/











































Author: Баннов П.Г.
Tags: технология минеральных масел технология нефти и аналогичного сырья нефть нефтяная промышленность переработка нефти
ISBN: 5-901499-01-8
Year: 2000




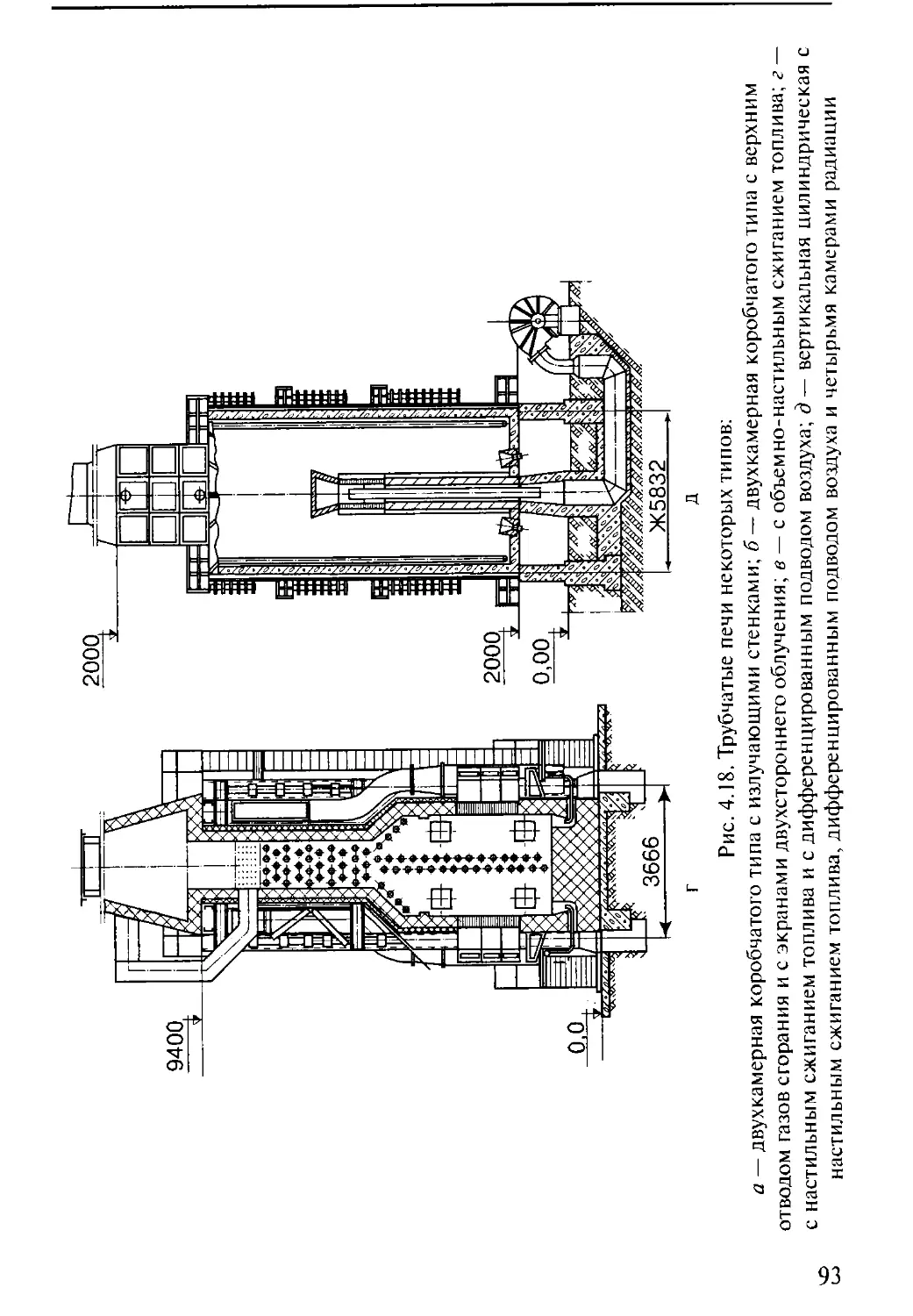
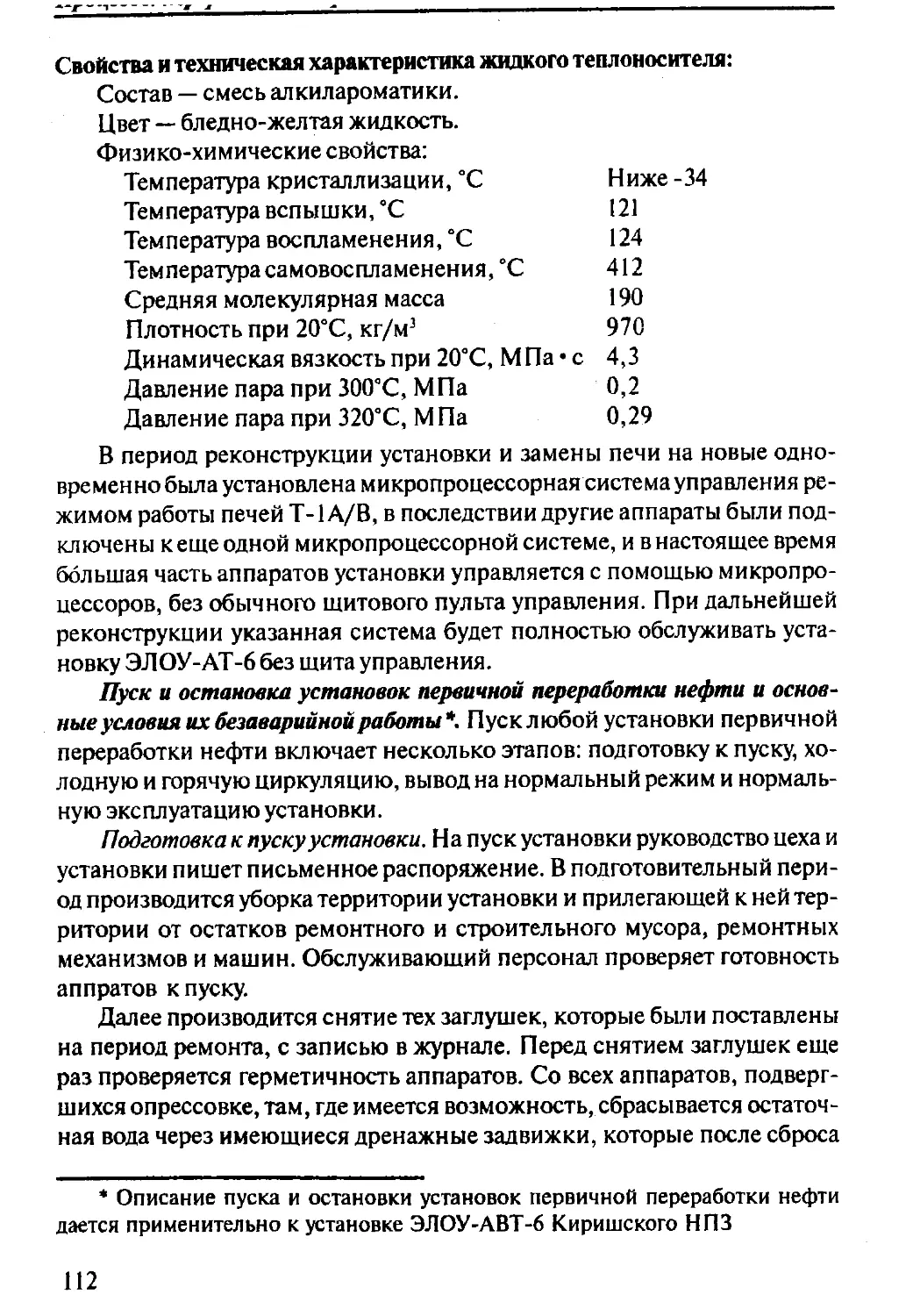
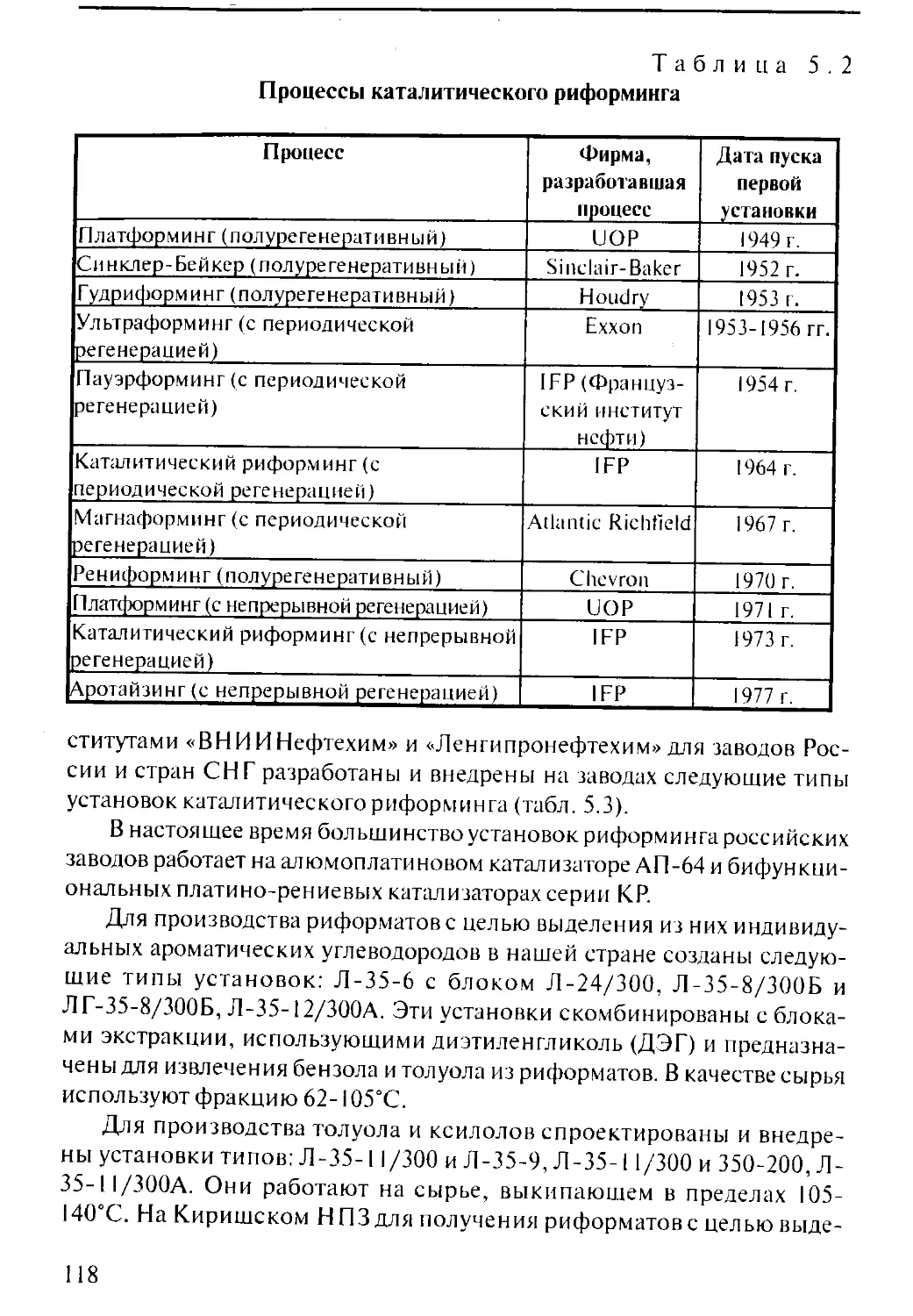
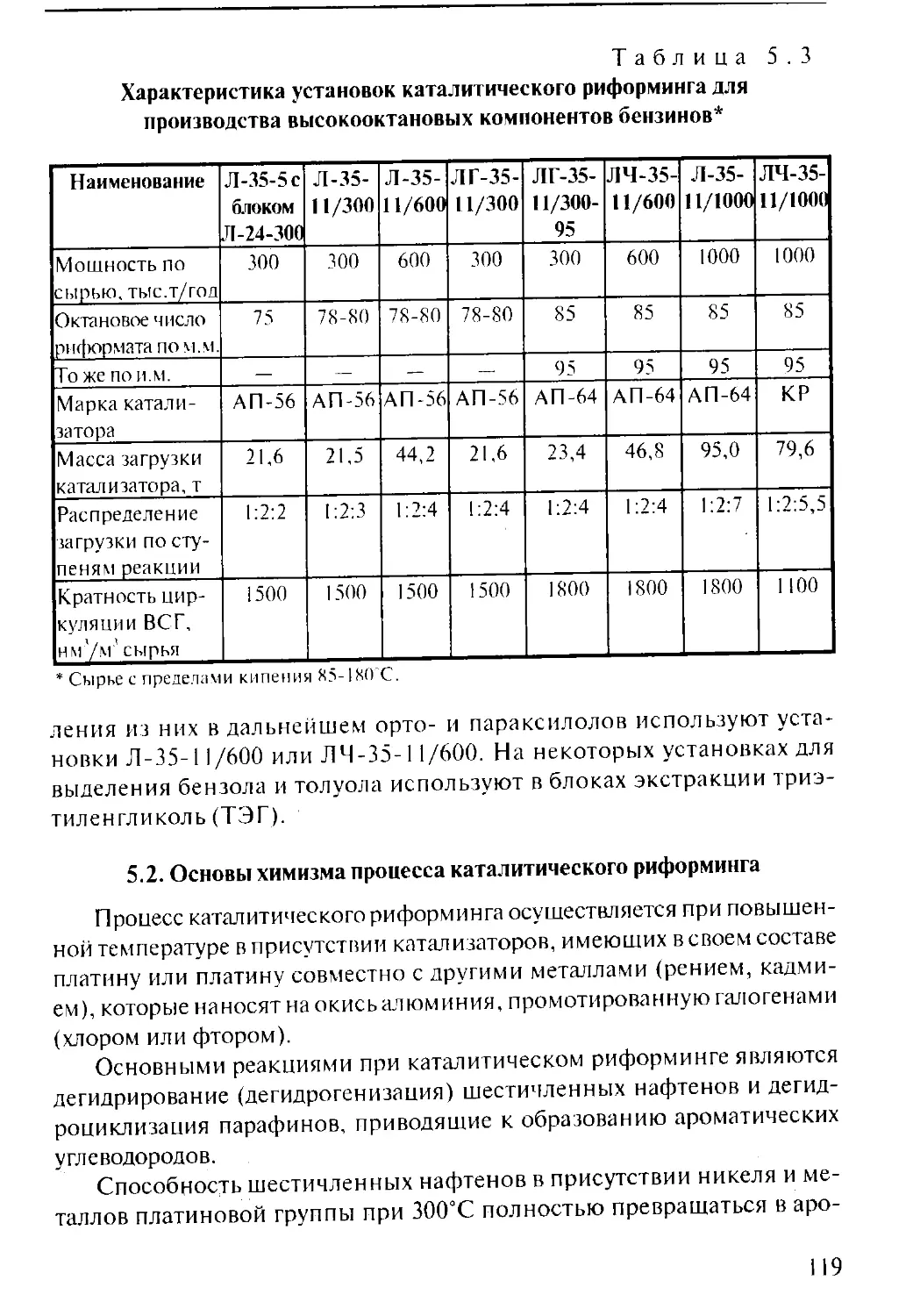
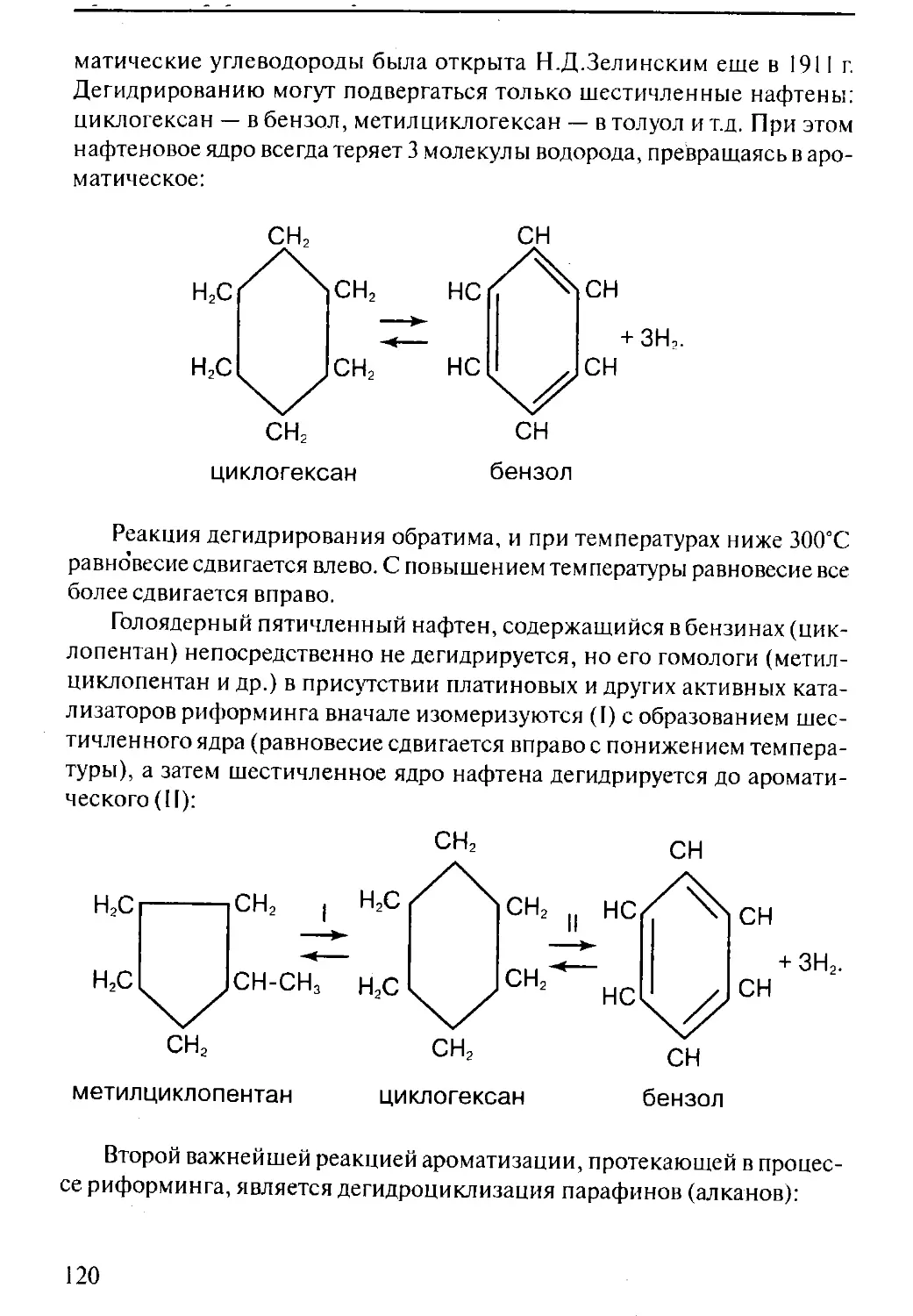
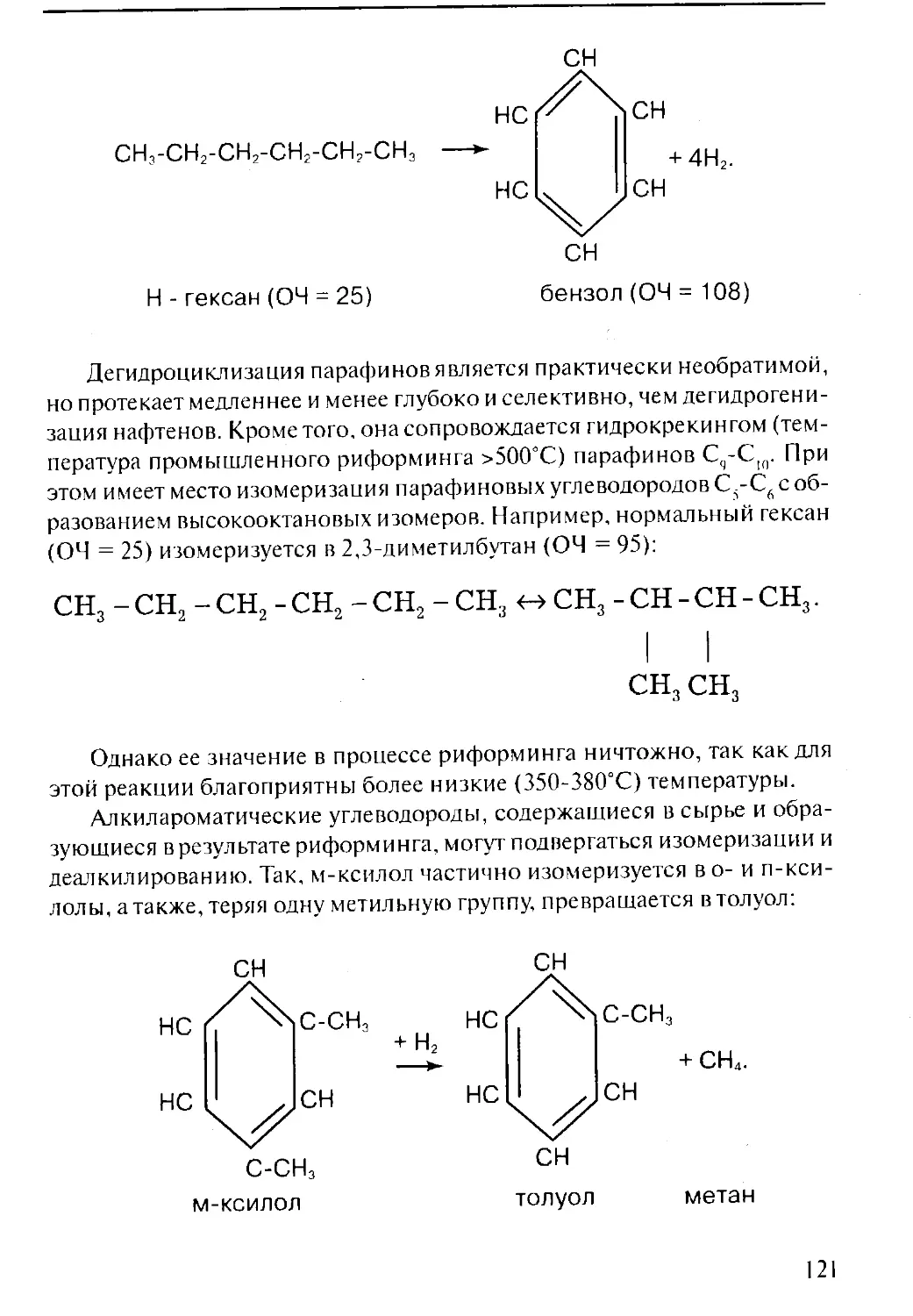
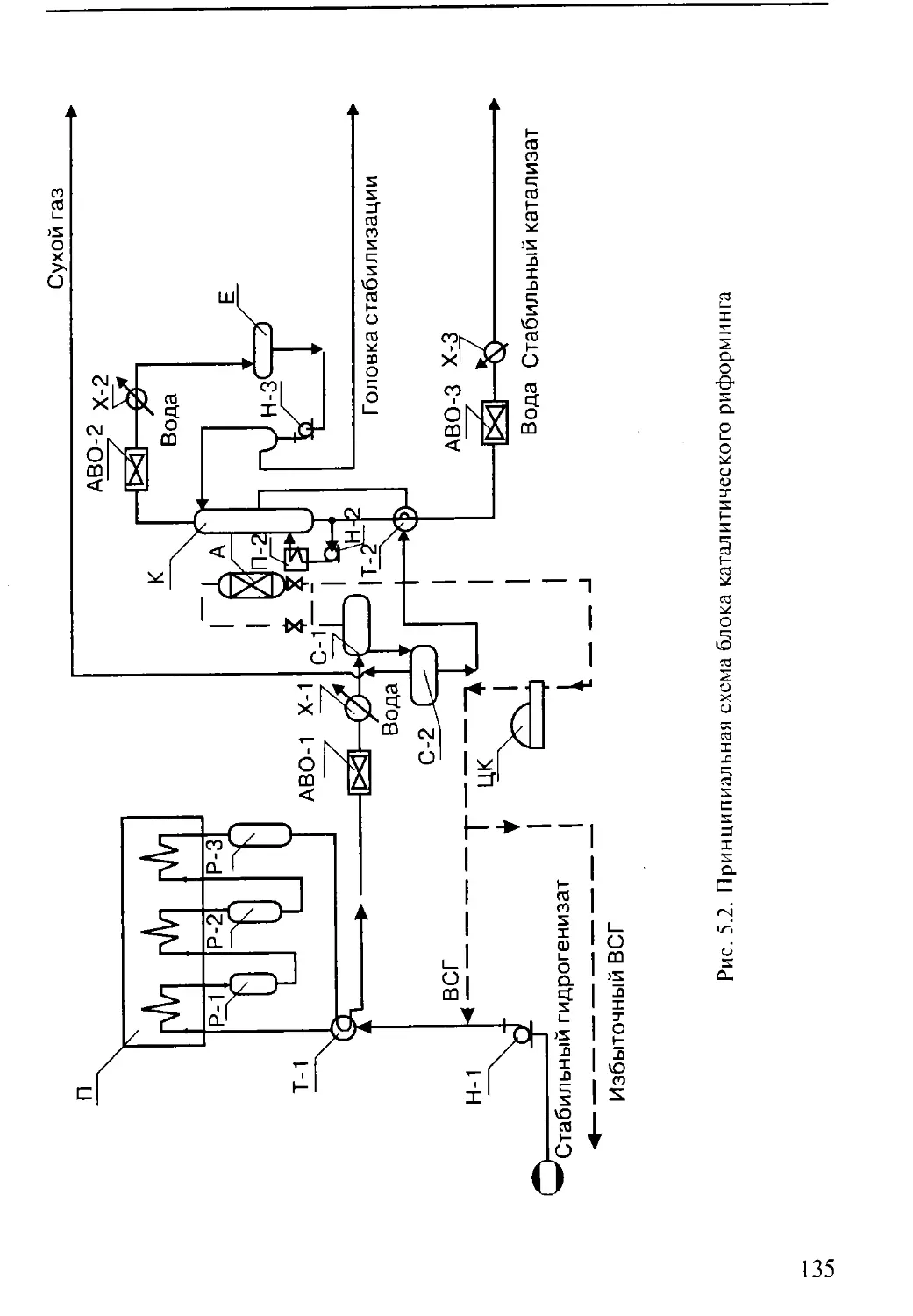
Text
Производственное объединение
«Киришинефтеоргсинтез»
Баннов П.Г.
ПРОЦЕССЫ ПЕРЕРАБОТКИ НЕФТИ
Учебно-методическое пособие
для повышения квалификации работников
нефтеперерабатывающих предприятий
Москва • 2000
УДК 665.63
Баннов Павел Георгиевич
Рецензент:
Глаголева Ольга Федоровна, профессор кафедры технологии переработ-
ки нефти и газа РГУ нефти и газа им. И.М.Губкина, д.т.н.
Под редакцией д.х.н. Матишева В.А.
Баннов П.Г. Процессы переработки нефти. — М.: ЦНИИТЭнефте-
хим, 2000. — 224 с.
ISBN 5-901499-01-8 (т. 1)
Концепция книги — обзор современных технологических процессов
нефтепереработки и нефтехимии в их взаимосвязи на примере одного из
передовых предприятий отечественной нефтепереработки — Киришс-
кого НПЗ.
Книга содержит следующие разделы: описание завода и его поточ-
ной схемы; состав нефти и ее основные физико-химические свойства;
процессы первичной переработки нефти и облагораживания топливных
фракций. Приводятся требования к сырью, технологическим парамет-
рам, рассматриваются принципы поддержания технологических режи-
мов и работы основных аппаратов и особенности их обслуживания.
Книга может быть рекомендована в качестве учебно-методического
пособия для студентов вузов и техникумов соответствующего профиля, а
также специалистов, повышающих квалификацию в данной области.
ISBN 5-901499-01-8 (т. 1)
ISBN 5-901499-05-0
©ЦНИИТЭнефтехим • 2000
ПРЕДИСЛОВИЕ
Данное учебное пособие является первой частью издания по процес-
сам переработки нефти. В книге изложены основные понятия о нефти,
ее свойствах и свойствах некоторых нефтепродуктов, основы подготовки
нефти к переработке, принципы ректификации, подробно излагаются
технологические схемы современных установок первичной переработки,
каталитического облагораживания продуктов переработки, рассматри-
ваются вопросы производства ароматических углеводородов и изомери-
зации легких углеводородных фракций.
Значительный объем книги посвящен вопросам устройства оборудо-
вания, применяемого в процессах коррозионного воздействия различ-
ных сред на него и методам его защиты.
Приводится практический материал по пуску, нормальной эксплуа-
тации и остановке установок, применяемым катализаторам, методам их
нормальной эксплуатации и восстановления утраченной активности. В
книге изложены основные пути совершенствования процессов перера-
ботки нефти, перспективы их развития, реконструкции технологичес-
ких схем и основного оборудования. Указывается эффективность рекон-
струкции на основе практического материала.
Учебный материал книги приведен в виде, удобном для его исполь-
зования в учебном процессе при подготовке кадров для производства по
специальности «Технология переработки нефти».
Книга может быть полезна для студентов училищ и техникумов.
Поскольку учебное пособие разрабатывалось по заданию ООО «КИ-
НЕФ», процессы переработки нефти изложены на основе действующих
технологических схем установок и поточной схемы переработки нефти
на Киришском НПЗ.
Автор благодарит генерального директора ООО «КИНЕФ» Сомова
Вадима Евсеевича за всестороннюю поддержку в организации подготов-
ки и издания учебного пособия. Особую благодарность при подготовке
учебного материала и первой части автор приносит заместителю главно-
го технолога Феркелю Е.В., начальнику отдела стандартизации Солопо-
ву В.А. и инженеру по НТИ Сибирцевой Л.В.
РАЗДЕЛ I. КРАТКАЯ ХАРАКТЕРИСТИКА КИРИШСКОГО
НЕФТЕПЕРЕРАБАТЫВАЮЩЕГО ЗАВОДА.
ПОТОЧНАЯ СХЕМА ПЕРЕРАБОТКИ НЕФТИ
1.1. Краткая характеристика завода
Постановление о строительстве Киришского НПЗ было принято
24 сентября 1960 г. Советом Министров СССР, а уже в марте 1966 г. завод
вошел в промышленную эксплуатацию. Головной проектной организа-
цией являлся Ленинградский институт по проектированиютопливных и
газовых производств — «Ленгипрогаз», преобразованный в Ленинградс-
кий государственный проектный институт по проектированию нефтехи-
мических процессов («Ленгипронефтехим»).
Завод проектировался двумя очередями. Первая очередь предусмат-
ривала объем переработки нефти в 8 млн.т в год и включала следующие
технологические установки и объекты: электрообессоливающую установ-
ку 10/6, атмосферно-вакуумную трубчатую установку АВТ-2 для перера-
ботки нефти в объеме 2 млн.т./год, атмосферную установку АТ-6 проект-
ной мощностью 6 млн. т./год, установку термического крекинга мазута
прямой гонки мощностью 0,6 млн.т/год, установки каталитического ри-
форминга Л-35-11/300 и Л-35-11/600 — для ароматизации бензиновых
фракций, получаемых на установках АВТ-2 и АТ-6, с целью производства
высокооктановых компонентов автобензинов, и установки Л-24/6 и
ЛГ-24/7для гидроочистки (обессеривания) дизельных фракций с целью
получения малосернистого топлива с содержанием серы 0,2% и 0,5%;
установки производства элементарной серы (утилизация сероводорода,
получаемого на установках гидроочистки, в процессе Клауса) и битум-
ные установки 19/10 и 19/6 мощностью по 0,45 млн.т/год для производ-
ства дорожных и строительных битумов. Естественно, в первую очередь
входил ряд объектов для обеспечения нормального функционирования
технологических установок: объекты паро-, тепло- и воздухоснабжения,
электрообеспечения, водоснабжения и очистки загрязненных производ-
ственных сточных вод, межцеховые коммуникации, ремонтное произ-
водство, товарно-сырьевой цех для приема нефти и отгрузки товарной
продукции и ряд других.
Вторая очередь предусматривала дальнейшее увеличение объемов
переработки нефти, для чего был запланирован ввод еще одной атмос-
ферно-вакуумной установки АВТ-6 проектной мощностью 6 млн.т/год и
строительство дополнительных установок для обеспечения выработки
высокооктановых бензинов, малосернистых дизтоплив, а также арома-
4
тики (бензол, толуол, пара- и ортоксилол) и сжиженных углеводородных
газов. С 1969 по 1978 гг. были построены и введены в эксплуатацию уста-
новки: АВТ-6, каталитического риформинга Л 4-35-11/600 для повыше-
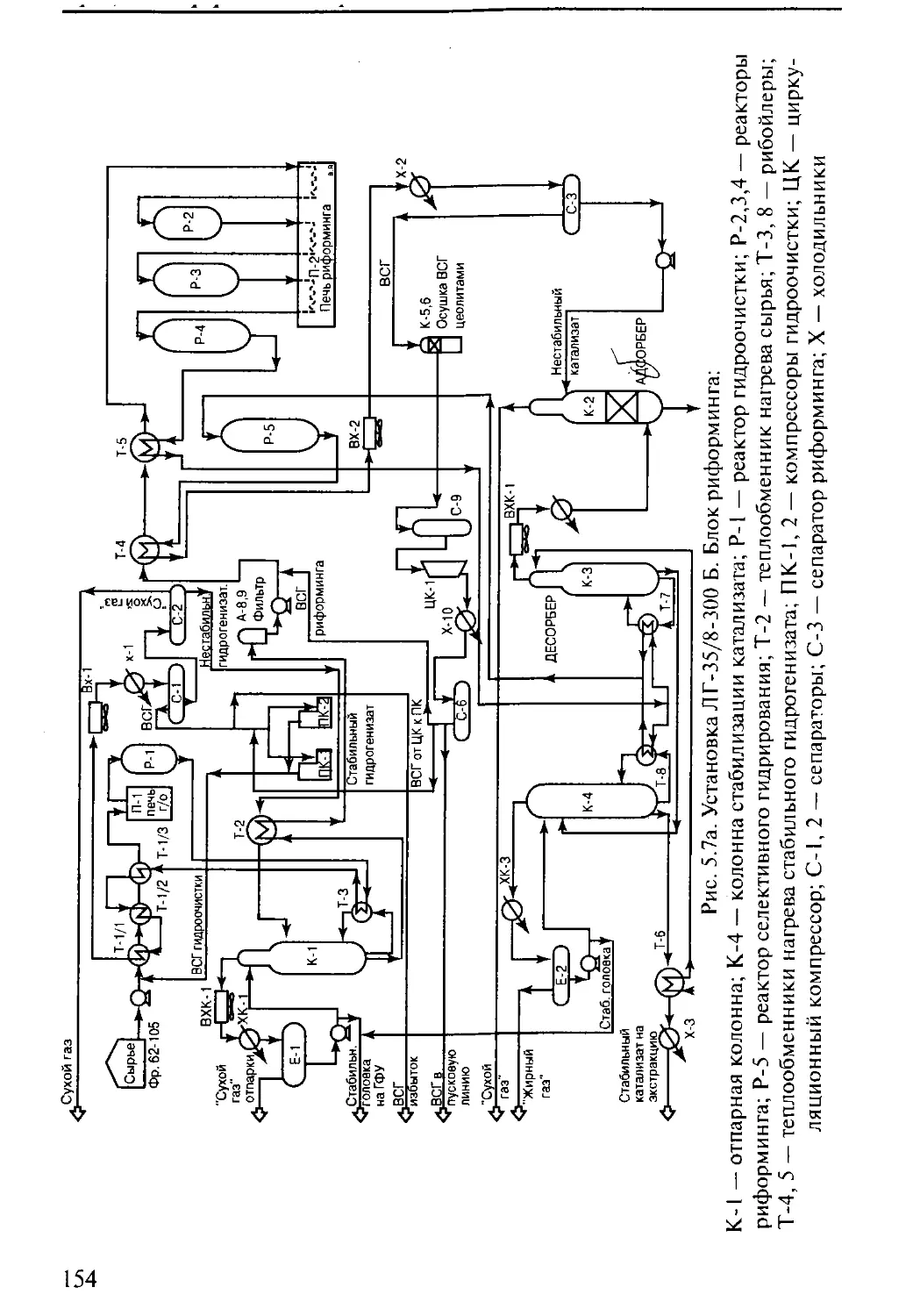
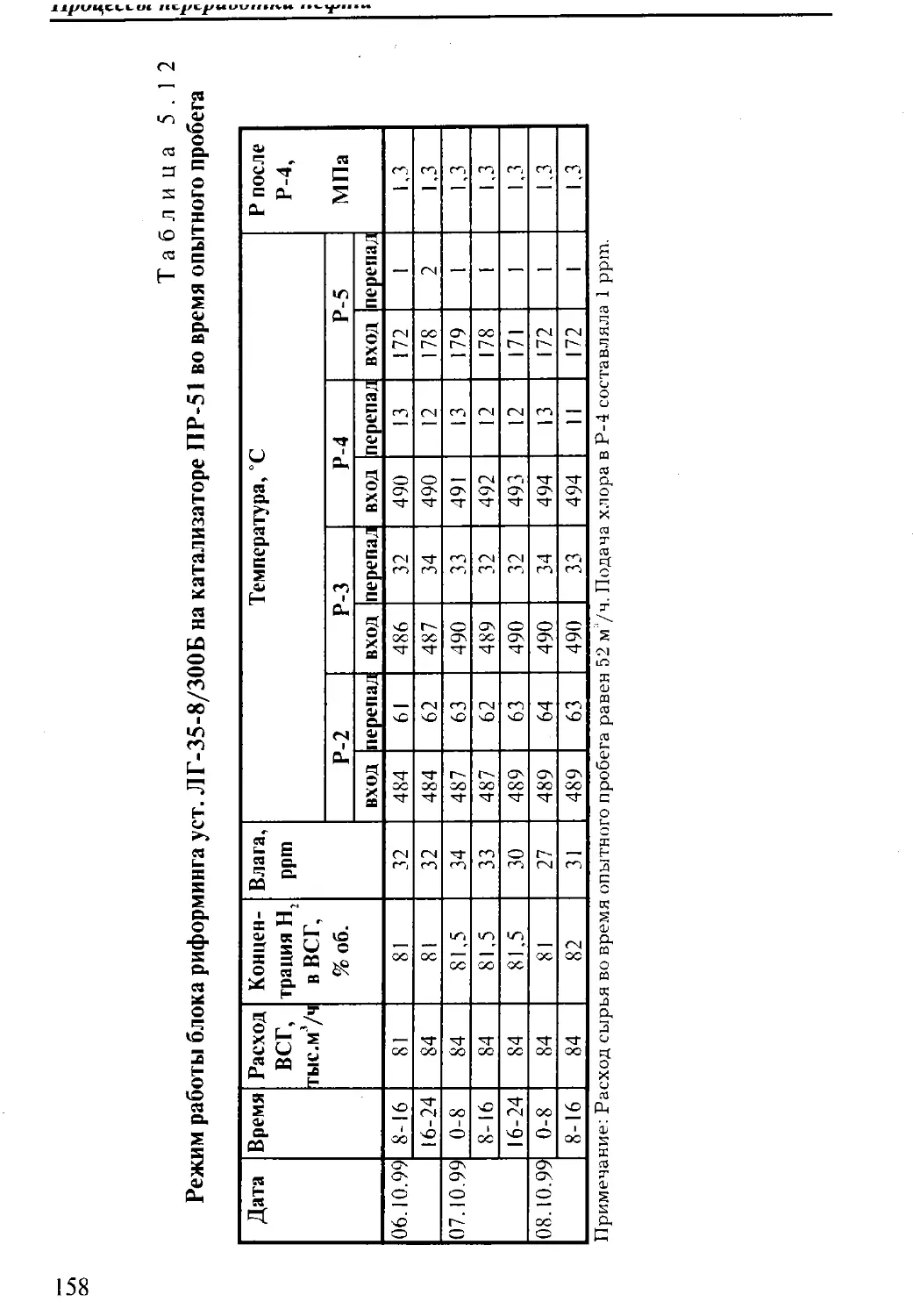
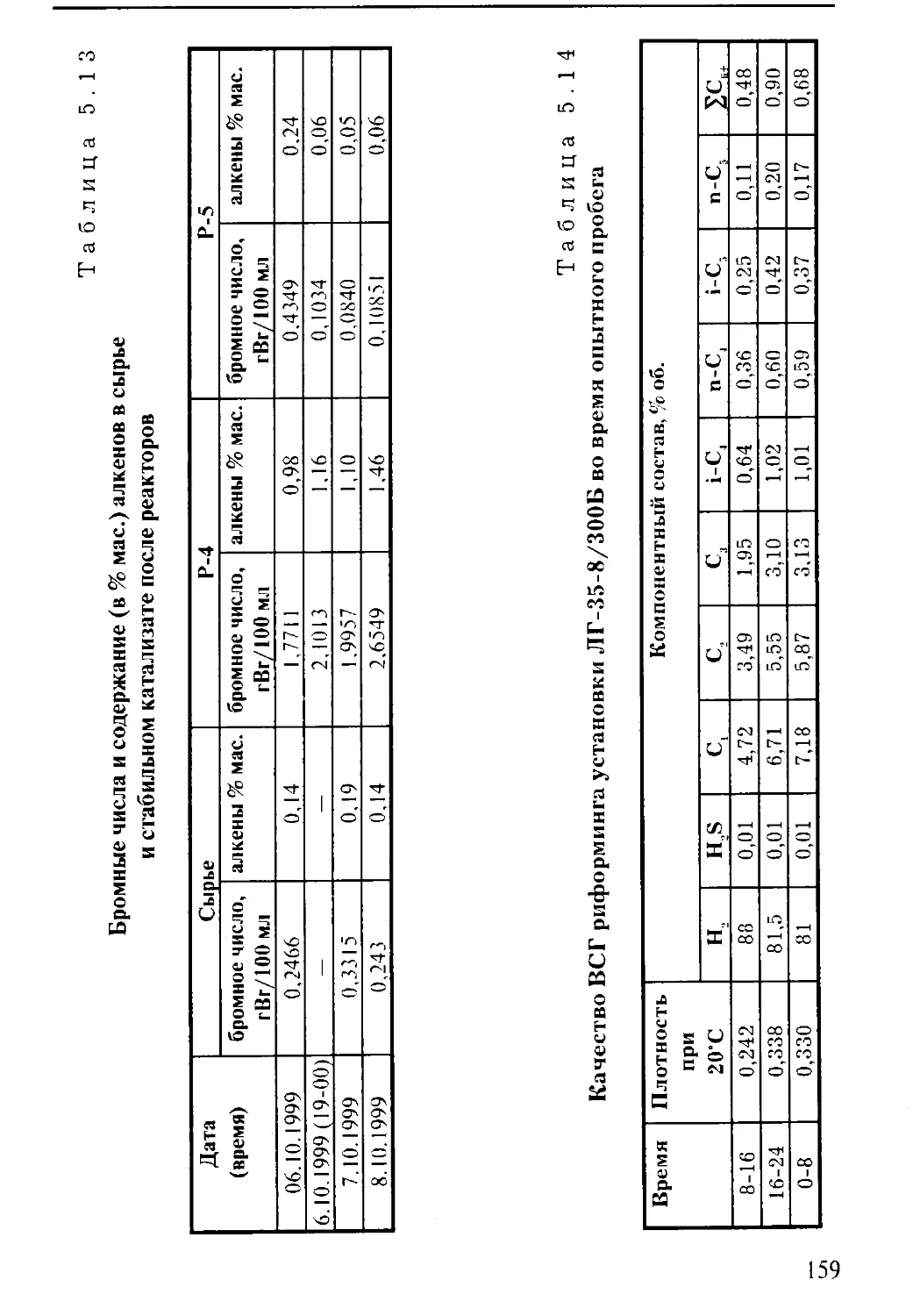
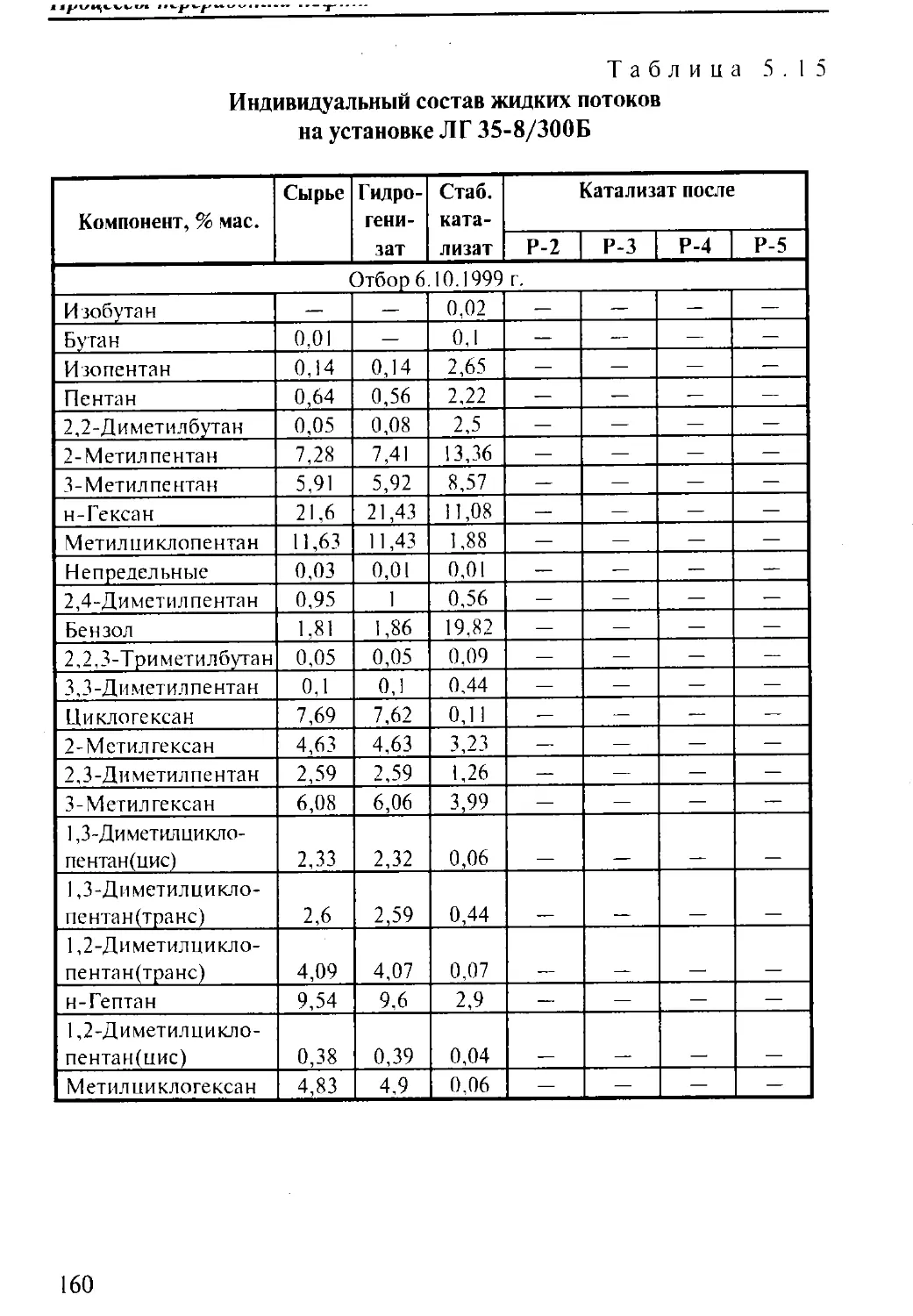
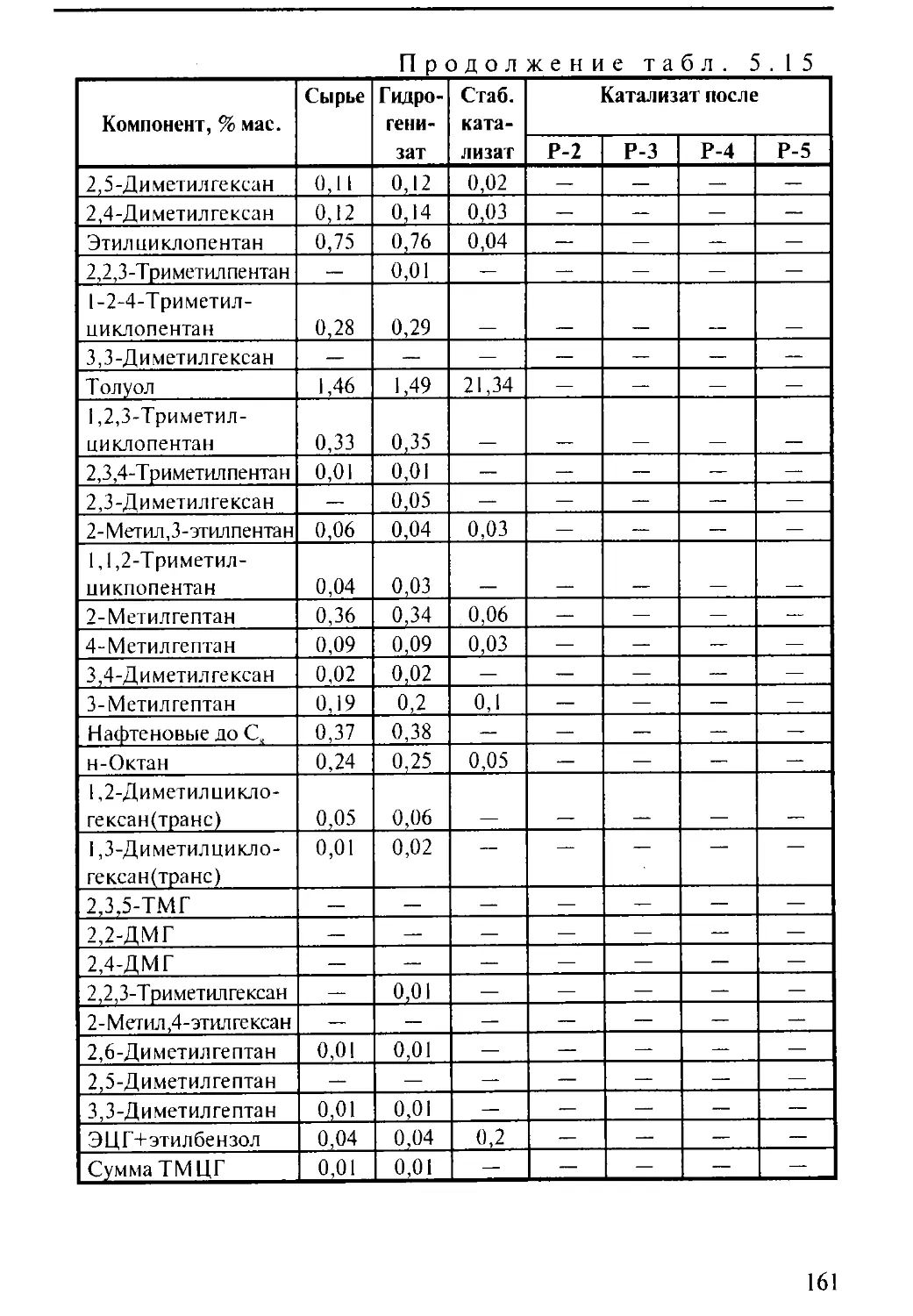
ния октанового числа бензинов прямой перегонки и Л Г-35-8/300Б для
производства бензола и толуола, установка по производству орто- и па-
раксилолов, первая в нашей стране установка вторичной перегонки пря-
могонных бензинов с блоком выделения сырья для установки по произ-
водству орто- и параксилолов методом четкой ректификации. В 1976 г.
была введена в эксплуатацию газофракционирующая установка (ГФУ)
для производства сжиженных углеводородных газов: пропан-бутана, изо-
бутана, нормального бутана, изопентана, нормального пентана. Это по-
зволило резко сократить количество избыточного газа, сжигаемого на
факелах и снизить загрязнение окружающей среды.
Большая работа по дальнейшему увеличению объемов переработки
нефти за счет реконструкции действующих установок АВТ-2, АТ-6, АВТ-6
и термокрекинга была проведена институтами «ВНИПИНефть» и«Лен-
гипронефтехим».
Это позволило без значительных капитальных вложений довести
мощность завода по переработке нефти до 19,3 млн.т/год. Кроме того,
была построена и введена в эксплуатацию установка Л 4-35-11/1000, по-
зволившая значительно увеличить производство автобензина с октано-
вым числом 92 пункта, а также освоить выпуск автобензина с октановым
числом 96 пунктов. Ввод установки Л Ч-24/9 обеспечил повышение каче-
ства дизельного топлива по содержанию серы: был прекращен выпуск
дизтоплива с содержанием серы 0,5%, завод полностью перешел на вы-
пуск топлива с содержанием серы не более 0,2% и приступил к производ-
ству экологически чистого дизтоплива с содержанием серы 0,05%.
В эти же годы на заводе построены две установки «Парекс» по произ-
водству нормальных парафинов (жидких парафинов), каждая из которых
обеспечивает переработку 650-700 тыс.т/год дизельного топлива с полу-
чением при этом до 120 тыс.т/год нормальных парафинов С|П-С|8. Очист-
ка их до требуемых качеств стандарта по содержанию ароматических угле-
водородов производится олеумом. В процессе очистки получается так на-
зываемый кислый гудрон. Для его утилизации, во избежание загрязнения
окружающей среды, в восьмидесятые годы были введены в эксплуатацию
две установки регенерации кислого гудрона (УПСК* в 1981 г. иУПСК-Н в
1988 г.) с получением серной кислоты и олеума. Олеум возвращается в про-
цесс очистки нормальных парафинов, что обеспечивает безотходное про-
* УПСК — установка производства серной кислоты.
5
изводство. Первоначально парафины использовали в качестве сырья для
производства белково-витаминного концентрата (Б ВК), а с закрытием за-
вода БВК стали использовать в производстве сырья для моющих веществ
(ЛАБ-ЛАБС).
В качестве сырья на Киришском НПЗ используется смесь нефтей с
содержанием серы 1,8-2% и солей 40-50 мг/л. Потенциальное содержа-
ние светлых нефтепродуктов до 350-360°С составляет 47-50%. С учетом
коэффициента извлечения от потенциала, равного 0,96, на установках
первичной переработки отбирают от 45 до 48% светлых.
Нефть поступает на завод по нефтепроводу из Западной Сибири,
проходящему через Башкирию, Татарию, Кстово, Ярославль. Кириши
являются конечной точкой нефтепровода. По пути следования в нефте-
провод закачиваются нефти Западной Сибири, Башкирии, Татарии рес-
публики Коми. В связи с этим качество нефти, поступающей на завод,
часто меняется, что требует от нефтепереработчиков оперативного конт-
роля для своевременной перестройки технологического режима устано-
вок первичной переработки. Оперативный контроль качества нефти осу-
ществляют по содержанию серы, парафина и плотности.
Кроме того, ведется контроль за содержанием воды, механческих
примесей и солей.
Отгрузку готовой продукции осуществляют, в основном, по желез-
ной дороге, некоторую часть (автобензины, керосин и дизтопливо) — по
трубопроводу на С.-Петербург и остальное — автотранспортом.
Завод является крупным потребителем энергоресурсов: потребление
электроэнергии, получаемой от Киришской ГРЭС-19, составляет около
800 млн.кВт/год.
За счет внедрения и развития систем оборотного водоснабжения и
положительного баланса осадков, накопления очищенных и ливневых
вод в прудах-накопителях завод имеет самый низкий уровень потребле-
ния воды на тонну перерабатываемой нефти (0,03 м3).
Завод вырабатывает около 60 наименований продукции. Основная
из них приведена на поточной схеме Киришского НПЗ. Значительная
доля продукции отправляется на экспорт.
При проектировании завода в шестидесятые годы в связи со значи-
тельной потребностью Северо-Западного экономического района в топ-
ливах (автомобильных, дизельных и котельных) завод был спроектиро-
ван по топливному варианту. Поэтому глубина переработки незначитель-
на и составляет чуть более 50%. С падением потребления котельных топ-
лив за счет перехода ряда электростанций с мазута на газ, а также строи-
тельством и вводом в эксплуатацию атомных электростанций, потреб-
6
ность в котельныхтопливах быстро уменьшается. Сейчас перед заводом
стоит задача сокращения объемов производства мазута и увеличения
выработки светлых нефтепродуктов. Это возможно только за счет вне-
дрения современных процессов, таких, как каталитический крекинг или
гидрокрекинге целью углубления переработки нефтидо уровня 75-78%.
Эта первостепенная задача должна воплотиться на заводе в ближайшие
годы за счет строительства и пуска комплекса гидрокрекинга мощностью
2,9 млн.т/год по переработке вакуумного газойля.
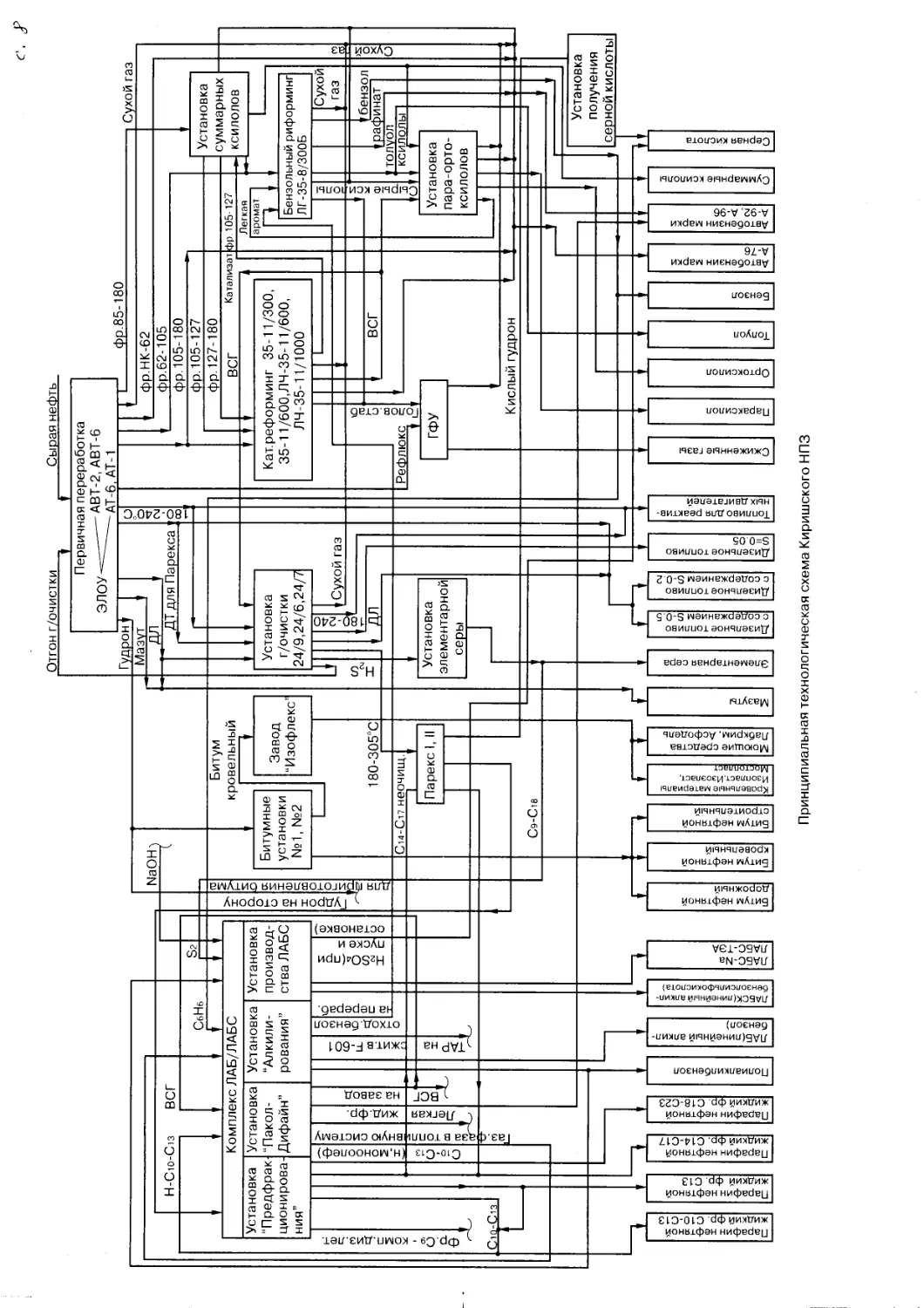
1.2. Поточная схема переработки нефти на Киришском НПЗ
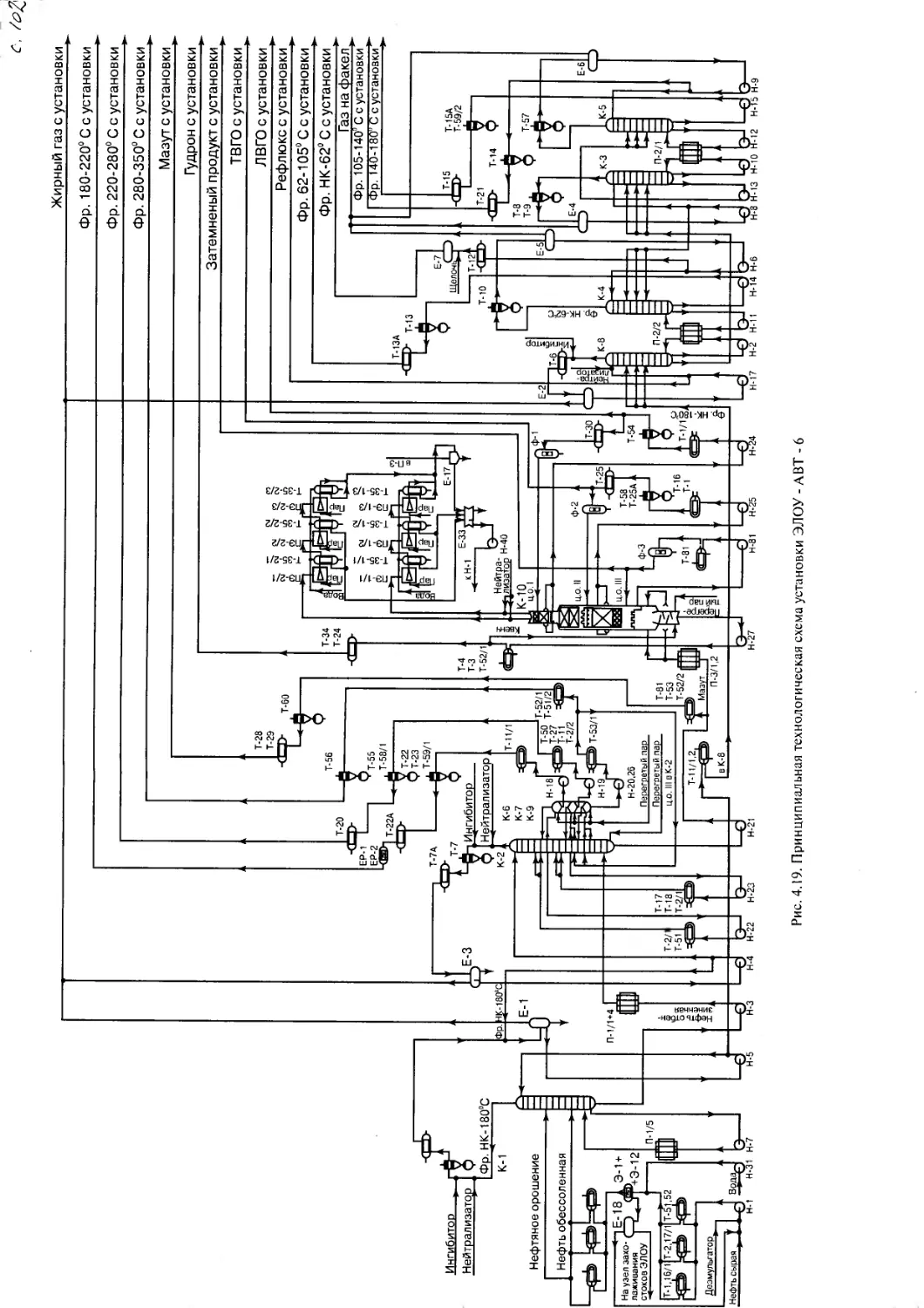
Принципиальная технологическая схема переработки нефти приве-
дена на рисунке (вклейка).
Сырая нефть, поступающая на завод, направляется в резервуарный парк
хранения нефти. После предварительного отстоя от основного количества
воды и механических примесей нефть подвергают обезвоживанию и обес-
соливанию на ЭЛОУ и направляют на первичную переработку.
Блок первичной переработки нефти состоит из двух атмосферных
(АТ-6 и АТ-1) и двух атмосферно-вакуумных (АВТ-6 и АВТ-2) установок.
Продукцией блока являются: сухой газ, используемый как технологичес-
кое топливо для заводских печей, жирные газы и рефлюкс, направляе-
мый на ГФУ для получения пропан-бутановой фракции и индивидуаль-
ных углеводородов; фракция н.к.-62°С, используемая как низкооктано-
вый компонент автобензинов или сырье установки изоселектоформин-
га; фракция 62- 105°С — сырье установки риформинга Л Г-35-8/300Б (про-
изводство бензола и толуола); фракция 85-180°С — сырье установки по-
лучения суммарных ксилолов и сырье установок каталитического рифор-
минга; дизельные дистилляты — компоненты дизельных топлив марок
ДЛ и ДЗ, причем часть дистиллята ДЛ используют как компонент ко-
тельных топлив, а остальную часть подвергают гидроочистке с целью по-
лучения дизельных топлив с содержанием серы не более 0,2 и 0,05%;
прямогонный дистиллят ДЗ в дальнейшем компаундируют с денормали-
затом установки «Парекс» с получением топлива ДЗ; прямогонную керо-
синовую фракцию смешивают с ее гидрогенизатом для получения авиа-
керосинов; мазут всех установок блока является основным компонентом
котельныхтоплив, а гудрон — сырьем битумных установок.
Блок каталитического риформинга включает несколько установок и
служит для получения высокооктановых компонентов автобензинов и
производства ароматических углеводородов. Назначение установки
Л-35-11/300 (изоселектоформинг) — получение, в результате селектив-
ной изомеризации н-алканов, компонента автомобильных бензинов
7
(изоселектоформата) с октановым числом 76-78 (м.м.) в зависимости от
соотношения компонентов сырья этой установки, которыми являются:
прямогонная фракция н.к.-62°С с установок АТ и АВТ, рафинат с блока
установки экстракции бензола и толуола после риформинга Л-35-8/300Б,
а также н-пентан и н-гексан с ГФУ.
Установки каталитического риформинга Л 4-35-11/1000 и
ЛЧ-35-11/600 (Л-35/11-600) служат для получения высокооктанового ком-
понента (ОЧ = 84-85 по м.м.) автобензинов. Их сырьем является бензи-
новая фракция 85- 180°С, полученная с блока вторичной ректификации
бензиновых фракций установки суммарных ксилолов, а целевыми про-
дуктами-катализаты с указанными выше октановыми числами, одна из
установок каталитического риформинга (ЛЧ-35-11/600 или Л-35-11/600)
в зависимости от ситуации на заводе работает для производства высоко-
ароматизированного катализата, который разделяется в дальнейшем на
втором блоке разделения установки суммарных ксилолов надоксилоль-
ную фракцию, являющуюся одним из компонентов при изготовлении
товарных автобензинов, либо она может быть использована в качестве
сырья бензольного риформинга при его недостатке; второй фракцией
являются суммарные ксилолы — сырье установки производства пара- и
орто-ксилолов. В этом случае в качестве сырья одной из вышеуказанных
установок каталитического риформинга используется фракция 105-
127°С, полученная на блоке вторичной ректификации бензинов уста-
новки суммарных ксилолов.
Для производства индивидуальных бензола и толуола предназначен
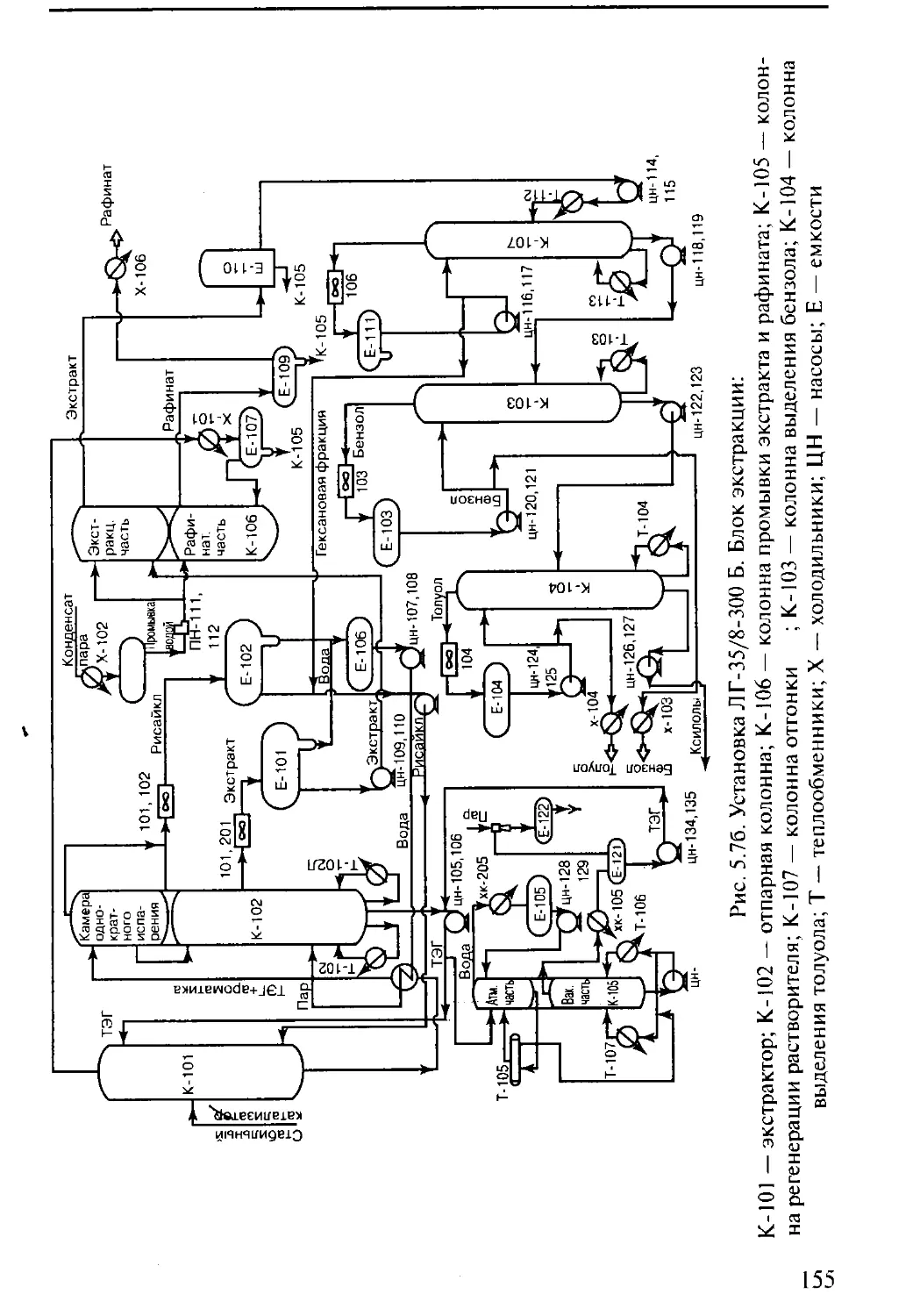
комплекс каталитического риформинга Л Г-35-8/300Б с блоками жидко-
стной экстракции ароматики из риформата и четкой ректификации аро-
матики. Сырьем комплекса являются прямогонные фракции 62-85 и 62-
105 (110)°С и, при их недостатке, — доксилольная фракция с установки
производства суммарных ксилолов. Продукция комплекса — индивиду-
альные бензол и толуол высокой чистоты (частьтолуола как высокоокта-
нового компонента может направляться на станцию компаундирования
автобензинов), сырые суммарные ксилолы, направляемые на установку
получения орто- и пара-ксилолов, а также рафинат экстракции аромати-
ки, являющийся частично сырьем изоселектоформинга, частично — то-
варным бензином-растворителем.
Со всех установок каталитического риформинга и каталитической
изомеризации (изоселектоформинга) сухой газ (С(-С2) поступает в за-
водскую сеть топливного газа, рефлюкс — на ГФУ, водородсодержащий
газ (ВСГ) — в общую сеть ВСГ для дальнейшего распределения и ис-
пользования.
8
Установка получения суммарных ксилолов состоит из блоков вторич-
ной ректификации и выделения суммарных ксилолов. Сырьем блока вто-
ричной ректификации является прямогонная бензиновая фракция 85-180°С,
которую разделяют на три погона: 85-105, 105-127, 127-180°С. Объединен-
ная фракция 85-105 и 127-180°С направляется на каталитический рифор-
мингдля производства высокооктанового компонентаавтомоб ильного бен-
зина на установках Л 4-35-1 1/1000иЛ-35-11/600, а фракция 105-127°С —на
установку Л4-35-11 /600. Катализат этой фракции поступает в качестве сы-
рья на блок выделения суммарных ксилолов. Здесь четкой ректификацией
отделяют легкую доке идол ьную фракцию, которую испол ьзуют как рисай кл
«бензольного» риформинга (ЛГ-35-8/300Б) или в качестве высокооктано-
вого компонента автобензинов. Высшая ароматика (С9+) также направляет-
ся в парк компаундирования бензинов. Целевой продукт блока — смесь
орто-, пара-, метаксилолов и этилбензола — является сырьем установки по-
лучения орто- и параксилолов.
На этой установке в блоке четкой ректификации из фракции суммар-
ных ксилолов выделяют о-ксилол, имеющий температуру кипения
144,4°С, отличающуюся от температур кипения остальных компонентов
(136,2-139,1 °C). Высокая температура кристаллизации п-ксилола (13,3°С)
позволяет отделить его от м-ксилола (t т = -47,9°С) и, тем более, от
этилбензола (1крист = -95°С) в блоке низкотемпературной кристаллиза-
ции с выходом от потенциала до 75-85% в зависимости от характера об-
разующихся эвтектических смесей n-ксилола с другими компонентами
смеси. Поскольку наиболее ценным является n-ксилол (исходное сырье
для производства синтетического волокна), оставшуюся смесь м-ксило-
ла и этилбензола направляют в блок октафайнинга (каталитическая изо-
меризация на алюмоплатиновом катализаторе при 2,0 МПа, 420-485°С,
объемной скорости подачи сырья 0,5-1,0ч*' и циркуляции ВСГ). Сум-
марное производство о- и n-ксидолов составляет при указанной схеме до
120000 т/год. Легкая (С7) и тяжелая (С9) ароматика с установки получе-
ния о- и n-ксилолов направляется на станцию смешения бензинов. Часть
легкой ароматики используется какрисайкл «бензольного» риформинга
(ЛГ-35-8/300Б).
Керосиновый дистиллят с установок АТ-6, АВТ-6 и АВТ-2 испол ьзу-
ют для производства реактивного топлива ТС-1 для внутреннего исполь-
зования или авиатоплива «АТК-Jet» на экспорт. Часть прямогонного ке-
росина поступает на гидроочистку (ЛГ-24/7 или ЛГ-24/6), полученный
гидрогенизат компаундируют с прямогонным компонентом таким обра-
зом, чтобы содержание меркаптановой серы втоварном авиакеросине не
превышало 0,005% мае.
9
Прямогонные дизельные дистилляты используют для производства
дизельных топлив летнего (Л) и зимнего (3) сортов с содержанием серы
до 0,2% мае., а также экологически чистого дизтоплива с содержанием
серы до 0,05% мае. В связи с жесткими требованиями ГОСТ по содержа-
нию серы в дизельных топливах значительную часть прямогонных дис-
тиллятов подвергают гидроочистке на установках ЛГ-24/7 и ЛГ-24/9.
Гидрогенизаты компаундируют с прямогонными дистиллятами, полу-
чая соответствующие сортатоварныхдизельных топлив. Для получения
дизельного топлива (3) используют в качестве низкозастывающего
(t =-50°С) компонента денормализат с установок «Парекс-1, П».
На установках гидроочистки используют водородсодержащий газ
(ВСГ) каталитического риформинга, избыток которого после гидро-
очистки возвращается в сеть ВСГ. Отгоны всех установок гидроочист-
ки — низкооктановые (ОЧ = ~50 по м.м.) бензины — закачивают в
нефть, поступающую на первичную переработку. Углеводородный газ
гидроочистки подвергают моноэтаноламиновой абсорбции (очистке от
сероводорода) и направляют в топливную сеть завода, а сероводород,
десорбированный из моноэтаноламина, — в процесс Клауса для полу-
чения из него элементарной серы или на УПСК для производства H2SO4
и олеума.
На ГФУ поступает углеводородный газ и рефлюкс с АТ и АВТ, а так-
же рефлюкс с установок риформинга. Продукцией ГФУ являются сухой
газ, используемый как технологическое топливо; пропан-бутановая
фракция летнего и зимнего сортов, используемая как газ для комму-
нально-бытового назначения; изобутан и н-бутан, отгружаемые как сы-
рье для нефтехимических процессов, либо частично используемые в
качестве высокооктановых компонентов автобензинов; изопентан и н-
пентан, отгружаемые как товарные продукты потребителям, а при их
избытке, используемые в качестве компонентов бензина или как сырье
изоселектоформинга.
Сырьем производства нормальных парафинов являются фракции 180-
280°Сс АТ-1 и АВТ-2 и 220-280°Сс АВТ-6, поступающие на гидроочист-
ку (Л Г-24/6 или ЛГ-24/7). Основным продуктом гидроочистки является
гидрогенизат 180-305°С, направляемый на установки «Парекс-I» и «Па-
рекс-11», где осуществляется извлечение из него н-парафинов адсорбци-
онным способом. В качестве адсорбента используют цеолит, поглощаю-
щий только н-алканы. Адсорбция н-алканов протекает в трех адсорберах
со стационарным слоем цеолита, работающих по сменно-циклическому
графику, при температуре 360-380°С, давлении 1,0-1,1 МПа в присутствии
циркулирующего ВСГ. Неадсорбированная часть гидрогенизата — де-
10
нормализат — выводится с установок и направляется на станцию компа-
ундирования дизельных топлив как компонент топлива (3). Десорбцию
суммарных н-алканов (жидкие парафины) осуществляют аммиаком и
подвергают их глубокой очистке олеумом от ароматических и непредель-
ных углеводородов. Широкая фракция неочищенных н-парафинов с со-
держанием основного вещества 99,0-99,5% мае. является сырьем комп-
лекса ЛАБ/ЛАБС (производство основного сырья для получения мою-
щих средств).
Неочищенная широкая фракция жидких парафинов С9-С2О с устано-
вок «Парекс» поступает на установку предфракционирования комплекса
ЛАБ/ЛАБС. В результате перегонки получают: фракцию парафинов Сд
как компонент летнего дизельного топлива; фракцию парафинов С -С|2
и парафин С(3 или фракцию С 0-С|3 в качестве сырья процесса «Пакол-
Дифайн»; фракцию С 14-С|7, которая проходит олеумную очистку на уста-
новках «Парекс» и используется как товарный продукт. Отход олеумной
очистки — кислый гудрон (85%-ная серная кислота с 15%-ной раство-
ренной в ней органикой) — направляют на установку утилизации кисло-
го гудрона.
На установке «Пакол-Дифайн» протекает процесс дегидрирова-
ния н-парафинов С|0-С|2 3, в результате чего образуется смесь моно-
олефинов и парафинов того же состава, направляемая на установку
алкилирования, и более легкие углеводороды, образовавшиеся в ре-
зультате частичной деструкции сырья. Эту легкую фракцию подвер-
гают догидрированию с целью насыщения непредельных углеводо-
родов в среде ВСГ и используют как компонент автобензинов, ВСГ
направляют в сеть ВСГ.
Установка алкилирования предназначена для получения смеси ли-
нейных алкилбензолов (ЛАБ). Бензол, поступающий с установки
ЛГ-35-8/300Б, алкилируют здесь моноолефинами С|0-С получен-
ными в процессе «Пакол-Дифайн». Получаемый при этом ЛАБ направ-
ляют на установку производства ЛАБС, а побочный продукт алкилиро-
вания — полиалкилбензол — выводят с установки. Избыточный (не всту-
пивший в реакцию алкилирования) бензол возвращают на установку
ЛГ-35-8/300Б, часть его в качестве рисайкла может быть возвращена в
реакцию алкилирования.
На установку производства ЛАБС в качестве реагентов поступают:
ЛАБ с установки алкилирования, сера (товарный продукт процесса Кла-
уса), атакже едкий натр (NaOH), триэтаноламин и деминерализованная
вода. При пуске установки в зону реакции подают серную кислоту, кото-
рая, взаимодействуя с ЛАБ, образует алкилбензолсульфокислоту
11
(ЛАБСК). Последняя, реагируя с триэтаноламином (ТЭА), образует три-
этаноламиновую соль алкилбензолсульфокислоты (ЛАБС-ТЭА), а реак-
ция ЛАБСК с NaOH позволяет получить алкилбензолсульфонат натрия
(ЛАБС-Na) — основной реагент в производстве моющих средств. Избы-
ток ЛАБСК выводят с установки как готовый продукт, а серную кислоту
при остановке установки присоединяют к продукту установки утилиза-
ции кислого гудрона.
На основе водного раствора ЛАБС-Na и дополнительных компонен-
тов со стороны в производстве моющих паст и жидкостей завода «Изоф-
лекс» выпускают товарную продукцию — моющие средства с фирменны-
ми названиями «Лабкрим» и «Асфодель».
Для производства котельных топлив в парк смешения темных нефте-
продуктов с установок АТ-1 и АТ-6 поступает прямогонный мазут, атакже
атмосферный и вакуумный газойли и прямогонный дистиллят летнего
дизельного топлива. Компаундированием различных компонентов в оп-
ределенных соотношениях получают: мазут топочный М-100, мазут флот-
ский Ф-5, топливо судовое высоковязкое С ВС и технологическое топли-
во экспортное Э-4. Часть топочного мазута по мазутопроводу закачивают
в резервуары ГРЭС-19, снабжающей завод электроэнергией, паром и го-
рячей водой.
На битумные установки 19/6 и 19/10 в качестве основного сырья по-
ступает гудрон с АВТ-2 и АВТ-6 и как разбавитель — Ill-й вакуумный
погон с АВТ-6. Окислением (кислородом воздуха) гудрона при различ-
ных режимах получают 800-900 тыс.т/год дорожных и строительных би-
тумов. Кроме того, продукцией битумного цеха являются изоляционные
и кровельные марки битумов. Дорожные битумы отгружают потребите-
лям в обогреваемых цистернах, специальных бункерных вагонах с паро-
вой рубашкой, атакже автотранспортом (в битумовозах). Строительные
битумы затаривают в крафт-мешки для доставки потребителям пожелез-
ной дороге или автотранспортом.
Кровельные битумы отправляют потребителю на стороне и исполь-
зуют в собственном производстве кровельных материалов, входящем в
состав завода «Изофлекс». Его товарной продукцией являются кро-
вельные материалы с «фирменными» наименованиями «Изопласт», «Изо-
эласт», «Мостопласт» и «Кинепласт».
Большая часть сероводорода с установки МЭА-очистки направляет-
ся в процесс Клауса, меньшая — на установку утилизации кислого гудро-
на. На этой установке кислый гудрон сжигают в атмосфере H2S (серово-
дорода) при температуре 1000-1100°С с образованием SO2, который, в
свою очередь, окисляют на ванадиевом катализаторе до SOr На базе три-
оксида серы получают как техническую 92-94%-ную серную кислоту, от-
правляемую по железной дороге на заводы по производству химических
удобрений, так и моногидрат, насыщенный 25-30% SO, (олеум), возвра-
щаемый на установки «Парекс».
В целях обеспечения бесперебойной и безаварийной работы основ-
ного технологического производства завод имеет в своем составе вспомо-
гательные службы: факельное хозяйство; систему оборотного водоснаб-
жения; закрытую канализационную систему, связанную с очистными
сооружениями и прудами-накопителями очищенной воды (цех водоснаб-
жения и очистки сточных вод № 13); управление технологическими по-
токами, а также обеспечение технологических цехов паром, горячей во-
дой и воздухом (диспетчерская завода — цех № 14); цех КИПиА № 12;
электрообеспечение (электроремонтный цех № 15); ремонтно-механи-
ческий завод (РМЗ) и др.
13
РАЗДЕЛ II. ОБЩИЕ СВЕДЕНИЯ О НЕФТИ.
ОСНОВНЫЕ ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА
НЕФТЕЙ И НЕФТЕПРОДУКТОВ.
НАПРАВЛЕНИЯ ПЕРЕРАБОТКИ НЕФТИ
2.1. Общие сведения о нефти
Нефть представляет собой маслянистую жидкость от светло-желтого
(редкие «белые» нефти) до коричнево-бурого и даже черного цвета, обычно
легко текущую, реже — малоподвижную. Иногда встречаются твердые
нефти (п-ов Мангышлак).
Основными химическими элементами, составляющими нефть, являют-
ся углерод (С) и водород (Н), содержащиеся в различных нефтях в количе-
ствах (% мае.) 82-87 и 11-15 соответственно. Оставшуюся долю составляют
сера (S), азот (N), кислород (О) и металлы (ванадий, никель, железо, кальций,
натрий, калий, медь и др.), находящиеся в нефтях в виде сернистых, азотис-
тых, кислородсодержащих и металлоорганических соединений. Таким обра-
зом, по своему составу нефть представляет собой очень сложную смесь орга-
нических веществ, преимущественно жидких, в которой растворены (или на-
ходятся в коллоидном состоянии) твердые органические соединения и сопут-
ствующие нефти газообразные углеводороды (попутный газ).
Углеводороды, т.е. органические вещества, состоящие только из уг-
лерода и водорода, являются основной частью всех нефтей. Следует от-
метить, что в нефтях, за редким исключением, отсутствуют ненасыщен-
ные углеводороды, относящиеся к классу непредельных (олефины или
алкены). В углеводородный состав нефтей входят алканы (парафины),
цикланы (циклопарафины или нафтены) и арены (ароматические угле-
водороды). Относительное содержание этих групп углеводородов в раз-
ных нефтях различно. Преобладание той или иной группы в нефти при-
дает ей определенные свойства, что определяет направление и комплекс
процессов ее переработки, атакже качество и области применения полу-
чаемых из нее нефтепродуктов.
Парафиновые углеводороды (алканы)
Гомологический ряд парафиновых (алкановых) углеводородов име-
нуют также метановым рядом по названию первого его члена (гомоло-
га) — метана (СН4). Метан (С,), этан (С2), пропан (С3) и бутаны (С4)
являются при нормальных условиях (20°С, 760 мм рт.ст.) газами и входят
всостав нефтяных газов, которые растворены в нефти, когдаона находит-
ся под большим давлением в нефтяном пласте, и выделяются из нее в
14
виде свободной газовой фазы, когда нефть при ее добыче выходит из сква-
жины. Нефтяные газы, богатые пропаном и бутанами, именуют жирны-
ми, в отличие от природных газов, как правило, состоящих на 97-98% об.
из метана, которые называют сухими.
Начиная с бутана, каждый алкан может иметь как нормальное строе-
ние (н-алкан), т.е. прямую (неразветвленную) цепь, как у н-бутана (СН3-
СН2-СН2-СН,), так и изомерное (разветвленное) строение, как у изобутана
сн3-сн-сн3
сн3
Таким образом, изомеры — это вещества, имеющие одну и ту же хими-
ческую формулу, но различную структуру (строение). С увеличением числа
С-атомов в молекулах н-алканов количество изомеров быстро возраста-
ет: для бутана существуют 2 изомера, для пентана (С5) — 3, для декана
(С ) — 75, для эйкозана (С2П) — 366319 изомеров.
Парафиновые углеводороды от пентана (С,) до гексадекана (С ) вклю-
чительно при нормальных условияхявляются жидкостями и входят в со-
став бензинов, керосинов и дизельных топлив. При этом изопарафины —
весьма желательные компоненты бензинов, придающие им хорошие ан-
тидетонационные свойства (см. далее), так как обладают высокими окта-
новыми числами, а н-парафины по той же причине (у них высокие цета-
новые числа) — желательные компоненты дизельных топлив.
Парафиновые углеводороды от С и выше при нормальных условиях яв-
ляются твердыми веществами: их температуры плавления возрастают с увели-
чением молекулярной массы. Твердые парафины присутствуют преимуще-
ственно в масляных дистиллятах, а также являются основной массой товар-
ных парафинов и церезинов, причем парафины содержат в своем составе глав-
ным образом н-алканы, а церезины — нафтеновые и ароматические углеводо-
роды с длинными боковыми цепями, преимущественно изостроения.
По технологической классификации нефтей (ГОСТ912-66) малопа-
рафинистыми считают нефти, содержащие не более 1,5% мае. парафина
с температурой плавления 50°С; парафинистыми — нефти с содержани-
ем такого парафина 1,51 -6,0% мае.; нефти, в которых более 6,0% мае. па-
рафина, относят к высокопарафинистым.
Нафтеновые углеводороды (циклоалканы)
Нафтеновые углеводороды, впервые открытые в бакинских нефтях
В.В.Марковниковым, являются предельными (не имеющими двойных
15
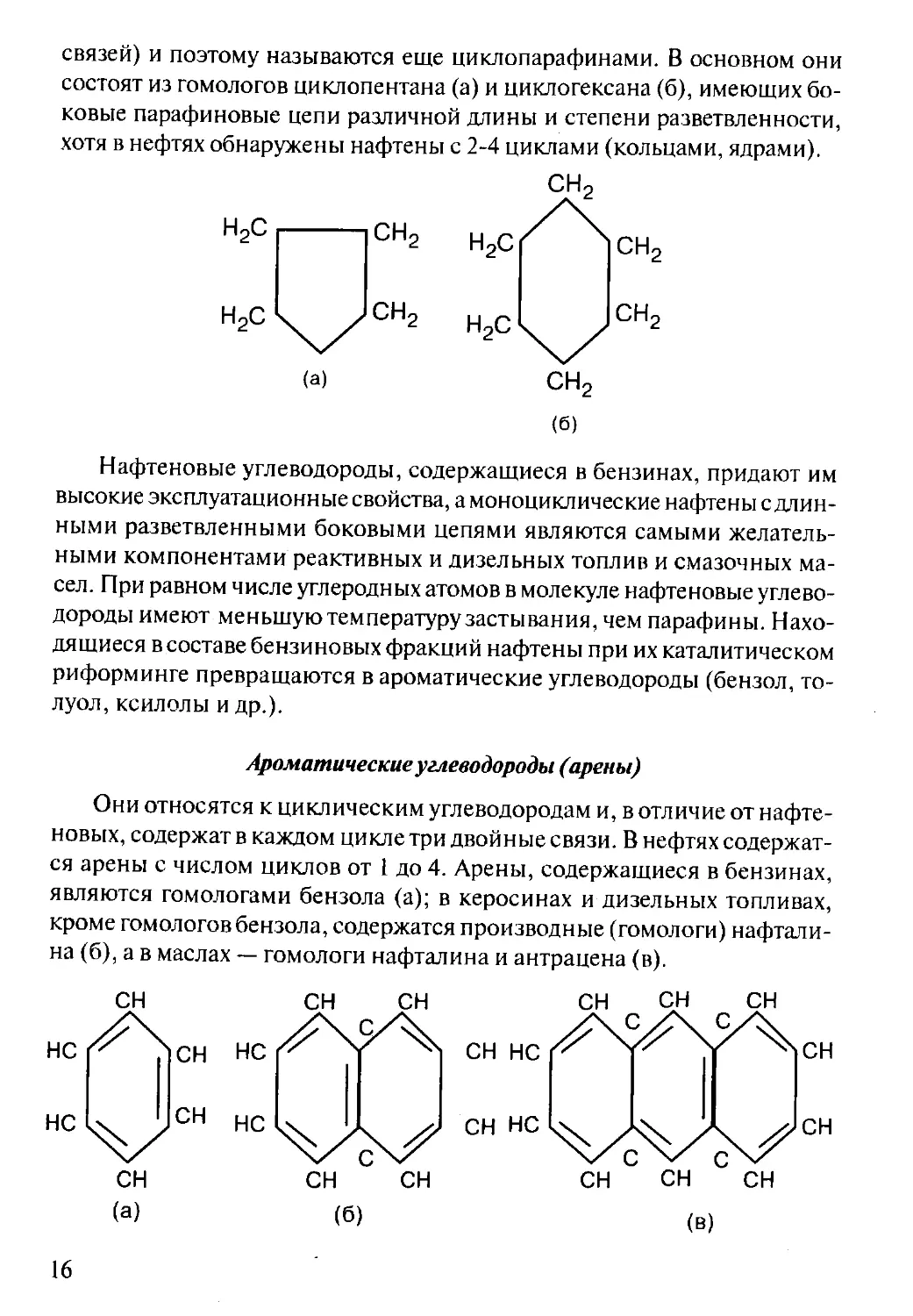
связей) и поэтому называются еще циклопарафинами. В основном они
состоят из гомологов циклопентана (а) и циклогексана (б), имеющих бо-
ковые парафиновые цепи различной длины и степени разветвленности,
хотя в нефтях обнаружены нафтены с 2-4 циклами (кольцами, ядрами).
(а)
сн2
(б)
Нафтеновые углеводороды, содержащиеся в бензинах, придают им
высокие эксплуатационные свойства, а моноциклические нафтены с длин-
ными разветвленными боковыми цепями являются самыми желатель-
ными компонентами реактивных и дизельных топлив и смазочных ма-
сел. При равном числе углеродных атомов в молекуле нафтеновые углево-
дороды имеют меньшую температуру застывания, чем парафины. Нахо-
дящиеся в составе бензиновых фракций нафтены при их каталитическом
риформинге превращаются в ароматические углеводороды (бензол то-
луол, ксилолы и др.).
Ароматические углеводороды (арены)
Они относятся к циклическим углеводородам и, в отличие от нафте-
новых, содержат в каждом цикле три двойные связи. В нефтях содержат-
ся арены с числом циклов от 1 до 4. Арены, содержащиеся в бензинах,
являются гомологами бензола (а); в керосинах и дизельных топливах,
кроме гомологов бензола, содержатся производные (гомологи) нафтали-
на (б), а в маслах — гомологи нафталина и антрацена (в).
16
В соответствии с современными экологическими требованиями ко-
личество ароматических углеводородов, особенно бензола, в бензинах
резко ограничено; они снижают качество реактивных и дизельных топ-
лив, ухудшая характеристики их сгорания. Нов маслах гомологи бензола
с длинными боковыми изопарафиновыми цепями являются весьма же-
лательными компонентами (и нежелательными — арены без боковых
цепей и полициклические). Кроме присутствия в качестве компонентов
в различных нефтепродуктах, ароматические углеводороды, в силу их
высокой растворяющей способности по отношению к органическим ве-
ществам, применяют как растворители, а также в производстве взрывча-
тых веществ и в нефтехимическом синтезе.
Гетероциклические соединения нефти
На долю серо-, азот- и кислородсодержащих соединений, присут-
ствующих в нефтях, приходится суммарно несколько процентов, но по-
давляющая их часть является крайне нежелательной при переработке
нефти, корродируя аппаратуру, отравляя дорогостоящие катализаторы,
придавая товарным нефтепродуктам темный цвет и неприятный запах.
Среди них особое место занимают сернистые соединения, самыми аг-
рессивными из которых являются сероводород и меркаптаны. По содер-
жанию серы нефти делятся на три класса: до 0,5% мае. — малосернистые,
от 0,51 до 2% мае. — сернистые и выше 2% мае. — высокосернистые.
Наконец, смолисто-асфальтеновые вещества содержатся практичес-
ки во всех нефтях. Их содержание и химический состав влияют на выбор
направления переработки нефти. Легкие нефти содержат их в количе-
ствахдо4-5% мае., тяжелые —20% мае. и более. Эти вещества представ-
ляют собой комплексы полициклических, гетероциклических (т.е. S-,
N-, О-содержащих) и металлоорганических соединений, точный состав
которых до сих пор не установлен. Известно лишь, что нейтральные смо-
лы (полужидкие вещества темно-красного цвета) растворимы в петро-
лейном эфире (легком бензине); асфальтены (бурые или черные веще-
ства, твердые, хрупкие и неплавкие), не растворимые в петролейном эфи-
ре, растворимы в горячем бензоле; карбены частично растворимы лишь в
пиридине и сероуглероде; карбоиды не растворяются ни в одном из изве-
стных органических или минеральных растворителей; асфальтогеновые
кислоты и их ангидриды растворимы в спирте, бензоле и хлороформе.
В общем случае классификация нефтей по содержанию серы, пара-
финов, смол, а также по потенциальному содержанию базовых дистил-
лятных и остаточных масел (на 4 группы) позволяет грамотно решать
вопрос целесообразности применения той или иной схемы переработки
17
нефтей при проектировании новых заводов и в практике эксплуатации
действующих установок при переходе на новые сорта нефти.
2.2. Основные физико-химические свойства
нефтей и нефтепродуктов
Всякое вещество имеет свойства только ему одному присущие, по
которым можно установить (идентифицировать) это вещество. Напри-
мер, если вещество при 760 мм рт.ст. кипит при 100°С, при 0°С перехо-
дит из жидкого состояния в твердое, а при 4°С имеет массу 1см3, равную
1 г, то это вещество — дистиллированная вода. Точно так же, характери-
зуя нефти и нефтепродукты, необходимо знание совокупностей их фи-
зико-химических свойств, неких констант, которые используют для рас-
четов нефтезаводской аппаратуры, контроля производственных процес-
сов, характеристики качества товарных нефтепродуктов и др.
Плотность
Абсолютная плотность — это масса вещества в единице объема. В
системе СИ она имеет размерность кг/м3.
В практике нефтяного дела определяют относительную плотность
Д,2. Это безразмерная величина, показывающая отношение плотности
нефтепродукта при температуре t2 к плотности дистиллированной воды
при температуре tr Стандартными температурами в некоторых странах
(в том числе и в России) приняты: для воды t, = 4°С, для нефтепродукта
t2 = 20°С. В ряде стран для воды и нефтепродукта стандартной является
температура t, = t? = 60°F (15,5°С). Таким образом, определяют р^° или
р15 5 . При определении р‘ численные значения абсолютной и отно-
сительной плотностей совпадают, поскольку плотность воды при 4°С
равна единице.
Плотность нефтепродуктов возрастаете увеличением их молекуляр-
ной массы (температуры кипения) и уменьшается для одного и того же
нефтепродукта (или нефти) с повышением его температуры. Для опреде-
ления плотностей нефтей и нефтепродуктов при температуре t пользу-
ются линейным законом Д.И.Менделеева по формуле:
р\ = р420 - a(t - 20),
18
где р‘ — относительная плотность при температуре t, °C;
р4п — то же при стандартной температуре, 20°С;
а — поправка на изменение плотности при изменении температу-
ры на ГС.
Поправку используют также при пересчете в :
Р1Й=Р4П + 5«.
Значения поправок для нефтепродуктов приведены в специальной
литературе.
Если смешение нескольких нефтепродуктов не приводит к расшире-
нию или сжатию объема смеси по сравнению с суммой объемов исход-
ных компонентов (принцип аддитивности), то среднюю плотность сме-
си находят по правилу смешения:
= P^+p2V>+--- + P„Vn
Рср V, + v2 +... + vn ’
где рр р,, рл — относительные плотности компонентов смеси, опреде-
ленные при одной и той же температуре;
V V V, — соответственно их объемы при той же температуре.
Плотность жидких нефтепродуктов в заводской практике измеряют
прибором, называемым ареометром. Он дает точность измерения до
0,001. Высоковязкие нефтепродукты измеряют методом разбавления ке-
росином. Зная плотность керосина, легко вычислить плотность смеси и
высоковязкого нефтепродукта.
Плотность возрастает при одинаковых условиях и при равном числе
С-атомов в молекуле в ряду: парафины -» нафтены -» арены.
Величину, обратную плотности (1/р, м’/кг), — удельный объем — ис-
пользуют при расчете количества нефти и нефтепродуктов в резервуарах.
Фракционный состав. Поскольку нефть и нефтепродукты представ-
ляют собой сложные смеси различных веществ, обычными методами пе-
регонки их невозможно разделить на индивидуальные углеводороды. Как
правило, нефть в процессе перегонки (дистилляции) разделяют на час-
ти, каждая из которой является менее сложной смесью. Такие части на-
зывают фракциями или дистиллятами. В отличие от индивидуальных
углеводородов они не имеют постоянной температуры кипения, а выки-
19
пают в определенных температурных пределах, т.е. имеют температуры
начала кипения (н.к.) и конца кипения (к.к.). Зная их можно судить о
потенциальном содержании той или иной фракции (в объемных или
массовых процентах) в нефти. С помощью этого показателя можно су-
дить о том, какие фракции и в каком количестве можно выделить из не-
фти в процессе ее перегонки.
Фракционный состав нефтепродуктов характеризует их поведение
при эксплуатации в двигателях. Например, температура выкипания
10% об. бензина показывает возможность запуска двигателя при низ-
кой температуре воздуха. Чем ниже температура выкипания 10% об.
бензина, тем легче запуск, зато при высоких температурах воздуха вслед-
ствие быстрой испаряемости бензина возможно образование газовых
пробок в топливоподводящей системе двигателя и невозможность его
запуска. Температура 50% об. выкипания бензина характеризует ско-
рость прогрева двигателя и перехода его на меньшее или большее число
оборотов и т.д.
Обозначают фракции температурными пределами их выкипания:
например, фракция 62-1О5°С выкипаете интервале от62 до 105°С.
Для определения фракционного состава в лабораториях используют
стандартные аппараты, а на установках применяются различные анали-
заторы качества непрерывного действия, по которым оператор получает
непрерывную информацию о выработке дистиллятов и в соответствии с
заданным качеством регулирует технологический режим вректификаци-
онных колоннах.
Если нефть нагревать, то будет идти процесс испарения. В паровую
фазу будут уходить прежде всего низкокипящие компоненты. Наряду с
ними в паровой фазе частично присутствуют и высококипящие. По мере
нагрева нефти из нее переходят в паровую часть все более высококипя-
щие компоненты, а жидкая часть обогащается ими. Такой процесс назы-
вается перегонкой нефти с постепенным испарением.
Если же нефть нагревать в нагревательном аппарате (трубчатая
печь) до определенной температуры, а затем ввести ее в испаритель,
то в нем одновременно (однократно) отделится вся паровая фаза от
жидкой. Такой процесс называют перегонкой с однократным испаре-
нием. Ни перегонка с постепенным испарением, ни перегонка с од-
нократным испарением не дает четкого разделения нефти на узкие
фракции. Всегда в легкокипящих компонентах будет присутствовать
часть высококипящих и наоборот. Для более четкого разделения тех и
других компонентов применяют перегонку с дефлегмацией или рек-
тификацией.
20
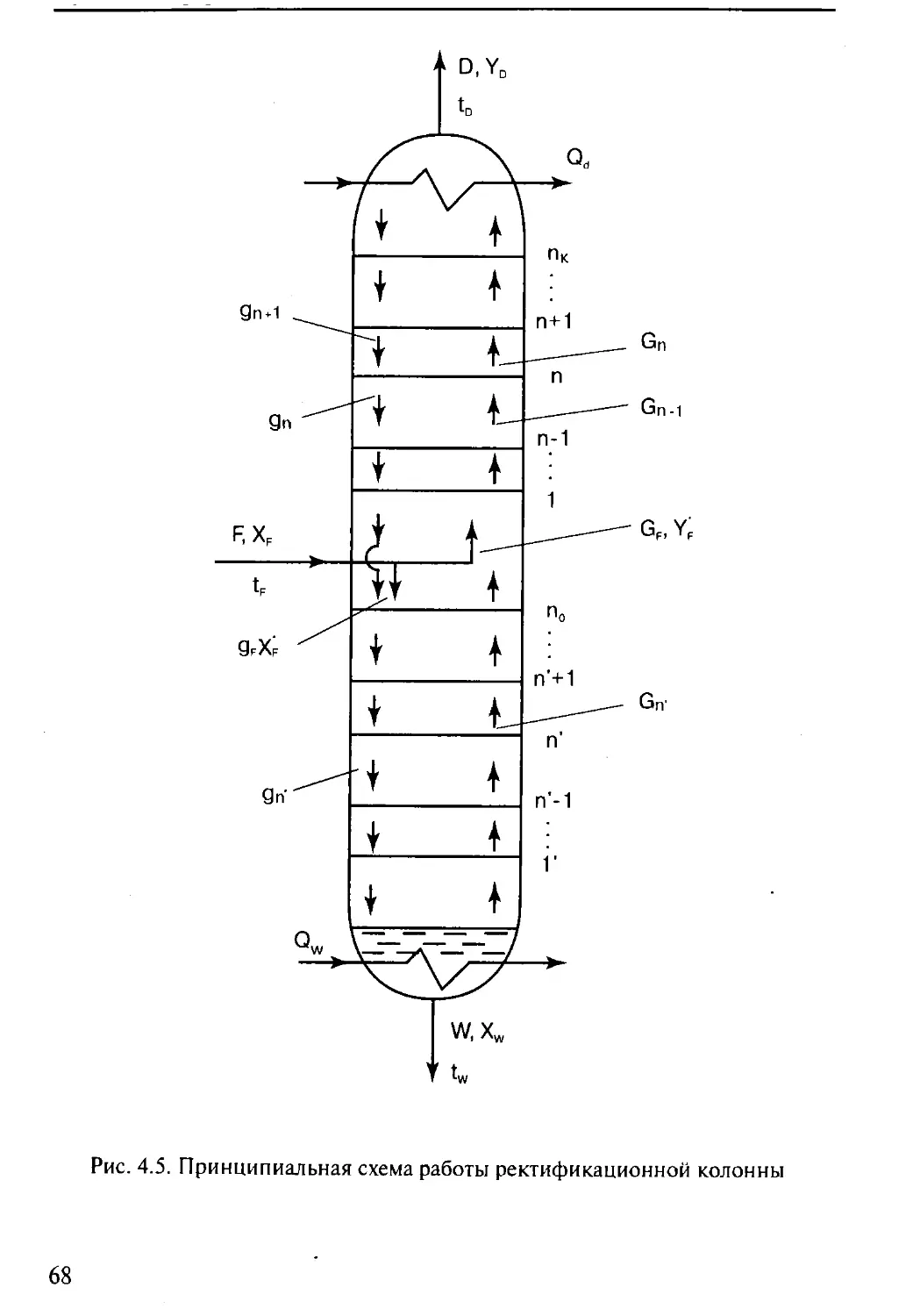
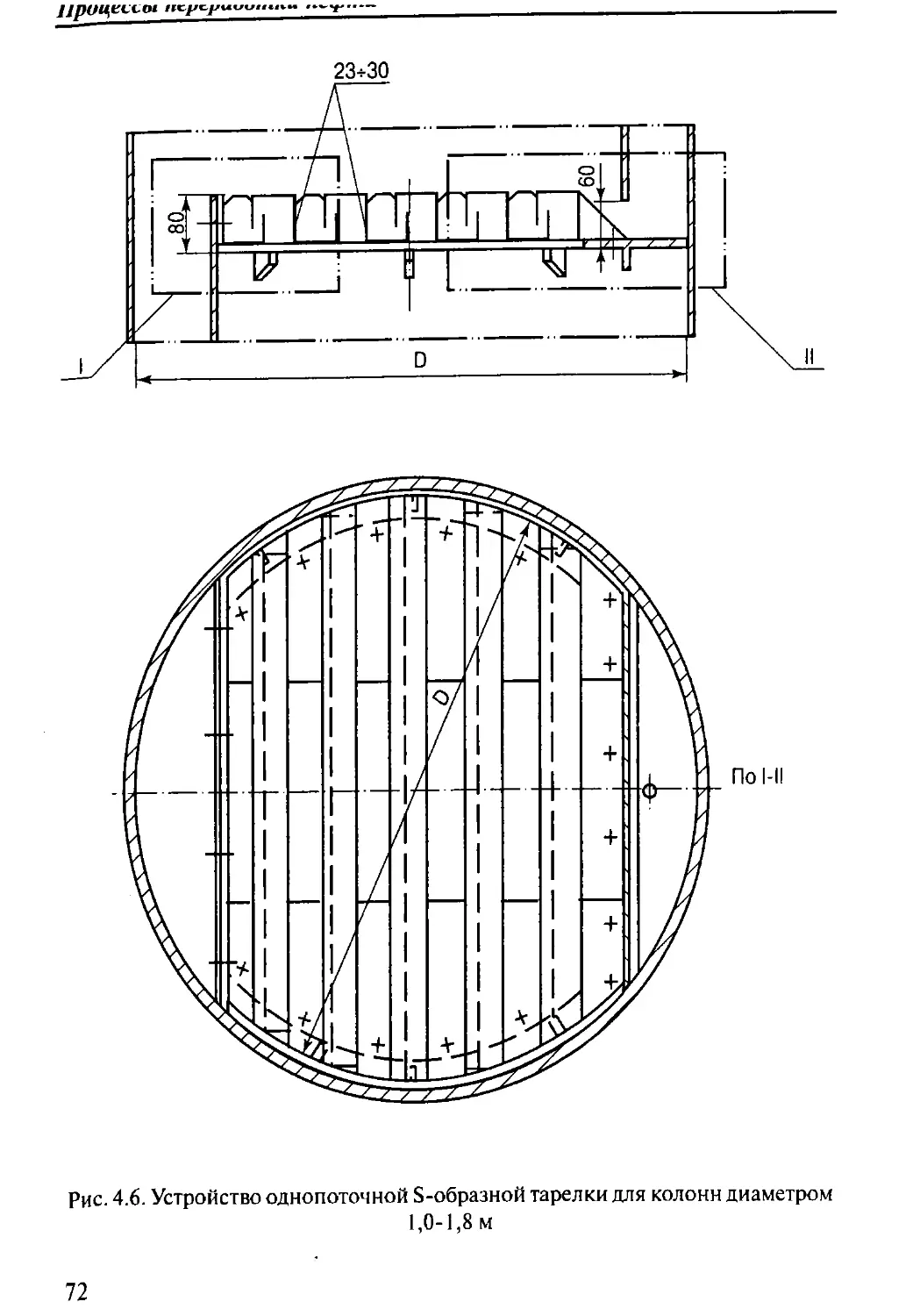
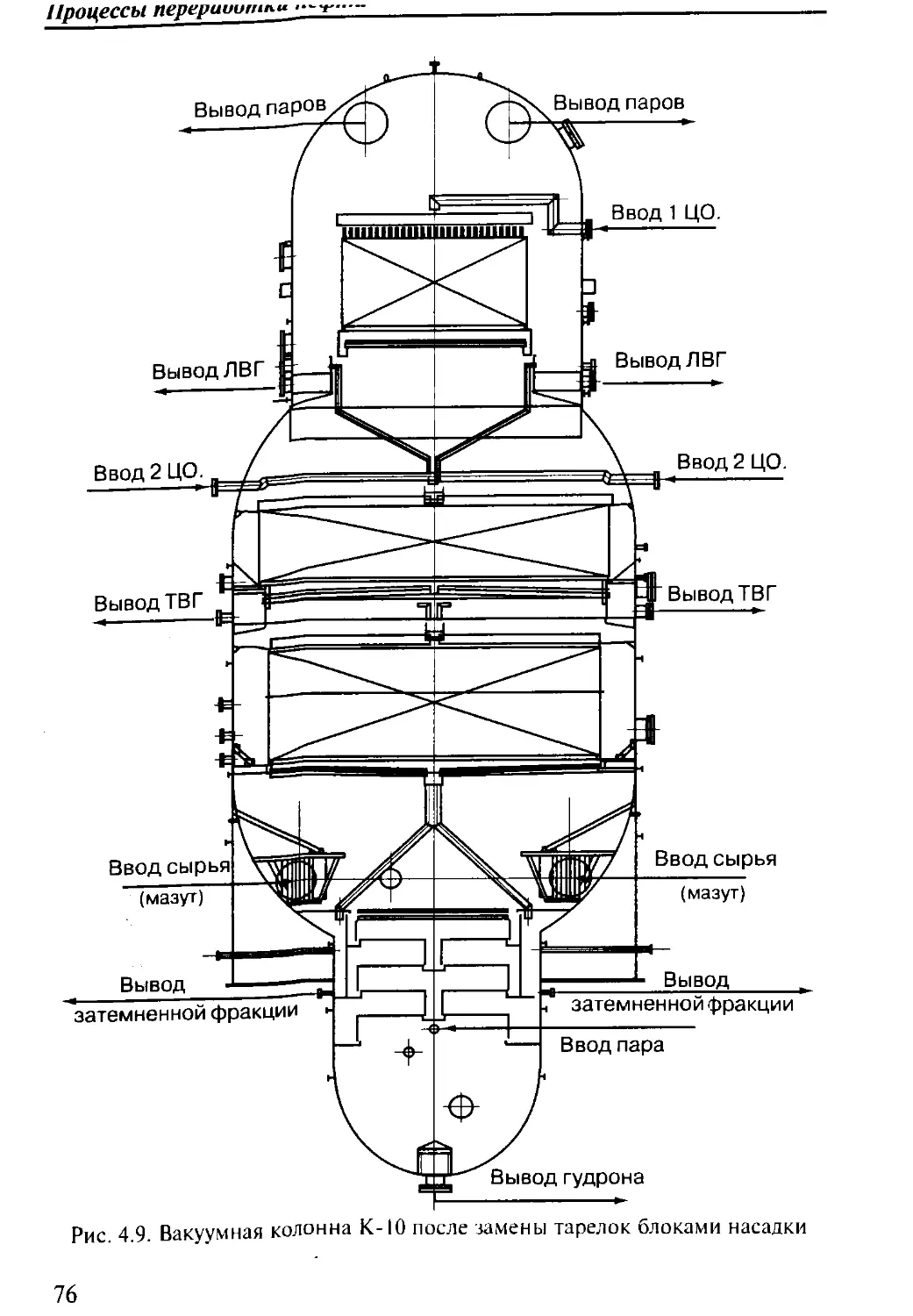
Такой процесс в промышленности осуществляют в ректификаци-
онной колонне. Движущийся вверх поток нагретых паров контактирует
со стекающим вниз потоком сконденсированной в холодильнике жид-
кости, на специальных контактных устройствах (ректификационных та-
релках). На каждой тарелке происходит постоянный массообмен и теп-
лообмен. В результате теплообмена из жидкости испаряются легкоки-
пящие фракции уходя в паровую фазу, а часть паров, конденсируясь,
переходит в контактируемую с ними флегму. Пары, уходящие с тарел-
ки, обогащаются низкокипящими компонентами, а жидкость — высо-
кокипящими. Чем больше в колонне тарелок, тем больше контактов,
тем четче будет разделение на фракции. Четкость ректификации в рек-
тификационной колонне зависит от числа тарелок и количества жид-
кости (орошения).
Перегонку нефти на фракции производят под атмосферным или из-
быточным давлением. При этом выделяют фракции, выкипающие в пре-
делах до 350°С. Перегонку нефти при более высоких температурах осу-
ществляют в колоннах, работающих под вакуумом.
При разгонке под вакуумом понижается температура кипения этих
фракций и не происходит их разложение. Если в процессе перегонки
нефти под атмосферным давлением отгонять фракции, выкипающие
выше 350°С, это потребует нагрева нефти до температур, при которых
начинают происходить процессы термического разложения. Естествен-
но, что качество продукции будет нарушено. Во избежание этого и при-
меняют перегонку под вакуумом.
Вязкость — один из важнейших показателей качества нефтепродук-
тов. Она характеризует прокачиваемость топлив вдвигателях внутренне-
го сгорания, поведение смазочных масел в механизмах.
Вязкость, или внутреннее трение, — это свойство вещества сопро-
тивляться перемещению его частиц под воздействием внешней силы.
Различают динамическую, кинематическую и условную вязкость.
Динамическая вязкость (?]) измеряется в Па-с.
В технологических расчетах чаще пользуются кинематической вяз-
костью (у), численно равной отношению динамической вязкости нефте-
продукта к его плотности
размерность v — мм2/с.
Р
Для сравнительной оценки высоковязких нефтепродуктов (напри-
мер, мазутов) пользуются так называемой условной вязкостью (ВУ).
21
Вязкость условная — это отношение времени истечения в стандарт-
ном вискозиметре 200 мл испытуемого нефтепродукта при стандартной
температуре (20, 50, 80, 100°С) ко времени истечения такого же объема
воды при температуре 20°С.
Наименьшей вязкостью обладают алканы, наибольшей — циклоал-
каны, арены занимают промежуточное положение. С повышением тем-
ператур выкипания фракций их вязкость возрастает. С повышением тем-
пературы нефтепродукта его вязкость уменьшается, и наоборот.
Это очень важный показатель при выборе масел, например, для дви-
гателей в условиях практической эксплуатации. Для характеристики этой
зависимости предложены показатель индекса вязкости (ИВ) и отноше-
ние кинематической вязкости при 50°С к кинематической вязкости при
100°С. Чем меньше меняется вязкость с изменением температуры дем
выше его индекс вязкости, меньше отношение г|5(|/г) и тем ценнее его
эксплуатационные свойства. Поскольку экспериментальное определение
ИВ весьма трудоемко, этот показатель обычно находят графически по
номограммам.
Тепловые свойства
Удельной теплоемкостью (с) называется количество тепла, которое
надо затратить, чтобы нагреть I кг вещества на один градус. Размерность
теплоемкости обозначается Дж/кг* град.
С повышением плотности теплоемкость уменьшается, а с повыше-
нием температуры — возрастает. Зависимость с = f(t) определяется эм-
пирическими формулами.
Знание теплоемкости необходимо нефтепереработчику для состав-
ления тепловых балансов аппаратов и оборудования технологических
установок.
Теплота испарения
Для расчета теплового баланса необходимо также знание другого важ-
ного свойства нефти и нефтепродуктов — теплоты испарения. Это энер-
гия, которую необходимо затратить для испарения единицы массы ин-
дивидуального вещества при постоянном давлении и температуре.Так
как нефтяные фракции являются смесями индивидуальных углеводоро-
дов, выкипающими в определенных интервалах температур, тепло зат-
рачивается не только на их испарение, но и на повышение температуры
смеси. Для химически чистых веществ теплоты испарения известны из
справочной литературы. Для определения теплот испарения нефтепро-
22
дуктов используются расчеты по формулам. С достаточной точностью
можно принять следующие скрытые теплоты испарения для фракций:
бензиновых 100-180°С —290-315 кДж/кг, керосиновых 235-280°С — 250-
270 кДж/кг, дизельных 200-370°С — 230-250 кДж/кг, масляных дистил-
лятов 375-480°С — 190-235 кДж/кг.
Энтальпия
Энтальпией (теплосодержанием) жидких нефтепродуктов называет-
ся количество тепла, которое необходимо сообщить 1 кг жидкости для
нагрева ее от 0°С до заданной температуры t.
Энтальпия паров — это количество тепла, затрачиваемое на нагрев
продукта от 0°С до температуры кипения, его испарение и нагрев паров
до заданной температуры t. Размерность энтальпии кДж/кг.
На практике при расчетах энтальпию определяют по специальным таб-
лицам. Для составления тепловых балансов расчет количества тепла для на-
тре ва жидкого нефтепродукта от температуры t дог, пользуются формулой:
Q=G(q--q,«),
где Q — количество тепла, затраченного на нагрев, кДж;
G — масса нефтепродукта, кг;
q* - q“ — энтальпия жидкого нефтепродукта при температурах
t, и t соответственно, кДж/кг.
Теплота сгорания
Этот показатель также широко применяется в технологических рас-
четах нефтезаводского оборудования, в частности при расчетах техноло-
гических печей.
Теплота сгорания — это количество тепла, выделяемое 1 кг топлива
при его полном сгорании до углекислого газа и воды. Различают высшую
и низшую теплоты сгорания. Размерность теплотворной способности
топлив кДж/кг.
Высшая теплота сгорания отличается от низшей на величину тепло-
ты полной конденсации водяных паров, образующихся при сгорании уг-
леводородов. В расчетах обычно пользуются низшей (рабочей) теплотой
сгорания, обозначаемой Q" .
23
Зная элементный состав топлива, теплоту сгорания находят по фор-
мулам Д. И. Менделеева
Q” = 8100С + ЗООООН + 2600(S-0),
Q” = 8100С + 30000Н+ 2600(S-0) - 600(9H+W),
где QB, Qp — теплота сгорания (высшая и низшая), ккал/кг;
С, Н, S, О — содержание в топливе углерода, водорода, серы,
кислорода, % мае.;
8100, 30000, 2600 — теплоты сгорания углерода, водорода, серы,
ккал/кг (1 ккал =4,19 кДж);
W — содержание воды в топливе, % мае.
Теплоту сгорания нефтепродуктов определяют в лабораториях в спе-
циальных калориметрических бомбах по ГОСТ 21261-91.
Температура вспышки, воспламенения, самовоспламенения, застыва-
ния, плавления, размягчения
Температура вспышки — это температура, при которой нагреваемый
в стандартных условиях нефтепродукт выделяет такое количество паров,
которое образует с окружающим воздухом горючую смесь, вспыхиваю-
щую при поднесении к ней пламени.
Этот показатель тесно увязан с температурой кипения, т.е. с испаря-
емостью. Чем легче нефтепродукт, тем лучше он испаряется, тем ниже
его температура вспышки. Например, бензиновые фракции имеют отри-
цательные температуры вспышки (до -40°С), керосиновые фракции име-
ют температуры вспышки в пределах 28-60°С, фракции дизельного топ-
лива — 50-80°С, более тяжелые, масляные фракции — 130-325°С. Темпе-
ратуры вспышки различных нефтей могут быть как положительными,
так и отрицательными.
Наличие влаги в нефтепродуктах приводит к снижению температуры
вспышки. Поэтому при определении ее в лабораторных условиях нефте-
продукт должен быть освобожден от воды. Существуют два стандартных
метода определения температуры вспышки: в открытом (ГОСТ 4333-87)
и закрытом (ГОСТ 6356-75) тигле. Разница в определении температуры
вспышки между ними составляет 20-30°С. При определении вспышки в
открытом тигле часть образовавшихся паров улетает в воздух, и требуе-
мое их количество, необходимое для вспышки, накапливается позднее,
чем в закрытом тигле.
24
Поэтому температура вспышки одного и того же нефтепродукта, оп-
ределенная в открытом тигле, будет выше, чем в закрытом тигле. Как
правило, температуру вспышки в открытом тигле определи ют для высо-
кокипящих фракций нефти (масла, мазуты). За температуру вспышки
принимают ту температуру, при которой на поверхности нефтепродукта
появляется и сразу гаснет первое синее пламя. По температуре вспышки
судят о взрывоопасных свойствах нефтепродукта, т.е. о возможности об-
разования взрывчатых смесей его паров с воздухом. Различают нижний и
верхний пределы взрываемости.
Если концентрация паров нефтепродукта в смеси с воздухом ниже
нижнего предела, взрыв не произойдет, так как имеющийся избыток воз-
духа поглощает выделившееся в точке взрыва тепло и таким образом пре-
пятствует возгоранию других частей горючего.
При концентрации паров нефтепродукта в смеси с воздухом выше
верхнего предела взрыва не происходит из-за недостатка кислорода в
смеси.
Нижний и верхний пределы взрываемости можно определить по фор-
мулам:
100
N =-----------------
н 4,85(т-1) + Г
100
N =--------------.
в 1,21 (т +Г)
где т — число атомов кислорода, необходимое для горения одной
молекулы углеводорода.
Например, возьмем пентан С5Н12. Горение происходит по уравне-
нию: С5Н12 + 80, = 5СО. + 6Н,О.
Подставляя в формулу нижнего предела численные значения атомов
кислорода находят нижний предел взрываемости
100
N =--------—----------— = 1,36%,
и 4,85(8-2-1) + ! 73,7
соответственно, верхний предел взрываемости рассчитывается сле-
дующим образом:
25
100
100
N =---------------=-----= 4,85%.
в 1,21(8-2 + 1) 20,6
Как видно, для пентана разница между NH и ^незначительная. Аце-
тилен, окись углерода и водород характеризуются самыми широкими
интервалами взрываемости, поэтому они наиболее взрывоопасны.
Температура воспламенения. При определении температуры вспыш-
ки наблюдается явление, когда нефтепродукт вспыхивает и сразу гаснет.
Если нефтепродукт нагреть еще выше (на 30-50°С) и снова поднести ис-
точник огня к поверхности нефтепродукта, то он не только вспыхнет, но
и будет спокойно гореть. Минимальная температура, при которой неф-
тепродукт вспыхивает и начинает гореть, называется температурой вос-
пламенения.
Температура самовоспламенения. Если нефтепродукт нагреть до вы-
сокой температуры без контакта с воздухом, а далее обеспечить такой
контакт, то нефтепродукт может воспламениться самопроизвольно.
Минимальная температура, соответствующая этому явлению, назы-
вается температурой самовоспламенения. Она зависит от химического
состава. Наиболее высокими температурами самовоспламенения обла-
дают ароматические углеводороды и богатые ими нефтепродукты, далее
следуют нафтены и парафины.
Чем легче нефтепродукт, тем выше его температура самовоспламене-
ния. Так, для бензинов она находится в пределах 400-450°С, для газой-
лей - 320-360°С.
Самовоспламенение нефтепродуктов часто является причиной по-
жаров на заводах. Любая разгерметизация фланцевых соединений в ко-
лоннах, теплообменных аппаратах, трубопроводах и т.д. может привести
к пожару.
Облитый нефтепродуктом изоляционный материал необходимо уда-
лять, поскольку его каталитическое воздействие может вызвать самовосп-
ламенение нефтепродукта при значительно более низких температурах.
Температура застывания. При транспортировке нефтепродуктов по тру-
бопроводам и применении их в области низких температур в авиации боль-
шое значение имеет их подвижность и хорошая прокачиваемость в этих ус-
ловиях. Температура, при которой нефтепродукт в стандартных условиях
испытаний теряет подвижность, называется температурой застывания.
Потеря подвижности нефтепродукта может происходить за счет двух
факторов: или повышения вязкости нефтепродукта, или за счет образо-
вания кристаллов парафина и загустевания всей массы нефтепродукта.
26
Кристаллы образуют в парафинистом нефтепродукте каркас, крис-
таллическую сетку, удерживающую незастывшую часть жидкости, кото-
рая оказывается, таким образом, неподвижной. Скорость образования
кристаллов прямо пропорциональна концентрации парафиновых угле-
водородов и обратно пропорциональна вязкости среды. Для понижения
температур застывания нефтепродуктов к ним добавляют специальные
вещества — депрессорные присадки, или депрессанты.
Широкое применение они нашли для понижения температур засты-
вания дизельных и котельных топлив, топочных и флотских мазутов.
Депрессанты понижают температуру застывания на 10-20°С. Одним
из их важнейших качеств является способность сохранять длительное
время после ввода в топливо пониженную температуру застывания, так
называемую стабильность топлив.
Температуры застывания в лабораторных условиях определяют на
специальных приборах по ГОСТ 20287-91.
Температура плавления. Для парафинов и церезинов определяют тем-
пературу плавления, т.е. температуру, при которой нефтепродукт перехо-
дит из твердого состояния в жидкое. Определение температуры плавле-
ния осуществляют на стандартном приборе по методу Жукова.
Для битумов переход их твердого состояния в жидкое (полужидкое)
определяется температурой размягчения по методу «кольцо и шар»
(КиШ), а для пластичных смазок — температурами каплеобразования и
каплепадения.
Электрические свойства.
К важнейшим показателям, характеризующим электрические свойства
нефти и нефтепродуктов, относятся электропроводность и электровозбуди-
мость. Чистые нефтепродукты являются плохим проводником электричес-
кого тока, поэтому их применяют в качестве электроизолирующих материа-
лов в производстве электрокабелей для трансформаторных подстанций.
Электропроводность жидких нефтепродуктов зависит от содержания влаги,
посторонних примесей и температуры. Поэтому при применении их втранс-
форматорах требуется тщательное удаление воды (обезвоживание).
Электровозбудимость нефтепродуктов связана с их способностью удер-
живать электрический заряд, возникающий при перекачке, при трении их о
стенки емкостей и т.д.. Этот заряд может достигать очень больших величин.
При некоторых условиях электрические заряды накапливаются в нефтепро-
дукте (статическое электричество) и могут образовать разряд (искру) и вос-
пламенить его. Чтобы этого не происходило, для отвода накапливающегося
на поверхности нефтепродукта и на стенках резервуара заряда каждый ре-
27
зервуар должен иметь заземляющий контур. Замер нефтепродукта ручным
способом или отбор проб из него должен производиться не ранее чем через
два часа после наполнения резервуара, чтобы дать возможность полностью
удалить весь заряд электричества через заземляющий контур. Замеры неф-
тепродуктов производят соответствующими контрольно-измерительными
приборами дистанционного действия с передачей показаний на щит опе-
ратора, а отбор проб для оперативного определения качества сырья произ-
водят так называемыми сниженными пробоотборными устройствами, ис-
ключающими нахождение человека на крыше резервуара.
Оптические свойства нефти
Оптические свойства нефти и нефтепродуктов характеризуют нали-
чие в нефтепродуктах асфальто-смолистых веществ, тех или иных групп
углеводородов, глубину очистки нефтепродуктов. К оптическим свой-
ствам относятся цвет, лучепреломление, оптическая активность.
Цвет нефтепродуктам придают асфальто-смолистые вещества, высо-
комолекулярные, гетероатомные соединения. Цвет — надежный показа-
тель степени очистки от асфальто-смолистых соединений. Для опреде-
ления цвета пользуются приборами, называемыми колориметрами.
По показателю преломления приблизительно можно судить о груп-
повом углеводородном составе нефтепродуктов. Чем больше плотность
нефтепродукта, тем выше его показатель преломления. Для нефтепро-
дуктов показатель преломления определяют при прохождении светового
луча из воздуха в нефтепродукт, поэтому он всегда выше единицы. Пока-
затель преломления зависит от химического состава нефтепродукта. При
одном и том же числе углеродных атомов в молекуле показатель прелом-
ления возрастает в последовательности: парафиновые углеводороды —
олефины — нафтены — ароматические углеводороды. При одном и том
же числе углеродных и водородных атомов в молекуле показатель пре-
ломления циклических углеводородов выше, чем алифатических.
Определение его производится на приборах, называемых рефракто-
метрами. При повышении температуры нефтепродукта на 1°С показа-
тель преломления его понижается на 0,004.
Антидетонационные свойства бензинов. Октановое число
Октановое число — один из важнейших показателей качества авто-
мобильных бензинов при их применении в карбюраторных двигателях.
Октановое число характеризует антидетонационные свойства топ-
лив, или его детонационную стойкость. Иногда при работе карбюратор-
28
ного двигателя возникает стук. Это — явление детонации, или взрывного
горения топлива в двигателе с горением топливной смеси со скоростью
распространения фронта, превышающей несколько тысяч метров в се-
кунду. При этом ударная волна опережает движение кривошипно-ша-
тунного механизма, ударяет по головке поршня, удары передаются через
поршень на все детали механизма и при работе в таком режиме могут
быстро разрушить его.
Детонационная стойкость зависит от химсостава нефтепродукта.
Наименьшая стойкость у н-парафинов, наибольшая — у ароматических
углеводородов и изопарафинов. Олефины и нафтены занимают проме-
жуточное положение. Нормальные парафиновые углеводороды тем боль-
ше способны вызывать детонацию, чем выше их молекулярная масса, т.е.
они наиболее склонны к окислению, при котором образуются гидропе-
рекиси. С повышением температуры в период сжатия рабочей смеси в
цилиндре гидроперекиси столь быстро распадаются с выделением тепла,
что происходит воспламенение образующихся продуктов. Распад гидро-
перекиси способствует образованию промежуточных соединений, кото-
рые образуют новые гидроперекиси. Таким образом, окисление топлива
приобретает характер цепной реакции, что и вызывает детонационные
стуки в двигателе.
Для повышениядетонационной стойкости топлива, в частности пря-
могонных бензинов, к ним добавляют риформаты — бензины, прошед-
шие ароматизацию на установках каталитического риформинга, изоме-
ризаты, алкилб^нзины, бензины, полученные на установках каталити-
ческого крекинга. На основе этих компонентов готовят товарные авто-
бензины. Ранее для повышения октанового числа автобензинов к ним
добавляли этиловую жидкость, в основе которой находился тетраэтилс-
винец РЬ(С,Н.)Г Он обладает высокими антидетонационными свойства-
ми, и при его применении до 3 г/кг бензина октановое число можно было
поднять на 17-20 пунктов. Однако из-за его высокой токсичности и заг-
рязнения окружающей среды окислами свинца доля его применения в
последнее время резко снизилась.
Вместо него в бензин добавляют различные присадки, повышающие
детонационную стойкость, например, метилтретбутиловый эфир
(МТБЭ), этилтретбутиловый эфир (ЭТБЭ) и др. Применяют их в количе-
ствах 10-15% к смеси. Детонационную стойкость топлива для карбюра-
торных двигателей принято выражать октановым числом. Определяют
его в лабораторных условиях сравнением поведения испытуемого топли-
ва со смесью эталонных на одноцилиндровом двигателе с изменяющейся
степенью сжатия. В качестве эталонных топлив выбраны изооктан, име-
29
ющий антидетонационные свойства, условно принятые за 100 баллов, и
нормальный гептан, имеющий эти свойства, равные нулю.
Таким образом, октановое число топлива соответствует процентному
соотношению изооктана (2,2,4-триметилпентана) в смеси с нормальным
гептаном, которая при стандартных условиях испытания проявляет такую
же детонационную стойкость, как и испытуемый бензин. Октановое число
определяютпо моторному методу (м.м.) и исследовательскому методу (и.м.).
Воспламеняемость дизельных топлив
В отличие от карбюраторных двигателей, в дизельных двигателях топ-
ливо подается в цилиндр не в парообразном, а в капельножидком состоя-
нии. Сначала в цилиндр дизельного двигателя засасывается воздух, сжима-
ется до 30-50 атм, в результате чего температура в цилиндре повышается до
500-700°С, затем под давлением впрыскивается через форсунку в цилиндр
дизельное топливо. Испаряясь в таких жестких условиях, топливо интен-
сивно окисляется и воспламеняется. Чем меньше индукционный период,
т.е. время от момента впрыска до самовоспламенения топлива, чем плавнее
происходит процесс сгорания, тем выше считается качество дизельного топ-
лива. Характеристикой качества топлива является цетановое число.
Цетановое число показывает процентное соотношение цетана (н-гек-
садекана) в смеси с а-метилнафталином, самовоспламеняемость кото-
рой в стандартных двигателях эквивалентна самовоспламеняемости ис-
пытуемого топлива.
Цетановое число цетана условно принято за 100, а а-метилнаф-
талина — за нуль. Наибольшими цетановыми числами обладают нор-
мальные парафиновые углеводороды, затем — парафины изостроения,
далее нафтеновые углеводороды и, наконец, ароматические углеводо-
роды.
С утяжелением дизельных топлив цетановые числа растут. Для уве-
личения цетановых чисел топлив в некоторых случаях используют при-
садки. Определение цетановых чисел производят на специальном одно-
цилиндровом двигателе с изменяющейся степенью сжатия от 7 до 23 по
методу «совпадения вспышек».
Направления переработки нефти
Выбор направления переработки нефти определяется ее физико-хи-
мической характеристикой, уровнем развития техники нефтепереработ-
ки и потребностями в товарных нефтепродуктах данного экономическо-
го района. Существуют три основных варианта нефтепереработки.
30
1. Топливный. По этому варианту нефть перерабатывают в основном
для производства моторных и котельных топлив. Одним из представите-
лей топливного варианта являлся при проектировании Киришский неф-
теперерабатывающий завод. Переработка нефти потопливному вариан-
ту может быть глубокой и неглубокой.
При неглубокой переработке получается значительное количество
котельного топлива. Применение современных методов переработки тя-
желых остатков нефти, таких как висбрекинг, гидрокрекинг, коксование
позволяет углубить переработку нефти по топливному варианту и выра-
батывать более значительное количество моторных топлив и сырья для
нефтехимических процессов. Если при неглубокой переработке глубина
ее составляет 45-50%, то при глубокой переработке — 90% и более. При
этом значительно увеличивается рентабельность переработки нефти.
2. По топливно-масляному варианту, кроме моторных топлив, из не-
фти получают различные смазочные масла, применяемые как для назем-
ной техники, так и в авиации.
3. Нефтехимический вариант переработки нефти, по сравнению с
предыдущими, является более сложным, сопряжен с выработкой боль-
шого ассортимента продукции, большим набором технологических про-
цессов и установок. Как правило, требует для своей реализации вложе-
ния больших денежных средств. Помимо выработки моторных топлив и
масел, при этом варианте производится сырье для органического синте-
за, производства азотных и фосфорных удобрений, пластмасс, синтети-
ческих волокон, моТбщих веществ и т.д.
Использованная литература
1. Наметкин С.С. // Химия нефти. М.: Изд-во АН СССР, 1955.
2. Гуревич И.Л. // Технология переработки нефти и газа. М.: Химия, 1972. —
Часть 1. —359 с.
3. Дехтерман A.LU. // Переработка нефти по топливному варианту. — 1988.
31
РАЗДЕЛ III. ПОДГОТОВКА НЕФТИ К ПЕРЕРАБОТКЕ.
ОБЕССОЛИВАНИЕ И ОБЕЗВОЖИВАНИЕ НЕФТИ
3.1. Вредные примеси в нефти
В добываемой на промыслах нефти, кроме растворенных в ней газов,
содержатся примеси, растворимые и нерастворимые в нефти. Это вода и
соли, растворимые в воде, а также взвешенные в нефти кристаллы водо-
нерастворимых солей, песок, глина и др. Содержание твердых нераство-
римых примесей в добытой нефти не превышает 1,5%, а воды — меняется
в широких пределах (от долей процента до 90% в старых обводненных
скважинах).
Твердые примеси вызывают эрозию (разрушение, изъязвление) внут-
ренней поверхности нефтепроводов, образуют отложения в аппаратах
нефтеперерабатывающих установок, ухудшая теплопередачу, повышают
зольность мазутов и гудронов.
Водорастворимые соли, преимущественно хлористые, ведут себя по-
разному. Хлористый натрий (NaCl) практически не гидролизуется. Хло-
ристый кальций (СаС12) подвержен гидролизу с образованием НО мак-
симум на 10%. Зато хлористый магний (MgCl,) гидролизуется на 90%
даже при низких температурах по реакции:
MgCl2 + Н2О « MgOHCl + НО,
что приводит к коррозии аппаратуры соляной кислотой. Сероводород,
образующийся при перегонке сернистых нефтей, в результате разложе-
ния серосодержащих соединений также является источником коррозии.
Реагируя с металлом аппаратов, он образует на их поверхности защит-
ную пленку сернистого железа:
Fe + H2S — FeS + Н2.
Однако НО, непрерывно образующаяся при гидролизе MgCl2,раз-
рушает пленку:
FeS + 2НС1-» FeCl2 + H2S,
FeCl2 растворяется в воде, а вновь образовавшийся H2S совместно с
НО начинает новый цикл коррозии.
Минерализацию (соленость) пластовой воды определяют количе-
ством сухого вещества после выпарки 1 л воды, а соленость нефтей выра-
жают в мгхлоридов (в пересчете на NaCl), находящихся в 1 л нефти. Этот
показатель для нефти, поступающей на НПЗ, не долженбыть более
32
50 мг/л, а для нефти, идущей на перегонку, — не более 5 мг/л. Соответ-
ственно, количество воды в нефти не должно превышать 1 % и 0,3%.
Основное количество воды и твердых частиц удаляют из нефти отста-
иванием в промысловых и заводских резервуарах, а затем нефть обезвожи-
вают и обессоливают до заданной глубины на специальных установках.
3.2. Обезвоживание и обессоливание нефти
При добыче нефти в результате ее интенсивного перемешивания с
водой образуются стойкие, трудно разделимые эмульсии, представляю-
щие собой системы из двух взаимно нерастворимых жидкостей. Одна из
них в виде мельчайших капель (дисперсная фаза) распределена в другой
(дисперсионная среда) во взвешенном состоянии. Без внешних воздей-
ствий (нагревание и др.) эмульсии могут существовать как угодно долго.
Этому способствуют и поверхностно-активные вещества (ПАВ), к кото-
рым относятся сернистые соединения, нафтеновые кислоты и др., содер-
жащиеся в нефтях, особенно смолистых. Эти ПАВ, называемые также
эмульгаторами, образуют на поверхности частиц дисперсной фазы проч-
ный адсорбционный слой, препятствующий при столкновении частиц
(капель) их слиянию и укрупнению. В промысловой и заводской практи-
ке чаше всего встречаются эмульсии «вода (дисперсная фаза) в нефти
(дисперсионная среда)», хотя встречаются и противоположные — «нефть
в воде».
Стойкость нефтяных эмульсий определяется физико-химически-
ми свойствами нефти, размером частиц дисперсной фазы (степеньдис-
персности),температурой и временем существования. Чем выше плот-
ность и вязкость нефти, чем ниже температура и чем выше степень дис-
персности (чем мельче капли), тем устойчивее эмульсия. Мелкодис-
персными (трудноразделимыми) эмульсиями считаются эмульсии с
размером капель до 20 мк (2 • 10 5 м), грубодисперсными — с размером
частиц более 5 • 10’5 м. Свежие эмульсии, существующие короткое вре-
мя после выхода изскважины, разрушаются значительно легче, чем «ста-
рые», поэтому первичное обезвоживание и обессоливание следует про-
водить на промыслах.
Нефтяные эмульсии разрушают механическим, химическим и элект-
рическим методами. Отстаивание (механический метод) применимо к
свежим нестойким эмульсиям, расслаивающимся за счет разности плот-
ностей нефти и воды. Чем больше эта разность и размеры водяных капель
и чем меньше вязкость среды, тем полнее и быстрее протекает расслаива-
ние. Поэтому нагрев эмульсий ускоряет этот процесс, увеличивая раство-
33
римость в нефти защитной пленки эмульгатора и разность плотностей и
уменьшая вязкость среды. В процессе отстаивания из нефти удаляется и
основная доля механических примесей (песок, глина и др.).
Подготовку нефти к переработке осуществляют дважды: на нефте-
промыслах и нефтеперерабатывающих заводах (НПЗ). На промыслах
проводят первичную подготовку нефти — ее отстаивание и термохими-
ческое обезвоживание, а в ряде случаев и обессоливание, в отстойниках
установок подготовки нефти с применением деэмульгаторов — специ-
альных ПАВ, которые адсорбируясь на границе раздела фаз нефть-вода,
способствуют пептизации и растворению в нефти защитных оболочек
глобул диспергированной в нефти воды.
При выборе деэмульгатора следует учитывать тип нефти (смолистая, па-
рафинистая), содержание в ней воды, интенсивность перемешивания, темпе-
ратуру, стоимость и др. Деэмульгатор не должен вызывать коррозию трубо-
проводов и аппаратуры, иметь неприятный запах, быть токсичным продук-
том, вызывать загрязнение окружающей среды, должен быть стабильным.
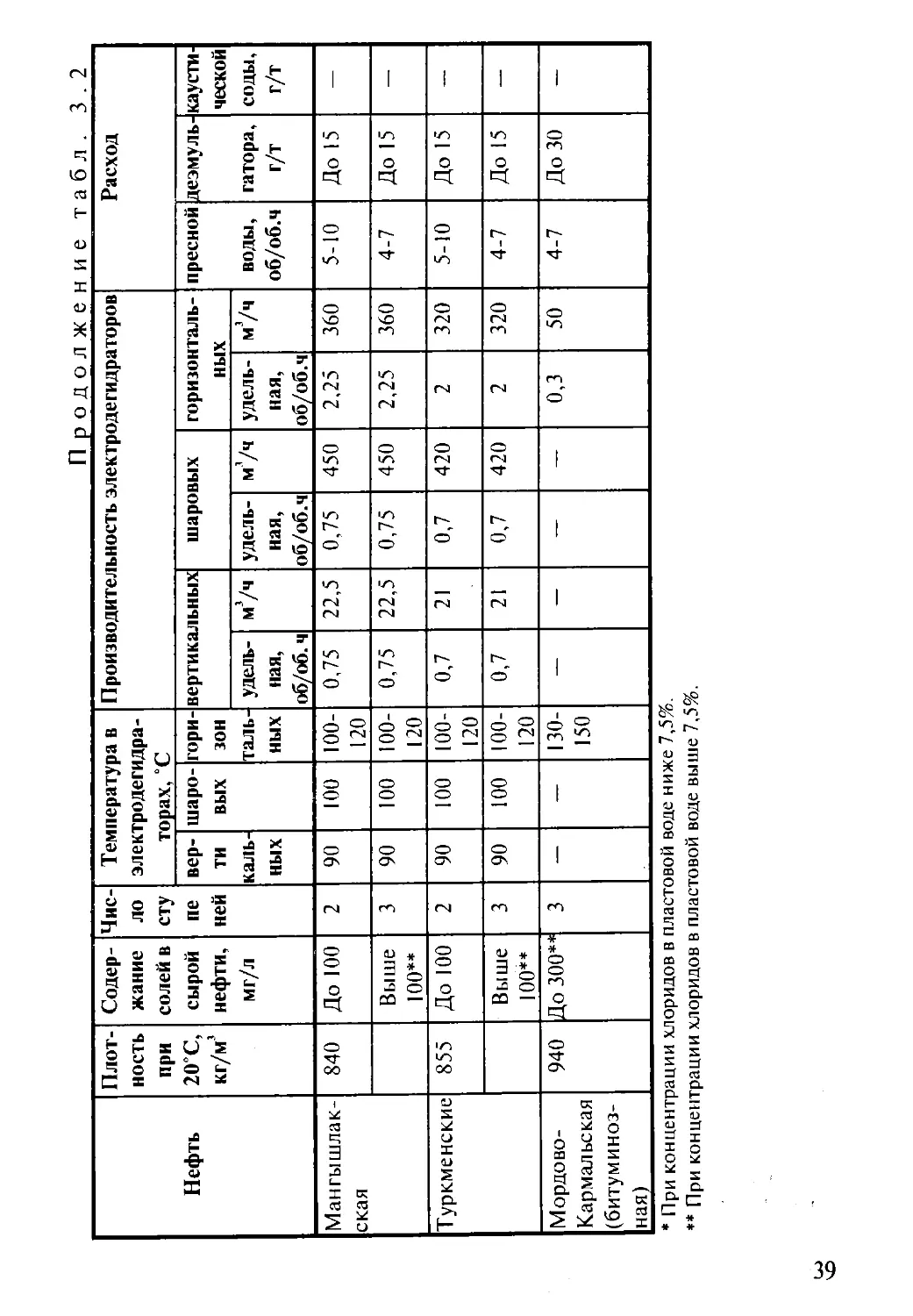
Ниже приведены ориентировочные удельные расходы деэмульгатора
в зависимости от качества нефти.
Группа нефти Плотность нефти, кг/м3 Удельный расход,г/т
Легкие 760-840 Не более 5
Средние 840-880 Не более 10
Тяжелые 880-920 Не более 30
Очень тяжелые, высокосмолистые Выше 920 Не более 50
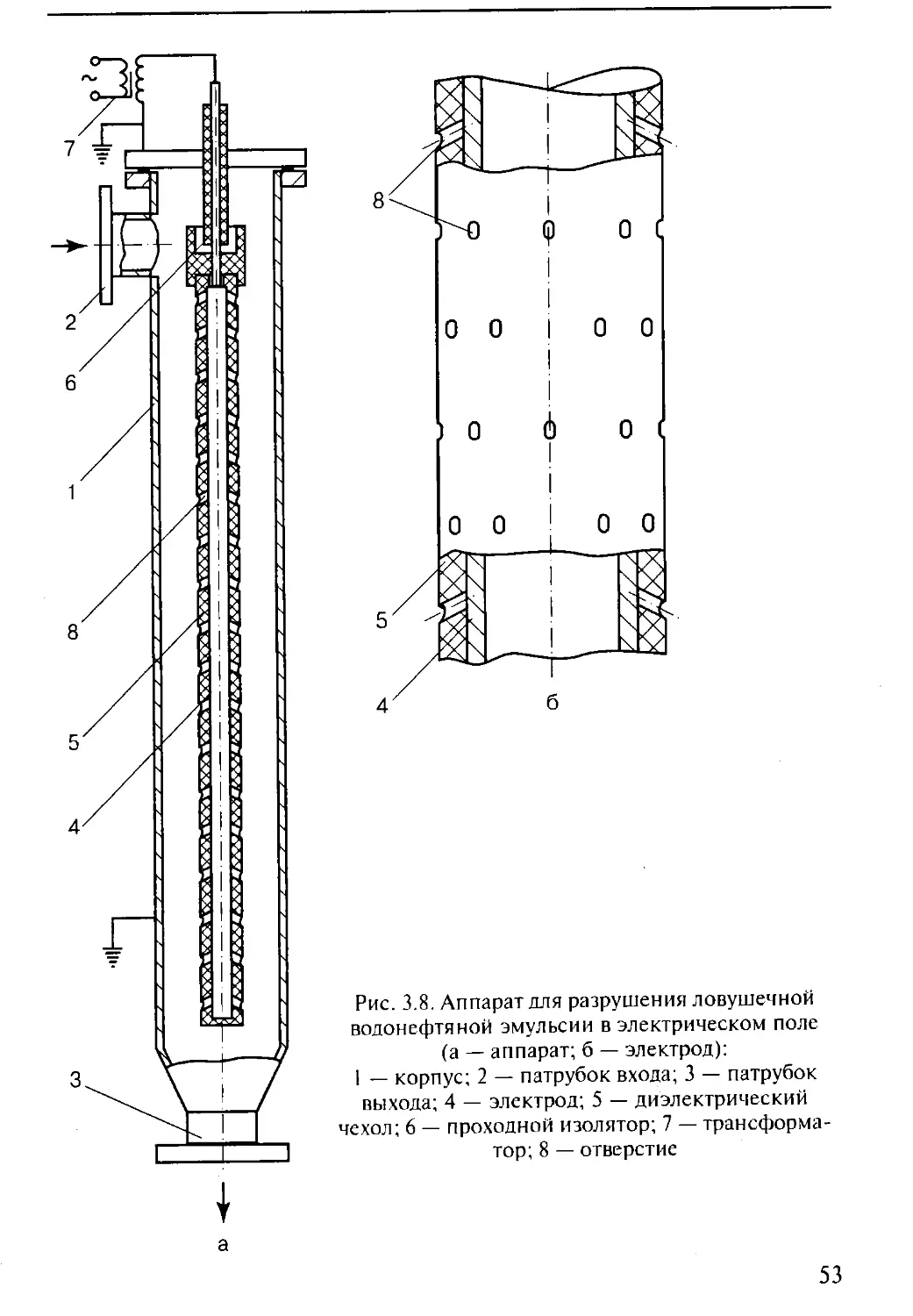
На ряде промыслов для обезвоживания и обессоливания нефти, кро-
ме отстойников, применяют электродегидраторы, в которых водонефтя-
ная эмульсия разрушается в переменном электрическом поле высокой
напряженности.
Обессоливание нефти на НПЗ осуществляется на электрообессоли-
вающих установках (ЭЛОУ). Сущность процесса электрообессоливания
нефти заключается в ее смешении с промывной водой и деэмульгатором
с последующим отделением соленой воды в электродегидраторах, где под
действием переменного электрического поля высокой напряженности в
сочетании с повышенной температурой водонефтяная эмульсия разру-
шается.
При этом вода из нефти удаляется вместе с растворенными в ней
хлористыми солями. Для достижения глубокого обессоливания нефть
подвергают многократной промывке водой на ЭЛОУ, состоящей из 2-3
ступеней последовательно соединенных электродегидраторов.
34
Использование электрического поля для целей обезвоживания неф-
тей впервые было осуществлено в 1909 г., в наше время ни один крупный
нефтепромысел, ни один НПЗ не обходится без ЭЛОУ.
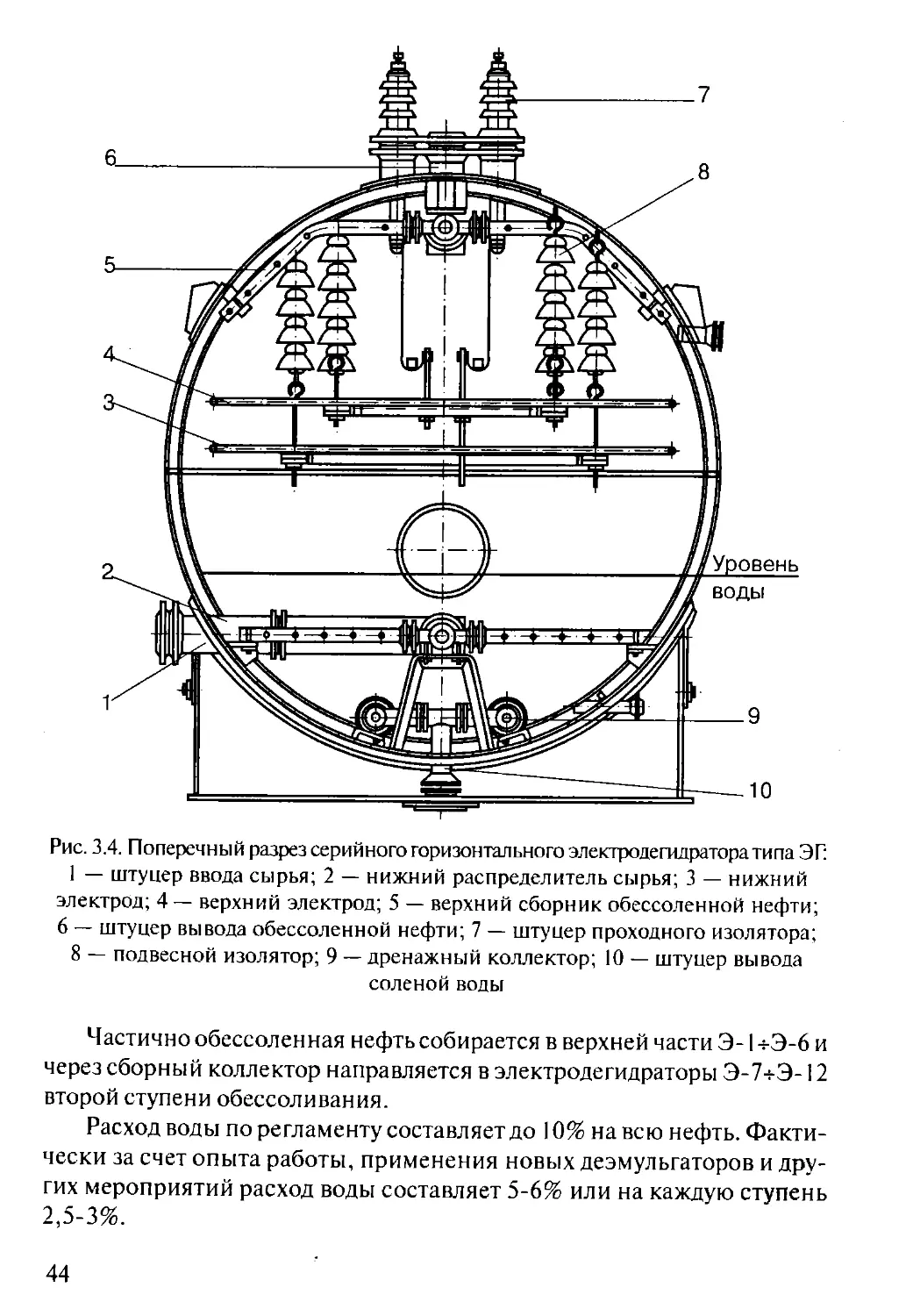
Независимо от типа электродегидраторов и схемы ЭЛОУ, принцип
воздействия переменного электрического поля на нефтяную эмульсию
остается одним и тем же. При попадании эмульсии в электрическое поле
частицы воды, заряженные отрицательно, передвигаются внутри элемен-
тарной капли, придавая ей грушевидную форму, острый конец которой
обращен к положительно заряженному электроду. С переменой поляр-
ности электродов капля вытягивается острым концом в противополож-
ную сторону. Если частота переменного тока равна 50 Гц, капля будет
изменять свою конфигурацию 50 раз в секунду. Под воздействием сил
притяжения отдельные капли, стремящиеся к положительному электро-
ду, сталкиваются друге другом, и при достаточно высоком потенциале
заряда происходит пробой диэлектрической оболочки капель, чему спо-
собствует деэмульгатор, постепенно размывающий эту оболочку. В ре-
зультате мелкие водяные капли сливаются и укрупняются, что способ-
ствует их осаждению в электродегидраторе. Вода выводится снизу, а обез-
воженная нефть — сверху электродегидратора. Обычно между электрода-
ми напряжение составляет 27, 30 или 33 кВ.
На НПЗ Российской Федерации эксплуатируется около 100 ЭЛОУ
(около 150 ЭЛОУ вбывшем СССР) трехосновных типов в зависимости от
типа электродегидраторов и характера их связи с нефтеперегонными ус-
тановками.
Первый тип — отдельно стоящие электрообессоливающие установ-
ки, построенные в 40-50-х годах. На этих установках мощностью
0,6-1,2 млн.т/год обессоливание нефти осуществляют обычно водну(реже
вдве) электрическую ступень в 12-ти вертикальных электродегидраторах
объемом по 30 м3 каждый. Нагрев нефти осуществляют водяным паром.
Как правило, такие ЭЛОУ не связаны жестко с АВТ, поэтому после ЭЛОУ
нефть охлаждают, сбрасывают в промежуточный резервуар, откуда она
сырьевым насосом АВТ подается на перегонку.
Второй тип — в основном двухступенчатые ЭЛОУ производитель-
ностью 2-3 млн. т/год, обычно комбинированные с АТ или АВТ. В со-
став ЭЛОУ входят шаровые электродегидраторы объемом 600 м3, по
одному аппарату в ступени. На большинстве таких установок нагрев
нефти осуществляют не водяным паром, аза счет тепла продуктов пе-
регонки нефти. Обессоленная нефть после ЭЛОУ не охлаждается, а
минуя промежуточный резервуар, поступает на прием сырьевого на-
соса АВТ.
35
Третий тип — двухступенчатые (иногда трехступенчатые) блоки ЭЛ ОУ,
комбинированные с АТ или АВТ, в состав которых входят созданные в
конце 60-х годов горизонтальные электродегидраторы, рассчитанные на
давление до 1,8 М Па и температуру до 160°С. Здесь нагрев нефти осуще-
ствляют также за счет тепла продуктов перегонки. Кроме того, отсутству-
ет промежуточный сырьевой насос. Такие современные блоки ЭЛОУ вхо-
дят в состав установок ЭЛОУ-АВТ или АТ мощностью 3-9 млн.т/год. Ха-
рактеристика электродегидраторов приведена втабл. 3.1.
Таблица 3.1
Характеристика эксплуатирующихся на НПЗ электродегидраторов
Показатели Тип электродегидратора
верти- каль- ный шаро- вой горизонтальный
2 ЭГ160 (1 ЭГ160) 2 ЭГ160/3 2 ЭГ160-2 2 ЭГ200- 2Р
Объем, м1 30 600 160 160 160 200
Диаметр, м 3 10,5 3,4 3,4 3,4 3,4
Длина (высота), м 5 — 18,6 18,6 18,6 23,4
Расчетное давление, МПа 0,4 и 0,6 0,6 и 0,7 1,8(1,0) 1,8 1,8 1,8
Рабочая температура, до °C 90 100 160 160 160 160
Число электродов 2 3 пары 2 3 3 3
Система ввода нефти В зону между элект- родами В зону между элек- тро- дами В под- элект- родную зону В зону между нижним и средним электро- дами Совмест- но в зону между нижним и средним электро- дами и подэлект- родную зону Раздельно в зону между нижним и средним электро- дами и подэлект- родную зону
В перерабатываемой нефти допустимым является остаточное содер-
жание солей не более 3 мг/л. До такого уровня обессоливается почти поло-
вина всей поступающей на НПЗ нефти, больше четверти — до 5 мг/л, а
остальное — до 10-15 мг/л (например, арланская и смесь прикамских неф-
тей). Поставлена задача — достичь требуемого глубокого обессоливания
всей поступающей на переработку нефти, обеспечив это с минимальными
затратами и при минимальном воздействии на окружающую среду.
36
Как показывает опыт работы ЭЛОУ, для нефтей, поступающих на Н ПЗ с
содержанием солей до 100 мг/л, а также для некоторых нефтей с содержани-
ем солей до 100-300 мг/л и концентрацией хлоридов в пластовой воде ниже
7,5%, достаточно двух ступеней обессоливания. Для нефтей с содержанием
солей выше 300 мг/л или 100-300 мг/л, но с концентрацией хлоридов в пла-
стовой воде выше 7,5%, требуется три ступени обессоливания (табл. 3.2).
Вертикальные электродегидраторы, входящие в состав ЭЛОУ неболь-
шой производительности (1,0-1,5 млн.т/год), вследствие их малого объе-
ма, устанавливают параллельно в каждой ступени по 6-12 аппаратов, что
затрудняет равномерное распределение потоков нефти и воды и услож-
няет их обслуживание.
Недостатком шаровых электродегидраторов, несмотря на их высокую
производительность, является невозможностьосуществлять их жесткую связь
с перегонными установками, так как они рассчитаны на сравнительно низ-
кое давление (0,6-0,7 МПа). Строить же их наболее высокое давление слож-
но идорого. Даже при таком низком давлении толщина стенки электроде-
гидратора из-за большого их диаметра составляет 24 мм. При более высоком
давлении толщина стенки должна быть еще больше. Кроме этого, шаровые
электродегидраторы из-за своего большого диаметра не могут доставляться
железнодорожным и другими видами транспорта в собранном виде к месту
их установки и требуют подетальной сборки сегментов на месте их монтажа.
Сборка сегментов на заводах-изготовителях по этой причине исключена.
Шаровой электродегидратор (рис. 3.1) представляет собой сферичес-
кую ем кость диаметром 10,5 м. В шаровых электродегидраторах имеется
три сырьевых ввода, расположенных равномерно вокруг вертикальной оси
дегидратора на расстоянии трех метров от нее, и, соответственно, три
пары электродов. Расстояние между верхним и нижним электродом каж-
дой пары 150 мм.
Принципиальная схема ЭЛОУ, оборудованной шаровыми электроде-
гидраторами, приводится на рис. 3.2. Сырая нефть забирается из резерву-
ара насосом Н-1 и прокачивается через теплообменник Т-1, где нагревает-
ся теплом обессоленной нефти, уходящей с установки на первичную пере-
работку, и далее догревается до температуры 70-100°С острым паром в теп-
лообменнике Т-2. Обессоливание нефти производится вдве (илитри) сту-
пени в шаровых электродегидраторах Э-1 и Э-2. Перед входом на первую
ступень насосом Н-3 в нефть подается вода и смешивается с нефтью в тру-
бопроводе за счет создаваемого клапанами-регуляторами давления С-1 и
С-2 перепада давления 0,05-0,07 МПа. Количество подаваемой воды за-
висит от ряда факторов и составляет от 10 до 25%. Вода образует с нефтью
эмульсию и растворяет соли, находящиеся в нерастворенном состоянии.
37
co
00
Таблица 3.2
Некоторые рекомендуемые параметры технологического режима глубокого обессоливания типовых нефтей
Нефть Плот- ность при 20°С, кг/м' Содер- жание солей в сырой нефти, мг/л Чис- ло сту- пе- ней Температура в электродегидра- торах, °C П роизводител ьность электродегидраторов Расход
вер- ти- каль- ных шаро- вых гори- зон- галь- ных вертикальных шаровых горизонталь- ных пресной воды, об/об.ч деэмуль- гатора, г/т каусти- ческой соды, г/т
удель- ная, об/об. ч м’/ч удель- ная, об/об.ч м’/ч удель- ная, об/об.ч м'/ч
Западноси- бирская 850 До 300* 2 70 90 90 1 30 1 600 3 480 3-5 До 10 —
Ромашкин- ская 865 100-300* 2 90 100 100- 110 0,75 22,5 0,75 450 2,25 360 5-10 До 10 —
100- 300** 3 90 100 mo- no 0,75 22,5 0,75 450 2,25 360 4-7 До 15 —
Выше 300** 3 90 100 mo- no 0,75 22,5 0,75 450 2,25 360 4-7 До 15 —
Арланская 890 До 100 2 90 100 120 0,5 15 0,5 300 1,5 240 5-10 До 15 10-30
Выше 100** 3 90 100 120 0,5 15 0,5 300 1,5 240 4-7 До 20 10-30
Прикамская 880 До 600 3 90 100 100- 120 0,65 19,5 0,65 390 2 320 4-7 До 20 10-30
Продолжение табл. 3.2
Нефть Плот- ность при 20°С, кг/м’ Содер- жание солей в сырой нефти, мг/л Чис- ло сту не ней Температура в электродегидра- торах, “С Производительность электродегидраторов Расход
вер- ти каль- ных шаро- вых гори- зон таль- ных вертикальных шаровых горизонталь- ных пресной воды, об/об.ч деэмуль- гатора, г/т каусти- ческой соды, г/т
удель- ная, об/об.ч м’/ч удель- ная, об/об.ч м’/ч удель- ная, об/об.ч м’/ч
Мангы шлак- ская 840 До 100 2 90 100 100- 120 0,75 22,5 0,75 450 2,25 360 5-10 До 15 —
Выше 100** 3 90 100 100- 120 0,75 22,5 0,75 450 2,25 360 4-7 До 15 —
Туркменские 855 До 100 2 90 100 100- 120 0,7 21 0,7 420 2 320 5-10 До 15 —
Выше 100** 3 90 100 100- 120 0,7 21 0,7 420 2 320 4-7 До 15 —-
Мордово- Кармальская (битуминоз- ная) 940 До 300** 3 130- 150 0,3 50 4-7 До 30
* При концентрации хлоридов в пластовой воде ниже 7,5%.
** При концентрации хлоридов в пластовой воде выше 7,5%.
СО
Выход обессоленной нефти
Рис. 3.1. Шаровой электродегидратор емкостью 600 м3:
1 — электроды; 2 — распределительная головка; 3 — устройство для регули-
ровки расстояния между электродами; 4 — трансформатор; 5 — теплоизоля-
40
Рис. 3.2. Принципиальная схема ЭЛОУ-Ю/6:
Н-1 — насос сырой нефти; Н-2 — дозировочный насос подачи деэмульгатора; Н-3 — насос подачи воды; Т-1 —
теплообменник подогрева сырой нефти обессоленной нефтью; Т-2 — теплообменник нагрева сырой нефти острым
паром; Э-1, Э-2 — электродегидраторы первой и второй ступени; С-1, С-2 — смесительные клапаны; Е-1 — резерву-
ар обессоленной нефти
Частично обессоленная нефть с первой ступени поступает на вторую,
по пути смешиваясь с вводимой водной промывкой. Во второй ступени
происходит окончательное обессоливание и обезвоживание. Для обессо-
ливания тяжелых нефтей используют третью ступень. В частности, на
Киришском НПЗ имеется три ступени, используемые для обезвожива-
ния и обессоливания ловушечной нефти. При этом используется японс-
кий нефтерастворимый деэмульгатор МЭ-202 в количестве 10 г/т на при-
родную нефть, а на ловушечную нефть — 50-70 г/т.
Вода, выделенная из нефти, скапливается в нижней части элект-
родегидратора и сбрасывается по регулируемому уровню в канализа-
ционную систему. Между зеркалом воды и нижним электродом воз-
никает также электрическое поле. При нормальной работе сила тока
не должна превышать 10-20 А, в случае повышения уровня воды ток
будет расти и при достижении значения 90 А напряжение на электро-
ды отключится автоматически. Такое же явление может возникнуть и
в случае, если в пространство между электродами подавать сильно
эмульгированную нефть или ловушечный продукт с большим содер-
жанием воды.
Современные блоки ЭЛОУ комплектуются высокоэффективными
горизонтальными электродегидраторами, рассчитанными на давление
1,8 МПа, что позволяет комбинировать их с установками АТ или АВТ.
Электрическое поле в них создается между горизонтальными электрода-
ми, подведенными на изоляторах на середине высоты электродегидрато-
ра. В зависимости от величины подаваемого на электроды напряжения
(22, 33 или 44 кВ) и расстояния между электродами (120-400 мм) напря-
женность электрического поля меняется в пределах 100-300 кВ/м. Водо-
нефтяную эмульсию вводят в межэлектродную или подэлектродную зоны,
либо одновременно — в обе зоны.
В последнем случае электродегидратор оборудован дополнительным
(третьим) электродом.
В настоящее время на НПЗ эксплуатируются 3 модификации гори-
зонтальных электродегидраторов (рис. 3.3.):
2 ЭГ160 —двухэлектродный с вводом нефти в подэлектродную зону;
2 ЭГ160/3 — трехэлектродный с вводом нефти в зону между нижним
и средним электродами;
2ЭГ160-2 — трехэлектродный с вводом нефти совместно в зону меж-
ду нижним и средним электродами и в подэлектродную зону.
Четвертая модификация горизонтальных электродегидраторов
2 ЭГ160-2М — трехэлектродный, с раздельными регулируемыми по по-
токам вводами нефти: в зону между нижним и средним электродами и в
42
Рис. 3.3. Горизонтальные электродегидраторы разных модификаций:
а - 2ЭГ 160; б - 2ЭГ 160/3; в - 2ЭГ 160-2; г - 2ЭГ 160-2М
подэлектродную зону, находится на стадии внедрения. Кроме того, на
отдельно стоящих ЭЛОУ эксплуатируется небольшое количество гори-
зонтальных электродегидраторов 1 ЭГ160, аналогичных! ЭП60, рассчи-
танных на давление 1 МПа и рабочую температуру 110°С. На рис. 3.4.
приведен поперечный разрез типового электродегидратора типа ЭГ.
ЭЛОУ комбинируются с установкой АТ или АВТ, что позволяет дос-
тичь значительной экономии энергоресурсов, необходимых для нагрева
нефти в процессе обессоливания, за счет использования тепла отходя-
щих потоков нефтепродуктов с АТ или АВТ и тепла циркуляционного
орошения колонн. На рис. 3.5. представлена принципиальная схема бло-
ка ЭЛОУ применительно к установке АВТ-6 Киришского НПЗ.
Подаваемая сырьевыми насосами нефть распределяется тремя парал-
лельными потоками и нагревается в теплообменной аппаратуре за счет
тепла потоков, уходящих с АВТ-6; авиакеросина, дизельного топлива,
циркуляционного орошения колонны К-2 (основная атмосферная ко-
лонна), либо гудрона при работе вакуумной колонны К-10, либо мазута,
в случае если К-10 не работает. После теплообменников нагретая нефть
собирается в коллектор и распределяется в шесть электродегидраторов
Э-1 -ьЭ-6 первой ступени. Смешение нефти с промывной водой перед пер-
вой ступенью осуществляется в трубопроводе на входе в электродегидра-
торы за счет перепада давления, создаваемого регуляторами давления,
установленными на этих трубопроводах.
Перепад поддерживается на уровне 0,05-0,15 МПа. Подача воды про-
изводится непосредственно перед регуляторами давления. Должна ис-
пользоваться вода, не содержащая солей (конденсат, химически очищен-
ная), но в связи с ее дефицитом используется вода для пожарно-техни-
ческих нужд.
43
Рис. 3.4. Поперечный разрез серийного горизонтального электродегидратора типа ЭГ:
1 — штуцер ввода сырья; 2 — нижний распределитель сырья; 3 — нижний
электрод; 4 — верхний электрод; 5 — верхний сборник обессоленной нефти;
6 — штуцер вывода обессоленной нефти; 7 — штуцер проходного изолятора;
8 — подвесной изолятор; 9 — дренажный коллектор; 10 — штуцер вывода
соленой воды
Частично обессоленная нефть собирается в верхней части Э-1 ч-Э-6 и
через сборный коллектор направляется в электродегидраторы Э-7+Э-12
второй ступени обессоливания.
Расход воды по регламенту составляет до 10% навею нефть. Факти-
чески за счет опыта работы, применения новых деэмульгаторов и дру-
гих мероприятий расход воды составляет 5-6% или на каждую ступень
2,5-3%.
44
Рис. 3.5. Принципиальная схема блока ЭЛОУ установки АВТ-6:
Н-1 — насос сырой нефти; Н-2 — насос подачи воды; Н-3 — насос подачи деэмульгатора; Т-4, Т-5, Т-6 — теплооб-
менники нагрева нефти; С-1 — смесительные клапаны; Е-18 — емкость отстоя дренажной воды; Э — электродегид-
раторы
4^
L/1
После 11-й ступени обессоливания нефтьс содержанием солей 3-4 мг/л
и воды 0,1 -0,2% направляется через соответствующие теплообменники в
колонну К-1 — предварительный испаритель.
В качестве деэмульгаторов применяются нефтерастворимые деэмуль-
гаторы «Сепарол 5271», «Кемеликс 3398», «Виско-412». Расход деэмуль-
гатора составляет 4-5 г/т. Эти деэмульгаторы не требуют разведения и
подаются насосом в чистом виде.
В верхней части электродегидратора имеется блокировка по уровню,
отключающая напряжение на электроды в случае образования «газовой
пробки» вверху или падения уровня. Для дополнительной очистки дре-
нажных стоков ЭЛОУ от нефтепродуктов на установке предусмотрена
емкость Е-18, откуда отстоявшийся нефтепродукт может быть возвращен
на переработку. Стоки ЭЛОУ после Е-18, имеющие температуру около
100°С и выше, направляются на блок захолаживания в аппараты воздуш-
ного охлаждения и далее на очистные сооружения. Для нормальной и
безаварийной работы электродегидраторов, обеспечивающих продолжи-
тельность межремонтного периода всей установки АТ или АВТ необхо-
димо соблюдение ряда условий, а именно:
1. Своевременно, в соответствии с графиком планово-предупреди-
тельного ремонта, производить ревизию электродегидраторов, трансфор-
маторов, коммутационной аппаратуры на электрощите, осмотр, чистку,
испытание на повышенное напряжение проходных и подвесных изоля-
торов, проверку автоматических устройств, блокировок, сигнализации,
состояния изоляции и заземления.
2. Производить заполнение электродегидраторов только отстоенной
от воды нефтью, периодически контролируя ее обводненность.
3. Подачу напряжения производить только после полного заполне-
ния электродегидратора, вытеснения газа и создания соответствующего
давления.
4. При работе электродегидратора на конкретной нефти следует вы-
бирать рабочее давление, исключающее создание газовой подушки, про-
изводительность изменять постепенно, а сброс дренажных вод из элект-
родегидраторов производить плавно.
5. Пропарку электродегидраторов производить паром, имеющим тем-
пературу не выше 160°С, во избежание разрушения проходных и подвес-
ных изоляторов.
6. Регулярно, желательно не реже одного раза в год, производить чи-
стку электродегидраторов от грязи.
Основными технологическими параметрами процесса электрообес-
соливания нефти являются: температура, давление, расход промывной
46
воды и степень ее смешения с нефтью, обусловливаемая перепадом дав-
ления на смесительном устройстве, расход деэмульгатора и удельная про-
изводительность электродегидраторов.
Как уже отмечалось, подогрев нефти до определенной оптимальной
температуры снижает вязкость нефти, что облегчает седиментацию (осаж-
дение) капель воды, способствует большей растворимости в нефти аб-
сорбционных пленок и тем самым снижению их механической прочнос-
ти. Одновременно при повышении температуры увеличивается скорость
движения капель и вероятность их столкновения, что в конечном резуль-
тате ускоряет их коалесценсию.
В то же время, с увеличением температуры растет упругость паров и
соответственно повышается давление в аппаратах, резко увеличивается
расход электроэнергии в электродегидраторах вследствие повышения
электропроводности нефти, значительно усложняются работы проход-
ных и подвесных изоляторов. Кроме того, повышение температуры вле-
чет за собой дополнительные затраты на охлаждение дренируемой из
электродегидраторов воды перед ее сбросом в канализацию. Для каждой
нефти, в зависимости от ее свойств, имеется определенный технологи-
ческий и технико-экономический оптимум температуры обессоливания.
Исследования и опыт работы промышленных ЭЛОУ показывает, что
для легких нефтей с низкой вязкостью, не образующих устойчивых эмуль-
сий (типа западносибирских), достаточно поддерживать температуру в
электродегидрарах на уровне 70°С. Для нефтей типа ромашкинской, при-
камской, мангышлакской и туркменской (см. табл. 3.2.) оптимальной
следует считать температуру обессоливания в пределах 100-120°С. Подо-
грев нефти до более высоких температур (130-150°С) может быть реко-
мендован лишь для некоторых тяжелых и вязких нефтей, образующих
устойчивые эмульсии (например, мордово-кармальской битуминозной).
Давление в электродегидраторах обусловливается упругостью нефтя-
ных паров, необходимыми перепадами давления между ступенями ЭЛОУ,
гидравлическим сопротивлением участков технологической схемы пос-
ле блока ЭЛОУ и не должно превышать давления, на которое рассчитаны
электродегидраторы (см. табл. З.1.).
О роли деэмульгаторов при обессоливании нефти уже говорилось.
В качестве деэмульгаторов используются ПАВ, главным образом, не-
ионогенные.
При применении водорастворимых деэмульгаторов подача их толь-
ко на 1-ю ступень не является оптимальной, так как часть деэмульгато-
ра переходит в дренажную воду, его содержание в нефти с каждой ступе-
нью уменьшается и может оказаться недостаточным для разрушения
47
водонефтяной эмульсии. В связи с этим для обеспечения нормальной
работы всех ступеней деэмульгатор приходится подавать с большим из-
бытком, что увеличивает затраты на обессоливание. Более рациональ-
ной является подача водорастворимого деэмульгатора раздельно по сту-
пеням.
Водорастворимые деэмульгаторы подаютввиде 1-2%-ных растворов.
Нерастворимые в воде деэмульгаторы применяют в товарном виде и по-
дают в нефть без разбавления. Такая подача менее трудоемка и более
технологична, так как не требует наличия громоздкого узла приготовле-
ния раствора и обеспечивает бесперебойную подачу заданного количе-
ства деэмульгатора. Деэмульгаторы целесообразно подавать в поступаю-
щую в нефть промывную воду, что обеспечивает их более равномерное
распределение в объеме нефти.
Для глубокого обессоливания нефтей, при промывке которых обра-
зуется дренажная вода с низкой величиной pH (например, арланских и
прикамских) наряду с деэмульгатором требуется подача щелочи в преде-
лах, обеспечивающих доведение pH до 7,0-7,5. Ориентировочный рас-
ход щелочи в ступени, необходимый для повышения pH дренажной воды
на единицу, составляет 10 г/т.
Для сокращения расхода пресной воды и количества стоков на мно-
гих ЭЛОУ пресную воду подают только на последнюю ступень, а затем
повторно используют дренажную воду с последующей ступени для про-
мывки нефти в предыдущей. Такая схема позволяет значительно (в 2-3
раза) снизить потребление пресной воды и количество загрязненных сто-
ков без ущерба для качества обессоливания.
Дальнейшее сокращение расхода пресной воды и количества стоков
на ЭЛОУ может быть достигнуто, если повторно использовать воду не
только со ступени на ступень, но и внутри ступеней, т.е. при рециркуля-
ции дренажной воды. В этом случае можно обеспечить глубокое обессо-
ливание нефтей до остаточного содержания солей 1-3 мг/л при общем
расходе пресной воды всего 1-4% (для труднообессоливаемых нефтей с
высоким содержанием солей — до 7%).
При выборе расхода воды следует руководствоваться приведенными
в табл. 3.3. рекомендациями, разработанными на основе расчетов и опы-
та эксплуатации промышленных ЭЛОУ.
Для обеспечения глубокого обессоливания нефти (до 3 мг/л) содер-
жание хлоридов в подаваемой на ЭЛОУ воде не должно превышать
300 мг/л (в пересчете на хлористый натрий). Такое требование к качеству
промывной воды вызванотем, что вобессоленной нефти всегда остается
некоторое количество воды, а вместе с ней и солей.
48
п
п
л
Д'
S
ю
л
Ь
Рекомендации по расходу промывной воды на ЭЛОУ
1 Подача воды в ступень, % 1 III ступень рецирку- лирующей | 1 До 5 1
пресной 1 1 1До4 I I.
всего 1 1 Г До 7 | L4-10 1
II ступень рецирку- лирующей 1 До 5 1 1 До 5 | | soft 1
пресной | До 3 | 1 ДоЗ 1 1 1
с 111-й ступени 1 1 1 W I 1 1
всего Г До 6 П 1 До 6 1 |Д°Д 1 1 1
I ступень рецирку- лирующей Г До 5 1 1 До 5 1 -Д°2- | т°Д 1
со И-й ступени Г ДоЗ | 1 ДоЗ | 1 До 4 | 1 1
всего 1 добП I 4 0ff 1 1 До 6 | д-t
Число ступеней 04 04 ГО го
Содержание солей в сырой нефти» мг/л О 1 100-300 | 100-300 1 1 Выше 300 |
Содержание сульфатов и карбонатов
в подаваемой на ЭЛОУ воде также не дол-
жно превышать 300 мг/л во избежание
образования осадков в коммуникациях
и теплообменной аппаратуре ЭЛОУ.
Содержание сероводорода в про-
мывной воде во избежание коррозии
не должно превышать 20 мг/л.
Предельное содержание фенолов и
аммиака в промывной воде может со-
ставлять до 50 мг/л.
Среда промывной воды должна
быть нейтральной или слабощелоч-
ной. При значениях pH дренируемой
воды ниже 6 процесс вымывания солей
идет плохо, при значениях pH выше 8
в ней повышается содержание нефте-
продуктов, т.е. увеличивается загряз-
ненность стоков ЭЛОУ.
На ЭЛОУ обычно используется
речная вода. Ввиду ужесточения тре-
бований по охране окружающей среды
изыскиваются другие источники воды
(оборотная вода, технологические кон-
денсаты и др.).
Однако в конденсатах находятся
сульфиды и гидросульфиды аммония,
которые при нагревании распадаются на
сероводород и аммиак. Их содержание
колеблется от десятков до нескольких
тысяч миллиграммов на литр, поэтому
технологический конденсат можно ис-
пользовать на ЭЛОУ только после спе-
циальной очистки, например, отдувки
из него сероводорода и аммиака водя-
ным паром или углеводородным газом.
В процессе обессоливания нефти
большое значение имеет оптимальное
смешение нефти с промывной водой и
деэмульгатором.
49
Наиболее распространенным смесительным устройством является сме-
сительный клапан, позволяющий регулировать интенсивность перемеши-
вания воды с нефтью в широких пределах. Недостатком его является то, что
смешение осуществляется за счет перепада давления на потоке нефти, из-
меняющегося от0,05 до0,2 МПа. Этого недостатка лишен тангенциальный
смеситель, принципиальное устройство которого приведено на рис. 3.6.
В транспортном трубопроводе установлено коаксиально-смеситель-
ное устройство, включающее цилиндрическую смесительную камеру с
конфузором на входе. Смесительная камера тангенциально соединена с
коллектором, что обеспечивает интенсивное смешение и распределение
воды в потоке нефти. Регулирование степени смешения осуществляется
путем изменения перепада давления на линии подачи воды специаль-
ной задвижкой. При этом перепад давления на потоке нефти составляет
всего около 0,01 МПа.
В процессе переработки нефти на НПЗ часть нефти и нефтепродук-
тов (0,5-1,0%) попадают в сточные воды в основном в виде устойчивых
водонефтяных эмульсий. Это так называемая ловушечная, весьма стой-
кая, эмульсия, обычно в значительной степени загрязненная большим
количеством механических примесей.
Вовлечение в переработку ловушечных эмульсий возможно только
после их предварительного обезвоживания.
Специалистами ВНИИ НП разработан и освоен в промышленных
условиях способ комбинированной обработки ловушечной эмульсии (тер-
мохимический отстой и электрополе) с применением специальных деэ-
мульгаторов.
На рис. 3.7 приведена принципиальная схема установки для обезво-
живания ловушечного нефтепродукта. Предусмотрена комбинированная
трехступенчатая обработка эмульсии. Первая (термохимическая) ступень
дооборудуется электрокоалесцером оригинальной конструкции
(рис. 3.8), который в сочетании с дегидратором обеспечивает удаление
основного количества содержащейся в ловушечной эмульсии воды.
Во второй и третьей ступенях установки обработка ловушечной эмульсии
осуществляется в обычных электродегидраторах по ранее описанной схеме.
В результате обработки по схеме рис. 3.7 ловушечная водонефтяная
эмульсия с плотностью при 20°С до 930 кг/м1, содержанием воды до
20% об., хлоридов до 300 мг/л, механических примесей до 1,5% мае. обез-
воживается до 0,2-0,5% об., содержит хлоридов — не более 5 мг/л, меха-
нических примесей — не выше 0,05% мае. Нефтепродукт такого качества
может либо перерабатываться индивидуально на АТ, либо вовлекаться в
переработку с сырой нефтью.
50
1
2
5
4
Рис. 3.6. Тангенциальный смеситель:
1 — коллектор для ввода воды; 2 — смесительная камера; 3, 6 — конфузоры;
51
Ch
Рис. 3.7. Принципиальная технологическая схема блока подготовки к переработке ловушечных водонефтяных эмульсий:
1 — электрокоалесцер; 2 — дегидратор I ступени; 3 — электродегидраторы II и III ступеней; 4 — теплообменник; 5 — сырьевой
насос; 6 — насос рециркуляции; 7 — насос подачи воды; 8 — дозировочный насос подачи деэмульгатора в товарном виде; 9 —
узел приготовления и подачи водного раствора деэмульгатора и смачивателя; 10 — смесительный клапан для смешения воды с
нефтью; 11 -емкость-отстойник дренажной воды; 12 —смесители деэмульгатора с промывной водой; 13 — смесительдеэмуль-
гатора (нефтерастворимого) с нефтью
Рис. 3.8. Аппарат для разрушения ловушечной
водонефтяной эмульсии в электрическом поле
(а — аппарат; б — электрод):
I — корпус; 2 — патрубок входа; 3 — патрубок
выхода; 4 — электрод; 5 — диэлектрический
чехол; 6 — проходной изолятор; 7 — трансформа-
тор; 8 — отверстие
I
а
53
ирицси-и! IILpVpUUUIHf\H
3.3. Основное оборудование электрообессоливающих установок
Основным аппаратом современных блоков электрообессоливания не-
фти является горизонтальный электродегидратор (см. рис. 3.4). На этом
рисунке дается поперечный разрез электродегидратора типа ЭГ.
Нефть в электродегидратор поступает через штуцер 1 и далее в
распределительный коллектор 2 в нижнюю часть электродегидрато-
ра под слой дренажной соленой воды. Распределитель сырья пред-
ставляет собой коллектор, проходящий по всей длине аппарата, с
присоединенными к нему горизонтальными перфорированными от-
водами. В верхней части аппарата устанавливается сборник обессо-
ленной нефти 5, конструктивно выполненный примернотакже, как
и распределитель сырой нефти. Обессоленная нефть выводится че-
рез штуцер 6. Такое расположение распределителя сырья и сборника
обессоленной нефти позволяет потоку сырой нефти (эмульсии) дви-
гаться вертикально вверх по всей ширине аппарата с равномерной
скоростью, а это обеспечивает наибольшее число соударений капе-
лек дисперсной фазы, движущейся вверх с капельками воды оседаю-
щими вниз, в каждой единице активного объема в единицу времени.
Электроды, верхний 4 и нижний 3, расположенные в средней части
электродегидратора и проходящие через всю его длину, крепятся к
корпусу аппарата с помощью подвесных изоляторов 8, выполненных
из фарфоровых гирлянд. Дренаж воды из электродегидратора произ-
водится через дренажный коллектор 9 и штуцер 10 автоматически по
уровню, для чего каждый аппарат обеспечивается системой непре-
рывного дренирования воды по уровню. Во избежание образования
газовой «подушки» в верхней части электродегидратора имеется сиг-
нализатор и блокирующее устройство, отключающее подачу напря-
жения к электродам в случаев если уровень понизился. Поскольку
электродегидратор работает под давлением, он оснащен манометром,
термометром или термопарой, предохранительным клапаном, сра-
батывающим при превышении максимально допустимого рабочего
давления в нем. Для отбора проб и определения эффективности ра-
боты аппарата имеется пробоотборное устройство, снабженное хо-
лодильниками. Во избежание потерь тепла аппарат теплоизолиро-
ван и сверху покрыт металлическим кожухом. Питание электроде-
гидратора осуществляется от двух повышающих трансформаторов
ОМ-66/35, имеющих номинальное напряжение 0,38/1 1-16,5-22 кВ
и включенных с низкой стороны последовательно с двумя реактив-
ными катушками РОМ 50/0,5 мощностью 50 кВА.
54
Реактивные катушки предназначены для снижения напряжения при
чрезмерном возрастании тока трансформатора и обеспечения таким об-
разом непрерывной подачи энергии на электроды. Мощность повышаю-
щего трансформатора при напряжении 11 и 22 кВ составляет 50 кВА, а
при напряжении 16,5 кВ —40 кВА. Каждый из 2-хтрансформаторов вклю-
чается с высокой стороны следующим образом: один конец высоковоль-
тной обмотки подключается к корпусу аппарата, который надежно за-
земляется, а другой, через проходной изолятор 7, к соответствующему
электроду.
Низковольтные первичные обмотки обоих трансформаторов подклю-
чаются в сеть параллельно противоположными концами, вследствие чего
высокие напряжения, подведенные к электродам, складываются. Таким
образом, в зависимости от напряжения на вторичной обмотке каждого
трансформатора, между электродами соответственно можно получить 22,
27,5, 33, 38,5 и 44 кВ.
При эксплуатации электродегидраторов, в связи с отложениями гря-
зи и солей на подвесных и проходных изоляторах, возможно образова-
ние токопроводящих цепочек и разрушение изоляторов, а это приводит
к остановке аппарата. Во избежание этого необходимо обеспечивать чи-
стоту этих устройств, путем их периодической очистки и профилактики
с последующими испытаниями их на высокие напряжения перед вклю-
чением электродегидратора в работу. В последние годы проведены раз-
личные мероприятия по повышению надежности проходных и подвес-
ных изоляторов в основном за счет подбора материала для их изготовле-
ния, который обеспечивает способность снижать в значительной степе-
ни накопления грязи и других отложений на их поверхности, тем самым
практически исключаются возможности их пробоя и разрушения.
В целях обеспечения электробезопасности обслуживающего персо-
нала каждый электродегидратор обеспечен системой снятия напряже-
ния и отключения электропитания в случае открытия двери ограждения
электродегидратора и подъема на него. Кроме того, на каждом электро-
дегидраторе имеется световая сигнализация в виде окрашенных фона-
рей, которая напоминает персоналу, что аппарат находится под высоким
напряжением. Доступ в аппарат в период ремонта производится только
по письменному разрешению, в котором изложены все меры, необходи-
мые для обеспечения безопасного доступа. Только после выполнения
этих мер разрешается доступ лиц в электродегидратор.
Другими основными аппаратами блоков ЭЛОУ являются теплооб-
менники. Теплообменник — это аппарат для передачи тепла от горячего
потока нефти или нефтепродукта к холодному. На отдельно стоящих ус-
55
цсрсрииишпи
тановках ЭЛОУ-10/6 передача тепла осуществляется от нагретой обессо-
ленной нефти, уходящей из шарового электродегидратора, потоку сырой
нефти, входящей в электродегидратор. На блоках ЭЛОУ, оборудованных
горизонтальными электродегидраторами и входящих непосредственно в
технологическую схему установок АТ или АВТ, передача тепла сырой не-
фти производится за счет тепла отходящих с установки АТ и АВТ нагре-
тых нефтепродуктов и тепла циркуляционного орошения.
Для нагрева нефти используются теплообменники кожухотрубчато-
го типа с плавающей головкой пучка (рис. 3.9). Указанный теплообмен-
ник состоит из распределительной камеры, разделенной посередине
стальной перегородкой и имеющей два штуцера, по которым входит и
выходит сырая нефть втрубный пучок, оканчивающийся подвижной (пла-
вающей) головкой. Подвижность пучка дает возможностьсвободного тем-
пературного расширения трубок пучка, не приводящего к деформации
их. Трубный пучок заключен в корпус (кожух), также имеющий два шту-
цера. В один входит нагретый нефтепродукт, отдает свое тепло нефти и
выходит, охладившись, через другой штуцер.
Теплообменники этого типа компактны, надежны, пучок легко мо-
жет быть демонтирован из кожуха, подвергнут чистке от грязи, кокса и
других отложений и снова смонтирован. Корпус аппарата работает под
давлением, поэтому требует специального надзора со стороны органов
Госгортехнадзора. После сборки теплообменника, перед включением в
работу он подвергается опрессовке на герметичность: отдельно пучок и
плавающая головка, отдельно корпус. Опрессовка производится водой и
может проводиться непосредственно (без демонтажа аппарата) на рабо-
чем месте или в условиях ремонтного участка. При эксплуатации этих
аппаратов необходимо соблюдать в строгом соответствии с производ-
ственными инструкциями и регламентом температурный режим, не до-
пуская быстрого скачка температур за счет резкого изменения расхода
нагретого или нагреваемого нефтепродукта. Это одно из условий безава-
рийной работы теплообменников.
Для обеспечения хорошего теплообмена и эффективной передачи
тепла, в соответствии с графиком планово-предупредительного ремонта,
каждый теплообменник подвергается чистке от отложений и грязи. От-
ключение их для ремонта производится отсекающей арматурой(задвиж-
ками). Во избежание случайного открытия задвижек каждая из них дол-
жна отглушаться специальной заглушкой с записью в журнале о месте и
времени постановки заглушек. Перед включением теплообменника в
работу они должны быть сняты, о чем в журнале производится соответ-
ствующая запись.
56
Рис. 3.9. Теплообменник кожухотрубчатого типа с плавающей головкой пучка:
крышка распределительной камеры; 2 — распределительная камера; 3 — кожух; 4 — теплообменная труба;
5 — крышка плавающей головки; 6 — крышка кожуха; 7 — опора
Использованная литература
I. Гуревич И.Л. Технология переработки нефти и газа. Ч. 1. — М.: Химия, 1972. —
359 с.
2. Наметкин С.С. Химия нефти. — М.: АН СССР, 1955.
3. Левченко Д.Н., Бергштейн И.В., Николаев Н.М. Технология обессоливания
нефтей на нефтеперерабатывающих предприятиях. — М.: Химия, 1985.
4. Школьников В.М., Хуторянский Ф.М. Информация по вопросам подготов-
ки нефтей к переработке на НПЗ. — М.: ОАО ВНИИНП, НИФ «Инженер-
сервис», 1998.
5. Регламенты уст. ЭЛОУ-10/6 и ЭЛОУ-АВТ-6. Киришский НПЗ.
РАЗДЕЛ IV. ПЕРВИЧНАЯ ПЕРЕРАБОТКА НЕФТИ
4.1. Основные схемы атмосферной перегонки нефти
К первичным методам переработки относят процессы разделения
нефти на фракции, используя ее потенциальные возможности по ассор-
тименту, количеству и качеству получаемых нефтепродуктов. Основным
первичным процессом является атмосферная перегонка, в основе кото-
рой лежат физические процессы: нагрев и испарение нефти в нагрева-
тельных трубчатых печах с последующим фракционированием в ректи-
фикационных колоннах на бензиновые, керосиновые, дизельные фрак-
ции и остаток — мазут.
Эволюция первичной переработки нефти от периодически дей-
ствующих кубов до современных установок была обусловлена рядом
факторов: увеличением производительности по сырью, сокращением
расхода металла, непроизводственных потерь тепла, площадей, необ-
ходимых для размещения аппаратуры, повышением качества получа-
емых продуктов за счет четкого погоноразделения и устранением воз-
можного разложения их в процессе нагрева, снижением пожароопас-
ности, повышением надежности технологической аппаратуры и обо-
рудования и др.
Современные установки АТ и АВТ обычно комбинируют с процес-
сом обезвоживания и обессоливания.
Перегонку нефти на атмосферных установках АТ или в атмосферных
секциях комбинированных установок АВТ можно осуществлять несколь-
кими способами:
1. Однократным испарением в трубчатой печи и разделением отгона
в одной ректификационной колонне.
58
2. Двухкратным испарением и разделением в двух ректификацион-
ных колоннах — в колонне предварительного испарения с отделением
легких бензиновых фракций и в основной колонне.
Перегонку нефти с однократным испарением осуществляют по сле-
дующей схеме (рис. 4.1). Сырая нефть, нагретая в теплообменниках 2 за
счет тепла отходящих с установки продуктов, подается насосом 1 для
обезвоживания и обессоливания в электродегидраторы 3, далее — в труб-
чатую печь 4, где происходит ее однократное испарение, а из нее — в
атмосферную колонну 5, где осуществляется разделение на требуемые
фракции. Такая технологическая схема перегонки нефти, как правило,
применима для нефтей с низким содержанием светлых нефтепродуктов
и незначительным содержанием растворенного газа.
1 2
> ($)—*"
Сырье
Рис. 4.1. Схема перегонки нефти с однократным испарением
По этой схеме совместное испарен ие легких и тяжелых фракций спо-
собствует снижению температуры нагрева нефти перед подачей ее в ко-
лонну. Для нефтей с большим содержанием растворенного газа и низко-
кипящих фракций применение такой схемы перегонки сопряжено с труд-
ностями, обусловленными: повышением давления на питательном на-
сосе и соответственно во всех аппаратах до печи, в самой печи и в ректи-
фикационной колонне, что требует большего расхода металла на изго-
товление аппаратуры в связи с необходимым увеличением толщины сте-
нок оборудования, и вызовет неизбежное ухудшение погоноразделения.
59
В этом случае используют схему перегонки с двухкратным испарени-
ем нефти и двумя ректификационными колоннами. В первой колонне
отбирают легкий бензин и газ. При этом понижается общее давление в
системе и давление в основной ректификационной колонне, в результате
чего происходит более полное отделение светлых нефтепродуктов из не-
фти и более четкое разделение их в колонне. Схема с двухкратным испа-
рением представлена на рис. 4.2.
1 2
Сырье
Рис. 4.2. Схема перегонки нефти с двухкратным испарением
Сырая нефть забирается насосом I и через теплообменники 2 пода-
ется на обезвоживание и обессоливание в электродегидраторы 3. Обезво-
женная и обессоленная нефть проходит вторую группу теплообменников
4, нагревается до температуры 2 Ю-220°С и поступает в первую ректифи-
кационную колонну К-1, где отбирается легкая фракция бензина и газ.
Остаток из колонны К.-! забирается горячим насосом 5, нагревается в
трубчатой печи до 340-360°С и поступает во вторую ректификационную
колонну К-2, где отбираются все остальные требуемые фракции. В случае
недостаточного нагрева нефти перед входом в колонну К-1 имеется воз-
можность подать в низ колонны К-1 часть отбензиненной нефти, нагре-
той в печи 6, в виде горячей струи. При работе по этой схеме требуется
более высокая температура нагрева в печи по сравнению со схемой одно-
кратного испарения вследствие раздельного испарения легкокипящих и
более тяжелых фракций. Все современные установки АТ в основном ра-
ботают по схеме двухкратного испарения.
60
Ранее для нефтей, не содержащих газ, перегонку нефти осуществля-
ли с предварительным испарением нагретой нефти в испарителе — пус-
тотелой колонне, в которой сверху удалялась легкая паровая фаза, посту-
пающая как и нагретая в печи отбензиненная нефть, в ректификацион-
ную колонну. При этом также понижалось давление в системе.
На рис.4.3 представлена принципиальная схема атмосферной пере-
гонки нефти на современных установках АТ или АВТ.
Нефть, предварительно обезвоженная и обессоленная на блоке ЭЛОУ
атмосферной трубчатой установки или атмосферно-вакуумной установ-
ки, насосом 1 подается в теплообменники 2 для нагрева до 220-230°С и
далее — в колонну К-1, в эвапорационном пространстве которой проис-
ходит разделение ее на пары и неиспарившийся остаток, стекающий в
нижнюю часть колонны по тарелкам.
Для поддержания необходимого теплового режима низа колонны
К-1 в нижнюю ее часть поступает поток нагретой в печи 6 полуотбензи-
ненной нефти («горячая струя»). Поток паров из эвапорационного про-
странства колонны К-1, смешавшись с потоком паров, отпаренных из
полуотбензиненной нефти, направляется в верхнюю часть колонны К-1,
проходя ряд тарелок. На каждой тарелке за счет контакта стекающей с
верха колонны флегмы, образованной за счет подачи холодного ороше-
ния, с восходящим потоком паров происходит тепло- и массообмен, и
пары, двигаясь вверх, все более облегчаются на каждой вышележащей
тарелке и, пройдя все тарелки, достигают заданного качества. Как пра-
вило, за счет этого удаляется примерно половина бензиновой фракции
с концом кипения 130- 140°С, которая вместе с газом конденсируется и
охлаждается до температуры 40-45°С в конденсаторе-холодильнике 3
и, после смешения с более тяжелым бензином из колонны К-2, направ-
ляется на стабилизацию от растворенного в ней газа и далее на вторич-
ную перегонку. На схеме колонны стабилизации и вторичной перегон-
ки не показаны. Горячим насосом 4 полуотбензиненная нефть из ко-
лонны К-1 подается в трубчатую печь 6, где нагревается до температуры
340-350°С и поступает в эвапорационное пространство основной рек-
тификационной колонны К-2, где вновь происходит процесс разделе-
ния на паровую и жидкую фазы, как и в колонне К-1.
Более тяжелая часть паров, конденсируясь на каждой тарелке, обога-
щает флегму высококипящими компонентами. Пройдя все тарелки, рас-
положенные в нижней части колонны, жидкий остаток достигает задан-
ного качественного состава по содержанию легкокипящих фракций, ко-
торое не должно превышать 4-6% на мазут. Обычно на практике принято
ориентироваться на содержание фракций, выкипающих до 360°С.
61
Рис. 4.3. Схема перегонки нефти на современных двухколонных установках АВТ:
I — сырьевой насос; 2 — теплообменники; 3 — конденсаторы-холодильники; 4 — горячий насос; 5 — холодильники;
6 — печь
Вводимый вниз колонны перегретый водяной пар снижает парци-
альное давление нефтяных паров и способствует более полной отпарке
легкокипящих компонентов из мазута.
С верха из колонны К-2 уходят пары бензина (и воды) с температу-
рой конца кипения не более ISO- 190’С. Регулирование качества по концу
кипения осуществляют подачей бензинового орошения за счет возврата
части охлажденного и сконденсированного в холодильнике-конденсато-
ре 3 верхнего продукта колонны К-2. Этим достигается поддержание оп-
ределенной температуры паров, уходящих с верхней тарелки, и соответ-
ственно качества бензиновой фракции.
С нижележащих тарелок концентрационной части колонны отбира-
ются боковые потоки других нефтепродуктов в виде жидкостей. Верхним
боковым потоком отбирают керосиновую фракцию, затем фракцию лег-
кую дизельную и еще ниже более тяжелую дизельную. Для осуществле-
ния процесса ректификации в колонне требуется создание потока оро-
шения или флегмы. Если создавать этот поток только за счет подачи
орошения в верхней части колонны (так называемого острого орошения),
потребуется большой его расход, что приведет к нерациональным тепло-
вым потерям, а также к значительному перерасходу воды и энергии для
конденсации и охлаждения орошения. В целях недопущения этого при-
меняют, так называемое, циркуляционное орошение.
Для осуществления циркуляционногоорошения часть флегмы заби-
рается с тарелки, проходит через теплообменник 2, отдает свое тепло
потоку нефти, как правило для нагрева перед колонной К-1, и охладив-
шись до заданной температуры, поступает на тарелку выше той, с кото-
рой забиралась флегма на охлаждение. При этом поддерживается опре-
деленный температурный режим на тарелке отбора флегмы и создаются
условия, необходимые для поддержания потока флегмы на нижележа-
щих тарелках. Циркуляционных орошений может быть несколько, вплоть
до трех.
Основная часть флегмы с тарелки отбора орошения идет в качестве
целевого продукта в отпарную колонну (стриппинг). Дело в том, что в
целевом продукте, в результате недостаточно четкого разделения, могут
находиться более легкокипяшие фракции, т.е. происходит наложение
фракций. Это значит, например, что в отбираемой керосиновой фрак-
ции может находиться некоторое количество тяжелой бензиновой фрак-
ции. При этом, без дополнительной ректификации качество керосина
не будет соответствовать заданному, например, по температуре вспыш-
ки. Требуемая температура вспышки керосина по ГОСТу должна быть не
ниже 28°С в закрытом тигле. Присутствие тяжелой части бензиновой
63
фракции понизит ее на несколько градусов. С целью доведения целевых
продуктов до нужной кондиции применяют отпарные колонны. Отби-
раемая из колонны К-2 керосиновая фракция направляется в верхнюю
часть отпарной колонны, например К-3/1, оборудованной 9-12 тарелка-
ми. Поток керосина, стекая с тарелки на тарелку вниз стриппинга, встре-
чается с потоком паров, движущихся вверх. Чтобы создать последний, в
нижнюю часть стриппинга подают перегретый водяной пар с температу-
рой перегрева выше конца кипения бензиновой фракции, присутствую-
щей в керосине.
Из верхней части стриппинга в колонну К-2 отпаренные пары бензи-
на вместе с водяным паром направляются в пространство между тарел-
кой отбора и вышележащей тарелкой колонны К-2, а керосин приобре-
тает необходимое качество. Для каждой боковой фракции, отбираемой
из колонны К-2, имеется свой стриппинг. Их бывает, как правило, 2-3.
4.2. Основные схемы вакуумной перегонки мазута
Перегонку остатка из атмосферной колонны — мазута — осуществляют
при пониженном давлении на вакуумном блоке установок АВТ. Если пере-
гонять мазут для разделения его на фракции при атмосферном давлении
(или близком к нему), это потребует нагрева его до 400°С и выше. При этом
высокомолекулярные углеводороды и тяжелые смолистые соединения, вхо-
дящие в состав мазута, будут, наряду с перегонкой, расщепляться с образова-
нием кокса, газов разложения и более легких углеводородов. Естественно,
качество целевых продуктов, получаемых в столь жестких термических усло-
виях не будет отвечать заданной цели, например, получению масляных фрак-
ций или сырья для каталитического крекинга.
Чтобы этого не произошло, при перегонке мазута следует понизить
давление, вплоть до создания остаточного давления в системе порядка
20-40 мм рт.ст., и понизить парциальное давление нефтяных паров в ко-
лонне. Такая схема перегонки осуществляется в вакуумных колоннах.
Вакуум создается специальными аппаратами (барометрическими или
поверхностными конденсаторами) за счет конденсации водяных паров в
вакуумсоздающей системе и отсасывания несконденсированной части
нефтяных паров и газов с помощью паровых эжекторов. Механизм рабо-
ты вакуумсоздающих аппаратов будет освещен ниже. При перегонке ма-
зута под вакуумом практически исключается его разложение и достига-
ется желаемое качество дистиллятов.
На современных установках вакуумной перегонки мазута реализуют-
ся в основном две схемы: перегонка мазута с однократным испарением
всех фракций и разделением их в одной вакуумной колонне и перегонка
64
мазута с двухкратным испарением и разделением отгоняемых фракций в
двух вакуумных колоннах.
Получаемые продукты при вакуумной перегонке могут быть исполь-
зованы либо в качестве сырья для каталитического крекинга или гидро-
крекинга, либо в качестве масляных фракций, которые после соответ-
ствующего облагораживания (гидрообработки, селективной очистки, ка-
талитической депарафинизации либо низкотемпературной депарафи-
низации в среде растворителей, контактной доочистки и др.) могут яв-
ляться различными базовыми маслами.
Как правило, для получения вакуумных газойлей с пределами выки-
пания 350-500°С в качестве сырья каткрекинга или гидрокрекинга впол-
не достаточно однократного испарения (первая схема).
Если же необходимо получить сырье для производства масел, пред-
почтительнадвухколонная схема вакуумной перегонки. В первой колон-
не выделяется широкая масляная фракция, во второй — ее вторичная
перегонка на узкие масляные фракции.
На рис. 4.4 приведена принципиальная схема двухступенчатой пере-
гонки мазута с получением масляных фракций. Горячий мазут с темпера-
турой 310-315°С из атмосферной колонны насосом прокачивается через
нагревательную печь, где нагревается до 410-420°С и подается в первую
вакуумную колонну К-4. В колонне К-4 происходит отделение широкой
вакуумной фракции от тяжелого остатка — гудрона. Для улучшения от-
парки широкой вакуумной фракции, снижения температуры испарения,
в колонну К-4 подается водяной перегретый пар в количестве 1 -1,5% на
сырье. Если широкая масляная фракция используется в качестве сырья
для установок каталитического крекинга или гидрокрекинга, то она вы-
водится с 6-й или 7-й тарелки первой колонны, отдает свое тепло в теп-
лообменниках и подается на установки для дальнейшей переработки. В
зависимости от возможностей установок широкая фракция отбирается в
пределах температур кипения 350-520°С.
При выработке широкой фракции с целью получения различных масел
онадополнительно подогревается теплом гудрона в гудронных теплообмен-
никах и подается во вторую вакуумную колонну для четкой ректификации
на узкие масляные фракции. Недостающее тепло вносится вниз колонны
К-5 в виде «горячей» струи за счет циркуляции отбираемого тяжелого мас-
ляного дистиллята фракции 420-490°С или 420-500°С через часть труб на-
гревательной печи. В колонну К-5 также подается перегретый водяной пар.
Из второй колонны отбираются фракции 350-420°С и 420-500°С. Оро-
шение колонн осуществляется за счет отбора части соответствующих верх-
них боковых погонов из колонн К-4 и К-5, охлаждения их втеплообменни-
65
м
[Ц
Рис. 4.4. Принципиальная схема двухколонной вакуумной разгонки.:
К-1 — первая колонна; К-5 — вторая колонна; Т — теплообменники;
Н — насосы; П — печь;
I — боковой масляный погон 350-420°С; 11 — тяжелый масляный дистиллят
420-500 С; 111 — Пары и газы разложения к вакуумсоздаюшей аппаратуре;
КДТ — компонент дизельного топлива;ШФК — широкая фракция как сырье
каталитического крекинга или гидрокрекинга; ШФМ — широкая фракция
для получения масляных дистиллятов; ЦО — циркуляционное орошение
ках и холодильниках с последующей подачей холодных погонов на верхние
тарелки. Избыток тепла снимается циркуляционными орошениями.
Несконденсированные пары и газы разложения отсасываются из ко-
лонн К-4 и К-5 вакуумсоздаюшими системами. С целью исключения
загазованности территории установки газами разложения и сероводоро-
дом они после выброса из последней ступени паровых эжекторов направ-
ляются в нагревательную печь для сжигания.
Двухколонная схема вакуумной перегонки мазута имеет ряд преиму-
ществ перед одноколонной: установка может работать как с получением
широкой фракции, так и для получения узких масляных погонов с более
четким разделением; более эффективно используется тепло нагретых
потоков за счет осуществления в двух колоннах нескольких циркуляци-
онных орошений.
66
Обычно вакуумные установки сооружают в едином комплексе с ат-
мосферной ступенью, и таковой комплекс может работать по схеме трех-
и четырехкратного испарения. В каждом конкретном случае выбор схе-
мы установки является результатом многофакторного экономического
анализа (качество сырья, потребности данного региона в ассортименте и
количестве нефтепродуктов по ассортименту и др.).
4.3. Основные аппараты установок
первичной перегонки
Для проведения разделения нефти на ряд компонентов требуется
выполнить несколько основных условий: необходимо нефть нагреть до
температуры, обеспечивающей не только нагрев, но и испарение части
нефти, т.е. произвести ее однократное испарение в печи, утилизировать
тепло выработанных продуктов, нагревая ими сырую нефть. С этой це-
лью используются: трубчатые нагревательные печи, теплообменные ап-
параты и ректификационные колонны. Рассмотрим устройство и прин-
ципы работы каждого аппарата.
Ректификационные колонны. При проведении процесса однократ-
ного испарения получают пар, обогащенный низкокипяшим компонен-
том, и жидкость, обогащенную высококипяшим компонентом по срав-
нению с исходным сырьём. Однако четкое разделение в однократных
процессах не достигается. Для получения продуктов с любой желаемой
концентрацией компонентов и высокими выходами служит процесс рек-
тификации (см. раздел I). При многократном контактировании нерав-
новесных паровой и жидкой фаз и их массо- и теплообмене паровая фаза
обогащается низкокипяшим компонентом (НКК), а жидкость — высо-
кокипяшим компонентом (ВКК).
В конечном итоге четкость разделения НКК и ВКК (четкость ректи-
фикации) зависит от числа ступеней контакта паровой и жидкой фаз и
количества флегмы (орошения), стекающей навстречу парам.
Принципиальная схема работы ректификационной колонны. Схема ра-
боты ректификационной колонны приведена на рис. 4.5. Как видно из
рисунка, всреднюю часть колонны поступает подлежащее ректификации
сырье F с температурой tF и составом xF. При входе в колонну происходит
процесс однократного испарения, в результате которого образуются пары
Gf, состава yF и жидкость,^, состава xF, находящиеся в равновесии, то есть
имеющие одинаковую температуру и давление. На каждой n-й тарелке
обеспечивается контакт между парами Gn р поступающими наданную та-
релку, и жидкостью (флегмой) gn+|, стекающей на эту тарелку.
67
Рис. 4.5. Принципиальная схема работы ректификационной колонны
68
В результате контакта этих встречных потоков изменяются составы па-
ровой и жидкой фаз. При этом пары обогащаются НКК, а жидкость —
ВКК. Пары Gn, уходящие с n-й тарелки, будут богаче НКК, чем пары Gn,,
а жидкость убудет богаче ВККпосравнениюсжидкостью<?п+|. Уходящие
с тарелки п потоки паров Gn и жидкости qnбудут находиться в равновесии.
При этом пары G п, поступающие на вышележащую тарелку n+1, вновь всту-
пают в контакт с соответствующим потоком жидкости, поступающим с
тарел ки пк, а жидкость qn уходит на тарелку n-1, где вновь происходит кон-
такт фаз. Подобное контактирование будет происходить до тех пор, пока
пар наверху колонны не приобретет заданный состав по содержанию Н КК
У а жидкость W внизу колонны не достигнет состава Xw.
Отбираемый с верха колонны продукт D, обогащенный НКК, назы-
вается ректификатом или дистиллятом, а с низу колонны продукт W —
остатком или нижним донным продуктом.
Подобный процесс происходит в том случае, если жидкость, находя-
щаяся на одном горизонтальном уровне с паром, например б?п+| и Gn,
содержит больше НКК, чем жидкость qn, равновесная с этим паром Gn.
При постоянном давлении в колонне этот уровень будет обеспечиваться,
если температура жидкости <7М| будет ниже, чем температура паров Gn, то
есть если температура в колонне будет уменьшаться в направлении дви-
жения потока паров (вверх) и возрастать в направлении потока жидкости
(флегмы) вниз. Самая низкая температура tD будет в верху колонны, а
самая высокая tw — внизу колонны. Часть колонны, куда вводится сырье,
называется секцией питания или эвапорационным пространством.
Часть колонны, находящаяся выше ввода сырья, называется кон-
центрационной или укрепляющей, а ниже ввода — отпарной или от-
гонной. В обеих частях колонны протекает один и тот же процесс рек-
тификации. Поскольку для ректификации необходимо два потока, со-
стоящих из одних и тех же компонентов, но разного состава, из верхней
части отводят тепло Qd, а в нижней части подводят тепло Qw. В результа-
те при конденсации паров наверху колонны образуется поток жидкости
(флегмы, орошения), а в отгонной части колонны образуется восходя-
щий поток паров.
Различают колонны простые, для разделения сырья на два компо-
нента (дистиллят и остаток), и сложные, для получения из того же сырья
трех и более компонентов. В этом случае продукты выводятся в виде бо-
ковых погонов через отпарные секции.
К группе ректификационных колонн относятся следующие аппара-
ты современных установок АТ и АВТ: предварительный испаритель или
отбензинивающаяся колонна, основная ректификационная колонна,
69
отпарные колонны, стабилизаторы, колонны вторичной перегонки, аб-
сорберы-десорберы, вакуумные колонны и т.д.
Колонна представляет собой вертикальный стальной цилиндричес-
кий аппарат с внутренними устройствами для осуществления процесса
ректификации — тарелками. Количество тарелок в каждой колонне рас-
считывается в зависимости от ряда факторов: необходимого количества
продуктов разделения, четкости разделения их (четкости ректификации),
кратности орошения, допустимой скорости паров в колонне.
Размеры колонны зависят от заданной производительности, фрак-
ционного состава нефти, количества тарелок, давления, температуры,
системы и количества орошения и других факторов.
Одним из основным размеров колонны является ее поперечное сече-
ние S, определяемое по формуле:
где V — максимальный объем паров, поднимающихся по колонне, м3/с;
W — допустимая линейная скорость паров в свободном сечении
колонны, м/с.
Объем паров определяется по формуле:
тт /G Z\ 22,4РД+273
V= — + — !_—-—L-------,
\М 18/ П 273
где t — температура паров, °C;
G — расход нефтяных паров, кг/с;
Z — расход водяных паров, кг/с;
М — молекулярная масса нефтяных паров;
П — абсолютное давление в колонне, кПа.
Р — атмосферное давление, кПа.
На основании проведенных исследований работающих установок АТ
и АВТ установлено, что скорости паров в атмосферных колоннах состав-
ляют 0,46-0,84 м/с, а в вакуумных колоннах 2,5-3,5 м/с, при расстоянии
между тарелками 0,61 м. В колоннах, работающих под давлением (газо-
фракционирующие колонны, колонны стабилизации бензина;колонны
установок термического и каталитического крекингов), скорость паров
составляет 0,2-0,7 м/с.
Основными элементами ректификационных колонн являются тарел-
ки. Применяют тарелки разных конструкций: колпачковые тарелки ,же-
70
лобчатого типа, тарелки с S-образными элементами, клапанные, струй-
ные, провального типа и др.
В последнее время получают все большее распространение ректифи-
кационные колонны с насадкой вместо тарелок.
Колпачковые тарелки и желобчатого типа обладают рядом недостатков:
а) большой удельный расход металла на один квадратный метр се-
чения колонны;
б) малое живое сечение (полезное сечение в м2 для прохода паров и
жидкости), которое составляет не более 13% общего сечения ко-
лонны;
в) повышенное сопротивление (потеря напора на одну тарелку со-
ставляет 120-150 мм вод.ст.);
г) недостаточно равномерное распределение потока паров;
д) частое загрязнение тарелок и сливных карманов при переработке
сернистого и смолистого сырья, склонного к отложению продук-
тов коррозии и смолистых осадков.
Тарелки с S-образными элементами имеют значительно лучшие пока-
затели. Расход металла на один кв. м сечения колонны в 3-4 раза меньше,
потеря напора на одну тарелку в 5-10 раз меньше, живое сечение составляет
25%, по сравнению с желобчатыми тарелками четкость разделения у них
выше. Поэтому S-образные тарелки получили большее распространение.
Устройство S-образной тарелки приведено на рис. 4.6. Основой та-
кой тарелки является штампованный из листовой стали S-образный эле-
мент с прорезями на одной из продольных кромок.
При сборке тарелки образуется ряд продольно расположенных и чере-
дующихся желобов и колпачков. На тарелке поддерживается определенный
уровеньфлегмы, регулируемый переливной перегородкой, избыток флегмы
перетекает в сливной карман, а далее на нижележащую тарелку. Прорези
колпачков погружены в слой жидкости на тарелках, образуя гидравличес-
кий затвор. Пары нефтепродуктов, двигаясь вверх по колонне, попадают в
пространство колпачков, барботируют через прорези колпачков в гидрозат-
вор, образованный жидкостью на желобе, преодолевают его, отдавая при
этом свое тепло флегме, в результате чего происходиттепло- и массообмен,
и уходят, обогащенные НКК, на верхнюю тарелку. Конструкция таких таре-
лок позволяет демонтироватьлюбую часть ее, не разбирая остальные. Сто-
имость этих тарелок на 30% ниже, чем с круглыми колпачками.
Дальнейшее развитие конструкции тарелок шло в направлении со-
кращения их металлоемкости, простоты монтажа и демонтажа, повыше-
ния производительности и четкости погоноразделения. Этими качества-
ми обладают клапанные тарелки. Основными элементами тарелки явля-
71
црццеуьт
Рис. 4.6. Устройство однопоточной S-образной тарелки для колонн диаметром
1,0-1,8 м
72
ются клапаны, расположенные по плошали тарелки. Клапан имеет уст-
ройство, ограничивающее его подъем. При прохождении паров клапан
приподнимается, пары проходят через слой флегмы, уровень которой
регулируется специальными перегородками. Избыток флегмы перетека-
ет через сливные перегородки на нижележащую тарелку. В последнее вре-
мя такие тарелки получили широкое распространение в нефтеперера-
ботке. Элементы тарелок изготавливают из пластин, размеры которых
позволяют монтировать их через люки колонны.
Клапанные тарелки обеспечивают более гибкую работу колонн нараз-
ной производительности. Устойчивая работа ректификационных колонн
с этими тарелками возможна с перегрузками по парам до 60%. Устройство
тарелок такого типа приведено на рис. 4.7. Более эффективной работы рек-
тификационные колонны могут достичь при замене S-образных и клапан-
ных тарелок специальной насадкой, изготавливаемой из тонких элемен-
тов пластин просечно-вытяжного металла, собранных в блоки определен-
ной толщины и конфигурации (рис. 4.8). Между пластинами блока уста-
навливаются зазоры для прохода паров и жидкости. Конфигурация блоков
обеспечивает хороший контакт между парами и флегмой, улучшает дис-
пергирование паров в жидкости, повышает эффективность тепло- и массо-
обмена, повышает четкость ректификации. Такие блоки устанавливают по
высоте концентрационной части ректификационной колонны вместо та-
релок. На рис. 4.9 показана вакуумная колонна К-10 установки АВТ-6
Киришского НПЗ, оборудованная насадочным устройством.
Реконструкция с заменой клапанных тарелок насадкой, произведен-
ная в мае 1997 г., позволила решить две задачи: улучшить качество гудро-
на для производства битума и достичь качества широкой вакуумной фрак-
ции 35О-5ОО°С, удовлетворяющего требованиям, предъявляемым к сы-
рью установок каталитического крекинга или гидрокрекинга.
Применение насадки позволило значительно снизить сопротивле-
ние по парам и углубить вакуум в колонне. Суммарная потеря напора на
всех трех слоях насадки составила 136 мм вод. ст.
Основные факторы, влияющие на работу ректификационных колонн,
и качество получаемой продукции. Для строгого соблюдения режима и
условий, обеспечивающих нормальный процесс ректификации, необхо-
димо правильно эксплуатировать колонны. Важнейшими факторами ре-
жима являются температура, давление, количество орошения и расход
водяного пара в отгонной и в отпарных секциях.
Температуру в колонне контролируют в нескольких точках: в зоне
ввода нефти, в нижней части на выходе мазута или гудрона, в верхней
части на выходе паров и в линиях отбора боковых фракций.
73
Рис. 4.7. Схема клапанной тарелки и клапана
процессы fiepcp**'
800±2,5
15x2O30Q±;
Рис. 4.8. Блок насадки
Процессы nepepuuumtiu —t-
Ввод сырья
(мазут)
Вывод паров
Вывод паров
Вывод ЛВГ
Ввод 2 ЦО.
Вывод ТВГ
Вывод
затемненной фракции
Ввод 1 ЦО.
..... ПИШИ
Ввод 2 ЦО.
Вывод ТВГ
Зиг
Вывод
Ввод пара
Вывод гудрона
ft! Ill^
Ввод сырья
(мазут)
Рис. 4.9. Вакуумная колонна К-10 после замены тарелок блоками насадки
Вывод ЛВГ
затемненной фракции
76
Постоянство температуры в зоне ввода сырья обеспечивается регули-
рованием его нагрева в трубчатой печи. Наряду с другими точками конт-
роля, это один из важнейших факторов, влияющих на полноту испаре-
ния и обеспечение необходимого теплового баланса всей колонны для
отбора требуемых целевых продуктов.
Температура в нижней части колонны влияет на полноту отбора це-
левых фракций из мазута или гудрона. Ее поддерживают за счет допол-
нительного подвода тепла либо через термосифонные теплообменники
(на газофракционируюших установках), рибойлеры (на установках вто-
ричной ректификации бензина), либо за счет тепла «горячей струи» (в
колонне атмосферной перегонки). Для снижения температуры низа ко-
лонн и одновременного обеспечения необходимой отпарки светлых или
масляных компонентов из остаточного продукта в низ атмосферных и
вакуумных колонн вводят перегретый водяной пар.
Заданная температура в верхней части колонн обеспечивает получе-
ние дистиллята, например, бензина определенного фракционного со-
става потемпературе его конца кипения. Постоянство ее соблюдается за
счет подачи острого орошения. Изменяя его расход или температуру,
можно регулировать и температуру верхней части колонны, а следова-
тельно, и качество дистиллята. Температуры на тарелках отбора боковых
продуктов обеспечивают заданное качество боковых продуктов: авиаке-
росина и дизельных фракций в атмосферных или масляных фракций в
вакуумных колоннах. Поддержание необходимых температур на тарел-
ках отбора боковых продуктов достигают за счет организации циркуля-
ционных орошений. Изменяя их расход или температуру, можно регули-
ровать температуры отбора боковых фракций в заданных пределах. Каче-
ство боковых погонов регулируют также использованием стриппингов.
Повышенное давление в ректификационных колоннах используют
для ректификации газообразных углеводородов (пропан, бутан) при тем-
пературе верха колонн 45-55°С, чтобы конденсацию этих продуктов мож-
но было осуществлять водой, а не специальными хладоагентами, что по-
требовалось бы при атмосферном давлении.
При этом в колоннах для ректификации газообразных углеводородов
поддерживается давление от 0,3-0,4 до 2,45 МПа. Давление в колоннах
позволяет повысить их удельную производительность по парам, а следо-
вательно, уменьшить их диаметры. Таким образом, выбор давления в ко-
лоннах для проведения процесса ректификации требует обоснованного
расчета. Давление в различных сечениях колонны зависит от гидравли-
ческого сопротивления, возникающего при прохождении паров через
тарелки, то есть от конструкции тарелок. В атмосферных колоннах, обо-
77
рудованных тарелками колпачкового типа или с S-образными элемента-
ми, перепад давления составляет 2-5 мм рт. ст. на каждую тарелку. Кла-
панные тарелки дают меньшее сопротивление. Значительное уменьше-
ние (в 5-7 раз) сопротивления в колонне обеспечивается применением
насадок. Для наблюдения за температурой, давлением, расходами оро-
шения, отбираемых продуктов и водяного пара служат контрольно-из-
мерительные приборы, автоматические анализаторы качества. Показа-
ния этих приборов позволяют следить за ходом процесса ректификации,
качеством продуктов и своевременно устранять возможные отклонения
от заданного режима.
В последнее время на отечественных заводах для этих целей стали
более широко применять электронно-вычислительные машины — мик-
ропроцессоры.
Мероприятия, обеспечивающие безопасную эксплуатацию ректифи-
кационных колонн. Большинство колонн на нефтеперерабатывающих
производствах работают при повышенных давлениях (выше 0,07 МПа) и
температурах. Поэтому такие колонны являются объектами, подконт-
рольными органам Госгортехнадзора, и на них распространяются прави-
ла аппаратов, работающих под давлением. В связи с этим, они должны
быть оборудованы соответствующими приборами для ведения техноло-
гического процесса в заданных режимах, а также дополнительными уст-
ройствами — предохранительными клапанами, срабатывающими при
превышении максимально допустимого рабочего давления, с отведени-
ем сбросов в факельную систему. Колонна вобязательном порядке долж-
на быть снабжена манометром.
В верхней части колонны имеется воздушник для контроля полноты
заполнения аппарата в период гидравлического испытания, которое про-
водится, согласно правилам Госгортехнадзора, раз в четыре года. Для пол-
ного освобождения от нефтепродукта в период ремонта и пропарки ап-
парата в нижней части его должно находиться дренажное устройство.
Согласно графику планово-предупредительного ремонта, колонна
каждый раз подвергается очистке от грязи и отложений с разборкой таре-
лок с последующим внутренним осмотром колонны и замером остаточ-
ных ее толщин. Доступ людей в колонну в период ремонта может осуще-
ствляться только после ее пропарки, охлаждения и взятия анализа на от-
сутствие углеводородов в ней службой газовой безопасности. Огневые ра-
боты можно производить только по специально выданным разрешениям,
согласованным со службой пожарной безопасности и утвержденным тех-
ническим директором завода или его заместителями. Работа в колонне
может производиться по разрешениям только в защитных средствах, с при-
78
менением шланговых противогазов. На период ремонта колонна должна
быть отглушена специальными заглушками от действующих коммуника-
ций, о чем делается запись в журнале постановки заглушек.
В процессе переработки нефти, в связи с наличием в ней остаточных
хлористых солей, может происходить хлористоводородная и сероводо-
родная коррозия верхней части колонны, шлемовой трубы и особенно
конденсаторов-холодильников. Для предотвращения ее в верхнюю часть
колонны и шлемовуютрубу подаются либо нейтрализаторы и ингибито-
ры коррозии, либо 1%-ный раствор аммиачной воды, которые связывают
хлористый водород в термически неразлагаемые соединения.
В процессе работы обслуживающий персонал обеспечивает непре-
рывный контроль за показаниями контрольно-измерительных прибо-
ров, производит запись об этом в режимном листе и приводит в норму
все отклонения от заданного режима путем манипулирования соответ-
ствующими регуляторами. В целях сокращения потерь тепла в окружаю-
щую среду и во избежание термических ожогов персонала, поверхность
колонн изолируют теплоизоляционными материалами с покрытием их
металлическими кожухами.
Теплообменники, конденсаторы, холодильники. Теплообменные аппа-
раты — это устройства, широко используемые в нефтепереработке для
эффективного использования тепла горячих продуктов для нагрева сы-
рья, либо для конденсации паров и охлаждения нефтепродуктов до тре-
буем ых те м пе рату р.
К таким аппаратам относятся: теплообменники для нагрева сырья;
испарители или рибойлеры, термосифонные кипятильники, служащие
для внесения тепла в низ ректификационных колонн; конденсаторы сме-
шения или кожухотрубчатые водяные конденсаторы-холодильники для
конденсации паров и охлаждения легких фракций; конденсаторы для
глубокого охлаждения углеводородных газов; водяные холодильники,
конденсаторы-холодильники воздушного охлаждения. Наиболее распро-
страненными теплообменными аппаратами в нефтеперерабатывающей
промышленности являются: кожухотрубчатые теплообменные аппара-
ты, теплообменники «труба в трубе», рибойлеры, конденсаторы-
холодильники воздушного охлаждения.
На долю теплообменных аппаратов приходится до 40% металла от
всего оборудования технологических установок. Поэтому правильный
выбор применения того или иного теплообменного аппарата имеет боль-
шое значение при строительстве или реконструкции установок в общей
сводке затрат и оказывает большое влияние на технико-экономические
показатели работы установки.
79
Основной характеристикой теплообменного аппарата является его
поверхность теплообмена; чем она больше при одном и том же расходе
металла, тем эффективнее теплообменный аппарат. В промышленной
практике применяют теплообменники с разной поверхностью: от 10 до
1012 м2 при длине от 3 до 9 м и диаметре от 30 до 1400 мм. Эффектив-
ность работы аппарата зависит от разности температур горячей и холод-
ной среды (теплоносителей), скорости потоков, чистоты поверхности
теплообмена, коэффициента теплопередачи.
Среды, используемые в процессе теплообмена, для подвода или отво-
да тепла называются соответственно теплоносителями и хладоагентами. В
качестве теплоносителей используют нагретые жидкие и газообразные ве-
щества, а также в некоторых случаях расплавы твердых веществ (солей, ме-
таллических сплавов и др.). Горячие дымовые газы, образующиеся при
сжигании топлива, используют для нагрева воздуха, идущего в трубчатые
печи. Нагрев воздуха дымовыми газами производится в специальных теп-
лообменных аппаратах — воздухонагревателях или рекуператорах. Суще-
ственным недостатком таких ап паратов является их большая громоздкость
вследствие низкого коэффициента теплопередачи, большая металлоем-
кость, частый выход их из строя в связи с коррозионным воздействием
сернистых соединений дымового газа в условиях близких к «точке росы».
Водяной насыщенный пар чаще всего применяют для внесения тепла в
нижнюю часть ректификационных колонн тех технологических устано-
вок, где не требуется подогрев до высокихтемператур.
В широком масштабе это — установки газофракционирования (ГФУ),
экстракции, отдельно стоящие установки ЭЛОУ и др. Передача тепла от
насыщенного водяного пара происходит в специальных аппаратах — ис-
парителях-рибойлерах или термосифонных кипятильниках. Принципи-
альное устройство такого аппарата приведено на рис. 4.10.
Как видно из рисунка, испаритель состоит из корпуса 4, в котором
находится трубный пучок 7 с «плавающей головкой» 6. Внутри корпуса
установлена сливная пластина 5. Трубный пучок одной стороной со-
единен с распределительной камерой 8, имеющей внутри сплошную
горизонтальную перегородку. Камера имеет два штуцера для входа и
выхода теплоносителя (пар или горячий нефтепродукт). Корпус имеет
три штуцера: один —для входа нагреваемого углеводородного продук-
та, второй — для выхода отпаренного нефтепродукта после сливной
перегородки и третий — для выхода паров и направления их в ректифи-
кационную колонну. Уровень продукта в испарителе поддерживается за
счет сливной перегородки 5, так что при нормальной работе пучок 7
полностью покрыт отпариваемым нефтепродуктом. По трубному пучку
80
Пары
Теплоноситель
Продукт Продукт
Рис. 4.10. Теплообменник с паровым пространством (испаритель):
I — штуцер для вытаскивания трубного пучка; 2 — днише; 3 — люк-лаз;
4 — корпус; 5 — сливная пластина; 6 — «плавающая головка»; 7 — трубный
пучок; 8 — распределительная камера
направляют теплоноситель (насыщенный пар или горячий нефтепро-
дукт). Отдав свое тепло нагреваемой среде, теплоноситель выходит из
пучка через другой штуцер.
Кожухотрубчатые теплообменники. Наибольшее распространение для
теплообмена получили кожухотрубчатые аппараты с «плавающей голов-
кой», принципиальное устройство которых приведено на рис. 4.11 и 4.12.
Теплообменник, представленный на рис. 4.11, двухходовой. Число
ходов устанавливается числом перегородок в распределительной каме-
ре I. Особенностью данной конструкции является возможность свобод-
ного осевого перемещения трубного пучка или «плавания» одной из труб-
ных решеток в корпусе аппарата. Этим обеспечивается компенсация тем-
пературных изменений длины трубного пучка и корпуса. Разъемная кон-
струкция аппарата позволяет вынимать трубный пучок из корпуса и чи-
стить трубное и межтрубное пространства от отложений и грязи. Уста-
новленные в распределительной камере перегородки (а их может быть
две, три и больше) позволяют многократно изменять направление пото-
ка теплоносителя, который в этом случае более эффективно отдает теп-
ло. Поперечные перегородки, установленные на пучке, с вырезами и по-
81
оо
2
Рис. 4.11. Двухходовой теплообменник с «плавающей головкой»:
1 — распределительная камера; 2 — трубная решетка; 3 — «плавающая головка»
Г
г
О
S
л
С
с
5
s
Рис. 4.12. Кожухотрубчатый водяной конденсатор для конденсации бензиновых паров:
I — патрубки для подачи и вывода продуктов; 2 — трубки; 3 — «плавающая головка»; 4-5 — лапы
воротами их по спирали по всей длине пучка, повышают скорость нагре-
ваемого потока в межтрубном пространстве, увеличивая коэффициент
теплопередачи, а следовательно, более эффективно получая тепло от теп-
лоносителя.
Данныетеплообменники обеспечивают высокий коэффициент теп-
лопередачи 420-630 кДж/м2 • ч • °C. Схемы расположения поперечных
перегородок трубного пучка приведены на рис. 4.13.
Теплообменники типа «труба в трубе». Такие теплообменники имеют
меньшее распространение в нефтепереработке и применяются главным
образом для передачи тепла от высоковязких гудронов и крекинг-остат-
ков, т.е. продуктов с большой вязкостью и температурой застывания. Для
Рис. 4.13. Схема расположения поперечных перегородок трубного пучка:
а — сегментные; б — секторные с продольной перегородкой; в, г — варианты
кольцевых перегородок
83
их транспортировки требуются повышенные скорости, обеспечивающие
как хорошую теплоотдачу нагреваемому продукту, так и сокращающие
возможность образования отложений (кокса) и повышения вязкости.
Принципиальное устройство такого теплообменника приводится на
рис. 4. 14 а,б. Теплообменник представляет собой «змеевик», в котором
одна труба коаксиально расположена в другой трубе. Горячий теплоно-
ситель прокачивается по внутренней трубе, более доступной для очист-
ки ее от отложений или пробок застывшего продукта. Приведенный на
рис. 4.14 а теплообменник «труба в трубе» жесткого типа очень металло-
емок, громоздок для создания большой поверхности нагрева и сравни-
тельнодорог. Такие теплообменники были усовершенствованы: сохране-
но концентрическое расположение труб, но эти трубы собраны в пучок с
камерами для перетока теплоносителя. Такие аппараты более компакт-
ны, их изготавливают отдельными секциями по 45 м2, которые монтиру-
ют далее друг наддругом. На рис. 4. 14 б приведена секция модернизиро-
ванного аппарата «труба в трубе» разборного типа.
Рис. 4.14. Схемы теплооблменных аппаратов:
а — теплообменный аппарат типа «труба в трубе» жесткого типа; б — разбор-
ный теплообменный аппарат типа«труба в трубе»
Конденсаторы-холодильники воздушного охлаждения. По конструкции
водяные конденсаторы-холодильники кожухотрубчатого типа ничем не
отличаютсяоттеплообменников. Несмотря насвоюэффективность,они,
тем не менее, обладают серьезным недостатком: требуют значительного
количества воды. С 70-х годов ХХ-го столетия началось массовое исполь-
зование конденсаторов-холодильников воздушного охлаждения. Их при-
менение позволило решить указанные проблемы, кроме того, резко сни-
зить затраты, связанные с очисткой поверхностей трубок. Аппараты воз-
душного охлаждения (АВО) оборудованы плоскими трубными пучками,
84
по которым проходит конденсируемый и охлаждаемый поток нефтепро-
дукта. Через этот пучок перпендикулярно направляют поток воздуха, на-
гнетаемый вентилятором. Для компенсации низкого коэффициента теп-
лопередачи со стороны воздуха применяют оребрение труб алюминие-
выми (или из его сплавов) пластинами, трубки с которыми насаживают
на стальную трубу методом горячей посадки. В результате увеличивается
поверхность охлаждения и, несмотря на низкий коэффициент теплопе-
редачи (42-210 кДж/м2 • ч • °C, в зависимости от скорости потока возду-
ха), за счет оребрения достигается хороший теплосъем и охлаждение про-
дуктов. Иногда с этой целью применяютувлажнение подаваемого возду-
ха (в летний период) распылением воды в пространство диффузора через
специальные распылители. В зимний период, во избежание сильного
переохлаждения продукта, вентиляторы могут быть выключены из рабо-
ты. В последнее время, в целях рационального расхода электроэнергии,
процесс охлаждения производят с использованием вентиляторов с регу-
лируемым числом оборотов двигателя, изменением угла наклона лопас-
тей и регулированием распределения количества пропускаемого через
секции воздуха автоматическим перекрытием или открытием жалюзей.
Особое внимание следует обращать на то, чтобы в процессе монтажа сек-
ций они были бы плотно состыкованы друге другом, без каких-либо ще-
лей и зазоров между ними и опорной рамой. В противном случае часть
воздуха будет идти мимо, и эффективность применения АВО снизится.
АВО изготавливают по стандартам, в которых предусмотрены большие
диапазоны величины поверхности, степени оребрения и конструкцион-
ного материала, используемого для их изготовления (сталь различных
марок, латунь, алюминиевые сплавы, биметаллы). АВО подразделяют на
следующие типы:
горизонтальные — АВГ
зигзагообразные —АВЗ
для вязких продуктов — АВГ-В
для высоковязких продуктов — АВГ-ВВ.
АВО типов АВГ и АВЗ приведены на рис. 4.15 и 4.16.
Размещение пучков оребренных труб зигзагообразно позволяет иметь
большую поверхность теплообмена, чем при горизонтальном располо-
жении секций трубного пучка на одной площади.
Принципы расчета теплообмена. Расчет процесса теплообмена и оп-
ределение количества необходимых теплообменников ведут примени-
тельно к размерам аппаратов определенной конструкции, выпускаемых
промышленностью. Первым этапом расчета является составление теп-
лового баланса по формуле:
85
Рис. 4.15. Схема аппарата воздушного охлаждения с горизонтальным располо-
жением секций (АВГ)
Рис. 4.16. Схема аппаратов воздушного охлаждения: шатрового (а) и зигзаго-
образного (б) типов
86
Q = Gi К -q(Jf? = G2 (qt4 -qtJ
где Q — количество тепла, передаваемого через поверхность теплооб-
мена, кДж/ч;
G, и G, — количества нагревающего и нагреваемого потоков, кг/ч;
qt , qt, — энтальпия нагревающего потока при начальной и
конечной температуре. кДж/кг;
qt, ’ q,4 — энтальпия нагреваемого потока при начальной и
конечной температуре. кДж/кг;
г] — коэффициент использования тепла (0,95-0,97).
Зная количество тепла, передаваемого через поверхность теплообме-
на, определяют поверхность теплообменника по формуле:
где F— поверхность теплообменника, м2;
К — коэффициент теплопередачи, кДж/м2 • ч • °C;
At — средняя разность температур (средний температурный
напор), °C.
Для упрощения коэффициент теплопередачи можетбытьвзятизсправоч-
ных данных на основе опыта работы теплообменников рассчитываемого типа.
Среднюю разность температур At определяют в зависимости от схе-
мы теплообмена, как правило,противотока,
t,----------------------» t2
t4 <-------------------------t..
где t t, — температуры горячего теплоносителя;
t t4 — температуры холодного теплоносителя.
Среднюю разность температур для прямотока и противотока вычис-
ляют по формуле:
Яр
At6 - At.
где Atfi, At() — большая и меньшая разность температур между потоками.
87
At6
Если - 2, то среднюю разность температур определяют из отно-
м
шения (как среднеарифметическую):
At. + AtM
Ах О М
ЛЧ------—
Подставляя в формулу F найденное значение At определяют тре-
буемую поверхность теплообмена и находят необходимое число тепло-
обменников.
Оптимальный предел регенерации тепла дистиллятных и остаточных
продуктовдля подогрева нефти определяется экономикой процесса. Чем
больше тепла надо регенерировать, тем больше надо использовать поверх-
ность теплообмена; тем выше будет гидравлическое сопротивление тепло-
обменников, а следовательно, и расход энергии на его преодоление. Кро-
ме того, чем выше температура нефти, поступающей втрубчатую печь, тем
с большей температурой, при отсутствии воздухоподогревателя будут вы-
ходить из печи дымовые газы в трубу. Учитывая ненадежность работы воз-
духоподогревателей, этим нельзя пренебрегать, так как при этом сокраща-
ется КПД трубчатых печей. Повышение в среднем температуры нагрева
нефти на ГС перед входом в печь повышает температуру отходящих дымо-
вых газов на 6-7°С. Поэтому степень регенерации необходимо сопостав-
лять со стоимостью сэкономленного топлива, сожженного в печи.
Эксплуатация теплообменных аппаратов. Эффективность работы
теплообменных аппаратов во многом зависит от степени чистоты повер-
хности теплообмена.
Чем больше загрязнен пучок (внутренняя и наружная поверхность
трубок), тем менее эффективно используется тепло горячего продукта и
тем меньше температура нагрева нефти или другого нефтепродукта. Для
сохранения коэффициента теплопередачи надолжном уровне необходи-
мо проводить очистку трубного пучка. С этой целью пучки время от вре-
мени вынимают из корпуса. Если есть запасной пучок, заменяют им заг-
рязненный, а грязный пучок подвергают очистке гидромониторами, ко-
торые струей воды под давлением 20-30 МПа хорошо очищают поверх-
ность теплообмена. Коэффициент теплопередачи чистого и загрязнен-
ного теплообменника отличаются в 3-4 раза. Операции отключения теп-
лообменника для чистки должны проводиться очень тщательно. Перед
отключением плавно понижают расход горячего теплоносителя до пол-
ного прекращения, и только после выравнивания температуры горячего
88
и холодного потоков медленно закрывают задвижки на входе в теплооб-
менник обоих потоков и пускают их мимо теплообменника. После осты-
вания теплообменника удаляют из межтрубного пространства остатки
нефтепродуктов. Далее теплообменник отглушают от действующих ком-
муникаций специальными заглушками, о чем производится запись в
журнале с подписью рабочего, ставившего заглушки, после чего он сдает-
ся ремонтной бригаде для демонтажа пучка. После монтажа нового пуч-
ка или очищенного старого пучок монтируется по месту и опрессовыва-
ется водой на плотность вместе с плавающей головкой. Затем монтирует-
ся колпак корпуса со стороны плавающей головки и производится оп-
рессовка водой на плотность, чтобы убедиться в герметичности вальцо-
вочных соединений трубной решетки со стороны распредкамеры. После
закрытия всего теплообменника проверяют герметичность фланцевых
соединений колпака и крышки распредкамеры. Теплообменник сдается
персоналу установки, снимаются заглушки, о чем также производится
запись в журнале, и он вводится в эксплуатацию.
Во избежание температурных деформаций в начале эксплуатации
заполняют теплообменник холодным продуктом илишь после этого мед-
ленно начинают прогревать его горячим продуктом. Каждый теплооб-
менник или группа их должны обеспечиваться термометрами или термо-
парами для контроля температурного режима работы потоков, а также
манометрами для контроля давления.
Для сокращения потерь тепла в окружающую среду теплообменник
изолируют: отдельно корпус, отдельно распредкамеру и колпак. Кроме
того, это предохраняет обслуживающий персонал от термических ожогов
при случайном соприкосновении с аппаратом. Чтобы изоляция долго
сохранялась, ее покрывают алюминиевым листом.
Трубчатые печи. Трубчатые печи являются огневыми аппаратами,
предназначенными для передачи тепла, выделяющегося при сжигании
топлива, нагреваемому продукту.
В начальный период развития нефтепереработки нагрев сырья
производился в металлических кубах, обогреваемых теплом сжигае-
мого топлива в топке, расположенной под ними. При этом нагрева-
ли большие количества нефти, длительно находящей в зоне нагрева,
что приводило к термическому ее разложению. Также имела место
повышенная пожароопасность при прогаре стенки куба. Наконец,
при большом расходе металла поверхность нагрева оставалась незна-
чительной. В связи с этим в таких аппаратах тепло сжигаемого топ-
лива неэффективно передавалось сырью, что требовало повышенных
затрат на нагрев.
89
Поэтому трубчатые печи явились своего рода техническим новше-
ством, позволившим кардинальным образом решить вопросы теплопе-
редачи во многих процессах, использующих тепло сжигаемого топлива
для нагрева продукта. В настоящее время имеется большая разновид-
ность трубчатых печей, используемых на установках первичной перера-
ботки, каталитического крекинга, каталитического риформинга, гидро-
очистки других процессов.
На рис. 4.17 и 4.18 приведены некоторые характерные типы печей,
применяемые на установках нефтеперерабатывающих заводов.
Трубчатые печи получили широкое распространение благодаря сле-
дующим особенностям: их работа основывается на принципе однократ-
ного испарения, что обеспечивает либо глубокий отгон при данной ко-
нечной температуре нагрева сырья, либо заданный отгон при более низ-
кой температуре нагрева.
Они обладают высокой тепловой эффективностью, достаточно ком-
пактны, у них высокий коэффициент полезного действия, они могут обес-
печивать большую тепловую мощность.
Нагрев сырья или какого-либо продукта в трубчатых печах происхо-
дит практически без заметного термического разложения вследствие
малого времени пребывания нагреваемого продукта в зоне повышенных
температур.
Печи удобны в эксплуатации и позволяют применить автоматиза-
цию для управления режимом горения топлива.
Теплообмен в трубчатой печи. На рис. 4.17 изображен поперечный
разрез печи шатрового типа. Она имеет две топочные камеры (радиант-
ные камеры, отделенные друг от друга перевальными стенками). В ради-
антных камерах сжигается топливо. По стенкам камер размещены трубы
в виде потолочных (1) и подовых (10) экранов. Здесь тепло сжигаемого
топлива передается трубам за счет радиации от факела, образующегося
при сжигании топлива. Между перевальными стенками находится каме-
ра конвекции, в которой тепло передается продукту, находящемуся втру-
бах, непосредственным соприкосновением дымовых газов (конвекцией).
Передача тепла в камере конвекции тем эффективней, чем выше ско-
рость дымовых газов в ней и чем больше поверхность труб конвекцион-
ного пучка. Сырье в печи вначале направляется в конвекционную камеру,
а затем — камеру радиации. Основная доля тепла нагреваемому сырью
или продукту передается в камере радиации (70-80%), на долю конвек-
ционной камеры приходится 20-25%.
В топочные камеры печи (см. рис. 4.17) с помощью форсунок пода-
ют распыленное топливо, а также необходимый для горения нагретый
90
или холодный воздух. Топливо интенсивно перемешивается с возду-
хом, что обеспечивает его эффективное горение. Соприкосновение фа-
кела горения с поверхностью перевальных стен обусловливает повыше-
ние ее температуры, при этом излучение происходит не только от факе-
ла, но и от этих раскаленных стен. Тепло, выделенное при сгорании
топлива, расходуется на повышенные температуры дымовых газов и ча-
стиц горящего топлива, последние раскаляются и образуют светящий-
ся факел. Температура, размер и конфигурация факела зависят от мно-
гих факторов, в частности, от температуры и количества воздуха, пода-
ваемого для горения топлива, способа подвода воздуха, расхода форсу-
ночного пара, теплотворной способности топлива, размеровтопочных
камер и степени их экранирования. Чем более нагрет воздух, подавае-
мый для сжигания, тем выше температура факела, скорость горения и
короче размеры факела.
Рис. 4.17. Типовая двухкамерная трубчатая печь (шатрового типа):
1 — потолочный экран; 2 — конвективный пучок труб; 3 — трубная решетка
конвективного пучка; 4 — взрывное окно; 5 — трубная подвеска; 6 — каркас
печи; 7 — смотровой лючок; 8 — подвесная кладка; 9 — туннель для форсун-
ки; 10 — подовый экран
91
0095
92
Рис. 4.1 g Трубчатые печи некоторых типов’
а — двухкамерная коробчатого типа с излучающими стенками’ б — двУхкамеРная коробчатого типа с верхним
отводом газов сгорания и с экранами двухстороннего облучения; в — с объемно‘%стильным сжиганием топлива; г —
с настильным сжиганием топлива и с дифференцированным подводом в°здуха’ — вертикальная цилиндрическая с
настильным сжиганием топлива, дифференцированным подводом воздуха и четырьмя камерами радиации
Размеры факела зависят и от расхода воздуха, подаваемого для сжига-
ния топлива. Чем больше воздуха (до известного предела), тем короче
факел. При недостаточном количестве воздуха факел становится растя-
нутым, топливо полностью не сгорает, что приводит к потере тепла. При
чрезмерной подаче воздуха увеличиваются потери теплас дымовыми га-
зами и усиливается окисление (окалинообразование) поверхности на-
грева (труб).
Радиантные трубы воспринимают тепло не только излучением, но и
от соприкосновения дымовых газов с поверхностью труб, имеющих бо-
лее низкую температуру (теплопередача свободной конвекцией). Из все-
го количества тепла, воспринятого радиантными трубами, 85-90% пере-
дается излучением, остальное конвекцией.
Охлажденные в топочной камере дымовые газы поступают в камеру
конвекции, где происходит их прямое соприкосновение с более холод-
ной поверхностью конвекционных труб.
Основным фактором, влияющим на эффективность передачи тепла кон-
векцией, является скорость движения дымовых газов. Поэтому при проек-
тировании печи стремятся обеспечить ее максимальное значение, однако,
это увеличивает сопротивление потоку газов, что и ограничивает выбор ве-
личины скорости. Натеплопередачу в конвекционной камере влияет также
расположение труб. При расположении труб в шахматном порядке эффек-
тивность теплопередачи выше, чем при их коридорном расположении. На
эффективность передачи тепла влияет и диаметр труб: чем он меньше, тем
эффективнее теплопередача. Но при этом возникает дополнительное со-
противление при движении сырья по змеевику, а следовательно, повышен-
ному давлению подвергается и вся аппаратура и трубопроводы до печи. С
целью исключения повышения давления при выборе труб меньшего диа-
метра, движение сырья в печи осуществляют несколькими параллельными
потоками. Для повышения эффективности теплопередачи применяют на-
ружное оребрение труб, что увеличивает их поверхность. Передача тепла
конвекцией зависит и от температурного напора, то естьот разности темпе-
ратур между дымовыми газами и нагреваемым сырьем , которая убывает в
направлении движения дымовых газов, так кактемпература дымовых газов
снижается на большую величину, чем при этом повышается температура
сырья. При повышении температуры сырья на один градус дымовые газы
охлаждаются на 5-7°С.
Конвекционные трубы, расположенные в первых рядах конвекцион-
ной камеры по ходу дымовых газов, получают больше тепла как за счет
конвекции, так и излучения, поэтому их теплонапряженность иногда
может быть выше теплонапряженности радиантных труб.
94
Основные показатели работы трубчатых печей. К этим показателям
относятся :
1. Полезная тепловая нагрузка печи.
2. Теплонапряженность поверхности нагрева и топочного пространства.
3. Коэффициент полезного действия печи.
Полезная тепловая нагрузка печи используется на нагрев сырья и пе-
регрев водяного пара. Измеряется она в кДж/ч или в кВт.
На ряде действующих Н ПЗ эксплуатируются печи с полезной тепло-
вой нагрузкой от 10 до 50-80 МВт.
Полезная тепловая нагрузка может быть определена по формуле:
Qr = G^eq" + (1 - е) q” - q“_,
где: G — количество сырья, кг/ч;
е — доля отгона, т.е. доля сырья, испарившегося в печи при
температуре нагрева t,;
qtn , qtw — энтальпия паровой и жидкой фаз сырья при темпера-
туре t2 на выходе из печи, кДж/кг;
q™ — энтальпия жидкого сырья при температуре q на входе в
печь, кДж/кг.
При наличии пароперегревателя расход тепла на перегрев водяного
пара определяется по формуле:
Овп =О[^ + Свп (t4 -ts)]
где: D — количество перегреваемого водяного пара, кг/ч;
х— влажность насыщенного водяного пара, доли единиц;
/— теплота испарения воды при давлении пара, кДж/кг;
свп — удельная теплоемкость водяного пара, кДж/кг • град);
t t — температуры водяного пара соответственно на выходе и
входе пароперегревателя, °C.
Теплонапряженность поверхности нагрева означает плотность тепло-
вого потока, т.е. количество тепла, переданного через 1 м2 поверхности
нагрева в единицу времени (Вт/м2).
Величина тепловой напряженности поверхности нагрева характеризует
эффективность передачи тепла через поверхность нагрева всей печи или
отдельных ее частей. Чем выше средняя теплонапряженность поверхности
95
нагрева всей печи, тем меньше размеры печи и, следовательно, меньше зат-
раты на ее сооружение. Различают теплонапряженность поверхности нагре-
ва радиантных и конвекционных труб. Из практических данных известно,
что для атмосферных печей шатрового типа она составляет от 105 до
190тыс.кДж/(м2,ч),для вакуумных печей 85-125тыс.кДж/(м2,ч). В более
современных печах с экранами двухстороннего облучения, с развитой по-
верхностью экранирования она может составлятьдо210-250тыс.кДж/(м2 • ч).
Теплонапряженность поверхности нагрева конвекционных труб за-
висит от характера труб (гладкие, оребренные или ошипованные) и ско-
рости потока дымовых газов и составляет 43-63 тыс.кДж/(м2 • ч). Работа
печи с чрезмерно высокой теплонапряженностью может привести к на-
рушению нормальной работы печи и прогару труб.
Теплонапряженность топочного пространства характеризует коли-
чество тепла, выделяемого при сгорании топлива в единицу времени, в
единице объема топки. Она характеризует эффективность использова-
ния объема топки и зависит преимущественно от допустимой величины
теплонапряженности поверхности нагрева радиантных труб и от конст-
руктивных особенностей печи.
В трубчатых печах теплонапряженность топочного пространства со-
ставляет 40-80 кВт/м2. Работа топки с чрезмерно повышенной тепло-
напряженностью приводит к перегреву стен топки, оплавлению огне-
упорной кладки и подвесок и несвоевременному выходу печи из эксплу-
атации, аварийному ремонту кладки и трубной поверхности.
Коэффициент полезного действия (КПД) печи — величина, характери-
зующая полезно используемую часть тепла, выделенного при сгорании
топлива. При полном сгорании топлива эта величина зависит главным
образом от коэффициента избытка воздуха и температуры дымовых га-
зов, уходящих в дымовую трубу, а также от степени теплоизоляции труб-
чатой печи.
Потери тепла в атмосферу через кладку печи зависят от поверхнос-
ти печи, толщины и материала кладки и составляют для старых печей
6-10%. В значительной степени КПД печи зависит от температуры ухо-
дящих дымовых газов. Поэтому для повышения КПД применяют ис-
пользование тепла дымовых газов для подогрева воздуха или для выра-
ботки пара в котлах-утилизаторах. КПД печей устаревших конструк-
ций составляет 65-80%. Современные трубчатые печи установок АТ-6 и
АВТ-6 Киришского НПЗ имеют КПД от 83 до 90%. Для нагрева воздуха
дымовыми газами на установке ЭЛОУ-АТ-6 вместо обычного трубчато-
го воздухоподогревателя, который часто выходил из строя из-за корро-
зии дымовыми газами, применен метод передачи тепла от специально-
96
го теплоносителя, нагреваемого дымовыми газами в трубах, располо-
женных в конвекционной камере. Это полностью исключает коррозию
самого воздухоподогревателя, так как отсутствует его прямой контакте
дымовыми газами.
Температурный контроль при работе трубчатых печей. Для полного
сгорания топлива требуется подвести к нему определенное количество
кислорода воздуха, называемое теоретическим. Обычно из расчетных
данных это количество составляет 12 кг/кг сжигаемого топлива. Факти-
чески, в связи с недостаточным перемешиванием воздуха с топливом,
для его полного сгорания требуется насколько большее количество кис-
лорода. Обычно коэффициент избытка воздуха составляет 1,2-1,3. При
этом топливо сгорает практически полностью с образованием дымовых
газов, содержащих в своем составе СО,, SO,, пары воды и минимальное
количество окиси углерода.
Важнейшими точками контроля являются температуры: на входе и
выходе сырья из змеевика печи, на входе и выходе водяного пара из паро-
перегревателя, на входе дымовых газов в боров печи, у радиантных труб,
над перевальной стенкой.
Температура на входе сырья в печь зависит от степени использова-
ния тепла отходящих горячих продуктов из ректификационных ко-
лонн и составляет обычно 180-230°С. Чем выше температура нефти,
поступающей в печь, тем выше будет температура отходящих дымовых
газов, следовательно, больше будет теряться тепла в дымовую трубу,
тем меньше будет КПД печи. Сказанное иллюстрируется следующи-
ми данными:
Температура отходящих
дымовых газов, °C 205 215 245 270 300 330
Коэффициент полезного
действия печи, % 80,0 79,3 77,7 76,0 74,4 72,8
Для повышения КПД печи в этом случае используют воздухоподог-
реватели.
Температура выхода сырья из печи зависит от фракционного состава
сырья, давления на выходе излечи и доли отгона. Постоянство этой тем-
пературы обеспечивается терморегулятором, связанным с расходом топ-
лива. При повышении этой температуры автоматически сокращается рас-
ход топлива и наоборот. Обычно при атмосферной перегонке нефти эта
температура поддерживается на уровне 330-360°С, а при вакуумной —
410-450°С. При заданной доле отгона температура сырья на выходе из
печи тем выше, чем меньше в нем содержится легких фракций и выше
давление.
97
Температура дымовых газов в районе пароперегревателя, змеевик кото-
рого монтируется в конвекционной части печи, составляет 450-500°С.
При этом температура перегретого пара находится в пределах 350-400°С.
Температура дымовых газов, покидающих конвекционную камеру и ухо-
дящих в дымовую трубу, зависит от температуры поступающего в печьсы-
рья и превышает ее на 100-150°С. Однако, когда температура сырья по
технологическим причинам высока (печи для нагрева мазута, печи ката-
литического риформинга и др.), дымовые газы охлаждают, используя их
тепло в пароперегревателе, воздухоподогревателе или для подогрева кон-
денсатной воды и получения водяного пара.
Температура дымовых газов над перевальной стенкой является одним
из важнейших показателей. Высокая температура дымовых газов над пе-
ревальной стенкой соответствует высокой теплонапряженности радиан-
тных труб, высокой температуре их стенок и вероятности коксоотложе-
ния в трубах печи, а следовательно, возможности их прогара. Высокая
скорость нагреваемого потока сырья позволяет осуществлять больший
теплосъем, понижать температуру стенок труб и, таким образом, рабо-
тать с более высокой температурой газов над перевалом и теплонапря-
женностью радиантных труб. Увеличение поверхности радиантных труб
также способствует снижению ихтеплонапряженности и снижению тем-
пературы дымовых газов над перевалом. Чистота внутренней поверхнос-
ти труб змеевика также является важнейшим фактором, влияющим на
температуру газов над перевальной стенкой. Температура газов над пере-
валом тщательно контролируется и обычно не превышает 850-900°С.
Основные требования безопасной эксплуатации трубчатых печей.
Перед каждым вводом в эксплуатацию (после ремонта или окончания
строительства) змеевик печи должен быть подвергнут гидравлическому
испытанию (опрессовке) водой на прочность полуторным рабочим дав-
лением с тщательным осмотром всех сварочных швов, труб змеевиков,
фланцевых соединений и т.д. Если, по условиям производства, нежела-
тельна или невозможна опрессовка водой, такая операция производится
азотом. При этом должны быть соблюдены все условия безопасности.
Топочные камеры, газоходы должны быть осмотрены и вселишние пред-
меты (ремонтный мусор, ремонтное оборудование) удалены из них, пос-
ле чего все смотровые окна, люки-лазы должны быть закрыты. Если клад-
ка печи подвергалась ремонту, то перед включением печи в работу она
должна быть высушена в соответствии с инструкцией по сушке печи.
Розжиг печи может производиться только после письменного распо-
ряжения начальника установки для производства сушки или для вклю-
чения ее в схему «горячей циркуляции». При розжиге на «горячую цир-
98
куляцию» предварительно должна быть обеспечена циркуляция холод-
ной нефти через все змеевики печи.
Перед операцией розжига принимается жидкое и газообразное топ-
ливо на установку и обеспечивается циркуляция жидкого топлива по своей
схеме. Розжиг производится, как правило, на жидком топливе, которое
должно быть подогрето до 80- 100°С. Для розжига используется «факел»,
предварительно зажженный вне топочной камеры печи. Топка печи пе-
ред розжигом должна быть тщательно продута либо воздухом с обяза-
тельным последующим отбором пробы воздуха на содержание углеводо-
родов, либо перегретым паром по всему газовому тракту до тех пор, пока
на выходе из дымовой трубы не будет замечен пар. Обычно продувка
паром проводится в течение 10-15 мин. Выходящий из трубы пар будет
означать, что возможные скопившиеся в топке и газовом тракте газы вы-
теснены паром. Далее производится розжиг сначала одной форсунки,
потом других в той последовательности, в которой изложены условия
подъема температуры дымовых газов в радиантной камере печи, над пе-
ревальной стенкой и на выходе сырья из печи. После того, какпечьразог-
реется и появится устойчивое горение топлива, а кладка раскалится, мож-
но постепенно подключить газ из магистрали и переходить на его подачу
к газовым горелкам. Вначале газ подают к пилотным горелкам (запаль-
никам^ с их помощью поджигают основные горелки, постепенно пере-
водя печь на газовое топливо и одновременно сокращая подачужидкого
топлива к форсункам, отключая их по мере необходимости из работы.
В период разогрева печи и выхода ее на рабочий режим обеспечивают
нормальную тягу, регулируя ее шиберами на входе в дымовую трубу, либо
включением дымососа. Для нормального горения втопочной камере раз-
режение должно быть 4-6 мм рт.ст.
При входе газов в дымовую трубу (работа без дымососа) разряжение
должно быть 200-250 мм. рт. ст. При этом будет хорошо обеспечиваться
прохождение дымовых газов по всему газовому тракту печи.
По мере разогрева печи включается система подогрева воздуха, что
значительно улучшает режим горения, обеспечивает минимальное со-
держание окиси углерода в газах, уходящих в дымовую трубу.
В период работы печи производится постоянный контроль темпера-
тур как дымовых газов, так и сырья на выходе из печи. Износ печных
нагревательных труб должен систематически контролироваться измере-
нием их диаметра. В целях быстрой локализации пожара в радиантной
либо в конвекционной камере печи при прогаре труб подачу топлива
перекрывают, а в радиантную камеру печи подают водяной пар через со-
ответствующие трубы, предусмотренные проектом. Одновременно пер-
99
сонал технологической бригады останавливает сырьевой насос и тем са-
мым прекращает подачу нефти в трубы печи, а остатки сырья из змеевика
выталкиваются в колонну перегретым паром через соответствующие врез-
ки пара на входе нефти в печь. Каждая печь по периметру оборудуется
перфорированной трубной разводкой стандартного диаметра. Это дела-
ется для того, чтобы предотвратить проникновение газового облака с тер-
ритории установки, либо с других установок. В случае такой опасности в
эту трубную разводку подают пар высокого давления, который через пер-
форацию создает паровую завесу вокруг печей, что не допускает их взры-
ва. Для контроля газовой обстановки в районе печи в определенной пос-
ледовательности вокруг нее устанавливают газоанализаторы с выводами
показаний содержания газа в воздухе на щит в операторной. Эти газоана-
лизаторы обеспечивают своевременный контроль за предельно допусти-
мой концентрацией ПДК газа в районе печи и дают персоналу возмож-
ность принять меры для своевременной остановки печи и прекращения
подачи топлива к топкам.
Подъем температуры в печи в период ее разогрева производится плав-
но (40-50°С/мин) с тем, чтобы не допустить резкого разогрева кладки
стен и возможного ее разрушения. Остановка печи производится совме-
стное остановкой установки по распоряжению руководителя установки,
при этом операции производятся в обратном порядке: постепенно сни-
жают расходы сырья и топлива, далее снижают температуру выхода сырья
из печи, и установку переводят на режим «горячей» циркуляции, посте-
пенно сокращают число горящих форсунок и горелок, обеспечивают хо-
лодную циркуляцию нефти через печь. Радиантная камера охлаждается
и содержимое змеевика выталкивается паром в колонну. Печьотключают
от остальной аппаратуры задвижками, а в последующем и заглушками, и
оставляют до окончательного охлаждения. Газовое и жид кое топливо так-
же отглушают заглушками. Внутрь печи проникать людям для осмотра и
ремонта можно по достижении температуры внутри печи не более 50°С.
Предварительно берется анализ воздушной среды на содержание углево-
дородов. Осмотр и работа внутри печи допускается без средств защиты толь-
ко после взятия анализа воздушной среды и по разрешению главного инжене-
ра или лица, его заменяющего. Во всех других случаях работа и осмотр
производится в шланговом противогазе. В период нахождения людей
внутри печи производится вентиляция ее камер тягой через дымовую
трубу или с помощью внешних вентиляторов.
100
4.4. Промышленные установки первичной переработки нефти
За период развития нефтеперерабатывающей промышленности на-
шей страны непрерывно производилось совершенствование установок.
В последнее время на современных нефтеперерабатывающих заводах Рос-
сии в основном эксплуатируются установки по первичной переработке
нефти комбинированного типа, в которых процессы обессоливания и
обезвоживания нефти, атмосферная перегонка нефти и вакуумная пере-
гонка мазутов, процессы стабилизации бензиновых фракций, вторич-
ной перегонки бензинов, защелачивание бензиновых и керосиновых
фракций объединены в единую технологическую схему. Это обеспечива-
ет улучшение ряда технико-экономических показателей как при строи-
тельстве их, так и при эксплуатации. Мощности этих установок колеб-
лются в зависимости от времени начала эксплуатации заводов. На более
старых заводах, введенных в эксплуатацию в конце 40-х - начале 50-х го-
дов, еще имеются установки первичной переработки нефти с проектной
мощностью 0,5-1,5 млн.т/год. На заводах, введенных в эксплуатацию в
60-х и 70-х годах, получили более широкое распространение установки
комбинированного типа мощностью 2, 3 и 6 млн.т/год, например, ЭЛОУ-
АТ-6 и ЭЛОУ-АВТ-6. Эти установки в указанные годы пущены вэксплуа-
тацию на Киришском Н ПЗ и ряде других заводов.
В процессе их эксплуатации были выявлены как недостатки отдель-
ных узлов, так и резервы, что позволило провести соответствующую мо-
дернизацию схем, аппаратов, оборудования, увеличить их проектные
мощности на 25-30% и практически довести их до 8-9 млн.т нефти в год.
Замена печей в период капитальных ремонтов на обеих установках снача-
ла в 1994 г. на установке ЭЛОУ-АВТ-6, а затем в 1996 г. на ЭЛОУ-АТ-6 на
поставленные итальянской фирмой KTI позволили довести КПД печей
на установке ЭЛОУ-АВТ-6 до 80%, а на установке ЭЛОУ-АТ-6 до 90%. В
период реконструкции установок применена микропроцессорная тех-
ника, особенно на установке ЭЛОУ-АТ-6, задействованная в управлении
режимом горения печей и блоком ректификационных колонн (фирмой
«Бейли»). Совместно с фирмами «Петрохиминжиниринг» (г. Москва) и
финской «НЕСТЕ» реконструирована вакуумная колонна, в которой кла-
панные тарелки заменены на три слоя насадки ВАКУ-ПАК.
На обеих установках для подавления коррозии использованы схемы
подачи ингибиторов и нейтрализаторов коррозии.
Проведены работы по изменению схемы теплообмена и строитель-
ству новых, дополнительных к проекту, трубчатых печей, разработанных
институтами «ВНИПИнефть» и «ВНИИнефтемаш».
101
iiimu^cwoi itcpt,fiuuuiini.n
Все это позволило улучшить технико-экономические показатели ра-
боты обеих установок, повысило четкость ректификации, мощности тех-
нологических установок и значительно облегчило оперативное управле-
ние их работой. Кроме того, это обеспечило устойчивую работу устано-
вок с проведением капитального ремонта раз в 2 года и заложило базу для
дальнейшего продления межремонтного пробега установок с капиталь-
ным ремонтом раз в 3 года. Ниже приводятся технологические схемы
модернизированных установок, ассортимент и качество вырабатываемой
продукции, характеристики основного оборудования, изложены главные
вопросы по пуску и эксплуатации крупнотоннажных установок ЭЛОУ-
АТ-6 и ЭЛОУ-АВТ Киришского НПЗ.
Установка ЭЛОУ-АВТ-6. Атмосферно-вакуумная трубчатая установ-
ка проектной мощностью по переработке 6 млн.т нефти в год, запроек-
тированная институтом «ВНИПИнефть», построена на Киришском НПЗ
в 1971 г., пущена в эксплуатацию и полностью освоена ее проектная мощ-
ность в 1972 г. За годы эксплуатации проектная технологическая схема
неоднократно подвергалась изменениям, аппаратура — модернизации,
и в настоящее время технологическая установка ЭЛОУ-АВТ-6 выглядит
следующим образом (рис. 4.19. Вклейка).
Атмосферный блок. Сырая нефть насосами Н-1 подается тремя парал-
лельными потоками в теплообменники Т-1/1, Т-1/2, Т-16/1 (первый по-
ток), в теплообменники Т-2/2, Т-22/1, Т-17/1 (второй поток), втеплооб-
менники Т-51/1, Т-51/2, Т-52/1, Т-52/2 (третий поток), где нагревается за
счет тепла циркуляционных орошений колонны К-2, колонны К-10 и ма-
зута либо гудрона и направляется на блок электрообессоливания и элект-
рообезвоживания в электродегидраторы Э-1 - Э-6 первой ступени электро-
обессоливания. Насосом Н-61 на прием первых сырьевых насосов подает-
ся деэмульгатор всоответствии с регламентными нормами, а насосом Н-31
перед входом в каждый электродегидратор первой ступени в нефть перед
смесителем закачивается вода для обессоливания. В зависимости от режи-
ма нефть нагревают до 90-110°С. Пройдя первую ступень, частично обес-
соленная нефть из электродегидраторов Э-1 - Э-6 поступает в шесть элект-
родегидраторов второй ступени Э-7 - Э-12. На входе в электродегидраторы
второй ступени перед смесителями в нефть закачивается вторая порция
воды для обессоливания. Отстоенная в электродегидраторах первой и вто-
рой ступени соленая вода через клапаны-регуляторы уровня направляется
в емкость Е-18 для дополнительного отстоя. Отстоенная нефть из Е-18
подается на прием сырьевого насоса Н-1, а вода через клапан-регулятор
направляется на узел заходажи вания для охлаждения воды до температуры
60-70°С (не более) и сбрасывается на очистные сооружения. Обессоленная
102
до 3-4 мг/л нефть поступает в коллектор и направляется для дальнейшего
нагрева тремя потоками втеплообменникиТ-16/2,Т-24/1,Т-3,Т-4/2 (пер-
вый поток), в теплообменники Т-17/2, Т-18, Т-81/1, Т-81/2 (второй поток)
и в теплообменники Т-53/1, Т-53/2, Т-53/3 (третий поток). В этих тепло-
обменниках обессоленная нефть нагревается за счет тепла второго и тре-
тьего циркуляционного орошения вакуумной колонны К-10, циркуляци-
онного орошения колонны К-2, гудрона колонны К-10. Нагретая до тем-
пературы 220-230°С нефтьдвумя потоками через два ввода направляется в
эвапорационное пространство колонны К-1 под 24-ую тарелку. Колонна
К-1 имеет 29 тарелок клапанного типа. Внизу колонны поддерживается
температура 240°С и давление не более 0,3 МПа. Для поддержания необ-
ходимой для предварительной ректификации температуры внизу колон-
ны К-1 насосами Н-7, Н-7а через нагревательную печь П-1/5 (дополни-
тельно построенную к типовому проекту в ходе реконструкции установки)
часть нижнего продукта колонны К-1 четырьмя потоками подается на 25-
ую тарелку колонны К-1 в виде «горячей» струи. С верха колонны К-1 отби-
рается бензиновая фракция с концом кипения 140- 150°С, конденсируется
в воздушных конденсаторах-холодильниках Т-5/1 -4, водяном кожухотруб-
чатом холодильнике Т-5а и оттуда с температурой 45°С направляется в
емкость Е-1. Часть бензина из Е-1 насосами Н-5 подается на орошение
верха К-1, а избыток насосами Н-16, Н-11 направляется на стабилизацию в
колонну К-8. В Е-1 происходит отделение бензиновой фракции от газов,
растворенных в ней, которые направляются на установку газофракциони-
рования.
В целях снижения расхода верхнего орошения на 16-ую тарелку К-1
предусмотрена подача нефтяного орошения. Практика эксплуатации
показала, чтосего подачей в колонну возможно ухудшение качества бен-
зиновой фракции (потемнение верхнего продукта). Поэтому при подаче
нефтяного орошения требуется большая осторожность.
С низа колонны К-1 основной поток полуотбензиненной нефти на-
сосами Н-3, Н-4 и Н-5 подается для дальнейшего нагрева в печи атмос-
ферного блока П-1/1-4. Каждая печь имеет тепловую мощностью
101,9 млн.кДж/ч. Печи попарно имеют общую конвекционную камеру, в
которой кроме змеевика для подогрева нефти, имеется секция паропе-
регревателя. Трубы ошипованные, что позволяет более эффективно ис-
пользовать тепло дымовых газов; кроме того, каждая секция оснащена
сажеобдувочным устройством, работающим на перегретом паре и позво-
ляющем периодически подвергатьтрубы конвекционной части печи ин-
тенсивной продувке и своевременному удалению загрязнения с труб. КПД
новых печей, установленных в 1994 г. фирмой KTI период капремонта,
103
составляет 79-80%. В печах поддерживается температура на выходе из
камер радиации 800°С. Температура полуотбензиненной нефти на выхо-
де из атмосферных печей поддерживается на уровне 360-375°С.
С этой температурой полуотбензиненная нефть поступает на 39-ую
тарелку в эвапорационное пространство основной атмосферной колон-
ны К-2, в которой 43 клапанных тарелки, 5 из них находятся в нижней
(отгонной) части колонны. Давление в колонне не более 2,5 кг/см2. Прак-
тически в условиях нормальной эксплуатации оно поддерживается на
уровне0,8-1,2 кг/см2. Чем нижедавление, тем легче происходит отпарка
легких фракций из нижнего продукта колонны и тем ниже необходимая
температура внизу колонны. Температура низа колонны поддерживается
в пределах 345-355°С в зависимости от содержания фракций в нефти,
выкипающих до 360°С.
Температура верха колонны поддерживается на уровне 145-150°С в
зависимости от заданного качества фракции НК-180°С, отбираемого
сверху К-2. Вниз колонны через маточник подается перегретый водяной
пар с температурой 400-420°С. Бензиновая фракция НК-180°С конден-
сируется в воздушных конденсаторах-холодильниках Т-7/1, Т-7/2, Т-7/3,
Т-7/4, Т-7/5 и охлаждается водой в кожухотрубном холодильнике Т-7а,
далее, охладившись до 45°С, направляется в рефлюксную емкость Е-3
для отделения от газа и отстоя от воды. Часть бензиновой фракции насо-
сами Н-4, Н-4а забирается на орошение в верхнюю часть К-2, основной
ее поток смешивается в Е-1 с потоком бензина из К-1 и далее откачивает-
ся на стабилизацию в стабилизатор К-8.
Для обеспечения оптимальных условий ректификации и сниже-
ния расхода острого испаряющегося орошения колонна К-2 оборудо-
вана тремя потоками неиспаряющегося циркуляционного орошения
(ЦО), которые отбираются и подаются с различных тарелок концент-
рационной части колонны К-2. Первое ЦО отбирается с 11-ой тарел-
ки, отдает свое тепло в теплообменник первого ЦО и возвращается на
10-ую тарелку. Второе ЦО забирается с 21-ой тарелки, охлаждается,
отдавая тепло нефти, и возвращается на 20-ую тарелку К-2. Третий
поток ЦО — атмосферный газойль — с 29, 30 или 31 -ой тарелок, отдав
свое тепло нефти, подается на одну из указанных выше тарелок. С 9-
ой тарелки колонны К-2 отбирается керосиновая фракция (180-240°С),
направляется в керосиновый стриппинг К-6, куда подается через ма-
точник перегретый пар. Пройдя 10 тарелок, насосами Н-18, Н-19аот-
качивается на охлаждение. Далее авиакеросин поступает в электро-
разделители ЭР-1 и ЭР-2, где под воздействием постоянного тока вы-
сокого напряжения (10-11 кВт) вода отстаивается и сбрасывается в ка-
104
нализацию, а сухая керосиновая фракция 180-240°С идет на товарную
сырьевую базу для приготовления авиакеросинов. С верха колонны
К-6 бензиновые пары, отпаренные от керосина, возвращаются в К-2
на вышележащую тарелку.
Фракция дизельного топлива (240-280°С) забирается с 17-ой или 19-
ой тарелок колонны К-2 и направляется в стриппинг К-7, где из нее от-
париваются концевые фракции керосина, влияющие на вспышку диз-
топлива. Отпаренные хвостовые керосиновые фракции поступают с вер-
ха К-7 в К-2 на 16-ую тарелку, а фракция 240-280°С, отдав тепло нагрева-
емой нефти в соответствующих теплообменниках и охладившисьдо тем-
пературы 65-70°С в холодильнике Т-20, откачиваются с установки для
компаундирования дизельных топлив.
Атмосферный газойль — тяжелая фракция дизтоплива, выкипающая
в пределах 280-350°С — отбирается с 29-ой тарелки, проходитстриппинг
К-9, пары из которого возвращаются в К-2 на 30-ую тарелку, а отпарен-
ная фракция 280-350°С, отдав тепло нагреваемой нефти и охладившись
до 65-70°С в холодильниках Т-50/1 -3, направляется на смешение с фрак-
цией 240-280°С либо отдельно в товарно-сырьевую базу завода.
Мазут из колонны К-2 насосами Н-21 прокачивается через теплооб-
менники для отдачи тепла нагреваемой нефти, охлаждается в водяных
холодильниках Т-24 до температуры 90°С и направляется в товарно-сы-
рьевую базу для приготовления товарных мазутов. Такая схема предус-
мотрена при неработающем вакуумном блоке. При включении вакуум-
ного блока в работу основная часть мазута насосами Н-21 в горячем виде
подается с низа колонны К-2 в вакуумные печи П-3/1, П-3/1,2. Техноло-
гическая схема работы вакуумного блока установки будет описана ниже.
Объединенная бензиновая фракция из емкости Е-1 насосами Н-16
иН-11 через теплообменники Т-11/1, Т-11/2, подогретая теплом отхо-
дящей из стриппинга К-7 фракцией 240-280°С, подается в стабилиза-
тор К-8 на одну из тарелок: (22, 28, 34). Стабилизатор К-8 имеет 40
клапанных тарелок, давление в нем поддерживается на уровне
1,0-1,1 МПа, но не более 1,45 МПа. Наверху колонны за счет подачи
орошения поддерживается температура около 100°С, температура низа
колонны 230°С. Поддержание температуры на этом уровне осуществля-
ется за счет циркуляции через один змеевик печи П-2/2 части донного
продукта К-8 в виде «горячей» струи, подающейся под нижнюю тарел-
ку. Температура «горячей» струи на выходе из П-2/2 составляет 240°С.
Через верх К-8 отбирается головка стабилизации, состоящая излегких
углеводородов С3-С., которая конденсируется и охлаждается до 40-45°С
в водяных кожухотрубных холодильниках Т-6/1, Т-6/2 и далее направ-
105
ляется в рефлюксную емкость Е-2. Здесь она разделяется на несконден-
сированные газы, направляемые в газовую сеть, и жидкую головку ста-
билизации, часть которой подается в колонну в качестве острого оро-
шения К-8, а избыток откачивается насосами Н-17 на газофракциони-
руюшую установку. В верхней части К-8 предусмотрена (в целях сниже-
ния коррозии) подача нейтрализатора, а в шлемовую трубу — подача
ингибитора коррозии.
Стабильный бензин с низа К-8 под давлением стабилизатора пода-
ется на одну из тарелок (26, 32, 38) колонны К-3 вторичной перегонки
бензиновой фракции. Здесь происходит разделение дистиллята на фрак-
ции НК-105° (уходитс верха) и 105-180°С (уходите низа). Наверху под-
держивается температура 140°С за счет подачи орошения, температура
внизу поддерживается порядка 200°С, давление в колонне не более
0,7 МПа. Тепло для поддержания низа К-3 вводится циркулирующей
частью фракции 1О5-18О°С через один из змеевиков печи П-2/1. В ко-
лонне К-3 — 60 клапанных тарелок. Фракция Н К-105°С направляется на
разделение на более узкие фракции в колонну К-4, а часть ее после кон-
денсации и охлаждения собирается в емкости Е-4, откуда насосом Н-8,
Н-8а подается на орошение колонны К-3. В К-4 верхним погоном уходит
фракция НК-62°С как сырье для изоселектоформинга, а донным продук-
том К-4 является фракция 62-105°С как сырье для установки платфор-
минга ЛГ-25/8-300Б. Температура низа, необходимая для обеспечения
ректификации в колонне К-4, поддерживается циркуляцией части дон-
ного продукта через другой змеевик печи П-2/1. Рабочие условия в ко-
лонне К-4: давление не более 0,4 МПа, температура низа на уровне 160°С,
температура верха К-4 на уровне 100°С.
Фракция 105-180°С снизу К-3 насосами Н-13, Н-13а направляется на
одну из тарелок колонны К-5 с 60-ю клапанными тарелками (20, 30 или
38) для разделения на фракции 105-140°С (сверху) и 140-180°С (снизу).
Рабочие условия колонны К-5: давление не более 0,2 МПа, температура
верха не более 150°С, температура низа на уровне 200-210°С. Температура
низа К-5 поддерживается циркуляцией донного продукта колонны че-
рез печь П-2/1 насосами Н-12, Н-10.
Печи для обеспечения нагрева «горячей» струи для колонн К-3, К-4
и К-5 вертикально-факельного типа тепловой мощностью по
26 млн.кДж/ч каждая имеют в камере конвекции ошипованные трубы и
сажеобдувочные устройства. Спроектированы и установлены фирмой
KTI. Продукты колонны К-5 фракции 105-140и 140-180°Смогутявлять-
сясырьемдля каталитического риформинга, а фракция 140-180°С —слу-
жить компонентом авиакеросина.
106
Вакуумный блок. Установка ЭЛОУ-АВТ-6 спроектирована таким об-
разом, что она может работать как без вакуумного блока, так и с его учас-
тием. До 1997 г. работа вакуумного блока из-за неудовлетворительной
работы вакуумной колонны К-10 носила неустойчивый характер. К-10 не
обеспечивала получение гудрона, необходимого для производства дорож-
ных марок битума необходимого качества. Кроме того, вязкость гудрона
в связи со значительными колебаниями вакуума изменялась в широких
пределах, а также весьма сложным оказалось поддержание температуры
верха на уровне 90-120°С. Уровень флегмы на клапанных тарелках также
был неустойчив, а в связи с этим происходило частое колебание уровня в
глухих карманах тарелок отбора боковых продуктов, что не обеспечивало
необходимой четкости ректификации. Вакуумные газойли (и легкий, и
тяжелый) были затемненными и не отвечали качеству сырья каткрекинга
и гидрокрекинга. Поэтому руководством завода было принято решение о
коренной реконструкции вакуумной колонны с заменой внутренних ус-
тройств, переобвязкой внешних связей колонны и реконструкцией ваку-
умсоздаюшего узла колонны К-10. Такая реконструкция была осуществ-
лена в 1997 г. Базовый проект был разработан фирмой «НЕСТЕ-инжини-
ринг», рабочие чертежи колонны и вакуумсоздающей аппаратуры разра-
ботала московская фирма «Петрохиминжиниринг» (ПХИ).
Требования к качеству получаемых продуктов приняты на основании
базового проекта, разработанного фирмой «НЕСТЕ»:
• гудрон — содержание фракций до 515°С (по ИТК) не более 5%,
пенетрация-Б 400 при 20°С — не менее 0,1 мм;
• тяжелый вакуумный газойль — содержание фракций до 360°С не
более 5%, 95% фракции выкипает при температуре до 528°С;
• цвет — менее 8 ед.
В качестве сырья для колонны К-10 используется мазут, получаемый
в колонне К-2.
Температура мазута на выходе из колонны К-2 составляет 350°С.
Ниже приведен состав мазута (разгонка по ASTM 1160), %:
До 250 С 1,5
До ЗОО’С 2,0
До 320°С 4,5
До 360°С 8,0
До 400’С 23,0
До 450°С 40,0
До 500°С 55,0
Содержание ванадия до 50-80 ppm.
Плотность при 20°С — 960 кг/м3.
107
Производительность по мазуту: 310т/ч; 210т/ч.
Нарис. 4.9 показана схема вакуумной колонны К-10 после модерни-
зации (принята по базовому проекту фирмы «Н ЕСТЕ»).
В укрепляющей части колонны были установлены 3 слоя насадки (1-й
слой — верхний). В нижней, исчерпывающей, части взамен ситчатых пря-
моточных тарелок установили 4 клапанные трапециевидные тарелки.
С низа 1 слоя насадки выводится легкий вакуумный газойль (ЛВГ),
часть которого после охлаждения подается на верх (слоя насадки в каче-
стве 1 ЦО.
С низа II слоя насадки выводится тяжелый вакуумный газойль (ТВГ),
часть которого после охлаждения подается на верх II слоя насадки в каче-
стве II ЦО.
С низа III слоя насадки предусмотрена возможность вывода затем-
ненной фракции, которая в случае необходимости будет откачиваться в
балансовое количество мазута, выводимого с низа колонны К-2.
С низа колонны К-10 выводится гудрон.
Под нижнюю тарелку в исчерпывающей части колонны подается пе-
регретый водяной пар.
Мазут подается в эвапорационное пространство под III слой насад-
ки. Для равномерного распределения паровой фазы мазута в эвапораци-
онном пространстве предусмотрено распределительное устройство.
Материальный баланс колонны К-10 после реконструкции:
Мазут, т/ч 310,0
ЛВГ, т/ч 21,16
ТВГ, т/ч 147.0
Гудрон, т/ч 138,41
Нефтепродукте верха колонны, т/ч 3,43
Водяной пар в низ колонны, т/ч 4,8
Рабочие параметры (расчетные) колонны К-10:
Температура, °C:
верх 110
низ 367
вывод ЛВГ 157
вывод ТВГ 276
на входе сырья (мазута) в колонну 378
на выходе из печи 400
перегретого пара 350
Давление (абсолютное), мм рт.ст.:
верха 50
в зоне ввода питания 60.
108
Необходимо отметить, что все проектные данные были достигнуты.
В колонне были смонтированы три слоя насадки ВАКУ-ПАК. Первый
слой — высотой 3,3 м. Насадка укладывалась на металлическую выгород-
ку по квадрату, со стороной квадрата 3,3 м и высотой слоя 2,69 м, второй
слой укладывался внутри цилиндрической выгородки диаметром 7,4 м и
высотой слоя 2,016 м. Третий слой укладывался внутри цилиндрической
выгородки диаметром 7 м и высотой 2 м. Под каждым слоем имеется глу-
хая по жидкой части тарелка желобчатого типа, откуда насосами забира-
ются циркуляционные орошения колонны, а избыток с тарелки через
переливные трубы сливается на нижележащие секции насадки. Ввод в
колонну мазута из вакуумных печей П-3/1 и П-3/2 производится через 2
штуцера диаметром 1000 мм каждый. Под нижнюю тарелку отгонной
части дается перегретый водяной пар давлением 0,7-1,0 МПа. Водяные
пары и газы с верха колонны К-10 отсасываются двумя рядами параллель-
но работающих пароэжекторов и конденсируются в промежуточных по-
верхностных конденсаторах К-1, К-2, К-3. Сконденсированная часть во-
дяных паров и газов из поверхностных конденсаторов уходит в баромет-
рическую емкость Е-3. Несконденсированная часть газов после 3-ей сту-
пени эжекции отправляется натермический дожигв печи П-3/1, П-3/2.
Перед входом в печи эти газы попадают в глушитель выхлопа Е-27, где
происходит дополнительная сепарация влаги. В вакуумную колонну пре-
дусмотрена подача нейтрализатора и ингибитора коррозии. Схема рабо-
ты вакуумсоздающей системы принципиально не отличается от обще-
принятых.
Установка ЭЛОУ-АТ-6. На Киришском НПЗ установка введена в эк-
сплуатацию в 1969 г. По своему проекту и расположению на площадке
изначально имела много недостатков. В связи с этим в 1996 г. была прове-
дена большая реконструкция установки с заменой проектной печи дву-
мя современными печами вертикально-факельного типа. Вместо старого
трубчатого воздухоподогревателя в конвекционной секции каждой печи
установлены трубы для нагрева термоустойчивой жидкости «ДОУТЭРМ»
фирмы «ДАУ КЭМИКЛ». Это «горячее» масло, отбирая тепло дымовых
газов, отдает его воздуху, нагревая его до 200°С. С этой температурой воз-
дух подают к мазутным форсункам и газовым горелкам. В конвекцион-
ной камере трубы ошипованы, имеется пароперегреватель. Идентичные
печи Т- 1/Аи Т-1 /В имеют 6 потоков, входящих в конвекционную камеру,
далее нефть шестью потоками поступает в камеру радиации и с темпера-
турой 365°С направляется в основную атмосферную колонну К-2. Пар в
перегревателе нагревается до 388°С, «горячее» масло — до 234°С. Схема
работы печи Т-1 представлена на рис. 4.20.
109
IaR]
| HR115 |
I FIC115 | _
33572J3 Кг/ч
[A] FDAj303
TI106
195 Гр.С
TI105
198 Гр.С
ПЕЧЬ Т-1 A
FI303
337612 Кг/ч
1ефтьотН-Зх
PI101
22,3 Бар
TI101
246 Гр.С
Перегретый пар
[A] FALL |-| FIC103 |
109 . 57516 Кг/ч
И уц- ТЙС104 I
,1В I 59122 Кг/ч
И Ч FIC105 |
----V1 | 56553 Кг/ч
[A] FALL ,-| FIC1Q6 |
_____112 1 53784 Кг/ч
[A] FALL Ч FIC107 |
____113 |
[A] FALL -| FIC108 |
____114 50625 Кг/ч
_JI119
388 Гр.С
д
'Хз7
д
Ж 39
д
*35
AI103
,^5 ppm
Готовность к запуску
Дымовые газы
| HS115 |
TI113
289 Гр.С
TI114
290 Гр.С
TI115
289 Гр.С
TI116
289 Гр.С
TI117
291 Гр.С
TI118
291 Гр.С
TI104
310 Гр.С
Т 111
TI112
423 Гр.С
| AIC101 |
4,33 %
-1 TI125
I— 661 Гр.С
TI126
681 Гр.С
РАНН105 _.
ТАНН125 [
ТАНН128 J
TI128
689 Гр.С
TI127
669 Гр.С
А
PDI102
-1,1ммНгО -5,9ммН.О
—, TI309
I | 234 Гр.С
। Горячее масло*"
I PIC107 I । Т1304^
163 Гр.С
| FIC102 |
4797] Кг/ч Т
57
TI135
Пар в П.П.
I HS135 |И
| TIC129
367 Гр.С
| TIC 130
368 Гр.С
1 Гт>с131
I 368 Гр.С
Jl } TIC132'
-368 Гр.С
__|| TIC133’
370 Гр.С
| TIC134
368 Гр.С
Рис. 4.20. Принципиальная схема работы печи Т-l установки ЭЛОУ-АТ-6
| TIC135 |
365 Гр.С
TIC 136
365 Гр.С
1 Нефть в К2
PI108
2,3 Бар
Печи атмосферного блока Т-1 A/В. Проектным базисом каждой из
печей атмосферного блока Т-1 является нагрев 494500 кг/ч нефти от 240
до 375°С при тепловой нагрузке 266,4 • 10А кДж/ч, производство 6500 кг/ч
пара с нагревом его от 170 до 420°С при тепловой нагрузке в 3,22 • 106 кДж/ч
и нагрев 112500 кг/ч циркулирующего теплоносителя («горячего» масла)
от 150 до 245°С при тепловой нагрузке в 22,1 • 106 кДж/ч.
Расчетный КПД при проектных условиях 90%.
Проектный режим работы печи:
Общее количество поглощаемого тепла 288,5 • 1 О'’ кДж/ч для подогрева нефти
Тип топлива Газ/мазут
Процент избытка воздуха 10/15% (газ/мазут)
Гарантированный КПД 89,5%
Общие потери тепла Температура дымовых газов на выходе 1,5% (макс.)
радиантной секции Температура дымовых газов на выходе 877°С
конвекционной секции (после секции подогрева «горячего» масла) 189°С
Полная теплопроизводительность Температура воздуха после воздухо- 299,6 • 10'’ кДж/ч
подогревателя 200°С
Температура воздуха на горение (для справки) 15°С
Форсунки печи Т-1А/В. Проектный базис для форсунок:
Изготовитель Тип Количество Положение Размещение Тип топлива Тип пилотной форсунки «Айроил-Флаэгаз» 2000/265 12/печь Вертикальное На поде печи Газ/мазут Головка для сжигания газа с удерживанием пламени
Теплопроизводительность, кДж/ч:
нормальная
максимальная
минимальная
24,96 • 106 кДж/ч
28,71 • 106 кДж/ч
(9,57/5,74)* 106 кДж/ч
III
Свойства и техническая характеристика жидкого теплоносителя:
Состав — смесь алкилароматики.
Цвет — бледно-желтая жидкость.
Физико-химические свойства:
Температура кристаллизации, °C Ниже-34
Температура вспышки, °C 121
Температура воспламенения, °C 124
Температура самовоспламенения, °C 412
Средняя молекулярная масса 190
Плотность при 20°С, кг/м3 970
Динамическая вязкость при 20°С, МПа • с 4,3
Давление пара при 300°С, МПа 0,2
Давление пара при 320°С, МПа 0,29
В период реконструкции установки и замены печи на новые одно-
временно была установлена микропроцессорная система управления ре-
жимом работы печей Т-1 A/В, в последствии другие аппараты были под-
ключены к еще одной микропроцессорной системе, и в настоящее время
большая часть аппаратов установки управляется с помощью микропро-
цессоров, без обычного щитового пульта управления. При дальнейшей
реконструкции указанная система будет полностью обслуживать уста-
новку ЭЛ ОУ-АТ-6 без щита управления.
Пуск и остановка установок первичной переработки нефти и основ-
ные условия их безаварийной работы*, Пуск любой установки первичной
переработки нефти включает несколько этапов: подготовку к пуску, хо-
лодную и горячую циркуляцию, вывод на нормальный режим и нормаль-
ную эксплуатацию установки.
Подготовка к пуску установки. На пуск установки руководство цеха и
установки пишет письменное распоряжение. В подготовительный пери-
од производится уборка территории установки и прилегающей к ней тер-
ритории от остатков ремонтного и строительного мусора, ремонтных
механизмов и машин. Обслуживающий персонал проверяет готовность
аппратов к пуску.
Далее производится снятие тех заглушек, которые были поставлены
на период ремонта, с записью в журнале. Перед снятием заглушек еще
раз проверяется герметичность аппаратов. Со всех аппаратов, подверг-
шихся опрессовке, там, где имеется возможность, сбрасывается остаточ-
ная вода через имеющиеся дренажные задвижки, которые после сброса
* Описание пуска и остановки установок первичной переработки нефти
дается применительно к установке ЭЛОУ-АВТ-6 Киришского НПЗ
112
воды из аппаратов должны быть отглушены. Далее настраивается схема
приема на установку оборотной воды, топлива, сырья и электроэнергии.
Все задвижки, которые не участвуют в холодной циркуляции по техноло-
гической схеме, должны быть перекрыты. После того, как технологичес-
кая схема по приему оборотной воды настроена, принимают воду на ус-
тановку, постепенно заполняя все трубчатые водяные холодильники и
трубопроводы для водяного охлаждения насосов. Далее сырьевым насо-
сом заполняют аппаратуру нефтью (блока ЭЛОУ, атмосферных колонн).
Перед заполнением емкостей блока ЭЛОУ и колонн атмосферного
блока включают в работу соответствующие контрольно-измерительные
приборы: для измерения давления, регуляторы уровня, приборы для из-
мерения температур в колоннах и технологических печах. После того,
как будет заполнена аппаратура блока ЭЛОУ, нефть направляют в колон-
ну предварительного отбензинивая К-1, по мере набора уровня в ней вклю-
чают насос, откачивающий донный продукт К-1, и пускают насос для
заполнения через змеевики печей атмосферного блока П1/1 -4 основной
атмосферной колонны К-2, до соответствующего уровня. Одновременно
другим насосом часть донного продукта колонны К-1 направляют по схе-
ме горячей струи через печь П-1 в колонну К-1. Когда в колонне К-2
уровень донного продукта достигает необходимой отметки, включают
насос, откачивающий донный продукт К-2, и направляют его через соот-
ветствующие теплообменники и холодильники на прием сырьевого на-
соса Н-1, закачивающего нефть через блок ЭЛОУ в К-1. По мере обеспе-
чения схемы холодной циркуляции нефти персонал установки контро-
лирует ее герметичность, а затем дается команда на пуск установки по
схеме горячей циркуляции.
Горячая циркуляция установки. Для обеспечения горячей циркуля-
ции необходимо принять жидкое и газообразное топливо на установку.
Настраивается схема холодной циркуляции жидкого топлива по топлив-
ному кольцу установки, снимается заглушка с входа жидкого топлива и
обеспечивается его циркуляция по топливному кольцу.
Старший оператор дает указания о розжиге печей. Вначале зажига-
ется одна-две жидкостные форсунки в каждой печи, производится на-
стройка горелок (соответствующий распыл факела, его длина, подача воз-
духа в достаточном количестве, проверяется разрежение в камерах ради-
ации). Производится медленный подъем температуры в печах и на выхо-
де из них. По мере разогрева нефти в колоннах К-1 и К-2 из нее будут
испаряться легкие фракции и вода. В период горячей циркуляции конт-
ролируют в колоннах температуры низа и верха колонн, а также уровни.
По достижении температуры верха в колонне 100°С производится выдер-
113
жка для полного удаления воды из циркулирующей через аппаратуру
нефти. Как только вода испарится, о чем будет свидетельствовать даль-
нейшее повышение температуры верха колонн при неизменной темпе-
ратуре выхода нефти из печей, продолжают дальнейший разогрев нефти.
Испарившиеся легкие углеводородные фракции вместе с парами воды
направляются через холодильники в рефлюксные емкости, а оттуда на
заполнение аппаратов блока стабилизации и вторичной перегонки бен-
зина. Вначале заполняется стабилизатор К-8 (технологическая схема к
тому времени должна быть проверена).
По мере снижения уровней в К-1 и К-2 за счет испарения произво-
дится пополнение уровней закачкой нефти по схеме горячей циркуля-
ции. По мере дальнейшего повышения температур в колоннах открыва-
ются задвижки в соответствующие стриппинги, подается орошение на
верх К-1 и К-2, обеспечивается появление флегмы на тарелках, заполня-
ются стриппинги, в которые подают пар, производится постепенное
включение в работу первого и второго циркуляционных орошений, от-
бор боковых погонов, которые до установления необходимого их каче-
ства откачиваются в резервуар некондиционной продукции, а в дальней-
шем вовлекаются в нефть. По достижении температуры низа К-2 230-
240°С выводят с низа К-2 мазут по схеме и начинают более форсирован-
ный подъем температуры впечахП-1 — П-4 для повышения температу-
ры низа К-2 до 340-350°С. В низ колонны дают перегретый пар. В этот
период производится увеличение подачи нефти через блок ЭЛОУ в К-1.
Блок ЭЛОУ включают в работу, установка полностью переводится на пи-
тание нефти путем перекрытия задвижек для подачи нижнего продукта
К-2 на прием первого насоса. В этот период персонал следит за состоя-
нием контрольно-измерительных приборов атмосферного блока установ-
ки, производит отбор проб на качество продукции.
По получении заданного качества керосиновых и дизельных фрак-
ций они направляются на выходе установки.
Приступают к обеспечению пуска блока стабилизации, азатем и вто-
ричной перегонки бензина, для чего бензин из рефлюксной емкости Е-1
направляют для заполнения колонны-стабилизатора К-8. По мере дос-
тижения уровня внизу К-8 обеспечивают нагрев его в печи П-2/2 и пода-
ют в К-8 в качестве «горячей струи», затем постепенно поднимают тем-
пературу низа, верха и давление в К-8, испаряющиеся легкие углеводо-
родные фракции конденсируются и охлаждаются в водяных холодильни-
ках и собираются в рефлюксной емкости Е-2, откуда по мере подъема
температуры верха подается орошение, а избыток откачивается с уста-
новки. По мере роста уровня внизу К-8 направляют избыток донного
114
продукта под давлением колонны К-8 в колонну вторичной ректифика-
ции К-3. Ее заполняют, настраивают схему циркуляции донного продук-
та через один из змеевиков печи П-2/1, в виде «горячей струи» и начина-
ют, после розжига печи, подогрев и подъем температур плавления в К-3.
Далее пускают колонну К-4 и К-5.
После пуска атмосферного блока и блока вторичной ректификации
пускают вакуумный блок.
Пуск вакуумного блока. К моменту пуска этого блока вода и пар уже
приняты, включают пароэжекторную схему и достигают определенного
вакуума в колонне. После этого одним из насосов атмосферной колонны
начинают подачу горячего мазута через вакуумные печи П-3/1 и П-3/2 в
вакуумную колонну К-10, убедившись, что уровень в колонне начинает
подниматься, зажигают печи П-3/1 и П-3/2, подогревают постепенно
мазут от 340 до 420°С и продолжают подъем уровня и температуры на
входе в колонну и внизу колонны. До направления мазута в К-10, в низ ее
подают водяной пар. В этот период он служит для того, чтобы при кон-
денсации паров в промежуточных холодильниках вакуум создаю щей сис-
темы углубить вакуум в колонне. Далее он будет выполнять и функцию
снижения парциального давления и увеличения отпарки. По мере появ-
ления уровня в рефлюксной емкости колонны К-10, подают верхнее оро-
шение, включают постепенно, по мере накопления уровня флегмы на
глухих тарелках, насосы 1 -го ЦО, 2-го ЦО и отлаживают режим и качество
боковых погонов (легкого и тяжелого газойля) и гудрона. До установле-
ния нормального качества гудрон откачивают на смешение с мазутом
К-2. Газы разложения из барометрической системы направляют в печи
П-3/1,2 насжигание,аЛВГ иТВГ по достижении стандартного качества
выводят с установки.
Использованная литература
I. Гуревич И.Л. Технология переработки нефти и газа. Часть 1. — М.: Химия,
1972. - 359с.
2. СкоблоА.И., Трегубова И.А., Молоканов Ю.К., Владимиров А.И. Процессы
и аппараты нефтеперерабатывающей и нефтехимической промышленнос-
ти. — М.: Химия, 1982. — 584 с.
3. Багиров И.Т Высокопроизводительные атмосферно-вакуумные установ-
ки. — М.: Химия, 1964.
4. Дехтерман А.Ш. Переработка нефти по топливному варианту. — М.: Химия,
1988.
5. Павлычев В.П. Установка первичной переработки нефти. — М/. Химия, 1977.
6. Регламенты установок ЭЛОУ-АТ-6 и ЭЛОУ-АВТ-6 Киришского НПЗ.
115
РАЗДЕЛ V. КАТАЛИТИЧЕСКОЕ ОБЛАГОРАЖИВАНИЕ
БЕНЗИНОВЫХ ФРАКЦИЙ
Под облагораживанием химического состава дистиллятов АВТ по-
нимается такое его изменение, при котором дистиллят улучшает один
или несколько показателей своих потребительских свойств. К процессам
облагораживания относятся:
• каталитический риформинг бензиновых фракций;
• изоселектоформинг;
• гидроочистка керосиновых и дизельных фракций.
5.1. Каталитический риформинг
Одной из важнейших характеристик бензинов является детонацион-
ная стойкость, определяющая способность их противостоять самовоспла-
менению при сжатии. Показателем детонационной стойкости бензинов
является октановое число (ОЧ), показывающее (в % объемных) содержа-
ние изооктана (ОЧ = 100) всмесис н-гептаном (ОЧ =0), которая по дето-
национной стойкости эквивалентна бензину, испытуемому в стандартных
условиях (на одноцилиндровых моторных установках УИТ-85 или УИТ-
65). Октановое число на установках определяют двумя методами: мотор-
ным (по ГОСТ 511-82) и исследовательским (по ГОСТ 8226-82).
Детонационная стойкость бензинов определяется их углеводородным
составом. Наибольшей детонационной стойкостью обладают ароматичес-
кие углеводороды, самой низкой — нормальные парафины. Промежуточ-
ное положение по этому показателю занимают нафтены, а изопарафино-
вые и олефиновые углеводороды имеют детонационную стойкость, боль-
шую, чем нафтены, но меньшую, чем ароматические. Увеличение степени
разветвленности и снижение молекулярной массы повышает детонацион-
ную стойкость.
Самую низкую детонационную стойкость (следовательно и ОЧ)
имеют бензины прямой перегонки из большинства нефтей, состоя-
щие, в основном, из н-парафинов, причем она снижается с повыше-
нием температуры конца кипения. Октановые числа таких бензинов,
выкипающих до 180°С, не превышают 40-50 ед. (м.м.). Исключение
составляют аналогичные бензиновые фракции, получаемые из неко-
торых сахалинских и азербайджанских нефтей нафтенового основа-
ния и имеющие ОЧ = 71-73 (м.м.). В табл. 5.1 приведены октановые
числа некоторых бензиновых прямогонных фракций и их групповой
углеводородный состав.
116
Таблица 5.1
Характеристика некоторых прямогонных бензиновых фракций
Показатели Сырье
парафиновое нафтеновое
Характеристика сырья: Пределы кипения, °C 85-180 105-180 85-180
Углеводородный состав, % мае.:
арены 12 15 15,9
циклоалканы 24 22 44
алканы 64 62 40
Октановое число 43 39 47
Для использования прямогонных бензиновых фракций в качестве
высокооктановых компонентов автобензинов их необходимо подверг-
нуть процессу, в котором за счет химических превращений в этих фрак-
циях увеличилось бы содержание ароматических углеводородов, угле-
водородов изостроения и понизилось бы содержание парафинов и на-
фтенов. Таким процессом является каталитический риформинг, ос-
новным назначением которого является ароматизация бензиновых
фракций. При необходимости получения из ароматизированных ка-
тализатов (риформатов) индивидуальных ароматических углеводоро-
дов (бензол, толуол, орто- и параксилолы) используют сочетание ри-
форминга и экстракции. Каталитический риформинг является одним
из главнейших процессов в составе современного нефтеперерабатыва-
ющего завода.
Первая установка риформинга пущена по лицензии фирмы UOP в
1949 г. Это был «полурегенеративный платформинг», т.е. каталитичес-
кий риформинг на алюмоплатиновом катализаторе в реакторах с его ста-
ционарным слоем и с периодической остановкой установки для регене-
рации катализатора.
Основными лицензиарами процесса каталитического риформинга
за рубежом являются 9 фирм, приведенных в табл. 5.2. Ведущая из них —
UOP, по лицензиям которой в мире построено около 800 установок (фир-
менное название процесса «платформинг»).
В бывшем СССР разработкой теории каталитического риформинга
и конструктивным оформлением технологических схем занимались
«ВНИИНефтехим» и «Ленгипронефтехим». Суммарная мировая мощ-
ность каталитического риформинга на 01.01.1999 г. составила487,7 млн.т/
год. Еслиучесть, чтонаэтудату вмире перерабатывалось около 2 млрд.т
нефти, то на долю каталитического риформинга приходится 20-25%. Ин-
117
Таблица 5.2
Процессы каталитического риформинга
Процесс Фирма, разработавшая процесс Дата пуска первой установки
Платформинг (полурегенеративный) UOP 1949 г.
Синклер-Бей кер (полурегенеративный) Sinclair-Baker 1952 г.
Гудриформинг (полурегенеративный) Hondry 1953 г.
Ультраформинг (с периодической регенерацией) Exxon 1953-1956 гг.
Пауэрформинг (с периодической регенерацией) IFP (Француз- ский институт нефти) 1954 г.
Каталитический риформинг (с периодической регенерацией) IFP 1964 г.
Магнаформинг (с периодической регенерацией) Atlantic Richfield 1967 г.
Рениформинг (полурегенеративный) Chevron 1970 г.
Платформинг (с непрерывной регенерацией) UOP 1971 г.
Каталитический риформинг (с непрерывной регенерацией) IFP 1973 г.
Аротайзинг (с непрерывной регенерацией) IFP 1977 г.
статутами «ВНИИ Нефтехим» и «Ленгппронефтехим» для заводов Рос-
сии и стран СНГ разработаны и внедрены на заводах следующие типы
установок каталитического риформинга (табл. 5.3).
В настоящее время большинство установок риформинга российских
заводов работает на алюмоплатиновом катализаторе АП-64 и бифункци-
ональных платино-рениевых катализаторах серии КР.
Для производства риформатов с целью выделения из них индивиду-
альных ароматических углеводородов в нашей стране созданы следую-
щие типы установок: Л-35-6 с блоком Л-24/300, Л-35-8/300Б и
Л Г-35-8/300Б, Л-35-12/300А. Эти установки скомбинированы с блока-
ми экстракции, использующими диэтиленгликоль (ДЭГ) и предназна-
чены для извлечения бензола и толуола из риформатов. В качестве сырья
используют фракцию 62-105°С.
Для производства толуола и ксилолов спроектированы и внедре-
ны установки типов: Л-35-11 /300 и Л-35-9, Л-35-11 /300 и 350-200, Л-
35-11/300A. Они работают на сырье, выкипающем в пределах 105-
140°С. На Киришском НПЗ для получения риформатов с целью выде-
118
Таблица 5.3
Характеристика установок каталитического риформинга для
производства высокооктановых компонентов бензинов*
Наименование Л-35-5 с блоком Л-24-300 Л-35- П/300 Л-35- 11/600 ЛГ-35- 11/300 ЛГ-35- 11/300- 95 ЛЧ-35- 11/600 Л-35- 11/1001 ЛЧ-35- 11/100(1
Мощность по сырью, тыс.т/год 300 300 600 300 300 600 1000 1000
Октановое число риформата по м.м. 75 78-80 78-80 78-80 85 85 85 85
Тоже пои.м. — — — — 95 95 95 95
Марка катали- затора АП-56 АП-56 АП-56 АП-56 АП-64 АП-64 АП-64 КР
Масса загрузки катализатора, т 21.6 21.5 44,2 21,6 23,4 46,8 95,0 79,6
Распределение загрузки по сту- пеням реакции I-.2-.2 Г-.2.3 1:2:4 1:2:4 1:2:4 1:2:4 1:2:7 1:2:5,5
Кратность цир- куляции ВСГ, нм7м' сырья 1500 1500 1500 1500 1800 1800 1800 1100
Сырье с пределами кипения Х5-1ХО С.
ления из них в дальнейшем орто- и параксилолов используют уста-
новки Л-35-11/600 или ЛЧ-35-11/600. На некоторых установках для
выделения бензола и толуола используют в блоках экстракции триэ-
тиленгликоль (ТЭГ).
5.2. Основы химизма процесса каталитического риформинга
Процесс каталитического риформинга осуществляется при повышен-
ной температуре в присутствии катализаторов, имеющих в своем составе
платину или платину совместно с другими металлами (рением, кадми-
ем), которые наносят на окись алюминия, промотированную галогенами
(хлором или фтором).
Основными реакциями при каталитическом риформинге являются
дегидрирование (дегидрогенизация) шестичленных нафтенов и дегид-
роциклизация парафинов, приводящие к образованию ароматических
углеводородов.
Способность шестичленных нафтенов в присутствии никеля и ме-
таллов платиновой группы при 300°С полностью превращаться в аро-
119
матические углеводороды была открыта Н.Д.Зелинским еше в 1911 г.
Дегидрированию могут подвергаться только шестичленные нафтены:
циклогексан — в бензол, метил циклогексан — в толуол и т.д. При этом
нафтеновое ядро всегда теряет 3 молекулы водорода, превращаясь в аро-
матическое:
Н2С
СН2
СН2
СН2
бензол
циклогексан
Реакция дегидрирования обратима, и при температурах ниже 300°С
равно'весие сдвигается влево. С повышением температуры равновесие все
более сдвигается вправо.
Голоядерный пятичленный нафтен, содержащийся в бензинах (цик-
лопентан) непосредственно не дегидрируется, но его гомологи (метил-
циклопентан и др.) в присутствии платиновых и других активных ката-
лизаторов риформинга вначале изомеризуются (I) с образованием шес-
тичленного ядра (равновесие сдвигается вправо с понижением темпера-
туры), а затем шестичленное ядро нафтена дегидрируется до аромати-
ческого (II):
циклогексан
бензол
метилциклопентан
Второй важнейшей реакцией ароматизации, протекающей в процес-
се риформинга, является дегидроциклизация парафинов (алканов):
120
СН3-СН2-СН2-СН2-СН2-СН3
Н - гексан (04 = 25)
бензол (04 = 108)
Дегидроциклизация парафинов является практически необратимой,
но протекает медленнее и менее глубоко и селективно, чем дегидрогени-
зация нафтенов. Кроме того, она сопровождается гидрокрекингом (тем-
пература промышленного риформинга >500°С) парафинов Cq-C)(). При
этом имеет место изомеризация парафиновых углеводородов С5-С6 с об-
разованием высокооктановых изомеров. Например, нормальный гексан
(04 = 25) изомеризуется в 2,3-диметилбутан (04 = 95):
СН, - СН, - СН2 - СН2 - СН2 - СН, «-> СН3 - СН - сн - сн3.
I I
сн3сн3
Однако ее значение в процессе риформинга ничтожно, так как для
этой реакции благоприятны более низкие (350-380°С) температуры.
Алкилароматические углеводороды, содержащиеся в сырье и обра-
зующиеся в результате риформинга, могут подвергаться изомеризации и
деалкилированию. Так, м-ксилол частично изомеризуется в о- и п-кси-
лолы, атакже, теряя одну метильную группу, превращается в толуол:
м-ксилол
толуол метан
12)
Образующийся при этом метан, так же как легкие углеводороды (от
метана до бутанов включительно) — продукты реакции гидрокрекинга —
пополняют собой углеводородную составляющую водородсодержащего
газа, побочного, но весьма важного продукта риформинга.
Нарядус деалкилированием протекают и реакции уплотнения, про-
дуктами которых являются конденсированные ароматические углеводо-
роды (алкилнафталины, алкилинданы и др.) в количестве 0,5-0,7% на
исходное сырье риформинга.
5.3. Основные факторы процесса риформинга
Качество сырья. Основными показателями, определяющими каче-
ство и пригодность сырья для процесса риформинга, являются: углево-
дородный и фракционный состав, а также содержание в нем веществ,
вызывающих дезактивацию катализаторов.
Поскольку преобладающей реакцией процесса является дегидриро-
вание нафтенов, предпочтительным его сырьем служат бензиновые фрак-
ции с их высоким содержанием. Выход риформатов из бензиновых фрак-
ций, богатых нафтенами, на 3,5-5%, а иногда на 10-12% больше, чем из
парафинистого сырья, при выработке катализата с одним и тем же окта-
новым числом.
При риформинге бензиновых фракций из парафинистых нефтей пре-
обладающими являются реакции дегидроциклизации алканов и гидро-
крекинга, позволяющие даже из низкооктанового парафинистого сырья
получать катализаты, пригодные для выработки автобензина А-76 в сме-
си с другими компонентами.
Присутствие в сырье риформинга алифатических непредельных со-
единений крайне нежелательно, так как при этом водород циркулирую-
щего водородсодержащего газа нерационально расходуется на гидриро-
вание непредельных углеводородов. Поэтому для каталитического ри-
форминга применяют бензиновые фракции прямогонного происхожде-
ния. Риформинг же бензиновых фракций вторичного происхождения (на-
пример, термического крекинга) возможен только в смеси с прямогон-
ным сырьем после предварительной глубокой гидроочистки.
Фракционный состав сырья каталитического риформинга определя-
ется целевым назначением процесса. Если целью каталитического ри-
форминга является получение катализатов для производства высокоок-
тановых бензинов, оптимальным сырьем для этого служат фракции, вы-
кипающие в пределах 85-180°С. Применение сырья с температурой на-
чала кипения ниже 85°С нежелательно, так как при этом будет иметь
место повышенное газообразование за счет гидрокрекинга, при этом за-
122
метного увеличения ароматизации сырья не происходит, так как углево-
дороды С6 ароматизируются наиболее трудно. Кроме того, применение
такого сырья приведет к непроизводительной загрузке установки балла-
стными фракциями.
В связи с этим фракции, выкипающие ниже 85°С и имеющие сравни-
тельно высокое октановое число, вовлекаются в товарные бензины, как
компоненты в чистом виде, либо направляются на изомеризацию.
Наличие в сырье фракций, выкипающих выше 180°С, также нежела-
тельно, так как при этом увеличивается отложение кокса на катализаторе
за счет реакций уплотнения тяжелокипящей части сырья, что приводит
к потере активности катализатора.
Если риформинг проводится для получения бензола и толуола, сы-
рьем служат узкие бензиновые фракции, выкипающие в пределах 62-85 и
85-105°С соответственно. В первой из них бензол образуется из цикло-
гексана, метилциклопентана и н-гексана, во второй фракции толуол об-
разуется из метилциклогексана, диметилциклопентана и н-гептана.
Для получения суммарных ксилолов используют узкую фракцию,
выкипающую в пределах 105-127°С.
Сернистые соединения являются одними из основных дезактивато-
ров катализаторов риформинга. Содержание серы в сырье этого процесса
должно быть минимальным. Особенно чувствительны к сере платино-
рениевые катализаторы; допустимое ее содержание в этом случае не дол-
жно превышать 1 • 10 4%. Ограничивают также содержание азота
(0,5 • 10 4%) и влаги (4 • 10'4%).
Применительно к платиновому катализатору (АП-64) показано, что
для его дезактивирования на 70-80% достаточно 6-7% мае. серы от коли-
чества платины, нанесенной на оксид алюминия (т.е. при содержании
платины в катализаторе 0,6% мае. для указанной степени дезактивиро-
вания достаточно -0,04% мае. серы). В присутствии водорода сернистые
соединения сырья превращаются в сероводород, а азотистые — в амми-
ак. Поэтому перед риформингом сернистого сырья его обязательно под-
вергают предварительной гидроочистке.
При высоком содержании влаги в циркулирующем водородсодержа-
щем газе (ВСГ) из катализатора вымывается активирующий его галоген
(в виде НО или HF), однако чрезмерно низкое ее содержание отрица-
тельно влияет на свойства носителя (оксида алюминия). Поэтому содер-
жание влаги в газе поддерживают в пределах (1,0-1,5) • 10-3% об. Чрезмер-
но низкая влажность может снизить продолжительность безрегенераци-
онного цикла и выход жидких продуктов даже более, чем завышенная
влажность.
123
Максимально допустимое содержание металлоорганических микро-
примесей (мышьяк, свинец, медь) в гидроочищенном сырье риформин-
га составляет 0,0001 ppm и в негидроочпшенном пусковом сырье -0,005
ppm (I ppm — млн1).
Температура и объемная скорость подачи сырья. Реакции ароматиза-
ции являются высокотемпературными: 470-520°С на платино-рениевом
и 480-530°С на платиновом катал и заторах.
Объемной скоростью подачи сырья называют объем сырья, проходя-
щий через единицу объема катализатора в час, поэтому объемная ско-
рость имеет размерность:
„ М" 1 -I -1
V = ——— -----= час , или ч ,
м" час час
Ароматизацию парафинов (дегидроциклизацию) целесообразно про-
водить при более высоких температуре и объемной скорости подачи сы-
рья. Так, при риформинге практически парафинистого сырья на двух раз-
ных режимах были получены катализаты с равным (60% мае.) содержани-
ем ароматических углеводородов, но при 500°С и V = 1,5ч1 выход катали-
зата составил 80% мае. на сырье, а при 510°С и V = 5 ч-1 — 87% мае., при-
чем выход кокса (в % мае. на сырье) во втором случае значительно ниже.
Объемная скорость подачи сырья в промышленных процессах ри-
форминга различного назначения может быть в пределах от 1 до 4 ч '.
При постоянной объемной скорости повышение температуры (ужесто-
чение режима) увеличивает степень ароматизации сырья, но уменьшает
выход катализата за счет усиления газообразования. Чем больше содер-
жание нафтенов в сырье и чем селективнее катализатор, тем больше вы-
ход катализата при одном и том же содержании в нем ароматических
углеводородов. Ужесточение режима возможно и при постоянной темпе-
ратуре за счет снижения объемной скорости, в этом случае степень аро-
матизации также возрастает.
Таким образом, факторы температуры и объемной скорости подачи
сырья тесно связаны, поэтому умелое использование их сочетания по-
зволит на одном и том же катализаторе достичь оптимального результата
по выходу риформата и степени его ароматизации.
Основные реакции в процессе риформинга (дегидрирование нафте-
нов, дегидроциклизация парафинов) идут с поглощением тепла, реак-
ция гидрокрекинга — с его выделением. Поскольку катализатор распреде-
ляется при проведении риформинга в 3-х реакторах (ступенях) и в каж-
дой ступени преобладают те или иные реакции, возникает температур-
ный перепад при прохождении сырья через слой катализатора. Преобла-
124
дающей реакцией в первой ступени является дегидрирование нафтенов,
в других ступенях идут преимущественно реакции дегидроциклизации
парафинов и гидрокрекинга. Суммарный перепад температур зависит от
соотношения этих реакций в каждой ступени. Температурные перепады,
особенно в первой ступени, являются в некоторой степени характерис-
тикой активности катализатора. По мере ее снижения уменьшаются тем-
пературные перепады по реакторам и суммарный перепад.
Температурный перепад в первом реакторе зависит также от хими-
ческого состава сырья: чем больше в сырье нафтенов, тем больше темпе-
ратурный перепад.
Давление водорода и кратность циркуляции водородсодержащего газа.
Повышение давления водорода в системе риформинга, при прочих рав-
ных условиях, препятствует ароматизации сырья. Однако высокое давле-
ние водорода необходимо для насыщения непредельных продуктов по-
бочных реакций крекинга. Если давление водорода невысоко, на поверх-
ности катализатора протекает глубокое уплотнение ненасыщенных угле-
водородов с образованием кокса. Ведение процесса под давлением водо-
рода позволяет значительно (в зависимости от селективности катализа-
тора) подавить коксообразование.
При увеличении парциального давления* водородаего гидрирующее дей-
ствие возрастает. Высокое парциальное давление водорода достигается цир-
куляцией через зону реакции сухого газа, получаемого в результате процесса и
содержащего 80-90% об. водорода (остальное — газообразные углеводороды).
Высокая степень (кратность) разбавления паров реакционной смеси водо-
родсодержащим газом увеличивает продолжительность работы катализатора.
Промышленные кратности циркуляции ВСГнаходятся в пределах900-1500 м3
газа на 1 м3 сырья при указанной концентрации водорода в ВСГ.
При постоянной объемной скорости подачи сырья с увеличением
кратности циркуляции ВСГ сокращается длительность пребывания па-
ров бензина в зоне реакции, из чего следует, что гидрирующее действие
водорода ограничено уменьшением глубины ароматизации. Кроме того,
при увеличении кратности циркуляции ВСГ растет расход энергии на
компримирование газа и расход топлива в трубчатой печи для его подо-
гре ва — возраста ют экс пл уата ц ио н н ы е рас ход ы.
Таким образом, практически целесообразную величину кратности
циркуляции ВСГ устанавливают, исходя из качества сырья, активности
катализатора, глубины процесса и экономических соображений.
* Давление компонента газовой смеси, которое он оказывал бы, если бы
один занимал объем всей смеси.
125
Л/>(/ЦС1.ио« ftC./'CysMouih/vm
В реакторах платформинга (риформинга на платиновых катализа-
торах) давление ВСГ поддерживают на уровне 3,5-4.0 М Па, что позво-
ляет значительно снизить закоксовывание катализатора и соответствен-
но увеличить межрегенерационный пробег установок до нескольких
месяцев, а в ряде случаев — до 1,5-2 лет. Практически при работе на
алюмоплатиновом катализаторе АП-64 на старых установках каталити-
ческого риформинга давление поддерживается от 2,5 до 3,0 МПа. На
более современных установках с использованием биметаллических ка-
тализаторов рабочее давление составляет 1,4 МПа (установка Л Г-35-8/
300Б) и 1,8-2.0 МПа (установка ЛЧ-35-11/600 и ЛЧ-35-11/1000). При
использовании отечественных катализаторов серии КР на установках
периодческого действия минимальная скорость ихдезактивации соот-
ветствует давлению 1,4-1,5 МПа.
5.4. Катализаторы риформинга
Разработку промышленной каталитической ароматизации бензинов
начали на базе относительно малоактивных и малоселективных катали-
заторов типа оксидов хрома и молибдена. В системе процесса, названно-
го гидроформингом, поддерживали давление ВСГ на уровне 1,4 МПа,
что приводило к закоксовыванию катализатора, который приходилось
регенерировать каждые 6-8 ч. В связи с этим каждый реактор был дубли-
рован. Невысокая активность катализатора позволяла рассчитыватьлишь
на более или менее полную дегидрогенизацию нафтенов и на очень ма-
лое превращение (дегидроциклизацию) парафинов.
Дальнейшее развитие и совершенствование процесса риформинга
шло в направлении разработки высокоактивных и высокоселективных
катализаторов. Важнейшим этапом этого развития явился переход от
окисных хромо-молибденовых к платиновым катализаторам, и в настоя-
щее время в промышленности используются катализаторы платиновой
группы — алюмоплатиновый АП-64, а также биметаллические катализа-
торы серии КР(КР-104, КР-108, КР-110) и РБ-1. Катализаторы серии КР
и РБ, кроме платины, имеют в своем составе рений и кадмий соответ-
ственно.
Платиновый катализатор относится к бифункциональным: активный
носитель (окись алюминия или алюмосиликат) обладает кислотными
центрами, на которых протекают реакции изомеризации нафтеновых
колец, гидрокрекинг парафинов и незначительная изомеризация обра-
зующихся при гидрокрекинге парафинов и олефинов (с последующим
насыщением олефинов водородом). Платина, тонко диспергированная
и нанесенная равномерно на поверхности носителя, обладает гидрирую-
126
щими-дегидрирующими свойствами и положительно влияет на реакции
дегидрирования и дегидроциклизации.
Для усиления активности носителя к его поверхности подают гало-
ген (хлор или фтор в виде НС1 или HF соответственно). Галоген (чаще
всего хлор) вводят в период регенерации катализатора или вместе с сырь-
ем. Гидрокрекирующая активность носителя определяется количеством
активных центров, находящихся вблизи «кристаллитов» платины и пре-
дохраняющих их от закоксовывания.
Дегидрирующая активность платинового катализатора имеет макси-
мум при содержании платины на носителе всего 0,08% мае., однако про-
мышленные катализаторы содержат 0,5-0,6% мае. платины. Соотноше-
ние масс осажденной платины и подаваемого галогена близко к единице.
К биметаллическим катализаторам относится платино-рениевый, в
котором на тех же носителях находятся оба металла в количествах, при-
мерно равных (по -0,4% мае.). Присутствие второго металла (рения) пре-
пятствует рекристаллизации платины — укрупнению ее кристаллитов с
течением времени и, соответственно, уменьшению числа ее активных
центров. Промышленный процесс на этом катализаторе назвали рени-
формингом. Платино-рениевый катализатор позволяет вести процесс при
470-500°С и 1,4-2,0 МПа. Кроме рения, в качестве второго металла ис-
пользуют германий, иридий, родий, олово и свинец.
Характеристика катализаторов риформинга приводится в табл. 5.4
(основные показатели). Заданное октановое число катализата — не
менее 85.
Таблица 5.4
Основные показатели катализаторов риформинга
Показатели АП-64 КР- 106А КР- 104А КР-108 КР-110
Химический состав, % мае.:
платина 0,62 0,6 0,36 0,36 0,36
рений — о,3 0,21 0,36 0,20
кадмий — — 0,25 0,25 0,25
хлор 0,75 1,75 1,2 1,35 1,35
сульфат-ион — — — 0,38 0,38
Насыпная плотность катализатора, г/см3 0,64 0,63 0,64 0,63 0,63
Коэффициент прочности, кг/мм, средний 0,97 1,05
127
npuu^taoi IltptpuuuiHiw z*c.«fzri
Продолжение табл. 5.4
Показатели АП-64 КР- 106А КР- 104А КР-108 КР-110
Размер экструдатов, мм:
диаметр 2,8
длина 5
Удельная поверхность, м2/г, не менее 195 — 210
температура процесса, °C 510 510 500 490 490
октановое число бензина по м.м. 86 86,5 89 85,0 86
выход дебутанизированного бензина %, не менее м.м. 83 80 80 84 84
Алюмоплатиновый катализатор АП-64 осерняют при изготовлении в це-
лях недопущения дезактивации его при хранении, загрузке и для подавления
чрезмерной крекирующей функции его при пуске на свежем катализаторе.
Катализаторы серии КР, в отличие от АП-64, поставляются не осер-
ненными, что делает их более чувствительными к условиям хранения и
загрузки. При пуске установок для подавления повышенной крекирую-
щей способности этих катализаторов требуется их осернение, которое
производится всоответствии с «Основными положениями пуска и эксп-
луатации установок каталитического риформинга».
5.5. Принципиальные технологические схемы
каталитического риформинга
Современные установки каталитического риформинга для производ-
ства высокооктановых компонентов автобензина состоят из трех блоков:
предварительной гидроочистки; каталитического риформинга; стабили-
зации и фракционирования катализата.
В состав установки каталитического риформинга для производства ин-
дивидуальных ароматических углеводородов, кроме блока предварительной
гидроочистки сырья и блока риформинга, входят также блоки селективного
гидрирования, экстракции с регенерацией растворителя и ректификации
ароматического экстракта на индивидуальные углеводороды (бензол и толу-
ол). Что касается производства орто- и параксилолов, технология его на
Киришском НПЗ отличается от технологии большинства установок, про-
изводящих эти продукты на заводах России. Теоретические и практические
вопросы этой технологии будут рассмотрены в отдельной главе.
128
Блок предварительной гидроочистки сырья каталитического риформин-
га. Основным назначением предварительной гидроочистки сырья является
удаление из него веществ, дезактивирующих монометаллические, биметал-
лические и полиметаллические платиновые катализаторы риформинга. К
этим веществам относятся: соединения серы и азота, металлоорганические
соединения, содержащие мышьяк, медь и др., атакже непредельные соеди-
нения, входящие в состав бензинов вторичного происхождения.
Удаление этих веществ осуществляется на гидрирующих алюмо-ко-
бальт- или алюмо-никель-молибденовых катализаторах. Продукты гид-
рирования этих веществ (сероводород и аммиак) удаляются из гидроге-
низата в сепараторе ВСЕ Соединения металлов отлагаются на катализа-
торе гидроочистки и постелен но снижают его активность. Удаление воды
в отпарной колонне позволяет подготовить гидрогенизат для блока ката-
литического риформинга по содержанию влаги.
Принципиальная схема блока предварительной гидроочистки бензи-
нов приведена на рис. 5.1. Сырье насосом Н-1 подается для нагрева продук-
тами реакции в теплообменник Т - I, проходит через змеевик печи П и по-
ступает в реактор Р с температурой 330-350°С. Давление в реакторе находит-
ся в пределах 3,5-4,0 МПа. В реакторе проходит гидрирование сырья ри-
форминга под давлением циркулирующего водородсодержащего газа. Гид-
рогенизат отдает свое тепло в рибойлере Т-2 для нагрева низа колонны К, и
направляется для охлаждения в воздушный холодильник АВО и водяной
холодильник X, далее в сепаратор С, где происходит отделение водородсо-
держащего газа от гидрогенизата. Водородсодержащий газ возвращается в
систему циркуляции, а нестабильный гидрогенизат — в стабилизационную
колонну К. Часть ВСГ, смешиваясь водородсодержащим газом риформин-
га, поступает на прием циркуляционного компрессора ПК, а затем — втрой-
ник смешения с сырьем перед входом в теплообменник Т-1. Гидрогенизат
из сепаратора С, пройдя теплообменник Т-3, поступает в среднюю часть
колонны К, на верх которой подается орошение насосом Н-2 из газосепара-
тора Е. Сверху колонны К удаляется легкая часть сырья вместе с летучими
продуктами реакции, которая, пройдя воздушный конденсатор-холодиль-
ник АВО и водяной холодильник X, собирается в газосепараторе Е, из верх-
ней части которого сухой газ сбрасывается на факел, а вода из нижней части,
по мере ее накопления — в закрытую канализационную систему. Стабиль-
ный гидрогенизат с низа колонны К через теплообменник Т-3 поступает в
систему каталитического риформинга.
Катализаторы гидроочистки. Для предварительной гидроочистки сы-
рья каталитического риформинга используют катализаторы марок АКМ,
АНМС, ГО-ЗО-7, ГО-70.
129
о
ABO X
Рис. 5.1. Принципиальная схема блока предварительной гидроочистки сырья риформинга
Их основная характеристика приведена в табл. 5.5.
Таблица 5.5
Основная характеристика катализаторов гидроочистки
Показатели Катализаторы
АКМ АНМС ГО-ЗО-7 ГО-70
Цвет катализатора Сине- голубой Голубовато- белый Зеленовато- белый Г олубовато- белый
Размер гранул, мм:
длина 4-7 4-7 — —
диаметр 4-5,5 4-5,5 2 ±0,5 1,8-5
Содержание актив- ных компонентов, % мае.:
окись кобальта (СоО), не менее 4 — — —
закись никеля (Nip), не менее — 4 4 4
трехокись молибдена (MoOJ, не менее 12 12 17-19 12
Содержание вредных примесей, % мае., не более:
окись железа (Fe2O3) 0,16 0,13 0,20 0,15
окись натрия (Nap) 0,08 0,2 0,1 0,1
Насыпная плотность, r/CMJ 0,64-0,74 0,64-0,74 0,8-0,9 0,64-0,78
Индекс прочности на раскалывание, кг/мм, средний 1,1 1,2 1,0 1,2
Удельная поверхность, м2/г, не менее 100 100 200 330
131
jCLUO* HC^/C^/UUt/nirvW
Основные реакции, протекающие при гидроочистке. В бензинах сер-
нистые соединения представлены меркаптанами (R-SH), сульфидами (R-
S-R') и дисульфидами (R-SS-R'). Кроме указанных соединений, в бензи-
новых фракциях вторичного происхождения присутствуют непредель-
ные углеводороды. При высокихтемпературах они склонны к полимери-
зации и образованию кокса.
Меркаптаны, сульфиды и дисульфиды легко гидрируются всоответ-
ствующие углеводороды при сравнительно мягких температурных усло-
виях. Реакции гидрирования указанных сернистых соединений протека-
ют следующим образом:
меркаптаны R - SH + Н, -» RH + H2S;
дисульфиды R - SS -R' + 3H2~»RH + R'H +2H,S;
сульфиды R - S-R'+2Н,-» RH + R'H + H2S.
Азотистые соединения при гидроочистке превращаются в соответ-
ствующие парафины и аммиак:
+ 4Н2 —^C4H1o+NH3;
+ 5Н2 —► n-C5H12 + NH3.
Кислородные соединения превращаются в углеводороды и воду. Ме-
таллические примеси накапливаются на катализаторе и постепенно де-
зактивируют его.
Реакции гидрирования идут с выделением тепла, но поскольку сум-
марный тепловой эффект процесса невелик (20-87 кДж/кг сырья), гид-
роочистка бензиновых фракций не сопровождается значительным повы-
шением температуры в реакторе: на входе в него она составляет 330-350°С,
на выходе — 370-380°С.
Объемная скорость подачи сырья находится в пределах 2,5-5,0ч
кратность циркуляции ВСГ от 80 до 300 нм3/м3 сырья.
132
При пуске блока гидроочистки на свежем катализаторе устанавлива-
ются минимальные температуры, по мере падения активности катализа-
тора их постепенно повышают.
Во избежание проявления резкой активности катализатора при пус-
ке, пока он не осернен, температуру гидроочистки поддерживают на уров-
не 210-250°С.
Качество гидрогенизата проверяется в соответствии с графиком ла-
бораторного контроля по содержанию серы, H2S (проба на медную плас-
тинку), азота, влаги и хлора.
Повышенное содержание серы в гидрогенизате может быть обус-
ловлено:
1. Понижением активности катализатора.
2. Смешением сырья и гидрогенизата в сырьевом теплообменнике в
результате нарушения герметичности крепления трубок.
3. Нарушением режима работы стабилизатора.
В каждом конкретном случае необходимо тщательное обследование
блока гидроочистки с отбором и анализом проб в точках контроля.
Пуск и эксплуатация блока гидроочистки. Пуску блока гидроочистки
предшествуют подготовительные операции, связанные с очисткой аппа-
ратуры и ее закрытием, опрессовкой и загрузкой катализатора в реактор.
Все это должно производиться в соответствии с «Основными положени-
ями», разработанными и утвержденными Электрогорским филиалом
ВНИИНП.
Пуск блока гидроочистки начинается с операций сушки, восстанов-
ления и осернения катализатора гидроочистки в среде водородсодержа-
щего газа риформинга с концентрацией водорода 70-90% при давлении
не менее 1 МПа и расходе ВСГ не менее 200 нм3/м3.
При сушке в системе должно поддерживаться давление не менее
2,5 МПа, при этом температура поднимается ступенчато (10-15°С в час)
и не должна превышать 2ОО-23О°С.
Длительность выдержки на той или иной температурной ступени оп-
ределяется скоростью дренирования воды из сепаратора. Катализаторы
гидроочистки достигают максимальной активности при переходе входя-
щих в их структуру металлов из окисной формы в сульфидную. Дозиров-
ка сернистых соединений зависит от типа катализаторов и способа его
осернения и не должна превышать 6-8% от массы катализатора. Осерне-
ние начинают при температуре 23О°С с подачей поэтапно расчетного
количества сырья с постепенным подъемом температуры до 315°С и вы-
держкой до стабилизации концентрации сероводорода в газе на каждом
этапе. Вся операция занимает 4-6 часов.
133
процессы перериоитли neyjutu
После завершения осернения катализатора с подачей расчетного коли-
чества серы расход сырья повышают до нормального уровня, регулируют
параметры процесса с целью достижения заданной степени очистки сырья
от серы. До достижения заданной степени очистки некондиционный гид-
рогенизат циркулирует по схеме: сырьевой резервуар — реактор гидроочис-
тки — стабилизационная колонна — сырьевой резервуар. После того, как
содержание серы в гидрогенизате составит ниже I ppm* (при работе на по-
лиметаллических катализаторах), его направляют на блок риформинга и
приступают к его пуску, при этом гидрогенизат выводятс блока гидроочис-
тки в резервуарный парк либо через блок стабилизации и соответствующие
холодильники блока риформинга также в резервуарный парк.
Принципиальная технологическая схема блока риформинга. Принципи-
альная схема блока риформинга со стабилизацией бензина приведена на
рис. 5.2. Стабильный гидрогенизат сырьевым насосом Н-1 направляется для
подогрева в теплообменник Т-1, перед ним контактируя и смешиваясь в
тройнике смешения с циркулирующим ВСГ, который подается компрессо-
ром ЦК. Нагретая втеплообменникеТ-1 продуктами риформинга, выходя-
щими из реактора Р-3 последней ступени, газосырьевая смесь направляется
в одну из секций многокамерной печи П-1, а оттуда — в первый реактор Р-1.
Пройдя в нем слой катализатора, смесь продуктов реакции и частично не-
прореагировавшего сырья поступают во вторую секцию печи П-1 и оттуда —
в реактор Р-2, затем — втретью секцию печи и, наконец, в Р-3 (последнюю
ступень процесса). Выйдя из Р-3 и отдав тепло газосырьевой смеси втепло-
обменнике Т-1, охладившись затем в воздушном конденсаторе-холодиль-
нике АВО-1 и водяномхолодильникеХ-1, газопродуктовая смесь поступает
в сепаратор высокого давления С-1, где от нее отделяется ВСГ. При необхо-
димости (особенно в период пуска блока) ВСГ проходит адсорбер А с цео-
литом для осушки от влаги либо сразу поступает на прием циркуляционно-
го компрессора ЦК. Балансовый избыток ВСГчастично направляют на блок
гидроочистки сырья риформинга, остальное количество выводятс установ-
ки для заводских нужд (гидроочистка дизтоплив и др.) Нестабильный ката-
лизате растворенным в нем углеводородным газом перетекает под давлени-
ем С-1 в сепаратор низкого давления С-2, где от жидкой фазы отделяется
сухой газ (до С-2 включительно), уходящий сверху С-3. Снизу С-2 неста-
бильный катализат, пройдя теплообменник Т-2 и получив тепло от стабиль-
ного катализата, поступает в стабилизационную колонну К. Температур-
ный режим низа колонны К поддерживают за счет части стабильного ката-
лизата, забираемого снизу К насосом Н-2 и, после нагрева в печи П-2, воз-
ppm (parts per million) — (столько-то) частей на миллион, млн1.
134
Сухой газ
Избыточный ВСГ
Рис. 5.2. Принципиальная схема блока каталитического риформинга
вращаемого снова в К. Сверху К получают головку стабилизации (пропан
или пропан-бутановую фракцию, в зависимости от режима стабилизации),
которая после конденсации и охлаждения в АВО-2 и Х-2 поступает в реф-
люксную емкость Е. Отсюда насосом Н-3 часть головки стабилизации пода-
ется на орошение стабилизатора К, а избыточное количество откачивается с
блока. Стабильный катализат после охлаждения в АВО-3 и водяном холо-
дильнике Х-3 направляют либо на компаундирование с целью получения
высокооктановых бензинов, либо в блок экстракции для получения из него
ароматического концентрата с последующим разделением ректификацией
на индивидуальные углеводороды.
Пуск блока риформинга. Перед пуском блок заполняется азотом чис-
тотой по основному веществу не менее 99% (кислорода не более 0,5% об.,
окись углерода — отсутствует, горючих — не более 0,5% об.). Заполнение
и промывка азотом, с последующей опрессовкой, производится для пол-
ного вытеснения кислорода из системы. После опрессовки азотом начи-
нается заполнение и промывка системы водородсодержащим газом с со-
держанием водорода в нем не менее 90% об., влаги не более 50 ppm, серо-
водорода не более 10 мг/м3. С этой целью используется водород с блока
риформинга работающей установки либо резервный водородсодержащий
газ из емкостей пускового водорода водороднофакельного хозяйства.
Проверяют систему риформинга в период холодной циркуляции при
давлении 1-1,5 МПа. Циркуляция идет через адсорберы с цеолитом. Да-
лее приступают к разогреву системы.
В этот период выделившуюся влагу удаляют из сепаратора, кратность
циркуляции ВСГ должна быть на уровне ЮООнм’/м3. Давление в системе
поддерживают за счет подпитки свежего ВСГ указанного качества с дру-
гих установок. Подъем температуры обеспечивают со скоростью 10-20°С
в час до 230-280°С.
По достижении 280°С (сушка в этот период должна быть закончена)
начинают операцию осернения катализатора. Время осернения должно
составлять не более 4-х часов. Осернение можно проводить как при по-
стоянной температуре, так и при ее подъеме до 400°С. Для осернения
используют смесь сероорганических соединений (этилмеркаптан, диме-
тилсульфид) в присутствии хлорорганических соединений (дихлорэтан,
четыреххлористый углерод), которые подают дозировочным насосом с
предварительным разбавлением в 2-3 раза в бензине. Можно дозировать
осерняющую смесь сразу во все реакторы либо последовательно от реак-
тора к реактору. Расходы серы и хлора определяют в процентах от массы
катализатора, что для полиметаллических катализаторов обычно состав-
ляет: для серы 0,05-0,1%, для хлора 0,02-0,05%.
136
После завершения осернения катализатора температуру в системе
циркуляции ВСГ доводят до 400°С и начинают подачу гидрогенизата с
блока предварительной гидроочистки.
При этом кратность циркуляции ВСГ должна быть не менее 1200
нм3/м3, а давление в системе 1,0-2,0 МПа. В этот период постепенно по-
вышают температуру до 470-480°С с одновременным увеличением расхо-
да сырья. За счет выделения водорода повышается давление ВСГ в систе-
ме до нормального уровня, часть водорода сбрасывают на блок гидроочи-
стки, а появившийся катализат направляют на блок стабилизации. На-
чинается наладка режима на всех блоках.
При температуре 480°С блок риформинга работает, пока влажность
в системе не достигнет устойчивых показателей ( не более 40-50 ppm),
после чего адсорберы могут быть выключены из системы и переведены
на режим осушки цеолита инертным газом, а поддержание влажности в
системе риформинга достигается только за счет вывода ее из стабилиза-
ционной колонны блока гидроочистки. В пусковой период часть хлора
удаляется с катализатора за счет работы в это время на повышенной
влажности. Восполнение его производится дозировкой хлорорганики в
количестве до 5 ppm в течение 2-3 сут. Если же потеряно значительное
количество хлора, признаками чего является высокая концентрация во-
дорода в ВСГ и большой температурный перепад, особенно в после-
дней ступени риформинга, малая чувствительность катализатора к
подъему температуры (повышение октанового числа), осуществляют
операцию «низкотемпературного» хлорирования катализатора в тече-
ние 1-2 сут. с подачей «ударных» количеств хлора. Эта операция носит
название гидрохлорирование катализатора. Ее проводят при 430-450°С
(без подачи сырья) и дозировке хлорорганики 0,1-0,2% мае. от массы
катализатора.
В период нормальной эксплуатации при достаточном содержании
хлора производится периодическая подпитка им в течение несколь-
ких суток в количестве от 0,5 до 5 ppm, либо осуществляется непре-
рывная подача в количестве 0.5-1 ppm от массы сырья. Необходимо
следить, чтобы не происходило перехлорирования катализатора, при-
знаками которого являются снижение концентрации водорода в ВСГ
и снижение температурных перепадов по реакторам. В этом случае
надо прекратить хлорирование и несколько снизить температуру вхо-
да в реактор. По окончании всехопераций, связанных с пуском, уста-
навливают рабочие температуру и расход сырья и приступают к нор-
мальной эксплуатации установки. По мере эксплуатации установки
активность катализатора падает, для ее компенсации постепенно под-
137
нимают температуру по ступеням риформинга. При значительной
потере активности катализатора и невозможности ее компенсации
подъемом температур проводят регенерацию катализатора. Сказан-
ное выше относится и к катализаторам блока гидроочистки. В этом
случае установку останавливают для проведения регенерации катали-
заторов гидроочистки, и риформинга.
Регенерация катализаторов блока гидроочистки. Катализаторы гид-
роочистки могут регенерироваться двумя способами: паровоздушным
или газовоздушным.
В настоящее время большинство установок риформинга со стацио-
нарным слоем катализатора запроектировано на проведение паровоздуш-
ной регенерации, для чего (с учетом модернизации схемы) необходимо
установить приборы контроля расхода воздуха и пара на регенерацию,
приборы для контроля содержания кислорода в паровоздушной смеси,
идущей на регенерацию, и в отходящих газах регенерации, анализатор
углекислого газа в отходящих газах регенерации. Паровоздушную реге-
нерацию катализатора проводят в несколько стадий, представленных в
табл. 5.6, с соблюдением всех параметров режима. Регенерация начина-
ется с заполнения системы инертным газом (азотом) и обеспечения его
циркуляции при давлении с дальнейшим нагревом со скоростью не бо-
лее 30°С в час.
Таблица 5.6
Технологический режим регенерации катализаторов гидроочистки
Наименование параметра Пределы регулирования
Подготовка катализатора к регенерации
Давление инертного газа в системе после заполнения реактора азотом, МПа 1.0-1,5
Скорость повышения температуры до 100°С, °С/ч 20-30
Температура азота на входе в реактор. °C, не выше 100
Первый период регенерации
Давление в системе гидроочистки, МПа 1,0-1,5
Скорость подъема температуры до 150‘С, °С/ч 15-20
Выдержка при 150°С, ч 5
Концентрация кислорода в паровоздушной смеси, % об., не более 0,5
Кратность подачи инертного газа, нм /м 400-500 I
Скорость подъема температуры до 28(ГС, °С/ч 15-20 1
138
Продолжение табл. 5.6.
Наименование параметра Пределы регулирования
Концентрация кислорода в паровоздушной смеси, % об., не более 1-1.5*
Второй период регенерации
Перепад температуры паровоздушной смеси при 28О°С между входом и выходом из реактора. °C. не более 25-30**
Концентрация кислорода в паровоздушном потоке перед входом и реактор. % об. 1.0-1.5
Максимальная температура паровоздушного потока на выходе из реактора. “С, не выше 420
Заключительная стадия регенерации
Скорость подъема температуры паровоздушной смеси. °С/ч 15-20
Содержание кислорода в циркулирующем потоке. % об. 5-8
Температура паровоздушной смсеи на выходе из реактора, °C. не выше 480
Время прокаливания катализатора, ч 4
Кратность подачи паровоздушной смеси, нм/м' 600-900 |
Скорость снижения температуры в реакторе после ' прокаливания, "С/ч 25-30 |
* В случае превышения перепада температур между входом в реактор и выходом из него
более чем на 25-3()‘С необходимо снизить концентрацию кислорода в смеси до 0,6% и
выдержать с такой концентрацией в течение 2-х часов.
*♦ При уменьшении перепада температур между входом и выходом из реактора до Ю’С
необходимо начать подъем температуры со скоростью Ю'С в час до начала увеличения
тем ператур ного пере пала.
При достижении температуры в реакторе 200°С прекращают работу
печи, проводят дальнейшее снижениние температуры в реакторе за счет
паровоздушного потока, обеспечивают продувку реактора воздухом без
водяного пара. При температуре 40°С в реакторе производят его вскры-
тие для проведения дальнейших работ.
В период регенерации катализатора на всех стадиях ведут периоди-
ческий контроль содержания кислорода и углекислого газа в паровоз-
душном потоке и температур на входе и выходе из реактора. Этот конт-
роль позволяет судить об эффективности выжига кокса с поверхности
катализатора.
Регенерация и оксихлорирование катализаторов риформинга. Окис-
лительная регенерация платиновых и полиметаллических катализато-
139
ров риформинга производится с целью выжига кокса с катализатора и
восстановления его активности. Признаками падения активности ката-
лизатора являются:
I. Снижение выхода катализата и рост выхода углеводородных газов.
2. Понижение октанового числа катализата, увеличение концентра-
ции в нем непредельных соединений, появление зеленовато-желтой ок-
раски его.
3. Снижение концентрации водорода в циркулирующем газе до 60-
65% и рост концентрации в нем углеводородных компонентов.
4. Снижение температурного перепада в реакторах, особенно в первом.
Для подготовки установки к регенерации постепенно снижают ее
производительность и температуру газосырьевой смеси перед реактора-
ми. Снижение температуры проводят со скоростью 20-40°С в час. По
достижении 430°С подачу сырья прекращают и продолжают циркуля-
цию ВСГ с содержанием водорода 80-90% об. Систему риформинга ос-
вобождают от углеводородов и перекрывают подачу сырья. Далее произ-
водят водородную обработку катализатора для удаления углеводородов с
катализатора в течение 10-12 ч при температуре до 500°С. После ее завер-
шения температуру в реакторах понижают до 100°С, сбрасывают давле-
ние и систему промывают азотом для дальнейшего удаления горючих
газов. Если имеются эжекторы в системе реакторов, производят отсос
горючих до их полного отсутствия с помощью вакуумирования.
Регенерацию проводят в условиях ограниченной влажности и с за-
щитой компрессоров от хлора. Поэтому в схему регенерации включают
заранее высушенные адсорберы, заполненные цеолитом NaA. Включают
компрессор и обеспечивают циркуляцию на инертном газе (азоте), под-
нимают температуру на входе в реакторы до 250-270°С и начинают пода-
чу воздуха в первый реактор, доводят концентрацию кислорода в подава-
емой азото-воздушной смеси до 0,5-0,6% об. Через несколько часов го-
рения кокса на катализаторе доводят концентрацию кислорода до 11% об.
и выжигают основную массу кокса при температуре от 300 до 400°С. На
этой стадии воздух подают во все реакторы для ускорения выжига кокса.
Контроль за процессом горения осуществляют с помощью зонных тер-
мопар, не допуская резкого повышения температур в слое катализатора,
а также с помощью аналитического контроля за содержанием кислорода
и углекислого газа на входе и выходе из реакторов.
В следующей стадии регенерации температуру постепенно доводят
до 480°С, а концентрацию кислорода — до 3% об. Горение на этой ста-
дии будет характеризоваться снижением его интенсивности, а затем —
полным прекращением. После этого температуру в реакторе доводят до
140
500°С и выдерживают систему в течение 4 ч при этой температуре и
концентрации кислорода 3% об. На всех стадиях регенерации входная
температура, температуры в зоне горения и на выходе из реакторов не
должны отличаться больше чем на 40°С. Информацию об указанных
температурах получают с помощью зонных термопар, а в реакторах с
радиальным вводом, не имеющих термопар по слоям катализатора, эту
информацию получают по разности температур на входе и выходе. Пос-
ле завершения окислительной регенерации (выжигания кокса) катали-
затор хлорируют при атмосферном давлении в среде воздуха, содержа-
щего 0,4-0,5% об. хлора, до выравнивания содержания хлора в газе на
входе в реактор и на выходе из него, что указывает на полное насыщение
катализатора хлором. В результате хлорирования содержание хлора в
катализаторе доводят до оптимального (0,8-0,9% мае.). В результате
хлорирования в катализаторе уменьшается содержание свинца, висму-
та и примесей других металлов; что касается платины, изменяется лишь
ее дисперсность (разукрупнение платиновых кристаллитов). Свойства
носителя (удельная поверхность и пористость) при хлорировании за-
метно не меняются. После регенерации катализатора с применением
хлора практически полностью восстанавливаются активность и селек-
тивность катализатора. Рекомендуемый режим регенерации с приме-
нением хлора:
Объемная скорость подачи воздуха, ч_| 1000
Температура, °C 500
Время регенерации, ч 1,5-2
Концентрация хлора в воздухе, % об. 0,4-0,5
Избыточное содержание хлора в катализаторе (до 1,4% мае.) придает
ему высокие крекирующие свойства, что приводит к нежелательному уве-
личению выхода газа в процессе риформинга. Поэтому при случайном
завышении содержания хлора в катализаторе после хлорирования его
следует обработать воздухом при 500°С с доведением содержания хлора
до оптимального.
В процессе хлорирования для защиты оборудования включают
технологическую схему защиты от хлористого водорода раствором
едкого натра.
Принципиальная схема защиты приводится на рис. 5.3.
Защите подвергается низкотемпературное оборудование блока ри-
форминга путем дозирования раствора едкого натра насосом Н-1 из ем-
кости Е-1. По мере понижения концентрации раствора его крепость по-
вышается закачкой свежего крепкого раствора едкого натра в емкости Е-1
со сбросом отработанной щелочи.
141
или Na2CO3
Рис. 5.3. Схема защиты от коррозии низкотемпературного оборудования
каталитического риформинга:
Н-1 — дозировочный насос раствора; Н-2 — насос подачи раствора;
Е-1 — емкость раствора; С — сепаратор; АВО — аппарат воздушного охлаждения.
Производство индивидуальных ароматических углеводородов (бензола
и толуола). На Киришском НПЗ такое производство осуществляют на
установке Л Г-35-8/300Б, сырьем которой служит фракция 62-105°С. В
отличие от установки каталитического риформинга, работающей на по-
лучение высокооктановых компонентов автобензина, это производство
имеет в своем составе дополнительные блоки, имеющие специфическое
назначение: блок селективного гидрирования непредельных углеводо-
родов (дегидрирования), блок экстракции с регенерацией растворителя
и блок ректификации экстракта на индивидуальные ароматические угле-
водороды.
Селективное гидрирование непредельных углеводородов. В составе уста-
новки ароматизации имеется отдельный блок, основной частью которо-
го является реактор догидрирования, заполненный алюмоплатиновым
катализатором с низким содержанием платины АП-10, АП-15 или ГО-1.
Назначение этого блока — гидрирование непредельных углеводородов в
составе ароматизированного катализата (обычно до 1,5%). Температура
гидрирования 180-220°С, объемная скорость 5-7 ч1, давление 1,4-
2,0 МПа. При нормальной работе блока гидрируются только олефино-
вые углеводороды, концентрация ароматических углеводородов в ката-
142
лизате остается неизменной. При этом разность температуры на входе в
реактор и выходе из него не должна превышать 6-НУС, в противном слу-
чае это будет свидетельствовать о снижении селективности гидрирова-
ния. Обычно это наблюдается в конце цикла работы катализатора. Ха-
рактеристика катализаторов селективного гидрирования приведена в
табл. 5.7.
Таблица 5.7
Характеристика катализаторов селективного гидрирования
Показатели Катализаторы
АП-10 АП-15 ГО-1
Массовая доля компонентов катализатора платина 0,10 ±0,01 0,15 ±0,01 0,10 ±0,01
рений — — 0,25 ±0,005
кадмий — — 0,01 ±0,002
Насыпная плотность, г/см' 0,64 ±0,4 0,64 ±0,4 0,63 ±0,05
Коэффициент прочности (средний), кг/мм, не менее 0,97
Размер таблеток, мм: диаметр 2,8 ±0,2
длина 5 ±2
Каталитические свойства: активность — бромное число гидрированного катализата, г брома на 100 см' продукта, не более 0,1
селективность — абсолютная разность между массовой долей ароматических углево- дородов в сырье и в продукте. %, не более 2 1
Блок экстракции ароматических углеводородов. В блок экстракции вхо-
дят: отделение экстракции и отпарки растворителя, отделение ректифи-
кации экстракта для выделения индивидуальных ароматических углево-
дородов из экстракта и узел регенерации растворителя. Принципиаль-
ная схема экстракции ароматических углеводородов приведена на
рис. 5.4. Стабильный катализат риформинга (фр. 62-105°С) насосом Н-1
подается в теплообменник Т-1, где нагревается за счет тепла верхнего
продукта (рафината) экстракционной колонны К-1, далее нагревается до
150°С в паровом подогревателе Т-2 и поступает в экстракционную колон-
ну К-1, на верх которой подают растворитель, имеющий большую плот-
143
Рафинат
К-3
осмоления
Рис. 5.4. Принципиальная схема блока экстракции ароматических углеводородов растворами ДЭГ или ТЭГ
ность, чем катализат. Давление в колонне поддерживают на уровне 0,8-
1,0 МПа. Растворитель — диэтиленгликоль (ДЭГ) или триэтиленгликоль
(ТЭГ), — двигаясь вниз, вступает в контакт на перфорированных тарел-
ках с катализатом и извлекает из него ароматические углеводороды. Про-
цесс экстракции основан на различной растворимости ароматических и
неароматических соединений в селективном растворителе. В качестве
растворителей используются ДЭГ или ТЭГ, содержащие соответственно
7-10% и 5-10% воды. Некоторые физико-химические свойства гликолей
приведены ниже:
Диэтиленгликоль СН, -СН,ОН / 2 2 О \ СН2 -СН2ОН Триэтиленгликоль СН2-О-СН2-СН2ОН 1 СН2-О-СН2-СН2ОН
Относительная плотность, р.^ 1,1184 1,1254
Температура, °C: кипения 245,0 287,4
плавления -8 -7,2
начала разложения 171 Теплота испарения, кДж/кг 349,9 191 417,4
Растворяющая способность ТЭГ выше чем ДЭГ, поэтому соотноше-
ние ТЭГ к сырью меньше, чем у ДЭГ, а, следовательно, использование
ТЭГ более экономично.
Растворяющая способность ДЭГ и ТЭГ увеличивается в последователь-
ности: парафиновые углеводороды, тяжелые ароматические углеводоро-
ды, легкие ароматические углеводороды. Добавление воды к растворителю
снижает несколько его растворяющую способность, но увеличивает селек-
тивность, так как при этом резко снижается растворимость парафинов.
В экстракционной колонне в результате перераспределения углеводоро-
дов образуются два раствора: рафинатный, уходящий с верха Кр и экстракт-
ный, уходящий с низа К-1. Рафинатный раствор представляет собой смесь
парафиновых углеводородов нормального и изостроения с небольшой при-
месью неизвлеченных ароматических и непрореагировавших нафтеновых уг-
леводородов, а также меньшей частью растворителя. Экстрактный раствор —
это основная часть растворителя с экстрагированной ароматикой.
Рафинатный раствор, охладившись в водяном холодильнике X-1, по-
ступает в нижнюю часть промывной колонны К-3, куда сверху подается
145
вода (конденсат). Она отмывает растворитель от рафината, который из
верхней части секции отводится с установки в качестве углеводородного
растворителя или сырья для пиролиза, а обводненный растворитель воз-
вращается в К-1. Экстрактный раствор после охлаждения в Х-2 поступает
в верхнюю часть колонны К-2. С верха К-2 пары ароматических углеводо-
родов и воды конденсируются и охлаждаются в АВО и их конденсат соби-
рается в отстойнике Е-1, где разделяется на два слоя. Верхний слой —
экстракт (ароматические углеводороды) поступает в буферную емкость
Е-2, откуда забирается насосом Н-2 и большая его часть откачивается на
блок ректификации ароматики. Меньшая (расчетная) часть экстракта
нагревается в паровом подогревателе Т-3 и поступает вниз экстракцион-
ной колонны К-1 в качестве рисайкла для повышения концентрации аро-
матики в экстракте. Нижний слой Е-1 — вода забирается насосом Н-3.
Балансовое количество ее подается в отгонную колонну К-2 через холо-
дильник Х-2, а остальная часть — в промывную колонну К-3 для отмывки
рафината. Часть растворителя циркулирует через паровой подогреватель
Т-4 для поддержания в К-2 необходимого температурного режима. Ос-
новная часть выводится в К-4.
В процессе эксплуатации блока экстракции образуется значитель-
ное количество разбавленного водного растворителя, особенно в колон-
не водной промывки. Кроме того, при циркуляции под воздействием
температуры в растворителе накапливаются продукты его осмоления.
Стандартная кислотность растворителя обеспечивается дозированным
вводом в него моноэтаноламина, смолистые соединения должны быть
удалены из него. Это осуществляется на блоке регенерации растворите-
ля, который представляет собой ректификационную колонну К-4, со-
стоящую из двух частей. В верхней части, работающей под атмосферным
давлением, происходит концентрирование растворителя за счет отгона
воды, а также части растворителя вместе с легкими продуктами его разло-
жения, а из нижней части растворитель, содержащий 5-10% воды, на-
правляется в вакуумную, нижнюю часть колонны, где за счет перегонки
растворитель освобождается от продуктов осмоления. Регенерированный
растворитель с верха вакуумной колонны возвращается на экстракцию.
Продукты нижней части колонны выводятся из системы,а часть цирку-
лирует через рибойлер.
Основные технологические параметры процесса экстракции аромати-
ческих углеводородов. К основным параметрам, влияющим на процесс
экстракции, относятся: температура, давление, содержание воды в ра-
створителе, соотношение «растворительхырье», соотношение «рисайк-
лхырье», подача воды в отпарную колонну.
146
При повышении температуры повышается растворяющая способность
растворителя, но одновременно снижается его селективность (избиратель-
ные свойства растворителя в отношении ароматики), для компенсации
этого необходимо увеличить соотношение «рисайкл:сырье», т.е. снижать
производительность установки по свежему сырью. При понижении тем-
пературы экстракции растворяющая способность растворителя падает, для
компенсации этого надо увеличивать количество растворителя к сырью.
Давление 0,8-1,0 МПа в экстракционной колонне поддерживают для
того, чтобы процесс шел в жидкой фазе.
Увеличение содержания воды в растворителе ухудшает растворяю-
щую способность растворителя, но повышает его селективность, однако
это вызывает необходимость увеличения циркуляции растворителя;
уменьшение концентрации воды требует увеличения расхода рисайкла.
Подача рисайкла в нижнюю часть экстракционной колонны обеспе-
чивает повышение концентрации ароматики в насыщенном растворите-
ле, выводимом из экстракционной колонны.
Ниже приведены примерные показатели работы блока экстракции
ароматических углеводородов из катализата риформинга ДЭГ и ТЭГ.
ДЭГ ТЭГ
Отношение: растворителысырье (мае.) 11,7:1 7,8:1
рисайкл:сырье (об.) 0,48:1 0,43:1
Температура на входе в экстракционную колонну, °C: сырья 149 147
рисайкла 148 147
Давление в экстракционной колонне, МПа 0,8 0,8
Температура в отгонной колонне, °C: верха НО 109
низа 149 148
Содержание воды в растворителе, % мае. 10,2 9,5
Извлечение, % мае. от потенциального содержания в катализате: бензола >90 >90
толуола 95-98 95-98
Контроль за качеством экстракта осуществляется газожидкостной
хроматографией или по показателю преломления.
Блок ректификации (выделение бензола и толуола). Выделение инди-
видуальных ароматических углеводородов (бензола и толуола) из экст-
147
нсрсрииин
ракта проводят в колоннах блока четкой ректификации (рис. 5.5). В ко-
лонне К-1, куда подают экстракт, сверху отбирают азеотропную смесь
неароматических углеводородов и части бензола, возвращаемую в сырье,
а боковым погоном является бензол высокой чистоты. Остаток, пред-
ставляющий собой главным образом толуол с примесью более тяжелых
углеводородов, направляют в толуольную колонну К-2, где в виде ректи-
фиката отбираюттолуол, а как остаток — смесь углеводородов, выкипаю-
щих выше температуры кипения толуола.
При необходимости выделения суммарных ксилолов из экстракта с
концом кипения 140°С используют третью колонну, куда подают остаток
К-2 (на схеме не показано). Сверху К-3 отбирают смесь ксилолов, сни-
зу — смесь углеводородов С9 и выше. Все ректификационные колонны
оборудованы 30-40тарелками.
Толуол
[Углеводороды, выкипающие выше толуола
_______________________________________________Бензол
Смесь неароматических углеводородов и бензола (в сырье)
Рис. 5.5. Принципиальная схема блока ректификации:
1 — холодильники-конденсаторы; 2 — водяной холодильник; 3 — рибойлеры;
4 — емкости орошения
148
5.6. Промышленные установки каталитического риформинга.
В настоящее время как за рубежом, так и в России основное количе-
ство установок каталитического риформинга работаете периодической
схемой регенерации катализатора. Установки каталитического рифор-
минга в России построены на основе теоретических разработок институ-
та «ВНИИ Нефтехим» по проектам, выполненным институтом «Ленгип-
ронефтехим». Мощности установок различны и варьируются от 300 тыс.т/
год (установка Л-35-11/300) до 1 млн.т/год (установки ЛЧ-35-11/1000).
Имеются и установки средней мощности (600 тыс.т/год: Л-35-11/600 и
ЛЧ-35-11/600).
Установки работают при разных давлениях (в пределах 3-4 МПа) и
на разных катализаторах — как отечественной разработки, так и им-
портных. Основное назначение этих установок — производство высо-
кооктановых компонентов автобензинов. Октановые числа катализа-
тов различны и варьируются в пределах от 76 (м.м.) при работе на
старом катализаторе АП-56 до 82-85 (м.м.) при работе на катализато-
рах АП-64. При работе на полиметаллических катализаторах серии
КР октановое число поддерживается на уровне 85 (м.м.) или 93 (и.м.).
При работе на импортных катализаторах фирмы (JOP Р-34, Р-56, Р-
62, Р-72, Р-132, или на катализаторах фирмы «Прокатализ» РС-492 и
РС-582 можнодостичьоктановогочисла 96-98 пунктов (и.м.) при меж-
регенерационном периоде в один год. Выходы стабильного катализа-
та зависят от жесткости процесса, применяемого катализатора, каче-
ства сырья и давления в системе и находятся в пределах от 75 до
90% мае. Содержание ароматических в катализатах зависит от тех же
факторов процесса и достигает 55-67% мае. Все эти установки работа-
ют на сырье с пределами выкипания 85-180°С. Усредненный химичес-
кий состав сырья, полученного из нефтей Западной Сибири, пред-
ставлен ниже, % мае.:
Парафиновые 60-64
Нафтеновые 28-32
Ароматические 6-8
Установки, работающие для производства бензола и толуола, отно-
сятся к типам 35-6, 35-8, 35-11М, а также Л-35-11/ЗООБ и Л Г-35-11/300Б.
Рассмотрим схему промышленных установок каталитического рифор-
минга для получения высокооктановых компонентов бензина на приме-
ре установки ЛЧ-35-1 1/1000.
Принципиальная технологическая схема установки ЛЧ-35-11/1000
представлена на рис. 5.6.
149
О
Линия некондиции в резервуар (на период пуска)
Рис. 5.6. Принципиальная схема установки каталитического риформинга ЛЧ-35-11/1000
Сырье установки (фракция 85-180°С прямогонного бензина) на-
сосом Н-101 подается для подогрева в теплообменник Т-104. Перед
теплообменником сырье смешивается с ВСГ в тройнике смешения и
после Т-104 направляется в печь П-101, а оттуда с температурой 330-
360°С — в реактор гидроочистки Р-101. Газопродуктовая смесь из
реактора, отдав тепло в теплообменнике Т-104 и холодильнике X-
101, поступает для разделения на гидрогенизат и ВСГ в сепаратор С-
101 с температурой 40°С. Часть ВСГ из С-101 идет на прием комп-
рессора ПК-101 и далее — в тройник смешения с сырьем гидроочис-
тки; избыток ВСГ под давлением 3,5 МПа сбрасывается с установки
в систему ВСГ. Гидрогенизат из С-101 нагревается в теплообменнике
Т-102 и поступает в отгонную колонну К-101 на стабилизацию для
выделения из него углеводородных газов, сероводорода и влаги. Вер-
хний продукт К-101, охладившись в воздушных конденсаторах и во-
дяных холодильниках, собирается в рефлюксной емкости Е-101, от-
куда после сепарации от сухого газа и воды, подается на верх колон-
ны К-101 в виде орошения. Сухой газ после моноэтаноламиновой
очистки в абсорбере К-106 от сероводорода сбрасывается в топлив-
ную сеть завода. Тепло в отгонную колонну вносится циркуляцией
части стабильного гидрогенизата из нижней части К-101 через печь
П-102. Избыток стабильного гидрогенизата поступает на прием на-
соса Н-104 и далее в тройник смешения с циркулирующим ВСГ от
компрессора ТК-101. После нагрева в теплообменнике Т-103 за счет
тепла продуктов реакции он направляется для нагрева до 480-485°С
в одну из секций печи П-103 и далее в первый реактор Р-102, а затем
последовательно проходит другую секцию печи П-103 и реактор Р-
103, третью секцию печи и реактор Р-104. Отсюда газопродуктовая
смесь так же последовательно поступает для охлаждения в теплооб-
менники Т-103, воздушные холодильники Х-102 и водяные холодиль-
ники Х-106. Из Х-106 продукты реакции собираются в сепараторе
высокого давления С-102, где при температуре 40°С ВСГ отделяется
от нестабильного катализата. ВСГ проходит через адсорберы К-103,
104, заполненные цеолитом, для осушки от влаги и сепаратор С-107
и направляется на прием компрессора ТК-101 для подачи в систему
циркуляции ВСГ риформинга. Необходимое его количество посту-
пает в сепаратор С-108, затем на прием компрессора ПК-101 и далее
в систему гидроочистки.
Нестабильный катализат из С-102 насосами Н-112 направляется в
теплообменники Т-104, где он подогревается, и далее следует в колонну
К-102 на стабилизацию. Необходимое для стабилизации тепло вносится
151
в нижнюю часть К-102 циркуляцией нижнего продукта насосом Н-106
через нагревательную печь П-104. С верха К-102 уходит газ («головка»)
стабилизации. После охлаждения в воздушных холодильниках ХК-103 и
конденсации в водяных холодильниках ХК-104 отогнанная головка ста-
билизации направляется в емкость Е-102, откуда часть жидкого продукта
с температурой 40°С подается в виде орошения К-102, а балансовое ко-
личество насосами Н-105 выводится на ГФУ. «Жирный» газ из Е-102 под
давлением 1,2 МПа выводится также на ГФУ, на прием компрессора этой
установки. Стабильный катализат, отдав тепло в Т-104, воздушных холо-
дильниках X-105 и водяных X-103 и X-104, выводится в виде высокоокта-
нового компонента автобензинов.
Нормы технологического режима работы установки приведены в
табл. 5.8.
Таблица 5.8
Нормы технологического режима установки ЛЧ-35-11/1000
Показатели Нормы
Блок гидроочистки
Расход сырья, м’/ч 100-175
Расход водородсодержащего газа, нм'/ч 40000
Давление на входе в реактор, МПа 3,2-3,5
Температура в реакторе, °C 330-350
Перепад давления на реакторе, МПа ОД
Содержание водорода в ВСГ, % об. 75
Давление в К-101, МПа 1,2-1,3
Температура в К-101, °C: верха 95-100
низа 230-235
Расход орошения в К-101, м/ч 40-50
Расход гидрогенизата в печь П-Ю2, м /ч 420-500
Температура на выходе из П-102, °C 255-280
Блок риформинга
Расход сырья, м /ч 120-200
Расход циркулирующего ВСГ, нм /ч 180000-210000
Давление на выходе из Р-104, МПа 3,0
Температуры на входе в реакторы Р-102, Р-103, Р-104, °C: начало цикла 480
конец цикла, не более 530
152
Продолжение табл. 5.8
Показатели Нормы
Температурный перепад по реакторам. °C: Р-102 30-45
Р-103 10-15
Р-104 0-5
Перепад давления по реакторам. МПа: Р-102 0,03-0,06
Р-103 0,03-0.05
Р-104 0.02-0,04
Давление в сепараторе С-102, МПа 1,25-1,40
Содержание водорода в 13СГ. Т об. 75-85
Давление в К-102, МПа 1.2-1,3
Температура в К-102°С: верха 65-80
низа 210-240
Расход орошения в К-102. м’/ч 40-60
Расход стаб. катализата через печь П-104, м’/ч 2.50-320
Температура на выходе из П-104. °C 250-280 |
Установка введена в эксплуатацию в 1981 г. и с самого начала работала
на полиметаллическом катализаторе КР-104с получением катализата с
октановым числом по исследовательскому методу 92-93 пункта, межре-
генерационный цикл при этом составлял не менее года. В 1999 г. она
переведена на работу с импортным катализатором французской фирмы
«Прокатализ» под торговыми марками PG-492 и PG-582 с поступенча-
той загрузкой катализаторов. В реактор Р-102 загружено 13,8 м' (9,5 т)
катализатора PG-492, в реактор Р-103 — 34.6 м3 (23,7 т) катализатора PG-
582 и в Р-104 — 67,2 м’ (46,1 т) катализатора PG-582. Пуск и эксплуата-
ция установки за истекшее время показали устойчивую работу этих ката-
лизаторов с получением катализата с октановым числом 87,5 (м.м.) и
выходом его при этом 84% мае.
Установка ЛГ-35-8/300Б. Поскольку в начальной части этого разде-
ла детально описаны отдельные блоки этой установки с графическим изоб-
ражением блоков риформинга, экстракции и ректификации, нет необхо-
димости описывать ее принципиальную схему (рис. 5.7а,б). Для более
полной характеристики установки приводим лишь данные по качеству
сырья, выходам бензола, толуола, ксилолов, качеству продуктов и основ-
ным параметром режима. Сырьем установки служит фракция 62-105°С
прямогонного бензина.
153
Рис. 5.7а. Установка Л Г-35/8-300 Б. Блок риформинга:
К-1 — отпарная колонна; К-4 — колонна стабилизации катализата; Р-1 — реактор гидроочистки; Р-2,3 Л — реакторы
риформинга; Р-5 — реактор селективного гидрирования; Т-2 — теплообменник нагрева сырья; Т-3, 8 — рибойлеры;
Т-4, 5 — теплообменники нагрева стабильного гидрогенизата; ПК-1, 2 — компрессоры гидроочистки; ЦК — цирку-
ляционный компрессор; С-1, 2 — сепараторы; С-3 — сепаратор риформинга; X — холодильники
Рис. 5.76. Установка Л Г-35/8-300 Б. Блок экстракции:
К-101 — экстрактор; К-102 — отпарная колонна; К-106 — колонна промывки экстракта и рафината; К-105 — колон-
на регенерации растворителя; К-107 — колонна отгонки ; К-103 — колонна выделения бензола; К-104 — колонна
выделения толуола; Т — теплообменники; X — холодильники; ЦН — насосы; Е — емкости
Режимные параметры работы установки приведены в табл. 5.9.
Таблица 5.9
Параметры технологического режима работы установки ЛГ-35-8/300Б
Реак- торы Загрузка, м'/ч Расход водородсодер- жашего газа на блоке риформинга, нм/ч Давление, МПа Температура, С
сырье гидро- гени- зат на входе перепад по реак- торам на входе в реак- торы на выхо- де из ре- акторов перепад темпера- туры
Р-2 62 70 109000 1.4 0,037 495 436 -59
Р-3 0,01 1 490 460 -30
Р-4 0,014 485 488 +3
Р-5 0,020 477 480 +3
Содержание водорода в ВСГ при этом составляет около 78% об. Уг-
леводородный состав сырья с началом кипения (по стандартному мето-
ду) 70°С и концом кипения 98°С (в % мае.): нафтенов — 36,3, парафи-
нов —60,2, ароматики — 3,3. Содержание серы всырье — 96 ppm, воды —
39,2 ppm. Изменение фракционного состава жидких продуктов реакции
в сравнении с сырьем приведены в табл. 5.10.
Таблица 5.10
Изменение фракционного состава сырья по стадиям процесса
Продукт Температура, “С Выход, % об.
н.к. 10% 20% 30% 40% 50% 60% 70% 80% 90% к.к.
Сырье 70 75 76 77 78 80 82 84 87 92 98,7 98,0
Гидрогенизат 71 76 77 78 79 80 82 85 88 93 102 98,0
Р-2 48 73 76 78 80 82 85 88 93 99 122 98,0
Р-3 42 68 72 74 76 78 81 85 91 104 127 98,0
Р-4 48 69 72 75 77 80 83 88 94 104 127 98,0
Р-5 54 70 73 75 77 80 83 87 94 103 125 98,0
Стаб. ката- лизат 58 70 72 74 75 78 81 Нет дан- ных 91 101 122 98,0
Рафинат 56 65 67 68 70 71 73 76 80 87 118 98,0
Экстракт 84 88 89 90 91 93 95 98 103 109 129 99,0
156
Изменение химического состава продуктов реакции в сравнении с
исходным сырьем приведено в табл. 5.11.
Таблица 5.11
Некоторые физико-химические показатели сырья и жидких продуктов
реакции
Продукт Плот- ность при 20°С, кг/м' Углеводородный состав, % мае. Содержание, РРт
ароматические наф- тено- вые оле- фино- вые пара- фино- вые ВОДЫ серы
МОНОЦИК- лические бицик- лические
Сырье 703 3,34 — 36,3 0,13 60,23 39,2 96
Гидрогенизат 706 3,45 — 36,6 — 59,95 16,2 0,20
Р-2 720 25,23 0,04 15,68 0,77 58,28 — —
Р-3 720 32,45 0,04 7,64 1,03 58,86 — —
Р-4 735 41,68 0,07 4,84 1,54 51,82 — —
Р-5 735 41,11 0,04 4,99 0,64 53,22 —
Стаб. ката- лизат 732 39,81 0,04 5,13 0,30 54,72 34,8 —
Рафинат 674 2,73 0,06 8,28 0,46 88,47 88,42 —
Экстракт 871 99,91 — 0,04 — 0,05 — —
Как видно из табл. 5.11, степень превращения нафтенов в аромати-
ческие углеводороды возрастает от реактора к реактору и после Р-4 она
составляет 86,7%. После реактора дегидрирования (Р-5) незначительная
часть ароматики превращается опять в нафтены.
Степень превращения парафинов в ароматику можно оценить как
13,2% от потенциального содержания их в сырье. Имеет место тенден-
ция к росту содержания олефинов в Р-3 и Р-4 за счет превалирования
реакции крекинга, но догидрированием в Р-5 удается снизить их содер-
жание в стабильном катализате.
В октябре 1999 г. проведен фиксированный пробег установки на новом
катализаторе ПР-51. Целью пробега являлось определение эффективности
работы катализатора в устойчивом режиме эксплуатации. Данные фиксиро-
ванного пробега приводятся в табл. 5.12-5.17. На основании анализа этих
данныхустановлено, что среднее содержание ароматических углеводородов
встабильном катализате составило45-46% мае., выход стабильного катали-
зата за пробег составил 84% мае., концентрация водорода в ВСГ 81-83% об.
157
СП
оо
Таблица 5.12
Режим работы блока риформинга уст. ЛГ-35-8/300Б на катализаторе ПР-51 во время опытного пробега
Дата Время Расход ВСГ, гыс.м’/ч Концен- трация Н, в ВСГ, % об. Влага, ppm Температура, °C Р после Р-4, МПа
Р-2 Р-3 Р-4 Р-5
ВХОД перепад ВХОД перепад ВХОД перепад ВХОД перепад
06.10.99 8-16 81 81 32 484 61 486 32 490 13 172 1 1,3
16-24 84 81 32 484 62 487 34 490 12 178 2 1,3
07.10.99 0-8 84 81,5 34 487 63 490 33 491 13 179 1 1,3
8-16 84 81,5 33 487 62 489 32 492 12 178 I 1,3
16-24 84 81,5 30 489 63 490 32 493 12 171 1 1,3
08.10.99 0-8 84 81 27 489 64 490 34 494 13 172 1 1.3
8-16 84 82 31 489 63 490 33 494 II 172 1 1.3
Примечание: Расход сырья во время опытного пробега равен 52 м /ч. Подача хлора в Р-4 составляла 1 ppm.
Бромные числа и содержание (в % мае.) алкенов в сырье
и стабильном катализате после реакторов
Таблица 5.13
Дата (время) Сырье Р-4 Р-5
бромное число, гВг/100 мл алкены % мае. бромное число, гВг/100 мл алкены % мае. бромное число, гВг/100 мл алкены % мае.
06.10.1999 0,2466 0,14 1,7711 0,98 0,4349 0,24
6.10.1999 (19-00) — — 2,1013 1.16 0,1034 0,06
7.10.1999 0,3315 0,19 1,9957 1,10 0,0840 0,05
8.10.1999 0,243 0,14 2,6549 1,46 0,10851 0,06
Таблица 5.14
Качество ВСГ риформинга установки ЛГ-35-8/300Б во время опытного пробега
Время Плотность при 20‘С Компонентный состав, % об.
Н HS с, С с3 i-C, п-е, i-C. п-С. Scli+
8-16 0,242 88 0,01 4,72 3,49 1,95 0,64 0,36 0,25 0,11 0,48
16-24 0,338 81,5 0,01 6,71 5,55 3,10 1,02 0,60 0,42 0,20 0,90
0-8 0,330 81 0,01 7,18 5,87 3,13 1,01 0,59 0,37 0,17 0,68
Таблица 5.15
Индивидуальный состав жидких потоков
на установке ЛГ 35-8/300Б
Компонент, % мае. Сырье Гидро- гени- зат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
Отбор 6.10.1999 г.
Изобутан — — 0,02 — — — —
Бутан 0,01 — 0,1 — — — —
Изопентан 0,14 0,14 2,65 — — — —
Пентан 0,64 0,56 2,22 — — — —
2,2-Диметилбутан 0,05 0,08 2,5 — — — —
2-Метилпентан 7,28 7,41 13,36 — — — —
З-Метилпентан 5,91 5,92 8,57 — — — —
н-Гексан 21,6 21,43 11,08 — — — —
Метилциклопентан 11,63 11,43 1,88 — — — —
Непредельные 0,03 0,01 0,01 — — — —
2,4-Диметил пентан 0,95 1 0,56 — — — —
Бензол 1,81 1,86 19,82 — — — —
2,2,3-Триметилбутан 0,05 0,05 0,09 — — — —
3,3-Диметил пентан 0,1 0,1 0,44 — — — —
Циклогексан 7,69 7,62 0,11 — — — —
2-Метил гексан 4,63 4,63 3,23 — — — —
2, З-Д иметил пентан 2,59 2,59 1,26 — — — —
З-Метил гексан 6,08 6,06 3,99 — — — —
1,3-Диметилцикло- пентан(цис) 2,33 2,32 0,06
1,3-Диметилцикло- пентан(транс) 2,6 2,59 0,44
1,2-Диметилцикло- пентан(транс) 4,09 4,07 0,07
н-Гептан 9,54 9,6 2,9 — — — —
1,2-Диметилцикло- пентан(нис) 0,38 0,39 0,04
Метил циклогексан 4,83 4,9 0,06 — — — —
160
Продолжение табл. 5.15
Компонент, % мае. Сырье Гидро- гени- зат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
2,5-Диметил гексан 0,11 0,12 0,02 — — — —
2,4-Диметил гексан 0,12 0,14 0,03 — — — —
Этилциклопентан 0,75 0,76 0,04 — — — —
2,2,3-Триметилпентан — 0,01 — — — — —
1-2-4-Триметил- циклопентан 0,28 0,29
3, З-Д иметил гексан — — — — — — —
Т олуол 1,46 1,49 21,34 — — — —
1,2,3-Триметил- циклопентан 0,33 0,35
2,3,4-Триметилпентан 0,01 0,01 — — — — —
2,3-Диметилгексан — 0,05 — — — — —
2-Метил,3-этилпентан 0,06 0,04 0,03 — — — —
1,1,2-Триметил- иикпопентан 0,04 0,03
2-Метилгептан 0,36 0,34 0,06 — — — —
4-Метилгептан 0,09 0,09 0,03 — — — —
3,4-Диметил гексан 0,02 0,02 — — — — —
З-Метилгептан 0,19 0,2 0,1 — — — —
Нафтеновые до С, 0,37 0,38 — — — — —
н-Октан 0,24 0,25 0,05 — — — —
1,2-Диметилцикло- гексан(транс) 0,05 0,06
1,3-Диметилцикло- гексан(транс) 0,01 0,02 — — — — —
2,3,5-ТМГ — — — — — — —
2,2-ДМГ — — — — — — — 1
2,4-ДМГ — — — — — —
2,2,3-Триметилгексан — 0,01 — — — — —
2-Мет ил,4-этил гексан — — — — — — —
2,6-Диметил гептан 0,01 0,01 — — — — —
2,5-Диметилгептан — — — — — — —
3, З-Д иметил гептан 0,01 0,01 — — — — —
ЭЦГ+этилбензол 0,04 0,04 0,2 — — — —
Сумма ТМ ЦГ 0,01 0,01 — — —
161
Продолжен» е табл. 5.15
Компонент, % мае. Сырье Гидро- гени- зат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
2,3,4-Триметил гексан — — — — — — —
п-Ксилол — 0,01 0,44 — — — —
м-Ксилол 0,02 0,02 0,99 — — — —
Изононаны — — — — — — —
о-Ксилол 0,01 0,01 0,56 — — — —
Нафтеновые до С„ — — — — — — —
н-Нонан — — — — — — —
Тяжелые — — 0,2 — — — —
Непредельные 0,03 0,01 0,01 — — — —
Парафины 60,79 60,87 53,29 — — — —
Нафтены 35,88 35,73 3,15 — — — —
Ароматика 3,3 3,39 43,55 — — — —
ВСЕГО 100 100 100 — — — —
Отбор 7.10.19991 г.
Этан — — — 0,06 0,03 0,01 —
Пропан — — 0,01 0,99 0,74 0,56 0,12
Изобутан 0,01 — 0,38 1,46 1,32 1,36 0,89
Бутан 0,02 0,01 0,9 1,23 1,21 1,43 1,13
Изопентан 0,36 0,34 4,9 2,01 2,53 4,03 3,93
Пентан 1,31 1 3,41 1,74 1,89 2,85 2,8
2,2-Диметилбутан 0,07 0,11 2,3 0,83 1,65 2,15 2,16
Циклопентан 0,66 0,6 0,6 0,59 0,63 0,6 0,57
2,3-Диметилбутан 0,74 0,75 2,03 1,01 1,48 — 2,02
2-Метилпентан 6,77 6,65 10,03 7,4 8,99 11,51 9,94
З-Метилпентан 5,62 5,55 7,71 5,96 7,06 7,5 7,73
н-Гексан 19,35 19,05 9,49 16,04 13,32 9,58 9,72
Метилцикпопентан 10,54 10,39 1,42 7,8 4,41 1,42 1,47
Непредельные 0,03 0,02 0,01 0,26 0,39 0,47 —
2,4-Диметилпентан 0,69 0,7 0,48 0,66 0,69 0,48 0,5
Бензол 1,69 1,76 18,5 8,91 13,33 18,38 18,68
2,2,3-Триметилбутан 0,05 0,05 0,07 0,07 0,08 0,07 0,06
3,3-Диметилпентан 0,09 0,09 0,38 0,44 0,65 0,42 0,39
Циклогексан 7,2 7,18 0,08 0,8 0,14 0,06 0,09
2-Метилгексан 4,59 4,66 2,81 4,59 4,65 2,8 2,95
2,3-Диметилпентан 2,57 2,6 1,09 2,19 1,75 1,08 _1,14
162
Продолжение табл. 5.15
Компонент, % мае. Сырье Г идро- гени- эат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
3-Метил гексан 6,14 6,24 3,48 5,95 5,8 3,47 3,65
1,3-Диметилиикло- пентан(нис) 2,38 2,4 0,05 1,1 0,2 0,06 0,06
1,3-Диметилцикло- пентан(транс) 2,67 2,7 0,38 1,68 0,75 0,4 0,39
1,2-Диметилникло- пентан(транс) 4,21 4,28 0.06 1,45 0,24 0,06 0,07
н-Гептан 10,78 1 1,04 2,5 8,81 5,75 2,56 2,63
1,2-Диметилиикло- пентан(иис) 0,44 0,45 0,04 0,4 0,1 0,03 0,03
Метил циклогексан 5.6 5,75 0,07 0,6 0,09 0,04 0,07
2,5-Диметил гексан 0,14 0,14 0.02 0,13 0,06 0,01 0,02
2,4-Диметил гексан 0,19 0.2 0,03 0,15 0,09 0,03 0,02
Этилциклопентан 0,83 0,86 0,03 0,4 0,07 0,03 0,03
2,2,3-Триметилпентан 0,01 — — 0,01 — — —
1 -2-4-Триметил- циклопентан 0,34 0,35 0,12
3,3-Диметилге ксан — — — — — — —
Толуол 1.73 1,76 23.37 11.12 16.97 23,3 23,6
1,2,3-Триметил- циклопентан 0,4 0,42 0,07
2,3,4-Триметил- пентан 0,02 0,02 0,03
2,3-Диметил гексан 0,07 0,07 — 0,1 — — —
2-Метил, 3-этилпентан 0,04 0,05 0,03 0,03 0,07 0,02 0,02
1,1,2-Триметил- циклопентан 0,03 0,04 0,04
2-Метилгептан 0,38 0,4 0,06 0,35 0,19 0,05 0,05
4-Метилгептан 0,1 0,11 0,03 0,13 0,09 0,03 0,03
3,4-Диметил гексан 0,03 0,03 — 0,06 — — —
З-Метил гептан 0,22 0,23 0,09 0,36 0,29 0,09 0,08
Нафтеновые до С, 0,42 0,44 — 0,22 — — —
н-Октан 0,29 0,3 0,05 0,28 0,17 0,05 0,05
1,2-Диметилникло- гексан(транс) 0,06 0,07 — 0,01 — — —
163
Продолжение табл. 5.15
Компонент, % мае. Сырье Гидро- гени- зат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
1,3-Диметилцикло- гексан(транс) 0,02 0,02
2,3,5-ТМГ — — — — — — —
2,2-ДМГ — — — — — — —
2,4-ДМГ — — — — — — —
2,2,3-Триметилгексан — — — — — — —
2-Метил,4-этил гексан — — — — — — —
2,6-Диметил гептан 0,01 0,01 — — — — —
2,5-Диметил гептан — — — — — — —
3,3-Диметил гептан 0,01 0,02 — 0,01 — — —
ЭЦГ+Этилбензол 0,04 0,05 0,26 0,1 0,15 0,25 0,24
Сумма ТМЦГ 0,01 0,01 — 0,01 — — —
2,3,4-Триметил гексан — — — — — — —
п-Ксилол — — 0,57 0,26 0,38 0,55 0,53
м-Ксилол 0,02 0,02 1,29 0,59 0,87 1,24 1,23
Изононаны — — — — — — —
о-Ксилол 0,01 0,01 0,72 0,35 0,51 0,7 0,68
Нафтеновые до С„ — — — — — — —
н-Нонан — — — — — — —
Тяжелые Сох — — 0,27 0,04 0,22 0,27 0,23
Непредельные 0,03 0,02 0,01 0,26 0,39 0,47 0
Парафины 60,67 60,42 52,28 63,08 60,55 52,14 52,03
Нафтены 35,85 36,01 2,73 15,29 6,63 2,7 2,78
Ароматика 3,45 3,55 44,98 21,37 32,43 44,69 45,19
ВСЕГО 100 100 100 100 100 100 100
Отбор 8.10.1999 г.
Этан — — — 0,04 0,02 0,01 0,01
Пропан — — 0,01 0,92 0,82 0,44 0,66
Изобутан — 0,38 0,7 1,4 1,52 1,33 1,74
Бутан 0,01 0,93 1,69 1,17 1,4 I 1,51 I 1,81 I
Изопентан 0,22 4,6 8,92 1,82 2,64 1 4,22 1 4,51
Пентан 0,89 3,34 6,2 1,51 1,84 3 3,08
2,2-Диметилбутан 0,06 2,42 4,31 0,85 1,87 2,27 2,26
Циклопентан 0,5 0,53 0,96 0,51 0,54 0,52 0,51
2,3-Диметилбутан 0,76 2,09 — 1,09 — — —
164
Продолжение табл. 5.15
Компонент, % мае. Сырье Гид ро- ге ни- зат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
2-Метилпентан 7,17 10,52 22,54 8,09 11,43 12,04 12,05
З-Метилпентан 6,32 8,05 14,34 6,59 7,65 7,8 7,74
н-Гексан 20,9 9,71 17,37 17,13 13,53 9,76 9,4
Метил цикпопентан 10,37 1,23 2,35 7,66 3,88 1,21 1,19
Непредельные 0,02 0,02 0,01 0,24 0,39 0,5 0,01
2,4-Диметилпентан 0,65 0,42 0,78 0,63 0,64 0,4 0,4
Бензол 1,86 18,9 0,07 8,76 13,33 18,94 18,55
2,2,3-Триметилбутан 0,04 0,08 0,1 0,07 0,07 0,07 0,08
3,3-Диметил пентан 0,09 0,32 0,6 0,42 0,61 0,34 0,31
Циклогексан 6,74 0,06 0,13 0,72 0,12 0,05 0,06
2-Метилгексан 4,34 2,41 4,48 4,42 4,29 2,32 2,33
2,3-Диметилпентан 2,48 0,94 1,75 2,09 1,61 0,91 0,9
З-Метилгексан 5,88 2,98 5,54 5,75 5,36 2,89 2,89
1,3-Диметилпикло- пентан(цис) 2,27 0,05 0,09 1,03 0,16 0,06 0,04
1,3-Диметилпикло- пентан(транс) 2,55 0,32 0,61 1,59 0,68 0,33 0,31
1,2-Диметилцикло- пентан(транс) 3,98 0,05 0,1 1,31 0,17 0,06 0,05
н-Гептан 10,2 2,12 3,93 8,45 5,12 2,09 2,06
1,2-Диметилцикло- пентан(цис) 0,41 0,03 0,05 0,37 0,09 0,03 0,03
Метипциклогексан 5,19 0,05 0,09 0,54 0,07 0,03 0,05
2,5-Диметилгексан 0,15 0,02 0,03 0,12 0,06 0,01 0,02
2,4-Диметил гексан 0,16 0,02 0,04 0,13 0,09 0,03 0,03
Этилциклопентан 0,82 0,03 0,05 0,38 0,06 0,03 0,03
2,2,3-Триметилпентан — — — 0,01 — — —
1-2-4-Триметил- циклопентан 0,39 0,11 0,01 — —
3,3-Диметилгексан — — — — — — —
Толуол 1,69 23,42 0,91 10,83 16,6 23,2 23,12
1,2,3-Триметил- никлопентан 0,47 0,07 0,01 —
2,3,4-Триметилпентан 0,02 — — 0,01 — — —
2,3-Диметилгексан 0,09 — — — — — —
165
Продолжение табл. 5,15
Компонент, % мае. Сырье Гидро- гени- зат Стаб. ката- лизат Катализат после
Р-2 Р-3 Р-4 Р-5
2-Метил, 3-этилпентан 0,06 0,02 0,03 0,12 0,08 0,02 0,02
1,1,2-Триметил- циклопентан 0,04 — 0,01 0,03 — — —
2-Метил гептан 0,5 0,05 0,09 0,39 0,21 0,04 0,05
4-Метилгептан 0,13 0,02 0,05 0,14 0,1 0,03 0,03
3,4-Диметил гексан 0,04 — 0,02 0,05 — — —
З-Метилгептан 0,3 0,09 0,14 0,4 0,32 0,08 0,09
Нафтеновые до С, 0,57 — — 0,14 — — —
н-Октан 0,4 0,05 0,08 0,35 0,19 0,04 0,05
1,2-Диметилцикло- гексан(транс) 0,08 0,01 —
1,3-Диметил цикло- гексан(транс) 0,02 — — — —
2,3,5-ТМГ — — — — — — —
2,2-ДМГ 0,01 — — — — — —
2,4-ДМГ 0,01 — — — — — —
2,2,3-Триметилгексан — — — — — — —
2-Метил,4-этилгексан — — — — — — —
2,6-Диметил гептан 0,01 — — — — — —
2,5-Диметилгептан — — — — — — —
3,3-Диметил гептан 0,02 — — 0,01 — — —
ЭЦГ+этил бензол 0,06 0,31 0,06 0,13 0,19 0,29 0,31
Сумма ТМЦГ 0,01 — — — — — —
2,3,4-Триметил гексан — — — — — — —
п-Ксилол 0,01 0,66 0,17 0,29 0,45 0,6 0,64
м-Ксилол 0,03 1,49 0,35 0,66 1,02 1,41 1,46
Изононаны — — — 0,01 — — —
о-Ксилол 0,01 0,83 0,09 0,39 0,61 0,77 0,81
Нафтеновые до С„ — — — — — — —
н-Нонан — — — — — — —
Тяжелые С, — 0,44 0,16 0,06 0,15 0,32 0,31
Непредельные 0,02 0,02 0,01 0,24 0,39 0,5 0,01
Парафины 61,91 51,58 93,74 64,17 61,47 51,65 52,52
Нафтены 34,47 2,35 4,44 14,47 5,79 2,32 2,27
Ароматика 3,6 46,05 1,81 21,12 32,35 45,53 45,2
ВСЕГО 100 100 100 100 100 100 | 100
166
Таблица 5.16
Качество жидких потоков установки ЛГ-35-8/300Б.
Дата (время) Наименование потока Плотность при 20“С, кг/м’ Фракционный состав, °C
н.к. 10% 50% 90% к.К. выход, % об.
6.10.1999 г. (8“'-16“’) Сырье 704 68 75 81 95 106 98
703 71 75 82 95 106 98
Гидрогенизат 705 71 75 81 94 102 98
Стаб. катализат 735 54 65 77 107 129 98
6.10.1999 г. (16'"-24"’) Сырье 703 68 75 82 96 109 98
704 69 75 81 96 112 98
Г идрогенизат 702 70 76 82 97 106 98
7.10.1999 г. (0,’’-8‘") Сырье 703 70 76 81 96 109 98
703 70 74 79 94 НО 98
Гидрогенизат 704 71 76 81 96 112 98
Стаб. катализат 737 53 63 77 108 133 98
Примечание: 06.10.1999 г. С 16"" до 24"" отбор стабильного катализата не производился
о\
00
Таблица 5.17
Материальный баланс установки ЛГ-35-8/300Б
Дата Время Сырье ВСГ Водород Стаб. катализат Выход, т Всего ароматичес- ких углеводородов
т % мае. т % мае. т % мае. т % мае. рафи- ната бен- зола толу- ола кси- лолов т % мае. от сырья % мае. от ката- лизата
06.10.1999 8-16 252 100 25,3 10 6,23 2,5 227 90,1 135 37 39 2 78 31,0 43,6
16-24 291 100 23,3 8 5,7 2 246 84,5 139 49 44 2 95 32,7 43,9
07.10.1999 0-8 291 100 23,41 8 5,6 1,9 247 84,9 139 44 48 2 94 32,3 44,0
8-16 291 100 24 8,2 6,45 2,2 247 84,9 147 39 51 4,5 95 35,9 45,0
16-24 291 100 24,6 8,5 5,8 2 248 85,2 143 41 51 1,8 94 32,2 46,1
08.10.1999 0-8 291 100 24,8 8,5 5,8 2 243 83,5 140 40,5 50,5 2,8 94 32,2 46,2
8-16 291 100 29,8 10,2 7,2 2,5 241 82,8 142 37 51 3 91 31,3 46,3
Сравнивая эти данные с данными опытного пробега, проведенного на
катализаторе КР-110, можно утверждать, что новый катализатор обладает
достаточно высокой активностью и селективностью. Степень превраще-
ния нафтенов от потенциала составляет 88%, парафинов — около 13%.
5.7. Коррозия в реакторных блоках установок каталитического
риформинга. Основное оборудование и аппаратура установок
Коррозия в реакторных блоках. Особенностью эксплуатации устано-
вок риформинга является проведение процесса при высоких температу-
ре и давлении в водородной среде с образованием коррозионных пото-
ков продуктов риформинга. Различают два вида коррозии: электрохими-
ческую и химическую, протекающую на поверхности металла и возника-
ющую в результате химических реакций без образования электрического
тока. Источником электрохимической коррозии являются хлористые и
сернистые соединения, которые в условиях конденсации продуктов ри-
форминга могут образовывать электролиты с возникновением коррози-
онного тока, разрушающего металл оборудования.
В отличие от электрохимической, особенностью химической корро-
зии является образование пленок за счет взаимодействия корродирую-
щих веществ с металлом. На установке риформинга такая коррозия обус-
ловлена наличием сероводорода.
Коррозионные среды делят на три категории: малоагрессивные (со
скоростью коррозии не более 0,1 мм/год), среднеагрессивные (до
I мм/год) и высокоагрессивные (выше 1 мм/год).
Основным легирующим элементом, повышающим стойкость метал-
ла к коррозии, является хром. При нормальных условиях его присутствие
придает металлу стойкость к коррозии от влаги. При повышенных тем-
пературах хром придает металлу стойкость к коррозии, вызываемой газо-
выми агрессивными потоками. Она имеет место в трубах печей, реакто-
рах, теплообменниках нагрева сырья со стороны газопродуктового пото-
ка. С ростом содержания хрома стойкость к коррозии увеличивается: осо-
бой стойкостью обладают хромоникелевые сплавы. Из других добавок
очень хорошо проявляет себя молибден. Однако характерным недостат-
ком хромоникелевых сплавов является их склонность к межкристаллит-
ной коррозии, при которой процесс разрушения развивается не на по-
верхности, а по границам кристаллов. Теория это объясняет образовани-
ем карбидов хрома при длительном нагревании сплавов выше 350’С. При
этом участки, прилегающие к границам зерен или кристаллов, обедня-
ются хромом и теряют свою коррозионную стойкость. Наиболее уязви-
мы для межкристаллитной коррозии сварные швы.
169
По внешнему виду металл, пораженный межкристаллитной корро-
зией, не обнаруживает заметных изменений, но теряет металлический
звук, а деформация на изгиб приводит к образованию трещин. Поэтому
анализ образцов, вырезаемых для проверки, производится с помощью
испытания хромоникелевых сплавов на изгиб для обнаружения призна-
ков межкристаллитной коррозии.
Водородная коррозия. При высоких температурах процесса риформинга
в присутствии значительных количеств высококонцентрированного ВСГ
структура металла в реакторных блоках может изменяться за счет водо-
родной коррозии.
Водородная коррозия носит межкристаллитный характер и прояв-
ляется в виде снижения прочности металла и повышения его хрупкости,
межкристаллитного растрескивания и образования вздутий и раковин
на его поверхности.
Образование вздутий и раковин в результате межкристаллитной кор-
розии объясняется тем, что при повышенных температурах и давлении
из молекулы водорода образуется атомарный водород (протон Н+) кото-
рый способен проникать в кристаллы металла и вступать в соединения с
цементитом FeC, упрочняющей составляющей стали. Происходит реак-
ция FeC+2H2 « Fe + СН4. Источником образования атомарного водоро-
да является сероводород, реагирующий с железом по уравнению
Fe + H,S = FeS + 2Н. Этот процесс активизируется при температуре выше
26О°С. Образовавшийся за счет реакции с цементитом метан усиливает
внутреннее напряжение, приводящее к образованию вздутий, разрывов
и растрескиванию металла по границам зерен сплава.
Для борьбы с водородной коррозией в стальдобавляютхром, молиб-
ден, титан, ванадий, карбиды металлов, которые значительно устойчи-
вее к воздействию атомарного водорода.
Поэтому углеродистые стали в реакторных блоках могут применяться толь-
ко при температурах ниже 250°С. Для более высоких температур используют
низколегированные хромомолибденовые стали, содержащие 1,28-2,25% хрома
и 0,5-1% молибдена, являющиеся наиболее жаропрочными. Они также более
стойки к науглероживанию, потере прочности и повышению хрупкости.
Проявление высокотемпературной сульфидной коррозии с образо-
ванием защитных пленок на металле, способных в зависимости от ряда
факторов разрушаться, приводит к выносу окалины в трубы печей, теп-
лообменники и в первый по ходу реактор.
Для снижения образования этих загрязняющих поверхность катали-
затора веществ практика нефтепереработки выработала ряд рекоменда-
ций, а именно:
170
1. Максимально глубокое удаление серы из сырья риформинга. Это
обеспечивается эффективной гидроочисткой сырья, обеспечивающей
остаточное содержание серы в гидрогенизате не более 0,2-0,5 ppm и та-
кой же работой отгонной колонны этого блока.
2. Недопущение контакта воздуха с сырьем установки, для чего ис-
пользуются: работа на сырье через закрытые емкости (буллиты), когда
питание установки риформинга осуществляется из «насоса в насос», ми-
нуя открытые резервуары; использование водородной или азотной по-
душки в вертикальных резервуарах; продувка азотом или водородом слоя
сырья в резервуарах с целью удаления из него кислорода.
3. Во избежание отложений продуктов коррозии, осмоления и кокса на
поверхности реактора устанавливают сетчатые корзины для улавливания в
них этих ингредиентов, что обеспечивает бол ее длительную работу реакторов
без забивки верхнего слоя катализатора и снижения в связи с этим перепада
давления. Особенно опасен повышенный перепаддавления ваксиальных ре-
акторах с защитным кожухом, что может привести к его разрыву и преждевре-
менной остановке установки на ремонт из-за создания байпасных зон в реак-
торах и как следствие — неэффективного использования катализатора.
Опасным для блоков гидроочистки установок каталитического ри-
форминга является забивка теплообменной аппаратуры и конденсато-
ров-холодильников хлористым аммонием, который образуется за счет
разрушения азотистых соединений с образованием аммиака, вступаю-
щего во взаимодействие с хлором, присутствующим в циркулирующем
ВСГ. Одним из методов борьбы с этим рекомендуется водная промывка
газопродуктового тракта водой.
Исходя из вышеизложенного, к изготовлению аппаратов, трубопро-
водов и оборудования установок каталитического риформинга предъяв-
ляются повышенные требования.
Аппараты и оборудование установок каталитического риформинга
Типы реакторов. Основой для классификации реакционных аппара-
тов являются термодинамические и физико-химические характеристи-
ки процессов, направление движения газосырьевых потоков и особенно-
сти материального и конструктивного исполнения.
Потермодинамическому признаку реакторы риформинга относятся
к реакторам адиабатического типа, работающим без подвода или отвода
тепла. В них катализатор загружают сплошным слоем. Для лучшего рас-
пределения паров выше и ниже слоя насыпают фарфоровые шары.
По направлению потока газовой смеси реакторы риформинга быва-
ют с аксиальным (осевым) вводом и движением по центральной трубе
171
сверху вниз и с радиальным вводом от периферии к центру. По матери-
альному оформлению реакторы бывают двух типов:
1) с наружной тепловой изоляцией, когда металл корпуса подверга-
ется воздействию рабочих температур;
2) с внутренней защитной футеровкой торкрет-бетоном, предохра-
няющий металл от непосредственного контакта с продуктами реакции.
Реакторы первого типа требуют применения высоколегированных
сталей или двухслойного изготовления: наружный слои из углеродистой”
стали, внутренний (плакирующий) — из нержавеющей.
Реакторы второго типа выполняют однослойными из углеродистой
стали, торкрет-бетон накладывается на стальную стенку реактора под
давлением «торкрет-пушкой». Толщина защитного слоя обычно состав-
ляет 150 мм.
В проектах установок каталитического риформинга, выполненных
для отечественных установок Л-35-11/300, Л-35-11/600, Л-35/5 и т.д., а
также для установок гидроочистки бензина и дизельных топлив приме-
няли реакторы с аксиальным вводом газосырьевой смеси и защитным
торкретпокрытием. На рис. 5.8а приведен разрез реактора такого типа.
Корпус аппарата изготовлен из стали 22К или 09Г2ДТ, штуцеры из низ-
колегированной стали 12ХМ или 15ХМА. Внутренние устройства реак-
торов выполняют из нержавеющих сталей ЭИ-496 и Х5М. Присоедини-
тельные патрубки, обвязочные трубопроводы между реакторами и печа-
ми изготавливают из хромомолибденовой стали Х5М или Х5МУ. Слои
фарфоровых шаров 16, 17 и 18 под катализатором покоятся на сетке из
нержавеющей стали, расположенной на загрузочном столе (решетке) 6.
Поверх слоя катализатора укладываются слои шаров разного диаметра,
удерживающие верхний слой катализатора от уноса при движении газо-
сырьевой смеси, атакже в целях более равномерного распределения ее по
поверхности катализатора при движении ее сверху вниз. Вывод продук-
тов реакции осуществляют через штуцер 8. Газосырьевая смесь поступает
в реактор через штуцер 7, оканчивающийся распределителем потока 5.
Для контроля температуры в слое катализатора по его высоте реактор
оборудован тремя штуцерами 9 для ввода через них многозонных термо-
пар. Для выгрузки катализатора предназначен люк 12. Штуцер 13 служит
для эжекции газов при регенерации катализатора.
Внутри реактора стенки защищены слоем торкрет-бетона 4.
На рис. 5.86 показано внутреннее устройство реактора с защитным
кожухом 20, выполненным из стали ЭИ-496 и отбойным зонтом 21. Та-
кая конструкция использовалась при переработке сернистых бензино-
вых фракций с содержанием серы 0,04-0,06% мае., однако практика экс-
172
плуатании показала ненадежность работы реактора с таким защитным
стаканом в связи с нарушением его герметичности при повышенном пе-
репаде давления, либо при резком изменении давления, например, при
остановке или пуске компрессора. Торкретбетонная защита, если она вы-
полнена квалифицированно, позволяет уберечь стенки реактора от пере-
грева, но при длительной эксплуатации покрытия возможно образова-
ние трещин в нем и перегрев стенок выше допустимых температур, с воз-
никновением коррозии реактора. В связи с этим требуется остановка ре-
актора на восстановление покрытия, что сопряжено с большими просто-
ями установки.
Другой разновидностью является реактор с радиальным вводом газо-
сырьевой смеси, поперечный разрез которого приведен на рис. 5.9. Он
имеет внутренний диаметр 3000 мм, рассчитан на пропускную способ-
ность 600 тыс. т/год и вместе со штуцерами имеет высоту 9400 мм. Кор-
пус изготовлен из углеродистой стали. Внутренняя футеровка корпуса
толщиной 150 мм выполнена из жаропрочного торкрет-бетона. В реак-
торе этой конструкции парогазовая смесь движется от стенок через слой
катализатора к центру реактора.
Для этого внутри реактора монтируется перфорированный стакан 6,
выполненный из легированной стали, в который загружается катализа-
тор. Между защитной футеровкой и перфорированным стаканом имеет-
ся зазор, сквозь который парогазовая смесь проходит через слой катали-
затора, двигаясь коси реактора. По оси реактора расположена перфори-
рованная труба, обтянутая двумя слоями мелкой сетки, выполненной из
нержавеющей стали. Продукты реакции, пройдя слой катализатора, про-
никают в перфорированную трубу 7 (Ds400 мм) иудаляются из реактора
через штуцер 9. Выгрузка катализатора осуществляется через люк 15. В
более поздних проектах установок каталитического риформинга (ЛЧ-35-
11/1000 и ЛЧ-35-11 /600) применяют реакторы без защитной футеровки,
с радиальным вводом, выполненные из биметалла.
Основными факторами, определяющими число реакторов в блоках
риформинга, является содержание нафтенов в сырье и требуемая глубина
превращения, или ароматизации сырья. Риформирование сырья, содер-
жащего 30-35% мае. нафтенов, производят в 3-х реакторах, при содержа-
нии нафтенов 40-50% и выше число реакторов должно быть увеличено до
4-х. В связи с высокой скоростью протекания реакции дегидрирования
нафтенов тепловой и температурный эффекты особенно интенсивно про-
являются в первом реакторе и уменьшаются в следующих. При рифор-
минге этому способствует реакция гидрокрекинга, проходящая особен-
но интенсивно в последнем реакторе. Для выравнивания тепловых на-
173
a
Вид снизу
б
Рис. 5.8 а, б. Реакторы установок каталитического риформинга.
а — реактор без защитной облицовки (риформинг при 4,0 МПа), б — реактор с защитной облицовкой (ароматизация
при 2,0 МПа; в скобках приведены размеры для реактора риформинга):
1 — корпус; 2 — днище; 3 — опорное кольцо; 4 — футеровка; 5 — распределитель; 6 — опорная решетка; 7 — вход
парогазовой смеси Dv 300 мм; 8 — выход парогазовой смеси Dy 300 мм; 9 — штуцер Dv 50 мм для многозонной термо-
пары (3 шт.);. 10 — наружные термопары; 11 — люк D 500 мм; 12 —люк для выгрузки катализатора Dv 175 мм (2 шт.);
13 — штуцер D 100 мм для эжекции газов; 14 — фарфоровые шарики Ж20 мм; 15 — катализатор; 16 — шарики
Ж6 мм; 17 — шарики Ж13 мм; 18 — шарики Ж20 мм; 19 — легкий шамот; 20 — защитный стакан (сталь ЭИ496);
21 — отбойный зонт; 22 — лючок для очистки (4 шт.); 23 — вход охлаждающего газа Dv 50 мм
Рис. 5.9. Реактор с радиальным вводом:
1 — корпус; 2 — днища; 3 — опорное кольцо; 4 — футеровка; 5 — распределитель; 6 — перфорированный сборный
стакан с сеткой; 7 — перфорированная труба D 400 мм с сеткой; 8 — вход продукта Dv 400 мм; 9 — выход продукта Dv
400 мм; 10 — штуцер D, 50 мм для термопары; 11 — наружные термопары; 12 — шарики фарфоровые Ж20 мм; 13 —
катализатор; 14 — шарики фарфоровые Ж6, 13 и 20 мм; 15 — люк D, 150 мм для выгрузки катализатора; 16 — штуцер
Dv 100 мм для эжекции газов; 17 — заполнитель; 18 — легкий шамот
грузок и температурных перепадов по реакторам объемы катализатора,
загружаемые в них, увеличивают походу газосырьевой смеси. Это дости-
гается либо изменением высоты загрузки катализатора при одинаковых
размерах реакторов, либо увеличением размеров концевого реактора.
Теплообменники. Теплообменная аппаратура в реакторных блоках ус-
тановок каталитического риформинга и гидроочистки служит для подо-
грева газосырьевой смеси продуктами реакции перед входом ее в нагрева-
тельную печь. Количество тепла, передаваемое газосырьевой смеси, за-
висит отсхемы регенерации тепла, глубины охлаждения продуктов реак-
ции и поверхности нагрева или охлаждения.
Тепло, уносимое парогазовой смесью из последнего реактора, ис-
пользуют в теплообменных аппаратах кожухотрубчатого типа. На прак-
тике для теплообменников каталитического риформинга величина ко-
эффициента теплопередачи составляет 500-630 кДж/(м2 • ч • К), т.е. не
ниже, чем для других установок, использующих светлые нефтепро-
дукты. Для теплообменников установок риформинга характерно, что
сырье проходит по межтрубному пространству, а горячая парогазовая
смесь — по трубкам, которые легче предохранить от коррозии.
Теплообменники для установокриформинга и гидроочистки ставят-
ся без резерва и без байпасов на трубопроводах. Это делается в целях
сокращения затрат при строительстве установок.
На установках гидроочистки и каталитического риформинга нашли
применение два типа теплообменников:
I. Унифицированные одноходовые противоточные теплообменники
кожухотрубчатого типа с плавающей головкой, поверхностью нагрева 350м2.
Корпус теплообменника и мест диаметр 800 мм, длина трубного пучка 12 м.
Наружныйдиаметртрубок25 мм, толщина стенки трубок 3 мм. Количество
трубок 376 штук с коридорным расположением по углам квадрата с шагом
32 мм. Эти теплообменники применяются для установок малой мощности.
2. Для установок большой мощности разработаны и применяются
двухходовые по трубному пучку и одноходовые по межтрубному простран-
ству теплообменники с поверхностью нагрева 900 м2с U-образными труб-
ками в пучке. Они имеют диаметр 1200 мм и длину 10,8 м. В трубном
пучке устанавливаются трубки наружным диаметром 20 мм и толщиной
2 мм, выполненные из стали Х8 или Х5М.
Укрупнение аппаратов и применение U-образного трубного пучка
дает экономию 30-40%. Кроме того, это позволяет исключить приме-
нение плавающей головки, что повышает герметичность оборудования.
Для изготовления крышек и корпусов, эксплуатирующихся при тем-
пературе до 200°С, применяется двухслойная сталь 20К + ЭИ496, а для
177
lipuqcu.oi HCptpuuumnu пъуггггы
более высоких температур — сталь [2МХ + Э496. Штуцеры и фланцы
защищаются от коррозии покрытием из стали ЭИ 496. Овальные уплот-
нительные прокладки изготавливаются из стали ЭИ 496. Трубные пучки
выполняются из стали 1Х18Н9Т, что позволяет эксплуатировать их при
температуре до 500°С и давлении до 60 ати.
Конструкции и габариты теплообменных аппаратов первого типа
унифицированы и не требуют специального рассмотрения, а разрез теп-
лообменника второго типа приведен на рис. 5.10.
Для охлаждения газопродуктовой смеси после теплообменников до
температуры 45-50°С применяются аппараты воздушного охлаждения
АВО, рассчитанные на работу с высокими давлениями для коррозион-
ных сред и конденсаторы-холодильники водяного охлаждения.
Поверхность охлаждения такого конденсатора-холодильника 350 м2,
он по габаритам идентичен теплообменнику первого типа, а конструк-
тивно отличается тем, что по трубному пространству, куда поступает вода,
выполняется двухходовым. Корпус изготовлен из стали 09Г2ДГ, трубки
Ж25 мм, толщина 3 мм, изготовлены из латуни марки ЛО-70-1 или
ЛА-72-1. Для трубных решеток используется латунь ЛО-62-1 или углеро-
дистая сталь, защищенная со стороны воды латунью толщиной 10 мм.
Вес аппарата составляет от 16 до 21 т.
Теплообменная аппаратура установок риформинга для удобства ее
обслуживания устанавливается горизонтально на уровне земли.
В зарубежной практике нефтепереработки на установках каталити-
ческого риформинга и гидроочистки в последнее время начинают широ-
ко использоваться комбинированные сырьевые теплообменники типа
«Пакинокс» фирмы «Фраматом» (рис. 5.11).
Расположен ие теплообм ен н и ка верти кал ьное, что требует м ин и м ал fa-
ных площадей для его расположения.
Конструкция теплообменника «Пакинокс» позволяет минимизиро-
вать загрязнение и имеет очень высокий коэффициент теплоопередачи,
что повышает эффективность по сравнению с кожухотрубчатыми тепло-
обменниками на 30-35%, следовательно, их применение дает возмож-
ность сократить расход топлива в печи либо увеличить производитель-
ность установки при ее модернизации.
Абсорберы. Абсорберы служат для удаления из циркулирующего во-
дородсодержащего газа сероводорода и водяных паров абсорбцией 15%-
ным раствором моноэтаноламина (МЭА). Абсорбция проходит при по-
ниженных температурах, десорбция при температуре несколько выше
100°С. Абсорберы для очистки от сероводорода оборудованы тарелками с
желобчатыми или S-образными элементами.
178
Рис. 5.10. Теплообменник F = 900 м2 реакторного блока (укрупненная установка каталитического риформинга):
1 — корпус; 2 — фланцы; 3 — полушаровые днища; 4 — трубка Ж20х2 мм (758 шт.); 5 — трубная решетка; 6 —
поперечные сегментные перегородки (срезаны по боковым хордам); 7 — вход газопродуктовой смеси Dv 300 мм;
8 — выход газопродуктовой смеси Dy 300 мм; 9 — вход газопродуктовой смеси Dy 300 мм; 10 — вход газопродуктовой
смеси Dv 300 мм; 11 — воздушники; 12 — спускники; 13 — неподвижная опора; 14 — подвижная опора; 15 —
катковая опора трубного пучка
Рис. 5.11. Теплообменник
типа «Пакинокс»;
1 — выход ГСС;
2 — вход ГПС;
3 — компенсаторы в гор.
части;
4 — люк-лаз;
5 — коллектор ГСС;
6 — коллектор ГПС;
7 — подвеска пучка;
8 — корпус под давлением;
9 — пучок из пластин;
10 — опоры;
11 — коллектор ГПС;
12 — диффузор;
13 — инжект. трубка;
14 — вход жидкого сырья;
15 — вход рециклового газа;
16 — выход ГПС,
180
На рис. 5.12 приводится конструктивное оформление абсорбера, обо-
рудованного S-образными тарелками.
Газосепараторы. Основное назначение газосепараторов — разделе-
ние газопродуктовых потоков на газовую и жидкую фазы. Например, в
блоке риформинга в газосепараторе высокого давления водородсодержа-
щий газ отделяется от нестабильного катализата. На рис. 5.13 приведено
принципиальное устройство газосепаратора высокого давления.
Трубчатые печи установок каталитического риформинга. Особенностью
теплового режима работы трубчатых печей установок каталитического рифор-
минга являются высокие начальные температуры потоков, поступающих в
печь, в связи с тем, что от 60 до 80% тепла для нагрева сырья или продуктов
реакции используется за счет утилизации тепла в теплообменниках. Вторая
характерная особенность — высокая температура дымовых газов, покидаю-
щих камеру радиации. В этой связи для печей установок риформинга и гидро-
очистки используют различные методы утилизации тепла (воздухонагревате-
ли, котлы-утилизаторы для выработки пара и др.). Еще одной особенностью
трубчатых печей установок риформинга и гидроочистки является низкая теп-
лонапряженность радиантных труб: 105-125 кДж/м2 *ч.
Жесткие условия эксплуатации трубчатых печей вынуждают к при-
менению дорогих легированных сталей для изготовления змеевиков, в
связи с чем стоимость изготовления составляет значительную долю от
стоимости всей установки.
На отечественных установках риформинга применяются типовые
многокамерные печи с вертикальными трубами, разработанные инсти-
тутом «Ленги про газ».
Конструкция печей позволяет размещать их в непосредственной бли-
зости от реакторов, что дает возможность сократить расход высоколеги-
рованных труб для связей реакторов с печью и снизить теплопотери.
5.8. Основные направления в совершенствовании технологии
каталитического риформинга за рубежом
В 2000 г. исполнилось 60* лет промышленной эксплуатации установок
каталитического риформинга. За этот период в мире создано и введено в экс-
плуатацию более 600 установок с периодической и более 200 с непрерывной
* Первая установка каталитического риформинга была введена в эксплуа-
тацию в 1940 г. В годы Второй мировой войны на таких установках (гидрофор-
минг на алюмохромовом или алюмомолибденовом катализаторах) в Германии и
США получали толуол для производства взрывчатых веществ и, после выделе-
ния его из риформата, компонент автобензина с ОЧ 80 по м.м.
181
Рис. 5.12. Абсорбер очистки циркуляционного газа секции гидроочистки комбинированной установки риформинга:
1 — корпус; 2 — дниша; 3 — тарелка с S-образными элементами; 4 — каплеотбойник: 5 — отбойник; 6 — сепарирую-
щее устройство; 7 — гидрозатвор; 8 — люк; 9 — лаз; 10 — вход газа; 11 — выход газа; 12 — вход раствора МЭА;
13 — выход раствора МЭЛ; 14 — вывод конденсата; 15 — выход инертного газа для продувки; 16 — штуцер для
регулятора уровня; 17 — воздушник; 18 — муфта для манометра
оо
Рис. 5.13. Продуктовый сепаратор высокого давления блока риформинга комбинированной установ-
ки каталитического риформинга:
1 — корпус; 2 — днища; 3 — люк; 4 — вход продукта; 5 — выход циркуляционного газа; 6 — выход
катализата; 7 — штуцер для предохранительного клапана; 8 — штуцеры для регулятора уровня;
9 — муфта для манометра; 10 — лестница; 11 — оси опор сепаратора
регенерацией катализатора. Несмотря на тенденцию снижения содержания
ароматических углеводородов втоварных бензинах по экологическим причи-
нам процесс риформинга является одним из определяющих для производ-
ства высокооктановых бензинов. Совершенствованиюеготехнологиидля уве-
личения октанового числа катализатов, увеличения выхода стабильного ката-
лизата, повышения его качества за счет сокращения в нем бензола и сниже-
ния упругости паров во всем мире уделяется огромное внимание.
Основными направлениями развития в совершенствовании техно-
логии риформинга в настоящее время являются следующие:
1) повышение эффективности действующих установок каталитичес-
кого риформинга с периодической регенерацией катализатора за счет
разработки и использования новых катализаторов;
2) повышение эффективности установок с периодической регенера-
цией катализатора за счет их реконструкции и дооборудования ступенью
с непрерывной регенерацией (дуалформинг плюс, октанайзинг);
3) внедрение установок с непрерывной регенерацией катализатора и
совершенствование ихтехнологической схемы.
В этом плане интересны работы Французского института нефти (1FP),
разработавшего в последние годы ряд технологических усовершенство-
ваний действующих установок с периодической регенерацией катализа-
тора и разработки фирмы иОР[США]. Часть этих разработок использу-
ется на отечественных установках.
Разработка и внедрение новых катализаторов. Фирмой UOP разра-
ботаны два новых катализатора: R-56 и R.-72. R-56 является биметалли-
ческим платино-рениевым катализатором, впервые использованным в
промышленном масштабе в 1992 г. Он обеспечивает высокую активность
и длительный срок эксплуатации по сравнению с ранее использовавшимся
катализатором R-62. Выход С5+ увеличивается на 4% мае. Катализатор
R-72, по сравнению с обычным платино-рениевым, обеспечивает боль-
шую степень ароматизации при понижениидоли крекинга парафинов и
более высоком (на 1-2% мае.) выходе катализата.
Однако катализатор R-72 обладает меньшей стабильностью, чем R-
76 Поэтому фирма UOP разработала схему поступенчатой загрузки реак-
торов. В первые две ступени загружается катализатор R-72, втретью сту-
пень — обычный платино-рениевый катализатор.
Франзузская фирма «Прокатализ» разработала катализаторы RG-492 и
RG-582. Катализаторы обладают высокой стабильностью, повышенной ак-
тивностью и селективностью и обеспечивают выход катализата 82-83% мае.
с октановым числом 97,5 по исследовательскому методу. Гарантийный меж-
регенерационный цикл составляет не менее 12 месяцев. Срок службы ката-
184
лизатора не менее 7 лет. В 1999 г. произведена поступенчатая загрузка этих
катализаторов на установке ЛЧ-35-11/1000 Ки-ришского НПЗ. Пуски эксп-
луатация установки подтвердила данные фирмы «Прокатализ». При началь-
ных температурах на входе в реакторы 495°С достигнуты проектные показа-
тели как по октановому числу, так и по выходу катализата.
Французским институтом нефти (IFP) были проведены обширные
исследования по увеличению октанового числа с 97 до 100 пунктов на
базовой установке только за счет повышения температуры реакции. В
результате было установлено, что при всех прочих равных условиях (дав-
лении, производительности по сырью, объемной скорости и др.) межре-
генерационный цикл сокращается вдвое. Институтом были разработаны
три варианта реконструкции установок каталитического риформинга с
периодической регенерацией катализатора с использованием техноло-
гий: дуалформинг; дуалформинг плюс; октанайзинг.
Исследования проводили на установке риформинга с производитель-
ностью 98,2 т/ч, на которой получают бензин с ОЧ 100 (и.м.).
При базовом варианте работы установки получены следующие ре-
зультаты (табл. 5.18).
Таблица 5.18
Результаты исследований на базовом режиме
Показатели До повышения температуры После повышения температуры
ОЧ (и.м.) катализата 97 100
Среднее давление в реакционной секции, МПА 2,6 2,6
Продолжительность цикла, мес. 12 6
Выход водорода, % мае. 1,6 1,7
Выход катализата, % мае. 78,6 76,3
Вариантдуалформинг. [ТРразработал и внедрил в промышленном масш-
табе процесс дуалформинг, позволяющий реконструировать традиционную
установку риформинга с целью получения более высоких выходов продуктов
(рис. 5.14). Одним из преимуществ процесса дуалформинг является макси-
мальное использование оборудования, имеющегося в традиционной техно-
логической схеме установки, но предусмотрен монтаж нового реактора с сис-
темой непрерывной регенерации катализатора, включенного в имеющуюся
схему. Требуется также замена теплообменника сырье/риформат, монтаж но-
вой печи и дополнительный компрессор для водорода. В этом варианте сред-
нее давление в реакторе снижается с 2,6 МПа до 1,5 МПа. Для обеспечения
185
Рис. 5. 14. Схема процесса дуалформинг:
I — действующие реакторы; 2 — действующие печи; 3 -- новый реактор;
4 — регенератор; 5 - - сырьевой насос; 6 — новая печь; 7 — новый теплооб-
менник сырье/продукт; 8 — рециркуляционный компрессор; 9 — воздушный
холодильник; 10 — сепаратор
Потоки: 1 — сырье; II — водородсодержащий газ; 111 — нестабильный
риформинг-бензин
необходимого срока службы катализатора на сырье устанавливается «ловуш-
ка» для серы. Благодаря использованию системы непрерывной регенерации
катализатора новый реактор может работать в режиме высокой жесткости для
достижения заданного октанового числа. Для осуществления такой реконст-
рукции требуется меньше затрат, чем при строительстве новой установки с
непрерывной регенерацией. Основные показатели работы установки с вклю-
чением вее схемудуалформинга указаны втабл. 5.19.
Таблица 5.19
Основные показатели работы риформинга после реконструкции
Показатели Процессы риформинга
традиционный дуалформинг
ОЧ (и.м.) катализата 100 100
Среднее давление в секции системе, МПа 2.6 1,5
Продолжительность цикла, мес. 6 12
Выход водорода, % мае. 1,7 2,4
Выход катализата, % мае. 76,5 81,9
186
Вариант дуалформинг плюс. При недостатке площадей для размеще-
ния нового реактора с непрерывной регенерацией катализатора, нового
компрессора и печи, а также теплообменника Французский институт
нефти разработал вариант дуалформинг плюс, который может фактичес-
ки применяться на всех действующих установках (рис. 5.15). Этот про-
цесс так же, как и дуалформинг, основан на расположении нового реакто-
ра и секции непрерывной регенерации катализатора после действующей
полурегенерационной секции. По этому варианту нестабильный катали-
за г из сепаратора действующей установки поступает в смеси с водородом
в новый пластинчатый теплообменник «Пакинокс», а оттуда через на-
гревательную печь в новый реакторе непрерывной регенерацией катали-
затора, который работает на «проток» без рециркуляции водорода. Глав-
ным преимуществом этого варианта является возможность монтажа но-
вого блока на значительном удалении от действующего, что позволяет
монтировать его в любом месте. Кроме того, этот блок может работать
при давлении до 0,5 МПа. В табл. 5.20 приведены основные эксплуата-
ционные параметры и выходы продуктов.
Рис. 5.15. Схема процесса дуалформинг плюс:
I — действующие реакторы: 2 — печи; 3 — воздушный холодильник;
4 — сырьевой насос; 5 — рециркуляционный компрессор; 6 — сепаратор;
7 — новый теплообменник сырье/продукт; 8 — новая печь; 9 — новый
реактор; 10 — регенератор; 11 — новый компрессор; 12 — новый сепаратор
Потоки: I — сырье; II — водородсодержаший газ; III — нестабильный
риформинг-бензин
187
Таблица 5.20
Показатели традиционного риформинга и дуалформинг плюс
Показатели работы Процессы риформинга
традиционный дуалформинг плюс
ОЧ (и.м.) катализата 100 100
Среднее давление в реакционной секции, М Па 2,6 0,5
Продолжительность межрегенерационного цикла, мес. 6 12
Выход водорода, % мае. 1,7 2,64
Выход катализата, % мае. 76,3 83,8
Вариант октанайзинг. Для увеличения выхода продуктов каталити-
ческого риформинга Французский институт нефти предлагает реконст-
рукцию октанайзинг, при которой существующая система реакторов пол-
ностью заменяется на новую с непрерывной регенерацией катализатора
(рис. 5.16). Печи и теплообменники сырье/продукт заменяют, добавля-
ют один компрессор для циркуляции водорода. Рабочие параметры вы-
бирают так, чтобы можно было использовать действующий компрессор.
Рис. 5.16. Схема процесса октанайзинг:
I — новые реакторы; 2 — новые печи; 3 — новый регенератор; 4 — сырьевой
насос; 5 — рециркуляционный компрессор; 6 — сепаратор; 7 — теплоообменник
188
Используют имеющийся сырьевой насос и секции разделения и стаби-
лизации продуктов риформинга. Используют также действующее обору-
дование секции гидроочистки. Оригинальная система циркуляции ката-
лизата в сочетании с секцией его стабилизации позволяет расположить
реакторы рядом, что уменьшает затраты и упрощает их эксплуатацию и
ремонт оборудования.
Катализатор из последнего реактора с помощью азота направляют в
секцию регенерации, где он циркулирует в нисходящем потоке и возвра-
щается в первый реактор. Транспорт катализатора из первого реактора во
второй, а из второго в третий осуществляют водородсодержащим газом.
Задвижки на линиях транспорта отсутствуют. Степень истирания ката-
лизатора незначительна, поэтому его потери низки. Секция регенера-
ции состоит из четырех зон: первичного и конечного сгорания кокса,
хлорирования катализатора и его прокалки.
Системы контроля обеспечивают эффективную регенерацию, коли-
чество регенерируемого катализатора составляет 15% от его общей заг-
рузки. В табл. 5.21 представлены рабочие параметры и выходы продуктов
этого процесса в сравнении с традиционной установкой.
Таблица 5.21
Показатели традиционного риформинга и системы октанайзинг
Показатели Процессы риформинга
традиционный октанайзинг
ОЧ (и.м.) катализата 100 100
Среднее давление в реакционной секции, МПа 2,6 0,7
Продолжительность межрегенерационного цикла, мес. 6 Непрерывно
Выход водорода, % мае. 1,7 3,1
Выход катализата, % мае. 76,3 86.4
В качестве катализатора для дополнительных реакторов всех вариан-
тов используется GR-201, выпускаемый фирмой «Прокатализ». Это би-
металлический катализатор со сроком службы 8 лет. Поставляется в виде
шариков, имеет высокие прочностные свойства и значительную удель-
ную поверхность.
Таким образом, используя эту технологию можно достичь больших
выходов продуктов риформинга при октановом числе риформата 100 и
выше, но внедрение этого процесса требует капитальные затраты на стро-
ительство и монтаж системы октанайзинг в 2 раза выше по сравнению с
дуалформингом.
189
5.9. Процесс изомеризации легких бензиновых фракций.
Изоселектоформинг
Изомеризация в нефтепереработке — это процесс, предназначенный для
повышения октанового числа углеводородов С5-С6 легких бензиновых фрак-
ций за счет перегруппировки молекулярной структуры нормальных парафи-
нов в их изомеры. Важнейшим свойством изомеризатов является минималь-
ная разность значений октановых чисел, определенных по моторному и ис-
следовательскому методам. Эта разность составляет 2-3 пункта. Кроме того,
вовлечение изомеризатов всоставбензинов выравниваетоктановуюхаракте-
ристику во всем интервале кипения бензиновых фракций. Изомеризаты, при-
сутствуя в составе товарных бензинов, понижают относительное содержание
ароматики в них (в первую очередь бензола) и делают его более экологически
чистым. Ещеодним из важнейших качеств изомеризатов является ихсравни-
тельно низкое влияние на повышение упругости паровтоварногобензина. До
настоящего времени компонентами товарного бензина являются бутан или
изобутан, октановые числа которых позволяют существенным образом вли-
ять на повышение октановой характеристики бензинов. Доля их присутствия
в бензинах составляет от 7 до 10% при упругости их паров более 1000 мм рт.ст.
Конечно, при таком содержании в бензине нормальный бутан или изобутан
заметно повышают упругость его паров.
В настоящее время ужесточены требования к упругости паров товарных
бензинов в целяхснижения ихлетучести и отрицательного экологического
воздействия. В связи с этим изопентаны и изогексаны являются желатель-
ными составляющими высокооктановых автобензинов. В отечественной
нефтепереработке, однако, до настоящего времени процесс изомеризации
развит весьма слабо. Имеются лишь две установки изомеризации: одна на
Ново-Ярославском НПЗ (установка Л И-150В) и одна на Киришском НПЗ
(установка Л-35-11 /300), которая реконструирована под процесс изоселек-
тоформинг. Втоже время в мировой практике суммарная мощность процес-
сов изомеризации составляет более 50 млн.т изомеризатов в год. Около 30
установок изомеризации будут вводиться в эксплуатацию в ближайшие годы.
Основными лицензиарами процесса изомеризации на мировом рынке тех-
нологий выступаютфирмы UOP, Французский институт нефти (1FP), British
Petroleum (BP), Shell, Kellog. Сырьем изомеризации служат легкие бензино-
вые фракции прямой гонки, бензины — рафинаты после экстракции арома-
тики, бензины риформинга (фракция НК-100°С) и гидрокрекинга, фрак-
ции С5-С6 и С.-С7 газовых конденсатов или другого сырья.
Предлагаются варианты процесса: безрецикловые и с рециркуляци-
ей, различной производительности, обеспечивающие прирост октано-
вого числа на 15-20 пунктов по сравнению с исходным сырьем и т.д.
190
Процесс изомеризации н-бутана в изобутан впервые был осуществ-
лен в промышленном масштабе в годы Второй мировой войны и прово-
дился на катализаторе Фриделя-Крафтса (безводный хлорид алюминия,
активированный НО) при40-120°С и 2 МПа. Недостатками этого ката-
лизатора являются чрезмерная реакционная способность, приводящая к
плохой селективности, и увеличение интенсивности побочных реакций.
Поэтому процесс на катализаторе Фриделя-Крафтса не получил даль-
нейшего промышленного развития.
При разработке новых катализаторов было установлено, что для изо-
меризации н-пентана и н-гексана оптимальными являются бифункцио-
нальные катализаторы, которые получили широкое промышленное при-
менение, начиная с 50-х годов.
Бифункциональные катализаторы содержат обычно платину или пал-
ладий на кислотном носителе (оксид алюминия, цеолит типа Y), акти-
вированном хлором или фтором. Платина или палладий на цеолите по-
зволяют вести процесс изомеризации при 315-345°С, т.е. примерно на
150°С ниже, чем при использовании оксида алюминия. Применение
платины на природном цеолите - мордените, позволяет поддерживать
такую же активность катализатора даже при 260°С. Обычно содержание
платины или палладия в катализаторе находится в пределах 0,3-0,6% мае.
Изомеризацию н-пентана и н-гексана можно осуществлять как раз-
дельно, так и в смеси. Однако, скорость изомеризации н-ал капов быстро
возрастает с увеличением их молекулярной массы, следовательно, изо-
меризацию целесообразно проводить селективно, т.е. для более легких
фракций бензина при более жестком режиме и наоборот.
Исследование механизма изомеризации показало, что эта реакция
имеет последовательный характер, т.е. изомеры с двумя и тремя метиль-
ными группами образуются через стадию изомеров с одной метильной
группой. Таким образом, при углублении процесса концентрация и сте-
пень разветвленности изомеров в продукте увеличивается, и тем самым
повышается его октановое число. Это хорошо видно на примере н-гекса-
на (ОЧ = 26 по м.м.). Его монометилзамещенные изомеры имеют окта-
новые числа (по м.м.):
2-метилпентан 73,5
3-метилпентан 74,3,
а диметилзамещенные:
2,2-диметилбутан 93,4
2,3-диметилбутан 94,3.
В целом изомеризация идет по карбоний-ионному механизму и сво-
дится к следующему. Реакция н-алканов на твердом катализаторе идет по
191
двум направлениям: гидрирование-дегидрирование и собственно изоме-
ризация. Когда молекула н-алкана достигает катализатора, один из ее ато-
мов водорода адсорбируется на металлическом центре, асвязанный с ним
атом углерода — на кислотном центре. Адсорбированная молекула изоме-
ризуется и под действием молекулярного водорода покидает каталитичес-
кую поверхность. Применение водорода в процессе изомеризации необ-
ходимо еще и потому, что он препятствует закоксовыванию катализатора.
Его расход на процесс невелик — всего 0,1-0,3% мае. на сырье.
Параметры процесса во многом зависят от природы сырья и исполь-
зуемого катализатора.
Температура. Термодинамически реакция изомеризации является
низкотемпературной. Низкие температуры способствуют образованию
более разветвленных изомеров и, следовательно, получению более высо-
кооктановых бензинов. Однако с повышением температуры интенсив-
ность изомеризации возрастает, но до определенного предела. Дальней-
шее ее повышение приводит к усилению гидрокрекинга, требующего уве-
личения расхода водорода. Так, с повышением температуры изомериза-
ции н-пентана от 350 до 375°С выход изопентана возрастает более, чем в
1,5 раза. Но дальнейшее повышение температуры до 400°С приводит к
интенсификации гидрокрекинга и снижению выхода изопентана.
На современных промышленных установках, несмотря на высокую
изомеризующую способность используемых катализаторов, приходится
вести процесс при относительно высоких температурах (350-400°С при
изомеризации н-пентана). При этом давление составляет 3-3,5 МПа, а
объемная скорость подачи сырья — 1,5-2,0ч '. Для повышения выхода
целевого продукта процесс ведут с рециркуляцией непревращенного н-
пентана. В этих условиях выход изопентана за однократный пропуск сы-
рья составляет 50-53% мае., а с рециркуляцией — 95-98% мае., т.е. бли-
зок к теоретическому. Для подавления побочных реакций расщепления
осуществляют циркуляцию ВСГ в объеме 900 нм3/м3 сырья (80-85% об.
водорода).
Давление. Теоретически давление не должно оказывать влияния на
выход продуктов изомеризации, поскольку реакция протекает без изме-
нения объема реакционной смеси. Однако, отмечено, что с понижением
давления от 3 МПа до атмосферного выход изопентана возрастает, а при
атмосферном давлении изомеризация практически прекращается — про-
исходит интенсивный крекинг. Отмечено также, что продолжительная
работа катализатора при пониженном давлении(1,5 МПа) заметно сни-
жает его активность вследствие коксоотложения. По мере повышения
температуры влияние давления на реакцию ослабевает.
192
Объемная скорость. При постоянной степени превращения объем-
ная скорость и температура оказывают одинаковое влияние. В практи-
чески важном интервале удвоение объемной скорости равноценно повы-
шению требуемой температуры процесса на 8-11 °C.
Влияние серы, воды и ароматических углеводородов. Лишь в редких
случаях прямогонные пентан-гексановые фракции направляют на изо-
меризацию без предварительного обессеривания. Вода, как и сера, явля-
ется каталитическим ядом, поэтому в технологических схемах промыш-
ленных установок предусматривают осушку сырья перед изомеризаци-
ей. Если в сырье содержатся ароматические углеводороды (например,
бензол), их можно предварительно выделить одним из известных мето-
дов. Однако, это не обязательно, поскольку при изомеризации они гид-
рируются с образованием нафтенов (в частности, циклогексана).
Технологическая схема установки изомеризации напоминает схему
каталитического риформинга, но гораздо проще ее, так как изомериза-
ция протекаете незначительным тепловым эффектом и, следовательно,
нет необходимости иметь систему из нескольких реакторов со ступеня-
ми промежуточного подогрева.
На Киришском НПЗ для осуществления процесса изомеризации
была использована установка риформинга Л-35-11/300. После незначи-
тельной ее реконструкции с 1989 г. вошел в эксплуатацию процесс, на-
званный изоселектоформингом.
Установка изоселектоформинга. В составе установки три блока: пред-
варительной гидроочистки сырья, изоселектоформинга и стабилизации
продуктов изоселектоформинга. В качестве сырья используется смесь
головной фракции бензина (н.к. -62°С), рафината бензольного рифор-
минга, фракций нормального пентана и гексана с установки ГФУ, с кон-
цом кипения 105°С. Содержание С,-С2 в смеси не более 10% мае., содер-
жание пентана — не менее 30% мае.
В процессе используется водородсодержащий газ с концентрацией
водорода не менее 70% об. Содержание H2S в нем не более 10 ppm, воды —
не более 10 мг/нм3.
В качестве катализатора на блоке гидроочистки используется кобальт-
молибденовый катализатор марки КГМ-70 с содержанием в нем трехо-
киси молибдена 14-16% мае., закиси кобальта 2,5-3,5% мае., закиси ни-
келя 2,8-4,0% мае.
Катализатором изомеризации служит отечественный катализатор
ИП-82 (разработки института «ВНИИНефтехим») с содержанием пла-
тины 0,45 ±0,03%, фтора 3,5 ±0,5% и сульфат-иона в пересчете на серу
0,3 ±0,15% мае.
193
Для селективного гидрокрекинга используется катализатор СГ-ЗП с
содержанием платины 0,5-0,55%, хлора не более 1%, железа не более
0,12%, оксида калия не более 1,5% мае.
Принципиальная схема установки изоселектоформинга Л-35-11 /300
приведена на рис. 5.17 (вклейка).
Описание технологической схемы установки изоселектоформинга. Сы-
рье сырьевыми насосами ЦН-1,2 под давлением 40 МПа подается в трой-
ник смешения ВСГот компрессоров ПК-1.2. ВСГ на блок гидроочистки
поступаете выкида компрессоров П К-2,3,4,5 блока изоселектоформинга в
линию приема компрессоров гидроочистки ПК-1,2. Из тройника смеше-
ния газосырьевая смесь направляется в межтрубное пространство тепло-
обменникаТ-1, в котором нагревается теплом газопродуктовой смеси из
реактора гидроочистки Р-1, далее дополнительно нагревается в печи П-1
(конвекционная часть и радиантная секция печи) и направляется на гид-
рообессеривание в реактор Р-1. Температура в реакторе Р-1 контролирует-
ся на входе и выходе тремя многозонными термопарами, расположенны-
ми в слое катализатора. Для контроля температур стенок реактора имеют-
ся поверхностные термопары. Перепад давления в реакторе контролиру-
ется соответствующими приборами на входе и выходе из него.
Газопродуктовая смесь из реактора Р-1 отдает свое тепло вначале в
нагревателе Т-3 колонны К-1, затем втеплообменнике подогрева сырья
Т-1, далее охлаждается в воздушном холодильнике X-1 и направляется в
сепаратор С-1, где от жидкой фазы отделяется ВСГ, направляемый в аб-
сорбер К-2 для моноэтаноламиновой очистки от H,S.
Очищенный ВСГ из К-2 поступает на прием компрессоров ПК-1,2, а
затем в систему циркуляции и тройник смешения со свежим сырьем.
Жидкая фаза из сепаратора С-1 через теплообменник Т-2 поступает
на 9-ю, 14-ю или 23-ю тарелку колонны стабилизации К-1, где от гидро-
генизата отгоняется углеводородный газ вместе с сероводородом, аммиа-
ком и парами воды от гидрогенизата. Содержание сернистых и азотис-
тых соединений встабильном гидрогенизате не должно превышать 1 ppm.
Парогазовая смесь с верха К-1 охлаждается и частично конденсируется в
ХК-1 и поступает в сепаратор С-2. Газ из сепаратора С-2 поступает в ами-
новый абсорбер К-3, а из него — во фракционирующий абсорбер К-6.
Жидкая часть из сепаратора С-2 насосами ПН-8,9 подается на оро-
шение К-1. Избыток отгона из С-2 выводится в колонну К-6 блока стаби-
лизации или на ГФУ. Стабильный гидрогенизате низа К-1 через рибой-
лер Т-3 итеплообменникТ-2 поступает на прием насоса ЦН-З и подает-
ся втройник смешения с циркулирующим ВСГ, подаваемым компрессо-
рами ПК-2,3,4,5. Нагревается в теплообменнике Т-6 газопродуктовой
194
смесью из реактора Р-4 и поступает во вторую радиантную секцию печи
П-1 и далее в реактор Р-2 и через третью секцию печи в реактор Р-3, где на
катализаторе ИП-82 при температуре от 380 до 410°С проходят реакции
изомеризации нормальных алканов (С., Сй, С7). В реакторах Р-2 и Р-3
поддерживается давление 2,-3,0 МПа. Объемная скорость подачи сырья
составляет 1,5-2,2 ч1.
После Р-3 газопродуктовая смесь проходит четвертую радиантную
секцию печи П-1 и направляется в реактор Р-4, где на катализаторе СГ-
ЗП при температуре 380-420°С проходит реакция селективного гидро-
крекинга в основном рафинатов бензольного риформинга. Далее про-
дукты реакции из Р-4 отдают свое тепло в теплообменнике Т-6 и водяном
холодильнике Х-6 и поступают в сепаратор высокого давления С-7, где
разделяются на нестабильный изоселектоформат и водородсодержащий
газ. ВСГизсепаратора С-7 направляется на прием циркуляционных ком-
прессоров ПК-2,3,4,5. При необходимости ВСГ из С-7 может быть осу-
шен в адсорберах, заполненных цеолитами (на схеме отсутствуют).
Жидкая фаза из С-7 направляется в сепаратор низкого давления С-8,
где за счет перепада давления из изоселектоформата выделяется раство-
ренный углеводородный газ, который вместе с газом из К-3 поступает во
фракционирующий абсорбер К-6.
Нестабильный изоселектоформат из С-8 через межтрубное простран-
ство теплообменника Т-7 поступает на 7-ю, 9-ю или 14-ю тарелку фрак-
ционирующего абсорбера К-6, который орошается частью нестабильно-
го изоселектоформата, подаваемого на 49-ю тарелку К-6 из С-8. В абсор-
бере К-6 происходит деэтанизация нестабильного изоселектоформата.
Для поддержания температурного режима в верхней части К-6 предус-
мотрены выводы циркуляционных орошений с 30-й, 36-й и 42-й тарелок
через холодильники X-10,11,12 насосами ЦН-9,10,11 (на схеме не пока-
заны). Возврат орошений осуществляется соответственно на 34-ю, 40-ю
и 46-ю тарелки. С верха К-6 сухой газ уходит в топливную систему завода,
а деэтанизированный изоселектоформат с низа К-6 насосами ЦН-7,8
через нагревательную печь П-2 направляется в нижнюю часть К-6 для
создания необходимого температурного режима низа К-6. Часть деэта-
низированного изоселектоформата через теплообменник Т-8 направля-
ется на 7-ю или 9-ю тарелку стабилизационной колонны К-7. С верха
этой колонны получают стабильную головку, которая, пройдя водяной
холодильник ХК-4, направляется в емкость Е-7. Часть продукта Е-7 на-
сосами цн -12,13 подается на орошение К-7, а избыток головки стабили-
зации откачивается на ГФУ. Температурный режим низа колонны К-7
поддерживают циркуляцией части стабильного изоселектоформата че-
195
рез нагревательную печь П-3. Балансовый избыток его, отдав тепло в теп-
лообменниках Т-8 и Т-7 и в холодильнике Х-13, откачивается в товарный
парк на компаундирование. Октановое число стабильного изоселекто-
формата составляет 78-79 (м.м.).
Основные параметры работы установки Л-35-11 /300 в режиме про-
цесса изоселектоформинга приведены в табл. 5.22.
Основное оборудование установки изоселектоформинга. К нему отно-
сятся реактор гидроочистки и три реактора блока изоселектоформинга,
сепараторы гидроочистки и блока изомеризации, теплообменники, хо-
лодильники и колонны: К-1 — стабилизационная колонна гидроочист-
ки, К-6 — фракционирующий абсорбер и К-7 — стабилизационная ко-
лонна блока изоселектоформинга. Все реакторы установки аксиального
типа. Корпус реактора Р-1 выполнен из стали 09Г2С, днище — из стали
12ХМ, корпус торкретирован. Его диаметр 2600 мм, высота 8690 мм,
объем 30 м3. Расчетная температура 520°С.
Реакторы Р-2, Р-3, Р-4 изготовлены из стали I2XM диаметры 2600 мм,
высота Р-2 и Р-3 составляет 7630 мм, Р-4 — 9320 мм, объемы соответ-
ственно 17,5 и 22 м3. Рассчитаны на 520°С.
Отпарная колонна К-1 изготовлена из стали 3 с защитным листом из
стали 0X13. Диаметр 2200 мм, высота 26 м, оборудована 30-ютарелками
желобчатого типа. Расчетное давление 1,4 МПа. Фракционирующий аб-
сорбер К-6 выполнен из стали 09Г2С, диаметр его верха 1200 мм, сред-
ней части 1600 мм, высота 42,8 м, имеет 50 компачковых тарелок.
Колонна К-7 также выполнена из стали 09Г2С, имеет переменный
диаметр 1200/1400 мм, высота 31,5 м, расчетное давление 1,7 МПа, обо-
рудована 38-ю колпачковыми тарелками.
Сепараторы гидроочистки С-1 и С-4 выполнены из стали 16ГС и
ст. Зк соответственно, диаметром по 2000 мм, расчетное давление
3,3 МПа.
Сепаратор С-2 выполнен из стали 16ГС, имеет диаметр 1800 мм, вы-
соту 6105 мм, расчетное давление 2,5 МПа.
Сепаратор высокого давления блока изоселектоформинга С-7 изго-
товлен из стали Зк, имеет диаметр 2000 мм, длину 7276 мм, объем 21 м3,
расчетное давление 3,9 МПа. Сепаратор С-8 имеет те же габариты, но
расчетное давление 1,8 МПа.
196
Таблица 5.22
Основные параметры режима работы установки изоселектоформинга
Наименование стадий процесса, аппараты, показатели режима Пределы
Блок гидроочистки
Часовой расход сырья, м '/ч 30-70
Объемная скорость, ч1, не более 6
Кратность циркуляции ВСГ, нм’/м’, не менее 250
Расход циркулирующего ВСГот ПК-1,2, м'/ч 15000-20000
Концентрация Н, в ВСГ, % об., не менее 70
Давление в Р-1, МПа, не более 4,0
Температура на входе в Р-1, °C 300-330
Температура на перевале П-1, °C, не выше 900
Температура газосырьевой смеси перед входом в П-1, °C, не ниже 130
Давление в К-1, МПа, не выше 1,3
Температура верха К-1, °C, не выше 120
Температура низа К-1, °C, не выше 200
Блок изоселектоформинга
Объемная скорость, ч'1 1,5-2,2
Кратность циркуляции ВСГ, hmj/m', не менее 500
Концентрация Н, в ВСГ, % об., не менее 70
Влажность ВСГ в С-9, ppm, не более 10
Давление в Р-1, Р-2, Р-4, МПа 2,5-3,0
Температура входа в реакторы, °C
Р-2 380-410
Р-3 380-410
Р-4 380-420
Блок стабилизации
Давление в К-6, МПа, не более 12
Температура верха К-6, °C, не выше 45
Температура низа К-6, °C, не выше 160
Температура на выходе из П-2, °C, не выше 140
Расход теплоносителя через П-2, м /ч, не менее 20
Температура перевалов в П-2, °C, не выше 725
Давление в К-7, МПа, не более 1,5
Температура верха К-7, °C 45-120
Температура низа К-7, °C, не выше 170
197
РАЗДЕЛ VI. КАТАЛИТИЧЕСКОЕ ГИДРООБЛАГОРА-
ЖИВАНИЕ ДИЗЕЛЬНЫХ ДИСТИЛЛЯТОВ
В отличие от других гидрогенизационных процессов (гидрообес-
серивание, гидрокрекинг и др.) гидроочистка дистиллятов является
наименее глубокой их формой и проходит в сравнительно мягких ус-
ловиях.
Назначение процесса гидроочистки — удаление сернистых, азо-
тистых, кислородсодержащих и смолистых соединений под давлени-
ем водорода в присутствии катализаторов. В результате такого воздей-
ствия при сравнительных умеренных температурах (350-400°С) орга-
нические соединения серы, азота и кислорода разлагаются с образо-
ванием сероводорода, аммиака и воды. Непредельные углеводороды
гидрируются с образованием насыщенных углеводородов. При разру-
шении молекул органических соединении серы, азота и кислорода,
кроме вышеуказанных веществ, образуются углеводороды парафино-
вого или нафтенового ряда.
При гидроочистке идут и реакции деструктивной гидрогенизации
с образованием незначительных количеств (3-4%) газа и легких фрак-
ций, не содержащихся в исходном сырье. Химизм процесса гидроочи-
стки нефтяных фракций освещен в разделе «Каталитический рифор-
минг бензиновых фракций» (блок предварительной гидроочистки бен-
зинов).
6.1. Основные параметры процесса гидроочистки дизельных фракций
Выбор технологической схемы, параметров процесса и катализато-
ров зависит от качества исходного сырья (его фракционного и группового
состава), химического состава присутствующих в нем примесей, атакже
требований к качеству получаемого продукта.
Кроме того, к сырью гидроочистки предъявляются весьма жесткие
требования в части содержания влаги ( не более 0,02% мае.) и мехприме-
сей. Повышенное содержание влаги влияет на прочность катализатора,
усиливает интенсивность коррозии, нарушает нормальный режим ста-
билизационной колонны. Сырье не должно содержать механических
примесей, так как, попадая в реактор, они оседают на катализаторе, сни-
жая тем самым эффективность его работы.
Известно, что распределение органических соединений серы и азота
по фракциям нефтепродуктов различно.
198
В бензиновых фракциях прямой перегонки нефти, выкипающих в
пределах н.к.-200°С, может содержаться до 0,2% мае. серы в виде мер-
каптанов и сульфидов. В керосиновых фракциях, выкипающих в преде-
лах 180-240°С, и в дизельных, выкипающих в пределах 180-350°С, серни-
стые соединения представлены, кроме упомянутых нафтеновыми и аро-
матическими сульфидами (тиофанами и тиофенами). В прямогонных
керосинах может содержаться 0,2-0,5% мае. серы, а в дизельных фракци-
ях — до 1,5% мае. В связи с этим условия проведения процесса их гидро-
очистки могут отличаться друг от друга, но основные закономерности и
их влияние на процесс остаются общими. К основным параметрам про-
цесса относятся температура, давление, объемная скорость подачи сы-
рья, кратность циркуляции ВСГ. концентрация в нем водорода, катали-
заторы и их активность.
Управляемыми параметрами гидроочистки являются температу-
ра, объемная скорость подачи сырья, давление и кратность циркуля-
ции ВСГ. Поскольку их взаимозависимость и взаимовлияние доста-
точно велики, удобнее рассматривать их не порознь, а в тесной взаи-
мосвязи.
Ниже 330-340°С обессеривание протекает недостаточно глубо-
ко, и при объемной скорости 4-5 ч1, соответствующей промышлен-
ным условиям, глубина обессеривания не превышает 55-58%. При
420°С значительно ускоряются побочные реакции гидрокрекинга и
быстрее дезактивируется катализатор. Поэтому, в общем случае, оп-
тимальным температурным интервалом гидроочистки принято счи-
тать 350-400° С.
При 350°С и объемной скорости свыше 2,5 ч'1 глубина обессери-
вания дизельных фракций практически не меняется, достигнув 90-
93%. С повышением парциального давления водорода (косвенное
его выражение — давление в системе) глубина обессеривания возра-
стает.
Наиболее эффективно повышение давления в интервале 1,1-1.2 МПа.
Так, при 2,2 МПа и объемной скорости 3 ч 1 уже достигается 90%-ное
обессеривание. Однако для высокосернистого сырья оправдано повыше-
ние давления до 4 МПа, что позволяет при той же глубине обессерива-
ния повысить объемную скорость до 4 ч1, т.е. фактически увеличить про-
изводительность установки.
Высокое парциальное давление водорода может быть обеспечено
только при циркуляции ВСГ. Кратность циркуляции ВСГ в процессе
гидроочистки находится обычно в пределах 200-700 нм’/м3. Необходи-
мая кратность циркуляции определяется концентрацией водорода в ис-
199
пользуемом ВСГ, колеблющейся в промышленных условиях в весьма
широких пределах: от 60 до 90% об. Чем выше концентрация водорода
в циркулирующем ВСГ, тем ниже может быть кратность циркуляции
при одинаковой степени обессеривания. Кроме того, высокое парци-
альное давление водорода удлиняет непрерывную работу катализатора.
Поскольку реакции присоединения водорода сопровождаются умень-
шением объема, давление в зоне реакции оказывает решающее влияние
на глубину процесса.
Ниже приведены оптимальные промышленные параметры гидроочи-
стки керосиновых и дизельных дистиллятов из сернистых западноси-
бирских нефтей на алюмокобальтмолибденовом (АКМ) или алюмони-
кельмолибденовом (АНМ) цеолитсодержащих катализаторах.
Керосиновая фракция Дизельная фракция
Давление, МПа 2,5-3,0 3,0-4,0
Температура, °C:
в начале цикла 280-300 350-360
в конце цикла 360-380 400-410
Объемная скорость подачи сырья, ч 1 До 10 4-6
Кратность циркуляции ВСГ, нм3/м3 300 г200
Парциальное давление водорода, МПа 1,8 1,8-2,0
Управляемые параметры в каждом конкретном случае регулиру-
ют так, чтобы достичь максимально необходимой глубины сероочи-
стки. В то же время следует помнить, что чрезмерно глубокая сероо-
чистка таких фракций, как керосиновые, используемые в качестве
реактивных топлив, вредна, так как из топлива удаляются естествен-
ные ингибиторы окисления. Известно, что при хранении с макси-
мальной интенсивностью окисляются топлива с содержанием серы
0,03% мае.
Термодинамически процесс гидроочистки низкотемпературный.
Его суммарный тепловой эффект положителен и составляет для пря-
могонного сырья 20-87 кДж/кг. Добавление к прямогонному сырью
до 30% фракций вторичного происхождения повышает теплоту ре-
акции до 125-187 кДж/кг в зависимости от содержания непредель-
ных в сырье.
6.2. Катализаторы гидроочистки
При гидроочистке в основном происходит гидрирование серо-, азот-
и кислородсодержащих соединений, а также радикалов («осколков») ча-
200
стичного расщепления. Поэтому в катализаторах гидроочистки должна
преобладать функция гидрирования и в очень малой степени проявлять-
ся функция расщепления; последняя необходима лишьдля разрушения
вышеназванных соединений.
Этим требованиям полнее всего соответствуют металлы, окислы и
сульфиды элементов VI и VI11 групп Периодической системы элементов
(никель, кобальт, железо, молибден, вольфрам, хром). Состав катализа-
торов оказывает существенное влияние на избирательность реакций,
поэтому соответствующим подбором компонентов катализаторов и их
соотношений удается осуществлять управление процессом гидроочист-
ки моторных топлив в широких пределах.
Из всего возможного многообразия наибольшее применение нашли
(и стали традиционными) алюмокобальтмолибденовый (АКМ) и алю-
моникельмолибденовый (АНМ) катализаторы гидроочистки. Гидри-
рующими компонентами являются кобальт, никель и молибден, нахо-
дящиеся в свежем катализаторе в виде оксидов (СоО, NiO, МоО5), на-
несенных на активный оксид алюминия (у-А1,О, или т]-А1,О,), выпол-
няющий роль носителя. Кроме оксида алюминия, в качестве носителей
используют также активные аморфные и кристаллические алюмосили-
каты (цеолиты).
Мольное отношение оксидов кобальта и молибдена в АКМ катализа-
торе может в общем меняться в пределах (0,2-5); 1, однако наиболее часто
оно равно 1:1; к тому же, для обеспечения хорошей обессеривающей ак-
тивности содержание СоО в катализаторе должно быть не ниже 1,3% мае.
В АНМ катализаторах мольные соотношения NiO;MoO, составляют от
0,5:1 до 1,15:1. Оптимальное содержание активных гидрирующих компо-
нентов в АКМ и АНМ колеблется в пределах 8-20% мае., дальнейшее
увеличение их суммарной концентрации лишь незначительно повышает
активность катализатора.
В процессе гидрирования сернистого сырья гидрирующие компо-
ненты катализаторов переходят из оксидной формы в сульфидную и
частично могут восстанавливаться. В сульфидной форме они облада-
ют даже несколько более высокой обессеривающей и гидрирующей
способностью. Наивысшей активностью обладают дисульфид молиб-
дена (MoS,) и смешанный сульфид никеля (NiS+Ni,S). АНМ катали-
затор требует предварительного осернения, а для АКМ катализатора
это требование не обязательно.
Промышленный АКМ катализатор обладает высокой селективнос-
тью: реакции разрыва связей С-С (крекинг) или насыщения ароматичес-
ких колец в его присутствии практически не протекают. В то же время он
201
обладает высокой активностью в реакциях разрыва связей C-S, С-N, С-0
и насыщения непредельных соединений и поэтому используется для гид-
роочистки практически любых нефтяных фракций. Важными его пре-
имуществами являются стойкость к потенциальным каталитическим ядам
и высокая термостойкость, обеспечивающая длительный срок службы
этого катализатора.
АНМ катализатор менее активен, чем АКМ, в реакциях насыще-
ния непредельных соединений, зато более активен в отношении на-
сыщения ароматических углеводородов и гидрирования азотистых
соединений. Вместе с тем он быстро теряет высокую первоначаль-
ную активность. Причины потери активности могут быть следую-
щие:
1) повышенная температура; стремление увеличить скорость реак-
ции повышением температуры может привести к нежелательным реак-
циям, протекание которых трудно контролировать, в результате чего
катализатор дезактивируется, при этом снижается выход целевого про-
дукта, за счет образования газа и кокса; начальная температура в реак-
торе (начало цикла) гидроочистки дизельных фракций обычно состав-
ляет 350-360°С;
2) изменение состава катализатора; например, при 760°С активный
оксид никеля на оксиде алюминия превращается в неактивный алюми-
нат никеля, катализатор спекается — уменьшается его активная повер-
хность;
3) потеря активного компонента катализатора: при ~600°С испаря-
ется трехокись молибдена;
4) недостаточная скорость десорбции образующихся продуктов с
поверхности катализатора при недостаточном парциальном давлении
водорода.
Для поддержания активности катализатора прибегают к постепен-
ному повышениютемпературы втечение межрегенерационного цикла, а
последостижения допустимого максимума (400-410°С) катализатор под-
вергают окислительно-восстановительной регенерации или заменяют его
свежим. Поскольку активность катализатора снижается в основном в ре-
зультате отложений кокса в порах частиц, регенерацию проводят путем
выжигания кокса.
Алюмоникельмолибденовый катализатор на силикатном (аморфном)
носителе (АНМС) идентичен АНМ, но имеет пониженную механичес-
кую прочность. Для повышения ее, а заодно — термостабильности к но-
сителю добавляют 5-7% мае. диоксида кремния.
202
Для достижения максимальной эффективности работы катализатора
нерекомендуетсядопускатьсодержаниеСОв ВСГвыше0,1% об.,так как
в условиях гидроочистки под воздействием водорода СО гидрируется до
СН4, что неизбежно увеличивает расход водорода, а эта статья влияет на
экономику процесса (в зависимости от вида сырья и концентрации водо-
рода в ВСГ затраты на водород колеблются от 6 до 30% общей суммы зат-
рат на переработку).
6.3. Промышленные
установки гидроочистки
Каждая установка гидроочистки дизтоплив состоит из ряда блоков,
имеющих определенное назначение.
1. Реакторный блок. В его состав входяттеплообменники для нагрева
газосырьевой смеси, нагревательная печь, собственно реактор или два
реактора, сепараторы и контур циркуляционного газа с компрессорами.
Это основной блок установки, где происходит гидрообессеривание диз-
топлива в реакционных аппаратах и разделение газопродуктовои смеси в
сепараторах на жидкие продукты реакции, углеводородный газ и цирку-
лирующий водородсодержащий газ.
2. Блок стабилизации, состоящий из ряда теплообменников и ко-
лонны стабилизации, служащей для отделения от нестабильного гидро-
генизата бензина-отгона с получением стабильного дизтоплива.
3. Блок очистки циркулирующего водородсодержащего газа и уг-
леводородных газов от сероводорода раствором моноэтаноламина
(МЭА).
Очистка производится в отдельных абсорберах колонного типа, име-
ющих в качестве контактных устройств тарелки S-образного типа. На
верх абсорберов подается 10-15%-ный раствор МЭА, который контак-
тирует на тарелках с поднимающимися в верхнюю часть абсорберов во-
дородсодержащим или углеводородным газами и поглощает из них се-
роводород. Очищенные газы уходят сверху абсорберов, а моноэтанола-
миновый раствор, поглощая сероводород из газов при 30-40°С, образу-
ет комплекс:
2(C,H4OH)NH2+ H2S ~ [(C2H4OH)NH3]2S.
При повышении температуры выше 100°С комплекс разлагается с
выделением сероводорода.
4. Блок регенерации раствора МЭА, имеющий всвоем составе регенератор-
десорбер, паровой подогреватель — рибойлер и теплообменную аппаратуру.
203
Регенерацию осуществляют в колонном аппарате, оборудованном
контактными устройствами тарельчатого типа. Температурный режим
регенератора поддерживается заснет циркуляции регенерированного
раствора МЭА через рибойлер. Температура низа аппарата 120-125°С.
Сероводород сверху регенератора направляют в процесс Клауса, а с
низа его регенерированный раствор МЭА возвращается в блок очист-
ки газов.
Типы промышленных установок гидроочистки дизельных фракций
К промышленным установкам относятся: Л-24/6, Л-24/7, Л Г-24/7,
Л-24/2000 и ЛЧ-24/2000 (Л-24-9)*.
Наиболее старые из них —Л-24/6, Л-24/7, Л Г-24/7, созданные в 60-е
годы. На Киришском НПЗ установка Л-24/6 построена в 1967 г., а уста-
новка Л Г-24/7 — в 1971 г.
Установка Л-24/6 состоим из двух самостоятельных реакторных бло-
ков для одновременной переработки двух видов сырья, каждый мощнос-
тью 300 тыс.т/год. Проектная мощность установки в целом составляет
900тыс.т/год. Однако в процессе эксплуатации за счет резервов обору-
дования и использования активных катализаторов удалось повысить ее
мощность до 1,2 млн.т/год по дизельному дистилляту с содержанием серы
в нем до 1% мае., а в очищенном дизтопливе — до 0,2% мае. Установка
оборудована четырьмя реакторами с объемом реакционной зоны 19,2 mj
каждый, диаметром 2600 мм и высотой 8930 мм. Расчетное давление в
реакторах 6,0 МПа, и рассчитаны они на температуру не более 425°С.
Аппараты изготовлены из углеводородной стали с футеровкой из жаро-
прочного торкрет-бетона.
В настоящее время установка используется для очистки сырья уста-
новок «Парекс». В очищенном продукте (фракции 180-305°С) содержа-
ние серы не превышает 0,01 % мае., базовое число (мг NH3 на 1000 мл) не
выше 8,0.
В качестве катализаторов используется: алюмоникельмолибденовый
ГКД-202,алюмокобальтмолибденовый ГКД-202П иалюмоникельмолиб-
деновый ГКД-205.
Установка Л Г-24/7 имеет проектную мощность 1,2 млн.т/год и со-
стоит из двух независимо работающих блоков по 600 тыс.т/год каждый.
Имеет два реактора и две нагревательные печи в каждом блоке.
* Проекты установок разработаны в Ленгипронефтехиме, автором процес-
сов является вниинп.
204
На рис. 6.1 приведен разрез одной из печей реакторного блока уста-
новки ЛГ-24/7. Печь вертикально-цилиндрического типа имеет мощ-
ность 19,3 млн.кДж/ч, экранирована трубами из стали 12X18Н ЮТ диа-
метром 159 мм и оборудована тремя газожидкостными горелками. Кон-
векционная камера расположена в верхней части печи, внутри камеры
для более равномерного распределения дымовых газов имеется, так на-
зываемое, вытесняющее тело. Снаружи печь закрыта металлическим
каркасом-кожухом. Реакторы, идентичные по габаритам, изготовлены
из стали 12ХМ с торкретпокрытием из жаропрочного бетона. Для уп-
рочнения торкрет-бетона последний нанесен настенки через слой пан-
цирной сетки. Вход газосырьевой смеси осуществляют по трубе, прохо-
дящей через нижнее днище в верхнюю часть реактора, и далее — через
распределительное устройство. Газосырьевая смесь проходит через слой
фарфоровых шаров, а затем — через слой катализатора. Катализатор
загружается в реактор на опорный стол-решетку из нескольких слоев
нержавеющей сетки. Поверх решетки укладываются несколько слоев
фарфоровых шаров.
Выход продуктов реакции осуществляется через нижний штуцер ре-
актора. Для контроля за температурой реакции и в процессе регенерации
имеются термокарманы для размещения термопар.
В настоящее время установка ЛГ-24/7 используется в основном для
гидроочистки керосиновой фракции с целью удаления из нее меркап-
тановой серы и получения реактивного топлива ТС-1 или реактивного
топлива Джет-1А с содержанием меркаптановой серы не более
0,003% мае.
Установка гидроочистки дизельного топлива ЛЧ-24/2000
Установка ЛЧ-24/2000 производительностью 2 млн.т/год предназ-
начена для гидроочистки дизельных фракций, выкипающих в пределах
180-360°С. Введена в эксплуатацию на Киришском НПЗвдекабре 1988 г.
и предназначена для производства дизельного топлива с содержанием
серы до 0,2% мае.
В состав установки входят:
1. Реакторный блок для гидроочистки прямогонного дистиллята 180-
360°С.
2. Блок стабилизации гидрогенизата.
3. Блок очистки циркулирующего ВСГ и углеводородных газов от
сероводорода раствором МЭА.
4. Блок регенерации насыщенного раствора МЭА.
205
о
OS
Рис. 6.1. Цилиндрическая трубчатая печь установки Л Г-24/7:
I — каркас-кожух; 2 — футеровка камеры радиации; 3 — змеевик камеры радиации; 4 — отражающий конус;
5 — вытесняющее тело; 6 — змеевик конвекционной камеры; 7 — футеровка конвекционной камеры; 8 — газоход;
9 — шибер; 10 — горелки
5. Блок отдува сероводорода из конденсата перед сбросом его в кана-
лизацию.
Для подавления возможной коррозии оборудования предусмот-
рена подача 2-5% мае. раствора ингибитора коррозии перед воздуш-
ными холодильниками в шлемовую трубу колонны стабилизации и с
орошением этой колонны. Для отмывания солей хлористого аммония
перед воздушными холодильниками может подаваться паровой кон-
денсат.
В абсорберы очистки газов моноэтаноламином предусмотрена пода-
ча антивспенивателя в регенерированный раствор МЭА с фильтрацией
мехпримесей через намывные фильтры.
Для восстановления активности катализатора предусмотрена реге-
нерация газовоздушным методом с последующей очисткой газовоздуш-
ной коррозионной смеси щелочным раствором.
В качестве катализатора проектом предусмотрен алюмоникельмолиб-
деновый катализатор ГКД-205 по ТУ 38-101928-85 с обессеривающей ак-
тивностью при 380°С и объемной скорости 4 ч'1 не менее 90%, а при
объемной скорости 6 ч_| — 87% мае.
Установка успешно прошла пусковые испытания и, работая на фрак-
ции 180-360°С при сравнительно умеренных температурах (360-370°С) и
при полной загрузке, обеспечивала выработку компонента дизельного
топлива с содержанием серы 0,08-0,1 % мае.
В ходе испытания был выявлен ряд недоработок проекта.
1. Стабилизационная колонна при использовании в качестве отдува
нестабильного гидрогенизата водорода с установок каталитического ри-
форминга не всегда обеспечивала требуемую температуру вспышки в зак-
рытом тигле (65°С)..
2. Стальная дымовая труба быстро вышла из строя в связи с коррози-
ей верхней части. Потребовалась ее наружная изоляция, чтобы точка росы
дымовых газов находилась за пределами верха трубы.
Эти недочеты были устранены.
В 1997 г. возникла необходимость производства на этой установке
экологически чистого дизельного топливассодержанием серы неболее
0,05% мае. Фирмой «ЗЮД-ХЕМИ АГ» был предложен АКМ катализа-
тор второго поколения типа С20-6-ОТРХ, отличительной чертой кото-
рого является максимальный обессеривающий эффект и высокая ста-
бильность при эксплуатации на различном нефтяном сырье (табл. 6.1.).
Он характеризуется также высокой устойчивостью по отношению к тя-
желым металлам и оптимальной плотностью для экономии загрузки
реакторов.
207
процессы uaptpuuuninu псулпн
Таблица 6.1
Характеристика катализатора С-20-6-0 ITPX
Показатели Пределы
Химический состав катализатора
Содержание % мае.
окиси кобальта 4,5
трехокиси молибдена 18,5
окиси натрия, не менее 0,05
окиси алюминия Остальное
Физико-химические свойства
Форма частиц Экструдаты формы TPIAX
Размер частиц, мм 1,3-2.5
Плотность при загрузке повышенной компактности, кг/м' До 685
Боковая механическая прочность, Н/мм 22
Удельная поверхность, м;/г 250
Объем пор, л/кг 0,58
Потери на истирание, %, менее 3
При использовании дизельной фракции с н.к.-200°С и концом ки-
пения 360°С, содержанием серы 1-1,5% мае., азота 40-60 ppm и метал-
лов (никеля, ванадия, железа) менее I ppm фирма «ЗЮД-ХЕМИ АГ»
гарантировала получение гидроочищенного компонента дизельного
топлива с содержанием серы менее 500 ppm (0,05% мае.). Рабочие ус-
ловия процесса гидроочистки на этом катализаторе приведены в
табл. 6.2.
Работа установки ЛЧ-24/2000 с 1997 г. полностью подтвердила га-
рантированные показатели как по качеству вырабатываемой продукции,
так и по основным показателям режима и условий эксплуатации. Это
позволило Киришскому НПЗ наладить устойчивый выпуск экологичес-
ки чистого дизельного топлива с содержанием серы не более 0,05% мае.
и обеспечить конкурентоспособность дизельного топлива на внешнем
рынке при отгрузке его на экспорт.
Описание технологической схемы установки ЛЧ-24/2000
Принципиальная технологическая схема установки ЛЧ-24/2000 при-
ведена на рис. 6.2.
Сырье (фр. 180-360°С) смешивается с циркулирующим ВСГ, на-
гнетаемым центробежным компрессором. Газосырьевая смесь нагре-
208
Рис. 6.2. Технологическая схема установки ЛЧ-24/2000:
1 — трубчатая печь; 2 — реактор; 3 — теплообменники; 4 — воздушный холодильник; 5 — горячий сепаратор;
6 — теплообменник для получения пара; 7 — холодильники; 8 — холодный сепаратор; 9 — стабилизационная колон-
на; 10 — сепараторы; 11 — насосы; 12 — колонна для отдува сероводорода из бензина; 13 — абсорберы; 14 — термо-
сифонный рибойлер; 15 — отгонная колонна; 16 — дегазатор; 17 — центробежный компрессор.
Линии: 1 — сырье; II — водородсодержащий газ; 111 — углеводородный газ (или отдуваемый водородсодержащий
газ); IV — бензин; V — очищенное дизельное топливо; VI — сероводород; VII — углеводородный газ с установки;
VIII — углеводородный газ к печам
Таблица 6.2
Параметры гидроочистки на катализаторе фирмы
«ЗЮД-ХЕМИ АГ»
Показатели Нормы
Рабочее давление на входе в реактор, МПа 3,0-3,5
Максимальная скорость подачи сырья, м'/ч 210
Кратность циркуляции ВСГ, нм /м’ 267
Содержание водорода в ВСГ, % об. 75-80
Парциальное давление водорода, МПа >2,6
Начальная температура на входе в реактор, °C 331
Начальная температура на выходе из реактора, °C 351
Начальный перепад давления в реакторе, МПа 0,1-0,13
Конечная температура на входе в реактор, °C 380
Конечная температура на выходе из реактора, °C 399
Конечный перепад давления в реакторе, МПа >0,3
Общий объем катализатора, м' 72
Масса катализатора при загрузке повышенной компактности, т 49,3
Максимальная объемная скорость подачи сырья, ч'1 3,0
Ожидаемая продолжительность первого никла работы, мес. 22-24
Гарантийный срок службы катализатора, мес. 36
вается сначала в теплообменниках потоком стабильного топлива, по-
ступающего из нижней части стабилизационной колонны, затем в
теплообменнике потоком газопродуктовой смеси, в печи и направ-
ляется в реактор. После реактора газопродуктовая смесь отдает свое
тепло газосырьевой смеси и подается в горячий сепаратор. Парога-
зовая смесь из горячего сепаратора используется для нагрева гидро-
генизата из холодного сепаратора и получения водяного пара в ри-
бойлере. Затем смесь газа и нефтепродукта охлаждается последова-
тельно в воздушном и водяном холодильниках и поступает в холод-
ный сепаратор, где отделяется циркулирующий ВСГ. Гидрогенизат
из холодного сепаратора, предварительно нагретый в теплообмен-
нике парогазовой смесью из горячего сепаратора, смешивается с гид-
рогенизатом из горячего сепаратора и направляется в колонну ста-
билизации.
Циркулирующий ВСГ подвергается очистке от сероводорода и воз-
вращается в цикл. Для поддержания необходимой концентрации во-
дорода в ВСГ перед сепаратором на компрессор постоянно подается
210
свежий ВСГ, а часть циркулирующего газа отдувается. Отдуваемый ВСГ,
предварительно нагретый в подогревателе печи, направляется в ста-
билизационную колонну с целью снижения парциального давления
паров нефтепродукта. В колонне из дизельного топлива выделяются
углеводородные газы и бензин для получения дизтоплива с требуемой
температурой вспышки. Тепловой режим колонны обеспечивается теп-
лотой сырья, подаваемого в колонну. Выходящее из нижней части ко-
лонны стабильное дизельное топливо охлаждается в теплообменни-
ках и воздушном холодильнике, после чего выводится с установки в
товарный парк. С верха колонны отбирается бензин и углеводород-
ный газ; после охлаждения они поступают в сепаратор, в котором бен-
зин отстаивается от водного конденсата и направляется на смешение
с нефтью — сырьем установок первичной перегонки. Водяной кон-
денсат направляется в деаэратор для отдува сероводорода водяным
паром. Конденсат, освобожденный от сероводорода, после охлажде-
ния сбрасывается в производственную канализацию, а сероводород в
факельную линию.
Углеводородный газ очищается от сероводорода раствором МЭА и
используется в качестве технологического топлива. Насыщенный кис-
лыми газами раствор МЭА дегазируется при пониженном давлении и
направляется надесорбцию в отгонную колонну (десорбер). Температур-
ный режим в колонне поддерживается циркулирующим через термоси-
фонный паровой рибойлер раствором МЭА. Выделившийся из раствора
МЭА сероводород направляют в процесс Клауса для производства эле-
ментарной серы, а часть его — на установку утилизации кислого гудрона
и производства серной кислоты и олеума. Для предотвращения вспени-
вания раствора МЭА на тарелках абсорберов в систему подается анти-
вспениватель.
Для удаления мехпримесей из регенерированного раствора МЭА пре-
дусмотрена фильтрация его через намывные фильтры Ф-201.
6.4. Пуск, эксплуатация, остановка на ремонт и проведение регенерации
катализатора
Перед пуском установки в работу проводится ряд подготовитель-
ных операций, связанных с проверкой персоналом окончания на уста-
новке всех ремонтных работ, закрытия люками и крышками всех аппа-
ратов, отглушения заглушками там, где это необходимо, аппаратов и
трубопроводов, укомплектования соответствующей нормативно-техни-
ческой документацией всех рабочих мест установки и уборки террито-
рии. Для этого персонал проверяет, все ли трубопроводы и аппараты
211
прошли гидравлическое или пневматическое испытание, продуты ли
трубопроводы и естьли по ним проходимость. Проверяется готовность
к работе всех контрольно-измерительных приборов и они переводятся
на рабочий режим.
Затем производится прием на установку пара, воды, электроэнер-
гии, инертного газа, различных реагентов. Далее персонал произво-
дит заполнение системы инертным газом по реакторному и другим
блокам и осуществляет продувку и испытание на герметичность этих
систем на инертном газе. Опрессовка аппаратов и трубопроводов вы-
полняется на давление, определяемое условиями эксплуатации. Пос-
ле устранения дефектов приступают к приему топлива и газа для осу-
ществления сушки технологических печей и реакторного блока, что-
бы подготовить его к загрузке катализатором, а в печах постепенно
удалить влагу из огнеупорной кладки или огнеупорных бетонных па-
нелей футеровки печи. Обвязка аппаратов осуществляется в такой пос-
ледовательности:
ЦК-201 —» Т-20/1,2 —* П-201 Р-201 Т-201/1,2 С-201 ® Т-205
Х-201 Х-202/1,2 С-202 К-202 С-203 -* ЦК-201.
Налаживается работа всех холодильников, вентиляторов, систем
блокировок и сигнализации, аппараты по указанной схеме заполня-
ются инертным газом до давления 1,0-2,0 МПа, и начинает работать
центробежный компрессор. В начале осуществляют холодную цирку-
ляцию, затем зажигают горелки либо форсунки печи и начинают мед-
ленный разогрев печи и всего реакторного блока. Подъем температур
производится в соответствии с действующими инструкциями. Выде-
лившаяся в результате сушки вода собирается в сепараторе, а оттуда
дренируется в промканализацию. После окончания сушки прекраща-
ется нагрев печи закрытием топлива к форсункам, система охлаждает-
ся циркулирующим азотом и после ее охлаждения компрессор оста-
навливают.
Загрузка катализатора в реактор. Загрузка катализатора произво-
дится при наличии соответствующего сертификата качества на ката-
лизатор. Перед загрузкой необходимо удалить пыль и мелкие части-
цы из катализатора путем отсева. Для катализатора, бывшего в упот-
реблении, эта операция обязательна. Загрузку необходимо произво-
дить, непрерывно и упорядоченно загружая катализатор по всему пе-
риметру реактора с помощью специальных рукавов. Перед загрузкой
катализатора в низ реактора на специальную решетку — стол засыпа-
ется слой фарфоровых шаров, и лишь после этого засыпается катали-
212
затор. При этом обслуживающий персонал должен работать в респи-
раторах или противогазах.
После загрузки катализатора поверх его засыпаются слои фарфоро-
вых шаров разного диаметра, причем шары более крупного диаметра ук-
ладываются в верхний слой. Далее производится продувка слоя катали-
затора от пыли осушенным воздухом через разболченные фланцы на вы-
ходе из реактора. После продувки реактора 2000 м3 воздуха его полнос-
тью герметизируют.
Повторное испытание системы на герметичность производится азо-
том таким образом, чтобы содержание кислорода в системе не превыси-
ло 0,5% об.
Повышение эффективности работы реактора и установки за счет
применения метода плотной загрузки катализатора. Использование
в реакторах гидроочистки метода плотной загрузки катализатора по-
зволяет увеличить производительность установки и эффективность
работы катализатора за счет улучшения его контакта с сырьем. Обычно
для плотной загрузки катализатора применяют загрузочную ворон-
ку, заканчивающуюся циклонной камерой с конусообразным устрой-
ством, куда по трубе в тангенциальном направлении подводится воз-
дух с высокой скоростью для подачи катализатора в реактор в виде
дисперсии.
Конусообразное устройство препятствует провалу частиц катализа-
тора по оси загрузочной воронки.
В процессе загрузки все устройство равномерно поднимается вверх.
При такой загрузке в зависимости от формы частиц катализатора на-
сыпная плотность возрастает на 5-25%, в отдельных случаях ее при-
рост достигает 30% по сравнению с обычной загрузкой. Использова-
ние катализаторов фасонной формовки позволяет получить наиболее
плотный слой. Поданным фирмы «Атлантик ричфильд» (США), пер-
вой освоившей метод плотной загрузки катализатора, прирост массы
катализатора в реакторе в % иллюстрируется материалами приведен-
ными ниже:
Форма частиц катализатора
Прирост массы катализатора
при плотной загрузке, %
Сферическая
Экструдаты цилиндрические
Фасонные экструдаты
5-8
10-15
20-25
213
Плотная загрузка катализатора позволяет, в зависимости от задачи,
повысить производительность реактора, снизить энергозатраты или рас-
ход водорода, улучшить качество продукта, атакже увеличить срок служ-
бы катализатора.
Следует отметить, что в плотном слое увеличивается гидравличес-
кое сопротивление. Однако в процессе эксплуатации установки осаж-
дение неплотнозагруженного слоя приводит ктому же уровню перепа-
да давления, что и при плотной загрузке. Зарубежная практика эксплу-
атации реакторов с плотной загрузкой показала, что затраты на преодо-
ление повышенного сопротивления слоя катализатора перекрываются
за счет экономии, достигаемой при использовании плотной загрузки.
Нормальная эксплуатация установки (на примере установки
ЛЧ-24/2000). Для обеспечения нормальной эксплуатации установок
гидроочистки дизельного топлива требуется неукоснительное соблю-
дение нормируемых показателей технологического режима, что га-
рантирует запланированный пробег любой установки гидроочистки
(табл. 6.3).
Таблица 6.3
Нормы технологического режима установки ЛЧ-24/2000
Наименование параметров технологического режима Допускаемые пределы рабочих параметров
Расход сырья, м'/ч 210-320
Расход свежего ВСГ, нм'/ч 10000-26000
Концентрация водорода, % об., не менее 70
Расход циркулирующего ВСГ, нм'/ч 68500-90000
Концентрация водорода, % об., не менее 70
Давление на приеме компрессора, МПа 8,7-3,7
Давление на выкиде компрессора, МПа 3,8-4,6
Температура продукта на выходе из печи П-201, С, не выше 400
Температура на перевале, °C, не выше 850
Температура на входе в реактор Р-201, °C, не ниже 340
Температура на выходе из Р-201, °C, не выше 420
Перепад давления в реакторе, МПа, не более 0,2
Допустимый перепад температуры,“С, не выше 20
Максимальное давление в реакторе, МПа 4,0
Общий перепад давления в системе, МПа, не более 1,2
Горячий сепаратор С-201:
температура, °C 250-280
давление, МПа 3,6-3,9
214
Продолжение табл. 6.3.
Наименование параметров технологического режима Допускаемые пределы рабочих параметров
Холодный сепаратор:
температура, °C, не выше 45
давление, МПа 3,4-3.7
Стабилизационная колонна К-201:
температура верха. °C 130-140
температура низа,°C 240-2S0
давление, МПа 0,16-0.20
расход водорода на продувку, нм'/ч 2000-9000
расход орошения, м/ч 17-35
Абсорбер циркуляционного газа К-202:
расход раствора МЭА, м/ч, не менее 30
Абсорбер очистки углеводородного газа К-203:
давление, МПа 0,5-0,7
расход раствора МЭА, м /ч 11-20
Абсорбер К-204:
давление, МПа, не более 0,5-0,7
расход раствора МЭА. м'/ч. не более 7
Отгонная колонна К-205:
температура верха, °C 105-110
температура низа,°C 115-120
давление. МПа. не более 0,15
6.5. Аппаратура и оборудование установок гидроочистки
дизельных топлив
Оборудование установок гидроочистки подвергается химической,
электрохимической и водородной коррозии. Поэтому методы зашиты
оборудования от коррозии — это. в первую очередь, применение наря-
ду с низколегированными, и высоколегированных хромовых и хромо-
молибденовых сплавов, торкретирование реакторов, изготовление обо-
рудования из двухслойной стали: углеродистой основой с внутренней
плакировкой из нержавеющей стали, применение ингибиторов корро-
зии и нейтрализаторов в узлах оборудования, работающего в условиях
конденсации паров при температуре до 200°С. Удельный вес легиро-
ванных сталей в общем объеме оборудования, аппаратов и трубопрово-
дов довольно велик и занимает значительный процент от стоимости
затрат на всю установку.
К основному оборудованию установок гидроочистки топлив отно-
сятся реакторы, трубчатые печи, теплообменное оборудование, ректи-
215
фикационные и абсорбционные колонны, сепараторы для разделения
газов от жидких продуктов.
Основное оборудование установки ЛЧ-24/2000
Реактор установки изготовлен из стали 12МХс плакирующим сло-
ем из стали 08ХН ЮТ. В этом случае реактор не требует торкретиро-
вания жаропрочным бетоном, материал реактора непосредственно
контактируете продуктами реакции при температуре 360-38СГС, а в
период газовоздушной регенерации — при 500°С и выше. Расчетное
давление в реакторе 4,8 МПа. Диаметр реактора 3816 мм, высота
10202 мм. В реактор загружается 56 т катализатора на слой шаров
разного диаметра (от 5 до 16 мм), которые удерживаются на опорной
решетке.
Сверху катализатор также засыпан слоем фарфоровых шаров, ко-
торые выполняют две функции: удерживают катализатор в стацио-
нарном слое от уноса и равномерно распределяют газосырьевую смесь
по сечению реактора. Температурный режим фиксируется темпера-
турами на входе и выходе из реактора, а также с помощью зонных
термопар.
Стабилизационная колонна К-201. Назначение колонны — отгон
из нестабильного топлива бензиновой фракции вместе с сероводоро-
дом и углеводородным газом. Колонна изготовлена из стали 16ГС с
плакирующим слоем из стали 08X13 и имеет двойной диаметр: верх-
няя часть, где расположены 5 тарелок клапанного типа, имеет диа-
метр 1800 мм, остальная часть колонны с 20-ю клапанными тарелка-
ми выполнена диаметром 2,5 м. Общая высота колонны 32 м. Умень-
шение диаметра в верхней части обусловлено подачей в эту часть ко-
лонны холодного орошения, в связи с чем объем паров здесь резко
уменьшается.
Нестабильный гидрогенизат в К-201 может подаваться на 20-ю или
14-ю тарелки, считая от низа колонны. Отгон осуществляется потоком
очищенного ВСГ, нагретого в печи П-201 до 250°С и подаваемого в кар-
ман 14-й или 20-й тарелки.
Подачу на верхнюю тарелку острого орошения осуществляют с помо-
щью автоматического регулятора температуры верха колонны.
Качество стабильного гидрогенизата регулируется постоянством тем-
пературы низа колонны, уровнем жидкого продукта, количеством и тем-
пературой подаваемого в колонну ВСГ.
216
Абсорбер очистки циркулирующего ВСГ К-202. Аппарат колонного
типа диаметром 2 м и высотой 28,5 м, в котором имеются 24 тарелки S-
образного типа.
Водородсодержащий газ подается в нижнюю часть абсорбера под
первую от низа тарелку. В верхнюю часть поступает 10-15% раствор МЭА.
На тарелках при контакте с раствором МЭА из ВСГ удаляется серово-
дород. Насыщенный раствор МЭАуходит с низа абсорбера в отделение
регенерации МЭА. В верхней части К-202 предусмотрена подача пото-
ка парового конденсата, который дополнительно отмывает из ВСГ се-
роводород. Очищенный от сероводорода ВСГ подается в цикл цирку-
ляции водорода.
Абсорбцию осуществляют при 30-40°С и давлении 2,5-3,0 МПа.
Абсорберы очистки углеводородных газов. Очистка осуществляется в
абсорберах К-203 и К-204 10-15%-ным раствором МЭА.
Абсорбер К-203 — аппарат колонного типа с двойным диамет-
ром: верхняя часть — 0,8 м, нижняя — 1,6 м, высота 22 м. В абсорбе-
ре 20 тарелок S-образного типа. Аппарат выполнен из стали 16ГС.
Колонна К-204 вместо тарелок заполнена керамической насадкой
«седла Инталлокс». Высота каждого слоя насадки — 2,5 м. Таких сло-
ев 2.
Абсорбер К-204 служит для очистки углеводородсодержащего газа
от сероводорода, отдутого из колонны отдува бензина-отгона. Аб-
сорбция в обоих аппаратах идет при температуре 40-45°С и давлении
0,5-0,7 МПа.
Отгонная колонна К-205. Выполняет роль десорбера-регенерато-
ра. В ней происходит удаление из насыщенного раствора МЭА погло-
щенного им сероводорода. В колонне диаметром 2,2 м и высотой 26 м
имеется 21 тарелка S-обратного типа. Насыщенный раствор МЭА по-
ступает в верхнюю часть колонны на одну из тарелок с температурой
около 100°С.
Внизудесорбера поддерживается температура 115-120°С. Нагревниза
К-205 осуществляется циркуляцией части регенерированного раствора
МЭА через паровой подогреватель. Сероводород вместе с парами воды
удаляется сверху десорбера, а регенерированный раствор МЭА после ох-
лаждения его направляется для компаундирования со свежим МЭА. Тем-
пература верха К-205 поддерживается на уровне 105-110°С подачей оро-
шения водного раствора МЭА.
Трубчатая печь. Принципиальное устройство печи приведено на
рис. 6.3. Печь трубчатая двухкамерная вертикально-секционного типа,
состоящая из двух идентичных секций, тепловой мощностью
217
4
Рис. 6.3. Двухкамерная трубчатая печь коробчатого типа установки ЛЧ-24/2000:
1 — каркас-кожух; 2 — змеевик камеры радиации; 3 — змеевик камеры конвекции;
4 — двухходовой трубчатый воздухоподогреватель: 5 — футеровка печи; 6 — горелки
119,6 млн. кДж/ч. Установлена на железобетонных стойках, высотой от
уровня земли 1,7 м. Радиантный и конвекционный змеевики выполне-
ны из труб диаметром 152x8 из стали 08X18Н ЮТ. Число потоков в ра-
диантной и конвекционной секциях 4 в каждой камере. Печь рассчита-
на на температуру входа продукта в пределах 280-320°С и выхода его
340-400°С. В нижней части каждой из камер печи установлено по 12
газовых горелок типа ГП. При выходе из каждой камеры потоки объе-
диняются в коллекторе.
218
Трубы конвекционной шахты ошипованы. Над трубами конвек-
ции имеется змеевик из труб диаметром 108 мм, выполненных из
стали 15Х15М. Этот змеевик используют для нагрева ВСГ до 250°С с
целью подачи его в колонну К-201 для поддува. Печь оборудована
приборами и устройствами для выжига кокса из труб печей. Выжиг
возможен только в одном потоке, в остальные в это время подают пар
во избежание их пережога. Для утилизации тепла дымовых газов в
печи имеются воздухоподогреватели, оборудованные змеевиками из
труб 57x3,5 мм, с количеством трубок в каждом из них 720 штук.
Число ходов по воздуху — два, по продуктам сгорания — один. За
счет этого удается нагревать воздух, подаваемый для сжигания газа в
печи, до 250-270°С. Температура продуктов сгорания, покидающих
печь после воздухоподогревателей, 230°С. Снаружи печь обшита кар-
касом из металла.
219
Использованная литература в разделах V и VI
I. Регламенты установок каталитического риформинга Л-35-11/300, ЛЧ-35-
11/1000, Л Г-35-8/300Б, установок гидроочистки ЛЧ-34/6, Л Г-24/7 и ЛЧ-24/
2000 Киришского НПЗ.
2. Смидович Е.В. Технология переработки нефти и газа. Часть 2. — М.: Химия,
1980. - 328 с.
3. Средин В.В., Тарасенков П.М. Оборудование и трубопроводы установок ка-
талитического риформинга и гидроочистки. — 1963.
4. Информационно-аналитический материал «Тенденции развития каталити-
ческого риформинга». — М.: ЦНИИТЭнефтехим, 1999.
5. Информационные материалы фирмы «Пакинокс», 1995.
6. Информационно-аналитический материал «Изомеризация — эффективный
путь производства высокооктанового компонента бензина». — М.: ЦНИИТ-
Энефтехим, 1991.
7. Современные катализаторы нефтепереработки. —М.: ЦНИИТЭнефтехим,
1999.
8. Аналитический материал «Достижения отечественной и зарубежной науки
и техники в области основных процессов производства моторных топлив». —
М.: ЦНИИТЭнефтехим, 1996.
9 . Жоров Ю.М. Изомеризация углеводородов. — М.: Химия, 1983.
10. Радченко Е.Д., Нефедов Б.Г., Алиев Р.Р. Промышленные катализаторы гид-
рогенизационных процессов. — М.: Химия, 1987.
11. Орочко Д.И., Сулимов А.Д., ОсиповЛ.Н. Гидрогенизационные процессы в
нефтепереработке. — М.: Химия, 1971. — 352 с.
12. Информационно-аналитический отчет «Современный промышленный опыт
решения проблем эксплуатации установок гидроочистки средних и вакуум-
ных дистиллятов». — М.: ЦНИИТЭнефтехим, 1990.
13. Основные положения по пуску и эксплуатации установок каталитического
риформинга с блоками предварительной гидроочистки. Разработка инсти-
тута «Ленгипронефтехим» объединения «Леннефтехим» и Электрогорского
филиала «ВНИИНП», 1989.
220
БИОГРАФИЧЕСКАЯ СПРАВКА
Баннов Павел Георгиевич родился в 1930 г. в д. Челобитьево Мыти-
щинского района Московской обл. В 1948 г., после окончания школы,
поступил в Московский нефтяной институт им. академика И.М.Губки-
на, который закончил в 1953 г. по специальности «Технология перера-
ботки нефти». В этом же году был направлен на работу на Хабаровский
нефтеперерабатывающий завод.
За годы работы на заводе с 1953 по 1972 гг. прошел все ступени кадро-
вой лестницы: инженер цеха, заместитель начальника цеха, начальник
цеха, начальник производственно-технического отдела, в 1965 г. назна-
чен главным инженером завода. За годы работы на Хабаровском Н ПЗ под
руководством и при непосредственном участии П.Г.Баннова произведен
ряд мероприятий по совершенствованию схемы переработки нефти. Была
построена электрообессоливающая установка ЭЛОУ-10/6, организовано
производство трансформаторного масла по уникальной схеме с электро-
осаждением кислого гудрона и щелочи в электрическом поле постоянно-
го тока, организовано производство тугоплавкого битума, начато строи-
тельство установки каталитического риформинга Л Г-35-1 1/ЗООБ. В 1972 г
П. Г. Баннов переводится на Киришский НПЗ на должность главного тех-
нолога завода. Работая на Киришском НПЗ, совместно с институтом
ВНИИ Нефтехим принимал непосредственное участие в переводе уста-
новок каталитического риформинга на новые биметаллические катали-
заторы типа КР, внедрении процесса изоселектоформинга за счет пере-
оборудования установки Л-35-11/300.
С 1985 г. назначен главным инженером ПО «Киришинефтеорг-
синтез». Под руководством П.Г.Баннова пущены в эксплуатацию: круп-
нотоннажная установка ЛЧ-24/2000, а после перевода ее на новый ката-
лизатор освоено производство экологически чистого дизельного топли-
ва с содержанием серы 0,05%. Совместно с итальянской фирмой КТ1 в
1992 и 1995 гг. был проведен большой комплекс работ по замене старых
неэффективных печей на новые высокоэффективные, проведен ряд ра-
бот по снижению вредного воздействия выбросов завода в водную и воз-
душную среду и ряд других работ. С 1997 г. находится на заслуженном
отдыхе.
221
СОДЕРЖАНИЕ
Предисловие ..................................... 3
Раздел I Краткая характеристика Киришского нефтеперерабаты-
вающего завода. Поточная схема переработки нефти.............4
1.1. Краткая характеристика завода................4
1.2. Поточная схема переработки нефти на Киришском
НПЗ...........................................7
Раздел II Общие сведения о нефти. Основные физико-химические
свойства нефтей и нефтепродуктов. Направления перера-
ботки нефти............................................... 14
2.1. Общие сведения о нефти..................... 14
2.2.Основные физико-химические свойства нефтей
и нефтепродуктов ............................... 18
Раздел III Подготовка нефти к переработке. Обессоливание и обез-
воживание нефти..............................................
3.1 . Вредные примеси в нефти....................32
3.2 Обезвоживание и обессоливание нефти ........33
3.3 Основное оборудование элетрообессоливающих
установок........................................54
Раздел IV Первичная переработка нефти.......................
4.1. Основные схемы атмосферной перегонки нефти .... 58
4.2.Основные схемы вакуумной перегонки мазута.....64
4.3.Основные аппараты установок первичной пере-
гонки ...........................................67
4.4. Промышленные установки первичной перера-
ботки нефти.................................... 101
Раздел V Каталитическое облагораживание бензиновых фракци
5.1. Каталитический риформинг.................. 116
5.2. Основы химизма процесса каталитическогорифор
минга.......................................... 119
5.3. Основныефакторы процесса риформинга ...... 122
5.4. Катализаторы риформинга .................. 126
5.5. Принципиальные технологические схемы катали-
тического риформинга........................... 128
5.6. Промышленные установки каталитического рифор-
минга ......................................... 149
5.7. Коррозия в реакторных блоках установок катали-
тического риформинга. Основное оборудование
и аппаратура установок......................... 169
5.8. Основные направления в совершенствовании тех-
нологии каталитического риформинга за рубежом . 181
5.9 Процесс изомеризации легких бензиновых фрак-
ций. Изоселектоформинг...................... 190
Раздел VI Гидрообессеривание керосиновых и дизельных дистил-
лятов. Каталитическое гидрооблагораживание дизельных
фракций.................................................. 198
6.1 .Основные параметры процесса гидроочистк
дизельных фракций.............................. 198
6.2. Катализаторы гидроочистки..................200
6.3. Промышленные установки гидроочистки и их
типы........................................... 203
6.4. Пуск, эксплуатация, остановка на ремонт и прове-
дение регенерации катализатора ................ 211
6.5. Аппаратура и оборудование установок гидроочист-
ки дизельных топлив.............................215
Библиографическая справка....................221
Баннов Павел Георгиевич
ПРОЦЕССЫ ПЕРЕРАБОТКИ НЕФТИ
Учебно-методическое пособие
для повышения квалификации работников
нефтеперерабатывающих предприятий
Редактор, ответственный за выпуск Н.Е. Гальцова
Компьютерная верстка А.И. Николаева
Технический редактор В. В. Попова
Подписано в печать 5.02.2001 г.
Формат 60x90/16
Бумага мелованная. Печать офсетная
Печ.л. 14,0 + 3 вкл. Уч.-изд. л. 14,8
Тираж 1500 экз. Заказ № 17-30
ОАО «ЦНИИТЭнефтехим», ул. Болотная, 12,
Москва, М-35, Россия, ГСП-8,115998
ППП ОАО «ЦНИИТЭнефтехим
C. /?Z
Жирный газ с установки
Фр. 180-220° С с установки
Фр. 220-280° С с установки
Фр. 280-350° С с установки
Мазут с установки
Т-28
Т-29
Т-56
К-1
Т-11/1
Нефтяное орошение
Нефть обессоленная
Т-55
Т-58/1
Т-22
Т-23
Т-59/1
Н-19
Т-1,16/1
Т-11/1,2,
Н-20,26
Перегретый пар
Перегретый пар
Ц О. Ill в К-2
£
Деэмульгатор^
Нефть сырая
77ГТ-52/1
Ь27 Т‘5,/2
Т-11
T-2/2
30 о
Н-31 Н-7
Е-18
4-3-12
Ингибитор г
Нейтрализатор
Фр НК-180°С
Фр.
-t£-180°C
Е-1
П-1/1+4
ЕР-1
ЕР-2
Ингибитор
Нейтрализатора
К-6
К-7
К-9
Н-18
На узел захо-
лаживания
стоков ЭЛОУ
T-2/I
Т-51
Т-18
Т-2/1
0
н-1
______________Гудрон с установки
Затемнений продукт с установки
ТВГО с установки
ЛВГО с установки
Рефлюкс с установки
Фр. 62-105° С с установки
Фр. НК-62° С с установки
_____________Газ на факел
Фр. 105-140“ С с установки^
Фр. 140-180" С с установки
Т-53/1
Т-34
Т-24
Т-15А
Т-59/2
7 ? Т
Щелочь?
Т-58
П-2/2
Мазут
П-3/1,2
-2 Н-11
Т-8
Т-9
Т-81
Т-53
Т-52/2
о о-
Н-14 Н-6
-о
Н-81
Н-8 Н-13 Н-10
Э-
Н-15 Н-9
Нейтра-
К-10
Ь-*
Н-27
Рис. 4.19. Принципиальная технологическая схема установки ЭЛОУ - АВТ - 6
Sty
Сероводород
Рис. 5.17. Принципиальная технологическая схема установки Л-35-11/300 (изоселектоформинг):
ЛК-2346 — компрессор циркуляц. (риформинг); ПК-1 — компрессор циркуляц. (гидроочистка); ПН-10,11 — насос свежего абсорбента; ПН-8,
9 — насос флегмы колонны К-1; ПН-4 — циркуляции р-ра МЭА; ПН-1,2,3 — насос циркуляции р-ра МЭО;ЦН-14,19 — насос циркуляции продукта колонны К-7;
ЦН-7,8 — насос орошения колонны К-7; ЦН-7,8 — насос питания К-7 и циркуляции продукта К-6; ЦН-5,6 — насос флегмы колонны К-4;
ЦН-3 — насос гидрогенизата; ЦН-12 — насос сырьевой; Е-7 — емкость орошения колонны К-7;
Е-1 — емкость циркулирующего раствора МЭА; С-8 — сепаратор низкого давления (риформинг); С-7 — сепаратор высокого давления (риформинг);
С-6 — сепаратор насыщенного раствора МЭА; С-3 — сепаратор отгонной колонны К-4; С-2 — сепаратор газов отпарки; С-1 — сепаратор гидроочистки;
ХК-4 — конденсатор-холодильник колонны К-1; ХК-1,2 — конденсатор-холодильник колонн К-1, К-4;
X-13 — холодильник стабильного катализата; Х-6 — холодильник продуктов риформинга; Х-2 — холодильник раствора МЭА; Х-1 — холодильник продуктов гидроочистки;
Т-8 — теплообменник; Т-7 — теплообменник; Т-6 — теплообменник продуктовый; Т-5 — подогреватель с паровым простр. колонн К-4, К-5; Т-4 — т-к раствора МЭА;
Т-3 — подогреватель колонны К-1; Т-3 — подогреватель колонны К-1; Т-2 т-к сырьевой (нест. гидр.); Т-1 — теплообменник сырьевой; К-7 — стабилизационная колонна;
К-6 — фракционирующий абсорбер; К-4 — отгонная колонна регенерации раствора МЭА; К-3 — абсорбер очистки углеводородного газа;
К-2 — абсорбер очистки циркулирующего газа; К-1 — колонна стабилизации гидрогенизата; П-3 — печь-рибойлер колонны К-7; П-2 — печь-рибойлер колонны К-6;
П-1 — печь риформинга и гидроочистки; Р-2,3,4 — реакторы риформинга; Р-1 — реактор гидроочистки
Головка стабилизации
Отгон г/очистки
Сырая нефть
Н-С10-С13 ВСГ
S2
СбНб
Комплекс ЛАБ/ЛАБС
Установка “Предфрак ционирова- ния” Установка “Пакол- Дифайн” Установка “Алкили- рования” Установка производ- ства ЛАБС
Cl CL-C1 з
Фр.Сэ - комп.диз.лет
NaOH;
Битум
кровельный
180-305°С
С14-С17 неочищ.
~1 ________
Парекс I, II
С9-С18
♦______I
Первичная переработка
ЭЛОУ-=-------АВТ-2, АВТ-6
Гудрон} Г"'
Мазут
ДЛ______;
ДТ для Парекса
АТ-6, АТ-1
о
СМ
со
Установка
г/очистки
24/9,24/6,24/7
сл
см
о.
COL
Ж
Сухой газ
Установка
элементарной
серы
фр.85-180
Сухой газ
фр.НК-62
фр.62-105
фр.105-180
фр.105-127
фр. 127-180
ВСГ
Катализат фр. 105-127
Кат.реформинг 35-11/300,
35-11/600,ЛЧ-35-11/600,
ЛЧ-35-11/1000
га
РеФлюкс
о
с;
ГФУ
ВСГ
Легкая
аромат.
Установка
суммарных
ксилолов
Бензольный риформинг
ЛГ-35-8/300Б
♦бензол
рафинат
толуол
ксилолы"!
Сухой
газ
Установка
пара-орто-
ксилолов
Кислый гудрон
Установка
получения
серной кислоты
Принципиальная технологическая схема Киришского НПЗ