/







































































































































































Author: Каминский Э.Ф. Хавкин В.А.
Tags: нефть нефтяная промышленность нефтедобывающая промышленность
ISBN: 5-93969-011-4
Year: 2001




Text
Каминский Э. Ф., Хавкин В. А.
Глубокая переработка нефти: технологический и экологический
аспекты. М.: Издательство «Техника». ООО «ТУМА ГРУПП», 2001. — 384с.
ISBN 5-93969-011-4
В книге обобщены сведения о методах и технологиях углубления переработки нефти —
процессов переработки нефтяных остатков
Изложены научные основы и технологии каталитических, термических и тидроге-
низационных процессов переработки нефти, а также процессов, направленных на улуч-
шение экологических характеристик получаемых при этом продуктов
Представленная информация может быть использована в учебных курсах, связанных
научно-исследовател|лких и проектных институтов, работников нефтеперерабатывающих
заводов
© Издательство «Техника». ООО «ТУМА ГРУПП», 2001
Оглавление
Предисловие.............................................. 7
I Нефть в мировой энергетике............................ 8
2 Нефть и экология..................................... I’
3 Топливно-энергетический комплекс и нефтеперерабатывающая
промышленность России к началу XXI века................. 21
3.1. Состояние отечественной нефтеперерабатывающей
промышленности..................................... 21
3.2. Основные направления развития нефтеперерабатывающей
промышленности России................................... 27
3.3. Некоторые тенденции развития
мировой переработки нефти............................... 32
3.4. Цели и задачи нефтеперерабатывающих предприятий
в области экологии и охраны окружающей среды....... 36
3.5. Экологические характеристики моторных топлив....... 36
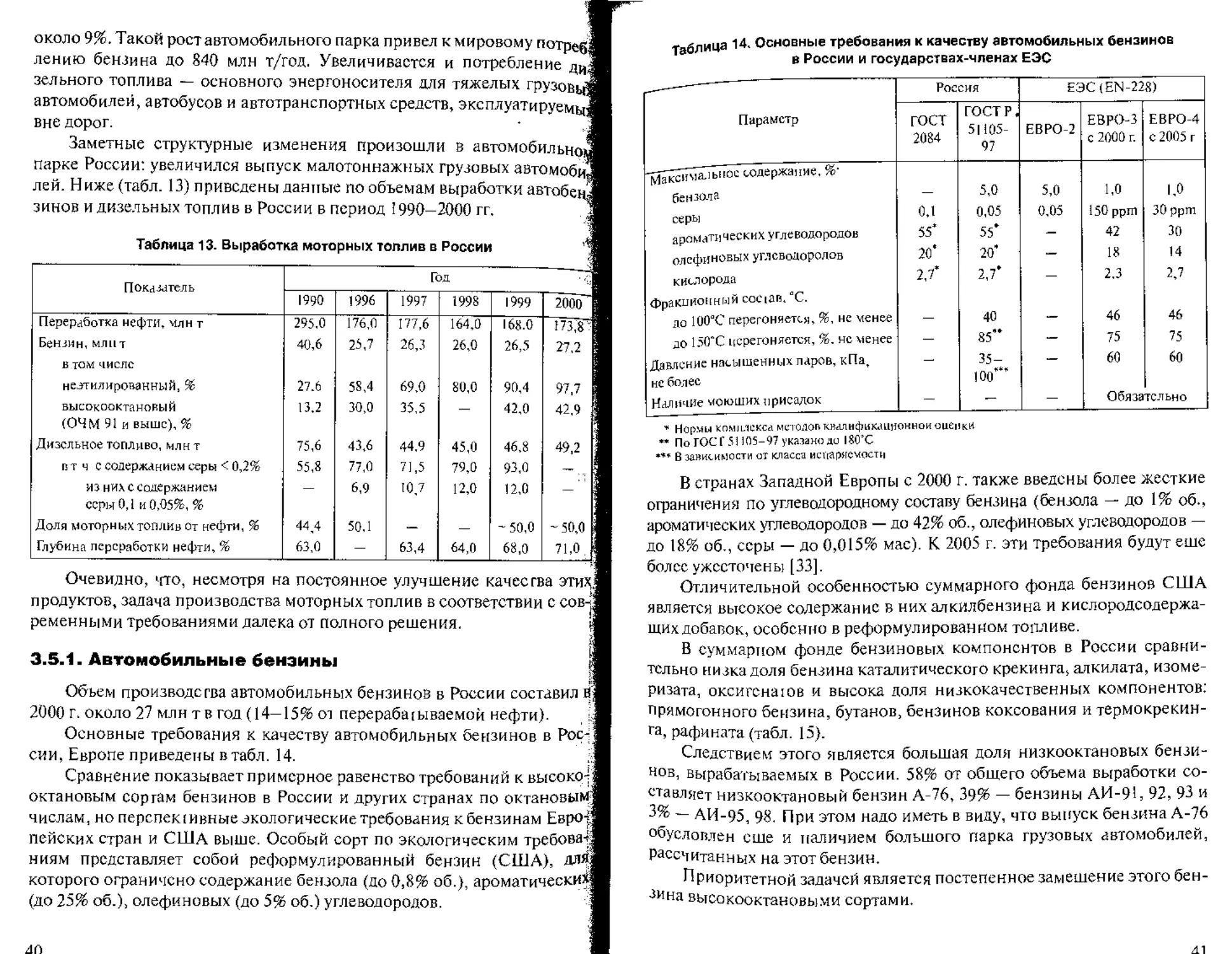
3.5.1. Автомобильные бензины....................... 40
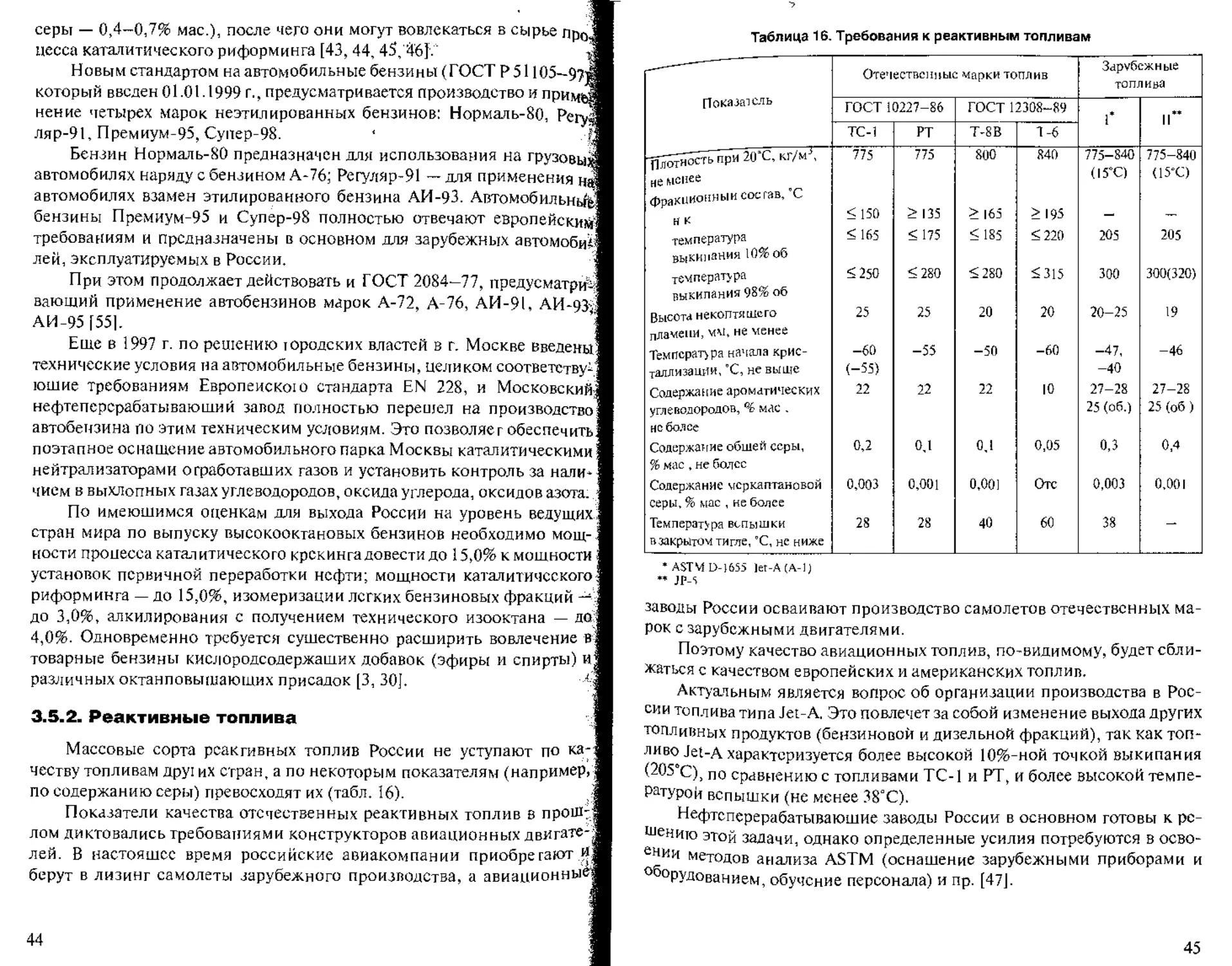
3.5.2. Реактивные топлива.......................... 45
3.5.3. Дизельные топлива........................... 46
3.5.4. Топочный мазут.............................. 50
4 . Глубина переработки нефти — обобщающий показатель
эффективности использования нефтяного
сырья. Качество сырья глубокой переработки.............. 51
5 . Методы расширения производства светлых
нефтепродуктов при первичной перегонке нефти............ 61
5.1. Углубление переработки нефти за счет
оптимизации структуры выходов
и компонентного состава моторных топлив............ 61
5.2. Увеличение отбора светлых нефтепродуктов за счет
оптимизации их качества................................. 65
6 . Деструктивные процессы глубокой переработки нефти.. 71
6.1. Классификация деструктивных процессов переработки
нефтяных остатков....................................... 71
6.2. История развития деструктивных процессов........... 73
6-3. Становление деструктивных процессов в СССР и основные
направления их развития на НПЗ России............... 80
7-Каталитический крекинг................................ 87
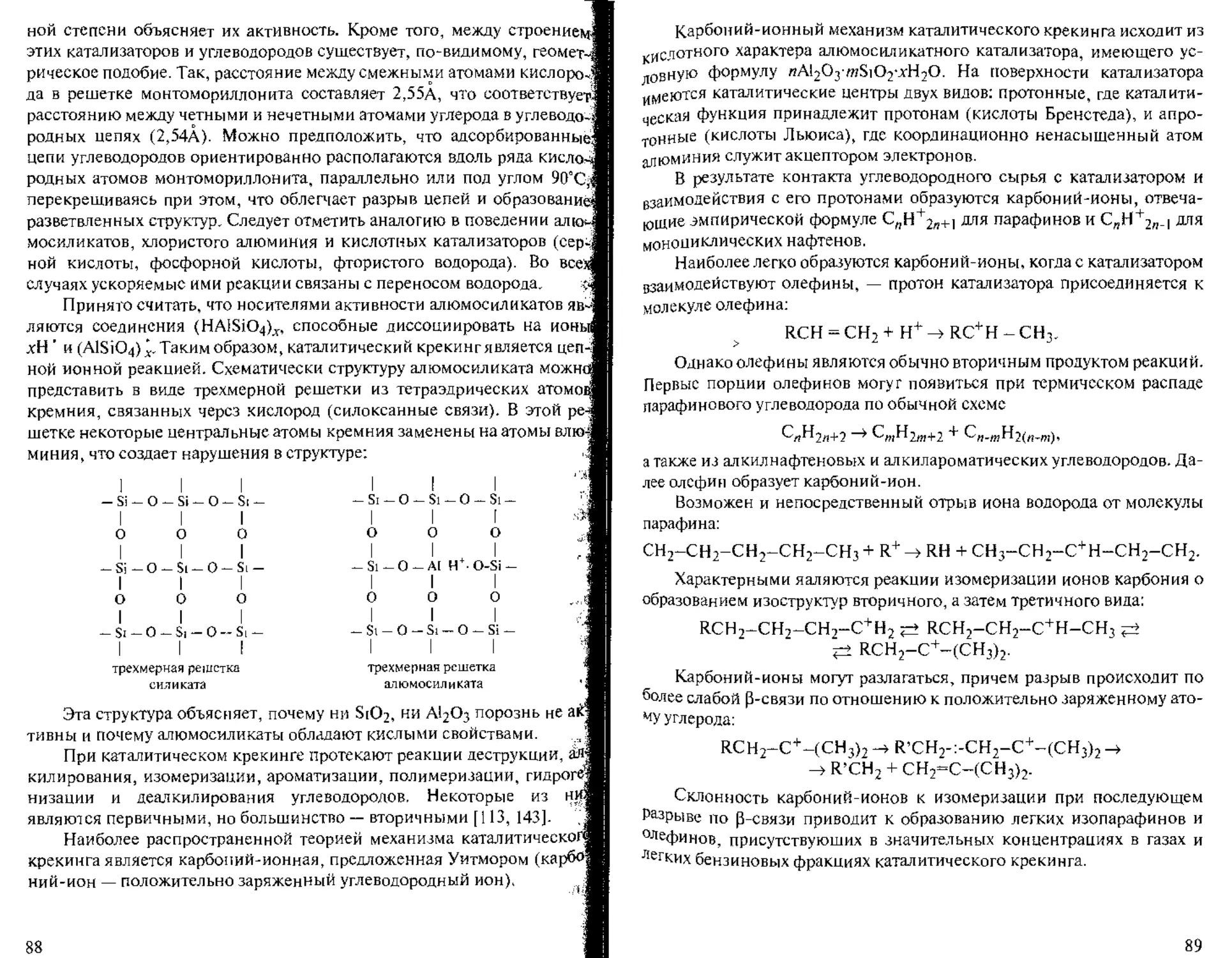
7-1. Химические основы процесса......................... 87
7-2. Катализаторы каталитического крекинга.............. 96
7-3. Основные факторы, влияюшие на процесс
каталитического крекинга........................... 107
3
7.3.1. Качество сырья................................107
7.3.2. Условия осуществления процесса
каталитического крекинга............................114
7.4. Подготовка сырья для каталитического крекинга......118
7.4.1, Гидроочистка вакуумных дистиллятов............119
7.4.2. Гидрокрекинг вакуумных дистиллятов., . .......<22
7.4.3. Деасфальтизация сырья
с помощью растворителей.. ..........................122
7.4-4. Селективная очистка сырья.....................125
7.4.5. Адсорбционно-каталитическая очистка
остаточного сырья (процесс «АКО»)...................125
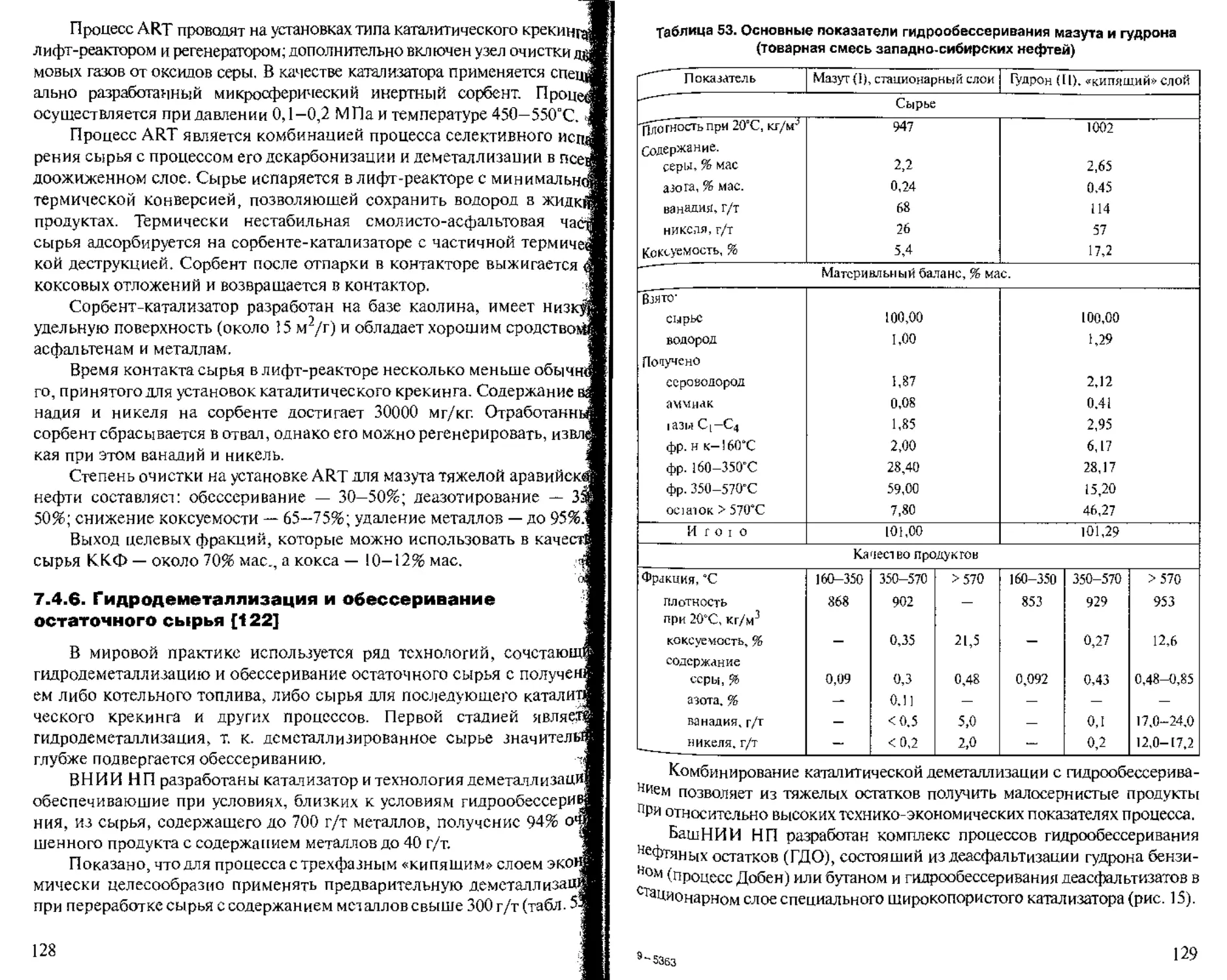
7.4.6. Гидродеметаллизация и обессеривание
остаточного сырья...................................128
7.5. Опыт промышленного освоения установок
каталитического крекинга...............................132
7.5.1. Каталитический крекинг дистиллятного сырья....132
7.5.2. Особенности каталитического крекинга
остаточного сырья....................................143
7.5.3. Промышленные установки каталитического
крекинга остаточного сырья..........................<49
8. Термические процессы...................................156
8.1. Химические основы термических процессов............157
8.2. Основные факторы, алияющие
на протеканиетермических процессов.....................165
8.3. Виды термических процессов
переработки нефти......................................183
8.4. Технология термических процессов...................188
8.4.1. Висбрекинг....................................188
8.4.2. Термический крекинг...........................<97
8.4.3. Процесс коксования ...........................201
8.4.4. Нефтяной кокс.................................210
8.4.5. Некоторые разновидности термических
процессов переработки остатков.......................215
8.5. Термические процессы на НПЗ России
и других государств СНГ................................222
9. Гидрогенизационные процессы............................229
9.1. Химические основы процесса гидрокрекинга...........231
9.1.1. Превращение |етеросоединений..................232
9.1.2. Превращения углеводородов.....................237
9.1.3. Превращения нефтяных дистиллятов..............241
9.2. Катализаторы процесса гидрокрекинга................241
9.3. Сырье процесса гидрокрекинга.......................25'
9,4. Условия процесса гидрокрекинга....................259
9.4.1. Температура процесса и объемная
скорость подачи сырья...............................259
9.4-2. Давление водорода............................263
9.4.3, Кратность циркуляции водородсодержащего газа..266
9.4-4. Расход водорода..............................268
9.4.5. Тепловой эффект процесса гидрокрекинга.......271
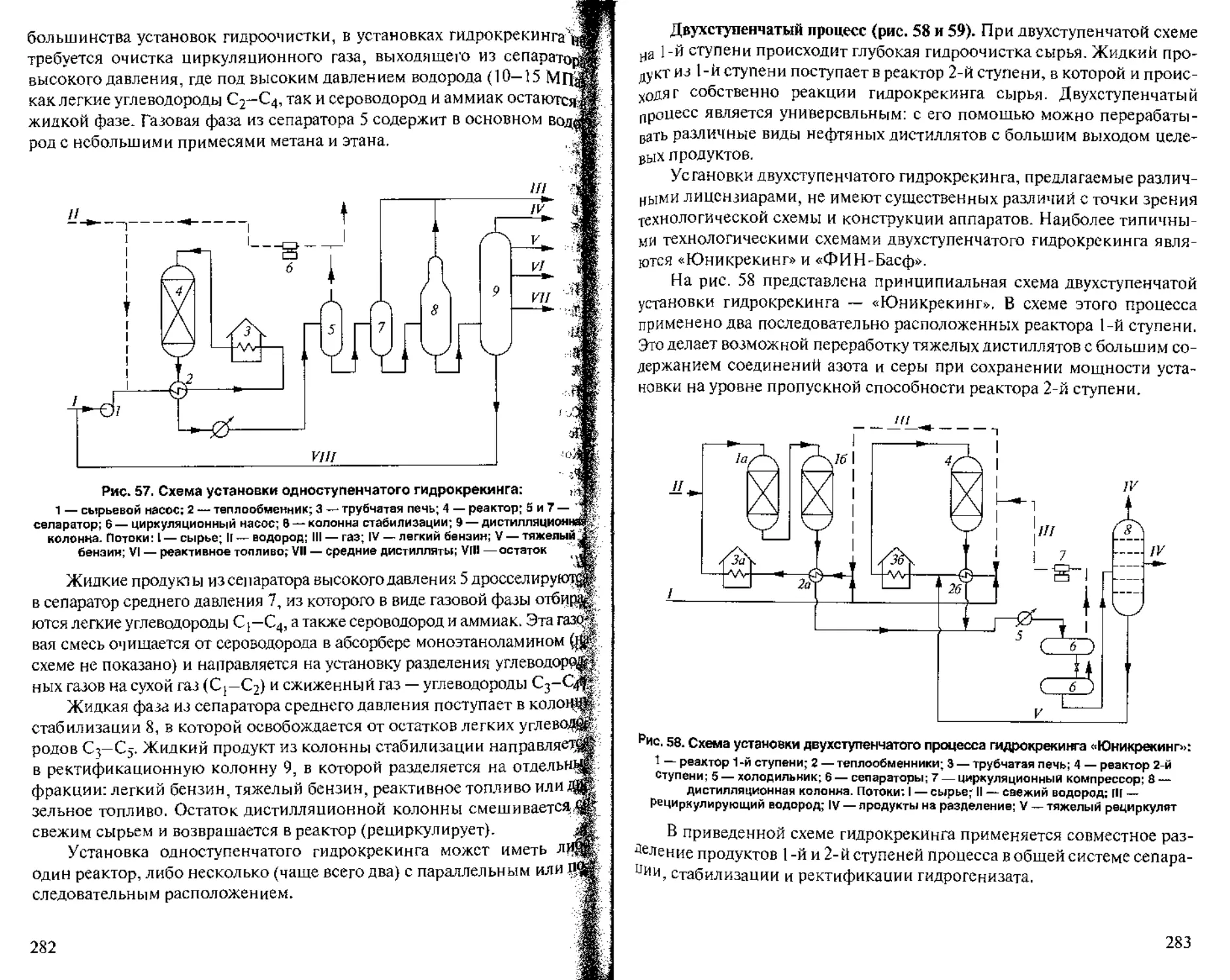
9.5. Технологические варианты процессов гидрокрекинга
дистиллятного сырья....................................276
9.6. Ацпратура установок гидрокрекинга................285
9.7. Качество продуктов гидрокрекинга..................287
9.8. Отечественный опыт освоения процесса гидрокрекинга ... ,29!
9.9. Особенност и гилрогепизационной
переработки остаточного сырья..........................294
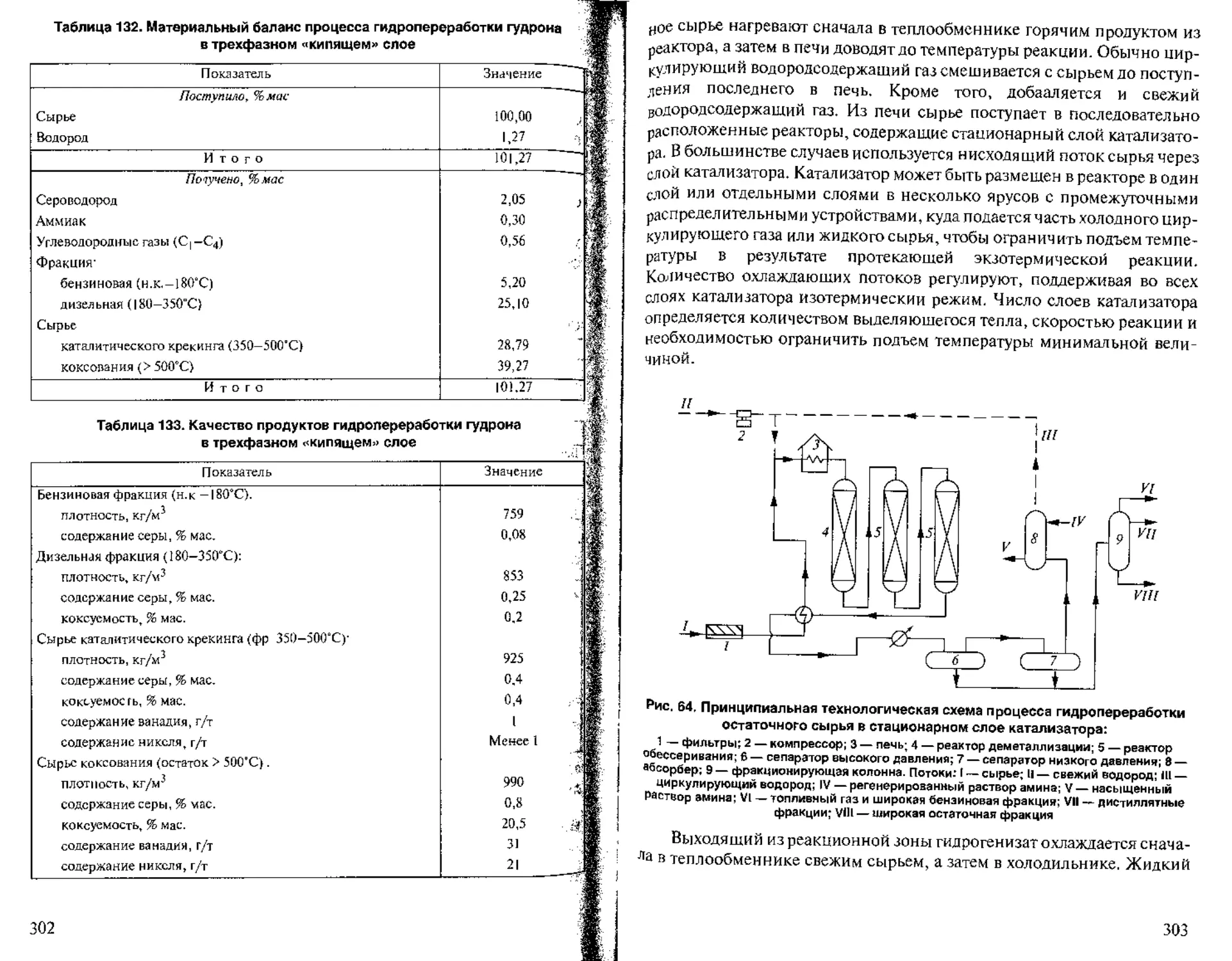
9.91. Процессы со стационарным слоем катализатора..301
9.9-2 . Процессы с трехфазным «кипящим»
слоем катализаюра...................................309
10. Различные виды деструктивных процессов
в схемах у!лубления переработки нефти......................317
10.1. Роль и место деструктивных процессов
в схемах НПЗ России.................................317
10.2. Комбинированные установки глубокой
переработки нефти на НПЗ России и государств СНГ....322
Ю.З. Технологические схемы глубокой
переработки нефти на зарубежных НПЗ................333
11. Облагораживание топливных продуктов,
полученных в процессах глубокой переработки нефти.........340
11.1. Технологии для улучшения экологических
и экеппуатационных характеристик автобензинов.......341
11.1.1. Гидроочистка бензинов
термических процессов................................342
11.1.2. Селективная гидроочистка бензинов
каталитического крекинга.............................344
11.1.3, Алкилирование бензолсодержащих
фракций бензинов.....................................346
11.1.4. Гидрирование бензолсодержащих
фракции бензинов.....................................347
11.1.5. Этерификация бензинов каталитического
и термического крекинга..............................347
11.1-6. Селективный гидрокрекинг прямогонных
и вторичных бензинов.................................350
11.1.7. Получение высокооктановых компонентов
из олефинсодержаших газов...........................352
11.1.8. «Неплатиновый» риформинг прямогонных
бензинов............................................356
11.2. Технологии для улучшения экологических
и эксплуатационных характеристикдизельяых
топлив............................................359
11.3. О производстве водорода.........................365
12. Заключение..........................................368
Литература...............................................371
6
Предисловие
рациональное использование нефти — невосполнимого источника
энергии и сырья для производства множества нефтехимических продуктов,
смазочных масел, битума, кокса и др. — является важнейшей юсударственной
задачей. Показателем уровня развития нефтеперерабатывающей промыш-
ленности, принятым в нашей стране ешс в 50-60-е годы и широко используе-
мым нефтепереработчиками России, является глубина переработки нефти,
представляющая собой процент выхода всех нефтепродуктов на нефть, за
вычитом выхода топочного мазута и величины безвозвратных потерь.
На НПЗ России глубина переработки нефти не превышает68-70%
против 80-95% в развитых странах Запада. Повысить глубину перера-
ботки возможно за счет более полного извлечения топливных фракций
из нефти при ес первичной перегонке, подбора наиболее благоприятно-
го состава топливных продуктов (бензин, реактивное топливо, дизель-
ное топливо), а самое главное, за счет развития деструктивных
процессов переработки нефтяных остатков с получением ценных топ-
ливных и нефтехимических продуктов. К таким процессам относятся
термические, каталитические и гидрогенизационные технологии пере-
работки вакуумных дистиллятов, мазутов и гудронов.
Другой важнейшей проблемой является радикальное улучшение эколо-
гических характеристик основных видов топлив, т. к. загрязнение окружаю-
щей среды продуктами сгорания топлив и промышленными выбросами стало
настоящим социальным бедствием. Это требует освоения новых техно-
логий. позволяющих получать топлива с минимальным содержанием
серы, ароматических углеводородов и др. нежелательных компонентов.
Книга предназначена для инженерно-технических работников
нефтеперерабатывающих и нефтехимических предприятий. Она может
быть полезной преподавателям высших и средних учебных заведений
по специальности переработка нефти, сотрудникам научно-исследова-
тельских и проектных институтов, может служить учебным пособием
лля студентов вузов, операторов и квалифицированных рабочих нефте-
перерабатывающих и нефтехимических заводов.
Книга рекомендована к изданию Бюро Отделения нефти и газа
Российской академии естественных наук.
Настоящая монография подготовлена с использованием материа-
лов исследований и публикаций Э. Ф. Каминского, Е. Д. Радченко,
- X. Мелик-Ахназарова, В. Е. Емельянова, Т. Н. Митусовой,
- М. Бушуевой, В. М. Курганова, Л. Н. Осипова, В. А. Хавкина, Р. 3. Ма-
гарила, Б. п. Туманяна, Л. Е. Злотникова, Б. 3. Соляра, М. И. Левинбука,
• К. Нефедова. А. И. Владимирова, М. Е. Черныша, С. Н. Хаджиева и др.
1. Нефть в мировой энергетике
Среди многих сложных проблем, сюяших перед человечеством в
начале третьего тысячелетия, следует отметить такие, как:
• глобальное ухудшение состояния окружающей среды (качество
воды, воздуха, почвы, парниковый эффект, озоновые дыры, радиоак-
тивные отходы);
• обострение ресурсной проблемы (количество, качество, прос-
транственный фактор, неустойчивые цены на энергоносители)
Указанные проблемы, органически связанные между собой, непо-
средственно зависят от состояния топливно-энергетического комплек-
са (ТЭК) ведущих промышленно развитых стран мира. Эти страны
должны решить задачу создания устойчиво развивающейся энергетики,
способной работать в сложившихся условиях и быть экономически и
экологически эффективной.
Под устойчивым развитием понимается такое развитие экономики
и ее основы — энергетики, которое обеспечивало бы рост благососто-
яния, не нанося непоправимый ущерб экологической системе Земли.
Достигнутый в настоящее время уровень развития экономики ха-
рактеризуется большой зависимостью человечества от органических
топлив, доля которых в общем производстве примерно такая же, как и в
начале XX века. Однако доля каменного угля, который когда-то покры-
вал 76,1% всех потребностей мира в энергии, снизилась к концу XX века
до 28,1%, а доля нефти и природного газа, наоборот, увеличилась до
62,3% |1—4].
Обшие запасы энергии, которыми располагает человечество, опре-
деляются первичными энергетическими ресурсами (ПЭР), подразделя-
ющимися на две категории — воспроизводимые (возобновляемые) и
невоспроизводимые (невозобновляемые).
К воспроизводимым источникам энергии относятся: энергия сол-
нечного излучения, достигающая поверхности Земли, гидравлическая
энергия стока рек, энергия приливов и отливов океанских вод, энергия
Мирового океана в виде морских и океанских волн, течений, тепла мо-
рей и океанов, геотермальная энергия (внутреннее тепло Земли), энер-
гия ветра, энергия биомассы (сельскохозяйственных культур и их
отходов, древесины, водорослей и других растительных материалов, бы-
товых отходов) [5,6, 10, 12].
К невозобновляемым энергетическим ресурсам относятся ископа-
емые топлива — нефть и газовый конденсат, тяжелые нефти и природ-
ные битумы, природный и попутный газы, каменный уголь, горючие
сланиы и торф.
Преимущества жидких и газообразных энергоносителей перед
твердыми заключаются в удобстве транспортировки, многообразии
применения. Эти факторы способствуют, в свою очередь, повышению
общей эффективности энергопотребления, снижению вредного воз-
действия на окружающую среду.
Подтверждением указанного является стремительный рост добычи
нефти в мире: только за 50 лет — с 1923 г. по 1973 г. — было добыто
39450 млн т, то есть в 21 раз больше, чем за всю предшествующую исто-
рию человечества (рис. 1).
Рис. 1. Динамика добычи нефти в мире в XX веке
Современный уровень добычи нефти (свыше 3,7 млрд т в год) мо-
жет быть обеспечен только разведанными запасами на период около 50
лет (природного газа — на 30 лет) [41.
Распределение запасов нефти на Земле неравномерно. Так, Ближ-
ний Восток — это бесспорный лидер по ее запасам и добыче. В 1998 г.
доказанные запасы нефти в этом регионе составляли 675,35 млрд барре-
лей, и явными лидерами здесь являются Саудовская Аравия (259 млрд
баррелей), Ирак (112 млрд), Кувейт (94 млрд), ОАЭ (92,2 млрд).
На Американском континенте общие запасы составляют 155,18 млрд
баррелей, где первое место за Венесуэлой — 64,8 млрд, Мексикой —
48,7 млрд, США — 22,35 млрд. В Западной Европе обшие запасы состав-
ляют 18,36 млрд баррелей, из которых на долю Норвегии приходится
11,23 млрд, Великобритании — 4,5 млрд, Италии — 684 млн.
9
Африканские нефтяные запасы в объеме 67,5 млрд баррелей рас-
пределяются междуЛ ивией (29,5 млрд), Нигерией (15,5 млрд), Алжиром
(9,2 млрд), Анголой (5.4 млрд) и Египтом (3,69 млрд).
В Юго-Восточной Азии и Южно-Тихоокеанском регионе общие
запасы составляют 42,29 млрд баррелей, из которых на долю Китая при-
ходится 24 млрд, Индонезии — 4,97 млрд, Индии — 4,33 млрд и Ма-
лайзии — 4 млрд.
В государствах СНГ общие запасы нефти составляют 57 млрд баррелей.
В ближайшей перспективе следуе( ожидать дальнейшего увеличе-
ния добычи нефти на океаническом шельфе. На ею долю приходится 37%
разведанных запасов нефти. В 1998 г. в мировых морских акваториях ее
было добыто около 1 млрд т. причем 30% — в Северном море и 20% — на
Ближнем Востоке.
Большое значение должны приобрести и нетрадиционные источ-
ники горючего: тяжелые нефти и нефти битуминозных песчаников и
сланцев, геологические запасы которых составляют до одного трилли-
она тонн и более половины которых сосредоточено в США, Бразилии,
Канаде; остальные — в Китае и государствах СНГ.
В качестве основной альтернативы нефти выступает природный газ.
Общее потребление природного газа в мире составляет 2,35 трлн м3,
или 22,8% суммарного мирового потребления топливно-энергетичес-
ких ресурсов. Природный газ способен стать основой решения гло-
бальной задачи для дальнейшего существования нашей цивилизации —
обеспечить устойчивое энергообеспечение мира в условиях острой не-
обходимости снижения нагрузок на существующие экосистемы.
10
Все прогрессы реакционны,
Если рушится человек.
А. Вознесенский
2. Нефть и экология
развитие человеческой цивилизации привело к глобальному экологи-
ческому кризису, который слагается из нескольких компонентов. Это —
кислотные дожди, парниковый эффект, загрязнение среды обитания су-
перэкотоксикантами, разрушение озонового слоя. Наступила эпоха гло-
бального влияния антропогенной деятельности на природу Земли.
Действительно, масштабы загрязнения окружающей среды различными
отходами и выбросами соизмеримы по своим последствиям с природны-
ми процессами (извержения вулканов и т. д.) [71.
Уже к 2050 1. жизнедеятельность земной цивилизации может при-
вести к повышению температуры на Земле на 1 —1,5’С. Это неизбежно
приведет к о!Ступлению ледников, таянию вечных снегов, повышению
температуры морей. Усилится засуха, возрастет число пожаров, воз-
никнет благоприятная возможность для широкого распространения
серьезных инфекционных заболеваний. Единственной возможностью
предотвращения грозящей катастрофы станет изменение энергетичес-
кой структуры цивилизации и в первую очередь минимизация парни-
кового эффекта путем резкого снижения выбросов в атмосферу газов,
способствующих этому процессу. Печальное первенство здесь занима-
ют США: по данным Международного энергетического агентства, в
1995 г. годовой выброс только углекислого газа составил свыше
5.2 млрд т, или почти четверть от общемирового уровня. В 1996 г. этот
показатель возрос еще на 3,4%. Более 3 млрд т углекислого газа ежегод-
но выбрасывает в атмосферу Китай, далее следует Россия — 1,55 млрдт.
Сегодня до 22% всех выбросов углекислого газа, более 50% кислот-
ности атмосферы и до 80% смога образуются за счет эмиссии вредных
выделений при эксплуатации транспортных средств, работающих на
нефтепродуктах [4, 7, 8]. Еше в 70-х юдах французский философ
Ф. Сен-Марк отмечал [6[:
«Мы переживаем ныне исторический сдвиг — инверсию экономи-
ческих ценностей в промышленно развитых странах. Все то, что было
редкостным, и к чему, следовательно, стремились полвека тому назад,
валяется таковым все в меньшеи и меньшей степени, а то, что было в
изобилии и нс представляло почти никакого интереса, перемещается
сегодня на верхние ступени шкалы ценностей.
Нематериальные богатства, порожденные природой, то есть биоло-
гические блага, эстетические радости и научное обогащение, становят-
ся вес более редкими из-за того, что природу непрерывно разрушают
механизация, индустриализация, урбанизация и чрезмерное, опустоша-
ющее истребление растений и животных. Завтра телевизор, холо-
дильник, автомобиль будут в каждой семье, но западный мир
почувствует такую нехватку чистого воздуха, тишины, зелени, что эти
блага, которые раньше не оценивались по достоинству, станут все более
ценными для нашей цивилизации.
Поэтому мы должны изменить шкалу ценностей в нашем обществе,
где физическая среда рассматривалась как фактор внешний по отноше-
нию к экономике и не учитывалась в экономических расчетах, основан-
ных на производстве материальных благ.
Мы должны открыть новый путь экономической науке с большой
буквы, то есть Экономике Природы, которая будет включать биологи-
ческие, эстетические и научные ценности природы в свои расчеты, в
частности при определении иен, оптимальности экономического раз-
вития, рентабельности вложений и благоустройства территории.»
Существуют два подхода, позволяющих изменить ситуацию к луч-
шему. Первый из них связан с ограничением промышленного произ-
водства и соответствующим снижением нагрузки на природу.
Результативность такою подхода подтверждается, например, тем. что в
России при снижении промышленного производства вследствие эконо-
мического спада примерно наполовину по сравнению с 1987 г., выбросы
загрязнении снизились почти на треть, что ощущается населением {7, 8].
Такие выдающиеся мыслители, как Л. Н. Толстой и А. И. Солженицын,
не раз высказывали мысль о необходимости сдерживания промышлен-
ной экспансии и о преимуществах патриархального уклада жизни.
Другой подход связан с интенсивным развитием промышленного
производства, осуществляемым с учетом жестких требований к все-
объемлющему комплексу природоохранительных мероприятий.
Первый из указанных подходов неприемлем, т. к. замораживание
роста производства на сегодняшнем уровне означает резкое снижение
благосостояния людей. Очевидно, что перспективной является модель
развития, сочетающая повышение эффективности производства с при-
родоохранительными мероприятиями.
Добыча топливно-энергетических ресурсов и производство на их
основе электрической и тепловой энергии представляют собой крупно-
масштабный материальный и энергетический обмен с окружающей
средой, в ходе которого в нее поступают промышленные отходы, пяти-
кратно превышающие объем используемою топлива, и возвращается в
виде тепла более бО^ энергии сжигаемого топлива. В экологическом от-
12
ношении предприятия ТЭК являются источником более 40% загрязня-
вших веществ, поступающих в атмосферу в результате хозяйственной
деятельности во всех отраслях экономики, а доля предприятий ТЭК в
промышленных выбросах составляет около 60%. Из общего водопо-
требления в России доля предприятий ТЭК составляет около 30%. а в
промышленном секторе она превышает 65%. Из общего объема сбро-
шенных в поверхностные водоемы загрязненных сточных вод на долю
предприятий ТЭК приходится около 8%, а в промышленном секторе —
свыше 20% [9, 13, 14[.
На этапе производства энергии на тепловых электростанциях с ис-
пользованием органического топлива (угля, мазута, природного газа,
торфа и др.) негативное воздействие выражается прежде ecei о в загряз-
нении атмосферного воздуха. Помимо газообразных продуктов сгора-
ния, которые образуются при сжигании любого вида органического
топлива, следствием применения твердого и частично жидкого топлива
являются выбросы твердых частиц.
Практически все виды топлива, за исключением природного газа,
содержат тяжелые металлы. Перенос тяжелых металлов может происхо-
дить на достаточно большие расстояния, и их повышенное содержание
всегда регистрируется в районах размещения тепловых электростанций.
Ежегодный объем выбросов тепловых электростанций составляет
4474 тыс. г, из них твердых вешесгв — 1349 тыс. т. диоксида серы —
1913,5 тыс. т, оксидов азота — 1045 тыс. т, оксида углерода — 124 тыс. т,
или 89% от общего газового выброса в энергетическом секторе [8, 9|.
Сопоставление объемов поступления загрязняющих веществ в
окружающую среду с объемами добычи и переработки топливно-энер-
гетических ресурсов в различных отраслях ТЭК позволяет выявить ряд
закономерностей [9, 13, 14, 15].
Во-первых, удельные выбросы загрязняющих веществ в нефтедо-
бывающей, нефтеперерабатывающей и уюльной промышленности за
последние годы не снизились. Более того, в угольной промышленности
наблюдается их устойчивый рост. И лишь в газовой промышленности
удельный выброс монотонно уменьшается. Таким образом, общее сни-
жение негативного воздействия па атмосферный воздух топливных от-
раслей за последние годы привело к снижению удельного воздействия
только газовой промышленности.
Во-вгорых, для всех отраслей ТЭК при общем снижении сброса
загрязненных сточных вод наблюдается устойчивый рост их удельного
сброса.
На единицу выпускаемой продукции в России расходуется в 2,5—3
раза больше энергии, чем в США и Западной Европе, и в 4 раза больше,
чем в Японии. Потенциал энергосбережения в нашей стране оценивает-
13
ся в 30-40% от суммарного потребления первичных энергоресурсов и
может составить 25-30 млрд долл./год. В 2000 г. в результате энергосбе-
режения можно было бы предотвратить сброс в атмосферу до 1,5 млн т
загрязняющих веществ и стабилизировать экспорт энергопродуктов за
счет сэкономленных энергоресурсов [11}.
Валовые выбросы в атмосферу распределяются по отраслям про-
мышленности следующим образом: нефтедобывающая — 2137, нефте-
перерабатывающая — 1389, газовая — 1036, угольная — 288 тыс. т/год.
Такие объемы выбросов обусловлены низкой эффективностью газо- и
пылеулавливающих установок или их отсутствием.
Таким образом, за загрязнение атмосферного воздуха и воды в ос-
новном ответственны предприятия ТЭК. Каждая из его отраслей вносит
свой вклад в негативное воздействие на окружающую среду. Особую
озабоченность вызывают выбросы в атмосферу так называемых парни-
ковых газов, способных вызвать потепление климата на планете.
Нефтеперерабатывающие предприя(ия являются мощными источ-
никами загрязнений окружающей среды, отравляющими одновремен-
но атмосферу, водный бассейн и почву [11, 13, 14] (табл. 1).
Таблица 1. Удельные выбросы вредных веществ в атмосферу на тонну
основной продукции технологических установок (процессов)
нефтеперерабатывающих заводов
Наименование технологической установки (процесса) Удельные выбросы, кг/т
углево- дородов н2 SO2 СО NOx пыли
Электрообессоливание 0,176 0,003 0,22 0.01 0,18 —
Первичная атмосферная перегонка нефти 0,93 0,01 0,62 0,38 0.078 0,0!
Вакуумная перегонка мазуга 2,85 0,6 2,13 0,08 0.113 0,013
Каталитический риформинг на бензин 3,8 0,033 0.635 0,28 0,2 0,007
Каталитический риформинг на ароматику 18.66 0,17 2,64 1.53 1,06 0,063
Каталитический крекинг 2.14 0.02 2,18 14,25 0,116 1,135
Термические процессы 11.06 0.135 2.48 3,3 0,34 0,13
Гидроочистка дизельного топлива 0.4 0.012 0,29 0.195 0,07 0,006
Однако наибольший объем вредных выбросов имеет место не при
добыче и переработке нефти, а при сжигании нефтяных топлив как теп-
ловыми электростанциями (котельное топливо), так и на транспорте
(моторное топливо). Соотношение объемов вредных выбросов, посту-
14
паюших в атмосферу, свидетельствует о весьма значительном влиянии
нефти и нефтепродуктов на состояние окружающей среды (табл. 2) [16].
Таблица 2. Источники загрязнений атмосферы,
использующие нефтяные топлива
Источник загрязнений Доля в общем объеме выбросов. %
США Велико- британия Германия Франция Италия Япония
Промышленность (без теплоэнергетики) 17 13 35 35 30 40
Транспорт 60 60 50 23 25 85
Теплоэнергетика 14 12 12 23 15 20
Прочее 9 15 8 19 30 5
При сгорании нефтепродуктов образуются все основные загрязни-
тели атмосферы (табл. 3) [17|.
На долю нефтяных топлив приходится значительная часть техно-
генных выбросов. Так, в 80-е годы в странах Западной Европы при сжи-
гании нефти и нефтепродуктов образовывалось около 45% всего
количества оксидов серы (50% — при сжигании угля), около 65% окси-
дов азота (остальное — из угля и газа), около 40% углеводородов (50% —
при испарении летучих растворителей) [17, 18].
В связи с указанным во всем мире уделяется огромное внимание
экологической безопасности топлив. Комплексное решение этой проб-
лемы предусматривает:
• разработку и применение топлив с экологически улучшенными
характеристиками, в частности с пониженным содержанием серы, аро-
матических и легколетучих углеводородов;
* разработку технических средств, оптимальным образом ис-
пользующих топлива, например более экономичных двигателей, авто-
мобилей;
• правильную эксплуатацию горюче-смазочных материалов: при-
менение топлив соответствующих марок, использование устройств для
дожита и нейтрализации отработавших газов, применение присадок,
способствующих оптимальному режиму горения топлив.
Успех этих действий гарантирован лишь при эффективных органи-
зационных мерах: повышении технической грамотности и культуры, за-
конодательном регулировании требований к топливам и техническим
средствам, целенаправленной экономической политике, поощряющей
выработку экологически безопасных продуктов и делающей невыгод-
ным применение некачественных топлив и несовершенных техниче-
ских средств [16-21].
15
Таблица 3. Вредное воздействие продуктов сгорания топлив
и технические решения для его снижения
Продукт ci орания Вредное воздействие Технические решения для уменьшения вредного воздействия
Оксид углерода. СО Токсическое действие на человека и животн ых Оптимизация процесса горения топлив Применение присадок
Оксиды серы Раздражение органовдыхания, образование кислотных дождей, разрушение каталитических нейтрализаторов Применение топлив с пониженным содержанием серы
Оксиды азота Раздражение органовдыхания; образование кислотных Дождей и смога, участие в разрушении озонового экрана Каталитическое восс|ановление оксидов азота в продуктах сгорания
Углеводороды Канцерогенное действие, участие в создании парникового эффекта, образовании озона и смога I. Снижение давления насыщенных паров топлив, исключение потерь при хранении и заправке 2. Улучшение процесса горения, применение присадок
Токсическое действие на флору и фауну, участие в образовании смога Уменьшение эмиссии озонообразующих веществ углеводородов и оксидов азота
Альдегиды Раздражающее действие на opia- низм. участие вобразоваццисмога Улучшение процесса горения
Соединения свиниа и Других металлов Токсическое действие на флору и фауггу. нарушение баланса микрозлеменюв в воде и почве, отравление катализаторовдожига Применение гоплив. не содержащих соединений металлов
1вердыс частицы и сажа Канцерогенное действие, участие в образовании смога и кислотных дождей.снижение прозрачносш атмосферы Уменьшение зольности гоплив, снижение содержания серы и аромзти ческих углеводородов
Особое значение имеет отказ от производства и применения этили-
рованных бензинов, т. к. последние являются источником выбросов
антропогенного свинца (около 1 /3 мировых выбросов в 80-е годы). Ис-
пользование таких бензинов связано с применением весьма токсичного
соединения ~ тетраэтилсвинца.
Концентрация применения автомобильных бензинов (объем по-
требления, отнесенный к единице территории) в России в 15-20 раз
ниже, чем в США, и в 4-5 раз ниже, чем в Европе. Этим частично
объясняется относительно невысокий темп решения проблемы заг-
рязнения окружающей среды выхлопными газами в России, хотя уже
сегодня 80% загрязнения атмосферы г. Москвы — результат функци-
онирования транспорта.
Организация Объединенных Наций призвала все страны мира при-
ложить усилия по запрещению использования тетраэтилсвинца в бен-
зине, В 80-х годах в США, Канаде и Японии были приняты
законодательные акты, запрещающие производство этилированных
бензинов. В настоящее время в этих странах, а также Бразилии и Колум-
бии применяют только неэтилированные бензины [21,23].
В 1993 г. Австрия стала первой в Европе страной, полностью пре-
кратившей использование этилированного бензина. Этому примеру в
1995 г. последовала Швеция [19,21]. Применение этилированного бен-
зина запрещено в Бельгии, Дании, Люксембурге, Финляндии, Норве-
гии, Швейцарии и Германии. В остальных странах Западной Европы
продолжает увеличиваться доля неэтилированного бензина благодаря
льготному налогообложению владельцев автомобилей, использующих
такой бензин, и быстрому росту числа автомашин, снабженных катали-
тическими нейтрализаторами отработавших газов.
За период 1991-2000 гг. в России отмечается положительная тен-
денция увеличения выработки неэтилированных бензинов {21 [ (табл. 4).
Таблица 4. Динамика выработки неэтилированных бензинов в России
Год
1991 19921 1993 1994 1995 1996 1997 1998 1999 2000
Производство автобензинов, млнт зьр 35,1 30.0 *19.1 27.4 25.7 26.3 26.0 26.5 27,2
npottJuoaciBO неэтилированных бензинов, % 25.3 26.S 82.2 37.7 46,9 58.4 69.0 80,0 90,4 97.7
В настоящее время по относительному объему потребления неэти-
лированных бензинов Россия находи гея на уровне стран Европейского
экономического сообщества. Полный переход на производство неэти-
лированных автобензинов в России будет осуществлен в 2003 году. Это
мероприятие требует значительных капиталовложений в нефтеперера-
батывающую промышленность для осуществления ввода новых и тех-
нического перевооружения действующих технологических процессов, а
также на развитие инфраструктуры для снабжения неэтилированными
бенгинами.
Другим компонентом автобензинов, требующим ограничения, яв-
ляются ароматические углеводороды. Повышение содержания послед-
них в топливе ведет к соответствующему увеличению их содержания в
выбросах автотранспорта. Особенно токсичным среди ароматических
углеводородов яаляется бензол — самый легкокипящий среди аромати-
ческих углеводородов. г
Научно-техническая
библиотека
Мозырского АО НПЗ
17
2 - 5363
Отмечена линейная зависимость между содержанием бензола в
бензине и его концентрацией во всех видах выбросов несгоревщих угле-
водородов: отработавших газах, испарениях из топливной системы и
при заправке автомобиля топливом. На каждый процент увеличения
бензола в топливе его содержание в отработавших газах увеличивается
на 0,7-0,8%; более 75% содержащегося в воздухе бензола поступает в
него из отработавших газов автомобилей (22}.
Бензол вреден для непосредственно работающих с бензином лю-
дей: он способствует заболеванию лейкемией, и ограничение его в бен-
зине (не более 5% об., а с 2000 г. — не более (%) является пока
единственным ограничением на компонентный состав автобензина в
ряде спецификации зарубежных стран (за исключением реформулиро-
ванного бензина США, для которого установлена норма не более 0,8%
об. бензола).
Требования к экологически чистому реформулированному бензину
в США предусматривают ограничения по содержанию как ароматичес-
ких, так и олефиновых углеводородов и сернистых соединений и обяза-
тельное добавление к бензину кисдородсодержашихсоеаинений [19,23 [.
Основными вредными выбросами
при
сгорании
дизельных топлив
дизельных топлив жестко регламентируется содержание серы, а в пос-
ледние годы — и ароматических углеводородов.
Наиболее опасным воздействием на окружающую среду отличают-
ся сернистые и азотистые соединения.
Сернистые соединения сгорают в дизельных двигателях в основном
до диоксида серы и частично до триоксида (1-2%), которые вызывают
коррозию металлов, разрушение сооружений и дорог, кислотные дожди
и губительно воздействуют на живые организмы и растения.
В настоящее время в России вырабатывается около 47 млн т/год ди-
зельного топлива. Выпуск малосернистых дизельных топлив (серы ме-
нее 0,2% мае.) составляет 93%, остальные — с содержанием серы 0,2-
0,5% мае. В дизельных топливах, выпускаемых за рубежом, содержание
серы находится на уровне 0,05 и 0,035% мае. Потребление дизельного
топлива в странах Западной Европы составляет 180—220 млн т/год.
Сжигание 220 млн т/год дизельного топлива приводит к выбросу 300-
400 млн м3/год SOX в атмосферу.
Снижение содержания серы в топливе приводит не только к
уменьшению эмиссии SOX, но и к существенному снижению выброса
твердых частиц (рис. 2). Выбросыгвердых частиц уменьшаются при всех
рабочих режимах двигателя [25, 26, 27].
Оценка влияния ароматических углеводородов на состав отрабо-
тавших газов показала, что при уменьшении содержания последних oi
Рис. 2. Влияние содержания серы в топливе на удельные
выбросы твердых частиц Мд (1) и Мр (2)
24 до 16% дымность выхлопа снижается в среднем на 30%, Дальнейшее
уменьшение содержания аренов меньше влияет на дымность отрабо-
тавших газов. Удельные выбросы твердых частиц при содержании в
топливе ароматических углеводородов 5, 10, 16 и 24% составили соот-
ветственно 0,46,0,48,0,54 и 0,71 г/кВгч, то есть снижение содержания
аренов с 24 до 5% приводит к уменьшению количества твердых частиц
в отработавших газах в среднем на 35% [25, 27[.
На эмиссию твердых частиц оказывает влияние не только содержа-
ние ароматических соединений, но и плотность топлив. Снижение
плотности топлива с 845 до 835 кг/м3 приводит к уменьшению выброса
твердых частиц с отработавшими газами двигателя грузового автомоби-
ля на 0.014 г/кВт-ч, что составляет 10% от принятой в США нормы на
эмиссию твердых частиц.
Уменьшение содержания ароматических соединений снижает
эмиссию оксидов азота (NOr), несгоревших углеводородов (СН) и окси-
да углерода (СО).
На количес(во токсичных вешсств, образующихся при сгорании
Дизельных топлив, влияет также и уровень цетанового числа. Чем
больше цетановое число, тем меньше образуемся NOA, СН, СО и твер-
дых частиц. Увеличение цетанового числа с 49 до 52 снижает эмиссию
твердых частиц па 0,01 г/кг [28, 29].
Показано, что моноиикличсские ароматические углеводороды не-
значительно влияют на содержание твердых частин и несгоревших угле-
водородов в отработавших газах, в огличие от би- и трициклических.
Сличение концентрации нафтенов в топливе также приводит к ухуд-
шению качества выхлопа двигателя.
19
Повышение температуры конца кипения дизельных топлив по од-
ним данным повышает эмиссию нссгоревших частиц, по другим — не
влияет или мало влияет на нее (28, 29[.
Добавление к топливу присадок, повышающих цетановое число,
антидымных и моющих присадок существенно снижает выбросы
растворимых и нерастворимых органических веществ и твердых частиц
[16, 29[. Однако радикальным решением вопроса является улучшение
качества дизельных топлив путем освоения процессов их гидроочистки
и деароматизации в целях снижения содержания серы и ароматических
углеводородов.
Аналогичным образом требуется улучшить и качество котельных
топлив (мазутов), при сгорании которых образуются значительные ко-
личества оксидов серы (SOJ, рассеивающихся в атмосфере и явля-
ющихся причиной ««кислотных» дождей.
20
3. Топливно-энергетический комплекс
и нефтеперерабатывающая
промышленность России
к началу XXI века
3.1. Состояние отечественной
нефтеперерабатывающей промышленности
Топливно-энергетический комплекс — один из крупнейших на-
роднохозяйственных комплексов страны.
В настоящее время ТЭК является одним из наиболее устойчиво ра-
ботающих секторов экономики, надежно обеспечивающих потребности
населения и народного хозяйства в топливно-энергетических ресурсах.
Однако обшие экономические трудности, сопровождающие переход
нашей страны к рыночной экономике, затронули и ТЭК. По сравнению
с максимальным уровнем, достигнутым в начале 90-х годов, добыча
нефти в 1999 г. упала на 48%, угля — на 36%, (аза — на 6%, производство
электроэнер] ии — более чем на 22%, переработка нефти — более чем на
40% [7,8, И].
Следствием этою явилось заметное уменьшение доли России в об-
щемировом объеме переработки нефти. При снижении количества пе-
рерабатываемой нефти в России за эти годы на 80—90 млн т/год объем
экспорта нефти в дальнее зарубежье возрос на 51,5 млн т, а нефтепро-
дуктов — на 17,5 млн т (табл. 5) [4, 6, 11, 30-34[.
Учитывая, что в структуре российского экспорта нефть и нефтепро-
дукты составляют значительную долю, в будущем необходимо увеличе-
ние именно экспорта товарной продукции.
С начала 1990-х годов объем производства моторных топлив сни-
зился почти на 50 млн т, смазочных масел и битума — в 2 раза, электрод-
ною кокса, ароматических углеводородов и серной кислоты — на 55%.
парафинов и сырья для сажи — более чем на 80%.
За этот же период резко уменьшилось использование действующих
мощностей основных процессов переработки нефти, первичных — с 92
до 58%, вторичных — с 82 до 60%, улучшающих качество моторных топ-
лив — е 70 до 52%, производства масел — с 85 до 44%. В 1999 г. объем пе-
реработки нефти стабилизировался на уровне 168 млн т, при этом
загрузка НПЗ сырьем составила в среднем по отрасли 60%.
В 1999 г. получен прирост добычи нефти 1 млн т к уровню 1998 г., ее
объем вместе с газовым конденсатом составил 304 млн т [30-321, в
20°0 г.- 323.2 млн т.
21
Таблица 5. Некоторые показатели развития
нефтяного комплекса России [30]
Показатель Объем, млнт/юд
1992 1993 1994 1995 1996я 1997 1998 1999 2000
Добыча 395 346 306 296 293 305 303 304 323,2
Переработка 253 220 186 179 176 177,6 163,7 168 173,8
Экспорт в том числе 142 126 120 117 117 126 139,3 136 144,5
нефти в дальнее зарубежье 66 80 86 95 98 109 121,9 117,5 127,6
нефти в ближнее зарубежье 76 46 34 22 19 17 17,4 18.5 16,9
нефтепродуктов 26 35 39 43 43 42 43,8 43,5 —
Доля нефти и нефте- продуктов в товарной структуре российского экспорта. % отн. 28,2 31,9 32,2 33 33 34 32 33
Глубина переработки нефти, % - 63,0 - - - 63,4 64,0 68.0 71,0
В последние годы по сравнению с 1998 г. увеличились отбор и выпуск
автобензина (почти на0,5 млнт), особенно неэтилированного и высокоок-
тановых марок, дизельного топлива— на 1,8 млн т, а также печного топлива
и кокса. Производство неэтилированного автобензина составило 90,4% (в
2000 г. — 97,7%), а малосернистого дизельного топлива — 93% от общего
объема их выпуска [15, 30—34]. Среднеотраслевая глубина переработки
нефти заметно увеличилась и сошавила 68% в 1999 г., а в 2000 г. — 71%.
Рост глубины переработки связан в основном с использованием ре-
сурсов мазута для получения продукции повышенного платежеспособ-
ного спроса (вакуумного газойля, битума, технологического топлива,
утяжеленного судового топлива и др.) без применения вторичных дест-
руктивных процессов нефтепереработки.
• Создавшееся положение во многом объясняется историей развития
нефтедобывающей и нефтеперерабатывающей промышленности в на-
шей стране [31,36, 38].
До середины 80-х годов потребность в моторных топливах и других
нефтепродуктах обеспечивалась в основном за счет интенсивного роста
объемов добычи и переработки нефти. Это было характерно как для
России, так и для СССР в целом (табл. 6). Увеличение объема перера-
ботки нефти в бывшем СССР продолжалось вплоть до 1987 г. По дан-
ним Л. Е. Злотникова, за 12 лет (с 1975 г.) этот объем возрос примерное]
1,25 раза. В 1988-1989 гг. произошла его стабилизация, азатем наметил-
ся заметный спад, вызванный падением добычи нефти.
6 7% Россия Западная Европа
5,7% 21,2%
1997 год
1У901ОД
Рис. 3. Удельный вес перерабатываемой в России нефти
в мировом объеме переработки нефти
В Российской Федерации стабилизация объема переработки нефти
отмечалась с начала 80-х годов, так как в тот период обеспечивалось бо-
лее быстрое развитие этой отрасли на Украине, в Белоруссии, Казахста-
не (табл. 6 и 7). К началу 90-х годов по сравнению с 1975 г. доля России
в обшем объеме переработки нефти снизилась с 75 до 65,3%, доля Укра-
ины возросла в 2 раза, Казахстана в 4 раза. Были введены в строй мощ-
ные современные предприятия в Кременчуге, Лисичанске, Павлодаре,
Чимкенте. Заметно возрос объем переработки нефти в Белоруссии с
вводом Мозырского НПЗ, а также в Литве с вводом крупного нефтепе-
рерабатывающего завода в Мажейкяе J31, 34). За период с 1990 г. по
1997 г. доля нефтеперерабатывающей промышленности России среди
мировой нефтепереработки уменьшилась с 9,4 до 5,7% в 1997 г. (рис. 3)
и до 5,0% в 2000 г. При этом заметно возросли объемы нефтепереработ-
ки в странах Западной Европы и в Японии.
Таблица 6. Изменение объемов переработки нефти в республиках СССР
Регион Объем переработки нефти (% к (975 г) по годам
1980 1985 1986 1987 1988 1989 1990
СССР в целом 120,2 121,0 122,9 123,9 122,6 121,3 116,2
Росса» 107,5 104,0 104,8 105,1 104.6 103,6 99,8
Украина 194 2 229,3 230,1 239,4 239,4 239,4 225,8
Белоруссия 162,5 162,5 162,5 166,7 168,7 169,0 162 6
Казахстан 287,5 350,0 440,0 452,5 440,0 452,5 447,5
Азербайджан 100,0 104,8 104,8 104.5 87,6 77,6 77,6
Туркмения 100,0 100,0 100,0 92,7 92,7 92,7 100,0
Литва — 116,0 120,0 127,0 130,0 (28,0 96,0
Узбекистан (00,0 100,0 100,0 (00,0 <00,0 103,4 101,3
Грузия 100,0 100,0 100,0 97,8 77,8 51,1 51,1
% к 1980 г.
23
Сегодня нефть в Российской Федерации перерабатывается на 28
предприя гиях. По мощности они распределяются следующим образом:
три — по 3-5, 11 — по 5-1(1, шесть — по 10-15, четыре — по 15-20, че-
тыре — более 20 млн т/год. Средняя мощность составляет более 10, мак-
симальная — 25 млн т/год.
Направленность в 60-70-е годы на неглубокую переработку нефти
привела к нерациональной структуре технологических схем заводов.
При существенном росте мощностей первичной переработки нефти и
процессов, улучшающих качество продукции, — каталитического ри-
форминга, гидроочистки и др. — доля процессов, углубляющих перера-
ботку, в первую очередь каталитического крекинга, гидрокрекинга и
коксования, снижалась из-за недостаточного ввода новых мощностей
[31-341.
Таблица 7. Изменение относительной доли объемов переработки нефти
в республиках СССР
Регион Доля переработки нефти (% от объема переработки в СССР) по голам
1975 1980 1985 1986 1987 1988 1989 1990
Россия 76.0 68,0 65,3 64.9 64.5 64,8 65,0 65,3
Украина 6.Х 10,8 12.5 12,4 12.8 13,0 13,1 12,9 г
Белоруссия 6,2 8.3 8.3 8,3 8.3 8,5 8,6 8.7
Азербайджан 5,5 4.4 4.7 4.6 4,5 3.9 3,4 3.6
Казахстан 1,0 2.5 3,0 3,7 3.7 3.7 3,9 3,0
Туркмения 1,4 1,2 1.1 1,1 1,1 1.1 1,1 1,2
Литва — 2,1 2.4 2,5 2,6 2,7 2,7 2,1
Узбекистан 2.о 1.6 1,6 1 6 1,8
Грузия 1,1 1,0 1,0 0.9 0,9 0,7 0.5 0,5
Промышленно развитые страны в этот период, находясь в условиях^
нефтяного кризиса, взяли курс, с одной стороны, на применение энер-1
госберегаюших технологий в отраслях-потребителях нефтепродуктов, а<
с другой — на углубление переработки нефти. В результате экономичес-1
кий рост в этих странах происходил практически без увеличения объема
перерабатываемой нефти. Наша страна продолжала наращивать объемы
добычи и первичной переработки нефти, все более отставая по глубине
ее переработки. В начале 90-х годов глубина переработки нефти в Рос-
сии в среднем не превышала 63% против 87-93% в развитых странах.
Одновременно значительная доля отечественных нефтепродукте!
по эксплуатационным и экологическим показателям качества вс*
больше уступала зарубежным аналогам. Так, производимый в наиболь-
ших количествах автомобильный бензин А-76 не имел аналогов в мир*
эд
из-за низких эксплуатационных свойств и не отвечал требованиям дви-
гаГелестроения |34, 36].
Из-за высокой глубины переработки нефти в индустриально разви-
тых странах объем потребления остаточных нефтяных котельных топ-
лив сравнительно невелик; в Рбссии топочный мазут является
основным продуктом переработки нефти по объему производства: его
доля в обшем расходе топлива на нужды электроэнергетики достигает
13-13,5%- Большая часть вырабатываемых на отечественных нефтепе-
рерабатывающих заводах котельных топлив является сернистой (содер-
жание серы 2—3,5%). В результате из-за отсутствия на теплоэлектро-
станциях эффективных газоочистных установок, а также установок по
обессериванию остаточных топлив на НПЗ в регионах, где сжигается
большое количество сернистых мазутов, складывается неблагоприятная
экологическая обстановка.
Технологическая структура большинства отечественных НПЗ не в
состоянии обеспечить производство продукции современного и тем бо-
лее перспективного качества в необходимых количествах. В табл. 8 со-
постаалены структуры мощностей по основным процессам переработки
нефги в России и развитых зарубежных странах. Удельный вес вторич-
ных процессов переработки нефти и облагораживания по отношению к
прямой перегонке нефт и в России в несколько раз ниже, чем в США и
Западной Европе. На российских НПЗ невелика доля процессов ката-
литического крекинга, каталитического риформинга, алкилирования и
изомеризации, производства высокооктановых эфиров, т. е. тех процес-
сов, которые обеспечивают производство наиболее качественной про-
дукции [30-36].
Возрастной состав многих установок вторичной переработки неф-
ти крайне неблагоприятный. Износ основных фондов большинства ус-
тановок достигает 70-80%, а иногда и 100%, что значительно затрудняет
освоение прогрессивных технологических решении (табл. 9).
Наличие значительного числа устаревших установок приводит к от-
носительно большим потерям нефти и нефтепродуктов: 1,1-1,7%
объема переработанного сырья. На заводах, располагающих более сов-
ременным оборудованием и средствами автоматизации, безвозвратные
потери составляют 0,5-0,1%. Их основные источники: резервуары —
17,9% общих потерь; сжигание на факелах — 18,1%; коксообразование в
процессах термического и каталитического крекинга — 17,6%; негерме-
тичность оборудования — 16,4%; нефтеотделигсли — 5,2%; очистные
сооружения - 8,3%, прочие - 16,5% [31. 34[.
ВНИИ НП еше в 1993 г. совместно с ведущими институтами раз-
личных отраслей-потребителей нефтепродуктов обоснована перспек-
тивная потребность России в основных нефтепродуктах с учетом их
25
Таблица 8. Инфраструктура мощностей нефтепереработки
различных регионов мира в 1999 г. [30]
Показатель Россия США Западная Европа
Обшии объем переработки нефти — загрузка мощностей первичной переработки , млн т/гол Мощность вторичных процессов, % мае от процессов первичной переработки. (68 787 686 '
гидроочистки 28 43,6 30
каталитического крекинга 9,5 34.2
каталитического риформинга 9.3 23.6 15,5
гидрокрекинга 0,6 8.1 3,2
термического крекинга и висбрекинга гудрона 3,5 (.7 10.7
коксования 0.9 10,] 2,1
алкилирования 0.2 5.6 0.8
изомеризации 0,2 5,6 0.8
производства высокооктановых добавок (МТБЭ и ТдМЭ) 0,17 0,7 0,4
Глубина переработки нефти, % мае. Объем производства моторных топлив, млн т/год. 64.7 93 87
бензинов 26,5 330 130
дизельныхтоплив 46.8 168 132
реактивных топлив 7.0 71 32,5
В 2000г соответственно 174, 827 иболее 700 млит/год
Таблица 9. Возрастной состав технологических установок на НПЗ России
Установка Доля мощности (% от общей мощности процесса) установок со сроком службы, лет
до 5 5-10 10-15 15-20 более 20
Первичной переработки нефти 8,9 19,1 18,1 14,0 39.9
Каталитического крекинга 20.2 — 12.3 17.6 49,9
Висбрекинга — 4,7 11,0 — 84,3'
Каталитического риформинга 16,0 32,1 20,6 25,6 5.7
Гидроочистки топлив 17,6 17,3 22,2 36,7 6,2
Коксования 18,5 9,4 23,0 33,0 16,) ,
Производства смазочных масел — 4-33 3.2-16,7 5-50 64-95
Установки термического крекинга
вывоза в страны СНГ и другие зарубежные страны. Технико-экономи-
ческие исследования показывают, что в перспективе при различный
сценариях развития отрасли в структуре потребления нефтепродукто)
прослеживается тенденция к повышению потребления моторных топ;
лкв и сырья для нефтехимии в 1,2-1,3 раза при снижении потребления
котельно-печных топлив на 30-40%.
Прогнозируются достаточно высокие темпы дизелизаиии автомо-
бильного транспорта при одновременном сокращении удельного расхо-
да топлива. С учетом этого начиная с 2003 г. возможно сокращение
потребления автомобильного бензина при интенсивном росте потреб-
ления дизельного топлива. Ожидается значительный рост потребности
в сырье для нефтехимии — прямогонном бензине для пиролиза и арома-
тических углеводородах, сырье для производства технического углеро-
да а также в традиционных продуктах переработки нефти — коксе и
битуме [37].
Одновременно с количественными изменениями в потреблении
нефтепродуктов основных групп в прогнозируемый период ожидаются
значительные качественные изменения этих продуктов, т. е. переход на
неэтилированные бензины и «экологически чистое» дизельное топливо
(содержание серы менее 0,1 и менее 0,05% мае.).
3.2. Основные направления развития
нефтеперерабатывающей промышленности
России
Высокие затраты на разведку и добычу нефти, а также рост потреб-
ности в моторных топливах и нефтехимических продуктах требуют су-
щественного углубления переработки нефти в России. Расчеты
показывают, что при углублении переработки наиболее эффективна за-
мена топочного мазута газом.
Увеличение глубины переработки с 63,5 до 75% обеспечивает эко-
номию более 30 млн т нефти; капитальные вложения при приросте про-
изводства нефтепродуктов на 1 т в 3,5 раза меньше, чем при добыче
необходимого дополнительного количества нефти |31, 32, 41].
Стратегия развития российской нефтеперерабатывающей про-
мышленности определена в следующих директивных документах:
• «Основные направления энергетической политики РФ на период
ло 2010 г », утвержденные Указом Президента РФ от 07.05.95 г. № 472,
Предусматривающие решение задачи увеличения производства высоко-
качественных светлых нефтепродуктов за счет повышения эффектив-
ности переработки нефти;
• «Энергетическая стратегия России (Основные положения)», сог-
ласно которой программа коренной реконструкции нефтеперерабаты-
вающей промышленности рассчитывалась на 12-14 лет с поэтапным
7<^ЦеСТВЛеяием и с увеличением глубины переработки нефти до 73-
к 2°00 г. и до 82-85% к 2010 г.
27
• Программа реконструкции и модернизации НПЗ, утвержден,
ная в рамках Федеральной целевой программы «Топливо и энергия:
Постановлением Правительства от 06.03.96 г. № 263, предусматриваем
разработку основных направлений дальнейшего развития нефтепере-
рабатывающей отрасли на период до 2010 г., обеспечивающих: ;
— повышение глубины переработки нефти до 82—85%, повьн
шение качества нефтепродуктов, в том числе прекращение выра*
ботки этилированных бензинов, производство всего объема
дизельного топлива с содержанием серы не более 0,2%;
— оптимизацию размещения мощностей по переработке неф,
ти с учетом строительства новых мощностей и совершенствования
транспортных систем нефтепродуктов;
- увеличение производства сырья для развития нефтехими?
ческого комплекса;
— осуществление мер по коренному оздоровлению экологиче-
ской обстановки в районах действия предприятий, снижение заг-
рязнения окружающей среды и энергозатрат на переработку нефп
(табл. 10) [39, 40[. >
В связи с трудностями реализации намеченных планов (главны^
образом из-за отсутствия инвестиции), разработана новая редакции
«Энергетической стратегии России на период до 2020 года», согласи!
которой основные задания по углублению переработки нефги сдвига-
ются на 10 лет: предлагается обеспечить повышение глубины перера-
ботки нефти до 75% к 2010 г. и до 85% — к 2020 г- Соответственно на 10
лет вперед переносится и достижение других намеченных показателей.
При этом необходимо учитывать ряд особенностей предстоящего пе
риода, главной из которых является ограниченный объем нефти и газовоп
конденсата, направляемый на переработку (не более 230-240 млн т/год).
В этих условиях загрузка мощностей НПЗ, действующих в насто-
ящее время, составит 65-80%. Столь низкое использование мощностей
снижает рентабельность производства и, в свою очередь, побуждает ре-
шать проблему вывода из эксплуатации части действующих мошносте!
по первичной переработке или закрытия отдельных НПЗ. i
Опыт эксплуатации зарубежных Н ПЗ показывает, что наиболее эф
фективная работа предприятий обеспечивается при загрузке мощное
тей на уровне около 90% (а в США — 95% и выше).
Решение проблемы дальнейшего углубления переработки нефе
будет предопределяться наличием сырья для загрузки мощностей noyf
лубляюшим процессам и освоения новых технологий для вовлечения?
глубокую переработку тяжелых нефтяных остатков, т. е. процессов кат;
литического крекинга, висбрекинга, коксования и гидрогенизаиио!
ной переработки. л
Таблица 10. Основные показатели развития нефтеперерабатывающей
промышленности России на перспективу
Показатель Уровень 1997-1998 гг 1 этап реализа- ции программы к 2000 г (в основном нс выполнен) U этап модерни- зации НПЗ до 20Юг (перене- сен на 2020 г)
Зб^пёрёраблтывасмои нефти, МЛН т/Г 177,6-163,5 190-220 230-240
рубина переработки нефти. % 63-65 73-75 82-84
Доля моторных топлив, % 46-48 54-56 64-65 (65-70)
Доля нсэтитированных бензинов. % Доля дизельных топлив. %' 67-81 80-86" 100
с содержанием серы 0.2% 71-76 85-90 100
с содержанием серь, 0.05% 6-9 12-15 30-40
Доля нефтехимической продукции. % Экологические показатели- 2,5-3.0 2,5-3,0
удельный сброс сточных вод, м3/т нефти 1,49 1.2-1,8 0,2-0,5'*'
удельные выбросы в атмосферу, кг/т нефти 6,33 4,3—4.7 2.0-2,5‘
Потери нефт и и нефтепродуктов. % 1,23 I.0-LI 0,4-0,б'
Энергозатраты. % на нефть 8-9 7-8 5-6
Всего намечается соорудить семь установок каталитического крекин-
га с предварительной гидроочисткой исходного вакуумного дистиллята
общей мощностью 13,2 млн т/год и восемь установок гидрокрекинга об-
шей мощностью 11.1 млн т/год.
Важное значение в повышении технико-экономических показателей
деятельности НПЗ будут иметь разработка и внедрение комплекса эффек-
тивных мер по снижению энерго- и ресурсозатрат на переработку нефти.
В развитии технологии переработки нефти возрастающее значение
приобретет производство и применение водорода. При этом потребность
в водороде в большей степени зависит от глубины, чем от технологии пе-
реработки нефти, гак какого повышенный расход при гидрогенизацион-
ном направлении углубления переработки соответствует расходу
водорода на облагораживание дистиллятов вторичного происхождения в
варианте, когда в основу технологии углубления закладываются терми-
ческие процессы.
29
Общая потребность нефтепереработки в водороде наполовину цо
жет быть обеспечена за счет получения его процессом каталитическое
риформинга, а также извлечением из нефтезаводских газов [116—118).
Для концентрирования водорода могут применяться различны!
процессы (мембранный, короткоцикловой, криогенный), ио для НГЦ
считается предпочтительным (по затратам) мембранный. В технологу
производства водорода в промышленности используются процессы па!
ровой конверсии сырья и неполного окисления; в США отдается пред;
почтение первому, а в странах Западной Европы — второму метод}
конверсии. Следует учитывать, что для производства водорода из тяже!
лого нефтяного сырья (гудрон, кокс и др.) применяется только мето,
неполного окисления.
Увеличение производства водорода возможно также и за счет мо-
дернизации существующих установок паровой конверсии путем приме
нения вторичной кислородной конверсии, что позволяет повысить и
мощность на 25—50%.
На НПЗ России вырабатывается около I млн т в год водородсодер
жашего газа, содержащего до 260 тыс. т водорода. Кроме того, на сем
НПЗ находятся в эксплуатации специальные установки, на которы
производится около 120 тыс. т водорода.
Для снабжения водородом намеченных к вводу установок катали
тического крекинга (секции гидроочистки сырья) и установок гидрок
рекинга потребуется строительство примерно 15—17 специальны
установок по производству водорода общей мощностью около 600-6?
тыс. т в год.
На рассматриваемую перспективу также остаются и задачи п
дальнейшему повышению качества смазочных масел, нефтяного кокс)
нефтебитума и других нефтепродуктов.
В области производства масел основными направлениями развит^
являются: .;
• повышение качества базовых масел, где наряду с дальнейшим СТ
всршенствованием технологии их производства из неф!
традиционными методами должны найти место процессы на ochoi
синтеза биоразлагаемых масел, а также производство нефтяных масе
методом гидрокрекинга; ,
• расширение ассортимента и повышение качества товарных й
сел, снижение импорта масел и присадок;
• разработка новых видов присадок и более экономичных паке!
присадок;
• разработка и внедрение новых гидрогенизационных процесс
производства масел улучшенных качеств. 7
При этом важное значение будет иметь сырьевая база масляного
оизводства, которая потребует осуществления сортировки масляных
Лтей с одновременным улучшением подготовки узких фракций при
вакуумное переюнке мазутов.
В области производства нефтебитумов наряду с совершенствовани-
ем технологии производства предстоит улучшать процессы розлива и
транспорта, а также повышать их качество, в том числе за счет внедре-
ния модифицированных битумов путем введения полимерных и других
видов добавок.
Важные задачи предстоит решать в области производства нефтя-
ного кокса и прежде всего увеличения выпуска дефицитного электрод-
ного кокса. Здесь одним из актуальных направлений остается проблема
производства малосернистых сортов кокса из сернистого сырья, в том
числе — производства кокса игольчатой структуры.
По мере углубления переработки нефти будет обостряться пробле-
ма качества котельных топлив, особенно по содержанию в них серы.
В состав товарного котельного топлива будут в основном входить ос-
татки висбрекинга, разбавленные тяжелыми газойлями каталитического
и термического крекинга и коксования с высоким содержанием серы.
Необходимо иметь в виду и предстоящее повышение доли сернистых и
высокосернистых нефтей, которые будут поступать на НПЗ.
Таким образом, на втором этапе развития нефтепереработки (по
2020 г.) предстоит решать проблемы снижения загрязняющих выбросов
при сжигании котельного топлива как путем очистки дымовых газов,
так и получения котельных топлив с пониженным содержанием серы.
Проблеме получения малосернистых котельных топлив большое
внимание уделяется и в странах Запала, где в настоящее время использу-
ются мазуты с содержанием серы от 2 до 4%. Для обеспечения рынков
Западной Европы малосернистыми котельными топливами требуются
вложения средств в размере 10 млрд долл. США. К 2005 году там наме-
чается исключить потребление высокосернистых котельных топлив у
потребителей на суше, но продолжится использование таких топлив на
сУДовых двигателях.
На электростанциях отдельных стран Западной Европы применя-
ются методы обессеривания дымовых газов; при этом расходы в зависи-
м°сти от метода оцениваются от 30 до 75 долларов на тонну
используемого топлива.
^аРяду с углублением переработки нефти совершенствование
б *Рте*ИМических производств в тесной интеграции с нефтеперера-
ти является стратегическим направлением развития на перспек-
Вв?’ ^еспечиваюшим повышение эффективности использования
"'Фтяного сырья.
На мировом нефтяном рынке доля нефтехимических произволе
неуклонно повышается и достигает в настоящее время 6.5-7,0%
объема переработки нефти против 4,3% в 1980 г.
В нашей стране доля использования нефтяного сырья для нефте>
мии значительно ниже, чем в западных странах и составляла в 1993 г. Ц
3%, в 1999 г. — 2,3%, а намечаемые в Программе объемы новых про>
водств не смогут заметно повысить удельный вес нефтехимии в
балансе использования нефти.
Дальнейшее, более интенсивное развитие нефтехимии в России-
предусматривается как за счет наращивания выпуска нефтехимическо--
го сырья, так и путем широкой технологической и экономической ин-,
теграиии этой отрасли с нефтепереработкой. Прибыль от такой
интеграции в странах Европы оценивается в размере более 50 млн долл,
в год как дополнительная к прибыли предприятий такой же производи-,
тельности, но при раздельном осушесталении процессов нефтеперера-
ботки и нефтехимии.
По имеющимся прогнозам, сложившаяся номенклатура мономе-
ров, сырья для нефтехимии и других химических продуктов в принципе
сохранится до 2010 г. Это — производство этилена и пропилена, арома-
тических углеводородов и в первую очередь бензола и полиолефинов,
среди которых предпочтение отдается полипропилену.
3.3. Некоторые тенденции развития мировой
переработки нефти
В настоящее время в США и Западной Европе не наблюдается за-
метного строительства новых НПЗ. Снижение уровня прибыли и значи-;
тельные затраты на охрану окружающей среды сдерживают развитие
нефтеперерабатывающих заводов и побуждают нефтяные компании по-
вышать загрузку действующих мощностей, для достижения чего закры-
вается ряд НПЗ (прежде всего мелких).
Создание новых мощностей продолжает осуществляться практи-
чески только в странах Азиатско-Т ихоокеанского региона.
Основным направлением модернизации действующих НПЗ в США
и Западной Европе является освоение технологий получения экологи-
чески чистых моторных топлив (реформулированных бензинов и мало-
сернистых дизельных топлив). м
В настоящее время мировая нефтепереработка располагает углуби
ляюшими процессами общей мощностью около 1 млрд/т год. з
При этом наряду с традиционными технологиями во всем мире в#
дулся интенсивные исследования по дальнейшему совершенствований
процессов и схем переработки нефтяных остатков Приоритетным на-
„пением является включение в эти схемы процесса газификации
п[?йгяНЫх остатков, кокса, асфальта от процессов деасфальтизации и
а также разработка энерготехиологических схем, позволяющих
^бе'спечить собственные нужды НПЗ в электроэнергии и водяном паре.
Процессы газификации нефтяных остатков могут быть направлены и на
получение водорода, потребляемого НПЗ все в больших объемах, атак-
с целью получения синтез-газа (СО + Н2) для дальнейшей его пере-
работки в синтетические нефтяные топлива, метанол и другие
продукты. Технология с применением процесса газификации позволяет
осуществлять безостаточную переработку нефти.
Подобные процессы находятся в стадии разработки, и по от-
дельным из них осуществляется строительство первых промышленных
установок. Также разрабатываются схемы, предусматривающие сочета-
ние процессов деасфальтизации остатков растворителем с замедленным
коксованием, что позволяет повысить выход жидких продуктов и сни-
зить выход кокса.
Основным «утлубляюшим» процессом на период до 2010 г. останет-
ся, по-видимому. каталитический крекинг вакуумных дистиллятов; од-
нако по мере углубления переработки для загрузки этого процесса
потребуется вовлечение все более тяжелого сырья, вплоть до мазутов и
гудронов (после их соответствующей подготовки), а также газойлей вто-
ричного происхождения.
Все более широкое применение в промышленности находит про-
цесс гидрокрекинга, обеспечивающий более высокие выходы моторных
топлив по сравнению с каталитическим крекингом, а сочетание процес-
сов каталитического крекинга и гидрокрекинга позволит создать опти-
мальные схемы переработки нефти с максимальным выходом и
требуемым ассортиментом моторных топлив.
В настоящее время объем производства моторных топлив в США,
Канаде, ФРГ составляет 65-70% на нефть. В ряде стран Западной Евро-
пы и в Японии эта величина достигает 55-60%, В России выход мотор-
ных топлив составляет около 50% на переработанную нефть, а после
реализации программы модернизации НПЗ их доля увеличится до 55%.
Мощность процессов для производства качественных автобензи-
нов в нефтепереработке мира составляет около 470 млн т/год и распре-
делена следующим образом: каталитический риформинг — 79%,
алкилирование — 13%, изомеризация — 5%, полимеризация — 2%, про-
изводство МТБЭ — 1%. На НПЗ России мощности процессов для улуч-
шения качества автобензинов к 2010 г. возрастут: по риформингу — с
’ до 33 млн т; по алкилированию и изомеризации — с 0,3 до 2,3 млн
тоэтому на втором этапе развития отрасли (до 2020 г.) потребуется
33
На мировом нефтяном рынке доля нефтехимических производств
неуклонно повышается и достигает в настоящее время 6,5-7,0%
объема переработки нефти против 4,3% в 1980 г.
В нашей стране доля использования нефтяного сырья для нефте>
мии значительно ниже, чем в западных странах и состааляла в 1993 г.
3%, в 1999 г. — 2,3%, а намечаемые в Программе объемы новых произ-*
водств не смогут заметно повысить удельный вес нефтехимии в общем,
балансе использования нефти. (
Дальнейшее, более интенсивное развитие нефтехимии в России-
предусматривается как за счет нарашивания выпуска нефтехимическо-
го сырья, так и путем широкой технологической и экономической ин-
теграции этой отрасли с нефтепереработкой. Прибыль от такой
интеграции в странах Европы оценивается в размере более 50 млн долл.,
в год как дополнительная к прибыли предприятий такой же производи-
тельности, но при раздельном осушесталении процессов нефтеперера-
ботки и нефтехимии.
По имеющимся прогнозам, сложившаяся номенклатура мономе-
ров, сырья для нефтехимии и других химических продуктов в принципе
сохранится до 2010 г. Это — производство этилена и пропилена, арома-
тических углеводородов и в первую очередь бензола и полиолефинов,
среди которых предпочтение отдается полипропилену.
3.3. Некоторые тенденции развития мировой
переработки нефти
В настоящее время в США и Западной Европе не наблюдается за-
метного строительства новых НПЗ. Снижение уровня прибыли и значи-,
тельные затраты на охрану окружающей среды сдерживают развитие
нефтеперерабатывающих заводов и побуждают нефтяные компании по-
вышать загрузку действующих мощное гей, для достижения че, о закры-
вается ряд НПЗ (прежде всего мелких).
Создание новых мощностей продолжает осуществляться практи-
чески только в странах Азиатско-Тихоокеанского региона.
Основным направлением модернизации действующих НПЗ в США
и Западной Европе является освоение технологий получения экологи-;
чески чистых моторных топлив (реформулированных бензинов и мало-
сернистых дизельных топлив). я)-
В настоящее время мировая нефтепереработка располагает углуби
ляюшими процессами обшей мощностью около 1 млрд/т год. t
При этом наряду с традиционными технологиями во всем мире ве?
дутся интенсивные исследования по дальнейшему совершенствований
процессов и схем переработки нефтяных остатков. Приоритетным НЯ'
1Э ’
явлением является включение в эти схемы процесса газификации
П%ных остатков, кокса, асфальта от процессов деасфальтизации и
а также разработка энерготехнологических схем, позволяющих
^е’спечить собственные нужды НПЗ в электроэнергии и водяном паре.
Процессы газификации нефтяных остатков могут быть направлены и на
получение водорода, потребляемого НПЗ все в больших объемах, атак-
с целью получения синтез-газа (СО + Н2) для дальнейшей его пере-
работки в синтетические нефтяные топлива, метанол и другие
продукты. Технология с применением процесса газификации позволяет
осуществлять безостаточную переработку нефти.
Подобные процессы находятся в стадии разработки, и по от-
дельным из них осуществляется строительство первых промышленных
установок. Также разрабатываются схемы, предусматривающие сочета-
ние процессов деасфальтизации остатков растворителем с замедленным
коксованием, что позволяет повысить выход жидких продуктов и сни-
зить выход кокса.
Основным «углубляющим» процессом на периоддо 2010 г. останет-
ся, по-вядимому, каталитический крекинг вакуумных дистиллятов; од-
нако по мере углубления переработки для загрузки этого процесса
потребуется вовлечение все более тяжелого сырья, вплоть до мазутов и
гудронов (после их соответствующей подготовки), а также газойлей вто-
ричного происхождения.
Все более широкое применение в промышленности находит про-
цесс гидрокрекинга, обеспечивающий более высокие выходы моторных
топлив по сравнению с каталитическим крекингом, а сочетание процес-
сов катали гического крекинга и гидрокрекинга позволит создать опти-
мальные схемы переработки нефти с максимальным выходом и
требуемым ассортиментом моторных топлив.
В настоящее время объем производства моторных топлив в США,
Канаде, ФРГ составляет 65-70% на нефть. В ряде стран Западной Евро-
пы и в Японии эта величина достигает 55-60%. В России выход мотор-
ных топлив составляет около 50% на переработанную нефть, а после
реализации программы модернизации НПЗ их доля увеличится до 55%.
Мощность процессов для производства качественных автобензи-
нов в нефтепереработке мира составляет около 470 млн т/год и распре-
делена следующим образом: каталитический риформинг — 79%,
Пилирование — 13%, изомеризация — 5%, полимеризация — 2%, про-
изводство МТБЭ — 1%. На НПЗ России мощности процессов для улуч-
шения качества автобензинов к 2010 г. возрастут: по риформингу — с
' ао 33 млн т; по алкилированию и изомеризации — с 0,3 до 2,3 млн
оэтому на втором этапе развития отрасли (до 2020 г,) потребуется
33
значительное развитие и изменение структуры процессов производства
качественных бензинов.
Наряду с развитием процесса каталитического риформинга на НГ13
России необходимо внедрение процессов изомеризации легких бензи-
новых фракций, производства алкилатов, которые должны стать ключе-
выми компонентами бензинов будущего на новом этапе развития НПЗ а
также процессов полимеризации и олигомеризации легких олефинов —
газов крекинга, позволяющих получать дополнительное количество вы-
сокооктановых компонентов, не содержащих ароматику, и более раци-
онально использовать газы нефтепереработки. Одновременно
предстоит увеличить масштабы производства высокооктановых доба-
вок-оксигенатов, т. е. эфиров и спиртов. Здесь первоочередного внима-
ния заслуживает разработка и внедрение диизопропилового эфира
(ДИ ПЭ), который не уступает по эффективности другим эфирам и для
производства которого не нужен метанол, а используется более доступ-
ное и дешевое сырье — пропилен и вода. В перспективе будет, по-види-
мому, изменяться и соотношение между объемами производства
автобензина и дизельного топлива.
Дизелизация автопарка дает экономию топлива на 15-25% с одно-
временным снижением выбросов вредных веществ по сравнению с бен-
зиновыми двигателями.
Тенденция роста потребления дизельного топлива по отношению к
бензину проявляется в большинстве стран мира. Это соотношение в
настоящее время составляет в среднем около 0,6; при этом в США —
0,43-0,55, в Канаде — 0,8-0,9, в странах Западной Европы — 1,4-1,7.
В СССР и в России указанное соотношение составило:
Год 1980 1985 1990 1995 1999 2005 (прогноз)
Отношение ДТ/АБ 1.50 1,65 1,77 1,65 1,70 1,50
В нашей стране в 80-е годы были приняты решения о развитии ди-
зелизании автопарка, переводе производства грузовиков ЗИЛа и ГАЗа
на выпуск дизельных автомобилей, намечалось довести долю грузообо-
рота дизельными автомобилями до 70—75%, что потребовало бы увели-
чить в балансе производства моторных топлив соотношение объема
дизельного топлива к автобензину до 1,8-2,0.
Ожидаемое снижение указанного показателя в процессе реализа-
ции программы модернизации НПЗ России до 1,5 определяется приня-
тыми в программе соотношениями развития процессов каталитическо-
го крекинга и гидрокрекинга, при которых мощности возрастут: по ка-
талитическому крекингу — от 17,6 до 30,8, а по гидрокрекингу — от 0,6
до 11,7 млн т в год.
Дизельное топливо уже в настоящее время является более дефинит-
ным, чем автобензин. В перспективе, с учетом дальнейшей дизелизанИИ
34
топарка страны, его дефицитность будет возрастать также и потому,
чТ0 недостающий объем бензинов может частично покрываться за счет
_иМенения в качестве альтернативных топлив жидких газов (пропан-
бутан) и природного газа (сжатый и сжиженный), значительно менее
приемлемых для дизельных двигателей.
Основными направлениями увеличения производства дизельного
топлива на перспективу следует рассматривать повышение масштабов
внедрения процессов гидрокрекинга, в том числе легкого гидрокрекинга.
Мировая практика подтверждает положение о том, что применение
современных технологий переработки нефти более доступно и эффек-
тивно в составе Н ПЗ большой единичной мощности.
Средняя мощность одного НПЗ в мире составляет 5-6 млн т в год,
но при этом в США и в странах Западной Европы почти 50% НПЗ име-
ют мощность более 10 млн т в год. Средняя мощность заводов России
составляет 10-12 млн т в год.
В 90-е годы в России сооружено большое количество мини-НПЗ
мощностью от 50 до 500 тыс. т/год, работающих по простой схеме: ат-
мосферная перегонка и последующее улучшение качества бензина с по-
мощью присадок и добавок. Дизельное топливо, как правило,
производится без i идроочистки, т. е. сернистое. Такое направление раз-
вития характерно только для России. Оно объясняется целым рядом ге-
ографических и экономических факторов [24}.
В условиях избыточных мощностей за последние годы произошло
закрытие ряда убыточных НПЗ в США и в странах Западной Европы.
Так, в США в середине девяностых годов закрыто 13 НПЗ средней мощ-
ностью 0,9 млн т и еще 35 НПЗ считаются потенциальными банкротами
(также НПЗ малой мощности — 1-2 млн т в год), то есть заводы малой
мощности являются менее перспективными и обладают меньшими
шансами на выживание. При этом затраты на закрытие одного НПЗ
оцениваются в 50-100 млн долл. Удельные капитальные вложения на
строительство новых НПЗ со сложной технологией составляют 200—260
долл, на 1 т мощности; таким образом, новый завод мощностью в 4—5
млн т в год требует затрат более одного миллиарда долларов.
Особым направлением развития технологии нефтепереработки в
индустриально развитых странах является широкое освоение новых
процессов, позволяющих улучшить экологические характеристики мо-
торных топлив. За последние годы на НПЗ всего мира освоены техноло-
гии, позволяющие снизить содержание ароматических и олефиновых
Углеводородов в автобензинах (процессы гидрирования и алкилирова-
ния бензолсодержаших фракций, этерификации и олигомеризации
олефинсодержаших фракций), а также технологии, направленные на
удаление серы и ароматических углеводородов из дизельных топлив g
основном методом гидрирования ]19, 20]. „
3.4. Цели и задачи нефтеперерабатывающих т
предприятий в области экологии и охраны
окружающей среды
К числу важнейших задач развития нефтеперерабатывающей про-
мышленности России относится разработка и осуществление комплек-
са мер по коренному оздоровлению экологической обстановки в
районах действия предприятий, снижение загрязнения окружающей
среды и энергозатрат на переработку нефти при одновременном повы-
шении уровня технической безопасности производств [ 13, 14].
Указанные выше задачи определяют пели развития отрасли в це-
лом, но для каждого предприятия они индивидуальны по части их при-
оритетов и последовательности реализации с учетом достигнутого к
настоящему моменту уровня развития [39, 40].
По мнению ряда авторов, решение экологических проблем в России
сталкивается с самым главным препятствием — отсутствием необходи-
мого экологического воспитания населения, низким уровнем экологи-
ческой культуры преобладающего числа руководителей предприятий и
государственных служаших.
Согласно «Энергетической стратегии России (Основные положе-
ния)», на первом этапе ставится задача доведения выбросов загрязня-
ющих веществ в атмосферу, сбросов в водоемы и накопления отходов до
приемлемого уровня (т. е до уровня временно разрешенных значений).
На втором этапе, до 2020 г., предприятия должны снизить выбросы
загрязнений до предельно допустимого уровня, не оказывающего нега-
тивного воздействия на окружающую среду и безопасного для населе-
ния, т. е. до нормативов ПДВ, ПДС и разрабатываемых в настоящее
время нормативов размещения отходов.
' Реализация намеченных мероприятий является весьма сложной и
требует значительных капитальных вложений.
3.5. Экологические характеристики
моторных топлив
Экологическим характеристикам моторных топлив во всем мире
уделяется огромное внимание. Так, еще в 1970 г. Конгресс США принял
«Закон о чистом воздухе», который обозначил приоритеты нефтепере-
рабатывающей промышленности этой страны на, 20-летний период.
беспечиваюшие снижение содержания соединений свинна в бензино-
вом фоняе-
В 1990 г., учитывая требования Управления по охране окружа-
ющей среды, Конгресс США принял поправку к «Закону о чистом воз-
духе», цель которой — добиться к 2000 г. изменения состава
бензинового фонда США, 50-70% которого должен составлять так на-
зываемый реформулированный бензин (т. е. бензин с минимальным
содержанием ароматических и олефиновых углеводородов, а также се-
ры)[30. 170. 171].
Выполнение требований поправки к «Закону о чистом воздухе»
приводит к изменению характеристик бензина, снижению содержания
летучих олефиновых компонентов на 25% отн., бензола — до 0,8% об.,
ароматических углеводородов -- до 25% об., кислорода в бензине для го-
родов с фотохимическим смогом — до 2% мае.
В Западной Европе в 1996 г. введены ограничения лишь по содержа-
нию серы в бензине не более 0,05% мае., в 2000 г. — не более 0,015% мае.
Для дизельного топлива (как в США, так и в Западной Европе) ос-
новные ограничения связаны с содержанием полициклических арома-
тических углеводородов (до 11,0% об.) и серы (до 0,035%> мае.).
В 1998 г. бы па опубликована «Всемирная топливная хартия», разра-
ботанная производителями автомобилей ведущих промышленно разви-
тых стран мира и содержащая рекомендации по качеству
автомобильных бензинов и дизельных топлив на перспективу [35] —
табл 11 и 12.
Для нсэтилированного бензина и дизельного топлива установлено
3 категории качества применительно к рынкам с различными экологи-
ческими требованиями:
• катсюрия 1 — рынки, на которых отсутствуют или минимальны
требования к составу отработавших газов,'
• категория 2 — рынки со строгими требованиями к качеству отра-
ботавших газов или другими ограничениями;
• капщория 3 — рынки с повышенными требованиями к характе-
ристикам отработавших газов или другими ограничениями.
Топлива категории 3 рассматриваются как отвечающие требовани-
ям самых прогрессивных технологий, существующих в настоящее время.
В 2000 г. вышло в свет дополнение к «Всемирной топливной хар-
тии», где представлена категория «4» особо чистых моторных топлив,
характеризующихся полным отсутствием серы.
Очевидно, что требования «Всемирной топливной хартии» влекут
за собой существенное ограничение содержания в автобензинах и ди-
зельных топливах серы, ароматических и олефиновых углеводородов.
При этом в бензинах дополнительно регламентируются показатели по
37
Таблица 11. Физико-химические и эксплуатационные показатели
автомобильных бензинов («Всемирная топливная хартия»)
Показа|ель Категория качества
1 2
Октановое число, не менее' по нее,icjoBaie.1, вскочу методу по моторному методу Индукционный период окисления, мин, не яснее Массовая доля серы, %, не более Концентрация свинца, i/дм’ Концентрация фосфора, г/дм4 Концентрация марганца, г/дм3 Концентрация кислорода, %, не более Объемная юля олефиновых углеводородов, %, не более Объемная доля ароматических углеводородов, %, не более Объемная доля бензола, %, нс более Концентрация фактических смол, мг/100см3бензина, не более Плотность при 15°С, кг/м3 Испытание на медной пластинке Внешний вид Чистота карбюраюра. балл, не менее Чистота топливной форсунки, % сниже- ния пропускной способности, не более Пригорание впускного клапана Чистота впускною клапана, балл, не менее Чистота впускного клапана, мг, не более Отложения в камере сгорания, %. не более 91.0.95.0,98,0 82.0, 85,0, 88,0 360 0,10 0.013 2,7 50,0 5.0 7)5-780 Вь Чи 8,0 9,0 91.0.95,0.98.0 82.5.85,0.88,0 480 0,02 2,7 20,0 40,0 2,5 5 715-770 держиваст, кла стый, орозрачн Выдерживает 50 140 91,0. 95,0; 98,0 82,5. 85,0,88,0 480 0,003 ствуст ствует 2,7 10.0 35,0 10 ., 5 715-770 с 1 30 140
испаряемости, а в дизельных топливах — по плотности и фракционному
составу при сохранении высоких значений октанового и цетанового чи-
сел соответственно.
Выполнение указанных требований ориентирует нефюперераба-
тываюшую промышленность индустриально развитых стран на осво-
ение новых технологий, что требует значительных капитальных
вложений
Общее количество легковых автомобилей в мире достигло в 2000
году 550 млн и будет увеличиваться далее при среднегодовом приросте
Таблица 12. физико-химические и эксплуатационные показатели дизельных
топлив («Всемирная топливная хартия»)
Показател ь Категория качества
1 2
-ц^^Ьоечисло. не менее 48 53 55
Цетановым индекс, не менее 45 50 52
П.тошостьлри I5 С, кг/м3 820-860 820-850 820-840
Кинематическая вязкость при 40 С. мм2/с 2,0-4,5 2.0-4,0 2,0-4,0
Массовая дотя серы, %, нс более 0,50 (0,03) (0.003)
Массовая доля ароматических у1лсволородов, %, не более 25 15
Массовая лоля холцароматических углеводородов. %, не более фракционный состав 5 2.0
температура выкипания 90% об , 'С. не выше - 340 320
температура выкипания 95% об., "С. не выше 370 355 340
конец кипения, ’С, нс выше — 365 350
Температура вспышки,‘С, нс ниже 55 55 55
Коксуемость, % мае , не более 0.30 0,30 0,20
Предельная температура фильтрусмоыи, -С нтос' нтос" НТОС’
Температура потери текучести.‘С нгос' нтос' нтос’
Температура помутнения. ‘С нтос' нтос' НТОС
Содержание воды, мт/кг 500 200 200
Окислительная стабильность, г/м3, не более 25 25 25
Объем вспенивания, мл — — 100
Время разрушения пены, с Биологическая засоренное ,ь Отсутствует 15
Массовая доля лфиров растительных масел, %, нс более - 5.0 Отсутствует
Кислотность Ml КОН/г, не более Коррозионность - 0.08 1 0,08 Легкая ржавчина
Испытание на мелной пластинке, балл Класс 1 Класс 1 Класс 1
Зольность, %, не более 0,01 0,0| 0,01
Содержание механических примесей, мт/л, - 24 24
Чистота форсунки, % снижения потока ®°3.ауха, не более - 85 85
Смазывающая способность, диаметр ^тна износа, мкм 400 400 400
До-гжц.| 5ь1ть р.ци1() или ниже самой цизкои ожи асчой темпера сры окружакние и среды
39
Таблица 11. Физико-химические и эксплуатационные показатели
автомобильных бензинов («Всемирная топливная хартия»)
Показа1ель Категория качества
I 2
Октановое число, не менее' по нсслсдовагельскому методу по моторному методу Индукционный период окисления, мин. не мспсс Массовая доля серы, %, не более Концентрация свинка, г/дм' Концентрация фосфора, г/дм’ Концентрация марганца, г/дм3 Концентрация кислорода, %, не более Объемная доля олефиновых углеводородов, %, не более Объемная доля ароматических углеводородов, %, не более Объемная доля бензола, %, не более Концентрация фактических смол мг/IOO см'бензина, не более Плотность при 15°С, кг/м3 Испытание на медной пластинке Внешний вид Чистота карбюратора, балл, не менее Чистота топливной форсунки, % сниже- ния пропускной способности, не более Пригорание впускного клапана Чистота впускною клапана, балл, не менее Чистота впускного клапана, мг, не более Отложения в камере сгорания, %, не более 91.0.95,0,98,0 82.0 85,0, 88,0 360 0,10 0.013 2.7 50,0 5.0 5 715-780 Вь Чи 8,0 '° 9,0 91.0. 95,0. 98.0 82 5.85.0.88,0 480 0.02 2,7 20,0 40.0 2,5 5 715-770 держи васт, клас стый, нрО1рачн Вадсрживает 50 140 91,0. 95.0; 98,6 82,5. 85,0, 88,q 480 0.003 ствуст ствует 10.0 35,0 1 0 . 715-770 с 1 5 30 |40
испаряемости, а в дизельных топливах — по пло!ности и фракционному
составу при сохранении высоких значений октанового и цетанового чи-
сел соответственно.
Выполнение указанных требовании ориентирует нефтеперераба-
тывающую промышленность индустриально развитых стран на осво-
ение новых технологий, что требует значительных капитальных
вложений.
Общее количество легковых автомобилей в мире достигло в 2000
году 550 млн и будет увеличиваться далее при среднегодовом приросте
зй
я-ица 12. Физико-химические и эксплуатационные показатели дизельных
3 топлив («Всемирная топливная хартия»)
Показатель Категория качества
1 2
д^^ечисло. не менее 48 53 55
цетановыи индекс, не менее 45 50 52
Плотность При 15 С, кг/м3 820-860 820-850 820-840
Кинематическая вязкость при 40'С, мм’/с 2,0-4,5 2.0-4,0 2,0-4.0
Массовая дояя серы, %, нс более 0,50 (0,03) (0,003)
Массовая ДО-W ароматических у1лсводородов, %, не более 25 15
Массовая доля полихроматических углеводородов. %, не более - 2.0
фракционный состав
температура выкипания 90% об , — 340 320
’С. не выше
температура выкипания 95% об., 370 355 340
‘С. не выше
конец кипения, °C, нс выше — 365 350
ToMHCpaivpa вспышки,'С, нс ниже 55 55 55
Коксчемость. % мае , не более 0.30 0,30 0,20
Предельная температура фи.чьгруемоыи, °C нтос' НТОС' нтос’
Температура потери теку'/ести.'С нгос‘ нтос' нтос
Температура помутнения. °C нтос' нтос' нтос’
Содержание воды, м г /кг 500 200 200
Окислительная стабильность, г/м3, не более 25 25 25
Объем вспенивания, мл — — 100
Время разрушения пены, с — — 15
Биологическая засоренное г ь Отсутствует
Массовая доля эфиров растительных масел, %, нс более - S.0 Отсутствует
Кислотность, у, КОН/г, не более — 0.08 0,08
Коррозионность Легкая ржавчина
Испытание на четной пластинке, балл Класс 1 Класс 1 Класс 1
Зольность, %, не более 0,01 0,01 0.01
Содержание механических примесей, мг/Л, 24 24
не более
Чистота форсунки, % снижения потока аомуха, не более - 85 85
Смазывающая способность, диаметр ^гна износа, ЧКу 400 400 400
Должна быть равна unit ниже самой пизкоп ожиаасчпй температуры окружающем среды
39
около 9%. Такой рост автомобильного парка привел к мировому потреб
лению бензина до 840 млн т/год. Увеличивается и потребление дй
зельного топлива — основного энергоносителя для тяжелых грузов^
автомобилей, автобусов и автотранспортных средств, эксплуатируемы
вне дорог.
Заметные структурные изменения произошли в автомобильно;
парке России: увеличился выпуск малотоннажных грузовых автомоби.
лей. Ниже (табл. 13) приведены данные по объемам выработки автобен
зинов и дизельных топлив в России в период 1990-2000 гг.
Таблица 13. Выработка моторных топлив в России
Показатель Год
1990 1996 1997 1998 1999 2000
Переработка нефти, млн т 295.0 176,0 177,6 164,0 168.0 173,8'
Бензин, млит 40,6 25,7 26,3 26,0 26,5 27,2
в том числе
неэтилированный, % 27.6 58,4 69.0 80,0 90,4 97,7
высокооктановый 13.2 30,0 35,5 — 42,0 42,9
(ОЧМ 91 и выше), %
Дизельное топливо, млн т 75,6 43.6 44.9 45,0 46.8 49,2
втч с содержанием серы < 0,2% 55,8 77,0 71.5 79,0 93,0 —
из них с содержанием — 6,9 10,7 12.0 12,0 —
серы 0,1 и 0,05%, %
Доля моторныхтоплив от нефти, % 44,4 50.1 — — ~50,0 -50,0
Глубина переработки нефти, % 63,0 — 63,4 64,0 68,0 71,0
Очевидно, что, несмотря на постоянное улучшение качества эти>(
продуктов, задача производства моторных топлив в соответствии с сов-
ременными требованиями далека от полного решения. !
3.5.1. Автомобильные бензины
Объем производства автомобильных бензинов в России составил В
2000 г. около 27 млн т в год (14—15% от перераба|ываемой нефти). :
Основные требования к качеству автомобильных бензинов в Рос-
сии, Европе приведены втабл. 14.
Сравнение показывает примерное равенство требований к высоко-
октановым сортам бензинов в России и других странах по октановыМ;
числам, но перепек!ивные экологические требования к бензинам Евро-
пейских стран и США выше. Особый сорт по экологическим требовав
ниям представляет собой реформулированный бензин (США),
которого ограничено содержание бензола (до 0,8% об.), ароматически^
(до 25% об.), олефиновых (до 5% об.) углеводородов.
Таблица 14. Основные требования к качеству автомобильных бензинов
в России и государствах-членах ЕЭС
Параметр Россия E3C(EN-228)
ГОСТ 2084 ГОСТР 51105- 97 ЕВРО-2 ЕВРО-3 с 2000 г. ЕВРО-4 с 2005 г
й^има.1ыюс содержание. %
бензола — 5.0 5,0 1,0 1,0
серы 0.1 0,05 0,05 150 рргп 30 ppm
ароматических углеводородов 55* 55* — 42 30
олефиновых углеводородов 20' 20" — 18 14
кислорода 2,7* 2,7* — 2.3 2.7
фракционный сослав. °C.
до 100°С перегоняется, %, не менее — 40 — 46 46
до 150“С перегоняется, %, нс менее — 85" — 75 75
Давление насыщенных пиров, кПа, — 35- — 60 60
не более юо’*’
Наличие моющих присадок - — - Обязательно
По ГОС Г 51105-97 указано до 180'С
В странах Западной Европы с 2000 г. также введены более жесткие
ограничения по углеводородному составу бензина (бензола — до 1% об-,
ароматических углеводородов — до 42% об., олефиновых углеводородов —
до 18% об-, серы — до 0,015% мае). К 2005 г. эти требования будут еше
более ужесточены [33].
Отличительной особенностью суммарного фонда бензинов США
является высокое содержание в них алкилбензина и кислородсодержа-
щихдобавок, особенно в реформулированном топливе.
В суммарном фонде бензиновых компонентов в России сравни-
тельно низка доля бензина каталитического крекинга, алкилата, изоме-
ризата, оксигенатов и высока доля низкокачественных компонентов:
прямогонного бензина, бутанов, бензинов коксования и термокрекин-
га, рафината (табл. 15).
Следствием этого является большая доля низкооктановых бензи-
нов, вырабатываемых в России. 58% от общего объема выработки со-
ставляет низкооктановый бензин А-76, 39% — бензины АИ-91, 92, 93 и
3% — АИ-95, gg При этом надо иметь в виду, что выпуск бензина А-76
обусловлен еше и наличием большого парка грузовых автомобилей,
Рассчитанных на этот бензин.
Приоритетной задачей является постепенное замещение этого бен-
аина высокооктановыми сортами.
Таблица 15. Структура суммарного бензинового фонда различных стран
Пока затель (данные 1999 г.) Россия США Западная Европа
Общий объем бензинового фонда, млнт/год 26,5 330 130—'
Компонентным состав, % об .
бутаны 2.6 5
риформат 54,3 34 48,2
бензиновые фракции 20.4 35 5 27
каталитического крекинга
изомеризат 1.9 5 5
алкилат 0.6 11.2
оксигенаты 1.5 3,6 2
бензиновые фракции прямой перегонки, 14.7 3.) 7.3
гидрокрекинга, гидроочистки и пр
бензиновые фракции термических процессов 4,0 0.6 0,5
Октановое число. (ОЧИ + ОЧМ1/2 82 89 88
С 1990 по 2000 год доля неэтилированных бензинов в России воз-
росла с 27,6 до 97,7%, а к 2003 г. все вырабатываемые бензины в России
должны быть неэтилированными.
Доля неэтилированных бензинов составляет в среднем в Европе
70% (Австрия и Швеция — 100%), в США— 100%.
О положительных сдвигах в России в этой области говорит то, что
большинство НПЗ выпускают только нсэгилированные бензины и лишь
два НПЗ (Хабаровский и Омский НПЗ) продолжают производить авто-
бензины, содержащие ТЭС.
Переход на производство неэтилированных бензинов требует зна-
чительных капиталовложений в нефтеперерабатывающую промышлен-
ность. По оценке экспертов, отказ от применения в составе бензинов
этиловой жидкости в Европе потребует дополнительных капиталовло-
жений в размере 26,7 долл./т бензина.
По другим оценкам полный переход на производство неэтилированно-
го бензина в странах ЕЭС потребует ог2,5доЗ,5млрддолл.,авСШАэти зат-
раты составляли 700 млн долл, ежегодно на протяжении последних 10 лет.
Доля бензинов, содержащих оксигенаты (в основном — МТБЭ), в
России незначительна главным образом из-за их высокой стоимости.
В качестве антидетонационных добавок используются также в не-
больших количествах амины, соединения марганца и железа. На сегод-
няшний день применение металлсодержащих присадок экономически
выгоднее, чем применение оксигенатов и аминов. Наилучший эффект
дают пакеты присадок, содержащие вышеперечисленные компоненты в
разных сочетаниях [42].
42
Отказ от применения алкилсвинцовых антидетонаторов в бензинах
одвопяет обеспечить нормальную работу каталитических нейтрализа-
р0В отработавших газов, благодаря которым возможно на 70—90%
снизить вредные выбросы автомобиля.
Значительный эффект дает также применение присадок к бензи-
нам снижающих токсичность выхлопа.
Производство автобензинов с моющей присадкой «Автомат», раз-
работанной ВНИИ НП. организовано АО «НОРСИ*> (г. Кстово), на
дчинском НПЗ — автобензинов с присадкой на основе соединений же-
леза (ФК-4), на Рязанском НПЗ (совместно с фирмой Амоко) — авто-
бензинов с моющей присадкой.
Применение таких бензинов в крупных городах позволяет на 30—
40% снизить загрязнение воздушного бассейна отработавшими газами
автомобилей (оксида углерода — до 40%, углеводородов — до 30%).
Улучшение экологических свойств бензинов достигается также за
счет снижения содержания в них бензола. Рациональным решением
является полный перевод производства бензинов в соответствии с
ГОСТ Р 51105—97 и установление нормы на содержание бензола для
отдельных регионов страны на уровне не более 1%. Последнее являет-
ся дорогим мероприятием. По оценкам специалистов, для уменьше-
ния в бензинах доли бензола до 1% и суммарного содержания
ароматических углеводородов до 30% в Европе необходимы дополни-
тельные капиталовложения — 2 млрд долл, и увеличение эксплуатаци-
онных затрат приблизительно на 20%.
Среднее содержание бензола в бензинах в России — 2,7%, а в высо-
кооктановых бензинах — до 7%.
Уменьшения содержания бензола в автобензинах возможно до-
стичь изъятием из сырья риформинга фракций, образующих бензол,
выделением из риформатов бензольной фракции с последующим про-
цессом селективного гидрирования или алкилирования бензола или же
экстракции последнего селективными растворителями (например, гли-
колями).
Важной проблемой, которую необходимо решить в ближайшее вре-
мя, является снижение содержания серы в бензинах.
Согласно ГОСТ Р 51 105-97, содержание серы в бензинах не должно
превышать 0,05% мае.
Основным путем решения этой задачи является отказ от непо-
средственного вовлечения в товарные бензины продуктов термических
процессов.
Отечественная нефтепереработка располагает технологией гидро-
очистки бензинов коксования и термического крекинга (содержание
43
серы — 0,4-0,7% мае.), после чего они могут вовлекаться в сырье про.
цссса каталитического риформинга [43, 44, 45, 46}.
Новым стандартом на автомобильные бензины (ГОСТ Р51105-97]
который введен 01.01.1999 г., предусматривается производство и приме,
нение четырех марок неэтилированных бензинов: Нормаль-80, Регу,
ляр-91, Премиум-95, Супер-98. ‘ ?
Бензин Нормаль-80 предназначен для использования на грузовых
автомобилях наряду с бензином А-76; Регуляр-91 — для применения ня
автомобилях взамен этилированного бензина АИ-93. Автомобильнь^
бензины Премиум-95 и Супер-98 полностью отвечают европейским
требованиям и предназначены в основном для зарубежных автомоби4
лей, эксплуатируемых в России.
При этом продолжает действовать и ГОСТ 2084-77, предусматри-
вающий применение автобензинов марок А-72, А-76, АИ-91. АИ-93;
АИ-95 [55|.
Еще в 1997 г. по решению юродских властей в г. Москве введены
технические условия на автомобильные бензины, целиком соответствуй
юшие требованиям Европейскою стандарта EN 228, и Московский
нефтеперерабатывающий завод полностью перешел на производство
автобензина по этим техническим условиям. Это позволяет обеспечить
поэтапное оснащение автомобильного парка Москвы каталитическими
нейтрализаторами отработавших газов и установить контроль за нали-
чием в выхлопных газах углеводородов, оксида углерода, оксидов азота.
По имеющимся оценкам для выхода России на уровень ведущих
стран мира по выпуску высокооктановых бензинов необходимо мощ-
ности процесса каталитического крекинга довести до 15,0% к мощности
установок первичной переработки нефти; мощности каталитического
риформинга — до 15,0%, изомеризации легких бензиновых фракций —
до 3,0%, алкилирования с получением технического изооктана — до
4,0%. Одновременно требуется существенно расширить вовлечение в
товарные бензины кислородсодержащих добавок (эфиры и спирты) и
различных октанповышающих присадок [3, 30]. -
3.5.2. Реактивные топлива
Массовые сорта реактивных топлив России не уступают по ка-
честву топливам дру: их стран, а по некоторым показателям (например,
по содержанию серы) превосходят их (табл. 16).
Показатели качества отечественных реактивных топлив в прош-
лом диктовались требованиями конструкторов авиационных двигате-
лей. В настоящее время российские авиакомпании приобретают **
берут в лизинг самолеты зарубежного производства, а авиационные
44
Таблица 16. Требования к реактивным топливам
р-—• Отечественные марки топлив Зарубежные топлива
Показатель ГОСТ 10227-86 ГОСТ 12308-89
ТС-1 РТ Т-8В 1-6
П^отностьпри 20 С, кг/м , не менее фракционный состав,'С н к температура выкипания 10% об температура выкипания 98% об Высота некоптящего пламени, мм. не менее Температура начала крис- таллизации, 'С, не выше Содержание ароматических углеводородов, % мае . нс более Содержание обшей серы, % мае . не более Содержание меркаптановой серы. % мае , не более Температура вспышки взакрытомтигле, 'С, не ниже 775 < 150 < 165 <250 25 -60 (-55) 22 0,2 0,003 28 775 > 135 < 175 <280 25 -55 22 0.1 0,001 28 800 > 165 < 185 <280 20 -50 22 0.! 0,001 40 840 >195 <220 <315 20 -60 10 0,05 60 775-840 (15*0 205 300 20-25 -47, -40 27-28 25 (об.) 0,3 0,003 38 775-840 <15*0 205 300(320) 19 -46 27-28 25 (об ) 0,4 0.001
ASTM D-1655 Jer-A (A-l)
•• JP-S
заводы России осваивают производство самолетов отечественных ма-
рок с зарубежными двигателями.
Поэтому качество авиационных топлив, по-видимому, будет сбли-
жаться с качеством европейских и американских топлив.
Актуальным является вопрос об организации производства в Рос-
сии топлива типа Jet-А, Это повлечет за собой изменение выхода других
топливных продуктов (бензиновой и дизельной фракций), так как топ-
ливо Jet-A характеризуется более высокой 10%-ной точкой выкипания
(205 С), по сравнению с топливами ТС-1 и РТ, и более высокой темпе-
ратурой вспышки (не менее 38°С).
Нефтсперерабатываюшие заводы России в основном готовы к ре-
шению этой задачи, однако определенные усилия потребуются в осво-
ении методов анализа ASTM (оснащение зарубежными приборами и
0 °РУДованием, обучение персонала) и пр. [47].
45
3.5.3. Дизельные топлива
На НПЗ России вырабатывается около 49 млн т в год дизельной
топлива, из которых 93% с содержанием серы до 0,2 и 7% — с содержа,
нием серы от 0.2 до 0,5% мае. Основное количество — это летнее дц4
дельное топливо, объем производства которого достигает 90% от общего
объема дизельных топлив, 9% — зимние виды дизельных топлив с тем-
пературой застывания минус 35 и минус 45°С, 1% — арктическое ди
зельное топливо с температурой застывания минус 55°С дд,
обеспечения районов Крайнего Севера и Арктики. Выпуск низкозасты-
ваюших дизельных топлив недостаточен, потребность в них удовлетво
ряется лишь на 40%. Сопоставление основных требований к качеств}
дизельных топлив приведено в табл. 17,18 и 19.
Таблица 17. Шведский стандарт на дизельное топливо
Показатель Класс 1 Класс 2 Класс 3 .
CI С II С III
Содержание серы, ppm (%), нс более 10(0,001) 50 (0,005) 500 (0.05)
Содержание ароматических углеводородов, не более, % об. 5 20 -
Фракционный состав, °C.
н.к, не ниже 180 180 —
температура выкипания 10% об , нс ниже — — 180
температура выкипания 95% об., не выше 285 295 340-370
Плотность при 15‘С, кг/м3 800-820 800-820 820-860
Содержание полиароматических углеводородов, не более. % об 0,02 0,1 -
Цетановый индекс, нс менее 50 47 43-46
По содержанию серы требования разных стран для основных сор-
тов дизельных топлив находились до 1996 г. в пределах 0,2-0,3% мае.
Содержание серы 0,5% мае. имеется только в стандарте России; экстре-
мальные требования — 0,001% мае. — в шведском стандарте. С 1996 г.
европейские страны перешли на выпуск топлива с содержанием серы до
0,05% мае., осуществляется дальнейшее ужесточение требований — яр
0,035% мае. серы с 2000 г. и до 30 и 50 ppm в перспективе 155, 82).
В зарубежных стандартах также ограничивается содержание арома-
тических углеводородов, а в последнее время — содержание полиникли('
ческих ароматических углеводородов (ПАУ), как наиболее токсичны»
соединений. В массовых дизельных топливах их концентрация Hf
должна превышать 6-11% мае., а по шведскому стандарту — 0,02% об. }
0,1% об. [58. 591. *
46
47
Таблица 19. Требования к качеству дизельных топлив
в странах ЕЭС и России
Показатель ЕМ-590, страны ЕЭС гостз? (летний сорт), Россия
1993- 1996 п 1996- 1999 гг. Действую- щий с 2000 г
Содержание серы, % мае., не более 0,3 0,005 0,0035
Цетановое число, не менее 45 49 51 45
Плотность при 15‘С. кг/м3 820-860 820-860 820-845 <860
Кинематическая вязкость При 40‘С. мм2/с 2,0-4,5 2,0-4,5 2,0-4,0 (при 20'С
Содержание полициклических ароматических углеводородов, %. нс более Не норми- руется Нс норми- руется Н -
Смазывающие свойства, мкм, не более Не норми- руется Не норми- руется 460 -
В перспективе - 2%
Отмечается тенденция к облегчению фракционного состава топли
ва, что влечет снижение его плотности. Так, к 2005 году согласно требе
ваниям Европейского Парламента температура выкипания 95% о(
дизельной фракции по кривой разгонки не должна превышать 340е*
(при плотности не более 825 кг/м3).
Имеются сообшсния, что глубокая гидроочистка дизельного топ
лива вызывает повышенный износ топливной аппаратуры, что може
быть компенсировано введением противоизносных присадок. ’
Можно ожилать, что содержание серы в дизельных топливах Рос
сии будет снижаться (табл. 20). ;
Таблица 20. Ожидаемая динамика снижения содержания серы
в дизельных топливах России
Показатель Выработка дизельного топлива, % отн
1999 г. 2005 г. после 2005
Содержание серы, % мае . от0,2до0,5
до 0.2 93 100,0 —
в т ч.: до 0,1 до 0,05 12 25,0 25,0 100
Ряд НПЗ России вырабатывают дизельные топлива с содержание^
серы до 0,1% (НПЗ в Перми, Омске, Киришах, Кстово, Рязани и др-
АО «Ангарская нефтехимическая компания» может производить высо
кокачественное арктическое дизельное топливо с содержанием сер!
05% мае. и ароматических углеводородов — до 5% мае. [27, 48[.
0’ мЯнутые НПЗ могут постоянно выпускать и топливо с содержанием
УП° о 05% мае. [49]. Такое производство по технологии ВНИИ НП ос-
на НПЗ в г. Мажейкяй (Литва) [50[.
Основной задачей является массовый переход на производство
«ологически чистого дизельного топлива с содержанием серы не выше
0 035-0.05% мае. и ароматических углеводородов не более 20% мае.
(82-83].
1 диализ, выполненный ВНИИ НП, показывает, что на значитель-
ной части действующих установок гидроочистки после их частичной ре-
конструкции и с использованием новых кобалътмолибденовых и
никельмолибденовых катализаторов четвертого поколения уже в бли-
жайшее время можно организовать выработку малосернцстого ди-
зельного топлива с содержанием серы нс выше 0,035 и 0,05% мае., а на
3-4 установках — с содержанием ароматических углеводородов не более
20%, но только из сырья с содержанием этих углеводородов не более 22-
23% мае. [51, 52].
Для получения дизельного топлива с содержанием серы 0,05% мае.
без нормирования ароматических углеводородов на большинстве
действующих установок гидроочистки необходимо, наряду с заменой
катализатора и увеличением его загрузки в 1,2-1.5 раза, обеспечить по-
вышение давления до 5 МПа, заменить отдельные теплообменники и
выполнить другие работы по реконструкции.
Всего на производство дизельного топлива с содержанием серы до
0,05% мае. можно перевести в ближайшие годы до 25 установок гидро-
очистки последних поколений с переработкой от 40 до 50% имеющихся
ресурсов дизельных фракций.
Для перевода всех НПЗ России на производство экологически чис-
того дизельного топлива потребуется -сооружение новых мощностей,
обеспечивающих не юлько глубокое обессеривание сырья, но и его де-
ароматизацию. Принципиальным отличием этой технологии от тради-
ционной является применение более высокого давления 7—10 МПа, что
увеличивает капитальные и эксплуатационные затраты, но позволяет
осуществлять переработку как прямогонных диет иллятов, так и вторич-
ного сырья, объемы которого ежегодно возрастают по мере углубления
переработки нефти [53, 54].
Качество дизельных топлив может быть существенно улучшено и за
СЧет использования специальных присадок (антидымных, моющих,
Депрессорных, противоизносных).
Технические условия 38.401-58-170-96 на городское дизельное топ-
Дуем (разраб°таннь,е 2НИИ НП совместно с Московским НПЗ) пре-
тРивак>1 выработку топлива с антидымными и депрессорными
‘- 5363
49
присадками- Наиболее эффективными антидымными присадками jq
ляются продукты, содержащие барии. Добавка их приводит к увеличь
иию зольности дизельного топлива, поэтому ТУ 38.401-58-170-96t
городское дизельное топливо установлена увеличенная норма j
зольности — до 0,04% [55].
В настоящее время к применению допущены 2 антидымные приса^
ки: Лубризол-8288 и отечественная присадка ЭФАП-Б (изготовитель'.
ООО «ЛУК.ОЙЛ-Волго1раднсфтспсреработка») [16]. \
Значительное распространение получили также депрессорнь
присадки, позволяющие существенно расширить выработку зимнего ।
арктического сортов дизельного топлива. Все большее применен^
находят и противоизносные присадки, необходимые для улучшена
смазывающих свойств глубоко очищенных топлив.
3.5.4. Топочный мазут
В России вырабатывается в основном топочный мазут марок М-4
и М-100, а также его экспортные сорта. Качество топочных мазутов п<
содержанию серы не удовлетворяет требованиям экологии, поскольку
выработка мазута с содержанием серы до 1% ограничена, а основно
объем выпускается с содержанием серы до 2% и более.
Высокое содержание серы в топочном мазуте связано с отсутствие!
мощностей по гидрогенизаиионному обессериванию нефтяных остатков
Разработка и освоение таких процессов, обеспечивающих малосер
нистым мазутом ТЭЦ (особенно в крупных городах), является приори
тетной задачей отраслевой науки [56—57], '
Жечь нефть... значит сравнить ее с каменным
углем и, следовательно, получать от нее
копейки, когда она может давать рубли.
Д. И. Менделеев
4. Глубина переработки нефти —
обобщающий показатель
эффективности использования
нефтяного сырья.
Качество сырья глубокой переработки
В нефтеперерабатывающей промышленности для оценки эффек-
тивности использования нефтяного сырья применяют показатель «Глу-
бина переработки нефти» (ГПН). Этот показатель представляет собой
процент массовый выхода всех нефтепродуктов на нефть (моторных
топлив, сырья для нефтехимии, масел, бигума, кокса и др.), за исключе-
нием выхода топочного мазута и величины безвозвратных потерь [60—
63]. Глубина переработки нефти на НПЗ России нс превышает 68-70%
против 80-95% в развитых странах Запада.
Следует отличать понятия глубины переработки нефти от выхода
светлых нефтепродуктов (т. е. моторных топлив); последний показа-
тель, как правило, на 15-20% ниже, чем глубина переработки нефти. В
России он составляет 48-50%.
Задача углубления переработки нефти в нашей стране обусловлена
в первую очередь сокращением объемов се переработки при достаточно
высоком спросе на светлые нефтепродукты и сырье для нефтехимичес-
кого синтеза,
На темпы углубления переработки нефти оказывают влияние сле-
дующие факторы:
объемы добычи и переработки нефти;
• величина потребности в светлых нефтепродуктах;
• объемы добычи каменного у[ЛЯ и природного газа, а также пе-
рестройка структуры топливного баланса страны в направлении
Уменьшения использования нефтяного котельного топлива па объектах
стационарной энергетики и замены его на природный газ и каменный
Уголь, а также строительство атомных электростанций [60].
Принимая во внимание большую долю нефти и газа (свыше 65%)
среди ресурсов топливно-энергетического баланса России, становится
п°нятным, что направление на химическую переработку котельного
50
51
топлива потребует значительных дополнительных затрат на замену
другими источниками производства энергии. ,
Для увеличения глубины переработки нефти необходимо испольад
ватьдва возможных пути: '
• увеличение отбора моторных топлив и других ценных продукту
на стадии первичной перегонки нефти;
• освоение процессов деструктивной переработки нефтяных остат-
ков [63].
Во всех случаях большое значение имеет максимально возможный
отбор светлых фракций от их потенциального содержания в нефти н<
стадии первичной перегонки.
Этот показатель определяется конструкцией погоноразделй-
тельной аппаратуры установок АВТ, ее техническим состоянием, чет-
костью поддержания технологического режима. В России высокий
возрастной состав большинства установок АВТ и их неудовлетвори-
тельное техническое состояние ограничивают возможность полной
извлечения потенциальных ресурсов светлых нефтепродуктов из нефти
В результате отбор светлых фракций даже на крупных установках мощ-
ностью более 3 млн т/год в среднем для российских НПЗ составляет нё
более 93-94%, и лишь на отдельных, лучших установках — 96-97%
потенциального [61,70]. С целью достижения отбора светлых 97-98% Ф
потенциала (максимально возможный уровень) требуется осуществле-
ние комплекса мероприятий по оптимизации технологического режим<
и совершенствованию оборудования (замснапогоноразделительныхта
редок в ректификационной колонне на более эффективные, увеличен^
их числа и г. Д-).
Поданным БашНИИ НП,это позволит увеличить ресурсы преиму-
щественно дизельных фракций, попадающих в настоящее время в то-
почный мазут и другие остаточные топлива. Реализация предложенной
комплекса мероприятий на установках АВТ, имеющихся в составе НГТ‘
России, может обеспечить прирост выработки дизельных фракций н
величину более 2,0 млн т/год при условии сохранения объема и качеств
перерабатываемой нефти.
Исходным сырьем для глубокой переработки в России (табл. 21) яв-
ляются остатки атмосферной или вакуумной перегонки в основном сер
нистых нефтей, отличающиеся низким отношением водорода J
углероду (0,125:0,135) и высоким содержанием асфальто-смолистых со
единений, в которых сконцентрированы сернистые, азотистые и мета!
лоорганические соединения.
Целевые продукты — углеводородные топлива (табл. 22) отличаю,
ся по элементному составу от исходного сырья более высоким отнош*
Таблица 21. Характеристика нефтяных остатков
Нефтяной остаток Элементный состав, 5 мае Металл, г/т
С Н S N Ni V
L\1wyr западно-сибирской нефти 85,7 11 6 2,2 0.3 29 58
ромашкинской нефти 8о,8 н.з 2,4 о.з 37 128
Гудрон западно-сибирской нефти 85,6 11,0 2,7 0.5 60 114
оомашкинскои нефти 85.7 10,7 3,0 0.4 74 260
нием водорода к углероду (0,160:0,170), малым содержанием серы и,
кроме
этого, полным отсутствием тяжелых металлов.
Таблица 22. Характеристика топливных фракций
Для достижения необходимого соотношения между водородом и
углеродом возможно применение различных технологических приемов,
основанных на вводе дополнительного водорода или выводе излишнего
Углерода.
По данным Е. Д. Радченко и др., количество водорода, требуемого
Для гидрогенолиза гетероорганических соединений и образования из
остаточного сырья топливных фракций, составляет (% мае.) [62]:
На гидрогенолиз гетероорганических соединений
В том числе на образование H->S, NH3, Н2О
На образование светлых нефтепродуктов.
дизельного топлива
бензина
0.7-1,0
0,2-0,3
керосина
На образование углеводородных газов
2,3-2.8
8,0-8.7
„ Обший
3,8% мае.
расход водорода при этом изменяется в пределах 2,3—
52
53
В случае значительного образования углеводородных газов расх»
водорода резко возрастает, что следует учитывать при выборе лестру^
тивных гиДрогенизационных процессов, Л
Для достижения необходимого соотношения между водородом и vr.
леродом в целевых продуктах вывод излишнего углерода должен состав
лять 12—21% мае. от исходного, очищенного от гетероорганическщ
соединений сырья. Количество излишнего углерода составляет (% мае.)»,
1б-2|
31-36
В случае получения непредельных газообразных продуктов -
сырья для нефтехимического синтеза — необходимый вывод излишнегс
углерода достигает 16—21% мае., а при образовании предельных углево-
дородов 31-36% мае.
Технология переработки нефтяных остатков с выводом излишнегс
углерода в основном базируется на термических процессах, а техноло-
гия ввода водорода в молекулярную структуру остаточных фракций -
на гидрогенизационных каталитических процессах. -
Переработка нефтяных остатков (мазута) возможна по двум вари-
антам: первый — прямая каталитическая или термическая обработка
мазута с получением целевых продуктов; второй — предварительна?
разгонка под вакуумом с получением вакуумного дистиллята и гудрон;
и их раздельная переработка.
Прямая каталитическая переработка нефтяных остатков в светлы^
нефтепродукты встречает значительные трудности из-за высокого со
держания в остатках серы, азота, тяжелых металлов (никеля и ванадия;
и асфальто-смолистых вешеств, быстро дезактивирующих катализатор
Технологически более простым решением является термическая пере(
работка остатков [63—66].
В мировой практике наиболее широко применяются схемы раз-
дельного облагораживания вакуумных дистиллятов и гудронов, что поф
воляет подобрать для каждого вида сырья оптимальные условий
переработки, обеспечивающие наиболее благоприятные выходы иеле^
вых продуктов.
Большое значение в этом случае имеет подготовка нефти и ее высо-
комолекулярных фракций — вакуумных дистиллятов, гудрона — к гЛ^
бокой переработке. !
54
ПпИ неудовлетворительном обессоливании нефти неорганические
оставаясь в тяжелых фракциях нефти, оказывают О1рицательнос
со'”*’ на работу катализаторов и оборудования.
в-11 выделенные из мазутов вакуумные дистилляты с концом кипения
500оС характеризуются низким содержанием металлосодержаших
единений и асфальтенов, их коксуемость по Конрадсону не превыша-
ло 2% мае. Эти дистилляты (особенно после гидроочистки) являются
еТ сококачественным сырьем для каталитической переработки. Потен-
В^аЛЬное содержание их в мазуте составляет 40-50% (табл. 23).
Таблица 23. Характеристика мазута и вакуумного дистиллята
западно-сибирской нефти, % мае.
Фракция § 3 X “ х S N 5 X Металл, г/т * 1 £• £
Ni V
Мазут (> 35О‘С) 47 2,2 0.3 2.2 29 58 8.6
Вакуумный дистиллят (35О-5ОСГС)
исходный 24 1.7 0,11 Отс. 0.5 0,5 0,2
гидроочищенный 22 0.25 0,06 Отс Отс Отс 0.1
По мере возрастания глубины отбора фракций в них возрастает со-
держание серы, азота, коксуемость, что усложняет их дальнейшее обла-
гораживание (табл. 24).
В случае переработки высокококсуюшихся дистиллятов с повышен-
ным содержанием металлов резко ухудшаются технико-экономические по-
казатели каталитических процессов: гидроочистки, гидрокрекинга,
каталитического крекинга. Сокращается срок службы и возрастает расход
катализатора увеличивается необходимый объем реакторов, возникает не-
обходимость! ювышать давление в гидрогенизационных процессах, приме-
нять дополнительные меры зашиты катализаторов и т. д. [67, 68,69].
Несмотря на указанные обстоятельства в мировой практике широ-
ко освоены как методы выделения при вакуумной перегонке дистилля-
тов с концом кипения до 590-600°С, так и технологии их дальнейшей
переработки.
Для выбора эффективной схемы переработки нефтяных остатков
имеет большое значение знание их состава, в том числе строения угле-
водородных и 1етероатомных компонентов [69-72].
Химический состав вакуумных дистиллятов, выкипаюших в преде-
^0-500°С, трех типовых нефтей: мангышлакской (малосернистой,
копарафинистой), западно-сибирской (сернистой) и арланской
ысокосерлистой) приведен в табл. 25.
55
Таблица 24. Физико-химические свойства вакуумных дистиллятов и остат
западно-сибирской и арланской нефтей
Показатель Западносибирская нефть Арланскаи нефть J
Фракция Остаток выше Фракция Остаток выше1'»
2 1 V 1 У О
Плотность, kt/mj ’Z4,Z ’00,4 Уоо, 1 1011,8 ’ЗУ, 1 10514 1062
Кокс по Конрад- 0,83 1.4 7,0 19,9 21,6 0,93 1,67 7 5 25 26
сону, % мае. Элементный состав, % мае.. 85,20 85,78 85.89 86,03 86,35 84,27 84,64 84,68 84,70 85,(Х
Н 12,57 12,02 11.33 10,63 10,04 12.07 11,69 11,01 10,00 9.5Q
S 1,73 1,82 2.35 2,49 2.86 3,23 3 17 3.78 4.23 4.5!
N 0,15 0,18 0,33 0,55 0,65 0,13 0.15 0,33 0.76 0,'Й
О 0,35 0,20 0,10 0,30 0.10 0,30 0,35 0.20 0,31 0,01
Содержание металлов, г/т’ ванадия 0,55 3 3 20.0 182 240 1.0 7.0 Ц
никеля 0,26 1,6 7.0 58 97 0,6 — 4.0 - ли
Изучение состава вакуумных дистиллятов с использований
спектральных методов показывает, что, как правило, с повышением-
этих продуктах количества сернистых соединений снижается содержа
ние насыщенных углеводородов. Так, в вакуумном дистилляте мангыи)
лакской нефти с содержанием серы 0,12% мае. насыщенны
углеводородов в 2 раза больше, чем в вакуумном дистилляте западно-сй
бирской нефти (75,8 против 36,2% мае.); по мере снижения количеств
изопарафиновых углеводородов снижается содержание и нафтенов^
(нафтеновых углеводородов приблизительно на 10—11% больше, чё
изопарафиновых); во всех случаях с повышением цикличности нафт!
новых углеводородов содержание их снижается; среди ароматически
углеводородов основную долю (62—70%) занимают алкилбензолы, й!
даны, тетралины и динафтенбензолы. Производные нафталинов и П(
лициклические ароматические углеводороды распределены без како#
либо заметной закономерности, с некоторым снижением содержав
по мере увеличения ненасышенности; в составе сернистых соединена
преобладают производные тиофена, содержащие различное количесТ
бензольных колец с ненасыщенностью до С„Н2„_ 28$ [73, 74].
56
Таблица 25. Химический состав вакуумных дистиллятов
(фр. 350-500°С) трех типовых нефтей
Показатель Нефть
мангы- шлакская западно- сибирская арланская
ГЫотНОСТьТкг/м’ Молекулярная масса 877.6 350 921,4 374 910.5 346
Эихетинисо™».*"»0- 85,40 86,10 84,49
н 13,88 12,15 12.55
N 0,02 0,13 0.10
0,12 1,58 2.86
Коксуемость, % мае. Углеводородный состав. % мае 0,06 0,18 0.19
«•парафи новые 30.6 4,7 11,8
изопарафиновые 16.9 10,8 6,2
нафтеновые 28,3 20,7 15.7
ароматические 19,0 39,8 31.0
сернистые соединения 2,1 18,2 31.5
смолы 3,1 5,8 4.3
Структурные формулы указанных типов углеводородов охаракте-
ризованы в табл. 26 [73].
Схема переработки мазута определяется конкретными условиями
НПЗ (свойства нефти, ее иена, номенклатура необходимых нефтепро-
дуктов и т. д.).
При облагораживании мазута без разделения его на вакуумный дис-
тиллят и гудрон могут быть использованы следующие процессы:
гидродеметаллизация — удаление металлов (никеля, ванадия, же-
леза, меди и др.);
• гидрообессеривание —удаление серо- и азотсодержащих соединений;
• деасфальтизация растворителем — удаление асфальтенов при
частичном извлечении металлов и серосодержащих соединений.
При разработке процессов деметаллизации и особенно деас-
фальтизации необходимо учитывать возможность промышленного
использования для производства моторных топлив отходов, которые
при крупнотоннажном производстве мо>ут быть значительными, что в
итоге может оказать решающее влияние на целесообразность внедре-
ния этих процессов в промышленность. Несмотря на технические
трудности как подготовки, так и дальнейшей каталитической перера-
ки мазутов, в отдельных случаях, например при получении
Родных коксов из остатков сернистых нефтей с содержанием
Таблица 26. Возможные типы ароматических, гидроароматических и а гетероциклических структур, содержащихся в нефтяном сырье [73]
Условное название группы соединений Структурная формула
Ал кил бензолы а сгсю й
Инданы CD СО
Динафенбснзолы ОСО Сии
Нафталины СО СтгО
65 & od? оси ой
Аценафтены
Аценафтилены Осю ооо 65 ЙУ
Фенантрены ООО ос? ‘
Пирены ей?
Хризены ссс9 и^1
Бензтиофены k|S Ои .3
Дибензтиофены C„H2n _ i^S СсО 3
11афтобензтиофены CnHj„ _ 22^ ОсСО
SR
коксе менее 1,5% и низким содержанием ванадия, это направ-
серЬ'ВзаслужИвает внимания.
J16HMR случае раздельной переработки вакуумного дистиллята и гудрона
о наиболее труднопсрерабатываемого сырья (т. е. гудрона)
к0ЛИ чается не менее, чем в 2 раза по сравнению с вариантом перера-
с0Кр ма3ута (табл. 27). При раздельной переработке вакуумного дис-
^ллята и гудрона требуется обеспечить:
тИЛ । рлубокий отбор фракций (температура конца кипения вакуум-
ных дистиллятов 540-560"С).
2 Высокую четкость разделения без заноса в вакуум-дистилляты
жальто-смолистых веществ из нижней части вакуумной колонны,
беспечиваюшую низкую коксуемость вакуумного дистиллята и малое
содержание металлов в нем.
Таблица 27. Потенциальное содержание мазута и вакуумного
дистиллята в товарных смесях нефтей'
фракции Выход фракции на нефть, % мае.
западно- сибирской ромашкин- арланской
Мазут (остаток выше 350 С) 46,6/100.0 52,0/100,0 55,6/100,0
350-500’С 24.2/51,9 23,0/44,2 23,5/42,3
350-540’С 29.1/62,5 27,8/53,4 29,0/52,1
360-580’С 33,2/71,2 32,4/63,3 33,9/61,0
Для последующей каталитической переработки коксуемость ваку-
ум-дистиллята и содержание в нем асфальтенов и металлов оказывают-
ся более важными показателями, чем температура конца кипения.
Является общепринятым, что в вакуумных дистиллятах, идущих на
каталитическую переработку, допускается суммарное содержание ме-
таллов не более 2-3 г/т и коксуемость не выше 0.3% мае. |75|.
Для переработки тяжелых вакуумных дистиллятов в первую очередь
используются следующие процессы:
I- Гидроочистка при давлении до 5 МПа с достижением остаточно-
го содержания серы 0,2—0.3% мае. с целью получения сырья каталити-
ческого крекинга или компонента малосернистого котельного топлива.
2- Каталитический крекинг с мелкодисперсным цеолитсодержа-
Щим катализатором для получения высокооктанового бензина и непре-
Hbix углеводородов — сырья нефтехимического синтеза.
• Гидрокрекинг при давлении 15-17 МПа на стационарном ката-
а °₽е С иельк> получения реактивных топлив и низкозастываюших
ских и зимних дизельных топлив (в ряде случаев — бензина).
59
4. Гидрокрекинг при давлении 5-8 МПа для получения дизель»^
топлива и сырья каталитического крекинга или компонента котельцщ
топлива («легкий гидрокрекинг»)
С углублением отбора вакуумного дистиллята утяжеляется гудрон
в нем растет содержание асфальтенов, металлов, увеличивается кок$
емость. Поэтому процессы переработки утяжеленных гудр0Н(
представляют особую трудность для нефтепереработчиков 176-81].
Для решения этой задачи в мировой практике широко использую
ся термические процессы: висбрекинг, замедленное коксование, терм
контактный крекинг (с последующим облагораживанием продукт»
этих процессов), а также гидрогенизационные процессы о использов
нием трехфазного «кипящего» слоя катализатора при давлении Ц
17 МПа или же стационарного катализатора при давлении до 20 МПа<
в ряде случаев — адсорбционно-каталитическая деметаллизация щ
давлении 15 М Па — предварительная стадия для последующего катал]
тического облагораживания [84—89|.
Прямая гидрогенизанионная переработка гудрона (равно как и маз
та) сопряженас созданием стойких катализаторов, применением дорого
тоящих аппаратуры и конструкционных материалов, рассчитанных i
работу в среде водорода под высоким давлением. Это обусловлива
весьма значительные капитальные, эксплуатационные и энергетически
затраты и сдерживает широкое освоение указанных процессов.
5, Методы расширения производства
светлых нефтепродуктов при
первичной перегонке нефти
е 1. Углубление переработки нефти за счет
оптимизации структуры выходов и
компонентного состава моторных топлив
До конца 70-х годов в отечественной практике было принято пла-
нирование работы установок первичной перегонки нефти исходя из
производительности по сырью с учетом выхода суммы светлых нефте-
продуктов. За выход суммы светлых принимали 95-97% ее потенциала,
определяемого как сумма фракций 28-350°С по кривой ИТК- Реальный
потенциал суммы светлых нефтепродуктов (ПССН) в зависимости от
ассортимента продуктов и их соотношения может отличаться от выхода
фракций 28-35(УС на ±5-7% мае. на нефть.
В 89-е годы во ВНИИ НП разработан и широко вошел в промыш-
ленную практику метод определения потенциала светлых нефтепродук-
тов, сущность которого заключается в определении ПССН не как
постоянной величины для данной нефти (выход фракций 28—350°С по
кривой ИТК). а как функции качества нефти и ассортимента нефтепро-
дуктов.
Представление о суммарном потенциале как о переменной величи-
не для каждой нефти служит основой для исследования принципи-
альной возможности увеличения выработки суммы светлых
нефтепродуктов из одного и того же сырья за счет оптимизации струк-
туры выхода дистиллятов на установках АТ и АВТ [90-95].
В частности, для типичной западно-сибирской нефти показано,
что выход отдельных топливных продуктов: бензина (фр. 28-180°С), ке-
росина (фр. 120-240’С), дизельного топлива летнего (фр. 180-361УС) в
значительной мере зависит от заданий по отбору керосина [90[. Графи-
чески метод может быть представлен в виде базисных диаграмм в коор-
динатах у (Доля фракции от ее потенциала) — ось ординат и выход
Фракции, % мае. на нефть по кривой ИТК — ось абсцисс (рис. 4).
Ри этом потенциалу бензина (Пб) соответствует плошадь прямо-
u ни,<а АВВГ, потенциалу керосина (Пк) — плошадь ДЕЖЗ, потен-
д у Топлива Дизельного (Плл) — плошадь ИКЛМ, потенциалу
диз-^иоготоплива «отбензина» (Ф5М) — плошадь ГВЯМ', потенциалу
ном 1ЬрОго топлива «ог керосина» (ФКдд) — плошадь ЗЖУС. При дан-
°Ре керосина Ок (% мае. на нефть), соответствующем отбору от
61
•1
28 100 120 180 200 280 ЗЮ 360
Температура кипения по ИТК. °C ;
Рис. 4. Базисная диаграмма для расчета потенциалов '''
суммы светлых нефтепродуктов ,
потенциала, например 0,4 (О^ПД проводится горизонталь через орд
нату 0,4. Отбору Ок соответствует площадь прямоугольника ДНОЗ,д{
гая часть потенциала керосина — площадь прямоугольника НЕЖО.
распределяется между бензином и топливом дизельным.
Минимальный потенциал светлых находится как площадь пря&
угольника АБУС, соответствующая отбору керосина, равному его г
тенциалу; максимальный потенциал — как площадь прямоугольна
АБЛ М, соответствующая отбору керосина, равному нулю, и отбору бе
зина, равному его по|Снциальному содержанию от 28°С до нижнего т^
пературного предела потенциала топлива дизельного летне'
Минимальному суммарному потенциалу соответствует потении
фракций 28—340’С — 63% мае. на нефть, максимальному (28—370’С)
68,2% на нефть. Для множества возможных задании по отбору бензи
и керосина верхняя температурная граница ПССН находится винтер|
ле от 340 до 370"С, а его величина — от 63 до 68,2% на нефть.
Топливу дизельному летнему соответствует фракция 240—340°С. И
пользование фракции 180-240°С в количестве, соответствующем плои
ди прямоугольника РВЖО, позволяет вовлечь в состав дизельно
топлива фракцию 340—360’С в количестве, соответствующем плош;
прямоугольникаТУЯШ. Использование бензиновой фракции 140—)»
в количестве, соответствующем площади прямоуюльника ХКВФ,
сококипящую дизельную фракцию 360-370°С в количестве,
69
_вуЮ1дем плошади прямоугольника ЮЯЛЦ. В результате
^тпоений потенциал суммы светлых определяется как площадь мно-
^ольника АБЛЦЮШТС, состоящего из прямоугольников АЩТС.
(ПЭЮШ и ЭБЛН.
Обшим решением для определения ПССН является:
пссН“2чф« + п„ + ф1.) +
х(П6 + Фм) + 1 п“
ф:
где Фб (и Фб1)потенциал бензиновых фракций до температуры нача-
ла кипения керосина (дизельного топлива), % мае. на нефть; Об — отбор
бензина; Фб’дл — потенциал бензиновых фракций от нижнего темпера-
турного предела потенциала керосина до нижнего температурного пре-
дана потенциала дизельного топлива; Фе"'6 потенциал бензиновых
фракций от нижнего температурного предела потенциала топлива ди-
зельного до верхнего температурного предела потенциала бензина; ос-
тальные обозначения — см. выше.
Результаты проверки методики по вышеприведенной формуле для
западно-сибирской нефти показывают хорошее соответствие между
расчетными и экспериментальными значениями ПССН (табл. 28).
Таблица 28. Значения суммарного потенциала суммы светлых
(экспериментального и расчетного) при различных заданиях по выходу
отдельных продуктов
Задание по 01 бору от нефти, % мае. Суммарный потенциал, % мае на нефть
бензина о« керосина, Ок топлива Дизельного зимнего, Од3 Эксперимен- тальный Расчетный Пр Расхождение (Пр-ПД % мае. на нефть
зци 11.85 — 65, 1 65,2 + 0,1
22,6 — 32,6 55,1 55,3 + 0,2
22,0 - 26,6 61,0 60,1 -0,9
23.0 — — 68 2 68,2 0.0
L 27,0 - - 66,7 67,4 + 0,7
в ет°дика служит базой для расчетов с применением ЭВМ
п Нтов оптимизации ПССН и ассортимента выпускаемых нефте-
Ке ка КтОв ПРИ Распределении нефтей по предприятиям и их переработ-
отдельных предприятиях [93-95]. В основе оптимизации лежит
63
максимально возможное использование качества данной нефти nptt
шествующем уровне поюноразделения на установках прямой Перер,
ки [96—98].
При наличии на НПЗ нескольких установок АТ и АВТ оптимд
иия структуры выходов должна выполняться для каждой установки,
дельно, что дас г суммарный результирующий эффект.
ВНИИ НП разработано математическое описание «Потенци
светлых» (МО «ПСВ»), позволяющее максимизировать выход целег
продуктов при переработке на одном НПЗ нескольких различных не<
тей на отдельных АТ и моделировать возможные колебания в качест
нефтей. В частности, сравнение фактических балансов переработ
товарных нефтей на Орском НПЗ в расчете за один квартал с опт
мальными, рассчитанными по МО «ПСВ» (табл. 29), показывает ч
рекомендуемые выходы отдельных продуктов могут в 2-5 раз отл
чаться от фактических. В результате более полного учета качест
нефтей потенциал светлых по всем установкам первичной перегон
нефти возрос на 0,8% на нефть, выход дизельного топлива летнего —
3,1% [93,95].
Таблица 29. Относительный выход топливных продуктов (рекомендуемы!
к фактическому) для различных нефтей на Орском НПЗ, % отн. ,,
Товарная нефть Выход топливных дистиллятов Потенциал сумм, светлых, % на неф?
бензина дизтоплива зимнего ди ^топлива летнего факти- ческий реком*
Смесь западно-сибир- ской |1 ШКЯнОВСКОЙ I07 20 123 о0,1 >0 9
Западно-сибирская I08 0 129 60,4 61.3
Мартышинская 29 247 0,0 39,0 39.9
Жирновская 42 288 25 50,8 >0,1
Казахстанская 61 247 69 42,5 43.7
Среднее знамение для перерабатываемого ассортимента нефтей I00 100 I03.I 49,0 49 8
Внедрение данной методики («Определение потенциала сум
светлых нефтепродуктов с учетом ассортимента», 1981 г.)дало возм<
ноегь нефтеперерабатывающим заводам значительно увеличить вы
ботку светлых нефтепродуктов. Для типичного НПЗ мощностью 14»
т/год, по нефти это привело к достижению экономического эфФеК1
среднем 2,2 млн руб./год, в ценах 1983 г |93, 97]. Предложенный ме-
получил широкое применение в практике НПЗ и применяется до
яшего времени. : s
64
2 увеличение отбора светлых
^фтепролуктов за счет оптимизации
^качества
Возможности расширения ресурсов и увеличения выработки мо-
их топлив зависят от требований к их качеству. Поэтому необходи-
а критическая оценка этих требований, в первую очередь к топливам
массовых сортов. Следует выявить те показатели качества, уровень ко-
торых сдерживает отбор топлив от нефти, и, изменив их с учетом обес-
печения нормальной работы двигателей, расширить ресурсы этих
топлив [100-110].
Тах, для прямогонных бензиновых фракций — сырья каталитичес-
кого риформинга — их выход, определяемый концом кипения, зависит
от требований к сырью этого процесса. Как правило, верхний предел
выкипания бензиновых фракций изменяется в интервале температур
15О-[8О°С. При этом чем больше тяжелых фракций (фр. 120-180°С)
вовлекается в сырье каталитического риформинга, тем меньше их оста-
ется для использования в составе керосиновых дистиллятов. Каких-
либо лимитирующих показателей качества прямогонных бензинов не
отмечается, и объем их производства определяется в основном мощ-
ностью установок каталитического риформинга, имеющихся на
конкретном нефтеперерабатывающем предприятии.
Более сложные закономерности выявлены для керосиновых дис-
тиллятов.
Расширения ресурсов керосиновых фракций (топлива ТС-1) воз-
можно достичь за счет утяжеления их фракционного состава. При этом
изменяется ряд показателей качества керосина, в первую очередь, тем-
пература начала кристаллизации (ТНК). На примере типичной запад-
но-сибирской нефти показано, что выделение в качестве керосина
Дистиллятов с пределами кипения 120-220, 120-230 и 120-255°С (ТНК
соответственно —55, —50 и —40°С) повышает выход этого продукта от
*7’4до 19,4 и 23,4% мае. при кривой ИТК. Однако при этом выход ди-
зельного топлива летнего снижается за счет уменьшения как легких
( ензиновых). так и тяжелых фракций [100].
С увеличением отбора керосина от 0 до 100% отн. из состава ди-
3~ ого топлива исключаются фракции соответственно 180—220 и
уме 345' 180~230 и 315-345, 180-255 и 280-345’С. Происходит
суммЬШеНИе выхода Дизельного топлива от 32.9 до 20,8, 16,7 и 6.2% и
' £ светль|х — от 51,4 до 47,2, 45,1 и 38,6% мае. на нефть (табл. 30).
топливГЯ:*е;1СНИеМ (^’РаК|1ИО,’|ного состава керосина выход дизельного
сина Т' И суммы светлых снижается тем больше, чем выше ТНК керо-
ак, при уветичснии отбора керосина (с ТНК -55, -50 и -40сС)
на {% выход дизельного топлива снижается соответственно на 0,7, 0,85
и 1,15%. а суммы светлых — на 0,24, 0,32 и 0,55% мае.
Таблица 30. Состав суммы светлых в зависимости от отбора и температуры
начала кристаллизации керосина
Температура начала кристал- лизации. 'С Отбор керосина от потенциала. Выход, % мае. на нефть
бензина керосина дизельно- го топлива сумма светлых
-55 100 9.0 17.4 20,8 47,2
(фр 120—220*0 70 U.8 12,2 25,3 49,2
58 13,1 10,0 28,3 51,4
-5о Фо 9,0 19.4 16,7 45,1
(фр. 120-230’С} 70 Н,8 13,6 21,8 47.2
51 13,5 ю.о 25.8 49.3
100 9,0 23,4 X 7 38.6
(фр. 120-255*0 70 11,8 16,4 16,9 45,1
43 14,5 10,0 24,8 49,3
— 0 18,5 0 32.9 51,4
Выход бензина в меньшей мере зависит от температуры начала
кристаллизации керосина и в большей —от отбора последнего от потен-
циала.
Таким образом, для данной нефти, в целях сохранения высоких вы-
ходов бензина и дизельного топлива, предпочтительно вырабатывать
керосин с минимально возможной температурой начала кристаллиза-
ции (и при его минимальном отборе). Аналогичные закономерности
имеют место для всех нефтей, что указывает на нецелесообразность из-
менения требований ГОСТа на топливо ТС-1 по этому показателю (не
выше — 55°С) в сторону его повышения до —50 и —40°С.
Повышение отборов керосина влияет и на качество дизельного
топлива [101, ЮЗ). Так, если для фр. 180-350"С типичной западно-си-
бирской нефти (отбор керосина — 0%) температура выкипания 50% об.
дизельного топлива близка к предельному значению(280°С), то отбор
10% керосина на нефть приводит к повышению температуры выкипа-
ния 50% об. топлива до 288’С и вязкости при 20°С до 5,9 мм2/с (пре-
дельное значение — 6 мм2/с). Увеличение отбора керосина до 20% на
нефть влечет за собой превышение этих показателей над требованиями
ГОСТ 305-82 (30ГС и 7,8 мм2/с при 20°С) (см. табл. 31).
Для обеспечения необходимых показателей качества дизельного
топлива требуется снижение температуры выкипания 96% об. топлива.
При увеличении отбора керосина от Одо 10% необходимо исключить из
дизельного топлива фр. 325-355°С, а до 20% — фр. 305-355°С [101].
66
Таблица 31. Влияние глубины отбора керосина
на качество дизельного топлива
Показатель качества фр 180—350*С Глубина отбора керосина, % мае на нефть
0 10 20
фракционный состав, ц* температура выкипания 50% об 276 288 301
температура выкипания 96% об. 342 344 346
Вязкость при 20'С. мм2/е 4.9 5.9 7,8
Температура, “С застывания —18 -17
помутнения -И —9 —7
В целях сохранения потенциала дизельных фракций следует в
перспективе рассмотреть вопрос об отмене ограничений по выкипанию
50% об. топлива, не изменяя показатель по выкипанию 96% об.
В бывшем СССР, а затем в России был обоснован и вошел в про-
мышленную практику вариант производства утяжеленного дизельного
топлива («УФС»), 1. е. топлива, содержащего в своем составе определен-
ное количество фракций, выкипающих в пределах 360—410°С, ранее
вовлекаемых в состав вакуумного дистиллята или мазута. Отбор ди-
зельного топлива «УФС» с температурой выкипания 90% об. до 360°С
(ТУ 38.00(355—86) превышает отбор стандартного дизельного топлива
летнего (ГОСТ 305-82) в среднем на 9,5-10% (до 2,5-3,0% на нефть).
В случае одновременного отбора керосина выход дизельного гоп-
лива существенно уменьшается.
Во ВНИИ НП исследованы три возможных случая оптимизации
качества дизельного топлива из типичной западно-сибирской нефти с
выработкой:
• утяжеленного дизельного топлива «УФС» по ТУ 38.001355-86 с
верхним пределом вязкости при 20°С — 6,5 мм2/с и температурой выки-
пания 50% об. — до 290"С;
• летнего дизельного топлива с верхним пределом вязкости при
20°С — 7 мм2/с и температурой выкипания 50% об. — до 290°С (1 вариант):
• тоже — 8 мм2/с и 300°С (II вариант).
Полученные данные свидетельствуют о том, что утяжеление ди-
зельного топлива до уровня требований ТУ 38.001355-86 позволяет в
среднем на 1,1-2,7% мае. увеличить его выход на нефть по сравнению с
выходом топлива по ГОСТ 305-82 (табл. 32). Переход к вариантам I и П
Дает дополнительно увеличение выхода еще на 1-4%мас.
Отмечена существенная зависимость себестоимости получения 1 т
светлых продуктов при прямой перегонке нефти от отбора керосина
1'02, 103]. Наименьшая себестоимость соответствует получению ди-
67
Таблица 32. Влияние глубины отбора керосина (керосин с температурой начала
кристаллизации -55°С, выход 22,1% мае. на нефть) на выход различных сортов
дизельного топлива
Дизельное топливо Вычаадизельного топлива при глубине отбора керосина на нефть, % мае.
0 0 10 15 20
Летнее (ГОСТ 305-82) 32,0 27,1 22,3 12.6
Утяжеленное (ТУ 38.001355—86) 347 29,5 24,2 18,9 13,7
Оптимизированного качества по вариантам. 34,7 30,0 25.4 20,7 16,1
11 34,7 30,7 26,7 22,7 18,8
зельного топлива, оптимизированного по варианту II (кривая 4), а на-
ибольшая — по ГОСТ 305-82 (кривая I) (рис. 5).
Отбор керосина, % мае на нефть
Рис. 5. Зависимость себестоимости 1 т прямогонных светлых нефтепродукте!
от отбора керосина при получении дизельного топлива разного качества: 1
по ГОСТ 305-82; 2 —по ТУ 38.001355-86; 3 — по I варианту оптимизации; 4 — пс
)1 варианту оптимизации
При выработке дизельного топлива «УФС» по ТУ 38.00]355-8
себестоимость на 0,6-0,8 руб./т в иенах 1984 г. ниже, чем при произ
водстве топлива по ГОСТ 305-82, что обеспечивает при переработ»
100 млн т/г нефти достижение экономического эффекта 83,4 мл]
руб./т и 58,4 млн руб./т (соответственно отбор керосина 0 и 10%).
Освоение производства топлива «УФС» на 28 НПЗ позволило с 80?
годов увеличить суммарную выработку дизельного топлива на 2% н
нефть (т. е. более чем 2 млн тежегодно). В частности, в АООТ «Ярослав
нефтеоргсинтез» в 1988 г. организовано производство j-оплива «УФС» с
ровпечением в его состав следующих компонентов (% мае,):
прямогонная дизельная фракция
гидроочищенная дизельная фракция
вакуумный дистиллят
рафинат селективной очистки газойля каталитического крекинга
20-55
20-61)
0-20
7-25
Качество полученных в АООТ «Ярославнефтеоргсинтез» партий
дизельного топлива «УФС» (табл. 33 и 34) свидетельствует об их соот-
ветствии требованиям ТУ 38.001355-86 [109].
Таблица 33. Компонентный состав и показатели качества образцов дизельного
топлива «УФС»
Наименование Норма ТУ 38 001355-86 Образец
' 1 2 1 3 1 4
Компонентный состав, %
Прямогонный ДИСТИЛЛЯТ дизельноготоп.чива - - 54 21 За
Гидроочищенный дистиллят* — 80 20 60 40
Вакуумный дистиллят — 20 i 14 10
Рафинат селект ивной очистки — — 25 5 15
Показатели качества
ПпотноС|Ь при 20°С, кг/м2 Фракционный состав: <860 849 847 852 849
температура выкипания 50% об, ‘С <280 289 289 287 290
до 360'С перегоняется, % об >90 90 90 90 90
Вязкость кинематическая при 20"С, сСт 3,0-6,5 6.5 5,9 6,4 6,25
Коксуемость 10%-ного оста гка, % <0.3 0,02 0,05 0.03 0.04
Цвет марки ИНТ <2,0 2,0 1,0 1.0 1.0
Содержание серы, % мае. <0,5 0,4 0.5 0,48 0.50
Температура заегывания, °C <0 0 —1 0 — 1
Земпсратура помутнения. ’С <5 4 4 5 4
* Компонент содержит около 20% легкого газойля каталитического крекинга.
Следует, однако, отметить, что указанное направление развития
технологий характерно лишь для России, т. к. в Западной Европе и
США преобладает тенденция облегчения дизельных топлив по концу
кипения, что связано с более жесткими экологическими требованиями
в этих странах на дизельное топливо по содержанию серы и полицикли-
ческих ароматических углеводородов.
Установлено, что гидроочистка утяжеленных дизельных дистилля-
тов протекает труднее, чем топлива стандартного фракционного состава
69
Таблица 34. Показатели качества опытно-промышленных партий дизельного
топлива «УФС» производства АООТ «Ярославнефтеоргсинтез»
Показатель ТУ 38 001355-86 Опытно-промышлен- ные партии топлива
УФС-89 УФС-90
Плотность при 20°С, кг/кг5 Фракционным состав Не >860 843 845
температура выкипания 50% об . °C Не >290 290 289
до 360'С перегоняется, % об Не < 90 91 90
Вязкость кинематическая при 20'С, мм2/с 3,0-6,0* 6,12 5,9
Кислотность, мт KOH/IOO ил юплива < 5,0 0.87 0.96
Зольность, % <0,01 0,0019 0,0029
Температура застывания, °C < 0 — 1
Температура помутнения, °C 3 0
Обшсе содержание серы, % мае. <0,5 0,45 0,50
Содержание меркаптаиовойсеры. % мае <0,01 0,0036 0,0038
Температура вспышки, °C >62 76 71
Содержание фактических смол, мг/100 см3 топлива <20 8.0 7,0
Коксуемость (0%-«огоостатка, % <6.3 0,032 0.017
Йодное число, г иода/100 г топлива <6,0 1,64 1,34
Коэффициент фильтруемости <3.0 1,23 J.24
Цвет, единиц ЦНТ < 2 1.0 1,0
Цетановое число >45 45 46 ;
‘ По (.омасованию с потребителем допускается вязкость кинематическая при 20’С до 6,5 mmj/c. ;
и достижение для этих продуктов остаточного содержания серы 0,05%
мае. и менее связано со значительным ужесточением режимов этого
Процесса [НО].
70
6. Деструктивные процессы глубокой
переработки нефти
5.1, Классификация деструктивных
процессов переработки нефтяных остатков
Деструктивные процессы переработки нефти за счет разложения вы-
сококипяших фракций позволяют существенно увеличить выход светлых
нефтепродуктов. С точки зрения максимального повышения выхода вы-
сококачественных компонентов моторных топлив наиболее эффективна
каталитическая и гидрогенизационная переработка вакуумных дистилля-
тов, т. е. освоение процессов каталитического крекинга и гидрокрекинга.
Однако использование этих процессов в перспективных схемах глу-
бокой переработки нефти в значительной степени зависит и от развития
промышленной технологии переработки нефтяных остатков — мазутов
и гудронов, а также от производства водорода {116-122].
Процессы деструктивной переработки нефтяного сырья могут быть
условно подразделены на каталитические, термические и гидрогениза-
ционные, которые в ряде случаев сочетаются со стадией предвари-
тельной подготовки сырья методами деасфальтизации, адсорбционной
очистки и гидроочистки, а также комбинированные (гидровисбрекинг,
термический гидрокрекинг и др ) (табл. 35).
К процессам, направленным на облагораживание нефтяных остат-
ков, следует отнести также сольвентные и адсорбционные технологии.
Под каталитическими процессами понимается совокупность различ-
ных вариантов каталитического крекинга нефтяного сырья в при-
сутствии расщепляющего катализатора, приводящая к образованию
значительного количества бензиновых и дизельных фракций, а также уг-
леводородного газа с высоким содержанием олефиновых углеводородов.
В качестве сырья в основном используются вакуумные дистилляты,
а в последнее время — также и мазуты (непосредственно или после их
облагораживания).
Сырье превращается при непрерывном контакте с движущимся
или «кипящим» (псевдоожиженным) слоем катализатора. В последнем
случае чаще всего применяется микросферический цеолитсодсржаший
катализатор, подвергаемый непрерывной регенерации для выжига кок-
совых отложений в отдельно расположенном регенераторе.
Под термическими процессами понимается совокупность техно-
логии деструктивной переработки различного нефтяного сырья в ус-
ловиях высокой темперагуры без применения катализаторов и
в°Дорода. В настоящей книге рассматриваются термические проиес-
71
Таблица 35. Классификация основных процессов
деструктивной переработки нефтяных остатков
Группа процессов Примеры процессов Степень превраще- ния сырья с н к > 350'С, % мае.
1. Каталитические (без гидрирования) Каталитическим крекинг До SO
2 Термические (без гилриропанци) Висбрекинг, термический крекинг, замедленное коксование, периодическое коксование, термокоптактный крекинг без газификации кокса (флюид-кокинг) и с газификацией кокса (флексикокинг) 5-75
3 Пигрогенизанионные' каталигичсские нсхатдлитические Гидроочистка, 1идрокрекинг Легкий гидрокрекинг с донорным растворителем До 90 60-90
4 Комбинированные Гидровисбрекинг, термический |илрокрекинг 2б=30
5 Сольвентные и адсорбционные Деасфальтизация растворителями, адсорбционная очистка, селективная очистка, адсорбционно-каталитическая очистка 0-50
сы деструктивной переработки мазута (остаток с н.к. 350°С) и гудрона
(остаток с н.к. от 500 до 590°С), а также тяжелых газойлей и остатков?
вторичного происхождения с целью дополнительной выработки свет?
лых нефтепродуктов. Эта группа процессов включает такие процессы,!
как висбрекинг, коксование, термический крекинг, термоконтактный
крекинг и др- (
Под гидрогенизационными процессами понимается многообразие
различных технологий переработки нефтяного сырья в присутствии ка-.
тализаторов под повышенным давлением водорода, сопровождаемо©
глубоким разложением углеводородных компонентов с одновременным
протеканием реакций гидрогенолиза гетеросоединений, насыщения
водородом ароматических, нафтено-аромагических и олефиновых угле?
водородов. В качестве сырья могут использоваться вакуумные дистил-
ляты, мазуты и гудроны, а также газойлевые фракции различных
термических и каталитических процессов. -I
Контакт сырья и катализатора осуществляется в стационарном илй
«кипящем» слое. Эти процессы могут быть ориентированы либо пре?
имущественно на облагораживание сырья без значительной деструкции
(гидроочистка), либо на глубокую деструкцию сырья с получением мо-
торных топлив (гидрокрекинг). s
Гидрогенизаиионные процессы облагораживания вакуумных дна
тиллятов — сырья для последующего каталитического крекинга — про;
водятся при давлении 4-5 МПа; при облагораживании мазутов и
гудронов применяют, как правило, давление ) 5-20 М Па.
Процесс гидрокрекинга вакуумных дистиллятов осуществляют в
iUnpoKOM диапазоне давлений водорода, как правило, от 5 до 17 МПа.
К комбинированным процессам относятся процессы, при которых
термические реакции деструкции сырья осуществляются в присутствии
водорода (или воды), но без значительного протекания реакций гидро-
генизации. Указанные процессы могут проводиться как с участием, так
и без участия катализатора.
Сольвентные и адсорбционные процессы, основанные на извлече-
нии из сырья тяжелых асфальто-смолистых компонентов, служат в ос-
новном для подготовки сырья к последующей каталитической или
гидрогенизационной переработке.
Наибольшее развитие среди деструктивных процессов получил ка -
талитический крекинг (всего в мире 361 промышленная установка сум-
марной мощностью порядка 670 млн т/год) [114|.
Мощности термических процессов достигают величины порядка
300 млн т/год (висбрекинг, термический крекинг, различные виды кок-
сования).
Мощности установок гидрокрекинга дистиллятного сырья состав-
ляют свыше 150 млн г/год, гидрогенизационной переработки мазутов и
гудронов — около 60 млн т/год.
6.2. История развития деструктивных
процессов
Научные основы деструктивных процессов переработки нефти раз-
работаны усилиями большого числа отечественных и зарубежных спе-
циалистов. Так, в России уже к началу XX века В. Н. Ипатьевым и
Н. Д. Зелинским были созданы научные школы в области переработки
углеводородов, заложены теоретические и технологические основы раз-
личных каталитических процессов [123-125]. Работы В. Н. Ипатьева
были продолжены его учениками в Государственном институте высоких
давлений (ГИВД, впоследствии — ВНИИНефтехим, г. Ленинград), где
работали Б. Л. Молдавский, д. В. Фрост, М. С. Немцов, Б. Н. Долгов,
А- Д. Петров, Г- А. Разуваев, Г. Н. Маслянский, Н. Р. Бурсиан [126J.
Не случайно в США общепринятым является мнение, что Россия
породила трех великих ученых-химиков; М. В. Ломоносова, Д. И. Мен-
делеева и В. Н. Ипатьева.
Первая фундаментальная монография, обобщающая достигнутый в
начале XX века уровень знаний по переработке нефти, вышла в России —
Л Г. Гурвич «Научные основы переработки нефти», 1913 г.
73
Учениками Н. Д. Зелинского разработана теория гетерогенного ка~
тализа (А. А. Баландин и др.)- Развитие представлений в области дегид,
роциклизации углеводородов завершается созданием процесса
каталитического риформинга бензинов (Н. Д. Зелинский, Б. А. Ка-,
занский, А, ф. Плато, а также В. И. Каржев и Г. Д. Камушер).
Во Всесоюзном научно-исследовательском институте по персра-^
ботке нефти — ВНИИ НП (до 1954 г. — ЦИаТИМ) разработаны основ,
ные принципы технологии каталитического крекинга и гидрогениза-
нионных процессов, положенные в основу промышленных систем ка-
талитического крекинга, гидроочистки, гидрокрекинга [127]. На-
ибольший вклад в решение этих вопросов внесли Д. И. Орочко^
А. В- Агафонов, Т. X. Мелик-Ахназаров, В. И. Каржев, Е. Д. Радченко,
М. В. Рысаков, Д. Л. Гольдштейн, Л. Н. Осипов, С. П. Рогов, В. М. Кур-
ганов, В. А. Хавкин, И. Т. Козлов и др. [128, 129|.
В области химии и технологии процесса каталитического крекинга
обширные исследования выполнены в Грозненском нефтяном научно^
исследовательском институте (ГрозНИИ), где под руководством
А. 3. Дорогочинского и С. Н. Хаджиева разработаны эффективные мо-!
дификации этого процесса [142, 143]. На основе разработок ГрозНИИ и
ВНИИ НП (под руководством Т. X. Мелик-Ахназарова) в России и
странах СНГ освоены современные промышленные системы каталити-
ческого крекинга вакуум пых дистиллятов (комплексы Г-43-107 и КТ-1).
В области термических процессов переработки нефти систематичес-
кие исследования и разработки проводили М.Д. Тиличеев, А. В. Фрост,
А. И. Динцес, С. Н. Обрядчиков, Л. Д. Нерсесов, А. И. Саханов, И. Л. Гу-
ревич, Е. В. Смидович, Б. К- Америк, А. Ф. Красюков, 3. И. Сюняев,
Я. А- Ботников, Д. М. Соскинд, Б. Б. Каминер [130, 131].
Разработка процессов замедленного коксования и висбрекинге
нефтяных остатков выполнялась в БашНИИ НП, где под руководством
Д, Ф, Варфоломеева, В. В. Фрязинова и Г. Г. Валявина созданы отечествен-
ные технологии термической переработки нефтяных остатков [180]. ..
Следует отметить, что первый патент, в котором были заложены ос-
новные технические решения процесса термического крекинга под дав-
лением, был получен русскими инженерами В. Г. Шуховым и.
С. Гавриловым еше в 1891 г. Установка Шухова-Гаврилова могла слу-
жить для прямой перегонки нефти и для крекинга, в зависимости от
длительности пребывания сырья в трубах. Однако промышленного
применения патент Шухова-Гаврилова не получил. ;
Первая промышленная крекинг-установка начала работать в США
в 1913 г. (Куб Бартона), а в 20-х годах число установок крекинга
давлением и парофазного) в этой стране быстро возрастает.
74
Первоначальным назначением процесса было получение авто-
мобильного, а затем авиационною бензина и тракторного керосина.
С 1913г по 1928 г. на установках термического крекинга в США был пе-
реработай 1 млрд барр. нефти (порядка J 50 млн т). при этом не только
был увеличен выход бензина, но и улучшено его качество [132|. В этот
период термический крекинг являлся доминирующим процессом
деструктивной переработки нефти.
В тридцатые годы появились новые каталитические процессы, су-
щественно повлиявшие на развитие производства моторных топлив. В
1932 г. Р. Пайне (компания ЮОПи) разработал процесс сернокислотно-
го алкилирования изобутана бутенами с получением технического изо-
октана (алкилата) — важнейшего высокооктанового компонента
бензинов, и в 1936 г. Е. Гудри создал процесс каталитического крекинга
с использованием таблетированного алюмосиликатного катализатора
(в стационарном слое) для получения высокооктановою бензина из га-
зойлевых фракций. С 1940 г. началось промышленное освоение этого
процесса, сыгравшего большую роль в обеспечении воюющих армий за-
падных союзников и СССР высокооктановым бензином. В 1942 г. спе-
циалисты компании Стандарт Ойл (в настоящее время — Эксон)
усовершенствовали процесс каталитического крекинга: была построена
установка с «кипящим» слоем микросфсрического катализатора. Од-
новременно компанией СокониВакуум (в настоящее время — МобилОйл)
создавались установки с циркулирующим шариковым алюмосиликат-
ным катализатором системы «Термофор» [132, 135, 147, 148, 170].
В настоящее время каталитический крекинг является наиболее
важным среди каталитических процессов переработки нефти. Общая
производительность установок каталитического крекинга в США со-
ставляет свыше 250 млн т/год по сырью. Весьма широкое развитие по-
лучил этот процесс и в с гранах Западной Европы. Суммарная мощность
установок каталитического крекинга достигла в США порядка 35% от
мощности первичной переработки нефти (13,9% — в Западной Европе
и 9.5% — в России) [30, 114].
Начиная с 40-х годов на НПЗ США и Западной Европы получают
распространение процессы гидрогенизационного облагораживания
нефтяных дистиллятов [128]. Эти процессы, объединенные общим на-
званием гидроочистка, позволяют удалять сернистые соединения из
бензиновых и дизельных фракций, а также из вакуумных дистиллятов,
что обеспечивает получение глубокоочишенного бензина для последу-
ющего каталитического риформинга, товарного малосернистою ди-
зельного топлива и авиакеросина, а также облагороженных вакуумных
Дистиллятов — сырья процесса каталитического крекинга и произ-
водства смазочных масел.
75
Процессы гидроочистки базируются на использовании алюмоко-
бальтмолибденовых и алюмоникельмолибденовых катализаторов, стич
мулируюших при повышенном давлении водорода (3-5 М Па) глубокой
превращение гстероатомных соединений, а также гидрирование олефин
новых и частично ароматических углеводородов. 5
Суммарная мощность процессов гидроочистки достигла в США
около 44% от мощности первичной переработки нефти (30% — в Западе
ной Европе и 28% — в России) |30, 114}.
Одновременно с процессом гидроочистки НП 3 во всем мире освау
ивали процесс каталитического риформинга прямогонных бензинов.
В 1949 г. компания ЮОПи разработала промышленную технологию это-
го процесса, базирующуюся на применении алюмоплатинового катали-
затора |133, 134|. В течение 50-60-х годов различные модификации
этого процесса становятся основой для производства высокооктановых
бензинов. Наряду с бензинами и ароматическими углеводородами про-
цесс каталитического риформинга позволял получать значительные ко-
личества водорода (около 1% мае. на исходное сырье), что способствовало
дальнейшему развитию гидрогенизационных процессов.
Суммарная мощность установок каталитического риформинга от1
первичной переработки нефти составляет: в США — 23,6%, в Западной
Европе — 15,5%, в России — 9,3% [30, 114].
В этот же период получает развитие и процесс изомеризации легких
бензинов (в основном — углеводороды С5—С^), обеспечивающий прев-
ращение относи гельно низкооктановых прямогонных фракций в высо-
кооктановый компонент товарных автобензинов [141].
Суммарная мощность установок изомеризации бензинов составля-
ет: в США — 5,6%, в Западной Европе — 0,8%, в России — 0,2% от пер-
вичной переработки нефти [30|. (
В 1959 г. в промышленной практике зарубежных НПЗ стал ис-
пользоваться новый каталитический процесс — гидрокрекинг (корпо-
рация Шеврон, процесс «изокрекинг») [132[. Этот процесс позволяет
получать значительные количества светлых нефтепродуктов самого вы-*
сокого качества. Благодаря наличию дешевого водорода на современ-
ных НПЗ (с установок каталитического риформинга бензинов) процесс
гидрокрекинга получил быстрое признание во всем мире. Несмотря на
высокие капитальные вложения установки гидрокрекинга в 70-80-е
годы построены на многих НПЗ. Суммарная мощность установок гид-*
рокрекинга достигает в США порядка 8%, в Западной Европе — поряд-
ка 3%, в России — 0,6% от первичной переработки нефти 1114, 303]. *
Большую роль в совершенствовании процессов каталитического
крекиша и гидрокрекинга сыграли новые высокоэффективные катали-
заторы на основе цеолитов (молекулярных сит) [99, 113, 136]. Эти ката-
76
лизаторь! способствуют существенному повышению выхода светлых
нефтепродуктов, в частности, в каталитическом крекинге неолитсодер-
жащцс катализаторы обеспечивают увеличение выхода высокооктано-
вого бензина из вакуумных дистиллятов при незначительной
реконструкции установок. В процессе гидрокрекинга также достигается
бодее глубокое превращение исходного сырья с получением высокока-
чественных продуктов [135-137].
Представление о развитии основных каталитических процессов в
различных регионах мира дает табл. 36, из которой очевидна лидиру-
ющая роль каталитического крекинга среди деструктивных процессов
переработки нефти, а также риформинга и гидроочистки среди «облаго-
раживающих» процессов [112, 114]. Широкое развитие процесса ката-
литического крекинга в 40-е годы привело к снижению роли
термического крекинга как ведущего вторичного процесса произ-
водства светлых нефтепродуктов, а наряде НПЗ (особенно в США) — к
полной замене его каталитическим крекингом, а в последующем — так-
же и гидрокрекингом. Эволюция процессов по переработке нефтяных
остатков в США показана на рис. 6 [120, 138, 139].
Рис. 6. Эволюция процессов по переработке вакуумных газойлей,
мазутов и гудронов в США:
1 — термический крекинг; 2 — коксование; 3 — каталитический крекинг;
4 — висбрекинг; 5 — гидрообессеривание; 6 — гидрокрекинг
Падение удельного веса термических процессов в структуре нефте-
перерабатывающей промышленности зарубежных стран в период
77
вплоть до 80-х годов и их последующее возрождение в 80-90-х годах
можно проследить по данным табл. 37. >
В настоящее время термический крекинг на многих зарубежны^
НПЗ применяется в форме висбрекинга. Наибольшее распространение
процесс висбрекинга получил на западно-европейских НПЗ. в частное*)
ти в Италии, Франции и ФРГ, где в качестве основного направления уг/
дубления переработки нефти принято сочетание процессов
висбрекинга и каталитического крекинга.
Процесс коксования, первоначально возникший для производств^
кокса в кубах периодического действия, получил свое дальнейшее разч
витие в виде замедленного коксования, промышленное освоение кото-
рого началось в 30-е годы. В настоящее время процесс замедленного
коксования наиболее распространен среди термических процессов.
Этот процесс является на протяжении XX века одним из основных
инструментов глубокой переработки нефти, что объясняется как высо-
кой потребностью в коксе, так и отсутствием дешевых гидрогенизаций
онных методов переработки нефтяных остатков. Общая мощность во1
всем мире установок замедленного коксования составляет 130-140 млн
т/год, что эквивалентно выработке 40 млн т/год кокса [222].
При этом в США сосредоточено 70% мировых мощностей замед-
ленного коксования. Выработка котельного топлива в этой стране неве-
лика (30-40 млн т/год) при объеме переработки около 800 млн т/гой
нефти, что свидетельствует о глубине переработки порядка 95% за счет
широкого внедрения деструктивных, в первую очередь термических,
методов переработки остатков.
Процесс замедленного коксования может сочетаться с гидрогени-
занионными процессами и каталитическим крекингом. В частности,
возможен вариант коксования гудрона, подвергнутого предвари-
тельной гидроочистке, или же коксования гудрона с последующим гид-
рокрекингом или каталитическим крекингом полученных дистиллятов:
(в смеси с вакуумным дистиллятом). Наиболее распространена схема,
сочетающая процесс замедленного коксования и гидрогенизационного
облагораживания дистиллятов коксования: бензиновых, легких и тяже-
лых газойлевых фракций.
Процесс термоконтактного крекинга с получением кокса (флюид-'
кокинг) освоен на ряде нефтеперерабатывающих заводов США, Канады
и Мексики. Трудности с реализацией пылевидного кокса обусловили
дальнейшее развитие этого процесса путем введения в схему установки
процесса газификации кокса с выработкой низкокалорийного топлив-
ного газа. Этот процесс, получивший название «флексикокинг», впер'
вые был проверен в промышленном масштабе в Японии, где с 1976 г.
успешно работает установка мощностью 1 млн т/год; позднее были
78
1Л?/1'vanox ofliotrostModi] > -О S от X О - o £ ?5 8 2 $
•BWHhoodVHj иююаьихитв» T ос ao S — й SPSS'S |
_MO/£W •jHHxadsodviij иихээьишгеаея О от MJ * <м g 2
'jHMWdcxpMd уияээкихигдавм 2 В 3 й § S я 8 Й Я О' -° 2 *
jHMsadx ijitxaaiuiliiW-ie^ 5?ЙЙЙ§2 S п ^3 § S
Ь<Э/£1\ ‘юмсиэйэи ввниХХхвд 111 11 £ й |
iXo/£w ’ихфэн вхчолэбаи BBiihHudau я 1 к i 1 i § 2
£UH О81ЭЭ1,И1ГО}| SS§S««K
S Азиатско-Тихоокеанский , Западнаи Европа Восточная Европа и государства СНГ Ближний Восток Африка Северная Америка Южная Америка и Карибскии бассейн | Всего по регионам
8 3 3 3 XXX
1 Ь- — от Т «-> О', о X с со 2 — ГЧ
§ S „ „• „ □ =
g 2 2 5 ” S S
3 яйзгЗй।
7й
построены две установки для получения синтетической нефти из биг
минозных песков в Канаде [181].
В Японии эксплуатируется также установка термического крекин,
«Эврика», позволяющая вести процесс в присутствии парадо образов;
ния пека; пек используется при выработке металлургического кокса.
Мощности установок по непосредственной переработке нефтянь
остатков достигают во всем мире 2 млн т/сут. В основном — это терм»
ческие процессы, из которых на долю висбрекинга и термического кр,
кинса приходится 32% их обшей мощности, остальное (68%)
различные виды коксования и гидрогенизационной переработки.
Процессу собственно висбрекинга подвергается 0,45 млн т/с;
сырья. Из мощностей висбрекинга 55% приходится на НПЗ Европы (53'
установок), и 21% — на НПЗ США и Латинской Америки (24% устан<
вок). На Ближнем Востоке мощности висбрекинга составляют 11% (9'
установок) и в Азиатско-Тихоокеанском регионе соответственно 9 и 7%
По ряду прогнозов содержание серы в сырой нефти, поступающе
на переработку на НПЗ Европейских государств, может возрасти
2010 г. до 2% мае. (в 1999 г. в среднем 1,4% мае.). За указанный псрис
предусматривается снижение содержания серы в котельных топливах
среднем от 2,5 до 1,6% (в Европе) и от 1,5 до 1,2% мае. (в США).
Складывающаяся ситуация побуждает нефтяные компании разв;
тых стран обратить особое внимание на процессы i идрогенизационно1
обессеривания, обеспечивающие существенное снижение серы в нес]
тяных остатках.
Аналогичная тенденция наблюдается и в России. Если в 1970 г. дог
сернистых и высокосернистых нефтей, перерабатываемых на НП
СССР, составляла 76%, в 1980 г. — 80-82%, то в 1999 г. эта величина д<
стигла 82-83%. При этом на НПЗ России нс освоено ни одной разнс
видности гидрогенизационных процессов, направленных на снижен!
содержания серы в котельном топливе. ;
6.3. Становление деструктивных процессов ;
в СССР и основные нвпрввпения их развития
на НПЗ России
На первом этапе развития нефтеперерабатывающей промышлеь
ности СССР, в 20-30-е годы, перед страной стояли задачи увеличени
выпуска автомобильного и авиационного бензина, тракторного и осв<
тигельного керосина и улучшения их качественных характсристИ,
Сложность задач усугублялась напряженностью в росте добычи нефти
повышением доли высокосернистых восточных нефтей. Проблема ув<
личения выхода светлых нефтепродуктов из нефти была успешно рсш‘
80
на путем широкого освоения процесса термического крекинга. В
первой пятилетке (1928-1932) в эксплуатацию было введено 23 установ-
ки, преимущественно системы Винклер-Кох, на НПЗ в городах Баку,
[розном. Батуми, Ярославле и др. [120. 127].
В середине 30-х годов было осуществлено широкое строительство
отечественных установок двухпечного термического крекинга системы
«Нефтепроект», которые в 50-е годы были усовершенствованы. К концу
30-х годов доля термического крекинга к общему объему переработки
нефти составила около четверти, что позволило увеличить выход светлых
нефтепродуктов с 35,4% в 1932 г. до 40% в 1937 г. и 42,7% в 1940 г. [140].
Достижением первого пятилетнего плана развития народного хо-
зяйства явилось создание нефтяного машиностроения, обеспечившего
широкомасштабную реконструкцию нефтеперерабатывающих заводов.
В результате с конца 1932 г. установки строились исключительно
собственными силами и из отечественных материалов.
После Великой Отечественной войны термический крекинг был
единственным промышленным бензинообразуюшим процессом. Из 81
действующей в тот период установки термического крекинга по оте-
чественным проектам было построенобб. В 50-60-е годы разрабатывались
также процессы термического риформинга, термического крекинга пара-
финов с целью получения а-олефинов, а также замедленного коксования.
С применением висбрекинга и замедленного коксования было ор-
ганизовано производство кокса для электротехнической промышлен-
ности, а в дальнейшем — кокса «игольчатой» структуры на
Красноводском и Ново-Уфимском НПЗ. После внедрения процесса
прокаливания кокса увеличился выход товарного продукта. Кроме того,
был разработан и внедрен процесс коксования дистиллятов для получе-
ния специальных коксов — КН ПЭ и КН ПС.
В 50—60-е годы осуществляется строительство первых промышлен-
ных систем каталитического крекинга с циркулирующим шариковым
катализатором (система 43-102). Эти установки позволили успешно
превращать в бензин газойлевые фракции, а после их реконструкции и
вакуумные дистилляты — с получением широкой гаммы целевых про-
дуктов — олефинсолержаших газов, компонента автобензина, компо-
нента дизельного топлива (легкий газойль, требуюший дополнительной
!идроочистки).
Дальнейшим развитием технологии крекинга явилась разработка
системы 1А/1М, применяющей «кипяший» слой пылевидного алюмо-
силикатного катализатора [143, 170]. В тот же период проводились
исследования с целью создания установки 43-103, работающей на мик-
Росферических катализаторах. Такая установка была построена в 1973 г.
На Омском НПЗ.
‘' 5363
81
В 1973 г. пооригинальней схеме двухстадий ногоступенчато-проти-
воточного каталитического крекинга была реконструирована установи;
1А/1М Ново-Бакинского НПЗ, что позволило улучшить качество бен.
зиновых фракций.
Вначале 80-х годов по результатам исследований Гроз НИИ, ВНИГ
НП и ИНХП АН АзССР была спроектирована установка 43-107 для пе-
реработки гидроочищенного вакуумного дистиллята. Первая такая ус-
тановка вошла в строй на. Бургасском НПЗ в Болгарии, вторая — н;
Московском НПЗ. После успешного освоения этот процесс был ис-
пользован при создании комбинированных установок типа КТ-1.
Для дальнейшего совершенствования процесса ГрозНИИ и ВНИР
НП разработали промоторы дожита оксида углерода на основе как бла-
городных, так и неблагородных металлов. Одновременно были получе-
ны добавки к катализатору, связывающие оксиды серы. Этс
способствовало не только улучшению экономических показателей ра-
боты установок, но и повышению безопасности их эксплуатации, сни-
жению выбросов загрязняющих веществ в атмосферу.
Разработка новых систем каталитического крекинга продолжается
Так, во ВНИИ НП разработан процесс адсорбционно-каталитическо!
очистки мазутов, позволяющий удалять до 95% тяжелых металлов и ас*
фальтенов, 40% серы, 60% азота, 75% коксообразующих веществ прт
минимальном содержании оксида углерода и серы в отходящих газах.
За послевоенные годы по отечественным разработкам на нефтепе;
рерабатываюших заводах построено: 16 установок 43-102; однаустанов?
ка 43-103; 8 установок 43-107; 7 установок 1А/1М; 3 установки ГК-3. И;
обшая производительность по сырью составляет около 35 млн т/год. -
Процесс каталитического крекинга вакуумных дистиллятов в ССС1
развивался с отставанием от США на 15-20 лет и нс получил такого ши-
рокого развития. Из 28 имеющихся в России НПЗ на 12 отсутствуют уста-
новки каталитического крекинга, что отрицательно сказывается и н«
глубине переработки нефти, и на качестве вырабатываемых бензинов. .
В 1956 г. сооружена первая отечественная опытно-промышленная ус
тановка гидроочистки нефтяных дистиллятов (установка 24-1, Новокуйбы-
шевский НПЗ), на которой отрабатывались практически все освоенньк
впоследствии виды гидрогенизаиионного облагораживания нефтепродукт
тов. С 1962 г. в СССР началась широкая промышленная реализация про;
цесса гидроочистки дизельных фракций (установки Л-24-5, Л-24-6, Л-24-i
и др.), позволившие в основном решить задачу производства малосернис
того дизельного топлива. В настоящее время в России и странах СН
эксплуатируется более 50 промышленных установок указанного типа.
Всего же по разработкам отечественных НИИ в странах СНГ и Бал
тии построено установок гидроочистки; 63 — для прямогонного дистиЛ
82
пятного сырья; 8 — для топливных вакуумных дистиллятов; 16 — для
масляных фракций [127].
В 1961 г. освоена первая промышленная установка каталитического
реформинга бензинов. За период 1961-1999 гг. в России и странах СНГ
сооружено около 100 установок каталитического риформинга, выраба-
тывающих как компонент автомобильного бензина, так и ароматичес-
кие углеводороды.
Технологии различных процессов гидроочистки разработаны
институтом ВНИИ НП, а каталитического риформинга — институтом
ВНИИНефтехим. Проекты указанных установок выполнены про-
ектным институтом «Ленгипронефтехим» [133—1351.
К 1960 г. благодаря освоению деструктивных термических процес-
сов и каталитического крекинга удельный вес вторичных процессов к
мощности первичной перегонки нефти составлял 34,4%, в том числе
термического крекинга — 27,5% и коксования — 0.9%, что позволило
достичь в целом по отрасли глубины переработки нефти (вычисленной
по современной методике) на уровне 65%.
В 60—70-е годы в связи с резким увеличением добычи нефти со
сравнительно низкими затратами и возможностью расширения объема
производства светлых нефтепродуктов за счет роста объема переработки
нефти стало снижаться значение термических процессов. Часть устано-
вок термического крекинга была реконструирована для осуществления
атмосферной перегонки нефти или для работы по схеме АТ — термок-
рекинг; некоторые установки были ориентированы на производство
сырья для технического углерода и элект родного кокса.
В настоящее время термические процессы — основные промыш-
ленно освоенные процессы по переработке тяжелых нефтяных остатков
в России. На их долю приходится около 60% обшего объема процессов
деструктивной переработки мазута и от их рационального использова-
ния в существенной степени будут зависеть углубление переработки
нефти и повышение эффективности работы НПЗ.
В 60-е годы во ВНИИ НП под руководством А. В. Агафонова были
начаты широкие исследования в области гидрокрекинга вакуумных
Дистиллятов. Было разработано несколько вариантов процесса, разли-
чавшихся давлением, катализатором и сырьем. Так, для получения из ва-
куумного дистиллята бензиновых фракций предусмотрено проведение
процесса при 15 МПа, фракций реактивного топлива — при 10 МПа,
Фракции дизельного топлива — при 5-7 МПа. Однако широкого приме-
нения процесс гидрокрекинга в нашей стране пока не получил 1129].
Значительный рост объемов переработки нефти в 60—70-е годы, не-
обходимость повышения эффективности работы установок и снижения
капитальных затрат на их строительс гво привели к идее комбинирова-
ния процессов. Инициатором этой идеи был министр нефтеперераба^
тываюшей и нефтехимической промышленности СССР В. С. Федоров,
Одной из первых была разработанная Ленгипронефтехимом комбини-
рованная установка Л К-бу. Она состояла из блоков: первичной переработю
нефти производительностью 6 млн т/год; гидроочистки фракций дизельной
топлива производительное гью 2 млн т/год; гидроочистки авиационного ке:
росина производительностью 600 тыс. т/год; риформинга бензиновой фрак;
ции производительностью 1 млн т/год; газофракционирования. Внедрена
такой системы вместо отдельно стояших установок обеспечило сокр^
шение капитальных затрат и эксплуатационных расходов, плошад»
застройки и численности обслуживающего персонала [309, 310]. ,
Развивая идею комбинирования процессов, ГрозНИИ и Грознеф
техим создали установку ГК-3, в которую помимо блока первичной пе-
реработки нефти производительностью 3 млн т/год вошли блок»
висбрекинга, каталитического крекинга и газофракционирования. Та-
кие установки эксплуатируются на НПЗ в г. Ангарске и г. Кременчуге!
Комбинирование процессов было продолжено в системах 43-10]
(вакуумная перегонка мазута, гидроочистка вакуумного дистиллята, ка
талитический крекинг и газофракционирование) и КТ-1 (вакуумная пе
регонка мазута, гидроочистка вакуумного дистиллята, каталитически
крекинг мощностью 2 млн т/год, висбрекинг гудрона, получение метил
трет-бутилового эфира — МТБЭ). Первая установка КТ-1 была пушен
в 1994 г. на Омском НПЗ. <
Затем последовала разработка комбинированных установок КТ-2^
КТ-3, в состав которых вошли блоки: вакуумной перегонки мазута, лег
кого гидрокрекинга дистиллятов, термодеасфальтизации гудрона, ката
литического крекинга и получения МТБЭ. Аналогично проводило^
комбинирование процессов для производства масел: в ГрозНИИ J
ВНИИ НП в 70-х годах были разработаны установки КМ-2 (Ярославскщ
НПЗ), КМ-3 (Волгоградский НПЗ), КМ-7 (Ангарский НПЗ) идр.
Исследования и разработки отраслевых НИИ были положены вое
нову проектирования заводов как в СССР, так и за рубежом. За после
военные годы были введены в эксплуатацию следующие НПЗ: ,
. в 1950-1959 гг. — Новокуйбышевский (1951), Салаватскг
(1955), Ангарский и Омский (1956), Ново-Уфимский, Уфимский и Веи
гоградский (1957), Ново-Горьковский, Пермский и Надворнянск»
(1958), Ферганский (1959);
. в i960-1969 гг. — Рязанский (I960), Ново-Ярославский (1961
Новополонкий (1963), Киришский и Кременчугский (1966), .
. в 1970-1979 гг. — Нижнекамский и Мозырский (1975), Лис»
чанский (1976);
• в 1980-1989 гг. — Мажейкяйский (1980), Ачинский (1983), Чим-
кеНтский (1984);
• в 1990 г. — Чарджоускии.
Большой вклад в развитие отечественных технологий нефтеперера-
ботки внесли научно-исследовательские и проектные институты.
В 1926 г. в Москве был создан Государственный нефтяной научно-
исследовательский институт (ГИНИ), в 1928 г. — Грозненский научно-
исследовательский институт (ГрозНИИ) и на базе Центральной хими-
ческой лаборатории в Баку — Азербайджанский нефтяной научно-
исследовательский институт (АзНИИ). Для выполнения проектных ра-
бот в Баку был образован Гипроазнефть, в 1928 г. в Москве — Госу-
дарственный институт по проектированию сооружений нефтяной
промышленности (Гипронефть), который в последующем был преобра-
зован в Гипронефтезаводы, а затем — во-ВНИПИнефты
В дальнейшем в систему научно-исследовательских и проектных
институтов вошли:
• ВНИИ НП — Всесоюзный научно-исследовательский институт
по переработке нефти — в Москве;
• БашНИИ НП — Башкирский научно-исследовательский инсти-
тут по переработке нефти — в Уфе (в настоящее время — И нститут проб-
лем нефтехимпереработки АН Республики Башкортостан);
• ВНИИнефтехим — Всесоюзный научно-исследовательский
институт нефтехимической промышленности — в Ленинграде;
• ВНИИУС — Всесоюзный научно-исследовательский институт
углеводородного сырья — в Казани;
• ВНИИПКнефтехим — Всесоюзный научно-исследовательский и
проектно-конструкторский институт нефтехимической промышлен-
ности — в Киеве;
• НИИнефтехим — Научно-исследовательский институт нефтехи-
мической промышленности — в Уфе;
• ВНИИКТИНХО — Всесоюзный научно-исследовательский и
конструкторско-технологический институт нефтехимического обору-
дования — в Волгограде;
• ВНИИОС — Всесоюзный научно-исследовательский институт
органического синтеза — в Москве;
• ВНИИолефин — Всесоюзный научно-исследовательский инсти-
тут низкомолекулярных олефинов — в Баку;
ИНХП им. Ю. Г. Мамедалиева АН АзербССР — Институт нефте-
химических процессов — в Баку;
• ИХП АН АзербССР — Институт химии присадок — в Баку.
Проектные работы выполняли ВНИПИнефтьв Москве и его Фили
алы в Ангарске, Омске, Уфе, Новокуйбышевске, Ростове-на-Дону,
такжеЛенгипронефтехим, Грозгиаропефтехим и Азгипронефтехим.
Во избежание дублирования научно-исследовательских работ в на
чале 60-х годов была проведена специализация институтов. Это позво
лило сосредоточить научные силы на решении ключевых зада<
углублении переработки нефти; разработке новых, более качественны
нефтепродуктов; повышении эффективности работы промышленны
установок; охране окружающей среды. На основании разработок эти
институтов за период после Великой Отечественной войны была созда
на вся нефтеперерабатывающая промышленность нашей страны.
Традиционно высоким являлся уровень научных исследован^
отечественных ученых в области состава и свойств углеводородов неф
ти, что позволило создать теоретические основы для организации в на
шей стране широкого развития научно-исследовательских работ
области химии и технологии переработки нефти.
Ряд научных трудов наших ученых стали классикой в этой отраслт
«Научные основы переработки нефти» Л. Г. Гурвича, «Крекинг в жид
кой фазе» А. Н. Саханова и М. Д. Тиличеева, «Химический состав неф
тей и нефтепродуктов» — труды ГрозНИИ, «Производство крекинг
бензинов» — К. В. Кострина, «Химия нефти» — С. С. Наметкина, «Вве
дение в технологию пиролиза» А. Н. Буткова, «Каталитические реакци!
при высоких температурах и давлениях» В. Н. Ипатьева.
Сюда же следует отнести учебники по технологии переработка
нефти, составленные в разные голы А. Ф. Добрянским, С. Н. Обрядчи
ковым, Н. И. Черпожуковым, И. Л. Гуревичем, А. И. Скобло, Б. И. Бон
даренко, Е. В. Смидович. М. Е. Левинтером, С. А- Ахметовым, Р. 3. М^
гарилом. Классические работы в области химии и технологии нефт;
были выполнены учеными: Н. Д. Зелинским, В. Н. Ипатьевым, Б. А. Ка
занским, Б. Л. Молдавским, К. П. Лавровским, Д. И. Орочкс
А. В. Фростом, С. К. Макаровым, А. В. Агафоновым, А. И. Динцесом
Ю. Г. Мамсдалиевым, Н. А. Несмеяновым, А. Д. Петровым, И. Ф. Бл$
говидовым, Б. А. Энглиным, Е. Д. Радченко, Т. X. Мелик-Ахназаро
вым, Ал. А. Петровым, И. В. Калечинем, В. М. Школьниковым
В. И. Каржевым [111, 119, 121]. :
Кадры для нефтеперерабатывающей промышленности, начиная
30-х годов готовили: Московский нефтяной институт им. И. М. Губкин
(МНИ с 1930 по 1957 гг., МИНХиГП с 1958 по 1984 гг., МИНГс 19*
по 1990 гг., ГАНГ с 1991 по 1998 гг. и РГУ нефти и газа им. И. М. Губкин
с 1998 г.), а также Уфимский нефтяной институт, Грозненский нефт*
ной институт и Бакинский нефтяной институт.
7. Каталитический крекинг
Процесс каталитического крекинга является основным процессом,
направленным на углубление переработки нефти как за рубежом, так и в
России. Целевым назначением процесса является получение высокока-
чественного компонента автобензина с октановым числом 85—93 (ИМ).
При каталитическом крекинге образуется значительное количество
газа, богатого пропан-пропиленовой и бутан-бутиленовой фракциями
(сырье для производства различных высокооктановых эфиров, алкила-
тов и других ценных компонентов моторного топлива). Установки ката-
литического крекинга являются также поставщиком сырья для
химической промышленности: из газойлей крекинга получают сажевое
сырье и нафталин, тяжелый газойль может сложить сырьем для произ-
водства высококачественного «игольчатого» кокса [115].
За длительный период своего развития, начиная с 30-х годов, ката-
литический крекинг значительно совершенствовался как в отношении
способа контакта сырья и катализатора (в стационарном слое, в движу-
щемся слое шарикового катализатора, в «кипяшем» слое микросфери-
ческого катализатора), так и в отношении применяемых катализаторов
(таблетированные катализаторы на основе природных глин, шариковые
синтетические алюмосиликаты, микросферические алюмосиликаты, в
том числе цеолитсодержашие). Эти усовершенствования влекли за со-
бой радикальные изменения технологии процесса в целом, позволив-
шие увеличить выход целевого продукта — компонента автобензина от
30-40 до 50-70% мае. максимально [30, 132, 170].
Достигнутый прогресс обеспечил вовлечение в переработку все бо-
лее тяжелого сырья: если на первой стадии развития крекингу подверга-
ли керосино-газойлевые фракции, а затем — вакуумные газойли
(наиболее распространенный вариант и в настоящее время), то за по-
следние 20 лет все возрастает число установок, использующих в ка-
честве сырья нефтяные остатки: мазуты, деасфальтизаты и их смеси с
вакуумными дистиллятами |75].
7.1. Химические основы процесса
Каталитический крекинг — типичный пример гетерогенного ката-
лиза, Реакции протекают на границе двух фаз: твердой (катализатор) и
паровой или жидкой (сырье); в этой связи решающее значение имеют
структура и поверхность катализатора [113, !43, !45— 148, 183].
Алюмосиликатные катализаторы обладают очень пористой (радиус
пор ~40Д) и развитой поверхностью (до 400 м‘ на 1 г), что в сушествен-
87
ной степени объясняет их активность. Кроме того, между строением
этих катализаторов и углеводородов существует, по-видимому, геомет-
рическое подобие. Так, расстояние между смежными атомами кислоро-
да в решетке монтомориллонита составляет 2,55А, что соответствует-
расстоянию между четными и нечетными атомами углерода в углеводо-
родных цепях (2,54А). Можно предположить, что адсорбированные
цепи углеводородов ориентированно располагаются вдоль ряда кислоч
родных атомов монтомориллонита, параллельно или под углом 90°С;
перекрещиваясь при этом, что облегчает разрыв цепей и образование
разветвленных структур. Следует отметить аналогию в поведении алю--
мосиликатов, хлористого алюминия и кислотных катализаторов (сер-
ной кислоты, фосфорной кислоты, фтористого водорода). Во всех
случаях ускоряемые ими реакции связаны с переносом водорода. <•
Принято считать, что носителями активности алюмосиликатов яв-
ляются соединения (HAISiO4)x, способные диссоциировать на ионы
хН ’ и (AlSiO.,)*. Таким образом, каталитический крекингявляется цеп-
ной ионной реакцией. Схематически структуру алюмосиликата можне
представить в виде трехмерной решетки из тетраэдрических атомог
кремния, связанных через кислород (силоксанные связи). В этой ре-
шетке некоторые центральные атомы кремния заменены на атомы влю-
миния, что создает нарушения в структуре:
I I I
_ Si — О — S1 — О — S1—
I I I
ООО
I I I
_ S1 — О — Al H‘O-Si-
I I I
ООО
I I I
— St — О — Si — О — Si —
I I I
трехмерная решетка
силиката
трехмерная решетка
алюмосиликата
Эта структура объясняет, почему ни S(O2. ни AljOj порознь не а£
тивны и почему алюмосиликаты обладают кислыми свойствами.
При каталитическом крекинге протекают реакции деструкции, ал
килирования, изомеризации, ароматизации, полимеризации, гидроге
низании и деалкилирования углеводородов. Некоторые из НИ
являются первичными, но большинство — вторичными [113, 143].
Наиболее распространенной теорией механизма каталитическог
крекинга является карбопий-ионная, предложенная Уитмором (карбо
ний-ион — положительно заряженный углеводородный ион). ( -
88
Карбоиий-ионный механизм каталитического крекинга исходит из
кислотного характера алюмосиликатного катализатора, имеющего ус-
ловную формулу «A!2037nSiO2-xH2O. На поверхности катализатора
имеются каталитические центры двух видов: протонные, где каталити-
ческая функция принадлежит протонам (кислоты Бренстеда), и апро-
тонные (кислоты Льюиса), где координационно ненасыщенный атом
алюминия служит акцептором электронов.
В результате контакта углеводородного сырья с катализатором и
взаимодействия с его протонами образуются карбоний-ионы, отвеча-
ющие эмпирической формуле С„Н+2я+] для парафинов и С„Н+2„_| для
монониклических нафтенов.
Наиболее легко образуются карбоний-ионы. когда с катализатором
взаимодействуют олефины, — протон катализатора присоединяется к
молекуле олефина:
RCH = СН2 + Н+ -» RC+H - СН3.
Однако олефины являются обычно вторичным продуктом реакций.
Первые порции олефинов могуг появиться при термическом распаде
парафинового углеводорода по обычной схеме
CnHln+l ~* С„,Н2т+2 + C„.mH2(rt.m),
а также из алкилнафтеновых и алкилароматических углеводородов. Да-
лее олефин образует карбоний-ион.
Возможен и непосредственный отрыв иона водорода от молекулы
парафина:
СН2-СН2-СН2-СН2-СН3 + R+ -э RH + СН3-СН2-С+Н-СН2-СН2.
Характерными яаляются реакции изомеризации ионов карбония о
образованием изоструктур вторичного, а затем третичного вида:
RCH2-CH2-CH2-C+H2 <=♦ RCH2-CH2-C+H-CH3
RCH2-C+-(CH3)2.
Карбоний-ионы могут разлагаться, причем разрыв происходит по
более слабой p-связи по отношению к положительно заряженному ато-
му углерода:
RCH2-C+-(CH3)2 -» R’CH2-:-CH2-C+—(СН3)2
R’CH2 + СН2=С-(СН3)2.
Склонность карбоний-ионов к изомеризации при последующем
Разрыве по p-связи приводит к образованию легких изопарафинов и
олефинов, присутствующих в значительных концентрациях в газах и
легких бензиновых фракциях каталитического крекинга.
89
Таким образом, наиболее активными углеводородами в условия;
контакта с алюмосиликатным катализатором являются непредельные^
Полимеризация олефинов начинается при комнатной температуру
с повышением температуры возникает обратная реакция деполимерц
зации, равновесие которой при температурах промышленного процесс
сдвигается в сторону разложения- Высокая активность непредельны,
углеводородов, на несколько порядков превышающая таковую при те^
мическом крекинге, в первую очередь объясняется их высокой адсорби-
руемостью на катализаторе. -
Парафиновые углеводороды в присутствии катализатора подверг^
ются крекингу значительно быстрее, чем при термическом крекинп
причем особенно легко происходит распад высокомолекулярных угле
водородов. Специфичными особенностями каталитического крекинг
парафинов являются:
1) тенденция к расщеплению молекул в нескольких местах, благе
даря чему получаются углеводороды с низкой молекулярной массой. Га
зообразные углеводороды в основном состоят из трех и более атоме
углерода (главным образом, пропан, пропилен, бутан, бутилены), а а
держание метана и этана незначительно; <
2) повышенное содержание ароматических углеводородов в жидкг
продуктах;
3) значительное содержание изопарафинов, что является результ
том полимеризации, изомеризации, гидрирования олефинов.
Олефиновые углеводороды подвергаются каталитическому крекин
легче, чем парафиновые. Если каталитический распад парафинов npi
мерно в 10 раз быстрее, чем термический, то олефины распадаются к!
талитичсски в 1000-10 000 раз быстрее, причем скорость крекин:
нарастает с увеличением молекулярной массы. у
Первичные реакции так же, как и для парафинов, протекают с о(
разованием осколков из 3-4 атомов углерода. Процесс усложняете
тем, что происходят перераспределение водорода, изомеризация и ни»
лизания. Например, «-амилен при крекинге образует до 25% пентане
(перераспределение водорода). Такое насыщение водородом особен)-
заметно, если циклоолефин является его донором: :
Q + 2«-С,Н„ Q + 2я-С,Н(1
Реакции изомеризации протекают достаточно легко. Образуют
еся изоолефиновые углеводороды насыщаются водородом с образов
нием изопарафинов. Одновременно получаются значительн»
количества ароматических углеводородов и высокомолекулярных С
единений.
Нафтеновые углеводороды при 500°С подвергаются каталитическому
крекингу примерно в 500-4000 раз быстрее, чем термическому, и скорость
крекинга определяется молекулярной массой, но не строением нафтеново-
го углеводорода. Так, в условиях, при которых циклогексан подвергается
крекингу на 7%, алкилированные пергидрофенантрены превращаются на
80%- Крекинг идет очень глубоко, причем распадаются и кольца, и боковые
алкильные цепи. По общему правилу образуются С5- и С4-содержащие ос-
колки. Жидкие продукты реакции имеют исключительно сложный состав,
так как разрывы колец в различных местах, дегидрирование, обрывы цепей,
изомеризация, полимеризация, перераспределение водорода и т. д. приво-
дят к глубоким изменениям углеродного скелета молекул.
Наличие кратных связей повышает скорость реакций; так, цикло-
гексан изомеризуется в метилциклопентаи на 8%, то1да как циклогек-
сен _ на 30%. Присутствие боковых углеводородных цепей сильно
ускоряет каталитический крекинг, причем при распаде образуется мно-
го олефинов, газа и кокса. Особенно много углеводородов ароматичес-
кого ряда образуется при крекинге и дегидрировании
конденсированных циклоалканов, расщепляющихся по всем возмож-
ным направлениям, как, например, в случае декалина:
Характерно отметить, что при крекинге нафтенов образование аро-
матических углеводородов связано с образованием предельных алифа-
тических соединений, что является результатом сопряженного
дегидрогидрирования:
Осн,сн,сн,
-»[|1+СН,СН2СН3 + 2Н2
Ароматические углеводороды. Гомологи бензола при 501УС подвер-
гаются крекингу тем легче, чем разветвленнее боковая цепь:
Углеводород
Степень превращения, %
QHSCH3
QH,CH,CH3
«-с6н$с}н7
ил-С6Н5С3Н7
перв-н-С(,Н5С4Н9
втор-С6Н5С4Н9
трсг-С6Н5С4Н9
43,5
83.5
13,9
49,2
80,4
В результате разложения моноалкилированных бензолов образует-
ся бензол, а также углеводороды С3 и С4.
91
Полиалкилированные бензолы менее активны, чем изомерные изд
моноалкилзамешенные, но по общему правилу легкость крекинга а
растет с повышением молекулярной массы: толуол при 500’С подверг®
ется крекингу на 1%, мезитилен в тех же условиях — на 20%; и в этед
случае осколки боковых цепей превращаются в углеводороды С3 и Cj
Особенностью полиалкилированных бензолов является изомеризаци
и перераспределение алкильных радикалов, '
Так, например, крекинг псевдокумола протекает по следующё
схеме:
СН, .3
Из Af-ксилола в этих же условиях образуется 20% CgHjCHj и 16$
Сд-содержаших ароматических углеводородов. Непреврашенный ос
таток представляет собой смесь трех изомеров: 25,3% о-ксилола; 47,3$
.м-ксилола; и 27,4% н-ксилола.
Порядок расположения углеводородов по их стабильности при ка
талитическом крекинге следующий: олефины < ароматические углево
дороды с тремя и большим числом заместителей < нафтены <
полиметилированные ароматические углеводороды < парафины < кон
денсированные ароматические углеводороды.
Относительные скорости каталитического крекинга во всех случая;
выше скоростей термического крекинга. При 500°С каталитическому
крекингу подвергаются быстрее:
• парафины — в 6—60 раз;
• нафтены — в 1000 раз;
• олефины — более чем в 100—10 000 раз;
• ароматические углеводороды — более чем в 10 000 раз.
Газ каталитического крекинга весьма постоянен по составу; он всегд<
содержит в значительных количествах водород и углеводороды С-? и С4.
Последних обычно в 2—3 раза больше, чем при термическом кре
кинге, но водорода меньше, так как он присоединяется к ненасЫ
шейным молекулам Коксообразование велико, если присутствук?
циклоолефины, диолефины и ненасыщенные жирно-ароматичес!
кие углеводороды, например стирол. '
В результате следует отметить самые существенные особенности
каТалитического крекинга: 1) избирательное протекание процесса с ма-
(М образованием Cj и С?-содержащих осколков; 2) ясно выраженную
изомеризацию углеродного скелета и кратных связей в молекулах оле-
финов; 3) значительное насыщение С=С-связсй (особенно у изомери-
зованных олефинов с высокой молекулярной массой); 4) большое
количество ароматических и изопарафиновых углеводородов; 5)
большее, чем при термическом крекинге коксообразование; 6) зна-
чительные выходы бензина с высоким октановым числом (§0—81
ММ)-
В табл. 38 сопоставлены данные по продуктам термического и ката-
литического крекинга.
Таблица 38. Сопоставление продуктов реакций
при термическом и каталитическом крекинге
Исходные углеводороды Термический крекинг Каталитический крекинг
Парафиновые Главный продукт — парафины Cj с большой примесью С| и С3. мно- го нормальных отефинов от С3 до С<; мало алифат ических углеводо- родов изостроения Главный продукт — парафины от С, до С6, мало нормальных олефинов выше С4: алифатичес- кие углеводороды главным обра- зом изостросния
Нормальные олефиновые Кратная связь перемещается мед- ленно: скелетная изомеризация происходит в малой степени Кратная связь перемешается быстро.скелетная изомеризация происходит в значительной сто-
Изоол ефи- новые Перераспределение водорода идет медленно и не избирательно для третичных изоолсфинов. Крекируются примерно с такой же скоростью, как парафины Перераспределение водорода — избирательно для третичных изоолсфинов. Крекируются со значительно большей скоростью .чем соот- ветствующие парафины
Нафтеновые Крекируются с меньшей скоростью, чем парафины Крекируются быстрее, чем нормальные парафины с соот- ветствующим числом атомов С
Алкиларома- тическис (с це- пями С,—С,) Крекируется боковая алкильная Крекируется боковая алкильная цепь непосредственно у копыта
Аткиларома- тическис (с С3 и более длин- ными цепями) Крекируются с меньшей скоростью, чей парафины Крекируются с большей скоростью, чем парафины
93
Общая схема реакций крекинга углеводородов
Реакции крекинга углеводородов всех классов, которые встречают
ся в исходном сырье, могут быть предстаалены следующей схемой:
ЦО Кок£
1
КА
1
1
I
КА
к1
П — парафиновые углеводороды: О — олефины; Н — нафтеновые углеводороды, А — аро
магические углеводороды, ПО — полимеризованные олефины. L2O — циклические оле
фииы, Д — диены. Кд — конденсированные ароматические углеводороды
Схема показывает, что коксообразование является вторичной реак
иией — результатом крекиша ароматических углеводородов, образу
юшихся на различных стадиях процесса.
Крекинг сложных углеводородов может затрагивать какую-либ
часть молекулы, независимо от других ее частей. Например, длинные па
рафиновые цепи нафтеновых и аромагических углеводородов расщепля
ются так же, как если бы они были парафиновыми углеводородами с те)
же числом атомов углерода в молекуле. Дегидрогенизация нафтеновы
колец, как правило, происходит после част ичного деалкилирования, ч
Обычно одним из лучших критериев интенсивности побочных peal
ций является отношение выходов бензина и кокса. Высокое отношент
указывает на преобладание желательных реакций. Низкое отношение вь
ходов бензина и кокса указывает на интенсивное протекание нежели
тельных побочных реакции. К желательным реакциям относятс
изомеризация, гидрирование, циклизация и аромашзация (неглубока*
олефинов; эти реакции ведут к высокому выходу парафиновых уиювояорс
дов изостроеиия и ароматических углеводородов, выкипающих в предел*
температур кипения бензина, и высокому отношению изо- и нормаяьнь
парафиновых углеводородов. Нежелательные реакции (крекинг, дегидрОй
низания и полимеризация олефинов, алкилирование и конденсация ароМ<
веских углеводородов) приводят к высоким выходам водорода и кокса,
узкому выходу олефинов и к получению сравнительно тяжелых газойлей,
[фИ этом выход бензина и его октановое число снижаются.
Постадийно процесс каталитического крекинга можно представить
сЛедуюшим образом:
1) поступление сырья на поверхность катализатора (внешняя диф-
фузия);
2) диффузия (внутренняя) молекул сырья в поры катализатора;
3) хемосорбция молекул сырья на активных центрах катализатора;
4) химическая реакция на катализаторе;
5) десорбция продуктов крекинга и непрореагировавшего сырья с
поверхности и диффузия из пор катализатора;
6) удаление продуктов крекинга и неразложившегося сырья из зоны
реакции.
Характер протекающих реакций определяет химический состав по-
лучаемых продуктов: бензин содержит много изопарафиновых и арома-
тических углеводородов; отсюда его высокое октановое число. Газ
получается «тяжелый», с высоким содержанием изобутана и олефинов
С3-С4 и весьма низким содержанием метана и этана; газойлевые фрак-
ции ботаты полициклическими ароматическими углеводородами.
Учет химических превращений, происходящих при каталитичес-
ком крекинге, сложен и требует знания углеводородного состава исход-
ных и конечных продуктов.
Лимитирующей стадией каталитического крекинга является хими-
ческая реакция на поверхности — в кинетической области протекания
реакции. В случае применения неолитсодержащих катализаторов, име-
ющих разветвленную пористую структуру, скорость процесса может ли-
митироваться диффузией реагирующих молекул в порах катализатора
(внутридиффузионная область). Каталитический крекинг углеводоро-
дов является необратимой реакцией первого порядка.
Д. И. Орочко и Г. Н. Чернаковой предложено несколько вариантов
Уравнений, описывающих кинетику процесса каталитического крекин-
га. Наиболее часто в исследовательской практике применяют уравнение
А- В. Фроста для реакций первого порядка с торможением продуктами
Реакции;
ат'|п[гЫ
Где а — константа, пропорциональная скорости реакции; 3 — коэффи-
ЦИент торможения процесса; X — степень превращения сырья, %; г —
Условное время контакта, ч |121, 144, 285].
95
В процессе каталитического крекинга образуются высокомолеку
лярные соединения, которые отлагаются на поверхности катализаторе
приводя к его дезактивации. Кокс на катализаторе крекинга состоит ц
агломератов с псевдографитовой структурой и многоядерных, аромати
ческих углеводородов. Повышение глубины конверсии сырья, темпера
туры реакции и длительности контакта катализатора с сырье|
способствует увеличению соотношения углерод:водород в коксе. Реак
нии крекинга эндотермичны, но при высокой конверсии сырья процео
может протекать и с экзотермическим эффектом. Такие реакции, к&
перераспределение водорода, изомеризация, циклизация, лолимериза
ция олефинов, алкилирование, гидрирование, перемешение двойно!
связи и перестройка углеводородного скелета олефинов протекают ।
выделением тепла. Тепловой эффект зависит от состава сырья, глубинь
его переработки, катализатора и условий процесса. Осуществление все;
этих реакций термодинамически возможно при температурах крекинг
430-530сС. Теоретически минимальное количество гепла, необходимо
го для протекания реакций крекинга, можно получить сжиганием
сырья и его количество соответствует разности теплосодержаний сыры
и продуктов при условии, что выход продуктов составляет 100%. Н;
практике энергозатраты в процессе составляют около 10% потенцц
альной энергии, содержащейся в крекинг-бензине, что в 10 раз больцц
теоретического значения.
По разработанной Д. И. Орочко и Г. Н. Чернаковой методике рас
чета тепловых эффектов каталитического расщепления углеводородо!
рекомендуется определять суммарный тепловой эффект по разност]
теплот образования из элементов сырья и продуктов реакции: j
Q-аХ-ЬХ2, 2
где а и b — коэффициенты, характеризующие процесс; X — глубин
превращения сырья, % мае. ,
7.2. Катализаторы каталитического крекинга!
Реакции каталитического крекинга протекают на поверхности ка-
тализатора. Направление реакций зависит от свойств последнего, ка-
чества сырья и условий процесса. В результате крекин! а на поверхности
катализатора отлагается кокс, поэтому важной особенностью каталитя
ческого крекинга является необходимость непрерывной регенераии*
катализатора (выжигание кокса). •
Для крекинга применяются алюмосиликатные катализаторы.
искусственно полученные твердые высокопористые вещества с силый
развитой внутренней поверхностью [143—146]. ’
96
В настоящее время наибольшее развитие получили системы катали-
тического крекинга «флюид» (ККФ), т. е. с «кипящим» слоем катализато-
ра, использующие микросферический цеолитсодержащий катализатор.
Находится в эксплуатации и ограниченное число установок с движущим-
ся слоем шарикового катализатора.
Современные катализаторы крекинга содержат в своем составе 3—
20% мае. цеолита, равномерно распределенного в матрице. Преоблада-
ющей формой неолитсодержащего катализатора являются микросферо-
иды со средним диаметром частиц около 60 мкм для установок ККФ и
щарики диаметром 3—4 мм — для установок с движущимся слоем.
Цеолиты, используемые в составе катализаторов, должны иметь
высокую активность и селективность в крекинге нефтяных фракций,
стабильность при высокотемпературных воздействиях в среде воздуха и
водяного пара, необходимые размеры входных окон в полости структу-
ры. Таким требованиям в наибольшей степени соответствуют цеолиты
типа X и Y в редкоземельной обменной форме или в ультрастабильной
форме, и поэтому они находят преимущественное применение при син-
тезе катализаторов крекин! а. Матрица, в качестве которой применяют
синтетический аморфный алюмосиликат, природные глины с низкой
пористостью и смесь синтетического аморфного алюмосиликата с гли-
ной (полусинтетическая матрица), выполняет в цеолитсодержаших ка-
тализаторах ряд важных функций [99, ИЗ]:
• обеспечение оптимального предела активности, так как цеолиты
в чистом виде могут обладать чрезмерной активностью;
• стабилизирующее воздействие на цеолитный компонент;
• создание оптимальной вторичной пористой структуры, необхо-
димой для диффузии реагирующей смеси к цеолитному компоненту и
вывода продуктов реакции в газовую фазу в циклах крекинга и регене-
рации;
• отвод тепла от цеолитного компонента при регенерации;
• обеспечение заданной формы и механической прочности ка-
тализатора.
Цеолиты представляют собой алюмосиликаты с трехмерной крис-
таллической структурой следующей обшей формулы:
Me2/„O-AJ2Oj-xSiO2-j'H2O,
где п — валентность катиона Me; х — мольное отношение SiOj/A^O-j;
3’" число молей воды.
В настоящее время известно 34 природных и около 100 разновид-
ностей синтетических цеолитов, однако практическое применение име-
*°т пока несколько типов. Цеолиты типа X и Y, используемые для
синтеза цеолитсодержаших катализаторов крекинга, являются струк-
97
турными аналогами природного цеолита фожазита и имеют отношен]
SiO2/Al2Oj, равное соответственно 2,3—3,0 и 3,1—6,0 [279].
Общепринятой является номенклатура цеолитов, согласно которс
используется обозначение образцов с указанием обменной формы
типа цеолита. Например, СаХ — кальциевая обменная форма цеоли
X, LaY — лантановая обменная форма цеолита типа Y, REX — редкоз
мельная (смесь) обменная форма цеолита типа Y, LaHY-лантан-декат]
онированная обменная форма цеолита типа Y. В тех случаях, ког,
необходимо указать степень обмена и отношение SiO2/AI2O3, обознач
ние дополняется соответствующими цифрами. Например, NaLe
83(5,1) — цифра после обозначения указывает на степень замешен]
натрия катионами La3+, цифра в скобках — мольное отношение SiO
AI2O3. Если вводится несколько катионов, то цифры степени обмена >
данный катион располагаются последовательно их введению в цеоли
Так, LaHY 74/23(5,1) — первая цифра указывает степень обмена на к
тионы La3+, вторая — степень обмена на протон (или ион аммони
[142, 143].
Основой структуры всех цеолитов является тетраэдр, состоящий ]
четырех анионов кислорода О2', которые окружают значителы
меньший по размерам ион Si4+ или А13+. Тетраэдры с ионами кремш
электрически нейтральны, а тетраэдры с ионами алюминия имеют з;
ряд минус единица, который в цеолитах нейтрализуется полож)
тельным зарядом катиона, например Na+.
Современные катализаторы крекинга характеризуются низким а
держанием остаточного натрия (Na2O) — 0,2-0,5%, высокой насыпнс
плотностью — 800-1000 кг/м3, прочностью на истирание (индекс про1
ности по Девисону составляет 2-8%) и однородным гранулометриче»
ким составом.
Б. К. Нефедов, Е. Д. Радченко, Р. Р. Алиев систематизировали о<
новные типы катализаторов крекинга, выпускаемые за рубежом J144
Зарубежные фирмы располагают широким ассортиментом промыв
ленных катализаторов, различающихся по целевому назначению, ypoi
ню активности и селективности.
Ведущими фирмами-производителями катализаторов являютс
Грейс-Дэвисон, Энгелъгард, Акзо-Нобель (табл. 39). Значительными прои
водителями катализаторов яаляются в настоящее время Китай и Японш
Среди отечественных катализаторов крекинга наиболыл<
распространение получили системы КМЦР, Микроцеокар-8, Микр<
цеокар-5. Содержание AI2O3 в современных катализаторах составлю
30—45%. Это обусловлено тем, что высококремнеземная матрица повб
шаеттермопаровую стабильность и в определенной степени — устойч!
вость к отравлению тяжелыми металлами.
98
Таблица 39. Характеристика некоторых зарубежных катализаторов крекинга
нефтяных фракций
Показатель Фирма-произволитель и марка катализатора
Грейс-Девисон Ак ю-Нобель
£ t е i 2 О j 1 5
Содержание, % «ас. АНОз 49 42 47 49 43 49 47 43.5 44,4
Na2O 0,25 0,25 0,30 0,25 0,25 0,20 0.30 — —
Rc2O3 2,7 2.7 2.4 2,7 1,8 1.8 2,32 1.97
Индекс Девисона 5 5 5 5 5 5 — —
Удельная плотность, м2/г 300 275 270 300 280 210 320 99 134
Насыпная плотность, г/мл 0,70 0,70 0.72 0,71 0,73 0.72 0,72 0,87 0,94
Микроактивность 79 78 76 79 79 77 78 69 72
В табл. 40 приведено влияние содержания A12O3 на термопаровую
стабильность микросферических катализаторов крекинга [144].
Таблица 40. Влияние содержания А12О3 на термопаровую стабильность
микросферических катализаторов крекинга
Показатель КМЦР Микро- цеокар-8 Микро- иеокар-5
Химическим состав. %-
А12О3 9 20 28 36
Na2O 0,45 0,45 0,40 0,30
Износоустойчивость, % Активность при крекинге керосино- газойлевой фракции (Ии= 20 ч'1 после стабилизации водяным паром), %' 85 90 95 93
при 775'С 30 42 54 52
при 880’С 18 28 50 48
Одной из определяющих эксплуатационных характеристик катали-
заторов крекинга является их регенерируемость. Цеолитсодержашие
катализаторы имеют несколько лучшие регенерационные характерис-
тики, чем аморфные алюмосиликаты. Применение в цеолитсодержа-
катализаторах редкоземельного цеолита улучшает регенерацию
вследствие катализирующего действия ионов редкоземельных элемен-
тов на горение кокса.
Цеолитсодержашие катализаторы крекинга отличаются сушествен-
Но более высокой активностью, чем аморфные алюмосиликаты (на 2-3
99
порядка), а также большей селективностью по выходу бензина при од^
повременном снижении выхода газа и кокса [143}, рис. 7.
Конверсия, % мае.
Рис. 7. Зависимость селективности выхода бензина (1,2,3) и газа (4,5,6) при
крекинге керосино-газойлевой фракции от конверсии сырья при 450°С:
о — CaHY (3,2); » — CaHY (4,8); □ — LaHY (3,2); — LaHY (4,8);
x — аморфный алюмосиликат
По мнению С. Н. Хаджиева, причины столь необычной селектив-
ности заложены в самой природе цеолитов, обладающих высоким ад
сорбционным потенциалом ультратонких пор, специфически*
набором кислотных центров, проявляющих весьма высокую склон;
ность к осуществлению новых реакций протолиза С—С, С—Н-связей t
Н-переноса от молекул исходного сырья к промежуточным соединение
ям карбоний-ионноготипа.
При крекинге нефтяных фракций с конверсией сырья 20-25% мае
селективность выхода бензина на цеолитах нс зависит от их химическое
го состава и выше на 10—12% мае. по сравнению с аморфным алюмоси-
ликатом. При этом выход газа (и кокса соответственно) выше И*
аморфном алюмосиликате. Преимущества цеолитсодержащих катали-
заторов перед аморфным алюмосиликатом по селективности выход*
бензина возрастают по мере увеличения конверсии сырья.
В области высоких конверсии превращение бензина на цеолита)
протекает медленно вследствие стабилизующего действия реакии>
100
ррпереноса, в результате которой нестабильные олефиновые углеводо-
роды в бензине, в значительной мере крекируясь, превращаются в дос-
таточно стабильные углеводороды:
сырье----> нестабильный бензин---->газ+ кокс
|Лн
стабильный бензин
Сопоставление группового химического состава бензинов, полу-
ченных при крекинге нефтяной фракции на цеолите и аморфном алю-
мосиликате, подтверждает большую способность цеолита ускорять
реакцию Н-переноса.
Гр>пповой углеводородный состав, % мае Аморфный алюмосиликат Цеолит
Парафины 13 23
Олефины 17 5
Нафтены 41 23
Ароматические углеводороды 29 49
Цеолитный катализатор интенсифицирует реакции перераспреде-
ления водорода, протекающие почти стехиометрически по схеме:
Олефины + Нафтены —> Парафины + Ароматические углеводороды
Образующиеся при этом парафиновые и ароматические углеводо-
роды менее реакционноспособны по сравнению с олефиновыми и наф-
теновыми углеводородами, этим и объясняется уменьшение доли
вторичных реакций крекинга бензина на цеолитах.
Цеолитсодержащие катализаторы прояаляют меньшую восприим-
чивость к отравлению тяжелыми металлами, обычно присутствующими
в сырье крекинга. Например, при содержании 0,3% мае. тяжелых метал-
лов на цеолитсодсржащих катализаторах выход кокса лишь на */з
больше выхода его на аморфном алюмосиликате. На рис. 8 показано из-
менение фактора селективности по коксу в стандартных испытаниях
промышленных равновесных катализаторов при варьировании содер-
жания «эффективных» металлов. «Эффективные» металлы характеризу-
ет ту долю осажденных на катализаторе тяжелых металлов, которая
обусловливает образование кокса и водорода. Содержание «эффектив-
ных» металлов определяется как произведение ванадиевого эквивален-
та (4Ni + V) на активную долю металла, определяемую по графической
зависимости. Для цеолитсодержащих катализаторов содержание «эф-
фективных» металлов заметно алияет на образование дополнительного
к°кса, однако это влияние проявляется меньше, чем для аморфного ка-
тализатора.
101
е
2,0-
Содержание металлов, % мае.
Рис. 8. Зависимость фактора селективности выхода кокса при крекинге
газойля от содержания тяжелых металлов в катализаторе.
Катализатор: 1 — аморфный алюмосиликатный;
2 — цеолитсодержащий Б; 3 — цеолитсодержащий А
Особое значение имеет использование металлостойких катализате^
ров при переработке остаточного сырья. В этом случае наиболее эффек-
тивны катализаторы на базе широкопористых матриц с небольшой
удельной поверхностью, «улавливающих» тяжелые металлы. Такие ка-
тализаторы обладают высокой активностью при содержании в равно
весном катализаторе до Ю-[2тыс. мг/кг металлов.
Наряду с этими катализаторами используют специальные пассйвЗ
торы металлов, которые в виде небольших добавок подаются вместе
сырьем 1149]. 1
В настоящее время пассиваторы получили широкое распространим
на промышленных установках ККФ. Сущность пассивации заключается
переводе металлов, осадившихся на катализаторе, в неактивное (пассивное
состояние, например, в результате образования соединения типа шпинелй
Никель чаще всего пассивируют соединениями сурьмы типа; ,
Sb,
где R — органические радикалы. ;
Пассивирующий агент вводят в сырье в виде водо- или масл<Я
растворимой добавки. Содержание сурьмы на катализаторе при рабо?
на остаточном сырье и концентрации металлов на катализаторе 900Q
15000 мг/кг должно составлять 900-1500 мг/кг.
Помимо сурьмы в качестве пассиваторов можно использовать до-
бавки, содержащие другие элементы: индий, вольфрам, кремний, ли-
тий, барий.
Имеются сообщения и о разработке пассиваторов для ванадия. Так,
твердые добавки, содержащие оксиды кальция и магния, не обладающие
каталитической активностью, адсорбируют в 6-10 раз больше ванадия,
чем обычный катализатор крекинга. Известны также жидкие добавки на
основе олова, которые на 30% снижают отрицательное воздействие вана-
дия на выход бензина и на 50% — на выход водорода и кокса (149, 150/.
На большинстве установок крекинга США и Западной Европы, пе-
рерабатывающих остаточное сырье, применяются указанные пассива-
торы металлов.
Катализаторы дожита оксида углерода [144]
Процесс окисления кокса при регенерации катализаторов крекинга
представляет собой совокупность последовательных реакций образова-
ния и распада углерод-кислородных комплексов с выделением продук-
тов окисления. Количество образующихся продуктов окисления, а
следовательно, количество выделяющегося тепла в регенераторе зави-
сит от многих факторов, из которых определяющими являются состав
коксовых отложений и глубина окисления СО в СО2- Первичная реак-
ция окисления коксовых отложений (распада поверхностных углерод-
кислородных комплексов) дает практически постоянное соотношение
СОт/СО = 1,0. Однако образующийся СО может реагировать с избытком
кислорода, превращаясь в СО2 с выделением дополнительного коли-
чества тепла.
Высокое остаточное содержание СО в дымовых газах регенерации
приводит к частичному догоранию СО в разреженном слое катализато-
ра, в циклонах и даже в линии дымовых газов, что часто обусловливает
резкое повышение температуры в куполе регенератора, вызывает «про-
гар» оборудования и необратимую дезактивацию катализатора.
Лучшие результаты дает способ регенерации с использованием ката-
литического дожита СО в присутствии специальных катализаторов. В ка-
честве таких катализаторов используют металлы-окяслители
(предпочтительно металлы платиновой группы), которые либо вводят в
состав катализаторов, либо применяют в виде твердых добавок (металл на
носителе в количестве 0,45—4,50 кг на 1 т катализатора), либо в виде жид-
ких добавок, подаваемых вместе с сырьем (например, водный или углево-
дородный раствор Н2РгС16 в количестве до 50 мг/кг катализатора).
Совершенствование процесса промотированного окисления СО
ведется в направлении использования различных окислителей и спосо-
бов их введения в зону регенерации.
103
При использовании в качестве окислителя оксидов Си, Сг, V, мл
Ti, Fe, Bi, Sn в количестве порядка 1 % от катализатора в установке кре
кинга объемное соотношение COj/CO в газах регенерации повышаете'
с 1 до 4. Однако в результате значительного содержания в системе актив
ного металла снижается селективность катализатора крекинга по кокс'
и повышается выход газа и кокса. Значительно эффективнее металл^
платиновой группы. я
По сравнительной эффективности (соотношение COj/CO в газа
регенерации) эти металлы располагаются в ряд (в скобках приведен
увеличение соотношения СО^/СО по сравнению с соотношением бе
введения промотора): Pt (47,0) > 1г (19,0)> Pd= Rh (4,0) > Ru (1,6)3
> Os (1,5)* Pt + Re (1,5) > Re(l,l). i
Активный компонент может входить в состав катализатора крекин
га, а также может быть нанесен на твердый неорганический носитель’
применяться в виде добавки к основному катализатору. Наиболе
перспективно использование промоторов окисления е виде отдельны
добавок, так как введение твердого промотора в систему независимо q
катализатора позволяет с максимальной гибкостью управлять пронес
сом окисления СО в регенераторе (144]. .
В качестве носителей таких промоторов используют оксиды А1, $
Ti, Zn, Mg, и£ смеси, 1Лины, аморфные и кристаллические алюмосили
каты. Носитель должен обладать определенными физико-химическим
характеристиками: иметь удельную поверхность 50-100 м2/г, содержат
минимальное количество примесей (NajO, FC2O3) и по фракционном
составу, насыпной плотности и прочности должен быть близок к кап
лизатору крекинга. ,
Во ВНИИ НП разрабоганы промоторы дожита СО на основе оксР
да алюминия, характеристики которых приведены в табл. 41 (144
В этой же таблице представлены показатели работы регенератора без
с добавлением промотора КО-4 на полупромышленной установке кр|
кинга производительностью 40т/сут (сырье — вакуумный дистиллята
падно-сибирской нефти).
Окислительная активность промотора проявляется сразу же пос]
его загрузки в реактор; полное окисление СО в «кипяшем» слое досП
гается уже через 8—10 мин после поступления промотора в систему. :
Снижение содержания СО сопровождается повышением темперу
туры «кипящего?» слоя с 620-630 до 670-690“С.
Температура в отстойной зоне регенератора на 30-70°С ниже, чеМ;
«кипяшем» слое, что свидетельствует об отсутствии термического дожи
СО. Пусковая загрузка промотора (0,04% от массы циркулирующего кал
лизатора) обеспечивает полное окисление СО влечение суток, после че!
зафиксирован медленный рост содержания СО в газах регенерации.
Таблица 41. Отечественные промоторы дожита СО
Пока>атель КО-4 КО-9 КО-9М
•^псратура прокаливания, "С 950 1050 750
Гранулометрический состав, %
<0 02 мкм 2 5
< 0,04 мкм 6 12 [3
< 0,06 мкм 13 52 54
< 0.08 мкм 24 82 81
< 0,10 мкм 35 95 92
Насыпная плотнос|Ь, кг/кг 670 850 930
Влаюсмкость, см3/г 0,65 0,38 0,36
удельная поверхность, m2/i 120 94 98
Содержание Рг, % 0J 0.1 0,06
Показатель Без промотора С промотором
Температура в «кипяшем» слое, "С 600 600 -615
расход воздуха, нм ’/ч 1020 860- JOOO
Количество выжигаемою кокса, т/ч 98 70 80
Скорость циркуляции ка1ализаюра, т/ч 18,0 8.8- 12,8
Интенсивность выжига кокса, кг/т ч 130 88- 110
Состав (азов регенерации, % об
СО 6 0 0,1
СО2 9 2 12,3 13.0
о2 5 1 6,0 -6 3
Соотношение СО2/СО 1,53
Содержание кокса на регенерированном 0,32 0,14
катализаторе, %
Катализаторы связывания оксидов серы и азота
При каталитическом крекинге сырья с высоким содержанием серы
и азота возникает проблема улавливания из дымовых газов оксидов
серы (SO j и азота (NOX),
Содержание серы в коксе может меняться от 0,4 до 4,4% мае. В сред-
нем 5% мае. серы сырья переходит в кокс и выбрасывается с дымовыми
газами регенерации катализатора в виде SOX, Чем больше серы в сырье,
тем больше ее и в коксе.
При крекинге малосернистого сырья (примерно до I % мае. серы) со-
держание SOX а дымовых газах не превосходит 500 мл/м , но с повышени-
ем содержания серы до 1,65% мае. может превышать 2000 мл/м3 [144].
В США установлены нормы на выбросы SOA с дымовыми газами в
а™осферу. Агентство по защите окружающей среды в 80-е годы Предло-
жило норму для установок ККФ — 9,8 кг SO^/т сжигаемого кокса, что
105
соответствует концентрации S04 в дымовых газах 300 мл/м3. В этом слу
чае содержание серы в коксе должно быть не выше 0,5% мае., а в сырье-,
до 0,2% мае. В среднем по США выбросы оксидов серы составляди
1,26 кг SOx/m3 сырья ККФ. С 1987 г. в Калифорнии действует норм
0,38 кг SO^/m3 сырья ККФ. <
Из технологических приемов, используемых на установках ККф
снижению выбросов SOX способствуют: уменьшение содержания серыt
сырье, снижение глубины превращения, доли рисайкла, а также повц.
шение расхода пара на отпарку, подачи воздуха (кислорода) в регенера,
тор, температуры регенерации, введение промотора дожита СО.
Для снижения выбросов SOr с дымовыми газами используют мало
сернистое или гидроочишенное сырье, улавливают SOX в скруббер^
или котлах-утилизаторах с кипяшим слоем известняка, связывают SO
бифункциональными катализаторами или добавками. ?
Наиболее экономичным способом очистки дымовых газов от SO
считают использование бифункциональных катализаторов или добавок
Оксиды ряда металлов (например, A12Oj, MgO, СаО) образуют с SO*
стойкие сульфаты, которые в реакторе восстанавливаются до исходном
оксида металла и сероводорода. Сероводород уходит из реактора с про5
дуктами реакции и отделяется с сухим газом. Связыванию SO,- в регенера
торе способствуют: относительно невысокая температура (лучше 661Г
670°С), полный дожит СО с введением промотора, избыток кислорода t
невысокая закоксованность катализатора. Высокие температуры, харак>
терные для современных регенераторов, снижают эффективность связы-
вания SOX. Указанные катализаторы или добавки выпускают фирме
Шеврон, Арко, Энгельгард и Грейс-Дэвисон. Добавки вводят в количестве о
2-6 до 10%, а бифункциональные катализаторы 20-40% на загрузку ката»
лизатора в системе. Они стабильны при температурах 704—73 ГС и снижа
ют содержание S04-в дымовых газах на 40-80%. Однако при температура
выше 704°С способность к связыванию SOX начинает понижаться {1501. -
Считают, что рациональнее бифункциональных катализаторов j<Cj
пользовать каталитически неактивные добавки —они нетакзакоксовьЬ
ваются, и количество добавки можно регулировать независимо ф
догрузки катализатора. Стоимость очистки с добавками в несколько р®
ниже, чем скрубберная очистка или гидроочистка сырья. *
При горении кокса в регенераторе от 20 до 90% содержащегося f
нем азота превращается в ИОЛ и выбрасывается с дымовыми газами
При этом выбросы с установок ККФ в США от общего количества вьь
бросов NOX, на НПЗ составляют: на установках, оборудованных котЛ®
ми дожита СО — 13%, на остальных — 3%. В странах ЕЭС выбросы NO;
с 1980 г. по 1995 г. снижены на 40%. В штате Калифорния (США) допу®
кается выброс NOX с дымовыми газами не более 0,005% мае. pi
106
7,3. Основные факторы, влияющие на процесс
каталитического крекинга
7,3-1* Качество сырья
Основным сырьем современных промышленных установок катали-
тИческого крекинга яаляются атмосферные и вакуумные дистилляты
первичной перегонки нефти. В зависимости от фракционного состава
дистиллятное сырье можно отнести к одной из следующих групп.
Первая группа — легкое сырье. К этой группе относятся дистилля-
тЫ первичной перегонки нефти (керосино-газойлевые и легкие вакуум-
ные погоны). Средняя температура их кипения составляет 260—280°С,
относительная плотность 0,830-0,870, средняя молекулярная масса
190—220. Керосино-газойлевые дистилляты прямой перегонки являют-
ся хорошим сырьем для производства высокооктановых бензинов, так
как дают большие выходы бензинов при малом коксообразовании.
Вторая группа — тяжелое дистиллятное сырье (наиболее распростра-
ненный вариант как в России, так и за рубежом). К этой группе относятся
вакуумные дистилляты, выкипающие при температурах от 300 до 560°С или
в несколько более узких пределах, а также сырье вторичного происхожде-
ния, получаемое на установках термического крекинга и коксования. Их
средняя молекулярная масса приблизительно в 1,5 раза выше, чем у легких
видов сырья (порядка 280-330). В противоположность легкому сырью, тя-
желое дистиллятное сырье перед направлением в реактор или в узел смеше-
ния с катализатором в парообразное состояние переводят не целиком.
Тяжелые дистилляты с относительной плотностью 0,880-0,920 также, как
правило, используются для производства автомобильных бензинов.
Третья группа — остаточное сырье — мазуты, деасфальгизаты, тяжелые
продукты других термокаталитических и термических процессов. Такое
сырье содержит высокие концентрации серы, азота, тяжелых металлов и
смол и гребует. как правило, предварительного облагораживания [148-150].
Соединения, содержащиеся в сырье крекинга, можно условно разде-
лить на компоненты, вызывающие только повышенное коксоотложение
на катализаторе, и на компоненты, вызывающие обратимое или необра-
тимое дезактивирование катализатора. К первым относятся полицикли-
ческие ароматические углеводороды и смолы; содержание этих вешсств
повышается по мере утяжеления фракционного состава сырья. Косвен-
ной характеристикой склонности сырья к коксообразованию при катали-
тическом крекинге может служить его коксуемость. Обычно коксуемость
сырья не превышает 0,2—0,3%. К компонентам, дезактивирующим ката-
лизатор, относятся азотистые и сернистые соединения, а также тяжелые
Металлы. Содержание азота в вакуумных газойлях достигает 0,2%.
107
Азотсодержащие соединения нефти принято разделять на азотщ
тые основания (с пиридиновым атомом азота —N=) и азотсодержащ
соединения нейтрального характера (с пиррольным атомом азота Н№
[143, 146, 15], 152]. На долю азотистых оснований приходится до 30
суммы всех соединений азота. Они предстааляют собой гетероцикл'
ческие соединения с атомами азота в одном из колен, с обшим число
колец от одного до трех (пиридин, хинолин, изохинолин, акридин и j
производные).
На долю нейтральных азотистых соединений приходится 70—80
суммы всех соединений азота. К ним относятся пиррол, индол, карбазс
и их производные. •,
Особое место среди азотистых соединений занимают порфирин^
высокомолекулярные комплексные соединения азота с углеводород
ми, нередко содержащие ванадий, никель и железо. А*
Исследование влияния азотистых соединений на результаты Kali;
литического крекинга нефтяных дистиллятов показало, что при доба
лении в сырье крекинга пиридиновых оснований и хинолина выход
газа и бензиновых фракций понижаются, а коксообразование увелич!
вается в 1,5-2 раза по сравнению с крекингом исходного сырья.
Среди азотистых соединений наиболее сильными каталитичеей
ми ядами для многих катализаторов являются азотистые основан!
[146, 169]. По токсичности к катализаторам крекинга азотистые соед;
нения могут быть расположены в следующем порядке: хинальдин > м
нолин > пиррол > пиперидин > дециламин > анилин. i
Такой порядок определяется не столько величиной основное^
сколько адсорбционной способностью и термической устойчивости
соединений. л
Установлено, что даже незначительное добавление азотистых оей
ваний к дистиллятным фракциям заметно снижает выход продуктов *
талитического крекинга и октановое число бензинов [ 1691-
Отрицательное влияние азотистых соединений объясняется нес
ратимой хемосорбцией их катализаторами, вследствие их ярко вЫр
женных электронодонорных свойств, а также высокой химическ
устойчивостью, что делает недоступной активную поверхность катал
затора для реагирующих молекул. С другой стороны, они содержа?
себе основную массу металлов, которые после регенерации в виде oKi
лов остаются в порах катализаторов. л
Дезактивирующее влияние азотистых оснований носит обратив
характер, но изменения в выходе продуктов достигают значительной!
личины (рис. 9). Поэтому весьма важно контролировать содержаН
азотистых соединений в сырье каталитического крекинга и при необ?
димости снижать его. например, путем гидроочистки. 1
40-
-40 ji
0,1 0,2 0,3 0,4
Содержание азота, % мае.
Рис. 9. Зависимость выхода продуктов каталитического
крекинга от содержания азота в сырье:
1 — бензин; 2 — легкий газойль; 3 — остаток
Сернистые соединения содержатся в вакуумных дистиллятах в коли-
чествах, на порядок и более превышающих содержание соединений азота
(соответственно 1,2—1,8 и 0,13% мае. для фр. 350-500°С западно-си-
бирской нефти; 0,12 и 0,02% мае. — для фр. 350-500°С мангышлакской неф-
ти и 2,8-3,0 и 0,26% мае. для фр. 350-500°С арланской нефти) (табл. 42).
Сернистые соединения вакуумных дистиллятов представлены в основном
динафтотиофенами, бензтиофенами, нафтобензтиофенами и другими
сложными структурамитаофенового ряда, а также сульфидами [58,59,168].
С повышением пределов кипения нефтяных фракций в последних
возрастает концентрация как азотистых, так и сернистых соединений
[152]. Сравнение углеводородного состава вакуумных дистиллятов раз-
личных пефтей России позволяет сделать выводы о различной пригод-
ности дистиллятов этих нефтей к процессу крекинта (табл. 43).
Так, вакуумный дистиллят мангышлакской нефти отличается повы-
шенным содержанием парафиновых углеводородов (47,5% мае.) с пре-
имущественным содержанием углеводородов нормального строения
(30,6% мае.), пониженной концентрацией ароматических углеводородов
(19,0% мае.) и сернистых соединений (2,1% мае.). Содержание нафтено-
вых углеводородов в нем выше, чем в двух других исследованных вакуум-
ных дистиллятах. Этот вакуумный дистиллят яаляется хорошим сырьем
процесса крекинга даже без предварительной гидроочистки.
Вакуумный дистиллят западно-сибирской нефти содержит неболь-
шое количество парафиновых углеводородов, которые на 70% представ-
лены углеводородами изостросния, и характеризуется высоким
Удержанием ароматических углеводородов. В отличие от парафиновых
109
Таблица 42. Содержание серы и азота в вакуумных дистиллятах и остатка*
различных нефтей
Содержание. % мае ~~
Нефть серы общего азота"" основной
Западно-сибирская товарная, фр 350-500'С 1,25 0,13 0,04(6"
Самотлорская, фр. 350-500'С 1,64 0,11 — ,
Усть-балыкская, фр 350-500'С 1,66 0.07
Варьеганская.
фр 350-500'С 0.78 0,12
фр 350-540’С 0,86 0,14
фр. > 500°С 1,33 0,47 — ;;
фр. > 540°С 1,37 0,5
Арланская, фр. 350-500'С 2,98 0,26 0,066
Жанажольская.
фр 350-500'С 0,3 0,05 — Л
фр 350-530’С 0,35 0,08 —
фр. > 500'С 0,75 0,45
фр. > 530'С 0,84 0,48 — л
Судовецкая'
фр 350-500'С 0.27 0,03 — 1
фр 350-540'С 0,31 0,04 — -'i
фр > 500'С 0.64 0,22
фр. > 540'С 0,76 0,22 — ;
Харьягинская.
фр 350-500'С 0,38 0.09 - С
фр 350-540'С 0.39 0,01 — -
фр > 500'С 0,46 0,2 - >!
фр. > 540°С 0,52 0,26 — '0
Мангышлакская, фр 350-500'С 0,12 0.02 —
углеводородов западно-сибирского дистиллята в арланском преобладав
парафины нормального строения (65%). Арланский дистиллят характ^
ризуется также значительным содержанием сернистых соединен^
(21,9% мае.) и ароматических углеводородов (30,3% мае.) и поэтому тр(
бует гидроочистки перед стадией собственно крекинга. л
Вакуумные дистилляты из западно-сибирской нефти, содержат^
36,2% мае. парафиновых и нафтеновых углеводородов, а также около 40
мае. ароматических углеводородов, являющихся потенциальным сырьем ДЗ
образования нафтеновых углеводородов в условиях гидрогенизационнс
переработки, наиболее пригодны для получения всей гаммы моторных toi
лив при крекинге, особенно после предварительной гидроочистки сырьЛ
110
Таблица 43. Состав вакуумных дистиллятов мангышлакской (I),
западно-сибирской (11) и арланской (Hi) нефтей, % мае.
Кончен грат Нефти
1 ll ill
-{^ифйновые углеводороды СчН2„+2 47,5 15.5 17,5
g том числе. и-парафиновые 30,6 4,7 11.3
изопарафиновые 16,9 10,8 6,2
Нафтеновые углеводороды С„Н2„ 28,3 20,7 16,7
В том числе моноииклические 14,3 8,3 8.5
бициклические 6,6 4,7 3.5
трициклические 4,4 3,5 3,0
тетрациклические 2.4 3,2 1 2 0,4
пентаиикличсские 0,5 1,0
гексаииклическис 0,] Следы 0,1
Хроматические углеводороды 19.0 39.8 30.3
В том числе алкилбензолы С„Н2„.^ 3,8 4 3 6.0
инданы, тетралины С„Н2я_8 5,3 11,1 6.0
динафтенбензолы СяН2я.|и 4,3 9,1 7,9
нафталины С„Н2„.|2 1.5 3,0 2,3
дифенилы и аценафтены СчН2я.|4 1.2 3,0 2,3
ацеяаф|илены С„Н2„.|й 0,1 2,0 0,1
фенантрены СяН2я.,8 0,7 4.4 1,2
нафтофенантрены С„Н2„.2П 1,6 1,3 3,3
пирены, флюорантеныСяН2п_22 о.з 1.6 0.7
хризены СлН->*_24 0,2 — 0,5
Сернцс1ые соединения 2,1 12,5 21.9
В том числе алкилтиофены C„H2„.4S 0,3 2.1 4,2
динафютиофены С„Н2я jS 0,1 0.6 1,4
бензтиофены С„Н2„.ц)5 0.1 1,5 3.7
нафюбснзтиофсиы C„H2zl 12S 0,4 1,3 3.7
Динафтобензтиофены C„Hj„.|4S 0,3 2,1
Дибензтиофены C„H2„.!6S 0.1 0,9 1,8
нафтаднбензтиофены: C„H2„.I8S 0,1 0,7 0,7
C„H2„.2(1S — — —
C„H2„.22S o,l 0,3 0,7
<-'«H2n-24S 0,3 2.0 3.3
CnH2n-26S 0,2 1.0 0,8
C/>H2'i-28S 0,1 0,4 0.7
C„H2n.3OS Следы 0,2 0.4
Сульфиды Следы 7 Q 1
Смо^ы 3,1 5,8 4,3
111
Следует иметь в виду, что в типичных условиях гидроочистки (дд
ление 4-5 МПа, температура 350-360°С) достигается глубокое (до 8(
90%) удаление сернистых соединений при умеренной степени превр
шения соединений азота, не превышающей 20-30%, Для более полно
гидрирования азотистых соединений необходимо применение бод
высокого давления (до 8-15 МПа).
Весьма вредное влияние на катализаторы крекинга оказывают тяжел)
металлы (особенно — ванадий и никель). Эти металлы содержа гея в нефв
в виде металлоорганических соединений. Концентрация металлоорган
ческих соединений повышается по мере утяжеления фракций. В вакуумн>
дистиллятах (к. к, 500°С) большинства западно-сибирских нефтей содержг
ние никеля составляет 0,25-0,50 г/т, ванадия — 0,4-0,55 г/т. Для о
дельных нефтей эти значения могут достигать 0,6-1,0 г/т. П)
повышении конца кипения вакуумного дистиллята от 500 до 540‘Ckoi
центрация указанных металлов возрастаете 1,5—2,0раза (рис. 10).
Рис. 10. Зависимость содержания металлов от температуры конца кипени!
вакуумного дистиллята
В процессе крекинга эти металлы откладываются на поверхнос
катализатора, в результате чего его активность и избирательность сн
жаются. Так, никель стимулирует образование кокса и катализирует!
акции дегидрирования с обогащением газа водородом. Избыточй
коксообразование вызывают и другие тяжелые металлы (кобальт, жег
зо идр.) [121, 148|. i
Помимо тяжелых металлов в ряде случаев на промышленных устан<
ках цеолитсодержашие катализаторы загрязняются щелочными метг
лами. Активность цеолитсодержашего катализатора резко уменьшав!
при увеличении отложения натрия на катализаторе [143] (рис. 11).
112
Содержание Na, % мае
Рис. 11. Зависимость активности цеолитсодержащего
катализатора от содержания Na
Комбинированное воздействие на катализатор азота, серы, смолис-
тых компонентов и тяжелых металлов существенно снижает выход целе-
вых продуктов при крекинге, к тому же наличие сернистых соединений
обусловливает повышенное содержание серы в получаемых дистиллятах.
Отсюда очевидна целесообразность подготовки сырья перед каталитичес-
ким крекингом с помощью гидроочистки и других методов (деасфальти-
зация, селективная очистка, адсорбционно-каталитическая очистка и
др.). Эффективность процесса гидроочистки иллюстрируется данными
табл. 44, из которой следует, что подготовка сырья способствует увеличе-
нию выхода бензина на 5-8% мае. при резком снижении содержания в
нем серы (от 0,12 до 0,003% мае.) [139, 149,150]. Существует прямая зави-
симость между содержанием серы в сырье и продуктах крекинга (табл. 45).
Минимальным содержанием серы характеризуются легкие фракции,
максимальным — тяжелые (т. е. тяжелый газойль).
В типовой проект отечественных установок каталитического кре-
кинга вакуумных дистиллятов (Г-43-107, КТ-1) заложены требования к
сырью процесса крекинга по содержанию серы (не более 0,3% мае.) и
коксуемости (не более 0,2% мае.). Соблюдение этих требований за счет
использования предварительной гидроочистки сырья обеспечивает по-
лучение компонента автобензина, содержащего не более 0,05-0,10%
мае. серы, и легкого газойля, содержащего не более 0,5% мае. серы.
При необходимости получения бензина, содержащего до 0,01%
Мас. серы, требуется очистка вакуумного дистиллята до остаточного со-
деРЖания серы порядка 0,1 % мае.
В ряде случаев каталитическому крекингу возможно подвергать
дмстилляты вторичного происхождения — газойли процессов коксова-
Н11я, висбрекинга, термического крекинга. Эти виды сырья характери-
113
536.1
Таблица 44. Влияние предварительной гидроочистки сырья на материальны!
баланс и качество продуктов каталитического крекинга'
Показатель Сырье крекинга *
неочишен- гидроочищенное
при 316"С при 366'С
Степень превращения. % мае.' Выход продуктов на сырье, % мае. 65,2 69,6 72.8 :
н2 0,046 0,047 0.04
сн4 0,39 0.32 0.25 .
с2н6 0,36 0,29 0,23
С2Н4 0,40 0,38 0,36 :
0,84 0,84 0,85
С3Н6 2,54 2,68 2,73
бутаны 0,70 0,79 0,89
бутены 2,50 2,53 2,50 ;
изобутан 3,44 3,79 4,20
дебутанизированный бензин 50,43 55.45 58,62 5
циркулирующий газойль (легкий + тяжелый) 34,82 30,42 27,17 •
Содержание, % мае. 3,54 2.48 2,17 ; 2
серы вбензине 0,12 — 0,003 1
серы в коксе 1.5 — 0.05
SO2 в газах регенерации, % об. 0.1 — 0,003-0,00
* Сырье — смесь t t вакуумного дистиллята н крекпнг-гаэойля с плотностью 0,912 содержанием серы 1,32% мае. к.к 455'С f
зуются наличием повышенных количеств непредельных •
ароматических углеводородов, серы азота. Поэтому их псреработ^
целесообразно осуществлять в смеси с прямогонным сырьем (при ст держании вторичных компонентов не более 25%).
Благоприятным сырьем для крекинга являются дистилляты ги)
хжрекинга, содержащие весьма низкие концентрации серь азота, т
жслых металлов и коксообразуюших компонентов.
7.3.2. Условия осуществления процесса
каталитического крекинга
Температура каталитического крекинга и время контакта сырья
катализатора являются основными факторами, определяющими pi
зультагы крекинга.
Наиболее важным параметром для систем ККФ следует считаз
температуру процесса, с повышением которой при постоянной конвв!
сии сырья выход бензина несколько снижается. Значительно увелич!
Таблица 45. Распределение серы в продуктах крекинга различных видов сырья
на микросферических цеолитсодержащих катализаторах [143] (обозначения:
исх — исходный дистиллят, г/о — гидроочищенный)
Показатель Дистиллят
восточно- техасский кувейтский смеси западно- сибирских нефтей
исх г/о ИСХ г/о исх. г/о
^держание серы в сырье, % мае 1.75 0,21 2.66 0.11 1,61 0.19
Конверсия сырья,% об 77.8 77,8 78,6 80,4 70,5 74,7'
распределение серы
в продуктах. % мае..
H2S 42,9 19,2 46,5 29,0 46,4" 27,8"
легкий бензин (я к —121'0 0,2 0,9 0,3 0,1 3,8" 2,1"
тяжелый бензин (121—221*0 3.3 1.9 3 5 2,2
легкий газойль (221—343’0 28,0 34.6 21,1 36,9
тяжелый газойль (> 343“С) 20,5 34,7 17,3 19.9 12,4" 32,Г’
кокс 5.1 8,7 11,3 11,9 8,1 5,8
Содержание серы
в продуктах, % мае -
легкий бензин (н к —121*0 0,02 0,01 0,04 0,00 0,14 0,01
тяжелый бензин (121—221*0 0,25 0,02 0.54 0,01
тегкий газойль (221—343° С) 2,67 0-53 5,06 0,26 2,44 " 0,41
тяжелый газойль (> 343’0 4,20 1,35 6,86 0.88 1,76" 0,50**
кокс 2,23 0,49 4,42 0.28 1,84 0,18
• Конверсия в % мае.
'• Разделение продуктов газ жирный, бензин (С5—[95’С>, фр 195—35О’С, фр > 350’С
вается выход сухого газа и бутан-бутиленовой фракции, заметно
уменьшается выход кокса и практически неизменным остается выход
циркулирующего газойля (рис. 12). В составе газа резко возрастает со-
держание олефинов С3-С4, метана и водорода, и несколько снижается
выход изобутана и н-бутана. Отношение «зо-С4Н 10:«-С4Н ю уменьшает-
ся по мере роста температуры крекинга [ 143J.
В составе бензина снижается содержание парафиновых углеводо-
родов и повышается содержание олефиновых; концентрация аромати-
ческих углеводородов проходит через максимум, а нафтеновых —
изменяется незначительно. Увеличение в составе бензинов доли олефи-
нов обусловливает рост октановых чисел по исследовательскому методу
(от 81,3 до 92,4); однако октановое число по моторному методу сохраня-
ется практически неизменным.
Повышение температуры реакции преимущественно влияет на ок-
тановое число тяжелых бензинов и в меньшей мере — на октановое чис-
До легких бензинов, что определяется значительным содержанием
115
Рис. 12. Влияние температуры на распределение продуктов
и углеводородный состав бензина крекинга тяжелого вакуумного
газойля на промышленном цеолитсодержащем кактализаторе
в лифт-реакторе опытной установки (конверсия 78% мае.).
Обозначения: Ар — ароматические углеводороды; Нф — нафтены; Ол — олефины;
Пр — парафины; СГ — сухой газ; ЦГ — циркулирующий газойль
олефиновых и ароматических углеводородов в тяжелых бензинах пр
глубоких видах крекинга.
Типичным для промышленных систем крекинга является темпера
турный интервал 450—550°С.
Влияние времени контакта сырья и катализатора сушественц1
зависит от способа этого контакта и типа применяемого катализато
ра. В промышленных системах применяется в основном система ККФ
при которой сырье реагирует с микросферическим катализатором
лифт-реакторе, где взвесь катализатора движется в парах сырья.
В системе ККФ массовая скорость подачи сырья во много p*j
больше, чем для системы с движушимся шариковым катализатором.
На рис. 13 представлено влияние массовой скорости подачи тяже
лого газойля ромашкинской нефти на результаты его крекинга я
аморфном алюмосиликатном и цеолитсодержаших катализаторах. Пр
одинаковом условном времени контакта глубина разложения и выхо
бензина оказываются значительно выше на цеолитсодержащем катали
заторе. Одинаковые выходы бензина достигаются на этом катализатор
при более высокой массовой скорости подачи сырья.
116
Рис. 13. Влияние массовой скорости подачи сырья на результаты крекинга
вакуумного газойля ромашкинской нефти:
1 — глубина превращения; 2 — выход бензина; 3 —выход газе; 4 — выход кокса;
• — цеопитсодержащий катализатор; 6 — аморфный катализатор
Так, по данным Т. X. Мелик-Ахназарова, получению 30% бензина
соответствует массовая скорость подачи сырья, на аморфном катализа-
торе — 1,2 ч'1, а на цеолитсодержащем — более 3 ч'1.
В обшем случае при увеличении массовой скорости подачи сырья
наблюдается снижение выхода газа и кокса во всем диапазоне темпера-
тур, выход же бензина снижается при температурах процесса 460-490°С
и возрастает при 510-590°С.
Из указанного выше следует, что для каждого сочетания вида сырья
и катализатора существует оптимальный температурный режим кре-
кинга, обеспечиваюший равновесие между десорбцией промежуточных
продуктов уплотнения с поверхности катализатора и адсорбцией исход-
ных молекул сырья, быстрое удаление продуктов деструкции и мини-
мальный выход кокса.
Существенное значение имеет также кратность циркуляции катали-
затора, являющегося одновременно теплоносителем, вносящим в зону
Реакции основную часть тепла, необходимого для пагрева сырья до тем-
пературы крекинга и компенсации эндотермического эффекта процесса.
117
В системах каталитического крекинга с циркулирующим микро-
сферическим катализатором на 1 г поступающего в реактор сырья вво-
дится 7-20 т регенерированного катализатора, а на установка*
каталитического крекинга, где применяются крупнозернистые катали-:
заторы (частицы диаметром 3-6 мм), — от 2 до 5-7 т, в зависимости от
конструкции установки. Указанное отношение (7-20 т/т) называют
массовой кратностью циркуляции катализатора. Иногда это соотноше-
ние выражают в объемных единицах, тогда оно называется объемной
кратностью циркуляции катализатора.
7.4. Подготовка сырья
для каталитического крекинга
Известно около 30 процессов подготовки нефтяных остатков и ваку-
умных дистиллятов с использованием или без использования водорода. К
процессам с использованием водорода относятся гидроочистка, различ-
ные виды гидрокрекинга; к процессам без использования водорода —
висбрекинг, коксование, термоконтактный крекинг, деасфальтизация и
селективная очистка с помощью растворителей и др. [149, 150].
Выбор того или иного процесса подготовки сырья к Дальнейшей пе-
реработке зависит от качества сырья, необходимой глубины его очистки
и определяется технике-экономическими показателями.
При переработке вакуумных дистиллятов формулируются требова-
ния по содержанию в них фракций, выкипающих до 350°С (не более 5->
1% об.), т. к. эти фракции не увеличивают выход целевых продуктов при-
крекинге, а лишь претерпевают изменения в своем химическом состав^
[150,1571. На большинстве промышленных установок России перераба-»
тывается сырье с содержанием 10-15% об. указанных фракций.
Для достижения заданного фракционного состава сырья требуется
совершенствование работы атмосферно-вакуумных установок пере-’
гонки мазута, в частности, применение технологии беспаровой nepeq
гонки с вакуумными стриппингами и вакуумным испарителем н^
потоке мазута {157, 166]. При этом необходимо использование эффеК-i
тивных конструкций ректификационных тарелок с низкими перепадав
ми давления или насадок, увеличения кратности орошения,
углубления вакуума (т. е. остаточное давление наверху вакуумной koi
лонны должно составлять 30—65 гПа вместо 55—200 гПа, характерный
для установок АВТ, освоенных в России до 1975 г.). Одновременна
обеспечивается утяжеление вакуумного дистиллята и по концу кипе?
ния 540-560°С вместо достигнутого ранее уровня 480-500°С. )
Имеется зарубежный опыт получения вакуумных дистиллятов
концом кипения до 593°С, а в отдельных случаях — до 600—620’С, что
112
повышает ресурсы сырья крекинга на 23% отн., но требует реконструк-
ции вакуумной установки для достижения остаточного давления 40-
53 гПа и температуры втрансферной линии 399-427“С [157, 165],
Как правило, выход вакуумного дистиллята из западно-сибирских
нефтей с концом кипения 540—560°С, содержащего не более 5—7% об. ди-
зельных фракций, составляет 48—50% мае. от мазута, т. е. около 25% мае. от
сырой нефти. Дальнейшего увеличения количества сырья, поступающего
в процесс крекинга до 55—60% от мазута возможно достигнуть при вовле-
чении в переработку гудрона после его соответствующей подготовки.
К методам подготовки гудронов относятся в первую очередь терми-
ческие процессы (замедленное коксование, висбрекинг, гидровисбре-
кинг и др.), дистиллятные фракции которых могут подвергаться
каталитическому крекингу в смеси с прямогонными дистиллятами.
7.4.1. Гидроочистка вакуумных дистиллятов
Универсальным способом облагораживания сырья каталитическо-
го крекинга является процесс гидроочистки.
Применение гидроочищенных вакуумных дистиллятов позволяет
повыситькачсствои выход светлых продуктов, в основном бензина, а так-
же существенно уменьшить образование кокса и содержание SOX в дымо-
вых газах регенератора, что имеет большое экологическое значение. В
связи с этим на установках каталитического крекинга, производи-
тельность которыхлимитируется количеством выжигаемого кокса, глуби-
на превращения гидроочищенного сырья может быть больше, чем
негидроочишенного. Кроме того, можно увеличить производительность
установки по свежему сырью. На установках, производительность кото-
рыхлимитируется не выжигом кокса, а другими факторами, гидроочистка
сырья приводит к увеличению выработки бензина [128] (рис. 14).
Результаты работы установки каталитического крекинга в значи-
тельной мере зависят от характера сырья, подвергнутого гидроочистке.
Значительно изменяется углеводородный состав гидроочищенного
сырья каталитического крекинга — уменьшается количество полицик-
лических ароматических углеводородов, возрастает содержание моно-
чиклических нафтеновых и ароматических углеводородов, и резко
снижается содержание смол и асфальтенов.
Наибольший эффект достигается при гидрировании сырья с высо-
ким содержанием серы, азота, ароматических углеводородов, коксооб-
разующих компонентов и металлоорганических соединений, например
при гидроочистке высокосернистых газойлей.
В результате гидроочистки сырья с высоким содержанием азот- и
металлоорганических соединений стабильность работы катализатора
крекинга значительно возрастает.
119
а б
Рис. 14. Зависимость выхода кокса (а) и бензина (6)
в процессе каталитического крекинга от степени
превращения сырья различной глубины гидрирования:
1 — исходное сырье; 2,3 — гидроочищенное сырье.
Расход водорода соответственно 62 и 94 нм м3/м3 сырья
Процесс гидроочистки обычно проводят на алюмокобальтмолиб^
деновом или алюмоникельмолибденовом катализаторах. Глубина гид^
рирования серо- и азотсодержащих соединений при переработка
фракций 300-500°С в присутствии алюмоникельмолибденового катат
лизатора выше соответственно на 5-10 и 20-25%, чем в присутствии
алюмокобальтмолибденового. я
В обычных условиях гидроочистки вакуумных дистиллятов запад?
но-сибирской нефти (давление 5 МПа, температура 350-400°С, объем-?
ная скорость подачи сырья — 1,0-2,2 ч’1) среднее уменьшение вредных
компонентов составляет, % мае.: серы — 60-80, азота — 15-25, кокса
(по Конрадсону) — 40—50, тяжелых металлов — 60—70, ароматических
углеводородов — 10—20.
В табл. 46 и 4? приведены данные по алиянию степени гидрой
очистки сырья на результаты каталитического крекинга, полученные на
промышленной установке ККФ [ 167]. Эти данные подтверждают, что.
применение обессеренного сырья не только обеспечивает при крекинге
увеличение выхода бензина и фракции Cj—С4 при снижении выхода-
кокса, но и способствует существенному снижению содержания серы во
всех получаемых продуктах. Это позволяет вырабатывать бензиновый
компонент, не нуждающийся в дальнейшем облагораживании. После-
дующее облагораживание легкого газойля — компонента дизельного,
топлива — существенно облегчается.
120
Таблица 46. Влияние обессеривания на свойства
вакуумного дистиллята — сырья ККФ
Показатель Неочи- шейное сырье Глубина гидрообессеривания
90% 98% 99%
рабочеедавление, МПа — 6.2 6.9 6,9
Свойства сырья. плотность, кг/м3 930.9 913,5 905,3 898,4
содержание серы, % мае. 2.6 0,25 0,06 0,02
содержание азота, ppm 880 500 450 400
коксуемость, % мае 0,4 0,25 0,1 0,1
содержание металлов (V + Ni), ppm 1 < 1
расход водорода, % мае 0 0,51 0,74 0,94
Таблица 47. Влияние гидроочистки сырья
на показатели работы установки ККФ
Показатель Неочи- щенное сырье Глубина гидрообессеривания сырья
90% 98% 99%
Выход, % мае.:
H2S 1 J 0.1 0,0 0,0
с, + с2 3,3 3,5 3,2 2,8
С- + 62л 16,3 17,6 18,7 19,9
бензин 48,3 51.5 52,5 53,5
ле, кий газойль 16.7 15,7 15,0 14.0
тяжелый газойль 9,0 6.6 5,9 5,2
кокс 5.4 5,0 4.7 4,4
Итого 100,0 100,0 100,0 100,0
Конверсия. % об. 74.8 77.7 79,1 80,8
Основные свойства продукта*
04 бензина (ИМ) 93,2 93,0 92,9 92,7
ОЧ бензина (ММ) 80,5 80,8 81,1 81.0
цетановый индекс легкого газойля 25,7 25,7 26,4 26,5
Массовая доля серы в продуктах, ppm
h2s 10066 753 188 94
бензин 3600 225 55 18
лткий газойль 29700 3400 900 300
тяжелый газойль 57800 11000 3000 1100
Кокс 30300 5700 1554 516
SOX, ppm (объемная доля) 2030 410 120 42
7.4.2. Гидрокрекинг вакуумных дистиллятов
Остатки гидрокрекинга (фр. > 360°С) являются качественны»
сырьем для процесса каталитического крекинга {167, 236, 284]. Сочета
ние двух указанных процессов обеспечивает значительное увеличена
выхода малосернистого дизельного топлива по сравнению с варианте^
гидроочистка — каталитический крекинг. Для подготовки сырья кре^
кинга может использоваться как «легкий» гидрокрекинг при давлени»
5,5—7,0 МПа, так и гидрокрекинг высокого давления (порядка 15—1'
МПа), при котором выход фр. > 360°С составляет около 50% мае. н;
сырье (при выходе дизельного топлива порядка 40% мае.) (табл. 48).
Применение гидрокрекинга высокого давления особенно целесо
образно в случае переработки сырья с высоким содержанием серы и азо
та, например дистиллятов от термических процессов переработкз
остатков, т. к. степень удаления нежелательных компонентов в данно»
процессе существенно выше, чем при «легком» гидрокрекинге [167].
Таблица 48. Сравнение показателей «легкого» гидрокрекинга
и гидрокрекинга высокого давления
Показатель «•Легкий» гидрокрекинг Однопроходный гидрокрекинг 1 высокого давления
Рабочее давление, МПа 5,5-6,9 15,8
Расход водорода, м3/м3 65,0-115,7 213,6
Выход дизельного топлива, % об 30,0 42,0
Цетановый индекс дизельного топлива 40 51
Качество сырья ККФ.
плотность, кг/м3 895,6 855,0
сера, ppm 3000 80 "•
азот, ppm 500 10 f
Затраты на реализацию процесса Базовые 1,5 х Базовые ..
В итоге такое сочетание процессов гидрокрекинга (как «легкого
так и при высоком давлении) с процессом ККФ может рассматривали
как наиболее эффективный способ одновременного получения высок*
качественного автобензина и малосернистого дизельного топлива.
7.4.3. Деасфальтизация сырья
с помощью растворителей
Процесс деасфальтизации используют в большинстве случаев Ш
облагораживания остаточных видов сырья (мазуты, гудроны). В р1
зультате получают дистиллят (деасфальтизат) и остаток (асфальти
[149,150].
122
Деасфальтизат может быть использован (непосредственно или после
рщрообессеривания) в качестве сырья установок каталитического крекин-
f3i а также для гидрокрекинга или производства малосернистого котельного
топлива. Типичным углеводородным растворителем является пропан.
С утяжелением углеводородных растворителей их селективность па-
дает, что приводит к растворению значительных количеств высокомоле-
кулярных продуктов (ароматики и смол); при этом выход деасфальтизата
увеличивается, а его качество снижается. Однако во всех случаях при де-
асфальтизапии почти полностью извлекаются асфальтены, а оставшиеся
в деасфальтизате металлы легко удаляются при гидрообессеривании
(трудно удаляемая часть металлов остается в асфальтите).
Разработан ряд процессов деасфальтизации (фирм Керр-Макги,
Думмус, ФИН-БАСФ, ЮОПи), в которых в качестве растворителя наря-
ду с пропаном используются бутаны, пентаны и их смеси. В зависимос-
ти от природы сырья и растворителя, соотношения раствори гель: сырье
и других условий выход и свойства деасфальтизатов могут изменяться в
широких пределах (табл. 49).
Поскольку процесс проводится в жидкой фазе, максимальный вы-
ход деасфальтизата ограничивается возможностью существования ас-
фальтита в жидком состоянии при температуре процесса; причем
температура размшчения последнего возрастает с увеличением выхода
деасфальтизата.
Таблица 49. Результаты деасфальтизации гудрона легкой аравийской нефти
(процесс фирмы Луммус)
Показатель качества деасфальтизации Сы рье Растворитель
Пропан Пропан- Бутан Пентан
Выход деасфальтизата, % мае (% об.) 100 29(32) 46,8(50) 67,3(70) 82,8(85)
Свойства деасфальтизата'
плотность при 20°, кг/м3 1025 928 959 985 998
вязкость при 99°С, сСт 1900 3,5 НО 340 800
коксуемость по Конрадсону, % мае 21,1 1,5 5.0 10,6 14,0
содержание серы, % мае 4,3 2.6 3.0 3,6 3 9
содержание метилов, ррпт
ванадия 70 1.1 2,5 23
никеля 21 0,3 0,7 2,1
железа 49 0.7 1,7 4 9 16
Свойства асфвльтита.
плотность при 20°С, кг/м3 — [047 1089 1116 1175
температура размягчения (КиШ), °C — 71 107 137 199
пенетрания при 25'С — 5 0 0 0
123
Пропановый деасфальтизат характеризуется высоким качество^»
однако выход его низок. С другой стороны, значительные количеств
деасфальтизата, получаемые в результате использования более тяжелы
растворителей и отличающиеся повышенными коксуемостью и содер
жанием металлов и серы, можно применять как сырье каталитической
крекинга (после дополнительной гидроочистки).
В табл. 50 приведены показатели процесса деасфальтизации «Д<
мекс» фирмы ЮОПи.
Таблица 50. Показатели процесса «Демекс», '
реализованного на НПЗ фирмы Чэмллин (США)
Показатель По проекту (гудрон легкой и тяжелой аравий- ской нефти) Фактически '
Свойства сырья
Плотность при 20°С, кг/м’ 1009 993-959
Коксуемость по Конрадсону, % час. 17,1 8-12
Нерастворимые в гептане (асфальтены), % мае 5,0 0,4-3,0 .
Содержание ванадия, ppm 135 5-45
Содержание никеля, ppm 63 2-30
Вязкость при 99'С. сСг 1400 140-380
Свойства деасфальтизата
Выход, % об. 85 88-98 =
Плотность при 20"С, кг/м3 983 967-950
Содержание серы,% мае 2,26 0.6-1,8
Вязкость при 99'С, сСт 660 50-150 '
Коксуемость по Конрадсону, % мае. 12,4 5,5-9,7
Нерастворимые в гептане (асфальтены), % мае 0,05 0-0,027 Л
Содержание ванадия, ppm 34 2-30
Содержание никеля, рргп 18 1,6-5.0 ,
Условия
Растворитель н-Сд/изо-С., 50/50 50/50-75/2Д .
Кратность растворител ь/сырье 5 4-6
Температура, "С 132 138-143
Использование в качестве растворителей углеводородов С4—С5 наряд)
увеличением выхода деасфальтизата снижает кратность раса воритслысыр!
что позволяет уменьшить размеры аппаратов, потребление энергии и, след
вательно, капиталовложения и эксплуатационные расходы.
В качестве сырья каталитического крекинга обычно используют Д
асфальтизат, предварительно подвергнутый гидрообессериванию. Д
124
аСфальтизат можно использовать как сырье крекинга и без
предварительного гидрообессеривания, но в смеси с прямогонным
сырьем. Доля деасфальтизата в сырье зависит от свойств сырья деас-
фальтизации и применяемого растворителя. Так, при деасфальтизации
^дрона легкой аравийской нефти бутаном она может составлять 12,4%,
пентаном — 9,1%.
7.4.4. Селективная очистка сырья
В ряде случаев для улучшения показателей работы установок ката-
литического крекинга прибегают к селективной очистке сырья. В ре-
зультате этого снижается содержание серы и ароматических
компонентов в сырье и удаляются тяжелые металлы, что приводит к уве-
личению выходов и улучшению качества получаемого при крекинге
бензина. Однако при очистке селективными растворителями снижают-
ся ресурсы сырья, так как для каталитического крекинга в качестве
сырья берут только очищенный продукт — рафинат.
Чем глубже очистка, т. е. чем больше полнота удаления вредных со-
единений, тем меньше выход рафината. Ниже приводятся данные о ре-
зультатах очистки вакуумного дистиллята фурфуролом (в сырье
содержалось 1,99% мае. серы, 0,10% мае. азота, 0,00066% мае. ванадия и
0,00003% мае. никеля) [148J:
Выход рафината. % мае 84 76
Степень извлечения, %
серы 36 49
азота 70 80
ванадия 33 66
никеля 33 100
Решение о применении селективной очистки должно приниматься
на основании технико-экономического анализа работы комплекса се-
лективной очистки и каталитического крекинга. В некоторых случаях
можно несколько снизить затраты на селективную очистку, например в
результате использования отработанного растворителя с производства
смазочных масел.
7.4.5. Адсорбционно-каталитическая очистка
остаточного сырья (процесс «АКО») [153,154]
Одним из эффективных процессов, обеспечивающих глубокую
очистку нефтяных остатков от нежелательных примесей является про-
чесе облагораживания сырья на мелкодисперсном контактном матери-
але. При осуществлении процесса «АКО», разработанного под
Руководством Т. X. Мелик-Ахназарова во ВНИИ НП, происходит се-
лективное испарение сырья на твердом мелкозернистом контактном
125
материале, а также его деметаллизация и деасфальтизация. Контактны
материал по своим физическим характеристикам близок к катализатор
крекинга в «кипящем» слое, но должен обладать минимальной катали
тической активностью, низкой удельной поверхностью и повышеннц
сродством к коксу и металлам. По схеме и аппаратурному оформлени,
процесс «АКО» подобен процессу каталитического крекинга.
Твердый мелкозернистый материал циркулирует между реактора
и регенератором. В реакторе при контактировании с твердыми частиц|
ми легкие компоненты сырья испаряются, а смолисто-асфальтовые ве
шества, содержащие металлы, серу и азот, отлагаются на поверхност;
частиц. Некоторая часть высокомолекулярных компонентов сырья пог
вергается крекингу с образованием легких продуктов и кокса. Закокс<
ванные частицы отпариваются в зоне десорбции и транспортируются*
регенератор, где подвергаются окислительной регенерации. ,
В результате очистки мазута происходит удаление тяжелых метаг
лов на 95-98%, серы — на 35-45%, азота — на 50-60%, коксуемое!
снижается на 75—80% мае. Процесс характеризуется низкими выходам
газа и бензина (соответственно 5—6 и 6—8% мае.) и высоким выходом п
зойлевой фракции (порядка 80% мае.), табл. 51. Выход кокса состааля<
125% от коксуемости сырья по Конрадсону.
Таблица 51. Материальный баланс процесса «АКО»
Показатель Режим ,
3
Условия процесса
Тсмперагура. "С Время контактирования, с Кратность циркуляции адсорбснт.сырье, кг/кг 505 0,5 520 0,7 15,1 540 0,4 20,8
Выход продуктов, % мае Г
Газ до С4 Бензиновая фракция, я к -195’С Газойлевая фракция: легкая 195-350’С тяжелая > 350°С Потери Степень конверсии (мз + бензин + кокс) 20.3 57,7 8.2 1.0 21,0 5,3 8,1 21,0 56,9 1,0 21,1 5.0 6,2. 19,1 59,6 , 1.0 < 20,3 .
Типичный режим процесса: массовая скорость подачи сырья — 20 ч,
время контактирования — 0,5 с, температура в реакторе — 520°С.
Тяжелый газойль и широкая газойлевая фракция процесса являК
ся качественным сырьем каталитического крекинга (коксуемость сое
176
ретственно 3,0 и 2,5% мае., остаточное содержание тяжелых металлов —
j 4 и 1,1 г/т). Легкий газойль после гидроочистки может вовлекаться в
товарное дизельное топливо (табл. 52).
Разработанный ВНИИ НП адсорбент позволяет почти полностью
исключить выбросы оксидов серы с газами регенерации: их остаточное
содержание составляет лишь 20 мг/кг.
Таблица 52. Качество продуктов процесса «АКО»
Показатель Продукты «АКО»
и 1 * £ И =: 2 i * 5 * S £ 2 Широкая газойлевая фракция
Плотность при 20°С. кг/м° фракционный состав, °C. тсмиератутура выкипания 50% об температутура выкипания 90% об. к к но 500’С, % (об.) Содержание серы, % мае Коксуемость (по Конрадсону). % мае Вязкость при 100"С, мм2/с Йодное число, г йода/ЮО г Октановое число (ИМ) Групповой углеводородный состав, % об.. парафино-нафтеновые олефиновые ароматические асфальтены Содержание тяжелых металлов (ванадий + никель), г/т 949 264 49 1,96 8 36,1 24,1 58,7 17,8 4.2 90 775 70 140 175 195 0,4 199 88,6 50,5 45,2 873 201 300 338 352 ),7 0,42' 2,57" 49,1 934 340 417 500 90 1,94 36,3 12,1 0,1 932 220 404 500 93 1,87 2,5
’ Данные дня 10%-цОГО остатка
" При 5<ГС
В регенераторе образуются сульфаты металлов, затем сера восста-
навливается в реакторе до сероводорода; его содержание в газах «АКО»
Достигает 5% мае. [155, 156].
По эффективности очистки сырья процесс «АКО» близок к зару-
бежным процессам ART фирмы Энегельгард Корп. (США) и 3D фирмы
Костел (США).
127
Процесс ART проводят на установках типа каталитического крекинга
лифт-реактором и регенератором; дополнительно включен узел очистки од
мовых газов от оксидов серы. В качестве катализатора применяется спещ
ально разработанный микросферический инертный сорбент. Процег
осуществляется при давлении 0,1-0,2 МПа и температуре 450-550°С. <
Процесс ART является комбинацией процесса селективного исщ
рения сырья с процессом его декарбонизации и деметаллизации в псег
доожиженном слое. Сырье испаряется в лифт-реакторе с минимальнс
термической конверсией, позволяющей сохранить водород в жидк(
продуктах. Термически нестабильная смолисто-асфальтовая час
сырья адсорбируется на сорбенте-катализаторе с частичной термичег
кой деструкцией. Сорбент после отпарки в контакторе выжигается <
коксовых отложений и возвращается в контактор. t
Сорбент-катализатор разработан на базе каолина, имеет низку
удельную поверхность (около 15 м2/г) и обладает хорошим сродство^
асфальтенам и металлам.
Время контакта сырья в лифт-реакторе несколько меньше обычно
го, принятого для установок каталитического крекинга. Содержание в
нация и никеля на сорбенте достигает 30000 мг/кг. Отработаннь
сорбент сбрасывается в отвал, однако его можно регенерировать, извл,
кая при этом ванадий и никель.
Степень очистки на установке ART для мазута тяжелой аравийсю
нефти составляет: обессеривание — 30-50%; деазотирование — 31
50%; снижение коксуемости — 65-75%; удаление металлов — до 95%.
Выход целевых фракций, которые можно использовать в качест
сырья ККФ — около 70% мае., а кокса — 10—12% мае. Т
7.4.6. Гидродеметаллизация и обессеривание
остаточного сырья [122]
В мировой практике используется ряд технологий, сочетают
гидродеметаллизацию и обессеривание остаточного сырья с получен
ем либо котельного топлива, либо сырья для последующего каталит;
ческого крекинга и других процессов. Первой стадией являем
гидродеметаллизация, т. к. дсмсталлизированное сырье значителы
глубже подвергается обессериванию. -
ВНИИ НП разработаны катализатор и технология деметаллизацИ
обеспечивающие при условиях, близких к условиям гидрообессерМ
ния, из сырья, содержащего до 700 г/т металлов, получение 94% о1!
шейного продукта с содержанием металлов до 40 г/т.
Показано, что для процесса с трехфазным «кипяшим» слоем эког
мически целесообразно применять предварительную деметаллизаШ
при переработке сырья с содержанием металлов свыше 300 г/т (табл. 5-
128
Таблица 53. Основные показатели гидрообессеривания мазута и гудрона
(товарная смесь западно-сибирских нефтей)
Показатель Мазут (!) стационарный слои Гудрон (11). «кипяший» слой
Сырье
•рдогностьпри 20"С, kt/mj 947 1002
Содержание.
серы. % мае 2,2 2,65
азо га, % мае. 0,24 0.45
ванадия, г/т 68 114
никеля, г/т 26 57
Коксуемость, % 5.4 17,2
Материальный баланс, % мае.
Взято-
сырье 100,00 100.00
водород 1.00 1,29
Погучено
сероводород 1,87 2,12
аммиак 0.08 0.41
। азы С,-С4 1,85 2,95
фр. и к-!60"С 2,00 6,17
фр. 160-350'С 28,40 28,17
фр. 350-570'С 59,00 15,20
ооаюк > 570“С 7,80 46,27
И г о I о 101,00 101,29
Качество продуктов
Фракция, “С 160-350 350-570 > 570 160-350 350-570 >570
плотность 868 902 - 853 929 953
при 20°С, кг/м3
коксуемость, % — 0,35 21,5 0,27 12,6
содержание
серы, % 0,09 0,3 0,48 0,092 0,43 0,48-0,85
азота.% — 0.11 _ _ _
ванадия, г/т — <0.5 5,0 - 0,1 17.0-24,0
никеля, г/т — < 0,2 2,0 - 0,2 12,0-17.2
Комбинирование каталитической деметаллизации с гидрообессерива-
нием позволяет из тяжелых остатков получить малосернистые продукты
пРи относительно высоких технике-экономических показателях процесса.
БашНИИ НП разработан комплекс процессов гидрообессеривания
нефтяных остатков (ГДО), состоящий из деасфальтизации гудрона бензи-
Ном (процесс Добен) или бутаном и гидрообессеривания деасфальтизатов в
стационарном слое специального широкопористого катализатора (рис. 15).
9 ~ 5363
129
Рис. 15. Принципиальная схема блока деасфальтизации
гудрона бензином (процесс Добен):
1 — подогреватель гудрона; 2 — приемники; 3 — печи; 4 — экстрактор; 5 — сепаратен
высокого давления; 6 — отпарная колонна; 7 — сепаратор низкого давления; 8 — узе.
регенерации растворителя из раствора асфальтита; 9 — насос горячего концентрата
асфальтенов; 10 — барабанный охладитель. Потоки: I — гудрон; [I — растворитель;
III — теплоноситель; IV — пар; V — конденсат: VI — деасфальтиэат;
VII — концентрат асфальтенов
Процесс деасфальтизации углеводородными растворителями o6t
печивает получение остаточного продукта, практически не содержаще
асфальтенов со всеми сопутствующими им металлами. Деасфальтизата
растеризуется значительно меньшим содержанием металлов, существе
но понижена коксуемость относительно исходного гудрона. Прош
обладает большой гибкостью в отношении перерабатываемого сырья
качества получаемого деасфальтизата. Основные характеристики исхс
ных гудронов и получаемых ДАО, и ДАОц двух типичных видов нефт
даны в табл. 54 и 55. Получаемый ДАО подвергается гидрообессеривант
под давлением 10,0-14,7 МПа в стационарном слое катализатора.
Данные по материальному балансу гидрообессеривания деасфал
тированных гудронов представлены в табл. 56.
При переработке гудрона арланской нефти получается 70—85% ДА<
Длительность непрерывной работы катализатора при гидрообессеривай
ДДО[ составляет 5—8 тыс. ч. Содержание серы в гидрогенизате — 0,7—1,0
При переработке гудрона товарной смеси западно-сибирских не
тей получается 65-90% ДАОр Длительность непрерывной работы Ktf
лизатора при гидрообессеривании ДАО( составляет 8—10 тыс.
Содержание серы в гидрогенизате — 0,5—0,8%. i
Комбинирование гидрообессеривания с предварительной де*
фальтизаиией дает широкие возможности по выбору условий пере}
130
Таблица 54. Показатели деасфальтизации 47%-ного гудрона арланской нефти
Показатель Гудрон ДАО,, ДАО,
-растворитель — Бутан Пентан
Вь1Х°Д- % мае. 100 70 85
ПЛОТНОСТЬ, кг/м3 1,012 965 982
Коксуемость, % 17,2 8,0 10,2
Содержание'
серы, % мае. 4,2 3,8 4,0
металлов, г/т:
ванадия 310 35 160
никеля 150 20 60
Таблица 55. Показатели деасфальтизации 22%-ного гудрона
товарной смеси западно-сибирских нефтей
Показатель Гудрон ДАОп ДАО[
Растворитель — Бутан Пентан
Выход. % мае 100 65 90
Плотность при 20*С, кг/М3 993 974 978
Коксуемость, % 13,0 8,4 Ю,0
Содержание
серы, % мае. 2.8 — —
металлов, г/т:
ванадия 140 25 80
никеля 55 20 29
Концентрат асфвльтенов
Плотность при 20°С, кг/м3 — 1064,0 1084.0
Температура рамягчения по КиШ, °C — 90 164
Содержание асфальтенов. % — 25 66
ботки, в частности в направлении снижения давления при
гидрообессеривании до 7-10 МПа с сохранением высоких технико-эко-
номических показателей переработки.
Большая роль в успешной реализации такого рода схем принадле-
жит выбору варианта использования концентрата асфальтенов.
Наиболее простым и массовым применением концентрата ас-
фальтенов является смешение с более легкими продуктами и использо-
вание в качестве топлив для энергетических установок. Однако этот
вариант снижает уровень глубины переработки остатков и мало интере-
сен с точки зрения экономики.
Концентрат асфальтенов может быть успешно использован в про-
изводстве дорожных битумов компаундированием его с соответству-
ющими разжижителями.
131
Таблица 56. Материальный баланс гидрообессеривания
деасфальтированных гудронов
Показатель ДАОип сиб
Взято, % мае -
ДАО 100,0 100,0
водород 1,2
Итого 101,2 101,0 ~
Получено, % мае..
газ С|-С3 1,7 1.2
газ С. 0,6 0,5
аммиак 0,1 0,1
сероводород 3.1 1,8
фр- С5-200"С 4,8 2.8
фр > 200°С 90,9 94,6
Итого 101,2 101,0
7.5. Опыт промышленного освоения установок
каталитического крекинга
7.5.1. Каталитический крекинг дистиллятного сырья
Прогресс в развитии технологии процесса каталитического кре
кинга вакуумных дистиллятов и совершенствования катализаторе
привел к резкому улучшению показателей этого процесса, в первую оче
редь — к повышению выхода целевого продукта — компонента автобен
зина [132, 143, 149, 150].
Изданных, представленных на рис. 16, следует, что к началу 80-х годо
выход компонента автобензина (с к.к. 22ГС) на промышленных установка
ККФ в США достиг более 77% об. на сырье (против 40% об. — на перво!
этапе развития указанного процесса). i
Этому способствовало применение таких технических решени^
как освоение схемы с лифт-реактором, применение гидроочисткт
сырья, рециркуляция газойлевых фракций (вт. ч. их гидроочистка), ис-
пользование высокоэффективных цеолитсодержаших катализаторов. >
Эффективность модернизации установок крекинга и перевода и!
на более активные катализаторы можно видеть из следующего сравне
ния удельной загрузки катализатора (кг/м3 сырья) для установки КК<
мощностью 4770 м3/сут:
• ранние модели с «кипящим» слоем — 114-143;
• установка ЮОПи (1960) — 22,8—28,6;
современная установка ЮОПи с дожитом СО в регенератор
[150] - 8,0-10,0. v
132
Рис. 16. Последовательное влияние различных усовершенствований процесса
каталитического крекинга на выход бензина (фр. CS-221°C):
1 — аморфный катализатор; 2 — цеолитсодержащий катализатор первых выпусков; 3 —
цеолитсодержащий катализатор выпуска 70-х годов; 4 — лифт-реактор; S — гидроочистка
сырья (36 нм3 HjJm3 сырья); 6 — то же (82 ям3 Нг/м3 сырья); 7 — гидроочистка
циркулирующего газойля. (Сырье: плотность 0,9123 г/см3, температура выкипания 50% —
414°С, содержание серы — 0,78%, азота —0.19%, выход кокса при крекинге — 6% мае.)
Дальнейшее совершенствование этого процесса связано с разра-
боткой «миллисекундного» каталитического крекинга (МСКК), с раз-
витием методов переработки остаточных видов сырья, а также
применением способов, обеспечивающих минимальное загрязнение
окружающей среды при эксплуатации промышленных установок.
Наибольшее распространение в схемах зарубежных НПЗ получили
системы ККФ с микросферическим цеолитсодержашим катализа-
тором, а на российских НПЗ — аналогичные им установки третьего по-
коления типа Г-43-107 и КТ-1.
В России эти установки используют гидроочистку исходного ваку-
умного газойля.
На НПЗ США лишь около 30% мощностей крекинга эксплуатиру-
ются с предварительной гидроочисткой сырья.
К концу 1990-х годов в мире эксплуатировалась 361 промышленная
установка каталитического крекинга, в юм числе 332 установки ККФ,
использующих микросферически й катализатор, и 29 установок — с дви-
жущимся слоем гранулированного катализатора [170, 171, (72/ —
табл. 57. Их суммарная производительность по сырью составляла око-
j1o 670 млн тв год (740,6 млн м3 в год). Единичные мощности установок
каталитического крекинга изменяются в широких пределах: от не-
больших — около 0,1 млн т в год сырья (фирмы Монтана, США, или
Эпигон, Китай) до гигантских — производительностью 9,5—9,8 млн т в
Г°Д (фирмы Амоко и Эксон, США).
133
Таблица 57. Объемы каталитического крекинга а странах с развитой
нефтеперерабатывающей промышленностью
Страна Число действующих установок Объем переработки, барр /сут Доля крекинга'5' от мощности первичной переработки,
сырья на установках крекинга сырой нефти
Австралия 219 900 771 250 зо.о •;
Аргенти на 5 181 876 664 980 28,3
Бельгия 2 110900 629 750 18,5
Бразилия 11 333 604 ) 256 060 27,9
Канала 15 386 900 1 851 810 22,0
Китай 30 855 000 2 867 000 31,4
Колумбия 2 90 000 248 850 38'1
Чили 2 45 757 192 290 25,0 4
Страны СНГ 33 603 401 9 059 975 7'° J
Хорватия 2 32 000 294 275 11,4 м
Финляндия 2 45 200 200 000 23,8 :
Франция 12 356 060 1 785 580 21.0 ?
Германия 9 275 750 2 108 300 13,8
Греция 2 66 400 395 500 17,7 \
Индия 138 205 1086 371 13,4
Израиль 2 49 500 220 000 23,7 !
Италия 72 298 400 2261 818 13 9 I
Южная Корея 2 108 000 2211250 5.2 $
Япония 26 758 450 4 989 020 16,0
Мексика 343 000 1 520 000 23,8
Нидерланды 2 137 400 1 186500 12-2
Нигерия 82 700 433 250 20,1
Перу 2 23 300 182 250 13,5
Филиппины 2 26 000 323 050 8,5 <
Польша 2 46 000 352 000 13,8
Румыния Я 108 192 558 770 20,4 ;
Саудовская Аравия 2 ЮЗ 600 1 655 700 6 6
Сингапур 2 59 600 1 157 000 5,4
Южная Африка 83000 414 150 22,1 3
Испания 6 178 100 1 295 650 14,5
Таиланд з 71 500 58 250 13,5
Турция 2 37 740 683 095 5,8 ,1
Англия 9 484 550 1941205 26,3 <:
США 107 5180 131 15 432 595 35,3 т
Венесуэла 4 234 900 1 177 000 21.0 с
Всего в мире 361 12 761906 76 066 302 17,7 2
(баррель ’0,(59ч!
134
На зарубежных НПЗ используется множество различных модифи-
каций этого процесса, разработанных в основном ведущими компания-
„„ США || 75).
Схемы различных разновидностей крекинга широко освещены в
пцтературе [132, 135, 149, 150]. Общим для большинства схем является
применение лифт-реактора с использованием цеолитсодержашего ка-
та_чизатора. Для дожита СО в газах регенерации в катализатор, как пра-
вило. вводится промотор дожита СО.
В 80-е годы в сырье начали вводить мазут, а в некоторых случаях
проводили крекинг только мазута. Для этого конструктивно был изме-
нен ввод сырья при его контакте с катализатором, усовершенствованы
циклоны реактора, в регенераторе появилась секция охлаждения ката-
лизатора, в сырье или в катализатор добавили пассиватор тяжелых ме-
таллов для снижения их отравляющего действия. Для уменьшения
выхода оксидов серы в газах регенерации в катализатор вводили добав-
ки, связывающие серу при выжиге кокса и переводящие ее в сероводо-
род. В настоящее время продолжается процесс совершенствования
реактора и регенератора, упрощения конструкции реакторно-регенера-
торного блока, создания наиболее эффективных способов контактиро-
вания сырья и катализатора.
Одним из лидеров в разработке систем каталитического крекинга
является компания ЮОПи, по технологии которой сооружено более 210
промышленных установок (из них 140 находятся в эксплуатации, в том
числе 25 установок перерабатывают остаточные виды сырья). На 70
действующих установках используются новейшие достижения: совре-
менные устройства распределения сырья, оконечные устройства лифт-
реактора, холодильники катализатора. За периоде 1990 г. по технологии
ЮОПи сданы в эксплуатацию 15 новых установок ККФ, среди них уста-
новки крекинга высокой единичной мощности: при переработке дис-
тиллятного сырья -4,4 млн т/год (НПЗ в США), при переработке
остаточного сырья ~4,0 млн т/год (НПЗ в Индонезии).
На рис. 17 представлен реакторно-регенераторный блок установки
каталитического крекинга по технологии ЮОПи.
Основная реакция протекает в реакторе лифтного типа (райзере), за-
канчивается процесс в реакторе, после чего газопродуктовая смесь поступа-
ет на фракционирование, а закоксованный катализатор — в регенератор.
Температура в реакторе 510-540°С, температура в регенераторе 650-700°С.
В 1991 г. фирма ЮОПи совместно с компанией БАРКО предложила
Энологию каталитического крекинга тяжелых дистиллятов с коротким
временем контакта, т. н. «миллисекундный крекинг» (МСКК) [172, 307].
Существо процесса МСКК заключается в значительном сокраще-
нии времени контакта сырья и катализатора (до 0,1 с вместо характер-
135
Рис. 17. Реакторно-регенераторный блок установки ККФ по лицензии фирмы ЮОП
1 — лифт-реактор; 2 — сырьевой распылитель; 3 — регенератор
ных для ККФ — 4-20 с), что стимулирует протекание первичнь
реакций крекинга (деструкция исходных углеводородов); при этом Н(
завершенными остаются вторичные реакции: дальнейшая деструкцй
образовавшихся углеводородов бензинового ряда в газообразные пре
дукты, а также диспропорционирование водорода. ;
В результате возрастает выход бензинового дистиллята и умении;
ется выход газообразных продуктов (табл. 58). При этом увеличиваете
содержание олефиновых углеводородов в образующихся продуктах, ч;
улучшает качество последних (повышение октанового числа бензина)
достигается большее содержание ценных олефинов во фр. С3—С4. i
Реакции закоксовывания катализатора не успевают пройти достаток
глубоко, что позволяет поддерживать высокую активность катализатора. ’
Схема контактирования сырья и катализатора в процессе МСК
существенно отличается от систем с лифт-реактором. Сырье вводив
перпендикулярно движущемуся вниз потоку катализатора (рис. U
Продукты реакции и катализатор перемещаются горизонтально чер
реакционную зону, где происходит разделение катализатора и паров-'
136
Таблица 58. Сравнительные показатели работы установок
каталитического крекинга ККФ и МСКК
Показатель Режим работы
ККФ МСКК
Качество сырья
Газойль. % об 80,2 80.5
Деасфальтизат, % об. 19,8 19.5
Плотность, кг/м5 916 913
Сера, % мае 1,15 0.90
Коксхемость, % мае. 1,2 1,2
Выход продуктов крекинга
Фр.С|-С2,%об 7.4 3.6
Фр. С-,-С4, % об. 21.5 20.4
Бензин (фр С$-22ГС), % об. 50,4 57,0
Легкий каталитический газойль 21,5 20,6
(фр 221-360‘С), % об
Тяжелый остаток (> 360’С), % об 9 1 9.0
Кокс, % мае. 5,8 5,5
Рис. 18. Схема реактора МСКК
Сочетание факторов быстрого разделения катализатора и паров с
Небольшим объемом реакционной зоны обеспечивает сокрашение не-
желательных вторичных реакций.
Сооружение системы МСКК примерно на 20-30% дешевле, чем
известных систем ККФ ввиду небольших размеров реактора МСКК и
Простоты его футеровки и размещения на площадке.
137
Весьма распространены также установки, построенные по лицен-
зии фирмы Келлог [132, 149, 150, 173, 174, 175]. На рис. 19 представлен
реакторно-регенераторный блок процесса каталитического крекинг?
фирмы Келлог. Установка позволяет перерабатывать вакуумные газойли
и мазуты в высококачественные продукты, используя эффективный и
гибкий процесс каталитического крекинга — ортофлоу. Реакторно-ре-
генераторный блок представляет собой комбинацию ортофлоу фирмй
Келлог с модернизациями компании Мобил.
Рис. 19. Реакторно-регенераторный блок установки каталитического
крекинга по лицензии фирмы Келлог.
1 — боковой отвод; 2 — расширительная муфта; 3 — вертикальный лифт-реактор; 4 —
отвод с правым поворотом; 5 — система замкнутых циклонов; 6 — двухступенчатый
десорбер; 7 — регенератор; 8 — внешний коллектор дымовых газов; 9.10—клапаны; 11*
охладитель катализатора в плотной фазе
Регенерированный катализатор через подводящий трубопровод
смешивается с сырьем, которое поступает через распылитель сырья ,
В лифт-реакторе 3 осуществляются реакции каталитического крекинг
Газопродуктовая смесь проходит через правосторонний соединительны]
трубопровод 4 и систему замкнутых циклонов 5, а затем поступает в Ре1
1
тификационную колонну на разделение. О г закоксованного катализатора
в двухступенчатом десорбере 6 отделяют дополнительное количество
-клдких нефтепродуктов, после чего катализатор регенерируют в регене-
раторе 7. Газы регенерации отделяются в циклонах от катализаторной
П1)[ди и через внешнюю камеру 8 выходят в атмосферу. Подача свежего ка-
тализатора осуществляется через клапаны 9 и 10. В случае оптимизации
температуры регенератора при работе на тяжелом сырье применяется ох-
ладитель катализатора в плотной фазе 11.
Основные отличия технологии каталитического крекинга фирмы
Келлог состоят в следующем:
1. При конструировании реакторно-регенераторного блока ис-
пользована система ортофлоу.
2. Как и у других фирм, имеется своя оригинальная, запатентован-
ная система впрыска исходного сырья, которая обеспечивает повыше-
ние выхода жидких фракций и легких олефинов.
3. Разработаны замкнутые циклоны, снижающие нежелательный
термический крекинг после прохода через стаканы, что позволяет по-
высить жесткость технологического режима или увеличить производи-
тельность, снижая при этом выход тяжелых фракций и увеличивая
производство легких олефинов.
4. Разработано устройство равномерного распределения в регенераторе
отработанного катализатора, которое улучшает контактирование и уменьшает
объем дожигаемых продуктов, снижая тем самым выбросы в атмосферу.
5. Разработаны оригинальные охладители катализатора, что позво-
ляет повысить скорость химических реакций и производительность
оборудования при подаче в качестве сырья тяжелых остатков.
В России процесс каталитического крекинга получил меньшее раз-
витие, чем в США и Западной Европе [86]. Всего на отечественных НПЗ
в настоящее время находятся в работе 22 установки каталитического
крекинга различных систем трех поколений, построенных по оте-
чественным проектам, в том числе:
• 12 установок первого поколения (термофор) типа 43-102 (с цир-
куляцией шарикового алюмосиликатного катализатора), построенных в
1950-1964 гг. Их общая мощность — 4 млн т/г сырья;
• 6 установок второго поколения типа 1А/1М, ГК-3, 43-103 (с «ки-
пящим» слоем микросферического, цеолитсодержашего катализатора),
построенных в 1963-1969 гг.,
• 4 установки третьего поколения (с лифт-реактором): 3 установки
типа Г-43-107, построенных в 1983 г. на Московском НПЗ; в 1988 г. — на
*Р°зненском НПЗ и в 1995 г. — на Уфимском НПЗ; а также одна установка
КТ-), построенная в 1994 г. на Омском НПЗ. Общая мощность установок
дорого и третьего поколений — 12 млн т/г сырья.
139
В эти же годы в странах СНГ и Литве введено в эксплуатацию 7 ус
тановок каталитического крекинга (три — второго поколения, четыре •,
третьего поколения). j
Все установки третьего поколения базируются на технологии, пре
дусматриваюшей проведение крекинга в лифт-реакторе на пеолитсодер
жашем катализаторе и использование предварительной гидроочистка
исходного вакуумного дистиллята. j
Применение предварительной гидроочистки сырья позволяв
исключить доочистку товарных автобензинов от сернистых сосдине
ний, повысить выход бензиновых фракций на 4—7% мае., снизить вь)
бросы сернистых газов в атмосферу.
Находящиеся в эксплуатации установки каталитического крекинга пер
вого поколения (типа 43-102) и второго поколения (типа 1А/1М и ГК-3), н
которых перерабатывается около 60% всего сырья, значительно уступаютщ
своим технико-экономическим показателям более прогрессивным уста
новкам третьего поколения (типа Г-43-107 и КТ-1), и тем более — зарубеж
ным. Так, средний выход целевого продукта-бензина на установка
системы 43-102 составляет всего 25-26%, 1А/1М — 34-37,5% (до ре
конструкции), ГК-3 (после реконструкции) и Г-43-107 — 48-51% мае. 4
Среднее октановое число бензина по моторному методу составляв
76,0-76,5 (уст. 43-102), 79-80 (уст. 1А/1М) и 80-81 (уст. Г-43-107). НиТ
кие технологические показатели установок первого и второго поколе
ний объясняются их устаревшей конструкцией, а также недостатка^
работы реакгорно-регенерагорного блока. '
С целью углубления переработки нефти и повышения выхода и кй
чества бензина ВНИИ НП разработан и осуществлен комплекс меропрй
ятий для установок 1А/1М, ГК-3 и 43-103: изменение системы подач
сырья, осуществление крекинга в выносном лифт-реакторе, двухст
дийная регенерация катализатора в высокоскоростном «кипящем» слое,
При осуществлении перечисленных мероприятий на установках кап
литического крекинга с мелкодисперсным катализатором выход бензиь
возрастает до 48—51% мае., октановое число увеличивается до 81,0—81,5г
моторному методу, сокращается объем производства легкого газойля.
В табл. 59 представлена динамика изменения показателей пронес
каталитического крекинга на отечественных Н ПЗ, из которой следуе
что за последние двадцать лет принципиально изменились практичен
все основные показатели этого процесса: возросли производительное
по сырью и его конверсия, выход бензина и октановое число, уменыД
лись масса катализатора в реакционной зоне, время контакта катализ
тора с сырьем и содержание остаточного кокса на катализаторе. Все э
обусловило повышение технико-экономических показателей пропер
каталитического крекинга на Н ПЗ России. ‘
140
Таблица 59. Динамика изменения показателей процесса каталитического
крекинга с применением цеолитсодержащего катализатора при
совершенствовании катализатора и системы установок
Показатель Тип установки
ГК-3 и 1A/IM Г-43-107 и КТ-1 Перспектив- ная установка
форма катализатора Микросферический
Сырье содержание фр. до 350°С, % мае 12 Не более 7
содержание серы, % мае 1.95 0,42 0,20
ТИп реактора С «кипяшм Лифт-рсакгор Лифт-
слоем» + форсир реактор
Производительность ио сырью, г/ч 100 260 260
Кратность циркуляции катализатора, т/т 5,8 6.2 7.2
Масса катализатора в реакторно- 450-500 300-350 250-300
регенераторной зоне, т Время контакта ка(ализатора с сырьем, с 220 3 5 До 2.5
Содержание остаточного кокса на 0,22 0,10 0,05
регенерированном катализаторе. % мае. Выход бензина от сырья, % мае. 37' 48-51 Не менее 54
Конверсия сырья (бензин + газ + кокс), % мае. 54 63-66 Не менее 70
Окгановос число бензина, ММ/ИМ 80/91 81/92 82/93,5
Удельный расход катализатора, кг/т сырья 0,6 0,5 0,3
После реконструкции— по 48-51%
Разработан концептуальный проект перспективной установки ка-
талитического крекинга, обеспечивающей дальнейшее улучшение ос-
новных показателей этого процесса.
По сравнению с системой Г-43-107 и КТ-1 предлагаемая
технология позволяет увеличить выход бензина на 3-4% мае., выход
олефиновых газов — на 1-2% мае. при увеличении октанового числа
бензина на 1 пункт (ММ) и на 2 пункта (ИМ) (содержание серы в
бензине 0,02% мае.).
Опыт освоения и эксплуатации отечественных установок третьего
поколения свидетельствует о высоком уровне исследовательских (Гроз-
НИИиВНИИНП) и проектных (Грозгипронефтехим) работ, положен-
ных в основу разработанного процесса [159-165]. Типичным является
опыт АО «Уфимский НПЗ» (установка Г-43-107М/1), освоившего этот
Процесс в 1995 году.
В проект внесены изменения специалистами Французского институ-
нефти (ФИН) и фирмы Текнип. Проектный реактор с вводом сырья
в низ стояка и разделением продуктов и катализатора в «кипящем» слое
вменен лифт-реактором с вводом сырья через распределительные фор-
141
сунки. расположенные по высоте
реактора. Лифт-реактор заканчи-
вается баллистическим сепарато-
ром, направляющим закоксован-
ный катализатор в отпарную зону.
Продукты крекинга выводятся из
реактора через одноступенчатые
циклоны (конструкции Дженерал
Электрик (рис. 20).
Целью реконструкции явля-
лось увеличение выхода и улучше-
ние качества целевых продуктов
крекинга при переработке гидро-
очищенного вакуумного дистилля-
та, а также обеспечение возмож-
ности вовлечения в сырье остатков.
На установке использован
микросферический катализатор
крекинга ДА-250 фирмы Грейс
(США), полученный на основе
прокаленного цеолита с высокой
степенью замещения редкозе-
мельными элементами.
В качестве сырья использо-
вался гидроочищенный вакуум-
ный дистиллят, содержащий неко-
торое количество неочищенного
сырья, в результате содержание
серы в этой смеси составляло 0,35—
0,70% мае. (вместо 0,3% мае. по
проекту). Последнее приводило к
повышенному содержанию серы в
получаемых продуктах. Из-за не-
догрузки установки сырьем (соот-
ветственно загрузка 50% — вариант
I и 80% — вариант 11) процесс кре-
кинга осуществлялся при достиже-
нии заданного выхода бензинового
дистиллята порядка 48-50% мае.,
но при октановом числе последне-
го на 2-3 пункта по ИМ ниже, чем
по Проекту (табл. 60-62).
142
Таблица 60. Качество продуктов каталитического крекинга
(установка Г-43-107М/1 Уфимского НПЗ)
Показатель Проект Вариант! Вариант 2
Гндроочишснныи вакуумный дистиллят
Плотность при 20 С, кг/м3 900 880-890 882
Температура, ’С —
начала кипения 327 230-300 212
копна кипения 490 490-495 524
Содержание серы, % мае. 0,3 0,35-0,7 0.4
Кокс)смость. % мае 0,2 0.1 0.14
Стабильная бензиновая фракция
Пю|Ность при 20“С. м/м-5 742 722-735 731
Содержание серы, % мае 0,012 0.02-0.06 0,05
Октановое число.
ММ 80.1 80.1-81,4 81.0
ИМ 93,2 90.0-91,0 89.7
Легкий газойль
Плотность при 20'С. кг/w* 918 905-960 922
Содержание серы. % мае. 0,28 0.40-0,75 0.35
Тяжелый |азойль
Плотность при 20“С. кг/М'’ 998 1010-1050 1010
Температура начала кипения, ‘С — 180-240 176
Содержание серы, % мае 0,56 — 0,83
Большое значение для обеспечения требуемых показателей процес-
са крекинга имеет степень гидроочистки вакуумного дистиллята. Так,
даже при конце кипения последнего 530—540°С может быть достигнуто
содержание серы в гидрогенизате 0,26-0,29% мае. |159]. Как свиде-
тельствует опыт эксплуатации секции гидроочистки установки КТ-1/1
на НПЗ «Нафта- (г. Мажейкяй, Литва), температура гидроочистки при
этом нс должна быть ниже 360°С и давление — менее 4,2 МПа (табл. 63).
В этом случае получаемые в процессе гидроочистки дизельный и
бензиновый дистилляты могут использоваться по своему прямому на-
значению: дизельный дистиллят как компонент товарного топлива,
°ензиновый дистиллят — как компонент сырья процесса каталитичес-
кого риформинга (табл. 64).
7-5.2. Особенности каталитического крекинге
остаточного сырья
Современные технологии крекинга позволяют непосредственно
ПеРерабатывать нефтяные остатки в светлые нефтепродукты. Однако
143
Таблица 61. Режим процесса каталитического крекинга (установка Г-43-107М/1 Уфимского НПЗ)
Показатель Проект Вариант 1 Вариант!
Реактор
Расход сырья.
т/ч 258 100-150 209 t
Ьр/ч 359 140-210 300
Температура, °C:
в верхней части прямоточного реактора 525 495-505 515
в десорбере — 485-500 518 '
нагрева сырья 290 250-290 380
Давление. МПа Подача водяного пара, кг/ч 0,125 0,085-0,105 0.12
в форсунки прямоточного реактора 7350 9450 8000 1
вдесорбер 8396 10000 7500 -
Содержание кокса на отработанном 0,65 0.5-0.8 0.65
катализаторе, % мае. Количество циркулируюшего катализатора, т/ч 2000 920-970 1360 .
Кратность циркуляции катализатора, т/т 7,7 7,0-7,7 6.5
Регенератор 1
Расход воздуха, тыс. м-уч Температура. “С 146 95-105 106 •'
в псевдоожиженном слое 668 645-655 652 "
в верхней части аппарата 678 650-665 66|
Давление. МПа 0,14 0,105-0,127 0.137 ,
Содержание кислорода вдымовых газах, % об. 1,8-2 4-7 4 6
Содержание кокса на регенерированном катализаторе, % мае. 0.05-0,1 0.05-0,1 0 03
Таблица 62. Материальный баланс процесса каталитического крекинга
(установка Г-43-107М/1 Уфимского НПЗ)
Сырье и продукты крекинга Проект Вариант 1 Вариант2
Взято, % мае..
|ИДроочишенный вакуумный дистиллят 100 100 1О0 ..s
Получено, % мае
топливный газ 3,35 7.5 54 3
пропан-пропиленовая фракция 5,95 2,9 4,4
буган-бугиленовая фракция 11,05 6.3
бензиновая фракция 48,00 47,5
легкий газойль 17,05 24,8 20.8 *
тяжелый газойль 10,00 5,9 4.5
кокс (сжигаемый) 4,60 4,1 4.4 ;
потери — 1,0 1.0 ’
144
Таблица 63. Условия гидроочистки вакуумного дистиллята
на установке КТ'1/1 (секция 100)
"" Показатель По проекту Фактически
•Объёмная скорость подачи сырья, ч’1 1 1
Соотношение водородсодержащего газа 500 485
и сырья, нм3/м3
Давление, МПа.
на приеме компрессоров 3,8 3,5
на входе в реакторы 5,0 4,2
перепад давления по высоте реактора до 0,5 До 0,25
Температура процесса, "С 380-400 360-380
Катализатор — ГП-534
Таблица 64. Качество исходного вакуумного дистиллята и продуктов,
полученных при его гидроочистке на установке КТ-1/1
Показатель Исходный вакуумный ДИС1ИЛЛЯТ Гидрогенмзат (фр. 500—к к) Компонент дизельного топлива Бензиновая фракция
Плотность при 20'С. кг/М’’ 907 892-896 864-872 744-757
Содержание серы, % 1,64 0,26-0,29 0,11-0.16 0,03-0,07
Содержание азота. % 0,12 0,09-0,10 — —
Коксуемость, % 0,15 0,05-0,07 — —
Фракционным состав, ’С 328 319-329 218-222 58-66
10% об. 370 376-383 250-268 94-100
50% об 429 438-440 296-308 112-126
90% об 505 502-508 334-347 132-154
к к./выход 538/98 525-534/96 352-360/96 148-173/98
Октановое число — — — 51-54
Цетановое число — — 45-47 —
Выход, % мае. 100 86,9 9,6 1.0
чаше всего используются смеси вакуумных дистиллятов и мазутов (гуд-
ронов). При увеличении плотности нефти, углублении отбора вакуум-
ного дистиллята и 'утяжелении остатка качество последнего
значительно ухудшается (табл. 65) [149,150,166].
В соответствии с классификацией, принятой за рубежом, остаточ-
н°е сырье ККФ подразделяется на четыре типа 1149, 150] (табл. 66).
1 — высококачественное сырье, пригодное для переработки на мо-
дернизированных установках ККФ без предварительной подготовки.
Для переработки такого сырья необходимы высокоактивный катализа-
тор, пассивация металлов, низкое давление и малое время контакта в
Реакторе, отвод избытка тепла из регенератора;
10-5363
145
Таблица 65. Зависимость качества остатков от температуры начала кипения
(легкая аравийская нефть)
Показатель Вакуумный газойль, фр. 343-566°С Остатки
> 343°С >535-С > 566°с’
Выход на нефть. % час — 48,7 20.1 —
Плотность при 20°С_ кг/м? 915,3 949,6 1010,5 1025,4г;
Коксуемость по Конрадсону, % мае. Содержание, % мае. 0,82 3,40 10,70 19,20
серы 2,27 2,70 4,16 4,29 ,
азота Содержание металлов, г/т. 0,08 0.12 0,29 0,34
никеля 0,8 7,9 17,0 2J.0
ванадия 0,2 26,5 59,0 69,0 ;
Таблица 66. Классификация остаточного сырья
для каталитического крекинга
Показатель Тип сырья
1 II III
Плотность при 20°С, kt/mj Менее 930 930-970 Более 970 — .
Содержание металлов (ванадий + никель), г/т Менее 10 10-30 30-150 Более |5
Коксуемость по Конрадсону, % мае Менее 5 5-10 10-20 Более 2
Содержание серы, % мае Ориентировочный максимальный выход на неочищенном/гидроочишенном сырье: 0,2-1,5 1,5—3,0 1,3-4,1 -
бензина, % об. 63,6/- 57,8/- 52,6/65,0 —
кокса, % мае 7,0-8,0/— 11,0/- 12,4/8,0 —
II — сырье среднего качества, пригодное дяя переработки на р
конструированных или новых установках без предварительной подг
товки, но при повышенной догрузке катализатора, в том чиб
металлостойкого. При этом необходима пассивация металлов и монт;
паровых змеевиков в регенераторе для отвода тепла, а также увеличен
объема регенератора и изменение его конструкции;
III и IV — сырье низкого качества, требующее обязательной предг
рительной подготовки, создания специального реакторного блока и и
пользования металлостойкого катализатора. <
Предварительная подютовка такого сырья необходима для сниж
ния содержания металлов и коксуемости до такой степени, чтобы е
переработка в процессе ККФ была бы экономична, т. е. осуществи
при умеренных габаритах регенератора и без чрезмерной догрузки ка)
лизатора.
146
В зарубежной практике к установкам, перерабатывающим остаточ-
ное сырье, относят те, в сырье которых содержится более 5% фракций,
вукипаюших выше 538°С (1000°F), т. е. в эту категорию попадают уста-
новки. подвергающие крекингу как остатки и их смеси с вакуумным
дистиллятом, так и утяжеленные вакуумные дистилляты с температурой
Кониа кипения выше 550-560’С.
Переработка смешанного и остаточного сырья на установках ККФ
порождает пелый комплекс проблем, к важнейшим из которых относятся:
• повышенное коксообразование, связанное с высоким содержа-
нием в сырье коксообразующих соединений, так называемых «пред-
шественников кокса», и коксообразованием, вызванным действием
тяжелых металлов (табл. 67). Оба эти фактора приводят к возрастанию
коксовой нагрузки регенератора и повышению температуры регенера-
ции До 800°С и выше, что затрудняет сохранение теплового баланса ре-
акторного блока и активности катализатора;
Таблица 67. Влияние качества сырья ККФ на выход продуктов [150]
Наименование Пилотная установка Промышленная установка
Состав сырья. %
Вакуумный газойль 100 85 70 100 80 0 0
Остаточный компонент 0 15 30 0 20 100 100
(М) (М) <0 (ЛМ) (ГМ)
Качество сырья
Плотность при 15°С, кг/м-' 905,8 912.0 918,1 915.3 937,8 958,7 914.1
Коксуемость по Конрадсону % мае Содержание, % мае • 0.4 1,30 2.20 0,3 4,84 8,6 4.2
серы 0,4 0,54 0.67 2.27 2,71 3.5 0,3
азота 0.1 0,13 0,16 0,080 0,137 — —
Содержание, г/т:
никеля 0,2 2,3 4 3 — 4,6 16,0 6
ванадия 0,1 4.3 8.5 — 15,1 51.0 9
Выход продуктов % мае.
Фр.С,-С2 + Н25 1.06 1.19 1,32 3,3 3,4 4.2 1,4
фр с3_с4 15,4 14,65 15,79 14,7 11.9 26.7” 24.0"
Фр С3-22ГС 55,2 49,7 46,8 46.9 41,8 52.6" 65,0"
Фр- 221-343’С 13,4 14,5 14,3 19,0 20,1 23,0 23,0
Остаток 13,3 17.9 18,1 10,4 15.2
Кокс 1.45 1,82 3,51 7 6 12,4 8,0
Шубина превращения, % м,тс 73,3 67,6 67,6 72,0 66,0 77.0 77.0
147
* отравление катализатора отложениями тяжелых металлов и е
ускоренная термопаровая дезактивация;
• повышенное газообразование и увеличение содержания в газе в
дорода, обусловленное дегидрирующим действием тяжелых металле
что приводит к возрастанию объема газов и перегрузке газово
компрессора;
• увеличение расхода катализатора;
• повышение выбросов в атмосферу оксидов серы и азота.
• Перечисленные выше проблемы могут решаться с помощью:
• создания специальных термопаростойких и устойчивых к отра
лению металлами катализаторов, а также пассивирующих илиулавлив
ющих металлы добавок и применения методов пассивации металл,
паром и углеводородными газами;
• применения катализаторов с пониженным газо- и коксообр
зованием;
• использования технологических приемов, обеспечивающих chi
жение выхода кокса и различных методов предварительной подготов»
(очистки) сырья;
• создания высокопроизводительных двухступенчатых регенерат
ров, в которых имеются специальные устройства для отвода тепла, а та
же предусмотрена зашита корпуса, дниш и внутренних устройс'
регенератора от высокой температуры;
• очистки дымовых газов от оксидов серы и азота с помощью доб
вок для связывания оксидов серы в регенераторе и скрубберщ
очистки;
• тщательного расп ыла сырья с помощью диспергирующего агент
• создания новых конструкций узлов смешения сырья с катализ
тором и форсунок для ввода сырья.
Важнейшим вопросом при крекинге утяжеленного сырья являет
определение допустимого количества вовлекаемого в переработку маз
та, от которого зависит качество смесевого (вакуумный дистиллят + м
зут) сырья и показатели работы установки каталитического крекинга?
Применительно к условиям переработки смесей вакуумного ди
тиллята и мазута западно-сибирской нефти на реконструированной У
тановке ГК-3 (табл. 68) установлено, что увеличение выхода кокса ГЦ
переходе на утяжеленное сырье составляет 50-100% мае. от коксуемо
ти смешанного сырья. ,
Зависимости выхода кокса и расхода катализатора от содержав
мазута в смесевом сырье представлены на рис. 21 [143]. ,
Расход катализатора рассчитан при условии максимально допуск
мого содержания на нем металлов и применения внутренней или внеи
ней пассивации металлоотложений.
148
Таблица 68. Характеристика сырья каталитического крекинга
Показатель Фракция 350-500'С Мазут Смесь мазута с фр 350-500“С
Плотность при 20°С, кт/м-* 910 940 917,5
Температура н.к , “С 280 295 285
Выкипает, % об
до 35О’С 5 5 5
до 500'С 96 50 85
Содержание серы, % мае. 1.5 2,2 1.7
Коксуемость. % мае 0,25 6.0 1.7
Содержание металлов, г/т 1 60 15
Рис. 21. Зависимость выхода кокса и расхода катализатора от количества
добавляемого мазута при каталитическом крекинге
Из представленной зависимости следует, что оптимальное коли-
чество мазута в смешанном сырье может быть принято на уровне 20—
25% мае. при приемлемых расходах свежего катализатора. Близких зна-
чений по содержанию мазута в смеси придерживаются и при эксплуата-
ции зарубежных промышленных установок [149, 150].
7-S.3. Промышленные установки каталитического
крекинга остаточного оырья
Каталитический крекинг остаточного сырья может осуществляться
Как на специально созданных для этой цели установках, так и на ре-
конструированных установках К.КФ, перерабатывающих дистиллятное
сЫрье. В этом случае необходимость реконструкции вызывается увели-
149
чением коксовой нагрузки регенератора, ростом количества избыток
кого тепла и повышением температур в аппаратах.
До проведения реконструкции оценивают долю остаточного сыры
которую можно вовлечь в переработку, учитывая максимально допустимы
производительность регенератора по выжигу кокса, температуру регенера
ции, необходимость отвода тепла и его количество, производительное!
воздуходувки и газового компрессора. Схему реконструкции выбиракп
сопоставляя различные варианты и оценивая их с точки зрения затра
на реконструкцию, получаемой прибыли и сроков окупаемости.
В США, Западной Европе, Японии, Китае накоплен значительны
опыт промышленной переработки остаточного сырья на установка
ККФ. Так, в США примерно на 50% установок ККФ перерабатывалос
остаточное сырье. Десятки установок ККФ в Западной Европе, н;
Ближнем Востоке, Японии и Китае используют в составе сырья от 10 д
100% остатков [176, 1771-
В этих странах построен ряд специализированных установок, пред
назначенных исключительно для переработки остаточного сыры
Большое развитие получил процесс RCC (Reduced Crude Conversion)
предложенный компанией ЮОПи совместно с Ашленд ойл. Эксплуати
руюгся четыре крупные промышленные установки: в г. Катлетсбурп
(шт. Кентукки, США) мощностью 2,2 млн т/год, в г. Монгстад (Норве
гия) мощностью 2,0 млн т/год, в г. Улсан (Южная Корея) мощностьи
2,0 млн т/год, в г. Баланган (Индонезия) мощностью 4,0 млн т/год — са
мая крупная в мире. i
Схема реакторно-регенераторного блока установки RCC показан
на рис. 22. К числу отличительных особенностей процесса относятся
диспергирование сырья с помощью рециркулирующих легких углеводо
родных газов, подача этих же газов ниже точки ввода сырья (в низ реак
тора) для регулирования активности катализатора и пассивашй
отлагающихся на нем металлов; установка на выходе паров излифт-р*
актора устройства оригинальной конструкции для быстрого отделена
катализатора от потока паров, что предупреждает избыточную дестру»
цию сырья, наличие двухступенчатого регенератора [178, 179,307].
Двухступенчатая регенерация катализатора в процессе RCC oc)i
ществляется в сравнительно мягких условиях, что обеспечивает дл®
тельное сохранение активности катализатора. Для охлажден^
катализатора в регенераторе имеется выносной холодильник.
Условия осуществления процесса: температура крекинга 500s
545°С, избыточное давление в системе 0,07-0,21 МПа, температура в рс
генераторе 720—76О‘,С.
На установке RCC в г. Катлетсберге реализован процесс перерабо!
ки различного остаточного сырья. >
150
Рис. 22. Схема реакторно-регенераторного блока установки RCC:
1 — лифт-реактор со специальным сепарирующим устройством для быстрого отделения
катализатора; 2 — двухстадийный регенератор; 3 — холодильник катализатора.
Потоки: I — газ-носитель; II — сырье-разбавитель; 111 — продукты крекинга; IV — дымовые
газы; V — первичный воздух; VI — вторичный воздух
Из табл. 69 видно, что максимальный суммарный уровень содержа-
ния никеля и ванадия в сырье достигает 66 г/т. В результате содержание
этих металлов в равновесном катализаторе иногда достигает 10000 г/т,
изменяясь в среднем между 7000 и 8000 г/т.
Изменение качества сырья вызывает лишь незначительные измене-
ния качества продуктов. Будучи спроектирована с учетом возможности
контролирования температуры сырья, скорости выжига кокса и крат-
ности циркуляции катализатора, установка RCC позволяет оптимизи-
ровать условия проведения процесса при переработке сырья самого
Разнообразного состава.
В табл. 70 приведены результаты двух опытных пробегов установки
RCC. Первый пробег проводился на относительно тяжелом сырье с высо-
кими содержанием металлов и коксуемостью. Второй пробег на более лег-
ком сырье с меньшей коксуемостью, но большим содержанием металлов.
151
Таблица 69. Показатели работы установки RCC
Показатель Средний Лучший Худший”
Сырье
Плотность, кг/м ’ 944,6 961,9 924.2 -к
Содержание металлов, г/т’
никель 8 1 16 >
ванадий 26 3 50 >
Коксуемость по Рамсботтому, % мае 5,4 2.9 8,5
Равновесный катализатор
Содержание металлов, г/т.
никель 2100 1400 2700
ванадий 5200 3100 7100
Средний расход катализатора, т/сут
свежий 17,6 Т
равновесный 10,0
Таблица 70. Показатели двух опытных пробегов
промышленной установки RCC
Показатель Пробег
, 1
Качество сырья
Плотность, кг/м-1 Содержание металлов, г/т Коксуемость по Рамсботтому, % мае. Содержание серы, % мае 949,0 50 2.2 939.6 60 5.5
Выход жидких продуктов, % Об , ;
П ропан/п рол илен Бутан/бугилен Бензин/С5~22ГС Средние дистилляты, 221 -330°С Тяжелый газойль, н.к ЗЗО’С 2,1/6.9 3,1/8,4 55.9 12,9 12.8 2,2/7.0 3,8/8,3 .’1 55.6 >4 15.3 d 11,4
Как видно из представленных данных, даже при переработке таког
неблагоприятного сырья на установке были достигнуты высокие выЙ
ды бензина и фракции С3-С4. ’
Соответственно на установке крекинга RCC в г. Баланган и<
пользуется сырье, состоящее на 60% из деметаллизированного мазута
на 40% из исходного мазута, а на установке в г. Улсан перерабатывает^
гидроочищенный мазут.
Заслуживает упоминания также процесс R-2-R, разработаншЯ
совместно компанией Тоталь и Французским институтом нефЬ
152
(ФИН). Особенностью процесса является наличие двух регенераторов с
раздельной подачей воздуха и отводом дымовых газов [149, 150].
В первом (по ходу катализатора) регенераторе при температурах
680-700°С выжигают 50-80% кокса, при этом защитная оболочка из
кокса предохраняет катализатор от термопаровой дезактивации. Во вто-
ром — при температурах до 800’С, избытке воздуха и незначительном
содержании водяных паров, выжигают остальной кокс, что также
исключает термопаровую дезактивацию катализатора. Второй регенера-
тор оборудован выносным циклоном и десорбером (зоной отдува ката-
лизатора от дымовых газов). Высокая температура в узле смешения
обеспечивает быстрое и почти полное испарение сырья, снижает коксо-
образование.
Другая особенность процесса R-2-R — подача охлажденного цир-
кулирующего газойля (фр. 360-420°С) в лифт-реакторе выше точки вво-
да сырья, что дает возможность регулировать температуру в лифт-
реакторе независимо от температуры в узле смешения. Температура в
реакторе — около бЮ^С, время контакта — около 1 с.
В реакторе процесса R-2-R для ввода сырья используют ориги-
нальное устройство в виде распределительной головки, сопла Лаваля
или трубы Вентури, внутри которой при скоростях, близких к звуковой,
возникает ударная (акустическая) волна, диспергирующая сырье на
капли с размерами, сопоставимыми с размерами частиц катализатора
(40-80 мкм); это способствует мгновенному теплообмену и испарению,
и в совокупности с рециркуляцией холодного газойля снижает газо- и
коксообразование и способствует углублению крекинга. В процессе ис-
пользуется лифт-реактор, заканчивающийся устройством для быстрого
отделения паров от катализатора.
На установках R-2-R перерабатывают сырье, содержащее в своем
составе до 30% мазута (концентрация металлов — 50 г/т, коксуемость —
8-10% мае.). Установки этого типа освоены в США, Японии и Китае.
Также получила развитие схема каталитического крекинга фирмы
Стоун энд Вебстер, предназначенная для переработки тяжелых мазутов.
Данная технология применена на 40 промышленных установках, что
позволяет использовать утяжеленное сырье, увеличив коксовую нагруз-
ку на существующее регенерационное оборудование [132, 149, 150].
На рис. 23 показан реакторно-регенераторный блок установки ка-
талитического крекинга, созданный по технологии этой фирмы. Про-
иссс предназначен для селективной конверсии газойлей и тяжелых
Мазутов. Целевыми продуктами являются высокооктановый бензин,
еРедние дистилляты и олефины С3—С4.
Каталитический крекинг происходит во время короткого контакта
СьФья и катализатора в лифт-реакторе 1. Сырье попадает в лифт-реак-
153
Рис. 23. Реакторно-регенераторный блок установки каталитического креки*
по технологии фирмы Стоун энд Вебстер:
1 - лифт-реактор; 2 — реактор; 3 — регенератор 1-й ступени; 4 — регенератор 2-й
ступени. Потоки: I — газойль или мазут; II — пар; III — воздух для сжигания кокса; IV -
транспортирующий воздух; V — продукты реакции на фракционирование; VI — дымов!
газы I ступени; VII — дымовые газы II ступени
тор через специально разработанную инжекционную систему. Проду
ты реакции через реактор 2 и систему циклонов с верха реактора уход
в ректификационную колонну на фракционирование, закоксованнь
катализатор поступает в двухступенчатый регенератор 3, 4, где происх
дит выжиг кокса, при этом гидротермальная дезактивация минимальн
Фирма Келлог разработала модификацию процесса, получивши
название НОС-11, для переработки нефтяных остатков [149, 150].
Характерной особенностью процесса является использование ус
вершенствованного выносного холодильника регенерированного кал
лизатора и улучшенной многоточечной системы ввода сырья. f
Избыточное тепло из регенератора удаляют с помощью внутренних 3N
евиков с паром и выносных холодильников регенерированного катализате?
154
Процесс проводят при температуре 482-552’С, давлении 0,10-
q [7 МПа, кратности циркуляции катализатора 4-7. Температура при
одноступенчатой регенерации с полным дожитом оксида углерода
сОставляет 677-718°С. Выход кокса составляет 7,4%, расход катализа-
1,03 кг/м3 сырья.
Эта технология освоена в США и Западной Европе; по данной схе-
це реконструирован ряд установок, используемых ранее для крекинга
дистиллятного сырья.
В процессах RCC, R-2-R и НОС достигается выход порядка 55-
65% об. бензина и 22-28% об. фр. С3-С4 на сырье (табл. 71).
Таблица 71. Качество остаточного сырья и выходы продуктов на установках
каталитического крекинга
Показатель качества сырья RCC, мазут R-2-R, мазут НОС, гидро- очищенный мазут
2 § | § & 3 5 к £
Плотность при 15.5°С, кг/м-1 926 939 896 918 933 910
Коксуемость по Конрадсону, % мае. 4.5 6,9 6,0 5,5 5,9 3,1
Содержание серы, % мае Содержание, г/т- - - - - 0,5 0.23
азота 1400 1900 — — 2700 —
металлов (никель + ванадий) 44,0 65,0 22,0 34,0 29,3 8,0
Содержание металлов на равновесном катализаторе, г/т Выход продуктов. 7200 8000 - - 7300
сухой газ + H2S, % мае 3.3 4.9 3.4 —
фр С,-С4. % об 25,2 23,9 28.4 23,9 23.5 22,4
бензин с к. к. 221 'С, % об. 57,8 55,6 60,9 62,6 65,3 63,8
легким газойль с К к 343°С, % об 15,0” 15.0" 12,1 17,8 14,5 12,4
остаток выше 343°С, % об. 8,4 10,9 5.7 10.7 4,0 3.9
Кокс, % час. 8,4 10.8 7,5 6.9 8,7 7,4
хокс по иамсоотюму, ть ма
*Кк пегко10газойля332'С
155
8. Термические процессы
Процесс термической переработки тяжелого нефтяного сырья 1
промышленности применяется с 1912 г. Его первоначальным назначь
нием было получение автомобильного бензина, азатем — авиационного
бензина и тракторного керосина. з
В США к 30-м годам мощности термического крекинга достиг*
максимальных значений, однако из-за возросших требовании к качеср
ву моторных топлив указанный процесс постепенно был вытеснен ката
литическим крекингом, и к 60-м годам в этой стране существовал!
только два термических процесса — замедленное коксование и висбре
кинг f 120, 180|.
Наибольшее распространение в США получил процесс замедлен
ного коксования, позволяющий вырабатывать значительное коли
чество бензина, а котельное топливо получать в виде тяжелого газойля
Другой причиной широкого распространения процесса замедленной
коксования в США явилось наличие значительных ресурсов малосеа
нистых нефтей (содержание серы до 0,5%), из которых можно выраба
тывать кокс с пониженным содержанием серы. *
В Европе развитие термического крекинга задержалось приблизй
тельно на 20 лет. Только к середине 50-х годов в связи с повышение}
спроса на средние дистилляты и мазуты с низкой температурой заитыва
ния получил распространение термический крекинг в сочетании!
висбрекингом. а
В настоящее время процесс термического крекинга в его первой!
чальном виде — с получением моторного топлива — не являете!
перспективным и новые установки не сооружаются. Процесс коксов|
ния начали применять на нефтеперерабатывающих заводах, начиная»!
20-х годов с получением в качестве основного продукта — кокса 4
Дальнейшему развитию процесса коксования способствовали ела
дующие факторы: 1
• возможность выпуска дополнительных количеств легких дистиа
лятных фракций, используемых как компоненты моторных и печнэд
топлив; 5
• расширение ресурсов сырья для процессов каталитического кре>
кинга за счет выработки тяжелого газойля; Д
• возможность квалифицированного использования сернистого^
высокосернистого кокса наряду с малосернистым в цветной металл)®
гии в качестве восстановителя и сульфидирующего агента, в химия#
кой промышленности для производства сульфидов, электрокорундовй
качестве топлива для проведения химических процессов;
156
• высокая производительность установок;
• гибкость и устойчивость работы установок при изменении ка-
чес1 ва сырья;
• длительный межремонтный пробег установок и высокая эффек-
тивность использования рабочего времени.
Интенсивное развитие замедленного коксования в США вызвано
прежде всего стремлением максимально повысить выработку моторных
юплив и во вторую очередь — кокса, который реализуют в больших ко-
чичествах (около 50% от обшей выработки) как топливный.
В нашей стране разработан процесс непрерывного коксования в
псевдоожиженном слое (термоконтактный крекинг — ТК.К), не нашед-
ший, однако, промышленной реализации. Подобная технология
(«флюилкокинг» и «флексикокинг», компания Эксон) широко освоена
на НПЗ в США, где подтвердила свою высокую эффективность {181,
184, 185].
Другим важнейшим термическим процессом является висбрекинг
гудрона, получивший широкое развитие за рубежом в 80-90-е годы. Это
связано с сокращением использования в качестве топлива прямогонных
мазутов; при этом высвободившиеся ресурсы вакуумного дистиллята
направляются на каталитический крекинг или гидрокрекинг, а вакуум-
ный остаток — на висбрекинг, позволяющий существенно снизить вяз-
кость этого остатка [180, 186, 187].
Возможен также вариант, сочетающий гидрогенизационное обла-
гораживание вакуумного дистиллята и его последующее смешение с
продуктами висбрекинга гудрона, что позволяет получать котельное
топливо с умеренным содержанием серы [122, 157].
Вследствие указанного, многие установки термического крекинга
во всем мире реконструированы под процесс висбрекинга. Другим на-
правлением использования этих установок является реконструкция на
вариант производства сырья для получения технического углерода, а
также новых модификаций переработки остатков термическими мето-
дами с применением водяного пара, водорода и др.
8*1. Химические основы термических
Процессов
Превращение нефтяного сырья в термических процессах может
Рассматриваться, исходя из представлений о молекулярной структуре
°Рганических соединений, входящих в состав сырья и о состоянии хи-
мических связей [145, 146, 182[. С повышением температуры возрастает
айплитуда колебаний и колебательная энергия атомов и групп в молеку-
Ле- Молекула становится более реакционноспособной. Если для какой-
157
либо из связей в молекуле колебательная энергия превысит энерт
этой связи, такая связь может разорваться-
p. 3. Магарил обобщил данные о величинах энергий связей ме:
атомами некоторых органических соединений, вычисленных по теп
там сгорания и выраженных в ккал/моль (табл. 72) ]182, 183, 121].
Ординарная алифатическая связь между двумя углеродными ато
ми примерно в 1,5 раза слабее двойной и в 2 раза слабее тройной св>
Энергия ординарных связей в прямой и боковой цепях меньше, че
цикле гидроароматических углеводородов, и еще меньше, чем в ци
ароматических. При термическом воздействии прочность молекул!
составе которой имеются фенильные группы, снижается по мере усл<
нения. Разрыв такой молекулы происходит прежде всего по месту ор
нарной углеродной связи. Энергия разрыва по связи С-С, находяще
в бста-положении от двойной связи или от ароматических заместг
лей, ниже, чем в альфа-положении. Чем больше межатомные расе
яния и несимметричнее структура, тем меньше прочность молекул'
тем вероятнее ее распад по месту наиболее слабой связи, т. е. тем она
акционноспособнее.
Метильные группы -СН3 с их более прочными внутренними свя
ми оказывают стабилизирующее действие на молекулу и уменьшаю
реакционную способность.
Прочность одинаковых форм связей углерода с углеродом мень
чем углерода с водородом.
В нефти и ее фракциях представлены все основные типы углево
родов в различных соотношениях. В ее остаточных фракциях преоб
дают высокомолекулярные органические соединения. Следовательн
первую очередь термическому распаду будут подвергаться высокомо
куляриые углеводороды и их производные, в структуре которых име'
ся ординарные алифатические связи. При этом реакции распада бо
вероятны, чем реакции дегидрирования.
Наименее термически устойчивы парафиновые углеводородь
лишь затем — нафтеновые, олефиновые и ароматические структуры
Полинафтеновые углеводороды при 500-600’С распадаются с 1
делением водорода, а при более высоких температурах образуют мн
газообразных непредельных. Ароматические углеводороды характе
зуются высокой прочностью углеродных связей- При крекинге их ле
идет отщепление атомов водорода с последующим уплотнением циК
ческих систем, чем разрыв связей углерод-углерод. ’
Прочность связи С—S в меркаптанах ниже прочности связи C-j
алифатических углеводородах и возрастает по мере уменьшения чй
углеродных атомов. Прочность этой связи в тиоэфирах (сульфидах)^
ше, чем в меркаптанах. (
158
Таблица 72. Энергия связей атомов в некоторых
оргаиическиксоединениях [183,216]
Связь Положение связи Энергия связей, ккал/моль Расстояние между ядрами атомов, А
—С—С В алифатических углеводородах 71 1,54
С-С В боковых цепях 80 —
С-С В циклах 96 —
С-С В бензоле 109 1,4
С=С В алифатических углеводородах J25 1.34
с=с То же J64 1,20
с-н В метане 102,4 1,09
с-н В группе -CHj 94 —
с-н В группе -СН2 88 --
с-н В бензоле 102 0,95
С-С В альфа-положении
QH5-CH2CH2CHi 84,5 1,52
qh5-ch2 87,5 1,51
С6Н5-С6Н5 94,5 1,47
С—с Вбста-положенни
С6Н5-СН2СИ2СН» 57,5 1,54
С6Н5СН2~СН2С6Н5 47,0 1,54
(С(,Н5)з-С-С6Н5 11.0 1,54
C-S В метилмерка плане 70 —
C-S В этиямеркаптане 69 —
C-S В бутилмеркаптане 65 —
C-S В тиоэфирах 69-73 —
H-S В сероводороде 92.2 1.35
C-N В алифатических аминах 58 1,47
C-N В ароматических аминах 73 1,35
По аналогии с данными о прочности связи С-С можно считать, что
связь С-S в цикле прочнее, чем в открытой цепи, и при наличии
Двойной связи в альфа-положении прочность ее значительно увеличи-
Дзегся. Наименее термически стойкими являются меркаптаны, которые
способны распадаться даже при температурах перегонки различных
Фракций нефти (начиная с 200’С). Соответствующие меркаптанам
сульфиду термически более стабильны. Следующими по величине тер-
мической стабильности являются тионафтены (тиофаны), а на-
ибольшей термической стабильностью обладают тиофены, которые не
Излагаются даже при 500°С. Введение в структуру тиофена алкильного
Пикала снижает его стабильность: разложение диметилтиофена начи-
^ется уже при475’С.
159
Большинство авторов рассматривает термический крекинг как св
бодно-радикальный процесс. При этом причиной больших вариацц?
энергиях разрыва связей в молекулах Н. Н. Семенов считает свойст
свободных радикалов, особенно распределение электронной плотное
радикалов в свободном и связанном состояниях. При переходе от св
занного радикала к свободному происходит перераспределен
электронных плотностей и изменение энергии сопряжения свободна
электронов. Перетягивание свободных электронов внутрь частиц, rj
они используются на усиление внутренних связей, приводит к ц
ибольшим энергетическим эффектам и к появлению наименее акти
ных радикалов [182, 183, 188-190].
В. Н. Кондратьев определяет свободные радикалы как активгц
форму вещества, а термический крекинг как цепной свободнорад
кальный процесс. Исходные продукты превращаются в конечщ
только с участием промежуточных соединений — осколков молеку.1
ненасыщенными валентностями.
Величина энергии разрыва связей при термическом разложен,
органических соединений трактуется как энергия диссоциации на св
бодныерадикалы [190, 191, 192].
Превращения компонентов сырья при крекинге являются совоку
ностью последовательных и последовательно-параллельных реакц|
[145,146,191,193].
Ф. Райс предложил цепной механизм распада парафиновых углег
дородов. Поскольку энергия связи С-С меньше, чем энергия связи С-
то первичный распад молекулы парафинового углеводорода происход
по этой связи и дает радикал, обладающий неспаренным электроне
• СНз, • С2Н5, • С3Н7 и т. д. Продолжительность существования рад
калов более сложных, чем • С3Н7, при температурах крекинга иичтож
мала. Они мгновенно распадаются на более простые, которые moi
вступать в реакции с молекулами углеводородов, отнимая у них водор
и превращаясь, в свою очередь, в насыщенный углеводород, наприм?
С2Н6 - R" • С2Н5 - RH 1
Образовавшийся радикал вступает в реакцию с новыми молеку
ми углеводородов. Если этот радикал имеет сложное строение, он д&
распадается на более простой радикал и непредельный углеводород:/
•CsHh^’C^s + CjHj ;
Радикалы, существующие достаточно продолжительное Bpei
чтобы при данной температуре вступить во взаимодействие с углево:
родом (к ним относятся Н •, • СНз и ’ С2Н5), называются свободны»
• 5
160
Для нафтеновых углеводородов предполагается термический рас-
пад не по свободно-радикальному, а по молекулярному механизму.
Хотя в отдельных случаях возможен крекинг циклопропана, циклобута-
иа и их производных через стадию образования бирадикалов 11831.
Предложен радикальный механизм распада и для голоядерных аро-
матических углеводородов. Образование ароматического радикала про-
исходит в результате взаимодействия бензола (нафталина и т. а.) с
атомом водорода [131,193]:
О+Нчф'+н,
О' * О - СЮ^ СЮ+н- "тд-
Ароматические радикалы вступают в реакции рекомбинации, при-
водящие ко все большему усложнению структуры образующихся моле-
кул и к обеднению их водородом. Поскольку связи в ароматических
кольцах весьма прочны, при крекинге алкилароматических углеводоро-
дов происходит в первую очередь частичное отщепление алкильной цепи
с образованием алкилароматических углеводородов более простого стро-
ения. Так, в процессе крекинга цимола (л-метилизопропилбензол)
СН3-С6Н4-СН(СН3)2
было получено 26% толуола и ксилолов; бензол отсутствовал^, е. пол-
ного деалкилирования не происходило. Для алкилароматических угле-
водородов характерна конденсация через метильные группы, а не путем
соединения бензольных колец. Например, при крекинге л-ксилола по-
лучается и-диксилол:
СН3-С6Н4-СН2-СН2-С6Н4-СН3
Аналогично ведут себя и некоторые полициклические углеводо-
роды с боковыми цепями, например метилнафталин. При высоких
температурах крекинга (700—800’С) может протекать дегидрирование
алкильной цепи, например, этилбензол частично превращается в
стирол.
Олефинам свойственны весьма разнообразные термические пре-
врашения, направление которых зависит от температуры и давления.
Умеренная температура (примерно до 500°С) и высокое давление спо-
собствуют протеканию полимеризации олефинов; напротив, высокая
Температура и низкое дааление вызывают их распад.
Наряду с полимеризацией и разложением происходит циклизация
и Гидрогенизация олефинов. Наличие насыщенных углеводородов в
Продуктах крекинга олефинов показывает, что при разложении не
т°лько образуются два олефина меньшей молекулярной массы, но про-
161
-5363
текает реакция перераспределения водорода с образованием систем
парафин + диолефин. Последний вступает в реакции конденсации см?
ноолефинами.
Механизм первичных реакций термического разложения олефв
нов, как и для парафинов, является радикально-цепным. При этом пе{
вичный распад олефина происходит по 0-связи, имеющей наименьшую
энергию диссоциации. Например, а-амилен будет распадаться д
этильный и аллильный радикалы:
СН3-СН2-:-СН2-СН=СН2 • С2Н5 + • С3Н5
Образовавшиеся радикалы встречаются с исходным амиленом:
С5Н)0 + • R -> RH + СН3-СН2-СН-СН=СН2
Радикал • С5Н9 нестабилен, и наибольшая вероятность его распада
отрыв метильного радикала: i
сн3-сн2-сн-сн=сн2^с4н6+.СН3 -
Последующее развитие цепной реакции идет через радикал • СН,.
С5Н10+ •СН3-»С5Н9 + СН4
Установлено, что при термических превращениях углеводород
всех типов свободные радикалы наиболее легко возникают при низю
давлениях и высоких температурах. Их стабильность уменьшается с ув
личением длины радикала, а концентрация уменьшается с увеличение
давления.
Исходя из указанных представлений выявлен ряд закономерное^
превращения сырья в термических процессах.
В частности, чем больше молекулярная масса исходного углевод
рода, тем легче этот углеводород подвергается крекингу. Так, в гомол
гическом ряду парафинов низкомолекулярные соединения, такие к
метан и этан, — термически чрезвычайно устойчивы; углеводород
входящие в состав бензинов (С5Н)2-С|УН22), разлагаются при нагре
значительно легче, а тяжелые высокомолекулярные углеводороды мй
но подвергать деструкции в совсем мягких условиях. Т
При сопоставлении термической устойчивости углеводородов pi
личных групп эта закономерность не всегда соблюдается, наприМ*
термическая устойчивость ароматического углеводорода нафталн
(С10Н8) очень велика и превышает термическую устойчивость н-октд
(С8Н18), хотя молекулярная масса последнего ниже. При этом общая 1
кономерность.т. с. уменьшение термической устойчивости сырья с У^
желением его фракционного состава, сохраняется независимо от е
химического состава. Исходя из этого положения, легкие нефтепроДУ
ты в промышленных условиях подвергаются термическому крекШ
162
при наиболее жестком режиме. Например, температура в реакционной
секиии крекинг-печи при термическом риформинге лигроина состав-
ляет 530-540°С, керосино-газойлевых фракций 500-510’С, мазута —
около 4Ж.
По своей термической стабильности углеводороды (с одинаковым
числом углеродных атомов) располагаются в следующий возрастающий
ряд: парафиновые < моноолефиновые < диолефиновые < нафтеновые <
ароматические углеводороды бензольного ряда < конденсированные
ароматические углеводороды.
Наиболее легко подвергаются крекингу парафиновые углеводоро-
ды; первоначальным направлением распада является образование двух
углеводородов: предельного и непредельного, причем распад в основ-
ном происходит симметрично, т. е. по середине цепи молекулы. Так,
например, при термическом распаде «-цетана С^Нз4 образуются моле-
кулы октана и октилена:
С16Н34 ^С8Н18 + CgH16
Наряду с этим протекает расщепление и по другим связям молеку-
лы с образованием углеводородов с семью, девятью атомами углерода и
других.
Образующиеся первичные продукты разложения при углублении
крекинга вновь расщепляются или, наоборот, вступают в реакции со-
единения с другими углеводородами, и в результате даже при крекинге
индивидуального углеводорода получается весьма сложная смесь про-
дуктов реакции. Состав этой смеси существенно усложняется, если кре-
кингу подвергается нефтяное сырье. Следовательно, предугадать более
или менее точный состав продуктов крекинга сложной углеводородной
смеси не представляется возможным Однако исследование крекинга
индивидуальных углеводородов и их простейших смесей позволяет оп-
ределить общий характер реакци и.
Установлено, что при термическом крекинге парафиновых углеводоро-
дов практически не происходит изомеризации, что сказывается отрицательно
на качестве бензинов термического крекинга, лишенных изоалканов.
Нафтеновые углеводороды в условиях термического крекинга не-
сколько устойчивее парафиновых. Реакции их крекинга могут проте-
кать в направлениях:
1) дегидрогенизация колец с образованием ароматических углево-
дородов:
..О
2) отрыв боковой цепочки от кольца;
163
3) разрыв кольца с образованием углеводорода с прямой цепочкой
Расщепление непредельных углеводородов происходит трудная
чем насыщенных. ,
Особое значение для непредельных имеют условия крекинга: пр
умеренных температурах и повышенных давлениях протекают реакци
их полимеризации; повышенные температуры и низкое давление сп<
собствуют реакции распада непредельных на более простые молекул]
При очень жестких режимах процесса из непредельных могут пол)
чаться ароматические углеводороды.
Весьма важной является способность непредельных к конденсацц
с ароматическими углеводородами с образованием высокомолекуляд
ных продуктов уплотнения. (
Ароматические углеводороды обладают наибольшей термически
устойчивостью. Это положение относится, однако, только к так назыв;
емым голоядерным ароматическим углеводородам, т. е. не содержаши
боковых цепей (например, бензол, нафталин, антрацен и др.), а также
ароматическим углеводородам с короткими боковыми цепями (толуол
метилнафталин). Ароматические углеводороды с длинными боковым
цепями легко подвергаются крекингу с образованием более проста
ароматического и парафинового или олефинового углеводородов, i
Особенностью ароматических углеводородов является склонное1
их к реакциям уплотнения с образованием конденсированных аромат!
ческих углеводородов; реакции уплотнения могут также происходи*
между молекулами ароматического и непредельного углеводороде
В обоих случаях продукты уплотнения являются исходным материале
для образования смолисто-асфальтовых и коксовых веществ. Сырь
богатое ароматическими углеводородами, является наименее жед
тельным для переработки с получением светлых продуктов — о
потребует жесткого режима процесса и при этом будет обладать знач
тельной склонностью к коксообразованию.
Характерным для протекания процесса крекинга является обо!
шение получаемых продуктов ароматическими углеводородами по м<
углубления процесса. Ароматические углеводороды образуются в 1
зультате нескольких реакций: дегидрогенизации цикланов, циклизац
непредельных и др. Поскольку термическая устойчивость образуют!
ся ароматических значительна, концентрация их в продуктах креки!
возрастает.
По данным Е. В. Смидович [121], начало образования продув
уплотнения зависит от состава исходного сырья и режима крекин
Сырье, содержащее парафиновые и алкилароматические углеводород
претерпевает вначале разложение, подготавливающее материал J
последующих реакций уплотнения; таким материалом являются го)
164
Парафины
л I
Непредельн ые
углеводороды
I
Алкенил-
ароматические
углеводороды
ядерные ароматические и непредельные углеводороды. Образование
продуктов уплотнения происходит по радикально-цепному механизму
через алкильные и бензильные радикалы по следующей схеме:
Алкиларома гические
углеводороды Нафтены
I I 1—
Голоядерные ароматические
углеводороды
I
Полициклические
ароматические
углеводороды
I_______________>г
1-------> Смолы <-
I
Асфальтены
I
Карбены
I
Карбоиды
Каждый последующий продукт уплотнения обладает все более вы-
сокими молекулярной массой и степенью ароматичности, а также
уменьшающейся растворимостью в органических растворителях.
В качестве конечного продукта образуется твердое углеродистое ве-
щество — кокс. Основная его масса представлена карбоидами, но в про-
цессе образования в коксе могут частично оставаться непреврашенные
продукты менее глубокого уплотнения — карбены, асфальтены и даже
наиболее тяжелые углеводороды. Кокс может являться целевым продук-
том, и в этом случае стремятся получить его максимальный выход (кок-
сование). В других случаях образование кокса нежелательно; например,
при термическом крекинге с получением легких фракций образу-
ющийся кокс забивает реакционную аппаратуру и сокращает пробег ус-
тановки.
8.2. Основные факторы, влияющие
на протекание термических процессов
Важнейшими факторами термических процессов являются темпе-
ратура и продолжительность реакции. Эти факторы в некоторых преде-
лах температур взаимозаменяемы, т. с. можно получить данную глубину
165
разложения сырья при высокой температуре и непродолжительном вр§
мени пребывания в зоне крекинга или., напротив, при более мягко>
температурном режиме, но длительном времени реакции. ;
Практически температурный режим крекинга для промышленно!
установки выбирается так, чтобы обеспечить оптимальные размеры ре
акционного аппарата. Если последний представляет собой трубчать,(
змеевик печи, то зависимость между потребным временем крекинга
длиной труб змеевика выразится следующим соотношением:
где L — длина реакционного змеевика, м; средняя линейная ска
рость движения продукта на входе и выходе из реакционного змеевика
м/с; т — необходимое время пребывания продукта в реакционном зм&
евике.с.
Следовательно, длина змеевика прямо пропорциональна времен,
крекинга сьгрья.
Сравнительно небольшие изменения температуры вызывают зна.
чительное ускорение или замедление крекинг-процесса. Приближен
но зависимость между временем (или скоростью реакции) 1
температурой крекинга подчиняется закону химических резкий!
Вант-Гоффа, а именно: с повышением температуры на Ю’С скорост!
реакций крекинга удваивается (т. е. время крекинга сокращается
вдвое). Скорость реакции может быть выражена через константу ска
рости реакции, а также через долю (или процент) разложившегося а
данный отрезок времени сырья. Термическое разложение начинаете}
уже при 300-350°С, заметно проявляется при температуре окош
400°С, быстро идет при 450°С и более высоких температурах. Скорост]
крекинга зависит от температуры и характера сырья крекинга. При не(
большом превращении за проход разложение протекает как реаки^
первого порядка:
л- - lin-a-.
т ct-х >
где К — константа скорости реакции; а — количество исходного сырь
х— глубина превращения сырья; т — время реакции.
Константа скорости реакции связана с температурой крекинга i
уравнению Аррениуса: ,>
t/ln/T Е а
где Е— энергия активации, квл/моль; Т — абсолютная температура, •
Я — газовая постоянная, Я = 1,987 кал/(моль,оС).
166
Это уравнение можно написать в виде выражения
din К = -~dT,
RT2
которое после интегрирования дает:
Применение указанной формулы позволяет вычислить константы
скорости реакции крекинга как индивидуальных углеводородов, так и
нефтяного сырья. В частности, константы скорости реакции крекинга
типичных углеводородов при 500°С представлены в табл. 73.
Таблица 73. Константы скорости крекинга
индивидуальных углеводородов (К-103), с'1
Число атомов С Парафиновые К ю3 Нафтеновые К10’ К', О3
5 С$Ср 0.15 Циклопентан 0,15
6 С6Сц 0,68 Циклогексан 0.25 Бензол 1,0
10 CioCjj 4.9 Декалин 3,7 Нафталин 0,08
12 ^12^26 Тетралин 2,6 Дифенил 1.6
14 СцСзо 10,5 Фенил- ииклогекейн 2.0 Фенантрен 7,6
Повышение температуры крекинга при постоянном давлении и посто-
янной степени превращения приводит к повышению содержания в продук-
тах легких компонентов и к снижению выхода тяжелых фракций и кокса.
Это происходит потому, что температурные коэффициенты для реакций
крекинга, приводящих к образованию низкокипящих углеводородов,
больше, чем для вторичных реакций, в результате которых образуются вы-
сококипяшие продукты. Повышение скорости крекинга с повышением
температуры регулируется в зависимости от потребного количества и соот-
ношения трех основных продуктов крекинга — газа, бензина и тяжелых
Фракций и от времени непрерывной работы реакционного устройства.
Выход газа при повышении температуры заметно увеличивается.
При различных промышленных процессах он характеризуется следую-
щими значениями (табл. 74).
Состав газа при повышении температуры крекинга также подвергает-
ся изменениям, содержание ненасыщенных углеводородов достигает мак-
симума (приблизительно 50%) при температуре около бОО’С [121,146].
Изменение температуры влияет и на свойства крекинг-бензинов.
ак> октановое число и содержание ненасыщенных увеличивается по-
Степенно с увеличением температуры крекинга. Помимо этого, проис-
167
Таблица 74. Выход газа при крекинге различных газойлей
Сырье — газойль из нефти Температура. °C Давление, Образуется'5 газа. % мае.
Мид-Континент 460 14 Год :
Мид- Континент 480 14 16,9
Кэбин Крик (парафинистая нефть) 575 2.1 29,7 ’
ходит изменение летучести бензина и склонности к окисляемост
К числу легко окисляемых компонентов относятся алкенилароматз
ческие соединения, циклоолефины, диолефины с сопряженной связь}
их присутствие ведет к образованию смол при хранении.
Изменения в характере крекинг-остатка не столь заметны. При во
растании температуры крекинга постепенно увеличивается содержат
ароматических углеводородов, что можно установить по удельному вех
остатка. Вязкость остается достаточно низкой, если только в процессе»
стремятся получить особенно больших выходов бензина; в последнем сл
чае тяжелый остаток становится весьма плотным, приближаясь по внес
нему виду к коксу. Отложение кокса на греюших поверхностях пояыяеп
гораздо быстрее при высоких температурах, и, таким образом, с позищ
поддержания высокой продолжительности пробега оборудования жел
тельно проводить крекинг при возможно более низких температурах.
Определенную роль в термических процессах играет давление. О
нако скорость реакций первичного распада молекул, являющихся м
номолекулярными реакциями, практически не зависит от это
показателя.
Давление существенно влияет на вторичные реакции: полимери!
цию и конденсацию, протекающие по второму порядку, где скорое
реакции зависит от концентрации реагирующих веществ. В маю?
мальиой степени это относится к процессам в паровой фазе, объем к
торой и, следовательно, концентрация вещества в единице объе
определяются давлением в системе (для жидкофазных процессов п(
леднее не имеет значения, т. к. жидкость не сжимаема) [130, 131].
В результате вторичных реакций в продуктах крекинга, особенн
бензине и газе, сокращается содержание непредельных углеводород'
Например, йодное число бензина, полученного при крекинге пара4
на, при повышении давления с 1,0 до 4,0 М Па снижается от 129 до 79
если содержание непредельных в газе крекинга под высоким давлени
составляет 15-20%, то в газе парофазного крекинга (под низким дай
нием) содержится до 40-50% непредельных.
Под влиянием высокого дааления относительный выход Г
уменьшается за счет полимеризации легких непредельных углеводо]
дов, образующихся при крекинге.
168
Если крекинг протекает в паровой фазе, то повышение давления в
сИстеме сокращает объем паров сырья и продуктов крекинга и тем са-
blM позволяет или повысить пропускную способность установки, или
при данной пропускной способности увеличить время пребывания про-
дукта в зоне реакции, т. е. повысить глубину превращения сырья.
Процессам термического крекинга, протекающим в жидкой фазе,
соответствует тяжелое сырье — нефтяные остатки, тяжелые дистилляты.
Если предусмотрено неглубокое разложение сырья (например, для сни-
жения вязкости остатка в процессе висбрекинга), конечный продукт со-
держит небольшое количество легких фракций (газ, бензин), которые
находятся в паровой фазе. Основная масса продукта, как и исходное
сурье, остается в жидкости. В процессе висбрекинга роль давления неве-
лика — повышенное давление лишь немного увеличивает пропускную
способность установки. В процессе коксования роль давления больше
(особенно при переработке дистиллятного сырья), поскольку реакции уп-
лотнения будут протекать не только в жидкой фазе, но и за счет конден-
сации паров высокоароматизированных продуктов разложения.
Несколько упрощая картину, можно сказать, что температура опре-
деляет скорость процесса крекинга, а давление — объем паров и, следо-
вательно, время пребывания веществ в зоне реакции.
Умеренные температуры крекинга способствуют реакциям уплот-
нения; при этом энергия активации реакций уплотнения значительно
меньше, чем для реакций разложения. Таким образом, чтобы увеличить
выход продуктов разложения (газ, бензин) и снизить выход продуктов
уплотнения (остаток, кокс), следует проводить процесс по возможности
при высокой температуре и небольшом времени контакта.
Процессу же коксования, целевым продуктом которого является
кокс, благоприятствуют умеренные температуры (450-470°С) и дли-
тельное время пребывания в реакционной зоне, способствующие реак-
циям уплотнения.
Интенсивность крекинга и скорость образования отдельных его
продуктов неодинаковы в начале процесса и спустя некоторый отрезок
времени. Свежее сырье подвергается превращению легче, чем сырье,
уже побывавшее в зоне реакции. Это явление можно объяснить, с одной
стороны, тем, что образующиеся продукты распада как бы разбавляют
сырье и «тормозят» его распад, а с другой — тем, что в продуктах крекин-
Га накапливаются углеводороды, более термически устойчивые, в пер-
вую очередь ароматические.
В начале крекинга происходят преимущественно реакции распада с
образованием фракций бензина, средних дистиллятов и газа. Реакции
Уплотнения начинаются несколько позже, так как протекают уже на
азе продуктов первичного разложения.
169
Выход газа при крекинге вначале пропорционален выходу бензин
по мере углубления процесса относительный выход газа возрастает. ГЦ
очень большом углублении крекинга выход бензина падает за счет ча
тичного разложения бензина в газ. <
Характерные зависимости выходов основных продуктов термиц
ского крекинга от времени реагирования представлены на рис. 24. (
рис. 24 следует, что при умеренной глубине превращения (выход 6ej
зина 15-18% мае.) ход кривой образования бензина почти прямол)
нейный. Это позволяет при изучении неглубоких форм процесса вес'
упрощенную оценку скорости образования бензина в единицу врем
ни 1130]. 5
Рис. 24. Выходы газа, бензина и тяжелых остатков
при крекинге газойля (температура 51О’С):
1 — общее превращение сырья; 2 — выход бензина;
3 — газообразование; 4 — выход крекинг-остатка и кокса
Отмечается максимум выхода бензина (22,9% мае.) при времени ке
такта 213 с, свыше которого этот показатель неуклонно падает, а газос
разование сильно возрастает- Для крекинг-остатка и кокса наблюдает
монотонное повышение выхода с увеличением времени реагирования.
Продукты уплотнения образуются уже после того, как достиг»)
некоторая глубина крекинга. По мере углубления процесса образуюш
еся продукты уплотнения обедняются водородом и дают последо]
тельно смолы -> асфальтены -> карбены -> карбоиды.
170
Если проследить ход образования карбоидов с увеличением време-
ни крекинга, то можно обнаружить, что при определенной глубине про-
цесса выход карбоидов начинает интенсивно возрастать. Образование
продуктов уплотнения ограничивает глубину крекинга для тяжелых ви-
сырья — гудронов, мазутов и др.
При крекинге легких видов сырья продукты уплотнения образуют-
ся в относительно небольшой степени, и глубина крекинга в этом случае
ограничивается газообразованием.
Приближенные данные по выходам продуктов термического кре-
кинга можно получить на основании простейшей характеристики сырья
и продуктов крекинга — их плотности.
Известно, что чем легче сырье, тем больше можно получить из него
бензина при крекинге и, наоборот, чем больше плотность сырья, тем
ниже выход бензина. Естественно, что выход бензина будет тем больше,
чем тяжелее отбираемый бензин (т. е. чем выше его плотность).
Основываясь на этих двух положениях, С. Н. Обрядчиков составил
график, на котором по вертикальной оси отложена разность плотностей
сырья и бензина, по горизонтальной оси — выход бензина в процентах
массовых на свежее сырье (рис. 25). Пусть, например, крекируется мазут
плотностью р42" = 0,910; заданная плотность крекинг-бензина р420 =
0.740; разность р420 - (0,910-0,740) =0,170, отложенная на оси ординат
Рис. 25. Зависимость выхода бензина при термическом крекинге
от разности плотностей сырья и бензина
графика рис. 25 дает выход бензина около 40%. Выход газа составляет
'Фиблизительно от */$ до % от выхода бензина, т. е. в данном случае 8—
171
10%, остальное (т, е. 100 минус процент бензина и газа) будет при;
литься на крекинг-остаток [1301- ;
Качество продуктов существенно зависит от характеристик исх<
ного сырья. В частности, вязкость остатка-целевого продукта в проц|
се висбрекинга в значительной мере определяется содержант
асфальтенов в исходном сырье.
Фирма Луммус для характеристики изменения вязкости остатк
процессе висбрекинга использует коэффициент уменьшения вязко<
Я, который выражает собой отношение вязкости остатка висбреки»
(фракция, выкипающая выше 200’С) к вязкости сырья, определенн
при температуре 99°С [ 194]. Типичная зависимость уменьшения вязке
ти для сырья различного происхождения от глубины его превращен
представлена на рис. 26. Под глубиной превращения подразумевав
суммарный выход газа и бензина. t
Рис. 26. Зависимость вязкости остатка от глубины
превращения сырья в процессе висбрекинга:
Представленные данные позволяют сделать следующие выводы:
• сырье с одинаковым содержанием асфальтенов может иметь о(
наковый уровень снижения вязкости при различной глубине превра!
ния исходного продукта;
• чем выше содержание асфальтенов в исходном сырье, '
меньше допустимая глубина превращения, обеспечивающая достат
ную химическую стабильность котельного топлива.
Таким образом, природа исходного сырья оказывает существен!
влияние как на уровень снижения вязкости, так и на материальный-
ланс висбрекинга.
172
Зависимость типичного распределения выходов продуктов висбре-
кинга от степени конверсии сырья представлена на рис, 27.
Рис. 27. Зависимость выхода продуктов висбрекинга от степени конверсии сырья:
1 — газ; 2 — бензиновая фракция: 3 — газойль
Как видно, выходы газа, бензина и газойля увеличиваются с ростом
степени конверсии сырья. Однако конверсию можно повышать только до
определенного значения, выше его котельное топливо становится неста-
бильным. Кроме того, при высокой степени конверсии некоторая часть
образующегося газойля дополнительно крекируется в газ и бензин {195].
С целью определения влияния жесткости процесса на снижение
вязкости исходного сырья в БашНИ И НП висбрекингу подвергали про-
дукты товарной западно-сибирской нефти различного фракционного
состава, качество которых представлено в табл. 75. В табл. 76 охаракте-
ризовано качество остатка висбрекинга этих фракций.
Здесьже представлена величина коэффициента снижения вязкости — Л
Очевидно, что висбрекинг фракции, выкипающей в пределах 400-
490°С и имеющей низкую исходную вязкость, практически не приводит
к Уменьшению вязкости остатка висбрекинга. Коэффициент уменьше-
ния вязкости лежит в пределах 1,2-1,3, и изменение его при различных
температурах невелико [180].
Наибольшее снижение вязкости наблюдается при висбрекинге
фракций, имеющих высокую исходную вязкость. Это фракции, выки-
пающие в пределах температур 490-540’С и выше 540°С, с коэффициен-
том снижения вязкости 7—10. Из данных табл. 76 можно сделать вывод,
Что оптимальной является температура нагрева сырья 450-470°С. При
173
Таблица 75. Физико-химические свойства фракций
и остатков западно-сибирской нефти
Показатель Фракции и остатки западно-сибирскои нефти'ЧИ
400-490‘С 490-540'С > 400‘С > 540’С
Плотность, кг/м3 915.4 957.1 953.3 ГоглГ
Коксуемость, % мае 0.8 4,2 8.5 18,4
Молекулярная масса Фракционный состав по Богданову. 'С 425 562 590 933 .
н к 368 390 377
температура выкипания 10% об 408 492 424 -
температура выкипания 50% об 433 518 499 -
температура выкипания 90% об. 468 543 — —
к. X. 504 — — —
Вязкость, "ВУа1 2,57 46,17 18,6 283
’ВУ1ОП 1.4 4,74 6.66 251
дальнейшем повышении температуры наблюдается незначительна
снижение вязкости, но при этом резко возрастает выход газа и бензин
На рис. 28 представлен обобщенный график (получен в БашНИИ НА
позволяющий приближенно оценить уровень снижения вязкости лк
бой фракции западно-сибирской нефти в процессе висбрекинга.
Таблица 76. Влияние температуры процесса висбрекинга на вязкость остатк
продуктов западно-сибирской нефти ’
it h с I « £ | з | 1 i з 14s у й 1 § В 8 1 г Температура опыта и вязкость остатка висбрекинг^
450’С 470’С 490°С 510'С
°ВУ№ R “ВУ80 R °ву80 R ”ВУ§0 j
400-490 Ок 2 6 2J ),2 — — 2.0 1.3 2 Т Гд
490-540 Следы 46,2 5,0 9,2 5.3 8,7 4.3 10,7 — -
>400 3.2 18,6 2,4 — — 6.4 2,9 6 6 2'
>540 7,6 783 107 7,3 95,9 8,2 - — 71,7 id
С помощью этого графика можно определить начало кипения фраки
нефти, из которой висбрекингом возможно получить стандартное котелЫй
топливо марки 100 без применения разбавителей. Вязкость котельноготб|
лива марки 100 должна быть не более (6 градусов Энглера при 80°С. J
Анализ данных, представленных на рис. 28, свидетельствует о т<Я
что включение висбрекинга в схему переработки западно-сибнрей
нефти позволяет увеличить отбор вакуумного газойля на 14-15%;
174
соответствует получению гудрона, выкипающего выше 490-500°С и вы-
работке при этом товарного котельного топлива марки 100 без примене-
ния разбавителей.
Рис. 28. График для определения вязкости остатка висбрекинга
различных фракций западно-сибирской нефти:
1 — вязкость исходных фракций, "ВУде; 2 — вязкость
остатка висбрекинга, ’ВУМ; 3 — кривая ИТК
Свои специфические особенности имеет и процесс замедленного
коксования нефтяных остатков. Этот процесс, протекающий в массе
значительного объема, может быть условно разделен на три стадии.
5 стадия — преимущественно реакции распада с образованием жидких
Фракций. Образование газа незначительное; с течением времени в газе
возрастает содержание водорода, метана, непредельных углеводородов.
Молекулярная масса масел, смол и асфальтенов в остатке снижается.
11 стадия — интенсивное протекание процессов конденсации высоко-
молекулярных углеводородов, вследствие чего молекулярная масса ве-
ществ, составляющих остаток, возрастает- В газе увеличивается
Удержание водорода и метана, содержание непредельных снижается.
После достижения некоторой пороговой концентрации асфальтенов
^чикается интенсивное карбоидообразование. Ш стадия —• снижение
Молекулярной массы составляющих остатка. Происходит дальнейшее
Уплотнение и конденсация его составляющих, заканчивающееся отвер-
Ленисм всего остатка с образованием коксового слоя [181, 196, 197].
175
В процессе коксования температура и продолжительность процеа
выбираются в зависимости от требуемой глубины превращения, т%.
наступления момента перехода остатка из жидкого подвижного сосу,
яния в твердое неподвижное 1169].
На рис. 29 приводятся данные о продолжительности коксования кр
кинг-остатка и гудрона малосернистой грозненской нефтесмеси в завис,
мости оттемпературы.автабл. 77 — кинетические данные этих процессу
Рис. 29. Продолжительность реакции коксования тяжелых остатков смес(
грозненских малосернистых нефтей в зависимости от температуры:
1 — крекинг-остаток, Р420 = 0,990; 2 — прямогонный гудрон, рд20 % 0,980 t
Количество прореагировавшего исходного вещества при коксовав
крекинг-остатка в среднем составляет 70%, а при коксовании гудрона — 7.
Как видно из табл. 77, константа скорости реакции в случае кок
вания гудрона в 1,3-1,9 раза меньше, чем при коксовании крекинг-
татка (в одинаковых условиях). Полученные данные по кинет!
коксования подтверждают некоторые теоретические положения.
Во-первых, прямогонное сырье в процессе коксования менее рв
нионноспособно и на его превращение требуется большая затрата т
левой энергии по сравнению с крекинг-остатком. С повышен]
температуры уменьшается относительная и абсолютная разница в п
должительности коксования, так как для удвоения скорости реак!
требуется повышение температуры для гудрона на 13°С вместо 14,
для крекинг-остатка. j
176
Таблица 77. Результаты коксования крекинг-остатка и гудрона из смеси
малосернистых грозненских нефтей
Расчеты показывают, что продолжительность коксования этих двух
видов сырья становится одинаковой при достижении в реакционной
зоне температуры 483°С и составляет 7,5 мин, а при 500°С — 3,7 мин.
Образование кокса в процессе термоконтактного крекинга нефтя-
ных остатков (ТКК) имеет свои особенности, т. к. основные реакции
протекают в очень тонком слое вещества. Так, при кратности циркуля-
ции кокса от 7:1 до 10:1 и среднем диаметре гранул 200 мкм на 1 кг сырья
приходится поверхность гранул 200—250 м2, что соответствует средней
первоначальной толщине слоя 4—5 мкм [196). Крекинг протекает при
высокой температуре (более 505’С), сравнительно низком общем давле-
нии (0.14-0,25 МПа) в присутствии значительного количества водяного
пара (7-15% мае. и более на исходное сырье). Такие условия протекания
крекинга обусловливают:
• быстрое удаление продуктов первичного распада с относительно
высокой молекулярной массой из реакционного слоя, высокий конеч-
ный выход дистиллятных фракций, высокое содержание ненасыщен-
ных соединений в них и соответственно низкий выход кокса;
• ускоренное течение всех стадий процесса — от первичного рас-
пада до просушки и прокалки. При этом распад гудрона ромаш-
кинской нефти на 80% (1 стадия) завершается при температуре 500’С
За 30 с [196—198]. Для завершения реакций в пластическом слое, про-
сушки и прокалки до получения кокса с содержанием 2% летучих ве-
ществ (П стадия) требуется 60 с. Термический коэффициент скорости
-S363
177
первой стадии при температуре 480-500,’С составляет 1,5-1,6, вторЯ
стадии — 1,2-1,25; Ж
высокую склонность удаленных из пластического слоя рсакциоЯ
неспособных продуктов к реакциям разложения и в меньшей степейИ
уплотнения. Поэтому для снижения протекания П1 стадии процеса»!
конверсии в паровой фазе время пребывания паров в надслойн<ш|
пространстве реактора должно быть минимальным; Ж
• чрезвычайную затрудненность в тонком пластическом слое диЯ
фузии веществ, в том числе ароматических углеводородов, к центре
образования кристаллитов, одновременное образование множества Я
способных к срастанию центров и кокса с неупорядоченной структурой
не склонного к образованию графитируемых форм [199]. Я
Цикличность процесса с чередованием стадий напластования»
пропитки пор гранул новыми порциями сырья со стадиями выжига чаЯ
ти кокса с поверхности гранул обусловливает образование кокса слои
той структуры с низкой пористостью и высокой плотностью. Даннь
приведенные в табл. 78 и 79, иллюстрируют разницу в выходе продукт
и качестве кокса процессов замедленного коксования и термокс
тактного крекинга.
Таблица 78. Сравнение показателей замедленного коксования (I)
и термоконтактного крекинга (II)
Показатель Сырье — смесь остатков Сырье — гудрон ;
1 1 II 1 1 11 1 11
Характеристика сырья'
ПЛОТНОСТЬ, кг/м3 966 1.032 1,02з
коксуемость 9 22.5 22,2 .
по Конрадсону Ж мае.
содержание серы, % яас ),2 1,7 2.9 z
Выход продуктов, % мае..
газ (С,-С3) 6 5.5 9,2 8 8,85 9,‘
КоКС 22 11 40,2 26 33 1,
бутан-бутиаеновая фр 1 5 0.9 2 1,8 2.2 2
бензин (фр. н к-221'С) 17,1 10.2 20,2 14,] 19 15
газойль 53 72 26,9 5] 35,8 44
Режимные параметры процесса ТКК: температура, давление, М
совая скорость подачи сырья наряду со свойствами сырья определи
выход и качество продуктов. Они одновременно влияют и на некого]
эксплуатационные факторы процесса такие как качество леей
ожиженного слоя, грузоподъемность пневмотранспорта, нагрузка с.
178
Таблица 79. Сравнение свойств кокса замедленного коксования (I) и ТКК (II)
— Показатель Кокс (I) Кокс (11)
•^^^[летучих, % мае Содержав™' % мае. W '|Ы металлов, ванадия железа, других примесей углерода водорода Плотность насыпная, г/см3 Плотность истинная, г/см3 Теплотворная способность. кДж/кг Пористость, % об. Влага, % мае. Прочност ь (барабанная проба) 0,1-1 0,0008-0.1 0,26-0,5 82-87 2,3-4,5 0,3-4.5 0,57-0.66 1,28-1.42 33902-35995 23-33 6-12 33-85 1,5-3 0,1-1 0,036-0,075 0.06-0,28 85-92 1,5 -2,1 1.2-8,0 0,84-0,92 1.50-1,6 32647-33902 8 0,3-1,0 20
сырьем, образование коксовых отложений на стенках реактора и пере-
даточных линиях и т. д.
Из характеристик сырья процесса коксования и ТКК наибольшее зна-
чение имеют групповой химический, элементный и фракционный составы,
содержание золы, серы, азота, металлов. Когда содержание примесей в кок-
се нс имеет существенного значения для последующего его использования,
то для характеристики сырья достаточны такие показатели, как плотность,
коксуемость по Конрадсону, начало кипения и содержание серы.
В табл. 80 представлены результаты термоконтактного крекинга
групповых компонентов, выделенных из гудрона ромашкинской нефти
[201.202]. Наибольший выход жидких продуктов (94%), в основном той
же углеводородной структуры, но меньшей молекулярной массы, полу-
чен при ТКК метано-нафтеновых и легких ароматических углеводоро-
дов. Смолы на 15% и асфальтены на 87% превращаются в кокс.
Наибольший выход газа получен из смол. По мере усложнения структу-
ры ароматических углеводородов в продуктах возрастает содержание
смол и асфальтенов. Из сравнения составов групповых компонентов до
и после крекинга обнаруживается, что преобладающей реакцией явля-
ется расщепление парафиновых и нафтеновых углеводородов, отрыв
ВДкильных цепей от ароматических и нафтеновых структур с их после-
дующим распадом, отщеплением гидроароматических колец, входяших
8 состав молекул полициклических ароматических углеводородов, рас-
ПаЛ полициклических ароматических углеводородов. Реакции уплотне-
присуши в основном ароматическим углеводородам, содержащим в
179
молекуле не менее двух циклов. Средние ароматические углеводород
переходят в тяжелые — асфальтены и кокс. Смолистые вешества пре£
рашаются так же, как и ароматические углеводороды, с образование;
значительных количеств легких продуктов. i!
По результатам крекинга различных видов нефтяных остатков kokcJ
емостъю 12—47% [184] получены следующие зависимости выхода продукте
Уот коксуемости сырья Д'при получении тяжелого газойля с к.к. 500°С:
Кокс У = 0,81 + 1,11JC ;
Газ до С4 включительно 2) = 12,61 +0,02#’ ,
Фракция Сз_160“С Г3= 16.65-0.2U ,
фракция 160-350’С К4 = 22.93 - 0.11К
Как и в других термических процессах, в процессе ТКК болыщ
значение имеет время пребывания сырья в зоне реакции, т. е. массов;
скорость подачи сырья. ’
Установлена зависимость между предельным количеством сырь;
подаваемого на единицу объема псевдоожиженного слоя кокса, темц!
ратурой в зоне реакции и коксуемостью исходного сырья (рис. 30).
525 540 560 580
Температура, °C
Рис. 30. Зависимость между максимальной массовой скоростью подачи сыр
и температурой в псевдоожиженном слое процесса ТКК. Цифры на линиях^
коксуемость сырья, % мае.
Очевидно, чем выше коксуемость сырья, гем ниже должна бь
(при прочих равных условиях) массовая скорость его подачи. >
В целом ряде термических процессов (термический гидрокрекинг, е»
ровисбрекинг, крекинг с водяным паром) используются «активирую!!
агенты», такие как; водород, перегретый водяной пар и пр., что позвол:
углубить реакции превращения сырья. При этом (в случае подачи водорЦ
интенсифицируются также реакции гидрогенолиза сернистых соединен!
180
Таблица 80. Результаты термоконтактного крекинга компонентов гудрона
с н.к. > 500°С ромашкинской нефти
Показатель Углеводороды
метано- нафтс- новыс легкие аромати- ческие средние аромати- ческие тяжелые аромати- ческие смолы асфалъ-
"Сырье содержание групповых 11,8 11,2 21,8 13.7 23.7 17,8
компонентов, % мае. элементный состав, % мае. углерод 86.06 85,93 85.60 85,25 83.0 82,98
водород 13.81 12,35 10.20 9,70 9,85 8,13
сера 0,% 1,80 3.80 3.870 3,71 4.30
азот — 0,025 0,15 0,72 0,91 1.40
Выход продуктов, % мае.: газдоС4 5 5 8.0 7 4 11,2 4.5
кокс 0 0,1 2.0 13,1 14,8 86.7
жидкие фракции 94,5 94,0 88,3 79,5 74,0 8.8
вт ч. фракции, ’С. до 205 19,3 12,1 14,8 18,0 20,6
205-35!) 7.8 8.5 9,0 15,9 12,1 —
350—400 9.0 7 6 8,5 6.5 —
400—500 28,4 28,6 26.3 п.о 10,9 —
500-к.к 21,0 26,0 21,7 21,0 17.7 -
гидрирования непредельных углеводородов, снижается коксообразование.
Указанные явления объясняются присутствием в зоне реакции атомарного
водорода. В случае использования водяного пара последний способствует
разрушению сольватных оболочек сложных углеводородных комплексов и
тем самым инициирует их дальнейшее превращение.
Имеется ряд процессов, где в присутствии катализатора происходит
диссоциация молекул воды с образованием атомарных водорода и кис-
лорода. В результате атомы водорода присоединяются к молекулам
сырья, что существенно изменяет направление протекающих реакций в
сторону получения более насыщенных водородом компонентов.
Реакции термического разложения нефтяного сырья, как правило, соп-
ровождаются суммарным эндотермическим эффектом (протекают с погло-
щением тепла), т. е. требуют подвода энергии извне. При этом реакции
деструкции, дегидрирования и деполимеризации, протекающие с образова-
нием из исходной молекулы двух и более молекул продуктов разложения,
эНдотермичны. Реакции полимеризации, конденсации, присоединения
181
водорода, сопровождающиеся образованием из двух и более молек
сырья одной молекулы большей молекулярной массы — экзотермичн]
Суммарный эндотермический эффект свидетельствует о превал
ровании реакций деструкции над реакциями «уплотнения» при терм}
ческих процессах. i
Максимальный эндотермический эффект достигается при перви)
ном расщеплении исходного сырья, когда отсутствуют реакции упл<у
нения. Этот эффект существенно снижается с повышением давления
процессе вследствие экзотермичности вторичных реакций, которы
благоприятствует высокое давление.
Поданным Е. В. Смидович (121], обобщившей результаты определ
ния тепловых эффектов основных термических процессов переработ*
нефти, следует, что наибольший эндотермический эффект сопровождай
процессы пиролиза легких углеводородов (табл. 81). В этой же таблщ
представлены характерные параметры процессов термического крекинг
висбрекинга, пиролиза и коксования, позволяющие судить о диапазе}
изменения режимных показателей указанных процессов.
Продукты рахтичных термических процессов характеризуются ряде
специфических особенностей, определяемых общностью механизма пр<
текающих реакций. Так, в составе углеводородного газа преобладают мет:
и этан при умеренном содержании (25—30%) непредельных углеводороде
С повышением давления в реакционной зоне уменьшаются как выход газ
так и содержание в нем непредельных углеводородов, что обусловлено и>
тенсификанией реакций полимеризации и гидрирования.
Жидким продуктам крекинга свойственно присутствие Henpi
дельных и ароматических углеводородов. При средней глубине проце»
са крекинг-бензины обладают невысоким октановым числом (поряд)
65-70) по моторному методу; с углублением процесса кониентрац
ароматических углеводородов возрастает, поэтому октановое число л
вышается: бензин, получаемый термическим риформингом лигроиг
имеет октановое число 70-72 по моторному методу. Йодные числа т
личных бензинов, образующихся при термическом крекинге под
нием и коксовании, довольно высоки (80-100 г йода на 100 г).
С утяжелением фракционного состава продуктов крекинга их неп[
дельность снижается, крекинг-газойли, выкипающие в пределах 20|
350°С, имеют йодное число 40-50 г йода на 100 г. Более тяжелые фраки*
обычно возвращают на рециркуляцию или выводят в виде тяжелого |
зойля (коксование) или крекинг-осгатка (крекинг под давлением). Вза^
симости от режима процесса и качества сырья эти продукты более
менее ароматизированы. Крекинг-остатки содержат много смолисто-g
фальтовых вешеств и некоторое количество твердых частиц — карбоидя
182
Таблица 81. Теплота реакции и характерные параметры
основных термических процессов
г---— Процесс Сырье Тепловой эффект КДЖ/кт (ххал/кт) Темпера- тура, °C Давле- МПа Время контак- та, мин
сырья на 1 кгобр бензина
^чический крекинг поз давлением Газойлевые ДИСТИЛЛЯТЫ - 1250- 1460 (298-349) 480-540 2-7 -
Тоже Мазут (гудрон) - 1250-1670 (298-399) 480-540 2-7 -
Висбрекинг Тяжелые остатки 117-234 (28-56) - 430-490 1-5 2-20
Пиролиз н-Бутан 1250(298) - 840-900 - 0,io- о.30 с
Замедленное коксование Тяжелые остатки 84-168 (20-40) - 490-500 0,2-0,5 1440
Периодическое коксование Крскинг- остатки 210(50.3) 440-500 0.2-0,4 -
Термокон- тактный крекинг Тяжелые остатки - 480-560 0,1-0.2 0.25-0,50
В связи с высоким содержанием сернистых соединений в сырье
крекинга — нефтяных остатках и их разложением в ходе термических
превращений, в бензиновых дистиллятах концентрируется значи-
тельное количество сернистых соединений (0,3—1,2% мае., считая на се-
ру). В средних дистиллятах содержание серы достигает 1,0—2,5% мае., в
зависимости от качества исходного сырья.
8.3. Виды термических процессов
переработки нефти
Основные характеристики современных термических процессов глубо-
кой переработки нефти и их классификация даны в табл. 82 и 83 и рассмот-
рены ниже в порядке увеличения глубины превращения сырья (120].
Висбрекинг — наиболее мягкая форма термического крекинга,
Представляет собой процесс неглубокого разложения нефтяных остат-
ков (мазутов и гудронов) в относительно мягких условиях (под давлени-
1—5 МПа и температуре 430—490°С) с целью снижения вязкости
остатков для получения товарного котельного топлива. Процесс эндо-
термический, осуществляется в жидкой фазе. Возможности висбрекин-
Га по увеличению выработки светлых нефтепродуктов ограничены
Фебованиями к качеству получаемого остатка.
183
Таблица 82. Основные технологические показатели термических
процессов глубокой переработки нефти
Наименование процесса Назначение процесса Выход светлых нефтепродуктов, »
% мае от перерабатываемого сырья
I 5. 1 2 |1 1 S4
I. Висбрекинг Получение котельного топлива и светлых нефтепродуктов 5-20 16-22 - - 8
2. Термический крекинг Получение светлых нефтепродуктов, сырья для технического Углерода 15-25 27-35 70 51 47,
3 Замедленное коксование Получение кокса, свет- лых нефтепродуктов 30-50 -60 - Дог
4 Термоконтактный крекинг Получение кокса, свет- лых нефтепродуктов 70-80 -80 -
5 Крекинг остатков с водородом и водяным паром Получение светлых нефтепродуктов и котельного топлива 20-40 10-30 -
Степень превращения сырья в этом процессе минимальная, отб(
светлых нефтепродуктов от гудрона не превышает 5-20%, а от мазута»
16-22% 1180). При этом получается более 75% условно непреврашенн
го остатка — котельного топлива.
Процесс отличается простым технологическим оформление
В промышленности применяют две разновидности висбрекинга: пе
ной и с использованием выносной реакционной камеры (сокинг-кам
ры). Печной крекинг представляет собой высокотемпературнб
процесс с малым временем контакта, а крекинг с сокинг-камерой — ни
котемпературный процесс с большим временем контакта. Применен
сокинг-камеры повышает селективность процесса, уменьшает расц
тепла (65-70% количества тепла, расходуемого при печном висбрекинп
увеличивает глубину превращения сырья, снижает закоксовывание 31»
евика печи и увеличивает межремонтный пробег [203]. На современЦ
нефтеперерабатывающих заводах висбрекинг позволяет:
сократить производство тяжелого котельного топлива;
уменьшить количество прямогонных дистиллятов для разбав
ния тяжелых, высоковязких остатков (гудронов), используемых в >
честве котельного топлива; '
184
Таблица 83. Классификация термических процессов
по типу перерабатываемого сырья
Процесс Сырье Получаемые продукты
•рдобрСКИНГ Мазут Гудрон 1аз, бензин, средние дистилляты, вакуумный газойль. крекинг-остаток Газ, бензин, средние дистилляты, крекинг-остаток
'Термический крс КИНГ Вакуумный газойль Тяжелый газойль каталитического крекинга Экстракты масляного производства Тяжелый газойль коксования Мазут Полугудрон Газ. бензин, средние дистилляты, крекинг-остаток Газ, бензин, легкий газойль, термогазойль, крекинг-остаток Газ. бензин, легкий газойль, термогазойль, средние дистилляты, крекинг-остаток Газ, бензин, средние дистилляты, креки нг-остаток Газ, бензин, крекинг-остаток
Замедленное коксование Крекинг-остаток термического крекинга дистиллятного сырья (вакуумного газойля, тяжелого газойля коксования, тяжелого га- зойля каталитического крекинга) Крекинг-остаток термического крекинга остаточного сырья (мазута, гудрона) Остаток выше 450'С гидрообес- серивания остаточного сырья Гудрон Экстрам деасфальтизации (аз, бензин, газойль, игольчатый Газ, бензин, легкий и тяжелый газойль, кокс Газ, бензин, легкий и тяжелый газойль, кокс
Периодическое коксование Полугудрон Креки н г-остаток Газ, дистиллят, кокс
1ермоконтакт- Hbifj крекинг в «кипящем» слое с получением кокса (флюил- кокилг) Мазут Гудрон Экстракт деасфальтизации Тяжелые и битуминозные нсгрти 1аз, бензин, легкий и тяжелый газойль, пылевидный кокс
|еРМОКОН- К₽СКИН| 8 «кипящем» слое е г®ификаиией Кокса (флекси- кокинг) Мазут Гудрон Асфальт деасфальтизации Тяжелые и битуминозные нефти (азы углеводородный, топлив- ный (или сингез-газ), бензин, легкий и тяжелый газойль
185
• расширить ресурсы сырья для каталитического крекинга и гидИ
рокрекинга; ж
• выработатьдополнительное количество легких и средних дистиЛ®
лятов, используемых как компоненты моторных и печных топлив.
Термический крекинг осуществляется в трубчатой печи под давд^в
нием от 2 до 7 МПа и температуре 480-540°С. После сброса давление
производится резкое охлаждение продуктов процесса для предотврд
щения дальнейшего крекинга до кокса и газа. С повышением темперу
туры и времени пребывания сырья в зоне реакции увеличиваете
коксообразование в змеевиках печи, что ограничивает глубину крекин-
га и не позволяет достичь максимального выхода светлых нефтепрр
дуктов; поэтому часть крекируемого сырья остается непревращенной
Выход светлых продуктов при крекинге мазута не превышает 27—355
мае. 1204]. В процессе термического крекинга вакуумного газойля вы
ход светлых нефтепродуктов может достигать 70% мае. на сырье. Пр
термическом крекинге ароматизированных дистиллятных продукте
(тяжелых газойлей каталитического крекингам коксования) также дос
тигается достаточно высокая степень превращения сырья. Целево
направленностью этого процесса является получение термогазойлевы
фракций с температурой н.к. 200-280°С, представляющих собой сыр)
для производства активного технического углерода (при этом выхо,
светлых нефтепродуктов составляет 47—51% мае.).
В целях обеспечения требуемой глубины превращения на бол>
шинстве установок, особенно при переработке тяжелого сырья, npt
дусматриваются специальные реакционные аппараты, в которы
сырье выдерживается определенное время при температуре реакнш
На современных установках, как правило, применяют крекинг с р<
циркуляцией.
Недостатком процесса термического крекинга, особенно тяжелых в
дов сырья, является незначительная конверсия и невысокий выход светл!
нефтепродуктов, что связано с коксообразованием в змеевиках печи.
Коксование — наиболее глубокая из рассматриваемых форм терм
ческого крекинга нефтяных остатков, осуществляемая при низком д4
лении и температуре 440-560’С. Процесс проводят в направлен!
концентрирования асфальтосмолистых вешеств сырья в твердом пр
дукте-коксе и получения в результате этого более богатых водород<
продуктов — бензина и средних дистиллятов. Различают периодиче
кое, замедленное (полунепрерывное) и непрерывное коксование. :
Периодическое коксование осуществляется в обогреваемых каме(
(периодического действия) для переработки нефтяного сырья с целью Г
лучения электродного кокса специального назначения. Процесс отличай
низкой производительностью и большой трудоемкостью обслуживая
186
к0ксовых кубов. Максимальный выход кокса достигает 50% мае. на сырье
(выход светлых нефтепродуктов невысокий — до 25% мае. на сырье).
Замедленное (полунепрерывное) коксование проводится в необогре-
ваемых камерах и применяется для переработки нефтяных остатков в
светлые нефтепродукты, газойлевые фракции и кокс. Типичные усло-
вия процесса замедленного коксования: температура 480-510’С, избы-
точное давление в реакторе 0,14-0,4 МПа, кратность циркуляции —
О 1-1J на свежее сырье [205, 206, 207].
При переработке малосернистого сырья, а также при использова-
нии термостойкого и ароматизированного сырья (дистиллятного кре-
кинг-остатка термического крекинга вакуумного газойля, тяжелых
газойлей каталитического крекинга и коксования) стремятся к получе-
нию максимального количества высококачественного кокса. Так, из
гудрона малосернистых нефтей получают 25% электродного кокса, а из
дисгиллягного крекинг-остатка — примерно 38% кокса игольчатой
структуры. При переработке сернистого сырья процесс проводят в на-
правлении получения максимального количества жидких продуктов.
Выход светлых нефтепродуктов из гудрона сернистых нефтей при дав-
лении 0,1 МПа достигает 47% мае. на сырье, в том числе легкого газойля
(фр. 180-350’С) - 35% мае. [200, 207].
Непрерывное коксование (термоконтактный крекинг) применяется
для переработки тяжелых видов сырья, в том числе битуминозных неф-
тей с высоким содержанием металлов и высокой коксуемостью.
Процесс осуществляется при высокой температуре 480-560’С, дав-
лении 0,1—0,2 МПа и в присутствии порошкообразного коксового теп-
лоносителя. В реакторе сырье коксуется на поверхности теплоносителя,
нагретого до 600°С. Образующиеся при этом пары охлаждаются в пар-
циальном конденсаторе (скруббере), и сконденсировавшаяся их часть
вместе с коксовой пылью возвращается в реактор, а пары более легких
фракций поступают на ректификацию. Полученный кокс направляют
из реактора в коксонагреватсль, откуда мелкие частицы вновь возвра-
щаются в реактор, а крупные выводятся из процесса. Порошкообраз-
ный кокс может быть реализован как товарный продукт (выход на сырье
при переработке гудрона около 20% мае.) или подвергнут парокисло-
Родной газификации с образованием низкокалорийного топливного га-
за- При двухступенчатой газификации на первой ступени
ОсУЩествлястся паровая газификация и образуется еннтез-газ, ис-
пользуемый для дальнейших синтезов.
При термоконтактном крекинге с газификацией образующегося
к°кса достигается максимальная (из рассматриваемых процессов) сте-
пень конверсии сырья в газообразные и жидкие продукты с выходом до
9% мае. на сырье [184, 185].
187
8.4. Технология термических процессов
8.4.1. Висбрекинг
Технологическую схему установки висбрекинга определяет преж
всего назначение процесса. Существуют схемы, позволяющие лолучд
максимальное количество котельного топлива с минимальным колич
ством газа и бензина; имеются схемы, обеспечивающие производс-п
значительного количества легких дистиллятовтипа дизельного топлиец
Одна из наиболее простых схем (фирма Келлог) приводится i
рис. 31 [208]. Исходноесырье (гудрон или мазут) нагревают и подверг
ют легкому термическому крекингу. Выходяший из печи продукт пос
охлаждения легким газойлем направляют в нижнюю (испарительную
секцию фракционирующей колонны, а в верхней (ректификационно'
секции пары разделяются на бензин, газ и тяжелый газойль.
Рис. 31. Схема установки висбрекинга фирмы Келлог:
1 — теплообменник; 2 — печь; 3—фракционирующая колонна;. 4—отпарная колонна,-
газосепаратор. Потоки: I — исходное сырье; II — поток орошения; III — охлаждаюиИ
поток; IV — пар; V — газ висбрекинга; VI — бензин; VII — остаток висбрекинга
Тяжелый газойль выводится из колонны как боковой погон в <
парную колонну для удаления легких компонентов, после чего сме1[[
вается с остатком из колонны или используется как сырье Л
каталитического крекинга. Остаток из колонны проходит через теПЛ
188
обменник сырье-продукт, смешивается с отпаренным тяжелым га-
зОйлем, охлаждается дополнительно и перекачивается в резервуары,
g качестве головного погона из колонны отбирают лары нестабильного
бензина и газ, используемый в качестве топлива.
Схема процесса по проекту фирмы Луммус представлена на рис. 32
j209] Сырье (гудрон или мазут) нагревают и подвергают легкому кре-
кингу в печи висбрекинга. Выходящий из печи поток охлаждают, после
чего его подают во фракционирующую колонну. Продукты реакции
разделяют на газ, бензин, газойль и остаток висбрекинга. По другому ва-
рианту газойлевые фракции можно возвращать в котельное топливо,
р табл. 84 представлены данные по работе установок висбрекинга фир-
мы Луммус.
Рис. 32. Схема установки висбрекинга фирмы Луммус:
1 — печь висбрекинга; 2 — фракционирующая колонна: 3 — отпарная колонна; 4 —
газосепаратор. Потоки: I — сырье; II — пар; III — газ; IV — бензин; V — газойль; VI —
остаток висбрекинга
Очевидно, что процесс позволяет в несколько раз снизить вязкость
котельного топлива при выходе последнего 88-90% мае. на сырье (сум-
марно газойля и остатка).
Для увеличения ресурсов средних дистиллятов висбрекинг приме-
няют в сочетании с термическим крекингом.
Схема совмещенной установки висбрекинга — термического крекин-
са, рассчитанная на максимальную конверсию, показана на рис. 33 [210].
Тяжелые газойли, выделяемые в колоннах этой установки, пол-
ностью рециркулируют; если необходимо, эти дистилляты можно на-
править на каталитический крекинг. Время пребывания сырья в печах
189
Рис. 33. Схема совмещенной установки висбрекинга — термического крекинга
1 — печь висбрекинга; 2 — печь термического крекинга; 3 — атмосферная колонна; 4 —
вакуумная колонна; 5 — газосепаратор. Потоки: I — мазут; И — дистиллят; III — вакуумнь
газойль на закалку, IV — газ; V — бензин; VI — газойль; VII — вакуумный погон; VIII —
вакуумный дистиллят; IX — разбавитель; X — остаток с пониженной вязкостью
крекинга рассчитывают, исходя из заданного уровня конверсии. Коксе
образование в реакционных трубах определяется тепловой нагрузкой
скоростью потока. Для реакционных груб висбрекинга остатков и тер
мического крекингадистиллятоврскомендуютсясоответственнотепл<
вые нагрузки 27—54 и 23—29 Мкал/м2,ч и линейные скорости (
пересчете на объем сырья при 15’С) 0,6-1,8 и 1,4-2,3 м/с. В опт!
мальных условиях межремонтный пробег печей висбрекинга меняете,
от 2—3 мес. при жестком режиме до 10 мес. — при более мягком режим»
В ряде случаев для уменьшения закоксовывания печных труб и увелич
ния мошности установок процесс завершают в реакционной камер
куда направляют продукты из печи.
С начала 80-х годов все более широкое распространение получа
варианте выносными реакционными камерами. Фирмами ШеллиЛу
мус построены десятки установок, использующих такие камеры.
Применение реакционных камер позволяет испол ьзовать нагрев
тельную печь меньшей тепловой мошности, что упрошает утилизами
тепла дымовых газов, приводит к меньшему количеству вырабатыв
емого водяного пара. Фирма Луммус |211) отмечает следующие преиМ
190
Таблица 64. Данные о работе установки висбрекинга
по проекту фирмы Луммус
Показатель Остаток нефти
вакуумный атмосферный
Характеристика сырья
fj^OTHOCIb. Кг/М Температура застывания. 'С Вязкость. сСт при 50"С при 99°С Выход, ® мае. нестабильный бензин (фр н к -177"С) газоиль(фр 177-343“С) остаток (фр 343°С-к к ) 1024,6 49 1900 2,5 7,5 15,0 75,0 948,4 10 175 22 2,5 7,5 24,0 66.0
Характеристика фр 177"С-кк.
Плотность, кг/м-’ Вязкость при 99°С, сСт Темперлура застывания, ‘С 995,8 380 40,6 924,8 10 4,4
щества процесса висбрекинга с реакционной камерой по сравнению с
обычным: снижение капитальных затрат на 10-15%; меньший размер
печи; меньшие размеры оборудования для утилизации тепла дымовых
газов; более низкий перепад давления в печи; меньший расход топлива;
большие выходы продуктов и лучшая селективность; большая дли-
тельность межремонтного пробега — до 1 года (время работы установки
на потоке 330 дней); меньшая чувствительность к авариям; меньшее ко-
личество пара от утилизации тепла.
Одним из решающих преимуществ, определяющих интенсивное
внедрение процесса висбрекинга с реакционной камерой, является
уменьшение энергетических затрат.
В качестве наиболее эффективной конструкции зарекомендовали
себя вертикальные цилиндрические реакционные камеры. Применение
Указанных камер позволяет снизить глубину превращения сырья в реак-
ционном змеевике и довести се до нужной глубины в камере. Схема та-
кой установки представлена на рис. 34. Для сравнения по режимным
Параметрам представлена схема обычного (печного) висбрекинга. Вид-
Но, что если при обычном висбрекинге сырье необходимо нагревать в
ПеЧи до температуры 480°С, то для достижения той же глубины превра-
щения при висбрекинге с реакционной камерой достаточно 450°С. В от-
Личие от традиционных реакционных камер, существующих на
Установках термического крекинга, в которых продукты реакции прохо-
191
дят сверху вниз, в данном случае продукт из печи поступает снизу, а
ходит через верх, что позволяет значительно увеличить вр<
пребывания жидкой фазы в зоне реакции и приводит к увеличению с
пени превращения исходного сырья.
Рис. 34. Схемы установок висбрекинга с реакционной камерой (а) и без камеры
1 — печи, 2 — фракционирующие колонны; 3 — реакционная камера. Потоки: I — сыр
II — закалочный продукт; ill — газ * бензин; IV — газойль; V — крекинг-остаток
Материальный баланс висбрекинга с реакционной камерой анало
чен материальному балансу висбрекинга, осуществляемому в трубча!
змеевике. Типичные показатели процесса висбрекинга представлен!
табл. 85.
Сопоставление схем висбрекинга со схемой двухпечного креки
свидетельствует о лучших расходных показателях варианта с исполь
ванием выносной реакционной камеры (табл. 85).
Свойства котельного топлива, получаемого висбрекингом в ре;
□ионной камере и трубчатом змеевике, практически одинаковы.,
вследствие более высоких температур, применяемых при проведет
процесса в змеевике, и наличия значительных перегревов пристень
пленки жидкости стабильность котельного топлива несколько вы
при получении соплива висбрекингом в реакционной камере. Остач
висбрекинга могут также использоваться как компоненты сырья п]
иесса каталитического крекинга, производства кокса, технического,
лерода и т.п.
Недостатком варианта с выносной реакционной камерой являб
сложность очистки печи и самой камеры от кокса. Такая очистка про)
дится реже, чем на установке со змеевиковой печью, однако для неет
буется более сложное оборудование.
В настоящее время фирмы Фостер Уилер и ЮОПи предлагают
местно разработанный вариант змеевикового висбрекинга [195]. Фи?
Фостер Уилер спроектировала большое число установок этого типа..^
192
Таблица 85. Типичные показатели работы установок висбрекинга
Показатель Установка
двучленная однопечная
с реакцион- ной камерой без реакцион- ной камеры
Сырье Широкая фр мазута Узкая фракция гудрона
ТыЬпЮСть, кг/м? Вязкость при 50’С, секунд Сейболта Температура потери текучести, ‘С Вакуумная разгонка, "С- температура выкипания 10% об температура выкипания 20% об. 942 190 21 300 353 375 1010 90000 36 460 505 518 1010 90000 36 460 505 518
Продукты
Выход на сырье,% мае. фр. с,-с4 фр Cj-165'C фр 165-350’С Котельное топливо (остаток* разбавитель) Остаток 28 66 2.5 4,5 13 80 2,5 13 80
Котельное топл во (крекинг-остаток)
Вязкость при 50°С, секунд Сейболта Температура потери текучести. 'С Стабильность топлива AS'( MD-1661 350 15 №1 42000 № 1 42000 № 1
Газойль (фр. 165-350’С)
Вязкость при 50’С, секунд Сейболта 2.5 2,5 2,5
Расходные показатели
Расход на 1 т сырья, т топлива эл энергии, кВтч пара на суммарный продукт вода на охлаждение 0.037 10 0.16 0,3 0,016 0,02 0,2 0,023 0,07 0,2
иензиаром процесса висбрекингас выносной реакционной камерой Яв-
Ляется фирма Шелл, по технологии которой также сооружено
значительное количество промышленных установок.
В табл. 86 приведены типичные физико-химические характеристи-
Ки мазута и гудрона аравийской нефти парафинового основания, в
^бл, 87 _ продуктов их висбрекинга по технологии Фостер Уилер.
Таблица 86. Сырье процесса висбрекинга
Показатель Сырье висбрекинга — остаток легкой аравийской нефти
Мазут 1удрон
Плотность при 20"С, кг/м ’ 960 1021 "
Коксуемость (по Конрадсону}, % мае. 8,5 20,3
Содержание серы, % мае. 2,95 4,0
Вязкость, мм2/с
при 54°С 150 30000 Ч
при 210’С 25 900 -i
Таблица 87. Выход и качество продуктов висбрекинга
Продукт Выход, % мае Плотность, кг/м3 Содержание серы, % мае.
Висбрекинг мазута легкой аравийской нефти
Сероводород 0,2 —
Углеводороды:
С|—С3 2,0
Фр- с4 0,9 — —
Фракция
С5-166"С 7 9 748 0,54
166-316X2 14,5 842 1,34 1
316—к к 74,5 976 3.48 я
Висбрекинг гудрона легкой аравийской нефти
Сероводород 0.2 — — '
Углеводороды
С,—С3 1.5 — — 1
фр. С4 0,7 — —
Фракция
С5-166аС 6.0 748 0.6
166-350’С 15,5 859 1.7 *
350-к к 76.1 1048 4,7
Указанные выходы продуктов достигнуты при стандартном режиме йог
нопроходном процессе с получением стабильного остатка. Данное распред!
ленце выходов практически одинаково как для печного варианта, так и JM
варианта с сокинг-секцией (при одинаковой степени конверсии сырья). *
В отечественной практике накоплен значительный опыт экспл'
атации процесса висбрекинга на базе реконструированных установи
термического крекинга (как печного варианта, так и с использование
сокинг-секции).
194
На рис. 35 приведен вариант реконструкции типовой установки
двухпечного крекинга на висбрекинг, который был осуществлен на
р]ПЗ в г. Омске.
Рис. 35. Принципиальная схема установки висбрекинга на Омском НПЗ:
1 — насосы; 2 — печь крекинга тяжелого сырья; 3 — печь крекинга легкого сырья; 4 —
реакционная камера; 5 — эвапоратор; 6 — ректификационная колонна, 7 — конденсаторы-
холодильники: 8 — рефлюксные емкости; 9 — испаритель низкого давления; ТО —
теплообменник; 11— холодильники. Потоки: I — горячее сырье с АВТ; II — жирный газ;
III — бензин; IV — газ на факел; V — дистиллят; VI — крекинг-остаток
Сырье, подогретое в теплообменнике, направляется в аккумулятор
испарителя низкого давления, откуда обогащенное рисайкловыми
фракциями забирается и прокачивается двумя потоками через печь кре-
кинга легкого сырья, где нагревается до 390—400°С и поступает в ректи-
фикационную колонну. Продукт с низа колонны направляется в печь
крекинга тяжелого сырья. Флегма из аккумулятора ректификационной
колонны направляется в крекинг-остаток, поступающий из эвапорато-
ра в испаритель низкого давления. Далее крекинг-остаток с низа испа-
рителя низкого давления откачивается на производство котельных
топлив. По этой схеме печь крекинга легкого сырья загружается смесью
полугудрона и рисайкла из испарителя и повышает температуру сырья,
поступающего в печь крекинга тяжелого сырья.
I95
Основные параметры работы установки висбрекинга приведены hi
Парамегры работы печи 2
Загрузка, м’/Ч
Температура на входе, ’С
Давление на входе, МПа
150-180
475-480
4.0—4,2
Параметры работы печи 3
Загрузка. м3/ч
Температура на входе, °C
Давление на входе, МПа
Температура низа ректификационной колонны, °C
Давление в рефлюксной емкости. МПа
Температура аккумулятора ректификационной колонны, "С
Отбор газа, % мае
Отбор бензина. % мае
120-130
390-400
2,2-2.5
390-400
0,9
300-310
Опыт работы по этой схеме показал, что по сравнению с обычны*
режимом существенно увеличивается межремонтный пробег установи
(в среднем 50-60 еут).
При висбрекинге полугудрона и выводе бензина с концом кипенщ
200°С получается крекинг-остаток со средней условной вязкостью npi
80°С, равной 10 градусам Энглера. Для получения остатка с ВУэд
температура конца кипения бензина не должна превышать !70°С.
Для прекращения реакции при требуемом уровне конверсии и пре
Дотврашения отложений кокса в последующем оборудовании необха
димо охлаждать поток, выходяший из печи при высокотемпературно!
висбрекинге. В качестве охлаждающих агентов можно применять га
зойль, тяжелый остаток висбрекинга, сырую нефть, бензин и воду.
На Московском и Рязанском НПЗ осуществлен процесс висбре
кинга гудрона с выносной реакционной камерой. В ОАО «Уфимски
НПЗ» реализован процесс висбрекинга гудрона — печной вариант (I
разработкам БашНИ И НП).Для этой цели реконструирована установи
термического крекинга с доведением ее производительности до 1,2 м/
т/год по гудрону [212, 213].
Сырьем висбрекинга служат остатки перегонки смеси (3:1) запй
но-сибирской и арланской нефтей. Их физико-химические характер#
тики: плотность при 20°С 985—995 кг/м , условная вязкость при 80°С;
26—150 с, температура вспышки в открытом тигле — более 266’С. В®
зультате обеспечивается 5-6-кратное снижение вязкости остатка с й
лучением товарного котельного топлива.
Для повышения эффективности процесса висбрекинга рассматр
вается вариант реконструкции этой установки с включением в схе
выносной реакционной камеры.
196
0.4.2. Термический крекинг
Наиболее распространенной формой промышленного процесса
термического крекинга до 40-50-х годов был крекинг при высоком дав-
лении. В 1935 г. был разработан проект отечественной двухпечной кре-
кинг-установки системы «Нефтепроект». В одной печи подвергали
легкому крекингу тяжелую часть мазута, а во второй осуществляли глу-
бокий крекинг керосино-газойлевых фракций, содержащихся в исход-
ном мазуте и образовавшихся после легкого крекинга. Таким образом,
был соблюден необходимый при крекинге принцип селективности: тя-
желую часть сырья, выкипающую выше 350°С, подвергали крекингу при
мягком температурном режиме (470-480°С), а керосино-газойлевые
фракции (200-350°С) — при более жестком (500-510°С) (121].
Поточная схема крекинга такова:
Из схемы видно, что в печи глубокого крекинга в качестве свежего
сырья используют керосино-газойлевые фракции прямогонного проис-
хождения и фракцию 200-350°С, полученную легким крекингом остатка.
При утяжелении исходного сырья единственным источником питания
этой печи является газойлевая фракция легкого крекинга, выход которой
незначителен, и в конечном счете тяжелое остаточное сырье оказывается
Целесообразным перерабатывать на однопечной установке.
Характерно, например, что если на первых установках системы
"Нефтепроект» соотношение загрузки в печах тяжелого и легкого сырья
было равно 1,5:1, то строившиеся с 50-х годов установки системы «Гип-
Ронефтезаводы» имели печи с соответствующим отношением 4:1, при-
чем при их эксплуатации на гудроне оказалось, что в этом случае печь
легкого сырья была недогруженной.
Стремление повысить селективность крекинга привело к созданию
многопечных установок: с тремя, четырьмя и даже пятью печами. В ре-
197
зультате крекинга по многопечной схеме глубина отбора бензина пра^
тически не увеличивалась- Кроме того, несмотря на некоторьц
экономические преимущества мнотопечные установки были весьм;
сложны в эксплуатации и поэтому широкого развития они не получили
Типичным сырьем установки являются остатки первичной пере!
гонки нефти: мазут выше 350°С и гудрон выше 500°С, тяжелые газойл»
коксования и каталитического крекинга.
Схема установки термического крекинга зависит от назначени
процесса и от используемого сырья (135]. Для тяжелого, остаточной
сырья применяются установки двухпечного крекинга с выносной реак-
ционной камерой. Схема такой установки приводится на рис. 36. Сырье
подогревается в теплообменнике Т-1 и делится на два потока. Один ц
Рис. 36. Схема установки термического крекинга: ,
I — сырье; II — газ; III — головка стабилизации; IV — стабильный бензин; *
V — керосино-газойлевая фракция; VI — крекинг-остаток
потоков подается в нижнюю часть ректификационной колонны К-З»
второй — в верхнюю часть испарителя низкого давления К-4. Поток
поступивший в К-4, обогащается тяжелыми газойлевыми фракциями,!
направляется в К-3. С низа К-3 остаток попадает в печь тяжелого сырь
П-1. Колонна К-3 разделена на две часги «глухой» тарелкой. Скаплик
юшаяся на этой тарелке жидкость подается на глубокий крекинг в пеЧ
легкого сырья П-2. Продукты крекинга из П-1 и П-2 объединяются
идут в выносную реакционную камеру К-1, а затем в испаритель выс<
кого давления К-2. В К-2 от парожидкостной смеси отделяется кр^
198
кинг-остаток, самотеком поступающий в испаритель низкого давления
К-4. В К-4 из крекинг-остатка выделяются пары керосино-газойлевой
фракции, которые уходят с верха К-4. Поток паров из верхней части К-2
поступает на разделение в ректификационную колонну К-3. С верха К-
3 уходят пары бензина и газ, с «глухой» тарелки — сырье в печь легкого
сырья П-2, с низа — сырье в печь тяжелого сырья П-1. Верхний продукт
К-2 охлаждается в конденсаторе-холодильнике и в газосепараторе Е-1
разделяется на нестабильный бензин и газ. Газ уходит на газофракии-
онируюшую установку (ГФУ), а бензин через теплообменник Т-3 пос-
тупает в стабилизатор К-5. В К-5 из бензина удаляются легкие
углеводороды, также направляемые на ГФУ.
Технологический режим
На входе в П-1
На выходе из П-1
На выходе из П-2
В К-1
В К-2
Верха К-3
Низа К-4
Температура, "С
390-410
470-490
530-545
460-500
430-460
210-220
400-415
Давление, МПа
5,0-5,6
2,2-2,7
2.2-2,8
2.0-2,5
0,85-1,25
0.8-1,2
0,15-0,3
Мощность и материальный баланс. На НПЗ России находятся в
эксплуатации установки мощностью 400-600 тыс. т/год. В табл. 88 при-
ведены материальные балансы термического крекинга при переработке
мазута (1) и смеси гудрона с тяжелым каталитическим газойлем (I I).
Продукция:
1) газ — содержит непредельные и предельные углеводороды, на-
правляется для дальнейшей переработки на газофракционируюшие ус-
тановки;
2) бензин — октановое число 65-70 (ММ), содержание серы при
переработке остатков из сернистых нефтей — 0,5-1,2% мае.; в бензине
термического крекинга содержится до 25% мае. непредельных углеводо-
родов (алкенов и алкадиенов), поэтому он обладает низкой химической
стабильностью;
3) керосино-газойлевая фракция является ценным компонентом
Флотского мазута, после гидроочистки может применяться как компо-
нентдизельных топлив;
4) крекинг-остаток используется как котельное топливо, имеет бо-
ясе высокую теплоту сгорания, более низкую температуру застывания и
вязкость, чем прямогонный мазут.
Некоторые установки термического двухпечного крекинга ис-
пользуются для других целей, например, для получения сажевого сырья.
Сажа находит широкое применение в народном хозяйстве, главным об-
разом как наполнитель резин, а также в лакокрасочной, полиграфичес-
199
Таблица 38. Материальные балансы термического крекинга при переработке^
мазута (I) и смеси гудрона с тяжелым каталитическим газойлем (II) .
Сырье 1
Показатель
1 U п
Поступило, % мае..
мазут 100,0 — ‘
гудрон — 75,0
тяжелый каталитический газойль — 25,0 »
Всего' 100,0 100,0 -
Получено, % мае.
углеводородный газ 3.5 2.5
головка стабилизации 3.6 3 4 !
крекинг-бензин 19.7 14.2
керосино-газойлевая фракция 5,3 3.9
крекинг-остаток 67,9 76,0
Всего. 100,0 100,0 )
Расходные показатели (в расчете на 1 тсырья).
пар водяной, ГДж (Гкал) 0,4-0,60(0,1-0.15) 4
электроэнергия, кВт ч 8- 12 :
вода оборотная, м3 20 -30 J
ТОПЛИВО,КГ 50 75 i
кой и других отраслях промышленности. В качестве сырья дл(
производства сажи используют высокоароматизированные дистилляты, со-
держащие би- и полициклические ароматические углеводороды — газойлг
каталитического крекинга или их смеси с экстрактами селективно!
очистки масел [121, 127,215]. _ >
Для дальнейшего облагораживания этого сырья его подвергаю
термическому крекингу по следующей схеме: сырье разделяется в ко]
лонне на легкую и тяжелую части, которые после смешения cooi
ветственно с легким и тяжелым рециркулятом подают в печи П-2 и П-1
Крекинг в обеих печах отличается более жестким режимом, чем пр
запроектированном процессе крекинга остаточного сырья. Так, на вы
ходе из печи П-1 температура достигает 500°С (вместо 470-490’С), а и
выходе из печи П-2 — 5 50’С (вместо 530-545°С). Это объясняется высб
кой термической стабильностью исходного ароматизированного сыры
Для увеличения выхода целевого продукта (термогазойля) в дополи»
тельном испарителе К-4 давление снижено до 0,1 МПа. Еще больше
выхода термогазойля достигают при включении в схему вакуумного и<
парителя. В этом случае выход целевого продукта превышает 50% *
сырье (остальное — газ, бензин и крекинг-остаток). -
200
Термогазойль, получаемый из сернистого сырья, имеет следующие
примерные показатели: плотность 993 кг/м3, ид° 1,5770; содержание
серы 3,27%, содержание ароматических углеводородов 75,5% (в том
числе 70,3% би- и полициклических), коксуемость 0,84%; индекс корре-
ляции ИК-90,2.
Индекс корреляции является важным показателем сажевого сырья,
выражает зависимость между плотностью и температурой кипения
для углеводородов различных рядов. Для расчета индекса корреляции
выведена формула
ИК = 473,7'Р240 - 456, 8 + 4^,
где рд° — относительная плотность сырья; Т — средняя температура ки-
пения нефтепродукта. Согласно техническим нормам на сажевое сырье,
индекс корреляции должен быть не менее 90 [214, 215].
8.4.3. Процесс коксования
Коксование тяжелых нефтяных остатков можно рассматривать как
форму глубокого термического крекинга, который осуществляется
обычно при температурах от 440 до 560°С и давлении от атмосферного
до 7 МПа. При этом получаются газообразные и жидкие продукты реак-
ций деструкции, а также твердый продукт реакций поликонденсации и
глубокого уплотнения — кокс (углеродистый остаток).
В промышленной практике существуют три способа коксования:
периодическое (в кубах), полунепрерывное (коксование в необогрева-
емых камерах, или замедленное коксование), непрерывное коксование
в «кипящем» слое, или термоконтактный крекинг на порошкообразном
теплоносителе. Периодическое коксование нефтяных остатков в кубах
является наиболее простым и старым способом. Его применяют для по-
лучения электродного кокса — крупнокускового. Однако этот процесс
Не перспективен из-за малой производительности и небольшого срока
службы кубов, большой затраты труда на выгрузку кокса и т. д. Тем не
менее некоторые малотоннажные сорта нефтяного кокса (например,
^НПС) получают в нашей стране в кубах. Для крупнотоннажного про-
изводства электродного кокса в отечественной и зарубежной практике
ЧаШе всего применяют замедленное коксование. В СССР впервые кокс
^медленного коксования был получен в 1956 г. [216, 217].
Непрерывные процессы коксования на поверхности контактов, ко-
3°Pbie служат выносителями вновь образовавшегося кокса из зоны ре-
ции, применяют при переработке нефтяных остатков с получением в
есгве целевых компонентов газа и жидких дистиллятов. Непрерыв-
201
ное контактное коксование осуществляется в «кипяшем» слое (ча
кокса размером от 0,1 до 0,5 мм). Последний способ отработан
России (термоконтактный крекинг — ТКК), так и за рубежом (си
«флюид»). Однако он имеет серьезный недостаток — кокс полу
порошкообразным.
За рубежом основной целью процесса коксования является п<
ние светлых нефтепродуктов и кокса. В зависимости от сырья и ус
процесса можно получить топливный, анодный или игольчатый кокс.
НПЗ США сооружены в основном 2 типа установок: установки замед
ного коксования и непрерывного коксования — системы «флюид».
Общая мощность по сырью установок замедленного коксован!
Мире составляет 130-140 млн т/год, что эквивалентно выпуску 40 млн т
кокса. Лидирующее положение в развитии этого процесса заним
США, где сосредоточено 70% мощностей замедленного коксования
114], Установки системы «флюид» получили существенно мень
распространение.
В процессе замедленного коксования выход дистиллятных про;
тов в зависимости от свойств исходного сырья и условий проведе
процесса может достигать величины порядка 60%, выход этих прог
тов при коксовании «флюид» значительно выше. Однако в то время
кокс, образующийся при замедленном коксовании, находит ши|
Применение, утилизация порошкообразного кокса, образующей
процессе «флюид», вызывает серьезные затруднения. В связи с эг
долю установок «флюид» в США приходится менее 15% общей мог
ти установок коксования.
Среди установок замедленного коксования наибольшее pa>
странение получил вариант фирм Луммус, а также Фостер Уилер
227]. К настояшему времени в США построено свыше 50 установ
технологии Луммус и свыше 85 — по технологии Фостер Уилер. Ti
ная схема установки Луммус представлена на рис. 37.
Сырье нагревается в теплообменниках и поступает в ректифи)
онную колонну 1 для извлечения легких нефтяных фракций, сод<
щихся в сырье, и удаления из паропродуктовой смеси, поступают
камер коксования, тяжелых фракций — рециркулята. Рениркулят
шивается с сырьем и уходит с низа колонны в нагревательную печы
сырьевая смесь доводится до температуры 480—510°С. После печи
обогреваемых камерах 3 происходит коксование. Далее газопроду
смесь выходит с верха камер коксования и поступает в ректйфик;
ную колонну 1, где разделяется на газ, бензин, легкий и тяжел
зойли. Газ и бензин выходят с верха колонны, проходят сепара;
специальной колонне разделяются на топливный газ, пропан-пр'
новую, бутан-бутиленовую фракции, легкий и тяжелый бензин
202
рис. 37. Схема установки замедленного коксования по технологии Луммус:
формируется в камере 3 и удаляется после окончания коксования водой
под высоким давлением. Установка включает также систему транспор-
тирования кокса и возврата воды.
В табл. 89 приводится выход продуктов установки замедленного
коксования при работе на сырье трех видов.
Таблица 89. Выход продуктов установки замедленного коксования
при работе на различном сырье, % мае.
Сырье
Продукт Гудрон арабской Гидроочищенным Жидкие угольные
нефти гудрон остатки
+ фр С.» с6. 7 9 9.0 3 9
Бензин 11 ft И.1
Газойль 50.8 44,0 31,0
Кокс 28,7 55,9 65.1
Процесс замедленного коксования освоен и на отечественных НПЗ
220-227],
Сырье и продукция. Сырьем являются гудрон, остаток термического
Р^кинга, тяжелый газойль каталитического крекинга, экстракты мае-
мого производства, тяжелая смола пиролиза. Основные требования,
203
предъявляемые к качеству сырья: коксуемость — 10-20% мае., содерви
ние серы при получении электродного кокса — не выше 1,5% мае. Ц3Я
Продукция: ЗН
I) кокс, получаемый на установках коксования, не полностью с-ьДу
ветствует требованиям потребителей, нуждается в облагораживая}
которое осуществляется путем термической прокалки в специальн
печах;
2) газ — по составу аналогичен газу термического крекинга, но,
держит несколько меньше олефинов;
3) бензин содержит до 60% мае. непредельных углеводородов, j
достаточно химически стабилен, октановое число 62-66 (по моторнс
методу);
4) керосино-газойлевые фракции служат компонентами дизель!
го, печного и газотурбинного топлив, а также сырьем установок гид{
очистки и каталитического крекинга.
Технологическая схема отечественной установки замедлен»
коксования приведена рис. 38. Нагретое в печах П-1, П-2 сырье пое
пает в нижнюю часть ректификационной колонны К-1 на верхнюю к!
кадную тарелку. Под нижнюю каскадную тарелку подаются па
продуктов коксования из коксовых камер. Обогащенное рециркулят
и дополнительно нагретое сырье с низа К-1 поступает в реакниони
змеевики печей, а затем в камеры на коксование. На установке имею
четыре камеры, работающие попарно: сырье из П-2 подастся в кок
вую камеру Р-1 или Р-2, а из П-1 — в Р-3 или Р-4. Пары продуктов из'
мер, работающих в режиме коксования, направляются в колонну К
В верхней части К-1 происходит разделение продуктов коксований
фракции. С верха К-1 уходят газ и пары бензина, в виде боковых по!
нов отбираются газойлевые фракции. Верхний продукт К-1 в газоса
раторе Е-1 разделяется на газ и бензин, которые самостоятельны
потоками направляются в газовый блок. »
Боковые погоны К-1 поступают в секции отпарной колонны К
где из них удаляются легкие фракции, азатем выводятся с установки
Реакционные камеры установки работают по циклу: реакция —
лаждение кокса — выгрузка кокса — разогрев камеры. Кокс из кам(
удаляется при помощи гидравлической резки подачей струи воды I
высоким давлением. Уделенный из камеры кокс попадает в дробил
где измельчается на куски размером не более 150 мм. Раздробленй
кокс обезвоживается и элеватором подается на двухситовый rpoxtf
помощью которого сортируется на три фракции: 150—25,25—6 и 6—ОМ
Камеру, из которой выгружен кокс, опрессовывают и прогрев!
острым водяным паром и горячими продуктами коксования из рабв
ющей камеры. Затем камера переключается на режим реакции.
204
Рис. 38. Схема установки замедленного коксования:
Г — сырье; II — сухой газ; III — головка стабилизации; IV — стабильный бензин;
V — керосино-газойлевая фракция; VI — легкий газойль; VII — тяжелый газойль;
VIII — водяной пар; IX — вода
Продолжительность операций, ч: подача сырья — 24, переключе-
ние камер, пропаривание камер водяным паром и охлаждение кокса во-
дой — 9, бурение отверстий в коксе, удаление кокса гидрорезаком — 6,
испытание и разогрев камеры — 9.
Технологический режим
Температура, ’С-
сырья на входе в Р-1-Р-4
продуктов коксования на выходе из Р-1-Р-4
Давление, кгс/см2:
в коксовых камерах
воды, подаваемой на резку кокса
370-375
380-400
480-520
420-430
150
Мощность и материальный баланс. Мощность отечественных уста-
новок замедленного коксования составляет 300, 600 и 1500 тыс. т/год.
В табл. 90 приведены материальные бвлансы коксования гудрона (1) и
кРекинг-остатка (П) [135].
Процесс «флюид»-термоконтактный крекинг — единственный из-
устный в настоящее время непрерывный высокопроизводительный
пРоцесс термической конверсии тяжелого сырья в легкие углеводороды
и кокс. Он позволяет перерабатывать мазуты, гудроны, природные би-
^Ы, смолы и угольные суспензии с плотностью 940-1200 кг/м3 и кок-
'^Мостью 7-50% мае. [181].
205
Таблица 90. Материальные балансы коксования гудрона (1) и крекинг-остатка (
Показатель
1 И 7
Поступило, % мае :
сырье 100,0 100,0
Получено, % мае.'
углеводородный газ 5,9 5,0
головка стабилизации 2,7 2 2 <f
бензин, фр. и к -1§0’С 13,0
легкий газойль 28,5 25,8 •
тяжелый газойль 25,9 28.5 ’
кокс, в том числе
фракция выше 25 мм (10,0) (11,8) f
фракция ниже 25 мм (14,0) (21,21 -
Всего' 100.0 100 0
Расходные показатели (в расчете на 1 т сырья):
пар водяной. ГДж (Гкал) 2.1-2,5(0,5-0.6)
электроэнергия, кВт ч 15 -20
вода оборотная, м~ Ю -12
топливо. КГ 45 -50
Первое сообщение о процессе коксования в псевдоожиженном сд
(«флюидкокинг») появилось в 1953 г. (фирма Стандарт ойл Девелц
мент). С 1955 по 1970 г. в США, Канаде и Мексике было построено 1Ц
тановок обшей мощностью около 24700 т/сут, в том числе гигантсК
установки по 6680 т/сут на НПЗ в Делавере и Эйвоне, США. После нек
торого затишья в 1978 г. началось новое оживление в проектировани)
строительстве установок. Толчком к строительству послужили обц
тенденция к углублению переработки нефти, более высокий выход Ж1
ких продуктов по сравнению с другими формами термической пере[
ботки нефтяных остатков, возможность переработки наиболее тяжед
гудронов и природных битумов, включая высокосернистые, а также в
можность очистки от серы всех получаемых продуктов.
Среди установок типа «флюид» наиболее перспективным являз
вариант, разработанный фирмой Эксон, представляющий комбинаЦ
процесса коксования с газификацией образующегося кокса — «фдей
кокинг», позволяющий вместо высокосернистого порошкообранЦ
кокса получать топливный газ, легко поддающийся сероочистке ii<
В ходе процесса «флексикокинг» (рис, 39) горячее сырье вводя
реактор с «кипящим» слоем циркулирующего коксового теплоносИ
ля, где оно подвергается термическому крекингу, образуя пары проД
тов реакции и кокс. Все продукты, кроме кокса, выводят из реактор
206
вйДе паров и подвергают закалочному охлаждению в скруббере, где
удавливаются механически увлеченные частицы кокса. Сконденсиро-
ванные тяжелые фракции коксования (> 510°С) возвращают в реактор
как циркулирующий поток вместе с остаточной коксовой пылью и ме-
дОдью. Более легкие фракции выводятся с верха скруббера и направля-
йся на фракционирование.
Рис. 39. Схема установки флексикокинг фирмы Эксон1.
1 — скруббер реактора; 2 — реактор; 3 — отвеиватель; 4 — циклоны третьей ступени;
5 — нагреватель; 6 — скруббер Вентури; 7 — конвертор серооксида углерода; 8 —
абсорбер Стретфорда; 9 — газификатор. Потоки: I — холодное свежее сырье из
резервуара; II — пар; III — продукты на фракционирование; IV, V — вывод продуктов; VI —
коксовый газ; VII — холодная вода; VIII — кислая вода; IX — смесь сырья и рисайкпа; X —
горячее свежее сырье из вакуумной колонны; XI — горячий кокс; XII — «продувочный»
кокс; XIII — холодный кокс; XIV — сырье газификатора; XV— возврат кокса из
газификатора; XVI — воздух
Кокс из реактора поступает в нагреватель, где выделяются летучие
продукты. Циркулирующий горячий кокс из нагревателя возвращается
в Реактор, а основной поток кокса направляется в газификатор; здесь
кокса газифицируется в присутствии водяного пара и воздуха (или
кислорода) при повышенной температуре, причем горячий коксовый
Газ и часть горячего кокса из газификатора возвращаются в нагреватель
и отдают свое тепло коксу, циркулирующему через реактор.
Процесс может быть использован для переработки остаточного
СЬ1РЬя любого качества с получением свыше 90% мае. дистиллятных про-
ектов и газа- В табл. 91 и 92 приведены основные показатели процесса.
207
Таблица 91. Результаты работы промышленной установки «флексикокинц мощностью 1 млн т/год
Показатель Данные
проектные факти <ески7
Сырье, м3/сут 3387 3244 7
Плотность сырья, кг/м3 1038 1032 71
Коксуемость по Конрадсону, % мае 22,7 22 3
Содержание серы в сырье, % мае. Выход, % мае.. 4,3 5.0
углеводороды С,—С2 6,8 6.0
углеводороды Су 3,2 2.1
углеводороды Сд 2,1 2
фр. Cj-l82“C, % об. 16,2 19.5
фр 182-510’С, % об 50,4 49.3
Общий кокс, т/сут 1021,5 96т >
Кокс газифицированный, т/сут (%) 928,1 (90,0) 934.4(96.9)
Продувочный кокс , т/сут 93,4 30.9
Коксовый газ. м3 мазутных эквивалентов 21200 23000
В продувочном коксе концентрируется более 9996 металлов, сотсржашихс в исходном сырье-
Таблица 92. Характеристика основных продуктов процесса «флексикокинг
Данные
Показатель проектные фактические.'
до/после очистки после очистки
Сырье
Плотность, Kr/MJ 1032/1038 Ю>2
Коксуемость по Конрадсону, % мае. 21,8/22,7 22 3
Содержание серы. % мае. 5,6/4,3 5.0
Продукты
Бензин (после гидроочистки)'
бромное число -/1 0.4
содержание серы, % мае 3,5/0,01 П.00026
содержание азота. % мае. Газойль коксования (после гидроочистки): -/0.001 0.00003
содержание серы,% мае 5.3/0,1 0.05 ;
содержание азота, % мае. -/0,13 0.03
Коксовый газ
содержание сероводорода. % об -/0,002' 0.0001 ’
содержание серооксида углерода, % об. -/0,0142 0 0134
низшая теплотворная способность, ккал/м3 -/1148 1006
• После конвертора серооксида углерода + очистка па установке Стретфорда.
208
Наиболее экономически оправданным является применение про-
цесса флексикокипг при наличии потребителя низкокалорийного топ-
леного газа.
В связи с возрастанием потребностей в малосернистом коксе, с од-
нОй стороны, и неуклонным повышением доли сернистых нефтей в об-
щем объеме добычи и переработки нефти — с другой, разработан ряд
процессов, сочетающих предварительное гидрообессеривание остатков
и их коксование. Благодаря гидрообессериванию возрастает выход и
значительно улучшается качество дистиллятных продуктов. В табл. 93
приведены данные по установке мощностью 2,5 млн т/год, полученные
иа основании результатов испытаний процесса гидрообессеривания
(«RCD Юнибон») + коксование фирмы ЮОПи [ 149, 218].
Таблица 93. Влияние предварительного гидрообессеривания сырья — мазута
легкой аравийской нефти — на выход и качество продуктов коксования
Выход продуктов,^ мае. Коксование Гидрообессеривание сырья «ROD Юни- бон» + коксование
Сероводород Газ С]-С< Фр С5-204“С (бензин) Фр 204-343“С (дизельное гопливо) Фр > 343°С (тяжелый газойль) 0,3 8,7 16,3/0,8’ 29.7/1,8’ 29.3/2,8’ 16,0/4,5* 3,0 7,6 14.7/0.]’ 25.2/0,2' 40.8/0,25' 9.6/1,3’
Как следует из приведенных данных, предварительное гидрообес-
серивание позволяет получить кокс с умеренным содержанием серы,
который можно использовать как электродный [219].
Аналогичная технология отработана в СССР в 60—70-е годы (про-
цесс термоконтактного крекинга — ТКК).
Специалистами ВНИИ НП на опытно-промышленной установке
(мощностью 600 т/сут по сырью) апробированы и предложены для про-
мышленной реализации следующие варианты процесса ТКК:
I . ТКК с получением моторных топлив и кокса в виде порошка или
брикетов. Этот вариант позволяет отбирать на АВТ прямогонный ваку-
УМньщ газойль с конном кипения 540-560°С и перерабатывать гудрон с
выходом до 80% жидких фракций, выкипающих до 500°С.
2. ТКК мазутов и тяжелых нефтей с получением котельного топлива
без рисайкла тяжелых фракций и гидроочисткой дистиллятных фрак-
^ий. Данный вариант позволяет получить из сернистого сырья более
мае. котельного топлива с содержанием серы 0,5-1,0% мае.
''5363
209
3. ТКК мазутов, гудронов, тяжелых нефтей и природных битумов
газификацией порошкообразного кокса. При этом получается 97—93]
на сырье топливных продуктов и 2—3% обогащенного металлами (Bari
дий, никель) кокса. Отработана технология извлечения ванадия из iri
рошкообразного кокса 1181] (табл. 94). J
Таблица 94. Показатели процесса термоконтактного крекинга — ТКК
Показатель ТКК с получением моторныхтоплив 1 ккс получений® котельного топлц
Мазут Гудрон Тяжелая нефть Мазут
Плотность, Ki/M'’ 947 1000 980 947 j
Коксуемость, % мае Выход, % мае : 6,2 18,0 10,0 6,2
газС|-С4 4.9 10,0 7.3 5,2
фр С5-1бО‘С 3 7 12,0 10.0 3,9
фр. 160-350‘С 9,1 22,0 33.0 —
фр. 35О-5ОО°С 74,1 38,0 40,7 —
котельное топливо — — 81,6 ?
кокс товарный 4.0 13.0 6.0 3.0
кокс, сжигаемый в производстве 3.6 5.0 4.8 3,0 * -
Основные физико-химические свойства жидких продуктов тер»
контактного крекинга гудрона (> 540°С) западно-сибирских неф
приведены в табл. 95.
Дистилляты термоконтактного крекинга так же, как и продукты
медленного коксования, содержат много серы и олефинов (характер
зуются высокими йодными числами и коксуемостью) и нуждаются
гидрогенизаиионном облагораживании.
Кокс может газифицироваться с получением топливного газа (Т|
лотворностью порядка 1000 ккал/кг), либо производиться в виде I
рошка или брикетов для использования в химической промышленное
или цветной и черной металлургии. К сожалению, реализация fl
чественной технологии процесса ТКК существенно задержалась.
8.4.4. Нефтяной коко ,!
Нефтяной кокс является незаменимым материалом, используей
в ряде отраслей промышленности; он характеризуется небольшим
держанием металлических примесей и гетероэлементов (О. S, N)> вь
кой активностью, а также возможностью изменением струКГ
увеличивать на несколько порядков (в 108 раз) электропроводность
210
Таблица 95. Характеристика продуктов ТКК
Показатель Фракция
н.к -160-С 160-350’С 350-500-С
рТчнюсгь, кг/м-' 749,4 S65.5 980,3
йо.шос число, । иода на 100 г продукта 144,9 79,0 —
Содержание олефиновых углеводородов. % час 74,9 — —
Мо 1скг.1ярнзя масса 100 190 346
Содержание. % час
серы 0,44 1.30 2,52
а юта 0.02 0,07 0.45
Температура застываиня, “С — -34 +25
Коксуемость по Конралсону, % час — — 2.10
Содержание, г/т
никеля — — 0.5
ванадия — — 0,5
Фактических смол, мг/100 мл — 200 —
Истцовое число — 37 —
Окыновос число 69 — —
Так, по данным 3. И. Сюняева, нефтяные коксы можно употреб-
лять для следующих целей:
• в качестве восстановителя и проводника электрического тока;
• в качестве восстановителя при осуществлении ряда химических
процессов: производства электродной продукции, абразивных матери-
алов. карбидов, процесса горения и др.;
• в качестве восстановителя и сульфидирующего агента при шахт-
ной плавке некоторых видов окисленных руд цветных металлов, в про-
изводстве сероуглерода, сульфида натрия и др.;
• как сырье для производства конструкционных материалов
1216,217|.
В зависимости от назначения нефтяных коксов к ним предъявляются
Различные требования. Это могут быть коксы с низким и высоким содержа-
нием серы; легко и трудно графитирующиеся; в виде мелких и крупных
Фракций; с высокой и низкой реакционной способностью и т. д. {220-2271.
По степени сернистости их принято раздели гь на:
• малосернистые, до 1,0% серы (электроды, конструкционные ма-
^Риалы);
• среднесернистые, до 1.5% серы (аноды Для произволе! ва алюми-
Ния. карбиды);
• сернистые, до 4,0% серы (после обессеривания используют как
сЫрье д_|я производства анодов);
211
• высокосернистые, более 4,0% серы (восстановитель и супьфц„ЛЕ
рующий агент).
Нефтяные коксы можно классифицировать по грануломстрическД
му составу на следующие типы: 7я|
кусковой — фракция выше 25 мм; 'Ж
• коксик (орешек) — фракция от 6—8 до 25 мм; «Ж
• мелочь — фракция менее 8 мм.
Нефтяные коксы могут содержать различные количества золыц-
элементов. Содержание зольных компонентов в нефтяных коксах
чительно ниже, чем в углях. Это позволяет использовать их во многи
химических процессах, не опасаясь загрязнения готовой продукци
различными примесями. Существуют следующие нефтяные коксы 4
• малозольные (до 0,5% А);
• среднезольные (0,5-0,8% А); >•
• зольные (более 0,8% А).
Содержание золы в нефтяных коксах замедленного коксовани
редко превышает 0,8%. Зольные коксы обычно получают в резупьтат
проведения непрерывных процессов коксования, осуществляемых пр
повышенных температурах, что способствует низкому выходу кокса'
повышению в нем инородных примесей.
Подготовленность нефтяных коксов к графитированию оценивай
по степени совершенности структуры. Различают две структуры: 1) вс
локнистая (струйчатая, игольчатая, полосчатая); 2) точечная (сфере
идальная, сферолитовая). '•
Высокая подвижность слоев в кристаллитах кокса во время графг
тирования достигается при повышенном содержании водорода в исхо;
ном сырье и низкой концентрации кислорода, серы и других примесе!
Иногда такие коксы называют «мягкими». В отличие от них коксы,
«жесткими» поперечными связями вырабатывают из сырья с высоки
отношением С:Н. Предварительное окисление и осернение сырья сп«
собствует повышению жесткости структуры коксов.
Нефтяные коксы могут существенно различаться также по реаки|
онной способности, пористости, удельному электросопротивления
что должно быть учтено при использовании их в различных отраслях^
родного хозяйства.
По способу производства, сырью и свойствам различают два ochoi
ных вида кокса: продукт, получаемый при коксовании сырья в обогрев!
емых кубах периодического действия и обозначаемый по ГОСТ 22898-*’
как «коксы нефтяные», и кокс, получаемый на непрерывных установку
замедленного коксования и обозначаемый по ГОСТ 22898—78 как «кок^
нефтяные, малосернистые замедленного коксования» [135, 55],
212
Нефтяные коксы по внешнему виду представляют пористую твер-
дую неплавкую и нерастворимую массу от темно-серого до черного цве-
а. Состоят из высококонденсированных высокоароматизированных
додипиклических углеводородов с небольшим содержанием водорода, а
таКже других органических соединений.
Пространственное расположение атомов углерода упорядочено во
фрагменты (рафита в виде плоскостей, причем расстояние между атома-
мИ углерода в плоскости в несколько раз меньше, чем между плоскостя-
ми. Степень упорядоченности зависит от сырья и технологии его
подготовки. Так, прямогонные тяжелые нефтяные остатки дают мвлоупо-
рядоченную структуру, а дистиллятные крекинг-остатки — высокоупоря-
доченную. Степень упорядочения влияет на способность графитании
нефтяных коксов и свойства полученного графита.
В соответствии с ГОСТ 22898-78 вырабатывают коксы семи марок
(табл. 96 и 97).
Таблица 96. Технология изготовления и область
применения нефтяных коксов
Марка кокса Технология изготовления Область применения
КНПС-СМ Коксование в кубах смолы пиролиза Производство углеродных конструкционных материалов специального назначения
КНПС-КМ Тоже Производство углеродных конструкционных материалов
КНГ Коксование в кубах нефтяных остатков Производство графитированной продукции
кзг Замедленное коксование (кокс с кусками размером 8—250 мм) Тоже
КЗА То же Производство алюминия
ГЙА Коксование в кубах нефтяных остатков Тоже
К5о Замедленное коксование (коксовая мелочь с кусками размером до 8 мм) Производство абразивов И другой продукции
Выход кокса в процессе коксования определяется в основном кок-
суемостью сырья и практически линейно изменяется в зависимости от
зтого показателя [121,216].
Максимально возможный выход кокса изданного сырья достигает-
ся в том случае, когда все образующиеся газойлевые фракции возвраша-
*°т (в качестве рсциркулята) на повторное коксование.
При замедленном коксовании высокосмолистых остатков выход
’сокса составляет 150—160% от коксуемости сырья.
213
Таблица 97. Характеристики нефтяных коксое (ГОСТ 22898-76)
Показатель Е S X и Е -4 X Ы гД I 2 э 1 Ё. j X
Массовая доля, %, не более'
обшей влаги 3,0 3,0 з.о 3,0 3.0 3.0 3.0 3
летучих веществ 6,0 6,0 8,0 9,0 7,0 9.0 8.0 it
серы 0,2 0,4 1.0 1,0 1,2 ] 5 1.0 т
Зольность, %, не более Массовая доля мелочи, %, поболее. 0,15 0,3 0,5 0,6 0,4 0.6 0.5 0
куски размером менее 25 мм 4,0 4,0 - - -
куски размером менее 8 мм - 10 10 8 10 10
Истираемость, %, нс более 9,0 ] 1,0 - - -
Действительная 2,04- 2,04- 2,08- 2,08- 2 10- 2,08- 2.08-
плотность после прока- ливания при 1300’С в течение 5 ч. г/см3 2,08 2.08 2,13 2,13 2.13 2,13 2.13
При непрерывном коксовании выход кокса приближается к кок<
емости сырья, составляя в среднем 110-115% от этой веяичи,
(табл. 98). j
Таблица 98. Выход кокса из различного сырья (данные В. Л. Нельсона) f
Коксуе- мость сырья.% Относительная плотность Выход кокса. % мае г
Сырье проме- жуточного основания Сырье асфаль- теновою ос- нования и крс- канг-остаток Замедленное коксование Коксование в псевдоожи- женном слое Крекинг)
5 ' 0,901 0,925 8,5 3,0 22
10 0,962 0,975 18,0 11,5 37 .
15 1,003 1,017 27,5 17,0 40
20 1,031 1.043 35,5 23,0 45
25 1,052 1,062 42,0 29,0 48
30 1,062 1,079 — 34,5 -
40 - 1,100 — 46,0
214
Наилучший кокс (игольчатой структуры) получается из дистиллят-
tfoj-o сырья. Выход этого кокса весьма значителен благодаря высокой
концентрации в нем полициклических ароматических углеводородов и
с0вершенно не соответствует коксуемости сырья, так как при этом
стандартном испытании более легкое сырье частично испаряется из
гИгля, и выход кокса в промышленных условиях несопоставим с коксу-
емостью. Например, фенольный экстракт газойля коксования, содер-
жащий 66% ароматических углеводородов и 16,7% смол, имеет
коксуемость 3,6%, а выход кокса из него на проточной лабораторной ус-
тановке составляет 19,1%.
8.4-5» Некоторые разновидности термических
процессов переработки остатков
Термический гидрокрекинг («Дина-крекинг»). Процесс термического
крекинга в присутствии водорода позволяет увеличить выход светлых
нефтепродуктов и одновременно понизить содержание в них серы. Этот
процесс, предложенный фирмой Хаидрокарбон рисёрч [228], обеспечива-
ет переработку разнообразною остаточного сырья с высокой коксу-
емостью и большим содержанием металлов, азота и серы. В процессе
горячее сырье вводится в верхнюю часть вертикального трубчатого ре-
актора и подвергается превращению в «кипяшем» слое инертного теп-
лоносителя в присутствии водородсодержащего газа. Образующиеся
дистиллятные продукты частично или полностью могут быть направле-
ны на рециркуляцию. Выделяющийся кокс осаждается на частичках но-
сителя, которые непрерывно опускаются вниз и, пройдя отпарную зону,
поступают в нижнюю часть реактора. В ней происходит газификация
кокса парокислородной смесью с образованием водородсодержащего
газа, поток которого поднимается вверх. При этом, двигаясь через от-
парную зону, газ отпаривает с поверхности носителя адсорбированные
углеводороды; затем он поступает в верхнюю часть реактора, поставляя
необходимый для реакции водород. Частички носителя после выжига
кокса в зоне газификации подаются через транспортную трубу в зону
реакции, расположенную в центре реактора.
Выход продуктов процесса «Дина-крекинг» приведен в табл. 99.
Состав продуктов зависит от количества рисайкла и температуры в зо-
нах гидрокрекинга и газификации (табл. 100). В зависимости от необхо-
димого набора продуктов температуру в зоне гидрокрекинга изменяют
°т 496 до 760°С, а в зоне газификации — от 927 до 1038’С.
Для процесса «Дина-крекию» характерно высокое содержание
бензина в жидких продуктах, причем рециркуляция дистиллятов допол-
нительно увеличивает выход бензина. В зависимости от потребности в
215
бензине и средних дистиллятах в качестве рисайкла можно Испотц
вать фракцию, выкипающую выше 204°С, или ее часть.
Таблица 99. Выход продуктов в процессе «Дина-крекинг»
Продукт Выход продуктов. % об.
Без циркуляции С циркуляцией1
Фр. С|-С3 Фр. С4~204‘С Фр 204-37 ГС Фр. >371°С Кокс* , % мае. 12-17 28-45’ 11—21** 16-29 10-22 11-19 34-56* а s-и" ; 7-20 'Я
* Содержание серьг 0,6-1,3% мае. Содержание серы 2.9—4.5% мае Превращается в водород., оксид углерода и диоксид углерода. Таблица 100. Влияние температуры в зоне гидрокрекинга на продуктов процесса «Дина-крекинг» распределение
Выход, % мае на свежее сырье
Продукт Температура в зоне гидрокрекинга, °C
524 621
с, 4 23 40
С2 Фр С4-204°С Фр. > 204‘С Кокс на носителе 29 38 21 10 23 21 4 ' 13 ч
* Превращается в водород, оксид лерода и диоксид углерода в нижней час иреактора
Оптимальное давление для получения максимального копичест!
жидких продуктов — 2,8 МПа, для получения максимального колич!
ства топливного газа — 4,2 МПа. Парциальное давление водоро/
составляет 0,9-1,0 МПа; при этом происходит заметное гидрообессер!
вание (в зависимости от типа сырья — на 30-65%) и гидрирование д»
еновых углеводородов. Выход кокса в процессе «Дина-крекинг»-
отличие от других процессов переработки остатков достаточно мал_
составляет 75—100% от коксуемости сырья. '
Термический крекинг с перегретым водяным паром (процесс «Эврй
ка» фирмы Куреха, Япония) представляет собой полупериодическй
процесс (рис. 40), в котором сырье вместе с рециркулятом, нагретой
печи до 500°С, поступает в реакторный блок. Последний состоит издву
реакторов: один заполняется сырьем, а через другой с помощью крана
переключателя пропускают перегретый до 600°С водяной пар, в рй
216
гдьтате чего происходят термокрекинг сырья и отпарка образующихся
Продуктов [229].
Ш
Рис. 40. Схема процесса термокрекинга гудронов
с перегретым водяным паром фирмы Куреха;
1 — сырьевая печь; 2 — реакторы; 3 — фракционирующая колонна; 4 — перегреватель
водяного пара; 5 — колонна отпарки стоков; 6 — транспортер-рыхлитель.
Потоки; J — сырье (гудрон); И — пар; Ш — Н2; N — топливный газ; V — газойль
{на гидроочистку); VI — сточные аоды на очистку; VII — тяжелый газойль
(на гидрообессеривание); VIII — пек; IX — вода
Газообразные и жидкие продукты термокрекинга вместе с водяным
ларом выводятся из реактора и направляются на фракционирование.
Таким образом, образующиеся при крекинге дистиллятные фрак-
ции не претерпевают дальнейшего превращения. Непрерывное удале-
ние дистиллятных фракций способствует образованию однородного
высококачественного пека, который выдерживают определенное время
8 стабилизаторе, а затем охлаждают на ленточном транспортере-рыхли-
теле.
Примерные выходы продуктов процесса термокрекинга гудрона
Нефти Хафджи с перегретым водяным паром приведены втабл. 101.
В Японии действует промышленная установка термокрекинга с пе-
РегРетым водяным паром мощностью 1 млн т/год, на которой при пере-
работке гудрона нефти Хафджи получают 650 000 т дистиллятных
Фракций и 300000 т высококачественного пека с высокой температурой
Размягчения, используемого в качестве связующего при производстве
Металлургического кокса, сырья процесса газификации для получения
217
Таблица 101. Показатели процесса «Эврика»
Показатель Значение *SB
Характеристики сырья
плотность. т/У' 1.025 Я
коксуемость по Конрадсону. % мае. 21,4 JS
содержание серы, % мае 5.3
содержание ванадия, ppm 178
содержание никеля, ppm 53
Выход продуктов, % мае (% об ):
сероводород 0,48
фр С |-С4 (крекинг-газ) 4,32 :.
фр. С5-240'С (нафта) 14,2(18,8)
фр. 240-540'С (тяжелый газойль) 50.5 (55,7)
пек 30,5
Характеристика фр. С5—24О"С
Содержание
сера, % мае 1,22 •
железо, ppm <0.2
никель, ppm <0,02 1
ванадий, ppm <0,1 *
асфальтены, ppm 10 4
Характеристика фр 240-540'С
Содержание:
сера, % мае. 2,82
железо, ppm <0.2
никель, ppm <0,2
ванадий, ppm <0,1 ':;i
асфальтены, ppm 100
водорода и оксида углерода, как топлива для печей (в диспергирова
ном состоянии или в смеси с мазутом).
Гндровисбрекинг («Акваконверсия»). Процесс гидровисбрекин;
предложенный фирмами Фостер Уилер и ЮОПи [78, 230], направлен;
превращение нефтяных остатков в присутствии водяного пара с й
пользованием катвлизаторов на основе неблагородных металле
растворимых в нефтяном сырье. Каталитическая система облщй
двойным действием. Первый компонент катализатора инициирует ди
социацию молекул воды с образованием свободных радикалов водорс
и кислорода. Второй компонент катвлизатора стимулирует реакй
деструкции углеводородов и присоединения к ним водорода. .
В результате подавляются реакции конденсации ароматичес)
структур с образованием высокомолекулярных ненасыщенных систб!
218
^растает роль реакций, способствующих формированию более лег-
иХ, богатых водородом углеводородов.
Указанный процесс (фирменное название «Акваконверсия») ре-
визован на ряде промышленных установок, в том числе на установке
мощностью 2,1 млн т/год по сырью в Кюрасао (Венесуэла). Поточная
схема (рис. 41) подобна обычной схеме процесса висбрекинга, но содер-
жит дополнительные элементы: линии для подачи водяного пара и сис-
ввода и вывода катализатора. В отдельных случаях
предусматривается также дополнительная подача в зону реакции водо-
родсодержашего газа.
Рис. 41. Схема процесса гидроеисбрекинга:
1 — печь; 2 — реактор; 3 — ректификационная колонна; 4 — стриппинг-колонна.
Потоки: I — сырье; II — водяной пар; III — газ + бензин; IV — легкий газойль;
V — остаток; VI — квенч; VII — катализатор
Сырьем процесса служат гудроны с началом кипения более 500°С.
Особенностью процесса гидровисбрекинга (в отличие от висбрекинга)
является возможность производства остаточных топлив, характеризу-
ющихся высокой стабильностью при значительном выходе светлыхдис-
тиллятов.
Типичное качество сырья и материальный бвланс процесса
представлены втабл. 102.
При более мягких режимах процесса выход фр. !65-350°С может
быть уменьшен до 12,3—15,8% с одновременным увеличением выхода
остатка до 60-64% и неизменном выходе фр. 350-500’С.
Выход дистиллятных продуктов по сравнению с обычным висбре-
кингом увеличивается при прочих равных условиях на 11—25% мае.
219
Таблица 102. Показатели процесса «Акваконверсия»
Показатель Значение 1
Качество гудрона —сырья процесса «Акваконвсрсия»
Плотность. кг/м-‘ 1029 ” *
Содержание. % мае . >0
серы 2,91 ’
азота 0.42 I
ванадия 0,05
асфальтенов 113
Коксуемость по Конрадсону, % мае 21,2 -
Вязкость при 100°С. сСт 7150 '•
Содержание фракций, % мае/
фр 350-500‘С 4,85
фр. > 500°С 95.15 5
Материальный баланс процесса -Акеаконверсия», % мае к сырью
Углеводородные газы УЗ "7
Фр н к —165’С
Фр 165—350°С 16.5
Фр. 350-500'С 21.2
Остаток, фр 500'С-к.к. 55.6
Итого 100,0
Дистиллятные продукты процессов обычного висбрекинга и аква
конверсии мало различаются между собой, однако остаток (фр. 500“С-
к.к.) процесса акваконверсии характеризуется меньшими значениям^
плотности и вязкости, при более низких показателях по содержанию ас
фальтенов (15% против 24%) и коксуемости (22% против 25,7%).
Процесс гидровисбрекинга отличается высокой экономически
привлекательностью — срок окупаемости капиталовложений на ре
конструкцию установки висбрекинга под этот процесс не превышав
одного года.
Селективное замедленное коксование. Процесс, предложеннь
фирмой Фостер Уилер, близок по техническому существу к аналоги'
ному процессу фирмы Луммус, но позволяет в широких пределах и
менять выход светлых нефтепродуктов и кокса. В зависимости <
условий процесса может быть получен простой либо игольчатый кок
При повышении температуры процесса увеличивается выход жидК1
продуктов. j
Если увеличить давление и скорость рециркуляции, то повышает!
выход кокса и газа и, наоборот, уменьшается количество жидких пр
дуктов коксования. Установки замедленного коксования фирмы Ф°
тер Уилер могут работать в режиме получения максимальней
220
количества дистиллятных фракций, а также при повышенном выходе
игольчатого кокса. В последнем случае в качестве сырья используется
лекантат каталитического крекинга, имеющий высокую концентрацию
ароматических углеводородов и низкое содержание серы (0,5% мае.).
Установки замедленного коксования фирмы Фостер Уилер широко
распространены на заводах США [132].
Гидрококсование [232,122]. Процесс гидрококсования представля-
ет собой процесс термической переработки остатков, направленный на
получение дополнительного количества светлых дистиллятов (60—75%
мае. на сырье) и малосернистого электродного кокса. Процесс отрабо-
[ЗН БашНИ И НП с использованием в качестве сырья смеси гудрона за-
падно-сибирской нефти и сернистого дистиллятного крекинг-остатка.
Гидрококсование осуществляется в два этапа: на первом этапе про-
води гея обычный процесс замедленного коксования с получением дис-
тиллята и коксового пирога, а на втором этапе осуществляется
гидроочистка кокса в реакторе. Снижение содержания серы в коксе до
требуемых значений 0,7—1,5% мае. достигается в этом процессе опти-
мизацией технологического режима стадии выдержки кокса в среде во-
дорода, а при получении кокса с пониженным содержанием
ингредиентов (ванадия — 0,015%, железа — 0,08%, кремния — 0,08%)
необходимо также добавление в исходное сырье дистиллятного кре-
кин!-остатка.
Механизм гидроочистки кокса в реакторе основан на участии в
процессе металлоорганических соединений нефти, обладающих ката-
литическими свойствами, и проникновении водорода к серосодержа-
щим соединениям кокса после освобождения его пор на стадии
выдержки от жидких углеводородов.
Указанная операция проводится путем продувки «коксового пиро-
га» водородсодержащим газом, нагретым до 560°С.
Гидрококсование сырья (плотность 1040 кг/м3, коксуемость 12,7%,
содержание серы 2,4% мае.) осуществляется при режиме: на первой ста-
дии —температура 460°С, давление 0,1—0,2 МПа, продолжительность —
часа; на второй стадии — температура 500’С, давление — 1,2 МПа и
п°Дача водорода — 33,3 л/л продукта. При этом получается электродный
кокс, отвечающий требованиям стандарта (ГОСТ 22898—78). Показате-
ли качества и выход дистиллятных продуктов гидрококсования практи-
чески не отличаются от аналогичных показателей типового процесса
^медленного коксования. Например, при получении кокса с содержа-
нием серы до 1,5% выход продуктов составляет, % мае.: углеводород-
ный газ — 14, бензин — 13, легкий газойль — 21, тяжелый газойль —
кокс — 27, потери — !. Кокс гидрококсования характеризуется по-
ниженным содержанием летучих веществ (3—5% против 9%) и повы-
221
шенной механической прочностью (135—180 кгс/см2 против 46-J
кгс/см2). Потребление водорода на реакции гидрогенолиза в проце®1
гидрококсования составляет0,015-0,03% мае., аобший расход волорД
да — 0,18% мае. на сырье, из них 0,15% мае. — потери на отдув. J3
Установка гидрококсования имеет несложную технологически!
схему, относительно мягкие параметры технологического режима и J
личается низкими капитальными и эксплуатационными затратам®
Срок окупаемости капитальных вложений составляет 2,5 года.
Замедленное коксование в присутствии воздуха [233]. Применен»
кислородсодержащего газа (воздуха) в процессе замедленного коксов®
ния позволяет повысить выход крупнокускового кокса, улучшить еи|
качество, увеличить продолжительность безостановочного пробега им
тановки, снизить эксплуатационные затраты на процесс. Такой проце®
отработан в БашНИ И НП в пилотном масштабе. д
Воздух в зону реакции подается в смеси с турбулизатором — вод
ным паром или рениркулятом во избежание закоксовывания места вв
да. Количество воздуха составляет от 1,5 до 10% мае. на сырье. См«
вводится в трансферный трубопровод между печью и реактором. Выс
кая скорость турбулизации основного потока и гомогенность двух см
шивасмых потоков позволяет обеспечить регулирование скорое
окисления углеводородов. •;
При этом достигается снижение температуры образования своб?
ных радикалов в результате реакций дегидрогенизации, распада пром
жуточных кислородных соединений и разрыва молекул углеводороде
Возросшая реакционная способность сырья обусловливает про?
кание вторичных реакций поликонденсации, уплотнения и коксооб]
зования с большей глубиной и при более низких температурах, i
способствует улучшению качества кокса и увеличению выхода его кр'
нокусковой фракции. Выход дистиллятных продуктов составляет!
этом 65% мае. на сырье. ,
Оптимальные условия процесса: температура сырья на входе в ре
тор — 475-480°С, давление — 0,4 МПа, температура паров дистиллят?
выходе из реактора — 440-450°С, коэффициент рециркуляции газоЙ
вых фракций (фр. 350—к.к.) — 1,0—1,1, подача воды в змеевик печи -
мае. на сырье.
8.5. Термические процессы на НПЗ России
и других государств СНГ
На НПЗ России, других государств СНГ и республик Балтии иМ
ся 26 установок термического крекинга, 9 установок висбрекинга (г
ным образом, на базе реконструкции установок термичей
222
крекинга), 19 установок замедленного коксования и 6 установок пери-
одического коксования в обогреваемых камерах. Все установки терми-
цеского крекинга построены более 35 лет назад. За последние 20 лет
сооружены только две новые установки висбрекинга мощностью 4500
м3/сут каждая (на Н ПЗ в г. Павлодаре и г. Мажейкяе). Установки замел-
енного коксования основаны на отечественной технологии (БашНИИ
цП). Эти установки имеют стандартную конструкцию и рассчитаны на
производительность 1000, 2000 и 5000 м3/сут(300,600 и 1500 тыс. т/год).
Основная задача установок замедленного коксования заключается в
производстве высококачественного электродного кокса. С учетом тре-
бований к качеству кокса эти установки были введены в строй на НПЗ,
перерабатывающих нефти с низким содержанием серы и металлов
(Волгоградский НПЗ, Красноводский НПЗ, Ферганский НПЗ). Уста-
новки замедленного коксования нуждаются в реконструкции и модер-
низации. В настоящее время на ряде НПЗ осуществляется
строительство и реконструкция установок коксования с помощью за-
падных компаний (НПЗ в г. Перми и г. Ачинске).
Установки термического крекинга используются в настоящее время:
• для переработки остаточного сырья (гудронов, полугудронов, ма-
зута, побочных продуктов масляного производства) с целью получения
компонентов моторных, печного и газотурбинного топлив, а также
флотского и топочного мазутов;
• для переработки дистиллятного сырья (вакуумного газойля,
экстрактов масляного производства, газойлей катвлитического крекин-
га и коксования) с целью получения сырья для производства техничес-
кого углерода и электродного кокса.
Типичное качество сырья, перерабатываемого на действующих ус-
тановках термического крекинга, приведено в табл. 103.
Таблица 103. Качество сырья установок термического крекинга
Показатель Гудроны сернистые Мазуты сер- нистые и высо- коссрнистые Мазуты мало- сернистыс Дистилляты
плотное I ь, кг/м' 980-990 940-960 900-920 840-940
Содержание серы, % мае. 2,0-3,5 1,8-3,5 0,2-0,6 0,2-1,7
коксуемость, % мае. 9-II 5-Ю 2-5 0,6-1.0
Две трети перерабатываемого на установках термического крекинга
СЬ|Рья приходится на тяжелые виды — мазуты, гудроны и полугудроны и
°коло 30% — на дистиллятное сырье. Наиболее тяжелое сырье (гудроны и
л°лугудроны) перерабатывается на Уфимской группе НПЗ, Новокуйбы-
Ц|евском НПЗ, Пермском НПЗ, Павлодарском НПЗ, Ангарском НПЗ.
223
Глубина отбора светлых нефтепродуктов, главным образом бет
зина, составляет в среднем около 8% мае. на сырье. Основная дочяу(
тановок термического крекинга перерабатывает облегченные мазут-
низкой плотности со значительным содержанием фракций, выкигц
юших до 350°С. Вместе с тем выход светлых нефтепродуктов на этг
группе установок довольно низкий и колеблется по заводам от Щ
23% (в среднем 17,3%, в том числе 11% бензина и 6,3% керосино-fl
зойлевой фракции).
На установках термического крекинга, перерабатывающих остатк
малосернистых нефтей с содержанием фракций, выкипающих до 350’(
от 7 до 34% мае., выход светлых нефтепродуктов изменяется в диапазон
от 8 до 30%. В среднем выход светлых нефтепродуктов на этой группе у<
тановок выше, чем при крекинге сернистого и высокосернистого сырй
и составляет 24,5%, в том числе 13,3% бензина, 5,0% керосина и 6,2£
мае. легкого газойля.
При крекинге дистиллятного сырья, направленном на получен^
сырья для производства электродного кокса, который осуществляет^
на Волгоградском НПЗ и Дрогобычском НПЗ, отбор светлых нефтепрс/
дуктов соответственно составляет 35% и 23% на сырье (в средне!
31,6%), т. е. в два раза более высокий, чем при крекинге остатков
На установках термического крекинга, вырабатывающих сырье дд
производства технического углерода, применяют более жесткие услови»
благодаря чему достигается большая глубина превращения сырья. Одна»
за счет того, что часть светлых фракций с н.к. 200—265°С попадает в тер
могазойль, выход светлых нефтепродуктов, в основном бензина, находит
ся в пределах 10—25%. Средний выход светлых нефтепродуктов пр
крекинге дистиллятного сырья составляет около 22%.
В связи с большой степенью физического износа и невысоким й
чеством получаемых продуктов часть установок термического крекин!
выводится из эксплуатации, а некоторые из них реконструируются по
процесс висбрекинга или в целях получения сырья для технического у
лерода или электродного кокса.
Развитие процесса замедленного коксования в нашей стране od
шествлялось в следующих направлениях:
• увеличение единичных мощностей установок; °
• повышение выхода кокса за счет использования тяжелых осп®
ков переработки нефти и специальной подготовки сырья;
• изыскание новых видов сырья и освоение технологии проИ
водства нового ассортимента кокса;
• разработка и усовершенствование конструкции основного1
вспомогательного оборудования, схем автоматизации управления. П
вышения механизации трудоемких работ.
224
За период эксплуатации усовершенствовались технологические схе-
и аппаратурное оформление установок, особенно конструкции печей
и реакционных камер, от нормальной работы которых в значительной
степени зависит длительность межремонтных пробегов. На большинстве
действующих установок замедленного коксования практикуется ис-
пользование четырех реакционных камер диаметром от 4,6 до 5,5 м. На
отечественных установках эксплуатируются два типа печей: радиантно-
к0нескнионные шатровые и с подовым расположением форсунок, кото-
рыми оснащены новые установки. Установки замедленного коксования
реконструировались в направлении совершенствования технологичес-
кого оборудования, модернизации систем гидроудаления и транспорта
кокса, механизации и автоматизации трудоемких работ. Это позволило
обеспечить устойчивую работу установок с длительностью межре-
монтных пробегов 180—300 суток в год, перекрыть проектные показатели
по выработке кокса на большинстве установок, значительно увеличить
выпуск электродных и крупнокусковых фракций (50—60% от суммарно-
го кокса).
Выход и качество нефтяного кокса во многом определяются ка-
чеством исходного сырья. Сырьемдействуюшихустановокзамедленно-
го коксования служат различные нефтяные остатки, преимущественно
малосернистых нефтей плотностью 920-980 кг/м3, коксуемостью 5-
17%, с содержанием серы 0,35-2,5% мае.
Основное сырье действующих установок — гудрон. Доля крекинг-ос-
татка, наиболее благоприятного с точки зрения выхода кокса сырья, в
среднем составляет около 20%. На установках, где крекинг-остаток яв-
ляется основным видом сырья (более 80%), достигается и наиболее вы-
сокий выход кокса — свыше 30% на сырье. Выход светлых
нефтепродуктов на установке находится на уровне 28% мае. на сырье.
Процесс периодического коксования — наиболее старый из су-
ществующих способов получения кокса. По своему техническому уров-
ню он давно устарел, однако коксовые кубы и батареи продолжают еще
эксплуатироваться, и на них получают электродный кокс высокого ка-
чества с низким содержанием летучих и серы.
Исследования по созданию новых и интенсификации существую-
щих термических процессов деструктивной переработки нефти ведутся
в направлении совершенствования аппаратурного оформления процес-
сов, выбора оптимвльных технологических режимов, повышения се-
лективности процессов, сокращения энергозатрат и капительных
вложений, нахождения новых модификаций и оптимальных сочетаний
их с другими процессами переработки нефти и т. д.
Еще в 80-е годы на основе изложенных принципов созданы проек-
ТМ новых отечественных установок большой мощности по термической
’ ~ S363
225
переработке нефтяных остатков. Грозгипронефтехимом разработав
проекты установок висбрекинга гудрона мощностью 1,5 и 2 млн т/ц
как отдельных, так и в составе комбинированных систем типа КТ noiji
реработке сернистого мазута, включающих также блоки вакуумной nj
регонки мазута и каталитического крекинга вакуумного газойл
Башгипронефтехимом по регламентам БашНИИ НП запроектирован
установки замедленного коксования мощностью 600 тыс. т/год и h
млн т/год, отдельных и в комплексе с предварительной подготовке
сырья, включающем также вакуумную перегонку мазута, гидроочист,
вакуумного газойля и термический крекинг гидроочищенного вакуум
ного газойля. Ленгипронефтехимом по регламентам ВНИИ НП выпем
нено технико-экономическое обоснование строительства установи
термоконтактного крекинга гудронов с газификацией кокса мои
ностью 1 и 2 млн т/год [181]. (
В России и за рубежом разработаны новые модификации традищ
онного термического крекинга мазута: висбрекинг с восходящим пав
ком сырья в реакционных камерах, обеспечивающий увеличен!
объемной скорости подачи сырья и повышение производительное!’
нагревательно-реакционной системы; комбинированный проце?
висбрекинга с термическим крекингом, позволяющий получать това|
ное котельное топливо и до 30% на сырье дизельных фракций; комб(
нированный процесс висбрекинга с вакуумной перегонкой к
исходного сырья, так и продуктов висбрекинга и термическим креки»
гом вакуумных дистиллятов [234]. 4
За период 1990-1997 гг. выработка нефтяного кокса на НПЗ Роац
неуклонно снижалась (с 874,5 тыс. т/год до 644,8 тыс. т/год), Благодаря пр,
нятым организационно-техническим мероприятиям в 1998 г. в основне
был восстановлен объем производства кокса (848,7 тыс. т/год) [220-227]i
Объем выработки нефтяного кокса на НПЗ России представлен
табл. 104. 1
При этом технико-экономические показатели отечественных уст
новок коксования уступают зарубежным анвлогам, особенно по энерп
емкости на 1 тонну переработанного сырья (табл. 105). '
Важнейшими направлениями развития процесса замедленно
коксования, обеспечивающими максимальное производство нефтяно
кокса на действующих установках России, являются: 1
• квалифицированная подготовка сырья с целью повышения е
коксуемости; *
• организация раздельной переработки мвлосернистых нефтей Л
увеличения выработки малосернистого электродного кокса;
• повышение коэффициента использования мощностей действу
щих установок; «
226
Таблица 104. Объем производства кокса на НПЗ России [221]
Предприятие 1990 г 1998 г
дд0«ди|арская НХК». г Ангарск 160,5 141.2
qOO «ЛУКОЙЛ-ВНП*. г Волгоград 197,3 193,9
^дО «НОРСИ», г Нижний Новгород 14,0 0
дО «Комсомольский НПЗ», i. Комсомольск 29,0 0
дО МОПЗ «Нефтепродукт», г. Москва 8,5 0
ОАО «Новокуйбышевский НПЗ», । Новокуйбышевск 83,4 153,2
дО«НОВОЙЛ».г Уфа 86,6 20,9
ОдО «Омский НПЗ», г Омск 173,1 150.3
ООО «ЛУКОЙЛ-ПНОС», г Пермь 122,1 189,2
' Итого 874,5 848.7
Таблица 105. Технико-экономические показатели отечественных (I)
и зарубежных (II) установок замедленного коксования
Показатель 1 11
1 Удельный вес процесса в обшем объеме переработки, % 0,74 10-11
1 фактическая производительность установки по сырью, тыс. т/юд 633,8 1000
3 Вид сырья Гудрон Гудрон
4 Плотность сырья, кг/м3 970 964.6
5 Расход сырья на 1 тонну кокса, т 6.0 3.79
6 Коэффиписптрециркуляиии 7. Энергоемкость на 1 т сырья: 1,3-1.6 1,0-1,1
топливо, т 0,0405 0,0178
пар, Гкал 0,185 —0,078"
электроэнергия, кВт-ч 14,80 23.53
вода, м3 50,6 0,89
сжатый воздух, м3 9,40 —
Всего, т у. т. 0,1207 0,0223
8 Межремонтный пробег, мес 6-7 12-18
• освоение производства новых марок высококачественного неф-
тяного кокса;
• повышение надежности работы основного и вспомогательного
оборудования, увеличение степени механизации и автоматизации про-
изводства.
Значительному повышению выхода кокса на предприятиях, распо-
лагающих установками термического крекинга, способствует макси-
Ма-1ьное использование этих установок для подготовки сырья
к°ксования. Так, крекинг-остаток термического крекинга характеризу-
227
ется большой плотностью и коксуемостью, что позволяет на 25—30%;
высить выход кокса по сравнению с другими видами сырья.
С развитием термических процессов встает вопрос об облагорд;
вании и квалифицированном использовании дистиллятных продув
этих процессов в связи о особенностями их физико-химического сск
ва — высокой концентрацией серо- и азотсодержащих соединений, н
рсдельных углеводородов, в том числе диеновых. Для облагораживав
бензинов термических процессов могут использоваться [234, 235, 236]
• каталитическая сероочистка на установках каталитического к
кинга (каталитический тритинг). При этом достигается степень очие
от серы 20—30% с некоторым снижением октанового числа, выход к,
понента товарного бензина составляет 75—85%;
• селективная гидроочистка, при которой происходит гидрирс
ние большей части сернистых соединений и наиболее нестабильных,
еновых углеводородов, но сохраняются моноолефины; получаем
гилрогенизат с содержанием серы до 0,05—0,1 % может служить ком
центом товарных бензинов; ]
глубокая гидроочистка в смеси (до 30%) с прямогонным бен
ном с целью получения сырья для последующего каталитического’
форминга;
• гидрирование бензинов в смеси (до 30%) с прямогонным^
зельным топливом на типовых установках гидроочистки дизельй
топлива.
Для облагораживания легких газойлевых фракций термичей
процессов во ВНИИ НП проработаны варианты их гидроочистки вс
си (до 40%) с прямогонным сырьем. Тяжелые газойли после допол!
тельного облагораживания являются приемлемым компонентом си
процесса каталитического крекинга.
228
9. Гидрогенизационные процессы
К гидрогенизационным процессам нефтепереработки относятся
процессы, осуществляемые в среде водорода в присутствии катализато-
в. Углубление переработки нефти достигается за счет использования
процессов гидрокрекинга дистиллятного сырья (в основном вакуумных
д|1Стиллятов), а также нефтяных остатков.
Теория процесса гидрокрекинга углеводородов начала развиваться
е первой четверти прошлого столетия [128, 237-239]. В то время этот
процесс (деструктивная гидрогенизация) предполагалось использовать
способ превращения углеводородов, полученных при переработке
каменного угля. Впервые в промышленном масштабе процесс гидро-
крекинга применен в 1927 г. для облагораживания высокоароматизо-
ванных продуктов ожижения каменного угля на заводе в г. Лейна
фирмы И. Г. Фарбениндустри (Германия).
Продуктами гидрокрекинга являлись различные дистилляты, вы-
кипающие в пределах температур кипения моторных топлив, из кото-
рых при дальнейшей переработке получали авиабензины. Процесс
проводили под высоким давлением водорода (30-70 МПа) в присут-
ствии сульфидного вольфрамового катализатора [238, 240].
Наибольшего развития процесс ожижения угля достиг в 1942 г. в
Германии, когда с использованием с 1ддии гидрокрекинга было вырабо-
тано около 4 млн т авиабензина.
Термин гидрокрекинг как самостоятельный технологический про-
цесс стал употребляться при его применении для переработки нефти.
Возможность использования процесса i идрокрекинга для переработки
сырых нефтей была известна еше в тридцатых годах. Изучение примене-
ния гидрокрекинга в переработке нефти как способа переработки неф-
тяных остатков было проведено перед Второй мировой войной в США,
СССР и других странах ] 237, 239).
Гидрокрекинг нефтяных дистиллятов был реализован впервые в
1959 г на нефтеперерабатывающем заводе в г. Арканзас-Сити (США) на
Установке производительностью 0,17 млн м3/год по лицензии фирмы
ЮОПи. Причин для такого позднего применения процесса гидрокре-
кинга в переработке нефти было несколько.
Наиболее важной из них были низкие цены на сырую нефть, что де-
лало неэкономичным глубокую переработку нефти.
Второй причиной была конкурентоспособность процесса катали-
тического крекинга как способа переработки тяжелых нефтяных дис-
Т11-1лятов в моторные топлива.
229
Третьей причиной позднего внедрения процесса гидрокрекинга!
недостаток водорода. До момента освоения промышленного процесса
талитического риформинга бензинов (1949) на НПЗ необходимо было<
давать самостоятельное производство водорода, отчего зависело разви
процессов, потребляющих водород. Бурное развитие промышлени
процесса гидрокрекинга началось в шестидесятых годах. В этот пер)
(1960-1970) мощность установок возросла сО,75 до 35 млн м3/год.
Наибольшее распространение процесс гидрокрекинга получи
нефтепереработке США. В условиях этой страны применение гид»
крекинга обусловливалось необходимостью производства больших-
личеств моторных топлив, что сделало экономичным глубок
переработку нефти деструктивными методами, Используя научны
промышленные достижения, американские фирмы в короткий q
спроектировали и построили множество промышленных устаной
гидрокрекинга во всем мире. На рис. 42 показан рост мощностей yci
новок гидрокрекинга в 1965-2000 гг. В 2000 г. в разных странах мира]
ботали установки гидрокрекинга обшей мощностью переработки ока
240 млн м3 сырья в год (в т. ч. 87 млн м3 — в США и Канаде). Собствё
ные лицензии на процесс гидрокрекинга дистиллятов имеют несколв
фирм США: ЮОПи (процесс «Юникрекинг»), Шеврон (процесс «ИзС
рекинг»), Амоко («Ультракрекинг»), Шелл (процесс «Шелл»), ГшфА
(«HG гидрокрекинг»), а также Бритиш Петролеум в Великобританиг
ФИН- БАСФ во Франции и Германии. Ряд фирм владеет лицензиями
гидрокрекинг остаточных видов сырья. ’Ч
нефтепереработке е 1965-2000 годах
230
За 40 лет применения технологии гидрокрекинга в нефтеперераба-
тЬ|Ваюшей промышленности этот процесс оказвлся вполне конкурен-
тоспособным. Он позволяет эффективно перерабатывать дистиллятное
йостаточное сырье в продукты самого высокого качества [373].
С начала промышленного применения процесса гидрокрекинга
дистиллятов менялись оценки его места и значения в переработке неф-
ти- В первый период внедрения этого процесса (1960—1965) ожидалось
еГо быстрое развитие.
В это время некоторые специалисты считвли, что гидрокрекинг за-
менит каталитический крекинг и станет главным процессом в техноло-
гии получения моторных топлив. Однако впоследствии гидрокрекинг
занял устойчивое положение, как процесс, успешно сочетающийся с
процессами каталитического крекинга дистиллятов и термической пе-
реработки остатков.
В ближайшем будущем следует ожидать дальнейшего роста коли-
чества установок гидрокрекинга в мировой нефтепереработке, что обес-
печит повышение эффективности использования нефти.
9.1. Химические основы процесса
гидрокрекинга
Первые исследовательские работы по каталитической гидрогениза-
ции различного сырья проведены еше в начале XX века П. Сабатье во
Франции, В. Н. Ипатьевым в России и Ф. Бергиусом в Германии [128].
Эти и последующие работы Б. Л. Молдавского, М. С. Немцова,
Д. И. Орочко, В. И. Каржсва, А. В. Агафонова, И. В. Квлечица и др.
позволяют вывести обшие закономерности превращений компонентов
сырья в этом процессе [122, 237-242, 244-249].
Анализ имеющихся результатов о превращениях основных классов
соединений, входящих в состав нефтяного сырья, показывает, что прак-
тически для всех типов каталитических систем механизм реакций бли-
зок при некоторой разнице в скоростях протекания отдельных стадий и
направлений превращений промежуточных продуктов. В конечном сче-
те превращение сырья сводится к удалению серы, азота, кислорода, ме-
таллов и к увеличению соотношения водород/углерод в целевом
продукте.
Установлены следующие закономерности [240, 245]:
1. Гетероатомные соединения подвергаются гидрогенолизу
быстрее, чем углеводороды, вследствие чего гетероатомы удаляются из
сырья в виде сероводорода, аммиака и воды. Легче всего удаляется се-
ра, далее следует кислород, наиболее устойчив азот. Этот порядок сов-
падаете порядком изменения прочностей химических связей с учетом
23!
энергии образования новых связей осколков молекул с поверхности
ми атомами катализатора. Данные величины для никеля составля
(ккал/моль):
С-С С-N С-0 C-S
45 26 4 5
Эти показатели удовлетворительно совпадают с данными об on
сительной легкости деструкции связей углерода о гетсроатомами [24
2. Углеводороды, имеющие ненасыщенный характер (ароматич
кие и олефиновые), а также осколки гетероциклических соединен
присоединяют водород и превращаются в соответствующие нафте!
вые и парафиновые углеводороды.
3. Парафиновые и нафтеновые углеводороды подвергаются реаи
ям изомеризации и расщепления.
В зависимости от условий процессов возможны частичное гид|
рование и гидрокрекинг полициклических ароматических и смолис
асфальтовых соединений. Металлоорганические соединения сырья р
рушаются, и выделяющиеся металлы отлагаются на катализаторе.
9.1.1. Превращение гетеросоединений
Гидрогенолиз сероорганических соединений. Меркаптаны гидри
ются до сероводорода и соответствующего углеводорода:
rsh + h2->rh + h2s.
Сульфиды гидрируются через образование меркаптанов:
RSR’ + Н2 -> RSH + R'H 1Д R'H + RH + H2S.
Дисульфиды гидрируются аналогично:
RSSR’+H2->RSH + R'SH RH + R'H + 2H2S.
Циклические сульфиды, например тиофан и тиофен, гидрирую
с образованием соответствующих алифатических углеводородов:
Бенз- и дибензтиофены гидрируются по схеме
СХрЗ О~0+HjS
232
Гидрогенолиз азоторганических соединений. Азот в нефтяном сырье
^ходится преимущественно в гетероциклах в виде производных пирро-
даи пиридина. Гидрирование их протекает в обшем аналогично гидри-
рованию сульфидов:
Q Q c<h’nh!^c«h«+nh’
пирп^
Гидрогенолиз кислородсодержащих соединений. Кислород в нефтя-
ных фракциях может быть представлен соединениями типа спиртов,
эфиров, фенолов и нафтеновых кислот. В газойлевых фракциях и неф-
тяных остатках кислород находится в основном в мостиковых связях и в
циклах полициклических ароматических и смолисто-асфальтовых со-
единений нефти.
При гидрировании кислородных соединений образуются соответ-
ствующие углеводороды и вода:
R-<2^>-COOH R-^22>"’CH3+н2°
В табл. 106 приведены термодинамические данные для реакций
гидрогенолиза некоторых серо- и кислородсодержащих органических
соединений.
Как видно из этих данных, реакции гидрогенолиза гетероатомных
углеводородов экзотермичны и протекают либо без изменения объема,
либо в случае гидрогенолиза непредельных гетероорганических соеди-
нений (как, например, производных тиофена) с уменьшением объема и
более высоким экзотермическим эффектом. Следовательно, реакции
гидрогенолиза всех без исключения гетероорганических соединений
являются термодинамически низкотемпературными. Давление либо не
оказывает влияния на равновесие газофазных реакций, либо благопри-
ятствует образованию продуктов гидрогенолиза 1119].
На кинетику реакций гидрогенолиза сильное влияние оказывают тип
и строение гетероорганических соединений. Скорость гидрогенолиза
взрастает в ряду тиофены < тиофаны < сульфиды < дисульфиды< мер-
каптаны. С увеличением числа ароматических и циклопарафиновых ко-
Леи в молекуле сероорганического соединения его реакционная
Сг,особность относительно гидрогенолиза падает.
233
Таблица 106. Тепловой эффект и константы равновесия (Кр) реакций
гидрогенолиза некоторых гетероорганических соединений (данные Ю. М. Жорщ
Реакция Тепловой эффект, кДж/моль К,
300 К 800 К 300 К 800 К
C3H7SH + H2^z> C3Hg + H2S +47,9 +55,9 2,6 10’ 7.7-10-’
CjHi|SH + Н2 С5Н|2 + H2S +58.2 +66,6 3,9-101ц 9.0 10’
CH3SCjH7 + 2H2 ri СН4 + + 120,2 + 135,3 2,1 1022 4,7 10й
+ c3Hj + H2S
CH3SC4H9 + 2H2 сн4 + + 108,6 + 124,0 1,1 1021 4.5-108
+ с4н ю + H2S
C4H4S + 4H2 C4H10+ H2S +262,4 + 283,6 5.3 К)30 18,5
C4H8S+ 2Н2 С4Нщ+ H2S + 112,6 + 121,8 5,4 Ю16 1,4-Ю4
C5H|US + 2H2 CjH,2+ H2S + 103,4 + 117.0 2,8 Ю16 6,3-Ю4
C|0H2|OH + H2 C|0H22 + H2o +88.3 +92,4 4,5 10lS 7,8 Ю5
Зависимости
InKp—38.64
+ 1406/Г
+ 1313/Г
300-800 к‘
+ 6220/7
InXp = -0.50*
4 7470/7 :
InAp " 0,37 1
+ 1531/7.
InKp = 2.063
Если принять за единицу скорость гидрогенолиза дибензотиофен
то, поданным Р-Д. Оболениева, относительные скорости гидрогенол
за других классов сернистых соединений составят [247]:
Производные тиофена и диарилсульфиды 1.0-2.0
Алкилсульфиды Н
первичные 3.2 '«ЯК
вторичные 4.3—4,4 4
Тиациклопентан и его производные 3.8—4.1 ч
Дибензилсульфид 7.0
Меркаптаны 7.0
В границах одного класса соединений разница в скоростях прев[
шений невелика. Так, например, семь различных по строению тиаш
лопентанов и тиациклогексанов превращались с константа)
скоростей 0,26—0,78 (при 400°С), тогда как 2-метилтиофен при 450
имел константу скорости 0,02 [248J.
Из кинетических данных следует, что связь С—S ароматичен
характера в среднем в 3—4 раза прочнее связи С—S алифатического,
рактера. Накопление ароматических колец в молекуле сернистого1
единения уменьшает его реакционную способность.
234
Отмечено, что в условиях проглышлснн.сго процесса тидросхпстки
Нефтяных дистиллятов тиофены и бензтиофены удаляются труднее, чем
меркаптаны и сульфиды, а в работе [249] авторы указывают, что наибо-
лее трудно удаляется последняя часть серы: после 80%-ной десульфури-
зации наблюдается перелом кривой потребления водорода как функции
удаления серы, т. е. для удаления остаточной серы нужны глубокие пре-
образования структуры вещества. Последнее особенно наглядно прояв-
ляется при глубокой гидроочистке дизельных дистиллятов (до
остаточного содержания серы менее 0,05% мае.). В этом случае требует-
ся существенное ужесточение режима процесса — повышение давле-
ния. снижение объемной скорости подачи сырья и т. д. [250].
В табл. 107 приведены расчетные данные о глубине гидрогенолиза
тиофена при различных температурах и давлениях.
Таблица 107. Равновесная глубина гидрогенолиза тиофена
при различных температурах и давлениях
Температура, К Ечубина гидрогенолиза (%) при даалении, МПа
0,1 1.0 4,0 \0,0
500 99,2 99,9 100,0 100,0
600 98,1 99.5 99,8 99,8
700 90,7 97,6 99,0 99.4
800 68,4 92.3 96,6 98,0
900 28,7 79,5 91,3 95,1
Полученные результаты свидетельствуют о том. что при осу-
ществлении процесса гидроочистки продуктов, содержащих тиофены,
полное обессеривание вследствие термодинамических ограничений мо-
жет и не достигаться.
Скорости реакций обессеривания нефтяных фракций удовлетвори-
тельно описываются формальным кинетическим уравнением типа
И/ =
где Ps и _ парциальные давления сернистых соединений и водорода.
При гидрогенолизе индивидуальных сероорганических соедине-
ний и обессеривании узких нефтяных фракций порядок гидрообессери-
вания по сере обычно составляет = I. При гидрообессеривании сырья
Широкого фракционного состава вследствие содержания в нем сервис-
ах соединений, сильно различающихся по реакционной способности,
кинетический порядок по сере может изменяться от 1 до 2 и более.
Кажущаяся энергия активации гидрообессеривания нефтяного
гыРЬя на алюмокобалътмолибденовом катализаторе в интервале темпе-
РатУр 340—425°С составляет 46—88 кДж/моль (11—21 ккал/моль).
235
Среди азотсодержащих соединений циклические структуры под.Ж[
вергаются гидрогенолизу значительно труднее, чем содержащие азот ijE '
аминогруппах) 122]. Ж
Обычно наблюдаемая степень удаления азота не превышает 30-Ж
40% даже при высоких показателях по гидрированию серы (свыше 90%уг i
Прямая деструкция азотсодержащих соединений невозможна из-за щд
высокой термической стабильности. Удаление азота обязательно включ
чает стадию насыщения цикла. В результате расход водорода высок :
6—7 молей водорода на 1 моль аммиака. Для ускорения реакции деазо-'
тирования катализатор должен обладать обеими функциями: гидриро-^
вания и гидрообессеривания. Азотсодержащие соединения оказываю®
ингибирующее влияние на активные центры катализаторов гидрообес-
серивания и гидрокрекинга, что связано с основным характером эти» •
соединений [113, 121,122].
Происходящее в результате разложения металлсодержащем
комплексов удаление металлов сопровождается их накоплением в лора$
катализатора. Предположительно, катализатор адсорбирует, Например^
ванадилпорфирин в неизменном виде, затем кольцо порфирина
раскрывается и образуется неванадильное соединение. В результат?
протекающих превращений на поверхности катализатора металл связы-
вается с активной поверхностью пор.
Отмечается повышенная стойкость никельсодержащих комплек-
сов. Это объясняется характером комплексных связей никеля в молеку-
лах асфальтенов и смол, а также особенностями расположения атом
никеля в структуре порфирина [122]. Наблюдаемая более высокая глу-
бина удаления ванадия предположительно объясняется тем. что высту?
лающий из плоскости ванадилпорфирина гетероатом кислорода прочя ,
связывается с поверхностью катализатора и облегчает отрыв атома ванз
дия. Разложение металлсодержащих порфиринов составляет )8—28% о .
общего их содержания в сырье и зависит от жесткости процесса.
Если учесть, что содержание металлов в остатках большинства не<|
тей в виде порфириновых комплексов обычно не превышает 25% ото)
шего содержания металлов в остатке, то можно считать, чго вклад
обшую глубину удаления металлов за счет порфиринового металла н
велик. Обычно в условиях каталит ического гидрооблагораживания на*
людается высокая степень деметаллизации — до 90% и боле
Следовательно, наибольшему удалению подвержены непорфириноВ!
формы металлсодержащих комплексов, включенные в поликонденс г
рованные структуры асфальтенов и высокомолекулярных смол. Объй
ненис механизма и высокой скорости реакций деметаллизаии
очевидно, следует искать в реакциях электронного обмена метал-'’0!®:
активными центрами катализатора. Ж:
236
9.1.2. Превращения углеводородов
Процесс гидрокрекинга углеводородов представляет собой сово-
купность ряда параллельных и последовательно протекающих реакций:
растепления высокомолекулярных углеводородов, гидрирования про-
дуктов расщепления, гидродеалкилирования алкилароматических угле-
водородов, изомеризации парафиновых и нафтеновых углсводородов.
При давлениях ниже 15—20 МПа интенсивно протекают реакции уплот-
нения и коксообразования. Рабочие условия и катализатор гидрокре-
кинга обычно выбирают так, чтобы по возможности подавить две
последние нежелательные реакции. Удельные соотношения перечислен-
ных основных реакций и их интенсивность в значительной степени опре-
деляются типом и избирательностью действия катализаторов, природой и
составом исходного сырья, а также рабочими условиями процесса [ 1281.
На сероустойчивых катализаторах, представляющих собой системы
типа оксидов металлов на оксиде алюминия или сульфидов металлов на
оксиде алюминия и характеризующихся средними гидрирующими
свойствами, превалируют реакции гидрогенолиза сероорганических со-
единений, насыщение водородом непредельных углеводородов и в не-
сколько меньшей мере протекают реакции изомеризации и распада
углеводородов. Таким образом, реакции углеводородов в присутствии
этих катализаторов близки к реакциям углеводородов в процессе гидро-
очистки. Однако в связи со сравнительно жесткими температурными
условиями и более тяжелым исходным сырьем, применяемым при гид-
рокрекинге, усиливаются реакции расщепления, в том числе термичес-
кие в объеме, при относительно высоком уровне реакций гидрирования
и изомеризации [244, 245].
В присутствии катализаторов типа сернистого вольфрама, облада-
ющих повышенными гидрирующими свойствами, в значительной мере
протекает также гидрирование ароматических углеводородов с последу-
ющим расщеплением образовавшихся нафтеновых колец.
Существенно отличается механизм процесса при использовании
катализаторов на кислых носителях, например на аморфном или крис-
таллическом алюмосиликатах. В этом случае процесс гидрокрекинга
может быть направлен в сторону глубокого разложения и изомеризации
Углеводородов сырья. Реакции собственно гидрирования выражены в
этом случае значительно слабее.
Данные табл. 108 свидетельствуют о сложном комплексе реакций,
протекающих при гидрокрекинге, но все же наглядно показывают, чго
На катализаторах кислотного типа (никель — алюмосиликат, платина —
Цеолит) процесс идет в значительной степени по карбоний-ионному
М«ханизму.
237
Таблица 108. Выход продуктов превращения цетана в различных процессах!
(моли на 100 молей превращенного сырья) [244]
1 Термический крекинг, 500’С (2511 « U- й HI = 0.0 5 м с I = | я Н 5? jS — 2 Гидрокрекинг (платина на цеолите), I 425°С |254| хЙ- У э S “Л £ « о 1 в Ог 11 =!
53 5 6 9 36 о -
С2 130 12 15 43
Сз 60 97 59 92 21 95
С4 23 102 55 86 13 97 ;
С5 9 64 86 68 30 77
Сб 24 50 76 64 52 41 '*
Ст 16 8 27 18 29
Q 13 8 ({ 4 35 6
Отмечено, что первоначальный разрыв связей углеводородов пре
имущественно происходит по середине молекулы. Образующиеся ос
колки достаточно большой величины претерпевают вторично?
расщепление [254, 256].
Обычно при гидрокрекинге парафинов на никелевых и молибденовы
катализаторах не наблюдается изомеризации исходного сырья. Однако вслу
час применения платинового катализатора оставшееся сырье оказываете!
высокоизомеризованным. Объяснение этому может быть дано на основе cd
отношения гидрирушей и кислотной активностей катализатора. Если гидру
рующая активность катализатора ниже кислотной, преобладают реакиш
расщепления и конечный продукт мало или вообще не изомеризован [240]
Гидрирующая активность катализаторов и степень изомеризаии
исходного сырья понижается в ряду Pt > Ni > Co-Mo > Mo. >
Предлагается следующий механизм гидрокрекинга, позволяют^
объяснить наблюдаемые различия: ;
крекируемый продукт
крекируемым продукт
где С —олефин; С+ — карбониевый ион; Н* — гидрирующие-дегидй<
руюшие центры; А — кислотные центры.
238
Предложенная схема предполагает независимое существование
двух родов активных центров и миграцию реагирующего вещества от
центра к центру. Опытами с мечеными атомами [257] показана воз-
можность непосредственного превращения бензола в метилцикло-
цеитан (т. е. и гидрирования, и изомеризации) в присутствии
сернистого вольфрама без образования циклогексана и десорбции его
с катализатора, что противоречит представлениям о миграции превра-
щающегося вещества.
Олефиновые углеводороды при гидрокрекинге дают те же продук-
ты, что и парафиновые, но глубина превращения их в тех же условиях
больше (т. е. их превращения проходят с большей скоростью).
При изучении гидрокрекинга гексана обнаружено, что бутанов и
пентанов образуется больше, чем можно ожидать в результате отрыва С [
я Сj групп [240]. Авторы допускают возможность взаимодействия ради-
кала С3 с молекулой олефина С6, образующегося в результате дегидри-
рования на поверхности катализатора. Получающийся при этом
карбониевый ион С§ расщепляется далее с образованием углеводородов
Сд и С5.
Г. М. Панченковым с сотрудниками [258] показано, что образова-
ние больших количеств олефинов из парафинов той же молекулярной
массы в условиях гидрокрекинга термодинамически невозможно.
Ими же термодинамически обоснован вероятный механизм обра-
зования больших количеств изопарафинов. Он включает стадии образо-
вания олефиновых углеводородов, изомеризацию их углеводородного
скелета и гидрирование изоолефинов в изопарафины. Олефины образу-
ются из парафи новых углеводородов большей молекулярной массы при
крекинге последних.
Большое влияние на направленность реакций и выход конечных
продуктов при гидрокрекинге оказывает строение исходных углеводо-
родов. Так, например, в случае использования «-бутилбензола преобла-
дают реакции деалкилирования, при этом первичное расшепление в
значительной степени происходит в точке присоединения заместителя
к кольцу с образованием бутанов и бензола; н-денилбензол не только де-
алкилируется, но и на 39% циклизируется с образованием тетралина.
Незамещенные ароматические углеводороды в условиях гидрокре-
кинга достаточно устойчивы.
У полициклических ароматических углеводородов легко гидриру-
ется одно или несколько ароматических колец, в то время как гидриро-
вание одиночного кольца протекает с трудом. Образующиеся
оензонафтены превращаются в основном за счет раскрытия нафтеново-
го кольца, давая моноциклические ароматические углеводороды.
239
Интересные результаты получены при гидрокрекинге 1,2-nj
арилэтана. Последний при 400-450“С превращается в псевдокумод
дурол [259]. ,
Неожиданные результаты обнаружены при гидрокрекинге г»
саметилбензола в присутствии катализаторов кислотного типа: образ
ются в основном изобутан и ароматические С щ [244]. Авторы преддав
ют механизм, включающий частичное гидрирование ароматически
кольца, его изомеризацию, сопровождающуюся ростом боковой цепи
затем селективный крекинг этой цепи с образованием изомсризовз)
ных алканов (реакция «спаренного отщепления»), >
Реакции «спаренного отщепления» наблюдаются и для полии
тилциклогексанов: 1,2,4,5-тетраметил-, пентаметил- и гексамети.
циклогексанов. Более того, кольца с большими циклами — никлод
декан и циклопентадекан — в аналогичных условиях также образуки
основном изобутан, изопентан, алкилциклопентаны и алкилциюв
гексаны, имеющие 7 или 8 углеродных атомов. Очевидно, циклодцд
кан и циклопентадекан подвергаются быстрому сжатию кольца на д
верхности катализатора, образуя алкилциклопенганы и алкилцикл<
гексаны. Полученные изомеры селективно крекируются, давая изоб
тан и изопентан. По-видимому, гидрокрекинг алкилциклогексаи
также протекает весьма сложно и включает скелетную изомеризацщ
Это подтверждается и работой по изучению гидроизомеризации меч
ных С14 этилциклогексанов на никелевых катализаторах [260]. Автор
наблюдали образование изомерных диметилциклогексанов с поч?
статистическим распределением радиоактивности между кольцо^
боковыми цепями. q
Интересно отметить, что при гидрокрекинге дурола и изодурола)
катализаторе, ускоряющем радикальные реакции (А1-Со-Мо). образ,
ются в основном метан и триметилбензолы, т. е. вданном случае прог
кает ярко выраженная реакция деметилирования. Используя мед?
меченых молекул, удалось показать, что при гидрокрекинге дурола пр
текают как реакции деметилирования, так и реакции метилироващ
полученных углеводородов |261]. я
Таким образом, использование новых (по сравнению со времен?
деструктивной гидрогенизации топлив) катализаторов, обладающих б
лее ярко выраженной способностью к ускорению ионных реакций, ПР
вело к открытию новых, ранее неизвестных реакций углеводородов. К]
числу следует отнести описанные выше реакции образования, наприМ^
углеводородов С4 и С5 из гексана при отсутствии осколков С) и С2, Р®
цию «спаривания», скелетной изомеризации без гидрирования и др. э
240
,3. Превращения нефтяных дистиллятов
Парафиновые углеводороды, содержащиеся в нефтяном сырье,
преврашаюгся на катализаторах с высокой кислотной активностью по
карбоний-ионному механизму преимущественно с разрывом в средней
части молекулы с наименьшей энергией связи С-С. Как и при катали-
тическом крекинге, вначале на металлических центрах катализатора
происходит дегидрирование парафинов с образованием алкенов. Затем
алкены на кислотных центрах легко превращаются в карбоний-ионы и
инициируют цепной карбоний-ионный процесс. Скорость гидрокре-
кинга при этом также возрастает с увеличением молекулярной массы
алканов. Изопарафины с третичными углеродными атомами подверга-
ются крекингу со значительно большей скоростью, чем нормальные ал-
каны. Так как распад карбоний-ионов с отщеплением фрагментов,
содержащих менее трех атомов углерода, сильно эндотермичен, при
гидрокрекинге почти не образуются метан и этан и высок выход изобу-
тана и изопентанов (больше равновесного). На катализаторах с высокой
гидрирующей и умеренной кислотной активностями происходит ин-
тенсивное насыщение карбоний-ионов, в результате образуются пара-
фины с большим числом атомов углерода в молекуле, но менее
изомеризованные, чем на катализаторах с высокой кислотностью.
Основные отличия гидрокрекинга от каталитического крекинга
заключаются в том, что общая конверсия парафинов выше в первом
процессе, чем во втором. Это обусловлено легкостью образования алке-
нов на гидродегидрирующих центрах катализаторов гидрокрекинга.
В результате наиболее медленная и энергоемкая стадия цепного меха-
низма — инициирование цепи — при гидрокрекинге протекает быстрее,
чем при каталитическом крекинге без водорода.
Катализаторы гидрокрекинга закоксовываются незначительно, так
как алкены подвергаются быстрому гидрированию и не успевают всту-
пать в дальнейшие превращения с образованием продуктов полимери-
зации и уплотнения [113, 119, 128].
Нафтеновые углеводороды с длинными алкильными цепями при
гидрокрекинге на катализаторах с высокой кислотной активностью
подвергаются изомеризации и распаду цепей, как и парафиновые угле-
водороды. Расщепление кольца происходит в небольшой степени. Ин-
тенсивно протекают реакции изомеризации шестичленных нафтенов в
пятичленные. Бициклические нафтены превращаются преимуществен-
но в моноциклические с высоким выходом производных циклопентана.
На катализаторах с низкой кислотной активностью протекает в основ-
ном гидрогенолиз — расщепление кольца с последующим насыщением
образовавшегося углеводорода (табл. 109).
Таблица 109. Основные реакции и продукты гидрокрекинга
углеводородов нефтяного сырья
Исходные углеводороды Реакции Образующиеся углеводород
Парафиновые Изомеризация, разрыв цепи Низкокипящие парафинов^ изостроения ‘
Нафтеновые моноциклические Изомеризация, гидродеалки- лирование Циклопентаны Cj—Cg ~ и низкокипяшие парафиновь изостроения
Нафтеновые бициклические Раскрытие кольца, изомериза- ция, гидродеалкилирование Те же, что из моноцикличес)
Алкилароматические Изомеризация, диспропорци- онирование, гидродеалкили- рование, гидрирование Алкилароматические Cg— низкокипяшие изопарафину вне и нафтеновые
Нафтено- ароматические Раскрытие кольца Те же, что из алкил- ' ароматических '
Полициклические ароматические Гидрирование Те же, что из алкил- ароматических V
Олефины Изомеризация, разрыв цепи, гидрирование Те же. что из парафиновых ^
Алкилароматические углеводороды претерпевают реакции избЛ
ризации, гидродеалкилирования и гидрирования с последую^
раскрытием кольца, Полициклические ароматические углеводород
подвергаются гидрированию, в результате чего получаются нафте)!
ароматические углеводороды [128, 240]. Последнее иллюстрируй
данными рис. 43, характеризующими константы скорости отдельг
реакций при гидрокрекинге легкого газойля каталитического креки
под давлением водорода ] 0,5 МПа [262].
Полициклические
ароматические
углеводороды
Нафталины
Нафтено-
ароматические
углеводороды
Тетралины
и инданы
Моноциклические
ароматические
2 углеводороды
Полицик-
лические
нафтены
Бициклические
) нафтены ,
Моноцик-
—» лические —»
*~|4 нафтены х = о.2
Парафины <>
Раскрытие кольца (с последующим деалкилированием)
Рис. 43. Относительные константы скоростей реакций гидрокрекинга л
242
При выбранных условиях происходит интенсивное частичное гид-
рирование полициклических ароматических углеводородов, распад
^клановых колец полициклических соединений с образованием в ос-
новном изопарафинов- Моноциклические нафтены и парафины рас-
щепляются с меньшими скоростями; наиболее трудно протекает
^дрирование моноииклических ароматических углеводородов.
Исследованием масс-спектромезрическим методом основных прев-
ращений вакуумного дистиллята при гидрокрекинге в присутствии алю-
мосиликатникелевого катализатора показано, что реакционная
способность углеводородной молекулы зависит в первую очередь от нали-
чия в ней ароматических ядер и от общей степени цикличности [263-265].
би- и полициклические углеводороды подвергаются при гидрокрекинге
глубокому распаду с образованием моноииклических систем (рис. 44).
Рис. 44. Изменения (+, -) содержания различных
углеводородов в результате гидрокрекинга:
1 — парафиновые; 2-6 — нафтеновые (2 — моно-; 3 — би-; 4 —три-; 5 —тетра-;
6-гтентациклические); 7 — алкилбензолы; 8 — инданы; 9 — динафтёнбеизопы; 10 —
нафталины; 11 — аценафгалины; 12 — аценафтены; 13 — фенантрены; 14 — пирены
Данные по изменению группового состава в ходе гидрокрекинга
показывают, что фактически увеличивается содержание 3 типов уг-
леводородов: парафиновых, моноииклических нафтеновых и алкил-
бензолов.
С увеличением жесткости процесса образующиеся средние дистил-
лять[ начинают крекироваться до бензина и газа. Последовательность
243
реакций, имеющих место в ходе каталитического гидрокрекинга г
зойля, схематически записывается следующим образом [264]:
CcH2c-»C,H2j; 'i
С,Н2; + Н2 ->С;Н2)+2; ।
СсН2с+Н2^СсН2с + 2; (
AR + Н2-э АН + RH; .
AN + Н2 -»AR'+ R"H;
AR- + н2 АН + RH, I
где AR и AN — алкилароматические и гидроароматические углеводор
ды; А — ароматическое кольцо; N — нафтеновое кольцо; R, R’, R" — I
кильиые радикалы.
реакция (2) — изомеризация олефина. Реакции (5) и (7) представл
ют деалкилирование алкилароматики. При этом предполагается, чтора
рыв С—С связи происходит в основном по карбоний-ионному механизм
Исследование бензинов, полученных в результате гидрокрекин
вакуумного дистиллята, привело к выводу об отсутствии в них дненовы
циклоолефиновых, алкенилароматических углеводородов и о незнач;
тельном содержании моноолефиновых углеводородов. Значительны к
личества изопарафиновых, бициклонафтеновых, тетралиновых и ищ
новых углеводородов [265].
Средние дистилляты также характеризуются высоким содержание
изопарафиновых и монониклических алкилароматических и алкилнаг
теновых структур. Причем чем выше давление водорода в процессе, тс
больше образуется алкилнафтеновых углеводородов (за счет гидрирой
ния алкилароматических). ;
Таким образом, характерными особенностями продуктов гидр
крекинга являются следующие: <
]. Низкий выход парафинов С[-С2 и особенно метана и этана
продуктах реакции.
2. Бутановая фракция содержит 60-80% изобутана.
3. Пентановая и гексановая фракции на 90-96% состоят из изом
ров. Циклопарафины содержат около 90% метилииклопентана. Вр
зультате легкий бензин (до 85°С), содержащий 80-90% парафинов,.
5% бензола и 10-20% нафтенов, имеет достаточно высокие антидетон
ционныс характеристики (окгановое число 84-87 ИМ). г
4. Бензины (С2 и выше) содержат 40-50% нафтенов, 0-20% аро»
тических и являются качественным сырьем риформинга. ;;
244
5. Керосиновые фракции ввиду высокого содержания изопарафи-
нов и низкого — бициклических ароматических углеводородов являют-
ся высококачественным топливом для реактивных двигателей.
6. Дизельные фракции содержат мало ароматических углеводоро-
дов и преимущественно состоят из нафтеновых и изопарафиновых угле-
водородов, что обусловливает их высокие цетановые числа и низкие
температуры застывания f 119, 121].
Кинетика процесса гидрокрекинга. Реакции расщепления и изомери-
зации, протекающие в процессах гидрокрекинга, являются типичными
реакциями первого порядка. Распад углеводородов тормозится образова-
нием продуктов расщепления и изменением условий адсорбции [271, 272,
273]. Гидрирование и деструктивное гидрирование — реакции второго по-
рядка: под высоким давлением водорода равновесные выходы сдвигаются
в сторону образования насыщенных соединений и гидрирование может
протекать практически до конца. Для поддержания необходимого парци-
ального давления водорода требуется его значительный избыток; в связи
с этим бимолекулярные стадии гидрогенизации будут описываться урав-
нениями для псевдомономолекулярных реакций. Таким образом,
большинство реакций, протекающих при гидрокрекинге, должно иметь
первый порядок, являющийся для расщепления и изомеризации истин-
ным, адля гидрирования — кажущимся [274].
Схему процесса гидрокрекинга можно представить следующим образом:
А-> ив, + И2В2 + ... + И„В„,
где А — исходное вещество; В,- — продукты реакции; У, — соответству-
ющие стехиометрические коэффициенты.
А. В. Фрост, а затем Д. И. Орочко и Г. Н. Чернакова показали воз-
можность применения для описания кинетики гидрогенизанионных
процессов уравнения реакций первого порядка, тормозящихся образу-
ющимися продуктами [152, 275, 289]:
ату = 1пр^---[5у,
где а — константа, пропорциональная скорости реакции; у = у\ + У1 + ...
+Уп — степень общего превращения исходного вещества А, доли едини-
цы; ху — условное время реагирования, обратно пропорциональное
Удельной объемной скорости подачи сырья (У„), ч; [} — коэффициент
ТоРможения процесса образующимися продуктами реакции, адсорби-
рованными на активной поверхности катвлизатора, и, кроме того, мас-
с°передачей при гетерогенном процессе.
Определение значения кажущейся энергии активации и темпера-
^Рного коэффициента скорости процесса производится по уравнению
Аррениуса.
245
Графическое решение уравнения А. В. Фроста для гидрокрекицЯ|
тяжелых вакуумных дистиллятов позволяет определить коэффициенте^
а и р. При этом у характеризует общую глубину превращения с получЗИк
нием продуктов, выкипающих ниже начала кипения сырья (т. е. ниЯу
350°С) [276,277, 278]. .Ж
На рис. 45 в качестве примера приведено графическое определении
этих величин для превращения сырья на катализаторе, содержащем IQ®
мае. цеолита. Аналогично выполнено определение и для катализатопаж
содержащих 20 и 30% мае. цеолита. Для всех температур процесса р^
четный коэффициент £ - 0,82. Расчет при [3 = 0,82 показывает,
константа, пропорциональная скорости реакции, практически один
кова при постоянной температуре для разных объемных скоростей п<
дачи сырья. Это подтверждает правомерность применения уравнещ
(2) для описания процесса гидрокрекинга. q
В табл. ПО приведены значения константы а, рассчитанные ]
уравнению (2) при £ = 0,82 для различных условий процесса. ,f
Таблица 110. Значения константы а при гидрокрекинге вакуумного дистиллят
рассчитанные по уравнению (2) при 3 = 0,82
Содержание неолита в катализаторе, % мае Температура, "С Значение а
0 390 0,087
0 400 0,097
0 410 0,112
0 420 0,175 л
10 390 0-1 ’*
10 400 0,12 ’
10 410 0,15 5
10 420 0,8
20 390 0,13 -
20 400 0,24 '
30 390 0,2 4
30 400 0,39 4
Анализ этого уравнения показывает, что предел его применения 6
раничивается степенью превращения не более 80%. Если принять, Ч
погрешность в определении степени превращения составляет ± 5% о
носительных, то относительная ошибка в определении при этом соста
ляет ± 10% до у < 80. При дальнейшем увеличении у ошиб
увеличивается, и при у - 0,95 составляет 145%, а при у, приближающе
ся к 1, уравнение (2) теряет смысл.
246
1.0-
Рис. 45. Графическое определение а и £ в уравнении (2) для превращения
сырья на катализаторе, содержащем 10% мае. цеолита:
1 — 390’С; 2 — 400°С; 3 — 410°С; 4 — 420°С
На рис. 46 представлены зависимости степени превращения сырья
от температуры процесса и объемной скорости подачи сырья на катали-
заторах, содержащих 0, ] 0, 20 и 30% мае. цеолита, построенные по урав-
нению (2) на основании значений аир, приведенных в табл. НО, а
также для степени превращения сырья выше 70% — по эксперимен-
тальным данным (пунктирные линии).
Как видно, суммарная скорость реакций, протекающих при гид-
рокрекинге вакуумных дистиллятов, зависит не только от температуры,
но в значительной мере от содержания цеолита в катализаторе. С повы-
шением содержания цеолита в катализаторе с ]0 до 30% мае. скорость
реакции общего превращения сырья возрастает в два раза при темпера-
туре 390°С и в три раза при 400°С. Общее превращение сырья ] 00% дос-
тигается на катализаторе, содержащем 20% мае. неолита, при
температуре 420сС, а на катализаторе с 30% мае. неолита — уже при тем-
пературе 410°С. При этом имеет место вторичное превращение продук-
т°в реакции.
Значения кажущейся энергии активации, а также температурные ко-
эффициенты скорости общего превращения сырья на катализаторе, содер-
жащем ]0% мае. цеолита, при температуре 410—420’С, а для катализаторов
247
Рис. 46. Зависимость степени превращения сырья
при гидрокрекинге вакуумного дистиллята западно-сибирских нефтей
от объемной скорости подачи сырья на никельмолибденовом
катализаторе с различным содержанием цеолита:
а, б, в, г — 0,10,20 и 30% мае. цеолита, соответственно.
Температура процесса: □ — 390“С; • — 400°С; — 410сС; О — 420“С
с 20 и 30% мае. цеолита во всем исследованном температурном интервал!
значительно выше полученных в ранее проведенных исследованиях пр
деструктивной гидрогенизации нефтяного сырья (табл. 111).
Таблица 111. Средние значения кажущейся энергии активации '
и температурного коэффициента скорости общего превращения
при гидрокрекинге вакуумных дистиллятов на алюмоникельмолибденовояН
катализаторе с различным содержанием цеолита
= S g э I s Й 3 5 з i о 2 Кажущаяся энергия активации. кДж/моль, в интервале 1емператур. К Температурный коэффициент скорости 1 общего превращения сырья Л в интервале температур. К. •->
663-673 673-683 683-693 663-693 663-673 673-683 683-693
0 10 20 30 40,4 67,7 288 248 54,6 85,3 248 258 175 200 258 276 89 140 252 255 1,12 1.20 1.85 1.95 1,16 1 ->6 < 1.25 1,о6 1 1,92 1 90' 1 1,96 2 02
Можно предположить, что это является следствием наличия в
кельмолибденовом катализаторе цеолита, который оказывает влияний
на превращение сырья и изменяет характер протекающих на катал»33;
торе реакций, обеспечивая высокую скорость реакции и глубокую ст^
248
пень превращения сырья (выше 80%) за один проход. Практическое
отсутствие в продуктах реакции олефиновых углеводородов (не более
^5% мае.) свидетельствует о том, что в изученных условиях реакции
^дрирования протекают достаточно глубоко.
Для более полной характеристики процесса целесообразно оцени-
ваТь также интенсивность гидрирования ароматических соединений, а
также гидрогенолиза гетероатомных соединений (в последнем случае —
пггем определения скорости присоединения водорода к типичным
серо-, азот- и кислородсодержащим структурам).
9,2. Катализаторы процесса гидрокрекинга
История развития катализаторов гидрокрекинга дистиллятов свя-
зана с переработкой угольных и нефтяных дистиллятных фракций.
Процесс гидрокрекинга нефтяных дистиллятов проводят на поли-
функииональных катализаторах, обладающих гидрируюше-расшепля-
юшими свойствами.
К промышленным гидрогенизанионным катализаторам предъяв-
ляют следующие основные требования: стабильность активности, се-
лективность действия, термическая стабильность, устойчивость к
действию контактных ядов, способность к регенерации без заметного
снижения активности.
В качестве катализаторов для гидрогенизанионных процессов пере-
работки сернистых нефтепродуктов наиболее отвечающими указанным
требованиям являются оксиды и сульфиды элементов VI группы Пери-
одической системы — хрома, молибдена, вольфрама. Их применяют на
носителях и без них (например, сернистый вольфрам). Кроме того, ши-
роко используют более сложные композиции, включающие элементы
VI и VIII групп Периодической системы, — хроматы и хромиты никеля,
кобальта, железа; молибдаты кобальта, никеля и железа; вольфраматы
никеля, кобальта, железа или же их соответствующие сульфопроизвод-
ные [136, 137, 144].
Сульфидные и оксидные катализаторы, содержащие никель, ко-
бальт, молибден, вольфрам, активны при 250-450сС. Эта их характер-
ная особенность и определяет температурный режим процесса.
Сложные катализаторы, такие как алюмокобальтмолибденовые,
обладают большей активностью, чем отдельные их составляющие (ко-
бальтовый и молибденовый катализаторы). Одной из причин этого яв-
ляется их взаимное промотирование. Катализаторы устойчивы к
действию сернистых соединений и применяются в промышленности на
носителях и без них.
249
Ассортимент современных катализаторов гидрокрекинга весь
широк. Обычно эти катализаторы состоят из следующих трех комп
нентов: кислотного, дегидро-гидрируюшего и связующего, обеспечи!
ющего механическую прочность и пористую структуру [137, 144|.
В качестве кислотного компонента, выполняющего крекирующую
изомеризующую функции, используют твердые кислоты, входящие вес
тав катализаторов крекинга: цеолиты, алюмосиликаты и оксид алкзм
ния. Для усиления кислотности в катализатор иногда вводят галогены.
Для активирования катализаторов гидрокрекинга используют та
же разнообразные промоторы: рений, родий, иридий, редкоземельн:
элементы и др. Функции связующего часто выполняют кислотный ко
понент (оксид алюминия, алюмосиликаты), а также оксиды кремщ
титана, циркония, магний- и цирконийсиликаты.
Сульфиды и оксиды молибдена и вольфрама с промоторами явг
ются бифункциональными катализаторами: они активны как в реаки
ях гидрирования-дегидрирования (гомолитических), так и
гетеролитических реакциях гидрогенолиза гетероатомных соединен
нефтяного сырья [119, 136]. Однако каталитическая активность моли
дена и вольфрама недостаточна для разрыва углерод-углеродных связе
Поэтому для осуществления реакций крекинга углеводородов необх
димо наличие кислотного компонента. Следовательно, катализат©]
процессов гидрокрекинга являются по существу трифункиионвльныл
а селективного гидрокрекинга — теграфункаиональными, если учес
их молекулярно-ситовые свойства. Если же кислотный компонент в к
тализаторах гидрокрекинга представлен иеолитсодержащим алюмос
ликатом, следует учитывать и специфические крекирующие свойст
составляющих кислотного компонента. Так, на алюмосиликате^
крупнопористом носителе — в основном проходят реакции первичн
го неглубокого крекинга высокомолекулярных углеводородов сыр!
в то время как на цеолите — реакции последующего более глубоко
превращения с изомеризацией среднемолекулярных углеводороде
Таким образом, катализаторы гидрокрекинга можно отнести к nofl
функциональным. ;
Быстрому развитию гидрокрекинга способствовало применен
цеолитсодержаших катализаторов. Компонентами катализаторов это
типа служат цеолиты типа X, Y, L, морденит и др. Наибольшее значен
приобрел цеолит типа Y как самый широкопористый из группы вы«
кокремнеземных цеолитов []36]. Кроме того, цеолитсодержащие ка;
лизаторы в ряде случаев позволяют проводить процесс f
предварительной очистки сырья от азотсодержащих соединений. Я
держание в сырье до 0,1 % мае. азота практически не влияет на их актй
посты Повышенная активность катализаторов гидрокрекинга на оспе
250
цеолитов обусловливается более высокой концентрацией активных
кИсдотных центров (бренстедовских) в кристаллической структуре, по
сравнению с аморфными алюмосиликатными компонентами.
В случае переработки тяжелого сырья наибольшую опасность для
дезактивации катализаторов гидрокрекинга представляют, кроме азо-
тцсгыхоснований, асфальтены, и прежде всего содержащиеся в них ме-
таллы, такие как никель и ванадий. Поэтому гидрокрекинг сырья,
содержащего значительное количество гетеро- и металлорганических
соединений, как правило, проводят в две и более ступеней. На первой
ступени в основном проходит гидроочистка и неглубокий гидрокрекинг
полициклических ароматических углеводородов (а также деметаллиза-
ция). Катализаторы этой ступени идентичны катализаторам гидро-
очистки. На второй ступени облагороженное сырье перерабатывают на
катализаторе с высокой кислотной и умеренной гидрирующей актив-
ностями.
Для получения бензина из тяжелых видов нефтяного сырья (прямо-
гонные тяжелые газойли, вакуумные газойли, тяжелые газойли катали-
тического крекинга) используют катализаторы с высокой
расщепляющей активностью, достаточной гидрирующей активностью
по от ношению к ароматическим углеводородам и стойкостью к отравле-
нию сернистыми и азотистыми соединениями. Высокая расщепляющая
активность достигается введением в состав катализаторов цеолитов
типа фожазита, в частности поливалентных катионных форм цеолита Y,
например РЗЭУ со степенью катионного замещения NaT 30—80%, или
катион-декагионированных форм, например HMgY со степенью кати-
онного обмена Na+ на Н+ 45—60% и на Mg4- 40—45%. Для усиления рас-
щепляющей функции катализаторов в них вводят галогены,
дополнительные оксидные добавки или проводят предварительное де-
алюминирование [ 266].
В качестве гидрирующих компонентов катализаторов 1идрокре-
кинга используют металлы платиновой группы в количестве 0,01 -6%,
2—10% никеля или 2,5—5% никеля (кобальта) и 5—15% молибдена
(вольфрама) в сульфидной форме.
В качестве связующего используют оксид алюминия, алюмосили-
каты, оксиды кремния, магния и др. Иногда в состав катализаторов вво-
авз оксиды титаны, цинка, гафния, тория и галогены. Содержание
анолита в катализаторе изменяется от 10 до 90%.
Катализаторы гидрокрекинга для производства средних дистилля-
т°вдочжны обладать умеренными расщепляющими свойствами и высо-
кой гидрирующей активностью, чтобы обеспечить получение
качественных реактивных и дизельных топлив.
251
Катализаторами этого направления гидрокрекинга также явля*
цеолитсодержашие и аморфные системы. Подавляющее больший,
цеолитсодержаших катализаторов содержит цеолиты типа фожаз
Описаны также катализаторы на основе морденита, неолита типа L ф
альфа, омега. Наиболее эффективны катализаторы на основе поливай
лентных форм (кадмий, кобальт, никель, цинк. РЗЭ) цеолита V и см$
шанных катион-декатионированных форм [267].
В качестве гидрирующих компонентов используют металлы платцз
новой группы в количестве 0,1—2,0%, сочетание 4-6% никеля (к$
бальта) + 10-20% молибдена (вольфрама) в оксидной или сульфидноЦ
форме. В качестве связующего используют оксид алюминия, алюмоей?
ликаты, магнийсиликаты, цирконийсиликаты, оксиды кремния, маг®
ния, титана, цинка. '
В аморфных катализаторах носителем расщепляющих свойств. ’“Я
правило, является аморфный алюмосиликат, структура и свойства кот$
рого аналогичны алюмосиликатам, используемым в некоторых катали!
заторах крекинга.
Исследованиями ВНИИ НП показано, что высокоэффектив ные<
селективные катализаторы гидрокрекинга среднедистиллятмого на?
правления можно получить на основе гидросиликатов никеля, кй!
бальта, магния и других металлов [268]. >«
Гидросиликаты металлов имеют сложную высокопористую стру^
туру с высокой удельной поверхностью, обладающую льюисовский
кислотными центрами.
В настоящее время трудно отдать предпочтение тому или ином$
типу катализатора гидрокрекинга. Выбор катализатора следует провар
дить с учетом технологии процесса, качества исходного сырья и требу!
емого ассортимента целевых продуктов. 3
Сравнение каталитических свойств катализаторов гидрокрекинг
вакуумных дистиллятов западно-сибирской нефти свидетельствует2
том, что катализаторы с аморфными носителями несколько менее afS,
тивны, но более селективны, чем катализаторы на основе цеолите
(табл. 1 ] 2). Последние обеспечивают получение более высоких выходе
среднедистиллятных фракций [144].
Основными промышленными катализаторами гидрокрекинга в!
куумного газойля среднедистиллятного направления являются никелй
(кобальт)-молибденовые (вольфрамовые) композиции. При выбо(
состава и способа синтеза катализаторов гидрокрекинга этого типа и<
ходят из базовых катализаторов гидроочистки тяжелого нефтянси
сырья, увеличивая их расщепляющие свойства по отношению к пар!
финовым и нафтеновым углеводородам и сохраняя их эффективность
реакциях гидроочистки и гидрирования. Эту задачу решают подбор®
252
Таблица 112. Активность цеолитсодержащих и аморфных катализаторов
в процессе гидрокрекинга среднедистиллятного направления при давлении
15 МПа (числитель) и 5 МПа (знаменатель)
Марка Г °C А. % Выход фракции, % мае.
160-360°С 160—270’С
Цеолитсодсржашие катализаторы
ГК-8 ГКО-1 Зарубежные 380/420 380/420 380 86/80 82/79 82-90 55/61 55/60 50-56 32/29 34/26 17- 37
Аморфные катализаторы
ЛГК-29 ЛГК-23 Зарубежные 380/420 380/420 380 420/420 53/59 58/68 46-55 65-90 70-78 48/55 52/62 45-51 59-62 62-71 12/13 14/15 7-14 20-39 24-28
типа, количества и способов введения модификаторов. В качестве пос-
ледних используют добавки оксида кремния, аморфных алюмосилика-
тов. синтетических цеолитов вдекатионированной или поливалентной
катионной форме и галогенов [279].
Оптимальное содержание добавки SiOj в катализаторе определяет-
ся видом сырья для процесса гидрокрекинга и изменяется в пределах от
25 до 60-70%. Введение в катализатор SiOj при гидрокрекинге тяжелого
нефтяного сырья увеличивает в основном выход среднедистиллятных
нефтепродуктов.
Содержание цеолита в носителе определяется назначением процес-
са гидрокрекинга и составляет 30—60% при переработке тяжелых нефтя-
ных фракций с получением преимуществен но бензина и 5—20% мае. для
получения среднедистиллятных фракций.
Содержание активных компонентов в цеолитсодержащих катализаторах
гидрокрекинга составляет 20—25% для никельмолибденовых композиций
или 20—40% мае. для никельвольфрамовых комопозиний [136, 137, 144].
По данным В. М. Курганова, применение катализаторов на
аморфных или цеолитовых носителях определяется направленностью
процесса гидрокрекинга [280, 290, 293].
Аморфные катализаторы обеспечивают большую селективность по
выходу среднедистиллятных фракций и более высокую стабильность по
выходу и качеству продуктов в течение всего цикла работы, чем цеолит-
с°держащис. В то же время на цеолитсодержащих катализаторах, по
сравнению с аморфными, одна и та же глубина конверсии достигается
При более низких температурах (на 20—50'С) или почти в два раза
Меньшем объеме катализатора.
253
Практически все перспективные процессы гидрокрекинга разрабонЛ
ны с использованием цеолитсодсржаших катализаторов: DHC-8, НС-Зж
DHC-32, НС-26, DHC-20 (процесс «Юникрекинг»), S-753, S-703 (2ДеьЖ
HYC-642 (ФИН)\ ICR-126, ICR-136, ICR-139, ICR-142, ICR-147, ICR-|s||
ICR-210, ICR-220 (ZZ/eeptw), ГКО-1, АНМЦ-1 (ВНИИ НП)[337, 338,373'
С целью предотвращения дезактивации цеолита в катализатора
гидрокрекинга сырье предварительно подвергают гидроочистке от cej
нистых, азотистых, смолистых и частично полициклических аромати
ческих соединений в отдельном реакторе или части реактор
гидрокрекинга на алюмокобальтмолибденовом или алюмоникельмс
либденовом катализаторах, содержание оксидов гидрирующих метаз
лов в которых составляет порядка 20% мае.: НС-К, НС-Т, НС-Р, НС-
(Юникрекинг), S-424, S-434, S-444 (Шелл)-, ICR-132, ICR-134, 1CR-I5
(Шеврон)-, HR-343, HR-348 (ФИН)', серии ТК-500, 600 (Хальдор Tonci
серии ГП (ВНИИ НП) [337, 338, 373].
В процессе гидрокрекинга, направленном на получение реактивш
го топлива или сырья для производства масел, где требуется глубок^
гидрирование ароматических углеводородов, на предварительной сгё
дин предлагаются к использованию полифункниональные катализате
ры гидроочистки-гидрирования: S-424 (Шелл), ТК-561 (Хальдор Топ&,
или система катализаторов гидроочистки и гидрирования: ГП + НМ
(ВНИИ НП). Катализаторы гидрирования серии НМГотличаются тк
вышенным (до 70% мае.) содержанием гидрирующих металлов. Катал(
заторы, содержащие оксиды металлов VI и VIH групп, nepi
эксплуатацией подвергают сульфидированию. •9,
При гидрокрекинге нефтяных остатков исходное сырье целссообра!
но подвергнуть предварительной деметаллизации и гидрообессериванй
на серо- и азотостойких катализаторах с высокой металлоемкостью идей
таточно высокой гидрирующей, но низкой крекирующей активностямй
Для этой цели в наибольшей степени подходят широкопорисп
катализаторы на основе модифицированного оксида алюминия, соде|
жащего в ряде случаев добавки оксида кремния.
9.3. Сырье процесса гидрокрекинга
По мере развития процесса гидрокрекинга возникла возможное?
переработки все более тяжелого сырья. Так, в процессе гидрокрекин
«Изомакс» в 60-х годах использовалось сырье с конном кипения 3(Х
350°С, а в 70-80-е годы гидрокрекингу успешно подвергалось сыры
концом кипения до 600°С и даже остатки. ;
Современный процесс гидрокрекинга позволяет перерабатыва
практически все нефтяные дистилляты — как прямогонные, так и в1
254
ииного происхождения. Происхождение сырья имеет решающее зна-
чецие для условий проведения процесса, а также оказывает
существенное влияние на свойства полученных продуктов. Технологи-
ческие условия гидрокрекинга, а также его аппаратурное оформление
сильно различаются в зависимости от свойств сырья,
Большое значение для выбора условий процесса гидрокрекинга
имеет химический состав сырья и особенно — содержание ароматиче-
ских углеводородов, соединений азота и серы, а также содержание смол
и асфальтенов. Концентрация этих соединений в нефтяных дистилля-
тах зависит от их температуры кипения и молекулярной массы. Ка-
чество сырья для процесса гидрокрекинга предопределяет схему его
переработки. Особенно важны температурные пределы выкипания
нефтяных дистиллятов, т. к. с ростом средней температуры кипения
сырья наблюдается увеличение содержания в них ароматических угле-
водородов, а также соединений серы и азота. В высококипящих вакуум-
ных дистиллятах возможно присутствие высокомолекулярных смол и
асфальтенов.
В зарубежной технической литературе для оценки качества дистил-
лята с учетом как его пределов кипения, так и происхождения употреб-
ляется специальный показатель — характеризующий фактор [282, 283].
Обычно он обозначается CF (Characterization factor) и описывается за-
висимостью
С/г= Ь21бУТ
Р
где Т — средняя температура кипения дистиллята, К; р — плотность
дистиллята, г/см3.
Значение плотности в определенной степени учитывает происхож-
дение дистиллята: чем больше выражен ароматический характер сырья,
тем выше плотность дистиллятов в данных пределах кипения. Дистил-
ляты, полученные каталитическим крекинюм и термическими процес-
сами, имеют более высокую плотность, чем прямогонные дистилляты.
На рис. 47 показана зависимость характеризующего фактора неф-
тяных дистиллятов от плотности и температуры кипения. Значение ха-
рактеризующего фактора растет с повышением температуры кипения
дистиллята, а в случае дистиллятов с одинаковой температурой кипения
Растет с повышением их плотности.
Сырье с большим содержанием ароматических углеводородов, и
особенно полициклических структур, с большим трудом подвергается
изменениям в процессе гидрокрекинга. Поэтому необходимо приме-
нять катализаторы с более высокой гидрирующей активностью, чтобы
обеспечить гидрирование ароматических циклов, а также проводить
Процесс под более высоким давлением водорода, чем в случае перера-
255
14,0-
823 4
273 323 373 423 473 523 573 623 673 723
Средняя температура кипения, К
Рис. 47. Зависимость характеризующего фактора от температуры кипения
и плотности нефтяных дистиллятов Ч
ботки сырья насыщенного характера. Гидрокрекинг ароматизованнй
сырья требует более высоких расходов водорода. 1
В процессе гидрокрекинга высокоароматизованного сырья цйЖ
работы катализаторов меньше, поэтому возникает необходимость болят
частой его регенерации, что сокращает период эффективной работы
тановки. Переработка тяжелых дистиллятов с большим содержаний
ароматических углеводородов, проводимая с глубоким превращение®
сырья, обычно реализуется в двухступенчатых установках с интенси®
ной рециркуляцией непрореагировавшей части сырья. Ж
Весьма существенным элементом характеристики сырья для пр®
цесса гидрокрекингаяаляется содержание в нем азота. Соединения а'.
та, присутствующие в сырье, и особенно содержащие азот'
гетероциклах, являются каталитическими ядами. Катализаторы iид{
крекинга, имеющие кислотные активные центры, на которых в усло^
ях реакции прочно адсорбируются соединения азота, подвергаю;
значительной дезактивации. На рис. 48 показана зависимость ме»
выходом бензина в процессе гидрокрекинга вакуумных дистилляте!
различным содержанием азота от времени работы катализатора. S
данные относятся к процессу, который проводился на аморфном ал
мосиликатникелевом катализаторе под давлением 5, 10 и 15 МПа, Я-
пературе 425°С, при объемной скорости подачи сырья 1,0ч,
кратности циркуляции водорода 1000 нм3/м3 сырья [269, 270, 27
256
g случае работы в течение 500 часов высокая активность катализатора
(выход бензиновой фракции 60% мае.) поддерживалась постоянной
т0дько в случае применения сырья, содержащего ниже 0,01% азота, и
1(1шь в процессе, проводимом под давлением 15 МПа. Более высокое
содержание азота (например, 0,06%) даже под давлением 15 МПа
сильно дезактивирует катализатор, в результате чего резко понижается
вь1ход бензина (30%). В случае проведения процесса под низким давле-
нием (5 МПа) даже малое содержание азота в сырье (0,006% мае.) при-
8одит к сильной дезактивации катализатора в течение первых 100-200
часов его работы, а также уменьшает выход бензина. Высокая отравля-
ющая способность соединений азота делает невозможным непос-
редственный гидрокрекинг сырья с большим содержанием азота в
присутствии катализаторов с аморфным алюмосиликатным носителем.
Допустимое содержание соединений азота в сырье составляет 0,01 —
0,02% мае. К сожалению, большинство нефтяных дистиллятов (в осо-
бенности тяжелые вакуумные дистилляты, а также дистилляты вторич-
ного происхождения) содержат значительно больше азота, чем 0,02%
мае., — фактические значения от 0,10% до 0,30% мае.
100 300 500 О 200 400 100 300 500
Время работы камлизатора, я
Рис. 48. Зависимость выхода бензина от времени работы катализатора при
гидрокрекинге вакуумных дистиллятов с различным содержанием азота под
давлением 15 МПа (а), 10 МПа (б) и 5 МПа (в).
Содержание азота, %: 1 — 0,006; 2 — 0,01; 3 — 0,02; 4 — 0,06
Такое сырье требует предварительной глубокой гидроочистки. По-
этому процесс гидрокрекинга сырья, содержащего значительные коли-
Чества азота, проводится в две ступени. На 1-й ступени проводят
Реакцию в присутствии гидрирующих катализаторов. Очищенное сырье
Решается на 2-ю ступень гидрокрекинга. Учитывая прочность соедине-
ний азота, их гидрирование в двухступенчатом процессе гидрокрекинга
д°лжно проводиться подлавлением водорода 10-15 МПа.
’'5363
257
Следует отметить, что использование катализаторов на основе ц,
литов, характеризующихся меньшей чувствительностью к азогист)
соединениям, позволяет осуществлять процесс гидрокрекинга при (
лее высоком содержании азота в сырье и при умеренном давлении во;
рода [128, 136).
Присутствие соединений серы в сырье не представляет зна>
тельных трудностей в процессе гидрокрекинга. Вследствие низких 3i
чений энергии связи С-S такое сырье легко подвергав1
гидрокрекингу. Глубокая очистка сырья от сернистых соединений т,
буется лишь при использовании платиновых и палладиевых катализа1
ров, весьма чувствительных к отравлению серой. Гидрокрекг
нефтяных дистиллятов, содержащих большое количество серы (до
мае.) происходите повышенным расходом водорода.
Сырье, поступающее на гидрокрекинг, не должно содержать вы<
комолекулярных конденсированных соединений, а также асфаль
нов. Превращение этих соединений в условиях гидрокреки;
приводит к образованию кокса, который оседает на поверхности ка
лизагора, что способствует быстрой дезактивации последнего. Сод;
жанис в небольших количествах этих соединений в вакуумн
дистиллятах или деасфальтизатах, которые поступают на переработ
не имеет существенного значения. Если содержание коксообразуюн
соединений велико, то сырье подвергают гидрированию на l-и сту1
ни, а на 2-ю ступень подают облагороженное сырье.
Большое значение имеет также удаление из сырья тяжелых мет;
лов (никель, ванадий, железо), содержащихся в виде металлорганич
ких соединений. Указанные металлы отлагаются на катализаторе
снижают его активность. Разработан ряд технологий, позволяющих
шественно (на 80—90%) снизить концентрацию тяжелых металле
сырье гидрокрекинга. Наиболее эффективным методом является пр'
варительное гидрогенизационное облагораживание.
В настоящее время к сырью процесса гидрокрекинга (вакуумне
дистилляту) сформулированы следующие требования по содержан
дезактивирующих компонентов и коксуемости |290]:
Содержание азота, % мае
Содержание тяжелых металлов, г/т
Содержание асфальтенов, % мае. (нерастворимых в гептане)
Коксуемость. % мае
Процесс гидрокрекинга тяжелых нефтяных дистиллятов и Д
фальтизатов проводится в жестких условиях, т. е. при повышенной
пературе, под высоким давлением водорода, как правило,
двухступенчатой схеме и зачастую с рециркуляцией непрорсагиро
шей части сырья.
258
расход водорода и катализаторов в процессе гидрокрекинга высо-
^ипяшего сырья значительно выше по сравнению с гидрокрекингом
5егких и средних дистиллятов, что увеличивает стоимость переработки
1аКого сырья.
Пределы кипения и качество сырья, подаваемого на переработку
процессом гидрокрекинга, зависят от гого, какие продукты желательно
получить. В нефтеперерабатывающей промышленности США, где име-
йся большая потребность в легких моторных топливах (бензины и
аВиакеросины), основным продуктом, получаемым на большинстве ус-
тановок гидрокрекинга, являются легкие топливные фракции. Сырьем
таких установок являются средние нефтяные дистилляты, циркулиру-
ющие газойли процесса каталитического крекинга, а также вакуумные
дистилляты. В Европе имеется большая потребность в дизельных топ-
дивах. Поэтому установки гидрокрекинга в странах Европы работают с
получением этих продуктов, используя в качестве сырья в основном ва-
куумные дистилляты.
9,4, Условия процесса гидрокрекинга
9.4.1. Температура процесса и объемная скорость
подачи сырья
Температура процесса гидрокрекинга дистиллятов, а также объем-
ная скорость подачи сырья взаимно связаны и определяют условия ве-
ления этого процесса. Изменение одного из указанных параметров или
одновременное изменение обоих является способом управления процес-
сом гидрокрекинга, т. е. выходом и свойствами получаемых продуктов.
Температура реакции яалястся наиболее важным фактором про-
цесса гидрокрекинга. Значения температуры реакции зависят от проис-
хождения сырья, желаемого качества продуктов и активности
катализатора в данный момент. Процесс гидрокрекинга может осу-
ществляться в широком диапазоне температур: от 320 до 460°С. С рос-
4)4 температуры увеличивается скорость реакций деструкции
Углеводородов, что приводит к повышению степени превращения
Сь,рья влегкие продукты. При переработке нефтяных дистиллятов тем-
ПеРатура реакции составляет обычно 350-420'С и лишь в отдельных
^Учаях процесс проводят при температуре выше 420сС.
Высокая температура реакции значительно снижает селективность
пРоцесса, в результате чего возрастает выход газов. Вместе с ростом тем-
пературы реакции уменьшается соотношение содержания изопарафи-
н°вых и «-парафиновых углеводородов в продуктах реакции и
п°выизается расход водорода.
259
Длительность цикла работы катализатора гидрокрекинга при п
шенных температурах сокращается за счет более интенсивного отло^
ния кокса на поверхности катализатора. i
Применение температуры 400°С и выше необходимо только в ejj
чае гидрокрекинга тяжелых дистиллятов со значительным содержании
азота. Содержание азота в сырье, в частности, определяет выбор тец^
ратурного диапазона процесса. Например, при гидрокрекинге цирку^
руюшего газойля каталитического крекиша температура реакщ
выбирается следующим образом в зависимости от содержания азо^
этом продукте []83]:
0,004% мае. азота
0.01% мае азота
0,16% мае. азота
При низких температурах степень превращения сырья невысе
из-за малой скорости реакции крекинга. Нижний диапазон темпера-]
этого процесса составляет 320—ЗЗО'С. .
Проведение процесса гидрокрекинга при низкой температуре^
вышает селективность реакции. Содержание газообразных углеводор®.
дов в продуктах реакции невелико, вместе с тем соотношеж
изопарафиновых и н-парафиновых углеводородов возражает и состав
ляет величину значительно большую, чем предписывается термодцщ
мическим равновесием. При низких температурах реакцВ
длительность эксплуатации катализаторов увеличивается. Ж
В табл. 113 приведены результаты двухступенчатого процесса пи
рокрекинга вакуумного дистиллята, проведенного при высокой и н®
кои температуре реакции. При высоких температурах (400-420^
значительно выше выход легких и газообразных продуктов, а так®
выше расход водорода по сравнению с аналогичными показателям
полученными при низких температурах (360-400°С).
Таблица 113. Выход продуктов гидрокрекинга вакуумного дистиллята
в зависимости от температуры процесса -а
Выход продуктов, % мае Температура реакции J
360-400'С 400-420'С’
Сероводород Фр. С,-С, Фр.С,-С4 2,3 5,7 - ; 10,6 J
фр- с5-с6 2,6 17.6
Бензиновый дистиллят (фр н. - 180'С) 12,7 33.4 .
Дизеяьныйлистиллят(фр 180 350“С) 66.9
Рсииркулят (фр > 350°С) Расход водорода, % мае 7,9 2.4
260
Исходя из этого, наиболее целесообразно проводить процесс при
5озм°жн° низкой температуре реакции. Понижение температуры при
цдрокрекинге возможно в случае переработки относительно легких
^тиллитов в присутствии активных катализаторов с сильной расщеп-
дЯ)Ошеи способностью (например, на цеолитсодержаших катализато-
рах). Для осуществления низкотемпературного процесса гидрокрекинга
желательно предварительное удаление соединений азота из сырья.
Температура реакции гидрокрекинга зависит и от объемной ско-
рости подачи сырья.
Понижая объемную скорость, можно проводить процесс при более
низкой температуре и достигать требуемой степени превращения сырья
за счет увеличения времени реагирования. На рис. 49 представлена за-
висимость выхода фракций, выкипающих до 350°С, в продуктах гидро-
крекинга вакуумною дистиллята от объемной скорости подачи сырья
при различных температурах реакции [279].
Рис. 49. Зависимость выхода фр. < 350°С от объемной скорости
подачи сырья при различных температурах реакции
При объемной скорости подачи сырья 0,5 ч’1 выход фр. < 350’С
мае. можно получить при температуре 650 К, как и при температуре
К при объемной скорости сырья 2,0 ч'1. Эта зависимость
п0Д1верждается и для выхода бензиновой фракции (рис. 50). Один и тот
выход бензина (50% мае.) может быть получен при объемной скорое-
Тй сырья 2,0 и 0,5 ч"' соответственно при температурах 700 и 670 К.
Таким образом, уменьшение объемной скорости подачи сырья иоз-
в°ляет снизить температуру процесса и способствует улучшению селек-
261
Рис. 50. Зависимость выхода бензина от объемной скорости подачи сырья
при различных температурах реакции я
тивности процесса, повышению выхода целевых продукт^
уменьшению расхода водорода, а также увеличению продолжительна
ти цикла работы катализатора.
Вследствие указанных особенностей большинство современна :
процессов гидрокрекинга дистиллятного сырья осуществляется при н® :
высоких значениях объемной скорости подачи сырья: 0,3—0,7 ч 1 вЛ !
дельных случаях— до 1,0—1,2 ч’1. w I
Катализатор гидрокрекинга за время эксплуатации подвергает^ I
дезактивации, что приводит к понижению степени превращения сырйг
Для компенсации последствий дезактивации катализатора и поддерг >
ния выхода продуктов на постоянном уровне применяют ступенчат
повышение температуры реакции. -i '
Пределы этого изменения зависят or начальной температуры:
она ниже, тем выше может быть этот предел. Таким способом обеспеч; ,
вастся работа катализатора до момента его регенерации или потной з
мены. Если начальная темпера]ура на выходе из реактора составляв»'
например, 320°С, то в конце пробега она может достигать значении ок •
ло 420сС, т. е. разница землерагуры реакции в начале и в конце пик ;
составляет 100°С. При высокой начальной тсмпсрагуре возможног ;
повышения температуры реакции ограничена 30-50°С. .: ,
В случае использования регенерированных катализаторов повыЧ ?
ние конечной температуры процесса по сравнению с начальной прой ;
ходит быстрее, чем для свежих катализаторов. Поскол^ .
продолжительность жизни катализаторов в процессе гидрокрекингам ,
262
вИсит от содержания в сырье азота, тяжелых металлов и других дезакти-
g|4руюших компонентов, скорость изменения температуры реакции в
реакторе 2-й ступени гидрокрекинга определяется эффективностью
0>|истки сырья на первой ступени процесса.
Температура реакции в реакторах 1 -й ступени двухступенчатых ус-
тановок гидрокрекинга обычно выше температуры реакции в собствен-
но реакторе гидрокрекинга. Температура реакции в реакторах 1-й
ступени (гидроочистки) зависит от происхождения сырья и требуемой
степени очистки. Обычно она изменяется в пределах 350—420°С. Чем
выше температура, тем лучше очистка сырья, а также тем медленнее
процесс дезактивации катализатора в реакторе 2-й ступени.
9.4.2. Давление водорода
Давление оказывает существенное влияние на процесс гидрокре-
кинга. Выше 15-20 МПа реакции уплотнения молекул и коксообразо-
вания, сопровождающиеся блокированием активной поверхности
катализаторов углеродистыми отложениями, термодинамически подав-
ляются, при давлении выше 30 МПа они обычно прекращаются. Поэто-
му окислительной регенерации катализаторов в последнем случае не
требуется, а необходима лишь их замена через 2—3 года из-за рекристал-
лизации. При высоком давлении все реакции, характерные для гидрок-
рекинга, протекают стабильно с неизменной интенсивностью,
присущей применяемым катализаторам в течение длительного време-
ни. Особенно существенно интенсифицируется при высоких давлениях
гидрирование ароматических углеводородов вследствие устранения хи-
мике-термодинамических ограничений и облегчения подвода водорода
к активной поверхности катализатора.
Расход водорода в процессах гидрокрекинга при давлении выше
15 МПа сильно возрастает из-за интенсифицирования реакции гидри-
рования ароматических углеводородов, особенно полициклических.
Увеличение расхода водорода и утяжеление аппаратуры с возраста-
нием давления ведут к удорожанию процесса, поэтому указанные усло-
вия целесообразны лишь при переработке тяжелых и особенно
остаточных видов сырья.
При умеренных давлениях — от 5 до 15 МПа коксообразование и
постепенное падение активности катализаторов происходят довольно
Медленно, но все же катализаторы дезактивируются и их требуется под-
ергать окислительной регенерации.
Гидрокрекинг при давлении порядка 5 МПа характеризуется следу-
ющей особенностью: в присутствии специальных катализаторов может
Протекать диспропорционирование водорода, способствующее уменьше-
263
нию расхода водорода, подаваемого со стороны на обессеривание®
деструктивное гидрирование. Поэтому процесс несколько удешевляете®
Такая модификация гидрокрекинга позволяет, в ряде случаев, qq®
шсствить эффективное обессеривание тяжелых нефтепродуктов. ..S
Давление водорода оказывает значительное влияние на продод*
жительность жизни катализатора, а также на длительность пробей^
между очередными регенерациями. Повышенное давление водород®
предотвращает образование кокса на поверхности катализатора a Taw
же препятствует отравлению кислых катализаторов соединениях®
азота. На рис. 51 приведена зависимость температуры реакции от врЗ
мени работы катализатора в процессе гидрокрекинга вакуумного дедй
тиллята (фр. 350-510°С) из кувейтской нефти при различны*
давлениях водорода с 70%-й глубиной превращения сырья в легк®
продукты [279]. Как видно из рис. 51, только при давлении выи®
10 МПа скорость дезактивации становится незначительной. Придай|-
лении 7,5 МПа катализатор заметно дезактивируется уже после 60 cj
ток эксплуатации.
Рис. 51. Влияние давления водорода на скорость дезактивации катализатору
процессе гидрокрекинга вакуумного дистиллята кувейтской нефти при ,
постоянной глубине превращения сырья 70%
Выбираемое значение давления водорода зависит от происхожу
ния сырья, причем, чем больше содержание в сырье азота и ароматиче
ких углеводородов, тем выше должно быть давление водорода*
процессе гидрокрекинга [2771. В случае переработки тяжелых нефтянь
дистиллятов оптимальным давлением является Ю—15 МПа. ОднаК]
если в качестве сырья применяются продукты с высоким содержание
264
как ароматических углеводородов, так и тяжелых металлов (например,
нефтяные остатки), процесс гидрокрекинга должен проводиться под
более высоким давлением, а именно — 20-30 МПа.
Легкие и средние нефтяные дистилляты с небольшим содержанием
соединений азота и ароматических углеводородов могут быть перерабо-
таны процессом гидрокрекинга под давлением водорода 7,5-10 МПа.
На величину давления в процессе гидрокрекинга нефтяныхдистил-
дятов оказывает влияние также содержание водорода в водородсодер-
жашем газе. При пониженном содержании водорода в эюм газе
необходимо повышать общее давление для достижения необходимого
парциального давления водорода. В современных установках гидрокре-
кинга применяют водородсодержащий газ с высоким содержанием во-
дорода (не менее 90% об.).
Жесткие требования предъявляются также к чистоте подпиточного
(свежего) водорода, особенно в процессах, осуществляемых при высо-
ком давлении. Снижение концентрации водорода в подпиточном газе
вынуждает обогащать циркулирующий газ путем его отдува из системы,
при этом падает эффективность использования водорода, снижается
производительность установки, перегружается циркуляционный
компрессор. В связи с этим практически все действующие установки
гидрокрекинга оснащены блоками концентрирования водорода,
большинство из которых составляют установки короткоцикловой ад-
сорбции, позволяющие получать газ с 99,5% об. Н2 и выше 12901.
Чем выше давление водорода, тем выше капитальные вложения и
эксплуатационные затраты на установке гидрокрекинга, и в то же вре-
мя. понижение давление менее допустимого для данного вида сырья
приводит к сокращению цикла работы катализатора и снижению выхо-
да целевых продуктов. Это ведет к ухудшению экономических показате-
лей работы установки.
В отдельных случаях возможен и вариант гидрокрекинга вакуумных
лист иллятов при давлении 5—8 МПа («легкий гидрокрекинг»). Однако в
этом процессе выход светлых невелик, суммарный выход бензиновых и
Дизельных фракции не превышает 30-40% мае. [243].
При выборе давления водорода необходимо также учитывать, что
si от параметр в разной степени влияет па глубину реакции гидрирова-
ния сернистых и азотистых соединений, а также ароматических углево-
дородов (табл. 114). Реакции обессеривания с большой глубиной
протекают как при высоком, так и низком давлениях, в то время как для
обеспечения значительной глубины реакций деазотирования необходи-
мо проводить процесс гидрокрекинга под давлением 10-12 МПа |243].
Нижний предел давления при легком гидрокрекинге ограничивается и
Ячеством получаемого дизельного топлива. Поданным В. М. Кургано-
265
ва, для достижения остаточной серы в последнем не более 0,05% мае^
ароматических углеводородов не более 20% мае. необходимо поддеру
ние давления не менее 7,5 МПа [280,28], 291|. Данные табл. 115 иллюф
рируют это положение (при гидрокрекинге вакуумного дистиллят
западно-сибирских нефтей с содержанием серы 1,54% мае. и аромату
ческих углеводородов — 53% мае.). В случае использования сырья втс
ричного происхождения давление в процессе гидрокрекинга должц
быть повышено в еще большей степени (до 10-12 МПа). ><
Таблица 114. Влияние давления водорода на глубину
отдельных реакций в процессе гидрокрекинга
Сталия Глубина превращения (%) при давлении
высоком 15-|7 МПа среднем 10-12МПа НИЗКОМ'0 5-8 МПа
Гидрообессеривание 95—98 93-97 90-95 Ч
Деазотирование Гидрирование ароматических 90- 95 75-85 10-12'1
углеводородов 70-80 40-50 10—20'7
Таблица 115. Влияние давления водорода на качество дизельного топливу
(фр. 160-360''С) в процессе легкого гидрокрекинга
Показатель Давление, МПа
6
Выход, % мае 43 49 57
Плотность при 20’С, кг/м3 Содержание, % мае. 871 867 854 d
ароматических углеводородов 31 25 18
серы 0.04 0,04 0,03 f
Фракционный состав, ’С. 161 158 155
температура выкипания 10% об 282 280 227
1емпература выкипания 50% об 323 320 302
температура выкипания 96% об. 358 356 354
9.4.З. Кратность циркуляции водородсодержащего газ
В условиях гидрокрекинга необходимо поддерживать избыток в
дорода в циркуляционном газе, т. к. свежий водород, вводимый cqI
местно с сырьем, интенсивно расходуется в химических реакнИ?
процесса гидрокрекинга. Обеспечение требуемого парциального давД
ния водорода в системе достигается путем удаления из циркулируют^
266
водородсодержашего газа углеводородных газов, сероводорода и амми-
ака и введения в его состав свежего водорода.
Кратность циркуляции водородсодержашего газа зависит от двух
факторов: химического расхода водорода в процессе гидрокрекинга, а
также от чистоты водородсодержашего газа, Эту кратность можно
рассчитать, если известно количество расходуемого водорода в процес-
се гидрокрекинга (в реакциях гидрокрекинга, гидрообессеривания и
гидродеазотирования сырья), а также содержание водорода в продуктах
реакции, выходяших из реактора.
Расход водорода определяется исходя из состава сырья и продуктов
реакции или исходя из материального баланса работы установки. На
0,5-3,0 моля продуктов, выходяших из реактора, приходится обычно
один моль водорода, причем, как правило, процесс гидрокрекинга про-
водят с учетом более высокого значения этого показателя (т. е. около
3 моль/моль). Зная химический расход водорода в процессе и содержа-
ние водорода в сырье и продуктах реакции, вычисляется кратность цир-
куляции водородсодержашего газа |282, 283]. В табл. 116 представлены
значения кратности водородсодержашего газа, содержащего 80 и
90% об. для нескольких случаев отношения числа молей продуктов
реакции к числу молей водорода на выходе из реактора. Приведенные в
этой таблице значения кратности циркуляции следует принимать как
средние значения, характеризующие типичный процесс гидрокрекинга.
В литературных источниках привозятся различные значения — сн S5Q
до 1800 нм3/м‘, т. е. в значительно более широких пределах, чем приве-
дены втабл. 116. Небольшие значения кратности циркуляции водород-
содержашего газа (ниже 500 нм3/м3) возможны только в случае весьма
мя1кого процесса гидрокрекинга при малых степенях превращения
сырья: такие значения более характерны для процесса гидроочистки,
нежели для гидрокрекинга.
Таблица 116. Кратность циркуляции водородсодержащего газа
при гидрокрекинге нефтяных дистиллятов
Содержание водорода в газе, % об Отношение числа молей продуктов к числу молей водорода Кратность циркуляции водородсодержашего газа, HMS/43
90 2,0 620
90 0.7 II44
80 3.0 622
80 2.0 753
80 [ 0 I075
L 80 0.7 I540
В Мзе на выходе из реактора.
267
Значения выше 1500 нм3/м3 характерны для процесса глубокого гцд*^
рокрекинга тяжелого сырья, например нефтяных остатков, при которое
химический расход водорода весьма значителен. В процессе гидрокре, '
кинга дистиллятов кратность циркуляции водородсодержашего газа сос.
тааляет 800-1200 нм3/м3 и обычно в 2-4 раза выше химического расхода'
водорода. Значение кратности циркуляции тем выше, чем тяжелее сырье ~
вышестепеньегопреврашсния,атакжечем легче получаемые продукты '
Чем выше кратность циркуляции водородсодержашего газа тем ?
выше эксплуатационные затраты в процессе гидрокрекинга из-за Heoft
ходимости сжатия и нагрева большого потока водородсодержашего га- £
за. Поскольку значительное влияние на величину кратности*
циркуляции оказывает концентрация водорода в водородсодержащем?
газе, необходимо глубоко очишать рециркулирующий водородсодержа-g.
ший газ. Повышение концентрации водорода от 80 до 90% об. позволяет i
понизить кратность циркуляции такого газа более, чем на 20% что су-Г
шественно снижает затраты по эксплуатации установки. >1
9.4.4. Расход водорода
Величина расхода водорода в процессе гидрокрекинга оквывает?
решающее влияние на эксплуатационные затраты, а также на величин^
капитальных затрат при строительстве установки. Так, по зарубежным
данным, стоимость установки гидрокрекинга мощностью около 1 млн|
м3/год, потребляющей водород в количестве 530 нм3/м- сырья в не»
сколько раз выше стоимости аналогичной установки той же мощности,"у
потребляющей 170 нм3/м3 водорода. Удельный вес стоимости водорода'
в эксплуатационных затратах по установке составляет в среднем 40—।
75%. Проблема снижения расхода водорода имеет решающее значение)
при оценке эффективности применения процесса гидрокрекинга нН
нефтеперерабатывающем заводе. >
Количество расходуемого водорода в процессе гидрокрекинга неф-В
тяных дистиллятов определяется характером химических реакции, иду*®
ших в присутствии водорода. В процессе гидрокрекинга эти реакци)
можно разделить на три группы:
1. Собственно реакция гидрокрекинга.
2. Реакции гидрирования ароматических углеводородов.
3. Реакция гидрообессеривания и гилродсазогирования сырья.
Расход водорода тем выше, чем выше степень превращения сырья
точнее, чем выше отношение молекулярной массы сырья к молекуляр
ной массе продуктов реакции.
В случае использования сырья с высоким содержанием парафине
вых углеводородов на каждый моль сырья требуется 2—6 моля водород*
(в зависимое! и от характера сырья и глубины превращения).
268
Особенно высокое потребление водорода имеет место в реакциях
гидрирования ароматических углеводородов. На один моль би- и три-
циклических ароматических углеводородов для их полного гидрирова-
ния (без гидрокрекинга) требуется соответственно 5 и 7 молей водорода,
поэтому стоимость эксплуатационных затрат при переработке высоко-
ароматизованного сырья очень высока.
Следовательно, при гидрокрекинге ароматизованного сырья
большое значение имеет глубина реакции гидрирования ароматических
углеводородов. Наиболее желательной является реакция частичного
гидрирования таких углеводородов до гидроароматических, из которых
при реакции гидрокрекинга получаются затем моноциклические арома-
тические углеводороды.
Расход водорода в процессе гидрокрекинга возрастает с ростом со-
держания серы и азота в сырье. Поскольку в ходе процесса удаляется
свыше 90% серы, расход водорода на эту реакцию значителен и
составляет существенную долю (около 10%) в общем расходе водорода
при гидрокрекинге.
Содержание азота в сырье в несколько раз меньше и не оказывает
значительного влияния на расход водорода в процессе гидрокрекинга.
Обычно количество водорода, расходуемого на гидрирование соедине-
ний азота, составляет 1,7-5,0 нм3/м3 сырья, что составляет около I % от
общего расхода водорода в этом процессе.
Количество расходуемого водорода можно рассчитать на основа-
нии химического состава сырья и продуктов реакции [282, 283], или оп-
ределить из общего материального баланса гидрокрекинга данного
сырья.
На рис. 52 приведен график (по Нельсону) на основании которого
можно определить расход водорода (кривые относятся к различным
значениям расхода от 90 до 490 нм3 Hj/m3) в зависимости от плотности
сырья и глубины гидрокрекинга. Глубина превращения сырья выражена
в процентах выхода легкой бензиновой фракции. Расход водорода возрас-
тает с повышением плотности сырья и глубины его превращения. Увели-
чение плотности сырья на 0,1 г/см3 при одинаковой степени его
превращения приводит более чем к двукратному росту расхода водорода.
На рис. 53 представлены значения расхода водорода в различных
гидрогенизационных процессах [128|. Очевидно, что в зависимости от
глубины и целенаправленности процесса гидрокрекинга вакуумного
Дистиллята его величина может меняться в широких пределах — от 1,0
До 5,0% мае. на сырье.
Небольшой расход водорода характерен для процесса гидрокрекин-
га, проводимого в мягких условиях, в которых в качестве целевого про-
дукта получаются средние и тяжелые дистилляты.
269
[00-
Рис. 52. Зависимость расхода водорода в процессе гидрокрекинга дистиллятов
от плотности сырья и выхода легкой бензиновой фракции для двух видов -j
сырья с различными значениями характеризующего фактора, нм3 Н2/М3 jj
(сплошные линии—- CF= 12,1; пунктирные линии — CF= ю,9) Л
Высокий расход водорода характерен для глубокого преврашенШ
сырья, содержащего значительное количество серы, с получением пр§
имущественно легких продуктов (бензинов, керосинов). /
При гидрокрекинге вакуумных дистиллятов расход водорода в су
шественной мере зависит от общей глубины превращения сырья |2841
При глубине превращения SO-85% его величина достигает 3,0-3,5^
мае. на сырье (с учетом потерь на растворение и других потерь)#
рис. 54.
В случае значительного расхода водорода в процессе гидрокре-
кинга. на нефтеперерабатывающем заводе обычно сооружают спенй
альную установку для его производства. Водород, получаемый Н!
270
Процесс
Рис. 53. Расход водорода в различных гидрогениаационных процессах:
[_ одноступенчатый гидрокрекинг вакуумных дистиллятов без рециркуляции; 1! — то же,
с рециркуляцией; Ш — двухступенчатый гидрокрекинг вакуумных дистиллятов; W —
гидрокрекинг вакуумных дистиллятов в трехфазном псевдоожиженном слое; V — то же,
не движущемся катализаторе; V1 — гидрокрекинг и гидродеалкилирование легких
газойлей каталитического крекинга
установках риформинга бензина, как правило, применяется в других
водоролпотребляюших производствах, прежде всего на установках
гидроочистки.
9.4.5. Тепловой эффект процесса гидрокрекинга
Процесс гидрокрекинга нефтяных дистиллятов протекает со значи-
тельным выделением тепла. Знание величины теплового эффекта про-
цесса гидрокрекинга различных видов сырья имеет существенное
значение для выбора конструкции реакторов и других аппаратов уста-
новки гидрокрекинга, а также для определения оптимального режима
процесса.
Наиболее благоприятным с точки зрения термодинамики и кине-
тики является проведение процесса в изотермических условиях, т. е.
при постоянной температуре во всем реакционном объеме. Однако
большинство промышленных установок гидрокрекинга используют ре-
акторы со стационарным слоем катализатора, приближающиеся к типу
Реакторов идеального вытеснения, в которых поддержание изотерми-
ческих условий невозможно. Выделен незначительных количеств тепла,
сопровождающее реакции гидрокрекинга, затрудняет регулирование
теМпературы в реакторе. Для обеспечения перепада температуры по
271
Рис. 54. Зависимость расхода водорода от глубины превращения
вакуумного дистиллята при гидрокрекинге.
Расход водорода: 1 — общий; 2 — на гидрогенолиз; 3 — на превращение нафтеновых*
углеводородов; 4—на собственно гидрокрекинг; 5—на гидрирование ароматических ,j
соединений Ж
слою не более ] 0°С, как правило, используют секционирование реакта ?
ра (3-5 зон) с промежуточной подачей холодного водородсодержашёй к
газа — «квснчинга». |
Чем выше тепловой эффект реакции, тем меньше должна быть вы •
сота слоя катализатора в каждой секции реактора и тем больше колг l
чество водородсодержашсго газа, подаваемого для отвода тепла"
регулирования температуры в реакционном объеме. ’ :
Процесс гидрокрекинга сопровождается эндотермической peal
цией расшепления углеводородов, а также экзотермической реакций г
гидрирования ароматических углеводородов, гетероатомных соединеЦ
ний и образующихся в процессе ненасыщенных радикалов. РезультирЖ
юший тепловой эффект является положительным. Его величина®
существенной степени определяется характером перерабатываемо®
сырья и глубиной процесса. Ж
Сырье парафинового характера с небольшим содержанием гетер®
атомных соединений превращается в процессе с малым тепловым
фектом (около 200 кДж/кг сырья). В то же время глубокая перерабоРж-
сырья, содержащего весьма большие количества полициклических
272
атических углеводородов, соединений серы и азота связана с повы-
шенным тепловым эффектом, значение которого может достигать более
[ООО кДж/кг сырья.
Тепловой эффект процесса гидрокрекинга можно рассчитать по
разнице теплоты сгорания сырья и продуктов реакции или по разнице
энтальпии образования продуктов реакции и исходного сырья [285,
286.287].
Первый способ менее точный, так как значение теплоты сгорания
водорода (142000 кДж/кг) существенно выше теплоты сгорания углево-
дородов (41000-55000 кДж/кг). В этом случае ошибка определения рас-
хода водорода около ± 1 % мае. будет равна при определении теплоты
сгорания ± 142 кДж/моль, что близко к общему тепловому эффекту ре-
акции гидрокрекинга.
Второй способ основан на расчете теплоты реакции исходя из раз-
ницы энтальпии образования продуктов и сырья из соответствующих
элементов:
Х^^прод Жир..
Данный метод дает меньшую ошибку, при этом значение энталь-
пии образования водорода равно нулю. Необходимые значения эн-
тальпии образования смеси углеводородов принимают на основании
анализа группового состава, а также определения структуры среднеста-
тистической молекулы в данной группе углеводородов: парафиновых,
нафтеновых или ароматических |288].
В габл. 117 приведены данные по тепловому балансу процесса гид-
рокрекинга вакуумного дистиллята ромашкинской нефти (температура
425°С, давление 5 МПа, объемная скорость подачи сырья 0,5 ч’1).
Тепловой эффект реакции гидрокрекинга, вычисленный авторами
qr— 1032,59 = 244,64 кДж/моль.
Это значение относительно невелико, так как выход бензиновой
Фракции (6,3% мае.) и расход водорода (1,5% мае.) существенно ниже,
чем в типичном процессе гидрокрекинга такого сырья при более высо-
ком давлении. Из зарубежных данных о гидрокрекинге вакуумных дис-
тиллятов при более глубоком превращении сырья следует, что тепловой
эффект процесса достигает около 450-500 кДж/моль.
В обшем случае можно утверждать, что в типичных условиях гид-
рокрекинга нефтяных дистиллятов тепловой эффект составляет 200—
200 кДж/кг сырья (в зависимости от происхождения сырья и качества
получаемых продуктов).
Последнее иллюстрируется данными рис. 55, где показана зависи-
мость тепловых эффектов гидрокрекинга от глубины превращения ва-
273
1 - 5363
3 Таблица 117. Тепловой баланс процесса гидрокрекинга .. вакуумного дистиллята ромашкинской нефти [288] (J
Показатель Содержание, % мае Энтальпия образования из элементов Тепловой"’ эффект, кДж/мольГ|
Сырье вт. ч углеводородов 100 1032,59 i03239~"i
парафино-нафтеновых 46,7 1361,42 637,73
легких ароматических 14,5 999,91 144,94 ;х
средних ароматических 20,9 775,38 162,11
тяжелых ароматических 17,9 495,14 88.81 "4
Водород 1.5 0,00 0,00
Продукты 101,5 - 1032,59 if£
Углеводородный газ, вт. ч.: 9,10 — 203,38 и
сероводород 2.92 593,16 17,30
аммиак 0,14 2710,28 3 81
меган 1.59 4683,30 71,63
этан 1.39 2825,48 39,29 !
пропан 1,54 2368,01 36,40
изобутан 0,37 2321,96 8.59 -
«-бутан 1,21 2177,44 26.35 т*
Легким бензин С5—|60°С в т ч. углеводородов: 6,30 - 81.14 4 i
парафиновых 3.47 1837.30 63,70 :
нафтеновых 1,28 741.29 9,51 ”
ароматических 1,28 227,39 2,93
Фракция 160-35О“С вт ч углеводородов' 35,00 - 596,0) '
парафиновых 16,00 1658,13 265,37
нафтеновых 14,45 1129,08 163,16
ароматических 24,55 682,14 169,48 ’
Остаток (выше 350“С) вт ч углеводородов' 31,10 - 396,70
парафиновых 9,42 1596,01 150,34
нафтеновых 11,31 1265.08 143,10 ,
ароматических 10,37 996,98 103,88
Всего' 101,5 — 1277,23 ;
куумного газойля западно-сибирской нефти — расчетных получении
при обследовании промышленной установки [285, 286|. 274
Рис. 55. Зависимость теплового эффекта гидрокрекинга
вакуумного газойля западно-сибирских нефтей
от глубины превращения сырья:
Величина теплового эффекта может также определяться исходя из
количества водорода, израсходованного на процесс гидрокрекинга
(рис. 56). Последний способ вследствие своей простоты рекомендуется
широко использовать в промышленной практике.
Рис. 56. Зависимость теплового эффекта гидрокрекинга
вакуумного газойля западно-сибирских нефтей
от расхода водорода
275
9.5. Технологические варианты процессов
гидрокрекинга дистиллятного сырья
Быстрое промышленное развитие процесса гидрокрекинга назару,”;
бежных Н ПЗ объясняется следующими его преимуществами
1) гибкостью, т. е. возможностью получения из одного и того
сырья различных целевых продуктов, а также возможностью переработ-
ки самых разных видов сырья — от тяжелых бензинов до нефтяных ос-
татков; <
2) большим выходом жидких продуктов, достигающим в некоторый
случаях 120% об.;
3) высоким качеством получаемых продуктов.
Современные процессы гидрокрекинга дистиллятного сырья осу-
ществляются по одно- и двухступенчатому вариантам над стационарны-
ми катализаторами. Если требуется получение большого количества
легких топливных продуктов за счет глубокого превращения исходного
сырья, чаше используется двухступенчатый вариант процесса В этой
случае на 1-й ступени происходит гидрогенизанионное облагоражива-
ние исходного сырья; на 2-и ступени (после удаления сероводорода, ам-s,
миака и легких углеводородов, образующихся на 1-й ступени)
протекают основные реакции гидрокрекинга, гидрирования и изомери-'
заиии. При менее глубоких формах процесса используют одноступенча-
тый вариант гидрокрекинга. Одноступенчатый вариант может быть,
одностадийным или двух(трех)-стадийным. При одностадийной схеме^
применяют один тип катализатора; при двух(трех)стадийнои схеме ис-^_
пользуют два(три) типа катализатора, эксплуатируемых при различны^
параметрах, но в обшем токе циркулирующего водородсодержащего газа
Технологические схемы процесса гидрокрекинга близки к из-,
вестным схемам гидроочистки нефтепродуктов. Основными отличиям»;
являются: система рециркуляции непревращенного остатка с подаче^
его в первый, второй или отдельный реактор; многосекционные реакто-f
ра, оборудованные устройствами ввода холодного водородсодсрлашег«£
газа между секциями для снятия тепловых эффектов реакций гидрокре-'|
кинга; блок фракционирования, включающий дебутанизатор ц слож-'/
ные колонны с рядом стрилпингов, а также система промывки солей
сульфида аммония и регенерации кислых стоков.
Универсальными в производстве широкого ассортимента нефте-
продуктов являются процессы при давлении 15—17 МПа. При варианта
максимального производства светлых нефтепродуктов процесс реалй-
зуется, как правило, с рециркуляцией фракций гидрогенизата, выкипа-
ющих выше пределов кипения целевого топлива. Процесс
гидрокрекинга высокого давления — 15—17 МПа проводят при объем-
276
||Ой скорости подачи сырья 0,3-1,0ч’1, кратности циркуляции водород-
содержащего газа 1000-2000 нм3/м3 в интервале температур 340-440''С
[243,252,373].
Этот процесс позволяет вырабатывать до 80% мае. реактивного или
§5% мае. летнего дизельного топлива (около 70% мае. зимнего ди-
зельного топлива) с одновременным получением 15-23% бензиновых
фракций. Расход водорода при этом составляет 2,5-3,1 % мае. на сырье.
Соотношение выходов рсактивного/дизельного топлив и бензина мо-
хет изменяться в широких пределах. С увеличением «жесткости» про-
цесса возрастает выход бензиновой фракции, а также газообразных
углеводородов (в основном фр. Су—С4) [243, 280, 290].
В одноходовом варианте процесса (без рисайкла), в зависимости от
качества исходного сырья, обеспечивается получение до 70% моторных
топлив. Расход водорода при этом составляет 1,8-2,1 % мае. на сырье.
Широкое распространение за рубежом получили процессы с од-
новременным выводом до 85% реактивного и дизельного топлива, осу-
ществляемые, как правило, с рециркуляцией остатка. В этом случае
дизельное топливо имеет утяжеленный фракционный состав (темпера-
тура выкипания 50% об. порядка 300-310°С).
Процесс «легкого» гидрокрекинга, реализуемый обычно при давле-
нии 5—10 МПа, осуществляется по однопроходной схеме и направлен
на производство сырья каталитического крекинга с одновременным по-
лучением светлых нефтепродуктов, в основном компонента дизельного
топлива. Процесс проводят при объемной скорости подачи сырья 0,6-
1,0 ч’1, кратности циркуляции водородсодержащего газа 500-1000 нм3/
м3 в интервале температур 380-440°С [129, 295]. Расход водорода в этом
процессе составляет 1,1-1,8% мае. на сырье.
Качество продуктов, получаемых при гидрокрекинге высокого дав-
ления и «легком» гидрокрекинге, существенно различается. Так,'ка-
чество реактивного и дизельного топлива от процесса при давлении 15—
17 МПа отвечает современным эксплуатационным и экологическим
требованиям (табл. 118).
Легкая бензиновая фракция (фр. н.к.-85°С), сосгояшая преиму-
щественно из изопарафиновых углеводородов, является компонентом
товарного бензина, а тяжелая — малосернистым сырьем каталитическо-
го риформинга. Высококипяшие фракции могут направляться на про-
изводство масел потрадиционней схеме.
Качество продуктов легкого гидрокрекинга значительно ниже. Ос-
новной продукт — компонент дизельного топлива в зависимости оглав-
ления в процессе содержит 0,01—0,10% мае. серы. Однако он
характеризуется более высоким содержанием ароматических углеводо-
родов, и, как следствие, — пониженным цетановым числом (табл. 119).
277
Таблица 118. Качество моторных топлив гидрокрекинга высокого давлений
Показатель Бензин Топливо Т»
ле: кий тяжел ыи реактивное ДИЗельнЗ
Содержание серы, ppm Содержание азота, ppm Содержание ароматических углеводородов. % час. начало цикла конец цикла Октановое число: ММ ИМ Цетановое число Высота нскоптящего пламени, мм 1-10 1-5 79-81 82-84 2-10 1-5 56-58 60-62 2-30 1-10 5-Ю 10-20 23-28 5-507 1—10 ' •'i 5-16 , 10-20 52-561;
Получить качественное реактивное топливо в этом процессе практиче< ки невозможно. Фракция, выкипающая тяжелее дизельного топлива (фр. 360’6 к.к.), получаемая придавлении 5-7 МПа [243, 290], имеет близкое кй$ ходному сырью общее содержание ароматических углеводороде'
(табл. 120), но с меньшим числом ароматических циклов в молекулу
Для этой фракции также характерно низкое содержание серы, что по
воляет использовать ее как высококачественное сырье каталитическсл
крекинга. В процессе гидрокрекинга при давлении 7-10 МПа получав
ся продукт с еще более низким содержанием серы и ароматических $
леводородов. '
Таблица 119. Качество фр. 160-360°С «легкого» гидрокрекинга
Показатель 5-7 МПа 7-10 МПа ,
Содержание серы, % мае 0,1-0,4 6,04—0.1 з
Содержание ароматических углеводородов, % мае 35-25 25-15 £ ,:4
Цетановое число 45-47 47-50
Наиболее высокий выход целевых продуктов при наилучшем их Ki
честве достигается в случае использования двухстадийного вариаШ
гидрокрекинга [243]. В этом варианте исходное сырье первоначальй
подвергается глубокой очистке, а затем на 2-й стадии, как правило»)
присутствии цеолитсодержащего катализатора — превращению в целе
вые продукты. На основе выполненных разработок ВНИИ НП рекО
мендованы варианты гидрокрекинга с производством реактивног
топлива, дизельного зимнего и дизельного летнего топлив (табл. 121)--
278
Таблица 120. Качество фр. > 360"С «легкого» гидрокрекинга
Показатель Сернистым вакуумный ДИСТИЛЛЯТ Качество фр > ЗбО’С
5-7 МПа 7-10 МПа
Содержание серы, % мае. Содержание ароматических углеводородов, % мае Коксуемость, % мае. 1,5-2,0 50-55 0.3 0.4-0.2 50-30 0,3-0,1 0.2—0.1 30-10 0.1
При реализации двухстадийной технологии ВНИИ НП выходцеле-
вых продуктов составляет 60—80% мае. Качество продуктов существен-
но изменяется в зависимости от давления как по содержанию
остаточной серы, так и ароматических углеводородов (табл. 122).
Таблица 121. Показатели процесса гидрокрекинга
вакуумного дистиллята (двухстадийный вариант)
Показатель Давление
высокое(для реактивного топлива) 15-17 МПа среднее (для зимнего дизел ьного) Ю-12МПа низкое (для летнего дизел ьного) 5-8 МПа
Температура,°C. в начале цикла 1-я стадия 360 380 380
2-я стадия 370-380 400 410
в конце цикла 1-я стадия 400 400 400
2-я стадия 420-430 430 440
Коэффициент рециркуляции ] 0,7 —
Взято, % мае.: Сырье 100,0 100,0 100,0
Водород 3,1 2.5 1.7
Итого 103,1 102,5 101.7
Получено, % мае Углеводородные газы 7,0 7,5 2,3
Сероводород + аммиак 1,8 1,8 1,8
Фракции бензиновая 15.2 23.4 8,7
нелепая топливная 79, Г 69.8” 60,0’"
Остаток — — 28,9
Итого 103.1 102,5 101,7
Фракция 135-270’С: при одностадийном процессе — 73%
Фракция 160-330‘С
279
Помимо вакуумных дистиллятов в процессе гидрокрекинг могут'
использоваться тяжелые газойли различных термических процессов'
Из-за высокого содержания в последних серы, азота и непредельныхуг.
леводородов качественные продукты при гидрокрекинге этого сырья
получаются лишь при давлении не менее 15 МПа (табл. 123) [294]. ф
Таблица 122. Качество продуктов гидрокрекинга
вакуумного дистиллята (двухстадийный вариант)
Качество топливной фракции Давление »й
высокое 15—17МПа среднее 10-12МПЛ низкое >-8 МПа J‘-
Пределы выкипания, °C 135-270 165-330 Цд) (
Содержание ароматических (керосин) 18-22 (дизтопливо) 20-25 (дизтопливо)* 25-30 '>
углеводородов, % мае. Температура, °C. начала кристаллизации -55...-60 — 1
помутнения — -35..-40 —7 -1 ]
застывания — -45. .-50 -16.-20 .
Плотность при 20’С, кг/м3 775-790 800-810 8 Л-840
Содержание серы, % мае 0,01-0,05 0,01-0,05 0.04-0 15*
Вязкость, мм2/с при 20“С 1,3—1,8 4—4,5 3 2—4 6 '
при —40°С 8-14 — —
Йодное число, г йолл/ЮО г 0.4—0,5 2-3
Теплота сгорания, кДж/кг 43100-43500 — —
Цетановое число — 47-48 41—47 •
При гидрокрекинге тяжелых газойлей выход целевых продуктов -Ш
ниже, а расход водорода — заметно выше, чем при гидрокрекинге пря
могонных вакуумныхдистиллятов. В этой связи переработку дистилля
тов термических процессов целесообразно осуществлять в смеси .
прямогонным сырьем.
Лдя улучшения качества продуктов, получаемых при гидрокрекин^
применяются схемы, включающие дополнительное гидрирование ди<1
тиллятов гидрокрекинга с целью снижения содержания в них аромати
ческих углеводородов. Так, сочетание процессов гидрокрекинг
(«Юникрекинг») и деароматизации («Юнисар» фирмы ЮОПи} обеспечи
вает производство реактивного топлива с минимальным содержание!
ароматических углеводородов или высокоцетанового дизельного топлива)
В настоящее время за рубежом эксплуатируется множество устано-
вок гидрокрекинга, сооруженных по лицензиям ведущих нефтяньй®
280
Таблица 123. Характеристика дизельного топлива и остатков гидрогенизата,
полученных при гидрокрекинге газойля ТКК
Режим
1 2 3 4 5
Режим гидрокрекинга Давление, МПа 5 Ю 10 15 15
Температура, "С 400 400 425 400 425
Об скорость подачи сырья, ч'1 1,0 1.0 1,0 1,0 1,0
Выход дизельного топлива. 40,5 48,5 56,5 49,3 56,8
% vrac на сырье Плотность при 20’С, кг/м3 862.2 858,0 851,7 856,3 845,4
Созсрж'-'нис серы. % мае. 0,14 0,07 0,06 0,03 0,02
йознос число, г 12/100 г 4,8 2.4 4,0 1.2 1.8
Температура застывания. °C -10 -10 -13 -10 -14
Цетановое число 38 41 41 45 46
Выход остатка выше 350’С, 54,0 43,9 32,7 41.2 29,4
% мае. на сырье Плотность при 20’С, кг/м3 898,8 885,5 929,0 869,3 860,0
Содержание серы, % мае 0,30 0,15 0,13 0.04 0,04
Температуря застывания, "С — +28 +23 -
Коксуемость, % мае. 0,25 0,15 0,10 Менее 0,1
Расход водорода на реакцию 1.04 1,4 1,6 2,1 2.4
гидрирования, % мае на сырье
компаний: фирмы Шеврон (совместно с Луммус) — «Изокрекинг», фир-
мы ЮОПи — «Юникрекинг», фирмы Амоко — «Улътракрекинт», фирмы
Шем— «Шелл», фирмы Галф Ойл — «HG-крекинг», Французского инсти-
тута нефти совместно с БАСФ — «ФИН-Басф-гиДрокрекинг». Приме-
няются как одноступенчатые, так и двухступенчатые схемы процесса.
Одноступенчатый процесс. В одноступенчатом варианте гидрокре-
кинга поток сырья и водородсодержашего газа подается непосредствен-
но в реактор без предварительной гидроочистки сырья (рис. 57).
Подогрев газосырьевой смеси осуществляется первоначально в тепло-
обменнике 2, а затем до температуры реакции — в трубчатой печи 3,
после чего эта смесь поступает в реактор гидрокрекинга. Продукты ре-
акции. выходящие с низа реактора, проходят теплообменник и охлаж-
даются в водяном холодильнике; а затем поступают в сепаратор
высокого давления 5, в котором происходит разделение жидкой и газо-
вой фаз. Газовая фаза, содержащая водород, с помощью циркуляиион-
н°го насоса 6 снова подается на смешение с сырьем. Часть
циркуляиионного газа отдувается для поддержания постоянного парци-
ального давления водорода в водородсодержащем газе. В отличие от
281
большинства установок гидроочистки, в установках гидрокрекинга д
требуется очистка циркуляционного газа, выходящего из сепаратор
высокого давления, где под высоким давлением водорода (10-15 МГН
как легкие углеводороды С2-С4, так и сероводород и аммиак остаются^
жидкой фазе. Газовая фаза из сепаратора 5 содержит в основном воде
род с небольшими примесями метана и этана.
Рис. 57. Схема установки одноступенчатого гидрокрекинга >,
1 — сырьевой насос; 2 — теплообменник; 3 — трубчатая печь; 4 — реактор; 3 и 7 —
сепаратор; 6 — циркуляционный насос; 8 — колонна стабилизации; 9 — дистилляционная,
колонна. Потоки: I — сырье; II — водород; III — газ; IV — легкий бензин; V — тяжелый
бензин; VI — реактивное топливо; VII — средние дистилляты; VIII —остаток %
Жидкие продую ы из сепаратора высокого давления 5 дросселируют^
в сепаратор среднего давления 7, из которого в виде газовой фазы отбир^?
ются легкие углеводороды С|—С4, а также сероводород и аммиак Этагазо";
вая смесь очищается от сероводорода в абсорбере моноэтаноламином (fjg*
схеме не показано) и направляется на установку разделения углеводород
ных газов на сухой газ (Сt-С2) и сжиженный газ — углеводороды С7-С$»
Жидкая фаза из сепаратора среднего давления поступает в колощ^
стабилизации 8, в которой освобождается от остатков легких углевод^,
родов С3— С5. Жидкий продукт из колонны стабилизации направляет?®
в ректификационную колонну 9, в которой разделяется на отдельюф;
фракции: легкий бензин, тяжелый бензин, реактивное топливо илид^
зельное топливо. Остаток дистилляционной колонны смешивается,ж
свежим сырьем и возврашается в реактор (рециркулирует). ж
Установка одноступенчатого гидрокрекинга может иметь ли^
один реактор, либо несколько (чаще всего два) с параллельным или n<Jg
следовательным расположением. л
282
Двухступенчатый процесс (рис. 58 и 59). При двухступенчатой схеме
pja 1-й ступени происходит глубокая гидроочистка сырья. Жидкий про-
дукт из 1-й ступени поступает в реактор 2-й ступени, в которой и проис-
ходят собственно реакции гидрокрекинга сырья. Двухступенчатый
процесс является универсальным: с его помощью можно перерабаты-
иать различные виды нефтяных дистиллятов с большим выходом целе-
вых продуктов.
Установки двухступенчатого гидрокрекинга, предлагаемые различ-
ными лицензиарами, не имеют существенных различий с точки зрения
технологической схемы и конструкции аппаратов. Наиболее типичны-
ми технологическими схемами двухступенчатого гидрокрекинга явля-
ются «Юникрекинг» и «ФИН-Басф».
На рис. 58 представлена принципиальная схема двухступенчатой
установки гидрокрекинга — «Юникрекинг». В схеме этого процесса
применено два последовательно расположенных реактора 1-й ступени.
Это делает возможной переработку тяжелых дистиллятов с большим со-
держанием соединений азота и серы при сохранении мощности уста-
новки на уровне пропускной способности реактора 2-й ступени.
рис. 58. Схема установки двухступенчатого процесса гидрокрекинга «Юникрекинг»:
1 — реактор 1-й ступени; 2 — теплообменники; 3 — трубчатая печь; 4 — реактор 2-й
Ступени; 5 — холодильник; 6 — сепараторы; 7 — циркуляционный компрессор; 8 —
дистилляционная колонна. Потоки*. I — сырье; II — саежий водород; ill —
рециркулирующий водород; IV — продукты на разделение; V — тяжелый рециркулят
В приведенной схеме гидрокрекинга применяется совместное раз-
деление продуктов I -й и 2-й ступеней процесса в общей системе сепара-
ции, стабилизации и ректификации гидрогенизата.
283
На рис. 59 представлена схема процесса «ФИН-Басф». Этот про
предназначен для гидрокрекинга тяжелых вакуумных дистиллятов. В 1-й
пени процесса происходит глубокая гидроочистка сырья с одновремен
его гидрокрекингом. Жидкие продукты после 1-й ступени подвергаются
делению в сепараторах и ректификационной колонне. В этой колонне о
раются фракции легкого и тяжелого бензина, а также дистиллятная фрак
которая является сырьем для 2-й ступени установки.
Рис. 59. Схема установки гидрокрекинга «ФИН-Басф»:
1 — теплообменник; 2 — трубчатая печь; 3 — реактор; 4 — сепаратор:
5 — фракционирующая колонна; 6 — насос; 7 — холодильник. Потоки: I — сырье,
II — водород; III — топливный газ Cj—С2; IV — сжиженный газ С3-С4:
V — легкий бензин; VI — тяжелый бензин; VII — вода
284
Остаток ректификационной колонны возвращается в реактор 1-и
ступени процесса. Продукты гидрокрекинга 2-й ступени разделяются в
е^тификационной колонне 2-й ступени, в которой отбирают сжижен-
цый газ, а также топливные фракции. Остаток этой колонны возвраща-
йся в реактор 2-й ступени процесса. Такая технологическая схема
дозволяет производить глубокое превращение тяжелых дистиллятов в
легкие топливные фракции, вт. ч. в бензиновые дистилляты.
В реакторе 1-й ступени применяется катализатор гидрокрекинга,
устойчивый к отравлению соединениями серы и азота.
9.6. Аппаратура установок гидрокрекинга
Основным элементом аппаратуры установки гидрокрекинга явля-
ется реактор или реакторный блок, состоящий из нескольких реакторов
1-й или 2-й ступени, которые располагаются последовательно или па-
раллельно. Реакторы |-й ступени процесса чаще всего располагаются
последовательно с целью увеличения времени контакта и тем самым
степени гидроочистки сырья. Реакторы 2-й ступени процесса (если их
несколько, как, например, в установках большой мощности) чаще рас-
полагаются параллельно.
Реактор гидрокрекинга является сосудом, предназначенным для
работы под давлением водорода (до 15 МПа) и температуре до 500°С. Он
должен обладать необходимой механической прочностью, а также
стойкостью против водородной коррозии в условиях реакции.
Упрошенная схема реактора гидрокрекинга представлена на
рис. 60. Реактор представляет собой цилиндрический аппарат со сфе-
рическими днищами, в которых расположены штуцеры для входа сырья
(вверху) и выхода продуктов реакции (внизу). Высота типового реактора
гидрокрекинга — 15—20 м, внутренний диаметр — 2-3 м, вес — 500—
700 т . Внутри реактора имеется несколько (3—5) полок, на которых
размешают слой катвлизатора. В промежутках между слоями катвлиза-
тора предусматривается ввод холодного водорода, который снижает
температуру реагирующей смеси. Снаружи реактор имеет слой изоля-
ции, предохраняющий от потери тепла в окружающее пространство.
Другие элементы аппаратуры установки гидрокрекинга, такие как
трубчатые печи, теплообменники, холодильники, сепараторы, а также
ления по высоте реактора С точки зрения прочности, конструкции и изготовле-
ния значительно проще трубчатые реакторы, характеризующиеся более высоким
соотношением H/D
285
Рис. 60. Реактор гидрокрекинга: ;
1 — штуцер вь|хода продуктов реакции; 2 — вход холодного водорода мехШ
слоями катализатора; 3 — штуцер входа сырья в реактор; 4 — термопара; 5 "<
полка для слоя катализатора; 6 — корпус реактора; 7 — футеровка реактор?
8 — распределитель холодного водорода; 9 — слой катализатора; j
1Q — керамические шарики внизу слоя катализатора |
286
г
^одонны стабилизации и ректификации являются типовыми аппарата-
I мц- широко применяемыми на нефтеперерабатывающих установках.
; Оборудование и аппаратура должны обеспечить длительную без-
аварийную работу всей установки. Поскольку наиболее часто аварии
происходят на насосах подачи сырья, а также компрессорах сжатия све-
^Сго водорода и циркулирующего водородсодержащего газа, установка
должна иметь резерв этого оборудования.
В отдельных схемах процесса гидрокрекинга регенерация катализа-
тора проводится после его извлечения из реактора на специальных уста-
новках (фабриках). В большинстве современных установок
гидрокрекинга регенерация катализатора производится в реакторе.
Процесс регенерации обычно проводится под давлением 5-7 МПа в по-
токе смеси инертного газа с воздухом. Поэтому кроме основной техно-
логической аппаратуры установка гидрокрекинга должна иметь
емкости для инертного газа, а также воздушные компрессоры.
Инертный газ во время регенерации обычно сжимают при помощи во-
дородных компрессоров.
При регенерации катализатора непосредственно в реакторе возни-
кает проблема нейтрализации кислых газов. Газ регенерации, содержа-
щий оксиды серы, подвергают обработке раствором соды или щелочи. В
результате в атмосферу через дымовую трубу сбрасывается диоксид уг-
лерода и азот. Солевые стоки регенерации подвергают переработке в
системе общезаводского хозяйства. Отработанный катализатор направ-
ляют на специальные фабрики для извлечения ценных металлов.
Гидрокрекинг является одним из наиболее экологически чистых
процессов нефтепереработки. В комплекс гидрокрекинга, как правило,
входят установки очистки газов от сероводорода, регенерации кислых
стоков и производства серы (серной кислоты), позволяющие пол-
ностью регенерировать и утилизировать технологические отходы. Топ-
ливом для печей служит очищенный от сероводорода собственный газ
процесса.
9.7. Качество продуктов гидрокрекинга
Процесс гидрокрекинга нефтяных дистиллятов, благодаря его гиб-
кости, может быть направлен на получение различных видов топлив: ав-
т°бензина, авиакеросина и дизельного топлива. Значительная часть
Установок гидрокрекинга, работающих на зарубежных нефтеперераба-
заводах, предназначена для получения бензиновыхфракций.
акая схема работы установок гидрокрекинга весьма распространена на
НПЗСША.
287
Гидрокрекинг является единственным процессом, который
воляет полностью превратить нефтяные дистилляты в бензиновыц
фракции. В двухступенчатом процессе с рециркуляцией остатка мож>
но из любого нефтяного дистиллята (как прямогонного, так и вториц^
ного происхождения) получить бензиновые фракции С5—200°С
выходом более 100% об. на сырье. Бензиновые фракции, полученные
в процессе гидрокрекинга, характеризуются высоким качеством Он^
практически не содержат олефиновых углеводородов, сернистых и
азотистых соединений и поэтому отличаются высокой химической
стабильностью.
Октановое число головной фракции бензина (фр. н.к.-85°С), сося
тоящей из углеводородов С5—Cg, определяется исключительно глубин-
ной превращения сырья и практически не зависит от качества сырья?"
Октановое число более тяжелой части бензина (фр. 85-200‘С) такяф'
связано с глубиной превращения, но зависит и от характера сырья
В большинстве случаев тяжелый бензин гидрокрекинга характер^'
зуется невысоким октановым числом (около 60-65 ММ) и нуждается^'
облагораживании — каталитическом риформинге. >•
Значения октановых чисел, определенных исследовательским
моторным методом, для легкой бензиновой фракции составляют 84—
и практически совпадают, что объясняется содержанием в ней до 85$г
мае. изопарафиновых углеводородов. В состав тяжелой части бензин®;
входит 30-40% парафиновых углеводородов, 40-47% нафтеновых и дй*
15—25% ароматических.
Исходя из указанного, на промышленных установках гидрокрекинг
га выделяют отдельно фракцию легкого бензина (фр. н.к.-85сС) и тяж<£
лого бензина (85—200°С). Первая фракция используется ка^<
высокооктановый компонент непосредственно для приготовления т<ив
варных автобензинов, вторая поступает на установку каталитической®
риформинга. Ж,
Наряду с топливными фракциями в процессе гидрокрекинга обрдау1
зуются газообразные углеводороды С1—С4, а также сероводород и амми
ак. Выход углеводородных газов может достигать 11-17% мае. на сырье
в т. ч. 1-4% мае. метана и этана, 10-13% мае. пропана и бутанов. -
Выход углеводородов С|—С4 при переработке сырья плотность!
876—966 кг/м3 в типичных условиях гидрокрекинга представлен;
табл. 124.
Бутановая фракция может быть использована как сырье нефтей!
мических процессов. Значительное содержание в ней изобутана дела*
ее хорошим сырьем для алкилирования газами процесса каталитическ^
го крекинга в целях получения высокооктанового алкилата.
288
Таблица 124. Выход углеводородов С,-С4 при переработке сырья плотностью
876-966 кг/м3 в типичных условиях гидрокрекинга
Углеводород Выход углеводородов С|—С4
% мае. % об
Метан 1.0-1,1 3,3—3,6
Эта» 3.1—3,4 5,4-5,9
Пропан 23.7-25,3 28,1-29,6
Изобутан 47,5-46,2 41,5-40,9
„.Бутан 24,7-24,0 20,7-20,8
Гидрокрекингом можно получить реактивные топлива высокого
качества (с низким содержанием серы и ароматических углеводородов)
практически из любых нефтяных дистиллятов. Наиболее часто в ка-
честве сырья для процесса, направленного на преимущественное полу-
чение реактивных топлив, используют прямогонные нефтяные
дистилляты. Переработка дистиллятов вторичного происхождения, по-
лученных деструктивными процессами (например, циркуляционный
газойль каталитического крекинга) хотя и возможна, но не рекоменду-
ется. Такие дистилляты обычно содержат высокие концентрации аро-
матических углеводородов, гидрирование которых требует
значительного расхода водорода.
Процесс гидрокрекинга, направленный на преимущественное по-
лучение реактивных топлив, можно проводить в более мягких условиях,
чем процесс для преимущественного получения бензина.
При получении реактивных топлив целесообразно применение ка-
тализаторов, имеющих более высокие гидрирующие свойства, чем у ка-
тализаторов, применяемых для процесса, направленного на получение
бензина. Эти катализаторы позволяют осуществить глубокое гидриро-
вание ароматических углеводородов и тем самым обеспечить требуемые
эксплуатационные характеристики реактивного топлива.
Содержание в реактивных топливах ароматических углеводородов
достигает 10—15% мае. и менее, что удовлетворяет требованиям
современных стандартов. В реактивном топливе, полученном гидрокре-
кинюм нефтяных дистиллятов, содержатся преимущественно моио-
никлические ароматические углеводороды.
Такие топлива не содержат конденсированных ароматических
структур, наличие которых в топливе особенно нежелательно. Так как
качество реактивных топлив, полученных гидрокрекингом, соот-
ветствует требованиям к товарной продукции, не требуется дополни-
тельных операций по его облагораживанию. Это топливо может быть
Применено непосредственно как товарный продукт или как компонент
товарного топлива (в ряде случаев после введения присадок).
289
•5363
Процесс гидрокрекинга дистиллятов для преимущественного получу
ния дизельных топлив осуществляется в относительно мягких условиях при
умеренной степени превращения сырья. При этом целесообразно применять
катализаторы с сильно гидрирующими свойствами, особенно в случае пере,
работки высокоароматизованного сырья. Существенным является также
расщепляющая и изомеризующая активность катализатора. Изомеризация
«-парафиновых углеводородов особенно желательна, так как позво 1я<т поду,
нить дизельные топлива с хорошими низкотемпературными свойствами. $
В табл. 125 приведены примеры различных процессов гидрокре»
кинга дистиллятов, в которых в качестве основного продукта получает-
ся дизельное топливо. Сырьем для этих процессов является вакуумный^
дистиллят или смесь вакуумного дистиллята и высококипящих атмд^
сферных дистиллятов. Как видно из данных табл. 125, выход дизельныМ-
фракций зависит от вида сырья и условий процесса и составляет 30-да
95% об. от перерабатываемого сырья. Одновременно с дизельным^
фракциями получаются в небольших количествах легкий оензин (Safes
15% об-), тяжелый бензин (10-15% об.), бутаны (3-10% об.), i также I
3% мае. углеводородов С|—С-,- Суммарный выход жидких продуктов
С4+ составляет около 110% об. к переработанному сырью. w
Таблица 125. Примеры гидрокрекинга вакуумных дистиллятов с целью
получения максимального количества дизельных топлив
Характеристика сырья и продуктов Ufiouecc Л®
Юни- крекинг (I) Юни- крекинг (И) ФИН- Изомакс 4
1 Характеристика сырья, фракция, °C 340-550 300-540 300—470 350-550 210-480 3 341'—^70
плотность, кг/м3 923 920 909 921 975 934 •'
содержание серы, % мае. 2.9 2,58 2,8 1,34 2,9 ’
содержание азота, ppm 870 820 615 1120 620
2. Выход продуктов: __ 1.6 0,57 2,2 2.5 3.2 '
бутаны, % об. 3,3 4,9 3,70* 2.0' 8.9 2-2 '•
легкий бензин, % об. 6,6 11,5 8,22* 13,1* 14,0* 9,3 )
тяжелый бензин, % об 6.9 19.6 16.70* 39.3 11,8 :
дизельное топливо. % об 95.8 81,1 70.5* 82,0 52,4 92,ОЛ
3. Расход водорода. нм3/м3 261 260 262 283 220 264 '
4. Качество дизельного топлива цетановое число 56 55 55 48 -
температура застывания,°C -35 -36 -38 -38 -41
290
Качество дизельных топлив, получаемых при гидрокрекинге дис-
тиллятов, очень высокое. Значение цетанового числа обычно выше 50
единии, дизельный индекс 65-75 единиц, температура застывания низ-
шая, содержание серы невелико (до 0,01 % мае.). Такие топлива характе-
ризуются высокой стабильностью и стойкостью к окислению (из-за
отсутствия ненасыщенных углеводородов).
Дизельные топлива, полученные гидрокрекингом дистиллятов,
применяются непосредственно как высококачественные топлива для
рысокофорсированныхдвигателсй, причем они особенно пригодны для
работы при низких температурах (зимние и арктические сорта).
9.8. Отечественный опыт освоения процесса
гидрокрекинга
Развитие процесса гидрокрекинга на НПЗ России и других госу-
дарств СНГ существенно отстает от мирового уровня. Первая промыш-
ленная апробация процесса легкого гидрокрекинга была осуществлена
по технологии ВНИИ НП на Новокуйбышевском НПЗ еще в 60-е годы
(установка № 24-1) с последующим освоением крупной промышленной
установки (Л-16-1) на Салаватском НХК в 1972 г. [128, 129, 288, 295].
Разработанная технология базировалась на использовании одно-
ступенчатого процесса в присутствии алюмокобальтмолибденового
(или алюмоникельмолибденового) катализатора. Процесс проводился
при давлении 4-5 МПа, температуре 400-450°С и объемной скорости
подачи сырья I ч’1- В результате было получено 15-25% мае. малосер-
нистого дизельного топлива [129]-
Впоследствии ВНИИ НП была предложена более эффективная мо-
дификация этого процесса, предусматривающая использование
двухстадийной технологии, т. е. применение последовательно гидро-
очистки сырья (1-я стадия) и затем — собственно гидрокрекинга (2-я
стадия). Такая технология реализована на Мозырском НПЗ (Беларусь)
[295]. Использовано оборудование установки «детол» после его частич-
ной реконструкции. Процесс осуществлен в трех последовательно рас-
положенных реакторах гидрокрекинга, загруженных соответственно
катализаторами гидроочистки ГП-534 (реактор Р-901), НМГ-70 (реак-
тор Р-902) и цеолитсодержащий катализатором гидрокрекинга ГКО-1
Феактор Р-903).
Гидроочистка осуществляется при температурах 360-420’С, гид-
рокрекинг — при температурах 380-425°С. Давление водорода не пре-
вЫшает 5,6 МПа, объемная скорость подачи сырья составляет 0,55—
0,68 ч’1 (табл. 126). При переработке вакуумного дистиллята (содержа-
Ниесеры 1,25-1,60% мае., азота0,07-0,09% мае., никеля и ванадия сум-
291
марно — менее 0,5 г/т, коксуемость 0,08-0,15% мае.) получено 34-
мае. компонента дизельного топлива (табл. 127). Этот продукт кар;
ризуется содержанием серы 0,04—0,05% мае., однако его темпер;
застывания (-1...-4°С) и фракционный состав (50% выкипания —
312’С) не позволяют использовать данный дистиллят в качестве те
кого дизельного топлива (а лишь в качестве его компонента).
Таблица 126. Технологические параметры процесса легкого гидрокрекинга
Показатель Проект Ф ьтпчееки t
Давление общее. МПа 5.7-6,1 ~ i
Температура на входе: начало/конец цикла, ’С 3
Р-901 360/390 3Sb 415 f
Р-902 360/390
Р-903 380/420 424
Температура на выходе' начало/конеи цикла, “С- Д
Р-901 385/415 39у 420 :
Р-902 385/415 400 4'12 '
Р-903 405/445 400/495 •
Перепал температуры по реакторам, °C
Р-901 15-25 10-2 -
Р-902 15-25 7-2
Р-903 15-25 5—1 1
Общая объемная скорость подачи сырья, ч'1 0,61 0.55(0.68)*^*
Расход циркулирующего ВСТ, м3/ч 44000 ззоио 1
Концентрации водорода в ВСГ, % об S0 90 <
' В скобках вариант 2 работы установки на максимальной производительности
Остаток гидрокрекинга (фр. 360’С-к.к.) содержит 0,09-0 12%
серы, 0,03—0,06% мае. азота, характеризуется коксуемостью 0,10—0.
мае., что указывает на возможность его использования как высо КОЖ
чественного сырья каталитического крекинга или малосернисгого koi
понента котельного топлива. *
Более высокий выход дизельного топлива (до 70% мае.) обеспеч,
вается при варианте гидрокрекинга, разработанном ВНИИ НП и реал)
зованном на НПЗ в г. Плоешти (Румыния) — табл. 128. >
В этом процессе при давлении 10 МПа осуществляется безостато
ная переработка вакуумного дистиллята в зимнее дизельное топливе
использованием двухстадийной технологии (1-я стадия — нааморфн<
алюмоникельмолибденовом катализаторе, 2-я стадия — на цеолите
держащем катвлизаторе). j
Таблица 127. Материальный баланс процесса легкого гидрокрекинга
Показатель Проект Фактически
1 11
Поступило, %
gjKj'VMHblH ДИСТИЛЛЯТ 100 100 100
рСГ из секции катали гического риформинга 3,01 1.23 1,32
" Итого 103,01 101.23 101,32
Поручено, %
Сероводород 2,02 1,43 1,40
Аммиак — 0,07 0.07
Углеводородный газ (С,—С4) 2,96 0,58 0,56
Бензин-отгон 11,5 4,21 2,42
Компонент дизельного топлива 56,10 34.0 40,30
Остаток 28,3 59,29 54,9
Потери 1,0 1,0 1,0
Отдуваемый ВСГ(втопливнуюсеть) 1.3 0,65 0.67
Итого 103.1 101,23 101,32
Таблица 128. Материальный баланс двухстадийного
процесса гидрокрекинга при давлении 10 МПа
Наименование Показатель
Поступило. %мас. Сырье Во юрод 100 2,5
Итого Ю2.5
Получено. '-% мае Сероводород + аммиак Углеводородные газы Бензин Дизельное топливо (зимнее) Потери 1.8 7,5 22,7 69,5 1,0
Итого 102,5
Технологические параметры процесса: температура 380 и 400”С,
объемная скорость подачи сырья 1,0 и 0,85 ч’1 (на 1-й и 2-й стадиях со-
ответственно).
В настоящее время в России эксплуатируется также установка гид-
рокрекинга при давлении 15 МПа, сооруженная в 70-е годы по техноло-
гии Французского института нефти (фирма Жекса, НПЗ Уфанефтехим).
На этой установке осуществляется гидрокрекинг вакуумного дистиллята
с получением летнего дизельного топлива.
293
Ряд нефтяных компаний России намечает построить новые уст»
новки гидрокрекинга на основе зарубежных технологий (на НП&
г. Кириши, Ярославле, Ангарске, Ачинске, Перми). Однако в связи
трудностями финансирования таких проектов сооружение установи
гидрокрекинга ведется крайне медленно или вообще не начато.
9.9. Особенности гидрогенизационной ,sl
переработки остаточного сырья ~
Гидрогенизационные процессы переработки нефтяных остатке
получили промышленное развитие за рубежом в конце 60-х годов. От-
были предназначены для расширения выпуска малосернистых топо>
ных мазутов, содержащих 0,1-1,0% мае. серы. Одновременно эти пр
цессы решали и другую задачу — получение малосернистого сырья ш
вторичных процессов (дистиллятного — для каталитического крекинг
остаточного — для коксования). )
Существует два направления деструктивной каталитической пер
работки нефтяных остатков: каталитический крекинг остаточно?
сырья с предварительным гидрогенизапиониым облагораживанием'
гидрокрекинг-гидрообессеривание нефтяных остатков. Последни
позволяет непосредственно получить мвлосернистое котельное топлю
наряду с компонентами моторных топлив. Этот процесс может бы1
ориентирован либо на преимущественное обессеривание сырья беззш
чительной деструкции, либо — на глубокое разложение сырья с прот
кающим одновременно обессериванием (что и обеспечив^
производство малосернистых моторных топлив).
Значительное содержание в остаточном сырье смолисто-асфаль®
новых веществ и металлорганических соединений обусловливает сп
пифические требования к катализаторам гидрогенизационн<
переработки, функцией которых является удаление как тяжелых мета
лов, так и сернистых соединений.
Катализаторы гидродеметаллизации и гидрообессеривания при
реработке остаточного сырья сравнительно быстро теряют активное
под действием тяжелых металлов и кокса, отлагающихся на активн»
поверхности катализатора, блокирующихего поры и в некоторыхелуч
ях полностью забивающих слой. ’
Концентрация и состав нежелательных компонентов (сернисты
металлоорганических и смолисто-асфальтовых веществ) в разном сыр?
различно. Поэтому, как правило, в процессах со стационарным слой
используют системы из двух или трех катализаторов, обладающих Р^
личными активностью, селективностью и распределением радиусов п<
[297,298,299]. 1
294
Остаточное сырье, перерабатываемое в процессе гидрокрекинга,
условно может быть разделено натри группы (1, II, 111) в зависимости от
содержания в нем азота, асфальтенов и металлов:
Азот, ppm
Асфальтены, % мае
Металлы, ppm
<1500
<50
I)
<5000
> ]
<200
1)1
<5000
>200
В процессах со стационарным слоем катализатора можно перераба-
тывать остатки только первой группы. При этом используют двухсту-
пенчатый гидрокрекинге более жестким режимом, чем при переработке
дистиллятного сырья. Выход и качество продуктов, полученных при
гидрокрекинге остатков и дистиллятов, практически одинаковые
(табл. 129) 1300].
Таблица 129. Показатели двухступенчатого процесса гидрокрекинга
«ФИН-Басф” вакуумного газойля и мазута
Показатель Режим получения максимального выхода
дизельного топлива бензина
Выход , % мае. на сырье
сероводород + аммиак 2,20/0,41 2,80/0,41
С, +С2 0,58/0,65 0,60/0,68
С-) + с4 3.40/5.46 15.00/16,03
легкий бензин 7,48/7,74 23,80/26,25
тяжелый бензин 13,50/15,74 61.30/59,91
дизельное топливо 75,36/72,06 —
Всего 102,52/102,05 103,50/103,28
Расход Н2, м3/тсырья 282/230 390/365
Качество получаемых продуктов .
Лс1кий бензин
плотность, кг/м’ -/665 664/662
октановое число (И М) -/81 86/85
Тяжелый бензин'
плотность, Кг/м3 -/760 758/758
Дизельное топливо:
плотность, кг/м3 820/824 —
цетановое число 58/55 —
температура застывания, °C -30/—21 —
содержание серы, ppm 10/20 —
п чи1'|и>еле сырье — вравпискни jici кии вакуумный газойль с содержанием серы мае ,
^JOia _ 695 ppm; взпамензтете сырье — мазут нефти Арзсв с содержанием серы 0,29% мае , азота —
295
Сырье второй группы можно подвергать гидрокрекингу со стацц- *
онарным катализатором только после предварительной деасфальтиза-
ции и смешения деасфальтизата с вакуумным газойлем, а сырье третьей’-
группы — после предварительной деасфальтизации и гидроочистки де.
асфальтизата.
Непосредственно остаточное сырье всех трех групп может быть пе- J
реработано только при гидрокрекинге с «кипящим» слоем катализатора
в процессах «Н-ойл» фирмы Хайброкарбон рисёрч или «LC фаининг»
фирм Ситиз сервис и Луммус, причем при использовании сырья с содер- -
жанием металлов более 200 ppm рекомендуется в целях экономии доро-
гостоящего катализатора гидрокрекинга предварительно подвергать'
деметаллизации сырье в «кипящем» слое относительно дешевого ката-
лизатора [30), 302). Процессы гидрокрекинга остатков в «кипящем»
слое катализатора получили ограниченное распространение вследствие-’
больших капитальных и эксплуатационных затрат.
Реакции деметаллизации и коксообразования являются основны-
ми источниками относительно быстрой дезактивации катализаторов-
процессов каталитического гидрооблагораживания. В самом начале,
процесса на свежем катализаторе наблюдается резкое ухудшение пока-
зателей качества продуктов — снижается глубина удаления серы, коксу-
емости и пр. Скорость падения активности в начальной сталии процесса,
при постоянной температуре пропорциональна количеству пропущен^'
ного сырья в единицу времени и зависит также от содержания асфальте-
нов и смол. Обычно скорость снижения активности катализатора,
например, по показателю содержания серы несколько стабилизируете^
после 200—300 ч работы, т- е. «дрейф» активности замедляется, но не ус-
танавливается на постоянном уровне. При неизменных первонаг-
чальных параметрах процесса и увеличении длительности пробелу
активность неуклонно снижается (рис. 61). Характер ухудшения показа-»
телей качества гидрогеиизата однотипен, но различна скорость падени|<
активности катализатора в основных реакциях. Это обусловлено типом;
исходного сырья, в частности содержанием металлов [122]. к
По данным БашНИИ НП для деасфальтизата арланской нефти,.
(ДАОарл) наблюдается значительно более глубокое удаление серы, че^
для деасфальтизата западно-сибирской нефти (ДАОЗС), но скорости
снижения активности катализатора более высокая, т. к. в ДАОар„ в два)
раза выше содержание ванадия и никеля. JL-
Для систем со стационарным слоем катализатора применяются сП^р
анальные приемы для поддержания активности катализатора на задзН^
ном уровне. Наиболее эффективен постепенный подъем температур*^
Скорость подъема температуры зависит от требуемого уровня содержаний,
серы в продукте. Для остатков, полученных из различных типов нефтей.
296
Рис. 61. Зависимость качества гидрогенизатов при гидрообессеривании
деасфальтированных остатков на широкопористом катализаторе БашНИИ НП
от длительности пробега при постоянной температуре;
1 — ДАОЗС; 2 — ДАОар„. Условия опытов: продолжительность опытов 1200 ч;
температура ЗВО’С; давление 15 МПа; объемная скорость подачи сырья 0,5 ч ;
кратность подачи ВСГ1000 л/л сырья
зависимости от содержания в них серы и металлов, а также асфальтенов
обычно устанавливается не только различная скорость подъема темпе-
ратуры, но и разная первоначальная температура процесса. Например,
Для получения продукта с содержанием серы не выше 1,0% при гидро-
обессеривании ДАОЗС начальная температура при прочих равных усло-
виях — 380’С, а для ДАОарл — 370’С. Для обоих видов сырья необходима
различная скорость подъема температуры (предельная температура
425’С). При этом для ДАОарл скорость подъема температуры составляет
0,01 ГС/ч, а для ДАО — 0,0056°С/ч. Соответственно, общая дли-
тельность работы катализатора достигает 5000 и 8000 ч,
Скорость конкурирующих реакций гидрогенолиза и собственно
гидрокрекинга нефтяных остатков зависит от условий процесса. Эф-
фективность гидрогенолиза определяется температурой, объемной ско-
ростью подачи сырья, парциальным давлением водорода и активностью
катализатора. Подбирая условия процесса, можно достичь различной
297
глубины деметаллизации и обессеривания нефтяных остатков и в широ<
ких пределах изменять качество получаемых продуктов [303]. л
Реакции гидрогенолиза серо- и азотсодержащих соединении неф,®-
тяных остатков экзотермичны, сопутствующие им реакции гидрокре- ’
кинга — эндотермичны. Л
Как правило, отрицательный тепловой эффект побочных реакций
расщепления перекрывается положительным тепловым эффектом гидро&
генолиза. Суммарный тепловой эффект деметаллизации и гидрообессе»*
ривания мазута западно-сибирской нефти равен 250 кДж/кг, гудрона —
около 315 кДж/кг. Таким образом, при гидрообессеривании возникаем'
проблема отвода тепла, которая решается по-разному в зависимости од,
конструктивного оформления процесса (в стационарном или трехфаз-5
ном «кипящем» слое катализатора) [304]. |
Температура — один из основных факторов, влияющих на скорость
реакций гидрогенолиза серо- и азоторганических соединении и удалей
ния металлоорганических соединений, глубину превращения сырья ц
качество получаемых продуктов. При температурах ниже 340—360°С
степень гидрообессеривания остатков невелика — менее 50% С повы-
шением температуры до 410°С степень гидрообессеривания мазута за^
падно-сибирской нефти увеличивается до 85%. I
При температурах выше 420°С усиливается гидрокрекинг сырьяг
что ведет, с одной стороны, к интенсивному закоксовыванию катализа-*,
тора и снижению его активности, а с другой — к понижению выхода?
жидких продуктов и увеличению выхода газа. Зависимость констант)/
скорости реакции обессеривания мазута от температуры характеризует»
ся следующими данными: при 355°С — 1; при 370°С — 1,35; при 385'С е®
1,73; при 400°С — 2,1; при 415°С — 2,48. w
Повышение температуры благоприятно влияет на скорость удало
ния мсталлорганических соединений (ванадия и никеля). Объемна»
скорость подачи сырья зависит от качества исходного сырья и заданн<^
глубины удаления серы и металлов. Настепеньудаления никеля режиму
ные параметры процесса влияют значительно меньше, чем на степеда
удаления ванадия (рис. 62).
Весьма важным фактором является парциальное давление водорв
да. Повышение парциального давления приводит к углублению демй
таллизации и обессеривания сырья, снижению его коксуемое^
С повышением парциального давления степень превращения остатке
в легкие фракции изменяется незначительно, но реакции полимеризз
ции и конденсации тормозятся, т. е. снижается образование кокса най
тализаторе и увеличивается срок его службы [298, 304]. А
Так, при увеличении давления с 10 до 15 МПа содержание коМ
на катализаторе снижается в 1,5 раза, поэтому процессы гидрообй
298
Рис. 62. Влияние температуры (а) и времени контакта (б)
на удаление ванадия и никеля
серивания остатков проводят при парциальном давлении водорода
14-16 МПа.
Использование повышенного давления по сравнению с варианта-
ми процесса при 7,0 и 3,5 МПа обеспечивает практически полную деме-
таллизацию сырья и, как следствие, — возможность проведения
процесса без падения активности катализатора в течение длительного
времени (рис. 63).
Скорость подъема температуры процесса, необходимая для поддер-
жания заданной степени обессеривания, является основным показате-
лем степени дезактивации катализатора. В начальный период (0-1,5 м3
сырья/кг катализатора) основной причиной дезактивации является об-
разование кокса на свежем катализаторе. В середине цикла (1.5-4,5 м3
сырья/кг катализатора) скорость дезактивации умеренная. В этот пери-
од коксообразование в основном завершено, отложение металлов еше
незначительно уменьшает доступную поверхность катализатора и повы-
шение температуры для обеспечения заданной степени обессеривания
также невелико (25°С).
В конце рабочего цикла (4,5—9, Ом3 сырья/кг катализатора) отложе-
ние металлов усиливается, число активных центров катализатора
уменьшается. В результате для эффективного проведения процесса не-
обходимо более резко повышать температуру, что, в свою очередь, уско-
ряет образование отложений кокса.
Сочетание этих взаимосвязанных факторов требует существенного
повышения температуры в конце цикла (примерно на 50сС от первона-
чальной)- Металлы продолжают отлагаться в порах катализатора, пол-
ностью закупоривая их, в результате молекулы серосодержащих
299
100
f
JR 70
[
0 20 40 60 80 100
Длительность работы, ч
Рис. 63. Влияние парциального давления водорода на глубину деметаллизаций'О
мазута кувейтской нефти (температура 413°С, ОСПС1 ч'1, расход
циркулирующего водорода 1760 нм3/м3 сырья):
1, 2.3 — парциальное давление водорода 14.1:7,0; 3.5 МПа соответственно . Jss
соединений не могут проходить через устья пор внутрь гранул катализа-.®
тора. Слой с полностью забитыми порами теряет активность [297, ЗОЗ^Ш
Во ВНИИ НП разработаны испробованы в пилотном масштабе про-йк
цессы гидродеметаллизаиии и гидрообессеривания мазута в стационар^®,
ном слое катализатора и гидропсреработки гудрона в трехфазномЖ
«кипящем» слое катализатора. Материальный баланс и данные о качестве;®
продуктов гидрообессеривания мазута с предварительной деметаллиза-ж
цией с целью получения сырья для каталитического крекинга приведены,®
в табл. 130 и 131, соответственно. При расходе водорода 1,05% мае. полу^
чается 76% мае. остатка выше 350°С с содержанием серы 0,36% мае., коЫ>
суемостью 3,2% мае. и содержанием тяжелых металлов 12 г/т.
При гидропереработке гудрона западно-сибирской нефти в трех--
фазном «кипяшем» слое по двухстадийной схеме получается 25,1 % май
компонента малосернистого дизельного топлива, около 29% мае. сырь®
каталитического крекинга и 39,4% мае. сырья для получения малосер^
нистого и малозольного электродного кокса (табл. )32и 133).
Процессы со стационарным слоем катализатора получили за рубей
жом наибольшее развитие, что объясняется простотой их аппаратурное
го оформления и возможностью использования двух- иЛН
трехстадийных схем, предусматривающих применение сначала катали^
300
Таблица 130. Материальный баланс процесса гидрообессеривания мазута
на стационарном катализаторе
— Показатель Значение
Сырье Водород Поступило, %мас. 100,0 1,05
И т о i о 101.05
Получено, % мае. Сероводород Аммиак Угзеводородные газы (С1-С4) фракции- бснзиновая(н к.—160“С) дизельная (160—350“С) Сырье каталитического крекинга (> 350‘С) 1.86 0,22 1,60 2,10 19,20 76,07
Итого 101,05
Таблица 131. Качество продуктов гидрообессеривания мазута
на стационарном катализаторе
Показатель Значение
Бензиновая фракция (н к -160’С): плотность, кг/м3 содержание серы, % мае. Дизельная фракция (160-350°С): плотность, кг/м3 содержание серы, % мае содержание азота, % мае Сырье каталитического крекинга (> 350”С): плотность, кг/м3 содержание: сера, % мае азота. % мае ванадия, г/т никеля, г/т коксуемость, % мае 730 0,08 863 0.2 0,1 925 0.36 0,09 3,2
затора деметаллизации и обессмоливания сырья, а лишь затем — ката-
лизаторов собственно гидрообессеривания или гидрокрекинга.
9.9.1. Процессы сс сгацисиариым слоем катализатора
Схемы различных модификаций процессов гидропереработки неф-
тяного остаточного сырья близки между собой (рис. 64). Отфильтрован-
301
Таблица 132. Материальный баланс процесса гидропереработки гудрона
в трехфазном «кипящем» слое
Показатель Значение
Поступим, %мис Сырье Водород 100,00 ; 1.27
Итого 101,27 —
Поручено, %мас Сероводород Аммиак Углеводородные газы (С|-С4) Фракция- бензиновая (н.к.-180'С) дизельная (180—350°С) Сырье каталитического крекинга (350-500'С) коксования (? 500°С) 2,05 ; 0,30 0,56 • 5,20 25,10 28,79 39,27
Итого 101.27
Таблица 133. Качество продуктов гидролереработки гудрона
в трехфазном «кипящем» слое
Показатель Значение
Бензиновая фракция (н.к -|80°С). плотность, кг/м3 759
содержание серы, % мае. 0.08
Дизельная фракция (iSO-JSO'C): плотность, кг/м3
содержание серы, % мае. 0.25
коксуемость, % мае. 0.2
Сырье каталитического крекинга (фр 350-500'С)- плотность, кг/м3 925 |
содержание серы, % мае. 0.4 !
коксуемость, % мае. 0 4 :
содержание ванадия, г/т 1
содержание никеля, г/т Менее 1 j
Сырье коксования (остаток > 500'С).
плотность, кгДг3 990
содержание серы. % мае. 0.S
коксуемость, % мае. 20 т
содержание ванадия, г/т 31
содержание никеля, г/т 21
302
ное сырье нагревают сначала в теплообменнике горячим продуктом из
реактора, а затем в печи доводят до температуры реакции. Обычно цир-
кулирующий водородсодержащий газ смешивается с сырьем до поступ-
ления последнего в печь. Кроме того, добавляется и свежий
водородсодержащий газ. Из печи сырье поступает в последовательно
расположенные реакторы, содержащие стационарный слой катализато-
ра. В большинстве случаев используется нисходящий поток сырья через
слой катализатора. Катализатор может быть размещен в реакторе в один
слой или отдельными слоями в несколько ярусов с промежуточными
распределительными устройствами, куда подается часть холодного цир-
кулирующего газа или жидкого сырья, чтобы ограничить подъем темпе-
ратуры в результате протекающей экзотермической реакции.
Количество охлаждающих потоков регулируют, поддерживая во всех
слоях катализатора изотермический режим. Число слоев катализатора
определяется количеством выделяющегося тепла, скоростью реакции и
необходимостью ограничить подъем температуры минимальной вели-
чиной.
Рис. 64. Принципиальная технологическая схема процесса гидропереработки
Выходящий из реакционной зоны гидрогенизат охлаждается снача-
ла в теплообменнике свежим сырьем, а затем в холодильнике. Жидкий
303
продукт отделяется от растворенных газов в сепараторах высокого [Зк
низкого давления. Выделенный в сепараторе циркулирующий газ n0Jg
ступает в абсорбер, где удаляется основная масса сероводорода В нек©^'
торых случаях циркулирующий газ может подвергаться дополните тьноц, ।
очистке для полного извлечения низкокипяших углеводородов Жид^?
кий продукт из сепаратора направляют в колонну стабилизации, гд^ ’
удаляются растворенные газы и небольшое количество низкокипящц^
углеводородов, образующихся в процессе. В ряде случаев возникает не-,
обходимость дополнительной щелочной или водной промывки жидко-
го продукта. Гидрогенизат подвергается ректификации с получением
фракций дизельного топлива (фр. 200-350’С), сырья для каталитичес^
кого крекинга (фр. 350-500“С), сырья для процесса коксования (оста»
ток > 500’С). j-..’
Процессы гидрообессеривания проводятся как в одну, так и в две
или несколько ступеней (стадий). Число ступеней зависит от качества.
исходного сырья и от требований, предъявляемых к конечным продук-
там. Процесс может проводиться как без рециркуляции, так и с ренирр-
куляцией части гидрогенизата с целью углубления степени очистки
получаемых продуктов [122, 298, 299|. : ?
В том случае, если деметаллизация применяется как отдельная ста-»
дия процесса, для этой цели используют специальный широкопорис-1’
тый катализатор с большой площадью поверхности, что позволяет
адсорбировать значительную часть металлов, а также других вредных
примесей.
Иногда слой широкопористого катализатора размещается в том же»;
реакторе, что и основной катализатор гидрообессеривания (первый
слой по ходу сырья). Такая схема применена в процессе «Резид-HDS»..;
Один из вариантов этого процесса предусматривает замену катализатов
ра деметаллизации в 2 раза чаще, чем катализатора гидрообессеривания
Ряд фирм не применяет специальный катализатор деметаллизации, а
использует катализатор обессеривания, стойкий к отравлению металлами
Часто наряду с применением ступени деметаллизации или в тех
случаях, когда такая ступень не применяется, используется защитный’1
реактор, который предохраняет основной слой катализатора гидрообеё- ।
серивания от забивки механическими примесями (Процессы «РезиВ'
файнинг», «Юникрекинг»). |
В разработанном во ВНИИ НП процессе гидропереработки OC14-" I
точного сырья применяется предварительная подготовка сырья — дем^' |
таллизация на специальном катализаторе-адсорбенте. Применение
ступени деметаллизации дает возможность удалить из сырья 67—70со
надия и никеля, 30% серы и на 30-35% снизить коксуемость сырьЯу
После стадии обессеривания те же показатели соответственно равШь
304
93-94, 82-83, 65-67%. В процессе «RCD-юнибон» (фирма ЮОПи) сте-
пень удаления вредных примесей на ступени предварительной подго-
товки равна, %: обессеривание — 65, деметаллизация — 65, снижение
коксуемости — 37. На ступени обессеривания соответствующие показа-
тели равны 18,25,23%.
Ниже представлено описание основных процессов гидрогенизаци-
онной переработки нефтяных остатков, освоенных за рубежом в про-
мышленном масштабе (122,298,2991.
«RCD-юнибон» — гидрообессеривание нефтяных остатков (фирма
ЮОПи, США). Используется как одноступенчатый, так и двухступенча-
тый вариант процесса. На i-й ступени процесса загружен катализатор
RCD-8, обладающий высокой стойкостью к отравлению металлами; на
2-й ступени применяется катализатор R.CD-5A, обладающий повышен-
ной гидрообессериваюшей активностью и стабильностью.
Катализатор R.CD-8 сохраняет высокую обессеривающую и деме-
таллизируюшую активность даже при содержании 45% металлов на ка-
тализаторе (степеньобессеривания 65%, деметаллизации — 65%).
Одноступенчатую схему обессеривания применяют в основном для
гидрообессеривания мазутов с глубиной очистки примерно 80%. Для
обеспечения более глубокой конверсии сырья добааляется вторая Ста-
дия, аналогичная первой (используется обшая схема циркуляции водо-
рода). В ходе эксплуатации промышленных установок не наблюдается
существенного увеличения перепада давления в течение 8-12 месяцев
пробега. Температура в реакторе обычно повышается на 30°С. Основ-
ные показатели процесса представлены в табл. J 34 и 135.
Таблица 134. Характеристика продуктов гидрообессеривания
мазута в процессе «RCD-юнивсн»
Показатель Коли- чество. % мае. Плот- ность, кг/м3 Содержание Вязкость при 50‘С. мм2/с
серы, % ме|ал- лов, г/т
Сырье Продукты 100 953 3,0 34 480
сероводород 2.9 — — — —
газ (до С4) фракции. 0.68 - - - -
С5—Cf. 0.26 652 — — —
C7-l80°C ] ,76 776 0,02 — —
I80-343'C 6,71 867 0,04 — 2,8
343-56'6'С 59,81 909 0,11 — 7.5
остаток > 566’С Всего: 28,91 101,03 967 0,70 26 15000
305
*9-5363
Таблица 135. Характеристика продуктов гидрообессеривания
гудрона в процессе «RCD-юнибон»
Показатель чсство. % мае ность. Содержание ИНКОСТ? при 5o°c;i мм2/с i
серы. % метал- лов, г/т
Продукты 100 1020 4.0 98 222000^
сероводород — — —
газ (до С4) фракции 1.76 - - - -
С5~С6 0,85 668 — — — Д'
С7-180°С 4,20 766 0,04 *-Я
|80-343°С 6,50 868 0.12 У S
343-566’С 34,54 937 0,0 — 140 **
остаток > 566°С 52,99 101,34 1008 1,0 30 М0«
Процесс RDS (фирма Шеврон, США) яаляется процессом непос’
редственною гидрообессеривания мазутов, а процесс VR.DS — раз-
дельного гидрообессеривания вакуумного газойля и гудрона
последующим смешением гидрогенизатов. Основные показатели п]
иесса представлены в табл. 136.
Таблица 136. Характеристика сырья и продуктов процесса RDS
Показатель Легкая нефть Тяжелая нефть
Мазут Гудрон Мазут Гудрон -
Сырье.
ПЛОТНОСТЬ, Кг/м3 946 1022 950 1003
содержание:
серы, % 3.2 4,1 3.9 5.1 <
фр. н.к.-343'С 5 — 16 —
фр. н.к.-538’С 67 i 60 (0 ;
Выход продуктов, % мае •
газ (до С4) 3.5 — —
бензин (Cj—177“С) 1,4 5.7 1,4 6 4
фр. 177-343°С 11.1 25
фр. 343-538’С 64.4 18.1 43.4 26,6
остаток >538°С 24,3 78.4 31.4 69,9 ’
Содержание серы, %•
во фракции н к.-343°С 0.46 1.0 0.55 1,0
в остатке > 566°С 0,63 1.2 0,88 1.25 -
306
Процесс «Юникрекинг HDC» — гидрообессеривание остатков (фирма
Юнион ойл, США). Отличительными особенностями процесса яаляются
разработанные фирмой Юнион ойл активные катализаторы серии R.F-11
р реактор новой конструкции с высокоэффективной системой распре-
деления потока сырья.
Применяемый алюмокобальтмолибденовый катализатор имеет се-
чение экструдированных частиц в форме трилистника и обладает рядом
преимуществ по сравнению о обычными катализаторами обессерива-
ния с цилиндрической формой частиц: повышенным сопротивлением
раздавливанию, повышенной стойкостью к отложениям металлов,
меньшей потерей давления в слое катализатора.
Кроме того, катализатор RF-I1 характеризуется значительно
меньшей скоростью повышения гидраалического сопротивления по мере
накопления твердых отложений. Высокая избирательность катализатора
обусловливает относительно низкий расход водорода (94,5 м3/м3 сырья) и
низкий выход легких продуктов. Равномерное распределение потоков,
поступающих в слой катализатора, способствует эффективной работе ре-
актора. Основные показатели процесса предстаалены в табл. 137.
Таблица 137. Характеристика сырья и продуктов процесса «Юникрекинг HDC»’
Показатель Нефти
Кувейта Гач-Сарана Аляски
Сырье:
ПЛОТНОСТЬ, К(/М3 951 951 961
содержание серы, % 3,8 2.4 1.65
содержание металлов, г/т 46 220 44
коксуемость, % Выход продуктов, % об • 8,5 8.5 8,4
фр С5-19ГС 1,1 1,8 0,8
остаток > 19ГС 100,4 100,4 |00,5
плотность, кг/м3 904 913 931
содержание серы, % 0,30 0,30 0,30
содержание металлов, г/т 15 55 14
коксуемость, % 3,0 4,0 4,0
Юпливо - 330-664 МДж
Процесс «Резидфайнинг» (фирма Эксон рисерч, США). Процесс
обычно проводится вдве ступени, причем на ]-й применяется широко-
пористый катализатор, удаляющий основную массу металлорганичес-
ких соединений. На 2-й ступени используется узкопористый
катализатор с повышенной гидрообессериваюшей активностью-
: го-
307
Применяемые в процессе «Резидфайнинг» катализаторы РТ-2 ц ‘
РТ-621 способны перерабатывать относительно тяжелое сырье со знау?
чительным содержанием вредных примесей в течение длительного пеф-1
риода эксплуатации.
Повышение температуры, необходимое для поддержания степени:<
обессеривания §0%, в ходе девяти-, двенадцатимесячных пробегов*
составляет 22—28°С (т. е. от 350 до 372— 378°С).
Катализатор процесса «Резидфайнинг» работает при давлении -
11,6 МПа с 88%-м уровнем обессеривания в течение 260 дней, при этом-
температура повышается на 56’С, т. е. примерно до 406°С.
Имеются данные, что процесс «Резидфайнинг» может проводиться
и при пониженном давлении. Основные показатели процесса представ---
лены в табл. 138.
Таблица 138. Характеристика сырья и продуктов процесса «Резидфайнинг»*
Показатель Мазут нефти Гаш Саран Мазут тяжелой аравийской нефти <
Сырье- плотность, кг/м1 содержание серы, % содержание металлов, г/т коксуемость, % Выход продуктов, % об . газ (до С4), % фр. С5-204°С, % об остаток > 204‘С, % об плотность. Кг/м1 содержание серы, % 962 2,5 220 9,5 0,85 98,1 932 0.3 981 4 19 Г 120 13.3 1.46 6.0 96.4 926 0.3
«Резид HDS» — гидрообессеривание тяжелых остатков (фирма Галф-
рисерч, США). Имеется четыре модификации процесса, позволяющие
получать гидрогениза! (котельные топлива) с различным содержанием,
серы: 1% мае. (один реактор, модификации I и II); 0,3% мае. (два после-
довательных реактора, модификация III); 0,1% мае. (четыре последовав
тельных реактора, модификация IV). Расход водорода составляет
соответственно 92, 127, 156нм3/м3. >
Указанные процессы проводят при достаточно жестком режиме-'
температура в реакторе в начале пробега достигает 360’С, а в конце —
420-430‘С. Данные о проведении процесса IV модификации (содержа*
ние остаточной серы в котельном топливе 0,1% мае.) известны только
308
&
для сырья с относительно низким содержанием металлов (40-98 г/т).
Основные характеристики процесса представлены в табл. 139 и 140.
Таблица 139. Характеристика сырья
и продукта процесса «Резид HDS»
Показатель Сырье Продукт Показатель Сырье Продукт
Количество, % об. Гя к* С Плотность, кг/м3 Коксуемость. % юо 343 968 94,3 939 Содержание, серы. % азота, % ванадия, г/г никеля, г/т 3,47 0,35 57 24 0.3 0,25 4
Таблица 140. Основные показатели процесса «Резид HDS*
Показатель Варианты
1 II 111
Удельные энергетические затраты на I м3 сырья'
элек1роэнергия, кВтч 29,6 34,6 40,3
пар4,01 МПа. 400“С. кг 25,2 29.6 47,6
нар 0,34 МПа насыщенный, кг 72,8 109,2 142,8
топливо, МДж 506,6 506,6 540
охлаждающая вода, и3 4,8 5.5 8,6
Конденсат, л 31 4| 52,3
Относительные затраты на катализатор 1,0 2,3 4,0
Расход водорода, нм3/м3 сырья — 114 —
Собственными технологиями гидрогенизанионного облагоражива-
ния нефтяных остатков располагают также другие фирмы США: Стан-
дарт ойл, Тексако, Шелл и европейские фирмы (ФИН-Басф).
9.9.2. Процессы с трехфазным «кипящим» слоем
катализатора
Достоинствами процесса гидрогенизационного облагораживания
остатков с трехфазным «кипящим» слоем (ТФКС) являются:
изотермичность процесса, которая обеспечивается заданным со-
отношением скоростей жидкой и газовой фаз; при этом перепад темпе-
ратуры по высоте слоя не превышает 3-4°С;
• возможность переработки самых неблагоприятных видов сырья,
в т. ч. содержащих более 200—300 г/т ванадия и никеля.
Это делает перспективным применение ТФКС для гидроперера-
ботки тяжелых нефтей, битуминозных песков, продуктов гидрогениза-
309
ции углей и сланцев. Предотвращение дезактивации и обеспечение* ]
заданной активности катализатора при переработке тяжелых видов , I
сырья достигается в ТФКС непрерывной заменой части отработанного |
дезактивированного катализатора свежим в ходе процесса.
Таким образом, постоянная активность катализатора в ТФКС позволяв
ет поддерживать заданный выход и качество продуктов гидрообессеривания74
(Ут качества исходного остатка, т. е. содержания в нем вредных примесей*’’
особенно ванадия, зависят степень обновления катализатора, его расход и ' ।
соответственно технико-экономические показатели процесса [122.297,298U; j
Контакт газосырьевой смеси с катализатором осуществляется при- J
их прямоточном движении в реакторе снизу вверх. Частицы катализатов - |
ра, заполняющие реактор, находятся в беспорядочном движении; «ки-।
пяший» слой поддерживается движущимися потоками газа и жидкости 1
По данным Ю. К. Вайля, оптимальная скорость подачи жидкой фазы 1
составляет 14—84 мм/с при соотношении скоростей жидкой и газовой ]
фаз < 0,4 [299]. Расширение слоя катализатора ТФКС более чем в три !
раза по отношению к исходному считается нецелесообразным исходя ид I
условий эксплуатации аппаратов и экономических соображении. |
Как правило, в ТФКС используют катализатор в экструдированной I
форме (диаметр 0,8-1,5 мм, длина 3-5 мм). Так какскорость подачи свеже- )
го сырья не обеспечивает необходимого расширения слоя экструдирован* j
ного катализатора, применяют циркуляцию жидких продуктов процесса i
гидравлический рисайкл, отношение которого к свежему сырью находится I
в пределах (5— 15): I. Подача водородсодержащего газа составляет 800—1400 |
м3/нм3 сырья. Расход катализатора в зависимости от качества сырья и глу-
бины процесса находится в пределах 0,03-0,56 кг/м5 сырья [297-300] ,
Для повышения глубины превращения остаточного сырья, особен-, I
но тяжелого, применяется разбавление сырья. В качестве разбавителя I
могут использоваться газойлевые и другие нефтяные фракции. Разбави.--
тсль способствует обогащению сырья водородом, в результате чего рез-- ।
ко снижается коксообразование. -ih
ПронессТФКС позволяет обеспечитьвысокую степень обессеривать,
сырья. Однако со снижением остаточного содержания серы в гидрогенизате.
от 1 до 0,3% мае. скорость обессеривания при прочих равных условия^
уменьшается в 10 раз, так как в гидрогенизате накапливаются трудноудаля-
емые соединения серы. Снижение скорости реакции ведет к необходимости
соответственного увеличения объема реакционной зоны, что обеспечив??
ется использованием нескольких последовательных реакторов.
Для поддержания более высокой суммарной скорости процесс?
гидрообессеривания используют такие приемы, как подача свежего во-
дорода в каждый реакгор, отдув сероводорода, тормозящего превраЩ.?ад
ние сырья и др. Предварительная деметаллизация сырья позволяет
существенно снизить расход катализатора.
При гидрообессеривании мазута венесуэльской нефти (содержание
серьг 2,1% мае., ванадия 200-255 г/т, никеля 39-49 г/т) за счет ис-
пользования предварительной деметаллизации срок службы катализа-
тора гидрообессеривания увеличивается в 2-5 раз при общей глубине
процесса более 65% (табл. 141, [298]).
Таблица 141. Влияние деметаллизации на процесс гидрообессеривания
Глубина гидрообессеривания, % мае Срок службы катализатора гидрообессеривания, м3 сырья/кг катализатора
гидрообессеривание деметаллизация + гидрообессеривание
50 0,64 3,5
60 0.53 3.2
70 0.43 1 9
80 0,28 0,57
Уровень содержания ванадия на катализаторе гидрообессеривания
регулируется степенью обновления катализатора деметаллизации, ко-
торая обычно составляет 0,056-0,14! кг/м3 сырья. Срок службы катали-
затора гидрообессеривания зависит от равновесной активности
катализатора деметаллизации. Последняя определяется начальным
уровнем активности катализатора деметаллизации, скоростью его об-
новления и условиями деметвллизации.
Деметаллизацию можно проводить в отдельном реакторе или сов-
мещать с гидрообессериванием в одном аппарате, используя катализа-
торы разного химического и фракционного состава. Процесс
гидрообессеривания можно проводить в двух-трех последовательно ра-
ботающих реакторах. Для увеличения гибкости процесса две стадии
часто проводят в одном реакторе, который разделяется горизонтальной
перегородкой на две зоны. В ряде случаев используют отработанный ка-
тализатор гидрообессеривания, измельченный до 0,3-0,6 мм, в качестве
контакта деметаллизации. Он вводится вместе с сырьем в реактор, за-
полненный стандартным катализатором гидрообессеривания. За счет
подбора скоростей жидкости и газа происходит четкая сепарация ката-
лизаторов разного фракционного состава и образование двух ТФКС:
нижнего — с экструдированным катализатором; верхнего — с из-
мельченным.
Для увеличения глубины превращения сырья при оптимальных
температурах на каждой стадии процесса реактор разделяют на две час-
ти горизонтальной перегородкой. В нижней части при 415’С проводит-
310
311
ся основное гидрообессеривание, в верхней — при 430-480сСдоочистку? ’
сырья. Большое внимание уделяется организации эффективного «кипя-»ч
шего» слоя катализатора. Разработаны способы организации внутрен-
него гидравлического рисайкла без циркуляционного насоса за счет
разности плотностей восходящего потока реакционной смеси и нисхсм
ляшего потока дегазированной смеси. Показано, что процесс гидро-
обессеривания можно проводить в ТФКС и без гидравлического
рисайкла, используя мелкий катализатор размером 0,042—0,2] мм
Сочетание одновременно глубокого гидрокрекинга, обессерцва- ;
ния, гидрирования непредельных связей определяет большой тепловой1-
эффект процесса. Непрореагировавшие остатки характеризуются высо-*4
кой вязкостью и в них концентрируются зольные элементы. По этимК
причинам ТФКС катализатора в этом варианте предпочтительнее ста-'
нионарного слоя {122]. Однако система с ТФКС обладает и рядом суЗ
шественных недостатков, к которым в первую очередь относится,
необходимость использования тяжелого и сложного оборудования длй
организации «кипящего» слоя при высоком даалении, а также стожнад i
система ввода и вывода катализатора во время работы. В силу указанных / 1
недостатков технология гидрогенизационной переработки нефтяных ?'
остатков с ТФКС получила ограниченное развитие. 5
На рис. 65 приведена принципиальная технологическая схема уста-
новки процесса гидрообессеривания нефтяных остатков (процесс «Н-
ойл»), которая состоит из реакционного блока, включаюшего реактор о?:
узлом загрузки и выгрузки катализатора, нагревательные печи для пред-
варительного подогрева сырья и водородсодержашего газа, систему се‘
парации гидрогенизата и узла компрессии циркулирующего
водородсодержашего газа, блока ректификации и блока сероочистки.;1 ,
Циркулирующего водородсодержашего газа. В схеме установки может-у
быть два параллельно работающих реакционных блока. ।
В реакционном блоке свежее сырье смешивается с рисайклом и по- |
догревается в печи. Сырье поступает в низ реактора с трехфазным «ки-..
пящим» слоем, предварительно смешиваясь с потоком нагретого»
водородсодержашего газа. С верхней части реактора выводятся продук--. ;
ты реакции вместе с водородсодержашим газом. Они направляются н<Ь.- I
разделение в узел сепарации, включающий несколько сепараторов, в -
которых последовательно снижаются температура и давление. В ре-./ ;
зультате сепарации выделяются углеводородные газы, зодородсодержа- 1
ший газ и жидкие продукты, которые направляются на разделение в
блок ректификации. Углеводородные газы направляются в обшеза-, -
водскую сеть и далее на выделение серы. Водородсодержаший газ про- -
ходит узел очистки от сероводорода, компримируется, смешивается с
потоком свежего водорода и направляется после нагрева в реактор <
I
Ж I
Рис. 65. Принципиальная технологическая схема гидропереработки
остаточного сырья в трехфазном «кипящем» слое катализатора:
1 — емкость; 2 — нагревательная печь; 3 — реактор; 4,5,6 — сепараторы; 7 — узел
фракционирования; 8 — узел очистки от сероводорода; 9 — теплообменник; 10 —
холодильник. Потоки: 1 — сырье; II — свежий водород; III — отдув; IV — сероводород;
V — углеводородный газ; VI — жидкие продукты; VII — свежий катализатор; VIII —
отработанный катализатор
полученных жидких продуктов в атмосферной колонне выделяются
бензин, керосин, дизельная фракция, которые далее поступают на гид-
роочистку. Остаток атмосферной колонны частично направляется в ка-
честве рисайкла в реактор, а остальная часть — в вакуумную колонну,
где отбираются легкая и тяжелая дизельная фракции, тяжелый газойль
и остаток. В зависимости от варианта работы установки боковые фрак-
ции вакуумной колонны и остаток поступают полностью или частично
на компаундирование с получением малосернистого котельного топли-
ва или на рисайкл.
Установка «Н-ойл» характеризуется гибкостью при эксплуатации.
На ней можно реализовать различные схемы переработки:
• глубокий гидрокрекинг гудрона (остаток > 525°С) с получением
до 40% мае. дизельной фракции и до 44% мае. котельного топлива с
содержанием серы до 1% мае.;
• гидрообессеривание гудрона (остаток > 525°С) с получением до
68% котельного топлива с содержанием серы около 1 % мае.;
• глубокий гидрокрекинг мазута с выработкой до 72% мае. ди-
зельной фракции с содержанием серы около 0,05% мае.;
313
• гидрообессеривание мазута с получением более 90% мае.
тельного топлива с содержанием серы около 1% мае.
При работе установки «Н-Ойл» по варианту гидрообессеривания
мазута мощность установки по сырью почти удваивается по сравнению-&
с гидрокрекингом гудрона. t
Типичный материальный баланс и качество продуктов процесса^
«Н-Ойл» охарактеризованы в табл. 142. Очевидно, что этот процесс поз-
воляет в широких пределах изменять выходы и качество целевых про- г
Таблица 142. Показатели работы промышленной установки гидрокрекинга
«Н-Ойл» на разных видах сырья
Показатель Гудроне нормальным содержанием металлов Гудрон с высоким содержанием металлов Масляные , экстракты + гудроны +де-' асфальтизаты
Производительность по сырью, тыс т/год 815 742 710
Расход водорода, % мае. 0,604 0.515 070]
Расход катализатора, т/сут. 0,89 0.775 1-15
Свойства сырья:
плотность, кг/м3 992,5 1023,5 1002,4
содержание серы, % мае. 3,22 3,41 3.98
коксуемость по Рамсботгому, % мае — — 11.4
содержание ванадия, г/т 147 273 176
содержание никеля, г/т 35 44 Т7 ’ <(
до 565’С выкипает, % об Выход продуктов: 33,2 18.5 30 1Т
бензин С4-204’С, тыс. т/год 81 63 39 ''
плотность, кг/м3 719,4 727 -’IT7
содержание серы, % мае. 0,04 0,1 0.03 Ч
керосин, фр. 204-260“С, тыс т/год 64 47 63
плотность, кг/м3 835.2 846.2 83| 2 Г
содержание серы, % мае 0,09 0.13 0.06 №.
дизельное топливо, фр 260-343°С, тыс. т/год 107 82 54
плотность, кг/м3 872,2 870,1 871.7 '
содержание серы. % мае. 0,18 0,19 о 12 *
вакуумный газойль, фр. 343—565°С 282 181 272 >
вместе о рисайклом, тыс. т/год
плотность, кг/м3 912,8 939,8 012 8
содержание серы, % мае. 0,55 0,55 0.39 :
дуктов, обеспечивая получение топливных дистиллятов [30>]. В то>
314
случае, если целью процесса яаляется производство моторных топлив, в
схему включается дополнительный хвостовой реактор гидрокрекинга
(процесс «Хайвал») [306]. Освоено несколько промышленных устано-
вок типа «Н-Ойл» (в США, Мексике, Кувейте и др.). В г. Хьюстон
(США) сооружен специализированный завод по гидрогенизационной
переработке гудрона мощностью 3 млн т/год с получением обессерен-
ных остатков и компонентов моторного топлива.
Дальнейшим развитием технологии «Н-Ойл» является процесс
«Н-Коул», ориентированный на переработку жидких продуктов гидро-
генизации каменных углей.
Близок этому процессу по назначению и технологическому оформле-
нию процесс «LC-файнинг» (фирм Ситиз сервис и Луммус, США).
Указанный процесс также позволяет получать из сернистых мазу-
тов и гудронов облагороженные остатки с умеренным содержанием
серы — табл. 143 [ 122|.
Таблица 143. Основные показатели процесса «LC-файнинг»
Показатель Мазут тяжелой аравийской нефти Гудрон
1 И
Сырье:
плотность, кг/м3 982 1012 1033
содержание серы. & мае 4.5 5,0 4,2
содержание ванадия, г/т 92 90 330
содержание никеля, г/т 35 30 50
Выход продуктов, % об.
газ до С4 1.4—2.8 2,7
фр. С5-204“С 9,2 18.3 17,4 12,7
фр 204-343‘С 12,2 24,3 23,1 16,8
фр. 343-524‘С 51.0 45,3 28.5 39,1
остаток > 524“С 29,9 14.9 35,0 36,7
плотность, кг/м3 904 871 892 920
содержание серы, % мае. 0,9 0,6 0,9 0,6
расход водорода, м3/м3 св|рья 150 219 231 223
Типичные условия процесса: температура 400-450°С, давление
10,5-21,0 МПа (парциальное дааление водорода 7,0-17,5 МПа). При
этом обеспечивается степень обессеривания 60—95% мае., степень де-
металлизации 70-98% мае., снижение коксуемости на 40-90% мае.
Фирмой Тексако (США) предложен процесс «T-Стар», также име-
ющий много общего с процессом «Н-Ойл». Построено несколько про-
мышленных установок по технологии «LC-файнинг» и «T-Стар» в
Различных странах.
315
Весьма ограниченное развитие получили процессы гидрогенизации •
онной переработки остатков с движущимся катализатором (фирм#
Шелл). Эта технология предусматривает предварительную деметаллиза-
цию сырья в бункер-реакторе при нисходящем потоке катализатора
Проведение процесса в бункер-реакторе обеспечивает периодичес-
кое обновление катализатора за счет частичной замены на свежий и-
поддержание заданного уровня его активности. Поэтому допустимое-
содержание примесей на катализаторе в движущемся слое выше чем в •
стационарном. Процесс прошел испытания на промышленных >ста— ’
новках в Швеции и Японии. • ,
10. Различные виды деструктивных
процессов в схемах углубления
переработки нефти
10.1. Роль и место деструктивных процессов
в схемах НПЗ России
Для дополнительного увеличения выхода светлых нефтепродуктов
! из мазутов наиболее рациональны схемы, базирующиеся на раздельной
переработке вакуумных дистиллятов и гудронов. Для первых перспек-
тивно применение процессов каталитического крекинга и гидрокре-
кинга, для вторых — висбрекинга, замедленного коксования,
термоконтактного крекинга и гидрогенизационного обессеривания при
давлении 15-20 МПа.
Еще в начале 90-х годов во ВНИИ НП разработана экономико-ма-
тематическая модель гипотетического НПЗ топливного профиля в це-
лях определения эффективности освоения этих процессов в условиях
нашей страны (120].
Модель в основном верна и в настоящее время; она основана на су-
ществующем в планировании методе линейного программирования.
Гибкость и динамичность модели достигаются путем изменения инфор-
। мации об уровнях и соотношении затрат на сырье (нефть, природный
। газ) и о потребности в нефтепродуктах. В качестве критерия опти-
। мальности принят минимум народнохозяйственных приведенных зат-
рат на добычу, транспорт, переработку нефти и замещение мазута
природным газом при условии полного обеспечения заданной потреб-
। ности в моторных топливах, сырье для нефтехимии и других продуктах,
i включая котельное топливо.
Расчеты позволяют определить роль и место различных углубля-
ющих процессов и их оптимальное сочетание по мере поэтапного углуб-
ления переработки нефти — от 60 до 95%. При фиксированной
потребности во всех основных нефтепродуктах глубина и объем перера-
ботки нефти варьируются в зависимости от объемов вовлекаемого в пе-
реработку прямогонного мазута с соответствующим уменьшением
выработки товарного мазута (и замещением его природным газом). Это
достигается различными объемами и структурой деструктивных про-
цессов по переработке фракций, выкипающих выше 350вС.
Изменение структуры вторичных процессов при повышении глу-
бины переработки нефти от 60 до 95% показано в табл. 144. Указанный
рост глубины переработки нефти обеспечивается увеличением доли
317
1
деструктивных процессов переработки мазута с 9,6 до 48,1% на нефть и
в меньшей степени доли облагораживающих процессов — с 24,1 д0
31,5% на нефть, т. е. роль и место различных деструктивных процессов
по мере поэтапного углубления переработки нефти меняются. При этом
термические процессы занимают устойчивое положение в области пе-
реработки гудронов вплоть до максимальной глубины переработки
нефти — 95%, и их суммарная доля возрастает с 5,6 до 14,7% на нефть.
Вместе о тем, структура и объемы этих процессов по этапам углублений
переработки существенно меняются (рис. 66).
Рис. 66. Влияние глубины переработки нефти на объемы и структуру
деструктивных процессов по переработке фракций, выкипающих выше 350°С:
1 — термический крекинг мазута; 2,3,4 — процессы по переработке вакуумного газойля и
газойлей вторичного происхождения: каталитический крекинг, термический крекинг,
гидрокрекинг соответственно; 5,6,7, В, 9 — процессы по переработке гудрона: висбрекингу
гидровисбрекинг, термоконтактный крекинг, замедленное коксование,
гидрогенизационная переработка соответственно
Минимальная глубина переработки нефти 60—65% обеспечивается
включением в структуру вторичных процессов процесса термического
крекинга мазута в объеме до 2,1% на нефть. Затем при повышении глуби-
ны переработки до 75—80% в оптимальную схему переработки нефти ,в
объеме до 9% на нефть входит процесс висбрекинга гудрона в сочетании е
различными процессами по переработке вакуумного газойля. Однако npjt
последующем углублении переработки нефти висбрекинг гудрона стано-
вится неэффективным. Это еще раз подтверждает вывод о необходимость
рационального использования действующих в отрасли установок терми-
ческого крекинга мазута и, прежде всего, в направлении их реконструк-
ции по схеме висбрекинга гудрона.
Гидровисбрекинг гудрона эффективен при увеличении глубину
переработки нефти с 80 до 90%, но его удельный вес в структуре вторич-
318
Таблица 144. Структура Вторичных процессов переработки нефти при разной
глубине ее переработки, % к первичной переработке нефти
Проиесс [лубинэ переработки нефти, %
60 65 75 85 95
1 Первичная переработка нефти 100 100 100 100 100
2 Процессы, направленные наоблаго- 24,1 26,3 28,7 29,9 31,5
раживанис нефтепродуктов, всего
В том числе
каталитическим риформинг 6.2 6,4 6.6 6,8
гидроочистка средних дистиллятов 13.8 15.5 17.2 17,7 18.6
в том числе вторичного 0.6 0,7 0,9 1,5 4 6
происхождения
каталитическая депарафинизация 3.0 3.3 3,8 4.3 4,8
дизельных топлив
производство высокооктановых 1 I 1 I 1.1 ] ] 0,8
компонентов бензина
3. Процессы, направленные на 9.6 11.4 27,9 37.2 48,1
углубление переработки нефти, всего
В том числе
термический крскингмазута 2,1 1,1 — — —
термическим крекинг 0,8 0.9 1,4 2,5 4.3
дистиллятного сырья
каталитический крекинг 2,5 2,8 5,6 И,5 13.4
дистиллятного сырья
легкий гидрокрекин! при 5 МПа — — 3 5 4,7 —
гидрокрекинг при 15 МПа 1.5 3.4 5,2 6.3 9,0
висбрскиш гудрона — — 7.0 — —
гидровисбрекинг гудрона — — — 6 4 —
замедленное коксование 2,7 3,2 5,2 5,8 9.8
термоконтаюнын крекинг — — — — 0,6
гидрогенизаиионная переработка — — — — 11,0
гудрона
4 Прочие процессы, всего 7,05 8,2 10,1 12,0 14,8
В том числе.
производство битума 5.2 6,0 6,8 7,6
производство серы 0.4 0,5 0.6 0,8 1.1
производство водорода 0,05 0,4 1,0 1,5 2.6
экстракция сырья для техуглерода 0,1 0.2 0,2 0,2 0,2
ГФУ 1.8 1,9 2.3 2.7 3,3
Итого 40.75 45,9 66,7 77.1 94.4
нь[х процессов не превышает 4—5% на нефть; при дальнейшем углубле-
нии переработки нефти он становится неэффективным.
319
Таким образом, эволюцию традиционного процесса термического
крекинга мазута можно представить следующим образом: термический
крекинг мазута — висбрекинг гудрона — гидровисбрекинг гудрона.
Удельный вес процесса замедленного коксования с ростом глубины'
переработки нефти от 60 до 95% повышается от 2,7 до 9,8% на нефть
Причем, начиная с глубины переработки около 80%, объем внедрения-
этого процесса определяется не только потребностью в электродном1
коксе, но и прежде всего необходимостью увеличения выработки свет-(
лых нефтепродуктов; оптимальным становится вариант процесса с мак-;
симальным выходом светлых нефтепродуктов 47% на гудрон, при этом-
тяжелый газойль коксования используется для расширения ресурсов'
сырья каталитического крекинга, При глубине переработки нефти 90%
становится эффективным процесс термоконтактного крекинга гудрона'
(его доля в структуре вторичных процессов не превышает I % на нефть)
На этом этапе масштабы внедрения процессов замедленного коксова-
ния и термоконтактного крекинга будут, очевидно, определяться воз-
можностью промышленного использования сернистого кокса этих'
процессов.
Предельная глубина переработки нефти 95% может быть достигну-
та в схеме с максимальным включением процесса гидрогенизанионной-
переработки гудрона (11 % на нефть). На этом этапе для расширения ре-'
сурсов сырья процесса замедленного коксования и получения дополни-
тельного количества светлых нефтепродуктов используется!
обессеренный остаток (выкипающий выше 450°С) процесса гидрогени-г
занионной переработки гудрона.
Неуклонное повышение доли процессов каталитического крекинга;
и гидрокрекинга вакуумных дистиллятов должно иметь место на каж4‘
дом этапе углубления переработки нефти.
Изменение структуры вторичных процессов переработки нефти-
при углублении существенно сказывается на компонентном составе то-р
варных нефтепродуктов. На рис. 67 показано влияние глубины перера-’.
ботки нефти на компонентный состав производимых светлых,
нефтепродуктов. Общим в изменении компонентного состава всех то-
варных продуктов является то, что с углублением переработки нефти
происходит уменьшение доли прямогонных компонентов и соот-?
ветственное увеличение количества вовлекаемых продуктов вторичных,
деструктивных процессов. р
В структуре автомобильного бензина при повышении глубины пе-?.
рсработки нефти от 60 до 95% удельный вес компонентов термически^;
процессов после гидрооблагораживания и последующего каталитичес-
кого риформирования возрастает от 5,3 до 11%. В структуре товарного,-
летнего дизельного топлива доля легких газойлей термических процес-.
Рис. 67. Влияние глубины переработки нефти на компонентный состав
автобензина и дизельного топлива «Л».
Условные обозначения: 1 — прямогонные компоненты (с учетом облагораживания); 2 —
компоненты каталитических и гидрогенизационных процессов при переработке фракций
выше 350“С; з — компоненты термических процессов при переработке фракций выше
350’С
сов увеличивается до 19% при глубине переработки нефти 95%. Соот-
ветственно резко возрастает доля дистиллятов каталитического
крекинга и гидрокрекинга в составе товарных автобензинов и ди-
зельных топлив.
Углубление переработки нефти существенно влияет на качество то-
варного топочного мазута. При повышении глубины переработки до
80% происходит увеличение доли крекинг-остатка процесса висбрекин-
га гудрона до 75%. а при последующем углублении переработки — до
95%, когда ресурсы прямогонного вакуумного газойля и гудрона уже ис-
черпаны, в топочный мазут входят в основном только тяжелые газойли
каталитического и термического крекинга, коксования и др.
Результаты выполненных расчетов свидетельствуют о целесообраз-
ности поэтапного углубления переработки нефти на отечественных
НПЗ с повышением доли вторичных процессов более чем в два раза.
При этом в первую очередь необходимо осваивать процессы по перера-
ботке фракций, выкипающих выше 350°С — их доля может быть увели-
чена более чем в три раза. В этой группе процессов наиболее
интенсивно развивающимися должны быть процессы по переработке
вакуумного дистиллята — различные виды каталитического крекинга,
удельный вес которых целесообразно увеличить до 13,4% на нефть, а
также гидрокрекинга при 5 и 15 МПа (суммарно 9-11% на нефть).
В переработке наиболее тяжелого сырья — гудронов — ведущее
место должны занять термические процессы: их доля в структуре вто-
21 -5363
320
321
ричных процессов может увеличиться в шесть и более раз. При этом '®
опережающими темпами должен развиваться процесс замедленного S
коксования, объем внедрения которого целесообразно увеличить в пять
раз. Причем, если на первом этапе углубления переработки нефти этот ’
процесс может осуществляться в режиме максимальной выработки
электродного кокса, то на втором этапе — в режиме максимального про-
изводства светлых нефтепродуктов и сырья для каталитического кре-
кинга с дополнительной выработкой топливного кокса. Объем
внедрения процесса висбрекинга гудрона на первом этапе углубления,
переработки нефти может достичь 3% на нефть, а затем начнет вытес- :
няться процессом гидровисбрекинга гудрона, доля которого может уве-
личиться до 4% на нефть. На втором этапе углубления переработки
нефти наряду с процессом гидрогенизационной переработки гудрона
станет экономически эффективным и процесс термоконтактного кре- ..
кинга гудрона.
Однако фактическое положение дел на НПЗ России существенно
отличается от желаемого. Освоение вторичных процессов, направлен-
ных на углубление переработки нефти, осуществляется крайне медлен-
но. Это позволяет предположить, что глубина переработки нефти на
уровне 75% может быть достигнута не ранее чем в 2009-2010 годах.
10.2. Комбинированные установки глубокой
переработки нефти на НПЗ Роосии и
государств СНГ
В схемах как зарубежных, так и отечественных НПЗ топлпвногб
профиля получил развитие ряд вариантов переработки нефти, сочетав
юших углубляющие каталитические и термические процессы, а такжй.й
технологии по облагораживанию получаемых дистиллятов. Типичная v
схема НПЗ, ориентированного на выработку светлых нефтепродуктов
современного уровня качества, представлена на рис. 68.
Благодаря оптимальному подбору мощностей отдельных установок ^
возможно достижение наиболее благоприятных соотношении выходов ;
автобензина, дизельного и реактивного топлив при обеспечении высо1
кого качества последних. При этом должно предусматриваться ис-
пользование тяжелых газойлевых фракций коксования в качестве сырья <
процессов крекинга и гидрокрекинга, а также гидроочистка легких га-
зойлевых фракций коксования и крекинга в смеси с прямогонными,
дистиллятами для получения товарного дизельного топлива. *
322
323
Для производства низкозастывающих сортов дизельного топлива
целесообразно использование процесса каталитической депарафиниза- -
ции [307, 308). Дополнительное количество низкозастываюших дизель-
ных топлив, а также авиакеросина вырабатывается и в процессе
гидрокрекинга вакуумного дистиллята.
Производство высокооктановых бензинов обеспечивается за счет
каталитического риформинга тяжелых прямогонных бензинов (с вклю-
чением гидроочищенных бензинов коксования), изомеризации легких
бензиновых фракций, алкилирования изобутана бутенами (или же про-
изводства МТБЭ и других эфиров). Значительный вклад в суммарный
бензиновый фонд вносит и процесс каталитического крекинга.
В последние 20 лет на НПЗ России широко используется комбини- :
рование различных технологических установок,
При комбинировании нескольких технологических процессов в
единую централизованно управляемую установку в сочетании с укруп-
нением достигается:
• экономия капитальных вложений в результате сокращения ре-
зервуарных парков, трубопроводов, технологических коммуникации и
инженерных сетей, более компактного расположения оборудования и
аппаратов, объединения насосных, компрессорных, операторных, ки-
повских и других помещений и тем самым увеличения плотности .
застройки;
• экономия эксплуатационных затрат в результате снижения
удельных расходов энергии, пара, топлива и охлаждающей воды за счет
объединения стадий фракционирования, теплообмена, исключения
повторных операций нагрева и охлаждения, увеличения степени утили-
зации тепла отходящих потоков и др., а также в результате сокращения
численности обслуживающего персонала (то есть повышения произво-
дительности труда) за счет централизации управления, более высокого
уровня автоматизации и механизации и т. д.;
• снижение потерь нефтепродуктов и количества стоков и, следо-
вательно, количества вредных выбросов в окружающую среду.
Наиболее часто комбинируют следующие процессы: ЭЛОУ-АВТ (АТ),
гидроочистка бензина — каталитический риформинг; гидроочистка ваку-
умного газойля — каталитический крекинг — газоразделение; сероочистка
газов — производство серы; вакуумная перегонка — гидроочистка — ката-
литический крекинг — газофракнионирование; деасфальтизация — селек-
тивная очистка; депарафинизация — обезмасливание и др. [309-311].
В отечественной нефтепереработке разработаны следующие моде-
ли комбинированных установок (табл. 145):
1) неглубокой переработки нефти ЛК-бу производительностью ।
6 млн т/год; §
2) углубленной переработки нефти ГК-3 производительностью
3 млн т/год;
3) переработки вакуумного газойля Г-43-107 производительностью
2 млн т/год;
4) переработки мазута КТ-1, включающей в свой состав комбини-
рованную установку Г-43-107 и секции вакуумной перегонки мазута и
висбрекинга гудрона;
5) переработки мазута КТ-1у, отличающейся от КТ-1 использова-
нием процесса легкого гидрокрекинга вместо гидроочистки вакуумного
газойля;
6) переработки мазута КТ-2, которая отличается от КТ-ly ис-
пользованием вместо обычной вакуумной перегонки глубоковакуумной
перегонки с отбором фракции 350-540°С (и отсутствием процесса
висбрекинга).
Таблица 145, Набор технологических процессов, входящих в состав
отечественных комбинированных установок
Технологический процесс х r |_ 2 5
ЭЛОУ-АТ + — - — — —
ЭЛОУ-АВТ - + - — - -
Вакуумная перегонка мазута - — — + + -
Глубоковакуумная перегонка мазута - — — - — +
Вторичная перегонка бензина - + — — — -
Гидроочистка бензина + + - — —
Гидроочистка керосина + — — — — —
Гидроочистка дизельного топлива + - — — —
Гидроочистка вакуумного газойля — - — —
Легкий гидрокрекинг вакуумного газойля — — — - +
Катали 1ический риформинг бензина + — — — —
Каталитический крекинг вакуумного газойля — + + + + +
Газофракнионирование + + + + + +
Висбрекинг гудрона — + — + + —
Модели I—4 внедрены на ряде НПЗ страны и показали высокую их
эффективность. Так, по сравнению с набором отдельно стоящих уста-
новок, на комбинированной установке КТ-I капитальные и эксплуата-
ционные затраты ниже соответственно на 36 и 40%, площадь застройки
меньше в 3 раза, а производительность труда выше в 2,5 раза.
С использованием высокопроизводительных комбинированных
установок, а именно ЛК-бу и КТ-I, в 80-90-е годы сооружены и пуще-
324
325
1
ны в эксплуатацию НПЗ нового поколения в г. Павлодаре, Чимкенте^ •
Чарджоу, на которых осуществляется углубленная переработка неф^
В их состав, кроме установок ЛК-6у и КТ-1, дополнительно входят та.
кие процессы, как алкилирование, коксование, производство водород^
серы, битума ит. д.
Ниже кратко охарактеризованы комбинированные установки Г-439 •
107, КТ-1 и КТ-2. м ,
Установка Г-43-107. В состав этой установки (рис. 69) входят сек- "
ции: гидроочистки вакуумного дистиллята, каталитического крекинга
гидроочищенного вакуумного дистиллята, газофракционирования .з
Рис. 69. Блок-схема комбинированной установки Г-43-107 :4
Следует отметить, что данная система каталитического крекинга
напоминает «Флексикрекинг» компании Эксон и является самой )дач- ’
ной из действующих российских установок каталитического крекинга, |
так как выявляет все преимущества цеолитсодержаших катализаторов |
Установка позволяет получить высокий выход бензина, пропан- |
пропиленовой, бутан-бутиленовой фракций, что делает установку кон- >
курентоспособной на международном уровне. |
Установка КТ-1. Установка КТ-1 является комбинированием бло-
ков вакуумной перегонки мазута, каталитического крекинга и блока я
висбрекинга гудрона (рис. 70). з
Повышению эффективности висбрекинга и включению его в ком- а
бинированные схемы переработки нефти способствовал ряд новых тех- j
326
Каталитическии
крекинг
Рис. 70. Блок-схема комбинированной установки КТ-
нических решений, таких как использование различных добавок и
присадок (ароматические соединения, спирты, кетоны), позволяющие
снизить скорость коксообразования в змеевиках, подача бензина на
турбулизацию с целью регулирования времени контакта и дополни-
тельного производства легких олефинов, применение специальных.тер-
мопар, позволяющих осуществлять непрерывный контроль за
коксованием змеевиков.
Для секции висбрекинга установки КТ-1 разработана выносная ре-
акционная камера, которая обеспечивает снижение температуры про-
цесса на 40—50’С и увеличение в 2—3 раза пробега установки (рис. 71).
Размеры реакционной камеры оптимизированы по времени пребыва-
ния сырья с учетом гидродинамических характеристик двухфазного га-
зопродуктового потока, проходящего через реактор.
Промышленная реализация висбрекинга с выносной реакционной
камерой осуществлена на Мажейкяйском НПЗ (на НПЗ в г. Павлодаре
и г. Бургасе освоен «печной» вариант этого процесса).
Всего в России, государствах СНГ и Балтии сооружено 8 установок
типа Г-43-107 и КТ-1 производительностью 2 млнт/год каждая (на НПЗ
в Павлодаре, Москве, Мажейкяе, Баку, Грозном, Уфе, Омске, Лиси-
чанске).
Установка КТ-2. Установка КТ-2 является дальнейшим развитием
комплекса КТ-1 и включает в свой состав широкий набор процессов,
позволяющих достичь большей глубины переработки нефти, улучшить
327
Рис. 71. Выносная реакционная камера висбрекинга:
1 — вход нагретого сырья; 2 — выход продуктов висбрекинга; 3 — люк
для монтажа и очистки; 4 — секционирующие решетки; 5 — мантия
1
ассортимент и качество получаемых продуктов (совместная разработка
Грознефтехим, ВНИИ НП. ИГИ АН СССР, ВНИИУС) - рис. 72. М
Схема установки включает следующие процессы: вакуумную пере-
гонку мазута, гидрогенизаиионную обработку гудрона, легкий гидро -
крекинг вакуумного газойля, каталитический крекинг, сернокислотное у
алкилирование, производство МТБЭ, гидроочистку дизельных фрак- Л
ций и гидроконверсию вторичных бензинов. На рис. 72 приведена так- fg
же номенклатура продуктов и их количество (% мае.) от <
переработанного мазута. ’ -ж
>
328
Фр 160-360°С(10.6)
Рис. 72. Блок-схема комбинированной установки КТ-2
329
«л
При разработке схемы комбинированного комплекса КТ-2 боль-
шое внимание уделено обеспечению его безотходности и экологиче-
ской чистоты. Для сокращения выбросов оксидов серы и азота в состав
комплекса включен процесс очистки дымовых газов по озоноаммиач- г
ному методу ВТИ-ЭНИП.
Компоновка установки учитывает технологическую целесообраз-
ность расположения процессов, жесткую функциональную связь между
ними, соединение аппаратуры и оборудования в укрупненные секции
сооружение минимального числа постаментов, использование единой
дымовой трубы с мощным блоком утилизации тепла, централизованное
управление всеми технологическими процессами.
Краткая характеристика включенных в схему комбинированного
комплекса КТ-2 процессов, выполненных в виде отдельных блоков, '
приведена ниже.
Вакуумная перегонка мазута обеспечивает получение фр. 360—540°С
с высокой степенью четкости по схеме «Грознефтехим» за счет
использования вакуумной колонны диаметром 9 м с насадкой, разрабо-
тайной ВНИИнефтемашем, максимального использования аппаратов
воздушного охлаждения в вакуумсоздаюшей системе, позволяющего
сократить расход воды и стоков. Предусмотрены мероприятия по обес--.
печению надежной работы оборудования (осушка водяного пара перед
подачей в колонну) и улучшению экологической обстановки (удаление ;
сероводорода из конденсата).
Легкий гидрокрекинг. Использование в схеме комплекса КТ-2 легко-
го гидрокрекинга вакуумного газойля (Л ГК) позволяет увеличить выра- ;
ботку высококачественного дизельного топлива с 9,3 до 27,1 % на сырье, '
обеспечивая при этом требуемую загрузку сырьем блока каталитическо-
го крекинга.
Технология легкого гидрокрекинга, разработанная ВНИИ НП,»'
предусматривает двухстадийную схему переработки вакуумного дистил-
лята: на 1-й стадии осуществляют подготовку (гидрирование и гидро- *
очистку) исходного сырья; на 2-й — гидрокрекинг подготовленного «
сырья. д
В состав блока ЛГК включена также секция моноэтаноламиновои
очистки от сероводорода циркулирующего водородсодержашего газа '
(ВСГ) не только данного процесса, но и процесса гидрообработки гуд- л
рона, а также сухого газа, пропана и пропилена из секции абсорбции, $
стабилизации и газоразделения блока каталитического крекинга. -у
Кроме того, в состав блока ЛГК входит узел нейтрализации образу-
юшихся в процессе сульфоаммонийных технологических стоков, вклю- як
чаюший колонны отпарки сероводорода и аммиака. #
Каталитический крекинг гидроочищенного вакуумного газойля по
компановке не отличается от действующих блоков комплексов Г-43-107
И КТ-1, но за счет модернизации внутренних устройств и изменения ус-
ловий ведения процесса на новых комплексах достигается увеличение
выхода бензина до 50% мае. и более, его октанового числа — до 91—92
ИМ, выхода бутан-бутиленовой фракции (ББФ) и содержания в ней
олефинов до 9,0—9,5% и 55-60% мае. соответственно.
Монтаж дополнительного оборудования — системы тонкой пыле-
очистки дымовых газов регенерации, турбодетандера, выносного шла-
моотстойника тяжелой газойлевой фракции обеспечивает
концентрирование пыли в сбрасываемых в атмосферу дымовых газах
регенерации до 30 мг/м3; снижение потребления электроэнергии на
7,5 кВт/ч; возможность получения сырья для производства техническо-
го углерода с индексом корреляции 120—130 пунктов в количестве 6—9%
мае. на сырье крекинга.
Узел абсорбции газов каталитического крекинга обеспечивает глу-
бину извлечения углеводородов Cj и выше не менее 65% от потенциала,
а также демеркаптанизацию ББФ по технологии ВНИИУС-12.
Сернокислотное алкилирование с блоком синтеза МТБЭ. (На основе
катализатора синтеза МТБЭ, предстааляюшего собой композиционный
материал с повышенной термостабильностью и механической проч-
ностью.)
В схеме установки по синтезу МТБЭ предусматривается возмож-
ность использовать адсорбционный блок извлечения метанола из отра-
ботанной ББФ. Это позволяет осуществлять синтез МТБЭ по
безотходной технологии. Применение адсорбционной очистки отрабо-
танной ББФ от метанола влечет за собой снижение удельных энергозат-
рат по сравнению о применяемым в настоящее время способом водной
экстракции метанола из отработанной ББФ.
Предлагаемая в комплексе КТ-2 схема сернокислотного алкилиро-
вания (СКА) в сочетании с блоком получения МТБЭ дает определен-
ный качественный и количественный эффект:
♦ извлечение из блока синтеза МТБЭ изобутилена — нежелатель-
ного компонента процесса СКА — улучшает соотношение изобути-
лен:бутилены, в результате процесс алкилирования идет более
селективно и образует алкилат лучшего качества, хотя и в несколько
меньшем количестве;
• процесс СКА при наличии блока синтеза МТБЭ имеет более про-
стое аппаратурное оформление и лучшие расходные показатели.
Гидрогенизационная обработка гудрона (по технологии ИГИ-Гроз-
НИИ) осуществляется при температуре 430—450’С, давлении 5-7 МПа,
соотношении водород:сырье 800:1000 нм3/т, в присутствии гомогенной
330
331
каталитической добавки, которая активирует действие водорода, сни-
жает выход продуктов уплотнения, связывает радикалы-предшествен-
ники образования кокса, способствует частичному гидрированию
ненасыщенных углеводородов.
Продуктами процесса переработки гудрона являются углеводороды
С1-С4 (8% мае.), фракции н.к.-160°С (16% мае.), 160-360’С (26% мае.);
360-520’С (30% мае.) и остаток > 520°С (20% мае.). й
Остаток > 52О“С направляют на блок деасфальтизации. Деас-
фальтизат используют в качестве котельного топлива, а асфальтит на-
правляют на сжигание и извлечение металла, входящего в
каталитическую добавку, который затем возвращают в процесс. Золу е
оставшимися в ней тяжелыми металлами высушивают, затаривают и
отправляют на предприятия черной и цветной металлургии. ;
В результате переработки мазута в комплексе КТ-2 образуются бен*
зиновые и дизельные фракции вторичного происхождения, нуждающи*
еся в улучшении качества.
Для получения малосернистого летнего дизельного топлива пре-
дусмотрена гидроочистка дизельных фракций, получаемых в блоке ва-
куумной перегонки мазута и гидрогенизационного облагораживания.
Смесь бензиновых фракций от процессов легкого гидрокрекинга ,
вакуумного газойля, гидрогенизационной обработки гудрона и гидро-
очистки дизельных топлив подвергают гидрогенизационной переработ-
ке, в результате которой происходит крекинг «-парафинов, их
изомеризация, а также деструкция сернистых соединений. Это приво*
дит к повышению октанового числа бензинов и снижению содержания
в них серы.
Конверсию бензинов осуществляют на цеолитсодержашем ката-
лизаторе при давлении 3,5 МПа в нисходящем потоке паров сырья-и
водорода.
Использованный набор процессов позволяет получить при необхо-
димости и малосернистое котельное топливо. В этом случае несколько.
снижается показатель глубины переработки нефти, но улучшается эко>-,Е .
логическая обстановка на НПЗ по сравнению с использованием в ка- ,
честве топлива прямогонного мазута.
Сравнение в сопоставимых условиях показателей работы комплек-
са КТ-2 и лучшего отечественного аналога — комплекса КТ-1. раэрабо-,
тайного применительно к условиям Ново-Горьковокого НПЗ, выявляет -
ряд существенных преимуществ комплекса КТ-2 (габл. 146).
Таким образом, при равной производительности сравниваемых
комплексов по мазуту выход целевой продукции на комплексе КТ-2,
составляет97% против 61,6% на комплексе КТ-1; увеличивается выпуск-
автобензина на 30,8% и в 2 раза — дизельного топлива. Возрастает выра-
Таблица 146. Сравнительные технико-экономические показатели
комбинированных комплексов
Показатель КТ-2 КТ-1
Головой объем переработки мазута, % мае. 100 100
Годовая мощность по селевой продукции, % мае. 97,0 61.6
В том числе.
автобензин 39,4 30,0
дизельное топливо 47,9 24,5
сжиженные газы 4 6 3 6
сырье для технического углерода 2.8 2,4
HjS на производство серы 2,3 1.1
Удельный расход энергосрсдств на I т
основной продукции.
электроэнергии, кВт-ч 0,097 0,117
топлива, т 0,041 0,048
тепловой энергии, Гкал 0,199 0,291
оборотной воды, м3 5,58 5,85
Годовая потребность энергосредств, тыс тут 514,2 404,5
Годовая выработка основной продукции 21,92 17,29
на одного работающего, тыс. т
Уровень автоматизации производства, % 0,85 0,80
Уровень ручного труда, % 11,0 13,0
ботка и других ценных продуктов. В результате заметно сократятся
удельные расходы энергосредств на одну тонну основной продукции,
хотя годовая потребность установки КТ-2 в энергосредствах примерно
на 27% больше, чем у аналога. На КТ-2 увеличивается годовая выработ-
ка основной продукции на одного работающего на 26,8% и сокращают-
ся удельные капитальные вложения на 26,7%; эксплуатационные
расходы уменьшаются на 20,8% по сравнению с аналогом [311,312]. Од-
нако установки типа КТ-2 до настоящего времени не сооружены на оте-
чественных НПЗ.
10.3. Технологические схемы глубокой
переработки нефти на зарубежных НПЗ
Схемы НПЗ определяются желаемым ассортиментом и качеством
получаемых продуктов, а также качеством исходной нефти. За рубежом
широкое развитие получили НПЗ, включающие в свой состав как от-
дельные установки, так и комбинированные блоки [132, 149, 150]. На
НПЗ США топливного профиля весьма распространенной является
схема с включением процесса коксования гудрона и последующей гид-
332
333
роочисткой полученных дистиллятных продуктов в смеси с прямогон-
ными фракциями нефти. Облагороженные продукты могут
непосредственно использоваться как моторное топливо или направо
ляться на дальнейшую переработку процессом каталитического кре^
кинга (или гидрокрекинга).
Гидрогенизационное облагораживание гудрона с последующими
коксованием малосернистого остатка получило значительно меньшее}',
развитие {222] (рис. 73).
Вакуумным газойль
Мазут
100% 1
---—--------«-30%
БбНЗИН > 35%
Газойль
------------*-27%
Вакуумный газойль
Мазут I Вакуумная I ГудронП7еул.оез||И^1 Т&эойдьГидроочистка
перегонка | *] | **] дистиллята |
I Каталитический
| крекинг
Наиболее распространенная схема для заводов США
36%
Газ (9,8)
Бензин (12,7)
Газойль (47 7)
Кокс (28.8)
Потери (1,0)
3,5%
4,6%
17,2%
10,4%
0.3%
% на
мазут
Мазуту | Вакуумная | Гудрон^ | Гидрообессеривание
^~| перегонка | ______гудрона______
| Вакуумный газойль
Схема, реализованая фирмой «Шевроне в г Паскагуле, США
Рис. 73. Возможные варианты комбинирования процесса замедленного '
коксования с каталитическими процессами
На рис. 74 изображены принципиальные варианты углубления пе-
реработки нефти на зарубежных НПЗ за счет внедрения процессов ката-
литического крекинга мазута, замедленного коксования (УЗК) или,
деасфальтизации гудрона и висбрекинга гудрона. Во всех перечислен1-^
ных случаях получаются в качестве целевых продуктов кокс, асфальтит ►
и котельное топливо с повышенным содержанием серы.
По первому варианту (с каталитическим крекингом мазута) основ- /
ными продуктами являются олефинсодержащие газы, бензин и га-£
зойлевые фракции.
По второму варианту (с замедленным коксованием гудрона) основ-п?
ные продукты — газойлевые фракции и кокс. Вакуумный газойль под-iJ
вергается при этом каталитическому крекингу или гидрокрекингу.
По третьему варианту (с деасфальтизацией гудрона и последующим'^
замедленным коксованием асфальтита) целевые продукты — бензин<?-у
вые и газойлевые фракции, а также кокс. Вакуумный газойль и деас-.
фальтизат подвергаются каталитическому крекингу или гидрокрекингу- Й
Вакуумный газойль
Газ (11.4)
Бензин (16,4)
Газойль(10,6)
Кокс (60,6)
Потери (1,0)
Газ
I---т Бензин
•[ Узкр^Г
Г Кокс (42%)
Рис. 74. Различные варианты комбинирования процессов на зарубежных НПЗ-
Вт — вакуумная трубчатка, ВБ — висбрекинг
УЗК — установка замедленного коксования, ДА — деасфальтизация
334
335
По четвертому варианту (с висбрекингом гудрона и последующим
замедленным коксованием крекинг-остатка) целевые продукты — бен-
зиновые и газойлевые фракции, котельное топливо и кокс.
На рис. 75 представлена типичная схема НПЗ США, включающая
в свой состав процессы каталитического крекинга и гидрокрекинга
вакуумного дистиллята, а также коксования гудрона. Нефть подверга-
ют обезвоживанию и обессоливанию, а затем ректификации, т. е. раз-
делению на фракции: бензиновую, средние дистилляты, вакуумный
газойль и гудрон. Легкие бензиновые фракции направляют на изоме-
ризацию. Тяжелые бензиновые фракции поступают на риформинг,
где происходит превращение парафиновых и нафтеновых углеводоро-
дов в ароматические: риформат в дальнейшем идет на смешение с дру-
гими бензиновыми фракциями для получения высокооктановых
бензинов классов Регуляр и Премиум. Средние дистилляты проходят
стадию ректификации, где разделяются на керосиновые и дизельные
фракции, затем поступают на установки гидроочистки для удаления
сернистых и азотистых соединений.
Рис. 75. Типичная схема НПЗ с включением процесса коксования гудрона
г*
‘ I
Вакуумный газойль поступает на установки каталитического кре-
кинга и гидрокрекинга. Каталитический крекинг позволяет перерабо-
тать вакуумный газойль с высоким выходом светлых нефтепродуктов.
При этом образуется нефтяной газ с большим содержанием пропан-
пропиленовой и бутан-бутиленовой фракций, бензин, имеющий высо-
кое октановое число, и легкий газойль, содержащий Значительное коли-
чество ароматических углеводородов.
Процесс гидрокрекинга проводится при умеренном (6—10 МПа)
или высоком (14—16 МПа) давлении водорода. В процессе гидрокре-
кинга получается большое количество светлых нефтепродуктов с низ-
ким содержанием серы.
На установке алкилирования олефиновые углеводороды, поступа-
ющие с каталитического крекинга, реагируют в присутствии кислотных
катализаторов с изобутаном для получения высокооктанового компо-
нента бензина, идущего на получение товарного бензина.
Установка коксования позволяет превратить остаточное сырье в
светлые нефтепродукты, такие как бензин и дизельные фракции, а так-
же — кокс.
Для призводства высококачественной серы на НПЗ имеется не-
сколько различных установок по выделению и получению серы. Такие
установки наиболее эффективно работают, когда перерабатывается
дешевая высокосернистая нефть. Как правило, на заводах работают
установки Клауса, на которых сероводород превращается в серу с вы-
сокой степенью конверсии. Производство масел и парафинов имеется
не на каждом заводе, что обусловлено качеством перерабатываемой
нефти. Чтобы получить высококачественные масла, необходимо ваку-
умные погоны нефти направить на установки экстракции и депарафи-
низации для получения базовых масел, которые затем смешивают с
присадками.
В том случае, если требуется вырабатывать котельное топливо и не
нужен нефтяной кокс, часто используется процесс висбрекинга гудрона
(рис. 76). При этом схема НПЗ также обычно включает процессы ката-
литического крекинга, гидроочистки и риформинга.
Если отсутствует необходимость в выработке котельного топлива и
нефтяного кокса, может использоваться схема переработки нефти, ба-
зирующаяся на использовании процессов гидрогенизации мазута (или
гудрона) и каталитического крекингадистиллятов и остатков (рис. 77).
Данная схема характеризуется наличием двух установок каталити-
ческого крекинга (дистиллятного и остаточного сырья). Набор процес-
сов для производства товарных автобензинов и дизельных топлив
практически не отличается от типичного сочетания процессов катали-
тического риформинга бензина и гидроочистки средних дистиллятов.
Рис. 76. Схема НПЗ с включением процесса висбрекинга гудрона: »
1 — атмосферная перегонка; 2 — гидроочистка нафты; 3 — каталитический риформингу- -
4,5 — гидроочистка средних дистиллятов; 6 — вакуумная перегонка; 7 — ККФ;
8— висбрекинг; 9 — алкилирование. Потоки: I — нефть; II — прямогонная нафта;
III — сжиженные газы; IV — товарная нафта; V — бензин, VI — средние дистилляты; 1
VII — мазут; VIII — вакуумный газойль; IX — пропан; X — бутан-бутиленовая фракция;
XI — алкилат; XI) — бензин каталитического крекинга; XIII — гудрон;
XIV — тяжелый газойль и шлам каталитического крекинга; ч.
XV —котельное топливо; XVI —газойль висбрекинга; XVII —газ г/ »
т.
Такая схема позволяет полностью отказаться от производства оста-Ш
точных видов топлив и вырабатывать лишь нефтехимическое сырье йЖ
светлые нефтепродукты. «
Действительно, в США выработка остаточных котельных топлив не w
превышает 40 млн т/год, что составляет лишь 5% от объема переработка?" Ж
нефти, достигающего около 800 млн т/год. При этом глубина переработ-Ж
ки нефти в США составляет 93—95%. Ж
Последнее объясняется широким освоением деструктивных прб^Ж
цессов переработки нефтяных остатков в этой стране: мощности ката^Ж
литического крекинга достигают 35%, гидрокрекинга — 9,3% жЦ
различных видов коксования — 11,2% от объема переработанной нефти.-®
В Западной Европе глубина переработки нефти несколько ниже и ;
составляет 85-90%, что объясняется меньшим развитием указанных^
процессов в схемах действующих НПЗ. ?
338
Рис. 77. Схема НПЗ с включением гидрогенизационной переработки мазута:
1,2 — установки атмосферной перегонки; 3 — очистка водорода;
4 — прямое гидрообессеривание мазута; S — гидроочистка средних дистиллягов; 6 —
фракционирование, 7 — вакуумная перегонка; 8 — установка ККФ остатков; 9 — ККФ
газойля: 10 — алкилирование; 11 — С5-изомеризация, каталитический риформинг и др.
Потоки: I — нефть; II — водородсодержещий газ с установок пиролиза (с соседнего
завода}, риформинга, гидроочистки, гидрообессеривания и др.; III — фракция Cs и легче;
IV — нафта; V — средние дистилляты с установки атмосферной перегонки 2; VI — средние
дистилляты; VII — мазут (н.К.-343°С); VIII — очищенный водород (97,5% Н2); IX —
нефтезаводское топливо; X — печное топливо; XI — вакуумный газойль; XII — гудрон;
XIII — газ; XIV — тяжелый атмосферный газойль; XV — бутан-бутиленовая фракция; XVI —
бензин каталитического Крекинга; XVII — легкий газойль каталитического крекинга. XVIII —
декантированный газойль каталитического крекинга; XIX — алкилат; XX — дымовые газы
339
22-
11. Облагораживание топливных
продуктов, полученных в процессах
глубокой перереботки нефти
Топливные фракции, получаемые в термических процессах глубо-
кой переработки нефти, характеризуются, как правило, высоким содер-
жанием серы, олефиновых и ароматических углеводородов, низкой
термоокислительной стабильностью, склонностью к образованию смол
и осадков. Бензиновые дистилляты имеют к тому же невысокие октано-
вые числа. Дизельные дистилляты как термических процессов, таки ка-
талитического крекинга отличаются низким цетановым числом. Все это
требует применения специальных технологий для существенного улуч-
шения качества указанных продуктов. Учитывая жесткие требования к
экологическим характеристикам как автобензинов, так и дизельных
топлив, выдвинутые в последние годы, следует признать освоение таких
технологий приоритетной задачей нефтеперерабатывающей промыш-
ленности как за рубежом, так и в России.
Исключением являются гидрогенизаиионные процессы, в част-
ности гидрокрекинг, обеспечивающие производство моторных топ-
лив высокого качества. Но даже продукты гидрокрекинга требуют в
ряде случаев дополнительного облагораживания. Так, бензиновые
дистилляты необходимо подвергать каталитическому риформингу.
Для керосиновых дистиллятов зачастую требуется применение де-
ароматизации на платиновых катализаторах (например, процесс
«Юнисар», ЮОПи) и т. д.
Для получения высокооктановых автобензинов с требуемыми эко-
логическими характеристиками необходимо, наряду с ароматизирован-
ными риформатами, вовлекать в состав товарных бензинов
изомеризаты, алкилаты, кислородсодержащие соединения (эфиры или
спирты). В России широкое развитие получило применение различных
октаноповышаюших присадок и добавок на основе азотсодержащих со-
единений, ароматических компонентов, металлоорганических соеди-
нений (в основном железа и марганца) [21, 335, 347].
Это направление временно позволяет решить задачу улучшения ка-
чества автобензинов, однако в перспективе целесообразно осваивать
новые технологии для улучшения характеристик основной массы угле- <
водородов, содержащихся в автобензинах [21,22,42, 347].
Для получения дизельных топлив с низким содержанием серы, аро-
матических углеводородов и приемлемым цетановым числом требуется
развитие технологий гидрогенизациокного облагораживания средних
340
дистиллятов, полученных как при первичной перегонке нефти, так и в
различных термических и каталитических процессах [20, 346].
Традиционные процессы для производства высокооктановых авто-
бензинов, такие как каталитический риформинг, изомеризация пентан-
гексановой фракции, алкилирование изобутана бутенами, димеризация
пропилена, получение различных эфиров, достаточно полно описаны в
научно-технической литературе [121, 133, 134, 316—318].
В последние годы появился ряд новых процессов для улучшения ок-
тановых и экологических характеристик автобензинов, таких как: этери-
фикация метанолом непосредственно бензиновых фракций, содержащих
олефиновые углеводороды (бензины каталитического и термического
крекинга) с получением диалкиловых эфиров, алкилирование беизолсо-
держащих фракций, гидрирование бензолсодержащих фракций, олиго-
меризация олефинсодержаших газов [19, 319, 320].
Разработаны новые технологии и для улучшения качества ди-
зельных топлив, базирующиеся на применении гидрогенизационных
методов [20].
11.1. Технологии для улучшения
экологических и эксплуатационных
характеристик автобензинов
Основными базовыми компонентами товарных автобензинов явля-
ются катализаты риформинга и каталитического крекинга. Последние с
развитием процесса каталитического крекинга приобретают все
большее значение. В США эти бензины занимают доминирующее поло-
жение в общем бензиновом фонде. Процесс каталитического рифор-
минга достиг, по-видимому, максимально возможного развития и в
дальнейшем его распространение может быть ограничено из-за высоко-
го содержания в продуктах риформинга ароматических углеводородов,
вт. ч. бензола.
Процессы алкилирования изобутана бутиленами, изомеризации
пентан-гексановой фракции, производства МТБЭ в последнее деся-
тилетие значительно усовершенствованы. Указанные процессы поз-
воляют вырабатывать нетоксичные высокооктановые компоненты,
доля которых в товарных бензинах неуклонно возрастает. Следует от-
метить, что для МТБЭ характерен существенный недостаток — этот
продукт не разлагается при попадании в почву и может поступать в
воду и землю, нанося ущерб здоровью людей. Поэтому в США (штат
Калифорния) ставится вопрос об ограничении применения этого и
других эфиров [334].
341
Среди высокооктановых продуктов до сих пор применяются диме-
ры пропилена и других олефинов, хотя процесс их производства, соз-
данный более 50 лет назад, не отвечает современным требованиям.
Иногда в товарные бензины вовлекаются толуол, другие ароматические
углеводороды, а также бутаны.
В данной книге не рассматриваются методы производства этих
компонентов, равно как и разработанные ранее технологии каталити-
ческого риформинга, алкилирования, изомеризации, применения ок-
таноповышающих присадок и добавок, а основное внимание уделяется
относительно новым методам доведения продуктов глубокой перера-
ботки нефти до современного уровня экологических и эксплуатацион-
ных требований.
При оценке имеющихся процессов для производства высокоокта-
новых компонентов следует учитывать не только их экологические и
моторные характеристики, но также себестоимость производства и дос-
тупность сырьевых рисурсов [318]. В табл. 147 дано сопоставление ха-
рактеристик таких компонентов, полученных различными процессами.
Очевидно, что бензины каталитического риформинга и каталитическо-
го крекинга вследствие относительно низкой себестоимости их произ-
водства и доступности сырьевых ресурсов надолго останутся
основными компонентами товарных высокооктановых бензинов.
11.1 .1. Г и дроочистка банзинов "термических
процессов [321-326]
Разработаны различные варианты облагораживания бензинов тер-
мических процессов: очистка на установках каталитического крекинга
[321], селективная гидроочистка для удаления соединений серы и ди-
еновых углеводородов [322, 323, 326], глубокое гидрирование в чистом
виде [324], гидроочистка всмеси с прямогонными бензиновыми или ди-
зельными фракциями [43-46, 235. 236, 324, 327].
Наиболее рационально облагораживать тяжелую фракцию бензи-
нов, т. к. головная фракция, выкипающая до 70—80°С, характеризуется
приемлемым октановым числом и умеренным содержанием серы
(табл. 148).
Целью облагораживания является удаление серы до уровня, позво-
ляющего вовлечь этот продукт в сырье процесса каталитического ри-
форминга (т. е. до 0,5 ppm). Перспективным вариантом в условиях
России является совместная гидроочистка вторичных бензинов (10
30%) с прямогонным дизельным топливом (90—70%). После гидро-
очистки продуктовая смесь подвергается ректификации с получением
малосернистых фракций бензина (содержание серы 0,02—0,05% мае.,
342
Таблица 147. Сопоставление компонентов высокооктановых бензинов [318]
Компонент Преимущества Недостатки Себестои- мость, отно- сит единицы
Риформат Высокие ОЧИ и ОЧМ, стабильность и низкое содержание серы, доступность сырья Высокое содержание ароматических углеводородов 1.0
Бензин ката- литического крекинга Высокое ОЧИ, низкое содержание ароматических углеводородов, доступность сырья Низкое ОЧМ, высокое содержание серы, малая химическая стабильность 2.2
Алкилат Высокое ОЧМ, стабильность, низкое содержание серы Большая себестоимость, ограниченные ресурсы сырья 7,8
Изомеризат Высокое ОЧМ. стабильность, низкое содержание серы Высокая себестоимость 2.4
Димер пропилена Высокое ОЧИ. низкое содержание серы Низкое ОЧМ, высокая себестоимость, ограниченные ресурсы сырья
«-Бутан Высокое ОЧИ и ОЧМ Невозможность значительно, о добавления к бензину из-за повышения упругости паров 1,7
Толуол ВысокиеОЧИ и ОЧМ Высокая себестоимость 4,4
МТБЭ и др. эфиры Высокие ОЧИ и ОЧМ Высокая себестоимость, ограниченные ресурсы сырья И,1
Продукты олигомери- зации Высокие ОЧИ и ОЧМ, низкое содержание серы О, раниченные ресурсы сырья, высокая себестоимость
Таблица 148. Качество узких бензиновых фракций процесса коксования
нефтяных остатков
Показатель Волго- градский НПЗ Ангарский НПЗ Пермский НПЗ Омский НПЗ
н к — 75“С 75°С- 70'С 70— |78’С 70'С 70— 170“С 80'С 80- 174°С
Плотность при 20’С, 675 745 668 765 662 750 684 743
Октановое число. ММ 72,4 52.5 78,5 38.7 78,8 58,6 73,6 60,8
Содержание серы. % мае 0.1 0,14 0,11 0,6 0,9 0,65 0,14 0,73
Выход, % мае на широ- кую бензиновую фракцию 12.5 87,5 23,3 76,7 24,5 75,5 22.8 77,2
343
йодное число 2—3 г йода на 100 г продукта) и дизельного топлива. Для
более полного удаления серы бензин-отгон направляется на установку
каталитического риформинга, где он проходит предварительную гидро-
очистку в смеси с прямогонным бензином, а затем осуществляется
собственно риформинг.
Средние дистилляты, полученные по этой схеме, как правило
удовлетворяют требованиям ГОСТа на малосернистое дизельное топли-
во (сера — до 0,2% мае.) или ТУ на дизельное топливо «экологически
чистое» (сера — до 0,1% и до 0,05% мае.).
Оптимальными условиями совместной гидроочистки бензинов
термических процессов и дизельного топлива являются: температура
340-360°С, давление 4 МПа, объемная скорость подачи сырья 2-5 ч'1,
соотношение водород/сырье 300 нм3/м3. Указанный вариант процесса
прошел успешную апробацию на ряде НПЗ России.
Близкие результаты по степени очистки обеспечиваются и при сов-
местной гидроочистке прямогонных и вторичных бензинов. В этом слу-
чае содержание бензина коксования или термического крекинга в смеси
с прямогонным дистиллятом не должно превышать 30—40% [324].
11.1.2, Селективная гидроочистка бензиноа
каталитического крекинга [322, 326, 333]
Этот процесс позволяет уменьшить содержание серы в бензине
каталитического крекинга (сырье крекинга — вакуумный дистиллят,
не подвергнутый предварительной гидроочистке) от 0,2-0,4% до
0,07—0,10% мае. без заметного снижения его октанового числа. Ос-
новной реакцией в процессе наряду с гидрогенолизом сернистых со-
единений является гидрирование диолефиновых углеводородов при
незначительном вовлечении в превращение моноолефиновых угле-
водородов.
Процесс селективной гидроочистки бензина осуществляется при
пониженном против обычного давлении водорода до 2,0—3,0 МПа (и
даже до 1,0 МПа).
Температура процесса подбирается в зависимости от исходного со-
держания серы в сырье и требуемой степени гидроочистки. Наиболее
характерны следующие условия:
Температура, 'С 250—350
Давление, МПа 1.0-3,0
Объемная скорость подачи сырья, ч'1 3—10
В табл. 149 представлены данные, полученные при реализации это-
го процесса на одной из промышленных установок.
344
Апробация процесса селективной гидроочистки бензина каталити-
ческого крекинга в промышленных условиях подтвердила возможность
снижения содержания серы в этом продукте до 0,1% мае. В ходе процес-
са наблюдалось повышение температуры по слою катализатора от 250 до
300°С, что указывает на необходимость промежуточной подачи холод-
ного водорода в зону реакции (в 2-3 точках).
Таблица 149. Качество бензина каталитического крекинга до (I) и после (II)
селективной гидроочистки
Показатель I II
Плотность при 20°. кг/м ’ 759 751
Содержание серы, % мае. 0.28 0,10
Йодное число, г йода на ЮОгпродукта 52 41
Октановое число (ММ) 81,0 80,5
Рациональным вариантом селективной гидроочистки яаляется об-
лагораживание тяжелой части бензина (н.к. от 100 до 140°С), т. к, в пос-
ледней сосредоточена основная масса сернистых соединений (до 70—
80% на широкую бензиновую фракцию).
Такая технология также апробирована в промышленных условиях
[333|. Полученные результаты свидетельствуют о возможности глубо-
кой сероочистки бензина крекинга при минимальном снижении его ок-
танового числа.
За рубежом разработан процесс «Каталитической дистилляции»,
обеспечиваюший практически полное гидрирование сернистых соеди-
нений и не затрагивающий основную массу углеводородов, что позво-
ляет сохранить октановое число бензина на постоянном уровне ]337].
С минимальным снижением октанового числа проводится также
процесс двухступенчатого облагораживания, позволяющий на первой
ступени удалить меркаптановую серу и диолефиновые углеводороды, а
на второй ступени — основную массу сернистых соединений [368].
Возможно так же осуществлять селективную гидроочистку бензи-
нов термического крекинга и коксования. При этом октановое число
продукта снижается в среднем на 5-6 пунктов по сравнению с исход-
ным дистиллятом (от 65—70 до 60-65 ММ), а содержание серы
уменьшается от 0,4-0,6% до 0,1% мае.
В ряде случаев октановое число бензинов (независимо от проис-
хождения) может быть повышено за счет их четкой ректификации и
компаундирования наиболее высокооктановых фракций [369, 370]. Та-
кая технология, базирующаяся на продуктах каталитического рифор-
минга, освоена на Киришском НПЗ.
345
11,1,3. Алкилирование бензолоодержащих фракций
бензинов [320, 328, 331 ]
По ГОСТ России на автобензины содержание бензола в автобензи-
нах не должно превышать 5% мае. (в ближайшей перспективе — 1 % мае.) '
С целью снижения концентрации бензола в головных фракциях ри-
форматов, где их содержится до 25% мае., ВНИИ НП разработан про-
цесс алкилирования бензола олефинсодержащими газами (этилен,
пропилен и бутилены), что позволяет резко снизить содержание бензо-
ла при одновременном повышении октанового числа продукта (на 2—8
пунктов ИМ).
Процесс проводится в присутствии цеолитсодержащего катализа-
тора при давлении 5 МПа и температуре 300—45СГС.
В табл. 150 представлены результаты алкилирования бензолсодер-
жащей фракции этиленом.
Таблица 150. Результаты алкилирования
бензолсодержащей фракции этиленом
Показатель Исход- ное сырье Катализат, полученный при температуре, 'С
300 400 450
I Содержание бензола, % мае. 24,68 18,34 14,80 8,06
2. Степень алкилирования бензола, % — 25,7 40,0 67,3
3. Октановое число (ИМ) 77 78 80 85
4. Материальный баланс, % мае. Поступило' сырье (бензольная фр.) 100,0 100,0 100,0
этилен — 1.8 2.8 4.9
Получено. катализат 101,5 102,3 103,8
газы реакции — 0,3 0.5 1.1
В случае использования в качестве алкилирующего агента пропиле-
на остаточное содержание бензола может быть понижено до 1,0% мае.
В результате образуются этилбензол, изопропилбензол, бутилбензолы.
Отмечена эффективность процесса с использованием этилен-про-
пилен-бутиленовой фракции, что позволяет расширить сырьевую базу
этого процесса. Полученный катализат может быть разделен путем рек-
тификации на бензольную (н.к,—90°С) и алкилбензольную (90’С—к.к.)
фракции. При рециркуляции бензольной фракции достигается полное
превращение бензола.
За рубежом разработаны и освоены аналогичные процессы.
«Катстилл» фирмы Луммус и «Алкимакс» фирмы ЮОПи [336, 337].
346
11.1.4. Гидрирование бензолсодержащих фракций
бензинов [320, 328-331]
Снижение содержания бензола может быть достигнуто путем гид-
рирования бензолсодержащих фракций на платиновых катализаторах
до остаточного содержания бензола менее О, I % мае. При этом образует-
ся циклогексан, имеющий октановое число смешения i 10 по исследова-
тельскому методу (октановое число «чистого» циклогексана — 83). Для
бензола указанные значения составляют соответственно 99 и 113. Таким
образом, процесс гидрирования легких фракций риформатов не приво-
дит к уменьшению октанового числа последних.
При гидрировании фракции н.к.-90°С риформата в интервале тем-
ператур 150-350’С (давление 3 МПа, объемная скорость подачи сырья
1,5 ч'1, соотношение водород/сырье 1000 ил/л) отмечено, что при 200°С
и выше имеет место глубокое превращение бензола в циклогексан без
изомеризации в метилциклопентан. Октановые числа сырья и катализата
практически одинаковы (77 по исследовательскому методу) (табл. 151).
Реакция гидрирования бензола сопровождается алкилированием
образующегося циклогексана до метилциклогексана и его частичной
изомеризацией в этилциклопентан и диметилниклопентан.
Компаундирование гидрированной фракции (фр. н.к.—90°С) с тя-
желым катализатом риформинга (фр. 90— 180°С) и головной прямогон-
ной фракцией (фр. н.к.—90°С) (октановые числа соответственно 77, 98 и
68 по исследовательскому методу) позволяет получать автобензин с ок-
тановым числом от 91 до 96 ИМ при минимальном содержании бензола
в продукте (табл. 152) [320].
За рубежом (фирма Луммус) разработан процесс «Синсат» — гидриро-
вания бензолсодержащих фракций без потери их октанового числа [338].
Сочетание процесса риформинга бензина с его гидроизомериза-
цией и гидрированием бензола (процесс «Ригиз») обеспечивает получе-
ние высокооктановых автобензинов с умеренным содержанием
ароматических углеводородов [318]. Этот процесс, предложенный
М. А. Танатаровым и А. Ф. Ахметовым, способствует существенному
уменьшению вовлечения в высокооктановые бензины алкилатов, изо-
меризатов и МТБЭ.
11.1.5. Этерификация бензинов каталитического
и термического крекинга [19, 320, 328, 331]
Олефины, содержащиеся в бензинах крекинга, могут быть этерифи-
иированы низкомолекулярными спиртами (метанол, этанол) в диалкило-
вые эфиры. Процесс этерификации протекает с использованием в
качестве катализаторов катионообменной смолы КУ-23 (сульфирован-
347
Таблица 151. Результаты гидрирования фракции н.к.-90°С риформата
Показатель Исходное сырье Катализат, полученный при температуре, 'С
150 200 350
Содержание углеводородов, % мае.
парафиновых 66.9 68,8 67,6 67.6
нафтеновых 8.9 9,0 32,3 32.0
в том числе'
мстилциклопентана 4.3 4 3 4,2 4 3
циклогексана — 0,3 20,8 20.6
этилииклопентана (+ метил- 4 6 4,4 7.3 7.1
циклогексана идиметилиикло-
пентана)
ароматических 24,2 24,2 0,1 0.4
в гом числе’
бензола 23,1 23,1 0,05 0.3
толуола 1.1 1 1 0,05 0.1
Октановое число (ИМ) Материальный баланс, % мае. Взято' 77,0 77,3 77,1
сырье — — 100,00 100.00
водород — — 1.84 1,82 '
Получено.
гидрогенизат — — 101,44 101.02
углеводородные газы (С|—С4) — — 0,40 0.80 ~
Таблица 152. Качество смесей фр. 90-180°С риформата (I) с гидрированном
бензольной фракцией (н.к.-90°С) риформата (II) и головной прямогонной
фракцией (III)
Показатель Смесь, % мае
№ 1 1-80% 11-20% №2 1-60% 11-20% 111-20% № 3 1-70% 11 -20% Ш- 10% №4 1-73%'' Ц-20%- 1П-з%
Содержание. % мае •
бензола Отс 0,32 0.16 0.08
циклогексана 4,20 5,20 4,70 4.45
Октановое число (ИМ) 96,0 91.0 93,0 9.3.0
ный сополимер стирола с дивинилбензолом), а также цеолитов типа
«СВК». Для легкого бензина каталитического крекинга (фракция с темпе-
ратурой конца кипения 120°С) этерификация метанолом наиболее полно
протекает при следующих условиях: температура 70’С, дааление 0,2 МПа,
348
объемная скорость подачи сырья 1,0 ч'1. соотношение бензин:метанол
80:20 (табл. 153, 154). При снижении содержания метанола в реагиру-
ющей смеси от 20 до 15% выход эфиров остается тем же; уменьшение вы-
хода эфиров отмечается лишь при концентрации метанола 10% и менее.
При оптимальных условиях этерификации относительное увеличение
выхода бензина составляет 6,75%. Октановое число продукта возрастает
на 7,6 пункта —от 80,0 до 87,6 (по моторному методу) (табл. 155, 156).
Таблица 153. Характеристика исходной фракции бензина каталитического
крекинга (н.к.-120°С) и продукта его этерификации
Показатель Исходная фракция Продукт этерификации
Плотность (при 20’С), кг/м? Фракционный состав, температура кипения, °C: 705 719
начало кипения 35 39
температура выкипания 10% об. 51 56
температура выкипания 50% об. 71 80
температура выкипания 60% об. 111 120
конец кипения 120 125
Октановое число (ММ) 80 87,6
Таблица 154. Групповой состав зтерифицированной метанолом фракции
бензина каталитического крекинга (н.к.-120°С)
Состав фракции И и S -в- Этерифи нированные фракции' температура реакции и соотношение бензии/метанол
60°С 80/20 70°С 80/20 80°С 80/20 90°С 80/20 70°С 85/15 70“С 90/10
Углеводороды, %:
парафиновые 32,0 31,0 29,3 31,4 31,2 28,9 29,7
моноолефиновые и нафтеновые 45,4 32.7 31,5 32,2 37.1 30,6 34,4
диолефиновые и ыиклоолефиновые 16,8 Н,4 Ю.7 10,6 13.8 11,4 13,1
алкилбензолы 5,8 5.4 4.9 4,9 5.4 5,5 5,8
Диалкиловыс эфиры, % — 19,5 23,6 20,9 12.5 23,6 17.2
Относительное увеличе- ние выхода бензина. % - 5.88 6,75 6,00 3,75 6.23 4,67
Этерификация бензинов термического крекинга протекает менее
полно, что связано с меньшим содержанием в нем реакционноспособ-
ных олефинов и повышенным содержанием серы.
За рубежом разработано несколько аналогичных процессов, в
частности процесс «Этерол» фирмы Бритиш Петролеум [339, 340J.
349
ч
Максимальное увеличение выхода бензина составляет в боль-
шинстве случаев 6,5-13,0% мае., а повышение октанового числа 1-5-8.0
пунктов [341,342].
Отмечается необходимость предварительного удаления из сырья “
сернистых соединений и диолефиновых углеводородов. >
11.1.6. Селективный гидрокрекинг прямогонных и
вторичных бензинов [320, 331, 332]
Процесс гидрокрекинга позволяет избирательно подвергать пре- =
вращению парафиновые углеводороды нормального строения и тем са-
мым улучшать октановые характеристики бензинов (табл. 155)!:
Наиболее приемлемы для гидрокрекинга бензиновых фракции катали-
заторы на основе «СВЮ-цсолитов. i
Таблица 155. Октановые числа прямогонных бензиновых фракций и продуктов >
их селективного гидрокрекинга <
Исходная фракция, “С Октановое число (моторный метод) >
Исходная фракция Гидрогенизат Фр н к —90°С гидрогениза га фр 90°С—к.к. : гидрогенизатаi
50-75 65 75 75 -
50-90 62 73-74 74 —
40-130 59 71 73 66
50-140 55 68—69 72.5 63 5
80-170 48 63 71 60
105-180 45 61 70 з8
Существенное повышение октанового числа достигается при сле-
дующих условиях процесса: температура 315°С, давление 3 МПа объем-
ная скорость подачи сырья 1,0 ч'1, соотношение водород/сырье 500
нм3/м3. Выход углеводородного газа составляет 10% мае. при гидрокре^
кинге фракций 50-75°С и 50—90°С и 14-19% мае. при гидрокрекингу
более тяжелых фракций. ,
В указанных условиях превращения углеводородов других типо>^
практически не наблюдается. С повышением температуры до 330 С [А
выше происходит частичная деструкция изопарафинов, в результате ,
чего концентрация циклических структур в непревращенном сырье
несколько возрастает. Отмечено также алкилирование нафтеновых
ароматических углеводородов с образованием структур более высокой ’
молекулярной массы. 2
При гидрокрекинге тяжелых бензиновых фракций (фракции 40—130 С 4
и 80-170°С) селективность превращения «-парафинов заметно ниже — в i
реакцию вовлекаются изопарафиновые углеводороды. Гидрокрекинг хвое-Ж
товых фракций бензина позволяет превращать высокопарафинистые бен-
зиновые дистилляты в сырье каталитического риформинга с приемлемым
углеводородным составом (до 40% нафтеновых углеводородов).
Увеличение «жесткости» процесса (повышение температуры и давле-
ния, снижение объемной скорости подачи сырья) приводит к увеличению
выхода газа, однако октановое число возрастает при этом лишь на 1,5—2,0
пункта, что объясняется ухудшением селективности процесса.
Для получения продуктов гидрокрекинга с октановым числом 70
(моторный метод) оптимальными являются следующие сочетания тем-
пература — объемная скорость подачи сырья (давление 3 МПа):
Т. “С 315 330 345
Ис, ч’1 1,0 1,8 3,5
Для селективного гидрокрекинга бензинов, содержащих наряду с
серой олефиновые углеводороды, требуется предварительная гидро-
очистка сырья (до остаточного содержания серы менее 0,1 % и олефинов
менее 1% мае.)
На основании проведенных ВНИИ НП исследований для промыш-
ленной реализации разработан ряд вариантов процесса селективного
гидрокрекинга, ориентированных на производство компонентов авто-
бензина и сырья каталитического риформинга (табл. 156).
Таблица 156. Варианты процесса селективного гидрокрекинга бензиновых фракций
Показатель Варианты процесса
1,1 1,2 1.3 1,4
Сырье 50-75°С 40—130°С 80-|70°С Смесь бензи-
(исходная фракция) 50-90’С 50-140'С 105—|80°С нов прямо- гонного и термическо- го крекинга
Целевой продукт Температура в реакторе, °C. Компонент автобензина Компонент автобензина Сырье ри- форминга и компонент автобензина Сырье ри- форминга И компонент автобензина
в начале цикла 310-3)5 315-325 325-335 325-335
в конце цикла 325-335 340-350 340-350
Числоступеней обработки 1 1 1 2
Расход водорода, % мае. 0,7 1,0 1.1 1.2
Выход стабильного гидрогенизата, % мае. 90,1 83,4 81,5 82,5
350
351
Этот процесс прошел многолетнюю промышленную апробацию в
ОАО «Уфимский НПЗ», где подтвердил свою высокую эффективность.
11.1.7. Получение высокооктановых компонентов из
олефинсодержащих газов
Олигомеризация олефинсодержащих газов [319J. Процесс перера-
ботки пропан-пропиленовой (ППФ) и бутан-бутиленовой (ББФ) фрак-
ций нефтезаводских газов позволяет получить высокооктановый
компонент автобензина с умеренным содержанием ароматических уг-
леводородов. Процесс осуществляется в присутствии катализатора на
основе высококремнеземного цеолита типа ЦВМ в водородной форме с
добавлением металлического промотора. Типичными являются следу-
ющие условия: температура 320—450°С, давление 1,5—2,0 МПа. При
этом протекают реакции:
• олигомеризация и диспропорционирование олефинов С-,—С4 с
образованием олефинов С2—С|2?
’ крекинг олефинов с образованием карбокатионов, их изомериза-
ция с образованием вторичных-четвертичных структур и последующим
их гидрированием с получением разветвленных олефинов или нафте-
нов;
• алкилирование изобутана олефинами с образованием развет-
вленных парафинов;
’ сопряженное гидрирование образующихся олефинов с получени-
ем парафинов С2—Cg и алкилбензолов С7 и выше.
Возможно также дегидрирование олефинов с получением диено-,
вых углеводородов, которые либо реагируют с изобутаном, образуя изо-,
олефины Cg-Cig, либо непосредственно превращаются в
ароматические углеводороды.
Конверсия олефинов составляет от 90 до 98% мае. Выход жидкого:
продукта достигает 100-120% мае. на исходные олефины. i
Технология предусматривает использование двух попеременно ра--
ботающих реакторов (межрегенерационный пробег одного реактора —г
300—420 ч). Катализатор выдерживает не менее 20 регенерации.
Групповой углеводородный состав катализата колеблется в следу-
ющих пределах (% мае.): олефиновые 2—70; ароматические 0,5—38: нафт
теновые 1—5; «-парафиновые 5—10; изопарафиновые 15—40.
В зависимости от углеводородного состава изменяются и другие ха-,
рактеристики продукта: октановое число — от 89 до 98 (по ИМ), индук-
ционный период — от 45 до 350 мин (с ионолом — не менее 90U мин).
Содержание смол достигает 5 мг/100 мл. Продукт не содержит серы (ка-
тализатор обладает гидроочищающими свойствами).
352
Этот продукт можно использовать как высокооктановый компо-
нент товарных бензинов. В табл. 157 приведена характеристика бензи-
на, получаемого на основе смеси катализата риформинга бензина (84%)
и жидкого продукта олигомеризации ППФ и ББФ (16% мае. ).
Таблица 157. Качество катализатов риформинга бензина
и олигомеризации газов
Показатель Катализат Смесь
риформинга бензина олигомериза- ции газа
Плотность при 20’С, кг/м3 757 692 742
Фракционный состав. ’С
н.к. 33 23 31
темпера гура выкипания 10% об 52 43 51
температура выкипания 50% об. 103 101 103
температура выкипания 90% об. 172 162 164
к.к. 202 212 204
Октановое число-
по ММ 86,0 80,7 86,0
по ИМ 94,8 96,0 96,0
Разработанная технология (автор — ООО «СапрНефтехим) успеш-
но освоена в промышленных условиях на НПЗ в г. Мажейкяй (Литва).
Ее реализация обеспечила переработку 300 тыс. т/год ППФ и ББФ с по-
лучением высокооктанового компонента автобензина.
Процессы «Полинафта» и «Димерсол» [315]. Процессы произ-
водства компонентов автобензина из олефинсодержащих газов широко
используются и за рубежом. В частности, Французский институт нефти
(ФИН) разработал серию процессов олигомеризации и полимеризации
олефинов на твердых катализаторах в гетерогенной фазе или на жидких
катализаторах в гомогенной фазе.
К этим процессам относятся:
• «Полинафта» — олигомеризация ППФ и ББФ на гетерогенном
катализаторе;
• «Димерсол-Г» — полимеризация ППФ на гомогенном катализа-
торе (металлоорганическом соединении);
• «Димерсол-Х» — совместная димеризация пропилена и бутилена;
• «Димерсол-Е» — полимеризация этиленсодержащих газов.
Нежелательными примесями к сырью в этих процессах являются аце-
тиленовые и диеновые соединения, вода, серосодержащие соединения,
амины и т. д. Примеси удаляются аминовой очисткой, содовым раство-
ром, промывкой водой, осушкой или селективным гидрированием.
353
23 - 5363
Процесс «Полинафта» позволяет получать смесь изоолефинов —
компонент автобензина высокого качества.
Гибкость процесса обеспечивает производство катализата различ-
ного состава: от 100% бензина до смеси, содержащей 70% керосина и
30% бензина.
Конверсия олефинов составляет от 92 до 97% в зависимости от ха-
рактеристик сырья и от требований к продуктам. Температура реакции
не превышает 200°С. Давление в реакторах составляет 6 МПа.
Основные капиталовложения в ценах 1997 г. для установки мощ-
ностью 100 тыс. т/год сырья составляют 7,5 млн долл. США.
Эксплуатационные затраты:
Электроэнергия, кВт/ч 160
Вода на охлаждение, т/ч 6 3-0
Общий расход пара, т/ч 5,7
Стоимость катализатора, долл. США/т сырья 0,8
Продолжительность цикла, лет 2
Срок службы, лет 4
Полученный бензин характеризуется октановым числом 82-83
ММ (95-98 ИМ), т. е. более высоким, чем бензин каталитического кре-
кинга (табл. 158).
Таблица 156. Октановые числа бензинов процесса «Полинафта»,
полученных из различного сырья (без гидрирования)
Сырье Октановое число Окгановый индекс (ИМ+ММ1/2
ИМ ММ
CshC4 ккф 95 82 88,5
С4ККФ 97 83 90
С4 с установки пиролиза
рафинат 1 98 82,5 90,2
рафинат 2 94.5 82.5 88,5
Бензин ККФ 92-94 79-81 85.5-87,5
Алкилат из фр С4 ККФ 96-97 92-93 94-95
При дополнительном гидрировании октановое число такого бензи-
на увеличивается на 1-2 пункта по ММ (и снижается на 1 пункт по ИМ)
при сохранении неизменной полусуммы этих показателей.
Процесс «Полинафта» осуществляется в нескольких последова-
тельно расположенных реакторах со стационарны м слоем катализатора.
Продукты реакции стабилизируются от легких углеводородов С(-
С4 в колонне-стабилизаторе, а затем подвергаются ректификации с по-
лучением бензиновой и керосиновой фракций (рис. 78).
354
Рис. 76. Принципиальная схема процесса «Полинафта»:
1 — реакторы; 2 — дебутанизатор; 3 — разделительная колонна.
Потоки: I — сырье; II — фр. Cj; III — средние дистилляты; IV — бензин
Процесс «Димерсол-Г» обеспечивает получение высокооктановых
компонентов и С9 бензина, которые можно добавлять в товарный
бензин в количестве от 5 до 15% мае. Такие их свойства, как низкая
плотность и высокое октановое число смешения (100—115) позволяют
решить проблему недостаточно высокого октанового числа в легких
бензиновых фракциях (табл. 159).
Схема процесса «Димерсол-Г» включает три блока (рис. 79).
Таблица 159. Характеристика бензина «Димерсол-Г»
Показатель Значение
Плотность при !5“С, кг/м*1 Разгонка поАСТМ. 'С* Н.к. температура выкипания 50% об температура выкипания 70% об. температура выкипания 95% об. Октановое число ИМ ММ Октановое число смеси 10% об. продукта. с 90% риформата с 90% алкилата с 90% бензина клталигического крекинга 700 60 68 80 185 96 81 95-100 113 99
355
23*
Рис. 79. Принципиальная схема процесса «Димерсол-Г»:
I — сырье; II — катализатор; III — аммиак; IV — каустик; V — вода;
VI — сжиженные газы; VII — бензин на смешение
Реакторный блок. Сырье смешивается с жидким катализатором и
поступает в один или несколько реакторов, работающих в жидкой фазе.
Часть продуктов реакции возвращается в процесс в виде реииркулята.
Блок нейтрализации катализатора. Катализатор нейтрализуется ам-
миаком. Продукты реакции ней грализуются раствором соды, затем
промываются водой. Отработанный катализатор в виде твердого остатка
выводится из системы.
Блок стабилизации. В стабилизационной колонне производится от-
деление непрореагировавших пропана и пропилена от полученных про-
дуктов. С низа колонны выводится стабильный компонент
автобензина. Конверсия пропилена в бензин составляет (при трех пос-
ледовательно расположенных реакторах):
в I реакторе — 90%
во II реакторе — 95%
в III реакторе — 97-98%.
Стоимость установки мощностью 100 тыс. т/год по сырью — 5 млн
долл. США. Затраты на эксплуатацию составляют:
Электроэнергия. кВт-ч 125
Пар, т/ч С6
Вода на охлаждение, м3/ч 330
Катализатор и химреактивы, долл. США/i сырья 8,5
11,1.8. «Неплатиновый» риформинг прямогонных
бензинов [362-365]
Для повышения октановых чисел прямогонных нефтяных и газо-
конденсатных бензинов разработана серия процессов, основанных на
356
применении новых цеолитсодержаших катализаторов группы пентаси-
лов (ЦВМ, ЦВН и др.), устойчивых в работе на сернистом сырье и пото-
му не требующих его гидроочистки.
В указанных процессах («Цеоформинг» и др.) протекают реакции
превращения низкооктановых компонентов сырья («-парафиновые уг-
леводороды) в высокооктановые (изопарафиновые и ароматические уг-
леводороды). Превращение углеводородов происходит в две основные
стадии: на первой — путем разрыва связей С—С парафиновых углеводо-
родов с образованием промежуточных олефиновых фрагментов, на вто-
рой — путем перераспределения водорода в олефинах с образованием
парафиновых и ароматических углеводородов. Попутно протекают ре-
акции алкилирования промежуточными олефинами изопарафиновых и
ароматических углеводородов, реакции диспропорционирования и изо-
меризации ароматических углеводородов и реакции изомеризации па-
рафиновых и нафтеновых углеводородов. Реакции дегидрирования идут
в незначительной степени [362, 363]. Одновременно происходит гидро-
генолиз сернистых соединений с образованием сероводорода и соот-
ветствующих углеводородов.
Наиболее благоприятным сырьем являются фракции с концом юг-
пения 100—140°С, которые входе процесса превращаются во фракции с
концом кипения 185—215°С.
Полученный продукт состоит в основном из изопарафиновых и
ароматических углеводородов при низком (2-5% мае.) содержании не-
предельных углеводородов. В зависимости от условий процесса выход
компонента автобензина существенно различается: так, автобензин А-
76 может быть получен с выходом до 85% мае. на сырье, автобензин АИ-
92 — 65-70% мае. и АИ-93/АИ-98 — 50-65% мае., соответственно. При
ароматизации получающейся в процессе пропан-бутановой фракции в
отдельной секции реакционного блока с получением концентрата аро-
матических углеводородов и добавлением его в катализат -шеоформин-
га» выход автобензина может быть повышен на 10—15% мае. [364, 365].
Процесс проводят в адиабатических полочных реакторах со стаци-
онарным слоем катализатора при температуре 420—500°С, давлении 1—
2 МПа, объемной скорости яодачи сырья — J -2 ч,
Разработанные катализаторы характеризуются низкой актив-
ностью в реакциях коксообразования, что позволяет проводить цикл ре-
акции непрерывно в течение 220—300 ч, после чего проводится
регенерация катализатора. Общий срок службы катализатора — более
одного года.
При введении в состав катализаторадо 0,3% мае. благородного ме-
талла цикл его непрерывной эксплуатации повышается до 800 ч.
357
Разработано несколько модификаций процесса «Пеоформинт»
различающихся применяемыми катализаторами и параметрами про-
цесса. Все эти модификации рассчитаны на реализацию в составе мо-
дульных установок мощностью 5-100 тыс. т/год по сырью, что
позволяет включить их в схемы мини-Н ПЗ.
Примерные удельные технико-экономические показатели процес-
са (на 1 тыс. т/год перерабатываемого сырья) [364]:
Капитальные вложения
50-7Q тыс долл. США
Расход электроэнергии
Требуемое количество катализатора
Выбросы в атмосферу (газы регенерации)
Потребление топлива на собственные нужлы
50-70 тыс. кВт/ч
0,8-0,9т
40-45 тыс нм3/год
10-20тыс нм3/год
Среди других технологий производства экологически чистых бен-
зинов заслуживают упоминания процессы:
• каталитической конверсии смеси оксида углерода и водорода, по-
лучаемых из природного или каменноугольного газов (процесс Фише-
ра-Тропша) [353-359];
• каталитической конверсии метанола в углеводороды, выкипаю-
щие в пределах кипения бензиновой фракции,и ряд других [366, 367].
Синтез Фишера-Тропша относится к числу гетерогенно-каталити-
ческих полимеризационных процессов. Он осуществляется при нор-
мальном и повышенном давлениях в присутствии в основном железных
или кобальтовых катализаторов. На железных катализаторах при давле-
нии 2,5—3,0 МПа и температуре 230—240°С образуются смеси олефинов,
парафинов и кислородсодержащих соединений. На кобальтовых систе-
мах при давлении 0,1-3,0 МПа и температуре 170-250° С можно селек-
тивно синтезировать «-парафиновые углеводороды.
Кинетика полимеризации накладывает ограничения на состав про-
дуктов синтеза. Так, выход бензиновой (С5-С| [) и дизельной (C^-Cjg)
фракций не может превышать 48 и 30% мае. соответственно. Эту осо-
бенность процесса учитывают при его технологическом оформлении,
предпочитая в ряде случаев получать максимальное количество высоко-
молекулярных продуктов (твердых парафинов), которые могут образо-
вываться с селективностью, близкой к 100%.
На распределение продуктов синтеза углеводородов из оксида угл<
рода и водорода влияют условия синтеза (температура, давление, объем-
ная скорость синтез-газа, отношение Н2:СО, конверсия оксида
углерода, время синтеза), природа и состав катализатора.
В России эксплуатируется опытная установка синтеза углеводоро-
дов из оксида углерода и водорода при давлении 0,8-1,0 МПа в стаци-
онарном слое кобальтового катализатора проектной мощностью 50 тыс.
358
т/год. Продуктами синтеза являются жидкие и твердые и-парафины,
сырьем — природный газ.
Работы ряда фирм {Шелл, Фостер Уилер, Филипс, Эксон, Сасол и др.)
довели эти технологии до уровня, сделавшего их промышленно привле-
кательными. Создана серия промышленных установок суммарной
мощностью около 4,5 млн т/год [359, 360].
Процессы превращения метанола в высокооктановый бензин так-
же получили определенное развитие в промышленной практике стран
Запада. В основе этих процессов лежат разработки компании Мобил
(США), предложившей еще в 70-е годы серию эффективных высоко-
кремнеземных цеолитов типа «ZSM» [99, 113, 136].
Применение этих цеолитов в качестве катализаторов позволило
осуществлять превращение метанола в сравнительно мягких условиях,
получая бензиновую фракцию углеводородов С5—Сц) с октановым чис-
лом более 90. Первая опытно-промышленная установка по данной тех-
нологии была пушена в 1975 г., после чего началось широкое развитие
указанного процесса [366, 367].
11.2. Технологии для улучшения
экологических и эксплуатационных
характеристик дизельных топлив [344-352]
Нефтеперерабатывающие заводы России успешно решают пробле-
му производства дизельного топлива с содержанием серы менее 0,05%
мае. (ЭЧДТ). В основном это достигается за счет некоторого снижения
производительности действующих установок гидроочистки по сырью,
применения эффективных катализаторов четвертого поколения, повы-
шения давления водорода в системе [320, 328, 343-345]. При этом ис-
пользуется исключительно прямогонное сырье (предпочтительно —
малосернистых западно-сибирских нефхгей). Более сложной задачей яв-
ляется очистка сырья до остаточного содержания серы 0,035% и
0,01 % мае. при снижении содержания ароматических углеводородов до
20 и 10% мае. (в ряде случаев нормируется концентрация полицикли-
ческих ароматических углеводородов: 11 и 6% мае.).
Трудности облагораживания сырья усугубляются при использова-
нии смесей прямогонных дистиллятов с газойлями каталитического
крекинга и термических процессов, т. к. последние содержат повышен-
ные концентрации ароматических и олефиновых углеводородов [20,27,
348, 349] (табл. 160).
В России и государствах СНГ сооружено более 50 крупных устано-
вок гидроочистки средних дистиллятов обшей мощностью свыше 70
млн т/год по сырью, рассчитанных на производство товарных летних и
359
Таблица 160. Типичное содержание ароматических углеводородов
и йодное число различных нефтяных дистиллятов
Дистиллят 180-360°С Содержание ароматических углеводородов, % мае Йодное число, гйоаа/ЮОг
общее моноцик- лических бицик- лических трицик- лических
Прямой перегонки 20-30 73,8 25,0 1,2 1-2
Коксования 40-60 50,9 30.1 19,0 40-45
Каталитического крекинга 50-85 22,9 40,1 37,0 13-17
зимних дизельных топлив с содержанием серы до 0,2% мае. (табл. 16!),
В основном это установки, освоенные до 1986 г.
Многие НПЗ России постоянно вырабатывают дизельное топливо
с содержанием серы до 0,1% мае., а при необходимости — и до 0,05%
мае. (НПЗ в Москве, Перми, Киришах, Омске, Кстово, Рязани и др.).
Аналогичное производство по технологии ВНИИ НП организовано
ина НПЗ в г. Мажейкяй (Литва). На этом НПЗ вырабатывается дизельное
топливо, содержащее до 0,05% и даже до 0,035% мае. серы [50, 51].
Основной задачей установок гидроочистки на НПЗ России являет-
ся массовый переход на производство ЭЧДТ с содержанием серы не
выше О’,05% мае. и ароматических углеводородов не более 20% мае.
Перевод изношенных установок (типа Л-24-5, Л-24-6 и др.) на этот ва-
риант эксплуатации представляет значительную техническую трудность.
По данным Л. Н. Осипова, облагораживание смесей прямогонных
и вторичных фракций протекает при более жестких условиях, чем «чис-
то» прямогонного сырья [344} (рис. 80).
Таблица 161. Типы действующих установок гидроочистки дизельного топлива
(на НПЗ России и государств СНГ)
Тип установок Период сооружения Число Доля обшей мощности, %
Л-24-5, Л-24-6. Л-24-7, Л-24-8 (единичная мощность 1200 тыс т сырья в год) 1963-1975 35 50
Л-24-9, секция 300-1 уст. ЛК-бу (единичная мощность 20001 ыс т сырья в год) 1975-1986 8 25
Л-24-2000 (единичная мощность 2000 тыс. т сырья в год) 1980-1995 8 25
Для гидроочистки смесевого сырья требуется повышение давления водо-
рода, снижение объемной скорости подачи сырья, повышение концентрации
водорода в циркулирующем газе и т. п., что удорожает этот процесс.
360
Рис. 80. Влияние объемной скорости подачи сырья на процесс гидроочистки
прямогонного дистиллята дизельного топлива и смеси его с дизельными
фракциями висбрекинга и каталитического крекинга в соотношении
75:25 (%) при общем давлении 4 МПа и температуре 340 и 360°С.
Сырье: 1 — прямогонное; 2 — смесееое
За рубежом получили развитие процессы гидрогенизанионного об-
лагораживания средних дистиллятов, сочетающие глубокое обессерива-
ние сырья с его частичной деароматизацией. Существуют две
принципиально различные схемы решения этой задачи (58, 591-
Первой схемой является двухступенчатое гидрирование сырья,
при котором сначала осуществляется гидроочистка до остаточного со-
держания серы 50—100 ppm в присутствии сероустойчивого катализа-
тора, а затем — дополнительное гидрирование на автономном блоке
деароматизации в присутствии платинового катализатора. Процесс,
как правило, проводится при давлении 3—5 МПа, температуре 240—
340°С, объемной скорости подачи сырья 0,5—1,0 ч'1. Типичным
представителем такого типа процессов является «Юнисар» (компания
ЮОПи} (3371
Второй схемой является одностадийное (в отдельных случаях —
двухстадийное) [идрирование на сероустойчивых катализаторах, как
правило, никельмолибденовых или никсльвольфрамовых. Этот вид
процесса осуществляют при давлении 5-10 МПа, температуре 320-
420°С, объемной скорости подачи сырья 0,5-1,0 ч’1. Типичным
представителем такого типа процессов является «Синсат» (компании
Критерием л Луммус} [336]. Аналогичные технологии предложены также
Другими фирмами: Хальдор Томсе, Зюд Хеми, АкЗо Нобель и др. [350].
Вариант двухстадийного гидрирования сырья под относительно
низким давлением принципиально может быть осуществлен на дейст-
зы
вуюших установках типа Л-24-6, Л-24-7 при значительной их рекон-
струкции, включающей оборудование установок крупногабаритными
реакторами, дожимными компрессорами и др. (табл. 162). Другим, бо-
лее перспективным вариантом является создание новых мощностей,
обеспечивающих одностадийное (или двухстадийное) гидрирование
сырья при повышенном давлении (8-10 МПа) на сероустойчивых ката-
лизаторах, разработанных во ВНИИ НП.
Таблица 162. Технико-экономические показатели
производства ЭЧДТ на НПЗ России [52]
Вариантгндроочне тки Мероприятия по реконструкции действующих установок Увеличение, %
затрат на обра- ботку тальных вложений себесто- имости топлива
Прямогонное сырье с содержанием серы до 0,7 % мае Содержание серы в ЭЧДТ 0,05-0,1% мае. без ограничения содержания ароматических углеводородов Замена катализатора Незначительное
Прямогонное и смесевое сырье о содержанием серы более 0,7% мае. Содержание серы в ЭЧДТ 0.03-0,05 % мае без ограничения содержания ароматических углеводородов Замена катализатора. Установка дожимных компрессоров водорода Замена реактора, реконструкция оборудования установки на 13-18 на 12-17
Прямогонное или смесевое сырье с содержанием серы более 1.0% мае Содержание серы в ЭЧДТ 0,03-0,05% мае., полициклических ароматических углеводородов до 6% мае Создание новых установок гидроочистки, рассчитанных на повышенное (до 8— 10 МПа) давление на 65-77 в 2 раза
Последнее иллюстрируется данными табл. 163, из которой очевид-
на возможность достижения глубокой сероочистки и деароматизации
смесевого сырья при давлении 8-10 МПа как по одностадийной, так и
двухстадийной схемам [320, 328].
Более высокое качество дизельного топлива — с содержанием серы
0,01-0,02%, ароматических углеводородов 5-10% мае. может быть дос-
тигнуто в процессах гидрогенизационного облагораживания вторичных
дистиллятов, проводимых при давлении до 30 МПа в присутствии ии-
362
Таблица 163. Показатели качества дизельного топлива, полученного при
гидроочистке-деароматизации смеси газойля каталитического крекинга и
прямогонного нефтяного дистиллята (30:70)'
Условия проведения процесса Содержание, % мае
серы ароматических углеводородов
Одностадийная схема Давление 5 МПа 0,15 23,0
8 МПа 0,12 19,5
10 МПа 0,05 18,0
Двухстадийная схема (давление 8 МПа) 1 стадия, 350-370°С 0,08-0,10 25.0
II стадия, ЗЗО'С 0,05 18.0
кельвольфрамсульфидного катализатора НВС-А [53, 54, 348-352]
(табл. 164).
Таблица 164. Показатели качества дизельного топлива, полученного при
гидрировании газойлей вторичных процессов. Давление 30 МПа, температура
370°С, объемная скорость подачи сырья 1 ч*1
Показатель ЭЧДТ, (летнее)' Сырье —легкий газойль Смесь газойлей
каталити- ческого крекинга термичес- кого кре- кинга
Цетановое число Фракционный состав, °C' 49 51 50
температура выкипания 50% об Нс более 280 235 225 230
температура выкипания 96% об Не более 360 350 345 350
Температура застывания, ’С Нс выше —10 -25 -10 -15
Содержание серы, % мае. Нс более 0.05 0,01 0,02 0.02
Плотность при 20°, кг/м3 Содержание углеводородов, % мае.: Не более 860 830 820 824
ароматических, в том числе: — 5-10 5-10 5-10
моноииклических — 5-10 5-10 5-10
би-и полициклических — Менее 0,2 Менсе 0,2 Менее 0,2
нафтеновых — 55-60 32-34 42-46
парафиновых — 33-38 57-60 47-50
• По ТУ 38 (011348-90
363
Легкие газойли каталитического крекинга, содержащие 60% арома-
тических углеводородов, при гидрировании превращаются в кон-
центрат нафтеновых углеводородов (до 60% мае.) Содержание
нафтеновых углеводородов в продуктах из газойлей термического кре-
кинга ниже. Дизельные фракции, выделенные из гидрогенизатов, соот-
ветствуют требованиям на экологически чистое дизельное топливо
«ЭЧДТ-летнее». Облегченные дизельные фракции (160-300’С и 160-
310°С) отвечают требованиям на арктическое и зимнее экологически
чистое топливо.
Указанная технология реализована на гидрогенизационных блоках
высокого давления (30 МПа) в ОАО «Ангарская нефтехимическая ком-
пания». Аналогичные возможности имеются и в ОАО «Салаватский
НХК». Однако гидрирование при высоком давлении из-за его высокой
стоимости является менее перспективным [27, 348).
В настоящее время возродился интерес к процессу Фишера-Троп-
ша (синтез углеводородов из оксида углерода и водорода), направленно-
му на получение фракций, выкипающих в пределах дизельного топлива.
Достоинством этого процесса является возможность производства топ-
лива, практически не содержащего серы. По указанной технологии со-
оружен ряд промышленных установок [353-357]. В частности, фирмой
Шелл в Малайзии пущен завод по синтезу углеводородов из природного
газа мощностью 570 тыс. т/год. Разработанный этой фирмой процесс
получил название «Синтез средних дистиллятов». Он включает стадии
некаталитического парциального окисления метана с получением син-
тез-газа, последующий синтез высокомолекулярных парафинов и их
гидрокрекинг с получением смеси средних дистиллятов.
Важная особенность синтеза средних дистиллятов состоит в воз-
можности изменением режима стадии каталитической гидрообработки
(гидрокрекинга, гидроизомеризации) твердых парафиновых углеводо-
родов варьировать состав получаемых продуктов, например: 15% легких
углеводородов, 25% реактивного топлива и 60% дизельного топлива;
25% легких углеводородов, 50% реактивного топлива и 25% дизельного <
топлива и г. д.
Определенный интерес имеет и процесс синтеза диметилового
эфира (ДМЭ), который рассматривается в качестве альтернативного ди-
зельного топлива.
ДМЭ получают дегидратацией метанола на оксидных катализато-
рах. Объем его мирового производства составляет около 150 тыс./год.
Разработка прямого синтеза из синтез-газа находится на стадии опыт-
ных исследований.
По энергетическим характеристикам ДМЭ уступает традиционно-
му топливу, однако по такому важному показателю, как цетановое чис-
364
8
ло, превосходит его: соответственно 55—60 против 40—50. При
использовании этого топлива обеспечивается холодный запуск двигате-
ля, значительно снижается уровень шума; присутствие в молекуле атома
кислорода обеспечивает бездымное горение. Благодаря таким
свойствам ДМЭ называют дизельным топливом XXI века [356, 361].
11.3. О производстве водорода
Развитие процессов глубокой переработки нефтяного сырья и об-
лагораживания продуктов от деструктивных процессов возможно лишь
при достаточном обеспечении техническим водородом.
В настоящее время нефтеперерабатывающая промышленность рас-
полагает следующими источниками получения водорода:
• с установок каталитического риформинга;
• с установок пиролиза нефтяного сырья на олефины;
• с установок паровой каталитической конверсии углеводородов;
• с установок газификации нефтяных остатков [116-118].
Из общего количества водорода каталитического риформинга и пи-
ролиза на НПЗ России используется для процессов гидроочистки 55%,
остальное количество сжигается как топливо.
Основным процессом производства водорода для нужд нефтепере-
рабатывающей промышленности является паровая каталитическая
конверсия, главным образом, природного и нефтезаводских газов.
Процесс паровой каталитической конверсии углеводородов пред-
назначен дли получения технического водорода с концентрацией 96-
97% об. Остальное — метан, оксиды углерода и азот. Полученный тех-
нический водород пригоден для таких крупномасштабных процессов,
как гидроочистка и гидрокрекинг нефтепродуктов с получением топ-
лив, масел, очищенного сырья для коксования.
В зависимости от требовании к водороду содержание примесей ок-
сидов углерода может меняться в интервале от 1,0% до 20 ppm.
Основной стадией производства водорода является паровая катали-
тическая конверсия газообразного углеводородного сырья в трубчатых
печах при температуре до 850°С и давлении 2,5-3,0 М Па.
Перед подачей в трубчатые печи сырье подвергается каталитичес-
кой очистке от непредельных и сернистых соединений и, если необхо-
димо, низкотемпературной конверсии сырья с целью стабилизации его
состава.
Синтез-газ (Н2 - 70-74% об., СО - 10-12%, СО2 - 12-16% и до
2,5% СН4), выходящий из трубчатой печи, подвергается каталитичес-
кой двухступенчатой конверсии СО2: очистке от СО2 раствором поташа
и метанированию остаточных оксидов углерода.
365
Научно-исследовательские разработки ведущих зарубежных фирм
проводятся в направлении расширения ресурсов сырья для получения
водорода этим методом, совершенствования технологической схемы
процесса и отдельных стадий, подбора новых, более совершенных ката
лизаторов [371, 372].
ВНИИ НП разработана современная технология паровой катали-
тической конверсии углеводородных газов, реализованная на промыщь
ленных блоках гидроочистки вакуумного газойля — сырья
каталитического крекинга и на других объектах.
Отечественные разработки находятся на уровне передовых заруа
бежныхфирм. ;
Ниже приводится сопоставление основных показателей оте-
чественной установки с установкой фирмы Лурги (ФРГ) (табл. 165) <t
Таблица 165. Сопоставление технологий производства водорода
Показатель Установка фирмы Лурги Установка по технологии ВНИИНП
Расход пара на атом углерода, м3 Концентрация метана в конвертированном газе, % об. Среднее теплонапряжение по внутренней поверхности, ккал/м2-ч Объемная скорость по сухому конвертированному газу, ч’1 Объемная скорость в реакторе срсдпстсмпературнои конверсии, ч’1 Объемная скорость в реакторе низкотемпературной конверсии, ч'1 Объемная скорость в реакторе мстапирования, ч’1 4,38 3,37 52000 2700 2000 2300 8000 46 л 2,9 - 50000 3100 2500 2500 • 6000-8000 ’
Следует отметить, что современные установки, строящиеся за рубе-
жом, оборудованы более экономичными процессами очистки техничес-
кого водорода и выделения водорода из водородсодержащих газов.
например, короткоцикловой адсорбцией и использованием мембран-”
ной техники. f
Процесс газификации нефтяных остатков является вторым позн^
чению процессом для производства водорода и синтез-газа.
Процесс — некаталитический, осуществляется на парокислороЯ"
ном дутье, в пламени, в пустом футерованном реакторе при давяении &&
0,2 до 8,5 МПа и температуре ] 300-1500°С.
В качестве сырья используются различные углеводороды — от газо<?
образных до тяжелых остатков (мазут, гудрон). '-J
366
В реакторе сырье на 98% превращается в синтез-газ (содержащий
— 45% и СО — 45%), 2% сырья превращается в сажу, которая после
извлечения из газа возвращается в реактор.
Технология переработки синтез-газа в водород такая же, как при
производстве водорода из углеводородных газов или при газификации
угля: очистка газа от сероводорода и сероорганических соединений, ка-
талитическая конверсия оксида углерода, очистка газа от сероводорода
и сероорганических соединений, каталитическая конверсия оксида уг-
лерода, очистка газа от диоксида углерода, метан ирование.
Отечественные и зарубежные разработки в области газификации
нефтяных остатков находятся на близком техническом уровне.
367
12. Заключение
Нефтеперерабатывающая отрасль является важнейшим звеном неф
тяного комплекса России, определяющим эффективность использования
углеводородного сырья, обеспечивающим потребность страны в мотор-
ных топливах, смазочных маслах и других нефтепродуктах, без которых
невозможно функционирование государственной инфраструктуры, и га-
рантирующим экономическую и стратегическую безопасность госу-
дарства. Жизнедеятельность экономических регионов и всех субъектов
Российской Федерации практически полностью зависит от нормального
обеспечения их моторными топливами и другими нефтепродуктами.
Глубина переработки нефти на предприятиях России составляет
около 70%, тогда как в развитых странах Запада она достигает 80-95%
что объясняется низкой долей углубляющих процессов на отечествен-
ных заводах, не превышающей 13% от объема переработки нефти (про-
тив 55% — на заводах США). Вследствие этого, на российских заводах
ограничена возможность выработки моторных топлив, в то время как
производство топочного мазута составляет более 30% от объема перера-
батываемой нефти. Качество нефтепродуктов далеко не в полной мере
отвечает современным требованиям, особенно по экологическим ха-
рактеристикам.
За последние десять лет произошло резкое снижение объемов пере-
работки нефти и производства основных нефтепродуктов. В период с
1990 по 2000 год объем переработки нефти на НПЗ России снизился с
295,5 до 173,8 млн т/год при одновременном сокращении выработки ос-
новных видов моторных топлив и смазочных масел.
В течение 90-х годов во всем мире существенно ужесточены эколо-
гические требования к моторным топливам. Так, в странах Европы и в
США прекращена выработка этилированных автобензинов, введены
жесткие ограничения по содержанию в бензинах серы, олефиновых и
ароматических углеводородов (особенно бензола). Для дизельных топ-
лив узаконены новые нормы по содержанию серы (до 0,035% мае., в
перспективе — до 0,003% мае.), а также полициклических ароматичес-
ких углеводородов (до 11% мае.).
Аналогичные задачи стоят и перед нефтепереработчиками России. Вы-
рабатываемые отечественными НПЗ автобензины (содержание серы — д0
0,1 % мае. и до 0,05% мае.) не соответствуют мировым требованиям. Ди"
зельныс топлива также характеризуются повышенным содержант^
серы (до 0,2% мае.). Такое положение объясняется сложившейся струк'
турой производства основных видов топливной продукции на НПЗ Рос-
сии (недостаточное развитие процессов каталитического крекинга
368
вакуумных дистиллятов, алкилирования, изомеризации, получения вы-
сокооктановых оксигенатов для автобензинов и отсутствие процессов
глубокой гидроочистки и гидрирования средних дистиллятов при дав-
лении 8-10 МПа — для дизельных топлив).
Таким образом, НПЗ России в первое десятилетие XXI века
должны решить две сложные, взаимосвязанные проблемы:
• существенно углубить переработку нефти за счет развития новых
деструктивных процессов переработки вакуумных дистиллятов и неф-
тяных остатков (с достижением глубины переработки к 2010 г. 75%);
• улучшить экологические и эксплуатационные характеристики
моторных топлив за счет широкого освоения процессов, обеспечива-
ющих производство высокооктановых «экологически чистых» компо-
нентов автобензинов, а также облагораживания средних нефтяных
дистиллятов, в том числе полученных деструктивными процессами пе-
реработки остатков с выработкой глубоко очищенного дизельного топ-
лива.
Решение указанных задач возможно лишь на базе коренной модер-
низации отечественных НПЗ (реконструкция действующих установок,
строительство новых, современных установок по переработке нефти),
что требует весьма значительных инвестиций. При этом следует учиты-
вать, что нефтеперерабатывающие заводы имеют самый высокий уро-
вень износа основных производственных фондов — 80% против 60-70%
в других отраслях ТЭК.
Источником средств для модернизации нефтеперерабатывающих
заводов может явиться экспорт нефтепродуктов (вместо существующе-
го в настоящее время экспорта сырой нефти).
Как известно, на мировых рынках сохраняется примерно следу-
ющее соотношение цен: если стоимость одной тонны нефти принять за
1 (единицу), то моторные топлива оцениваются в 1,4-1,5, а мазут — в
0,6-0,7. Поэтому в сложившихся условиях целесообразно расширить
возможности экспорта нефтепродуктов, цена которых на мировых рын-
ках на 40—50% выше цены сырой нефти, а топочный мазут, цена кото-
рого на 30—40% ниже стоимости нефти, использовать для покрытия
топливных нужд своей страны. При этом увеличение производства мо-
торных топлив и других нефтепродуктов должно обеспечиваться как за
счет повышения загрузки действующих мощностей (увеличение объема
переработки нефти при соответствующем сокращении ее экспорта), так
и за счет углубления переработки нефти.
Следовательно, основная задача отечественного нефтяного
комплекса — структурная перестройка перерабатывающей отрасли с
Целью экспортозамещения сырой нефти высококачественными неф-
тепродуктами. Последнее окажется возможным лишь при широком раз-
369
24 - 5363
витии производства топлив, отвечающих современным требованиям на
отечественных НПЗ.
Для обеспечения такого производства потребуется осуществление
ряда мер, к числу которых должны относиться как экономические (сти
мулирование производства «экологически чистой» продукции, что сде-
лает невыгодным выработку моторных топлив, не отвечающих
современным требованиям), так и организационные (запрет производ-
ства продукции, не соответствующей современному уровню качества
введение новых ГОСТов, регламентирующих качество Продукции на
уровне зарубежных стандартов).
Дополнительные средства может дать также экспорт катализато-
ров, для чего также требуется доведение их эксплуатационных характе-
ристик до мирового уровня.
Важнейшей статьей экономии средств является переориентация НПЗ—
заказчиков новых технологий преимущественно на отечественные разра-
ботки и оборудование (более дешевые по сравнению с зарубежными), что
позволит в более короткие сроки и при меньших затратах реализовать су-
ществующие программы модернизации отечественных НПЗ. Это будет
способствовать сохранению научного потенциала российской нефтепере-
работки и обеспечению рабочих мест в производстве оборудования.
Все известные в мире крупные нефтяные фирмы располагают
собственными исследовательскими центрами и тратят на исследования и
новые разработки 5—8% от объема полученной прибыли (фирмы ЮОПи,
Луммус, Шеврон, Грейс-Девисон, Хальдор Топсё, ЭксонМобил, ФИН, БАСФ,
Хё'хст, фирмы Китая, Великобритании и др.). В России финансирование
научных разработок осуществляется крайне недостаточно.
Исследовательские организации России нуждаются в финансовой
поддержке заказов на новые технологии, особенно в тех случаях, когда
эти разработки способны конкурировать с зарубежными аналогами.
В последнем случае необходим разумный протекционизм по отноше-
нию к отечественным технологиям.
Только с подъемом нефтеперерабатывающей промышленности
российский нефтяной комплекс обретет необходимую устойчивость и
сможет стать одной из ведущих наукоемких отраслей отечественной
экономики.
Очевидно, указанные выше проблемы невозможно решить без ис-
пользования рычагов государственного регулирования, в частности чет-
кого определения роли и функций Министерства энергетики России в
развитии нефтяного комплекса.
Россия располагает необходимыми материальными и человечески-
ми ресурсами для преодоления имеющихся трудностей и обеспечения
коренного обновления нефтеперерабатывающей промышленности.
370
Литература
1 Газовая промышленность 1997. № 12 С. 19.
2 Клименко В. В. Там же. С 21.
3 Вчера, сегодня и завтра нефтяной и газовой промышленности России.
М.: Изд-во РАН, 1995.
4 . Матвейчук А. // Нефтегазовая вертикаль. 1998 № 2. С. 33
5 Терентьев Г. А., Тюков В М., Смаль Ф. В. Моторные топлива из
альтернативных сырьевых ресурсов. М 'Химия. 1989.
6 . Сен-Марк Ф. Социализация природы. М : Прогресс, 1977
7 Лисичкин Г. В. // Российский химический журнал. Т XVI 1997. № 6. С. 78.
8 . Maintenance А М. Там же. С. 5.
9 . Соловьянов А А Там же. С. 41.
10 Безруких П /7. Там же С 82.
11 Мещеряков С. В. // ХТТМ 2000. № 2. С. 12.
[2. Алексеев Г. Н. Энергоэнгропика. М.: Знание, 1983.
13. Абросимов А. А. Исследование, разработка и внедрение методов повышения
экологической безопасности нефтеперерабатывающих производств //
Дисс. на соискание ученой степени д т. н М., 1998.
14 Абросимов А. А., Гуреев А. А. Экологические аспекты применения
нефтепродуктов. М., 1997.
15 Нефтегазовая вертикаль 1998. № 3. С. 28.
16. Данилов А. М. Присадки и добавки. Улучшение экологических
характеристик нефтяных гоплив М.: Химия, 1996.
17 Данилов А. М, Емельянов В Е. Митусова Т. Н. Разработка и производство
экологически улучшенных моторных гоплив. Тематический обзор.
М ЦНИИТЭНефтехим, 1994.
18. Окружное В. А. и др Экологические свойства отечественных и зарубежных
бензинов и дизельныхтогишв. Тематический обзор М.: Информавтотранс,
1995.
19. Каминский Э. Ф., Хавкин В. А., Пурине М. Н, Курганов В М, Прокопнж А. С
Перспективные технологии производства автомобильных бензинов с
улучшенными эколо|ическими характеристиками.
М : ЦНИИТЭНефтехим, 1995
20 Каминский Э. Ф , Пурине М Н , Хавкин В. А., Курганов В М, Осипов Л. Н.
Состояние и перепекшем развития производснза экологически чистых
дизельных топлив. — М.: ЦНИИТЭНефтехим, 1995.
21 Емельянов В Е Разработка и внедрение автомобильных бензинов с
улучшенными экологическими свойствами // Дисс. на соискание ученой
степени д. т. н.. 1998.
22 Емельянов В Е. // ХТТМ 1995. № 2. С. 5
23 Усакова Н А , Емельянов В Е, Демина Н. А. // Нефтепереработка и
нефтехимия 1999 № 1 С. 14.
371
24-
24 Миркин A 3., Сафина Л. А., Токарев Ю. И. / / Нефть и капитал. — 1998 № щ
С. 60. '
25. Гуреев А. А., Митусова Т И . Соколов В В. и др. // ХТТМ. 1992. № 6. С 2
26. Lindsan R. // 13 World Petroleum Congress. Buenos Aires, 20—25 oci., ] 99[
27. Бабиков А. ф., Хавкин В. А. и др. // ХТТМ. 1993 № 3. С. 34.
28. Гуреев А. А.,Азев В. С. и др. Топливо для дизелей. Свойства и применение
М.: Химия, 1993.
29. Fuel Gas Oil. 199].№ 16. Р. ].
30. Левинбук М. И-, Каминский Э- Ф., Глаголева О. Ф. // ХТТМ. 2000. № 2. С 6
31. ЗлотниковЛ Е//ХТТМ. 1997.-М 1.С.З.
32. Гилсдорф Н.Л. Труды конференции ЮОПи по нефтепереработке, 14-)5
мая 1997. Москва Симпсон С Там же.
33 Емельянов В. Е., Лебедев С. Р. // Мир нефтепродуктов. 2000 № 3. С. I,
34. Черныш М. Е //ХТТМ. 1997.№2. С. 3.
35. Виппер А. Б., Ермолаев М. В. // Нефтепереработка и нефтехимия. 1999. № 6
С. 50.
36. Каминский Э. Ф., Козлов И. Т, Ашитко С. // ХТТМ. 1993. № 9. С. 4.
37. Радченко Е. Д. Там же. С. 3.
38. Левинтер М. Е., Ахметов С. А. Глубокая переработка нефти. М.; Химия,
1992.
39. Абросимов А. А Экологические аспекты производства и применения
нефтепродуктов М , 1999.
40 Абросимов А. А / / Нефтепереработка и нефтехимия. 1998. № 5. С. 54.
41. Федеральная целевая программа «Топливо и энергия» на 1996—2001 гг.
Постановление Правительства РФ от 6 марта 1999.
42. Емельянов В. Е. // Экология и промышленность России 1997. № 6. С. 24.
43. Хавкин В. А., Гуляева Л А. и др. // Нефтепереработка и нефтехимия. 1998.
№ 5. С. 15.
44. Берг Г. А., Теляшев Г. Г. и др. // ХТТМ. 1986 № 9. С. 20.
45. СтехунА. И. //ХТТМ. 1991. № 5. С. 34.
46. Теляшев Г. Г., Берг Г. А. и др. // Нефтепереработка и нефтехимия. 1990. № 8.
С. 12.
47. Насиров Р. К Химия и техногкмия топлив и масел // 1998. № 1. С. 10.
48. Бабиков А Ф., Хавкин В А. и др. // Нефтепереработка и нефтехимия 1996.
№4 С. 18.
49. Алиев Р. Р., Овсянников А. В. //ХТТМ. 1997. № 6. С. Ц.
50. Осипов Л. Н., Вайнора Б. Ю. // ХТТМ. 1998 №6 С. 6.
51 Осипов Л. Н.. Каминский 3. Ф. идр.Ц Нефтепереработка и нефтехимия.
1995. №8 С. 8.
52. Каминский Э. Ф, Осипов Л. И. и др. // Нефтепереработка и нефтехимия.
1996 №2. С. 12.
53. Каминский Э. Ф., Хавкин В А. и др. // ХТТМ 1996. № 2 С. 14
54. Каминский Э. Ф.,ХавкинВ.А и др.//ХТТМ 1996.№6.С. 13.
55. Топлива, смазочные материалы, технические жидкости. (Ассортимент и
применение) / Справочник под ред. Школьникова В. М М,- ИЦ
«Техинформ», 1999
372
56. Мелик-Ахназаров Т. X., Козлов И. Т, Mumycpea Т. Н. и др. // Нефтехимия.
1991. №2 С. 264.
57 Ярослав Т. Я. Проблема сокращения содержания серы в мазуте
М - ЦНИИТЭНефтехим, 1973.
58 Б. X- Купер, А. Станислаус // Нефтегазовые технологии. 1994. № 3. С. 42.
59 Oil and Gas Journal. 1999. V. 97. № 20. Р.4].
60 Радченко Е.Д, Каминский Э. Ф и др. //ХТТМ. 1978. № 12. С. 3.
61 Радченко Е. Д, Мелик-Ахназаров Т. X. и др. Там же. 1981. № 1. С. 3.
62. Радченко Е.Д, Каминский Э Ф. и др.//Нефтехимия. Т. XXII. 1982. №3. С. 291.
63. Ашитко С. Г., Терентьев Г А., Каминский Э. Ф. //ХТТМ. 1984. № 7 С. 28.
64 Ашитко С. Г, Каминский Э Ф., СоскиндД. М. и др. // ХТТМ 1984. № 3. С. 26.
65. Ашитко С. Г., Терентьев Г. А., Злотникова Л. Г. и др. //ХТТМ 1984. № 8. С
24.
66 Терентьев Г. А , Ашитко С. Г., Каминский Э. Ф. //ХТТМ. 1986. № 3 С. 24.
67 Радченко Е Д , Мелик-Ахназаров Т. X., Каминский Э. Ф. // Сб. научных
грудов ВНИИ НП. М.: ЦНИИТЭНефтехим, 1980. Вып. 38 С. 3
68. Вайль Ю К., Маншилин В. В. и др. Там же. С. 34
69 Радченко Е.Д., Чернакова Г. Н, Пережигина И. Я. и др. /'/ Нефтехимия. 1979.
Т. 19. №4. С. 497.
70 Ашитко С. Г., Карпова Я. М. и др. Нефть, процессы и продукты ее
углубленной переработки //Труды ВНИИ НП. 1993. Ч 5. С. 98.
71 Нефти СССР'Справочник. Т. IV. М.: Химия, 1974.
72. Информационный банк данных по качеству нефтей СССР и
нефтепродуктов / Под ред. Радченко Е.Д. Справочник в 2 частях. М., 1983.
73. Полякова А. А. Масс-спектральный анализ смесей с применением ионно-
молекулярных реакций Мл Химия, 1989.
74 Туманян Б. П. Научные и прикладные аспекты теории нефтяных
дисперсных систем. Мл Техника. ООО «ТУМА ГРУПП», 2000.
75 Костромина Т. С., Радченко Е Д и др Катализаторы крекинга остаточного
нефтяного сырья. М.: ЦНИИТЭНефтехим. 1991
76 Fuel Science and Technology International 4 1986. № 3. P. 261.
77. Petroleum Technology Quarterly Winter 1999—2000 P 261.
78. Oil and Gas Journal. 1998. 96. № 44. P. 79.
79. Кретинин M. В., Кузнецов В. А. и др. // Наука и технология углеводородов
1998. № 1.С. 30.
80. ЮишновА. И., Кузора И Е. и др. // ХТТМ. 2000. № 3. С. 41.
81. Кузора И Е., Юшинов А. И. и др. Там же. С. 44.
82. Митусова Т. Н. // Мир нефтепродуктов 2000. № 3. С. 3.
83 Старовойтова Н- Р- Там же. 2000. № 4. С. 5.
84 Хаджиеве Н //Труды XV Мирового нефтяного конгресса. Китай, 1997.
%5-ДингЗ., ШенХ.идр Там же.
86. Каминский Э. Ф. и др //Труды XV] Мирового нефтяною конгресса.
Канада, Торонто, 2000.
87 Мусиенко Г. Г. и др. // ХТТМ 2000. № 5. С. 38.
88. Шабалина Т. Н., Лядин И. М. и др. // ХТТМ. 1998. N? 5. С. 38.
89. Польмисарян Т. Г. и др. /'/ Наука и технология углеводородов. 2000. № 1. С. 13.
373
90 Каминский Э. Ф, Калинин А. А. и др. // ХТТМ. 1981. № 5. С. 6.
91. Каминский Э. Ф., Калинин А А идр ХТТМ. 1983. №3 С. 25
92. Каминский Э Ф., Андреев Д. Я. и др. // Экономика, организация и
управление в нефтеперерабатывающей промышленности. 1984. № 6. с 2
93. Каминский Э. Ф, Калинин А. А. и др //ХТТМ. 1985. № 9. С. 4.
94. Каминский Э. Ф., Радченко Е. Д. и др. //ХТТМ. 1984. № i. С. 19.
95. Каминский Э. Ф., Калинин А. А. и др. // ХТТМ. 1985. № 10. С. 4.
96. Нефти СССР. Технологическая индексация (Каминский Э. Ф.,
Дриацкая 3. В. и др.}. Отраслевой стандарт 38 01197-80 М., 1980.
97. Каминский Э. Ф., Терентьев Г. А. и др. // ХТТМ. 1986. № 3. С. 24.
98. КаминскийЭ. Ф.. Калинин А. А. идр. //Труды ВНИИ НП. 1993. Вып. 69 Ч 2
С. 22.
99. БрекД. Цеолитовые молекулярные сита. М.. Мир, 1976.
100. Каминский Э. Ф., Митусова Т. Я. и др.//ХТТМ. J983. № 4. С. 2.
101. Каминскии Э. Ф., Радченко Е.Д. и др-//ХТТМ. 1983. №9.С. 2.
102. Каминский Э ф., Калинин А А и др. //ХТТМ. 1984. № 5. С. 24.
103. Гуреев А. А., Кукушкин А. А. и др. // ХТТМ. 1983. № 9. С. 5.
104. Радченко Е.Д., Рожков И. В. и др. //ХТТМ. № 10 1977. С. 8.
105. Митусова Т. Н., Энглин Б А. идр. //ХТТМ. № 1], 1981. С. 15.
106. Гуреев А. А. //ХТТМ. № 9. 1980. С. 22
107. Энглин Б. А., Российский В. М. и др. //ХТТМ. 1981. № 11. С. 12.
108. ГуреевА. А. // Нефтепереработка и нефтехимия. 1981. № 1.С. 5.
109. Овчинникова Т Ф., Хвостенко Н. Я. и др. // Нефтепереработка и
нефтехимия 1994. № 3. С. 18
110. Осипов Л Н., Каминский Э. Ф. идр. Ц Нефтепереработка и нефтехимия.
1995. №8 С 8
111. Черныш М. Е. // Сб. «Нефтегазовый комплекс в годы Великой
Отечественной воины» Вып. 2 М, 1995 С. 5.
112 Oil and Gas Journal. 1998. 2]. P 44.
113. Гейтс Б., КетцерДж., Шуйт Г. Химия катвлитических процессов. М.: Мир,
1981.
]]4. Oil and Gas Journal. 1999- 97. № 51. p. 114.
115. Ксиеджин В // Труды XV Мирового нефтяного конгресса. Китай, 1997.
116. Karp A., Dickenson R. // Petroleum Technology Quaterly. Winter 1997-1998. P 67.
117. Письмен M. К Производство водорода в нефтеперерабатывающей
промышленности. М/ Химия, 1976.
] 18. Черный И- Р Производство сырья для нефтехимических синтезов.
М.. Химия, 1983
I 10. Ахметов С. А Физико-химическая технология глубокой переработки
нефти и газа Ч. 2. Уфа, 1997.
\20.Ашитко С. Г, Злотникова Л Г.. Терентьев Г. А , Каминский Э. Ф.
Экономическая эффективность использования термических процессов 6
схемах глубокой переработки нефти- Обзорная информация.
М.- ЦНИИТЭНефтехим, 1991.
121. Смидович Е. В. Технология переработки нефти и газа. Ч. 2 М.. Химия, 1980.
374
122. Берг Г. А., Хабибуллин С. Г Каталитическое гидрооблагораживание
нефтяных остатков. Л.: Химия, 1986
123. Фукс И. Г. Отечественные научные школы и их роль в Становлении химии
и переработки нефти. М.: Нефть и /аз, 1996.
124. Фукс И Г, Матишев В. А. // ХТТМ. 1997 № 4 С. 50.
125. Данилов А М. // ХТТМ. 1996. № 2. С. 5.
126. ГИВД — НПО «Леннефтехим» от Ипатьева до наших дней». (Сб. статей к
125-легию Ипатьева В. Н.) М.. ЦНИИТЭНефтехим, 1992.
127. Радченко Е Д.//ХТГМ. 1997. №4. С. 3.
128. ОрочкоД. И., Сулимов А. Д., Осипов Л. Н. Гидрогенизационные процессы в
нефтепереработке. М/ Химия, 1971.
[29. Агафонов А. В. //Сб. трудов ВНИИ НП. Выпуск XXV1H. М.:
ЦНИИТЭНефтехим, 1978. С.З.
130 Обрядчиков С. Н Технология нефти. Ч. 2. М.: Гостоптехиздат. 1952.
131. Саханен А. Н. Переработка нефти М.: Гостоптехиздат, 1947,
132. Капустин В. М., Кукес С., Бертолусини Р. Нефтеперерабатывающая
промышленность США и бывшего СССР. М.: Химия, 1995.
133 СулимовА.Д. Каталитический риформинг бензинов. М. Химия, 1973.
134. Маслянский Г. Н., Шапиро Р. Н. Каталитический риформинг бензинов.
Л : Химия, 1985.
135. Рудин М. Г., Драбкина А Е. Краткий справочник нефтепереработчика.
Л.. Химия, 1980.
136. ПигузоваЛ. И. Высококремнеземные цеолиты и их применение в
нефтепереработке и нефтехимии. М : Химия. 1974.
137. Радченко Е. Д., Нефедов Б. К., Алиев Р. Р. Промышленные катализаторы
гидрогенизационных процессов нефтепереработки, М : Химия, 1987.
138. Укрупненные показатели трудовых и энергетических затрат на НПЗ
различной сложности Переработка нефти за рубежом.
ЦНИИТЭНефтехим, 1967 № 10
139. Нефтеперерабатывающая и нефтехимическая промышленность
зарубежныхегран. М.: ЦНИИТЭНефтехим, 1978.
140. Дунаев Ф. Ф. Экономика и планирование нефтяной промышленности
СССР. Ч 1. М.: Гостоптехиздат, 1957. С. 236.
141. Жаров Ю М. Изомеризация углеводородов. М.' Химия, 1983.
142. Перспективные процессы и катализаторы нефтепереработки и
нефтехимии // ГрозНИИ Сб. научных трудов.
М ЦНИИТЭНефтехим, 1990.
143 Хаджиев С Н.идр. Крекинг нефтяных фракций на цеолитсодержащих
катвлизаторах. М.' Химия, 1982.
144 Нефедов Б К., Радченко Е. Д., Алиев Р. Р. Катализаторы процессов
углубленной переработки нефти. М.: Химия, 1992.
145. Долгов Б Н. Катализ в органической химии Л.:ГХИ, 1959.
<46 Грузе В. А, СтивенсД. Р Технология переработки нефти. Л.: Химия, (964.
147 Бондаренко Б. И. Установки каталитического крекинга. М.: Гостоптехиздат,
1958.
375
148. Суханов В. П. Каталитические процессы в нефтепереработке. М,- Химия
1973
149 Конь М- Я., Шершун В. Г. Совершенствование вторичных процессов
за рубежом и их роль в углублении переработки нефти.
М.: ЦНИИТЭНефтехим, 1979.
150. Коган Ю. С., Конь М Я- Переработка остаточного сырья на установках
каталитического крекинга за рубежом. М.: ЦНИИТЭНефтехим, 1988.
151. Радченко Е. Д, Зеленцов Ю. Н-, Чернакова Г. Я. Влияние органических
азотсодержащих соединений на гидрокрекинг нефтяных фракций на
цеолитсодержаших катализаторах. М.: ЦНИИТЭНефтехим, 1987.
152 Радченко Е Д, Пережигина И. Я., Чернакова Г И Превращение
углеводородов вакуумных дистиллятов в процессе гидрокрекинга на
цеолитсодержаших катализаторах М,-ЦНИИТЭНефтехим, 1983.
153. Мархевка В. И.. Мелик-Ахназаров Т X. и др. //ХТТМ. 1990. № 1. С. 3.
154. Мелик-Ахназаров Т. X, Соляр Б 3. и др. // ХТТМ. 1993. № 9. С. 35.
155. Соляр Б. 3, Житомирский Б М.идр. // ХТТМ. 1986. № 2. С 19.
156. Соляр Б. 3., Мелик-Ахназаров Т. X. и др. // ХТТМ- 1986. № 12. С. 15.
157. Тараканов Г В. Основы технологии подготовки и глубокой переработки
нефтяного сырья //Дисс. на соискание ученой степени д. т. н., 1999.
158. Карпова И. М., Немец Д. Л. и др. Нефть, процессы и продукты ее
углубленной переработки. Труды ВНИИ НП- Ч. 5. 1993. С. 86.
159. ЧаговецА. И., Осипов Л. Н. и др. Там же. С. 79.
160-Ашитко С. Г., Карпова Н. М. и др. Там же. С. 98.
161. Самохвалов А И., Шелестов А. С. и др // ХТТМ. 1988. № 3. С. 15.
162. Соляр Б. 3., Мелик-Ахназаров Т. X. и др Тезисы докладов международного
семинара «Каталитический крекинг нефтяного сырья». Ангарск, 1993.
163. Касьянов А X., Сухоруков А И. и др. // Нефтепереработка и нефтехимия,
1998.№4 С. 11.
164. Егоров И. В., Ганцев В. А- и др. // ХТТМ. 1996. № 6. С. 20.
165. Oiland Gas Journal 1987. V. 85. № 20 Р 51.
166 Рогачев С. Г, Глаголева О. Ф. Новое в процессе вакуумной перегонки
нефтяного сырья. М.: ЦНИИТЭНефтехим, 1999.
167. Шорей С У, ЛомасД. А., Кисом У. //Нефтегазовые технологии. 2000. № 2-
С. 93.
168. Эйгенсон А. С., Ивченко Е. Г. Органические соединения серы. Т. 1. Рига:
Зинатна, 1976.
169. СтехунА И., Берг Г. А. // Нефтепереработка и нефтехимия. 1974. № 2. С. 3.
Левинбук М. И.//У.ТПЛ. 1999. № 6. С. 21.
171. Левинбук М. И., СюпяевЗ И.Ц Российский химический журнал. 1997. № I-
С. 42.
172 Гончарове В., Самохвалов А. И, Лапкин С. Л. Там же. С. 51.
173. Oil and Gas Journal. 1990.88 № 13. P. 56.
174. Нефть, газ и нефтехимия за рубежом. 1984. № 9. С. 82.
175- Владимиров А. И. Каталитический крекинге «кипяшим» слоем
катализатора. Реакторно-ре|енераторный блок. М.: Нефть и газ, 1992.
176. Нефть, газ и нефтехимия за рубежом. 1985. № 9. С. 76
376
177 Oil and Gas Journal. 1985. V. 83. № 17.P 71.
178 Нефтепереработка и нефтехимия 1994. №2. С. 10.
179. Oil and Gas Journal. 1984. V. 2. № 50. P. 79.
180 Варфоломеев Д. Ф., Фрязинов В. В.. Валявин Г. Г. Висбрекинг нефтяных
остатков. М.: ЦНИИТЭНефтехим, 1982.
181. СоскиндД. М., Барсуков Е. Я. Термоконтактный крекинг тяжелых нефтяных
остатков. М.. ЦНИИТЭНефтехим, 1983
182 Красюков А. Ф. Нефтяной кокс. М : Химия, 1966
[83. Магариц Р. 3. Теоретические основы химических процессов переработки
нефти. М.. Химия, 1985.
[84. СоскиндД. М. и др. //ХТТМ. 1982. № 10. С. 5.
[85 СоскиндД М. и др. //ХТТМ 1984. N? 2. С. 4.
186. Прохорова А А. и др. //ХТТМ. 1983. № 2. С. 44.
187. Исследование в области переработки тяжелых нефтей и нефтяных остатков
// Переработка нефти и нефтехимия; НГИС М.: ЦНИИТЭнефтехим, 1981.
№29. С. 2.
188 Райс О. Ф. Свободные алифа|ические радикалы. Химтеорет, 1937.
189 Семенов Н. Н. О некоторых проблемах химической кинетики. М.-. Изд. АН
СССР, 1958.
190. Кондратьев В Н., Розанцев Э. Г. Новое в химии // Сб. статей «Наука», 1964.
{9\. Кондратьев В Н. Свободные радикалы — активные формы вещества.
М. Изд. АН СССР, 1960.
192. Лукьянов П. И., Басистов А. Г. Пиролиз нефтяного сырья.
М.: Гостоптехиздат, 1962.
193 Тиличеев Л/. Д. Химия крекинга. М.: Гостоптехиздат, 1941.
194. Hydrocarbon Processing. 1979. 58. №1 Р. 131.
\<Д>.Доминичи В. Е. Ц ХТТМ 1998 № 1. С 39.
196. СоскиндД. М и др // ХТТМ. 1970. № 6. С. 42.
197. Барсуков Е. Я., СоскиндД. М. и др. // Нефтепереработка и нефтехимия.
1980. №9- С. 26
198 Плеханов М. А., Бутина Н. М и др. // Нефтепереработка и нефтехимия
2000. №8. С 5.
199. Хонда X. Эффективное использование нефтяных остатков / Доклад на X
Мировом нефтяном конгрессе Бухарест, 1979.
200. Варфоломеев Д. Ф., СтехунА. И. и др. //ХТТМ. 1982. № 12. С. 26.
201. Спектор Г. С, БотниковЯ-А. и др. //ХТТМ. 1967.№9.С 10.
202 ХТТМ 1961. № 3. С. 22.
2ОЗ. Лк£мр М., ГиленХ. // Нефть, газ и нефтехимия за рубежом. 1981. № 5. С. 95.
204 Значение термического крекинга в нефтепереработке Европы. М :
ЦНИИТЭНефтехим, 1979-
205 Смидович Е В. // ХТТМ 1980. № 7. С. 48.
206. Чверткин В Л // Нефтепереработка и нефтехимия. 1984. № 5. С. 8.
^.ВарфоломеевД. Ф. и др. //ХТТМ. 1982. № 12. С. 26.
208. Переработка углеводородов. 1976. № 12. С. 4.
209 Переработка углеводородов. 1978. № 9. 1978. С. 8.
377
210. Хельдер М. Висбрекинг и термический крекинг нефтяных остатков.
Экспресс-информация. ВИНИТИ. 1977 № 12. С. 16.
211. Hydrocarbon Processing. 1981.60. № 5. Р. 81.
212. Касьянов А. А., Сухоруков А. М.идр.Ц Нефтепереработка и нефтехимия
1998. №4. С. 34.
213. Валявин Г. Г.. Сухоруков А. М. и др. // ХТТМ. 1999. № 2. С. 25.
214. Гюльмисарян Т. Г. Основы сажеобразования. // Труды ГАНГ
им. И. М. Губкина, 1996.
2)5. Гкхоьмисарян Т. Г, Гилязетдинов Л. П. Сырье для производства углеродных
печных саж. М.: Химия, 1975.
216. СюняевЗ. И. Производство, облагораживание и применение нефтяного
кокса. М : Химия, 1973
217. СюняевЗ. И., Сюняев Р. 3., Сафиева Р. 3. Нефтяные дисперсные системы.
М.: Химия, 1990.
218. Chemical Eng. Progress. 198]. №12. Р. 40.
219. Варфоломеев Д. Ф.: Стехуи А. И. Сырье коксования и эффективность его
использования. М.: ЦНИИТЭНеф(ехим, 1987.
220. Шахназаров А. Р. // В сб Производство, прокалка и направления
использования нефтяного кокса Материалы совещания Омск, 26—27
января, 1999. С 8.
221 Ефимов В. А. Там же. С. 14.
222. Валявин Г. Г. Там же. С. 18.
223. Кривых В А. Там же. С. 3].
224 Никифоров Б. В Там же. С. 34.
225. Ахметов М. И. Там же. С. 38.
226. Андреев В. С. Там же. С. 91.
227. Шевченко С Ф. Там же. С. 94.
228. 011 and Gas Journal. 1978.76 № 23. Р. 86.
229 Процесс «Эврика» термического крекинга остаточных нефтепродуктов.
М.. ЦНИИТЭНефтехим, 1978. № 21. С. 6.
230. 0(1 and Gas Journal 1998.96. № 44. Р. 78.
23). Petroleum Technology Quarterly. 1998—1999. P. 29.
232. Таушев В. В., Валявин Г. Г. Нефтепереработка и нефтехимия. 1997. № 7. С. 14.
233. Таушев В. В. // ХТТМ 1998. № 6. С. 34.
234. Валявин Г. Г Висбрекинг нефтяных остатков. (Состояние и пути
интенсификации термических процессов деструктивной переработки
нефти) // Тезисы докладов совещания. Пермь, 3—5 сентября 1985.
М.: ЦНИИТЭНефтехим, 1985. С. 16.
235. Бере Г. А. и др. Облагораживание бензинов вторичного происхождения.
Схемы и процессы глубокой переработки нефтяных остатков // Сб. трудов
БашНИИ НП М - ЦНИИТЭНефтехим, 1983. Вып. 22 С. 27.
236. Агафонов А В. и др. Разработка и внедрение процессов
гидрооблагораживания прямогонных и вторичных дистиллятов / Нефты
Процессы и продукты ее углубленной переработки // Сб трудов ВНИИ
НП. М.: ЦНИИТЭНефтехим, 1983. Вып. 44. 4.2. С. 30.
378
237. Ипатьев В. И. Каталитические реакции при высоких температурах и
давлениях. М.. Изд. АН СССР, 1936.
238. Сабатье М. Катализ в органической химии. М. Гостоптехиздат, 1932.
239. Молдавский Б. Л. Деструктивная гидрогенизация топлив.
М.: Госхимтехиздат, 1934.
240. Калении И. В. Химия гидрогенизационных процессов в переработке топлив.
М.: Химия, 1973.
241. Фрост А. В Избранные научные труды. М.: Изд. МГУ, 1960.
242 Бергиус Ф. В сб. Деструктивная гидрогенизация топлив. М.. ОНТИ,
Госхимиздат, 1934.
243. Курганов В. М, ГорштейнА. Б. и др. //ХТТМ. 1986. №9. с. 4.
244. Калении И. В., Неудачина В. И. Химия процессов гидрокрекинга.
М.. ЦНИИТЭНефтехим, 1970.
245. Калечиц И. В Химия процессов гидрообессеривания топлив
М.: ЦНИИТЭНефтехим, 1974
246 Баландин А А. Современное состояние мультиплетной теории
гс1ерогенного катализа. М.: Наука, 1968.
247. Оболенцев Р. Д. и др. Химия сероорганических соединении, содержащихся в
нефти и нефтепродуктах. Башкир, филиал АН СССР, ] 961.4. 961.
2^. Оболенцев Р. Д. к ф. ДАН СССР. 1960. 130.98.
249. Мак-Кинли Д. Б / В кн. Катализ в нефтехимической и
нефтеперерабатывающей промышленности. М.: Гостоптехиздат, 1969. 1.339.
250. Осипов Л. Н, Виноградова Н. Я., Каминский Э. Ф. // Нефтепереработка и
нефтехимия. 1995. № 12. С. 18.
251 Ciapetta Е. С., Dobres R. М. //Catalysis. 1958.6. Р. 495.
252 Гринсфельдер С. Б. Химия углеводородов нефти. Л.: Гостоптехиздат, 1958.
253 Казаниева В. М., Неудачина В. И., Калении И. В. // Нефтепереработка и
нефтехимия. 1968. № 8. С. 26.
254 Неудачина В. И. // Дис. канд. техн. наук. М.: МИНХиГП им. Губкина, 1968.
255 Казаниева В. М., Калении И. В. // Нефтепереработка и нефтехимия. 1968.
№ 10.
256. Казанцева В. М. // Дис. канд. техн наук. М.: МИНХиГП им. Губкина, 1969.
257. Калечиц И. В. и др. Кинетика и катализ 196] № 5. С. 746.
258 Панченков Г. М., Васильева И. И., Жаров Ю. М. Кинетика каталитических
процессов. Вып. 86. М.: Химия, 1969.
259. Фарберов М. И., Ветрова В. В. и др. // ЖОРХ, 1963. 4. С. 163
260 ПайнеX //Журнал америк. хим..общества. 1957. 79. 1479.
261. Калечиц И. В., Неудачина В. И., Липович В. Г // Нефтехимия 1969. № I.
С 47.
262. Вурхис А., Смит У, Макларен Д. //Труды VI Международного нефтяного
KoHipecca. ЦНИИТЭНефтехим, 1965. С. 76.
263. Хавкин В. А. и др //ХТТМ. 1969-№ I, С 5.
264. Carder etal Industr. and Eng. Chemistry. 1969. № 8. P.5.
265. Хмельницкий P. А. и др // XTTM. 1967. № 2. C. 56.
379
266 Ландау М В, Нефедов Б. К. и др. Катализаторы на основе молибдена
и вольфрама для процессов гидропереработки нефтяного сырья.
М.. ЦНИИТЭНефтехим, 1985 С. 80.
267. Кругликов В. Я. Ландау М. В. Цеолитсодержащие катализаторы в процессах
гидрокрекинга нефтяною сырья. М.: ЦНИИТЭНефтехим, 1981. С. 86.
268. Мелик-Ахназаров Г. X., Мархевка В. И- и др. Нефть, процессы и продукты
ее углубленной переработки. М.: ЦНИИТЭНефтехим, 1983. С. 15.
269. Хавкин В. А., Осипов Л. Н и др. // ХТТМ. 1965. № 8. С.1.
270. Осипов Л Н.,Хавкин В. А. и др.//ХТТМ. 1966.№5 С. 5.
271. СахановА. И-,Тиличеев М.Д. Крекинг в жидкой фазе. Научн. химико-
технол. издат, 1928.
272 Тиличеев М Д. Химия крекинга. М.: Гостоптехиздат, 1941.
273. Панченков Г. М., Лебедев В. П. Химическая кинетика и катализ. Изд. МГУ
1961.
274. Зиновьева А. Л., ОрочкоД. Я. Тфуды ВНИГИ. Вып. 2. Гостоптехиздат, 1950.
275. Фрост А. В. Труды по кинетике и катализу. М. Изд. АН СССР, 1956.
276. Пережигина И. Я. Исследование и разработка одноступенчатого процесса
гидрокрекинга вакуумных дистиллятов с целью получения моторных
топлив//Дис. канД-техн. наук, 1968.
277. Хавкин В. А. Разработка второй ступени гидрокрекинга тяжелого
дистиллятного сырья с получением моторных топлив//Дис. канд. техн,
наук, 1967.
278. ОрочкоД. И. Теоретические основы ведения синтезов жидких топлив.
М.: Гостоптехиздат, 1951.
279. Thomas F. Degnan //Topics in Catalysis. 2000 №13. P. 149.
280. Курганов В. M., Папуша Л В и др. // 1999. ХТТМ. № 2. С 24.
281. Радченко Е. Д., Курганов В. М. и др. // Нефтехимия. Т. 24 1986. № 1. С. 70.
282. Nelson W. А // Oil and Gas Journal. 1968 66 8. P. 99-
283. Oil and Gas Journal 1968. 66. 7. p. 122.
284. Курганов В. M и др. Гидрогенизационные процессы получения моторных
топлив. Сб. трудов ВНИИ НП. М.: ЦНИИТЭНефтехим, 1978. С. 59-
285. Чернакова Г. Н. и др. Там же. С. 50.
286. ОрочкоД. И, Чернакова Г. Н. //ХТТМ. 1968. № 3. С. 8.
287. Введенский А. А. Термодинамические расчеты нефтехимических процессов.
М.' Гостоптехиздат, I960.
288. Пережигина И Я. и др. Исследование и применение гидрогенизационных
процессов в нефтеперерабатывающей и нефтехимической
промышленности. М.: ЦНИИТЭНефтехим, 1968.
289. Радченко Е.Д и др. Каталитические процессы глубокой переработки
нефти. М.: ЦНИИТЭНефтехим, 1980
290. Курганов В. М., Папуша Л. В. // Нефтепереработка и нефтехимия. 1996.
№ 10. С. 21.
291. Штейн В И., Гольбин А. М. и др. // ХТТМ 1986. № 9-С-16.
292. Радченко Е. Д, Курганов В. М. и др. Там же. С. 2.
293. Ш. Абдо, Т. О. Хэллен идр.//ХТТМ. 1994. №4 С. 8.
380
294. Ботников А Я., Низяева Г. С. и др. Гидрогенизанионные процессы
получения моторных топлив//Сб. трудов ВНИИ НП.
М : ЦНИИТЭНефтехим, 1978
295- ЧаговецА. Н, Здобнов В Н. идр. // Нефтепереработка и нефтехимия. 1999.
№ 11, С. 28.
296 G. G. Brane, С. A. Groendaal // Petroleum Technology Quarterly. Autumn, 2000.
P. 47.
297 Вайль Ю. К, Пугач И. А. и др. // ХТТМ. 1986 № 9. С. 7.
298. Вайль Ю. К., Пугач И. А. и др. Технология и аппаратурное оформление
процесса (идрообессеривания остатков. М.' ЦНИИТЭНефтехим, 1984.
299. Вайль К). К., Пугач И. А. и др Гидропереработка остаточных видов сырья.
М.; ЦНИИТЭНефтехим, 1984.
300 Billon eta) // Hydrocarbon Processing. 1977. 57. №5. 122.
301. Chem Week. 1978 123.№11.25
302 Hydrocarbon Processing. 1978.57 №9-97.
30 3.Вайль Ю. К.. Пугач И А. идр. //Труды ВНИИ НП. Вып 39 С. 182.
304. Маншилин В. В., Вайль Ю. К. идр. //ХТТМ. 1973. № 10. С. 1.
305. Oil and Gas Journal. 1974 72. № 1. P127.
306 Petroleum Technology Quarterly. Winter 1999-2000. P. 29
307. Гуляева Л. А., Хавкин В. А. идр. /j Нефтепереработка и нефтехимия. 1999. №
6 С. 18.
308. Хавкин В. А-, Гуляева Л. А и др. // Мир нефтепродуктов. 2000. № 3. С. 8
309. Рудин М. Г, Добровинский А. Л., Чернова 3. И. Обобщение опыта
проектирования и освоения крупнотоннажных установок и блоков
гидроочистки средних дистиллятов. М.: ЦНИИТЭНефтехим, ]990.
310. Рудин М. Г., Курилин В. А Обобщение опыта проектирования и
эксплуатации установки Л К-6У. М/ ЦНИИТЭНефтехим, 199).
311. Хаджиев С. Н Перспективные процессы и катализаторы нефтепереработки
и нефтехимии //Сб.трудов ГрозНИИ. М.: ЦНИИТЭНефтехим, 1990. С- 5.
312. Хаджиев С Н., Имаров А. К. и др Там же. С. 21.
313. Хаджиев С. Н., Круглова Т. Ф., ИмаровА К. Производство
высокооктановых бензинов // Сб. трудов ГрозНИИ.
М,- ЦНИИТЭНефтехим, 1986. С. 5
3(4.Зюба Б И. и dp. Там же. С 13.
315 . Лепаж Жан Поль, Селезнев Ю. Л. // Нефтепереработка и нефтехимия 1998.
№5. С. 3.
316 . Гуреев А. А., Жаров Ю М., Смидович Е. В. Производство высокооктановых
бензинов. М.: Химия, 1981
317 .Бурсиан Н. Р идр. Изомеризация парафиновых углеводородов М.:
ЦНИИТЭНефтехим, 1979
318 Танатаров М А , Ахметов А. Ф. идр. Производство неэтилированных
бензинов.Тематик обзор М/ЦНИИТЭНефтехим, 1981.
319 Фалькевич Г. С , Барильчук М. В. идр // ХТТМ 1999. № 2. С. 9.
320 . Каминский Э. ф. Разработка технологий глубокой переработки нефти для
получения моторных топлив с улучшенными экологическими
характеристиками//Дис. д-ра техн. наук. 1996.
381
32\. Жаворонков М М, Вольф В Ю., Дорогочинский А. 3. // Нефтепереработка
и нефтехимия. 1982 № 2. С. 5.
322. Агафонов А В, Осипов Л. Н и др. Проблемы переработки высокосернистых
нефтей (Сборник) М.: ЦНИИТЭНефтехим, 1966. С. 192.
323. Хавкин В. А , Вязков В А. и др. // Нефтепереработка и нефтехимия. 1990.
№ 8 С. 20.
324. Осипов Л Н., Хавкин В А , Берг Г. А. и др // Нефтепереработка и
нефтехимия. 1969. № 2. С- 1
325. Шапиро Р. Н., Глозштейн А. Я. и др. // Нефтепереработка и нефтехимия.
1990 №8. С. 17.
326. Хавкин В. А. Разработка технологии гидрогенизаиионных процессов
производства автобензина и реактивных топлив из нефтяных дистиллятов //
Дис. д-ра техн, наук., 1993.
327. Опекун А. И. // ХТТМ 1991. № 5. С. 34.
328. Каминский Э. Ф., Хавкин В. А , Осипов Л. Н., Курганов В. М. Новые
технологии производства моторных топлив с улучшенными
экологическими характеристиками // Российский химический журнал.
Том XII. 1997. №6. С 56.
329. Каминский Э. Ф., Хавкин В. А. и др. // Нефтепереработка и нефтехимия.
1996. №35. С. 13.
330. Каминский Э. Ф., Хавкин В. А. и др // Нефтепереработка и нефтехимия.
1995. № 10. С. 6.
331. ПрокопюкА. С., Каминский Э. Ф.идр //ХТТМ. 1996.№ 1 С. 18.
332. ПрокопюкА. С. Разработка и внедрение технологии селективного
гидрокрекинга бензинов//Дис канд. техн, наук, 1996.
333. Князьков А. Л, Есипко Е.А и др. Материалы 1 Международного симпозиума
«Наука и технология углеводородныхдисперсных систем». М.. РГУ нефти
и газа им Губкина, 1997. С 43.
334. Oil and Gas Journal 1999.V97 №51.P34.
335. Бунаков Б M Ц Мир нефзепродуктов. 2000. № 4. С. 2.
336 Материалы семинара фирмы Луммус. М., 1996.
337. Материалы семинара фирмы ЮОПи. М , 2000.
338 Материалы семинара фирм Луммус-Шеврон. М., 1995.
339. Hydrocarbon Processing. 1986. Sept. Р. 105.
340. Hydrocarbon Processing. 1992. № 5 P. 86.
341. Патент США, № 4647706- 1987.
342. Ахундов М. А. и др. // Материалы научно-технического совещания по
каталитическому крекингу Баку, 1989 С 71.
343 Луговской А. И., Логинов С А и др // ХТТМ № 5 2000. С 35.
344. Осипов Л. Н. и др В сб. Разработка ОАО «ВНИИ НП» технологий
производства экологически чистых дизельных топлив и автомобильного
бензина на предприятиях Отрасли по современным требованиям.
Материалы совещания Москва, 21 апреля 1999. С. 5.
345. Хавкин В. А. и др. Там же. С. 25.
346. Митусова Т. Н. и др. Там же. С. 32.
347. Емельянов В. Е и др Там же. С. 36.
382
34S.Oil and Gas Journal. 1990. V88.№ |9 P 109
349 Каминский Э Ф , Хавкин В. А. и др. // Нефтепереработка и нефтехимия
1995. № 3 С. 9
350.Липкин Г. И. Ц Мир нефтепродуктов. 2000. № 3. С. 18.
351. Petroleum Technology Quarterly. Winter 1998-1999. P. 53.
352.Зегер К. E., Котлер В. P. //ХТТМ. 1996. №6. С. |5.
353. Химические вещества из угля / Под ред. Фальбе Ю. М. М.: Химия, 1980.
35^-Азингер Ф. Химия и технология моноолефинов. М : Гостоптехиздат. i960.
355 Вольфкович С. И. и др. Общая химическая технология. Т. 2 М.: Госхимиздат,
1959.
356. Лапидус А. Л. //ХТТМ. 2000. № 2. С. 18.
357- Квинлен М // Газовая промышленность. 1998. № 3 С. 76.
358 Славинский Е. В., Кузьмин А Е. и др. // Нефтехимия 1998. Т. 38. № 4 С. 243
359 Лапидус А. Л., Крылова А. Ю. Уголь и природный газ — источники для
получения искусственного жидкого топлива м химических продуктов.
М.. Знание, 1986
360.МиначевХ. М.,Лапидус А.Л., КрыловаА /О.//Химия твердого топлива.
1993. № 6. С. 7.
361. Болдырев И. В., Смирнова Т. £.//Двигателестроение. 1997. № 4. С. 39.
362 Степанов В Г, Ионе К. Г. //ХТТМ. 2000. № 1. С 8.
363. Степанов В. Г, Снытникова Г. П. Ионе К. Г. // Нефтехимия, 1992. № 3.
С 243
364 Проспект САПР-Нефтехим, 2000.
365 Ростанина Е Д, Ростанин Н. Н., Нефедов Б. К. // Сб. трудов ВНИИ НП
Ч. 5. Выл. 69- 1993. С. 40.
366. Капустин М. А., Нефедов Б. К. Технологические процессы получения
высокооктанового бензина из метанола. М : ЦНИИТЭНефгехим, 1982.
367 Нефедов Б К., КоновальчиковЛ. Д., Ростанин Н. Н Катализаторы
нефтепереработки и нефтехимии на основе высококремнеземных
цеолитов. М . ЦНИИТЭНефтехим, 1987
368. Hydrocarbon Processing. 2000 Nov. Р. 1 ]4.
369. Залищевский Г.Д. // Неф1еперерабогкаи нефтехимия. 2000. № 9- С. 17
370. Залищевский Г Д , Садчиков И. А. Техники-экономические перспективы
совершенствования производства автомобильных топлив.
М ЦНИИТЭНефтехим, 1998. № 3. С. 5.
371 J. Bousquet, М. Valas // Large Chemical Plants 9lh Int. Symp. Belgium,
Antwerpen, 1995 P 241.
372. M. J. Levtnbuk, N.J l/saehevl'^ World Congr. On Oxide Catalysis. Studies
in Surface Science and Catalysis. San Diego, Elsevier. 1997 V. 110. P. 731.
373 David V Law// Petroleum Technology Quarterly Winter 2000-2001. P 55
383