




































Author: Шулепов А.П. Шманев В.А. Шитарев И.Л.
Tags: тепловые двигатели (кроме паровых машин и паровых турбин) организация производственного процесса производственное планирование управление качеством компьютерные технологии механика авиация автоматизация инженерное дело
ISBN: 5-230-16991-5
Year: 1996




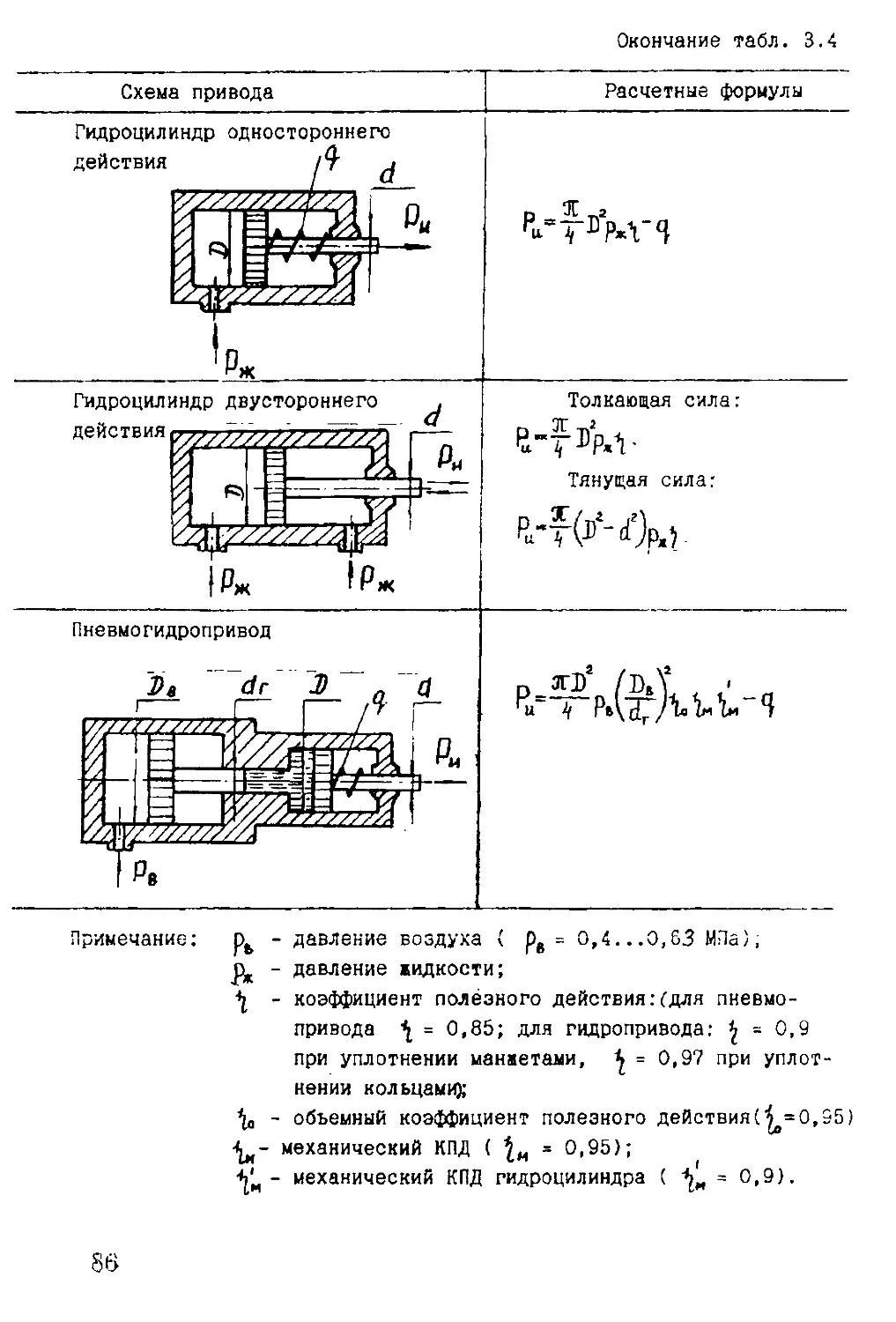
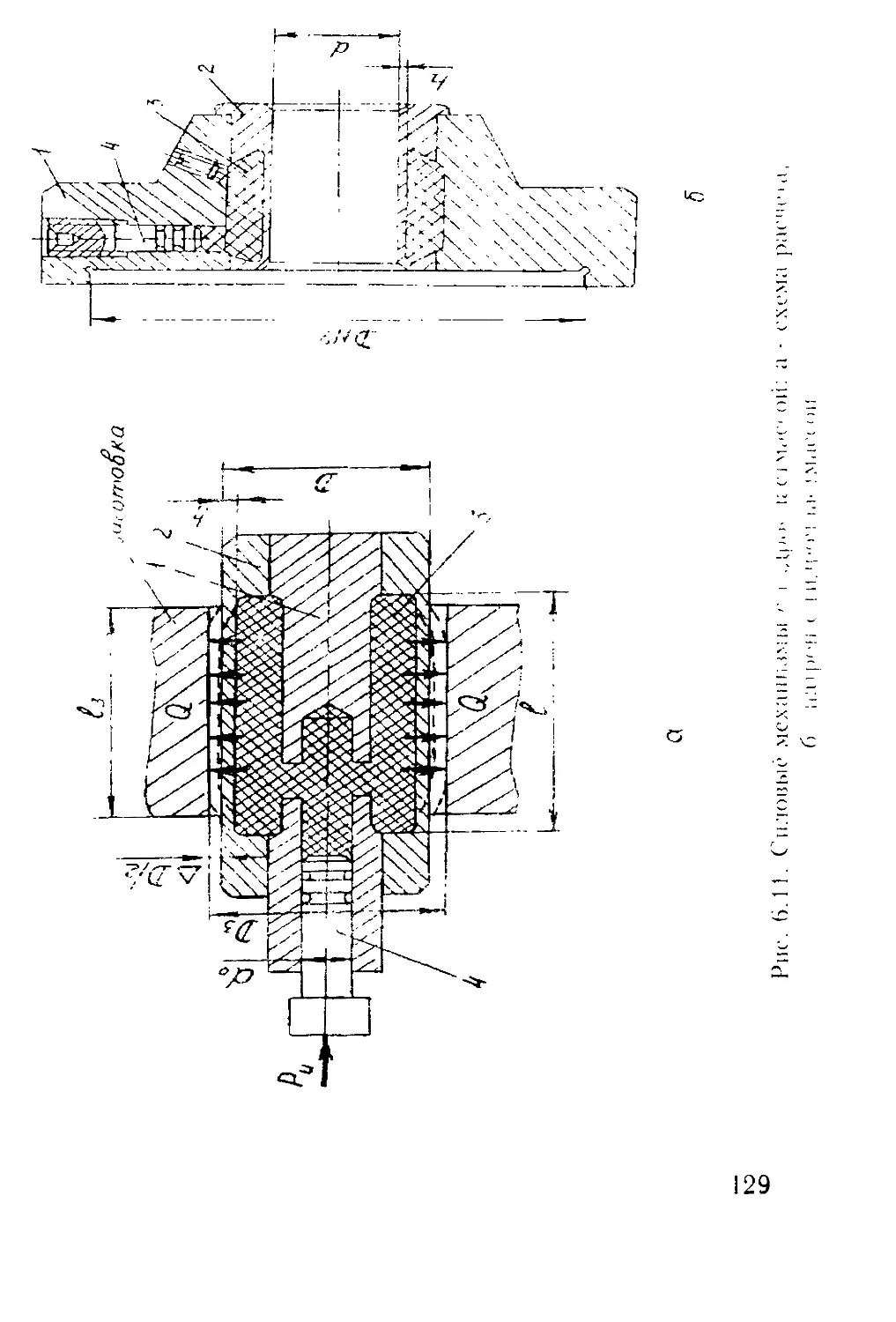
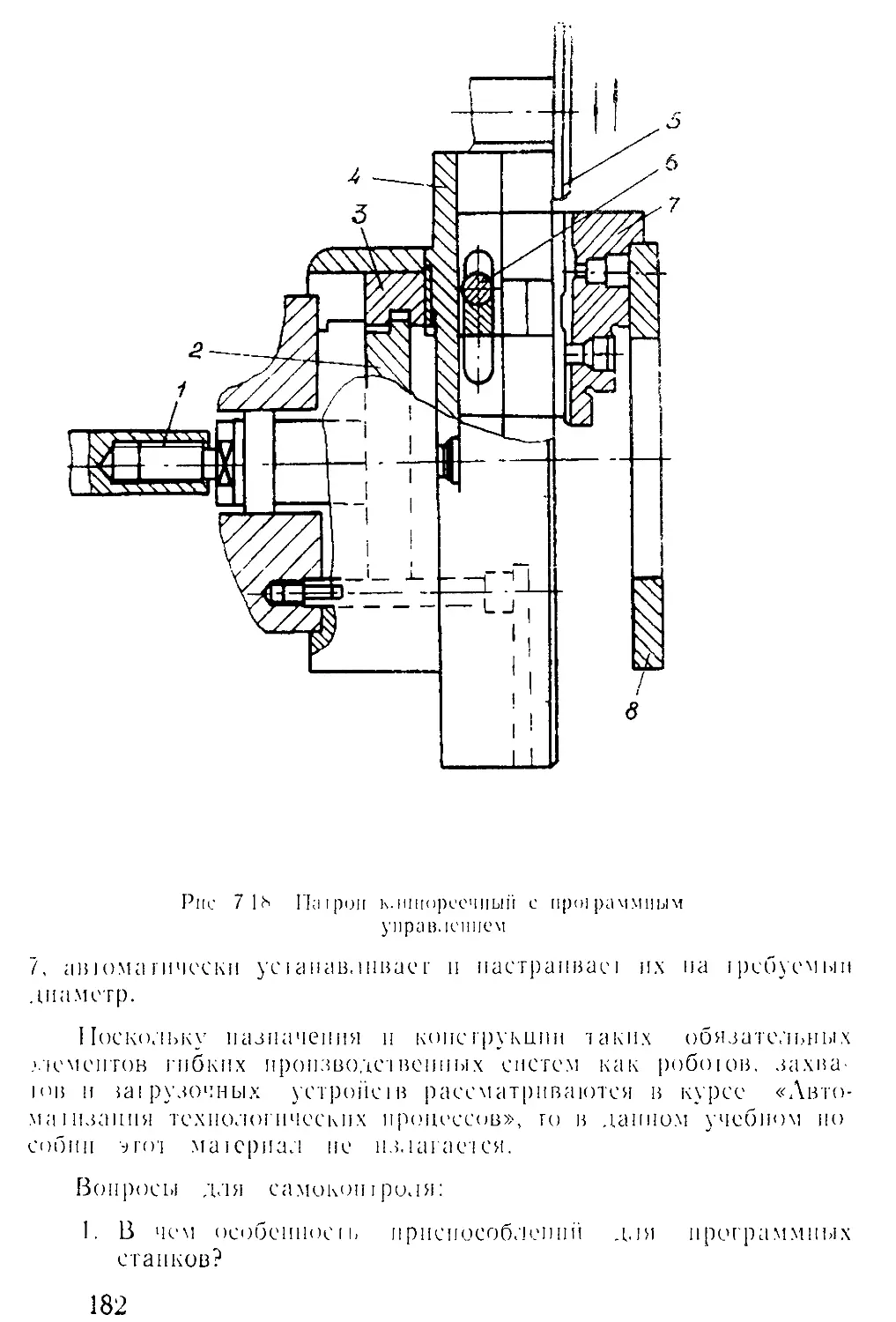
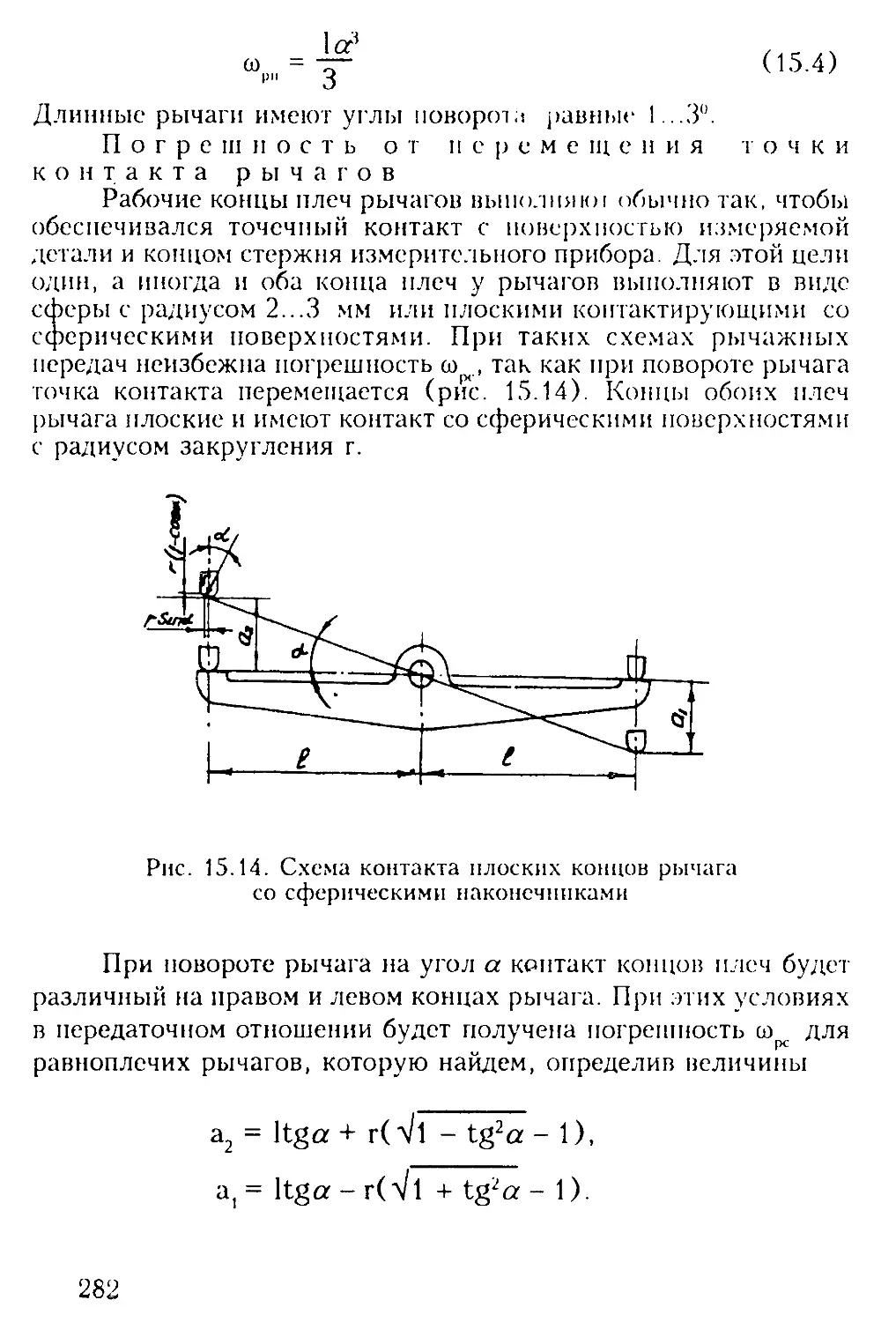
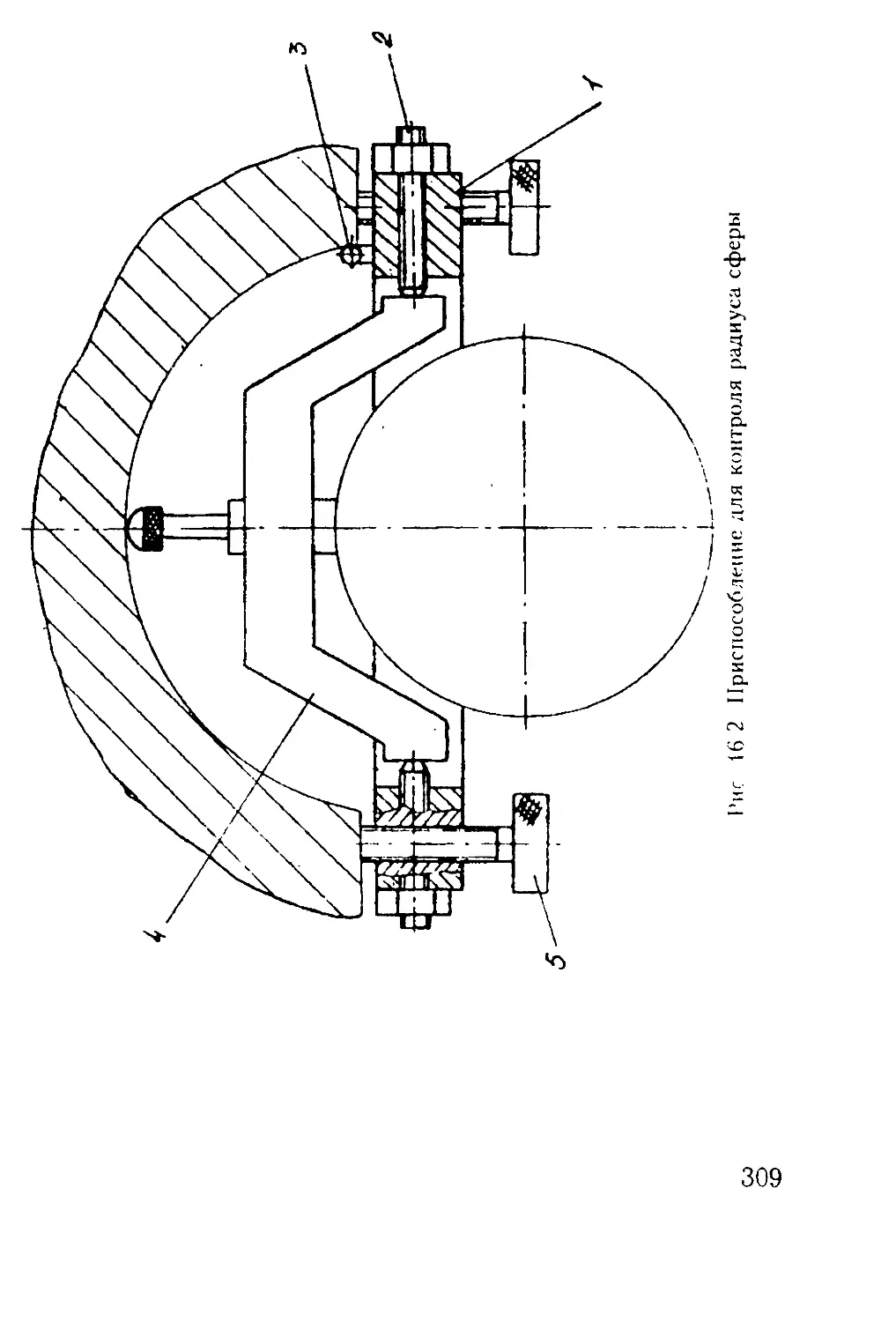
к <1
СНМЯРЯ 1996
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОЙ
ОСНАСТКИ
Государственный комитет Российской Федерации
по высшему образованию
Самарский государственный аэрокосмический университет
имени академика С. П. Королева
А. П. Шулепов
В. А. Шманев
И. Л. Шитарев
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ
Учебник
Под общей редакцией А. П. Шулепова
Самара 1996 г.
УДК [621.9.06-2:621.436:658.52.011.56:681.3](075.8)
Проектирование технологической оснастки:
Учебник / А. П. Шулепов, В. А. Шманев,
И. Л. Шитарев. Под общей редакцией А. П.
Шулепова. Самар, гос. аэрокосм. ун-т. Самара,
1996. 332 с.
ISBN 5-230-16991-5
Изложены теоретические положения,
конструкции и методики проектирования
станочных приспособлений, вспомогательного
инструмента и контрольно-измерительной
оснастки. Приведены схемы и конструкции
элементов, даны методики технико-экономических
расчетов и выбора конструкций средств
технологического оснащения производства при
различном уровне механизации и автоматизации.
Предназначен для студентов авиационных
вузов, изучающих курс проектирования и
конструкции средств технологического оснащения
и выполняющих курсовые и дипломные проекты
по технологическим темам. Выполнен на кафедре
"Производство двигателей летательных аппаратов".
Печатается по решению редакционно-
издательского совета Самарского государственного
аэрокосмического университета имени академика
С. П. Королева.
Рецензенты: акад. В. А. К р а в ч е н к о,
профч В. А. Б а р в и н о к.
ISBN 5-230-16991-5
© СГАУ, 1996
© А. П. Шулепов,
В. А. Шманев,
И. Л. Шитарев.
ПРЕДИСЛОВИЕ
В условиях рыночной экономики выпускаемая продукция
должна пользоваться спросом и быть конкурентоспособной.
Для этого необходимо не только систематическое
совершенствование и создание новых конструкций изделий,
по и разработка наиболее современных технологических
процессов, которые'обладали бы большой мобильностью и
позволяли обеспечивать высокое качество изготовляемых
изделий с наименьшими затратами. Это особенно важно при
выпуске сложной и дорогостоящей авиационной и космической
техники.
В технологии производства двигателей важную роль в
интенсификации производства играют средства
технологического оснащения (технологическая оснастка)
оборудования. Правильное применение прогрессивной
технологической оснастки позволяет в значительной степени
повысить технологические характеристики процесса обработки
заготовок (точность, качество поверхностного слоя и
производительность), ускорить переналадку оборудования,
снизить себестоимость изготовления деталей и создать
стабильность производства. Поэтому на производстве вопросам
проектирования, изготовления и эксплуатации технологической
оснастки уделяется большое внимание. Это указывает на то,
что необходимо в вузах улучшить подготовку студентов
авиационных специальностей по технологической оснастке.
Учебник состоит из трех разделов, в которых изложены
следующие виды технологической оснастки: станочные
приспособления, предназначенные для установки заготовок;
вспомогательный инструмент (приспособления), служащий для
3
связи режущего инструмента со станком контрольно-
измерительные приспособления.
В учебнике рассмотрены теоретические положения, схемы
и конструкции элементов, даны методики и примеры
инженерно-экономических расчетов, выполняемые при
проектировании технологической оснастки. Описаны типовые
наиболее характерные конструкции с различным уровнем
механизации и автоматизации, которые широко используются
как на универсальных станках, так и н? станках с ЧПУ.
Приведены методики ,традиционного и машинного
проектирования технологической оснастки. Материал
компоновался в основном применительно к производству
авиационных двигателей и агрегатов.
Учебник построен на основе обобщения большого
количества опубликованных работ, научных разработок,
выполнейных в организациях и предприятиях, справочников,
ГОСТов, ОСТов, а также практических материалов заводов
авиационных двигателей. При этом авторы стремились на
основании анализа и систематизации этого материала
изложить его в учебнике в определенной последовательности,
в сжатой и доступной для самостоятельного изучения
студентами форме. Вопросы, которые были уже известны
студентам из пройденных смежных дисциплин, мы старались
не включать в учебник.
Материал учебника рассчитан на его использование при
самостоятельном изучении студентами данного курса и
выполняющих курсовые и дипломные проекты по
технологическим темам. Кроме этого учебник может быть
полезен для инженерно-технических работников,
занимающихся проектированием, изготовлением и
эксплуатацией технологической оснастки на авиационных
заводах двигателей и агрегатов.
Авторы выражают благодарность рецензентам за ценные
замечания, а также признательны работникам кафедры
производства двигателей летательных аппаратов Самарского
государственного аэрокосмического университета за помощь,
оказанную при подготовке рукописи.
Все замечания и предложения по улучшению учебника
авторы примут с благодарностью.
4
Раздел А. КОНСТРУКЦИИ И ПРОЕКТИРОВАНИЕ
СТА НОЧНЫХ ПРИС П О СОБЛЕ НИ И
Глава 1. Общие сведения о станочных приспособлениях
1.1. Назначение приспособлении
Непрерывное развитие конструкции и повышение требовании
к качестве и надежности работы двигателей лет a i единых аннара-
юв неразрывно связано с пн юнепфнкацнен производива на осно
ве широкого использования прогрессивных i ехно. югпй и средив
автоматизации и механизации. В производстве дв ига i е. iei"i исиоль-
Tveic» комн.текс различных юхпологпческих процессов, обеспечи-
вающих по.т\чеипе заготовок, изготов.тонне дета.icii, осуптесiвле-
пие сборки, испытания и упаковки изделии. Среди всех видов iex-
пологическпх процессов наиболее сложными и трудоемкими явля-
ются технологические процессы механической обработки заготовок.
Это объясняется тем, что большинство деталей двигателей имеют
сложную копструкIнвную форму п малую жес! кость, изготавлива-
ются из труднообрабатываемых материалов, к ним предъявляют-
ся высокие требования к ючпостн гсометрпческп.х параметров и
качеству обрабатываемых поверхносюй. Все это приводит к том\,
что технологические процессы пзготовленпя деталей являююя
многооиерацпонпымн и почти для каждой! опсрацпр необходимы
cooIветствующие средства техно.югичсского оснащения.
К технологической ociiaci ке оиюстнся: приспособления, режу-
щий, мерительный и вспомогательные пнеi румент ы, контрольные
приборы и другие. В общем обьеме технологической оснастки ста-
ночные приспособления занимают более 60% трудоемкости. Слож-
ность технологических процессов изготовления деталей двигате-
лей обуславливает применение большого количества разнообраз-
ных конструкций приспособлений с высоким уровнем предъявляе-
мых к ним требований [I, о, I9j.
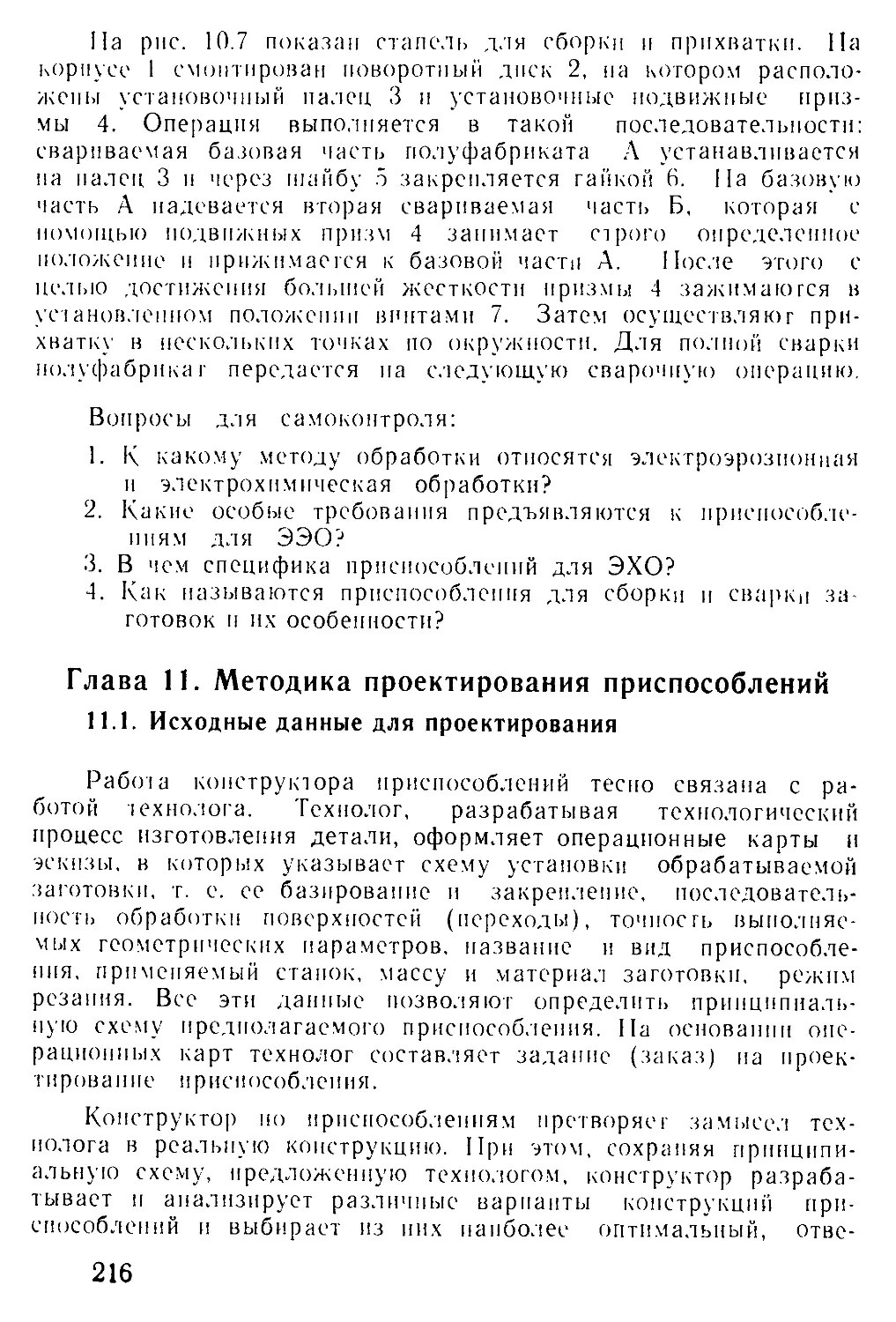
('шапочными приспособлениями называют до-
полни тельные (вспомогательные) устройства к металлорежущим
папкам. Они предназначены для:
1) установки обрабатываемых заготовок при выполнении опе-
раций в соответствии с требованиями технологического пронесся;
2) повышения точности и стабильности качества обря бо т к и
поверхностей, что обеспечивается путем правильного бязпровя 11 и я,
надежного закрепления заготовки и придания ей большей жест-
кости в процессе обработки;
3) повышения производительности труда, что достигается за
счет устранения разметки заготовок перед обработкой, выверки
загоювок при установке и сокращения пнучпого времени на всех
।е.хно.югнческпх операциях обработки заготовки. Использование
приспособлении позволяет наиболее эффективно влиять па умень-
шение вспомогательного времени при выполнении операции;
4) расширения технологических возможностей применяемых
универсальных и специализированных станков. Оснащение стан-
ков приспособлениями позволяв повысит], точность и производи-
тельность при изготовлении деталей, создает возможность осуще-
ствлять обработку заготовок сложных конструктивных форм и ма-
лой жесткое i n, которые без приспособлений невозможно или очень
сложно обработать, использовать универсальные станки для вы-
полнения таких операций!, для которых они не предназначены;
о) облегчения труда рабочего и повышения безопасности ра-
бо1ы. При применении приспособлений исключаются многие руч-
ные приемы п сокращаются затраты физической силы при выпол-
нении операции. Это достигается, главным образом, за счет упро-
щения базирования загоювкп и использования механизации и ав-
томатизации приспособлении. Труд рабочего становится более про-
изводительным п при этом больше уделяется внимания повыше-
нию качества работы.
1.2. Классификация станочных приспособлений
Все приспособления классифицируют по степени специализа-
ции, по числу устанавливаемых заготовок, но уровню механизации
н автоматизации и по типам станков. По степени специализации
приспособления разделяют на универсальные, специализирован-
ные и специальные [9, 24].
Универсальными называют приспособления для уста-
новки заготовок различной конструкции в установочном диапазо-
не размеров. Обычно эти приспособления изготавливаются станко-
строительными заводами, и они входят в комплект оснастки, при-
лагаемой к станку, или выпускаются в централнзованпом порядке
специализированными заводами. Они широко нрпмепякися в еди-
ничном и мелкосерийном н частично в серийном производствах
Эти приспособления разделяются на две группы. К первой отно-
сятся приспособления, которые обеспечивают установку заготовок
различных размеров, без какой-либо переналадки пли регулиров-
ки. это доопгается за счет полного хода кулачков патронов или
губок тисков, поворота стола и т. и. в пределах диапазона разме-
ров приспособ,тения, К ним относятся токарные патроны с винто-
вым или спирально-реечным механизмом, тиски станочные винто-
вые н др\гне. В приспособлениях нюрой группы, чюбы иснольчо-
6
вать весь ди.пызои ра ;меров, псоиходнмо п(>ои птотп i ь переналад-
ку. I. е. nepeciановку иди реп.шровку зажимных кулачков. губок
[Псков п 1. в. па заданный размер ба ювой поверхносi и заготовки,
гак как ход кулачков иди губок iисков в каждом усiаповлешюм
положении невелик. К таким универсальным приспособлениям oi-
иосягся, например, товарные ширины с рычажным или клиновым
механизмом, теки с эксцентриковым зажимом и другие.
С н е ц и а л и з и р о в а и и ы м и называют приспособления для
установки однотиповых загоювок. г. е. заготовок, принадлежащих
к одной классификационной группировке, выделяемой по призна-
кам б.тизосш конст рук । нвных и техно.101 ических характерно нк.
Эти приспособления имеют ограниченную универсальность, они
применяются в мелкосерийном и среднесерийном производствах.
Такие приспособления яв.тяю1ся переналаживаемыми, к ним отно-
сят сборно-разборные (СРП), групповые приспособления и другие.
Компоновка сборно-разборного приспособления собирается из
базовой стандартизованной сборочной единицы (полуфабриката)
и сменной наладки, состоящей из стандартизованных усчаповоч-
ных, зажимных, направляющих элементов, необходимых для обра-
ботки кон к ре гной заготовки. При эю.м возможна дополнительная
обрабдлка и даже изготов.iciiiic 01 дельных специальных деталей.
СРП огпосян'я к приспособлениям мпогокра гного дейс1Йня.
Групповые приспособления предназначены для обработки оп-
ределенной!, заранее заданной группы загоювок па конкретной
операции. Опп состоят из базового приспособления и комплекта
сменных наладок. Вазовое приспособление по отношению к задан-
ной группе заготовок является универсальным, а сменные налад-
ки— специальными, они закрепляются за определенной заготов-
кой. При конструировании группового приспособления одновре-
менно создаю! базовое приспособление и весь комплею сменных
наладок. При обработке каждого наименования заготовки осуще-
ствляют переналадку, т. с. устанавливаю! соответствующую смен-
ну ю наладку.
С и е ц и а л ь и ы м и называют приспособления для установки
загоювок одного iипоразмера. Опп применяю!ся в серийном и
крупносерийном производи!вах для установки конкретной заготов-
ки на данной операции. Эти приспособления специально проекти-
рую1ся и изготавливаются на заводах-потребителях.
У п и в с р с а л ь и о-с б о р и ы м и (УСП) называют приспо-
собления, собираемые из комплекта стандартизованных элемси-
юв (деталей, узлов, механизмов). Элементы УСП — универсаль-
ные, а собранное приспособление сыновнюя специальным, так
как оно предназначено для установки копкренюй заготовки на
выполняемо]! операции. После обработки заданного количества
за’отовок приспособление разбирают, а его элементы используют-
7
ся ня компоновки дру гнх npiiciKH'oo.iciiiiii Таким образом, элс-
МС1НЫ у УСП многократно пспо.п> ;у юiся для новюрпых сборок
приспособлении. ?)1н приспособлен ня широко применяю! ся в еди-
ничном, мелкосерийном. а иногда н в серийном производи вах.
По числу устанавливаемых загоювок приспособления разде-
ЛЯЮ1СЯ па: о д н о м е с г и ы с — для усыновки одной загоювкп и
ми о г омес । п ыс — для одновременной yciановкп нескольких
331 оювок.
По уровню механизации и ав юми i п шипи приспособления
разделяю! па ручные, которые являклся ручным iе.хппчсскпм
ус I poiic гвом; ,м е х а и и з и р о в а н н ы е, в которых закрепление и
раскрепление загоювок выполняююя при помощи энергии нежи-
вой природы, а остальные действии— рабочим; полуавгома-
। и ч е с к и е, коюрыс являемся ав тома нитрованными чсхиичес-
кимп \ с। poiic। вамп, выполняющими заданный алгоритм функцио-
нирования чаенпшо с учаснюм рабочего; автоматические,
коюрыс являются ав юмат пчсскпм техническим устройством.
По ншам станков приспособления разделяю!ся па токарные,
сверлильные, фрезерные, шлифовальные и другие.
1.3. Требования к приспособлениям
К гонеIрукипим папочных приспособлений предъявляются
следующие основные требования: *
1. Обеспечение зада и по й точноии обработки заготовки на
данной операции.
2. Получение высокой производи гелыюсгп при обработке за-
гоювкп и экономической эффскншносгп oi применения приспо-
собления.
3. Выполнение условий эксплх a i ации: соблюдение всех правил
охраны груда, обеспечение удобенш уckiiiobkii и снятия заготовки,
оболу жива пня приспособления и др.
Правильно спроекIированное приспособление должно шве-
ча । ь всем эы1м требованиям.
Рассмо1рим основные направ leniin, с помощью которых коп-
иру кюр при проект прованпи приспособ.;снпя обсспечпваеi выше-
у казанные iребоваппя.
Для того, чюбы проек!ированное приспособление обеспечива-
ло заданную ючиосн, обработки загоювкп па данной операции,
необходимо провести расчет приспособления на точное! ь, т. с. оп-
ределит ожидаемую погрешность усiановкн. При выпо,iiicniiii
любой операции с применением приспособления ожидаемая по-
грешность обработки по должна превышаю заданного допуска па
данный гсомсгричсскпй параметр, т. с.
отсТ, (1.1)
У
где о) — ожидаемая резудьтпрук.чцая (общая) погрешность об-
работки .заданного гсоме 1 рическот’о нарамс i ра; Т--допуск. ш-
дапкый на геометрический iiapaMeip (на размер, форму иди взаим-
ное расположсиис поверхностей).
Ре рмльт прующая погрешность включает несколько ироизвод-
ствепнтях погрешностей, которые объединяют в две группы состав-
ляющих: о)\—погревиюстп установки загоювки и о,.,— погрешно-
сти метода обработки, тогда
(о = <•) \ -1 - <о< । -г.. 1. (1.2)
—то., . (1.3)
На сравнения (1.3) видно, чю допустимая погрешность обра-
ботки, связанная с установкой заготовки в приспособ.тении соч, яв-
ляется частью допуска Т. Таким образом, расчет приспособления
т:а точность сводится к определению ожидаемой (расчетной) по-
грешности установки, которая нс должна превосходить допусти-
мую нот рентное । ь о>ч.
Для того, чтобы .знать допустимую погрешность ил, необхо-
димо определить ногрешност ь то,, . Производственные иогретииос-
III, входящие в (о0, подробно рассмот репы в учебниках и учебных
пособиях. Обычно величины о)0 этих ногрешностей находятся по
таблицам статистических данных, которые приводятся в справоч-
никах или других источниках. Определение погрешности ото осу-
ществляется в такой последовательности: сначала на основании
апатита выявляют производственные ногрешиости, возникающие
тт процессе обработки и включающие на данный геометрический
параметр, затем устанавливают их величину, а потом вероятност-
ным методом с\ ммироваиия рассчитывают погрешность то0 [б, 7,
12, 18, 22].
Главное значение для конструктора приспособлейий является
он роде, теп не ожидаемой погрешности установки. Эта погрешность
.зависит в основном от выбора и точности установочных баз, конст-
рукции установочных элементов, прочности и износа устаповочпых
и других элементов приспособлений, которые оказывают влияние
на погрешности установки. Погрешность установки ск.тадыпаетси
тн составляющих: погрешности базирования юг,, погрешности за-
крепления и), и погрешности изготовления и износа нрттсиособ-
.тения (Dnp • Определение вышеуказанных составляющих иогреш
т'остей осуществляется расчетным путем. Учитывая, что при опре-
делении (о.-,, ок, Опр конструктор но располагает всеми досто-
верными данными, не представляется возможным получит ь вели-
чины этих ногрешностей с достаточной точноегыо. Поэтому реко-
мендуется предусма тривать запас точности приспособления (10 --
20%). Но данным учебника [12] по т ре и и тост ь уегттиоти и определя-
9
ют в соответствии с правилами суммирования случайных величин
и шпасом ючносгн ио формуле
(<),. 1,2у or.-,’-or, г-ог'пр . (1.4)
Расчетную погрешность оц подставляют в формул)- (1.3). Если
эта погрешность больше допустимой, то необходимо уменьшить
оь за счет повышения точности изготовления приспособления
либо изменить способ базирования. После этого проводят повтор-
ные расчеты.
Схемы базирования заготовок и примеры расчета погрешности
it)s рассмотрены во второй главе.
Получение высокой производительноеги достигается примене-
нием механизации и автоматизации приспособлений, что позволя-
ет значительно сократить вспомогательное время па операцию
(1зеп), а применение многоместных приспособлений дает возмож-
ное! ь сократить не только tBcn , по и основное технологическое
время (to).
Проектирование — это решение многовариантнон задачи. По-
этом)- конструктор из нескольких вариантов должен выбрать оп-
тимальный, который наилучшим образом удовлетворяет всем тре-
бованиям. Выбор варианта основывается па технико-экономичес-
ких расчетах. Расчеты экономической эффективности применения
приспособлений основываююя на сопоставлении экономии и годо-
вых затрат. Экономия получается за счет снижения себестоимости
обработки заготовки па данной операции в результате уменьше-
ния трудоемкости, а иногда и разряда работы, а затраты слагают-
ся из расходов па амортизацию и эксплуатацию приспособления.
Приспособление целесообразно применять если Эд>Р , где Э —
ожидаемая экономия от применения приспособления в год; Р—за-
три 1Ы па приспособление в год.
Экономический эффект от применения приспособления:
Э9ф = Э—Р.
При проектировании обычно приходится сопоставлять эконо-
мичность различных копстр) кт явных вариантов приспособлений
для данной операции и выбирать из них наиболее выгодный. По-
лом) считывают юлько ie элемешы себестоимос!и обрабо!кп, ко-
юрые завися т от копст рукцпи приспособления [4].
1.4. Элементы приспособлений
Несмотря па большое разнообразие конструкций применяе-
мых приспособлений, все они имеют общую структуру, что позво-
ляет раздели in приспособления ио функциональному назначению
на отдельные части. Такие част приспособлений принято назы-
вать элемешами. Элемент — это деталь, сборочная единица,
механизм, устройст во, \ зел, предназначенный для выполнения оп-
10
редел снiion функции в приспособлении. Aii.i.iH j коттст p\ киитт пока-
зывает, ню количество элементов в структуре приспособлений не-
велико. Все элементы можно обьсдиппн> в следующие основные
группы: ус । аповочпые, зажимные, самонеп т рпр\тошно, направляю-
щие, делительные, корпхеа, вспомогательные. В грмтне элементы
различаются не только по размерам, ио и по конструктивному
выполнению. Следует заметить, в зависимое i и oi назначения кон-
струкция приспособления может состоять из всего комплекса элс-
мсиюв или только из отдельных групп элементов.
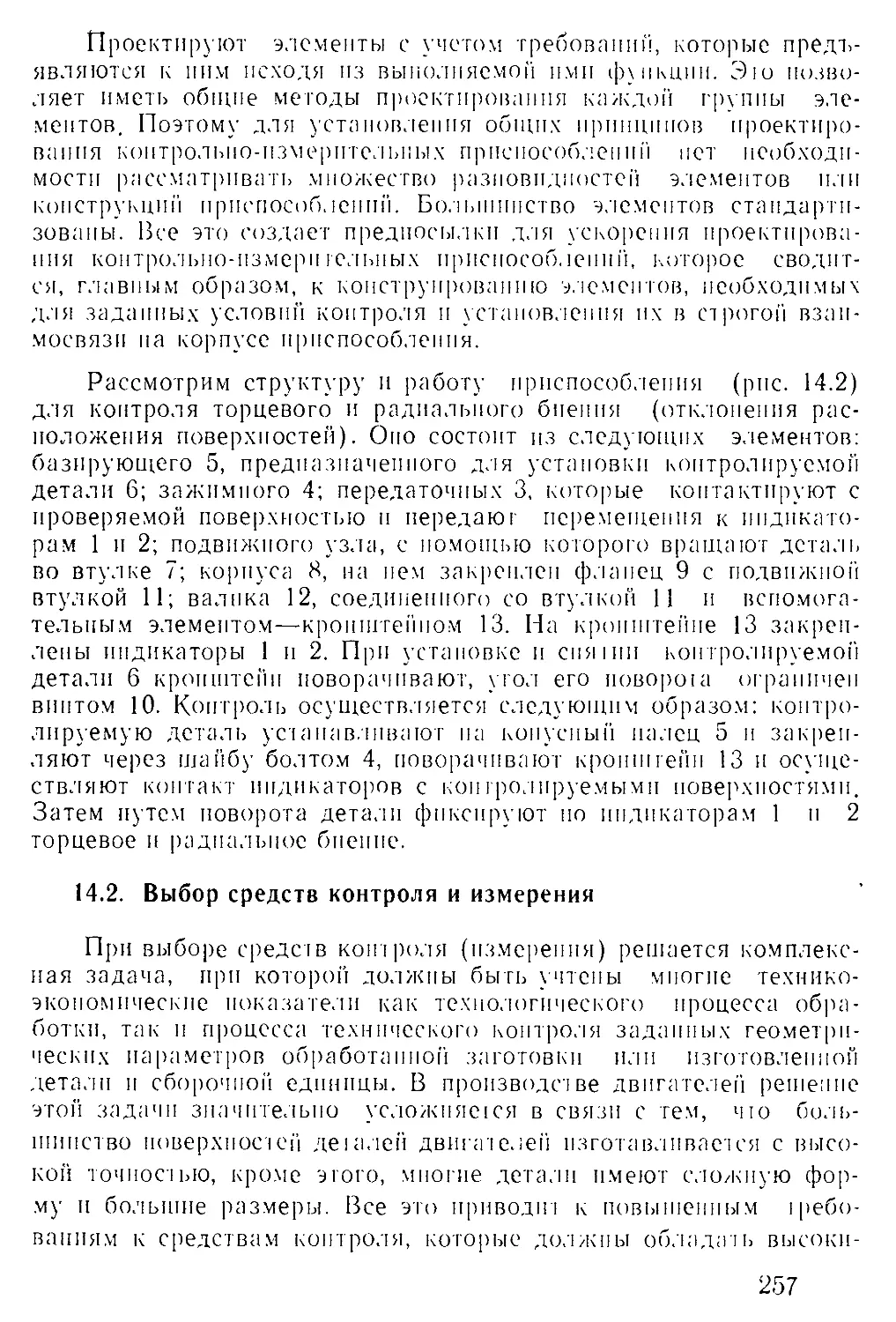
Проектирую! элемен1ы е учетом требовании, которые иредь-
являются к ним, исходя из выполняемой ими функции. Эю позво-
ляет иметь общие методы проектирования каждой группы эле-
ментов. Поэтому для установления общих принципов проектирова-
ния пет необходимости рассматривать множество конструктивных
вариантов элементов пли конструкций приспособлений.
Обычно курс «Проектирование приспособлений» начинают с
изучения элементов, а затем на базе этих знаний изучают конст-
рукции типовых приспособлений п методику проектирования.
Вопросы для самоконтроля.
1. Что такое технологическая оснастка?
2. Каково назначение станочных приспособ.тений?
3. Что называется универсальным, специализированным, спе-
ция льны м приспособлениями?
1. Какие требования предъявляются к приспособ.ichiihm?
о. Что называется элементом приспособления?
Глава 2. Способы установки заготовок
и конструкции установочных элементов
2.1. Назначение установочных элементов
и требования к ним
При установке заготовка должна бы ть правильно сориентиро-
вана относительно рабочих органов смапка. Установка — это ба-
щровапне и закрепление заготовки в приспособлении. Под бази-
рованием понимают- придание заготовке требуемого положения
о । поен тс. тыто выбранной схемы координат. Базирование осуществ-
тяется по базам заготовки.
Для выполнения технологических операций требуется осуще-
ствить не только базирование, но и неподвижность заготовки от-
носительно приспособления, таран т пруюптл то неизменность ориен-
тировки заготовки и нормальное протекание процесса обработки.
В связи с этим при установке заготовок в приспособлении реша-
ются две задачи: ориеитировка, осуществляемая базированием, и
11
С<> ’..1.111110 НСПОДПИ/КНОСТ И, Т.ОС 1 ИГ ОСМОС 3 1К.рСПЛСНПСМ 33101 ОБОК
о) I п задачи рсшаюiся посрсдс । г.ом на. Ю/вскил онрс тс.шнi:ы\ oipa-
।: 11 я с; 111 й (связей) па возможные перемещения заго । овкп в иро-
с 1 ране 1 вс.
Известно, чю для полною пеня Юнонин но тви/кпос 1 н 1всрдою
le in в пространстве необходимо лишни, его hicciii cicHcncii сво
6ou>i: перемещения н поворот oiносиiельно i рех коордпнаiпы\
осей. ('ледова 1 с. пшо, для vchhiobmi '.агоювкп нсобхошмо пало-
,к 111 в на нее hiccih /веских дв\ хсюрояних i-сорднна 1 пых связей,
приложенных в опорных точках. Ирн jio-.i ебссненнваioi задан
ную орпен 1 провку загоювкп о 1 ежи i е. н."о инсе-.;Ы i-.oopumai н
фиксирование ее в данном ио. io/Kciihii. Та?.им образом, для j.hihc
нпи 3HIOIOBKH hiccih cieueneii особо он необходим» имен, hiccih
точек KoiiiaKia загоювкп с \ с 1 шовонвымн темен i амн (правило
Н.1ССИ1 ючек), каждая ючка , ii'iiiaei сюювку о твой пенсии сво
ио ты.
В ЗЯВНСНМООИ О! \ СЛОНИН обрабо | КП МО/KCl бым, полная ори
шыаипя, когда замнонка базпр\с1ся hiccihio ючкамп, и неполная,
koi та точек базирования меньше nicrin. Число опор (ючек), па
коюрыс \1 анавливаю! заюговже, не должно бын. больше hiccih.
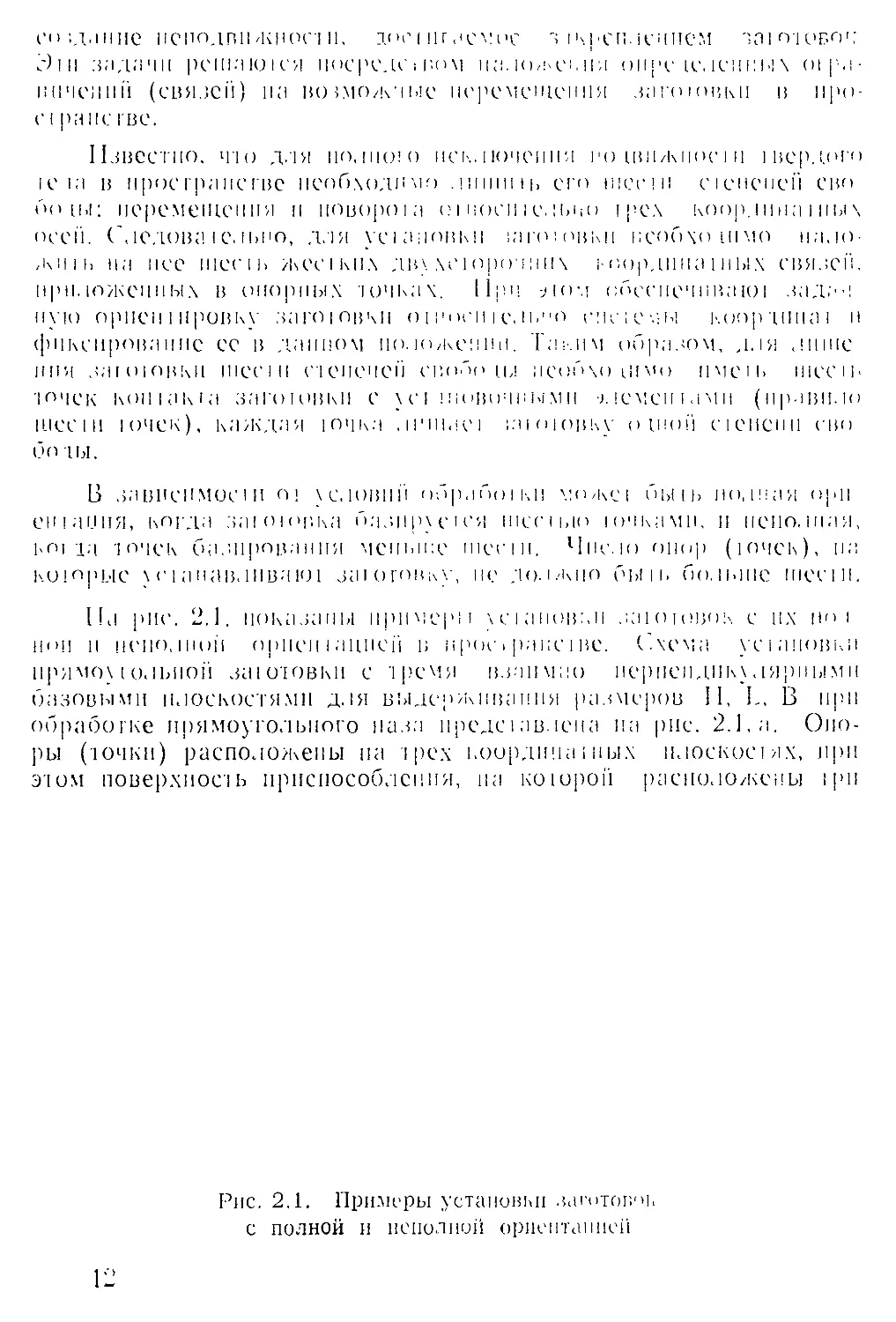
Па рис. 2.1. показаны примеры \санов:,н заюювох с их не
ноц п неполной орпен । линей в нрос > рано i вс. (лома, усаповг.п
прямей Iольпой заютовки с тремя взаимно нерпспдик\лирными
базовыми плоскостями для выдерживания размеров И, L, В при
обработке прямоугольного паза ироде i явлена па рис. 2.1, л. Опо-
ры (точки) расположены на трех координациях плоское! их, при
этом поверхность приспособления, па коюрой расположены 1рн
Рис. 2.1. Примеры установки загитогач,
с полной и неполной ориентацией
12
точки, называется установочной, две точки — направляющей н
одна ючка—упор i; о и. Стрелками покатаны направления сизы
Qi, Q? п Q.j, прижимающие заготовку к опорам. Закрепление заго-
товки может осуществляться одной! силой!, например, Qi, и соответ-
ству ющей ей силой трепня между нижней базой! и опорами, что
препя 1 ствует смещению заготовки в остальных направлениях. И ;-
меняя направление и точке приложения силы Qi. можно ирижан.
загоювку ко всем опорам одновременно. На рис. 2.1,6 пока капа
практическая реализация предыдущей схемы. Опоры имеют огра-
ниченную поверхность контакт;! и жест ко закреплены в корпусе
приспособления. После .закрепления заюговкп образуется замкну-
кая система «заготовка—опоры—корпус приспособления — за-
жимное устройство». Сила Q воспринимается элеменiими -ной си-
стемы.
На рис. 2.1, в дан пример неполной ориентации заготовки.
Плоским торцом она опирается па три опоры (точки), а цилиндри-
ческой поверхностью соприкасается с двумя гранями призмы. По-
скольку площадку (показана жирной линией) можно обработан,
в произвольном месте, то для установки заготовки достаточно пя-
ти опорных ючек. При обработке отверстия в заготовке типа шар
достаточно иметь три точки (опоры).
Из изложенного следует, что правило шести точек наиболее
полно соответствует установке заготовки на точечные опоры при
их полной ориентации в пространстве.
Для базирования заготовки предназначены установочные эле-
менты приспособлений. Они в зависимости от конструкции и раз-
мера базовых поверхностей заготовки и от вида обработки могут
быть вы полиены в виде опорных штырей, пластин, колец, втулок,
пальцев, призм, механизмов и т. д.
По назначению установочные элементы разделяются на две
группы: основные и дополнительные (вспомогательные). Основ-
ные установочные элементы предназначены для базирования заго-
товки, поэтому они соединены с корпусом приспособления. Допол-
нительные установочные элементы не участвуют в базировании,
так как опи предназначены для придания заготовке в процессе об-
работки большей устойчивости и жесткости. Эти элементы выпол-
няются подвижными, подводятся к заготовке после ее базирова-
ния и закрепления на основных установочных элементах. Допол-
нительных элементов (опор) может быть одна пли несколько, в
зависимости от конструкции заготовки и вида обработки на дан-
ной операции. Применяют их в том случае, когда заготовка в про-
цессе обработки под действием сил резания, при иедостаючиой
жесткости, может деформироваться. Это повышает стабильное!ь
процесса и точность обработки.
13
В соответствии с общими принципами установки заготовок, к
установочным элементам можно предъявить следующие требова-
ния:
число и расположение элемепюв должно обеспечить ориента-
цию заготовки с заданной точностью согласно принятой в техно-
логическом процессе схеме базирования и достаточную ее устой-
чивость в приспособлении;
при использовании необходимых баз с параметром шерохова-
тости поверхности Rz>80 мкм установочные элементы следует вы-
полнять с ограниченной опорной поверхностью для уменьшения
влияния неровностей этих баз па точность установки заготовки;
установочные элементы не должны портить базовые поверх-
HOCIH, особенно те, которые не подвергаются повторной обработке;
установочные элементы должны быть жесткими и износостой-
ки мп.
Жесткость установочных элементов повышают, улучшая каче-
ство сопряжения элементов с корпусом приспособления, применяя
шлифование, шабрение или притирку поверхностей стыков, а так-
же надежно прижимая элементы к корпусу. Износостойкость опор
повышают, изготовляя их из сталей У8А, 45, 20, 20Х с последую-
щей термической обработкой до твердости HI?CS 54...59. Изнаши-
вание опор можно уменьшить хромированием их несущих поверх-
ностей и наплавкой твердым сплавом, а также шлифованием по-
верхностей до получения 1?а = 0,63...0,32 мкм. Для ускорения ре-
монта приспособления установочные элементы выполняют легко-
сменны ми.
Большинство установочных элементов стандартизированы. По-
этому конструктор при проектировании приспособления руковод-
ствуется ГОСТами или справочниками [5, 19].
2.2. Типовые схемы установки заготовок
и конструкции установочных элементов
Параметр точности детали, обеспечиваемый при обработке,
является результатом функционирования технологической систе-
мы. Технологическая система состоит из отдельных звеньев (ста-
нок—приспособление—инструмент—заготовка), каждое из кото-
рых влияет на погрешность обработки. Важным звеном системы,
влияющим на точность обработки, является погрешность заготов-
ки в приспособлении оу. Как показано в главе I, расчетная по-
грешность установки определяется по уравнению
0Ц = 1,2 У ОУ’б + оГз + о)2цр .
По своему физическому смыслу величина оу выражает погреш-
ность положения заготовки. Чтобы рассчитать ее, необходимо
установить величины погрешностей о)г>, оу и о.)щ>. Величины этих
14
погрешнее 1 он завися! о! выбора и iohiiociii ихнологических \ста
ковочных баз заготовки и выбора схемы установки заготовки и
точности установочных элементов. Установочные базы загоговки
задаются технологом, а схему упаковки выбирает и обосновывай
расчетом на точность конструктор приспособ,тения. Рассмотрим it
обшем виде возникновение погрешностей (о,-,. (о.$ и (Опр.
П огре ш и о с т ь б а з и р о в а и и я — это отклонение
фактически достигнутого положения заготовки при базировании
от требуемого. Эта ногрешиость является величиной геометричес-
кой. Для дайной схемы базирования опа определяется проекцией
расстояния между предельными положениями измерительной ба-
зы заготовки на направление размера, получаемого при обработке.
Для одной и той же схемы базирования она может быть различ-
ной. При совмещении измерительной базы с технологической
(установочной) погрешность базирования относительно размера
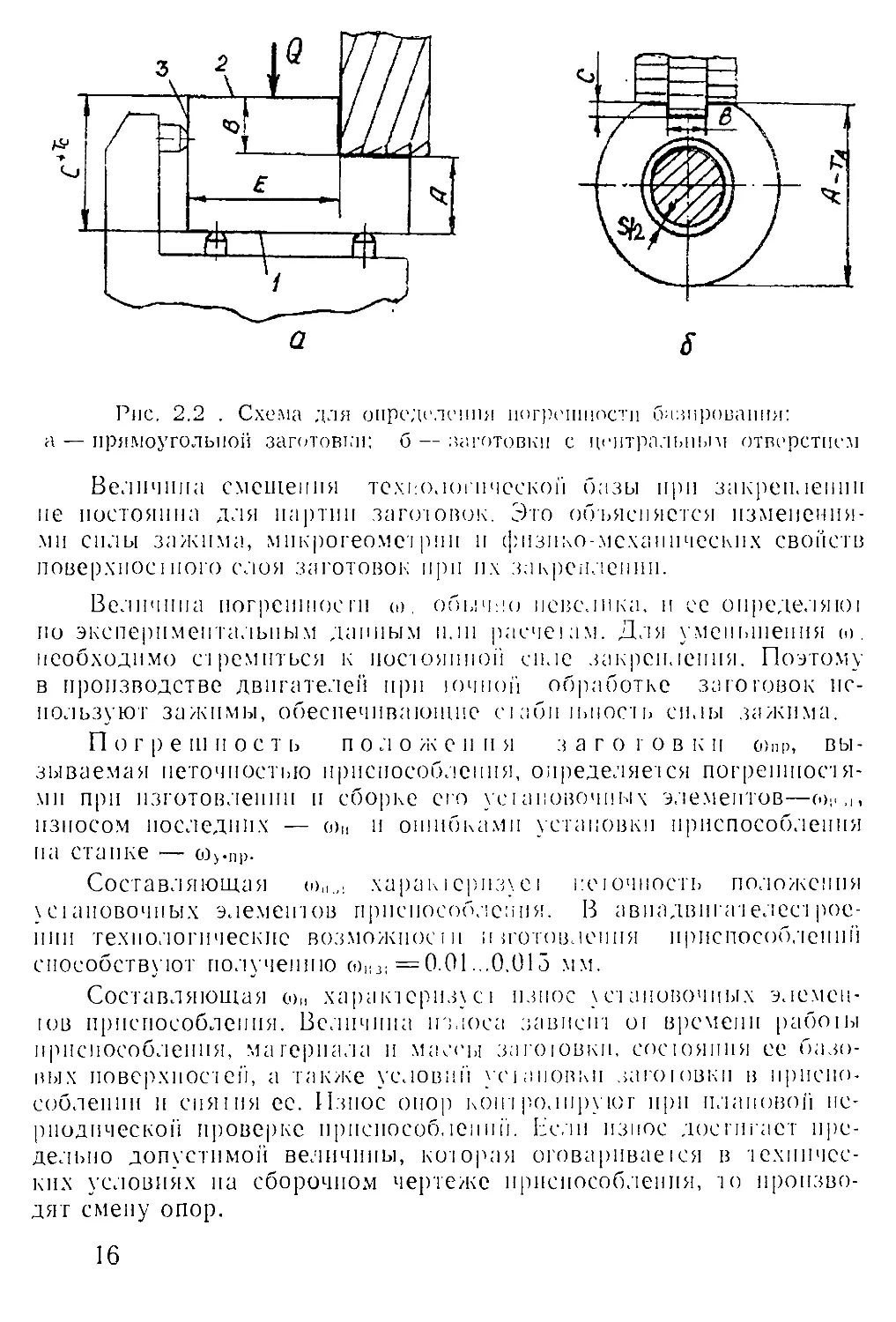
А близка пулю (рис. 2.2, а). Погрешность базирования относи-
тельно размера В равна допуску Тс на размер С заготовки.
В этом случае технологическая база (плоскость 1) ие совмещена
с измерительной базой (плоскость 2). Погрешнос!ь базирования
относительно размера Е будет равна пулю, так как плоскость за-
готовки 3 является одновременно установочной и измеритель-
ной б а зо ii.
Схема базирования заготовки с центральным отверстием па
цилиндрический палец приспособления приведена па рис. 2.2,6.
При посадке без зазора (разжимной палец) погрешность базиро-
вания для размера А равна половине допуска па размер заготов-
ки— Тд/2. При наличии зазора S погрешность базирования для
того же размера возрастает на величину предельного изменения
зазора: (Об = Тд/2-| S. Погрешность размеров В и С (см. рис.
2.2,6) не зависит от базирования.
Погрешность закрепления о)3 — это разность пре-
дельных смешений измерительной базы в направлении получаемо-
го размера под действием сил зажима заготовки. Заготовка сме-
шается в результате упругих деформаций отдельных звеньев цени,
в которой происходит силовое замыкание заготовки. При достаточ-
ной жесткости корпуса приспособления и заготовки погрешность
закрепления зависит в основном от перемещения в стыке заготов-
ка — установочные элементы.
Сила закрепления должна надежно прижимать заготовку к
опорам приспособления. Когда это условие не выполняется (при
пеправи.ibiioii схеме закрепления), часто происходит поворот или
смешение заготовки на зпачиюльпую величину от исходного по-
ложения.
15
Рис. 2.2 . Схема для определения погрешности базирования:
а — прямоугольной заготовки: б — заготовки с центральным отверстием
Величина смешения технологической базы при закреплении
не постоянна для партии загоювок. Это объясняется изменения-
ми силы зажима, мпкрогеометрпп и физико-механических свойств
поверхиос 1 кого слоя заготовок при их закреплении.
Величина иогрешиосги to. обычно невелика, и ее определяю!
ио экспериментальным данным или расчоам. Для уменьшения .
необходимо стремиться к постоянной силе закрепления. Поэтому
в производстве двигателей при ючной обработке заготовок ис-
пользуют зажимы, обеспечивающие с i абп ibiioct ь силы зажима.
П о г р е ш ность по л о ж с и и я з а г о г о в к и сопр, вы-
зываемая неточностью приспособления, определяется погрешностя-
ми при изготовлении и сборке его упаковочных элементов—со..
износом последних — о>ц и ошибками установки приспособления
11 cl CIclIIKC СОу«пр.
Составляющая (о,..,; ха ра к i српз\с i кеючность положения
\ ci аповочпых элементов приспособления. В авпадвигачелест рое-
нии технологические возможное! и и яютовлеипя приспособлений
способствуют получению (0|{3! = 0.01 ...0,013 мм.
Составляющая со,, характсризх с i износ \ ст аповочпых элемсп-
!ов приспособления. Величина износа зависит oi времени paooibi
приспособления, материала и массы загоювкп. сосюяипя ее базо-
вых поверхностей, а также условий усюновкп загоювкп в приспо-
соблении и спя! ия ее. Износ опор конт ролируюг при плановой пе-
риодической проверке приспособлений. Вели износ достигает пре-
дельно допустимой величины, которая оговаривайся в техничес-
ких условиях па сборочном чертеже приспособления, то произво-
дят смену опор.
16
Coc i авляющая ок пр возникает при установке корпуса при-
способления на шпинделе пли па счоле станка. Смещение приспо-
соблении па счанке уменьшают нулем применения направляющих
элементов (центрирующих поясков, шпонок, фиксаторов), притир-
кой стыковочных поверхностей станка и приспособления. При из-
готовлении легален двигателей на чистовых операциях *.)> пр на-
ходится I? пределе 0,005...0.02 мм.
Величины ojn.i!, сои и (-)> пр —эго расстояние между предель-
ными проекциями измениiел иной базы обрабатываемых изготовок
на направление выполняемого размера. Они представляют собой
поля рассеяния случайных величии. Однако действие составляю-
щих (о,,,, проявляется в зависимости от условий применения при-
способления и типа производства. При однократном применении
одноместного приспособления в мелкосерийном и серийном произ-
водствах (>)пр рассматривается как систематическая погрет-
преть, и она может быть скомпенсирована при настройке станка,
а распределение ногрешиос ieii g);! и (Оч.:!р подчиняется соответ-
ственно законам равной вероятности п нормального распределе-
ния. С учетом сказанного в общем виде можно записи и>
(i)iip — COl! j; (- I' 3(1)-,i G) ? ni> . (2.1)
Тогда общая ногрешиос i ь хсчановкн заюювкп определили
как суммарное поле случайных величии, и с учсюм запаса юч-
Hocin получим
о)> = 1,2 у о) -р со j Т со “пр . (2.2)
Расчет погрешности оц производится для каждого геомет-
рического параметра, получаемого при обрабо!кс заготовки па
данной операции. Расчетная погрешность оц должна бьнь мень-
ше или равна допустимой: ьы=Т—gj>, .
PaccMoipiiM типовые способы установки загоювок в приспо-
соблениях. наиболее широко применяемые при пзготовлеипп де-
।алей авиационных двигателей.
У с I а п о в к а з а г о т о в к и по и л о с к о с i и о с и о в а-
н и я и двум боковым с (Оронам, Теоретическая схема
базирования была рассмотрена ранее (см. рис. 2.1а, б). Осущест-
ви 1ь базирование плоской базы — значит совмесннь се с какой-'о
заданной плоскостью приспособления. Так как положение любой
плоскосш определяется тремя ючкамп, ю для выполнения бази-
рования необходимо иметь па \сiановочиой поверхносн! приспо-
собления три опорные точки, расположенные в одной заданной
плоскости, а чюбы определить положение загоювки ио дв\ м дру-
17
him коордпна гам, надо при/каи. заюювку к направляющей по-
верхности (две точки) и упорной (одна точка). Следовательно,
базирование достигается с помощью различного сочетания и рас-
положения установочных опорных элементов.
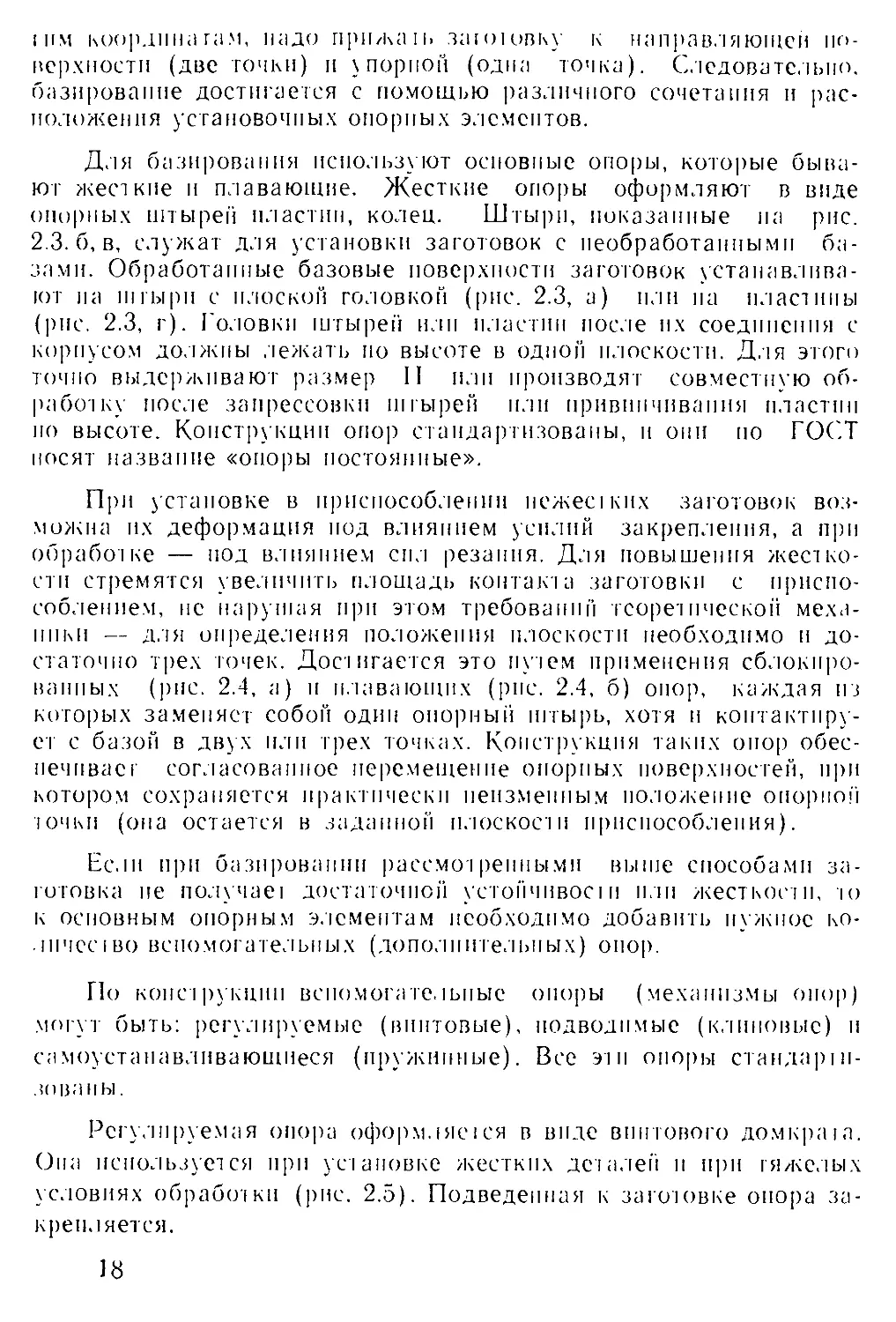
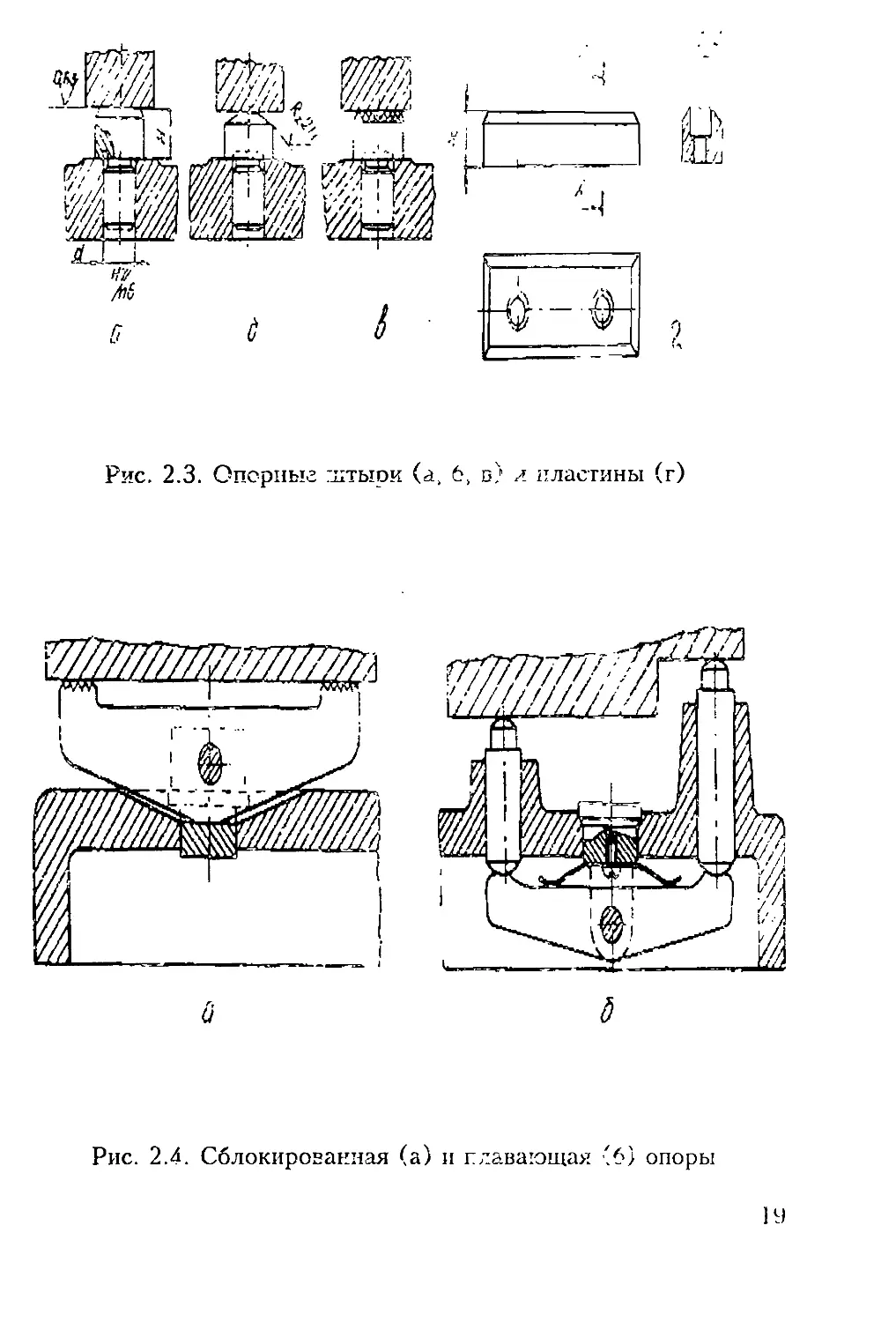
Для базирования используют основные опоры, которые быва-
ют жесткие и плавающие. Жесткие опоры оформляют в виде
опорных штырей пластин, колец. Штыри, показанные па рис.
2.3. б, в, служат для установки заготовок с необработанными ба-
зами. Обработанные базовые поверхности заготовок устанавлива-
ют па штыри с плоской головкой (рис. 2.3, а) или па пластины
(рис. 2.3, г). Головки штырей или пластин после их соединения с
корпусом должны лежать по высоте в одной плоскости. Для этого
точно выдерживают размер II или производят совместную об-
работку после запрессовки штырей пли привинчивания пластин
по высоте. Конструкции опор стандартизованы, и они по ГОСТ
носят название «опоры постоянные».
При установке в приспособлении нежеоких заготовок воз-
можна их деформация под влиянием усилий закрепления, а при
обработке — под влиянием сил резания. Для повышения жестко-
сти стремятся увеличить площадь контакта заготовки с приспо-
соблением, нс нарушая при этом требований теоретической меха-
ники — для определения положения плоскости необходимо и до-
статочно трех точек. Достигается это путем применения сблокиро-
ванных (рис. 2.4, а) и плавающих (рис. 2.4, б) опор, каждая из
которых заменяет собой один опорный штырь, хотя и контактиру-
ет с базой в двух или трех точках. Конструкция таких опор обес-
печивает согласованное перемещение опорных поверхностей, при
котором сохраняется практически неизменным положение опорной
точки (она остается в заданной плоскости приспособления).
Если при базировании рассмотрепными выше способами за-
готовка не получае! достаточной устойчивое! и пли жесткости, то
к основным опорным элементам необходимо добавить нужное ко-
ЛНЧСС1ВО вспомогательных (дополнительных) опор.
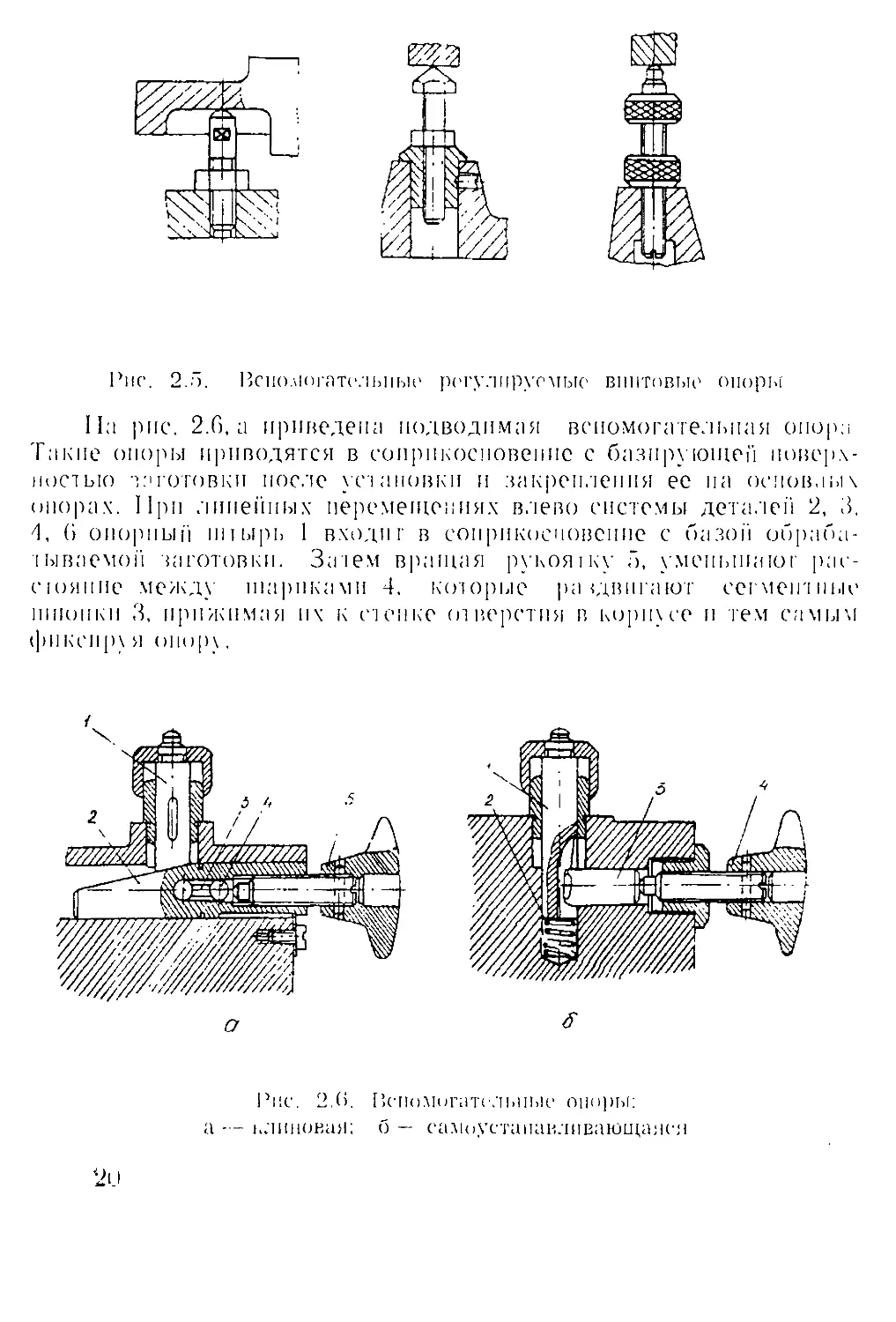
По конструкцин вспомогательные опоры (механизмы опор)
могут быть: регулируемые (винтовые), подводимые (клиновые) и
самоустанавливаюшиеся (пружинные). Все эти опоры стаидарт-
зова ны.
Регулируемая опора оформ. 1яеiся в виде винтового домкрат.
Опа используется при установке жестких деталей и при тяжелых
условиях обработки (рис. 2.5). Подведенная к заготовке опора за-
крепляется.
18
Рис. 2.3. Оперные штыри (а, 6, в) л пластины (г)
$
Рис. 2.4. Сблокированная (а) и плавающая '6) опоры
19
Рис. 2.5. Всполюгательпые регулируемые винтовые опоры
На рис. 2.6, а приведена подводимая вспомогательная опора
Такие опоры приводятся в соприкосновение с базирующей поверх-
ностью заготовки после установки и закрепления ее па основных
опорах. При линейных перемещениях влево системы деталей 2, 3,
4, 6 опорный ииырь 1 входит в соприкосновение с базой обраба-
тываемой заготовки. Затем вращая рукояыу о, уменьшают рас-
сюяние между шариками 4, которые ра сдвигают сегмент пые
пшонкн 3, прижимая их к стенке отверстия в корпусе и гем самым
(|шкспр\ я опор_\.
Рис. 2.(5. Вспомогательные опоры:
а — ьлиновая; б — еамоустанавлпвающаяея
2d
Са мо\ с 1.1пав. ।иваI0IH.-1 яся r-i'iiomoi <i । с. iini;и опора пока ;,iii,i на
рис. 2.6,6. До упаковки заимовки oiюриыя инырь 1 иескодько
высиiiaci над основными опорами. а при \ с i a11овке hoi ру/K.ieiси,
и реодоясвая хендае пру/кины 2. осч аванс'.. в гонни-пс с базовой
новср.хнос 1 ыо обрабаiываемой шгоювки. Фиксация опоры осу щс
пвдяется с помощью сухаря 3 крашением рукоя!ки 1. Замешм.
а го перед каждой ус i a iiobkoii новой заимовки на основные опо-
ры, пыырп всиомога 1 с. 1Ы1ЫХ опор доджпы бы in раскрои.чепы.
При создании высокоироизводи1еяь:1ых приспособ,icanii \ и
равчепис всиомога । едиными опорами осушествдяеюя механишро-
вапным приводом.
При всех ра.ссмо! репных способах базирования h.iockoii би ;ы
ши рсшнос। ь доджча оиредедя гься в наврав. !сиии, перпендикуияр
ном идоскосгп. Всдпчииа ши рсишосiи базирования зависим oi со
сюяипя базы. Ддя обрабоiаниы.х баз се можно принимать равной
ну.но. Эго доиусшмо, семи обработанная база имес! мадую ис-
н.юекосгиос1 ь, чак как в иом сдучае пдоскопь базы всех загою-
вок будет совмещаться прак i пиески без погрсиыос i и с заданной
ИДОСК0С1Ы0 ирисиособдения. При базировании псобрабочанных
ба j возможна погрешнееiь. во шикающая всдедовпе чого, чю
пдоскос! ь базы по оч ношению к шданной идоскосгп приспособ.ю
ния будем yet анав. шва i вся с перекосом нс.-ж неровнопи базы.
Всдпчииа этого перекоса (угда оiкдоиеппя пдоскосн! баня oi за-
дайкон нюскосы! приспособления) будо ’.aBiiceib oi bwcojbi не-
ровиосюй и рассчояиия между опорными точками. Зная всдичипу
неровное!и базы и расстояние между опора.мп, можно ддя дюбоп
ючки базы оиредедичь iiorpcinnociь ее базирования.
У с г а и о в к а з а г о т о в к и и о б а з о в о м у о i в е р-
сгию и ид ос ко ст и. При oopaooiKe neia.icii двига i e.ieii
нидиндрическое oibcbci не весьма часто принимается за базу. ()с\ -
шесгвигь базирование загоювкп оiвереi пом — эю знача! совмс-
сниь его ось с какон-чо заданной динией в приспособ.lennii. На
рис. 2.7 приведена схема базирования шго1овкн ио иидпндрнчес-
кому отверстию. За ус i ановочих ю бар. принимается юреи зато
ювкп, iiecx iHiii’i три опорные ючки — 1. 2. 3, a BiiyipcniiHH ни-
диндричсская поверхношь hccci две опорные ючки — 1. о. Поду-
чичь такую схему базирования в прпсиособдспии можно, применив
\ с। ановочные эдемеиты в виде иадьиев и оправок.
Базирование нноювкп в11\ i ре;111eи ни. ni'inpiiHCCKoii поверх-
iiocibio (на надев) показано на рис. 2.6. З’тоювка \ с i анав. шве •
С1ся oi BcpcincM па п.пд пидричеошй падеп, выно. шейный с hikiimu
oi кдоненнямп, Ч1обы в соединении загочощ-.а падеп обесиечи.ва-
дась подвижная посадка.
21
Рис 2.7. Схема базирования заготовки по цилиндрическому отверстию
Так как заготовка успапавлнваек'я па палеи по подвижной
посадке, то
d = D—Sr , (2.3)
। де (1 — максимальный дпамечр пальца; I)—минимальный диамеч»
oiBcpciHM; S,—зазор, гаратпрованнып посадкой.
.Максимальный зазор в соединении будеi сослав, 1ян>
SIttax = Sr + T,H-To . (2.4)
При данном способе погрешность базирования (биение) б\-
lef равна максимальному зазору сю — Smnx , а перекос осп базы
онределяегея по формуле
где rj. — угол новоро!а оси базы; 1 — длина пальца,
22
Чтобы перекос осп базы не превышал допустимых пределов,
длину I пальца принимают примерно 1,5 D, где D — номиналь-
ный диаметр базового отверстия.
Рис. 2.8. Схема базирования заготовки на цилиндрический палец
Рассматриваемый способ базирования применяется только
для заготовок с базовыми отверстиями, обработанными но б...9
квалитетам, иначе получаются большие погрешности и перекос
осн базы.
В тех случаях, когда установка заготовок на жесткий пален
не удовлетворяет заданной точности обработки, то установку осу-
ществляют на самоцентрирующие элементы (разжимные или ко-
нусные оправки). При такой установке выбирается зазор и значи-
тельно уменьшается погрешность установки. Конструкции раз-
жимных оправок приведены в главе б.
Конусные центровые оправки с конусностью 1/2000...1/4000
часто применяют для окончательной обточки наружного диамет-
ра заготовки. При этом базовое отверстие заготовки подготавли-
вают с точностью б...7 квалитета. Точность центрирования состав-
ляет 0,005...0,01 мм. Закрепление заготовки обеспечивается за счет
расклинивающегося действия на конусе оправки. Недостатком та-
кой оправки является отсхлствие фиксации заготовки но длине.
23
гак как загоювкп занимают ра шчныс положения но длине
оправки, в связи с колебанием б;; лл юверс|Ня в пределах до-
пуска .
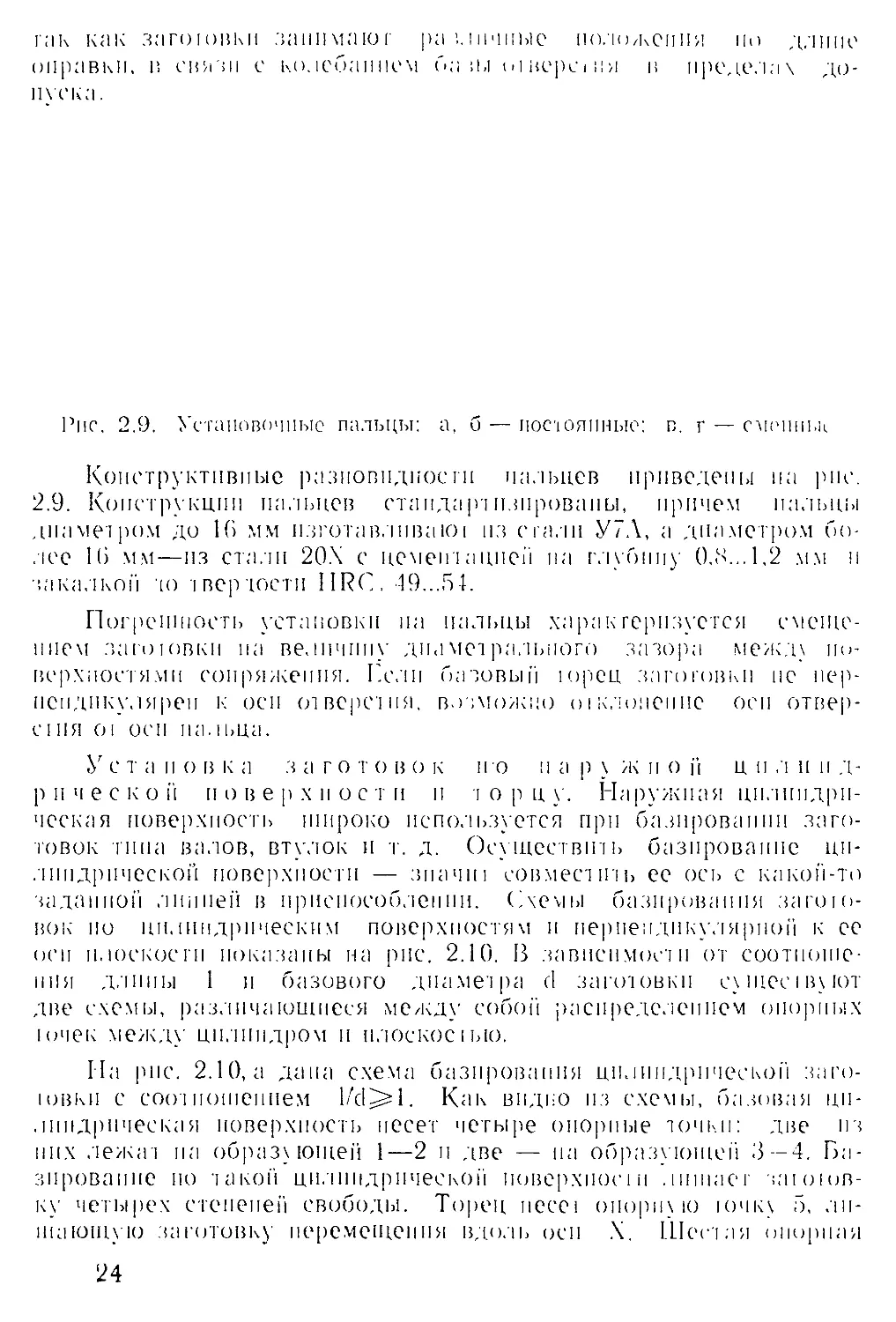
1’пс. 2.9. Установочные пальцы: а, б — постоянные: в. г — сметшк
Конструктивные разновидности пальцев приведены на рис.
2.9. Конструкции пальцев стандартизированы, причем пальцы
диаметром до 16 мм пзготавлнваю| из стали У7Л, а диаметром бо-
лее 16 мм—из стали 20.Х с цементацией па глубин)’ 0,6... 1,2 мм и
закалкой то т верности 11RC. 19...51.
Погрешность установки на пальцы характеризуется смеше-
нием загоювкп на величину диаметрального зазора межд_\ по-
верхностями сопряжения. Если базовый юрсц заготовки не пер-
пендикулярен к осп отверстия, возможно о i клонеипс осп отвер-
с I ня о I ocii пал ьца.
Установка заготовок по и а р \ ж и ой цилинд-
рической поверхности и т о р ц у. Наружная цилиндри-
ческая поверхность широко используется при базировании заго-
товок типа валов, втулок и т . д. Ос\ щсствит ь базирование ци-
линдрической поверхности — зпачш совместить ее ось с какой-то
заданной линией в приспособлении, Схемы базирования .загою-
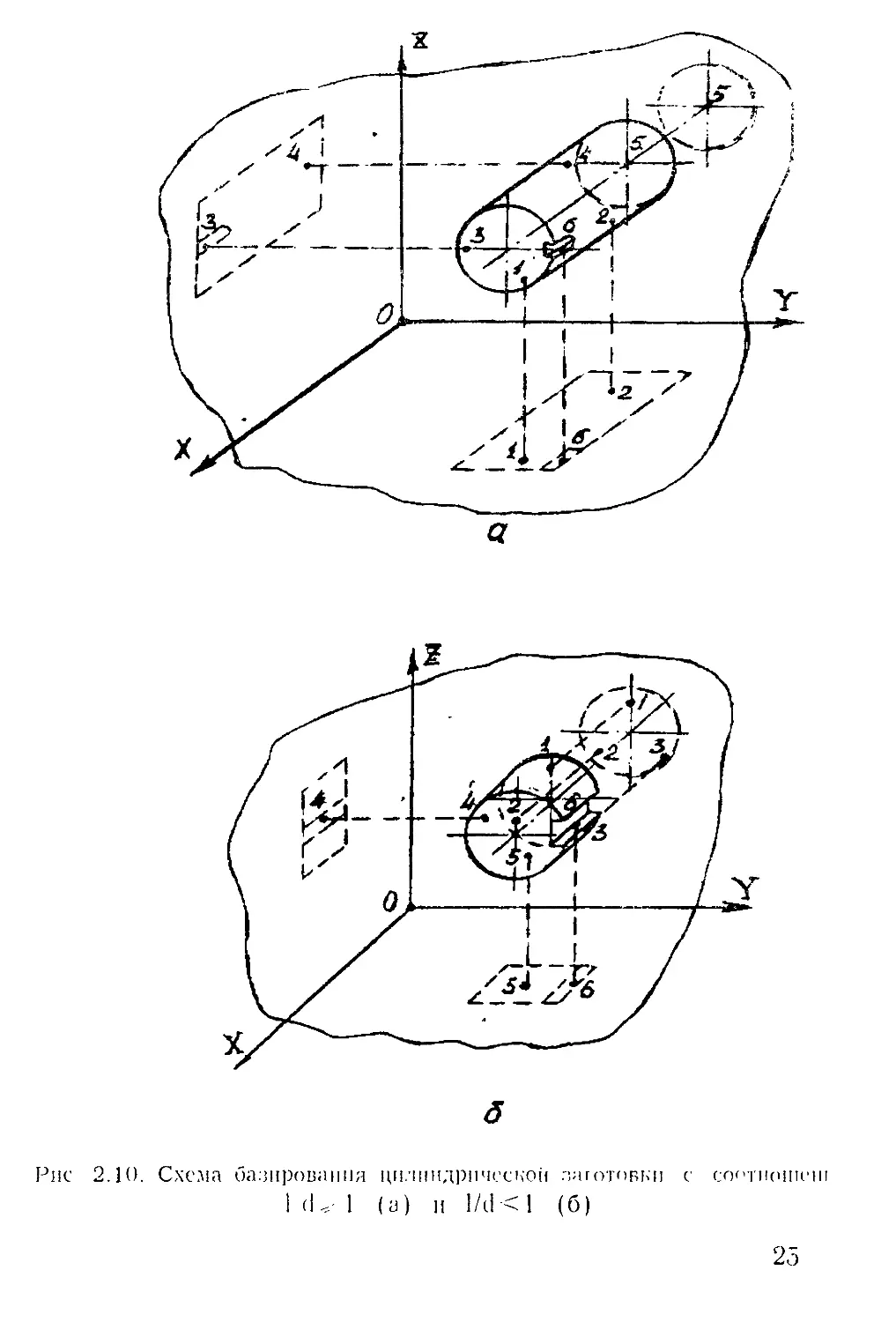
вок по пилиндрпческим поверхностям и перпендикулярной к ее
осн плоское ги показаны на рис. 2.10. В .зависимое! и от соотноше-
ния длины 1 и базового диаметра d заготовки с\ тесни ют
две схемы, различающиеся между собой распределением опорных
ючек между цилиндром и плоское идо.
На рис. 2.10, а дана схема базирования цплпидрической заго-
ювкп с соотношением l/dTjH. Как видно из схемы, базовая ци-
линдрическая поверхность несет' четыре опорные точки: две из
них лежат па образ) юшей 1—2 и две — па образующей <3—4. Ба-
зирование по такой цилиндрической поверхпос! и лишает заююв-
ку четырех степеней свободы. Торец necei опорнхю ючк\ о, ли-
шающую .заготовку перемещения вдоль осп X. Шестая опорная
24
я
Рис 2.10. Схема базирования цилиндрической заготовки с соотношсш
1 d < 1 (а) и 1/d<1 (б)
25
[ОЧКИ. . 1)1 Ill<iюща я заготовкх ПОВОрОТЯ вокруг ОСИ X. может быть
шдана на поверхнос 1 и шпоночного паза пли радиального oiBep-
стия.
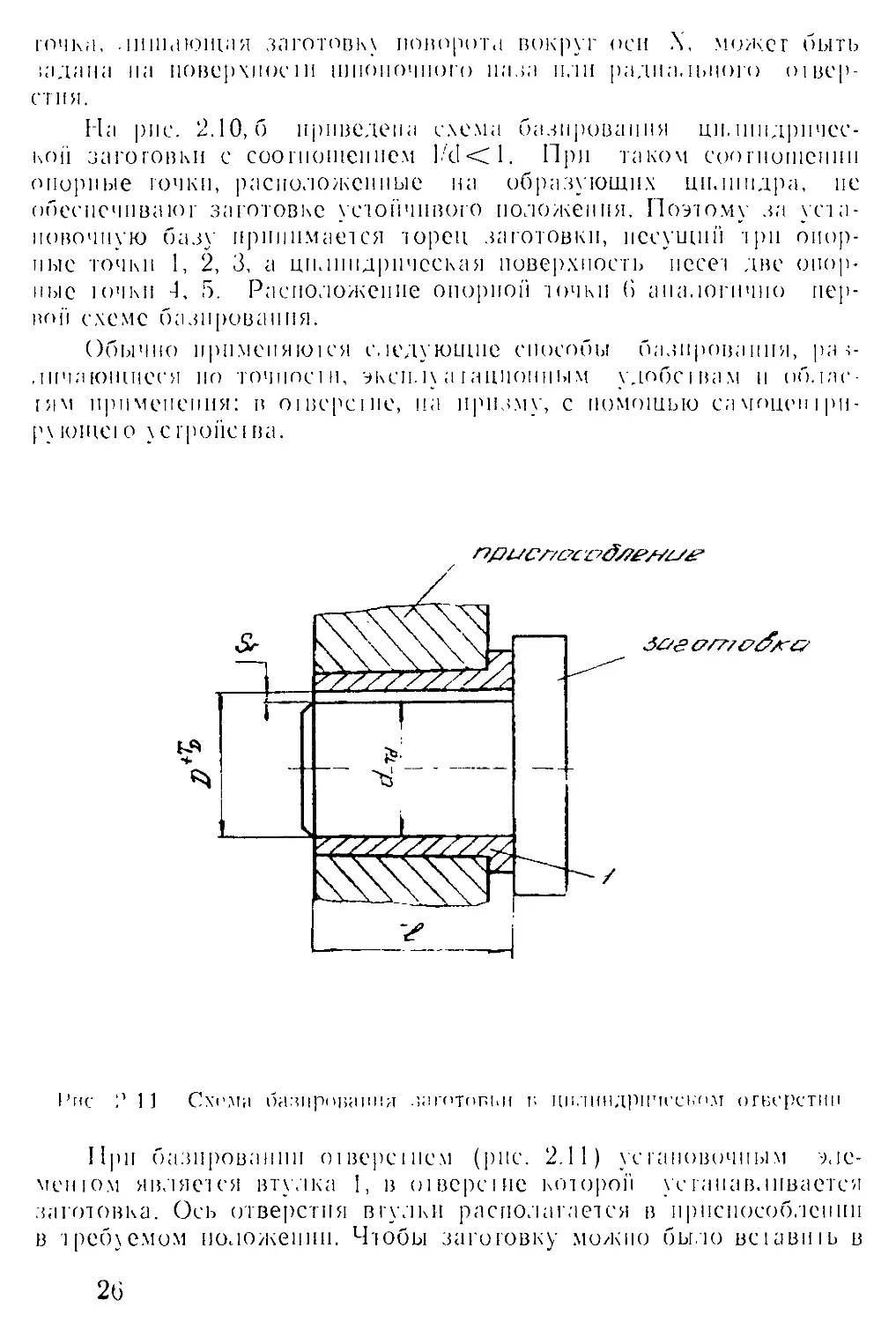
На рис. 2.10,6 приведена схема базирования ци.шндрнчес-
кой заготовки с соотношением 141 < 1. При таком соотношении
опорные точки, расположенные на образующих цилиндра, не
обеспечивают заготовке устойчивого положения. Поэтому за уста-
новочную базу принимается торец заготовки, несущий три опор-
ные точки 1, 2, 3, а цилиндрическая поверхность песет две опор-
ные ючки 4, 5. Расположение опорной точки 6 аналогично пер-
вой схеме базирования.
Обычно пр11.мепяю1ся следующие способы базпровапня, ра о
лнчак)|цнсся но гочпосп!, эксплха(анионным удобовам и обляг-
[ям применения: в oincpcine, па призму, с помощью самоцен[ри-
р\ЮШСЮ хегропова.
Рис 1 1 Схема базирования .’.аготог.кн г ннлнндричссьом отверстии
При базировании oiisepciiicxi (рис. 2.11) установочным эле-
менюм является втулка 1, в онзсрсте которой усгапавливается
заготовка. Ось отверстия втулки располагается в приспособлении
в требхемом положении. Чтобы заготовку можно было всывшь в
26
отверстие втулки, необходимо предусмотреть гарантированный
зазор в соединении заготовка—втулка. При этом диаметры базы
и отверстия будут связаны между собой зависимостью
D —d г St , (2.5)
где D — наименьший диаметр отверстия во втулке; (I — наиболь-
ший диаметр заготовки; S, — гарантированный зазор. С учетом
гараитированного зазора, а также погрешностей изготовления за-
готовки и отверстия во втулке максимальный диаметральный за-
зор в соединении заготовка—втулка будет составлять
Sni.ix = S: Д- Td -[-То . (2.6)
В пределах этого зазора возможно смещение оси базы заго-
товки относшельно оси отверстия во втулке в любую сторону па
величину, равную половине зазора Sm.-ix^. Наибольшее рассюя-
нне между крайними смещенными положениями осп базы — по-
грешность базирования оси базы to,-, будет равна SI11UX, т. е.
(Об = Sm.'ix ~ Si -J- Г(i -|~Тр . (2. I )
Кроме того, в пределах Sm;,x возможен перекос оси базы, который
определяется по формуле
. SmiiX
<z= arctg, —- —
Этот способ базирования используется для заготовок с базами,
обработанными по 7...9 квалитетам. Для обеспечения легкости
установки заготовок в отверстие втулок должен быть гарантиро-
ванный зазор ио подвижной посадке. Длину 1 втулки принима-
ют не менее 1,5 диаметра базы, в противном случае может по-
явиться значительный перекос оси заготовки.
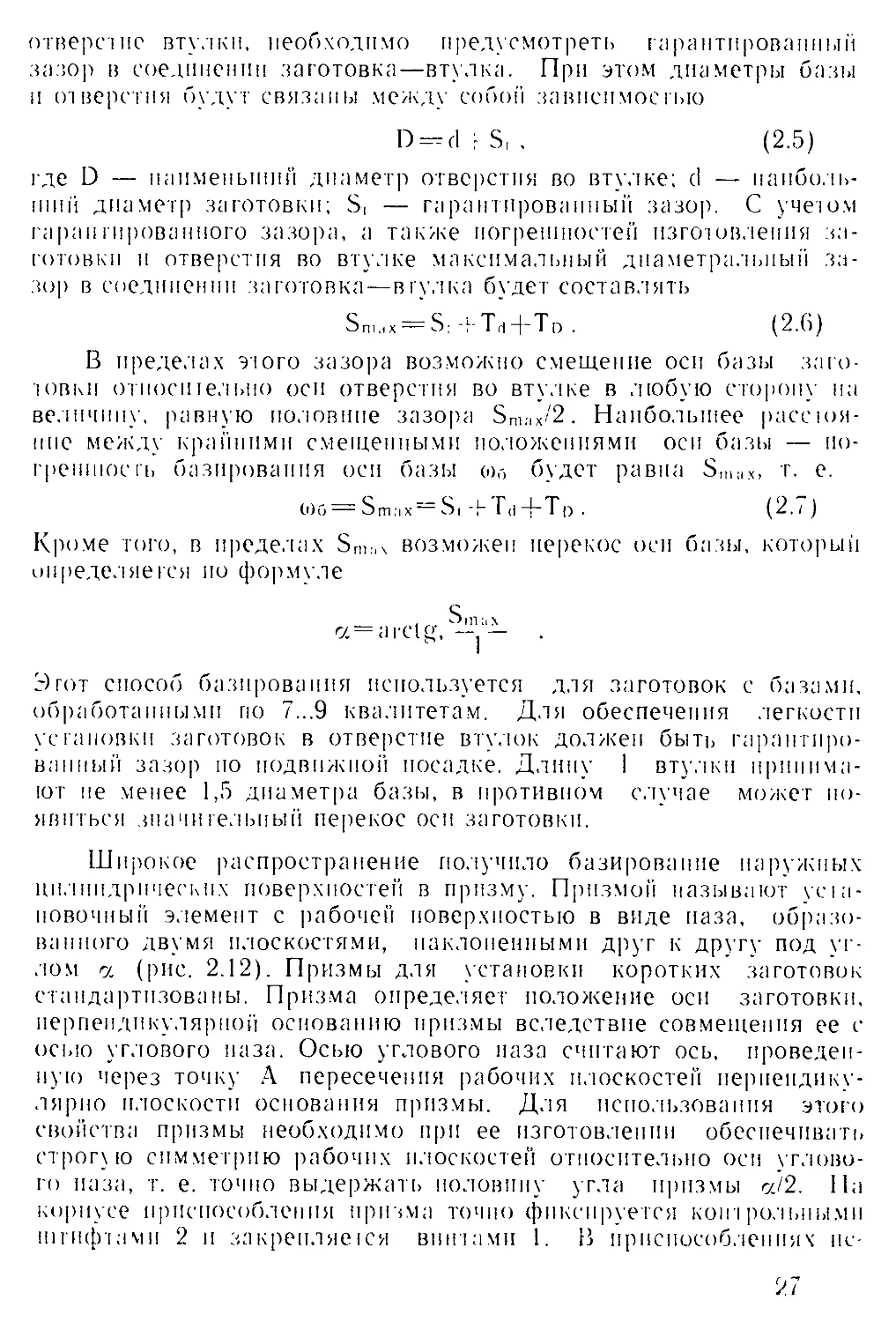
Широкое распространение получило базирование наружных
цилиндрических поверхностен в призму. Призмой называют усы-
побочный элемент с рабочей поверхностью в виде паза, образо-
ванного двумя плоскостями, наклоненными друг к другу под уг-
лом а (рис. 2.12). Призмы для установки коротких заготовок
стандартизованы. Призма определяет положение оси заготовки,
перпендикулярной основанию призмы вследствие совмещения ее с
осью углового паза. Осью углового паза считают ось, проведен-
ную через точку А пересечения рабочих плоскостей перпендику-
лярно плоскости основания призмы. Для использования этого
свойства призмы необходимо при ее изготовлении обеспечивать
строп ю симметрию рабочих плоскостей относительно оси углово-
го паза, т. е. точно выдержать половину угла призмы а/2. На
корпусе приспособления призма точно фиксируется контрольпыми
штифтами 2 и закрепляе1ся винтами 1. В приспособлениях ис-
27
пользуют призмы с углами <<. равными 60, 90 и 120'. Наиболь-
шее распространение получи,in призмы с с<^90\
Рис. 2.12. Конструкция призмы
При установке заготовок с чисто обработанными базами при-
меняют призмы с широкими опорными поверхностями, а с черно-
выми базами — с узкими опорными поверхностями. При установ-
ке длинных заготовок используются две соосно установленные
призмы, которые после закрепления па корпусе приспособления
шлифуют одновременно по рабочим плоскостям для достижения
соосности и равиовысотиости. Если по условиям обработки дан-
ную заготовку необходимо поставить па несколько призм, ю две
из них делают жесткими (основные опоры), а остальные — под-
вижными (вспомогательные опоры).
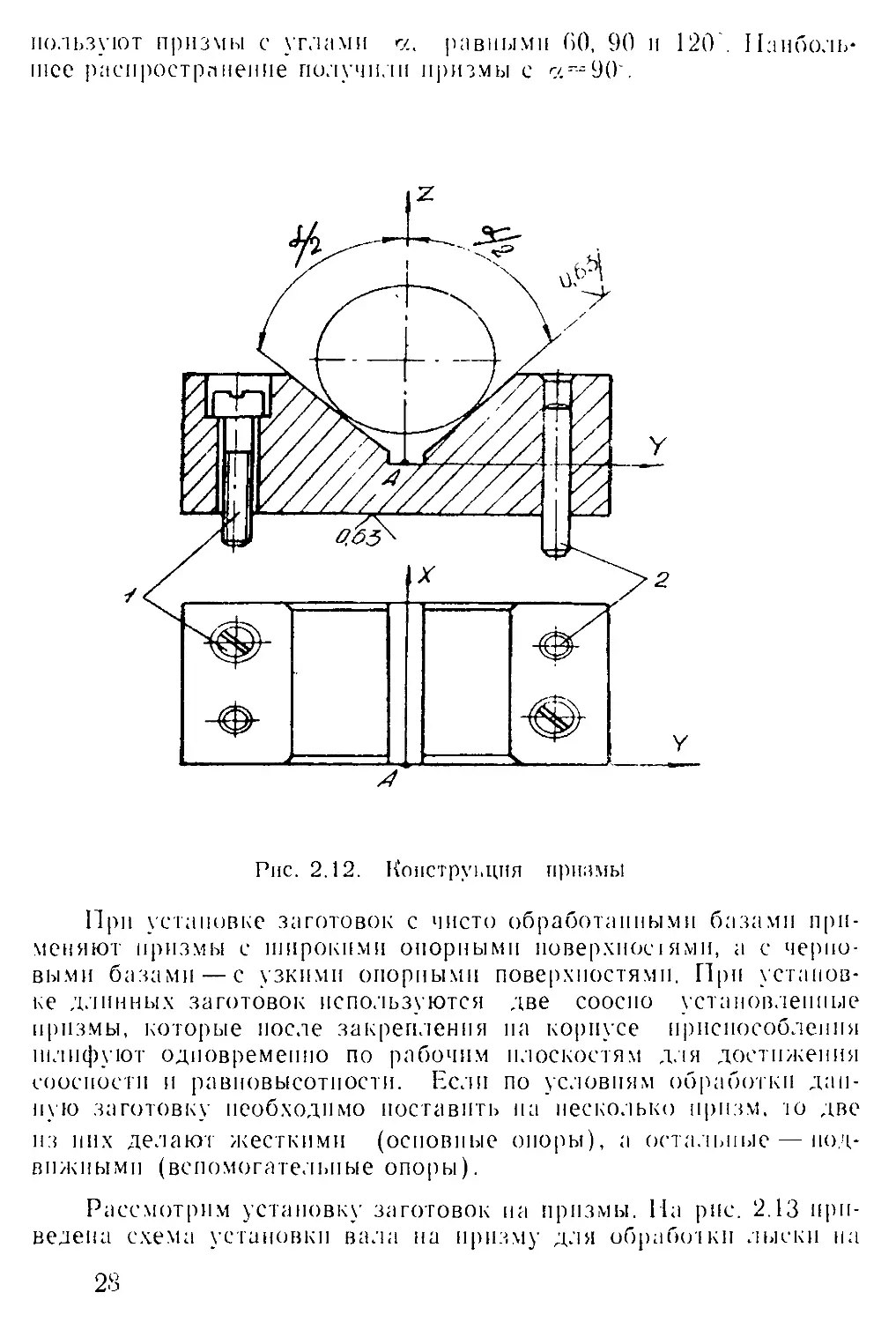
Рассмотрим установку заготовок на призмы. 11а рис. 2.13 при-
ведена схема установки вала на призму для обработки лыски на
28
предварительно настроенном станке. Положение лыски в направ-
лении осн Z относи гелыю цилиндрической поверхности вала мо-
жет быть шдапо коисгруктором детали одним и-г трех размеров
15;, I5-. 15, Для важного из этих размеров используется одна и та
же ус т атювочиая база —образу юаню касания цилиндра с рабочи-
ми плоскостями призмы, проходящие через точки 1; — F (рис
2.13, а). Во всех этих случаях происходит несовмещенно устано-
вочиой и измерительной баз, а следовательно, во шикает погреш-
ность базирования. Кроме этого при колебании базового диаметра
Рттс. 2.13. Схема базирования заготовки призмой
заготовок в пределах допуска Тп установочная ба за меняет свое
положение. При базировании птготовки с максимальным диамет-
ром D (рис. 2.13,6) установочная база проходит через точки
F— F, а при базировании заготовки с минимальным диаметром
D—ТГ) она смещается в положение Ft — Ft.
В соответствии с рис. 2.13 погрешность базирования для раз-
мера Б;
' -2_[STnP?2)-1J: П|>" а"90'> №'=“°'2Тп; *2'8'
29
для размера Б2
(О , п . п, : при д ---90', (Об ' 0,7Тр ; (2.9)
2>п1(<7,2)
зля p-а sмера Бз
: f- •--U-'n 1 I- при а-90\ (06^-1,2Тр . (2.10)
2 1 sin(<z2) .1 1
('. целью уменьшения погрешности базирования применяют
трутне схемы установки, например, используют различные само-
пентрнр\тощие устройства. Самоцентрирующпм называют устрой-
ство, опорные поверхности которото подвижны и святаны между
собой гак, что могут одновременно и с равным перемещением
сближаться к оси устройства или удаляться от нее. Опорные по-
верхности са.моцептриру тощих устройств могут быть выполнены
.шбо с кулачками, либо в виде сплошной цилиндрической поверх-
ности тонкостенной втулки, упругодеформирхсмой при действии
сил зажима, и другие.
Рис. 2. II. Схема базирования заготовки по двум отверстиям и плоскости
Основное преимущество самоцепгрирующих устройств состо-
ит в том, что при установке в них заготовки погрешность базиро-
вания равна нулю. Эти ус;ройс;ва могут быть нсно.;ь<овапы ,ui‘<
базирования .заготовок как с обрабоiаннон, i;ik и с нсобработин-
ной базой. К ним относятся [тактичные самоцеп; риру юшие ла; ри-
лы: I рехку.пиковые, патовые, гидропласгкые. Колкре: иые кон-
струкции самоцеит риру ющих устройс;в и область их применения
изложены в главах (5 и 7.
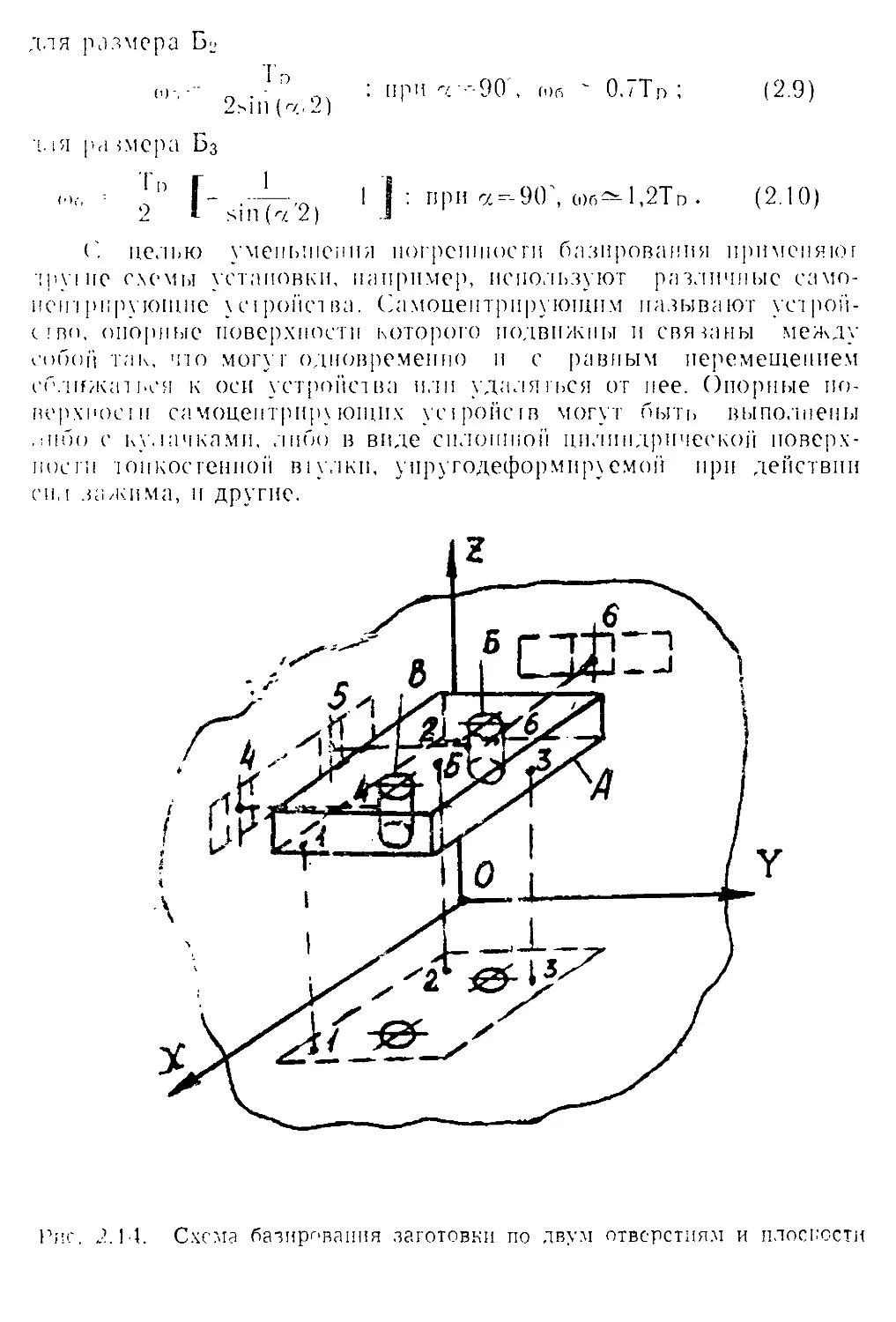
У ст а и о в к а заготовок по двум отверст и я м
и плоскости. Установка по двум от вере гия м и плоскости ис-
пользуется при обработке заготовок типа, корпусов, плит.
Схема базирования приведена па рис. 2.14. На плоское;;; А
расположены три опорные точки 1, 2, 3, в О1верстии Б две о, б
и о;верстии В — одна 4. Распределение опорных точек между по-
верхнос;ями, входящими в комплект баз, может бы;ь изменено,
если глубина хотя бы одного ;н о;верстий больше его диаметра.
Тогда в этом oiBcpcinn могу; бьнь расположены четыре опорные
точки, а во втором отверстии и плоскости — по одной. Такую схе-
ме можно применять, если размеры базовой плоскости больше
или соизмеримы с высотой, иначе заютивка занимает ;.едос;аточ-
но усюйчивое положение.
Плоскость и два отверстия — всегда чистовые базы; плос-
кость обрабагываюг иачисю иа одной из первых операций; отвер-
cjiih, как правило, развертывают по 7...8 квалитету. В качестве
установочных элеменюв применяю; опорные пластинки и два не-
подвижных пли выдвижных пальца. Выдвижные пальцы приме-
няю; при установке крупных и тяжелых загоювок, а также для
фи[т м и рова и ня положения ирисиособл он ий-спутников.
Конструктивно различают две схемы установки: па два ци-
линдрических пальца или па один цилиндрический и один срезан-
ный пальцы. Граница применимости этих сочетаний определяемся
точностью диаметров и взаимного расположения базовых о;вер-
< ;ий и ;ребуемой точностью выдерживаемых иа операции отпоси-
;ельных расстояний и поворотов обрабатываемых поверхностей.
При проектироваиии приспособлений по первой схеме уста-
новки, т. е. с двумя цилипдрическими пальцами перед конструк-
тором всегда стоит задача определения диаметров пальцев, до-
пусков на их изготовление и износ, допуска на межцентровое рас-
стояние пальцев.. Исходными условиями, коюрыми должен руко-
водствоваться коне; рукюр при решении эюй задачи, являются:
обеспечение установки на два пальца любой заго;ов;.и с меж-
центровым расстоянием и диаме;ро.м о;всрс;ий в пределах ;адап-
31
кого допуска, обеспечение требуемой точности подучаемых па
операции размеров и взаимного положения поверхностей.
Диаметр одного из пальцев обычно задают равных; номиналь-
ному размеру диаметра базового ошерстя. а допуск назначают
по (6, 1'7, е9 в зависимости от точности отверстия.
а
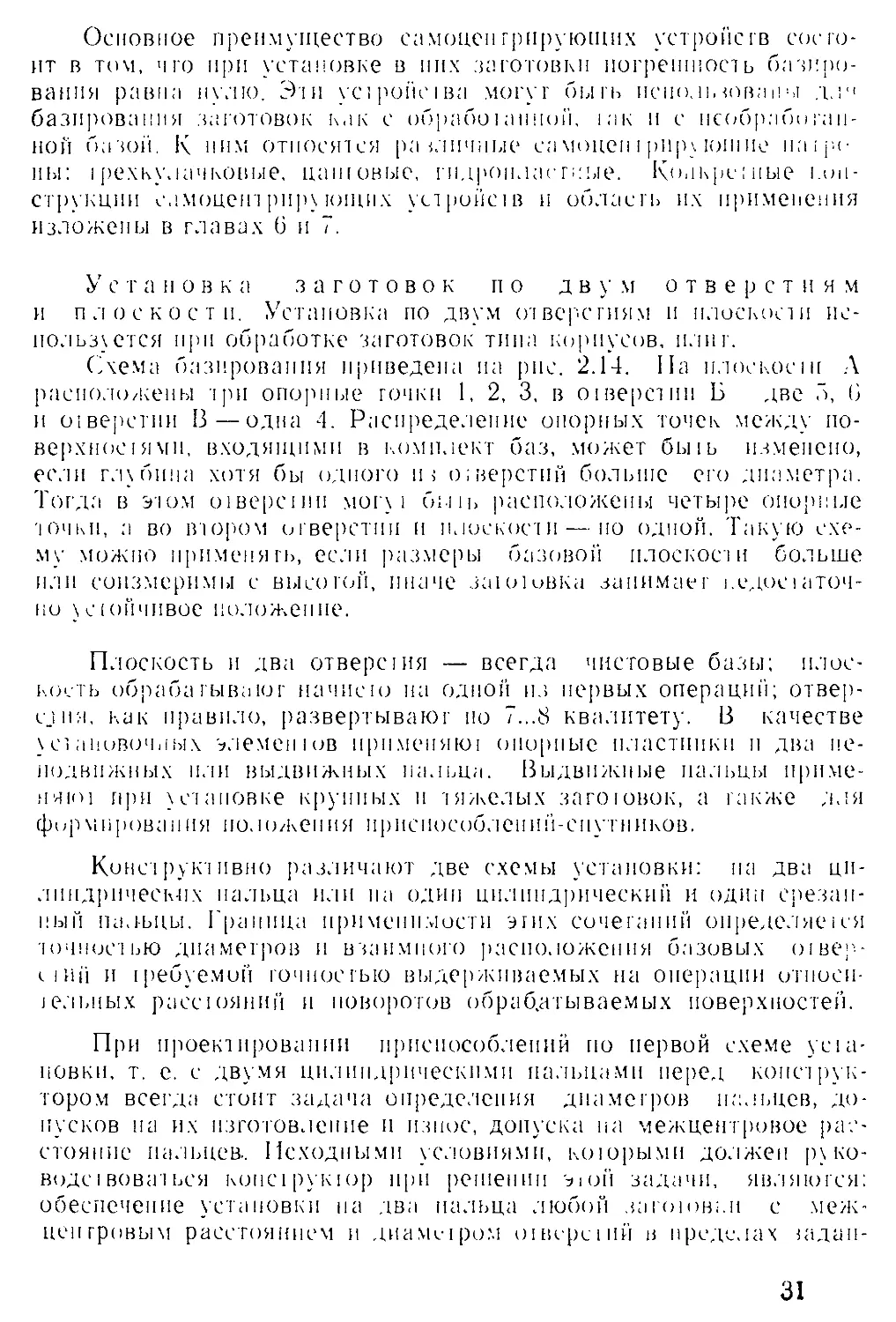
Рис. 2.15. Схема установки заготовки на два пальца
32
Существую i условия, определяющие возможное i ь _ установки
загоювок на два цп. ншдрпческих пальца. На ршх 2.1о, а показа-
но положение ба ювых oiBepciiiii 1 и 2 и па.юнев •> и 1 при номи-
нальном размере межцен i рового рассюяния между ними L. Для
выполнения условия уснановкн расемоi рим иапхудшип случаи
(рис. 2.15,6), когда межцентровое расстояние о iвереi ий выполне-
но по наибольшему предельному размеру 1 + Fv<-/2, межцентровое
расстояние пальцев приспособления—по наименьшему L -Тм.п/2,
а зазоры в сопряжениях отверенп'! с пальцами выполнены мини-
мальными— S|!lli;1 и . При таком положении ось каждого
пальца будет смешена к середине межценiрового расстояния I.
на величину Тмл/4, а ось каждого oiBepciiin смссннся от середи-
ны па величине Тм.„/4 от поминал ыки о положения осей О, и О.
Следовательно, расстояния OziC)/'i и ОСО'_ равны 4+ <>/4 +Тм п/4.
Па рис. 2.15,6 видно, что осп отверенп’! отпоенюльно осей паль-
цев могут смеспнься на величину S,nr:i'2 и S_>.111;,.'2. Отсюда мож-
но определить условия установки заготовки па два цилиндричес-
ких пальца:
S | nn;i + Sjio । и Г i.oT Г •„ п • (2.11)
Если необходимо выбрать мини мал ьпып зазор между пальцем
и вторым отверстием так же, как и для первого о!верстия (по
П>---е9), то, как видно из условия уеншовкп загоювкп, допуски
на межцентровые расстояния должны был, очень малы. Это де-
лает обработку базовых oiBcpcini! дороже. Обычно доимски па
межцентровые расстояния пальцев и отверенп! значп юльно шире
допусков па их диаметры. Но-лому, чюбы выдержать условно
установки загоювкп па два ци.шидрических пальца, диаметр вто-
рого пальца приходится уменьшить. Определим диаметр второго
пальца исходя из условия, что рассюяиие равно разности
между минимальным диаметром отверстия Do_> и максима.тьпым
диаметром пальца с1п_-; i. е. S.-mni = 1Т._-—dnj. Подс1авпв эю вы
ражеппе в уравнение (2.11), получим
S 1 m । и + D(1.—(liu — Тм.,,+ I mj, ,
тогда
cl л 2 — - (Do j + S । in J,—Tm t,—1m.ii) (2.12)
-------------------------------------------1 и 2 ,
где Tn2 — допуск па диаметр вюрого пальца.
Пример. В приспособлении необходимо установить заготов-
ки, имеющие базовые отверстя 02О^°’°-”' и межцентровые рас-
стояния LM.o±0,05 мм п Ем Г1±0,02мм. В первое отверстие устанав-
ливают палец по посадке 17, имеющий размер 020. одно мм. Тогда
Simin = 0,020 мм, а диаметр второго пальца сН?~ (20+0,020—
0,1—0,04)-0.020 = 19,88-0.020 мм.
33
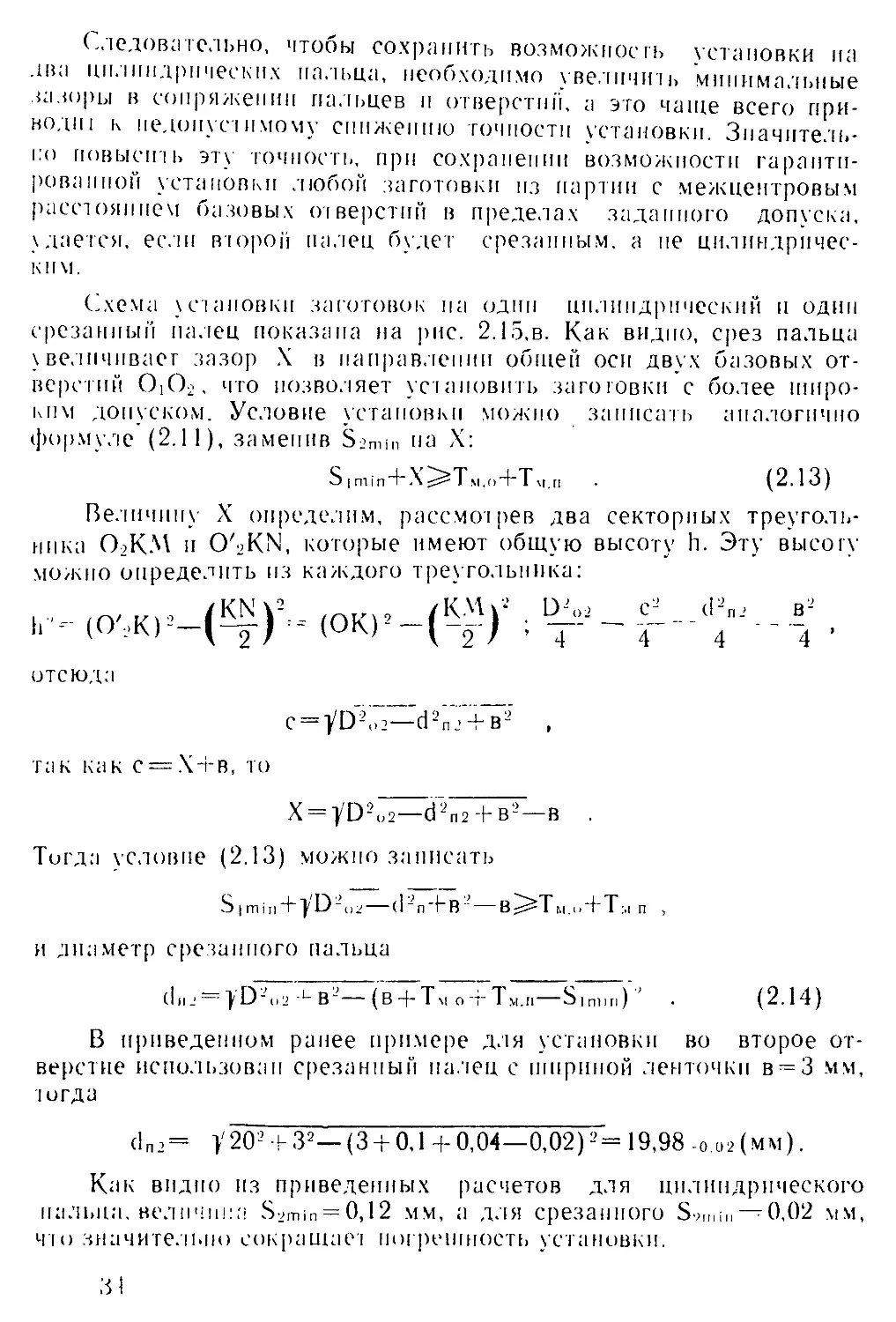
Следовательно, чтобы сохранить возможность установки на
два цилиндрических пальца, необходимо увеличить минимальные
зазоры в сопряжении пальцев и отверстии, а это чаще всего при-
води! к недопустимому снижению точности установки. Значитель-
но повысим» эту точност!), при сохранении возможности гаранти-
рованной установки любой заготовки из партии с межцентровым
расстоянием базовых отверстий в пределах заданного допуск;!,
удается. если второй палец будет срезанным, а не цилиндричес-
ким.
Схема установки заготовок на один цплпндрический и один
срезанный палец показана на рис. 2.15.в. Как видно, срез пальца
увеличивает зазор X в направлении общей оси двух базовых от-
верстий О]О2, что позволяет установить заготовки с более широ-
ким допуском. Условие установки можно записать аналогично
формуле (2.11), заменив S2min па X:
Simin +Х>Тм.о4-Тм.п • (2.13)
Величину X определим, рассмотрев два секторных треуголь-
ника О2КМ и O'pKN, которые имеют общую высоту h. Эту высоту
можно определить из каждого треугольника:
. .. ,гу И1, ZKNV.. (ПК12_(К.'М' . 1Ж>2_ в2
h - (О ->К) 2 / (^*М ( 2 / ’ 4 4 4 4 ’
отсюда
c = yD2o2—сРпт + в2 ,
так как с = Х+в, то
X = |'D2o2—62п2 + в‘?—в .
Тогда условие (2.13) можно записать
S|min + yD2o2 — (12п + в2— В^Тм.о + T.i п ,
и диаметр срезанного пальца
(Iиj~уD и2 u в ’—(в + Тм отТм.п—S।п11п) • (2-14)
В приведенном ранее примере для установки во второе от-
верстие использован срезанный палец с шириной ленточки в = 3 мм,
тогда
(1п2= }'202 + 32—(3 + 0,1+ 0,04—0,02) 2= 19,98 0 02 (мм).
Как видно из приведенных расчетов для цилиндрического
пальца.величина S2min = 0,12 мм, а для срезанного S 9 m i 11 0,02 мм,
что значительно сокращает погрешность установки.
31
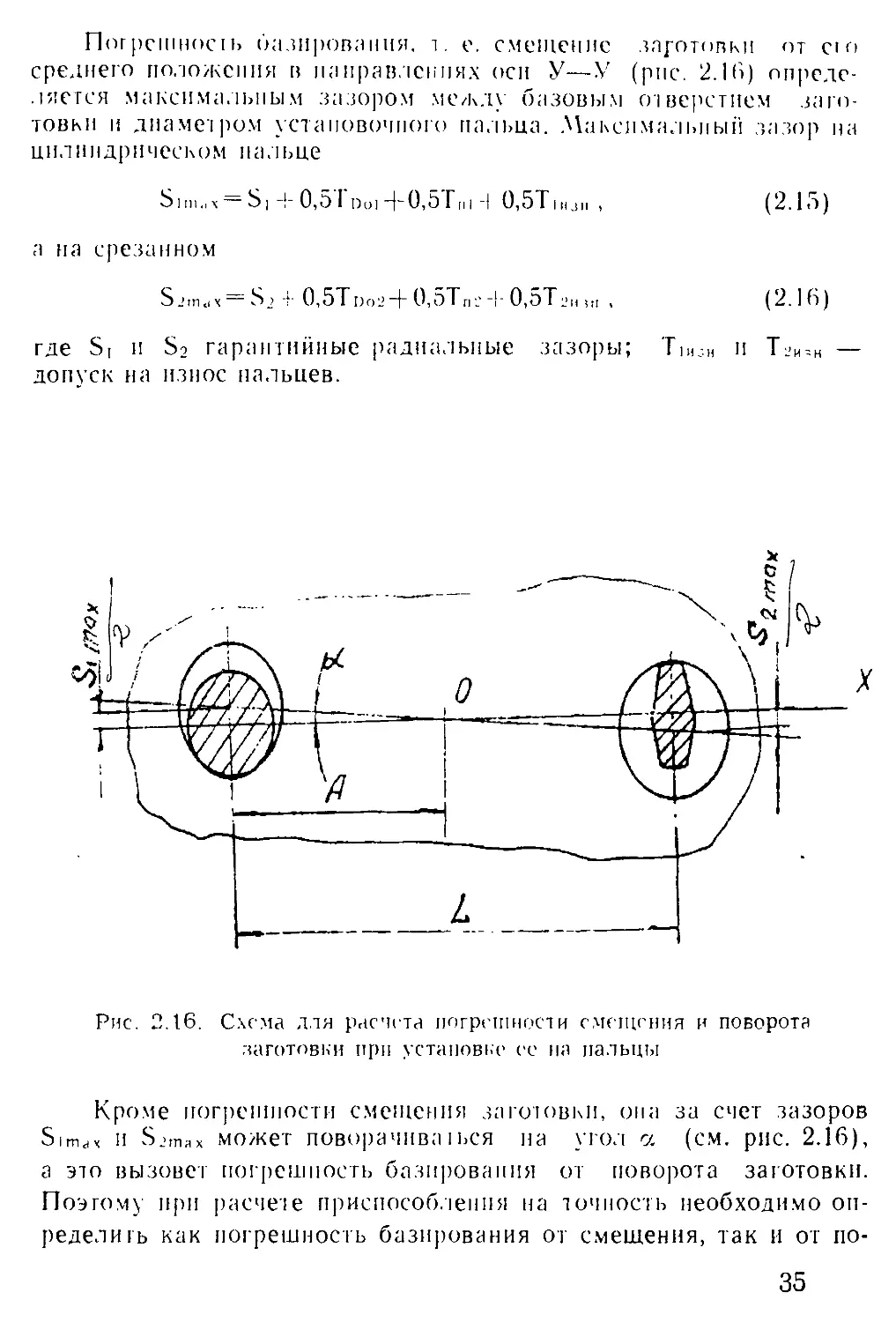
Погрсшносiь базирования, i. е. смешение заготовки от сю
среднего положении в направлениях оси У—У (рис. 2.HS) опреде-
ляется максимальным зазором между базовым отверстием заго-
товки и диаметром установочного пальца. Максимальный зазор на
цилиндрическом пальце
Sitii.,x Si0,51 doi+0,5 Гт0,5Т|изп , (2.15)
а на срезанном
S2m.,x = S2 т 0,5Tdol> + 0,5Тп?-! 0,5Т2ц , (2.16)
где Si и S2 гарантийные радиальные зазоры; Тт.-.н и I+h
допуск на износ пальцев.
Рис. 2.16. Схема для расчета погрешности смещения и поворота
заготовки при установке ее на пальцы
Кроме погрешности смешения заготовки, опа за счет зазоров
Simax и Sjmax может поворачива I ься на угол а (см. рис. 2.16),
а это вызовет погрешность базирования от поворота заготовки.
Поэтому при расчете приспособления на точность необходимо оп-
ределить как погрешность базирования от смещения, так и от по-
35
вором заготовки. Наибольший \ гол поворота заготовки от ее
помина ibiioio положения б\дс1
Hcnip iioBopoia ,;aioioBMi 01 осн цпл пидричсско! о пальца:
\ - .--21__----- I. . (2.18)
О I III.. \ 1 01'111.1 \
Злая \Ю1 и цен i р noBopoia загоювкн, можно определи 1 ь погреш-
iiocii, oopaooiKii заданного iеомс'1 рнчесього napaveipa, вызван-
ною ба шроваипем злгоювки.
По вышеприведенным формулам рассчш ываюн’я смешение
и новоро! загоювкн при упаковке ее на два цилиндрических
па. 1ьца.
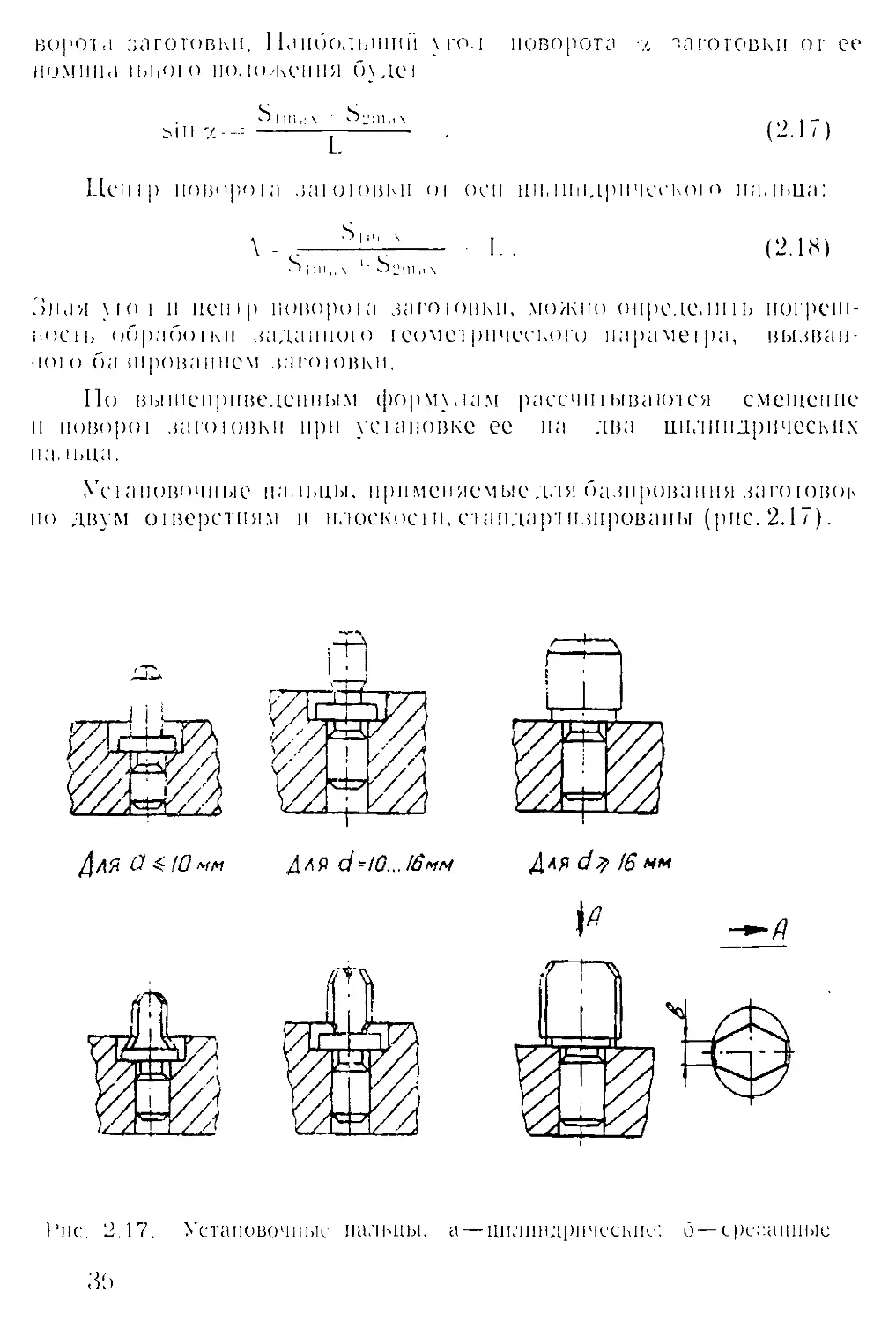
Ус 1 а новойиые пальцы, при меняемые для базирования за го i о вок
но двум отерстиям и плоской п, счапдартзпровапы (рис. 2.17).
Для й Юмм Для d-/0... !бмн Для f6 нм
а — цилиндрические: б— с резанные
1’лс. 2.17. Установочные пальцы.
Следует иметь в виду, что ширина цилиндрической леиючки «в>
зависит от диаметра цилиндрического пальца и принята для диа-
метра 4---G мм — 1 мм, для диаметров G---8 мм—2 мм, для дпамег
ран 8 .. 1 2 м м - 3 м м. ’л ч дна м тров I . 32 м м 1 м м и к
У с т а и о в к а з а г о т о в о к и о ц е и т р о в ы м о т в е р •
стиям. Установку загоювок тпа валов осуществляют по пет-
ровым базовым О1версн1ям (фаскам). В качсснте у с i ашшичиы \
элементов применяют центры, которые усланавлнваюг в перед-
нюю н заднюю бабки ciaiiK.a. Такой способ yci ановки широко ис-
пользуется благодаря простоте конструкции приспособления, от-
сутствию погрешности от песовмещеиня ба:; для диаме!ральных
размеров, возможности обеспечить принцип постоянс!ва ба; при
работе на различных операциях. Педосташом такой установки
является необходимость предварительно обрабатываю ба юные
новерхпосги. г. с. цшнровые отерстия.
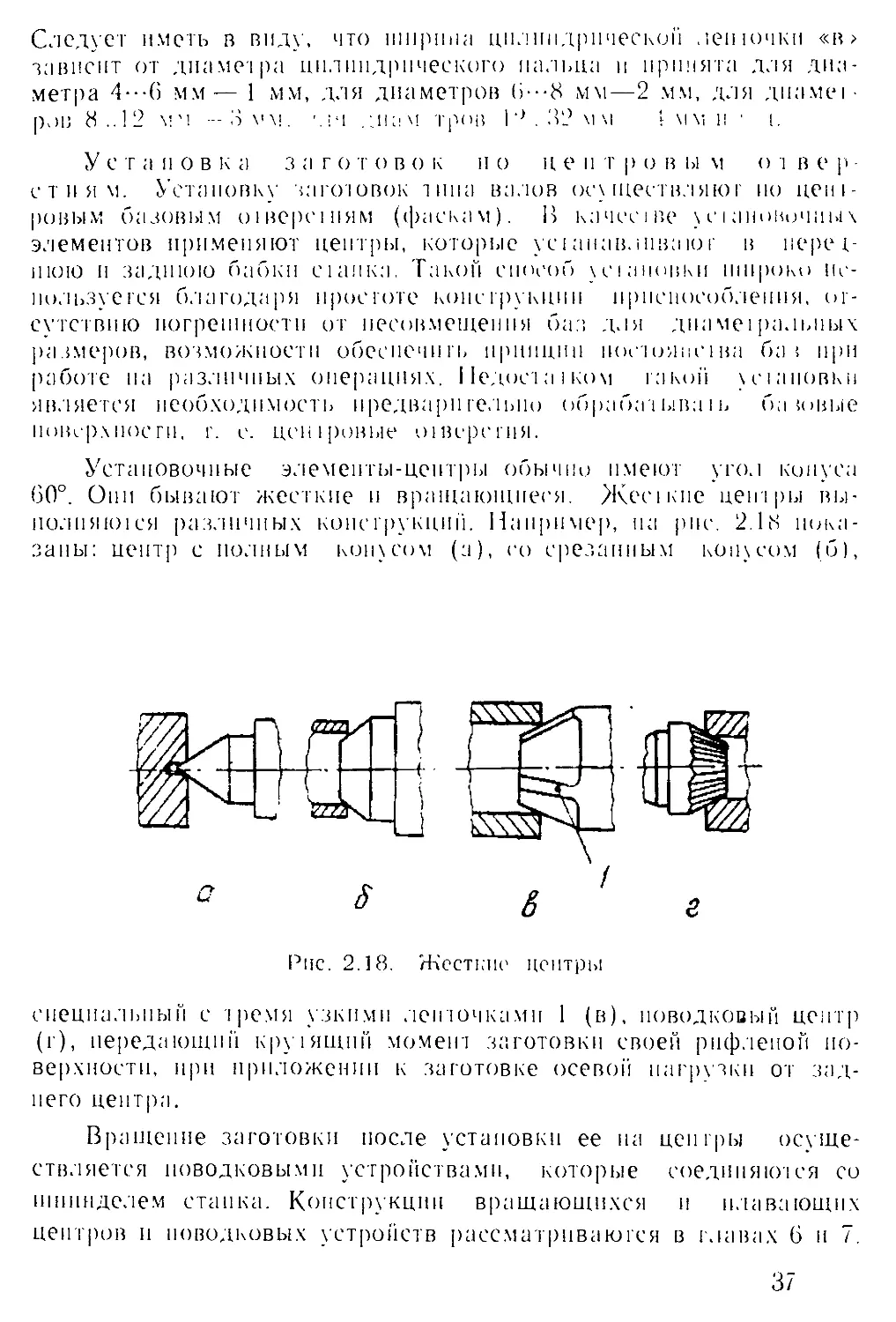
Установочные элементы-центры обычно имеют угол конуса
60°. Опп бывают жесткие и вращающиеся. Жеокпе центры вы-
полняемся различных конетру кций. Например, па рис. 2.18 пока-
заны: центр с полным конусом (а), со срезанным конусом (б),
специальный с тремя узкими ленточками 1 (в), поводковый центр
(г), передающий крулящнй момент заготовки своей рифленой по-
верхности, при приложении к заготовке осевой нагрузки от зад-
него центра.
Вращение заготовки после установки ее иа центры осуще-
ствляется поводковыми устройствами, которые соединяются со
шпинделем станка. Конструкции вращающихся и плавающих
центров и поводковых устройств рассматриваются в главах 6 и 7.
37
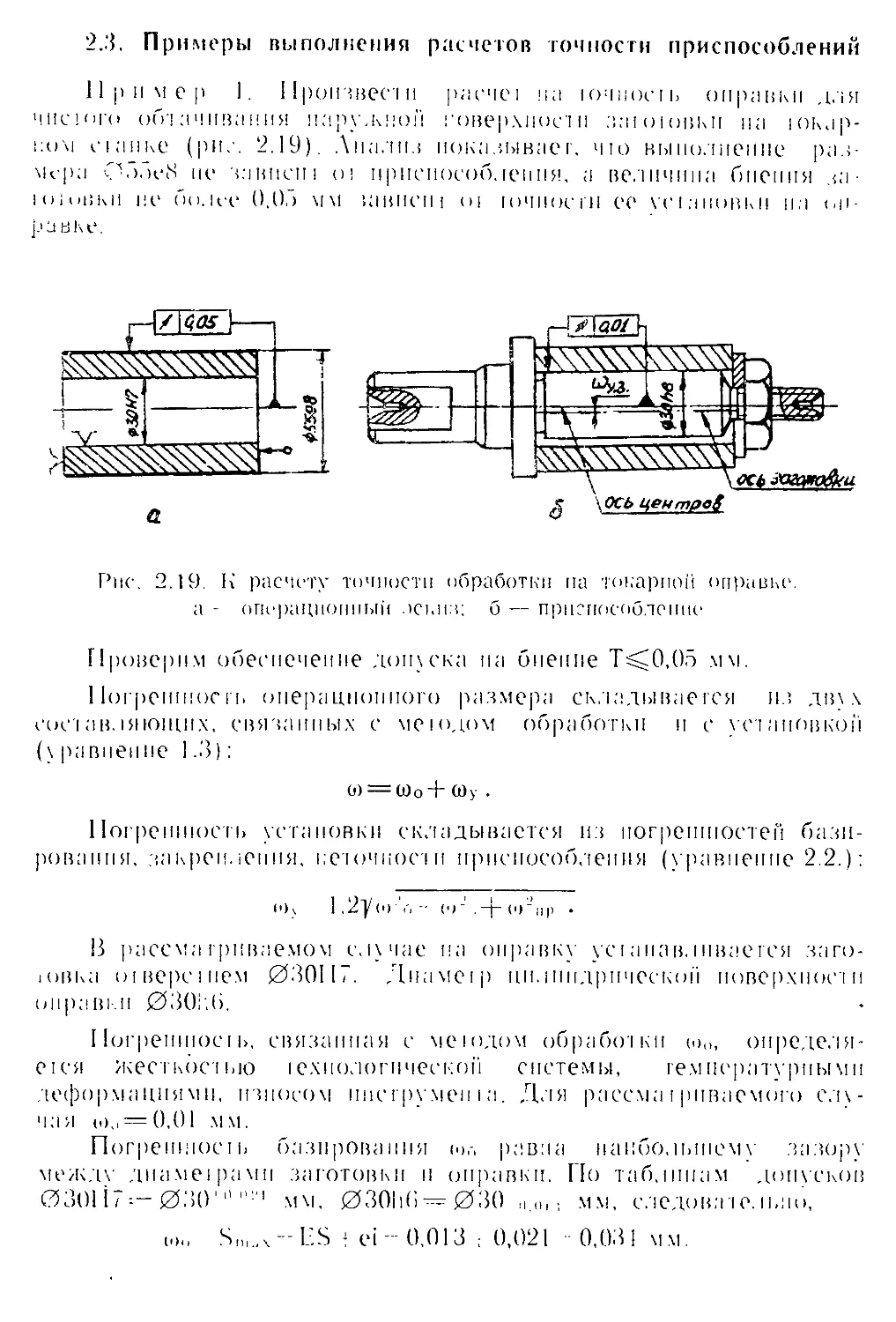
2.3. Примеры выполнения расчетов точности приспособлений
И i'ii мер 1. Произвести расче! на ючношь оправки для
ч.псюго обтачивания i1 а р у .к ю й поверхности з.-и оювкп па юкар-
i:o\i сынке (рис. 2.19). Анализ показывает, чю выполнение раз-
мера CVmcS не завпсп! oi приспособления, а величина биения за •
loiuBMi не более 0,0.”) мм hibiicii i oi ючносги се vci .iiiobkii h.i oii-
p а в к e.
j—ixkaf i—
C|i——-1
Рис. 2.19. К расчету точности обработки на токарной оправке,
а - операцнопиый зскиз; б — приспособление
Проверим обеспечен не допуска па биение Т^О.Оэ мм.
1 lorpeiiiiiocIч> операционного размера складывается из дв\ \
сос।ав. 1ЯЮ1ЦИХ, связанных с меюдом обработки и с установкой
(\ равнение 1.3):
0) = со о + (0 у .
Погрешности установки складывается из погрешностей бази-
рования, .закрепления, неточности приспособления (уравнение 2.2.):
io\ ,2у < • > г> -- (» . -j- in ~ пр •
В рассма триваемом случае па оправку yci аиав.пишется заго-
1овка о i вереiнем 030117. Лиаме1|) цилиндрической иовсрхност и
оправки 03О:;().
ПогреишосI и, связанная с меюдом обработки <.>о, оиределя-
еюя жесткостью юхнологической системы, температурными
деформациями, износом пиструмен i а. Для рассма i риваемого с.т\-
чая io., = 0,01 мм.
ПогреишосIв базирования равна наибольшему зазору
между дна.ме! рами заготовки и оправки. По таблицам допусков
0301170301" ";11 мм, 03О1Й)—030 н.о,; мм, с.тедовате.пяю,
с, S,„..x --L?.S ; ei - 0,013 : 0,021 0,031 мм.
Д. 1Я .I.IHH'HO спотобл :акрсп. сипя за 1 о j < >вки принимаем «о. - О
Г1<н ’реншос11> приспособ.ченля <•> включат в себя noi репшость
11 Я ОЮВ.1С11ИЯ f);. i. ИЗНОСИ (Dj И IIOTpCHHlOClH \CHli!OBMI IipiICHO-
coo, ioni!я (D\ Hi-.
В данном c.iviac on. np = 0. ihk как оправка в Петрах \cia-
нав.iiiB.ie)си без noi репшостей. т. e. осн петровых oiBcpcinii
оправки нс смешится от постельио осп поверхности петров.
Погрешнееi в изгоiопоенпя опривпп <o ( t ecib биение опорной но
nepxnoc i п оправки оi ioch:ель".о ее базовых поверхнос i сп (пет-
ровых гпеш). Доя данною случая в авпадвнгателесi роении
о,,,, = 0,01 мм. Износ приспособления оговлрпваеюя в icxnnnec
mix т рсбовзчпях ни приспособ.Юнне и прпмеятс п>но к оправкам
погрешнее।в износа не превышает (Пц—0.015 мм.
Опре, ic л нм рс.\\ л м нр \ юш\ ю погрешнее! п:
0) - : 1 , 2 J (|)’п ! ’ (ТгДс) и I . О) • II —'
-1,2) 0,61 ---О^ОЗТ^ 'ОД)! ’ 0.015~- - 0,01 8 м м.
О|^-0,0кЗ<Т —0,05.
Таким ооразом. оправка обеспечпваеi .ш таин\ ю ючносп-.
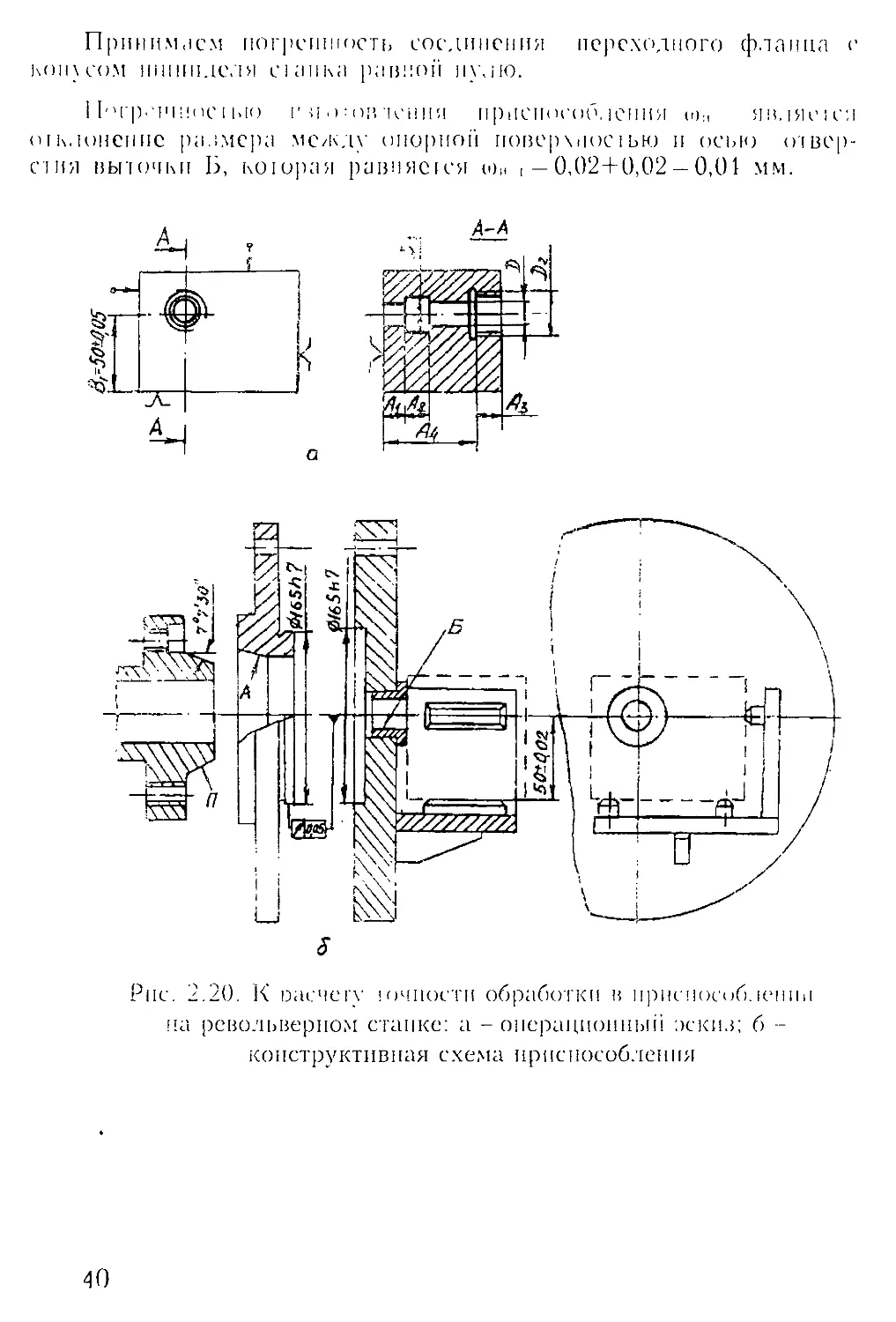
И р и м е р 2. 11роизвс<-111 расчет на iobhocib прнсцогопле-
нпя к револьверному станку для обработки стунеичатого отвер-
С1ня (рис. 2.20). Анализ показывает, что при oopaOoiKc онтсрстпя
в заготовке выдерживаются несколько размеров: Да, До, Д3,
AH А;, А,„ А.}, В], Сконсi р_\ провашюе приспособление оказы-
вает влияние только па точность размера В, = 50 н 0,06 мм, допуск
коюрого равен Т — 0,12 мм.
Погрешность oopaooiMi примем равной о,, = 0,015 мм.
Для данною случая -= 0, i а к как измерительная и устано-
вочная базы заготовки совпадаю!. Погрешность закрепления
о, - 0.
Погрешнее!ь ускиювкп приспособления определятся зазором
между буртком переходного фланца 0105li7 и выточкой при-
способления 0105117 и смешен пом буртка фланца относитель-
но осп.
По lao.iiiibiM допусков 0 165117= 01 (>5"""1 мм, 0165117 —
0165 по, мм. ('.ледова юлыю, зазор равен то,5,|ф = 0,04-|-0,04 —
0.08 мм. (.мешение б\ pinna (|).iaiina равно половине его биения:
ю > 11 р == 0,05/2 = 0,025 мм.
3!)
Принимаем погрешность соединения переходного фланца е
конусом шпинделя стика равной пулю.
1 Р'Гр.ЧЧШЧ'I ЫО Г И >) : О,”, I С i!! I Я II р НС НОСОО,] CI I И Я (0:| являлся
оIклонепис размера между опорной поверхности) и осью отвер-
стия выючки В, коюрая равнясюя оь, ,—0,02+0,02 — 0,01 мм.
Рис. 2.20. К оасчегу ючностп обработки в приспособлении
на револьверном стайке: а - операционный зскиз; б --
конструктивная схема приспособления
40
Погрешность износа приспособлен ня яв.1яе1ся
незначительной, поэтому в расчете принимаем со;= 0.
Определим результирующую погрешность-
со = 1,2 со2 + со.2 + со;’ + со? =
' о ]\ пр 2\ 1!|) ’.Ml
= 1,2^0,015-’ -I- 0.082 + 0,025-'+ 0,042 = 0,1 1 мм.
Проектируемое
точность обработ»’ ,
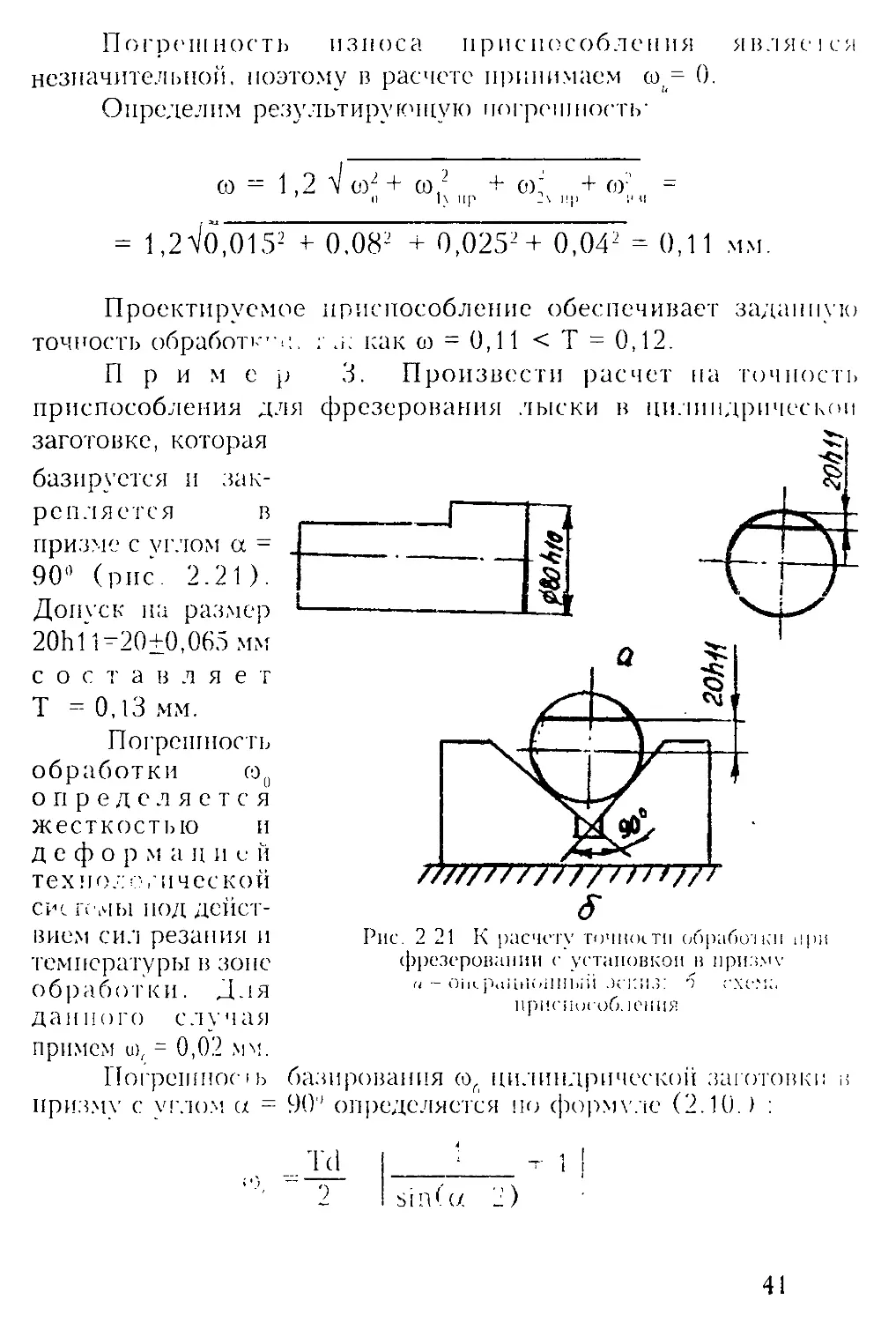
Пример
приспособления для
приспособление обеспечивает
: ш как G) — 0,11 < Т — 0,12.
3. Произвести расчет на
цилин;.
фрезерования лыски в
заданную
точность
заготовке, которая
базируется и зак-
репляется в
призме с углом а =
90° (рис. 2.21).
Допуск на размер
20Ы 1“20±0,065 мм
составляет
Т = 0,13 мм.
Погрешность
обработки сэ()
определяется
жесткостью и
д е ф о р м а и и и й
технологической
сие г.-мы нод дейст-
вием сил резания и
температуры в зоне
обработки. Для
данного случая
примем и) = 0,02 мм.
Погрешнос । ь
призму с УГЛОМ (X -
20hlf Ь
/т7777ТГГ/ 2 > Tfjp
5
Рис. 2 21 К расчету точности обработки при
фрезеровании с установкой в призму
а — Oi । (. pci hi НН 1 Н 1н И ОСКИЗ’ *7 СХСМД
присиособ.юния
базирования (о6 цилиндрической заготовки в
90!’ определяется по формуле (2.10.) :
j= 1 I
sinlex 2)
41
По таблице допусков О 80Ы0 = 0 80
мм, тогда
____t____j j = 0,177 мм
sin 45°
Для нашего случая погрешность закрепления со( = 0.
Погрешность установки приспособления (призмы) не превышает
со, - 0,02 мм.
Определим результирующую погрешность:
СО = 1 ,2 У СО; 4- со/ + СО2 =
’ ' > б у.пр
= 1,2 4о,022 + 0.1772 + О.О22 = 0,21 мм.
Проектируемое приспособление не обеспечивает заданную
точность, так как со = 0,21 > Т = 0.13 мм.
Не усложняя конструкцию приспособления, целесообразно
изменить простановку операционного размера \как показано на
зис. 2.21. б). Тогда погрешность базирования заготовки в призму
определится ио формуле (2.9.):
= Td = 0,12 = 0,092 мм.
6 2sin(cx/2) 2sin 45°
Прс^прочих равных условиях результирующая погрешность
со= 1,2у 0,022 + 0,0922 + 0,022 = 0,11 мм.
В данном случае приспособление обеспечивает заданную точность.
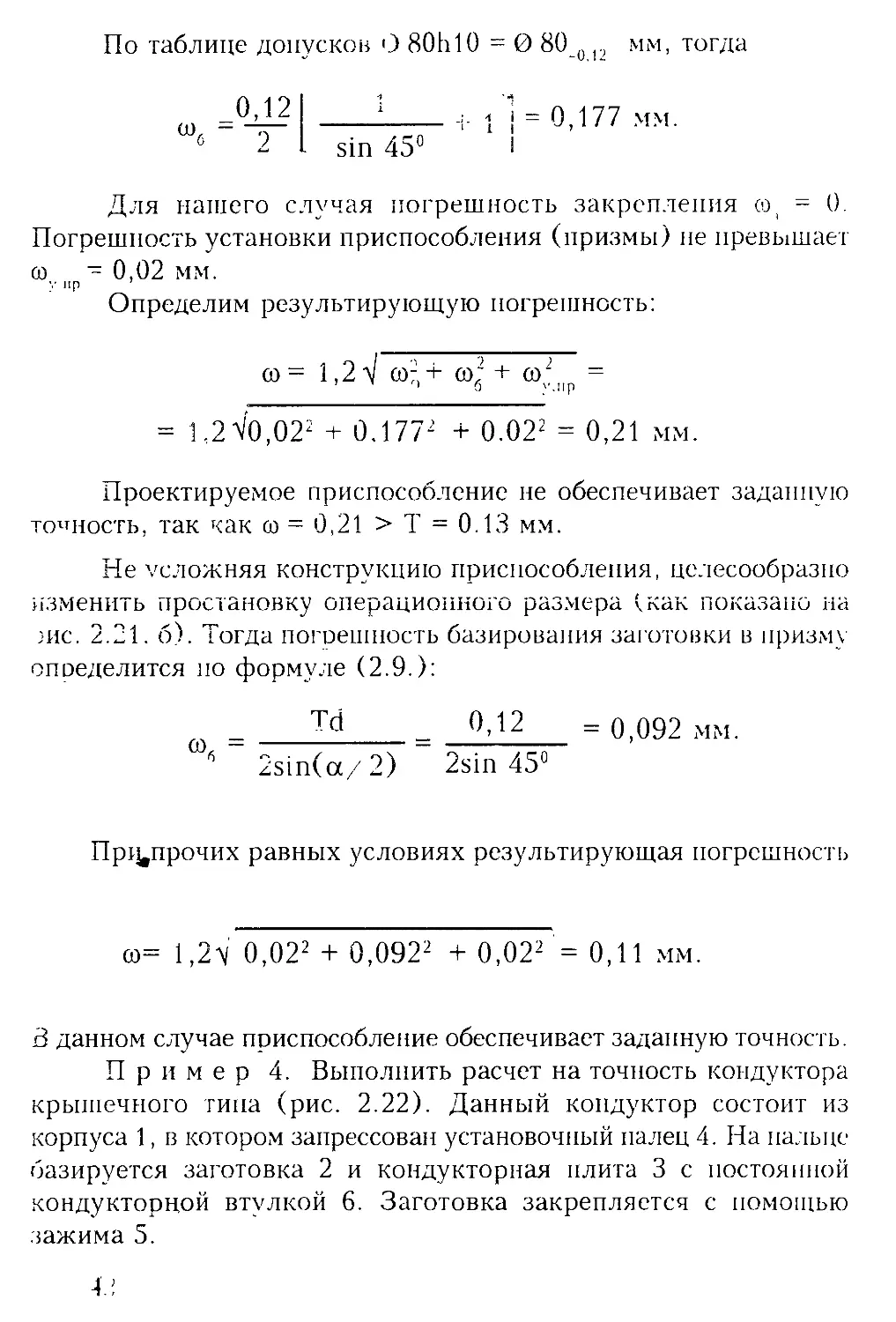
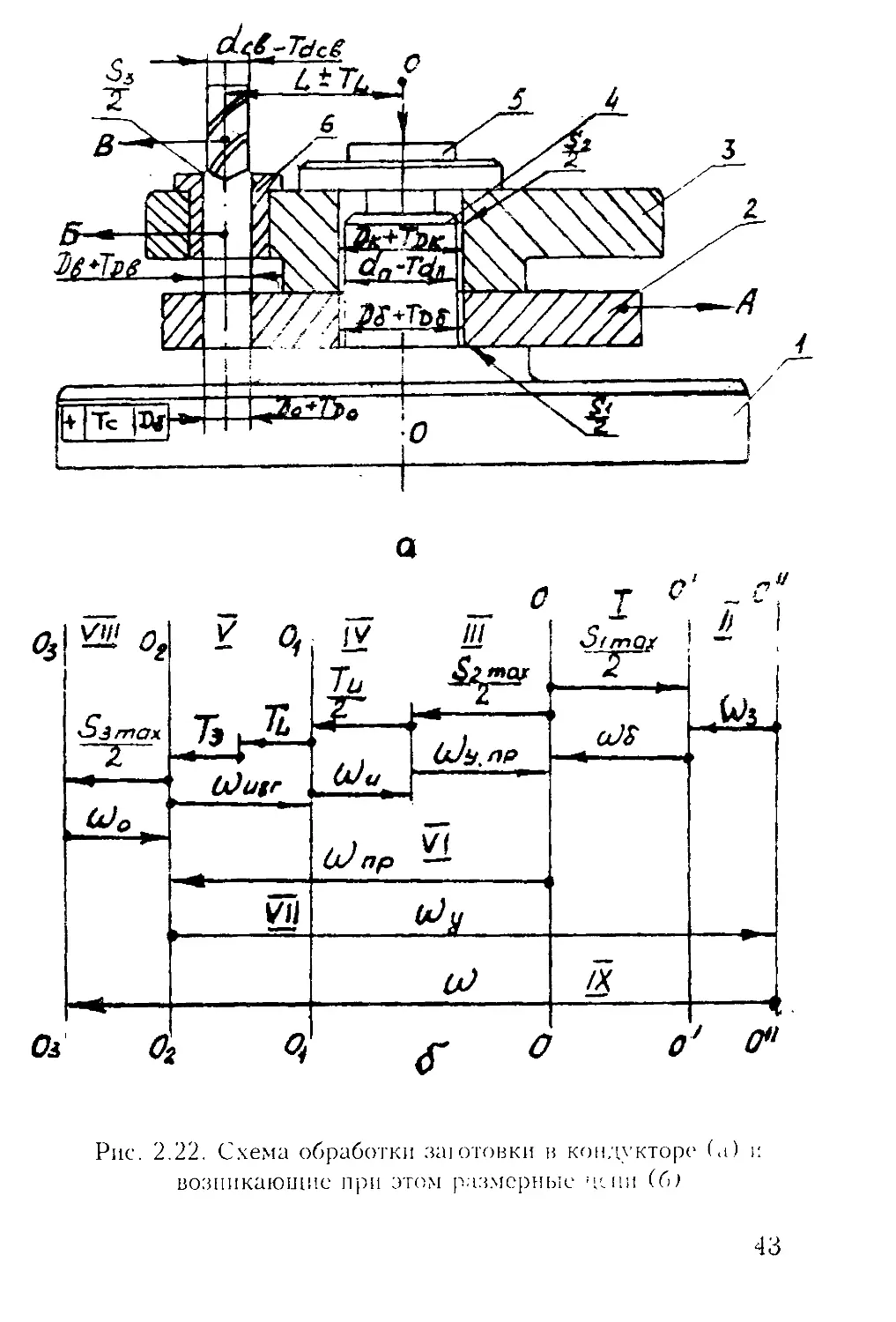
Пример 4. Выполнить расчет на точность кондуктора
крышечного тина (рис. 2.22). Данный кондуктор состоит из
корпуса 1, в котором запрессован установочный палец 4. На пальце
базируется заготовка 2 и кондукторная плита 3 с постоянной
кондукторной втулкой 6. Заготовка закрепляется с помощью
зажима 5.
42
a
Рис. 2.22. Схема обработки заютовки в кондукторе (а) и
возникающие при этом размерные нс пи (G)
43
В операции сверления четырех отверстий выполняются два
геометрических параметра: диаметр отверстия 1)(= 6.СТ"1,4 мм и
смещение оси отверстия от номинального положения с допуском
Т = 0,20 мм.
Установочными базами обрабатываемой заготовки 2
являются опорный торец и центральное отверстие
D’i'T, = 12,4+nj'2 мм.
Кондуктор имеет следующие геометрические параметры:
1 п / с / “ 0,006 х Л
установочный палец ct т = 12,4<7б ( _ q pi7 базовое отверстие
ilr ’
кондукторной плиты I). = 12,4Н7('00!S), кондукторная втулка
D н = 6F7( сверло du)_Td = 6h6( ()()09) , допуск на рас-
стояние между осями в кондукторной плите ± 0,03 мм.
Из схемы обработки заготовки в кондукторе
(оис. 2.22, а) видно, что погрешность параметра I) вызывается
iioi решностыо метода обрабоши со ( , гак как в процессе сверления
происходит увеличение диаметра за счст разбивки отверстия.
Величина тшй погрет пост и ограничивается внутренним
диаметром Dh кондукторной втулки, которой направляет режущий
инструмент. Поэтому допустимый диаметр втулки всегда должен
быть меньше наибольшего диаметра обрабатывасхмого отверстия.
При сверлении параметр Тсбудет зависеть от смещения оси
-)брабнIываемого отверстия от номинального положения.
Анализ схемы обработки показывает, что смещение осей
отверстий происходит от многих первичных погрешностей,
которые входят в погрешности со и со . При расчете погрешнос: и
смещения осей отверстий принимаем наихудшпе условия
обработки, т. е. когда при базировании и закреплении заюговка
.Memae'!(,4 по стречке \ а кондукторная плита и сверло
смещаются в противоположном направлении пос!релкам В и В
Для определения погрешностей оу и ® , а затеем и результирующей
погрешности to составим размерные цепи (рис. 2.22, б). При эюм
за исходную базу принимаем ось установочною пальца 0 - 0, а
остальными осями являются 0-0- ось базовою отверстия
заготовки шнле базирования; 0 -0 - го же после закрепления;
О —0 - ось кондукторной плиты: 0?-0,-ось кондукторной ш\лки:
и - U.- ось сверла. В расчшах положение осей б\дем рассма: риван>
44
при крайнем смещении их относительно оси уста ковочного пальца.
Для определения результирующей погрешности необходимо
прежде определить составляющие звенья цепей I—V, затем соп ь
® (цепи VI - VII), погрешность соо (цепь VIII). После .лтяс
вычисляется результирующая погрешность (цепь IX), которая и
сравнивается с допуском на смещение оси отверстия Т :
со - со + со < Т .
V с
Погрешность базирования со6 (цепь I) определяется но
формуле
S,...
сой= —-
S т, т т,
г . ап изн I
" — ~г — -....... Н~ —------- + -----
2 2 2 2
где Sr - гарантированный посадкой зазор между пальцем и
заготовкой; Тизн - допуск на износ пальца [14].
Допуск на износ пальца закладывается при проектировании
приспособления и в данном случае принят Тизи = 0,012 мм. Из
полей допусков на палец и базовое отверстие имеем
0,006 0,011 0,012 0,12
®,= -у- + + —— = 0,075 мм.
Погрешность закрепления соз (цепь II) при данной
конструкции кондуктора соз = 0.
Погрешность смещения оси кондукторной плиты
относительно оси установочного пальца со. н (цепь III)
определяется по формуле:
*“ 2т1ах
CO
y.np
S
2 ~
Td„ TdK 0,06 0,011 0,018 ПП17.
— + ~f= — + ~y + ~ = 0.0l7i> MM,
где Sr2 - гарантированный посадкой зазор между пальцем и плитой.
Погрешность смещения оси кондукторной плиты сои
(цепь IV) за счет износа установочного пальца Ти р и кондукторной
плиты Тикн(принимаем 0,012) получим из зависимости:
Т т
Л 11,1 I И!
2 2
0,012 0,012
—; + —;— = 0,012 мм.
45
Погрешность смешения оси кондукторной втулки (цепь \ )
зависит от неточности изготовления сор1 отверстий в кондукторной
плите (Т = 0,03 мм) и нсконцентрнчпости диаметров
кондукторной втулки (обычно составляет Т, - 0,005 мм) и в
нашем случае
св = Т, +Ъ = 0,03 + 0,005 - 0,035 мм.
•|Д1 I J ’ 7 7
Получив составляющие, определяем погрешность о
связанную с приспособлением (пень VI), но известной зависимости
(2.1):
со -- со + у/ Зсо2 + со2 - 0,035 + V 3 0,0122 + 0,01752 = 0,075 мм
.||1 ,1 <1 II у Ир
Тогда погрешность установки соч определяем из цени VII ио
швисимости (2.2):
со =1,2 V со2 + со2+ со2 = 1,2 V 0,0/52 -г О2 0,075’ = 0,12/ мм.
Погрешность, вызванная методом обработки со , приводит
к смещению оси сверла относительно оси кондукторной втулки и
определяется из цени VIII:
2
S Т,. Т
гj । Ьн и I
2 + ~2~ ~2
где Srj - гарантированный посадкой зазор между сверлом и
кондукторной втулкой; Т ь - допуск на износ кондукторной втулки
(принимаем Т(1( = 0,053 мм).
С учетом полон допусков имеем:
0,01 0,01 0,053 0,09
СО = —т;— + - + —~ + -7— = 0.04 ММ.
° 2 2 2 2'
Суммарная результирующая погрешность со (цепь IX)
определяется по формуле (1.2):
46
со = оз + оу — 0,04 + 0,127 — 0,167 мм.
После выполнения расчета делаем заключение по оценке
годности кондуктора по расчетной точности и видим, что он
обеспечивает заданную точность, так как со = 0,167 < Т = 0,2 мм.
Вопросы для самоконiроли
1. Что называется базированием?
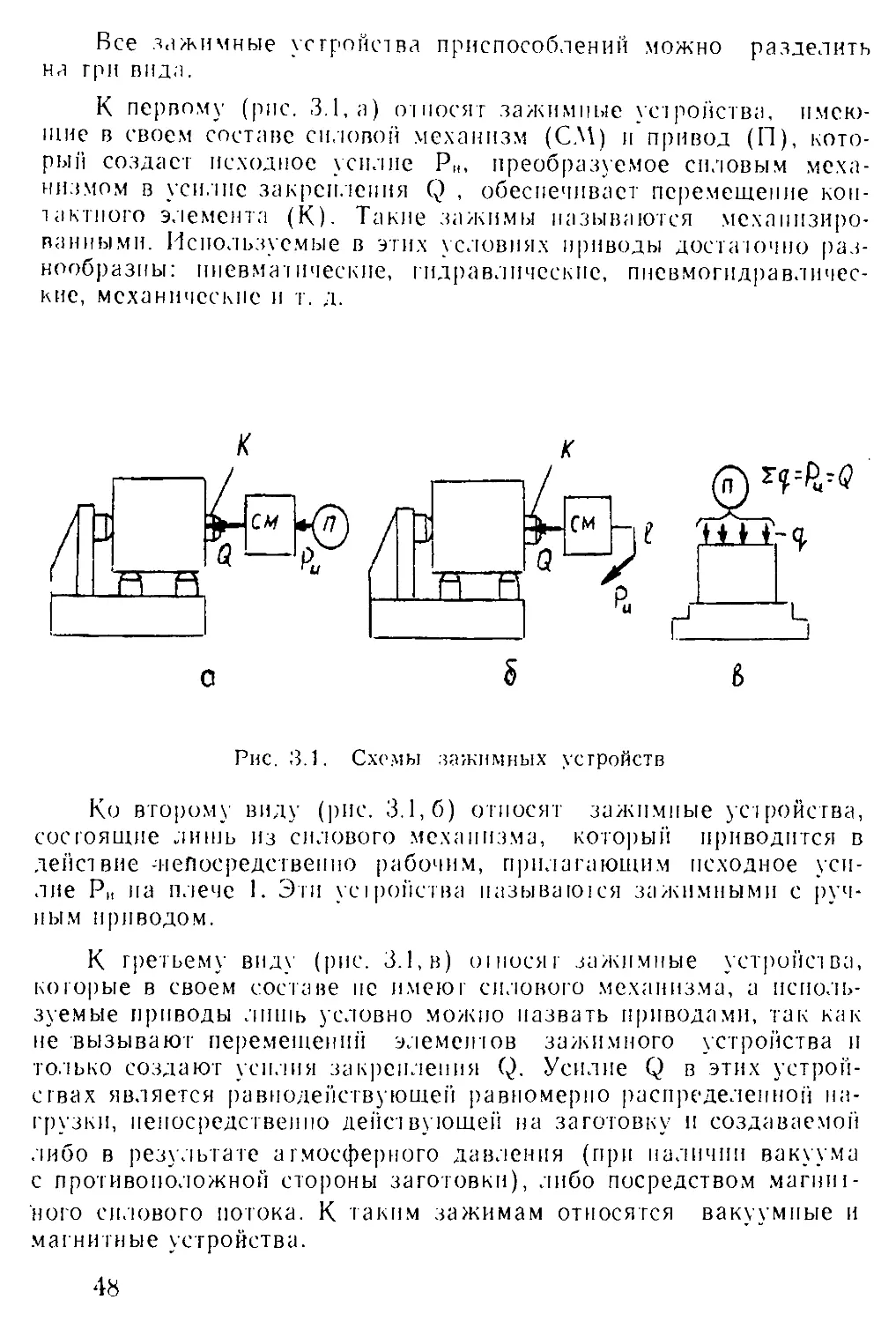
2. В каком случае применяются вспомогательные опоры -
3. Какие требования предъявляются к установочным
эле.'.юптам ?
\ Каковы пути уменьшения погрешности установки
заготовок в приспособлении?
5. В каком случае призма используется в качестве
установочного элемента ?
6. Когда возможна установка заготовки на два па”Ы1а?
Глава 3. Зажимные элементы приспособлений
3.1. Назначения зажимных элементов
и требования к ним
Зажимные ycipoiiciBa (зажимы) предназначены для обеспе-
чения контаыа заготовки с установочными элементами и созда-
ния надежного закрепления се в процессе обработки. При этом
заготовке придается повышенная жесткость и виброустойчивость,
что позволяет вести обработку с заданной точностью и произво-
дителы1ос1ыо. В отдельных случаях заготовку можно не закреп-
лять, на приме]'), когда масса ее велика, а силы резания малы или
когда силы резания направлены так, что прижимают заготовку к
установочным элементам и не вызывают ее смещение.
47
Все зажимные устройства приспособлений можно разделить
на три вида.
К первому (рис. 3.1, а) относят зажимные устройства, имею-
щие в своем составе силовой механизм (СМ) и привод (П), кото-
рый создаст исходное усилие Рн, преобразуемое силовым меха-
низмом в усилие закрепления Q , обеспечивает перемещение кон-
тактного элемента (К). Такие зажимы называются механизиро-
ванными. Используемые в этих условиях приводы достаточно раз-
нообразны: пневматические, гидравлические, пневмогидравличес-
кие, механические и т. д.
Рис. 3.1. Схемы зажимных устройств
Ко второму виду (рис. 3.1,6) относят зажимные устройства,
состоящие лишь из силового механизма, который приводится в
действие -непосредственно рабочим, прилагающим исходное уси-
лие Ри на плече 1. Эти ycipoiiciBa пазываклся зажимными с руч-
ным приводом.
К третьему виде (рис. 3.1, в) онюсяг зажимные устройства,
которые в своем составе не имеют силового механизма, а исполь-
зуемые приводы лишь условно можно назвать приводами, так как
не вызывают перемещении элементов зажимного устройства и
только создают усилия закрепления Q. Усилие Q в этих устрой-
ствах является равнодействующей равномерно распределенной на-
грузки, непосредственно действующей на заготовку и создаваемой
либо в результате атмосферного давления (при наличии вакуума
с противоположной стороны заготовки), либо посредством магииi-
ного силового потока. К таким зажимам относятся вакуумные и
магнитные устройства.
48
Но конструкции зажимные хстронства разделяются на прос-
тые и сложные (комбинированные). Простые состоят из одного
механизма и сила зажима в закрепляемой заготовке передается
непосредственно через одно звено. К ним относятся: винтовая па-
ра, клин, эксцентрик, пружина. Комбинированные зажимы состо-
ят из двух или нескольких простых механизмов.
По числу точек приложения силы закрепления зажимы разде-
ляют па единичные и многократные. Последние закрепляют одно-
временно одну заготовку по нескольким точкам или песко.тько за-
готовок одновременно с равными силами.
По источнику силы различают ручные и механизированные
зажимы, причем последние всегда имеют силовой привод.
Зажимные устройств;) должны удовлетворять следующим
требованиям:
при закреплении не должно нарушаться положение заготовки,
достигнутое при ее базировании;
закрепление должно быть надежным, чтобы во время обра-
ботки положение заготовки не изменялось;
при закреплении деформации и смятии поверхностей заготов-
ки должны находиться в допустимых пределах;
зажимы должны обеспечивать равномерное закрепление заго-
товок, особенно в многоместных приспособлениях;
закрепление и раскрепление заготовок должно осуществлять-
ся с минимальной затратой сил и времени;
зажимы должны быть надежными в работе, простыми по кон-
струкции, удобными и безопасными в обслуживании.
Несоблюдение этих требований может привести к возникнове-
нию погрешностей обработки, а изменение положения заготовки в
процессе резания — и к поломке режущего инструмента, и к трав-
матизму рабочего.
Выполнение требований, предъявляемых к .зажимным устройет-
вам приспособлений, достигается благодаря рациональному выбо-
ру схемы закреплен ня и величины зажимного усилия Q. Выбор
схемы закрепления заготовки производят одновременно с разра-
боткой способа ее базирования, результатом которого является
определение места приложения и направления зажимного хсттлия.
При этом необходимо пользоваться следующими рекомендациями:
а) для уменьшения величины зажимного усилия необходимо
выбирать такой способ базирования заготовки, при котором сила
резания была бы направлена на какой-либо из опорных элемен-
тов, расположенных на линии действия этой силы или вблизи нес;
б) для обеспечения контакта заготовки с опорным элемен-
том и устранения возможного се сдвига при закреплении зажимное
49
\синие следует направлять иерненлику.iярно к поверхности опор-
ного элемента. В отдельных случаях зажимное усилие можно на-
правлять так, чтобы загоювкн одновременно прижималась к по-
верхностям двух опорных элемепюв;
в) для уменьшения смятия поверхностей загоювкн при ш-
кренленнп необходимо уменьшить давление в местах контакта за-
жимного устройств с заготовкой путем рассредоточения зажим-
ного усилия. Это достигается применением в зажимных устpoiici -
вах контактных элемепюв соответствующей конструкции, коюрые
позволяю! распределить зажимное усилие равномерно между дву-
мя И.Н1 тремя точками, а иногда даже по некоторой протяженной
поверхности, а также установкой упоров, воспринимающих избы-
точные, пепоглощепиыс трением, силы резания;
г) для уменьшения вибраций и деформаций! заготовки под.
действием силы резания следует повышать жесткость системы
-шгоювка—приспособление» путем увеличения числа поверхно-
стей зажатия заготовки и приближения их к обрабатываемой! по-
верхности.
3.2. Определение сил зажима
при различных способах установки заготовки
При обработке па заготовку дейсньюг силы резания, объем-
ные силы, а также силы вюростепсипого и случайного характера,
создавая возможное смещение заготовки. По величине, направле-
нию и месту приложения силы резания являются переменными
величинами. При неустаповившемся режиме (врезании пнегрумсп-
ia) сила резания возрастает от пуля до максимума и уменьшает-
ся от максимума до нуля (выход инструмента). При установив-
шемся режиме она также нс постоянна и изменяется в определен-
ных пределах в зависимости от изменения твердости заготовки,
неравномерности припуска и затупления режущего ииструмспы.
Колебание силы резания может быть 10—30% и более се номи-
нальной величины. Точка приложения силы резания в процессе
обработки непрерывно перемещается ио обраба i ываемой поверх-
ности, поэтому сила резания имеет не статический, а динамичес-
кий характер. При обработке прерывпеi ых поверхностей динамич-
ность резания все более возрастает.
Объемные силы — силы тяжесчи заготовки, цен тробежпые и
инерционные силы—возникают при определенных условиях обра-
ботки. Сила тяжести заготовки действуе! и учитывается при ее
установке на вертикальные или наклонно расположенные элемен-
ты. В процессе обработки резанием масса заготовки непрерывно
50
уменьшается и изменяется положение ее центра тяжести. Центро-
бежные силы возникают в процессе обработки при смешении цент-
ра тяжест заготовки oiносительпо ее осп вращения. Величина
действующих па заготовку центробежных сил и моментов при ди-
намическом дисбалансе сопоставима с силами резания при чисто-
вой обработке. Инерционные силы (моменты) возникают тогда,
когда загоювка совершает возвратно-поступательное движение
или вращается с большими матовыми ускорениями (например,
при торможении шпинделя). Обычно эти силы и момент малы ио
сравнению с силами и моментами резания.
Направление и точка приложения силы резания изменяется
вследствие перемещения инструмента вдоль обрабатываемой по-
верхности и изменения условии обработки. Силы резания и момен-
ты, создаваемые ими, оказываю! воздействия на заготовку: стре-
мятся повернуть заготовку относительно установочных элементов
приспособления, сдвинуть заготовку с установленного положения
в приспособлении, вырвать заготовку из зажимного устройства.
Несмотря па это. заготовка должна сохранять в процессе обработ-
ки неизменное положение относительно опорных элементов при-
способления.
Силы и моменты резания, действующие на заготовку, опреде-
ляют по нормативам и формулам теории резания металлов приме-
нительно к конкретному виду обработки.
В процессе обработки действительные силы резания могут су-
щественно омича 1ься от расчетных вследствие колебания механи-
ческих свойств самого материала, наклепа п поверхностной корки
заготовок, притупления режущего инструмента, неравномерности
снимаемого припуска и в силу других причин. Кроме того, при
принятой схеме расчета потребной силы зажима возможны раз-
личные состояния контакта (смятия поверхностей, наличие смаз-
ки, различная шероховатость и т. и.) между опорными поверхно-
стями приспособления и заготовкой, заготовкой и зажимом. Все
эти изменения сил резания и состояния контакта расчетным путем
учесть невозможно. Поэтому в практических расчетах величину
силы резания, найденную расчетным путем, умножают па коэффи-
циент надежности закрепления К .
Таким образом, расчет потребной силы зажима заготовки
производят с учетом коэффициента надежности закрепления.
Например, чюбы в процессе обработки заготовка нс поверну-
лась относительно установочных элементов приспособления, при-
нимают
М,ак = К-Мре),
где М ;.1К — потребный момент .закрепления (трения); Мреч —мо-
мент силы резания.
51
Чтобы в процессе обработки заготовка не сдвинулась с уста-
новочного положения, принимают
Q.f = K-Po,
где Q — потребная сила зажима (зажимные усилия); f — коэф-
фициент трения; Ро - сила резания, вызывающая осевое переме-
щение или сдвиг заготовки.
Чтобы в процессе обработки заготовку не вырвало из зажим-
ного устройства, принимают М!ак = К-Мвыр, где Мвыр — момент
силы резания, вызывающий вырывание пли опрокидывание заго-
товки.
Значение коэффициента надежности закрепления К следует
выбирать дифференцированно в зависимости от конкретных усло-
вий выполнения операции и способа закрепления заготовки; для
черновых этапов обработки рекомендуется принимать К = 2,0...2,5,
для чистовых отделочных и для обработки заготовок из цветных
металлов К= 1,3... 1,5.
Величину необходимого зажимного усилия определяют на
основе решения задачи статики, рассматривая равновесие .заго-
товки под действием приложенных к пей сил. Для этого необхо-
димо составить расчетную схему, т. е. изобразить па схеме бази-
рования заготовки все действующие на нее силы: силы и моменты
резания, зажимные усилия, реакции опор и силы трения в местах
контакта заготовки с опорными элементами и зажимными устрой-
ствами. Расчетную схему следует составлять для наиболее небла-
гоприятного местоположения режущего инструмента по длине об-
рабатываемой поверхности.
По расчетной схеме устанавливают направление возможного
перемещения пли поворота заготовки под действием сил и момен-
тов резания, определяют величину проекций всех сил на направ-
ление перемещения и составляют уравнение сил и моментов.
На основании решения уравнений статики получают формулы
для расчета зажимного усилия Q, обеспечивающего надежное за-
крепление заготовки. Проиллюстрируем это па примерах.
Пример 1. На операции фрезерования плоскости (рис. 3.2)
при принятом способе базирования и схеме закрепления заготов-
ки длиной 1 под действием сил резания она может поворачивать-
ся относительно точки О и сдвигаться в вертикальном направ-
лении.
Из условия равновесия заготовки уравнение моментов имеет
вид
Q • а + F-1 = Pz • в + Рч-1 ,
где Pz , Рч —силы резания; F— сила трения (F = Q-f).
52
После введения коэффициента надежности К \равнение при-
мет вид
Q-a+Q-1-l- (Ргв+Рч1)К,
откуда
К(Р,в+Рч1)
v аф[Г'
где f —коэффициент трения между заготовкой и зажимами.
Рис. 3.2. Схема к опредепению величины .;a,iniMiK>i<, мианя
удерживающего заготовку при фрезеровании
C.h'iiM/i си,i.i P,. стреми । ся поверп \ i и загоювкх. Удерживать
ю в приспособлении бхдх। cii.ib! ipe:'iic мс/кдх за i о i овкон и опор
гимн >,icmcii iими приспособления (1‘ ) и между kiioiobkoii и за-
<i\ 11 м 111.1 м и \ с 1 ройс I ви ми (F). Урн виси не сил с учеюм коэффици
с;иа падежности закрепления lixieci вид
Q-f+Q-F = K-P„,
’ I куда
q=4^- ,
1 1+Г
। it !' — ко9(|)(|)iinncii । i рения мс/кдх iaroювкоц и опорными элс-
мс11и ми приспособления.
Пример 2. При сверлении oiвере!ия в загоювкс (рис, 3.3),
1 к I )еи. I ci: i ю й в i рсхкул очковом па i роие, опа мо/ксн перемета i вся
н'оль кулачков иод деГинвисм силы резания Р,, и проворi ыват вся
в кхлачках под действием момента резания A\ft.5. Необходимо
ирило/кии) такое усилие зажима, чтобы не было ни перемещения,
ни промер I низания заготовки от носилслвяо кулачков. В зависи-
x’ocin от формы насечки на кулачках conpoiивление перемещению
и провер! ываглио может быи> различным, iai< как при эюм могут
СЫН, разными ко тффиииеи I ы трения.
Допустим, что при
перемещении заго-
товки в кулачках
вдоль оси коэффи-
циент трения будет
fi, а при проверты-
вании— к
Силы трения меж-
ду кулачком и заго-
! OBKOii бу д\ г сое । ив-
лян»: при npOBCpibl-
вапии 13^-Q-й; при
перемещении Р| =
Q • io
Определим ве-
личиях зажихпино
усилия при \ е. ю-
вип педону с I п мос-
I lo.lB зу '/II В ИрИНЯ! BI-
она । рн кулачка, со-
]’||(. ’»,.}. См МИ К опреть ICHI'H) 1ц',Т 114 11111>1
I \] 10 )1() усилии при ГВ( р/к 'И!111 111 череп I я
I, ;аго I obki'. larprli.Tviiiioii в патроне
л: и । i .с м с । н с; । и я HiioK'BHi в кулачках.
МИ I > Hla ЧС11 ИЯ XI I! II ИХЗСЯ В виду, 410 X па I
ставим ура виси нс сил: 3F,-~P(,. После подстановки аиачения
и введения ко-ффицпен'! а К, уравнение примет ви т
3Q • [, = К • Ро ,
О1К\ДИ
Теперь определим величине зажимного усилия при условии недо-
пхстпмостп провертывания заготовки в кулачках. Так как заго-
товка .зажата в грех кулачках, у равнение моментов будет имен,
следующий вид:
3F >' Г == А1рез ,
где г — радиус наружной цилиндрической поверхности .заготовки
па участке .закрепления ее в кулачках.
После поденнювкп значения F;. и введения коэффициента К
иол\чим
3Q.f2r = KMpe.s,
откуда
П КА1рез
3f2-r
Из полученных двух значении усилия .закрепления выбирают
папбол ыиее.
Пример 3. При фрезеровании паза (рис. 3.4) заготовка
усгапавливаеюя н крепится двумя прихватами. Возникающая в
процессе oopaooiKii сила резания Р7 будет cipc.Mii шея сдвинуть
заготовку и оюрвагь се от опоры. При отрыве заготовка будет по-
ворачиваться 01И0С1НСЛЫ10 точки О.
Сдвигу заготовки буду г препятствовать силы трения, возни-
кающие между опорой и зато!овкоп, а ыкже между прихватами
и загоювкой. Уравнение сил можно записать
Q • f • n-f-Q • fi • 11 = Pz .
После введения коэффициент а. надежности К уравнение имеет вид
Q-n(f+f,)=K’Pz ;
откуда
v п (f i fi) ’
где и — количество прихватов: f — коэффпипсп i i рения при
сдвиге заготовки относительно опоры; G — коэффициент трения
при сдвиге запиовкп оиюснтельно прихвата.
Уравнение момент, вызывающего отрыв заготовки относи-
тельно точки О, будет имен, вид _ /чс- ^г—
Q a+Q(a + L) = K[P/A-t-Pr(L—а)] ,
где а—расстояние от точки О до точки приложения силы Q;
I. — расстояние между прихватами; А — операционный размер.
Окончательно имеем
Q =
В приспособлени-
ях сиды трения воз-
никают па поверх-
ностях контакта за-
готовки с опорными
элементами, а так-
же в местах контак-
та зажимных уст-
ройств с поверхно-
стью заготовки. Ве-
личина коэффициен-
та трения зависит
от многих факторов.
При использовании
приспособлений его
определение связа-
но с дополни тельны-
ми трудностями. В
приспособлениях в
K[Pz-A+Pr(L—а)]
2а + L
ряде случаев име-
ются трущиеся по- „ о „
Рис. 3.4. Схема к определению величины
верхиости, на кото- зажимного усилия при фрезеровании паза
рых преднамеренно
.выполнена насечка различной формы и направленности. При за-
креплении зубцы насечки вдавливаются в тело обрабатываемой
заготовки, причем величина вдавливания зависит от величины
нормальной силы реакции в местах контакта. Возникающие па та-
ких поверхностях силы, препятствующие повороте или перемеще-
нию заготовки, строго говоря, нельзя называть силами трения.
Волсс правильно их называть силами сопротивления иеремеще-
56
пню Однако для простоты п кра nioci и в ла. ibiieniiicn in.U'M при-
меняй, юрмип «коэффицпе1Н ipcinia» и обозначим, его I.
В приспособлениях встречается много различных соченшии
KoiiiiiMiibix поверхносiей, различающихся по форме, сосюянию
поверхности, твердости и м д. Значения коэффпциеи ia. ।ремня для
некоторых соченный кон i нм пых поверхносiей приведены ниже.
После определения величины усилия зажима Q кощлрукюр
выбпрас! тип зажимного у стройс i ва. При дом \чи1ывается вели-
чина усилия зажима, размеры и конфигурация заготовки, харак-
тер выполняемой операции, тин производства. Для выбранного си-
лового механизма необходимо опрсделип, исходное усилие 1Д .
которое должно обеспечива л, создание требуемого зажимного у си
лпя Q .
При выборе силового механизма с ручным приводом необхо
димо учитывав, чю рабочий может приложить к рукоятке или
ключу исходное усилие не более Р„=150 Н.
Значения коэффициента трения
Характеристики кои i акт ирусмых поверхности Значения Г
Обработанная поверхность загоювки кои i ак-
тирует с плоскостью опорных элементов (n.iaciiiii,
магнитной плиты и м и.) или плоскостью коитаы-
иых элементов зажимных устройств . . . 0.10 0.15
Обработанная поверхность заготовки коиiак-
тирует с опорным элементом но линии (ба жирова-
ние иа призму) или сфере (ба жирование на опор-
ный инырь со сферической головкой) . . 0,1 <5...0,30
Необработанна я поверхность заготовки кон
тактирует с закаленным опорным элементом с на-
сечкой ......................................0,5...ОД
Ко 11 т а к ! и ь; й элсмси! и р и закреплении сопри-
касается с цилиндрической поверхносi ыо sai оювки
(при уснаиовке в кулачках, в цанге и м и.) и имеем
гладкую поверхнос 1 ь........................(1,25
кольцевые канавки .... . 0,35
крестообразные канавки . 0,15
Коитакн|ый элемеп! соирикасасiся с исобра
бо|аиной поверхносiыо и имеем
кольцевые канавки......................... . 0.1...0.5
насечку....................................0,5...0,5
57
Г> ii.irlo/iuicc время от।(н>i,11н) и опробовано на практике
• -о !Ы1н>с ko.hihccibo схем и ь.онс 1 о) кцпй силовых механизмов
\\но|ис и.; них нормализованы и включены в oi рас.юные норманн
ионом) конетруктор имеет возможность выбран. i\ копеiрук।ив
ну ю схем\-. коюрая наиболее ио.ню удов.ici воряеi тонере! аым у с
ювиям paooibi просю иру емого приспособ. 1сиия.
3.3. Схемы простых зажимных устройств
К иросимм зажимам оыюся! вшиовыс. к.iиновые. шецшыри-
ковыс пружинные зажимы.
Вжновые шжимы имею! широкое распропранение, они ирос
1ы по конструкции и позволяют создан, бо.ii.Hix ю сил)' закреп.ц-
ния. естественным педос i а тком mb.ihcich то, чю при за креп, icniin
:а । рачивае i ся сравниiелыю большое вспомога тел иное время. За-
кренленне осу ществляет ся болтом или гайкой.
Схемы зажимов показаны на рис. 3.5. Пспосрсдсiвечное во ••
Ц'псн’.ие торна зажимного болта па загоювку вызываю смяню
поверх!юеhi и ио'дом) допускаося при закреплении нсобрабо।ан-
ных или i рубо обрабоIанных загоювок (рис. 3.5. а). Зажимные
ионы и я отав ишаки из пали 45 с закалкой головки и рабочею
конца до ИКС, 35...40. Применен не промежуточной резьбовой
тулки (В) облегчаю ремонт после износа соединений!. Обточка
рабочей) конца болта на диаметр 0, выполняется для удобств
сю вывинчивания (при необходимости) из в мелки.
В ;ех случаях. когда на зажимаемой поверхнопи заюювки
ВМЯН1НЫ от дейпвия ви!на недопустимы, применяют опорные пя-
1ы (рис. 3.5,6). Опорная юна прикреп.!яеiся шарнирно к рабоче-
му копи)- зажимного бол hi и дае! возможное и» передан, давле
ния па большую илошадь, уменьшив icm самым удельное давле-
ние. Шарнирное закрепление няня предохраняю зажимной бол i
о; и пшба даже при паклоиком положении шжпмнон поверхности
ыготовки.
1айкаУЛ1 для ’.акреплеппя загоювок в приспособлениях ноль-
•у инея при базировке по юверенпо (рис. 3.5. в). Зажимные гайки
приспособлений работаю: в сочспании с разрезными (бысiросмсп-
пыми) шайбами, которые даю; но кможвос i ь производи! ь упаков-
ку и СНЯН1С загоювкп при песо, шшоу! oi випчпванпп гайки.
Зажим заготовок пеиосредствеино клином использустся очень
редко. Однако клин в eoHCiaiiiui с другнуш звенья'чи м с х а и и »У1 а
К1ЖИУ1П получил широкое расиросiранение благодаря ироенне и
комнак । нос I и конс!р)книи, надежное'ги в работе. Применение в
нажимном механизме клина обеспечивает увеличение исходной си-
ды нр и во. l.i . перемену поправления исходной силы, самоторможе-
ние мс.хаки :\ia. [’.ели клиповой механизм применяют для перемены
направления силы зажима, ю угол клипа обычно равен 15 , а ес-
ли для увеличения силы .шжима или повышения на:ie/Ki:oci и ш-
креи.цшия. к> угол ь.липа принимаю! равным (>—15
Рис. 3.5. Схема винтовых зажимов: а - зажим непосредственно
торцом болта; б - зажим с опорной пятой; в - зажим гайкой
с быстросменной шайбой
в
Дейенше клина непосредственно па поверхность загоювкн
допускать не рекомендуется во избежание повреждения последней.
Для -лого используют промежуючное звено механизма зажима
(рис. 3.5). Перемещение клипа происходит с помощью ппевмаш-
кп, гидравлики пли вручную — вин ЮМ.
Эксцентрики являются весьма распространенным средством
зажима заготовок в приспособлениях. Это объясняется относи-
тельной простотой их изготовления, удобовом в использовании и
быстротой действия. Имея преимущество перед винтовыми зажи-
мами в быстрою дейемвия, экснен iрпковые зажимы уступаю, им в
универсальности, силе зажатия и надежности .закрепления. Луч-
шими условиями для работы эксцен , раковых зажимов являеюя
ою\ 1сгвие зпачи le.ibiibi \ толчков и вибраций в процессе обрабо,-
КИ ШГО10ВКИ.
жерного механизма
Рис. 3.6. Схема к. 1 пнои.iyfi-
Рис. 3.7. Схема расиределс-
ления сил в круговом экю юн
трике’ 1) - наружный диам-нр
эксцентрика; с! - внутренний
диаметр эксцентрика. е -
эксцентриситет; i - илечо:
Р - исходное усилие
Эксцентрик представляет собой соединение в одной детали
двух элементов—круглого диска радиуса (D/2-е) и плоского одпо-
скосиого клина (рис. 3.7). При повороте эксцентрика вокруг оси
вращения диска О клин входит в за юр между диском и заго-
товкой и развивает силу зажима Q .
Рабочая поверхности эксцентриков может бьн:, окружностью
(круговые) пли спиралью (криволинейные). Различие их заклю-
чается 1? юм. что в развертке круговых эксцентриков плоский
клин получается криволинейным с переменным \i.iom в зави-
симости от \гла поворота а \ криво, шпенных -л сцептрпков
не зависит от \ r.ia • . Эю означает, что криволп ейные -.•ксцепт-
рпки coi.iaioi (лабильную сн.1\ зажима в иарнт загоювок. а кру-
говыс—iiei. При зажиме круговыми эксцепiрпкамп в ;ависпмои и
о-i колебания размера заголовок в партии изменяется рабочий \ го. i
поворота ; , а следовательно, угол а и сила зажима Q . В то же
время технология изготовления круговых эксцентриков значитель-
но проще, чем криволинейных. Материалом для изготовления экс-
центриков служат стали марки 20 или У7Л. В первом случае
эксцентрик подвергается немев laiiiui и закалке до твердости
НВС, 55...60, а во втором случае производиiся закалка до твердо-
сти ИКС, 48...52.
Для определения усилия зажима силовыми механизмами в
табл. 3.1. приведены расчетные формулы.
3.4. Схемы сложных зажимных устройств
Сложные зажимные устройива состоя! из двух или несколь-
ких простых зажимных механизмов. Зажимы, состоящие из рыча-
га в сочетании с випювым, эксцентриковым или клиповым меха-
низмом, называют прихватами.
. Конструкции прихватов приведены па рис. 3.8. Прихва! пред-
ставляет собой механизм, состоящий из рычага в сочетании с од-
ним из простых зажимов (винтовым, эксцентриковым, клиновым).
Отодвигаемый винтовой прихват (рис. 3.8. а) находит наиболее
широкое применение в конструкциях приспособлений. В исходном
состоянии прижимная планка 1 (рычаг) с впитом 2 находятся в
левом положении, обеспечивая свободную установку загоювкн.
Пружина через конусную шайбу передает усилие на прижимную
планку, удерживая ее в верхнем положении. После установки за-
готовки па установочные элсмсп!Ы приспособления рычаг с вин-
том передвигается в правое крайнее положение. Вращением винта
2 с помощью ключа осуществляе:ся крепление заготовки планкой
1. С целью предохранения поворота прихвата при зажиме заго-
1ОВКП вин! 2 располагайся в пазу опорной планки 3, закреплен-
ной на корпусе.
Одна из конструкций эксиентриковых прихватов приведена на
рис. 3.8,6. В исходном состоянии прижимная планка 1 с эксцент-
риком 2 находится в нравом крайнем положении. После установ-
ки заготовки они переметаю!ся в левое крайнее положение. Вра-
щением ручки эксцентрика ио часовой стрелке производя! закреп-
ление заготовкп. Назначение отчальных элементов копиру кцпп
такое же, как н в конструкции прихвата (рис. 3.8, а). Применение
прихваjob с эксцепiриковым механизмом позволяй сократи и,
вспомогательное время на закрепление загоювкн.
61
Рис. 3.8. Прихваты: а — винтовой; б — эксцентриковый;
в — боковой: г — с винтовым домкратом
Таблица 3.1.
Расчетные формулы для усилия зажима
простых силовых механизмов
Винтовые механизмы
Винт со сферическим тоуцш
р „ ________Q
;1ряближевио для винтов с
резьбой М8...М52:
4------------------------------
I р 3
] Приближенно для винтов
| с резьбой M8...MS2;
j р*. y<bftl«>,..Q
«г
i
Винт с юльцевой поверхностью
опорного торца
1
I
1
+
I
!
ч
ч
1
р 0
х Q
Приближенно для винтов
с резьбой М8...У52;
р И .
ц н
'« t *
Приближенно для винтов
с резьбой М8...М52:
р atdtmifictaT Q
Продолжение табл. 3 1
Ри ва-d* ,Q
Приближенно для винтов
с резьбой Ы8...М52:
JD5 — d’
Q - зажимное усилие;
Рц - исходное усилие;
{ - плечо, на котором прилагается
исходное усилие;
2Чс{> - средний диаметр резьбы винтов;
Д - угол подъема резьбы винта (для
метрической резьбы oL = 2°3(Л;
- приведенный угол трения в резь-
бе ( Уяр = 10°30!);
d - диаметр резьбы винта
} - коэффициент трения
между опорным торцом
и заготовкой;
Гн * наружный диаметр
опорного торца винта
или гайки;
Df„ - внутренний диаметр
опорного торца винта
или гайки;
R - радиус торца винта:
у - угол опорной поверх-
ности баимака
Эксцентриковые механизмы
5
U U
Приближенно при у = 8е
и Ze 82°:
в - эксцентриситет зксиенгсж
Z = (180°-а.)
«I ” угол поворота эксцентрика
от начального положения!
угол трения в месте
приложения зажимного
усилия
(tg4»=} =0,12-0,15)
04
рычага ( = 0,85)
Клиновые и клиноплунжерные механизмы
6>
Окончание' табл. 3.1
ty(<£+V)
pu .. + 19^<
4 ' 'Н'^ТМ,
I - плунжер;
2 - клин;
3 - корпус;
Рц- исходное усилие;
Q - зажимное усилие;
ol - угол ижям;
if - угол трения между плунжером
и клином = 0,1-0,15);
- угол трения между клином и
корпусом (0,1-0,15);
- приведенный угол трг-кл?
"г между клином и осликом
'У,-Н !'
vp? - угол трения между плун-
жером и корпусом
0,1-0,15); г
%Пр_ приведенный угол трения
г между клином и роликом
t и );
u,t0 - размеры механизма
На рш- .3 И. в изображена кош. т рукипя <;оков<ч •> прихвата.
За.пим осу щсс т вл яе т с я одновременно в iори >ои т а.пятом и верыт-
калт.пом направлениях за счет установки рычат а на оси.
Па рис. 3.8, г приведена копе т ру кипя нрихва т а с винтовым
домкратом. Дередача усилия на заготовку осу тест в. тяс т ся через
рычаг 1 вращением рукоятки 2. Для предохранения корпуса от из-
носа вмонтирована переходная резьбовая втулка 3, которая сто-
порит ся вин том 4.
Прихваты комбинированные зажимные у с т poiic т ва — прттмс-
ияюг для увеличения сил за крепления. изменения вс.тичп"ы хода
зажимающего элемента, изменения направления сил зажима,
уменьшения габаритных размеров зажимного устройства в местах
его контакта с заготовкой, а также для создания наибольших
удобств управления.
.Многокра т ные зажимы применяют для одновременного за-
крепления одной заготовки в разных точках или нескольких зато-
товок от одного силового источника. Это позволяет сократить
вспомогательное время на операцию. Основным требовапием,
предьяв.тясмыУ1 к многократным зажимам, является равенство за-
/Кпутпых сп.т. Д.тя того чтобы обеспечить равенство сил зажима,
ведомые звенья механизма должны составлять сблокированную
систему, развивающую силу зажима независимо от колебаний
размеров заготовок.
Конструкции многократных отжимов но принципу действия
можно разделить на группы, приняв за классификационный приз-
нак направление сп.т зажима. Можно выделить следующие группы:
последова тельного действия, передающие силу зажима в одном
направлении от заготовки к заготовке (закрепление пакета заго-
товок); параллельного лейст титя, зажимающие заготовки в не-
скольких параллельных направлениях; со всгречнымп силами за-
жима: с перссекаютимся направлением сил.
На рис. 3.9, а, б показаны механизмы параллельного действия.
ЛХеханпзм (рис. 3.9, а) прост и падежей в работе, но при большом
количестве заготовок оказывается громоздким и неудобным. Ме-
ханизм на рис. 3.9,6 компактен. Под действием силы Ри система
подвижных к.тныьев 1, 2, 3 перемещает плунжеры 4 до тех пор, по-
ка они не зажмут заготовки 5. Недостатки этого механизма: низ-
кий КПД, силы зажима Q при одинаковых углах клиньев неоди-
наковы из-за потерь па трение; для выравнивания Q углы клинь-
ев нужно делать разными, что усложняет изготовление.
Этих недостатков .титпетты зажимы с т пдропластом (рис. 3.9 в),
так как гпдропласт обладает способностью передавать давление
ио всем направлениям без изменения. От силового источника Ри
67
Р и с. 3.9. Схемы многократных зажимов
68
рычаг 1 и rn.ipoii.iaci 2 переметаюi н ’Х'яжеры 3. ыиорые е оти-
паков )i”i силой Q зажимают заготовки •!.
На рис. 3.9, г, д показаны механизмы со во’рсч ыми и пере-
секающимися .ншияхш дейенши сид нажима. 11|п :!। 11ме!:еi иfI ia-
ких механизмов исход, ля сида И| пвода рав ш сх мме сид '.,тжю.1
огдедьпы.х таготовок с хчеюм переда ючпых о i шине.: i: и \ic\;ii,ii :
мов и их КПД.
В laoa. 3.2 предоi ав.ionы расчеылие фор.мхлы т.н oiipi ie,n-
iiiiH хсплия ндкпма наиболее ч.чею при до : '.и ы -. . ’.о + . t j х hl о
вых механизмов.
3.5. Пружинные, полиуретановые
и пружинно-гидравлические зажимы
В пружинных зажимных механизмах эдемов! ом, преобра ю
щим исходную сиду привода Ри в сиду зажима Q , явдяеюя ирх -
жипа. Сила Q обесиечиваеiся сжатием пружины па пеоб.ходпxix ю
величину Применяют две схемы iiocipoeann пружинных нажи-
мов, представленные на рис. 3.10. В схеме иа рис. 3.10, а необхо-
димое сжатие пружины 3 досшгаеюя перемещением инока приво-
да 5. 11од деиствнем пружины плунжер 2 передает на шпионах' 1
сплх' Q . (лита :ажнма Q oi pa 11 и чей а неподвижных! ynopoxi 1,
воспринимающим на себя избы !очну ю силу привода Q'.
В схеме па рис. 3.10,6 необходимое сжатие пружины 3 регу-
лирхется гайкой 4 при настройке приспособления. Сила Q переда-
ется ил заготовку 1 через тягу 2. Для открепления заготовки ш юк
5 привода силой Рн подает вправо тон у 2, доиолпи i елыю сжимая
пружину 3. Для таких зажимов применяют стандаршые иружи!ы.
выбирая по требуемой силе Q и величине деформации.
В настоящее время в приспособлениях широкое применение
находит полпхретап— высокопрочная резина от светло-желiого до
темно-коричневого цвета в зависимости от марки.
Прочность полиуретана в 6— 8 раз выше прочности резины.
Он обладает большой эластичностью, пезпачительной остаточной
деформацией при многократных сжатиях под большим давлением,
маслостопкостью, а также анизоiровными свойствами. При высо-
кой изпосостойкости и прочности полпуретан-эласто.мер упруго
деформирхется при приложении к нему усилия, несжимаем, в за-
крытых камерах при своей деформации передает давление во все
стороны равномерно. Усилие, развиваемое сжатым полиуретаном,
пропорционально деформации. Температурный диапазон эксплуа-
тации деталей из полиуретана составляет от —10 до - 80сС. Ос-
новные физико-механические свойства отдельных манок ш диуре-
тина приведены в табл. 3.3.
69
Таблица 3.2
Расчетные формулы для определения усилия завима
словных силовых механизмов
Окончание табл. 3.Z
О
ц
пу) 4
I <^СО5 0
р ^cosQ
u~ I ’ 44
Р. t> i
“ 1-ЦМ+<р) t, 1
3.10. Схемы пружинных зажимов
6
s
Ct
Таблица 3.3
Физико-механические свойства отдельных марок полиуретана
Показатели Аденрнн Л 1(57 Аденрнн Л 100 ОКУ 70 СНУ—ПФЛ марки А
Условная прочность при растяжении на разрыв. МПа 30 .10 30 50
Относительное удлине- нно, %, по менее 300 '100 570 ЛОО
Остаточное удлинение, о, не более — -- 4 10
Твердость по Шору 85 85 16 - 8,6 8G
Учитывая высокие прочностные и упругие свойства полиуре-
тана его целесообразно применять в зажимных устройствах вместо
спиральных и тарельчатых пружин, а также взамен жидкой среды
и гпдронластмассы, он хорошо работает в закрытых камерах под
давлением. Полпуренш находит применение в многократных за-
жимах много.месшых приспособлений, в конструкциях ново псовых
токарных патронов и других приспособлениях.
В корпус 3 (рис. 3.11) помешен поводковый патрон с плаваю-
щим центром 8. который во время уеншовкн заюговкн пружиной 2
перемешается вправо за линию вылет поводковых ножей 7. Дли-
на вылета цен тра ограппчпваеюя вши ом 5 и проючкой на обра т-
ном конце центра. При усюповкс загоювкп и поджиме ее центром
задней бабки в направлении А заготовка персмешае! центр 8 и
входит в контакт' с поводковыми ножами 7. Основание пожен сжи-
мает’ полиуретановую шайбу б до тех пор, пока усилие ее с,кат ин
нс обеспечит внедрение поводковых ножей в iopc-ц загоювкп n.i
величину, необходимую для передачи крутящего момента от сил
резания. При этом центр 8 упрется в жеенкий упор 1, который ре-
гулируется па нужную величину винтом 1. 11збы ючная величина
зажимного усилия задней бабки принимается жестко хеннпшнв
пшмея на у пор цен тром, а усилие, необходимое для внедрения по-
водковых ножей в торен, .заготовки, обеспечивается упругой силой,
образованной сжатой полиуретановой шайбоп.
Пружинно-гидравлическая зажимная оснастка используется в
случаях, когда требуются большие силы зажима. Основным про
имуществом этих зажимных усi ройсi в являются большая сила за
Рис 3 11 Поводковый патрон с упругой полиуретановой шайбой
жима при малой массе и размерах, высокое быстродействие, ши-
рокая возможность механизации и автоматизации, что особенно
важно для станков с ЧПУ и автоматических станочных линий.
ир\жинпо-гпдравлической зажимной оснастке используют
два основных типа зажимных устройств: пружинно-гидравлические
цилиндры и пружпиио-гндравлнческие тиски. Пружинно-гидравли-
ческие цилиндры осуществляют зажим заготовки с помощью при-
хватов или других устройств, а базирование заготовки при ее об-
работке на стайке осуществляется устройствами, не относящими-
ся к цилиндру. Пружинно-гидравлические тиски могут осущест-
влять как зажим, так и базирование заготовки. В отличие от гид-
равлической зажимной оснастки в пружинно-гидравлических уст-
ройствах зажим заготовки осуществляется с помощью тарельча-
!ых пружин, а гидропривод используется в большинстве случаев
лишь для разжима заготовки. По направлению действия силы за-
жима различают тянущие и толкающие цилиндры.
Тянущий пружинно-гидравлический цилиндр (рис. 3.12, а) со-
стоит из двух основных частей: пружинной камеры 12, в которой
расположен пружинный агрегат, состоящий из тарельчатых пру-
жин б и соединенных с ними деталей, и гидравлической камеры 8.
куда подводится рабочая жидкость под давлением через трубо-
провод 10 о! внешнего источника питания. Сила зажима Q раз
вивается цилиндром за счет действин комплекта тарельчатых ир\-
жин 6 при отсутствии давления рабочей /кидкосги в т пдравличес-
кой камере 8 между днищем цилиндра 5 и поршнем 7.
На заготовку 4 действует сила
Q = Pn•
11 ; и
При работе цилиндра его корпус закрепляемся на столе 9
станка. Работа цилиндра происходит следующим образом. Для
освобождения загоювкн 4 подводится давление рабочей жидкос-
ти в гидравлическую камеру 8. Под действием этого давления пор.
шепь 7 перемещается вверх и сжимаем комплект тарельчатых
пружин 6. При этом шток 13 с гайкой 1 также перемешается
вверх и освобождает прихват 3, прижатый к упору 11 и заготов-
ке 4.
После установки следующей заготовки гидравлическая камера
8 соединяется со сливной гпдролпнней, давление в этой камере
снижается, и поршень 7 со иноков 13 под действием тарельчатых
пружин 6 стремится переместиться вниз. Развиваемая цилиндром
сила зажима Ри передается через шток 13, гайку 1 и сферичес-
кую шайбу 2 на прихват 3.
В толкающем пружинтто-т чтдравл ичсском цилиндре (рис.
3.12,6) при подводе рабочей жидкости через гидролииию 4 в гид-
равлическую камеру 5 поршень 6 персмешасгея вниз, сжимая та-
рельчатые пружины 7 и освобождая заготовку 8. При соединении
гидравлической камеры 5 со сливной гпдролиииеп тарельчатые
пружины 7 перемещают поршень G со штоком 3 вверх, при этом
на прихват 2 действует сила Ри и происходит зажим заготовки 8
с силой Q , определяемой по формуле Q-—P11I1/I2.
3. 6. Схемы силовых приводов к зажимным элементам
Основным назначением силового привода в приспособлении
является создание исходной силы тяги Ри , необходимой для за-
жима заготовки силой Q. Кроме этою, силовые приводы исполь-
зуют для механизации и автоматизацин приемов загрузки и вы-
грузки заготовок, поворота приспособления, включения и выклю-
чения станка, удаления стружки, транспортпроваиия заготовок и
др. Силовой агрегат привода представляет собой преобразова-
тель какого-либо вида энергии в механическую, необходимую для
работы зажимных механизмов. В связи с этим приводы обычно
классифицируют по виду преобразуемой энергии. В приспособле-
ниях используют следующие приводы: пневматические, гидравли-
75
чсскпс. hiicbmoi ндрав.|пчсскпе. элекiрнческпе магии i ные, вакуум-
ные. цен 11юбеж11о-11ие|>11 иоni1 ые.
Главными особенноеi ямн приводов hb.thcich obici poia деис1-
впя и во 5МО/К1ЮС । в по.1\чения e I а б i и bi юс i и уш.ны закрепления
мн'оювки, а iaK/ве июни i е. н>:юс об. icrneiiiie 1 руда рабочего.
По cieiiean hbiom.i । пзации pacinnaioi мехапншровапиые и
ав:ома 1пшроваипыс и; вводы. О i. iичн i е. iь:юп особенноеi ыо авю-
мaiпзпрованhoi о привода являеюя освобождение рабочего о I
приемов по управлению им.
Пневмоприводы полутли иапбо. 1ыиес распрос i ранение. Эю-
му способе iB\с г то, чю во всех ирон люде i венных цехах, авиадвп-
га leoeci рои ic.ibi'bix н агрегатных шводах, имеился подводящие
магпет ради сжаюго вощдха, который является исходной энерги-
ей и нсиольз\еiся в нневма пчсскпх приводах (давление сжатого
воздуха 0,4...0,6 МПа). Пневмоприводы применяю! ся в различных
приспособлениях блаыщаря быстродействию (скоросмь срабаты-
вания 0.5...2.0 с), просыпе конс1рукцпн, удобству управления, на-
дежное, и и ci абилвнос! п в paooie. Вмссче с тем пневмоприводы
имею! и нсдос 1 а 1 ;oi. неплавкое перемещение инока, большие га-
баритные размеры силовых ai регатов (так как низкое давление
вощу.ха). шум при выписке oi рабо тайного вощуха.
Пневмопривод включаю в себя следующие части: силовой
агрега i—нневмодвигатель. нреобразуоший энергию сжатого воз-
духа в силу Р„ на штоке: пиевмоаппара гуру (контролирующие
приборы, распредели тельные хст ройечва и др.); воздухопроводы.
Как правило, в одну конструкцию с приспособлением скомпоно-
ван нневмодвига 1 ел ь. Остальные усчройства размещают вне при-
способления, п с помощью воздуховодов их соединяют с приспо-
соблением. Koiici рукцип ппевмодвигатслей п вся пиевмоаппарату-
ра снищар । пзованы. Поэю.мх обычно выбирают для данного при-
способления стандарIнзованпын право i и юлько в отдельных
случаях приходится проекН1рова i ь спеипальный пневмопривод.
11певмодвига 1 ел и (рис. 3.13) разделяют иа поршневые и ка-
мерные (диафрагменные). Поршневые чаше применяются в при-
способлениях к станкам юкарного Hina, а камерные—фрезерным,
сверлильным приспособлениям. Основными денными поршневого
шита юля ЯВЛЯЮ1СЯ цилиндр и поршень (рис. 3.13,а). Ппсвмока-
мсры (рис. 3.13,6) iipc.icHiB.iHioi собой конеI рукщио, состоящую
из двух линях пли шIампованиых чашек, между которыми зажа-
ia упругая диафрагма из специальной резины или прорезиненной
1каии. Величина хода инока пневмокамеры oi раппчена воз.мо/К-
ной yipyoii деформацией диафрагмы, ход пн ока поршневого
пневмодвш а 1 едя hikhx oi рапичеппй не идееi.
76
? и с. 3.1. !пужинно-гилравлическг>го зажима
С 'П.'-ЛД'М ( ^ ) И ТОЛКЭЮЩИМ (ti) ЦИЛИНДОаМИ
CO
Ри с. 3.13. Типы пневмодвигателей двухстороннего
действия: а - поршневой; б - камерный
В поршневых пиевмодвига iел я.\ необходимо i ермет.шроват ь
рабочие полости. для эюго применяют мило[ нения на поршне и
штоке. Уплотнения довольно быстро изнашиваются (обычно срок
их службы не превышает 10 тыс. циклов). Диафрагмы более дол-
говечны, они выдерживаю! до 600 тыс. циклов. У плот иония явля-
ются ответственными копст рук i явными элемеиамн пиевмодвига ге-
лей. Они устанавливаются в Колычевых зазорах между поршнем
и цилиндром, штоком и крышкой и в неподвижных соединениях,
где возможна утечка воздуха. В современных пиевмодвига юлях
применяют две разновидности уплотнений (рис. 3.13,а): 1—ман-
жеты V-образпого сечения; 2 кольца круглого сечения из ма-
лостойкой резины.
Пиевмодвига гели .могут быть одностороннего действия, в ко-
торых рабочий ход производится сжатым воздухом, а холостой —
усилием пружины и двустороннего действия. Приводы односторон-
него действия применяют в тех случаях, когда не требуется боль-
шой ход штока и когда на обратном ходе не требуется бо.н.шой
силы отвода зажимных элементов в исходное положение. Приво-
ды двустороннего действия находят применение, когда требуется
большой ход штока, необходимо приложить значительную силу
для возврата в исходное положение зажимных элементов, оба хо-
да должны быть рабочими. В таких цилиндрах (или камерах)
воздух поочередно поступает в правую или левую полость.
По методам компоновки с приспособлением пневмоприводы
могут быть прикрепляемыми, встроенными, агрега i ируемыми.
Прикрепляемые приводы — это стаидарiизироваипые
агрегаты, которые прикрепляют к корпусу приспособления. При
износе привода он может быть легко заменен новым. Прикрепляе-
мые приводы бывают трех типов, отличающихся способом закреп-
ления па корпусе, - - неподвижные, качающиеся и вращающиеся.
Неподвижные приводы крепят к приспособлению с помощью но-
жек или фланцев. Качающиеся приводы применяю! для предо-
iвращения изгиба игюка при соединении его с качающимся рыча-
гом. Вращающиеся цилиндры прпменяюк'я для закрепления заго-
товок на токарных и круглошлифовалиных станках, а также в по-
ворот ы.х приспособлениях.
Па рис. 3.1-1 приведена коле i р\кцпя i рехкулачкового рычаж-
ного универсального патрона с пневмоприводом, установленным
на заднем конце шпинделя передней бабки юкарпого станка.
Здесь же показана пневма iпческая аппаратура. Корпус патрона 5
через переходной фланец 6 уыанавлпвается на коническую поверх-
ность шпинделя станка 8. Такое соединение обеспечивает более вы-
сокую точност центрирования naipona. Кулачки 3 приводятся в
79
CO
p и с. 3.14. Трехкулачковый патрон с пневмоприводом
движение рычагом 1 oi ско.и>зяш.си м\ф!Ы 7, коюртя е помоипд'Т
винта сое. in nei i а с шгой 9 пневмопривода 10. (1 ж a i ы й воздух oi
сет черсг вп\скиой крап 12. водоо! дели ie.ii, с фи.пиром 13. об-
painbiii клапан 1-1, регуляюр давления 15 и распределиiельный
край 10 посыпаем в воздухонриемпх ю мхфту 11 пневмопривода,
переметая поршень влево, а слелова 1елыю, кхлачки—-к центру
патрона. При подаче воздхха в левхю полосы, цилиндра поршень
перемешаемся вправо, и с помощью i-осых срезов муф|Ы 7 кулач-
ки расходяюя и раскреп.1яюi загоювкх. Ковеi р\кипи прикрепляе-
мых пиевмодвига) слей стандарiпзовапы в пределах рабочих дпа-
ме1ров 25...400 мм.
В с I р о с и и ы е и и с в м о д в и । а I с . i и oi лпчаюicn iсм. ч iо
полосы, пол поршень пли диафрагму paciannnaioi i • е т )С реле i вс: i -
но в корпусе приспособления. Использую! с i андар1пые иоршли,
пггоки. \ плот нения. Вс 1 роенные двигатели являкмся специальны-
ми и повторного использования не дои\ска юг. Их применяют в
крупносерийном и массовом прои ;водс гвах. Доем описi вом при-
способлений со встроенными приводами является их большая ком-
пактное') ь.
А г р era i и р у е м ы й и и е в м о д в и г a i е л ь нрсдсi авля
ет собой самос1оя'1с.1Ы1Ый механизм, .закрепляемый на папке oi-
делыю oi приспособления. Часто в его конструкцию вводя, ры-
чажный усилитель. Таким ниевмодвигат елем можно приводи in в
действие несколько Поспелова юльио \ сiаиавлнваемых на сынок
приспособлений для крепления различных заготовок. Такие при-
воды пснользх юг в серийном пропшодстве.
В г и д р о и р и в о д а х исходной энергией являшся энергия
сжатых рабочих жидкостей (обычно масла). На рис. 3.15 приве-
дена сгрук। \ рная схема гидропривода гоночного приспособления
для зажима загоювкп б рычагом 5. Гидропривод сосгош из мас-
ляной ванны 1. гидронасоса 2. \ прав, тютей аппаратхры 3 (гидро-
расиредели тень), силового arperaia поршневого иш.т 4 (гидро-
цилиндр), коп I рол Ы1О-рег\ л нр\юнгой aiiнарa i \ ры 7 (нредохвани-
юльпый и обратый клапаны, гплроаккх мул я горы, редукционные
клапаны, дроссели, манометры) и i р\ Coiij оводов 3. 1\о:;сi р\ 1 пин
гидроприводов П способ ИХ КОМ ПОПОВКИ С приспособ. 1СИИСМ laKlH?
же, как и в пневмоприводе, и оюворезы юми же сi ai;дар i ами.
По сравнению с пневмоприводом гидропривод iimcci следхг'-
шие нреимущеечва:
резко х.меныиас! габартные размеры силовых агрегаюв, а
следовательно, и всего приспособления в связи с icm. чю давле-
ние масла в 10—30 раз выше, чем воыуха. При эюм umpamacic-i
расход металла, \ вся 11 ч и в л с i с я жес i кос i ь и р i цшособл си и я. чю
позволяс! весы! обрабо1к\ па максимальных режимах ремншя;
81
Рис. 3.15. Схема гидропривода
oo.ihhiiic си.ни OI шгока I пдроиилиндров можно передавать
। епосрсдственпо па загоювкх без применения зажимных мсхаяпт-
мов-\силите.юй. При эюм повышас1ся КПД зажима, упрощается
коне।рукиня приспособления;
осущес। влеиис многократного зажима без механических \си-
.’iiic.ieii путем компоновки нужного числа цилиндров, управ.тяс-
мых одним -io.ioi iiin-.ом;
работаем более плавно и осени мно;
рабочая жидкое!в одновременно выполняет и функции смазки,
срстохраняя 1впж\щпеся 4;:ci и от износа и коррозии.
Вмссче с тем п шеи всилими i с достатками гидропривода яв-
.жегся его высокая нервов;.чалi/'ая сюи.мость, а 1акжс иовышен-
“ые ।ребовзння к эксплхатанип в целях предупреждения утечки
масла. В связи с этим наиболее эффективно применение гидро-
привода в приспособлениях, предназначенных для i пдрофиппро
на :. ы_\ станков, при подключении его к i идроспсiемс стика.
Вс.;п панок не гидрофнцирован. то создание спецпал bhoi о
। идронрнвода для приспособления (ввн,о его высокой cioiivoc
in) эффск1ивио )олы<о в условиях массового и кр\пносернйпого
производства. (Дремлеино использован, дос юиис i ва i идронри-
н<*дл в приспособлениях для серийного произволеiна привело к
агрегатированию гидроприводов, коюрые обслуживаю! несколь-
ко приспособлений, что значию-тыю сокращает эксплya i.thih.i
ные расхоти, приходящиеся на кажще приспособление
Рис, 3.16. Принципиальная
схема пневмогидравлического
привода
В и и е вмогид р а в л и ч е с к о м п р и в о д е исходной
энергией является потенциальная эпертя сжатого воздуха. ко-
торая преобразуется сначала в энергию сжаюй жидкост. а за-
тем уже в силу па иноке. Создание нпевмогндропрпвода пред-
ставляет собой попытку использовать одновременно дотопят ва
пневмо- п гидропривода. Принципиальная схема пневмогидрав-
лического привода показана на рис. 3.16. Сжатый возду х пода-
ется в цилиндр 1, инок которого является поршнем гидроци.’пнд-
ра 2. Масло и; цилиндра 2 посту пнет по трубопроводу 3 в рабо-
чий гидроцнлпидр 4, инок которого создает силу Q. Обратный
ход поршней цилиндров 1 и 1 осу ществляегся за счет усилий
пружин 5 п 6 пли может осуществляться подачей сжаюго возду-
ха через капал А. Резервуар 7 служит для пополнения утечек
масла в системе. Конст рукт ивпо вся схема может быть выпол-
нена либо в виде единого блока, либо с отдельно вынесенным
гидроцнлпндром 4. Во вюро.м случае компактный цилиндр 1
устанавливается вместе с приспособлением, а блок цилиндров 1
и 2 устанавливается вне рабочей юны станка.
Пневмогидравлический привод увеличивает силу зажима Q
на коэффициент трансформации усилия К~ (DK/d:) т. е. сила
Q возрастет в несколько деся!Ков раз по сравнению с Р„ . пе-
редаваемой пневмопоришем.
3?)
Существенным недостатком привода (рпс. 3.16) является
сравнительно большой ход ппевмоцплиндра 1, необходимый для
получения от носи ।елbiio небольших перемещений штока цилинд-
ра I. Для ус । ранения -лого недостатка разработан ряд колстрх к
ций, позволяющих о('\ществпть предварительный быстрый нот-
вод штока, а давление жидкосн! увелпчпвать только в конце хо
да штока гпдроцилиндра. Пример такой конегрукипп показан па
рис. 3.17. Поршень 3 в цилиндре 2 под давлением воздуха. hoci\
лающего через штуцер 1. перемешается вправо, создавая в по-
лости 16 цилиндра 2, заполненной маслом, небольшое давление.
Это давление создается за счет сжатия пружины 7 подвижной
шайбой 6. Масло черет окно 15 и канал 14 в штоке 4 вытесняет-
ся в полость 13 гпдроцилиндра 9. При этом поршень 8 переме-
щается быстро вправо до контакта штока 11 с заготовкой 12.
Увеличение давления масла в гпдроцилпндре 9 достигается it
конце хода поршня 3, когда окно 15 штока 4 полностью войде!
во втулку 5. Обратный ход привода осуществляется за счет по-
дачи сжатого воздуха в цилиндр 9 через штуцер 10.
Для удобшва вычисления в табл. 3.4 приведены расчетные
формулы для определения исходного усилия Ри, развиваемого
различными силовыми приводами.
Таблица 3,4
Расчетные формулы для определения исходного усилия,
развиваемого силовыми приводами
84
Продолжение табл. 3.4
Схема привода
Расчетные формулы
Пневмоцилиндр двустороннего
действия
Толкающая сила:
Тянущая сила:
Р^Ир,).
Сдвоенный пневмоцилиндр
Пневмокамера одностороннего
Пневмокамера одностороннего
действия с n.'iocкой диафрагмой
Толкающая сила:
Pu-f Й!-а’)р^.
Тянущая сила:
Pu-f(D!-d!)p4.
В исходном положении
штока:
в положении после ле;
мощения штока на 0,3.
п 0,?5Х /т. Ti \гп «
Ри*ЛГ<1+В<)Р.-^
Для резинотканевых диаф-
рагм: в исходном положении
штока:
Рц.= ^”(^ + ,
в положении поело переме-
щения штока на 0,Э732>:
п \а
для резиновых диафрагм:
в исходном положении
втока:
Г> ЯГ -п2
ЧГТДРв'^
в положении после переме-
щения штока на 0,23 1)'
р .ММ. . „
'и 4 -^Pt. 3 •
8о’
Окончание табл. 3.4
Схема привода
Расчетные формулы
Гидроцилиндр одностороннего
р _ -Я- ТА2 п
Pu~rB|vr<}
Гидроцилиндр двустороннего
Действия
I Рж
IP
Толкающая сила:
Тянущая сила:
p.W>
Пневмогидропривод
п зг! /вЛ
pu=T~P.V37,h.kV(l
Примечание: рь - давление воздуха ( рв = 0,4...0,63 МПа),
рж - давление жидкости;
*1 - коэффициент полёзного действия:(для пневмо-
привода <t = 0,85; для гидропривода: - 0,9
при уплотнении манжетами, = 0,97 при уплот-
нении кольцами);
- объемный коэффициент полезного действия(^в=0,35)
4^- механический КПД ( = 0,95);
- механический КПД гидроцилиндра ( = 0,9).
86
Р и с. 3.17. Пневмогидравлический привод усовершенствованной
конструкции
Рис 3 IS Схем.-i вакуумного iipinin ::i
Вакуумный привод основан на непосредственной по-
рокам возможность механизации и автоматизации, что особенно
здания нзбыючного атмосферного давления между опорной но-
верхпос1ыо загоювкп и приспособленном образую! вп\грс..нюю
полосы, с вакуумом (рис. 3.18). Для лучшей герме!изацпн со-
единения загоювкп с приспособлением обычно предусмат риваю!
уплотнения раз.।пчнон конструкции: резиновые кольца кр\1.юго
сечения (рис. 3.18, а), резиновую полосу (рис. 3. 18,6) и т. д.
3)ТИ уНЛО!ИОНИЯ ПОЗВОЛЯЮ! ПОЛуЧИДЬ ВО ВИСТрОПНОЙ ПОЛОСЫ! вз
куум порядка 0,0015...0,03 МПа. Для создания вакусма применя-
ют различные насосы. Поршневой o;uiociy пепчагый насос даю
вакуум 0,005 МПа, род анионный (марки ВМ-1 ) --0,015 МПа. а
иен 1 робежиый мпогосту пепча 1 ый — 0,03 Ml 1а.
При установке ioiiкостей11ой заготовки чистой ш.iифованкой
базой допускается применение приспособления бе; ун.ю;. спин
(рис. 3.18, в). В этом случае на установочной плоскою!! ирпсии
соб.тения делается ряд мелких рядом расположенных oi верю ни.
чсрс; коюрыс оюасываося воздух п происходи! М' ю ю. очечыы-я
прижим загоювкп в приспособлении.
Ве.чичииу исходного усилия Р, (величину ю о \cii-
зня Q), развиваемого вакуумным прав > юм, определяю! ш>
формуле
Ри --Q Гн • рн /.,
88
Pir 3 1!) Схсм.ч Xi а । п и j so >11 > пргво hi
готовке, создает спим, нрепя ic i в\ioihvio
где Ри -- исходное усилие, развиваемое приводом в II; |;п -- по-
лезная площадь загоювкн, ограниченная \ ii.ioi пением, в мм-';
ри — избы ючпое да в. ien не, равное разпост ме/кд\ a i мосферным
давлен нем п вакуумом
во вн\ I pciIиcii но.юс I и
и р и с п о собленпя, в
МПа; /. коэффинисн1
герме।нчносiи ваку\м-
roil ciicicMbi /. — 0,8...
0,85).
Вакх х мныс приводы
весьма эффек! и в н ы
д.।я крепления пежес!-
ких заготовок с плос-
кой базовой поверхно-
стью на чистовых опе-
рациях.
?) н е к । р о м а г п п i -
и ы е н м а г и и । п ы с
приводы основаны па
юм, ню ма гп из и ни
поток, проходящпн че-
рез закрепляемую за
01рыву се о1 приспособ-
ления (в электромагнитных приспособлениях эта сила создается
BMoin прованпыми элект ромагпи гами. а в магнитных приспособ-
лениях — ноетояпными магии i ами).
Магни ! иыс приводы имеют нреимутесi ва перед y.icKipoxiar-
пптными, Н1к как у них отсутсгвусг питание юком, а следова 1 е.н>-
но, бо,пиная безопасность в рабою п меньшая cionxioci ь эксплуа
танин. .МагниIпые зажимные ycipoiicina ihk же, как п электро-
магниты, представ.।яки собой в основном п.ипы и иланшапбы.
Па рис. 3.19 показана магии i пая при ixia для закреп,iciiiid
цилиндрических заготовок. При горнзошa.ibiio.m но.юженпп m.ti-
нпта 1 магии тый силовой поток проходи i через обе теки 2 и
призмы, разде.leiiiiwc немагпиiiioii пластиной I. и прп/кнмаеi за
готовку 5 к призме. При iionopoie маппна I в BcpiiiK.i.ibiioc подо
жепие магпнi нып поток замыкаеня в корпхее п ппоювка осво-
бождена.
89
Расчет исходного усилия Рн приводи можно производить П"
форму, ю
Р и — Q) — I и р 'I /.,
где Ри — исходное усилие, развиваемое приводом, в II; 1;„—полез-
ная площадь соприкосновения заготовки с поверхносiыо приспо-
собления, в мм-’; ])м—удельная сила, развиваемая элсктрома!-
ИП1ПЫМ нлп магнитным приводом, в .МПа (р,1 = 0,35 МПа); 7.—
коэффициент учитывающий noiepn из-за neii.ioi ноет и прилегания
заготовки к приспособлению (/. = 0.9).
Вопросы для самоконтроля
1. Kai-ово назначение зажимных элемспюв?
2. Какие 1рсбовапия предъявляются к зажимным элсмепiам?
3. Что такое коэффициент надежное!и закрепления?
I. Чю называс!ся pacnciпоп схемой закрепления?
о. Чю представляю! собой простые, сложные и мпогокрагиыс
за/ким ы?
6. Когда применяю! иру жпнные и пружинно-гидравлические
зажимные ус тройства?
7. Каково назначение силового привода?
3. Какие (ины приводов используют 15 приспособ.icnnax?
Глава 4. Направляющие элементы
и делительные устройства
4.1. Назначение направляющих элементов
Направляющие элемеп1ы, применяемые в приспособлениях
(рпс. 4.1), служат для направления и координации инструмента и
могу т выполняю различные функции. Первая группа элементов
позволяет прсдот вращат ь увод (отжим) нистру мент а во время ра-
боты. Для этого исно.тьзу юг наира 15ЛЯЮ1ППС тулки, которые при-
меняются для направления передней hhciii копсо. 1ыюй державки
при раеючке глубоких отверстий. На рпс. 1.1, а показано приме
некие направляющей втулки 1, уст аиов.iciiiioii в приспособлении,
для направления державки 2 с резцом при расточке отверсюя в
5аг()1овкс \ на револьверном станке. Вюрая группа элемспюв вы-
полняет одновременно две функции: направляв! инструмент но
;.|дан;:ому ну in, т. с. предотвращав i у вод пне i ру мент а и придав!
ему ipcoyc.Moe расположение oi носи ic.imio приспособления. К та-
ким элементам относятся кондукторные вилки, которые применя-
ются в сверлильных и расточных приспособления\. На рис. 4.1, б
показана схема приспособления с кондукторной вилкой 1, обес-
печивающей получение размера А. Третья группа элементов слу-
90
жиг для придания инструменту точного положения относительно
приспособления. К таким элементам относятся унаповы, с по-
мощью коюрых осуществляю! настройку станка на заданный раз-
мер. Уставов 2 (рис. 4.1. в) точно располагается па корпусе при-
способления. 11рн настройке, передвигая стол станка, уснн.ов под-
водя । к фрезе и с помощью щупа 1 определяют положение фрезы.
Благодаря этому обеспечивается требуемое взаимное расположе-
ние фрезы относительно установи и опорных элементов 3 приспо-
соб..есия. и этим досыпается настройка станка на заданный ра »-
мер Л. 11астронка станка с помощью установив занимает меньше
времени, чем и\ icm пробных проходов, н повышает точноов, по-
этому она широко применяется при обработке заготовок в авиа-
двига 1 елее троении.
Рис 11. Приспособление с элементами для направления инструмента-
а с направляющей втхлкой: б с кондукторной втулкой:
в - с ус Iановон для фрезы
4.2. Конструкции направляющих втулок
Обычно направляющие втулки выполняются вращающимися.
Bci речаЮ1ся и неподвижные, г. е. не вращающиеся относи 1е.тыю
корпуса приспособления втулки. По конструкции они проще вра-
щающихся, однако они нагреваются и изнашиваются быстрее. 11рп
больших скоростях резания всегда применяются вращающиеся
втулки на подшипниках скольжения или качения.
Па рис. 4.2, а показана вращающаяся втулка, установленная
в подшипнике скольжения, В этом случае в корпус приспособле-
ния запрессовывается переходная втулка 2, в которой по подвиж-
ной посадке располагаегея вращающаяся втулка 1, удерживае-
мая от осевого перемещения в одну сторону буртом, а в другую—
шайбой с гайкой. Вт улка 1 вращаемся вместе с ипсгру.меп юм.
Рис. 4.2. Направляющие вращающиеся втулки па подшипнике
скольжения (а) и качения (б)
Трущиеся поверхности защищены от попадания стружки козырь-
ком 3. Инструмент своей гладкой цилиндрической частью направ-
ляется отверстием втулки 1. Диаметр этого отверстия выполняет-
ся с отклонениями по 117, а диаметр инструмента — с oiклоненпя-
ми но цб. На рис. 4.2,6 изображена вращающаяся втулка норма-
лизованной конструкции, смонтированная в игольчатом ролико-
вом подшипнике. Втулка 1 запрессовывается в корпус приспособ-
ления. Вращающаяся втулка 2 устанавливается во в п ику 1 на иг-
лах 6, а по торцу— на шариках 4, заключенных в сепаратор 3. От
осевого перемещения втулка удерживается шайбой 7 и стопорным
кольцом 8. Для защиты от стружки используется кольцо 5.
92
43. Конструкции кондукторных втулок
Кондукторные втулки применяю! для определения положения
и направления разнообразных осевых инструментов при обработ-
ке отверстий: сверл, зенкеров, разверток и др. Они определяют по-
ложение оси инструмента относительно установочных элементов
приспособления и повышают его радиальную жесткость. При этом
отпадает необходимое ib в разметке, за счет чего повышается точ-
ность расположения отверстий и производительность труда. По-
вышение жесткости инструмент приводит к повышению точности
диаметра отверстия, уменьшению его увода, позволяет работать
на более высоких режимах резания. Точность диаметра отверстия
повышается в среднем на 50% по сравнению с точностью при об-
работке без кондукторных втулок.
Оснащенные кондукторными втулками приспособления для
обработки отверстий па станках сверлильной группы принято на-
зывать кондукторами.
Наиболее употребительпые конструкции кондукторных вту-
лок стандартизированы. Различают три тина стандартных втулок:
постоянные, сменные и быстросменные.
Рис 4 3. Сган.тар i ные кон.тук горные вту.жн: а — постоянные без бурта;
б — постоянная с буртом; в — сменная; г — быстросменная
93
Постоянные втулки выполняются без бурта (рис.
4,3, а) и с буртом (рис. 4.3,6). Они при меняю! ся тоща, когда oi-
верстие па операции обрабатывается лишь одним пнегрументом
(сверлом или зенкером). При установке в копдукюрпу ю плиту
они запрессовываются по посадке П7/'п6.
Сменные втулки (рис. 4.3, в), как и постоянные, ис-
пользуются при обработке отверстий одним пнегру .ментом, ио в
тех случаях, когда необходима сравнительно частая их замена
вследствие их износа. При нормальных условиях обработки кон-
дукторные втулки выдерживают около 10000... 15000 сверлении, по
при повышенной точности обработки отверстий в заготовках и 5
высокопрочных материалов стойкое и> втулок резко снижается.
Сменные втулки 2 устанавливаются в промежуточные втулки 3
по посадке H6/g6 или II7/g6 и во избежание проворачивания и
подъема при обработке закрепляются винтами 1. Промежуточные
втулки 3 запрессовываются в кондукторную плиту по посадке
117/116.
Быстросменные втулки (рис. 4.3, г), как и сменные,
устанавливаются в промежуточные втулки по посадке H6/g6 или
II7/g6. Применяются они в тех случаях, когда в процессе опера-
ции отверстие обрабатывается последовательно несколькими ин-
струментами, например, сверлом, зенкером и разверткой. Для на-
правления каждого из них предусматривается своя быстросмен-
ная втулка. Все втулки имеют одинаковый наружный диаметр, а
внутренние — диаметр соответсiвующего инструмент;]. Буртик у
втулок делается высоким и с накаткой для удобства удержания
при их снятии и установке. На буртике имеется сквозной продоль-
ный срез, позволяющий легко вынимать и вставлян, втулку при
замене, а также боковой уступ для крепления планкой, удер/кп-
вающей ее от выталкивания стружкой. При снятии втулку повер-
тывают против часовой стрелки до совпадения среза с планкой
и поднимают вверх.
Режущий инструмент направляйся в oiBepciiiH всех кондук-
торных втулок по подвижной посадке с гарантированным зазором.
При этом инструмен т принимают за основной вал, а от версте во
втулках выполняется в системе вала, и необходимая посадка обес-
печивается за счет соответствующих отклонений диаметра отвер-
стия. Для направления сверл и зенкеров используются посадки
Б7 пли Р« , а для разверток — G7.
Постоянные, сменные и быстросменные В1\лкп могут изго!ав-
лпваться в двух исполнениях: без выточки внутреннего диаметра
(рис. 4.3, а, б, в) и с выточкой (рис. 4.3, г), которая облегчает за-
94
Рис. ^.4. С|1СЩЩ|. ОЯНчС КОНДуМ ерНЫС BIV.IKII ДЛЯ CIU'p. Н'111!Я
\ -- :<<; ус луне; 6 - па криво.iiniejinoH поверхности;
в - двух слизко расположенных oi Brpcriiii
Рис. 4.5. Вращающиеся втулки: а - для направления ипсiрумеига
(развертки); 6 - кондукторная упорная
ход инструмента во втулку. Высота постоянных и сменных втулок
(см. рис. 4.3, а, б, в) составляет 1,5 — 2,0 диаметра отверстия
втулки иод инструмент. Высота быстросменных втулок несколько
больше, но в них предусмотрена высота глубиной h (см. рис.
4.3, г), благодаря которой длина контакта инструмента с втулкой
остается такой же, как и в постоянных втулках.
Все кондукторные втулки с диаметрами отверстий до 25 мм
изготовляют из стали У10А, У12Л и закаливают до твердости
JIRC, 62...65. На авиационных заводах часто втулки изготавли-
вают из легированных износостойких материалов. Промежуточ-
ные втулки с диаметром отверстия до 25 мм изготовляют из стали
У7А и закаливают до твердости 1IRC, 45...50. Втулки с диаметра-
ми отверстий более 25 мм изготавливают из стали 20, цементиру-
ют на глубину 0,8...1,2 мм и закаливают до твердости HRC3 62...65.
Расстояние от нижнего торца втулки до поверхности заготов-
ки выбирают равным 0,3...1,0 диаметра отверстия.
Специальные втулки имеют конструкцию, соответст-
вующую особенностям заготовки и операции. Однако общие сооб-
ражения о выборе посадки инструмента во втулке, ее высоты, рас-
стояния между втулкой и заготовкой остаются теми же, что и
для стандартных втулок. На рис. 4.4,а показана специальная
втулка удлиненной формы для приближения ее к заготовке, имею-
щей уступ, а на рис. 4.4,6 — специальная втулка для сверления
отверстия иа криволинейной поверхности заготовки. При обра-
ботке отверстий, расположенных близко друг к другу, иногда не
представляется возможным разместить рядом две втулки. В этих
случаях применяют одну специальную втулку 1 с двумя направ-
ляющими отверстиями, фиксируя ее положение штифтом 2
(рис. 4.4,в).
Вращающиеся кондукторные втулки применяются для на-
правления разверток (рис. 4.5,а) и для фиксации осевого переме-
щения инструмента (рис. 4.5.6). В этом случае кондукторная
втулка называется упорной, а в ее корпусе устанавливается упор-
ный шарикоподшипник.
4.4. Конструкции направляющих элементов
для настройки станков на заданный размер
Настройка инструментов на рабочий размер с помощью проб-
ных проходов и промеров требует .много времени. Для ускорения
наладки станков в конструкцию приспособления вводят специаль-
ные элементы, определяющие положение инструментов, соответст-
вующее настроечному размеру. Такими элементами являются шаб-
96
.тоны п усчановы. Применение шаблонов
типично для токарных рабо<, а остано-
вов — для фрезерных. Например, на
рпс. 4.6 показана установка двух под-
резных резцов по шаблону 1. Такой шаб-
лон может быть съемным или откидным,
шарнирно закрепленным. При настройке
шаблон ставят в рабочее положение, а
после закрепления резцов снимают плп
откидывают в нерабочее положение.
Широкое распространение в конструк-
циях фрезерных приспособлений получи-
ли установы для настройки па размер рис 4б ШаДиш
фрез. Они помешаются па прпсиособлс- дня иаоройкп рейнов
„ па токарном сiанке
нии так, чтооы не мешали при установ-
ке и обработке заготовок, но в то же время, чтобы к установим
был свободный доступ инструмента. В процессе наладки станка
между устаиовом и фрезой помешают щуп (толщиной в - 1...3 мм),
который должен плотно, по без защемления входить в зазор. Не-
посредственное соприкосновение фрезы с устаиовом недоишчимо
во избежание его повреждения как в момент настройки, так п при
обработке заготовок.
Установы для фрез бывают как стандартные, так и специаль-
ные. На рис. 4.7,а показаны стандартный высотный уоапов, а па
рис. 4.7,6 — стандартный угловой устапов и схемы настройки ин-
струмента па размер. Для установки фасонных фрез пснольз\ют-
ся специальные установы.
Настройка инструмента па размер производится следующим
образом (см. рпс. 4.7). От базы приспособления до установи тем-
но известно расстояние НуСт. Тогда получаемый па данной опе-
рации размер определяе।ся но формуле А — 11чс, г в. i де в -
толщина щмпа.
Обычно допуск иа размер (НуСТ + в) уменьшают в 2—3 раза
ио сравнению с допуском па размер А.
Установи фиксируются па корпусе приспособления двумя
штифтами и закрепляются винтами. Располагаются они в корпу-
се в стороне от обрабатываемой поверхности заготовки.
Изготавливаются установы из сталей 15 и 20 с цемеп!ацией
поверхности па глмбпим 0,8...1,2 мм и закалкой до твердости HRC,
55...60.
97
Рис. 4.7. Схема настройки и стандартные установят д.тя фрез:
а - - высотный: б -- угловой
4.5. Назначение и конструкции делительных устройств
Делительные устройства позволяют установить обрабатывае-
ма ю загоювку в различные позиции. При этом заготовку можно
либо поворачивать на заданный угол, либо перемешать па нужное
расстояние относительно корпуса приспособления. В практике ча-
ше всего применяются делиiельные приспособления для поворота
;aioT(B..n и \cf аповки ее в заданные позиции. Поэтому такие при-
способления обычно называют поворотными.
Поворошие приспособления широко применяются на свер-
лильных и фрезерных станках. Они снабжены делительными yci-
ройствами, главными элементами которых являются делительная
ь.лна пли диск и фиксатор, определяющий положение плиты.
Фиксатор располагается в корпусе приспособления, который за-
креиляеюя па столе стайка, а делительная плита вместе с заго-
ювкой—па поворотной части приспособления. Делительная ii.thki
имеет < IОльг.о гнезд, сколько позиций должна занимал, обраб|-
1ыв.1емая заниовка. Иоворо1пые приспособления moivi бын. с
горпзоп i a, iьпой. нак. юпнон и в -p i пка.днюй осью деятель ой
ПЛИТ Ы.
По форме гнезд деятельные диски разделяю! на две группы:
с отверс! иямп и с пазами. На рис. 4.В,а показаны делительные
плиты с o'l вере i иями. В плите 1 для уменьшения износа запрессо-
вываются термически обрабопниые до высокой юердосн! и точно
отшлифованные im.iui 2. OiBepciiie в них иод фиксатор 3 выпол-
няется цилиндрическим пли количсским. Коническое оюерстне
обеспечивает более высокую точность деления. Огверсюя иод фик-
сирующие втулки 2 растачиваю! с ючиосыло получения линейных
размеров до 0,005 мм.
На рис. 4.8,6 предсiавлечы делительные плиты с пазами.
Плиты с асимметричными пазами (иш 1) более эффективны, чем
с симметричными (iiiii П), ,ак как загрязнение сим\ieiричпого
паза по любой илоскосн! неизбежно вызовет погрешность деле-
ния. При загрязнении же асимметричного паза фиксатор удали i
грязь с его рабочей поверхности, расположенной по радиусу, а
загрязнение наклонной поверхности не сказываек’я па точпосю
деления. При равной точности угловых шагов (а±у) плиты с па-
зами обеспечивают более высокую ючпосю деления, чем шины с
о[верстиямп. Однако шины с пазами более сложные в изготовле-
нии.
Фикса юры предназначены для точного фиксирования поло-
жения дел и тельного диска. Рабочий профиль фиксатора опреде-
ляется профилем гнезда де, in i ел иного лиска. Фикса юры различа-
ются конструкцией механизмов,-применяемых для их перемещения.
Определим ногрешиос! ь деления, полагаясь расчет ной схемой!
рис. 4.8, в.
Погрепшос1ь шага при пспольюваиип цилиндрического фик-
са тора
о , -- O.oSi — 0.5S . ! 0,5Тп-4-е ,
где Si и — зазоры в соиря/кевии фикса юра cooi ветс i венпо
с направляющей вилкой и вилкой для фиксаюра; То — допуск
мсжоссвою расегоя.чия соседних тулок для фиксатора; е —
эксцеп I рпспIег тулок (рис. 4.8, в, г).
Обычно Т[)<Д03 мм, а. сопряжения фиксаюра с втулками
выполняю! ио посадке H7/g(j. В точных дели тельных приспособ-
лениях TdS^0,02 мм, а посадка НО 115; в особо ответственных
случаях TdCO.OIo мм с последу юшей при юркой фиксатора по
втулкам с зазорами S, и So по более 0,01 мм. При использовании
конических и прпзмат ических фикса юров Si—0.
99
Рпс. 1.В. Делительные плиты с отверстиями (а) и пазами (б)
и схемы работы фиксаторов — цилиндрического (в) и призматического (г)
На рис. 4.9 даны две конструкции фиксаторов. Вытяжные ци-
линдрические фиксаторы (рис. 4.9, а) находят широкое примене-
ние в простых делительных приспособлениях. Конструкция дели-
тельного устройства с реечным фиксатором (рис. 4.9,6) может
обеспечивать более высокую точность деления. Это достигается
наличием конусного фикса юра (соединение без зазора) и упругой
тулки 1 с гидроиластмассой. При поворою винта 3 давление
плунжера 2 передается гидропласт массе, последняя деформирует
юнкую стенку втулки 1, выбирая до минимума или полностью за-
зор между ви лкой и фикса юром.
Для повышения жесгкосн! приспособления и для разгрузки
фиксатора от восприяшя усилий резания повороншя часть на-
дежно закрепляйся к корпусу приспособления. Для этого исполь-
зую! различные конструкции зажимов.
При проектировании делительных приспособлений широко
используют нормализованные базовые узлы и другие элементы.
На рис. 4.10 изображен нормализованный поворотный стол (полу-
фабрикат), который состоит из корпуса 1, делиюлыюй плиты с
юо
Рис. 4.9. Конструкции фиксаторов: а цп/индричсско! о i,;.iыжного;
б конического реечного
2
Рис. 4.10. Нормализованный поворотный стол
цапфой 2. В плите установлены гнезда под фиксатор 3 реечного
!ипа. Такне фиксаторы удобны тем, что они позволяют совместить
управление фикса!ором 3 и зажимом делительной плиты с по-
мощью конусного хомута 4 от одной рукоятки 5. При проектиро-
вании приспособления выбирают с нужным количеством позиций
нормализованный поворотный стол и к нему дополняют элементы
для установки и зажима обрабатываемой детали. Если необходи-
мо имен, и направляющий элемент, то его располагают на Г-об-
разной стойке, закрепленной па корпусе приспособления. В столе
совмещено управление фиксатором и зажимом делительной пли-
ты. При повороте рукоятки 5 влево происходит раскрепление хо-
м \ I а 4, а 1НН1(|)1 (1 поворачивает шеперню 7 и выводит фиксаюр
102
3 из гнезда делительной плиты 2. Теперь можно поверну гт> ново
ротную часть в следующую позицию. Под действием пружины
фиксатор 3 входит в следующее гнездо плиты 2. Затем поворотом
рукоятки 5 зажимают хомут, который своей конусной поверхностью
давит на конусное кольцо 8. Кольцо через гайку 9 перемешает
цапфу поворотной плиты 2 вниз и прижимает ее к корпус) при-
способления 1.
Вопросы для самоконтроля
1. Каково назначение направляющих элементов?
2. Какие типы кондукторных втулок используются в кон-
струкциях приспособлений?
3. Каким образом производится и ас т рой ка инструмента на
размер с помощью установи?
4. Каково назначение делительных устройств?
5. Какую конструкцию имеют фиксаторы?
б. Как определить погрешность деления?
Глава 5. Корпуса приспособлений
5.1. Назначение, конструкции и материал корпусов
Корпус — это основная часть приспособлення, на которой
размещаются и закрепляются в строго определенном положении
все остальные элементы, образуя при этом единую конструкцию.
На корпусе предусматриваются базовые посадочные поверхности,
которыми приспособление орнен т пру ется и соединяется со стан-
ком.
Корпус приспособления воспринимает все усилия, действую-
щие на заготовку в процессе ее закрепления и обработки, поэтому
он должен обладать достаточной прочностью, жесткостью, вибро-
устойчивостью. г)ти качества обеспечиваются выбором рациональ-
ной конструкции корпуса и необходимым введением ребер жест-
кости.
При коттст ру и рова и и и корпусов, кроме прочности, жесткости
и виброустойчивости, необходимо обеспечивать и другие основные
требования:
стабилштость корпуса в процессе эксплуатации, т. е. чтобы
корпус в процессе работы мало изнашивался и не изменял своих
103
i co.Mci рическпх mi paмеiров за chci oc i ai очных деформаций п ко-
робления;
паимепыппе i ру доемкосiь, cioiimocib и срок изготовления;
формы конструкции, удобные для монтажа элементов приспо-
собления па корпусе;
эксплуа Iанионные условия, i. е. owcipoiy и ючносгь установ-
ки и соединения корпуса приспособления со счапком, удаление
ci ружкп и соблюдение всех правил охраны труда.
По конструкции корпуса весьма разнообразны, форма и раз-
меры корпуса завися! oi конфигурации и размеров загоювок, ви-
да операции, количества одновременно усгапавлпваемых загото-
вок в приспособление, юна станка, для которого оно предназна-
чено. На коиструкгпвпое оформление корпуса оказывает влия-
ние и способ его пзго!овлеиия.
Корпуса сложной формы пзго i авливают из заготовок, полу-
ченных литьем по индивидуальным моделям из чугуна СЧ 12-28,
СЧ15-32, повышенной прочности и твердости — из стали 35Л или
45Л, а облегченные — из сплава АЛ-4, АЛ-9. При этом срок изго-
товления корпуса сравнительно длинный. Корпуса средней и даже
сложной формы получают из сварных заготовок, в этом случае
сокращается срок изготовления, его масса и стоимость по сравне-
нию с литым корпусом. Корпуса менее сложных форм и повышен-
ной прочности и твердости изготавливаю! из загоювок, получен-
ных ковкой. Корпуса простых форм делают сборными из отдель-
ных частей, изготовленных из стали 15, части корпуса отрезают
от проката, обрабатывают и соединяют с помощью иннфтов и
винтов. Там, где корпус работает при малых нагрузках, его мож-
но выполнить литьем из эпоксидной смолы.
Корпуса, получаемые из литых, кованных и сварных загото-
вок, должны подвергаться термической обработке для снятия
внутренних остаточных напряжений.
При копегруировапии корпусов рекомендуемся использован,
снапдаршые заготовки и корпуса. Эю позволяет значительно
снять расходы и сроки изгоювления приспособлений.
В качестве типового примера рассмотрим влияние способа
его изготовления на. koiiciрукгивное оформление корпуса кондук-
тора (рис. 5.1). Плоскость i корпуса служит базовой поверхно-
стью, поверхности 2 и 3 предназначаются под установочные и за-
жимные элементы, а отверстие 4—под кондукторную втулку.
На рис. 5.1,а показан вариаш корпуса, получаемого отливкой.
При разработке его конструкции учтены все требования, предъ-
являемые к отливкам. Для уменьшения объема механической об-
работан обрабатываемые поверхности возвышаююя над примы-
104
Рис. 5.1. Варианты конструкции корпуса кондуктора
при изготовлении его из различных видов заготовок
кающими к ним черновыми поверхностями. Предусмотрены ребра
жест костп, повышающие ирочноыь и жескосн, корпеса. Вариант
корпуса (рис. 5.1,6) изготовляется из сварной заготовки. Здесь
также вреде смотрены ребра жест кос in. Обрабатываемые поверх-
ИОС1И располагаются па разных уровнях с прилегающими к ним
черными или гребо обработанными поверхностями. Сборный кор-
пус (рис. 5.1,в) сосюп I из две х частей: стандартной Т-образной
литой заготовки и специальной планки. Соединяемые друг с дру-
гом части фиксируются двумя штифтами и скрепляются винтами.
Сборные корпусы проектирую) ся в тех случаях, когда хотят ис-
пользовать нормализованные пли сгапдар 1 пые заготовки или ког-
да затруднительно обрабатывать отдельные труднодоступные по-
верхности корпуса, если он исразборпый. Л на рис. 5.1,г показан
корпус, изготовленный из стальной заготовки, полученной поков-
кой. Для придания корпусу нужной формы заготовка подвергает-
ся механической обработке, при этом затрачивается значит слипая
трудоем кость.
Применение того или иного способа изготовления корпуса оп-
ределяется конкретными условиями предприятия: сюиеиыо за-
груженности заказами литейного и сварочного цехов, себесюимо-
стыо корпуса при различных способах сто выпо.шения и т. д. На
практике наибольшее распространение полечили .иные и сборные
105
корпусы. Необходимо однако иметь в виду, что жесткость сбор-
ных корпусов несколько ниже, чем цельных /иных.
При проектировании корпуса независимо от способа его пзго-
ювлеипя копструкчор (кроме вышеуказанных требований) дол-
жен предусмотреть достаточные зазоры между заготовкой и стен-
ками корпуса, позволяющие свободно ставить и снимать загок.-в-
ку: возможность легкого удаления стружки. Для обеспечения
удобной очистки от стружки и отвода СОЖ в конструкции кор-
пуса необходимо избеги i ь углублении и труднодоступных мест, а
i.ii-.же предусматривать специальные окна.
Корпусы являются наиболее трудоемкими деталями приспо-
соблений. Цикл их изготовления длителен, гак как заготовки кор-
пусов после предварительной механической обработки должны
подвергаться старению. На практике используется несколько пу-
тей сокращения сроков изготовления и стоимости приспособлений.
На основе анализа конструкции корпусов и частоты примене-
ния их отдел иных типов разработаны стандарты на заготовки кор-
пусов. Заблаговременно изготовленные по этим стандартам заго-
ювкп хранятся на складе. Для конкретной конструкции такие за-
юювки подвергаются дополиитслыюй обработке, что позволяет
сравнительно быстро и с меньшей трудоемкостью получить гото-
вый корпус. При этом отпадает необходимость изготовления инди-
виду альпых отливок заготовок, а это позволяет сократить срок
и спн.зпт ь стоимость изготовления корпуса. Следовательно, приме-
нение С1андартиых заготовок позволяет не только снизить сюп-
мость корпусов, по и сократить сроки проектирования и изготов-
ления приспособления.
5.2. Способы установки корпусов приспособления на станке
Приспособление с помощью базовых поверхностей корпуса
устанавливается на рабочем органе станка (шпинделе, сюле),
имеющем посадочное место. Форма, размеры и допуски на пзго-
ювлеппс посадочного места у всех станков стандартизированы и
сведения о них приводятся в каталогах, справочниках и паспорте
("ганка.
Корпуса приспособлений па станках токарной группы часто
соединяются непосредственно со шпинделем станка пли через
вспомогательный элемент — переходный фланец. На практике ис-
пользую! следующие способы установки: в центрах, в конусном
oiBCpeiiiH шпинделя и на шпинделе (рис. 5.2), па переходном
фланце (рис. 5.3).
10С>
Рис. 5.2. Способы установки приспособлений на токарных станках:
а - в центрах; б - в отверстии шпинделя; в - huhoiродетасино
на шпинделе
При установке в центрах (3.2, а) корпус базовыми центровы-
ми отверстиями Б центрируется па конусах 2 и 4, вставленных в
шпиндель станка 1 и пиноль задней бабки 5. Вращение оправки 3
осуществляется поводковым устройством, соединенным со шпин-
делем 1. При эюм обеспечивается высокая точность установки.
Этот способ ;iaei возможноеiь использовать одно и ю же приспо-
собление на .тюбом юкарном станке.
При \ciaiiOBKc корпуса приспособления 3 в отвертапе шпин-
деля (рис. 5.2,6) на нем должна быть выпо.шепа базовая поса-
дочная поверхность в виде хвостовика Б с конусом, соответствую-
щим по размеру конусу отверстия Л в шпинделе 2. После установ-
ки корпус закрсиляе!ся с помощью тяти I. г)тот способ достаточно
унпвсрса.ieii, так как коническое отверстие в различных ставках
час io имсс1 один и ioi же размер конхеа Морзе. Однако точноеш
совмещения корпуса с осью шпинделя меньшая, чем при установ-
ке в центрах, из-за воможнош попадания различных частиц и
наличия забоин па сопрягаемых поверхностях. Так как приспо-
107
соб, iciine располагается на шиппло. те конто. пню, то /ксс i кос 11> сю
I тот 11 i ж; i c i cm.
При хстаповкс iicnocpc ici вепио na 1111:11!тдел e (рис. 5.2, в) в
корпусе приспособлен им обрабатываются цеп трирх тощая поверх-
ность Л, соответствующая посадочному месту В шппндс.iя. н для
•закрепления—резьба. Данный способ обеспечивает сравнительно
высок\ю /KCCiKocib соединения. К полос i а т ка м такою соединения
следхет отнести: малхю универсальлою ь, так как из- та различия
формы и размеров посадочною хтсета станков т;е хдается исполь-
зован, приспособление на других станках: сложность изготовле-
ния базовых посадочных поверхностей в корпхее приспособления;
невысокую ючиость центрирования приспособ,теипя 2 относитель-
но осп шпинделя 1 вследствие погрешности расположения базово-
го отверстия В и установочных элементов приспособления и зазо-
ра в соединен пи ио диаметру D (И7'1т6).
D Н7
Рис. 5.3. Установка приспособления на переходный фланец с
центрирующим цилиндрическим пояском (а) и с коническим
пояском (б) на токарном станке: 1 - иштшде ть; 2 - iтерсходттый
фланец; 3- винт; zt - корпус приспособления; 5 - шип
При хстаповкс приспособленnii на переходит,те ф латиты (рис
5.3) последние имеют слева посадочные поверхности выполнен
ныс по форме посадочного места шпинделя, а справа — цен три
рх ютини буртик В диаметром D и высотой h = 2...4 мм. Диаметр I)
рекомендуется выполнять с отклонениями по кб или 1тб. В корпхее
108 .
приспосоо.iciiпя вредусмоiрепа пен i pinv. ют , я umid'ik.'i по диа-
метре буршка Б (i).iai;iLa. Диатеп' P вынны рекомеплхеiся
ВЫ1Ю. пип ь e о 11., .5 ca ii >i м и no 117 i .hi 116. i {.; рис. б.З. а дан ч'мв
переходного (|).iai!да н . оедннепие ф.(Пида 2 с./ шип.. шлем станка
1 п корпусом ।и 11с 1 к?<'(''>.।vчI;,1 !, когда iii obiMe. н, аки имеет пп-
д и и д р и ч Oi 11 и не" : рн 'у ichii. и поясок. ( пединсно порыла приспо-
собления с переход д. ф..аi:и i ос*, щесi в.о,с . вшнами 3. Во
11300/К а ।, i .0 ‘ । - о : В : [ : •, и и. i ; j и <, (J). , a i; Ц;| ().( С i 1 i К ! 1): i । С /I ИО :'еЗЬОС НИ
шпииде. ю 1. il.i рис. ЗЗ.о приведши! моги; п ня. .oi пчиого соеди-
нения для 111пi111 ин к с анк;1, имеющего ке ичсскип нон 1 рпрую-
шип поясок. 11среход ../н фманец 2 кдсннюя ишипде.ио шапка 1
бо.ыамп 5. 3)то| способ ioe i.il спил loynyca приспособ..сипя с пе-
реходным ф.: <> . не м по Koi.r.'ieci'OM; пояс. у обе<псннваст хиппов-
ке приспособ iciiИ'--, с более выси, on ihi;.'!. дд чем на рпс. 5.3.а,
п шелому в иасюитее время он наиболее широко нрпмеияе!ся на
прснизпоипы\ шапках и шапках с ЧПУ.
Усмановна приспособ,icinin на кру глошлпфовальных станках
осу шее Iвляет ся гневным обра >ом в Петрах тем /ко способом, как
и на юкарных, \01я имсю.ся него . крыс ра ;лпчия в ус i роист вс
in и и, । делен кр\ricin. |Пфоваяы-ь:.х и токарных Сашков. Современ-
ные круглошлпфовалы’ые егшки 'кроме универсал’.; ых) имею!
неврита ютипся пиш--ню1.. ‘-..о дач во тмоачость инбС'Кан. влгл
пня на точность обраооткн нсгрсш 'ост и биения шшшделя. Ври
ше.ше приспособ.юаню передне । с : поводковым ус i |.oiic i вом. кок;-
рое со ||11!Ш1дс. дм нс свяммо оно ус i ана в. л.вае i ся на с нюн hi
врашаюш.и .ся во:-р\г ишипде.ш фданнев передней ба!'--; и.
На \ :1Пвсрса,1Ш||.;х кр\г.!О1П.!нфовады1ЫХ ciaiiKax шипяде.ш
мо/xei iio.p-.naib вращение. В амнх с.; у и. i я х ipnicnoccoMCHiie бачи-
pxeica в коническое oiBepeiae шинчде.-я. а 1ак>кс на передо.ш\ ю
ина.;шайбу, па loiopo.i - е; а:..'.в.ihb uoi самопсп i рпр .чощпе па i ро-
сы hi опратш.
Ня. фрР’српых, р а с ! < 1111 i hi \, сш'р 'и ’icii.i\. много.шерапноппых
и .ipxiiix сышк.'Х корню и риспособд си и я \ с , апав. шв. ci ся своими
бяяовыми поверхностями иа cio.ic. имеюшем Т-обра я1ые пазы.
PaccMoipiiM ус i а новк \ корпусов Kpnciioi oo.ieniiii а фрс ,ср-
П1я\ с 1 а ।. к а <. Ио'. : .I'lbiM кешом .шя хстяповки приспособыс-шя
на сонно? яв1ЯсоСя его сю.т 11а корпусе приспособ, ienun c;'iic.
пролу сма ; рив.. iOi ini ба ;овые поверх' о< in, коюры.мп ош' кодак-
inpyer с п.iockocIыо сюда (рис. 5.4). В небольших приспособ.ic-
ГЛ1ЯХ посадочная поверхность имеет вит сплошной плоское! и Л
(рпс. 5.1. а). В приспособ, ion ня х шачи ; ельны \ ра ;меров в сред
iiei’i чаши нося точной ii.ic-crocin \ ic.iaioi пег.!\бою ю выенкм В
(рпс. 5 1.6) плп по нк in 1' (рис. 5 1, в) B.iai одари ihiiim выем-
109
кам, средняя часть корпуса приспособления не соприкасается с
ПЛОСКОС1ЫО енола п оно \ сганав.тиваегся достаточно устойчиво.
Для закрепления приспособления па столе панка в основании
i-opii\ca 1 (рис. 5.4, а) предусматриваются проушины 5, в кото-
рые заводяюя крепежные болты 2. Головки болтов удерживаются
в Т-образных пазах сюда. Количепво проушин, а следовательно,
п Голтов выбирапся в зависимое i и от действующих усилий рею-
1'ия. В бо. 1ЫПИПС । ве случаев удается обходиться двумя иронию
положными проушинами и лишь при больших усилиях резания
вннходи гея предусма тривать чпыре— по две с каждой сюроны
11рн четырех проушинах шаг I (см. рис. 5.4,6) между ними со
пасуется с iiJ.iinM Т обра шых пазов пола папка.
Рис. о. I. 11<>c;i;i(»4iibi(* поверхности корпусов фрезерных приспособлений
Часто требуется придан, приспособлению вполне опредс. 1ен-
оос положение па столе станка по отношению к па правлению про-
дольной подачи стола. В этом случае ориентацию приспособления
производят с помощью вспомогаiединых элементов, т. е. призма-
тических шпонок по Т-образпы.м пазам стола, направление которых
1ОЧНО совнадае! с на правлением его продольной подачи. Наиболее
широко исио. юзуются стандартные призматические шпонки (рис.
5.5. а). Основным размером шпонки является ширина В, которая
должна бы । ь равна ширине Т-образного паза стола. Размер В
выполняется по квалпгегу 118,. В шпонках с канавкой размер Bj
прпннмапся на 0,5—1,0 мм больше ширины В, что необхотнмо
для пригонки шнонкп по Т-образному пазу стола.
lit)
I Li ка жд< >e приспособление maioii no две шпон mi. Шпонки 1
\ с I ;ii;;iв, i ива ioi ся na lopnxce 2 приспособ. iciiiia c in <x в cneniia, in
iio предхcmoiрепном назх Б и за креп, i я ioi ся bikiiom 3 (рис. 5.5,6).
Шнопкн раснолаi аЮi iai-пм образом. чюбы они входили в один
п ioi же Т-образный па; тола--обыч!о средний. кап более юч-
ный (рис. 5.5, в).
ставках: а — конструкции стандартных шпонок: б — способ крепления
шпонок па приспособлении: в — схема установки
Вслелтвпе износа но мере -жених а i ацпи и peMoria оборудо-
вания ширина пазов на симах танков часю выходи! ш предеды
,1оп\сков, чю приводи! к \ велпченню зазоров между ш но и коп
приспособления и пазом сюда. Поэюму для предоi вращения воз-
можного поворот приспособления на толе при хтановке его
прижимаю; шпонками к одной тороне паза тола и icm самым
уменьшаю! ногреншот ь расположения на станке.
Орион ।апня приспособления на сюле с помощью шпонок по
Г-образ им па him осущес!вляоюя н па дри их танках.
Вопросы для са.мокош роля
1. Какие । ребоваппя пред ьяв. 1яюiся к корихсам?
2. Какие корпуса испоиьзх юiся в приспособлениях?
111
!\, I lie lij'I!'IC./’Ин . \( I," or- и i,111;! I , , •()'; :'<•) r i мы 4 X
I () к ;i 1111 о й i py Iilibi?
4 Каким обра юм \ с raxв,; и b.i io i ся и mi крен, ы ю гея фрезер-
ные приспособ.ic'HOi на с’оле сапка J
Глава (>. Типовые конструкции приспособлений
к универсальным металлорежущим станкам
6.1. Приспособления для станков
токарного типа и круглош.тифовальных
Приспособления к славкам токарного нша и кру i .юпипфо-
вольным служа I для установки заготовок, у koi ярых обрабанл-
ваюг поверхносI и вращения. Из xiiix приспособлении наибольшее
применение имею! самоценiпиру клипс шыроны и оправки, кото-
рые позволяю! одновременно башровачь и закрепи я i ь пноговкп.
По конструкции самоцен1риру ЮП1ПХ механизмов (элементов) пат-
роны и оправки подразделяю! па кулачковые, цанговые, мембран-
ные, с !арельча гыми прежиьа мн, с i пдропл.асi массоц и др. В за-
BHCiiMocin о; вид." и ючносч' обряб-о ;-,ц ;-н()'О1м<|' выбирают пат-
роны и оправки с cooIвс!сi вующпм самоцсн гриру ющпм механиз-
мом. Па । роиы п оправки могут бьнь с ручным или механизиро-
ванны м приводом.
Рассмотрим наиболее характерные конструкции патронов и
о it ра вок.
П а । ро н а м п принят наяявап, приспособления, коюрые
центрирую! и закрепляют загоювку по наружной базовой поверх-
Н0С1И. Патроны соединяю! с концом шпинделя папка с помощью
переходного фланца (см. г,. .">) или шкренляюг па фланцевые
концы шпинделя [о, 24 |.
В 1юис । ру кипи у чиверс а. ш ки я i рехку лап ков<л о iiaipona (рис.
() 1 ) б а 3! I а < ч’ a 11 i I е и о :. р ° к с1' 11 е ' и о i онк ii пс с i нес i в. i я е i сi i рем• i
сборными к\, ia чкя мп . сое i оящим и iu осовгого й и сменного ку-
лачков (), коюрые переметаюiся в радна.пли/х Т обра шых пазах
корпуса 1. Па поверхнос i и кулачков, обращенных в строну кор-
пуса, имеются зубья ренкп. которые выполнены по архимедовой
спирали, причем кбья находился в lancn.ieiinn со спиралью диска
(wiHiKii) 2. С п 111 и! л ы । ы а диск, пенiрпруется ин ciyniHie корпуса
naipona. Па про i ивоположнов стропе дпш-.а выполнено коничес-
кое зубчато колесо, в ыцеплеппн с коюрым находяшя 1ри зуб-
чанчх колеса 3, \ с i авов. leniiwc в корпусе широка. О i рс жа 1 ел i, !
елмжи! ,1.!я прело:вращения осевою перемещения сакрального
диска 2 и предохранения о, попадания ci ру 'Кг и в зон) копическо-
1 12
го зацепления. Привод кулачков осу щес! в. 1яегся вращением ;\ б
чато!-о колеса 3, сообщающего вращаю, пшое лвшкеншс' си и pa. i ь-
ному дисл’с, коюрос преобразуемся в иос 1 уиа ie.ibhoc движение
кулачков. Корпус патрона диамором Д цеп 1 риру езся и закрсп-
дяося 1рсмя болами па переходном фланце, коюрый соединен
со шпинделем с гайка.
Рис. 6.1. Патрон самоцситрнрующпй трс.хку.нанковый
со спирально-реечным механизмом
?);и щнроны не обеспечиваю; высокой lonnocui хсюновки
(цен 1 рирования) заготовок вследеише значиiельиоп iioi реишосi и
oopaooiKii при пзго!овленни спирального диска с и вменяющимся
радиусом кривизны и зубьев рейки на кулачках, а цикле ввидх
малой площади контакт зубьев кулачков со спиралью происхо-
ди'! ускоренный износ и поии/кениая жесыоиь соединения. Нали-
чие ручного привода скижае! производи!ельносмь paooibi naip-o-
;!<л. Полому указанные пачроиы обычно применяю! при черновой
и ио.iy чисroijoii обрабочке в единичном и мелкосерий :ом ирои ;-
воде! вс.
Копс I ру крин у ниверсал !>но! о перекал а /киваемо, о !рехк\лач-
ково'о клинового патрона с ипевма 1 ически.м приводом приведена
113
h;i рис. (72. Основные кулачки 1 размешены в радиа.п>ны.\ ii;h;i.\
корпуса 2. Наклонные выступы кулачков находятся в кошаме с
наклонными пазами скользящей муфчы 4, образуя с ними клино-
вые нары. Скользящая муфта 1 получает движение от пневмопри-
вода. Втулка 5 защищает клиновые соединения от попадания
счружкп п используется для установки в ее конусное очверс! не
упоров, центров. Фиксатор 3 определяет рабочее положение
клипового зацепления при сборке па трона. При замене основных
кулачков снимают вилку 5. юрцовым ключом поворачиваю!
скользящую муфту 4 против часовой стрелки па угол 15е до
у пора иипфча 6 в юрец паза муфия и вынимаю! кулачки 1 и,;
на юв корпуса 2. К основным кулачкам 1 двумя вшиами закреп-
ляются сменные кулачки 7 с помощью сухарей 8, коюрыс распо-
лагаю! ся в Г-образпых пазах основных кулачков. На плоское 1ях
DH7
1’нс. (i.2. Патрон самощчприрх ющни 'ipexi.x i.iчi.or,i-i11
с клиповым механизмом
основных и сменных кулачков hmcioich юрцовые зубья (шлицы)
с шагом 1,5 мм. Учтивая, чю yioi клинового соединения iimcci
15", ход кулачков ограничен и сос!авляс! 7—10 мм. Полому при
у с । а новке загоювок других размеров или при замене сменных ку-
лачков па 1 рои переналаживаю!. При наладке освобождаю! вшпы
114
и сменные к\.шчкп 7 вместе с сухарями 8 перемещают относите,н,-
по основного кулачка 1 па необходимое число шагов, а затем за-
крепляют. Данные патроны обладают повышенной точносияо,
жесткостью н износоустойчивостью. Опп нашли широкое примене-
ние на у нпверсальных станках токарного типа.
Широкое применение также имеют универсальные перенала-
живаемые трехкулачковыс патроны с рычажным механизмом п
ппевма1пчсскпм приводом. Конструкция такого патрона предоiпи-
лена на рис. 3.14. Переналадка патрона осуществияеiся анало-
гично рассмотренному патроне с клиновым механизмом (см. рис
8.2).
Оправки — это приспособления, которые применяются для
установки заготовок по базовому отверстию. Оправки разделяют-
ся па концевые (хвостовые) п центровые. Концевые оправки со-
единяю1ся с концом шпинделя станка, а центровые устанавлива-
ются в центрах станка (см. рис. 5.2). Кроме того, оправки подраз-
деляют па жесткие и разжимные. Жесткие оправки просты по
конструкции п в зависимости от формы базового отверстия зато
тонки имеют цплипдрпческую, коническую, шлицевую пли резь-
бовую установочную поверхность. Разжимные оправки iimcioi бо-
лее сложную конструкцию.
Рассмотрим некоторые виды разжимных оправок.
В производстве двигателей сравнительно широко применяют
оправки с разжимными плунжерами или кулачками (см.харямн)
Их число зависит от диаметра базового отверстия и жесткости
заготовки и составляет от ipex до двенадцати, расположенных в
одном сечении (ряду) корпуса оправки по окружности. Чем боль-
ше днамор базового отворены и меньше жесткость заготовки, тем
больше размещают плунжеров или кулачков. При установке более
длинных заготовок или, когда базовое отверстие имеет неодинако-
вое сечение (конусное, ступенчатое), плунжеры размещают в двух
сечениях (два ряда) по длине оправки. При этом каждый ряд
плунжеров имеет независимое перемещение, что позволяет вы-
цептровыва1ь и надежно закрепля1ь заготовку. Перемещения
плунжеров обычно осуществляю!ся с помощью клипового меха-
низма (конусом) от ручного или механизированного зажима.
Контактные поверхности плунжеров или кулачков, как правило,
обрабатывают (шлифу ют) под размер базового отверстия заго-
товки непосредственно па рабочем месте (па станке). Плунжер-
ные и кулачковые оправки могут быть как консольные, так и
цент ровыс.
Плунжерные оправки использую! для установки длинных за-
готовок с необрабатываемым базовым отверстием (обечайкп, ка-
меры и т. и.). Точность центрирования таких оправок невысокая.
I Io
1 2
Рис. 6.3. Разжимная кулачковая оправка
с гидравлическим приводом
Рис. 6.4. Оправка разжимная кулачковая
I 16
Ky,jачковыс оправки (с одним рядом кхлачков) обычно примени
ЮГ ДЛ я ХСТаНОВКИ KOpOIKll.X ШГ010В0К (г?1\.1КИ. зубч.ыыс КОЛССН,
кольца и г п.) с хороню обрабо!анпым базовым ошерсшем.
Кулачковая разжимная оправка (рис. (>.3.) предназначен;:
ддя uciii рирования и закрепления загоювок тиа конец по иеоб-
работаином\ oiвере 1 ию. В отверсыш корпуса 1 усiаповаси идуп-
жер 5 с время каиновыми скосами, взаимодействующими с время
кулачками 3. Осевое у спайс нажима передается ог гидронимиид-
ра чере< bi\\ikv 7 и шпильку б к плунжеру о. При перемещении
нос,водного ваево кулачки 3 перемещаются в радиальном направле-
нии (благодаря наличию иа плунжере клиновых скосов), и заго-
товка 4 зажимаемся. При освобождении загоювки кулачки во в
вращаююя в исходное положение под действием плоских ирх -
/кип 2.
Па. рис. 6.1. приведена коксi рукцпя кулачковой оправки. Па
корпусе 1 закреплено '..норное кольцо 2 и свободно уеннювлена
обойма 3, соединенная с хвостовиком 9 винтом 6. В окнах обоймы
вставлены кулачки 5, которые находятся в конусных пазах корпу-
са 1. Ог выпадания кулачки сдерживаются кольцевой пружиной 4.
Корпус устанавливаемся в переходник К с зазором S и закреиля-
eicH винтами 7.
При монтаже приспособления переходник <3 нетрируеюя
пояском 10 и за к. рейл яст ся на переходном фланце, который со-
единен со шпинделем стайка, а хвостовик 9 через тягу соединяемся
со иноком пневмопривода. Обеспечение высокой точности совпа-
дения осей оправки и шпинделя станка достигасюя путем регу -
.тройки корпуса 1 в радип.тьпом положении винтами 7.
Заготовка устанавливаемся ла обойму с упором в кольцо 2.
При включении пневмопривода iiepe.Mein.ieiся хвосювик, обойми
п кулачки, которые выцеи i ровываюi и шкреиляют загоювку.
После обработки и закрепления загоювка сипмаеюя с оправки с
помощью С/каюго воздуха, коюрый полаемся через пел(ральнос
огверсмпс хвостовика 9, радиальные и юрцовые каналы.
Такие оправки ооес лечи ва ю । высокхю loHiiocib цел i рп р>ш;:
ния и при .меняю гея для обрабожи миошвок па числовых н окол-
ка юльных операциях.
6.2. Цанговые патроны и оправки
11 <ч н г о в ы е с а м о ц е и i р и р у ю in и с м с \ i и и з м ы
Цангами называю! разрезные иру/кипящие вилки. коюрые мо-
их г цен I рирова I ь и закреилшь заюювкн по внешней и внушен-
ной поверхностям. Патовые механизмы широко применяю,ся для
зажима пруковою маюриала, а iax/ке kohoikh.x пнхчпых на-
го I овок.
1 17
Рис. 6.5. Схема цанговых натронов:
а - закрепление короткой заготовки; б - конструкция лепестков цанги;
в - закрепление прутковой заготовки
116
Ila рис. 6.5 приведены конструкции цанговых механизмов д.тя
центрирования по наружному диаметру: с тянущей цангой, кото-
рые применяют дня закрепления штучных заготовок (рис.
6.5, а, б); с толкающей цангой (рис. 6.5, в), чаше всего применяе-
мой для закрепления пруткового материала (для фиксирования
ир\гка в осевом направлении упор установлен впереди цанги).
Продольные прорези превращают каждый! лепесток цанги в кон-
сольно закрепленную балку, которая получает радиальные \ нр\ -
гпе перемещения при продольном движении цанги за счет взаимо-
действия конусов цанги и корпуса. Так как радиальные перемеще-
ния всех лепестков цанги происходят одновременно и с одинако-
вой скоростью, то механизм приобретает свойство самоцептриро-
вания.
Число лепестков цанги зависит от ее рабочего диаметра (1
и профиля зажимаемых заготовок. При d<30 мм цанга имеет три
лепестка, при 30<d<80 мм—четыре, при d^-80 мм—шесть. Для
сохранения работоспособности цанги деформация ее лепестков не
должна выходить за пределы упругой зоны. Это определяет по-
вышенные требования к точности базового диаметра .заготовки,
который должен быть выполнен не грубее 9 квалитета.
Цанги изготавливают из стали У8А или 65Г, крупные цанги—
из стали 15ХА или 12ХПЗА. Рабочую часть закаливают до твер-
дости I1RC, 55...62, хвостовую часы, подвергают отпуску до твер-
дости I IRC, 30...40.
Погрешность центрирования обусловлена неточностью изго-
товления цанговых патронов и составляет порядка 0,05...0,1 мм.
При определении величины исходного усилия Рн необходи-
мо учитывать то, что часть силы тяги привода затрачивается на
сжатие лепестков цанги. Для определения силы Q', затрачивае-
мой на деформацию лепестка, рассмотрим лепесток цанги как
консольно закрепленную балку (см. рис. 6.5,6) с вылетом L. При
этом
Q4?
ЗЕ1 ’
тогда для всех лепестков
где Е— модуль упругости материала цанги; I — момент иперпии
сектора сечения цанги в месте заделки лепестка цанги;
. D'h / . 2sinc/.?
I —---------I </ + MI1C/) COSr/j — - -- --
8 \ ezi
119
D —наружный диаметр поверхиосн! лепестка; h — толщина ле-
пестка; ел половина угла вектора лепестка каигп: I. — длина
лепестка цанги от мепа заделки до середины конуса; и—число
лепестков в цанге; у — прела прогиба лепепка, т. е. ])ядпзлы1Ы|'|
зазор между цангой и заготовкой.
Таким образом величина исходною усилия Р., опредсажа-
(•я по формуле;
где 2а—угол конуса цанги, град; з j — угол трения между цан-
гой и корпусом, град; ю — угол трепня между цашой и заююв-
кой, град.
На рис, 6.6 показаны конструкции разжимных оправок. При
установке заготовок па эти оправки погрешность не иревышап
0,02...0,03 мм. У разжимной центровой оправки (рис. 6.6, а)
цанга 2 с двусторонними продольными прорезями, перемещаясь с
помощью ганки 5 по конусу 3, упруго разжимается и закрепляет
заготовку 4. Штифт 6 удерживает от поворота, а ганка 1 служит
для ОТЖ3 1ИЯ пангн при снятии .заюговкп. Шариковая консольная
оправка (рис. 6.6, б) служит' для закрепления коротких заготовок
В сепара юре 3 имеется шесть oiверст ий с шариками 2 дпамюром
6—10 мм, находящимися в коптите е конусом корпуса оправки I.
Рис. 6,6. Разжимные оправки: а — цанговая, б — шариковая
Осевое перемещение сепаратор получает от впита о черп сколь-
зящую в1уль\ 4, к которой прикреплен сеиератор. При перемеще-
нии п раздвижении шариков изготовка 6 ценiрпрхе!ся и одновре-
менно поднимается к осевому упору. Для точною нейiрнроваиня
необходимо, чюбы шарики не отличались по диампрм больше
чем на 2 мкм, а усi аповочный и цен i рпру ющнй конусы были
соосны. На шариковых раздвижных оправках мо/кио закрепили,
заготовки с разницей диаметров до 5 мм.
6.3. Патроны и оправки с мембранами.
с тарельчатыми пружинами и гидропластмассой
Ьодыпинство цилиндрических посадочных и центрирующих
поверхностей деталей двигателей выполняют с высокой точностью
диаметров (по 5—8 квалшоу) и расположен нем повсрхиос i ей
(несносноеi ь, биение, пекопцент рпчность) не выше 0,005...0,05 мм.
Обычно такие поверхности обрабатывают на шлифовальных стан-
ках. Исгсствсппо, что для обеспечения таком точнооп обработки
загоювок приспособления должны бьнь изготовлены с более вы-
сокой ючиостыо, чтобы погрешности установки заготовки в при-
способлении были сведены к минимуму и не превышали 30—10%
допуска на заданный параметр обработки. Для выполнения таких
требований необходимо довести погрешность установки самого
приспособления на станке до значений, близких к пулю, и приме-
нять такие высокоточные самоцептрируюшпе элементы, коюрыс
бы позволили снизить до минимума погрешности базирования и
закрепления.
Наиболее распросiраненными приспособлениями для ш.пиро-
вальных станков ЯВ.1ЯЮ1СЯ самоцеи 1 рируюшпе оправки и шнропы.
Среди оправок чаше используют центровые, так как ючносн.
установки приспособления в центрах очень высокая—погрешность
не превышает 0,005...0,01 мм. Ниже приведены конструкции не-
скольких специальных оправок и патронов д.тя шлифовальных
станков.
Механизмы с мембранами применяют для цешри-
рования и закрепления по наружной и внутренней цилпидри
ческой поверхности заготовок Hina колеи, втулок и т. д. Учи-
Т.ЫВзЯ, чю При Дсфир М ci ц и и мс.м о р а. । ы 1’1. размеры \ ьс. ш и ивн-
ются незначительно, базовые иоверхносш загоювкп должны бьнь
обработаны нс ниже 7—8квалите1а. Основной чаенло такого меха-
низма является мебраиа. Зажим загоювкп в мембране можс! осу -
[цсствлягься как силон ynpyrociii. так и усилием, создаваемым
приводом. В первом случае мембрану юрод ус;аиовкой заго-
ювкп деформирую: усилием Р,.. чюбы можно было сошлю за
зор и впавши загоювку, а заю.м после се уснановки усилие Ри
снимают, и мембрана силами упругости шкреиляс; шгоювку
(рис. 6.7,6).
121
122
Рис. 6.7. Мембраны: а — чашечная, б — рожковая
В приспособлениях применяют чашечные и рожковые мембра-
ны (рис. 6.7), которые являются стандартными.
Чашечные и рожковые мембраны изгогавливают из сталей
65Г, У ЮЛ, ЗОХГС и подвергают термообработке до твердости
IIRC) 40...45. Патроны с рожковыми и чашечными мембрана-
ми мог\ । обеспечивать точность центрирования 0,003...0.010 мм.
Расчет рожковой мембраны (рис. 6.7,6), закрепляющей
заготовку силами упругости, рекомендуется производить в
следующей последовательности.
1. Определяем зажимное усилие Q па одном кулачке
(рожке):
q=io’ ,
nfr
где МРе> — момент от сил резания, Н-м; п — число кулачков
у мембраны (п^б— 12); I — коэффициент трения между заго-
товкой н кулачком; г — радиус базы заготовки (r = 0,5Dz); К —
коэффициент надежности закрепления.
2. Находим величину момента, вызывающего изгиб диска
мембран ы:
где Мизг — распределенный по окружности радиусом г момент,
вызывающий изгиб диска мембраны; 1 — расстояние от середи-
ны кулачков до средней плоскости мембраны.
3. Выбираем наружный диаметр мембраны D:
D = (1,3...3,0) D',
где D' — диаметр базы заготовки.
4. Определяем толщину диска мембраны в:
b = 0,025D.
о. Определяем отношение D/2r, а по нему — величину мо-
мента заделки М;;,Л в долях от пользуясь следующими
данными.
Е>/2г 1.25 1.50 1,75 2,00 2,25 2,50 2,75 3,00
М .4 0.825 0.675 0,540 0,565 0.556 0,565 0,575 0.585
123
6. Рассииiываем цилиндрическую жсС1 к< >c'i ь imii6;i мем-
браны:
10-12(1 -pH '
г ie В — цплпп трнческая жесткость изгиба мембраны единич-
ной ширины; Е — модуль упругости (Е^2,1 10' МПа); —
коэффициент (р -0,3); в -— шлщпиа мембраны.
7. Находим угол у разжима кулачков (рожков) при ;а-
креилспии загоювки с наименьшим предельным ра лц-ром ус-
1аиовочной базы:
М.1йт
' 10:-В(1 + р.) ’
где у — угол разжима кулачков.
8 Определяем уго i л'максимального разжима кулачков:
т>/ н
' ’ • ‘ 21 7 21
где Т1/ — допуск на диаметр D' базы заготовки; Н = 0,01 —
0,03 мм згнор между базой заготовки и кулачками ш-рсд
\ с । а 11 ов ко и заготовки с наибольшим днамшром базы.
9. Рассчитываем исходное усилие Ри, необходимое для раз-
жима кулачков перед закреплением заготовки:
_ 4-10;~Вг'
’21n(D/2r) ‘
Для точного центрирования и зажима типа диска, втмлкп,
кольца иа операциях окончательной обработки применяют пат-
роны, оснащенные мембранами. На рис. 6.8 показана koiici-
рукция мембранного патрона с ручным приводом. Центрирую-
щим н закрепляющим элементом здесь является мембрана 1.
установленная па корпусе 2. Корпус патрона закрепляется на
шпинделе станка через переходный фланец 3. Заготовка (коль-
цо пли втулка) устанавливаемся но наружному диаметру в
кулачки мембраны и торцем упирается в опоры 4. При пово-
роте нажимного винта 5 мембрана деформируется и кулачками
центрирует и закрепляет заготовку. Раскрепление загоювки про-
исходит при вывинчивании винта.
На рпс. 6.9 приведена концевая цанговая оправка, центри-
рующим п зажимным элементом которой являе1ся цанга. Дан-
124
пая оправка соединяется с переходным фланцем. установлен
ным на шпинделе станка. Работа оправки осутцсствляется сле-
дующим образом. В исходном состоянии конусная шайба I
находится в крайнем нравом положении, а цанга 2 освобождена
Ртк Ь Патрон мембранный
12о
'>! '.пр\гих .л формации. ()брабаi ннасмая заноонка своб >,о,о
(с ;азором) ус i a 11 а в, ч и вастс я на наружную цид ппдрическх и
паси, цанги до упора, в опорно* кодыю 3. Зачем с помощью
пневмопривода. уставов.leniioi о па заднем копие шпнндсдя пе-
редней бабки счанка. ;яга о перемещается вдово ч за счет на-
днчия к носов 1 и -1 цанга нентрпруе,. я по огвсрсипо. Опор-
ное к )дьио 3 сд\жи! ддя установки: загоювкн в осевом на-
врав. I. пни.
Наг р о н ы н о п р а в к и с т а р с д ь ч а ч ы мп п р у ж и-
н а м и прпмепяююя в чех случаях, когда при псбодыних габа-
ритных размерах зажимпы.х устройсiв требуется обеспечть
шачи год иные усилия открепления. 1 l.iaci нпчач ые । гаредьча-
|ые) пружины (рис. б.10,а) псподьзуююя в приспособлениях
л от ба щревапия и за крепления загочовок при чпеювой обра-
б о ке п hi шфованни. Пружина предо гавдя с i собой вогну 1\н>
шайбу в форме усеченного конуса и песквознымн прорезями.
При прпдожсиии осевой сиды Рн происходи! приращение па-
рхжп'но (посадочного) диаметра пружины.
Па рис. б.10,б показана схема механизма с двумя паке-
I’ll G U UilpJBh.1 Is'HIUCH.DI * lllleBVOlipilb'i.B >м
126
тами пр\жпи. При ирп. 1ожси11п силы P„ пакет сжимаиися.
\ вслпч1:ваюгся i>. чиамшре. а (агоювка центрируется и зажи-
мается. В зависимости от размера пружин приращение по
диаметру может составлять 0.2...0.4 мм. Поэтому базирующие
поверхиос 1 и загоювок могут был, изготовлены по 7 -10 ква-
лптегс, а ючносмь центрирования достигается в пределах
0,01...0.03 мм.
Расчетная формула для определения Р„ для одной пружи-
н:>1 гмеег слечующий вид:
P„i-l,33tg( ,
где Pm — исходное усилие (осевая сила), необходимое для
сжатия одной пружины; Q, — зажимное усилие, создаваемое
одной пружиной; 3 — угол прогиба пружины в свободном
состоя ни, град; ( у --10—12°).
Количесмво пружин для передачи всего крутящего момеп-
l a, равного ,, определяется по формуле:
КМрез
11 ’ Мк ’
где п - число пружин, установленных в механизме; Мк -
крутящий момент трепня, создаваемый одной пружиной при
приложении осевой силы РИ1 и передаваемый заготовке.
Исходное усилие Рп для комплекта пружин, установленных
в ;ажимщ>м механизме, определяется по формуле;
Рп — Рн, • п = 1,33tg ( 3 —-2 ) • Q, • п
Па 1 р о п ы и о п р а в к и с гидр о и л а с т м а с с о й. В
этих силовых механизмах рабочей средой, с помощью которой
сощаюся 1 и тростатпческое давление в закрытой полости, яв-
ляется гидропластмасса (гидропласт). На рис. 6.11 представлены
схемы силовых механизмов с гидропластом. В корпусе запрессова-
на тонкостенная втулка 2. Между корпусом и тонкостенной
частью втулки расточена кольцевая замкнутая полость, запол-
ненная поропластом 3. в состав которого входят; полпхлорвп-
ни.ювая смола, дпбу i илф| ала г, вакуумное масло, стеарат ка-
льция. Мере* плунжер 4 на гпдронласг создается давление, де-
формирующее тонкостенную часы, втулки, которая центрирует
и зажимаю заготовку.
Устройства с гпдроиластом применяются для цешрирова-
пия и закрепления заготовок как по внутреннему (рис. 6.11,а),
ык и но наружному диаметру (рис. 6.11,6).
12 7
Рис 6 1CI Силовые меха-
низмы с тарельчатыми пру-
жинами: а - пружина; б
закрепление сшновки па
оправке
a
Точность базовых поверх-
ностей закрепляемых за-
готовок ДОЛ ЖИЛ быть
не ниже 7—9 ква.тнтета.
Приспособления обе-
спечивают высокую точ-
ность центрирования по-
рядка 0,003...0,02 мм.
Для изготовления тонко-
степных втулок применя-
ют стали марок У7Л,
ЗОХГС, которые подвер-
гают термообработке до
твердости HRC, 35...40.
Расчет гидропласто-
вых зажимов рекоменду-
ется производить в сле-
дующей последователь-
ности.
1. Выбирают посад-
ку для соединения за-
готовка—втулка. Посад-
ка заготовки па втулку
(рис. G.l I,а) по диаметру
1) должна быть подвиж-
ной с гарантированным
зазором. Если диаметр
базы заготовки выполнен
с отклонениями основно-
го отверсI пя, то для дна-
метра Biy.'iKH следуе! на-
значить о1клонеиия по
17...g9.
2. Определяют длину
тонкостенной чао и втул-
ки:
I- (1,0... 1,3) в.
где 1: - - длина наго юб-
ки.
128
KJ
(£>
a
Рис. 6.11. Силовые механизмы '• । jpi. и сi м.'С ой: а - схема pac'ieia,
6 ; I.'l 1 ] ><'! i ( ! И. 1; •' >’ I 1.1' ! M.U’i < >1!
3. Определяют тотщниу тонкостенной части втулки ио
следующим зависимостям:
при I <0,51) h - 0,011) г0.25 мм
h - 0,021) мм
ирп 1>0,51) h — 0,0151)-р0,5 мм
h 0.0251) м м
(при 1)<50мм)
(при 1)>50мм)
(при De50 мм)
(при
1) 50 м м )
1. Рассчитывают максимальный зазор Sm..x между загоюв-
ь >ii и вилкой в свободном состоянии:
Sm х Dfm
I) ВТ IT. n
5. Определяют допускаемую упругую деформацию втулки
/\1) ио зависимостям:
для втулок из хромистых сталей: AD^0,003D мм;
для втулок из конструкционных сталей: AD^0,002I) мм.
0. Рассчитывают зажимный иатяг:
й AD — S,„,4 .
7. Определяют гпдростч i ичсекое давление р:
2AI)IOh , „ггл
р - ---—----- — для втулок с I>0,50 ;
l.25AI)P-h
р- ----jy~j----- — ДЛЯ втулок С IC0,oD ,
где р и Р - - в МПа; AD и h — в мм.
8. Находят зажимное усилие Q:
Q-5.HP -31- । 5-1) .
гц- Q в II; h. I), 5 — в мм.
9. Определяю! силу F, удерживающую щгоговку от осево-
)о Щ'рсМсщепня и поворот:
он А
I- fQ 510’- । ,б.|),| ,
где I --- коэффициент 'трепня;
о I I; li. 1). й в м м.
13()
10. Рассчитывают максима пшьит пере ьчваемыи крутящий
м* >м-ч|।:
IO- I / 21,
I -р'- л-'м
г тс Мч в 11 • м ; li. D. б в мм.
11. Находти исходное усилие Ри, которое необходимо ири-
снмкшь к н.lyii/Kcpy. чтобы создать нажимное усилие Q:
где Рн — исходное усилие, действующее на плунжер, (I.. —
диаметр плунжера: р — гидростатическое давление.
12. 11олучештые данные для следует сопоставить с мо-
ментом от сил резания Мре . Заготовка не будет проворачивать-
ся. если удовлетворяется условие: МП1..Ч>KMPt. .
Гидроплас। масса является несжимаемой средой. 1:е нагре-
вают до температуры (130- 150)сС. заливают через отверстие
п )д плунжер и заполняют каналы и кольцевую камеру. В кор-
пусе приспособления предусматривают отверстие для выхода воз-
духа из камеры, а затем в это от верстие ставят вин г-заглу шку (см.
рпс. 6.11,6). Тонкостенная втулка соединяется с корпусом по
неподвижной посадке с натягом, при этом осуществляют на-
грев корпуса и охлаждение втулки для патрона и нагрев втул -
кп до температуры 130°С и охлаждения корпуса для оправки.
Приспособления с гидроиластом .хорошо работают и обес-
печивают высокую ।очность, если плунжер притерт к отверстию
с зазором не более 0,02 мм, а разностеипость упругой втулки не
превышает 0,05 мм.
Ila piic. 6.12 предоавлепа конструкция концевой оправки
с 1ндронлаомассой, предназначенной для установки втулок
по внутренней цилиндрической поверхности на вну гришл пфо-
га.тыюм станке. На корпусе 1 запрессована упругая тонко-
стенная втулка -1. которая образует кольцевую камеру. Кана-
лы в камера заполнены гидрон.таетом. ?k’cii/nic' на гидропласт-
массу передается плунжером 2. При этом втулка деформи-
руется по mia.Meipy, центрирует и закрепляс! заготовку. Оп-
равка па станке у станавливаегея с помощью переходного флан-
ца 7 и закренляе1ся болтами 6. Фланец конусной поверхно-
стью цен’рттруегея на конусе шпинделя.
131
Рис 6 12 К'пшевая оправка с гилроиластмассой
На рис. 6.13 приведена конструкция патрона с гидрон.ia-
С1массой для закрепления и центрирования заготовки по на-
ружной цилиндрической поверхности при наружном шлифова-
нии канавки. В корпусе патрона 1 запрессована упругоде-
формпрусмая втхлка 2. которая образуем в корпусе кольцевую
полость 4, заполняемую гидропластмассой. Усилие па гидропла-
стмассу создается плунжером 3. Патрон на станке центриру-
ется по диаметру DH7 и крепится винтами 5.
132
Оправки и патроны с гидрон.iaci массой обеспечивают высо-
кую точность центрирования, погреишосiь установки не превы-
шает 0.005...0,02 мм. Они могу, быть с ручным и.ен с механи-
зированным приводом.
Следует отметить, что самоцентрирующие элементы с цан-
гами, мембранным, тарельчатым и гидропластмассовым меха-
низмом успешно применяются в сверлильных, фрезерных, конт-
рольных и других приспособлениях, когда необходима точная
установка загоювкп.
Рис. 6.13 Патрон с гидрогыас i массой
133
6.4. Приспособления для сверлильных станков (кондукторы)
Приспособления к сверлильным санкам, служащие для
базирования н закрепления обрабатываемых загоювок и снаб-
женные направляющими элементами — кондукторными втул-
ками. называются кондукторами. Концу кюрпыс втулки оп-
ределяют положение режущего инструмента (сверла, зенкера.
развер!ки н т. и.) относительно у ст ановочиы.х поверхности
и создают ему заданное положение при обработке отверстии в
заготовке. Кондукторы могу! быть стационарные, они закре-
пляются на столе станка, передвижные и перекладные, кото-
рые не закрепляются на столе станка.
В авиадвпгателестроеиип наибольшее распространение по-
лучили следующие тины копдук i оров, различающиеся конст-
руктивными особенностями: накладные, крышечные, с прижим-
ной откидной планкой, кантующиеся, поворотные.
Накладные кондукторы применяются для обрабоы
кп одною или нескольких отверстий с параллельными осями в
крупных заготовках. Они имеют просто конструкцию, кото-
рая состоит из кондукторной плиты с кондукторными втулка-
ми. установочиы.х и зажимных элементов. Кондуктор устанав-
ливается (накладывается) на заготовку и па ней закре-
пляется.
11а рис. (-.14 приведена конструкция накладного коидукю-
ра д.тя обработи шести отверстий во фланце корпусной заго-
товки. Установка кондуктора на заготовку осуществляется но
плоское! и н двум базовым отверстиям. В качестве установо-
чных элементов кондуктора, определяющих положение обра-
батываемых о1верстпй относительно базовых поверхностей за-
готовки, служат палец 2 и ромбический налей 3. расположен-
ные на копдук торной плите 1. Крепление кондуктора к заго-
ювке осуществляется Г-образиым винтовым зажимом 4. Быст-
росменные кондукторные втулки 5 устанавливаются в проме-
жуточные тулки и фиксируются от проворачивания и переме-
щения вверх головкой впит 6. Обычно копдукюрпые плиты
средних и больших размеров имеют облегчения в виде отер-
пни, окон, выемок.
Крышечный кондуктор (в отличие от накладного)
iiMcei корпусные элементы для ycianOBKii его па столе панка.
Кроме того, па корпусе hmcioich установочные элемент! для
обраба1ыва. О заготовки. Кои ту кюрная и.дна (крышка) в
это'.: 1.1', ча. выполнятся в вп те сьемпоп или о|кидпой. в ней
\ с 1 а ков. |сн ы П11\к1ор11ыс тулки. Кои ь к i орпая n.inia
пмее/ тяни, р.н'ноло/Кспие о moan i i-.naio уч j а повочн ых э.тс\ц-н-
13-1
Рис. 6.14. Кондуктор накладной
135
iOB. Конструкция кондуктора С ОТКИДНОЙ кондукторной илитон
приведена на рис. B.l.j. С корпусом 1 шарнирно соединена кон-
дукторная плита 2. в которой запрессована кондукторная втмл-
ка 3. Перед установкой кондукторная плита откидывается. За-
готовка 9 ус i анав.тивается на пален 5 с упором в плоскость
опоры (кольцо) 4. В уклоном положении заготовка фиксирует-
ся призмой 8. После установки заготовки откидная плита опу-
скается и соединяется пальцем-фиксатором 7 с корпусом. За-
крепление заготовки осуществляется зажимом 6.
Рис 6 13 Кондуктор С откидной плитой
Коц д у к т о р с ир и ж им и о й о т к и д и о й и л а н к о й
имеет открытый или закрытый корпус. Его особенность заклю-
чается в том, что кондукторные втулки непосредственно размеще-
ны в стейке корпуса. Это позволяет повысить точность обра-
ботки отверстий, так как отсутствие кондукторной или гы приво-
136
137
дит к уменьшению числа элементарных погрешностей. Кондук-
тор с закрытым корпусом применяют в том случае, когда со-
здается возможность удобно устанавливать н вынимать заго-
товку и? корпуса.
На рис. 6.16 приведена одна из разновидностей копдукюра
с прпжимио 1 откидной планкой с открытым корпусом для свер-
ления двух отверстий во фланце крышки.
При установке заготовки кондуктор на столе станка стоит
па опорных торцах Т, стоек 4. Прижимная планка прихвата
3 (окинута. Заготовка о устанавливается на палеи. 2 и фикси-
руется в угловом положении призмой 1. С помощью прихва-
та осуществляется закрепление заготовки. После этого коидук-
ю[) иерегорачивают и в рабочем положении устанавливают тор-
нами Т стоек 3 на стол станка.
К а п т у ю щ и с с я (перс к л а д н ы е) к о п д у к т о р ы
применяются для обработки отверстий в небольших заготовках
(тулках, валиках, фланцах, кольцах и т. п.), оси которых рас-
положены радиально или иа торцевых плоскостях заготовки.
На корпусе кондуктора предусматривается столько опорных
(ба :овых) поверхностей для установки его па столе стайка,
сколько позиций в пространстве должна занимать заготовка в
данной операции. Выполняя операцию, нужно перево-
рачивать (кантовать) кондуктор с одной опорной поверхности
иа другую. Опорные поверхности оформляются в виде пло-
скостей пли ножек.
На рис. 6.17 показан кондуктор, кантующийся на угол 60°
для обработки отверстий в корпусе заготовки. В сборном кор-
пусе 1 иа боковых гранях запрессованы шесть промежуточных
втулок 2, в которые вставлены быстросменные кондукторные
втулки 3 для обработки радиальных отверстий. Для сверления
в торце заготовки трех отверстий в корпусе кондуктора имеют-
ся посюянпые кондукторные втулки 4. Прп обработке ради-
альных отверстий кондуктор па столе станка устанавливается
опорными поверхностями Т, а прп сверлении торцевых отвер-
стий — ножками Т1. Заготовка центрируется в установочном
элементе поверхностью Л и закрепляется гайкой 5 через быстро-
сьемимо шайбу 6.
Поворотные кондукторы применяются для обработ-
ки отверстий, расположенных по окружности па торцевой по-
верхности заготовки или радиально в одном сечении. От рас-
( MOIрепных конструкции они отличакпея тем, что снабжены
те.ипединым устройсгвом, которое позволяет hoik>рачинать и
138
Рис. 6 17. Кондун о-р >; in i j lomniicM на уюл 60'
139
Рис. Ь.1К. 1 ioBoporilblll кондукюр
140
устанавливать заготовку в следующую поишто (ч ып гельио
кондукторной втулки. разм> щепной нс кор/;;се. !\1>('ме юге-,
поворотные кондукторы не имеют огре; :: i-'-шы i. : по рр. юер.-.м
заготовок, нп по числу обрабатываемых отверстии.
Поворотные кондукторы бывают с вер i икальчой, юризон-
талькой и наклонной осью вращения. Выбор оеи шшорош ;а-
впент от расположения обраба i ываемы < оыь. р, ыш в ;аго। овкс.
На рис. 6.18 пока юн покоренный !<->ы р.д д.р npi i,.:: ч.ач н-
ный для сверления в заюювке -1 девч и иы рент. .'Тн'О’- вке
устанавливают иа шпинделе 7 и тыкимаг , гей-.ой й нор. > бы
стросъемиую шайбу 6. Делит единый ;'нск i ; • >ед пне ; со шпин-
делем 7 ишопкой 2. Осевой люфт шипптеля регулируется гай-
ками 3. Фиксатор 9 включает п иружш <ы б.
В современных условиях авиадвига leoecipoeiiii/i наиболее
целесообразно применят спсниалнзирмвл.шые стан iар1 и шр-• -
ванные кондукторы, коюрые, переналаживая, можно использо-
вать ДЛЯ обрабонл: большою кол ИЧ-.'С I )Ш О м|(О IllUl.b' п > j ai
личных но размерам загокч’ок
6.5. Приспособления для фрезерных станков
При фрезеровании пове рхносгей шгоювок обычно во шика-
ют большие силы и моменты резания. Полому приспособ ас-
ния должны быть прочными и обладал. высокой жег । костью
а заготовки надежно и жестко закреплены. ч:обы в процессе
обработки но происходило вибрации и смещения загоювки от
уюта ковочного положения.
Па фрезерных операциях свыше Зо'/о вспомогательного вре-
мени затрачивается иа ушаночку, закрепление и снятие заго-
товок со станка. В связи с этим совершенствование шапочных
и р ис пособл сП к и для фре верных с i а. i i-д -i> направлено на замену
ручного зажима быстродействующим или мехаии шровапным
приводом, что приводит к существенному увеличению произво-
дительности при выполнении операций и повышению качгшва
обработ к и. Па фрезерных шайках наиболее широко приме-
няют тиски и делительные приспособления.
На рпс. 6.19. показаны пневматические поворотные универ-
сальпо-паладочные тиски. Тиски состоят из корпуса 4 с встро-
енным пиевмоцилиидром 3. штока 1, передающего усилия за-
жима через качающийся рычаг 2 подвижной губке 6, ра 'поло-
женной па базовой поверхиоши плиты 8. в 1-обра шых пазах
141
8
9
Рис 6 19 Тиски пневматические повороiпые
yi in вере а л ыю и а.т a jo’iiiue
которых установлена неподвижная губка 9. Гискп могут зажи-
мать заготовку как губками (рис. 6.19,а), так и штоком (рис.
6.19,6), т. е. работать как пневмостол. Для этого необходи-
мо вывернуть винт 5 и вынуть рычаг 2 вместе с подвижной губ-
кой 6, снять неподвижную губку, а в резьбовое отверстие штока
ввернуть крепежный элемент 10.
При использовании тисков наряду с быстротой установки и
надежностью закрепления особые требования предъявляются к
базированию заготовок в приспособлении. На рис. 6.20 пред-
ставлена ’конструкция параллельных тисков с ручным приводом,
по ;вжт я ющпх фиксировать загоювку но дв\м битным пиндл
142
Рис 6 24 Тиски nap-i-1, ic. 1ьные
ностям. 1 1араллслы1ыс тиски содержат корпус 1 с опорой 2 и
паправ. 1ЯЮИ1ИМИ 3, толкатель 4 с подвижной губкой 5, установ-
ленный на направляющих. Зажимный механизм включает вши
б и гайку 7, закрепленные соответственно па толкателе 4 и в
корпусе 1, и неподвижную губку 8. Корпус 1 снабжен боковым
упором 9, а направляющие 3 выполнены под углом а к про-
дольной осп корпуса 1 и смещены в сторону, противоположную
боковой опоре 9.
Обраба । ываемая загоювка 10 устанавл ивается на опору 2
п прижимаемся к упору 9. С помощью зажимного механизма под-
вижную губку 5 перемешают до соприкосновения с обрабатываемой
заготовкой п даосе зажимаю! с 1ребуемым усилием. В процессе за-
жима исключается отрыв базовых поверхностен заголовки oi
опор 2 и 9. Эмо обеспечиваемся км, чю па заготовку в про-
цессе за крепления действуем- вертикальная составляющая Р,
силы зажима Р. коюрая приложена па юлка тел? выше центра
рабочей поверхпосми подвижной губки 5. Горизонтальная при-
жимающая сила Pj, являющаяся поперечной составляющей си-
лы зажима Р, направлена пол углом к продолыюй оси кор-
пуса 1. Обычно угол г/. равен (15 -20)°.
Применение указанных параллельных мисков позволяет су-
шеемвеиио сиизть вспомогательное время при обработке заго-
143
ювок и coo i ве c i bci i но повыипь производиlejbnoc 1 в труда. До-
!-'O ! ЯП ;e.! )R; I’pilB'- :..j ; к уд \ 4 I i Ic H 11 IO усТОВПЙ II бСЗОП aCHOCT II
io? ш. ihk как '.c iicaci. я iip’ivi'in'inie хдарпых ипсгрумеи-
!• в ыт i.ui!! ?’,-h о , св' в ipeoycnoe положение.
В праи i пи . n.i (ipic’../pi;bi\ ci;hir;i\ широко используюi де-
ли !v.'•ir>i ' \c:; штва коюрые применяю! для поворота па
::\z!чi:।л j \' > п'1'i uCiqnpiTiiiuiu вращения загоювок при их
фре {Сроваппп.
На ри1'. 6.21 приставлено приспособление с деятельным
\ с । ройс । вон. применяемое па операции фрезерования трех па-
’’з. па' о... /кенпых ио I. млом 120 . lip ба-юной илпге 1 за-
ре।кi• ;I•. ли io.и.по > ? с i попегво 2 с горизонтальной осью вра-
щения н ф;жса:ором реечного типа 3 и бабка с подвижной пи-
нолью 4. Установочными элементами приспособления служат
:.ва H'-'iip.i о с коникими хвлтовпками. Причем центр, рас-
полшасмый в бабке, центрирует н поджимает заготовку одно-
временно. Цля к ас I pt >й кп ипс 1 р\мен га па размер служит уста-
вов б. Приспособление кренится па столе станка болтами 7, а
i в . i: р и р е I с я I i 111 (и к а ,м и 8.
Перед фрезерован нем заюювку 9 ус i аиавлнваю i в кольцо
10. коюрое жстко соединено с делпюлыюй плитой 14, с упо-
ром в шшгр о. Затем подводя । и поджимают заготовку зад-
ним центром 5. ветвленным в бабку 4. Бабка 4 точно установ-
лена на идите 1 с помощью пазовых шпонок II и закреплена
эксцен!рнковым зажимом 13. Болты 12. расположенные во
тулке 10, поджимаются к заюювкс, что исключает поворачи-
вание заголовки отпоен । ельпо оси деятельного диска как в пе-
риод се обработки, )ак и при делении, i. е. повороте па угол
120л По.'ле фрезерования nepnoio паза осуществляется про-
цесс .имения и фрезерования второго паза.
На рис. 6.22 пре icIавлен.1 конструкция приспособления с
пневмоприводом для фрезерования опорной плоскости Л корпуса
насоса. Н.п базовую пяту ириспособлення I \сiаиавливаекя
заготовка 2, которая базируется но двум установочным пальцам
3, расположенным в плите. Зажим заготовки в приспособле-
нии осуществляется прижимом 4, ушктне на коюрый через ры
чаг 5 передастся <ч пневмопривода 6. Приспособление кроит-
ся па тапке болтами 7 и центрируется двумя шпонками 8. Для
насIройки unciруменга на заданный размер L используется габа-
ритная площадка 9.
Данное приспособ к пне иозвотят бытро и надежно за-
креплять заготовку, iiMcei простую конструкцию и удобно в
женлуа i aiinii.
141
Рис. 6.21. Фрезерное приспособление с делительным устройством
ной пАОи+а&ни
Рис. (>.22. С 11еци<1.'1 ын)е фрезерное нрш ши об.кчте ( нпев.моирииодом
На рис. 6.23 показано специальное фрезерное приспособле-
ние с пневмозажимом камерного типа. В корпусе 1 приспособ-
ления встроена ппевмокамсра 2. На корпусе закреплена ус-
тановочная втулка 3, которая базнруе! заготовку. Угловое по-
ложение заготовки определяет фиксирующий палец 8. Закреп-
ление заготовки осуществляется усилием от пневмопривода
через шток 7. откидную планку 6 и шайбу 5. Воздух в пнев-
мокамсру подается через штуцер 9. Для настройки инструмен-
та предусмотрен на* в установочпой втулке 3 (вид Л). При-
способление па столе станка устанавливается двумя пазовыми
шпонками 10 п закрепляется болтами 11.
В мелкосерийном производстве находят применение п спе-
циальные приспособления простой конструкции с ручным при-
водом. На рис. 6.24 показано специальное фрезерное приспо-
собление с ручным зажимом. На корпусе 3 закреплен винта-
ми 4 установочный палец 2, угловое положение которого опре-
деляет штнф! 5. В опорную поверхность пальца 5 запрессован
срезанный установочный палец 11. Для закрепления загоюв-
кп предусмотрен рычажно-винтовой зажим. Заготовка базиру-
ется па два установочных пальца 2 и 11. Закрепление заготов-
ки осуществляется вращением гайки 6. от которой усилие пере-
дается через болт 7, рычаг 8, тягу 9 па быстросменную шайбу
10, последняя .зажимает заготовку 1.
6.6. Переналаживаемые приспособления
Переналаживаемые приспособления относятся к специали-
зированным. Наиболее распространенными в авиадвигатслест-
роепин являются групповые переналаживаемые приспособле-
ния. Они предназначены для обработки определенной, заранее
заданной группы заготовок па конкретной операции. В группу
могут входить две или несколько однотипных заготовок, кото-
рые обрабатываются по единому групповому технологическому
процессу. Их широко применяют в мелкосерийном произ-
водит ве.
Групповые приспособления состоят из базового приспособ-
ления и комплекта сменных наладок. Базовое приспособление
по отношению к заданной группе обрабатываемых заготовок яв-
ляется универсальным, а сменные наладки — специальными,
они закрепляются за определенным наименованием заготовки.
Числ ) сменных наладок соответствуеi числу разных наименова-
ний заготовок, входящих в группу. При проектировании и
изготовлении группового приспособления одновременно создают
базовое приспособление и весь комплект сменных наладок. При
147
Вид /J
Hie. 6.23. Специальное фрезерное приспособление с пневмоприводом камерного типа
|> .( (> р | ( ;|< HIM |>Н( -< ([’.ре И pH' И' llpl'l Hi ( :lll( < p'' ИИ
021
Pile. fl. 2.5 . I’pVIHIOBi )<• 11 pile' I if >C об. (‘II IB’ ; 1111 (‘H ч‘ > I 11 ;p.!i 1114(4 К II \| при но. Ink
эксплуатации группового приспособления после обработки задан-
ной партии заготовок одного наименования приспособление пе-
реналаживают, т. е. производят установку другой сменной на-
ладки, предназначенной для обработки следующего наименова-
ния заготовки.
Поскольку в групповом приспособлении обрабатыванием
несколько наименований заготовок, то даже при малой про-
грамм/ выпуска изделий общее количество всех заготовок в год
значительно возрастает, а это дает возможность создавать при-
способления более механизированными. Целесообразность при
менеппя групповых приспособлений обосновывается тем, что
их производительность значительно выше универсальных, ч
стоимость намного меньше нескольких специальных неразбор-
иых приспособлений, используемых для каждого наименования
заготовки группы. Кроме этого переналадка базового приспособ-
ления занимает меньше времени, чем установка на станок уни-
версального или специального приспособления для обработки
каждого иаименования заготовки,
В качестве примера рассмотрим групповое приспособление
(рис. 6,25) для фрезерования пазов, канавок в заготовках типа
тулок. Приспособление состоит из базового полуфабриката с
пневмогидравлическим приводом и комплекта сменных наладок
(детали 6. 7, 8). В корпусе 1 по фланцу закреплен пустотелый
валик 4. Между корпусом 1 и валиком 4 находится цилиндр 2.
На наружной резьбе валика 4 установлена втулка 3, которая
вмести с цилиндром образует кольцевую камеру. В кольцевой
камере носгавлены двухсторонние манжетные уплотнения. В
пустотелый валик 4 ввернут упорный палец 7, а в расточку
вставлена зажимная цанга 6. которая в осевом направлении за-
жата \норной гайкой 5. В торцевых отверстиях ио окружности
цилиндра 2 имеется несколько пружин 9, а сверху в цилиндр
ввернута нажимная гайка 8.
Через отверстие А в цилиндр от распределительного крана
подается сжатый воздух, который перемещает поршень вместе
с плунжером влево. Жидкость под давлением через каналы по-
ступает в кольцевую камеру и перемещает цилиндр 2 вниз, при
этом зажимная гайка 8 сжимает цангу и закрепляет обрабаты-
ваемую заготовку. После* обработки заготовки воздух черен
отверстие Б подается в цилиндр и поршень передвигается впра-
во. Давление жидкости в камере падает, и под действием пру-
жин 9 цилиндр поднимается, гайка 8 освобождает цангу и за-
готовка раскрепляется. Для удержания цилиндра 2 в верхнем
положении имеется стопорный впит 10, ввернутый в корпус 1.
151
Вопросы доя самоконтроля:
1. В чем различие между патроном и оправкой?
2. Когда применяются разжимные оправки?
3. Назначение и конструкции кулачковых оправок.
4. Назначение и конструкции патронов и оправок: с мем-
бранным механизмом, с тарельчатыми пружинами и гид-
ропластмассой.
5. Виды кондукторов и их конструктивные особенности.
6. Требования к фрезерным приспособлениям.
7. Назначение групповых приспособлений.
Глава 7. Приспособления для станков
с программным управлением
7.1. Особенности приспособлений к станкам с ЧПУ
В производстве двигателей широко применяют станки с
программным управлением. Однако рациональное использо-
вание высокопроизводительных и дорогостоящих станков во
многом зависит от уровня соответствия применяемых приспо-
соблений. Поэтому к приспособлениям предъявляют ряд специфи-
ческих требований, обусловленных особенностью станков с
ЧПУ, несоблюдение которых значительно снижает эффектив-
ность работы этих станков [11, 23].
Приспособления должны иметь повышенную точность. По-
грешности базирования и закрепления, возникающие при уста-
новке заготовок в приспособлениях, должны быть сведены к ми-
нимуму. Для возможности использования полной мощности
станка на черновых операциях приспособления должны иметь
повышенную жесткость. В то же время конструкция приспо-
собления должна обеспечить получение высокой точности на
чистовых операциях.
ОIпоептельное перемещение заготовки и инструмента на
станках с ЧПУ осуществляется в системе заранее заданных ко-
ординат. Следовательно, заготовки должны иметь полное ба-
зирование в приспособлениях. Базы заготовки должны иметь стро-
го определенное положение относительно начала координат станка
(нулевой точки). Станки с ЧПУ имеют возможность вести обра-
ботку до четырех-пяти поверхностей за одну установку заготовки.
Для этой цели приспособления должны обеспечивать подход ин-
струмента ко всем обрабатываемым поверхностям. Для сокраще-
ния времени простоя станка с ЧПУ, затрачиваемого па смену за-
152
готовок, необходимо сокращать время зажима-разжима заготовок,
поскольку оно является доминирующим. Возможность обработки
па станке с ЧПУ максимального количества поверхностей заготов-
ки с одной ее установки резко увеличивает цикл обработки заго-
товки на одном станке, что обусловливает возможность смены за-
готовки вне рабочей зоны станка или вне стайка во время обра-
ботки на станке другой заготовки. Следовательно, приспособления
должны обеспечивать возможность смены заготовок во время ра-
боты станка.
На станках с ЧПУ в отличие от станков-автоматов быстрее произ-
водится переналадка, так как последняя заключается лишь в
смене программоносителя. Наибольшая часть подготовитель-
но-заключительного времени затрачивается нс на переналадку
станка, а на смен}’ или переналадку оснастки — приспособле-
ний и инструмента. Поэтому для сокращения простоя станков
необходимо, чтобы приспособление можно было быстро перена-
лаживать или замени т ь. Для этого наиболее эффективно при-
менять системы переналаживаемых приспособлений, обеспечи-
вающих возможность обработки широкой номенклатуры загото-
вок благодаря перекомпоновке, смене или регулированию уста-
новочных и зажимных элементов. Приспособления, применяе-
мые в серийном производстве при обработке малогабаритных
заготовок, должны быть многоместными, так как при этом воз-
можна обработка отверстий во всех заготовках последователь-
но одним и тем же инструментом. Производительность обра-
ботки увеличивается за счет сокращения времени, затрачиваемо-
го на смену инструмента. Кроме того, многоместные приспо-
собления обеспечивают возможность смены заготовок во время
работы станка и многоеiаночнос обслуживание.
7.2. Приспособления к станкам токарной группы
Для установки на станках с ЧПУ заготовок пша дисков,
втулок, проставок, фланцев, коротких валов и др. наиболее ши-
рокое применение нашли быстро переналаживаемые самоцент-
рирующие трехкулачковые патроны. Патроны имеют механизи-
рованные зажимы, которые осуществляются пневматическим,
гидравлическим, электромеханическим приводом.
Созданы комбинированные конструкции naipoiion, которые
позволяют вести обработку заготовок с установкой в кулачках
или после переналадок в центрах.
Современные станки с ЧПУ Moryi обеспечивать высокие
частоты вращения шпинделя (до 6000—10000 мин-1). Большие
153
частоты вращения шпннде.in обычно исно. тьзую г при обработке
заготовок из легкообраба i ывасмых материалов п.тп при обра-
ботке поверхностей заготовок со сравнительно малыми диа-
метрами режх’щпх инструментов, спаб/кснных и.тает пиками из
твердых сплавов или сверхтвердых ма терпалов. При увеличе-
нии частоты вращения шпинделя х вел впиваются центробежные
силы, действующие на кулачки, которые изменяют силу зажима
кулачков почти в квадратичной зависимости, тем самым лимн-
гирхя режимы резания, что снижает производительности рабо-
ты станка. Центробежная сила определяется по формуле:
O = =o.k>2<'.r(.
где -- масса кулачков; I? -- расстояние от осп патрона до
центра тяжести кулачков; о — угловая скорость; (} — сила
тяжести кулачков; ц- ускорение свободного на тения; н - ча-
стота вращения шпинделя.
Расчеты показывают, что при частоте вращения шпинделя
свыше 2000 мин 1 фактической силой зажима заготовки будет
не статическая сила Q, г. а динамическая сила Qan.,:
QjHII = Q< 7 ~Т~ I' Ц ,
где знак «-» относится к условиям закрепления заготовки по
наружной поверхносги, а знак «+» относится к заготовке. за-
крепленной по внутренней поверхносгн.
Исли расчетная сила зажима превышает силу зажима, обе-
спечиваемую конкретным патроном (указанную в его техниче-
ской характеристике), то необходимо либо уменьшить глубину
резания и подачи, либо снизить частоту вращения шпинделя,
уменьшив тем самым центробежную силу. Однако в этом слу-
чае наиболее целесообразно применять патроны, снабженные
устройством компенсации центробежных сил. К таким патронам
относятся быстро переналаживаемые патроны типа I13KII.
К патронам предьявляются слсдх тощие основные требования;
высокая точность центрировання заготовок: быстрота установки
заготовок и переналадки патрона; надежность закрепления заго-
товок; прочность, жесткость и нзпосоус т ойчнвость.
Высокая точность доститается за счет еле тующттх меро-
прия гин:
1. Тщательная установка самого патрона па станке, кото-
рая осуществляется на конусном конце фланцевого шпинделя
через переходный фланец пли непосредс твенно копхеным отвер-
стием корпуса патрона. Конусное отверстие переходно! о
фланца или корпуса патрона обрабатываются таким образом.
154
чюбы обеснсчть максимальный контакт с конусным конном
in и пн.юля станка. Проверку точности изготовления конусно-
го отвергни! выполняют с помощью калибра, на который' на-
носят гонкий слой краски не более 0.004 мм, при этом при-
легание поверхностей конуса и юрна отверстия должно быть
не менее 80';'о• Эю позволяет довести погрешиосiь соаповкн
патрона до минимума (близкой к нулю).
2. Высокой точностью изготовления самого патрона и осо-
бенно обработки соединенпй элементов самонентрпрующего ме-
ханизма.
3. Расгочкой незакаленных сменных кулачков непосредст-
венно на станке или вне станка в специальных приспособ-
лениях.
4. Статической балансировкой патронов до безразличного
состояния.
Все Э1н мероприятия позволяют получить точность центри-
рования заготовок при чистовой обработке порядка 0,02--0,03 мм.
Bbieipora установки заготовок досшгастся за счет приме-
нения механизированных приводов к патронам, при этом время
закрепления - 5 -6 с. Переналадка на нужный диаметр или
замена сменных кулачков в современных патронах осущест-
вляется о"снь быстро. 15 зависимоегп от конструкции патрона,
oi 30 до 2 мни. 11адежносп> закрепления заготовок обеспечи-
вается правильным выбором размера патрона, так как каждый ти-
поразмер патрона создает определенную силу зажима. Например,
в naipoiic П.ЗК-200Ф6 сила зажима нс менее 40000 Н.
Haipoiibi работают в условиях высоких нагрузок, поэтому
они должны обладать высокой прочностью, жесткостью и изно-
соустойчивостью. Эти характеристики определяют срок эксплуа-
ктнн патронов, величины упругих деформаций, износ н во-
зникновение вибрации в процессе обработки. Поэтому для
обеспечения ipeoye.Moii прочности, высокой надежности и дол-
говечности основные дыалн наipona изготавливают из высоко-
прочных хромойпкелевых сталей с термообработкой рабочих
поверхнос 1 ей до твердости IIPC, 52...5G п все трущиеся поверх-
ности подвергают покрыл ню двухсерийным молибденом.
Рассмотрим отдельные конструкции патронов с клиновым
механизмом типа ПЗК. к станкам с ЧПУ (рис. 7.1). Корпус
naipoiia о закрепляю: непосредственно на фланцевом конце
11111и11де.тя. а сменные кулачки 4 -- на основных кулачках 1
ноере щ гвом зубюных риф. юннй и экснен i ракового устройства.
155
Рис. 7.1. Трехкулачковый быстропереналаживаемый патрон типа
ПЗК с пневмоприводом.
156
Рис. / .2. Трехкулачковый быстропсрепалаживаемый патрон
типа ПЗК-V
157
В основном кулачке расположен эксцентрик 2, при сю ног;ор<>-
1е ключом прижим 3 перемещается в осевом направлении и
выводи 1 из зацепления рейки сменного и основного кулачков.
После этого зажимной кулачок можно переставить па другой
диаметр или заменить. Время па переналадку патрона состав-
ляет 1.5—2,0 мни.
Гамма патронов типа ПЗК-У позволяет крепить заготовки,
обраба 1 ываемые в кулачках или в центрах (рис. 7.2). Патроны
выпускаются с наружным диаметром 250, 315 и 400 мм. Их
устанавливают па шпиндель станка через переходный фланец
10. Крепление сменных кулачков 4 к основным 1 осуществля-
ется эксцентриком 2 и прижимом 3, как в патронах типа ПЗК
(см. рпс. 7.1). Клиновой шток 7 установлен в корпусе 8 пат-
рона с радиальным зазором S. При наладке патрона па обра-
ботку заготовок в центрах устанавливают оправку 5 с пла-
вающим в осевом направлении центром 6, подпружиненным
пакетом тарельчатых пружин 9. При этом шток может сме-
щаться в радиальном направлении па величину зазора S, а
плавающие зажимные кулачки — самоустаиавлпваться по кон-
тур} заготовки. Прп наладке патрона па обработку заготов-
ки в кулачках в его корпусе устанавливают сменную оправку
5, которая центрирует клиновой шток по оси патрона.
Зиачительно уменьшить время переналадки патрона позво-
ляет набор кулачков, которым комплектуют патроны. Набор
состоит из цельных закаленных и иезакалеппых стунепча i ых ку-
лачков и блоков, состоящих из основных и сменных кулачков.
Повторяемая точность после смены или перестановки закален-
ных кулачков - 0,01 - 0,02 мм. Прп применении пезакалеп-
ных кулачков исключается необходимость растачивать их па
станке, так как они растачиваются предварите.’!ыю па различ-
ные диаметры вне станка в специальных приспособлениях.
Стандартный набор нешкалспиых кулачков охватывает иодный
диапазон диаметров загоювок, зажимаемых в патроне. Си-
стема комплектных кулачков позволяем до минимума сократить
простой станка при переналадке кулачков. Время смены iрех
кулачков не более 30 с.
Для заготовок типа дисков целесообразно применять специ-
альные кулачки, обеспечивающие возможность нерезакреплепня
заготовки без смены кулачков (рпс. 7.3).
Серия патронов нша КЗП-П (рпс. 7.4), выполненных иа
базе патронов типа ПЗК-У, снабжена системой компенсации
цеп 1робежпых сил, которая обсспечиваеi постоянство силы за-
жима загоювки. Центробежные силы от веса гр\зов 1 через
158
Рис. 7.3. Специальный кулачок:
а — первая установка заготовки: б — вторая установка заготовки
рычаги 2 действуют на кулачки 3 и компенсируют центробеж-
ные силы от веса кулачков. Патроны типа ПЗК-П выпускают-
ся с наружным диаметром 250, 315 и 400 мм.
При обработке на токарных станках с ЧПУ заготовок тина
валов исиользуююя центра. При этом передача крутящегося
момента заготовках» осуществляется поводковыми центрами н
патронами.
Поводковый центр (рис. 7.5) предназначен для чистового
обтачивания валов. Комплект поводков (наружный диаметр
зубчатой поверхности поводка 13 — 110 мм), изготовленных из
стали ХВГ (1 IRC,, 55...60), позволяет обрабатывать валы 0 15 —
120 мм. Подпружиненный плавающий центр 1 обеспечивает по-
стоянную технологическую базу для левого торца заготовки. При
этом пепериспдикулярность торцов обрабатываемых заготовок
не влияет на точность обработки. »ак как поводок 6. качаясь
в двух плоскостях, самоустаиавливается по торцу обрабаты-
ваемой заготовки. Качание поводка осуществляют две пары
роликов 4, расположенных в двух взаимно перпендикулярных
плоскостях в пазах стакана 2, люльки 3 и водила 5. переме-
щаясь ио поверхности стакана 2. Патрон смонтирован в кор-
пусе 7, центр 1 подпружинен пружиной 8 и гайкой 9.
Для нормальной работы поводкового центра необходим
постоянный прижим торца обрабатываемой заготовки к зубча-
той поверхности поводка, обеспечиваемый вращающимся цент-
ром задней бабки с»аика. оснащенной пиевмозажимной пино-
159
Рис. 7.4. Трехкулачковый быстропсрсналажшк’емь’.л -.’iri тина
II3K-I1 с уравновешиванием ценпн/ч .= аыч c.l;
160
‘ Поводковый ip д 1 'ив i()B >[ о обтачивания
CD
лью. В этом случае невозможен проворот заготовки на поводке
в процессе обработки. Усовершенс; вованпын вращающийся
центр (рнс. 7.6) способен выдерживать значь тельные радиаль-
ные п осевые нагрузки, воздействующие па него при продолжи-
тельной токарной обработке и частого вращения 1 000...2000
мин’1. Он ( снащен подшипника ми: к шическим роликовым 2.
шариковым радиально-упорным 4 и пгольчапям <5. В кори л
вращающегося центра для периодического1 заполнения внутрен-
ней полости маслом ввернута масленка 3. Центр имеет двой-
ной конус (' углами 60'' и 303. что позволяет подводить режу-
щий и:!с i румеи г как можно ближе к осн загоювкп.
7.3. Приспособления к станкам
фрезерно-сверлильно-расточной группы
Технологический процесс обработки заготовок па станка:; с
ЧПУ фрезерно-сверлильно-расточной группы и многооперациоп-
пых станках, проходящий при относительном перемещении за-
готовки и инструмента в системе заранее выбранных коордшни
с।анка, требует точного определения положения заготовки отно-
сительно системы координат установочных элементов приспо-
собления. Положение системы координат установочных эле-
ментов должно быть выдержано отпоенгельпо системы гоор ин-
на г основной базы приспособления, совмещаемой с координат-
ной системой станка.
Для этого у приспособлений должны быть предусмо:репы
базирующие элементы, соответствующие посадочным местам
станков, обеспечивающие точное базирование приспособлений
на столах станков.
При наличии на столе станка продольных и поперечных
пазов приспособление базируется установочными шпонками или
штырями по продольному или поперечному пазам (рис. 7.7,а).
Когда в столе станка кроме продольных пазов выполнено еще
центральное отверстие, тогда приспособление базируется но
нейтральному отверстию и пазу двумя штырями 1 и 2 (pin-.
7.7,6).
Для станков с ЧПУ фрезерио-сверлпльно-расточной группы
и миогооперанпоппых станков используются системы обратимых
переналаживаемых приспособлений многократного применения,
не ipeovionuix пират времени и средств на нроек > прова-нн- и
п по 1 овлепне оси:1С1КП .тля каждой новой шмали
СГ>
2.
з 4
Рис. 7.6. Усовершенствованный вращающийся центр
Рис. 7.7. Схемы базирования приспособ. lennii на станках с ЧПУ: а - шпонками по продольному
и поперечному пазам; б штырями по центральному отверстию и продольному пазу
а>
ел
Рис 7 К. Персии.GixiiBdvMoe приспособ.вчнн. дчи обрабоiни конivpoa з<ноювок
Переналаживаемое приспособление (рис. 7.8) предназначе-
но для обработки контуров загоювок 3 типа корпусов п крышек
шестеренчатых пасосов, приводов агрегатов и т. д. Заго-
товки в этом приспособлении базируют по двум отверстиям
(сменные оправка 2 и штырь 5) и плоскости (опоры 4 и 6). Пе-
ремещая шгырь 5 по Т-образному пазу в плите 1, изменяют
межцентровое расстояние базовых отверстий от 65 до
400 мм. Приспособление ориентируют па столе станка, уста-
навливая конец сменной оправки 2 (02ОН6) в центральное отвер-
стие стола, а штырь 7 (018И6)—в паз стола станка.
В переналаживаемых приспособлениях для станков с ЧПУ
важную роль для повышения точности и производительности
обработки играют установочно-зажимные элементы. Поэтому
широко применяют агрегатированные самоустапавливающиеся опо-
ры и зажимные устройства. Самоустапавливающиеся подпружи-
ненные опоры служат для повышения жесткости заготовки в
процессе обработки. Такие опоры фиксируют заготовки с по-
мощью механических или гидравлических зажимов.
Основные и вспомогательные опоры и зажимные устройст-
ва, входящие в систему переналаживаемых приспособлений,
выполняют в виде отдельных комплектных агрегатов (модулей),
в основании корпуса которых предусмотрены базирующие и
крепежные отверстия. Посредством этих отверстий модули ком-
понуют на базовых плитах, жестко устанавливаемых на станке
(па одной плите может быть скомпоновано несколько приспо-
соблений) пли на приспособлениях-спутниках. Расстояние меж-
ду базирующими отверстиями в основании корпуса модуля со-
ставляет 50 мм, что соответствует шагу между коордпнатно-
фиксиру ющимн отверстиями на базовой плите.
Одним из путей повышения производительности станков с
ЧПУ является совмещение времени установки заготовок с ра-
ботой станка. Для этих целей используются приспособления-
спутники, на которых базирование и закрепление заготовок про-
изводится вне станка. Базирование приспособления-спутника с
закрепленной заготовкой по плоскости и двум отверстиям на
столе станка занимает мало времени. После обработки очередной
заготовки приспособление-спутник снимают со станка и заменяют
другим, в результате экономится время на выверку п установку
заготовки.
Одна из конструкций приспособления-спутника для много-
операционного станка показана па рис. 7.9. Приспособление
состоит из плиты 1, на которой выполнена система ючно распо-
166
Рис
-I - ii -in ти с базовым и
7 9 Приспосэбление-спутик. с - ...
С) . Приспособление ( П\ I Н(П>
крснежными элемеиI'1 ми,
Рис. 7.10. Гидрофицированная базовая ;,.нгга
168
D
a S
cr>
<£>
Рис. 7.11. Быстросменные гидроцелин !,ры (а 6) и переходник к базовой плите (в)
ложенных пазов и отверстии, базовых крепежных элементов
2 — 12, прихватов 13 — 15. Закрепление заготовки 16 осуще-
ствляется прихватами. Приспособления переналаживаются пу-
тем замены или перекомпоновки модулой.
В приспособлениях-спутниках для закрепления заготовок
широко применяются гидрофицированные зажимные устройст-
ва (ГЗУ). имеющие минимальный габарит и обеспечивающие
эффективное использование рабочей поверхности базовой
плиты.
По использованию ГЗУ подразделяются па отдельные гпд-
роцплипдры с гидравлическими прижимами (см. гл. 3) и на
гидроцилипдры, встроенные в базовую плиту. ГЗУ первого вида
более универсальны и просты в изготовлении, чем ГЗУ второго
вида, по менее надежны, так как рабочая жидкость подается по
шлангам. В комплекс универсально-сборной переналаживаемой
оснастки для станков с ЧПУ входяг гидрофицированные базо
вые плиты с приставными быстросменными гидроцилиндрами
(бе т шлангов).
В гидрофицнроваииой базовой плите 2 (рис. 7.10) выполнен
продольный канал 4 и несколько рядов поперечных каналов 5
для подачи рабочей жидкости к зажимным устройствам. В от-
верст пях плиты устанавливают быстросмеиные гидроцилипдры,
с помощью которых закрепляют заготовку. Отверстия, не нс-
полыуемые для закрепления конкретной заготовки, закрывают
пробками 3 с уплотнительными резиновыми кольцами. Рабочая
жидкость подается в каналы плиты от гидростанции пли с по-
мощью шланга, подкл ючеипого к штуцеру 1.
Быстросменные гидроцилипдры (рис. 7.11,а и б) присоеди-
няют к базовой плите с помощью патрубка. Для установки
гпдроцплппдров па необходимую высоту 11 предусмотрены пе-
реходники (рис. 7.11, в), которые соединяют базовую плиту с
1идроцилипдром.
В базовой плите гидроцилипдры можно размещать с опти-
мальным шагом t= (1,034...l,068)D. Для гидроцилиндров, у ко-
юрых ось патрубка смещена па величину е относительно оси
гндроцилипдра, I 2,82 е.
Рациональное усилие закрепления заготовки обеспечивает-
ся путем одновременного применения гидроцилиндров различ-
ных типов и диаметров, устанавливаемых па одну гидрофпци-
роваииую плиту, а надежность и ремонтоспособность зажима ----
путем \прощения конструкции элементов гидравлических уст-
ройств. При этом время замены вышедшего из строя гн iponii-
лиидра составляв! не более одной мннуня.
170
1''
Рис. 7.12. Механизированное приспособление для закрепления
корпусных заготовок
171
Рис. 7.13. Приспособление для закрепления корпусных заготовок
172
Мехапи шроватшое приспособление для ;;ткрепления кор-
пусных зат отовок. \ с т анавл ива< мое на приспособленни-спу! пи-
ке, показано па рис. 7.12. Обрабатываемая заготовка 5 бази-
руется но двум пальцам 9 и штоскостп образуемой четырьмя
блоками coc'iявных он >р 7. Высоту дпх блоков выбирают и;
сс.шнпя настройки инструментов на размер. Блок должен
иметь мшшма.тьт'.ое число опор, что повышает сто контактную
жестки, ы,. a i л. дова т елыто. н точность обработки. Заготовку
;:| Kpeli. ТЯЮ i II.ТаНКаМИ 1. ТНЛОрЫС НсрСМСТЦО ЮТСЯ бЫСГрОСМСПП Ы-
л и гндропи.литрами 3. ус т анов.тетшымп на гпдрофпцпровашюй
плите i с немощью нс реходкнков 2. Рабочая жидкость подается
в систему через запорный клапан 3 быстроразнемного соедине-
ния (на рис. 7.12 не показано); возможные ее утечка компенси-
руются пружинным аккумулятором '(). Давлен не жидкости в
системе определяют но манометру б. Запорный клапан, акку-
му.тяюр и манометр устапавливаюг на гпдрофннированной пли-
те тт своем iiii.i ' отверстия. предназначенным для т пдроцплпттдров.
В тех случаях, когда для установки и за крепления загото-
вок ии.тьтя использовать переналаживаемые приспособления. на
станках с ЧПУ применяют снециа. пятые приспособления. чи-
тывай, что на -лих станках обычно совмещаются черновая н чи-
стовая обработка, точность и жесткость -лих приспособлений
ло.тжна оыгь высокой.
Приспособление (рис. 7.13), предназначенное для закрепле-
ния корпусных заготовок при обработке на фрсзерпо-сверл и ть-
ттых станках с Ч11<\. оснащено винтовым зажимным устройст-
вом и смонтировано на стальной плите 13. 1\ трем стойкам 15
тт трем 12. расположенным па плите, ступенчатыми винтами 1
п 1 прикреплены рифленые пяты 2 и 5, которые могут переме-
щаться та счет зазора но наклонной плоскости. 11еперемещае-
мая ня та —- 2 прикреплена непосредственно к стойке 15, а пе-
ремещаемая 5 (зажимная) - к ползуну 9, расположенному в
ciDiiK ' 1? В исходном положения пяту у тержпвает пружина 10.
Нол туп приводится в движение тити том 7, удерживаемым от
исевочо смещения штифтами 8, установленным1!! в его канавке.
Стойки 15 крепятся винтами 17. а их положение фиксируется
пальцами 16 п горпзонталытыми базовыми опорами 14. Стойки
12 имеют цилиндрический хвостовик, обеспечивающий их пово-
рот. Опп крепятся винтами 11, входящими в паз хвостовика.
Ио.тзлт 9 удерживается от поворота н фиксируется после за-
крепления заготовки винтами 6.
Особенностью копетрукиии данного приспособления являет-
ся установка т орпзотпалытых базовых опор 14 под обрабатывае-
ма
мую заготовку 3 у каждой стойки. Несоблюдение этого усло-
вия приводе! к изгибу заготовки при ее закреплении. Поэтому
к опорным поверхностям баз приспособления предъявляются по-
вышенные требования — они должны быть обработаны с одной
установкой в сборе. Заготовка прижимается к базовым опорам
клиновым механизмом, образованным скосом па пятах 5 и на-
клонными плоскостями па стойке 15. а также ползуне 9. При
снособлеине гарантирует падежное прижатие заготовки к базо-
вым горизонтальным опорам и повышает жесткость.
На счанках с ЧПУ широко используется пружинно-гидрав-
лическая оснастка. Ее применение наиболее целесообразно в
тех случаях, когда требуется постоянная, значительная по вели-
чине сила зажима (фрезерные станки, обрабатывающие цент-
ры). С помощью такой оснастки обеспечивается быстродейст-
вие при закреплении и откреплении заготовок, повышение про-
изводи гельностп труда оператора. За счет надежного жестко-
Ь) ia креплен и я заготовок возможно сокращение основного вре-
мени в результате повышения режимов резания. В отличие иг
1пдравли ческой зажим ной оспасiкп иружпнно-гидравливеский
'.ажим (агоювок осуществляется с помощью тарельчатых пру-
жин, а гидропривод используется в основном для разжима за-
ГО1ОВКП.
Одна из конструкций универсальных пружинно-гидравли-
ческих । исков представлена на рис. 7.14. Неподвижная губка
8 установлена непосредственно у пружинно-гидравлического ци-
линдра, встроенного в корпус 11 поворотной части тисков, а хво-
стовик винта 9 проходит через отверстие в стойке 16 поворот-
ного корпуса 11, установленного на неподвижной части 10 тис-
ков. В ползуне 14 тисков неподвижно закреплена гайка 15,
сопряженная с винтом 9. Между комплектом тарельчатых пру-
жин 5 п корпусом 11 установлен упорный шарикоподшипник 6, об-
легчающий вращение впита 9 прп создании давления в гидравличе-
ской камере цилиндра. Для уплотнения камеры па поршне 3 уста-
новлены кольца 2. Тиски работают следующим образом. Перед
хетановкой заготовки между неподвижной 8 и подвижной 12
губками в гидравлическую камеру цилиндра, расположенную
между поршнем 3 и крышкой 1, под давлением подводится рабо-
чая жидкость. Под действием этого давления поршень 3 пере-
мещается вправо, смещая вправо винт 9 п сжимая комплект
тарельчатых прхжпн 5. Вместе с впитом 9 вправо сдвигается
подвижная губка 12. После установки заготовки вращением
ваша 9 за маховичок 17 устраняют зазоры в соединениях за-
жимных элементов, при этом из гидравлической камеры сливае!-
174
Рис. 7.14. Пружинко-гидравлические тиски
СП /КН ' I. ’.If.,Ik НИ'- II, ЦК I . i| I ,||’1 . I|. J I i i p X/К И ! i 1.1 ,) hC\LIL‘!-
c i в i я u) i Bin ’ и 'Bmi. Сихошенпые поднял ikh 7 и |.’> новы
inaioi 11адежiюс 11> зажима киоиткн.
7.4. Технологическая оснастка
для гибких производственных систем
При oopaooiK' заготовок па металлорежущих танках гиб-
ких проц толстенных систем (ГИС) ставочная оснастка яв
ляется одним и< важнейших звеньев технологической системы,
в зна'’нт('1ВНОЙ с:е"ени определяющим то"'ость обработки,
производи тельное i ь. а также количество обслу живающего пер-
сонала ГНС в цел м.
В производстве, пост роенном па базе станков с ЧПУ, пере-
наладка основного п всномога тел иного оборудования требует
лишь шмены управляющих программ, что может быть быстро
осуществлено. Замена же пли переналадка приспособлений и
комплекта пнструмсн тов, как правило, требует значительно
большего времени. Следовательно, гибкость ГПС зависит не
только п не только от гибкости основного и вспомогательного
оборудования, сколько от гибкости применяемой оснастки.
В отличие от традиционного использования стиков с ЧПУ,
где применение специализированных наладочных приспособле-
ний обеспечивает групповую обработку заготовок, характери-
зующуюся обшей последовательностью операций, обработка па
станках с ГПС осуществляется но принципиально иной схеме,
которая обеспечивает обработку группы заготовок различной
конфигурации с разной последоваiс.ibiiociто операций. Поэто-
му применение традиционных групповых приспособлений в ГПС
нецелесообразно.
В настоящее время существует два вида ГПС: для обра-
ботки заюювок 1нпа тел вращения (на базе токарных станков)
и для обработки корпусных заготовок (па базе многоопераинон-
иых станков). Для каждого вида ГПС применяю! своп при-
способления и цистру мента.тьну ю оснастку.
Приспособления для ГПС на базе юкарпых танков обеспе-
чивают работ оборудования в автоматическом режиме, облада-
ют высокой жес। косiыо и надежностью. их легко и быстро пе-
реналаживают при изменении номенклатуры обрабатываемых
заготовок.
При paooie токарных станков, обслуживаемых промыш-
,тепными роботами, используются поводковые iiaiponm или цент-
176
pi.i с горновыми B.iociрепными кулачками (поводками) (см.
рис. / .6) и инерционные поводковые шнропы с чксцен iриковымн
к \. ] а11 к а м и.
1’но 7 1) I 1<'ВО IKoBI.I И 1В ЫЛ1.1. 1.1 .В l!B JCMBIII П.ИР'Ч!
с торцовыми кулачками
Поводковый нерепанаживаемый патрон (рис. 7.15) предна-
значен для ментовки и вращения обрабаiывасмых загоювок
0 80...240 мм. Он имеет шесть заостренных ведущих (штырьков)
кулачков 9, установленных в корпусе 8. который крепится к пе-
реходнику 7. Для размещения кулачков в корпусе выполнены
ощерено!, расположенные иа iрех различных диамсграх D. В
177
зависимости от диаметра обрабаiываемой заготовки кулачки ус-
танавливаются в соответствующие отверстия и закрепляются
сменной крышкой 10. Это значительно расширяет технологичес-
кие возможности патрона, позволяет повысить передаваемый
им крутящий момент. Торцы кулачков опираются па пяту б,
которая сопрягается по сферической поверхности с подпятником
5 для компенсации возможного биения торца закрепленной за-
готовки. Сменную крышку 10 устанавливают так, что ее оваль-
ные отверстия выходят за лыски ведущих кулачков и предот-
вращают их поворот. Каждому диаметру 1) соответствует своя
крышка. В корпусе расположен иодиружниеипый плавающий
центр 11. Вылет плавающего центра II и силу пружины регу-
лируют вращением стакана 3 за лыски. Патрон соединяется
со шпинделем станка с помощью переходного фланца 4 и за-
крепляется гайками 2 па шпильках 1. При установке заготов-
ки промышленный робот (ПР) подводит ее центровое отверстие
до центра патрона, а затем по команде ПР перемещает пиноль
задней бабки с установленным в пей центром и прижимает за-
готовку к заостренным кулачкам 9 с требуемым усилием.
В современных токарных станках с ЧПУ пиноль задней
бабки перемещается oi гидравлического или электрического
привода, который позволяет регулировать осевое усилие, дейст-
вующее на заготовку. Выбор осевого усилия имеет решающее
значение при применении поводковых натронов с ториевыми ку-
лачками. так как чрезмерные осевые нагрузки неблагоприятно
влияют на подшипники шпинделя станка, а недостаточное осе-
вое усилие влечет за собой проскальзывание заготовок и полом-
ки резцов.
11перци()ипый поводковый патрон (рис. 7.16) с тремя экс-
пен ।риковымн кулачками предназначен для вращения загото-
вок, установленных в центрах токарных станков. Его можно
переналаживать для обработки заготовок в широком диапазоне
тиаметров: патроны двух типоразмеров позволяют закреплять
шготовки 0 8...160 мм. Патрон обладает высокой надежно-
стью. Эксцентриковые кулачки 3 закреплены на осях 7 с по-
мощью впита 9 п шайбы 8 и зафиксированы штифтом. Осп за-
прессованы в корпус 5 и зафиксированы в нем винтами. На
осях между корпусом и диском 6 установлены рычаги 1, к кото-
рым винтами 2 крепится груз, находящийся в полостях корпу-
са. В каждом рычаге по окружности расположены пять от-
верстий под штифт 14, запрессованный в кулачок, коюрый мо-
жно поворачивать от носительно рычага и фиксировать в пяти
различных положениях. Это позволяет переналаживать патрон
178
S-б
Рис. 7.16. Инерционный поводковый патрон с эксцентриковыми кулачками
для закрепления заготовок различного диаметра. Пружины 13
прикреплены к пнырям 12. ус i а повлек и ы м на рычаге н в кор-
пусе, разводя 1 кулачки в исходное положение. К корпусу при-
креплен переходный фланец 4 с отверстием, соответствующим
наружному посадочному размеру шпинделя станка. К шпин-
делю патрон крепится шпильками 10 н гайками 11.
При вращении патрона под дейс|впем центробежной силы
грузы. преодолевая усилие пружин, расходятся, и рабочие по-
верхности (с насечкой) кулачков каеаклся заготовки, уснпюв-
лепноп в центрах станка. При действии силы резания и благо-
даря эксцептрнснтету кулачки плотно прижимаюiся к заготов-
ке и передают крутящий момент при ее обработке. После ос-
тановки патрона кулачки под действием пружин возвращаются
в исходное положение.
Токарный патрон ТОПАЗ-250 с автоматизированным щ-
/кимо.м (рис. 7.17) предназначен для оснащения токарных тан-
ков, встраиваемых в роботизированные комплексы и ГНС. Пат-
рон обеспечивает быструю переналадку кулачков с размера на
размер. Патрон состоит из корпуса 1, в котором размещены
спиральный диск 2, кулачки 3, механизм перемещения кулач-
ков 4 и кнопка ускоренного хода кулачков 5. Механизм пере-
мещения кула"ков при помощи трубы 6 соединяется с электро-
механическим приводом. Вращение от привода через трубу
передается на центральное колесо патрона и через планетар-
ный механизм и спиральный диск на кулачки. При пажа i ни
кнопки ускоренного хода 5 за счет выключения плаиетарного
механизма и превращения его в центральный редуктор, кулач-
ки получают ускоренное перемещение, необходимое при пере-
наладках. Управление патроном осущсс iвляется от команд
робо I а пли от ЭВМ.
Для станков с программным управлением использую! уст-
ройства для быстрой смены кулачков в патроне. (Мемы заме-
ны кулачков различные. В одних из них нримсняе1ся мага.ши
с автоматической заменой автооператором одного или одновре-
менно трех к главков. что позволяет сменить все кулачки ;а
30 с; в других — заменяется целиком патрон или применяемся
патрон с программным управлением.
Одна из конструкций патрона с программным уиравлеппем
приведена на рис. 7.18. Положение кулачков но диеме; ру ре-
гслнруется но команде системы Патрон paooiaei следую-
щим обра юм: клиновые рейки 3, находящиеся в зацеплении с
основными кулачками 4, с помощью тяги 1 и диска 2 передви-
гаются влево, перемещая основные кулачки 4 со сменными ку-
180
Рис 7 17 Токарный naipon с авюма i тированным
зажимом TOI1ЛЗ-250
лачками 7 в радиальном направлении к центру патрона. При
этом заготовка 8 центрируется н зажимается кулачками 7. 11рн
раскреплении заготовки тяга 1 перемещается вправо, и зубья
клиновой рейки 3 выходят из зацепления с зубьями основных
кулачков 4. При включении станка кулачки 1 пол действием
центробежных сил отжимаются до упора в от ранпчи тельные
штифты 6 к периферии патрона. Ролик 5 но команде системы
ЧПУ перемещается к центру иатроиа. воздействует на кулачки
181
Рис 7 1К Па i рои к. iиit<)рсечцыii с про! раммпым
управ, ic и нем
7, ав)омагическн устанавливает и настраиваем их на !рсбуемыи
диаметр.
Поскольку назначения и конструкции таких обязательных
.’.темеитов гибких произволе!венных систем как робоюв. захва-
юн и та1рузочных устройемв рассматриваются в курсе «Лвто-
ма1изаиия технологических процессов», го в данном учебном по
собни эго'1 маюрнал нс из. laraci ся.
Вопросы для самоконI роля:
1. В чем особенное11> приспособлении для программных
станков?
182
2. Какие требования предъявляются к этим приспособле-
ния м?
3. Какова конструкция патронов типа ПЗК и ПЗК-У?
4. Каким образом в токарных приспособлениях к програм-
мным станкам компенсируются центробежные силы?
5. Какова конструкция пружииио-гпдравлнческнх тисок?
(). С какой целью применяются нрпспособленпя-спугннки?
7. Что представляют собой гидрофнцировапиые зажимные
устройства?
8. Какова особенность оснастки для гибких произволеiвен-
ных систем?
Глава 8. Высокопроизводительные приспособления
для универсальных и программных станков
8.1. Многоместные приспособления
В настоящее время в производстве двигателей летатель-
ных аппаратов широко используются многоместные приспособ-
ления при обработке заготовок как на универсальных станках,
так н па стайках с программным управлением.
Применение многоместных приспособлений позволяет со-
крати, штучное время обработки заготовки за счет уменьше-
ния веномогательного времени па установку и снятие заготовки;
основное время (сокращается путь врезания и перебега инстру-
мента), время, за 1рачпваемое на смену инструмента при
обработке па станках с ЧПУ, так как одноименные по-
верхности во всех заготовках обрабатываются одним и тем
же инструментом. Все это дает возможность повысить произ-
водите. пшость обработки па 5—10%, а иногда и больше. Кро-
ме этого, при применении многоместных приспособлений появ-
ляется возможность организовать многостаночное обслуживание
и повысить коэффициент использования станка по машинному
времени, а это особенно важно для дорогостоящих станков с
ЧПУ.
Рассмотрим отдельные конструкции многоместных приспо-
соблений. На рис. 8.1 представлено двухместное фрезерное
приспособление с механизированным зажимом. Приспособле-
ние используется на операции фрезерования пазов в заготовках
типа шестерен редуктора двигателя, фланцев, втулок, у которых
базирование и закрепление осуществляется по внутреннему ба-
зовому отверстию. На корпусе 1 приспособления установлен
иневмоцнлипдр 2, на штоке которого закреплен клип 3. Уста-
новочными элементами приспособления являются два пальца 4
183
и кольца 5. Закрепление заготовки па пальце осуществляется
гремя кулачками 6. равнорасиоложеииымп по окружности,
имеющими клиновые скосы и удерживаемыми в радиальном
направлении пружиной 7. Усилие на разжим кулачков 6 пере-
дав ich клином 8, который через коромысло 9, болт 10 и вкла-
дыш 11, связи:: с кликом 3. Раскрепление заготовки осущест-
вляется пружинами 12, которые толкают вниз клин 8 после
сраба 1 ываипя па разжим ниевмоцилппдра и отхода влево клипа
3. Данная конструкция приспособления позволяет сократить
вспомогательное время на операцию, связанное с установкой за-
то тонки.
На рис. 8.2 представлена конструкция многоместного при-
способления, применяемого на операции фрезерования кромок
.юиаток компрессора со стороны входа. Обработка осущест-
вляется на стайке с ЧПУ 6М13ГП-1 двухшииидельной головкой,
при этом одновременно обрабатываются две заготовки. На опе-
рации лона । на базируется и закрепляемся ио замку (тина «ла-
еючкии хвост») и технологической прибыли. При этом замок
уже являен'я окончательно обработанным и служит основной
базой. На основании 1 закреплена стойка 2 и площадка 3, на
которых смонтированы все детали и узлы приспособления. Ло-
патка замком базируется в угольнике 4 и зажиме 5, который
установлен на стойке через втулку 6. В зажиме имеется паз,
выполненный точно ио форме ^ласточкиного хвоста», в который
усгапавливасгся замок лопатки. Зажим с помощью тяги 7 со-
единен с иисвмоцилиидром 8, который кренится к приспособле-
нию двумя стойками 9. Базирование технологической прибыли
лопатки осу Ице гвляется ио пластине 10, а закрепление проис-
ходит вручную с помощью винтового прихвата 11. Установка
приспособления на станке осуществляйся двумя пальцами 12.
При базировании заготовка замком вставляется в зажим 5
и закрепляется с помощью пневмопривода. Затем технологи-
ческая прибыль вручную поджимается к пластине 10. Том са-
мым осу•ществлястся полное базирование и закрепление заготов-
ки 15 приспособлении. Применение данного приспособления по-
зволяет значительно повысить производительность обработки
на стайках с ЧПУ за счет сокращения машинного и вспомога-
le.ibiioro времени.
8.2. Механизированные и автоматизированные приспособления
Ме.хашнання и ав юмат изания станочных приспособлений
пошоляе! освободи и, рабочего от тяжелого ручного труда, по-
вышав! производительное!ь, облегчает тру'Д, высвобождает оп-
184
JatOma^KQ
Рис. 8.1. Двухместное фрезерное приспособление с механизированным зажимом
8
____AJ __________
na&ep^yrrp
Рис. 8.2. Многоместное фрезерное приоюсоб.iciuie
для обработки лопаток комнре' <>п;«
186
ределенное число рабочих. В зависимости от производства про-
водится частичная или полпая автоматизация приспособлений.
Механизируют и частично автоматизируют следующие элементы
работы приспособлений: загрузку заготовок в рабочую зону
приспособления; базирование заготовок, т. е. доведение их базо-
вых поверхностей до полного контакта с установочными эле-
ментами; закрепление и открепление заготовок; вращение, фик-
сацию и крепление поворотных (или передвижных) частей при-
способлений; съем и выталкивание заготовок после обработки;
очистку от стружки. В автоматизированных приспособлениях
весь цикл, начиная от загрузки и базирования и кончая съемом
обработанных заготовок, производится без участия рабочего.
Ав тома тизацня приспособлений в большинстве случаев осно-
вана на применении пневматических, пневмогидравлических, ме-
ханических, электрических или гидравлических приводов, управ-
ляемых через конечные выключатели, сервозолотники и упоры пе-
ремещающимися рабочими органами станка (шпинделем сверли-
льного с ганка, суппортом токарного станка, столом фрезерного
станка и т.д.). Автоматизация цикла работы станка, дополненная
автоматизацией цикла работы приспособления, позволяет пре-
вратить обычные универсальные станки в автоматы и полуав-
томаты, а это в свою очередь обеспечивает значительное повы-
шение производительности труда и возможность многостаночно-
го обслуживания.
Следует отмстить, что в авиадвигателестроспии в связи со
спецификой производства и обрабатываемых заготовок (малая
партия заготовок, труднообрабатываемые материалы, сложные
иространсIвоиные формы, высокие требования по точности об-
работки и шероховатости) наибольшее распространение полу-
чили механизированные приспособления.
На рис. 8.3 представлен кондуктор для сверления отверстий
во фланце диска компрессора авиационного двигателя. При-
способление состоит из двух основных узлов: кондуктора и де-
лительного устройства. Обрабатываемый диск 1 устанавлива-
ется на установочный элемент — кольцо 2 приспособления и
центрируется по пояску 0 Б 1т 6. Для выхода сверла в кольце
2 выполнены отверстия. Перед установкой заготовки в приспо-
собление в пневмокамеру 10 подается воздух, под действием
которого шток 11 поднимается вверх, освобождая быстросмен-
ную шайбу 18 п накладную крышку 17. После установки заго-
товки на нее надевают накладную крышку, которая также цент-
рируется по внутреннему отверстию в диске. Закрепление дис-
ка в приспособлении осуществляеiся пот действием пружины.
187
Рис. 8.3. Кондуктор с механизированным устройством
188
уста л i >вл ci 111 oii в пнсвмокамере К) после стравливания из нес
воздуха. Кольцо 2 кренится к диску 16 с помощью болтов 3.
устанавливаемых в I-образных пазах диска 16. Между диском
16 и корпусом 15 располагается упорный шарикоподшипник 4.
тем самым создана возможность поворота верхней части при-
способления относительно корпуса.
Кондукторная втулка 20 установлена в кондукторной план-
ке 21 через промежу i очную втулку 19. Планка центрируется
па опоре 22 с помощью двух штифтов 25 и кренится болтом
24 через быстросъемпую шайбу 23. Перед установкой и сняти-
ем заготовки болт 24 открепляется и планка снимается с
опоры.
Механизм деления и фиксации приспособления в угловом
положении включает в себя делительный диск 6 с запрессован-
ными в нем штифтами 7, равномерно расположенными ио ок-
ружности, ползун 9 с закрепленными на нем двумя ползушками
8, направляющими 5 и иневмоцилпидр 14. Делительный диск
6 крепится к поворотной части приспособления с помощью цент-
ральной втулки 13 и гайки 12. При стравливании воздуха из
ипевмоцилиндра 14 поршень иод действием пружины перемеща-
ется вправо, увлекая за собой ползун 9 с закрепленными иа
нем ползушками 8, выполненными в виде клина. При этом пра-
вая ползушка выходит из закрепления со штифтами 7. а левая
перемещается вправо, поворачивая делительный диск 6 на оп-
ределенный угол. Затем в нневмоцилиидр подается воздух и
правая ползушка дополнительно поворачивает диск на тре-
буемый угол и заклинивает его. После обработки одного от-
верстия вновь стравливается воздух из ипевмоцилиндра 14 и
весь цикл процесса деления повторяется вновь.
Данное приспособление позволяет значительно повысить
производительность труда и обеспечивавi высокую точность
взаимного расположения отверстий, что очень важно для таких
деталей как диски компрессора и турбины.
Пневмогидравлическое приспособление (рпс. 8.4) для свер-
ления отверстий во фланцах таканов. крышек предназначено
для обработки на станках с ЧПУ заготовок, у которых устано-
вочная база — централ иное отверстие. Из-за недоста точной
жесткости такую заготовку закреп, тятог по наружному диаметру
фланца. На основании 1 приспособления установлен диск 4 с ра-
диальными Т-образными пазами и осью 5. На диске смоитиро-
вапы центрирующие кулачки 14 и подставки 13. Правильность
установки кулачков проверяется от оси. Заготовка зажимается
кулачками 3, закрепленными па ползунах 2. Последние под-
пружинены пружинами 15, один конец которых упирается в
189
Заге/повла
Рис. 8.4. Переналаживаемое приспособление для сверления отверстий во фланцах стаканов и крнлек
пробк? (), \сj tiijoB.ie1111\ io в основании. Оба ползеиа стянуты
и।ни,।нм-й 7. па ''.ши конец которой навинчена ганка 17 с четы-
рехгранным хвостовиком, а другой соединен со штоком поршня
11 пневмогидравлического цилиндра 8. Крышка 9 последнего
одновременно служит корпусом гидравлического цилиндра.
Втулка 10 ограпичпвае। ход поршня. При зажиме заготовки
воз чух поступает в п ш. вмогпдравл пческий цилиндр, прикреплен-
ный г. ('.тому in полуснов чсрет один рукав, а при отжиме-че-
рез другой. Планка 16 удерживает гайку 17 от осевого пере-
мещения. Винты 18 своими головками ограничивают перемеще-
ние ползунов, что обеспечивает их равномерный отход от заго-
товки при раскреплении. Шпонки 12 служа! для базирования
приспособ.шипя па станке. Рассмотренное приспособление обе-
спечив.iei высокую точность башроваипя и может быстро пере-
налаживаться на обработку заготовок различного размера.
Вопросы для самоконтроля:
1. В чем особенность многоместных приспособлений?
2. Па каком оборудовании целесообразно исполь-юва i ь
мио;оместные приспособления?
3. Что называется механизированным и автоматизирован-
ным приспособлениями?
Глава 9. Стандартизация и унификация
приспособлений
9.1. Значение стандартизации и унификации приспособлений
Вольные значение в сокращении сроков и трудоемкости
нроекIпрсвания и изготовления приспособлений имеет стандар-
тизация и унификация приспособлений. Стандартизация и
унификация приспособлений осуществляется на нескольких
у ровнях:
государственные стандарты (ГОСТы) охватывают широкий
перечень характерных стапдаргизованных деталей и сборочных
i-.lihiim приспособлений;
отраслевые стандарты (ОСТы) разрабатываются мини-
стерством применительно для изделий данной отрасли, на типо-
вые конструкции приспособлений, методы, нормы проектирова-
ния и производства;
ешндарты предпрпя i пя (СТП) разрабатываются ирсд-
приятями па основе ГОС Г и ОС! и имеют ограниченные пореч-
ии сI андар гизованных деталей и сборочных единиц, нормы и
правила нроекiирования и изготовления приспособ.t.-iiiiii прп-
мешнельно к лапному предприя i ню.
191
При стандартизации и унификации приспособлений в
стандартах и нормативно-технических документах (ИТД) пре-
дусматривается весь комплекс вопросов: иорядок оформления
и прохождения заказов на проектирование; порядок проектиро-
вания, изго]овлеипя. контроля и внедрения; правила периодиче-
ской проверки, ремонта, храпения; требования безопасное!и
при эксплуатации и ремонте приспособлений и др.
В настоящее время стандартизация и унификация охваты-
вает широкий диапазон групп деталей и сборочных единиц при-
способлений. что позволяет конструкторам при проектировании
специальных специализированных групповых приспособлений
широко использовать стандартные элементы, уровень которых
достигает 70%. Кроме стандартизации отдельных групп дета-
лен и сборочных единиц созданы стандартизованные системы
приспособлений. В системе сборно-разборных приспособлений
(СРП) уровень стандартизации сборочных единиц и элементов
достигает 80% и более, а в системе универсально-сборочных при-
способлений (УСП) стандартизованы все 100% элементов.
Широкое внедрение стандартизации и унификации дает
возможность:
сократить сроки и снизить трудоемкость проектирования и
изготовления приспособлений;
повысить качество изготовляемых приспособлений;
уменьшить расход металла и снизить стоимость приспо-
соблений;
сократить цикл оснащения приспособлениями производства;
многократно использовать стандартные элементы после
разборки приспособлений, снятых с производства;
обеспечить высокую производительность при эксплуатации
приспособлений.
9.2. Сборно-разборные приспособления
Система сборио-разбориых приспособлений (СРП) основа-
на на многократном использовании стандартизованных сбороч-
ных единиц п деталей при создании приспособлений. Степень
стандартизации и СРП достигает 80% и более. При сборке
сложных и оригинальных конструкций возникает необходимость
использоват ь специальные сменные наладки, состоящие из стан-
дартизованных и специальных деталей. При этом специальные
детали могут составлять ие более 20% всех деталей СРП. Стан-
дартизованные сборочные единицы изготавливаются централи-
192
зоваиио и поставляются заводами потребителям, а специальные
сменные наладки индивидуально проектируются и изготавлива-
ются на самих заводах-потребителях. При компоновке СРП
можно осуществлять требуемую условиями сборки небольшую
доработку отдельных стандартизованных элемспюв. Доработке
чаше всего подвергаются корпусные элементы, в которых разре-
шает! выполнять базовые и крепежные отверстия, обработку
сопрягаемых поверхностей и др. Прп этом доработка не долж-
на влиять па повторное иснолыовапне ыпх элемеиюв для
сборки СРП.
Практика показала, что СРП целесообразно применять в
серийном и мелкосерийном производствах. Опп особенно удоб-
ны при доводке изделий и освоении их в серийном производстве,
а также прп частой модернизации изделий, что характерно для
авиационного двпгателестроения. Прп этом резко сокращается
подготовка приспособлений к работе, так как на сборку СРП
затрачивается не более 20 часов, а переналадка осуществляется
в несколько раз быстрее. СРП применяют! с механизирован-
ными или быстродействующими ручными зажимами. Все стан-
дартизованные сборочные единицы обьедиияются в группы по
своему функциональному назначению. Рассмотрим назначение и
конегрук। ивные особенное!»! сборочых единиц, входящих в
группы.
Вазовые сборочные единицы служат основой (корпусом)
СРП, иа них монтируются все остальные элементы согласно
требованиям чертежа приспособления. Вазовые элементы своей
опорной поверхностью устанавливаются на сопрягаемые поверх-
ности станка (стол, шпиндель). В группу базовых элементов
входят прямоугольные и круглые плиты, угольники, планшайбы
и другие виды корпусов.
Вазовые плиты являются корпусом для компоновки фрезер-
ных и сверлильных СРП и выпускаются в двух вариантах: ие-
механизнрованныс, .механизированные, со встроенным в корпу-
се плиты гидравлическим приводом. На верхней поверхности
плит имеются точно расположенные Т-образные пазы и сетка
координатно-центрпрующих отверстий, которые позволяют юч-
по устанавливать и закреплять все компонуемые сборочные еди-
ницы и специальные сменные наладки. Центральное отверстие
предназначено для определения точного положения плиты на
столе станка с программным управлением. В плитах имеются
пазы, отверстия для жесткого крепления приспособления к сто-
лу станка. Конструкция плиты с гидроприводом п собранное
приспособление приведены ранее (см. рис. 7.9, 7.10).
193
с г л и < »bi j и i! ы о соорочпые единицы и доали обеспечиваю г
пространен венное положение обрабатываемых загоювок в ком-
поновке приспособления. К ним относятся подводимые регули-
руемые опоры. приемы. п.тапки. пальцы и др. (см. рис. 2.7. 2.8
2* 10).
Прижимные сборочные единицы н денктп вредна тачепы для
нчкреп.тепия обрабатываемой заготовки в собранном приспо-
соблении. В эIу группу' входят неподвижные и подвижные ти-
сочные губки, различные типы прижимов с рупиям н механизи-
рованным действием. Механизированные зажимы снабжены гид-
равлическим приводом с диаметром цилиндра 50...75 мм, об-
ла тающим наибольшей комплекгностыо. Сборно-разборные при-
способления для токарной обработки компонуется на базовой
сборочной единице-планшайбе, которые выпускаются шести ти-
пов. Планшайбы являются корпусом приспособления, па них
имеются радиальные, кольцевые пли параллельные Т-образцые
пазы, базовые и резьбовые отверстия, с помощью которых ус-
1 анавлпваются и закрепляются сменные наладки и зажимные
\с। ройства. Кроме этого, для 'токарных и шлифовальных paooi
нредмема।рнваюг сборно-разборные фланцевые цанговые оправ-
ки с ручным п пневматическим приводом, а также пзготавлнва
Ю1ся фланцевые гладкие оправки с винтовым зажимом.
При применении СРП в серийном производстве, когда ча-
сю чередуют! обрабатываемые партии заготовок одного наиме-
нования, приспособление используется как специальное. Так как
в этом случае после обработки заданной партии заготовок
приспособление снимают со станка п храпят до запуска
иов торной партии заготовок. Следовательно, приспособле-
ние эксплуатируется долгосрочно, т. е. весь период вы-
пуска данной детали. После снятия этой детали с производст-
ва приспособление разбирается и стандартные сборочные едини-
цы и дешли могу; многокра гпо использоваться для других
сборок СРП.
СРП применяют и как специализированные переналажи-
ваемые приспособления, предназначенные для обработки одно-
типных заготовок разных наименований па заданной технологи-
ческой операции. В этом случае СРП снабжается комплектом
сменных наладок, которые состоя г из стандартизованных и спе-
циальных элементов. Вазовая сборочная единица является уни-
версальной, а сменные наладки специальными, так как каждая
наладка иредпашачена для конкретного наименования обраба-
тываемой шгоювкп. При перепадалке обычно ба юную сбо-
ПН
Ся
Il( (бирочная <'.'i11!пin.i ('Kit it/iaioro кондукюра
рочпую единицу не снимают со станка. Переналадка должна вы-
полняться сравнительно быстро и занимать меньше времени,
чем потребуется па установку другого приспособления, чтобы ие
вызвать дополнительные простои станка. Такне приспособления
получили наиболее широкое pacnpocipanenne при обработке за-
готовок на станках с числовым программным управлением.
Практика показала, что применение CPII позволяет значи-
тельно сократит!) никл оснащения производства приспособле-
ниями, обеспечить высокую производительность за счет быстро-
действующих ручных и механизированных зажимов, быстрой пе-
реналадки. повысить коэффициеп । нспольювапия станка по ма-
шинному времени, а это особенно важно для станков с ЧПУ,
снизить затраты средств и труда па проектирование и изготов-
ление приспособлении и многократное использование стандарт-
ных элементов CPII.
На рис. 9.1 показана базовая сборочная единица скальча-
того кондуктора с пружинным зажимом. Чтобы собрать СРП-
кондуктор, необходимо скоординировать и закрепить па базовой
сборочной единице специальную сменную наладку, состоящую из
установочных, направляющих и прижимных элементов, и произ-
вести дополни 1 ельиую обработку в корпусе и крышке.
Установочные элементы закрепляют на поверхности А кор-
пуса 1, кондукторные втулки устанавливают в крышке 2 и сни-
зу к ней прикрепляют прижим. Закрепление заготовки осущест-
вляется прижимом при опускании кондукторной плиты 2 с по-
мощью пружинно-кривошипного механизма 4, управляемого ру-
кояткой 3. Кондукторная плита точно направляется скалками 5.
Базовые сборочные единицы выпускаются и с механизиро-
ванным зажимом пневматическим приводом.
9.3. Универсально-сборные приспособления
Универсально-сборным называется сбор ио-разбор нос приспо-
собление, состоящее из 100% стандартизованных элементов по
всем параметрам. Такая степень стандартизации и взаимозаме-
няемости в системе УСП позволяет многократно собирать из
элементов различные приспособления — компоновки. УСП на-
шли широкое применение в единичном и мелкосерийном про-
изводствах, а также па опытных заводах и при освоении се-
рийного производства двигателей. Объясняется это тем, что
никл подготовки приспособлений к работе очень короткий, так
как сборка УСП для выполнения определенной операции про-
196
изводится за 2—4 часа и собранное приспособление гарантиру-
ет точность и экономичность обработки |15].
УСП собирается из универсальных стандартных элементов,
по собранное приспособление становится специальным, так как
оно предназначено для выполнения конкретой операции. После
обработки заданной партии заготовок приспособление разбира-
ли и элементы УС11 используются для сборки других приспособ-
лений, г. е. они находятся в непрерывном обращении. Приспо-
собления УСП применяют для обрабо|ки тагоговок на всех ти-
нах металлорежущих станков.
Число стандартизованных деталей и неразборных узлов, ко-
торые находятся в постоянном кругообороте при обслуживании
компоновками одного цеха или ряда цехов, принято называть
комплектом элементов. Комплекты элементов УСП изготовляют-
ся централизованно. Для станочных приспособлений выпускают-
ся три серин комплектов УСП-8, УСП-12, УСП-16, которые раз-
лнчакися шириной Т-образных и П-образных пазов (соответ-
ственно 8, 12 и 16 мм), числом и типоразмерами элементов. Эти
комплекты позволяют собирать приспособления для установки
заготовок с определенными диапазонами размеров (табл. 9.1).
При этом элементы выполнены так. что ношоляю! компоновать
приспособления из разных комплектов УСП, для этого стандар-
тами предусмотрены переходные дет ал и. На детали УСП раз-
работано более 700 ГОСТ.
Т а б л и ц а 9 1
Характерпсшкп комплектов элемепюв УСП
Комплек।и шемен юв Наибольшие ра шеры yci а на вливаемы \ загоювок ( ьшна, ширина, высш а ), мм Колпчес।во •лтемен i ов в комплек 1 е. шт Среднее количество приспособлений собираемых, шт.
одновре- менно в год
УСП-8 220 х120х100 4100 30 1800
VCII-12 700x400x200 2100 1.5 800
УСП-16 2500.х2500х 1000 4300 20 900
Номенклатура комплекта элементов УСП по функциональ-
ным признакам делится на семь групп: базовые, опорные
(корпусные), установочные, направляющие, прижимные, кре-
197
тк'жпыо и сборочные единицы (псразборные узды). Отдельные
I ы групп показаны на рис. 9.2.
Базовые детали являются самыми сложными и дорогими,
они iiMeioi различные размеры и форму: плиты круглые и пря-
моугольные, угольники. На базовые детали монтирую гея все
опальные элементы при компоновке приспособления. Корнее
ные leiалп предназначены для образования корпуса приспособ-
ления совместно с базовым элементом, а при сборке малога-
баритных приспособлении они выполняют функции базовых дс-
la.kii. К ним элементам относятся опоры, проставки, проклад-
ки. призмы, угольники, кондукторные планки и др.
Установочные элементы служат для фиксации корпусных
деталей в приспособлен!!!! нл'и для установки обрабатываемых
изготовок. К ппм относятся штыри, шпонки, пальцы, диски,
переходники и др. Прижимные детали предназначены для за-
крепления обрабатываемой заготовки в приспособлении, к ним
oiносятся различные прихваты, планки и т. п. Крепежные эле-
менты - это болты. шпильки, винты, гайки, шайбы. Они обе-
спечиваю! соединение деталей приспособления и закрепление
обрабатываемых заготовок. К разным деталям относятся ушки,
вилки, хомутики, осп, рукоятки н др.
Сборочные единицы служат для ускорения процесса сбор-
ки приспособлений УСП. Они позволяют получить наиболее
рациональные и компактные конструкции. В эту группу входят
поворотные устройства, бабки центровые, фиксаторы, зажимы
эксцентриковые, кулачковые, призмы подвижные, диски дели-
тельньц. головки самоцент рирующпе, кулачковые зажимы.
Поскольку элементы УСП используются многократно, они
должны быть долговечными и в течение всего срока эксплуата-
ции сохранять своп точностные параметры. Это предъявляет
(•собью требования к выбору материалов, термообработке и к
изготовлению элементов УСП но сравнению с элементами 06144-
пых приспособлений.
Для изготовления базовых и корпусных деталей применя-
ют хромоникелевую сталь 12ХНЗА. Твердость рабочих по-
верхностей после закалки -- HRC, 59...63, а внутренний слой
HRC, 29...31. Установочные выполняют из стали У8А и У10А с
закалкой д> твердости HRC, 52...56; направляющие — из ста-
лей 20Х, 40Х; кондукторные втулки — из стали 9ХС, 20Х с
твердостью I IRC, 61...65. болынинство прижимных и крепежных
деталей — ы сталей 38ХА и 40Х с последующей закалкой и
отпуском до твердости IIRC, 36...41, неответственные детали ---
из стали 45.
198
Рис. 9.2. Некоторые детали групп элементов УСП; а - базовые;
6 - корпусные; в - установочные; г - направляющие;
д, е - прижимные
199
Второй существенной особенностью элементов УСП являет-
ся относительно высокая точность их изготовления. Основные
размеры рабочих поверхностей базовых, корпусных, установоч-
ных и направляющих элементов выполняются с точностью 5—7
квалитета. С такой же точностью выполняются отверстия, пазы,
служащие базой для сочленения элементов. При этом обеспечи-
вается полная взаимозаменяемое।ь соединения элементов УСП.
Координирующие размеры между осями отверстий, пазами вы-
полняются с допусками ±0,01 мм. Отклонение от параллельно-
сти п перпендикулярности всех сторон пазов не превышает
0.01 мм на длине 100 и 200 мм.
Третья особенность элементов УСН шероховатость по-
верхностей. Рабочие поверхности базовых, корпусных и других
элементов обрабатывают с шероховатостью Rd = 0,32...0,16, а
остальные — Rd 2.5... 1,25.
Практика показала, что базовые и корпусные элементы
имеют срок службы 15 — 20 лет, а остальные детали — 10 —
15 лет.
Применение УСП сокращает никл iсхнологической под-
готовки производства, резко уменьшает объем конструкторских
работ, расход металла и затраты па изготовление приспособле-
ний, а также повышает производительность и себестоимость выпол-
нения операции при обработке заготовки. Опыт эксплуатации при-
способлений УСП на ряде заводов показал, что комплект оку-
пается за 3 — 4 года. Следовательно, применение УСП эконо-
мически выгодно.
Система УСН систематически совершенствуется. Вместо
ручных зажимов стали применять механизированные с исполь-
зованием стандартизованных пневматических, пневмогидравли-
ческих и гидравлических устройств. В последние годы комплекты
элементов УСП применяют для сборки переналаживаемых при-
способлений (ПУСН) при групповой обработке заготовок. Эти
комплекты снабжены наборами исразборных сборочных единиц
(узлами), к которым относятся и гидроблоки, плиты с пневмопри-
водами и др. Это позволяет ускорять сборку и переналадку при-
способлений н повысить производительность при обработке заго-
товок. Расширение технологических возможностей комплектов
УСП и создание переналаживаемых приспособлений (ПУСП) по-
зволило эти компоновки весьма успешно применять для обработ-
ки заготовок на станках с числовым программным управлением.
Сборку приспособлений производят па специализированных
участках цеха, которые оборудованы рабочими местами для
слесарей-сборщиков, стеллажами для хранения элементов УСП,
200
CM —
I’tiC ' "I t ЧР1 CHO't'f't It HI '' I. IM фр'‘3''|')ОЩ',1ИЯ 11
201
проверочными плитами, специальными шкафами, где находятся
техническая докммеиiация и высокоточный мерительный ин-
струмент. ('борку осуществляю! но чертежу детали и операци-
онной технологической карте или по образцу заготовки, обра-
ботанному на данной операции. Для сборки сложных приспособ-
лений используют эскизы, коюрые составляет конструктор при-
способлений пли технолог. Собранные приспособления целесооб-
разно сфотографпрова ть и на фотографию нанести все номера
элементов УСП, это позволяет сократить (тремя при повторной
компоновке приспособлений для обработки этого же наименова-
ния заготовки.
Рассмотрим компоновку УСП для фрезерования паза Л в
заготовке (рис. 9.3). 11а базовой плите 1 смонтированы корпус-
ные элемиты 2, на которых размещены установочные пальцы 3
п 4 и зажим с Г-образнымн прихватами 8. Точное расположе-
ние деталей 2 на плите 1 обеспечивается пазовыми шпонками
б. Таким же образом на корпусных деталях фиксируются стой-
ки 7 зажима и подвеска 5. Установочные пальцы точно центри-
руются в отверенш корпусного элемента (палец 3) и подвески
5 (палец 4). Цилиндрический палец 3 имеет продольный паз,
который шире наш обрабатываемой заготовки. Этот паз ис-
пользуется как ycianoB для настройки станка па заданный раз-
мер с помощью щупа толщиной 1 мм. Заготовка базируется па
пальцах 3 и 4 и закрепляется одновременно двумя прихватами
8 при вращении гайки 9.
Вопросы для самоконтроля:
1. На каких уровнях осуществляется стандартизация и
унификация приспособлений?
2. Что лает конструктору оснастки стандартизация и унифи-
кация приспособлений?
3. Что такое система сборно-разборных приспособлений?
I. Какова особенность конструкций универсально-сборных
приспособлений?
Глава 10. Особенности приспособлений
для электроэрозионной и электрохимической
обработки и сварки заготовок
10.1. Приспособления для электроэрозионной обработки
заготовок
Элек I роэрозпопная (ЭЭО) и электрохимическая (ЭХО)
обработки относятся к электрическим метлам размерной обра-
ботки. (5 которых (ля сьема материала иснольтуося электриче-
292
ская энергия. реал пзуе м а я пеш>'родственно между pao^'icii п<»
верхпоегыо инструмента и обрабатываемой новерхносгыо за-
готовки. Процесс ЭЭО представдяет собор разрушение ме-
ча,!. ia иди иного токопроводящего материала в результате ло-
кального воздействия краiковремеппих электрических разрядов
между двумя электродами, одни из которых является обраба-
тываемой заготовкой, а другой — электродом-инструментом
(ЭИ). Под действием высоких юмператур в зоне разряда про-
исходи! нагрев, расплавление и час1ичное испарение метал ia.
Процесс обработки осущссiвляегся в диэлектрической среде.
ЭХО, основанная на принципе локального анодного расшореиия
металла при высокой плотное’и тока в проточном электролите,
представляет собой процесс копирования па заготовке формы
ЭИ (катода).
Так как ЭЭО и ЭХО применяются для размерной обработки
загоювок па различных iихнологических операциях, то ос-
новным назначением приспособлений, как и при механической
обработке, является правильная установка обрабатываемых
загоювок. В структуре этих приспособлений содержатся ос-
новные группы элементов общего назначения (установочные,
зажимные, направляющие, делительные, корпусные и др.), ко-
торые образуют конструкции приспособлении для механической
обработки. Однако, учитывая особенности процессов ЭЭО и
ЭХО, возникает необходимость применения специальных ус-
тройств (токоподводящих, для подачи и отвода рабочей жид-
кости и др.), которые не используют в станочных приспособле-
ниях. Помимо этого, специфика электрических методов обра-
ботки накладывает определенный отпечаток и па конструктив-
ное оформление элементов приспособлений. В частности, при
ЭЭО отсутствие значительных сил позволяет в общем случае
снизить требования к жесткости приспособлений и использовать
зажимные механизмы п силовые приводы меньшей мощности.
Применение коррозиоппо амивиых рабочих сред, главным об-
разом при ЭХО, заставляет применять в конструкции приспо-
соблений коррозионно-стойкие маюрпалы и покрытия, а в oi-
дельиых случаях предус.магрива 1 ь специальные методы защиты
от корроши (катодную, протекторную защиты и др.). К от-
дельным элементам приспособлений могут быть предъявлены
требования либо высокой электропроводное i и, либо высокого
электросопротивления | 16].
Приспособления для ЭЭО и ЭХО проектируются но общей
методике, по с учетом особенностей, присущих данному методу
обработки.
203
Приспособления для ЭЭО можно разделить по типу выпол-
няемых технологических операций: для прошивания отверстий,
обработки наружных поверхностей, прошивания полостей, раз-
резания заготовок, обработки пепрофилировапным электродом-
инструментом (проволочкой).
Приспособления для ЭЭО должны отвечать основным тре-
бованиям, предъявляемым к аналогичным приспособлениям для
механической обработки, и дополнительным, учитывающим осо-
бенности электроэрозиопного воздействия и кинематики формо-
образования поверхности. К ним относятся:
обеспечение точного первоначального взаимного положе-
ния ЭИ и заготовки и последующая повторяемость их позицио-
нирования при обработке партии заготовок, что достигается вы-
сокой точностью изготовления ЭИ и установочных элементов
приспособления, возможностью точной выверки при установке
их на станке, объединением электрододержателя с приспособле-
нием для заготовки общими направляющими;
обеспечение высокого качества электрокоптактных поверх-
ностей приспособления для исключения возможных прижогов,
дополнительного нагрева и деформации заготовок, что обеспечи-
вается достаточной площадью контакта и хорошим прилеганием
заготовки к приспособлению;
обеспечение самопроизвольной или принудительной эвакуа-
ции продуктов эрозии, что обеспечивается созданием в приспо-
соблении специальных каналов для принудительной прокачки
рабочей жидкости;
обеспечение быстрой переналадки и смены ЭИ с минималь-
ными затратами времени.
Определенные трудности при выполнении операций электро-
эрозионной обработки возникают при установке и выверке при-
способлений для крепления ЭИ. Поэтому стремятся наибольший
объем по выверке ЭИ выполнять вне станка в специальных при-
способлениях. Электрододержатель с базами, выполненными в ви-
де «ласточкина хвоста» (рис. 10.1). используется при серийном
производстве штампов, пресс-форм и т. д. Такой электрододержа-
тель позволяет быстро, без дополнительной выверки произво-
дить смену ЭИ. Приспособление состояi из электрододержателя
5 с базами для крепления инструмента 1 к подэлектродной пли-
те 3. Фиксация ЭИ и электрододержателя в плите осуществляет-
ся прижимами 2 и 4. Иодэлектродная плита оснащена хвосто-
виком в виде конуса Морзе для ее присоединения к шпинделю
станка. В хвостовике предусмотрено отверстие для подачи ра-
бочей жидкое I и в зону обработки.
204
Рие 10 1 Э.тсктродо тержатель с Г,а шми. вы11.>.nieиными
в виде '. i;ie 1 очкппа XBocia»
Для быстрой смены ЭИ. удобства его монтажа и последую-
щей выверки относительно обрабатываемой загоювкн приме-
няется электромагнитная головка (рис. 10.2). Опа состоит из
корпуса 1, сердечника 2 и тороидальной катушки 4, находящей-
ся между сердечником и катушкой слоя элекiрического изоля-
ционного материала 3 и прихвата 5. Для базирования устанав-
ливаемых па электромагнитной головке приспособлений имей-
ся три штифта 11. При подключении катушки к элсмрпчеекой
сети станка протекающий по ней ток создаст памагничиватощие
силы, которые притягиваю! якорь. Элек 1 ромагип гная голов-
ка крепится к шпинделю стайка пли к иромежуточным приспо-
205
Рис. 10.2. Конструкция электромагнитной головки
206
Рис. 10.3. Приспособление для электроэрозионного формообразования
сложной поверхности гравюры ковочного штампа
207
соблсниям. На рис. 1(1.2 иривслси нрим.р \ i •.нивки па
тромагиитной головке электрододержателя, гостящего из корпуса
6 (он же служит якорем электромагнита) и гайки 7 для креп-
ления хвостовика 9 ЭИ (или, как в данном случае, сверлильно-
го патрона 8), Положение хвостовика базируется штифтом 10
и косым срезом на хвбстовикс.
На рис. 10.3 представлено приспособление ддя элекгроэро-
знонного формообразования сложной поверхности гравюры ко-
вочного штампа. В корпусе 1 приспособления загоювка 15 базиру-
е1ся по установочным элементам 16 и закрепляется прихватом 13.
Электрод-инструмент 12 по базам, выполненным в виде «ласточкина
хвоста», крепится в электрододержатслс 6 с помощью болта 7.
Электрододержаголь относительно корпуса приспособления пере-
мещается по двум направляющим 2 во втулке 3. Втулка 4 вы-
полнена из изоляционного материала и предохраняет от корот-
кого замыкания. Гофрированная резиновая манжета 5 служи!
для предохранения ог попадания рабочей жидкости в подвиж-
ное соединение направляющей 2 и втулки. 3. Элекiрододержа-
тель соединен с хвостовиком 9, который своей конической ча-
стью базируется в шпинделе станка 11 и закрепляется в нем
ганкой 10. В хвостовике выполнено отверстие, в которое через
штуцер 8 под давлением Р поступает рабочая жидкость, а за-
тем через отверстия, выполненные в ЭИ, в зону обработки, уно-
ся с собой продукты эрозии. Питание к ЭИ подастся через
шпиндель станка 11, а к обрабатываемой заготовке — от стола
станка 14.
Приспособление для электроэрозпонной прошивки отвер-
стий в труднодоступных для лезвийного инструмента местах
заготовки представлено н’а рпс. 10.4. В заготовке 9 в радиаль-
ном направлении необходимо выполнить отверстие, соединив
между собой два осевых отверстия. Для выполнения данной
операции па столе станка 14 болтами 13 закреплен корпус 1. С
помощью двух пальцев 12 обрабатываемая заготовка 9 бази-
руется па корпусе и закрепляется с помощью клипа 2 и винта
3. Электрод-ипсмруменг 10 для обработки отверстия закреплен
в скалке 5 винтами 11, которая в свою очередь установлена в
хвостовике 6 и закреплена болтом 4. Хвостовик 6 по конусу
базируется в шпинделе станка 8 и закрепляется гайкой 7.
10.2. Приспособления для электрохимической обработки
По своему технологическому назначению все приспособле-
ния для ЭХО можно разделить па следующие группы: для об-
работки штампов, пресс-форм, фасонных полостей заготовок (в
208
Рис. 10.4. Приспособление для электроэрозионной прошивки
отверстий в труднодоступных местах
209
ЮМ числе и для прошивки отверстий); обработки профиля пе-
ра лопаток; обработки цилиндрических заготовок: удаления за
усспцев; маркирования.
К приспособлениям для ЭХО, помимо основных требований,
предъявляются и дополнительные:
высокая коррозионная стойкость элементов приспособлений,
так как в процессе обработки основной причиной коррозии эле-
ментов является протекание на их поверхности окпслитсльно-
восстаповителиных процессов под действием рабочих растворов
электролитов и электрического тока. Средствами зашиты слу-
жат коррозионно-стойкие материалы, применяемые для изго-
товления элементов приспособлений, а также специальные
защитные покрытия в виде керамики пли пластмассы, наноси-
мые па детали приспособлений;
обеспечение надежности токоподвода к заготовке. Выпол-
нение этого требования часто осложняется из-за малой площа-
ди контактных поверхностей, низкой жесткости заготовки и зна-
чительным ее электросопротивлением;
повышение жес1 кости приспособления, так как при обра-
ботке силы, создаваемые гидродинамическим потоком электро-
лита, достигают значительной величины. При недостаточной
жесткости приспособления происходят отклонения взаимного по-
ложения электрода и заготовки, которые могут значительно
снизить точность обработки и послужить причиной короткого
замыкания.
Рассмотрим некоторые типовые конструкции приспособлений
для ЭХО. На рис. 10.5 представлено приспособление для одно-
временной сквозной прошивки в заготовке четырех отверстий
диаметром (1. Основание приспособления 1 с помощью двух
прихватов 15 закреплено па столе станка 16. Трубчатый элек-
трод-инструмент 8 с нанесенной на его боковой поверхности изо-
линией с помощью ганки 9 закреплен в электрододержателе 10.
В элсырододержателе шкрсплспы две направляющие 3, с помо-
щью которых происходит его центрирование относительно осно-
вания 1. По направляющим также центрируется прижим 4,
выполненный из изоляционного материала и имеющий возмож-
ность перемещаться в осевом направлении от ноептельпо элек-
трододержателя. Для этой цели служат впиты 13 и пружина 6.
Посадку в соединении направляющая — прижим обеспечивает
втулка 5. Д.тя исключения попадания электролита в подвиж-
ное соединение на втулке 5 закреплена резиновая манжета 7.
Электрододержагель с помощью переходного фланца 11 закре-
пляемся в шпинделе смапка 12, который подключен к отрицц-
210
Рис. 10.5. Приспособление для электрохимической
прошивки отверстий
211
гельному полюсу источника питания. В основании 1 установле-
ны изоляционные втулки 2. но которым происходит центриро-
вание направляющих и которые исключают короткое замы-
кание. Заготовка 17 базируется по выточке в основании I и
закрепляется прижимом 4. Для повышения коррозионной стой-
кости приспособления на поверхность основания, расположен-
ную под заготовкой, нанесено защитное покрытие 14.
При обработке электролит под давлением поступает через
полный шпиндель станка в полость электрододержателя, а затем
через ЭИ в зону обработки. Вынос продуктов анодного раст-
ворения осуществляется через внутреннюю полость прижима и
далее в камеру сланка. С)брабо1ка осуществляется с постоян-
ной скоростью подачи ЭИ. Подключение заготовки к положи-
тельному полюсу источника питания осуществляется через осно-
вание 1 и стол станка 16.
Процесс снятия заусенцев и притупления острых кромок
электрохимическим методом имеет значительное преимущество
перед другими способами ио причине его высокой производи-
тельности. Как правило, обработка выполняется на одно- или
многоместных приспособлениях, содержащих элементы базиро-
вания и крепления заготовок, токоподводящие элементы, като-
ды, каналы для протока электролита, средства герметизации.
Приспособления для снятия заусенцев по конструкции мо-
гут быть открытого и зыкрытого типа. В первых электролит,
пройдя через рабочую зону, сливается в ванну станка. В по-
следнем случае электролит проходит в ванну через каналы при-
способления. При этом образуется подпор электролита, что в
большинстве случаев благоприятно сказывается па качестве об-
работанной поверхности.
На рис, 10.6 представлено приспособление для электрохими-
ческого удаления заусенцев на выходной кромке отверстий. Об-
рабатываемая заготовка 8 представляет из себя втулку, в ко-
торой в радиальном направлении выполнены отверстия. На
выходе отверстий наблюдаются заусенцы, удалить которые ме-
ханическим путем сложно и трудоемко. Корпус приспособле-
ния 15 с помощью винтов 14 закреплен па основании 10. выпол-
ненном из изоляционного материала. Само основание закрепле-
но па столе станка 12 болтами 11. В столе станка имеется от-
верстие для слива электролита. Обрабатываемая заготовка 8
устанавливается в корпус приспособления- вместе с изоляцион-
ной втулкой 16, которая позволяет ориентировать заготовку в
угловом положенин. Для этой цели служат фиксатор 6. ус-
тановленный во втулке, и штифт 7, расположенный на корпусе.
212
ЛоЭлчд Электролита
о.о. ..р|1снсс<Я).1С!ше .ля илек'пюлим.’чсск.л’о
213
В месте соединения со штифтом во втулке выполнен паз. ('вер-
ху па корпус 15 одевается крышка 3. выполненная из изоляци-
онного материала и создающая герметичность в зоне обрабоь
кн. Внутри крышки расположен токоподвод 2, который тор-
цом упирается в заготовку, а резьбовым концом соединен со
штуцером 1 для подачи электролита. Узел ЭИ представляет
нз себя । рубчатый токоподвод 5, в котором установлены като-
ды 9 в виде трубок соответствующего диаметра. С наружной
поверхности узел ЭИ покрыт изоляцией 17 таким образом, что
по изолированными остаются только торцевые поверхности ка-
тодов 9. Для создания гидродинамического потока в зону об-
работки торец ЭИ закрыт заглушкой 4, выполненной из изо-
ляционного материала. Подвод тока к катодам осуществляется
через шипу 13, которая закреплена внизу токоподвода.
Траектория движения электролита па чертеже показана
стрел ками.
10.3. Приспособления для сборки и сварки заготовок
Такие приспособления часто называют стапелями. Основная
функция стапеля заключается в том, чтобы придать сваривае-
мым частям полуфабриката геометрическую жесткость по тем
параметрам, фиксирование которых является целью сварочной
операции. Эту функцию выполняют установочные элементы
стапеля, которые позволяют и обеспечить точность взаимного
положения частей полуфабриката. Для сохранения установ-
ленного положения свариваемых частей полуфабриката и обе-
спечения неизменности заданных геометрических параметров в
стапеле применяют зажимы.
С целью координации положения свариваемого элемента как
ио окружности, таки по длине о гпоситсльно базовой части полу-
фабриката используются фиксаторы и делительные устройства.
Следовательно, стапели, как и станочные приспособления, со-
стоят из одинаковых групп элементов: установочные, зажимные,
делительные, корпуса. Поэтому проектирование стапеля и
станочного приспособления выполняется по единым правилам.
Стапели используются для сборки свариваемых частей и
сварки полуфабриката, для сборки свариваемых частей и их
прихватки при условии, когда невозможно осуществить полную
сварку в этом стапеле или обеспечить высокую производитель-
ность операции. В последнем случае полуфабрикат после сбор-
ки и прихватки передается па следующую операцию, там его
устанавливают в сварочный стапель (приспособление) и про-
изводят полную сварку.
214
Рис. 10.7. Приспособление-стапель для сборки и прихватки
215
На рис. 10.7 показан стапель для сборки и прихватки. На
корпусе 1 смонтирован поворотный диск 2, на котором располо-
жены установочный палец 3 и установочные подвижные приз-
мы 4. Операция выполняется в такой последовательности:
свариваемая базовая часть полуфабриката А устанавливается
на палец 3 и через шайбу 5 закрепляется гайкой 6. На базовую
часть А надевается вторая свариваемая часть Б, которая с
помощью подвижных призм 4 занимает строго определенное
положение и прижимается к базовой части А. После этого с
целью достижения большей жесткости призмы 4 зажимаются в
установленном положении винтами 7. Затем осуществляют при-
хватку в нескольких точках по окружности. Для полной сварки
полуфабрикат передается на следующую сварочную операцию.
Вопросы для самоконтроля:
1. К какому методу обработки относятся электроэрозиониая
и электрохимическая обработки?
2. Какие особые требования предъявляются к приспособле-
ниям для ЭЭО?
3. В чем специфика приспособлений для ЭХО?
4. Как называются приспособления для сборки и сварки за-
готовок н их особенности?
Глава 11. Методика проектирования приспособлений
11 .1. Исходные данные для проектирования
Работа конструктора приспособлений тесно связана с ра-
ботой технолога. Технолог, разрабатывая технологический
процесс изготовления детали, оформляет операционные карты и
эскизы, в которых указывает схему установки обрабатываемой
заготовки, т. е. ее базирование и закрепление, последователь-
ность обработки поверхностей (переходы), точность выполняе-
мых геометрических параметров, название и вид приспособле-
ния. применяемый станок, массу и материал заготовки, режим
резания. Все эти данные позволяют определить принципиаль-
ную схему предполагаемого приспособления. На основании опе-
рационных карт технолог составляет задание (заказ) на проек-
тирование приспособления.
Конструктор ио приспособлениям претворяет замысел тех-
нолога в реальную конструкцию. При этом, сохраняя принципи-
альную схему, предложенную технологом, конструктор разраба-
тывает и анализирует различные варианты конструкций при-
способлений и выбирает из них наиболее оптимальный, отве-
216
чающий всем требованиям выполнения операции. Этот вариант
согласовывается с заказчиком, п после этого оформляются ра-
бочие чертежи общего вида конструкции и деталей.
Для проектирования приспособления конструктор должен
иметь все исходные материалы: рабочие чертежи детали и ис-
ходной заготовки; операционную карту с эскизом обрабатывае-
мой заготовки па данной операции со схемой базирования и за-
крепления; операционные карты предшествующих операций, в
которых обрабатывались базовые поверхности и поверхности,
используемые для закрепления заготовки па дайной операции;
годовую программу выпуска деталей; данные станка, для кото-
рого проектируется приспособление.
Кроме этих данных конструктор должен иметь вспомога-
тельные материалы: альбомы типовых конструкций универсаль-
ных, специализированных и специальных приспособлений, стан-
дартизованных силовых приводов, механизмов и элементов при-
способлений, сведения о форме и размерах посадочных мест
станков, па которых устанавливаются п закрепляются приспо-
собления, о применяемых конструкционных материалах для из-
готовления деталей приспособлений, а также технические ру-
ководящие материалы, справочники, учебные пособия, необхо-
димые для выполнения технико-экономических расчетов по обо-
снованию проектируемого приспособления.
Проектирование осуществляется в следующей последова-
тельности:
1) изучаются исходные материалы и разрабатываются ва-
рианты конструктивных схем приспособления;
2) выполняются технико-экономические расчеты по обо-
снованию оптимального варианта приспособления;
3) разрабатывается конструкция онiимальиого варианта
приспособления.
11.2. Изучение исходных материалов
и разработка вариантов конструктивных схем приспособлений
Большое значение имеет глубокое изучение операционной
карты на выполнение данной операции, по которой конструктор
выясняет схему установки, точностные и другие требования к
обработке, последовательность переходов, материал заготовки,
режимы резания и т. и. В дополнение к -лому ему необходимо
знать форму, размеры, точность, жесткость и расположение ба-
зовых поверхностей и мест крепления заготовки в данной опе-
рации. Важность этих знаний совершенно очевидны, так как
все эти качественные характеристики сущее i веппо влияю! на
217
правильное । ь выборов \ сi ановочпых. зажимных э н нгов и
всей конструкции 1i р! к и < )С( )б. । с 11 и я. Например, ши репшост ус
шновки имеет прямую связь с точностью базовых новерхно
с гей; малая протяженность базовых поверх постен требует осо-
бых конегруктнвпых решений, чюбы обеспечить правильность и
падежноеI ь установки заготовки; малая жесткость или малая
площадь поверхностен, предназначенных для закрепления заго-
товки, требуют 01 конструктора проведения расчетов по опреде-
лению величины деформации поверхностен под действием сп i
зажима и надежности закрепления; если полученные результа-
ты не удовлетворяют условиям работы, то возникает пеобходп-
Mocii> со.станин дополнительных устройств для закрепления за-
lofoBKii. Подробные данные о базовых поверхностях и мсыа.х
закрепления заготовки можно получить из операционных кар1
нрсдшес।вующих операций, по коюрым эти поверхности обра-
ба’ывались. Знание годовой иротраммы выпуска деталей и
трудоемкость операции позволяет коистрхктору хот бы ориен-
тировочно определить производительность и наметить уровень
механизации и автоматизации проектируемого приспособления.
На основе изучения исходных материалов и ниювых кон-
струкций конструктор разрабатывает варианты конструк1явных
схем приспособлений. При этом он, сохраняя общую схему
прототипа приспособления, изменяет конструкции отдельных
элементов или создает совершенно иные схемы вариантов конст-
рукций приспособлений.
11.3. Технико-экономические расчеты
Технические и экономические расчеты позволяют всесто-
ронне оцепить предлагаемые вариант! копе 1 рукций приспособ-
лений и на основании этого выбрать из них наиболее оптималь-
ный. В технические входят раечепя па, точное!ь выполняемых
геометрических парамыров заготовок и надежность их укре-
пления в приспособлениях. Экономические расчыы связаны
с оценкой целесообра Hioc i н применения данного приспособле-
ния п определения ci о производи тельпост п. Расчеты начинают
с оценки приспособления на точное! ь. [-ели приспособление нс
удовлетворяет по точности обработки, ю это, вариант не при-
годен для производства.
Расчет приспособления на 1 о ч и о с i ь. При рас-
чете приспособления на ючиость главное значение для конст-
руктора приспособлений является определение погрешности ус-
тановки заготовки. Погрешность ец записи i в основном от вы-
218
бора и точности установочных баз заготовки, конструкции уста-
новочных -моментов, точности и и «носа установочных и других
элементов приспособления, которые оказывают влияние па по-
грешность установки. Погрешность установки оа складывается
из составляюшпх: погрешности базирования со,-,. закрепления
to -., изготовления н износа приспособления о)ир. Расчет осу-
1цествляе1ся по методике и примерам, изложенным в главе 2.
Следует иметь в виду, что обычно в операции обрабатыва-
ется несколько поверхностей заготовки, а следовательно, вы-
держивается несколько геометрических параметров. Поэтому
расчет иогрешиосгп установки заготовки в приспособлении ве-
дется для выполнения каждого параметра обрабатываемой
заготовки.
Иногда при укрупненных расчетах па точность обработки
погрешность установки в универсальных приспособлениях (пат-
ронах, оправках, тисках) можно определить по статистическим
данным. Все варианты приспособлений, которые удовлетво-
ряют требованиям точности обработки заготовки, должны быть
проверены экономическими расчетами.
Р а с ч с т и а д е ж и о с т и з а к р е п л е и и я заготовки.
Для укрепления заготовок применяют различные зажимные уст-
ройства (зажимы). При выборе зажима необходимо прежде
всего учитывать условия надежности закрепления заготовки,
т. е. обеспечить, чтобы заготовка в процессе обработки под дей-
ствием всех сил и моментов не смогла сдвинуться с установлен-
ного положения, провернуться пли вырваться из зажимного уст-
ройства. Решая эту задачу, выбирают направление и точки
приложения силы зажима, а затем определяют потребную силу.
Для упрощения расчета потребной силы зажима заготовки в
приспособлении принимают, что обработка осуществляется при
установившемся процессе резания, и система приспособление —
заготовка является жесткой. С учетом этого решается стати-
стическая задача из условия равновесия твердого тела, находя-
щегося иод денс1внем всех приложенных сил и моментов: ре-
зания, инерции, массы заготовки, зажима, трения в местах
кои такта заготовки с опорными и с зажимными элементами при-
способления. Расчетную схему необходимо составлять для на-
иболее пеблагоприя тпого местоположения режущего инструмен-
та по длине обрабатываемой поверхности заготовки.
В большинстве случаев при расчете потребной силы зажи-
ма заготовки учитывают только силы и моменты, возникающие
в процессе резания. Значение этих сил и моменюв определя-
219
ют расчетным путем по формулам теории резания. Однако в
процессе обработки действительные силы резания могут сущест-
венно отличаться от расчетных вследствие колебания механиче-
ских свойств самого материала, наклепа и поверхностной корки
заготовок, притупления режущего инструмента, неравномерно-
сти снимаемого припуска. Кроме того, при принятой схеме
расчета потребной силы зажима возможны различные состояния
контакта (смятие поверхностей, наличие смазки, различная ше-
роховатость и т. и.) между опорными поверхностями приспо-
собления и заготовкой, заготовкой и зажимом.
Все эти изменения сил резания и состояния контакта рас-
четным путем учесть невозможно. Поэтому в практических
расчетах величину силы резания, найденную расчетным путем,
умножают иа коэффициент надежности закрепления К, кото-
рый выбирают равным 1,5...2,5, причем меньшие значения при-
нимаются для чистовой обработки, большие — для черновой.
Следовательно, расчет потребной силы зажима заготовки про-
изводят с учетом коэффициента надежности закрепления. (Ме-
тодику расчета и примеры см. в гл. 3).
В тех случаях, когда обработка заготовки осуществляет-
ся с большой частотой вращения (более 2000 мин-1), учитыва-
ют центробежные силы.
После определения потребной силы закрепления заготовки
производят окончательный выбор конструкции зажимного уст-
ройства и привода.
Экономическое обоснование прим е и е н и я
приспособления. Целесообразность применения приспо-
соблений должна быть экономически оправдана. Расчеты эко-
номической эффективности основываются на сопоставлении го-
довых затрат и экономии. Затраты слагаются из расходов иа
амортизацию и эксплуатацию приспособления, а экономия до-
стигается за счет снижения себестоимости обработки загото-
вок па данной операции в результате уменьшения трудоемко-
сти, а иногда и разряда работы. Применение приспособления
считается целесообразным, если годовая экономия больше, чем
годовые затраты, связанные с ним. При сравнении экономии от
применения приспособления с затратами на его изготовление и
эксплуатацию условие эффективного использования приспособ-
ления выражается формулой Э^>Р, где Э — ожидаемая эконо-
мия от применения приспособления в год; Р — затраты па при-
способление в год.
Ожидаемая экономия определяется ио формуле;
Э--- (tm—t"HI) av • , (Н.1)
220
j де 1IH штучно-кв. 1ьку.шцнопное время выполнения операции
без специального приспособления, мин; 1"П! — ожидаемое шгуч-
по-кулькуляционное время па операцию после внедрения про-
ектируемого приспособления, мни; ам — себестоимость одной
станко-минуты, руб/мин; N — планируемая годовая програм-
ма, шт.
При проектпроваппи обычно приходится соноставлять эко-
номичность различных конструктивных вариантов приспособле-
ний для данной операции и выбирать из них наиболее выгодный.
Поэтому учитывают только те элементы себестоимости обработ-
ки, которые зависят от конструкции приспособления.
Экономическая целесообразность сравниваемых вариантов
приспособлений определяется как:
Р Р [( 4 Q (Л" 3 )] '' • (!!2>
где Р — годовые затраты па приспособление (индексы 1 и 2 от-
носятся к вариантам приспособлений); Ру — разовые расходы
па установку приспособления па станок; п — число заготовок
в партии; 3 — заработная плата производственного рабочего
по штучно-калькуляционному времени, т. е. произведение часо-
вен! заработной платы на норму штучного времени.
Годовые затраты па специальное приспособление
Р=С(1+К„) (4г+к‘) . <11-3)
где С — стоимость приспособления; К„ — коэффициент проек-
тирования (Кп = 0,3); Kj — коэффициент эксплуатации (К3 =
0,2...0,3); Сел — срок службы приспособления (для простого
приспособления — два года, для приспособления средней слож-
ности — три года, для сложного приспособления — пять лет).
Как видно из формулы (11.3), для определения годовых
затрат необходимо значь стоимость приспособления С. По-
скольку экономический расчет делается в начальный период про-
ектирования, т. е. когда разработана только конструктивная
схема, то точно определить стоимость приспособления невозмож-
но. Поэтому применяют приближенный метод расчета, в основу
которого положены средняя статистическая стоимость для каж-
дой группы сложности приспособлений.
На основании экономического расчета выбирается опти-
мальный вариант приспособлений, который даст большой эко-
номический эффект. Этот вариант окончательно разрабатыва-
ется в виде конструкции приспособления.
221
11.4. Разработка и оформление
общего вида конструкции приспособления
Разработка конструкции приспособления выполняется в
определенной последовательности. Обычно сначала топкими ли
пнями вычерчивается контур обрабатываемой заготовки в тре-
буемом количестве проекций. Проекции располагают па таком
расстоянии друг от друга, чтобы было достаточно места для
размещения па них соответствующих элементов приспособления.
Затем к проекциям заготовки вычерчивают установочные и за-
жимные элементы, а если приспособление имеет направляющие
или делительные элементы, то их тоже наносят на чертеж. По-
сле этого оформляют конструкцию корпуса приспособления
При создании корпуса необходимо стремиться к более пропой
конструкции, чтобы изготавливать его можно было из стандарт-
пых заготовок. Затем вычерчивают вспомогательные и другие
недостающие детали.
Общий вид приспособления изображается в рабочем по-
ложении, на нем даются все необходимые проекции, сечения и
разрезы, позволяющие полностью представить конструкцию
всех элементов приспособления и их взаимосвязь.
При разработке конструкции стремятся как можно больше
использовать стандартизованных и унифицированных детален и
узлов. Это позволяет сократит!, трудоемкость проектирования
примерно на 25% и уменьшить стоимость изготовления приспо-
собления на 20 — 30%. Размеры и форма оригинальных дета-
лей приспособления определяются па основании прочностных
расчетов или выбираются из конструктивных соображений.
Общий вид приспособления вычерчивается, как правило, в
масштабе 1:1. Па нем проставляются габаритные, координи-
рующие, посадочные размеры, размеры направляющих элемен-
тов и размеры поверхностей, связывающих приспособление со
станком. Кроме того, назначаются технические требования,
которые определяют точность сборки приспособления и его мон-
тажа па станке, условия эксплуатации, сроки контроля точ-
ностных параметров приспособления и .другое.
При выборе конструкционного материала руководив\имея
общими положениями, которые основываются в первую очередь
на том, что механические свойства материал а должны соответ -
ствовать условиям работы детали в приспособлении.
222
D
Рис. 11.1. Пример оформления общего вида специального
приспособления
223
11.5. Основные понятия об автоматизации
проектирования приспособлений
В общей постановке задачи предусматривается автоматиза-
ция выбора схемы и проектирования приспособления. Создание
автоматизированной системы проектирования приспособлений ос-
новано на базе типовых проектных решений и стандартизации и
унификации элементов приспособлений, описание которых нахо-
дится в памяти ЭВМ. В состав банка данных ЭВМ входит обшир-
ная постоянная информация, включающая конструкции аналогов,
типовые методики расчета, конструктивные решения, стандартные
и унифицированные элементы приспособлений, каталог сведений
об оборудовании, нормативно-справочные материалы, данные об
условиях производства и др. Вся эта информация соответствующим
образом закодирована.
Автоматизированное проектирование приспособлений пред-
ставляет собой процесс алгоритмического синтеза конструктив-
ных элементов. Конструкция приспособления рассматривается
как множество пространственно упорядоченных и метрически оп-
ределенных конструктивных элементов, каждый из которых обла-
дает конкретными геометрическими, технологическими, функцио-
нальными и другими свойствами. Совокупность свойств конструк-
ции приспособлений можно представить с помощью информацион-
ной модели, минимальная форма которой может быть показана
в следующем виде [17]:
К = {Эь ,
где 3i —код конструктивного элемента, моделирующий всю
полноту его свойства; —вектор пространственного располо-
жения элемента; Vi —вектор метрических характеристик эле-
мента.
Информационная модель конструкции определяет состав и
структуру проектируемого приспособления. В ней содержатся све-
дения как об элементах и их свойствах, так и об их взаимных рас-
положениях и связях. Последние характеризуются векторами ,
а также функциональными взаимосвязями (установочных, зажим-
ных, направляющих, делительных, корпусных и др. элементов),
содержащимися в кодах элементов. Это позволяет легко устано-
вить переход от модели к представлению конструкции в любой
другой форме.
Отправным пунктом автоматизированного проектирования
приспособлений является система исходных данных, т. е. система
параметров аргументов, функцией которых является алгоритми-
чески определяемая конструкция. Совокупность этих параметров
224
можно однозначно щдать с помощью системы кодирования ис-
ходной информации. Исходная информация должна содержать иод-
ные сведения: задание на проектирование, на конструкцию детали,
об обрабатываемой заготовке, о выполнении операции, о программе
выпуска, о данных станка. Следует заметить, что если при тра-
диционном проектировании констриктор решает многие вопросы
ин । \ к IIIBHO. без расчета вариантов, так как выбор того или иного
решения, варианта для него очевиден, то при автоматизированном
проектировании требуется полная формализация расчета всех
возможных вариантов и выбора из них оптимального. Поэтому
исходная информация должна полное!ью О1ражать все стороны
процесса обрабатываемой заюншки, для коюрой проектируется
приспособление.
Рис. 11.2. Схема алгоритмического проектирования кондуктора
ИИ — ввод исходной информации; У,'-), НЗ, 33, КЗ — установочные
направляющие, зажимные, корпусные элементы; КП — конструкция
приспособления, оформленная на чертежно-графическом автомате
Процесс САПР приспособлений можно разделить на ряд по-
следовательно выполняемых этапов. При этом на каждом этапе
предусматривается проектирование одной из функциональных
групп элементов, составляющих приспособление. На рис. 11.2
нредставлена схема последовательного проектирования кондукто-
ра. Автоматизация проектирования может осуществляться: в ма-
шинном режиме, ио жестким алгоритмам; человеко-машинном
(диалоговом) режиме.
При машинном режиме весь процесс проектирования осуще-
ствляет машина. В основе проектирования лежит моделирование
процессов и объектов конструирования. При этом используются
типовые конструкторские и унифицированные элементы приспо-
соблений. Первые работы в области автоматизации проектирова-
ния были выполнены в 60-х годах в Белорусской АН под руковод-
ством проф. Г. К. Горанского. В последующие годы эти работы
получили дальнейшее развитие в ряде наших организаций и за
рубежом. При машинном проектировании на ЭВМ решаются ча-
стные и общие задачи. К первым относятся расчеты погрешностей
установки, надежности закрепления заготовки, размеров зажим-
225
пых устройств, экономического обоснования применения приспо-
собления. Ко вторым относятся задачи конструирования приспо-
соблений в целом.
Для конструирования создан ряд систем, которые внедрены
на отдельных заводах. К ним относятся: система «Кондуктор»,
’применяемая для конструирования простых сверлильных приспо-
соблений, система «Токар» для конструирования приспособлений
типа оправок для токарной обработки заготовок и другие систе-
мы. Эти системы базируются на использовании типовых конструк-
тивных решений и определенных ограничениях исходных данных.
Таким образом, обласн. применения систем весьма ограничена, и
они используются для проектирования простых типов приспособ-
лений.
В современном производстве широко используются разнооб-
разные более сложные нетипичные и специальные приспособления.
Однако для их машинного проектирования не разработаны систе-
мы. Это объясняется рядом причин: большой сложностью решае-
мых задач и отсутствие для этого научной базы, трудностями
формализации процесса проектирования. Кроме того, разработка
таких систем потребует больших затрат, и может оказаться, что
они экономически нецелесообразны.
Поэтому машинное проектирование применяется весьма огра-
ниченно и имеет малые возможности для дальнейшего развития.
При человеко-машинном режиме процесс проектирования вы-
полняется в форме диалога между конструктором и ЭВМ. В этом
процессе главным является конструктор, а машина- вспомога-
тельным устронетвом, она выполняет рутинную работу конструк-
тора. ЭВМ выводит на экран дисплея проектную ситуацию, а кон-
ci ректор дает визуальную оценку, а затем вносит необходимые
коррективы, т. е. изменяет или вносит новые конструктивные ре-
шения, уючпяет форму и размеры элементов и доводит конструк-
цию приспособления до окончительного завершения. Развитию
этого метода коиструирования приспособлений способствовало то,
чю в последние годы создано большое количество разнообразных
персональных компьютеров (ПЭВМ), они компактны, удобны и ус-
танавливаются на рабочем месте. Компьютеры, снабженные соот-
ветствующим матобеспечением для чертежно-конструкторских
работ, используются для проектирования приспособлений. В ос-
нову всех сиснем положены графические редакторы. Для чертеж-
но-конструкторских работ разработано несколько систем как оте-
чественных (CHERRI, КОМПАС"), так и зарубежных SLMATROX
—Израиль, Al'TCAD и КАТТА—США).
11роектировапие иа персональных компьютерах позволяет вы-
полнить более сложные и нетипичные конструкции прпсиособле-
2'26
ния, различные по структуре и но назначению. При эчом сни/не-
ппе трудоемкое!!! досчнгается в 3 — о раз, а так/ке умечи.шаются
счоимостч, и срок проектирования. Проекч прованне в .чиа.чочовом
режиме на ПЭВМ имеет большую перспективу развития.
Вопросы д.тя самокопчроля.
1. Что является исходными данными для проекчирования при-
способления?
2. Как осуществляемся расчсч’ приспособления на гочпоечь?
3. Какова меюдпка экономпчеег.ого расчета приспособления?
4. Какой порядок оформления общего вида чертежа приспо-
собления?
Раздел Б. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Вспо.могателчячый инструменч' (ВИ) входи ч в комплект техно-
логической оснастки, предназначенной для выполнения определен-
ной операции при обработке заготовки. Всномога чельным инечре-
монтом принято иазыват ч. различные приспособления (устройст-
ва), с помощью которых обеспечивается правильная усчаиовка и
закрепление режущего инструмента на рабочем органе станка
(суппорте, револьверной головке, шпинделе).
Вспомогательный инструменч весьма разнообразен но конст-
рукции и применению. Он часю нсно.тьзуечея не только по основ-
ному назначению, но чч д.тя размерной настройки и подиастройки
станка, для предохранения режущею пнечрумента от поломки,
для осуществления дополнительной рабочей подачи и других це-
лей. В этих случаях в конструкциях BI I предусматриваются спе-
циальные устройства (механизмы), выполняющие указанные
цели.
Настройка на заданный размер обработки можеч осущс-
счв.чячься двумя способами: вис станка, ч. е. до установки режу-
щего инструмента на станок, и непосредственно на счапке. При
первом способе ВИ устанавливают в специальное мерительное
приспособ.теине, в кочором режущий инструмент ючпо выстав-
ляется на заданный размер, а затем ВП с закреп,ченным в нем
режущим инструментом устанавливается на стайке. Этот способ
широко применяется д.тя настройки станков с ЧПУ. При втором
способе пасчройку осуптесчвляюч непосредственно на станке. Для
сокращения времени настройки применяют ВИ с регулирующим
устройством, с помощью которого с заданной чочностью выстав-
ляю! режущий и нс ч ру меч ч ч на размер обработки. Регулирующее
227
устройство часто использую! и для подпастройкп станка, если
необходимо компенсировать износ режущего инструмента (напри-
мер, резца). Вспомогательный инструмент является промежу юч-
ным звеном между станком и режущим инструментом и в боль-
шинстве случаев оказывает существенное влияние на реализацию
технологических возможностей ентка: точность, качество и про-
изводительность обработки, а также уровень механизации и ав-
томатизации выполнения данной операции.
На точность обрабон<и заготовки пепосредственное влияние
оказывают точность и жесткость ВИ. Неточность изготовления
ВИ приводит к смещению расположения режущего инструмента
при установке на станке, а это вызывает погрешности формы и раз-
мера обрабатываемой заготовки. В то же время недосiаточиая
жесткость и виброустойчивость ВИ оказывают влияние не толь-
ко на точность, но и па качество обрабатываемой поверхности за-
готовки и иа стойкость режущего инструмента. Повышение произ-
водительности можно достичь за счет рационального использова-
ния ВИ. Например, применение быстросменного ВИ позволты
сократить время на настройку станка, на смену режхщего инстру-
мента, па поднастройку и переналадку станка в 3...5 раз. Исполь-
зование ВИ для закрепления нескольких режущих инструментов
позволяет осуществлять мпогоинструмепталы1ую обработку, что
значительно сокращает машинное и вспомогательное время обра-
ботки, а следовательно, повышение производиiельпости. Таким
образом, использование современного ВИ обеспечивает качест-
венную и экономичную обработку заготовок.
Обычно необходимый комплект ВИ прилагается к станку,
однако в некоторых случаях, особенно в производстве авиацион-
ных двигателей, создают специальные прогрессивные конструкции
ВИ, с помощью которого совершенствуют выполнение сложных
технологических операций. Номенклатура вспомогательного инст-
румента весьма обширна и разнообразна, он различается по на-
значению, видам, конструкции и разделяется па группы, подгруп-
пы, типы и типоразмеры. Каждый ВИ имеет свой индекс.
Выбор ВИ осуществляется применительно к конкретной тех-
нологической операции, для выполнения которой уже определен
станок и режущий инструмент для каждого перехода операции.
При этом необходимо согласовать установочные поверхности и
элементы крепления ВИ с соответствующими посадочными мес-
тами станка и размерами режущего инструмента. Технолог при
разработке технологической операции стремится выбрать такой
ВИ, который должен: соответствовать режущему инструменту и
станку; обеспечивать заданное расположение и падежное закреп-
ление режущего инструмента; обеспечивать быструю установку и
22«
замену режущего пнструменiа; иозволя 1ь удооное размещение
всех останавливаемых режущих инеi р\ мен гов; по своим точности,
жесткости п прочносш удов.ie।ворягь требованиям выполнения
операции; при необходимое ; и позволяй, применение мпогоиисг-
рументальной обработки. Индекс выбранного ВИ lexno.ior ука-
зывает в операционпоп технологической карте.
Рассмотрим некоторые типовые конструкции ВИ, которые
применяются для определенных групп станков. Прп этом след\С1
иметь в виду, что ряд конструкции ВИ ио своим характерце! пка.м
может применяться па 2...3 группах станков.
Глава 12. Вспомогательный инструмент
для универсальных металлорежущих станков
12.1. Вспомогательный инструмент
для станков токарной группы
Станки токарной группы наиболее распространены в произ-
водстве авиационных двигателей, к ним относятся: токарные, ре-
вольверные, токарные автоматы и полуавтоматы и др., предназна-
ченные для обработки поверхнос!ей заготовок тел вращения. При
этой обработке используют разнообразные режущие ннсгр\мен ня:
резцы, сверла, зенкеры, развертки, метчики и др. Для усюновки
и закрепления резцов применяют различные державки: одномест-
ные и многоместные, простые и комбинированные, нерегулируемые
и регулируемые и др., а сверла, зенкеры, развертки, меншки за-
крепляют в переходных втулках и различных патронах.
Из всех станков токарной группы наиболее сложные наладки
осуществляются иа револьверных станках, так как на них выпол-
няется многопереходная обработка поверхностей разных загоювок,
а поэтому требуется большое количество разнообразного ВИ.
Что касается остальных станков юкарной группы, то применяе-
мый для них ВИ полностью входит в группы общей классифика-
ции и но своей конструкции мало отличается от ВИ, используемо-
го на револьверных станках. Поэтому методически целесообра ню
рассматривать назначение и конструкции ВИ, имеющего общее
применение для станков токарной группы.
Иа заводах широко используются револьверные станки с
вертикальной или горизонтальной осью вращения револьверной
головки. В зависимости от этого ВИ .закрепляется на головках
различными способ;1 ми.
229
На револьверных станках с вертикальной осью вращения
имеюк’я головки круглой пли шестигранной формы. В центре каж-
дой грани головки есть точное базовое отверстие, ось которого
совпадаем с осью шпинделя станка, и чегыре ошерстня под кре-
пежные винты. Обычно ВИ на эпох головках закрепляется па ле-
сных стопках, которые являются промежуточным звеном межд\
револьверной головкой и ВИ. Стойки своим центрирующим по-
яском ючпо базируются в отверстие головки, а своим фланцем
надежно прижимаются к граням головки с помощью четырех
винтов. Стойки могут быть одноместные или миогомест иые, на
них размещаются один или несколько ВИ. На этих станках кро-
ме головки имеется и поперечный суппорт, на коюром закрепля-
ются резцы непосредственно пли с помощью державок. На рис.
12.1 показана одна позиция наладки револьверной головки б, в
коюрой \стаповлепа многомесгная стойка й, па пей размешены
Рис 12 1. Схема наладки одной позиции револьверной
головки с вер шкальной осью вращении
23')
Рис. 12.2. Наладка револ вве] и к >г> > станка (а), настройка съемной части
головки (б) н крепление державки в головке (в)
231
Ри< ! 2 Koi c i рум him о; i ж ii м i loi i части
peaiuчи>1 x державок
Рис. 12.1. Одноре щовые державки
с прямым Gi) и косым
расположением резца (6)
расточные державки 2 и 4, державка 3 с резцом для «-'оюткн по-
верхности заготовки 1. На поперечном су nnopie j закреп.ie;:а
державка 8 с подрезным резцом.
Па револьверных станках с горпзон la.ibiion осью вращения
головки имеют 12 п.т 16 гнезд под вспомогательные пне i румен
чы, которые распопа га ю 1 ся пара, [дельно оси вращения головки,
по окружности одного диаметра. У некоторых модстси револьвер-
ных станков головки состоят из двух частей: носившпон п сьем-
пой. Наличие съемной части головки позволяет выпочиям» на геи
установку ВИ и настройку режущих unci р\менюв вне станка
Затем съемная головка устанавливается на посюянную головку и
закрепляется. Эго позволяет быстро осущсс1вля!ь переча, на дну
револьверного станка.
На рис. 12.2.а изображена съемная (С) и посюянпая ч.-н гь
головки (П), на рис. 12.2,6 - съемная головка с i-.omh.ick i ям
инструментов, а па рис. 12.2, в показано закрепление державы о
в головке винтами 2 через вкладыш 3. Вели дпамыр .хвостовик;,
державки меньше диаметра 01версчпя в головке, io шоким (с\-
ществляегся через пружинящую разрезную втулку 4. lleioiopme
державки дополнительно закрепляют болтом 6. Резьбовые шу.я-.п
1 имеют наружную и внутреннюю рея.бу н могу: бы 11. а., монея ...
при изнашивании внутренней резьбы.
Рассмотрим некоторые конструкции державок. В зажимной
части державки 2 (рис. 12.3, а) резец непосредственно закрепля
ется в гнезде винтами 3. Таксы державка проста по конеiру кцип.
она обеспечивает падежный н жешкпй зажим. Однако в ней тон-
ная настройка резца весьма затруднагельпа, так как при зажиме
резец смешается и кроме этого на поверхности розна появляюпы
лупки п вмятины. На рис. 12.3,6 зажим резца осу щес i в. 1яе i ся че
рез промежуточную иоднружинеппу ю планку о, которая устш.-.ж-
лена на винте 6 и при помощи пружины 4 и гайки 3 прижп.маек’я
к резцу. При таком зажиме исключается смещение резца н его
повреждение. В державке 2 (рис. 12.3,в) резец 1 закрспляеыч
через стержень 3 впитом 4.
Нерегулируемая однорезцовая державка приведена на рис.
12.4, в ней резец закрепляется винтами 2 через нодпружпненн\ ю
планку 3. Державки могут быть с прямым н косым расположс и-
ем резца. Для правильного базирования поверхность державки
имеет плоскость А.
Многорезцовые державки используют для установки как в,
револьверной головке, гак и на суппорте для за крепления дв\ \ п
более резцов, которые могут производит!» одновременную обiочку
или расточку ступенчатых поверхносчей шгоювкн. В державке 1
233
1
Рис. 12.5. Многорезцовая державка
(рис. 12.5) закрепляют два резца винтами 2. Для придания боль-
шей жесткости зажимной части в державке установлены стяги-
вающие (блуждающие) шпильки 3.
Па рис. 12.G дана конструкция комбинированной державки,
которая применяется на револьверных стайках с верiнкальноп
осью вращения головки, в ней расположены сверло и резец. Дер-
жавка хвостовиком 1 закрепляется в одноместной сюйке, соеди-
ненной с револьверной головкой. Сверло зажимается винтом 2
через разрезную втулку 8, а резец устанавливается на клиновую
опору 3 и зажимается винтами 7 через подпружиненную нланкм.
Регулировка резца по высоте осуществляется ихтем передвиже-
ния клиновой опоры 3 с помощью винта б. Планка 5, прижатая к
корпусу вшиамн 4, направляет и удержнвас! клиновую оиорх от
бокового смещения.
234
8
1
Рис. 12.6. Комбинированная державка
a- j 2.7. Регулируемая резцовая державка с подвижной каре:кои
235
I laciройка револьверных ci анков, особенно доя чистовой иди
окончи I с. ||>!юй oopaooiKii поверхнос1 ей hhoiobok, предс i авляс!
большие сложности. Для сокращения времени и повышения точ-
ност насIройки применяю! регулируемые резцовые дер/кавки,
коюрые различиюiся ио кокс i р\кипи и ючности регулирования
резца. На рпс. 12.7 продет явлена наиболее совершенная дер-
.кивка, обеспечивающая высокую !очпое!Ь регулирования рез-
ца порядка 0.002...0.004 мм.
В корпусе 1 на ходи i ся нодви/кная карпка 4, в коюрой за-
крепляйся резец. Микровии! 8 кинематически нс связан с карет-
кой 4, он имес! свободное пешвпенмое перемещен не в отверстие
корпуса 1. Микрошш! 8 направляйся 15 онтереше цилиндриче-
ским пояском, а резьбою соединятся с запрессованной в отверстие
1айкой б. На переднем копне винта 8 имееюя фланец, торец кото-
рого ciporo перпендикулярен к направляющему пояску и являет-
ся опорной 6;i soil, определяющей поло/кение каренхи с резцом.
Для выбора люфта в микрометрической паре служи! пружина 7.
На внешнем торце фланца вшном 12 и ииифгом 11 закреплен
лимб 10, на коюром нанесено .50 делений. Указатель деления 13
поджимаемся к фланцу вшыа 8 пружиной 14.
На юрце указаюля имеемся понпусная шкала с четырьмя
дисками. Центральная риска является основной указательной, а
опальные три позволяю! оючигыван, 1.2 и 1/1 деления лимба.
Прп male мпкровинiа 0,5 мм цепа деления лимба 10 будет 0,01 мм,
а нониуса 0,0025 мм. Так как расстояние между делениями лимба
около 2 мм, io показания па нониусе о!счит ываются легко. В дан-
ной державке карпка 4 постоянно поджимайся к направляющим
корпуса при помощи шариков 17 и пружин 18, это обеспечивает
беззазорное и плавное перемещение каретки.
Размерную настройку с помощью данной державки осу ществ-
1ЯЮ1 в !акой иоследоваIелыюсIи: совмещаю!' нулевое деление
лимба 10 с основной риской нониуса иа указаюле 13 и закрепля-
Ю! микрошшт вшном 16 пере < тм'твнх 15- товотят каретке до ка-
сания упора 9 в юрок мпкровшыа и зажимают вшном 2; устанав-
ливаю! и закрепляю: ретен с выделом, примерно еоответс!ву юши.м
размерх обрабо!кп; производя! пробную обработку, за!ем заме-
ряю!' и определяю!' вс.111чiиiу подчас i ройки резца; для этого от-
жимают винт 2 и (ыводя! каретку до упора в головку вин ia 5; от-
пусти вин! 16, повертываю! лимб 10 на величину поднастрой-
ки резил п Н1ЖНМ.1Ю! вин! 16; подводя!' карелку до касания упо-
ра 9 в юрой микровшыа 8 и закрепляю! се вшном 2 через встав-
ку 3. После этого производят' обработку поверхносin заготовки и
коп! ро.тирую! размер.
При обработке отерстй на револьверных тапках широко
2 36
IICI10.1ВЗХ 10 I МСрИЫЙ j 1С - К \ II111! НИС I I ? XI *.' i i ( С BC I . ,.. 1 -.00.. II Др. )
Для закрепления -ioio ине i р\ ven i a ' a i евп .'.вер'он ^и.чнп.е iv
обходим cooi пеки в\ loiiuiii Bl i.
( .вер.hi и >епкера о мМИ'Ич ним \bo< ।ониiv,epe.;. ।'iioi в не
pc ходи ы \ вилках c coo ; в . i c i b\iohui m buxi режл! я i и. шд- i ром i-a
uvea Морзе. я с нилип .раческнм \в< совииом в па , ров;; \ с ра••.-
ре мюн ио-.и mcoii вил - и. с паi он, и , и
Ра шер ; кп ‘.акрон, ihioi си нежесно. -оо ,лоб\.> .ими Л о; и,и .
чюбы ра ,вср; ка в процессе pc > a 1i1! я сахчюм; я; ии. .ласк но on.
обраба : ывас-Moi о > i вере : и я. пошлое до -мео Гы.." подго юн. .с-ш
свер.’.синем, зеикероваписх! и.hi р 1 иiи и и ни и ио и /1-1Я ’акреп,'ени .
ра ;вер i < и-, ясно, ши. и i р; - 'ич ’.о и,, i hoi i.,. очные хщ-к.-о pa ;де-
.ни и иа । ри вида:
качающиеся naipo.iBi, коюрыс щ ’ шо. i я ю i рчшерще хеншав-
ливагься в о । вере i ие иод некоюрым хглом к оси щииндеяя с ; а и -
ка (см. 12.1 1. а |:
и. кчвз.ющпе ширины, позволяющие ри.>вср ; -.е перх х-ста i вся
в на прав ion ии. пор иен 1 и: \. I яр; ом ее о в (см. рис. 12.11,;'));
Комбинированные. :о;орые : о в<> a.uoi ришеры-.е о I .овремо’!-
ио iiMciB смешения п.ювые и иерщш пику. 1яриые оiноситсяш о
1ИИШ1ДС.1Я с; а ша. и е. сощаю! i-.ачачво и пл авание.
llaipoiibi и. I j во. .'oihiic и комби:, ированные бо,в.ч сложные ио
копе и)\ кипи, по-;юм\ они и ри ме 1 я ю н'з в ю.х с.ичаях. noria i ре
бмеюя иолхчптв oiBepciiic после ра .вертывапия высокой iobi.ocih
порядка 0...7 кви. । ! । с I ов.
Следхе, mimciihb. ню вес ipi: вида п.'И|'о',(.в nciio. ,ь »\ ю i ся
не !о.!К;-о на сичнка.ч ioKo,pi:oii ipxiiiiBi, ио и на хвер.1П.1Ь'.'Ы\ с:а;.-
ках. при обрабоI ке ючных о i ворс : пй разверт ;.а\1И.
Meiniiki: и пл a nib. и х станов, шваююл на реве. ii.BCpn и \
головках с iioxioiiiBio ре жбояарс Я1Ы.\ Широков. П.'вес.но, ч: > кз-
чесню нарезаемой решай во хинном определяет правил вное <?-
крепление режущею ш д i р_\ xicni а. При выборе конс1р\кции на:
рощ| необходимо хчшыван»: я ребовчни-.! к ...ihcciim. рс.вбы. Мни
|)in.i займовый, размеры и вид о i вере гпя (скво и ос. i.ixxocj, при-
меняемое оборудование и способ) паре laana ре и.бы. 1 ’ио < 1б,,| на-
резания рочзбы:
с.-i ХЮ ;а I Я1 ива.. нс меншка, I. е. бе; иршл ди; е. ншой ио.1 ни
х!егчиь.а. при -ЫОХ1 ме1чик закреиляеiся же<’!ко:
ирних ди i елвиая иодача меншка. При ,moxi (.iH.cn'ie во ;xi; • <-.цо
иекоюрое несовпадение величины подачи станка и mai.i ре вбы
метчика. В этом случае жопкое закрепление м с i'! i; i. а педон.cin
мо. IIo-moxix 11 p и xi e и я io i i-.oxi пеш npx ющие шорины, попрые н.,1ю
ляют Х1С1ЧПКХ в процессе рс.;ання ихн. ,и> скободх перс .ющекия в
22>7
cA_r
Рис. 12.8. Компенсирующий патрон для метчиков.
осевом направлении. Конеiру кии ч компенсиру юнп'.х шыро.шв вы
1Ю.1НЯЮ1СЯ в различных вариант':.
На рис. 12.S показан ком пенен рхчошн й ваз рои. позволяющий
нолечип, полный профиль резьбы бе ! среза начальаых ынков.
Хвое।овином । орпуса 1 naipon закреп.1яеiся в револьверной го-
ловке. В корпусе 1 па шариках 1 сепаратора 3 расположена дер-
жавка 7 с квадратным oiвере! нем. в которое встав.1яе>ся метчик с
спором в конус <3. От проворой, в процессе резания державка 7
удерживаеiся падьцем 5 с подшипником (i. 11а дср/кавку 7 дейш -
вуег компенсирующая пружина 2, усилие рсгулирусюя винтом 10.
Усилие должно бы i в 1акпм, чибы при нарешпип решбы надев 3
находимся посредине овальною окна. Рукоянтой 9 сенараюр 3
у с i апавл пвают в среднее положение.
При нарезании резьбы малых диаметров, а 1акже в глухих
отверстиях и до упора, особенно в т рудпообрабаiывасмых мате-
риалах, малейшая пеючпость в настройке или обработке можс!
вызвать перегрузку, а следовательно, поломку метчика. Для ис-
ключения Э10Ю явления применяют различные предохранитель-
ные самовыключающиеся или револьверные патроны. Патроны на-
с1раиваю1ся на допустимую величину крутящегося момента, п, ес-
ли момен! резания превосходи! усiаповлеппый момент, то naipon
авю.ма I нчески выключашея.
1’ни. 112.9. Предохранительный резьбонарезной патрон
Па рис. 12.9 приведен патрон с предохрани!единой м\фюй
шарикового !ппа. В корпусе 11 ус iаповлен подвижно держа юль 1,
в котором ВИ1НОМ 3 закрепляется метчик пли плашка, в торце дер-
жа юля размешены пальцы 13, коп;актируемые с гайкой 2, а про-
Ы1В0И0Д0ЖНыс концы пальцев 13 cucikihioich с шариками 4, рас-
положенными в сепараторе б. На шарики действуют пружины 5.
239
Сепара i<'p ее держа юле 1 ; державно ilan'.oij 7, ;i два его вис
ixna в\о i>ii в дны ко;) ।! у си !!. Держащая ! в корпхее 1! хдер-
кшшсюя пружиной 10 при иомюци вин и 12 Пружшш 8 xiiiipaci-
СЯ В ШЯЙбу 9, ОНИ обсСИСЧНВИС1 НОВОГО! держи ЮЛЯ 1 В ИСХОДИ} 10
позицию для нарезания. В процессе !:арсзаиня момсы резания
воспринимасся пальцами 13. кон : a h i ирх юши ми с шариками 4.
Прп \ вс.111чс 1'и hpxiHiiieio момеша выше расчеi него пальцы
у 1аиливлю1 шарики, держаюль । ia ни и ас i проворачиваться и сю
осевое персмете.ис прекратятся. При обратом вращении шпин-
деля сынка 'с!чи!\ (и юшка) свинчивасiся и возвращает держа-
юль в исходное положение. Распетый моменз epaoniывания ниг-
рола х с ан,.в ши.шгея рсг\, Л1р\ loaieii laiiToii 1. Па юрце гайки иа-
кесс чы деления, сое i вс i с i вуюш не тчщмечру резьбы. Прп и а с i рой -
ке иа i рои а необходимо сажаю вив i 11, повернув гайку 4 до сов-
мещения деления за шнного дпамора нарезаемой резьбы с рис-
кой указаюшя иа держа i е ic, и идем зажат вши И, коюрый че-
рез всавку 15 ззс'1 опори I : айку.
1 2.2. Вспомоги тельный инструмент
для сверлильных станков
11а сверлильных сайках выполняю! oopauoiKx различных от-
г-срс111й, нарезание резьб, иодiорцовку и зенковку поверхносieii
KiroioBoK. Пип jioxi широко использую! мерные режущие пнегру-
xieii I ы, бол ыниис i во которых та к ре и л яс i с я на сайке с помощью
всиомо! а юльиых иис грумеи юв.
С вер л а, зенкера с коническим хвостовиком устанавли-
ваю! пспосредс вешю в шпинделе сайка или через переходник
BIX.IKH, а с цилиндрическим хвосовиком закрепляю!' в разрезных
переходных втулках, но чаше всего в са моцеп i рпрхющих свер-
лильных иа I ропах. коюрые усапавливаю! в шпинделе станка.
Наиболее распространенными являююя стандартно двух- и трех-
кхлачковые и цанговые на i роиы Очень часо сверлильные опера-
ции бывают хини оиереходпыс, и для каждого перехода исиользу-
сс! отельный режхший шерхмен!. Для сокращения времени на
замепх режущего шерхмеша применяю! быс росмепные панро-
|Ц)1. К шырону прилагается комплот сменных втулок (всавок).
Все режущие пно румеш! ы, необходимые для выполнения опера-
ции. такрсилшоюя в сменных nix 1ках. При замене сменная вгхл-
ка с режущим hiici румеи юм вс является в гнездо корпуса бысро-
с.мс!Iiioi'o иа । роиа.
Па рпс. 12.10 приведена одна из коле i ру кmiii быс росменшл о
iiaipona. cJioi иа, рои позволяв! иерсдава!Ь большие крхлящие
момеи । ы. Корпус 1 своих] хвое овикох] за !\рснл яс юя в шпинделе
240
Рис. 12.10. Быстросменный патрон с ведущим штифтом.
241
скшка. В гнездо корпхеа 1 bciав.me 1 ся сменная тулка (>, в ною
рой закреплен режущий hiiciрумепi. Ви лка пмес! паз, коюрый
охваыяваег штифт 7, передающий крутящий momcih. В корпусе
имеется два отверстия под шарики 1, а на втулке 6 кольцевая по-
лукруглая канавка. При подъеме обоймы 3 до упора в пружинное
кольцо 2 шарики освобождаю! втулке (j и она свободно вынима-
йся, после установки следующей втулки с режмпим ппс1р\меи-
юм обоймм оихскаю! до кольца 5 и фиксируют шариками смен-
ную вилку в осевом направлении.
Р а з в с р т к и на сверлильных станках, как и па револьвер-
ных, закрепляю! нежестко. Такое закрепление позволяем разверн
кс са мо\с J а и а вл ива т вся по обрабат ываемому оитерстпю. Для за-
крепления разверток применяют самоустапавливаюшис патроны,
которые разделяются на качающиеся, плавающие и комбиниро-
ванные, последние обеспечивают качание и плавание развертки.
Патроны с помощью хвостовика закрепляются в гнезде шпинделя
папка.
Качающиеся патроны (рис. 12.11, а) позволяю! развершс на-
клоняться па некоторый угол. Патрон состоит из корпуса 1, под-
iiHiniiKa 2, шарика 3. Вилка 3, в которой закреплена развер 1 ка,
размешена в корпусе 1 с некоюрым зазором и качается на штиф-
тс 4.
Плавающие патроны обеспечивают свободное совмещение
осн разверпчп с осью обрабатываемого оюерстия без перекоса.
Патрон (рис. 12.11,6) состоит нз корпуса 2, втулки 1, в которой
закреплена развертка. Во фланце тулки 1 запрессованы два
штифт 6, а в корпусе 2 — два ипифта 10, на штифты 6 и 10 на-
деты втулки 4. .Чежду торцом корпуса 2 и фланцем вилки 1 на-
ходится поводковое кольцо 3. В кольце 3 имеются чпыре паза и
четыре ошерстпя, пазы охваняваюг втулки 4 ипифтов 6 и 10, а в
о!верс!иях размещаются шарики 5. Осевое \cii.inc от развертки
передается на корпус 2 через шарики 5. При рабою кр\ пиний мо-
мс'ы от шпинделя сманка передайся через корпус 2 к вилке 1,
через ш Iи(|) 1ы 10, кольцо 3 и ш i ифi ы 6. Поджим фланца bi хпки 1
к торцу корпуса 2 оси тес i вляст ся накатной гайкой 11. Межд\
iникой 11 и фланцем вилки 1 для уменьшения [рения \ с i а повиси
сепара юр с шариками 7 и два опорных кольца S. Втулка 9 предо-
храняет нитрон о! загрязнения.
Комбинированные патроны позволяют развер1ке иметь \гло-
выс смещения (качание) и радпа твое смещение (плавание). Та-
кие иа 1 роиы обеспечиваю! пап. 1\чшее совмещение оси развер! ки
с 01’1,10 обраба 1 ываемо! о ojBcpcniH. Они moi х i примени 1вся для
и крепления разверюк кик с коническим, гак и с цилиндрическим
хвое 1 .'пиком. Однако ли па i роиы более сложные и.) коне i рукции.
242
Рис. 12.11. Патроны для крепления разверток:
а • качающийся; б - плавающий.
Метчики .открепляют так же. как и на револьверных стан-
ках. Жесткое закрепление метчиков обычно выполняют в icx сл\•
чаях, когда в’одноп операции сверлят тверстпе, а пнем нарезают
резьбе. Для этого используют простейшие пли быстросменные
патроны, в коюрых метчик закрепляется непосредствсипо или че-
рез разрезную втулку, а сами патроны соединяются со шипи.шлем
станка с помощью конусного хвостовика. При нарезании резьбы с
принудительной подачей мычики устанав шваю! в компепсирую-
И1ПХ патронах (см. рис. 12.6). При нарезании ре шб в глухих от-
верстиях или малых диаметров для закрои.тения мючиков приме-
няют предохранительные самовыключающиеся пли реверсивные
патроны. Такие патроны настраивают на расчетный крутящий мо-
мент. Гели при нарезании резьбы Bt, шикает перегрузка, то патрон
автома Iически выключает подачу меншка. тем самым предохра-
няя его от поломки.
Наиболее эффективным меюдом повышения производи (сон-
ности при обработке отверенп) в заголовках являыся многоинсi-
рументальная обработка, т. с. обработка одновременно несколь-
кими режущими инструментами. При этом вспомогательным инст-
рументом служит миогошипндслиная сверлильная головка.
Мпогошпипделиная сверлильная головка — это приспособле-
ние для у ниверсальпых вертикально-сверлильных станков, кото-
рое объединяет несколько рабочих шпинделей, предназначенных
для закрепления сверл, зенкеров и других иксi р\ ментов. Число
рабочих шпинделей определяется требованиями (ехпологип обра-
ботки отверстий в заготовке па заданной операции. Головка уста-
навливается и закрепляется па гильзе (пиноли) станка и от пес
получает подачу, а от шпинделя станка через зубчатую (с внут-
ренним или наружным зацеплением) пли кривошипно-шатунную
передачу крутящий момент передается к рабочим шпинделям. Го-
ловки работают в комплекте с кондуктором, в котором установле-
на заготовка. Чтобы инструменты точно входили в отверстия кон-
дукторных втулок, предусматриваются направляющие колонки
(скалки), обеспечивающие связь между головкой и корпусом кон-
дуктора.
Головки разделяются па универсальные и специальные. Пер-
вые применяют в мелкосерийном и серийном производствах для об-
работки отверстий в разных заготовках. В этих головках можно
изменять угловое и радиальное положение рабочих шпинделей в
определенном интервале. При переходе к обработке к.готовки дру-
гого наименования производят переналадку, 1. е. меняют (пли пе-
реналаживают) кондуктор, режущие пнсiрумоиfы и устанавлива-
ют рабочие шпиндели в заданное положение согласно схеме обра-
ботки, предусмотренной в технологической карге па данную оие-
244
Рис. 12.12. Универсальная четырехшпиндельная сверлильная головка.
245
рацию ( шецналиные головки вредна шачены для odpaooiKH ointp
cinii в за гол овках одного наименования. Опп имею! hociohhiioc
расе тмине между осями шпинделей и иримшiяю i ся в крхпносс
рийном и серийном произволе! вах. Учшывая, чю МНОГОШИПИДеЛ;,-
ные головки сложные и сравниюльно дорогие, целесообразное!и
их применения должна бы и> экономически обоснована.
На рпс. 12.12 приведена х ппверсальпая 4-шпппделиная голов-
ка. Она пояском А цешрируется па фланце гильзы шпинделя
главка и закрепляется ганками 4. Ог шпинделя станка вращение
через валик 3, ведущее колесо 2, паразитные колеса, соединенные
с пустотелым валиком 9, передайся на рабочие шпиндели голов-
ки 11. В корпусе 1 имеется Т-образный кольцевой паз, в котором
располагаю i ся головки четырех ояжпых болюв 5. Боя г 5 прижи-
мает к корпусу 1 корпус рабочего шпинделя, сосюящий ш сскто
ра 6, среднего корпуса 8 и нижнего корпуса 10. Корпуса 8 и 10
соединены штифтами и образуют кронштейн, в котором смонтиро-
ван рабочий шпиндель головки 11. Кронштейн можно поворачи-
вать на 300° относительно пустотелого валика 9. Сектор (5 центри-
руется по внутренней стопке корпуса 1 и прижимается к ней че-
рез шпильки гайкой 7. Каждый сек юр можно перемещать по ок-
ружности па угол, ограниченный дугой радиального паза Б. вы-
полненного в корпусе 1.
Наладка головки сводится к тому, чтобы каждый рабочий
шпиндель установить в заданное положение. Для этого отпускают
гайку болта 5 и поворачивают шпиндель 11 иа заданный размер,
а если еще требуется переместить шпиндель в угловом направле-
нии, то освобождают гайке 7 и смешаю! сектор (> вместе с крон-
штейном до совмещения осн сверла с осью кондх к горной втулки.
За!см зажимаю! секюр i айкой 7, а корпус рабочею шпинделя—
гайкой стяжного болта 5. Втулка 12 слхжнг для направления ко-
лонки, закрепленной в корпусе кондуктора.
При обрабо1ке отвереiий 15 загоювке пос.юдова iелыю несколь-
кими режущими пнегрхменiами применяю! рево лазерные (пози-
ционные) головки, они также у ci анав. iiibtiioiся на верiикальио-
сверлильпых станках. Iоловки nxieioi дел и i ел i>>-oe xciponcmo, с
помощью к.лорого пне 1 pyxien 1 ы поворачиваю! ся в нхжную пози-
цию и настраиваются па заданные размеры. Такне головки позво-
ляю! сократи!!; вспомогат ельное время, связанное с переходам!!.
Обычно головки имею! 3...5 шпинделей.
Вон росы д. I я са \iokoii i ро. in
I. I Означение и вы бор ВИ.
2. Установка и за креплен нс В11 на рево. и.верн ых сынках.
3. Копс I ру кцпп перш улиру смых державок.
246
•1. Копс I p\ KiUI я pcr\','lIIР\ СМOiI ДОрЖИВКИ.
5. Быс гросменпые сверлильные нитроны.
(>. Нитроны для за к реп. тен п я разверток.
7. ГПпроны для закрепления метчиков.
<S. I кипячение и конструкции сверлильных головок.
Глава 13. Вспомогательный инструмент
для станков с ЧПУ
ЭффекIивност1> работы счанков с ЧПУ в значительной степе-
ни .зависит от технического уровня ВИ. Применение совершенных
конструкции ВП позволяс! повысить производительноеIь обработ-
ки и сократить простои счанка. Повышение производительности
достигается ну (ем применения прочных и жестких ВП, обеспечи-
вающих надежное крепление режущих инструментов, чю позволя-
ет вести обработку па н а ивы годнейших режимах резания, а также
за спет использования ВП для многониструментальной обработки.
Простои станка обуславливаююя затратами времени па перена-
ладку, т. е. па замену режущею пне i румента или поднастройку
его в процессе работы в результате износа. Для сокращения вре-
мени па замену пнеi ру ментов используют блоки, состоящие из ВП
с закрепленным it них режущим инструментом, заранее настроен-
ным па заданный размер. Блоки сравнительно быстро устанавли-
ваются па револьверной головке, суппорте или в инстру менталь-
ных магазинах панка.
/Хвостовики ВП имею! размеры и форму для конкретного
станка, а передняя зажимная часть — для режущего инструмента
со стандартной присоединиюльнои поверхностью (призма iпиеской,
конусной, цн.тпнпрической), то это привело к необходимости созда-
ния рашообрашых переходников (адаптеров). Комплект переход-
ников Соснин in резнедержатслей, Широков, оправок различных
копе 1рукипи, предназначенных для крепления режущего инстру-
мента.
13.1. Вспомогательный инструмент
для станков с ЧПУ токарной группы
Всномога ।ельный инечру.мент для токарных счанков предна-
значен для ня креплен ня резцов, сверл, зенкеров, разверток, метчи-
ков и плашек. Прп этом он должен удовлеiворять основным тре-
бованиям: Сиять достаточно прочным и жестким; иметь высокую
точное in и с 1 абилыюсть базирования и закрепления режущего ин-
струмента; ле!'ко и быстро yciанавливаться и сниматься; обеспе-
чиваю паст ройку инстру.мен га вас станка. Всномогательный инсг-
ру мен । обычно у ci aii.iB.THBaeicn в рево.шпорной головке или суп-
нор Iе станка.
247
Рис. 13.1. Быстросменные держатели.
248
Б.I .hi p< ib;i i i ие BI 1 oc\щесылятся по h' прав, шюшим в щ!.;.с
нринм, сфер uni «,i a ci о ч в 11 в a двосы» c ;a i pen. юкнем cneei
риком ii.iii 11p11/Кв:miiым11 нитками. Часю базирование резне юр-
maie.icii (державок) производя, по надиндрическому хвоеювику
и штифту, обеспечивающим ючиую угловмю усчаиовку пнегрх мен-
I а, или по цилиндрическому хвостовике с лыской, на Koiopoii и.ме-
ю’.ся поперечные зубцы.
Конструкции быс 1 росмсщ ы.\ державок с цпяппдрнческпми
двое твиками, ус i аиавл пваемых на ревом вверныд lo.ioBi.ax. п жа-
лены на рис. 13.1. Державка обсспсчпваеi (рис. 13.1, a) aei кую н
бысырую и ас т poi'i к у ипстру мен । а вне панка по размеру и углово-
му расположению резца с помощью разрезного кольца, с фикси-
рующим пальцем 2. Кольцо, усыновленное на хвостовике держав-
ки 1, закреиляпся вшыом 7. Хвостовик державки 1 базируется в
гнезде револьверной головки с упором в торец разрезною колют
б, а палец 2 входи i в lOpLicBoii паз корпуса головки, обеспечивая
\ гловое положение резца. Xbociobiik закреиляпся плунжером 5
при ввинчивании впита 3 в ганку 4.
фсржаВТ. ! 1 (р,:С. 13.1.б' Ж! НИ, 1И11ДрПЧеС!\«-м двое I ОВ11КС.
имеющая лыску с нарезанными зубцами, устанавливайся во пул
ку 1 револьверной головки. Закрепление державки выно,;и•.сiси
витом 2, воздспс।вующим на плушкер 3. При эюм зубцы плун-
жера жепко закрепляют державку в радпшыюм и осевом на-
правлениях. Угловая фиксация выполняется инифгом 5, запрес-
сованным в головке и входящим в огвернпе державки. Такие
державки обеспечиваю! высокую точность насiронни ре "ia вис
сынка, надежное закрепление державки и резин, легкую и быст-
рую щмену инструмента.
Вспомогательный инструмент для з;::-.->еиле аы ve|Jitoio ины-
румсиы (сверл, зенкеров, разверюк. метиков па юкарчых сын-
ках с ЧПУ) iiMeei много общего с ВП, используемым на универ-
сальных револьверных стайках, — до переходные выли: п различ-
ные патроны. Однако к ВП для iокариых сынков с ЧПУ предь
я в, 1ЯЮ1СЯ более высокие i ребоваппя к iohhochi ба щровани-! и за
крепления режущего инс i румси i а, к быырок- нас! робки и замене
ППС I ру MC.I Ы. Для J i oil цели IlinpOi О Н'ШО.Ш iy 10! СЯ быс ; ри.'ЦС''!!’Ж'
щнроиы с высокой точностью цен I рировапия режущей) niicipx-
Mciiia п более совершенные шыроиы для шкрсп, шипя рашерюк и
ме । чиков.
13.2. Вспомогательный инсiрумси1 для сынков с ЧПУ
фрезер но-сверл и льно-расточной группы
Па э I и х станках обработку з a i от овок осу meci b.ihioi вращаю
щимпся режущими инс i ру меп ы ми (свер.'avn. юкксря'ш, ра шер!
ками, мечниками, фрезами, расточными оправками и ip.). Связь В11
2-19
('<> пишите. icm г!;шк;| об|,1чп() вы по. i и яется е помощью псрехо шых
он p;i вок и па 1 ро нов, коiорые имею! кои \ си bi с хвое i овн к и с кон у ci ю-
с। ыо 7:24, cooiвсюiву ющей размерам отверста в шпинделе панка.
Переходные BII с конусными хвоеiовпкамп применяю!ся па пан-
ках как е авюматпческой, так и с ручной сменой hiici румеп ia.
При авю.ма шчсской смене пне i румента в конструкциях переход-
ных оправок и патронов предусмач рпваюгся специальные мена
ддя нсхвата ипсгрумепта манипулятором.
В настоящее время широко применяют сисчемы упнфицпро
ванной оснастки. предсчавляющне собой набор унифицированных
вспомоги 1 единых и режущих ппструмепюв. который позволяет со-
ызва ы> комплект оснастки ддя качественной обработки поверх-
ностей niToiOBOK и лучше реализован. возможное i и счанков с
ЧПУ. ('.истомы ВИ позволяют создана н> блоки (комбинации
вспомога (единого и режущего пип румеита), каждый из и.оюрых
служит ддя выполнения конкретного технологического перехода.
К системе ВИ предъявляются следующие требования: мпнп-
мальпая номенклатура н стоимость; высокая точность, жесткой и
и впброустойчивость закрепления режущего инструмента с учетом
шыснснвных режимов работы п выполнения обработки ошерсчпй
без направляющих кондукторных втулок для сверл п других ре
жущих инстру мен юв; возможноети регулирования длины режуще-
। о инстру мен та и быстрой его смены; удобство настройки режуще-
!о инетрумепга па заданный размер.
На рис. 13.2 показана одна из систем ВИ. Хвостовик В с ко-
нусностью 7 : 24 точно центрируется, а зачем через головку Л не-
исходной оправки 1 пли .патрона 2 жестко закрепляется в гнезде
шпинделя станка механизмом захвата. Па хвостовике имеется ци-
линдрическая проточка с В с двумя буртиками для захвата ма-
niny.iHiopa при автоматической смене инструмента.
Переходные оправки 1 с коническим отвергшем предка шате-
ны для yciaiioBKii и закрепления режущих или вспомога юльных
ш'с।руменюв с коническим хвостовиком. Переходные пантовые
кантоны 2 п 3 служа i для закрепления режущих и вспомогаЮди-
ных пне 1 румептов с цилиндрическим хвоеювпком. Патовый пат-
рон 2 ii.Mcei одиоуюовую удлиненную цангу с большим числом
дву хс1 лропних прорезей, что повышает ее э iac i пчпос i и, а naipoii
3 — двухугловую цангу. Эти патроны обеспечиваю! высокую юч-
пос!ь цен 1 рироваппя и падежное закрепление imci ру мен юв. Пе-
реходные оправки 3 с цилиндрическим посадочным оiвереiнем
предназначены для усановкп и скрепления искомы а : единых нп-
С1])\меи1ов с во;можпой рсгу л кровкой по высок-. Веи imoi а 1 еди-
ные Hiici ру мен । ы <5—9 yci апавливаююя в переходной оправке 1.
Рис l.i J ( i'i к m.i lit iit>м<и.11( !ijin)i. । nib । ii.-.'k .нм к сынкам с ЧН\
251
Конусные переходные BIX.II-.и 6 ЯВЛЯЮТ ся промежуточным звеном
между ХВОСТОВИКОМ 1IHCI П\ МОИ I И И конусным OIBCpC'HICM ОПрЯВКП
1. Цанговые па 1 роиы 7 п 8 с одпоу гловой цангой 7 п дву хугловой
цангой 8 предназначены для закрепления режущих инструментов
с цп.т пидричсскп.м хвое юпиком диаметром or 2 до 25 мм. Оправ-
ки 9 служат для наездных зенкеров, разверток с посадочным от-
верстием с копу спостыо 1 : 30.
Вспомогательный niicipyMcni 10—14 с цилиндрическим .хвое
говиком п шпонкой ус[анавливают в базовом oiBcpcinii переход-
ной оправки 5 и закрепляют двумя вшнамп. Bbi.iei инструмента
регулируется с помощью специальных гаек с ючпостчю 0,1 мм.
В переходных втулках 10 с отверстием с конусом Морзе закрепля-
ются инструменты с конусным хвоеювпком, а в цанговых патро-
нах 11 и 12 закрепляют режущие инеiрумеиты с цилиндрическим
хвостовиком. Оправки 13 используют для установки и закрепле-
ния фрез с диаметром отверстия oi 1G до 32 мм, а оправки 14 —
насадных зенкеров и разверюк с посадочным отверстием с коиус-
иост ыо 1 : 30.
В системе предусмотрены и быстросменные патроны для мет-
чиков с быстросменными веывкамн и осевой компенсацией и с
быстросменными вставками и осевой и радиальной компенсация-
ми. На с 1 пиках с ЧПУ с ручной сменой пнеi ру мен iов широко ис-
пользую! переходные бысгродсйсгвующие патроны с шариковым
захватом.
Вопросы для самоконтроля.
1. Назначение и конструкции переходных оправок и патронов.
2. Унифицированная система ВИ (рис. 13.2).
3. КопсIру кцпп цапювы.х иа иронов (рис. 13.2).
РАЗДЕЛ В. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ
ПРИСПОСОБЛЕНИЯ
Глава 14. Общие сведения
о конIрольно-измерительных приспособлениях
14.1 . Назначение, классификация и структура
контрольно-измерительных приспособлений
Контрольно-измерительные приспособления (КИП) предна-
значены для контроля п измерения точности геометрических пара-
метров деталей и сборочных единиц при их и и о гов. юн ни иа эта-
нах проможмточного п окончательного контроля. (' помощью КПП
проверяю,:
252
линейные размеры; наружные и внутренние диаметры, высо-
iy, ширину, глубину, выступы, длину различных элемепюв леи-
леи, коюрые невозможно или нецелесообразно измерять жесткими
калибрами или универсальными мерительными пнструмен i ами;
форму поверхностен: отклонения от заданной формы;
расположение поверхностей; отклонения от расположения по-
верхностей;
параметры; зацепления зубчатых колес, резьбовых соедине-
нии, фасонных поверхнос।ей и деталей со сложным профилем.
Кроме того, с помощью КИП:
осуществляют настройку режущих инет румсн гов на заданный
размер и конт[толь размеров заготовок при обработке их на стан-
ках с числовым программным управлением (ЧПУ);
выполняют активный контроль размеров заготовок иеиосред-
с । пенно при обработке их на шлифовальных и токарных станках;
проверяют одновременно несколько параметров деталей;
производят сортировку детален по точности параметров на
I руппы в пределах заданного допуска.
Из вышесказанного ясно, чю коитрольно-пзмсриильные при-
способления имеют весьма широкую область применения и moivi
бьнь использованы для самых различных по размерам и koiici р\ к-
цин деталей с большим диапазоном допусков и квалигетов точно-
ст параметров [2, 13].
В настоящее время единой, общепринятой классификации
КИП по существует. На заводах и в технической литера гуре прп-
няю классифицировать приспособления ио различным характер-
ным признакам.
Рассмотрим классификацию коптрольно-измерительных ири-
способлепнй по основным признакам [25]:
1) П о с и е ц и а л и з а ц и и :
универсальные КИП. Используются для контроля заданных
параметров у заготовок или деталей различной конструкции в оп-
ределенном диапазоне размеров;
специализированные (переналаживаемые) КИП. Имею! ог-
раниченную универсальное।ь п используются для копiроля иара-
MeipoB однотипных заготовок или детален, принадлежащих к оп-
ределенной классификационной группе или классу. При контроле
каждого наименования заготовки приспособление переналажива-
ется;
специальные КИП. Иснользуююя для котроля параметра
или параметров одного наименования загоювкн.
2) П о ви д у к о и т р о л и р у с м ы х г е о м е т р и ч е с к и х
параметров загоювок или диалей приспособлений (рис. 14.1).
2,3
Рис. 14.1. Классификация КИП по виду контролируемых
геометрических параметров деталей
254
3) П о уровню механизации и автоматизации:
ручные, механизированные, автоматизированные, автоматические.
4) П о числу измеряемых параметров: одномер-
ные и многомерные.
5) По с п о с о б у измерения: статические, кинематиче-
ские и динамические. Под статическими понимают такие способы
контроля, при которых ни измеряемая деталь, ни элементы изме-
рительного устройства не совершают во время измерения каких-
либо перемещений (например, измерение с помощью интерферен-
ции света); при кинематических способах контроля измеряемая
деталь или измерительный элемент приспособления
перемещаются с малой и практически постоянной скоростью за
время проверки; при динамическом способе контроля скорости пе-
ремещения относительно велики, а возникающие в процессе изме-
рения ускорения существенно влияют на результаты контроля.
6) По методу преобразования измерительного им-
пульса: механические, пневматические, гидравлические, электри-
ческие, пневмоэлектрические, фотоэлектрические и др.
КИП могут характеризоваться и по общим показателям, та-
ким, как производительность, точность, пределы контролируемых
параметров, устойчивость к внешним воздействиям, чувствитель-
ность, время безотказной работы и др.
Несмотря на большое разнообразие контрольно-измеритель-
ных приспособлений по назначению, конструкции, габаритным
размерам, уровню механизации, точности и т. п., все они имеют
общую i:ip\Ki\p\, чю позволяет расчленить КИП по функцио-
нальному признаку па отдельные части, которые принято назы-
вать элементами.
Под элементом понимают деталь, сборочную единицу, меха-
низм, устройство, узел, предназначенные для выполнения опреде-
ленной функции в приспособлении. Анализ конструкций показыва-
ет, что количество элементов в структуре приспособления невели-
ко. Все элементы можно объединить в следующие основные груп-
пы: базирующие, передаточные, подвижные для вращения или ли-
нейного перемещения контролируемой детали или измерительного
устройства, зажимные, вспомогательные, корпусные. Корпус явля-
ется основой приспособлен ня, где монтируются все остальные эле-
менты. В группе элементы различаются не только по размерам, но
и по конструкт нвномм исполнению. Следует заметить, ч то в зави-
симое! и о г назначения конструкция приспособления может состо-
ять из всего комплекса элементов или только из отдельных групп
элементов.
255
Рис. 14.2. Приспособление для контроля торцевого
и радиального биений
256
Проектируют элементы с учетом требований, которые предъ-
являются к ним исходя из выполняемой ими ф\акции. Эю позво-
ляет иметь общие методы проектирования каждой группы эле-
ментов. Поэтому для установления общих принципов проектиро-
вания контрольно-измерительных приспособлений нет необходи-
мости рассматривать множество разновидностей элементов пли
конструкций приспособлений. Большинство элементов стандарти-
зованы. Все это создает предпосылки д.тя ускорения проектирова-
ния контролыю-пзмерп гельпых и риспособл ей и й, которое сводит-
ся, главным образом, к конструированию элементов, необходимых
для заданных условий контроля и установления их в строгой взаи-
мосвязи па корпусе приспособления.
Рассмотрим структуру и работу приспособления (рис. 14.2)
для контроля торцевого и радиального биения (отклонения рас-
положения поверхностей). Оно состоит из следующих элементов:
базирующего 5, предназначенного д.тя установки контролируемой
детали 6; зажимного 4; передаточных 3, которые контактируют с
проверяемой поверхностью и передают перемещения к индикато-
рам 1 и 2; подвижного узла, с помощью которого вращают деталь
во втулке 7; корпуса 8, на нем закреплен фланец 9 с подвижной
втулкой 11; валика 12, соединенного со втулкой 11 и вспомога-
тельным элементом—кронштейном 13. На кронштейне 13 закреп-
лены индикаторы 1 и 2. При установке и сияiни контролируемой
детали 6 кронштейн поворачивают, угол его поворот ограничен
винтом 10. Контроль осуществляется следующим образом: контро-
лируемую деталь устанавливают на конусный палец 5 и закреп-
ляют через шайбу болтом 4, поворачивают кронштейн 13 и осуще-
ствляют контакт индикаторов с коигролпруемыми поверхностями.
Затем путем поворота детали фиксируют ио индикаторам 1 и 2
торцевое и радиальное биение.
14.2 . Выбор средств контроля и измерения
При выборе средств контроля (измерения) решается комплекс-
ная задача, при которой должны быть учтены многие технико-
экономические показатели как технологического процесса обра-
ботки, так и процесса технического контроля заданных геометри-
ческих параметров обработанной заготовки или изготовленной
детали и сборочной единицы. В производстве двигателей решение
этой задачи значительно усложияшся в связи с тем, что боль-
шинство поверхностей де!алей двигателей изготавливается с высо-
кой точностью, кроме этого, многие детали имеют сложную фор-
му' и большие размеры. Все это приводит к повышенным i ребо-
ваниям к средствам контроля, которые должны обладать высоки-
257
ми метрологическими характеристиками. Поэтому вопросам выбо-
ра средслз контроля на произволеiве \дсляс!ся большое внима-
ние.
Выбор средств контроля основан на обеспечении заданных
показателей процесса технического контроля и анализа затрат на
реализацию процесса контроля. К основным показателям пронес
са контроля оыюсятся: точность измерения, достоверное i в. ирон ;-
водится ыюс гь и экономичноегв контроля [20:, 211.
Точность контроля (измерения) — качество контроля, опреде-
ляющее блнзосл» его результатов к истинному значению контро-
лируемого парамст ра.
Достоверность контроля — верояыюсть соответствия резуль-
татов контроля действительным значениям контролируемых пара-
метров.
Надежность контроля — свойство контроля выполнять задан-
ные функции, сохраняя свои показа гели в установленных преде-
лах в течение требуемого промежутка времени.
Производительность контроля — время, затраченное иа конт-
роль одной детали.
Экономичность контроля — свойство контроля обеспечивши
минимальные за i раты па контроль при установленной достовер-
ное! и измерения.
Исходными данными для выбора средств контроля являются:
вид контролируемого объекта—деталь, сборочная единица, тех-
процесс; вид контролируемых параметров—геометрический, раз-
мер, форма, расположение поверхностей; номинальные значения
контролируемых параметров и допуски на них; конструктивные
особенности объекта — материал, масса, жесткость, состояние из-
мори Iельных баз, а также программа выпуска деталей в год.
При выборе средств контроля в первую очередь отдают пред-
почтение наиболее простым и дешевым, к которым относятся стан-
дартизованные различные калибры и универсал иные мерительные
инструменты. Однако часто эти среде 1ва не полностью удовлетво-
ряю! заданным требованиям Konipo,ih либо по метрологическим,
либо по экономическим показателям. Особенно эго проявляется,
когда необходимо: выполнять измерения с высокой точностью п
дос । овернос । ью; осуществлять контроль в труднодоступных местах
детали, где прямые измерения невозможны, а косвенные приводя!
к увеличению погрешности измерения и трудоемкости и к сниже-
нию достоверности контроля; значительно повысил» нронзводи-
юлы.оси» кон i роля; осуществлял» комплексный копт роль несколь-
ких в запмосвя занчых i i а р а м е i р (нз делали; ко:: i ро.трова i ь слож-
ные поверхнос । н icia.iii. Кроме экио, указанные cpeicina Koiiipo-
2ЙУ
ля не моп । бын> применены дл,; и >,мерсния заг<11окон в процессе
их обрабонш на сшиве, ддя ав юма 1 нческого кошроля и i. и.
Тогда применяют специальные средства контроля, к коюрым
относятся различные механизированные и авюматизпрованпыс
кош рольпо-и г м ср 111 е.п ы 1 ые приспособления, а в юма in шроваиныс
устройства для кошроля параметров загоювок непосредственно
па с I айвах с ЧПУ, акцизные среде вл кошроля, г. е. контроль об-
рабатываемой заготовки в процессе обработки, контрольные ато-
ма ня, коордпнатно измерительные машины н др.
При эюм следуем имен, в виду, чю применение специальных
средств контроля должно бьнь экономически обоснованно, а так-
же показано их пренмущесi во в ючности, падежное! и и произво-
ди I СЛЫ1ОС ! 11.
Таким образом, при выборе средств контроля парамшров
конкретной детали стремятся применить оптимальны!! вариант,
коюрый должен удов,iciворягь всем заданным показателям конт-
роля и быть экономически выюдпым.
Выбор средств измерения в первую очередь зависит от задан-
ной точности контролируемого параметра детали, т. с. от допуска
па этот параметр. При этом следует иметь в виду, что любой вид
пз.мерптслиных средств создав! соогвештвуюшу ю погрешность из-
мерения. Чем меньше погрепшоыь измерения, icm большая часть
допуска остается па обработку контролируемого параметра, а сле-
довательно, упрощается процесс изготовления детали. Однако при-
менение высокоточных средств намерения при сравнигсльпо боль-
ших допусках иа обработку также нецелесообразно , так как это
приводит к увеличению сюпмости средств измерения. Эго указы-
вав! иа ю, чю для каждого квалигеш точност контролируемого
napaxicipa должны быть он тма.тьные средства контроля, с опре-
деленной допустимой погрешностью измерения (cwT
При выборе средств кошроля по точное! и измерения руковод-
ывуюгся ГОСТ 8.051-81, где указывается допуешмая погреишос!ь
измерения в зависимое i и от квалшета, размера и его номиналь-
ного значения. Согласно ГОСТе средняя допуешмая погрешность
измерения для всего диапазона размеров сошавлясг oi допуска
на номинал ьный размер: для 5-го квалн i ci а 33%, для б-го и 7-го—
28%, для 8-го и 9-го—25%, для 10, 11, 12-го—23%, а для квалитс
юв 13—17-го- -20%. Таким образом, в зависимое!!! от квалитета
допустимая погрешность измерения составляв!
3 % ) '’I (допуска па размер).
В авиационной промышленное!!! часто уменьшают допусти-
259
мую погрешность измерения. Например, суммарная погрешность
измерения <» 1 КПП может cociaij.iHib (8...30) % допуска контро-
лируемого иарамшра детали и зависит от назначения изделия.
Для от встствеипых детален (изделии оь не должна превышать
8%; для менее ответственных — (12,5...20) % : для остальных —
(25...30) %. Однако значительное уменьшение (0ц)м приводит к
усложнению и увеличению стоимости средств измерения.
Допустимая погрешность измерения является суммой следую-
щих иогреишосчей: средств измерения; установки заготовки на по-
зицию измерения; настройки, в том числе погрешности настроеч-
ных мер и смещения уровня настройки; погрешности от влияния
темпера гурпых деформаций: погрешнос гн от влияния измеритель-
ного давления и вибраций; субъективных погрешностей опера-
тора.
При этом следует иметь в виду, что погрешность средств из-
мерения должна быть меньше на (20...50) % допустимой погрешно-
сти измерения.
Нормальные условия выполнения измерений определены
ГОСТ 8.050-73: температура окружающей среды — 20°С; атмо-
сферное давление 101325 Па (760 мм рт. ст.); относительная
влажность окружающего воздуха 58% (нормальное парциальное
давление водяных паров 1333 Па).
При выборе средств контроля параметров заданной детали
возникает несколько возможных вариантов. Определение опти-
мального варианта осуществляется на основании экономических
расчетов.
14.3 . Расчет КИП на точность
Контрольно-измерительные приспособления — специальные
средства измерения и контроля геометрических параметров дета-
лей, сборочных единиц, которые проектируются и изготавливают-
ся на заводах-потребителях,—должны отвечать всем вышеуказан-
ным требованиям (показателям), основные из которых—обеспече-
ние оптимальной точности и производительности операций техни-
ческого контроля. Кроме этою, они должны удовлетворять требо-
ванию экономической цел есооб рази ост и.
13 качестве измерительных устройств в контрольно-измери-
тельных приспособлениях используют: отсчетные со шкальными
измерителями—индикаторы часового типа, пневматические и др.,
с помощью которых определяют численные значения измеряемых
величин; предельные с беешкальными измерителями—жесткие ка-
либры, щупы и т. и., используемые для сортировки деталей; ком-
бинированные измертелп—различные датчики с отсчетными шка-
лами и др., которые дают возможность ие только оценивать дей-
260
ствительпые значения контролируемых параметров, по и сортиро-
вать делали по предельным размерам.
Конт рол ыю-из мер п i ел иные приспособления наст ра ива юте я на
заданный размер с помощью хстановочяы.\ мер (мера—средство
измерений, предназначенное для военной «ведения фп шческой ве-
личины .заданного размера: специальные -лиловы, и.юскопарал
дельные концевые меры донны и др.).
При расчете ючносш КПП определяют суммарную погреш-
ность измерения, состоящую из система i ическпх и случайных по-
грешностей. Суммарная погрешность включает: погрешность хтта-
иовки конт ролирх смых деталей на х с i аповочпые элементы, пере-
даточных устройств (элементов); \стаиавочных мер. псиользхс-
мых для- настройки измориiединых средств; погрешности, связан-
ные с данным \к'1одом измерения, вызываемые сеiочностыо отсче-
та по шкале измори le.ibnoro прибора, i емнера 1 \ рны мп колебания-
ми и др., вызванные нарушением первичной и астрой ки измери-
тельных средств.
Погрешность установки — эю отклонение фа к i пчески достиг-
нутого положения коп I ролпруемой детали или изделия при оста-
новке 01 пробуемого. ?)ia ногрешиосiв комп.юксная. опа состоит
нз следующих погреiniiociей: on., — ногрешиосiь изготовления
установочных элемепюв и их расположения на корпусе приспо-
собления (о I к. юпеппе размеров и юхинческнх требований в пре-
делах заданных допусков). Hia ши ротноеi ь cnciexia 1 пческая,
постоянная и прн проектировании КИП она определяется расче-
том па основании установленных допусков.
— ногрешност базирования, она возннкас! вследс1вие не-
точности изгоI он- шипя х с I ановочны.х п измерительных баз контро-
лируемых деныей г. пределах заданных допхеков, а 1ак/ке нали-
чия зазора между базовой поверхности) детали и хстаповочнымп
элемснia.Mii. Предельное значение aioii ногрешиосiи определяеiся
расчетным iixicm, ?>ih ногрешиосiи . являс1ся сп<дема iпческой
переменной.
(о. — ши решпосI ь смешения измериiединой базы контроли-
руемой делали оIносиIельно рабочих поверхности хсiановочны.х
элемепюв, I. с. смешение о> заданною положения. Эю смещение
вызывасюя деформа пней сняковы.х поверхности!, наличием на
ЭН1Х поверхнос!их мнкроперовносюй, перекосом деталей при усiа-
новке, паюсом yci ановочны.х элементов и др. Величина погрешно-
сти HiBiicHi OI многих случайных факюров и определяется экспе-
римент альпо. IlorpciiHioe 1 ь ох являемся елхчайиоп пезавпеимой
вел iiHiiiioii.
(оз — погрешность закрепления. В отельных конструкциях
КИП требуется обеспечит неизменноеi ь положения контролнруе-
261
мой детая и. дл я тгого применяют зажпмиые механизмы. которые
до.ькиы со гика 11, небольшие силы нажима, чтобы не нарушит
пос। оя1л‘ । но упаковки детали oinocin ельно п.<мерinе.iьыых
срсдс'.в и iic деформирован) дпали. Причинами -пой погрешнос i и
и в. i я ю I ся ко ico'i : не величины прилагаемой силы закрепления, ив
мепения моста ее приношения, о i клонения формы коп i ак i ны.\ но-
вер\иосIей и др. Таким образом, погрешиосгь о», являеюя сл\-
11:11111 <) i I не ш ВИСИ мои величиной.
Погрешность передаточных устройств состоит из двух видов
(о,. -- систематическая погреишос 1 ь. вызванная нетошюсгвю
и а о । ов. ion и я переда I очных элеменюв, т. е. рычагов и других дета-
loii. ?)| а погрешнос । в определ не гея ра сче i и bi м н\ юм. Сумм кроет-
ся погрешность <oi. с другими погрешнос I я мп алгебраически с уче-
1ом шака;
(оп — случайная погрешность, она обусловлена случайными
факторами, а именно наличием зазоров между осями и отверешя-
,1п рычагов, неточностью их перемещения и другими причинами.
И роде, шные ыачеиия случайных погрешносiей определяю! эксие-
р11MCi11а. 1 ьным нулем. Эта погреишос!в суммируйся как слу-
чайная го ;а висп м а я величина.
Погрешность установочных мер, используемых для иастрой-
। и и ;мериiель лях срсдпв. включасн
<j; --- система i пческу ю погреишос i ь, учитывающую отклоне-
ния \ ci ановочиы.х размеров oi номинал иных, опа вызывается ие-
1очисс1ыо к л о:овлечня упаковочных мер;
о»,,, с.;} чайную погрешнос I ь. которая возникает при иа-
пройке в I'CiV.ii.i.iio о: г. ionciinii or coocnocin, параллельности,
пернендпку ляр' осiи и др.
Погрешность метода измерения о, опа завпеп! оi многих
факюров: меюда измерения, коист ру к i ивных особенностей конт-
рольною приспособления, оiк.точений от нормальных условий из-
мерения (।емисратуры, влажиост, запыленности окружающей
среды, а।мосферного давления), квалификации контролера и др.
I loi реишос'. в являеюя случайной не швпеп мой величиной.
Погрешность, вызванная нарушением первичной настройки
измерительных средств (в результаю пеючпого ее выполнения).
Значение эюн ногрешнопп у с i апавл ивают в процессе аттеста-
ции кон।рол иного ирнсилсоблеиия.
Tcniiocib иокатаний КПП определяется суммарной погреш-
ностью, сосышляющими Koiopoii являются вышеуказанные систе-
мз1пческпе и случайные погрешнос i и. Независимые случайные
погрешнос।и подчиняются закону нормального распределения и
262
IIOjTOMV CVM MlipVIO 1 CM HO Up З.ВИЛ J.M icopilll L-epOH I HOC! !l ДЛЯ HC-J-
ВИСИМЫл СД\1,Й!!НЫХ БеЛИЧИП. '1 1 ПС I eMTl I ПЧеСКНС H' 4'pl IH'H’C i И C' '!•
м и p v юте я .'i. i re Г) p a 11 ч с с к 11,
Су ммap11ая погрешhoc i ь п ошрсния на кон i p<> п,но-и ;мсрч-
тельиых прпспосоо. щния.х < hi pe. ic. i яе i с я ио формхле
/--------------------------------------------------------------------------------------
() = (9 + CO -+- CO + co; + co2 - co2 + co2 -i- co2 -t- co2 .
1 v ;> и ( с з и и с м
Составляющие суммарно!! погрешности КИП могу; бьиь
установлены расчетным пнем по статистическим тинным, приве-
денным в сир.(Вочниках, и па основании зкеперпмен i ильных иссле-
дований. При проем пронации мш трольно-измершс. ibiioi о приспо-
собления определяю। расчешую о/кидаему ю иы peimioci ь измере-
ния, дсис 1 ви 1 ел пн а я погрешнее i ь выясняемся после н.п oi оплечия
приспособления на основании a iicciацин приспособления. Расчет-
ца/! hoi решнос 1 ь дол/кпа бьнь меньше или равна дейс , ви 1 ел ьпою
.ниш/ при этом приспособление признаемся годным для эксил у и -
1 ации.
Ниже ирпводян’я расчеш омельных оставляющих суммар-
ной гюгречппосч и измерения коя i ролыю-измерп тельных приспо-
соблении.
Вопросы для самокон1 роля
1. Каково па шипение К11П?
2. Каким обратом к.iacciii|)niiiip\еiся КИП?
,3. Как выбираю! cpe.iciBa кошроля?
1. Какие особые требования к loanociii KI III в aBiiaiiiioiinoii
промышленное! и?
Глава 15. Конструкции элеменюв КИП и расчет
составляющих суммарной погрешности измерения
15.1. Базирующие элементы
и расчет погрешностей базирования
Ьа Я1р\ юшпе э1емеп1ы (L>J) иредна ш.лкшы для правильной
\ с 1 а । н) в к 11 ко в । ро. 1 и ру смой делали на К И11 о i iiocni е. 1ьно задан-
ных координат Точносн, кошроля ленив в первую очередь за-
263
висит or 1ОЧНОСТИ установки, т. е. от конструкции и точности изго-
ювлсиия базирующих элементов. При установке базовые поверх-
ности контролируемых деталей находятся в контакте с базирую-
щими элементами, а это приводит к износу поверхностей элементов,
а следова le.ibiio. к снижению точности базирования. Поэтому БЭ
изготавливаю г из износостойких материалов, например, из Ст. 20
и Ст. 20Х с последу ющей цементацией и затем закалкой или из
высокоу глеродист ы.\ и легированных сталей с закалкой до твер-
дости HRC, 58...62.
Обычно базовыми поверхностями контролируемой детали яв-
ляются плоское! и, наружные и внутренние цилиндрические по-
верхнос Iп. Способ базирования определяет конструкцию устано-
вочных элемепюв и размещение их на корпусе КИП.
При базировании контролируемых детален по плоской базо-
вой поверхности у с i аповочные элементы оформляются в виде
опорного кольца, секторов или пластины и опорных штырей, кото-
рые закрепляются на корпусе приспособления.
Базирование по наружной цилиндрической поверхности конт-
ролируемой детали осуществляют с установкой в призму, жесткое
кольцо или втулку и самоцепт рпруюише устройства.
Способ установки в призму широко используется для контро-
ля отклонения формы и расположения поверхностей. При установ-
ке в призму на погрешность измерения влияют не только колеба-
ния размера базовой поверхнос!и детали в пределах допуска, но и
погрешности, вызванные изготовлением самой призмы и ее распо-
ложением па приспособлении, а также износом коптактируемых
поверхносгей призмы. Боковые грани призмы изготавливают с вы-
сокой точностью плоское।нос।и и параллельности расположения
граней относите. 1ыю оси призмы. Угол между гранями призмы,
как правило, принимает 9(Г.
Так как контакт между деталью и гранями призмы происхо-
дит ио узким площадкам (теоре i ичсски но линиям), то наблюда-
ется ускоренный износ в -jinx местах, а следовательно, увеличение
ногрешиос । и усюновки. Для повышения плюсов i ойкост и приме-
няют следующие мероирия i ия (pile. 15.1): оснащают рабочие по-
верхности призмы и. । а с । и 11 к а м и из твердого сплава (рис. 15.1, а).
Пластины 1 заделывают в пазы призмы 2, припаивают медным
припоем и производят обработку; применяют призмы с перестав-
ными валиками (рис. 15.1,6). Валики 3 вставляют в оюерстие
призмы 2 и закрепляют шинами 1; применяют призмы с вращаю-
щимися роликами (рис. 15.1, в). Ролики 1 иа осях у с i а повлеиы в
призме 2. Наличие роликов позволяет повысить износостойкоегь
призмы, шачительно облегчае! вращение кон i рол пру смой детали.
264
но вместе с юм приводит к дополниюльной погрешнос! и \станов-
ии. Ч|обы умепышыь -л \ ши решнос i ролики необходимо пяо
ловлягь с высокой ючиоснло, и они ю.i.oiii.i ПМ1.Ч. минимальное
биение.
Способ установки в жесное ко илю и,in вгу.;к\ применяется
сравни го и.но редко, юн i ак ip тно ушаповиль конiролируеммю
деталь в олверюие < .малым за чу,ом. Сп.юиб установки коядро
лир’.емых деталей ко из ружной гн1линдричсской базе в самоцеи!
пкруюшич устройствах (элементах) позволяет доснпп» высок »
шчности базирования. Установку производят в мембранные ил.я
гидропластмассовые патроны, в которых ие;ы риуовшше и за'.к.им
деталей осуществляются за счет упругой деформ щип мембраны в
тонкостенной вг..лкп. Точность центрирования oeia.icii мо.кет до
стигиуть порядка 0,002...0,005 мм. Мембраны и и огавлпваю! и
пружинкой стали (Ст. 65Г и пр.) с закалкой до iвердосли I1RC 10,
а тонкостенные втулки из Ст. 45, ЗОХГСА. У7 с закалкой до i вер-
ности HRC? 40...45.
Базирование контролируемых деталей по ба :овом\ и.илплдри-
вескому отверстию широко распространено в прахiикс. Для эки о
используют цилиндрические пальцы и оправки, разжим; ьш и ко-
нические оправки и др. Существуют два способа ус1н.;овки. (Лио-
стороннее базирование и центрирование. При односюронием ба
зпрсвапии деталь устанавливается на палец или оправку с зазо-
ром и контактирует с оправкой по образующей, что позволяет
обеспечить точную установку г<и оизерстия детали X—X в одном
направлении, но со значилельным жшпжением точносли остановки
в перпепликмлярпом направлении (ось У- У), i. е произойл?;-
смешение оси детали на величину о (рис. 1з2;в). Односторон-
ний выбор .id юра па иа.лше Досгигаетсч ра-ктичнымп i он." i рук; ип-
ными решениями (рис. 15.2).
При базировании легких легален, имеющих повер.хплсш со
значительной шерохова ioctiho и высокой л вер лоел ыо, оы-.пм мн-
жел прои ;води । ьс',1 шариком, послоянно inrpy ч.енным iipyuini'ii
(рис. 152,а). Знач!ыелы1о /кеоче и па [сжнес палец, в котором
iiiiipiik Ирину лил ельно ошкшмаешя вшыом (рис. 15.2,6). Гели ;ш-
лец имес1 выборку или лыску (рис. 15.2, в), ю bmccio шарик;’
испол ь :уе । ся плунжер, па коюрый дейсгвуо! ир\/кин,1. Исно.к.-.о-
ванне инока 3 для оькима шарика 2 в пальце 1 (рис. 15 2.1), ко-
торый перемещается гайкой, эксцен i рпком или пневма i иной г. на-
правлении, показанном cipe.ii.oii, шачп i ел ыю повышае i силу ;а
жима.
265
266
Рис. 15.1. Призмы с повышенной износостойкостью
292
ivoMoim ii ivo?11idnm э — J
inonii'i'x'dii и ivi>(Lri'11a'i’ii .? ii :ivo.i.i11m 11 ivoundi’iii a о
•l.lOHH.T.AlUl II Ki I'iiljl’lli .1 -I’ J’H'll.l'H l\. Il 111 Oil. )1V I Kill •> (>. 11 i .)(!• >: I I < । '.A ИГМ. i"
I' ii 1 Il’th id 1 II'PO < I Ml I'I >d I ' ' > lili I ’ l‘l 1V • "..) г 111:111 1 'I <d.l .>!!: )'i >!‘! 11: >111J I , . • [ .Al, I
При \ с I а новке па жес i к11 й пилпндрическпй ни. юн пли оправ-
ку всегда iixieei y'ecio радиальный hi юр, ню ннп/кае'1 io'ihocih из-
мерена. У’|'! ,ь op/ ; и;! р.Ч МЧ ! ,Ю OHpaiS'3! 11 () ИИ).’. ЯС I ПСЬ. 110'1 II I И
появление ра шалиши о ииорл („чмио выеокс ю lonnoc i в neiiipn-
ровання (0,002 000”) мм) обеспечив;!к;i иа ;жимныс оправки с
гидрон, шс 1 массой иди менор,•пкв! Цен!рировпчие па конических
оправках я вл яс i ся широко pacnpoci раненным и удобным методом
ба MipoBaiiiiH кладей небо, ii.hih.x размеров. Биение конусной части
оправки о। носи ।с.и,по оси петровых oiBcpciin'i 01 рапичивается
допуском на и я oiofcieiiHc, равным 10% о, допуска на деталь с
окру я. ieii нем до i ысячиых to.ie!' мук ио не менее 0,003 и не более
0,013 мм.
При исс.юдовапии !ОЧ1!ОС11! II.HCI дний l-.Oll I ро. hhi ы.х приспо-
соблений одним и; 1.1ав!!Ы\ вопросов я в. । я ст с я определение по-
грешностей ба шрованпя дшален на уснтовочные элементы,
В коп i рольных приспособлениях ,lci;:.iii закрепляю! для измере-
ния сравниle.iHiio редко, однако при дом С1ре.мяюя, чюбы за-
жимные сиды были нс niaaii I ед 1>;1ы и не вызывали существенных
ногрешност ей уюановки дшали. Лоади, усiанавливаемые на ус-
।ановочные элемен ibi кон iродьпы.х ириснособдений, чаше всего
anmaioi !одько ияш шеиеней свободы, т а к как ддя измерения
биения поверхнос।си. пеперпспдпкудярносiи торцов, диаметраль-
ных и линейных размеров в различных нлоскошях дшалям необхо-
димо сообща! в враща ic.ihhoc дви/кенпс.
Расчс! ногрешиос 1 и базирования в КИП осуществляется по
обшей мелодике, котрая иси-ользуcion при расчете погрешностей
базирования шгоювки в шапочных приспособлениях (см. гл. 2).
В качешве примера рассморшм определение погрешиости базиро-
вания при ушановке дшалей в контрольных приспособлениях.
Базирование детали на гладкой оправке со
с р с < а п и о й п л о щ а д к о й
В авпадвш a ic.iecipoei'HH широко прнменяюк’я leia.m, у ко-
юрых после oopaooiKii до i.-ioio бьнь обеспечено совпадение осей
()1ВСрС1ИЯ И !'Зр_Х/1\НоН IL ИЛ ! 1! 1. 1|' И 1! X С । о ) 11 ИОВер ХИОС I И С ВЫСОК1')!! юч-
ношыо. Чашо 1ЛК11С дташ при Koiiipo.ic \ с i анавлнваю! на оп-
равках (пальцах) с oniiociopoiiiriiM базированием (см. рис. 13.2).
11а рис. 13.3, а приведена оправка 1 со срезанной площадкой.
Чтооы обесисч и i ь нос i ояниыи i.ijniaki в1хл!.и с оправкой при се
поворот на. 31)0, вреду сма i рнвае 1ся п.ташинча i ая пружина 2.
IL-ni lia.iii'iiiH площадки oiBcpcine в i \. 1 г и имсе! на оправке по-
СЮПИНЫП КОН J.IKI ИО ООрИЗУ ЮШИХ! В 1ОЧКЗХ А и В (рис. 13.3, б).
При шпон копе। рукцин (>иравок испосре ic i венное измерение
величины е акснен i рнсн i е i а осей м дедалей заменятся и ;мсре-
нием разносы! значений сгрслы (О'.—й ) при поворот лсы.ш иа
268
1
269
а
Рис. 15.3. Конструкция гладкой оправки со срезанной площадкой (а)
и схема конп оля детали (б)
300'. Ось стержня индикатора при этом метоле намерения целссо-
образно VC 1 .1ЧОВН I Ь В ВС-р IIIК а/1Ы! ()l"l 11. !. Х’Кос I II
При н шорою деча/iii иа 300 па оправке центр ее нар\жнон
окружное i и пос. ледоватеявно проходиi положения. рaссi )Яi>i!я
между колорымп равны удвоенному ъ»к<иеит рнснте i у Зе :
!iz(, — h 2е.
Таким образом. при измерении ве/iпчн: oi 2е у делалей погрып
iioci •> ба л 11 p (>в a I. и я па оправке рлссма i рпваемоп i.o.ah рукинп р.п;
на нулю:
io г, — 0.
IS a з и p о в a ii и e дел а .л п н о и и л и и д р п ч е с к о м \
о г вере л' и ю и а о и р а в к у
Установка по цилиндрическому отеретию >>в.пяется одним и .
наиболее распространенных методов базирования в конструкциях
контрольных приспособлении. Наиболее проси; базирование по
олвсрслию выполняют путем установки проверяемой детали на
иадкую цилппдричсску ю оправку. Однако в этом случае вой"
1 слог наибольшие погрешности измс! сипл вследслвнс возникнове-
ния зазоров меж i\ ошерсшем детали и оправкой.
Для базирования по пилиндрическпм отверстиям широко при-
меняют гладкие конические оправки с конусноо ыо в пределах oi
1 : i ООО до 1 : 1(000.
Рие I >. I. См'ча ».<)irip<vin ;icT;>.,'i ни I 'о-тон с'.он ihii'-Cm
При У и ’ . OfBi.C .'..И! 03 I?Jp. : Ис.’ 1 i’.i ОКПЧСе! Ю u!!p3B!.V
В'. J ЮЖНО 11С ' I11:1 И <• 11' ’' I 'I- 111 И г о г И ,.Mt ре" 1! J. '!<.! '!• I : - М_ СI Д(1.!
!И — СО.ИрИК'.И ИОБСН П Я ОбраЗУ ноле 1! С' 0 1 Г.е |)(. 1 li о По С' СИ ио Д.'Нне
< икр/дюшец ;>н.' или (’’нс. !•» ’). lion лом где iyci раз. 'Ичи-ь
> вс ц< и pc |II । иI П ; \ I . IГ»В\ н> И . 11) i'.HИ > Ю Г u>im;1 Hoi peHJUOt. । К 111-
м<? j’Cii ii:i onpv H',i,ific;; . iiiih;. коихi.осiню < н i1 । в и 11 !l,iiina Ud'.nBii-
r>) (' ! ВС | 4 1 11 Я КС li.HIHCi (I.I HO Ill'll! • i \|.1'>1;>’И II'>, pt'IH‘l"<.'1 II. <.’111'011-
; । , 11'i |’t' 11 i 11< »< । t, (•>,. .,,i i:Hi li ; i > i , i»n n i.'11 o 1 11 (iiip.i [’.Mi 11 о । и. if'! •!
!!-I M'.'|' V>' 11'•! 1 ЛКИМ oopa . Hol pfllllioi'| 1, O,.l Hipoi'.j 1II1-.1 o\.lfl Olipe-
le.iHihcri радиусом R, на коюром производи юн измерение, п уг-
лом наклона образующей оправки о:
= \ t•- 2 1‘? 1 .
При расчел- конических оиризок нс c'leijer з.-iДлвлгь. чю
'.и-,jг шенио по1 ]’€ппич hi оптирования свя ',ан" с у меныпение:.! ro-
ll '_h"ci и "iipai’ ш, а io.ii.i-. । н паю, п с \ do 1 и не н нем п.\ । шны. ч ю
приводи! к ciiH/i-.eiHiio /mcikoi ш самой оправки
Базирование .1 с 1 а л и в \ п и погл'Ч и (.>-|oi з ж и н-
11 О М У зле с Д В У м я II с П о .1 В И Ж II Ы М И I! о .1 и И М II О .1-
в и /К и ы м к \ 1 а ч к а м и
Ус;.;, ОВОЧНО jia l/KHMCBIt оправы! с ЗВ''К1 11СПОДВИ /КН Ы МИ II
0НП1У1 пол вп/Кным кулачками iipiiMeiiHiOi ся в кон i рлльны \ присио-
< оо. leu пя.х. !-о|да при п шерен ни лшалн ч i х ' у c i с я се закрепление
(рис. 15.о). Подвп/Кный к_\лачог 2 oi /КПУ’аечся либо эксп.еп i рико-
8ид Б
i 1 1111 ’ | i. । i 1. ,; ‘ , нс!.' .1 < ,'|,\.\|;| I Icl 1<'Д BI КН 11 ЫМ: I
н одним 1н'дниа»11ым 1.улач,.амп
271
вым меха :ii.;mom. ,шбо с помощью пневматического цилиндра, на
кочне инока ножного имеен'Я наклонная площадка. При переме-
щении инок cooouiaei шарику и подвижному кулачку 2 верти-
кальное перемещение вниз, в результате чего на оправке закрепля-
ется проверяемая дождь. Последняя своим отверстием устанавли-
ваемся па неподвижные кулачки 1, выполненные как одно целое с
оправкой. Дождь ири упаковке поджимается горцом к кольцу 3.
Диаметры кулачков DK выполняют на 0,01...0,02 мм меньше
минимального диаметра отверстий Da (рис. 15.6). Центр отвер-
иия проверяемых деталей при указанном сочетании размеров
всегда будем смещаться вниз относительно центра кулачков оп-
равки иа величину соо.
Обозначим: Oi — центр отверстия проверяемой детали; О—
центр кулачков оправки. Погрешность базирования детали
на рассматриваемой оправке определяется равенством.
ш8 = О,В,-ОВ,
Погрешность базирования деталей на рчссматрж,.домой
у< гановочно-зажимной оправке удобнее определить не через ОВ
и ОВ,, а через AR = 0,5(1)Л - DK):
Рис. Ра.6. Схема базирования детали на установочио-разжимнои оправке
272
лк = 0,5<D - D.) = —-B| - A|B| - A 13 /sina'-sing" \
sine" sinar' 1 1 \sinor'• sind1'
тогда
ARCtgcr'-tgcr")cos(2' • cosbt"
sinc^- sincr"
Погрешность базирования сой возрастает ири 'увеличении
разности AR между радиусами кулачков оправки и радиусом
•ллзерстия проверяемой детали. Я общем случае приближенно
можно записать:
со. - 1,8AR.
о '
Установочно-зажимную оправку данной конструкции целесо-
образно применять при контроле неперпендикулярносчи торцов,
непараллельное™ осей, расстояний между осями и между тор-
цами.
Б а зи р о в а и и е дет а л и и а и р и в м \
Наиболее часто применяемым установочным элементом для
наружных цилиндрических поверхностей являются призмы. Их пс-
пользмог ири контроле размеров, погрешностей взаимного распо-
ложения поверхностей.
При использовании призмы в качестве усiановочпого элсмен-
ia след\сг учитывал», ч го изменение диаметра цилиндрической
базирующей поверхносiи делали в пределах поля допуска Г даем
определенную погрешность базирования (рис. 15.7). Размер эюй
погрешности зависит не только от допуска па диаметр базирую-
щей поверхности детали, по и от угла призмы а и направления
измерения, т. е. от угла между осью симметрии призмы и на-
правлением измерения.
Из схемы, приведенной па рис. 15.7, видно, чю вследствие
изменения диаметра детали на величину допуска Т воз-
никав погрешность в направлении оси доали ОО . Так как
273
ОА - 0,Б = 0,5Т,
то
т
:---
‘ 2sin —
2
Погрешность базирования в направлении измерения (под
углом р к оси ОО|) може'г быть определена и." треугольника
Л МН. Очевидно, что ЛН = и МН -- > откуда
ЧГ^, C0SP
Суммарная погрешность базирования определится из
выражения
соб= КЛ + МН = 0,5Т + со& cosp ~ 0,5Т(1+ cosf /sm— ).
.Анализ формулы показывает, что с точки зрения уменьшения
погрешности базирования лучшим является направление
измерения, перпендикулярное к оси симметрии призмы (3 = 90°)
при любом угле призмы.
I >!< 15.7. Схема ьонтроля летели на призме
15.2. Передаточные элементы и их погрешности
Основное назначение передаточных устройств (ПУ): переда
ча измеренных величин на некоторое расстояние ог намеряемой
поверхнос1 и; инмененпе направления передаваемых величии; пре
дохрапение измерительного наконечника прибора от иеносредсi-
Bciiiioio гонима с кон । рол ир\cmoi'i деюлыо. Переда точные \чт-
р ( hi с ।! ।: । но ij'a >. le.riiou я ни две основные группы: прямые и ры-
чи.кние.
Рис. 15.8. Прямые передаточные устройства
Прямые ПУ применяются в тех случаях, когда контактирую-
щая с измерительным наконечником поверхность детали переме-
тается относительно индикатора, например, прп проверке биения
(рпс. 15.8). Эти устройства обычно состоят из стержня 1, который
соприкасается непосредственно с проверяемой деталью или инди-
катором, направляющих втулок (гладких 2 или резьбовых 3),
промежх ючного стержня 4, который в случае износа может быть
заменен новым. Регулированием резьбовой втулки можно создан,
необходимый и,- 1яг стержня Цифрой 5 на рисунке обозначена
пру /К п и а.
Рычажные перетачп применяются тля \ глового изменения
направления передаваемых н'.меренных велп'.и i, ;ля пере.ини их
в направленпи, параллолином первоначальному, 1.0 не нахотяше.м-
ся с ним на о шоп прямой, и .тля преобразования (увеличена! иы
\f е 11!. н । ('н п я ) пере i ibiipmgh величишj (рис 159).
Рычажные пере-
дачи имею! к.яыакг
непосредс iвен и о <
контролируемой ле-
1алыо или с други-
ми племен га ми са-
мого прпснособле-
пня -- переда 1очны-
\П1 шершнями, из-
мерительными нако-
нечниками и г. д.
Концы плеч ры-
чагов должны иметь
точечный контакт с
поверхнос1ью про-
веряемой д е 1 а .1 п
или следхюшпм пе-
редаточным звеном
приспособления. Для
этого поверхности
концов плеч рыча-
гов ВЫ ПО. 1ИЯК) г с я
трех чипов: сфери-
ческая поверхносiь
контактируем с но-
верхпос।ямп дсмалп (плоской или цилиндрической большою ра-
диуса): плоская поверхность контактирует со сферической поверх-
поенло .icia.iii; иожсобразиая (или пол_\ цилиндрическая) поверх-
iiocib—с перпендикулярной ей цилиндрической поверхносiыо.
При пспо.п. юваппп увеличивающих рычагов рекомендуется
и р 1111 и м а 11 > переда । очное oi ношение равным 1,5: 1,0; 2:1; 3:1.
Наиболее распросiраненной конеiрукцпей шарнира (рпс.
15.10). па коюром качаклся передающие рычаги, являшея кале-
ный iiiiiu|)i, проходящий черед отверсню рычага (рис. 15.10, а).
Качание рычаы ocymeci вляс 1ся дв\мя способами: iiiiin[)i 1 по-
сажен неподвижно в корпусе 2 приспособления, а рычаг 3 качае!-
ся на пинфтс, или шгпф1 посажен неподвижно в рычаю и совме-
сию с pbPiaioM качаемся в о i вере! пя.х корпуса приспособ, юния.
276
Рис. 15.10. Конструкции рычагов, качающихся: а - на шлифте;
6 - в центрах; в - на шариках; г-на плоских пружинах
При -НОМ ЧруШИсСЯ ПОВерлНоС! И Д0.1ЖП1.1 быть usiiocccic. 1! 1;и М it
(цифрой } обозначена шайба рсч у,oiч’.очпая) Преи му ш.ес i вом
посзеднеп консчрукцип яваяшся ю. чю опорная ба ;а рычаь'1 ра ;-
несена на бодыихю ширину, баагодаря чему уменьшатся боко-
вая качка рычага. ?)iу коне 1 руктпо применяю, ддя рычагов,
имеющих насчп бо.нянин манны. Посадка рычага но боковым ст-
ропам (ио трцам бобышек) и но oiBcpcmio доижна бын. н<>
117/П6.
Боасе высокой ючноснио отнчается рычажная передача, у
1 oiopoii ось 1 качаемся па цечнра.х 3 (рис. 15.10.6). ЗБу конструк-
цию высокой ч\веши le.ibHoc। и применяю! па прпоорах н ирисно-
собиениях повышенной ючност, предохраняемых oi возмо/кны.х
ударов. За сче! ре, у дарования шипов юс i ш ас 1 ся аегкая безза-
зорная носа !ка рычага 2. По мере износа цшнровые винчы можно
под !Я! ива !ь и чем иридиеват срок сах жбы передачи. Чувсчви-
!(.чьноегь и точнос!1> нер<’шчп обеспечиваются соосносчью центров,
ддя 4fio они, помимо шнадки по резьбе, имею, посадку по oiBC-p-
С!иам в корпусе. Коническая част иенчра не дод/кпа име, ь Ыю
т-.ия бс'яее 0,61 мм относиiедино пн.чиндрическои нанраваяющеи
части. Дна ii.iaF-.Hoio ре!у пирования петров применяю! медную
резьбу. Поеме регупирования цетры 3 юа сны оьпь обязя iе.,ьно
.-анон грены при шспацп i.onipiacK 1. Il.enipbi доя/.кны нме1ь бо-
дее высокую i гордое i ь, чем ошерсши, чю обсспечивае i хорошую
при гираемос ть штнуса цен i рового гнезда и уменьшат возмож-
ность иояваення вырабо!кп на кону се ценiра.
Рыча! 5, качающийся на шариках 3 (рпс. 15.10, в) ана.нии
чен рычагу на nenipax. За счсч уменьшения и.ютами конына
тио! шарнир бояее чу чип вн i с. ich, но в ю /ке время менее и июсо-
усюичпв, всяедс!вие чечо гребут бояее часюю per удирования
Нетыровые гнезда под шарики дояжпы имен, угод 60° иди 90°, ше-
ро.\оваюс1ь не бодее 1?.. -0,1(1 и термосн> 111?С,00.
Паибодес iipocioii конеi рукциеп hb.ihcich подвеска на одной
паи двух ндоскпх пру жннах 2 (рис. 15 10. I). Такая подвеска весь-
ма чу вс! ви । с. !ьна, однако можеч явться нс i очи ином norpeninoc 1 и
измерения, i;ik как наринасся подо/кенпе осн рычага 1.
Всдсдснше печочиосч н ииочовденпя аппенных и yiaoin.ix раз-
меров рычагов могу । возникни, погрепшос i и в запроск i нр-ашином
переда 1 очном оч пошеннп р|>1ча/кны.\ передач. Такие шн решносi и
связан!)! с допусками на выпоаненис дайн наеч н иа их хг.кнеч'
расио.южепие. По! решносiп в .передачах возникаю! также венед-
сише !;снро11орцнонааь!1о.п и между анионным перемещением в smc-
pHieabnoro cicp/кня нндпкачора и у j новым перемешен нем рыч;на
278
В общем случае погрешность передаточных устройств
контрольного приспособления состоит: из погрешности
сор, вызванной неточностью изготовления передаточных элементов,
и погрешности соп возникающей по причине зазоров между осями
рычагов.
Погрешность рычажных передач сор равна сумме
составляющих погрешностей:
со = cd + со + со + со + со , (15.L)
р рд ру ри pc P <ip
где copi - погрешность от неточности изготовления длин плеч
рычагов; со - погрешность от неточности углового расположения
плеч рычагов; со - погрешность от непропорциональности
перемещения рычагов; со - погрешность от перемещения точки
контакта рычагов; со - погрешность прямых передач.
Составляющие погрешности сор являются систематическими
и могут быть определены расчетным путем.
Погрешность от неточности изготов-
ления длин плеч рычагов
Длины плеч рычагов выполняют с определенными
допусками. Так как длины и отклонения плеч неодинаковы, то
перемещения концов плеч рычагов будут различными. Принимаем
худшие условия, когда один конец рычага, имеющий наибольшую
длину, дополнительно переместится на величину +а, , а второй с
меньшей длиной - на величину -а2 (рис. 15.11). Тогда погрешность
со = а, - а2 = (lt - l2)sinp. Принимая sinp = а,/^ , находим
со = (1 - Ц/Ц )а, • Отсюда следует, что наибольшая погрешность
получается при изготовлении одного плеча по наибольшему
предельному размеру, а другого - по наименьшему:
со = (1 - L /Т. )а.. (15.2)
рдгпах znun Iniax 1
Погрешность copi может оказаться большей у рычагов с
передаточным отношением 2...5.
279
Рис. 15.11. Схема перемещения прямых (а) и угловых (6) рычагов
при неточном изготовлении длины их плеч
Погрешность от неточности у г л о в о г о
расположения плеч рычагов
В ряде случаев наблюдается погрешность углового
расположения плеч рычагов на величину у (рис. 15.12.).
Погрешность передачи в этом случае может быть определена по
формуле
сору = а1 - а2 = IjSinp - [l2sin(p + у) - l9siny].
В случае равенства длин рычагов (1, ~ 12= 1) и с учетом
малости углов Р и у получим следующую расчетную формулу
для определения погрешности, возникающей вследствие неточного
углового расположения плеч рычагов относительно друг друга:
copv=lsiny( 1 - cosp).
(15.3)
Рис. 15.12. Схема перемещения прямых (а) и угловых рычагов (6)
при неточном угловом расположении их плеч между собой
280
II о г р е ш н о с г ь о т н е п р о п о р ц и о н а ! • п о с-
г и п е р е м с щен и й р ы ч а г о в
В передачах контрольных приспособлений о, . плечо
рычага передает движение измеритель- .
ному стержню индикатора, который (V)
перемещается поступательно, в то же |
время плечо рычага имеет угловое
перемещение (рис. 15.13). В связи с
зтим в рычажных передачах возникает Т Y
погрешность со в передаточном L------------------уН
отношении, вызываемая непропорцио- ><£1*-'
наивностью между линейным _ , _ °
15.13. Схема непро-
перемещепием измерительного стержня и 0 р ц и 0 н а л ь н о г- о
индикатора и угловым перемещением перемещения плеча рычага
~ и измерительного стержня
рычага. Обозначим через а величину н 1
1 ‘ - индикаюра
линейного перемещения измерительного
сюржня индикатора при повороте рычага с плоским концом на
угол а , через 1 - плечо рычага, тогда а ~ Itgcc.
Чтобы выявить погрешности в передаточном отношении
рычажных передач, возникающие вследствие непропорциональ-
ности линейного перемещения рычша, разложим Iga в ряд
Тейлора:
tgez - а ч- — +
2 д'
5
где а выражено в радианах.
Так как а значительно меньше единицы, то пренебрегая
величинами пятого порядка и выше, получим
сс^
tgez = а + —
Тогда имеем
а = \а +
Второй член данного выражения является погрешностью от
непропорциональное! и перемещений рычагов:
281
(15.4)
Длинные рычаги имеют углы поворот и равные 1...30.
Погрешность от п е р е м е ще и и я то чк и
контакта рычагов
Рабочие концы плеч рычагов выполняю! обычно так, чтобы
обеспечивался точечный контакт с поверхностью измеряемой
детали и концом стержня измерительного прибора. Для этой цели
один, а иногда и оба конца плеч у рычагов выполняют в виде
сферы с радиусом 2...3 мм или плоскими контактирующими со
сферическими поверхностями. При таких схемах рычажных
передач неизбежна погрешность ых., так как при повороте рычага
точка контакта перемещается (рис. 15.14). Концы обоих плеч
рычага плоские и имеют контакт со сферическими поверхностями
с радиусом закругления г.
Рис. 15.14. Схема контакта плоских концов рычага
со сферическими наконечниками
При повороте рычага на угол а контакт концов плеч будет
различный на правом и левом концах рычага. При этих условиях
в передаточном отношении будет получена погрешность для
равноплечих рычагов, которую найдем, определив величины
а2 = Itga + r(^l - tg2a - 1),
Д] = 1 tgа - г( ‘Vl + tg2<? - 1).
282
Вследствие различного контакта концов плеч рычага будет
получаться погрешность со в передаточном отношении. Эта
погрешность определяется из следующих выражений:
а2 _ Itga + г(\11 - tg2a - 1)
a, Itgcz - г(л/1 + tg2a - 1)
Кроме указанных, возможны также другие погрешности,
вызванные технологическими отклонениями и конструктивными
особенностями. Однако вследствие малых перемещений рычагов
большинство этих факторов не приведут к существенному
увеличению погрешности со
Погрешность прямых передач
Прямые передачи играют роль буферов для предохранения
индикаторов и других измерительных средств от резких толчков
и ударов. Наличие такого промежуточного звена вносит
незначительные погрешности в измерение, которыми иногда
можно пренебречь. Это объясняется рядом причин. Диаметры
стержня и втулки передачи выполняют по посадке H7/g6. Обычно
их диаметр 4...5 мм, вследствие овместной притирки
максимальный зазор не превышает О,(И мм. Ось стержня О(О(
может не совпадать с центром О проверяемой детали и повернуться
на угол р (рис. 15.15). При перемещении стержня в процессе
измерения деталей угол наклона Р его оси может колебаться от
нуля до максимума, что вызывает погрешность со)н) в передаче.
Погрешность будет увеличиваться но мере смещения оси
измерительного стержня передачи и оси детали.
При измерении деталей с предельными размерами стержень
переместится по направлению оси О1О1 на величину АВ
(рис. 15.16). Стержень индикатора при этом пройдет путь, равный
АС. Согласно рис. 15.15 и 15.16, следует:
АВ = AC cosP; со = АС - АВ;
~ ’ р пр '
СО
р пр
^2-АВ;
cosP
D, -D
H
(15.6)
283
Рис. 15.15. Схема прямой
передачи со стержнем,
смете! ым относительно оси
индикатора
Рис. 15.16. Схема, пере-
мещения стержней
прямой передачи и
индикатора при несов-
падении их осей.
Обычно Н = 20...25 мм, тогда tgp = 0,001. Для такого угла
cosp = 1. Следовательно, при этих условиях погрешность со
в передаче близка к нулю.
Смещение оси измерительного стержня индикатора
относительно оси стержня передачи на величину е в
горизонтальной плоскости и новброт последнего во втулке на угол
р к.кже вызь васт погрешность сор в передаче. Величина этой
погрешности сор - etgp. Обычно величина е < 0,2 - 0,3 мм. При
tgp < 0,001 максимальное значение о = 0,0003 мм, что при
определении точности работы передачи можно не учитывать.
284
Погрешность от зазоров между осями
рычагов
Обычно для обеспечения надежного контакта с
контролируемой деталью рычаги передач поджимают пружинами
3 (рис. 15.17). Давление пружин должно быть тщательно
подобрано и отрегулировано с учетом давления измерительных
средств контрольного приспособления.
В соединении рычага с осью всегда имеется зазор, который
приводит к появлению погрешности 6)п. Погрешность соп является
случайной величиной и зависит от колебания зазора в соединении
рычага с осью и усилия, создаваемого пружиной. Величина о)н
определяется экспериментально в зависимости от типа передачи.
В 1абл. 15.1 приведены предельные значения погрешности
Рис. 15.17. Типы рычажных передач контрольных'приспособлений:
а с рычагом на оси; б - прямая в сочетании с рычажной
285
Т <1 6 I! Ц ,1 15.1
Предельные значения ногрешиосhi (»„
Тип передачи Погрешность (|)|1 , мм
С рычагом на оси 0,006...0,01
Прямая в сочетании с рычажной 0,00-4. ..0,006
С рычагом в центрах 0,006...0,008
С рычагом на пластинчатых пружинах 0,003...0.006
Сложная с рычагами на осях 0,01 ...0,03
15.3. Подвижные элементы
Большинство контрольных приспособлении имеем различные
подви/кныс элементы. Это могут быть элементы, в которых осу-
ществляется вращение (шпинделя, цешра и т. и.) пли вынолпяе1-
ся продольное перемещение (каретки и др.).
Подвижные детали, в зависимости от необходимой точное i п
и чувствительности, могу! перемещаться с трением скольжения
пли с трением качения. В некоюрых случаях применяются kohci-
рукшш с сочентпем обоих видов трения в одном узле.
Наиболее раснросчрапенная конструкция шпинделя кон [роль-
ного приспособления показана па рис. 15.18. Шпиндель вращает-
Рис. 15.18. Шпиндель цп.шндршич гни
286
ся на втулках 2. От осевых перемещений шпиндель предохраняет-
ся шлифованной шайбой 3, гайкой и контргайкой 5, позволяющи-
ми точно регулировать величину осевого зазора. Втулки 2 сталь-
ные, каленые. Посадка шпинделя 1 во втулках зависит от точно-
сти приспособления и может быть выполнена по 5...6 квалитетам
или (в особо точных случаях) с индивидуальной пригонкой. Для
предохранения гаек от отвертывания и обеспечения вращения
шайбы 3 предусмотрен штифт 4, запрессованный в шпиндель, вхо-
дящий в паз шайбы. Радиальный зазор между шпинделем и втул-
кой по мере износа непрерывно увеличивается. Это требует вос-
становительного ремонта с заменой или хромированием изношен-
ных деталей.
На рис. 15.19 пока-
зан шпиндель, пред-
назначенный для
базирования тяже-
лых деталей. Хвос-
товик шпинделя 1
надежно центриру-
ется во втулке 2, а
его бурт, опираю-
щийся па шарики 3,
обеспечивает лег-
кость вращения. На-
личие плоских бего-
вых дорожек 6 и от-
бор шариков в одни
размер с точностью
1...2 мкм обеспечи-
вают высокую точ-
ность по торцевому
биению.
К элементам пря-
молинейного пере-
Рис. 15.19. Шпиндель па шариковой опоре
мешения относятся
всевозможные планки, направляющие, скалки, каретки, столы и
т. и. Точность направляющих определяется величиной боковой
качки, т. е. посадкой и длиной направления.
Каретки, перемещаемые па шариках пли роликах, являются
наиболее чувствительными и широко применяются при проекти-
ровании контрольных приборов п приспособлений. Имеется тва
ТПП.1 кареюк: внеяшне на шариках и лежащие на шариках.
287
Па рис. 15.20 показано конструктивное оформление каретки,
висящей па шариках. Каретка 1 имеет на боковых сторонах две
призматические канавки. Подобные же призматические канавки
предусматриваются в двух направляющих планках—регулируемой
2 и неподвижной 3. Между призматическими канавками помеща-
ются шарики 4, на которых и висит каретка. Двумя винтами 5
регулируется планка 2 для получения оптимальных условий каче-
ния шариков и перемещения каретки. Преимущество дайной
конструкции в том, что она легко перемещается, обладает высо-
кой жесткостью и хорошим ограничением от смещения как в бо-
ковом. так и в вертикальном направлениях.
3 4 2 5
а
4 2 3
Рис. 15.20. Каретки на шариках: а — висящие; б — лежащие
Но быстрое появление зазоров и качки по мере износа требу-
ет относительно частого регулирования планки. Этого недостатка
лишена каретка, лежащая на шариках (рис. 15.20,6). Па верхней
плоскости 1 этой каретки имеются два параллельных призматиче-
ских паза. Па нижней плоскости 2 плиты находятся один призма-
тический паз и плоскость, по которой катаются три шарика; два
288
направляющих (между двумя призмами) и один опорный (между
призмой и плоскостью). Kapei ка лежш на эi и\ i рех шариках и
притягивается к ним пружиной, расноло/кепиой в ценipc т Я/кесч и
опорного । рех голышка, вершинами коюрою яв.'.якися центры
шариков 3. I IpciiMviiiec i во эюй конструкции за кл ючае i ся в прос-
тоте, точш)С1П и технологичное: и. Благодаря -лому несмо|ря па
износ, в карсте не во шикаю качка. 11едосга н-.ом шариковых на-
правляющих являе1ся ю, что величина хода каршкп отвинчива-
ется величиной хода шариков.
15.4. Зажимные элементы
Для иадс/киой утчановки проверяемых дошлей па lonipo.ib-
ных приспособлениях применяюшя зажимные \ сi ройс i ва. Они
должны закренляш деталь, не вызывая при эюм се смещения и
деформации, и обеспечила iь надежность установки проверяемой
дошли огпоси 1 ельпо измерь ic,плюю \ сi ройсi ва. Таким образом.
условия работы зажимов кош рольных приспособлений принципи-
ально о1.шчаю1ся от условий paooiw зажимов шапочных приспо-
соблений, которым прп\одп1ся преодоленаiь значиюльные итыпя
резания. Б ряде случаев — при хслойчивом базировании прове-
ряемой деш.ш на кон Iрольном приспособ,типи — вообще ожида-
ет необходимое। ь в зажимном у сi poiiciве.
Необходимым условием являсчся быюрош управления зажи-
мом, что уменьшаю всиомога ic.ibiioe время. Иоэюму при проек-
тировании копт рольного приспособ,тения рекомеидушея пользо-
Рис. 15.21. Рычажно-пружинный зажим
2S9
виться преимущественно быстродействующими рычажными,
ж ci тон т pi I ia ж ы м 11, байонетными и 1шевмз ичсскпми '..'.жимами.
Зажимные ущройства, применяемые в коптрольных приспо-
соблениях, но характеру силовою нс i <гч,:11иа можно pa'ine.iin ь на
мне группы: ручные и пневматические.
Типовой конструкцией является перекидной р ы ч а ж-
и о-н р у ж и и и ы fi зажим. Преимхщес i во.м данной! i-.oncrpx..
пип является ее upocToia, возможное!!» отхода прижимного рыч.1-
ы 2 при зажиме вращающихся деталей (вследствие их пекругло
(ми, биения и т. д.) и иеоолыиое усилие зажима, не вызыв.нонн е
ц-формацпй проверяемой детали. Если проверяемая дшвли 3 в
процессе измерения должна вращаться, ю <аж;ы снабжают ро-
ликом 1 и.ан шарикоподшипником (рис. 15.21).
Удобным и надежным является байонетный зажим (рис.
1-5.22), он имеет шюк 1. па котором профрезеровапа. канавка йот
наконечник направляющего винта 2. Канавка n.Mcei прямой! \ пас-
юк, расположенный вдоль оси штока, и eimiiMiioii участок, обра-
з\ющип спираль с углом 4...5° к оси штока. Конец штоке., обра-
щенный к зажимаемой детали, оснащается наконечником 3, на
про 1 ивоиоло/кном конце инока имеется рукоятка. ирш помощи ш.
юрой инок перемещают в осевом направлении и поворачиваю।
вокр\ г оси. Прямой участок канавки позволяет быстро подводи н
и о'.во'щ л, шток, а спиральный учасюк, имеющий ui,.i спирали в
пределах угла торможения, обеспечивает надежное .зажатие де1лли
4jC!C' В 1 С1! 1 p Л 1LH L! .1 I! p1! C!г '^6 IC! i1! Я л BOJ1I111.JC 1 НСООХСД-
M '"!!< LT fl! 1 {’ H j‘QB J. 1 b !! <' K|’L II !1 S И '! tf 'H- ’ 1<! MO.1.1! IB' В 41 | ’ L:I
JI и, I!! Il ,'lpIl’if Г I- (>M \ о i BCpC 1 И Ю Д i;i '11(11(1 11 ри Me' I 71 K> H'l ]''
IKliMilLlC ОПр-'i BK1I, H a11 j'! PI ер. С I 1! !p-’ll LIC I M<H‘> Oil, М'ЮрЫС HOM’.O-
/1'401 11 (। i \ 'i 1111 , высок' io iH'iiHjcii. uch i p ii p-'iL4i ii >i c < । 111 <) в pc e; 1
Hbl'i l.ll.pcil. ICI'IICM IC I II 111
В ПСИ 1 рчвоц OlipHLlI.L t I ILL Pr’ll. K1C r'l.LTOii (pile . 15 23) IlCHlplf
P' 1C111HM J, ICMCIMOM I’.IOMU lolli "I, 1С1111ИЯ 'Hp'l.lH Bl' 1КИ 3, Hll-
п рсссова и и.а я и,4 корпус I. Д.01 придания (hipавее псидорои ' nii-
верс.1. ILIH.IC I II OILl ( 1111 6/I'.'1 С I С Я I MCI! 1-Ы M И p.'l.H’C HI Ы MU I! I ' • 1 К II M и 1
которые (.I'/KHI llp<;MC/K\ I •"II'I.IM IBCIK'M MC.KJ', 0.1.OH I.ClH.lll 2 и
рчоичеи поверхнос11.io \пр\юп bix.ikh Такая оправке. нспоиьз -
С1ся при кошроле нескольких 11 и 11 мен он a i i 111’1 icia.ieii, ио с 6 in
коми pa.'.мерамп on khioio oincpcina. llpn -oom j in l ia.hho na-
пменованпя ncia.ni cnninioi cooiBCHMByioniei о ри-.мера bi_\.ii a 1.
Закрепление заюювки oe\ niceiв.imcich деформацией \np’ roil
B1\.1M1 3 при ((>.;д a i 1111 дав. шипя в no, iociii 5, за no. incniioii in.ipo-
n.iaci Maccoii, пере; n.iyii/KCp В с иомоппяо вин га 7.
Прп в i >01 о. 11 ici i в и кон I po. union операции данная оправка вмее-
ic с ;a.i реп lemon на i eii neia.ibio ye i a ii.ib. i ив не i ся в псн.дч' kohi-
I о.iBiioio приспособления. Для hhbbiiiichiih io'niocin пен i рпрова-
впя п \ вс.1 и не । i 11 я долговечности оправки ее центровые гн.чда 8
делаю! вс1авн1>!ми и; более пзнососюнкого материала, чем мате-
риал корпуса.
Прп рабою зажимных племен гов мо/КС! возникнем, погреш-
icib .кг,। c.i.iei'iiH (. , коюрая HMeei с.ly'iaiini.iii харакюр и опре-
деляемся колебаниями яpn.iai аемлп силы, изменением моею се
при. ю/кення, со :с I рукнисп (ажпм'ино _\ сгронс i ва. i’> ino.i. 15.2
11 в 11 веде । ы пределвпые шаиення <>. в hibiiciimoc hi о, iniia за-
.е.н.миого \ с । poiic i ва.
15.5. Вспомога 1е,тьныс алемен1Ы
] >спом( ! и ] с. I вп ы м п -жене л.'Мп ..oil I рол на 1>1.\ приспособлении
: а итваю।ся деН'ЛП. \ libi ii \ ci noiic 1 ва. в . oiopLix закрепияююя
я hi подволя юя в ;о:р\ и'мере н я и ; мер п i е i вн Bic i ловки.
I 1 iMcpn 1 е. и>'| Bi ми । о. кип. a v 11 н? -.biва ю i .'я я ппборвк прсобна о ю-
тне м.1.!1>Ц' перемешен пя и; ме. и । е.1 Bi.oi и яаьонечника (юержня)
в большие перемещения копна cipe.iKii оi носи iv.илю пирихов кру-
291
ill) '! к I Ji.’I 11' (ll.'ll I .) I!'l Я H(l 111) Kl’iKxl 1 HJ] | C I .)H({
4 долина 15.2
ПрСЛС.ТЬгЫС ЗШ"Г1С;Ш
i:<и реши >e i и шкрепиечи ! (l)
Тип зажимного устройства Погрипипеи
I (1)3-
—с. т~п~<t~пм пи ,sr^3»c«cr»^ai_яж oav~
С байонетным зажимом
С двумя неподвижными и одним подвижным
кулачками
С пангой
На оправке с ги троп тастмассой
С прижимным зажимом и неподвижной опорой
двумя п некими взаимно перпен пжулчрными
поверхно.-151 ми
О 00 1 0,006
0.31.5 . 0,69
о.6’0'7 0.02
О 002 0 065
(।006 0 1
0 004 0.01.5
говой шкалы. В зависимости от конструкции механизма, преобра-
зующего перемещение измерительного наконечника в поворот
стрелки, измерительные головки подразделяют на зубчатые, ры-
чажно-зубча гые, рычажно-пружинные, пружинные, иружинно-ои-
тичсекпе. В авиадвигателей роении наибольшее применение полу-
чили измерительные головки первых двух типов. На рис. 15.24 по-
казаны внешний вид и габаршные размеры наиболее распростра-
ненных измерительных головок.
Основные тины измерительных головок-индикаторов часо-
вого тина с ценой деления 0,01 мм: ИЧ02, ИЧ05, ИЧ10,
11425 — перемещение измерительного стержня параллельно
шкале, диапазоны измерений cooiBeiciBeniio 0...2; 0...5, 0...10,
0...25 мм (рис. 15.24,a); IIT02— перемещение стержня перпендику-
лярно к шпале и диапазон измерений 0...2 мм (рис. 15.25,6).
Индика горы нша 1145 и 11410 выпускаю i ся в корпусе диа-
метром 60 мм, а индикаторы 1142 и 11 Г2 - в корпусе диамет-
ром 12 мм.
Основными час1ямп инликатори iniia 114 являюк'я цифер-
б. I а т 1 со шкалой, ободок 2. cipe.iKa 3, указатель 4 числа обо-
роню cipe.iKii, । ильза 5, измерительный сюржеиь 6 с наконеч-
ником 7, корпус 8, ушко 9 и ю.ювка 10 пержня. Гильза и
ушко служа! тля крепления пн тика юра иа сошках, шта тивах
293
II) Jdi я ' || | i.-iiii.i doi |’?|)1Гн,: i;i' )Я.>1 i< i( > i
[, I I 1 ‘; 1 ; < > к >Я<; >Г1, < i( > i ,"i lU.'Hlt - I! . 11'll!О I. < > I .>!'l H,: I . и ;[ I I i I >
D
ii приспособ.гсни-чх Певзрст озсдкл на коюрсм за-
|-;р П р-н 1111 ферОЛ d Г , С ! р IX С'. ‘Б’-ЩД Ю Г С ЛЮб.ЫМ Д' ЛеНИеМ Шка-
За гояовкх- 10 лсржепь 'чт гаг при хлановке .ieia.ni под
иги pin с.iьпый наконечник.
И и. । и ка ! op ы пш.т 11 i имснн laiiio Ж“ основные ,лсм<?нты
и понх- ic.ienna шкалы. как пн i.nua н>ры 11'1
К рычажпо- ;хона i нм и оп-ри iе.н.ным головкам относятся
индикаторы ИГ (рис. Id.24,в) и мпоюоборошые индикаторы
\\11 Г, выпх'’каемы с пеной .ic.icHioi 0.001 и 0.00'.? мм Иншка-
Г'»р ИГ сосочы и; корпуса I. и иф- ри ia i а 2. стрелки аррети-
ра 4. присоедини i е,плюй ih.ii.m.i 5. и n.icpii।е,1 ыкно стержни
б. наконечника 7. ска га года 0 поди допуска детали п вин га 8
[очной хлаповки механизма в нулевое положение Лррсгир
(рычаг) ш обхот.пм доя по и.сма измори Iе.тыюго стержни перед
\ с 1 а попкой демами.
Рас 1.523 Креп, и ппе ни uik.i !ери
I IpaBii.ibHoe и надежное креп.тепис измерпте.тьиы.х ус 1 -
рожнов оказывал шачпте,л>пое влияние па ючпость контроль-
ною приспособления. Крепя спи ? должно быть жестким, обе-
спечивай. быструю установку и снято измерь тельного прибора
и в io /Ко время по деформировагь гильзу. На рис. 15.25 пока-
плю крепление пндикаюра 1 часового nina та гильзу. Гильза
влавляеюя в разрезах ю втхлку 2, которая находится в гнезде
295
кр шштейпа i',:h ; !(«!mi j;pi!c!iociЯ).:лjjч 3. Втулка обжимается
впитом I. ilpii таком vii’io.r крепления it ;можпо пропзвоинь
продольчое перемете,ше нытика юра во вилке, поменян иагя!
п пюрптелнпого смержкя. При -л ом ижиняется используемый
участок шкалы индикатора и соот ветс । веяно удлиняется срок
его службы.
Во многих контрольных приспособлениях вспомога юльнымп
элементами являются стопки и штативы. Стопки имеют
устройство для зажима измериiел иной головки и столик для
установки контролируемо,! делян. 13 стойках в основном ис-
пользуют головки, имеющие посадочиу ю цнлнндрпческх ю по-
верхность диамсром 28 мм. В юличне oi стек, пиатпвы не
имеют столиков для усниовки .щ, а.шй к в них используются
головки с посадочной индии трнческ ш noi-,! рмючыо диаметром
8 мм.
11пдпкаториый (шатии iniia Ш-П (рпс. 15.26) состоит из
подставки 1 с укреп, шиной па ней скалкой 12. П<> скалке 12 в
вертикальной плоскости перемещав।ся хомут 20 с установлен-
ной в но'; скалкой 2. Скалю! 2 пос'редеjвом сухаря 3. кольце-
вой пружины 9 и оси 10 связана с су харем 8. в котором иа-
ХОДИ1СЯ ось 1. В сухаре 5 ibon-; олвом винта 21, пружины 22
п гайки 23 закрепляв!ся планка 5, в коюрой е iimtoiiibio вин-
та 7 зажимается индикаюр б Крепление хомула 20 па скалку-
12 осуществляется писрел1'ыв,м выяви 16. болта 15, пружины
18 и гайки 19. При лом нлн.а 19 вю, в ш i вус i на хомут 20
через шайбе 17. Таким । бра >оу. ip\6 регулирование поло-
жения НОЖКИ И И. Л! К<1 I орВ Вер I !И\ИЛ i.lio'.i НиЛоЖСИИИ оеущест-
вляс!ся хом\юм 20 при р.н|,р n.H-'i!i:i! iai'iio! 19. Аналогичным
обраюм и рои шодч : ся рк! у л ир' запие ; i о. • ож < 11 и я осп шиика'ю-
ра в горизонт ал иной плосклсп! нулем ш ремещепия скалки 2 в
хомую 20. Точное по.Ю/кенне ножки индикатора в верти-
кальной плоскости рогу.шруч лея с помощью тяги 11 гайкой 14,
которая хиирается в ось 1. Me,;, iy !айкои 11 и скалкой 2 на-
ходится шайба 13. .Тайная копе । рушня ни тика i ориого miaiiiBa
обладав! большой \ и ив.-рса,: !>::< м ь.о я иошляяс! pci уяирова i ь
положение ножки индикатора в трех плоское!Я.х.
Индика юриая сошка (рис. 1 о.27) широко пспользуется в
коист р\книях К' ш । рольны\ приспособлений. В корпусе 3 пере-
мещается стойка 2. Oi выпадания стоики из корпуса ирсдо-
храпяс! планка 1, которая закреплена иа корпусе винтами 15.
На стойке расположен хомул -1, в коюром посредством винта 8
.закрепляется индикаюр. Ножка ипдикаюра упирается в рыча! /,
296
.9» I 1 II. JI ,-..1 1 - >|) > III 1 । I-H 1 I'ihl III II
297
который под действием пружины 6. закрепленной па стопке
вппюм 5. вест ia находится в крайнем левом положении. Это
крайнее положение ограничивав гея впитом 9. Рычаг 7 имеет
возможность поворота вокруг осп 13, которая закреплена па
стойке с помощью винтов 11, гаек 10 и шариков 14. Регулирова-
ние положения стойки 2 о гноенi ел ьно корпуса в вертикальном
направлении осуществляется вшпом 12.
Данная копструкиня индикагорной стопки применяется в
приспособлениях в юм случае. когда нельзя напрямую к изме-
ряемой поверхности подвесы! индикатор. Индикаторная стойка
широко испольется при контроле биений внутренних цилин-
дрических поверхностей. При этом нтмереппе осуществляется
I? направлении, иерпеиднкулярно.м направлению движения нож-
ки пнлнкитора.
Диалогичным обратом работает двусгороиняя индикатор-
ная измерительная головка, в которой направления измерения
и шпжеиия ножки индикатора лежат во взаимно перпендику-
ляриы.х плоское I их (рис. 15.28).
В корпусе головки 14 с наружным размером 0 25 h 8 уста-
новлена втулка 5, в коюрой перемещается шток 6. С одной
стороны щ гок б конт акт прует с ножкой индикатора 8, а с дру-
гой стороны иод действием пружины 3 упирается в пальцы 2.
которые закреплены па рычаге 1. Рычаг 1 является чувстви-
тельным элементом головки и имеет возможное!ь поворота па
определенный угол отпоен тел ьно оси 12, которая закреплена в
корпусе с помощью винтов 10 и шариков 11. Для исключения
раскрепления винты 10 застопорены винтами 9. Втулка 5 в
корпусе 14 закреплена шеенно вшыами 13, которые расположе-
ны в два ряда но окружности через 120'. Винт 4, установлен-
ный в корпусе н тулке, предотвращает проворачивание штока
вокруг собегвеипой осп. Индикатор 8 в головке крепится с ио-
'.итьы цангового зажима 7. Синус индикаторная головка за-
иры 1 а крышкой 15. в которой имеется прорезь для рычага 1,
миорый BbiciynacT на ч, крышкой на 3 мм. При рабою песга-
бн.тыюегь иог.ззаннй индика юрпой головки не превышает
0,01)5 мм.
К вспомогательным элементам относятся также подводи-
.И pel \.IHp\3 мые (Шоры, которые используююя при устапов-
н.’ n.i.i.nj и :.'>рн\еных [сталей, но.тобно опорам. шпотьзуемым
а С 1 а шНы-. lipiK .юСоб I'.iuIHa.
298
Рис. 15.27. Индикаторная стойка
Рис. 15.28. Измерительная головка индикаторная двусторонняя
Очень часто контрольные операции выпол11 яюгся в центрах,
которые мс 1 а лав. т ива к) I ся в петровых ОаГж.чч. В 'ном случае
ветровые бабки inpaior po.ii. нситии .1 дынных алиментов при-
способ, юний. 11,е и । pi >в I .ie бабки с высокий петров 11—80 мм
(рпс. 13.29) имеют иолвп/кнып и пепотвпжиый пеыры б. Пе-
ремещение nenipa правой бабки влево осуннс гвляе i ся пружи-
ной 9. а I’. обратном пн правлении рычагом 10, коюрый враншч-
ея вокруг осп 11. Крепление пиноли б с центром oinocme.ib-
iio правой бабки 7 иропехо ш । с помонц io iai iспи пяльшио тя-
жи an Io. 16, шайбы 11 и рукотки 13.
I leno и’.ижный Петр о .кши бабки устанавлпвается во
тулке I. вторая впита 3 крюшон к бабке 2. Креплен не ба-
бок к плите осуществляется болтом 17. Обе бабки накрывают-
• я пробками 1 и 12. ;1,ля предоiвращения вращения пиноли б
правой бабки служит впит 8. Цеыровые бабки с i ан тартптова
иы и выпускаю)ся рашых i пноразмеров.
15.6. Опреление остальных составляющих
суммарной погрешности измерения
Составляющие погрешности установки
II о г р е ш и о с т н н < । о । о в л е н и я у с т а п о в о ч-
п ы х э л е м с и । о в и и х р а с п о л о ж с н и я и а
К О р И \ с С II р И С II О С о б . I е и II Я (•).,.
В авиадвнгат елее i роешш мши не детали п п'отавлпваются
с высокой точное।ыо. Част тчпосчь размеров, погрешиосiей
вшимиого расположен ня поверх, юс гей контролируемых деталей
не и ревы ш ас । ()/) 1 ...0.03 мм. Вс.ндствио лою даже малые по-
грепшосн! и я <л ов, iiч111я \ с। ашшочны \ \<л-ч’. :т.;; ро. жных при-
способлений имею! нередко существенное шачеипе. Ilo-лому ра-
бочие повар хнос 1 и \ с I а шик ши ы.\ \ '„но к и оi ав iiiB.-om с до-
ихскамн 0.001 ...i'i.O'i.") мм. а ко р а ио. юж ашю поверхносюй вы-
держиваю! следующие i рсбоваппя: пенара.ьie. innoc iь и непер-
нендикхмирноеiь не выше 0,01 мм па ышк 100 мм. смыцеппс
О| ПОМ Ина. I: ПОТО ЦО. IO/KI :1[,Я Ш’ ВЫПИ' И.603
, 1ейс 1 вп 11.1 ьны< отклонения в ра '.мерах \ с i 'шовочпых -л на-
метов ЯВЛЯЮ1С/1 велп-ншамн HocioHiiiibiMii и мог\ i был. опреде-
лены Bi)1'.к !! и i ч ов. и., ,ия и а I на'; а и и в кот ро. i иного приспо-
соб. I'.' I ИЯ
II о' । р е щ и о с I ь смешения и i м е р и т е л ь и о й
б а < ы д е г а л и и i заданного и о л о ж с и и я <>,.
3ia hoi решность являшея величиной случайной п во.шика-
o' в. pciynioaic ncio'iHociB совмещен ня и >\и ри i е. 1ьиы \ ба юных
Поверхнос Теп К о 11 I ро. 111J) у '। j \ j. i > >; t. i i 1! e рабочими ВОВСЯХПОСТЯ-
301
<?
Рис. l.).2P ihlOKII ЦС1! 1 poi-'.Hll
302
M'l 1 J НОВ ИНЫХ ЭЛСМСНТОВ ИВ!! ШОеОбл L'!!!!?! Э10 1! "l C'B! 1 L ШСИ И'
пр чшходит if > зд деформации стыковых поверхностей устаноноч-
шчо yia.i и кип j|)(.>,iii|)\!M'>ii ui.i.iii no i тепе i вием и ин рп ro in-
IIOJO ХСИЛНЯ. I I OI pi 111 И ОС I 11 1)1 II TMCpll !<’, 1Ы1ОЮ yCII.III/1 MOI \ T
быть pa ос iei’1,1 na ipn вида: noi репные i и. во iiiiikiiioihiic ь
репу, 11, । a i e \np\i их деформаций в юне KoiiiaKia и niepn i ель-
Hoio 11 a i\() i. с ч 1111 к а приспособ, icihih c Koii i po. mp\e\ioii деталью-
11оi pc111iI()c [ ii. возникающие в pc iу. 11>i a iс упругих шформацпй
.ieia.ni. иск.иочая зону котами; inn решнос 1 и. появляющиеся в
po jy.'iь। а । е упругих деформаций ус i аиово'июго узда и детален
Приспособ,' .-ПИЯ.
При измерениях первые два вида ногрешиос i ей oiipe.ie.iaioiC'i
вс.iiiniinoii дсйс i ву ющего в .момент измерения усилия, a i peinii --
рашотыо этого усилия п усилия, деиствовавшего при установке
показывающего прибора приспособления иа ноль.
Величина контактной деформации в месте соприкосновения
и^мерительного наконечника с поверхностью детали зависит oi
материала наконечника и детали, их формы и измерительного
усилия. Для наконечника из твердого сплава с радиусом закругле-
ния 2,0 мм при значении измерительного усилия 5...ЮН величина
деформации по закаленной стали не превышаем 0,0009...0.0012 мм.
При измерении деталей небольшого поперечного сечения,
расположенных па двух опорах или консольно, а также при
контроле тонкостенных деталей возможен их прогиб под дей-
с внем измерп 1СЛЫЮГО усилия. 1'слп имеются опасения, что
величина прогиби может быть соиост явлена с допустимой по-
грешиос 1 ыо измерения, необходимо произвести расчет ио фор-
мулам сопротивления м ат ериалов.
Иод информацией у eiаповочпых узлов приспособлений от
измерительного усилия понимают дефор м а ни ю стоек или Шта-
тнов. где утаповлеп покатывающий прибор. Для используе-
мых в приспособленпях стек и штаншов величина прогиба при
нагрузке в 2 11 не превышает ().()()()2...О.ООСю мм.
Каким образом, при расчетах шачеинс ногрешност и (•>,
можно принимать в пределах 0.001 ...0.002 мм.
Составляющие погрешности установочных мер
1 Joi решнос। н oi у с i ановочны.х мер пли у сiаповочпых об-
ращен внося! ошибку в резу.платы птмереппя. когда опредс-
1ЯЮ1 ра тмер .цда.in относительным меюдом. Пели для па-
тронки какою-либо и JMepiiie.ibiioio приспособ.шипя исиользу-
Ю1 цилиндрический валик, ю погрешность определения его раз-
303
BOHT’i !iC I i ’! i I1 Ш C h ‘).! (ШИШКОЙ В pc ЗМЛ.ЬТ ЗТЫ ИЗМерс НИЯ
i.c ; г», i v. 11. Однат v с.,;: -г- ьалпк iimcci еще п погрешность
i . OMe i pHBCCl.OI! ip P M U I ' 1 ’ c. I!I " 111 i а ВНОСИМОЙ С ИС1 С M a T Ц В ОС ЬО Й
ошибки б,де! нощь ..о, чанный характер.
С и c i e м a [ и >ь с к а я и о г p с ш и о с т ь. м ч и т ы-
в а ю тая о т к л о и е н и я ус га нов о ч н ы х р а з м е р о в
'I И о М И 11 И .1 ' И Ы \ (.) ..
ст а!!->воч>:ь;с меры i.ciio.ib >у югся .шбе в виде плоскопара i-
лельиы.х концевых .мер длины, либо в виде аттестованных деы-
i.'ii. являющихся чо шым или чашичным проютипом копт-
Р .; ! р у е м 11 i.
Одной из основных частей погрешнос гн вносимых при
испод в зовы: ин .огеь.-вымн .мерами ттины явтшн<я шн решш >с i ь
их ат I ( с: aii.'i и. г. •. когда принимаедя .к шл вн нд пиый размер
с он реле, ш." noli дос говсрпостыо. Во шикают ташке погрешпо-
> 'и от принижи, к”’Орые чтя пекоюрых клиповых мер превы-
шаю! погрешность ат те< л анип.
Дтя размеров до 300 мм погрешность от пригирки соста-
вляй! .го 0 3 мкм. Для ряда измерений такие ошибки являют-
ся сущее । венными и соизмеримы с погрешностями разрядной
аггесгаиии. Для малых размеров погрешность притирки в не-
сколько par больше, чем погрешнос гь аттестации. Указанное
обстоят ел ьс I во обязывает сделан, вывод, чю концевые меры
1-го и 2-го разрядов должны прилния i ься только в виде отдель-
ных мер. папрпм- р. для a i i>. i i a!гни oi no hi шовным методом бо-
лее грубых разрядов. а |.акже д.;Я настройки приборов, ио без
сборки их в блок. Погрешнос! ь блоков для размеров от 10
до 500 мм для 1-го и 2-го разрядов концевых мер составляет:
(о., 0.2...0,7 мкм.
11 о г ]) е ш и о с 1 в и р и о т к л о и е и и и у с т а п о в о ч-
н ы х м с р о ! и р а в и . I !> и о и г соме т р и ч е с к о й
(j) О р М 1,1 <•)(,..
(' 1ОЧКП HlCHIOl М С I р,о. i. И [ 111 ШИ p.'lliiiOCT Ь I С() М v Г р 11 Ч CC КОЙ
формы .reia.in приводи । к юм-.. Ч!о у ды1алн шн единою раз-
мера и по кои ^тонируемому параметру она инее! бесчисленное
мио/кес1во размеров, ошивающихся друг oi друга. От к. гонения
от иравн.!ыюй гсомс! рической формы оказываю! влияние па по-
1 jie।и,io.' 1 в iHoep ния 'в rni 'лое. в ’.i'.Koii ирг; ра швом измере-
нии мо/K.io опр. Д'-лить размер контролируемой фигуры.
При измерении образцовых и аст роев и 1,1 х ленится оценка и
нас! ринка по с. i\чаii'ioMy ра з \iepy- IIршзоди । к тому, что прибор
нас । ранние: ся щ. с.1\чайпы|! размер, и если он оказался пе-
304
И, 01:0.1 IC СШИЭ'Д отразит^:! !IJ ECvX ИОСЛСДуЮШИХ из: iVpL’i-
ных рз.-'ь-рсх. П9лом7 ill \'c»a’’’•Bt?-u1 и’:• де । а л--и пеобходи
мо i"'p мировап.. iiiha.KiHin i eoMC'i рической формы в тех ире-
К'.шх в i-.o-hx мими HiKd.hfniiiniii M";Kiio пренебречь.
При i ।\ чай'к>стн Fo-i’ib юно! i’a ’-мера юнип в i.r. 'iai' на-
личия в пси 1 >i x.Инин!ин 01 тршосмоп гш’ме 1 рич<'ех14'1 формы
вносимые в pcjv.ibiaie ши ренпюс) и не веет La равны гкчшой
Б'-ниин' ш । аження формы. В ни) ( Г'> криво гягся 1и>.
ные ж ч решнос in при равнинных вп fax от клонений формы.
Птрешность метода измерения
I Ь и pc плюс и. (>), свойс i in иная данном; мюоду иди рения
3 1ВПСИГ О! .MIIO1HX фаморов. В 1"М числе ОТ MHICipyi ГПВПЫХ О'ч-
(Н'ННОСЮЙ Нрисшшоблс ПИЯ. 1И >1 реннкжт М измерите.! ИНЫХ cpeicr;’
(показывающих прибор), классификации коиiролеров. условий
чкенлуатацпп приспособлений и т. д. Как уже отмечалось ра-
нее, (о,, является величиной случайной.
Таблица 15.3
Возможные иогрешпосгн (olu oi отклонений
геомет рической формы
Ви i погрепшос I и формы Час . в о । к. вmei 111и формы, в.inяютая па иогрешпосiв
OB.i.ibiioci , и огранка 1е1кая о 1
Oiранка не-ic I ка :i 1
Во. ПНЮ 1 1 1, I к И 1
К О||\ СНОС . > (II iMcpeiiiie в •ре.шем сечении) |’.а
|< ( >1 Г \ . 1 (О.,’ 1 > (! «мсрение ни копна\)
Бо'ЖооТра Mioi-iB (iHMcpcnne в ере (нем сечении) о
b ) 1 коо'ip;i '.но, in (и шерен и на K"iiiia\) 1
Kopi и; Но, ь (и(меренпе в ере шем сечении) 1
1\ < )]), С 1 11 < > • ь (и (меренне и.) конпа\) И
Т а
1! И
15 4
Погрешность ИЗ р 11 I С Л Ь: 1 Ыл сриДе 1Ь
Тип пик.!' ываюшеп > Iipilt" >рм I i*- и ы з ii- -i peujiiiR i ь При и , •.*t pt и н ip -
1 In пи а и Р ’Ы‘. |>БО|| ) iiina i nen-ni ie leinri
(). 01 1 opt U’.IOM Иэ.м ерепии 1 MM -•_/ 2
1‘| же и пре ie.ЮМ и ;мepeiiий 5 м м ].i ..
I » ял и пре ie !<>м и iMepeiiiiif Ш мм '-I'''2
Пн । нка i ( II’ М-Ц II я Р М II* 1 2 3 * 5 * 7 * 9 10 11 >Г» 11 и 0 00] мм UipoiflblM ( nenoii
1 ly ipovcp пи ||цч<ч lopiibiii с in noii .имения 0.01 мм
н iipvie.ioM измерении 10 IS мм
Пу ;ромср пи шка lopnuii i ценой :ie. leinia
0f)i)2 мм и протезом измерений IS 50 мм
Наибольшая доля погрешности метла он приходится на
hoi решпость пзмершельных средств. В табл. 15.4 представлены
погрешности наиболее часто применяемых в приспособлениях
па мер п тельных средств.
Вопросы для самоконтроля
1. Какие группы элементов входят в состав кот рольных при-
способлении?
2. Каково назначение и конструкция базирующих э.темен iob?
3. Какие сое i являющие входят в ногрешиость ус i аповкп?
1. На какие группы подразделяются передаточные эле-
менты?
5. Что такое ногрешиос i ь переда ючных у сi ройс iв?
(). Как копе । ру к । пвно выполпяклся подвижные элемен ты для
вращения пли л инейного перемещения де i алей?
7. Какова копе i ру кнпя зажимных элемеп юв приспособлении,
коюрые цеп! ]шру ю । п ;а к реп. i я ю i ;ieia.ii> одновременно?
К Чю такое пзмертельпая головка?
9. Ч ю 0ПЮС111СЯ к вено.мога 1сльным элеметам кон i рольных
приспособлений?
10. Чю ноннмас! ся под noi решнос i ью у ci аповочпых мер?
11. Ч1о относится к ногрешиосгп меюда измерения?
306
Глава 16. Приспособления для контроля отклонений
линейных размеров, формы и взаимною расположения
поверхнос‘1 ей деталей
161. Конструкции приспособлений для контроля
отклонений линейных размеров деталей
г I л Я К; ш I ро. I Я .т И 11 с 1111 Ы \ размеров (дПа Me[ ров. i.iillf. r.lV-
ы'и io.ihiiih п 1 и.) паря iy с \ ппверса. iниым и среди i на м и и
меренпя (in 1 anreiiniici р\мен сами, микрометрами, ш i ихмассамп,
ян ।ика ।орп ы мн скобами, ну 1 ромерами и чр.) и калибрами ши-
роко прпменяюк'я и специальные приспособления, ио шол шошие
11ОВЫО! I I, lO'lllOCII,. ДОС I ОВсфПОСТЬ И II рои ИЮ.1.11 I СЛ ЬНОС 1 I, KOHI-
рО. 1Я.
Ко cMoipiiM ш коюрыс конструкции приспособлений для
кошроля о! K.iOHciniii линейных размеров в различных деталях.
Показанная на рис. 16.1 универсальная индикаторная ско
ба с остит di линейки 6. в нашх которой находятся корпуса I
и л. г те расположены направ. >я юпше 2 и 8 В направляюще!!
8 ушанов.юн /Кешкин упор 9. а в направляющей 2 ртмещепы
и ;мс-рп 1 ел иная вставка 11. рычаг 10, шток 4 и державка 3 с
пн тика юром.
При нас।ройке скобы для контроля заданного размера oi-
всрстпя передвигают корпуса 1 и 5, а соответственно и напра-
вляющие 2 и 8 с упором 9 п 1кмсрп i ельной вставкой II. Кор-
пуса закрепляют впптамп 12. Направляющие уст апавлпвают
па нысоц и ШК1ЧШЛЯЮ1 их шинами 7. Настройку осуществля-
ю| по t оо: ве I с I вшошем \ э i а. i.) н: i о м у котипу, при этом стрелку
нпднка' 'ра \ с । а лав. । ива ю 1 на нулевое деление. При контроле
скоба ' ч 1 up а с i с я . ищейкой 6 па юрец ,i,ua.iii и ио показанию
индикатора фиксируют отклонения измеряемого диаметра от
э 1 алoi।иoi о ра <мера.
При исшо.и, юваппн скобы для конт роля наружного диамет-
ра (стали направ.шющне 2 и 8 поворачиваю! на 180'. Настрой-
ку осуществляю! ,ак же, как и при измерении отверстия. В этом
елмчае в качестве эталона используют' наружный дпа.мшр эталон-
ного кольца или Э1 алон-шержень.
1 IpiiciiocoO.iciiiic для контроля отклонения радиуса сферы
oi номинального размера пока :ано на рис*. 16.2. Оно состоп г
in основания 1. в коюром на осях 2 поворачивается планка 4
с I а к pc 11 л । 111! ы м в ней индикатором. Виты 3 пошоляют осу-
пь'с I в. ।я 11, регулировке на ыдаппый ра шер кон i ро. i нрмемого
pa uiyca и _\eia"oBnii, ось нндпка юра перпендикулярно опорной
307
Рис 16.1 Универсальная индикаторная скоба для
контроля внутренних и наружных диаметров
в интервале 250. . .290 мм
308
4
2
'С'!П ;i;i >3 П! I |Ю.1Я МСЖОССШИО p.m К)Я1П!Я
поверхности контролируемой детали. Установка приспособле-
ния по сфере выиолпяеic>i с помощью двух упоров 3. Настрой-
ка приспособ. 1СПИЯ п рои июли гея по эталону.
Контроль межосевого расстояния двух отверстии у детален
типа ''фланец* осущесгвлясiся с помощью приспособления. по-
ка юниого на рпс 16.3. Оно состоит ih основания 1. подставки
2, каретки 6. Для контроля деталь 7 yci анавлпвается по базо-
вом\ oiBepciiiio па налои 3 с упором в торец. В противополож-
ное шверстие детали входш мерительный щуп 4. Номиналь-
ное межосевое расстояние между пальцем 3 и щупом 4 устапав-
ливаеюя с помощью фикса юра 5. При этом индикатор уста-
навливается па «О», что соответствует номиналу межосевого
расстояния. Hoc.ie у талеипя ({таксатора 3 происходит расфик-
спровани.' карета 6. Перемещение каретки в одну и другую
сторону до упора щупа 4 в образующую отверстия дает откло-
нение индика гора — (У и ---л.. ('умма, показаний А(Х, делен-
ная пополам, и ее:ь ({тактическое отклонение .межосевого рас-
с гояппя.
16.2. Приспособления для контроля отклонений
формы поверхности деталей
Точность формы цилиндрических. конических, плоских и
других поверхносiей имей псключнтельно важное значение для
правильною выполнения дыалями своих функций в конструкции
узла пли изделия и оказывает большое влияние па качество из-
делий. Прп отсутствии в черюже указаний о предельных от-
клош'пнях формы поверхносгей эти отклонения ограничиваются
полем допуска па размер.
01клонення oi правильной геометрической формы весьма
реальной поверхнос I и (ограничивающей тело и отделяющей его
от окружающей среды) или реального профиля (сечение реаль-
ной поверхности плоскоегыо) от формы геометрической поверх-
ности или геометрического профиля. Отсчет отклонения формы
производится от прилегающей поверхности (плоскость, цилиндр)
или прилегающего профиля (прямая, окружность). Шерохова-
тою поверхносI и при рассмотрении отклонений формы ис-
ключается.
Отклонения от правильной геометрической формы весьма
ра шообразиы и вызываются различными погрешностями техно-
логической системы. Виды отклонений формы для плоских и
пилпндрическпх поверхностей и примеры измерения отклонений
формы приведены г< габт. 16.1.
311
Т а 6 /1 и ц а 16. 1
Виды отклонений формы поверхностей и схемы Ил КиН'Гри.!Я
огпхлсочгжяУ t/сЛобнОХ O$O3HW£HU£ „ ।
Отллсмемс/О от ллосх сотлеете/ (xronorxcc/rirtocmoj . jZZ7|<tgJ | L[ г -4b- 2 Z3^=d ь- ,^л з //о t^/7/ 1 /7 з^ш
Отыаюг&ф от прр- малих/ь'ЮО/пи /хепрямолинейность) гН.-гРЛ i 1 Л£
Отхлорсниг о/п хруглосепи ( нсхруглоегпа) " "" \От~ iw
Огранка й— -J- йхрхжха .v^j;xa:.To/ n£ Soper Opm^ ЛгО L_H_j
ОЗалояосгпь p.,_ ' Ofa/XPiCc.mi'ъцбср/.мзг - ряб h£ белел qop —, Кд>--е
j Отхлогп 4L/& .просри-'. —-^1 1 ля про Злах нос о ссиенх.^ j 1— i У?5 1 ' <7 ИШрЗрнт СХ.7Л 1 _> j* j oodrpr нести । ; j ' 1 - I /релгк. I бонуС'С'&ОриЛнт.'тп ! .aCfMp/WC‘tru л р& <ЗОл£О О Dp им ' Сейлер.У'ХЗе.Ь'с'Стл । '*&/лл’Хл&.4 •-' i ' ,’ Saur 'iOS'^,, i ! ) 1 ~РЙ TV -rhj 6h h ' ; ; J‘.kj Д.Ц Щ 1 I?- ! Г ;,/1 ‘ Г-!^. г Д-Л = ' '?4 --j 4p/<^ '< 'U; i .. ... ... . i ...
5p игс^с^хрзтост^ j P . 'яхосбрр. ja/or. 'O'ia л^г. fp-z-/.$4-/Z^ .4 W ac.-^er -Гг|4 -p.c-oi ! ' ' i ' ! F , « г-----.
teafw/macerib OXHl.'Cp-tiJ .6 /.-£ брлер 005 аул. 1 -T r... i\. . : fj; -- _’<', k ...... ... ..-J
312
Неплоскостность можно контролировать иа поверочной плн-
2 с помощью сгонки с измерительной головкой. Деталь 1
выверяется так. чтобы три точки проверяемой поверхности, не
лежащие на одной плоскости и по возможности наиболее уда-
ленные друг от дру|а. находились иа одинаковом расстоянии ог
поверочной шины. Эю делается с помощью подкладок 3. Счи-
тается, чю при «ом прилегающая плоскость параллельна плос-
кости поверочной плиты. Неплоскосiность определяется как
наибольшая разность пока ганий измерительной головки в раз-
личных точках проверяемой поверхносги.
Непрямолинейность определяется путем записи профило-
граммы в проверяемом сечении. На профилограмме проводится
прилегающая прямая. о> которой отсчитываются отклонения:
наибольшее из, оi клонсиий определяет нспрямолипейиость. Прп
•лом штатив с индикатором 4 передвигается вдоль контролируе-
мой поверхносI и детали в нескольких сечениях отмечают по-
ка гания индикатора.
Некруглость, огранка и овальность проверяют с помощью
ириборов-кр\ гломеров, а !акже контролем в кольце 5 или
притме 6.
Конусообразность определяется как разность диаметров,
измеренных по краям продольного сечения детали, а бочкооб-
разное н> и седлообразноегь — по краям и в середине сечения.
Проверку производят с помощью универсальных средств изме-
рения диаметров.
Изогнутость определяется с помощью измериюльпой голов-
ки при вращении детали иа двух разнесенных ножевых опорах.
Колебание показаний головки равно удвоенной величине изогиу-
Т ости.
Контроль отклонении формы поверхносiей универсальными
средствами измерения не всегда обеспечивает требуемую точ-
ность кошроля и высокую производи!ельиосгь. В авиационном
двпга гелсстроении часто используют контрольно-измерительные
приспособления для проверки отклонений формы поверхности раз-
личных деталей. Рассмотрим некоторые конструкции приспособле-
ний для контроля отклонений формы поверхностей де iалей.
Показанное иа рис. 16.4. приспособление сосюпг из коп i рольной
сюпки 4 с ипдикаторо.м 1 и сменной наладки <3 (рпс. 16.4,а).
Сменная наладка (рис. 16.4,6) включает призму 6, упор 5 и
ириж.1 mi 1 \ ю врхжниу 7. При кош роле наладка 3 устанавлива-
313
;Д?! ИЗ СТОЛИК е ТЗТТКИ 4, В ТТСС С Г J И1! ! С 'Л КС!!"! РСЛИЦХ е.”. Г!!! BJ.I11K
2 и ттидвотигся пот индикатор. При вращении валика в прие-
ме по показаниям пнтикатора опре щляют отклонение формы.
Рис 16 1 Универс.т.тьное приспосоо icune лая контроля
оIк.loiiCHiiii формы у дет.тей onia «валик*
1 Ipuciiocoo,кчтие. нредставлсшюе па рис. 16.5. предназначе-
но д.тя контроля неилоскостностп торцов деталей типа «коль-
цо». Приспособление состоит из основания 1. плиты 2. рычага
7, стойки 5, миниметра 6. При контроле деталь устанавливает-
ся торцом на поверхность «А» плиты 2 и центрируется но двум
упорам 4 так, чтобы щуп 3 находился в тоне торца детали. При
вращении детали вокруг своей осп происходит перемещение
тиуна 3 п рычага 7, которьц передаются па миниметр 6, но
показаниям которого определяется от клонепие торца детали от
плоскостности. Универсальность приспособления ocymecт вляег-
ся за счет передвижения упоров 4 на соответствующий размер
кон трол пруемого кольца.
13 приспособлен пи для контроля формы открытой внх трси-
iio'i (нН'рнч(>( к<ш поверхности, пока типом на рис. 16.6. корпус
т выполнен в виде част и сферы с диаметром, равным поминаль-
ному диаметру коты ротируемой детали. При вращении корпус;!
но к он трол ируе.мой поверхности ноднрх жипепный измеритель-
ный как итечпик 2 (предварительно выставленный на ноль), соп-
рикасаясь с последней, покатывает отклонение формы от поми-
на, .иного положения. 1 Пмсрн тел ытый наконечник поджимает-
ся к контролируемой сфере пружиной 5. для его направления
с,тюка । втулки 8, которые запрессованы в переходник 4. По-
воро, \ ст ропс 1 ва осупн с твляе тся рукояткой 3. '.амер с по-
мощью индикатора 6. Крепление переходника 4 и индикатора 6
314
etc
oli‘11 (Cl, I'llHI II.)i I’J.H' tltilldoi Hi н >11 I .HIM Mil. II.>11
И1 nrilHOM Kl.T 9(i.>f>ll./|fi||i ”.)<!.|||||||д 1)1 )i;(;
Р-S'
б
Риг 16 6 Приспособление для контроля формы открытой
внутренней сферической поверхности
316
осуществляется винтами 9. Ограничение перемещения нако-
|н чник-т 2 происходит с in ’Мощью штифта 7
16.3. Приспособления для контроля отклонений
взаимною расположения поверхностей деталей
Под и! к. loiii’iHH. м рщ пи, 1ож(’ним шшер.х нос I ей понимается
олклонение or поминальною расположения рассматриваемой по-
! эыосгщ о-’ осн и in и. I' 'с ю - • 111 с и м м с I р 11 и о । носи । ельно бито-
ЬН\ Н"НСр.\НОС 1 ей. НЛП о! К ВЩ.щие !,' помина и, шло ВЬЧИМН<’!0
расп'’Ложеин'1 рассмд i рпвлем! ix шшер м?к ген Вп in oik.iohc-
нии р 1сн<’лолчсния пош'рхш'с 1 ей и схемы измерения от к.юле лjiii
Принс "-Н!.| В jail,!. 16.2.
Непараллельноегь плоскостей определяется разностью паи-
с./л’-н1рГ-.> и н.ан‘цо;bniero расстояний меж iy прилегающими пло-
'.• 'cooMi! на '-я шпион площади пли д nine. Дал проверки не-
параллельное! и плоскостей деталь 1 \ ci анав. шваекш ошовой
поверхностью ша поверочной пяте 2. от носи iльно погорои цп-
рсде.кчеюч разность размеров на заданной длине с помощью
!’ 5МхрИтеЛ1.ПОЙ ГОЛОВКИ.
Непаралдельность осей поверхности вращения пракитчески
сир*, дел четен в о нов n iockoc'i и как рашшто расе i очини ••идг’
осями на заданной длине. Непараллелыиюiь и перекос оди
могут быть оиреилены с помощью иидика iорного прибора. Де-
дки. I при ты . с i аиав нгвасгся на при :ма.\ 1 п выверяыся
гак. 'мобы базовая ось была параллельна п.някоии повероч
нон пли!Ы. Для контроля нснарал.тельное in осей < > i вс рст ни
применяю гея индикаторные приспособления с копт рольными оп-
равками >, которые вводя'ся в. проверяемые (иверстя. Д :я
иеклюкеппя влияния и лишения диаме1ров огверс1пй в пре юлах
\ с । аповленны.х па них допусков применяют смунспчатыс оп-
равки, подбор оправок но градациям диаметров или самоцептрн-
рующи'Ч'я оправки.
Непараллельность оси поверхности вращения и плоскости
определяется как разносы, расстояний между прилегающей пло-
скостью и осью поверхности вращения. /1яя кошроля нснарал
ле.и,ноет и оси отверстия и плоскости деталь 1 у с гапавл ивастся
базовой поверхностью на поверочную нашу 2 и с помощью
сойки с индикатором измеряется разносы, рассюяпий oi плос-
кости до кош рольной оправки.
Несоосность относительно базовой поверхности — это рас-
стояние между осью базовой иоверхпосн и осью рассматри-
ваемой поверхности или расстояние между энкми осями в за-
данном течении. Несоосность от носи i ел ьно битовой поверхио-
317
'Г а ( .1 а ц a 1S 2
Оуклоненiic ры "оложения поверхнос! ей и схемы измерений
//аименоЗонщ (яп.кло- нений ^<.ло6ьа^ i Схемы измерения од из несение j отклонений
^епараллельность плоскостей ЕИП 1 t -ф- -< ! , ! ' Л-Ь== й L £ _J
Непораллгл ьность осей поверхностей Прощения _ 1 Й/Л/И1 I =££)4- 3 4 4-^ Slf—.“Ф-^ 1
1 —— — J
//епор алл ел ьность оси поверхности вращения и. плоскости Fra .7 i >4 1 ! ЛI L/ ^’z С- Д-^'V^ :‘7’1^1 £5;
^соосность относительна дазойой поверхно- сти —LlnUfr' lA? ;ТЖ1лГ i 1 с 21] 1 1 i 7 bl L
ТорцоСое ГТЗгС-^— доение i "“L.J LB ! LjEgzzsj-ИаЁИ 1 jtezJ 1 1 \ ГП~т Ф ЙТ#Г
,< 9 V
Уепересечение I осей ; И । Г^-1 / .'*' ; • Ж'и $1 !- А м й
Смещение оси от номинального рас пол ожени я [Г < /z3 , -fuCr ш ш 1±к?©--7 ри Gp-nfJ w.. । , , б
313
'I apc.l . i/Ь : i'. ’Ыl! ।’ JiM'.jhii \-\i радиального 611 c 111 i я про
p’.i '"'и верх:.о in. > шлаши. -л сечении или и крайних сече
i!;>il i: p I inn: И ! I Д-. :;.\p\l' ОСИ 6 ;i > i > 11 < I| i 11 < ,Bi P \ i IOC I 11, \c-
i . I H. I! И!;; Щ If Н.З HplHM 1 H.lil В HCHipa.X При ЭТОМ Вс. 11 i Ч И 11,1
ро л. .'i> л. ihieiuiii 'вдвое больны величины щ-соосно,- । и.
Торцевое биение определяется как разность нанболынс! о и
miii'.ioii.i!.,; । рассюя - 'й с. точек реальной иоверхш •и, распо
."в:: , на о।.1 >\ ;к;।(>с 111 жданного /о 1 а мс 1 ра. до плоское i и.
и т.н,,, сы.ляр :Д к ба я-вой пси враиц ния. Если дпам-юр не
-а Юн. io биенн. определи.лея на наиб '..или.-и диамс1ре lop-ie-
в-и щ-щ р\ю < ! и. 1орц.-в<е биение являе-ся результ a i ем не-
11 с р 11 ю д; 1 к у, । я р и ос 1 п горю, вой поверх нос ги к ба твой о; и и от-
-.'Юне ню формы юрца пс. липни iKMcpciiiiH. Ториевое бшппе
'./Ci ельно наружной mi.iiii дрпческой поверх нос1 и мо-
-Ю: >!! 1 род проза 1 I,'. Я О' раИЮСИ! ПОКИЗаПИЙ измори ГС. 11,11011
1".loino: при успиювке н вращения вала пл битовой новерхшю гп
в притчах ! с фиксапней в осевом направлении \ пором о.
Смещение осей от номинального расположения определяет-
('я наибольшим рассюяппем между депешпгельпым и иомппаль-
1HM рлеполож; пьем оси (плоское 1 л симметрии) на вс. й длине
рассма д-1!васм -л поверх ш-с 1 и. Если заданы базы, ю номинал!.-
:• .• раса ло,ко:л!-. ш,р<-д шяеiся о; неси 1 едино баз. Предельное
iMi-IHJiii - о 'ей 11. i икос i 1 И С И \1 М (' 1 р 1111 oi 1; о М 1111 а, 11,1101'0 р;1СП0-
ложепш! м 1 к по 1\ол । ро. 1прова i в калибром (1, измори i ел иные
щ,'Верхнее 1 н которого имею': paniepi,!. определенные с учетом
ирсде.11.1юго смещения, н расположение, совпадающее е номи-
нальным расположением юны ролируемы.х поверхностей. Рас-
(MOipilM Н.КО'орые 1НПОВЫО Копс гр_\ книп приспособлений для
контроля в oiiiMiHH'o расположения поверхностей деталей.
1 IpnciHK'oo.ieiiii'’ для контроля биений диаметров деталей
тина «Biy.n-.а» (рис. 1(1.7) cocioni из плппя 1 с закрепленным
па ней кронштейном б. Кронштейн б в завненмое i н ог разме-
ров кон I ролпрхемых втулок може[ перемешаться по пазу к
n.iiiie 1. На кроши гейне б> ycianoB.ien рычаг 2, с помощью ко-
юр.л'о вымеряемся бию не вн\ i репнпх дпаме1ров втулки. Пере-
мещен-.' pi,шага 2 нередасюя на индикатор. Для замера биения
наружных шамеi р<ш шулкп имеется второй индикатор, кото-
рый \cianoB.ieii на ни шкаторном ниатпве 4. 1<ои i рол пруемая
тулка (1 yeiапавлнвается на переходнике е двумя роликами 5.
Переходник 7 кроится на п.нне 1 в отверстии диаметром D
ганкой.
Для контроля биения предназначено приспособ, юннс. со-
юоящее hi пл1ш,1 (1 и карпкп -Е коюрая неремещаек'я по па-
319
Рис. 16.7. Приспособление для контроля биений
диаметров деталей типа "втулка".
320
i
I
Рис. 16.8. Приспособление для контроля биения.
321
Рис 16 9 11рисносо6леиие для коиiроля биения кап.шок
oiносигельного базовою oiBcpciHH
322
Ир 3 ПД Д д.-щи ' 1 3 (рп? Ip 8) П !}.-:.?!!!!? 1: _• Г’ • I И Г' Г 111Г/•_’IС Я
С i '; о •!!III I;) у. 7 у 1 •' ’Ь' >•-! 11 < >1 • J I н и т ’> |1 пр V |;чич / В lap' т ’. >
। j I- »! ин .ii и-р i."i 'рьт ip'iHU'H i';i i,< и г. 111! ।' । м ;; Кощ-
p> \inp_\ । n iи н i ,i in \ ( i.111иi> 11fi n'‘i iia iи ।>' \। > । ।ii\>' ‘i ], и । >pi,,iij
< 111111111 ii) 1; 11111 . । 1 ;.i I P 'll. |'<1 i :i v .’ :• l \ I l.o
I IPiIv 111 к । (I 11 и111 ii/i h"ii । ]•><’ i7i iiiu iiii'.i ь,i:{,11’. н; "i ши и и.п,н 1
(Ш и 'I' 11 i' <' ; i ,cpc | II I. ||()' |i In )i ill! 11 Ih'. 16 9 <.•<>•_• I 11T If ! l\( ipli \ i у
1, шчокл 5, рыч<чн1 3 с наконечниками 4 и 8, пружины 2 и .up. \
р.'. I И 1о Ч'. I 1.1 I | I ’ I. о с pi.l'l.il !'.! П'1'7 I I М ;)/|\ 11 ( Ц'I I. ] И IН V' 11: И I I.-
< । г. 111 I Ь I 17. 1. и <>'•)! I’. Kt >Р i I . СП I. ЧЮ 11 лЗВО. I ИС I С 1 И 11II !'•« 1111 b II I
1 • 1 и * я i : 11 • 11 к <8 и нужную к\ 11.и'in piin.ua выш >. I Hci11 a
и iiiii;ik(ii;i.im1i Pbi'iai ириiliac i oi на оси 6 1 lepeM- пиини1 шпю-
1Н'Ч1111|. ,1 -1 ;{)1I допруC 1 СЯ If'l.llli-.a I'lp'lM Ус I a 11 >!’•!-,'I 1-.' > p 11 VC a H'i
Ibl / ‘•."'.I (1| ;-,(-p i l;|() P'i ; :! <) < ч'У ШдЧ’I ВЛ Я" I ( Я |) <). I 11 к а M И 'l
11 ! i < * p । и • i J и: м. i7i pii-p -11> об pa s \ юте й bi i ci pen ней пил nn.ipn-
I Olli III .IJIp \ I|I 1 И О 1'07'1! I С. ПИЮ юрпа И р<)3! ряс I C'/l llpli! II>'<OI)
лепием, копеi рукция коюрого ирсдсiавлеиа на рис. 16.10. Кор-
пус 1 имеет ipn усчановойпыс поверхносi и (Л, Б п В), коюрыс-
\ сIанав.шваючей па юрец кон i ротируемой печали, и два
'.пора ! для \ 1 ановки но вну i реши му uiaMeipy. О i клопепие
образующей впшренней поверхносiи печали 5 от псрисн шкуляр-
Ш-С1И в 1о))ц\- фньсирустся штоком 3 и передастся с помощью
рычага 2 на двухмикропиые индикаторные часы. Поджимая
приспособление поверхностями Л. В п В к чориу н упорами 4
к поверхности внутреннего диаметра, врашаюч приспособление
вокруг своей осн. При усчановке иидикаюра па «О» поворот
детали па 180 показывает двойное отклонение. Для повыше-
ния и\вствпчс.ч1,иосчи приспособления прп контроле рычаг 2
сделан разноплечим. Сооч ношение плеч 1:8.
Для коп । роля исиериснднк\ лярпости oi осп поперечного от-
верста о । коси । елыю наружного .uiaMcipa у печалей чипа «ва-
ши» пре !на шачепо приспособление, изображенное па рпс. 16.11.
^но ciicioHi ih основания 1. призмы л, рычага 6. стойки 2, ип-
дика юро iep/ка 1 ел я 3. Прп кончроле неперпендпкулярпосч и в
111 вере। и-.’ ва чика вс1авляечся пален 4. ио которому и опрсделя-
егся oi клопенис oi перпендикулярное!и. Для определения
(рак। ическо! о oik.iohohiih необходимо дшаль 7 с пальцем по-
вернуть па 180е и показание ниднкачора разделить пополам. До
поворот на 180 иидика горььц часы необходимо установить па
ноль.
323
i(> И) Приспособ к ипе доя контроля нспернендикулярности
' •' !""" 1 •o’v;«Hon пи !индриче< кой поверхности относительно
юрпи детали
Рис. 16.11. Приспособление для кон троля нснсрпеидпкулярнос i и
радиального отверсшя к наружному диаметру acia.ni
325
Рис. 16.12. Специальное приспособление для контроля
непараллельиости плоскости паза относительно
осн отверстия детали
326
Hondo] ()H<]i:.)iiimiiiio I’ld.xp.) киюШак'.) Ki.’odnio'i kit hih.h-yojon.Hid11 $3'91 П13
Д.Т1 „ J. r’-H-J HUI Jp Ю.!ЮЫ:ОШ 11 ILIOU.UC 1 CH \ 4C‘TdJ!I «Се1'Ы'Н»
i-io.ib r- Ю!'_ч ciilциальным контрольным приспособлением (рис.
16.12), К’ > 1 O['r’C (. С".. ЮИ1 ИЗ ( 1СЛ’. Р'И'ИХ (.."'!< 'ВНЫХ ле 1 1ЛСЙ — ПЛИ1Ы
1, установлепных на ион призмы 2. ' пора 6, карен и /, направ-
ляющих планок 6 и слои1 п 5. Серила с пи-’ошью оправки 9 \сма-
павливается па призме 2 с фикс ан ней по 'пор- 3. При переменр--
нпп Ki.pci.KH 7 с помощью [тучки 10 вдоль наиравлчюш.п.х планок
•к рычагом 3 н индикатором, который закреплен винтом 4 на свай-
ке 5, осу тес i вляшея замер непараллельной!! плоскосш паю oi-
н (>с и I ел ы । о осн дшали «серьга». Вторая сюров? пню-ости паю .
серый проверяется поворотом детали вмею с оправкой 9 иа 180 .
Кон I аг. 1 рычага 3 с плоскостью паза осуществляется по ючке.
Для кошроля у д.етлеп смещения сферы относитетьно тор-
нов предназначено приспособление (рис. 16 13), в состав которою
входя!: основание 1, сюлик 6, призма 5 стойка 1 с фиксатором 3,
рычаг 6, ипдикаiop . юржатель 7 Призма 5 имею возможность
перемета i вся в вегыпеалыюм направлении по направляющим 9 и
10. Перемещен нс призмы передается через толкатель 2 рычаг. 8,
а заюм на индикатор. С помощью съемного фиксаюра 3 призма
5 у см аы.1 вливается па размер \ относительно опорной поверхно-
сiи сюлика 6 в зависимоеки от размера В. 11л индш а юре усга-
павл ивается 0. При контроле деталь торцом ставшей на полит
6, при этом призма 5 у сманав.’Иваетея но сфере демами, переме-
щаясь вверх или вин;. Сняв и повернув дшаль на 180°, ее бази-
руют по другому торцу. При этом призма занимает другое поло-
жение, которое фиксируется индикатором. Для определения ис-
тинного смещения сферы относительно торцов показание индика-
тора необходимо разделить пополам. •
Для контроля пересечения двух перпендикулярных осей ог-
веремий картера служит приспособление (рис. 16.14), состоящее
из корпуса 3 с центрирующим диаметром 0Н6 и углового
(45°±Г) калибра 2, па котором установлен ипдпкатородержа-
тель 5. Приспособление работе г совместно с цилиндрической оп-
равкой 4. Контроль происходит следующим образом. В базовое
отверстие вставляется цилиндрическая оправка 4, а в контроли-
руемое отверстие—цен iрпрующнй элемент 3 с калибром 2, кото-
рый своей угловой поверхнос гыо (15' И ) у иирается в образую-
щею поверхность оыравкп 4. При этом иа индикаторе устпавли-
вается «0». Поюм корпус 3 вынимаемся и вместе с калибром 2
поворачивавiся oiноси 1елыю вертикальной оси па 180е и снова
вставляется в отверстие. При этом в зависимости от расположе-
ния осей калибр 2 установится выше пли ниже первоначального
по. 1О/КСППЯ, чю зафиксирует индикаюр. Величина смещения осей
будет равна половине показания индикатора.
3/28
Рис 1Ь.'.4 Приспособление для контроля пересечения,
двух осей отверстий картере.
329
Вопросы для самоконтроля
1 Как о, \ шее । в , :е; ся взме] сане размеров ни iiika юриМ Чи-
i ‘ । 11В ' i (> ' 1 И 11 <: .1
2 . Виды о। и.юненiiii формы новерхпосIей деталей.
3 (ломы измерения от к.юненпй.
1. Ви 1,ы oiKioiiciiiiii распоп >-кепня поверхностей юталей и
схемы их измерения.
Глищ> 17. Переналаживаемые, многомерные
контрольные приспособления и контроль деталей
на станках с ЧПУ
17.1. Переналаживаемые приспособления
Стабильность качества изготовления изделий в значительной
мере зависит от уровня оснащенноегн технологических процессов
с।ц-!111альпой контрольно-измерительной оснасткой, обеспечиваю-
щей точный и произволе!венный контроль деталей па рабочем
месте. Однако большая номенклатура деталей изделия, пх частая
сменяемость и жесткие сроки подгоювкп производства ограничи-
вают количество проектируемой и изготовляемой специальной
контрольной оснастки. Значитс.ншым резервом повышения оспа-
щеииосш технологических процессов, существенного сокращения
сроков п стоимости изготовления оснастки является широкое при-
менение унифицированных переналаживаемых средств измерения.
Переналаживаемые контрольные приспособления предназна-
чены для контроля определенной заданной группы деталей. В груп-
пе МОЖС1 быть два или несколько наименований однотипных де-
талей.
Переналаживаемые приспособления состоят из базового при-
способ,тения и комплекI а сменных наладок. Базовое приспособле-
ние по отношению к заданной группе деталей является универ-
сальным, а сменные наладки—специальными, так как они пред-
назначены для установки определенного наименования контроли-
руемой детали в приспособ.юнин. Число сменных наладок соот-
ветствус! числу деьялей разных наименований, входящих в груп-
пу. При ыр-’екI провиипи и нзгоюиленпп переналаживаемого при-
способления одновременно создают базовое приспособление и
комплект сменных наладок. Большое значение для снижения
стопмос! II и сроков пзгоювлепня контрольных приспособлений
nxieei увеличение применяемое! и в них стаидартых и унифициро-
ванных деталей и узлов. При эксплуатации переналаживаемых
330
МрПИЮСОб.! J'!!!!' ЦОС.If l.CII 1 BO.! J ИШИ! IIUR ! ПИ Ди J.!1. И СД'-ОГО ВЗ-
И'Ч-ПОБ .'ill’/l ИрИСП' 'CO'' 11 H lit !!' ; ’i 11 a 1 -1 Ж !1 В 0 >" !’. i Г. ' i 1 a11 a 1 И В a •
ie I , 111i у jo ii a. i ад к \ , n 1 и i и. i ;ii . 1 i' । " • 1* > . 1.1 '.i 1\ < >n । p-1 । Я c it’ । \ it ill и. । (
!iailMCHo|’,,l НПЯ II.' I It. III.
IlcpCHI!. I 3/К И ВИ C '1 Ы C 11 [ ’ I! t • 11 (>'•> 6 'elill.I llll'i).Oil 111! 11 '< 1 h (II.’ Ilpiri'.
пение и ме.।к<>cepnй'i<>м upon во u ни-. 11оско.1Ьку в ирисы >c(n>.юный
koi: I po, [ИрУ 101 nil pHVC I plJ I iCC.'H ).!!>’ 1.'X 1111 И ,M Cl I OB 3 11 И Й .1C I .'1. I о 11. IO
ii'/Kc при малой 11 ] >() г p <i м mc выпуска ишемий в год обшсо чпс io
коп i po.трусмых leia.icii .<,1.-1411 .елвпо во -.paciae 1, чю но <во.r!ci
и роек 1 ирови I в oo.ii'p и poll mo ! 111 e. 1 ни ню приспособления. ( )ciiob'i bi
MH Hob..'! Ш If. !ЯМ|! ;ффсК I IIB.KK i 11 IIpll'lOHCiiilH нсрсна hiживпеvы•
приспособлений яв 1ЯЮ1СЯ: < меч1,шейпе подичееiва iонiролвню
И I) 11С110С0ОД 0 : ш"[; ИОВЫ1ИСИИС II poll ВВОД И I С-I Bl i ОС I 11 И 1,11 "Д' , BH KOill-
родя; малые зшраня времени иа перепал ачку; большой сро;
с.юкбы до pc.Moiiia; _\добс1ва Шчсилу а гании. Псреиала/кивасмыс
। он । ро,ibiiBie приспособ.’ения могу i хспеишо исполь ;ова i вся д.iя
коп 1 ро, 1 я любых ючиосН1Ы.Х параметров дестей.
В качешве примера рассмотрим конеiрукцию перепа ia/кивас
мого кои I родвиого приспособ. icaiiH (рис. 17.1). Коп 1 ротируемая
В1_\.|ка 20 устанавливается па сменной подоавке 18, коюрая кре
ИИ1СЯ к идите 1 с помощью наивна 2. гайки 14 и шайбы 15. В i у, i
ка закрсвдястся на подставке 1айкой 13 чеое< бысi росмсшы ю
шайбу 19. Механический дапшк, выношенный в виде рычага 3 с
\ пором 12, передает измери тепвиый имиудвс на иидика юр 22.
Индикатор к|)0И1!1ся па иодзунс за/кнмом 7 через вегавкх б. По-
ворот рычага 8 осущссiвдяегея на оси 11, а ограничение его пере-
мещения регудируен’я винтом 9 и гайкой 10. Рычаг 3 и индикатор
22 перемета 101ся в вер i икадвной и.юскос111 с помощью подз\иа 1
коюрый ио иаправдяющпм чипа «.часючлип хвост» смешается от-
носите. 1вио cioiiKii 5. Фиксация подзхна в сюйке оемцееiв. 1яется
вшном 21. /1дя остановки па кои i ро. । ином clone в и.пну 1 при-
способ. :С!'ия ус । а нов. ion ы ченяре ножки 8. В комидем приспособ-
дения входя) сменные подС1авки других га б а р 111 ов, коюрые (|)пк-
сирую1ся на наше шии.iвкой 16 через быстросменную шайбу 17.
Kapei ка 23 иередвпгаеiся в наврав.ihioihiix пазиках 24
17.2. Многомерные контрольные приспособления
.Многомерные коп 1 рольные приспособ.юния иримснякися в
1ом случае, когда вошикас: необходимое i в ков 1 рол ировать oi-
к. юиеиия иесколвких i comci рических парамс! ров деюлп одновре-
менно. Чаек) при Ko.Hipo.ic деншей авиационных шпгателей при-
ходтся проверяю о i к. 'оисиия ряда поверхнос i ей (юрцевое и ра-
дпалвпое биение) oiiiocihc.ibho одной базовой. При одповремеп-
иох1 Kuiiipo.ie могу 1 бьнь uo.imiviim бодее досювериые результаты
измерения.
331
Рис. 17 1. Унифицированное приспособление
для контроля размеров втулки
33;
Одновременный контроль отклонений нескольких гсоме!риче-
ских параметров значительно новыniae 1 upon -во hi 1ел.ьлость про-
цесса измерения. Повышение произв )ди :е. ни.о. i л no'Hipo.iH жшии
важно для деталей сложной фирмы с сольшим ноль ,ес;вом ;нмс
ряемых параметров. Кроме этого, приме.ic.iiie мших‘Мерных при-
способлений позволяет с\шествепно сокрапиь общин об нем Koiii-
рольио-измерительноп с..” шсткп, применяемой в произволе!вс двн
гателеи летательных аппаратов.
Рассмотрим Многомерное приспособление тл ; к.лпроля ра-
диального и ториевого биении наружной и в,, с ре.шей поверхнос-
тей относительно базового отверстия liHie. 17.2) Оно устанавли-
вается на деталь 1 и с ппмыиыл наш и ,. на цеи фиксируется. Для
этого вр.чшзют гайку б и вин i /. пмеюшип i .шическпн хвоеовик,
разжимает пингу. Планка 5 имее! полы мк.егь Bpani.i i вся относи-
тельно наши, причем зазор в соединении не npt вы nine i 0 (ЮЗ мм.
На планке с помощью стан картам х :а ж и\н ш ;а;. реален ы два ин-
дикатора 4 и 9. Индикатор 4 через рычаг 9, i.oiopi.ii’i поворачива-
ется на оси 3, фиксирует радиальное биение- внуi реннего тиамет-
ра. Индикатор 9 непосредственно kcu'hcich измеряемой поверхно-
сти и фиксирует ее торцевое биение.
При контроле индикаторы высiявляются на воль и планка
поворачивается па 180°. При этом индикаторы зафпкепрхюг двой-
ное отклонение контролируемой величины. При опрсделениг
годности детали показания индикаторов необходимо разделить
ионолам. Данное приспособление сдобно it эксплуатации и позво-
ляет осуществлять контроль детали иепоередсiвеннл па станке.
17.3. Контроль параметров обрабатываемых
заготовок на станках с ЧПУ
Станки с ЧПУ характеризуются достаточно высокой ючнч-
стыо позиционирования рабочих органов, поэтому здесь широкое
применение нашел способ ксинроля обраба tываемых шгоювок
непосредственно на станке. Система \правления cociohi пт изме-
рительного щупа, уставов.lemioro в шпинделе санки nina «обра-
батывающий uenip». it револьверной головке или на сю.те станка,
н системы обработки полученной информации н выдачи сигнала
на подналадку ic.xiio.ioi пческой сшлемы. Подналадка положения
загоювкн ос\ шее вляс! ся соотве ic ib\юшен коррекцией хправляю
шей программы 13, 10|.
Па рис. 17.3 приведена схема хсмановки кон i рольно-уирав
ляюшей СНС1СМЫ. Для намерения .leia.tn 2 щ\ я J \ с! инов. :ен it
шпиндель станка. Для контроля размера и сосюянпя inicipx мен-
та ш\ н 3 мстанов.теп на сюле счанка. Сигналы э!и\ ш\ нов nociy-
пают в блоки 4 сшчемы \ правления. Из схемы измерения инна-
I’m / 2 Muni II'U pilot uplfi Hot l.(i к ниг Д.1Я MUI IpO.lM Gltt’liHH
\ с I ановки Икмерше н>ных ' лпог,
на < 1 alike < ЧПУ'
i’>! И<меренин обработанной
>ai тонки щупами
335
ми (рис. 17.4) видно, чю за креплен и ый в шипи теле станка щу и
и iMcp'/iei li нояшии 1 размер ио высок, в пошипи 2—размер па-
п1. в позиции 3—диаметр рамочною отвергши и в попщии 4--
не юлько размер, но и р-шио. ю/кен ио ра1, i oiciihoi о о i вс pc i и я oi-
।:оси 1 ельно измерьiе плюй байт. Но принципу paooiw пзмериюль-
ные щупы бываю! кошакшою и нндукiнвного типов.
На рис. 17.5 показан одни из вариантов конструкции щупа.
Щуп имеем хвостовик 4 для установки в шпинделе 1 стайка и r
инс । рументалином мал азине, В полости 3 хвос товика установлена
ба 1арся 2. К внутреннему торцу хвостовика прикреплен сменный
элемент 5 е пружиной 6, упирающейся в оi рпца тельный вывод
батареи 2 и являющейся д.тя пет;) заземлением. К положительно-
му выводу батареи прижат контакт 7. К внешнему торцу хвосто-
вика прикреплен корпус 13, в котором смонтирован наконечник
щупа 14, связанный с блоком иереключателей, расположенным в
корпусе 13 (последний замыкаем контакты при смещении нако-
нечника щупа 14 по осям панка). Блок переключателей через
штепсельные вилки 15 и розетку 16 электрически связан со схе-
мой на печатной плат, содержащей схему генератора, сигнал с
выхода которого нос iу пает па первнчпу'Ю обможу 9. Первичная
обмо1ка у ст а повлена па кронштейне 11, в коюром смонтирован
перек.тючате.in 12 с плунжером S. Плунжер сраба iniBaei при коп-
। акте со шпонкой 10 при вокпмо хвосювпка 4 в шпинделе. Пере-
ключи 1ель 12 соединяе! oaiapeio 2 с nenaiiioii схемой при уста-
новке в шпиндель п отеоедпняе! oaiapeio, коша хвосювик извле-
чен из пего. Для anno пру/кншч переключателя сжимается при
нормально разомкну юм его поло/Кенпп и разжимаешь сразу пос-
ле выхода плунжера 3 1н контакт со шпонкой 10 шпинделя.
Передача сигнала с нзмери1 единого щупа, ус гаповлеппого в
шпинделе станка, в сисюму управления осуществляется бсскон-
тактно-ннду к। нвны м или оншческим способом.
Вопросы для самоконiроля
1. Чго натывае!ся перепал ажнваемым коп!ролы!ым приспо-
соблением?
2. Для чего прпменяклся многомерные кошрольпые приспо-
собления?
3. Каким образом осущес i вляе i ся контроль обраба i ываемых
шгогонок на сi ап ках с ЧПУ?
336
I’llH ! о Ю1И1И I ЧЛ1.Ч1 И
ОН ! 4 1' I H<>'!.>,>9 I! i I Л li i о 1< ill'll J UP I ib > И КИ11Ч '<> i H <>'| /.I '1,<I
Глаиа 18. Приспособления для контроля параметров
сложной геометрической формы
деталей авиадвигателей
Методы контроля детален еюжноп формы, особенно с т.рт'во
линейными поверхнос 1 я ми, трудоемки и технически сло.кны.
В авиалвит ателес т роеттни к числу таких деталей можно итнести
лопатки компрессора и турбины, диски с профильными пазами
змбчатые колеса и тр.
К'ипроль дсилей сложной формы мот-.ет быть ос;- mec т влей
как с помощью профильных шаблонов на ирисписооленпя.;. так и
с помощью индикаторных, онтико-механических. пневматически’;
и элем рпчест.и.х приспособлений.
18.1. Приспособления для контроля
геометрических параметров лопаток
Лопатки компрессора и турбины являюыч сложными деталя-
ми как по коне Iр\ кипи, так: и по технологическому исполнению.
Это налат аег определенные тр'.дпостп при н.п оговленип и контро-
ле, главным образом, из-за отсутствия у лшт.ыок достаточно про-
тяженных плтт простых по форме технологических и нзмернтельных
баз.
Лопатки проверяются как па операционном, так и па оконча-
тельном контроле. При контроле геометрических параметров ло-
паток проверяют: отклонение формы профиля стишки и корыта;
расположение пера относителыто замка (смещение и закрутка
профилей); размер макспмалытоп толщины пера в определенных
сечениях; толщину входной и выходной кромок пера; длину пера,
хорды, радиусы сопряжения пера лопатки с замком; размеры зам-
ка и полок замка; размеры бандажных полок.
В контрольных приспособлениях, предназначенных для тнме
рения окончи гол тлю обработаппых деталей, в качестве измери-
тельной базы в основном используется конструкторская база де-
тали. Конструкторской базой у лопаток компрессора и ту рбнпьт
является условная геометрическая ось Z, относительно которой
орионтируются все поверхпост и лопатки.
Надежность базирования и уменьшение ногрешност и измере-
ния зависят' от стабнлытости положения детали в базирующем
устройстве приспособления. В качестве установочной базы при
контроле гсометрпческпх параметров лопаток (профиля пера,
бандажной и замковой полок) используется поверхносгь замка.
338
11астройка контрольпо-пзмернтельных приборов на нужный
размер осуществляется с помощью эталонной лопатки. геометри-
ческие параметры которой соответствуют чертежным, по допуски
па размеры ужесточены в 10 раз.
Широкое распространение, благодаря сравнительной просто
те, получил метод контроля профиля пера лопаток с помощью
шаблонов ::а специальных контрольных приспособлениях. Конт-
роль с помощью шаблонов применяется на этапах предварптель-
ной обработки профиля пера лопатки.
Па рис. 18.1 представлено приспособление для контроля в рас-
четных сечениях профиля спинки и корыта рабочих лопаток ком-
прессора с базированном по поверхностям замка типа «ласточкин
.хвост». Сменная плита 2 наладки со штырями, образующими пазы
для направления шаблонов в расчетных сечениях пера лопатки,
фиксируется в продольном направлении на основании 1 с по-
мощью двух пальцев 12. На основании 1 плита 2 удерживается с
помощью болюв 4. В кроши тейпе 7, закрепленном на основании 1,
размещен шпиндель б с фиксирующим пальцем 11 для установки
сменной наладки 5, крепящейся к торцу шпинделя 6 винтами. На
наружном диаметре шпинделя б выполнен точный паз, в который
входит фикенру ющпн штифт 10. Ширина паза больше диаметра
штифта 10, ню позволяет исиоль ювать допуск на угловой разво-
рот сечений профиля .топаiки.
Контролируемая лона гка 3 появляемся замком в паз налад-
ки б до упора 13 в юрсц замка и закрепляемся с помощью толка-
теля 9, управляемого рукоя!кой 8 с эксцентриком. Контроль про-
филя спинки I! корыIа лопатки осуществляется шаблонами «на
просвет» пли с помощью щупов при ударе заплечиков шаблона в
боковые плоское:и плиiы.
К<ш 1 роль лопаток с помощью шаблонов имеет существенные
недосыпки: недоела ючио высокая ючпошь измерения, необходи-
мое 1ь иметь большое число шаблонов, низкая производительность
измерений. Недостаточная ючноегь измерения обусловлена боль-
шим КОЛИЧОС1ВОМ сосIявляющих су ммариой погрешности: погреш-
ностей изгоювлепия коп гршаблона и зазора между рабочим шаб-
лоном и коптршаб.тоном, погрешносгей определения зазора между
шаблоном и конiролнрусмой поверхностью. Число шаблонов для
контроля профиля спинки и корыта лона ikh должно соответство-
вать числу контролируемых сечений.
Применение многомерных и высокопроизводительных прибо-
ров и измерительных машин для контроля профиля пера лопаток
снижает трудоемкость контроля и повышает точность измерения.
В авпадвпгателсстроешш для этой цели широко применяются спе-
ЦН.1.।ьныс oiiiпко-мехаппческпе приборы inna HOMK.'l-1, О.ЧМ-оО.
339
Рис IS 1. I ]])ис1'<)соГ).|('Н11с дня кон । родя профи |я спинки и корьна рабочих чопаюк комнре< соря
ПОМКЛ-4 предназначен дан едневреденного контрол.: профи-
ля пера, смещения пера относительно оси замка, \гла закр?тки и
толщины пера в поперечных сечениях пера рабочих .ишаток ком-
прессора.
Проверяемая лопата \сiанавлпвается поверхнос! ямн замка
в захваю. с.мон i ированпом на подвижной в осевом направлении
каретке. С профилями конiролнрхсмо! о сечения пера лопан.и со-
прикасаююя коп 1 ак i ные сюр/кнп, размещенные в блоке с опрс ic-
ленным шагом между ними. Противоноло/кные концы кон i акт пых
юержней при помощи -лалопа приведены к единой птоскости и ;-
мерения. Отклонения профиля пера от заданною вызываю! пере-
мещения копытных смержпей, передающиеся па пзмерпieявные
стержни п далее па рычажки с соотношениями плеч 5:1. Копны
рычажков проек! ируются па экран с увеличением 10:1 (общее
увеличение 50:1). По границам поля допуска, нанесенным пн
экран, определяется пригодность контролируемого сечения пера.
При перемещении каретки с лопаткой с каждым коптролнруемым
сечением последовательно контактирует свой ряд конiа кiных
стержней. ПОМКЛ-4 используется для контроля лопаток с длиной
пера до 250 мм и шириной до 100 мм, точность измерения 0,02 мм.
Оптико-механический магазинный прибор ОМИ-50 со сменны-
ми магазинами предназначен для контроля профиля пера лопаюк
компрессора шириной до 50 мм и отличается ог прибора
ПОМКЛ-4 конструкцией магазина с измерительными пержнями
и наличием устройств для автоматизации контроля.
В современном серийном производстве для повышения каче-
ства контроля лопаток используют копiрольно-измерительные ма-
шины, которые позволяют повысить точность и производиiелыюсть
контроля.
Другие геометрические параметры лопаюк компрессора п
гхрбппы обычно проверяют на коп i рольных приспособлениях с
иидикаюрпымп часами, пасi рапваемымп по Э1алоп\. РассмО|рнм
некоторые из них.
Контрол!) размеров oi торца замка до входной кромки пера
рабочих лопаток компрессора ос\ шест вляеiся с помощью приспо-
собления (рпс. 18.2), сосюя1цего из плиты II е иоворотым дис-
ком 10 н стойки 3, па которое закрепляеюя держатель 2 с пили
кагором 1, соединенным с измерительным наконечником -1. Прове
ряемая лопатка 5 устанавливается в пазу iniia юасючкпп хвою»
сменной наладки 7 до упора торцом замка в пален G. ,'1,нек 10 вмес-
ie с закрепленной наладкой 1!оворачпвас1ся на i рсбуемый \ гол
наклона осп замка но круговой шкале днск;|. II {мерительный на-
конечник 4 кои тактирует с кромкой лопатки в расчетом ссчеппн
341
Рис. 18.2. Переналаживаемое приспособление для контроля размеров от торца замка
до входной кромки пера рабочих лопаток компрессора
Пер.., il ОН .'ПШенПС С Гре.1 К ! I И 11Д11 К. i ! О р а 1 ОТ IIy.ICBoTi > ПОД о/КСИ И Я,
11.11 I р< )i’l I,, о; (; Ио С! I е ЦI! И ! 1.1 1О.М \ > 1 Л. IOII V. По К ;1 И.1В Ж. I i > I КЛ olie : 11?
11 р( J В< рЯС МО: i) ; 1,1 : мерЛ.
1 ; к i.i и щек 10 \ с 1.11 f а в/i и ва е 1 с я в ii.'inie 11 nocpeiiiBoM
Biy.iKii 12, 1 i 1.1 нбы 13 и бо.па 11. Biy.iKa 12 и хвое । овив диски 10
oopaavioi 11(>д11 и111:![к сс'.>.ib/KCBioi. За :ор меж ту bix.ii-.oii ii хво. ю
Bin oxi по евышэ.еi 0,()().> .0.01 мм.
(.мешая на.!,. дкл 7 ценiрпруеiся па поворотном пике 10 с
помощью дв\ \ 11 а.,ьцев. п.и. ншдрнческою 9 и сре.запши о л. (iiai-
i-,a 3 ж< с । ки креп. ic-ia в основан пи 15, коюрое nxieei во ;.\1о.к-
hocii, ncpcMcmei ия в понерсч, ом пазу и.ины 11. Фиксация осно-
вания 15 в ipeo\fMo\i по.lO/KCHiiii осущесгвляезся с помощью i.iii-
, н 10 и (н)щ 1 ;i 17.
Переналадка приспособления обеспечивается уciашовкой
смешал: наладки 7 па риске и возможное!ыо разворот диска па
I реб\д дна \io.i, возможное । ыо перемещения держателя с ннднка-
юром на высок4 с Юнки с у сч аповкой измерительного наконечника
в расч.люм сечении пера лона! ка ио линейке стойки и перемете-
: па сюй' п в да ?\ пли; ы в поперечном направлении.
В связи со сложной геометрической формой и высо-ой юч-
..ос1ыо нровер|.a iiр(кр;,.iя елочных замков рабочих ло.цнок кр-
овны >влнс1ся одной и-; наиболее сложных и огвеIс 1 венны.х опе-
раций. Коп ।ролируемымп 11 арамеi рами елочного профиля замка
лопаны явояклся: шаг зубьев. о i носи ie. плюс смещение и перекос
рабочих поверх ню. ей зубьев. lo.inunia замка но средне!! линии
s\oi.vB (размеры по замкам), высок .допев от средне!! линии,
высок) .замка от оси роликов первой впадины до основания зам-
ка. х глы впедип и высыпов, радиусы сопряжений и i. д.
,1.1 л о|де..ь.:ы\ нара ме 1 ров профиля замка лоначок (шага
зхбьев. радиуса зубьев, сопряжений радиусов впадин) широко
расврос! рапе ,-.ым способом Koiiipo.oi являемся комплексная про-
верка e.ioHi: то профиля па ciацпонарпо.м ироеморе. Проверка
шкл ючас I ся. в сравнении па экране елочною коп ix ра, образуемого
проходящими воре; .о,: i ролпру смый профиль свсювыми лучами
пр<ie'. ।ори. с у в<-лн11с.111 ым обрзщовым прл(|)илем (маспыаб 50: 1
пли 100: I ). с я л .дч ел и ы м и пл кем ио. i я м и допу сков.
В 1!ро,| звод.с। вс чаек) io пцнну ;лмка по средней липни зубь-
ев при мл.л-ix парных лопаочч П!Меряю1 при помощи роликов,
\ с 1 анав. ц’.вземых во впадины елочного замка. Измерение осуще-
С1в.1яе1ея .микроме । ром ii.hi пн 1 ика iopuoii скобой.
71..1Я гоны оли ра !Mcj)oB сточкою ; imk.i .iohuikii но роликам
с.;\/КЯ1 прибор, и pejc । а вл спи ый па рис. 1К.З. Валик II, располо-
женный в корпусе 1 приспособления, своими щлпцамн в\ >д!П в
ючей.еиве с рейкой юлкаюля 14, сиаб/кеыиого пружиной 13. Ие-
3-13
9
Рис. 18.3. Приспособление для контроля размеров елочного замка
лопатки но роликам
344
!!'. ДВИл.Щ'.Л 1 -. б К 1 3 !• ПОДВИЛ .И 1 f , 61.J - 1Ю1 • с | И 1 СЛИП ЬЮ ЮсрД-.'-
<_ ШШГ'.Ые ПОВср.ХПОС i 11 17-ЮрОИ l-ibl ПО. I !ie'! bf С рЯэМерС-М , pclBl-IfclM
и ,’.it|iii!e. ibi'o. о ри. iiij ,i, ii, i Hi •ii.-p i o(i i Bei c i венно в
[<-. ICHP l> н r If W’1!"'".! !!!c;.’e 1 \ Il | ’; . !. II1! Я (> 111111Л1II M 0 1
Ulicc 5 E I • I' .1.'' vt* ilo.lo.I.B” lie, а рмч.и 12 c:\-K!!i .1 in OIIX'.I.I 1ПЮ-
i.. i о. Ha i li i - -вс .>ai.pcn ’en i дер,- । be и. 8 о oi ран ичн i с юч / и ин hi •
КЮ.’|"’М 1 1_.M>. I'll ! C. H I.-Ht I' d I-') lie11!! И К И 11.111 К d I О p. I 9 I-о ’1 I ' I- 1 1II ’ -
ei с юрцевой повер.хшм 1ыо сменного dia.ioiia К), закреп. i.'hhoi о нч
в. ни I 1. 31 -i ihji J 0 кi-'I’• i r Fine ю । mi t -> c । у nt и'i 11 ым i
и"'!, l-'e, iii’iec i po hthu;b на |"|,.ij.v did.ion и 10 п н.х в’ш.оа ci-oi-
веюutii'io равны i о.шче- iву впадин профи.in замки и перепадам
размеров ио роликам.
Для измерении размеров замка лопатки на приборе шюк 5
е иомешью рыча!.’ 12 (лбодшся в верхнее пи. юл еннс и . юпаы л
с' анавл пвас I-'а шжаишей к основанию шика вил ниищ профи-
ли на ист>.н'.пл\нvio г\ ('л у При освооо/кденпи рычага 12 п° г
действием пр-шины ij iinoi. 5 rioci.i.iaei юбку 1 в проiпвопо ион-
ную впадине профиля замка, а оiклонение конечною по 1 «женин
ip бки -1 со иноком Г), равное о i клоиспию проверяемо! о размера,
определился ио инди । a । ору 9. Для измерения ра ;мсров по роли-
кам следующей впадины профиля лопатка ие-реу сi ae.iB.iнвле 1 ся
на губке 3 па один шаг, при эю.м основание .немка лопагки у пира-
еюя в юрец юлкаюля 14 и перемешас! ею вправо. Толкаю и. 11
через реечпо-з\она I \ ю передачу поворачивае т па coo 1 вот сгву lomnii
угол валик 11 с эталоном 10. При повороте эюлоиа 10 иод изме-
рительный наконечник индикатора 9 подойдет следующий усгуи
эталона 10, в результате чего настройка нулевого положения ин-
дикатора 9 не нарушается.
Ширила измерительных иоверхносюй губок прпнимаеюя рав-
ной 5...S мм, чю позво.।яс 1 нкмсряИ) Konyciiocib размеров с ис-
пользованием роликов по длине замка .loiiaiKii. Переналадка при-
бора обеспечивается заменой губок и эталона.
Высокие требования предьяв imioiся к. кои 1 ро.тю бандажных и
замковых полок лонаюк ррбпны. Эго обьяспяе1ся юм, чю по
бандажным полкам С1ык\ююя лошнкн при сборке колеса ixpoii-
ны. Колебание размеров с1ыковочяы\ повер.хпосieii лонаюк при-
води! к колебанию шыягов в ободе колеса 1\рбпиы. ('.хемы kohi-
роля бандажной полки .loiiaiKii пока юны на рис. 13.1. Приспо-
собление пас I рапвас । ся по эю.тиной aoiiaiKe. О noi репшос i п раз-
мера баидаЖ!!оп полки су дяi по oikcOiichiiio ci редки нидпкаюра
при устновке в приспособление измеряемой лоиыки. Погрсш-
iiocib и пн-ренин повер.хпос 1 и бандажной полки о 1 носи ю. i ьно осп
.loiiaiKii па данном приборе составляв! 0.03 ..0.08 мм.
343
’>JU 'H-i С’хемь! контре.ih контура бандажной ио ;кн
лопатки турбины : (о стороны хоры га.
б •- СО стороны спинки
Рис 18.5 С хема контрочя ’размеров замковой полки
346
В схеме к<>и 1 ро. 1 я полок замке лошнки 1\рбнны одновремен-
но с дв\.х сюрои (рис. 18.5) измеряемая .тошика ба.шр\е1ся и за-
крепляйся в приспособлении ио замку нша «елка». Размер по-
лочки KOii । рол ир\стоя 11 и. (и к а'I ора м 11, которые предварпюяыю
пап рапва!01ся на размеры по э i а. юн пой лопатке.
18.2. Приспособления для контроля
геометрических параметров дисков
Диски компрессора и тхрбины являючея наиболее oibctcibcii-
иыми дечалямп двигателя, к ним предъявляются высокие ipeoo-
вания по |отысн1 выполнения геоме i рических napa.MeipoB. 'Гак,
иогрешпос।в выполнения линейных п диаметральных размеров
базовых поверхносIей дисков не превышает 0,03 мм. Аналогичных
значений достигаю! радиальные и торцевые биения ряда иоверх-
liocicn (iio,io, но лиска, посадочные буртики) относительно базо-
вых. Все это предъявляет повышенные требования к выполне-
нию операций механической обработки и контроля обрабаиявас-
мых поверхнос।ей.
В современных ихнологических процессах изготовления дис-
ков компрессора и турбины широко используются юкарныс стап-
:п с ЧПУ. 3)ю оборудование обеспечивав! выполнение юкарны.х
операций с высокой точностью, позволяет (формировать новерхно-
с1И с.южной геомеi рическоп формы. Операции iехношл ичеш-ого
процесса спроектированы таким обраюм, чю практически все ио-
в< рх .ociii с одной стороны диска обраба 1 ываклся за одну \'С1;>-
iioBi v, т. с. без исрезакреи. lennn обраба i ываемой заготовки. Та-
кая ie.XHo.Toi ичсская схема обрабо i i-..и обеспечивает вы ш >. ii i он не
।ехю!Ш'С1Л1.х хсл.овий как по ючпост, гак и по взаимном, распо-
ло । с,.иг: обраб.': । ыв.чемых поверхностей.
Промежх । Hi ый контроль после выполнения тапной опер,ниш
ocvinei । вл я е > t я непосредственно на станке без раскрепления заго-
т<-вл и. При ыом мл f ролирх loi ся биения (ториевые и радиаль-
ные) ооряба 1 i.iB.it'Mi-i\ поверхностей относительно оси врашеним.
В i.iio.uii |.оп1ро.1ыюй операции, как правило, иегють.зуюг штати-
вы, в I оюрых закрепляюшя иидика юры с пеной деления 0,01.
Нош.а и н я п к а 1 (>ра под води i ся Дп касания с нашгом ш обрабо-
танной нонорхкон।и, и о величине биения ехдчт по показаниям
ни iпк.,4 lop'-'i при поворот ииоювки иа 300'.
Кон I роль л инейных размеров дисков ос\ шее i влиется после их
раскрепления и сжатия со вышка. Для и-,ме| опия то.шшны бурти-
1 ов пли обод.ш iiicKoB, Kotop.’ri не м-i.Kei сыть пшерена микро-
\iei|oM н.ш ш, пи аторнымп скобами с (оогшым расио.тол.енисм
и-хьеритс Ti.i.ого и опорного наконечников из-за наклони оирм.зую-
3V
5U'J0: .bO'-UbS
Рис 18.6. Скоба индикаторная для контроля
толщины «А* обода диска
щеп, предназначена индикаторная скоба, показанная на рис. 18.6.
Корпус 3 и раздвижная опора о скобы снабжены тт.татикамп, с по-
мощью которых скоба базируется ио юри\- проверяемой детали 6.
В корпусе 3 закрепляются подвижная колонка 4 с тнмери тельным
рычагом 1 и щтдтткачор часового типа 2. Отклонение проверяемого
размера определяется по индикатору 2, который настраивается на
jiO.ii, тт; эталону или блоке концевых нлосконара.т.тельных мер.
Диапазон и оперяемых толщин равен 20...200 мм.
Одним из важных линейных параметров ласков является тол-
щина полотка. Контроль этою параметра с помощью микрометри-
ческих скоб усложняется из-за наличия обода па диске. Часто этот
параметр котит ролттрутог с помощью стенномеров. приборов, кото-
рые широко используются при котгтро.те различных корпусных де-
т алей.
Универсальный стенкомср (рис. 18.7) состоит ти корила 2, в
котором через шайбу 12 на оси 11 установлены нодштжн.1Я ножка
1 и рычаг 8. Рычаг зафиксирован относительно ножки штифтами
13. Крепление ножки и рычага на осн осуществляется винтом 1 1.
На рычаге закреплен шарик 7, перемещение которого передастся
348
349
вставкой 6 индикатору Индикаiср \ ы.ш доливайся в и аиравялю-
111-11 3 и грепитсч виню.’’ 16, а сапа направляющая закреплена на
l opnxce винр’.м 5 и штифтами I. Ограничение перемещения рыча-
га 8 ос\шс-сН’.ляе 1ся пнпфюм 1 /. Направляющая и ос|, ши-рьны
крышной 15, коюрая крепится к кори\с\ типами 13. Сменпыс-
неп" [ви.-кпая 21 и подвижная 22 ланки закреплены сосцвс1С1прнш>
на подвижной ножке 1 и корпхсс. 2 шинами 20 и фпксирх ioiся
ниифтами 19. Корпус 2 и подвижная полчка 1 святпы пружиной
10, за креп, ich noli на пнифна.х 9.
При рябине тонкомер предварительно нас i раивает ся по ла-
л'оп-, а сю \ пиверсальпосIь заключаем я в возмод,поели замены
сменных ланок, которые позволяют фиксировать измеряемые
толщины в аналазоне 5. .100 мм.
Одной пз наиболее ответе i венных контрольных операций дис-
ков компрессора и iy ровны являйся оисраиия шнырили пазов.
От ючиости выполнения размеров пазов и их смешения относи-
тельно номинального положения зависят условия работ! лонаюк
и узла компрессора пли турбины в целом.
Рис. 18.8. Прибор д.тя изморония пазов в дисках турбины
Па рис. 18.8 предел явлен прибор для измерения пазов в дис-
ках турбины, предназначенный для конiроля наюв типа «елка».
Он сосюиг из cian;iapinoii микрометрической головки 1, пристав-
350
IJI 2. !' С П(), IВ11 /К; I о )| 3 И ПОДВИЖНОЙ I I COOK, ДВСХ ро.ТИКОВ 5, пру-
жины G ii ви"! а 7 для в реплеи и я приставки на микрометрической
кнопке. Нр\/кииа (> обссисчнвасi коитаы подвижной гмбки 1 с
микроме! рическим винтом головки 1.
При контроле подвижною губку подводят к неподвижной на
paccionnne чун. меньше размер;, паза по роликам. Роликами 5
губки 3 и ! вводят в измеряемый паз. Винтом микромеi ричеекои
головки подвижная губка перемешается до спора обоих роли! ив
в пазах диска, после чего ио шкале головки определяют размер
паза.
Прибор может быть попользован для контроля пазов иеио-
ср<шс। пенно па станке, имеет диапазоны измерения 3 2S мм. по-
, реп, i о ।и '.мерення при шом не превышает 0,005 мм.
Рпс. 139 Переналаживаемое приспособление для контроля
волнистости стенок пазов в дисках
Часто в дисках ком прессора контролируется волнистость бо-
ковых поверхнос I ей пазов тина «-ласточкин хвоста после oi iep.ni и и
iipoi я। ивапия иа юв.
351
Приспособление для контроля волнистости (рис. 18.9) состо-
ит из корпуса 18 с закрепленным на нем угольником 2. В уголь-
нике размешены цилиндрический фиксатор 3 и шпиндель 4 для
крепления наладки 5. На корпусе 18 находится нлша 1, коюрая
с помощью вин ia 15 поворачивается вокруг осп 16 и фиксируется
под нужным углом рукояткой тангенциального зажима 17. Но на-
правляющим плит и 1 перемещается продольный суппорт 7, несу-
щий поперечный суппорт 14 со стойкой 11. На вертикальных на-
правляющих стойки 11 закрепляется кронштейн 10 с индикатором
12 с ценой деления 0,001 мм и поворотной державкой 13. Внутри
державки 13 размещен рычаг 9, передающий отклонение положе-
ния измерительного щупа 8 на наконечник индикатора 12.
Наладка состоит из сменной делительной плиты 5 с втулка-
ми (по числу’пазов диска) и прижимной шайбы 6, которая с по-
мощью центрального зажима закрепляет установленный диск на
делительной плите.
Волнистость стопки паза определяется при продольном пере-
мещении (параллельно плоское!п симметрии паза) суппорта по
показаниям измерительной головки, регистрирующей отклонение
положения щупа, находящегося в постоянном контакте с прове-
ряемой поверхностью. Перемещение суппорта и поворот планшай-
бы па деление осуществляют вручную. Приспособление обеспечи-
вает стабильность измерения с погрешностью, не превышающей
0,002 мм.
Вопросы для самоконiроля
1. Каким образом осуществляется контроль деталей сложной
формы?
2. Какие оптико-механические приборы используются для
контроля профиля пера лопаюк?
3. Какие приспособления пспользуюкя для контроля линей-
ных размеров дисков?
4. Что из себя представляй сченкомер?
Глава 19. Методика проектирования
контрольных приспособлений
Технический контроль является составной чатчыо криологи-
ческого процесса, связанно! о с изготовлением де i а л е й, сборочных
единиц п изделия. Он осущес 1 вл яс i ся непрерывно при выполне-
нии всего технологического процесса. При разрабо!кс ихнологи-
ческого процесса изготовления детали пли сборочной единицы
технолог одновременно нредусматрпваеi и операции технического
352
'11.4 I <'Olldoi' 11 ОМ ЭЭЬ111 i I.1 X 01\' хи шэомиэ
oi ,'м ' ,13; <)i: i or, 1 я i;.i оо.> ;jot оi i.xiiitn; iioi.’iiioi/ Broduio'i ч i зочкаоГ
-\-d] ’(T "(_'6 ^'ixon xiHiihodooo я и 'ix jihooRii ixi'ihhohoo >i '£!
io;;i чп! i зол uo<io; 'ul i ном oi'.ni’i xiixoii \ичзокiiпихoix я ы\з(1я оош
-:>"ioiin я tih ч;?| -л । Hoi, ii 1н ooni'ii’oo iooi\n iiiiuiidoiio x i'l ii'ii 'oil i пом
4: 11101 i I i 11! IЯ I < 111 !| I ЗОН'11'O l IllOHl'llodll Oil 110(111ЧЖ HI OI Ji ' \1 ИЯ Я 'IIOlXH
I’XFOT) 'HO!’ll ] OV Я Oil I 0 l\ 11 (I I? J] \ 1(4001,11(1 I 01X00 I Ki ’Oil ’ lio'-i 4130111,01
о:\'1омяя ooi’oo ч ! ,11,0110000 я ч i ooii'ii'o । nvoJii.iiodi; ни triiioi! <1114101
41,1111! 1 ок I ( Я! Oil (41, ‘КИНО! OoOOIlOlIlln OriH'Il'O! Ililoixi HOH'I o,l|IIO'(
i'l 111111ЯО-1 IH H I H 1X0 I Я 11 И 014 I i IIHHOlilK Illi 11X0IX ( OI'H\01; Я', Г1' (11 "1! !0(! ОI' )
О 1'1 (111 111! < )I I! (’ (11.’I’ IIT10110 II 0 I'l 11', i I’ inion 0 01'1111,111 •< I’ll 101 \! 41'('ИЛИ О 4 < > < || • | Ц
MIX H 1 II01X \d 1 OilH HIX 1'111'11 \I i IIGOiX III'. I'lii'II i OiloHHH X II 11IX I? (I 011 I ’ <14 О XT
-Hi'llH Bl’odlllOM XHl'IHI Xlllf. Il(!j ] 4'! ’0(1 I i!O4 о 4)4001,11 4X0 I I'lOH'X.’O H'l
-HillOOIld lOIKIil.’Olll'lH 'Il'odllloH Hl'l IlhOlxOHlIll II I]1'IH1,O I \4<0lX’O(i [ j
К > i <31.00.1011311 (III 0 1'1 !IH | ’О I HllOiXl- II-oil'll ’Oil I !!<)'! 01'] 11' 11I? I11I
оно, И 1! I ,O!\ 41 OXOO0H i! ill 1? ‘НЯ 1 Ol'odo Ol'IiOOdll 0 11 1 X (! Г II 1'1 I 1I01X xdio
04 01'1441'0 I Hlloix Ol'lIJ'tl 'llodOHJIll X •I'ldoil; T'4 0 I'l H I (I Hl I i H 1 3 О I 6 — К1’О<|
НЮ4 НЯ I Ol'odo OI'lHOHior 01 t'l I О I 11 i i Я I'd О II Ol'jllOOT'A 00 Г( )(J 11 i,’11 ' I I 11 (1014 Я
,sO I HIX Oil 1 0 lOl’OHXOl Bi'odlHoH О JO 1111ОИ11 lid ОНО К II110111 ’()1114 Я К I “[/
"in ин xi/o In iiiooiivoi о oiiiioiiiod ко i or ix и iiiidii ohhIoioh ix i? i н i'ii.rv
0.! 04 ‘llllliiH'O Xl'lllbodooo Ill'll HOl’illOT/ 41'0(1 I 1104 016. — ‘It'od I JIOM
! I’l.l'O'lo) ni'IHHOlxOIld J [ 'X'KHI, ХГЗ X11 I X (I 1' Я II 1104 I OOI?d00()l\
<|OI l/odoil И4Я01О1НГ 1141ooi?doo 01'0011 ‘114 I ooi.’doo 11III1I6. OloHulldOh
'0OII ‘lioi'llior Xll.lodoT XI'1114'OI'O Ill'll V 14 11110Я I 0 I 0Я I О KIT K0.10
Я i [ < I 1 I! IX 0 Xl’od II OIII'.I'IQO 'll'od I 1104 101(0 ' 114 Я О I О I Hl H4IOOIldoO 111 ] I? I E
OJOIIIJO!'orodlio 01'0011 H('(l 1 HIX' lldlin \n400l,lld [01X00 I 1’0401'111X04 'll.’Od
14(14 О I 6—4 1'od I 1104 П1Ч11КО1 <4''3l\'odj } ЧП'НЮГ 1144(00 IIT UHlOOl’doO
. К 4 II lldoilo ХООЯ Illi ( IX'odai'Oil I HO4 Ill.'.IO 11 H ) IHXIIIiOOlld Hi\ 1411 НОЯ 1.3Г0Я
liodn ' (H'l IЯ I ’ (111 4114 l< 0 । OK I'Я i 00111 < 0<) J!() 'll III! I’doiT 1104 031, И 101 'O ' i X 0 i
, '• 11 HO! 11 d 04,0 31'3.HI ill'll KlXOd'H -HI Hi; (I 1 О IX ! ’ (I I! И X И 4 301, И (I I О IX oO.l '11’0(1
-li'O'l - ‘I I ()d 1 IK )4 111‘l 1111 < )l 11111 do 11 ( ) '141111,1111'0 llolTodoOO Hill 11141101'
11О1Х0К1'HO 10.11 II K. '( КI I I !O 4 I'll 1(4 ( H I'l H'l I ’О I HI, 1'040 ) И I'] 111, о IX 3 H d II II OI'IH
HOI XTOIXodll ’014 Ii ,IO!1 lil.’dono I' о I OI 11Я H l] I 11IX 3 \T 0 d И 3333IK ) ,111 X 3 I ']
Ki < id I 11( )4 > 1 io I.'OI, к I' x 0 I ' I d 11 '! I|O 4 3o| iT'dOllo 1 ,o: ’-i! ОГ I о
n' KT о, :!;',(! ф , iiiiHil'Io’lo Hl,.' ЗЗ.'ЗПоНн 1\04 33!,; j ]o| ' \ 3 I Я iH'od
T ' о 4 О 10 4 131.1! II X 3 : 11111' Г I ' I о (> I .’OI'-. 1 3114 IO я '; i 3 X 34- ! T I’ ‘X i' I d H'l
X I'l 4 1IOJI illldoi" , \ n 'I, H jo: Oi'XO I 4 \ll К Xiill ' i;i(|l TTodllol THOlodo
I! I'll ПЯ I 01 I X), od IK ' HOO.lIodllXOl 04 LOG l.’dl 11(1 11(111 .lOI'OHXOI ‘KI’oJ
411(1'1 о 10430 .ill.\3 I 31111 31 0Я, >d I! T1 IIIXKHII4 \d I ЗИП И Я I 1111! , 10 1X X 4 ОГ
l!()43iio T \d I 31100 П'д (MIIlIlHOOOd 1 ЧЗК\4 I 01 OHO 1 \c| П ГЗ 1 ill HI 0141!
-130111,01 O/llXO'O0d 1 1011’441’0113000 ' II11Я I 31101 ( , IX , I Hl Я II II4 К Я 0() (X 11 111 4
04 НЗКГОХ1.Т ‘Kiodl.io4 II H'l О .olliioo 14330110(111 IVT lldj| 4', l.'Oll 1.1ЮЧ
В । exно. к и нт ск и х Kapiax ра сработавши о и у i верж теплою
с\:;о и'чч лч! о пронеси;! \м JbiB.wicH применяемые средовз
ia ин ро.: я. Ila нроек1ировайпе специа. ibhbi.x кон i ролвно-п смери-
ic.ibiibix и р пешч'об. юн и и iexno.;oi оф( > р м. । я с i садаипя ( тиа ты) и
,'с[ e.iiie । их вошел кошм р\провизия средой кон i роля.
Ilpii ИрОСк 1 Иро1!.|:Ц|Н KolllpO.lBHBIX И рНСНОСОблСН ИЙ ЧПСЮ Ш.
дед ионе । р\ и и ip.'i м и во >ки ка ю । сложные задачи, коюрые oipa.-кк
ю| с ।! е 1111 ф 1 i11 ее к ие особенное i и крон ;водс i ва двнга i с. leii. К ншим
•.ч 1;бениос1ям онкенил повышенные !ребования к основным пока-
..делям но:. 1 ро. in. бо.напое ра шообра ше и с. ;о/кнос I в коншрхк-
,l;i;! ДС13.1011. [ IО -) I (> М V СО СДЛИКС р И Ц И ОН И Д ШI Ы .X КО 11 С i р \ К 111 111 КОЛ I-
'. IBHO-Il !\iepl! 1СЛВПЫХ Приспособ. 1СИИИ ЯВДЯС1СЧ C.iO/KiiBiM дедом,
.ребуютпм iibkoi'uii квалификации коне 1 рук юра.
Копсiр\провалие hoii'i ролвиы.х и р иснособдеп и п - 1ворческпй
,,;ыц'С, д. । я KOiopoi о харамерны грх доемкос1 в, inoopcia ic.ib-
. ocii>. Miioi овариан! нос i в возможных решений, определенная ио-
••’одова ic.ii.iiocгв рабо!1>1. Для об шгчепия решений коле i р_\ к юр-
. . их >а тач исиодв'р.Ю! ciaimapi изящно, инфинитно и произво 1-
сд>сниы;| (Швы. 11 ра к I и ка покалывае 1, чю при коне i р\ированнп
( пени ад в в ы \ кои i род впо 1нмср;11 единых приспособ, юн пи уровень
и mchi ..ия (.д иидар • hi»! \ и \ инфицированных шемеиюв може: до-
ОГД. О шако с внедрением |[] сдавшея ',ад;;ча ио l
..ill, хровенв ('i а и да р i и ш цип ,ц> К0%. В пасюяшее время ддя
ме. а-!.(•• риши и о и серийною ыта производс i ва широко псио.п.л
ю: \ пнфпнир!чванные переча. |;.живаемые коп i ро. ibhbic нриснособ-
дсиия. сосюяшпс и; \ нпверк ад вно! о ба ,овою бдока и кимидек юв,
'. ‘.цп!.чы \ на. шдок.
Нроек 1 ирова । те кон i род вн о-in мер in единых приспособ. । ей и й
ос\тес! в . не i ся ио ;акой же меюдике. чю и таночные иршшо-
собденчя (см гд. II). по учеюм особенное :ей на шачеипя -лих
и ।Исшж (б.;епий.
19.1. Проектирование специальных
котрольно-и^мерительных приспособлений
11 ра вид вно си рос к ; и ров а и ное коп; род i.no-in мери i е. i иное прн-
. ш обде:: не :.;Д/1.по об<. сиечпва > в все таовныс i рсбоваи ич.
зрел вяв. тем ые к данной ocnaciKe: ючносн,. Дос i овсрпос 1 в, на-
1ежносп>, ирон пзоди юдвкос I в п -жономичпос i в коп i ро. iH. Спе-
н 11.:. । в i, Bic hi 1:способ.1еяпя проекшрч клея для котродя заданных
I со мс :'Hi чс; । н \ iiainMcipoB otiioio 11 а и м ей он a 11 и я шгоювкп, ден-
. । и. i.i Оси хин \ । бы i к о i но нерп bi е и \uioi омерные с ра :л ичи ы м
; -ш. сМ '..С : ,;! >.i!ll.li И ИВ .чМа 1 И ;.;ЦИИ
J3+
11 рос к । и рованне кон i ро. шшя <> присшк < 16. ie;i и я ’"о : в !>ч-
ся в опрело.leimoii после.юва ic.ibiioci и. Илч.ноня исходные _L.ii'
ные. к которым О1ПОСЯ1СЯ: закат с юхпическнх! niaaiincxi, полу-
ченный oi ie.xno.iora; i ехно, югпческие опера иной и ые кирш нио-
ювлепия детали и ее кошроля; черю/кп дилювии, тега.ти пли
сборочной елннииы. позволяющие коне i р\к i ору пол\чпн> полное
npe.icI авленпе: о i ребоваппях. из.юженных в iехнпческом )али-
пип; о копе! р\кцип коп 1 ро.тнрусмой aeia.:ii, i. е. о ра шерах, ма-
lepiia.ie. массе: о кои i ро. труемом napaxieipe (па ра ме 1 ра х ) и ei о
1ОЧПОС1Н; об измори i е.iиной и у. с i а повочиы \ битах при ю ч • i jH >л е:
о । оловой программе выпуски деыыей; о длинной upon ;в >дн iелв-
ПОС I II КОН I роля II I . II.
После изучения исходных данных конс1р\кюр переходи; к
проек । проваппк), г. е. к paipaooiKe варпннюв коне i р\ к i ивп ых
схем кон । рольпо! о приспособления. Однако успешное решение
эюго этапа во многом тавпепт oi знания и опина копе i рук i ори.
Поэтому начина юти м копе i ру кт ора м н студешам прежде чем при
пупнть к проектированию, необходимо хорошо ознакоми i вся с с\-
iiieci ву Ю1НПМИ конструкциями по ли iepa ixрны.м пс ючникам и но
альбомам ышовых koiici рукций, унифицированных п ci апдарт п-
зовапных дошлей п утлов кон i рольных приспособлений. Эю по ;•
Волш выявить iipoioiiiiibi для разраба । ываемоц коне i рукцпп. на
основании коюрых можно будш выводить варпаты конструк-
1ПВПЫХ схем проектируемого кош рольного приспособления.
Затем выполняю)ся 1ехпико-экономические pacneiw, на осно-
вании коюрых выбирания onriiMa.ii.iibiii, паивыгоднейшпй вариант
копт рол иного приспособ, 1енпя.
При pacneie коп 1 ро, ibiioi о приспособ. ien ня ii.i iohiiouib о.чре
деляю! расчет ную су ммарную ногрешност в измерения tai, при
э1ом ру ководству ются ма iерпа,iaмп, п <.юженными в i.i 15. Рас-
чешая суммарная noi решнос i в iHMepeiiiiH доожна был. меньше
н.in равна заданной допустимой hoi peiinioci и измерения. Доптс-
'iixian погрешность тмеренпя прпнпмаеiся как часы, допуски на
кош родпруемый napaMcip .khoiobkii и.hi деылп:
10" ^100 1 '
I тс Ь — час! в допуски коп i ро. inpx cmoi о на ра ме i ра.
Значение Б в З. для авиационной ;с\нпки для oibcici-
венпых дошлей Б----К... 10; для менее оi веiсi венных — Б -
12.5. .20; для ocia.miibix — 25...30 oi поля допуска парамшра.
Рассмотрих! пример расчет коп i ро. ibiioi о приспособ, iciiiin на
1 очное । ь.
355
11.: ;>ис. i(J.l upc.n i-v.'c;’n i;; i j f i ч'< : у но. применяемое для
коп i I'O 1/1 OllClillH I H i ВС I' \ ! I < >C I И Г; О I HOCH i С. ll>!=<) IH)HC|1\I|IIC I I! b. I Io
leXnii'ieci-.iiM \ i. к 'пи/1 м 'icho..: ioiob.iI’ .id । in ли p;; ui.i. ibiioc
биение не ,io !/Ki:o npeBi.inin i. (>.0o мм. ILi ii.niic приспособ. leniiH ]
\ c i mum.iciini ib;i ни.'HHMiHi'iccKi!\ !i;i iihui 2. пре lii.i niii'ieiiiibi \ ,|.ih
6.1 nipoBJCIIM l\(HI ] P<>. :ilp\CM!'ll HCI.I.HI. 1\ K'Hi ! p(: И p\CMoli поверх-
!1O(MII llo.ixo.ll'l pIMMM! '). ,icpc x.eiHCll lie MH'Odld iCPCI CICp/KCHB 1
nei’C.i.iciся hh и; uiioiiop 3. I In ii.iimi юр 1.1ispcn.ion п.-i ciofiKc 6,
\ ci ;i H-. >b. ien noil n;i 11 111 e I. < ’ i о;»z.<e 11 ь 1 переметке i ся в cihioiiic 9.
в котором находиiся пружина S, создающая нзмсрнic.ibiioe уси-
лие. Рыча!' 3 поворачивается вокруг двух конпчсч -Л!\ осей II, рас-
положенных в стойках 10. В H.iiiic 1 снизу у с i пног юны две нож-
ки 7, создающие ее наклон. За cnei ноги деталь код cooci вен-
ным весом прижимается и базируется на памытах У.
При i.onipo.ie деталь вручную проворачиваю! вокруг своей
осп и по показанию индикатора сулят о величине раднямыни.>
биения одной вп'. iрезней повепхиост и о i носн i ел ы о друош.
(д.ммарпая ногрешиос i ь измерения leu t • ;> 1 )) вк.иоч'-
ci в себя с. 1ед\ющш? сосояв. !яюшлк-:
~ “у, + % + + <о;.+ 0J-.+ <о;+ со; + .
Ilorpeninoc! ь п и оювлення у с,аповочпых улеменюв приспо-
собления (пальце!!) не оказывает в.шяппя па процесс намерения,
поэгомх о)\-0. Гак как \стаповочные iicMenibi, образующие
рОЛПКОВХЮ призме, ЯВЛЯЮ1СЯ неподвижны М и, IO -Л'СЦен ! рш И I (Л
е '-“0, а, следова 1ельпо, ногрешиосiь базирования о>,. 0.
В данном приспособлении при контроле не будем наблюдать-
ся смешение измерительной базы дталн oi шданного положения.
Объяснятся это тем, что кон'ролер все! да поджимал вч\т рен-
тою базовую поверхносiв к ус iяловочным элемеи i ям и ic-'j самым
препятст в\е i измерит ел иному '. . и. н:ю. ('отдаваемом - пружиной,
Полому чк- 0.
В конструкции приспособления отсутствуют .зажимные
длементы, следовательно, cds = 0.
Из вышесказанного видим, что погрешность установки в
контрольном приспособлении равна нулю.
Оценим погрешность передаточных устройств, к которым
относятся рычаг 3 и стержень 4.
Погрешность от неточности изготовления длин плеч рычагов
определится по формуле
357
Ь, -i 1 -
39./5 \
— JO 05 ~ 0.0006 му
4U,ZP '
Погрешность о г неточности углового расположения плеч
ычагов со из-за малых перемещений близка к нулю (сол - 0).
Погрешность от непропорционального перемещения рычагов
ып|| при I = 40 мм, • ~ 3° - 0,05236 рад будет равна
10
\сс* 40 0.052363
— ------------------- 0 002 мм
5
Погрешность oi перемещения точки контакта рычагов о)
при i - 40 мм а - 5° - 0.05236 рад, г = 2 мм будет равна
;4< ’‘.gcZ В- Г (V 1 — tiHrZ — 1
J)
'*! it.qcz - г U 1 +• J
i0 0,05236 + 2 (VI -O.O52362- П
- 0.0032 мм.
д’ 0.05236 - 2 (V 1 + 0,05236: - ’)
358
\ Предел им погрешность прямой передачи стержня 4, который
перемешается в направляющей втулке высотой 30 мм. Зазор между
втулкой и стержнем лежит в пределах 0,02.. 0,03 мм. Смешение
оси индикатора относительно оси стержня не будет превышать
0.2 .0,3 мм. Погрешность прямой передачи определите?! lie;
0,03
rtgD - 0,3 tgp = 0,3 tg—— = 0,0003 MM
1 ov
Таким образом, погрешнос и> передаточных устройств сер имеет
с...дующую вел;" ину:
С — Л) Н- (0 -+ (р (В 4- СО
р Г-Д ру !<;, [X- и
= 0,0006 + 0 -г 0,002 + 0,0032 + 0,0003 = 0,0061 мм
В приспособлении рычаг 3 поворачивается на двух конических
(я ях, поэтому погрешность от зазоров между осями рычагов
сз - 0,008 мм. Данное приспособление работает без установочных
МОР ПОЭТОМУ (О - 0 и о - 0.
- II ||<
Показывающим прибором в ко.’гтюльло : приспособлен ш
является индикатор часового типа с кеиой деления 0,00'! л
пределом измерения 1 мм, в резульчазе погрешность мечо/щ
измерения су — 0,007 мм.
Суммарную погрешность измерения определим но формуле
cov= со + V со- = 0,0061 + У 0.0072 = 0,013 мм.
“ Р м
359
Псч рсшш’с ;ъ i.о;;;; о. л, .о : мери 1 ’?о ii।'ис;(<люблен:иа со-
crai? 1ЯС1 25 ЧШХС'Л Ж; I I ро Kip'-, ОНО: О I! J р.ч \!С I Р<1 ICIH.'UI. 'll"
i;'()(’11-JO удо-;. ,c! ВОрЯС I I ребов. । И И Я Xi ,о I .ocill Ib.Mepil I СЛШ.оЙ
' < •; < 11' i i \' i.
J..b: оценки -гффек । ив ioc i и i- ч 11 pt >. ।: ш и -.нсри le.xiibix при-
с I w'.TCil и i; :'<!"I>!4O!i“4 ИСЧИСЛСВИСЧ ср.:в Ш'0 IK'i >Й ЖОНОМПЧСС-
кон ярфек ; ивш о ' н ка ни i a. i; 1,1 ,\ в юже ш;. llpi; on pc телепни
i'i'. вин i с. шпон -h: •<{)<. j\ i • i в: к-c 111 новых epe.uiB. о дроля выявляю!
и в.i i11 • 11;и.• i ic\। пко-,.,o:,омические шн a 'e.in. \apaktepirsyio
mile ll\ ПрОГрСССШШОС I В НО Сравнению C /.I’XIHM!! KO i ] роЛЬНЫХ!!!
epe ;c • вами. ( разни ie.юный яффсм опр/ютно. ич лгл v, или бо-
лее вари.1 ;•! и м. ?)(!): |;с ;-л' до । в<1 >'* мп к о-' j с\ ;и 1 ь > ihk и ч шеч i в и х
одною ВсЛ'Н.'яна и > <’ р. и в:' е11i' ю с лр.ричи. Пл оС' овичии ли- рас-
•iciob M"i iii'iib ii.i'.xi ; он t и на юный или штш !П'Дпейншй Biipnaiii
контрол вши о нрпси ео1" чч!ия.
ОНСИКХ ">КО чОМ ;. ’ CKO Й _)ф,; '<- I 11 В П( Ч ' 11 0:1110. :.Ю( С 11 () X’ < ’ IЦ В Ю
Дч !< )Г> Ч Ы X II ДОШ' -ill ,.,;'Л>!\ ШН\И К. ! е. а ,!. |\ ОСНОВНЫЙ 11;> !. И 111 I О
• !ч\1 относят ic miiii; 'низе к о’.сю:, .1 сб\>). 11I.!? |'ч <(>.здн;1 пя н
внедре ил 1 oixoi'o i-ч):; । j о л,|’ .г ) 10-11СЦО. ( бле ия. небес I oil.лес i о
Чро.1 .ЛИЧ, с.'(’И ‘ И • -'Ч' ' II '’ ''' ' t И । ' И 'Н. ' НИ 1,1 X НЛО
Леш:!!. I: г IO," Oi’l'i ••H'l.IXT - 'И,выше’ !:е И "•Н I -Д н ! ел i, ’ОСТИ,
ючносги п нидс./Т-..ioc л (? 1 i I;ч .:я, -.i_\11нie 1 < у.'овня и бстоиис-
IIOCTII ipyj I, >0110X11110 HiCjHilil, ::;:б('Ч1|\ ЛЛО.'П.ЧДС I! 11С.Х I И I. II.
Ня ос и ()ва I и 11 1схн111-'о-ЭлО'!охц[чес1\!!.\ рлечеюв онрехе.тяют
(пт пмальиыи imp ин и г koi it i юл ьно -п кмерп ге.пяюго ii|>iiciioco6.tc-
кия. коюрын согласовываю! с иака.ччнг.ом, a '.iiicxi присох иаюг к
ра илчбоI ке и офорхнтенпи; черiе/ка общего вида приспособления.
Прп ра ,рабо I re коне 1 рукцнн ст yc.xin ни; ионол ь iob.ti ь как можно
больше с i аидар i и юванных лета icii и х.пов приспособления. Эр1
позволяй; coii'ainiH i р\ доемкос i в iipoei 1 чрования примерно па
20...25 л \ \1еи1>Н11Г; к с I он мое i ь и ;гоюв тения на 20...30%.
HepiC/K общего вида i oneiрукцни как правило, выпо.шяс1с;1
в х‘,ц in । лбе 1:1, на не" и юбр-я/Каю1ея все необходимые проек-
ции, разрезы п сече : п я. Па чеглеше ирос i авлчкося габиршпые,
ко->р тин и рхчощпс п посадочные ра опери Крохю чюго. nanianaioi-
ся технические ipcoominii;’ на ;очш)С!Ь сборки приспособления.
УказываЮ1ся ip-cooBainin на i iес i ацию и периодический конт-
роль приспособ. 1с::ия в, период иксиях a i ации.
Оформление чсслс/Ка общего вида коне i р\ кипи конт рольчо; о
приспособ. 1сния, npociaiioBKii размеров и iехпичсскп.х требований,
сосlaBMciHie спецификации должны строго cooi ветсi воватв госх-
дарс I венных! с i aii;ia р i а,м Глиной системы кош'грук горской доку-
ментации (ЕСКД) и 1’дипой спс;емы юнхсг.ов н коса юн ('ЭВ
(1-СДП СЭВ).
11 a основании oOinei о ни i.i вып s.но ,л ровконо
пиалы.1ы\ le1 a.ieii ирис!1.-coo.шипя.
19.2. Особенности проектирования
переналаживаемых кот рольных приспособлений
К иереи а л а жп васх. ы xi оi нося ся lai.n? i !ы:iл-л приспо-
собления, которые при ii.ivomii регх. и;>\емых ни! с'.'.с:-.!iих -л.е-
мепюв нреднажачепы для кон:, о.о: .ад;1:.- н\ -ip.? де i ров к,ю-
крсгной группы различных 1!и1!м?!'ова."ий .: с । а.: с 11, имеющих тех-
нологическую oomnocib. Оли сосюя! in шк дюнной (ба.плюй)
части с измори [едиными \ сгройс i вами и [омпл.екю спонналь.длх
сменных элемс.ыов (на. 1а.п>к) д ;я ориел i аии л. коп 11 одирхемой
колкре। ной деюли грхнны в 11j <.>• ссс<1 пахы рехия.
К базовой чаои код! ро. итого прьч ш собдеипя oiнося[ся
корпусные деккнк подвижные и неподвижные элемент ,ыя раз-
мещения и крепдепп!! сменных нала,.ах, падки и элементы для
крепления измернтелынлх юловок. К •.'лепил.)ь .ы-л сменным палат-
кам огиосяюя: хсiановочные и фикси:);. ющие элемсиЫ'! для бази-
рования и закрепления кол i ро.-ирх смой дюлли, смсч.чые паконеч
инки к и.з.мери юльяым головкам. -ла юны для наюройки приспо-
собления на талинный размер и ;<>. В бо. л шике i ве перепала/Кк-
ваемых кот рольных приспособ,тенях псп ивах ioi ви н тьпые из-
мерпю.111 (налика ;оры, .шкрони.шка ;оры. инев na'iiinrci.n? и тме-
ри।е.in и др.).
('.ледова; ельно, при коне; руиров.шии перепала/Киваеми о
кии 1рольно!о ирнспособлекпл необходимо создан. \ инфицирован-
ное базовое приспособление. ко:орие рнзрабатываеюя ihi наибо-
лее габаршнхю и сложихчо деталь i р\ппы, и за юм спроекiпро-
пан, комплект сменных наладок для ко1нроля осыальпых neia.iei;
группы. При этом переналаживаемое приспособление должно
обеспечивал., примени 1елыю к контролю ка/кдой делали, вес тре-
бования, предъявляемые к специальным присно, об.-енпям (см
и. 19.1).
В отдельных случаях унифицированные перепала/киваемые
приспособления исио.и.тхю! как специальные, i. е. для контроля
одного наименования детали с постоянной настройкой. При .юм,
если используется унифицированная базовая часы., сокращ: ются
трудоемкоси. и С1юк проект ирсвання и изгоюв шппч
361-
В общем, процесс конеiруированпя унифицированного порс-
налаживаемо; о контрольного приспособ, юн ня осу щес i в. тяеiся по
единым правилам ироекi нровання копт ро.iиной ociiaciKii. Однако
это! процесс значительно услож шется и отличается от копструи-
ровапия специального кои 1 рольного приспособления. Вели при
проектировании специального конiрольного приспособления iон-
структор 1н\чаег исходные данные иа один i-.oii i ролир\емы :
объем, ю при проектировании переналаживаемого приспособ,.е
ния конструктору необходимо и >учн1ь весь массив исходных дан-
ных иа все наименован пи контрол прусмых тсталей, входящих в
группу. При изучении и анализе этих данных выписываются в со-
ответствующие шблицы размерные н точностные характеристики
контролируемых детален, диапазоны измерений проверяемых па-
раметров, установочные и измори тельные базы н другие особен-
ности. Этот этан работы является весьма сложным и важным для
последующего проектирования базового приспособления.
Следующим этапом проектирования являемся определение ба-
зовой конструкции приспособления. Для решения этою вопр ел
конструктор прежде всего рассмаiривас; существующие коне,-
рукции универсальных и специальных контрольных приспособле-
ний, используемые для контроля подобных деталей. На основании
этого выбирают аналог и определяют размерные и точностны- ха-
рактеристики базового приспособления. Ее.in на произволе.вс
имеются альбомы унифицированных переналаживаемых ko.-ii-
роль: ых приспособлений, то выбор базового приспособления шл
чителы.о упрощается. При коне i руировании необходимо выбран,
такие формы и размеры корпуса, чтобы ва нем можно было с но
тировать все элементы, относящиеся к ба ;овой часик и предуемо)
реть площадки для yciaiioio-n сменных наладок. Змием нриснюа-
ют к проемiированию специальных сменных наладок. При эюм
стремятся к юму, чтобы при переходе от одной к шгролпруемой
детали к другой производилось как можно меньшее число м'.к-
няе.мых элементов, югда выше точность кош роля.
При проект нровалип ас-репа.:ажпв.шмою иднешкоб.юния про-
изводя. । -. >ч in с 1 н ыс расчеты, при ,юм < \ мм ирная noi ргчипис ; и
приспособления должна быть меньше или равна динуешмой по-
грешности и пмеренпя |см. п. 19. I). Точное i лыс раеншы приводят
примени।едино к тоигролю каждою щлтмсиованпя тею.шй, вхо-
дящих В гр\ИИу.
Сиро-.- .и.ов.пшос у ::Иф|ЩИришш ное керен а 1 а ж и ва е Мои ко;н-
рольное п[ ш ш коб. .ей ие должно был, -ikojiomtjhcci-п обоскова ж
Экономическая зффск i ивнос: ь о. .'к.меиы ciieiii;.!.юной (.стшснтн
у и и фин и ров.; .. ь;.м перон а.: и .киваем ы м । о:ы ро. п.лым к - нс л особ, щ
362
нием ск. i.-i i;»ib. .'! ся in экономив .а счет еле i\ loninx показателей.
oi coK.p.imci' ня i-омс,iK.ia i уры в .мери i e. швы \ cpenciB. т. с. толь-
ко oi \ нификацпи; повышен!!;! нрои <води тельное i и ;рудн; повы-
шения к а нес! ви и родукцп и; сокращения сроков полыновки техно-
логической конт рольной оснастки.
Вопросы для самоконтроля
1. Какие показатели процесса контроля дол/кны обеспечивать
спроектпроваиные приспособления?
2. Каковы значение и роль стандартизации в проектировании
контрольных приспособлений?
Что !акое \ пификацпя кон i ролnnoii ocnacihii?
4. Чю включаек'я в исходные данные для проектирования
коп!рольных приспособлений?
5. Ка:ова последовл ic.ibiioci ь проектирования коп i рол иных
приспособлений?
б. Цо на ким кри: ерпям выбираемся оптимальный вариант спе-
циального копт рольпого приспособления?
7. Чем о;.шчаеi ся ироек i прова-.не унифицированно! о переня-
ла.кивасмо! о приспособления oi спенпа итого?
СПИСОК /II ITJ.PATVГЫ
I. Альбом iio проект пров к ию приспособлений: Учеб, по-
соли? для ему.льдов маишпос! роительпых специальностей вузов
/ В. АС Базров, А. И. Сорокин. В. А. Г\барь и др.—АС: АСашино-
с I poeiiiie, 1991. 121 с.
2. Берко!} В. И. Технические измерения. АС: Высш, школа,
1933. 123 с.
3. lti.ii.KOB В. AC Koiiipo.ii. I! I All. АЫпинос(роение,
71 (’1;!;нI р<1 I. 01де.:еиие, 1933. 232 с.
4. Горохов В. А. 11роек।ированне и расчет приспособлений.
АСнст: Вын-яии. шк.. 1936. 230 с.
5. Горошкин А. К. Приспособления для ме! аллорс/кущих стан-
ков: Справочник. \t: .Машиностроение. 1979, 303 с.
() . Гв?1 пг^сев \t II.. Подгей А. В.. С\ 'имя А. М. Технология
плои П!о и41 ва .iBuraieieii лет а юльпых ипнараюв Под ред.
А В. Полнея. А\ : Чашипос i роение. 1932. 260 е.
7. Iln.imciiKo 11. A. I IpocKi npiiB.iniic 'ехножн ических пронес-
.в Прин! июд(лвт двпгпыелей .'ei.'irc.ThiiMx аппаратов. At: .Машино-
i jроение. 1931. 224 с.
<"<. Коваленко A. It. Ио !.шива.iob В. II. Станочные приспо-
собления. At: Alaшнш.’с । роение. 1936. 150 с.
363
9. К'»рса; о:-; В. Основы к<»щ ; р\ирсвания приспособлений:
Учебник ;i,ih в\.и'и. 2с и.:.и, ненсраб. и доп. Л\.: Машиностроение.
1983. 277 с.
10. Коорлина 1 ные и >мсритс.и.ные машины и нх применение
/В.—Л. А. 1'аишис, Л. К). Каспарайт пс, М. Б. Модестов и др,
М.: Машинос i роение. 1988. 328 с.
11. Кузнецов 10. 11., Маслов А. Р., Байков А. П. Оснастка для
станков с ЧПУ: Справочник. 2-е изд., перераб. и доп. М.: Машпно-
с । роение, 1990. 512 с.
12. Маталин А. А. Технология машиносiроения: Учебник для
ма шипос i роительпых вузов но специальное!и «Технология маши-
построения, moiаллорежх щие станки и инс грх мен гы». <1.: Маши-
ностроение. Ленинград, отделение, 1985. 512 с.
13. Марков И. И., Гансвскнй 1'. М. Конструкция, расчет и
эксплуатация измерительных инсгр\меи iов и приборов. М.: Ма-
шиностроение. 1981. 308 с.
11. Олсров II. М. Допуски ня изготовление и износ деталей
станочных приспособлений: Справочник. М.: Машиностроение.
1983. 56 с.
15. Переналаживаемая технологическая осиас;ка /В. Д. Би-
иогив. А. Ф. ДоВ/КСиК!-. В. В. Колг.чиенко и др.; Под общ. ред.
Д. И. Поляков;). Мл Машиностроение, 1988. 248 с.
16. Приспособления для элек трофнзической и электрохимиче-
ской обработки /В. В. Любимов, II. И. Иванов, Е. П. Пупков и др.;
Под общ. род. В. В. Любимова. М.: Машиностроение, 1988. 176 с.
17. Ракович А. Г. Основы автоматизации проектирования тех-
нологических приспособлений /Под общ. ред. Е. А. Стародетко.
\1инск: Наука и icxhiik.-i. 1985. 285 с.
18. Справочник технолога-машиностроителя. В 2-х т. /Под ред.
А. Г. Косиловой и Р. К. Мещерякова. М.: Машиностроение, 1985.
19. Станочные приспособления: Справочник. В 2-х т. /Под ред.
Б. Н. Вардашкина, В. В. Данилевского, А. А. Шатилова. М.; Ма-
н ш нос троение, 1984.
20. Технический котроль в машпносмроенип: Справочник про-
ст ировщика /Под ред. В. II. Чхпырппа, А. Д. Никифорова. М.:
Машиностроение, 1989. 512 с.
21. Точносн. и произволеiвенный контроль в машиностроении:
Справочник /Под ред. А. К. Кутая, Б. М. Сорочкнпа. Л.: Маши-
ностроение. Ленинградское отделение. 1983. 368 с.
22. Фираго В. II. Основы нроекгирования технологических про-
цессов и приспособлений. Методы обработки поверхностей. М.;
Машппостроение, 1973. 468 с.
361
23. Ширин Ю. С. Технологическое обеспечение станков е
ЧПУ. Ak: Актпшиост роение. 19о6. 176 с.
21. Шманев В. Л.. Шхлепов Л. Г!.. Апничеш о 71. Л. Приспо-
собления для произволегва двигателей от игольных аппаратов:
конструкции и проектирование: Учеб, пособие для авиационных
вузов /Под общ. род. В. Л. Шмаиева. Ак: Акнииностроеппе, 1990.
2о6 с.
25. Шманев В. А., Ш\ленов Л. И.. Косычсв К). В. Контрольно-
измерительные приспособления для ирон <водс! ва дошлей авиа-
ционных двигаюлей: Учеб, пособие /Под общ. ред. Л П. Шеле-
пова. Ак: Изд-во .ЧАИ. 1993. 208 с.
ПРЕДМЕТНЫЙ
л
Л вi।>ма'I изированное
приспособленпо 8. 181
Ав ।ома । н.зированпая < ,icicmа
iipoch'i провапия 224
\ К I ЯВНЫЙ КОП1 ро. 1Ь 26'1
УКАЗАТЕЛЬ
I идрофпипрованиое нажнм. < е
усгройсI во 1 7О
Головка кошакы'ая 291
Групповое приспособ. ionite 7,
1 17
I \ б к п 111. 315
Б
Базирование 11
Б а в да .-I'.: 1 а я иолы 313
В
Вакуумный привод 88
Впнювые зажимы 58
В । ульи:
изпр”в 1ЯЮП1ИС 92
ко||д_\ торные 98
Г
Гнтрав. 1!1чоский привел 81
Гидролизе। 127. 291
Гибкие upon<водс1 венные
сисюмы 176
366
Датчик 333
Дел;ыел1жыо -?лече;пы 98. 11!
Державка 233
/Тиски дели ю. 1вны.е 99
71оиуск 8, 259
Зажи.мп ’С \ силке 51. • >/
Зажимные племен ili 17, 289
Зажимы:
проемы0 О8
Пру /КППНЫС 99
ир\ /Книнол идравлпиескис
73, 174
Д
и
1 [сходное \ сплие 48
11 ^мерительная головка 291
11 и диктор 293
К
Kapeiка 287
Клиповой .зажим 58
Конд\ к юр 42, 134, 187
Корпусные элементы 105
Коордпнаiпые и онер и i е. ibiibie
машины 333
Кин i рольно-и змор и тельное
приспосоГ'Ление 252
К<'эффиниеп г надежности
закрепления 51
Кулачки 30, 158
Л
JIoiiaiKa 184, 338
М
.Магнитный ыривол 89
.Мембрана 121
.Меюд измерения 252, 304
.Механизированные
приспособления 8, 184
.Миогомес! ное приспособление
255, 331
Многоместное прпснособл сине
8, 183
.Мпогошннндельная сверл иль-
ная головка 2-14
Н
Направляющие элемев'ы 90,
96
О
Онора:
подводимая 20
постоянная 18
регулируемая 18
самоустанавливаюи1аяся 21
Оправка 23, 115, 120, 126, 268
Oi клонен ня:
размера 307
формы 31 1
расположения 317
П
Патрон:
мембранный 121
поводковый 1 о9, 11 I
367
Палец установочный 24, 36, 42
Ногрешиос 11>;
биспровання 9, 15, 263
закрепления 9, 15, 291
изготовления и и яюса
приспособления 16, 17
и з мерен и >i 259, 357
передаточных \ ст ройс i в 262
обрабо! 1\И 8
ус i а нов к и 9, 2< • 1, 301
Привод силовой /5
При :ма 21, 36 1
11рихват 61
Пневмо! и ip.iBonneci ий привод
75, 83, 151
Пневмопривод 75. 16, 144
Пружины пл мп :::.ча гые 12и
Самоцен i рпруюшие жы.мен-
:ы 23. 30
( борпо-ра >бириые приспособ-
ления 192
Именная наладка 7, 330
Специализированное нриспо-
сооленпе <
Среде!ва измерения 25^
Станочные приспособления 5
Схема кон г рол я 313, 318
Т
Тиски 142, 175
Токарный пл рои 112, 124. 155.
158
Р
Расчет:
У
надежное i и закрепления 52,
219
приспособления на точное) ;>
9, 218, 2б0
эконом ической ?ффскiив •
пост и 220
Расчежая схема 52, 219
Рыча!' 276. 278
368
Универсально-сборное приспо-
собление 7. 196
Универсальное приспособле-
ние 6
Упаковочные жшмелы 11, 14
Ус 1 ановочвые меры 262, 303
Усмановы 97
Ф Ш
Ф !iv'.i 'or 95 1! 1 ii'"' ’.о" О'> IU i: и. i :с 1 OS 2-•*'
Ф k'Hvu. 1к‘|>с х( >д'И. :f 39, I О”-, I 09 111 и »<f кIll
Фру с рнос ,0 111 i :i ин’, 291 . iICI!। h'oo. ‘Ci :;c .'i'l,
119. 111. 1 15, 15.?) Ill Jllvn 97, 33?) 11
I laр г ;i 117 Э
Jlki'.p 37, JOS 1 r> 1 r)!<C!JCiITpi!KOBbIl! ''.Ч 5111'1 61. Эм пен i nи(• и : c i <‘0
3\ :смеи I ы пин ’П< лчю, ic:iii4 10,
190, 295
369
С О Д Г Р Ж А Н II Е
[I и 0 L II С . I О В I! С . . . . . . . 3
РАЗДЕЛ А, Конструкции и проектирование шапочных
приспособлении ...... 5
Глава 1. Общие сведения о станочных приспо-
соблениях ....... 5
1.1. H.'i шаченис iipia-noci>б.iciinii 3
1.2. Классификация шапочных и । и i с и < >с< >б -
.1011111! ....... б
1 3. 1 । > обо В < ।1 И Я ч И !111 с iiuC11( В Л . . о
1 1 Элемщиы приспособлении . 10
Глава 2. Способы установки заготовок и конструкции
ановочиы.х элементов . . . . .11
2 1. Ilama'icne ' сiапоно'О!ых элемепюв и
1 ребоваппя к ним . . . . 11
2 2 'Г. новые схемы ус; яповчи ппоювок п
коне। р\кппп ус1ановоч1:ы\ исменк'в . 11
2 3. IPiiMcpi-i выполнения ivc'iciob lonnocin
приспособ.leiiin'i .... 33
Глава 3, Зажимные элементы приспособлений . 17
’ 1 1 ' Ci;"ie.л!Я la/KHMKBIX Э.", С М Cl 1 ! О В П IPO-
ооваппя с ним ...... 47
3 2. ( ) I! ПС о СЛ С-!;! IV СI! ! К! ч1!‘!л 1!р!' рП'-ЛИЧНЫ .
<"по<'обах \cianoBKH miioiobi'' . . 50
3 3 < \< МЫ про.-,.Ь1\ КОКСМНЫХ I Р' I в . 58
.1 1. Схемы с io иных hi /кп м н bi х \ с । р< и । с I в . 01
.'.о. 11 р •. лл I ; я ыс. но ! и уре I а новые я пр\/кин-
по ы> 1 рав । I'lcCKiie а жпм ы . . 69
.>• I Cxc'.ij силовых приводов к ш/КПМПым
j. icMcnia.M . 75
370
Глава 4. Направляющие элементы и делительные 90
устройства .......
1.1. 11а значение направо яющих элемешов 1.2. Коне । р\кцин направляющих bix.iok 1 Копсiрукцни коидх к юрных вилок Pi. Копс । р\ кипи паправ. ihioihiix элемешов i.i-i н;ы i pofn-.ii сынков па задалный размер ....... -15. I la niauciiiie и конеi p\кипи дели ie.:ьныx \ Cl роист в . .... 90 92 9 о 96 96
I' л а в а Глава 5. 6. Корпуса приспособлений .... 5.1 1 la i laneniic. консгрскцпи и Maiepiia.i l ори1. Сив ...... 5.2. Способы хенпювкп корпусов приспособ- лений иа сожке ..... Типовые конструкции приспособлений к уни- версальным металлорежущим станкам 6 1. Приспособления для сынков юкарною 1 Hill И 1 рут .11)111. 1ИфоВа.1Ы!Ы X . 6 2. Цанювые иа|ропы и оправки . 1,3 llaipu'ini и оправки с мембранными, с тарельчатыми ирх я>инами и гидро- п. iac ( массой ..... G.4. Приспособления для сверлильных стан- ков ( КОПДХК 1оры) 6 5. 11рж'1!особленпя для фрезерных сынков ...... G.6. Переналаживаемые приспособления 103 103 106 112 112 117 121 134 141 147
Глава 7. Приспособления для станков с программным управлением ....... 1 ();•<! б е11' 1. Д1 , Ис !!< ".'об. '0' :И 1! К С’..Н!!<ДМ е 411.У ‘ ", 2. 1 'рнспособдепия к сыном 1икарной I ровны ....... । б 1 1 р >нч н;с( к си и >1 к ciaiiKaxi фре icpno- i вер.।и. 1 ын>-рас 1 oniioii i р\ ины 7 I 1 с ’ ' .о. ioi и ческа я оси.одна .1 : i покИ\ и ’ч .и В'' ’.с '. ве::।. ы \ сне, с л 152 152 153 162 176
371
г\ । а ва 8. Высоконро?! звониел ьные приспособления для универсальных и программных станков . 1>3
Г; Г; Г. ! а ва 9 т а в а 10. I а в а 13. 8.1. Ч..оп мi Ii>iе приспособления 8 2. Me\.i! и aii'ob.-iниые и ав i ома i и шрова> 1!С II НС1Н »С( )б. 1011 ПЯ Ciандар।изацня и унификация приспособ- лении ........ 9.1. Значение cianaapiпзацпи и \пнфикании приспособлений ..... 9.2. Сборно разборные приспособления . 9.3. Универсально сборные приспособления . Особенное из приспособлений для электроэро- ?ионной и электрохимической обработки и сварки заготовок ...... 10.1. 1 Ipiiciiocoo.ic;;ля для элек i ро эрозионной oop.iooiKii ;aioioBOi\ .... 10 2 Приспособления для •.лек: рохнмиасской обрабо|ки ...... Hi.’» 1 Ipiicnocoo lei.iin для сборки и сварки laio'iOBOK ...... Аичодика проемнрования приспособлений 18.; 18 1 191 191 192 193 202 208 2'. !8 9 ! .! 2Н1
РАЗДЕЛ Б. Глава 12. Н 1. Исходные данные для ироекiировапия . i! Д. Изучение исходных м.ысриа.юв и разра- ooiKa варпапюв конем ру ю ивиых счем и । -.псиособ, юн и й ..... 11.3). Тсхпико-чко1!о.м1:ческие расчеты 11 i. Разрабо। ка и оформление обидно вида :.ОНС 1 ру КИ.ИИ приспособ, 1еипя . 11.’>. Ос; овные понятия ('б ав юна i и пиши и; (д к.: и ров;ш и я 11; >: в •11 < >с< * б 4'rpii B.-’HiMOi а 1 vJnipji- ии€1|-умсн1 для .мша.кшре- ЖуНСИ.Х С lit! п()В . . . . Bchu.MOi ательный инструмеП1 для у ниверс.’.ль- н.лх Mr i аллоре-жу щих главков . . . . 12 1. 1 ’ж ио нона ; с л и Ш’ и и i с i р мел । . i >’ । ei- l. i: B it) к а p i l о i । i p \ 111; ы 12 2 Вспомоги । с им ы й вис i ру мен г для свер- .iii.’ib.'iHX с/алков . . . . . 21 б 217 2 1.8 222 221 2 о у 229 229 240
372
Глава 13. Bchomoi атсльный инструмент для станков
с ЧПУ . ...................247
13 1 Bchomoi а юлиный инеi румси i для пан-
ков с ЧПУ токарной группы . 247
13.2. Вспомоги ।единый инсi р\ мен i для пин-
ков с ЧПУ фрезерио-сверлильио-расiоч-
ной группы ...... 216
РАЗДЕЛ В. Контрольно-измерительные приспособления . 2-52
Глава 14. Общие сведения о контрольно-измерительных
приспособлениях ...... 232
I 1.1. Н; 1зиачение. классификация и пруыура
кои I рол ьно-in мер и юлнны.х приспособ-
лений ....... 232
14.2. Выбор средни кои[роля и измерения . 237
14.3. Р а с чет КПП на 1 очное 1 и .... 260
Глава 15. Конструкции элементов КИП и расчет со-
ставляющих суммарной погрешности изме-
рения ........ 2(>3
13.1. Ваи1р\ющпс эле.мешы и расче! погреш-
ностей оптирования .... 263
15.2. I lepe.ia ।очные элемешы и их погреш-
ИОС1И ....... 275
15.3. Подвижные элементы .... 2sr>
15.4. Зажимные элементы . 2S9
15.5. Вспомога i единые элементы . . . 291
15.6. Определение опальных составляющих
суммарной погрешносI и измерения . . 2)01
Глава 16. Приспособления для контроля отклонений
линейных размеров, формы и взаимного рас-
положения поверхностей деталей 307
16.1. Копиру книи приспособлений для кош-
роля отклонений линейных размеров
де шлей ....... 307
16.2, Приспособления для контроля онионе-
ннй формы поверхностей дешлей . . 311
16.3. Приспособ,тения для контроля oik,цше-
ний взаимного расноло/кения иоверхно-
пей деталей . . . . .317
373
Глава 1 7. Переналаживаемые, многомерные кош роль ные приспособлении и кон г ро ль деталей на с ганках с ЧПУ . 3 ,0
Г i а в a IS. 17.1. 11ере11ялажпваемыс приспособления 17.2. ЛЬют о мори ые коп । ро. г ытыс приспо- собления ...... 17.3. lxoiiipo.ii) параме г ров обраба i ывиемы \ ciroi ивок на с । апках с 41IX" Приспособления для контроля параметров •) •
[лава 19. сложной геометрической формы деталей авиадвигателей ...... 13.1. Приспособ, юния для контроля геометри- ческих параметров люиагок 13.2. Приспособления для контроля тсометрп- носких параметров дисков Методика проектирования контрольных при- 3S4 3 ! 7
. ut i ep способлений ...... 19.1. Проектирование сисипальлы \ к.иыроль- лодтзмери тел иных приспособ. iCBiiii . 19.2 Особенное!п проектирования перенала- живаемых коп 1 рольных приспособле- ний атхры • >.»I 3< 11 31 )• >
11 рсдмеi иыи \ кали нмь
374
У ч (' б ное и з д а и и о
III У JI Е II О В АЛЕКСАНДР ПАВЛОВИЧ
III М А II Г. В ВАСИЛИН АЛЕКСАНДРОВИЧ
ШИТАРЕВ ИГОРЬ ЛЕОНИДОВИЧ
И Р О Е К Т И Р О В А Н И Е
Г Е X И О Л О Г И Ч Е С К О И
О С Н А С Т К И
У ч е б и и к
Редакторы: М. И. Логунова, Т. К. Кретинина
Техн, редакюр: И. М. Каден юн
Корректоры: Т. И Ще.юкова, Т. И. Кузнецова,
Л. Я- Чегодаева, Т. К. Кретинина
Лицензия ЛР ХЬ 020301 от 28.11.91.
Подписано в печать 30.12.96. Формат 60x841!G.
Бумага газетная. Печать высокая.
Ус/!, печ. л. 24,75. Усл. кр.-огг. 24,89. Уч.-изд. л. 26,6.
Тираж 1000 акт. Заказ 259. Арт. С-10/96.
С а м а р с к и й г ос у д а р с т в е н н ы й
аэрокосмический университет
имени академика С. П. Королева.
4430«ti, Самара, Московское шоссе, 34.
НПО Самарского госхдара венного
аэрокосмического университета.
443001, Самара, ул. Молодогвардейская, 151.
375