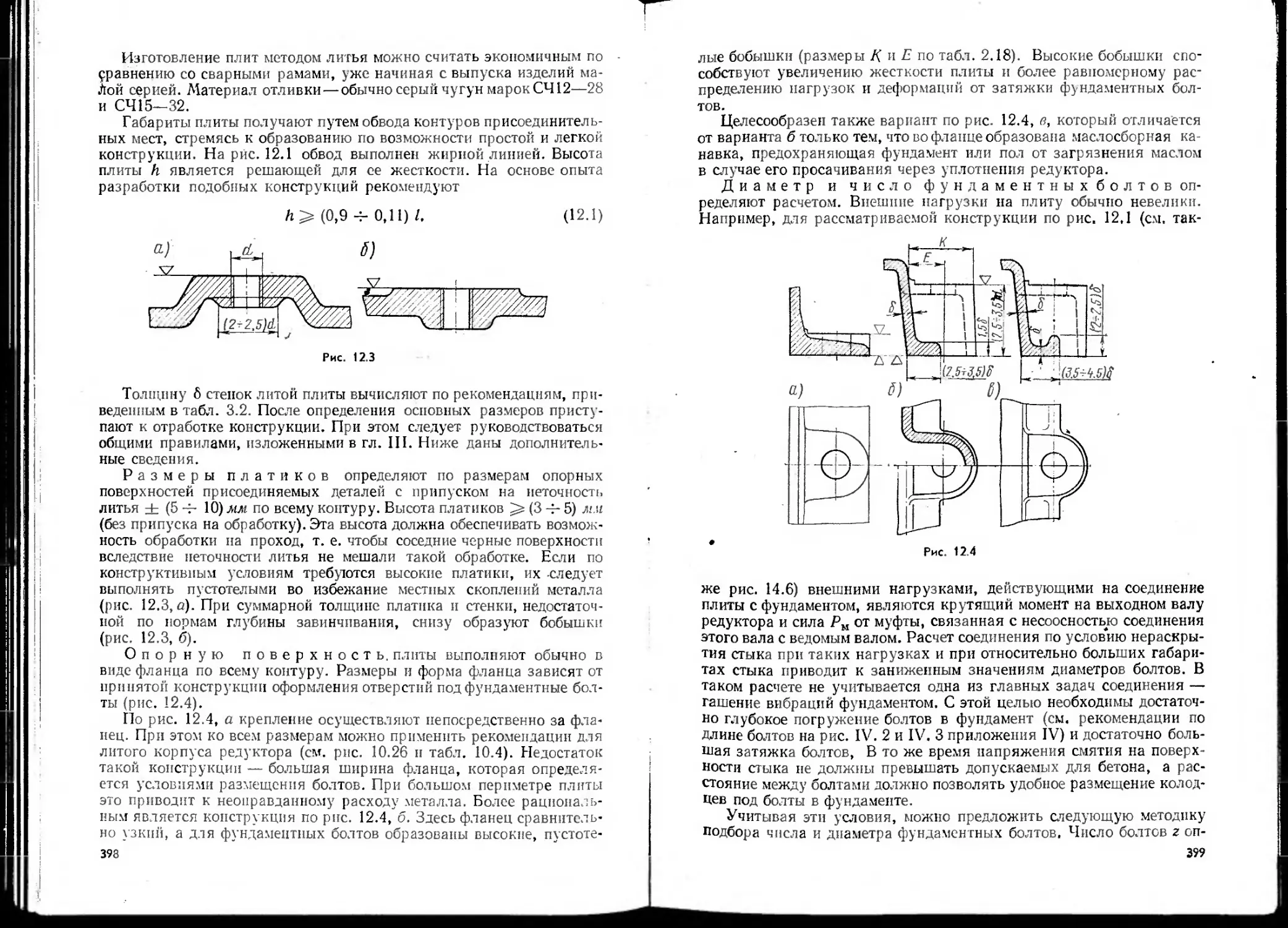
Размещение болтов (винтов) на соединяемых деталях. Для размещения болтов в конструкции деталей часто необходимо выполнять специальные элементы: фланцы, лапы, бобышки и т. п. (рис, 2.6, а, б, размеры L и а в табл, 2.3, размеры Ь и в табл, 10.4).
Шпильки нормальной точности (Из ГОСТ 11765- 66)
16 20 254-130
12' 16’ 18
16 20 25 .204-209
12’ Тб’ Тб’ 22
Г> 20 25 30 354-150 160-4-200
12’ Тб’ 18* 22’ 25 ’ 32
25 30 35 40-4-150 1604-220
18’ 22' 26’ 30 ’ 36
35 40 45 504-159 1604-220
26’ 30’ 34’ 38 ’ 44
40 45 50 55 604-150 1604-2-10
30' 34' 38’ 42’ 46 ’ 52
45 50 55 60 65 70-4150 1604-210
34’ 33’ 42’ 46’ 50’ о! ’ 60
П р и м е ч а и и я.
1 Ряд длин с !б. 2с, 25, 3 J, За, 40, 4 о, а*}, 55. C'j, с-5, 7*J, <о, SO, 93, lev, 110, 120, 130, 140, 1о0, 1'5?. 170, ISO, 19 J. 2w. 22).
2. /i принимают в зазнекмости от материала детали — см. сгр. 30.
3. Пример '.елейного обозначения шпильки типа А с диаметром рсзьСи й=!6 л.и, круп.
Таблица 2.11
Гайки шестигранные (повышенной точности) (Из ГОСТ 5927 — 70) (Из ГОСТ 5929 — 70) низк
Dt = (0,9-4-0,95) S Размеры, мм
d Шаг резьбы S D, не менее И «1
крупный мелкий
6 1 0,75 10 1Т 5 4
8 1,25 1 14 14,4 6,5 5
10 1.5 1,25 17 18,9 8 6
12 1,75 1,25 19 21,1 10 7
16 2,0 1,5 24 26,8 13 8
20 2,5 1.5 30 33,6 16 9
24 3,0 2,0 36 40,3 19 10
Примечания.
1. Материал — по табл. 2.8.
2. Пример условного обозначения гайки диаметром резьбы а—12 х.и. из углеродистой стали класса прочности 4, с крупным шагом резьбы, класса точности 3, без покрытия: / айка MI2 4 ГОСТ 5927—70. То же, из легированной стали 35Х класса прочности 10, с мелким шагом резьбы Гайка M12X1.25J0.35X ГОСТ 5927—70. Обозначения при других материалах и других классах точности резьбы и обозначение покрытий см. ГОСТ 1729—70.
Таблица 2.12
Гайки шестигранные с уменьшенным размером под, ключ (повышенной точности)
Di=(0,90-4-0,95) S
Размеры, мм
а рельсы $ D, не менее н Hi
крупный •делк ин
8 1,25 1,0 12 13,2 6,5 5
10 1,5 1.25 14 15,5 8 6
12 1,75 1.25 17 18,9 10 7
16 2,0 1.5 22 24,5 13 8
20 2,5 1,5 27 30,2 16 9
24 3,0 2,0 32 35,8 19 10
Примечания см. в
Таблица 2.13
Шайбы
(Из ГОСТ 11371—68)
Размеры, мм
1 Диаметры стержней | ирспеж1П.:х деталей j а S
6 6,4 12,5 1.2
8 8,4 17,5 1,6
10 10,5 21 2
12 13 24 2,5
16 17 30 з
20 21 37 4
24 25 44 4
П ри меч а ния
I. Материал см. в табл. 2.8.
2. Пример условного обозначения шайбы для болта М12: UlaiiCa 12 ГОСТ 11371—68.
Таблица 2.11
Шайбы пружинные (Из ГОСТ 6402—61)
Размеры, мм
Диаметр болта, винта, шпильки d [Наибы
легкие (л) нормальные (н) тяжелые (т)
S ь ч=Ь ь
6 6,1 1,2 1,6 1.4 1,8 2,4
8 8,2 1,6 . 2,0 2,0 2,5 3,5
10 10,2 2,0 2,5 2,5 3,0 4,0
12 12,2 2,5 3,5 3,0 3,5 5,0
16 16,3 3,2 4,5 3,5 4,5 6,0
20 20,5 4,0 5,5 4,5 5,5 7,0
24 24,5 4,8 6,5 5,5 6,5 8,5 * 4
Примечания.
1. Материал — сталь 65Г, IIRC 40-1-50.
2. Пример условного обозначения легкой 12Л65Г ГОСТ 6402—61.
шайбы для болта М12;
Шайба пружинллл
Шайбы стопорные с внутренними зубьями
(Из ГОСТ 10462—63)
Таблица 2.15
Шайбы стопорные с наружными зубьями
(из ГОСТ 10463—63)
Размеры, мм
Диаметр резьбы болта, ьинта. Шпильки Общие размеры Из ГОСТ 10462—6 3 Из ГОСТ 10463—63
d D S О,, не более высота развода зубьев Н, ие менее ЧИСЛО зубьен Dlt не менее высота ра звода зубьев //, не менее ЧИСЛО зубьев
6 6,3 12 0,7 9,0 9 9,2 12
8 8,4 14 0,8 11,0 2,5 s 10 11,2 3 5
10 10,5 17 1.0 13,5 11 14,0 16
12 12,5 19 1,2 15,4 2,3 s 12 16,0 2,5 s 18
16 16,5 24 1,4 20,0 20,6 20
20 21,0 30 1,7 24,8 2,2 s 14 26,2 2,3 s
24 25,0 36 1,7 32,0 29,4 22
П р и и е ч а и И я.
1. Материал—сталь 65Г, HRC 40-;.. 50.
2. Пример условного обозначения для болта MI2; 11/ййса 12 ГОСТ 10-М2—53.
Таблица 2.1G
Шайбы стопорные (Из ГОСТ 3695—52)
Размеры, мм
d болта d D Ь / S г (Д, ) (Л,)
6 6,5 19 3,5 7,5 0.5 4 4
8 8,5 22 3,5 8,5 0,5 4 4
10 И 25 4,5 10 0,5 5
12 13 32 4,5 12 1,0 6 5
16 17 40 5,5 15 1,0 6 6
20 2! 45 6 18 1,0 7 7
24 25 50 7 20 1,0 7 8
Р.ге •; а I! и с. Пр’-ср угл.здого обозначены шайбы из стали 10 для болта 16М-Шанин стс.-.сгч^.ч Ц ГОСТ 3 93—£2. ' '
Таблица 2.17
Шплинты
(Из ГОСТ 397—66)
Размеры, мм
“’о 1,6 2 2.5 3,2 4 5
(1 1,2 1,6 2,0 2,7 З.о 4,5
D 2,85 3,6 4,5 5,95 7,55 9,5
lL~ 4 4,5 5 6,3 8 10
h 2,5 2,5 2,5 4 4 4
l 104-20 124-25 144-32 184-40 224-55 28 4-.сЭ
Рекомендуемый диапазон диаметров налов, болтов И БИНТОВ 5,54-7 7 4-9 94-11 114-14 144-29 204-23
Примечания.
1 do — условный диаметр шплинта, равный диаметру отверстия.
2. Ряд длин /: 10. 12. 14. 16, 18, 20, 22. 25, 28, 32, 36, 40. 43, 50, 55, 60.
3. Пример условного обозначения при do—4 мм, /=16 мм: Шплинт 4У.16 ГОСТ 397—96.
Размеры этих дополнительных элементов, которые являются как бы накладными расходами в конструкции, нужно сводить к минимуму. Однако стремление к уменьшению размеров не должно идти в ущерб прочности соединения и удобств обслуживания: размеры должны быть минимальными, ио достаточными. Размеры для размещения головки или гайки болта даны в табл. 2.18. Табл. 2.18 составлена по условию свободного захвата гайки стандартным ключом и поворота этого ключа на угол ^60°, что необходимо для последующих перестановок ключа при завинчивании или отвинчивании гайки.
Для литых деталей с сопряжениями (уклонами) в местах перехода (см. пунктир на рис. 2.6, а) размер Е отсчитывается от наклонного участка стенки на уровне гайки.
Ширина фланца К — Е -\- С, где С зависит от обработки края детали (фланца) и опорной поверхности детали. Для литых деталей с необработанным краем и обработанной опорной поверхностью детали зенкерованием (£)зе|1к) размер К можно принимать примерно равным 2£. Эта рекомендация учитывает литейный радиус закругления кромки и возможные отклонения ширины фланца в результате неточности литья. Если кромка фланца обработана, размер С можно принимать равным -Р88нк (1 4- 2) мм. При отсутствии зенкерованпя (опорная поверхность обработана резцом или фрезой) вместо £>ЗС,:К принимается радиус описанной окружности гайки или головки болта (D).
Резмеры мест под ключ
(Из МН 2756—61)
Размеры, мм
Зев ключа S (по табл. 2.4—2,11) 10 12 14 17 19 22 24 27 30 32 36
д 21 25 30 34 38 45 48 52 58 62 68
/’ (' С) 9 10 12 14 16 18 18 22 22 25 25
М 12 15 18 20 22 25 28 32 34 36 40
и 11 13 15 18 20 22 25 28 30 30 35
] 36 48 52 60 68 76 80 90 100 110 120
1 , 26 38 40 45 50 55 60 65 75 85 95
1 я 18 24 26 30 34 38 40 45 50 55 60
b 1 22 26 28 32 36 • 40 45 50 52 55 62
Л ( для торцового ключа 18 20 22 26 30 32 36 40 45 48 52
^зенк (см. рис. 2.6) 14 15 18 22 25 28 30 35 38 40 45
r.vokb-la.spb.ru - Самолёт своими руками
Сопоставляя данные табл. 2.44-2.12, можно оценить преимущества болтов с уменьшенной головкой и облегченных гаек. Например, для нормальной гайки М12, S = 19 мм и Е = 16 мм, а для облегченной гайки М12, S = 17 мм и Е = 14 мм. Соответственно ширина фланца будет 32 и 28 мм — уменьшение примерно на 12%, Для многих конструкций это имеет существенное значение.
Еще более эффективным может быть применение винтов с цилиндрической головкой и внутренним шестигранником под ключ (рис. 2.6, б и табл. 2.6). В этом случае ширину фланца можно уменьшить на 20 4- 30%. Размеры Сх и Е{ выбирают только по условиям размещения головки болта и сверления отверстий.
Для уменьшения размеров фланца целесообразно уменьшать диаметры болтов, обеспечивая прочность соединения за счет их количества.
§ 2. СОЕДИНЕНИЕ УСТАНОВОЧНЫМИ (СТОПОРНЫМИ) ВИНТАМИ
a) S)
Рис. 2.7
Типы и размеры стандартных установочных винтов приведены в табл. 2.19 и 2.20.
Обычно установочные винты выполняют в соединениях вспомогательную роль. Они служат для устранения сдвига деталей при действии сравнительно небольших случайных или рабочих нагрузок. Например, при основном шпоночном или шлицевом соединении ступицы с валом установочный винт устраняет возможность сдвига ступицы в осевом направлении. Примеры конструкции соединения с установочными винтами рассмотрены в § 4 (см. также [511).
При больших угловых скоростях, когда опасен дебалапс
деталей, применяют установочные винты без головки: со шлицем под отвертку (тин б) или с шестигранным углублением под ключ (тип в — позволяет более сильную затяжку). При этом винт полностью ввинчивают в деталь (заподлицо). Для закрепления медленно вращающихся деталей и при необходимости сильной затяжки применяют винты с головкой под ключ (тип а, о).
Винты с плоским упорным концом (тип с) применяют при малой толщине прижимаемой детали и при малых нагрузках.
Винты с цилиндрическим концом (тип ж) могут воспринимать значительные усилия, если их устанавливать с углублением в специальное отверстие вала (рис. 2.7, а).
Винты с коническим концом (типы з, и) наиболее распространены. Они углубляются в коническое отверстие вала (рис. 2.7, б) и также могут воспринимать достаточно большие усилия.
Винты установочные
Продолжение табл. 2 T9
Таблица 2.20
Длина I установочных винтов Размеры, мм
Из гост
d крупный мелкий -U3/5—G4 16976—64 1G977—64
3 0,5 4—10 5—14 5—12
4 0,7 — 6—10 6—16 6—16
5 0,8 — 6—16 8—20 8—20
6 1 — 8—20 8—20 8—20
8 1,25 1 10—20 10—25 10—25
J0 1,23 1,25 12—25 12—25 12—25
12 1,75 1,25 — 12—30
II р имея а н и е. Ряд длин: 3, 4 . 5, 6, 8
1476—64
1479—64
4 — 16 3—14 . — —
4—20 4—20 •— — —
5—25 5—25 6—25 — —
6—30 6 -30 8—30 12—35 —
8—40 8—40 10—40 14—40 —
10—50 10—50 12—50 16—50 10—70
12—50 12-50 11—50 20-60 12—80
10, 12, 1 4, 16, 29, 23. 30, Зс , 41, 45, 50, 55, (А
Рекомендации по глубине засверловки (рис. 2.7) устраняют возможность повреждения резьбы винта при упоре в поверхность детали.
Винты с засверленным и закаленным концом (тип к) применяют для стопорения незакаленных (мягких) деталей без образования специальных отверстий на их поверхности, а также воздействия на шарик или другие аналогичные детали. Острый конец винта вдавливается в деталь и таким образом обеспечивает возможность передачи нагрузки.
Материал установочных, винтов—обычно сталь 35 с HRC 304-35^ для винтов типа к применяют также сталь 40Х с HRC 36 ч- 42.
§ 3. СОЕДИНЕНИЕ ШТИФТАМИ
Штифты применяют для точной фиксации взаимного положения деталей (см. рис. 14.4, где два штифта фиксируют крышку корпуса редуктора относительно его основания). В некоторых случаях штифты используют в соединениях, воспринимающих сдвигающие нагрузки, — фланцевые соединения валов, соединение деталей с валом и т. п.
По форме штифты (рис. 2.8) разделяются на цилиндрические гладкие (а), конические гладкие (б), конические с резьбой для извлечения (в, г) и с резьбой для затягивания (б), цилиндрические пружинные, вальцованные из ленты (е), конические и цилиндрические с насеченными или выдавленными канавками (ж).
Материал штифтов — преимущественно сталь 45 с HRC 35-4-46.
Штифты гладкие цилиндричес к и е (табл. 2.21) - / А2а А }
обычно устанавливают в отверстие с натягом I Пр 2g- или у (рис. 2.9, а). При этом штифт удерживается от выпадения силами трения.
Недостатком таких штифтов является ослабление посадки при повторном монтаже. Поэтому их применяют режеа чем конические.
Штифты цилиндрические
(Из ГОСТ 3128—70)
Размеры, мм
с!, мм
с, мм
I, мм
3 0.5 64-60
4 0,6 8-7-80
5
0.8 104-100 ‘
6
1,0 124-120
8
1.2 164-160
10
1,6
20-4-160
12
1,6
254-160
Примечай и я.
1 Ряд длин см. в табл. 2.22.
2 Пример условного обозначения при d—10 мм, 1~(Х) мм Г1р2 .,а ’. Штифт цилиндрический 1011р22а Х6Д ГОСТ 3128—70.
с предельным отклонением
Если цилиндрический штифт не передает нагрузку, а используется для координации деталей, его целесообразно посадить в одну деталь с натягом, а в другую (удобнее в верхнюю) с зазором (см. примеры посадок на рис. 2.9, а). При разборке штифт остается в одной из деталей и его посадка не ослабляется. Длину свободно посаженной части штифта (в верхней детали) не следует делать большой, так как это осложняет разборку.
Ш т и ф т ы г л а д к и е к о н и ч е с к и е по ГОСТ 1329—60 (табл. 2.22) наиболее распространены. Штифты запрессовывают (ударами молотка) в коническое отверстие, которое калибруют разверткой. Отверстие должно быть сквозным, а конструкция обеспечивать возможность выбивания штифта с противоположной стороны (рис, 2.9, б). Концы штифта должны выступать из отверстия (~0,5 d) для удобства запрессовки и выпрсссовки.
Штифты конические с резьбой для извлечения по ГОСТ 9465—60 (табл. 2.23) имеют резьбовую цапфу для извлечения штифта с помощью гайки в случае установки его в глухое отверстие (рис. 2.9, е).
0.3
Рис. 2.8
Штифты с внутренней ре
ч е н и я ш т и ф т а по ГОСТ 9464—70 (табл. 2.24) предназначены также для установки в глухие отверстия, но без выхода штифта за поверхность детали (рис. 2.9, г). Выпрессовку штифта можно выполнить, например, с помощью винта и гайки, изображенных на рис. 2.9, г тонкими линиями.
Штифты с резьбой для затягивания применяют в случаях, когда необходимо предохранить их от ослабления натяга и выпадения — при ударных нагрузках, сильных вибрациях, больших окружных скоростях. В этих случаях их устанавливают так, как показано на рис. 2.9, д. Такие штифты применяют и в случаях, когда запрес-
Рис. 2.9
Штифты конические (Из ГОСТ 3129—70)
Размеры, леи
(1 3 4 5 6 8 10 12
с 0,5 0,6 0,8 1 1,2 1,0 1,6
1 124-55 164-70 164-90 204-110 254-140 304-180 364-220
Примечай и я.
I. Ряд длин штифтов: 8, 10, 12, 14, 16, 20. 25. 30. 36. 40, 45, 50, 55, 63.
2. Пример условною обозначения при d=10 мм, I—60 мм; Штифт конический :0хб0 ГОСТ 3129—70.
Таблица 2.23
Штифты конические с резьбовой цапфой (Из ГОСТ 9465—70)
7 4 (7/
Размеры, мм
d 6 8 10 12
^3 Мб М8 мю М12
^4 4,5 6 7,5 8
/о 12 16 20 25
G 1.5 2 2 3
С 1 1,2 1,6 1,6
Ряд длин для всех d
1 20 25 32 40 50
L 30, 40, 45 45, 50, 55, 60 55, 60, 70 80 70, 80, 90, 100 80, 90, 100, 110
Примечание. Пример условного обозначения ори d—10 лим, 1=40 ль«, £ — 80 мм; Штифт конический 10X40x80 ГОСТ 9465—70.
Таблица 2.24
Штифты с внутренней резьбой (Из ГОСТ 9464—70)
Размеры, л.и
d 8 10 12 16
^0 М5 Мб М8 М10
9 10 12 16
12 14 16 20
С 1.2 1.6 1,8 2
0.7 0,7 1 1
1 254-65 304-80 364-100 404-120
Примечания.
1, Ряд длин см. в табл. 2.22. '
2. Пример условного обозначения при d=10 мм и 1=60 «; Штифт конический 10Х.69 ГОСТ 9464—70.
совка штифта ударами молотка невозможна или неудобна но условиям конструкции (штифт затягивают гайкой).
Штифты с канавками и пружинные (см. рис. 2.8, е, ж) начали применять сравнительно недавно. Стандартизованы только цилиндрические штифгы с пасечными канавками (ГОСТ 12850—67). Штифты с канавками не требуют обработки отверстий разверткой и вместе с тем обеспечивают достаточную надежность против выпадания без дополнительных средств закрепления. В результате выдавливания или насечки канавок поверхность штифта приобретает некруглую форму. При забивании штифтов в отверстие выдавленный ранее из-канавки материал упруго деформируется в обратном направлении. Вследствие этого контакт штифта с деталью приобретает дополнитель-. ную податливость, в нем создаются повышенные местные давления, что благоприятно сказывается на прочности сцепления. Штифты с канавками допускают многократные повторные сборки и разборки без ослабления силы сцепления.
Неточность формы штифта с канавкой не обеспечивает высокую точность фиксации относительного положения деталей. Поэтому их применяют в основном для передачи нагрузок, а не для фиксации относительного положения деталей. Например, для закрепления деталей на валах.
§ 4. ПОСАДКИ И ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ НА ВАЛАХ
Посадка деталей на вал. Систему посадок студенты изучают в специальном курсе Основы взаимозаменяемости и технические измерения». Ниже приводятся рекомендации по применению посадок, которые часто используют в изделиях, изучаемых в курсе деталей машин. Предельные отклонения размеров валов и отверстий для таких посадок приведены в табл. 2.25 4- 2.27. Таблицы составлены с учетом ГОСТ 7713—62. Предпочтительные посадки по этому ГОСТу разбиты на два ряда.
В первую очередь рекомендуют применять посадки 1-го ряда (в таблицах отмечены*), затем посадки 2-го ряда (в таблицах отмечены**) и лишь в случае крайней необходимости используют остальные посадки (в таблицах без отметки). В соответствии с этими рекомендациями распространены инструмент (развертки) и контрольные средства (скобы, пробки).
Допускается использовать любые комбинации предельных отклонений, указанных в таблицах. Например, можно изготовить вал по 2-му, а отверстие по 3-му классам точности , вал — в системе от-
(V \ например, jyj и пр.
Таблица 2.25 Сиегема отверстия
(Выборка из ГОСТов)
Класс точности 2-й
ОТ» лэ- посадки
Нсмгпальный диаметр, мм НРПКЯ отверстии X* с* н* / ** [1л Пр*’ Гр
А”. отклонение пала, мкм
а ( -г- 1 6 (—) (-) 6’ н (-) в (-Н н ( + ) в (4-) ( н в (4-1 в (Ч-) н (--) в (+) н (+)
Св. 6 до 10 0 16 13 97 0 10 12 2 20 10 26 16 28 18 39 23
» 10 » 18 о 10 16 33 0 12 14 2 24 12 32 20 34 22 48 29
» 18 » 30 0 23 20 40 0 14 17 2 30 15 39 25 42 28 62 39
» 30 » » 40 » 40 50 27 25 50 0 17 20 3 35 18 47 30 52 35 77 87 50 60
» 50 » а 65 » 65 80 0 30 30 60 0 20 23 3 40 20 55 35 65 45 105 120 75 90
» 80 » » 100 » 100 120 0 35 40 75 0 23 26 3 45 23 70 45 85 95 60 70 140 160 105 125
» 120 » » 150 » 150 180 0 40 GU 90 0 27 30 4 52 25 85 58 ПО 125 80 95 190 220 150 180
» 180 )> » 220 » 220 260 ° Л Z ...... еэ 105 0 30 35 4 60 Зп 105 75 145 165 115 1 260 300 215 255
Продолжение табл. 2.25
•н—— Класс точности 2а Класс точности 3-й
Л2а ^4 цГ *3 * сз
н в(+) в(+) н (+) «(+) (г)! в (~Н в(—) н {-} н (“) в н ( »
Св. Ю до 18 ‘ » 18 » 24 » 24 » 30 » 30 » 40 » 40 » 50 » 50 » 65 » 65 » 80 » 80 » 100 » 100 » 120 » 120 » 140 » 140 » 160 » 160 » 180 » 180 » 220 » 220 » 260 0 27 60 33 46 28 ii 0 35 45 105 20 70 0 35
0 33 74 41 56 35 'i 0 J 45 60 130 25 85 0 45
81 48
0 39 99 60 68 43 0 50 75 160 32 100 0 50
109 70
0 46 133 87 83 53 0 60 95 195 40 120 0 60
148 102 89 59
0 54 |178 124 106 71 0 70 120 235 50 140 0 70
198 144 114 79
0 63 233 253 273 308 356 170 190 210 236 284 132 140 148 168 186 92 100 108 122 140 0 80 150 285 60 165 0 80
0 73 0 90 „180 330 75 195 0 90
Примечание. В таблице в и н — верхнее и нижнее отклонения; (+) и (—)—знаки отклонений; * — посадки 1-го ряда. ** — посадки 2-го ряда. Посадки 1-го ряда предпочтительны посадкам 2-го ряда; посадки без отметки применяют в случаях крайней необходимости.
Прессовые посадки типа хоро-
шо центрируют детали даже при сравнительно коротких ступицах; для многих случаев практики обеспечивают достаточно надежное соединение деталей без дополнительного крепления шпонками, штифтами, распорными втулками и т. п.
Прессовые посадки целесообразно применять во всех случаях образования неразъемных соединений, когда производство располагает средствами сборки.
Отсутствие дополнительных креплений является большим преимуществом прессовых соединений. Поэтому они находят широкое применение в современном массовом производстве. Например, для закрепления на валах зубчатых колес, полумуфт, звездочек, шкивов, барабанов и пр.
Возможность передачи нагрузки только за счет той или иной прессовой посадки проверяется расчетом (см. [30]). д
Горячая посадка р- применяется в тех случаях, когда А
прессовая посадка не обеспечивает передачу заданной нагрузки.
Следует учитывать, что посадка ~ не входит в число предпочтительных (см. табл. 2.25). Ее можно заменить предпочтительными посадками типа _ ^2а
ПР 22а *
Таблица 2.26
Нсмг.н ;.льпый диаметр. мм
Св. 6
» 10
» 18
» 30
» 50
» 80
» 120
» 180
До 10 » 18 » 30 » 50 » 80 » 120 » 180 » 260
отклепе
11 ИЯ У .T >
в*, ЖХЛ
« Н (— )
0 10
0 12
0 М
0 17
0 20
0 23
0 27
0 30
Система вала
(Выборка из ГОСТов)
Класс точнее!1.! 3-й
осадки посадки
А** С* 1 !; ния вала <‘| сз
R: . Aftf ’J
3 ' СТлЛСНСНИЯ мТБеретик, мкм и отклонения отвер •
н 1
-т <Дт) ( ) l<3(-j-).i й I (—) (_|) «(-г) и в<+)
13 33 0 16 12 4 I 0 30 15 55 0 30
16 40 0 19 14 5-0 35 20 70 0 35
20 50 0 23 17 6 0 45 25 85 0 45
23 60 0 27 20 7 0 50 32 100 0 50
30 70 0 30 23 8 0 60 40 120 0 60
40 90 0 35 26 9 0 70 50 140 0 70
50 105 0 40 30 10 0 80 60 165 0 80
60 120 0 45 35 11 1 0 90 75 195 0 90
П р и меч а в и е. В таблице: отклонений; * — посадки 1 го ряда, км посадкам 2 го ряда.
» в н — верхнее и нижнее отклонения; ( + ) и (—)—знаки ** — посадки 2-го ряда. Посадки I го ряда прсдиочтнтель-
п Л
Легкопрессовая посадка тоже не входит в число предпочтительных. Опа недостаточно надежна для передачи нагрузок без дополнительных креплений. Посадку ~ применяют, как прави-
Допуски большие (Выборка из ГОСТов)
Таблица 2.27
Класс точности
Номинала»ый 4-й 5-й 7-й 8 - й
диаметр (раз- Л4 (от 0 до У-) Ж (от 0 до +) Л, (от 0 до +) Л8 (от 0 до +)
мер), мм (от 0 до —) Bf (от С до —) Z5, (от 0 до —) В6 (от 0 до —)
от клене»ня, мкм
Св. 3 ДО 6 80 160 300 480
» 6 » 10 100 200 360 580
» 10 » 18 120 240 430 700
» 18 » 30 140 280 520 840
» 30 » 50 170 340 620 1000
» 50 » 80 200 400 740 1200
» 80 » 120 230 460 870 1400
» 120 » 180 260 530 1000 1600
» 180 » 260 300 600 1150 1900
Г1 р н м е ч а н к я.
1. Объем таблицы сскрашек с учетом того, что величипы о н вала В начинаются ст нуля н различаются телекс знаками.
2. Если по конструктивным соображения:.-. деиуска не i: логическим соображениям. его проще пылелнять симметричны:.!, т zc1;: допуска соответствующею класса. Напр.; ср. для гамг:а
Ст дет 7и±',1. 1 • г 1
твлсг.евий для отверстия Л
л. еет значения. а ; тех :о-с. на чертеже п; . яется <е IX 4 му классу точности
до, в сочетании со шпоночным соединением. При этом она используется для центровки деталей, передачи небольших осевых нагрузок и разгрузки шпоночного соединения. Некоторым преимуществом посадки перед другими прессовыми посадками является возможность демонтажа и повторной сборки (хотя и со значительными усилиями).
А А
Переходные посадки т и с обеспечивают достаточно г 1/7
хорошее центрирование и удовлетворительные условия работы шпонки при длине ступицы / > (1,2 -ч- 1,5) d. Позволяют нечастые повторные сборки и разборки без значительных усилий. Сборка производится под прессом или ударами молотка, разборка — с помощью съемников. Примеры применения: зубчатые колеса, вепцы зубчатых колес, муфты, звездочки, шкивы, барабаны, стаканы подшипниковых гнезд и т. н.
Скользящие посадки и ~ обеспечивают относительное перемещение деталей при малых зазорах и достаточное центрирование f при - > 1 — см. ниже). Применяют для часто снимаемых деталей, деталей, регулируемых на валах, и т. п. Примеры применения: зубчатые колеса, звездочки, шкивы, барабаны, муфты, центрирующие буртики крышек и фланцев, стаканы, маховички, установочные кольца со стопорными винтами и пр.
Ходовые посадки 4итг обеспечивают относительно лег-Л Лз
кое перемещение одной детали в другой с соответственно заметным за-зором и достаточным центрированием при длинных ступицах (l/d
1,5). Типичные посадки для подшипников скольжения, передвижных шестерен на валах коробок скоростей, подвижных частей сцепных муфт, распорных и направляющих втулок, центрирующих буртиков крышек и т. п.
Широкоходовая посадка применяется, так же как и ходовая, в тех случаях, когда требуются или допускаются повышенные зазоры.
Комбинированные посадки применяют в тех случаях, когда предельное отклонение размера вала или отверстия определено другой основной посадкой. Например, для распорной втулки между зубчатым колесом и подшипником (см. рис. 2.24) можно применить по-х
садку ~ , Здесь отклонение размера вала II в системе отверстия требуется по условиям посадки подшипника; отклонение размера отверстия втулки Х3 в системе вала позволяет посадить втулку с зазором.
Посадка на конус применяется преимущественно при закреплении деталей на концах валов в тех случаях, когда требуется обеспечить точное центрирование и надежное соединение при относительно легкой сборке и разборке (см. примеры на рис. 2.24 и 2.25, вариант II). Недостатки — относительно сложное изготовление конусов
па валах и в отверстиях. Примеры применения: посадка зубчатых колес, шкивов, звездочек, полумуфт на входные и выходные концы валов редукторов, коробок скоростей, электродвигателей и пр. В связи с повышением нагружениости деталей передач конические концы валов
получают большое распространение в современных конструкциях.
Чаще всего применяют конусность /С = 1 ~ 10 (угол 2сс = = 5'43"29' — рис. 2.10)* из ряда нормальных конусностей общего назначения по ГОСТ 8593—57.
Предельные отклонения угловых размеров при посадке на конус задаются согласно ГОСТ 8908—58 (табл. 2.28). ГОСТом предусмотрено десять степеней точности для длин образующих от 1 до 2000 мм.
Степени точности 4 4- 6-я относятся к высокой точности, достигаются
шлифованием, развертыванием пли точением высокой точности;
D-d
Таблица 2.28
Допуски на угловые размеры (Из ГОСТ 8'308—58)
Длина образую- O6G3-наче- Степень точности
щей конуса или меньшей стороны 4-я 5-я 6-я 7-я 8-я
угла, мм НИЯ предельные отд гонения углов .-ь; значения с/2, мкм
Св. 12 до 20 6/2 1' 1'30" 2'30" 4' 10'
п/2 3,6—6 5,5—9 9—15 14,5—24 36—60
» 20 э 32 6 2 50" 1'15" 2' 3' 8'
с 2 5—8 7,5—12 12—19 18—29 48—77
» 32 » 50 6/2 40" 1' 1 '30" 2'30" 6'
с 2 6,5-10 9,5—15 14,5-22,5 21—37,5 57,5—90
» 50 :> 80 6/2 39" 50" 1'15" 2' 5#
а 2 7,5 —12 12,5—20 19—30 30—48 75—120
' 7 4- 8-я относятся к обыкновенной точности, широко распространенной для посадки деталей на концах валов, достигаются точением на токар-’ них и револьверных станках обычной точности, шлифованием, развертыванием.
Элементы конструкций деталей при прессовых соединениях. На рис. 2.11 показаны элементы конструкций, облегчающие процесс запрессовки и повышающие прочность соединения вследствие умсньше-
Рис. 2.11
ния шабровки сопряженных поверхностей острыми кромками вала или отверстия. С этой целью выполняют пологие фаски на валах (рис. 2.11, б, е) и на краю отверстия. Хорошим средством является также выполнение предшествующего участка вала с допуском С3 или Х3 (рис. 2.11, г).
На рис. 2.12 изображены элементы конструкции, позволяющие уменьшить концентрацию напряжений, связанную с неравномерным распределением давления по длине прессовой посадки (рис. 2 12, о) 1301. Значение и приведены для вала диаметром d = 50 мм, выполненного из стали 40Х (ов л: 80 кГ/см2).
С этой целью выполняют: выточки, уменьшающие жесткость края ступицы (рис. 2.12, б); небольшое утолщение посадочной шейки вала с большими радиусами галтелей (рис. 2.12, е); комбинацию элементов бив (рис. 2.12, а); свисание ступицы с посадочной шейки вала.
Шпоночные соединения. В табл. 2.29 приведены размеры наиболее распространенных призматических обыкновенных шпонок (другие см. в атласах и справочниках).
Рекомендуемые посадки шпонок (табл. 2.30):
пш
в паз вала ----относится к числу переходных, обеспечивает преиму-
щественно натяг;
Рис. 2.12
/I з
в паз отверстия ----обеспечивает зазор, рекомендуется для индивиду-
ального и среднесерийного производств;.
или — обеспечивает повышенный зазор, несколько ослабляет соединение, но облегчает сборку и поэтому рекомендуется для массового производства.
Прочность шпоночного соединения в значительной степени зависит от точности размеров паза и его положения относительно образующей.
Перекос (рис. 2.13, а) и смещение (рис. 2.13, б) шпоночного паза затрудняют сборку, ослабляют соединение вследствие кромочного контакта и неравномерного распределения нагрузки по грани шпонки (рис. 2.13, е). Поэтому перекос и смещение ограничивают допусками (см. табл, 13.7): допуск на перекос (Дп на длине паза) — 0,5 Дш; допуск на смещение (Дс при одной шпонке) — 2,0 Д р где Дш — допуск на ширину шпоночного паза.
Т а б л и ц а 2,29
Шпонки призматические (Из ГОСТ 8788-68)
Размеры, мм
Диаметр вала Сечение н длина шпеикп Глубина и радиус закругления пазов
ЬИ.1 втулка Г
Ь 1 /, на ем. наиб.
Св. 10 до 12 4 4 8—45 2,3 1.8 0,08 0,16
2> 12 » 17 5 5 10—56 3,0 г) 3
» 17 » 22 6 6 14—70 3.5 2,8 0,16 0,25
2> 22 30 8 7 18—90 4,0 3,3
» 30 » 38 10 8 22—110 5,0 3,3
£ 38 » 44 12 8 28—140 5,0 3,3
44 » 50 14 9 36—160 о, а 3,8 0,25 0,4
» 50 » 58 16 10 45—226 6,0 1,3
» 58 » 65 18 11 50—180 7,0 4,4
» 65 » 75 20 12 56—180 7,5 4,9
75 85 22 14 63—180 9,0 5,4 0,4 0,6
» 85 95 25 11 70—180 9,0 5,4
Примечания.
1. Длины призматических шпонок I выбирают из ряда (ио ГОСТ S7SC—G8) 6, 8, 10, 12, 14, 16, 18. 20, 22, 25, 28, 32, 40, 45, 50 , 56, 63, 70, 80, 90, 100, НО, 125, ПО. 160, 180.
2. Предельные отклонения шпонок и пазов см. в табл. 2.30.
3. Примеры обозначения шпонки при £> = 18 .«л», b=ll ал, /=!'.) лги исполнения I (со скругленными торцами); Шпонка 18X1 1X160 ГОСТ 8789—68, то же, исполнения 3 (с плоскими торцами): Шпонка 3 18X11^.190 ГОСТ 8789—68.
Пример. Ширина шпонки 6 = 10 льи, посадка в паз отверстия ——, в паз оз
пш л 0Л
вала----. По табл. 2.30, поле допуска на ширину паза Дш в отверстии 30 мкм,
В.;
на валу — 50 мкм. Допускаемые отклонения на перекос и смещение, проставляемые на рабочих чертежах деталей, мм:
а) на чертеже ступицы:
перекос шпоночного паза относительно осп отверстия на длине паза..................0,0’5
смещение шпоночного паза относительно оси отверстия............................С,С6
б) на чертеже вала:
перекос шпоночного паза относительно оси
вала на длине паза......................0.025
смещение шпоночного паза относи(ельно
оси вала...............................0,10
Таблица 2.30
Предельные отклонения размеров шпонок и шпоночных пазов, мкм (Из ГОСТ 7227—58)
Номинальная ширина пазов И ПШОНОК. мм
Допуск шпонки
Допуск паза отверстия
Допуск паза вала
В,
ПШХ ПН1
верх. [ ниж.
верх.
ниж.
верх. I ниж. верх. ниж.
Св. 3 ДО 6
» 6 » 10
•» 10 » 18
» 18 » 30
—25
—30
—35
—45
+25 +30 +35 +45
+65 +75
+85 +100
+ 15 +20 +25 +30
-10
— 15
—20
—25
—55
—65
—90
П |>1течанн е. Предельные отклонения непосадочных размеров (см. табл. 2.29): «а h — Bt; на t и ~ /15. на I — В,.
Зубчатые (шлицевые) соединения. Применяют вместо шпоночных при больших нагрузках или при повышенных требованиях к центровке деталей. Наиболее распространены прямобочные и эвольвентные зубчатые соединения.
Прямобочные зубчатые соединения (табл. 2.31) в настоящее время наиболее распространены. Стандарт предусматрива-
ть:. 2.13
ет две формы исполнения впадины вала: с канавкой (Л) и без канавки (В) в углах впадины. Исполнение Л применяют при центрировании по внутреннему диаметру d, когда дно впадины вала шлифуют.
Ступицу можно центрировать на валу но диаметрам d или D или граням Ь. Центрирование по диаметрам d или D обеспечивает более высокую соосность вала и ступицы по сравнению с центрированием по боковым граням Ь.
Диаметр центрирования (наружного или внутреннего) определяют главным образом по технологическим соображениям. Если твердость материала ступицы позволяет обработку протяжкой (HB<Z <С 350), можно применять центрирование по D. При этом центриру-
Продолжение табл. 2.3)
Номинальный размер 2 X d X 1J (2 — ЧИСЛО зубьев) 1) ПР м а енсе номинальный размер предельное отклонение г, не более Номинальный размер 2Xd xD b di не м( а 'нее ном н-нальныЙ размер предельное отклонение
более
Соединения средней серии
Тяжелой серии
ОхЛХМ 3 9,9 — 10X16X20 2,5 14,1 —
6X13X16 о,< 12,0 — 10x18x23 3 15,6 0,3 0,2
6Х16ХЙ0 6X13X22 4 14,54 16,7 — 0,3 0,2 ЮХ21Х26 3 18,5 —
6X21X25 5 19,5 1,95 10x23x29 4 20,3 —
6X23X28 6 21,3 1,34 п-0,2 Ю-Х26Х32 4 23,0 — п-0,2
6X26X32 G 23,4 1,65 ЮХ28Х35 4 24.4
6X28X34 7 25,9 1,70 10X32X40 5 28,0 0,4 0,3
8X32X38 8X36X42 6 7 29,4 33,5 1,02 0,4 0,3 10x36x45 5 31,3 —
8x42x48 8 39,5 2,57 10x42x52 10x46x56 6 36,9 —
8x46x54 9 42,7 — 7 40,9 —
8X52X60 10 48,7 2,44 16X52X60 5 47,0
8X56X65 10 52,2 2,5 16X56X65 5 50,6
8X62X72 10x72x82 12 12 57,8 67,4 2,4 0,5 п-0,3 0,5 16x62x72 6 56,1 —
10X82X92 12 77,1 3,0 16x72x82 7 65,9 — 0,5 п-0,3 0,5
10X92X102 14 87,3 4,5 20x82x92 6 75,6 —
10X102X112 16 97,7 6,3 20X92X102 7 85,5 —
10X112X125 18 106,3 4,4 20x102x115 8 98,7 —
1 20X112X125 9 104,0 —
П р имечоия. 1. Боковые стороны каждого фаски у пазов отверстия могут быть заменены а. Пример условною обозначения соединений см. зуба вала должны быть параллельны оси закруглениями радиусом /. иа стр. 65. симметрии зуоа.
Таблица 2.32
Поля допусков на размеры зубчатого соединения, рекомендуемые для применения
Соединение Неподвижное Подвижное
Центрирование по d
Посадка Продельные отклонения Отверстия А
по d размеров Вала П X 1 л
Ширины впадины отверстия и.
b Толшипы зуба вала s}n S.X | S5X
Центрирование по Г)
Посадка Предельные отклонения Отверстия Л
по D размеров Бала П X X; Л
Ширины впадины отверстия
b Толщины зуба i ала 8,11 8,К S X
Центрирование по b
Посадка b 1 ^сдельные отклонения Ширины впадины отверстия "з J
по размеров Толщины зуба вала s‘" 1 м 1 -
Примечания. 1. Цифровые значения предельных отклонений на центрирующие размеры d и Л- по табл. 2 ?.т, 1> — по табл, 2.33. 2. Допуски на нсцситрирующие диаметры: на диаметр d для отверстия — /1s; для вала —до размера d,; на диаметр U для отверстия Хь.
для вала — А\.
Т аблица 2.33
Предельные отклонения размера b шлицевых соединений, мкм
Условное обозначение предельных отклонений размеров Интервалы внутренних диаметров d, мм
Ю-е-18 18-т-ЗО 3 04-50 504-80 804-120
Ширина впадин от- +50 4-60 +70 +90 + 110
верстня 4-30 4-35 +40 +55 + 70
63 4-зз +40 +50 +60 + 75
4-14 + 17 +22 +30 4-40
Толщина зхбьев валов sxn -4-7 +8 +8 4-ю + 10
— 11 — 14 — 18 —20 —25
— 14 -17 —22 —30 —40
—32 —40 —50 —60 —75
s.,x — 14 -17 —22 —30 —40
—50 —60 —70 —90 — ПО
юшую поверхность отверстия калибруют протяжкой, а центрирующую поверхность вала шлифуют. При высокой твердости ступицы применяют центрирование по d. В этом случае центрирующие поверхности отверстия и вала можно обработать шлифованием.
Рис. 2.14
Центрирование по b обеспечивает более равномерное распределение нагрузки но шлицам. Поэтому его следует применять при больших и реверсивных нагрузках (по при невысоких требованиях к точности центрирования).
В зависимости ст посадки зубчатое соединение можно выполнить подвижным или неподвижным в осевом направлении.
Посадки к предельные отклонения размеров для зубчатых соединений регламентирует ГОСТ 1139—58. Предельные отклонения размеров, рекомендуемые для применения при различных способах центрирования, приведены в табл. 2.32.
Условное обозначение шлицевых соединений содержит:
а) обозначение поверхности центрирования d, D или Ь,
б) число зубьев z,
в) номинальные размеры d X D,
г) обозначение посадок по центрирующему диаметру и боковым граням зубьев.
Примеры обозначения соединения (посадки), проставляемого на
х сборочных чертежах, при z — 8, d — 42 .им и D = 48 мм:
, 1 Л
1) с центрированием по а, при посадке по нему и по соковым гра-
ням (рис. 2.14, а) —
d8 х 42 х 48 — • ;
П П
2) с центрированием по D, при посадке по нему и по боковым гра-
ням^-
£8x42x48 — .^Х;
X О £ X
3) с центрированием по Ь, при посадке по этому размеру —
68 х 42 х 48 .
На размере отверстия чертежа детали (ступицы) соответственно проставляют (рис. 2.14, б): d8 Х42 X 48/1. £х, или D8 X 42 X 48/1 х X £3, или 68 X 42 X 48£3.
На шлицевом участке чертежа вала соответственно проставляют (рис. 2.14, в): d8 X 42 X 48/7. Sx/7, или D8 X 42 X 48Х. SxX, или 68 X 42 X 48SJI.
Эвольвентпые зубчатые соединения стали применять сравнительно недавно. Повышенная прочность и технологичность обеспечивают им все более широкое распространение. Повышение прочности здесь связано с большим числом зубьев, утолщением зубьев к основанию (как у зубчатых колес), наличием закруглений у основания. Закругления значительно снижают коэффициент концентрации напряжений при кручении (примерно в 1,5 4- 2 раза) по сравнению с прямоточными зубьями.
При обработке эвольвентных зубьев на валах используют методы, применяемые при нарезании зубчатых эвольвентных колес. Однако недостаточное распространение специализированного инструмента, главным образом протяжек, пока еще ограничивает применение эвольвентных зубчатых соединений. Геометрические параметры и допуски на эвольвентпые зубчатые соединения см. ГОСТ 6033—51 (например, 13, 511).
Закрепление деталей на валах в осевом направлении. Ниже рассматриваются общие принципы и способы такого закрепления. Примеры и иллюстрации относятся в основном к закреплению зубчатых колес (рис. 2.15 4- 2.25). Однако они применимы и для закрепления других деталей: подшипников, шкивов, звездочек, полумуфт и т. п. Специфика 3 Зак. 1013 65
закрепления тех пли иных детален указана в соответствующих разделах, посвященных этим деталям. Путем закрепления деталей в осевом направлении можно не только устранить пх осевые перемещения под действием рабочих или случайных нагрузок, но также уменьшить возможный перекос деталей относительно осп вала.
Выбор способа закрепления определяется величиной осевых нагрузок и требованиями к точности центровки детали. Большое значение имеют тип посадки и длина посадочной поверхности.
Прессовые посадки, как отмечено на стр. 53, обеспечивают хорошую центровку и нс нуждаются в дополнительном осевом закреплении детали даже при сравнительно коротких стмпицах (Z/d < <1).
При закреплении цилиндрических зубчатых колес можно обходиться без упорного заплечика на валу (рис. 2.15, «). Упор детали в заплечик вала при прессовых посадках (рис. 2.15, б) применяют тогда, когда необходимо строго зафиксировать положение детали относительно вала. Например, в червячных и конических передачах, которые нуждаются в регулировке зацепления. В этих передачах размер, определяющий положение заплечика (детали) па валу, входит в размерную цепь. 66
Переходные посадки и п о с а д к и с з а з о р о м нуждаются в закреплении деталей с помощью специальных элементов конструкции. На рис. 2.16 изображены примеры закрепления деталей с помощью заплечика вала и распорной втулки (заплечик вала желательно располагать навстречу осевой нагрузке детали).
Конструкция б—с гайкой, конструкция а—без гайки. Таксе различие в конструкциях обусловлено тем, что в а колесо имеет длинную, а в б короткую ступицу. При длинных ступицах (Z'd>l) посадочная по-
Рис. 2.16
верхность сама обеспечивает достаточную центровку без вспомогательных средств. Для переходных посадок по условиям центровки считается достаточной длина ступицы (1 l,5)//d; для посадок с зазором типа
скользящих, ходовых и прочих должно быть l,d> 1,5.
При коротких ступицах (Ud < 1) и переходных посадках или посадках с зазором сама посадочная поверхность не в состоянии гарантировать отсутствие перекоса деталей. В этих случаях применяют вспомогательные средства, способствующие устранению перекоса. Одним из таких средств является прижим детали к заплечику вала. На рис. 2.166 прижим достигается с помощью гайки, через подшипник и распорную втулку (можно также винтом через торцовую шайбу — см. рис. 2.21). Осевое закрепление деталей с помощью заплечиков вала и распорных втулок широко распространено. К нему предъявляют ряд дополиитель-3* 67
вых требований, которые рассмотрены ниже в специальном раздето (стр. 79).
Кольца пру ж и н н ы е упорные (табл. 2.34 — 2.35) применяют взамен распорных втулок и заплечиков па валу в тех случаях, когда применение последних конструктивно неоправданно. Незамкнутое пружинное кольцо (рис. 2.17) разводят и закладывают в соответствующую канавку вала. Контакт кольца с боковой стороне л канавки осуществляется по плоскости. Благодаря этому кольцо может воспринимать значительные осевые нагрузки, однако меньше, чем заплечики на валу и распорные втулки.
Рис. 2.17 '
В качестве недостатков такого соединения можно отметить: 1) отсутствие поджатия деталей в осевом направлении, поэтому их рекомендуют применять при длине ступицы Ud > 1; 2) концентрацию напряжений в зоне канавки. Поэтому кольца применяют в основном для закрепления деталей на концах валов, для которых концентрация напряжений не имеет существенного значения.
Преимуществами являются компактность, легкость и простота конструкции.
Следует учитывать, что на размеры длины ступицы и расстояния канавки от заплечика вала /2 должны быть назначены предельные отклонения, обеспечивающие возможность свободной (с зазором) установки кольца. Зазор между ступицей и кольцом должен быть в допустимых для данной конструкции пределах. В противном случае ступица может перекрыть канавку так, что кольцо нельзя будет поставить или зазор будет чрезмерно большим, а деталь недостаточно зафиксирована в осевом направлении.
В более сложных случаях, когда кольцо замыкает несколько деталей (рис. 2.18). для того чтобы не предъявлять высокие требования к точности этих деталей (определяемые расчетом многоразмерной пени), в конструкции устанавливают компенсаторную шайбу Л. При этом все детали последовательно насаживают на вал и поджимают к заплечику вала. Затем измеряют расстояние между последней деталью и пружинным кольцом. По этому размеру подбирают или подшлнфовывают компенсаторную шайбу. Для удобства монтажа кольца шайбу делают фасонной.
Размеры пружинных колец и канавок для них приведены в табл. 2.34 и 2.35. Материал — сталь 65Г или другая подобная, 68
Таблица 2.31
Кольца пружинные, упорные, плоские, наружные, эксцентрические и канавки для них
(Из ГОСТ 13942-68)
ля наиб.
12 11,3 1,2 1,1 339 н.о 14,4 2,2 7,6
15 14,1 -0,12 1,4 513,5 13,8 17,4 1,7 1,0 2,4 9,1 1.8
17 16,0 0,1 1,5 646,8 15,7 19,7 2,6 3,0 10,1
20 18,6 —0,14 1,4 2,1 1064 18,2 23,0 3,2 Н.5 2Д)
25 23,5 1-126 23 1 28,5 2.0 1,2 3,6 11,1
30 28,5 —0.28 2,3 1721 27,8 33,8 4,0 16,5 2,5
35 33,0 3,0 2665 32,2 39,6 4,9 19,4 3,0
40 37,5 1,9 3,8 3898 36,5 44,7 1,7 5,5 22,1 —
‘ 45 42,5 —0,34 0,2 4292 41,5 49,7 21.6 3,5
50 47,0 5703 45,8 54,8 2,5 6,0 27,0
55 52,0 2,2 6292 50,8 59,8 2,0 6,0 29,5 4,0
60 65 57,0 4,5 6879 55,8 65,4 6,5 32,1
62,0 7467 60,8 70,4 31,9
70 67,0 —0,40 2,8 0,3 8055 65,6 76,2 2,5 7.0 37,5 —
75 72,0 884 4 70,6 82,6 3,0 8,0 40,8 4,5
80 76,5 5,3 10740 75 87,0 • 43,0
А'ОЛэцО 40
^PK2as.",,e-
Кольца пружинные, упорные, плоские, внутренние, эксцентрические и канавки для них (Из ГОСТ 13943—68)
Размеры, л;.ц
Канадка Ко '.ьиО
| Диаметр отверстия пределы! отклонен. /4 (итклоп -J-0.25) г наиб. Ч НАИМ. о Е о 3 ds dt S (07КЛОН. -0,12) b / Г2 r,; наиб.
26 27,5 -]-0,И 2,3 1545 28,0 23,4 2,0 3,1 7 n,3 2,3
30 31,5 1,4 о,1 1800 32,2 27,6 1,2 3,5 9 13,4 2,5
32 33,8 2,7 2350 34,5 29,3 14,0 —
35 37,0 4-0,34 3.0 2822 37,8 32,6 3,9 10 16,0 3,0
40 47 42,5 49,5 3,8 4042 4723 43,5 50,6 37,1 43.8 2,5 4,2 4.5 12 ; -i 18,2 21.7
52 62 55,0 65,0 4-0,40 1,9 4,5 6291 7467 56,2 66,2 48,6 58,6 1,7 5,1 16 24,2 29,3
72 75,0 0,2 8643 76,3 67,3 18 34,0
80 i 5 83,5 88,5 2,2 5,3 11200 11897 83,5 90,5 76,3 81,3 — 2.0 6,1 38.5 Ю.7 4,0
9G 93,5 -;-о,4б 12583 95,5 84,5 7,3 20 42.0
КС 103.5 13940 Ю5,5 94,5 3,0 17.C
но 114 17580 116 103,2 8,5 — 52 C
120 125 170 121 129 134 4-0,53 2.8 0.3 6,0 19131 19860 20697 126,5 131,5 136,5 113.7 116,9 121,9 9 "" — -- - 59,2 61.6
i ; > 139 21420 141.5 126.9 3,5 9,/ 24 64.2 4,5
!40 144 22200 116.5 131.9
Г; ,• а е ч о - к е. Пример условного обоз;: с че.: ня кольца при ;,о 80
твердость HRC 40 4- 50. Дополнительные сведения по применению колец приведены в гл. VIII.
Установочные винты (см. табл. 2.19) используют для осевого закрепления деталей на валах в тех же случаях, что н пружинные кольца. Примеры показаны па рис. 2.19 4-2.21. Однако они могут
Рис. 2.18
воспринимать значительно меньшие нагрузки. Все сказанное о применении установочных винтов в § 2 (стр. 44) остается справедливым и в данном случае. Дополнительно отметим, что для закрепления деталей на валах применяют преимущественно винты с коническими и ци-
рке. 2.19
линдрическимп концами (тип ж, з, п.табл. 2.19). При этом па валу или в шпонке высверливают соответствующее гнездо. Так как винт с цилиндрическим концом предназначен только для осевого фиксирования, совершенно нс обязательно и даже не рекомендуется завинчивать его до упора (вариант / на рис. 2.20). Упор винта может вызвать перекос ^детали и заставить его участвовать в передаче крутящего момента, на что он не рассчитан.
Для предохранения винтов от самоотвинчивапия обычно применяют проволочные замковые (пружинные) кольца (табл. 2.36), которые закладывают в шлиневой паз винта и кольцевую канавку на ступице детали (рис. 2.19, л). Вместо пружинного кольца можно использовать обвязку проволокой, узел которой закладывают в углубление на противоположной стороне ступицы (рис. 2.19, б).
Рис. 2.20
При шпоночном соединении гнездо для конца винта лучше сверлить в шпонке (рис. 2.20). Это устраняет концентрацию напряжений у вала и не нарушает правильности формы посадочной поверхности вала вследствие выпучивания кромок отверстия при сверлении. Сверление гнезда
на валу или в шпонке производят через отверстие в ступице при сборке деталей. Такой порядок может быть связан с технологическими трудностями и весьма нежелателен для массового и поточного производств. Технологические трудности возрастают с увеличением размеров деталей. Сверление деталей в процессе сборки может засорить изделие металлическими стружками. Поэтому применение установочных винтов нежелательно для закрепления деталей, расположенных в закрытых корпусах, над масляными ваннами и пр.
Все это ограничивает применение установочных винтов в современном массовом и крупносерийном производствах. В мелкосерийном и индивидуальном производствах установочные впиты имеют достаточно широкое применение для закрепления таких деталей, как шкивы (рис. 2.21), барабаны, звездочки, муфты и т. п. В конструкции на рис. 2.21, а винт стопорят гайкой; отверстия сверлят до сварки ступицы со шкивом. В конструкции на рис. 2.21, б винт с острыми закаленными кромками на конце (тип к табл. 2.19.) вдавливают в лыску на валу; для сверления отверстия в ступице и для завинчивания винта в ободе шкива предусмотрено специальное отверстие.’
Установочные к о л ь-ц а в сочетании с установочными винтами (рис. 2.22 и табл. 2.36) применяют в тех случаях, когда установочный винт нельзя поставить в самой закрепляемой детая шкива или большие размеры этого шки отверстия под винт в ступице и на вал
В конструкции на рис. 2.23 установочное кольцо 1 совместно с правой рукояткой 4 фиксирует валик в корпусе 3 в осевом направлении.
Кис. 2.22
и. Например, широкий обод ва не позволяют просверлить
Рис. 2.23
Вместо зстаповочного кольца можно было бы выполнить буртик на валике, ио при этом была бы затруднена сборка, Установочное кольцо позволяет свободно вставлять и вынимать валик без демонтажа правой подшипниковой втулки 2, которую обычно сажают в корпус с натягом. Характеристика соединения с помощью установочных винтов, изложенная выше, остается справедливой и для данного случая. Материал установочного кольца — сталь 35, ст. 5 или А12; замкового кольца — стальная пружинная проволока класса III или II по ГОСТ 9389—60.
Т а б л и н a 2.3G
Кольца установочные с винтовым креплением и замковым кольцом - (Из ГОСТ 2832-61)
Ь/2_ V^(V)
Установочное кольцо Винт (по табл. 2.19) Замко вое кольцо (ГОСТ 2833—65)
d отклонение Z (/,) D ь f /г о, 4. t
25 28 30 32 40 45 50 55 СО 65 70 75 80 85 90 95 100 105 42 45 48 52 55 60 71 80 85 90 95 105 110 НО 120 125 130 130 14 1.2 2.5 М8Х12 34 38 40 42 45 50 60 65 70 75 80 85 95 100 100 ПО НО 120 120 1 5
16
1.6 з АН0Х16 1.2 G
18
20
22 2 3,5 М 12X20 1,8 7
М12Х16
25
М 12x20
М12X16
Примечание. Пример условного обозначения при d—'M: Кольцо 30 ГОСТ 2832—С',. при />-=34: Кольцо 34 ГОСТ 2833—65.
Торцовые шайбы (рис. 2.24 и табл. 2.37) применяют для закрепления деталей на цилиндрических (вариант I) и конических (вариант II) концах валов. Это достаточно простой и надежный способ, позволяющий создавать поджатие деталей в осевом направлении. Для образования натяга шайбу опирают на торец ступицы, а по торцу вала обеспечивают зазор. При закреплении одним болтом его целесообразно завинчивать в резьбовой центр (см. табл. 13.12). Стопорение осуществляют мягкими топкими шайбами (планками). При одном болте 74
Шайбы концевые (Из ГОСТ 14734—69) V4(v) r[.gx^°
усик шайбы закладывают в отверстие, которое просверлено в шайбе и торце вала, а край шайбы отгибают на грань головки болта. При двух болтах концы п танки отгибают на соответствующие грани голове?: болтов. При одном болте применяют также стопорение пружинист шайбой (см. табл. 2.14), а при двух болтах — прошивкой проволокой (см. рис. 2.4). Дополнительные сведения по применению торцовых шайб для закрепления подшипников приведены в гл. VIII.
Материал торцовых шайб — обычно сталь 45.
Рис. 2.24
Г а й к и к р у г л не (рис. 2.25 и табл. 2.38) применяют для закрепления деталей как па концах, так и в середине вала. Они обеспечивают надежное соединение ихорошее поджатие деталей. Завинчивание производят специальным накидным ключом с захватом в пач гайки; стопорение—второй (контр) гайкой или специальной шайбой (табл. 2.39) с внутренней и наружными лапками. Внутреннюю лапку заводят в паз вала, а одну из наружных подгибают в совпадающий с ней паз гайки.
.Материал гайки —сталь 35, HRC 36 4-42, шайбы — сталь 10.
Вместо круглых гаек иногда (при коническом конце вала) применяют обычные корончатые гайки со стопорением шплинтами.
Штифты также используют для закрепления деталей на валах (см. § 3, стр. 48).
Штифт фиксирует деталь не только в осевом, но и в окружном направлении. Моменты, которые могут передавать штифты, сравнительно невелики в поэтому их используют в основном для закрепления мало-нагруженных и вспомогательных деталей — маховичков, рукояток, рычагов нт. п.
Необходимость совместного сверления деталей во время сборки с последующей разверткой отверстия ограничивает применение штифтов в массово?^ поточном производстве.
Ш.'
Таблица 2.38
Гайки круглые шлицевые (Из ГОСТ 11871—66)
Число шлицев г =4
Размеры, льи
Резьба D Dt н ь ! С Cl
20X1,5 34 27 8 5 2,5
24X1,5 42 33 10 5 2,5
(27x1,5) 45 36 10 5 2,5
30x1,5 48 39 10 5 2,5
(33X1,5) 52 42 10 6 3 1 1,6
36X1,5 55 45 10 6 3
(39x1,5) 60 48 10 6 3
42X1,5 6э 52 10 6 3
(45X1,5) 70 56 10 6 3
48X1,5 75 60 12 8 4
(52X1,5) 80 65 12 8 4
56x2 85 70 12 8 4 ‘
(60X2) 90 75 12 8 4
64x2 95 80 12 8 4
(68X2) 100 85 15 10 5 1,6 2
72X2 105 90 15 10 5
(76X2) ПО 95 15 10 5
80X2 115 100 15 10 •
1. Предпочтнте.-.ьяые 11871-'<уМер Условного
С-;з гкгл'ск.
резьбы Aij'j с изгоя 1.5
Гайка _Ш':ХЛ5 ГОСТ
Шайбы стопорные многолапчатые (Из ГОСТ 11872—66)
VJ№
Рэзг'.зэ паза
Для pei-ъбы d di D о, b 5 /’s t
20 20,5 37 27 4,8 17 1 5,3 18
21 24,5 44 33 4,8 20,5 1 5,3 21.5
(27) 27,5 47 36 4,8 23,5 1 5.3 24.5
30 30,5 50 39 4,8 26,5 1 5,3 27.5
(33) 33,5 54 42 5,8 29,5 1,6 6,3 30,5
36 36,5 58 45 5,8 32,5 1,6 6,3 33.5
(59) 39,5 62 48 5,8 35,5 1,6 6,3 36,5
42 42,5 67 52 5,8 38 1,6 6,3 39
(15) 48,5 72 56 5,8 41 1,6 6,3 42
48 48,5 77 60 7,8 44 1,6 8,3 45
(52) 52,5 82 65 7,8 48 1,6 8,3 49
56 57 87 70 7,8 51,5 1,6 8,3 52,5
(60) 61 92 75 7,8 55,5 1,6 8,3 56,5
64 65 97 80 7,8 59,5 1,6 8,3 59,5
(68) 69 102 85 9,5 63,5 1,6 10 63,5
72 73 107 90 9,5 67,5 1,6 10 67.5
(76) 77 112 95 9,5 70,5 1,6 10 70,5
80 81 117 100 9,5 74,5 1,6 10 74,5
Примечания.
1. Предпочтительные размеры резьб без скобок.
2. Пример условного обозначения для резьбы МЗ-э: Шайба 35 ГОСТ 11872—65.
Сопряжение детали с буртиком вала выполняют ио одному из вариантов, изображенных на рис. 2.26.
Специальные сопряжения для подшипников качения см. в гл. VIII-
Галтельный переход может быть выполнен с радиусом закругления или с канавкой. Скругленный переход (рис. 2.26, а) выполняют в случаях, когда посадочную поверхность вала не шлифуют или когда ваа шлифуют, но по условиям его прочности нельзя допускать высоких концентраторов напряжений. В последнем случае требуется специальная 78
заправка шлифовального круга по радиусу галтели, что усложняет производство. Канавки (рис. 2.26, б и в) устраняют необходимость такой заправки. Опп служат специально для выхода шлифовального круга. Каиагжу по рис. 2.26, б выполняют, если шлифуют только цилиндрический участок вала (при длинных ступицах); канавку по рис. 2.26, в — если шлифуют также и упорный буртик вала (при коротких ступицах). Канавка повышает концентрацию напряжений по сравнению с радиусным переходом, поэтому се применяют тогда, когда вал в рассматриваемом сечении имеет достаточный запас прочности. К таким валам относится большинство редукторных валов.
В любом варианте конструкции галтельного перехода упор детали в буртик должен осуществляться по плоскости. Это обеспечивают
Рис. 2.26
соответствующим выбором размеров высоты буртика, канавки, фаски и радиуса галтели — см. рекомендации табл. 2. 40 и 2.41.
Перепад диаметров d2—d (см. рис. 2.26) ГОСТом не регламентирован. Его можно назначать из условия, что ширина /г упорного пояска равна не менее 1 — 2 мм в зависимости от величины нагрузки и диаметра вала. При этом диаметр d2 должен соответствовать стандартному ряду по ГОСТ 6636—69 (см. табл. 2.42).
Нельзя допускать упора деталей кромками или фасками, как показано в примерах неправильных вариантов сопряжения на рис. 2.26, г, д, е. Такие сопряжения не могут обеспечить точного положения деталей или передачу больших нагрузок вследствие ненадежности кромочных контактов.
В табл. 2.41 исходным параметром канавки является ее ширина, а не диаметр d вала, который указан лишь ориентировочно. Это значит, что канавку данной ширины допускают выполнять на валу любого Диаметра. При этом нужно учитывать, что слишком малая канавка является нетехнологичной для вала большого диаметра. Если на одном валу имеется несколько участков с различными диаметрами вод шлифовку, то канавки целесообразно выполнять одинаковыми (обработка одним резцом — каиавочником).
Упорные поверхности всех деталей должны быть обработаны с соответствующей шероховатостью и точностью но торцовому биению
Размеры радиусов галтелей и фасок (рис. 2.26, о)
Ра.-.гуС Л, л;лг Фаска с, мм*
Диаметр d, мм номинальное ЗН£".йП!:Э предельное отклонение номкнальное знач' пне предел l.-: о г ОТКЛОЙсйИг
Св. 18 до 30 » 30 » 50 » 50 » 80 » 80 » 120 1.5 2 0 2,5 3,0 • —0,4 2,0 2,5 3,0 4,0 ! 4-0,4 4-о,б
’ Вместо фаски деталь можно заполнять с ра.'.иугом закруглений г=с.
(см. рекомендации по шероховатости поверхности—табл. 13.9 и 13.10, по биению заплечиков и торцов деталей — табл. 13.4 и 13.6).
Сопряжение распорной втулки с валом и деталью изображено на рис. 2.27.
Прежде всего отмстим, что втулку можно посадить па диаметр предшествующей или последующей детали. Например, на рис. 2.16. а
Рис. 2.27
втулка посажена на диаметр под ступицу зубчатого колеса, а на рис. 2.16, б — на диаметр под подшипник. Оба эти варианта получили распространение Трудно указать преимущество того или другого из пих. При посадке по варианту рис. 2.16, а вал сохраняет несколько большие жесткость п прочность, что существенно для высоконапряженных валов, причем жесткость и прочность тем больше, чем длиннее втулка и чем более напряженный участок вала она занимает. Недостаток — в месте упора в подшипник втулка перекрывает его внутреннее кольцо настолько, что не остается места для захвата подшипника съемником. В таком случае втулку приходится выполнять с тремя пазами (под 120е) для лапок съемника (см. рис. 8.24).
Таблица 2.41
Канавки для выхода шлифовального круга при круглом шлифовании (Из ГОСТ 8820—69)
Шлифование по наружному цилиндру
Припуск на шлифование
Шлифование г.о наружному цилиндру и торцу
Шлифование по внутреннему цилиндру
Припуск на шлифование
Шлифование по внутреннему торцу
Шлифование по внутреннему цилиндру и торцу
Допускаемая форма канавки при наружном круглом шлифовании
Припуск на шлифование
Размеры, л1л»
ь Наружное и-.ифование Внутреннее шлифование л R Rt d (ориентировочно)
1 d—0.3 d-t-0,3 0,2 0,3 0.2 <10
1,6 0,5 0,3 <10
2 d— 0,5 а--0,5 0,3 0,5 0,3 <10
3 1 0,5 10-.50
5 d—1 d — 1 0,5 1.6 0,5 50-r 100
8 2 1 >100
10 3 J >100
Нормальные линейные размеры (Из ГОСТ 663G—69) Раз?.юры, л.'.и
Ряды Допил интоль-jji>ic размеры РЯД! ' Дополнительные пазмепы Ряды 2 ~
с5 О CI -V? ю с О е ю О С О CI О С:
1,0 1,0 1,0 1.1 1,0 1,05 1,1 1,15 1,2 1,3 1,4 1,5 1,25 1,35 1,45 10 10 10 11 10 10,5 11 11,5 12 13 14 15 10,2 10,8 Н,2 11,8 12,5 13,5 14,5 15,5 100 100 100 но 100 105 но 120 125 130 140 150 102 108 112 115 118 135 145
1,2 1,2 1,4 12 12 14 125 125 140
1,6 1,6 1,6 1,8 1,6 1,7 1,8 1,9 2,0 2,1 2,2 2.4 1,65 1,75 1,85 1,95 2,05 2,15 2,3 16 16 16 18 16 17 18 19 20 21 22 24 16,5 17,5 18,5 19,5 20,5 21,5 23 160 160 160 180 160 170 180 190 200 210 220 240 155 165 175 185 195 205 215 230
2,0 2,0 2,2 20 20 22 200 200 220
2,5 2,5 2,5 2,5 2,6 2,8 3,0 3,2 3,4 3,6 3,8 2,7 2,9 3,1 3,3 3,5 3,7 3.9 25 25 25 25 26 28 30 32 34 36 38 27 29 31 33- 35 37 39 250 250 250 250 260 280 300 320 340 360 380 270 290 310 315 330 350 370
2,8 28 280
3,2 3,2 3,6 32 32 36 320 320 360
<0 4,0 4,0 4,5 •!,0 •1,2 4,5 4,8 5,0 5,3 5,6 6,0 4.1 4,-1 4,6 4,9 5,2 5.5 5,8 40 40 40 45 40 42 45 48 50 53 56 60 41 41 46 49 52 55 58 400 400 •100 450 400 420 450 600 530 560 600 390 410 440 4 СО 490 515 545 580
5,U 5,0 — 5,6 50 50 56 500 500 50
С2
В конструкции по рис. 2.16, б пазы для съемника не нужны, если толщина втулки принята по рекомендуемым нормам (см. табл. 8.3 и 8.4).
Обычно втулку сажают на вал с зазором. С этой целью в конструкции по рис. 2.16, а участок вала в месте посадки втулки выполнен с предельным отклонением Х3. Этот участок продлен внутрь ступицы до выхода па параллельные грани шпонки (с перекрытием 1 ~ 3 мм), для того чтобы при посадке ступицы с натягом I например, ]
ее можно было легко направить на шпонку, прежде чем начинается запрессовка.
В примере рис. 2.16, б подшипник посажен па вал с предельным отклонением размера И. Для простоты обработки вала предельное отклонение вала Н сохранено и в месте посадки втулки. Размещение втулки с зазором здесь обеспечено комбинированной посадкой ~ .
Возвратимся к рис. 2.27. В месте сопряжения втулки с деталью втулка должна упираться в торец детали, а не в заплечик или торец вала. Для того чтобы это гарантировать, заплечик вала углубляют в предшествующую деталь (в ступицу пли во втулку). В качестве примера на рис. 2.27 изображено сопряжение втулки со ступицей.
При галтели па валу величина заглубления с должна быть больше радиуса галтели R. При канавке величина заглубления не регламентируется, но должна гарантировать упор в торце ступицы с учетом предельных отклонений длины ступицы и шейки вала.
Перепад диаметров (d2—d) в рассматриваемом случае не имеет существенного значения. Он может быть незначительным при условии, что оба диаметра взяты из стандартного ряда. Так как заплечик не нуждается в упорном торне, его высота может быть меньше радиуса галтели. При выборе последнего можно ориентироваться на табл. 2.40; размеры канавок указаны в табл. 2.41.
К биению и шероховатости торцов втулок предъявляют такие же требования, как и к аналогичным показателям качества изготовления заплечиков валов (стр. 79).
ГЛАЗА III
ПРОЕКТИРОВАНИЕ ЛИТЫХ ДЕТАЛЕЙ
Способом литья можно получать детали самой различной конфигурации. Во многих случаях отливка является единственно возможным и рациональным способом получения деталей сложной формы, а также крупных деталей типа станин, рам, корпусов и т. д. Недостатками литых деталей являются: меньшая прочность материала по сравнению с поковками, штамповками и прокатом; неоднородность материала в различных частях деталей; возможность образования газовых пузырей, шлаковых включений, рыхлостей и пр.; сравнительно большая толщина стенок и других элементов деталей, которая во многих случаях ограничивается не прочностью, а возможностями технологии литья.
Для малоиапряженпых деталей (корпуса, плиты, крышки, рычаги, маховички, шкивы и т. п.), размеры которых определяют по констрх к-тивным соображениям или по условиям жесткости, эти недостатки не имеют решающего значения.
Технологию литейного производства изучают в курсе технологии материалов и специальных курсах 134, 2].
Ниже излагаются основные требования, предъявляемые к конструкции литых деталей, а также связанные с этим некоторые сведения нс технологии.
§ 1. ВЫБОР МАТЕРИАЛА
Основными критериями, определяющими выбор материала для литых деталей, являются форма деталей, их целевое назначение, условия работы, характер и величина напряжений.
Отливки из серого чугуна (СЧ12—28, СЧ15—32, СЧ18—36 и др.) наиболее распространены в машиностроении. Это объясняется его хорошими литейными свойствами, хорошей обрабатываемостью на металлорежущих станках, относительно низкой стоимостью, достаточно высокой износостойкостью. Прочность и жесткость чугуна ниже, чем стали, однако во многих случаях они вполне достаточны.
Примеры применения отливок из серого чугуна в общем машиностроении: станины, стоики, плиты, корпусные детали, кронштейны, детали муфт и подшипников скольжения, шкивы, маховики, зубчатые колеса и т. п.
Отливки стальные (15Л, 25Л, 35Л, 40Л, 45Л и др.) применяют в тех случаях, когда прочность деталей из чугуна недостаточна.
Литейные свойства стали значительно ниже литейных свойств чугуна. Сталь в связи с малой жидкотекучестью хуже заполняет фюрмы, 84
обнаруживает склонность к ликвации и образованию пузырей. В связи со значительной усадкой у стальных отливок значительно больше возможность коробления, а также образования усадочных раковин и трещин. Стальные отливки значительно труднее поддаются очистке, чем ч) гунные. Поэтому сталь избегают применять для отливок сложной конфигурации с тонкими стенками, повышенными требованиями к внешнему виду и точности размеров.
Из стали выполняют отливки тяжелых, простых деталей, воспринимающих динамические нагрузки, при которых серый чугун работает плохо. Ввиду простоты формы, большой толщины стенок и сравнительно невысоких требований к точности таких отливок литейные свойства стали оказываются приемлемыми.
Примеры применения отливок из стали: станины молотов и ковочных машин, станины и крупные детали формовочных машин, ходовые колеса крапов, катки и траки гусеничных машин, литые рамы тракторов, заготовки крупных зубчатых колес, изготовление которых ковкой или штамповкой сложно и дорого.
Отливки из с п л а в о в н в с т н ы х мета л л о в применяют тогда, когда к материалу детали предъявляют специфические требования.
Отливки из бронзы и латуни. Бронза обладает высокими антифрикционными свойствами. Она является хорошим материалом для подшипников, ползунов, упорных колец, червячных колес и других деталей, работающих в условиях трения. Ввиду высокой стоимости и дефицитности бронз (в особенности оловяпистых) их применение следует всемерно ограничивать. Для перечисленных и аналогичных им деталей использование бронзы и латуни должно сводиться к применению втулок, накладок, вкладышей, зубчатых венцов и т. п., устанавливаемых только в местах, непосредственно подвергающихся трению.
Применение бронз и латуни может быть связано также с работой деталей в тяжелых коррозионных условиях (в морской воде, окисляющей среде и т. и.), с особыми’требованиями к теплопроводности, электропроводности, антимагпитностп и пр.
Отливки из алюминиевых и магниевых сплавов отличаются низкой плотностью и при соответствующем составе обладают высокими механическими и литейными качествами. Алюминиевые сплавы с содержанием большого количества (8 — 14%) кремния называют силуминами, литейные качества которых очень высоки. Силуминовые отливки обладают высокой стойкостью к коррозии и сохраняют достаточную прочность при повышенной температуре.
Плотность алюминиевых сплавов 7 г1см~, магниевых сплавов ^1,8 г!смл.
Алюминиевые и магниевые сплавы нашли широкое применение в авиационном и транспортном машиностроении, а также в приборостроении. Их применяют для поршней, головок цилиндров, различных корпусных деталей, быстроходных шкивов и т. п.
Цинковые сплавы применяют преимущественно для литья под давлением деталей с высокой точностью отливки, не требующей (пли почти не требующей) последующей механической обработки.
§ 2. СПОСОБЫ ЛИТЬЯ
В современном производстве применяют следующие способы лигья: в одноразовые песчаные формы; в постоянные металлические формы (литье, кокильное, под давлением, центробежное); точное литье по выплавляемым моделям и в оболочковые формы.
Литье в одноразовые песчаные формы отличается высокой универсальностью, так как обеспечивает получение отливок, различных по величине и сложности, из разнообразных материалов в условиях как индивидуального, так и массового производства. Исключение составляют отливки очень мелких детален сложной конфигурации.
Литье в постоянные металлические формы резко повышает производительность и условия труда, обеспечивает высокое качество отливок (повышается точность размеров, снижается шероховатость поверхности, улучшается структура материала) и многократное использование форм.
Возможность применения литья в металлические формы ограничивается их высокой стоимостью, возрастающей с увеличением размеров отливки и сложности ее конфигурации. Количество отливок, которое может выдержать металлическая форма при допустимых отклонениях в размерах, характеризует ее стойкость и зависит в первую очередь от температуры плавления материала, из которого отливается деталь (с повышением температуры стойкость снижается). Поэтому литье в металлические формы применяют в основном для деталей из легких сплавов (алюминиевых, магниевых, медных, свипцово-оловянистых, цинковых).
Способ литья в постоянные металлические формы подразделяется на:
а) кокильное (заливка самотеком);
б) литье под давлением (расплавленный металл заполняет форму под давлением); обеспечивает возможность получения отливок более сложной формы, повышенную точность размеров и низкую шероховатость поверхности по сравнению с кокильным литьем;
в) литье центробежное (во вращающуюся металлическую форму); под действием центробежных сил жидкий металл уплотняется, отливка получает однородную мелкозернистую структуру, ее прочность повышается. Центробежным способом можно отливать заготовки деталей, представляющие собой тела вращения со ступенчатой и фасонной наружной поверхностью, например заготовки бронзовых венцов червячных колес.
Литье по в ы и л а в л я е м ы м модели м применяют вместо литья в металлические формы для отливок из черных металлов (с высокой температурой плавления), а также отливок, имеющих сложна ю конфигурацию с выступающими элементами, углублениями п закрытыми внутренними полостями. Точность обработки и чистота поверхности при этом способе литья достаточно высокие, но несколько ниже, чем при литье под давлением. Его применяют в серийном и массовом производствах для отливок из чугуна, стали, медных сплавов и, 86
дг что особенно важно, из трудно обрабатываемых сплавов и сплавов, /Чй- вообще не поддающихся механической обработке.
Литье в оболочковые формы применяют главным об-• разом для отливок из чугуна и стали. Этот способ значительно дешевле литья по выплавляемым моделям, но уступает ему по возможности от- Д ливни деталей сложной формы.
§ 3. ОСНОВНЫЕ ПРАВИЛА КОНСТРУИРОВАНИЯ
Ж ЛИТЫХ ДЕТАЛЕЙ
4
Правила конструирования литых деталей в основном общие для Ш различных литейных материалов и способов литья. Исключение состав-ляет литье по выплавляемым моделям, при котором модель не ’.'f вынимают, а выплавляют, и поэтому отпадают требования, связанные 4$; с удалением модели из формы.
Ниже рассмотрены правила конструирования литых деталей с точ-
-ки зрения их технологичности па примере конструирования отливок 3 из серого чугуна при литье в одноразовые песчаные формы, а особенности, связанные с производством отливок из других материалов и при М- других способах литья, отмечаются попутно.
Технологичность литых деталей по простоте изготовления модельной оснастки и удобству формовки. Обязательным условием простоты 6“ изготовления модельной оснастки является максимальная простота конструкции самой отливаемой детали. Основой конструкции литой детали должно быть какое-либо простейшее геометрическое тело, огра-’ , ниченное плоскостями и поверхностями вращения. Дополнительные ' элементы детали в виде приливов, бобышек, буртов, фланцев, ребер и прочего должны примыкать к указанному простейшему телу, состав-
ляющему основную часть отливки.
При конструктивном построении литых деталей необходимо исходить от некоторых баз, которыми являются плоскости разъема форм и моделей. Выбирая плоскость разъема, желательно соблюдать следующие основные правила:
1) наибольшая сторона детали при отливке должна располагаться горизонтально (при этом уменьшается глубина формы, улучшаются условия формовки, заливки, выхода воздуха, охлаждения и пр.);
2) плоскость разъема должна быть параллельна стенкам, па которых расположено большинство выступающих элементов — приливов, бобышек и т. п.; в этом случае выступающие элементы не мешают вынимать модель из формы;
3) плоскость разъема должна обеспечивать удобное и устойчивое расположение стержней, если они необходимы для образования внутренних плоскостей детали;
4) наиболее ответственные (по прочности) части детали следует располагать внизу, где качество металла всегда выше (металл плотней и однородней).
Во многих случаях все эти требования совместить не удается, ко стремиться к этому нужно.
Допускаемые формовочные уклоны при. машинной и ручной формовке
(Из ГОСТ 3212—57)
Измеряемая высота поверхности модели Угол П, ie Co.iee
Металл ячеек ь я мо дел ь Де рс г я к пая модель
наружные поверхности внутренние поверхности наружные поверхности внутренние поверхности
й, /:.и
До 20 1с30' 3° 3е 3е
Св. 20 до 50 1е о° Г 30' 2е 30'
» 50 » 100 0с45' • 1э 1е !с30'
» 100 » 200 0с30' 0г45' 0е 45' 1е
» 200 » 300 0е 30' 0е 45' 0430' 1е
» 300 » 800 0с20' 0е 30' 0с30' 0е 45'
Для удобства удаления модели из формы поверхностям детали, расположенным в направлении извлечения модели, придают уклоны. Чем больше уклон, тем проще вынимается модель и меньше искажается форма при ее извлечении. Различают литейные и конструктивные уклоны. Литейные уклоны указаны в табл. 3.1. Допускается не проставлять литейные уклоны на рабочих чертежах деталей, а оговаривать их в технических требованиях. Изображение литейных уклонов па рабочем чертеже детали не обязательно, но желательно, так как это способствует правильному представлению о форме детали, указывает направление формовки, а также уменьшает ошибки при назначении размеров. Например, при заданном размере (рис. 3.1, а) размеры /2 и /3, выбранные без учета уклона 6, могут оказаться недостаточными для размещения гайки (рис. 3.1, б).
На рис. 3.2, а изображена деталь с обработанной Dx и необработанной D.> поверхностями. Тонкой линией показан необходимый литейный уклон, который срезает поверхность Db следовательно, размер D* назначен неправильно. Правильное соотношение размеров изображено на рис. 3.2, б.
Должно быть так:
D. - D, - 26 - 26.,
где 61 2,5 4- 3 л.л — припуск на обработку.
ЕЗ
г_! 12!)
Там, iде это возможно и целесообразно, литейные уклоны всегда желательно заменять конструктивными. Величина конструктивных уклонов не регламентируется. Она может быть значительно больше литейных (рис. 3.3, о). Однако чрезмерно большие уклоны (рис. 3.3,6) приводят в некоторых случаях к неоправданному утолщению элементов, перерасходу материала и скоплению металла в местах переходов (способствует образованию усадочных раковин).
Ориентируя конструируемую литую деталь относительно плоскости разъема и придавая се поверхности уклоны, необходимо стремиться к тому, чтобы не было выступающих элементов, препятствующих извле-
чению модели из формы. Наличие таких элементов требует формовки с применением моделей с отъемными частями или формовки в стержнях, что усложняет конструкцию модели и стержневого ящика, а также сам процесс формовки. Во многих случаях простое изменение конструкции выступающего элемента позволяет избавиться от отъемных частей модели. Например, на рис. 3.4, а изображена крышка корпуса редуктора с радиальным расположением ребер. Такие ребра препятствуют извлечению модели (теневые участки заштрихованы). У модели они должны выполняться отъемными. На рис. 3.4, б положение ребер изменено, теневые у частки устранены и формовка стала возможной без отъемных частей модели.
На рис. 3.5 изображено основание корпуса редуктора. Неправильным является смещение прилива / для масляного щупа от плоскости разъема (показано пунктиром), а также выполнение бобышек 2 для болтов по варианту А (правильный вариант Б).
Общим правилом является отсутствие теневых участков при условном освещении детали в направлении формовки. Внутренние полости литых деталей могут быть открытые без выступающих элементов (рис. 3.6, а), открытые с выступающими элементами (рис. 3.6, б) и закрытые.
Сравнительно неглубокие открытые полости формуют при помощи так называемых сырых болванов (рис. 3.7). Глубокие открытые, а также
закрытые полости требуют формовки с применением стержней. Открытые полости с выступающими элементами, препятствующими формовке в основном направлении, формуют либо с отъемными частями модели, либо с применением стержней. Применение стержней усложняет производство и повышает стоимость детали. Поэтому, где возможно, следует предусматривать образование внутренних полостей посредством болванов. Для этого при конструировании желательно ограничивать
глубину открытых полостей в пределах, допускающих применение бол-„ ванов, и избегать выст\ пающи х эле-
Рис. 3 8
Рис. 3.7
Пределы применения сырых болванов определяются положением болвана в форме и соотношением между его высотой и периметром основания (см. рис. 3.7). При ручной формовке допускаемая высота болванов, расположенных в нижней опоке на своем основании,
/7=С0,3 (а+&).
Высота болвана верхней опоки, находящегося в подвешенном состоянии,
h 0,1 (а -*- 6).
При машинной формовке /7 и h допускается увеличивать в 2 раза.
Если применение стержней неизбежно, их конструкцию следует всемерно упрощать и обеспечивать точность и устойчивость положения стержней в формах. Несоблюдение этого условия приводит к неисправимому браку — недопустимой разностенности отливки. Основным и наиболее простым является способ установки стержней на знаках. Для выхода знаков используют конструктивные отверстия в деталях (например, отверстия для подшипников в корпусе редуктора). Если 92
|стпй нет или их недостаточно, в конструкции предусматри-зльные технологические отверстия, которые затем закры-1ками. Иногда стержни закрепляют на жеребейках (повальные пластинки), подвешивают на проволоках и даже ами.
ivkiihh литых деталей нельзя допускать узких местных вн-, щелей, кольцевых углублений и т. и. Формовочная смесь тах легко разрушается при извлечении модели из формы, ювке форм и заливке металла. На рис. 3.8 показан пример э (п) и неправильного (б) оформления конструкции.
эеиныс здесь примеры являются сравнительно простым !, жны.х случаях следует обращаться за советом к специалв* огам или пользоваться специальной литературой [34,2]. олщин различных элементов литых деталей и формы их сс-о условию устранения литейных дефектов. К числу основ-эв относятся: усадочные раковины, трещины, коробление лутренние напряжения, неоднородность механических алла в различных частях детали. Эти дефекты могут быть лохим (недостаточно интенсивным) заполнением формы жидом, затрудненным выходом воздуха из формы, нсравномер-хсиием (затвердеванием) отливки, усадкой металла при отсадка приводит к тому, что размеры затвердевшей отливки несколько уменьшенными по сравнению с размерами фор-[тывают путем выбора размеров формы с соответствующими । на свободную усадку. Однако на практике процесс усадки ст свободно. Различные выступающие элементы отливки, шые в направлении, поперечном направлению усадки сс-оэт... ia отливки, вызывают так называемое механическое тормо-
Ж жение \садки.
Кроме того, разные по толщине, конфигурации и расположению элементы отливок остывают и затвердевают нс одновременно. Поэто-му их усадка получается различной. В то время как в одних частях от-л ивки она будет протекать сравнительно свободно, в других — возви-кает сопротивление, называемое термическим торможением усадки.
С механическим и термическим торможением усадки связаны виу- тренние напряжения, коробление и образование трещин. Усадка яв-у ляется также причиной образования усадочных раковин. При затвер-деванип отливок раньше охлаждаются и переходят в твердое состояние • наружные поверхности, образуя твердую оболочку. Усадочные раковины возникают тогда, когда при затвердевании какого-либо элемента отливки еще жидкий металл, расположенный внутри образовавшейся оболочки, уменьшается в объеме при дальнейшем охлаждении. При этом внутренняя часть отливки теряет связь с источником питания и лишается возможности пополнения.
В отливках нежелательны большие плоские стопки, расположенные горизонтально. Они плохо заполняются металлом, пз них с трудом вытесняется воздух. Таким стенкам следует придавать ту или иную криволинейную форму
Для устранения литейных дефектов выработаны рекомендации, предусматривающие правильный выбор толщин элементов литых деталей, форм их сопряжения и устранения излишних местных скоплений металла.
Толщина стенок отливки назначается с учетом следующих основных соображений.
Во многих случаях нагрузки литых (корпусных) деталей незначительны и их прочность может быть обеспечена при весьма малой толщине стенок. Основным критерием работоспособности таких деталей, как правило, является жесткость, которую можно обеспечить не увеличением толщины стенок, а путем введения ребер, окантовок, замены плоских поверхностей выпуклыми и т. п.
При уменьшении толщины стенок, с одной стороны, уменьшаются расход металла и вес отливки, повышаются механические свойства чугуна в связи с увеличением скорости охлаждения, а с другой стороны, ухудшаются условия заполнения формы жидким металлом.
По условию заполнения формы жидким металлом, минимально допустимую толщину стенок выбирают в зависимости от габаритов отливки и сложности ее конфигурации. С увеличением габаритов и сложности конфигурации детали увеличивают минимально допустимую толщину стенок.
В табл. 3.2 указаны рекомендуемые толщины стенок в зависимости от приведенного габарита отливки:
//= ±(2/ + ЬН-Л),
где I— длина, b — ширина, h — высота отливки.
Таблица 3.2
Минимальная толщина наружных стенок отливок из серого чугуна в зависимости от приведенного габарита Н
Приведенный габарит 11, мм Толщина стенки 6, мм <500 6 5004-1000 6 4-8 10004-1250 84-10 12504-1500 104-12 20004-2500 144-16
Продолжение
Приведенный габарит Н, мм 25004-3000 30004-4000 40004-5000 50004-9000
Толщина стенки 6, мм 16-4-18 184-22 224-24 244-30 .
• Примечания.
1. Для стальных отливок толщину стенок увеличивают примерно па 30%,
2. Толщину внутренних стенок уменьшают примерно на 20%.
3. Толщины любых элементов не рекомендуется принимать меньше 6 мм, за исключением эчень мелких отливок.
Толщину фланцев, б о р т о в, бобышек, лап назначают по конструктивным соображениям, а также по расчету на проч-94
яость или жесткость. Обычно толщины этих элементов назначают Б пределах
6Х = (1 4- 2,5)6,
j-де 6 — толщина стенки, 6Х — толщина примыкающего к ней элемента.
Более конкретные рекомендации по величине 6i связаны с конкретными конструкциями (см., например, гл. X, где даны рекомендации для литого корпуса редуктора).
Форма сопряжений различных элементов отливок должна быть обязательно плавной.Плавность сопряжений обеспечивают в первую очередь закруглениями входящих углов — галтелями (рис. 3.9, а).
Рис. 3.9
Вредны как чрезмерно малые, так и чрезмерно большие галтели. В первом случае (рис. 3.9, б) затрудняется заполнение формы металлом, возникает склонность к короблению и образованию трещины. Во втором случае (рис. 3.9, в) получается местное скопление металла, которое служит причиной образования усадочных раковин.
Рекомендации по выбору сопряжений литых деталей указаны на рис. 3.10, а, б, в:
а) при 6Г = 62 = 6; г = (1/6 4- 1/3)6; R — г ф- 6;
б) при 6Х = 26; 7?! = (1/6 4- 1/3) 1(6L -г 6)/2],'где г— по рис. 3.10, п;
в) при 6Х 26; 7?! = (1/6 4- 1/3) (6г ф- 6)/2];
у 4 (6Г — 6); х & 0,56.
Радиусы гаЛТелей, рассчитанные ио этим рекомендациям, следует округлять до значений, предусмотренных нормальным рядом (ГОСТ 2716—44).
Нормальный ряд радиусов галтелей в отливках'. 1, 2, 3, 5, 8, 10, 15, 20, 25, 30, 40 мм.
Из этого же ряда рекомендуют выбирать значения радиусов для конструктивных закруглений внешних углов отливок. В целях унификации элементов моделей, сокращения разнообразия шаблонов и инструментов рекомендуют по возможности уменьшать число различных радиусов и галтелей, применяемых в отливках данного изделия.
При сопряжениях, образующих острые углы (рис. 3.11, п). создается скопление металла, для устранения которого следует применять при-
Рис. 3.11
i-
гемы, изоораженные на рис. 3.11, б и е, где изъятые участки затемнены (см. также рис. 3.10, а).
На рис. 3.12, а, б, в, г показаны другие примеры ликвидации лишнего скопления металла. Нетсхпологкчность конструкции ио рис. 3.12, б?
в том, что кромка д пересекает отверстие и нарушает нормальные условия сверления.
Рис. 3.12 Рис. 3.13
Для усиления связи между элементами детали вводят ребра (рис. 3.13), которые не только повышают прочность и жесткость, но и улучшают условия заполнения формы жидким металлом, а также способствуют равномерному охлаждению отливки. Толщина ребер: внешних — <Х),86, внутренних — 5^0,66. Высота ребер h 53.
Рис. 3.14
Расстояние между соседними ребрами ^25. Здесь б — толщина' стенки, к которой примыкает ребро.
Толгцина ребер ограничивается возможностью образования усадочных рыхлостей и трещин в местах сопряжения со стенкой. Внутренние ребра делают тоньше наружных в связи с более медленным охлаждением внутренних частей отливки. Высота ребер ограничивается условиями заполнения форм жидким металлом, а расстояние между ними — прочностью земляной формы.
Технологичность литых деталей по механической обработке. .Механической обработке подвергают все посадочные и опарные поверхпо-4 Зак. Ю1? . 97
ст:: литых деталей. Свободные поверхности обрабатывают в исключи-тельных случаях, например в целях уменьшения веса или балансиров, ки литого зубчатого колеса, образования базы для последующих огд-рапий, образования элементов, выполнение которых отливкой неосуществимо или нерационально — узкие углубления, малые отверстия и т. п.
Нужно помнить, что механическая обработка даже простейшего элемента детали неизбежно связана с затратами времени и средств. Так, например, в массовом производстве сверление какого-либо отверстия может привести к необходимости установки в.линию дополнительного станка специально для выполнения этой операции.
Рис. 3.15
Для уменьшения затрат на механическую обработку при конструировании литых деталей желательно соблюдать следующие основные правила.
1. Деталь должна быть достаточно жесткой и удобной для закрепления на станке (рис. 3.14, а, б, в). Невыполнение этого правила вынуждает применять сложную и дорогую технологическую оснастку (приспособления).
2. Обработанные поверхности должны четко выделяться от необработанных с помощью платиков, бобышек и т. п. На рис. 3.14 смотровое окно выделено платинами, а отверстия для рым-болтов — бобышками.
3. Соответствующие элементы должны быть доступны для обработки и измерения (рис. 3.15, а, б). На рис. 3.15, б—с помощью изменения конструкции закрепления смазочной шестерни (например, в двухступенчатом соосном редукторе с расположением осей валов в вертикальной плоскости) исключена обработка в труднодоступном месте.
4. Плоские обрабатываемые поверхности желательно располагать на одном уровне и так, чтобы эти поверхности можно было обрабатывать на проход (сквозная обработка). Например, в конструкциях на рис. 3.14, б и о плоскости смотрового окна и бобышек рым-болтов можно обработать на проход, а на рис. 3.14, а нельзя.
В конструкции корпуса редуктора на рис. 3.1G, а бобышки подшпп-иикоеых гнезд имеют одинаковую высоту. Их можно фрезеровать па проход, а конструкция на рис. 3.16, б с разной высотой бобышек этого г.е позволяет.
$-з
Обработка на проход резко повышает производительность. Опа устраняет необходимость переналадки станка для обработки второй пары бобышек, а также необходимость выдерживать размер 1\. Кроме того, обработка на проход позволяет организовать последовательную, поточную обработку партии корпусов, установленных в ряд. что очеш. важно для крупносерийного и массового производств. При обработке на проход легче всего обеспечивается точность взаимного расположения поверхностей: параллельность и перпендикулярность плоскостей, соосность и параллельность отверстий и пр.
5. Все плоские обрабатываемые поверхности желательно располагать параллельно или перпендикулярно одна другой (рис. 3.17, о, б).
Рис. 3.16
6. Площадь обрабатываемых поверхностей должна быть по возможности минимальной (рис. 3.18, а—г). В особенности это относится к посадочным поверхностям, от которых требуется высокая точность (например, посадка длинного стакана в корпус конического редуктора— рис. 3.18, а).
7. Конструкция должна обеспечивать удобное врезание и выход режущего инструмента (например, при сверлении отверстий, (рис. 3.19, а—е). Отклонение от этого правила вызывает увод и поломку сверл (метчиков).
Не рекомендуется также отклонение оси отверстия от перпендикуляра к базовой плоскости детали (рис. 3.20, а, б).
8. Все отверстия (гладкие и резьбовые) желательно выполнять сквозными. Глухие отверстия требуют точного останова инструмента, а при нарезании резьбы — применения нескольких метчиков.
' 9. Следует избегать глубоких отверстий, обработка которых требует применения специальных сверл и повторных выводов инструмента Для удаления стружки. Рекомендуемая длина гладкого отверстия — не более трех диаметров, а резьбовой части отверстия — не более двух диаметров.
4* 99
Рис. 3.19
Рис. 3.21
•3. Отверстия большого диаметра (например, гнезда подшипников), которые проходят через две или более стенок, также желательно обрабатывать на проход (рис. 3.21). Эти отверстия обрабатывают на сверлильно-расточных станках, а при точном расстоянии между осями — на координатно-расточных стайках.
для повышения точности обработки при значительном расстояя..ц между стенками расточная оправка должна быть достаточно жесткой п иметь две направляющие опоры — переднюю и заднюю (рис. 3.2;, с. и б). Для этого в задней, например третьей, стенке делают отверстие для прохода справки, даже когда ено конструктивно нс нужно, После обработки такое отверстие заглушают'пробкой или закрывают крышкой.
Отверстия, проходящие только через одну (переднюю) стейку, можно растачивать без дополнительного (заднего) направления справки. Точная установка резца в оправке на размер отверстия является сложной и ответственной операцией. Поэтому при расточке отверстий одним резцом, как это делается в индивидуальном производстве, желательно, чтобы отверстия были одного диаметра (см. рис. 3.21, а).
При серийном и массовом производствах для сокращения времени обработки иногда используют многорезцовую оправку (см. рис. 3.21, б). В этом случае все три отверстия растачивают одновременно. С целью ввода оправки с рядом резцов отверстия выполняют с перепадом радиусов — «елочкой». Перепад радиусов с должен быть больше припуска на расточку предыдущего отверстия.
Выполнение отверстий «елочкой» имеет недостатки: различные размеры подшипников, измерительного инструмента и пр.
С чисто технологическими целями в редукторах «елочку» применяют сравнительно редко. Здесь чаще применяют отверстия одинакового диаметра, которые, кроме всего прочего, позволяют менять стороны расположения входною и выходного валов (рис. 3.22).
Обработка отверстий с уступами (см. рис. 3.21, в), канавками (см. рис. 3.21, г), подрезными торцами (см. рис. 3.21, <Э) значительно труднее. Таких отверстий следует по возможности избегать.
ГЛАВА IV
ПРОЕКТИРОВАНИЕ СВАРНЫХ ИЗДЕЛИЙ
Сварные изделия изготовляют из элементов, полученных из сортового проката (листового, полосового, круглого, профильного, труб\ а также гибкой, вальцовкой и холодной штамповкой из листов и полос, свободной ковкой, горячей объемной штамповкой и отливкой. К сварным изделиям, встречающимся при курсовом проектировании деталей машин, относятся корпуса редукторов, рамы, барабаны, шкивы, зубчатые колеса и т. п.
Типовые конструкции этих изделий рассматриваются в соотвс.-ствующих главах. Ниже излагаются общие правила конструировав: д сварных изделий.
§ 1. Условные изображения и обозначения шеоз сварных соединений
(из ГОСТ 2.312—68)
Рис. 4.1
допускается на чертеже
Форму шва в поперечном сечении изображают па чертеже только в том случае, если хотят показать размеры всех его конструктивных элементов (границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями, рис. 4.1). В остальных случаях дают условные изображения швов (табл. 4'. 1 и 4.1, ц).
Видимые швы изображают сплошными основными линиями, невидимые — штриховыми.
Каждый шов обозначают только один раз на том изображении, где это обозначение яснее. Желательно избегать обозначения швов там, где они изображаются как невидимые.
При условном изображении над полкой или под полкой выноски с односторонней стрелкой записывают характеристику шва:
1) буквенное обозначение вида сварки:
Э — электродуговая, Г—газовая, Кт — контактная и пр. Электродутовую сварку (Э) не показывать;
2) размер сечения шва, мм (например, катет К для угловых швов);
3) условный графический знак (см. табл. 4.1);
4) длина шва /, мм;
5) знак / или Z, характеризующий взаимное расположение отдельных участков прерывистых швов (/ — цепное, Z — шахматное);
6) шаг прерывистого шва, мм;
7) знак О, характеризующий расположение шва по периметру.
В обозначение различных соединений входит различное число указанных пунктов.
Пример ы:
— электродуговон, стыковой, односторонний, без скоса кромок, толщиной 8 мм по всей длине стыка;
— электродуговой, двусторонний без скоса кромок, катет 5 мм по всей длине стыка;
— то же, но односторонний, по замкнутому контуру;
— газовый, односторонний, катет 3 мм, прерывистый ценной, длина. участка 50 мм, шаг 100 мм,
_ г
Вид средние-ВИЙ Форм?) ПОДГОТОплси пых кромок V.^.-ic-cp I-;.; hiv:нг-н н< ;'
Стыковое (Q С отбортовкой двух кромок Односторонний
С отбортовкой одной кромки Односторонний
Без скоси Двусторонний
кромок Односторонний 1
условное изобримпню ш«ов спорных соединении
1 Форма ноне речного i ечеввя сварного соединения Мс.'имш i.ii! графический знак
л я нова
/ Двусторонний
Стыковое (С) Со скосом кромок --
Односторонний
У еловое (У) Без скоса кромок Двустороп НИЙ
г. vokb-la.spb.ru - Самолёт своими руками?!
Продолжение табл. 4.1
ВИД <1>ора а Характер Форма поперечного Условный
'Д1Н1П- иод го* ' Jk'ien- выполненного сечения сварного
II )|.| них ьримик шва шва знак
Ьсз скоса кромок
Со скосом одной кромки
Двусторонний
Двусторонний шахматный
Двусторонний прерывистый
Односторонний
uii .uuiawi'dv'H ti .Kiii'.K'ir
§ 2- РАЦИОНАЛЬНОСТЬ ПРИМЕНЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ ДЕТАЛЕЙ МАШИН
Рассмотрим несколько примеров, на основании которых затем сделаем некоторые обобщения.
На рис. 4.2 изображены три варианта конструкции шкива клпноре-менной передачи, отличающиеся способом получения заготовки: литой (а), сварной (б) и штампо-сварной (в). Нетрудно понять, что сварной шкив сложнее других. Он образуется из 11 элементов (8 ребер по 4 с каждой стороны) и имеет большое количестве швов.
Рис. 4.2
Объем механической обработки у этого шкива значительно больше, чем у литого; во-первых, шкив должен быть обработан после сварки так же, как и литой; во-вторых, 11 элементов нужно подготовить к сварке. Например, ребра нужно вырезать из полосового проката или из листа фрезой или газовым резаком, диск — из листа газовым резаком или на токарном станке, ступицу и обод — из круглого проката на токарном станке. При этом заготовка обода потребует снять большой объем стружки.
Все это свидетельствует о том, что литой шкив будет значительно Дешевле сварного. В рассматриваемом случае такое: заключение остается справедливым не только для серийного пли массового, но даже л для мелкосерийного производства, поскольку изготовление модели и отлив-
ка ш;:г.зэ не встречают затруднений. Отметим, что при единичном производство такой шкив проще всего выточить целиком из круглого проката, устранив ребра путем утолщения лиска (конструкция на рисунке с изображена, ее легко представить).
Конструкция штампо-сварного шкива рациональна при среднесерийном п массовом производствах, поскольку при малой серии или при единичном производстве затраты на изготовление штампов нс окупаются. Этот шкив легкий, имеет минимум токарной обработки, штампы несложные, сварка может быть автоматизирована.
В качестве второго примера проанализируем конструкцию сварных зхбчзтых колее (рис. 4.3).
Рис. 4.3
Относительно рациональности сварного колеса па рис. 4. 3, а можно провести те же рассуждения, что и по шкиву-(см. рис. 4.2, б). Так как Dc 250 мм, то заготовку венца нельзя получить из круглого проката, максимальный диаметр которого 250 мм,— см. табл. II 1.4 приложения (при < 250 рационально вытачивать все колесо). Следовательно, заготовку венца нужно получать поковкой или литьем. Однако в этом случае рационально ковать или отливать колесо целиком. Конструкция на рис. 4.3, а может быть оправдана только при необходимости изготовления всица из дефицитной высоколегированной стали в целях ее экономии. Все же и при этом конкурентом сварной конструкции будет бандажпрованное колесо (см. рис. 10.18), у которого венец напрессован на литой чугунный центр.
Рациональной можно признать конструкцию сварного колеса па рис. 4.3, б при изготовлении зубчатого венца из качественной стали. Литье при таких больших размерах колеса приводит к большому расходу дорогого материала, так как все колесо выполняется из этого материала, а поковка венца для бандажированиого колоса будет сложной. В конструкции на рис. 4.3, б венец вйльцуют из полосового проката и сваривают встык. Все другие элементы колеса изготовляют из дешевой стали.
Примерами рациональных сварных конструкций могут служит -также сварные рамы (см. рис. 12.8) п сварные барабаны (см. рис. 1-1.10). ио
Изготовление таких сравнительно крупных изделий методом литья \с* ложпяется п нс окупается при индивидуальном и мелкосерийном производствах. В то же время эти конструкции сравнительно просты и вс вызывают затруднений при изготовлении их сваркой.
В рациональности конструкции сварного корпуса червячного редуктора (см. рис. 10.40) можно сомневаться. Конструкция корпуса сравнительно проста, но, несмотря на это, она состоит из многих элементов п имеет большой объем сварки. Такую конструкцию можно оправдать только при единичном производстве и только в исключительных случаях (например, па предприятии не освоено литье, а сварка поставлена хорошо).
Сварная конструкция по сравнению с литой может обеспечить существенное снижение веса корпусов крупных редукторов, которые по условиям литья должны иметь значительную толщину стенок. В этом случае при жестких требованиях к весовым характеристикам сварная конструкция может оказаться рациональной.
Рассмотренные примеры далеко не охватывают все области рационального применения сварки в машиностроении (см. [41]). Эти примеры взяты только из курсового проектирования деталей машин. Однако уже из их рассмотрения можно понять подход к оценке рациональности сварных конструкций и обосновать некоторые рекомендации, изложенные ниже.
При проектировании сварных конструкций необходимо стремиться к максимальному сокращению количества составляющих элементов и объема металла швов. С этой целью целесообразно использовать сварку для сравнительно простых конструкций; широко применять штампованные и гнутые элементы, профильный прокат, литье и поковки с последующим соединением их сваркой. Замена литья, поковок и штамповок сварными конструкциями из плоских элементов целесообразна лишь при индивидуальном производстве, главным образом крупных, простых изделий.
§ 3. ТОЧНОСТЬ СВАРНЫХ КОНСТРУКЦИЙ
Точность сварных конструкций зависит от жесткости свариваемых элементов, точности их обработки перед сваркой, конструктивной формы изделия, количества и расположения сварных швов, того, как производится сборка при сварке (по разметке или в приспособлении), последующего отпуска и пр. При сборке по разметке элементов с механически необработанными кромками точность сварной конструкции не превышает 9-го класса. Применение приспособлений и механической обработки кромок позволяет повысить точность до 7-го класса.
При проектировании необходимо учитывать неизбежность сварочных деформаций как отдельных элементов, так и конструкции в цело?.’.
Необходимую точность обеспечивают обычно путем дополнительной обработки мест сопряжения конструкции (поверхностей стыка, гнезд для подшипников и т. п.) после сварки и отжига, если последний предусмотрен по технологическому процессу.
S d. КОНСТРУКЦИЯ СВАРИВАЕМЫХ ЭЛЕМЕНТОВ И ИХ 4 КОМПОЗИЦИЯ
От конструкции и композиции элементов в значительной мерс зависит технологичность и стоимость сварных изделий. Ниже излагаются с?щие рекомендации ио этому вопросу.
I. Элементы конструкции должны быть унифицированы, а число типоразмеров элементов сокращено до минимума. Это достигается, во-первых, унификацией сортамента прокатного материала (профильного, листового, полосового, круглого и пр.). Например, при конструировании сваркой рамы из швеллеров желательно использовать один номер швеллера, накладки (платики) выполнять из одинаковых полос и т. п., во-вторых, сведением к минимуму различия в размерах элементов. Например, на рис. 4.2, б второй вариант конструкции шкива технологичнее первого. Он имеет одинаковые прямые ребра, для заготовки которых можно использовать соответствующий полосовой прокат. В первом варианте ребра разной длины со скошенной кромкой, для образования которой необходима дополнительная обработка. Этот пример можно распространить и на конструкцию сварных зубчатых колес (см. рис. 4.3), барабанов (см. рис. 14.10) и т. и.
2. Размеры элементов, которые можно оставлять без механической обработки, должны соответствовать размерам сортового проката. Например, ширину ребер шкива (см. рис. 4.2, б) нужно согласовать с шириной катаной полосы, а наружный диаметр ступицы с диаметром кру г-лого проката.
Таблица 4.2
Наименьшие донустимые радиусы г гибки в зависимости от толщины 6 элемента (см. рис. 4.4)
Материал Внутренний радиус г, мм Материал Внутренний радиус г.
Стал». 10. Ст. 0, Ст. 2 0 Сталь ^5, 40, Ст. 5 0,3 б
45, 50, Ст. G, 55, 0,5 6
15. 20, Ст. 3 0,1 6 60, Ст. 7 0,7 б
2;>. 30, Ст. 4 0,2 6
3. Число свариваемых элементов и сварных швов может быть уменьшено путем применения гнутых или штампованных элементов. Например, в сварном корпусе редуктора на рис. 10.40 огранку крышки корпуса можно образовать из одного согнутого листа или из пяти отдельных прямых листов. Правильным будет первое решение. То ж< огносится и к вертикальным стенкам, которые можно образовать гл одного гнутого листа (один шов) пли из четырех отдельных листе (четыре шва) и т. к.
4. Радиусы гибки не должны быть меньше рекомендуемых в табл. 4.2. в противном случае затрудняется операция гибки и повышается веройг-нссгь образования трошки з изогнутой зоне.
5. Кромки изогнутых элементов в зоне изгиба должны быть перпендикулярны к оси хх (рис. 4.4, а, б). Скос кромки следует начинать выше этой оси.
6. Контуры элементов из листового материала желательно ограничивать прямыми линиями (рис. 4.5, а, б), что значительно упрощает операцию заготовки и сварки элементов.
Рис. 4.5
7. Ребра, косынки и другие аналогичные элементы не должны иметь р острых углов (рис. 4.6, а, б), так как в зоне острых углов при сварке ? оплавляется металл и не обеспечивается полноценность шва. Кроме ! того, острые углы нельзя получить газовой резкой. Острые углы надо срезать так, чтобы ширина или катет среза были в 2 4- 3 раза больше (.• катета шва.
< a) б)
Рис. 4.6
8. Расположение шь-оз в конструкции должно обеспечивать минимум деформаций и напряжений, возникающих при сварке. С этой целью швы желательно располагать так, чтобы сумма статических моментов сечения швов относительно центра тяжести сечения конструкции была равна нулю. Это достигается при симметричном расположении элементов конструкции и швов (рис. 4.7, а). При несимметричной конструкции уравновешивание можно обеспечить путем изменения длины или сечения противолежащих шзоз рис. 4.7, б).
9. Форма свариваемых элементов и их взаимное расположение ::е должны затруднять процесса сварки. Удовлетворительное качество сварки может быть получено лишь тогда, когда расположение деталей и их форма обеспечивают видимость сварочной ванны, возможность свободного подвода электрода к любой точке шва и угол наклона электро по отношению к вертикальной плоскости детали не менее 30° (рис. 4.3, где показаны размеры, необходимые для ручной сварки). Кроме того, необходимо предусматривать сварку преимущественно в нижнем положении, так как опа обеспечивает наибольшую стабильность качества соединений. Сварке в вертикальном положении можно применять при толщине стенки не менее 3 мм.
Рис. 4.7
10. Композиция свариваемых элементов существенно влияет на технологичность, прочность, жесткость, внешний вид конструкции и пр. Ниже рассматриваются различные варианты композиции из уголков и швеллеров, как наиболее распространенные при конструировании сварных рам, ферм и т. п. (размеры прокатных профилей — см. приложение III).
Возможные сопряжения уголков показаны на рис. 4.9. Варианты а и б примерно равноценны. Косой срез полок варианта а несколько затрудняет обработку кромок, но зато уменьшает протяженность швов в сравнении с вариантом б. Вариант г (прямой стык уголков) технологичнее варианта в (вырез полки одного уголка), но ухудшает внешний вид конструкции. Вариант д технологичнее варианта е, ио выполним только при определенном взаимном расположении уголков.
При сопряжении уголков по вариантам б и е одна из полок правого уголка срезается, а другая должна быть обработана по рекомендация. * табл. 4.3.
Рис. 4.9
6
www.vokb-Ia.spb.nl Самолёт своими руками?!
AzO.bti, ио № мел
Таблица 4.3
Профиль, деталей, примыкающих к угловой стали
Т а б л и ц а
Таблица 4.1
Профиль деталей, примыкающих к двутавровой сгали
Профиль деталей, примыкающих
к швеллерной стали
Размеры, M:i
К» про-! филя 1 *' С / />
14 38 4 127 111 4
16 42 4 146 130 5
18 44 5 165 148 5
20 47 5 184 167 6
24 55 6 220 203 6
30 65 6 280 260 7
36 69 7 338 315 7
40 73 7 376 352 8
Размеры, л:.-!
' > 'ГЯ ' и г
Q 38 6 66 58
10 43 6 86 77 7
12 4 / 7 106 96 ".
14 55 7 125 111 7
16 60 8 145 133 7
20 С” 9 182 171 ь
24 8 о 9 222 207 8
30 Vo 9 278 264 8
*1 ] 104 10 336 319 10
40 106 12 372 352 10
Возможные сопряжения швеллеров показаны па рис. 4.10, о — е, двутавров — на рис. 4.10, ж — и. Сравнение этих сопряжений обучающиеся могут провести сами по аналогии с оценкой сопряжений уголков. Необходимая обработка примыкающих концов дана в табл. 4.4 и 4.5.
ПРОЕКТИРОВАНИИ ЗУБЧАТЫХ
И ЧЕРВЯЧНЫХ ПЕРЕДАЧ И РЕДУКТОРОВ
Зубчатые и червячные передачи применяют как встроенными в машины, так и в виде отдельных агрегатов: редукторов, коробок передач, ускорителей. Одинаковые редукторы могут быть использованы в различных машинах, поэтому оказывается возможным их унифицировать* и изготовлять большими партиями па специализированных предприятиях.
Унификация редукторов основана па стандартизации или нормализации их основных параметров: межосевых расстояний, передаточных чисел, чисел зубьев и углов наклона зубьев зубчатых колес и т. д.
В процессе проектирования по курсу деталей машин следует изучить и использовать опыт конструирования унифицированных передач, накопленный в промышленности. Проектируемый редуктор может быть оощего или специального назначания. Редукторы специального назначения допускается выполнять с нестандартными параметрами. Однако при проектировании даже нестандартных редукторов необходимо широко использовать стандартные и нормализованные детали (подшипники качения, крепежные детали, уплотнения и т. д.) и инструмент, поэтому нельзя принимать нестандартные модуль, числа заходов червяка, параметр q для червячной передачи.
§ 1. РЕДУКТОРЫ С ЦИЛИНДРИЧЕСКИМИ ЗУБЧАТЫМИ КОЛЕСАМИ
Цилиндрические редукторы имеют наибольшее распространение благодаря их долговечности, относительной простоте, высокому’к. и. д., большому диапазону скоростей и нагрузок.
Большинство редукторов общего назначения изготовляют с косозубыми колесами, эвольвент ным зацеплением и зацеплением Новикова, которые по сравнению с прямозубыми обладают большими нагрузочной способностью и быстроходностью. Углы наклона зубьев косозубых колес принимают в пределах 8—12", причем направление углов наклона в двух-!: трехступенчатых передачах целесообразно принимать таким, чтобы осевые нагрузки па опоры промежуточных валов хотя бы
4 В на.
зземя с станкостроении проводятся работы по унификация
к)
частично взаимно уравновешивались. Для этого в редукторах, выполненных ио развернутым схемам (рис. 5.1, б, ж, и, л, м), у зубчатых колес промежуточного вала должно быть одинаковое направление наклона зубьев. Эта рекомендация не является безусловной. Так, по нормали машиностроения МН 2734—62 в целях унификации принято все шестерни (мепыние из двух зубчатых колес) делать с левым, а колеса с правым наклоном зубьев.
Шевронные зубчатые колеса из-за сложности их изготовления применяют реже, главным образом для тяжелонагруженных передач и в случаях, когда недопустима осевая нагрузка на опоры.
Число ступеней редуктора выбирают в зависимости от общего передаточного числа н,.5. Одноступенчатые редукторы применяют при передаточных числах до 8 (максимум до 12,5). При передаточных числах от 8 до 40 (максимум до 63) выгодное, с точки зрения габаритов и массы, применять двухступенчатые передачи. Трехступенчатые редукторы применяют при передаточных числах от 37 до 250 (максимум до 315). Основные кинематические схемы редукторов с цилиндрическими зубчатыми колесами и некоторые их разновидности показаны на рис. <5.1, а примеры конструкций, выполненных поэтам схемам,—па рис. 5.2, 5.3, 5.5. Двухступенчатые и трехступенчатые редукторы могут быть выполнены по развернутым (рис. 5.1, б, г, д, ж, з, и, л, м, о) или соосным (рис. 5.1, в, е, к, н) схемам. Наибольшее распространение имеют схемы па рис. 5.1, а, б, ж, о.
На рис. 5.2 показан наиболее распространенный двухступенчатый цилиндрический редуктор, выполненный по простой развернутой схеме, в которой каждая ступень состоит из одной пары зубчатых колес. Недостаток простых развернутых схем заключается в том, что вследствие несимметричного расположения зубчатых колос относительно опор нагрузка между подшипниками распределяется неравномерно, а в результате деформаций изгиба и кручения валов возникает концентрация нагрузки по длине зубьев. Для ограничения концентрации приходится применять валы с повышенной жесткостью. В двух- и трехступенчатых передачах более совершенными с точки зрения распределения нагрузки являются редукторы, выполненные с раздвоенными зубчатыми колесами (см. рис. 51, г, д, з). В двухступенчатых передачах раздвоенной может быть быстроходная (см. рис. 5.1, г и рис. 5.3) или тихоходная (см. рис. 5 1, 5) пара. Большее применение имеют передачи с раздвоенной быстроходной парой. Более нагруженная тихоходная’ пара в таких конструкциях может быть выполнена с весьма широкими зубчатыми колесами (фа 0,6), так как за счет симметричного расположения относительно опор в зацеплении этой пары устраняется концентрация нагрузки подлине зуба от изгиба валов, что особенно важно для плохо прирабатывающихся зубчатых колес. К последним относятся закаленные зубчатые колеса с твердостями рабочих поверхностей НВ > 350, а также незакаленные колеса, работающие при резких изменениях нагрузки или при скоростях > 15 лисек.
Для раздвоенных ступеней принимают фо = 0,2 д- 0,3.
Для обеспечения равномерного распределения передаваемой мощности между обеими параллельными нарами раздвоенной ступени зубчатые колеса выполняют косозубыми с противоположным наклоном зубьев (см. рис. 5.3). Угол наклона зубьев раздвоенных ступеней, как и в шевронных передачах, рекомендуется принимать в пределах 23—29 .
В раздвоенных передачах, как и в шевронных, положение одного вала относительно другого определяют наклоненные в разные стороны зубья, поэтому фиксировать относительно корпуса следует только один вал, а второй должен иметь «плавающие» опоры (см. гл. -8 § 1), допуска-щне свободу самоустановки в осевом направлении Если опоры обоих
Рис. 5.2
валов сделать фиксирующими, то в результате неизбежной! неточности изготовления и ошибок монтажа мощность неравномерно распределится между параллельными парами раздвоенной ступени.
Плавающими желательно делать менее нагруженные опоры. Как показывает практика, неточность изготовления может привести к осевому смещению валов, достигающему несколько миллиметров. При осевом смещении появляются дополнительные нагрузки в зацеплении и на подшипники. Под действием сил трения возможен износ посадочных поверхностей в корпусах, поэтому для плавающих опор желательно применять подшипники с короткими цилиндрическими роликами пли подшипники скольжения. В двухступенчатом редукторе с раздвоенной быстроходной парой тихоходная пара может Сыть выполнена с прямыми, косыми и шевронными зубьями. В первых двух случаях опоры ведомого вала должны быть фиксирующими, а в третьем — плавающими.
Рис. 53
При выборе схемы опер следует учитывать, что на плавающий вал раздвоенной ступени (или шевронной передачи) не должны действовать ьесравновешениые осевые нагрузки от смежных пар, так как иначе нарушается равновесие осевых сил на раздвоенных колесах, а следовательно, мощность будет распределяться между ними неравномерно. Поэтому, например, у редуктора с раздвоенной тихоходной парой (см. рис. 5.1, д) в случае использования для быстроходной ступени Косову бых колес фиксирующими должны быть споры первого и второго валов, а плавающими — опоры третьего вала. По тем же причинам в редукторе па рис. 5.3 фиксирующие опоры приняты для второго и третьего, а плавающие — для первого вала. Так же выбирают типы опор для трехступенчатых передач (см рис. 5.1, з).
При подсчете к. п. д. редуктора следует учитывать, что раздвоение ступеней не увеличивает потери мощности.
Редукторы с раздвоенными ступенями имеют ограниченное применение и используются только в тяжелопагружепных передачах.
Соосные редукторы однопоточныс (см. рис. 51, в, к и рис. 5.4) и двухпоточные (см. рис. 5.1, е и рис. 5.5) в ряде случаев удобны с точки зрения общей компоновки машины. По сравнению с редукторами, выполненными по развернутым схемам, они обладают рядом недостатков: быстроходная пара, имеющая габариты (а1С) тихоходной, обычно сильно недогружена; расположение опор соосных валов внутри корпуса усложняет его конструкцию, приводит к увеличению длины промежуточного вала, а следовательно, и его прогибов; соосные редукторы имеют большие габариты и массу.
Конструкция двухпоточных соосных редукторов (см. рис. 5.5) отличается еще большей сложностью, так как здесь должно быть предусмотрено устройство для выравнивания нагрузки между потоками. Неравномерное нагружение потоков вызывается отклонениями от правильного взаимного углового положения колес, в результате .которого зубья колес одного потока вступают в зацепление раньше зубьев колес другого потока. Величина неравномерности зависит как от величины отклонения, так и от упругости системы зубчатые колеса — вал. Существует несколько способов выравнивания нагрузки по потокам.
Упругие элементы (пружины), установленные между ободом зубчатых колес и ступицей (рис. 5.6), значительно снижают жесткость при закручивании венцов зубчатых колес относительно шестерен на промежуточных валах, и тем самым снижают неравномерность в распределении нагрузки. Подробное описание конструкции зубчатого колеса с упру! ими элементами и метода расчета пружин дано в учебной литературе [30].
Тот же результат может быть достигнут в конструкции на рис. 5.5. а. Здесь колеса быстроходных пар и шестерни тихоходных расположены па полых валах, имеющих самостоятельные опоры. Связь между ними и передача крутящего момента осуществляются с помощью расположенных внутри валов упругих стержней (торсионных валов). Крутящий момент с колеса на- торснош’.ый вал и с торсионного вала га тихоходную шестсршо передается ъуд зубчатые (г'ышевые) сссдч-нения (см. сеченье.£> — £;.
.. -J
Рис. 5.4
Торсионный вал рассчитывают на прочность и жесткость (угол закручивания q) при кручении. Чем меньше жесткость упругих элементов, тем меньше неравномерность распределения нагрузки по потокам.
Выбирая размеры вала, следует учитывать, что снижение жесткости кинематической цени может привести также и к нежелательным результатам: смещению зоны резонанса и опасному увеличению крутильных колебаний. Величину К-а ~ коэффициенте! неравномерности распределения нагрузки по потокам — можно определить, если известны характеристика упругого элемента (рис. 5.5, б) и величина предельной угловой ошибки \ф в расположении зубьев шестерни тихоходной пары относительно зубьев колеса быстроходной. Величину Лер можно найтп на основании расчета размерной цепи по допускам па точность изготовления деталей. Наибольшая ошибка не может превышать угол, соответствующий половине окружного шага колеса (Дер л >.,) или половине окружного шага шлицев, если он меньше.
На рис. 5.5, б: Л1ср — крутящий момент, действующий на один промежуточный (торсионный) вал двухпоточного редуктора при равномерном распределении нагрузки по потокам; Л4,1Л(.б = Л1г.р /\п — крутящий момент, действующий иа наиболее нагруженный торсионный вал; /Ипа11М 2Л1ср—Л1напб =~ Л1ср (2—-/<„)— крутящий момент, действующий на наименее нагруженный торсионный вал; фиа1н- и Фиаим — углы закручивания торсионных валов, соответствующие Л1,.1ЙНб и Л/нап>1, рад.
Из подобия /\АВС и l\OBC'
Ле иг„с.'фнопс " 2,wcp (К„ - 1) / Vf -СЛ7, (5. i)
где G — модуль сдвига в кГ/слг, равный для нпзкоуглсрсднстькс ’и высоколегированных сталей (7,8 — 8,0) *105, а для сталей с большим содержанием углерода 8,5-105;' ./р — 0,1 cl1, см1 — полярный момент инерции торсионного вала; I — длина скручиваемого участка торсионного вала, см.
Формулу (5.1) можно использовать как-для нахождения коэффициента Ки и последующего расчета зубчатых колес, так и для выбора размеров торсионного вала по заданному /<„. В первом случае размеры вала выбирают из условия прочности по моменту /ИиапС, во втором — выбранный из условия жесткости вал обязательно’ должен быть проверен на прочность, причем па основании поверочного расчета нужно выбрать материал вала и его термообработку.
Расчеты упругого элемента по рис. 5.6 основываются на тех же соображениях. Для их выполнения углы закручивания <рпа11б зубчатого венца относительной ступицы следует пересчитывать на деформацию сжатия пружин. Наибольшая сила, действующая на одну пружину,
^iianC ^налб \5.zJ
а наибольшая деформация пружины
^напб Ч\1апб^»
Рис. 5.6
Где 2 — ЧИСЛО Пружин В ОДНОМ 3\
осей до центра колеса. убчатом колесе; — расстояние их
В конструкции промежуючщ
на рис. 5.7 для снижения неравного вала двухпоточного редуктора по потокам применена регул ироцомерностп распределения "нагрузки колес на валу с помощью фрикцио.вка углового положения зубчатых В процессе регулировки снижаетс^ИНых конических пружинных колец, требований к точности изготовля угловая ошибка без повышения колеса закрепляются па валу с ения. Отрегулированные зубчатые пружинных колец /. Для ^затя/х^помощью фрикционных конических резьбовое нажимное устройство колец используется скециальг.-ос
Шевронные плавающие шесц
(см. рис. 5.1, н) выравнивают гдщ / на ведущем валу' редуктора в раздвоенных ступенях редуктор^грузку по потокам так же, как и ме (см. рис. 5.3). Достоинство пф, выполненных по развернутой схе-простота, недостаток—несколько7еднего способа — конструктивная
В трехпоточных передачах, .большие габариты редуктора.
с тремя сателлитами для выравн- также в планетарных передачах менять плавающие центральные ,’ания нагрузки Целесообразно при-Расчеты деталей двух- и трехп.)Леса (см. рис. 5.32 4- 5.33).
коэффициента неравномерности 'очных передач выполняют с учетом стр. 152 — 154). При наличии йспределения нагрузки (см. также для приближенных расчетов моя<равнивающих нагрузку устройств
Соосные двухпоточпые, а тем о принимать Кн -- 1,1 ~ 1,2.
няют редко, вместо них целесосфлее трехпоточные передачи при.ме-дачи. hnee применять планетарные пере-
Оси валов можно расположи, способом обеспечить более благок на наклонной плоскости и таким (ятные условия погружения колес
в смазку (см. рис. 5.1, и). Конструкция корпуса такого редуктора сложнее. Редукторы с палами, расположенными в вертикальной плоскости (см. рис. 5.1, к, л\ рис. 5.4), занимают меньшую площадь и применяются в случаях, когда это целесообразно из условия общей компоновки машины.
Редукторы с вертикальными валами (см. рис. 5.1, ,и) применяют обычно” с фланцевым креплением электродвигателя для привода вертикальных валов. В редукторах на рис. 5.1, /с, л, м неблагоприятны условия смазки верхних зубчатых колес и подшипников.
Если вертикальный вал выводится вниз, то в месте вывода следует применить эффективные уплотнения для предотвращения вытекания смазки.
Зубчатые шестерки ведущих валов обычно нарезают непосредственно на валах; их наружные диаметры меньше наружных диаметров подшипников, благодаря чему возможна установка вала в корпусе вне плоскости разъема редуктора. Расположение ведущей шестерни под колесом (см. рис. 5.1, о) позволяет сократить габариты передачи.
В качестве опор валов в большинстве цилиндрических редукторов применяют подшипники качения*. Подшипники скольжения применяют редко: в особо тяжелых редукторах или при больших скоростях вращения в ускорительных передачах. Наибольшее распространение имеют конические роликоподшипники. Радиальные однорядные шарикоподшипники применяют только в легких редукторах.
Конические подшипники применяют и при отсутствии осевых нагрузок в зацепления, что оправдывается их большей грузоподъемностью и жесткостью при незначительно большей стоимости (см. табл. 8.1). При заданном ресурсе опоры с коническими подшипниками имеют значительно меньшие габариты, чем опоры с радиальными шарикоподшипниками. Для регулирования конических подшипников используют прокладки (см. рис. 5.2) или разьбовые детали (см. рис. 5.3). Второй способ в сочетании с врезными крышками широко применяют в редукторах общего назначения.
Радиально-упорные шарикоподшипники допустимо применять только в опорах высокоскоростных передач, если скорость вращения вала выше допустимой для конических подшипников, а также в опорах, к которым предъявляют повышенные требования по шумности, точности вращения, моментам трения.
Роликоподшипники без бортов па одном из колец рекомендуется применять в плавающих опорах шевронных передач и передач с раздвоенными ступенями.
Сферические роликоподшипники иногда используют в тяжелопа-груженных опорах, например в шевронных передачах, однако их способность самоустанавливаться здесь фактически является отрицательным качеством с точки зрения сопротивления прогибу вала и концентрации нагрхзки в зацеплении по длине зуба.
* Подробнее см. в гл. VIII. Здесь дань; только дополнгтг-.зы-ыс указа яия, относящиеся к Опзр.ел кго-.оа.
В опорах тяжелых редукторов применяют двухрядные конические подшипники, отличающиеся высокой грузоподъемностью и угловой жесткостью.
Выбор основных параметров цилиндрических редукторов с эволь-вентным зацеплением. Основные размеры зубчатых колес: межосезое расстояние (о1с), ширина венца зубчатой шестерни (bj и колеса (Ь%), модуль (/7i) и числа зубьев (гг и г2) — определяют на основании расчетов по контактным напряжениям и напряжениям изгиба.
Габариты и массы многоступенчатых передач зависят не только от материалов зубчатых колес и условий их нагружения, но в значительной степени и от распределения общего передаточного числа по ступе-
ням [301. Для решения задачи о распределении передаточных чисел составляют уравнения равнопрочиости зубчатых пар по контактным напряжениям, которые решают относительно иб, ип, ит — передаточных чисел быстроходной, промежуточной (для трехступенчатых передач) и тихоходной пар. При решении уравнений равнопрочиости необходимо задаваться дополнительными условиями. Так, для стандартных редукторов в целях унификации размеров корпусов регламентируют отношения межосевых расстояний. По ГОСТ 2185—66 отношения или aWTlaWR и awula^ колеблются в пределах
1,56 -4- 1,6. Для двуступенчатых цилиндрических редукторов, выполненных по развернутой схеме, — при отношении
| r^g pj у __ [ак]т Кг, Kv. т °кб ’ 4V6 [он1б Кк. б
(5.3)
распределение передаточных чисел можно производить по графику на рис. 5.8 [38].
Здесь фят = Ь2Т /аи.т и фаб = b.^la^ — коэффициенты ширины зубчатых колес; 621. и 62б — ширины зубчатых колес; ои.т и — межосевые расстояния; 1оДт и [ок]б — допускаемые контактные напряжения; дт и Д- — коэффициенты расчетной нагрузки; и 5 з-.. J-з 129
Л\-.с — коэффициенты, учитывающие большую нагрузочную способность косозубых зубчатых колес ио сравнению с прямозубыми [30, 501.
Индекс «т» относится к тихоходной, а «б» — к быстроходной нарам, индекс 1 относится к шестерням, 2 — к колесам.
Минимальные габариты редуктора в направлении, перпендикулярном к плоскости расположения осей вращения колес, можно обеспечить, выполняя распределение но рис. 5.9 [38]. Пользуясь графиком, необходимо задаться:
__ ^Ц2Т ц ? = [°г]т Аб К,;. Т - (5 4) ^:<2б 4\;б [°к]б Кц К к. о
Рис. 5.9
зубчатых колес; dic2T, du-2С, du.1T, dwl6 — диаметры начальных окружностей колес и шестерен тихоходной и быстроходной пар.
Минимальные габариты и одинаковое погружение в масляную ванну получают ври с — 1. Эти условия невыполнимы при больших передаточных числах, так как при этом получаются слишком малые диаметры шестерен. При с > 1 колесо быстроходной пары будет погружаться в смазку на меньшую глубину или вообще не будет достигать уровня смазки. При d[L2T > du2C уменьшаются потери на разбрызгивание смазки, что особенно важно при больших скоростях. Обычно принимают 1,3. Величину X, если нет более определенных
данных, можно принимать предварительно равной 1.
Возможны и другие варианты распределения передаточных чисел. Для получения минимального суммарного межосевого расстояния (пи.б + йит) при % = 1 следует выполнять распределение по графику на рис. 5.10 [381. Распределение передаточных чисел соосных двухступенчатых редукторов из условия получения минимальных габаритов следует выполнять По рис. В. 11 [38]. При таком распределении диаметр быстроходного колеса будет больше диаметра тихоходного, что следует 5 честь при выборе способа смазки.
5*
Рис. 5.10
Рис. 5.11
Одинаковый уровень погружения в смазку колес соосных редукторов получается при
«б = “т = V
где исб — общее передаточное число редуктора. Однако габариты редуктора при этом будут большими. Оптимальное распределение передаточных чисел трехступенчатых цилиндрических редукторов может быть выполнено по графику, приведенному на рис. 5.12 [381.
При проектировании цилиндрических зубчатых передач модуль во всех случаях должен быть принят по ГОСТ 9563—60. Выдержки из ГОСТа приводятся в учебниках [30, 501. Основные параметры стандартных редукторов регламентированы ГОСТ 2185—66 «Передачи зубчатые цилиндрические». Этот ГОСТ распространяется на цилиндрические передачи внешнего зацепления для редукторов и ускорителей, в том числе и комбинированных (коническо-цилиндрических, цилиндро-червячных и др.), выполненных в виде самостоятельных агрегатов. Стандарт не распространяется на передачи редукторов специального назначения и специальной конструкции (авиационные, судовые, планетарные и др.). Для встроенных передач стандарт является рекомендуемым, но нс обязательным.
Значения межосевых расстояний стандартизованы в диапазоне от 40 до 2500 мм. Значения номинальных передаточных чисел и стандартизованы для одноступенчатых передач в диапазоне от 1,0 до 12,5, для двухступенчатых — от 6,3 до 63, для трехступенчатых — от 31,5 до 315. Передаточные числа для ступеней двух- и трехступенчатых передач выбирают по ГОСТу из рядов для одноступенчатых передач. Фактические значения передаточных чисел не должны отличаться от номинальных более чем на 2,5% при и 4,5 и на 4% при и > 4,5.
Выдержки из ГОСТ 2185—66 приведены в табл. 5.1, При выборе и и 1-й ряд следует предпочитать 2-му.
Таблица 5.1
Значения aw и и (Из ГОСТ 2185—66)
«Ъ» мм 1-й ряд 2-й ряд 40; 50; 63; 80; 100; 125; ’ 160; 200; 250: 315 НО; 180; 225; 280
и 1-й ряд 2-й ряд 1.0; 1,25; 1.6; 2,0; 2,5; 3,15; 4,0; 5,0; 6,3; 8,и; 10.0; 12,5 1,12; 1,4; 1,8; 2,24; 2,8; 3,55; 4,5; 5,6; 7,1; 9,0; 11,2
5 2. РЕДУКТОРЫ С КОНИЧЕСКИМИ ЗУБЧАТЫМИ КОЛЕСАМИ
Конические зубчатые колеса применяют в случаях, когда по условиям компоновки машины необходима передача движения межд\ валами, оси которых расположены под углом. Обычно применяют пере-132
дачи с пересекающимися осями и межосевым углом, равным 90°. Передачи с углами, отличающимися от 90°, возможны, но применяются редко. По сравнению с цилиндрическими конические передачи дороже в изготовлении, масса и габариты их больше, а монтаж сложнее из-за необходимости регулировать зацепление. В настоящее время в большинстве быстроходных и силовых передач, а также в кинематических передачах точных станков предпочитают применять конические колеса с круговыми наклонными зубьями. В многоступенчатых редукторах конической выполняют только быстроходную пару,
Рис. 5.13
Конические передачи весьма чувствительны к несовпадению вершин начальных конусов, которое может явиться результатом неточности изготовления и монтажа, деформации вала под нагрузкой или температурных деформаций. Указанные особенности всегда следует учитывать при выборе размеров валов, схем опор и типов подшипников.
Пример конструкции одноступенчатого конического редуктора показан на рис. 5.13. Двухступенчатый коническо-цилиндрический редуктор показан на рис. 5.14. Из условия компоновки коническую шестерню обычно размещают на консоли ведущего вала, что неблагоприятно сказывается на концентрации нагрузки по длине зуба*. Более рациональным с этой точки зрения является неконсольное расположение шестерни (см. рис. 5.14). Однако такие конструкции сложнее и применяются только в особо напряженных передачах.
Для повышения жесткости опор в силовых передачах обычно применяют конические роликоподшипники. Радиально-упорные шарико-
Колеса с круговыми зубьями менее чувствительны к концентрации нагрузки.
подшипники используют при высоких скоростях, а также в узлах с повышенными требованиями к точности вращения при умеренных нагрузках. Подшипники устанавливают парно, благодаря чему возможна" сборка их с предварительным натягом. Применение радиальных однорядных шарикоподшипников допустимо только для кинематических неответственных передач. Опоры с коническими и радиально-
Рис. 5 <4
упорными шарикоподшипниками необходимо регулировать* при сборке, причем возможны конструкции с регулировкой смещением наружного (рис. б. 16) или внутреннего (рис. 5.16) колец. Второй способ обеспечивает большую жесткость вала по отношению к угловому повороту, так как направление перемещения под нагрузкой примерно перпендикулярно к линии контакта роликов с кольцами, а опорная база L2
* Подробнее см. в гл. VIII.
при равном расстоянии между подшипниками больше, чем Lr. Для уменьшения радиальных нагрузок на опоры рекомендуется принимать Lla > 2.
Подшипники узла на рис. 5 16 регулируют с помощью гайки, которая фиксируется в нужном положении стопорной шайбой с отгибающимися усиками. Для регулировки достаточно перемещать по валу одно, менее нагруженное радиальной силой кольцо, устанавливаемое на вал с посадкой Сп. Второе, более нагруженное, кольцо закрепляют на валу с большим натягом*.
Рис. 5.17
При скользящей подшипниковой посадке между внутренним кольцом подшипника и валом под действием радиальной нагрузки может появляться зазор, что приводит при вращении к обкатыванию поверхностей. Во избежание интенсивного износа поверхность вала под подшипником должна смазываться в процессе эксплуатации и иметь твердость не ниже HRC 40—45. Посадки с большими натягами здесь допустимы, если между внутренними кольцами установить дистанционную втулку, длина которой должна быть заранее подобрана в процессе регулировки подшипников в специальном приспособлении совместно со стаканом.
Установка подшипников по рис. 5.13, хотя и отличается большими габаритами, но широко применяется благодаря возможности выбора оптимальной посадки. В узлах по рис. 5.15 и 5.17 подшипники регулируют подбором металлических прокладок между крышками подшипников и фланцами стаканов. Опоры по рис. 5.17 могут воспринимать значительные осевые нагрузки, так как здесь можно применить конические подшипники с большими углами контакта.
* Расчет посадки см. на стр. 266.
При высоких скоростях для восприятия осевых нагрузок любого направления можно использовать радиально-упорные подшипники с разъемным внутренним кольцом (рис. 5.18). Эти подшипники не требуется регулировать при сборке узла.
Опоры по рис. 5.17 и 5.18 применяют при коротких валах или незначительном нагреве деталей в процессе работы, т. е. в случаях, когда температурные деформации вала не вызывают заметного нарушения регулировки конического зацепления.
Для повышения точности радиального положения шестерен находящиеся вблизи от них подшипники установлены в корпуса без стаканов, и таким образом исключено влияние зазоров в местах посадки стака-
Рис. 5.18
нов. При проектировании передачи для уменьшения нагрузок на опоры и деформаций валов следует по возможности сокращать размеры консоли а (см. рис. 5.15) и увеличивать расстояние между опорами Ь. При сборке конической передачи регулируют вначале подшипники, а затем зацепление. При регулировке зацепления валы шестерни и колеса перемещают в осевом направлении. Осевое перемещение вала шестерни производится путем подбора металлических прокладок между корпусом редуктора и фланцем стакана (см. рис. 5.13 ч-5.18). Для перемещения вала колеса редуктора, изображенного на рис. 5.13, прокладки под крышками подшипников переставляют с одной стороны корпуса на другую, причем суммарная толщина их для сохранения правильной установки подшипников должна оставаться неизменней. Подшипники вала колеса и его осевое положение можно.регулировать также посредством прижимных крышек и винтовых упоров (см. рис. 5.14).
Правильность регулировки зацепления контролируют по пятну контакта на зубьях по нормам ГОСТ 1758—56.
Проектируя узел конической шестерни, следует обращать особое внимание па условия монтажа и демонтажа. В качестве примера рассмотрим узел на рис. 5.15. Подшипники следует напрессовывать на вал вне стакана, поэтому желательно, чтобы размер шестерни da был меньше диаметра отверстия Dy. Возможна обточка шестерни до dit (см. рис. 5.15, а).
Если условие da < Dr или du < не выполняется, шестерню следует делать съемной с вала (см. рис. 5.13) и тогда для установки собранного узла в корпус и смены прокладок между фланцем стакана и корпусом нужно, чтобы da или dn были меньше О2.
При разъемном корпусе или съемной шестерне это условие не является строго обязательным, но несоблюдение его приводит к существенному усложнению сборки. Если da или dlt больше, чем П2, то регулировочные прокладки придется делать разрезными, что нежелательно и может привести к ошибкам монтажа (перекосы стакана из-за неодинаковых толщин комплектов прокладок по окружности).
При демонтаже узла вал-шестерню (см. рис. 5.15) или вал со снятой шестерней (см. рис. 5.13) можно вынуть из стакана вместе с подшипниками. Демонтаж внешнего подшипника с вала-шестерни и обоих подшипников с вала без шестерни выполняют с приложением силы к высокому борту внутреннего кольца. Для демонтажа внутреннего подшипника вала-шестерни силу необходимо приложить к низкому борту, для чего перед подшипником следует установить на вал кольцо с удобным захватом (см. рис. 8.27) или маслоотражательное кольцо (см. рис. 5.15).
В конструкции, показанной на рис. 5.16, внутреннее кольцо внешнего подшипника, установленное с посадкой Сп, можно перемещать по валу без значительного сопротивления, поэтому усилие демонтажа допускается передавать с внешнего кольца на внутреннее через тела качения.
Выбор основных параметров конических и коническо-цилиндрических редукторов. Передаточное число конической пары следует ограничивать, так как с ростом и возрастают нагрузки на опоры и валы. Рекомендуется принимать и 5—6 (максимум 8—10). По опыту редукторостроительной промышленности можно проектировать коническо-цилиндрические двухступенчатые редукторы с иоб = 6,3 ~ 27,5 и трехступенчатые с моб = 28,3 4- 182. Общепринятого метода распределения передаточных чисел по ступеням коническо-цилиндрических редукторов пет. В редукторах общего назначения в целях унификации конических колес принимают одинаковые передаточные числа конической пары для всего диапазона общих передаточных чисел*.
Для получения минимальных габаритов двухступенчатого коническо-цилиндрического редуктора рекомендуется распределять передаточные числа, пользуясь графиком на рис. 5.19 [381. Для использо
* Для редукторов типов КЦ-1 н КН-2 пере.".:тсчное число конической ..с.-р;.. принято равным 55/16, где 55 в 16 числа зуСьев колеса и ьестсрки.
вания графика следует задаться отношением диаметров колес
“22'26
и параметром ак ——2,2° ^/т ‘g|^T , (5.5)
1 (1-Ф£)Ф£(ок]й/<т
где фь = b/L — отношение ширины забчатого венца к конусному расстоянию; для передач с круговым зубом при угле спирали (3 = 35" фь ~ 0,3; ф^г = b2T/du-ri- [см. формулу (5.4)],
Практически применяемый диапазон Ск — 14- 1,4- Для получения минимальных габаритов следует задаваться Cf. — 1 4- 1,1. Для предварительных расчетов можно принять [оД* Кб = [оДб Кт, тогда 7.к = 10,7 ф^г, где фг/г = 1,15 4- 1,4 для незакаленных цилиндрических колес и 0,7 4- 0,9 для закаленных. Меньшие значения принимают для случая, когда нагрузка в процессе работы резко изменяется по величине.
* § 3. РЕДУКТОРЫ ЧЕРВЯЧНЫЕ С ЦИЛИНДРИЧЕСКИМ ЧЕРВЯКОМ
Червячные редукторы применяют для передачи движения между перекрещивающимися валами. Достоинства передач: высокая платность и бесшумность в работе, большие передаточные числа при сравнительно малых габаритах. Недостатки: низкий к. п. д., потребность в дорогостоящих антифрикционных материалах для изготовления червячных колес (сплавы меди, олова и др ), склонность к заеданию, значительный износ и нагрев при продолжительной работе. Червячные передачи целесообразнее использовать при кратковременных включениях.
Основные кинематические схемы червячных редукторов показаны па рис. 5.20, Одноступенчатые редакторы с горизонтальным распсло-
жением валов могут быть выполнены с нижним (а) и верхним (б) расположением червяка. При окружных скоростях червяка до 4—5 м!сек следует отдавать предпочтение редукторам с нижним расположением червяка, при котором обеспечиваются лучшие условия смазки. При больших скоростях сильно возрастают потери на размешивание смазки, поэтому червяк следует располагать над колесом. В таких передачах хуже условия теплоотдачи в смазку, требуются специальные
Рис. 5.20
устройства для смазки подшипников червяка, при редких включениях смазка успевает стечь с зубьев колеса и движение начинается при недостаточной смазке.
Передачи с вертикальным расположением вала червяка (в) или колеса (а) применяют сравнительно редко, когда это требуется по условиям компоновки машины. Передачи с вертикальными червяками обычно применяют с фланцевым креплением электродвигателя на верхней части корпуса редуктора. Такой привод занимает меньшую площадь, Условия смазки зацепления неблагоприятные.
Редукторы с вертикальным расположением вала колеса используются для привода вертикальных валов. Конструкция их отличается более сложными уплотнениями.
Червячные одноступенчатые редукторы применяют при передаточных числах от 6,5 до 60, максимум до 80. Большие передаточные числа возможны, но встречаются в реальных конструкциях редко из-за неблагоприятных условий компоновки узла (слишком большие расстояния между опорами червяка).
Двухступенчатые передачи применяют для получения больших передаточных чисел, повышения к. п. д. привода путем использования многозаходных червяков, уменьшения скорости скольжения витков червяка по зубьям колеса в тихоходной более нагруженной паре. Пределы передаточных чисел цилиндрическо-червячных (д) и червячно-цилиндрических (е) передач от 14,6 до 480, червячно-червячных (ж) — от 42,25 до 3600. Передачи с большими передаточными числами применять не рекомендуется из-за низкого к. п. д. Передаточные числа цилиндрической пары в червячно-цилиндрических и цилиндрическо-червячных редукторах принимают не более 6. В червячно-червячных редукторах общее передаточное число распределяют по ступеням примерно одинаково, несколько меньшее значение принимают для быстроходной пары, что соответствует благоприятным условиям компоновки редукторов, так как получается яи.б « 0,5 аи:т. Быстроходную пару целесообразно выполнять с верхним расположением червяка, тихоходную — с нижним.
Достоинства червячно-цилиндрических передач по сравнению с цилиндрическо-червячными заключаются в более высоком к. п. д. и меньших размерах червячного колеса, а следовательно, в экономии цветных металлов. Цилиндрическо-червячные передачи отличаются компактностью, меньшими скоростями скольжения, благодаря чему оказывается возможным применять более быстроходные двигатели при венцах червячных колес, изготовленных из безолов ян истых бронз.
Червячные передачи стандартизованы. Величины межосевых расстояний — по ГОСТ 2144—66: 40; 50; 63; 80; 100; 125; 140; 180; 200; 225; 250; 500. Этот ГОСТ не распространяется на передачи специаль-
ного назначения и специальной конструкции, однако в целях унификации фрез для нарезания червячных колес рекомендуется всегда принимать по ГОСТу (см. табл. 5.2): осевые модули тх, диаметры делительных окружностей червяков dlt отношения q — drlmx и числа заходов червяка zx. Вид червячной передачи по форме винтовой поверхности (эвольвентная, архимедова, шлифуемая конусным кругом), а также число зубьев колеса г2 стандартом не регламентируются. Для силовых передач предпочтительно применение эвольвентных червяков, а также шлифуемых конусным кругом.
При нарезании червячных колес летучими резцами z2 по возможности не должно содержать общих множителей с числом заходов червяка, Это достигается, например, заменой z2 = 32 (при Zj = 2) на ?2 = 31 или 33. Червяки редукторов, за исключением случаев, обусловленных кинематикой, должны иметь правую нарезку.
Таблица 5.2
Значения тх, q и
1ПХ, MAL <? (Из ГОСТ I- 2111 -66; 1ПХ, МА1 « ’ 1 ?!
1 ряд | 2-П ряд 1 и ряд 2-й ряд '
1,73 — 1-1 ! 10 12 (М) 16 12 11 10 12 (14) 16 10 12 10 12 (14) (Ю) 12 14 9 10 12 (14) 16 10 12 16 Значения, 1, 2, 4 1. 2, 4 : 1, 2, 4 . 1 1 1 1,2,41 1, 2, 4 1, 2, 4 i 1, 2, 4 ! 1 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1. (2, 4) 1 1, 2, 4 1, 2, 4 1. (2,4) 1 1 1. 2, 2 1 1 заключенные 5 9 (Ю) 12 16 9 10 12 9 10 (12) (14) 9 10 12 8 9 10 12 8 10 12 8 10 12 8 10 12 ости не пр 1, 2, 4 1, 2, 1 1, 2, 4 1 1, 2, 1 1. 2, 4 1 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1. 2, 4 1, 2, 4 1. 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1, 2, 4 1 1, 2, 4 1. 2, 4 1, (2. 4) 1, 2, 4 1, 2, 4 1 ПЮНЯТЬ,
2 —
— 5,5
2.25
2.5 — 6 —
7 —
2,75
3 — 8 —
3,5 —
— 9
4 —
10 —
в скобки, И ПО ВОЗМ0Ж1
П р и > 4,5 с ч а и и е.
Конструкция червячных редукторов определяется следующими особенностями их работы и условий сборки:
1) опоры червяка воспринимают весьма значительные осевые нагрузки;
2) вследствие сравнительно низкого к. в. д. и компактности корпуса работа редуктора сопровождается значительным нагревом. Для лучшего охлаждения корпуса часто при.ходится изготавливать с ребрами, а иногда применять и принудительный обдув или водяные радиаторы (см. гл. IX);
3) сборку червяка с колесом практически осуществляют только путем сближения в радиальном направлении. Ддя удобства сборки величина предварительном раздвижки осей должна быть не менее h по сечению Б — Б (см. рис. 5.24);
4) в процессе сборки необходимо регулировать вначале подшипники, а затем осевое положение червячного колеса (средняя плоскость колеса должна проходить через ось червяка). Правильность регули-142
Рис. 5.21
ровки проверяют «по краске». Для осмотра зубьев колеса в корпусе делают специальные окна, закрываемые крышками;
5) осевое положение колеса должно сохраняться в процессе работы под нагрузкой, поэтому в силовых передачах вал колеса устанавливают на достаточно жестких конических подшипниках, хотя осевые нагрузки па них относительно малы и по расчету на ресурс можно было бы применить радиальные однорядные шарикоподшипники.
Пример конструкции одноступенчатого редуктора с нижним расположением черв?тка показан на рис. 5.21. Редуктор имеет разъем в горизонтальной плоскости, проходящей через ось колеса. При таком
Рис. 5.22
разъеме удобнее производить сборку. Червяк установлен на подшипниках качения. Левая опора, состоящая из двух конических подшипников, фиксирует осевое положение вала и воспринимает осевые нагрузки. Правая опора—плавающая. Такая схема опор червяка (2-ю схему опор см. в гл. VIII, § 1) применяется при расстояниях между опорами более 200—250 мм, а также если из-за больших осевых нагрузок применены конические подшипники с большими углами контакта.
При сборке червяк вводится в редуктор через отверстия для подшипников. Если диаметр DB отверстия в заплечиках меньше наружного диаметра daX червяка или меньше наружного диаметра D шарикоподшипника правой плавающей опоры, то радиально-упорные подшипники должны быть установлены в стакане, наружный диаметр Dc которого должен удовлетворять условию сборки Dc>dal; DC>D. Если Dl} > dnl п >£), то применять стакан не требуется*, а для
’ В корпусах из легких сплавов стальные стаканы применяют также для предотращения обмятия опорных поверхностей и наволакивания металла корпуса на наружные кольца подшипника.
упора наружного кольца подшипника заплечик можно выполнить непосредственно в отверстии корпуса.
Редукторы малых размеров обычно делают без разъема со съемными боковыми крышками (рис. 5.22). Из условия сборки отверстия (£>0) под центрирующие выступы крышек должны несколько превышать наружный диаметр колеса, а общие размеры внутренней полости должны допускать раздвижение валов червяка и колеса при монтаже и де-
Рис. 5 23
монтаже. Если расстояние между опорами червяка невелико (до 200, иногда до 250 лш) и нет опасности защемления подшипников при нагреве, то опоры выполняют с двумя коническими подшипниками, поставленными враспор (см. на рис, 5.24 сечение А — А и описание 3-й схемы в гл. VIII § 1).
При очень больших осевых нагрузках в фиксирующей опоре вместо Двух конических можно применить комбинацию из упорного и радиаль
ною подшипников по рис. 8.15, л. Такие опоры нежелательны и применяются при ограниченных скоростях (в пределах, допустимых для упорных подшипников по каталогу), если другие типы подшипников нс обеспечивают потребный ресурс при приемлемых габаритах.
Радиально-упорные шарикоподшипники в опорах червяков используют редко: при больших скоростях и в других случаях, когда
Рис. 5 24
нельзя применить конические подшипники. В опорах колес силовых передач радиальные и радиально-упорные шарикоподшипники обычно не применяют из-за недостаточной жесткости первых и большей стоимости вторых.
Двухступенчатый цилиндрическо-червячный редуктор показан на рис. 5.23. При проектировании таких передач следует обращать особое внимание на условие сборки элементов цилиндрической пары. Червяк с закрепленными на нем подшипниками устанавливают в корпус без зубчатого колеса, последующую посадку которого следует выполнять так, чтобы при этом не были повреждены подшипники.
Здесь нежелательно применять посадки со значительными натягами. Удобно закреплять колесо на шлицевом участке вала. Вал-шестерню устанавливают в корпус также с заранее закрепленными на нем подшипниками. Раздельный монтаж шестерни и колеса возможен, если размеры внутреннего подшипника вала-шестерни невелики и при вводе в корпус он не упирается в зубья колеса (зубья колеса не должны перекрывать отверстия под внутренний подшипник), как это показано на рисунке. Если это условие выполнить нельзя, то монтаж усложняется, так как окажется необходимым вводить в корпус и закреплять одновременно колесо и находящуюся с ним в зацеплении шестерню.
Возможны различные конструктивные решения,упрощающие сборку: шарикоподшипники можно заменить коническими подшипниками, у которых наружное кольцо съемное и монтируется отдельно; в наружной опоре можно применить крышку-стакан (см. рис. 5.24), можно увеличить расстояние между опорами, тогда появится возможность перемещения вала в вертикальном направлении и т. д.
Пример конструкции двухступенчатого червячно-червячного редуктора показан на рис. 5.24. Из условия сборки подшипники фиксирующей опоры тихоходного червяка устанавливают в стакане, диаметр отверстия в корпусе D должен быть несколько большим, чем наружный диаметр Dn червячного колеса быстроходной пары. Червяк быстроходной пары с закрепленными на нем подшипниками вводят в отверстие с наклоном, так чтобы ввод его в зацепление с колесом происходил путем радиального сближения. Возможность такой сборки следует проверить па чертеже. Сточки зрения удобства сборки здесь выгодно применять конические подшипники. Если ввод червяка в отверстие с наклоном его оси невозможен или не обеспечивает условие сборки, узел следует выполнять так, как это показано в сечении А — А (см. рис. 5.24). Подшипники здесь установлены в крышках-стаканах, наружные диаметры которых выбирают так, чтобы отверстие d в корпусе обеспечило необходимую для сборки раздвижку
осей червяка и ко чеса.
Регулировка осевого положения колеса быстроходной пары выполняется набором металлических прокладок между фланцем стакана и корпусом редуктора.
§ 4. РЕДУКТОРЫ ЧЕРВЯЧНЫЕ ГЛОБОИДНЫЕ
Глобоидные передачи с прямолинейным профилем витка в осевом сечении отличаются от передач с цилиндрическими червяками более благоприятными условиями контакта. Примерно перпендикулярное расположение линий контакта к направлению скольжения способствует образованию масляного клина, разделяющего контактные поверхности червяка и колеса. Несущая способность масляного слоя зависит от скорости скольжения, поэтому преимущества глобоидных передач особенно проявляются в крупных передачах при высоких скоростях скольжения.
Габариты глобоидных передач при равных нагрузках меньше, чем у передач с цилиндрическими червяками, поэтому для них харак-
терны большие размеры подшипниковых узлов (см. рис. 8.17, б) и устройства для эффективного охлаждения (ребра, обдув, радиаторы). Недостатки глобоидных передач: необходимость в специальном производственном оборудовании; более высокие требования к точности изготовления и монтажа. При монтаже глобоидного редуктора после регулировки подшипников необходимо регулировать не только осевое положение колеса, но и осевое положение червяка, так как передача очень чувствительна к несовпаданию средней плоскости червяка с осью вала колеса. Правильное осевое положение червяка и колеса не должно нарушаться под действием нагрузки, поэтому опоры передачи должны обладать значительной осевой жесткостью. Осевое положение червяка чаше всего регулируют подбором металлических прокладок. Так, на рис. 8.17, б регулировочные прокладки 1 устанавливаются между корпусом и фланцем крышки-стакана. Контроль качества сборки производят по краске. В серийном производстве для облегчения сборки целесообразно применять специальные приспособления.
При проектировании глобоидных передач следует использовать специальную литературу 127],
§ 5. ПЛАНЕТАРНЫЕ ЗУБЧАТЫЕ ПЕРЕДАЧИ
Используя планетарные механизмы, можно спроектировать передачи с меньшими по сравнению с другими передачами габаритами и массой. Особенно эффективно применение планетарных передач, совмещенных с электродвигателем.
Распространение планетарных передач ограничивается относительной сложностью изготовления. Однако эту сложность не следует преувеличивать: при применении плавающих центральных колес изготовление наиболее распространенных планетарных передач доступно машиностроительным заводам со средним уровнем технологии. Ниже рассмотрены механизмы, наиболее распространенные в силовых передачах. Подробные сведения о самых различных типах планетарных передач с их характеристиками и анализом можно получить в специальной литературе 1391.
Выбор типа передачи. Наиболее проста однорядная (одноступенчатая) передача с внешним и внутренним з а ц е п л е н и я м и (рис. 5.25). Эта передача состоит из двух центральных колес с внутренними b и внешними а зубьями, водила Н и сателлитов q. Соосные выходные валы и центральные колеса вращаются вокруг оси, называемой основной. Сателлиты вращаются вокруг своих осей и вместе с водилом вокруг основной оси. В передаче обычно применяют два-три, а в некоторых случаях и больше сателлитов. При неподвижном центральном колесе Ъ возможна передача движения от а к Н или от Н к а. При неподвижном водиле получается обычная непланетарная передача от а к b или от b к а через паразитное колесо q, 148
Передаточное отношение механизма от а к Н при закрепленном колесе b (соь = 0) обычно условно обозначается ibni
iaii^nba(nbl{= 1 -4-(гд/гс).
(5.6)
Ведущий и ведомый валы вращаются в одну сторону (1Ьн > 0). Рациональные пределы передаточных отношений 3—9. Передача характеризуется высоким к. п. д. (у]аН — 0,98 с учетом потерь в подшипниках качения) и широко применяется как в силовых, так и во вспомогательных приводах.
Рис. 5.25
Рис. 5.26
Для получения больших передаточных отношений из двух или трех однорядных передач можно составить двух- или трехступенчатый редуктор (рис. 5.26) с общим передаточным отношением to6 = или io6 = и общим к. п. д., равным произведению к, и. д. всех ступеней.
Передачи с двухрядными сателлитами (рис. 5.27) обеспечивают несколько большие передаточные отношения (до 16), чем однорядные, по сложнее в изготовлении и имеют большие осевые габариты. Применяются в ограниченном диапазоне передаточных отношений, так как при передаточных отношениях до 9 выгоднее использовать более простую и компактную однорядную передачу.
К. п. д. передачи = 0,96 с учетом потерь в опорах качения. Ведущий и ведомый валы вращаются в одну сторону, передаточное отношение
tali =
= 1
пн ' г'з2/
(3.7)
В передачах с т р’е м я центральны м и к о л е-с а м и (рис. 5.28) могут быть получены весьма значительные переда-
точные отношения (до 1500):
Zg ?с
(5-8)
Как видно из табл. 5.3, в зависимости от принятых чисел зубьев ведомый и ведущий валы могут вращаться в одну (iL>* 0) или в противоположные (iac < 0) стороны. В первом случае перед величиной передаточного отношения указан знак во втором «—».
Рис. 5 27
Рис. 5.28
Передача компактна, но сложна в изготовлении, к. п. д. ее ниже, чем у многоступенчатой однорядной передачи при тех же передаточных отношениях. „
Для силовых приводов этот механизм применяют при передаточных отношениях в пределах 19—352, причем предпочтительно для кратковременной работы.
К . п. д. механизма уменьшается с ростом передаточного отношения, поэтому при больших i его можно использовать только в кинематических или приборных передачах.
Выбор чисел зубьев. Однорядные передачи (см, рис. 5.25). Предварительный выбор чисел зубьев za и zk выполняется по заданному передаточному отношению. Преобразуя формулу (5.6), получаем
zb=(ibaH~ 1)гЛ. (5.9)
Числом зубьев колеса za задаются, принимая его по возможности малым, но так чтобы не было подрезания.
Принятые za и zb должны удовлетворять условию симметричного размещения сателлитов: для передач по рис. 5.25 сумму чисел зубьев z(l ?ь следует выбирать кратной числу сателлитов (с). Число зубьев
сателлитов определяют из условия соосности, по которому межосевые расстояния пар с внешним ou.CQ и внутренним au.qb зацеплениями должны быть равны. Для нскорригированпых прямозубых колес
= (2ь — zC().;2. (5.10)
Принятые числа зубьев проверяют по условию соседства. Эта проверка позволяет выяснить наличие зазора между сателлитами;
(гп Д г ) sin — > (г ф- 2). (5.11)
с 1
Если условие не выполняется, следует уменьшить количество сателлитов.
В двухступенчатых передачах, составленных из однорядных (см. рис. 5.26), для получения минимальных габаритов следует выполнить одинаковыми диаметры колес Ь. Для этого принимают Z>
Передачи с двухрядным сателлитом (см. рис. 5.27). Число зубьев зубчатых колес zo, zb, zq и zf следует подбирать так, чтобы были обеспечены нужное передаточное отношение и условия собираемости, которые для передач с двухрядным сателлитом будут отличаться от составленных для однорядной передачи.
Условие соосности для нскорригированпых колес с одинаковым модулем:
+ = (5-12)
Условие симметричного расположения сателлитов: числа зубьев za и zb должны быть кратными числу сателлитов с.
Условия соседства:
Ua + 2 )sin->(z -!-2), (5.13)
с
(5.14) с
Числа зубьев, удовлетворяющие условиям соосности и собираемости для практически применяемых некорригированиых передач, можно взять из табл. 5.3.
Передачи с тремя центральными колесами (см. рис. 5.28).
Числа зубьев zG, zqf zb, zk, zc подбирают из условия обеспечения потребного передаточного отношения и условий собираемости. Условие соосности для некорригированиых колес с одинаковым модулем:
Za + ZQ = Zb~ Zq = Z<~ <5Л5)
Из условия симметричного расположения сателлитов za, zb и zc должны быть кратными числу сателлитов с.
Первое из условий соседства, записанное для передачи с двухрядным сателлитом {формула (5.13)1, не изменится, второе будет иметь вид
(2с~г^ sin > (А 2)- ' (5.16)
Таблица 5.3
Числа зубьев зубчатых колес планетарных передач при различных передаточных отношениях [48]
Схема передачи Передаточное отношение Число зубьев К. п. д.
га 1 г<> гЬ Ч г‘ гс
По рис. + 11,2 15 60 123 48 — 0 96
5.27 + 12,1 15 60 117 42 — —
— 19,1 33 42 117 — 60 135 0,95
— 22,4 33 42 117 О/ 132 0,94
— 27,4 33 42 117 — 54 129 0,94
— 33,0 30 45 120 — 57 132 0,94
— 35,6 33 42 117 ,— 51 126 0,93
— 40,0 27 48 123 — 60 135 0,93
— 43,0 30 45 120 — 54 129 0,93
+ 50,0 21 54 129 — 42 117 0,93
+ 55,2 24 51 126 — 42 117 0,93
По рис. — 63,0 30 45 120 — 51 126 0,90
5.28 + 69,2 27 48 123 —- 42 117 0,91
+ 82,0 15 60 135 — 48 123 0,93
— 93,5 24 51 126 57 132 0,9
—102 33 42 117 45 120 0,87
+ И2 15 60 135 — 51 126 0,92
— 123 30 45 120 — 48 123 0,85
+ 142 27 48 123 — 45 120 0,85
— 182 24 51 126 — 54 129 0,85
—227 21 54 129 — 57 132 0,85
—285 18 57 132 — - 60 135 0,85
+352 15 60 135 57 132 0,85
Выбор чисел зубьев можно выполнять по табл. 5.3. Принятые здесь величины удовлетворяют всем условиям собираемости. Приведенные в таблице числа зубьев и передаточные отношения применяют в редукторах ПО-2 и мотор-редукторах МПО-2. Числа зубьев соответствуют некорригированным передачам с одинаковым модулем.
Определение сил и моментов, действующих в планетарных передачах. В планетарных передачах сателлиты расположены на равных расстояниях друг от друга, поэтому центробежные силы инерции взаимно уравновешиваются. Применительно к однорядной передаче схема нагружения показана на рис. 5.29. На редуктор действуют внешние моменты М а на быстроходном центральном валу и Л1П на тихоходном валу:
Л1О = 97400 Nalna- Мн = ibcH
(5.17)
где Nа — мощность на быстроходном центральном валу, кет\ па — частота вращения этого вала, об!мин.
Момент, действующий па закрепленное центральное колесо и корпус редуктора,
мъ=мн—ма.
(5.18)
152
-________________________________________________________________________________
www.vokb-la.spb.ni - Самолёт своими руками?!
Силы, действующие в зацеплениях и опорах, удобно находить путем последовательного рассмотрения условий равновесия каждого звена. Без учета сил трения и неравномерности распределения нагрузки между сателлитами окружные силы:
- и
Pqa — Р aq ~ Р\,q Рqb ~ ^dn/(du.n f)
Рид— PqH = 2Рда = 4A1q/(Hu.q б),
(5.19)
(5.20)
где dlca— диаметр начальной окружности центрального колеса л.
Фактически вследствие неизбежной неточности изготовления начальные зазоры в зацеплении оказываются неодинаковыми и нагрузка
Рис. 5.29
распределяется по сателлитам неравномерно (рве. 5.30, а). Количественно неравномерность зависит от точности изготовления, жесткости и конструктивных особенностей узла. Применяя упругие элементы, плавающие центральные колеса, можно добиться значительного выравнивания нагрузки. Неравномерность распределения нагрузки оценивают коэффициентом
__ Рнаиб _ Фна пб (521) Р ср Qcp
где 0напб — сила давления на наиболее нагруженный зуб; Qcp = = (Qi -г Q2 + ... -I- = QJC —средняя сила давления; Qo —
= 2Ma/dba—полная окружная сила на центральном колесе а, взятая по диаметру основной окружности dba —dlca cos atw — угол зацепления.
Для передач с двумя или тремя сателлитами, выполненных с устройствами, обеспечивающими выравнивание нагрузки (рис. 5.32 4-4-5.34), принимают /<„ = 1,1 4- 1,2. Если выравнивание нагрузки не предусмотрено, то Кн = 1,5 4- 2 и такие конструкции невыгодно применять в силовых передачах.
Таким образом, в наиболее нагруженном потоке действуют силы РдаКш РцдРуп Qcp
Нагрузка 7? на валы центральных колее без учета сил инерции представляет собой суммы сил нормального давления в зацеплении (рис. 5.30, б):
я = &+£+& (5.22)
При двух сателлитах
R = Qo(^-l)-
(5.23)
При трех и более сателлитах для определения R необходимо знать не только /<п и с, ко и закон распределения нагрузки по потокам (рис. 5.30, б, с). Если этот закон неизвестен, то для приближенных рас-
Рис. 5.30
четов можно рассматривать наиболее неблагоприятный случай распределения нагрузок, когда Qx = ~ /<н; К и
(но не более чем Qo — QJ; Q3 = /См (ио не более чем Qo — Qt — Q2) и т. д. Тогда для передачи с тремя сателлитами при Ки = 1,1 4- 1,5
Рис 5.31
R = Qo - 1). (5-24)
а яри = 1,5 4- 2
R = (0,5 4- 0,6) Qo. (5.25)
Приведенные выше значения Ки не учитывают неравномерность распределения нагрузки по длине зуба.
Оценка нагружения элементов планетарных передач с двухрядными сателлитами и тремя центральными колесами (рис. 5.31) выполняется теми же методами, что и опенка нагружения однорядных передел. При составлении расчетной схемы нагружения передач с двухрядными сателлитами блок сателлитов с опорами рекомендуется изображать на пространственном схематическом чертеже.
Конструктивные особенности планетарных передач. Планетарные передачи благодаря соосности ведущих и ведомых валов удобны для компоновки машин. Корпуса планетарных редукторов выполняют с разъемами в плоскостях, перпендикулярных к оси.
Для выравнивания нагрузки по потокам в передачах с тремя сателлитами одно из центральных зубчатых колес следует делать само-устанавливающимся в радиальном направлении (плавающим). Нз рис. 5.32 показан однорядный планетарный редуктор с плавающим центральным колесом с наружными зубьями, а на рис. 5.33 — с плавающими колесами с внутренними зубьями. При малых скоростях можно сделать плавающим водило. Плавающие водила применяют только в тех случаях, когда силы в зацеплении намного превышают нагрузки, вызываемые массой водила.
Рис. 5.32
Для соединения плавающих центральных колес с валами и корпусными деталями, а также передачи крутящих моментов обычно применяют специальные зубчатые муфты с одним (см. рис. 5.33) пли двумя (см. рис. 5.32 и 5.34, а, б) зубчатыми сочленениями. Муфты с двумя сочленениями обеспечивают самоустановку зубчатых колес с меньшими перекосами. Для уменьшения перекосов следует также увеличивать длину муфты L (рис. 5.34). Цилиндрическую оболочку муфты венца внутреннего зацепления (рис. 5.34, с) следует делать тонкостенной Лм/рм == 0,02 -4- 0,04. Если плавающее зубчатое колесо косозубое, то его соединительную муфту выполняют косозубой с одинаковым направлением угла наклона. Величины углов наклона выбирают из условия равновесия осевых сил.
Осевая фиксация плавающих элементов достигается упором в сопряженные детали (см. рис. 5.32), разрезными проволочными (рис. 5 34) или плоскими торцовыми (см. рис. 5.33) кольцами.
В передачах с числом сателлитов более трех условия для выравнивания нагрузки менее благоприятны. В таких передачах рекомендуется выполнять плавающие центральные колеса и с внешним, и с внутренним зацеплением, а также применять центральные колеса с внутренним зацеплением с более податливым ободом [38]. Так, для плавающих венцов с внутренними зубьями, изготовленных из улучшенных сталей, при трех сателлитах принимают отношение/?,.!7рм (см. рис. 5.34, а), примерно равное 0,08 4- 0,12, а при шести сателлитах — 0,062 4- 0,093.
Двухвенцовые сателлиты (см. рис. 5.33) сложнее, так как в процессе их изготовления необходимо обеспечить возможно большую точность взаимного углового положения зубьев венцов. От выполнения этого условия зависит равномерность распределения нагрузки по потокам.
В планетарных редукторах с косозубыми колесами осевые составляющие сил, действующих в зацеплении, в результате неравномерного распределения нагрузки по потокам вызывают перекос венцов центральных колес и, как следствие этого, неравномерное распреде-
Рис. 5.33
ление нагрузки по длине зубьев. То же, но в меньшей степени, наблюдается и при прямозубых колесах, если сечение обода несимметрично относительно зацепления.
Более равномерное распределение нагрузки по длине зубьев получается при подводе внешних моментов к средней части центральных колес, как это показано на рис. 5.34.
Водила планетарных редукторов следует выполнять жесткими при малой массе. Наиболее распространены водила, состоящие из двух щек, соединенных перемычками. Более жестки неразъемные водила (см. рис. 5.32, 5.33). Заготовку водила удобнее всего получить литьем или сваркой.
‘Вид А
В опорах сателлитов могут быть применены как подшипники качения, так и подшипники скольжения, причем первые имеют значительно большее распространение. Одновенцовые сателлиты обычно закрепляют на подшипниках, установленных внутри зубчатого колеса, как показано на рис. 5.32. Для осевой фиксации здесь применены разрезные пружинящие кольца и шайбы, которые также служат для компенсации неточности осевых размеров деталей. Кроме радиальных шариковых могут быть использованы и другие типы подшипников. Воз-
Рис. 5.34
можна установка сателлитов не на двух, а на одном сферическом подшипнике. В такой конструкции нагрузка распределяется более равномерно по длине зуба.
На рис. 5.33 подшипники двухрядных сателлитов размещены в расточках щек водила. Такая конструкция сложнее, но отличается большей жесткостью, так как подшипники разнесены на большее расстояние. Условия работы подшипников здесь более благоприятны, так как вращаются по отношению к направлению нагрузки внутренние, а не наружные кольца.
§ 6 КОРОБКИ ПЕРЕДАЧ
Коробками передач называют механизмы, предназначенные для изменения скорости вращения выводного вала. Такие механизмы широко применяют в транспортных, сельскохозяйственных и строительных машинах, а также в станках. Коробки передач в отличие от вариаторов обеспечивают ступенчатое изменение передаточных чисел. В некоторых механизмах, например в приводах металлорежущих станков, 158
принимают ряды чисел оборотов ведомого вала в виде геометрической прогрессии: лЛ; пг — п.л — = п^?‘ и т. д. Наибольшее
распространение имеют ояды со знаменателями ([, равными 1,12; 1,26; 1,41; 1,58.
Управление коробками передач заключается в замыкании пли размыкании различных кинематических цепей. Наиболее распространены коробки передач, включаемые замыканием зубчатых зацеплений, кулачковыми, зубчатыми или фрикционными муфтами.
Рис. 5.35
Включение замыканием зубчатых зацеплений обеспечивает наибольший к. п. д. механизма, так как при этом исключается работа передач вхолостую. Прямозубые зубчатые колеса включают путем перемещения вдоль вала. Косозубые колеса перемещают по валу с винтовыми зубьями (шлицами), имеющими осевой шаг, равный шагу винтовой линии зубьев колеса. При этом осевые силы, действующие на зубчатые колеса, взаимно уравновешиваются [52], а переключение происходит без проворота валов. Во избежание поломки зубьев передачи с перемещаемыми по валу колесами переключают без нагрузки при остановленном механизме.
Переключение зубчатыми или кулачковыми муфтами имеет те же недостатки, что и переключение перемещаемыми колесами. Переключение фрикционными муфтами можно производить на ходу и под нагрузкой. Недостаток этого способа заключается в сложности и относительно больших габаритах конструкции, а также в большей стоимости. В некоторых передачах, например в автомобилях, применяют комбинированный способ переключения с использованием перемещения зубчатых колес и зубчатых муфт. Переключение производят безнагруз-
ки на ходу, причем для выравнивания окружных скоростей включаемых элементов используют упрощенные, рассчитанные на небольшие нагрузки фрикционные муфты — синхронизаторы. На рис. 5.35, с, б, с, а показаны некоторые схемы коробок передач. При выборе осевых размеров коробок передач а и б следует учитывать, что при переключении включаемая пара должна входить в зацепление только после того, как выйдет из зацепления выключаемая, так как иначе зубья
Рис. 5.37
одного колеса не попадут во впадины другого и переключение окажется невозможным. Следует учитывать, что переключение тройного блока (рис. 5.36) при — г3 < 4 возможно только в случае, если зубья венца нарезаны с положительным, а зубья венца z3 с отрицательным смещением, так как иначе окружности выступов колес z3 и г2 будут перекрывать друг друга. Для обеспечения переключения в данном случае можно также увеличить длину тройного блока или заменить тройной блок двойным и одинарным.
Для облегчения переключения во всех конструкциях зубья со стороны входа в зацепление необходимо скашивать под углом 15—20" и закруглять (рис. 5.37, а); лучшие условия контакта при включении 160
получают при закруглении торцов по бочкообразной поверхности (рис. 5.37, б).
Управляют коробками передач с перемещаемыми зубчатыми колесами с помощью специальных механизмов и устройств: механизмов для перемещения зубчатых колес, устройств для фиксирования положения перемещаемых деталей, устройств для ограничения перемещений и блокировочных устройств, предохраняющих от одновременного включения двух передач.
Рис. 5.38
На рис. 5.38 показаны несколько типов механизмов перемещения. Перемещение по рис. 5.38, а производится рычагом, закрепленный! на одной оси с рукояткой. Такая схема проста и имеет широкое применение. Длину Д = А1~]~а рычага (рис.5.39) принимают такой, чтобы перемещение 2а камня в пазу блока шестерен или перемещение вилки не превысило допустимую величину. Так, для камня рекомендуется, чтобы а не превышало 0,3 h (см. рис. 5.38, а), где h — высота камня. Если размер R окажется неприемлемым по условиям компоновки коробки передач, следует применить более сложный механизм, в котором вилка перемещается по направляющей скалке, закрепленной в корпусе (рис. 5.38, б, в, г). На рисунках показаны различные способы передачи движения от рычага к вилке и от вилки к блоку. Наиболее сложное устройство с зубчатым сектором и рейкой (рис. 5.38, г) применяют, когда требуется обеспечить значительные перемещения.
6 Зак. 1018 161
Рис. 5.39
’62
Для закрепления перемещаемых зубчатых колес в рабочих положениях применяют фиксаторы Фиксировать можно рукоятку (пис. 5.38, я; 5.40, а, б), вилку (рис. 5.40, в) или перемещаемое зубчатое колесо (рис. 5.40, г). Точность фиксации зависит от зазоров в подвижных сочленениях механизмов перемещения, поэтому наибольшую точность обеспечивает фиксация собственно зубчатых колес, при которой влияние зазоров исключается.
Чтобы не происходило проскакивание фиксаторов через крайние положения, следует применять ограничители 1 (см. рис. 5.40, б, в, г).
Рис 5.41
В сложных механизмах, например когда переключение производят двумя перемещающимися блоками (рпс. 5.35, г), в результате ошибки возможно одновременное включение двух передач, что приведет к поломке механизма. Дтя предотвращения этого применяют блокирующие устройства. Пример такого устройства показан на рис. 5.41. На верхнем рисунке оба рычага показаны в нейтральном положении и возможно включение любой передачи. После включения передачи 1 фиксатор отожмется и закрепит от возможного поворота вал 2 второго рычага.
Более подробно с конструкцией различных коробок передач и их элементов можно ознакомиться по атласам 151, 52] и специальной литературе.
ГЛАВА VI
ПРОЕКТИРОВАНИЕ ВОЛНОВЫХ - ЗУБЧАТЫХ ПЕРЕДАЧ
Волновая передача основана на новом принципе преобразования параметров вращательного движения посредством волновой деформации одного из кинематических звеньев механизма. Впервые этот принцип был предложен А. И. Москвитиным в 1944 г. для фрикционной передачи с электромагнитным генератором волн и затем В. Массером в 1959 г. для зубчатой передачи с механическим генератором*.
Обладая рядом положительных качеств, волновая передача получает признание и распространение. Основные из этих качеств следующие.
1. Большое передаточное отношение. В одной ступени можно получить i до ~ 350, а в специальных передачах - до нескольких десятков и даже сотен тысяч.
2. Большое число зубьев, одновременно находящихся в зацеплении. Например, при i — 100 одновременно зацепляются до 80 -Ь 100 пар зубьев вместо 14-2 пар в обычных передачах. Как следствие этого, высокая нагрузочная способность при малых габаритах.
3. Высокая кинематическая точность, как следствие осреднения ошибок при большом числе зацепляющихся зубьев.
4. Малые скорости скольжения в зацеплении. Поэтому малый износ зубьев и высокий к. п. д. (например, к. п. д. до 0,9 при i — 100).
5. Малые нагрузки на валы и опоры вследствие взаимной уравновешенности сил в зацеплении.
6. Возможность передачи движения в герметизированное пространство (через герметичную стенку).
7. Так же как и планетарная, волновая передача обладает свойствами дифференциального механизма.
По своей конструкции она не ставит особых технологических задач перед современным производством.
Волновая передача может быть фрикционной или зубчатой. Преимущественное распространение получили зубчатые передачи, как наиболее эффективные.
За последние годы запатентовано много различных конструкт! иных модификаций волновых передач: с цилиндрическими и плоским:; гибкими колесами, с механическими и электромагнитными генерхтера-|ли, с вращательным и поступательным движением выходного звена й т. д.
Ниже рассматриваются цилиндрические зубчатые волновые передачи с механическим генератором. Эти передачи лучше других \дов-летворяют требованиям, предъявляемым к передачам общего назначения. Поэтому они больше изучены и более распространены.
* М о с к в и т и н А. И., авторское свидетельство СССР № 341164, !j44 г. Массер В., патент США № 2906143 и 2931246, 1959 г.
Принцип действия и основы теории волновых передач излагаются в курсах деталей машин и специальной литературе [17]. В настоящей главе приведены рекомендации по выбору основных конструктивных параметров, рассмотрены варианты конструкции передачи в целом и ее специфических деталей. Примеры рабочих чертежей специфических деталей даны в гл. XIII*.
§ 1. КИНЕМАТИКА И ГЕОМЕТРИЯ ЗУБЧАТОГО ЗАЦЕПЛЕНИЯ
Схема передачи. Принципиальная схема цилиндрической волновой передачи изображена на рис. 6.1. Она имеет три основных звена: Н — волновой генератор, F — гибкое колесо, С — жесткое колесо**.
Гибкое колесо выполняют в виде упругого цилиндра и соединяют с корпусом (вариант /) или с выходным валом (вариант II),
Передаточное отношение: при невращающемся гибком колесе (вариант /)
при невращающемся жестком колесе (вариант //)
(6-1)
(6-2)
1е = — hf
zf
ZC~ZF
где — число зубьев жесткого колеса; Zf — число зубьев гибкого колеса.
* Методика расчета и рекомендации разработаны на базе исследований, выполненных под руководством автора группой волновых передач при кафедре «Детали машин» МВТУ им. Баумана. В исследованиях участвовали С. А. Шувалов, В. В. Шейко, В. А. Финогенов, Э. А. Амосова, П. К. Попов, В. И. Рябов и др. Основные результаты исследований опубликованы в статьях журнала «Известия ВУЗов». «.Машиностроение», 1968, Ке 8; 1969, №9, 10, 11; 1970, № 1.
** В современных передачах гибкие и жесткие колеса прямозубые.
Для двухволновой передачи
гс—zF = 2Кг,
Где Kz = 1, 2, 3, ... — коэффициент числа зубьев.
Рекомендуемый диапазон передаточных отношений в одной ступени:
при стальном гибком колесе i = 60 4- 300*;
при пластмассовом гибком колесе i — 20 4- 300.
Диаметр делительной окружности зубчатого венца ведомого колеса (гибкого или жесткого) в настоящее время принято определять по допускаемым напряжениям смятия на поверхности контакта зубьев. При этом для силовых передач рекомендуют зависимость
где d — диаметр делительной окружности зубчатого венца ведомого колеса (жесткого или гибкого; для гибкого в недеформированном состоянии); М.2 — крутящий момент на ведомом колесе; = b/d — коэффициент ширины зубчатого венца; b — рабочая ширина зубчатого венца; [осм1 — допускаемое напряжение смятия.
Рекомендуют:
4’rf = 0,10 4- 0,30 (меньшие значения для малых i и малонагруженных передач); [осм] = 100 4- 350 кПсм2 — для стальных зубчатых колес ( ~НВ 300) быстроходных и среднескоростных передач при работе с удовлетворительной смазкой;
[осм1 = 600 4- 1000 кПсм2 — то же, для тихоходных передач (например, для вторых ступеней волновых передач);
|о(.м] 80 кПсм2 — для пластмассовых колес.
Модуль за це и л е и и я
т — d/z. (6.5)
Здесь z равно zf или 2с соответственно и определяется по формулам (6.1), (6.2), (6.3). Величину т округляют до стандартного значения в затем определяют (уточняют):
dF = mzF, )
, (6.6)
dc = mzc. )
Форма деформации гибкого колеса может быть различной: по кривой w = cos 2 ср; по эллипсу; по кольцу, деформированному системой сосредоточенных сил, и др. Одной из рациональных форм является форма кольца, деформированного четырьмя силами Рх (рис. 6.2). При этом на участке 0 <; ср (3:
* Применение специальной геометрии зубьев позволяет уменьшить нижний предел i ~ до 30 ~ 40.
w = —f A cos ср + ф sin р sin ср ——, А - — k л '
л.
г 4 1
v =-------—-----I A sin ср -f- sin р (sin ср — q? cos ср)-ср ,
11 л I
А — — ।
л
2
па уч
Гр.* । ( л- \ о « 4 1
w — --"-- Б si п ср +---ср cos р cos ср-,
-11 \ 2 / л I
А — — л
V—------— I —Б cos ср 4- — cos Р sin ср—cos р (cos ср-ф-
4 2
А- — L л
4 1
+ ср sin ср) — — ср + 2 , л J
0 — -------- ( 2 COSp COS ср + — ср — 2) .
'КтГ '
Для обоих участков коэффициенты: Z=sin р + (у—р^ cos р, 5 = cosp + psinp.
(6.7)
(6.9)
В формулах (6.7) -т- (6.9): ср — угловая координата рассматриваемой точки срединной поверхности кольца (зубчатого венца гибкого колеса); г — радиус срединной поверхности до деформации
г__
~ 2
(см. рис. 6.5); w и v— радиальное и окружное перемещения точки срединной поверхности; 0 — угол поворота нормали срединной поверхности в результате деформации; к;0 — радиальное перемещение по большой оси овала деформации.
По условию минимума напряжений в гибком колесе и по условию Достаточно большого числа зубьев в одновременном зацеплении рекомендуют:
i | 604-120 | 1204-160 | >160
р | 25 | 30 | 35
Значения функций tv, v и © для этих углов даны в табл. 6.1.
Величину деформации ц'о принято выражать в долях модуля т. Допускают
wJmKz = 0,9 - 1,2. (6.10)
При wJmKz<. 1 уменьшаются напряжения в гибком колесе, что выгодно при малых г, при wJmKz > 1 увеличивается глубина захода
зубьев, что выгодно для высо-конагруженпых передач и особенно при малых т.
Из условия равенства окружных скоростей зубьев вблизи большой оси генератора (без учета изменения формы деформации под нагрузкой) величина определяется по формуле
Рис 6.2
2 sin j3 —4/л.
А— 4/л
(6.П)
где гаР — радиус окружности выступов зубьев гибкого колеса.
По этой формуле wQlmKz несколько больше, но близко к единице. Приближенно можно принимать wJtnKz & 1,05-4-1,1.
Профиль зубьев эвольвентный. Исходный контур по ГОСТ 9587—68 с а = 20°, hl = 1, с* — 0,35 — для мелких модулей (т < < 1 мм) и по ГОСТ 13755—68 с а = 20°, hl = 1. с* 0,25 — для крупных модулей (т > 1 мм).
Форму профиля для различных величин гс0 и передаточных отношений I варьируют путем смещения инструмента при нарезании. Коэффициент смещения х выбирают на основе анализа диаграммы взаимного положения зубьев жесткого и гибкого колес в ненагруженной передаче. Диаграмму выполняют в увеличенном масштабе, например, 100 : 1. Пример такой диаграммы изображен на рис. 6.3*. Начало координат располагают по малой оси генератора на срединной окружности недефсрмированного гибкого колеса — радиуса г. Ось z направлена по радиусу, а ось у—по касательной к этой окружности. На оси z откладывают координаты начального положения (ср = 90е) точек зубьев жесткого С и гибкого F колес. За такие точки обычно принимают точки пересечения оси симметрии 356а с окружностями выступов и впадин— точки aF, аС, [F, fC на рис. 6.3. Затем, оставляя зуб С неподвижным, изображают последовательное положение оси симметрии зуба F в его относительном движении при повороте генератора (например, через каждые 10е) **.
Координаты перемещений точек w ио оси z и v по оси у определяют по формулам:
для жесткого колеса
ЫаС ~ ГаС COS ~ ф — Г, WfC — FfC COS — ф — Г, (6-12) 2С гс
2л . 2л .
VaC = ГаС — ф, DfC = ПС — Ф', гс <с
для гибкого колеса
WaF = (W + raF) COS фс — Г,
U'bF = (w + rfF) cos epe — r, (6 13)
VaF = V 4- (raF — Г) 0 — (raF + O’) <PC, v!F = v+(rIF—r)& — (rfF-Fw)q>c, .
где щ, v и 0— по формулам (6.7) и (6.8) или по табл. 6.1; rac, rfc, гар, л
~2 —<р fjF— радиусы окружностей выступов и впадин зубьев; ерс = —р----
‘нс
условный угол поворота жесткого колеса; ф — коэффициент, зависящий от Кг.
Ф
2
1/2
Кривые, соединяющие точки 90 и 0°, есть траектории точек aF и fF. Через точку 0°.кривой aF и некоторую другую точку проводят
* При учебном проектировании построение диаграммы может выполняться на одном из листов проекта.
** Форма зубьев пока еще неизвестна и на чертеже изображают только положение осей симметрии зубьев.
секущую А Б так, чтобы обеспечить необходимое число зубьев в одновременном зацеплении, достаточную глубину захода hd и отсутствие интерференции вершин зубьев под нагрузкой (см. ниже стр. 173). Угол наклона прямой А Б к оси z принимают за средний угол аср профилей зубьев жесткого и гибкого колес. При известном аср подсчитывают коэффициенты смещения инструмента для нарезания гибкого и жесткого колес:
zf ( cos а. Х-F ~ —— | ------
2 \ cos аср
(6.14)
— Ц>о/Лг
т
(6.15)
На диаграмме изображают профили зубьев. При этом ширину зубьев по дуге произвольного диаметра dy подсчитывают по формуле 19; 181
Su= db ( — ± 2л к' 4- invа + inv се.., (6.16)
v у \ 2г г ')
где верхние знаки для наружных, а нижние для внутренних зубьев; cos ау — db!dy (определяют ау);
db = mz cos а — диаметр основной окружности; inv а — tg а— а,) — значения эвольвентных углов можно inv ау= tga„ — определять по таблицам [9, 18].
Формула (6.16) справедлива только для эвольвентного участка профиля зуба. Контакт зубьев на переходной кривой, как правило, не допускают.
Примечание. Учитывая, что при большом числе зубьев, которое свойственно волновым передачам, эвольвентный профиль зубьев близок к прямолинейному, для приближенной оценки качества зацепления достаточно рассчитать ширину зубьев по некоторому среднему диаметру (например, dy == dj ± ± 2 ha ± 2с*) и затем построить зубья прямолинейного профиля с углами аср. На рис. 6.3 изображено такое упрощенное построение.
Высота зубьев. По диаграмме (см. рис. 6.3) нетрудно установить, что без нагрузки контакт зубьев наблюдается только там, где прямая А Б пересекает траекторию зуба гибкого колеса (в нашем примере точки 0 и ~ 59е). В промежуточных точках от 0 до 59° наблюдается зазор, а ниже 59°—интерференция зубьев (на рис. 6.3 зона интерференции заштрихована для положения зубьев при ф — 60°). Интерференция не допускается. Поэтому высоту зубьев уменьшают. На рис. 6.3 часть зуба жесткого колеса, удаленная по условию интерференции, изображена тонкой линией. По условию отсутствия интерференции вершин, в зависимости от характеристики передачи выполняют зубья высотой h = (1,0 4- 2,2) m. (6.17)
Конкретное значение высоты зубьев h определяют по диаграмме зацепления. В общем случае высоту зубьев гибкого и жесткого колес можно выполнить различной.
Предпочтительно
he hp, (6.18)
так как при этом уменьшается момент консольной нагрузки на зубья гибкого колеса.
Высоту зубьев можно уменьшать путем уменьшения высоты головки зуба колеса или головки зуба инструмента. Предпочтителен вариант, когда гибкое колесо нарезается инструментом с уменьшенной высотой головки зуба (например, Л*о в табл. 6.2 уменьшается от 1,35 до 0,35), а жесткое — нормальным инструментом с уменьшенной высотой головки зуба колеса. При этом увеличивается ширина впадин между зубьями гибкого колеса, что благоприятно для его прочности (см. стр. 179).
Величина зазоров между зубьями равна расстояниям между прямой А Б и траекторией точки oF. Эти расстояния зависят от того, как проведена прямая А Б. Если, например, провести прямую через точки 0 и 50°, зазор уменьшается. Однако при этом уменьшится и высота зубьев по условию отсутствия интерференции вершин, а также глубина заходз зубьев hd. В нагруженной передаче небольшие зазоры в зацеплении устраняются вследствие податливости зубьев и самого гибкого колеса. Исследованиями установлено, что для средненагруженных передач ([<тсм] 200 кПсм2) можно ожидать компенсации зазоров:
/ « (0,04 ~ 0,06) тКг. (6.19)
С учетом этих данных по графику на рис. 6.3 можно определить угол аср по заданной величине дуги зацепления. Например, если принять, что дуга зацепления не должна распространяться за 30° от большой оси генератора, секущую А Б следует провести так, чтобы при 30° и далее зазор / был не менее ожидаемой величины компенсации зазора под нагрузкой.
При выборе величины дуги зацепления следует учитывать, что начиная с -—45° и далее зубья работают только вследствие клинового взаимодействия, Скорость скольжения максимальна при ф ~ 45°. При ф = 30° опа уменьшается на ~20%, при ф — 203 на ~ 45%, при ф — 10° на ~ 70%, при ф = 0 скольжения нет. По этим сообрз-
экениям в целях снижения износа зубьев и повышения к. п. д. для длительно работающих передач общего назначения можно рекомендовать не распространять зацепление при поминальной нагрузке далее чем на 20—30°от большой оси генератора. Отметим, что форма траектории точка aF зависит не только от формы, но и от величины деформации w0. На рис. 6.3 изображена траектория вершины зуба гибкого колеса при wJKzm, рассчитанном по формуле (6.11) и равном 1,05. При w0IKzm меньше рассчитанного по формуле (6.11) вершина траектории притупляется (рис. 6.4, с),а при wJKzm больше рассчитанного по формуле (6.11) в вершине образуется петля (рис. 6.4, б). Если прямые А Б проведены так, как показано па рис. 6.4, то в первом случае на вершине траектории между зубьями имеется зазор, а во втором — интерференция на траектории выхода из зацепления. Как то, так и другое нежелательно. Поэтому не рекомендуют значительных отклонений wJmKz от единицы. Как уже отмечалось, при небольших отклонениях WfJmKz от единицы [в пределах рекомендации (6.10)1 зазоры и интерференция компенсируются за счет податливости зубьев.
Исследованиями установлено, что для волновых передач существенна не только величина бокового зазора / в зацеплении, но также глубина захода hd зубьев и зазор ja при входе в зацепление. Величина ha может быть определена по диаграмме зацепления (см, рис. 6.3) или по формуле
hd = r0F — Гас + ^0. (6.20)
Рекомендуют:
hd^m (большие значения при /<г>1), | (6 21)
(ПО условию (6.19)]. )
При малой hd возможно так называемое проскакивание передачи под нагрузкой (вращение генератора без вращения выходного вала), при малых ja — интерференция вершин зубьев под нагрузкой.
Высоту зубьев, выбранную по условию отсутствия интерференции вершин, проверяют на отсутствие интерференции:
а) вершин зубьев жесткого колеса с переходными кривыми зубьев гибкого колеса;
б) вершин зубьев гибкого колеса с переходными кривыми зубьев жесткого колеса.
При построении диаграммы рис.6.3 эти условия можно проверить попутно, если вычертить профили зубьев с учетом переходных кривых.
Можно использовать также аналитический метод [см. неравенства (6.25) и (6.26)1.
Примечания: 1. Исследованиями установлено, что интерференция на переходных кривых наблюдается только при больших смещениях х.
2. При большом числе зубьев у волновых передач начальный участок переходной кривой мало отклоняется от эвольвенты. Как правило, эти отклонения не выходят за пределы гарантированного бокового зазора и допуска на толщину зуба. Поэтому, когда устранение интерференции требует существенного снижения высоты зубьев, допускают заход вершин зубьев за окружность граничных точек (приближенно до 1/3 высоты галтели). При этом обеспечивают соответст-ьующий гарантированный боковой зазор.
Рекомендации по выбору параметров зацепления. Расчет параметров зацепления по изложенной выше методике, выполненный для широкого диапазона передаточных отношений (от 60 до 250), позволяет предложить следующие рекомендации.
Для кулачкового генератора угол (3 — по рекомендации на стр. 167; wG!mKz — по формуле (6.11) или приближенно
w0 тКг = 1,04 4-1,1; (6.22)
меньшие значения для больших i и (3.
Для дискового генератора у и wQlmKz — по рекомендации (6.57).
При нарезании зубьев стандартным инструментом с а = 20°:
Коэффициенты сдвига инструмента:
xF = 3 4-4,
хс — по формуле (6.15); (6 23)*
высота зубьев гибкого колеса hF (1,5 4- 2) т, глубина захода hd^(\,3~ l,6)m.
При нерезании зубьев стандартным инструментом с а — 30°:
— 3<xF<l; Хс—по формуле (6.15) 1 (6 24*)
/if«(1,6 4-l,8)m; hd (1,4 4- 1,6)т. J 1
При нарезании зубьев гибкого колеса инструментом с а — 20° и уменьшенной высотой головки зуба инструмента had = 0,35 при С* = 0,35 или h*o — 0,25 при С* — 0,25:-
— 1 xF 3; Хс — по формуле (6.15);
hF 1,35 m при С* = 0,35, hF& 1,25 т hd т.
при С* = 0,25;
(6.25)’
Жесткое колесо нарезается стандартным инструментом с нормальной высотой головки зуба. При всех вариантах геометрии зубьев высота зубьев жесткого колеса определяется формулой-(6.30).
При выполнении этих рекомендаций построение графика зацепления (см. рис. 6.3) не обязательно.
Диаметры колес. Диаметры окружностей впадин: гибкого колеса при нарезании инструментом реечного типа (например, червячной фрезой)
dfF = m (zF — 2ha — 2С* + 2лд),
(6.26)
при нарезании долбяком
^г = 2(^о-0,5с/ас); (6.27)
* Для Кг = I.
жесткого колеса
d/c=2(alc.o + 0,5dflo).
(6 28)
Диаметры окружностей выступов: гибкого колеса
daF — djp + ^hp, но нс более daF die—2щ0;
(6.29)
жесткого колеса
dac — dfc—2hc, или dac — daF + 2&'о— 2hd, dac^dlF-]-2w0.
но не менее
(6.30)
Неравенства в формулах (6.29) и (6.30) устраняют возможность интерференции по переходным кривым (см. стр. 173)
Здесь da0 — фактический диаметр вершин долбяка по режущей кроме 1см. табл. 6.2, где значения da0 даны для новых (неизношенных) долбяков];
aivo — межосевое расстояние в станочном зацеплении с долбя ком;
т (z зг 20) cos а
2 C0S
(6.31)
где 2И20 — числа зубьев нарезаемого колеса и долбяка; знак минус для внутренних, плюс для внешних зубьев; — угол зацепления в станочном зацеплении с долбяком:
inv а№о = 2 tg а + inv а, (6.32)
2 Т г0
где х и — коэффициенты смещения для нарезаемого колеса и долбяка; знак минус для внутренних, плюс для внешних зубьев;
v _ 20+2ftan
°“ 2m 2
(6.33)
где hab — коэффициент высоты головки зуба долбяка (см. табл. 6.2); diF, die — диаметры окружностей граничных точек гибкого и жесткого колеса;
cos ai cos ai
(6.34}
При нарезании инструментом реечного типа
z tg а, = tg а— ?(fr*+C*-Po-*) t (6.35)
z sin 2a
где p0 ±= 0Д — коэффициент высоты скругленного участка вершины зуба инструментальной рейки;
Долбяки дисковые прямозубые (Из ГОСТ 10059 — 62)
Размеры, мм
Таблица 6.2
.Моду 1Ь Номинальный делительный диаметр Коэффициент высоты головки зуба %
ряд 40 64
3-й 2-й число зубьев диаметр окружности выступов doa число зубьев г0 диаметр окружности выступов daa
0,14 286 40,51
0,15 266 40,40 ——.
0,18 222 40,56 — —-
0.20 200 40,67 320 64,67
0,22 182 40,77 290 64,53
0,25 160 40,83 256 64,83
0,28 144 41,25 228 64,77
0,30 132 40,60 214 65,20
0,35 114 41,06 182 64,86 1,35
0,40 100 41,33 160 65,33
0,45 90 42,00 144 66,30
0,5 80 41 66 128 65,66
0,55 72 41,43 116 65,63
0,6 66 41 60 106 66,80
0,70 56 41,53 90 65,33
0 8 50 42,66 80 66,66
0,90 44 42,60 72 67,80
1,0 40 43,30 64 67,33
при нарезании долбяком
(6.36)
колеса
tg «z = tg «Юо ± — (tg аЯо — tg аи,9), 2 dh tnzQ cos а cosaa,= -^-=—, ^а0 ^а0
знак плюс для внутренних, минус для наружных зубьев.
Точность и контроль зубьев. Нарезание зубьев гибкого
производят на оправке. Колесо сажают на оправку по плотной посадке
или на специальную разжимную оправку. Зубья волновых передач нарезают со степенями точности, рекомендованными для простых зубчатых передач. Например, 7С, 7Х, а также 8С, 8Х и пр. При больших передаточных числах волновых передач вид сопряжения С, X, определяющий величину гарантированного бокового зазора, оказывает влияние на свободный ход генератора при реверсе (люфт). Передачи, для которых свободный ход нежелателен, изготовляют по сопряжению С или уменьшают величину гарантированного бокового зазора, сохраняя допуск на изготовление. Например, при контроле точности нарезания зусьев по роликам (см. гл. XIII, рис, 13.17) предельное отклонение 176 ‘ ---
>?^азмера М для простых передач вычисляют как сумму (АЛ1 + 6Л1), '^где АЛ! гарантирует боковой зазор, а 6Л! — допуск на изготовление.
Для волновых передач гарантированный боковой зазор не имеет тако-^’го значения, как для простых передач. Податливость системы генера-тор—гибкое колесо устраняет заклинивание передачи, собранной без 4 бокового зазора и даже с некоторым натягом. Поэтому при расчете Д предельных отклонений на размер по роликам составляющую АЛ1 -'-можно полностью исключить или значительно уменьшить.
4Г § 2. КОНСТРУКЦИЯ И РАСЧЕТ ПРОЧНОСТИ ГИБКИХ
Д' И ЖЕСТКИХ КОЛЕС
у;-
На рис. 6.5 изображены варианты конструкции гибкого колеса: исполнение / — с гибким дном и фланцем для присоединения к валу; исполнение II — с зубчатым присоединением к валу (или к корпусу).
Как показали исследования, при жестком (в осевом направлении) соединении цилиндра с валом уровень напряжений в нем значительно
Рис. 6.5
возрастает, увеличиваются также его жесткость и связанная с ней на-грузка на генератор. Зубчатое соединение, обеспечивая осевую податливость, уменьшает напряжения и жесткость цилиндра. Осевую податливость в варианте / обеспечивают диафрагмой (тонким дном) в месте перехода цилиндра к валу. По технологическим соображениям применяют сварные варианты: а — стыковым швом, б — с отбортовкой кромок. Выполняют также сварное соединение дна с валом (по размеру не более dj — вариант в. Свободный поясок bt выполняют в целях Уменьшения концентрации напряжений на торце зубчатого венца. Отверстия d2 увеличивают податливость гибкого дна и обеспечивают Циркуляцию смазки. Толщины /1ь Л3, определяют по условиям проч-
•- ности (см. стр. 180 и пример расчета).
"Обычно
hv ~ (0,005 ~ 0,015) D (уточняется расчетом), (6.37) большие значения для сравнительно высоконагруженных передач (loCMJ >> > 300 кПсм- и i > 150),
Далее:
D=dfF— 2АЬ dl C (0,5 4- 0,6) D, />(0,8 4- V)dF,
b.w (0,15 4- 0,25) b, b2 (0,3 4- 0,5) b, Z?1«(10 4- 20)m, T?2 > (2 4-3)/г3.
(6.38)
Ширину зубчатого венца жесткого колеса выполняют на 2 4- 4 мм больше, чем у гибкого. Это позволяет снизить требования к точности расположения колес в осевом направлении.
Толщину жесткого колеса выбирают так, чтобы максимальная радиальная деформация (перемещение) под нагрузкой от сил в зацеплении не превышала (0,05 4- 0,02) щ->. Несоблюдение этого условия приводит к искажению условий зацепления. При расчете податливости жесткого колеса учитывают влияние других элементов конструкции (например, корпуса, если жесткое колесо посажено в корпус). В некоторых случаях целесообразно изготовлять жесткое колесо как одно целое с корпусом.
Материалы для гибкого и жесткого колес. Для высоконапряженных гибких колес (при малых i или высоких 1осм]) рекомендуют конструкционные стали с повышенной вязкостью, которые менее чувствительны к концентрации напряжений (концентратором является зубчатый венец). Такими свойствами обладают, например, стали с высоким содержанием никеля: 20ХНЗА, 40ХНМА и подобные им.
Средне- и малонапряжеиные гибкие колеса (при i >> 100, при 1осм] < 200) можно изготовлять из более дешевых сталей типа ЗОХМА, ЗОХГСА.
Термообработка — улучшение HRC 28 4- 34. Стали с высокой вязкостью типа Х18Н10Т для повышения усталостной прочности и износостойкости рекомендуют азотировать или нагартовывать.
Примеры характеристик сталей даны в табл. 6.3..
При выборе материала для сварных гибких колес следует учитывать способность к свариванию. При изготовлении небольших передач приборного типа иногда применяют бериллиевую бронзу. В передачах с малым передаточным отношением целесообразно использовать пластмассы на основе полиамидных смол с повышенными механическими характеристиками.
Напряженное состояние жесткого колеса значительно ниже, чем гибкого. Поэтому для жесткого колеса достаточны простые конструкционные стали (45, 40Х, ЗОХГСА и т. п. — см. табл. 6.3) или чугуны (при изготовлении колеса совместно с корпусом). Чугунное жесткое колесо образует со стальным гибким колесом антифрикционную пару.
Расчет гибкого колеса на прочность. Исследования показали, чтб при рекомендуемых способах соединения цилиндра с валом (см. рис. 6.5) основными напряжениями являются: 1) напряжения изгиба Оу в окружном направлении, связанные с деформацией цилиндра по заданной форме; 2) напряжения кручения ткр от крутящего момента М2 на выходном валу.
www.vokb-Ia.spb.ru - Самолёт своими руками?!
Таблица 6.3
Материалы для гибких и жестких колес [15]
w 1 Марка стали о,, <тт НВ HRC Ударная вязкость °н» кг • м/с м2 Свариваемость
кГ •. ;иг
ЗОХГСА 110 96 310 — 4 У довлетворительная
ЗОХМА 97 80 295 — 10,6 Требуется подогрев и последующая тергчюоб-работка
40ХНМА ПО 95 — 32 8 То же
38ХНЗВА но 100 — 32 8 Сваривается трудно с подогревом
20ХНЗА 105 80 — 304-38 9 —
Х18Н10Т 50 20 1404-175 — 114-25 Хорошая
Для рекомендуемых форм деформации:
w() hF.
Yr2
(6.39)
М2
Ткр ~ Ккр 2jxhr2 ’
где Е — модуль упругости; Ки ~ 1,1 4- 1,4 — коэффициент нагрузки, учитывающий повышение напряжений при искажении формы гибкого колеса под нагрузкой (меньшие значения для малонагруженпых передач); /<кр « 0,2 4- 0,3 — коэффициент, учитывающий неравномерность распределения напряжений кручения по окружности гибкого колеса для сечения I — I (для сечений //—II и III—III = 1);
Со — коэффициент, величина которого зависит от формы деформации (см. табл. 6.4); Y — коэффициент, учитывающий влияние зубчатого венца на прочность гибкого колеса:
Y = \-Ks
(6.40)
Таблица 6.4
Значения коэффициентов напряжений Са
Коэффициент Кулачковый генератор при р° Дисковый генератор при у °
25 30 35 20 30 40 50
1,45 1,55 2,0 1,41 1,4 1,51 1,72
Са~ 1,5 при форме ta = U’o cos 2 <р
s
Ks — — — коэффициент ширины зуба у основания; hx — толщина гибкого колеса под впадиной; Zz2 — толщина гибкого колеса с учет; ч доли высоты зуба, участвующей в дефор.мации (до получения бс. е точных данных можно принимать « hx 4- tn).
Запасы выносливости:
0-1 Т-1 «о«-
/?0 - ------ » ‘ Г/””"” 1 О1 , --- г-----
КоОа KxTf!+O,lTrrt -|/п2 +
1,5. (6.41)
Пределы выносливости по таблицам или приближенно:
O-i » (0,4 4- 0,5) сгв, T-i (0,2 4- 0,3) ов.
За опасное сечение принимают сечение 1 — 1 на краю зубчатого венца (см. рис. 6.5), Для сечения / — / приближенно принимают:
h = hx, то = тт = 0,5ткр, оо = с(/,
Ко =1,8 4- 2,0, Кх = (0,7 4-0,8) Ко.
Для сечения 11—11:
оо Оу", та im 0,5 ткр, Y 1, Ко = К% == 1, Ккр — 1.
Для сечения 111 — III:
оо = 0, то = тт ~ 0,5 ткр; Кх ~ 1; Ккр~1.
Толщины hx и Л3 гибкого колеса можно рассчитать по формулам, полученным по условию максимума запаса прочности п:
Zii ~ -I / i [pcmI r г 10 Ku Co Кир E
Лз 1 / 0,125 <pdt [oCM] t \ Ku Co E
(6.42)
По формуле (6.40) величины hx и Y взаимосвязаны. Поэтому расчет hx по формуле (6.42) может быть выполнен только методом последовательных приближений. При вариации hx целесообразно использовать рекомендацию (6.37). Целесообразно также построение графика п == = f (у) (см. рис. 6.17). После выбора hx и h3 определяют фактический запас прочности п.
Величина коэффициента Y оказывает существенное влияние на прочность гибкого колеса. По этому условию выгодна геометрия зубьев по рекомендации (6.25) [напряжения оу уменьшаются примерно в 1,5 раза по сравнению с геометрией зубьев по рекомендации (6.23)]. Значение Y можно повысить также путем уменьшения т при К2 > 1,
Примечание. Выносливость гибкого колеса в значительной степени зависит от формы и чистоты обработки впадины зубьев. Здесь желательны: шероховатость поверхности не ниже v5, зуборезный инструмент, обеспечивающий скругленную впадину. Эффективны наклеп и шлифование впадины.
Особенности конструкции гибкого колеса передачи через гермети-^ированную стенку. Схема передачи изображена на рис. 6.6. Диаметр гибкого колеса dr и параметры зацепления рассчитывают так же, как для простой передачи.
Выполнение гибкого колеса в виде закрытого цилиндра значительно увеличивает его жесткость. При этом возрастает уровень напряжений в цилиндре и нагрузка на генератор. Для уменьшения напряжений и нагрузки на генератор увеличивают длину цилиндра, переход цилиндра к стенке выполняют коническим и заканчивают тонкой диафрагмой.
Рис. 6.6
Рекомендуют: 21 (2,0 4- 2,5) D; Dt 1,7 D\
у « 5°; hlt h2, h3t h4 — из расчета на прочность.
Конструкция жестких колес не отличается от конструкции колес с внутренними зубьями других передач.
. § 3. КОНСТРУКЦИЯ ГЕНЕРАТОРОВ
Кулачковый генератор (рис. 6.7) состоит из кулачка 1 и напрессованного на него гибкого подшипника качения 2 (шарикового однорядного или роликового). Кулачковый генератор лучше других сохраняет форму деформации гибкого колеса под нагрузкой. В целях выравнивания нагрузки по длине зубьев рекомендуют устанавливать генератор не посередине зубчатого венца, а так, как изображено на рис 6.7.
Форму кулачка (рис. 6.8) выполняют эквидистантной к принятой форме деформации гибкого колеса. На рис. 6.8 ц>ок — приращение радиуса-вектора кулачка по большой оси. Рекомендации по расчету ^ок приведены ниже.
Текущее значение радиуса-вектора кулачка
р = 0,5б/п + (6.43)
где da — внутренний диаметр подшипника (см. рис. 6,10); — те-
кущее значение приращения р.
На рис. 6.9 изображена схема, поясняющая расчет wK. Некоторая точка А внутренней поверхности внутреннего кольца гибкого подшипника в результате его деформации переместилась в положение A't
соответствующее искомому значению радиуса-вектора кулачка р, расположенного под углом ср. При этом перемещения ети и следует рассчитывать не по углу ср, а по углу (ср + Лер), где
Дер = 1 I /0.5 du. (6.44)
Величина Дер мала, поэтому значения ык, рассчитанные для <р или (ср -1- Дер), отличаются мало. Их разность измеряется микронами. Однако, как показывает практика, пренебрегать этой разностью нель-
зя. Она соизмерима с натягом посадки подшипника на кулачок, увеличивает этот натяг и может привести к разрыву кольца подшипника или к защемлению шариков.
Точный расчет значений Д <р для ряда промежуточных положений (например, через 5°) можно заменить более простым, приближенным расчетом.
Обозначим
Дет — етк — wVt (6.45)
гдеетк—радиально перемещение при угле (ср + Дер); ет<р — радиальное перемещение при угле ср.
Исследование различных форм дефор-
Рис. 6.7
мации показывает, что иктах имеет место при ср « 45° (см., например, табл. 6.1). При этих же значениях ср будет Дермах и Деттах. Величины Дер и Дет монотонно убывают в обе стороны до нуля в точках ср = 0° и ср = 90°. Приближенно примем, что это убывание линейно, т. е. пропорционально углу ср до ср = 45° и углу (90° — ср) от ср = 45° до ср = 90°. В таком случае расчет сводится к следующему.
По табл. 6.1 при ет'о = еток определяют vK v для ср = 45°. По формуле (6.44) определяют Дер. По формуле (6.8) при ет0 = еток определяют етк = ет для ср — 45° 4- Дер. По табл. 6.1 при ет0 = еток находят &ч> для ср =-45°. По формуле (6.45) определяют Дет1пах=ет45о+д(р—Щ450.
Расчетами установлено, что при (5 = 25 4- 35° Деттах/ет0;; ж —0,02. При этом
А-’шах - - 0,02 шок. (6.46)
Определяют етк для промежуточных углов: для ср от 0 до 45°
^'к “Г Ашгоах Т7о ’
для ср от 45 до 90°
, А 90° — К-'к = ^'ф + —45~
где етф — по табл. 6.1 при ет0 = еток.
182
(6.47)
По формуле (6.43) определяют все интересующие значения р (с точностью до третьего знака после запятой). Допускаемые отклонения на профиль кулачка назначают в соответствии с принятой посадкой подшипника на кулачок. Обычно принимают посадку /7Ц. Кулачки изготовляют координатным способом (на координатных станках) или методом копирования (на копировальных станках).
Расчет величины wOK выполняют с учетом зазоров в размерной цепи кулачок — гибкое колесо:
К’ок = Ц) + 6ЗЯЗ + 6УПР, <6’48)
где w0 — принятая величина деформации гибкого колеса; бзаз — средняя величина зазора в размерной цепи кулачок—гибкое колесо; 6упр — упругое сближение колец подшипника под нагрузкой.
При расчете 6заа учитывают радиальный зазор в подшипнике и зазор посадки подшипника в гибкое колесо (см. пример расчета. Величину 6упр рассчитывают по методике, принятой для обычных подшипников (см., например, [1], т. I):
^упр ~ "Ь
где 6П, 6Е — сближение шарика с наружным и внутренним кольцами в см; определяют по формуле
ч6.49)
где /7ц — коэффициент, определяемый по табл. 6.5 в зависимости от значения
cos т —
4 1 Д_
г ;«
(6.50)
Таблица 6.5
cos т 0,8350 0,8389 0,8428 0,8468 0,8507 0.8545
/7н 1,192 1,190 1,183 1,172 1,170 1,159
cos т 0,8584 0,9030 0,9065 0,9100 0,9134 0,9269
1,155 1,064 1,052 1,045 1,032 0,996
Примечание. Полную таблицу значений см. [1].
(верхние знаки для наружного, нижние для внутреннего колен); е1ш — диаметр шара, см; — радиус дорожки качения, см; гт — радиус желоба, см; Рш — нагрузка наиболее нагруженного шара, кГ, Для гибких подшипников кулачковых генераторов
Рис. 610
(6.51)
где М2 — момент на ведомом колесе; гщ — число шаров подшипника; Dn — наружный диаметр подшипника.
Подшипник генератора (рис. 6.10) специальный. Он отличается сг обычного конструкцией сепаратора меньшей толщиной колец, которые должны быть гибкими.
Рекомендуют применять: наружный диаметр Dn равным внутреннему диаметру гибкого колеса D; толщину колец ах яг а2 яг (0,020 4-4- 0,023) Dn; диаметр шарика с?щ « (0,09 4- 0,10) Dn (округляют до размера стандартных шариков); глубину желоба колец Гх яг Г2 яг (0,05 4- 0,06) с?ш; радиус желоба (развал желоба) наружного кольца « (0,54 4- 0,55) dUI, внутреннего кольца яг (0,515 4- 0,525)б/ш; число шариков гш яг 21 4- 23; ширину подшипника В — (0,15 4-4- 0,17) Dn; радиусы закругления колец, предельные отклонения размеров и шероховатость поверхностей — по нормам для обычных подшипников.
_ Сепаратор корончатой конструкции (см. рис. 6.10, а) выполняют из трубчатого текстолита марки Ш или из фенола П. Рекомендуют: Г dOTB = (l,03-M,05)dm;ccen = (0,055 4-0,06)Dn; Zcen = (1,2-=- 1,3) dm.
При таких соотношениях размеров сепаратор центрируется по ша-рам. Он не соприкасается с кольцами подшипника, что уменьшает по-, тери.
Сепаратор по рис. 6.10, б самозапирающийся от осевых смещений.
При этом в конструкции генератора не требуется устройства (например, -v запорной шайбы), удерживающего сепаратор в подшипнике. Устра-няется также трение сепаратора о запорную шайбу.
В табл. 6.6 приведены основные параметры гибких подшипников из Д проектного ряда ВНИИПП.
Гибкие подшипники Таблица 6.6
к» Dn, мм г?п, мм В, Л’.М б!1ц, мм гш
1 42 30 7 3,969 21
2 52 40 8 3,969 23
3 62 45 9 5,953 21
Ж 4 80 60 13 7,144 23
5 100 75 15 9,128 21
6 120 90 18 11 113 23
7 160 120 24 14,288 23
8 200 150 30 19,050 23
9 240 180 35 22,225 23
10 300 220 45 28,575 23
11 400 300 60 36,513 23
Ж Л2Г_-.. 12 480 360 71 44,450 23
Материал колец тот же, что и у обычных подшипников (например, ШХ15, HRC 56 4- 59 для наружного кольца и HRC 59 ~ 62 для -внутреннего кольца).
Четырех роликовый генератор (рис. 6.11) срав-V’ нительно прост в изготовлении, но оставляет свободные (неподжатыс) участки гибкого колеса, что не позволяет ему строго сохранять задан-*. ную форму деформации под нагрузкой. Поэтому его можно рекомендо-Эу ватьдля сравнительно малонагруженных передач ([осм] 80 кГ'см~).
Подкладное кольцо 2 увеличивает жесткость системы цилиндр — кольцо и тем самым уменьшает искажение формы деформации под на-& грузкой. Кроме того, оно предохраняет цилиндр от раскатывания yL роликами По условиям равнопрочности рекомендуют h ж 1,5
Материал — сталь, например ШХ15 или другая с HRC 50 4- 58. В ка-i. честве ролика используют подшипники. На подшипник напрессовывают (или закрепляют с помощью пружинных колец) кольцо 1 с буртиками, Lf предназначающееся для удержания подкладного кольца от осевых пе-ремещений. Толщина кольца 1 равна примерно/?, материал тот же, что и для подкладного кольца.
Угол f>p « 30°, что соответствует углу давления на цилиндр р 35°. Дальнейшее увеличение угла приводит к неустойчивой форме деформации гибкого цилиндра.
Диаметр центров роликов
du = с/ + 2 ш - Dp + 6,
(6.52)
где с — по табл. 6.1 при ср = р ж 35°; d — внутренний диаметр подкладного кольца; Ор sC 0,33 d — выбирают максимальным по условиям размещения; 6 = 6заз -f- 6упр — см. выше.
При разработке конструкции генератора следует заботиться о его максимальной жесткости в радиальном направлении. Иначе будет искажаться форма деформации под нагрузкой.
Рис. 6.11
По этим же соображениям необходима высокая точность радиальных размеров по роликам. Допуск на du не ниже Л.
Дисковый генератор: схема-конструкция — рис, 6.12, а, б. Радиус дисков R принимают больше радиуса кривизны гибкого колеса, растянутого двумя силами. При этом гибкое колесо располагается по окружности ролика на некоторой дуге 2у. Радиусы дисков и расстояние между их центрами 2 е подбирают такими, чтобы угол у достигал 204-4-40°. Гибкое колесо получает опору по всей зоне зацепления, что способствует сохранению формы деформации под нагрузкой. В этом преимущество перед четырехроликовым генератором. Отсутствие специальных подшипников и кулачка специального профиля упрощает конструкцию по сравнению с кулачковым генератором, что имеет значение главным образом для индивидуального и мелкосерийного производств. Для массового производства кулачковый генератор проще и дешевле. Кроме того, форма деформации по дуге окружности менее благоприятна по сравнению с формой по закону четырех сил (см. рис 6.2). Момент инерции и окружные скорости подшипников у дискового генератора значительно меньше, чем у кулачкового. Это может оказаться решающим при выборе типа генератора для передач, к которым предъявляют требования малой инерционности. Смещенное положение дисков 186
по оси вала образует неоднозначные условия деформации гибкого колеса в двух зонах и неуравновешенную нагрузку генератора. Для уменьшения этого эффекта уменьшают толщину дисков. Обычно b ж ж 0,1 Ra. В целях предохранения гибкого колеса от раскатывания дисками устанавливают подкладное кольцо 2 (так же, как при четырехроликовом генераторе). Закрепление подкладного кольца при дисковом генераторе затруднено, что является одним из его недостатков. В конструкции на рис. 6.12 кольцо удерживается буртиком, входящим в паз гибкого колеса. Допускаемая высота буртика определяется величиной допускаемой деформации (напряжения) растяжения гибкого колеса при установке (защелкивании) кольца. Поэтому условию высота буртика обычно не превышает десятых и даже сотых долей миллиметра. Такая высота не гарантирует надежности запирания кольца. Кроме того, паз ослабляет прочность гибкого колеса.
Рис. 6.12
Толщина подкладного кольца /гк » 1,5 hv. Материал—сталь, например ШХ15 или другая с IIRC 504-58. Материал дисков — конструкционная сталь (45, 40Х) с закалкой рабочей поверхности (ТВЧ) до HRC4S 4- 50.
Диски 1 располагают на эксцентричных шейках вала — эксцентриситет е. Эксцентричные шейки 3 и 4 обрабатывают непосредственно на валу или насаживают на вал в виде втулок (рис. 6.12, б). Эксцентрики 3 и 4 рекомендуют обрабатывать как одну деталь с общим эксцентриситетом и общим шпоночным пазом, а затем разрезать и разворачивать на 180°. При этом точность взаимного расположения эксцентриков определяется только точностью расположения шпоночных пазов на валу.
Целесообразно зубчатое (шлицевое) соединение с четным числом зубьев.
Точность изготовления дисков, а также их взаимного расположения на валу оказывает существенное влияние на качество передачи.
Форма деформации при дисковом генераторе описывается уравнениями:
на участке О < <р =С у:
W= ——(ДсОБф— Бх),
(6.53)
V—
на участке
К>0
Л1-Б1
А — Бг
sin2 у) cos ф
cos ср — 2 sin у
4-(2 sin у + 5г)ф — 2 (cos у 4- у sin у ,
(6.54)
0= . -"!'п „ ; [2 cosф + (2 sin у-Ь^i) Ф—2 (cos у + у sin у)), r(Al~bl)
где
At = — —sin у cos у — у,
Бх = —(cos у 4-у sin у) — 2 sin у. л
Зависимость у от конструктивных параметров генератора выражается формулой
-----— — J_______L (6 55)
где R = 4- -у- 4-hK или R — r + wQ~e\ (6.56)
— радиус диска; /г1 — толщина гибкого цилиндра; /гк — толщина подкладного кольца; е — эксцентриситет (расчетное значение е увеличивают на величину радиального зазора в подшипниках — см. выше).
В формулу (6.55) входят четыре параметра: у, ьу0, R и г. При проектировании генератора и»0 и г обычно известны. Одним из двух неизвестных у или R приходится задаваться. Обычно задаются у по соображениям зацепления и прочности гибкого колеса. При R = const напряжения в гибком колесе возрастают с увеличением у или е. Напряжения имеют минимум при у ~ 20 4- 30э (см. т.тбл. G.4). Учитывая такжэ 183
условия зацепления, рекомендуют
у « 20 Ч- 40е, ш0 « (1,0 4- 1,2) т К» ' (6.57) большие значения для больших I.
Формулы (6.53) и (6.54) позволяют исследовать зацепление с помощью графика на рис. 6.3, так же как и в случае кулачкового генератора.
Расчет прочности производят по формулам (6.39), (6.40), (6.41).
Способы закрепления генераторов на валу представлены на рис. 6.13, а, б, в. Применяют глухое или подвижное (самоустачавливающееся) закрепление генератора на валу. Подвижное (например, упругое) закрепление компенсирует несоосность генератора, гибкого колеса и жесткого колеса, связанную с ошибками изготовления. Глухое закрепление не обладает такой способностью. Требования к точности повышаются. Несоосность звеньев передачи приводит к неравномерности распределения нагрузки по зонам зацепления, нарушению силового равновесия.
Конструкция глухого закрепления не нуждается в объяснениях. Его выполняют обычным способом посадки кулачка генератора на вал со шпоночным, зубчатым или прессовым соединением.
Подвижное закрепление выполняют с помощью упругих элементов (варианты а, 6) или зубчатых шарниров (вариант в). Резиновые упругие элементы 3 соединяют непосредственно с кулачком 1 и валом 5 методом вулканизации или, как показано на рисунке б, через промежуточные втулки 2 и 4 (целесообразно по технологическим условиям). В конструкции по варианту е зубчатый шарнир подобен зубчатой муфте: кулачок и вал имеют венцы 1 и 3 с наружными зубьями, которые соединяются втулкой 2 с внутренними зубьями.
Для подвижного соединения наиболее удобен кулачковый генератор. При дисковом генераторе подвижное соединение генератора с валом затруднено. В таких конструкциях самоустаповку звеньев приходится выполнять за счет подвижного соединения жесткого колеса с корпусом или валом. Так как жесткое колесо имеет сравнительно большие габариты и воспринимает большие нагрузки, констру кипя соединения получается сложнее и дороже.
§ 4, ПРИМЕРЫ КОНСТРУКЦИИ ВОЛНОВЫХ РЕДУКТОРОВ
На рис. 6.14 изображен волновой редуктор*, предназначенный для установки на испытательном стенде: Л1.2 — 80 кГ-м; lltF = 100; т — 0,8 ли/; zF — 200; Zc — 202; xF = 3,35; Хс — 3,45; daF = = 166,4 мм; dt-F = 163,2 мм; dac = 165,6 мм; d,c ~ 168,634 мм; долбяк г0 = 80; степень точности 8Х; wjm = 1,1; форма кулачка по рис. 6.2 при р = 25° и wmhn = 1,15, гибкий подшипник Dn — — 160 мм; dn = 120 мм, В = 24 мм, dm ~ 14,282 мм, гш = 23; координаты профиля кулачка:
<г 0 10 20 30 40
р-0,007 60,920 60,869 60,721 60,477 60,161
50 60 70 80 90
р±0,007 59,826 59,516 59,267 59,107 59,054
Характерным для конструкции является: зубчатое соединение гибкого колеса с выходным валом, кулачковый генератор, подвижное закрепление генератора на валу с помощью резинового упругого элемента.
С назначением редуктора связаны некоторые особенности его конструкции:
1) подшипники валов расположены в выступающих бобышках;
2) на этих бобышках проточены шейки для размещения внешних подшипников, которые позволяют устанавливать редуктор на стенде по схеме балансирной подвески и замерять момент на выходном валу;
3) система закрепления генератора, гибкого и жесткого колес позволяет изменять размеры этих деталей в целях исследования различных типоразмеров передачи и параметров зацепления.
Жесткое колесо соединено с корпусом радиально расположенными штифтами (сечение В — В). Гибкое колесо удерживается от осевых перемещений разрезной шайбой на торце зубчатого соединения. Диск зубчатого соединения гибкого колеса крепится к валу винтами и штифтами.
На рис. 6.15 изображен волновой мотор-редуктор** (см. пример расчета).
Характерным для конструкции является: подвижное соединение кулачкового генератора с валом с помощью зубчатой муфты; зубчатое соединение гибкого колеса с валом.
На рис. 6.16 изображен волновой редуктор, предназначенный для передачи движения через герметичную стенку***: Л12= 5 кГ • м; i-нс = 101; tn — 0,3 мм; zF — 200; zc — 202; xF = 4,0; Хс —
* Конструкция МВТУ им. Баумана.
** Конструкция МВТУ им. Баумана и ВНПИрсдуктор.
*** Конструкция МЗТУ им. Баумана.
руками?!
Ли fl A
Рис. 6.14
191
Рис. 6.16
- 3,844; — 0,9; dcj: — 62,71 л/л/; djC ~ 62,36 л/л/; djp --
~ 61,65 л/л/; djc = 63,41 .///; степень точности 7С.
Характерным для конструкции является: дисковый генератор, самоустановка генератора с помощью закрепления входного вала только на одном шариковом подшипнике, установка подшипников комплекта жесткое колесо— выходной вал в жестком стакане, закрепленном в герметичной стенке.
Пример расчета. Рассчитать основные параметры волнового мотор-редук-тора (см. рис. 6.15).
Дано: icrip — 100, пп — 1400 об!мин, М, = 1000 кГ • см, срок службы нс ограничен.
Решение. 1, Принимаем двухволновую схему с Kz = 1. По формуле (6.2) находим г/7 = 200, по формуле (6.3), = 202. По формуле (6.4), прини-
мая [оСм1 = 150 кГ/см2 и — 0,15,
10 • 1000
150 • 0,15
= 7,65 см --76,5 мм.
По табл. 6.6 принимаем гибкий подшипник с Dn — 80 мм. При этом внутренниi диаметр гибкого колеса (см. рис. 6.5) D — Dn = 80 мм. Учитывая, что dp близко к D, по формуле (6.5), •
/л — 80 : 200 = 0,4 мм — согласуется с табл. 6.2,
2. Выбираем основные параметры геометрии зацепления: по рекомендации на стр. 167 принимаем [3 = 25°; по формуле (6.11) или по рекомендации (6.22)
—— = 1,05 и гц0 = 1,05 - 0,4 = 0,42 мм; предварительно принимаем вариант ItiKz
геометрии по рекомендации (6.23) xF = 3,5; hp— 2 т — 0,8 льи и по рекомендации (6.37)
0,01 D = 0,01 • 80 = 0,8 Л1.к, или hjr 0,02.
При этом djp — D + 2/г, = 80 + 2 • 0,8 = 81,6 мм.
3. Уточняем значения принятых параметров. Пз формулы (6.26)
Г dfF 1
V = °>5 [—7Г - zf + 2 + C*)J
Г 81,6 I
= 0,5 —200 + 2(1 + 0,35) =3,Зо— в рекомендуемых пределах.
Определяем толщину зуба у основания, приближенно принимая в формуле (6.16) dy = djF. Далее, mzpcosa 0,4-200cos 20е cos а» —--------------------=------------------0,92127, пли
d ,р - 81,6
<л.у — 22’а4'. По таблице, inv сс„ = 0,02277; inv а — 0,014904;
-S - F — 81 ,6 1 V 2 200 2 • 3,35 0,36-10 „ \ + +0,014904 — 0,02277 Л ’. .ч.и. 200 J
По формуле (6.40) при 8 j р 1 л/п -л. 0,4 ~ °-8*’
www.vokb-Ia.spb.ru - Самолёт своими руками?!
.'ь — 0,8 -j- 0,4 = 1,2 /л.и находим
Г 0,8 \3 1
1 | = 0.437.
По формуле (6.39), принимая = 1,1, С,. = 1.45 (см. табт. 6.:
о и ^1,1
0,42-0 8-2,1 Н?
1 ,45
0,437-40,4-
при ЛкР = 0,2, /1кр = ht 4- 0,5 т = 1 мм
I04 4 П „
ткп =---------------— —4,9 к! /мм-
hp 0,2 • 2л • 40,42
По ремомендации (см. табл. 6.3) назначаем сталь ЗОХГСА, HB300—320, ов = 110 кГ/мм1. Далее, o_t zz 0,5 ов = 55 кГ/ммг, т_] « 0,25 оп = 27,5 кГ/мм". По формулам (6.41) при /<п = 2, Кх= 1,5, оа ~ иу ~ ^,8 к-Пмм1, ха = тт— = 0,5 ткр = 2,45 находим
55 __________27,5________ _
П°~ 2-15,8“1’74’ ”т— 1,5-2,45-1-0,1 2,45 “
1,74-7
П —
1^1,742-Ь72
= 1.7>(л| = 1,5
Для определения значения йь при котором запас прочности будет максимальным, /?
строим график п = /—. При этом задаемся еще несколькими значениями г
hjr и повторяем расчет п. Так как 3^. мало изменяется при изменении Ль то значения S'F и Ks при повторных расчетах можно сохранять. График изображен на рис. 6.17. По графику nmax ~ 2,15 при ht/r ~ 0,008 или 1ц 0,32. мм. По формуле (6.42) определяем толщину цилиндра в сечении II — // (см. рис. 6.5), соответствующую максимальному запасу прочности:
/0,125 - 0,15 100 - 150
1,1 - 1,45 - 2,1 - 10"
или Л3^ 0,00915-40 = 0.31 мм.
— 0,00915
Отмечаем (см. рис. 6.5), что при 1ц < /г3 не будет обеспечен свободный выход инструмента при нарезании зубьев и нельзя образовать галтельный переход ftj. Кроме того, изготовление гибкого колеса с такими тонкими стенками затруднено. По этим соображениям оставляем /ц — 0,8 мм и назначаем й;; 0,5 мм.
Принятое значение /ь, проверяем по запасу прочности.
По формулам (6.39) при Y — 1, /<кр = 1, г — 40,25 .«.и находим;
0,42-0,5-2,1-104
40,25-
= 4,35 кГ/.н.н’;
_____________10*
Тнр“ 2 - л - 0,5 • 40,252
2 к Г ;мм '~.
оу — 1,1 - 1,45
По формулам (6.41) при о0 ~ о;/, /<„ -= 1, т£( — т„( = 0,5 ткр = 1 кГ,м: -, = 1 находим:
27,5
1 +0,1
= 25;
12,7-25
П /12,72 + 25а
« 11,5> (п] = 1,5-
Прочность обеспечена.
Примечание. Если выполнить геометрию зацепления по рекомендации (6.25), то при том же значении Л2 запас прочности зубчатого венца увеличится с 1,7 до 2,2.
4. Определяем параметры зубчатого венца жесткого колеса.
Принимаем, что гибкое колесо нарезается червячной фрезой, жесткое — долбя ком (размеры зубчатого венца гибкого колеса определены ранее: d^p •=> = 81,6 мм, dap — 83,2 мм, b = «= dp 80,4 0,15 ~ 12 мм). По формуле (6.15),
Рис. 6.17
Рис. 6 18
хс = 3,35—
0,4-0,42 0,4
= 3,4.
По табл. 6.2. принимаем долбяк т = 0,4 лл, г0 — 100, da() — 41,33 мм,
Л*о = 1’35- По формуле (6.33),
41,33
“ 2-0,4
100 + 2-1,35
= 0,3125.
2
По формуле (6.32),
3,4 — 0,3125
inv aliaj = 2 - —----“ tg 20 + inv 20 = 0,03694.
Ub 202—100
По таблице (9.16J, auM)
196
26с42'5“.
0,4 (202—100) cos 20°
--------- ntr.-----= 21,45 мм.
2cos26°42'5’
2(21,45 4- 0,5-41,33) = 84,23 мм.
По формуле (6.31), °«?0 ~
По формуле (6.28), dfC
По рекомендации (6.24) принимаем й^ « 1,6 т = 0,64 мм. По формуле (6.30),
daC в 83’2 + 2-0,42 — 2 0,64 = 82,76 мм.
5. Проверяем отсутствие интерференции на переходных кривых. Для этого определяем диаметры окружностей граничных точек. Для гибкого колеса, по формуле (6.35),
4 (1 4-0,35—0,2—3,55) ,<>пс
tg а — tg 20—------------------------------ 0,4325
Б 200.sin40°
или ai = 23°20'6’. По формуле (6.34),
Для жесткого колеса, по формуле (6.36),
cosaa0 =
0 4-100-cos 20°
—---—--------
41,33
0,90945
или
аа0 = 24°34'12’;
tga, = tg26°42'5" 4~ — (tg 24°34'12’—tg 26Э42'5*) =0,471 или
а, = 25°10'52’.
По формуле (6.34),
, 0,4-202-cos 20’
dir* ~~ 84,14 мм.
1С cos 25*10'52*
По неравенству (6.29),
83,2 < 84,14 — 2-0,42 = 83,3 — интерференции нет.
По неравенству (6.30),
82,76 > 81,7 4* 2-0,42 = 82,54 — интерференции нет.
6. Для проверки выбранных параметров зацепления строим график по методике рис. 6.3. Для нашего примера график изображен в упрощенном виде на
рис. 6.1b. Заход зубьев в зацепление начинается при (р ~ 60"; боковои зазор на входе в зацепление ja= 0,075 tn, боковой зазор при ср = 0°, /0 — 0, при <р — 20 , /,3 -zz 0,056 т, при ср — 30°, /3.j =0,1 т и т. д.
Сравнивая с рекомендацией (6.10), отмечаем, что интерференции вершин 1 ,-гт, под нагрузкой можно ожидать начала зацепления при ср ~ 20" — соответствует рекомендации на стр. 173.
Примечай и с. Если параметры зацепления выбраны по рекомендациям (6.23), (6.24) или (6.25), как в нашем примере, то построение графика не обязательно.
7. По рекомендациям (6.38) назначаем все остальные размеры гибкого колеса (см. рабочие чертежи гибкого и жесткого колес на рис. 13.25 и 13.2о). Контрольный комплекс точности зубопарезания рассчитан по обычным нормам.
8. Рассчитываем профиль кулачка генератора. Параметры гибкого подшипника (табл. 6.6): Пн=80_о>О1з льн; dn =60_0>fJ13 лмг, В — 13лыыс1ш — 7,541 лиг: гш — 23 мм; внутреннее кольцо гт — 3,9 мм; /?к ~ 31,23 лья; наружное кольцо г;к—4,1 мм; = 38,77 мм; (если /?к и ~!К не даны, их можно рассчитывать, приближенно по рекомендациям на стр. 184). Радиальный зазор подшипника в пределах 0,013 4- 0,033 мм (по нормам для обычных подшипников класса точности 0 (10,56]).
Назначаем посадку подшипника в гибкое колесо 080 Сп; предельные отклонения отверстия гибкого колеса от 0 до +0,030 мм.
Вычисляем радиальный зазор в размерной цепи кулачок — гибкое колесо: максимальный
0,013 + 0,030 + 0,033 = 0>0395 щ1> 2
минимальный .0 + 0 + 0.013 ^0>0Q65 MM, 2
средний с 0,0395 + 0,0065 бзаз — 2 — 0,023 мм.
По формуле нагрузкой:
По формуле
(6.49) определяем упругое сближение колец подшипника
под
(6.51)
По формуле (6.50), для
3-1000 23-8
16 кГ.
внутреннего кольца
1 , 1
3.123 ' <;.3..‘
со.- т =----------------------------------= 0,913
1____________
0,7541 ’ 3,123 — 0,3)
по табл. 6.5 /.и 0,99;
198
для наружного колы,л
3.877 0,41 , ; , , _
cos т - —---------------------— 0,?:. —= 1,1 Во.
.411 ,и
0,7511 ~~ 3.877 ~ 0,41
По формуле (6.49), для внутреннего кольца
3 л 4 ; " “г-
6В = 3,72-10-5-0,991/ 162--------Г-—------------I ~
° ’ |/ <0,7541 3,123 0,39 )
= 33,2-10~5 см ~ 0,003ь льч.
для наружного кольца
3 Г /4 1 1 \
8,^3.72.10-М,185|/ 16.(—~
ш 38-10~5 см = 0,0038 мм.
Упругое сближение колец
6упр бп + 6В 0,007 мм.
По формуле (6,48), вуок = 0,42 + 0,023+ 0,007 = 0,4437 мм. Принимаем ку0К^ -=0,44; шок/т = 0,44/0,4 = 1,1. По формуле (6.44) рассчитываем профиль кулачка генератора. По формуле (6.46), Лы.'тах = —0,02-0,44 = —0,0088мм. По формуле (6.47) с использованием табл. 6.1 определяем в пределах от 0 до 90° через 5°. Например, при (р = 30° для Р = 25° находим значение w/w0 = 0,52970. Для нашего случая w0 — и’ок — 0,44 мм.
При этом гс'ф—зоо — 0,52970-0,44 = 0,233068 мм,
(шк)(р = 30о = 0,233068 — 0,0088-^- ~ 0,228 льм.
По формуле (6.44), Рф—зцо = 0,5-60 + 0,228 = 30,228 лмк
Полная таблица значений р приведена на рабочем чертеже кулачка (рис. 13.27). Допускаемые предельные отклонения р принимаем по П.
ГЛАВА VII
ПРОЕКТИРОВАНИЕ ПЕРЕДАЧ ГИБКОЙ СВЯЗЬЮ
§ 1. ЭЛЕМЕНТЫ КОНСТРУКЦИИ РЕМЕННЫХ ПЕРЕДАЧ
Конструкция и расчет ременных передач изложены в учебнике го курсу «Детали машин». Ниже приведены дополнительные сведения з основном справочного характера.
Плоскоременные передачи. Параметры наиболее распространенны?: тканевых прорезиненных ремней приведены в табл. 7.1. Их изготовляя ?
!•/?
из нескольких слоев (прокладок) специальной прорезиненной хлопчатобумажной ткани (бельтинга), связанных вулканизированной резиной.
В зависимости от укладки ткани различают три типа ремней: тип
А — нарезные, у которых кромки ткани располагаются по кромкам
ремня (рис. 7.1, о); тип Б — послойно-завернутые, у которых кромки ткани стыкуются внутри ремня (рис. 7.1, б); тип В — спирально-за-
вернутые, у которых одна широкая ткань уложена спиралью (рис. 7.1, в).
Шкивы изготовляют:
Ремни типа А и часть ремней типа Б изготовляют с резиновыми прослойками между прокладками. Толщина одной прокладки с резиновой прослойкой равна 1,5 мм, без прослойки — 1,25 мм. Ремни типа А обладают повышенной гибкостью и рекомендуются для относительно малых диаметров шкивов (Dr/d около 25 — 40) и высоких скоростей (до 30 м/сек). Ремни типа Б — для тяжелых условий работы с прерывистой нагрузкой при средних скоростях (до 20 м/сек). Ремни типа В — для относительно небольшой, спокойной! нагрузки при малых скоростях (до
15 м/сек).
а) чугунными литыми (например, чугун СЧ15—32) при скоростях v до 30 м/сек;
б) стальными литыми (например, сталь 25Л) или сварными при скоростях v до 60 м/сек;
в) из легких сплавов (например, AJI3, MJ15) для снижения веса и инерционных нагрузок, особенно при больших скоростях;
г) из пластмасс для снижения веса и инерционных нагрузок, повышения технологичности и пр. Отрицательное свойство пластмассовых
шкивов — низкая теплопроводность, что повышает температуру ремня и снижает его долговечность при прочих равных условиях.
Конструкция шкивов проста и не нуждается в подробных пояснениях. Несколько примеров конструкции шкивов показана на рис. 7.2 а — г. Шкивы со спицами целесообразны при длине спиц не менее 100 мм. Стандартом (табл. 7.2) регламентируются только диаметры и размеры обода шкива. В остальном конструкция может быть весьма разнообразной.
Для высоких скоростей шкивы балансируют. С этой целью часто обтачивают все поверхности шкива (в том числе и нерабочие).
Стрелу выпуклости у выполняют на одном из шкивов пары (лучше на большом) для устойчивости положения ремня на шкиве. Это особенно важно при значительной непараллельности осей. Вместо выпуклого шкива иногда изготовляют шкивы с двумя конусами (рис. 7.3). Это проще и предпочтительно для широких шкивов. Кольцевое ребро е
www.vokb-la.spb.ni Самолёт своими руками?!
Табл it ц а 7.1
Ремни TLui.eEWC прорезиненные из белы нага Б820 (Из ГОСТ 101 — 34) Ширина ремней i, л:.ч
Тип ре?.:ня Тип ремня Тип ремня
Ь - А Б 13
20 20 20 75 75 225 .— —
25 25 25 80 — 80 250 250 255
30 30 30 85 -— 85 300 300 300
40 40 40 90 — 90 375 375
45 45 — 100 — 100 400 400 400
50 — 50 125 — 125 — 425 425
60 — СО 250 150 150 450 450 430
70 — 70 200 200 200 500 500 500
Толщина ремней Л, Толщи на типов А и Б с прослойками Толщина типов Ь и В без прослоек
Число прокладок 2 Ширина ре.мнен, ,м.и
Гии ремня
А ь В
2 20— 45 3 2.5
3 20—100 — 20—100 4,5 3,75
4 20—300 150—300 50—300 6 5
5 20—500 150—500 50—500 7,5 6.25
6 80—500 150—500 80—500 9 7,5
7 250—500 250—500 250—500 10,5 8,75
8 250—500 250—500 250-500 12 10
9 500 500 500 13,5 11,25
Т а б л и ц а 7.2
Основные размеры шкивов в мм (Из ГОСТ 17383—72/
Наружный диаметр D Отклонение Наружный диаметр D 50 160 63 4 1 180 80 200 90 224 | 100 -1,2 [ 230 112 280 125 315 1 140 £1,6 | 355
Отклонение ±2 -2,5 ±3
Наружный диаметр D Отклонение 400 450 ± 1 500 560 | 630 - 5 710 800 | 900 -6,3
Ширина В Отклонение Стрела выпуклости обода у Применять при ширине ремня
40 50 (53 71 80 100 125 140 160 200 224 250 315 355 ±1 = 1,5 1 32 40 50 63 71 90 112 125 140 180 200 224 280 300
1,5
2
±2 2,5
±3 3
П р и меча п и я.
1. ГОСТ 17383—72 пред усматривает D до 1000 мм и соответственно В и у.
2. S, е и уклон ОСТ не регламентирует. Здесь указаны рекомендации для литых cjwsjb.
(см. табл. 7.2) выполняют у шкивов со спицами. Оно увеличивает жесткость обода и уменьшает литейные.напряжения в местах стыка спиц и обода. Наружную поверхность обода обрабатывают не ниже V6 в целях уменьшения износа ремня.
Клиноременные передачи. Параметры клиновых ремней приведены в табл. 7.3 и 7.4. В табл. 7.3 даны параметры корд-
Та блица 7.3
Сечения клиновых ремней
Стандартные длины клиновых ремней (По ГОСТ 1284—68)
Размеры, мм
Внутренняя длина Сечение (тип) ремня Допускаемое отклонение Максимальная дД , Расчетная длина Сеченне (тип) ремня Допускаемое отклонение Максимальная дс
500 О, А 1700 0, А, Б +25
530 560 600 1800 1900 2000 —15 5
630 670 710 750 + 14 — 8 2 2120 2240 2360 2500 О, А, Б,В -1-30 — 15 7.5
800 850 900 950 2650 2800 3000 3150 А, Б, В -|-40 -20
1000 1060 1120 1180 0, А, Б 3350 3550 3750 4000 А, Б, В, Г 10
1250 -1-18 — 12 3 4250 Б, В, Г
1320 1400 1500 1600 4500 4750 5000 5300 5600 6000 6300 Б,В, Г, Л +50 -25 12,5
6700 7100
ч 7500 8000 8500 9000 В,Г, Д, Е 4-60 —30 15
9500
П р и м е ч 1. Расчетн центр тяжес 2. При дл длина равна 25 мм для с ния А; 40 м а н и я. 10000 10600 11200 Г, Д, Е +87,5 —52,5
ая длина проходит через ти. инах до 1700 мм расчетная внутренней длине плюс ечения 0; 33 мм для сече-м для сечения Б. 11800 12500 13200 14000 Д, Е 17,5
3. ДЕ— разница между длинами ремней одного комплекта.
Таблица 7.5
Шкивы для клиновых ремней (Из ГОСТ 1284 — 68)
Размеры, мм
Размеры канаг-ок
Сечение ремня С е 1 5 ^min
О 2.5 10 12 8 6
А 3,5 12,5 16 10 6
Б 5 16 20 12,5 8
В 6 21 26 17 10
Г 8,5 28,5 37,5 24 12
Д 10 34 44,5 29 15
Е 12,5 43 58 38 —
Угол канавок ц> при расчетных диаметрах шкивов
34° 36° 38° 4СС
не менее
634-70 804-100 1124-160 160
904-112 1254-160 1804-400 450
1254-160 1804-224 2504-500 560
200 2244-315 3554-630 710
—. 3154-450 5004-900 1000
<560 6304-1120 1250
— . — 8004-1400 1600
Примечания.
I. вр—по табл. 7.3.
2. Для передач с вертикальными валами и полуперекрестиых ГОСТ 1284—68 предусматривает более глубокие канавки.
, 3. Kmtn не стаидатизирован — указаны рекомендуемые значения.
тканевых ремней нормального сечения (ap/fi = 1,4), стандартизованных для общего машиностроения. Для двигателей автомобилей и тракторов ГОСТ 5813—64 предусмотрено применение ( в качестве вентиляторных) узких ремней (ap/h = 1). Последние имеют шнуровой корд повышенной прочности и обладают большей тяговой способностью и долговечностью. В целях снижения габаритов и массы узкие ремни целесообразно применять и в конструкциях общего машиностроения.
Шкивы для клиновых ремней стандартизованы; расчетные диаметры шкивов D приведены в табл. 7.6, размеры канавок — в табл. 7.5. Форму и размеры других элементов шкивов выбирают по конструктивным и технологическим соображениям. При этом можно руководствоваться примерами конструкций шкивов для плоских ремней (см. рис. 7.2).
Натяжные устройства. Натяжное устройство оказывает существенное влияние на нагрузочную способность и долговечность ремен-
Расчетные диаметры D шкивов клиновых ремней и допускаемые отклонения ДО, л.’лг .•1л ГОСТ 1281 — б?;
D ь D
63 71 го 90 100 142 125 1 10 160 180 200 224 250 4-0.8 28.0 315 355 400 450 500 560 630 710 800 900 1000 4 з 1120 1250 1100 1600 1800 2000 2210 2500 2800 3150 3550 4000 4*.
4-1 4-4
-;-8
4-1,5 4-5
4 9
4-6
4-2 4-10
ной передачи. При проектировании ему следует уделять серьезное внимание. ПО ГОСТ 1284—68, для клпноременных передач натяжное устройство должно позволять регулировку межосевого расстояния а в сторону уменьшения на 1,5% от L и в сторону увеличения на 3% от L, где L — расчетная длина ремня. Уменьшение а необходимо для надевания ремня, увеличение — для компенсации вытяжки ремня. Эти рекомендации приближенно можно использовать и для плоских ремней (здесь уменьшение достаточно на 0,3 4- 0,5% от L для компенсации неточности сшивки). Основные способы натяжения ремня и их оценка изложены в курсе «Детали машин». Там же рассмотрены принципиальные схемы натяжных устройств. На рис. 7.4 с- 7.7 изображены примеры конструкции натяжных устройств. Другие примеры можно найти в атласе [511. Устройство с периодическим подтягиванием ремня, изображенное на рис. 7.4, стандартизовано и поставляется по заказу вместе с электродвигателем. Для натяжения ремня ослабляют затяжку болтов крепления электродвигателя и передвигают его по двум салазкам 1 установочными винтами 2. Если длина винтов недостаточна, переставляют захватные скобы 3.
Устройство с периодическим подтягиванием ремня с помощью качающейся плиты (рис. 7.5) можно устанавливать не только на вертикальной, но и на горизонтальной и наклонной опорах. Оно может быть использовано также для установки электродвигателя непосредственно на редукторе по схеме приводной станции, изображенной на рис, 1.10* 206
Рис. 7.7
В последнем случае на крышке редуктора образуют платики для кре-пления кронштейнов ( два платика сверху и один сбоку). При выборе положения оси качания желательно обеспечить угол ]> близким к 90°. При этом малый поворот плиты дает большое изменение межосевого расстояния.
На рис. 7.6 изображены схемы натяжных устройств, автоматически обеспечивающих постоянное натяжение ремня: а) собственной массой двигателя и плиты; б) пружиной.
Натяжное устройство, изображенное на рис. 7.7, автоматически обеспечивает натяжение ремня, пропорциональное нагрузке передачи. Здесь ременная передача сочетается с зубчатой. Шкив / установлен на качающемя рычаге 2, который одновременно служит осью ведомого колеса 3 зубчатой передачи. Натяжение ремня 2S0 примерно равно окружной силе Р в зацеплении зубчатой передачи*, т. е. пропорционально моменту нагрузки. Это обеспечивает повышение долговечности ремня и к. п. д. передачи. Устройство является сравнительно новым и перспективным, оно еще не получило широкого распространения. Дополнительные сведения см. в [30].
§ 2. ЭЛЕМЕНТЫ КОНСТРУКЦИИ ЦЕПНЫХ ПЕРЕДАЧ
Ниже приведены справочные данные, необходимые для проектирования цепных передач. Рассматриваются только наиболее распространенные типы стандартных цепей и звездочек (приводных и тяговых) общего назначения.
Рис. 7.6
Сведения о других типах цепей и звездочек, в том числе специальных, см. в справочниках [51,6] и специальной литературе [14].
Расчет и рекомендации по выбору параметров передачи см. в учебнике [30].
Приводные цепи и звездочки. Типы, основные параметры и размеры Цепей приведены в табл. 7.7. и 7.8, звездочек — в табл. 7.9 и 7.10. Цепи относятся к покупным изделиям, поэтому никаких дополнительных сведений о них здесь не приводится.
* На рис. 7.7 сила Р в зацеплении условно перенесена на ось шкива 1 с добавлением момента Д12.
Т а б л и ц а
/—звено соединительное; 2 — звено переходное Размеры, мм
Обозначение цепей Ссli‘-lii 1 i ь: е размеры 1 абзрг.тные размеры, !к более Масса 1 ftO8% м, кг
; Jum ' расстояние между 1 внутренними пласти-| нами нс мопсе диаметр ролика диаметр валика d разрушающая ни- | грузка Q, аГ, не мги ее ширина внутренней пластины b |’|ирнна внутренней звена И длина валика /
ПР-8—460 8 3.00 5,00 2,31 460 7,11 4,77 11,7 0.18
ПР-9,525—900 9,525 5,72 6,35 3,28 900 8,26 8,53 16,8 0,41
ПР-12,7—900 12,7 3,80 7,75 3,66 900 9,91 5,80 И .7 0,31
IIP-12,7—1800— 1 12,7 5,40 8,51 4,45 1800 11,81 8.90 18,2 0.62
11Р-12.7—1800—2 12,7 7,75 8,51 4,45 1800 11,81 1! . 30 20,9 0.71
ПР-15,875—2300—1 15,875 6,48 10,16 5,08 2300 14,73 10,11 20,1 0,80
ПР-15.875—2300—2 15,875 9,65 10,16 5,08 2300 14,73 13,28 23,7 0.96
ПР-19,05—2500 19,05 12,70 11,91 5,96 2500 18,08 17,75 30,6 1 .52
ПР-25,4—5000 25,4 15,88 15,88 7,95 5000 24,13 22,61 38.5 2,57
ПР-31.75—7000 31,75 19,05 19,05 9,55 7000 30,18 27,46 46,0 3,73
ПР-38.1 —16'000 38,1 25,40 22,23 11,12 10000 36.10 35,46 56,9 5,50
ПР-44,45—13000 44.45 25,40 25,40 12,72 13000 42,24 37,19 61.3 7,50
ПР-50.8—16000 50,8 31,75 28,50 14,29 16000 48,26 45,21 72.0 9,70
Звездочки обычно изготовляет завод-изготовитель передачи. Конструкцию звездочек разрабатывают наряду с конструкцией других элементов передачи с учетом стандарта па профиль зубьев и поперечное сечение венца. В табл. 7.10 значения Dc и г4 выбраны так, чтобы боковые пластины цепи не мешали роликам свободно размещаться во впадинах зубьев.
Ту или иную форму поперечного сечения обода (см. табл. 7.10) выбирают в зависимости от соотношения толщины Ьх и диаметра D,, а также от способа получения заготовки. Например, ирг. милой h и большом De пг;;?.:щ!яшт форму, изображенную на рве. 7.8, ь, иначе
Таблица 7.8
Цени тина 2Г-? — приводные роликовые двухрядные (Из ГОСТ 10947—64)
/ — звено соединительное; 2—звено переходное Размеры, мм
Обозначение цепей t ^ВИ • менее 1) d А Разрушающая нагрузка (?, кГ, tie менее b В 1 Масса i 1 H0J. М, Ki' ।
н с более
2ПР-12,7—3200 12,7 7,75 8,51 4,45 13,92 3200 11,81 11,30 34,9 1,35
211Р-15,875—4500 15,875 9,65 10,16 5,08 16,59 4500 14,73 13,28 40,3 1,85
2ПР-19,05—6400 19,05 12,70 11,91 5,96 22,78 6400 18,08 17,75 53,4 2,90
2I1P-25.4-11400 25,4 15,88 15,88 7,95 29,29 1.1400 24,13 22,61 67,8 5,01
2ПР-31,75—17700 31,75 19,05 19,05 9,55 35,76 17700 30,18 27,46 81,8 7,31
2ПР-38,1—25400 .38,1 25.40 22,23 11,12 45,44 25400 36,10 35,46 102,4 11,00
2ПР-44,45—34400 44,45 25,40 25,40 12,72 48,87 34400 42,24 37,19 110,2 14,36
2ПР-50.8—45400 50,8 31,75 28,58 14,29 58,55 45400 48,26 45,21 130,5 19,10
звездочка получится в виде тонкого диска и может вибрировать в осевом направлении. При большой и сравнительно малом De выгодна форма на рис. 7,8 б, позволяющая экономить металл. Форма на рис. 7.8, а целесообразна при изготовлении звездочки из листа методом сварки. В остальных частях конструкция звездочки проста. Она подобна конструкции зубчатых колес или шкивов. Примеры конструкции изображены на рис. 7.8. Конструкция па рис. 7.8, г предпочтительна при диаметре свыше 200 лш, когда ступица может быть выполнена из чугуна. Кроме того, при износе зубьев здесь можно заменять только обод.
Рекомендуемая степень шероховатости боковых поверхностей зубьев — \74, профиля V 5. Шероховатость других поверхностей по обычным нормам. Посадка на вал не ниже 3-го класса точности. Материал — сталь 40 и 45, или 40Л и 45JL Твердость поверхностного слоя венцов Я7?С40 4- 50 на глубине не менее:
1,0 мм — при ширине зуба до 3 мм;
1,5 мм — при ширине от 3 6 лыг,
2,5 мм — при шири io > 6 мм..
Метод расчета и построение профиля зубьев звездочек для приводных роликовых и втулочных цепей
(Из ГОСТ 591—69)
Профиль зубьев со смещением* центров дуг впадин
Параметры Расчетные формулы
Шаг цепи t
Диаметр ролика цепи (для втулочных цепей—диаметр втулки) D Число зубьев звездочки г Размеры по стандартам на цепь
Диаметр делительной окружности t dn — д 180м sin г / 180°V*
Диаметр окружности выступов De Ое=Н к + etg \ г 1
Диаметр окружности впадин Dt Di = </д —2 г
Наибольшая хорда (для контроля звездочек с нечетным числом зубьев) Lx 95° Lx — dj, cos — 2 г г
Радиус впадин г г = 0,5025 D 4- 0,05 леи
Радиус сопряжения f\ г, = 0,08 0 4-0= 1,3025 D4-0,05 ль«
Радиус головки зуба г.г r2 = £)(l,24 cos ф 4-0,8 cos р— — 1,3025) — 0,05 ,и.и
Половина угла впадины а с 60е а = оо —— г
Угол сопряжения § 56 • р=18с—~ г
Продолжение табл. 7.9
Параметры Расчетные формулы
Половина угла зуба <р Прямой участок профиля FG Расстояние от центра дуги впадины до центра головки зуба ОО2 Смещение центров дуг впадины е Координаты точки 0, Координаты точки О2 Ф= 17° — — =90°— — — (оМ-0) г г FG = D(l,24 sin ф— 0,8 sin 0) ОО2 = L24 D е = 0.03 t Xt = 0,8 D sin a yt = 0,8 D cos a 180° X2 =1,24 D cos г z 180° Уг =1,24 D sin z
Примечания.
1. ГОСТ 591—69 устанавливает профиль зубьев звездочек для цепей с отношением //0* ••2.
2. На рабочих чертежах звездочек указывают параметры t, D. г, da, De. Di и Lx: остальные предназначены для чертежей оснастки.
3. Диаметр окружности выступов De вычисляют с точностью до 0.1 мм; остальные линейные размеры — до 0,01 мм, а угловые — до 1'.
• Для зубьев, образуемых без смешения центров дуг впадин, е=0; Lx^da cos 90°/г — 2г.
•• Коэффициент К принимают не менее:
0.58 — для звездочек с числом зубьев до 11; 0,56 — свыше 11 до 17; 0.53 — свыше 17 до Зг>;
0.50 — свыше 35.
Допускается изготовленние звездочек:
а) из стали 15 и 20 с цементацией венца на глубину 1,0 4- 1,5 мм и закалкой до HRCbZ 4- 60.
б) из чугуна не ниже марки СЧ18—36 с последующей термообработкой венца до НВ 360 4- 430 (при шаге t > 25 мм и v 2 м/сек).
Тяговые цепи и звездочки. Конструкцию тягового устройства в проекте деталей машин обычно не разрабатывают (за исключением приводного вала со звездочкой). Поэтому в табл. 7.11 в качестве примера приведены сокращенные данные только для одного типа тяговой цепи — втулочно-роликовой. Кроме таких цепей ГОСТ 588—64 предусматривает цепи втулочные, втулочно-катковые, втулочно-катковые с подшипниками качения на катках и др.
Данные для проектирования тяговых звездочек изложены в табл. 7.12. Дополнительные данные можно взять из предыдущего текста.
Зубья п венец звездочки в поперечном сечении (Из ГОСТ 591-69;
Параметры
Гасчетн'-.-е формулы
Диаметр ролика цепи (для втулочной цепи—-диаметр втулки) D
Ширина пластины цени наибольшая b
Расстояние между внутренними пластинами пени /?В11
Расстояние между рядами цепи А
Радиус закругления зуба (наименьший) г й
Расстояние от вершины зубы до ливни центров дуг закруглений h
Диаметр обода (наибольший) D*
Размеры по стандарту па иег.ь
г 2 — 1, 7 D
/г = 0,8 D
180°
Dc -= ( etg-----1,3 b
г
Радиус закруглений г4: при шаге (<35 мм при шаге I > 35 мм
Ширина зуба звездочки: однорядной (?! двухрядной 1>2
г± — 1,5 мм r4 = 2,5 мм
bt -= 0,93 BB1I —0,15 мм
Ь% —- 0,90 BIlfI — 0,15 мм
* При г7д<150 л:.« допускается Dc=tctg 1807г— 1.2 Ь.
П ри меч а п п я.
1. Размеры зуба и венца звездочки вычисляют с точностью лс 0л w
2. Для исполнения а допускается округление величины Ьч до 1 л;.;г .> меньшую сторону.
3. Размер De округляют до 1 л.н.
Цепи гиговые тина ВР—втулочно-роликовые (Из ГОСТ 588—64)
I—пластина внутренняя; 2—пластина наружная; 3—валик; 4—втулк.: 5—ролик; 6—пластина соединительная; 7—ригель
Размеры, мм
Г Ввн л & -S1 d dt а D Z Разрушающая нагрузка» кГ, не мо-лее
е оминал ь-ный ОТК ЛОНГИН я
100 -1-0,30 32 36 5 4 11 21 30 64 35 12 500
100' — 1.12 38 36 70 38
125 4-0,30
160 —0,15
200 4-0,35 —0,15 44 50 7 7 20 30 44 100 54 20 000
250 -1-0,35 —0,18
160 4-0,30 —0,15 52 60 8 8 24 35 52 116 62 30 UCJ
Примечав и е. ГОСТ 558—61 предусматривает t до 500 .ил.
Метод расчета и построения профиля зубьев звездочек для тяговых пластинчатых цепей
(Из ГОСТ 592—68)
Параметры Расчетные формулы
Шаг цепи t
Диаметр ролика D Ширина пластины В Размеры по ГОСТ 588—64
Расстояние между внутренними пластинами цепи Ввн Разрушающая нагрузка цепи Q (см. табл. 7.11)
Число зубьев звездочки г Шаг звездочки /зв Gl) —
Диаметр длительной окружности Do г, - ° 180е мп
Расстояние между центрами дуг впадин зубьев е Радиус впадин зубьев г Диаметр вспомогательной окружности Радиус головки зуба /? Диаметр наружной при диаметре ро-окружности De лика <75 мм при диаметре ролика >75 Л1Л1 е = 0,04 2?ZQ г = 0,5 D D^ = D0-0,2 t ^ = t3B—(e + r) De = Do + 0,25 D-i-6 мм De = D,-|- 0,25 D+ 10 мм
Диаметр окружности внадин зубьев D{- Ширина основания зуба Ьх Ширина вершины зуба Ь2 216 Di - Dt. 4- D ^ = 0,9BBH == 0 , /О Ь j
ГЛАВА VIII
ПРОЕКТИРОВАНИЕ ПОДШИПНИКОВЫХ УЗЛОВ
Проектирование начинают с выбора типа опоры (качения, скольжения) В настоящее время наиболее распространены подшипники качения. Подшипники скольжения используют в узлах, в которых применение подшипников качения невозможно вследствие особых условий монтажа (например, разъемные опоры коленчатых валов), требований к габаритам (требуется выполнить опору с малыми радиальными размерами) или если подшипники качения не обеспечивают необходимой работоспособности узла из-за особых условий эксплуатации (особо высокие скорости, вибрационная или ударная нагрузка, требуется особо точное центрирование вала, работа в воде или агрессивной среде).
Простейшие подшипники скольжения, работающие в условиях • полужид костного трения, часто применяют в неответственных механизмах, в которых повышенный износ и потери на трение не оказывают существенного влияния на работоспособность.
§ 1. ПРОЕКТИРОВАНИЕ ОПОР С ПОДШИПНИКАМИ КАЧЕНИЯ
Типы подшипников качения, их конструкция, характеристики и области применения. Подшипники качения разных типов отличаются величиной и направлением восприйимаемой нагрузки, формой и числом рядов тел качения, способностью самоустанавливаться, способностью фиксировать осевое положение вала, жесткостью в осевом и радиальном направлениях, быстроходностью, стоимостью, точностью изготовления и другими признаками.
Выбор типа подшипника для конкретных условий эксплуатации следует выполнять с особым вниманием, так как от его правильности зависят условия работы и ресурс* не только подшипников, но и сопряженных деталей, например зубчатых или червячных колес.
В процессе выбора подшипников конструктору приходится сопоставлять требования к ним, вытекающие из условий работы проектируемого узла или машины, с основными характеристиками подшипников различных типов, которые начинающему конструктору следует подробно изучить. Выбор подшипников значительно облегчается в результате изучения аналогичных узлов машин.
При выборе типа подшипника целесообразно прежде всего рассматривать возможность применения радиальных однорядных шарикоподшипников, как наиболее простых в эксплуатации и дешевых. П рименение других типов всегда должно быть строго обосновано.
Так, например, в редукторах с закаленными цилиндрическими зубчатыми колесами обычно применяют конические подшипники даже
* Ресурс — наработка (в часах) до предельного состояния, оговариваемого в технической документации.
если осевые погрузки в зацеплении весьма малы и не учитываются при расчетах подшипников. Радиальные однорядные шарикоподшипники для того же ресурса были бы слишком больших, неприемлемых по условиям компоновки габаритов. В червячных передачах для вала червячного колеса также применяют конические подшипники, хотя по расчету на ресурс и по условиям компоновки в ряде случаев можно было бы применять радиальные шарикоподшипники. Применение конических подшипников обусловлено здесь требованиями к жесткости опор. Жесткость шарикоподшипников недостаточна, и в результате перемещений вала под нагрузкой создались бы слишком неблагоприятные условия работы червячного зацепления.
При выборе подшипников всегда следует учитывать и экономические соображения, поэтому, например, в узлах, для которых по условиям эксплуатации можно применять как конические роликовые, так и радиально-упорные шариковые подшипники, следует применять первые, так как стоимость их ниже. Сравнительную оценку различных подшипников по эксплуатационным и экономическим характеристикам удобно выполнять по сводной табл. 8.1. Технические характеристики подшипников (габаритные размеры, динамическая и статическая грузоподъемности и предельные скорости вращения) указываются в каталогах. Выдержки из каталогов даны в приложении V.
Ниже приведено краткое описание основных типов подшипников.
Шарикоподшипники радиальные однорядные (рис. 8.1) предназначены для восприятия преимущественно радиальных нагрузок, но могут воспринимать и относительно небольшие осевые нагрузки. Обычно применяются в узлах со сравнительно легкими условиями эксплуатации (при ударных условиях нагружения и значительных кратковременных перегрузках применять не рекомендуется). Допускаются перекосы осей колец до 15', при больших перекосах ресурс резко снижается и возможны аварийные разрушения из-за перегрева и разрыва сепараторов (обычно применяются сепараторы, штампованные из стальной ленты). Могут фиксировать осевое положение вала, однако из-за малой осевой жесткости точность фиксации относительно невелика. Сравнительно невелика также и жесткость в радиальном направлении, поэтому эти подшипники не следует применять в узлах, где требуется точная фиксация положения вала.
На рис. 8.1 показаны основной тип и конструктивные разновидности: а — с канавками на наружном кольце; б — с одной защитной шайбой; в — с двумя защитными шайбами.
Шарикоподшипники радиальные однорядные имеют самое широкое применение благодаря своей дешевизне, нетребовательности к точности монтажа и условиям смазки, наименьшим по сравнению с другими типами подшипников моментом трения.
Области применения: легкие редукторы, электродвигатели малой мощности, коробки передач автомобилей, тракторов, станков, буксы вагонеток малой грузоподъемности, ролики транспортеров и т. д.
Р о л и к о п о д ш п п н и к и р а д и а л ь н ые с к о р о т-к и м и ц и л и ндр и чес к и ми ролика м и (рис. 8.3) мог\ г воспринимать только радиальную нагрузку. Подшипники с 6opia.Mii 218
Сводная таблица основных характеристик подшипников качения
о
Жесткость цХ 2 Спгс< б- 'V J) s « О *•- В ОС СП ОМ - у £ выправление 5ei *Г Q. 5 U ’ = г 0 я ыю низкая — 1 в осевом влепив | - 1,15 - - 1,20 Ниже, чем - 3,0 в ради а,льном направ- лении радиально.'! 4 выше у под-1 аль: мн yi ла в осевом -и углами жесткость Высокая -] 11 -IX лпухрял.чых ефсрВЧСГКНХ) ||конодшнш1нку радиальному
пость ся-моустанав-лявиться 1Ц)м мере- п радиальном косах , направлении осей Пределы^ ОТНОСИТСЯ] мыГпере- особс1!,'°. кос 15' напри 4- То же — Отпоснтоль-но высокая То же — Жесткость в шн;р.’1в.л<'Н!!1! шинников с ,\ ми контакта, с большим — Высокая ПКО11О.-П11Н'1111!КПП рПЛНЛ.Ч I.HI ibic, относящиеся к шар
~ , Способность и g. фиксировать 2 <= вал сппъ ‘V и ко НИ ИС!Л Komret КИНЭ1П JlOIdl’h roVodi i осе- ;s л = п вая относительные 8» значенияг а _ ее 1 + -Г3 1 _|_3 1 Не все типы о,оз -Н 1 1,25 -I- 0.63-0.8 -Г -|- 0,4 - 30 к, за нск.тючопнгм pm ии.чпцу принты даш
чхэоншэ -q.toHG£Xdj 1Л?ЯЭ.М1И LPJ/) 1 0,5-5 1,56 2,63 1,3-5 1,95 4,4 натру ерни ( , За е.
, -о Воспрннима- у £ емая на- г п -. грузка = /он IBM нГ _|_1 1 -Ь’ 0,71 - 1,56 -Ь1 2,03 1,23 1,84 4- 1,43 р.-зднальиых дней узкой о сепаратором «—» — «пет»
1 ипы подшипников ради- альная Шарикоподшипники радиальные од- 4“ порядные Шарикоподшипники радиальные -4 двухрядпые сферические (самоуста-иавлнвающнсся) Роликоподшипники радиальные од- 4* порядные с короткими цилиндрическими роликами Роликоподшипники радиальные -Н двухрядные сферические (са.моуста-навлипакяциеся), средняя широкая серия (сепаратор латунный массивный) 1Иарнкопод|||И11пикн радиально- ]- упорные однорядные (сепаратор латунный массивный тип 46000 [3----26и) Роликоподшипники конические 4- Шарикоподшинники упорные одно- — рядные 11 р в м с я а в и я. 1. Предназначены в основном для восирчятия Я. Для оценки рассмотрены подшипники сре с внутренним диаметром 60 мм со штампованным однорядному. 3. Точная фиксация не обеспечивается. 4. В таблице знак означает «ди», знак
или дополнительными упорными кольцами допускают кратковременное нагружение небольшими, как правило, случайными осевыми нагрузками.
Радиальная грузоподъемность роликоподшипников значительно (примерно в 1,5 раза) выше, чем у шарикоподшипников. Эти подшипники применяют в качестве опор жестких коротких валов в тех случаях, когда возможно обеспечить высокую соосность посадочных мест. Перекосы осей колец приводят к резкому снижению ресурса из-за концен-
Рис. 8.1
трации нагрузки по линии контакта роликов с беговыми дорожками колец. Конструкция подшипников разборная. Кольцо без одного или двух бортов можно легко вынуть из подшипника, что в ряде случаев значительно облегчает монтаж и демонтаж узла. Выбор разновидности подшипника определяется особенностями работы узла машины в целом (должны ли подшипники фиксировать осевое положение вала или опора должна быть плавающей) и удобством монтажа. Подшипники без бортов на наружном или внутреннем кольце (рис. 8.2, основной тип и разновидность б) применяют в плавающих опорах.
Подшипники, одно из колец которых имеет один борт или упор в виде дополнительного кольца, изображенные на рис. 8.2, а (с однобортовым наружным кольцом), в (с однобортовым внутренним кольцом), д (с безбортовым внутренним кольцом и фасонным упорный кольцом), 220
применяют в опорах с односторонней фиксацией вала. Для фиксации вала в противоположном направлении во второй опоре обычно приме* - няют такой же подшипник, но установленный в зеркальном отображении.
Подшипники с однобортовым внутренним кольцом и плоским упорным кольцом ( рис. 8,2, г) обеспечивают фиксацию вала в обоих направлениях. Области применения: электродвигатели средней и большой мощности, редукторы с шевронными колесами, буксы вагонов, шпиндели металлорежущих станков, опоры коленчатых валов мотоциклетных двигателей и т. д.
Двухрядные роликоподшипники применяют обычно в опорах валов шпинделей станков для обеспечения высокой жесткости и точности вращения.
Роликовые радиальные подшипники с длинными цилиндрическими роликами (рис. 8.3) являются нестандартными и выпускаются применительно к узлам определенных машин. Предназначены для восприятия больших радиальных нагрузок при малых скоростях вращения в узлах с ограниченными радиальными габаритами. Осевую нагрузку не воспринимают, ссевсе положение вала не фиксируют.
Примеры применения: промежуточные валы автомобильных и тракторных коробок передач, узлы комбайнов.
В каталогах для этих подшипников динамическая и статическая грузоподъемности, а также предельная частота вращения не указываются.
Роликоподш и п н м к и радиальные о д н о р я д-н ы е с вит ы м и р о л и к а м и (рис. 8.4) применяются для восприятия небольших радиальных нагрузок в неответственных узлах при малых скоростях и ярко выраженной ударной нагрузке. Осевою нагрузку не воспринимают, осевое положение вала не фиксируют. Допускают некоторый (до 30') перекос осей колец вследствие упругих деформаций витых роликов.
Области применения: узлы сельскохозяйственных машин, малоответственные узлы металлургического оборудования (опоры катков рольгангов прокатных станов).
И гольчатые подшипник и (рис. 8.5) обычно не имеют сепаратора и благодаря большому количеству игл могут воспринимать значительные радиальные нагрузки. Осевые нагрузки не воспринимают и осевое положение вала не фиксируют. Применяются в узлах с ограниченными диаметральными размерами, обычно работающих при колебательном движении. /Момент сопротивления вращению этих подшипников относительно велик, поэтому в условиях непрерывного вращения они могут быть использованы только при малых скоростях.
На рис. 8.5 изображены основной тип и конструктивные разновидности игольчатых роликоподшипников: а — без внутреннего кольца; б — с одним наружным штампованным кольцом; в — без внутреннего кольца, карданный.
В целях создания особо компактных конструкций игольчатые подшипники часто используют без внутреннего кольца. Дорожкой качения при этом служит непосредственно поверхность вала, которая должна удовлетворять следующим требованиям: допускаемое отклонение В но GCT 1022, овальность и конусность не более 0,25 допуска на ди
аметр, твердость не ниже HRC 60, шероховатость по ниже 8-го класса по ГОСТ 2789—59.
Игольчатые подшипники с сепаратором при высокой точности изготовления и малых радиальных зазорах могут работать при окружных скоростях по валу до 10—12 м!сек.
Области применения: подшипники крестовины шарниров карданов автомобилей и тракторов, опоры коромысел толкателей, шарниры рычагов управления, кривошипные механизмы и т. д.
Шарикоподшипники радиальные двухрядные с ф е р и ч е с к и е (с а м о у с т а н а в л и в а ю щ и е с я) (рис. 8.6) предназначены для восприятия радиальных нагрузок, но
могут воспринимать и ограниченные осевые нагрузки любого направления. Способны ограничивать осевое перемещение вала в обоих направлениях в пределах собственной «осевой игры». Применяются в узлах с нежесткими валами, а также в случаях, когда не может быть обеспечена надлежащая соосность отверстий в корпусах (например, там, где для одного вала применены отдельно стоящие опорные узлы). Допустимый перекос осей 2—3°. Подшипники с закрепительными втулками (рис. 8.6, а) можно устанавливать на гладких ( без бортов) валах. При значительных осевых нагрузках грузоподъемность подшипника резко снижается вследствие того, что при этом будет нагружен только один ряд шариков. Устанавливать два подшипника в одной опоре не следует, так как в этом случае теряется способность самоустанавлп-ваться.
Области применения: многоопорные трансмиссионные валы, валы барабанов и звездочек транспортеров и конвейеров, буксы вагонеток малой грузоподъемности, несущие ролики канатных дорог и т. и.
Радиальные двухрядные сферические (само устанавливающиеся) роликоподшипники
с несимметричными бочкообразными роликами (рис. 8.7) по основным характеристикам подобны сферическим шарикоподшипникам и отличаются от них значительно большими грузоподъемностью и жесткостью, а также несколько меньшими предель-
ными частотами вращения.
Области применения: буксы железнодорожных вагонов, насосы, компрессоры, редукторы большой мощности, прокатные станы, ходовые колеса мостовых кранов и т. п.
Шарикоподшипники радиально-упорные однорядные (рис. 8.8) предусмотрены ГОСТ .831—62 четырех
разновидностей, отличающихся расчетным углом контакта (5 и возможностью разборки при монтаже без приложения усилий. Расчетный угол контакта у подшипников типа 6000 и 36 000 равен 12°, а у подшипников 46 000 и 66 000 — соответственно 26 и 36°. Радиальноупорные подшипники (кроме типов 116 000 и 176 000) имеют па наружном кольце только один борт*. Второй борт срезан, причем у подшипников типов 36 000, 46 000 и 66 000 поверхность желоба со стороны срезанной части образует замок, препятствующий разборке, т. е съему наружного кольца. Подшипники типа 6000 (магпетные) не имеют замка на наружном кольце, поэтому они являются разборными. Срез
* Выпускаются также нестандартные подшипники с однобортовым внутренним кольцом. Достоинство их заключается в более благоприятных условиях центровки сепаратора.
224
одного из бортов облегчает сборку подшипника в процессе изготовления и позволяет увеличить число шариков по сравнению с радиальными подшипниками.
При сборке подшипников с замком па наружном кольце это кольцо предварительно нагревают в масле до температуры 100 — 120 С. В радиально-упорных шарикоподшипниках применяют как клепаные, так и цельные штампованные пли массивные сепараторы.
Радиально-упорные подшипники типов 6000, 36 000, 46 000 и 66 000 предназначены для восприятия комбинированных (радиальных
Рис. 8.8
и осевых) или только осевых нагрузок; работа подшипников при радиальных нагрузках без внешних или монтажных осевых нс допускается. Воспринимают осевую нагрузку только одного направления: в сторону борта на наружном кольце. Подшипники с расчетными углами контакта 12 и 26° применяют в узлах, нагруженных радиальными и ограниченными осевыми силами. Подшипники с углом контакта 36° применяют при значительных осевых нагрузках. Чем меньше угол контакта, тем больше радиальная и меньше осевая жесткость подшипника. Подшипники с большими углами контакта отличаются несколько меньшими предельными частотами вращения из-за отрицательного влияния повышенного скольжения, вызываемого гироскопическим эффектом. Для нормальной работы в мзде подшипники должны быть отрегулированы. Способы регулирования рассмотрены ниже при описании методов монтажа. Радиально-упорные подшипники по ГОСТ 832—57 поставляются сдвоенными (типы 236 000. 246 000. 266 000, 336 000. 346 000, 366 000, 436 000, 416 000, 466 000) — рис. 8.9,о.
8 з.г<. his 225
Сдзоы;ные подшипники специально подбирают (по радиальным зазорам и диаметрам отверстий во внутренних кольцах) и дорабатывают.
Взаимозаменяемыми являются только целые комплекты, по не < удельные подшипники. Сдвоенные подшипники первых шести типов ci регулированы заранее (их не требуется регулировать при сборке). В свободном состоянии между наружными или внутренними кольцами 5ТНХ подшипников имеется зазор. В рабочем состоянии зазор выбивается затяжкой. Могут воспринимать радиальную нагрузку в 1,8 раза большую, чем соответствующий одиночный подшипник. Воспринимают осевые нагрузки любого направления. Обеспечивают (особенно тины 236 000 и 2-1G ООО) высокую угловую жесткость вала.
Рис. 8.9
Подшипники «тандем» (типы 436 000, 446 000, 466 000) нужно регулировать при сборке узла. Они предназначены для восприятия очень больших осевых нагрузок одного направления. Кроме сдвоенных выпускаются двухрядные радиально-упорные подшипники с цельными кольцами.
Подшипники с чстырехточечным контактом (рис. 8.9, б) с двумя наружными или двумя внутренними кольцами (типы 116 000 и 176 000) по ГОСТ 8995—59 могут воспринимать радиальные и осевые нагрузки любого направления. Угол контакта 26е. Регулировать их при сборке в узле нс требуется.
Конические р о л и к о п .о д ш и п и и к и (рис. 8.10) отличаются от радиально-упорных шарикоподшипников большими грузоподъемностью и жесткостью, меньшими точностью вращения и предельными частотами вращения. Стоимость их ниже. Представляют собой разъемную конструкцию, причем внутреннее котько. се
паратор и ролики взаимно связаны, а наружное кольцо свободно отделяется от подшипника. Монтаж и демонтаж наружного и внутреннего колец выполняют раздельно. Однорядные конические подшипники необходимо регулировать при сборке. Двухрядные (см. рис. 8.13, в), за исключением подшипника с цельным внутренним кольцом и двумя наружными кольцами, отрегулированы заранее заводом-изготовителем.
Конические подшипники применяют в тяжело нагруженных опорах, так как они обладают высокой жесткостью в радиальном и осевом направлениях. Однорядные конические подшипники устанавливают в цилиндрических редукторах средних и больших мощностей, в кони-
ческих и червячных редукторах, в коробках передач и шпинделях металлорежущих станков, в колесах автомобилей, кранов, вагонеток и самолетов, в катках гусеничных тракторов, в задних мостах автомобилей и тракторов.
Двухрядные конические подшипники применяют в редукторах, рольгангах прокатных станов, опорах барабанов. Четырехрядные конические роликоподшипники используются для опор прокатных валков. Двухрядные и четырехрядные конические подшипники выпускают в основном для валов средних и больших диаметров.
Шарикопод in и п н и к и упорные (рис. 8.11) предназначены для восприятия только осевых нагрузок в одном ( одинарные) или в обоих (двойные) направлениях. Отличаются высокой грузоподъемностью и сравнительно небольшими предельными частотами вращения.
Кольца упорных подшипников разделяют на тугое в свободное. Тугим называют кольцо, у которого внутренний диаметр является посадочным, Диаметр свободного кольца
Д d -- 0,2 м.::.
У свободного кольца посадочным является наружный диаметр.
Упорные шарикоподшипники изготовляют как с массивными, гак и со штампованными сепараторами.
Подшипники с подкладными сферическими кольцами (нестандартные) не рекомендуется применять в новых машинах.
Для устранения монтажных перекосов целесообразно применять не сферические кольца, которые вследствие значительного трения скольжения не обеспечивают самоустановку, а упругие прокладки, например из линолеума или кожи [561.
Области применения: опоры крановых крюков, поворотных кранов, червячных редукторов, домкратов, поворотных шкворней автомобилей, шпинделей и вращающихся центров металлорежущих станков.
Проектирование специальных опор качения. Стандартные подшипники проектируют в специализированных конструкторских бюро. Габаритные размеры шарико- и роликоподшипников, регламентированы ГОСТ 3478—68. Однако в некоторых случаях проектировать опору качения приходится и конструкторам самых различных отраслей машиностроения.
Так, при проектировании быстроходных и особо напряженных узлов иногда бывает выгодно применять нестандартные подшипники, в которых детали подшипника объединены с прочими деталями узла. Например, дорожка качения может быть выполнена непосредственно на валу, что повышает общую прочность вала в этом сечении без увеличения габаритов.
В таких объединенных опорах меньше деталей, поэтому здесь можно добиться более точного расположения беговой дорожки относительно осп вала, что имеет большое значение особенно при высоких скоростях. Проектируя специальные опоры, нужно как можно шире использовать детали стандартных подшипников и принятые при их проектировании конструктивные пропорции.
Подробные сведения, необходимые для расчетов элементов конструкций подшипников, содержатся в ведомственных нормалях. Ниже приведены данные по расчетам радиальных и радиально-упорных од-228
норядных шарикоподшипников, которые чаще всего применяются в объединенных опорах.
Основные размеры деталей радиальных однорядных шарикоподшипников (см, рис, 8.1). Диаметр шарика:
= 0,3 (D — d) при d < 45 мм\
«= 0,3175 (D — d) при d > 45 мм\
d = 0,275 (О — d) для малогабаритных и быстроходных подшипников.
Полученный диаметр округляется до размера dm, выпускаемого промышленностью [101.
Число шариков определяется условиями сборки (рис. 8,12):
г = —4-1 =------£-----+i.
2 arc sin —— Do
Для расчетов принимают угол заполнения ср 186°, Do = O,5 (D-\-d).
Радиус желоба /?ж = 0,515 dw. Некоторое увеличение применяемое для высокоскоростных подшипников, приводит к снижению момента трения, а также и грузоподъемности.
Диаметры бортов:
d2 = Do —0,6с/ш = 4- 2-0,2 dai; 0,6 =Dt-2-0,2^.
Диаметры по дну желоба:
d^D.-d.^'^D vd)~.lltl; -/Л. !-<a=dx г 2 dIH.
Высота бортов
(d.> — dj'2 = (Ds — D,)'2 = 0.2 d...
Основные размеры дета л с й радиальноупорных однорядных шарикоподшипников (см. рис. 8.9). Диаметры шариков и радиусы желобов определяют по формулам для радиальных шарикоподшипников. Внутренние кольца радиально-упорных и радиальных шарикоподшипников обычно одинаковы.
Повышенный по сравнению с радиальными шарикоподшипниками радиальный зазор получают п\тем некоторого увеличения диаметра по Дну желоба наружного кольца:
Di = 2 М,„
где dt — диаметр по дну желоба внутреннего кольца;
— коэффициент по табл. 8.2.
Диаметр окружности центров шариков также оказывается несколько большим:
П — d — k
L-'(j — ui ।
Таслича 8.2
Коэффициент frj k?_ и k
I •<«
Г2 1,00065 0,00815
Д-у 1,00305 0,00815
гС 1.00575 0 00949
. со-: ji
Радиальные и радиально-упорные однорядные Однорядные разъе-ные гистине)
и, 05 4,7 6 1,65
0,07 5,21 1,89
0,09 5,54 2,10
0,1'2 5,86 2.<)
0,16 6,08 2,76
0,20 6,11 3.11
0.21 6,01 о < 4 о
0,28 5,83 3.72
0,32 5,58 ' 3,97
0,36 5,27 4 12
0,40 1,92 4,17
В ряде случаев бывает целесообразным несколько изменять размеры внутренних колен. Так, например, кольца подшипников при больших углах контакта (36е) выполняют с более высокими бортами:
4 = ^4- 0,5 б/ш;
—0,5 dlu.
Высота замка на наружном кольце
t ~ 0,00065 Dj -j- k2dm -}- 0,05 мм, где /?2 — см. табл. 8.2.
Число шариков (округляется до меньшего целого значения) z ^Ро ^3
где /д = 1,01 4- при d.r. < 15,875 мм;
Ош
k3 = 1,15 при dm > 15,875 мм.
Допускаемое отклонение размера Т регламентируется ГОСТ 831—62.
Детали подшипников изготавливают из высококачественных сталей, отличающихся химической и физической однородностью, высокой твердостью и достаточной пластичностью после термической обработки. Широкое применение для подшипников общего назначения полечила сталь ШХ15. Применяются и другие стали; так, для узлов, работающих при значительных ударных нагрузках, изготавливают подшипник:! из цементуемых сталей. Для работы в агрессивных средах 230
используют нержавеющие стали. Теплостойкие стали применяют для подшипников, работающих при высоких температурах.
Твердость HRC колец подшипников малых и средних габаригсв, изготовленных из стали ШХ15, должна лежать в пределах 61—65, твердость шариков 62 --66.
Желательно, чтобы дорожка качения, выполненная па деталях узла, была термически обработана до твердости, принятой для колец.
Шероховатость рабочих поверхностей (дорожек качения) колец радиальных и радиально-упорных подшипник-.,в класса точности О при номинальных диаметрах до 180 ,ilu должна соответствовать 10-му классу по ГОСТ 2789—73, а для колец класса точности 6 н 5 — 11-му классу.
Подробные сведения о технических условиях па рабочие поверхности приводятя в специальной литературе 1561.
Величину статичной грузоподъемности в кГ радиальных и радиально-упорных однорядных шарикоподшипников определяют по формуле
Со — 1,25?с/ш cos f>.
Динамическая грузоподъемность тех же подшипников:
C = /e(cos Р)°-7г2/3сШ8 при dlu 25,4 лш
(8-1)
(82)
С = &(cos [3)0>7z2/3 3,647dilii-4 при d{11 >25,4 мм, (8.3)
где k — коэффициент, зависящий от геометрии деталей подшипника, точности изготовления и материала. Значения коэффициента k для подшипников обычных конструкций п технологии изготовления, выполненных из закаленной стали ШХ15, приведены в табл. 8.2.
Несоблюдение технических условий на рабочие поверхности приводит к снижению указанных выше расчетных характеристик.
Схемы подшипниковых узлов. При конструировании подшипниковых узлов всегда следует стремиться к тому, чтобы вал с спорами представлял собой статически определимую систему. В статически неопределимых системах возможна значительная перегрузка опор силами, величины которых зависят от точности изготовления деталей, температурных деформаций и не зависят от внешних условий нагружения. Эти силы весьма затруднительно оценить при расчетах, хотя но величине они могут во много раз превосходить внешние расчетные нагрузки.
По способности фиксировать осевое положение вала опоры разделяются на плавающие и фиксирующие. Плавающие опоры допускают осевое перемещение вала в любом направлении (рис. 8.13, а — г). Фиксирующие опоры могут ограничивать перемещение вала в одном (рис. 8.14 а — е) или в обоих (рис. 8.15, а— лг) направлениях. Осевые нагрузки могут воспринимать только фиксирующие опоры. На рис. 8.14 стрелками указаны направления воспринимаемых нагрузок. Роликоподшипник по рис. 8.14, д может воспринимать только случайные малые по величине осевые нагрузки*
При выборе типов подшипников для плавающих и фиксирующих опор следует учитывать их конструктивные особенности. Так, радиальный однорядный роликоподшипник по рис. 8.13, г может быть использован только в плавающей опоре, а подшипник по рис. 8.1э, с может обеспечить двустороннюю фиксацию вала, но нс может передавать осе-
вые нагрузки (кроме случайных, весьма ограниченных по величине). При больших радиальных нагрузках в плавающей опоре может быть использован и двухрядный конический роликоподшипник (рис. 8.13, в).
Применяя упорные подшипники (рис. 8.15, к), следует учитывать, что они не фиксируют радиальное положение вала и могут работать только совместно с плавающим радиальным подшипником, установленным в той же опоре.
Обычно вал устанавливается на двух опорах, причем в зависимости от конструкции узла возможны различные сочетания плавающих и фиксирующих опор:
Схема 1. Обе опоры плавающие. Применяются в случаях, когда осевая фиксация вала осуществляется какими-либо другими элементами конструкции, например зубьями шевронных колес 1* или
Рис. 8.14
торцовыми шайбами 2 (рис.' 8.16, а, б). Здесь излишняя связь в виде фиксирующей опоры привела бы к статической неопределимости системы.
Схема 2 (рис. 8.17, а, б). Одна из опор 1—фиксирующая, ограничивает перемещение вала в обоих направлениях, вторая опора — плавающая, допускает свободное осевое перемещение вала. В таком виде система является статически определимой и может быть пред-
* См. гл. V, § ].
Рис. 8.15
ставлена в виде балки с одной шарнирно-подвижной и одной шарнирно-неподвижной опорами. Величина осевого перемещения вала в фиксирующей опоре зависит от собственного осевого зазора‘в подшипнике, способа крепления колец подшипника на валу и в корпусе, а также от собственной осевой жесткости подшипника.
Основные достоинства 2-й схемы:
а) возможность установки опор на любом расстоянии друг от друга, так как даже значительные тепловые деформации будут компенсироваться осевым перемещением плавающей опоры; -
б) не требуется точное расположение посадочных мест по длине. чго бывает особенно важно при расположении опор в отдельных корпусах. При расстояниях между опорами до 1000 мм рекомендуется зазор С между торцом наружного кольца и крышкой (см. рис. 8.17) принимать в пределах 3 4-8 мм;
в) высокая осевая жесткость (выше, чем в других схемах) достигается в случаях применения в фиксирующих опорах радиалыю-упер-ных и двухрядных упорных подшипников (см. рис. 8.15, з, и, к; 8.17, б). "
Недостаток 2-й схемы — сложная конструкция креплений подшипников на валах и в корпусах.
Схем а 3. Каждая из опор ограничивает перемещение вала в одном направлении (рис. 8.18, а, б, в). Такая схема наиболее проста, для ее конструктивного воплощения требуется меньшее количество деталей, а обработка корпуса на расточном станке может быть выполнена за один проход. Эта схема широко применяется, особенно при малых расстояниях между опорами. При больших расстояниях между опорами следует учитывать опасность нарушения нормальной работы узла в результате неодинакового удлинения вала и корпуса при нагреве.
Если в опорах применены радиальные подшипники, то для компенсации тепловых деформаций между крышкой и наружным кольцом
Рис. 8 15 (продолжение)
подшипника должен быть оставлен зазор, который рекомендуется принимать
С = \ - 0,15 .ши, где \ — разница в тепловых удлинениях вала и корпуса.
В случаях, когда затруднительно определить величину \ путем расчета, зазор С назначают на основании опыта эксплуатации аналогичных конструкций. При небольших расстояниях между опорами (примерно до 300 мм) и ограниченном нагреве рекомендуемый зазор в узлах с радиальными шарикоподшипниками С 0,2 4- 0,5 мм. В узлах с радиальными роликоподшипниками С ж 0,5 4- 1,0 мм.
В опорах, выполненных по 3-й схеме, могут быть использованы и радиально-упорные подшипники (см. рис. 8.18, в), однако их при-
менение связано с рядом ограничений. Для нормальной работы эти подшипники должны быть установлены с определенной осевой пн ой (см. табл. 8.5 п 8.6). Допустимые пределы осевой игры вала на ради ; ш-но-упориых подшипниках весьма малы н устанавливаются для каждой конкретной конструкции с учетом размеров деталей, режима раб-mi, рабочих температур и требований к жесткости опор. Необходимо, чтобы осевая игра в процессе эксплуатации не выходила за допустимые пределы.
Рис. 8.16
Величины теклсоых деформаций зависят от длины вала, поэтому 3-ю схему рекомендуется применять при ограниченных расстояниях между опорами (см. табл. 8.5 и 8.6). Подшипники с большими углами контакта более чувствительны к изменениям осевой игры; допустимые пределы изменения ее у этих подшипников в несколько раз меньше, чем для подшипников с малыми углами. читывая это в опорах, выполненных по 3-й схеме, рекомендуется применять подшипники только с малыми углами контакта ф = 12' для шариковых и 11—16' для конических подшипников). При больших расстояниях между опорами
ii больших углах контакта следует применять 2-ю схему установки под-ШЧЗИПКОВ.
Радиально-упорные и упорные подшипники в опорах, выполнен-I х по 2-п и 3-й схемам, необходимо регулировать при сборы.--(см. стр. 248). При сборке узлов с радиальными шарикоподшипниками также можно путем регулировки уменьшить или полностью выбрать оссзой, а следовательно, и радиальный зазоры. Для этого нужно сместить на определенную величину наружные кольца подшипников относительно внутренних. Отрегулированные таким образом шарикоподшипники будут работать как радиально-упорные, но с меньшими углами контакта. Следует учитывать, что такая регулировка радиальных шарикоподшипников может привести к снижению их ресурса.
Крепления подшипников на валах и в корпусах. При выборе способа крепления следует учитывать тип опоры (фиксирующая, плавающая), величину осевой нагрузки, способ регулирования подшипника и деталей, расположенных на валу, характер посадки, тип подшипника, частоту вращения, размеры и конструкцию узла в целом. В каждом частном случае принятому способу крепления внутреннего кольца
2'3
МОГ\Т СС0ТВСТСТГ.С'22 i Ь раЗЛИЧШ-e СПОСОбы крепления КЛружПОГО кольца, и наоборот.
Наиболее простые способы крепления применяют в опорах с односторонней фиксацией вала (см. рис. 8.18). Внутреннее кольцо в ?тик опорах обычно устанавливают с упором в заплечик тала без дополнительного крепления с противоположной стороны ;см. рис. 8.11, л. б;. При недостаточной высоте заплечика (см. рис. 8.14, <). при большем радиусе закругления и при одновременном закреплен!’; на валу ряда деталей (см. рис. 8.1 1, г) функции заплечика выполняют установочные кольца или распорные (дистанционные) втулки, Диаметры заплечиков валов и корпусов но МН 389—65 приведены в табл. 8.3 и 8.4. Установка подшипника на гладком валу с упором в пружинное резное кольцо
Таблица 8.3
Диаметры заплечиков валов и корпусов для радиальных и радиально упорных шарико- и роликоподшипников (По МН 389—65)
Размеры,
<1 L) £^2 и а и б. /л найм. о, а D наиб. ZJ, /J2 liiHIM. о»
Легкие серии диаметров 75 160 87 92 148 145 150
80 170 92 95 158 152 155
20 47 2G 41 43 85 180 99 105 165 160 165
25 52 31 46 48 90 190 104 110 175 170 175
30 62 36 56 57 95 200 109 115 185 180 185
35 72 42 65 66 100 215 114 120 200 195 200
10 80 47 73 74
45 85 52 78 — 79
-
V- 50 90 57 83 84 1. 1 1 1 Тяжелые серии диаметров 1
55 100 64 91 93
60 ПО 69 101 103 20 72 28 30 65 63
65 120 111 111 25 80 35 36 70 68 72
70 125 79 116 117 30 90 40 42 80 78 80
75 130 84 121 122 35 100 45 48 90 88 88
80 140 90 92 130 128 131 40 ПО 50 52 100 98 100
85 150 95 98 140 138 140 45 120 55 60 ПО 105 НО
90 160 100 102 150 148 150 50 130 62 65 118 115 118
95 170 107 НО 158 155 159 55 140 68 70 128 125 125
100 180 112 115 168 — 168 60 150 72 75 138 135 135
160 78 80 148 1.15 145
Средн ие серии диаметров 70 180 84 88 166 162 165
— 75 190 90 95 175 170 175
20 52 27 45 47 80 200 95 100 185 180 185
25 62 32 55 56 85 210 105 НО 190 185 190
30 72 37 65 63 66 90 225 НО 115 205 200 205
35 80 44 — 70 73 95 240 115 125 220 210 -
40 90 49 80 — 83 100 250 118 128 9J‘> 222 -
45 100 54 90 92
50 110 60 63 100 98 100
55 120 65 68 НО 108 НО
60 130 72 75 118 115 120
65 140 77 80 128 125 130 Примечание. Размеры по pacnpwi рзпяются на iinjunnii 1ЛК1Г кони-
ческио; игольчатые со in:dMiniB.iиным UIPV/KIII.1.1 •i ильном; ва типе и и-
ю 70 150 82 85 138 135 140 тельных втулках; с витыми роликами; с фетривым уплотнением и защитны-
мн шайбами.
r_vokb-la.spb.ni - Самолет своими руками
I!p одолжение табл. 8.1
(см. рис. 8.14, д) является нежелательной даже при отсутствии осевых нагрузок, так как из-за недостаточной жесткости кольца трудно обеспечить в процессе запрессовки потребную точность расположения беговой дорожки.
Радиально-упорные подшипники, регулируемые смещением внутреннего кольца, закрепляют на валу без заплечика с односторонним упором в гайку или установочное кольцо в сочетании с гайкой (см. рис. 8.14, е). Наружные кольца подшипников в опорах с односторонней фиксацией вала устанавливают в корпусе с упором в торец фланца крышки или прижимной шайбы (см. рис. 8.14, (?, б), заплечика Корпуса (см. рис. 8.14, е) или упорные кольца (см. рис. 8.14, в, г).
В фиксирующих опорах двустороннего действия внутренние и наружные кольца подшипников закрепляют на валу и в корпусе с двух сторон. Наибольшее распространение имеют крепления внутренних колец с помощью заплечиков валов, гаек различных конструкций (см. рис. 8.15, <7, б, з, и, к), торцовых шайб (см. рис. 8.15, в, г, е), пружинных упорных колец (см. рис. 8.15, ж), закрепительных втулок (см. рис. 8.15, oj, распорных втулок (см. рис. 8.15 ж, к, л).
Крепления резьбовыми деталями могут передавать значительные осевые нагрузки. При этом соединяемые детали не требуется изготавливать с высокой точностью по длине.
При выборе способа крепления следует учитывать частоту вращения. Так, например, шайбы стопорные (см. рис. 8.15, а, б) при больших частотах не применяют, так как под действием центробежных сил отогнутые для стопорения «усики» этих шайб могут распрямляться и выходить из пазов в гайках.
Крепление конических подшипников гайками со стороны узкого торца следует выполнять по рис. 8.15, з и 8.27, так как иначе будет поврежден сепаратор, выходящий за пределы внутреннего Кельна подшипника. Размеры кольца, устанавливаемого между гайкой и подшипниками, даны в табл. 8.4.
Крепления торцовыми шайбами в основном подобны креплениям гайками, но технологически сложнее, так как для их выполнения необходимо сверлить и нарезать резьбу в торне вала. Такие крепления применяют только на концах валов в случаях, когда требуется сократить длину заготовки вала или когда нельзя нарезать на валу резьбу под гайку. Фасонные шайбы (см. рис. 8.15, г) применяют при больших скоростях вращения, так как они значительно точнее, чем плоские, центрируются по валу.
Крепления распорными втулками (см. рис. 8.15, ж, и, к, л) применяют при одновременном закреплении па валу ряда деталей, а также при закреплении тугого кольца упорного подшипника. Такие крепления могут передавать значительные осевые нагрузки, величина которых зависит от метода крепления замыкающей детали и характера посадок деталей на вал.
Крепления пружинными упорными кольцами 1 (см. рис. 8.15, эл) применяют при ограниченных частотах вращения и незначительных осевых нагрузках. В целях компенсации неизбежной неточности изготовления соединяемых деталей подлине между пружинным кольцом / и торном детали следует устанавливать регулировочное кольцо 2, толщина которого подбирается при сборке. При закреплении на валу нескольких деталей применение регулировочного кольца обязательно, при закреплении одного подшипника—желательно, так как при этом снижаются требования к точности изготовления деталей и устраняется опасность повреждения сепаратора при монтаже или демонтаже узла.
Крепления закрепительными коническими разрезными втулками (см. рис. 8.15, л/) применяют на гладких валах для шариковых и роликовых сферических (самоустаиавливающихся) подшипников. Эти крепления мог\ г передавать осевую нагрузку, величина которой определяется силой трения между валом и втулкой. Наружные кольца фиксирующих опор могут быть закреплены заплечиком корпуса и торном фланца крышки (см. рис. 8.15, щ е, г, е, и, л). Между корпусом и крышкой устанавливают прокладки из металла, бумаги или картона. В операх, в которых осевая игра в подшипниках регулируется, обязательно применение металлических прокладок 1 (см. рис. 8.15, з, л). Функции заплечика корпуса может выполнять заплечик стакана (см. рис. 8.15, б). Крепления с использованием стакана обычно нри-244
меняют в случаях, когда по условиям сборки или изготовления диаметр отверстия в корпусе должен быть более наружного диаметра подшипника или когда наличие стакана облегчает регулировку осевого положения вала (см. рис. 8.31, б). В разъемных корпусах возможно крепление двумя заплечиками корпуса и распорным кольцом (см. рис. 8.15, м).
При креплении свободных (установленных относительно вала с зазором) колец упорных подшипников в корпусе рекомендуется создавать предварительный натяг с помощью группы пружин (см. рис. 8.15, к). Благодаря предварительному натягу ин один из рядов тел качения не будет полностью разгружен при действен внешней осевой нагрузки, а следовательно, будет исключена возможность радиального смещения комплекта тел качения с сепараторам и кольца.
Для предотвращения гироскопического верчения шариков по поверхности желобов колец усилие натяжения пружин в кГ должно быть
Л>5,75-1О-гЧ?сгт/р;1 л2,
(8-4)
где с!ш в 1)0 — диаметры шариков и окружности расположения центров шариков, м:л\ z — число шариков в подшипнике; п — частота вращения вала, об'мин.
В плавающих опорах рекомендуется закреплять на валу внутреннее кольцо с двух сторон в целях предотвращения аварий, связанных со случайным сходом подшипника с вала. Осевые нагрузки на кольцо в этих опорах отсутствуют или носят случайный характер и вызываются действием сил трения.
Для закрепления внутреннего кольца плавающих опор может быть использован любой из способов, применяемых для фиксирующих опор. Наружные кольца плавающих подшипников неразборных конструкций в корпусе не закрепляют (см. рис. 8.13, а, б, в). В процессе само-установки плавающей опоры происходит перемещение наружного кольца по посадочной поверхности отверстия в корпусе. При больших радиальных нагрузках перемещение в осевом направлении затруднено из-за значительных сил трения. В узлах, в которых самоустановка сопровождается частыми перемещениями опоры, целесообразно применять подшипники с короткими цилиндрическими роликами без бортов на одном из колец (см. рис. 8.16, и). Применение этих подшипников предотвращает появление дополнительных осевых нагрузок и износ посадочных поверхностей. Наружное кольцо в этом случае должно быть закреплено с двух сторон. Данные о деталях, используемых для крепления подшипников на валах, в виде выдержек из ГОСТов приведены в гл. II. Сведения о крышках подшипников даны ниже в настоящей главе.
Монтаж и демонтаж подшипников качения. В зависимости от выбранной посадки кольца подшипников собирают с сопряженными Деталями с натягом нлн зазором. Соединения с натягом выполняют с нагревом охватывающей детали, охлаждением охватываемой или запрессовкой.
i ipu сисрке с нагревом подшипник или корпусную деталь нагревают ,.о 804-100° С. При таком нагреве сборка выполняется с приложение:.: небольших внешних усилий или вообще без усилий. Для нагрева используют ванны с минеральными маслами, электроиндукционпыс установки" и муфельные печи (для крупных корпусов).
При сборке с. охлаждением охватываемую деталь помещают в термостат с сухим льдом; таким способом деталь можно охладить примерно до — 75° С. Наибольший перепад температур достигается при одновременном нагреве и охлаждении детален.
Сборка запрессовкой может быть выполнена на любом подходящем прессе. Потребное усилие прессования для выбора пресса подсчитывают общим методом* или по специальным.зависимостям [10]. Для облегчения сборки применяют несложные приспособления, например монтажную трубу 1 с заглушкой 2 (рис. 8.19, а). Для защиты подшипника от попадания частиц металла и грязи к трубе желательно приварить защитное кольцо 3. При отсутствии пресса и в случаях, когда пресс применить нельзя, запрессовку выполняют с помощью молотка. В крайнем случае труба может быть заменена выколоткой, изготовленной из меди или мягкой стали (рис. 8.20). Сборку вала с сопряженными деталями удобнее выполнять вне корпуса машины. Усилия при монтаже и демонтаже всегда следует прикладывать непосредственно к монтируемому кольцу 4 (на рис. 8.19, а). Передача монтажных усилий через тела качения недопустима из-за опасности повреждения рабочих я верх ноете й.
См. соединения с ивтягсм о к;. рее < Детали мгипп:
Рис. 8.21
Рис. 8.22
Рис. 8.23
Качество сборки контролируют по отсутствию зазоров между кольцом и заплечиками вала и корпуса, по величине радиального зазора и по свободе вращения.
Демонтаж подшипников выполняют прессом (рис. 8.19,6), при этом используют различные подкладки 1 и вспомогательные валики 2; различными съемниками (рис. 8.21); отжимными винтами (рис. 8.22). Снизить усилие выпрессовки можно с помощью масла, подаваемого пол высоким давлением на посадочные поверхности через специальные подводящие каналы (рис. 8.23).
При проектировании деталей, сопряженных с подшипниками, следует предусматривать возможность захвата демонтируемого кольца съемочными приспособлениями.
Рис. 8 24
Так, втулка 2 (см. рис. 8.27) выполнена с выступом.
Если по конструктивным соображениям применены повышенные высоты заплечиков, в них следует выполнить специальные пазы под лапы съемника (рис. 8.24) — два или три паза в зависимости от типа съемника. В глухих корпусах для выпрессовки наружных колец подшипников также применяют отжимные винты, ввинчиваемые в специально подготовленные резьбовые отверстия.
В соединениях, в которых по каким-либо причинам не представляется возможным захватить съемником внутреннее кольцо (см. рис. 8.23), можно применить разборку с подачей масла под высоким давлением. В начальный момент сдвига усилие выпрессовки будет небольшим и его допустимо прикладывать к наружному кольцу. К моменту, когда подводящий масло канал выйдет за пределы подшипника, зазор между подшипником и деталями будет достаточен для применения съемника.
Для облегчения демонтажа часто применяют подогрев подшипников.
Регулировка и контроль осевых зазоров радиально-упорных и упорных шарике- и роликоподшипников*. Подшипники качения могут быть собраны в узле с различными радиальными и осевыми зазорами (рис. 8.25, а, б, в). Под радиальным пли осевым зазором подразумевают полную величину радиального или осевого перемещения в обоих направлениях одного кольца подшипника относительно другого под действием определенной нагрузки или без нес. Различают начальные зазоры (измеряемые до сборки подшипника с сопряженными деталями), посадочные зазоры (измеряемые в подшипнике, установленном на валу и в корпусе), контрольные зазоры (измеряемые в собранном под
* Рекомендации по выбору зазоров при монтаже валов с нерегулируемыми типами подшипников см. вц стр, 235 и 236.
шиннике при определенной нагрузке) и рабочие зазоры (измеряемые в работающем подшипнике при рабочей нагрузке и температуре).
Нерегулируемые тины подшипников изготавливают со сравнительно небольшими зазорами; после установки на вал и в корпус они могут работать без дополнительной регулировки. В некоторых специальных случаях эти подшипники можно регулировать, т. с. уменьшать зазоры, смещая одно кольцо относительно другого в осевом направлении или увеличивая диаметральные размеры внутреннего кольца подшипника с коническим отверстием путем посадки его с определенным натягом на конический участок вала.
Применительно к подшипникам регулируемых типов (радиальноупорные шариковые однорядные, конические однорядные, упорные однорядные и двойные) понятие об осевых зазорах собственно подшипника не имеет смысла. Из рис. 8.25, в видно, что перемещение наружного кольца конического подшипника в направлении удаления от внутреннего кольца не ограничивается. Осевые и радиальные зазоры этих подшипников могут быть установлены в определенных пределах только при монтаже комплекта подшипников в узле. При этом по величине осевые зазоры будут равны осевой игре вала. Необходимые пределы осевых зазоров достигаются путем регулировки узла, в процессе которой одно из колец подшипника перемещается относительно другого в осевом направлении. Радиальный зазор радиально-упорных подшипников зависит от осевого зазора, следовательно, величина его также регулируется. Оптимальную величину радиальных и осевых зазоров устанавливают экспериментально для каждого конкретного узла.
Наличие некоторых осевых зазоров положительно сказывается на снижении момента сопротивления вращению. Большие зазоры назначают в узлах с большими расстояниями между опорами, работающих с большими колебаниями температур, чтобы предотвратить перегрузку 249
Таблица 8.5
Д'шгскгемы? пределы осевых зазоров для радиально-упорных шарикоподш т-i;::kob (по ГОСТ 831—62), работающих при нормальных условиях эксплуатации
Ряутренний -па- Допускаемые пределы осевых зазоров в л/лл при угле контакта [< Расчет.-, расстоят меж г; ПОДИ! 1’111 '- ками Tij устанс-ь. ПО 3-’: схемг (CM. pi:U. 8.18)
12' 26 и 36е
Ряд I
Ряд I Ряд II
найм. наиб. н а и м. наиб. найм. наиб.
ДО
10 30 20 40 30 50 10 20 8 d
30 50 30 50 40 70 15 .30 6 d
50 80 40 70 50 100 20 40 4 d
80 120 50 100 60 150 30 50 3 d
тел качения и колец подшипника в результате температурных деформаций. Уменьшение зазоров приводит к более равномерному распределению нагрузки между телами качения, снижает вибрации, повышает жесткость опоры. В некоторых узлах, особенно в станкостроении, для. повышения точности вращения применяют подшипники, монтируемые с предварительным натягом. Подшипники, собранные с предварительным натягом, работают в более тяжелых условиях, чем подшипники, собранные с осевыми зазорами, так как натяг повышает момент сопротивления вращению, износ и опасность защемления.
Учитывая сказанное, при регулировке подшипников обычных узлов рекомендуется подбирать такие минимальные значения осевых зазоров, при которых в условиях эксплуатации не возникает натяг в результате температурных деформаций.
Для предварительного выбора осевых зазоров обычно используют таблицы, составленные на основании расчетов. Табл. 8.5, 8.6 и 8.7 составлены для стандартных подшипников классов точности 0 в предположении, что температура внутренних колец не превышает температуру наружных более чем на 10J С, а разность температуры вала и корпуса ис превышает 20° С.
Ряд I табл. 8.5 и 8.6 распространяется на подшипниковые узлы, выполненные по 2-й схеме (см. рис. 8.17, б — оба радиально-упорных подшипника расположены в одной фиксирующей опоре), пли на узлы, выполненные по 3-й схеме (см. рис. 8.18, в — в каждой опоре установлено по одному радиально-упорному подшипнику), если расстояние между подшипниками не превышает 2 cl.
Ряд II соответствует 3-й схеме подшипниковых узлов при расстоянии между подшипниками, равном расчетному, указанному в таблицах.
Если разница в температурах вала и корпуса превышает 20“ С, следует применять 2-ю схему установки подшипников., 250
Устанавливать подшипники по 3-й схеме с расстоянием между шл-п более расче-иог; по шил. 5.5 и 8.6 не рекомендуется.
В зависимости от конструкции узла регулировка осевых зазорь-в осуществляется езлещение.м наружного или внутреннего гюльпа д-шинника. Регулировка смещением наружного кольца наиболее распространена и может быть выполнена несколькими способа:.!’;:
Допускаемые пределы особых зазпрэе для кинических подшил:! ЛлС-з, раосяаюших яри нормальных условиях
Внутренний диаметр подшипника с!, лиг Ди К ус-SBC :ььч ПрелсД'Й П при расчетном vr;:e контакта Р --счзг.чге псссте.:.-гие между НИ К Л?'.:! и ус Ганс*:! не ..э 3-й схеме (рис. 8.1S, <0
|1* 10—16° |;=25-Щ с
Ряд ! 1Ыд I! Ряд f
свыше до IthHXI наиб найм. наиб. найм.
10 30 50 80 30 50 80 120 20 40 50 80 40 70 100 150 40 50 80 120 70 100 150 200 20 30 40 40 50 70 12 d 8 d 7 d 6 d
1. Регулировка с помощью набора прокладок, устанавливаемых между корпусом и крышкой (см. рис. 8.15, з, к, 8.18, в, поз. 7).
Регулировочные прокладки изготавливают обычно путем штамповки из жести пли латуни. Прокладки из картона или бумаги, а также из
Таблица 8.7
Допускаемые пределы осевых зазоров для двойных и сдвоенных упорных шарикоподшипников, работающих при нормальных условиях
Диаметр отверстия подшипника d, м.и Допускаемые пределы осевых зазоров в мкм для подшипников серий
8100 82 00 и 8300 8-100
свыше до и а им. наиб. найм наиб. на им. наиб.
50 10 20 20 40 —
50 120 20 40 40 60 60 80
120 140 40 60 60 80 80 120
других недостаточно жестких материалов применять не следует, так как толщина набора в этом случае будет зависеть от усилия затяжки. Поверхность прокладок должна быть гладкой без заусенцев по краям. Диаметры отверстий под винты должны не менее чем на 2 л'.д превышать
диаметры винтов.
Суммарный набор прокладок на опору принимают таким, чтобы в процессе регулировки осевых зазоров не требовалось дополнительно
Рис. 8.26
обрабатывать детали. Для выполнения этого условия предельные размеры деталей назначают на основании расчетов размерных цепей.
Обычно применяют наборы прокладок общей толщиной 1—2 мм. В комплект входят прокладки толщиной 0,15; 0,2; 0,3 и 0,5 мм; при таких толщинах возможно выполнять регулировку с точностью до 0,05 мм.
Регулировку выполняют в следующем порядке. Вал с закрепленными на нем подшипниками уста на вливаю г в корпус (см. рис. 8.18, в). Одну из крышек с полным пакетом прокладок затягивают винтами до отказа. Вторую (целесообразнее глухую, чтобы не повредить уплотнение) устанавливаю! без прокладок. Крепежные винты этой крышки равномерно затягивают, не допуская перекоса крышки. Для правильной ориентации тел качения относительно беговых дорожек вал в процессе затяжки винтов непрерывно проворачивают от руки. Затяжку винтов прекращают после появления заметного торможения вала. Величину зазора, оставшегося между фланцем крышки и корпусом, заменяют щупом. Замер выполняют в 3—4 местах по окружности. За расчетный зазор а принимают среднее арифметическое значение от всех замеров. Необходимую величину толщины комплекта прокладок подсчитывают по формуле
k = а -г с, где с — рекомендуемое значение осевого зазора по табл. 8.5—8.7.
Комплект прокладок толщиной 1г подбирают с точностью до . 0,05 мм,
затем устанавливают на место и крышку затягивают винтами.
Правильность регулировки проверяют по свободе вращения и величине осевого зазора, который обычно измеряют индикатором. Индикатор устанавливается неподвижно, так чтобы измерительный наконечник упирался в выходной конец вала или какую-либо деталь, закрепленную на валу. Прикладывая к валу (обычно с помощью рычага) не слишком большое усилие, перемещают его в обоих направлениях вдоль оси. Разница в показаниях индикатора выражает величину осе-!юго зазора. Если осевой зазор недостаточен пли велик, вводится соответствующая поправка в толщину комплекта прокладок. Применяются и другие способы проверки осевых зазоров.
2. Регулировка с помощью резьбовых деталей несколько проще, так как отпадает необходимость снимать крышку для смены прокладок, однако конструкция узла при этом усложняется.
В процессе регулировки ганку (рис. 8.26) или установочный вин г (см. рис. 8.14, б) затягивают до появления заметного сопротивления
вращению при поворачивании вала, затем гайку или винт отворачивают на угол <р для получения рекомендуемого зазора
<г 360- -L ,
1 S
где S — шаг резьбы.
Точность регулировки гайкой зависит от шага резьбы и способа стопорения (от количества положений но окружности, в которых может быть застопорена гайка). Точность регулировки винтом зависит от податливости резьбы и дополнительных перемещений торца винта при затяжке стопорной гайкой. Регулировку по рис. 8.14, б обычно применяют в легких редукторах при глухих крышках. Регулировку по рис. 8.26 применяют при врезных крышках в сочетании с торцовым уплотнением.
Рис. 8.27
3. Регулировку комплекта однорядных конических подшипников одной опоры с помощью дистанционных колец 1 (рис. 8.27) выполняют заранее путем подбора высот дистанционных колец, устанавливаемых между торцами наружных (или наружных и внутренних) колец подшипника. Отрегулированный комплект вставляют вместе с валом в корпус и затягивают между заплечиком стакана (или корпуса) и крышкой без дополнительных регулировочных работ.
Регулировку смещением внутреннего кольца (см. рис. 8.14, е; 5.16) применяют в узлах, от опор которых требуется повышенная жесткость по отношению к угловому перемещению (угловая жесткость опоры выше, если наружные кольца направлены друг к другу широкими торцами). В процессе регулировки для выбора оптимального положения перемещаемое кольцо приходится сдвигать по валу в обоих направлениях, что затруднительно, если посадка кольца превышаете*,. Посадочная поверхность на валу при этом должна быть обязательно закалена. Посадку внутреннего кольца с зазором или малым натягом применяют обычно в случаях, когда вращается наружное кольцо подшипника,
* По ГОСТ 3325—55 для регулируемых колец при циркуляционном нагружении рекомендуются посадки /71Б и /7П.
а внутреннее остается неподвижным по отношению к направлению внешней радиальной нагрузки (см. выбор посадок подшипников каче-н,:т). Регулировка смещением внутренних колец выполняется с по-Мгдыо резьбовых деталей или дистанционных колец и по методике выполнения и контроля не содержит принципиальных отличий от регулировки смещением наружных колец.
Определенно нагрузок, действующих на опоры.. Вал на подшипниках, установленных по одному в опоре, условно рассматривают к..к балк\ па шарнирно-подвижных опорах (1-я схема опор валов р;.с. 8.18) пли как балку с одной шарнирно-подвижной и одной шар-
Вис. 8.28
гшрно-пелодвижной опорой (2-я и 3-я схемы рис. 8.17 и 8.18). Принимают, что радиальные реакции приложены к оси вала в точках пересечения нормалей, проведенных к серединам контактных площадок (точки / и 2 на рис. 8.31). Если в одной опоре установлены два подшипника, то задача оказывается статически неопределимой и для решения ее необходимо рассматривать вал как балку на упругих опорах. Точное решение этой задачи весьма затруднительно, и поэтому в инженерной практике обычно основываются на упрощающих предпосылках.
При проектировании опор передач силы, действующие собственно в передачах, находят методами, изложенными в соответствующих разделах курса «Детали машин». Реакции в опорах определяют по номинальным шл'рмзкам, т. е. без коэффициентов, учитывающих концентрацию нагрузок по длине зуба в зубчатых передачах, ударов в зацеп-
При выполнении расчетов и конструировании приходится пригонять метод последовательных приближений: вначале моею рас.’лд. -жеяия опор намечается па чертеже приближенно, затем, после псщео' : подшипников, уточняется чертеж и расчет (см. гл. XIV).
В ряде случаев, особенно в машинах общего назначения, иапре..:-ление вращения может быть переменным или неопределенным. Изменение направления вращения некоторых передач (косозубых зубчатых, червячных) приводит к изменению не только направления, но и величины реакций в опорах.
На рис. 8.28 показаны силы, действующие на ведомый вал кссозу-бой цилиндрической зубчатой пары. Силы Р и Sn, обозначенные сплошной линией, соответствуют вращению по ходу часовой стрелки, силы Р' и S',, обозначенные пунктиром, соответствуют вращению против хода часовой стрелки. Те же условности приняты при обозначении реакций в опорах. Индексы J и 2 относятся соответствен ко к реакциям в левой и правой опорах. Сила Т не меняет направления с изменением направления вращения.
Суммарные радиальные реакции:
а) при вращении по ходу часовой стрелки
Ri- ТЯй-г(«51-«п)2; R.=VRfe-MRssT-Rr.-)*;
б) при вращении против хода часовой стрелки
— I (^<А1)2_Г (^51+ ^7'])2 ; -Jr (^.S2— Ri >Y >
где
a -\-b a-I-о
Rt2= Rh=T-~^--.
a + b a+b
Осевые реакции: Л{= ЗдИ Л2 = Sn.
Места приложения осевых реакций и их величины показаны в предположении, что опоры выполнены по 3-й схеме с радиальными шарикоподшипниками. В некоторых случаях полная реакция в опоре может складываться из нескольких составляющих, часть которых не имеет определенного или заранее известного направления. Так, на выводные концы валов могут действовать консольные нагрузки от муфт, а также ременных или цепных передач. Нагрузка на вал от муфты по величине зависит от передаваемого момента, типа муфты и величины ошибки монтажа, а по направлению — от направления этой ошибки. Направления нагрузок о г ременных или цепных передач зависят от взаимного расположения частей машины, которое, например, для редукторов общего назначения заранее не известно. Рекомендации по расчеты величин нагрузок рассмотрены в соответствующих разделах курса
«Детали машин»*. При подсчете полных реакций в опорах обычно рассматривают опасный случай, когда реакции от сил, имеющих определенное направление, совпадают по направлению с реакциями от сил неопределенного направления (рис. 8.29). Возможная ошибка при эюм идет в запас ресурса подшипников.
При выполнении практических расчетов удобно отдельно найти суммарные реакции от сил определенного направления (например, наибольшая реакция от сил, действующих в зацеплении) и реакции от сил неопределенного направления (например, реакция от муфты). Полная реакция в каждой опоре, соответствующая наиболее опасному
Рис. 8 29
случаю, будет равна арифметической сумме этих реакций. Применительно к рис. 8.28 и 8.29 полные реакции в опорах:
R 1 ПОЛИ = R 1 + ^inC.IH ~ ^2 “Г" ^М2’
где ~ Рм Ь ‘ с ; —Л,—-— и Р,.— нагрузка от муф-
‘ а 4- b ’ ' а + b
ТЫ.
В двух- и трехпоточных, а также планотарных зубчатых передачах нагружение опор зависит от равномерности распределения нагрузок по потокам. Методика расчета реакций в опорах для этих передач рассмотрена в гл. V.
Осевые реакции в опорах по величинам, направлениям и местам приложения зависят не только от величины и направления внешних осевых нагрузок на вал, но и от схемы опор, типов подшипников и наличия предварительного натяга.
В опорах с радиальными подшипниками, выполненных по 2-й схеме, осевую нагрузку любого направления воспринимает фиксирующий подшипник (рис. 8.30, «). В опорах, выполненных по 3-й схеме, каждый из подшипников воспринимает осевую нагрузку только в том направлении, в котором он ограничивает осевое перемещение вала, т. е. в направлении фиксации (рис. 8.30, б).
' Для редукторов общего назначения за расчетную можно принять допустимую консольную нагрузку, величина которой для тихоходного вала двухступенчатых редукторов принимается Ру< — 80"|/ .Ит, а одноступенчатых P;,j = = 401 где Л1Т — момент на тихоходном валу в /:Г • м.
На рисунках Sn и 5п — осевые силы в зацеплении; Л2 и Аг — осевые реакции в опорах; Sn и А2 действуют при вращении по ходу часовой стрелки (см. рис. 8.28), А{ и Аг — при вращении против хода часовой стрелки.
Благодаря наклону линии контакта у большинства типов радиально-упорных подшипников под действием радиальных нагрузок появ
ляются осевые силы (осевые составляющие радиальной нагрузки). Величины этих сил зависят от начального угла контакта р, радиальной нагрузки /?, статической грузоподъемности подшипника Со и условий регулировки подшипников при сборке узла. Если подшипники собраны с большим зазором, то всю нагрузку будет воспринимать только один шарик или ролик. Осевая составляющая от радиальной нагрузки при этом будет равна R tg р. Условия работы подшипников при таких больших зазорах крайне неблагоприятны и поэтому недопустимы. Обычно подшипники регулируют так, чтобы осевая игра при установившемся режиме работы с учетом температурных деформаций была ® Зак. 1018 257
бы близка к нулю. В этом случае при действии на подшипник радиальной силы под нагрузкой будет находиться примерно половина тел качения, а суммарная осевая составляющая для конических однорядных роликоподшипников
S = 0,83 eR (8.5)
и для радиально-упорных шарикоподшипников
S = e'R. (8 6)
Для конических подшипников е — 1,5 /g (3.
Для радиально-упорных шарикоподшипников при начальных углах контакта [3 18° коэффициент е ~ е, и при |3 — 26 и 36° он соот-
ветственно равен 0,68 и 0,99. Величины коэффициентов е указаны в каталоге — справочнике «Подшипники качения», изд. 1972 г. для всех типов и размеров подшипников — и используются также для оценки того, нужно ли при подсчете приведенной нагрузки на подшипник учитывать осевую реакцию в опоре. Не учитывают осевые реакции меньшие, чем eRRv (К1(—коэффициент вращения, при вращении внутреннего кольца подшипника относительно направления радиальной нагрузки = 1). о
У радиально-упорных шарикоподшипников при (3 < 18 действительные углы контакта под нагрузкой значительно отличаются от на-
, n R
чальных и величина е зависит не только от р, но и от отношения
где Со — статическая грузоподъемность подшипника.
Величину е' для подшипников с начальным углом контакта (3—12° можно определить по графику из каталога-справочника или подсчитать по формуле
Ig A„i i44
lg е' . (8.7)
4,729
Осевая сила А = S является минимально допустимой для радиально-упорных подшипников. Если осевая нагрузка А > S, то более воловины или все тела качения будут находиться под нагрузкой. Жесткость опоры с ростом осевой нагрузки увеличивается, и поэтому в некоторых опорах (например, в опорах шпинделей станков) применяют сборку с предварительным натягом. Потребную величину осевой силы предварительного натяга можно найти расчетным путем из условия, чтобы при установившемся температурном режиме после приложения рабочих нагрузок все тела качения подшипника находились бы под нагрузкой и только нагрузка на наименее нагруженное тело была бы равна нулю.
Рассмотрим два примера определения реакций в опорах с радиально-упорными подшипниками. На рис. 8.31, а вал цилиндрического прямозубого редуктора установлен на двух конических подшипниках. Нахождение радиальных реакций Rr и R2 выполняется общими методами. На рисунках эти реакции показаны условно без учета действительного направления.
Рис. 8.31
Очевидно, что R2 > Rlt так как колесо расположено ближе к правой опоре. В опорах при обычной регулировке под действием радиальных реакций возникнут осевые составляющие, причем должны выполняться условия А г Si и А2 S2. Из условия равновесия Дх = = А2 = S2, так как S2 > а если бы = Л2 — *$1» то не выполнялось бы условие А 2 S2.
На рис. 8.31, б показаны силы, действующие на вал конического редуктора. Радиальные силы здесь также показаны без учета дейсти-тельных направлений. Если подшипники собраны без предварительного натяга и Sx > S2, так как Rt > R2, a Sn > S2 — Sx, то А х = Sx и из условия равновесия А2 = Su + Лх > S,.
Посадки подшипников качения, требования к сопряженным деталям. Для соединения шарпко-и роликоподшипников с валами (ося-9* 259
Таблица 8.8
Наименования, характеристики и обозначения подшипниковых посадок
Посадки Обозначение посадок Характер соединения
с валом с отв корпуса
Для тонкостенных корпусов Глухая подшипниковая Тугая подшипниковая Напряженная подшипниковая Плотная подшипниковая Скользящая подшипниковая Движения подшипниковая Ходовая подшипниковая Р7 га, Л. Тц. Гц] но. н1а Вц, П1п Сц, С1Т1, СЯ1, Дп» Д1П ^П> ^1П — Натяг
Натяг Натяг-зазор
Натяг-зазор
Зазор
Зазор —
ми) и корпусами машин и механизмов применяются специальные посадки, регламентированные ГОСТ 3325—55 (см. табл. 8.8).
Индекс «п» означает посадки, относящиеся к подшипникам качения, цифра перёд индексом — класс точности изготовления посадочной
поверхности вала или корпуса. При обозначении наиболее распространенного 2-го класса точности цифру 2 не пишут.
Обозначение посадок по табл. 8.8 указывают только на сборочных чертежах, чер-тажах общего вида и т. п.
В зависимости от принятой посадки поля допусков валов выбирают по системе отверстия: 7\, Нlt Пп
Clt Дг —по ОСТ Н КМ 1011; Г, Т, Н, П, С, Д, X — по ОСТ 1012.
Поля допусков отверстий корпусов выбирают по системе вала: 7\, Hlt Пи С\ — по ОСТ НКМ 1021; Г, Т, Н, П,С,Д- по ОСТ 1022; С3 по ОСТ 1023; Р7 (для тонкостенных корпусов) по JSA-3.
Под посадку подшипников на закрепительно-стяжных втулках поля допусков валов выбирают по системе вала В3 (ОСТ 1023) , а в узлах, не требующих точного вращения, — В3а (ОСТ НКМ 1027) или В7 (ОСТ 1024).
Расчетный ресурс подшипника качения может быть обеспечен только при правильном выборе характера сопряжения его колец с валом и корпусом, т. е. при правильном выборе посадок, класса шероховатости и отклонений от геометрической формы посадочных поверхностей. Посадки подшипников отличаются от обычных расположением и
Предельные отклонения размеров валов и корпусов
Посадки радиальных н радиально-упорных шаряко- н роликоподшипников клаова точности
величинами полей допусков на посадочные поверхности колец. Поля допусков на отверстия внутренних колец подшипников смещены внутрь отверстия (рис. 8.32 и табл. 8.9), что приводит к увеличению натягов. Так, посадка Нп (напряженная подшипниковая) при номинальном размере отверстия 0 50 мм и 2-м классе точности характеризуется натягом от 0,003 до 0,032 мм; при тех же номинальных размерах и
А
точности посадка (напряженная) может иметь как натяг до 0,020 мм, так и зазор до 0,024 мм.
В каждом конкретном случае, выбирая посадку, следует учитывать: условия нагружения кольца (местное, циркуляционное, колебательное); величину, характер (спокойная, ударная, вибрационная) и направление действующей нагрузки, режим работы (легкий, средний, тяжелый); тип подшипника, частоту вращения; способ монтажа и регулирования (регулировка смещением внутреннего или наружного кольца); конструкцию вала (сплошной, полый), размеры подшипника; требования к. точности, требования к самоустановке подшипника
Нагружение кольца считается мести ы м, если кольцо не вращается относительно направления радиальной нагрузки. Действие
Таблица 8 10
..-иды нагружения колец в зависимости от Рк/Рц
Л /Р в/ л Вид нагружения колеи
свыше ДО вращающегося невращающегося
0,25 1,20 0,25 1,20 Циркуляционное Колебательное* Местное Колебательное Циркуляционное
* По мере роста отношения Рв!Рп нагружение приближается к местному.
радиальной нагрузки при этом распространяется лишь на ограниченный участок окружности дорожки качения.
Циркуляционным называется нагружение, при котором кольцо воспринимает радиальную нагрузку последовательно всей окружностью дорожки качения. Такое нагружение получается, например, при вращении кольца относительно направления радиальной нагрузки.
Колебательным называется нагружение, при котором кольцо воспринимает ограниченным участком окружности дорожки качения равнодействующую двух радиальных нагрузок: Ри — постоянной по направлению и Рв — вращающейся. При Рп > Рв равнодействующая не совершает полного оборота, а колеблется на определенном участке невращающегося кольца (а — угол колебания направления равнодействующей нагрузки, см. рис. 8.33, в). Следует иметь в виду, что понятие о колебательном нагружении является условным, поэтому при оценке вида нагружения целесообразно учитывать величину отношения Рв/Рп\ так, при Рв 0,25 Рп угол а мал и нагружение невращающегося кольца правильнее рассматривать как местное.
На рис. 8.33, а вращается внутреннее кольцо, нагружение внутреннего кольца циркуляционное, наружного — местное, на рис. 8.33 ,6 вращается наружное кольцо, нагружение внутреннего кольца местное, наружного — циркуляционное; на рис. 8.33, в нагружение внутреннего кольца циркуляционное, наружного — колебательное. Зоны нагружения колец заштрихованы.
При оценке вида нагружения удобно использовать табл. 8.10.
Режим работы подшипников качения по ГОСТ 3325—55 условно характеризуется расчетным ресурсом. Если подшипник рассчитан на ресурс более 10 000 ч, то режим его работы рассматривают как легкий. При расчетном ресурсе от 5000 до 10 000 ч режим работы считается нормальным. Тяжелый режим соответствует расчетному ресурсу от 2500 до 5000 ч.
При ударных и вибрационных нагрузках посадки выбираются, как для тяжелого режима работы, независимо от расчетного ресурса.
Рекомендации по выбору посадок, приводимые ниже, распространяются на корпуса и сплошные или полые толстостенные валы, изготовленные из стали или чугуна и работающие при температуре не выше 100е С.
Таблица 811
Посадки радиальных шарико- и роликоподшипников
Вид нагружения колец Посадки
внутреннего кольца на вал наружного кольца в корпуо
Местное П1п, ^п, Сп> Дп» Хц П1О, ^in Лп, £д> бзп> Дп
Циркуляционное ^1л> Лп, Н1п, Л1п, Ап> Лп На, Пп _^1П’ ЛП. ^1П« ^"п> Ль Нп
Колебательное Пщ, п
Посадки радиальных и радиально-у норных шарик®- и роликоподшипников. Для колец радиальных и радиально-упорных подшипников рекомендуются посадки, указанные в табл. 8.11 и 8.12.
Как видно из таблиц, кольца, испытывающие местное нагружение, устанавливают на вал или в корпусе посадками, при которых соединение может иметь как зазор, так и натяг. Из числа рекомендуемых менее плотные посадки применяют при легких режимах работы, а также в случаях, когда узел подвергается частым переборкам. Более плотные посадки применяют в узлах, работающих с ударными и вибрационными нагрузками, в случаях применения полых валов и тонкостенных корпусов, а также если корпуса выполняются из легких металлов. В узлах, к которым предъявляются высокие требования к жесткости в радиальном направлении (например, опоры шпинделей станков), при постановке подшипников в корпус обычно применяют посадки 7\п» Тп, Нт» Нп, Й1П, Пп,
Наиболее распространенной для большинства типов подшипников при местном нагружении является посадка Са. Эта посадка приме-
та б л и ц а 8 12
Посадки радиально-упорных шарико- и роликоподшипников
Вид нагружения колец Посадки
регулируемого кольца нерегулируемого кольца
на вал в корпус на вал в корпус
Циркуляционное нерекомендуемая конструкция узла Гin> Лп, Гп, Т'п. Н in> П1п Нп, Па
тиое Кольцо перемещается на посадочной поверхности £1п> ?1П> Сп> Дп, -^п £\п» — —
Мес Кольцо не перемещается на посадочной поверхности П1п. ^1П> Пп, ^п Лп, С in , Т'п» нп, Сп Пщ, Сщ, Пп, £п S £ я ЕЕ®
няется при установке подшипников в корпуса редукторов, железнодорожных и трамвайных букс и т. д.
При циркуляционном нагружении колец выбранная посадка должна исключить возможность появления зазора между кольцом и валом или корпусом под действием внешней нагрузки. Появление зазора может привести к обкатке кольцом посадочной поверхности, причем в результате развальцовки, истирания и контактной коррозии произойдет быстрое разрушение узла.
Натяг посадки вызывает уменьшение внутренних зазоров в подшипнике и способствует более равномерному распределению нагрузки между телами качения в нагруженной зоне. Излишний натяг посадки опасен, так как внутренний натяг (отсутствие зазора между поверхностями беговых дорожек и телами качения), появившийся в результате посадки или температурной деформации колец, приводит к повышению сопротивления вращению и может вызвать защемление тел качения. Наличие внутренних нагягов может привести к разрушению сепараторов.
Выбор посадки для циркуляционно нагруженного кольца можно производить на основании расчета по методу, разработанному Центральным монтажно-техническим бюро треста «Союзподшипниксбыт».
Потребную посадку определяют по величине интенсивности радиальной нагрузки Рд в Т/см'.
для вала
<8-8>
и
для корпуса
P^^^FFa, (8.9)
где R — расчетная радиальная реакция опоры, Т\ b и С — ширина внутреннего и наружного колец подшипника, см\ Кп — динамический коэффициент посадки, зависящий от характера нагрузки (табл. 8.13); F — коэффициент, учитывающий степень ослабления посадочного натяга при полом вале или тонкостенном корпусе (табл. 8.14); Fa — коэффициент неравномерности распределения радиальной нагрузки между рядами роликов в двухрядном коническом роликоподшипнике или между сдвоенными шарико- и роликоподшипниками при наличии осевой нагрузки (табл. 8.15).
По найденным значениям Pr и Рд и табл. 8.16 выбирается посадка, так чтобы, расчетные значения Рд и Рд лежали в допустимых для данной посадки пределах.
Посадки упорных п о д ш и п н и к о в. По рекомендации ГОСТ 3325—55 тугое кольцо упорного подшипника устанавливают на валу с посадкой Па. Вал на участке расположения сепаратора и свободного кольца рекомендуется обрабатывать по посадке Х4 ОСТ 1014 Свободное кольцо устанавливается в отверстии корпуса с радиальным зазором, величина которого определена /МН 389—65 и лежит в преде-266
Значения коэффициента Кп
Характер разгрузки Кп
Нагрузка с умеренными толчками и вибрацией. Перегрузка до 150% (Кб < 1.5) ................................................. 1.0
Нагрузка с сильными - ударами и вибрацией. Перегрузки до 300% (Кб >1.5)................................................... 1.8
Пр и м е ч а и и е. Кб — коэффициент безопасности, принятый при расчете подшипников на заданный ресурс.
Значение коэффициента F
Таблица 8.14
а, d ил X bit Л 1 D F для вала при отношениях ~~ F для корпуса
свыше до до 1,5 свыше 1,5 до 2,0 свыше 2.0 для всех подшипников
0 40 1,0 1,0 1.0 1,0
0,40 0,70 1,2 1,4 1,6 1,10
0,70 0,80 1.5 1,7 2.0 1,40
0,80 — 2,0 2,3 3,0 1,80
Примечания.
I. В таблице d — внутренний и D — наружный диаметры подшипников; di — диаметр отверстия вала; Си — наружный диаметр корпуса,
2. Для сплошного вала <Д=0 и F=l.
лах 0,254-1,5 мм на сторону (большие значения для крупных подшипников).
Шероховатость и отклонения от геометрической формы посадочных п о в е р х н о с т е й. •Шероховатость посадочных поверхностей по ГОСТ 3325—55 должна быть не ниже указанной в табл. 13.10. Шероховатость посадочных по-
Таблица 8 15
Значение коэффициента F А
Л Ctg3
свыше до
0,20 0,5
0,20 0,40 0,6
0,40 0,60 0,7
0,60 1,0 0,8
1.0 — 1.0
Примечания
'В таблице А—осевая и R — радиальная нагрузки; Р — угол контакта тел качения С д2Р°жками качения наружных колец.
~2- Для радиально-упорных нодшипниксв с одним вну!ренним иди наружным кольцом
Допускаемая интенсивность и PR нагрузки для различных посадок, Т{см
Внутренний диаметр подшипника d, мм Посадка на вал
свыше До "п. не более "п т л п гп
18 80 0 30 0,30—1,35 1,35—1,6 1,6—3,0
80 180 0,55 0,55—2,0 2,0 —2,5 2,5—4,0
180 360 0,70 0,7 —3.0 3,0 -3,5 3,5—6,0
360 630 0,90 0,9 —3,4 3,4 —4,5 4,5—8,0
630 1000 1,2 1,2 —5,5 5,5 —7,0 7,0—12,0
Наружный диаметр подшипника D, мм Посадка в Корпус
свыше до "п. не более Тп Гп р,
50 180 0,80 0,80—1,0 1,0—1,3 1,3—2,5
180 360 1.0 1,0 —1,5 1,5—2,0 2,0—3,3
360 630 1,2 1,2 —2,0 2,0—2,6 2,6—4,0
630 1600 1,6 1,6 —2,5 2,5—3,5 3,5-5,5
Примечания.
1. Если расчетная величина Рц более чем на 30 % превышает нижний предел допускаемой интенсивности для посадки Г в, рекомендуется применять шейки вала повышенной твердости.
2. При установке в корпус циркуляцнонно нагруженного кольца необходимо обеспечить (например, селективной подборкой) натяг не менее 0,5 Дгаах. где Дтах — максимальный натяг данной посадки по ГОСТу для принятого диаметра.
верхностей валов для шарико- и роликоподшипников на закрепительных или буксовых втулках должна быть не ниже 6-го класса по ГОСТ 2789—73. Допускаемые отклонения от правильной геометрической формы посадочных поверхностей не должны превышать величин, указанных в табл. 13.4.
В разъемных корпусах в результате старения литья или дефектов механической обработки возможно искажение формы отверстия, при котором металл в зоне разъема выпучивается в сторону отверстия* и зажимает («закусывает») наружное кольцо подшипника. Явление это проявляется через довольно длительное время после сборки. Чтобы предотвратить закусывание, всякое посадочное разъемное гнездо следует выполнять с развалкой в плоскости разъема, как указано на рис. 8.34. Развалка заключается в снятии слоя металла и производится шабровкой. В гнездах крупногабаритных подшипников вместо шабровки применяют расшлифовку пневматической или электрической шлифовальной машиной.
Величины развалок указаны в табл. 8.17.
Рекомендуемые размеры развалки посадочных мест, мм
Диаметр £), мм Размеры развалки по рис. 8.34
свыше ДО а б
120 0 10 10
120 260 0,15 15
260 400 0,20 20
400 700 0,30 30
700 1000 0,40 40
Рис. 8.34
На работу подшипников, особенно при осевых нагрузках, крайне отрицательно сказываются перекосы осей колец друг относительно друга. Эти перекосы вызываются несоосностью осей двух опор вала, деформацией валов под нагрузкой, биениями заплечиков. Предельные биения заплечиков по ГОСТ 3325—55 указаны в табл. 13.4.
Кольцо подшипника, устанавливаемое с натягом, должно плотно прилегать торцом к опорной поверхности по всей окружности. Так как кольца обладают сравнительно небольшой жесткостью, то биение тор
ца подшипника при этом будет пов-
торять биение опорной поверхности. Нельзя устанавлвать кольцо с натягом, но без упора в сопряженную деталь, так как при этом биение торца, образовавшееся в процессе напрессовки, может значительно превосходить допустимые значения. Нельзя также применять заплечики или дистанционные кольца недостаточной высоты.
В ГОСТ 3325—55 рассмотрен простейший случай монтажа подшип-
ников, когда торцы колец непосредственно прилегают к заплечикам вала или корпуса. Для этого случая и указаны нормы на биения, приведенные в табл. 13.4.
Практически не реже встречаются случаи, когда подшипник своим
торцом упирается не в заплечики вала или корпуса, а в промежуточную деталь: дистанционное кольцо, крышку и т. д. В этих случаях оценке по тем же нормам должно подвергаться биение опорного торца прилегающей к подшипнику детали. Это биение может быть найдено в результате суммирования погрешностей изготовления ряда сопряженных деталей, поэтому допускаемые отклонения от правильных геометрических форм на каждую деталь должны быть назначены как некоторая доля от общей величины допустимой погрешности.
В случае требования полной взаимозаменяемости сумма отклонений всех звеньев размерной цепи должна быть меньше или равна величине Допустимой погрешности.
При неполной (частичной) взаимозаменяемости требуемая точность Достигается с некоторым риском выхода небольшого количества объектов по величине отклонения за пределы установленного допуска. До-
Корпуса широкой серии (ШМ) подшипников качения диаметром от 47 до 150 мм (Из ГОСТ 13218.1 67)
5 = 0,25 (Л,-Л); S,=0,8 5
Диаметр Л, мм
47— 62—
52 90
100—
150
Размеры, мм
Обозначение корпуса D (пред, зткл. по Л) D, d А d. а„ d< 4 (пред. эткл. ±0.2) В (пред, откл. по С,) в, С II. и Hi (пред. ч откл. +0.05) h Г л» 3 *3 о и
ШМ 47 47 63 11 4 85 32 26 115 65 65 68,5 36 15 10,5 0,490
20 —
ШМ 52 52 70 5 90 34 28 125 72 72 76 40 16 0,497
ШМ 62 62 80 9 0,10 24 ПО 36 40 145 85 98 90,5 48 17 70 0.794
11,0
ШМ 72 72 90 13 26 125 40 42 160 98 ПО 101 52 18 1,080
6 — 75
ШМ 80 80 100 140 45 175 НО 124 113 58 20 1,490
ШМ 90 90 ПО 15 30 155 48 46 190 125 144 130,5 68 22 80 12.0 2,080
ШМ 100 100 120 11 165 52 210 135 148 139,5 72 25 85 12,5 2,570
ШМ ПО но 130 0,12 17 8 32 180 55 о/, 225 155 164 157,5 80 28 3,420
ШМ 120 120 145 195 58 48 245 175 175 179,5 92 30 4.680
ШМ 130 130 155 13 210 65 62 260 185 196 190,5 98 34 — — 6,430
ШМ 140 140 165 22 40 40 235 68 285 195 216 199,5 102 6,640
ШМ 150 150 180 250 70 66 305 210 228 215 ПО 40 9,490
Примечания.
1. Пример условного обозначения корпуса серии ШМ диаметром
2. Технические требования по ГОСТ 13218.11—67.
D=90 мм: Корпус ШМ 90 ГОСТ 13218.1-67.
Поясок 345
F
Таблица 18.19
Корпуса узкой серии (УМ) подшипников качения диаметром от 80 до 150 мм
Из (ГОСТ 13218.3—67)
МЮ.-НОмН
(Lt —D), = 0,8 S
D, мм 80—90 100—150
S 2, ММ 4 5
Таблица 8.20
Корпуса широкой серии (РШ) подшипников качения разъемные диаметром от НО до 150 мм (Из ГОСТ 13218.9—67)
И= 160-2^0 мм
В?-АООу
Вид Б
ботдд, смещение осей отверстий от номинального расположения не более Д,
Я *110- 150 мм
А отд. d смещение \осей отверстий от \номинольного распо-Хложения не более Л
Щесто маркировки.
D-260 - ЬООмм
2 отв dz под ' штифт конический
М12 под рым-болт для X корпусов J)=2 СО-А 00 мм
А-А
__N
Размеры, мм
Обозначение корпуса D (пред, откл. по Л) D, D, d д dx Al п d, й, dt dt A А, в (пред, откл. по Сз в, L н Их (пред, откл. +0,05) h Масса, кг
коми и пред откл.
РШ но НО 130 155 И 8 180 140 55 45 235 157,5 80 28 4,28
РШ 120 120 145 175 17 — 32 195 150 58 48 245 179,5 92 _30 6,23
РШ 130 130 155 185 13 0,12 — — 4 10 30 210 ±0,2 160 65 260 190.5 98 34 8,05
РШ 140 140 165 195 22 — 40 235 170 68 62 290 199,5 102 8,85
РШ 150 150 180 210 13 250 185 70 330 215 110 40 11,40
Обозначение Основание (дет. 1) Крышка (дет. 2) Гайка (дет. 3) ГОСТ 2526 — 62 Шайба пружинная (дет. 4) ГОСТ 6402—61 Шпилька (дет. 5) ГОСТ 1 1765-66
корпуса Количество
• - 2 2 " ' Примечания. 1. Пример условного обозначения
Обозначение деталей корпуса серии РШ диаметром £> = 110 мм;
РШ 110 РШ 120 РШ 130 РШ 140 РШ 150 РШ 110/1 РШ 120/1 РШ 130/1 РШ 140/J РШ 150/1 РШ 110/2 РШ 120/2 РШ 130/2 РШ 140/2 РШ 150/2 Ml 6-055 16Н65Г /20\ ' Корпус РШ 110 ГОСТ 13218 9—€7. AM16Ti2x2x70 f — J 055 2. Технические требования по ГОСТ 13218.11-67, AM16Ti2x2x75 055 \38 / AM16Ti2x2x80f—055 \38/ AM16Ti2x2x85/2P^ 055 \38/ AM16Ti2x2x90 —^055 \38/
пуск на звенья размерной цепи при неполной взаимозаменяемости будет большим, чем при полной взаимозаменяемости.
Расчеты допусков при неполной взаимозаменяемости основываются на теории вероятностей и для их выполнения необходимо задаваться допустимым процентом риска.
Корпуса и крышки. Конструкции корпусов редукторов рассмотрены в гл. X. В некоторых узлах, например в узле ведущего вала ленточного транспортера (см. рис. 14.7), применяют установку подшипников одного вала не в общем корпусе, а в отдельных специально предназначенных для них корпусах. Опоры в этом случае выполняют по второй схеме, т. е. одну из опор вала делают фиксирующей, а вторую — плавающей.
Корпуса могут быть без разъема и с разъемом. Первые проще и им следует отдавать предпочтение. Разъемные корпуса применяют в случаях, когда это необходимо по условиям сборки и эксплуатации.
Положение корпусов на опорных поверхностях рам или станин всегда необходимо фиксировать двумя коническими штифтами. Это обеспечивает более надежную передачу сдвигающих усилий и облегчает переборку узла.
Корпуса подшипников качения стандартизованы ГОСТ 132.18.1—67 4-ГОСТ 13218.11—67. Стандарт распространяется на неразъемные корпуса различных серий по ширине для подшипников с наружными диаметрами от 47 до 400 мм и разъемные корпуса разных серий для подшипников с наружными диаметрами от ПО до 400 мм. Все корпуса выполнены со сквозной расточкой отверстий. Буквенные обозначения корпусов означают: Ш — широкая серия; У — узкая серия; М — корпус для малой нагрузки, действующей от опоры (при действии к опоре допускаются большие нагрузки); Б — корпус для большой нагрузки, действующей от опоры; Р — корпус разъемный. Неразъемные корпуса могут воспринимать нагрузки любого направления в плоскости, перпендикулярной к оси вращения вала. Разъемные корпуса предназначены для восприятия нагрузок, действующих в направлении опоры, и Горизонтальных. Конструкции некоторых стандартных корпусов и их основные размеры даны в табл. 8.18—8.20. Неразъемные корпуса имеют два исполнения, отличающиеся величиной опорной поверхности. Корпуса первого исполнения с выемкой длиной I и корпуса второго исполнения без выемки. Корпуса второго исполнения предназначены для нагрузок, направленных к опоре при установке корпуса на обработанной поверхности.
Материал корпусов — чугун СЧ21—40 по ГОСТ 1412—70. Технические требования к корпусам подробно изложены в ГОСТ 13218.11—67. В приложениях к I ОСТам содержатся сведения о предельных нагрузках и дополнительные данные по выбору конструктивных размеров элементов корпусов. Тип корпуса можно выбрать в зависимости от серии подшипника, руководствуясь табл. 8.21.
Для герметизации подшипниковых узлов различных машин и отдельных корпусов, осевой фиксации подшипников и восприятия осевых нагрузок применяют крышки. Конструкция крышек зависит от способа уплотнения валов (крышки с манжетным уплотнением — 276
Таблица 8 21
Выбор типа корпуса в зависимости от серии подшипника
Обозначение корпуса Серия подшипника Исполнение
ШМ47-ШМ72 1200; 1300; 1500; 1600; 11200; 11300; 11500; 11600 1 ИЛИ 2
ШМ80-ШМ150 1600, 11600 3600; 13600 2
УМ80-УМ150 1200; 1300; 1500; 1 11200; 11300; 11500 1 или 2
3500; 13500 2
РШ100-РШ150 1200; 1300; 1500, 1600; 11200; 11300; 11500; 11600; 3500; 3600; 13500; 13600 —
табл. 8.22 и 8.23, крышки глухие — табл. 8.24, 8.25 и 8.27); способа крепления подшипника на валу (низкие применяют при закреплении без помощи гаек; средние — при креплении подшипника на закрепительной втулке, если крышка расположена со стороны ненарезанной части втулки; высокие — при закреплении внутреннего кольца подшипника гайкой); способа регулировки осевого зазора в подшипниках (регулировка с помощью набора металлических прокладок, регули ровка с помощью резьбовых деталей—см: рис. 8.14, б табл. 8.25 и 8.26); способа крепления крышек (крепление болтами и винтами — см. рис. 8.14, б, врезные крышки — рис. 8.26).
Для предотвращения утечки масла между корпусом и фланцем крышек устанавливают металлические или неметаллические прокладки. В узлах с нерегулируемыми подшипниками обычно применяют прокладки из картона. Врезные крышки при точном изготовлении деталей . удерживают смазку от вытекания без каких-либо дополнительных при-способлений*. Болты или винты, крепящие крышку к корпусу, при ; значительных осевых нагрузках на опору необходимо рассчитывать на прочность.
Крышки торцовые для отдельных корпусов подшипников качения стандартизованы (ГОСТ 13219.1—67 4-ГОСТ 13219.17—67) для под-- Шинников с наружными диаметрами от 47 до 400 мм. В табл, 8.22— 8.24 приведены выдержки из ГОСТов. При проектировании эти крышки Можно использовать также и для корпусов редукторов и других машин, с; Материалы крышек — чугун СЧ21—40. Технические требования к крышкам указаны в ГОСТ 13219.17—67.
Конструкции крышек прижимных общего назначения и их основные размеры даны в табл. 8.25 и 8.27. Крышки прижимные упорные
g В некоторых случаях поверхность врезных крышек покрывают пастой 1 ••ерметнк».
ю
00
Крышки торцовые с манжетным уплотнением корпусов подшипников качения (D от 62 до 100 мм)
низкие (МН) (Из ГОСТ 13219.5-67)
средние (МС) (Из ГОСТ 13219.7-67)
высокие (МВ) (Из ГОСТ 13219.9-67)
А-А .
Л-И
^4-*- 4 от8. di смещение
Размеры крышек высоких, мм
Обозначение крышки О (пред, откл. по Сэ) Диаметр вала или втулки ^номии. а (пред, откл. по Л,) Dt Dt (пред, откл. по Л3) Оз dt dt д в ь н h ht i Г
МВ 62x20 62 20 21 80 40 55 85 27 12 70
МВ 62x25 25 26 42
МВ 72X25 72 90 65 0,10 98 11,0
МВ 72X30 30 31 52 9 18 28 4 6 13
МВ 80X30 80 100 72 ПО 75
МВ 80x35 35 36 58 11 29 Г
МВ 85x40 85 , 40 41 105 60 78 115 • 14
МВ 90X35 90 35 36 ПО 58 80 125 30 80 12,0
МВ 90X45 45 46 65 П 20 0,12 35 5 7 20
МВ 100X40 100 40 41 120 60 90 135 32 17 85 12,5
МВ 100X50 .50 51 70 38 23
и» Примечание. Пример условного обозначения торцовой с монжетным уплотнением высокой крышки диаметром 0 = 80 мм, </вомвв=30 мм;
3 Крышки МВ 80X30 ГОСТ*13219,9—67.
Продолжение табл. 8,22
Размеры крышек средни** мм Размеры крышек низких*, мм
Обозначение МС 62X20 MG 62x25 MG 72X25 MG 72x30 MG 80X30 Мб 80X35 MG 85X40 MG 90X35 MG 90X45 МС 100X40 MG 100x50 н 19 20 24 21 26 / Обозначение крышки Диаметр вала или втулки ^номин d (пред. откл. по Ля) Dt (пред, •ткл. пэ Л3) н i
„ МН 62x32 МН 72x38 МН 72X45 4 МН 80X45 МН 80X50 МН 90X50 МН 100X55 МН 100X65 9 6 11 32 38 33 39 52 58 17 2
45 46 65 1
50 51 70
55 65 56 66 80 90 21 3
» Остальные размеры но таблице для крышек высоких по соответствующим D я йяомпя.
Крышки торцовые с манжетным уплотнением
Таблица 8.23
корпусов подшипников качения
(D от ПО до 150 мм)
низкие (МН) средние (MG)
(Из ГОСТ 13219.6—67) (Из ГОСТ 13219.8—67)
высокие (МВ) (Из ГОСТ 13219.10—67)
п отв. d, смещение осей отверстий от номинального расположения не долее 21
Размеры крышек высоких, мм
Продолжение табл. 8,23
Обозначелке крышки 1-> (пред, откл. ПО С;,) Диаметр вала или втулки ^НОМИН d (пред, откл. по Л,) Dt Ог (пред, откл. по Д3) а, п а ь н h М 1
МВ 110X45 МВ 110X55 МВ 120X50 МВ 120X00 МВ 125X70 МВ 130x55 МВ 130X65 МВ 140x60 МВ 140X70 МВ 150X75 НО 45 55 50 60 70 55 65 60 70 75 47 57 52 62 72 57 67 62 72 77 130 65 80 70 85 95 80 90 85 95 100 100 155 11 20 4 0,12 11,0 32 40 38 41 39 38 46 39 48 49 5 6 7 17 22 19 22 20 19 27 20 29 30
13,6
120 145 110 175 13 24 9
125 150 ~ГпГ 180
130 155 118 185
140 165 128 195
150 180 138 210
Крьшка Л1ВЧ 140X70 ГОСТ^32Х-67° обозначения ’«РЧовой с манжетным уплотнением высокой крышки диаметром 0 = 140 дм, d4OMllll = 70 мм;
Размеры крышек средних*, мм Размеры крышек низких*, мм
Обозначение крышки н / ь Обозначение Диаметр вала или втулки ^номин d (пред, откл. по At) Dt (пред, откл. по Я,) b н 1
МС 110X45 МС 110x55 МС 120X50 МС 120X60 MG 125x70 МС 130X55 МС 130X65 МС 140x60 МС 140x70 МС 150X75 20 27 23 5 9 7
11 ,и п’п МН 110X60 1 ’ МН 1 10v75 60 75 65 80 75 80 95 85 100 62 77 67 82 77 82 97 87 102 85 100 90 105 100 105 120 ПО 125 13,6 21 3
27 25 31 25 31 8 6 12 6 12 МН 120X65 МН 120X80 с мн 130X75 13>6 МН 140X80 МН 140X95 МН 150X85 МН 150X100
22
• Остальные размеры — но таблице для крышек высоких по соответствующим D и Аномии.
’ исполнение I
Размеры, мм
54 М12 34
40.
42
47
52
62
72
80
85
90
100
ПО
70
^75
82
95
НО
120
130
145
155
60
66
78
90
38
44
52
15
18
100
ПО
120
130
М20
90
95
9
15
18
15
18
15
18
18
20
18
20
22
28
30
8 14
16
20
Пример применения см. на рис. 8.14, б.
Шайбы для крышек прижимных упорных
Диаметр крышки d d, I s н Г
40 42 39,5 41,5 3 22 26 3 8 1,6
47 46,5 30
52 51,5 34
62 61,5 40 4 10 2,0
72 71,5 50
80 79,5 4 55
85 84,5 60 5 12 2,5
90 89,5 65
100 99,5 75
ПО 109,5 6 80 6 14 3,0
Пример применения см. на рис. 8.14, б
(табл. 8.25) применяются совместно с шайбами (табл. 8 26) для регулировки конических роликоподшипников (см. рис. 8.14, б). Материал прижимных крышек — чугун СЧ15—32 по ГОСТ 1412—70, материал шайб — листовая сталь Ст. 3 по ГОСТ 380—71.
§ 2. ПРОЕКТИРОВАНИЕ ОПОР С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Наиболее совершенные подшипники скольжения, работающие в условиях жидкостного трения, чаще всего применяют в специальных машинах: двигателях внутреннего сгорания, турбинах, тяжелых электрических машинах, прокатных станах, станках. Реже их применяют
285
Размеры, мм
d (доп. откл. по X. ОСТ 1014) D
40 42 70
44
45 75
47
50 52 82
55
58 60 95
62
65 105
68
70
72 ПО
75
80 120
D, dt dt
54 34 7
60 38
66 44
75 48
78 52
84 58 9
90 62 64
100 72
п d3 1
4 12 5 10
15 18 15 18 15 18 15 18 15 18 6 12
6 15 18 15 18
Н h
18
6,5
в качестве опор валов крупных редукторов. Подшипники, работающие в условиях граничного или полужидкостного трения, применяют в неответственных вспомогательных механизмах,например в опорах рычагов управления (рис. 8.35). Стандартизованы в настоящее время только простейшие опоры скольжения. Так, подшипниковые заводы
изготовляют подшипники шарнирные, предназначенные для восприя-
тия радиальных нагрузок в подвижных или неподвижных соедине-
ниях (рис. 8.36). Шарнирные подшипники допускают угловые перемещения осей колец р до 8—22 (в зависимости от типа) и относительное их вращение. Шарнирные подшипники, предназначенные для неподвижных соединений, выполняют с меньшими зазорами.
По ГОСТ 11521 — 65 и 11525—65 изготовляют корпуса неразъемные и фланце-
Рис. 8.35
Рис. 8 36
шинников скольжения общего назначения, работающих с пластич-5 ними смазками при давлениях не более 40 кПсмг и окружных ско- ростях до 3 м'сек.
Примеры конструкций двух корпусов показаны на рис. 8.37: ' а — корпус неразъемный с двумя крепежными отверстиями (ГОСТ J152|—65); б — корпус фланцевый с двумя крепежными отверстиями
Сведения о втулках чугунных, канавках в них и способе фиксации втулок в корпусах даны в табл. 8.28 и 8.29. Материал корпусов — чугун СЧ15—32 по ГОСТ 1412—70, втулок — антифрикционный чугун ;АЧС-1 или АЧС-2 по ГОСТ 1585—70.
f В общем случае подшипникй скольжения состоят из корпуса и s вкладыша. В зависимости от конструкции подшипники могут быть пла-< вающими или фиксирующими вал от осевых перемещений в одном
I
Рис. 8.37
Втулки чугунные для неразъемных и фланцевых корпусов подшипников скольжения
(Из ГОСТ 1152э—65)
Фиксация В15ЛКИ в неразъемных и фланцевых корпусах (приложение к ГОСТ 11525 — 65)
Диаметр кала d Винт по ГОСТ 1 177 — 64 б а 1 Диаметр вала d В,тт пс 1ОСТ 1477-64 '1 а
d, 1
10 11 12 14 16 18 20 22 25 28 30 32 36 40 45 М3 6 8 1,0 50 55 60 70 80 90 100 ПО 125 130 140 150 160 180 1 5 Мб 15 19 1,о
М4 8 10
М8 20 24
М5 12 15
М10 25 30 1,5
Мб 15 1 19
(рис. 8.38) пли в обоих (рис. 8.39) направлениях. Таким образом, схемы опор скольжения соответствуют трем схемам опор качения, рассмотренным выше.
Отношение длины вкладыша I к диаметру d выбирают в зависимости от типа машины и условий ее работы. Рекомендации см. в табл. 8.30.
В зависимости от конструкции узла применяют разъемные или неразъемные вкладыши. Причем они могут быть неподвижными (см. рис. 8.38; 8.39) или самоустанавливающимися (рис. 8 40, а, б) от-290
Таблица 8.30
Рекомендуемые отношения длины вкладыша к диаметру
Условия работы машины Тип машины i/d
Высокие скорости, тяжелые Мощные турбины, турбогенера- 0,5—0,9
нагрузки Высокие скорости, средние торы, тяжелые компрессоры, дизели, авиадвигатели Легкие двигатели внутреннего 0,4—0,7
нагрузки Средние скорости, тяжелые сгорания Крупносортные прокатные ста- 0,6—0,8
нагрузки Средние скорости, средние ны, тяжелые металлорежущие станки, тихоходные дизели, ковочные машины, прессы Электродвигатели, зубчатые ре- 0,6—1,0
нагрузки Низкие скорости дукторы, компрессоры, металлорежущие станки, центробежные насосы, судовые валопроводы Строительные машины, транспортеры 0,8—1,2
носителыю корпуса; последние отличаются равномерным распределением нагрузки подлине подшипника.
Для осевой фиксации неподвижного вкладыша относительно корпуса используют: посадки с натягом, борта (см. рис. 8.39), винты . (см. табл. 8.29), цилиндрические штифты (рис. 8.41) и другие способы креплений. Отверстия в подшипниках, собранных с натягом, следует растачивать или калибровать разверткой после сборки. Крепления
Рис. 8.39
бортами, винтами и штифтами обычно применяют в сочетании с пере-/' Д Д А \
ходнымп посадками I — ; -=г ; вкладыша в корпус.
Металлические вкладыши изготовляют литыми из стали, чугуна, бронзы (толстостенные вкладыши) или штампованными из стальной ленты (тонкостенные вкладыши).Наиболее распространены многослойные вкладыши из стали или чугуна с наплавленным слоем антифрикционного материала (заливки). Для ответственных подшипников антифрикционный слой наносят и на бронзовые вкладыши. Рекомендуемая толщина литых вкладышей, неподвижных относительно корпуса,
6 (0,035 4- 0,05) а Д 2,5 л/.и,
Рис. 8.41
Для самоустанавливающнхся вкладышей толщину увеличивают в полтора-два раза.
Для заливки используют мягкие антифрикционные материалы: баббиты, свинцовистую бронзу, фторопласт и др. Увеличение толщины заливки хотя и приводит к повышению запаса по износу, однако весьма неблагоприятно сказывается на усталостной прочности антифрикционного слоя. Рекомендуется принимать толщину антифрикционного слоя S « 0,01 d.
Тонкостенные вкладыши, штампованные из стальной ленты (б яз яз 1,5 4- Змм) с заранее нанесенным слоем баббита или свинцовистой бронзы (S —- 0,2 4- 0,3 мм), применяют в массовом производстве, например в автостроении. Для лучшей связи заливки с материалом вкладыша поверхности должны быть хорошо подготовлены (обезжирены, просушены, облужены), а при толщинах заливки свыше 0,5 мм на поверхности вкладышей следует выполнять специальные пазы (рис. 8.42: а — к — для стальных и чугунных вкладышей; л, м — для бронзовых вкладышей).
Без заливки применяют вкладыши из неметаллических материалов (текстолит, древеснослонстые пластики, волокнит и др.), металлокерамики (пористые подшипники), а также вкладыши неответственных подшипников из антифрикционных материалов (антифрикционный чугун, бронза п др.).
Для подачи смазки па рабочие поверхности используют специальные сверления, масляные канавки и полости. При постоянном направлю-
нин внешней нагрузки, вращающихся цапфах и неподвижных корпусах смазку следует подводить в ненагружепную зону подшипника через сверления и продольные канавки во вкладыше (см. табл. 8.28).
Для предотвращения повышенной утечки смазки длина канавки (паза) не должна превышать 0,8 длины вкладыша. При надежной системе фильтрации смазки канавку следует выполнять с плавными закруглениями, в противном случае целесообразнее применять канавки с острыми кромками для задержания продуктов износа.
Рис. 8.42
В местах стыка разъемных вкладышей следует делать неглубокие полости (холодильники), распределяющие масло по длине подшипника и предотвращающие вредное влияние на работу подшипника местных деформаций вкладыша у стыка (рис. 8.43 и табл. 8.31). В таких конструкциях смазка поступает в подшипник через холодильник.
Таблица 8.31
Смазочные канавки
Размеры, ,и,и
i “ i i b
40—60 i 5 14 6 1,5
60—80 ! G 16 8 2
80—90 8 20 10 2.5
90—110 8 26 12 3
110—140 10 1 32 24 3,5
При постоянных направлениях вращения и нагрузки достаючно одной канавки; при переменных условиях работы следует делать две канавки.
Пористые подшипники выполняют без масляных канавок. В некоторых случаях малонагруженпые тихоходные подшипники, а также
Рис. 8.43
подшипники жидкостного трения при достаточно больших зазорах также делают без канавок.
Если нагрузка вращается вместе с валом пли если вал неподвижен, а вращается подшипник при постоянном направлении нагрузки, смазку следует подавать через сверление и канавки, выполненные в шейке вала.
Кроме простейших гидродинамических подшипников, рассмотренных выше, применяют гидростатические, газодинамические и газостатические подшипники. В опорах, работающих в вакууме, при низких температурах, а также в случаях, когда недопустимо загрязнению окружающей подшипник среды продуктами испарения жидких пли пластических смазок, применяют подшипники с твердыми смазочными материалами.
ГЛАЗА IX
СМАЗКА, СМАЗОЧНЫЕ УСТРОЙСТВА И УПЛОТНЕНИЯ
Смазку машин применяют в целях защиты от коррозии, снижения коэффициента трения, уменьшения износа, отвода тепла и продуктов износа от трущихся поверхностей, демпфирования динамических нагрузок* и, следовательно, снижения шума и вибраций. От правильности выбора смазочных материалов, методов смазки и способов уплотнений в значительной степени зависят работоспособность и долговечность машин.
Выбор смазочных материалов и условий смазки основывается на расчетах (например, расчет подшипников скольжения) или на экспериментальных данных и опыте эксплуатации (например, выбор типа смазки для зубчатых и червячных передач).
§ 1. СМАЗОЧНЫЕ МАТЕРИАЛЫ
В качестве смазочных материалов используют жидкие нефтяные и синтетические смазочные масла, пластичные (старое название — консистентные) и твердые смазки, а также воду, воздух и другие газы. Наибольшее распространение имеют нефтяные смазочные масла и пластичные смазки. Сырьем для получения нефтяных смазочных масел является мазут, который получают из нефти после отгона светлых продуктов — бензинов и керосинов. Мазут разгоняют под вакуумом в специальных установках, при этом получают ряд фракций (дистиллятов). Первыми получают самые легкие дистилляты, затем последовательно более тяжелые. Для получения смазочных масел дистилляты подвергают очистке серной кислотой, щелочью и отбеливающими землями.
Н е ф т я и ы е масла разделяют на масла общего назначения — индустриальные и специальные — турбинные, автомобильные, автотракторные, трансмиссионные, авиационные и др. Специальные масла отличаются от общих наличием особых свойств, необходимых: для соответствующих областей применения.
Важнейшей характеристикой жидких смазок, используемой при их подборе, является вязкость. Вязкость характеризует сопротивление отдельных слоев жидкости относительному сдвигу. При подборе масел учитывают также температуру застывания, температуру вспышки, наличие примесей и т. д. Работоспособность смазки зависит также и от способности защищать поверхности трения от заедания (схватывание и перенос металла) и задиров (глубокие и широкие борозды в направлении с кол ьжен и я).
Для улучшения эксплуатационных свойств смазок применяют различные присадки. Так, для повышения смазочной способности к нефтяным маслам добавляют растительные жиры, жирные кислоту олеиновую кислоту и другие примеси._
Нефтяные смазочные масла
Наименование и марка масла ГОСТ Вязкость 50° С . гст, при 100= с Гемпера- стых’ани':, °C, не выше
Индустриальное 20 1707—51 17—23 -20
Индустриальное 30 1707—51 27—33 — — 15
Индустриальное 45 1707—51 38—52 — 10
Индустриальное 50 1707—51 42—58 -20
Турбинное 30 32—53* 28—32 — - 10
Турбинное 57 32—53* 55—59 — —
Автотракторное АКЗп-10 1862—63 45 10 -40
Автотракторное АКп 10 1862—63 70 10 -25
Л втотрактор пое А К -15 1862—63 >135 >15 ' —5
Трансмиссионное автотракторное зимнее (нигрол) 542—50 — 17,9—22,1 —20
Т рансмиссиоикое автотракторное летнее (нигрол) 542—50 — 28,4—32,5 —5
Трансмиссионное автомобильное летнее 3781—53 — 20,5—32,4 -20
Авиационное MC-I4 1013—49* >92 >14 —30
Авиационное МС-20 1013—49* >157 >20 -18
Авиационное МЦ-22 1013—49* >192 22 — 14
Цилиндровое 24 1841—51 -— 20—28 —
Цилиндровое 38 6411—52 — 32—41 + 17
Цилиндровое 52 6411—52 — 44—59 —5
Масло для гипоидных передач 4003—53 — 20, о—32,4 —20
Есть присадки, понижающие температуру застывания, повышающие противозадирные, антикоррозионные и прочие свойства смазок. Основные сведения о некоторых нефтяных смазочных маслах, применяемых для смазки зубчатых и червячных передач, а также подшипников, приведены в табл. 9.1.
Синтетические смазочные жидкости (гликоли, силиконы, фторуглероды и хлоруглероды) применяют при особых условиях эксплуатации, например при высоких или низких температурах, при которых нефтяные масла неработоспособны.
П лас т и ч н ы е смазки представляют собой масла, загущенные мылами, парафином или другими веществами. При малых нагрузках эти смазки проявляют свойства твердых тел (сохраняют первоначальную форму и не растекаются), при определенных критических нагрузках деформируются (текут подобно жидкости), а при снятия нагрузки снова обретают свойства твердых тел.
Пластичные смазки хорошо удерживаются в механизмах и не требуют сложных уплотнений. Вязкость смазок в гораздо меньшей степени зависит от температуры, чем вязкость масел, на основе которых они сделаны. В узлах с интенсивным тепловыделением пластичные смазки не применяются из-за неспособности отбирать тепло от трущихся поверхностей. Водостойкие смазки лучше, чем масла, защищают поверхности от попадания воды.
При отсутствии влаги,
С полным ассортиментом пластичных смазок можно ознакомиться по специальной литературе [58]. Ниже дано краткое описание наиболее распространенных антифрикционных -смазок общего назначения (солидолы, жировая 1-13, консталины), а также специальных высокотемпературных (ЦИАТИМ-221) и низкотемпературных (ЦИАТИМ-201) смазок. Основные характеристики их даны в табл. 9.2.
Солидолы синтетические (солидол С и пресс-солидол С) и жировые (УС-1, УС-2, УС-3) получаются в результате загущения масел кальциевыми мылами жирных кислот. Солидолы водостойки, в их состав входит вода, которая служит стабилизатором структуры. При испарении воды солидолы распадаются, поэтому их можно применять только при ограниченных температурах. Синтетические солидолы широко распространены в отечественной промышленности. Особенно широко применяют солидол С, который можно использовать и в подшипниках качения, работающих при ограниченных температурах Пресс-солидол С в основном предназначен для смазывания узлов шасси автомобилей. Жировые солидолы отличаются от синтетических несколько лучшими механической стабильностью и вязкостно-температурными характеристиками, но объем производства их очень мал. Все солидолы можно использовать в качестве консервационных смазок.
Жировая смазка 1-13 загущается натриевыми и кальциевыми мылами жирных кислот, входящих в состав касторового масла. Эта смазка, как и все натриевые смазки, может работать при более высоких температурах, чем солидолы. В настоящее время она является наиболее распространенной смазкой для подшипников качения. Недостатки — низкая водостойкость и дефицитность сырья. Консталин жировой (УТ-1 и УТ-2) по составу отличается от смазки 1-13 отсутствием кальциевого мыла. По эксплуатационным характеристикам от этой смазки отличается только несколько большей температурой применения (до 120эС).
Смазка ЦИАТИМ-221 получается в результате загущения полисилоксановой жидкости комплексным кальцевым мылом стеариновой и уксусной кислот. Отличается широким диапазоном температур применения, однако в качестве низкотемпературной смазки обычно нс применяется ввиду высокой стоимости. Противоизносные свойства плохие, поэтому эту смазку не следует применять вместо солидолов и смазки 1-13. В воде нерастворима, но, поглощая воду из влажного воздуха, уплотняется и ее эксплуатационные свойства ухудшаются.
Смазка ЦИАТИЛА-201 является основной низкотемпературной смазкой. Дешевле смазки ЦИАТИЛА-221 примерно в 40 раз. Она получается путем загущения приборного масла МВП литиевым мылом стеариновой кислоты. Применяется в подшипниках, шарнирах и других узлах в авиации и в машинах, работающих в условиях Крайнего Севера. Не рекомендуется для использования при больших нагрузках. В воде нерастворима, но может смываться водой, поэтому защитные свойства ее невысоки.
Твердые смазки (графит, дисульфид молибдена) применяют в виде порошков или паст также при особых условиях эксплуатации — при низких или высоких температурах, глубоком вакууме, 298
в случаях, когда не допускается загрязнение среды жидкими или пластичными смазками. Воду применяют для смазки подшипников скольжения из резины, текстолита или пластифицированной древесины; воздух и газы — для небольших малонагруженных и очень быстроходных подшипников скольжения.
§ 2. СМАЗКА ЗУБЧАТЫХ И ЧЕРВЯЧНЫХ ПЕРЕДАЧ
Для редукторов общего назначения обычно применяют непрерывную смазку жидким маслом. Способ смазки: картерный непроточный (окунанием), струйный (поливанием), комбинированный (струйный для быстроходных и картерный проточный для остальных ступеней) — выбирают с учетом величины окружной скорости и условий теплоотдачи. Наиболее простой способ — картерный непроточный (окунанием зубьев зубчатых колес в масло, залитое в корпус) — применяется при окружных скоростях до 12-4-15 м'сек, а при повторно-кратковременных режимах — и несколько больших. Для червячных передач с цилиндрическим червяком смазка окунанием допустима до скорости скольжения 10 м'сек Независимо от того, окунается в смазку червяк или червячное колесо.
При картерной смазке достаточно, чтобы в смазку погружалось большее из двух зубчатых колес пары. Глубину погружения для цилиндрических зубчатых колес рекомендуется выбирать в пределах от 0,75 до 2 высот зубьев но не менее 10 мм. Для крупномодульных колес (tn 20 мм) при очень высокой вязкости масла достаточно погружения на половину высоты зуба. В указанных выше рекомендациях учтено, что в процессе работы глубина погружения уменьшается из-за разбрызгивания масла и прилипания его к стенкам корпуса и другим деталям. В многоступенчатых передачах рекомендации относятся к колесам быстроходных ступеней. Более глубокое погружение ( < 6 т) допустимо для колес тихоходных ступеней. При весьма ограниченных скоростях ( < 1,5 м.'сек) и отсутствии ребер возможно еще более глубокое погружение, однако в целях ограничения потерь на размешивание смазки нс рекомендуется погружать колесо на глубину более 100 мм. Колеса конических передач необходимо погружать в смазку на всю длину зуба.
Для цилиндрических шевронных передач без канавки посередине Для выхода инструмента рекомендуется выбирать такое расположение зубьев, при котором зацепление происходит «углом вперед», так как иначе смазка, сгоняемая в угол, будет вызывать гидравлические удары.
В червячных передачах с нижним расположением червяка его следует погружать в смазку не глубже высоты вилка, при этом желательно, чтобы уровень масла проходил через центр нижнего элемента качения (шарика или ролика). При верхнем расположении червяка глубина погружения должна быть не ниже высоты зуба колеса, верхний предел глубины погружения обычно не ограничивается (или ограничивается 1 3 радиуса колеса).
Объем масляной ванны принимают таким, чтобы обеспечить отвод выделяющегося тепла к стенкам корпуса, а толщину масляного слоя
Рис. 9.1
между зубчатыми колесами и днищем рекомендуется назначать достаточно большой, чтобы продукты износа могли оседать па дне и не попадали на рабочие детали. Предложить обобщенные рекомендации по выбору указанных параметров с учетом конкретных условий эксплуатации затруднительно. Приближенно можно рекомендовать принимать толщину слоя под зубчатыми и червячными колесами по менее двех толщин стенок корпуса редуктора. Объем масляной ванны для одноступенчатых цилиндрических редукторов рекомендуется принимать таким, чтобы па 1 кет передаваемой мощности приходилось 0,35—0,7 л масла.
В случаях, когда нельзя обеспечить благоприятные условия смазки нескольких деталей погружением в одну масляную ванну, применяют специальные смазочные устройства: смазочные зубчатые колеса из пластмасс (рис. 9.1), разбрызгиватели (рис. 9.2, I вариант — сварной разбрызгиватель; II —литой) и др.
Для замера уровня смазки в корпусе применяют маслоуказателп различных конструкций. Маслоу-казатели выбирают с учетом удобст
ва обзора, величины перепада уровней смазки и опасности повреждения. Наибольшее распространение имеют жезловые маслоуказателп (рис. 9.3, а, б, б), так как они удобны для осмотра; конструкция их проста и достаточно надежна. При больших окружных скоростях зубчатых колес жезл (щуп) устанавливают в чехле (см. рис. 9.3, а). Трубчатый маслоуказатель (рис. 9.3, д, табл. 9.3) удобен для обзора, но хуже всего защищен от повреждений. Крановые маслоуказателп (рис. 9.3,ё) ставят попарно в зоне верхнего и нижнего уровней смазки. О наличии смазки на данном уровне свидетельствует вытекание ее при открытии крана. Для контроля уровня можно использовать заливную пробку, если ее установить так, чтобы нижняя часть отверстия касалась верхнего уровня смазки. Такая система контроля наиболее надежна при опасности повреждения и применяется в коробках передач и задних мостах автомобилей. На рис. 9.3, г показан круглый масло-указатель; его размеры см. в табл. 9.4.
Максимальная температура нефтяных масел в обычных редукторах не должна превышать 90—95° С. Рабочую температуру масла в цилиндрических и конических редукторах рекомендуется ограничивать 50 С. Для червячных передач из-за их высокой термической напряженности приходится допускать большую рабочую температуру: для передач с цилиндрическими червяками 70э С (максимум 90 С), с глобоидными 90° С (в особых случаях до ПО 4- 115°С). При проектировании для предварительной оценки рабочей температуры редуктора, которая принимается равной рабочей температуре масла, вы-300
Таблица 93
Размеры трубчатого маслоуказателя, мм
разностЬд^ровней <35 <80
11 80 125
Т а б ,л и и а 9 4 Размеры круглого маслоуказателя. ММ
I d D 1 РззьСа а. L. ! L,
16 30 М22 х 1,5 20
20 40 М27 X 1,5 — 22
32 50 М39 X 1.3 — 26 —
50 70 5160 X 2 — 39
32 60 —. 49 — 12
50 S0 6.) 16
полняют тепловые расчеты 130], 132], [50]. Особенно актуальны эти расчеты для червячных передач ввиду их низкого к. п. д. и передач, работающих при высоких скоростях. Если в результате расчета выясняется, что при естественной теплоотдаче в окружающую среду рабочая
температура превышает рекомендуемую, следует увеличить поверхность корпуса путем применения ребер. В случае необходимости можно применить искусственное охлаждение путем обдувания корпуса воздухом с помощью вентилятора, установления в масляной ванне внутри корпуса радиаторов или змеевиков с проточной водой, применения циркуляционной смазки. Следует иметь в виду, что охлаждающие ребра на наружной поверхности корпуса всегда располагают в направлении воздушного потока. При отсутствии искусственного обдува ребра располагают вертикально в направлении естественного движения нагретого воздуха.
Тепловые расчеты следует выполнять с учетом относительной продолжительности включения (ПВ). Передачи с низким к. п. д. (например, червячные) используют, как правило, только при кратковременных включениях, поэтому сложные системы охлаждения для таких передач обычно не применяют.
При окружных скоростях, превышающих допустимые для картер, ной смазки окунанием, применяют струйную циркуляционную смазку. Этот метод смазки является более совершенным, но и более сложным и дорогим. При струйной смазке масло подается под давлением на зубья передач и в подшипники через специальные брызгала 1 или ще-
Рис. 9.3
левые сопла 2 (рис. 9.4), затем стекает в корпус редуктора и поступает в отстойник, где охлаждается. Далее через фильтр, насос и распределительное устройство масло вновь подается к смазываемым агрегатам-Брызгало представляет собой трубу с заглушкой на конце и одним или двумя рядами отверстий. При окружных скоростях косозубых и шевронных зубчатых колес до 45 м!сек, а прямозубых до 20 м!сек рекомендуется [32] выполнять один ряд отверстий и масло подавать непосред
ственно в зону зацепления. При больших скоростях выполняют два ряда отверстий и масло подают отдельно на шестерню и колесо перед зоной зацепления. Длина брызгала должна быть равна ширине колес. Рекомендуемый диаметр отверстий 4 мм, шаг не более 100 мм, так чтобы струи смазки перекрывали друг друга. Щелевые сопла имеют то же назначение и устанавливаются по одному пли по нескольку в зави-
симости от ширины зуочатых колес.
Циркуляционную струйную смазку применяют не только при высоких скоростях, но и в случаях, когда из-за неблагоприятного расположения деталей (например, вертикальные валы) и недостаточной для интенсивного разбрызгивания окружной скорости нельзя обойтись более простыми способами смазки. В подобных конструкциях специальный отстойник обычно не требуется, так как общее тепловыделение невелико и
2
Рис. 9.4
масло может достаточно охлаждаться в корпусе редуктора. Фильтры для очистки масла целесообразно применять во всех случаях.
Для подачи смазки используют лопастные, плунжерные или шестеренчатые насосы, приводимые в движение от одного из валов ре-' дуктора. В некоторых случаях, . например, при реверсивном движении или переменной скорости (вращения редуктора для вращения насоса применяют отдельный электродвигатель. Отдельный при-
вод создает более благоприятные условия при запуске машины.
При подсчете потребного количества масла Q, л/мин, обычно полагают, что все выделяемое тепло отбирается маслом, тогда
14,3Af(l—4) с уДП]м
(9-1)
где N — передаваемая мощность, кст\ т] — коэффициент полезного действия редуктора; с — 0,4 ккал'кг • град — удельная теплоемкость масла; -у 0,9 кг!л — удельный вес масла; А/ — 5—10е С — прирост температуры масла; т]м = 0,5 — 0,8 — коэффициент, учитывающий эффективность использования масла; меньшие значения принимают при больших скоростях.
Для предотвращения вспенивания и быстрого старения масла площади маслопроводов должны быть такими, чтобы скорость его в нагнетательных маслопроводах не превышала 24-3 м.'сек, а во всасываю-
Таблица 9.5
Рекомендуемые значения вязкости масел для зубчатых колес закрытых передач 16 j
.Материал зубчатых колес °в- кГ /мм- Окружная скорость, м/с. к
0,5 0,5-1 14-2,5 2 ,5ч-5 5-12,5 -I- См W- * >23
К И! ематнческа Я ВЯЗКОСТЬ при 50° С 1 00° С), сс т
Пластмасса, чугун, бронза — 180 (23) 120 (15) 85 60 45 34 —
Сталь* 45—100 270 (34) 180 (23) 120 (15) 85 60 45 31
100—125 270 (34) 270 (34) 180 (23) 120 (15) 85 60 45
125—160 450 (53) 270 (34) 270 (34) 180 (23) 120 (15) 85 60
Сталь цементован или закаленная по поверх кости — 450 (53) 270 (34) 270 (34) 180 (23) 120 (15) 85 60
* Нсцементованпые зубчатые колеса из хромоникелевой стали при Ов2>80 кГ/мм? должны смазываться маслом, более вязким на одну ступень в градации вязкостей по сравнению с указанной в таблице.
щих — 1,5 м’сек. Объем масла в отстойниках или в корпусе должен обеспечить минимум 3—5-минутный расход. Желательный объем должен обеспечить 7-минутный, а для вязких масел 20—30-минутный расход.
Сорт смазки для закрытых зубчатых передач и червячных передач с цилиндрическим червяком рекомендуется выбирать по табл. 9.5, 9.6 и 9.1. Для непрерывно работающих при расчетной нагрузке глобо-
Таблиц а 9G
Рекомендуемые вязкости масел для червячных передач с цилиндрическим червяком и способы подачи масла [6J
Скорость скольжения, м/с.'К 0— 1* 0—2,5* 0—5** 5—10 10—15 I 15 — 25; 1 >25
Кинематическая вязкость масла в сантистоксах при 50е С (100° С) 450 (53) 270 (34) 180 (23) 120 (15) 85 60
Смазка Окунанием Струйная пли Струйная под лением, с. лап-
окунани- ем 0,7 2 3
* Условия работы тяжелые.
** Условия работы средние.
ицных передач наилучшей смазкой является масло «цплиндоовог 32л по ГОСТ 6411—52.
Если температура масла в картере зубчатой передачи близка к50?С, то требуемую вязкость, указанную в табл. 9.5, следует увеличить на 50%. Для двух- и трехступенчатых передач выбирают среднюю вязкость из требуемых различными ступенями.
Температура застывания масла должна быть ниже возможной температуры окружающей среды. При замене марки масла следует руководствоваться потребными значениями вязкости.
В смазки для червячных передач к минеральным маслам прибав-лют 3—10% растительных масел или животных жиров. При работе червячных передач с перерывами, когда отсутствует заметное повышение температуры масла, а также при низкой температуре окружающей среды вязкость масла следует снижать по сравнению с рекомендуемой в табл. 9.6. Смазку глобоидных передач для легких режимов работы рекомендуется подбирать так, чтобы при рабочем режиме вязкость составляла 65—80 сст. Гипоидные передачи, работающие с повышенным скольжением, смазывают специальной смазкой для гипоидных передач по ГОСТ 4003—53, обладающей противозадирными свойствами.
Для открытых зубчатых передач, работающих при окружных скоростях до 4 м/сек, обычно применяют периодическую смазку весьма вязкими маслами или пластичными смазками, которые наносят на зубья через определенные промежутки времени. В некоторых случаях применяют капельную смазку или смазку из корыта (при v до 1,5 м/сек), наполненного вязким маслом и расположенного под зубчатым колесом.
Применять открытые передачи не рекомендуется из-за повышенного износа.
§ 3. СМАЗКА ПОДШИПНИКОВ КАЧЕНИЯ. УПЛОТНЕНИЯ
Для смазки подшипников качения применяют жидкие масла, пластичные смазки и в особых случаях твердые смазочные материалы. При выборе вида смазки следует учитывать вид смазки в сопряженных узлах, скорость вращения, температуру узла и способ отвода тепла от подшипника, способ подачи смазки, конструкцию уплотнений, характер окружающей среды.
Наиболее благоприятные условия для работы подшипников обеспечивают жидкие масла. Преимущества их заключаются в высокой стабильности, меньшем сопротивлении вращению, способности отводить тепло и очищать подшипник от продуктов износа. Жидкую смазку легче заменить без разборки узла. Недостаток жидких смазок связан с потребностью в сложных конструкциях уплотнений.
При выборе марки масла отдается предпочтение маслу, применяемому в сопряженных узлах (подшипники и зхбчатые колеса редуктора смазывают обычно из общей масляной ванны). Если для подшипника применена индивидуальная смазка, то следует учитывать, что более вязкие смазки применяют при больших нагрузках и малых скоростях.
Для большинства подшипников средних габаритов (кроме роликовых сферических, конических и роликовых упорных), работающих при нормальных условиях, рекомендуется применять смазку с кинематической вязкостью при рабочей температуре vt = 12 сст\ для роликовых сферических — 20 сспг, для конических и роликовых упорных — 30 сот.
Пластичные смазки лучше, чем жидкие масла, защищают подшипник от коррозии, особенно при длительных перерывах в работе. Для их удержания в подшипнике и корпусе не требуются сложные уплотнения. Отдельные риоры (см. рис. 14.7) с пластичными смазками про-
Рис. 9.5
ния. Наиболее распространенной ся смазка 1-13.
ще в эксплуатации, чем с жидкими, так как могут длительное время работать без замены или добавления смазки и не требуют частого контроля.
При выборе пластичной смазки учитывают рабочую температуру узла и наличие в окружающей среде влаги.
В подшипниках качения применяют все типы антифрикционных смазок, сведения о которых даны в табл. 9.2. Выбирая конкретный тип, следует учитывать температурный диапазон примене-для подшипников качения являет-
Твердые смазки в виде коллоидного порошка графита или двухсернистого молибдена применяют при температурах 200—400° С.
В литературе имеются рекомендации по выбору вида смазки в зависимости от скорости вращения подшипника (п об! мин) или произведения dcpn [561, где dcp — средний диаметр подшипника.
При смазке зубчатых колес окунанием подшипники качения обычно смазываются из картера в результате разбрызгивания масла зубчатыми колесами, образования масляного тумана и растекания масла по валам. Надежная смазка разбрызгиванием возможна при окружных скоростях зубчатых колес свыше 3 м'сек. Для свободного проникания смазки полость подшипника должна быть открыта внутрь корпуса, а для обеспечения лучшей циркуляции смазки подшипниковые гнезда желательно дренажировать (см. рис. 9.12, а). В некоторых случаях, например при редком пуске машины, целесообразно устройство «порога» (рис. 9.5), сохраняющего масло в подшипнике после остановки машины и обеспечивающего смазку при пуске. Размеры порога выбираются такими, чтобы уровень смазки не превышал центра нижнего тела качения. Если подшипник необходимо защитить от излишнего количества смазки, применяют внутренние уплотнения в виде маслосбрасывающих колец (защитных шайб), изображенных на рис. 9.6, д, б.
Потребность в них возникает, например, при расположении рядом с подшипником шестерни, наружный диаметр которой меньше нар>ж-306
ного диаметра подшипника, благодаря чему выжимаемое из зацепления масло при значительных скоростях обильным потоком выбрасывается в подшипник. Внутренние уплотнения одновременно защищают подшипник от попадания в него посторонних частиц и продуктов износа.
При малых скоростях и в случаях, когда опоры удалены от направления потоков смазки, необходимо предусматривать специальные смазочные устройства.
Рис. 9 6
Если разбрызгиваемая смазка попадает на верхнюю часть корпуса, ее можно собирать в специальные сборники и по канавкам, расположенным на нижней части корпуса в плоскости разъема, подавать в полость подшипника (см. рис. 5.13). На том же принципе основана и смазка червяка при расположении его над колесом, изображенная на рис. 9.7, а, б.
В конструкции по рис. 9.7, а смазка, попадая на витки червяка с червячного колеса, отбрасывается на отбойник /, стекает с него в паз трубки, а затем по трубке через сверления в корпусе попадает в полость подшипника. Редуктор должен быть расположен строго горизонтально, так как иначе возможно неравномерное распределение смазки между опорами. В конструкции по рис. 9.7,6 смазка стекает по верти-
кальным стенкам и попадает в желоба (лотки), отлитые заодно с корпусом, а затем через сверленые отверстия в полость подшипника. Для равномерного распределения смазки между опорами желоба разделены ребром 2. Такие способы смазки можно применять при окружной скорости на червяке от 3 м сек, т. е. практически всегда, так как верхнее расположение червяков применяют при окружных скоростях червяка свыше 44-5 м сек. При малых скоростях, когда разбрызгивание смазки
недостаточно, масло для смазки подшипников можно собирать с торцов зубчатых колес, используя для этого скребки (рис. 9.8).
Установка сборников для смазки и скребков в редукторах общего назначения должна обеспечивать смазку подшипников при любом направлении вращения.
Для смазки вертикальных валов жидким маслом можно применить специальные маслоподъемпые конусные насадки (рис. 9.9). Подъем масла происходит за счет действия центробежных сил. В конструкции
3зззо (1.5 мм
Рис. 9.8
по рис. 9.9, а масло подастся в подшипник по каналу. В узле по рис. 9.9, б масло поступает в подшипник через отверстия в верхней части насадки.
Полость подшипника, смазываемого пластичными смазками, должна быть отделена от внутренней части корпуса. Для этого могут быть использованы уплотнения по рис. 9.6, в, г, д.
Уплотнение защитной шайбой с проточками (см. рис. 9.6, в) относится к комбинированным, так как является центробежным и щелевым одновременно. Выступающий за пределы стенки корпуса участок шайбы отбрасывает жидкое масло, остальная цилиндрическая поверхность с проточками удерживает пластичную смазку от вытекания. Такие уплотнения применяют при весьма ограниченных скоростях. Щелевое Уплотнение (см. рис. 9.6, а) выполняется с проточками (жировыми канавками), рекомендуемые размеры которых даны в табл. 9.7. Эго уплотнение надежнее, чем защитная шайба, удерживает пластичную
Размеры элементов уплотняющих устройств, мм
f-5e (кроме коничес' к их подшипника?/)
Диаметр отверстия подшипника (вала) d l) a b c e r
10 11 23 6 4,3 5 0,2 1,5
15 16 28 6 4,3 5 0,2 1,5
20 21 33 6 4,3 5 0,2 1,5
25 26 38 G 4,3 5 0,2 1,5
30 31 43 6 4,3 5 0,2 1.5
35 36 48 6 4,3 0 0,2 1 .5
40 41 59 9 6,5 8 0,2 1,5
45 4G 64 9 6,5 8 0,2 1,5
50 51,5 G9 9 6,5 8 0,3 2
55 56,5 74 9 6,5 8 0,3
GO 61,5 79 9 6,5 8 0,3 2
65 G6,5 84 9 6,5 8 0,3 2
70 71,5 89 9 6,5 8 0,3 2
75 76,5 98 12 9 10 0,3 2
80 81,5 103 12 9 10 0,3 2
85 87 108 12 9 10 0,4 2
90 92 113 12 9 10 0,4 2
95 97 118 12 9 10 0,4 2
100 102 123 12 9 10 0,4 2
105 107 128 12 9 10 0,4 2
Пресс-масленка прямая (Из ГОСТ 1303 — 55, тип I)
Размеры, мм
PVHHI V“ масленки Резьба Н h ht 0?г а, а» а а,. Размеры под ключ S
1 К1/8" (dr--. 10,272) 18 10 7 6,7 4,5 5,8 2 48° 4,572 11 / 2,5 11
2 К l/4"(d—13,572) 24 12 7,5 10 5,2 8 4,5 60° 5,08 14 5 14
Б 1 2 Мб х 1 коническая MG X 1 коническая 13 18 Со со 6 6 6,7 6,7 4,5 4,5 5,8 5,8 2 2 48° 48е 2 • 4 8 8 2,5 2,5 8
Б — МЮх 1 18 10 7 6,7 4,5 5,8 2 48° — 11 2,5 11
'1 -j4 . / JV..' > ' : f ' Ц >, (£«,</ - » *. **
Т а б л и ц а 9.9
Пресс масленка с переходным штуцером (Из ГОСТ 1303 — 56, тип 11)
Размеры, льи
Группа Резьба L 1 /« а0
А Kl/8"(d=10,272) 22 14 10,5 4,572 30,45
Б Мбх 1 коническая 20 1,3 10,*5 1 10,90
13 МЮх 1 22 14 10,5 — 30, 45, 90
Л1асленка колпачковая (Из ГОСТ 1303 — 56, тип IV)
Размеры, мм
До масленки Емкость, САГ* Резьба d i л н D Размер под ключ S
1,5 1,5 8 14 14 18
3 3 М10Х 1 15 15 22 11
6 6 10 18 17 28
12 12 20 20 35
25 25 26 24 45
50 50 М14Х1.5 12 32 30 55 17
100 100 40 38 68
200 200 47 48 85
400 400 М20 X 1,5 15 60 60 ПО 22
Таблица 911
Допустимые окружные скорости для разля-.чых типов уплотнений
_ Максимальная
Тип уплотнении окружная схе-
______________ I р;;сть. лг'г. к
Контактпыс:
из войлока грубошерстного Г (ГОСТ 6418—52) и полугрубо-шерстного П (ГОСТ 6308 — 52).....................
из войлока тонкошерстного Т (ГОСТ 288 — 53)..............
манжетные из синтетической резины I тина.................
то же, для полированных валов............................
манжетные из синтетической резины II типа................
металлические с упругими разрезными кольцами ......
Бесконтактные:
кольцевые зазоры, проточки ..............................
лабиринты, заполненные пластичной смазкой ...............
лабиринты без набивки смазкой ...........................
о
10
15
5
10
о 30 50
Манжеты резиновые .тгм,;эст"м.тые с пружиной для уплотнения валов <1!з ГОСТ 8752 — 61)
I — резиновый корпус; 2 — металлический каркас; 3 — пружина Размеры, мм
Диаметр вала а D В «Л
помни. зон. откл. ном ин ДСП откл. MOV! и и. ДОП. откл иомин доп откл.
15 16 14,8 15,8 30
17 16,8 32 -1-0,30 7 4-0,3 — —
18 19 17,8 18,8 35 4-0,15 —0.2
20 21 22 24 19,8 20,8 21,8 23,8 -0 6 40 19 21
25 24.8 42 21
26 25,8 45 25
28 27,8 47 27
30 29,7 52 29
32 31,7 4-0,4 10 +0,5 —0,3 31 + 0,3
35 38 34,7 37,7 -1,0 58 4-0,2 34 37
40 39,7 60 39
42 41,7 62 41
45 44,7 65 44
48 47,7 70 47
Диаметр о я Jy
вала номпн. ДОП. откл. 11 эм и и . ДОП. откл. ПОМИН ДОП. откл hovhh . дои откл.
50 49,7 — 1 ,0 70 +0,4 10 49
52 51,7 ( 75 ' +0,2 51
55 58 54,7 57,7 80 54 57 +0,3
60 65 59,7 61,7 85 90 59 64
70 75 69,7 74,7 -1.1 95 100 +0,6 +о,3 12 +0,5 -0,3 69 74
' 80 85 79,7 84,7 105 ПО 79 84
90 95 89,7 91,7 120 89 94 +0,2 —0,4
100 105 ПО 99.6 104,6 109,6 -1.3 125 130 135 99 104 109
Примечания
1. В ГОСТе даны размеры манжет диаметром d от 6 до 1500 мм.
2. Примеры условных обозначений манжеты типа I исполнения I! для вала диаметром 30 мл:
Манжета 1-П-ЗО ГОСТ 8752—61; манжеты типа II для вала диаметром 25 мм; Манжета 11-25 ГОСТ8752—61.
смазку от вытекания под действием центробежных сил. Недостаток этого уплотнения связан с необходимостью обрабатывать внутреннюю стенку корпуса. Уплотнения по рис. 9.6, в, г не рекомендуется применять на вертикальных валах.
Торцовое уплотнение (см. рис. 9.6, д) с фасонной металлической шайбой 1 относится к типу контактных. Весьма эффективно предохраняет подшипник от вытекания смазки и попадания воды и грязи. Втулка 2 защищает уплотнение от повреждения при демонтаже подшипника.
В случаях, когда установка специальных уплотняющих устройств невозможна или нежелательна, применяют подшипники с защитными шайбами (см. рис. 5.1, б, в) пли фетровыми уплотнениями. Подшипники с двумя защитными шайбами и с двусторонним фетровым уплотнением заполняются пластичной смазкой па заводе-изготовителе.
Размеры внутренней полости корпуса под пластичную смазку должны иметь глубину с каждой стороны подшипника примерно в 1/4 его ширины. Смазку набивают в подшипник через крышку (см. рис. 9.6, и) или подают под давлением через масленку под шприц (рис. 9.6, в, г, табл. 9.8 и 9.9) или колпачковую масленку (табл. 9.10). Рекомендуется, чтобы объем смазки не превышал 1/34-1/2 объема свободного пространства полости.
Конструкция уплотнения или узла в целом должна допускать выход излишней смазки. Это особенно важно при подаче смазки под давлением. Для выхода избытка смазки в корпусе можно выполнить не-316
масла.
большое отверстие или установить манжетное уплотнение широким торцом внутрь корпуса.
Наружные уплотнения* разделяются на контактные (манжетные — см. рис. 9.10, войлочные — см. рис. в, г к табл. 9.7, с защитными шайбами), бесконтактные (с жировыми канавками — см. рис. а, б к табл. 9.7, лабиринтные — см. рис. д к табл. 9.7), основанные на использовании центробежных сил и комбинированные.
При выборе типа уплотнения учитывают вид смазки, рабочую температуру, окружную скорость вала (табл. 9.11), характер внешней среды. Размеры некоторых распространенных \ плот пепин даны в табл. 9.7 и 9.12. "
Из контактных уплотненпй наболев распространенными и весьма совершенными являются манжетные армированные уплотнения из синтетической резины. Они предназначены для работы в среде минеральных масел, пластичных смазок и воды при избыточном дав-
лепии до 0,5 кГ с:,t~. Допустимая температура от — 45 до |- 120е С и кратковременно (не более 2 ч) до 130е С.
Требования к валу (втулке) под манжету: твердость поверхности не ниже HRC 50; допустимое отклонение не более по ОСТ 1024;
i Д шероховатость нс ниже V9 по ГОСТ 2789—59 с последующим полпреде ванием [10]. Требования к посадочным гнездам в крышке; допускас-7/. мое отклонение по Д3; шероховатость поверхности не ниже v6. При-меры применения см. в гл. V (рис. 5.13; 5.15; 5.24 и др ).
Дистанционная втулка 2 под манжетное уплотнение (рис. 9.10) должна быть надежно закреплена по валу от пропорота. Для защиты манжеты от повреждения при монтаже п демонтаже па валу пли на втулке следует выполнять заходную фаску под углом 15е к оси. Для ( предотвращения манжеты от выворачивания при сборке и в работе с повышенным давлением рекомендуется применять-конусный упор 1 (см. рис. 9.10).
* В ряде случаев они могут быть использованы п как внутренние.
г'-
Общая конструкция узла должна обеспечивать попадание смазки в место контакта манжетного уплотнения с валом, в противном случае уплотнение быстро выйдет из строя.
Войлочные уплотнения в настоящее время имеют ограниченное применение. Уплотнение (рис. г к табл. 9 7) можно применять только при густой смазке. Уплотнение с нажимным кольцом (рис. в к табл. 9.7 и особенно по рис. 9.11) более эффективно; такие уплотнения проще менять при потере ими работоспособности. Перед постановкой войлочное кольцо следует пропитывать горячим маслом.
Контактные уплотнения оказывают значительно большее сопротивление вращению, чем бесконтактные, поэтому их применяют при меньших скоростях.
Рис. 9.11
Проточки и жировые канавки (рис. а, б к табл. 9.7) применяют при пластичной смазке в узлах с незначительным нагревом; эффективность их невелика.
• Лабиринтные уплотнения (рис. д к табл. 9.7) работоспособны при различных видах смазки в широком диапазоне скоростей. Детали их должны выполняться с повышенной точностью, поэтому они значительно дороже и сложнее в изготовлении.
Уплотнения, основанные на использовании центробежных сил (рис. 9.12), используют при окружных скоростях вала не менее 7 ч-8 м/сек. Масло, проступающее на разбрызгивающую шайбу (рис. 9.12, д) или проточку (рис. 9.12, б), отбрасывается на внутреннюю поверхность крышки или в корпус. Такие уплотнения можно применять только в сухой и чистой среде, так как они плохо защищают подшипник от пыли и влаги. В ряде случаев эффективно применение более сложных комбинированных уплотнений [56].
Весьма эффективны уплотняющие устройства с трущимися металлическими упругими разрезными кольцами (рис. 9.13, а — в). Такие уплотнения могут продолжительное время надежно работать как при нормальных, так и при высоких температурах и больших перепадах давлений. Контактирующие поверхности этих уплотнений необходимо 318
Размеры разрезных колец, мм
V6(V1
D в рабочем СОСТОЯНИИ й <С> Тепловой .sasop S в рабочем состоянии
II гя. Д;п
ео 65 70 75 80 90 100 НО 125 140 150 160 ч 180 2,5 ±0,15 3 0,1±0,15
4
3
3,5 0,1 -4-0,2
4 ±0,2 5
4,5 0,134-0,26
5
5,5 : 6
Таблица 9.14
Пробки для маслоспускных отверстий
Размеры, ли
Резьба D L а 5 d. ММ н ь S
М12х 1,25 М16х 1,5 20 25 22 24 12 3 17 19 3/4" (26,6) 16 4,5 12
М20Х!,5 м24 х 1,5 30 34 25 28 13 4 22 27 1" (33,2) 19 5 14
Магнитный уловитель
Размеры, мм
Резьба по ГОСТ У 150 —59*
Масса ферромагнитных частиц, задерживаемых магнитом, кг
Радиус притяжения магнита, мм. не меиее
М 10x1,5 10 30 10
’•127x1,5 17 40 18
17 0,01 55
24 0,03 70
изготавливать с повышенной точностью, поэтому они сравнительно дороги. Кольца устанавливают в прорези вала (рис. 9-13, а) или на фасонных втулках (рис. 9.13, б), если не желательно ослабление вала. Число колец — не менее двух. Разрезы в кольцах (рис. 9.13, в) следует располагать со смещением друг относительно друга. Рекомендуемые размеры колец из чугуна СЧ21—40 приведены в табл. 9.13.
В ответственных узлах применяют также торцовые уплотнения (см. рис. 5.16 и 8.26), отличающиеся от других типов уплотнений рядом достоинств: длительным сроком службы, малой чувствительностью к прогибам и биениям валов, способностью обеспечивать высокую герметичность узла.
Масло удобно заливать в корпус через достаточно большие отверстия. Для этой пели обычно используют смотровые люки в верхней части корпуса. Через небольшие отверстия, закрываемые пробками, смазку приходится подавать от насоса под давлением.
Сливные отверстия закрывают пробками с цилиндрической иля конической резьбой (табл. 9.14). Надежнее уплотняет коническая резьба, поэтому ей следует отдавать предпочтение. Под пробки с цилиндрической резьбой необходимо ставить уплотняющие алюминиевые или медные прокладки. Пробку целесообразно совмещать с магнитным уловителем (табл. 9.15) для улавливания ферромагнитных частиц, являющихся продуктом износа и в свою очередь действующих на рабочие поверхности трущихся деталей как абразив.
Во время работы передачи воздух внутри корпуса нагревается, что при замкнутой системе приводит к повышению давления и утечке масла через уплотнения валов и разъемы. Чтобы предотвратить это, применяют вентиляцию корпуса с помощью отдушины. Простейшие отдушины представляют собой пробки с отверстиями (рис. 9.14, в). 320
Рис. 9.12
Рис. 9.14
Рис. 9.15
И Зак. 1018
Через эти отверстия в корпус могут попадать абразивные частицы (пыль, песок), засасываемые с воздухом при охлаждении передачи после работы.
Для защиты от попадания абразивных частиц в отдушины устанавливают фильтрующие элементы (рис. 9.14, а, б). Более сложные и совершенные фильтрующие элементы имеют больший объем. Пример такого элемента, совмещенного с крышкой, показан на рис. 9.15.
ГЛАВА X
ПРОЕКТИРОВАНИЕ ЭЛЕМЕНТОВ ПЕРЕДАЧ
Передачи включают большое количество разнообразных элементов. Проектирование некоторых из них рассмотрено в специальных главах: шкивов и звездочек — в гл. VII, подшипниковых узлов — в гл. VIII, смазочных устройств — в гл. IX. В настоящей главе рассмотрены валы, зубчатые колеса, червяки п червячные колеса, корпуса редукторов.
§ 1. ВАЛЫ
Основные размеры и материал вала определяют при расчете [30]. Конструкцию оформляют при проектировании передачи — см., например, гл. XIV. Ниже изложены дополнительные сведения.
Конструкция вала зависит от типа и размеров расположенных па нем деталей (зубчатые колеса, муфты, подшипники и пр.) и способа закрепления этих деталей в окружном и осевом направлениях (см. гл. II).
Валы передач, как правило, ступенчатые. Ступенчатая конструкция позволяет:
а) строго базировать детали па валу в осевом направлении;
б) дифференцировать требования к различным участкам вала по точности, шероховатости поверхности и пр.;
в) упростить посадку деталей с натягом, так как каждая деталь свободно перемещается но валу до своей ступени;
1) приблизить форму вала к равнопрочному брусу.
Б массовом и крупносерийном производствах ступенчатые валы изготовляют из штампованных заготовок, что значительно сокращает объем механической обработки н расход металла. В пнднвндуалык м is мелкосерийном производствах валы вытачивают из поковок (свободная ковка) иля из круглого проката (см. приложение III).
При изготовлении вала из круглого проката пли из кованой бол-ьанки (рис. 10.1, о, б) объем обработки резанием и потери металла в е.ружку тем больше, чем больше разность диаметров его ступеней. Особенно нежелательны высокие узкие буртики (см. рис. 10.1, б).
При конструировании ступенчатых валов со спадом диаметров от сегедкиы в сбе шероны желательно унифицировать диаметры ступеней, 522
выполняемых с одинаковым допуском. Это упрощает обработку и сокращает число контрольных калибров.
Для облегчения процесса сборки деталей с натягом соответствующие ступени вала не должны иметь лишнюю длину посадочной поверхности,как на рис. 10.2, а. С этой целью в конструкции на рис. 10.2, б между подшипником и ступицей образован дополнительный перепад диаметров, а участок слева от подшипника обработан с допуском Х3, гарантирующим свободный проход подшипника (с зазором) до своего посадочного места.
Рис. 10.2
Рис. 10.3
Если посадка с гарантированным натягом сочетается со шпоночным соединением, то необходимо обеспечивать возможность направить паз ступицы па шпонку до начала участка посадки с натягом. Неправильный вариант конструкции изображен на рис. 10.3, а. При правильной конструкции ступица должна идти по валу свободно (с зазором-До начала параллельных граней шпонки, с тем чтобы се можно были повернуть и направить на шпонку. Это можно выполнить различными способами: 1) удлинить направляющую фаску (рис. 10.3, б); 2) направляющую фаску заменить посадкой с зазором, например -~ (рис. 10.3, в); 3) удлинить шпонку за ступицу (рис. 10.3, г).
Во всех случаях граница фаски или посадки с зазором должна заходить за начало параллельных граней шпонки (q > 24-3 м." рис. Ю.З, б). Выбирая длину участка вала, на котором размещена
на, необходимо учитывать, чтс шпоночный паз нс должен дохош'.ть до границ этого участка с обеих сторон (с2 > 2-4-3 льи — рис. 10.3, г), в противном случае по концам шпоночного паза образуются выпучивание или заусенцы. Вариант, когда по условиям конструкции дспл-сгмется выступающий за ступицу шпоночный конец (рис. 10.3, ai.
Рис. 10 4
является предпочтительным. Здесь лучше используются длины ступицы и шпонки. Выход конца шпонки за ступицу нс допускают в открытых механизмах по условиям техники безопасности. Если ступииу поджимают распорной втулкой, для выступающего конца шпонки во втулке прорезают паз.
Шпоночный паз изготовляют пальцевой (рис. 10.4, о) или дисковой (рис. 10.4, ci фрезами. Изготовление дисковой фрезой более производительно, а сам паз вызывает меньшую концентрацию напряжений. Однако в этом пазу шпонка фиксируется ме-
Рис. 10.5
нее надежно и, кроме того, увеличивается длина паза за счет нерабочих участков /ЕЫХ (выход фрезы). Длину участка выхода фрезы /Еых определяют расчетом или графически в зависимости от глубины паза и диаметра фрезы. При b 16 мм £>фР а» 70 4- 90 мм. Участки выхода фрезы должны Сыть предусмотрены и в конструкциях валов с зубьями (шлицами) (рис. 10.5, а, б: см. также табл. 13.13).
Если на валу имеется два или более шпоночных паза, то они должны Сыть расположены на одной образующей; желательно, чтобы ширина шпоночных пазов была одинаковой. Это позволяет обрабатывать шпоночные пазы при одной установке вала и одним инструментом.
Обычно шпонки одного вала нагружены одинаковым крутящим моментом. Наиболее нагруженной является шпонка, расположенная
324
на меньшем диаметре. Поэтому размеры поперечного сечения этой шпонки можно принимать и для всех других шпонок данного ва.та.
Разработку рабочих чертежей см. в гл. XIII, § 2.
§ 2 ЗУБЧАТЫЕ КОЛЕСА
Основные параметры зубчатых колес (диаметр, ширина, модуль,
число зубьев и пр.) определяют при проектировании передачи (см. гл. XIV). Ниже рассматриваются вопросы, связанные с конструктивной формой зубчатых колес.
Форму зубчатых колес в большинстве случаев определяют по тех-
нологическим соображениям и главным способа получения заготовки. В свою очередь способ получения заготовки выбирают с учетом материала и размеров колес, а также масштаба их производства. Зубчатые колеса выполняют преимущественно из стали, реже из чу
образом в
зависимости от
Рис. 10.7
гуна пли пластмассы. Заготовку получают ковкой, штамповкой, литьем, сваркой пли из круглого проката.
Масштаб производства и конструкция. 13 индивидуальном и мелкосерийном производствах колеса малых размеров диаметром ГД д« 200 мм (реже до 240 мм) вытачивают из круглого проката (см. приложение III). При ГД » 150-4-600 мм заготовку получают свободной ковкой в виде круглых болванок.
Форма колес, заготовки которых получают из круглого проката или свободной ковкой, должна быть предельно простой — в виде плоского диска с минимумом механической обработки (рис. 10.6, о). У таких колес обрабатывают все поверхности. При этом торцовые поверхности ступиц (как упорные) и зубчатых венцов (как базовые при нарезании з\бьсв) обрабатывают с шероховатостью не ниже V5. Для ограничения обработки с такой шероховатостью на торцах предусматривают неглубокие выточки с более гр\бой обработкой, например V3. Иногда в целях уменьшения массы при больших диаметрах <D.? — = 250 4-600 ла) глчбин; выточек j.u п>рцл.л \ „е.ц.ш.лзют. Образуег-
ся колесо с диском (рис. 10.6, б). Вариант конического колеса из круглого проката изображен на рис. 10.6, в.
При L)( 600 мм в индивидуальном производстве иногда рацио-
нально применять сварную (см., например, рис. 4.3) заготовку. В мелкосерийном производстве для получения заготовок малых и средних размеров наряду со свободной ковкой применяют ковку в односторонних штампах, а при больших размерах — преимущественно литье.
Ковка в односторонних подкладных штампах позволяет значительно снизить расход металла и объем механической обработки. Рациональная форма колес для этого случая показана па рис. 10.7, о, б (форма поковки изображена пунктиром): колеса имеют глубокую од
ностороннюю выемку, а выступающая часть ступицы (см. рис. 10.7, б) располагается со стороны подкладного штампа. С этой стороны заготовка должна иметь \ клоны (не менее 5=) и радиусы закпугленпй 1см. формулы (10.1)1. '
В среднесерийном. крупносерийном и массовом произ-
еодстслх заготовки колес небольших и средних размеров до 660 мм) получают преимущественно штамповкой в двусторонних штампах, а больших размеров — литьем (чем больше заготовка, тем дороже штамповочное оборудование).
Штамповка отличается высокой производительностью и максимально приближает форму заготовки к форме готовой детали. Заготовка получает достаточно чистую поверхность и не требует механической обработки нерабочих поверхностей.
Для свободного заполнения нагретым металлом полостей штампа и для освобождения штампов от заготовки она должна иметь уклоны и достаточно большие радиусы закруглений (рис. 10.8). Штамповочные уклоны рекомендуют принимать равными ~ 5°, радиусы закруглений:
г ъ 0,03'/ -- (0,5 -у- 1,0) м, R « 2,5г- -(0,5 4- 1,0) мм.
(10 I)
Штампованные колеса изготовляют как с симметричным, так :: несимметричным расположением диска и ступицы (см. примеры на рис. 10.8, 10.У. а. б, в). Технологичная форма колеса по рис. 10.9. и находит все большее распространение в современном редуктор строении.
Механическая обработка и конструкция. Вазовыми поЕсрхностя?. . при нарезании зубьев являются поверхность центрального отверст!.и и торцов зубчатого венца (рис. 10.10). Эти поверхности должны’см. ь четко выражены и обработаны с достаточной чистотой и точность: >.
Цилиндрические колеса при нарезании зубьев обрабатывают < г-дсльно (рис. 10.10. а) или «пакетами» (рис. 10.10, б) по два нлн белее, lip!! раздельной обработке ступица может выступать с обеих стстч.и 32э
колеса. При обработке пакетами колеса не должны иметь выступающих ступиц, или ступица может выступать только с одной стороны. В последнем случае можно одновременно нарезать только два колеса.
Для того чтобы гарантировать соприкосновение колес венцами, по торцам ступиц в пакете должен быть гарантированный зазор. С этой целью ступицу несколько углубляют за торец венца или оговаривают в рабочем чертеже колеса, что торец ступицы не должен выступать за торен венца.
Обработка колес пакетами особенно рациональна при массовом производстве.
Колеса с внутренними зубьями нарезают долбяками на зубодолбежных станках (рис. 10.11, а, б). При этом закрытая конструкция колеса с диском и ступицей должна иметь канавку для выхода долбяка. Размеры канавки приведены в табл. 10 1.
Вариант ступицы по рис. 10.11, а можно выполнить, если опа не мешает размещению шестерни, зацепляющейся с колесом, и долбяка при нарезании зубьев. Минимальные внешние диаменты dai) долбяков приведены в табл. 10.2 (из ГОСТ 9323—60).
Т а б л и п а 19.1
Минимальные размеры канавки для выхода долбяка (см рис. 10.11)
т, мм 1,5—2,25 2,5—4 4,5—5 5,5-6,5 7-9 10
с. мм 5 6 7 8 9 10
h, мм 2, 5 д; во всех случаях
11 п м с ч а и а е. Д In КОСС'ЗУ^Ы \ ГЛ УБс,: ii— 2 и -г 3 и .
Таблица 10.2
'минимальные внешнее лпамётры 5. слёзке в
т, л-. и
'’I.U
1.5 2 2,5
80,3 82,7 82,4
83,8
111.1
Балы-шсстерни изготовляют при диаметре шестерни, близком к диаметру вала. Изготовление шестерни за одно целое с валом обязательно, если нс может быть обеспечена достаточная (по условиям прочности) толшина <S тела шестерни между впадиной зуба и пазом для шпонки (рис. 10.12, а, б).
Недостатком объединенной конструкции является необходимость изготовлять вал из того же материала, что и шестерню, часто более качественного идорогого, чем требуется. Кроме того, при замене шс-
Вис. 10 11
стерни, например по причине износа или поломки, зубьев, приходится заменять и вал. Несмотря на это, шестерню часто предпочитают выполнять заодно с валом и даже при S, значительно превышающем указанные нормы. Это объясняется тем, что раздельное изготовление увеличивает стоимость производства вследствие увеличения числа посадочных поверхностей, требующих точной обработки, а также за счет необходимости применения того или иного соединения'(например, шпоночного).
В зависимости от соотношения диаметров шестерни и вала зубья нарезают на выступающем венце (рис. 10.13, а, б, в) либо углубляют в тело вала частично или полностью (рис. 10.13, а, О). Если диаметр зубчатого венца значительно больше диаметра вала, то в целях уменьшения концентрации напряжений в местах резкого перехода сечении этот переход выполняют ступенчатым (см. рис. 10.13, а) или с выточками (см. рис. 10.13, б). Последние способствуют также более равш -мерному распределению нагрузки по длине зуба. При углублении зуба 323
Рис. 10.15
I. тело вала следует учитывать участки I захода и выхода фрезы ч'с< рис. 10.13, а, д). Величину I определяют в зависимости от диаметра фрезы; приближенно можно принимать I ж а (табл. 10.3).
На рис. 10.14, а, б изображены конструкции конических валов-шестерен. В конструкции по рис. 10.14, б упорный буртик вала следует располагать так, чтобы он не мешал выходу инструмента при нарезании зубьев (граница проведена тонкой линией).
При единичном производстве заготовкой для вала-шестерни служит круглый прокат, при серийном и массовом заготовку обычно штампуют.
Шевронные зубчатые колеса изготовляют с дорожкой в середине колеса для выхода инструмента (червячной фрезы) (рис. 10.15) или без дорожки (нарезаются долбяком или гребенкой со специальной заточкой). Шевронные колеса без дорожки нарезают на специальных малопроизводительных и дорогих станках, поэтому их применяют реже, чем колеса с дорожкой. Ширину дорожки а можно назначать пн табл. 10.3, глубина указана на рисунке.
Таблица 10-3
Ширина дорожки а для выхода фрезы, мм
г:. л:?.1 В. г p.iv т, мм |1, грае)
20 30 40 20 30 40
9 28 32 35 5 52 58 63
2,5 32 37 40 G 60 67 72
3,0 36 42 45 7 68 75 82
3,5 40 47 50 ? /э 82 90
4 46 52 55 10 i 90 100 108
Рекомендации по выбору размеров элементов конструкции. На
рис. 10.16, а, б изображена обобщенная конструкция зубчатых колес. Основные элементы — обод (или зубчатый венец), диск и ступица. В частном случае диск может отсутствовать, а обод объединяться со ступицей (см., например, рис. 10.6, а).
Ниже приведены рекомендации по размерам основных элементов. Эти рекомендации учитывают опыт производства и эксплуатации зубчатых колес. Их следует рассматривать как ориентировочные. При необходимости можно допускать отклонения от рекомендаций, однако
с vчетом того, что изложено ниже относительно каждого из основных элементов конструкции. При сохранении соотношения размеров основных элементов форму колес можно также варьировать в зависимости от конструктивных и технологических условий (см. выше).
Обод воспринимает нагрузку от зубьев и должен быть достаточно прочным. В то же время он должен быть податливым, чтобы способствовать равномерному распределению нагрузки но длине зуба Точность нарезания зубьев можно обеспечшь только при ’достаточно жестком ободе.
ззэ
Рекомендуют выполнять
6 = (2,5 4- 4) tn, (Ю.2)
меньшие значения для крупных модулей.
Ступица служит для соединения колеса с валом. В конструкциях зубчатых колес длину ступицы варьируют в широких пределах:
I (0,7—1,8) d, (10.3)
меньшие значения при прессовых посадках, большие — при переходных и подвижных; для массового производства предпочтительна /, равная ширине зубчатого венца Ь.
Минимально допускаемое значение I определяют при расчете шпоночного, зубчатого или прессового соединений. Расчетное значение
исправляют по конструктивным или технологическим условиям, ориентируясь на указанные рекомендации. При этом необходимо учитывать следующее. Увеличение длины ступицы повышает точность центровки и устойчивость колеса на валу в плоскости, перпендикулярной к оси вала. Требования к устойчивости возрастают при увеличении диаметра колеса, наличии осевых сил в зацеплении (косозубые, конические и червячные колеса), отсутствии осевого поджатия ступицы к буртику вала, посадках с зазором. В то же время длинные ступицы увеличивают габариты, массу и усложняют производство. Длинные ступ-п.ы затрудняют изготовление колес из круглого проката, получение заготовок ковкой или штамповкой, нарезание шпоночных пли зубчатых пазов методом протягивания, нарезанью зубьев одновременно па нескольких колесах (пакетом — рис. 10.10, б) и т. п.
Наружный диаметр ступицы
D (1,5-у- 1,7) </, (10.4)
меньшие значения для прессовых и зубчатых соединений, большие — для шпоночных.
Ступица может быть расположена симметрично или несимметрично относительно обода. Это определяется технологическими (см. рис. 10.7—10.11) или конструктивными условиями. Например, смещение ступицы иногда позволяет уменьшить габарит по ширине
редуктора, оно необходимо, если колесо фиксируют на валу установочным винтом (см. рис. 2.20), и т. и.
Диск соединяет обод и ступицу. Рекомендуют:
для цилиндрических колес е ж (0,2 н-0,3) Ь\ ] ^д
для конических колес (0,14-0,17) L, I
меньшие значения для штампованных и литых колес, большие — для
кованых.
Иногда в дисках выполняют 4 6 отверстий. Эти отверстия ис-
пользуют при транспортировке и обработке колес, а при больших размерах и для уменьшения массы. При больших размерах литых колес диски усиливают ребрами или заменяют спицами 151].
Уклоны и радиусы необрабатываемых поверхностей — по рекомендациям на стр. 326.
Фаски по торцам зубчатого венца с w 0,5 т,
по торцам ступицы — см. табл. 2.40.
§ 3. ЧЕРВЯКИ И ЧЕРВЯЧНЫЕ КОЛЕСА
Основные размеры, материал и термообработку червяков и червяч-
ных колес определяют при расчете и конструировании передач. Черенки чаще всего выполняют за одно целое с валом (рис. 10.17).
Заготовкой служит круглый прокат, поковка или штамповка.
Р.1С. 10.17
концы необходимо срезать (до толщины пить,- Об этом делают соответствующую запись
При конструировании червяка желательно обеспечивать свободный выход инструмент:; для нарезания витков (рис 10.17, а, б). Такое исполнение не связывает технологов при выборе метода обработки витков (фрезерование или обработка резцом на токарном станке). Кроме того, здесь удобно шлифование витков вследствие свободного выхода шлифовального круга.
Концы витков на входе и кд выходе получаются тонкими и острыми. Они неудобны в с > ращении и могут шабрить : -верхность зубьев колеса.
0.25 т) и прию -в технических ма-
заниях рабочего чертежа (см., например, рис. 13.21). При -относитель-
но малом диаметре в целях повышения жесткости червяка как вала шю выполняют по тип\ рис. 10.17,в. При этом по обеим сторонам пол н й
нарезки L предусматривают сбег резьбы для выхода инструмента. Размер I назначает технолог в зависимости ог размеров инструмента. Конструктор, если ему не известны размеры инструмента и если у него нет конструктивных условий, ограничивающих этот размер, на рабочем чертеже в технических условиях может записать, например: «размер сбега нарезки I назначить по технологическим условиям».
Червячные колеса обычно делают составными: центр — из серого чугуна (реже из стали), а зубчатый венец — из антифрикционного материала (бронза, латунь). Такая конструкция позволяет экономить
Рис. 10.18
сравнительно дорогие и дефицитные цветные металлы. При единичном и мелкосерийном производствах соединение зубчатого венца с ценг-i А А \ ром осуществляют посадкой с гарантированным натягом 77-, 77- , усиленной резьбовыми (или гладкими) цилиндрическими шпонками (рис. 10.18, конструкцию и размеры центра выполняют по рекомендациям для зубчатых колес — см. § 2 этой главы). В качестве резьбовой шпонки обычно используют стандартные винты с шестигранной головкой, лишнюю часть которых после затяжки обрезают. Количество бинтов принимают от 3 до 8 (12). В соединении по рис. 10.18, б винты Целесообразно ставить с двух сторон в шахматном порядке. Резьбовая Шпонка способна предохранять не только от окружных, ио н от осевых сдвигов, в этом ее преимущество перед гладкой шпонкой.
При сверле..ни отверстия в плоскости сопряжения двух деталей сверло уводит в сторону менее твердой детали. Для того чтобы это устранить, центр отверстия смещают в сторону одноп из деталей, обычно более твердой. Так как модули упругости чугуна и бронзы близки, то при центре из чугуна такого смещения можно не делать (рис. 10.18, а). При центре из стали смещение необходимо (см. рис. 10.18, б).
Посадочную поверхность выполняют с упорным буртиком (см. рис. 10.18, а) или без буртика (см. рис. 10.18, б). Буртик предназначается для того, чтобы фиксировать относительнее положение дета
лей при запрессовке, но в то же время он уменьшает посадочную поверхность, усложняет конструкцию и технологию. По этим соображениям конструкцию без буртика следует признать предпочтительной. Возможные неточности сборки устраняют последующей обработкой поверхностей после сборки.
Углы по краям зубьев можно притуплять скруглением (рпс. 10.18, бй или фаской (рис. 10-18, г). Фаска предпочтительна для производства.
Часто торцы зубьев оформляют в соответствии с углом обхвата 2 у (расчетный угол) (см. рис. 10.18, б). При этом несколько сокращается длина зуба (при той же ширине колес Б), но уменьшается возможность выламывания концов зубьев при неблагоприятном расположении пятна контакта (смещение пятна контакта на крап вследствие ошибок изготовления или неточности регулировки).
Если выполнение прессовой посадки вызывает затруднения (например, по причинам производственного характера, чаще, при больших диаметрах D 400 мм), применяют болтовое соединение венца с центром (рис. 10.19).
В среднесерийном, крупносерийном и массовом производствах выгодно применять биметаллические конструкции, у которых бронзовый венец наплавлен на центр из чугуна или стали (рпс. 10.20). Для этого центр колеса, нагретый до 7004-800° С, закладывают в кокиль. 334
подогретый до 1504-200с С. Затем заливают расплавленную бронзу. В процессе остывания происходит достаточно прочное сцепление металлов. Для повышения надежности соединения па поверхности сцепления образуют различного рода впадины и выступы. Форма впадин и выступов может быть весьма разнообразной. Обычно выбирают наиболее технологичные (см. примеры на рис. 10.20, а, б). Желательно, чтобы выступы увеличивали сцепление как в окружном, так и осевом направлениях. Вариант на рис. 10.20, б с круглым желобом п поперечными канавками позволяет экономить бронзу при большом значении В.
§ 4. КОРПУСА РЕДУКТОРОВ
Литой корпус редуктора и его элементы. Конструирование литого корпуса редуктора и его элементов является хорошим примером для изучения основ конструирования литых деталей. Приступая к разработке конструкции, корпуса редуктора, обучающимся необходимо прежде всего ознакомиться с общими правилами конструирования литых деталей, изложенными в гл. III.
Корпус редуктора служит для размещения и координации деталей передачи, защиты этих деталей от загрязнения и организации системы смазки. Основным критерием работоспособности корпуса является жесткость. Нарушение правильности расположения осей валов из-за деформации корпуса под нагрузкой не должно выходить за пределы допускаемого.
Наиболее распространенным материалом для литых корпусов является серый чугун сравнительно дешевых марок, например СЧ15—32. Реже применяют стальное литье (для высоконапряженных корпусов и в особенности при ударных нагрузках), а также литье из силумина (при необходимости уменьшить вес).
На рпс. 10.21 показан один из вариантов корпуса двухступенчатого зубчатого редуктора. На рис. 10.22-4-10.25 представлены кинематические схемы и общие виды различных редукторов, по которым можно судить о строении корпусов: рис. 10.22 -- одноступенчатые с расположением валов в горизонтальной О) и вертикальной .6} плоскостях; рис. 10.23 — двухступенчатые по разверну гой схеме щ), соосный 3; рис. 10.24 — конический одноступенчатый (й) и конич^. с ко-цилиндрический (б); рис. 10.25 — червячные с искусственным воздушным охлаждением (о), без него (б). Дополнительные сведения и фермах и строении корпусов можно найти в гл. V и в атласах {51, -1 i.
Сопоставляя конструкции корпусов, можно отметить, что сии весьма разнообразны. Однако все корпуса имею* общие элементы,
а их конструирование подчиняется некоторым общим правилам. Это позволило вырабатать рекомендации, представленные в табл. 10.4-:-10.6 и на рис. 10.26. Рекомендации относятся к корпусам из серого чугуна при литье в земляные формы. С целью простоты изображения. на рис. 10.26 представтеи корпус одноступенчатого зубчатого редуктора. Однако рекомендации являются общими для всех редукторов.
F^c. 10.26
Ниже излагаются обоснования принятых рекомендаций и указания по конструированию корпусов.
Габаритные размеры корпуса определяются размерами расположенных в нем зубчатых колес, а также кинематической схемой редуктора. Основой конструкции корпуса является его коробка. При конструировании ее образуют простым обводом размещенных в корпусе деталей. Поэтому разработка конструкции зубчатых колес, валЛв и опор предшествует разработке конструкции корпуса или они выполняются совместно. .Методические указания ио этому вопросу см. в гл. XIV, § 3.
Т а С-
юл
Размеры элементов корпуса редуктора (см. р (Приближенные рскомендадин |36j)
i Наименсвт. нпе Размеры, .-..-г
Толщина стенки основания корпуса Т 11 || Ю v V о
крышки корпуса
Ребра корпуса толщина у основания высота литейный уклон е = (0,84- 1,0) (6 или 6,) // < 5 (6 inn 6J 2е
Диаметр болтов фундаментных стяжных г Э* w Cl ,| д -«л -° я ? -Ы оо С •I’ =: -° V V да 4 —'
Расстояние между стяжкы: 41 Солтами толщина '0,5 D] -р d.j. 1-3 < (10 4- 12) d3 S = J,5d2
Фланцы разъема корпуса
ширина
2
St == 1,3
Фундаментные лапы
толщина
I ширина
/о
S2 — 1,5 d-4d!^; q>
Размеры шипкиков
гнезд ПОДШИПНИКОВ
и крышки
под-
См табл 10.5
оазсры
Дел:
между зубчатым
корпуса
между зубчатым
между зубчатыми колесам
колесом и
колесом и
стейке.
Д > 0,6 6
елы:ые размер
L, х, у
рис. 2 о,
; По
4 6
— крутящин моме::т »з тихоходном вату.
»меры k. и k2 преееряюл по рис. 2.6, табл. 2.18. Креме тсго. £| проверяют по г лшипникор н крышек. *
— межосевое расстояние тихоходней ступени. Размер h округлять до ближе,’
значения по гаГ-.т. 10.6.
Пгл; обводе внутренней поверхности корпуса необходимо ссблю-Дать соответствующее зазоры (см. рис. 10.26 и табл. 10.4).
Зегер _\ между обработанной псвсрхностыо вращающейся детали и необработанной поверхностью корпуса должен быть больше суммы допусков на неточность положения л влей стенки, се волнистость i шер. в;.тесть, а также суммы толщин слоев масла, покрывающего
стенку н вращающуюся деталь. В некоторых местах корпуса зазор А увеличивают по конструктивным условиям. Например, на рис. 10.25 размер корпуса со стороны шестерни увеличен так, как эюго требует размещение подшипникового гнезда и приливов для крепежных болтов на стенке корпуса.
Зазор Л l обычно выполняют больше зазора Л. При этом руководствуются следующими соображениями:
1) зазор \х должен быть достаточным для того, чтобы вращающееся колесо не увлекало отстой грязи в масляной ванне;
2) от величины А, зависит объем масляной ванны;
3) с связана высота центров й. Например, желательно, чтобы h редуктора и электродвигателя были равны. В этом случае можно получить простую (неступенчатую) плиту.
Форма корпуса определяется в основном технологическими эксплуатационными и эстетическими условиями. Учитывают также условия прочности и жесткости. Наибольшее распространение получили корпуса, основу конструкции которых образуют плоские и цилиндрические поверхности. Плоские поверхности предпочтительны при изготовлении модели, но они не всегда обеспечивают минимальные габариты и вес (о современном направлении в развитии конструкции’ корпусов см. ниже — рис. 10.38).
Для удобства монтажа корпус обычно выполняют разъемным (см. примеры на рис. 10.21 4- 10.26).
Неразъемные корпуса изготовляют иногда у червячных (см. рис. 10.25,6), планетарных и некоторых других типов редукторов. При этом монтаж детален производят через отверстия с крышками.
Толщина'стенок корпуса—общие рекомендации по выбору толщины стенок литых деталей, изложенные в § 3 гл. III, остаются справедливыми и для корпуса редуктора. Вместо приведенного габарита Н (см. стр. 94) здесь удобно использовать величину крутящего момента
Таблица 10.5
Размеры гнезд подшипников и крышек, мм (см. рис. 10.26)
С kduhsv.’!-) на винтах
О, Ds а* /и B.'i.lTet
4 4UC.4O
304-40 D Н- 15 D, -|- 12 Dr-( 84-10) 8 М3 4
42Д-62 D( Н- 20 D , J- 16 Di—(104-12) 10 M8 4
724-100 D1 25 D, 4- 20 Dl-( 124-15) 104-12 MIO 14-6
1104-125 О, 4- 30 D , 4- 21 D,-( 154-20) 124-14 Ml 2 6
С рчезчей крошкой
Таблица 10.6
Высота 11 расположения оси валоз электродвигателей и допуски на нее
(Из ГОСТ 8592—71)
Распространяется на редукторы или другие изделия, соединяемые с электродвигателем и устанавливаемые на общей плите (раме)?
Габарит электродвигателя Высота h, мм Габарит э л ек тродви г ател я Высота л:.и
1 2 О 4 5 9О_о,- 6 100 _0.fi ! 7 П2-0.6 8 1 12-0.6 -i 9 100-0. s !; 180_пs 200 , 2^0-
на тихоходном валу ЛД, так как в редукторах габариты корпуса приближенно пропорциональны этому моменту. В табл. 10.4 толщину стенок крышки корпуса рекомендуется назначать меньше толщины стенки основания б (6Х лз 0,9 6). Это объясняется тем, что крышка не несет нагрузки, ее размеры меньше, а конструкция проще.
Плоскость разъема проходит, как правило, через оси валов. Поэтому у многоступенчатых зубчатых редукторов оси валов располагают в одной плоскости. Разъем корпуса обеспечивает хорошие условия сборки. В этом случае каждый вал редуктора со всеми расположенными на нем деталями (подшипники, зубчатые колеса и пр.) представляет собой самостоятельную сборочную единицу, которую собирают н контролируют заранее независимо от других валов и затем монтируют в корпус. Такой порядок сборки можно обеспечить также и при неразъемном корпусе, если монтажные отверстия сделать достаточными для прохода валов со всеми расположенными на них деталями. Дополнительные сведения по сборке редукторов см. в гл. V.
Для удобства обработки плоскость разъема чаще всего располагают параллельно плоскости основания. Косой разъем (рис. 10.27) выполняют иногда при большой разнице диаметров колес различных ступеней для снижения веса и габаритов корпуса, а также улучшения условий смазки путем погружения колес всех ступеней в масляну-о ванну.
Как известно.* соотношение диаметров колес различных ступежй зависит прежде всего oi соотношения их передаточных чисел. Когда передаточные числа различных ступеней не определены какими-либо особыми условиями, рациональная разбивка общего передаточного числа по ступеням всегда .может обеспечить близкие диаметры колес. В э'1 их случаях конструкцию с косым разъемом корпуса нельзя признать рациональной.
Для образования соединения плоскость разъема оформляют фл’л-цами и бобышками (см. рис. 10.26). Толщины S и S, фланцев выГп-р1чс..' по условиям жесткости, которая должна обеспечить плотн- щъ стыка. Ширина фланца Кф должна быть достаточной для размещения Г.л.сз. В плещ-юсти стыка не допускается постановка мягких уп.юг-
няющих прокладок, Деформация этих прокладок при затяжке не позволяет обеспечить точность размеров отверстий для размещения подшипников (отверстия Di выполняют ио 2-му классу точности; несовпадение осей отверстий и плоскости разъема не должно превышать 0,005 от меньшего из диаметров отверстий). Практически для обеспечения плотности стыка в плоскости разъема принимают следующие меры:
1) поверхности стыка обрабатывают не ниже V6; пеплоскостность составляет не более 0,05 мм на деталях длиной до 1000 мм\
2) при сборке редуктора эти поверхности покрывают пастой «Герметик»;
Рис. 10.27
3) количество и диаметры крепежных болтов (см. табл. 10.4) выбирают по условию распространения напряжений смятия по всей поверхности стыка. Болты располагают равномерно по периметру стыка.
Болты, стягивающие бобышки для гнезд подшипников, следует располагать по возможности близко к отверстиям, однако так, чтобы сохранялась достаточная толщина перемычки между отверстиями под болт и подшипник. Близкое расположение болтов к бобышкам вынуждает увеличивать толщину фланцев в районе бобышек так, чтобы образовывались достаточные опорные поверхности для размещения гаек и голоеок болтов. Опорные поверхности болтов желательно располагать на одном уровне. При этом упрощается обработка, а болты имеют одинаковую длину. Болты в районе бобышек являются наиболее ответственными в соединении основания и крышки корпуса. Кроме уплотнения стыка, они не должны допускать значительных деформаций под действием усилий резания при расточке отверстий под подшипники. Расточку отверстий под подшипники в крышке и основании корпуса производят в сборе, и деформация болтов непосредственно влияет на точность размеров этих отверстий. Поэтому, как правило, принимают .'/« > d3 (см. табл. 10.4). Перед расточкой отверстий иод подшипники в этом соединении устанавливают два координирующих штифта на возможно большем расстоянии друг от друга (см. рис. 10.26, сечение Д — Д). Обычно применяют конические штифты (см. 1абл. 2.22). Эти штифты точно фиксируют относительное поло
жен не деталей при последующих соорках и том самым сохраняют 7. ч-вость отверстий под подшипники.
Уплотняющее покрытие плоскости разъема склеивает крышку основание корпуса. Для того чтобы обеспечить их разъединение при разборке, рекомендуют применять отжимные винты (см. рис. 10.26, сечение Е — Е). Так же как и штифты, отжимные впиты ставят в дв\ ?< противоположных местах. Обычно специальных отжимных винтов не применяют, а используют один из болтов плоскости разъема. При этом
Рис. 10.29
резьбовое отверстие для отжимного винта должно соответствовав: этому болту. Резьбовое отверстие выполняют в нижнем, а не в верхнем фланце. В таком варианте оно меньше загрязняется.
На рис. 10.26 изображены два варианта формы поперечного сечения фланцев и опорных ламп: прямоугольная и трапецеидальная с платинами (на дополнительных изображениях). Трапецеидальная (]орма несколько усложняет конструкцию модели. Некоторые из платиной могут препятствовать извлечению модели из формы. На милели их приходится выполнять съемными. Преимущества трапецеидальной формы — некоторое уменьшение массы и расхода металла. Платикп, которые можно выполнять также и па прямоугольных фланцах, упрощают обработку опорных поверхностей для гаек и головок болтов. Обычно эти поверхности обрабатывают зенкованием. Однако зенкование около высоких стенок, и в частности около стенок редуктора, нежелательно, так как оно требует применения дорогого и малопроизводительного специального инструмента, а обратное зенкование (рис. 10.28) неудобно и его следует по возможности избегать.
в подобных случаях целесообразно применять платпкп, анх обработку производить фрезерованием или строганием одновременно с обработкой других поверхностей.
Рассмотренные варианты конструкции опорных ламп и фланцев не являются единственно возможными. На рис. 10.29 изо сражены другие примеры. В конструкции по рис. 10 29, а выполнены высокие пустотелые лапы с бобышками для болтов. Они достаточно прочны и нс нуждаются в ребрах жесткости. В конструкт!!! по рис. 10.29, б -болты расположены в нише, что позволяет сократить габарит и улучшить внешни:! вид изделия.
Рис. 10.3G
Бобышки для подшипниковых, гнезд должны быть жестким’!, что благоприятно влияет на работоспособность подшипников. С учетом этого обстоятельства, а также условий размещения винтов крепления крышки подшипникового узла даны рекомендации на размер наружного диаметра бобышек О3 в табл. 10.5.
Высота бобышки должна быть достаточной: для размещения всех деталей подшипникового узла; для установки болтов (г/2), стягивающих бобышку; для того чтобы фланцы плоскости стыка не мешали обработке торца бобышки (бобышка должна выступать за фланцы не менее чем на 3 4-5 мм).
Крышки и стаканы подшипниковых гнезд — их конструирование связано в основном с конструированием подшипниковых узлов — см. гл. VIII, где приведены соответствующие указания и рекомендации (см. также рис. 10.26 и табл. 10.6).
Опорная плоскость служит для установки и крепления редуктора на сопряженных конструкциях — раме, станине, фундаменте и пр.
Теория и методика расчета соединений, подобных соединению корпуса редуктора с основанием, рассматривается в учебниках по курсу. Рациональными являются не сплошные, а ленточные формы поверхностей стыка. Поверхности стыка следует располагать так, чтобы прн сравнительно малой площади они имели большой момент сопротивления изгибу 1ГИ относительно осп симметрии, перпендикулярной к плоскости действия опрокидывающего (раскрывающего) момента Л1 (рис. 10.30). На практике учитывают так/ке влияние формы спорной
плоскости па жесткость корпуса и технологичность конструкции. Опорною плоскость оформляют в виде замкнутого прямоугольного или круглого ленточного стыка (рис. 10.30, а, б) или в виде прерывистого стыка (рис. 10.30, в, г и д, а также рис. 10.21 ~ 10.25). ^Максимальный момент сопротивления изгибу имеет форма опорной плоскости по рис. 10.30, д, наибольшую жесткость корпуса—а и б, лучшей техно-
Рис. 10.31
логичностью обладает форма опорной плоскости по рис. 10.30, д: здесь меньше площадь обработки, не требуются съемные платики на модели при формовке корпуса (плоскость разъема проходит обычно ио продольной осп корпуса — см., например, рис. 3.5). В современных конструкциях (см., например, рис. 10.38) форма по рис. 10.30, д
все более вытесняет распространенную ранее форму по рис. 10.30, а, которая предпочтительна при сравнительно узких и длинных корпусах. Она увеличивает жесткость этих корпусов и хорошо компонуется с ребрами между бобышками и лапами (рис. 10.31).
Опорную плоскость редуктора чаще всего располагают внизу корпуса по его максимальному габариту (рис. 10.31, а). В конструкции по рис. 10.31, б несколько уменьшается вес редуктора, но одновременно усложняется форма корпуса и уменьшается его устойчивость. Вариант по рис. 10.31, в применяют в тех случаях, когда часть редуктора можно разместить ниже плоскости опоры, например па ферме крана и т. п. Расположение плоскости опоры ближе к осям валов увеличивает усгойчнвость редуктора.
11з практики известно, что опорные лапы являются одним из слабых мест корпуса. Наблюдаются случаи, когта они отламываются при транспортировке от случайных ударов, при креплении на недостаточно
рОВПОМ ОСПОВПИГИ If пр. Поэтом)' по рекомендациям табл. 10.4 их выполняют сравнительно толстыми. Кроме того, сь-язь лап с корпусом усиливают ребрами (см. рис. 10.26), которые одновременно увеличивают жесткость корпуса. При выборе ширины ляп необходимо избегать образования-слабой шейки в месте сопряжения с корпусом (рис. 10.32).
В табл. 10.4 приведены рекомендации по выбору диаметра болтов для крепления корпуса (фундаментных болтов). Эти рекомендации относятся к редукторам универсального назначения и рассчитаны по максимальной из возможных нагрузок. Например, нагрузка подводится к редуктору и сшниается с него с помощью зубчатых передач, шестерни
которых консольно насажены па валы и имеют сравнительно небольшие диаметры. Здесь входной и выходной валы нагружены не только вращающими моментами Mt (активный) и Л1.2 (реактивный), но и значительными силами в зацеплении Pv и Р, (рис. 10.33). Рекомендуют принимать
Р = С]/Л1 ,
(10.6)
где Л4 — момент на валу, кГ • лц С -- 80 для одноступенчатых редукторов; С = 40 для многоступенчатых редукторов. Нагрузки копгюв входного и выходного валов являются одновременно внешними нагрузками для корпуса п его опорного соединения (см. рис. 10.33).
Большинство редукторов, выполняемых в отдельном корпусе, целесообразно проектировать как изделия универсального назначения, для которых справедливы рекомендации табл. 10.14- 10.6.
В тех случаях, когда релдктор имеет специальное назначение, диаметры фундаментных болтов можно определить расчетом по условиям нераскрытая стыка или отсутствия сдвига деталей в стыке. При эюм для специальных редукторов под нагрузками и Л2 следует понимать те нагрузки, которые возникают в данной конкретной конструкции (например, нагрузки от м_\фт. ременной передачи и т. п.).
Направление моментов зависит от кинематической схемы ред\к~'ра и определяется в каждом конкретном случае. Если направление с::: Р неопределенно, за расчетный принимают напбс.;сс опасный случай.
гло относится, например, к силам, возншшющнм от несоосностп валов в муфтовом соединении. Направление этих сил зависит от случайны?; технологических погрешностей, определяющих несооснсстн валов.
Внутренние стенки корпуса служат, например, для образования внутренних опор в соосных редукторах (см. рис. 10.23, б). Один из вариантов конструкции такой стенки достаточно подробно показан н.ч рис. 14.5. Здесь внутренняя стенка не распространяется по всей длине редуктора, а замыкается на днище примерно в середине корпуса. Пр; такой конструкции несколько снижается вес и расход ^металла, однако в }щерб жесткости стенки.
Л- А
Рис. 10.34
Наиболее распространены конструкции со сплошной стенкой, еш-: это схематично показано на рис. 10.34. По условию равномерност;-: охлаждения отливки толщину внутренней стенки рекомендуется при-нимаю 6, = (0,6-4- 0,8) 6, но не менее 6 мм. Вверху стенку выполняют с Т-образным сечением, что повышает ее жесткость. Если стенка перегораживает весь корпус, в нижней ее части выполняют отверстие дл;-; прохода масла (отверстие Б на рис. 10.34). Для прохода второго валз в верхней части стенки делают углубление (В на рис. 10.34). Гнезде С для размещения двух подшипников валов оформляют массивной бобышкой, которая по конструкции аналогична бобышкам в наружных слепках корпуса. Бобышка разъемная.
Отверстия для маслоспуска и маслоуказателя следует располагать та", где к ним обеспечен удобный доступ. Неудобным можно считать, например, стенки редуктора под выходными концами валов. Оба от-343
верен ия желательно размешать рядом, на одной стенке (см., накрш.хр, рис. 10.26). В этом случае при установке редактора относительна других изделии (например, относительно стен цеха) гребутся обеспечить доступ только с одной стороны.
Нижняя кромка маслоспускного отверстия должна быть на уровне днища пли несколько ниже его. Дно желательно делать с уклоном не менее в сторону отверстия. У самого отверстия в отливке выполняют местное углубление, которое способствует стоку масла и отстоявшейся грязи и, кроме того, обеспечивает свободный выход инструмента при сверлении и нарезании отверстия (рис. 10.35).
Рис. 10.35
С наружной стороны отверстие оформляют бобышкой, которая одновременно позволяет собирать масло в лоток, ванночку п т. п. (рис. 10.35, а). Для того чтобы масло не растекалось по стенкам п днищу редуктора, внизу бобышки иногда делают так называемую бороду (рис. 10.35, а) или устанавливают специальный угольник (рис. 10.35, б). Если отверстие располагают над опорными лапами, бобышку удлиняют и выпускают за лапы (рис. 10.35, д).
В конструкциях, где возможен доступ к днищу редуктора, отверстие целесообразно располагать в самом днище (рис. 10.35, б).
Маслоспускнос отверстие закрывают специальной пробкой (см. гл. IX).
Форма и размеры отверстия для маслоуказателя зависят от типа этого указателя. Сведения по этому вопросу изложены в гл. IX.
Здесь отметим, что отверстия для маслоуказателя и маслоспуска, так же как и все другие отверстия, оформляемые бобышками и литейными углублениями, если они располагаются в плоскостях, параллельных направлению извлечения модели, следует располагать в плоскости разъема модели (см. рис. 3.5).
Рым-болты и проушины служат для захвата редуктора при подъемах и транспортировках. Конструкция гнезда рым-болта ясна из рис. 14.5 (см. также рис. 10.23, 6i 10.24, б и 10.25, б). Следует напомнить также об условиях к рис. 3.14.
Размеры рым-болтов указаны в табл. 10.7. Материал — сталь 20 или 25. При подборе рым-болтов можно ориентироваться на весовые ха-
Винты грузовые (рым-болты) и гнезда под них (Из ГОСТ 4751—67)
Размеры, мм
П р т; .;еча п :: е. Пример обозначения-.
Винт грузовой (рым-болт) М10 ГОС7 4751— 67.
рактерпстпки стандартных редукторов, для которых относительная масса у = G Мт 14-1,5, где G — масса, кг, Мт — момент на тихоходном валу, кГ • м.
В последнее время рым-болты заменяют проушинами или захватами — рис. 10.36: а) проушины па крышке корпуса; б) захваты на крышке корпуса; в) захваты на основании корпуса (см. также рис, 10.23, а и 10.25, а).
Диаметр отверстий d и толщину s проушины рекомендуют принимать:
d ж (3 4-4) б; s^(24-3) б.
Для устранения резких перегибов палочных канатов края отверстия скругляют (в литье) или оформляют большими фасками (при сверленых отверстиях). У крупных редукторов выполняют двойные проушины или захваты. Если проушина (захват) одинарная, ее располагают по оси симметрии (в плоскости разъема модели).
Смотровые окна и крышки служат для контроля сборки и осмотра редуктора при эксплуатации. Смотровые окна располагают в местах, удобных для осмотра зацепления. В большинстве случаев таким местом является верхняя поверхность крышки корпуса редуктора. Это поз-
Рис. 10.36
воляет использовать окна также и для заливки масла (см. рис. 10.26, а также рис. 10.214-10.25). В некоторых случаях окна располагают па одной из свободных боковых сторон корпуса (см. рис. 10.22). Подобная конструкция целесообразна в червячном редукторе с верхним положением червяка. Здесь проверка пятна контакта при регулировке зацепления возможна только при наблюдении сбоку.
Размеры окна должны обеспечивать хороший обзор зацепления. Желательно, чтобы через окно можно было просунуть руку, опустигь переносную лампочку и т. п. Иногда \ многоступенчатых редукторов одно окно яс позволяет осматривать зацепление всех ступеней, тогда выполняют два окна или более.
Наличие смотрового окна в корпусе*редуктора является желательным, ко не обязательным условием. В редукторах без окон осмотр зацепления возможен только при разборке редуктора. Отверстие смотрового окна может быть прямк-уголыгым, круглым или элллиптпче-ским. Края отверстия оформляют платпками, к которым прижимается крышка. Варианты конструкции смотрового окна с крышкой изображены на рис. 10.37. В табл. 10.8 приведены рекомендуемые размеры, которые следует рассматривать как ориентировочные.
Чугунные литые (рис. 10.37, б) и штампованные' (рис. 10.37. <.•) крышки применяют при средне- и крупносерийном производствах. При единичном и мелкосерийном производствах применяют плоские крыш-
Размеры смотрового окна (см. рис. 10.37)
в л. в. С с- к Ра?, -ер ЬКН7а KO,Tllri« Г:«_ Ы!НТЛ>
100 75 150 100 125 190 12 48X22 4
150 100 200 150 175 — 125 12 МЗХ22 4
200 150 260 210 230 130 180 15 Ml 0Х 22 6
ки из стального листа (рис. 10.37, п). Под крышку кладут мягкую уплотняющую прокладку (например, из прессшпана).
Отверстие для пробки-отдушины (назначение и размеры — см. гл. IX) выполняют чаще всего в крышке осмотрового окна (см. рис. 10.37), для которой пробка служит одновременно ручкой, че;
удобно. Если смотровая крышка выполнена из тонкого листа, пробку-отдушину приваривают к ней или закрепляют развальцовкой. В чугунных крышках пробки закрепляют на резьбе. Если смотровое отверстие отсутствует или оно расположено на боковой стенке корпуса, пробку-отдушину устанавливают непосредственно сверху крышки корпуса редуктора (см. рис. 10.24).
Современное направление в развитии конструкции корпусов характеризуется устранением выступающих элементов с наружных поверхностей корпуса (рис. 10.38). При этом улучшаются внешний вид и условия обслуживания, повышается технологичность конструкции, уменьшаются вес и габариты. Бобышки подшипниковых гнезд располагают внутри корпуса: крышки подшипниковых гнезд — врезные; все кус.южные болты размещают в нишах корпуса, опорную плоскость
рыполяяюг пс, рис. 10 30, д, бол гы крепления, крышки корпуса располагают только по продольным сторонам (з районе бобышек); штифты с резьбовой цапфой (см. табл .2.23) устанавливают по срезам \глов крышки. Крышку смотрового люка делают штампованной с продольными и поперечными сквозными гофрами. Их попользуют как векти-ляц’-ьнныс отверстия, (подробнее см. рис. 9.15k
Рис. 10 38
Сварной корпус редуктора. Приступая к разработке конструкции сварного корпуса, необходимо ознакомиться с общими принципами проектирования сварных изделий, изложенными в гл. IV, а также с предыдущим содержанием настоящего параграфа.
На рис. 10.39 изображен сварноц корпус червячного редуктора. Для тог) чтобы использовать преимущества сварной конструкции, корпус выполнен тонкостенным с применением гнутых элементов. Корпус должен обеспечить правильное огниептельное положение осей валов 12 3-к. 1013 353
червяка и червячного колеса и сохранение этого положения под нагрузкой. С этой целью необходимо прежде всего жестко соединить между собой все подшипниковые гнезда (здесь их четыре).
Анализ нагрузки корпуса от сил в зацеплении и сил, приложенных на входном в выходном концах валов (например, сил от муфты, шкива,
Рис. 10.39
звездочки и пр.), показывает, что корпус должен быть жестким во всех трех координатах плоскостях*.
Определение толщин элементов корпуса путем расчета на жесткость и прочность связано с большими затруднениями и при кхреовом проектировании деталей машин, как правило, не производится. Специальные рекомендации применительно к сварным корях сам пока отсутствуют. Для ориентировки можно использовать рекомендации, относящиеся к литым корпусам (см. табл. 10.4-:- 10.7). Напомним. что толщины стенок ц других элементов литого корпуса назначают ге только по условиям .. ста, но и по лэхнодогптееккм (лигслды?.:) -.сл^-
виям. Для сварных корпусов последнее отпадает, остается только жесткость. Ориентируясь на некоторые конструкции, оправдагшие себя на практике, можно приближенно толщину стенок основания корпуса редуктора принимать равной 0,5-4-0,7 от рекомендуемых для литого корпуса (см. табл. 10.4). Здесь меньшие значения относятся к редукторам крупных габаритов. Если в конструкции сварного корпуса применяют специальные элементы, усиливающие жесткость связей гнезд подшипников /например, коробчатые сечения — см. рис. 10.39), можно дополнительно уменьшать толщину стечок. Что же касается элементов (подшипниковые гнезда, фланцы и пр.), размеры которых определяются не только жесткостью, ко и конструктивными условиями (например, условиями размещения болтов;, то здесь рекомендации табл. 10.4 -4- 10.6 можно считать справедливыми (допускают небольшие отклонения в сторону уменьшения). Крышка корпуса нс является несущей деталью, поэтому толщина ее стеши: может быть значительно уменьшена.
Перейдем к обоснованию конструкции редуктора, изображенного на рис. 10.39.
Положим, что редуктор предназначается для выпуска малой серией. При этом для заготовок подшипниковых гнезд целесообразно применить литье из дешевых и технологичных сталей (например, 15Л или 20Л). Отливка заготовок такой простой формы не вызовет затруднений и, можно полагать, будет экономичнее изготовления этих деталей из круглого или квадратного проката путем механической обработки (варианты таких конструкций можно найти в (4]).
Основные размеры подшипниковых гнезд — по табл. -10.6-
Толщина стенок основания корпуса', по табл. 10.4 для литого корпуса при Л1т = 25 кГ л/, 6Л « 4,5 мм (указание «6 мм» дано по условиям литья и в пашем случае не учитывается). По рекомендации для сварных корпусов некрупных редукторов бс = 0,76л — 3,15 мм. Принимаем 6 = 3 мм. Округление в меньшую сторону компенсируем за счет усилений, о которых будет сказано ниже. Толщину стенки крышки корпуса назначаем 6t = 2 мм, так как меньшая толщина будет нетехнологпчной для сварки.
Крепежные болты — по рекомендациям табл. 10.4.
Толщина фланцев плоскости разъема — по той же таблице, S 12 мм. Здесь расчет ведется, как для литого корпуса. Принято верхнее значение коэффициента (1,5), так как при малой толщине фланца трудно обеспечить плотность стыка. Кроме того, эти фланцы имеют существенное значение для обеспечения жесткости корпуса в направлении оси вала червячного колеса. С целью унификации материала нижний и верхний фланцы выполняем одинаковыми.
Фланцы сваривают из полос или вырезают из листа с последующей обработкой кромок. Последнее менее экономично, ио облегчает сварку. В нашем примере принят вариант фланцев из полос. Ширина фланца (по табл. 10.4), а также его толщина должны быть согласованы со стандартом на размеры полосовой стали. При выборе толщины стандартной полосы необходимо учесть припуск на обработку плоскости разъема после сварки (не менге — 2 мм).
12* * 355
Опорные лети также выполнены из полосы: по табл. 10.4, 15 лш.
В рассматриваемой конструкции жесткость опорных лап имеет особое значение, так как через них осуществляется связь подшипниковых гнезд валов червяка и червячного колеса.
Дтя того чтобы выполнить свое назначение в конструкции по рис. 10.39, жесткие опорные лапы должны получить жесткую связь с подшипниковыми гнездами. С этой целью литые подшипниковые гнезда червяка опирают па лапы. Эту связь усиливают тем, что торцовые стенки корпуса выпускают на лапы и отбортовывают. Одновременно это усиливает связь нижнего опорного пояса с поясом плоскости разъема. Связь опорных лап, а следовательно и подшипниковых гнезд червяка, с подшипниковыми гнездами червячного колеса усилена ребрами жесткости, выполненными в виде накладки корытообразного сечения.
Конструкцию сварных соединений, изображенных па рис. 10.39, нс следует рассматривать как единственно правильную. Практически окончательные варианты сварных соединений устанавливают при консультации с технологами с учетом оборудования, которым располагает за вод-изготовитель.
Опорные поверхности под болты и гайки можно не обрабатывать, если при сварке (например, с помощью приспособлении) обеспечивается достаточная плоскостность фланцев (не более ±Г).
Сварной корпус, так же как и литой, должен быть оборудован всеми вспомогательными элементами (смотровой люк, отдушина, масло-спуск, маслоуказатсль, штифты, отжимные винты, грузовые проушины или рым-болты п пр.). Конструирование этих элементов подчиняется общим правилам, изложенным в данном параграфе, и не нуждас-ся в дополнительных указаниях.
ГЛАВА XI
ПРОЕКТИРОВАНИЕ (ПОДБОР] МУФТ
§ 1. ОБЩИЕ СВЕДЕНИЯ
Классификацию муфт, их назначение, устройство и принцип действия, а также методику расчета изучают в курсе деталей машин.
Муфты применяют практически во всех машинах и механизмах. Конструкция муфт весьма разнообразна [44, 28, 29]. Тип муфты выбирают в зависимости от тех требований, которые предъявляют к ней в данном приводе. Например, муфта должна компенсировать несо-ссность валов, уменьшать динамические нагрузки, предохранять привод от перегрузки, позволять включение и выключение привода в процессе эксплуатации и т. д.
Большинство конструкций приводных устройств имеет две мтфгы. Одна из них соединяет двигатель и редуктор, вторая — редуктор а исполнительный механизм. При установке двигателя и редуктора га 356
обшей раме допускаемая песоссн "стъ вл; ср .>е:!..тс' невелика. Поэтому от первой муфгы не требуется высоких комшиенрующнх свойств. Так как эта муфта соединяет сравни.е шно быстроходные валы, то в целях уменьшения пуск-, вых и друг::.4; т- ж-'-шческпх нагрузок она должна обладать малым моментом пне-рщш п упругими свойствами
Чаше всего здесь применяют муфгы с резиновыми упругим-! элементами: МУВП (см. рис. 11.7), с. резиновой звездочкой (см. рис. 11.9) и пр- Если схема привода предусматривает установку управляв?- л (сцепной) муфты, се, как правило, уелшавливают на быстроходном валу, так как здесь меньше крутящий момент. При этом муфта имеет сравнительно малые габариты и прочное управление.
Вторая муфта соединяет сравнительно тихоходные валы (например, редуктор и приводной вал транспортера). К пой можно не предъявлять повышенных требований в отношении малого момента инерции. В то же время, если исполнительный механизм и привод не располагаются на общей раме, от этой ‘Афты требуются сравнительно высокие компенсирующие свойств.!.
В приводах с предохранительным:! муфтами их устанавливают па тихоходных валах, так как это защшцаег от перегрузки весь призе д. Кроме того, при большом крутящем моменте тихоходного вала повышается точность срабатывания предохранительного устройства. .
Если стандартные муфты :ю удовлетворяют условиям констрхк-цпк, проектируют специальные муфты. Например, комбинированные муфты, обладающие у пруто-компспсирующнми и предохранительными свойствами — см. рис. 11.19 4-11.21*.
При проектировании специальных муфт необходимо максимально использовать элементы конструкции стандартных муфг: упругие пальцы (см. табл. 11.8), упругие оболочки (см. табл. 11.10>, разрушающиеся предохранительные элементы (см. рис. 11.16), фрикционные диски (см. табл. 11.13 4- 1.15) и др.
Основной (паспортной) характеристикой любой муфты является крутящий момент, на передачу которого опа рассчитана. По этому MOMCB V рассчптыг.мит проектируемые иди подои; ают сюшдаргныз муфты:
Л1:! /< С |Л1], (11.1)
где Л1„ — номинальный момент нагрузки, К — коэффициент динамичности нагрузки (привода).
Величиях' К рассчитывают с учетом динамики привода (см., например, § 6) или принимают по рекомендациям (например, для транспортеров и конвейеров: ленточных К 1,254-1,5; цепных, скребковых, винтовых К 1,04-2; подробнее см 130]).
При подборе стандартных муфт учитывают также диаметр концов валов, которые муфты должна соединять.
* В учебном проекте проектирование специальных муфт может быть обус-ловтено глотодичесдюп-. отображения.*::: и выполниться даже в тех случаях, когда мож.-io псд'-грг.-ь муфту кз числа стандартных.
Для некоторых типов муфт в стандарте указывают предельную частоту вращения, которую определяют по прочности вращающихся частей под действием центробежных сил или по износостойкости (жесткие компенсирующие муфты), усталостной прочности н нагреву рабочих элементов (упругие компенсирующие муфты).
§ 2. ЖУЫнЫ ГЛУХИЕ (&ТУЛСЧНЫ= ФЛЛИЦЕВЫЕj
Глухне муфты применяют в тех случаях, когда можно обеспечить строгую соосность валов вследствие семой конструкции соединения или тщательной выверки и Припяти соединяемых элементов при сборке па общей раме. Глухие муфты проще и компактнее. Кроме того, они обеспечивают высокую точность передачи вращения, что важно, на-пример, для следящих и других подобных систем.
РИС. пл
М у ф т ы в т у л очи ы е (рис. 111) — простые, легкие и дешевые. По нормалям машиностроения изготовляют втулочные муфты для диаметров валов от 4 до 100 льи. Соединение втулки с валами осуществляют: штифтами (муфты по МН 1067—60); шпонками (муфты по МН 1068—60); шлицами (муфты по МН 1069—60). В табл. 11.1 приведены данные только одного, наиболее распространенного типа муфты со шпонками.
Посадка муфты на валы чаще^ , реже 4 . Материал втулки —обычно сталь 45. При посадке муфты на вал с заплечиками установочный впит можно нс ставить. В таких случаях между торцами втулки и заплечиками оставляют зазор ~ 1 -ж 2 зыь
Муфты фланцевые изготовляют по нормалям машиностроения для диаметров валов от 12 до 220 мм; открытые (МН 2726—61); закрытые (МН 2728—61); открытые и закрытые с гщитрпрующимп полукольцами (МН 2727—G1 н .МИ 2729—61).
Па рис. 11.2 изображена простейшая открытая муфта. В табл. 11.2 JiSiiu размеры муфт для диаметров :оз нт 1-5 до 75 мм. Сведения о конструкции к размерах других му юг же го типа см., кллрпмеп, [51]. 358
Т а б л и ц а 11,1
Параметры втулочной муфгы Сс.м. рис. 11.1) {Из МН 1068—601
Обозначение муфты L.4], чГ-.м Размеры, мм
d ! /. : i -Л
1=20 7,1 20 О<-) 60 15 Мб
1 =25 12,5 23 10 75 20 '' »}
1=30 21 .2 30 45 90 20 V.8
1=40 45,0 40 60 120 23 М8
1=50 85.0 50 80 150 35 Ml 2
1=60 150,0 60 100 180 45 Ml 2
1=80 315,0 80 120 220 50 М16
1 = 100 560,0 100 110 280 60 М2)
Примечания.
1. Фаски — по табл. 2 .40.
2. Пример обозначения муфты J—25 .м.я: Муфта 1-25 МН 1058—50.
Материал пол^муфт— сталь 35Л пли чугун СЧ21—40. Муфту выполняют с цилиндрическим или коническим отверстием иод вал (см. рис. 11.2) как в одной, так и в обеих полумуфтах.
Закрытый вариант (на рис. 11.2 изображен тонкими линиями) не требует установки ограждения муфты.
В случае, если каждую полумуфту обрабатывают отдельно, торцовые поверхности фланцев должны быть строго перпендикулярны к оси отверстий (торцовое биение не более 0,05 мм на диаметре 300 мм). В противном случае валы и опоры при сборке получают значительные дополнительно нагрузки. Поэтому отверстия для валов в обеих полумуфтах часто растачивают в сборе после обработки фланцев и кренеж-
Р.-.с. 11.2
Т а б л и a а 11.2
Пчрапчтры фланнепой муфты (см рис. I! 2) (Из МН 2726—61!
I. Ilc.-.овпну болтов устагавлппать без зазора (под развертку), другую noTc?.ii::v — зором.
2. Фаски — по табл. 2.-?‘\
3 Пример обозначения ст крутон муфты при £=*,() M.-dra МФО 40 МН 272С—01.
иых отверстий. В этом случае к точности по биению фланцев можно не предъявлять строгих требований. Чтобы полумуфты занимали всегда правильное взаимное положение, на внешние цилиндрические поверхности фланцев наносят риски, которые совмещают при сборке. 360
§ 3. МУФТЫ ЖЕСТКИЕ КОМПЕНСИРУЮЩИЙ (КУЛАЧКОВО-ДИСКОВЫЕ, СО СКОЛЬЗЯЩИМ ВКЛАДЫШЕМ, ЗУБЧАТЫЕ, ЦЕПНЫЕ1
Жесткие компенсирующие муфты применяют для соединения тихо» ходных валов в случаях, когда нужно уменьшить вредное влияние не-соосности валов и когда не требуется улучшать динамические характеристики привода вследствие упругих свойств муфты. По сравнению с упругими они имеют меньшие габариты и вес.
Несоосность валов, допускаемая этими муфтами, указана в табл. 14.5.
Муфты кулачково-дисковые по нормали машино--строения МЫ 2701—61 (рис. 11.3 и табл. 11.3) разработаны для диаметров валов от 15 до 150 л/л/. Существенным для муфты является смазка трущихся поверхностей. В данной конструкции она осуществляется с помощью пресс-масленки, через которую смазка поступает в центральную кольцевую полость и далее через распределительные каналы (02-4-3 л/л/) к трущимся поверхностям. Центральная кольцевая полость образована кольцевой проточкой в диске подвижного элемента и запрессованной втулкой (dx и d,). Материал полумуфт и диска — сталь 45 или 15Х с закалкой пли цементацией рабочих поверхностей.
Т а б л и ц а 11.3
Параметры кулачково-дисковой муфты Сем. рис. 11.3) (Из МН 2701—61)
Т Фаски — по таСл. 2,-ГЭ.
2. Пример сбсзиачения му^ти d—25 Му^та 23 МН 27С1—61.
Несмотря на конструктивную простоту, изготовление муфты связано с определенными трудностями. Например, выступы и пазы нзто-тавляют строганием или фрезерованием, при этом нелегко обеспечить /1 4
их строгое взаимное расположение и посадку типа у .
Муфты со скользящи м вкладыше м (рис. 11.4) и табл. 11-4) по нормали Уралмашзавода изготовляют для диаметров валов от 15 до 140лш[3]. Вкладыши выполняют из текстолита, чю понижает трение в муфте и придает ей электроизолирующие свойства. На рис. 11.4 отдельно показаны варианты вкладышей с закрытой полостью, которую используют как резервуар для смазки.
Муфты з у б ч а т ы с (рис. 11.5, а, табл. 11.5) по ГОСТ 5006—55 изготовляют для диаметров валов от 40 до 560 мм (ГОСТ предусматривает также муфты с промежуточным валом, обладающие повышенной компенсирующей способностью). Зубчатые муфты отличаются компактностью и высокой нагрузочной способностью.
Изготовление м^фты не вызывает затруднений, так как основные операции выполняют на широко* распространенны.х зуборезных станках. Зацепление эвольвентное с увеличенными радиальными и боковыми зазорами (рис. 11.5, б). В целях увеличения компенсирующих свойств муфты зубьям втулок придают специальную форму (рис. 11.5, в и г).
Бочкообразные зубья (вариант г) позволяют увеличить допускаемый перекос валов в 2-ьЗ раза. Однако нарезание таких зубьев значительно усложняется. Оно возможно только с помощью специальных приспособлений с копиром. Движение подачи фрезы происходит не по прямой, а по некоторой дуто радиуса г. Во всех сечениях, кроме среднего, зуб нарезается как бы с отрицательным смещением. Соответственно смещению изменяется и толщина зхбьев в разных сечениях но его длине.
При несоссиости валов сбойма перекашивается относительно втулок на некоторый v.l-д у. С ' ье.шченкем у . х\.‘.„аются условия работы
I
T а б л и ц a III
Г.с уС':Э'.’. ?;\=яты со сколь-,fltua?.i вкладышем (см. рис. 11. Г
1 Мах-.,:-
ГЛ. । |-'£, О-_,Л.Ч*п । на::3. d । 1 4> । 'ч । L 1 > /2 - в Il : GO2
1.7 8200 154-20 70 — б4 30 1 20 35 0,0035
7.9 5700 254-28 100 60 121 50 2 20 55 60 0,015
21 4709 30 4- 35 120 149 60 2 25 65 70 0.018
.. •? •— 0 'i О 150 184 /э 2 — — 80 0,11
(Z 3200 504-55 1.30 ПО 224 90 9 40 90 100 0,35
90 — 604-65 220 130 254 100 2 — — 120 0,97
170 2200 704-75 250 150 274 по 2 50 • 130 1 10 1 6i
Т а б л и и а 11 5
Параметры зубчатой муфты (см. рис. 11.5) (Из ГОСТ 5006—55;
i -i. n, Ргз.'лср'.-,
d 1 l' ib b i " i 1 - b Wi
Ji :r.5. наиб. i 1 1 IbUiiW 1 н a *i v. I Fl -1 trai'll : 1'4 1>к1Х1лд;
Ti 6300 10 170 110 3o 31 55 2,5 12 185 2,5 30 49 115 12 0,12
1 10 5000 50 185 125 / V 31 i 3 2,5 15 245 2,5 38 75 145 12 0,21
315 4000 GO 220 150 Ju 40 83 2,5 20 335 3 40 95 170 18 0,42
• iO-J 3350 7;, 250 175 no 40 105 2,5 25 430 3 48 125 215 18 0,87
800 2800 90 290 200 130 50 115 э 25 130 3 56 145 235 25 1.8
1 КС 2500 105 320 230 140 50 I z J 5 30 510 1 48 160 9:y.5 25 2,8
leO!) 2120 120 350 260 160 50 1 ’0 5 35 605 1 56 185 9S-.5 30 1,6
Fir к м e ч a n и Я.
1 Фаскл— ио табл. 2.
2 Пример обозначения му.; гы для .<— и .ч.ч; Ak/^rs АВ <3 ГОСТ 5:j3—55.
муфты (увеличиваются взнос и возможность поломки зубьев). Поэтому ГОСТ ограничивает допускаемое значение у. Для зубьев по рис. 11.5, в у = 0с30'. Износ зубьев зависит также от скорости вращения. В табл. 11.5 допускаемое/г, об лгнн, соответствует окружной скорости на зубьях ж 25 мсек..
Угол перекоса обоймы у зависит как от радиального смещения валов А,., так и от их перекоса Д>.
При Да = 0 Д/1;!лх^-11£Пу].
При Да===0 Arulax = -A tg([vl —Аа),
где Д — расстояние между зубчатыми вендами (см. рис. 11.5, с).
Пример. По тг.3.1. 11.3 пряи,.\:аег: А = 95 .-.i.-i, тогда при Д(. = Ю'
У ^:дх=—у ‘3 130' — 10') -х 0,275
при \ = 20' Д, R;as ~ 0,133 ль,к к т. д.
364
Рис. 11.5
Пример показывает, что компенсирующие возможности зубчатых муфт (с зубьями по рис. 11.5, 6') невелики. Поэтому их целесообразно применять только для соединения узлов, базирующихся на общей, достаточно точной и жесткой раме.
Обойма муфты выполнена из двух частей, соединенных болтами (без зазора), - рис. 11.5, д. Разъемная обойма упрощает демонтаж м- ‘мы (кг надо раздвигать соединяемые узлы). В то же время фланцевое соединение обоймы увеличивает габарит и усложняет конструкцию. ГОСТ допускает применение неразъемных обойм, выполненных в виде сплошной втулки с внутренними зубьями. Допускается также к-резать внешние зубья непосредственно на валах. Для контроля (“юности валов используют буртики Б и внутренние торны втулок. Поэтому б\ри'кп и торцы должны быть обработаны с достаточно высоко:; точностью бдения (см. табл. 13.5 и 13.6) и низкой шероховатостью поверхности (не менее V6).
Резьбовые отверстия на торцах втулок предназначены для съема в:уток с вала, а также крепления герметизирующих крышек, устраняющих вытекание масла при шлицевых и шпоночных соединениях.
В муфту заливают масло через отверстие во фланце обоймы, закрытое пробкой. Уровень масла в ванне соответствует погружению втулок примерно па высоту зубьев. Уплотнение — манжетами, установленными в торцовых крышках.
При одном и том же размере муфты и постоянном наружн'ом диаметре ступицы D2 диаметр отверстия вала d может быть различным (допускается различная расточка ступицы). В табл. 11 5 указано мак-j тт / ^2 — \
сималыюе значение d. При этом толщина втулки I —— 1 некоторых типоразмеров муфт недостаточна для образования шпоночного соединения. Она рассчитана на зубчатое соединение пли на прессовую посадку. В случаях, когда по каким-либо причинам необходимо при-d2 ыеипть шпоночное соединение, принимают d .
Заметим, что нагрузочная способность муфты по зубьям не может быть использована полностью при шпоночном соединении вследствие его недостаточной прочности.
Для закрепления втулок от осевых перемещений (при переходных посадках) применяют торцовые шайбы (см. табл. 2.37) пли гайки (см табл. *2.38).
При всех вариантах сохраняют размеры А, I и зазор с (рис. 11.5, е). Размер Cj (см. рис. 11.5, е) образуют путем смещения зубчатого вепиа к внутреннему торцу втулки.
Зубчатые втулки и обоймы изготовляют коваными из стали 1? или литыми из стали 45Л. Твердость рабочих поверхностей зубьзз и втулок не ниже HRC 40, обойм — HRC 35. При окружной скорости на зебьях 5 м'егк допускают понижение твердоегп соответствен", з до НВ 310 и НВ 280.
Муфты цепные (рис. 11.6, табл. 11.6) по нормали машин-.'-стеоения МН 2091—G4 изготовляют для диаметров валов от 18 , 1:_5 мм при шпопечпом соединении с валом. Другая нормаль МИ
36S
700| Ж) 280 120 2. 0 218.115 ) 40 196,29
2092—61 предусматривает зубчатое соединение с палом при сохранении габаритных размеров. Ценные муфты уступают зубчатым по нагрузочной способности, но превосходят их по компенсирующим свойствам. Они допускают угловое смещение валов до Г и поперечные смещения от 0,5 до 1,2 мм (табл. 11.6). Муфты обладают сравнительно большим лифтом, обусловленным зазорами в зацеплении, и поэтому не рекомендуются. для реверсивных нагрузок (реверс будет сопровождаться ударами)-
Цожух защищает муфту от загрязнения. Он не нагружен и обычно пзг-гаБ.тпвается из алюминиевых сплавов (А-ЛЗВ, АЛ5В и др.). При небольших скоростях допускается применять муфты без кожуха. Смазку осуществляют густой мазью типа солидол, которую наносят при ебтрке на зубья звездочек и звенья цепи. Уплотнение — резиновыми к"»зы1ами. Материал звездочек — сталь 45 с закалкой зхбьев до HRC 40-45.
§ 4. МУФТЫ УПРУГИЕ (ЗТУЛОЧНО ПАЛЬЦЕВЫЕ, СО ЗВЕЗДОЧКОЙ, С ТОРООБРАЗНОЙ ОБОЛОЧКОЙ, С МЕТАЛЛИЧЕСКИМИ ЭЛЕМЕНТАМИ)
другие муфгы применяют для компенсации вредного влияния нессосности валов и улучшения динамических характеристик г.рп-- >да. Различают муфты с металлическими и неметаллическими ц-е-зиковыми) упругими элементами. Муфты с неметаллическими \пр\ гими
ментам;’ проще и дешевле. Поэтому они кашли применение дтл и ".ых н средних зшммупй крущщдх моден;оз (примерно до
1000 кГ • м). Для больших моментов предпочтение отдают муфтам с металлическими упругими элементами, преимущества которых ито габаритам) проявляются тем больше, чем больше крутящий момент. В некоторых случаях муфты с металлическими упругими элементами применяют по конструктивным условиям (см., например, рис. 5.6, где муфта встроена в зубчатое колесо) или когда по условиям эксплуатации в агрессивных средах неметаллические упругие элементы оказываются недостаточно стойкими.
М у ф т ы у и р у г и е в т у л о ч и о-п а л ь цевые МУВП (рис. 11-7, табл. 11.7) по нормали-машиностроения МН 2096—64 изготовляют для диаметров валов от 16 до 150 лы/.
Гис. 11.7
Ог осевого смещения полумуфты закрепляют усгановочными винтами, торцовыми шайбами, гайками и пр. (см. гл. II, §4). Размер В (расстояние от стопки ) нужен для демонтажа пальцев. Вследствие небольшого объема упругих элементов по отношению к объему муфты она обладает сравнительно невысокими компенсирующими свойствами. При значительной иссоосности валов упругие элемсты быстро разрушаются. Допускают радиальное смещение Дг до 0,2—0,6 мм, перекос Ди до 1°. (Допускаемые значения возрастают с увеличением d.)
Материал нолумуфты — чу гун СЧ21—40 или сталь ЗОЛ, пальцев — сталь 45, втулки — резиновая смесь марки 3326С по ТУ МХП 1166—58 с пределом прочности на растяжение не менее 80 кГ/см2, относительное удлинение не менее 300%.
Пальцы и втулки (рис. 11.8, табл. 11.8) нормализованных муфт можно использовать при конструировании специальных муфт, например комбинированных.
М у ф т ы * у п р у г и е со з в е з д о ч к о й (рис. 11.9, табл._11 9) по ГОСТ 11084—68 применяют для диаметров валов от Г2 до 45 мм. Эта. простая компактная муфта находит все более широкое применение. Ее упругие г. компенсирующие свойства не ниже, чем у муфты МУВГТ. Допускают радиальное смещение Аг до 0,2 мм, перекос Ад до 1'39 .
Параметры муфты МУРП (см. рис. 11.7) (Из МП 2096— 61)
I . _ . Д.-/3” 0,00.3 0,003 0,006 0,006 0,031 0.030 0.062 0,061 0,060 0,039 0,058 0,175 0,172 0,169 0,280 0,273 0,265 0.320 0,510 1 ,170 1,110
1 чнчь-'Н! | у "T i rr* j 1 10 01
c.-— 1 ! 18
1 i ";iyil " c-1 2-C- i Й l-5 J 1 |oz
ф -ci
- 3 ’ 7- (S I 1 Ci 1 8' | ‘JI 1
c-l 71 £- 1 -L '.IP S
i 1 C-. 11 I 81 iO Ci ”T“ C-t Д. 'XI
д 16 6.5 22 1 :4 СЧ
.. - - 1 § 1-5
S 1 «>• 1«’ . 1. 1 60
•to 20 c<- c-': C3 9P
to 28 cc 40 <Cj 62 '5 o: in on
to c 70 85 105 о <Q с- C'l
to S>3 8? 50 65 80 on 130 T’> nil
T 40 0<J 60 о 110 Oil 140
£ c Z 112: OKI 091 238 Л J »
CN or? OP 226 | 60 70 95 m- 1:
i s 1-01 125 165 СЧ 986 0<:?: 288 VUO’ITl 111
06 051 0! 1 170 061 250
t' / (4’ Щ-Д? 08 65 8’1
г-7 16 20 25 28 32 40 ' 1 i I i 00 70 о
.= _ .-s £ 5600 4750 C3 CL cl ’r- ooo<; I _ ii'Li p'"; ora
|.Ч|, h! • ..it СЧ ~ 1 L.7 -LD on 92 'MJiU'Oni К it II 11 003 1
1= 1УВ11-16 Will I-18 WI6 1-20 WB1I 22 W Bl 1-25 Hs Bi|-28 W Pl 1-3(1 W Bl 1-32 WBI1-35 . VP 11-86 l .7 PI J -33 i.VB! j.40 WBIM;! Will-45 Л Bl f IS i'll :.o 111 1-60 WBll-CO У BI 1-70 . У Bl 1 75 1 1 |> II M V '1 ". 'I'.l. Ml " Hp.-.iep <
Т а б и ц а 11. 8
Пальцы, втулки распорные ч втулки упругие (см. рис. 11. 8)
Материал полумуфты — сталь Ст. 3, звездочки — резина маслобсп-зостойкая марки /1.
Муфты эластичные с торообразной оболочкой (рис. 11.10, табл. 11.10) по нормали МН 5809—65 просты по конструкции, изготовление их пе вызывает затруднений (при специа-
Рис. 11.8
лизированном изготовлении оболочки). Муфта обладает высокой податливостью—угол закручивания до 5° при номинальном моменте А4П.
Компенсирующие свойства: перекос валов Дп до 2°, радиальное смещение Дг до 2 лыг, осевое смещение Дг до 4 мм.
Допускается кратковременная перегрузка:
для муфт диаметром L) — 1004-250 мм — до 2,5 Мк,
для мофт диаметром D свыше 250 зон до 2 А4П.
Все это позволяет применять муфты в конструкциях, где трудно обеспечить соосность валов (например, между редуктором и приводным валом конвейера при отсутствии общей рамы), при переменных и ударных нагрузках, а также при значительных кратковременных перегрузках.
Рис. 11.9
Рис. 11.10
Таблица 11.9
Параметры упругой муфты со звездочкой (см рис 11.9) (!1з ГОСТ 14GM-6S)
II I’ II М (' Ч □ II II я.
i. (। ни ipellне )1|к>1’.о.т>ч;н.1.м кольцом - no ГОСТ 6ri
bJ Пример условного otio.tiii.i'ieiniH муфц.1 с шл uju'iiimm л i;imc гром <1 - ' > лиг u n..pv-i;iibiM Диаметром !> П vir Hy./iru
id l'<> ям?, e nuc |Дичнымн дииметрими и IK -и.» и нар>кпым .uijmi-iром L>~- 40. Mychra lt>-Jd->'e luci
ГОСТ lie'll t:s.
Параметры эластично» муфты (По МН
320 75
4С0| 150
450!300
:ооо 16; 1b- — i 100 98 83 50 65 73 62
20:22; — 125 126 70 100 60 78 .90 74
ЗЗиО 25; 28* 30 160 152 85 128 80 100 115 94
2000 32; 30,35; 38 । 200 203 1125 155 95 122 138 115
Ю; 45; 12; 48 250 268 148 195 130 158 176 150
1300 50;55; — 320 282 155 260 180 215 235 205
1400 60; 70'65; 75 400 345 190 330 230 280 305 268
1120 80;90|85;95 450 415 232,5 370 250 305 335 293
30
40
55
65
95
135
170
180
Di
20
25
40
45
70
100
130
140
40| зо! 50 i 38 6б| 48
8о| 60
НО 90
160 НС^ 200 140
220 170
130
160
195
Мб Мб Д , б
М8 М1О
М10
Ml 2'
М12
М16
М20
Ml 6;
М20|
Щ di
П р и меча н и с. Пример условного обозначения муфты с £> — 100 .«.« и отверстием под
Как недостаток муфты, можно отметить сравнительно большие габариты.
Диаметр отверстия оболочки /)5 меньше диаметра внутренних прижимных шайб. Для того чтобы заложить эти шайбы внутрь оболочки, их выполняют разрезными (зазор А) и затем скрепляют кольцами (£)8). Крутящий момент передастся на оболочку при помощи сил трения в местах зажима се бортов винтами d5. Силу затяжки винтов регламентируют величиной усадки бортов оболочки при сжатия. Величина усадки принята равной V3 толщины бурта оболочки —— ) . Величину и равномерность затяжки болтов контролируют глубиномером. Для этого выполняют 3 4-4 контрольных отверстия ^6 льп) ео фланцах полумуфт.
Материал оболочки — резина с сопротивлением разрыву не менее 100 кГ.'см2 и модулем упругости не ниже 50 кГсм2 (при удлинении
100%), полумуфт и прижимных шайб — Ст. 3.
М у ф т ы с м е т а л л и ч е с к и м и упруг и м и э л с м е т а м и (с цилиндрическими пружинами, змеевидной пружиной, пакетами упругих пластин и др.) в СССР не стандартизованы. Данные зарубежных фирм о нагрузочной способности, габаритных и прнсоед нательных размерах приводятся в специальной литературе л атлас; х [51 ]. Сведения, необходимые для нооектлооваппя новы:-: мтДг, •-.где.-
11.10
с торообразной оболочкой (см. рис. 11.10) 5809—65'1
Вн.чты L, 1 1, [г С П b ь, bi ь> ь. Ъ-. ri б h 1
ds - I
М2,5 2 30 42 16 10 25 0,6 30 6 26 15 8 3,5 3,5 17.5 L . 9.5 5.5 1
-М3 38 52 20 12 30 1,0 40 8 36 20 11 5 4 24 13 8
М4 44,5 62,5 25 15 35 50 10 45 25 14 6,5 30 17 10 6 8
M5 — 60,5 85 82,5 113 35 45 20 25 55 70 1,6 65 76 13 15 бо| 35 70! 42 18 20 9 К) 7 40 47 22 26 12,5 14
Мб 4 87 115 50 30 75 2.0 2,5 90 17 80i 16 22 8 53,5 30 17
М8 мю ПО 137,5 145 177,5 65 80 40 50 100 110 100 125 20 25 9ol 50 НО 65 28 30 13 15 10 11 60 74 34 41 20 Ю
вал с! = j / 1уфта I 90-1 5 21 III S09- -65.
0,007 0,039 0,039 0,321
0,967 2,592 5,687
§ 5. МУФТЫ УПРАВЛЯЕМЫЕ ИЛИ СЦЕПНЫЕ
Применяют фрикционные, кулачковые и зубчатые сцепные муфты. Конструкция этих муфт весьма разнообразна. Ее варьируют в зависимости от конкретного изделия, в котором устанавливают муфту. Это затрудняет разработку общесоюзных стандартов на такие муфты и изготовление их на специализированных заводах как продукции общего назначения. В настоящее время имеются только отраслевые нормали, охватывающие муфты, специализированные для той или иной отрасли машиностроения.
Наибольшее распространение сцепные муфты получили в станках и транспортных машинах. В заданиях на курсовой проект, связанных с этими отраслями машиностроения, сцепные муфты являются одной из существенных частей проекта. С позиций обучения проектированию наиболее интересны фрикционные муфты.
Многодисковая фрикционная муфта с механическим управлением по нормали МН 5664—65 изображена на рис. 11.11 (см. также табл. 11.11 и 11.12). В нормали МН 5664—65 кроме сборочного чертежа и таблицы основных параметров муфт приведены рабочие чертежи всех ее деталей. Нормаль МН 5664—65 дополнена нормалью МН 5656—65 на диски фрикционные (см. рис. И 12-у 11.14 и табл. 11.134-11.15). Нормализованные фрикционные диски и другие детали используют при конструировании специальных управляемых, предохрани гельных и комбинированных м \ыт.
Параметры фрикционной многодисковой механической муфты (см. рве. II II) (По МН 5664—63)
Тип и число лископ в муфтах по МН 5664—S-5
Номер муфты sfcix, ;у.енме Дислп по Л‘|г! 3656—65
II ci Г? уж ВЫ и чт рем чп.;
исполнен J. i ч-личеетн-. . > .« ЛГ М..Х, •\0л«кест'*о
! 4 ДУ 2003
С5 Масляная ДУН062 ,;У о ио 1 б
Сухая Де LiUol 4
2 ДУЕ062
4 ДУВ073 5
Масляная 5 „У НОГ 1 6
07 Сухая ДУ11О72 з ДУВ 071 4
ДУВ072 з
п ДУВ083 6
Масляная 0 ДУВ084 7
os Q хая ДУН082 4 ДУВ081 5
3 ДУЕ082 4
• 5 ДУ В 093 6
Масляная *3 ДУВ094 7
со С\ хая ДУН092 4 ДУВ091 5
3 ДУ В 092 4
5 ДУВ 103 6
Масляная 6 ДУВ 101 7
10 Сухая ДУН 102 ДУВ 101 f)
3 ДУВ 102 4
5 ДУВ 113 6
и Масляная Сухая ДУН 112 6 ДУВ 114 7
4 ДУВ111
3 ДУВ 112 4
Масляная Сухая 6 ДУВ 123 7
12 ДУН 122 8 5 ДУВ 124 ДУВ 121 9 6
_1 ДУ В122 5
Масляная 6 ДУВ 133 7
ДУН 132 8 ДУВ 134 9
13
Сухая 5 ДУВ 131 б
4 ДУВ 132 5
Масляная *7 ДУВ 143 8
ДУН 142 9 ДУВ 144 10
14 Сухая
6 ДУВ 141
5 ДУВ 142 б
Диски по .Mil Щ56—65
Но-..;- 11С-.к>д наружный ин утренний
игг/лпнен не .11 ICC г во нсп-'лянен ие количество
8 ДУВ 153 9
Масляж’.я ДУН 152 13 > ДУВ 151 11
С\хтя 7 ДУВ 151 8
6 ДУ В152 1
м Д У В153 9
Мл слепая ДУН162 10 ДУВ161 11
1U (Д 7 ДУВ1О1 8
6 ДУВ 162 7
Муфта ко рис. 11.11 нормализована без ведомой (ведущей) детали, связанной с наружными дисками. На рис. 11.11 эта деталь показана условно (с одной стороны) и названа поводком. Предполагается, что конструкцию ведомой детали разрабатывают в зависимости от конструкции изделия, в котором устанавливают муфту. Такой деталью может быть, например, вал, зубчатое колесо, звездочка и пр. Размерами присоединительных мест для ведомой детали являются размеры пазов наружных дисков. При конструировании ведомой детали важно обеспечить ее строгую соосность с осью муфты. В противном случае в муфте будут возникать дополнительные радиальные нагрузки. При большой несоосности радиальные нагрузки могут быть больше сил трепня на дисках. Это вызовет постоянное радиальное скольжение дисков и быстрый их износ.
Нормалью предусмотрены муфты для работы со смазкой или всухую. Конструкции масляных и сухих муфт отличаются типом _п числом дисков (см. табл. 11.12).
Сухие муфты обладают повышенным трением (требуют меньшее число дисков). Они могут стабильно работать в диапазоне температур окружающего воздуха i-lO' С. Эти муфты рационально применять там, где их можно защитить от попадания масла.
Масляные муфты применяют, например, в коробках скоростей, где они получают смазку, общую с зубчатыми колеса.'.::!, для подвода масла к дискам можно использовать отверстия d:i (см. рис. 11.11). Рекомендуемый диапазон температур для масляных м\сЬт от ф-5 до -4O'J С.
При низких температурах, вследствие повышения вязкости масла, увеличивается остаточный момент муфты, который она имеет в выключенном положении (муфта сведет», не выключается полностью).
Для регулировки муфты служит гайка Б. С помощью ее устанавливают силу нажатия (передаваемый момент) и зазор между дисками в выключенном состоянии (г.о 0,24-0,5 мм между металлическими и пл 0,5-ь 1,0 мм между неметаллическими дисками). Наличие гайки позволяет также изменять их :то и тип дисков в одной и той же муфте.
Рис. 11.11
Д и с к и ф р п к и и о н ныс пэ нормали МН 5656 — 65 изготавливают в следующих исполнениях:
ДУВ ... 1 — диски узкие внутренние с металлокерамическим покрытием для работы всухую;
ДУВ ... 2 — диски узкие внутренние с пластмассовым покрытием;
ДУВ ... 3 — диски узкие внутренние с металлокерамическим покрытием для работы со смазкой;
ДУВ ... 4 — диски узкие внутренние без покрытия;
ДУН ... 1 —диски узкие наружные плоские;
ДУН ... 2 — диск:1, узкие наружные синусные.
В обозначениях дисков вместо точек проставляют номер муфты. Наппимев, обозначение диска ДУВ ... 1 для м\и;ты номер 06 будет ДУВ 061*.
Конструкция внутренних дисков должна соответствовать рис. 11.12, табл. 11.13 и техническим условиям к ним.
Все внутренние диски выполняют с эвольвентными шлицами по ГОСТ 6033 — 51, центровка по боковым сторонам зуба, предельные отклонения по S4.
Диски с фрикционной накладкой /, предназначенные для работы в масле, снабжаются специальной маслораспределптельной канавкой (исполнение ДУВ ... 3), Все другие диски имеют гладкую поверхность трения.
Технические условия (к рис. 11.12):
1. Материал стальной основы 2 (и диска ДУВ . 4) — листовая (полосовая) сталь типа 11 65Г по ГОСТ 1542 — 54. При высокой точности проката по толщине листа (предельное отклонение А по ГОСТ 368Э— 57) поверхности трения не обрабатывают. В противном случае производят механическую обработку до 7-го класса чистоты с предельны:-! отклонением на толщину по .4.
Диски без фрикционного покрытия (ДВУ ... 4) подвергают термообработке — HRC 40 — 45.
2. Материал фрикционных накладок:
а) для исполнения ДУВ ... 1 — фрикционная металлокерамика со следующими основными свойствами: коэффициент трения покоя ^0,35; коэффициент трепня-движения 0,3, причем мгновенное значение не должно отличаться от среднего более чём на ±5%; длительно допускаемая температура поверхности > 250е С; допускаемая пиковая температура поверхности ф; 400° С; удельный .износ < 0,8 мПслг'Ч при удельном весе 5 4-6 Г/слг;
б) для исполнения ДУВ ... 2 —фрикционная пластмасса с теми же (пункт «а») показателями коэффициента трения, с длительно допускаемой температурой поверхности 200° С; пиковой температурой ^ 300° С; удельны?-! износом 0,4 мПсм1 • ч при удельном весе 1,8 -4 2 Г/слг3;
в) для исполнения ДУВ ... 3 — фрикционная металлокерамика с коэффициентом трения покоя 0,22; коэффициентом трения движения 0,12; длительно допускаемая температура поверхности
180°С; допускаемая пиковая температура 250рС; удельный износ 0,1 мПслг-ч при удельном весе 5-4-6 Г!см3.
3. Фрикционные металлокерамические накладки соединяют со стальной основой припеканием; фрикционные пластмассовые накладки — методом горячего формования. Материал накладок нс должен отслаиваться от стальной основы и выкрашиваться при механической обработке.
4. Разнотолщинность фрикционных накладок для каждого диска 10% от номинальной толщины накладки s2 в сторону утонения.
5. Разнотолщинность диска (по размеру S):
'•Номер муфты: 0,6^ 0,01 ль«,
0,7 4- 0,9 ^0,015 мм,
10 4- 15 0,02 мм,
16 0,03 мм.
6. Поедельныс отклонения размеров, не ограниченных допуска-
1
ми: охватывающих — по Л5; охватываемых — по В5’, прочих + у х Х(Я7 - В-).
7. Заусенцы не допускаются.
Конструкция наружных дискос должна соответствовать рис. 11.13, табл. 11.14 и техническим условиям к ним.
Синусные диски исполнения ДУН ... 2 обычно применяют для управляемых муфт. При сжатии эти диски выпрямляются. Пружинящее свойство дисков способствует плавности включения п расцеплению дисков при выключении.
Пл оские диски исполнения ДУН ... 1 целесообразно применять в предохранительных муфтах, где пружинящие свойства не нужны.
Материал и технические требования к наружным дискам такие же, что и для внутренних дисков без фрикционных накладок,-
Дискл фрикционные внутренние (см. рис. 11.12) г> диски нажимные (см. рис. 11.13)
Ном муёт-.: С., - А {-Г Обозначение отверстии iJXmxz /), Диски внутренние Диски н аж и мн с-
5 ,$4
ДУВ-..i ДУВ...2 ДУВ...З дув...: Ь | с | С]
Со uJ Эв. 60x2,5x22 Sj 62 1,8 1,8 1,4 1.0 1,0 5 4 1,0
с- 90 60 Эв. 65x2,5x21 S4 67 2,0 2,4 1 ,7 1,2 1,2 5 4 1,0
С 5 • С ) 70 Эв. 75X2,5X28 S, 77 2.0 2,1 1,7 1,2 1,2 G 4 1,5
09 но / 1?- Эв. 80x2,5x30 S4 82 2,0 2,8 1,7 1,2 1,2 6 4 1,5
10 125 85 Эз. 90x2,5x34 Sj 92 2,1 3,2 2 1 1,6 1,6 7 5 2,0
11 1 19 95 Эв. 100x2,5x38 S, 102 2,6 3,6 2,1 1 ,6 1.6 7 5 2,0
12 160 105 Эв. 110x2,5X42 S4 112 2,6 3,6 2,1 1,6 1,6 8 5 2,5
13 180 115 Эв. 120Х2.5Х 16 S4 122 3,0 4,4 2,6 2,0 2,0 8 5 2,5
14 200 130 Эв. 140x5X26 S4 143 3,3 4,4 2,6 2,0 2,0 10 8 3,0
15 220 150 Эв. 1G0X5X30 Sj 163 3,3 5,0 2,6 2,0 2,0 10 8 3,0
16 250 170 Эз. 180X5X34 S4 183 4,5 5,5 3,5 2,5 2,5 12 8 1.0
II р и м е ч анис Толщина накладок.
Т ? 5 л п т; а 11.11
Диски фрикционные наружны; (см. рис. 11.14] (По МН 5636—65)
Размеры, лиг
Номер муфты D 'ДОП. О’Д D, 5 Неплсскост-нос.ть сторон дне и а (для ДУН...1) не более (лля ДУН...2, ь Л п
помин. ДОП. ОТ К Л .
0S 8! 61 1.0 0.05 —0,06
07 94 67 1.16 —0.07 12 2.5
08 104 /; 1.2 0.07 1.49
09 118 82 1.53
10 133 92 1,92 -о.о :• 13
11 i -48 102 1,5 0,13 1.93
12 168 112 2.00 0 1:1 ' 5
13 188 213 122 142 2,0 0.15 2,40 2,45 S
235 162 2,50
265 182 2,5 0.20 3,00 —0. 1 > i j
i
Диск нажимной (рис. 11.13, табл. 11.13) выполняют достаточно толстым для того, чтобы обеспечить равномерное нажатие по всей поверхности трения.
Технические условия (к рис. 11.13):
1. ^Материал — сталь 45 по ГОСТ 1050 — 60.
2. Твердость — HRC 45 — 50.
3. Непараллсльность сторон диска 0,01:100.
Рис. 11.14
4. Предельные отклонения размеров, не ограниченных допуска-Л V , 1
ми: охватывающих — по Л5, охватываемых — по гф, прочих ± у X хи7 = с7).
6. Для сухих муфт — никелировать (допускается кадмировать).
§ 6. МУФТЫ ПРЕДОХРАНИТЕЛЬНЫЕ (ФРИКЦИОННЫЕ, С РАЗРУШАЮЩИМ ЭЛЕМЕНТОМ, КУЛАЧКОВЫЕ, ШАРИКОВЫЕ)
Предохрани тельные муфты применяют в тех случаях, когда по условиям работы механизма в нем могут возникать опасные перегрузки, а конструкция привода не обладает способностью самопредохра-нения. Напомним, что способностью самопредохраненкя обладают ременные передачи, а также фрикционные управляемые муфты. У зубчатых и цепных передач такой способности нет.
Из различных типов предохранительных м\фт наибольшее распространение получили фрикционные л с разу• шающшчся элсмснто::.
Менее распространены кулачковые и шариковые. Прежде чем расс.'.мъ трщщть конструкцию конкретных предохранительных муфт, рассмотри:.: некоторые общие вопросы.
Лмб >р величины расчетного момента для предохранительной мус-ты а общем случае связан с исследованием диЪампки механизма. Рассмотрим это на простейшем примере.
На рис. 11.15, а изображена расчетная схема, где и J., — приведенные к валу муфты моменты инерции вращающихся масс со стороны двигателя и исполнительного органа; ц и i2 — передаточные отношения от двигателя до муфты и от муфты до исполни тельного органа; АД и ЛК — крутящие моменты, приложенные к массам с J, и А1М —
• S
Рис. 11.15
крутящий момент иа предохранительной муфте; со — угловая скорость; которую без учета колебаний системы будем считать общей для масс с и J,2.
На рис. 11.15, б изображена характеристика асинхронного элек- I тродвигателя (см. также рис. 14.1 и объяснения к нему).
При перегрузке (торможении) угловая скорость надает. Крутящий момент, приложенный к муфте со стороны двигателя,
Д1= Лlj -ф Jjgj = А1Д -ф Elt
со стороны исполнительного органа * (11-2)
м = АН- Д 8j = (Л1Г|/й) - J., 8р J
где А1Д — момент двигателя; А1П — момент на исполнительном органе при перегрузке; Еф — угловое ускорение (замедление) при торможении. " ‘ I
Без учета колебаний А1.,, вычисленные по формулам (11.2), должны быть равны.
При резком торможении (например, заклинивание механизма) ве- i личина Bj может быть большой, a значительно превышать 41 Для предохранения от перегрузки значение момента, допускаемого муфтой, должно быть
[ЛКД < А1гаах К - Лег. (11.3)
Здесь принято максимальное значение момента двигателя -(см. рис. 11.15, б;.
Ясно, что с позиций предохранения механизма от перегрузки выгодны меньшие значения [А4М]. При этом необходимо учитывать все условия работы механизма, а не только случай резкого торможения.
В случае медленного нарастания нагрузки величина ех близка к нулю и
[Л4М] (11.4)
в противном случае -муфта не сработает при перегрузке, двигатель остановится и может сгореть, если он не защищен тепловым реле.
При пуске (разгоне) механизма
Л4М — — ^пуекЧ Ае2 (11.5)
или
А4М = Ж «^2^2 = ^нагр^'г *^2®2’ (11-6)
где в2 — угловое ускорение при разгоне; А4пуск— пусковой момент двигателя; А4нагр — момент нагрузки на рабочем органе.
Если пуск производится под нагрузкой (А1нагр^- 0), величина е2 может быть несущественна (медленный разгон) и тогда должно быть
1Л1М1 > мщт iu (11 7)
иначе муфта будет срабатывать при пуске — пуск механизма, в котором установлена муфта с разрушающимся элементом, становится невозможным.
Формулы (11.4) и (11.7) устанавливают пределы допускаемого момента для предохранительной муфты с разрушающимся элементом
А4тах h > 1А4М1 > Л4пуск (11 8)
Можно принимать
но не ниже (1,2 4- 1,3) А!^^ q.
Для фрикционных предохранительных муфт (и в том числе управляемых) в принципе можно допускать пробуксовку при пуске и принимать
Л ’ Мпуск > ШМ1 > Мнагр//2. (11.10)
Обычно
= (1,5 4-2) МпагрД2, (Н.Н)
но не более Afmax
Для кулачковых и шариковых предохранительных муфт пробуксовка при пуске нежелательна. Расчетный момент для них можно выбирать по формулам (11.8) и (11.9).
Зависимость (11.8) позволяет отметить, что для механизмов, в которых устанавливают предохранительные муфты, и в особенности с разрушающимся элементом, не следует выбирать двигатели с малой разностью А?тах и А4пуск, так как фактический момент сра-13 Зак. 1018 385
Таблиц а 11.15
Параметры предохранительной муфты с разрушающимся элементом
Усилие среза Р, кГ Размеры, .«.и (рис. 11.16, о)
d D b L с
70 130 290 530 825 1200 2100 3300 1,5 2 3 4 5 6 8 10 10 М16 5 8 22 16 12 11 1
15 М20 8 10 30 25 18 17 1,5
25 мзо 12 16 50 45 28 26 2
Размеры, мм (рис. 11.16, б, в)
d D d. d, H C I I 1t I / 3 !, •
1,5 10 1 8 5 18 12 12 10 3 1
2 1
3 2 I
4 15 3 12 8 30 18 18 15 4 1,5
5 4
6 5
8 25 6 22 12 45 28 28 24 5 2
10 8
Размеры, мм (рис. 11.16. г)
dt i, dc Ct m p *
M16 11,5 8 1,6 3 3 1,5
M20 14 12 2 4 4 2
M30 24,5 22 2,5 6 6 4
M48 36 36 3 10 6 4
батывания муфты зависит от многих случайных факторов, которые трудно учесть при расчете.
Выбор места установки предохранительной муфты в системе механизма связан с конкретными характеристиками и условиями его работы. При установке муфты на быстроходном валу ее габариты и вес меньше, но, несмотря на это, она может значительно повысить инерционность системы. Нагрузки в механизме (от муфты до исполнительного органа) при резких торможениях могут существенно воз-386
расти. Муфта на тихоходном валу больше по весу и габаритам. Однако сравнительно высокая нагрузка муфты приводит к более определенному срабатыванию при перегрузках.
В приводах конвейеров и транспортеров предохранительную муфту устанавливают, как правило, на тихоходном валу.
Строгая соосность валов является необходимым условием падежной работы всех предохранительных муфт. Наличие несоосности (величина которой случайна) приводит к неопределенности условий работы муфты и дополнительным нагрузкам на валы и муфту.
Муфты предохранительные фрикционные. Каждая из фрикционных муфт, и в том числе управляемая, может служить предохранительной, если она отрегулирована на соответствующий вращающий момент. Применяют также специальные фрикционные предохранительные муфты, которые работают как постоянно замкнутые. Силу нажатия в таких муфтах обеспечивают обычно пружинами. Примеры конструкции изображены на рис. 11.19 и 11.20. На этих рисунках фрикционные предохранительные муфты скомпонованы с упругими компенсирующими. Соответствующие пояснения см. в § 7.
Предохранительные фрикционные муфты могут быть дисковыми ' или конусными. Чаще применяют дисковые муфты. Диски обычно выполняют так же, как и в управляемых муфтах (см. § 5).
Муфты предохранительные с разрушающимся элементом. Такие ^муфть! 7 применяют в изделиях, которые подвергаются случайным и редким перегрузкам (например, конвейеры, транспортеры и т. гк). Примеры применения предохранительных разрушающихся элементов в конструкции узла приводного вала цепного конвейера показаны на рис. 14.12. В одних случаях их встраивают непосредственно в систему соединения звездочки с валом (см. рис. 14.12), в других компонуют с компенсирующей муфтой (см. рис. 11.21).
На разрушающиеся элементы и конструкцию их установки _в_предохранительном устройстве разработана нормаль (рис. 11.16, табл. 11.15).
На рис. 11.16, а конструкция полумуфт изображена схематично; она может изменяться в зависимости от конкретных условий.
__Штифт 3 (см. также рис. 11.16, в), соединяющий две полумуфты установлен в стальные закаленные втулки 4 и 2 (см. также рис. 11.16, б). Блок штифта и втулок запирают резьбовой пробкой / (см. также рис. 11.16, г). Отверстие d2 служит для удаления втулок из полумуфт, a — штифта из втулок. Для точного совмещения полумуфт при удалении втулок (после разрушения штифта) используют установочные риски Б (просекают в сборе). Канавки (ширина Ь, глубина с) предохраняют торцы полумуфт от задира твердыми концами втулок и штифтов после срабатывания муфты.
Конструкция предохранительного устройства должна обеспечивать четкое срабатывание муфты при заданном предельном моменте. Рассмотрим,.от чего это зависит и чем обеспечивается? ,
Материал штифта должен быть хрупким. При вязком материале пластические деформации приводят к нарушению принятых расчетных условий, делают условия работы штифтов менее определенными. 13* 387
Хрупкими свойствами обладают закаленные сгали, бронзы, чугуны и др.
Нормаль рассчитана на применение штифтов по ГОСТ 3128 — 60 (см. табл. 2.2) из стали 45, HRC 45 — 55. Штифт устанавливают в отверстиях с небольшим натягом. При большом зазоре условия чистого
iC2'
—>4 ~
Рис. 11.16
среза штифта нарушаются. Наряду с напряжениями среза возникают напряжения изгиба. По этим соображениям штифт устанавливают
A I А \ т~, , .
по посадке (допускается посадка -1. В муфтах с двумя штифтами такую посадку выполнить трудно, так как уменьшение зазора посадки штифтов в отверстия повышает требования к точности взаимного расположения этих отверстий. Поэтому применяют посадку ~ или
А- 3
даже у* (условия работы штифтов ухудшаются). В принципе штифты 388
можно ставить непосредственно в отверстия полумуфт, без втулок 4 и 2. Однако при сравнительно слабом материале полумуфт (чугун, стальное литье и пр.) отверстия в них будут разбиваться штифтами. Это устраняют установкой твердых втулок. Втулки увеличивают поверхность смятия и тем самым предотвращают искажение формы отверстий в полумуфтах. Для устранения разбалтывания штифта в самих втулках последние изготовляют из прочной стали и закаливают (по нормали — сталь 40Х, IIRC 48). Посадку втулок
А А
в полумуфты производят по , реже по .
Рис. 11.17
Нагрузка на штифт, определенная нерабочей нагрузке муфты, может существенно искажаться из-за дополнительных нагрузок, связанных с ошибками изготовления. Это можно объяснить с помощью рис. 11.17*, на котором схематически изображена конструкция закрепления звездочки на конце вала. Звездочка 1 посажена на втулку 2 (А А \
посадка v или -^ |. Втулка 2 закреплена на валу с помощью « А Азу
шпоночного или другого соединения. Втулка и звездочка связаны разрушающимся элементом (штифтом с комплектом деталей по нормали рис. 11.16). На рис. 11.17 место положения штифта условно показано осевой линией (плечо г). Для размещения штифта втулка имеет выступ (при двух штифтах — два диаметрально противоположных выступа). Проточка, которая предусмотрена нормалью (размеры бис на рис. 11.16), в данной конструкции заменена зазором В соответствии с нормалью (см. рис. 11.16) = 2 с.
Более подробно этот вопрос рассмотрен II. Я. Нибсргом [6,52].
В осевом направлении втулку фиксируют торцовой шайбой 3 (см. табл. 2.37), а звездочку—шайбой 4. После разрушения штифта от перегрузки звездочка должна свободно вращаться на втулке, поэтому применена посадка и дан зазор по торцу (0,05 4- 0,1) мм.
Сопряжение втулки и звездочки выполняет роль подшипника скольжения. Поэтому пара материалов втулка — звездочка должна обладать антифрикционными свойствами. Например, в тихоходной паре с редкими перегрузками можно применить для втулки чугун, для звездочки — сталь. В других случаях в звездочку запрессовывают специальный вкладыш из антифрикционного материала.
В зависимости от технологических отклонений размеров при установке штифта зазор в подшипнике б может быть выбран в ту или другую сторону. На рис. 11.17, а изображен случай, когда звездочка подвешена на штифте и зазор в подшипнике без нагрузки распределен равномерно по окружности. Под нагрузкой (момент /VI) втулка прижимается к правой стороне отверстия (рис. 11.17, б). Заменяя реактивное давление в подшипнике сосредоточенной силой, получим
Р = М/г. (11.12)
Если при установке штифта втулка смещается в отверстии в одну сторону, например вверх, то пара сил будет располагаться так, как изображено на рис. 11.17, в. Для такого случая
Р = M!(r sin <р). (11.13)
При малых значениях <р (втулка прижата к верху) сила, срезающая штифт, может быть очень большой. Формулы (11.12) и (11.13) не учитывают влияния контактной и объемной податливости, которая уменьшает вредное действие неточности изготовления. Однако по этим формулам можно судить, сколь существенно отражается неточность изготовления на нагрузке штифта. Учесть влияния неточности изготовления при расчете не представляется возможным, так как эта величина случайная в пределах допуска*.
На практике, в случае нагружения моментом (например, в комбинации упругой и предохранительной муфт — рис. 11.21), расчет выполняют по формуле (11.12). В случаях нагружения окружной силой
(звездочка или зубчатое колесо — рис. 11.17) нагрузка штифта изменяется в зависимости от его положения относительно этой силы. Три варианта нагружения изображены на рис. 11.17, а, д, е (искажение схемы нагрузки вследствие неточности установки штифта не учитывается). Расчетным является вариант на рис. 11.17, а:
/7 р \ 9
1.+ . (И.14)
* Нормаль станкостроения не устанавливает допуски на точность установки штифта.
Риски
Рис. 11.18
На практике кроме цилиндрических штифтов получили распространение штифты с проточкой в месте разрушения (рис. 11.18). На рис. 11.18 одновременно изображен другой вариант конструкции втулок и пробки. Такой вариант позволяет совместную обработку отверстий под втулки на проход, что обеспечивает* соосность этих отверстий. Заплечики пробки не позволяют завинчивать ее до упора торцов втулок. Зазор по торцам втулок обеспечивает их свободное вращение вместе с пол у муфтами в случае разрушения штифта.
Штифт с проточкой имеет свои преимущества и недостатки. Недостатки: штифт не имеет чистого среза, наряду с напряжениями сдвига в нем возникают напряжения изгиба, что делает расчет менее определенным (приближенно диаметр шейки рассчитывают только па срез или подбирают по табл. 11.16). По этим соображениям проточку делают неширокой — 14-3 мм. Преимущества: диаметр шейки можно менять, не изменяя разме-
ров конструкции остальных элементов.
Это удобно для экспериментального подбора диаметра по заданному предельному моменту для каждой конкретной конструкции и для каждого конкретного материала. При этом повышается точность срабатывания муфты. Штифт с проточкой можно применять и при втулках нормализованной конструкции (см. рис. 11.16), только при этом втулки следует брать на номер или на два больше, чем предусмотрено нормалью для данной нагрузки.
Муфты предохранительные кулачковые и шариковые. Эти муфты применяют сравнительно мало. Они не нормализованы. Общие сведения о конструкции таких муфт даны в учебниках по курсу (см. также атлас [51 ] и специальную литературу [28, 29, 44]).
§ 7. МУФТЫ КОМБИНИРОВАННЫЕ
Чаще всего применяют комбинации упруто-или жестко-компенсирующих муфт с предохранительными муфтами. Возможно большое разнообразие таких комбинаций. Общим является то, что компенсирующую муфту располагают, как обычно, на стыке двух валов, а предохранительную—только на одном из валов (см. рис. 11.19 4- 11.21). Такая конструкция обеспечивает, с одной стороны, компенсацию несоосности соединяемых валов, а с другой — соосность частей предохранительной муфты, необходимую для ее нормальной работы.
Комбинированные муфты не нормализованы. Однако при разработке их конструкции желательно использовать основные элементы нормализованных муфт (упругие элементы, фрикционные диски, предохранительные разрушающиеся элементы и пр.).
ям их целесообразно разместить в разных плоскостях. При проработке конструкции это должно быть отражено на чертеже с помощью дополнительных видов, сечений и пр. Дополнительные указания по устройству подшипниковых элементов и смазке см. в гл. VIII.
Рассмотренные три конструкции комбинированных муфт являются только примерами. По типу этих конструкций обучающимся полезно
Рис. 11.21
самим разработать комбинации других компенсирующих и предохранительных муфт. Например, кулачково-дисковой (см. рис. 11.3), зубчатой (см. рис. 11.5), цепной (см. рис. 11.6) и других с фрикционными или разрушающимися элементами,
• ГЛАВА XII
ПРОЕКТИРОВАНИЕ ПЛИТ (РАМ)
§ 1. ОБЩИЕ СВЕДЕНИЯ И РЕКОМЕНДАЦИИ
Плиты служат для установки на них сборочных единиц, связанных между собой требованиями точности относительного положения. Таким образом, плита является координирующим элементом конструкции. Основные требования к плите: жесткость и точность взаимного расположения присоединительных поверхностей.
Разработка конструкции плиты при курсовом проектировании деталей машин является хорошим примером для изучения вопросов компоновки и взаимной координации сборочных единиц. В курсовых проектах разрабатывают обычно плиту для установки электродвигателя и редуктора. Примеры конструкции и оформления чертежа плиты (рамы) изображены на рис. 12.2 и 12.8. Эти конструкции отвечают общим требованиям, изложенным в гл. III и IV. Рассмотрим некоторые особенности оформления таких чертежей.
Плиту изображают на трех видах (допускается па двух) в масштабе уменьшения (см. табл. 1.2) с обязательной проработкой основных мест конструкции в масштабе 1:1с помощью сечений, разрезов и т. п.
Приступая к разработке чертежа плиты, прежде всего устанавливают масштаб и расположение видов. Для этого можно использовать эскиз общего вида механизма (см. рис. 14.3). Затем определяют положение и размеры присоединительных мест (платиков). С этой целью тонкими линиями вычерчивают изображение изделий, которые устанавливаются на плиту (рис. 12.1). Контурное изображение можно давать без подробностей и только в той части, которая необходима для данного чертежа (например, ниже оси валов). Его можно наносить только на одном виде, где оно в большей степени определяет конструкцию плиты (в данном случае на главном виде). На других видах можно нанести только очертания присоединительных мест (лап двигателя и редуктора). На рис. 12.1 присоединительные места показаны только на двух видах, так как изображение на третьем виде ничего нового не вносит. Особое внимание уделяют точности положения присоединительных мест. С этой целью можно рекомендовать следующий порядок нанесения контурного изображения. На всех видах наносят положение главной оси, общей для двигателя и редуктора. Затем на главном виде изображают концы соединяемых валов. Зазор между концами валов (размер 10 мм на рис. 12.1) определяют с учетом конструкции муфты, которая предполагается заранее подобранной или разработанной. Контур муфты также изображают на чертеже.
Отметим, что торцы ступиц муфты должны упираться в буртики на концах валов. Встречаются случаи, когда длина ступицы стандартной муфты меньше длины посадочного конца вала электродвигателя, тогда между торцом ступицы и буртиком вала устанавливают распорную втулку. Если ступица длиннее вала, ее можно обрезать, проверив предварительно прочность шпоночного или шлицевого соединения. Только при известной конструкции муфты можно определить точное взаимное положение двигателя и редуктора. Начертив концы валов и муфту на главном виде, наносят контуры электродвигателя и редуктора с присоединительными местами. При этом полезно проставлять присоединительные размеры: высоту до оси валов, вылет концов валов, положение и размеры лап, координаты отверстий под болты и пр.
В некоторых случаях сочетание присоединительных размеров электродвигателя и редуктора может оказаться недостаточно удобным для образования простой конструкции. Тогда следует подумать о возможности изменения этих размеров. Размеры электродвигателя изме-
нять нельзя (покупное изделие), а размеры редуктора, который мы запроектировали сами, можно. Например, на виде сверху (рис. 12.1) верхние ряды отверстий двигателя и редуктора расположены на разных расстояниях от главной оси (105 и 95 лш). Увеличив расстояние между болтами у редуктора от 200 до 210 мм, получим расположение этих отверстий в один ряд (что удобно для закрепления на полке одного швеллера). Можно рассмотреть также вопрос об изменении
Рис. 12.1
высоты оси редуктора (170мм). Желательно иметь одинаковые высоты осей редуктора и двигателя. При этом значительно упрощается конструкция плиты и ее обработка. В пашем примере размеры колес редуктора не позволяют уменьшить размер 170 до 125 мм.
После нанесения контуров присоединительных мест можно приступать к разработке конструкции самой плиты (рамы).
§ 2. ЛИТАЯ ПЛИТА
Пример конструкции плиты, разработанный на основе эскизной компоновки по рис. 12.1, изображен на рис. 12.2. Здесь показан вариант оформления чертежа, когда все крепежные детали заказывают в спецификации общего вида привода, а не плиты.
396
Рис. 12.2
Изготовление плит методом литья можно считать экономичным по уравнению со сварными рамами, уже начиная с выпуска изделий ма-Лой серией. Материал отливки — обычно серый чугун марок СЧ12—28 и СЧ15—32.
Габариты плиты получают путем обвода контуров присоединительных мест, стремясь к образованию по возможности простой и легкой конструкции. На рис. 12.1 обвод выполнен жирной линией. Высота плиты h является решающей для ее жесткости. На основе опыта разработки подобных конструкций рекомендуют
(12.1)
(0,9 4- 0,11) I,
Рис. 12.3
Толщину 6 стенок литой плиты вычисляют по рекомендациям, приведенным в табл. 3.2. После определения основных размеров приступают к отработке конструкции. При этом следует руководствоваться общими правилами, изложенными в гл. III. Ниже даны дополнительные сведения.
Размеры плати ков определяют по размерам опорных поверхностей присоединяемых деталей с припуском на неточность литья ±(5 4- 10) мм по всему контуру. Высота платиков ^(3 4-5) мм (без припуска на обработку). Эта высота должна обеспечивать возможность обработки на проход, т. е. чтобы соседние черные поверхности вследствие неточности литья не мешали такой обработке. Если по конструктивным условиям требуются высокие платики, их -следует выполнять пустотелыми во избежание местных скоплений металла (рис. 12.3, а). При суммарной толщине платика и стенки, недостаточной по нормам глубины завинчивания, снизу образуют бобышки (рис. 12.3, б).
Опорную поверхность, плиты выполняют обычно в виде фланца по всему контуру. Размеры и форма фланца зависят от принятой конструкции оформления отверстий под фундаментные болты (рис. 12.4).
По рис. 12.4, а крепление осуществляют непосредственно за фланец. При этом ко всем размерам можно применить рекомендации для литого корпуса редуктора (см. рис. 10.26 и табл. 10.4). Недостаток такой конструкции — большая ширина фланца, которая определяется условиями размещения болтов. При большом периметре плиты это приводит к неоправданному расходу металла. Более рациональным является конструкция по рис. 12.4, б. Здесь фланец сравнительно узкий, а для фундаментных болтов образованы высокие, пустоте-393
лые бобышки (размеры /С и Е по табл. 2.18). Высокие бобышки способствуют увеличению жесткости плиты и более равномерному распределению нагрузок и деформаций от затяжки фундаментных болтов.
Целесообразен также вариант по рис. 12.4, в, который отличается от варианта б только тем, что во фланце образована маслосборная канавка, предохраняющая фундамент или пол от загрязнения маслом в случае его просачивания через уплотнения редуктора.
Диаметр и число фундаментных болтов определяют расчетом. Внешние нагрузки на плиту обычно невелики. Например, для рассматриваемой конструкции по рис, 12,1 (см. так-
Рис. 12.4
же рис. 14.6) внешними нагрузками, действующими на соединение плиты с фундаментом, являются крутящий момент на выходном валу редуктора и сила Рм от муфты, связанная с несоосностью соединения этого вала с ведомым валом. Расчет соединения по условию нераскрытая стыка при таких нагрузках и при относительно больших габаритах стыка приводит к заниженным значениям диаметров болтов. В таком расчете не учитывается одна из главных задач соединения — гашение вибраций фундаментом. С этой целью необходимы достаточно глубокое погружение болтов в фундамент (см. рекомендации по Длине болтов на рис. IV. 2 и IV. 3 приложения IV) и достаточно большая затяжка болтов, В то же время напряжения смятия на поверхности стыка не должны превышать допускаемых для бетона, а расстояние между болтами должно позволять удобное размещение колодцев под болты в фундаменте.
Учитывая эти условия, можно предложить следующую методику подбора числа и диаметра фундаментных болтов, Число болтов г оп-
ределяют как частное от деления периметра L опорной поверхности (например, L — 2 I + 2 Ъ на рис. 12.1) на средний шаг /ср расположения болтов:
г = Мср- (12.2)
Практически /ср — 300 4- 1000 мм в зависимости от размеров плиты. Здесь нижние значения ограничиваются возможностью размещения колодцев в фундаменте, а верхние —условиями равномерности прижатия плиты к фундаменту.
Полученное число z согласуют с конструкцией плиты, на которой намечают расположение болтов. При этом могут быть допущены отклонения от z и /ср в ту или другую сторону.
„ 2 • 750 ч- 2 • 600
Пример, (см. рис. 12.2) z—----4QQ-----~ 7.
Полученное число болтов 7 удобно, изменять не требуется. В данной конструкции неудобно равномерное размещение болтов по периметру, хотя в общем случае это желательно. В нашем случае плита имеет 6 углов, вблизи которых необходимо поставить болты в целях устранения выпучивания этих углов при затяжке. Седьмой болт расположен в самом большом промежутке. Расстояние между одной парой болтов (в углу) получилось меньше рекомендуемого. Для этих болтов в фундаменте придется готовить общий колодец.
Определяем необходимую силу затяжки болтов и по ней диаметр болта?.:
Р ~ F [осм]/г < [Р],
где F — LS — площадь стыка; S — ширина ленты стыка; [асм] — допускаемое напряжение смятия для бетона; [Р] — см. табл. 12.1.
С учетом неравномерного распределения напряжений по стыку вследствие деформаций опорной поверхности можно рекомендовать [Осм1“5-г- 15 кПсм* — меньшие значения для сравнительно широких, большие — для узких лент стыка. В нашем примере: L — 2700 мм, S — 24 мм, принимаем [осм| = 10 кГ/с.и2, тогда
Р = 270 • 2,4 • 10 : 7 = 930 кГ.
По табл. 12.1 назначаем болты М18.
Таблица 12.1
Допускаемая статическая нагрузка [Р] для затянутых болтов из стали Ст. 3
Болт Ml 4 М16 М18 М20 М22 М24 М27 МЗО
[РЬ чГ 520 770 1050 1475 1950 2400 3400 4600
Для удобства установки плиты на фундаменте в торцовых стенках плиты полезно делать сквозные (см. вид М на рис. 12.2) или глухие (рис. 12.5) ниши (окно). В эти пиши заводят, например, концы ломиков и с их помощью передвигают плиту. Глухие ниши меньше влияют на жесткость плиты, однако они требуют отъемных частей моделей и тем самым затрудняют отливку. По тем же соображениям жесткости и технологичности следует избегать окон на боковых стенках плиты. С позиций технологии литья нежелательно иметь большие, горизонтально расположенные стенки (затрудняется заполнение формы жидким металлом). В целях сокращения площади горизонтальных стенок в них выполняют окна, В нашем примере (см. рис. 12,2) такой стенкой 400
является верхняя стенка плиты. В ней выполнены три круглых окна. Окна используют также при транспортировке плиты и для заливки жидкого раствора цемента (подливки) при закреплении плиты на фундаменте. Окнам дают окантовку (см., например, рис. 12. 6),которая упрочняет кромки и препятствует затеканию масла под плиту.
Окна располагают в местах, где они в меньшей степени уменьшают жесткость плиты. Например, в конструкции по рис. 12.2 нецелесообразно делать окно на поверхности между двигателем и редуктором, так как в этом месте изгиб плиты, как балки на упругом основании, в большей степени отражается па несоосиости валов. В целях повышения жесткости и прочности в плитах больших размеров выполняют иногда ребра жесткости.
Рис. 12.5
Рис. 12.6
Обработка опорной поверхности плиты, которая служит также технологической базой, выполняется обычно по V2 или V3- Поверхности платиков обрабатывают по Х/Ч или по
Предельное отклонение размеров. Главными конструктивными размерами для плиты являются размеры, связанные с несоосностыо валов. К ним относятся: разность уровней присоединительных поверхностей (размер 45 мм на рис. 12.2); пепараллель-ность этих поверхностей; размеры, определяющие положение каждой группы крепежных отверстий относительно главной оси (размеры 105 и 95 мм на рис. 12.1 и 12.2).
Для того чтобы выяснить целесообразность назначения тех или иных предельных отклонений этих размеров, необходимо знать технологию монтажа сборочных единиц на плите. При индивидуальном и мелкосерийном производствах точность сборки обеспечивают индивидуальной пригонкой одной сборочной единицы по другой. При этом используют компенсаторные прокладки и разметку отверстий В плите по отверстиям в лапах сборочных единиц.
Размеры размещения крепежных отверстий чаще всего оставляют без предельных отклонений и сопровождают надписью: «по двигателю», «по редуктору» и т. п. (см. рис. 12.2). Размер разности уровней или оставляют свободным, или назначают предельное отклонение. Последнее несколько упрощает выверку соосности валов. При выборе величины предельного отклонения руководствуются правилом: повышение точности одного размера в группе сопряженных размеров не приводит к повышению точности сопряжения.
Анализируя данные табл. 10.7, можно отметить, что предельные отклонения размера высоты осей вращения двигателей и редукторов близки к 7-му классу точности — В?. Поэтом)7 разность уровней плиты целесообразно выполнять тоже по 7-му классу (по #7) — см, рис. 12.2, размер 45_О 6, лпи.
Свободные размеры плит и рам выполняют обычно по 9-му (или 8-му) классу точности (это указывают в записи технических условий,
см. рис. 12.2).
В условиях крупносерийного и массового производств индивидуальная пригонка сборочных единиц не допускается или сводится к минимуму. В этих условиях крепежные отверстия сверлят по кондуктору, размеры координат этих отверстий выполняют с предельными отклонениями (см. табл. 13.1).
Контроль соосности валов можно выполнять одним из двух способов:
1. Проверка по концам валов с помощью линейки и щупа (рис. 12.7, а). Радиальное смещение (эксцентриситет) валов в плоскости стыка их концов Дг = Ди Непараллелыюсть (перекос) осей Да = (Д2 - Д,) /2/.
Рис. 12.7
2. Проверка по измерительным дискам. При этом на концы валов устанавливают точно изготовленные измерительные диски (рис. 12.7, б). Эксцентриситет Дг = Дп перекос Дп = (Д3— Д2)^-
Контроль производят в вертикальной (индекс в) и горизонтальной (индекс г) плоскостях.
Суммарный эксцентриситет Дг = V Дгв+
суммарный перекос Да = VДцВ И- А«г •
§ 3. СВАРНАЯ ПЛИТА (РАМА)
Вариант конструкции и оформления чертежа сварной рамы изображен на рис. 12.8. Эта рама предназначена для замены литой плиты (рис. 12.2). Основные принципы и методика конструирования, изложенные применительно к литой плите, остаются справедливыми и для сварной рамы. Обучающимся рекомендуется ознакомиться с содержанием §1,2 настоящей главы, а также с общими принципами конструирования сварных изделий (см. гл. IV). Частные указания и ре ксмендации излагаются ниже.
В сварной раме можно выделить элементы базовой конструкции и элементы надстройки. К базовой конструкции относится нижний 402
пояс, от которого зависят в основном жесткость и прочность рамы. Высоту нижнего пояса h выбирают по рекомендации (12.1). В соответствии с этой высотой назначают номер прокатного профиля, в на-1дем случае номер швеллера. Если полку швеллера используют непосредственно для закрепления сборочной единицы на раме или рамы на фундаменте, то проверяют возможность размещения крепежных деталей в соответствии с рекомендациями табл. 2.18. При необходимости номер профиля можно увеличить или изменить конструкцию
Рис. 12.8
крепления. Желательно, чтобы нижний пояс был оформлен как самостоятельная, технологически законченная конструкция в виде плоской рамы.
На рис. 12.9 дано схематическое изображение двух возможных вариантов образования нижнего пояса из швеллеров (для рамы по рис. 12.8). У варианта на рис. 12.9, а сквозным сделан швеллер 5, а на рис. 12, б — швеллер 4. Преимущество варианта а в том, что он обладает повышенной жесткостью по главной оси. Однако в связи с этим возникают дополнительные трудности, которых нет у варианта б: необходим дополнительный элемент — швеллер 7: на месте установки одной из лап редуктора расположен стык трех швеллеров 4, 5 и 7, поверхность в направлении швеллеров 4 и 7 может оказаться неровной. Если в местах установки сборочных единиц конструктор
предусматривает приварку платиков с последующей их обработкой, то последний недостаток не имеет решающего значения и предпочтение следует отдать варианту а Если же по производственным соображениям сборочные единицы устанавливают непосредственно на полку швеллера, предпочтительнее вариант б.
Некоторые из возможных вариантов конструкции надстройки для установки второй, поднятой сборочной единицы (в нашем случае двигателя), изображены схематически на рис. 12.10. В вариантах а и б надстройку образуют из швеллеров, положенных на ребра или поставленных на полку. Варианты выбирают в соответствии с величиной разности уровней рамы. В целях сокращения сортамента желательно использовать для надстройки тот же помер профиля, что и для нижнего пояса. Если этот номер профиля не проходит (велик), швеллеры можно углубить в нижний пояс (см. варианте).
При большом расстоянии с между швеллерами под платики ставят ребра жесткости (см. вариант б). В противном случае тонкие платики будут прогибаться при обработке под действием сил резания. В результате получится неровная и неточная поверхность.
При большой разности уровней можно применить швеллеры другого номера или образовать надстройку из гнутого листа (см. вариант в). В варианте г для надстройки использованы уголки, которые также можно устанавливать на швеллеры нижнего пояса с углублением (см. варианте)) или без углубления.
Плат и к и желательны, но не обязательны для сварных рам, так как поверхность проката достаточно чистая и ровная. Назначение платиков — компенсировать ошибки размеров и другие дефекты сварной конструкции (коробление и пр.) путем последующей механической обработки. При отсутствии платиков эти дефекты компенсируют путем прокладок. Однако монтаж оборудования на неровно'-! плите значительно сложнее. Платики особенно желательны для рам сложной конструкции с разностью уровней присоединительных поверхностей и большим количеством сварных швов.
Рамы после сварки желательно отжигать и рихтовать (выравнивать на специальных массивных плитах ударами молота). Отжиг и рихтовка сравнительно крупных рам являются дорогими и сложными 404
НадсггшИкп.
операциями, которые выполнимы только при наличии соответствующего оборудования (больших термических печей и рихтовальных плит).
Крепление сборочных единиц к раме и рамы к фундаменту можно выполнить различными способами. Например, сборочные единицы к раме можно крепить болтами или винтами (см. рис. 12.8). Наиболее простой вариант крепления рамы к фундаменту за полку швеллера применен в конструкции по рис. 12.11, а.
В конструкции по рис. 12.8 (сечение Б — Б) расстояние болта от стенки швеллера ограничивается только возможностью размещения
Рис. 12.11
приварной гайки, так как завинчивание производится за головку, расположенную на лапе редуктора. В конструкции по рис. 12.11, а это расстояние Е должно быть не меньше нормы, обеспечивающей возможность завинчивания гайки (см. табл. 2.18). По этим нормам выбирают и расстояние L между ребрами жесткости. Ребра жесткости устанавливают между полками швеллера около фундаментных болтов в целях уменьшения местных прогибов полки и вдавливания се в фундамент при затяжке болтов. Ребра повышают жесткость рамы, но усложняют ее конструкцию, увеличивается объем сварки, коробление и пр. Поэтому их применение не обязательно (рис. 12.11, г).
На рис. 12.11, б, в, г изображены варианты, когда фундаментный болт проходит через обе полки швеллера. Такое крепление способствует более равномерному распределению затяжки по стыку рамы с фундаментом. Оно целесообразно, если расположенные на раме сборочные единицы не препятствуют размещению болтов с выступающими гайками. Следует учитывать, что сверление отверстия в нижней
4С6
полке через верхнюю полку затруднено — возможны увод и поломка сверла при входе в нижнюю полку с наклонной поверхностью. В таких конструкциях болт целесообразно располагать по возможности ближе к стенке швеллера в целях уменьшения деформации полок при затяжке болтов. Иногда для увеличения жесткости полки связывают угольниками (вариант 6) или трубами (вариант в).
Число и диаметр фундаментных болтов — см. § 2.
На рис. 14.6 изображен вариант рамы, основой которой является один широкий швеллер. Конструкция проста и удобна для установки небольших сборочных единиц. Для крепления сборочных единиц винтами к стенке швеллера снизу приварены гайки. При одинаковом уровне опорных поверхностей сборочных единиц платики не нужны. При разном уровне на швеллере можно образовать надстройку по одному из вариантов рис. 12.10,
Рассмотренные варианты конструкции рам далеко не исчерпывают всех возможных вариантов рациональных конструкций. Рамы можно образовать из уголков, из гнутых или штампованных листов и т. д. При разработке конструкции сварных рам обучающиеся имеют большие возможности для самостоятельного творчества.
ГЛАВА XIII
ПРОЕКТИРОВАНИЕ РАБОЧИХ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ
Рабочие чертежи деталей в совокупности с техническими указаниями должны содержать все данные, определяющие форму, размеры, точность, шероховатость поверхностей, материал, термообработку, отделку и другие сведения, необходимые для изготовления деталей соответствующего качества и для проведения контроля.
Качество изготовления рабочих чертежей деталей влияет на сроки, стоимость и качество изготовления деталей и машины в целом. Плохие чертежи затрудняют изготовление деталей и часто являются причиной брака.
Примеры оформления рабочих чертежей на листе проекта показаны на рис. 14.13. Ниже излагаются общие правила по разработке рабочих чертежей различных деталей.
§ 1. ИЗОБРАЖЕНИЕ ДЕТАЛИ
Изображение детали на чертеже должно содержать минимальное количество видов, разрезов и сечений, достаточное для выявления Формы детали и простановки размеров. Лишние изображения затрудняют чтение чертежа. Например, для вала достаточно одного вида с соответствующими сечениями и выносными изображениями отдельных элементов (см. рис. 13.15). Деталь рекомендуется изображать в положении, удобном для чтения чертежа рабочим при ее изготовлении, т. е. в положении, в котором деталь устанавливают на станке.
Например, детали, основную обработку которых производят на токарном станке (валы, колеса, шкивы, стаканы и т. и.), располагают так, чтобы их ось была параллельна основной надписи чертежа. Резец движется обычно справа налево, поэтому на чертеже деталь обращают вправо той стороной, с которой производится большинство токарных операций.
Деталь изображают с теми размерами, обозначениями шероховатости поверхностей и другими параметрами, которые она должна иметь перед сборкой.
§ 2. НАНЕСЕНИЕ РАЗМЕР©"
Правила нанесения размеров определены ГОСТ 2.307— 68. Часть этих правил изучают в курсе начертательной геометрии и графики. Ниже излагаются правила, которые студенты должны освоить при выполнении курсового проекта деталей машин.
1. Количество размеров на чертеже должно быть минимальным, но достаточным для изготовления и контроля детали. При отсутствии какого-либо размера деталь становится неопределенной, а ее изготовление невозможно.
Размеры можно проставлять различными способами, однако при любом способе количество размеров, действительно необходимых для изготовления детали, всегда постоянно. В этом легко убедиться на примерах, изображенных на рис. 13.4 и др.
2. Не допускается повторять размеры одного и того же элемента на разных изображениях, в технических требованиях и пр. Например, на рис. 13.15 в технических требованиях записано: «Радиальное биение поверхн. Е относительно общей оси поверхп. D не более ...». Неправильной будет запись: «Биение шеек 035 Н относительно шеек 040 Н не более ...». Повторение размеров может служить причиной брака при изготовлении деталей. Объясняется это тем, что в процессе проектирования и производства изделия чертежи деталей периодически корректируют. При этом пет гарант.ш, что повторяющийся размер может быть исправлен на всех изображениях и в других конст-структорских документах.
3. Размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом, называются справочными. К ним относятся:
а) один из размеров замкнутой цепи (например, размер L на рис. 13.6, д);
б) размеры, перенесенные с чертежей изделий-заготовок;
в) размеры элементов, подлежащих совместной обработке с сопрягаемой деталью (например, отверстия под штифты).
Справочные размеры отмечают на чертеже знаком «*», а в технических требованиях записывают: «* Размеры для справок».
4. Не допускается наносить размеры в виде замкнутой цепи, за исключением случаев, когда один из размеров указан как справочный (см. рис. 13.6, д).
5. Для всех размеров на рабочих чертежах деталей указывают предельные отклонения, иначе они становятся неопределенными для производства. Исключение составляют справочные размеры, размеры, разделяющие зоны различной степени точности, шероховатости или термообработки одной и той же поверхности, размеры фасок, галтелей, длины нарезной части винтов и других подобных элементов вследствие низких требований к точности этих размеров.
6, Каждый размер на рабочем чертеже детали должен допускать его выполнение и контроль при изготовлении детали.
7. Все размеры рабочего чертежа детали должны составлять отдельные группы (системы) в соответствии с различными технологичес-
кими операциями: литьем, штамповкой, механической обработкой к т. п. Связь между этими группами указывают только одним размером по каждому координатному направлению.
В качестве примера на рис. 13.1 изображена литая крышка подшипникового гнезда редуктора; на рис. 13.1, а показаны механически не обработанные (со) и обработанные (\7) поверхности; на рис. 13.1, в, г изображены варианты нанесения размеров. По варианту б все размеры заданы от правого, механически обработанного торца. Это неправильно. Здесь не выделены две группы размеров, выполняемых при различных операциях — литье и механической обработке, что затрудняет как изготовление литейной модели, так и механическую обработку. Кроме того, точность расположения обработанных поверхностей будет низкой. Она будет определяться точностью литья и тем, какую из необработанных поверхностей токарь (а не конструктор) примет за базовую. Еще хуже, если необработанные поверхности заданы не от одной, а от нескольких обработанных поверхностей, как это выполнено в варианте в.
Правильная простановка размеров показана в варианте г. Здесь размеры проставлены в соответствии с вышеизложенным правилом: Размеры I образуют литейную группу с базовой необработанной по-
верхпостыо Б1? а размеры а — группу механической обработки с базовой обработанной поверхностью 52. В данном случае размеры расположены по одной координатной оси, поэтому обе группы связаны только одним размером С. Габаритный размер L* проставлен как справочный.
Во многих случаях механически обработанные поверхности детали образуются также на различных операциях обработки. Например, обработка шпоночных пазов, снятие фасок, образование канавок для выхода инструмента, нарезание резьб и других подобных элементов
составляют отдельные операции механической обработки вала (см. рис. 13.15). В соответствии с этими операциями должны быть проставлены и размеры на рабочем чертеже вала.
На рис. 13.2 изображено несколько примеров правильной и неправильной простановки линейных размеров на рабочих чертежах подобных деталей.
Кроме того, отметим, что размеры, проставленные от канавки, фаски, резьбы и других подобных элементов, неудобны для измерения, так как они не имеют ярко выраженной измерительной базы. Эти элементы конструкции, как правило, не имеют строгого допуска и могут понизить точность основных размеров.
8. Размеры следует проставлять на том виде чертежа детали, который соответствует ее виду при наблюдении в процессе обработки. Например, на главном виде крышки (рис. 13.3) даны размеры для токаря, а на виде слева — для сверловщика.
9. Система простановки размеров, определяющих расположение крепежных отверстий, должна учитывать намеченный способ разметки и сверления этих отверстий.
В условиях единичного и мелкосерийного производства, когда не требуется обеспечивать взаимозаменяемость деталей, к точности расположения крепежных отверстий на деталях не предъявляют высоких требований, важно только такое совпадение отверстий в одной детали с отверстиями в другой, при котором выдерживается заданное относительное расположение деталей и возможна постановка болтов, шпилек или винтов. При этом чаще всего в меньшей из двух скрепляемых деталей (например, в крышке) крепежные отверстия сверлят по разметке, при которой центры отверстий выбивают керном. Для того
чтобы обеспечить совпадение этих отверстий с отверстиями другой сопряженной детали (например, корпус редуктора), их размечают по готовым отверстиям первой детали. В ряде случаев отверстия во второй детали сверлят без разметки по отверстиям первой детали, как по кондуктору.
Если на координирующей детали (например, па плите) располагают несколько сопряженных деталей (например, корпуса электродвигателя, редуктора и т. п.) так, что взаимное расположение деталей должно быть строго определенным (например, обеспечивать соосность валов), то производят предварительную сборку с выверкой взаимного положения деталей, а затем уже размечают и сверлят отверстия в координирующей детали по готовым отверстиям сопряженных деталей. При таком способе разметки и сверления крепежных отверстий в чертежах более легких деталей проставляют координаты осей отверстий как свободные размеры. В чертежах более тяжелых сопряженных деталей координаты осей крепежных отверстий проставляют как справочные (не контролируются) с примечанием типа: «6 отв. А по дет. ...»*.
•—•_______
* Допускается также координаты отверстий не проставлять, а давать толькб примечание.
В условиях среднесерийного и крупносерийного производств, когда нужно обеспечить взаимозаменяемость деталей, крепежные отверстия сверлят по кондукторам. При этом на чертежах обеих сопряженных деталей проставляют координаты осей всех крепежных отверстий с предельпыми-отклонениями (табл. 13.1), а также размеры, определяющие относительное расположение взаимосвязанных групп отверстий. Предельные отклонения здесь необходимы для изготовления кондуктора.
Таблица 13.1
Предельные отклонения координат крепежных отверстий
Диаметр резьбы Предельные отклонения, мм
МЗ±М4 M5-j-M6 М8±М1С М18±М30 ±0,08 ±0,12 ±0,20 ±0,35
Примеры простановки размеров для крепежных отверстий приведены на чертежах конкретных деталей (см., например, рис. 13.23 и 13.24).
10. Основные способы простановки размеров: цепной, координатный, комбинированный.
Цепной способ (рис. 13.4, а) обеспечивает точность расположения каждого последующего элемента относительно предыдущего. Однако точность расположения элементов относительно некоторой общей базы А последовательно уменьшается. Так, например, ошибка расположения четвертого элемента относительно базы, по закону суммирования ошибок, равна сумме ошибок четырех размеров.
Цепной способ применяют, например, для простановки размеров межосевых расстояний отверстий для валов в корпусах зубчатых передач, где важны именно эти расстояния.
При координатном способе (рис. 13,4, б) размеры проставляют от одной базы Л. Этим обеспечивается точность расстояний всех элементов от базы, но снижается точность расстояний между самими элементами. Например, ошибка расстояния между вторым и третьим элементами будет равна сумме ошибок размеров а2 и а3.
Комбинированный способ (рис. 13,4, в и г) состоит из цепного и координатного способов. Его используют для уменьшения ошибок в наиболее точных размерах (см. ниже).
11. Выбор рационального способа простановки размеров определяется конструктивными и технологическими требованиями в каждом конкретном случае.
Допустим, что у детали по рис. 13.4 размещение проточек от общей базы А и ширина этих проточек должны быть выражены возможно точнее, однако не за счет уменьшения предельных отклонений, а в первую очередь путем рациональной простановки размеров.
При цепном способе ширина проточек выдерживается точно, но точность их расположения последовательно уменьшается. При координатном способе обеспечивается точность расположения проточек, но уменьшается точность их ширины. Комбинированный способ обеспечивает как точность расположения, так и точность ширины проточек. Очевидно, только этот способ является рациональным для данного случая.
Рис. 13.4
На рис. 13.4 г изображен вариант рациональной простановки размеров для случая, когда требуются точность ширины выступов и их расположения относительно общей базы А.
Следовательно, при выборе рационального способа простановки размеров необходимо знать, к каким из них предъявляются повышенные требования точности. Такими размерами являются сопряженные размеры, к которым относятся размеры, входящие в размерные цепи, • Диаметры валов в местах посадки подшипников, или зубчатых колес, размеры шлиц, шпоночных пазов и т. п.
Для того, чтобы определить сопряженные размеры, необходимо проанализировать условия работы детали в механизме» Это конструктивные требования. А для того чтобы при простановке размеров учесть
требования производства, необходимо проанализировать процесс обработки и контроля детали. Это технологические требования. Рассмотрим этот вопрос на примере конструкции, изображенной (схематически) на рис. 13.5.
Для правильного зацепления конической пары необходимо совпадение вершин делительных конусов с точкой О пересечения осей валов. Это обеспечивают совершенно определенным расположением зубчатых колес относительно базовых торцов корпуса редуктора и, в частности, расположением конической шестерни относительно базового торца Т — размер с. Из чертежа
С = --- Дх - + h + /4 +
(13-1)
При заданных предельных отклонениях размера с равенство (13.1) требует значительно меньших предельных отклонений для всех других составляющих размеров.
Для простоты рассуждений допустим, что все составляющие размеры имеют одинаковые предельные отклонения. Тогда при предельных отклонениях на размер с, равных ±6, предельные отклонения каждого из составляющих размеров должны бьпь не больше zt 1/6 6, Такие малые предельные отклонения могут оказаться невыполнимыми для производства.
В таком случае применяют способ размерного регулирования. При этом все составляющие размеры выполняют с предельными отклонениями, приемлемыми для производства (обычно не выше второго класса точности), а один из размеров выполняют «по месту» при сборке и регулировке механизма. В рассматриваемом примере размерное регулирование осуществляют при помощи специальной регулировочной прокладки Дх. Прокладку изготовляют в виде одной металлической шайбы, прошлифованной по размеру, установленному при регулировке зацепления, или в виде набора тонких калиброванных шайб различной толщины.
Второй размерной цепью в узле по рис. 13.5 является цепь, обеспечивающая необходимый осевой зазор 6 в подшипниках. Величина этого зазора существенно влияет как на условия работы самих подшипников, так и на зацепление конической пары (см. гл. VIII).
Составим уравнение для второй размерной цепи, решив его относительно необходимого зазора в подшипниках:
6 = а.2 -|- /2 + аА /2 — ах — Д2.
(13 2)
По двум размерным цепям (13.1) и (13.2) назначаем сопряженные размеры для интересующих нас деталей: /х и а2 — для стакана, /4 — для мазеудерживающего кольца, /5 — для конической шестерни, а.2 — для крышки, аА — для вала.
Выделение второй группы сопряженных размеров пли размеров посадочных мест не вызывает затруднений. Это размеры шеек вала в местах посадки подшипников, шестерни, муфты, подшипников 414
в стакан, стакана в корпус, крышки в стакан, уплотнения в крышку.
Предельные отклонения сопряженных диаметров устанавливают в соответствии с принятой посадкой. Все другие (несопряженные) размеры деталей относят к свободным размерам, которые могут выполняться со значительными отклонениями (обычно по 7 4- 8-му классам точности). Систему простановки свободных размеров определяют по технологическим соображениям,которые предусматривают также удобства измерений и контроля.
Проанализировав системы размеров, перейдем к выбору рационального варианта простановки этих размеров на рабочих чертежах наших деталей. Обработку большинства деталей можно разделить на черновую и чистовую. Ранее было отмечено, что па рабочем чертеже деталь изображают с теми размерами, которые она имеет перед сборкой или после чистовой обработки. Поэтому на простановку размеров оказывают влияние только операции чистовой обработки.
Рис. 13.5
При изготовлении вала (рис. 13,6) на первых операциях обрабатывают торцы заготовки и центрируют ее с обоих концов. Для этого необходим размер длины заготовки L. Затем следует черновая обточка заготовки, после которой вал приобретает форму и размеры, близкие к готовой детали с небольшим припуском для чистовой обработки. Чистовую обработку вала производят с двух сторон (см. рис. 13.6, а и б). При этом один конец вала закрепляют в кулачках патрона, а другой поджимают центром.
Количество и последовательность операции обработки детали зависят от оборудования, на котором выполняют эту обработку. В свою очередь тип оборудования определяют по объему производства: мелкосерийное, среднесерийное, крупносерийное.
В условиях мелкосерийного производства чистовую обработку вала производят на универсальном токарном станке. При этом оставляется припуск на шлифование, если оно предусмотрено для некоторых участков вала. Для вала по рис. 13.5 целесообразно шлифовать участки под посадку шестерни, подшипников, уплотнений и муфты. На
Рис. 13.7
Рис. 13.6
рис. 13.G, а и б размеры с припуском на шлифование поставлены со штрихом. Первым обрабатывают участок вала d[ по размеру Ьг Измерительной базой служит торец вала. Затем обрабатывают участок d’>. Здесь измерения можно производить пли от торца, или от первого буртика. В нашем случае это несущественно, и мы примем за измерительную базу тот же торец и поставим размер Ь2.
После этого вал переставляют и обрабатывают с другой стороны (см. рис. 13.6, б): nodi — размер b5; ио di до участка а3; поб.( на проход. Обработку di производят не по размеру от базового торца, а по размеру а3, так как последний входит в уравнение размерной цспг. (13.2).
На рис. 13.6, в изображен вариант простановки осевых размеров с учетом рассмотренной технологии.
В условиях среднесерийного производства широко применяют обработку валов с помощью гидравлического копировального су порта [341. При этом способе обработки для изготовления копира удобна цепная простановка размеров (рис. 13.6, г).
В условиях крупносерийного и массового производств широкое применение находит многорезцовая обработка валов. Для удобства'налад-ки инструмента здесь целесообразнее простановка размеров по координатному способу от каждого торца вала (рис. 13.6, д). В последних двух случаях общую длину вала L проставляют как справочный размер.
Рассмотренные три варианта обработки вала и простановки размеров не являются единственно возможными. Однако во всех возможных вариантах обязательна простановка конструктивно-сборочного размера а3. Для всех трех рассмотренных вариантов простановка этого размера не вызвала технологических затруднений. Несколько иначе обстоит дело с простановкой размеров на рабочем чертеже стакана (рис. 13.7).
В зависимости от размеров стакана заготовку для него отливают или вытачивают из круглого проката. В обоих случаях при черновых операциях предварительно (с припуском) обрабатывают все поверхности стакана. В условиях мелкосерийного производства чистовою обработку выполняют обычно на токарном станке. На первых чистовых операциях стакан закрепляют в кулачках патрона и базируют, например, по наружному цилиндру и торцу / (рис. 13.7, а). На рис. 13.7 места базирования обозначены значком V, а места обработки — соответствующими знаками шероховатости поверхности. Сначала обрабатывают все внутренние поверхности и торец 2. Из интересующих нас размеров окончательно получают aL. Затем стакан закрепляют iia оправке с базированием по внутреннему цилиндру и торцу 3 (рис. 13.7, б). На оправке обрабатывают все наружные поверхност i. Из линейных размеров окончательно получают Ь2 и L. Выше установлено 1см. рис. 13.5 и уравнения размерных цепей (13.1) и (13.2)], что из линейных размеров стакана конструктивно-сборочными являются aY и По правилам эти размеры должны быть проставлены па рабочем чертеже (рис. 13.7, в).
Противоречие между конструктивными и технологическими требо-14 Зак. Ю18 417
ваниями заключается в даном случае в том, что размер 1Х не поддается непосредственному измерению и контролю. Токарь и контролер измеряют его косвенно через а} и Ь2:
1± — at — b2. (13.3)
Размер b2 при операциях обработки по рис. 13.7, б можно выполнять по фактически полученному размеру aL так, чтобы был выдержан допуск на размер При этом токарь должен производитель вычисления:
h2 = ai — 03.4)
Вычислительные операции затрудняют работу токаря и могут служить причиной брака. Однако в данном случае с этим приходится мириться. Поясним это еще раз. По технологическим соображениям лучше поставить размер Ь2 вместо но это привело бы к уменьшению точности размера или заставило бы повысить требования точности к размерам ах и Ь2. Если, например, по конструктивым соображениям размеры ах и Z, должны быть выдержаны с допуском ±6, то на чертеже на размеры ах и Ь2 пришлось бы поставить допуск ±1/2 6 или так, чтобы их сумма не превышала ±6. Практически это невыгодно. Поэтому на рабочем чертеже наносят размер а не Ь2.
Нанесение размеров на рабочем чертеже крышки было рассмотрено выше (см. рис. 13.1). Дополнительно отметим, что из всех линейных размеров крышки в размерную цепь (13.2) входит только один размер а2 (см. рис. 13.5). Крышку обрабатывают на токарном станке с базированием по наружному цилиндру. Все операции чистовой обработки выполняют с одной стороны (с одного установа). Последовательность операций представить нетрудно, и мы предлагаем это сделать самим обучающимся. Ясно, что выполнение и контроль размера а2 в данном случае не вызывают затруднений.
Из рассмотренье примеров ясно, что конструктивные требования, предъявляемые к нанесению размеров, в одних случаях (вал и крышка) совпадают с технологическими требованиями, определяющими удобства обработки детали и измерения размеров, а в других (стакан) не совпадают. Последнее усложняет решение задачи.
Размеры следует наносить так, чтобы в первую очередь обеспечивались конструктивные требования, т. е. простановка размеров должна согласовываться в первую очередь с характером и точностью сопряжения данной детали с другими.
Одновременно, но не в ущерб конструктивным требованиям простановка размеров должна являться фактором повышения технологичности обработки и контроля деталей. Для реализации этого правила при простановке размеров по сборочному чертежу (например, рис. 13.5) устанавливают конструктивные базы деталей. От этих баз проставляют только такие сопряженные размеры, точность которых оказывает влияние на качество работы изделия (для вала размер а3, для стакана at и для крышки а2, для шестерни /5). Все остальные (свободные) размеры задают от технологических баз, обеспечивающих удобства обработки и измерений.
§ 3. НАНЕСЕНИЕ ПОСАДОК И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИИ РАЗМЕРОВ
(Из ГОСТ 2.307—68(
1 Предельные отлонения линейных размеров указывают на чертежах числами в миллиметрах или условными буквенными обозначе
ниями.
2. Для обозначения посадок на сборочных чертежах и предельных отклонений посадочных размеров па чертежах деталей при учебном проектировании предпочитают применять буквенные обозначения, так как они непосредственно (без подсчетов) выражают тип применен-
А А
ной конструктором посадки (например, посадка 0100 уу, 0100-уЛ
и т. д.; предельные отклонения отверстия Q100 А, 0100 Л4; вала — 0100/7, 01ООС4 и т. д.).
3. Стандартом предусмотрены свои предельные отклонения для деталей подшипников качения (см. гл. VIII, §7), поэтому и обозначение посадок для них особое. На сборочном чертеже проставляют только предельные отклонения на диаметр сопряженной с подшипником детали (шейка вала или отверстия корпуса) — рис. 13.8. Этим предельным отклонением приписывается индекс п, что обозначает подшипниковую посадку. На рис. 13.8 показаны посадки на вал/7Г1—
напряженная подшипниковая; в корпус
Сп—скользящая подшипниковая. На ра- Рис. 13.8
бочем чертеже вала проставляется только
/7, а отверстия только С, которые соответствуют обычным предель-
ным отклонениям размеров.
4. Буквенное обозначение предельных отклонений дополняют их числовыми значениями в случаях:
а) если предельные отклонения установлены специальными стандартами на определенные виды изделий, например, шпонки, (см. табл. 2.30), шлицы (см. табл. 2.32) и т. п. (рис. 13.9, а, б;)
б) если предельные отклонения для отверстия приняты в системе вала (рис. 13.9, в);
в) если номинальный размер не соответствует ряду номинальных линейных размеров по ГОСТ 6636—69 (см. табл. 2.42) — рис. 13.9, г.
5. Когда для участков поверхности с одним номинальным размером назначают разные предельные отклонения, границу между ними наносят тонкой линией (рис. 13.10).
6. Предельные отклонения линейных размеров, которые не являются посадочными (например, расстояние между буртиками вала, разность уровней рамы, межосевое расстояние в зубчатой передаче, расстояния между крепежными отверстиями и т. п.), указывают числами или буквами: охватывающих в системе отверстия, напри-и* 419
Рис. 13.9
мер, по Л3, охватываемых в системе вала, например, по В.л. Если по конструктивным соображениям знак допуска («+» или «—») не имеет значения, а ио технологическим соображениям его проще вы-
1
поднять симметричным, то на чертеже проставляют + у допуска соответствующего класса. Например, для размера 100 Вл отклонения ог 0 до (—0,070) или допуск (— 0,070) на чертеже можно проставить 100 ± 0,035.
Рис. 13.10
7. Многократно повторяющиеся буквенные или цифровые предельные отклонения можно нс проставлять рядом с размерами, а оговаривать в технических требованиях на поле чертежа. Чаще всего это относится к свободным (не входящим в размерные цепи и непосадоч-иым) размерам. Записывают, например: «Неуказанные предельные отклонения размеров: охватывающих — по Л7, охватываемых — по В7, прочих + 1/2 допуска 7 кл».
§ 4. НАНЕСЕНИЕ ДОПУСКАЕМЫХ ОТКЛОНЕНИЙ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, РЕКОМЕНДАЦИИ ПО ВЫБОРУ ВЕЛИЧИН
ЭТИХ ОТКЛОНЕНИЙ
При изготовлении деталей неизбежны погрешности не только в размерах, но и в отношении формы и взаимного положения поверхностей. Например, заданная чертежом круглая цилиндрическая поверхность после обработки получает некоторую некруглость в попе-420
Примеры нанесения предельных отклонений формы и расположении поверхностей (Из ГОСТ 2.308—68)
Указание предельных отклонений на чертежах
Наименование отклонения
условным обозначением
текстом в технических требованиях
1. Отклонение от плоскостности
2. Откло некие от прямолинейности
3. Отклонение от ни линдричпости*
4. Склонение от круглости*
Поплескаетность поВерл;!. А he более О,Об мм
Непрамолинейность образующей поберхн. А не более 0,1мм на длине 300мм
Нен.илиндри1-;носР1ь паверхн А нз более 0,01мм
условным обозначением текстом 1: технических требованиях
5. Отклонение продольного сечения цилиндрической поверхности
Отклонение профиля продольного сечения поверхн. А не белее 0,0емм
Обольность и ксндссобразноспю отверстия не более 0,02мн
G. Отклонение от параллельности
Непараллельность поверхн А и Б не белее 0,1мм
Непароллельность оси отв относительно поверхн Ане белее 0,01 мм
Непсоаллельность оси отв. Б относительно оси отв. А не более 0,1мм, перенос оси-не болееС25нн
условным обозначением
текстом в технических требованиях
7. Отклонение от пер-пендикуляркости
Непгрлендикулярность побор*ч 5 относительно основания не белее 0,1мм
8. Склонение от соосности
Неперпендикулярность оси отв. Б относительно оси отв. А не более 0,0k мм
Несооснзсть лоберхн А и Вне более 0,1мм (допуск зависимей)
Наименование отклонения
У казан».е предельных отклонений на чертежах
условным обозначением | текстом в технических требованиях
9. Отклонение от симметричности
несимметричность паза относительно псЗерхн.А не более 0,05мм
10. Отклонение от пересечения осей
11. Биение
Радиальное биение побелим. Би В относительно оси отЬ не более 0,01мм
Радиальное биение побер/.н. В относительно общей оса яоЗерхн. А и Б не более ОБАмы
Торцобое биение побор/ е. 5 относительно оси побер>:н А не более 0,1мм на био метре 50 мм
* Знаки отклонения ст цилиндрнчноети и от круглости посадочных поверхностей прост;: ляют только в тех случаях, когда эти- предельные отклонения назначают меньшими, чем пр дельные отклонения на размер диаметра. Если на посадочной поверхности не стоит зна; нецилиндричпссти или некруглости, это означает, что данная поверхность может иметь г.ен лнндрнч.чость или некруглость в пределах допуска на диаметр. К таким поверхностям отн естся поверхности кссадки зубчатых и червячных колес, мус-т. шкивов и т. п.
Примеры точности, которую можно получить при чистовой механической обработке деталей на различных станках
Наименование станка и ГОСТ Характер нормы точности Нор.'.а точности, мм на длине в мм
Горизонтально и вертикально-фрезерные (ГОСТ 13— 54) Плоскостность поверхности Перпендикулярность взаимная и к опорной поверхности Параллельность взаимная и к опор ной поверхности 0,04/300 0,04/300 0,04/300
Продольно-фрезерные (ГОСТ 97— 58) Плоскостность Перпендикулярность взаимная и к опорной поверхности Параллельность в аимная и к опорной поверхности 0,03/1000 0,04/300 0,01/1000
Продольно строгальные (ГОСТ 35—54) Плоскостность Перпендикулярность к опорной поверхности при длине строгания, мм: <1000 <2000 <3000 <4000 Перпендикулярность обработанных верхней и боковой поверхностей при ширине строгания, мм. <2000 >2000 0,02/1000 0,02 0,03 0,04 0,05 0,02/300 0,03/500
Продольно-шлифовальные (ГОСТ 11—59) Плоскостность: в продольном направлении в поперечном направлении Параллельность к опорной поверхности Взаимная перпендикулярность верхней и боковой- поверхностей (для станков с несколькими шлифовальными головками) 0,005/300 0,008/300 0,01/1000 0,02/300
Вертикальносверлильные (ГОСТ 370—60) Перпендикулярность перемещения гильзы шпинделя или сверлильной головки к рабочей поверхности стола (плиты): в продольной плоскости станка при конусе шпинделя до № 2 свыше № 2 в поперечной плоскости станка при конусе шпинделя до № 2 свыше № 2 (отклонение конуса шпинделя допускается только к стойке или к колонке) 0,04/100 0,05/160 0,03/100 0,04/160
Наименование станка 1 и ГОСТ Характер нормы точности Норма точности, мм на длине в мм
Радиально-сверлильные (ГОСТ 98-59) Расточные (ГОСТ 2110—57) Перпендикулярность перемещения гильзы шпинделя к поверхности плиты: в продольной плоскости станка в поперечной плоскости станка 0,1/300 0,05/300 Диаметр расточки шпинделя, мм
нормального
50-7-90 >90
усиленного
65-7-110 1 Ю<-?00
Плоскостность торцовой поверхности Перпендикулярность оси отверстия к торцовой поверхности Параллельность нескольких осей отверстий Перпендикулярность оси отверстия к фрезерованной плоскости 0,02/300 0,03/300 0,03/300 0,03/300 0,03/500 0,03/300 0,03/300 0,03/300
Примечание. Эти данные можно получить на новых стайках. Поэтому на рабочих чертежах дегалей желательно проставлять более широкие допускаемые отклонения (например в i,5-J-2 раза больше табличных).
Т а б л и ц а 13.4.
Предельные отклонения от правильной геометрической формы поверхностей деталей в узлах подшипников качения
(Из ГОСТ 3325—55)
Номинальные диаметры посадочных мест палев и отверстий, мм Торцовое биение заплечиков, мм
валов отверстий корпусов (стаканов)
Классы точности подшипников
Н и П д Н н П
<50 50-г 80 804-120 1204-150 1504-180 0,02 0,01 0,04 0,02
0,025 0,012
0,045 0,05 0,06 0,022 0,025 0,03
0,03 0,015
Некруглость и нснилиндрнчпость шеек палов и отверстий корпусов (стаканов)
Класс точности подшипников
Некруглость
Пецилпндрпчнссть
Н. п, в
1/2 допуска на диаметр в любом сечении посадочной поверхности
1/2 допуска на диаметр посадочной поверхности на длине этой поверхности
Примеча и и е. Например, при посадке 050 Нп размер вала 050 Н или допускаемые отклонения вала +20 и +3 мкм. Допуск на диаметр 2,)—3=17 мкм. В технических условиях рабочего чертежа вала следует писать (или указывать условными обозначениями — табл. 13.2): некруглость поверхности.............................................не более 0,008 л.«;
нецнлнндрнчпость поверхности..................................... . на ее длине - •
не Солее 0,008 ля.-
Табл и и а 13.5
Допуски на относительное радиальное биение шеек валов для посадки зубчатых колес, шкивов, муфт и т. о.
Окружная скорость деталей, сидящих на валу. м/сек <2 2 4-6 64-10 >10
Допуск на радиальное биение в долях от допуска 6 на диаметр контролируемой шейки вала 2,0 6 1,4 6 1.0 6 0,7 6
Табл и ц а 13.6
Допуски на биение торцов зубчатого венца, ступиц зубчатых колес.
шкивов, полумуфт и упорных буртиков валов, мм
Зубчатые колеса | Шкивы, полумуфты
степень кинемати- • ческой ТОЧНОСТИ для зубчатого венца при d=100 мм* и при ширине колеса или пслушеврона, мм для ступицы Колеса (при //d<l**) и буртика пала при диаметре отверстия (вала), мм для ступиц шкивов полумуфт и упорных буртиков валов при Z/d^l***
окружная скорость по внешнему диаметру шкива или полу-муфты. м/сек —
<55 554-1 10 <55 554-80 >80
6 0,017 0,009 0,02 0,03 0,04 <5 0,06
7 0.021 0,011 0,02 0,03 0,04 54-8 0,05
8 0,026 0,014 0 03 0,04 0,05 8-+12 0,04
9 0,034 0,018 0,03 0,04 0,05 12+-18 0,03
10 0.042 0,022 0,04 0,05 0,06 18-25 0,02
— — — — — — >25 0,01
допуска
умножаются
на d/100, где d— диаметр делительной
* Табличные значения окружности.
** При /;d>l допуск на биение торцов ступиц колес и буртиков валов можно увеличить в 1Л-+1.5 раза.
** При I/d>\ допуск на биение торцов ступиц шкивов и полумуфт можно увеличить
в f,5-j-2 раза.
Допуски на перекос и несимметричность расположения шпоночных пазов в отверстии и на валу (см. рис. 2.13)
Вид смещения
Перекос (на длине паза) Несимметричность:
при одной шпонке
при двух шпонках
от допуска на ширину шпоночного паза (см. табл. 2.30)
Таблица 13.8
Классы шероховатости поверхности .(Из ГОСТ 2789 -73)
Классы шеро ховатости по-герхностей 1 2
Обозначения классов шероховатости VI V2
Максимальная высота неровностей /?2, мкм 320 160
Примечание. Поверхности, не определяемые лаипым чертежом, т. е. сохраняющиеся в состоянии поставки (например, литые, штампованные, катаные и др.) и не подвераю-щиеся дополнительной обработке, обозначают знаком -г
речных сечениях, нсцилнндричность, радиальное и торцовое биение и т. п.
Величины отмеченных погрешностей необходимо ограничивать предельными отклонениями в тех случаях, когда эти погрешности нарушают условия нормальной работы детали. Например, торцовое биение упорных заплечиков для подшипников качения у валов и стаканов, а также нсперпсндикулярность торцов бобышек корпуса к осп отверстия для подшипников вызывают перекос колец подшипников, что нарушает нормальные условия работы подшипников; непарал-лельность осой отверстий для валов в корпусе редуктора вызывает неравномерность распределения нагрузки по длине зубьев и т. д.
Причины и характер нарушений условий правильной работы изделий в связи с погрешностями формы и взаимного расположения поверхностей деталей рассматриваются в соответствующих разделах в которых изучаются основы конструирования этих изделий (см., например, конструирование подшипниковых опор в гл. VIII. §7).
Допускаемые отклонения формы и расположения поверхностей проставляют на рабочем чертеже детали условными графическими знаками или оговаривают в технических требованиях (см., например рис. 13.19 и др.).
Примеры простановки условных знаков и записи технических требований приведены в табл. 13.2. Так как допуск отклонения здесь во всех случаях симметричный, то для упрощения записи знак «+» условно не ставят. Выноски с буквами, обозначающие ту или иную поверхность, проставляют на чертеже только в случае записи отклонений в виде технических требований.
Приведенные в табл. 13.2 цифры предельных отклонений следует рассматривать как пример записи, а не как рекомендуемые величины. Величины предельных отклонений назначают с учетом конструктивных требований и технологических возможностей. Нормы точности, которые можно получить при обработке иа различных станках, приведены в табл. 13.3. Рекомендуемые значения предельных отклонений указаны в табл. 13.4 — 13.8.
«
§ 5. НАНЕСЕНИЕ ЗНАКОВ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ И РЕКОМЕНДАЦИИ ПО ВЫБОРУ ЭТОЙ ШЕРОХОВАТОСТИ
При любом методе обработки поверхностей деталей они имеют некоторую шероховатость. О шероховатости или о чистоте поверхности судят по высоте неровностей. По ГОСТ 2789 — 59 предусмотрено 14 классов шероховатости поверхности (табл. 13.8).
Классы шероховатости обозначают на чертежах специальными знаками. На рабочих чертежах деталей должны быть нанесены знаки шероховатости всех поверхностей. Правила простановки знаков шероховатости установлены ГОСТ 2.309—68. Некоторые из этих правил:
1. Знаки шероховатости располагают на выносных линиях или на линиях контура по возможности ближе к размерной линии (рис. 13.11). Это облегчает чтение чертежа. При обработке той или иной поверхности детали рабочий сразу видит и необходимый размер, и необходимую шероховатость.
2. Вершину знака шероховатости направляют на соответствующую поверхность детали (рис. 13.12).
3. Знаки шероховатости рабочих поверхностей зубьев зубчатых колес, эвольвентных шлицев и прочих, если на чертежах не дают изображения их профиля, наносят на линии делительной поверхности (рис. 13.13).
Рис. 13.13
4. Для того чтобы не загромождать чертеж большим количеством знаков при наличии многих поверхностей одинаковой шероховатости, знак этой шероховатости записывают в правом верхнем углу поля чертежа с добавлением знака (V) — рис. 13.14.
5. Если все поверхности детали выполняют с одинаковой шерохо-
ватостью, то знак шероховатости
W)
также ставится в правом верхнем углу, но без дополнительного знака (V).
6. В случае недостатка места на выносных и контурных линиях знак шероховатости наносят на полке линии-выноски (см., например знак V 7 на рис. 13.14).
Из табл. 13.8 видно, что шероховатость поверхности для наиболее распространенных классов (3-4- 10) невелика и измеряется в микрометрах. Однако даже при малой величине шероховатости поверхности детали оказывает су-
щественное влияние на эксплуатационные качества изделия. От величины шероховатости зависят износ трущихся поверхностей, плотность стыков, стабильность затяжки болтовых соединений, прочность прессовых посадок, коррозионная стойкость, внешний вид изделия, удобство обслуживания и т. д. Существует определенная взаимосвязь между точностью размеров и шероховатостью поверхностей, выражающаяся в том, что методы обработки, применяемые для получения высокой точности
обеспечивают также малую шероховатость поверхности, а методы применяемые при низкой точности, дают более шероховатую поверхность. На практике встречаются также случаи, когда при невысокой точности требуется малая шероховатость поверхности: рабочая по-
верхность шкивов ременных передач, ручки управления, декоративные поверхности и т. п. В этих случаях отделочные операции (шли-
Рекомендации по применению классов шероховатости поверхности [7]
Класс шероховатости Типовые поверхности и детали
VI и V2 Нерабочие контуры деталей
V3 Подошвы и основания рам, корпусов и т. и. Отверстия для болтов (винтов) с зазором
V4 Шенка валов 5-го класса точности, 0 от 80 до 500 мм Отверстия: 4-го класса точности, 0 от 120 до 500 мм 5-го класса точности, 0 от 18 до 500 мм
V5 Шейки валов: 4-го класса точности, 0 от 30 до 500 мм
5-го класса точности, 0 от 6 до 80 мм Отверстия; 3-го класса точности,. 0 от 360 до 500 мм 4-го класса точности, 0 от 10 до 120 мм 5-го класса точности, 0 от 1 до 18 мм
V6 Шейки валов: 3-го класса точности, 0 от 80 до 500 мм 4-го класса точности, 0 от 3 до 30 мм Отверстия: 2 го класса точности, 0 180 до 500 мм 3-го класса точности, 0 от 18 до 30 мм 4-го класса точности, 0 от 1 до 100 мм Направляющие Резьбы нормальной точности
V7 Шейки валов: 2-го класса точности, 0 от 120 до 500 мм 3-го класса точности, 0 от 6 до 80 мм 4-го класса точности, 0 от 1 до 3 мм Отверстия: 1-го класса точности, 0 от 50 до 500 мм 2-го класса точности 0 от 10 до 180 мм 3-го класса точности, 0 от 1 до 18 мм Посадочные поверхности отверстий и валов под неподвижные посадки Отверстия подшипников скольжения Трущиеся поверхности малонагруженных деталей
V8 Шейки валов: 1-го класса точности, 0 от 30 до 500 мм 2-го класса точности, 0 от 10 до 120 мм Отверстия: 1-го класса точности, 0 от 3 до 50 мм 2-го класса точности, 0 от 1 до 10 мм Трущиеся поверхности нагруженных деталей
V9 Трущиеся поверхности сильно нагруженных деталей Штоки и шейки валов в уплотнениях Ободы маховиков, штурвалы, ручки и т. п.
VI0 Поверхности, работающие на трение, от износа которых зависит
точность работы механизмов
Шероховатость поверхностей посадки подшипников качения нормальной (Н) и повышенной (/7) точностей (Из ГОСТ 3325—55)
Посадочные поверхности Классы шероховатости на диаметре
<80 мм 80-4-500 лай
Валов V7 V6
Отверстия корпусов (стаканов) Торнов заплечиков валов и корпусов V7 V5
(стаканов) V6 VG
Таблица 13.11
Классы шероховатости поверхности при разных методах обработки стали [7]
Поверхность Метод обработки Класс шероховатости
Наружная цилиндрическая Обтачивание Предварительное Чистовое Тонкое «< ффф СО нС-
Шлифование Предварительное Чистовое Тонкое СО ОО СТ) ффф <<<]
Притирка Грубая Средняя Тонкая <« ОССС ффф <<<] ОС 3 СО
Внутренняя цилиндрическая Растачивание Предварительное Чистовое Тонкое — Г- СТ! >>> ФФФ >Е>1>
Сверление Зенкерование Черновое Чистовое ~ ио се ффф <<< NUlGl
Развертывание Нормальное Точное Тонкое — о >>> ффф I4- GO О »>
Плоскости Протягивание Внутреннее шлифо- Строгание Цнлиадри ческоз фрезерование Торцовое фрезерование П лоское ш ли фона пае Притирка Предварительное Чистовое Предварительное Чистовое Топкое Предварительное Чистовое Тонкое П р е два р и те л ь н ое Чистовое Гонкое Предварительное Чистовое Грубая Средняя Тонкая м- Г* СО 1 * Г - *0 1Z ФО г ~ Е> » > 0 О » !> О О О 00 » > ФФФ -1- -|- ффф фффф t - х> — -о ! - е-) >-.-j >с t-~ со co so сэ о > [> О О 01> > > > > > > О [> [> g.
фование, полирование и т. п.) производят только в целях получения малой шероховатости поверхности, а не точности размеров.
При назначении класса шероховатости руководствуются изложенными выше конструктивными и технологическими условиями. В табл. 13.9 приведены рекомендации по выбору классов шероховатости для общих деталей, в табл. 13.10 — для деталей, сопряженных с подшипниками качения, в табл. 13.17 — для зубчатых колес, в табл. 13.23 н 13.26—для червяков и червячных колес. В табл.13.11 указаны методы обработки, при которых можно получить ту или иную шероховатость поверхности.
§ 6. ПРИМЕРЫ РАБОЧИХ ЧЕРТЕЖЕЙ ВАЛОВ
При оформлении рабочих чертежей валов желательно соблюдать следующие правила относительного расположения размеров, облегчающие чтение чертежа (см. рис. 13.15 и рис. 13.16). Все основные осевые размеры располагают внизу, под изображением вала. Осевые размеры, относящиеся к вспомогательным элементам конструкции (шпоночные пазы, канавки, проточки, границы посадок и т. п.), размещают вверху, над изображением вала. Основное изображение вала следует по возможности разгружать от вспомогательных размеров, перемещая эти размеры на выносные изображения отдельных элементов конструкции.
На рис. 13.15 изображен рабочий чертеж вала конической шестерни по рис. 13.5. В§ 1 рассмотрены требования, предъявляемые к такому валу, и технологический процесс его обработки. На основе этого установлены различные варианты рациональной простановки осевых размеров вала в зависимости от масштабов производства (см. рис. 13.6).
На рис. 13.15 принят вариант простановки осевых размеров для мелкосерийного производства (по рис. 13.6, в). Из всех осевых размеров наиболее ответственным конструктивным размером является размер 85 л/.и, входящий в уравнение размерной цепи (13.1), —см. стр. 414. На этот размер назначен допуск (+ 0,12), что соответствует 4-му классу точности (см. табл. 2.27 и примечание к ней). Применение более высоких классов точности в данном случае нецелесообразно, так как в конструкции узла предусмотрены регулировочные прокладки*. Допуски на посадочные размеры выбраны в соответствии с рекомендациями, изложенными в гл. II, § 4; допуск 040 Хг по рекомендациям рис. 10.2 и рис. 10.3. Для конической шестерни выб-д
рана посадка так как по условиям конструкции эту шестерню сажают па вал в процессе сборки редуктора (усилия для посадки пли съема не должны быть значительными).
* При наличии регулировочных прокладок в индивидуальном производстве размер 85 льн допускается оставлять свободным.
См. стр. 497
1. Твердость НВ .. ., кроме мест, обозначенных особо.
2. Неуказанные предельные отклонения размеров ±‘/г допуска 7-го кл.
3. Радиальное биение поверхн. Е относительно общей оси поверхн. Д, не более...............................
4. Торцовое биение поверхн. Б относительно оси поверхн Д не более ......................................
5. Торцовое биение поверхн. В, не более............
6. Торцовое биение поверхн. Г относительно оси поверхн. Д, не более ....................................
7. Перекос шпоночного паза относительно оси вала, не более ..............................................
8. Смещение шпоночного паза относительно оси вала не более ..............................................
9. Некруглость поверхн. Д, не более................
10. Н ецилиндричностъ поверхн. Д, не более..........
табл. 13.5
табл. 13.4 табл. 13.6
табл. 13.6
табл. 13.7
табл. 13.7 табл. 13.4 табл. 13.4
Рис. 13.15
Посадочные диаметры для муфгы и шестерни, а также шпонки и канавки для выхода шлифовального круга везде приняты одинаковыми, что облегчает производство и контроль. Допуски на размеры шпоночных пазов назначены по табл. 2.30, размеры канавок по табл. 2.41 фаски — по табл. 2.40, классы шероховатости поверхностей — по табл. 13.9, 13.10, 13.11,
1. Твердость НВ ... |
2. Неуказанные предельные отклонения размеров±’/г допуска 7-го кл.
3. Некруглость поверхн. А и Б, не более ....... табл. 13.4
4. Нецилиндричностъ поверхн. А и Б, не более .... табл. 13.4
Примечание. । ; । |л g „0 табл ,s s
| 1 | ... | А | | 1 | ... ] Б | по табл. 13 4.
Рис. 13.16
Класс шероховатости поверхности (40Х\) в мес где работает уплотнение, в целях уменьшения износа вала повышен до 9-го, а твердость—до HRC 50 (см. гл. IX, § 3). Места особой термической обработки (а также покрытия) отмечают утолщенной штрих-пунктирной
Отверстия центровые (Из ГОСТ 1'1034—68)
Форма В
а и «!— размеры отрезаемой части, детали, если деталь не должна иметь центровое отверстие.
Размеры, мм
w- О цанм d d, dt dt не менее 1 ^8 1,
для форм
Г н
12,5 20 М5 5,3 8 11,4 10 4,5 2,3 5,5 3,3 1
16 25 Мб 6,4 10 13,3 12 5,5 3 6,5 4 1
20 32 М8 8,4 12,5 16 16 7 3,5 8 4,5 1
25 40 МЮ 11 15,6 19,8 20 9 4 10,2 5,2 1 2
32 50 М12 13 18 22 24 10 4,3 11,2 5,5 1.2
40 63 М16 17 22,8 28,7 32 11 5 12,5 6,5 1,5
63 80 М20 21 28 33 36 12,5 6 14 7,5 1,5
100 М24 25 36 43 40 14 9,5 16 11.5 2
Примечание. Пример условного обозначения центрового отверстия формы /1 с диаметром d—5 мм; Отверстие центровое А5 ГОСТ 14034—68. Те же, с метрической резьбой, формы И с диаметром М5: Отверстие центровое с резьбой Н М5 ГОСТ 14034—68.
линией с указанием размеров, определяющих поверхность (ГОСТ 2.310 — 68).
На торцах вала выполнены резьбовые центровые отверстия (табл. 13.12), которые используют для осевого закрепления шестерни и полумуфты.
Руководящие указания для заполнения пунктов технических тре--бований даны условно на самом чертеже (см. рис. 13.15).
Дополнительно отметим следующее.Некруглость и пецилиндрич-ностьшеек 0 35// под посадку м/фты и шестерни не указаны согласно с примечанием к табл. 13.2. Шейки вала для подшипников являются базовыми при вращении вала. Они определяют ось вращения вала. . Поэтому биение всех других шеек координируется относительно шеек ' Для подшипников. От величины относительного биения шеек вала за-
висит биение посаженных на них деталей, например зубчатых колес. ' Биение зубчатых колес сопровождается шумом зацепления и допол-
нительными динамическими нагрузками. Шум и дополнительные
динамические нагрузки тем больше, чем больше окружная скорость. Поэтому в табл. 13.5 допуск на радиальное биение связан с окружной* скоростью.
На рис. 13.16 изображен вал, па котором с помощью зубчатого (шлицевого) соединения закрепляется зубчатое колесо, подвижное
в осевом направлении. В пашем случае это пример изображения зуб-' чатых участков вала на рабочих чертежах. Указания по применению зубчатых соединений, их обозначению па чертежах, допускам на раз-
< меры см. в гл. II, §4, табл. 2.31 -У2.33. В правой верхней части чер-К.тежа помещают таблицу с параметрами зхбчатого участка вала и его Условным обозначением. Кроме того, изображают сечение по зубчато-
Участку с размерами, допусками и классами шероховатости по-ВеР х ноете й.
£ В нашем примере центрирование зубчатого соединения выбрано _по£), так как при сравнительно малых диаметрах и незакаленных ’ступицах отверстие целесообразно обрабатывать протяжкой (см. стр. ^0). Размер выхода фрезы на левом конце вала не указан. На черте-
Г 437
Наружный диаметр червячных фрез для зубчатых (шлицевых) валов с прямобочным профилем
(Из ГОСТ 8027 — 60)
О зубьев, лл, для серий ОНЯр фрезы, мм, для серий
легкой средней тяжелом легкой средней и тяжелой
20—22 20—23 63
— 25—28 26—29 — 70
30—36 32—38 32—40 70 80
40—46 42—48 45—52 80 90
50—62 54—65 56—65 90 100
68—88 72—92 72—92 100 112
же проставлена только длина зуба полного профиля. Это означает, что выход фрезы конструктивно не ограничен. В противном случае конструктор проставляет значение R фрезы (см. табл. 13.13) или длину участка выхода фрезы.
§ 7. ПРИМЕРЫ РАБОЧИХ ЧЕРТЕЖЕЙ ЗУБЧАТЫХ КОЛЕС
Рабочие чертежи зубчатых колес отличаются от рабочих чертежей других деталей правилами оформления зубчатых венцов, которые установлены ГОСТ 2.403 — 68 и 2.405 — 68.
Данные, необходимые для изготовления и контроля точности зубчатого венца, указывают в таблице параметров, а некоторые непосредственно на изображении колеса.
Таблицу параметров (табл. 13.14) располагают в правой верхней части форматки чертежа. В частных случаях допускают сокращения таблицы, о которых будет сказано ниже. Неиспользованные графы исключают или прочеркивают.
Полная таблица параметров состоит из трех частей, которые отделяют сплошными основными линиями: первая часть — основные данные (для изготовления); вторая часть — данные для контроля; третья часть — справочные данные.
При заполнении таблицы соблюдают следующие правила (см. примеры на рис. 13 18 и 13.19).
Первая часть таблицы содержит:
а) модуль в нормальном сечении (т — для прямозубых, тп— для косозубых);
б) число зубьев z;
в) угол наклона зубьев на делительном цилиндре р;
г) направление -зубьев (правое или левое). При этом учитывают, что в паре одно колесо правое, другое левое. Для шевронных колес —-надпись «шевронное» с указанием расположения ветвей шеврона на изображении колеса (см. рис. 13 19);
д) стандартный исходный контур, который задают ссылкой на ГОСТ. Например, для цилиндрических колес — ГОСТ 13755 —68, 438
Модуль нормальный тп
Число зубьев г
Угол наклона зуба Р
Направление зуба —
Исходный контур —
Коэффициент смещения исходного контура X
Степень точности но ГОСТ ... —
(Контрольный комплекс)
• 1
(Справочные данные)
60 мм | 10 мм 20 мм
для конических — ГОСТ 13754 — 68. При этом для нарезания фланкированных зубьев записывают: «Исходный контур со срезом» (ГОСТ тот же). Фланкирование применяют преимущественно при высокой твердости зубьев;
е) величину х, которую проставляют со своим "знаком. При отсутствии смещения проставляют О,
ж) степень точности и вид сопряжения по соответствующему стандарту (ГОСТ 1643 — 56 для цилиндрических и ГОСТ 1758 — 56 для конических колес). Необходимую степень точности определяют при расчете и проектировании передачи (см., например, 1301).
Вторая часть таблицы содержит:
а) данные для контроля толщины зуба — длину общей нормали W с предельными отклонениями (рис. 13. 17, а) или размер по роликам М с предельными отклонениями и диаметр измерительных роликов (рис. 13 17,в) (применяют преимущественно для мелкомодульных колес и колес с внутренними зубьями), или толщину зуба sc по постоянной хорде с предельными отклонениями и измерительную высоту hc до этой хорды (рис. 13.17, б) и др.;
б) нормы точности по соответствующему стандарту; нормы кинематической точности, нормы плавности работы, нормы контакта зубьев.
Содержание контрольного комплекса и средства измерения изу чают в курсе «Основы взаимозаменяемости и технические измерения». За-Зод-изготовитель выбирает контрольный комплекс по ГОСТ 1643—56
в зависимости от условий производства и средств измерения, которыми он располагает.
Для зубчатых колес передач 7-й степени точности и грубее как индивидуального производства, так и при отсутствии данных об условиях производства и контроля ГОСТ допускает не приводить данные для контроля во второй части таблицы (эту часть таблицы исключают). При этом в технических требованиях указывают, что завод-изготовитель выбирает данные для контроля по нормам точности в соответствии со стандартом.
Третья -часть таблицы содержит справочные данные. Если во второй части таблицы отсутствуют данные для контроля по кормам точности (см. пункт б во второй часть), то в числе справочных данных указывают:
а) диаметр делителыюн окружности
(13 5)
б) толщину зубьев по дуге делительной окружности
sz = -^--(-^±2xtga) (13.6)
cos р \ 2 /
(верхний знак для внешнего зацепления, нижний — для внутреннего).
В эту часть таблицы при необходимости вписывают и другие справочные данные. Например, для проверки и наладки оборудования, контрольных приборов и пр. (см. ГОСТ 2.403 — 68).
Во всех примерах рабочих чертежей (рис. 13.18 -У- 13.20) таблицы параметров даны сокращенными в соответствии с тем, что допускает стандарт, и с учетом вышеприведенных правил.
На изображении цилиндрического колеса (см., например, рис. 13.18 и 13.19) указывают предельные отклонения диаметра цилиндра вершин cln и допускаемое радиальное биение окружности вершин (табл. 13.15 и 13.16) . Торцы зубчатого венца (одни или оба) используют как базу при нарезании зубьев (см. рис. 10.10), а торны ступицы сопрягают с буртиком вала или с распорной вцлкой при осевом 440
5. Торцовое биение поверхн. А относительно оси отв., не более табл. 13.6
6. Торцовое биение поверхн. Б относительно оси отв., не более табл. 13.6
7. Торцы Б не должны выступать за торцы А ,
8. Перекос шпоночного паза относительно оси отв., нс более табл. 137_
9. Смещение шпоночного паза относительно оси отв-. на более} тайл. 13.7
Предельные отклонения диаметра dn окружности вершин цилиндрических зубчатых колес
Вид сопряжения Отклонения при степени кинематической точное.и
6 7 8 9
Д 62а Со а с3 с3
X С2а Сз С5 Сза.
Таблица 13.16
Допустимое радиальное биение окружности (конуса) вершин цилиндрических и конических зубчатых колес
Степень кинематической точности Виение, мкм, при ; иаметре делительной окружности, колее, мм
<50 504-80 804-120 1204-200 2004-320 3204-500
6 12 16 20 22 26 32
. 7 20 25 32 36 42 50
8 ♦ 32 40 50 55 65 80
9 50 60 80 90 105 120
закреплении колеса, поэтому указывают допуск на осевое биение этих торцов (см. табл. 13.6).
Шероховатость поверхностей зубьев и базовых поверхностей принимают по рекомендациям табл. 13.17. Шероховатость других поверхностей принимают по табл. 13.9.
Нерабочие поверхности оставляют без механической обработки (после штамповки или литья) или обрабатывают (V3, v2). Обработку этих поверхностей производят в основном в целях устранения дебаланса, что особенно существенно для высокоскоростных колее.
Дополнительные сведения по оформлению рабочих чертежей конических колес. Особенности оформления рабочих чертежей конических колес определены ГОСТ 2.405 — 68. Ниже рассматриваются эти особенности на примере конического прямозубого колеса без смещения (рис. 13.20)*.
На изображении конического колеса указывают:
а) диаметр большого основания конуса вершин зубьев (без учета скругления или фаски на рис 13.20 da — 146,68_0 ое допуск по табл. 13.15)
da = d 2т cos 6; (13.7)
* Оформление рабочих чертежей непрямозубых (например, с круговым зубом) и колес со смешением более сложно и едва ли целесообразно в первом курсовом проекте. В особых случаях следует обращаться к соответствующим справочникам и ГОСТам.
Модуль т .. 3
Число вубьее г 48
Тип зуба — Прямой
Исходный контур — ГОСТ 13754—68
Коэффициент смещения исходного контура X 0
Угол делительного конуса 6 63°26'
Угол конура впадин 1 6/ 60°52'
Степень точности по ГОСТ 1758—56 — Ст. 8—X
Угол конусности зуба б?/ 2°35'
Обозначение' чертежа сопряженного колеса — ...
Таблица 2
Условное обозначение отверстия по ГОСТ 1139—58 D8x46x54AH3
Число зубьев г 8
1. Данные для контроля зубьев завод-изготовитель выбирает по нормам точности по ГОСТ 1643—56.
2. Твердость НВ 240 . . . 280.
Зубья цементировать h=0,9 . . . 1,3; НДС 56 . . . 62, Шлицы от цементации предохранит^.
3. Неуказанные предельные отклонения размеров ±‘/2 до* пуска 7-го кл.
4. Обработку поверхн. Б производить после нарезания и измерения зубьев.
5. * Справочный размер
Примечание. ( / | ... | А | по табл. 13.20 и 13.6.
Шероховатость поверхностей зубьев
Наименование поверхности Обозначен не класса шероховатости Эскиз
Боковые поверхности зубьев: 6-я степень точности 7-я и 8-я степе’ни точности: V7 V
при т<10 лги V6
при т>10 мм V5
9-я степень точности V4
Цилиндр вершин
а) цилиндр вершин не является базой для измерения (при измерении толщины зубьев по общей нормали):* 6, 7, 8 и 9-я степени точности:
при d<300 мм.................
при d>300 мм ...............
б) цилиндр вершин служит базой для измерения (при измерении толщины зуба по хорде):
6, 7 и 8-я степени точности . .
9-я степень точности ........
V4
V3
V6
V5
Базовый торец зубчатого колеса;
6-я и 7-я степени точности:
при d<200 мм ...............
при d>200 мм ...............
8-я степень точности .........
9-я степень точности .........
* См. объяснения на стр. 4 10.
V6
V5
V5
V4
б) длину образующей делительного конуса как справочный размер (на рис. 13.20 L = 80,493 мм)
0,5d/sin 6 = 0,5m -|-г|;
(13.8)
в) ширину зубчатого венца (из расчета передачи);
г) расстояние К от вершины делительного конуса до опорной торцовой плоскости—конструктивный размер (на рис. 13.20 К. = 70льи)*
д) расстояние М от большого основания конуса выступов до опорной торцовой плоскости (на рис. 13 20 М — 36,68 _0 055 — допуск но табл. 13 18.
* К входит в уравнение размерной цепи (13.1) — см. рис. 13.5, где он обозначен через /5. Для нерегулируемых передач (массовое производство) на К назначают допуск из расчета размерной цепи. При наличии регулировочных прокладок (на рис. 13.5 AJ К можно считать свободным размером.
Предельные отклонения расстояний от базового торца конического зубчатого колеса до наружной кромки обточки A VI
Степень кинематической точности Отклонения, мкм, при торцовом модуле т
свыше I до 2.5 свыше 2,5 до 6 свыше 6 ДО 10
6 —24 —36 —48
7 —28 —45 —55
8 3g —55 — 75
9 — —75 —95
Таблица 13.19
Предельные отклонения угла конуса вершин Або (для конических зубчатых колес)
Степень кинематической точности • 6 7 8 9
Дба> мин ±5 ±7 ' ±10
Таблица 13.20
Наибольшее радиальное биение конуса вершин
(для конических зубчатых колес)
Степень кинематической точности Ъиенне, мкм, при диаметре колеса, лом
до 100 свыше 100 до 200 свыше 20 0 до 4 00 свыше 4 0Q до 800 свыше 800 до 1000
6 И 7 25 30 40 50 70
8 50 60 80 100 120
для шестерни
+ —у, (13.9)
Для колеса
М2 — К2-\-т sin 62—‘ (13.10)
е) угол конуса вершин (на рис. 13.20 6С — 66° ± 10') — допуск по табл. 13.19:
+ Т2: 6О2 = + Ть (13.11)
Yi = tg у2 = — углы ножки зуба при с* = 0,2/л;
сл
/. Данные для контроля зубьев завод-изготовитель выбирает по нормам точности из ГОСТ 1643—56....................................
2. 7 вердость ИВ 240 . . . 260. Витки и поверхн. Г цементировать h- 1. . . 1,4 мм; 11RC 50 ... 62............., . . . . .
3. Неуказанные предельные отклонения размеров ± ’/2 допуска
7-го кл...............................................
4. Концы витков толщиной менее 1,5 мм удалить..............
5. Некруглость поверхн. Л и Б, не более ...........
6. Пецилиндричность поверхн. А и Б, не более...............
7. Смещение шпоночного паза относительно оси вала, не более . .
8. Перекос шпоночного паза относительно оси вала, не более. . . .
табл, табл, табл, табл.
Примечание. Биение поверхностей торцов и шеек относительно Б и А Б по табл. 13.1, 13.5, 13.6 и 13.22.
Рис. 13.21.
13.4
13.4
13.7
13.7
v 4( V)
Модуль осевой т G
Число заходов 1
Тип червяка — Архимедов
Угол подъема витка 5° 11'10"
Направление витка • — Правое
Код винтовой линии 'о 18,8-!
• Параметры профиля витка угол профиля а 20'
высота витка h 13,.'
Степень точности по ГОСТ 3675—56 — Ст. \
Диаметр делительного цилиндра d 63
Толщина витка на делительном цилиндре в осевом сечении 8 8,9<?
Углы подъема I витка червяка
/
?! 8 9 10 12 13
I 7с07'30" 6=20'25" 5=42'38" 5=11'40" 4=45'49" 1 23'55"
2- 14°02'10" 12°31'44" 11=18'36" 10=18'17" 9=27'44" 8=44'46"
4 26°33'54" 23=57'45" 21=48'05" 19358'59'' 18’26'06" 17=06'10'
Таблица 13.22
Допуски на заготовку червяка при осевом модуле т от 1 до 30 мм
Степень точности (сопряжение X) Допуск’'', .иа'Л1, при диаметре выступов, мм
свыше 10 до 18 свыше 18 до 30 свыше 30 до 50 свыше 50 до 80 .’Выше с>0 Цо 120 гзыпе 120 до 1S0
7 — 18 —21 —25 —30 -35 — 40
26 26 26 26 30 30
8 -18 —21 —25 —30 —35 —40
28 28 30 30 31 34
9 — 18 -21 —25 —30 —35 —40
30 30 34 34 45 45
* Со знаком (—) отклонения по диаметру, без знака — допускаемое биение.
Таблица 13.23
Шероховатость поверхностей витков червяка
Нанменование поверхности Класс шероховатости при твердости рабочих поверхностей витков Эскиз
//й<3 10 HRC> ,5
Боковые поверхности витков: 6-я и 7-я степени точ- V9 s
пости, 8-я степень точности, V7 V8
9-я степень точности V6 V7
Цилиндр выступов:
6, 7, 8 и 9-я степени точности
Таблица 13.24
Предельные отклонения межосевого расстояния \а0 и смещения средней плоскости колеса Д£о при обработке для сопряжения X
(Из ГОСТ 3675—56)
Степень точности Отклонения (iAcc = .L Age), л/л-л/, при диаметре колеса, мм
до 50 свыше 50 до 80 свыше 80 до 120 свыше 120 до 200 свыше 200 до 320 свыше 320 до 500 свыше 500 до 800
7 19 26 30 36 •12 48 55
8 30 42 •18 оо 65 75 90
9 48 65 75 90 105 115 140
Г а б л и ц а 13.25
Допуски на биение базового торца червячного колеса (на 100 мм диаметра)
•^ ПС о gg Обозна- чение Модуль осевой т, л/л/ Ширина колеса Ь, мм
до 55 свыше 55 до ИО свыше 110 до 1 60 свыше 1 60 до 220 свыше 220 до 320
<52 Отклонения, МКЛ1
7 Св. 1 до 30 21 И 8 6 5
8 17 Св. I до 30 26 14 10 8 6
9 Г-Т100 Св. 1 до 30 34 18 17 10 8
Принеч гни я.
1. Допуск Ет па биение заготовки равен значению £иоо, взятому из таблицы и умножен пому на /Уг/ЮО, где dz — диаметр делительной окружности колеса, .«.и. Например, для колеса с диаметром делительной окружности dz—300 мм и шириной 5=80 мм, изготовляемому по 7-й степени точности, допуск на биение базового торца Ei = llsoo/ioo=33 .«кл/.
2. Если базовым является торец ступицы, то Ет=Етгоог4ет/100, где с/ст —диаметр ступицы, мм. Если при этом окажется, что величина допуска Е-г будет меньше 0,01 ли/, то следует принимать 0,01 мм.
Таблица 13.26 Шероховатость поверхностей зубьев червячного колеса
Наименование поверхности
Обозначение шероховатости
Боковые поверхности зубьев:
6-я и 7-я степени точности . .
8-я степень точности ...........
9-я степень точности ...........
Поверхность выступов:
6-я степень точности .............
7, 8 и 9-я степени точности . .
Базовый торец:
6-я и 7-я степени точности:
при d < 20<> .-i.c................
при d >- 200 .ti?:................
8-я степень точности .............
9-я степень точности .............
Эскиз
V6
V"»
VI
V6 V")
V3
V4
(bibb Cjt-O'Og)
Рис. 13.22
ЛЗ (7)
Модуль осевой т V
Число зубьев г 37
Сопряженный червяк Тип червяка — Архимедов
Число заходов *1 1
Направление витка — Правое
Межосевое расстояние в обработке 150± 0,042
Степень точности по ГОСТ 3675—56 — Gt. 7—X
Коэффициент коррекции X + 1
Обозначение чертежа сопряженного червяка — ...
1. Завод-изготовитель выбирает данные для контроля зубьев по ГОСТ 3675—56.
2. Неуказанные предельные отклонения размеров ±’/2 допуска 7-го кл.
Примечание. | / | .., | А | по табл. 13.6. и 13.25.
зак. 1018
Из справочных данных указывают:
диаметр делительного цилиндра d = qm\ (13.16)
толщину витка по оси на делительном цилиндре
---0,2 tga^ , при а —20° s= 1,498 m. (13.17)
На изображении проставляют диаметр вершин
dai — di 4- 2ha tn, (13.18)
допуск на размер и радиальное биение по табл. 13.22.
Шероховатость поверхностей см. в табл. 13.23.
Радиусы закруглений ; вершин витков R = (0,054-0,07) т, 1
впадин R 0,2 т. j
Червячное колесо, если оно составное, оформляют как сборку с указанием всех данных, необходимых для обработки после сборки (рис. 13.22) Зубья колеса нарезают инструментом, параметры которого определяются параметрами червяка (фреза является копией червяка). Поэтому в основной части таблицы параметров дополнительно указывают тип червяка, число заходов и направление витка, а в справочных данных проставляют помер червяка как детали или же записывают таблицу параметров червяка (из рабочего чертежа червяка).
При нарезании червячного колеса фрезу располагают относительно заготовки так же, как червяк относительно колеса в редукторе (на рис. 13.22 ось фрезы’проходит через центр окружности R-27 льм). От точности этого положения зависит точность нарезания зубьев. Поэтому указывают координаты центра: в таблице параметров межосевое расстояние в обработке а0 с допуском (табл. 13.24); па чертеже — размер от средней плоскости колеса до базового торца с допуском (на рис. 13.22 размер 25 + 0,042), дрпуск по табл. 13.24; биение базового торца (табл. 13.25).
За базовый торец может быть принят один из торцов ступицы или зубчатого венца. Для контроля удобнее базовый торец зубчатого венца.
Допуски на диаметры, диаметр вершин dQ2 (на рис. 13.220246 лмО при 7-й степени точности по С3, при 8-й и 9-й — по наружный диаметр (на рис. 13.220254 мм) — по С5.
Шероховатость поверхностей см, в табл, 13.26.
* В целях увеличения толщины зуба червячного колеса, выполненного из менее прочного материала, толщину витка червяка (червячной фрезы) рекомендуется уменьшать на ( — 0,2 tg а).
§ 9. ПРИМЕРЫ РАБОЧИХ ЧЕРТЕЖЕЙ СТАКАНОВ И КРЫШЕК ПОДШИПНИКОВЫХ ГНЕЗД
На рис, 13.23 и 13.24 показаны примеры оформления рабочих чертежей стаканов и крышек. Графическое оформление чертежей не сложно. Главное внимание здесь уделяют простановке размеров и техническим требованиям.
1. Неуказанные предельные отклонения размеров ±’/2 допуска 7-го кл.
Примечание. | / | ... | А | по табл. 13.4.
Рис 13 23
Принципиальные основы и рекомендации по простановке осевых размеров на чертежах стаканов и крышек рассмотрены выше (см. рис. 13,1» 13.5 и 13.7). Было установлено, что размерами, входящими в размерную цепь, для стакана являются размеры 65 + 0,1 и 59 + 0,1; для крышки — 8 + 0,05. На эти размеры проставлены допуски (обычно поЗ-му или 4-му классам точности). В данном случае, учитывая наличие регулировочных прокладок, назначены допуски по 4-му классу точности (см. табл. 2.27 и примечание к ней).
Допуск на непараллельность торцов крышки определяют расчетом или принимают равным допуску на торцовое биение по табл. 13.4. 1бВ* 455
Крепежные отверстия координируют по углу (см. рис. 13.24) или хорде (см. рис. 13.23). Координация по углу удобна, если отверстия сверлят по разметке без допуска. При симметричном расположении отверстий угол можно не указывать, а ограничиться указаньем числа отверстий.
Вопрос о том, в каких случаях проставляют, а в каких не проставляют допуски на координаты крепежных отверстий, рассмотрен
1. Неуказанные предельные отклонения размеров ± '/2 допуска 7-го кл.
Примечание. | II | ... | А | по табл. 13.4.
Рис. 13.24
выше (см. стр. 411). В случае простановки допусков (сверление по кондуктору в массовом производстве) их назначают на два координатных размера — диаметр (7' 85 ± 0,12) и хорду (42,5 0,12,
см. рис. 13.23), допуски — по рекомендациям табл. 13.1. #
§ 10. ПРИМЕРЫ РАБОЧИХ ЧЕРТЕЖЕЙ СПЕЦИФИЧЕСКИХ ЭЛЕМЕНТОВ ВОЛНОВЫХ ПЕРЕДАЧ
На рис. 13.25, 13.26, 13.27 изображены примеры рабочих чертежей специфических элементов волновой передачи по рис. 6.15 (соответственно гибкого колоса, жесткого колеса и кулачка генератора). Передача рассчитана по методике, изложенной в гл. VI (см. пример расчета!
V4 (7)
Венец — В Б
Модуль т 0,4 1
Число зубьев г 200 77
Исходный контур по ГОСТ 9587—68 а 20° 20°
Коэффициент смещения исходного контура X 3,35 0
Степень точности по ГОСТ 9178—59 Ст 8С 8111
/. Данные для кон г роля зубьев завод-изготовитель выбирает по нормам точности из РОСТ 1643—56.
2. Материал сталь ЗОХГСА.
3. HRC 30 ... 32.
4. Неуказанные предельные отклонения размеров ±1'? бч-пуска 7-го кл.
5 * Размеры для справок-
Wv)
Рис
Модуль
Число зубьев
Исходный контур пс ГОСТ 9587—68
Коэффициент смещения исходного контура
Степень точности по ГОСТ 9178—59
т 0, 4
г | 262
20е
3,4
8С
1. Данные для контроля зубьев завод-изготовитель выбирает по нормам точности зи ГОСТ 1643—56.
2. Материал — сталь 45 ГОСТ 1050—60.
3. НВ 269 . . . 302.
4. Неуказанные предельные отклонения размеров ±'/г допуска 7-го кл.
5. * Размеры для справок.
6. ** Обрабатывать в сборе с дет. . . .
13.26
Координаты профиля кулачка
С
р, мм Л) р, мм р, AI.U
izr Ст с-
0 30,440 35 30,156 70 29,650
5 30,433 40 30,077 75 29,606
10 30,416 45 29,996 80 29,573
15 30,386 50 29,917 85 29,554
20 30,345 55 29,840 90 29,548
25 30,292 60 29,769
30 30,228 65 29,705
1. Материал — сталь 45 ГОСТ 1050—60.
2. НВ 269 .. . 302.
3. Неуказанные предельные отклонения размеров ±‘/2 допуска 7-го кл.
4 * Размеры для справок.
Рис. 13 27
ГЛАВА XIV
МЕТОДИЧЕСКИЕ УКАЗАНИЯ И ПРИМЕР РАЗРАБОТКИ КУРСОВОГО ПРОЕКТА
Ниже рассмотрен пример разработки курсового проекта привозной станции ленточного транспортера по заданию 06, вариант 01 — табл. 0.2. Пример сопровождается методическими указаниями и некоторыми сведениями, дополняющими предыдущие главы.
§ 1. ПОДБОР МАТЕРИАЛА ПО ЗАДАНИЮ
После получения задания студент знакомится с конструкциями, подобными заданной, по учебникам, справочникам, атласам, альбомам, витринам типовых проектов, экспонатам, расположенным в залах проектирования, и пр.
Проектирование той или иной части машины (например, приводной станции) не может быть успешным, если конструктор не имеет представления об устройстве и действии машины в целом (например, о транспортере). Знакомство с устройством машины является одним из первых этапов проектирования любой из ее частей.
Краткие сведения о транспортерах и их приводных станциях обучающиеся могут найти в приложении I. Весьма полезно осмотреть машину, подобную проектируемой, разыскав ее в демонстрационном зале, цехе, на стройке и пр. Осмотр подобных конструкций сочетают с анализом их положительных сторон разработкой предложений, направленных на повышение качества конструкции.
Выпуск новой конструкции может быть оправдан только в том случае, если она будет иметь преимущества перед старой. Желательно, чтобы каждый новый проект чем-то отличался от других. Например, в конструкции отражается объем производства (массовое, индивидуальное и т. д) или улучшаются условия эксплуатации, или используется большое количество стандартных элементов, или обращается особое внимание на уменьшение габаритов, веса, на повышение долговечности, надежности и т. д.
В результате осмотра и анализа существующих конструкций выбирают прототип проектируемой конструкции и намечают целесообразные изменения.
§ 2. РАЗРАБОТКА ЭСКИЗНОГО ПРОЕКТА
Кинематический и силовой расчет механизма. Определение мощности привода. В общем случае мощность
/V = Ро!Шквт (14.1)
или
Л’ = Мп/97400 кет, (14.2)
где Р в кГ, v в м.'сек, М в кР-см, п в об!мин.
Приближенные значения к. п. л- передач и других элементов приводов
i Наименование элементов приводов | К. г., д.*
1. Одна ступень зубчатого редуктора. Закрытие передачи при жидкой смазке Открытая при густой смазке
б, 7-й степени точности 8, 9-й степени точности
а) цилиндрическая 0,99—0,98 0,975—0,97 0,96—0,95 0,96—0.95 0,95—0.94
2. Планетарная передача: а) простая однорядная (см. рис. 5.25) . . . б) с двухрядными сателлитами, (см. рис. 5.28) в) с тремя центральными колесами (см. рис. 5.29) 0,98 0,96 (см. табл. 5.2)
о. Одна ступень червячного редуктора При числе заходов червяка
1 2 4
0.7—0.75 9,75—0,82 0,87—0,92
4 Цепная передача Закрытая Открытая
0,96—0,98 0,92—0.94
5. Ременная передача 0,96—0,97
6. Подшипники (одна пара): а) качения или скольжения при жидкостном трении С) скольжения при полужидкост-ном трении 0,99—0,995 0,98—0,985
7. Муфты компенсирующие. . . . 0,985—0,995
* Приведены к. п. Д. передач на подшипниках качения жидкостного трения с учетом потерь в подшипниках. При жидкостного трения к. п. д. уменьшается на 0.01— С.С15.
или подшипниках скольжения подшипниках скольжения делу-
В заданиях на проектирование привода транспортера обычно указывают тяговое усилие Р и скорость v ленты или цепи транспортера. В таком случае по фор муле.(14.1) определяют мощность на приводном валу барабана или звездочки. Необходимая мощность двигателя
А'л = А'Ч
(14. П
где tj — общий к. п. д. привода от двигателя до барабана (звездочки), равный произведению частных к. п. д. отдельных элементов составляющих привод:
Л = П1 Пз (И.4)
Потери в различных элементах механизмов (передачах, муфтах, подшипниках и т. п.) изучаются в курсе деталей машин [301.
Для приближенной оценки к. п. д. [можно пользоваться табл. 14.1:
Общее передаточное отношение привода
'общ = (14.5)
где пд — частота вращения двигателя, об/мин\ пРУ1 — частота вращения ведомого вала (приводного вала транспортера), об/мин.
Величина пвм, об/мин, задана или определяется через другие заданные параметры привода. При заданных v и D барабана
60 • ЮООо л 1 г\
(И6)
где v — скорость ленты (цепи) транспортера, м/сек\ D — диаметр барабана (звездочки), мм.
По заданным шагу тяговой цепи I, мм, и числу зубьев звездочки г (см. рис, 0.2) определяют диаметр делительной окружности звездочки:
П =------------ мм (14.7)
° 180е
sin------
г
и далее число оборотов по формуле (14.6).
Величина пд становится известной после выбора двигателя (см. ниже).
Распределение общего передаточного отношения между отдельными передачами привода. Если привод компонуется из нескольких передач, то
kc-.M = h h is •••» <14-8)
где z\, i.,, ... — передаточные отношения отдельных передач (зубчатого редуктора, ременной, цепной или другой передачи).
Формула (14.8) допускает много вариантов решения. Практическую целесообразность того или иного решения оценивают по пропорциональности конструкции, ее габаритам, стоимости и т. п. Обычно конструктор рассматривает и сравнивает несколько вариантов.
При выборе частных значений передаточных отношений можно использовать рекомендации табл. 11.2, которые следует рассматривать как ориентировочные.
Выбор электродвигателя. Двигатель является одним из основных этемеитов любой машины или механизма, От типа двигателя, его мощности, скорости вращения и прочего зависят конструктивные и эксплуатационные характеристики механизма. При выборе двигателя необходимо учитывать характеристики различных типов двигателей и условия работы двигателя в механизме.
Таблица 14 2
Рекомендуемые значения передаточных отношений I различных типов передач
Тип передачи
Значения i «чьего встречающиеся»
I
Зубчатая цилиндрическая в закрытом корпусе для j
пары....................................................I
То же, коническая.....................................I
Зубчатая открытая.....................................I
Червячная закрытая ...................................;
То же, открытая.......................................!
Цепная................................................।
Ременная: плоским ремнем.......................................|
с натяжным роликом .................................j
клиновым ремнем.....................................:
Планетарная: простая однорядная (см. рис. 5.2G)....................
с двойным сателлитом (см. рис. 5.28).................
с тремя центральными колесами (см. рис. 5.29)........
Волновая зубчатая .....................................
34-5
24-3
44-7
104-40 154-60
24-5
24-1 44-э
24- 1
34-9 84-10
194-352 804-253
Электродвигатели изучают в курсе электротехники и специальных курсах. Краткие сведения об электродвигателях обучающиеся могут найти также в приложении II данного учебного пособия. Вначале выбирают тип двигателя (см. рекомендации в приложении II). Затем по мощности н числу оборотов подбирают номер (габарит) двигателя (см. там же). Для общей ориентировки при выборе электродвигателя может быть полезна сводная табл. 14.3. Мощность двигателя по каталогу может отличаться от расчетной (потребной для механизма по техническому заданию). На какую мощность вести расчет механизма?
На практике поступают двояко:
1) расчет механизма выполняют по расчетной мощности, и тогда двигатель работает с перегрузкой или недогрузкой. Перегрузку допускают не более 5 4-6%. Недогрузка ведет к понижению cos ф и к. п. д.;
2) расчет механизма выполняют по мощности двигателя, имея в виду возможность форсирования режима работы до полного использования двигателя. В большинстве случаев и в особенности для механизмов общего назначения предпочтительным является второй вариант.
Т а б л и ц а 14.3
Мощности трехфазных синхронных электродвигателей единой серии с короткозамкнутым ротором
Синхронная частота вращения п об /мин Диапазон мощностей, кет
А2 ЛО2 (АОЛ2) АОП2 АОС2 (при НВ 25%»
3000 174-125 0,84-100 0,94-13
1500 134-100 0,64-100 44-100 0,64-77
1000 104-75 0,44-75 34-75 0,44-68
750 7,54-55 2,24-55 2,24-55 34-58
600 — 174-40 174-40 19,84-37,9
Известно, что при одной и той же мощности Л' крутящий момент Л1 уменьшается с ростом частоты вращения п:
Л-[ = 97400 N/n. (14.9)
Известно также, что размеры двигателя зависят в основном or величины крутящего момента. Они растут с увеличением момента. Это можно установить, сравнивая технические данные двигателей при различных скоростях вращения (табл. 14.4). Сравним, например, двигатели типа A2-6I, имеющие один и тот же габарит (61) и отличающиеся только числом полюсов (2, 4, 6, 8).
Таблица 14.4
Сравнительные данные электродвигателей (форма исполнения MI01)
Тип двигателя А2-61-2 А2-61-4 А2-61-6 А2-61 8 А2-72-8
Синхронная частота вращения пс, об/мин Мощность ^ном> Масса, кг К. п. д 3000 17 128 0,88 1500 13 128 0,885 1000 10 128 0,87 750 7,5 128 0,85 750 17 198 0,885
Из таблицы видно, что увеличение скорости от 750 до 3000 об!мии привело к увеличению мощности от 7,5 до 17 кет (в 2,3 раза). В последнем столбце таблицы приведен двигатель другого габарита (72), который при 750 об!мин имеет такую же мощность (17 кет), что и первый при 3000 об!мин, но масса его увеличилась от 128 до 198 кг. Одновременно увеличивается и стоимость. Отметим также, что с увеличением быстроходности растет и к. п. д. двигателя. С этих позиций выгодно применять высокоскоростные двигатели.
Однако с увеличением частоты вращения двигателя растет общее передаточное отношение передачи, а следовательно, и ее стоимость. Практикой установлено, что в общем случае некоторое повышение стоимости передач окупается применением высокоскоростных двигате
лей. Поэтому высокоскоростные двигатели получают все более широкое применение. В частном случае выбор частоты вращения двигателя производят с учетом намеченной схемы привода механизма. Например, схема привода по рис. 1.15 приложения I (цепная передача и двухступенчатый цилиндрический редуктор) позволяет применить более высокоскоростной двигатель, чем схема по рис. 1 8, в (только двухступенчатый цилиндрический редуктор), и т. п. Далее проверяют соответ-овие динамических характеристик двигателя и механизма. В качестве примера на рис. 14.1 приведены тяговые характеристики трехфазного асинхронного электродвигателя с короткозамкнутым ротором.
Так же как и синхронный, асинхронный двигатель характеризуется синхронной частотой вращения пс, об!мин, которую он развивает при холостом ходе,
пс = 60 f/p, (14.10)
где / — частота переменного тока, Мсек (обычно / = 50 1'сс/с); р — число пар полюсов электромагнита статора.
Под нагрузкой частота вращения двигателя уменьшается. Понижение частоты вращения двигателя принято характеризовать так называемым скольжением s — отставанием вращения якоря от вращения магнитного поля:
100%, " (14.11)
пс
где п — фактическая частота вращения при данной нагрузке.
Номинальному (паспортному) режиму эксплуатации двигателя соответствуют лиом и Л1|10м- При номинальном режиме двигатель работает длительное время без перегрева, а его к. п. д. близок к максимальному. При пуске (п = 0) двигатель развивает момент Л4пугк (максимальное скольжение s = 1). По мере разгона двигателя вращающий момент вначале возрастает до Л4тах (при нкр), а затем падает до момента рабочей нагрузки (например, до Л1НОМ при нН0М) или до нуля при пс (холостой ход). Участок характеристики от М = 0 (холостой ход) до Л1П;ах близок к прямолинейному, т. е. момент в этих пределах пропорционален скольжению или уменьшению частоты вращения.
В паспорте (в каталоге) указывают номинальную частоту вращения «нем» об; мин-, ее и принимают за расчетную, например, при определении общего передаточного отношения привода.
Характеристика двигателя (функциональная связь М и п) сохраняется независимо от того, в каких условиях происходит разгон двигателя — вхолостую или под нагрузкой. При разгоне вхолостую весь момент, вращающий ротор (электромагнитный момент), расходуется только на ускорение ротора и ведомых масс:
А1-Л-,
I -- / 4- 7 — V д 1 'пр»
(14 12)
где j = GDz/4 g — момент инерции массы ротора двигателя; GD2 —
маховой момент ротора (см. табл, силы тяжести; 8 = duldt — угловое ускорение; Jпр — момент инерции ведомых масс, приведенный к валу ротора.
Как известно из теоретической механики, для системы по рис. 14.2 можно записать
II.2 приложения II); g — ускорение
(14.13)
где /j, z2, ... — передаточные отношения от двигателя до соответствующих вращающихся масс (J2, J3, ...).
Формула (14.13) позволяет отметить, что влияние вращающихся масс на инерционную нагрузку системы уменьшается пропорционально квадрату передаточного отношения. Пример: Jя — j3, = i2 — 5,
тогда влияние J3 будет в 625 раз меньше, чем Уд.
Это значит, что основное внимание при конструировании следует уделять уменьшению вращающихся масс, расположенных на быстроходных валах. Например, желательно иметь легкую муфту между двигателем и редуктором (см. рис. 14.3), тогда как масса муфты между редуктором и приводным валом конвейера не имеет существенного значения.
При разгоне под нагрузкой
Л1 А4нагр <7е,
(14.14)
где AfHai.p — крутящий момент нагрузки.
^нагр при пуске не может быть больше пускового момента двигателя (Лт11агр < Л1пусК), иначе двигатель нельзя разогнать.
Если двигатель работает при некотором установившемся режиме (например, при п„ом) и затем по каким-либо причинам подвергается перегрузке, его частота -вращения падает. Момент перегрузки, Даже кратковременной, не должен быть больше Л1тах, иначе двигатель остановится и сгорит, если не отключить питание или не снять пере»
гр\'зку. Поэтому частоту вращения, соответствующую Л1тзх» называют критической Пир-
На основе изложенного ясно, что при выборе двигателя необходимо согласовать его характеристику с режимом нагрузки и динамикой механизма.
Режимы нагрузки и динамику различных механизмов изучают в специальных курсах. При курсовом проектировании деталей машин характеристики, необходимые для выбора электродвигателя, указывают в заданиях. Например, для транспортеров и конвейеров указывают характер нагрузки и отношение Л411У|,к/Л1Ном (см- примеры заданий на табл. 0.1 и 0.2). Отношение 1Л1пугь./Мпэм 1, которым располагает данный двигатель, указывают в его паспорте (см. приложение II).
Должно быть
Л*11уск/М(1ом < [^пуск/^омЬ (14.15)
Если это условие не соблюдается для данного типа двигателя, нужно выбирать другой тип двигателя (например, серии АОП2 с повышенным Л1мугк) или предусматривать в системе привода если это допускается) устройство, позволяющее разгонять двигатель вхолостую, а затем плавно включать нагрузку, например, с помощью фрикционной управляемой муфты. Для предохранения электродвигателя от случайных перегрузок, превышающих Л1тах» в схеме привода предусматривают предохранительные устройства (см., например, задание по табл. 0.1).
Ниже приведены примеры выбора электродвигателя в связи с общим расчетом механизма.
Пример 1. Выполнить кинематический и силовой расчет привода, а таки е подобрать двигатель по заданию табл. 0.1, вариант I (Р — 1100 кГ, v — 0,42 м/сек, I — 80 мм, z = 10, Л1цуск/Л1цом — М).
I. По формуле (14.3) с учетом (14.1),
Pv 1100-0,42
Л7д =—-—= ------------==5,2 кет,
д 102)] 102 • 0,87
где, по формуле (14.4),
Ч = Им Чред Чц-пЧп = 0,99 • 0,972 • 0,93 • 0,99 — 0,87. Значения к. п. д. муфты т)м, редуктора т)оед, цепной передачи Чц-п> подшипников вала звездочек 1]п приняты по табл. 14.1.
2. По формуле (14.7),
sin---- sin------
z 10
г. ' формуле (11.6),
601000с 60 - 1000 • 0,42
«ем =---------=---------~------— 31,4 об'мин.
л£)0 л-2ь0
3. По табл. 14.2 оцениваем возможное общее передаточное отношение двух ступеней редуктора /р — 20 и цепной передачи 1ц.ц = 2 (для цепной передачи дается малое значение I, чтобы не получить больших размеров ведомой звездочки, так как это может нарушить пропорциональность конструкции; гобщ ~~ — 20 • 2 -- 40. При этом ориентировочная частота вращения двигателя 40 X 46$
X 31,4 ~ 1250 об/мин. По табл. 14.3 выбираем двигатель ЛО2 (АОЛ2) при 1500 или 1000 об/мин.
По табл. 2 приложения II находим, что подходит только-двигатель \02-42-4 который имеет А/Пом = 5,5 кет, лном — 1450 об/мин, А4пуск/М110м — *.5 (больше заданного 1,4), Л4|11ах/^ном = 2-
Отмечаем, что мощность двигателя превышает потребную примерно на 5%. По рекомендации (см. стр.462) расчет механизма будем выполнять по мощности двигателя.
Фактическое общее передаточное отношение
‘общ = 1450 : 31,4 = 46.
Оставляя (р = 20, находим iu.n — 46 : 20 = 2,3 (окончательно распределение ‘общ оценивают в процессе проектирования по пропорциональности размеров конструкции).
Пример 2. Выполнить расчет привода, подобрать двигатель и муфты но табл. 0.2, вариант 1 (Р = 350 кА, v= 0,8 м/сек, D = 250 мм, Л4пуск/Л1ном = 1,3)-
1. Потребная мощность двигателя по формуле (14.3) с учетом формулы (14.1)
, Pv 350-0,8
А' д =- ~~~— — ---------~ 3 кет,
Ю2г] 102 0,92
где к. п. д. по формуле (14.4) с учетом заданной схемы привода
*1==1]рЯмг1п==0>9752 • 0,992 - 0,99 ж 0,92.
Здесь принято (см. табл. 14.1): для двухступенчатого редуктора т|р = 0,9752, для муфт г]м = 0,99, для пары подшипников вала барабана т)п — 0,99.
2. Частота вращеййя барабана по формуле (14.6)
60-10001! 60-1000-0,8
„ —--------—= 60 об/мин.
nD 3,14-250 #
3. По табл. 14.2 ориентировочно оцениваем передаточное отношение двухступенчатого редуктора в пределах ip 10 4- 25. При этом двигатель должен иметь угловую скорость в пределах пд = пб, /р — 6004-1500 об/мин.
По табл. 14.3 намечаем двигатель АО2 или AOJI2. По табл. 2 приложения Н принимаем двигатель AO2-4I-6, который имеет:
А^ном 3 кет, 1=1 960 об/мин, Мц^сн/ MnQyi — 1,- , А4п1ах/^ном = 1,8.
Отмечаем, что потребная и номинальная мощности совпадают, по пусковому моменту [см. формулу (14.15)] двигатель также подходит.
4. При известном «ц0М определяем передаточное отношение редуктора:
- ‘р = “ном • “б = 950 : 60 — 16.
Расчет редуктора. Полученные значения параметров привода позволяют приступить к проектировочному расчету основных параметров передач. Методика и примеры расчета различных передач приведены в учебнике по курс}' [30]. В дальнейшем^при решении примера мы не приводим ссылок на этот учебник. Однако все расчетные формулы, обоснования выбора материала, механические характеристики материала, величины различных коэффициентов и прочес приняты по учебнику.
В нашем примере (см. табл. 0.2) передача состоит из одного двухступенчатого соосного редуктора с цилиндрическими колесами; /V — 3 кет, = 960 об/мин, 1 = 16, нагрузка приближенно постоянная.
1. Учитывая условия задания и рекомендации гл. V, IX, X, принимаем: и) обе ступени косозубые: б) корпус литой; в) смазка погружением колес в масляную ванну (предварительно полагаем, что окружные скорости находятся в пределах, допустимых для этой смазки).
2. Распределяем передаточное отношение между ступенями, учитывая смазку погружением колес в масляную ванну. В соосном редукторе межссезыс расстояния обеих ступеней одинаковы. Если принять i\ = f2 — Д// = 4, то получим одинаковые диаметры колес обеих ступеней. По условиям выбранной сп-
стемы смазки выгодно иметь диаметр колеса у тихоходно» ступени несколько большим, чем у быстроходной. Поэтому принимаем i2 > q, а именно: i2 = 4,5, i = t/io = 16/4,5 ж 3,56.
3. Назначаем материал зубчатых колес. В нашем случае к габаритам и весу редуктора не предъявляется повышенных требований. Поэтому для колес к шестерен обеих ступеней выбираем широко распространенную в редукторострзе-иии сталь 40Х (поковка).
Термообработка: для колес улучшение НВ2 235—262, оп *= 85 кГ/мм.-, От = 55 кГ/.и.и2; для шестерен улучшение HBt 269—302, ов 90 кПмлР, ог = « 75 кПмлг.
Кроме того, для зубьев шестерни второй ступени, как наиоолее нагруженной, назначаем азотирование HRC 45—50.
Базовое число циклов напряжений а, = 107.
4. Определяем допускаемые напряжения.
Контактные: для первой ступени
(ок]д =25 НВ == 25 • 235 5900 кПсм1',
для второй ступени
, I^kIhi + Г°кЪ.2 9900-J-5900 ,-г/™з
[Мд==----------------=-------------= /900 к Г/см*,
где [оп]Д1 = 220 IIRC = 220 • 45 = 9900 кПсм-\ [ок1дг = 5900 кГ/с.м2 (то же, что v первой ступени).
Так как [сгк]д > 1,25 1сгк]д2» то принимаем [оК]Д => 1,25[ок1д2 = 1,25 К X 5900 = 7400 кГ/см2.
Напряжения изгиба: для шестерен
1,5ст_1 1,5-4050 лпгл ,
[Ои]д1— = 1 ч 1 я —2250 кГ/см^,
где о_! ss 0,45 ов 0,45 • 9000 = 4050 кГ/см2-,
для колеса о_! => 0,45 • 8500 ~ 3800 кГ/см2 и
1,5 -3800
10иЬ = 5-~8 -2100 кГ/см2.
Проверяем, не нужно ли внести поправку, учитывающую срок службы передачи. Срок службы по заданию
Т = 5 • 300 . 7 = 10500 ч.
Число циклов напряжений у колеса второй ступени
а — 60 п2 7 = 60 • 60 • 10500 = 3,78 • 107 > а0 = 107, где п.2 960/16 -
— 60 об)мин — угловая скорость колеса.
Очевидно, что для других колес тоже а > а0, так как у них больше угловая скорость. Поэтому для всех колес (шестерен) редуктора поправки не нужны.
5. Рассчитываем вторую ступень редуктора, как более нагруженную и в основном определяющую его габариты.
а) Учитывая прирабатываемость материалов (у колеса НВ < 350), предварительно принимаем /< = 1,3 и нахъднм расчетную мощность:
Л'р = /<Л'г]м npi== 1,3-3-0,99-0,975 ~ 3,8 кв/гг,
где 1]м, T|pi — к. п. д. муфты и первой ступени редуктора (см. схему привода и табл. 14.1).
б) Предварительно принимаем: коэффициент ширины колеса фа2 — 0,6: коэффициент повышения контактной прочности косозубой передачи = 1.3.
в) Определяем межоссвое расстояние (учитывая, что а2 = £2):
?Г / зшью v 3,8 .. ft
= П 5 + 1)1/ ----------------------=11,2 с
у \7100 . 4,5/ 60 • 0,6-1,3
г) Определяем диаметры колес:
d.2 = 2а2 — dt = 2 - 112—40,8 = 183,2 мм.
д) Назначаем степень точности второй ступени и уточняем коэффициент расчетной нагрузки К.
Окружная скорость на колесе второй ступени
nd-, п., л-183,2-60
г = --------- = -—------ ~ 0,57 м i сек .
60.1000 60-1000
По рекомендации степень точности должна быть не ниже 9-й. Назначаем для второй ступени 8-ю степень точности. По рекомендации при НВ < 350 находим Кд = 1.
Для колес из прирабатывающихся материалов и при постоянной нагрузке по рекомендации Кк.ц — 1- При этом К = КчКк.ц = 1. Ранее было принято К = 1Д
е) Оставляя неизменным а,, исправляем ф02-
Фа2—Фа2 v/ —„ — 0,46, Л 1 , J
где фа, и К' — ранее принятые значения.
Найденная величина фа2 находится в рекомендуемых пределах. Ширина колеса
^ = й'2'фа2— 112 - 0,46 ~ 52 мм.
Коэффициент ширины шестерни
Фнх ~ b : di = 52 : 40,8 = 1,25 — в рекомендуемых пределах.
ж) Определяем модуль тп, угол наклона зубьев f) и числа зубьев г} и z2.
По рекомендации принимаем фтп = b : nin =30. При этом тп = 52/30 т — 1,66 мм. По ГОСТ принимаем тп => 2 мм.
Принимаем коэффициент осевого перекрытия = 2:
л2-2
=0,2512;
р птп <+ S.n3 =-----
Р = 14°32'5Г — в рекомендуемых пределах.
Суммарное число зубьев
2а« cos р 2,112-0,9679 —---------“=------------------= 108,4.
Принимаем гс = 108 и уточняем Р:
п тп 108-2
cos р = ' = —--------= 0,96429; 0 = 15э 21'30".
2:7., 2-112
Далее,4
?1 =
----;---= 19,65.
4,5 + 1
Принимаем гг — 20 > zmIn = 17 cos3 0 15.
z2 = zc — Zj — 108—20 — 88.
Фактическое передаточное число и2 = г2 : zr — 88 : 20 = 4,4.
з) Уточняем:
2о2 u2 + 1
2 ♦ 112
4,4 + 1
— 41,48 мм.
d2= 2а2 — dT = 2 . 112—41,43 = 182,52 мм.
и) Проверяем найденные параметры зацепления по условиям прочности.
Фактические контактные напряжения (при К = 1, Л+ Q 3 X
X 0,99 • 0,975 = 2,9 кет)
675000 , / Л'р(и2 + 1)675000 / 2,9(4,4 + 1)
и'1«2 у п2ЬКк 4,148-4,4 V 60-5,2.1,3 . =7250 < [ак]л = 7400 кГ/см2.
Условия прочности по контактным напряжениям удовлетворяются. (В противном случае можно внести поправку к Ь, г, 0, твердости материала, смещению инструмента при нарезании зубьев.) Для проверки напряжений изгиба предварительно устанавливаем, какой зуб слабее, у шестерни или у колеса.
Эквивалентные числа зубьев:
z, 20 88
z,;< =----22; г,,о =--------~ 98.
cos30 0.96433 О,96433
По таблице [30] находим коэффициенты формы зуба yt = 0,384; у2 = 0,48.
При этом уг [ои]д1 = 0,384 - 2250 865;
у2 [<Uh2 “ 0,48 - 2100 х 1000.
Насчет ведем по шестерне, так как у нес меньше произведение у[оц]д- Расчетная окружная сила
2-97400Л+ 2-97400-2,9
р ------------Е_ =------ =515 КГ.
d2n2 18,252-60 z
Напряжения изгиба
Pv ои =------!---
тп Ъух К.Ц
515
о,2.5,2.о,зм.1,з =100°
<[ои]Д1 = 2250 кГ/см2.
Условия прочности удовлетворяются.
6. Рассчитываем первую ступень. Уточняем и-х = i{u2 = 16/4,4 = 3,64. В соосном редукторе ах — а2 = 112 лш.
а) Определяем диаметры колес:
2^
2-112
3,64+1
= 48,276 мм.
d2 = 2ах — dx = 2 - 112—48,276 = 175,724 льи.
б) Определяем расчетную нагрузку.
Окружная скорость
Яб?! П1
V —---------
60 - 1000
л-48,276-960 60-1000
~2,4 Mice*.
По рекомендации степень точности не ниже 8-й. Принимаем 8-ю степень точности (как и у второй ступени). По рекомендации при НВ < 350 /<д — 1,3. При постоянной нагрузке и прирабатывающихся материалах Лк.ц=1. При этом К ~ = Кп Кк.и 1Д Далее, Л'р = К = 1,3 - 3 • 0,99 = 3,86 кет.
в) Определяем ширину колеса, учитывая, что для первой ступени /?2 — __ П1/Н1 = 960/3,64 264 об!мин п принимая Кк — 1,3
675СОО \2 Л’р (и + 1) loKl»i ' d'inz/<T(
/ 675000
V 5900 • 3,64
3,86(3,64+ 1)
4,8276--264-1,3
= 2,2 см = 22 мм.
X
X
г) Определяем тп, Р, г1( г2.
По рекомендации принимаем = 30:
тп =b/tym =22/30 = 0,733 мм.
По ГОСТ принимаем тп — 1,5 л.’.ч (применять тп < 1,5 мм в общем машиностроении нежелательно).
Принимаем Вр = 1:
nmrtefi л • 1,5- 1
S|np =----------------------= 0,2141, Р = 12°20'10''
— в рекомендуемых пределах. Суммарное число зубьев
2а j cos р гс =---------
лгп
2-112-0,9766
------------=145,84
1,5
Принимаем гс = 146 и уточняем р:
146-1,5
cos р = ....у12 =0,9777; р = 1«°15'10".
Далее,
гс
146
2j —-----— =а ------- =31,5 +
1 Н1 + 1 3,64 + 1
Принимаем гх = 32.
г2 = гс — = 146 — 32 = 114.
Фактическое передаточное число их = 114/32 = 3,57.
Общее передаточное отношение 1 = иуи2 — 3,57 • 4,4 = 15,7.
Было задано i = 16. Отклонение 1,6% < 4% допустимо.
д) Проверка прочности. По аналогии с расчетом второй ступени при иг = = njux = 960 : 3,57 -х, 270 об/мин находим
675000
4,8276-3,57
3,86(3,57 + 1) 270-2,2-1,3
= 5900 к ГI см- = [ ок ]д.
Далее,
*ii
32
0,9777»
114
г°2 0.97773
123.
По таблице [30], ух = 0,43; у2 = 0,482. При этом t/j [оц]д1 = 0,43 • 2250 = 970;
у2 [Оц]д2 = 0,482 - 2100 = 1010.
Расчет напряжений изгиба ведем по шестерне:
2-97400 - М6=
4,8276-960
Ри =
162
и —----------------------= 880 кГ/см <7 1Сц1д1 — 2250 кГ [см?л
” 0,15.2,2- 0,43- 1,3
Условия прочности удовлетворяются.
На этом расчет зубчатых колес заканчивается. Результаты расчета сге-дены в табл. 14.5. При этом по рекомендации ширина шестерен bi = b2 —' — (3...10) Л1.и. Берем для первой ступени t, -= 25 леи, для второй ступени bt -- 56 мм.
Таблица 14.5
Геометрические параметры зубчатых колес редуктора
Параметр Обозначен не Ступень редуктора
I и
Межосевое расстояние а, мм 112 112
Ширина колоса Ь.г, мм 22 52
Ширина шестерни bI , Л1Л! 25 56
Модуль нормальный 1,5 2
Угол наклона о 12е 1540" 15е21'30’
Число зубьев шестерни 21 32 20
Число зубьев колеса Zt 114 88
Делительный диаметр шестерни dj . М '.1 48,276 41 48
Делительный диаметр колеса d2, ЛЫ4 175,724 182,52
Выбор муфт. Расчетный момент- муфты между электродвигателем и редуктором [по формуле (11.1)]
97400.VK
«1
97400-3-1,3
560
кГ • czt = 3,9 кГ-M.
Диаметр вала электродвигателя d = 32 льн. Для этих значений по рекомендациям гл. XI наиболее подходящей является упругая муфта со звездочкой (см. табл. 11.9). Типоразмер муфты 32—80 ГОСТ 14084—68, крутящий момент [Л1] --— 6 кГ • и, посадочный диаметр d — 32 мм.
Расчетный момент муфты между редуктором и барабаном
97400Л’т)К 97400-3-0,92.1,3 ггч,.л
А1 о ——» Оо 0
п2 60
кГ• см = 58 кГ-м.
Ориентировочно оцениваем диаметр выходного вала:
с! ~ 15 ]' i\:/п2 = 15) 3/60 = 5,5 с.и = о5 мм.
Принимая этот диаметр за диаметр в месте посадки колеса и учитывая необходимость выполнения ступеней на валу для посадки подшипника н муфп.| (см. рис. 14.4), оцениваем диаметр в месте посадки муфты ~ 4о мм. Учитывая значения Л1 и d, по рекомендациям гл. XI выбираем сравнительно простую цепкую муфту, которая при малых габаритах обладает достаточно высокими КС--гснсируюншми способностями (см. табл. 14.7). Последнее важно, так как редуктор и барабан не располагаются на обшей раме. По табл. 11.6 принимаем мусм--А.Ц18О X 45 МН2019—64 (.[.И] == 60 кГ • м, посадочный диаметр d = 45
1
Рис. 143
Разработка эскизною чертежа общего вида. На рис. 14.3 изображен эскизный чертеж привода, расчет которого выполнен в примере 2 (см. выше). Эскизный чертеж удобно чертить на миллиметровой бумаге. Все элементы конструкции дают в контурном изображении без подробной проработки. При этом можно рекомендовать следующий порядок разработки чертежа.
1. Вычерчивают двигатель с простановкой размеров присоединительных элементов (вала и опорных лап).
2. На конце вала изображают выбранную муфту. Если длина посадочного конца вала электродвигателя больше длины ступицы муфты, между упорным буртиком вала и ступицей устанавливают распорную втулку.
3. Вычерчивают схему редуктора с учетом рассчитанных размеров зубчатых колес и выбранных муфт на концах входного и выходного валов. Диаметры этих валов предварительно принимают по муфтам (диаметр промежуточного вала пока не имеет значения). Намечают контуры корпуса простым обводом места расположения зубчатых колес. Конструкция входного и выходного валов редуктора пока не определена. Поэтому положение редуктора относительно муфт изображают приближенно.
4. Вычерчивают муфту между редуктором и барабаном.
5. Вычерчивают барабан (звездочки) с валом и опорами (размеры барабана или звездочек заданы). Размеры корпусов подшипниковых опор пока неизвестны, поэтому опоры изображают условно.
6. Намечают контуры рамы (плиты).
При эскизной разработке проекта проверяют рациональность предварительно принятых решений, а также размеров сборочных единиц и деталей с точки зрения общей компоновки механизма. Может быть выявлено, например, чго размеры редуктора или муфты слишком велики по сравнению с размерами двигателя и барабана. Эго нарушает пропорциональность конструкции или усложняет конструкцию связанных с ними деталей. Например, различная высота центров у двигателя и редуктора вынуждает конструировать сравнительно сложную ступенчатую раму. При одинаковой высоте центров (см. рис. 14.3) рама будет значительно проще. Конструктор должен обратить на это внимание уже на стадии эскизной разработки проекта. Практически далеко не всегда можно получить желаемое простое решение (например, простую раму), но стремиться к этому надо. При этом может" быть выявлена необходимость исправления первоначальных расчетов и намеченных конструктивных решений, например, распределение общего передаточного числа, выбор материала и термообработки для зубчатых колес, расположение осей валов в передаче, выбор быстроходности электродвигателя и т. п. Следует помнить, что любые исправления конструкции значительно проще вводить на первом этапе проектирования, чем на последующих.
При выполнении курсового проекта эскизная разработка механизма в целом имеет еще и методическое значение, так как в процессе эскизной разработки студент получает четкое представление об объеме и содержании своего проекта. Практика обучения позволяет отметить,
что время, затраченное на эскизную разработку, не увеличивает, а сокращает общую затрату времени на выполнение проекта. После разработки эскизного проекта механизма и согласования его с консультантом приступают к разработке технического проекта сборочных единиц и механизма в целом Первым обычно разрабатывают чертеж редуктора.
§ 3. РАЗРАБОТКА ЧЕРТЕЖА РЕДУКТОРА
Проектирование редуктора, так же как и других сборочных единиц, начинают с эскизной разработки. Прежде всего следует изучить общие принципы проектирования редукторов и подшипниковых гнезд, изложенные в гл. V и VIII, а также в атласах [51, 21], альбомах и пр. На основе анализа существующих конструкции выбирают конструктивный прототип проектируемого редуктора и намечают целесообразные изменения.
По данным об окружных скоростях, при выбранной системе смазки зубчатых зацеплений назначаем смазку подшипников разбрызгиванием масла из общей ванны без дополнительных приспособлений (см. гл. IX, § 3). Для уплотнения входа и выхода валов выбираем резиновые манжеты, армированные с пружиной (см табл. 9.10). Разработку эскизного чертежа начинаем с основного вида редуктора — рис. 14.4 (целесообразно на миллиметровой бумаге в масштабе 1 : 1). При этом соблюдаем следующий порядок.
1. Проводим линии осей валов, изображаем контуры шестерни и колеса первой ступени.
2. Назначаем диаметры ступеней входного вала по приближенней формуле
d - 15^/VM = 15 F3/966 --- 2,2 см = 22 мм.
Этот диаметр обычно принимают за диаметр в месте посадки зубчатого колеса (шестерни). В нашем случае расчетное значение d меньше посадочного диаметра муфты, равного 32 мм. Поэтому мы вынуждены увеличить расчетный диаметр и принять dx = 32 мм (см. рис. 14.4). Принимаем диаметр вала под уплотнение d2 ='35 мм. При этом высота заплечика, равная 1,5 мм, больше фаски у отверстия ступицы муфты, равной 1 мм (см. рис. 11.9). Эю обеспечивает упор торца муфты в заплечик вала по плоской кольцевой поверхности (см рис. 2.26). По рекомендации (см. рис. 10.2) принимаем диаметр вала под подшипник ~ d2 = 35 мм, а свободный проход подшипника по шейке d2 обеспечиваем за счет разности допусков (Х3 у d2 и Н у d3)*.
В соответствии с рекомендациями § 3 гл. VIII выбираем третью схему опор. Учитывая, что от подшипников цилиндрических зубчатых колес нс требуется повышенная жесткость, а осевые нагрузки опю-
* Выбор посадок подшипников см. в гл. VIII, § 8.
стельно невелики, намечаем для обеих опор вала радиальные однорядные шарикоподшипники (или при недостаточном ресурсе шарикоподшипников — роликоподшипники конические). Предварительно принимаем шарикоподшипники средней узкой серии: d = 35 мм, D = 80 мм, В — 21 мм (см. табл. V.1 приложениях7).
По табл. 8.3, d4 — 42 мм. Сравнивая df с диаметром шестерни первой ступени = 48,28 мм и учитывая рекомендации гл. X, (рис. 10.13), решаем изготавливать шестерню за одно целее с вал< м-Наружный диаметр шестерни
da = dt — 2 т., ~ 48,28 л- 2 • 1,5 ='51,28 мм.
Диаметр окружности впадин зубьев
df = dt — 2,5 тп = 48,38—2,5 - 1,5 = 44,63 мм.
Отмечаем, что инструменту обеспечен свободный выход.
3. Определяем длины участков входного вала.
Зазор между колесом и внутренней стенкой корпуса по табл. 10.4 Д 0,6 б, где 6 = 2р/ГМТ = 2|4А58 = 5,5 мм < 6. Принимаем 6 = 6 мм. При. этом А > 0,6 - 6 = 3,6 мм. Принимаем А = 5 мм.
Размер гнезда подшипника
£ = 6 + А + (34-5) мм — см. рис. 10.26, вид В и Б — Б, где (но табл. Ю.4) = 3 rf2 — 3 • 12 = 36 мм. Здесь по той же таблице
диаметры болтов:
d2 = 0,8 = 0,8 • 16 = 12,8 мм — по ГОСТ 7808—70, табл. 2.4
принимаем болты М12;
dr = 3,4)/Мт = 3,4)/58 « 13,2 мм — принимаем болты АП6. При этом £ = 6 + 36 + 3 = 45 мм.
Принимаем накладные крышки гнезд подшипников. Толщина фланца крышки по табл. 10.5, /тл = 10 мм. Толщина прокладок Аг = 1,54-4-2 мм. Принимаем Аг = 1,5 мм.
Между торцом муфты и крышкой подшипника рекомендуют оставлять зазор h = 64-10 мм. Принимаем h = 8 мм. Подсчитываем длину £2 шейки вала с номинальным диаметром J=35 мм. Учитывая неровности и возможную неточность положения литой стенки, подшипник отодвигают от стенки на Д2 = 34-6 мм. Принимаем А.2 = 4,5 мм:
£2 = £ + Ах + hr + h—А2 = 45 + 1,5 + 10 + 8—4,5 = 60 мм.
Длину принимаем равной длине ступицы муфты (см. рис. 119,
табл. 11.9):
£j = £1М — /м — 3 = 138—80—3 — 55 мм.
Здесь индексом м обозначены размеры муфты.
Длину участка d4 определяем из чертежа. Правый подшипник входного вала по условиям унификации принимаем таким же, как и левый, и устанавливаем симметрично относительно шестерни.
4. Конструируем выходной вал с опорами и колесом. Аналогично d7 15 ]3СЛ//п2 = 15)/3/60 = 5,5 см — 55 мм. Сохраняем диаметр .вала под муфту d5 = 45 мм. Учитывая фаску в отверстии муфты (1,54-2 мм), принимаем диаметр вала под уплотнение и подшипник d6 = = 50 мм (с различными допусками, например Х3 и Я).
Правый и левый подшипники принимаем одинаковыми. Намечаем, шарикоподшипники средней узкой серии: d — 50 мм, D НО мм, В = 27 мм. По табл. 8.3, диаметр dB — 60 лык
Расстояние между подшипниками в средней опоре Л3 зависит ст способа крепления подшипников на валах. В нашем случае крепление подшипников с торцов валов не требуется. Учитывая конструкцию опоры (размещение опорного буртика распорной втулки), принимаем Д3 — 5 лык Ширину буртика диаметром принимаем Л =
— 5 мм. Длина шейки d7 определяется длиной I ступицы колеса. Учитывая рекомендации гл. X, назначаем Ь., = 52 мм, где Ь.2 — ширина колеса. Отмечаем, что I : d7— 52 : 55 = 0,95 находится в рекомендуемых пределах [см. рекомендацию (10.3)]. Центровка коле-
са на валу обеспечивается прессовой посадкой и прижимОхМ ступицы к буртику вала при запрессовке. Размер / проверяем по условию передачи крутящего момента. По рекомендации §4 гл. II назначаем посад-ку lipi ' и ПРОЕСРЯСМ возможность передачи момента только за счет посадки. По табт. 2.25, минимальный натяг посадки 6min = 41 мкм.
Расчетный натяг — 6га1п — и — 41—19 = 22 мкм — 0,022 мм, где и 1, 2 4- Rzl) = 1,2 (6 4- 10) = 19 мкм; класс шерохо-
ватости посадочных поверхностен вала принят \77 (Rzl = 6 мкм), ступицы (R2o = Ю мкм).
Давление па поверхности посадки
6
[ — + —)
I 41 Ег )
0,22 ‘ 0,74-2,16 \
* 21-Ю3
= 2,94 кГ!мм2,
где для нашего случая £\ = Е2 ~ 21 • 103 кГ!мм~; С\ = 1 — Pi = = 1—0,3 - 0,7;
г ds 4 rf2 . 1002 4-552 nQ Qic
С9 = ----------- щ — ------------р 0,3 — 2,1 о
d2—d2 2 1002—552
наружный диаметр ступицы принят ей, — 1,8 d ~ 100 мм.
Крутящий момент, который может передать посадка,
.. cipfd21 л • 2,94 - 0,14 • 552 • 52 но апл г гю г — —— =----------!:--------------= 92 000 к Г -мм — 92 кГ-м.
п 2 2
Запас сцепления К = Л4П /Л1, = 92/58 — 1,6 С IК] = 3-4-5 (по рекомендации общего редукторостросния). Следовательно, одна прессовая посадка не гарантирует достаточного запаса прочности соединения. Для увеличения прочности соединения можно: 1) увеличить длину ступицы (примерно в 2 раза); 2) усилить соединение за счет шпонки. Увеличение длины ступицы приводит в нашем случае к увеличению габаритов редуктора и снижает технологичность конструкции колеса. Поэтому усиливаем прессовое соединение шпонкой.
По табл. 2.29, размеры поперечного сечения шпонки: b — 14 мм; /? = 9 мм (в целях унификации здесь предусмотрены одинаковые шпоночные пазы на шейках d7 = 55 мм и d5 = 45 лш);
4Л12
[0С.м1
-4 - 5800 = 3,12 0,9.5,5-1500
с.и = 31,2 мм,
где принято [осм] = 1500 кПсм2 с учетом прессовой посадки. Учитывая закругления концов шпонки, получаем I = /р + b = 31,2 -г 4- 14 = 45,2 мм. По табл. 2.29 назначаем I = 45 мм. Отмечаем, что длина стхпицы достаточна для размещения шпонки.
Далее, по аналогии с конструированием входного вала определяем все недостающие размеры (имея в виду, что L подшипниковых гнезд в стенках корпуса везде одинакова).
5. Разрабатываем конструкцию промежуточного вала.
По аналогии,
d10 = 15 УдГм « 15 ^3/270 3,4 см.
Можно принять: d10 — 35 мм, d,j = 30 мм. Однако в нашем случае целесообразно унифицировать подшипники входного и промежуточного валов (разность посадочных шеек валов мала). Поэтому принимаем:
= d3 = 35 мм, d10 = 40 мм. Диаметр dlx принимаем равным диаметру вершин зубьев шестерни второй ступени dlt = da = dt + 2тп = 41,48 4- 2 • 2 = 45,48 мм. При этом зубья шестерни будут нарезаны, как показано на рис. 10.13, д. Дальнейшая разработка конструкции аналогична предыдущему.
6. Выполняем проверочный расчет предварительно принятых размеров валов и подшипников. Если необходимо, вносим поправки в конструкцию. Методика и примеры расчетов даны в учебниках по курсу. В результате проверочных расчетов, выполненных для нашего случая (сами расчеты здесь не приведены), установлено, что все предварительно намеченные размеры можно сохранить, за исключением подшипников выходного вала. Здесь целесообразно поставить подшипники легкой узкой серии (d — 50 мм, D = 90 мм, В = 20 мм) вместо ранее намеченных подшипников средней узкой серии (d — 50 мм, D ~ 110 мм, В = 27 мм).
7. Разрабатываем два других вида редуктора (см. рис. 14.5) (можно в масштабе уменьшения, например I : 2), на которых определяем главным образом форму и размеры корпуса. При этом используем рекомендации, изложенные в гл. X, § 4, табл. 10.4—10.6. Отметим, что по рекомендации табл. 10.4 высота центров h 1,06 аТ — 1,06 х X 112 = 119 мм. По табл. 10.6 принимаем ближайшее большее значение h — 132 мм. В пашем случае это совпадает с высотой центров электродвигателя, что благоприятно для конструкции рамы (плиты).
8. Определяем уровень и сорт масла, заливаемого в редуктор.
По рекомендации гл. IX выбираем глубину погружения колеса первой ступени на две высоты зуба, т. с. на 2 • 2,25 тп = 2 • 2,25 х X 1,5 = 6,75 мм. Учитывая налипание масла на стенки корпуса и другие детали редуктора, принимаем глубину погружения 8 мм. Глубина погружения тихоходного колеса равна
8 + Г(_^'| —(“Ч ] ~8 + & 19 мм.
Lk 2 /тихох к 2 / быстр] к 2 2 J
По тем же рекомендациям назначаем автотракторное масло АК-15 (ГОСТ 1862—63).
9. На этом можно закончить эскизную разработку редуктора и после согласования с консультантом (заказчиком) приступить к разработке чертежа технического проекта — рис. 14.5 (обучающимся рекомендуют вначале разрабатывать черновой чертеж). На чертеже технического проекта подробно прорабатывают конструкцию всех
Рис. 14.5
Пример спецификации к рис. 14.5
Поз. Обозначение Наимекование Кол. Материал Примечание
Детали
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 ДП06.01.03.01 ДП06.01.03.02 ДП06.01.03.03 ДП06.01.03.04 ДП06.01.03.05 ДГ106,01.03.06 ДП06.С1.03.07 ДП06.01.03.08 ДП06.01.03.09 ДПО6.01.03.Ю ДП06.01.03.11 ДП06.01.03.12 ДП06.01.03.13 ДП06.01.03.14 Д1106.01.03.15 ДП06.01.03.16 ДП06.01.03.17 ДП06.01.03.18 ДП06.01.03.19 Вал Вал-шестерня Вал-шестсрня Колесо зубчатое Колесо зубчатое Корпус редуктора Крышка корпуса редуктора Крышка Крышка люка Крышка Крышка Крышка Маслоуказатель Отдушина Прокладка Прокладка Прокладка рсгулир. Прокладка регулир. Стакан 1 1 I 1 1 1 1 1 1 1 2 1 1 1 1 1 3 1 1 Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х Сталь 40Х СЧ15 —32 СЧ15 —32 СЧ15 — 32 Сталь 20 €415 — 32 СЧ15 —32 СЧ 15—32 Сталь 20 Сталь 20 Прессшпан Па рои ит Сталь Ст. 2 Сталь Ст. 2 СЧ15-32 ///1269 —302 ///1269 — 302 //В235 — 262 ///1235 — 262 Комплект Комплект
Стандартные изделия
20 21 22 23 Подшипник 210 ГОСТ 8338—57 Подшипник 307 ГОСТ 8338 — 57 Болт М12 X 100.36 ГОСТ 7808—70 Болт Ml0х 40.36 ГОСТ 7808—70 2 4 6 4 Сталь Ст. Зкп Сталь Ст. Зкп
Привод ленточного транспортера ДИ 06.01.1 13
Исполн. Фамилия Подпись 9 Дата Лист 1 Листов 2
Разраб. МВТУ им. Баумана
Консулы. Редуктор кафедра деталей
Принял машин •
группа
Поз. Обозначение Наименование Кол. Материал Примечание
24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 Болт МЮХ 35.36 ГОСТ 7808—70 Болт М8 X 20.36 ГОСТ'7808—70 Гайка Ml2.4 ГОСТ 2524 — 70 Гайка Ml0.4 IOCT 2524 — 70 Гайка М8.4 ГОСТ 2524 — 70 Шайба пружинная 12Л 65Г ГОСТ 6402 — 70 Шайба пружинная ЮЛ 65Г ГОСТ 6402 — 70 Шайба стопорная 8 ГОСТ 3693 — 52 Шпилька М8 х 60.36 ГОСТ 11765—66 Штифт конический 8x30 ГОСТ 3129—70 Штифт конический 6X25 ГОСТ 9465—70 Шпонка 14 х 9 X 45 ГОСТ 8788—68 Шпонка 14 X 9 х 32 ГОСТ 8788 — 68 Шпонка 10x8x40 ГОСТ 8788 — 68 Винт грузовой М10 ГОСТ 4751—67 Манжета 1-1-50 ГОСТ 8752 — 70 Манжета 1-1-35 ГОСТ 8752 — 70 Пробка П М16 х 1.5 МН 366—60 16 4 6 4 4 6 20 4 4 2 2 2 1 1 2 1 1 1 Сталь Ст.Зкп СтальСт.Зкп СтальСт. Зкп Сталь Ст. Зкп СтальСт. Зкп Сталь Ст.З СтальСт. Зкп Сталь 45 Сталь 45 Сталь 45 Сталь 45 Сталь 45 СтальСт. Зкп СтальСт. Зкп
ДП 06.01.03 Лист
Подпись Дата 2
элементов: валов, зубчатых колес, подшипниковых гнезд, корпуса, соединений и пр. При этом руководствуются указаниями, изложенными в соответствующих главах.
Затем составляют спецификацию. Пример спецификации приведен в табл. 14.6. Она составлена по правилам, изложенным в гл. I, § 3. По спецификации еще раз анализируют конструкцию с позиций унификации ее деталей, материалов и пр. (см. гл. I, §2).
S'lSl
дН
S7A
§ Л. РАЗРАБОТАЛ ЧЕРТЕЖА РАМЫ
Чертеж ра?.1ь: 'рис. 14.6) разрабатываем, руководствуясь рекомендациями, изложенным!! в гл. XII. .’Для нашего примера выбираем сварной вариант*.
Учитывая одинаковую высоту расположения осей валов у электродвигателя и редуктора, а также относительно небольшие размеры опорных лап, за основной элемент конструкции принимаем швеллер № 40. Ширина полки швеллера b — 115 л/л;, что удовлетворяет условиям жесткости по рекомендации (12.1). Ребра полок швеллера не обеспечивают хорошей опоры на фундамент. Поэтому внутрь швеллера вварены три опорных уголка (неравнобокпе 110 X 70 X 8).
По рекомендации (12.2) находим число и диаметр фундаментных болтов:
L 2.8404-2-400 с
/ср 400
Площадь опорной поверхности F = 3 • 40 • 7 = 840 см2.
Принимаем 1о(М1 = ЮлТ/сл/2. Сила затяжки одного болта
Р _ = 840 • 10 „ 1400 кГ.
6
По табл. 12.1 принимаем болты М20.
Фундаментные болты размещаем так, чтобы они нс мешали установленному на рамс оборудованию. Ровная поверхность швеллера позволяет обойтись без платиков под лапы электродвигателя и редуктора. Толщина стенки швеллера (d — 8 мм) недостаточна для образования резьбовых отверстий под болты крепления электродвигателя и редуктора. Поэтому к стенке швеллера привариваем стандартные гайки.
§ 5. РАЗРАБОТКА ЧЕРТЕЖА ПРИВОДНОГО ВАЛА КАК СБОРОЧНОЙ ЕДИНИЦЫ КОНВЕЙЕРА (Рис. 14.7)
В нашем примере муфта выбрана (см. стр. 472), заданы диаметр барабана D = 250 мм и ширина лепты конвейера b = 375 мм.
1. По ширине лепты определяем ширину барабана:
В == h 4- (504-100) мм.
Принимаем В = 430 л/л/.
2. Выбираем прототип конструкции барабана и определяем параметры его элементов.
Барабаны изготовляют литыми (рис. 14.8), сварными (рис. 14.9), штампосварными или комбинированными (рис. 14 10). Дополнительные примеры конструкции см. в [511.
* Выбор сварного или литого варианта согласуют с консультантом, который может руководствоваться не только экономическими, ио и методически' ми соображениями,
Рис. 14.9
16 Зак. I01S
Конструкция барабанов подобна конструкции шкивов плоскоре-гхнных передач. Поэтому для них остаются справедливыми все рекомендации по соотношению размеров, выбору материалов и прочие, изложенные в гл. VII, § I. Барабан отличается от шкива большей шириной (обычно B>D), и это вносит некоторые особенности в его конструкцию. Барабан изготовляют с двумя ступицами и двумя дисками (рис. 14.8, а и др.) или с одной удлиненной ступицей (рис. 14.8, б). Последняя конструкция технологичнее, но целесообразна только при сравнительно нешироких барабанах (В £)).
Большая внутренняя полость (см. рис. 14.8, о) затрудняет отливку барабана. Во многих случаях (в зависимости от масштаба и возможностей производства) здесь может оказаться целесообразной сварная конструкция. Конструкция сварного барабана по рис. 14.9, а анало-
Рис. 14.10
гична литому по рис. 14.8, а. Сварная конструкция позволяет снизить толщины элементов и в связи с этим уменьшить вес и расход металла.
Обод сваривают из вальцованного листа или изготовляют из труб. Применение трубы значительно упрощает технологию и целесообразно во всех случаях, когда размеры обода согласуются с размерами стандартной трубы (см. приложение III). При выборе трубы необходимо учесть припуск на обработку обода по наружному диаметру. Для того чтобы лепта не изнашивалась, шероховатость поверхности обода назначают не ниже \76- Обод из листа имеет один пли два продольных шва (см. рис. 14.9, о). Внутреннюю поверхность обода нс обрабатывают (см. рис. 14.9, а и б) или протачивают в местах установки дисков (см. рис. 14.9, е). Проточка устраняет некруглость или другие дефекты обода, сваренного из листа. Операция проточйи сравнительно сложна и трудоемка. Ее можно избежать, если выполнить окружность сварного обода достаточно точной, а диски поставить с зазором (около 34-5 ,и.и), который потом заваривают. На сборочном чертеже зазор можно не показывать, его учитывают в рабочих чертежах. Для обода 1 з труб проточка не требуется, а зазор по дискам может быть не более 1 :-2 .ши. Последовательность операций сварки барабана может быть, например, такой. 1\ ступицам барабана по рис. 14.9, а приваривают диски и ребра; закрепляют ступицы па валу; надевают завальцовапный обод, стягивают сто на дисках и заваривают продольные швы; свари-473
вают обод с дисками (возможен только один наружный шов) и ребрами; устанавливают барабан па станок по центрам вала и обрабатывают наружную поверхность барабана.
На основе изложенного нетрудно установить последовательность операций для барабанов по рис. 14 9, б и в. Барабан по рис. 14.9, б не имеет ступиц, шпоночных соединений и пр. Эту простую конструкцию можно считать предпочтительной. При сварке такого барабана возможно коробление вала. Поэтому вал подается на сварку с припусками на последующую обработку шеек. Шейки обрабатывают совместно с наружной поверхностью обода.
Барабан по рис. 14,9 в, не имеет целого вала. Здесь преследуют цель еще большей экономии материала. Однако изготовление барабана усложняется; трудно точно установить концы валов перед сваркой, возможен значительный увод концов после сварки. С этих позиций здесь целесообразна проточка концов барабана под посадку дисков и увеличенные припуски на обработку шеек вала. Расстояние между дисками рекомендуют принимать (0,6-4-0,5) В. При этом получают более равномерное распределение нагрузки от ленты по длине барабана. Для удобства сварки или литья иногда допускают отклонения от этой рекомендации и устанавливают диски ближе к краям барабана.
Для фиксирования положения ленты на концах барабана иногда образуют небольшую конусность (см. рис. 7.2 и табл. 7.2). Так как транспортеры имеют малую скорость, а лепта дополнительно направляется поддерживающими роликами (см. приложение I, рис. I 1), выполнение конусов на барабане не обязательно.
Барабаны с двумя ступицами (см. рис. 14.8 и 14.9, я) закрепляют на валу только одной шпонкой со стороны подвода крутящего момента. В случае установки второй шпонки она будет воспринимать часть нагрузки, величина которой пропорциональна отношению жесткости вала к жесткости барабана или отношению их полярных моментов инерции. Это отношение практически мало, и нагрузка второй шпонки незначительна. В то же время установка второй шпонки требует высокой точности расположения двух шпонок на валу и двух пазов в ступицах.
В конструкции барабана по рис. 14.10 сочетаются литье, штамповка и сварка (точечная). Такая конструкция целесообразна для крупносерийного и массового производств (окупаются затраты на штампы, литейные модели, сварочные приспособления и пр.).
Для нашего примера выбираем конструкцию по рис. 14.9, б. По ГОСТ 301 —50 (см. приложение III) ближайшие к заданному диаметру барабана наружные диаметры труб 245 и 273 мм. Ни одна из этих труб не подходит: первая мала, вторая велика. Решаем изготовлять обод барабана из листа толщиной 8 мм (ГОСТ 5681—57). При этом предусматриваем припуск на обработку 2 мм. На чертеже обод изображаем толщиной 6 мм. Диски изготовляем из листа 6 мм; ребра — ‘ из полосы шириной 40 мм, толщиной 6 мм (ГОСТ 103—57).
3. Определяем размеры вала.
В нашем примере вал барабана нагружен таким же крутящим моментом, как и выходной вал редуктора. Поэтому при приближенном .16* 491
расчете (см. стр. 477) получим то же среднее значение диаметра d =. = 55 лпм. По аналогии с конструкцией вала редуктора принимаем: диаметр входного конца (по муфте) 45 мм; диаметр в месте посадки подшипников и уплотнения 50 мм; диаметр следующей ступени (с заплечиком для упора подшипника) 60 мм. Учитывая, что окончательную обработку концов вала производят после сварки совместно с барабаном, за уплотнением подшипника выполняем еще одну ступень 065 мм. Диаметр вала между дисками принимаем 70 мм. Поверхность 070 не обрабатываем, поэтому диаметр согласуем с ГОСТ 2590—57 на сталь горячекатаную круглую (см. табл. III.4 приложения).
По рекомендации (см. рис. 14.9, а) расстояние между дисками выполняем равным 215 мм. Длина входного конца вала по муфте I — t — 60 мм. Длины остальных
р У 5д д участков определяем из черте-
. * ? ° ° жа после разработки конструк-
ции опор.
Ж'-------------------у 4. Разрабатываем конструк-
z Mfrzr, цию опор.
z —I Опоры приводного вала уста-
-*—-—'----------------------** навливают на достаточно боль-
Рис. пл пюм расстоянии (не менее 1004-
200 мм) от кромок барабана или тяговых звездочек. Это расстояние зависит от конструкции тягового органа и размеров транспортируемого груза. Для нашего примера принимаем расстояние между опорами 630 мм.
Опоры выполняют преимущественно с подшипниками качения. Реже применяют подшипники скольжения. Это объясняется.тем, что нагрузки и скорости вала обычно располагаются в пределах, допускаемых для подшипников качения. Опоры с подшипниками качения проще и дешевле, легче обеспечивается смазка и защита от загрязнения.
В большинстве случаев опоры устанавливают на ферме транспортера, конструкция которой не может обеспечить достаточную точность и жесткость. Поэтому здесь целесообразно применять самоустанавли-вающисся сферические подшипники (см. рис. 14.7). На валу оба подшипника закрепляют в осевом направлении. В корпусе один подшипник также закрепляют в осевом направлении, а другой оставляют свободным — «плавающим». На рис. 14.7 плавающим выполнен правый подшипник, как менее нагруженный.
Такая система осевого закрепления подшипников позволяет значительно снизить требования к точности размера между корпусами опор (630 мм на рис. 14.7). При установке корпусов подшипников на сварной ферме эти размеры трудно выполнить точно. Предварительно намечаем шарикоподшипник радиальный сферический средней серии номер 1310 по ГОСТ 5720—51. По табл. V.3, d = 50 мм, D = 110 мм, В = 27 мм, JCJ = 45000.
По рекомендациям гл. VIII, § 9 выбираем неразъемный корпус подшипника (табл. 8.21 и 8.19). Наносим контуры корпуса на чертеж и определяем длину шейки вала 0- 50 мм.
5. Выполняем проверочный расчет вала и подшипников.
Расчетная схема изображена па рис. 11.11. Из чертежа: /. = = 630 мм, 1ч = 125 леи, /3 ~ 200 мм. По заданию: S2 — 0,5 S,; /> = Sj — 5-г» откуда 5\ -- '2Р; S2 — Р- Суммарное натяжение ветвей ленты
2. So = Sj + S2 = 3 Р = 3 • 350 = 1050 кГ- So = 525 кГ.
Нагрузка от муфты
Ры « 0,2 — = 0,2 -2 ~ 58 ’ 10 - 200 кГ, ы d 123,3
где d— делительный диаметр звездочки муфты; по табл. 11.6 d = 123,3 мм.
Далее расчет выполняется по известным методикам расчета валов и подшипников (см. учебники по курсу). Выполняем проверочный расчет сварных швов барабана. По результатам расчета корректируем принятые размеры и дорабатываем конструкцию во всех ее деталях (см. рис. 14.7).
В нашей конструкции муфта стандартная, поэтому допустимо ограничиться изображением се внешнего контура и присоединительных мест. Однако в учебных проектах по методическим соображениям обычно рекомендуют изображать все детали муфты. Стандарт предусматривает осевое закрепление обеих полумуфт с помощью стопорных винтов. В нашей конструкции правая полумуфта должна обеспечить прижатие подшипника к буртику вала. С помощью стопорного винта это не выполнимо. Поэтому крепление стопорным винтом заменено креплением торцовой шайбой (см. табл. 2.37).
На рис. 14.12 изображен вариант чертежа приводного вала цепного конвейера, выполненного по заданию (табл. 0.1). По заданию привод имеет дополнительную цепную передачу между редуктором и приводным валом.
Цепной конвейер в отличие от ленточного не обладает способностью самопредохранения от перегрузки. Поэтому он нуждается в предохра-. нительном устройстве. В данном случае предохранительное устройство встроено в конструкцию приводной звездочки. Оно выполнено по нормали (см. рис. 11.16) и схеме рис. 11.17. В целях устранения износа и задиров поверхностей скольжения при срабатывании предохранительного устройства в конструкции установлена подшипниковая втулка 8 из антифрикционного чугуна, например АСЧ-1 (применяют также бронзу). Смазка через пресс-масленку. Этот подшипник работает редко и с малыми скоростями. Здесь важно предупредить коррозию гюверх-ностей скольжения. Эти поверхности должны быть покрыты масляной пленкой даже в статическом состоянии. Поэтому в подшипнике пре дусмотрена расширенная система смазочных канавок — одна круговая и четыре продольные. Шприцовку подшипника выполняют после каждого срабатывания предохранительного устройства. В остальном конструкция ясна по чертежу. Указания по конструкции приводных
•, • ' и тяговых звездочек см. в гл. VII, § 2.
, Конструкцию опор разрабатывают по аналогии с предыдущим примером.
яв
Вид В
Профиль ПО ГОСТ 592-58
Шаг t = 100мм
Число зубьев 2 = 3
ДП 20.01.04
^QcVo
Модштив
2^5
/кст t
Профиль по ГОСТ 591-59 п п г Шао t - 31,75 мм Вии Г Уис,;о зудьев
2 ртВ._Ф8_ сверлить и__
развернуть совместно с основанием_____
2 отв. Ф20 Оля удаления втулок, сквозные в дет- поз. 2 и и
Привод цепного | транспор/рера |
Услали. Ра ’pal
ХОнСуЛЬ’
,fl77gj
—| Прибойной
_] вал
^М8 ГН UMbai/MUMi кпфеОца деталей . машин Группа
ивтамеявяи"
__"V3
(*WJ
fto
nU L C/u/77’ 1Ц П UD. U !• U u* UO 1
3. Неуказанные предельные отклонения j ,
У отв. Фу
О D
I Поверхность Д и кднайку Б обрадаты-вать совместно с дет. ДП0Б.О1.03.05
2. Поверхность В адрадатывать раз -верткой 'с конусностью Г. 50 совместно с дет. ДП0Б.01.03.06-
2 omB-
/^’1 .Т*?
размеров - ’/г Запуска 7 кл
Д ПОЗ. 01.03.08
Мис •
floi’wt, .]?гс
Фамилия
Крышка
Лист'}'
Принял
Привой ленточного транспортера
СЧ-15-32 . ГОСТ 1412-70
ИСПОЛН. /> рвИ
V4(57
22
22
2 фаски
64^3 Ю.060)
3.
-q . /НкС 50-55
Отверстие центровое НМ12 ГРСТМ^-БВ
'moS 1
И87d им Есу на но кафедра Ьегполей „ машин Группа
9
§
Ш Д5
£52:
5А^,е> Д
Л
20
R0,3 АЙ
J25
5 V*ait)
Привод ленточного транспортера
Испит
Ра pct
Принял
Фамилия
/. Твердость НВ 200-230, кроме мест, указанных особо
2. Неуказанные предельные отклонения размеров t у г допуска 7 кл.
3. Радиальное биение поверхности А и Б относительно общей оси поверхности В не долее 0,04 мм
4. Торцовое биение поверхности Г не долее 0,02 мм
Торцовое биение поверхности Д не долее 0,03 мм
Некруглости поверхности В не долее 0,010 мм
Нецилиндричность поверхности В не далее 0,010 мм Перекос шпоночного паза относительно оси вала не долее 0,028 мм
3. Смещение шпоночного паза относительно оси вала не долее 0,11мм
ДП0Б-01- 03.01
Вал
Сталь ЧОХ ГОСТ U543-71
Мосса
Масшпюё
Лист / , ____ .
Мдтн им Боумана кафедра деталей , машин Группа
Листва I
Лист 1 Листов t
Рис. 14.13 (продолжение)
Рис. 14.13 (продолжение)
П р н м е ч а н н е. Если в задании ценной передачи ист, па место приводной звездочки устанавливают муфту, обычно компенсирующею с предохранительным устройством (см. комбинированные муфты гл. XI).
§ 6. КРАТКИЕ ЗАМЕЧАНИЯ ПО ЛИСТУ РАБОЧИХ ЧЕРТЕЖЕЙ ДЕТАЛЕЙ
Пример рабочих чертежей деталей изображен на рис. 14.13. Он разработан по правилам, изложенным в гл. XIII. Дополнительные замечания.
1 Все размеры длин ступеней вала ДП06.01.03.01, кроме одного, оставлены свободными (по 7-му классу точности) потому, что в конструкции предусмотрены регулировочные прокладки. На размер G4 л/л/, входящий в размерную цепь, проставлен допуск В3.
2. При разработке чертежа редуктора (см. рис. 14.5) для заготовок зубчатых колес выбран способ ковки в односторонних подкладных штампах. Форма колеса Д1106.01.0-3.05 принята по рис. 10.7, штамповочные уклоны и радиусы по рекомендации на стр. 326.
3. Крышка ДП06.01.03.08 должна всегда становиться в положение, которое она занимала при расточке отверстия 09071, поэтому отверстия для штифтов смещены от оси симметрии. Для того чтобы избавиться от длинных штифтов, в крышке над отверстиями под штифты выфрезерованы углубления R 10 мм.
4. Размеры координат отверстий для болтов в крышке ДП06.01 03.10 оставлены свободными. При этом считаем, что соответствующие отверстия в корпусе редуктора будут сверлить (размечать) по крышке, как по кондуктору.
§ 7. РАЗРАБОТКА ЧЕРТЕЖА ОБЩЕГО ВИДА ИЗДЕЛИЯ*
Чертеж общего вида изделия разрабатывают на основе чертежей сборочных единиц и эскизного проекта. В качестве примера па рис. 14.14 изображен чертеж общего вида приводной станции ленточного конвейера, разработанный на основе чертежей по рис. 14.3, 14 5, 14.6 и 14.7. При разработке такого чертежа необходимо соблюдать общие правила, изложенные в гл. I, и, кроме того, учитывать следующее.
1. Чертеж общего вида изделия должен давать полное представление о внешнем виде изделия в целом Поэтому он содержит не менее трех видов изделия без разрезов и сечений. Если этого недостаточно, дают дополнительные разъясняющие виды. Допускается показывать в разрезе (вырывы) отдельные элементы конструкции, которые не
* В учебном проекте по методическим соображениям чертеж общего вила изделия выполняют с отклонениями от ГОСТ 2.109—68 ЕСКД. При разработке такого чертежа соблюдают требования, предъявляемые как к чертежу общею вида, так и к монтажному чертежу.
innuiH в-чертежи сборочных единиц, или для простановки нсобходи--• мы* .размеров.
,дЛя того чтобы разместить чертеж на одном листе, допускается '"изображать изделие в масштабе уменьшения.
2. Сборочные единицы подают на сборку изделия в собранном ;йиде» поэтому на чертеже общего вида нет необходимости вычерчивать ^подробности конструкции этих сборочных единиц, за исключением --тех элементов, о которых будет сказано ниже. Так, например, нет '"'нужды вычерчивать болты соединения корпуса и крышки редуктора, тщательно оформлять линии перехода, технологические уклоны и т. п.
. ? 3. При вычерчивании обшего вида изделия проверяют собираемость
'изделия из сборочных единиц. Поэтому важно точно изображать присоединительные места каждой сборочной единицы, например, места крепления электродвигателя и редуктора к раме, места соединения валов и т. д. При изображении этих мест не так важны подробности конструкции, как точность расположения присоединительных поверх-< ностей или присоединительного контура относительно измеритель-ir ных баз. Например, расположение торцов пол у муфт относительно вертикальных осей редуктора и электродвигателя, расстояние присоединительных плоскостей электродвигателя и редуктора до их ©Сей и т. п. Если при вычерчивании таких присоединительных мест окажется, что они перекрывают друг друга или между ними образует-"Д ся зазор, не предусмотренный в конструкции, это значит, что размеры '^координирующей детали, в нашем случае рамы, определены непра-I?: внльно, их нужно исправить.
Размеры присоединительных мест сборочных единиц (внутренние Т^вля рассматриваемого чертежа) на чертеже общего вида обычно не /^^проставляют, за исключением тех случаев, когда эти размеры исполь-Л/^уются как габаритные или сборочные. Например, размеры 182; 120; XWQ; 205; 125 мм на рис. 14.14 являются сборочными.
.-Щ:’ Собираемость конструкции проверяют не только по присоедини-тельным местам, но также и по возможности взаимного размещения сборочных единиц. Поэтому важно правильно изображать весь кон-тур сборочных единиц и в особенности в тех местах, где можно опа-^саться взаимного наложения контуров. Наложение контуров свиде-тельствует о том, что сборочные единицы не размещаются, мешают ^кРДнд другой. Например, на чертеже рис. 14.14 следует обратить вни-/у/Ьгание на диаметр муфт и длину фундамента. При большом диаметре Л муфт возможно наложение муфт и рамы. При большой длине фунда-/ймента невозможно разместить ферму транспортера под подшипниками ^'барабана.
4.. По чертежу общего вида изделия производят монтаж изделия, ^-поэтому здесь должны быть проставлены размеры, необходимые для Ж/монтажа и контроля точности этого монтажа. Например, размеры 182;
ВД 205; 125 мм используют при установке полумуфт па валах, :^..а размер 1,8 мм, определяющий необходимый зазор между торцами полумуфт, используют для контроля точности взаимного расположе-пия сборочных единиц в направлении оси привода.
Рис. 14.14
Техническая характеристика
Тяговое усилие на ленте транспсртера\ 350к Г Скорость ленты транспортера 0,8 м/сек
Мощность электродвигателя 3 кВт
Число оборотов электродвигателя 960 об/мин
Общее пересатэчное число привеба 15, в
Технические требования
/. Радиальное смещение Валов не более', двигателя и редуктора -0,3 мм; редуктора и барабана -1,0 мм.
2. Перекос Валив не более: о ,
двигателя и редуктора - 0 30 \ редуктора и барабана - 1° О'
i а б л и ца 11.7
Допускаемая несоосность валов для некоторых компенсирующих муфт
Допускаемая несоосность валов не более
Тип муфты перекос, град | радиальное смещение. <-л
Жесткие ком пенсирующие
Кулачково-дисковая и скользящим вкладышем
Цепная
Зубчатая
0°40' 0,01 d-4-0,25 мм,
d —диаметр вала
1°0' 0,5-т- 1,2 (см. табл. 11 G)
Перекос обоймы муфты относительно оси одного или другого вала не более 0°30' (см гл. XI, § 3)
Упругие
Вт ул оч по - пал ьце ва я ?• i У В П
С резиновом звездочкой
С упругом торсобразнсп оболочкой
компенсирующие 0°3*0' 4- 1°0'
1°30'
до 2°
0,2 Ч- 0.6
0,2 4- 0,3 < 2
Примечание.
Большие 31:а-к:.„я для Сольных муфт.
Для контроля точности монтажа по соосности валов дают соответствующую запись в технических указаниях. Например, перекос валов электродвигателя и редуктора не более 0°30'; радиальное сме-х щепие валов электродвигателя и редуктора нс более 0,3 льи и т. д. Величина допускаемой несоосиости валов (и в том числе зазоров по торцам полумуфт) зависит от типа муфты в выбирается по табл. 14.7, а также по данным справочников, учебников и т. п. -
При назначения величины допускаемой несоосиости следует учитывать, что несоосность вредно отражается как на работе самих муфт, так и па работе соединяемых сборочных единиц. Поэтому там, где возможно, следует принимать значения несоосиости ниже предельных, допускаемых муфтой. Так, например, величину несносности для сборочных единиц, смонтированных науобщей жесткой раме (муфта 2 на рис.- 14.14), «можно назначить меньше несоосиости сборочных единиц, не имеющих «общей рамы (муфта, соединяющая валы редуктора и барабана, см. рис. 14.14). В рассматриваемом примере вал барабана монтируют на сварной ферме конвейера, к которой нельзя предъявить высоких требований точности и жесткости. Кроме того, ферму конвейера и раму монтируют на фундаментах, которые также не имеют точных размеров. Поэтому обеспечить соосность вала барабана с валом редуктора значительно труднее, чем соосность валов редуктора и электродвигател я.
5. На чертеже общего вида изделия должны быть проставлены размеры присоединительных мест (внешних для данного изделия), необходимые для проектирования связанных с ним других изделий. Для приводной станции конвейера (см. рис. 14.14) присоединительными местами являются опорная поверхность рамы, барабан и лапы корпусов подшипников барабана.
Для подшипников барабана проставляют габариты опорной по-верхности (235 и 48 мм), расстояние этой поверхности от оси вала (80 мм), расстояние между подшипниками (630 мм), координаты и раз-Меры крепежных отверстий (185, 0 17, 26 мм). Здесь размер высоты 3^4 лапы- 26 мм необходим для определения длины крепежных болтов.
Для барабана проставляют диаметр (0250 мм) и длину (430 мм).
(Для цепного конвейера проставляют делительный диаметр звездо-‘•Мй чек, указывают г и t, тип тяговой цепи.)
Размеры опорной поверхности рамы и ее крепления необходимы для 'М:* -проектирования фундамента. Их можно проставлять как на изображе-нии самой рамы, так и на плане фундамента, который вычерчивают Л0 отдельно (см. ниже п. 9).
Рама или фундамент должны быть закоордипированы относительно
ЙЖ? осей конвейера — размеры 210 и 62 мм.
6. Чертеж общего вида изделия используют в целях подготовки f-p' помещения под установку этого изделия. Поэтому на нем проставляют ЧЖ габаритные размеры (1673, 875, 400 мм для приводной станции и 940, 540, 450 мм для фундамента). При расчете помещения необходимо . предусмотреть доступ.к тем местам изделия, которые обслуживают во время эксплуатации. Поэтому на чертеже должны быть показаны эти места. В нашем примере — крышка для заливки масла и осмотра ре-дуктора; маслоуказатель и маслоспуск.
^2. . 7. На чертеже общего вида изделия должны быть указаны экс-
плуатационные и технические характеристики изделия. Технические характеристики записывают обычно в виде таблицы на поле чертежа (см- рис. 14.14). Некоторые из этих характеристик проставляют на-. чертеже в виде размеров. Например, ширина ленты транспортера
Ж. 4375 мм}\ высота расположения ленты над уровнем пола (характсри-( 3Уется размерами до оси барабана 700 мм и диаметром барабана 0250 лш); направление ленты (показывают изображение ленты топки-1 ми линиями).
‘Йк... 8. Спецификация общего вида включает все сборочные единицы,
-жЖ а такйГе ссе Детали, которые не вошли в спецификации этих сборочных jKp единиц. Например, болты для крепления электродвигателя, редуктора и фундаментной рамы (в нашем примере они включены в спецификацию .рамы — рис. 14.6).
Проектирование фундаментов не изучается в курсе деталей машин. Поэтому в проекте приводной станции фундамент определяют только в присоединительной части, сведения о которой необходимы строителям при разработке его конструкции. Краткие сведения об Цр устройстве фундаментов и о фундаментных болгах приведены в при-Щ ложении II.
§ 8- ЗАЩИТА ПРОЕКТА
Т/-
д Защита проекта является завершающим этапом проектирования. Ер При защите студент докладывает содержание задания и его реалкза-Кию в своем проекте, а также отвечает на вопросы преподавателей, fe- принимающих проект.
Доклад и ответы должны быть краткими и четкими.
Студент должен прежде всего хорошо разбираться в своем проекте, т. е. уметь объяснить устройство и назначение запроектированного изделия, предъявляемые к нему требования, обосновать принятые конструктивные и технологические решения, выбор материала, термообработки и пр. Он должен четко представлять значение каждой линии своего чертежа, каждой подробности конструкции и расчета, уметь объяснить порядок сборки изделия, последовательность передачи нагрузки с одной детали на другую и т. д.
При опенке защиты кроме качества проекта и знаний студента учитывают выполнение установленных сроков проектирования, самостоятельность и творческую инициативу при проектировании.
Защищая проект, студент неизбежно показывает свои знания не только в области деталей машин, но и по другим дисциплинам: сопротивлению материалов, технологии, материалов, теории механизмов, теоретической механики и др. Эти зн'ання также учитывают при оценке защиты проекта.
ПРИЛОЖЕНИЕ I
Краткие сведения о транспортерах. Транспортеры (конвейеры) перемешают сыпучие и кусковые материалы или штучные однородные грузы непрерывным потоком на небольшие расстояния. Их широко применяют для .механизации погрузочно-разгрузочных операций, для транспортировки изделий в технологических поточных линиях и т. д.
В настоящее время известно большое количество разнообразных транспортирующих устройств, различающихся как по принципу действия, так и по конструкции.
Все эти устройства можно разделить на две основные группы:
1) транспортирующие- устройства с тяговым органом — ленточные и цепные транспортеры и элеваторы;
2) транспортирующие устройства без тягового органа — гравитационные,, качающиеся, шнековые, пневматические, гидравлические и др.
Ниже рассматриваются только транспортеры с тяговым органом, как наиболее распространенные и типичные для заданий на проект по курсу деталей машин.
Независимо от типа тягового органа транспортеры состоят из следующих основных частей (рис. 1.1): 1 — приводная станция, от которой тяговый орган получает движение; 2 — тяговый орган с элементами для размещения груза (ковши, скребки, люльки и т. и.) или без них; 3 — рама или ферма транспортера; 4 — поддерживающее устройство (катки, ролики, шины и т. п.); 5 — натяжная станция, которая создаст и поддерживает необходимое натяжение тягового органа.
Пгизоиная станция включает двигатель 7, передачу 8 (зубчатую, червячную пли другую), соединительные муфты 9, ведущий барабан или звездочки с валом и опорами. Конструкция приводной станции и ее расположение относительна конвейера могут быть различными. Некоторые из вариантов конструк-. ции рассмотрены ниже.
. Нитя.-.г.чая станция позволяет перемещать ведомый вал с помощью винтовых метхаикз.мов 6 и поддерживать, таким образом, необходимое натяжение тягового органа. Кроме винтовых применяются грузовые натяжные устройства.
Ленточные транспортеры. Тяговым органом здесь служит гиб кая лс-Tu (ремень), чаще всего текстильная прорезиненная.
Рис. 1.2
Для несущей встг.и устанавливают больше поддерживающих роликов, чеп для холостой. На холостой ветви ролики всегда одинарные, а на несущей одинарные или тройные (см. рис. 1.1, а). При тройных роликах лента принимает форму желоба, что удобно для транспортировки сыпучих грузов. Одипарны; ролики применяют для транспортировки штучных грузов.
Вариант по рис. 1.1, б является примером конструкции несущей ветви сборочного конвейера. Здесь несущая ветвь сочетается с рабочим столом, а лента скользит по деревянному настилу.
Цепные транспортеры. Для тягового органа здесь используют специальные тяговые цепи, а вместо барабанов устанавливают здездочки. Транспортер может иметь одну или две параллельных цепи (см., например, рис. 1.12
и 1.13). В зависимости от назначения и конструкции различают пластинчатые, ковшовые, скребковые и подвесные транспортеры.
Пластинчатые транспортеры применяют для подачи штучных грузов непрерывным потоком. 11а рис. 1.2 изображены примеры конструкции несущей части пластинчатых транспортеров. Две параллельные цепи объединяют общим валиком /, на звеньях цепей закрепляют деревянные (рис. 1.2, а) или металлические (рис. 1.2, г и д) пластины 2.
Конструкция поддерживающего устройства зависит от типа цепи. Если применена тяговая ноль со специальными крупными роликами 3, то поддерживающим устройством являются направляющие 4, по которым ролики катятся, как колеса по рельсам (рис. 1.2, 6). При простой пластинчатой цепи (рис. 1.2, в)
Рис. 1.7
на ферме траспортсра закрепляют поддерживающие ролики 5, по которым перемещается эта цепь.
Ковшовые транспортеры применяют для перемещения сыпучих или кусковых грузов порциями. Схема закрепления ковшей изображена на рис. 1.3, а, б. Применение ковшей особенно целесообразно при наклонном расположении транспортера.
Скребковые транспортеры (рис. 1.4) применяют для транспортировки пылевидных и кусковых материалов, измельчение которых при транспортировке не
Рис. L3
влияет на их качесто. Транспортер имеет деревянный или металлический желоб / и скребки 2, закрепленные на ленте или на цепи. При движении скребки захватывают груз и перемещают его по желобу.
Подвесные транспортеры применяют для перемещения штучных или массовых (в таре) грузов по некоторой замкнутой траектории (рис. 1.5). На рис. 1.5 обозначено; 1 — приводная станция, 2 — направляющие звездочки, 3 — цепь, 4 — грузы. Для размещения грузов к цени 1 (рис. 1.6) прикрепляют каретки, люльки или крючки 2, а саму цепь поддерживают роликами 3, которые катятся по балке 4, закрепленной, например, под потолком цеха.
Подвесные транспортеры широко применяют в лоточном производстве. При этом изделия в процессе транспортировки могут подвергаться различным технологическим операциям (сборка, окраска, термообработка и т. п.;.
Рис. МТ
Достоинством подвесных транспортеров является возможность перемещения грузов по сложным пространственным трассам, не загромождая площади цеха.
Элеваторы. Элеваторами называют транспортирующие устройства, перемещающие материалы в вертикальном или близком к нему направлении. Тяговым органом может быть лента или цепь. Перемещение груза осуществляют с помощью ковшей, люлек или специальных захватов (рис. 1.7, а, б, в).
Приводные станции транспортеров. Рассмотрим различные варианты схем приводных станций и компоновку этих станций в общей системе транспортера.
!
I
Первый вариант — привод станции монтируют на отдельной плите (раме). Ось выходного вала привода совпадает с осью приводного барабана или звездочек. Схемы таких конструкций с зубчатыми цилиндрическими редукторами изображены на рис. 1.8, а, б, в.
Положительные стороны конструкции: простая, надежная и дешевая передача; расположение передачи на отдельной плите позволяет производить ее сборку, наладку, обкатку и прочее независимо от транспортера; удобство обслуживания и ремонта.
Недостатки: привод занимает сравнительно большую площадь рядом с транспортером; расположение привода на одном уровне с барабаном вынуждает в большинстве случаев поднимать фундамент привода над уровнем пола.
Варианты а и б привода в основном равноценны, только у варианта б редуктор несколько компактнее, но зато сложнее из-за размещения одной из опор валов внутри корпуса. Вариант в имеет редуктор с валами, расположенными в вертикальной плоскости, что позволяет уменьшить габарит в плане. Однако здесь затруднена смазка зубчатых колес.
Рис. 1.14
в
i.a рис. 1.9—1.11 изображены схемы приводных станций с коническо. цилиндрическими редукторами. Редуктор по схеме 1.9 позволяет расположить привод вдоль оси транспортера, что бывает необходимо по условиям размещения транспортера, например ближе к стене цеха.
Комноповка по схеме рис. 1.10 дает возможность экономить площадь за счет расположения электродвигателя на крышке редуктора. При такой компоновке не нужна плита, так как редуктор можно устанавливать непосредственно на фундамент или раму транспортера. Однако конструкция усложняется вслед, ствие введения клиноременной передачи I и натяжного устройства 2 для этой передачи.
Эти недостатки отсутствуют при вертикальном расположении фланцевого двигателя на крышке редуктора (рис. I 11).
Ри.с. 1.20
Следует отметить, что редукторы с коническими колесами сложнее и дороже. чем с цилиндрическими.
На рис. I 12 и 1.13 изображены схемы приводов с червячными редукторами. Применение червячного редуктора позволяет получить компактный привод с большими передаточными отношениями и в особенности при двухступенчатом редукторе по рис. 1.13. Однако это достигается за счет снижения к. п. д.
Второй вариант — привод станции также монтируют па отдельной раме, но соединяют с приводным валом транспортера через передачу гибкой связью (цепную или ременную). Несколько схем компоновки таких приводов изображено на рис. 1.14-М. 16.
Применение дополнительной передачи гибкой связью позволяет разместить привод во одной линии с транспортером (см. рис. 1.14). Кроме того, в этом случае можно понизить уровень фундамента для привода до уровня пола (см. рис. 1.15).
На рис. 1.16 изображена конструкция, в которой применение цепной передачи позволило разместить привод непосредственно внутри фермы транспортера. В этом случае экономится площадь, но затрудняется монтаж и обслуживание привода.
Третий вариант — рама привода станций непосредственно связана с фермой транспортера (рис. 1.17 ч- 1.19). Для такого варианта конструкции целесообразно применять малогабаритные передачи, например червячные, пла-5!6
г~ г
летарные или волновые. Оригинальной является компоновка планетарного редуктора с электродвигателем, в которой корпус редуктора является одновременно общей рамой (рис. 1.19).
Варианты приводных станций подвесных конвейеров изображены на рис. 1.20 и 1.21. Вал приводной звездочки расположен вертикально и проходит через перекрытие цеха. С этим связан целый ряд усложнений в конструкции: расположение осей валов под углом, большие консольные, валы, затруднения е, подводе смазки, затруднения с уплотнением и пр.*
ПРИЛОЖЕНИЕ II
Краткая характеристика основных типов электродвигателей и рекомендации по применению. Двигатели постоянного т ока характеризуются широкими возможностями регулирования величин вращающего момента и угловой скорости, что является их основным преим ^ществом. Они позволяют осуществлять плавный пуск, торможение и реверс. Регулирование осу-Йцествляют с помощью переменного сопротивления (реостата), включенного Lt цепь обмотки возбуждения.
F К недостаткам двигателей постоянного тока относятся: потребность в специальных источниках постоянного тока или в преобразователях переменного ®*ока в постоянный, так как общая сеть питается обычно переменным током; под-Ьд тока к обмотке ротора через скользящие контакты — коллекторы, наличие Кополнительного регулируемого сопротивления; повышенные габариты, вес Б стоимость по сравнению с двигателями переменного тока. Поэтому двигатели Ъ стоя иного тока распространены значительно меньше, чем двигатели перемен-lb го тока. Их применяют преимущественно для транспортных машин, испытательных стендов и т. п.
Г Двигатели переменного тока делятся на трехфазные и однофазные.
Однофазные двигатели сравнительно небольшой мощности можно включать gf- осветительную сеть. Поэтому они удобны для различных бытовых приборов. ^Недостатки — сравнительно низкий к. п. д., наличие скользящих контактов. It -В промышленности используют преимущественно трехфазные двигатели. КГрехфазные двигатели в свою очередь разделяются на синхронные и асинхрон-г Трехфазные синхронные двигатели имеют постоянную угловую скорость независимо от величины нагрузки и практически не регулируются. Синхронная гагловая скорость двигателя определяется частотой переменного тока и числом Ipap полюсов.
Преимущества по сравнению с асинхронными двигателями — повышенные р. п. д. и cos ф, большой коэффициент перегрузки.
Г Недостатки — сравнительно сложное оборудование и относительно высокая стоимость, так как пуск синхронного двигателя (его разгон до синхронной игловой скорости) связан с применением дополнительного оборудования. Поэтому синхронные электродвигатели применяют в тех случаях, когда к. п. д. двигателя и величина cos ф имеют решающее значение (например, ПРИ больших иющностях в сочетании с редкими пусками и остановами), а также тогда, когда Необходимо строгое постоянство угловой скорости.
Вт Трехфазные асинхронные двигатели изготовляют с фазным и короткозамкнутым роторами.
Трехфазныс асинхронные двигатели с фазным ротором имеют скользящие Контакты для включения реостата в цепь ротора. Это усложняет их конструкцию и эксплуатацию/ но позволяет осуществлять плавный разгон с регулированием скорости.
* Трехфазные асинхронные электродвигатели с короткозамкнутым ротором fce имеют скользящих контактов и непосредственно, без дополнительных уст«
Задания по этим вариантам относятся к наиболее сложным.
ройств, включаются весть. У этих двигателей обмотка ротора замыкается веа."пм двигателе. Их преимущества: простота конструкции, сравнительно низкая сто;., мость, простота обслуживания, надежность. Недостатки—меньшие к. п. д и cos ф г.о сравнению с синхронными двигателями; oi раниченная возможность регулирования по сравнению с двигателями постоянного тока и асинхронными двигателями с фазовым ротором.
Во многих случаях отмеченные недостатки не являются решающими и поэтому трехфазные асинхронные двигатели с короткозамкнутым ротором получили самое широкое применение. Для транспортеров, конвейеров и других механизмов, распространенных в заданиях на проект по курсу деталей машин, рекомендуется выбирать именно такие двигатели. Поэтому ниже излагаются более подробные сведения об этих двигателях.
Двигатели общего применения (основное исполнение) предназначены для механизмов, не предъявляющих специальных требований к пусковым характеристикам, скольжению, энергетическим показателям и пр. Различным типам двигателей общего применения присвоены следующие обозначения (маркировка):
А2 — асинхронные двигатели, защищенные от капель и твердых частиц, падающих под углом до 45° к вертикали, и предохраненные от прикосновения к вращающимся токовсдущим частям;
ЛО2 — асинхронные, закрытые, обдуваемые двигатели;
АОЛ2 — то же, с алюминиевым корпусом (выпускаются наряду с двигателями, имеющими чугунный корпус, по только для малых габаритов — до 3-го включительно).
К Э1и.м основным обозначениям добавляются цифры (через черточку), первая из которых показывает наружный диаметр сердечника статора (габарит в условных единицах), вторая — порядковую длину сердечника, третья (после второй черточки) — число полюсов. Например, марка АО2-52-4 расшифровывается так: трехфазный асинхронный двигатель с короткозамкнутым ротором, единой серии, закрытый, обдуваемый, габарит сердечника статора 5-й, порядковая длина сердечника 2-я, число полюсов 4 (число пар полюсов р = 2 и пс => = 3000/2 = 1500 об/мин).
Согласно требованиям ГОСТ 2479—65 электродвигатели изготовляют следующих трех видов исполнения: М10 — на лапах с двумя подшипниковыми щитами; М20 — на лапах с фланцем на подшипниковом щите со стороны свободного конца вала; М30 — без лап с фланцем на подшипниковом щите со стороны свободного конца вала.
Способы монтажа электродвигателей данных исполнений приведены в табл. 11.1.
Подшипники электродвигателей для вертикальной установки рассчитаны только на вес ротора с муфтой и не допускают добавочной осевой нагрузки.
По требованию заказчика электродвигатели изготовляются с двумя свободными концами вала.
Двигатели ЛО2 и АОЛ2 являются наиболее универсальными. Их изготовляют во всех диапазонах мощностей от 0,6 до 100 кет, скоростей от 3000 до 600 об!лин, габаритов от Ггодо9-го, во всех формах исполнения. В диапазоне габаритов ог 1-го до 5-го включительно они выпускаются с повышенным пусковым моментом и в этом отношении могут заменять специальные двигатели серии АОП2 (см. ниже). Защищенное и обдуваемое исполнение позволяет применять эти двигатели для работы в загрязненных условиях, в открытых помещениях и т. п. Двигатели А2 несколько легче и дешевле двигателей ЛО2. Они менее универсальны (габариты от 6-го до 9-го, мощности от 7,5 до 100 кет, скорости от 3000 до 750 об/мин). Эти двигатели целесообразно устанавливать в закрытых, мало запыленных помещениях.
Модификации двигателей единой серии выполняют на базе двигателей общего применения А2 и АО2. Пх изготовляют:
а) с повышенным пусковым моментом серии А0П2;
б) с повышенным скольжением серии АОС2;
в) многоскоростными (например, АО2-42-8/6/4);
г) для текстильной промышленности серии АОТ2;
д) с фазным ротором серии АК2 (см. выше);
с) встраиваемого исполнения серии АВ2.
По установочным размерам, весу и способу монтажа модификации двигателей (кроме ЛК2 и АВ2) не отличаются от двигателей общего применения. По конструкции модификации отличаются в основном обмоткой статора п исполнением ротора.
Двигатели ЛО112 предназначены для привода механизмов, отличающихся сравнительно большими статической (например, загустение смазки в холодной машине) и инерционной нагрузками в момент пуска и сравнительно стабильной нагрузкой при номинальной скорости вращения; характеризуются высокими значениями пускового момента.
Двигатели АОС2 предназначены для привода механизмов, характеризующихся относительно большими приводными массами, ударным и пульсирующим характером нагрузки, большой частотой пусков и реверсов, например для молотов, ковочных машин, прессов, ножниц, лебедок, кранов и т. п.
Согласно каталогам эксплуатационная мощность этих двигателей может быть различной в зависимости от продолжительности работы двигателя в течение одного цикла работы механизма или от так называемой продолжительности включения ПВ%. 11В — характеристика повторно-кратковре-
менных режимов с циклическим чередованием нагрузок и пауз. Продолжи
тельность одного цикла складывается из времени нагрузки (двигатель включен) и паузы (двигатель выключен). ПВ — отношение продолжительности на-
грузки к продолжительности цикла.
При уменьшении ПВ допускаемая для двигателя мощность увеличивается (при коротких включениях и длительных паузах двигатель не имеет установившегося температурного режима: не успев перегреться под нагрузкой, он охлаждается в течение паузы).
Многоскоростные двигатели (АО2) позволяют ступенчатое регулирование скорости вращения путем изменения числа рабочих полюсов статора. Обозначение многоскоростных двигателей такое же, как и обычных, но цифры после второй черточки записывают в виде дроби, показывающей число рабочих полюсов при переключении на ту или иную скорость Например, марка АО2-82-12/6 обозначает закрытый обдуваемый двигатель с числом рабочих полюсов 12 и 6, что соответствует синхронным угловым скоростям 500 и 1000 об/мин', двигатель АО2-62—8/6/4 имеет три синхронных угловых скорости: 750, 1000 и 1500 об/мин.
При изменении угловой скорости меняется также и мощность двигателя. Многоскоростные двигатели значительно дороже, больше по габаритам и массе. Их применяют сравнительно редко, например в различного рода испытательных стендах и т. п.
Двигатели типа АОТ2 предназначены для текстильных и других предприятий, где из-за условий круглосуточной работы двигателей большого числа механизмов особое значение приобретает повышение энергетических показателей, к. п. д. и cos (р.
Двигатели типа АВ2 поставляются промышленностью без корпуса и вала, т. е. поставляются только статор и ротор двигателя. Эти двигатели используют Тогдаг когда они непосредственно встраиваются в конструкцию механизма, или тогда, когда конструктора по каким-либо причинам не удовлетворяют стандартные корпус и вал двигателя. В этих случаях конструктор проектирует специальный корпус и вал двигателя, компонуя его с общей конструкцией механизма.
Технические данные и габаритные размеры асинхронных электродвигателей с короткозамкнутым ротором серии АО2 (AOJ12). Приведенные ниже таблицы не охватывают все типоразмеры двигателей. В целях сокращения объема таблиц здесь рассмотрены только двигатели, которые часто встречаются при курсовом проектировании деталей машин. В других случаях следует обратиться к каталогам. Технические данные двигателей приведены в табл. П.2. Таблицы габаритных и установочных размеров (11.3 -4- II.8) составлены раздельно для электродвигателей различных форм исполнения.
Таблица |j i - Продолжение табл. 11.1
Исполнение электродвигателей по способу монтажа Электродви гатель мзо
1 Габарит Ч л е\ трол в и г а тел ъ г _ 1 ?-• I -Нт —1 fcL L*"~—Т L Г' * » П 1 А 1 Габарит Е _Й_ МЗО 1 4302 МЗО 3
М1С1 VI 02 М!(М Д'. 1 0-1 ЛИ 05
V I 65 1 2 3 1 ’ 4 5 i При нсволне! АО2 АОЛ2 АО2 АОЛ2 АО2 АОЛ2 А 02 АО2 м е ч а н и е. Знак ИЯ. 4- 4* 4- 4- 4- + 4~ 4- и <+» в «—> соответ 4- 4- 4- 4~ 4- + 4- ствуют наличию или + 4* + 4- 4- + 4- + отсутствию данного
1 3 4 5 А 02 AOJ12 ЛС2 АОЛу Л 02 АО Ду ЛО2 ЛО2 ~г “Г -ь |" 4~ -1- . 4~ 4- 4- -1- -Г -Г 4- 1 4- + 4- 4- 4- 4- -'г I 4- 4- 4- 4- -г- 4- 4- I -Н 4- ' I- 4- 4- 4- 4- I + 4-
Продолжение табл. 11.1 Свободные концы валов электродвигателей изображены на рис. II.1.
- Допуски на установочные размеры электродвигателей соответствуют тре-
-----------------------.5ованиям нормальной точности по ГОСТ 8592—71 (см. также табл. 10.6).
ГС L -т .4201 М202 М2 ел М2О4 | М2 05 <4200 i
1 А 02 “i” 4~ 4- 4- + i
AOJ’2 1 "Г* 4- 1
2 ""i' ~г “Г + Т'
\О.!2 4- -Ц 4- 4-
3 АО? т + “i-* 4-
ЛОЛ 2 -г — — — — —
4 АО2 L 'Г + "Г
AG2 4- 4- 4- 4- + + L
52 3 г Зак. 1018
Таблица 11.2 Технические данные асинхронных электродвигателей основного исполнения 1 Закрытые, обдуваемые, станина и щиты чугунные (АО2) и из алюминиевогп сплава (АОЛ2)
Th.'j электродьи- Л'1!0М' КвП1 .. об/мин л; г; У ск л'тах — CD9. кГ.м*
Л*ном ^HGM
АО2-11 2 АОЛ2-11 2 -02-12-2 АОЛ2-12-2 AO2-2I-2 АОЛ2-21-2 АО2 22-2 ЛОЛ 2-22-2 ЛО2-31-2 AOJ2-31-2 А02-32 2 АОЛ2-32-2 ЛО2-41-2 ЛО2 42-2 Л 02 51 2 А02-52-2 АО2-Н-4 АОЛ2-11-4 Л 02-12-4 АОЛ2-12-4 А 02-21-4 А0Л2 21 4 АО2-22-4 АОЛ2-22-4 А 02-31-4 АОЛ2-31 -4 ЛО2-32-4 ЛОЛ2-32-4 АО2-41-4 АО2-42-4 АО2-51-4 АО2-52-4 ЛО2-11-6 АОЛ2-11-6 АО2-12-6 ЛОЛ2-12-6 А 02-21-6 АОЛ2-21-6 АО2-22-6 АОЛ2-22-6 АО2-31 6 АОЛ2-31-6 АО2-32-6 АОЛ 2-32-6 0,8 1,1 1,5 2,3 3,0 4,0 5,5 7,5 10 13 0,6 0,8 1,1 1,5 2,2 3,0 4,0 5,5 7,5 10 0,4 0,6 0,8 1,1 1,5 2,2 3000 2815 2815 2860 2860 2880 2880 2900 2910 2900 2900 1500 1360 1360 1400 1400 1430 1430 1450 1450 1450 1450 1000 915 915 930 930 950 950 Об; об об) /мин /мин мин 1,9 1,9 1,8 1,8 1,7 1,7 1,6 1,6 1,5 1,5 1,8 1,8 1,8 1,8 1,8 1,8 1,5 1,5 1.4 1,4 1,8 1,8 1,8 1,8 1.8 1,8 2,2 2,2 2,2 2,2 2.2 2,2 2,2 2,2 2,2 2,2 2,2 2.2 2,2 2,2 2,2 2,2 2,0 2,0 2,0 2,0 2,2 2,2 2,2 2,2 2,2 2,2 0,0051 0,006 0,011 0,014 0,033 0,011 0,076 0,098 0,15 0,18 0,007 0,0084 0,017 0,022 0,040 0,050 0,094 0,12 0,2.3 0,28 0.0079 0.0089 0,019 0,024 0,054 0,068
Продолжение табл. II.2
Тип электродвигателя "ном- кв,п "пом- о6/мин Л*ПУСК л*ном л?тах ^ном CD 2, кГ м*
ДО2-41-6 3,0 960 1,3 1,8 0,13
ДО2-42-6 4,0 960 1.3 1,8 0,17
АО2-51-5 5 5 970 1,3 1,8 0,3
А02 52 6 7,5 970 1,3 1,8 0,44
750 об!мин
АО2-41-8 2,2 720 1,2 1,7 0,13
АО2-42-8 3,0 720 1,2 1,7 0,17
АО2-51-8 4,0 725 1 2' 1,7 0,33
АО2-52-8 5,5 725 1,2 1,7 0,44
Таблица II.3
Габаритные и установочные размеры электродвигателей АОЛ2 1 4- з-го габаритов (форма исполнения М100)
Размеры, мм
Тип элсктро-
двигателя 7it в» ь С Сг d d{ и h h. L i-i L, LK I G CO
АОЛ 2-11 172 46 146 88 5 70 50 18 9 183 90 16 292 132 104 56 40 20 11
АОЛ2-12 172 16 146 88 5 70 62,5 18 9 183 90 16 317 157 117 56 40 20 12,4
АОЛ2-21 194 60 150 98 6 80 56 22 12 203 100 17 328 146 115 63 50 24,5 16', 3
АОЛ 2-22 194 60 150 98 6 80 70 22 12 203 100 17 356 174 129 63 50 24,5 19,8
АОЛ 2-31 244 67 172 118 8 95 57 28 12 235 112 18 361 168 124 70 60 31 26
АОЛ 2-32 244 67 172 118 8 95 70 28 12 235 112 18 387 194 137 70 60 31 31
Прииеча и и с. b, d, — см. рис. ПЛ, стр. 519.
523
17*
Т а б л и ц а И .5 '
Габаритные и установочные размеры электродвигателей А0Л2 l-i-3-гд габаритов* (форма исполнения М200)
Тип 4 Размеры, MM кг
электродвигателя Вх в, в, в, в, b С с* £>} D, d dt d. h /!, Л. /г, L Bi tn tl4 t|s l ti r R «3
АОЛ2-11 172 46 146 88 174 5 70 50 200 130 165 18 9 11,5 183 90 16 12 4 292 132 40 106 56 40 20 17,5 180 11,7
АОЛ2-12 172 46 146 88 174 5 70 62,5 200 130 165 18 9 11,5 183 90 16 12 4 317 157 40 118,5 56 40 20 17,5 180 18,1
АОЛ2-21 194 60 150 98 180 6 80 56 200 130 165 22 12 11,5 203 100 17 12 4 328 146 50 119 63 50 24,5 17,5 145 18,1
АОЛ2-22 194 60 150 98 180 6 80 70 200 130 165 22 12 11,5 203 100 17 12 4 356 174 50 133 63 50 24,5 17,5 145 21,7
АОЛ2-31 244 70 172 118 235 8 95 57 250 180 215 28 12 14 235 112 18 14 4 361 168 60 127 70 60 31 40 155 27
АОЛ2-32 244 70 172 118 235 8 95 70 250 180 215 28 12 14 235 112 18 14 4 387 194 60 140 70 60 31 40 155 32
Примечание, b, d, Л — см. рис. II.). стр. 519.
Т а б л и и а 11.6
Габаритные и установочные размеры электродвигателей А02 l-j-5-го габаритоз (форма исполнения М200)
L
Тип Размеры ММ
электродвигателя Вя Въ В, b С сг D,. D, d d4 d, н h >1, М Ht, L Lt Mi M< Ms / G r R
ЛО2-11 183 42 155 94 180 5 70 50 200 130 165 18 9 11.5 188 90 10 12 4 298 135 40 106 56 40 20 40 160
Д()9. 19 183 42 155 94 180 5 70 62,5 200 130 165 18 9 11,5 188 90 10 12 4 323 160 40 118,5 56 40 20 40 160
АО2-21 208 48 167 106 180 6 80 56 200 130 165 22 12 11,5 209 100 12 12 4 336 157 50 119 63 50 24,5 40 160
ЛС12-29 208 48 167 106 180 6 80 70 200 130 165 22 12 11,5 209 100 12 12 4 365 185 50 133 b3 bO 24,5 40 160
Л 02-31 243 48 185 122 235 8 95 57 250 180 215 28 12 14 266 112 14 14 4 374 162 60 127 70 60 31 40 Ibo
Л 02-32 243 48 185 122 235 8 95 70 250 180 215 28 12 14 266 112 14 14 4 400 188 60 140 70 60 31 40 Ibb
Л 02-41 274 222 143 280 10 108 70 300 230 265 32 12 14 310 132 16 14 4 468 186 80 159 89 80 35,5 45 185
ЛО9-42 274 54 222 143 280 10 108 89 300 230 265 32 12 14 310 132 16 14 4 ЬОВ 224 80 178 89 80 35,5 45 18b
ЛО2-51 318 60 238 165 315 12 127 89 350 250 300 38 14 18 361 160 18 18 5 546 227 80 197 108 80 41,5 bb 265
АО2-52 318 60 238 165 315 12 127 105 350 250 300 38 14 18 361 160 18 18 5 576 259 80 213 108 80 41,5 bb 2bo
П р и м с ч а н и е. Ь, d, G — см. рис. 11.1, стр. 519.
18,6
21
24,6
29
38 45,5
65
77
102
117
Т а б л иц а П.7
Габаритные и установочные размеры электродвигателей АОЛ2 1-?3-го габаритов (форма исполнения М300)
Tun Размеры, мм
электродвигателя Bt в* в. l> в, о. D3 d fh M L Ltt L, 4 i G r R Maa
A0J12-11 146 88 174 5 185 200 130 165 18 11,5 31 12 4 292 40 106 40 20 17,5 180 11,2
ЛОЯ2-12 146 88 174 5 185 200 130 165 18 11,5 31 12 4 317 40 118,5 40 20 17,5 180 12,6
АОЛ2-21 150 98 180 6 206 200 130 165 22 11,5 25 12 4 328 50 119 50 24,5 17,5 145 17,5
ЛОЛ2-22 150 98 180 6 206 200 130 165 22 11,5 25 12 4 356 50 133 50 24,5 17,5 145 21
АОЛ2-31 172 118 235 8 245 250 180 215 28 14 17 14 4 361 60 127 60 31 40 155 25
АОЛ2-32 172 118 235 8 245 250 180 215 28 14 17 14 4 387 60 140 60 31 40 155 30
Примечание, b, d, Л — см. рис. II.1, стр. 519.
523
Габаритные и установочные размеры электродвигателей
А
в<
AomB.de
Таблица 118 /102 14-5-го габаритов (форма исполнения МЗО"))
,___4а
Д
.Лу
Тип элсктро-ДRUI fITC ЛЯ Размеры, мм Масса, кг
Л. В. В, Ь D. D, Ds а d. Hs Л4 п. ft. L Ll4 / 6 Г R
А02-11 155 94 180 5 197 200 130 165 18 14 11,5 30 12 4 298 40 104 40' 20 40 160 17,8
АО2-12 155 94 180 5 197 200 130 165 18 14 11,5 30 — 12 4 323 40 118 40 20 40 160 19,3
АО2-21 167 106 180 6 221 200 130 165 22 18 11,5 28 — 12 4 336 50 119 50 24,5 40 160 24
Л 02-22 167 106 180 6 221 200 130 165 22 18 11,5 28 — 12 4 365 50 133 50 24,5 40 160 28
Л 02- 31 185 122 235 8 253 250 180 215 28 22 14 30 35 14 4 374 60 127 60 31 40 155 35
ЛО2-32 185 122 235 8 253 250 180 215 28 22 14 30 35 14 4 400 60 140 60 31 40 155 42
ЛО2-41 222 143 280 10 295 300 230 265 32 28 14 35 35 14 4 468 80 159 80 35,5 45 185 62
ЛО2-42 222 143 280 10 295 300 230 265 32 28 14 35 35 14 4 506 80 178 80 35,5 45 185 74
А 02-51 238 165 315 12 339 350 250 300 38 32 18 60 43 18 5 546 80 197 80 41,5 55 265 95
ЛО2-52 23-8 165 315 12 339 350 250 300 38 3? 18 60 43 18 5 576 80 213 80 41,5 55 265 ПО
Ь, d, t\ — см. рис. 11.1, стр. 519.
Примечание.
№ профи1я с 11
мм
8
9
12,5 125 10 12 14 4,6
14
16
9
14 140 10 14 4,6
12
10
11
12 •
16 160 14 16 5,3
16
18
20
Примечали е. Пример обозначения угловой равнобокой стали размером 50X50 X 3 нм-
Уголок риннооокпи пОу,5ОкЗ [ОСТ Ь509—72. т.
Т а б л и ц а Ш.2
№ профиля h b d t R Г
8 80 40 4,5 7,4 6,5 2,5
10 100 46 4,5 7,6 7 3
12 120 52 4,8 7,8 7,5 3
< 14 140 58 4,9 8,1 8,0 3
16 160 64 5,0 8,4 8,5 3,5
18 180 70 5.1 8,7 9,0 3,5
20 200 76 5 2 9,0 9,5 4 0
22 220 82 5,4 9,5 10 4,0
Продолжение табл- Ш 2
№ профиля h ь d t R г
24 240 90 5,6 10 10.5 4,0
27 270 95 6,0 10,5 11 4,5
30 300 100 6,5 11,0 12 5,0
33 330 105 7,0 11,7 13 5,0
36 360 НО 7,5 12 6 14 6,0
40 400 115 8,0 13,5 15 6,0
Пример обозначения швеллера Ле 24: Швеллер 24 ГОСТ 82-Ю—72.
Таблиц^ П1.3
Балки двутавровые (Из ГОСТ 8239—72)
Ns профиля ft b d t R -1 7 r
14 140 73 4,9 7,5 8,0 3,0
16 160 81 5,0 7,8 8,5 3,5
18 180 90 5,1 8,1 9,0 3,5
20 200 100 5 2 8 4 - 9,5 4,0
22 220 110 5,4 8,7 10,0 4,0
24 240 115 5,6 9,5 10,5 4,0
27 270 125 6,0 9 8 11 0 4,5
30 300 135 6,5 10,2 12,0 5,0
33 330 140 7,0 11,2 13,0 5,0
36 360 145 7,5 12,3 14,0 6,0
40 400 155 8,3 13,0 15,0 6,0
Пример условного обозначения двутавровой балки № 36: Деутаер 36 ГОСТ 8239-'~7S
Сталь горячекатаная круглая (Из ГОСТ 2590—71)
Диаметр d. мм Boo 1 пог. м, кг Диаметр d, мм Вес 1 пог. м, кг Диаметр d, мм Вес 1 пог. кг
5 0,154 24 3,55 80 39,46
25 3,85 85 44,55
6 0,222 26 4,17 90 49,94
28 4,83 95 55,64
ъ 30 5,55 100 61,65
7 0,302 32 6,31 105 ‘ 67,97
8 0,395 34 7,13 ПО 74,60
9 0,499 36 7,99 120 88,78
10 0,617 38 8,90 125 96,33
11 0,746 40 9,87 130 104,20
12 0,888 42 10,87 140 120,84
13 1,04 45 12,48 150 138,72
14 1,21 48 14,21 160 157,83
15 1,39 50 15,42 170 178,18
16 1,58 53 17,32 180 199,76
17 1,78 58 19,33 190 222,57
18 2,0 60 22,19 200 246,62
19 2,23 63 24,47
20 2,47 65 26,05
21 2.72 70 30,21
22 2,98 75 34,68
Пример обозначения круглой стали диаметром 50 мм: Круг 50 ГОСТ 2590—71.
Трубы стальные бесшовные-горячекатаные (Из ГОСТ 8732—70)
Размеры, мм
Наружный диаметр Толщина стенки* | Наружный диаметр Толщина стенки
25, 28; 32; 38; 42 2,5—4 127 4—30
45 2 5—5 I 133 4—32
50 2,5—5,5 140; 146; 152; 159 4,5—36
54 3—11 168; 180; 194 5—45
57 3—12 203; 219 6—50
60; 63,5 3—14 245; 273 7—50
68; 70 3—16 299; 325; 351 8—75
73; 76 3—18 377; 402; 426 9—75
83 3,5—18 450 16—75
89; 95; 102 3,5—22 480; 500; 530 25—75
108; 114; 121 4—28
* В указанных интервалах брать из ряда' 2.5. 2.8. 3. 3,5. 4, 4,5, 5, 5,5, б, 7, 8, 9, 10, 11, 12, 14, 16, 17. 18. 20. 22. 25, 28. 30. 32. 36. 40. 45. 50. 56, 60. 63, 70, 75.
Примечания.
I. Материал — стали марок 10, 20, 35. 45. 15Х 20Х. 40Х. ЗОХГСА, 15ХФ, 38ХМЮЛ.
2 Пример обозначения грубы с наружным диаметром 70 мм, с толщиной стенки 3,5 мм: Труба 70X3.5 ГОСТ S732—70.
ПРИЛОЖЕНИЕ IV
Краткие сведения о фундаментах и фундаментных болтах
Фундамент служит для того, чтобы обеспечить устойчивое положение закрепленного на нем изделия. Он должен быть достаточно массивным, чтобы поглощать всевозможные динамические воздействия и изолировать от их вредного влияния соседние устройства. Фундамент может быть групповым, общим для группы машин, или индивидуальным — для одной машины. Он может располагаться на грунте (первые этажи) или на перекрытии (верхние этажи). Фундаменты, расположенные на перекрытии, обычно выполняют в виде железобетонных массивных плит или металлических рам, часто непосредственно входящих в конструкцию самого перекрытия. Фундаменты на грунте изготовляют из бетона или железобетона. Групповые фундаменты представляют собой плиту толщиной 3004-400 мм или ленту толщиной 1504-700 мм. Часто такие фундаменты занимают всю площадь цеха и являются одновременно его полом. Индивидуальные фундаменты выполняют в виде отдельных блоков, опирающихся на грунт. Размеры фундамента и глубину его заложения определяют в зависимости от размеров машины, величины динамических нагрузок и прочности грунта.
Один из примеров устройства индивидуального фундамента изображен на рис. IV. I. Здесь: 1 — грунт; 2—подушка из щебня или гравия, втрамбованного в грунт и залитого цементным раствором; 3 — железобетонный блок фундамента (для сравнительно небольших фундаментов наличие железобетонного блока не обязательно); 4 — колодцы под фундаментные болты 5; 6 — подливка, заполняемая жидким раствором цемента с песком.
Бетон — смесь цемента (104-15% от общего объема), инертного заполнителя (песок, щебень, гравий) и воды. Для подливки используют бетон с мелким заполнителем (например, песком). При изготовлении блока фундамента колодцы оставляют пустыми. Их изготовляют, например, с помощью коробок, образован-
ных из четырех досок и закрепленных в котловане тем или иным способом перед бетонированием фундамента. После затвердения бетона доски удаляют (выламывают) из колодца. При установке машины ее несколько приподнимают над фундаментом с помощью подкладок. Фундаментные болты, пропущенные через отверстия в раме машины, опускают в колодцы. В этом положении с помощью подкладок выверяют точность установки машины. Затем зазор между опорной поверхностью рамы машины и фундаментом, а также колодцы заполняют жидким раствором (подливкой). Затвердевшая подливка образует прочное соединение рамы с фундаментом. Толщина подливки около 2П-Т-50 мм. Размеры попереч-
Рис. IV.1
Рис. IV.2
кого сечения и глубина колодцев должны допускать с вредное размещение белтов и возможность регулировки их положения при выверке положения рамы (см. рис. IV.2 а — б). Расстояние от стенки колодца до стенки фундамента, а также толщина перемычки между колодцами должны быть не менее 75—100 лит, так как тонкую перемычку трудно забетонировать. Если в конструкции рамы есть близко расположенные фундаментные болты, для них следует подготавливать общий колодец.
На рис. IV.2 изображены примеры конструкции фундаментного болта а фундаментного колодца. На том же рисунке показаны различные варианты кон-534
струкиии заделанного конца болтов и рекомендации по выбору размеров (определение диаметра болта см. гл. ХП, § 2, табл. 12.1).
Рассмотренный вариант конструкции фундамента не является единственным. Например, стенки фундамента могут быть плоскими, а не ступенчатыми, как на рис. IV. 1; он может быть изготовлен из простого, а не армированного бетона. То же можно сказать и о конструкции заделки болтов.
В некоторых случаях болты устанавливают при бетонировании фундамента без колодцев, что требует достаточно точного их расположения до установки машины. При больших и глубоких колодцах трудно обеспечить заливку колодца и болта жидким раствором под установленной машиной. Тогда колодцы с болтами бетонируют отдельно до установки машины (например, по шаблону). В этом случае жидкая подливка располагается тонким слоем только под рамой машины.
Если по тем или иным причинам желательно иметь съемные фундаментные болты, применяют конструкции, некоторые варианты которых изображены на рис. 1V.3. По варианту а болт зацепляют крючком за перекладину, которая забетонирована в фундаменте. По варианту б болт имеет головку так называемой молотковой формы. Эту головку пропускают через прямоугольное отверстие в днище колодца и затем поворачивают на 90°. Для того чтобы болт не проворачивался при завинчивании гаек, к днищу приварены упоры. Удобны крепления по вариантам в (сварной) и г (с литой чугунной болванкой). Их можно применять для сравнительно легких конструкций с малыми динамическими нагрузками (например, для закрепления фермы конвейера).
В настоящее время широкое распространение получили различные варианты креплений цангового типа (рис. IV.4). Крепление состоит из болта / с коническим утолщением нижнего конца и цанговой гильзы 2 с продольными пазами на нижнем конце. Такое крепление устанавливают в отверстие, просверленное в фундаменте (например, в полу цеха). При затяжке болта нижний конец гильзы расширяется и заклинивается в отверстии фундамента.
ПРИЛОЖЕНИЕ V
Таблица V 1
Шарикоподшипники радиальные однорядные (ГОСТ 8338—57)
^условное обозна- А»нне под- ^ижпннка Размеры, мм Динамическая грузоподъемность С, кГ Статическая грузоподъемность Со, кГ Предельное число оборотов в мин Смазка — жидкая*
d о в Г
Легкая узкая серия
1 202 15 35 11 1,0 597 354 20000
> 203 17 40 12 1,0 752 447 20000
Г 204 20 47 14 1,5 1000 630 16000
> 205 25 52 15 1,5 1100 709 12500
®: 206 30 62 16 1,5 1530 1020 12500
К 207 35 72 17 2,0 2010 1390 10000
208 40 80 18 2,0 2560 1810 8000
<• 209 45 85 19 2,0 2570 1810 8000
Ж 210 50 90 20 2,0 2750 2020 8000
№ 211 55 100 21 2,5 3400 2560 6300
Ж 212 60 НО 22 2,5 4110 3150 6300
* 213 65 120 23 2,5 4490 3470 6300
В 214 70 125 24 2,5 4880 3810 5000
Ж 215 75 130 25 2,5 5190 4190 5000
Ж 216 80 140 26 3,0 5700 ' 4540 5000
* 217 85 150 28 3,0 6540 5410 5000
В 218 90 160 30 3,0 7530 6170 4000
V 219 95 170 32 3,5 8530 7090 4000
Ж, 220 100 180 34 3,5 9580 8060 4000
Средняя узкая серия
Ж 302 15 42 13 1,5 890 551 20000
5 303 17 47 14 1,5 1090 680 16000
ж 304 20 52 15 2,0 1250 794 16000
KL 305 25 62 17 2,0 1760 1160 12500
К 306 30 72 19 2,0 2200 1510 10000
Ж 307 35 80- 21 2,5 2620 1790 10000
S-V 308 40 90 23 2,5 3190 2270 8000
К 309 45 100 25 2,5 3780 2670 8000
* 310 50 НО 27 3,0 4850 3630 6300
Ж 311 55 120 29 3,0 5600 4260 6300
Ж 312 60 130 31 3,5 6410 4940 5000
Ж 313 65 140 33 3,5 7270 5670 5000
Ш 314 70 150 35 3,5 8170 6450 5000
К- 315 75 160 37 3,5 8900 7280 4000
Ж 316 80 170 39 3,5 9650 8170 4000
К 317 85 180 41 4,0 10400 9100 4000
Е 318 90 190 43 4,0 11200 10100 4000
Ж 319 95 200 45 4,0 12000 11100 3150
В 320 100 215 1 47 4,0 13600 । i 1 13300 3150
Продолжение табл. V ]
Ъ . /• 'M-.ie cfs. 5В f Размеры, мм Динамическая грузоподъемность С, кГ Статическая гру- Предела ное число оборотов и мин См а зка-. жидкая»
4vH>JV ВОД-1иигкв к а d D в Г зоподъем-ность Со, кД
"—
Тяжелая узкая серия
403 405 406 407 408 409 410 411 412 413 414 415 416 .
17 25 30 35 40 45 50 55 60 65 70 75 80 62 80 90 100 ПО 120 130 140 150 160 180 190 • 200 17 21 23 25 27 29 31 33 35 37 42 45 48 2,0 2,5 2,5 2,5 3,0 3,0 3,5 3,5 3,5 3,5 4,0 4,0 4,0 1780 2920 3720 4360 5030 6040 6850 7870 8560 9260 11300 11900 12800 1210 2080 2720 3190 3700 4640 5300 6370 7140 7960 10700 11700 12700 12500 10000 8000 8000 6300 6300 5000 5000 4000 4000 4000 4000 3150
41 1 85 210 52 5,0 13600 13800 3150
А /Динамическая приведенная на-
Со е Y грузка
V —ААкЛбЛт при —- -
0,014 0,19 9 С = (0,5бад+гл) адт
0,028 0,22 1,99 г "РИ «>Е- Статическая приведенная нагрузка
0,056 0,26 1,71 Qo = O,6/?-j-O,5/, но не менее R.
0,084 0,28 1,55 * При пластичных смазках предельная частота вращения на 20% меньше.
0,11 0,30 1,45
0,17 0,34 1,31
0,28 0,38 1,15
0,42 0,42 1,04
0,56 0,44 1,00
Шарикоподшипники радиальные сферические двухрядные (ГОСТ 5720—51)
1 Условное 1 обозначение 1 подшипника Размеры, мм Динамическая грузоподъемность С, кГ \ Статическая грузоподъемность С„, кГ Предельное число оборотов в мин Смазка — жидкая* Факторы приведенной нагрузки
d D В Г е А А KKR>e
* 1 Y * Y
Легкая узкая серия
' 1202 1203 г. 1204 > 1205 1206 1207 t' 1208 f 1209 8 1210 t 1211 г 1212 1213 1214 1215 1216 15 17 20 25 30 35 40 45 -50 55 60 65 70 75 80 35 40 47 52 62 72 80 85 „90 100 110 120 125 130 140 11 12 14 15 16 17 18 19 20 21 22 23 24 25 26 1,0 1.5 1,5 1,5 1,5 2,0 2,0 2,0 2,0 2,5 2,5 2,5 2,5 2,5 3,0 579 613 772 944 1220 1230 1510 1700 1770 2100 2380 2440 2700 3050 3140 205 247 324 410 592 678 872 977 1100 1360 1580 1750 1910 2180 2400 20000 20000 16000 16000 12500 10000 10000 8000 8000 6300 6300 6300 5000 5000 5000 0,332 0,307 0,273 0,271 0,244 0,230 0,219 0,212 0,214 0,195 0,185 0,170 0,179 0,175 0,160 1.0 1,896 2,052 2,306 2,324 2,576 2,737 2,870 2,972 3,134 3,232 3,407 3,705 3,509 3,596 3,944 0,65 2,935 3,176 3,570 3,597 3,987 4,236 4,442 4,599 4,850 5,002 5,273 5,734 5,431 5,566 6,105 1,986 2,150 2,416 2,435 2,699 2,867 3,007 3,113 3,283 3,386 3,569 3,882 3,676 3,767 4,132
С СС Размеры, мм К X * г Я Факторы приведенной нагрузки
с £ | Ф £2 g s- > g 5 Fs * £ - О Ч с льне обо] мин а — я* А 77 < £ А ——г- > С
Ус лот обо з н; ПОДИ! И d D В Г Динак ская г подъе! (?, кГ Стятн' Гру301 ность Пр еде число тов в Смазк жидка е X | Y X | Y Уо
Легкая широкая серия
1506 30 62 20 1,5 1190 581 10000 0,394 1,594 2,467 1,670
1507 35 72 23 2,0 1690 838 10000 0,372 1,691 2,617 1.772
1308 40 80 23 2,0 1750 964 8000 0,332 1,897 2,935 1,987
1509 45 85 23 2,0 1820 1090 8000 0,306 1,0 2,058 0,65 3,185 2,156
1510 50 90 23 2,0 1820 1150 6300 0,286 2,202 3,407 2,306
1515 75 130 31 2,5 3490 2450 4000 0,236 2,667 4 127 2,794
1516 80 140 33 3,0 3830 2740 4000 0,252 2,490 3,854 2,609
Средняя узкая серия
1302 15 42 13 1,5 737 268 20000 0,334 1,885 2,917 1,975
1203 17 47 14 1,5 973 373 16000 0,328 1,918 2,968 2,009
1304 20 52 15 2,0 976 409 12500 0,291 2,166 3,352 2,269
1305 25 62 17 2,0 1410 612 12500 0,279 2,257 3,492 2,364
1306 30 72 19 2,0 1680 790 10000 0,256 2,458 3,804 2,575
1307 35 80 21 2,5 2000 1000 8000 0,245 2,570 3,978 2,693
1308 40 90 23 2,5 2330 1240 8000 0 241 1,0 2,614 0,65 4,046 2.739
1309 45 100 25 2,5 3000 1620 6300 0,248 2,538 3,928 2,659
1310 50 НО 27 3,0 3410 1780 6300 0,235 2,676 4 141 2,803
1311 55 120 29 3,0 4060 2290 5000 0,234 2,696 4 173 2,824
1312 60 130 31 3,5 4580 2710 5000 0,225 2,800 4,334 2,934
1313 6b 140 33 3,5 4920 2990 5000 0,226 2,785 4 311 2,918
1314 70 150 • 35 3,5 5860 3590 4000 0,224 2,813 4,354 2,947
1315 75 160 37 3,5 6240 3910 4000 0,222 2,837 5,390 2,972
1316 80 170 39 3,5 6990 4300 4000 0,216 2,918 4,515 3,056
Средняя широкая серия
1605 25 62 24 2,0 1890 760 10000 0,471 1,338 2,071 1,402
1606 30 72 27 2,0 2440 1020 10000 0,440 1,432 2,216 1 ,500
1607 35 80 31 2,5 3050 1300 8000 0,462 1,363 2,110 1 428
1608 40 90 33 2,5 3490 1600 6300 0.433 1,455 2,251 1,524
1609 45 100 36 2,5 4230 1980 6300 0,418 1,508 2,334 1,580
1610 50 НО 40 3,0 5000 2390 6300 0,425 1,0 1,481 0,65 2,292 1,552
1611 55 120 43 3,0 5860 2860 5000 0,412 1,527 2,364 1,600
1612 60 130 46 3,5 6770 3360 5000 0,405 1,555 2,407 1,629
1613 65 140 48 3,5 7530 3930 4000 0,383 1,647 2,548 1,725
1614 70 150 51 3,5 8570 4540 4000 0,376 1,675 2,593 1,755
1616 80 170 58 3,5 10700 5880 3150 0,374 1,683 2,605 1,764
* При пластичных смазках предельная частота вращения на 20% меньше.
Динамическая приведенная нагрузка Q = (XKKR-\~ У А) К&Ку. Статическая приведенная нагрузка Q6 = R-~y(iA.
Таблица V.3
Роликоподшипники радиальные с короткими цилиндрическими роликами. Тип 2000 (ГОСТ 8328—57)
Условное Обозначе-i вне под-, шнпника Размеры, мм Динамическая грузоподъемность С, кГ Статическая грузоподъемность Со, кГ Предельное число оборотов в мин Смазка — жидкая*
d D В Г
Г
Легкая узкая серия
2204 20 47 14 1,5 1190 738 16000
2205 25 52 15 1 5 1340 861 12500
2206 30 62 16 1,5 1730 1140 12500
2207 35 72 17 2,0 2560 1750 10000
2208 40 80 18 2,0 3370 2400 10000
- 2209 45 85 19 2,0 3530 2570 8000
2210 50 90 20 2,0 3870 2920 8000
2211 55 100 21 2,5 4370 3290 8000
2212 60 НО 22 2,5 5480 4280 6300
Легкая широкая серия
2505 2519 2524 2556 25 95 120 280 52 170 215 500 18 43 58 130 1,5 3,5 3,5 6 1800 19100 30800 149000 1260 17800 30200 187000 12500 4000 3150 800
Условное обозначение подшипника Размеры, Л1Л Динамическая грузоподъемность С, кГ Статическая грузоподъемность Св, кГ Предельное число оборо. тов в мин Смазка — жидкая*
d D в Г
Средняя узкая серия
2305 25 62 17 2,0 2260 1480 10000
2306 30 72 19 2,0 3020 2060 10000
2307 35 80 21 2,5 3410 2320 8000
2308 40 90 23 2,5 4100 2850 8000
2309 45 100 25 2,5 5650 4070 8000
2310 50 ПО 27 3,0 . 6520 4750 6300
2311 55 120 29 3,0 8400 6280 6300
2312 60 130 31 3,5 10000 7720 5000
Средняя широкая серия
2609 45 100 36 2,5 7930 6280 8000
2611 55 120 43 3,0 11500 9420 6300
2612 60 130 46 3,5 14000 11800 5000
Тяжелая узкая серия
2411 55 140 33 3,5 II000 8340 5000
2413 65 160 37 3,5 14600 11400 4000
* При пластичных смазках предельная частота вращения па 20% меньше.
Динамическая приведенная нагрузка Q — RK^KqKt. Статическая приведенная нагрузка QV = R.
Шарикоподшипники радиально-упорные однорядные
Условное обозначение подшипника Размеры, лл Динамическая грузоподъемность С, кГ Статическая грузоподъемность С„, кГ Предельное число оборотов в мин Смазка— жидкая*
d О В Г
Легкая узкая серия
36202 15 35 11 1.0 638 390 25000
36203 17 40 12 1,0 943 624 25000
36204 20 47 14 1,5 1230 847 20000
36205 25 52 15 1,5 1310 924 16000
36306 30 62 16 1,5 1820 1330 12500
36207 35 72 17 2,0 2400 1810 12500
36208 40 80 18 2,0 3060 2370 10000
36209 45 85 19 2,0 3230 2560 10000
36210 50 90 20 2,0 3390 2760 8000
36211 55 100 21 2,5 4190 3490 8000
36212 60 НО 22 2,5 4820 4010 6300
Сред! я я уз к ая серия
36302 15 42 13 1,5 1040 693 20000
36303 17 47 14 1.5 1310 887 16000
36305 25 62 17 2,0 2200 1620 12500
36306 30 72 19 2,0 2690 2040 10000
36307 35 80 21 2,5 3500 2740 10000
36308 40 90 23 2,5 4130 3340 8000
36309 45 100 25 2,5 5050 4100 8000
36310 50 110 27 3,0 5920 4880 8000
36312 60 130 31 3.5 8300 7250 6300
При пластичных смазках предельная частота вращения на 20% меньше.
А Со е У
0,014 0,30 1,81
0,029 0,34 1,62
0,057 0,37 1 46
0,086 0,41 1,34
0.11 0,45 1,22
0 17 0 48 1 13
0.29 0,52 1,04
0,43 0,54 1,01
0,57 0,54 1,0
Динамическая приведенная нагруз-А
ка Q=RKkK()K'T при < е
Q = (0,45 Кк/?4~УД)/<бКт при д^>е.
Статическая приведенная нагрузка Q0 = O,5/? + O,47A, но не менее /?.
Таблица V.5
Шарикоподшипники радиально-упорные однорядные
Тип 46000 Угол Р = 26°
(ГОСТ 831—62)
Условное обозначение подшипника Размеры, мм Динамическая грузоподъем иость С, АГ Статическая грузоподъемность Со, К.Г Предельное число оборотов в мин Смазка— жидкая*
d D в Г
Средняя узкая серия
46304 20 52 15 2,0 1400 917 16000
46305 25 62 17 2,0 2110 1490 10000
46306 30 72 19 2,0 2560 1870 10000
46307 35 80 21 2,5 3340 2520 8000
46308 40 90 23 2,5 3920 3070 8000
46309 45 100 25 2,5 4810 3770 6300
46310 50 НО 27 3,0 5630 4480 6300
46311 55 120 29 3,0 6890 5740 6300
46312 60 130 31 3,5 7880 6660 6300
При пластичных смазках
предельная частота вращения
на 20% меньше.
Динамическая приведенная нагрузка Q=RKkKqKx при ~~ < 0,68; <2 =
Л кА д
= (0,41 KKR 4- 0,87 A) KqKt при > е.
Статическая приведенная нагрузка = 0,50,37 А, но не менее R,
Таблица V.6
Роликоподшипники конические однорядные (ГОСТ 333—71)
S Размеры, ММ В? • к Sk. О О
8^ Т О 1° * а> п «° о * =§£* 1. деннойнагрузки
к 2 s ° n S d D b с Di г 5 © п ОЗ « р. g § а ” к
5 о S'gs наиб найм. - к р-о О L 5 а“ “ £ s е Y Ув
Легкая узкая серия
7204 20 47 15,5 15,0 14 12 37,7 1,5 1910 1330 10000 0,360 1,666 0,916
7205 25 52 16,5 16,0 15 13 42,4 1,5 2390 1790 10000 0,360 1,666 0,916
7206 30 62 17,5 17,0 16 14 51,6 1,5 2980 2230 8000 0,365 1,645 0,905
7207 35 72 18,5 18,0 17 15 59,9 2,0 3520 2630 6300 0,369 1,624 0,893
7208 40 80 20,0 19,5 20 16 67,0 2,0 4240 3270 6300 0,383 1,565 0,861
7209 45 85 21,0 20,5 19 16 71,4 2,0 4270 3340 5000 0,414 1,450 0,798
7210 50 90 22,0 21,5 21 17 77,9 2,0 5290 4060 5000 0,374 1,604 0,882
7211 55 100 23,0 22,5 21 18 84,6 2,5 5790 4610 5000 0,411 1,459 0,802
7212 60 110 24,0 23,5 23 19 94,6 2,5 7220 5840 4000 0,351 1,7100,940
7214 70 125 26,5 26,0 26 21 107,6 2,5 9590 8210 4000 0,369 1,624 0,893
7215 75 130 27,5 27,0 26 22 112,2 2,5 9760 8450 3150 0,388 1,547 0,851
7216 80 140 28,5 28,0 26 22 121,0 3,0 10600 9520 3150 0,421 1,426 0,784
7217 85 150 31,0 30,0 28 24 128,4 3,0 10900 9140 3150 0,435 1,380 0,759
7218 90 160 33,0 32,0 31 26 137,2 3,0 14100 12500 2500 0,383 1,565 0,861
Легкая широкг in сер ИЯ
7506 30 62 21,5 21,0 20,5 17 50,3 1,5 3490 2750 8000 0,365 1,645 0,905
7507 35 72 24,5 24,0 23,020 59,5 2,0 5020 4030 6300 0,346 1,733 0,953
7508 40 80 25,0 24,5 23,5 20 64,9 2,0 5390 4480 6300 0,381 1,575 0,866
7509 45 85 25,0 24,5 23,5 20 70,5 2,0 5160 4260 5000 0,416 1,442 0,793
7510 50 90 25,0 24,5 23,520 74,4 2,0 5980 5450 5000 0,421 1,426 0,784
7511 55 100 27,0 26,5 25,0 21 84,2 2,5 7220 6160 5000 0,360 1,666 0,916
7512 60 НО 30,0 29,5 28,0 24 91,1 2,5 8400 7560 4000 0,392 1,528 0,840
7513 65 120 33,0 32,5 31,027 100,0 2,5 10900 9890 4000 0,369 1,624 0,893
Размеры, мм Динамическая грузоподъемность С. кГ jn '°j чалой -пачЕонояЛсЫ Kiniwhwj.i? уч 11 редел ыюе число оборотов н мин. Смазка — жидкая* Факторы принс-дснной нагрузки
d D Т Ь С О, Г
е У Го
наиб паям.
Средняя узкая серия
7305 25 62 18 5 18,0 17 15 51,8 2,0 2960 2090 8000 0,360 1,666 0,916
7306 30 72 21 0 20,5 19 17 59,4 2,0 4000 2990 6300 0,337 1,780 0,979
7307 35 80 23 0 22,5 21 18 67,1 2,5 4810 3530 6300 0,319 1,881 1,035
7308 40 90 25 5 25,0 23 20 75,7 2,5 6100 4600 5000 0,278 2,158 1,187
^'7зо^\ 45 100 27 5 27,0 26 22 84,9 2,5 7610 5930 5000 0,287 2,090 1,150
7310 50 НО 29 5 29,0 29 23 93,9 3,0 9660 7590 4000 0,310 1,937 1,065
73] 1 55 120 32 0 31,0 29 25 99,4 3,0 10200 8150 4000 0,332 1,804 0,992
7312 60 130 34 0 33,0 31 27 110,9 3,5 11800 9630 4000 0,305 1,966 1,081
Средняя широкая серия
7-06 30 72 29,0 28,5 29,0 23,6 56,9 2,0 6130 5100 6300 0,319 1,882 1,035
7607 35 80 33,0 32,5 31,0 27,0 62,9 2.5 7160 6150 6300 0,296 2,026 1,114
7609 45 100 38,5 38,0 36,0 31,0 80,0 2,5 10400 9050 4000 0,291 2,058 1,131
7610 50 ПО 42,5 42,0 40,0 34,0 88,4 3,0 12200 10800 4000 0,296 2,026 1,114
7611 55 120 46,0 45,0 44,5 36,5 94,8 3,0 14800 14000 4000 0,323 1,855 1,020
7612 60 130 49,0 48,0 47,5 39,0 105,0 3,5 17100 15700 3150 0,305 1,966 1,081
7613 65 140 51.5 50,5 48,0 41,0 111,5 3,5 17800 16800 3150 0,328 1,829 1,006
7614 70 150 54,5 53,5 51,0 43,0 119,7 3,5 20400 18600 3150 0,351 1,710 0,940
7615 75 160 58,5 57,5 55,0 46,5 129,2 3,5 24900 23500 2500 0,301 1,996 1,198
76I6K 80 170 62,0 61,0 59,5 49,0 137,7 3,5 29400 29100 2500 0,316 1,895 1 ,042
Роликоподшипники конические однорядные с большим углом конуса (6 = 25—29°) (ГОСТ 7260 — 51)
273С6 СО 72 21,0 20,5 19 14 54,6 2,0 3000 2100 6300 0,721 0,833 0,458
27307 35 80 23,0 22,5 21 15 59,8 2,5 3940 2950 5000 0,786 0,763 0.420
27308 40 90 25,5 25,0 23 17 66,0 2,5 4840 3710 5000 0,786 0,763 0.420
27310 50 НО 29,5 29,0 29 19 83,9 3,0 6930 5420 4000 0,797 0,752 0,414
27311 55 120 32,0 31,0 29 21 91,0 3,0 7250 5890 4000 0,814 0,737 0,504
27312 60 130 34,0 33,0 31 22 103,0 3,5 8050 6209 3150 0,699 0,859 0,472
* При пластичных смазках поедельпая частота вращения на £9% меньше.
Динамическая приведенная нагрузка
Л А А
Q~ RK-нКбКт при Q — (0,4 Rj;R ТА) Кс>К-? при с.
Статическая приведенная нагрузка
Qc =0,5 /?4~У0.4, но не менее /?,
ЛИТЕРАТУРА
1. А лексан дров М. П. Подъемно-транспортные машины. М., Маш-гиз, 1960.
2. Ананьев С. Л., Ку роввч В. П. Технологичность конструкций. МДТ, 1959.
3. А н у р ь е в В. И. Справочник конструктора-машиностроителя. М., «Машиностроение», 1973.
4. Анфимов М. И. Редукторы. Атлас. М.» «Машиностроение», 1965.
5. Артоболевский С. И. Теория механизмов и машин. М., «Высшая школа», 1965.
6. Детали машин. Справочник. Под ред. Ачеркана Н. С. М., «Машиностроение», т. 1 — 1968, т. 11, III — 1969.
7. Справочник машиностроителя. Под род. Ачеркана Н. С. М., Машгиз, 1962.
8. Детали машин в примерах и задачах. Под. ред. Б а ш е в а С. М. М.» «Высшая школа», 1970.
9. Болотовская Т. П., Болотовский И. А., Бочаров И. С. и др. Справочник по геометрическому расчету эвольвентных зубчатых и червячных передач. М., Машгиз, 1963.
10. Бейзельман Р. Д., Цыпкин Б. В. и Перель Л. Я. Подшипники качения. Справочник. М., Машгиз, 1967.
11. Биргер И. А. Расчет резьбовых соединений. М., Оборонгиз, 1959.
12. Б и р г е р И. А., Ш о р р Б. Ф., Шнейдерович Р. М. Расчеты на прочность деталей машин. Справочное пособие. М., Машгиз, 1966.
13. Васильев В. 3., Георгиевский Н. Н., Дубяго А. Д., Кох те в А. А., Турок В. Г., Цаскин В. С., Шапошников К. А. Справочные таблицы по деталям машин. М., Машгиз, 1966.
14. Воробьев Н. В. Цепные передачи. М,, «Машиностроение», 1968.
15. Гавриленко В. А. Зубчатые передачи в машиностроении. М., Машгиз, 1962.
16. Г а в р и л е в к о В. А. Основы теории эвольвентной зубчатой передачи. М., «Машиностроение», 1969.
17. Г и н з б у р г Е. Г. Волновые зубчатые передачи. М., «Машиностроение», 1969".
18. Голованов II. Ф., Гинзбург Е. Г., Ф и р у н II. Б. Зубчатые и червячные передачи. Справочник. М., «Машиностроение», 1967.
19. Гончаров Г. И. Составление и чтение чертежей в машиностроении. М., «Машиностроение», 1966.
20. Г у з е н к о в 11. Г. Детали машин. М.» «Высшая школа», 1969.
21. Д а ш к е в и ч Б. П., Дьяченко С. К., Столбовой С. 3. Атлас деталей машин. Киев, Гостехиздат, 1959.
22. Д а в ы д о в Б. Л., Скородумов Б. А., Б у б ы р ь Ю. В. Редукторы. М„ Машгиз, 1963.
23. Добровольский В. А., 3 а б л о н с к и й К. И. и др. Детали машин. М.; Машгиз, 1962.
24. Д у н а е в П. Ф. Конструирование узлов и деталей машин. М., «Высшая школа», 1971.
25. Д ья чей ко С. К., Столбовой С. 3. Детали машин. Атлас. Киев, Гостехиздат, 1962.
26. Д м и т р и е в В. А. Детали машин. М., «Судостроение», 1970.
27. Зак II. С. Глобоидная передача. М., Машгиз, 1962.
28. И рэ нов Е. А. Муфты приводов. М., Машгиз, 1958.
29. 11 в а н о в Е. А. Муфты приводов. Атлас. М., Машгиз, 1958.
30. И в а н о в М. Н. Детали машин. М., «Высшая школа», 1967.
31. Иванов М. Н. Методические указания но выполнению проекта по курсу «Детали машин», Изд. МВТУ, 1960.
32. Ильенко М. С., Гребенюк А. И., Никольский Д. Н. Расчет и проектирование зубчатых и червячных передач и редукторов. М., Машгиз, 1953.
33. Ицкович Г. М.» Киселев В. А., Чернавский С. А., Боков К. Н., Панич Б. Б. Курсовое проектирование деталей машин. М., «Машиностроение», 1967.
34. К о в а н В. М., Корсаков В. С., Косилова А. Г., Калинин М. М., Солодов М. Д. Основы технологии машиностроения. М., «Машиностроение», 1965.
35. К о з л о в М. П. Зубчатые передачи точного приборостроения. М., «Машиностроение», 1969.
36. Краузе Г. Н., К у т и л и н Н. Д. и С ы ц к о С. А. Редукторы. Справочное пособие. М., Машгиз, 1965.
37. Кудрявцев В. Н. Зубчатые передачи. М., Машгиз, 1957.
38. К у д р я в ц е в В. Н., Д е р ж а в е ц Ю. А., Г л у х а р е в Е. Г.
Конструирование и расчет зубчатых редукторов. М., «Машиностроение», 1971.
39. К у д р я в ц е в В. Н. Планетарные передачи. М., Машгиз, 1966.
40. М и л о в и д о в С. С. Детали машин. М., «Высшая школа», 1961.
41. Н и к о л а е в Г. А., К у р к и и С. А. Винокуров В. А. Расчет, проектирование и изготовление сварных конструкций. М.» «Высшая школа»,
42. О р л о в П. И. Основы конструирования. М., Машгиз. Т. I — 1968. Т.П - 1972.
43. Подшипники качения. Каталог-справочник, НИИавтопром, 1972.
44. Поляков С. В., Барбаш И. Д. Муфты М., Машгиз, 1964.
45. Поляков В. С., Кудрявцев В. Н. и др. Под ред. Колчина Н. И. Детали машин. М., Машгиз, 1954.
46. П р о н и н Б. А. Клиноременные и фрикционные передачи и вариаторы. М., Машгиз, 1960.
47. Редукторы цилиндрические. Каталог-справочник. Ч. I, II, III, IV. М., НИИинформтяжмаш, 1967.
48. Редукторы планетарные и мотор редукторы общего применения. Проект нормали. Харьков. У КРНИИхиммаш, 1959.
49. Р е й м е р с Л. Н. Основы конструирования машин. М., «Машиностроение», 1965.
50. Р е ш е т о в Д. Н. Детали машин, М., Машгиз, 1964.
51. Детали машин. Атлас конструкций. Под ред. Решетова Д. Н. М., «Машиностроение», 1968.
52. Основы конструирования машин. Атлас. Под ред. Решетова Д. Н. М., «Машиностроение», 1967.
53. Р е ш е т о в JI. Н. Конструирование рациональных механизмов. М., «Машиностроение», 1967.
54. С и д о р о в П. Н. Подшипники качения в редукторах. «Подшипник», 1952, №6; Подшипниковые узлы редукторов. «Подшипник», 1952, № 11.
55. Спиваковский А. О., Дьячков В. К. Транспортирующие машины. М., Машгиз, 1969.
56. Подшипники качения. Справочное пособие. Под ред. Спицына Н. А., Сп р ише вс кого А. 'И. М., Машгиз, 1961.
57. С п и ц ы н Н. А., К а п к а н е ц И. И. Детали машин и подъемнотранспортные машины. М., «Высшая школа», 1961.
58. Спицын В. В. Подбор и применение пластических смазок. М., «Химия», 1969.
59. Степин П. А., Снес а рев Г. А. Экономия материалов при конструировании машин. М., Машгиз, 1960.
60- Тевс Н. Г., К о в е р д я е в Н. С., и Р е х т е р С. Д. Редукто-ростроение на Ново-Краматорском машиностроительном заводе. М.» Машгиз, 1946.
61. Тимошенко С. Г|., Войновски й-К ригер С. Пластинки и оболочки. М., «Наука», 1966.
62. Ф е о д о с ь е в В. И. Сопротивление материалов. М., Физматгиз, 1970.
63. Ч а с о в н и к о в Л. Д. Зубчатые редукторы. М., НТОмашпром, 1957.
64. Часовников Л. Д. Передачи зацеплением. М., Машгиз, 1969.
65. Ч и л и к и н М. Г. Основы электропривода. М., Госэнергоиздат, 1953.
66. Ч е р н а в с к и й С. А. Подшипники скольжения. М.» Машгиз, 1963.
67. И ц к о в и ч Г. М., Кисилев В. А., Чернавский С. А., Боков К. Н., Панич Б. В. Курсовое проектирование деталей машин. М., «Машиностроение», 1965.
68. Иосилевич Г. Б., Шарховский Ю. В. Затяжка и стопорение резьбовых соединений. М., «Машиностроение», 1971.
69. Ш е в к о п л я с Г. И., К о н ч а т н ы й Д. П. Курсовое проектирование деталей машин. Харьков, изд. ХГИ, 1964.
70. Якушев А. И. Взаимозаменяемость, стандартизация и технические измерения. М, «Машиностроение», 1974
71. Спицин Н. А. и др. Расчет и выбор подшипников качения. Справочник. М., «Машиностроение», 1974.
72. Воробьев И. И. Передачи с гибкой связью в приводах станков, М., «Машиностроение», 1971.
ОГЛАВЛЕНИЕ
Предисловие........................................................ 3
Введение........................................................... 4
Глава I. Правила проектирования и оформления проекта............... 8
§ 1. Этапы проектирования...................................... 8
§ 2. Проработка конструкции................................... 9
§ 3. Оформление чертежей проекта...............................13
§ 4. Содержание и оформление пояснительной записки.............20
Глава II. Проектирование соединений................................24
§ 1. Резьбовые соединения.................................... 24
§ 2. Соединение установочными (стопорными) винтами.............41
§ 3. Соединение штифтами..................................... 47
§ 4. Посадки и закрепление деталей на валах....................52
Глава III. Проектирование литых деталей......................84
§ I. Выбор материала...........................................84
§ 2. Способы литья.............................................86
§ 3. Основные правила конструирования литых деталей .......... 87
Глава IV. Проектирование сварных изделий.......................IG2
§ 1. Условные изображения и обозначения швов сварных соединений 103
§ 2. Рациональность применения сварных конструкций деталей машин 109
§ 3. Точность сварных конструкций.............................111
§ 4. Конструкция свариваемых элементов и их композиция .... 112
Глава V. Проектирование зубчатых и червячных передач и редукторов 117
§ 1. Редукторы с цилиндрическими зубчатыми колесами...........117
§ 2. Редукторы с коническими зубчатыми колесами ..............132
§ 3. Редукторы червячные с цилиндрическим червяком............139
§ 4. Редукторы червячные глобоидные......................... 147
§ 5. Планетарные зубчатые передачи............................148
§ 6. Коробки передач..........................................158
Глава VI. Проектирование волновых зубчатых передач................161
§ 1. Кинематика и геометрия зубчатого зацепления .............165
§ 2. Конструкция и расчет прочности гибких и жестких колес . . . 177
§ 3. Конструкция генераторов..................................131
§ 4. Примеры конструкции волновых редукторов'................19.)
Глава VII. Проектирование передач гибкой связью...................199
§ I. Элементы конструкции ременных передач .................. 199
§ 2. Элементы конструкции цепных передач......................20?
Глава VIII. Проектирование подшипниковых узлов......................2! 7
§ 1. Проектирование опор с подшипниками качения ..............2.'
§ 2. Проектирование опор с подшипниками скольжения............2; 5
Глава IX. Смазка, смазочные устройства и уплотнения...............295
§ 1. Смазочные материалы......................................2?5
§ 2. Смазка зубчатых и червячных передач....................299
§ 3. Смазка подшипников качения. Уплотнения.................2'..5
Глава X. Проектирование элементов передач....................322
§ 1. Валы.....................................................322
§ 2. Зубчатые колеса..........................................225
§ 3. Червяки и червячные ^колеса............................. 332
§ 4. Корпуса редукторов .'....................................335
Глава XI. Проектирование (подбор) муфт........................З.'.З
§ 1. Общие сведения...........................................3"6
§ 2. Муфты глухие (втулочные, фланцевые).................... 3'3
§ 3. Муфты жесткие компенсирующие (кулачко.зо-дисковые, со скользящим вкладышем, зубчаше, цепные).............................361
§ 4. Муфты упругие (втулочно-пальцевые, со звездочкой, с торообразной оболочкдн, с металлическими элементами) ........... 368
§ 5. Муфты управляемые или сцепные..............................375
§ 6. Муфты предохранительные (фрикционные, с разрушающим элементом, кулачковые, шариковые)...............................383
§ 7. Муфты комбинированные......................................391
Глава XII. Проектирование плит (рам)................................394
§ I. Общие сведения и рекомендации..............................394
§ 2. Литая плита................................................396
§ 3. Сварная плита (рама).......................................402
Глава XIII. Проектирование рабочих чертежей деталей.................407
§ I. Изображение детали.........................................407
§ 2. Нанесение размеров.........................................408
§ 3. Нанесение посадок и предельных отклонений размеров .... 419
§ 4. Нанесение допускаемых отклонений формы и расположения поверхностей деталей, рекомендации по выбору величин этих отклонений...................................................420
§ 5. Нанесение знаков шероховатости поверхностей деталей и рекомендации по выбору этой шероховатости........................429
§ 6. Примеры рабочих чертежей валов......................433
§ 7. Примеры рабочих чертежей зубчатых колес.............438
§ 8. Примеры рабочих чертежей червяков и червячных колес . . . 448
S 9. Примеры рабочих чертежей стаканов и крышек подшипниковых гнезд 455
§ 10. Примеры рабочих чертежей специфических элементов волновых передач ..... .............................................. ♦ 456
Глава XIV. Методические указания и пример разработки курсового проекта..........................................................459
§ 1. Подбор материала по заданию.............................. 459
§ 2. Разработка эскизного проекта...............................459
§ 3. Разработка чертежа редуктора...............................475
§ 4. Разработка чертежа рамы................................... 488
§ 5. Разработка чертежа приводного вала как сборочной единицы конвейера ...................................................488
§ 6. Краткие замечания по листу рабочих чертежей деталей .... 500
§ 7. Разработка чертежа общего вида изделия.....................500
§ 8. Защита проекта.............................................505
Приложение I......................................................506
Приложение II.....................................................517
Приложение III....................................................529
Приложение IV.....................................................533
Приложение V.................................................. 536
Литература..........................................................547